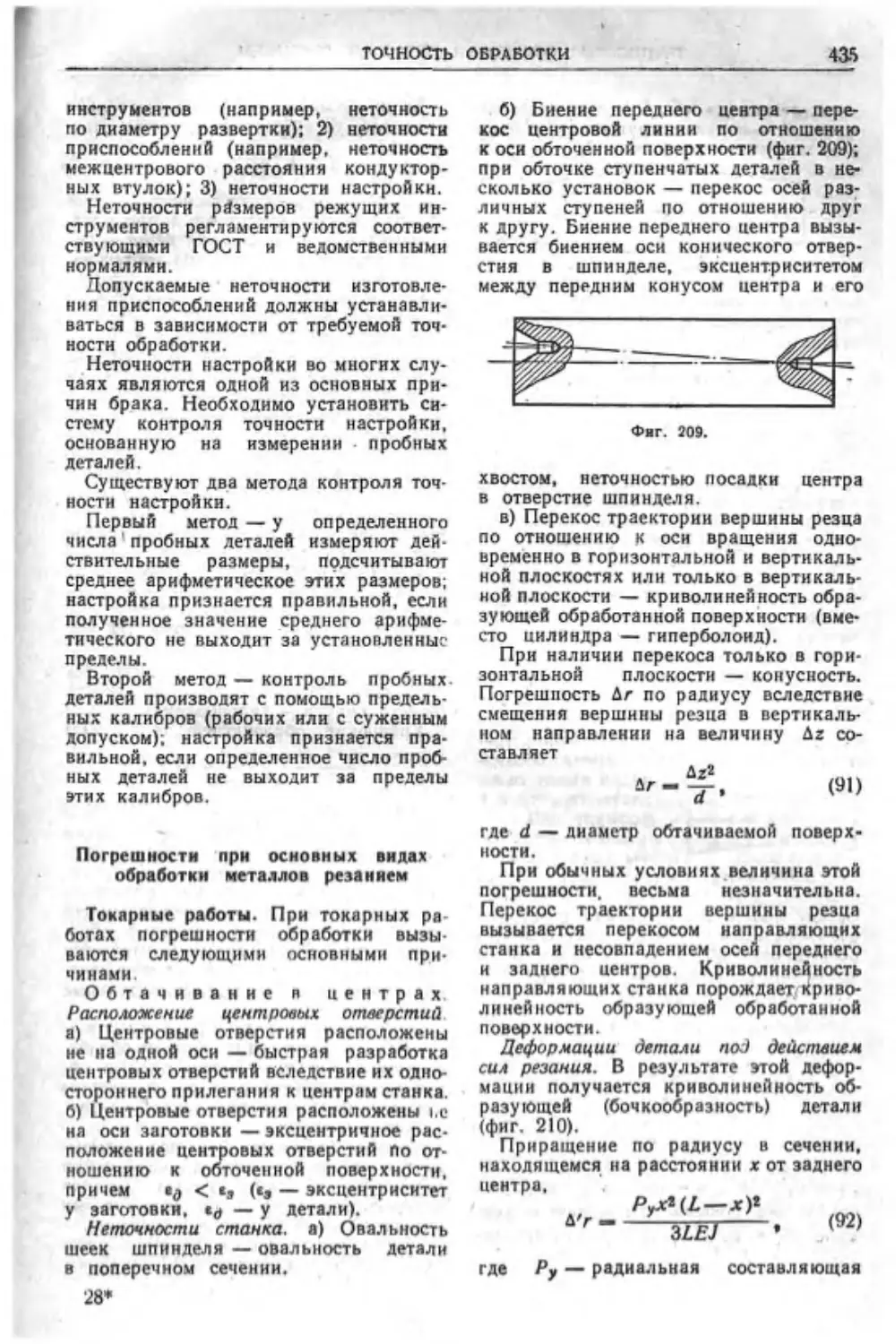
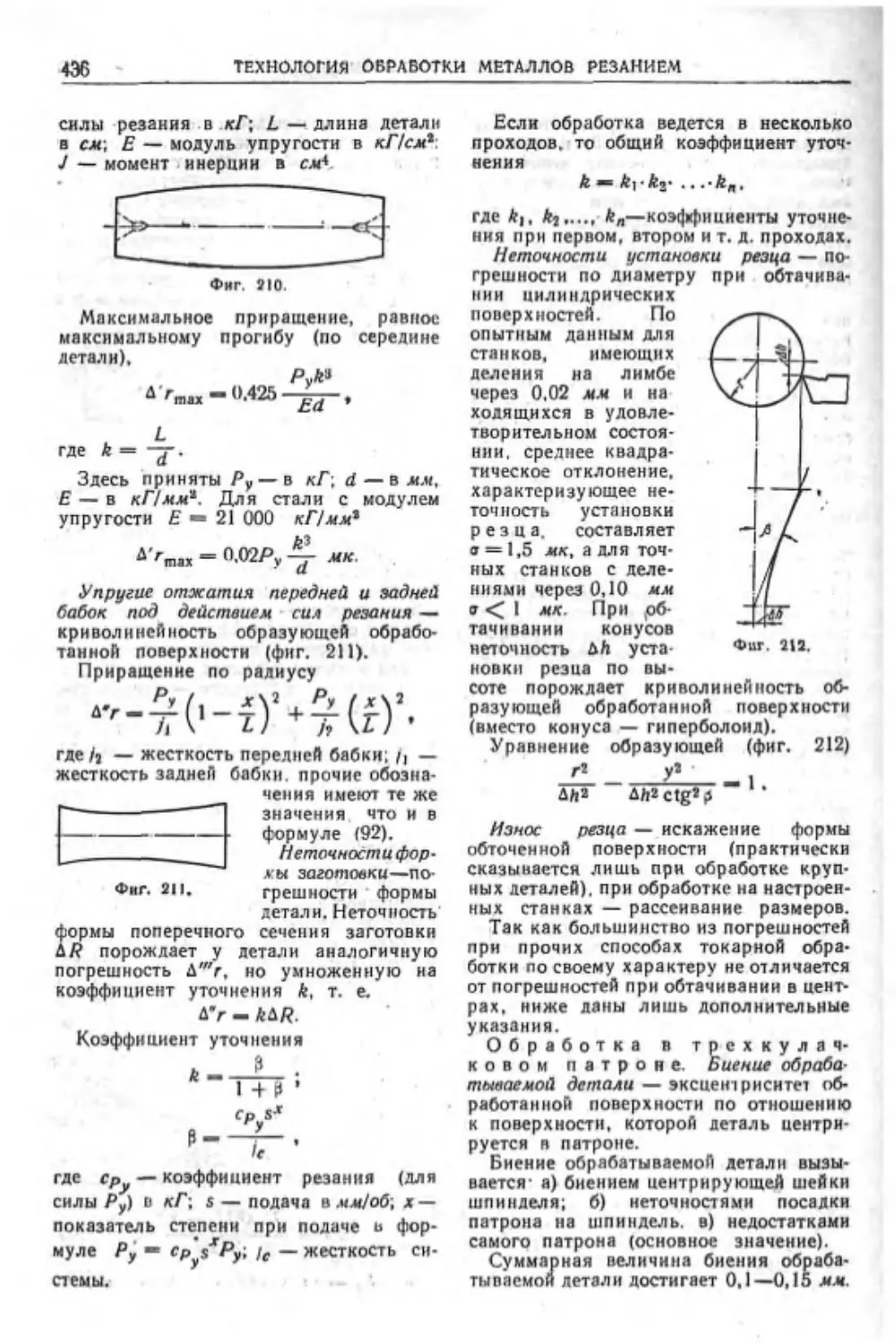
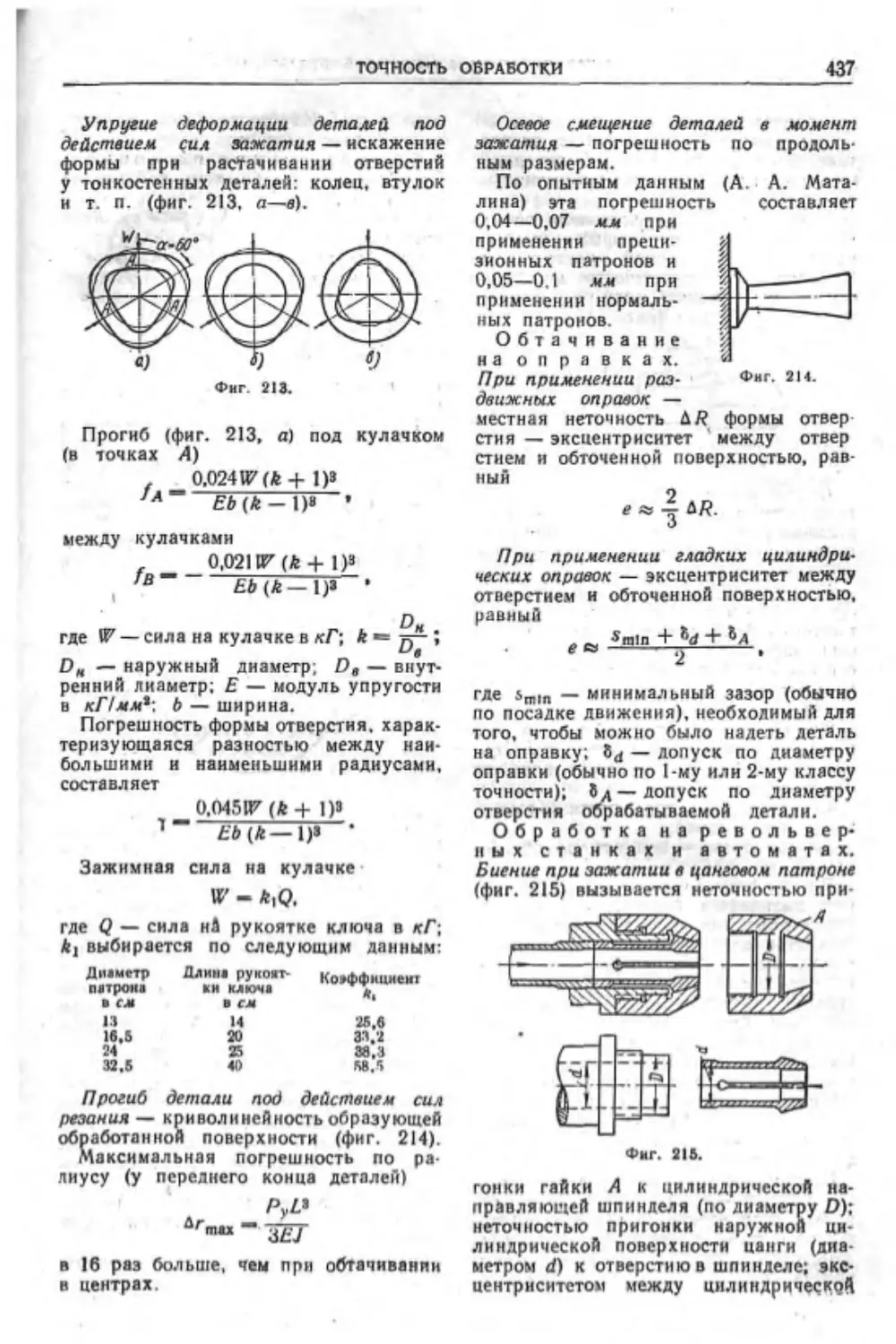
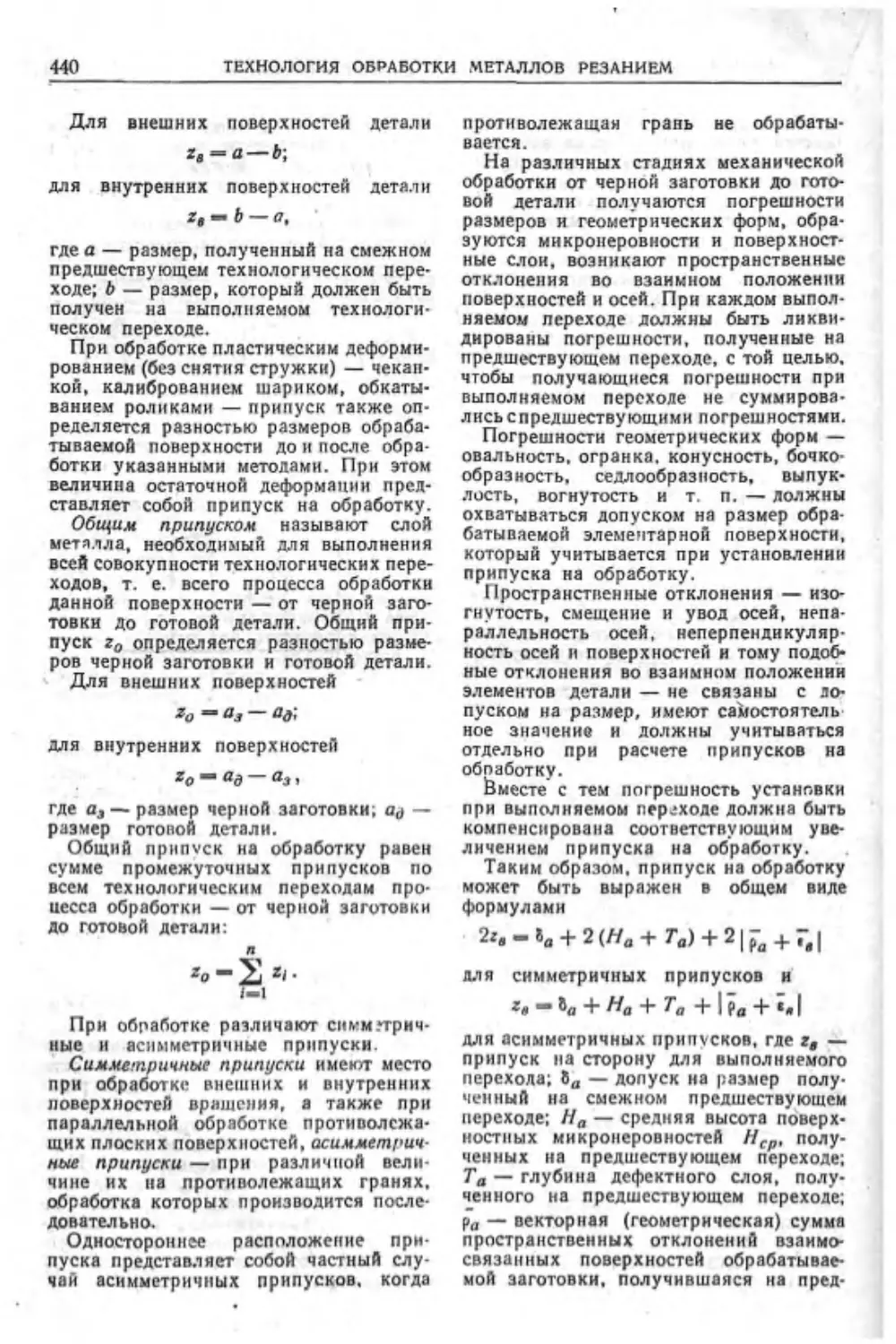
/







































































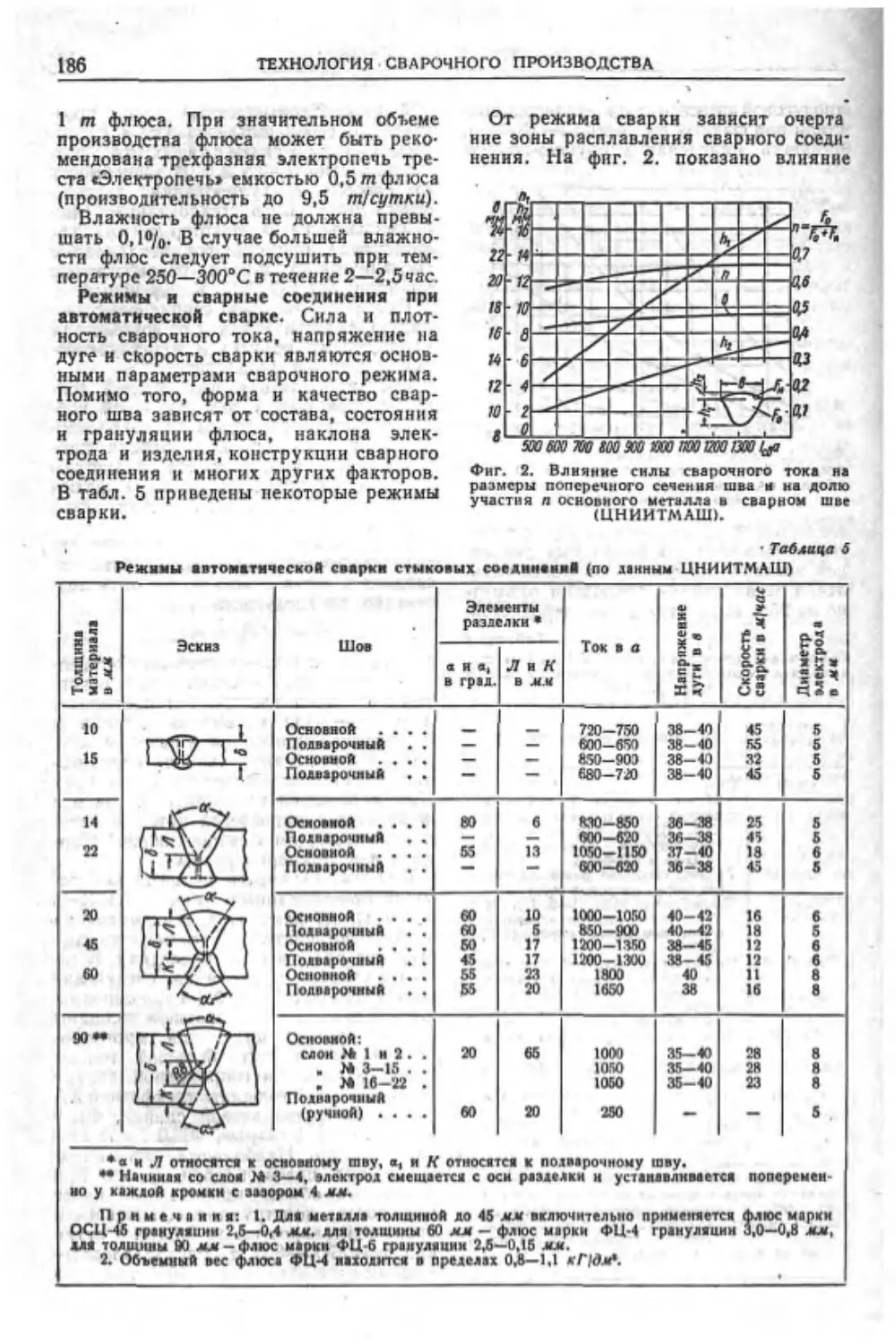

























































































































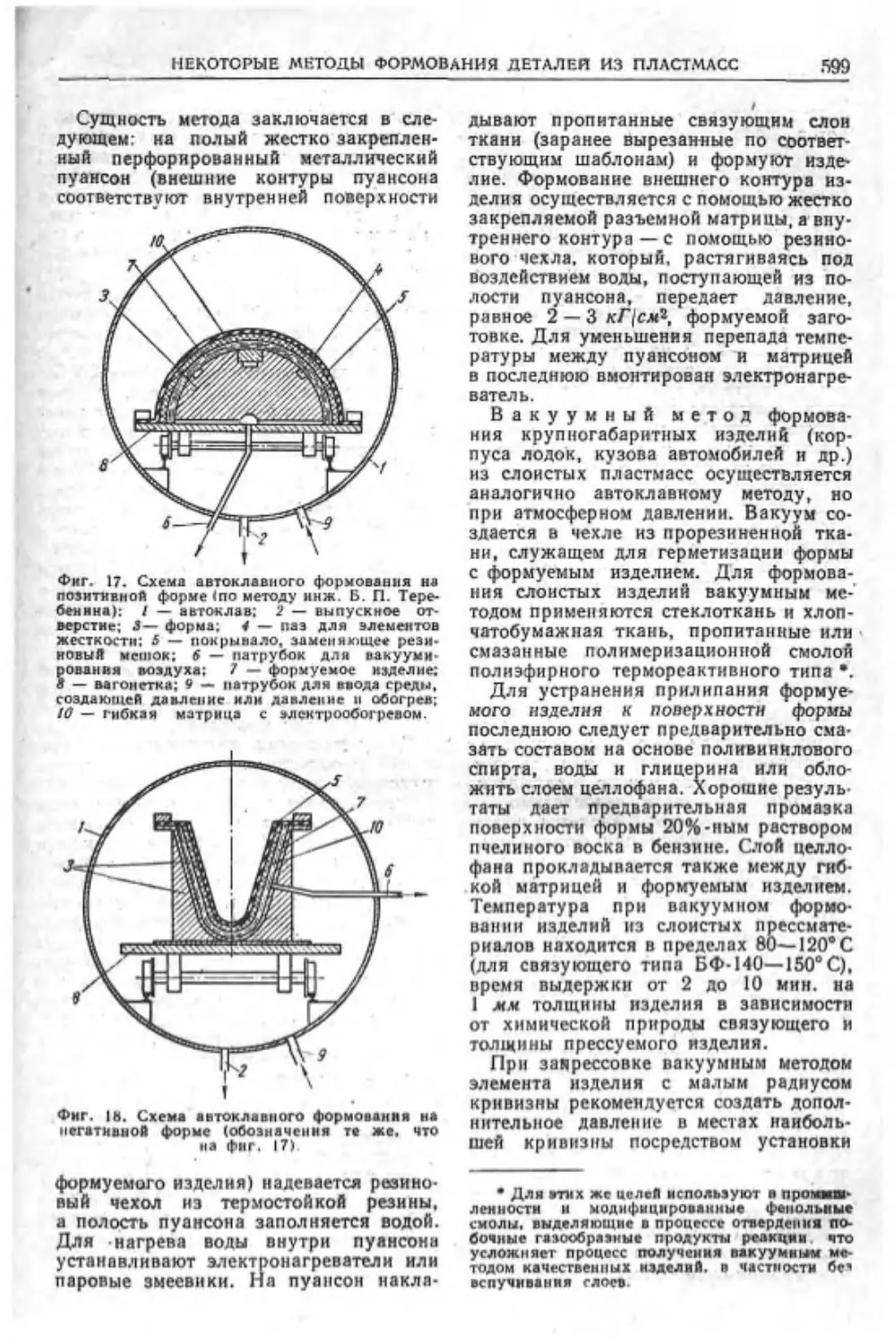






























































Автор: Диментберг Ф.М. Люкшин В.С. Ниберг Н.Я. Обморшев В.Н. Плужников И.С. Серенсен С.В. Сатель Э.А.
Теги: машиностроение
Год: 1955




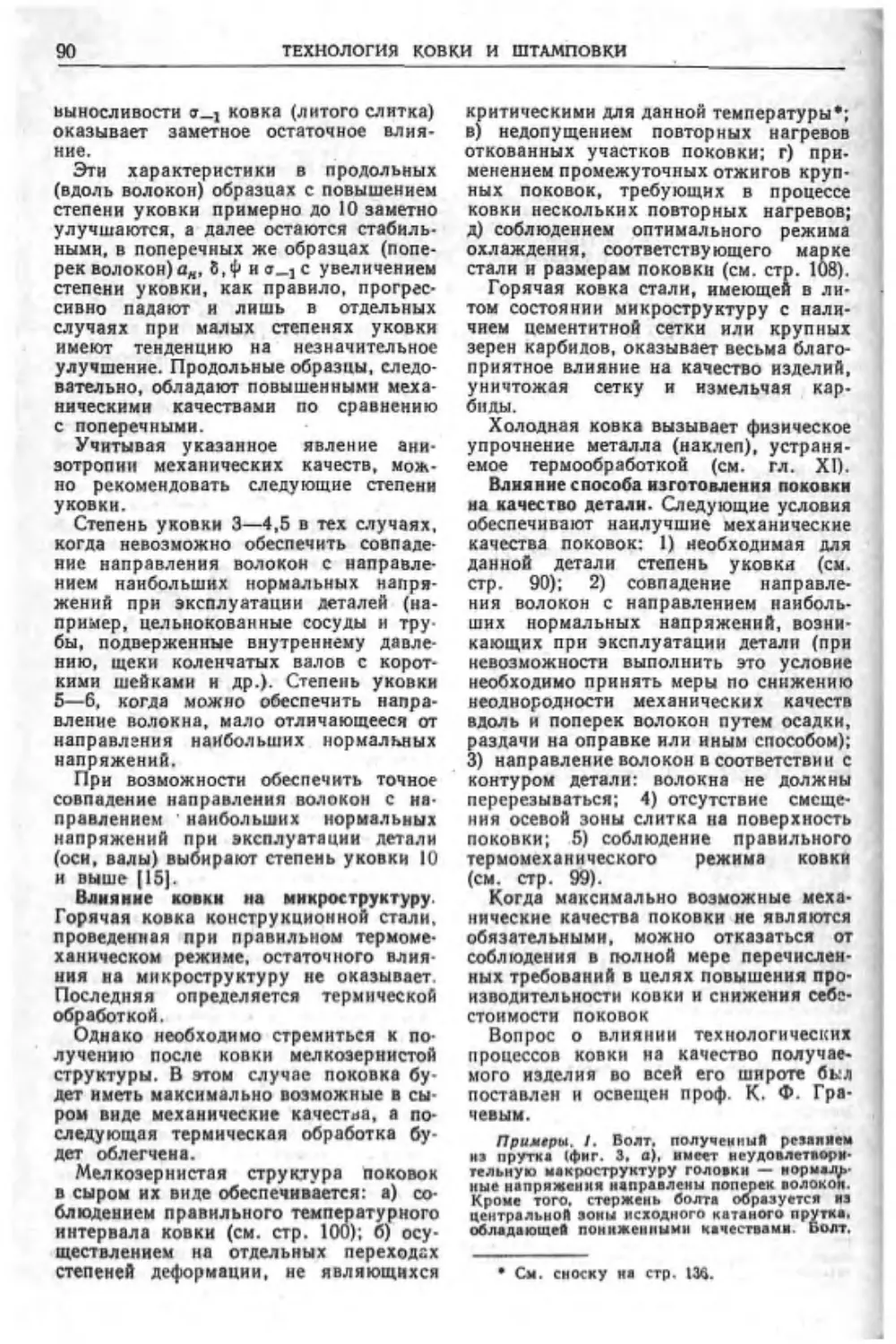
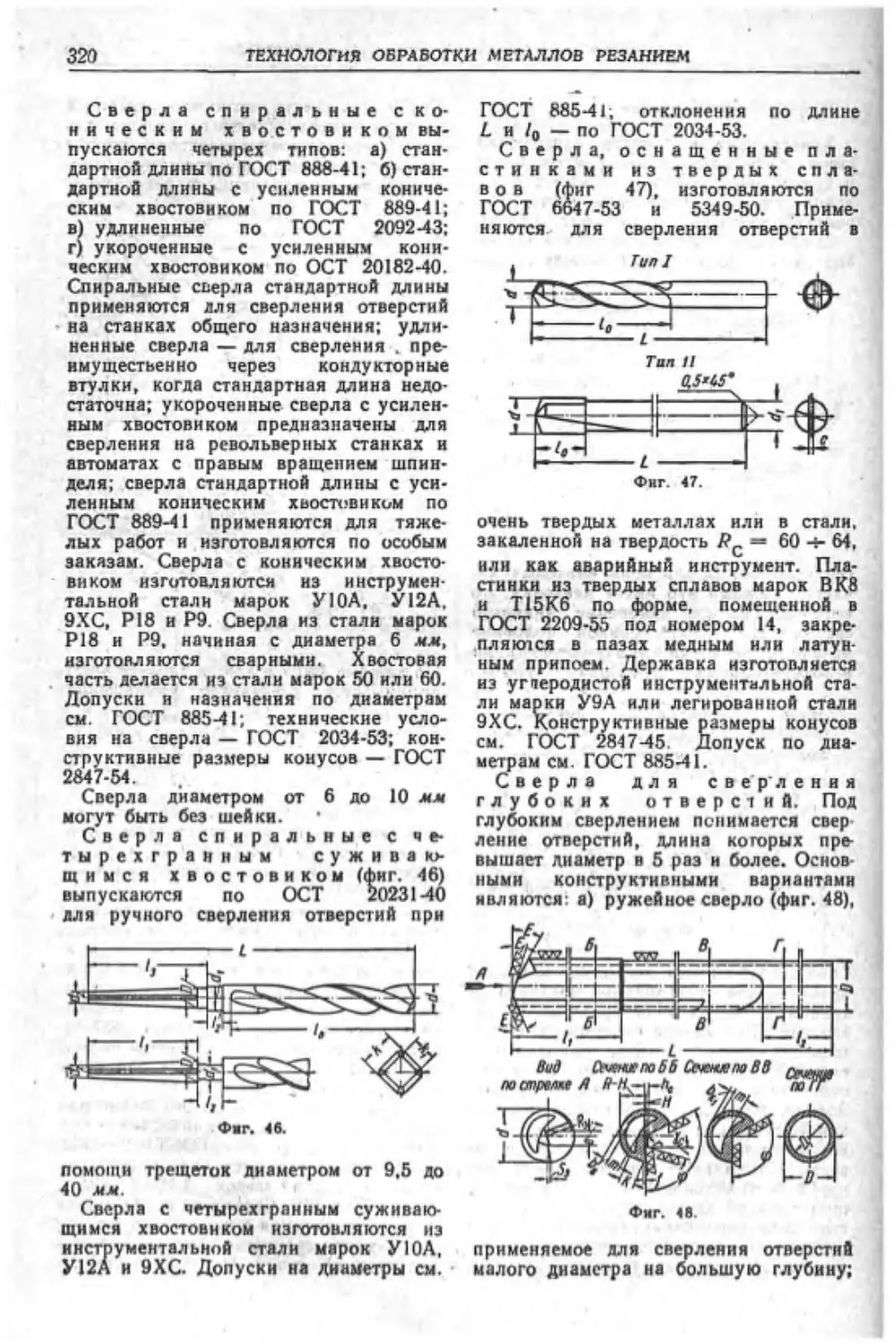
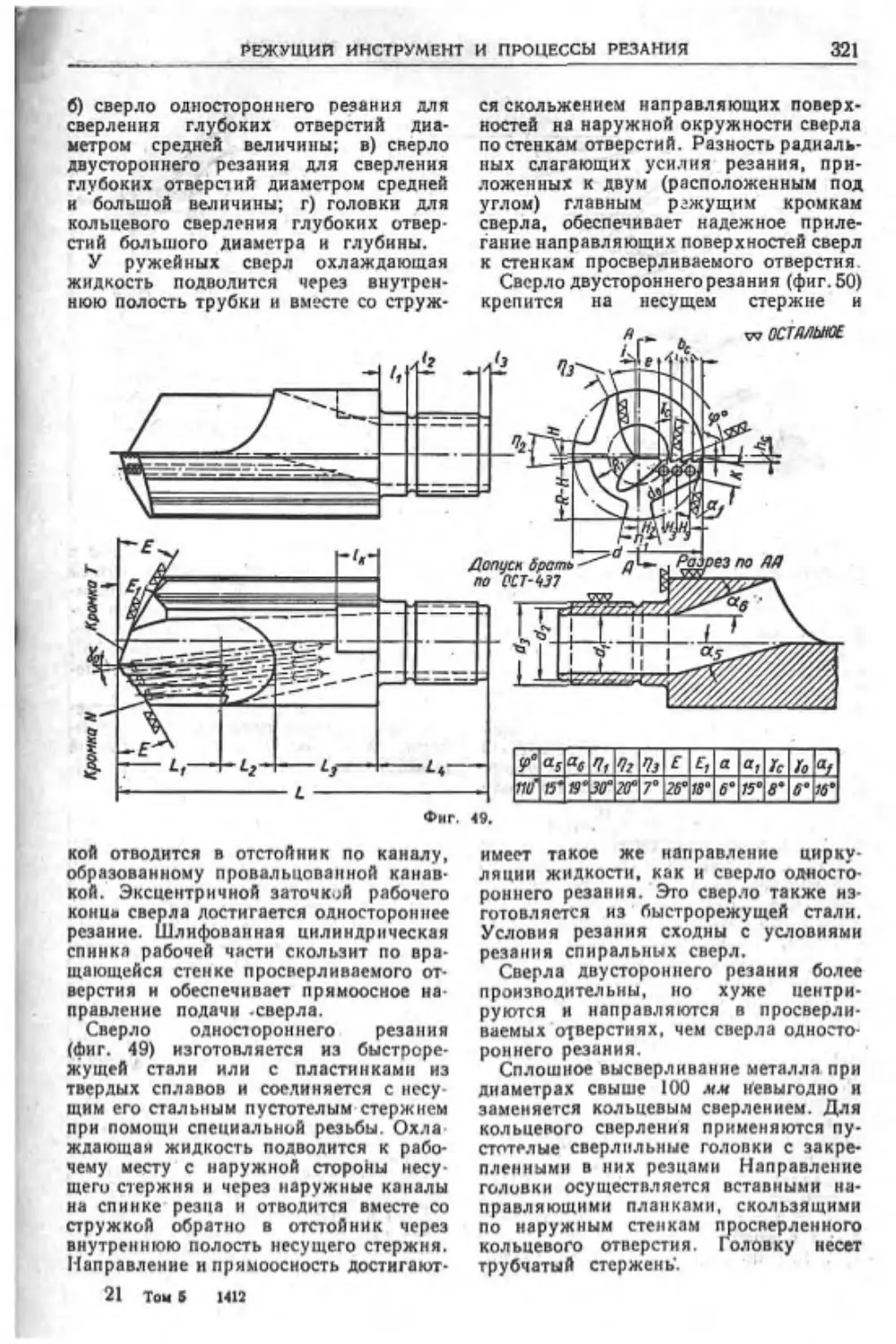
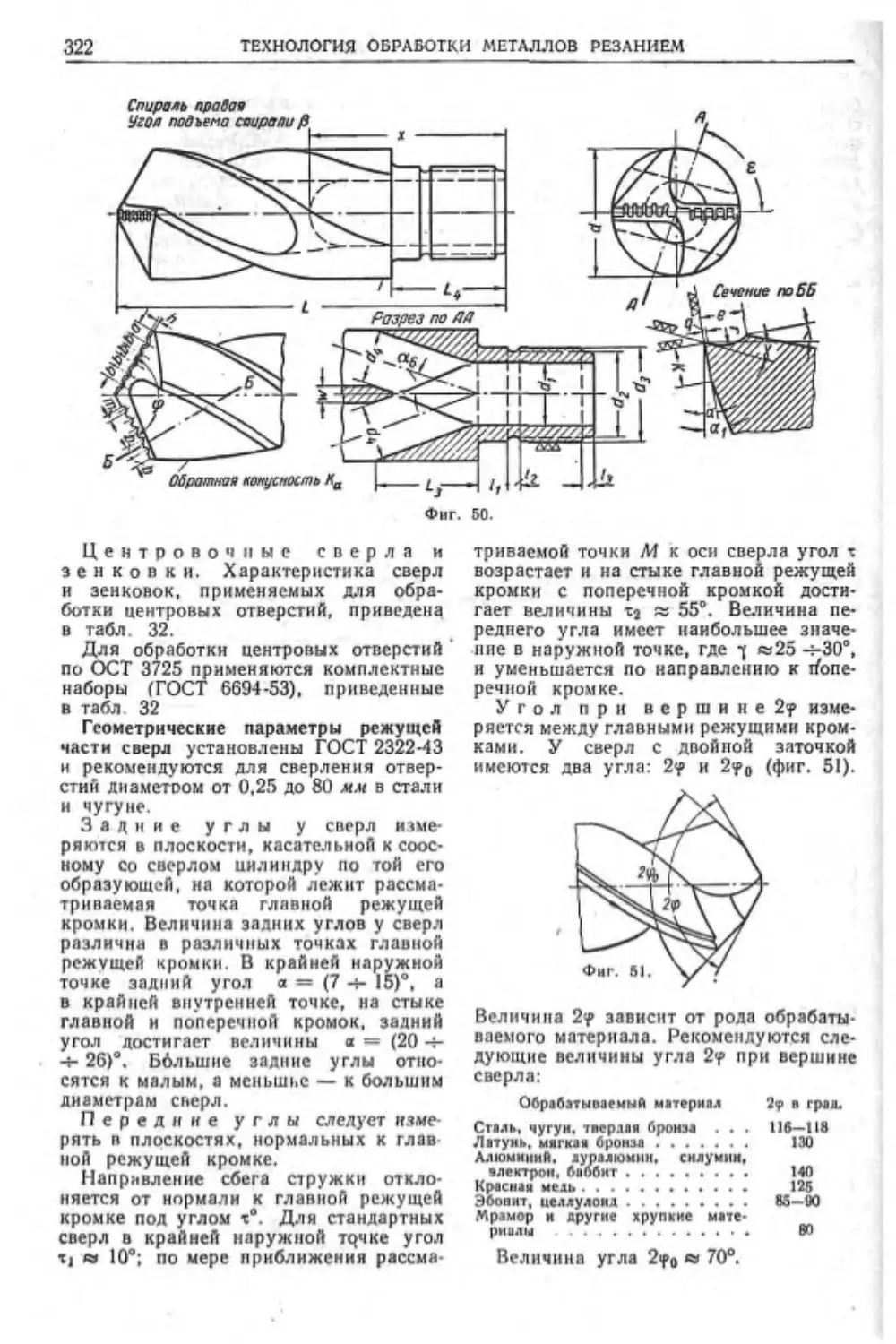
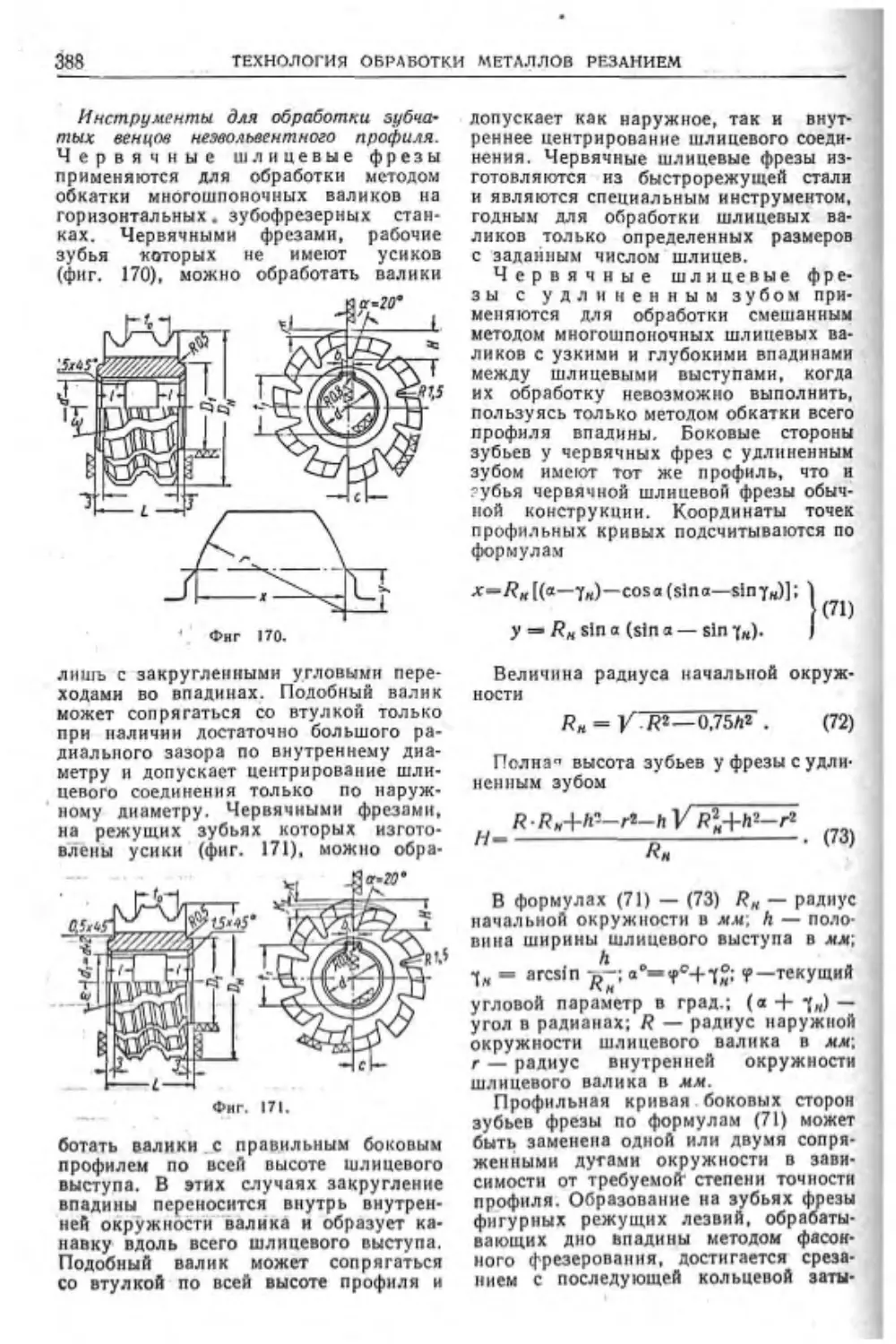
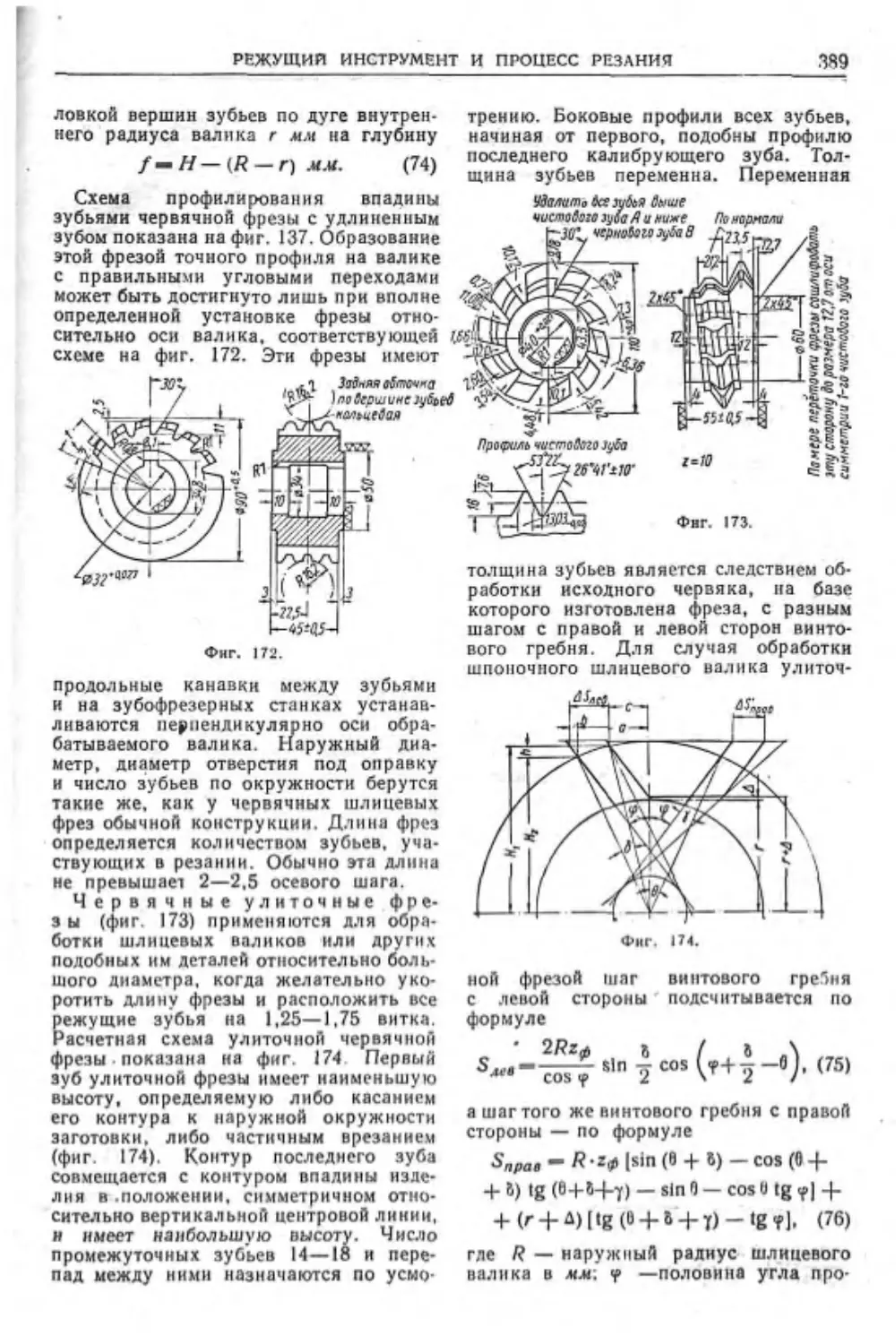
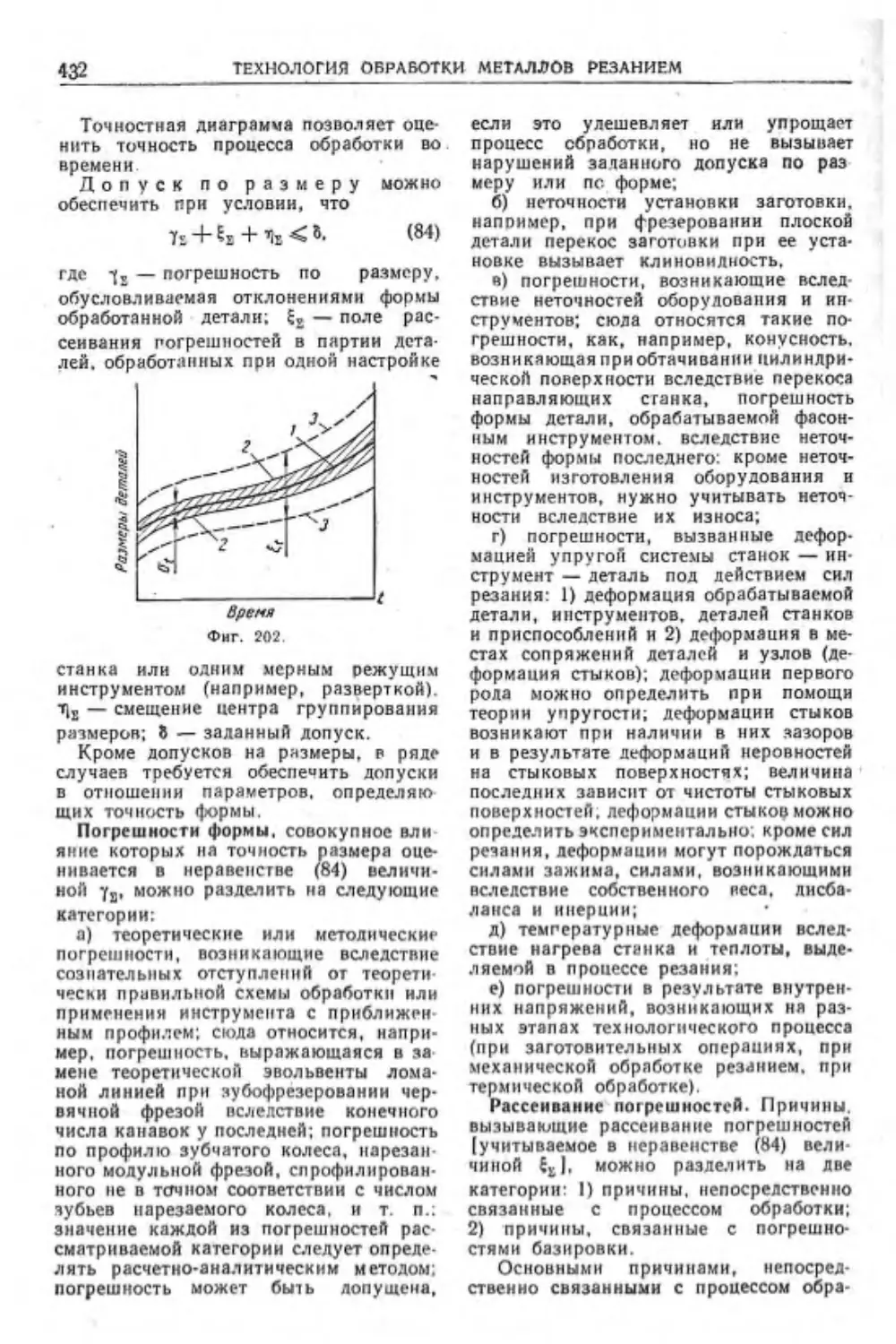
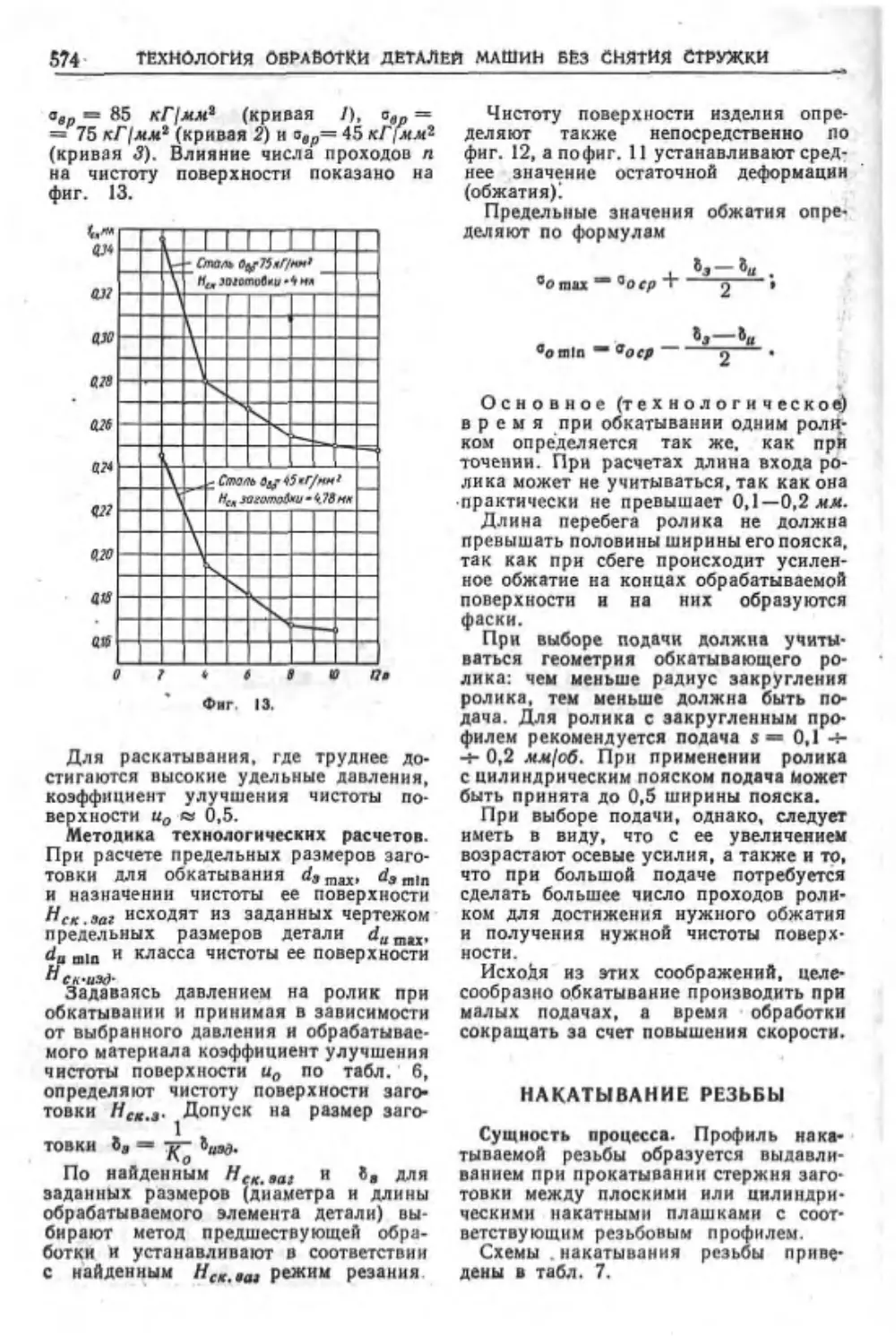
Текст
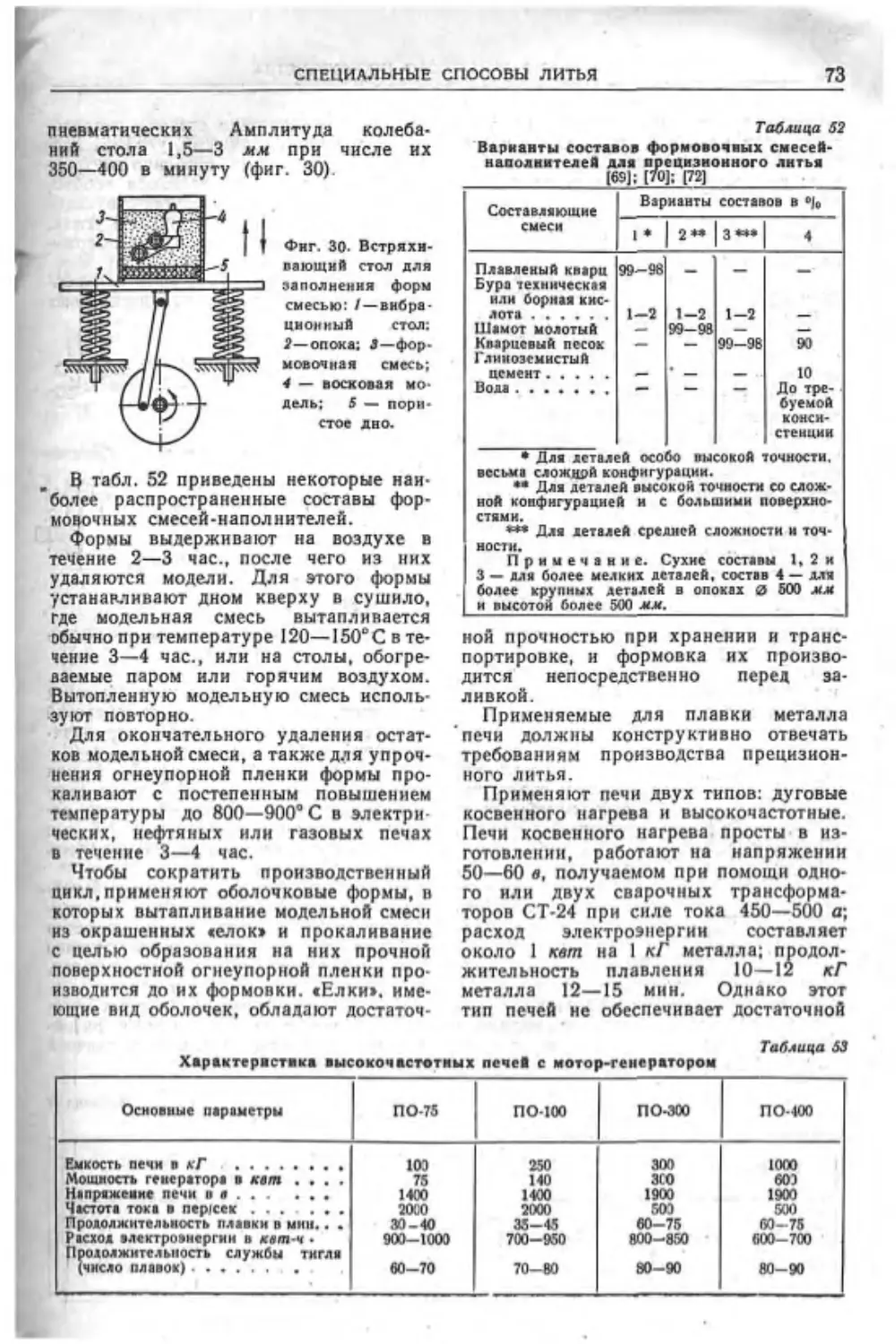
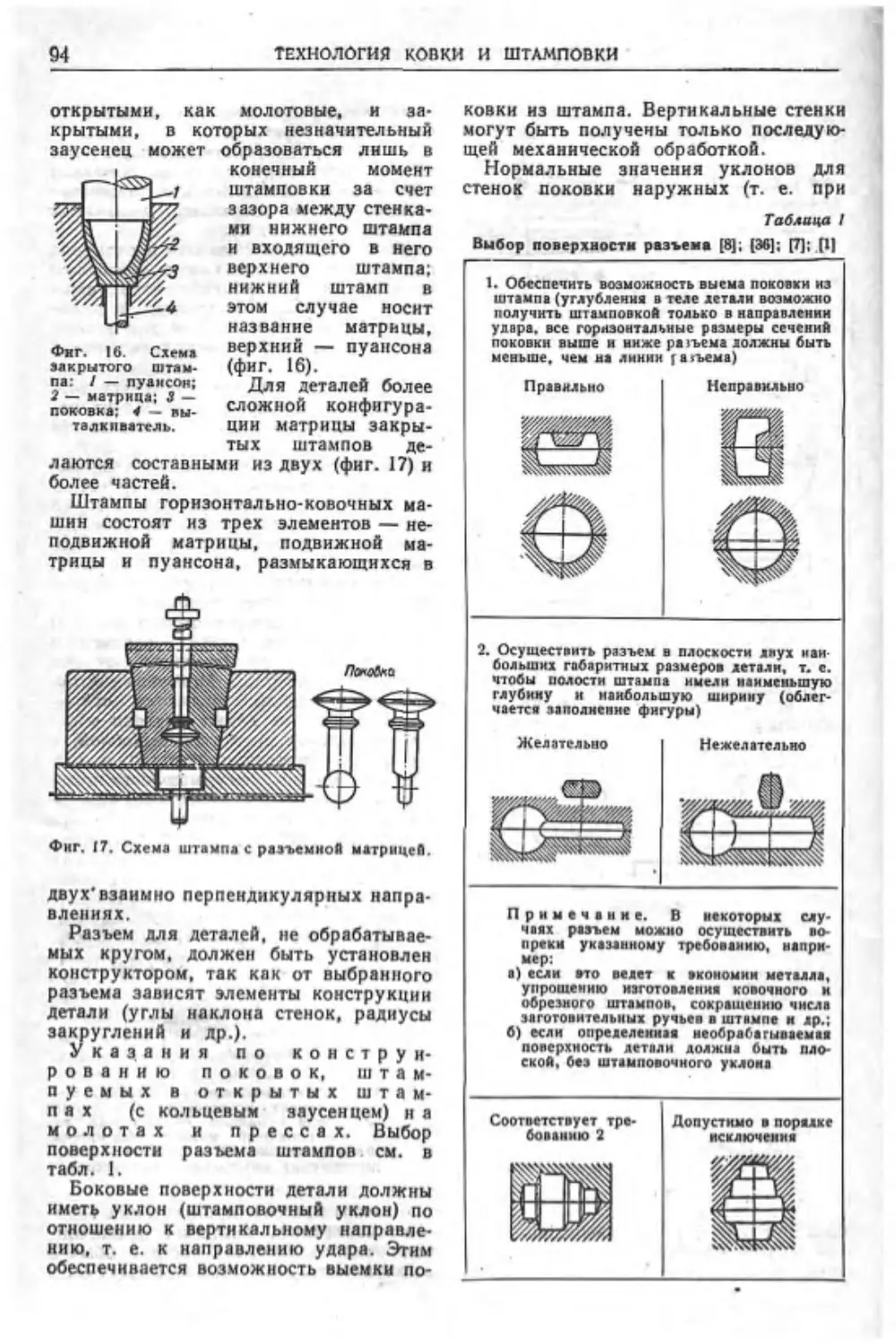
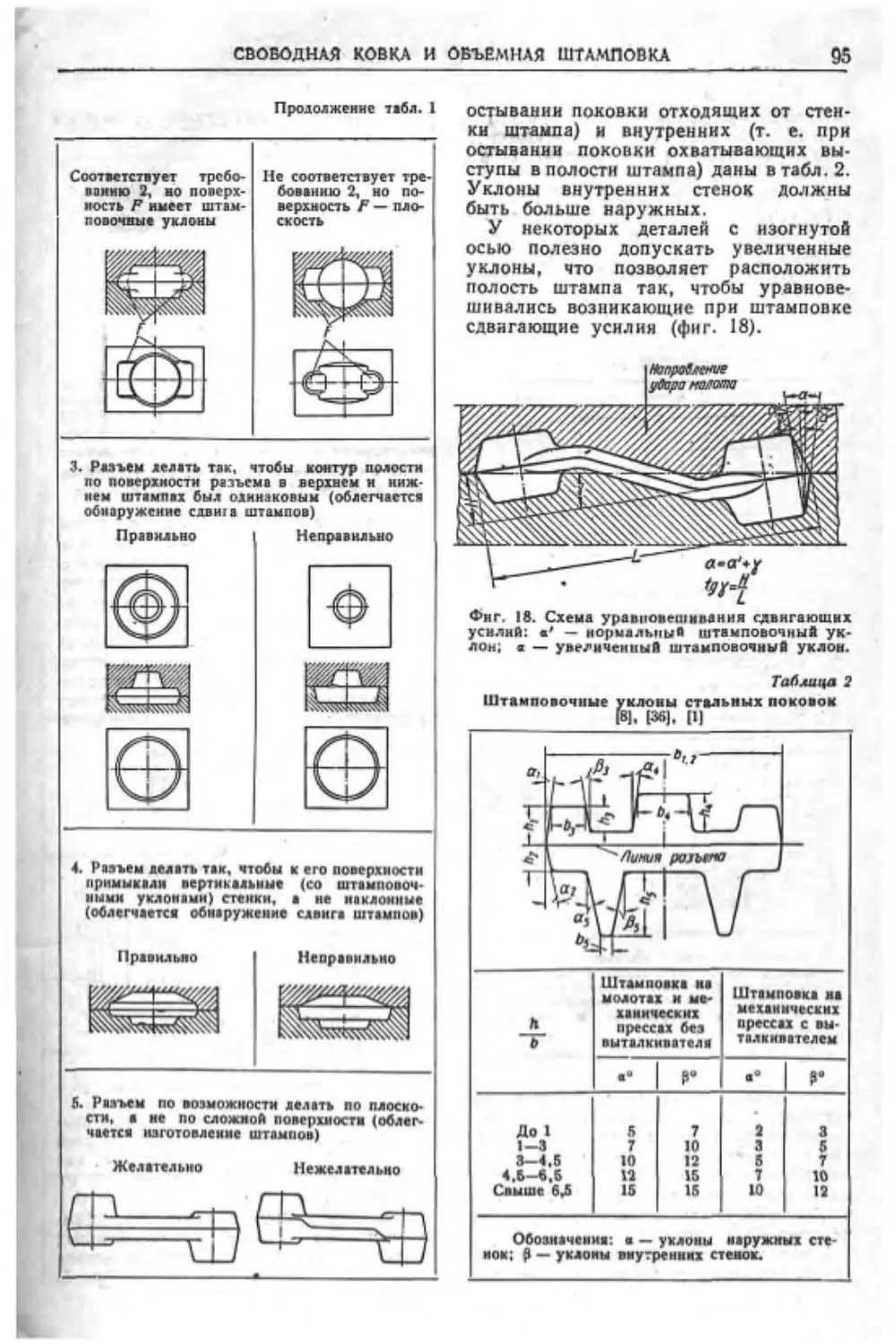
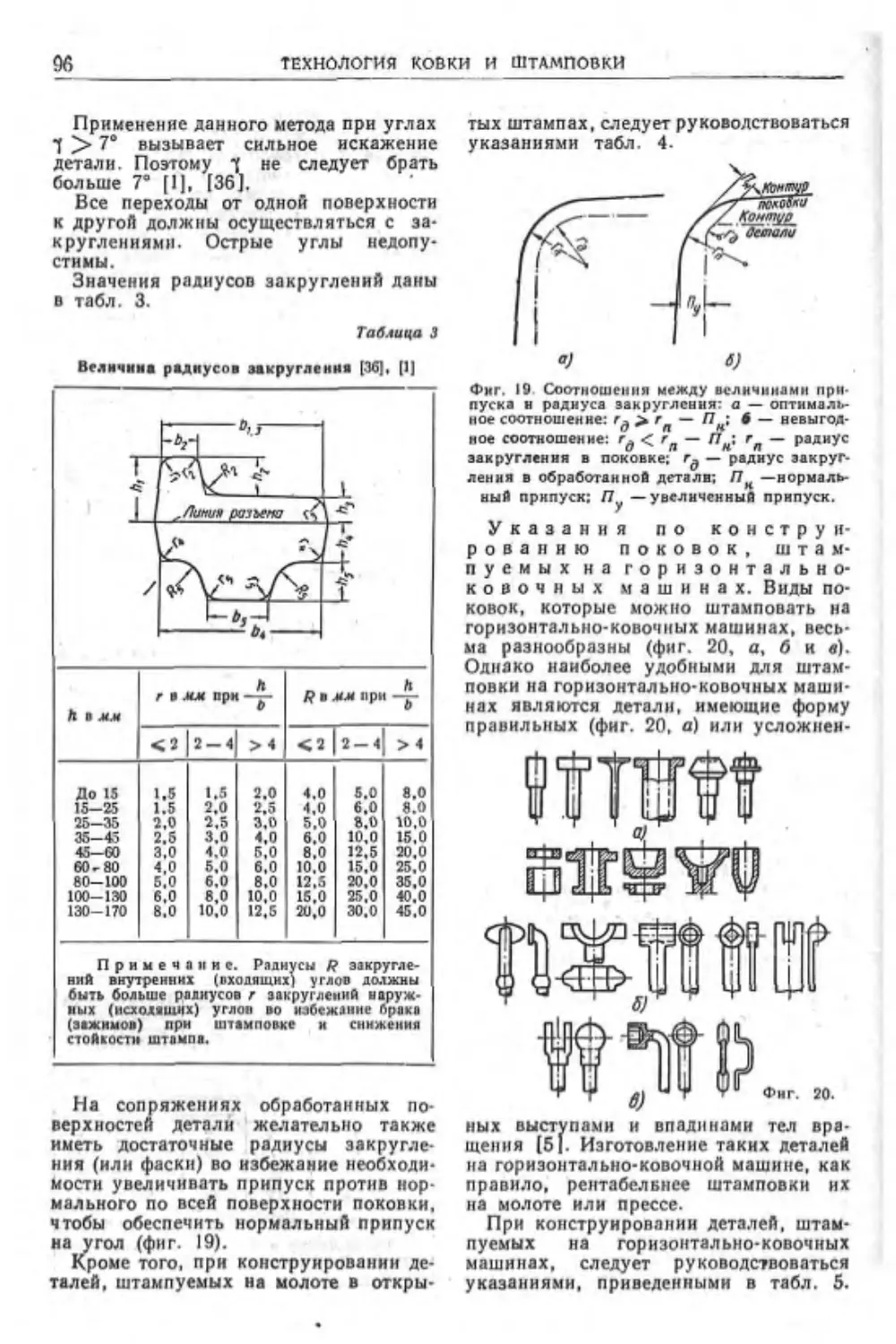
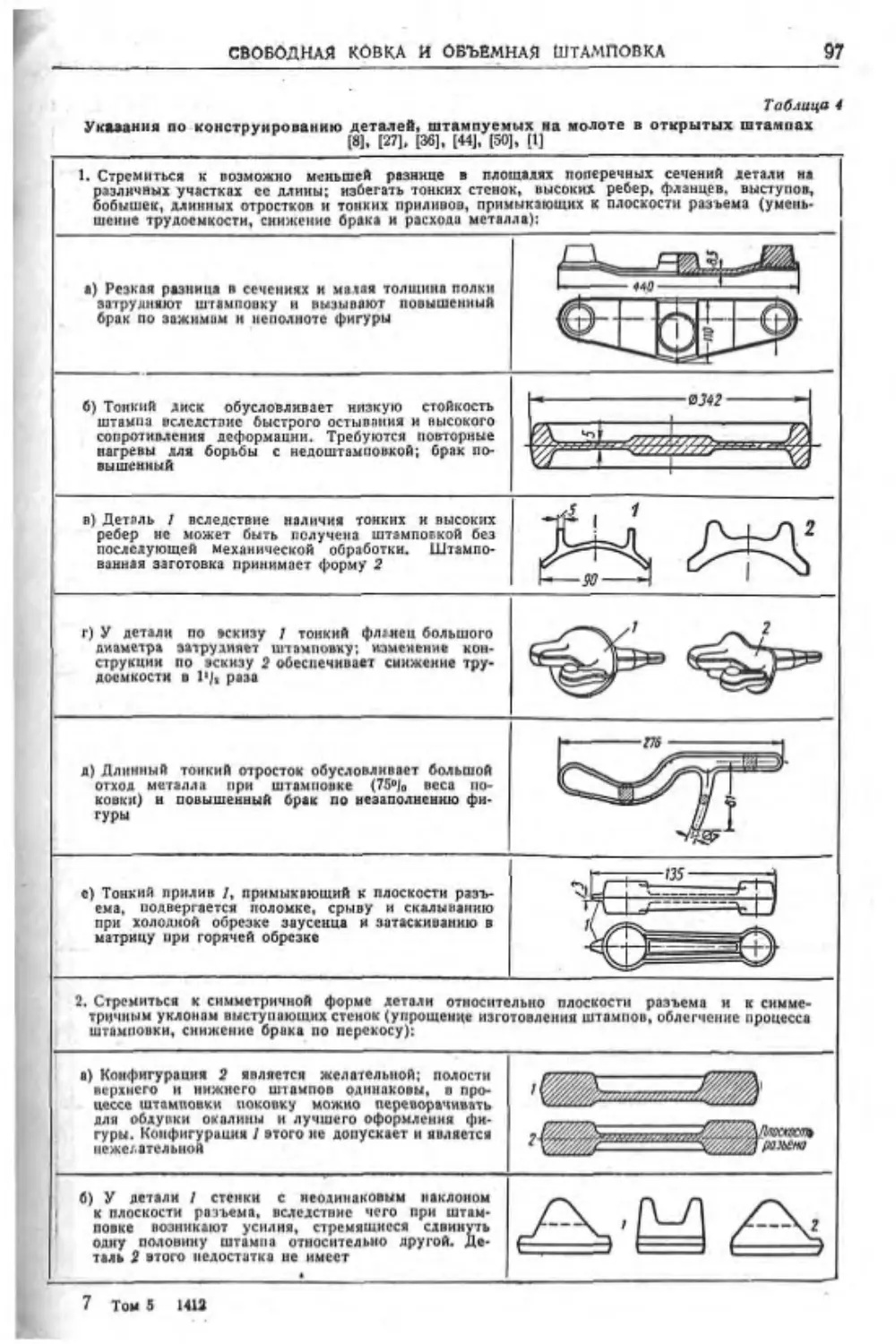
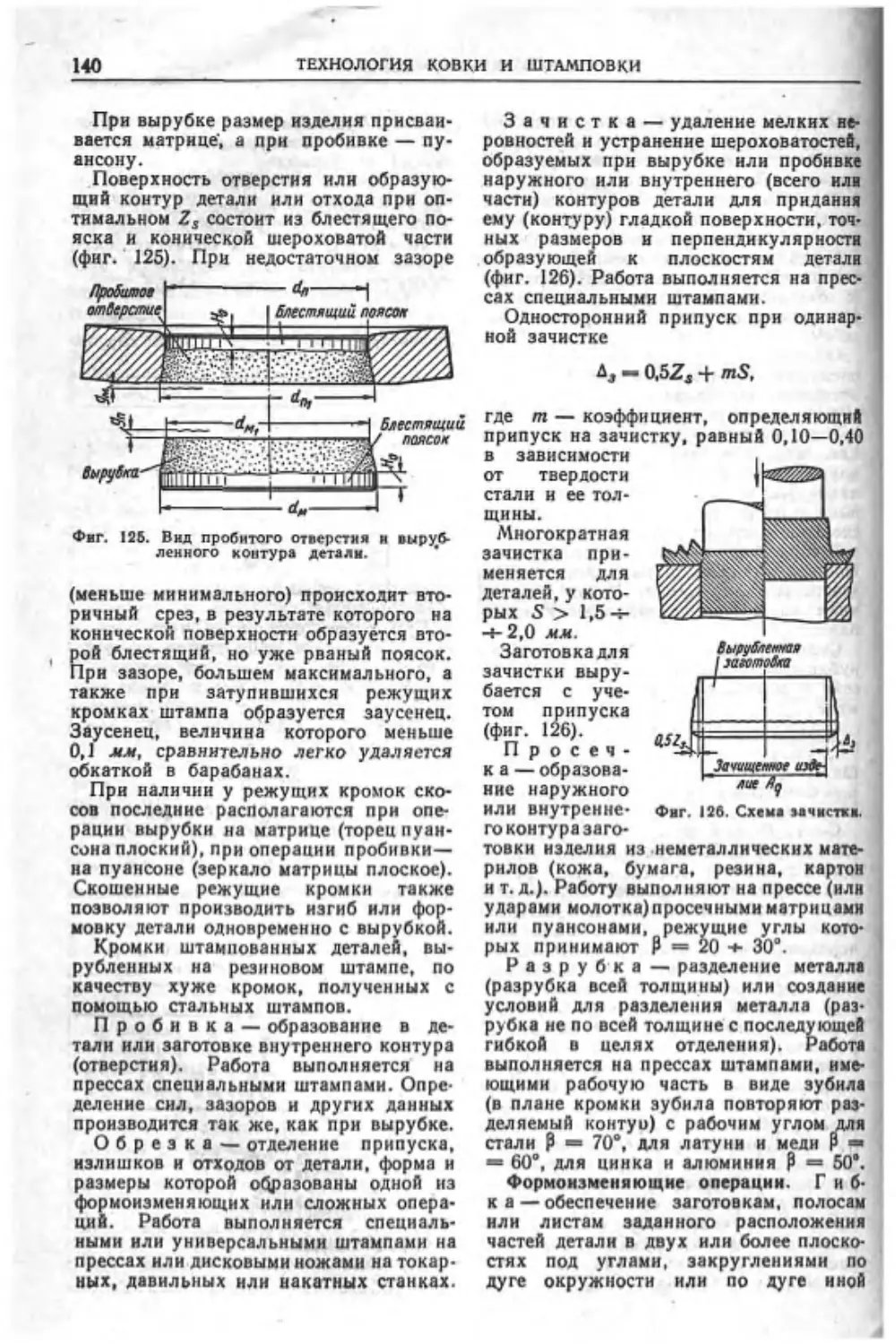
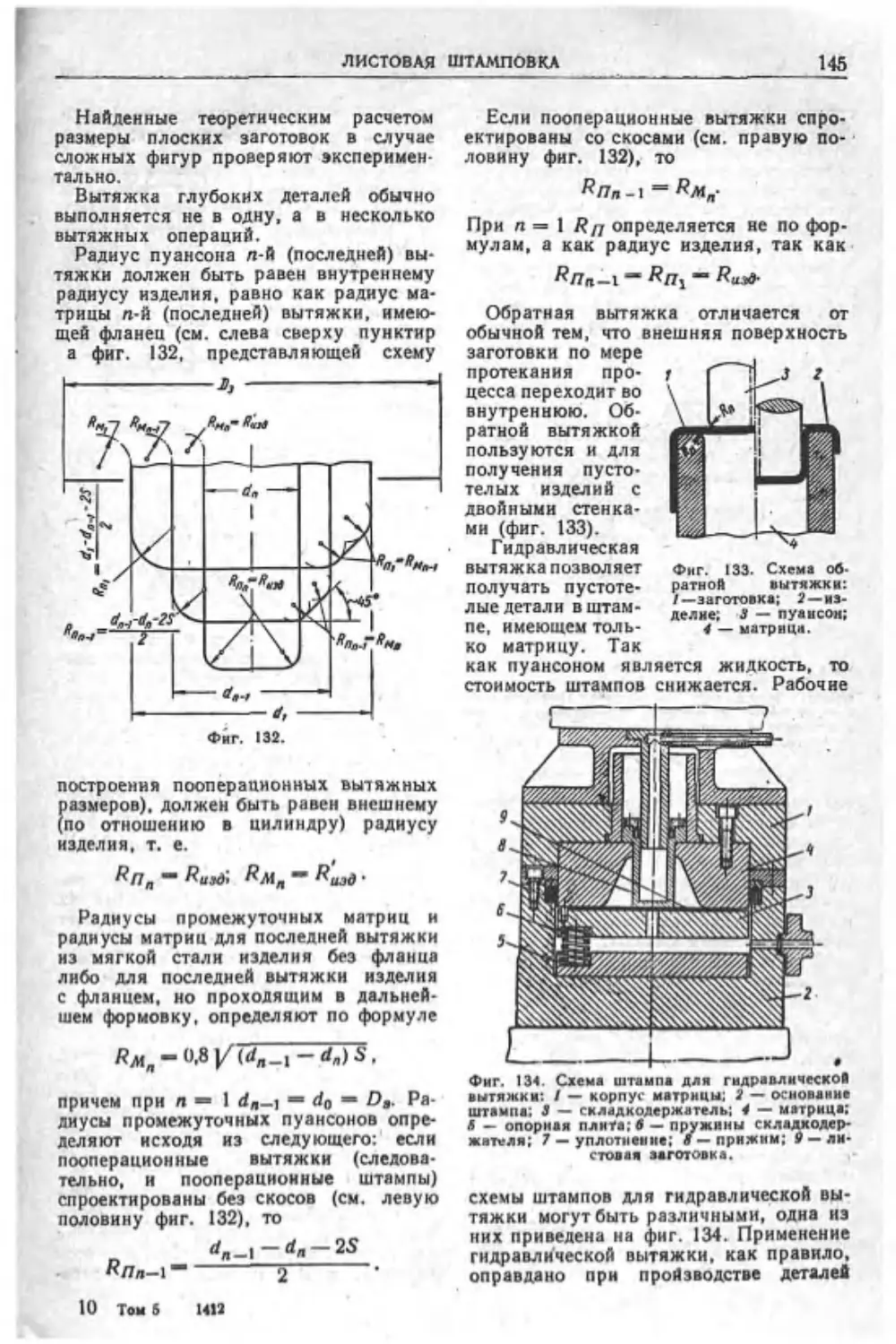
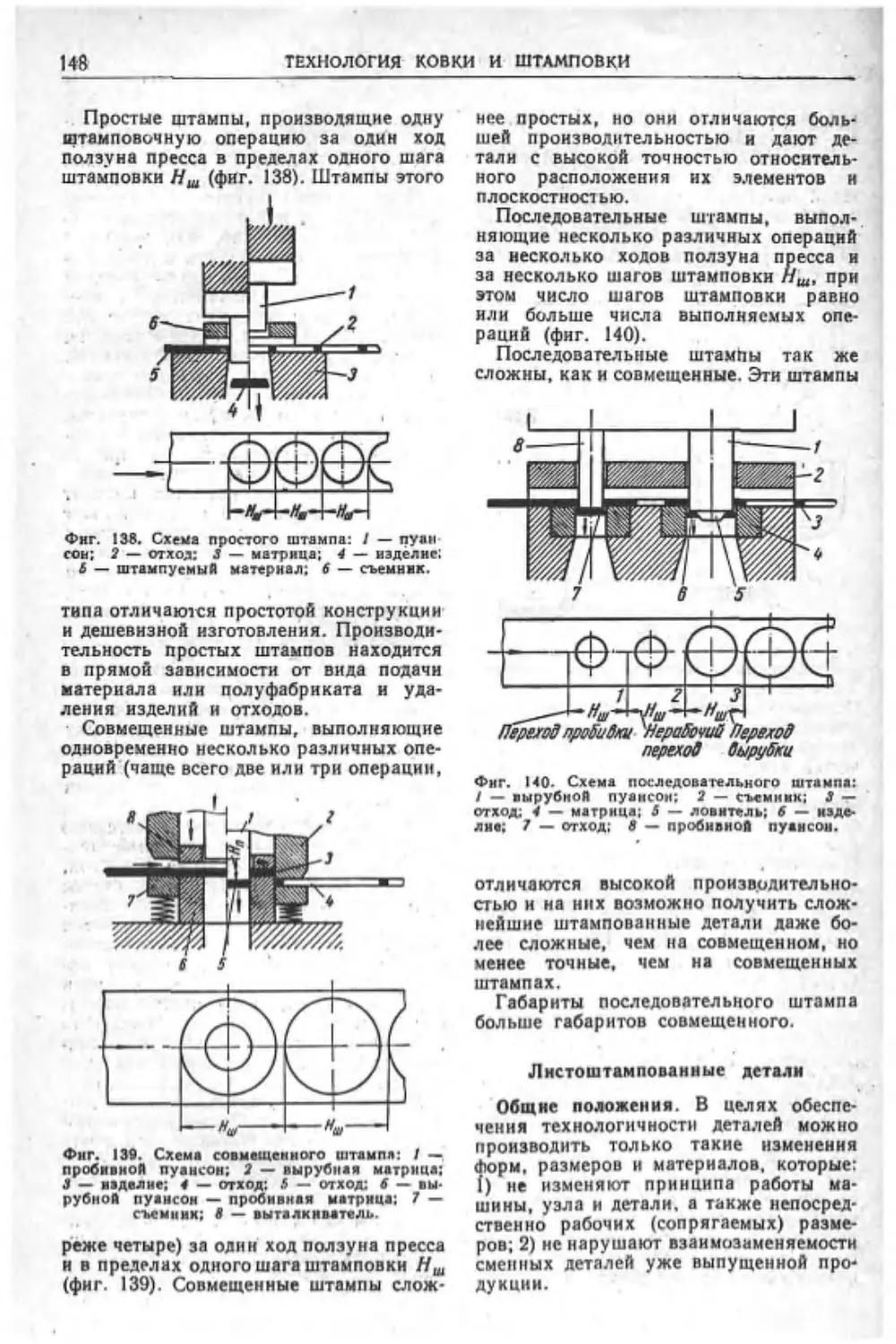
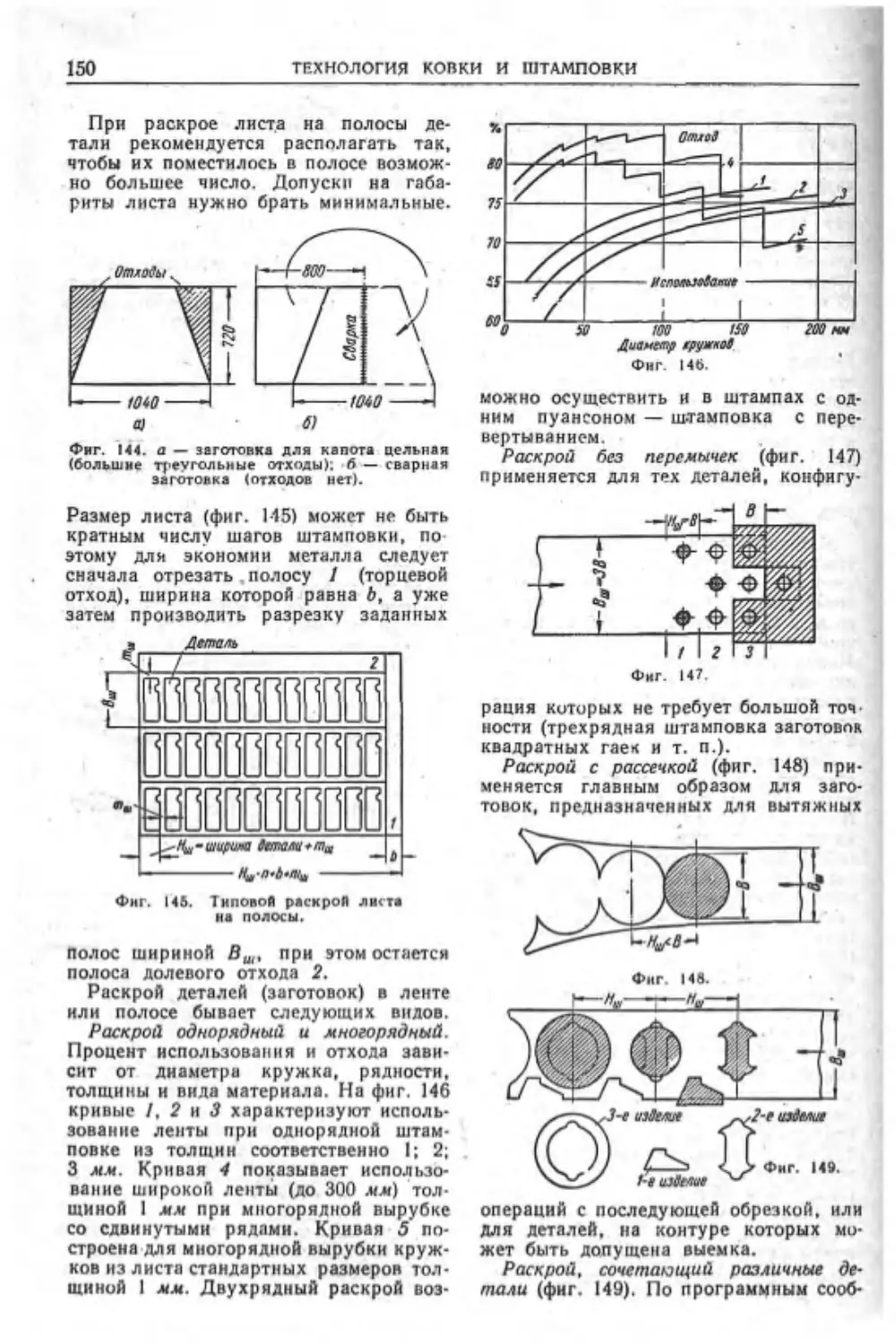
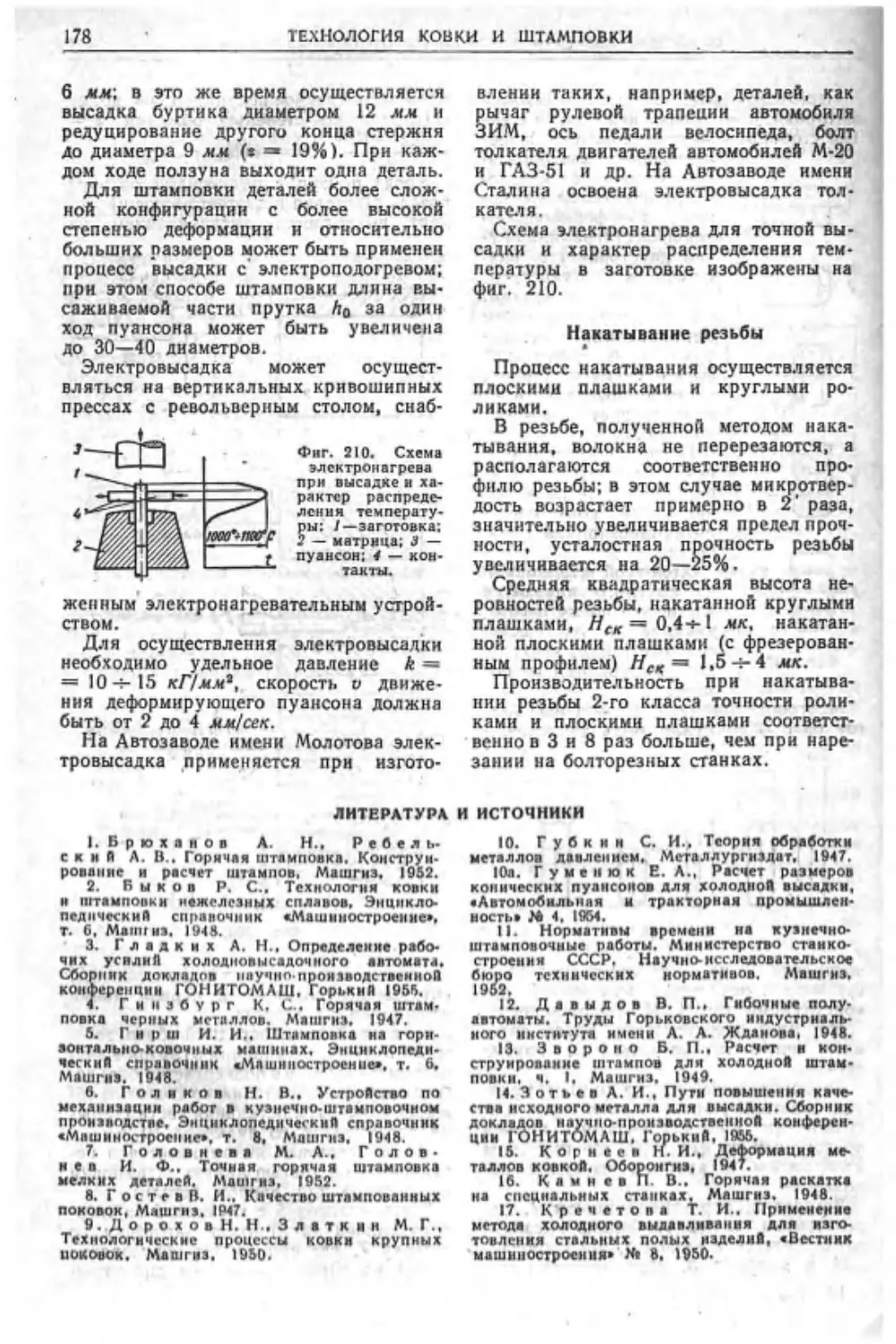
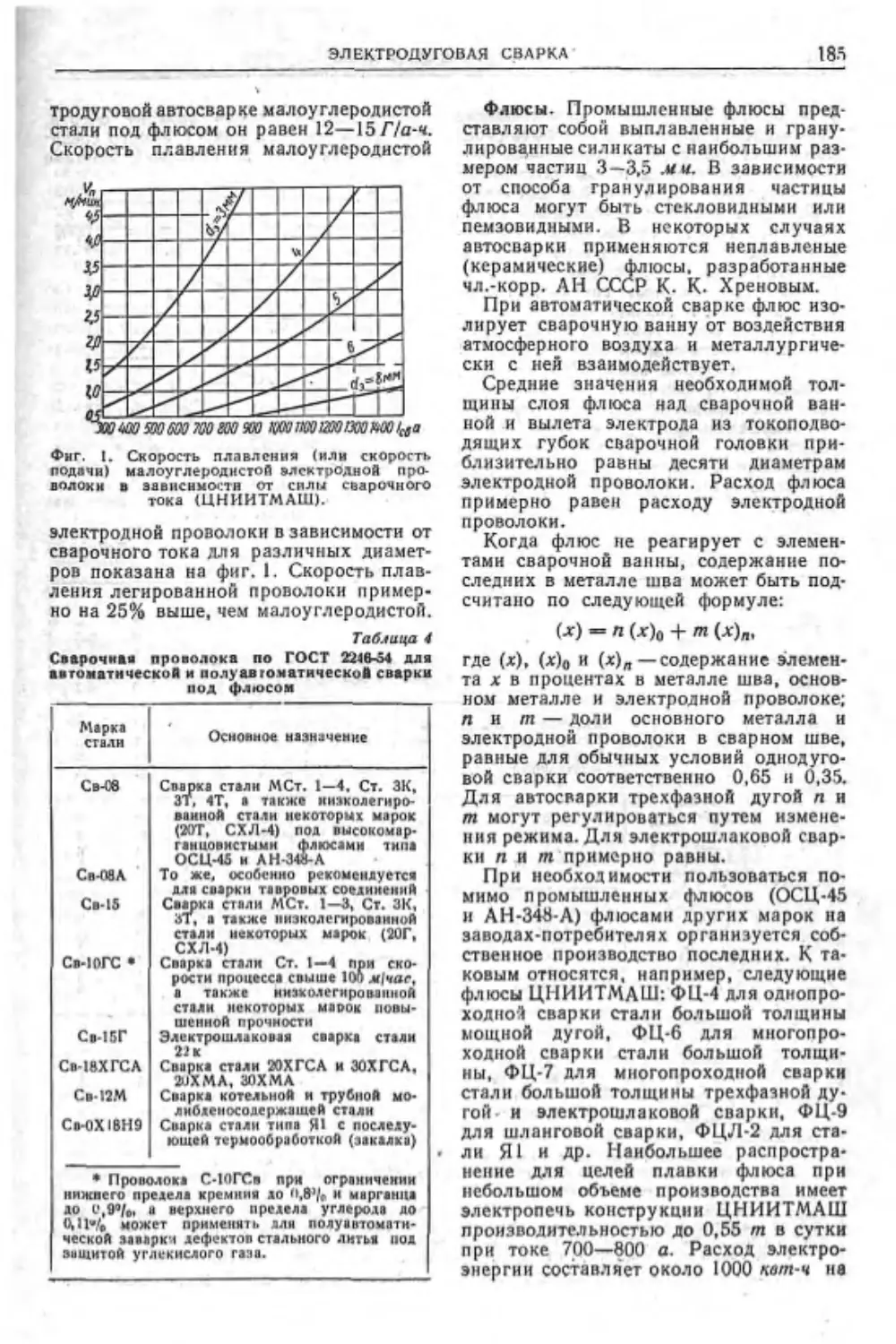
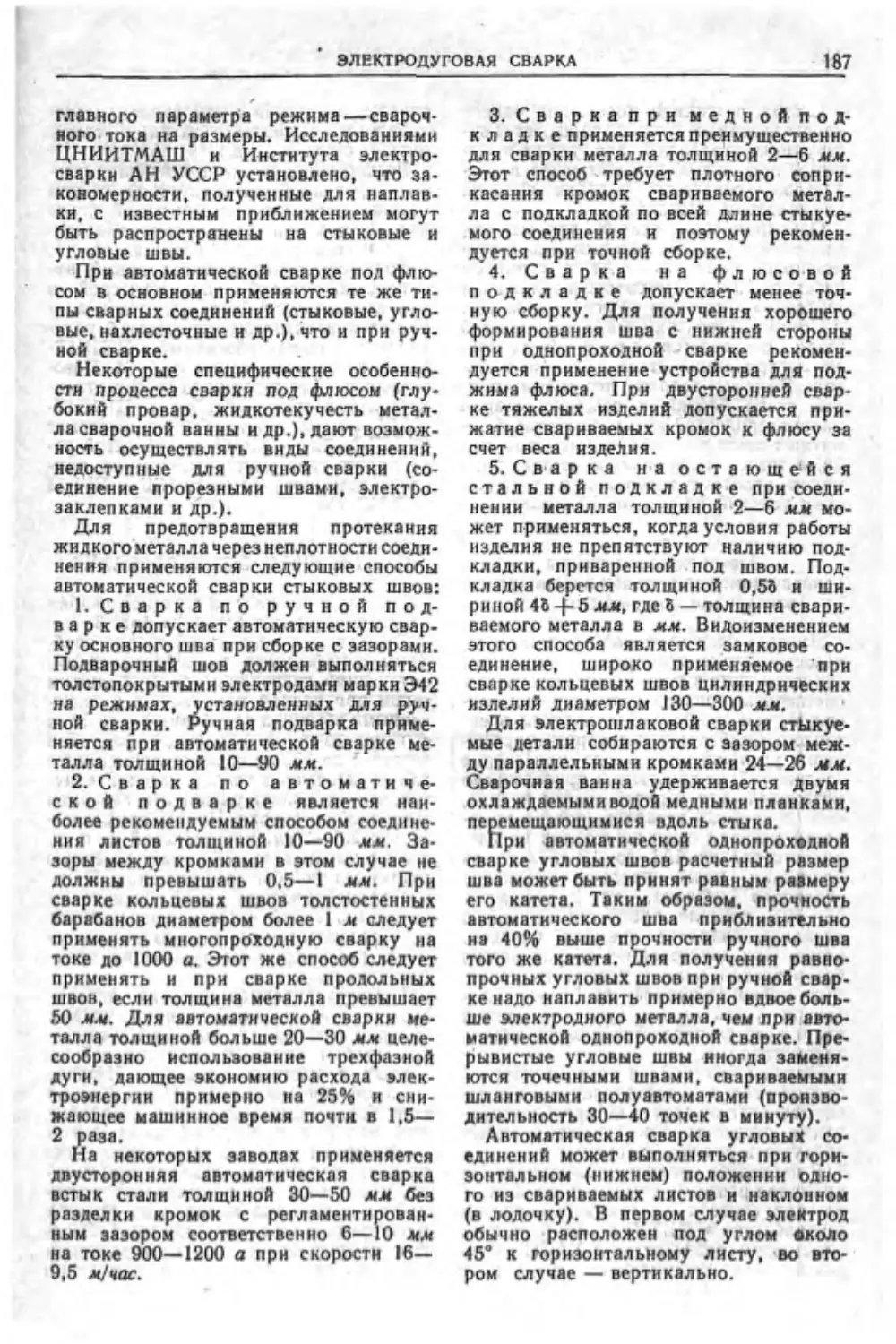
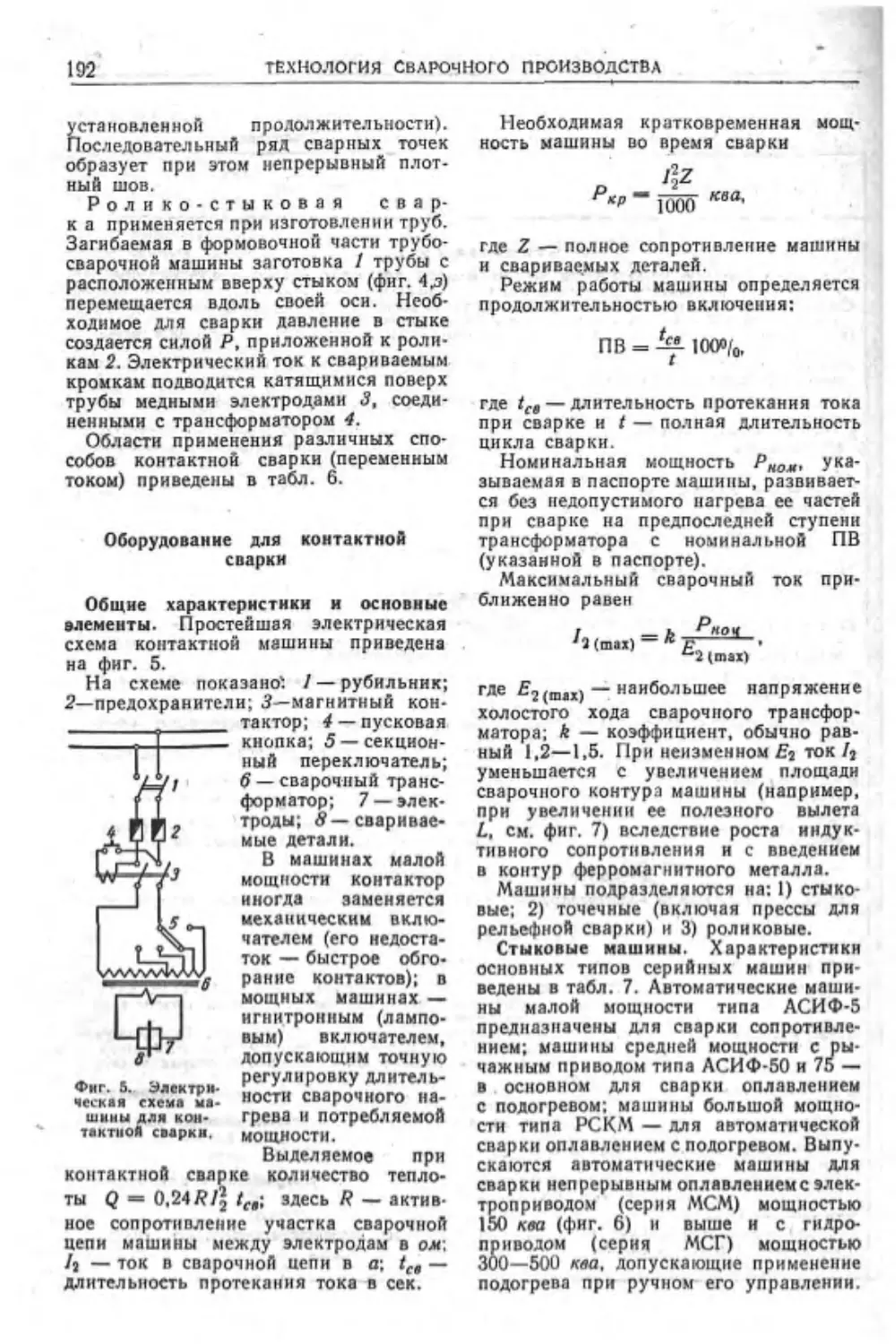
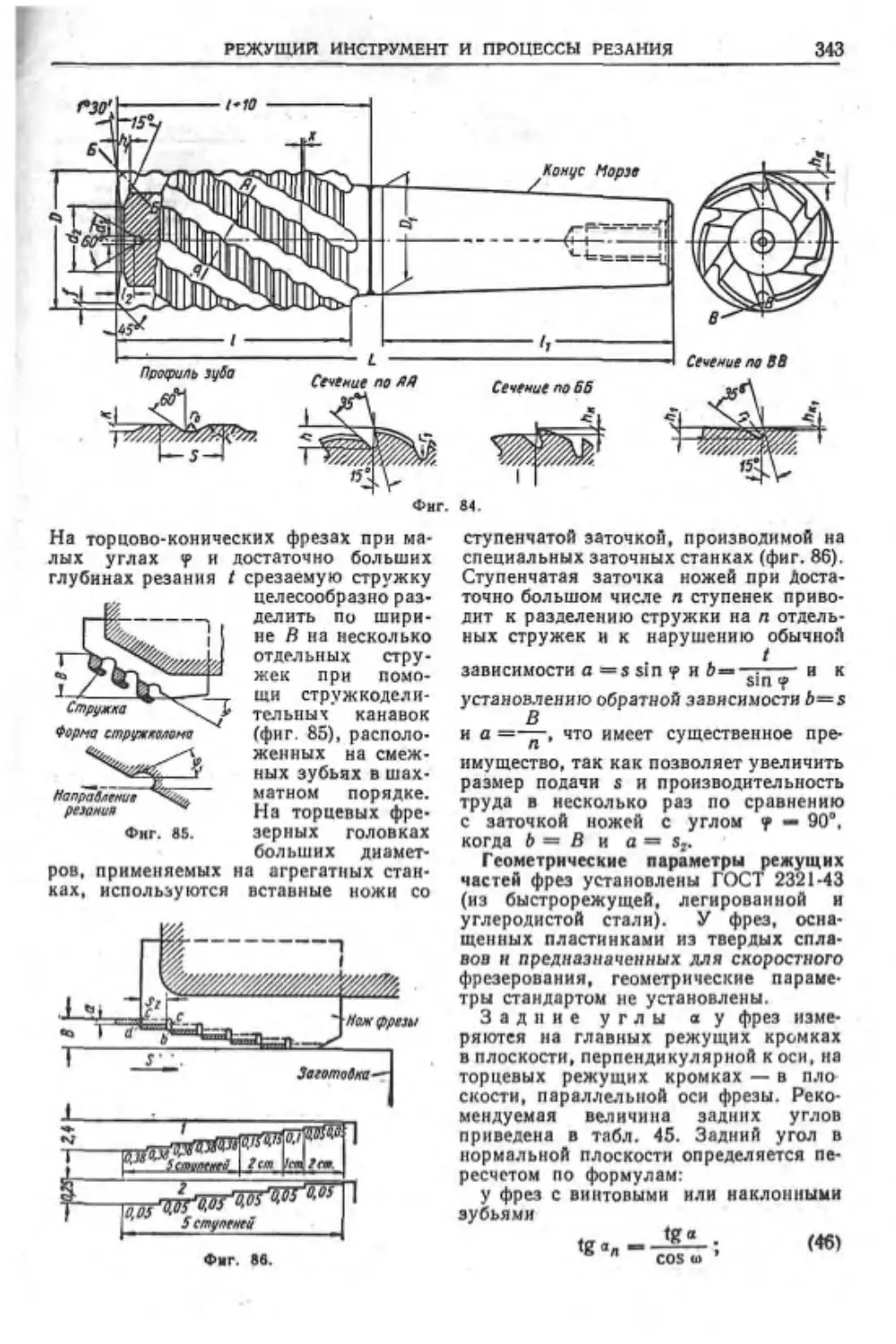
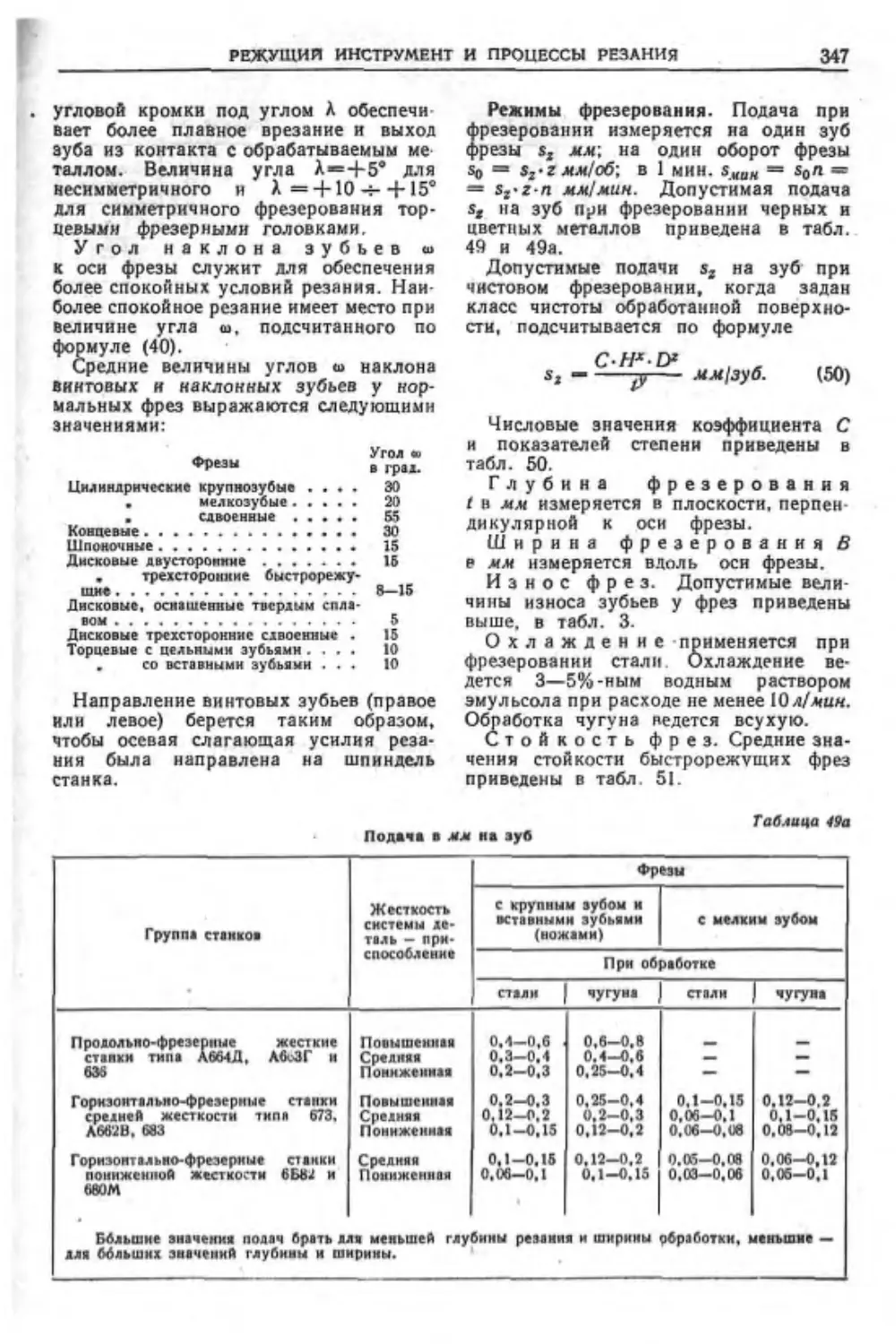
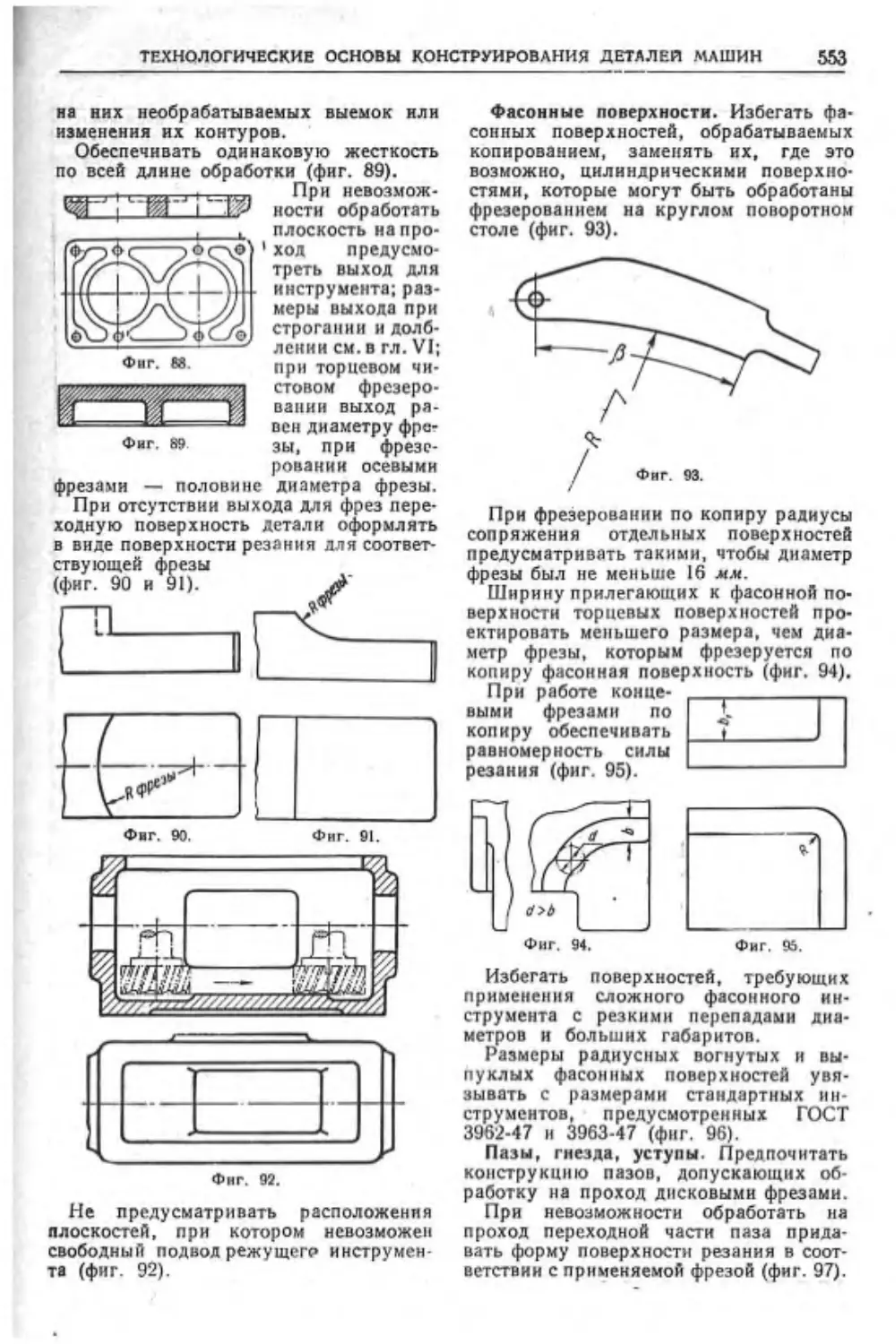
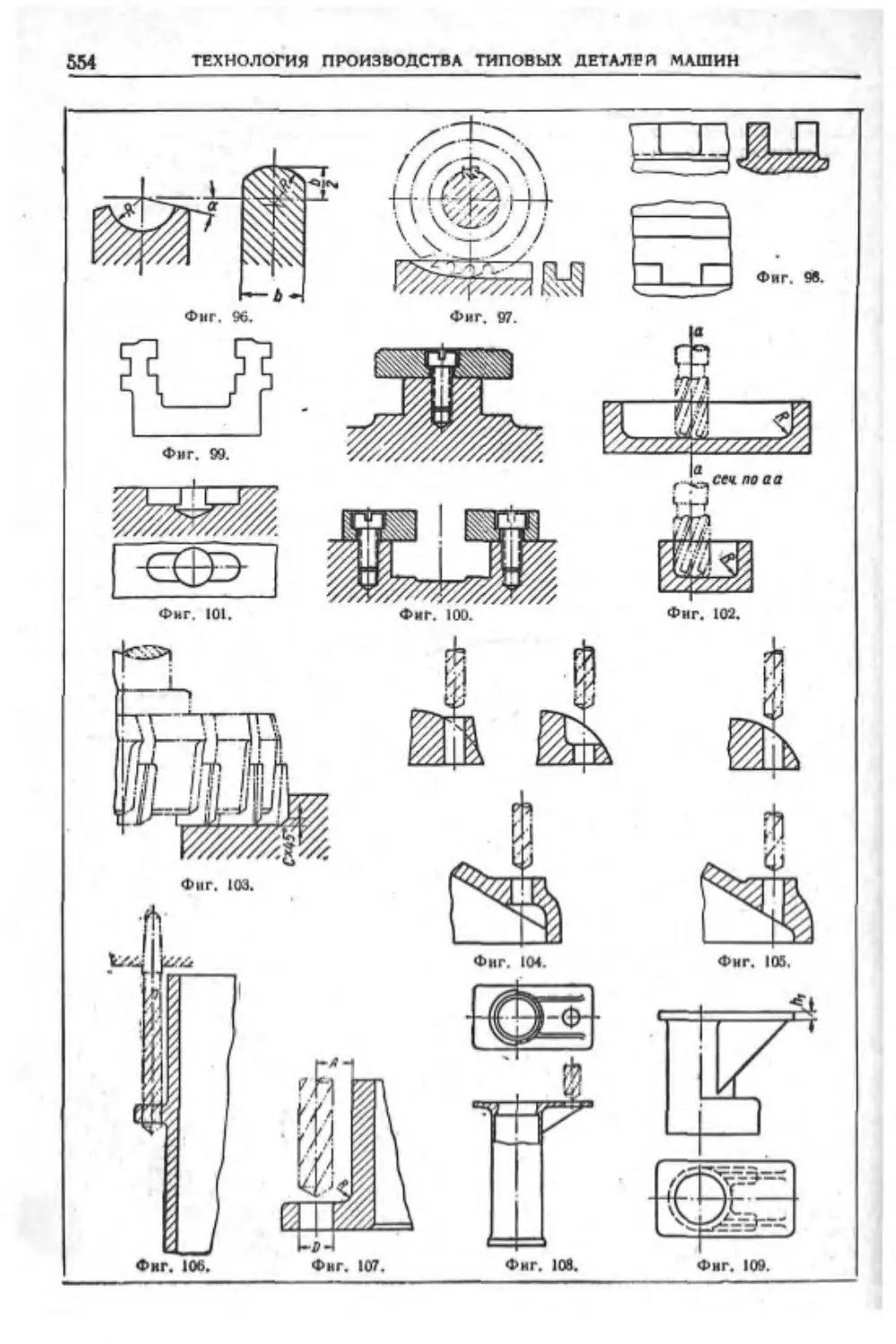
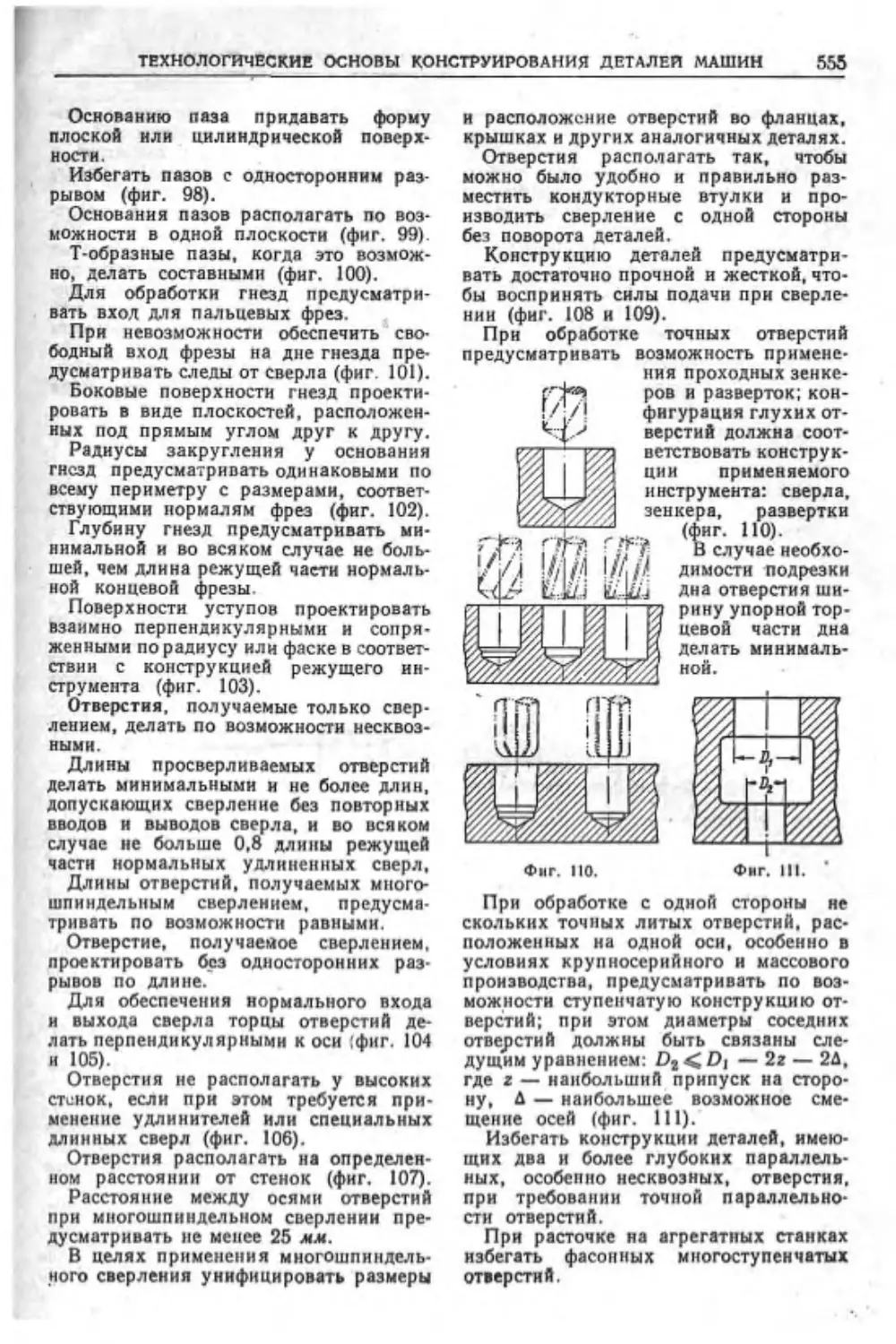
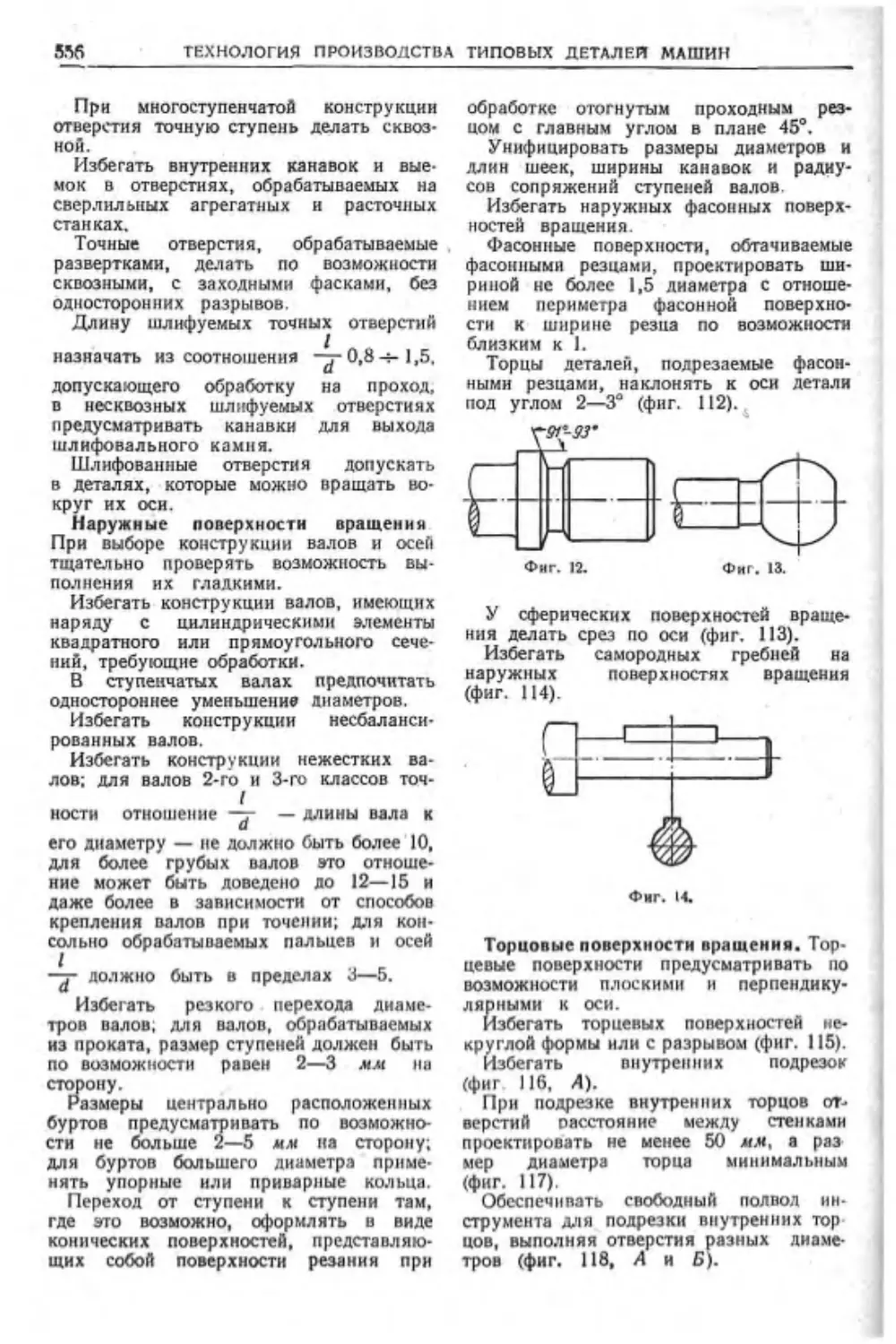
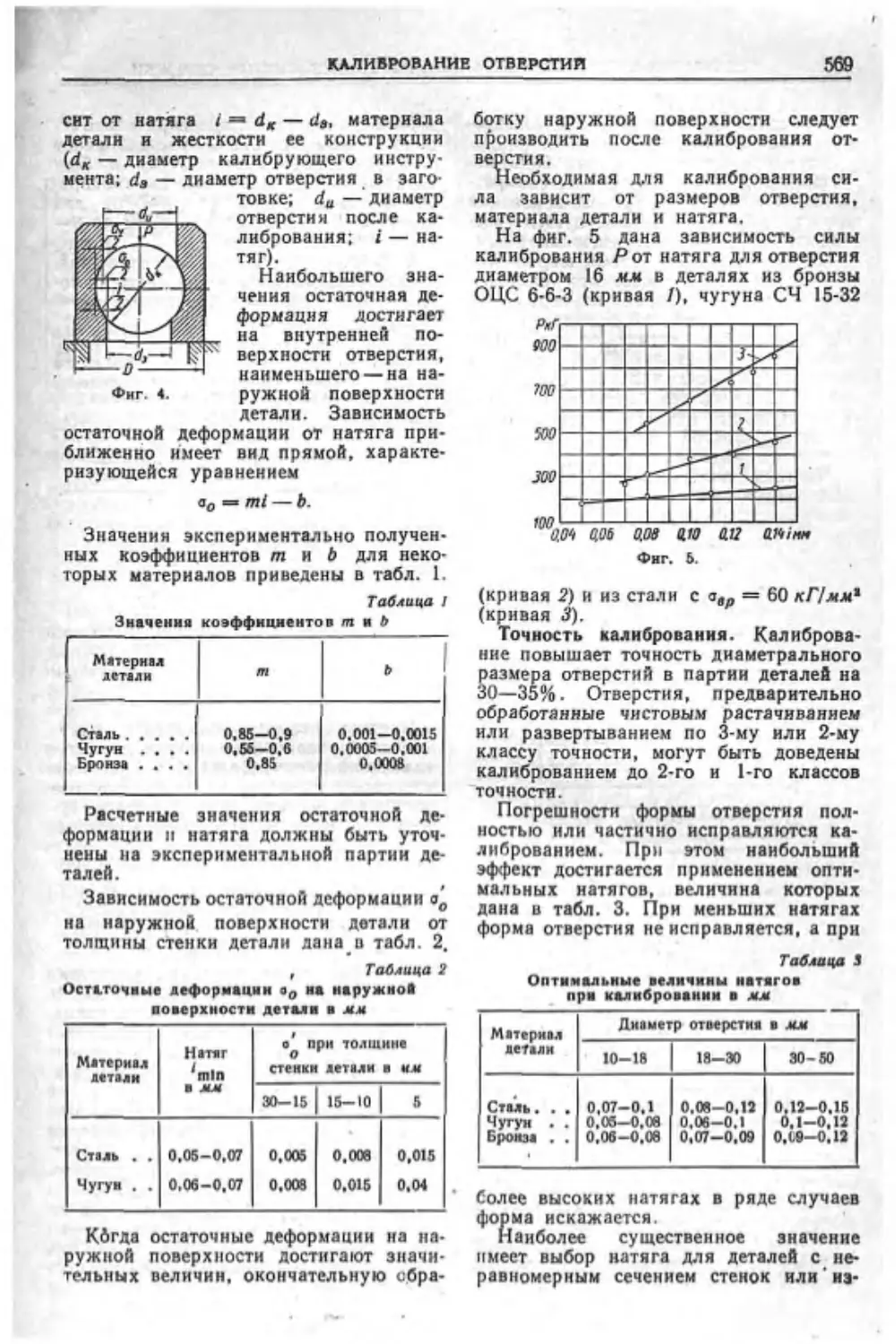
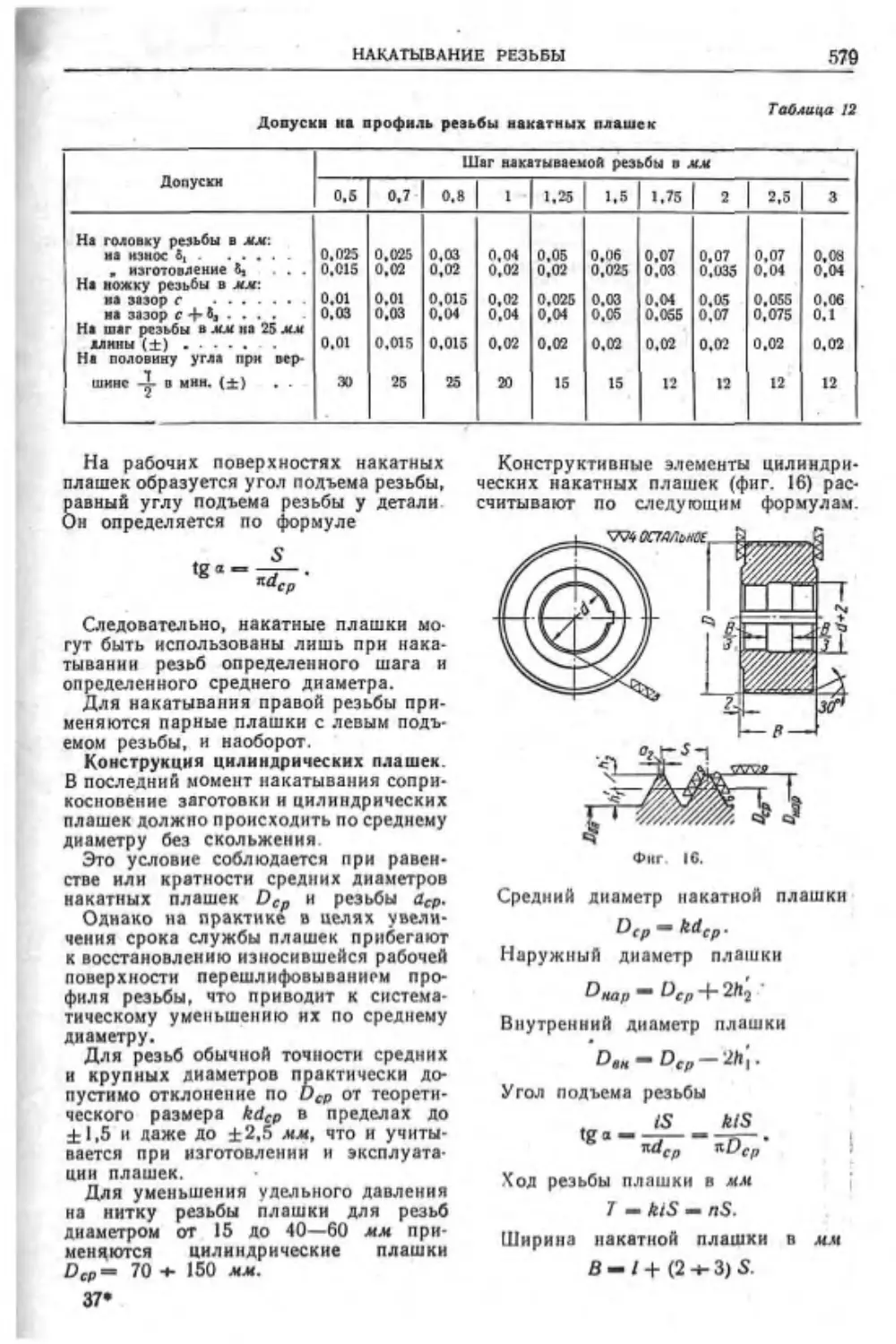
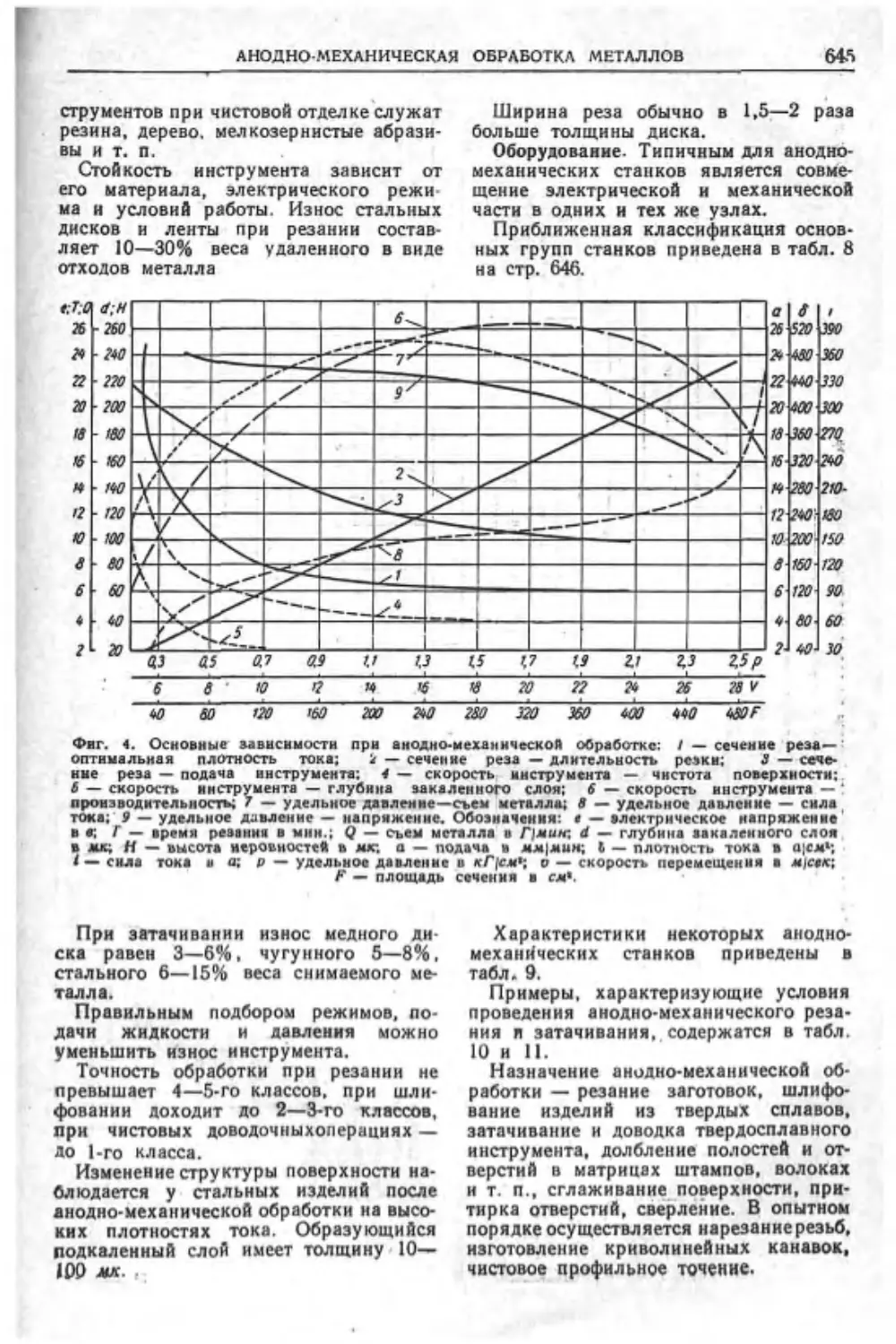
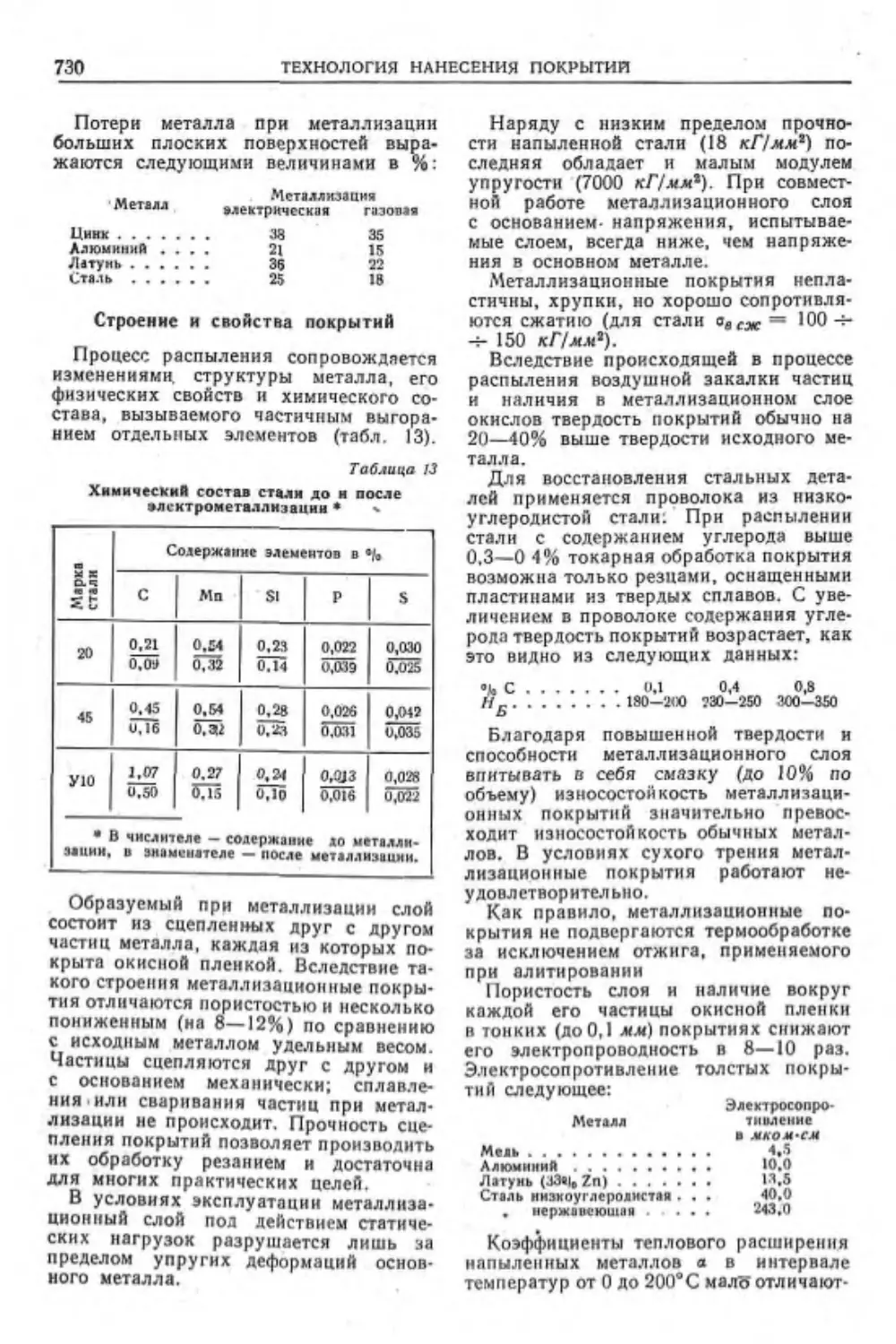
* Л in
СПРАВОЧНИК
МАШИНОСТРОИТЕЛЯ
ч
В ШЕСТИ ТОМАХ
Том 5
Главный редактор тома
д-р техн, наук проф. Э. А. САТЕЛЬ
Издание второе,
исправленное и дополненное
МАШ ГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
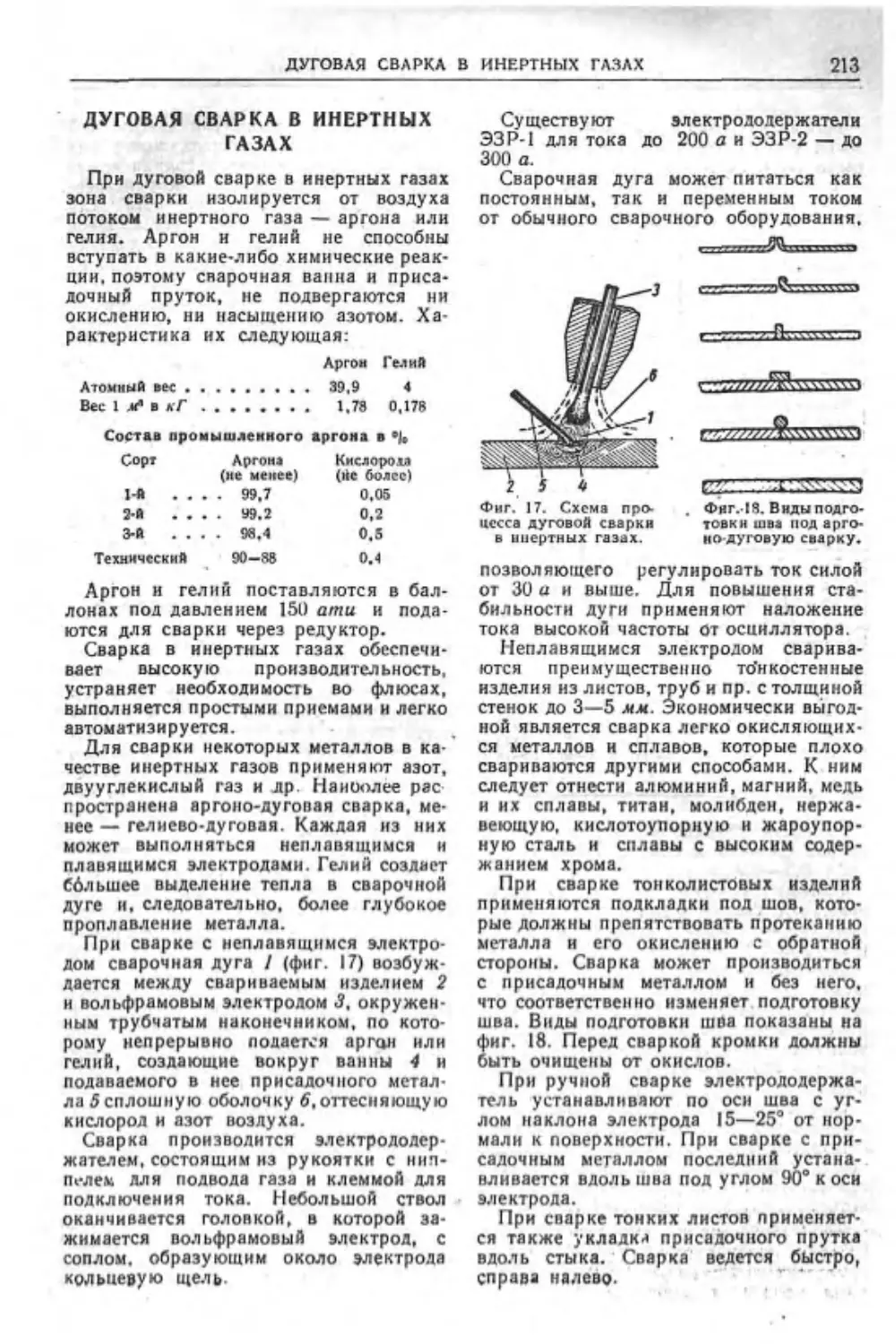
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1955
АВТОРЫ ТОМА
Я. Д. АВРАСИН, канд техн. наук. Е. В. АНТОШИН, инж.. М И. БАБЧИНИ-
ПЕР, канд. техн наук, И. Л. БРИНБЕРГ, канд. техн. наук. А. С. ГЕЛЬМАН, проф.,
д-р техн. наук. Г. И ГРАНОВСКИЙ, проф.. д-р техн. наук. Г. Б. ЕВСЕЕВ, канд.
техн, наук, И. П. ЕГОРЕНКОВ, канд. техн, наук, Д. П. ИВАНОВ, канд. техн, наук,
А. И. ИСАЕВ, проф.. д-р техн. наук. С М. КЕДРОВ, канд. техн. наук.
В. М. КОВАН, проф.. д-р техн. наук. Е. Г. КОПАНЕВИЧ. инж., В. С. КОРСА-
КОВ. канд. техн. наук. А Г. КОСИЛОВА, канд техн, наук, Н. Т. КУДРЯВ-
ЦЕВ. проф.. д-р хим. наук, И. В. КУЛИКОВ, канд. техн. наук. И. Б. КУМА-
НИН. канд техн, наук, Е. С. КУРЫШЕВА, инж., Л. И. ЛЕВИ, канд. техн, наук,
Ф. А. ЛУНЕВ, канд техн, наук А. М. ЛЯСС, канд. техн, наук, В. Т. МЕЩЕ-
РИН, проф., д-р техн. наук. Б. С. МИЛЬМАН, канд техн. наук. Г. А. НАВРОЦ-
КИЙ, канд техн. наук. М. С. ПАРИЙСКИЙ, инж., Я. Г. ПОЛЯКОВ, инж..
Л. Я. ПОПИЛОВ, инж., 3. Л. РЕГИРЕР, инж., М. М. САВЕРИН. проф., д-р техн,
наук. В. Г. СТАНКЕВИЧ, инж.. М. В. СТОРОЖЕВ, канд. техн. наук. В. Г. ФИЛИ-
МОНОВ. инж., И. О. ЦЫПИН, канд. техн. наук. Д. В. ЧАРНКО, канд техн, наук,
С. А. ШАМИРГОН, дон,. А. Н. ШАШКОВ, канд. техн. наук. В. М. ШЕСТОПАЛ,
канд. техн, наук, Д. П. ШИЛОВЦЕВ, инж., А. Б. ЯХИН, проф., д-р техн, наук
Редактор инж. Б. М. Глинер
Редактор графических работ инж. В. Г. Карганов
Редакция справочной литературы
Зав. редакцией инж. М. Е. Маркус
Аарсс родакцни: Москаа, Т реяиякоескив прагав, в. I, Машпи
СОДЕРЖАНИЕ
Глава /. ТЕХНОЛОГИЯ ЛИТЕЙНОГО
ПРОИЗВОДСТВА МАШИН............... 1
Формовочные материалы (канд. техн.
наук А. М. Лясс и канд. техн- наук
И. Б. Куманин}............... I
Оцоки и модели (к анх. техн, наук
И. П. Егорвнков)............ 18
Технология формовки (ииж. Я. Г. Поля-
ков} .................. 23
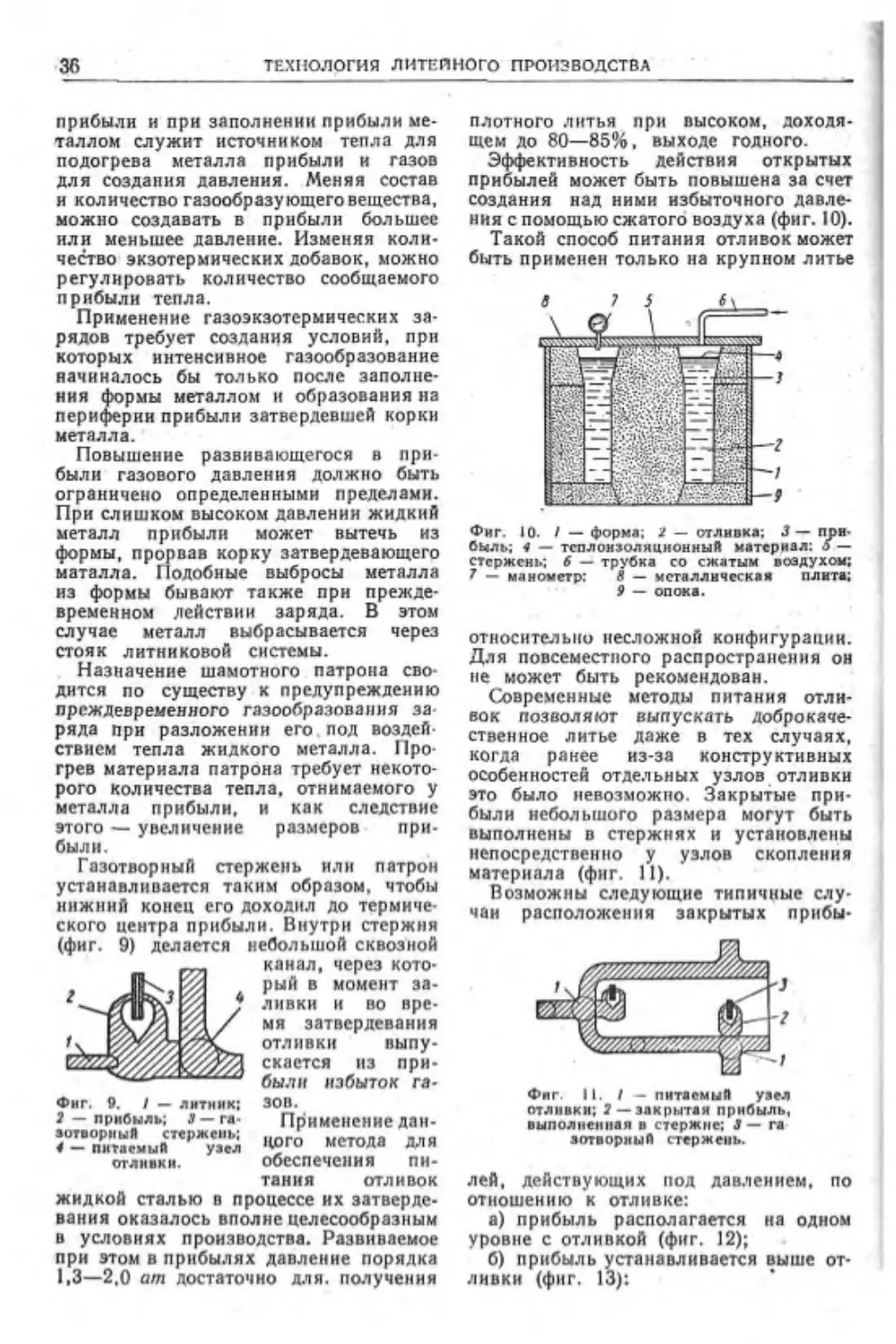
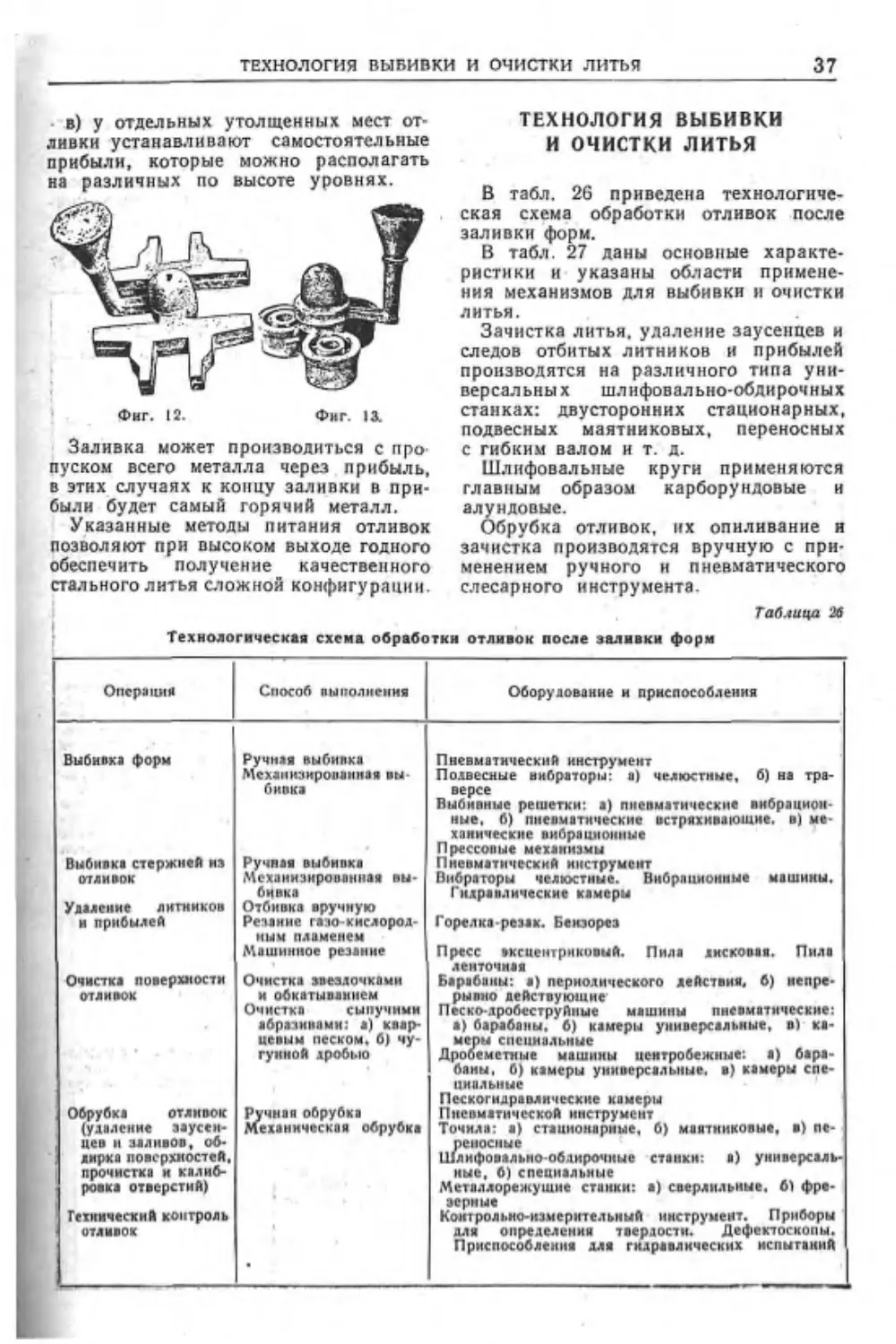
Современные методы питания стальных
отливок (кавл. техн, наук Л. И. Леви} 34
Технология выбивки и очистки лнтья
(Я. Г. Поляков)............. 8?
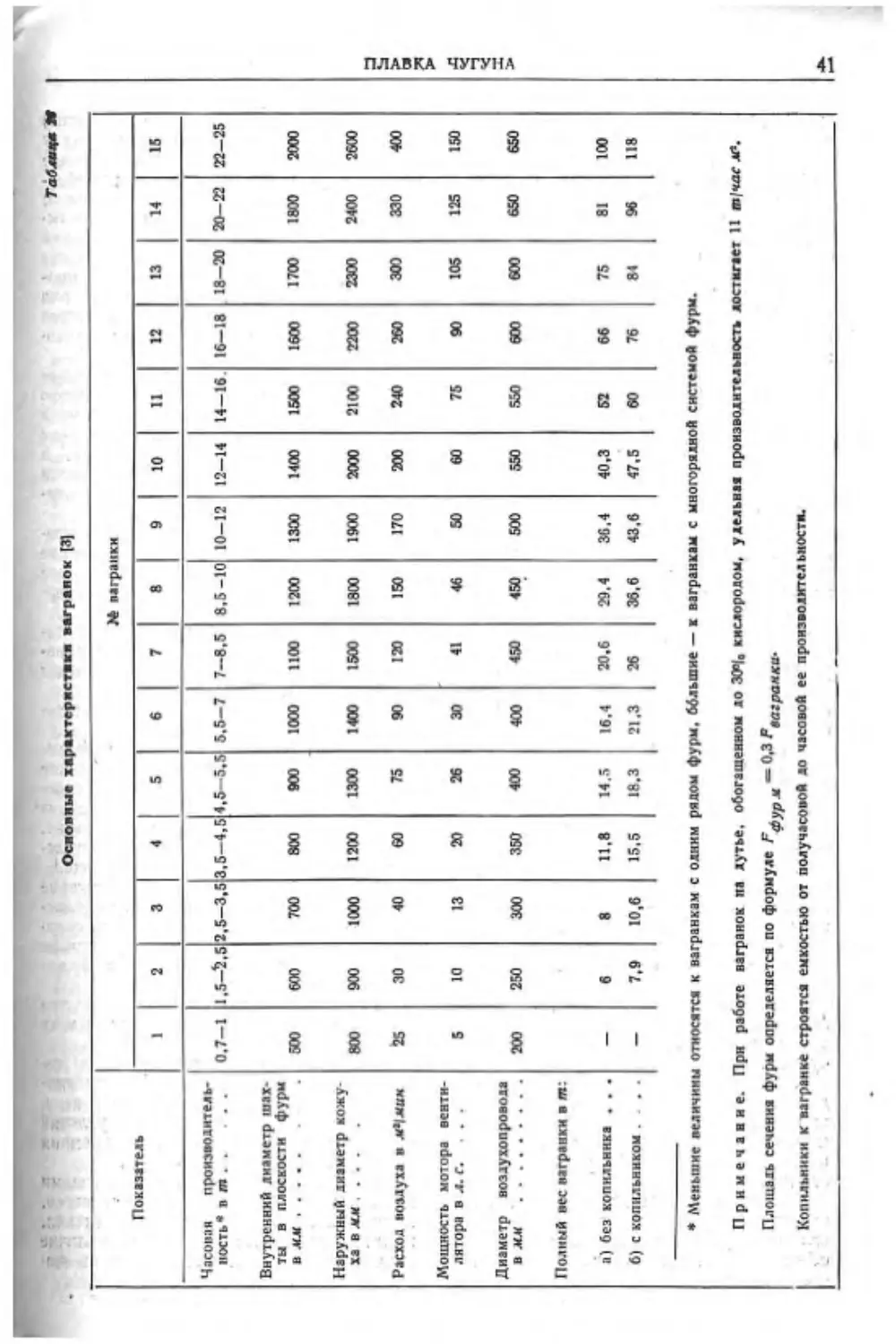
Плавка чутува (Л. И. Леви)... 40
Плавка ковкого чугуна (кава. техн, наук
Д. П. Иванов) ............. 43
Виепечная (ковшевая) металлургия
(Л. И. Леви) .............. 49
Плавка стали (Л. И. Леви).... 51
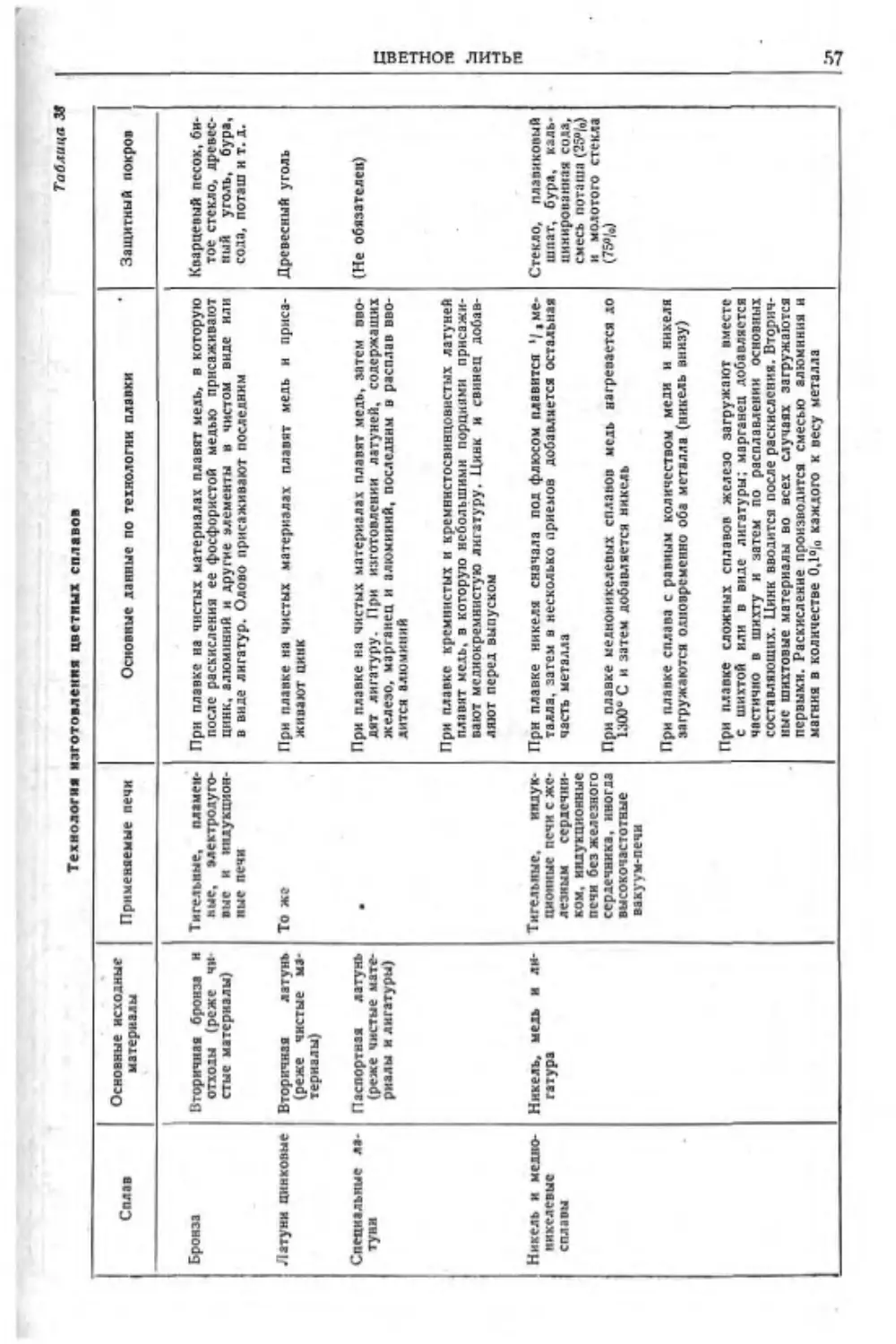
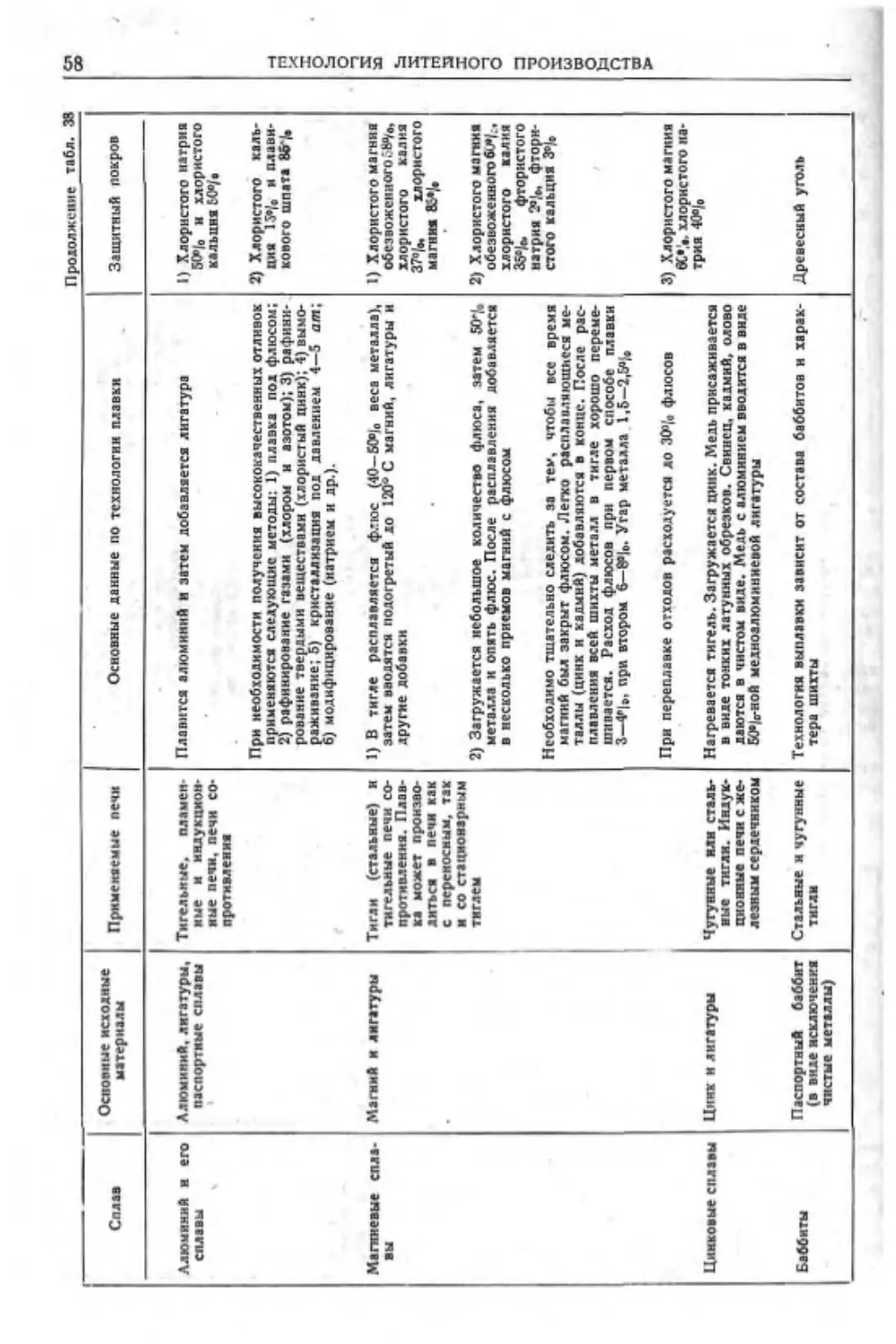
Цветное литье (Л. И. Леви) ....... 56
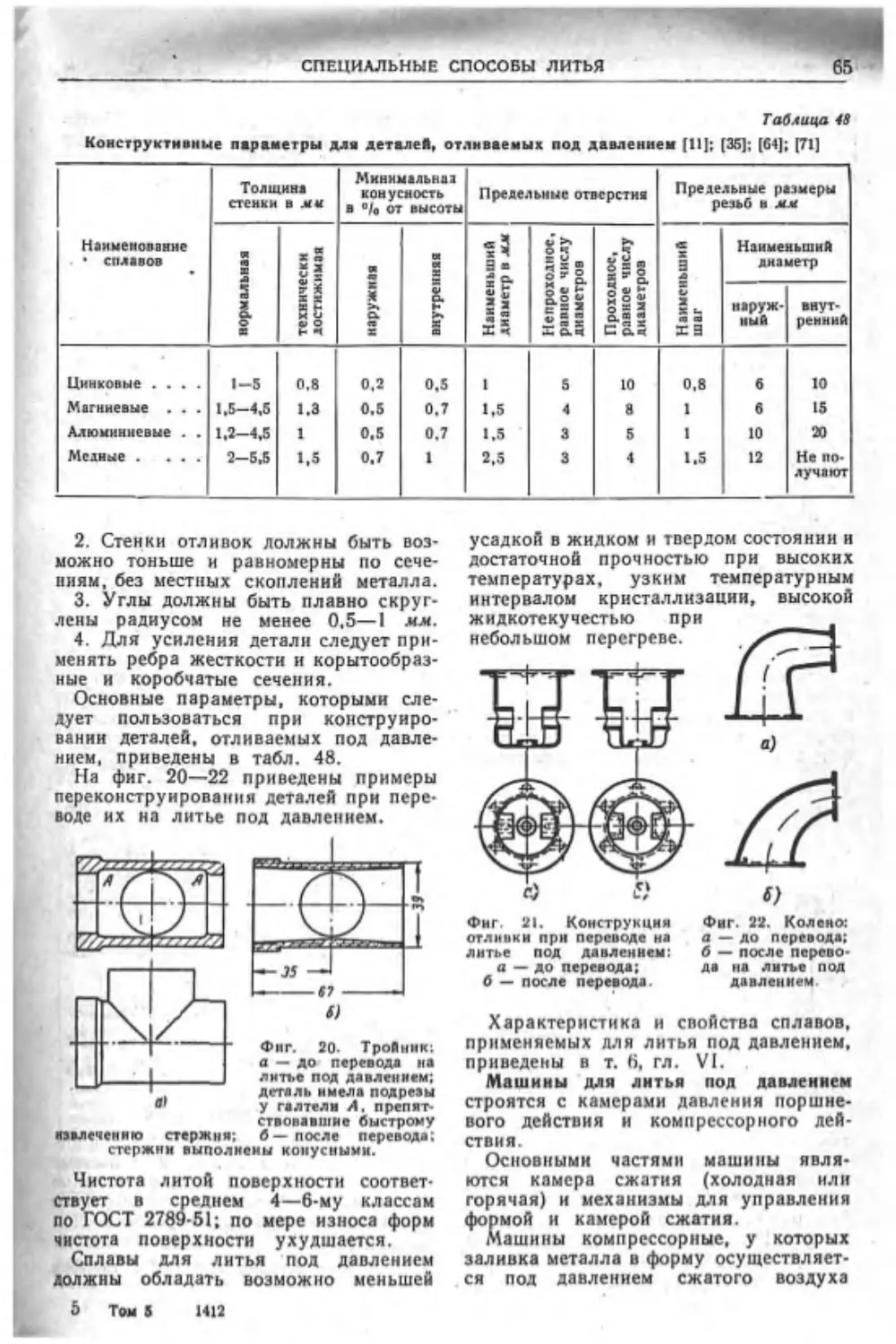
Специальные способы лнтья (доп.
С. А. Шамиргон)............. 60
Технологические основы конструирова-
ния литых деталей машин (канд. техн,
наук В. М. Шестопал) ........ 76
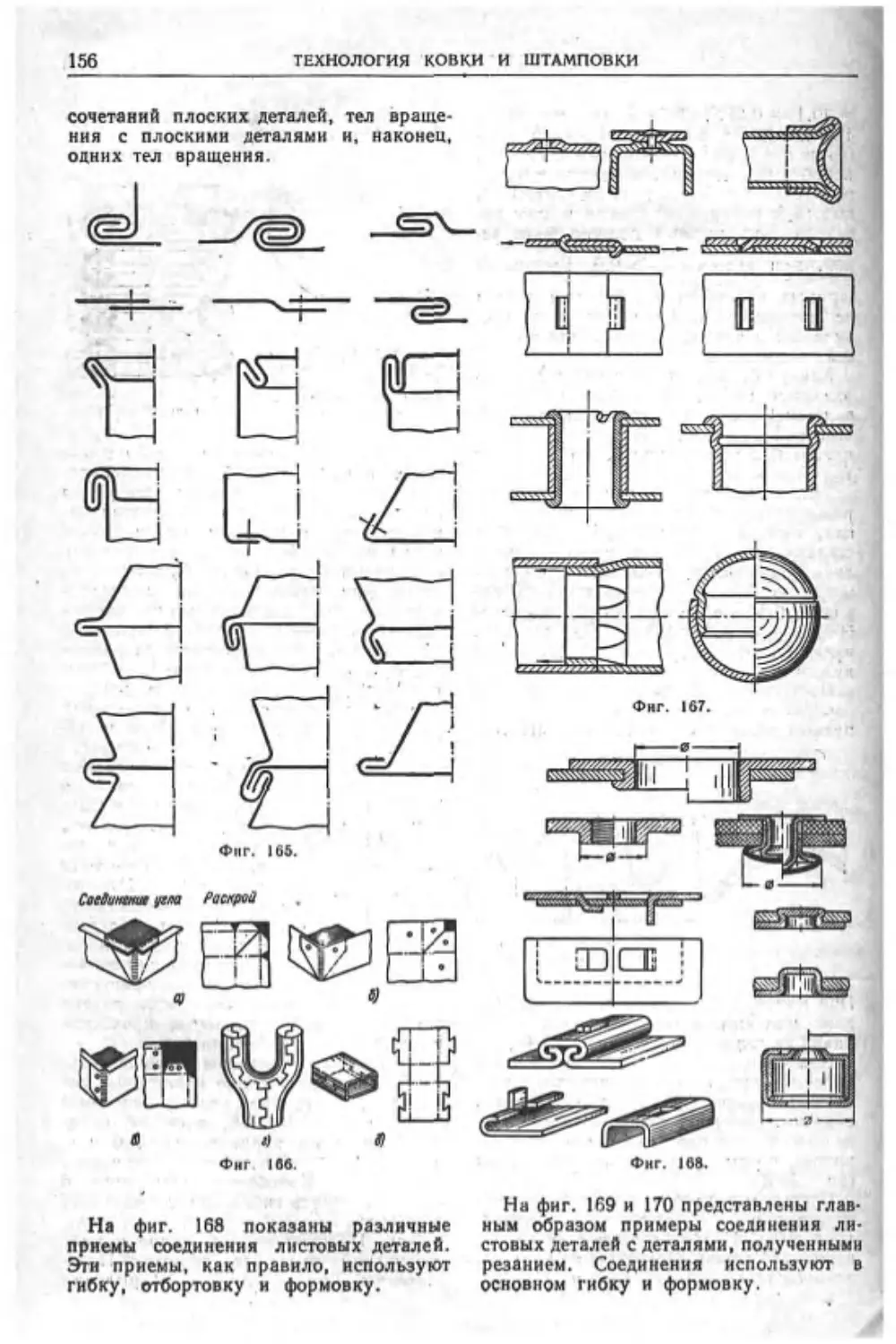
Глава II. ТЕХНОЛОГИЯ КОВКИ И ШТАМ-
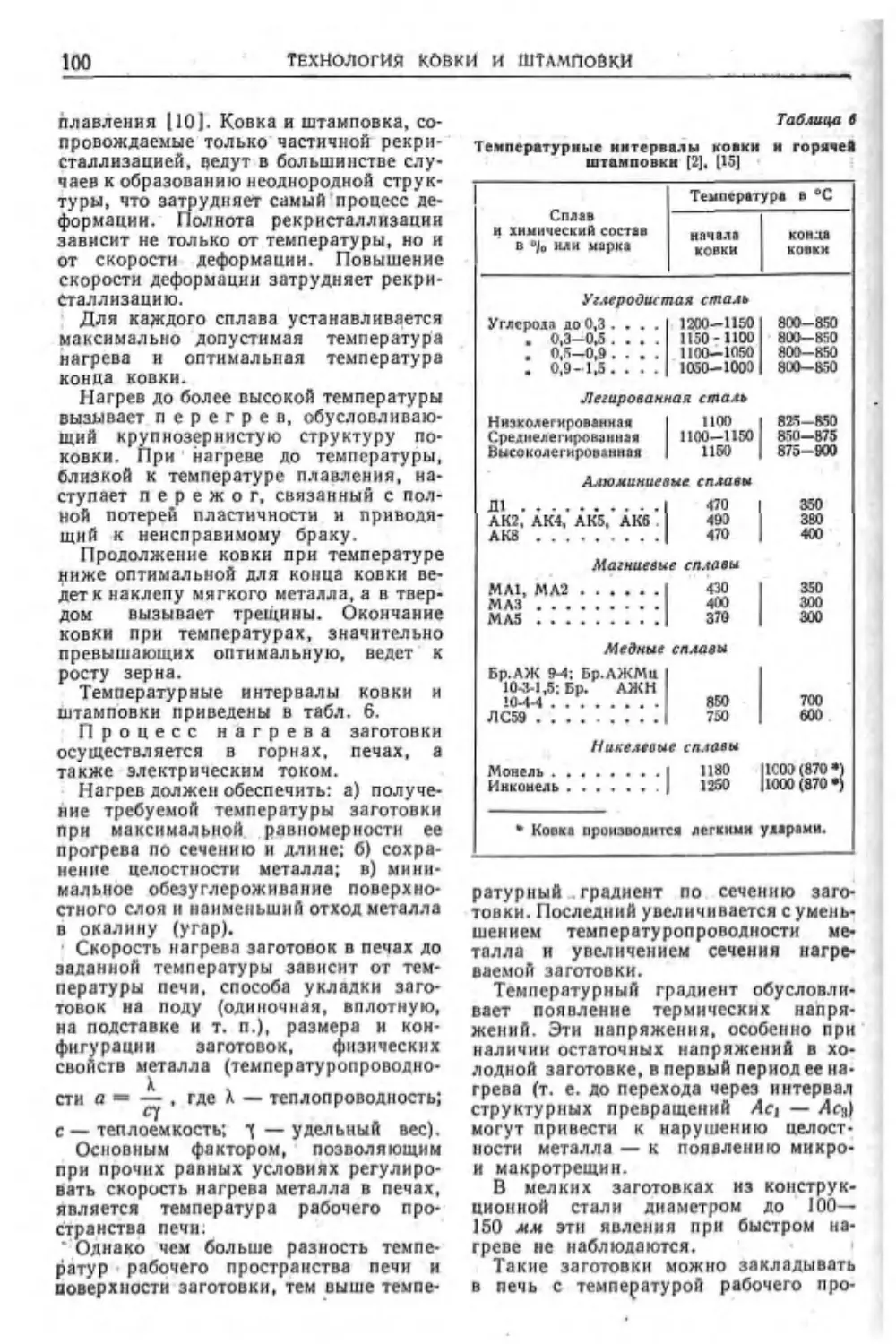
ПОВКИ .......................... 89
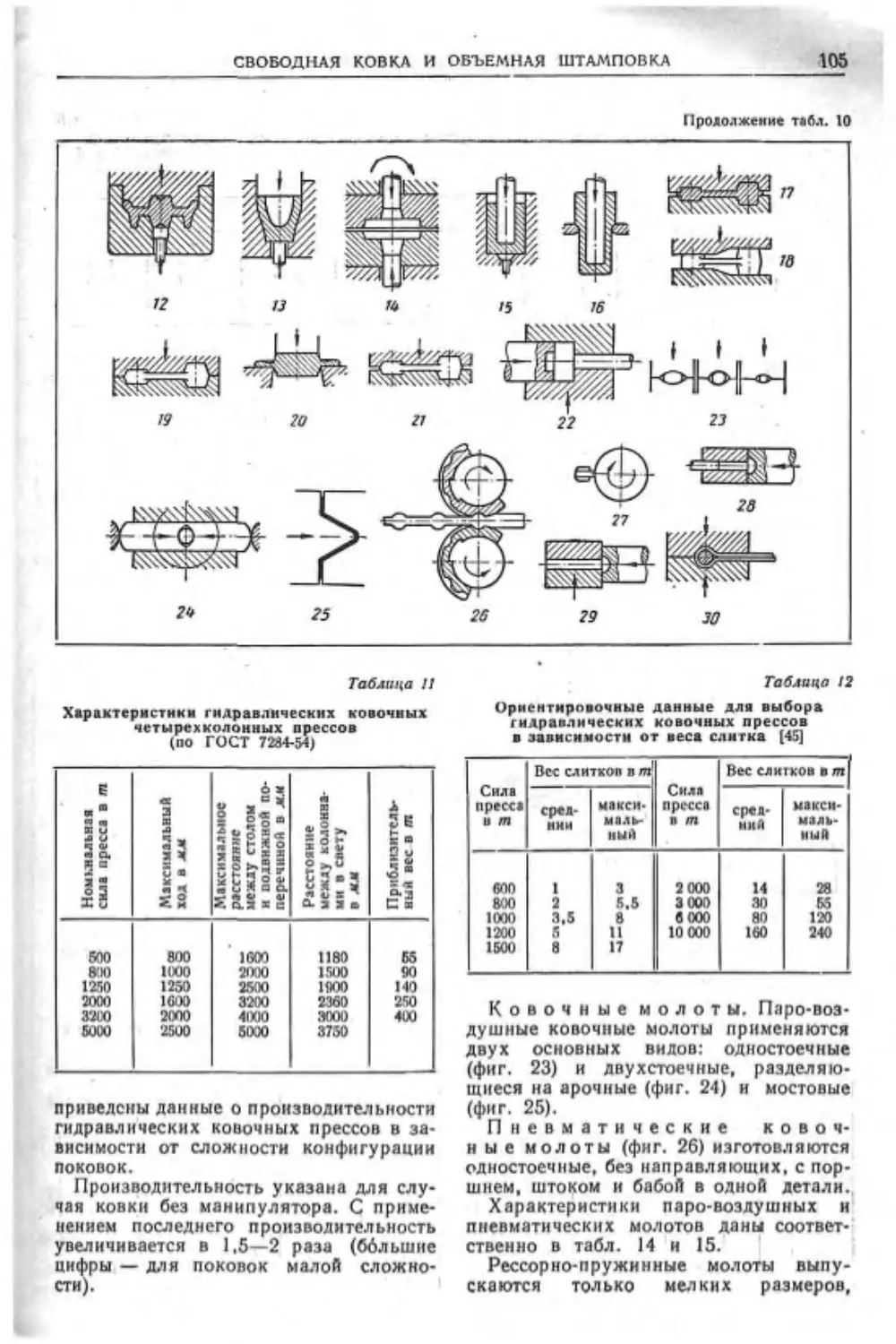
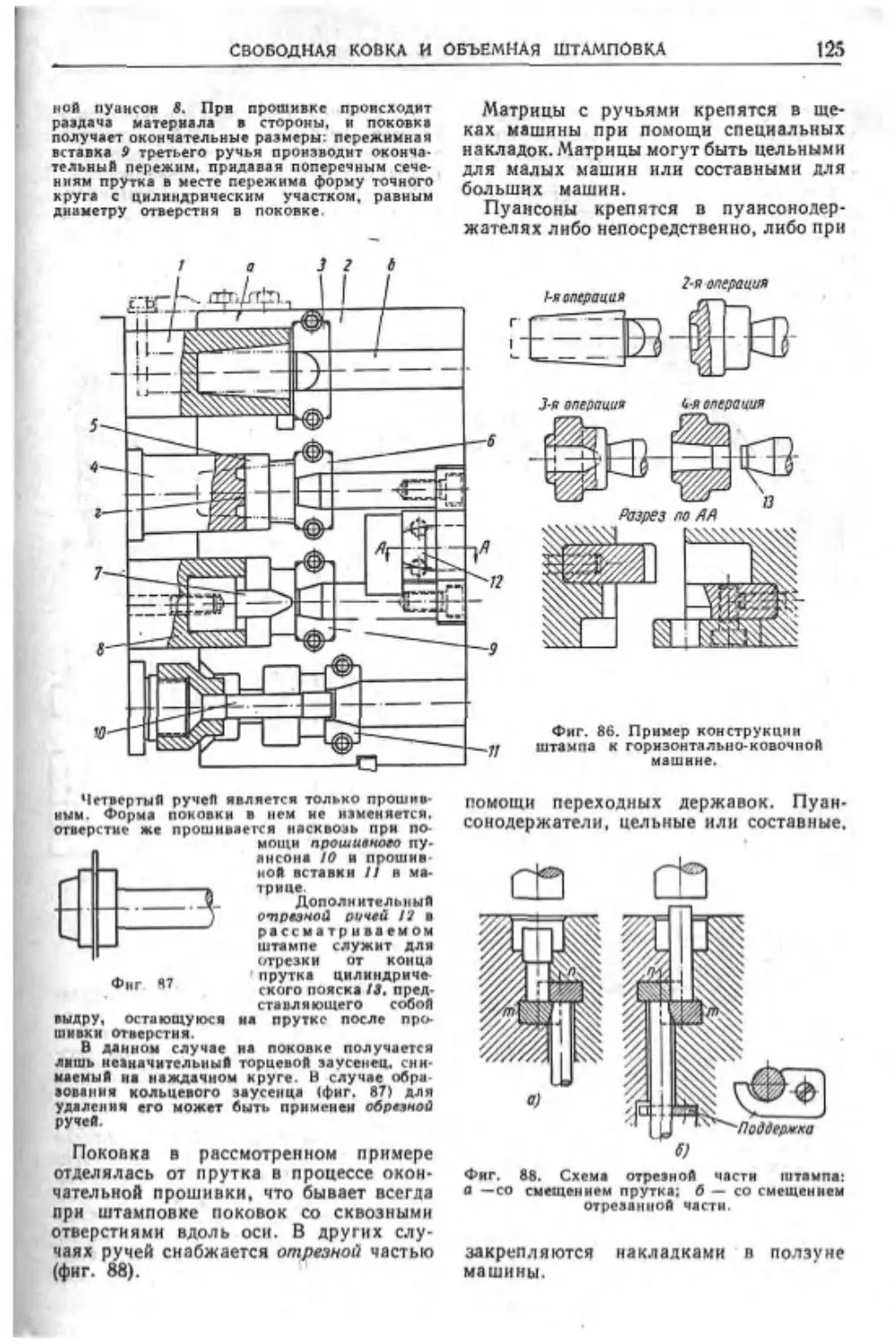
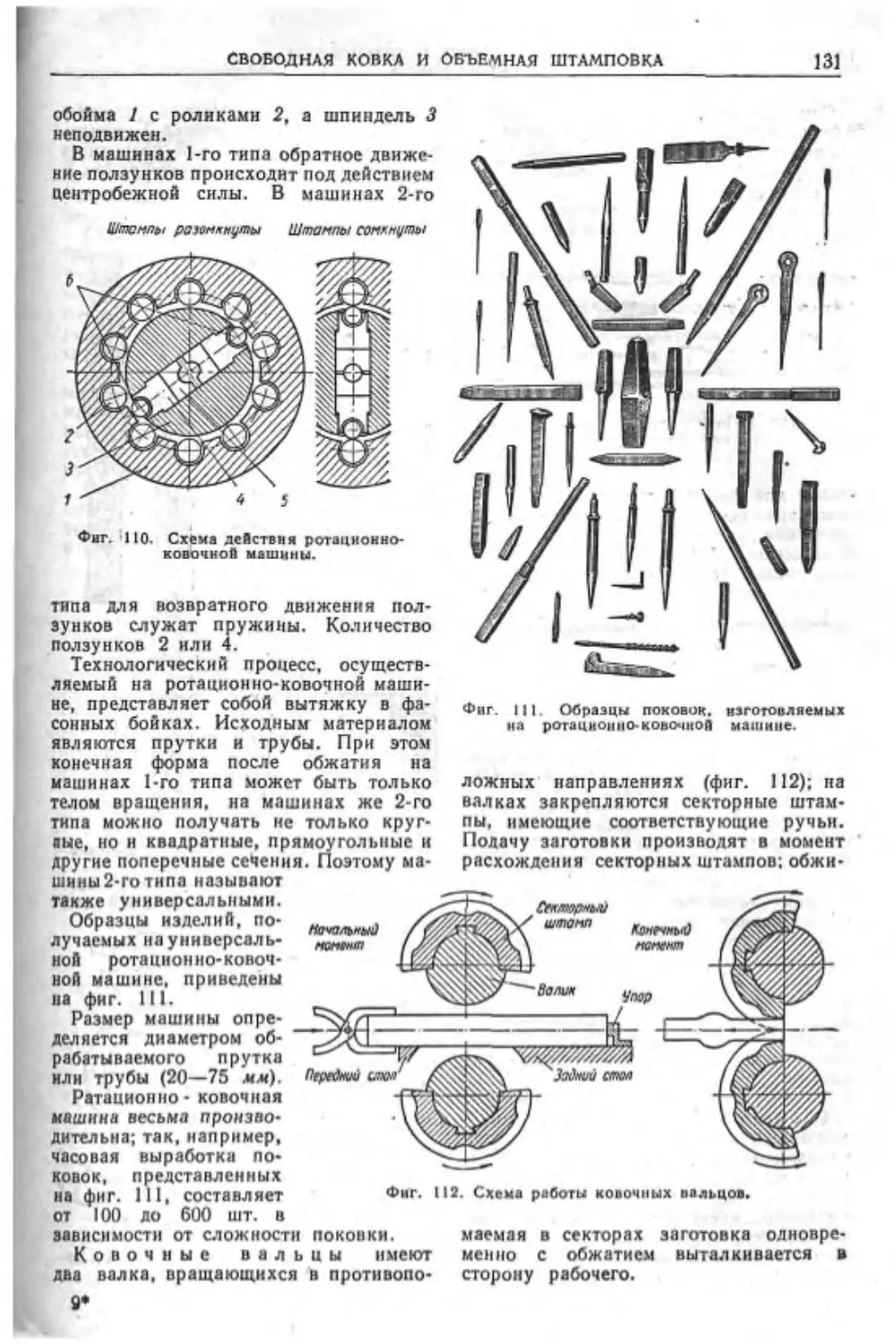
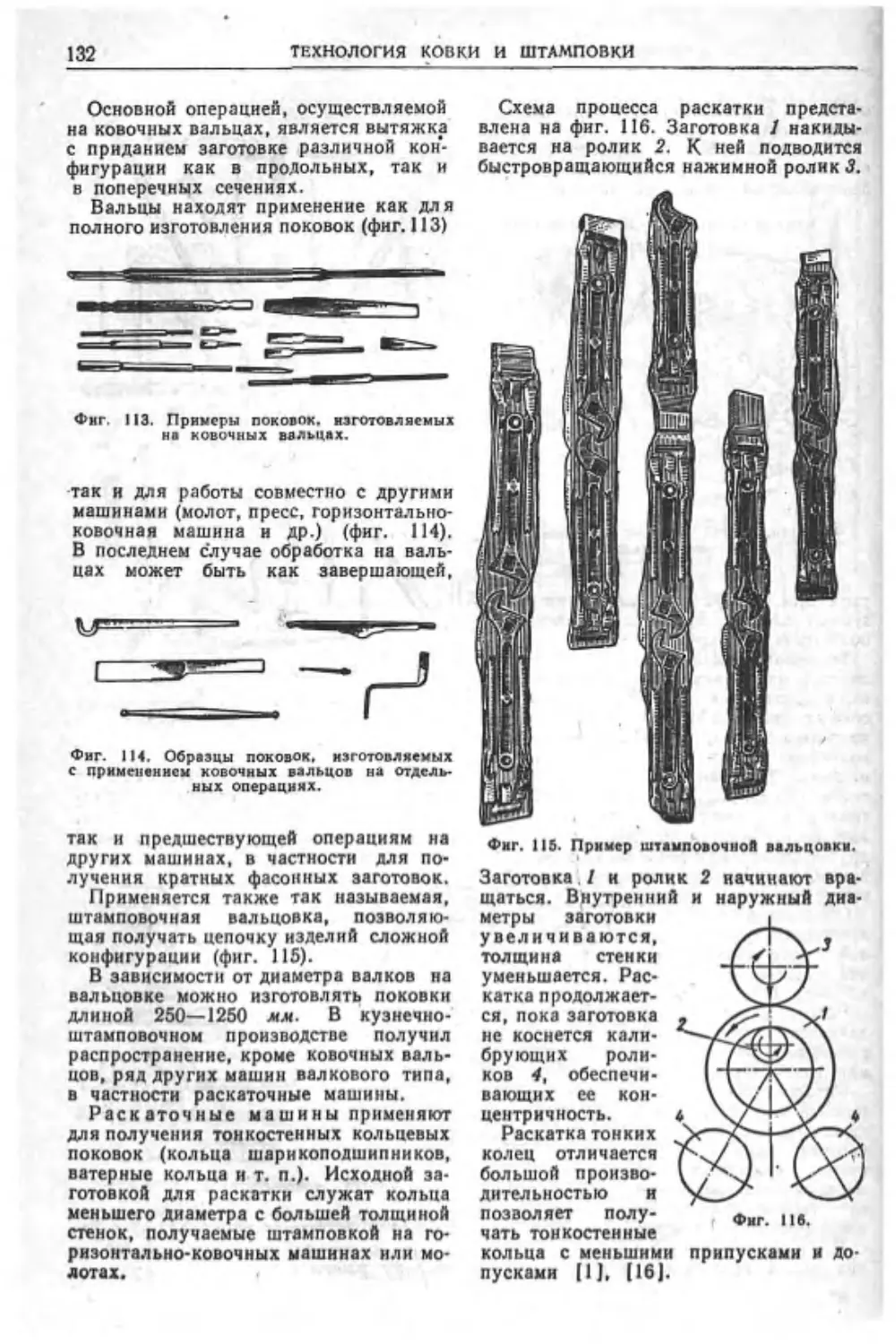
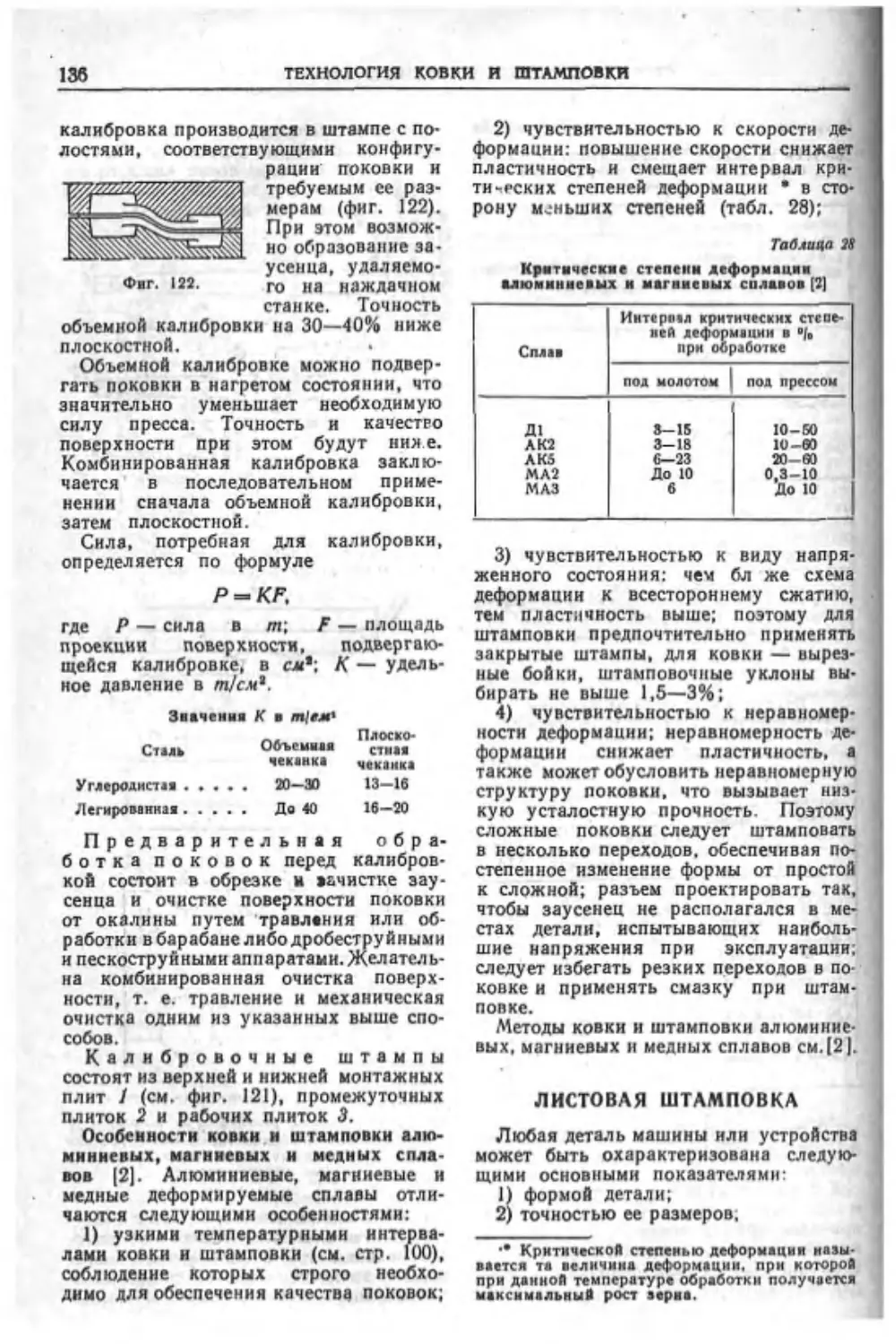
Свободная ковка и объемная штамповка
(канд. техн, наук М. В. Сторожев). . 89
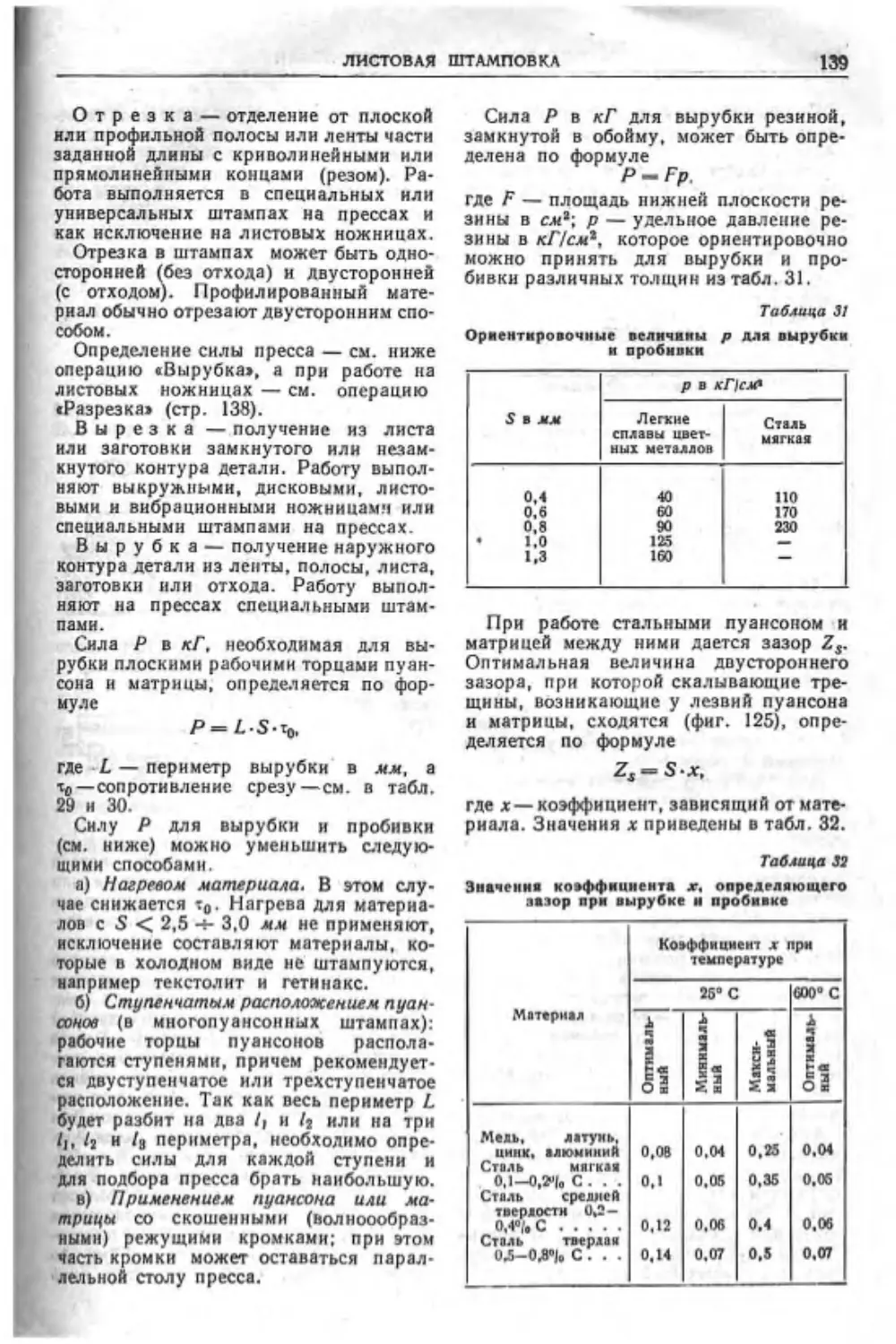
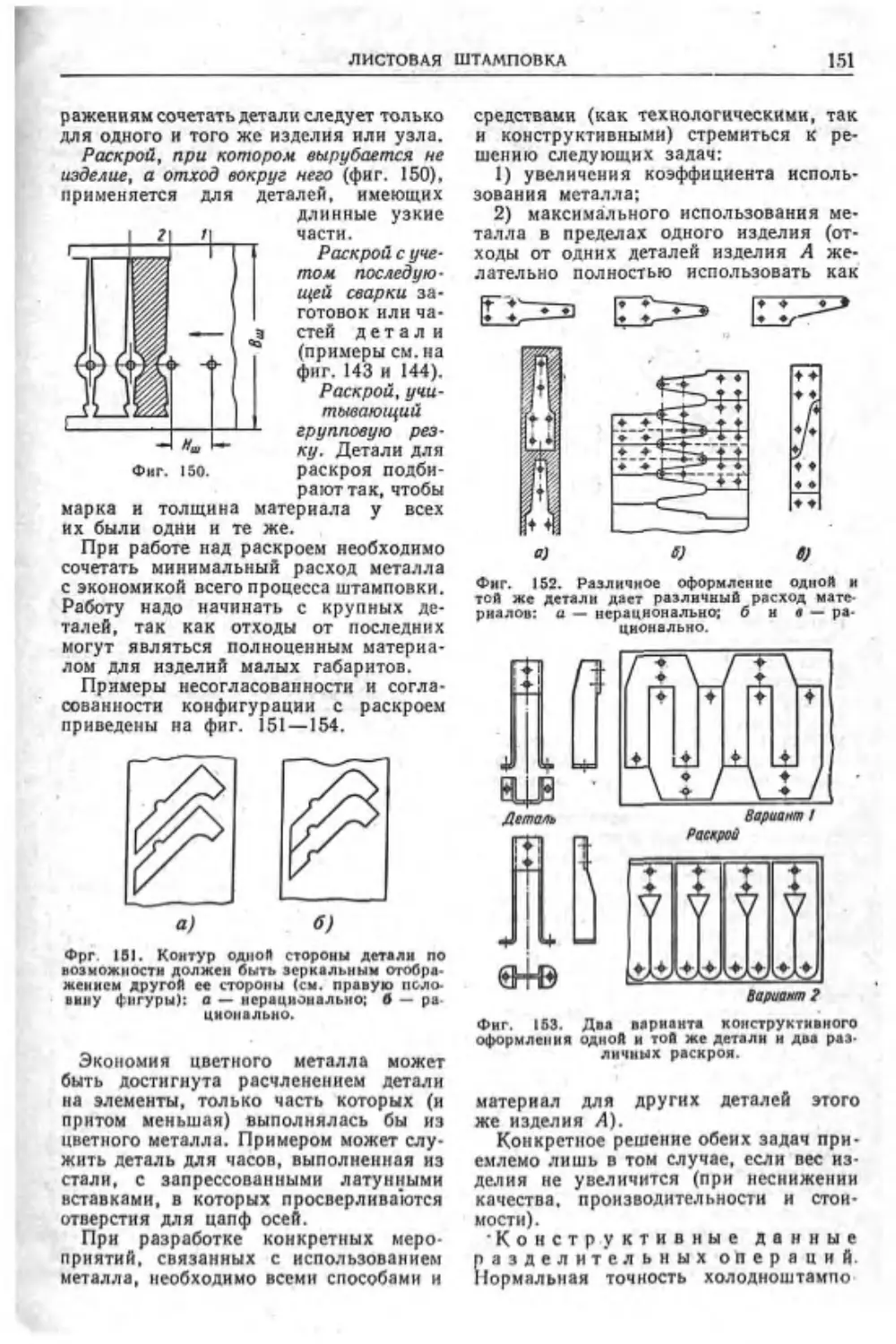
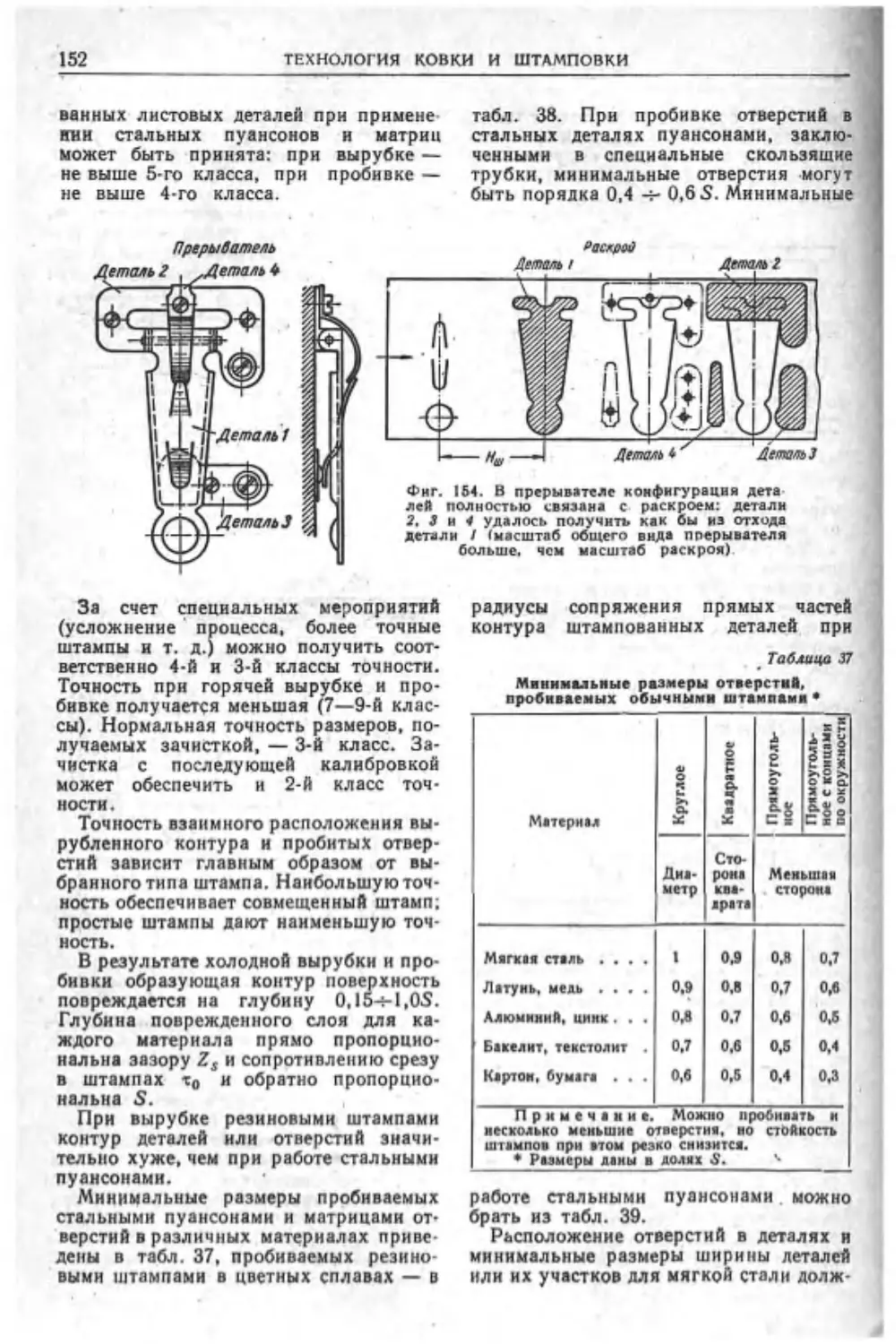
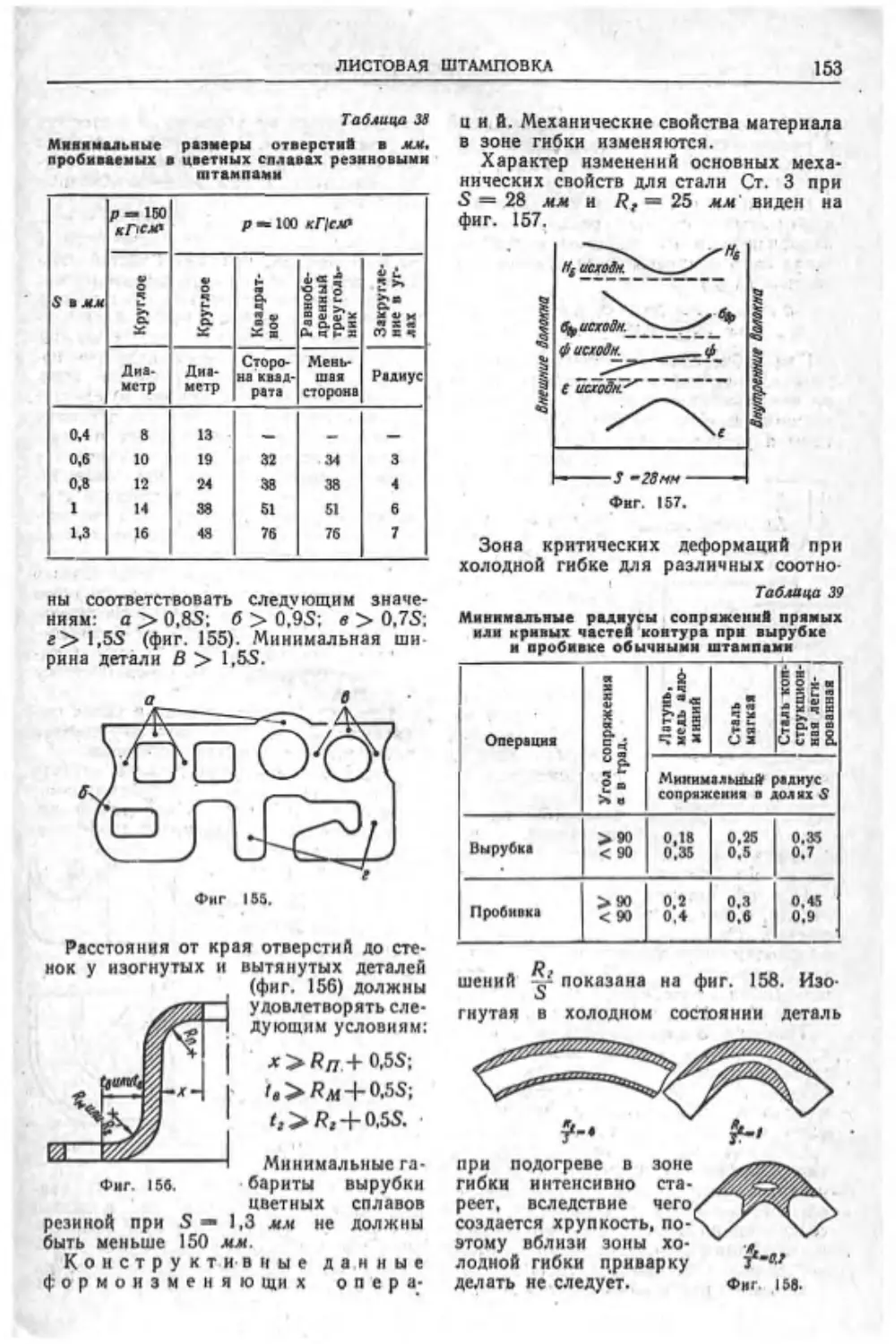
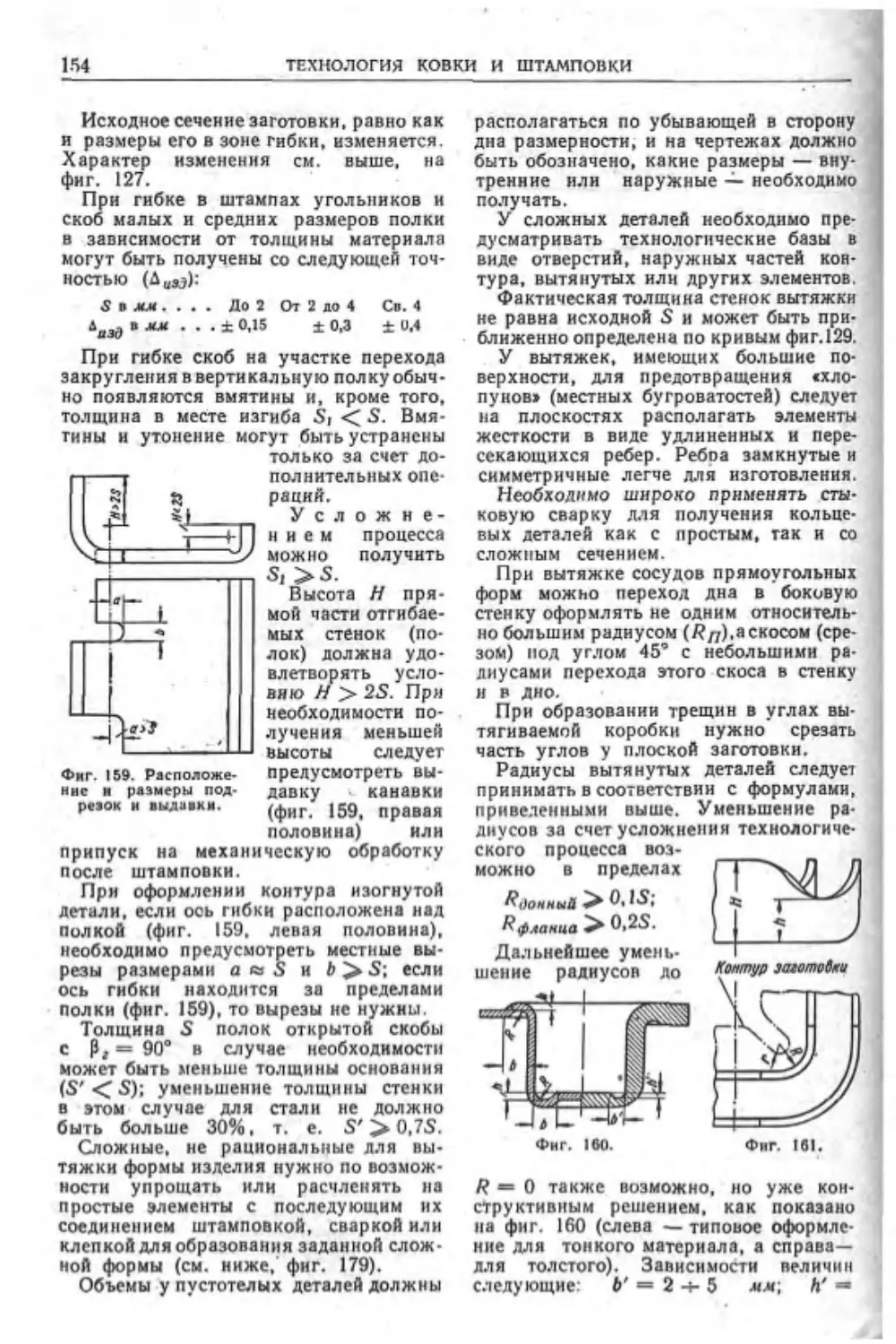
Листовая штамповка (д-р техн, наук
проф. В. Г. Мещерин).........136
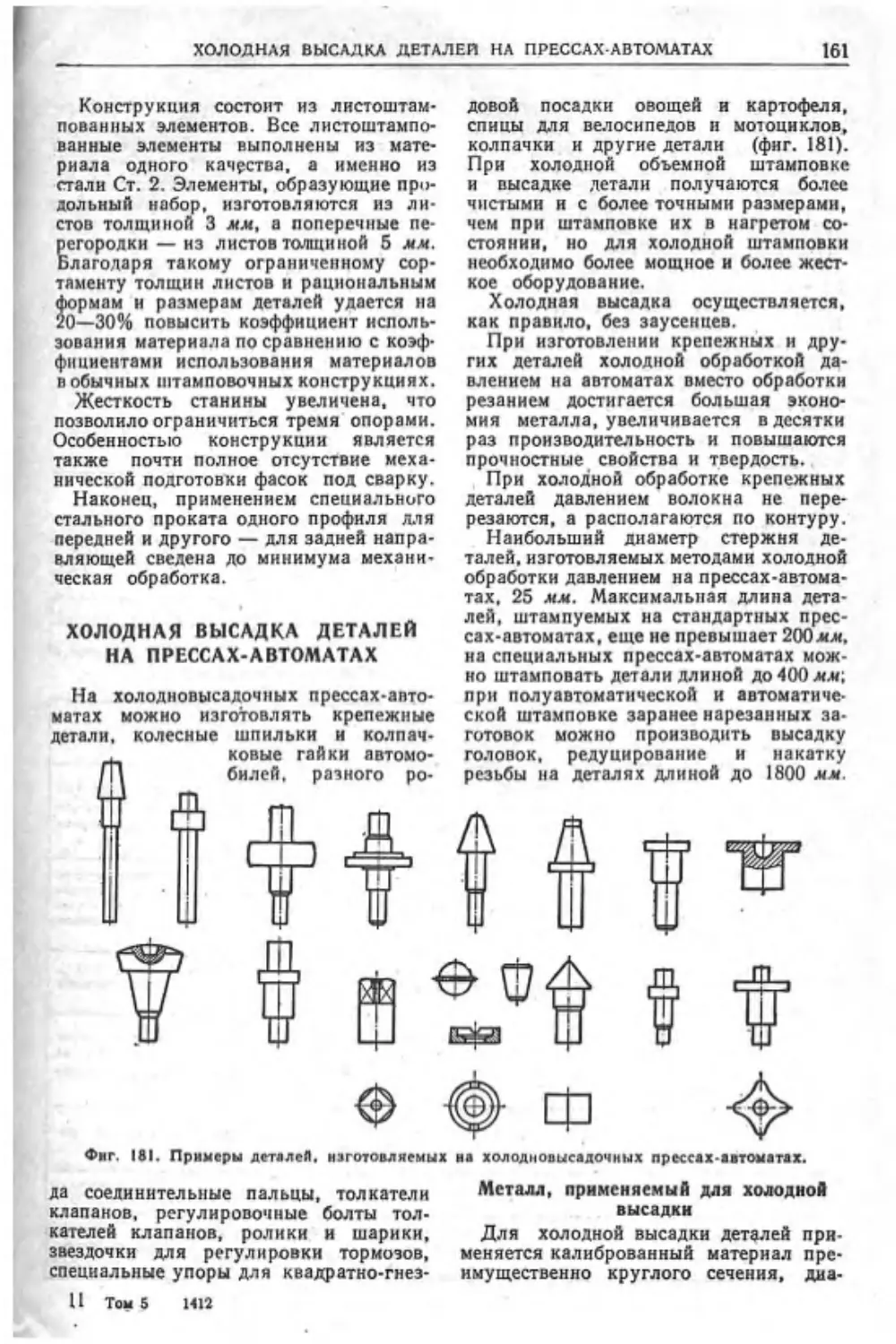
Холодная высадка деталей на прессах-
автоматах (канд. техн, наук Г. А. Нав-
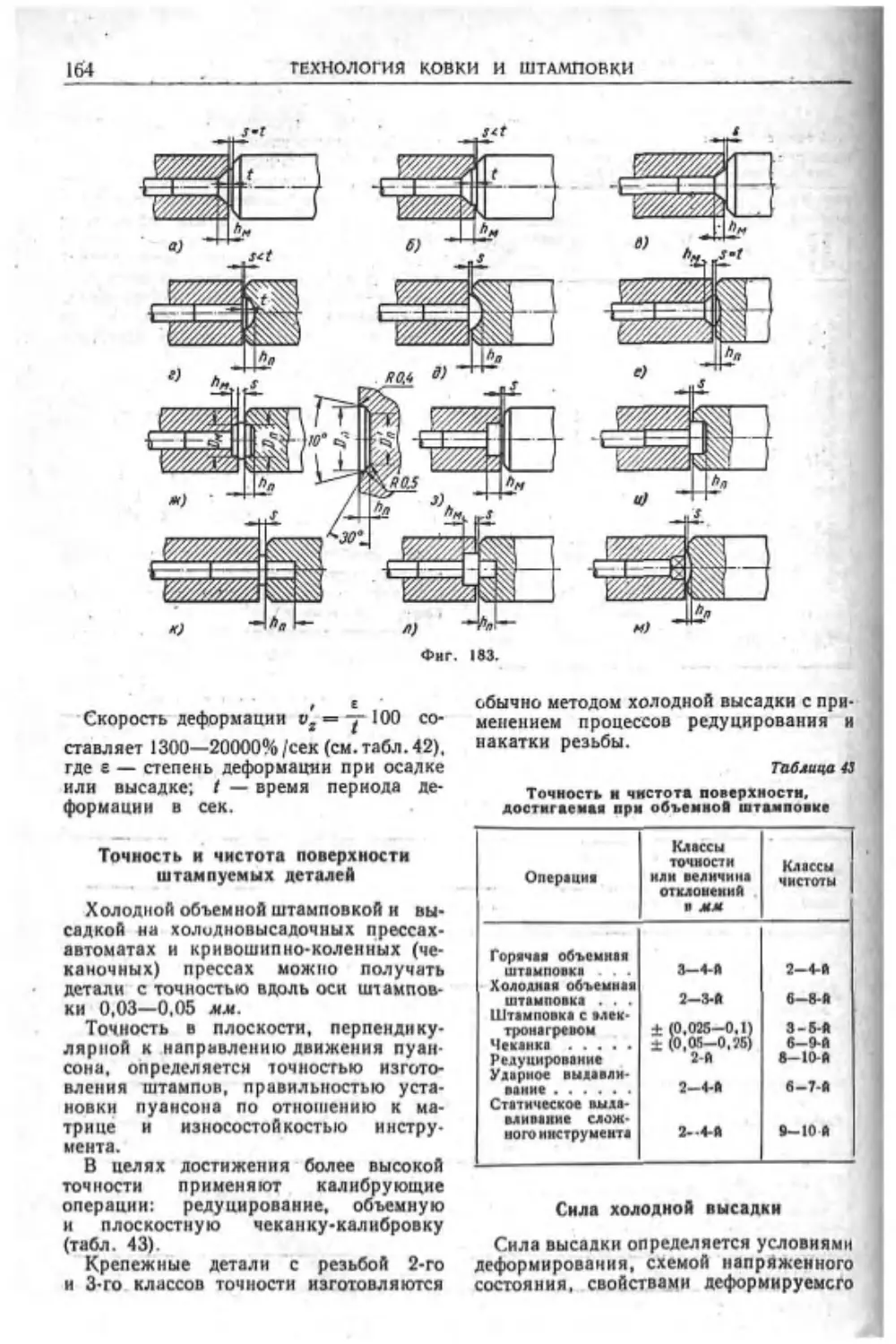
роцкий) ................. 161
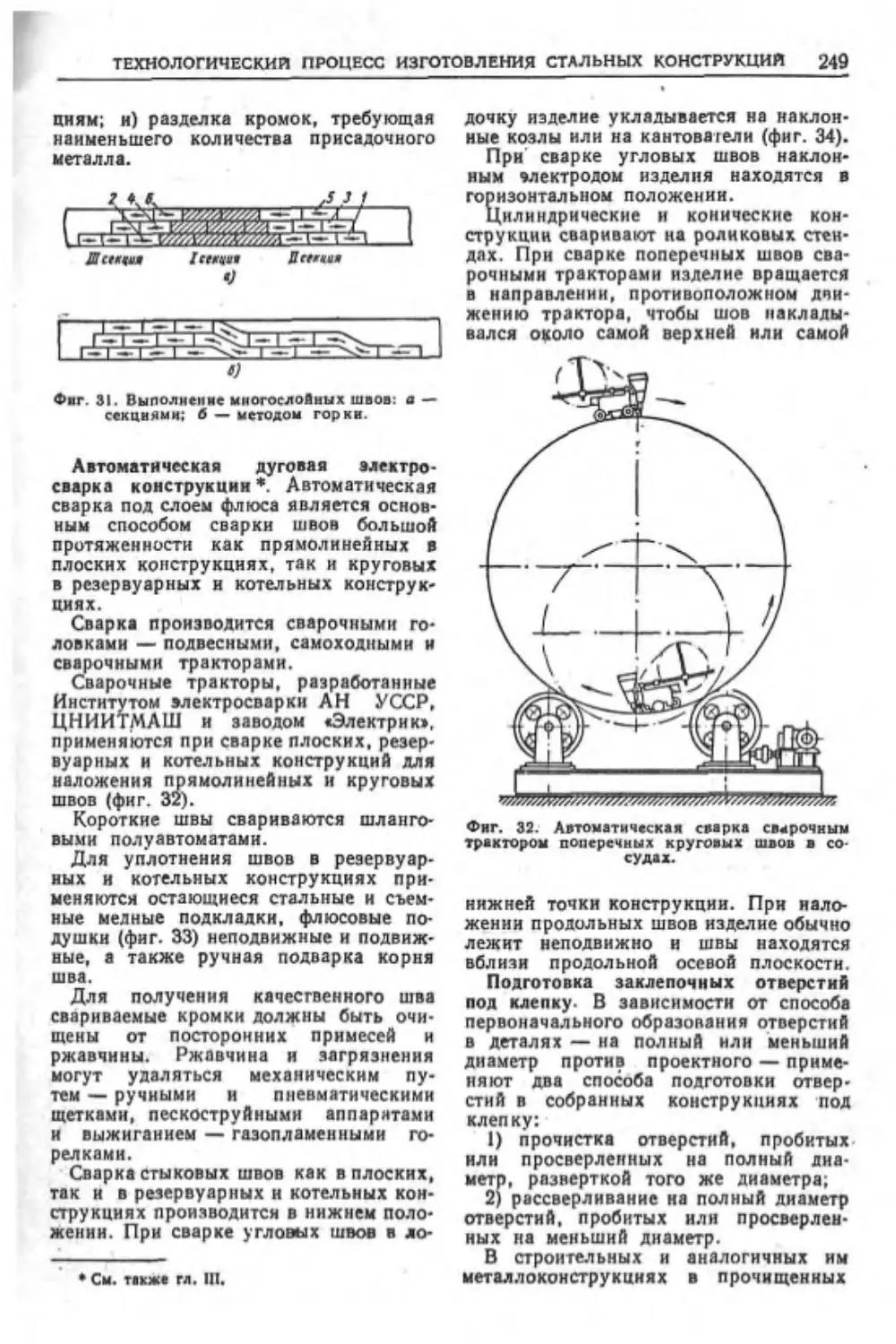
Глава III. ТЕХНОЛОГИЯ СВАРОЧНОГО
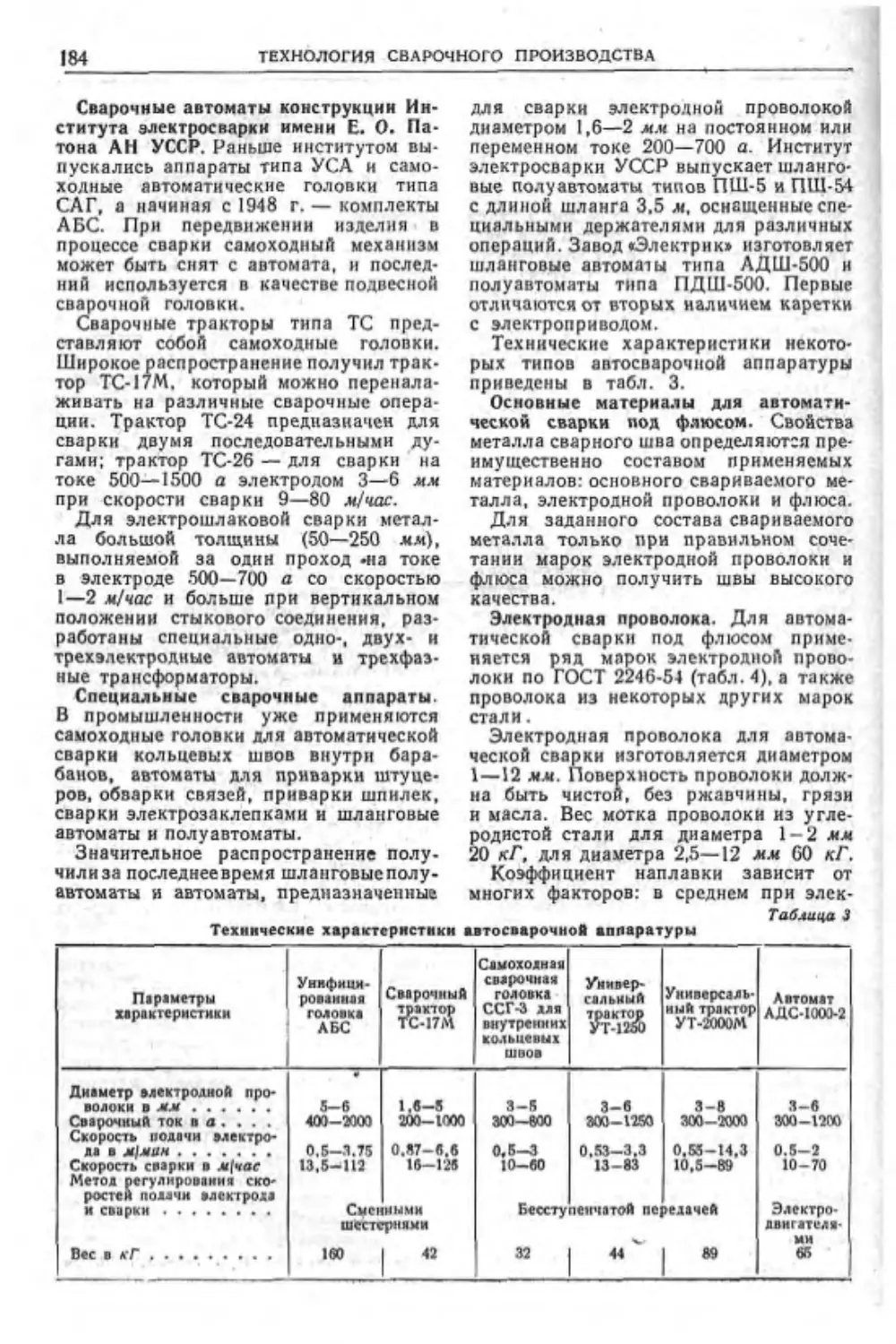
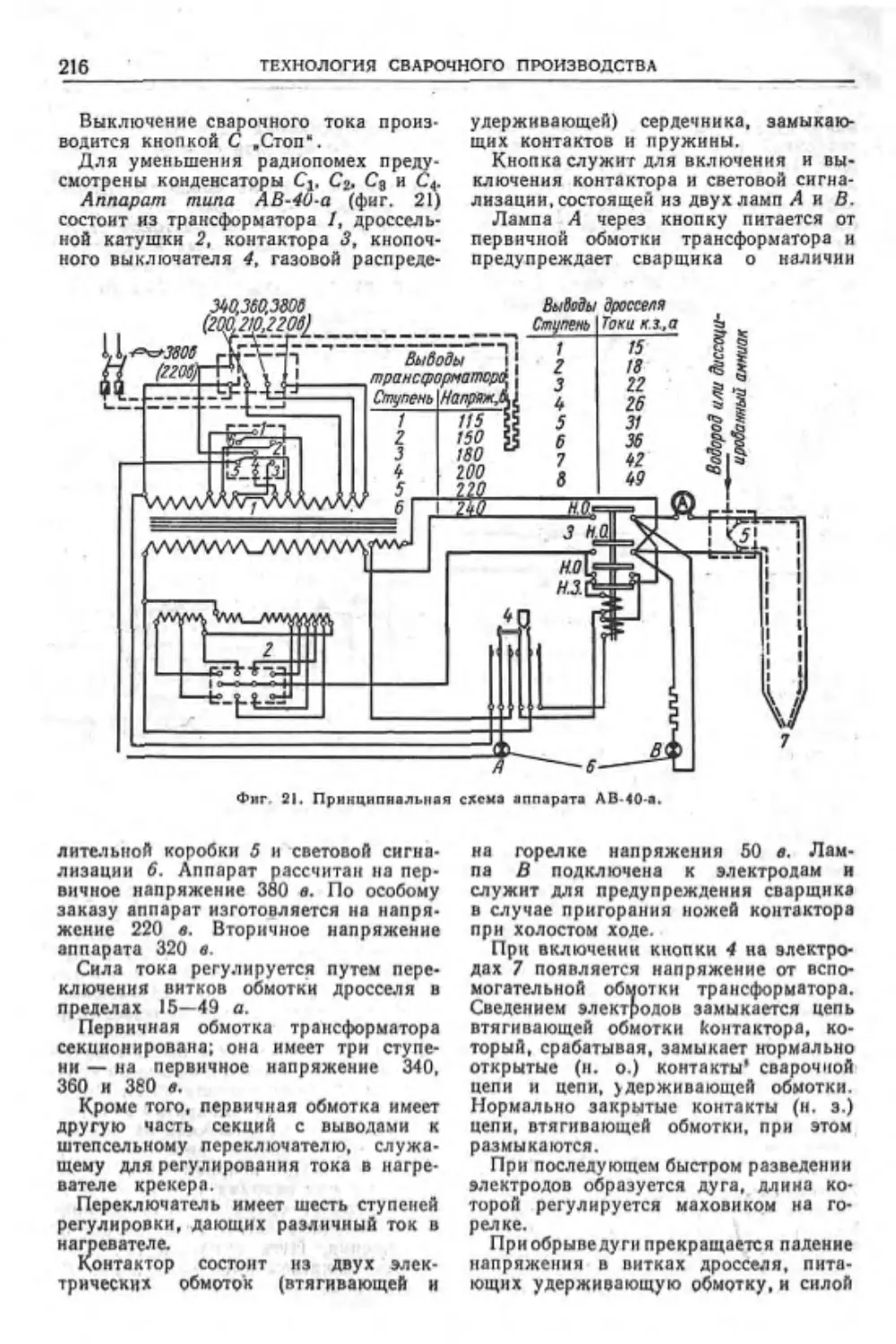
ПРОИЗВОДСТВА........................180
Электролуговая сварка (канд. техн, наук
И. Л. ьринвере).................180
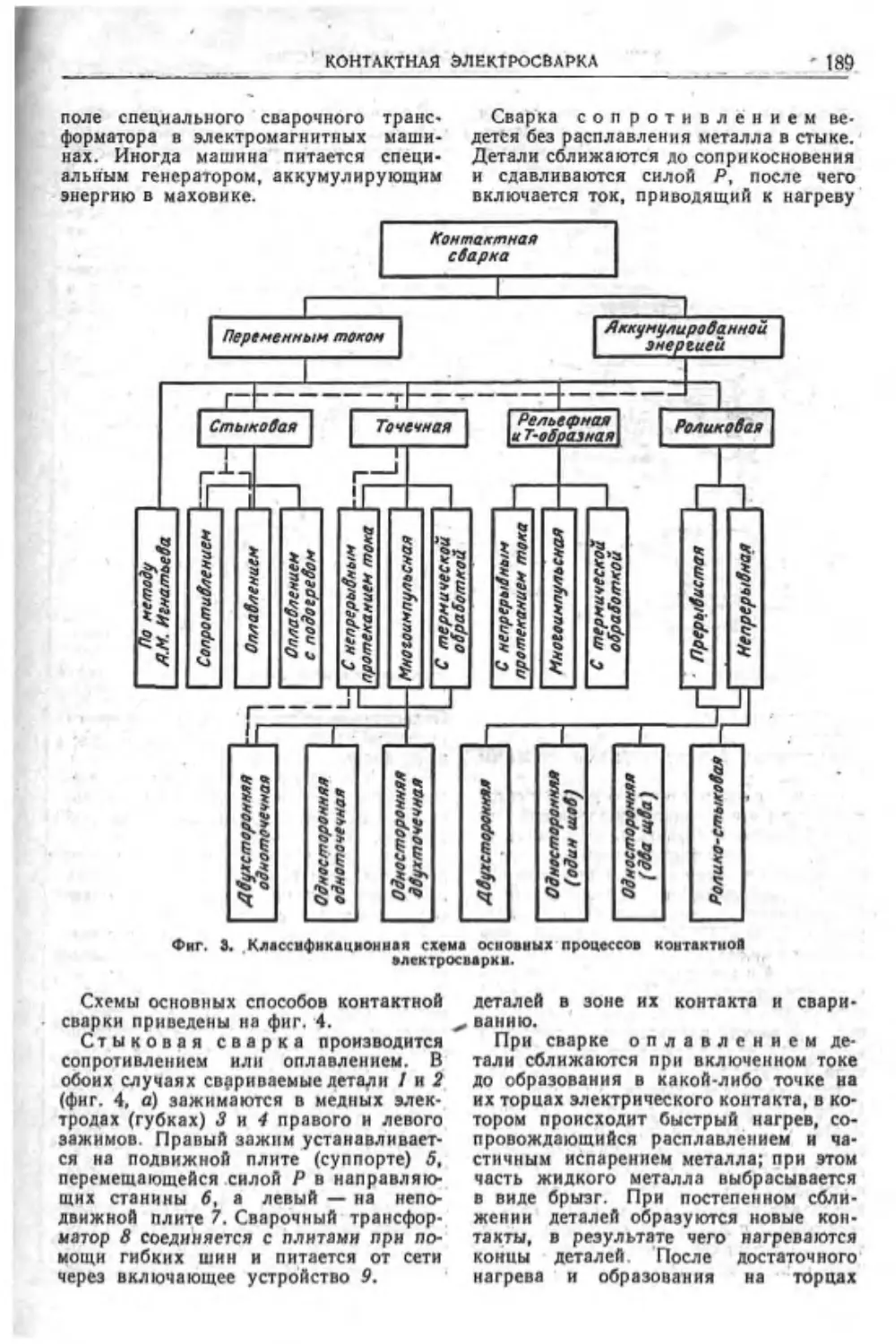
Контактная ялектросварка (проф., д-р
техн, наук А. С. Гельман).......188
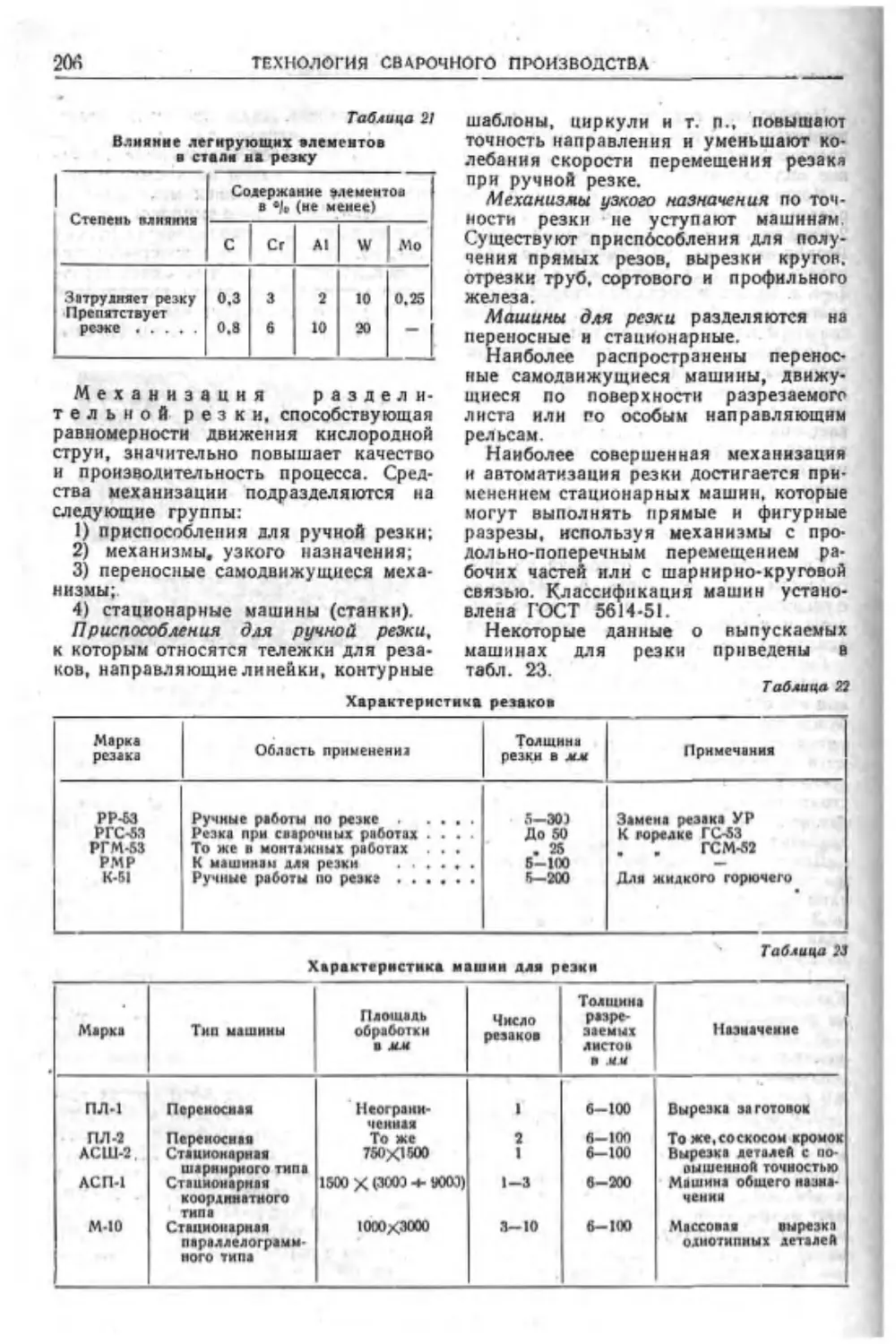
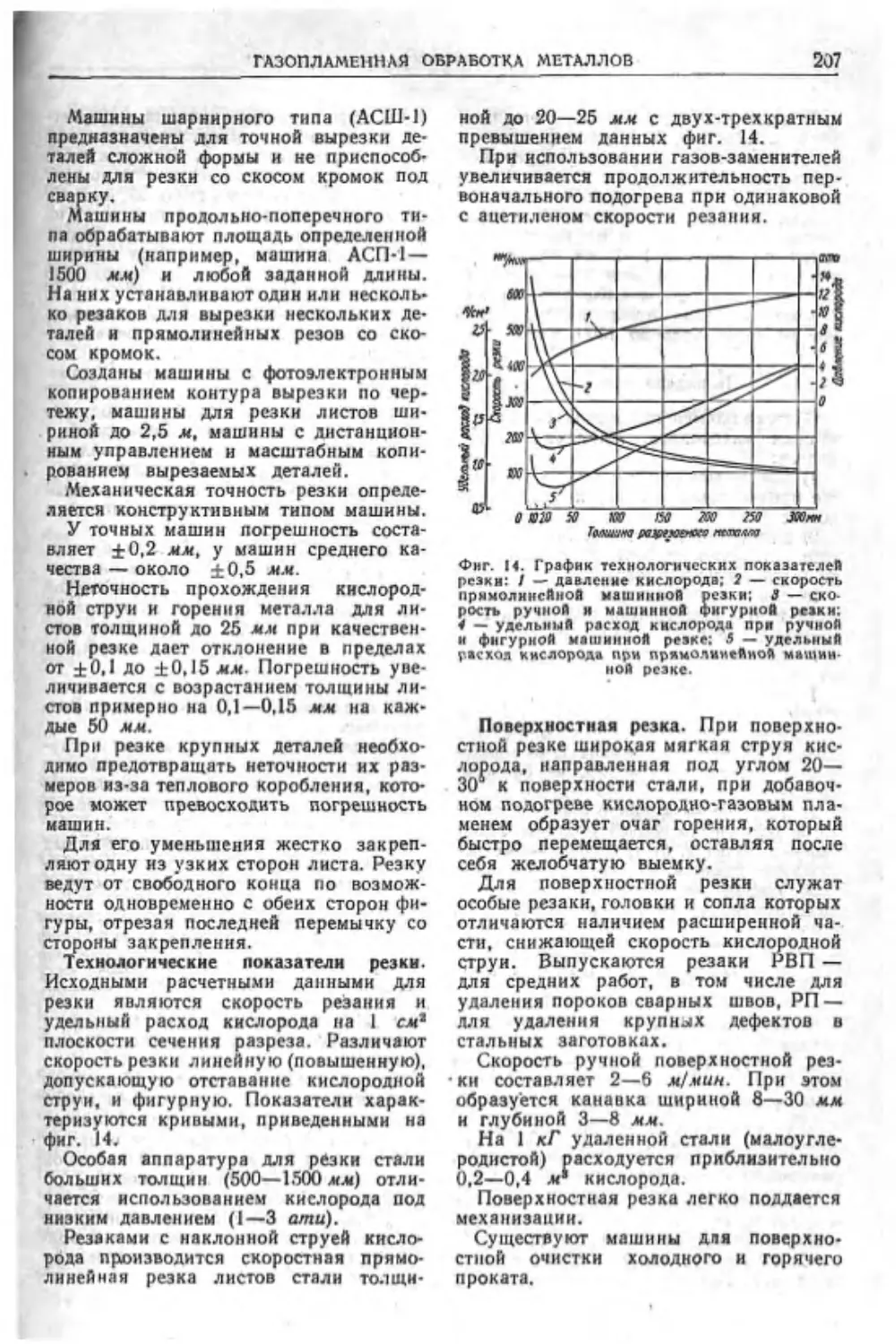
Гаэопламеиная обработка металлов (кайл,
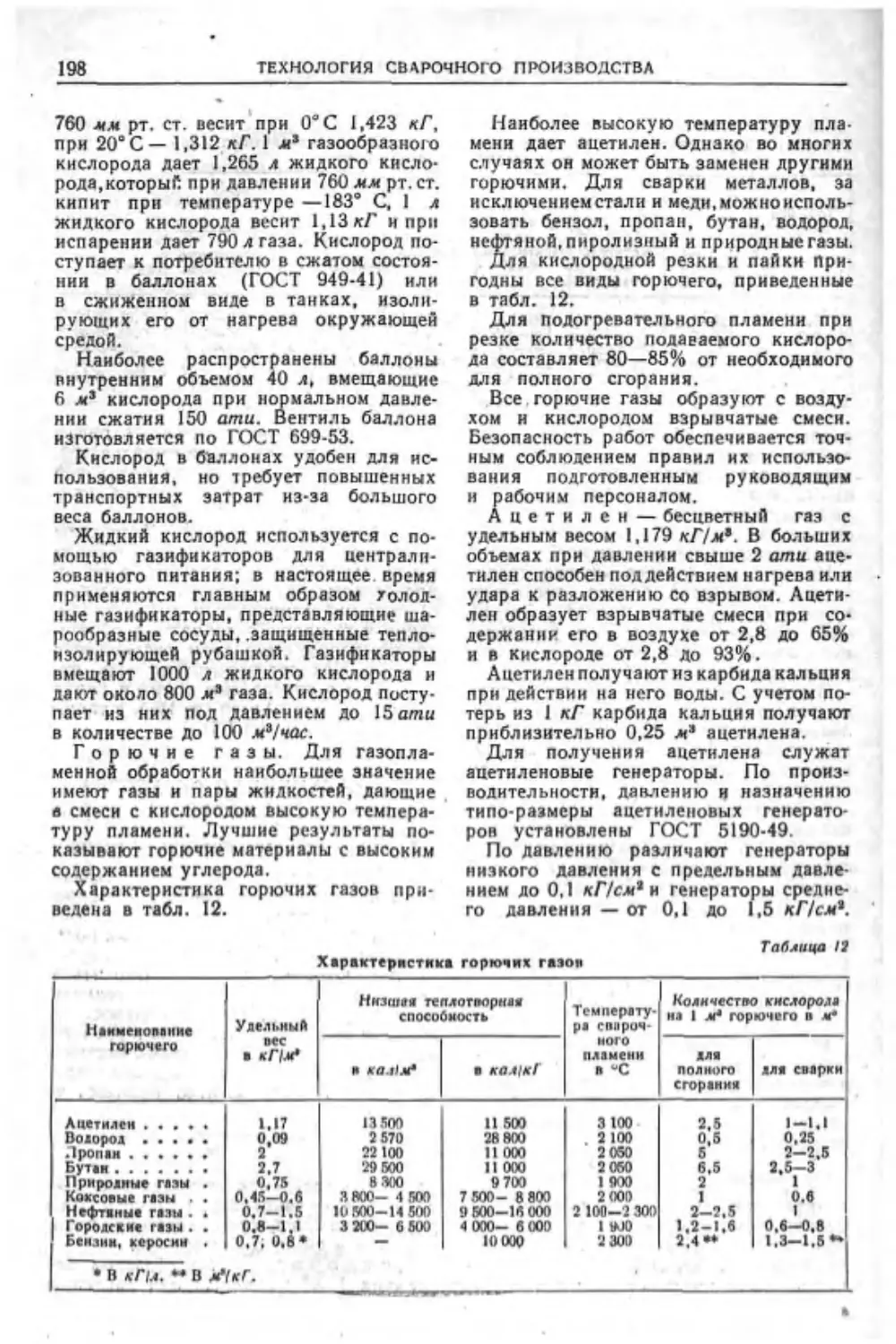
техн, наук А. Н. Шашков)........197
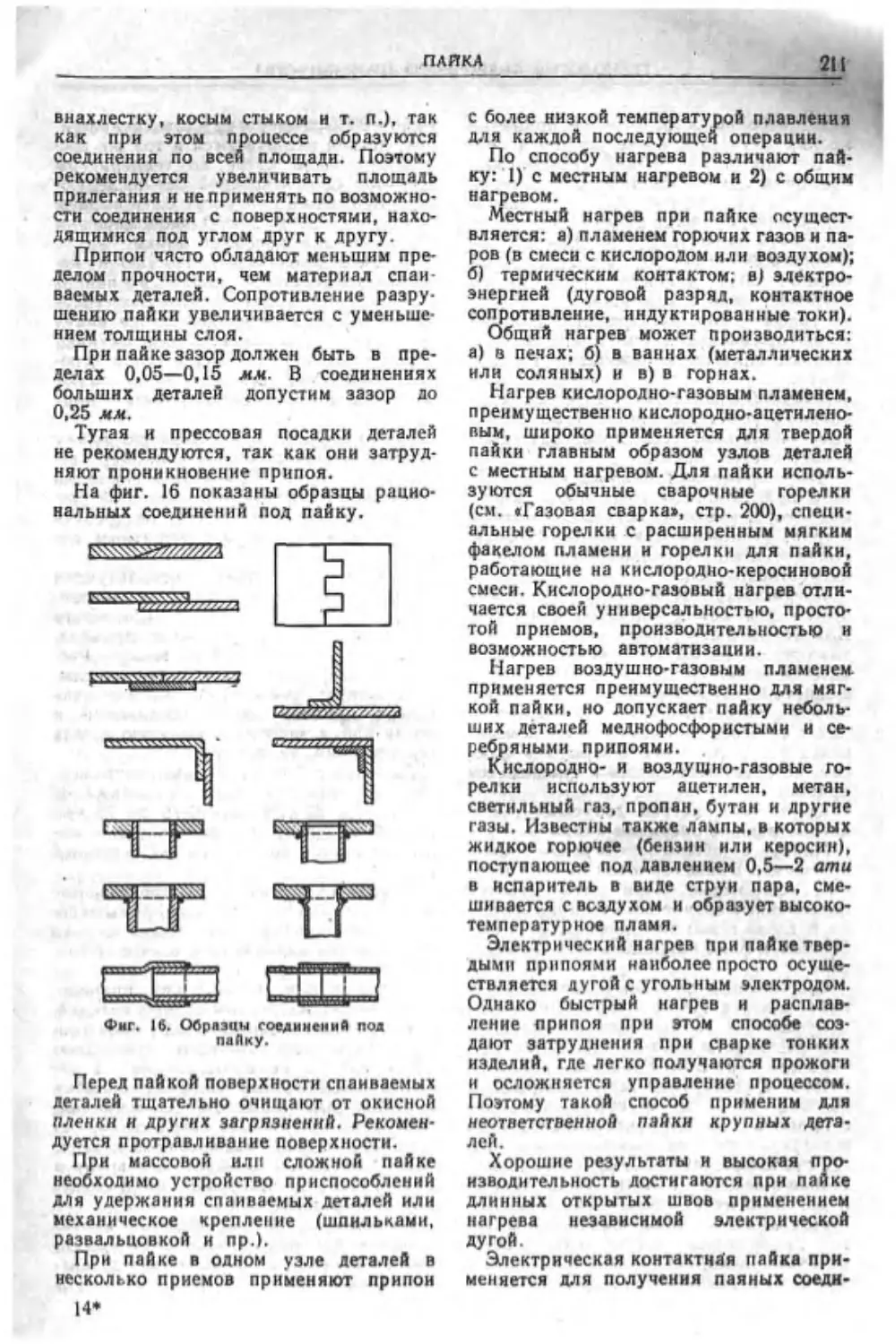
Пайка (А. Н. Шашков) ......... 209
Атомио-волородиая сварка (канд. техн,
наук Г. Б. Евсеев)..............214
Технологические основы конструирования
сварных деталей и узлов машин
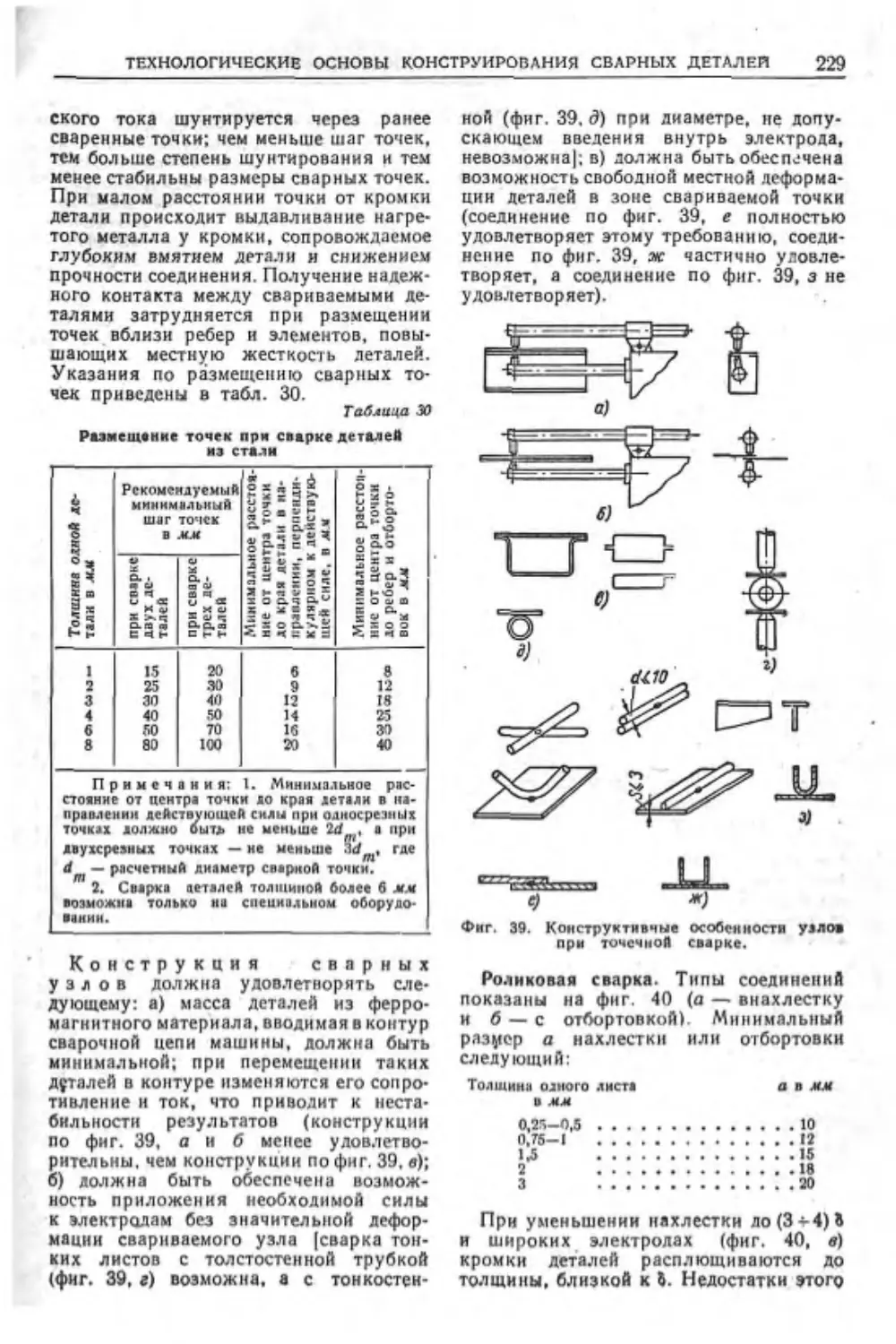
(А. С. Гельман) ............ .21
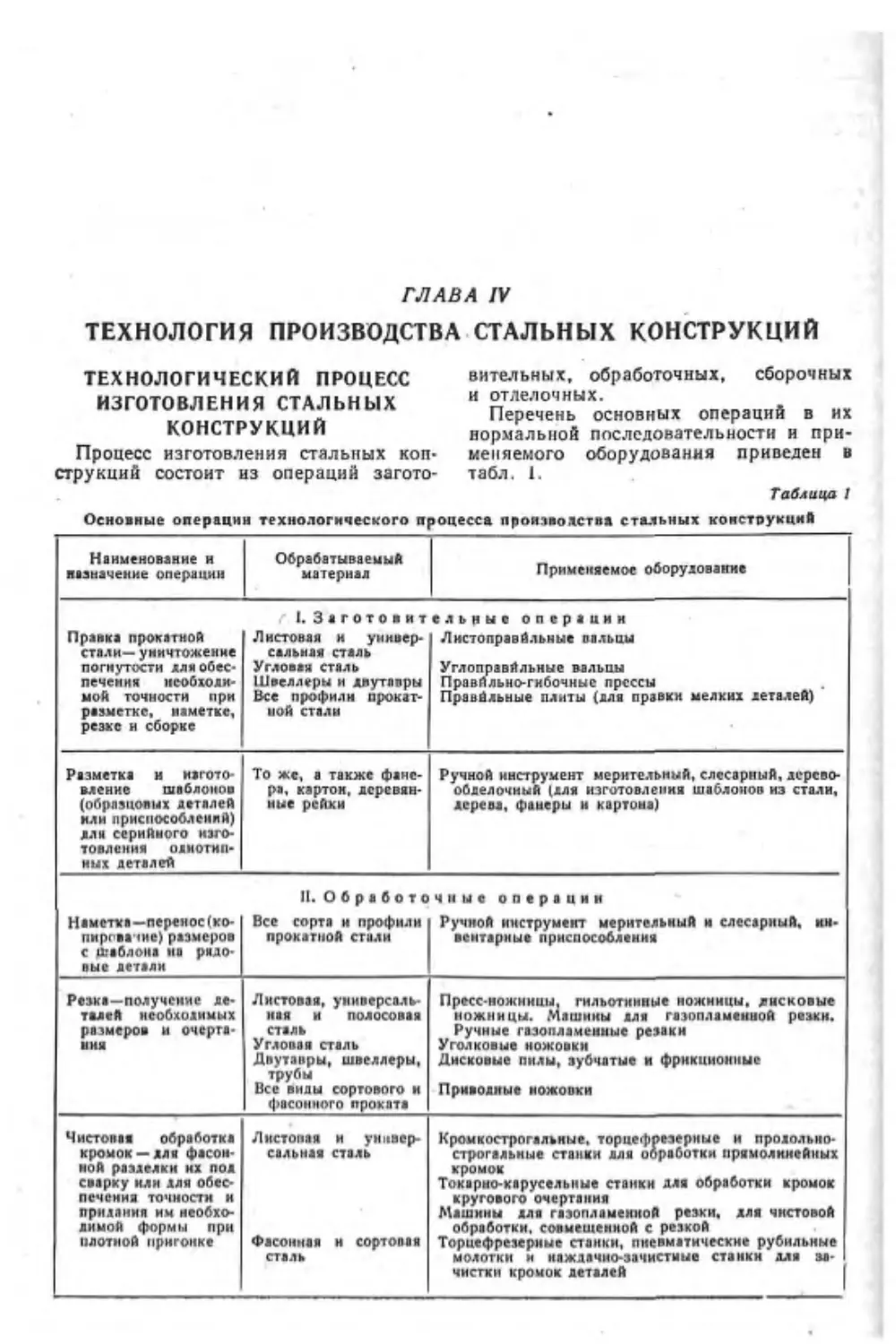
Глава IV ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
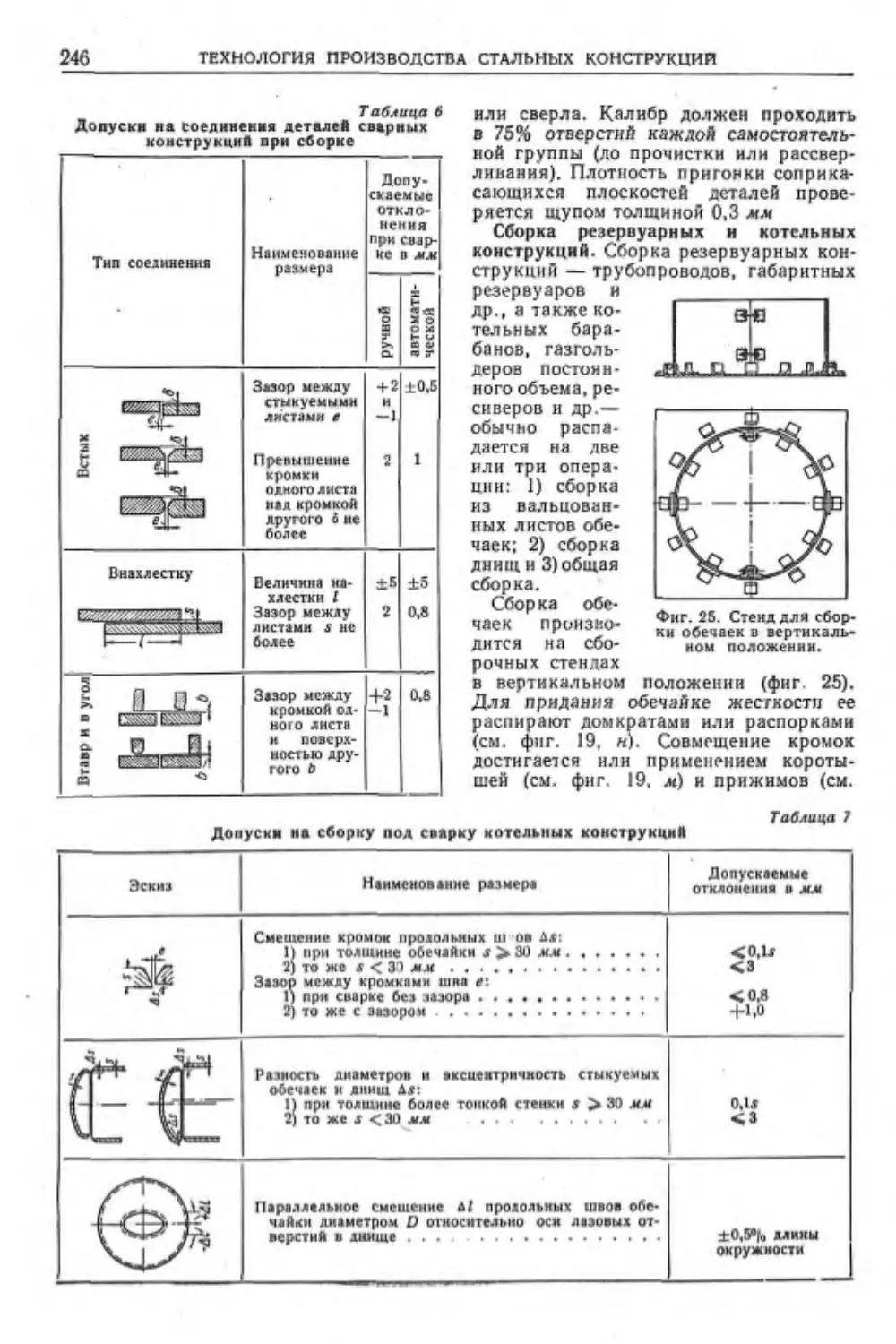
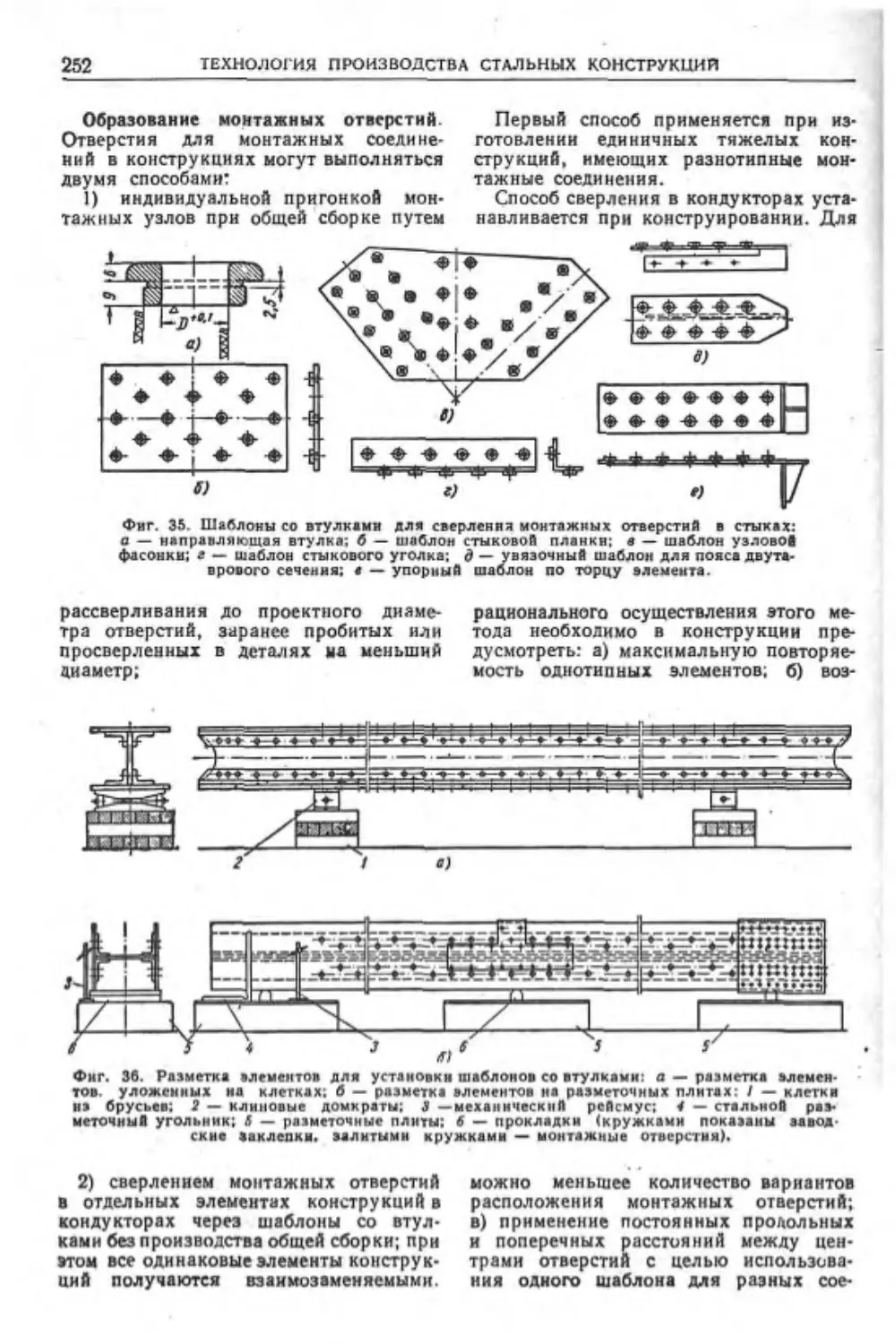
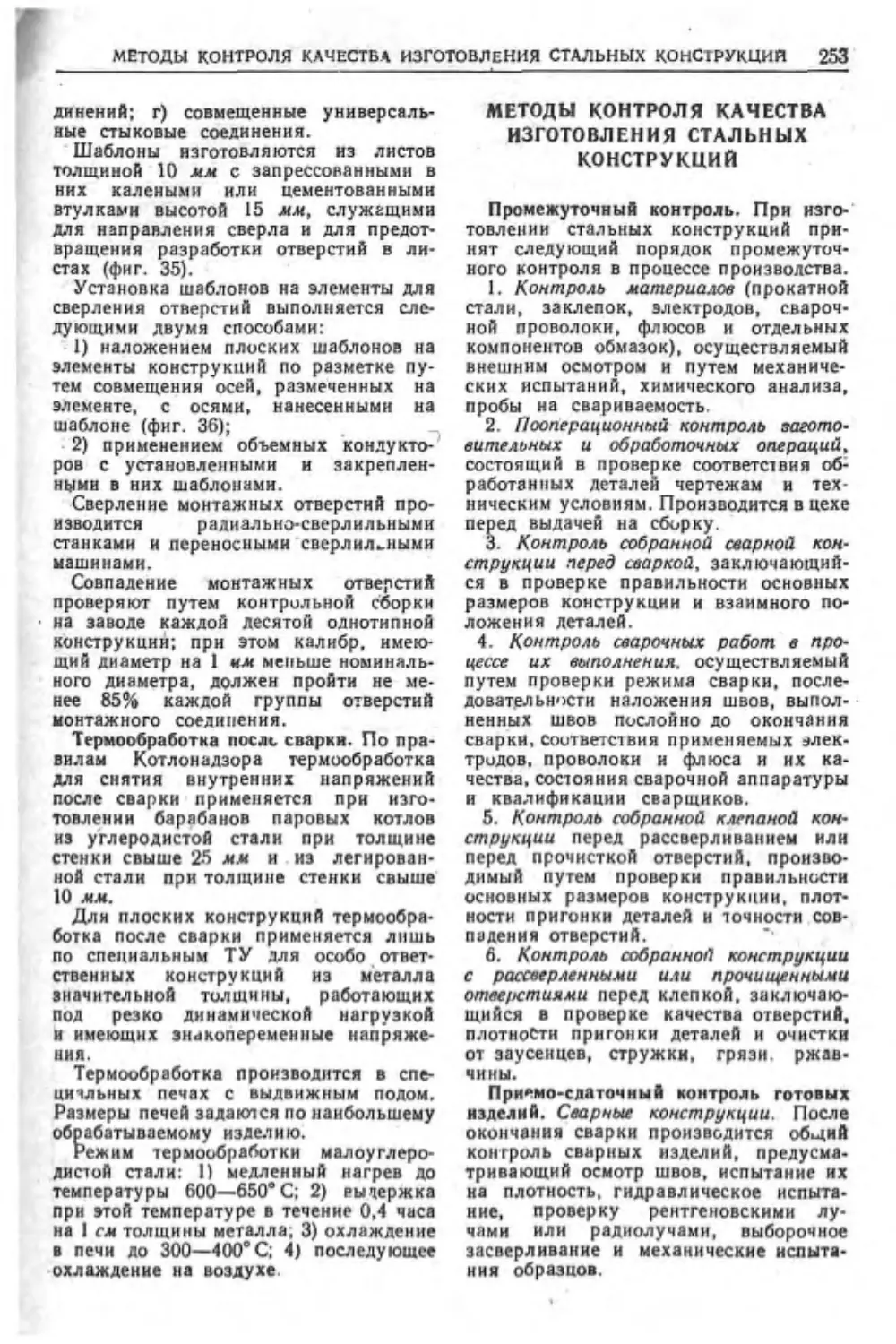
СТАЛЬНЫХ КОНСТРУКЦИЙ (инж
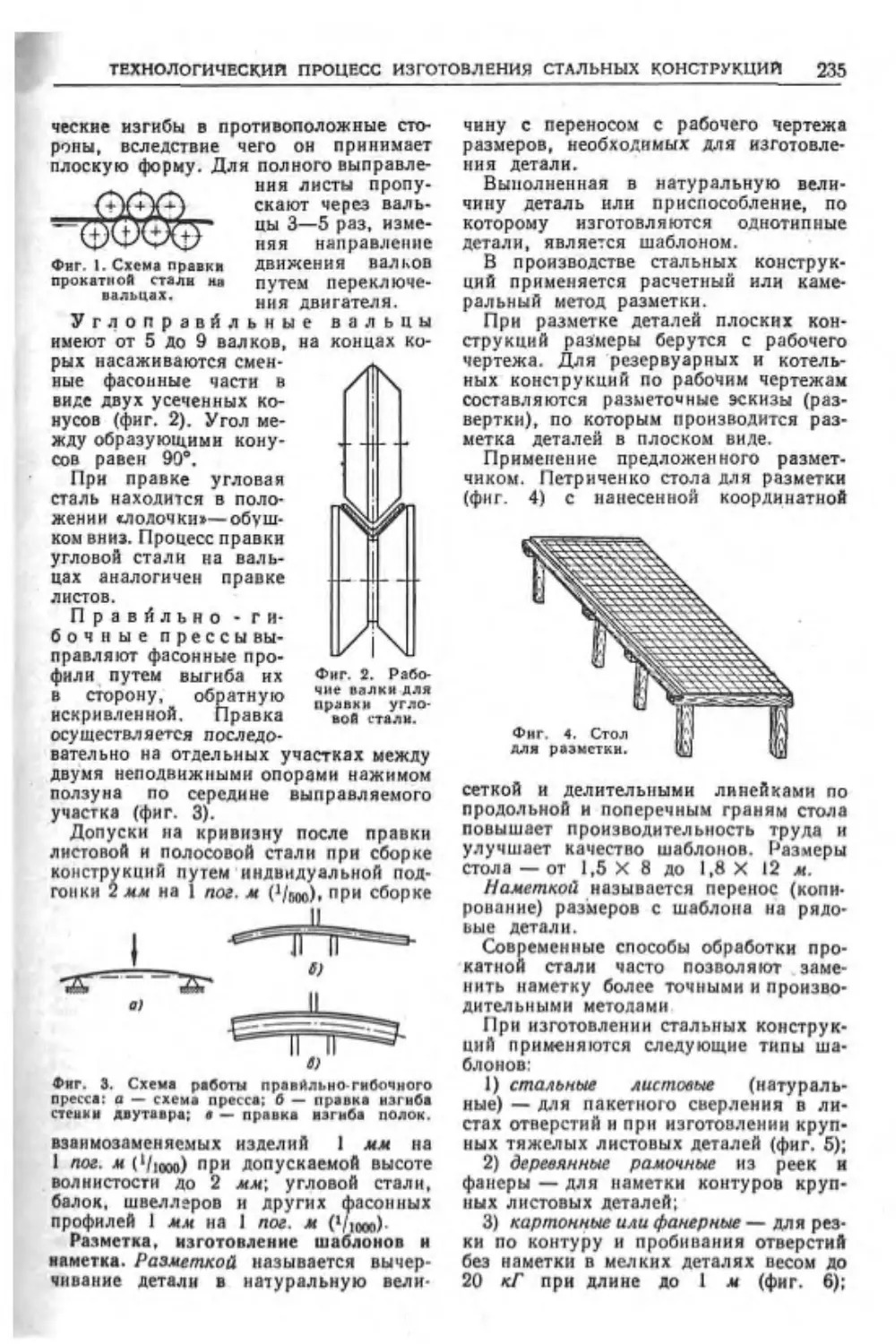
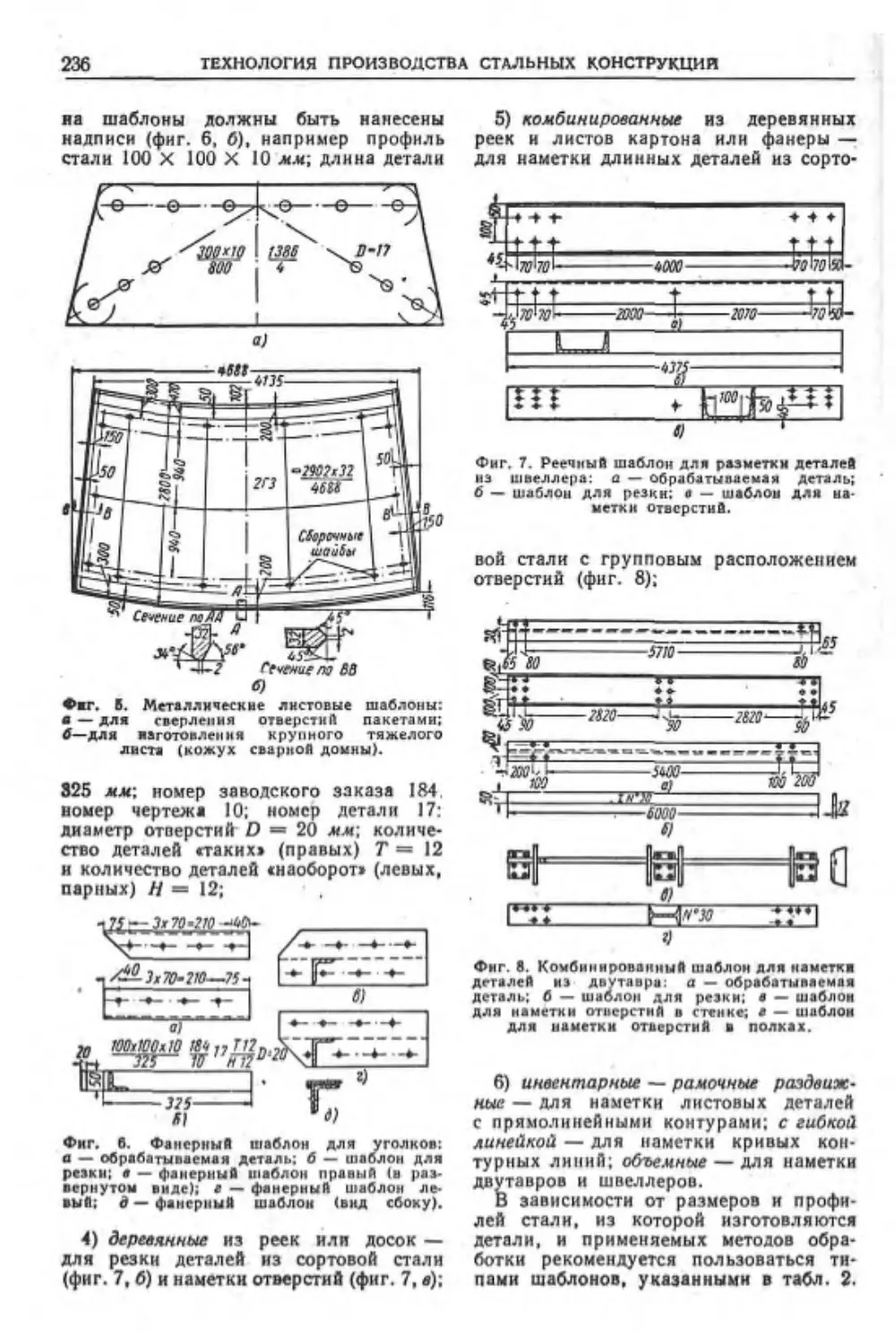
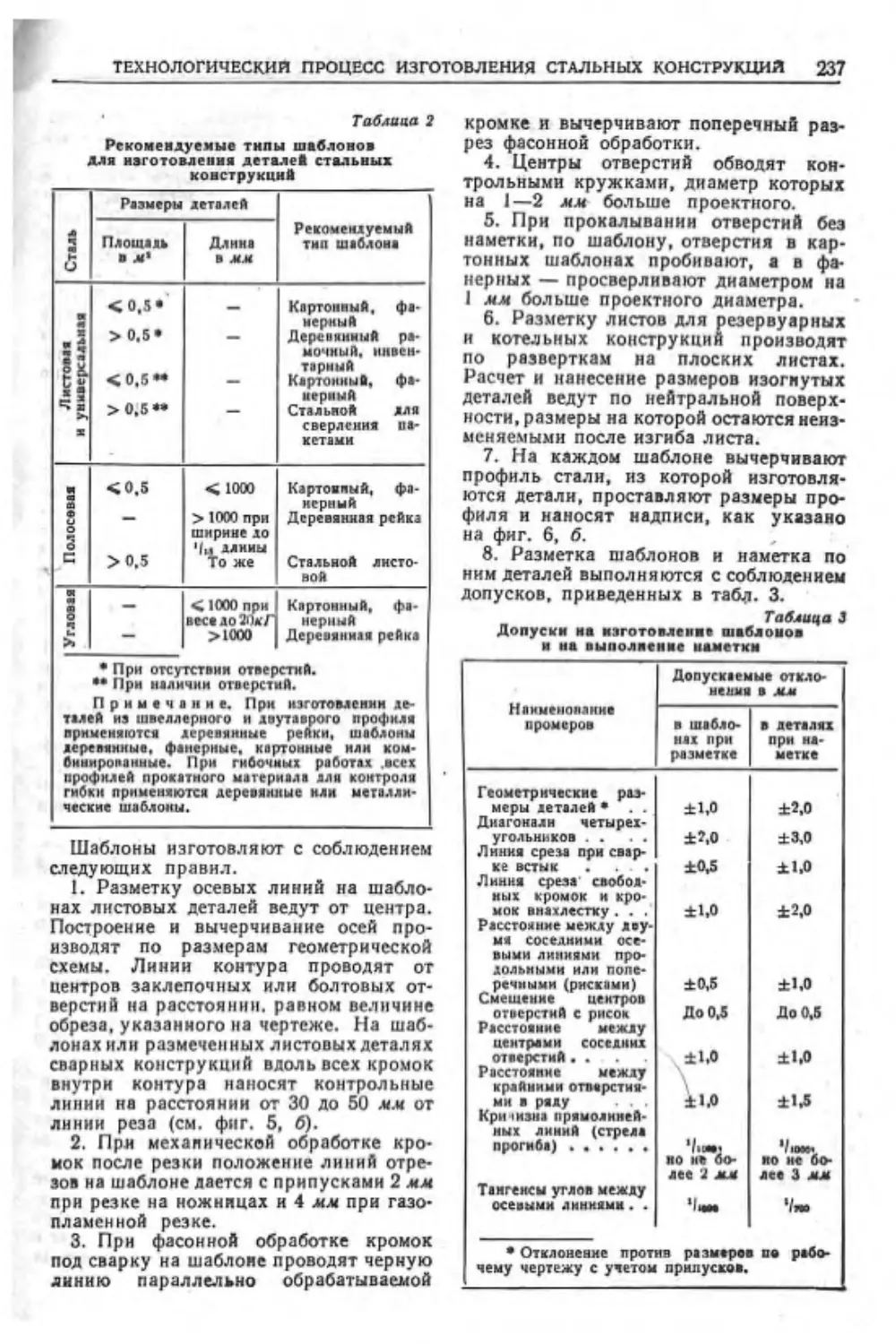
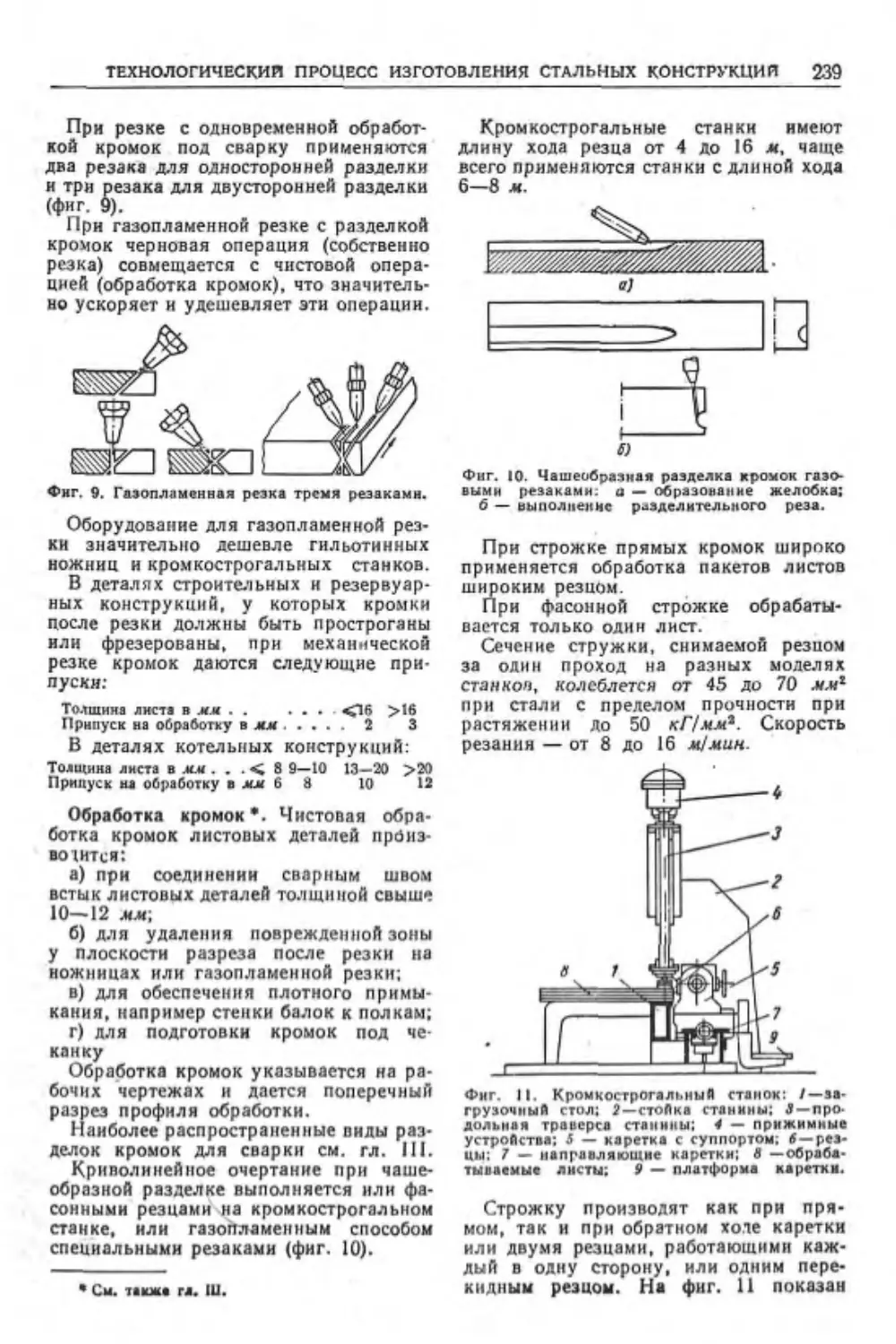
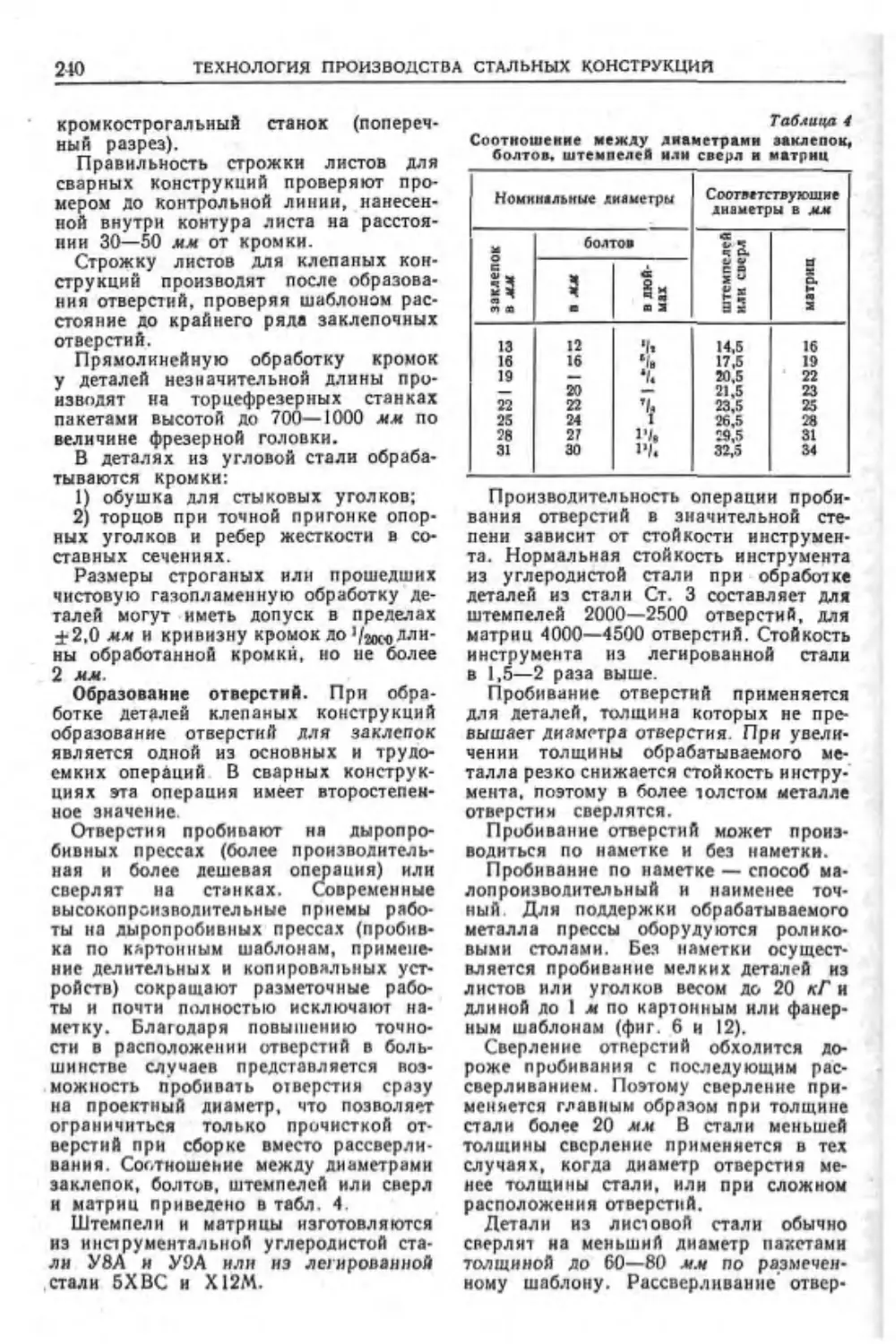
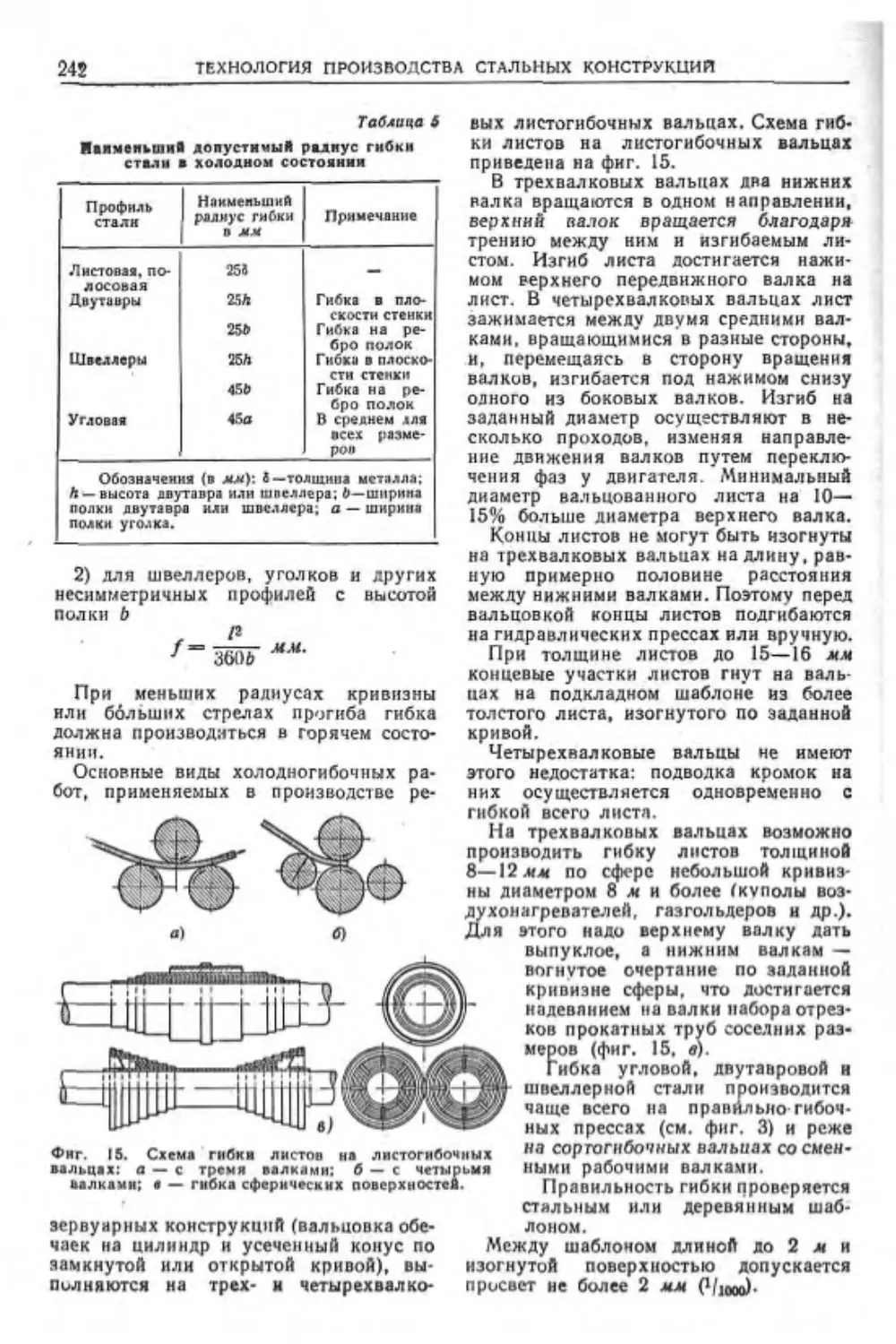
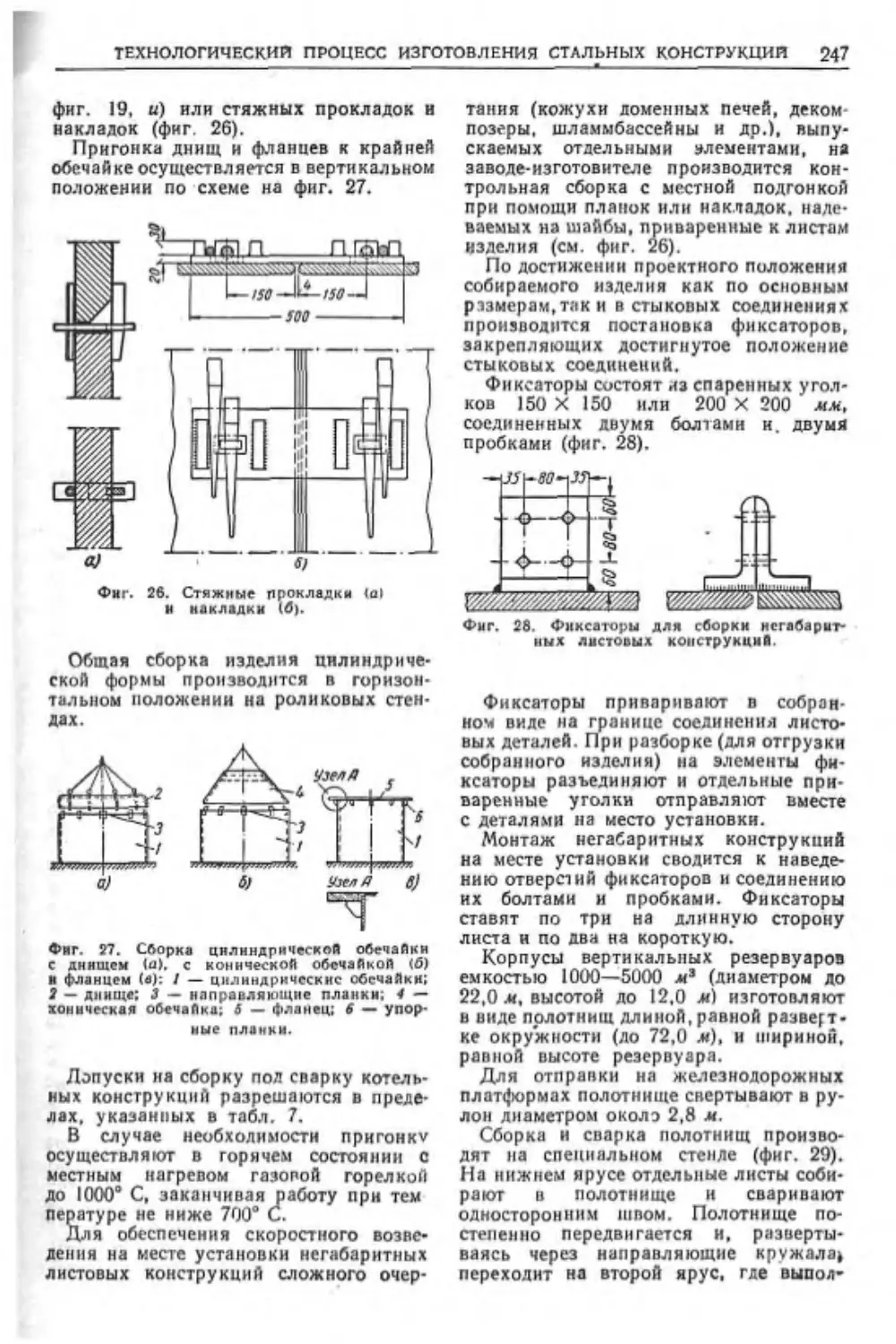
Технологический процесс изготовления
стальных конструкций..................232
Методы контроля качества изготовления
стальных конструкций..................253
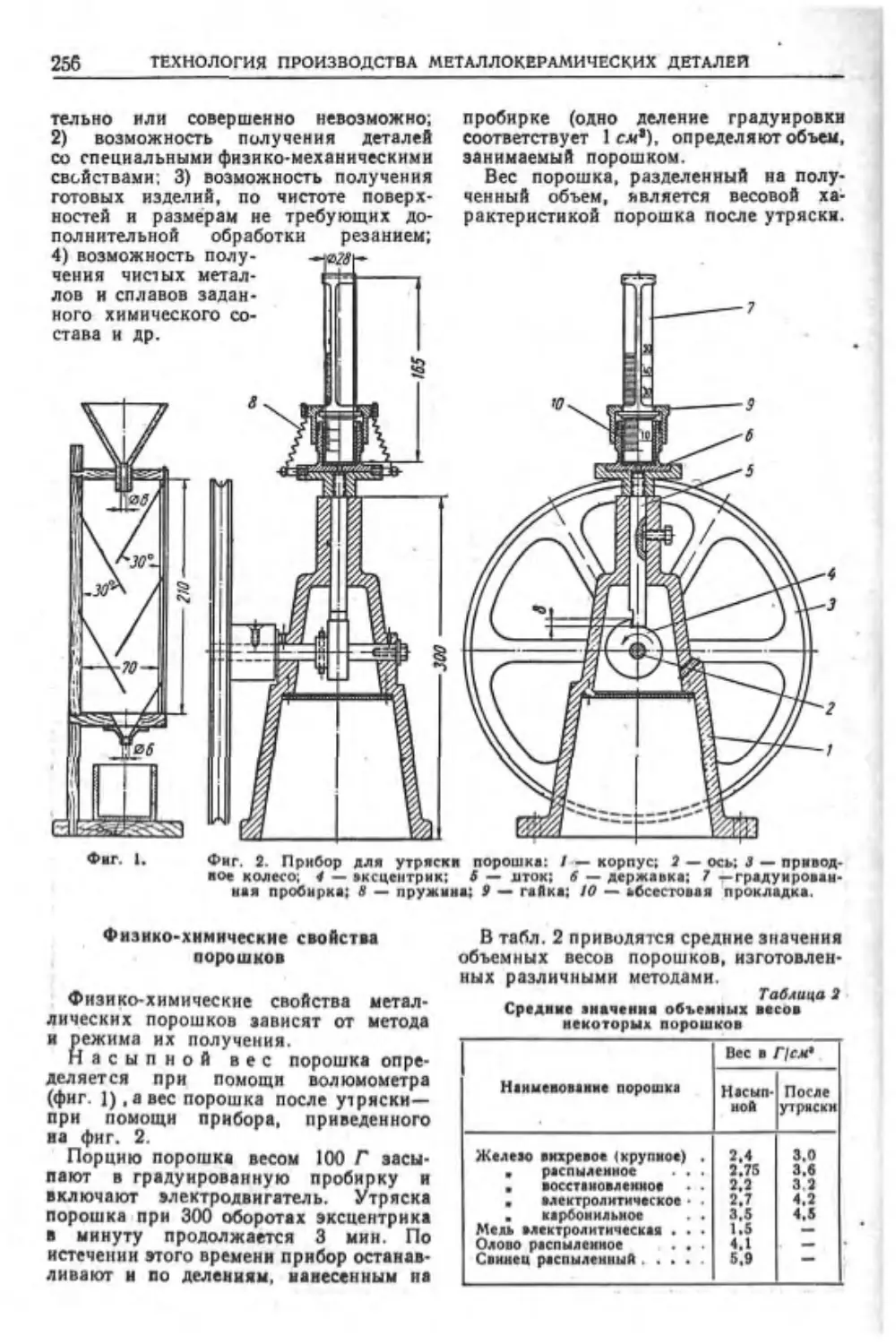
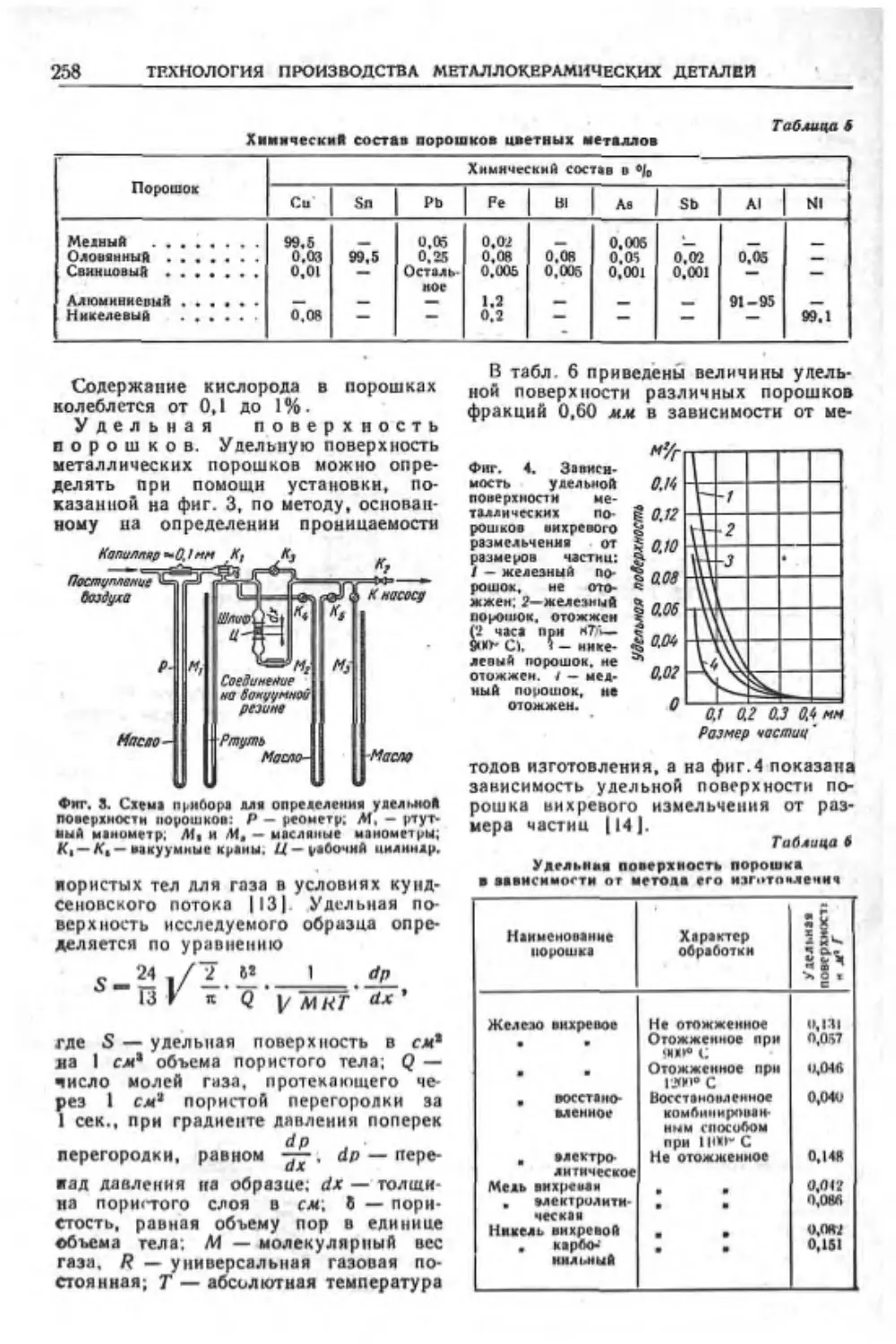
МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
(икж. В. Г. Филимонов) ....258
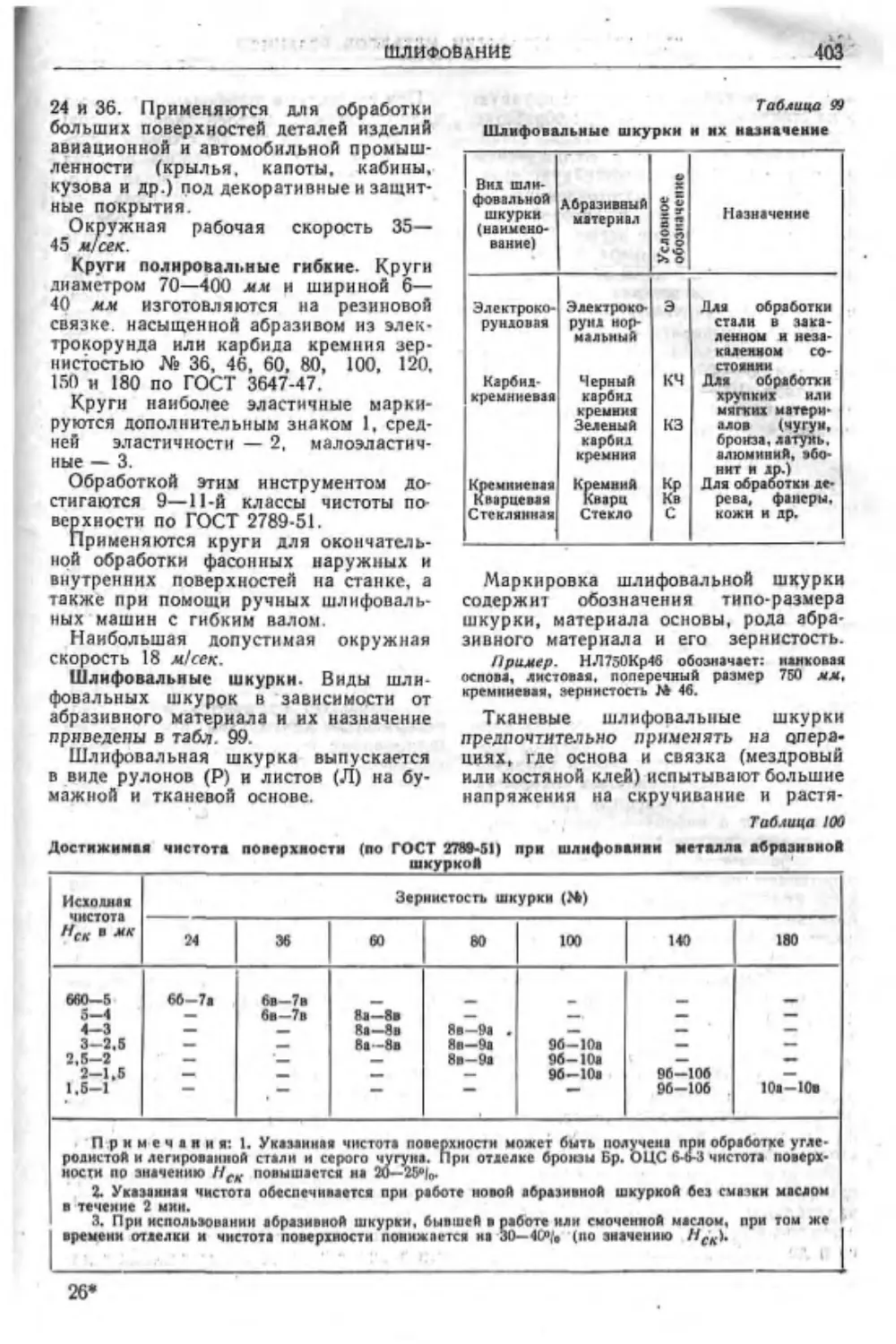
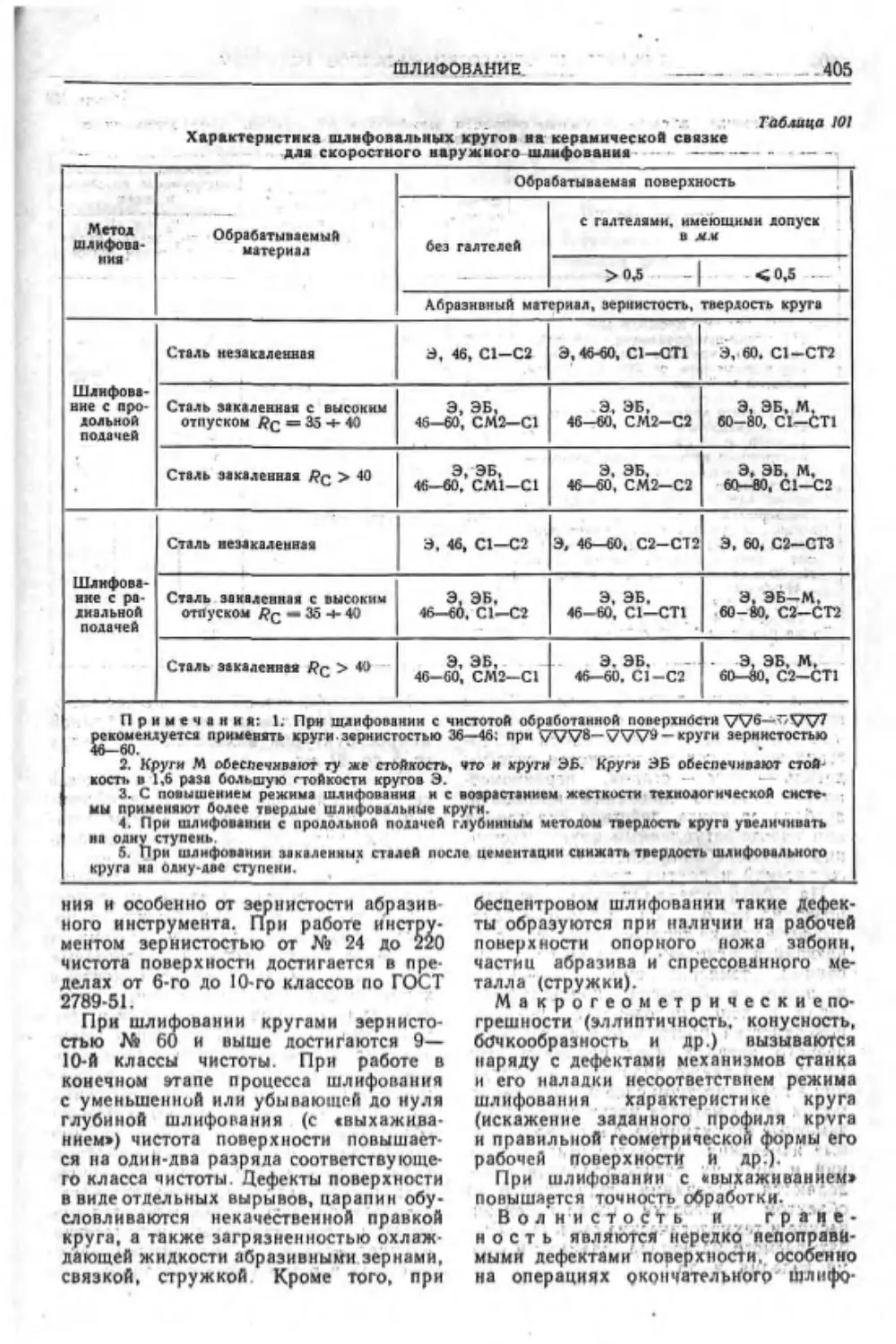
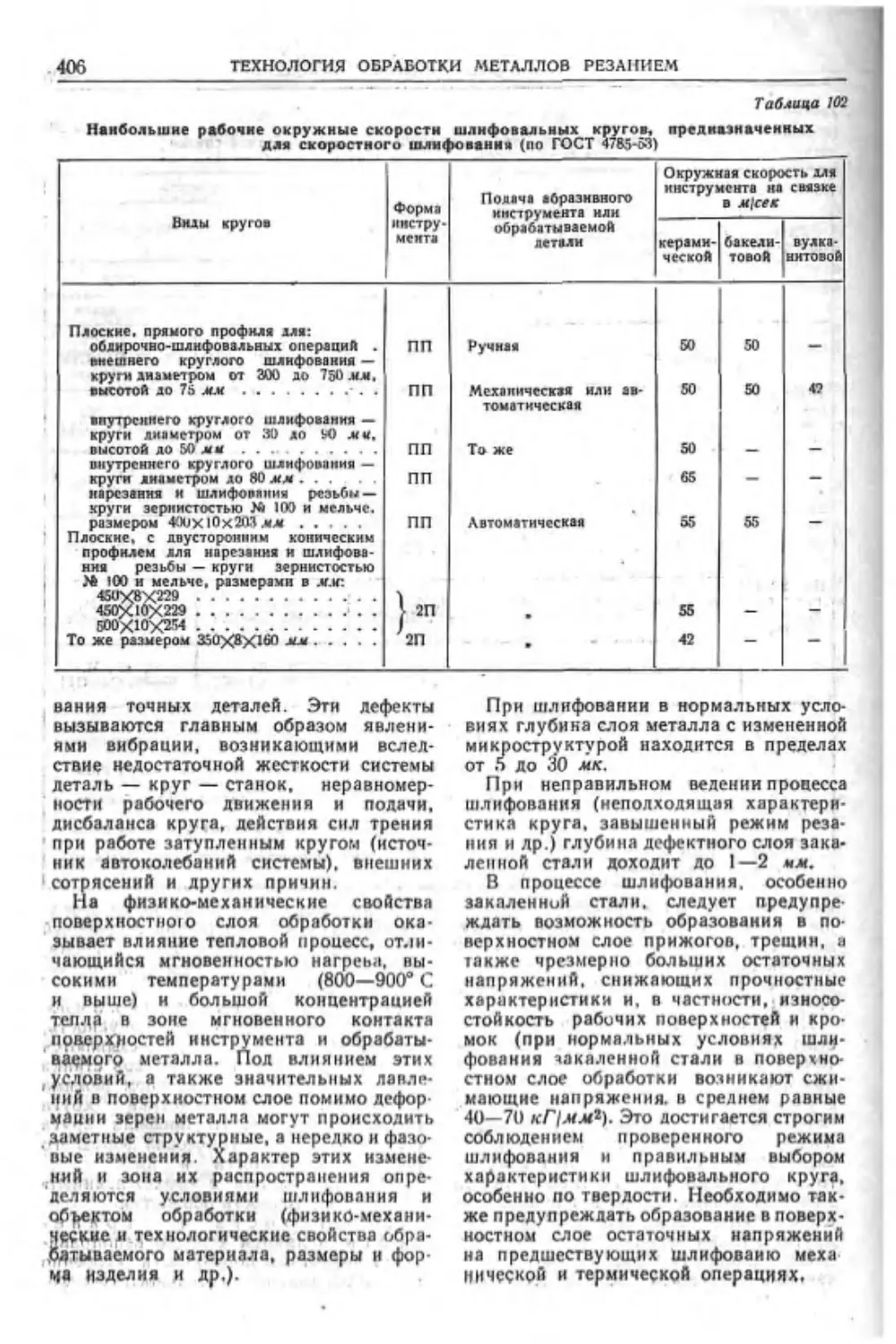
Глава VI. ТЕХНОЛОГИЯ ОБРАБОТКИ
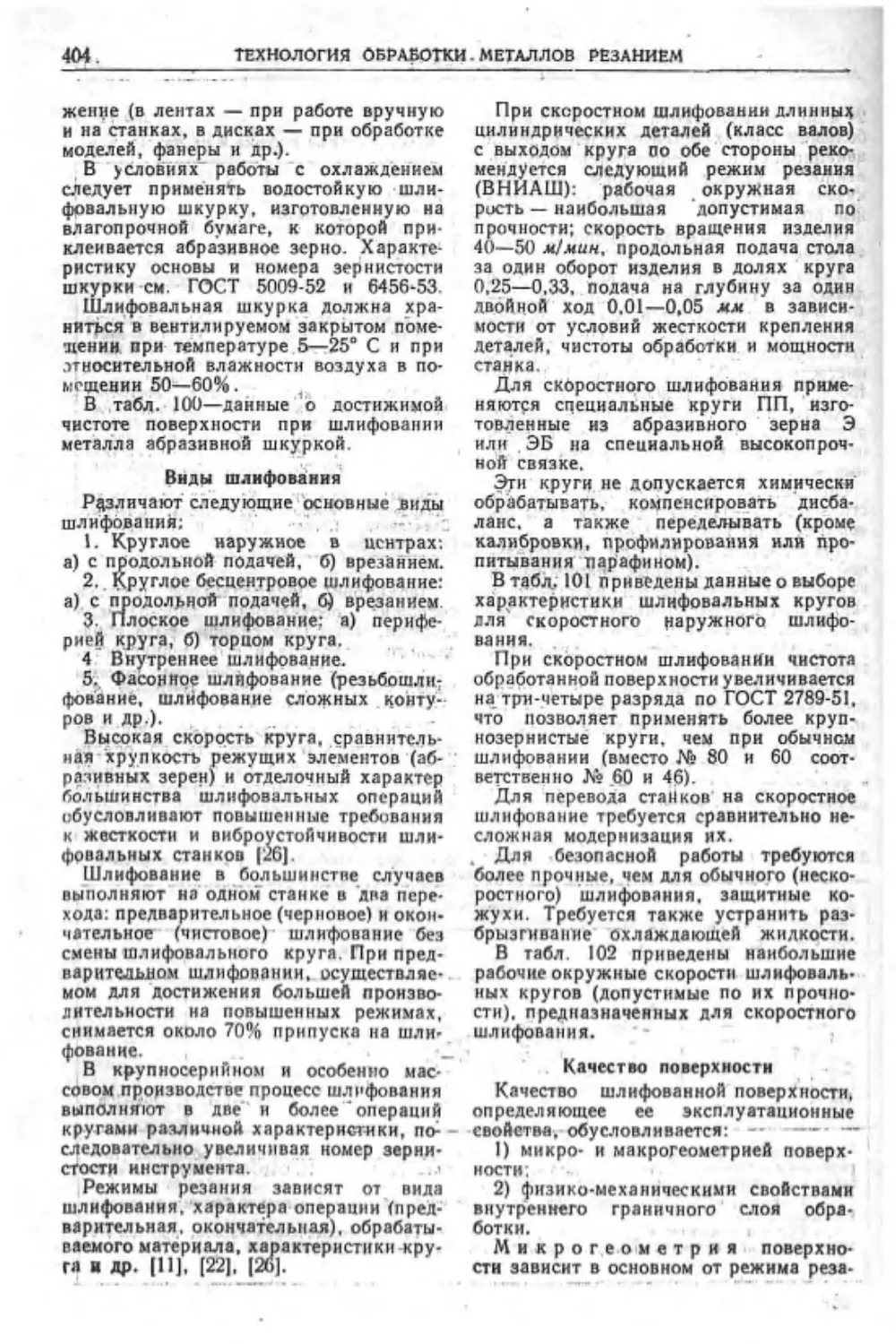
МЕТАЛЛОВ РЕЗАНИЕМ...............268
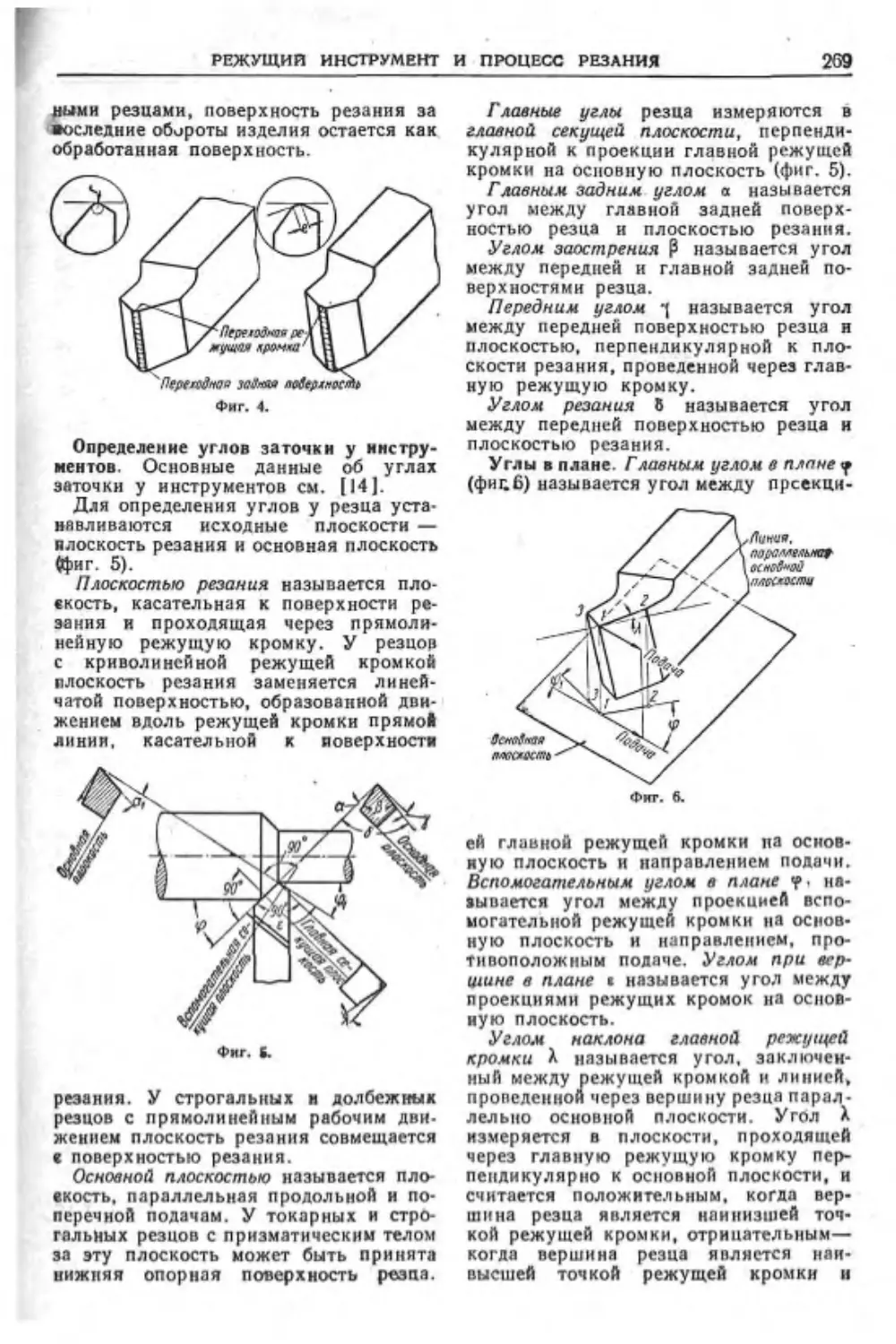
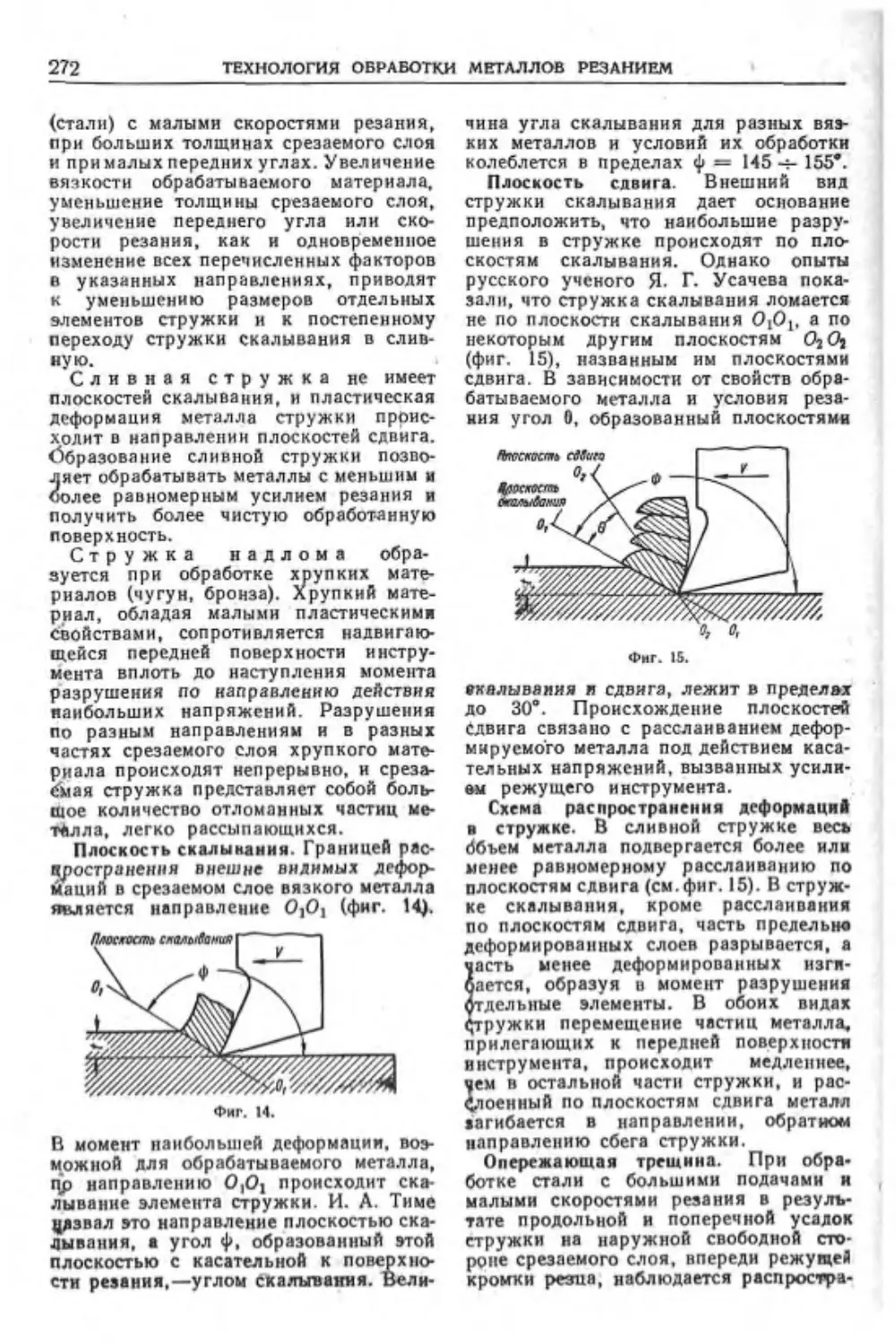
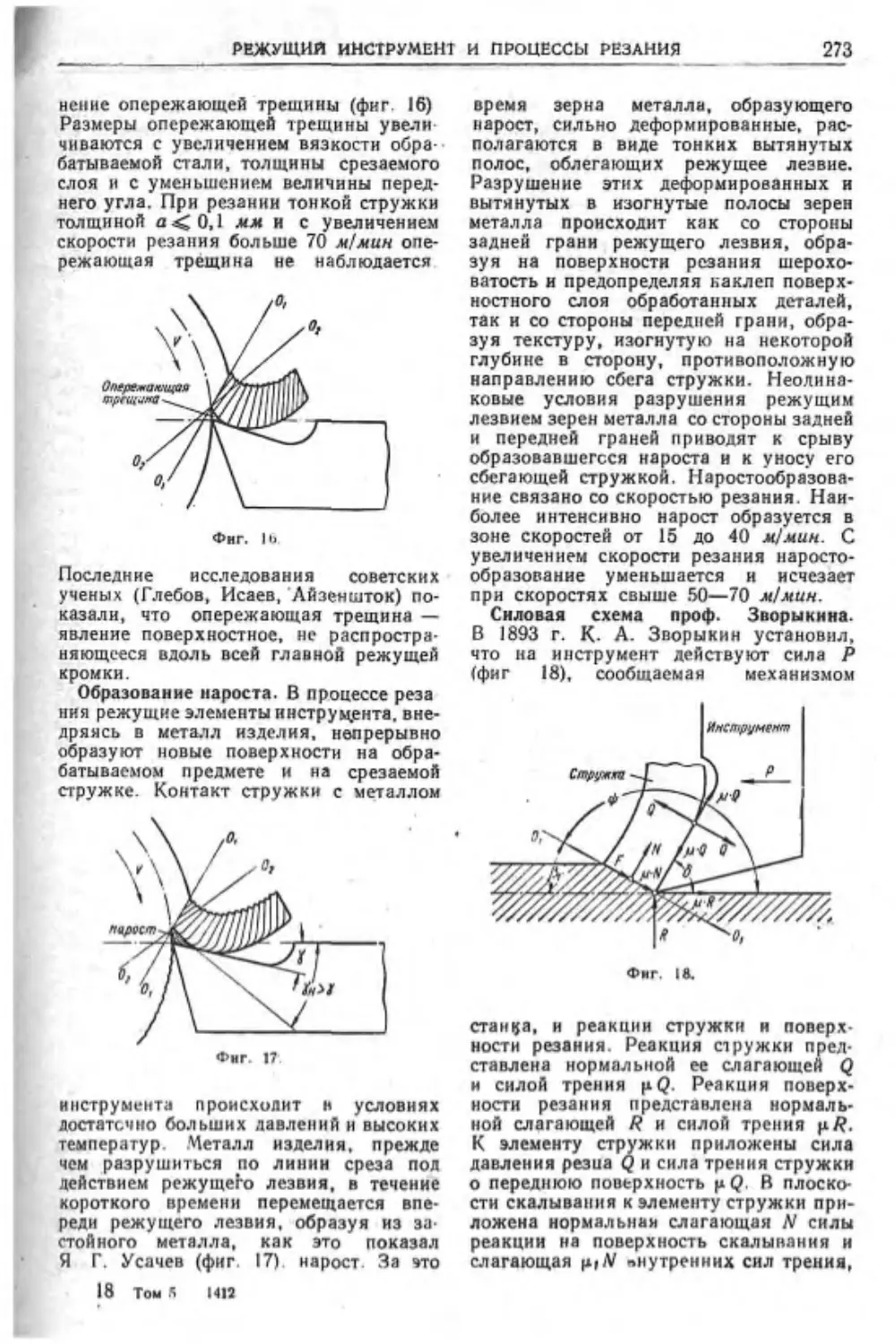
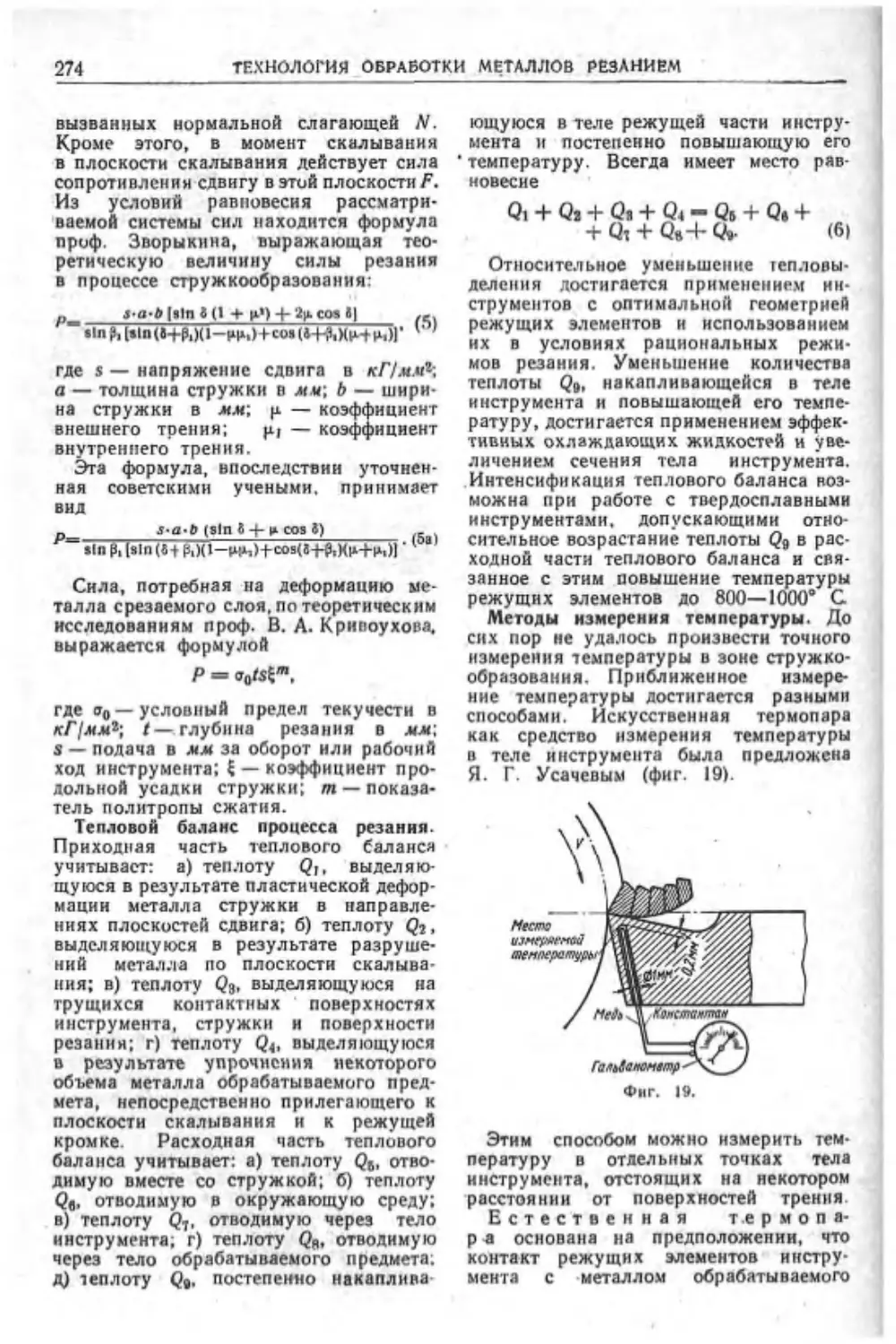
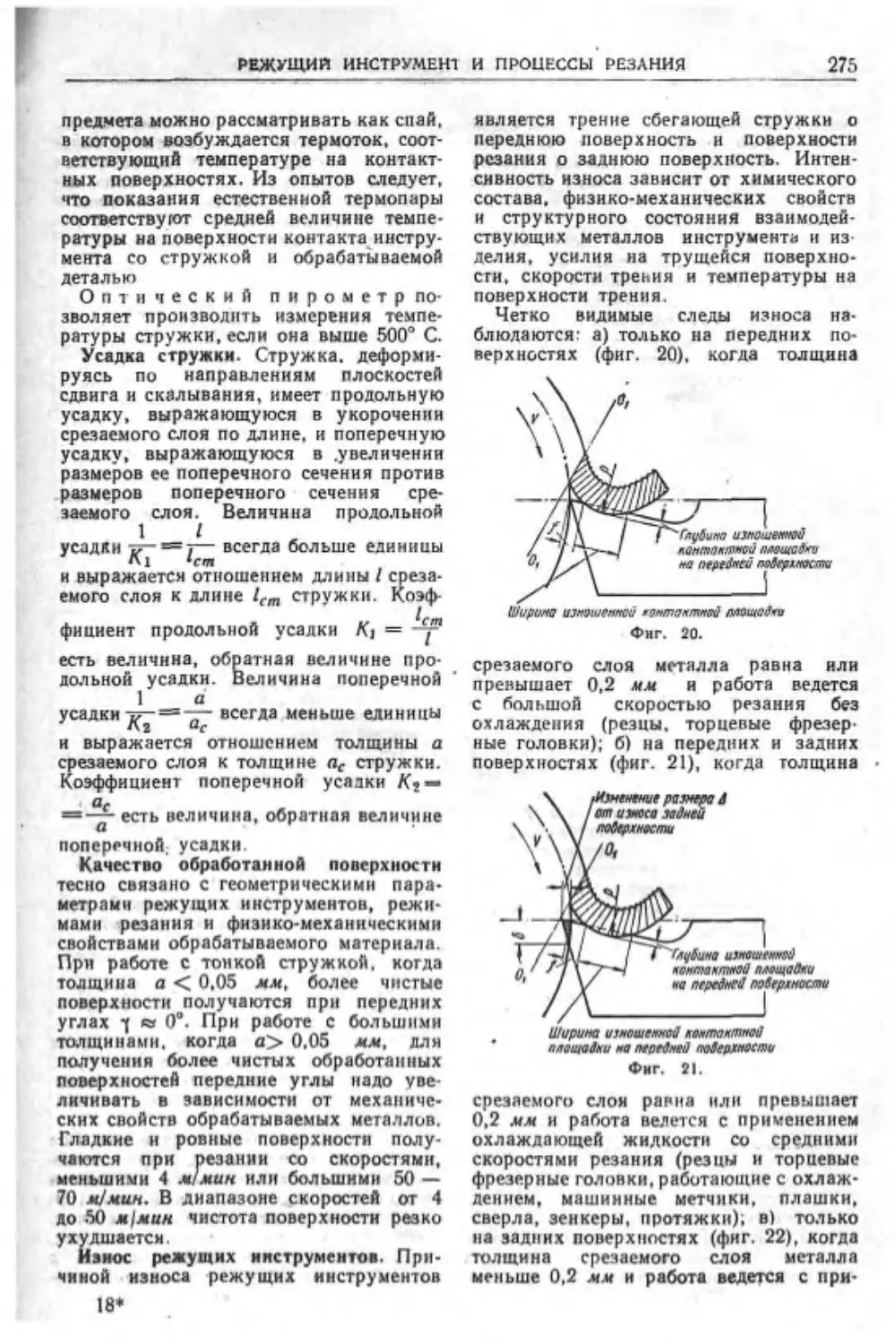
Режущий ннструмсггт и процесс резаиия
(д-р техн, наук проф. Г. И. Гооновский) 268
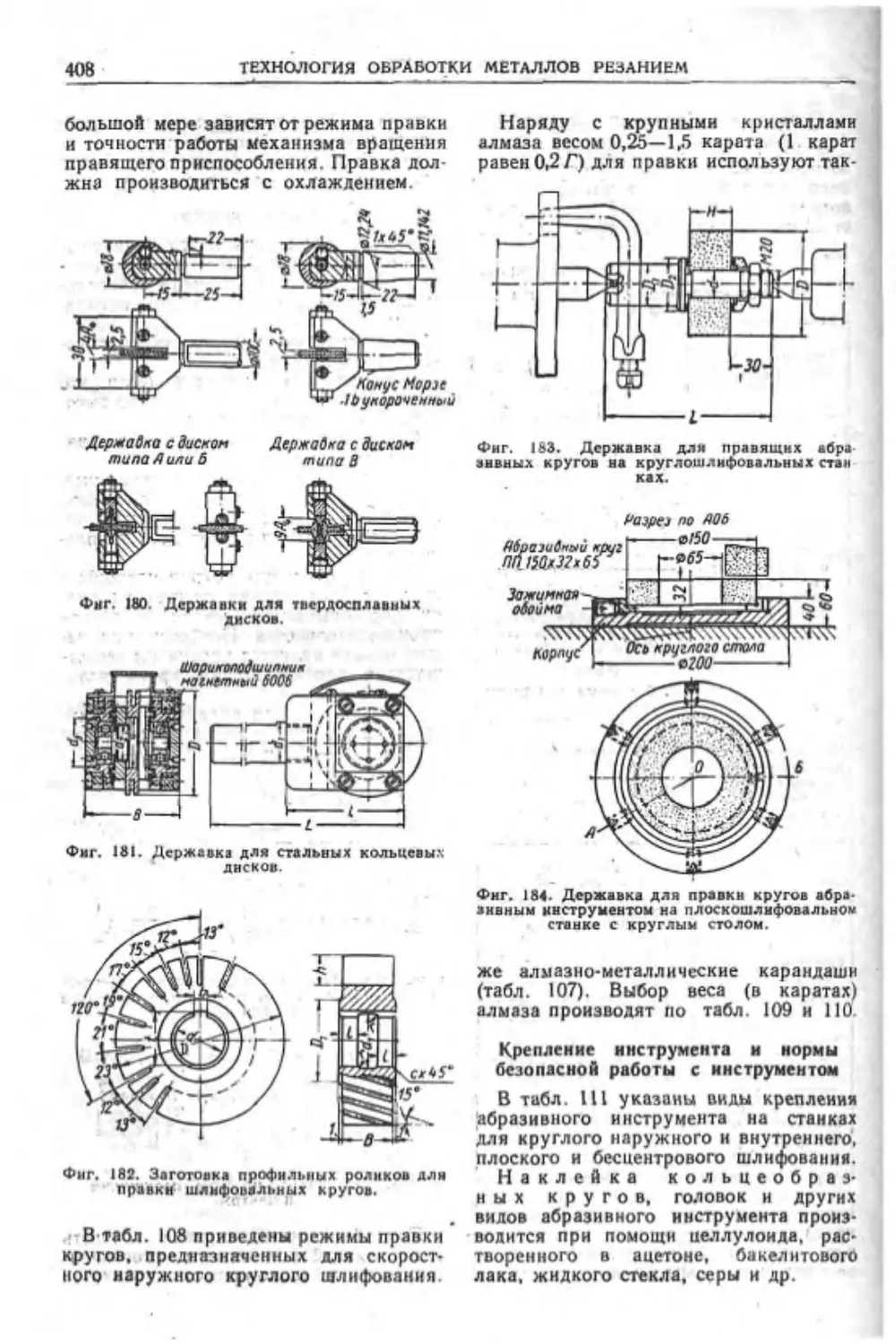
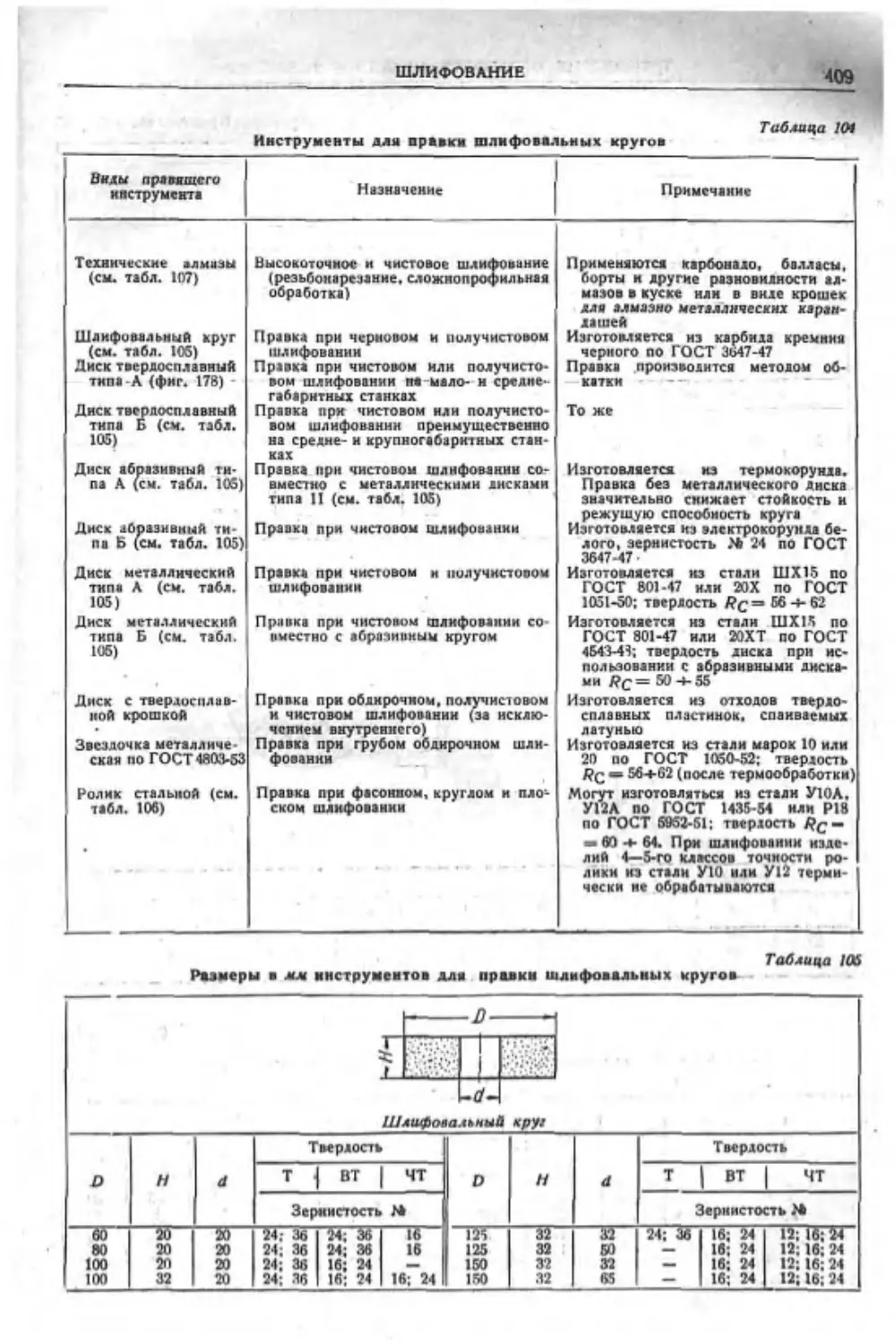
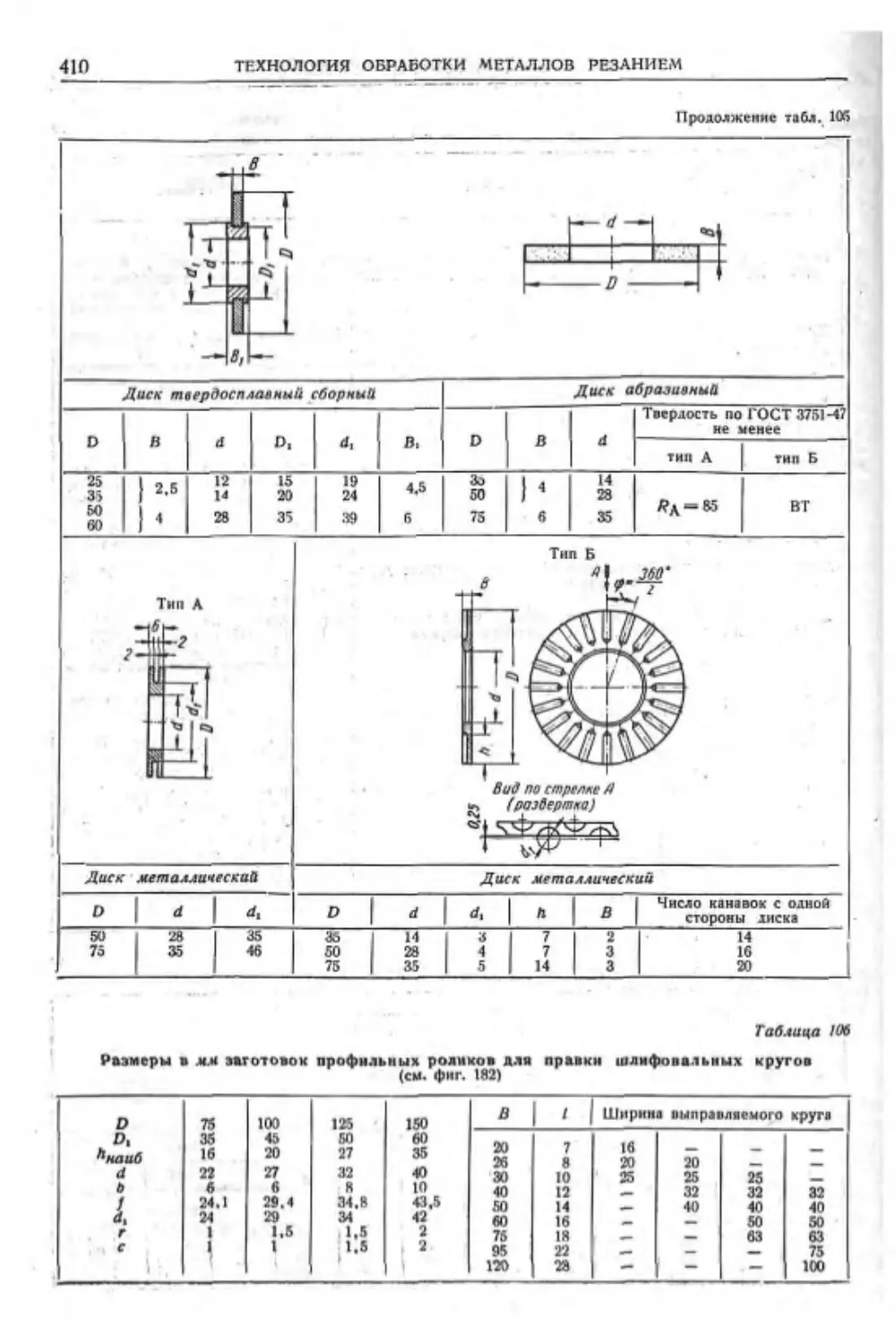
Шлифование (канд техн, наук Af. И. Баб-
чиницер) ................ 395
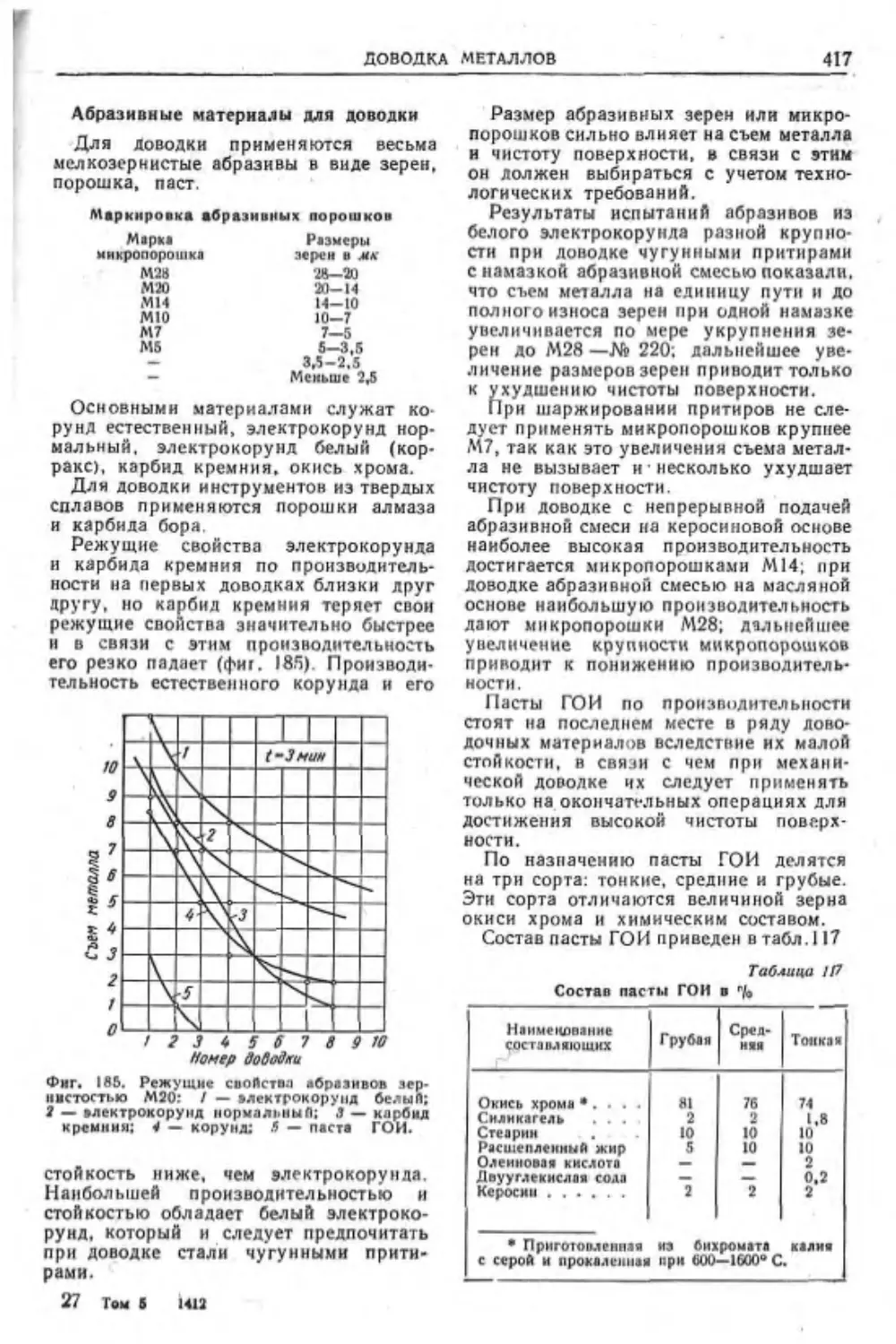
Доводка металлов (канд. техн, наук
С. М. Кедров)..................411
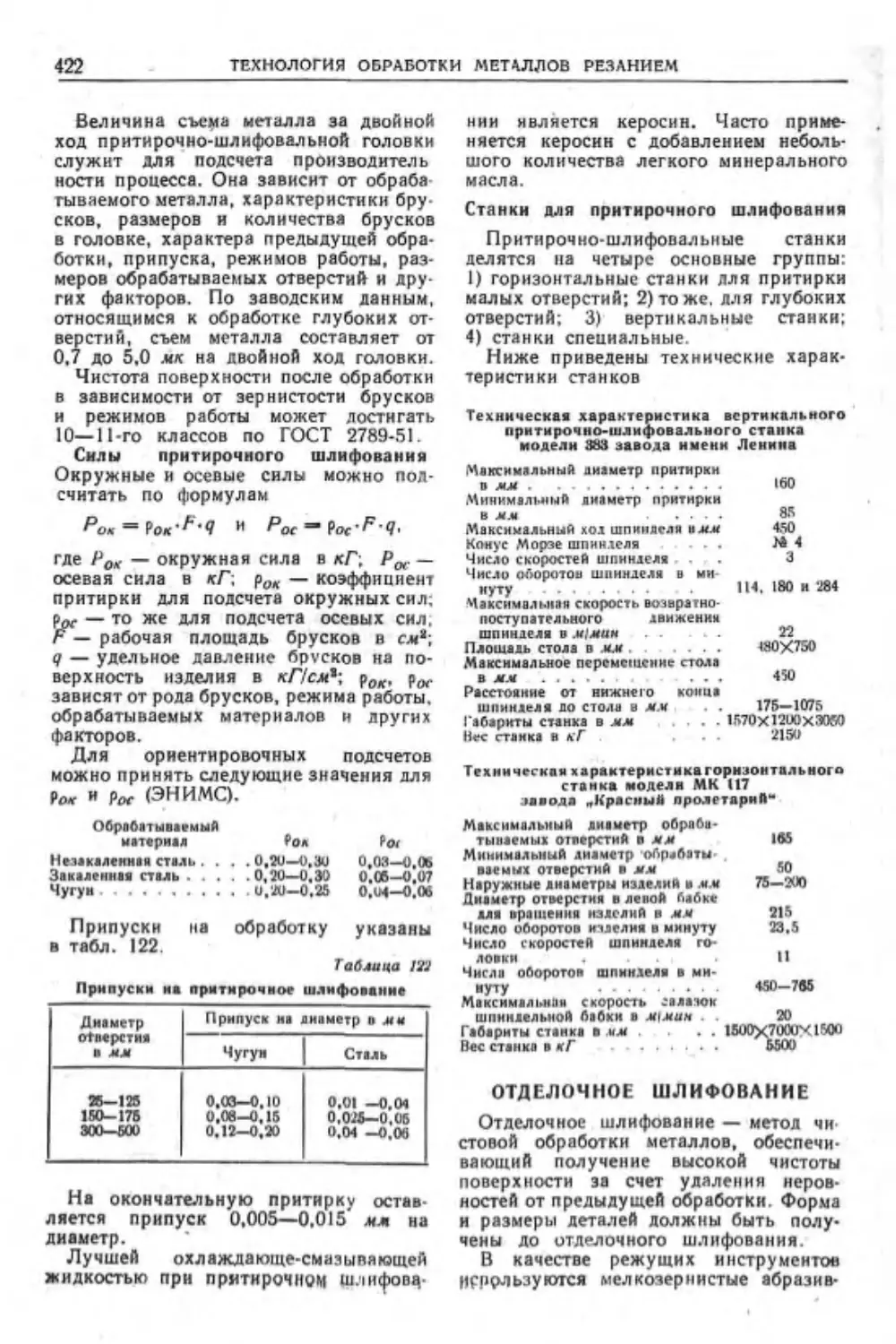
Притирочное шлифование (С. -И. Кедров) 420
Отделочное шлифование (С. Л(. Кедров) 422
Выбор методов обработки в зависимости
от заданной чистоты поверхности(канд.
техн, наук В. С. Корсаков).... 424
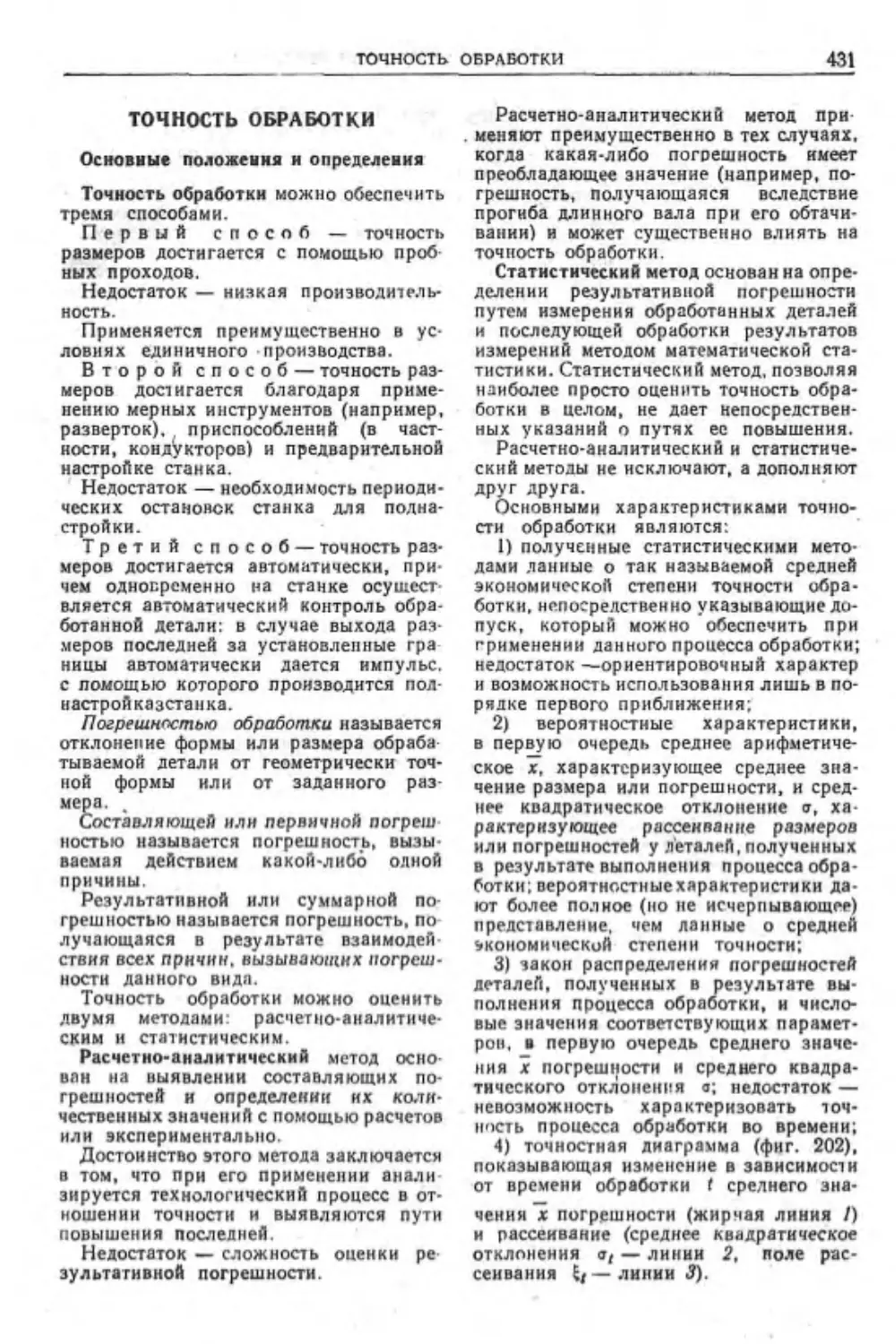
Точность обработки (проф. д-р. техн, наук
А. Б. Яхин)....................431
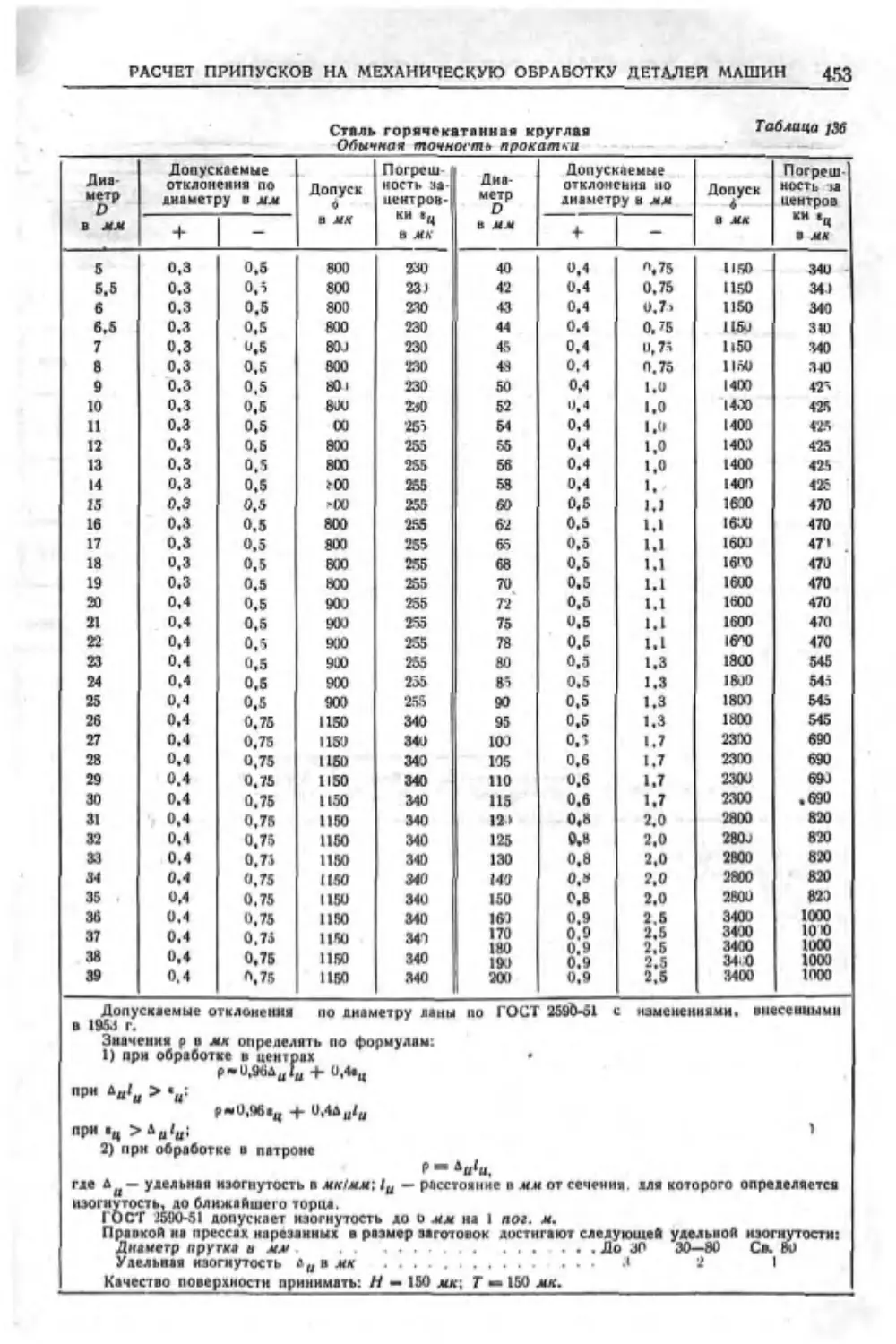
Расчет припусков на механическую обра-
ботку деталей машин (проф. д-р техн.
иа*к Я. М. Кован)........... J39
Приспособления тля механической обра-
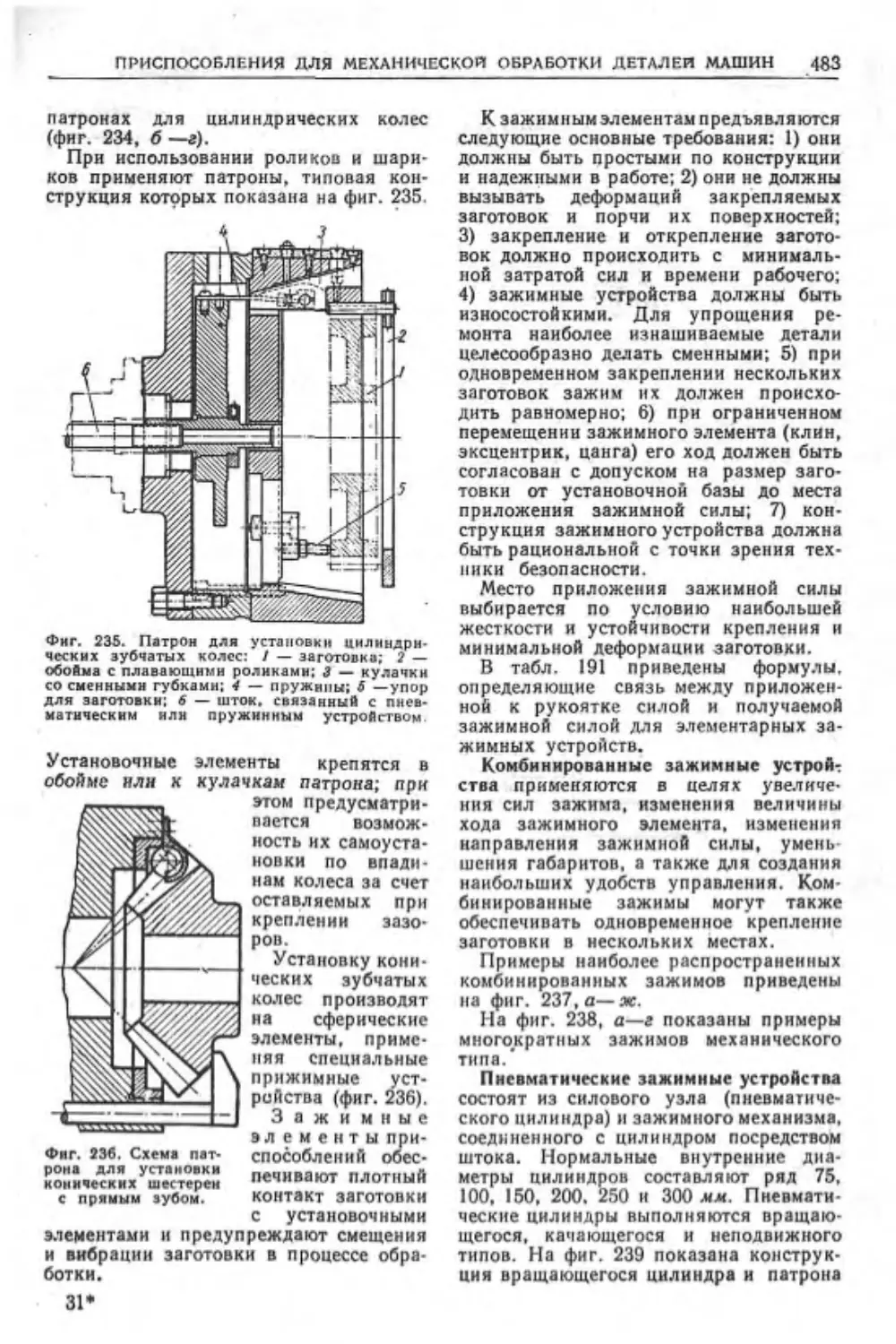
ботхи деталей машин (В. С. Корсаков) 479
Глава VII. ТЕХНОЛОГИЯ^ ПРОИЗВОД-
СТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН . . 495
Валы (канд. техн, наук Д. В. Чарнко) . . 495
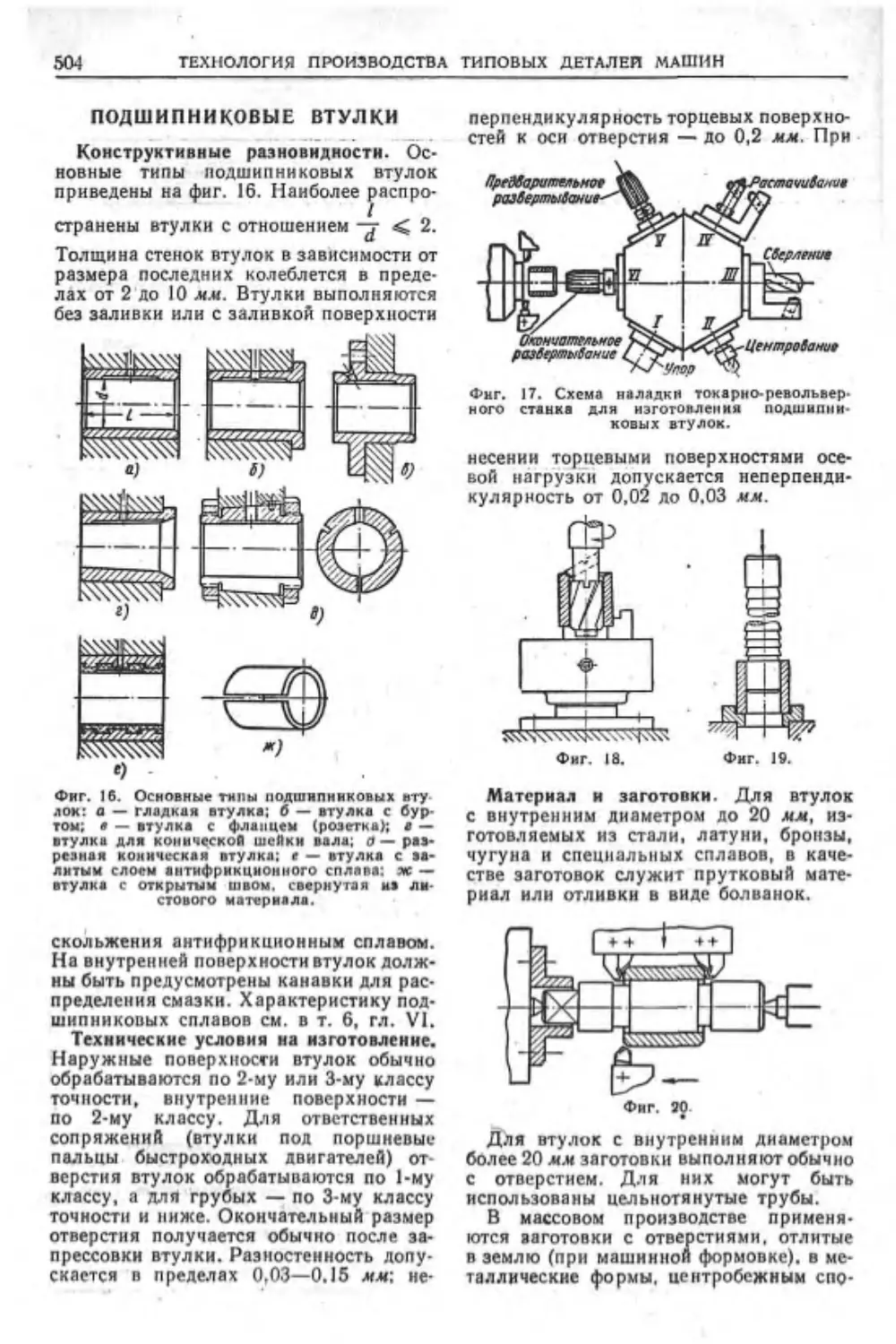
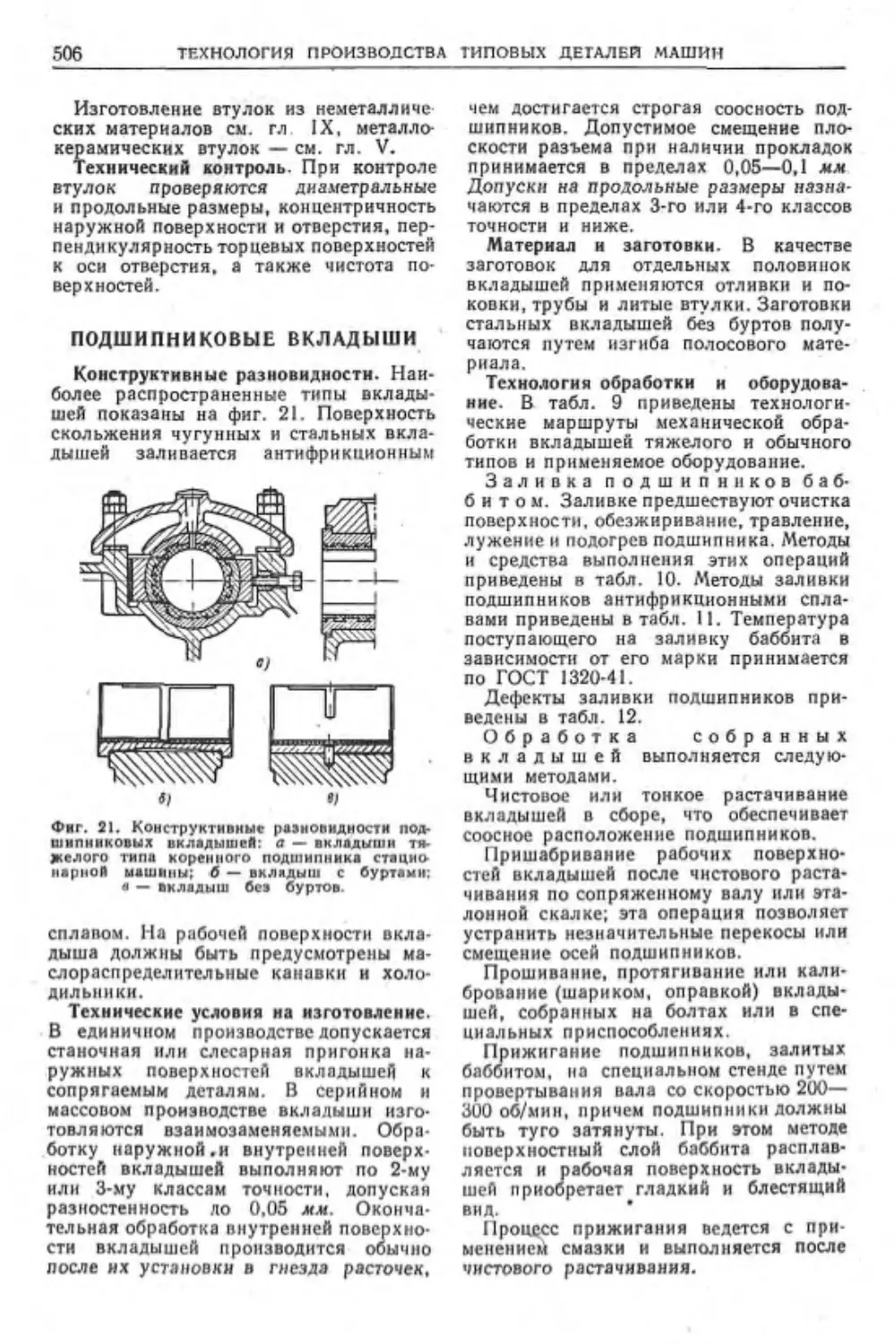
Подшипниковые втулки (В. С. Корсаков) 504
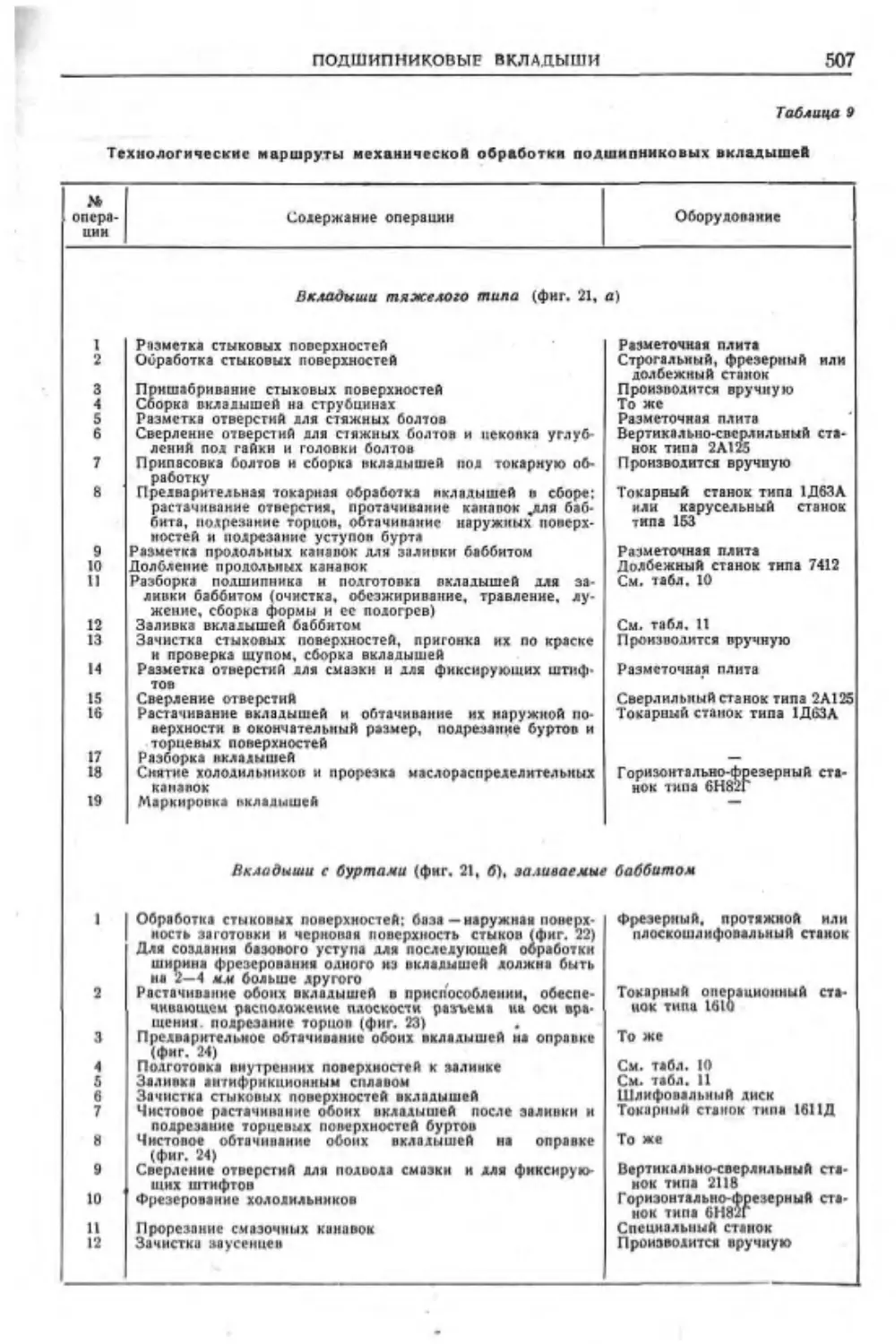
Подшипниковые вкладыши (В. С. Корса-
ков) .................. 506
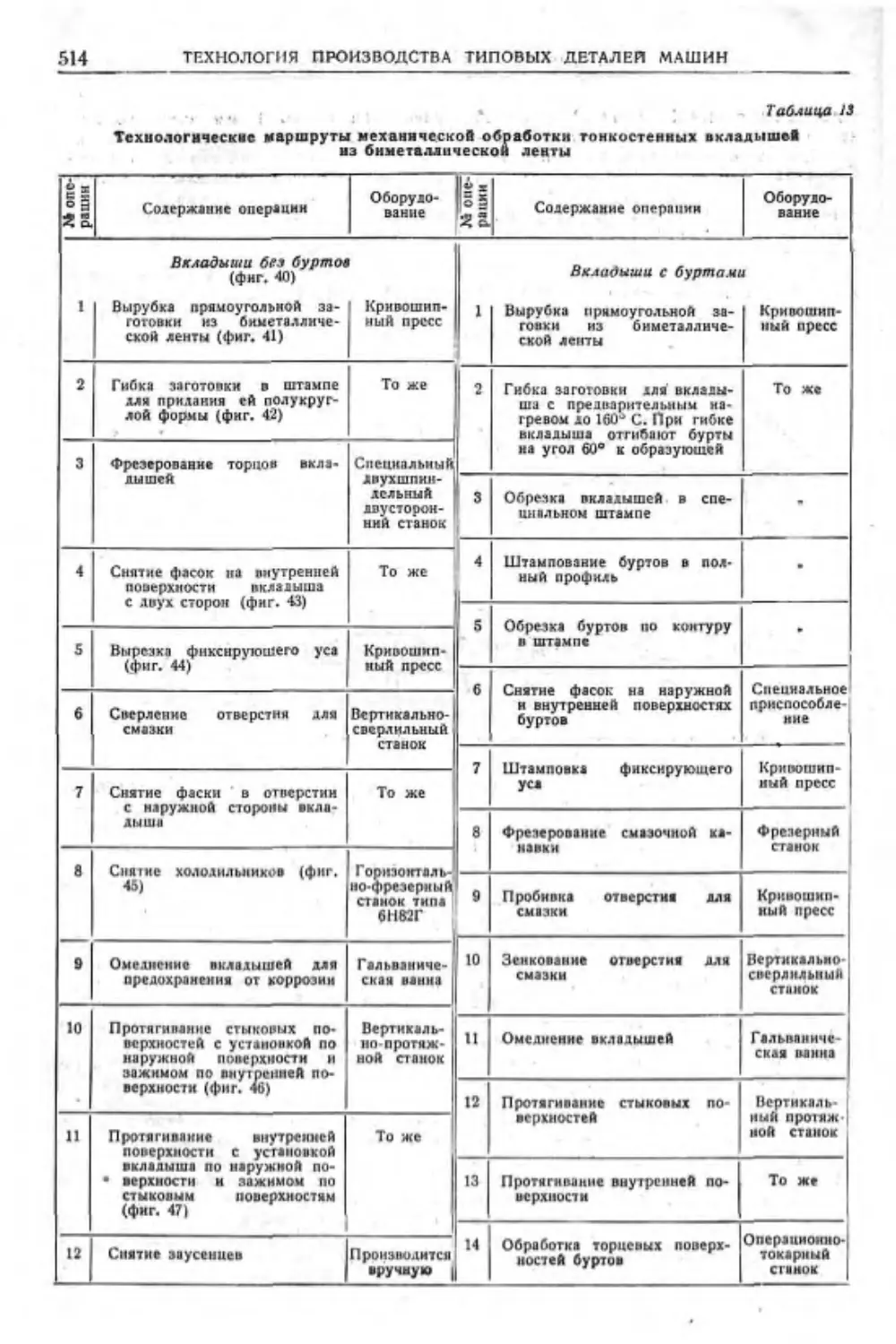
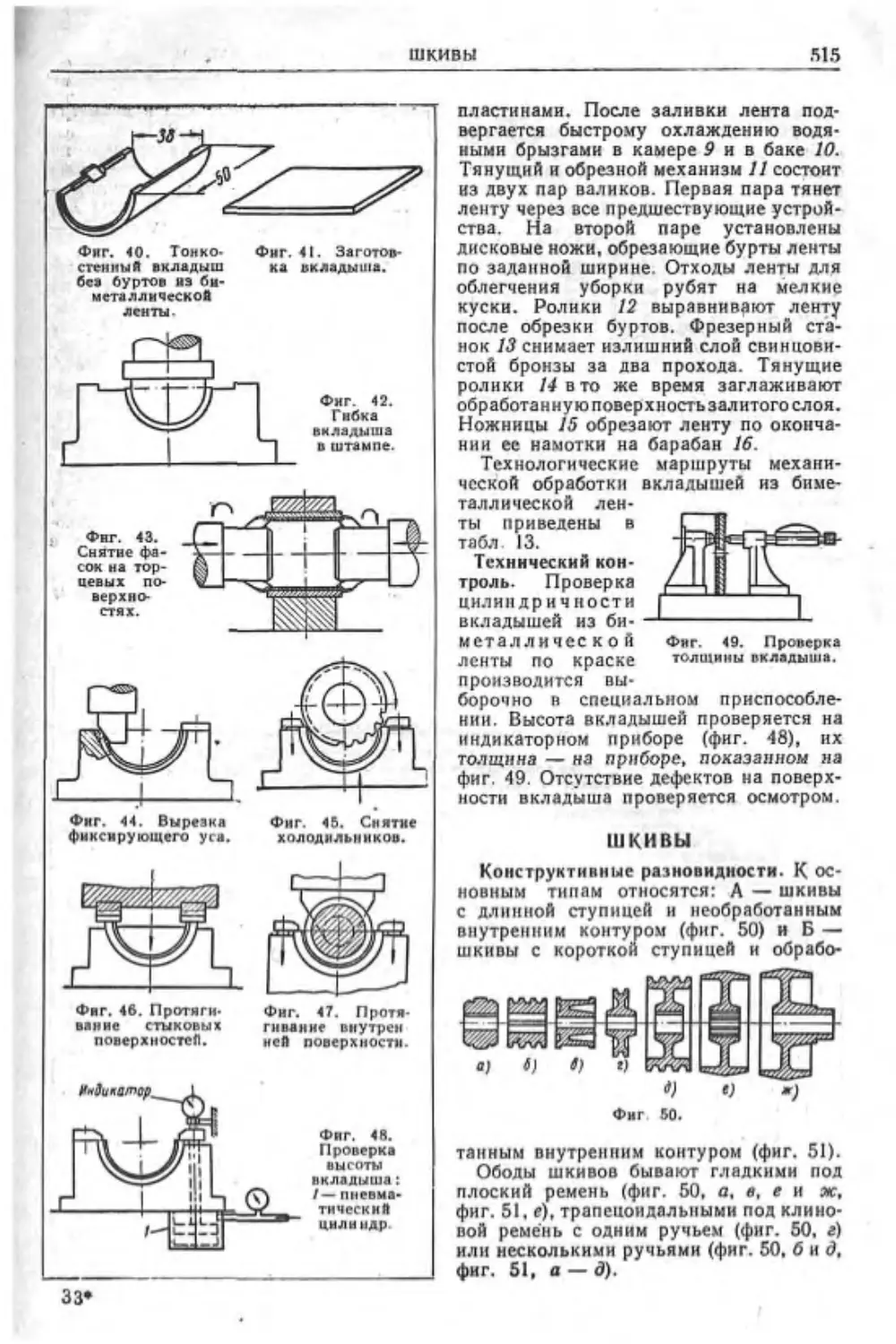
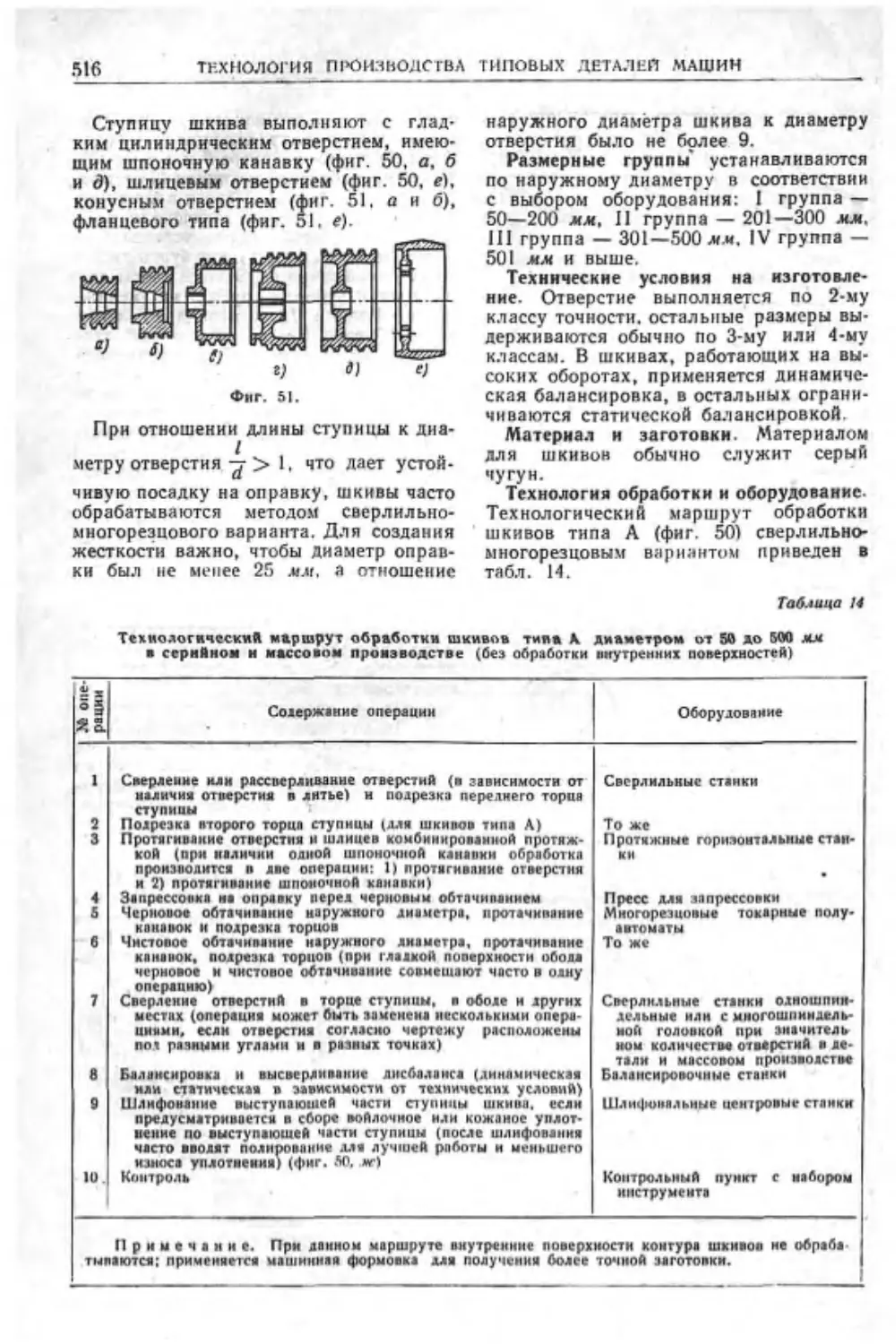
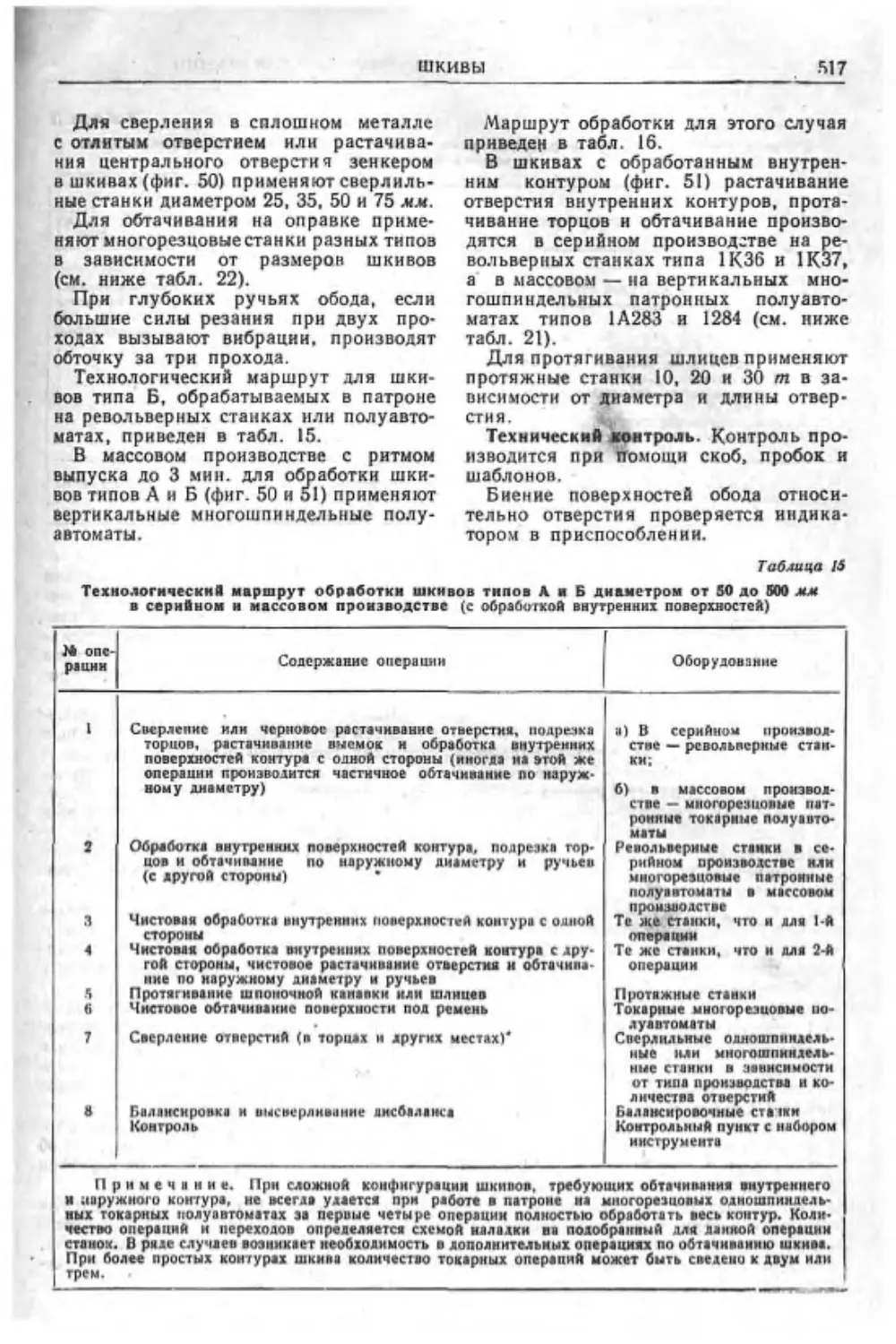
Шкивы (Д. В. Чарнко)...........515
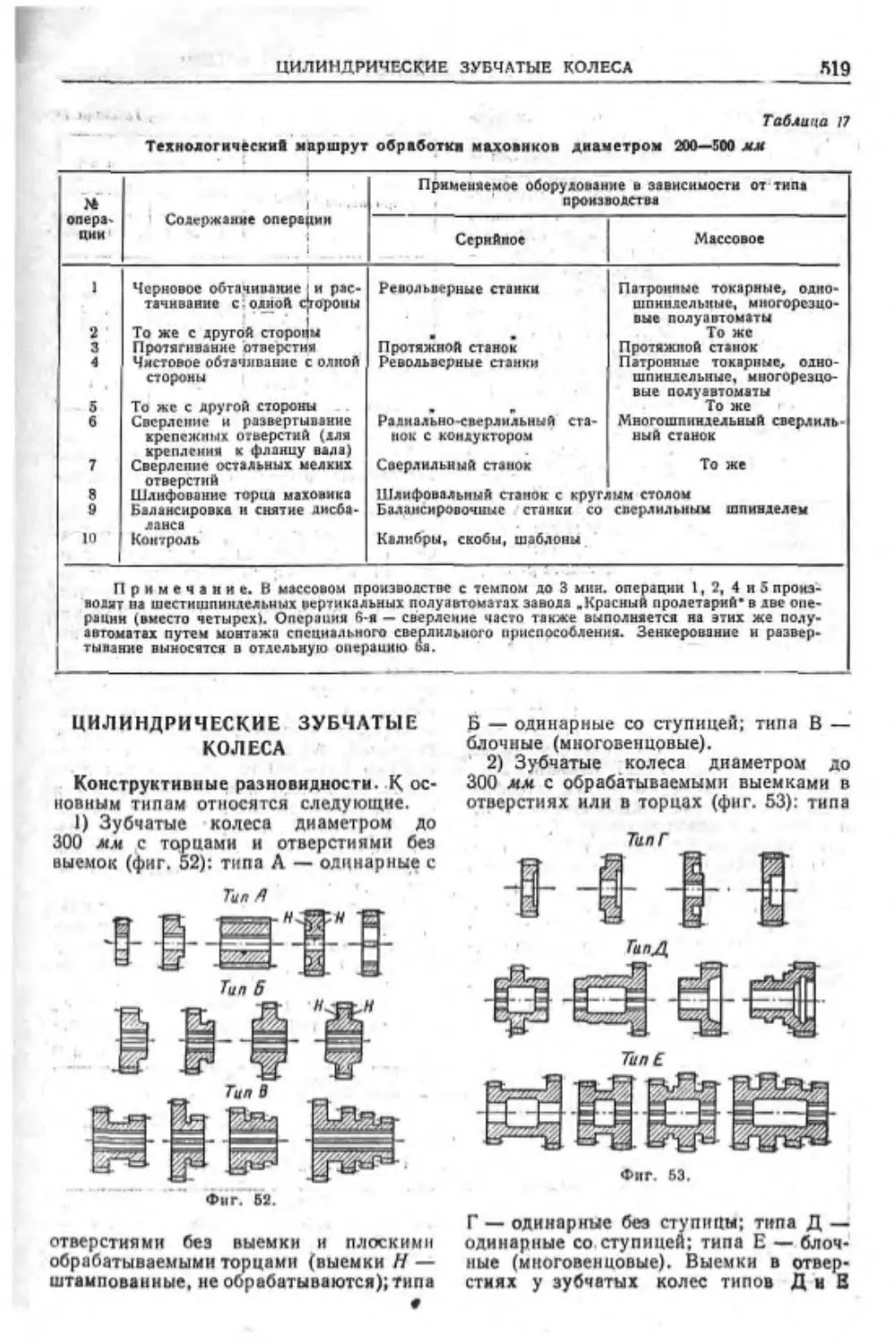
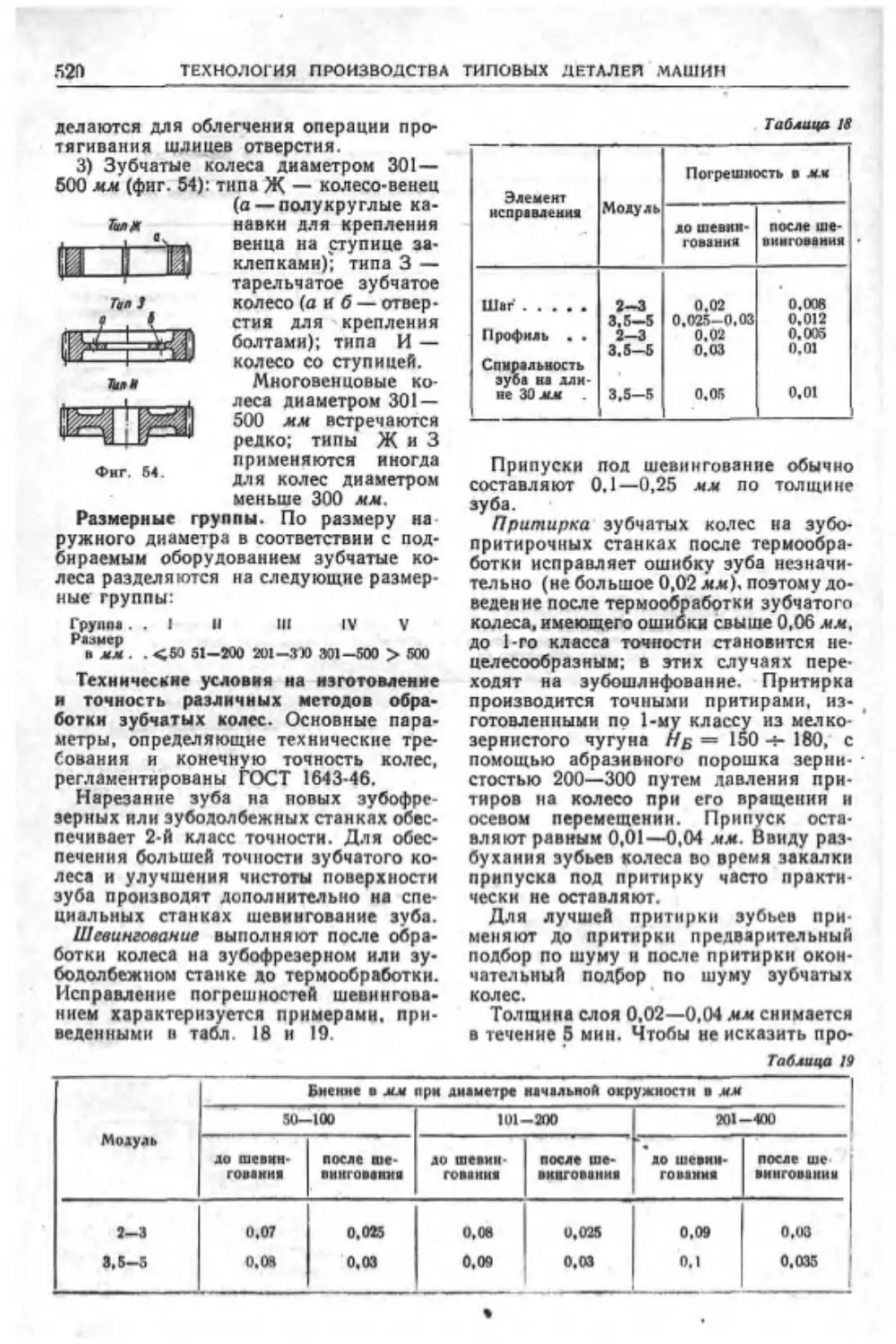
Маховикн (Д. В. Чарнко) ........ 518
Цг'-тиндрические зубчатые колеса
(Д. В. Чарнко)............. 519.,
Черничные зубчатые колеса и червяки-"^
(Д. В. Чарнко)...............529
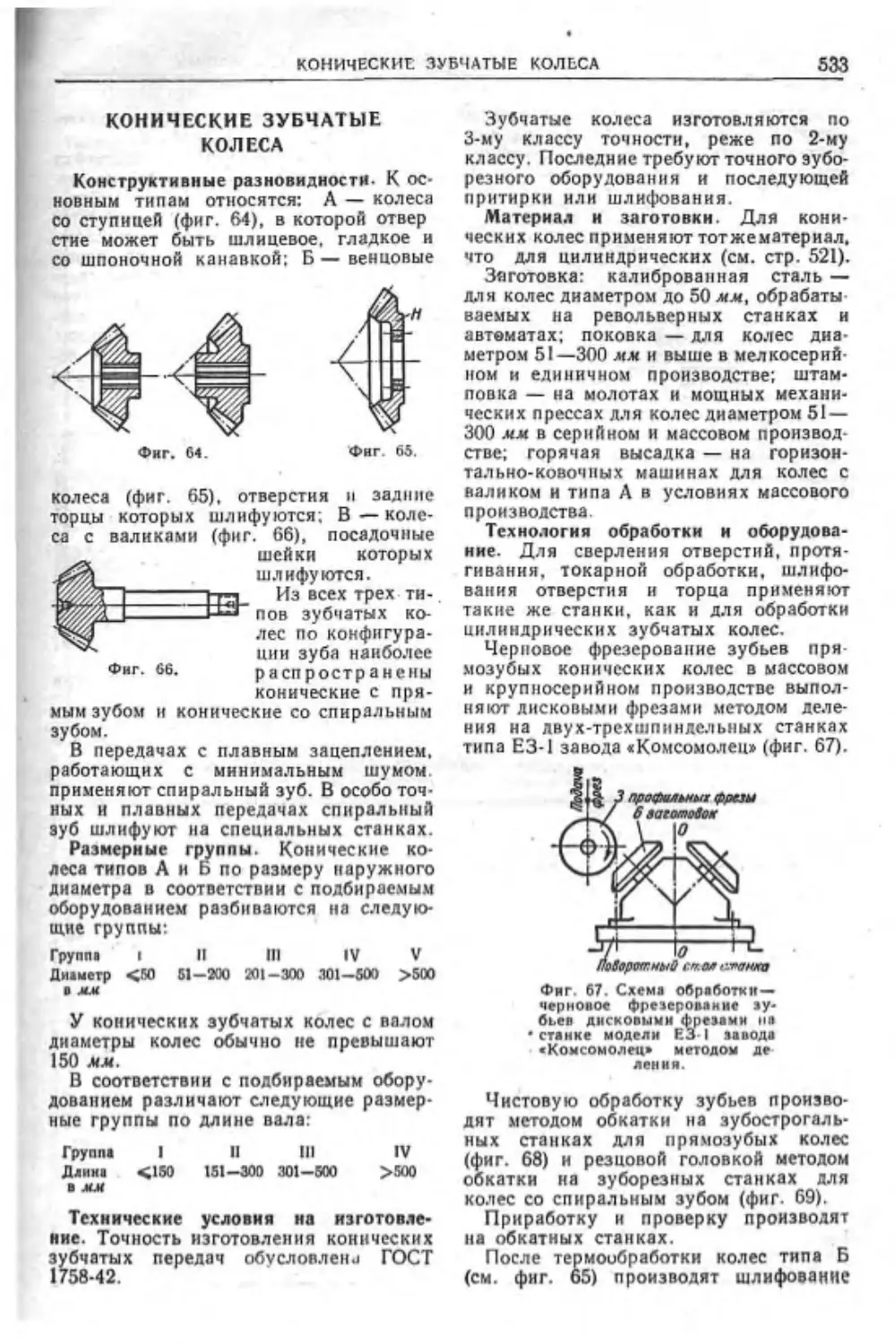
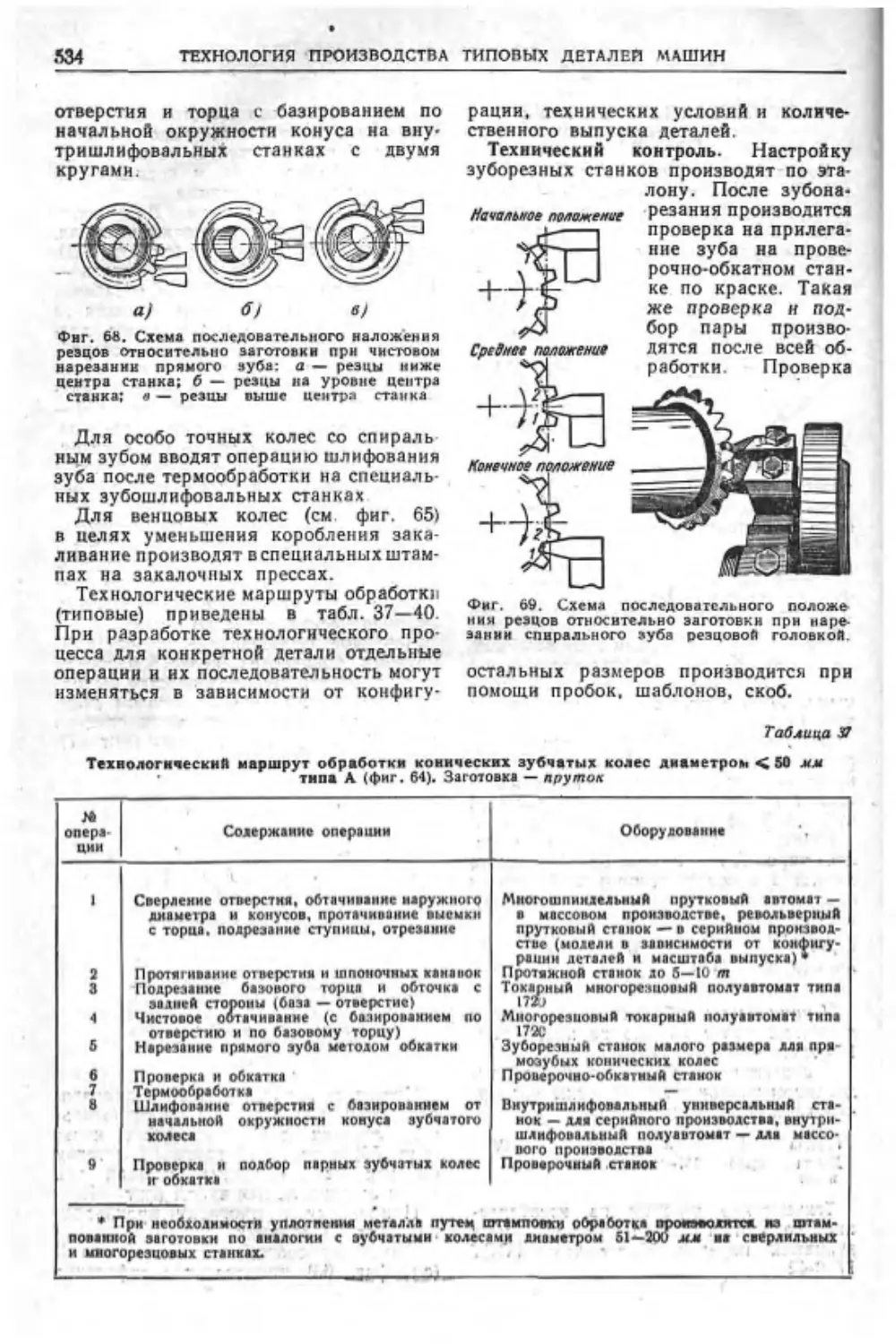
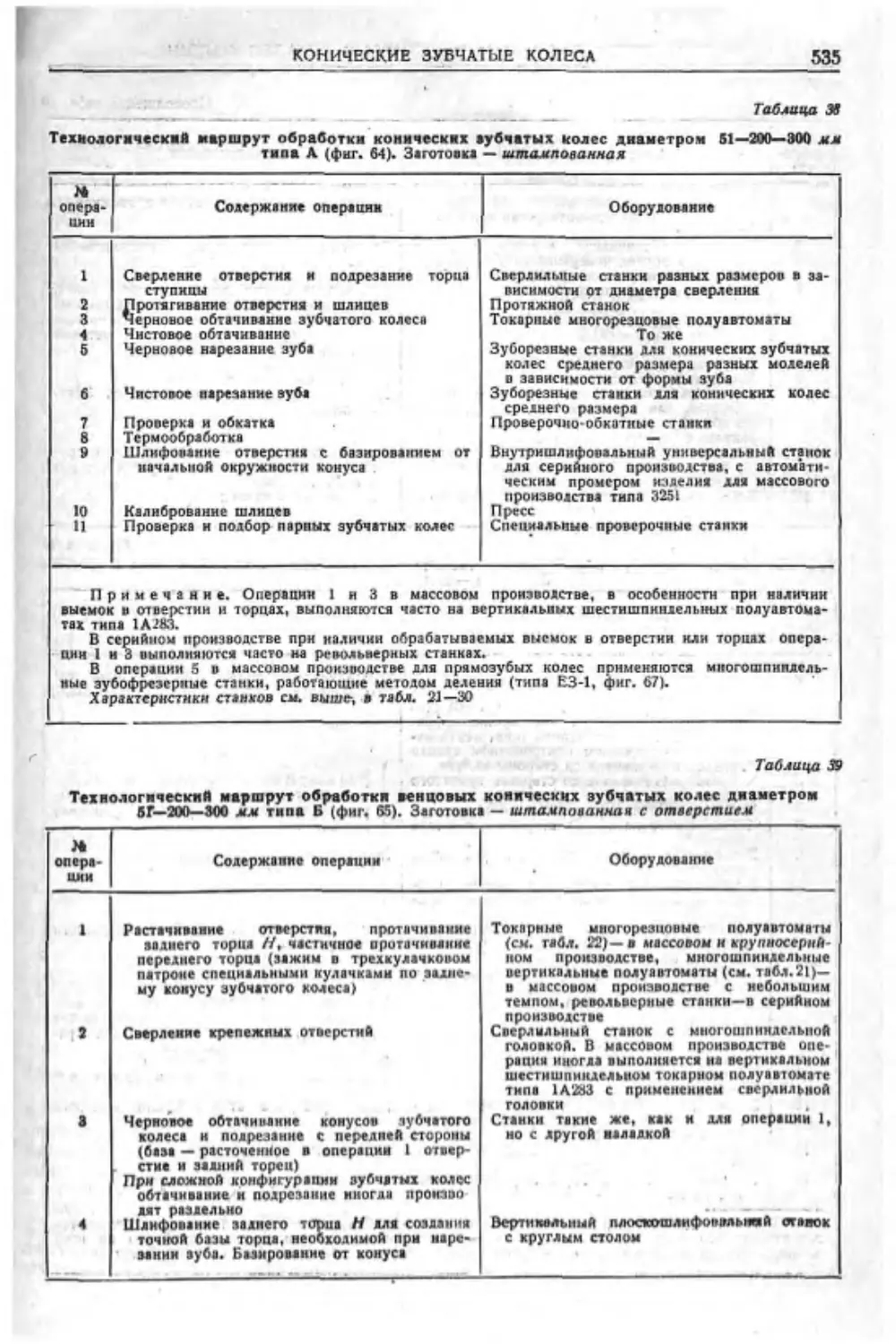
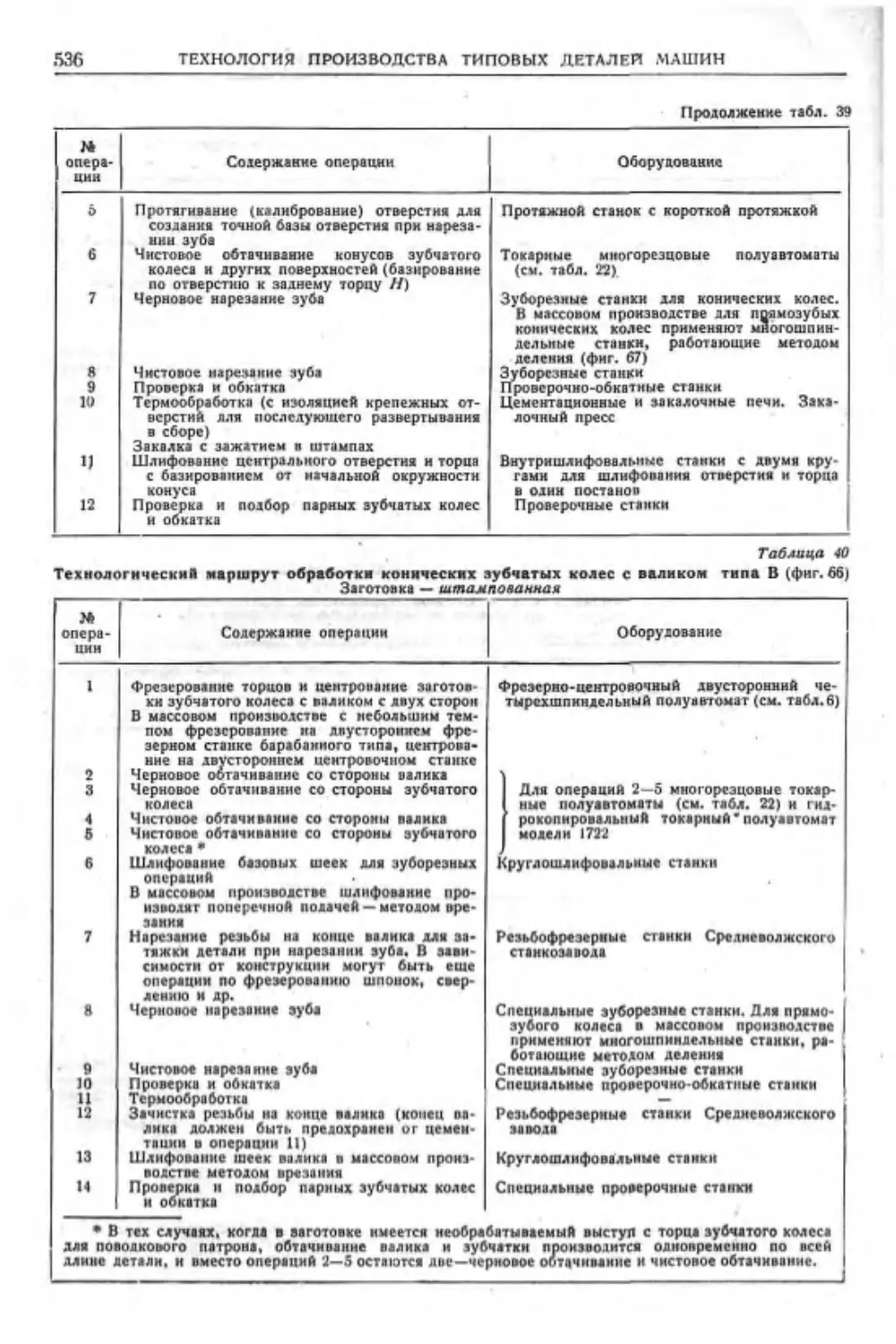
Конические зубчатые колгеа (Д В. Чарн-
ко) ...................... • • • 538
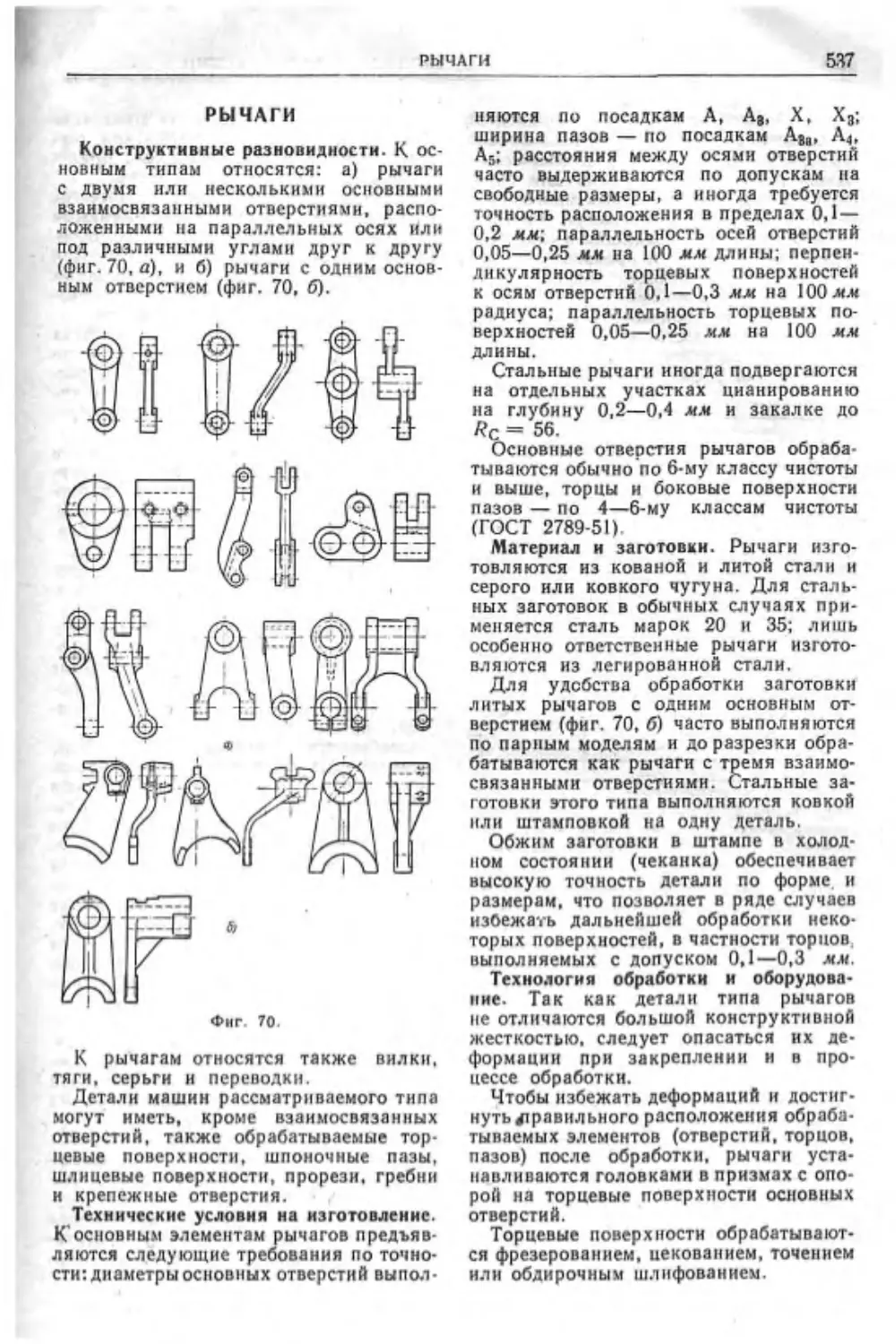
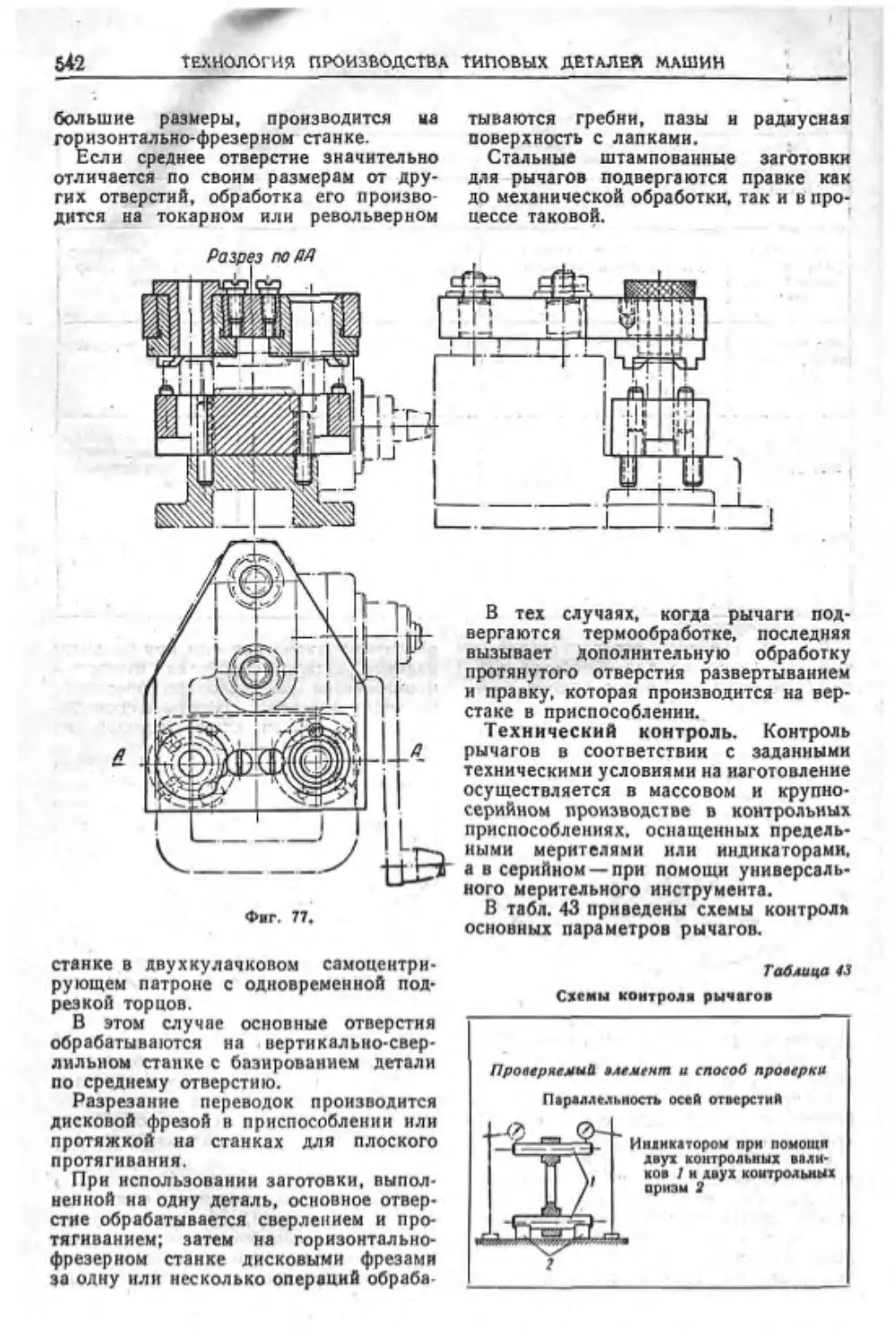
Рычаги (канд. техн, наук А. Г. Косилова) 537
Корпусы и коробки (А. Г. Косилова) . . . 543
Технологические основы конструирование
механически обрабатываемых заготовок
деталей машин (инж. В. Г. Станкевич) 552
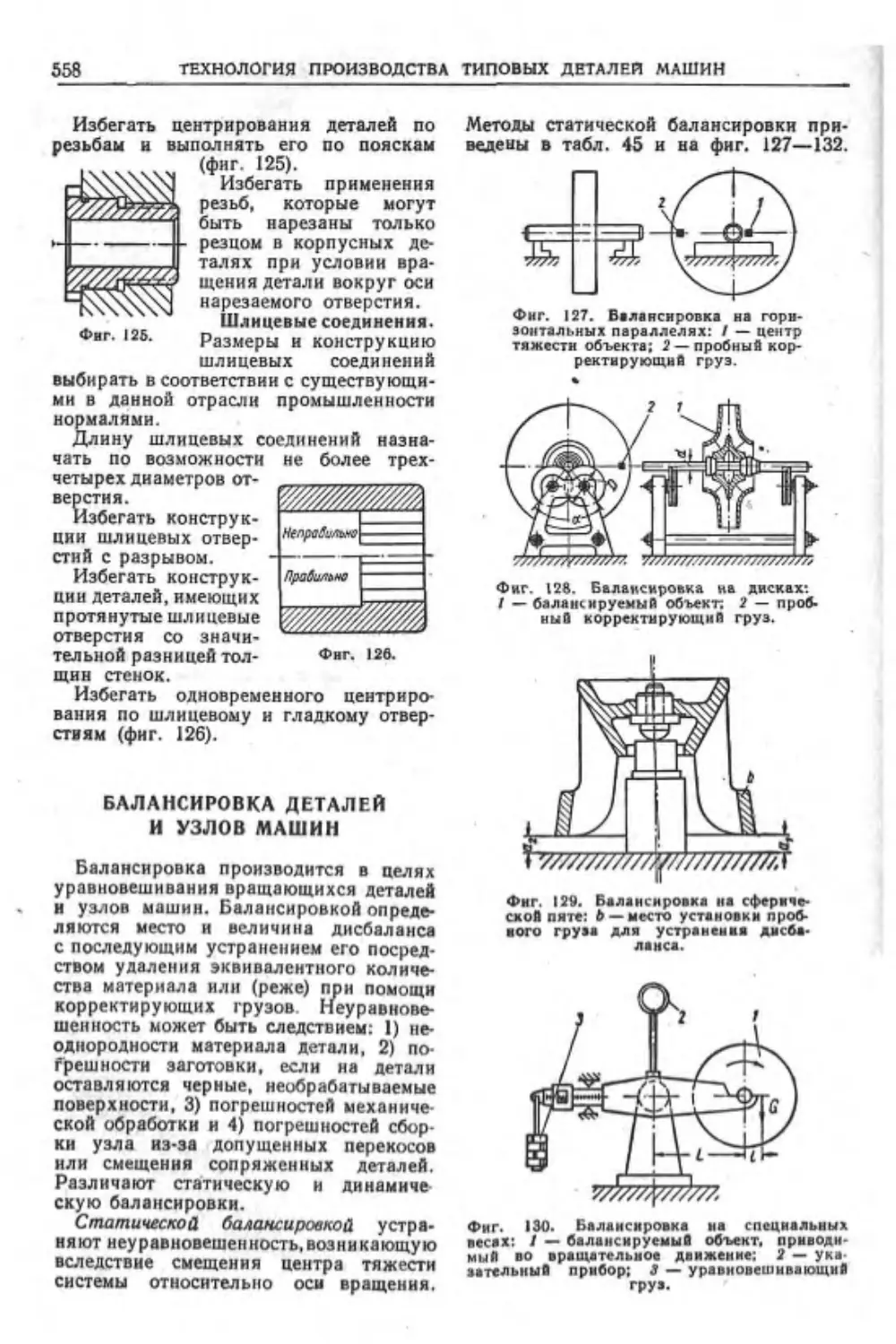
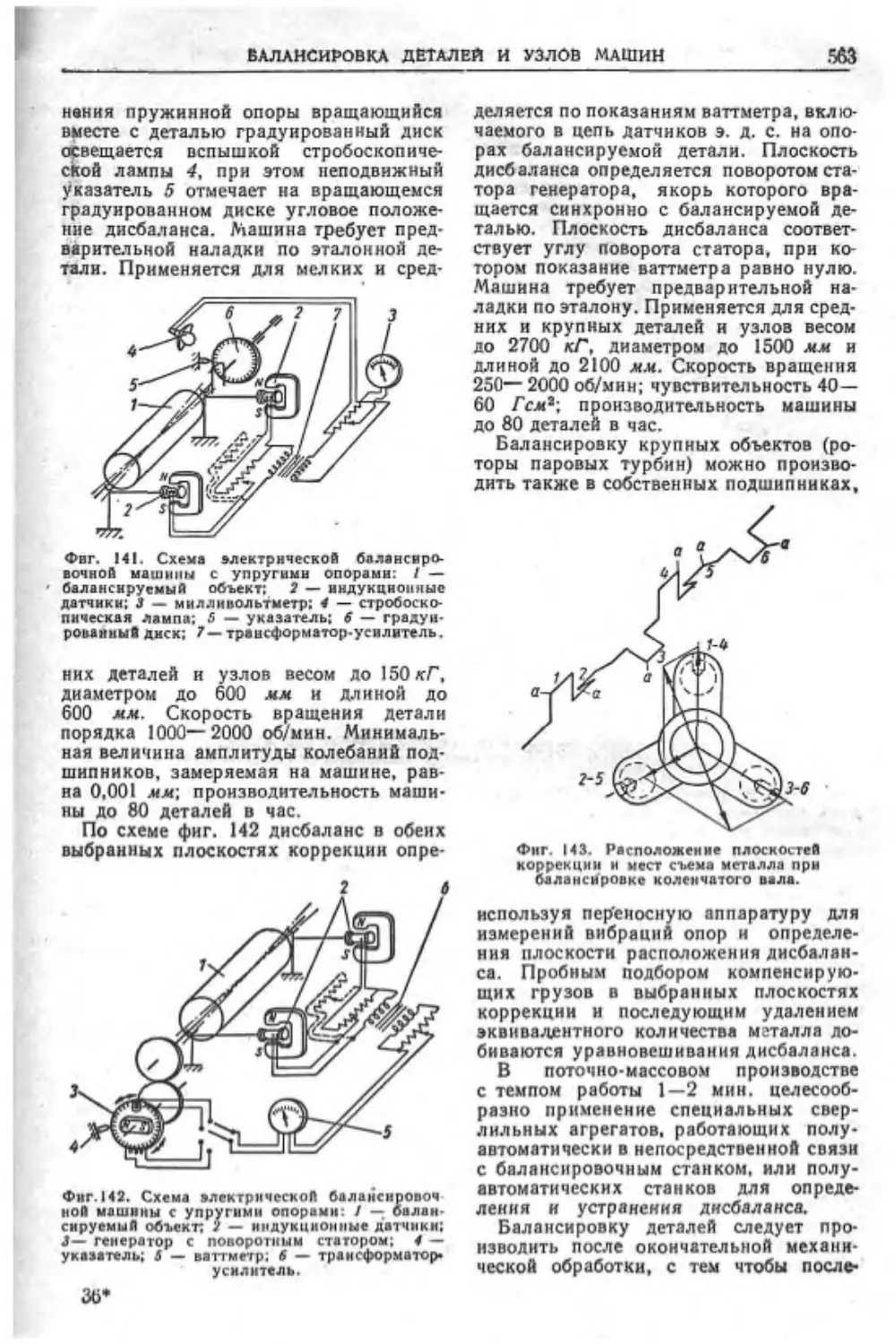
Балансировка деталей и узлов машин
(В. С. Корсаков)............ 558
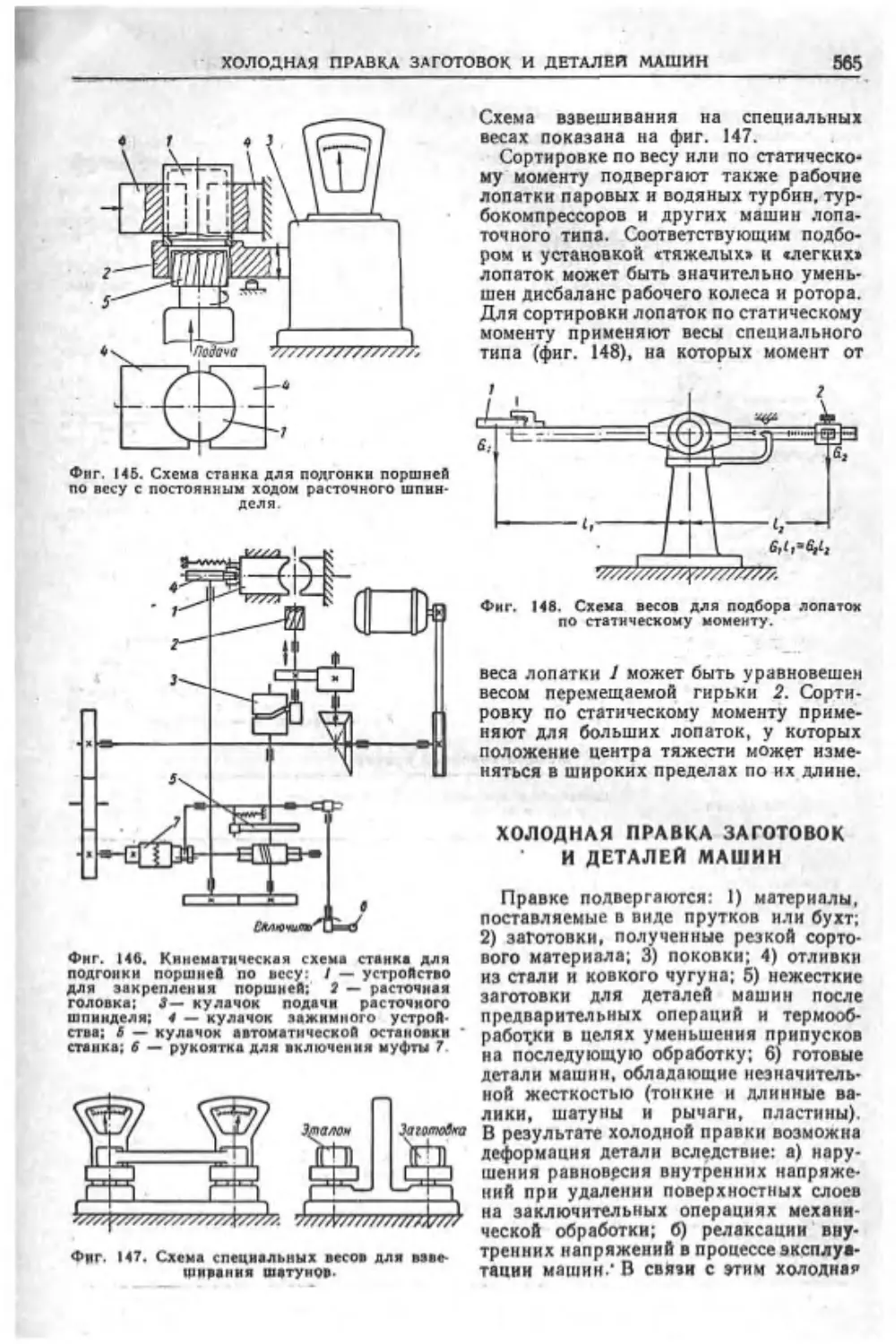
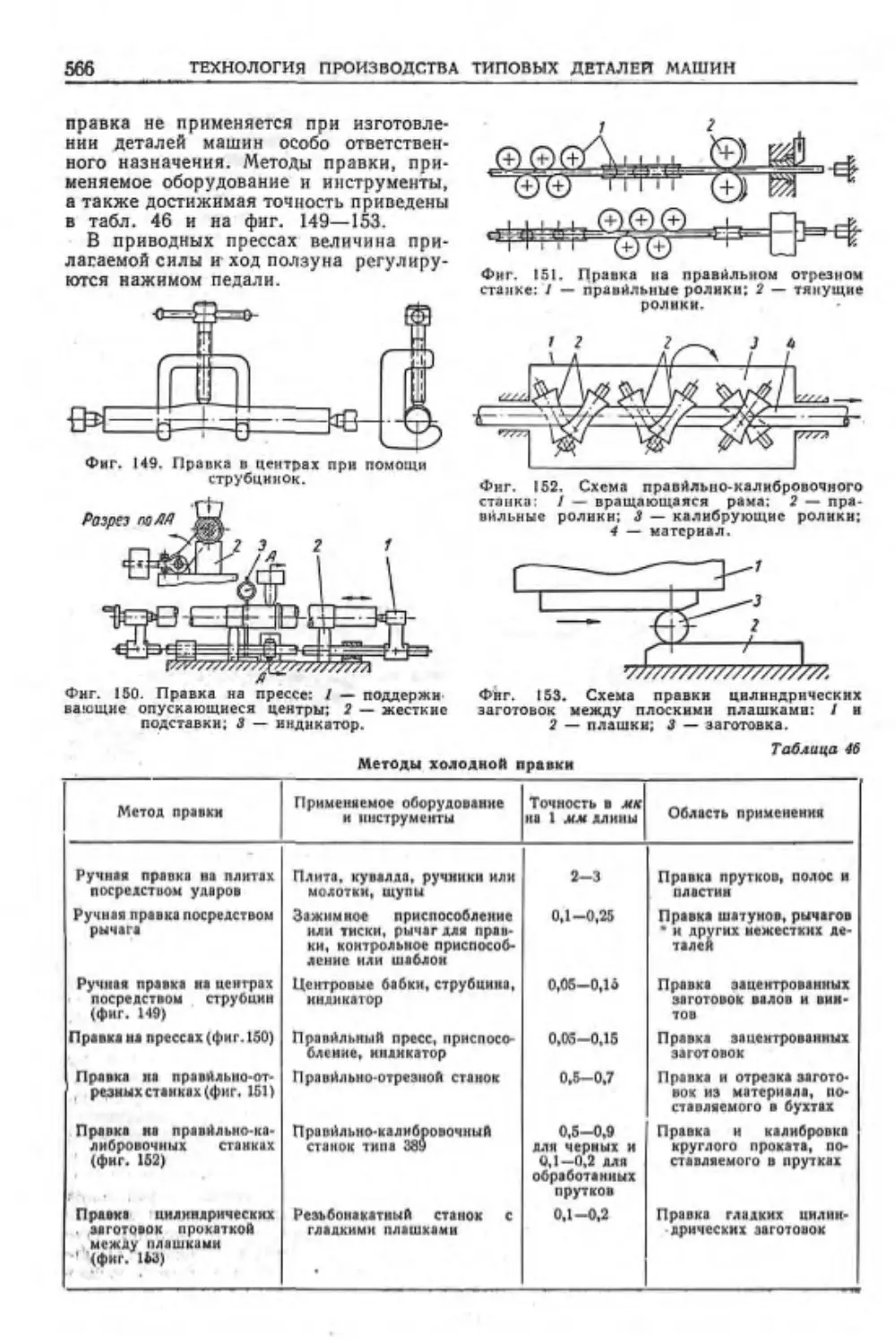
Холодная правка заготовок и деталей ма-
шин (В. С. Корсаков)..........565
Глава VIII. ТЕХНОЛОГИЯ ОБРАБОТКИ
ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ
СТРУЖКИ........................
568
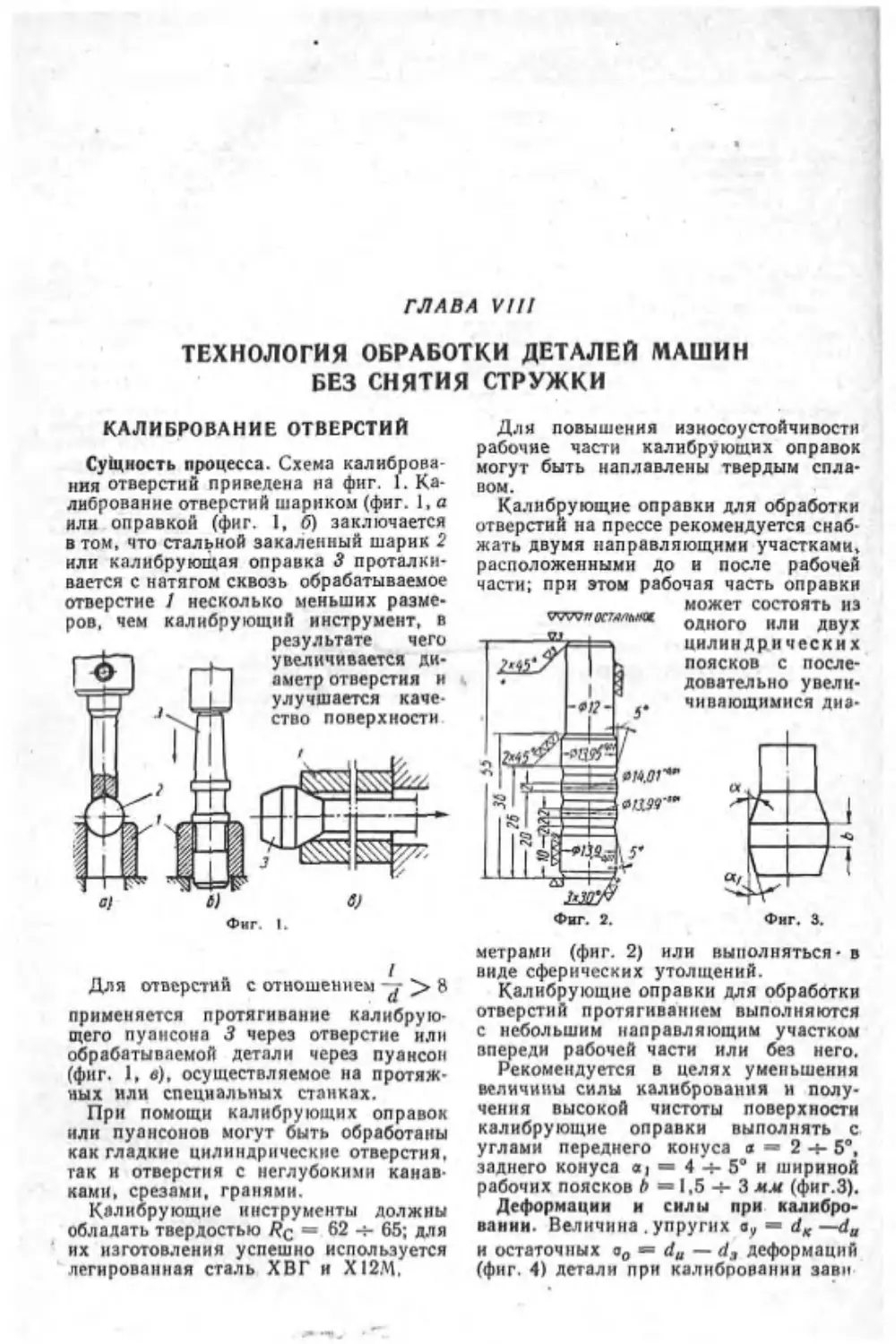
Калибрование отверстий (А. Г. Коси-
лова) ...............................56а
Обкатывание и раскатывание поверхно-
стей вращения (А. Г. Косилова). ... 571
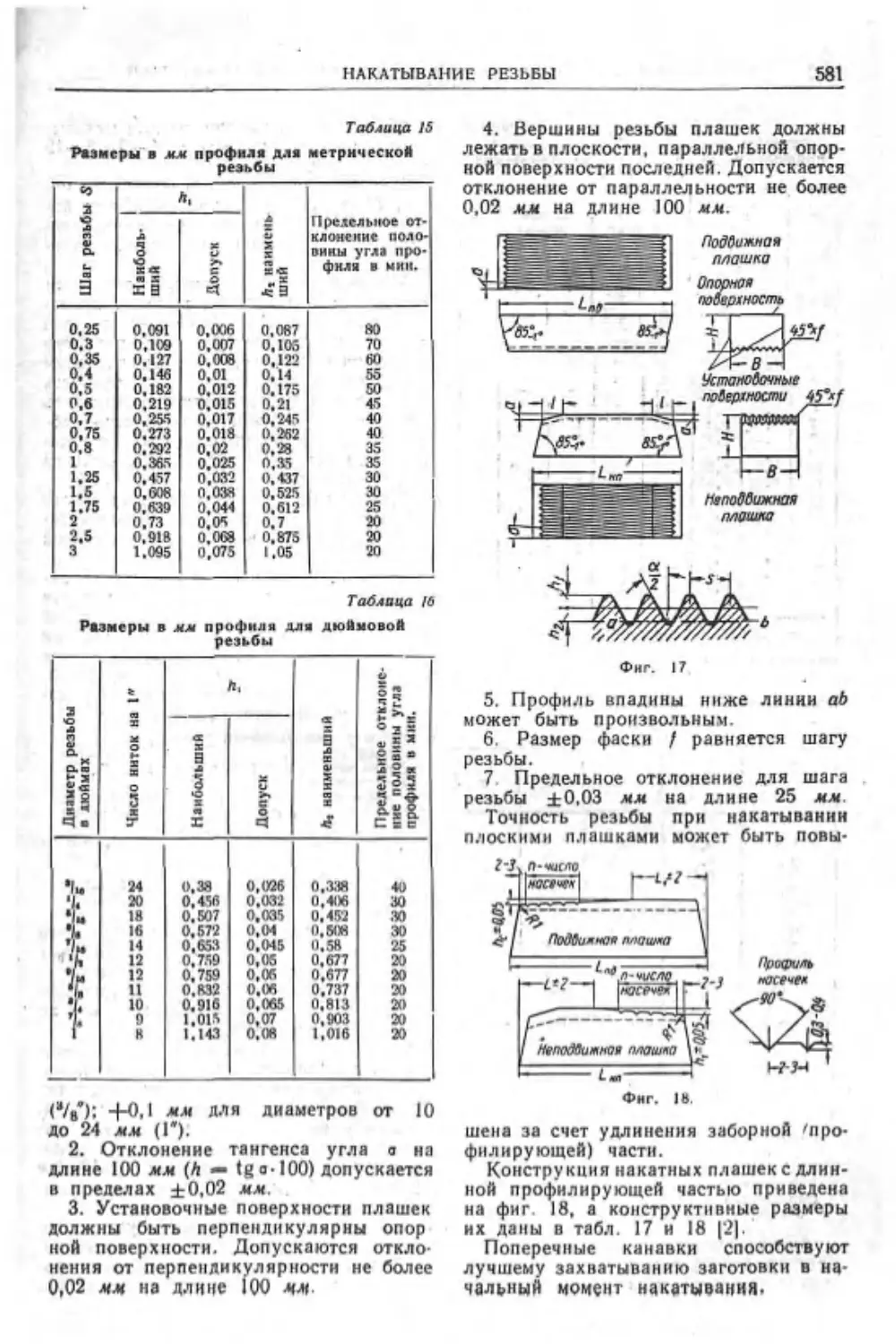
Накатывание резьбы (А. Г. Косилова). . 574
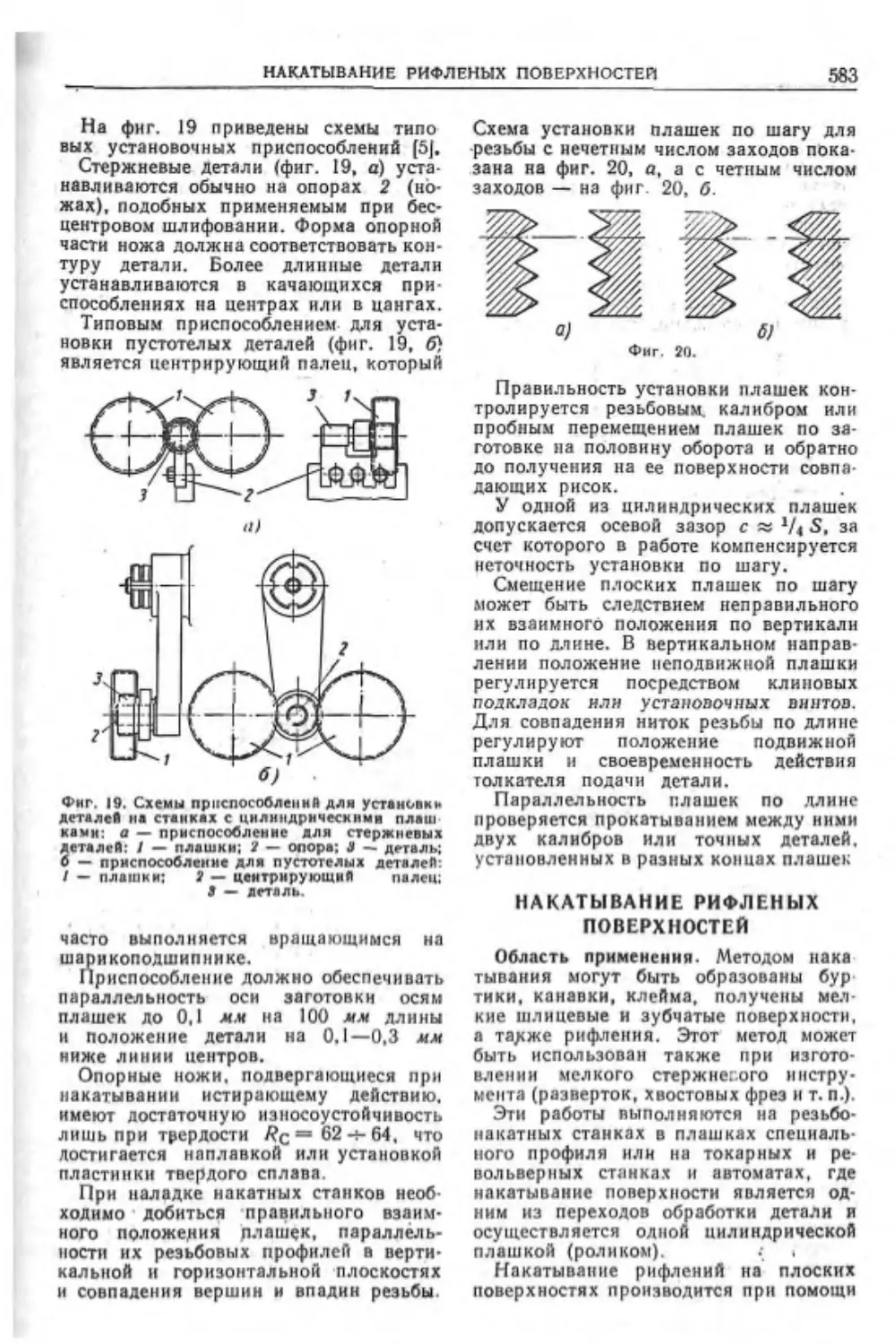
Накатывание рифленных поверхностей *
(А. Г. Косилова).....................583
Дробеструйный наклеп деталей машин
(д-р техн, наук проф. М. М. Савврин) 586
Глава IX. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ДЕТАЛЕЙ МАШИН ИЗ НЕМЕТАЛЛИЧЕ-
СКИХ МАТЕРИАЛОВ...................590
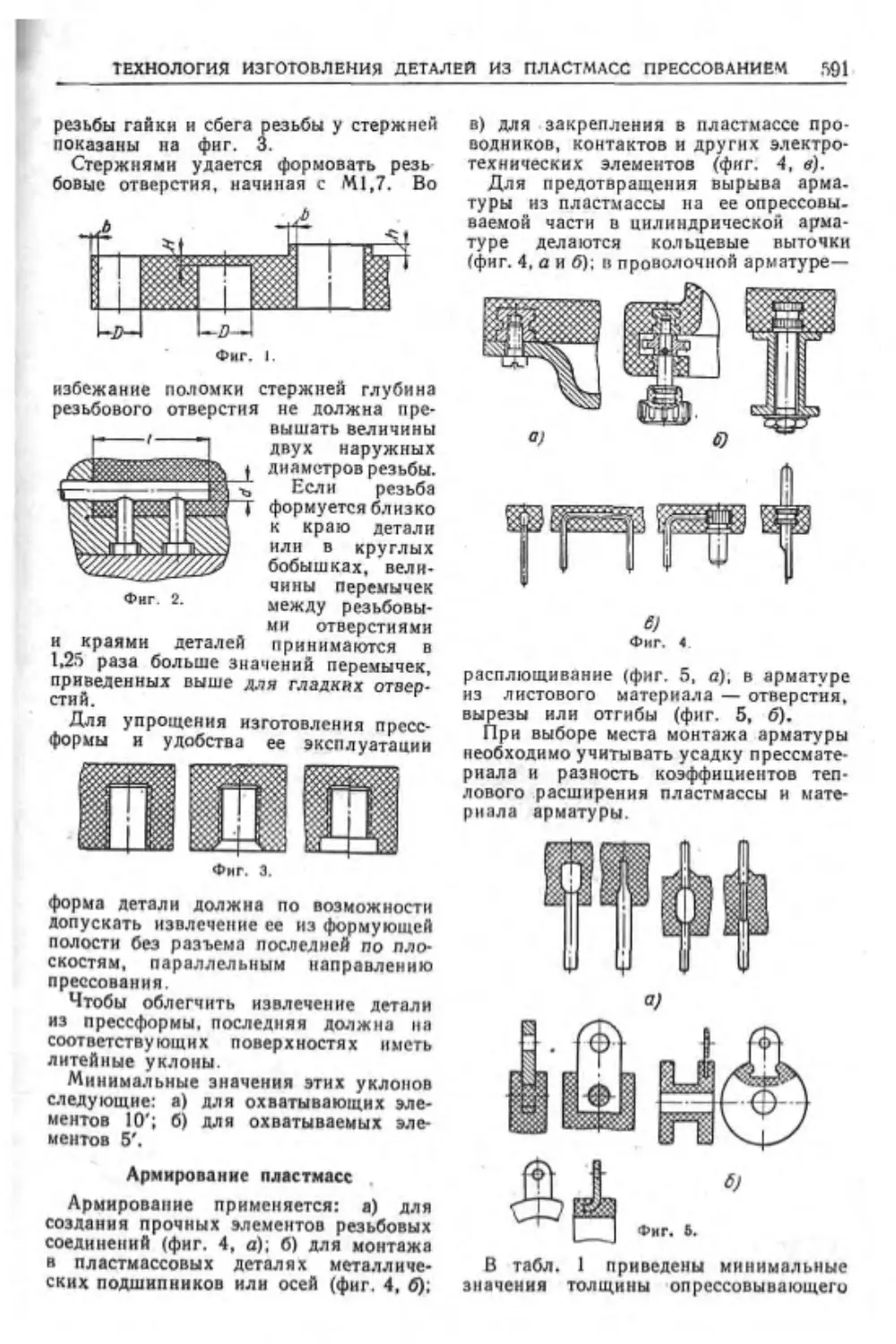
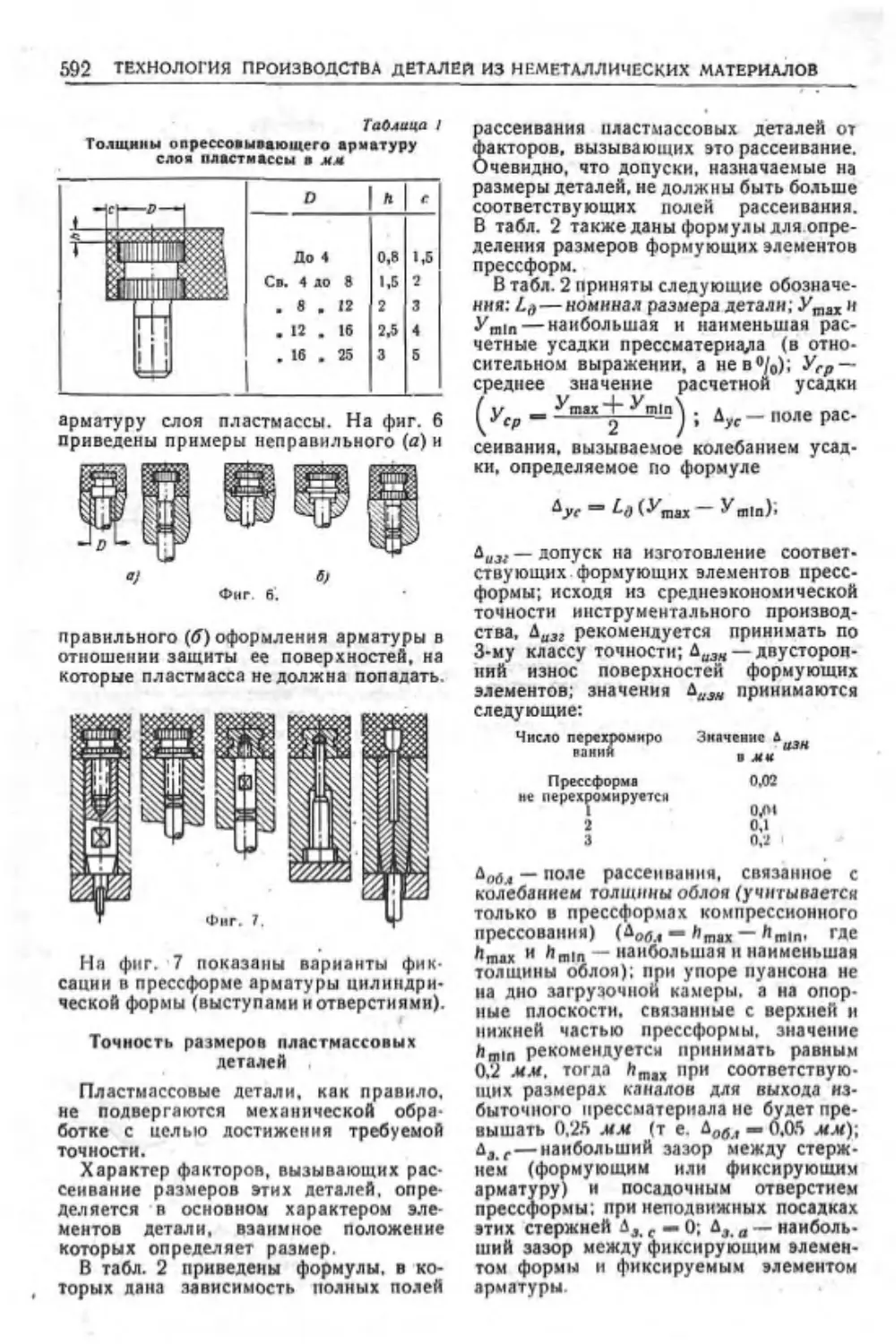
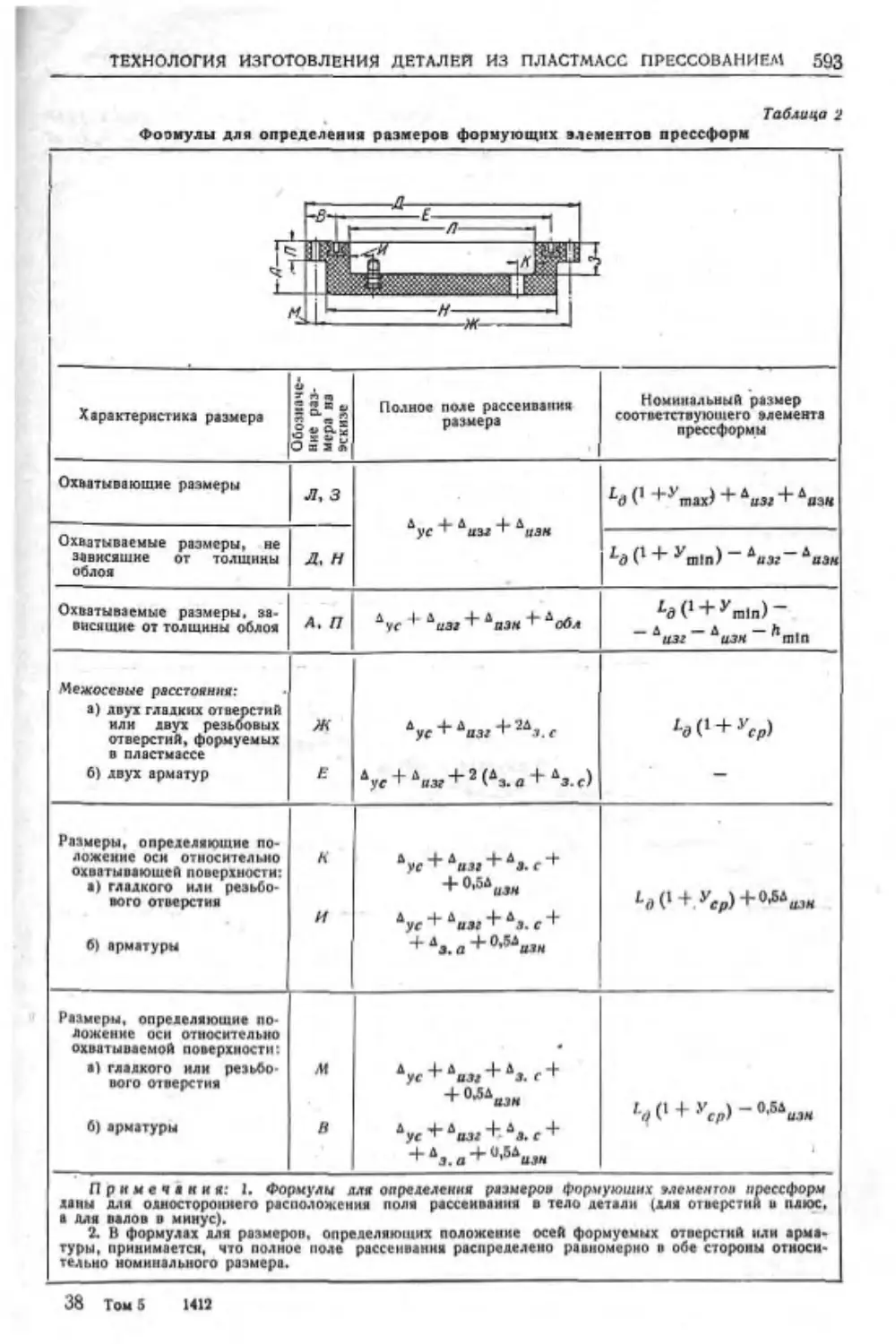
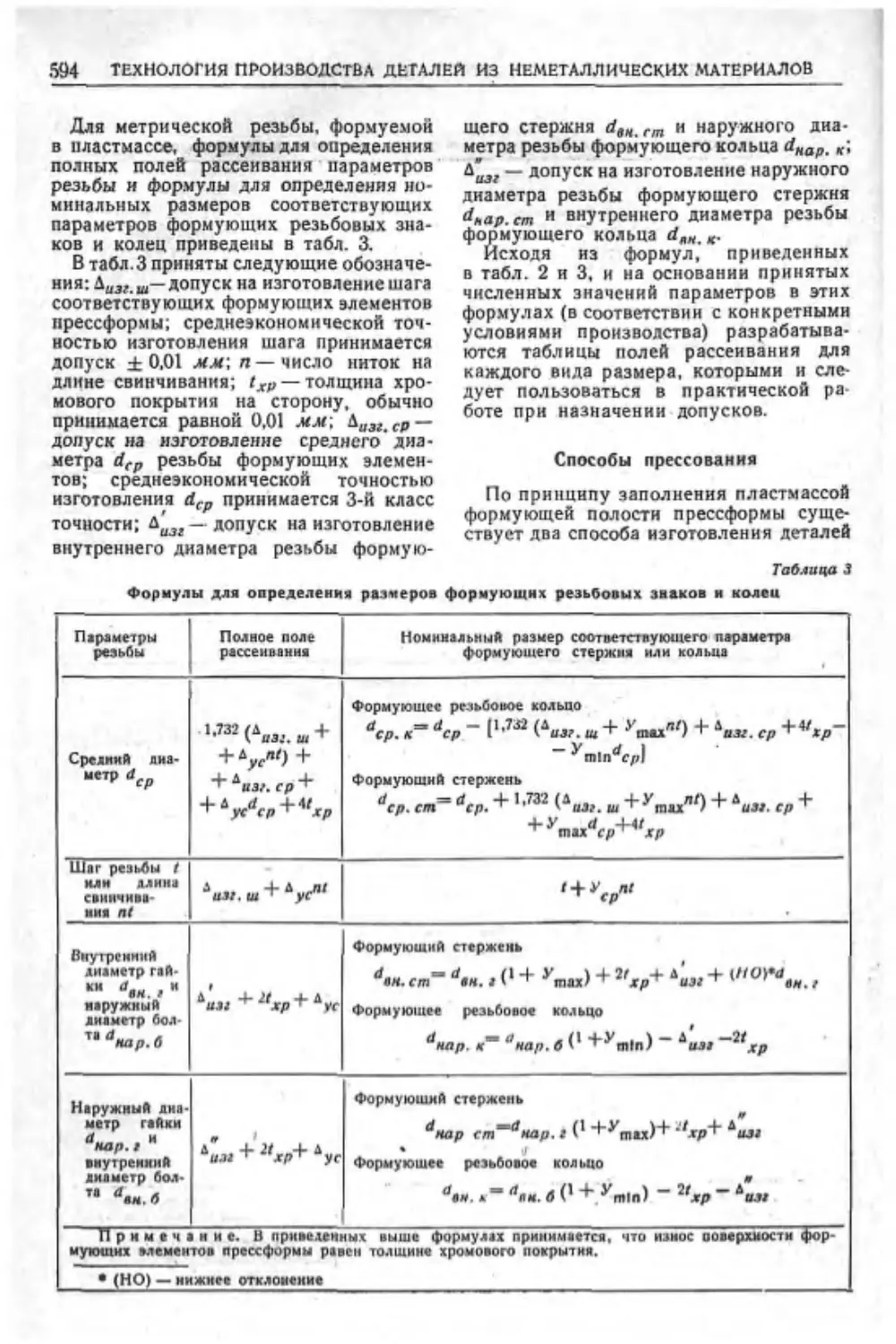
Технология изготовления деталей из
пластмасс прессованием (ииж. Е. Г. Ко-
пансвич) ........... ..... 690
IV
СОДЕРЖАНИЕ
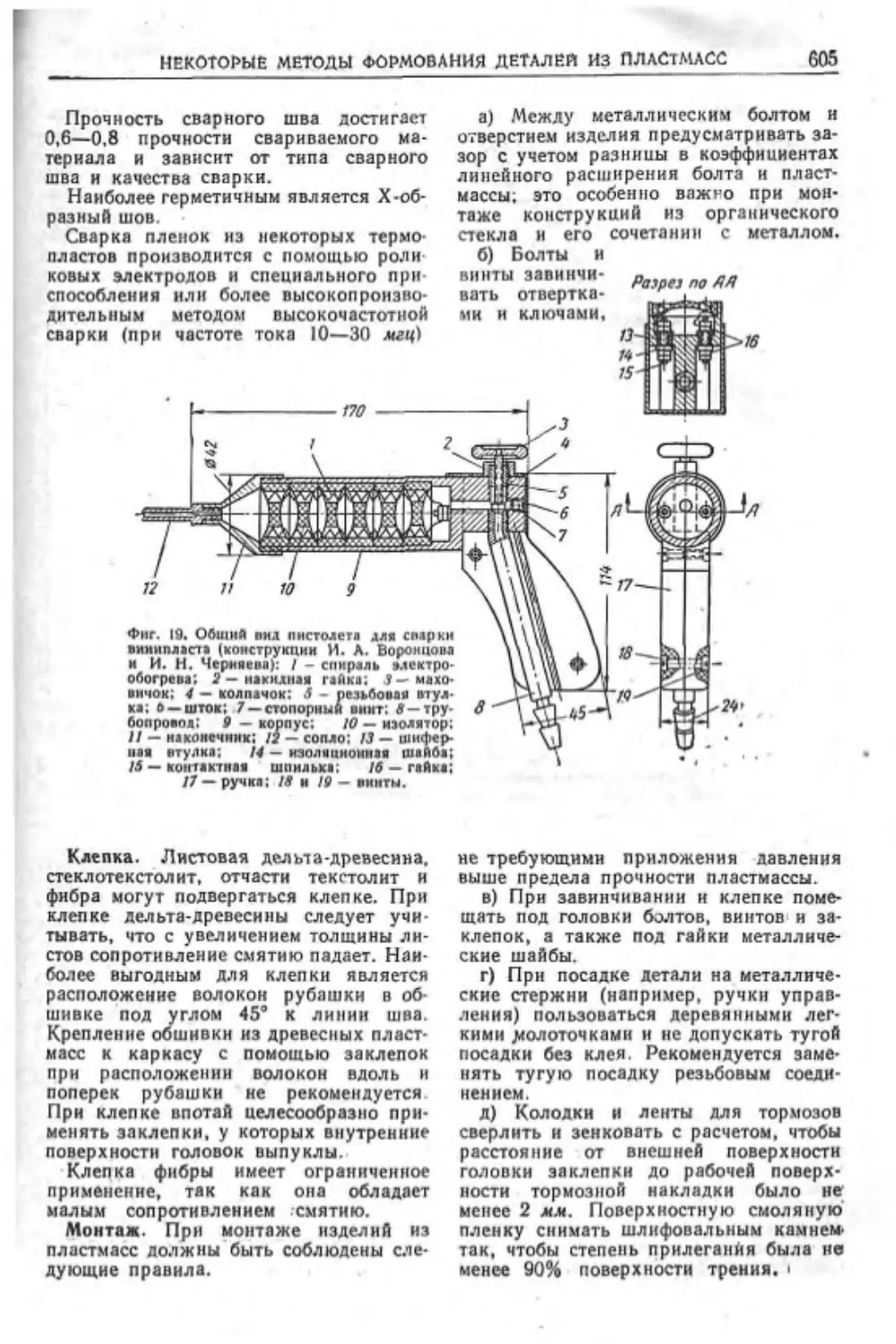
Некоторые методы формования деталей
из пластмасс (кава. тела, наук
Д. Д. Аврасин).......................S8B
Обработка резанием конструкционных
пластмасс (д-р техн. наук проф.
А. И. Исаев)....................... аоб
Обработка и сборка деталей и узлов из
древесины (канд. техн, наук И. В. Ку-
ликов) .............................616
Глава X. ЭЛЕКТРИЧЕСКИЕ И ХИМИКО
МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРА-
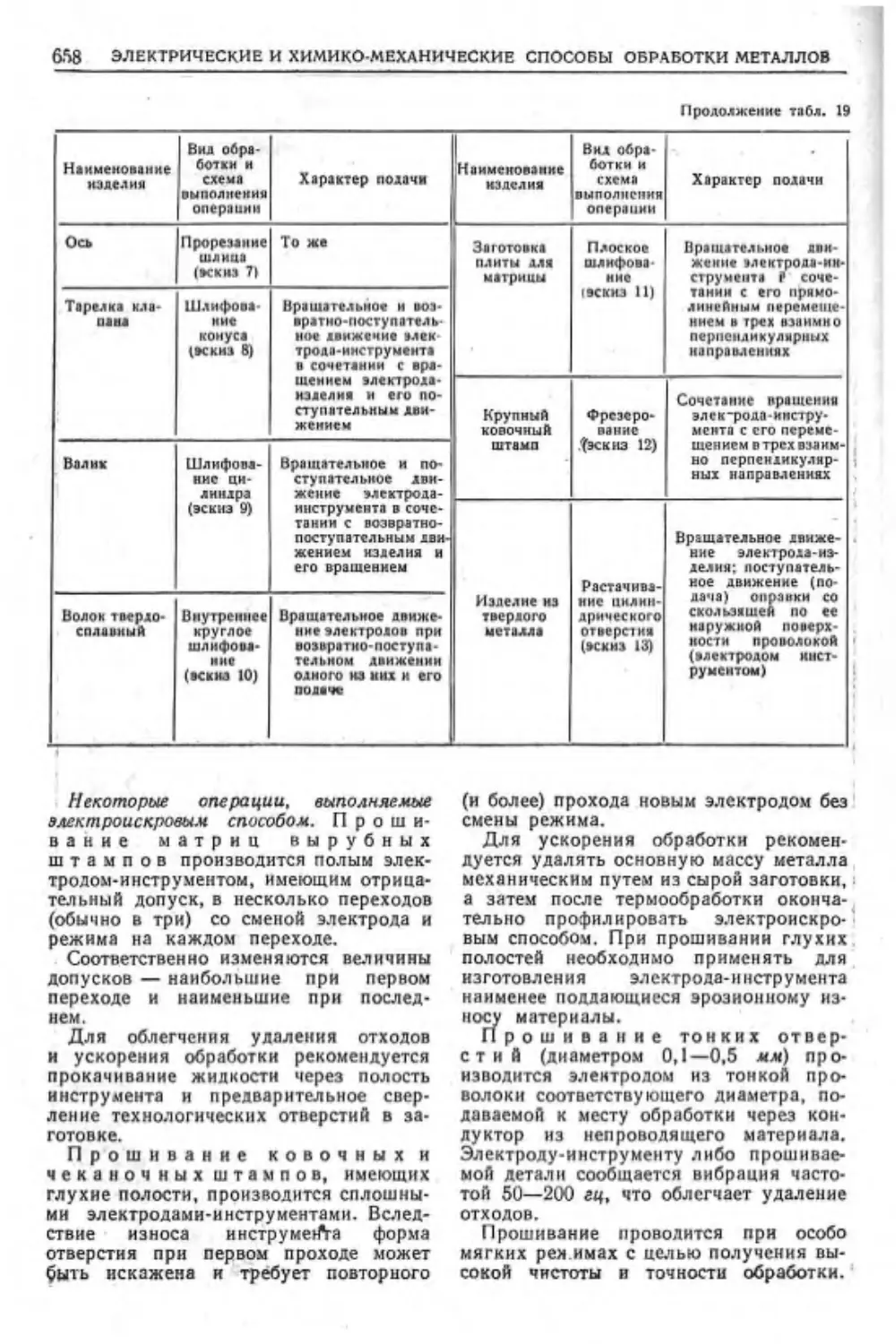
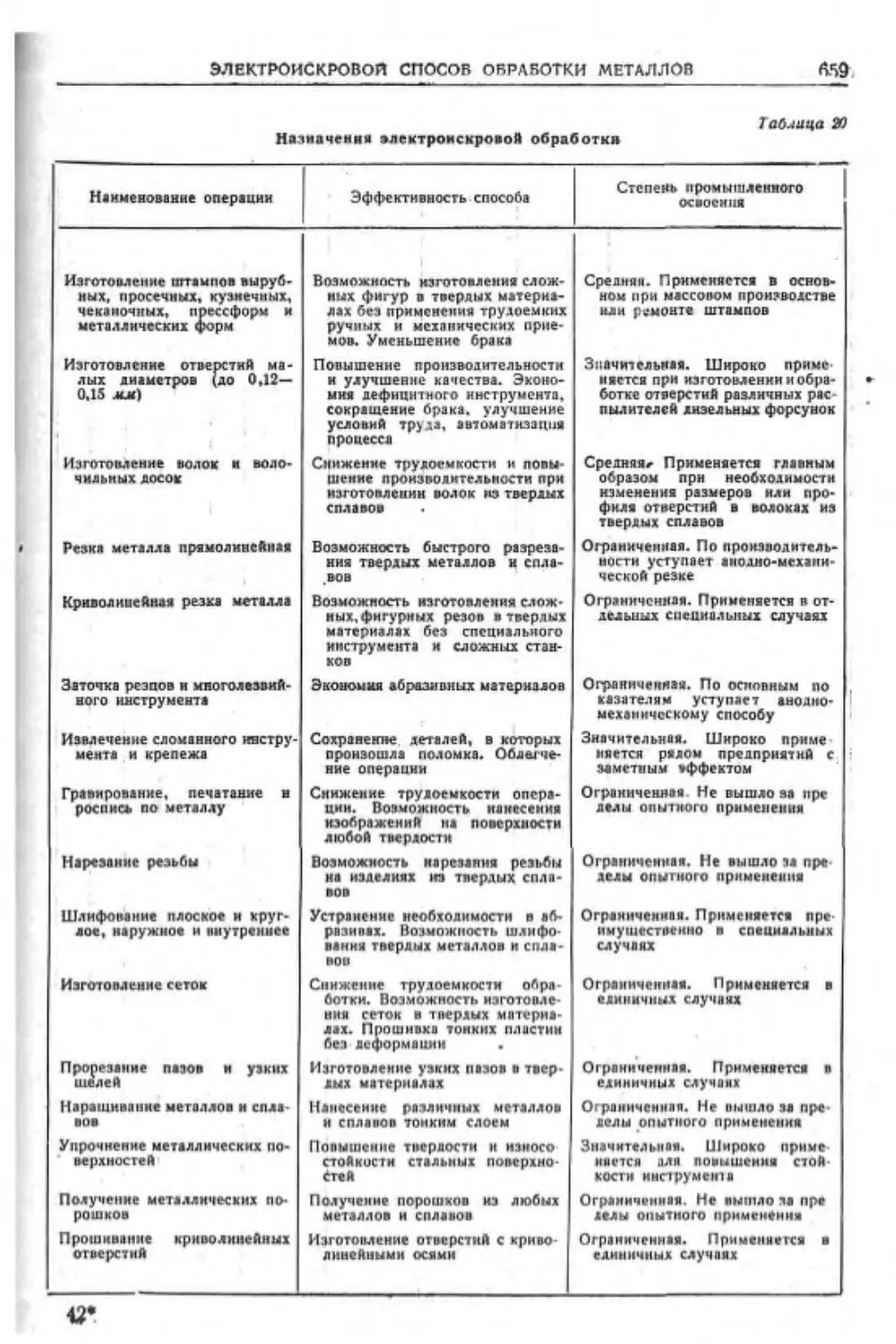
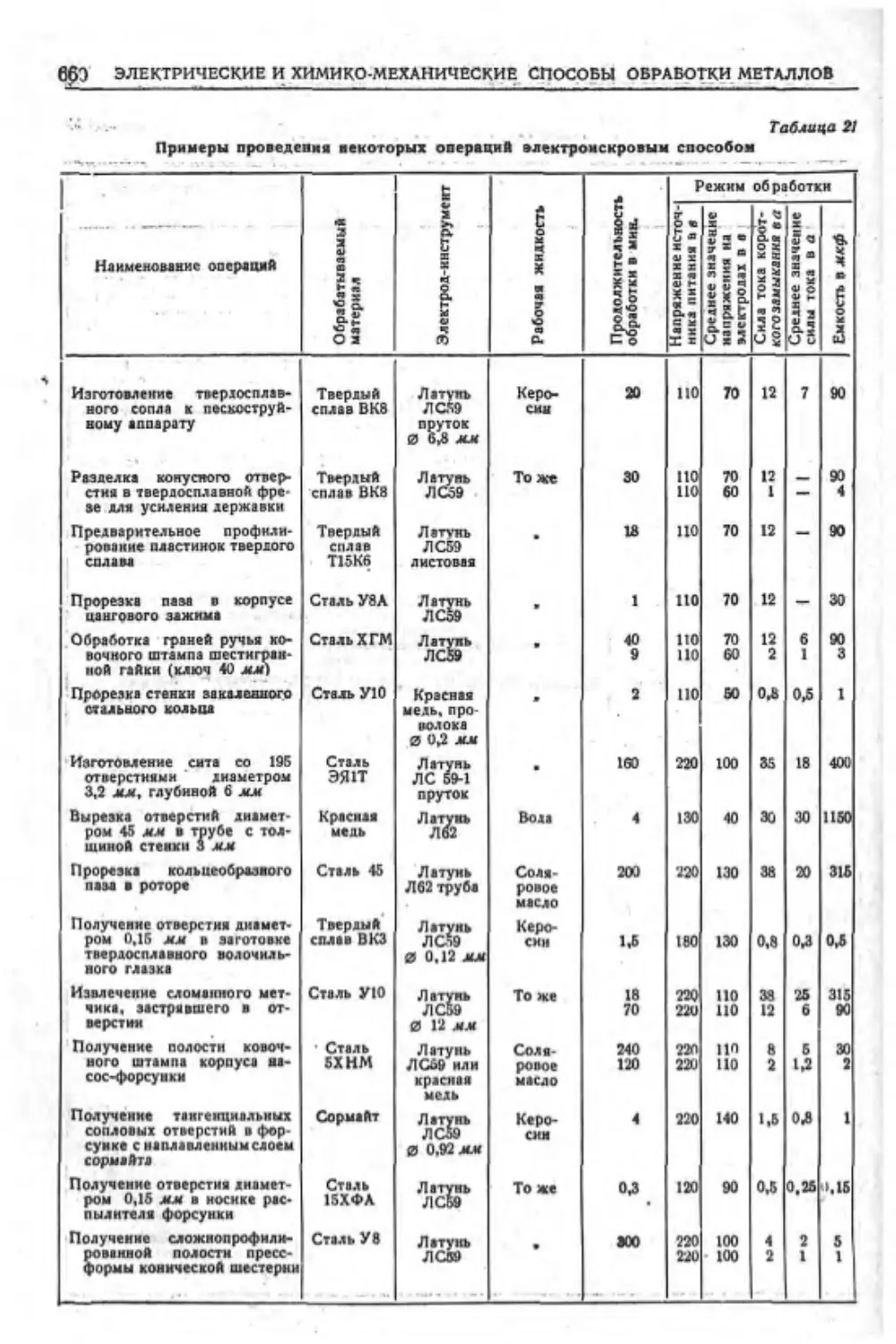
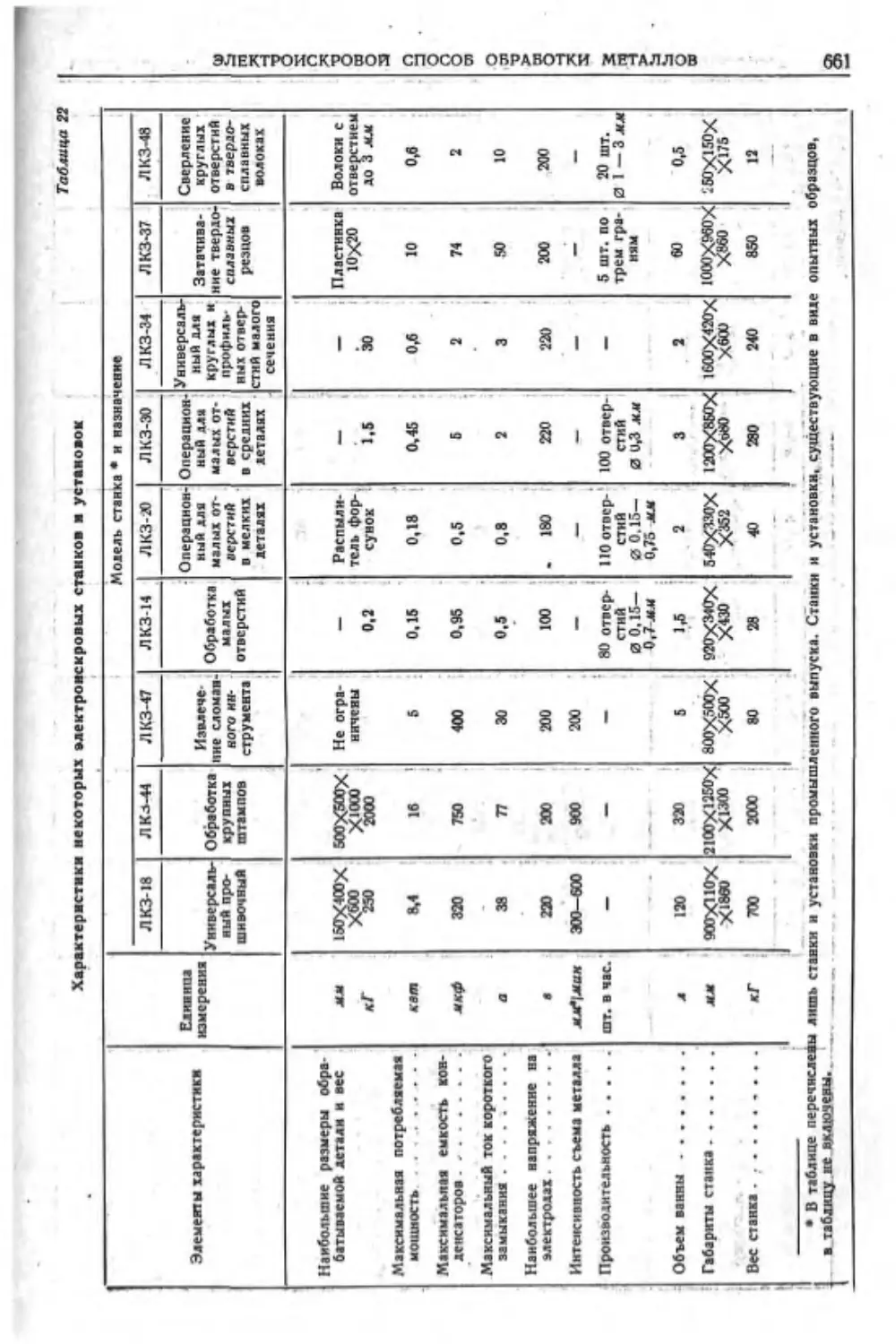
БОТКИ МЕТАЛЛОВ (инж. Л. Я. Попилов) 634
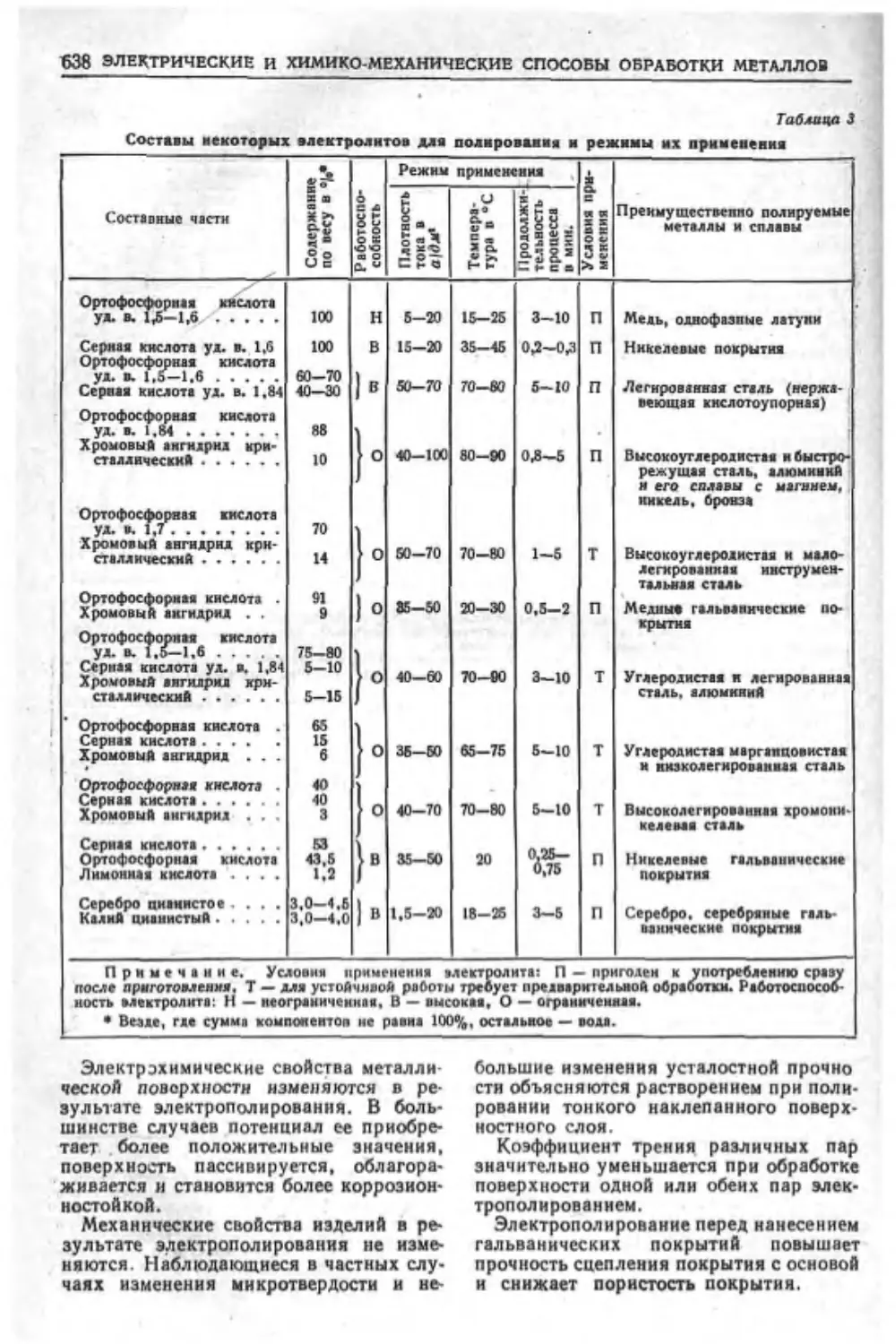
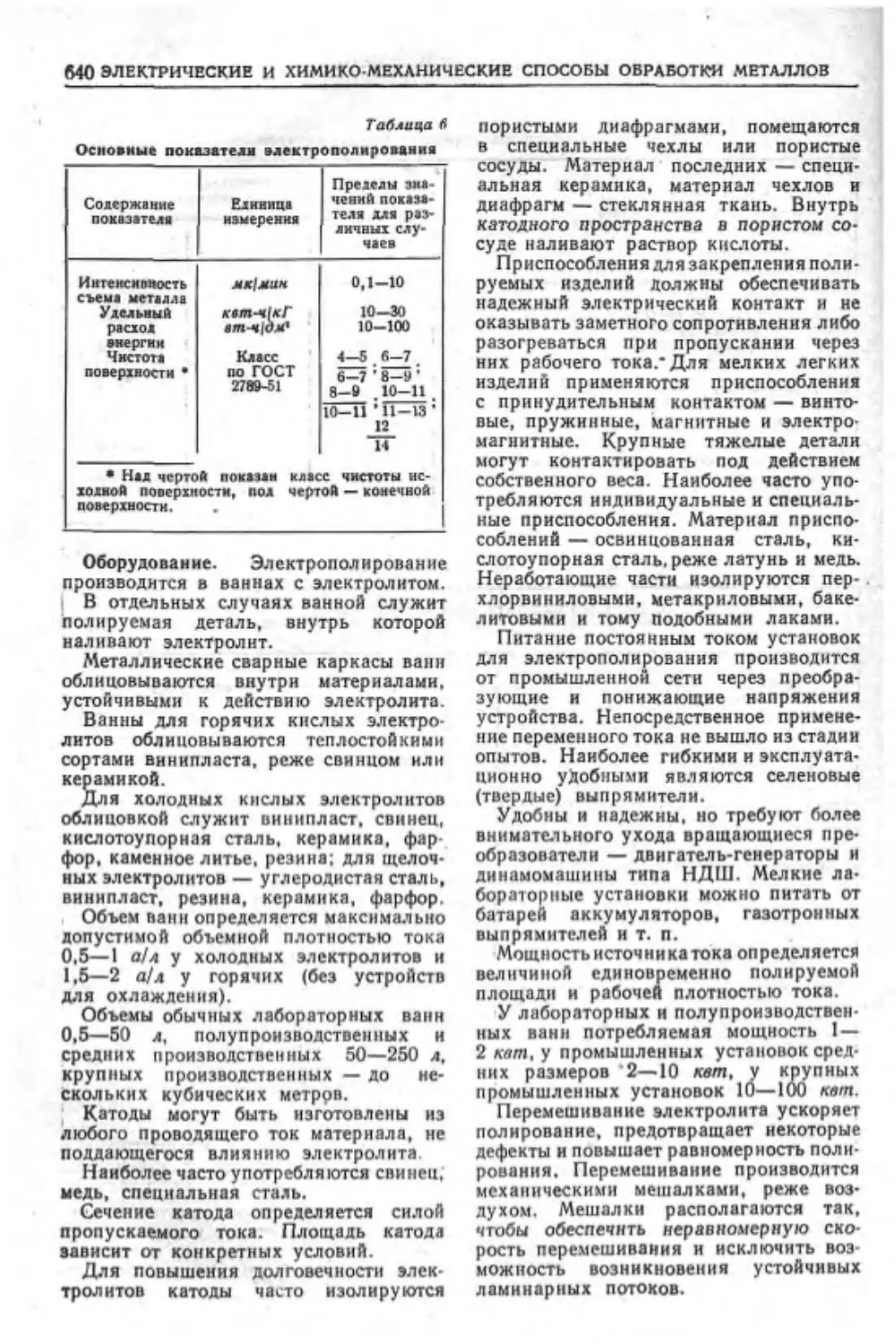
Электрополированне металлов ..... 634
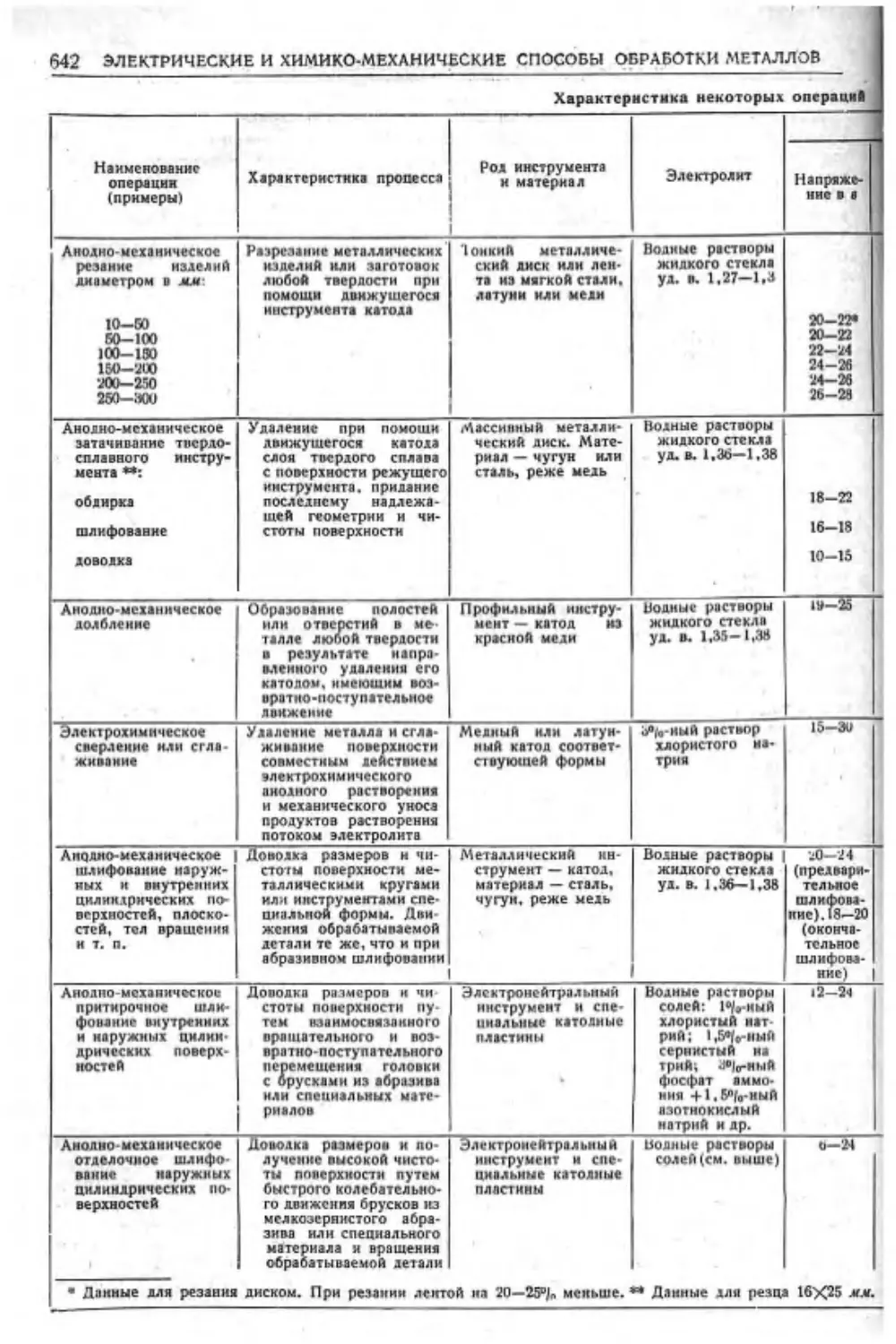
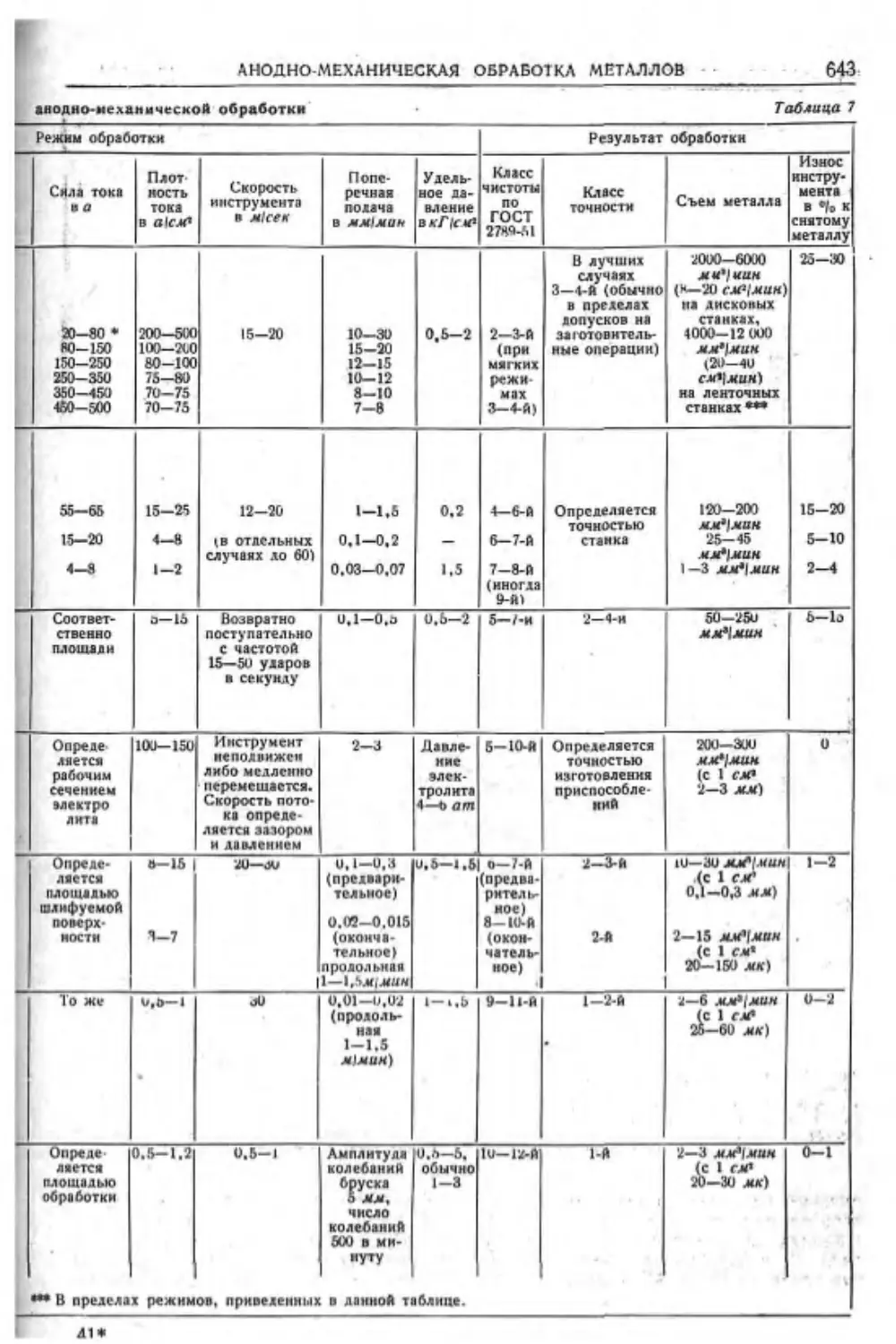
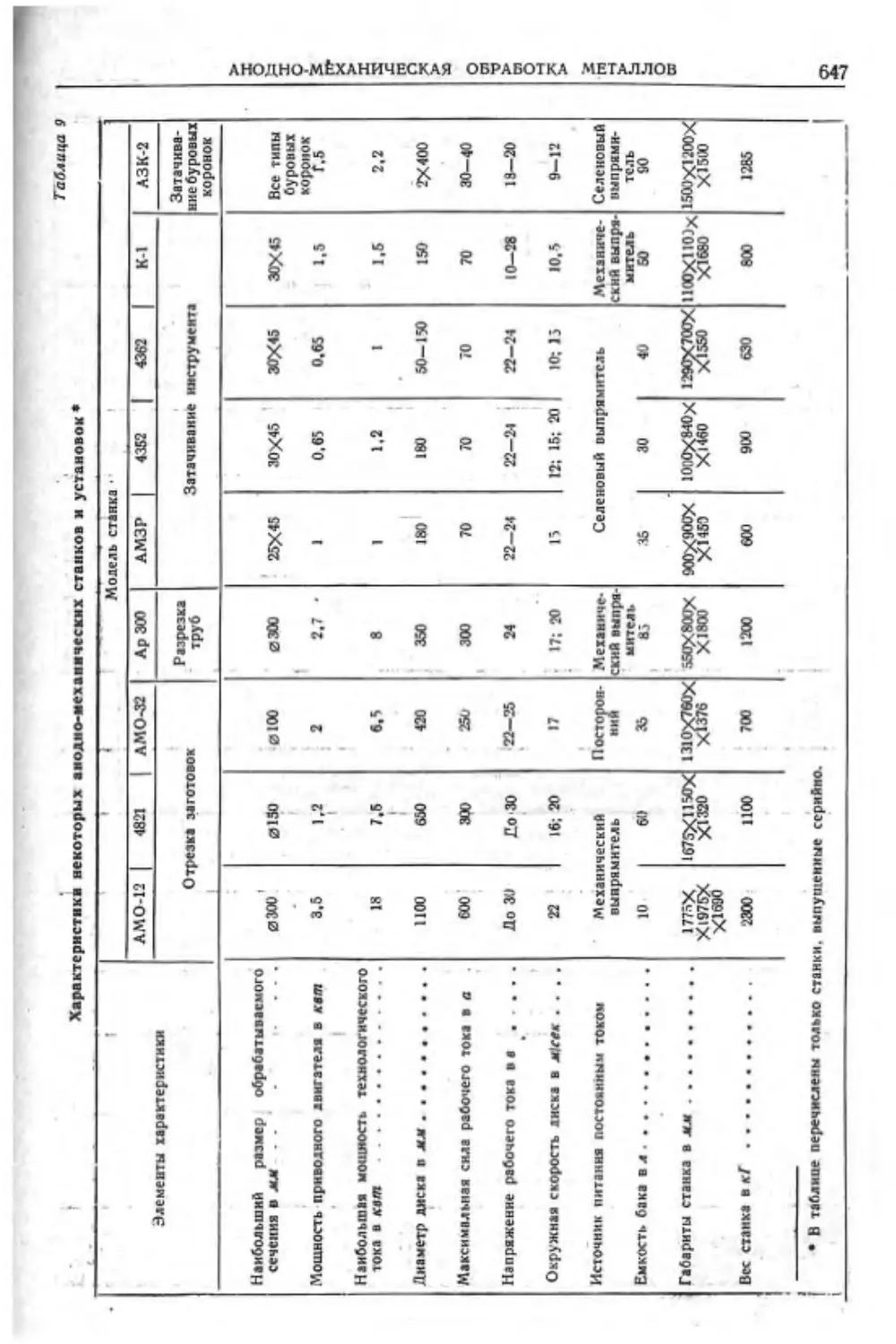
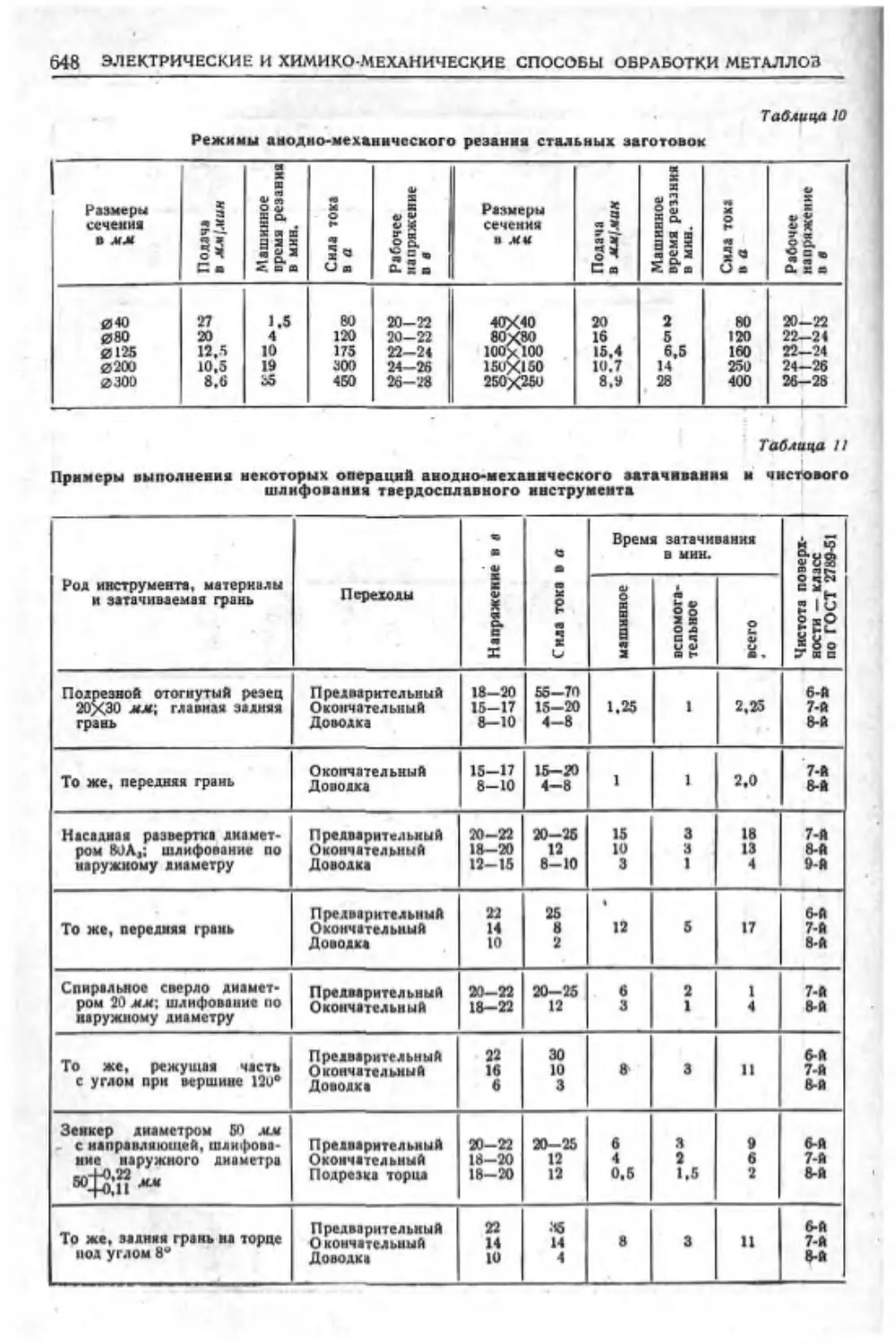
Анодно-механическая обработка металлов 641
Электроискровой способ обработки ме-
таллов ..........................649
Химико-механический способ обработки
металлов.........................663
Глава XI. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ
И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРА-
БОТКИ МЕТАЛЛОВ.......................666
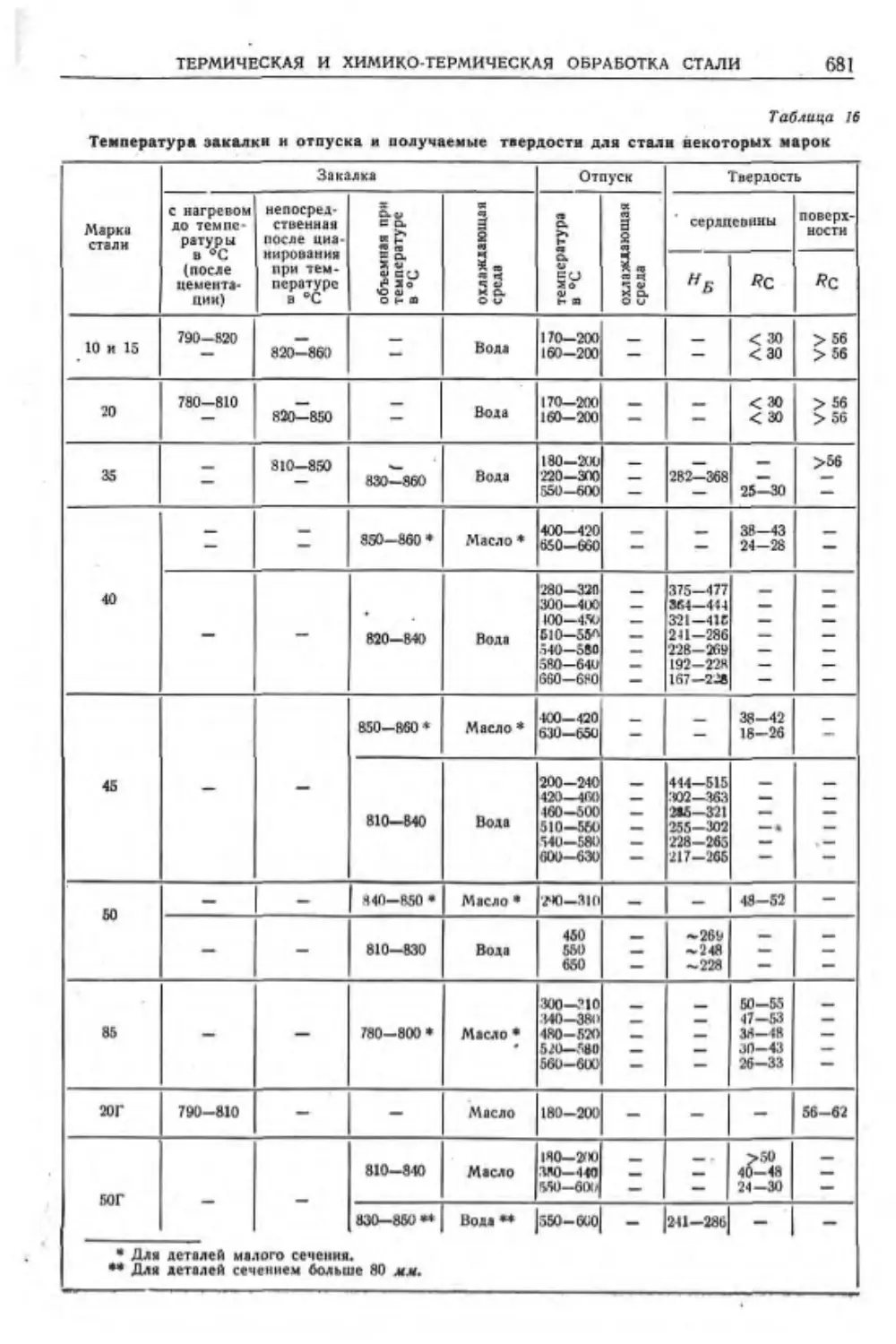
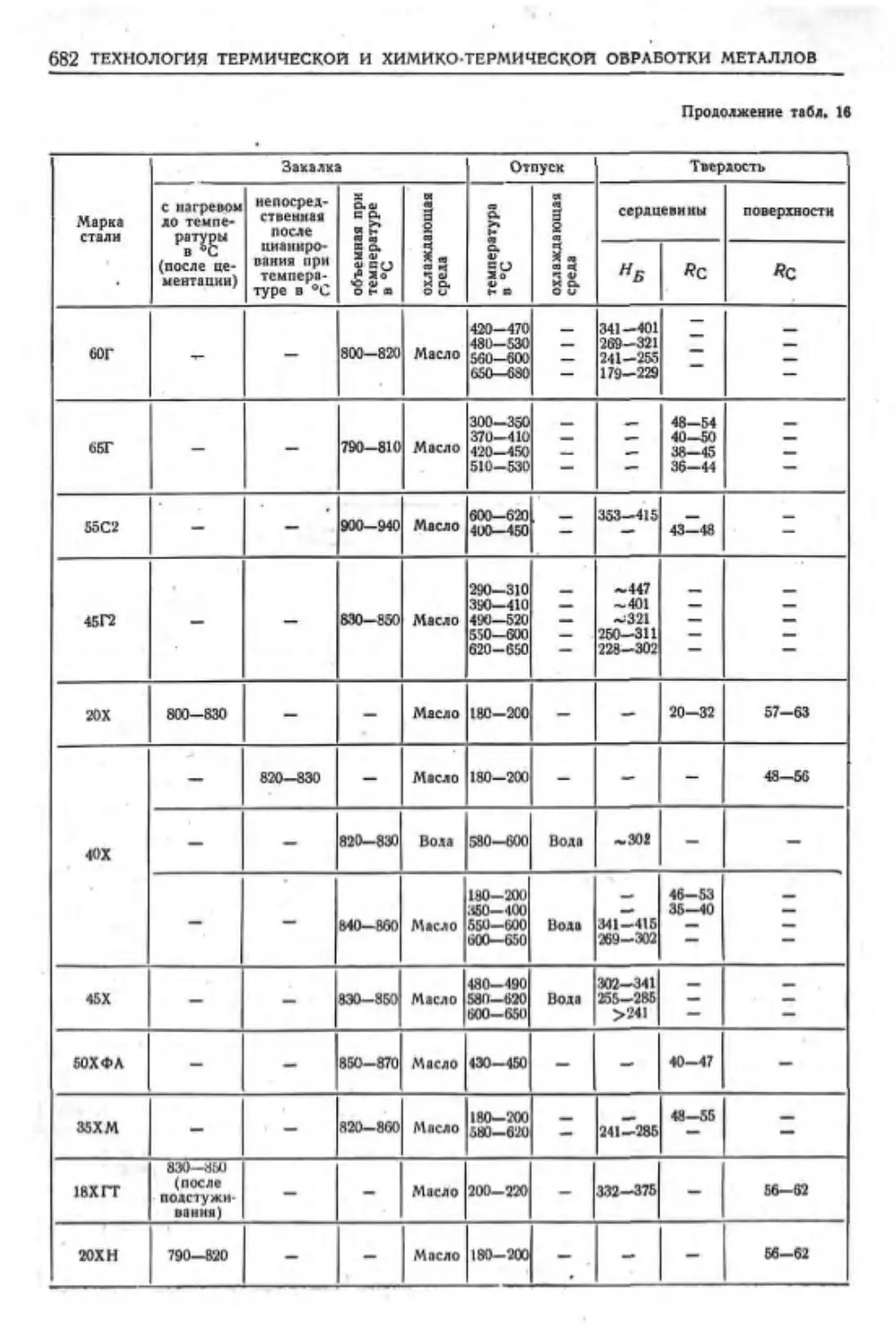
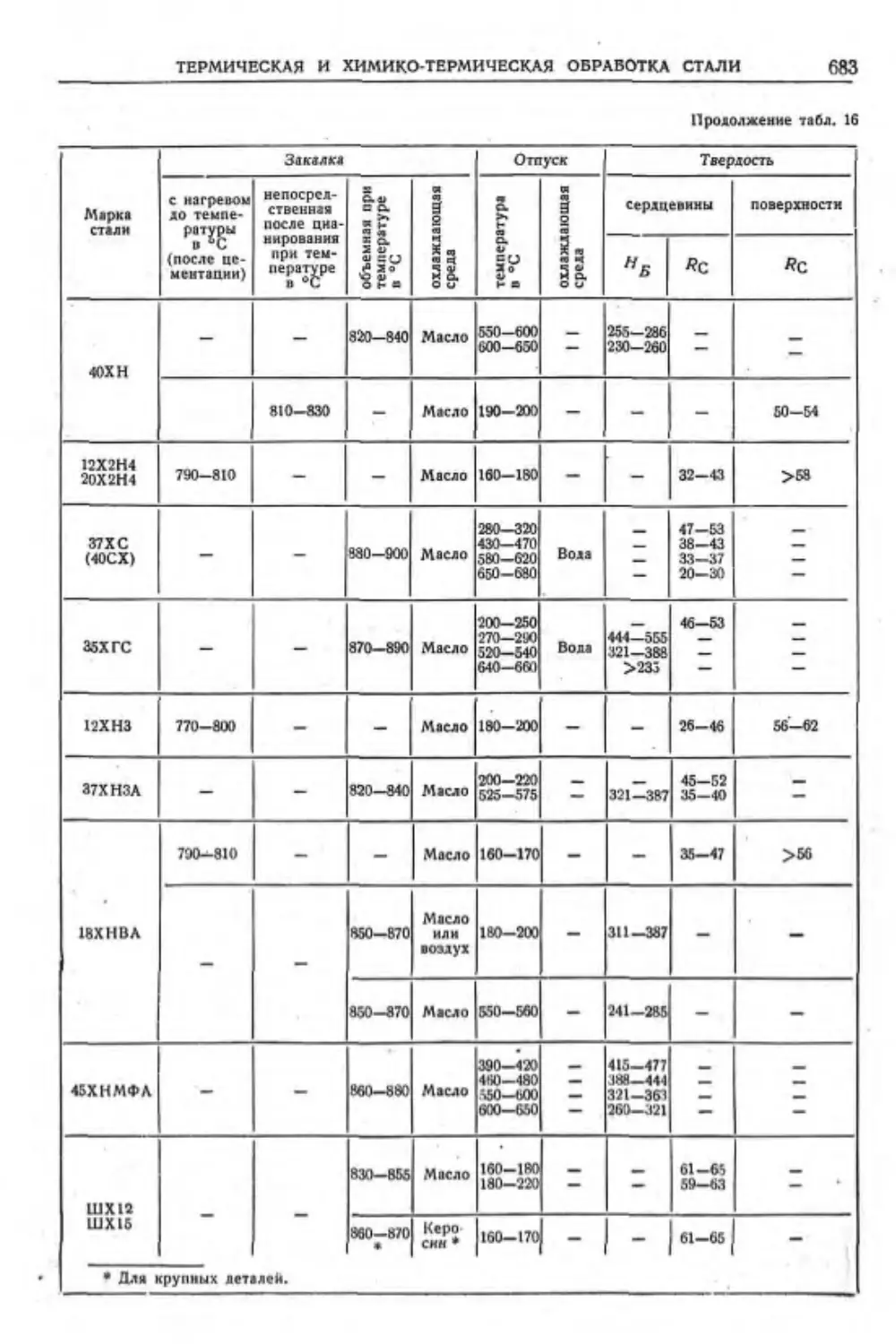
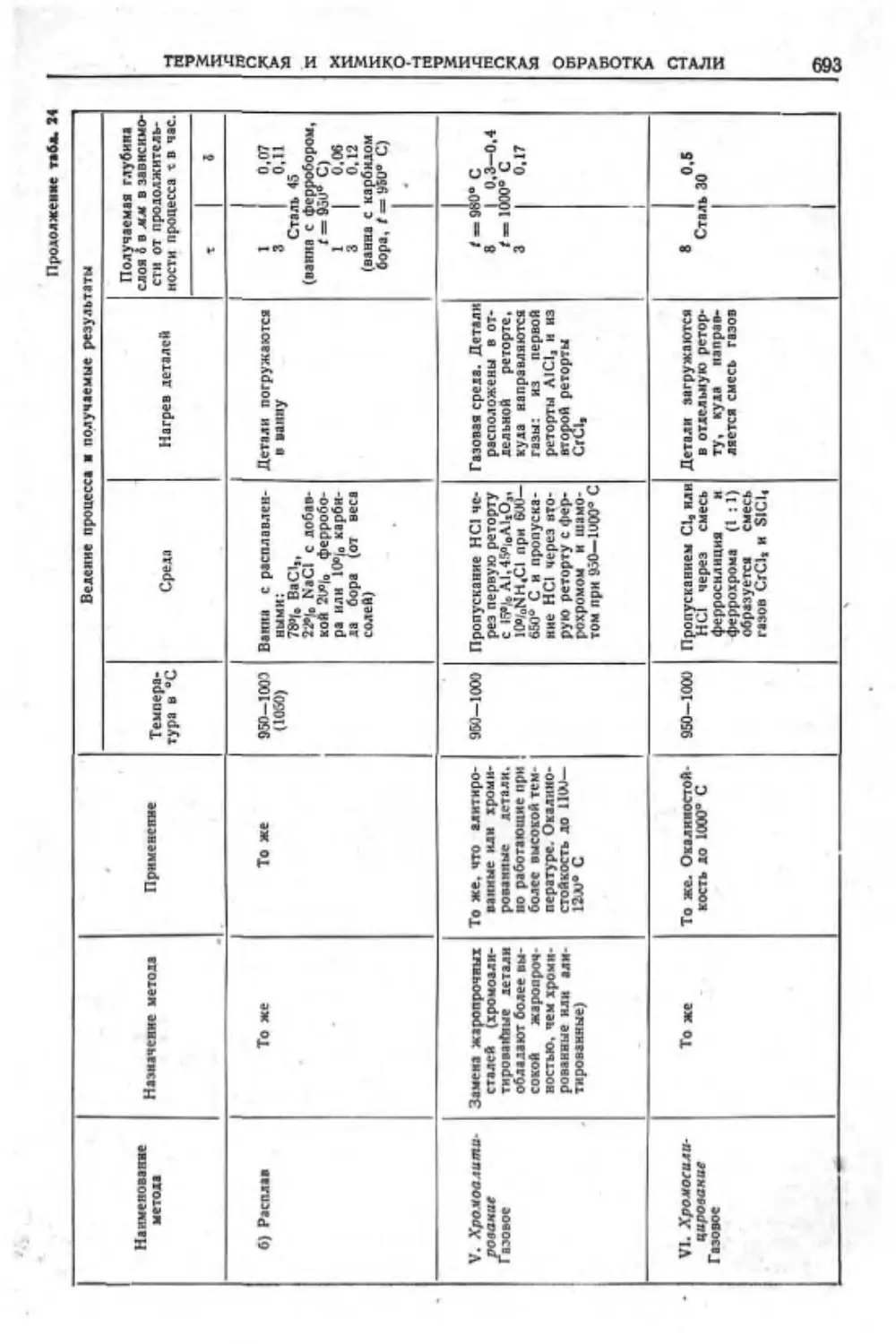
Термическая и химико-термическая обра-
ботка стали (инж. 3. Л. РЕГИРЕР). . 666
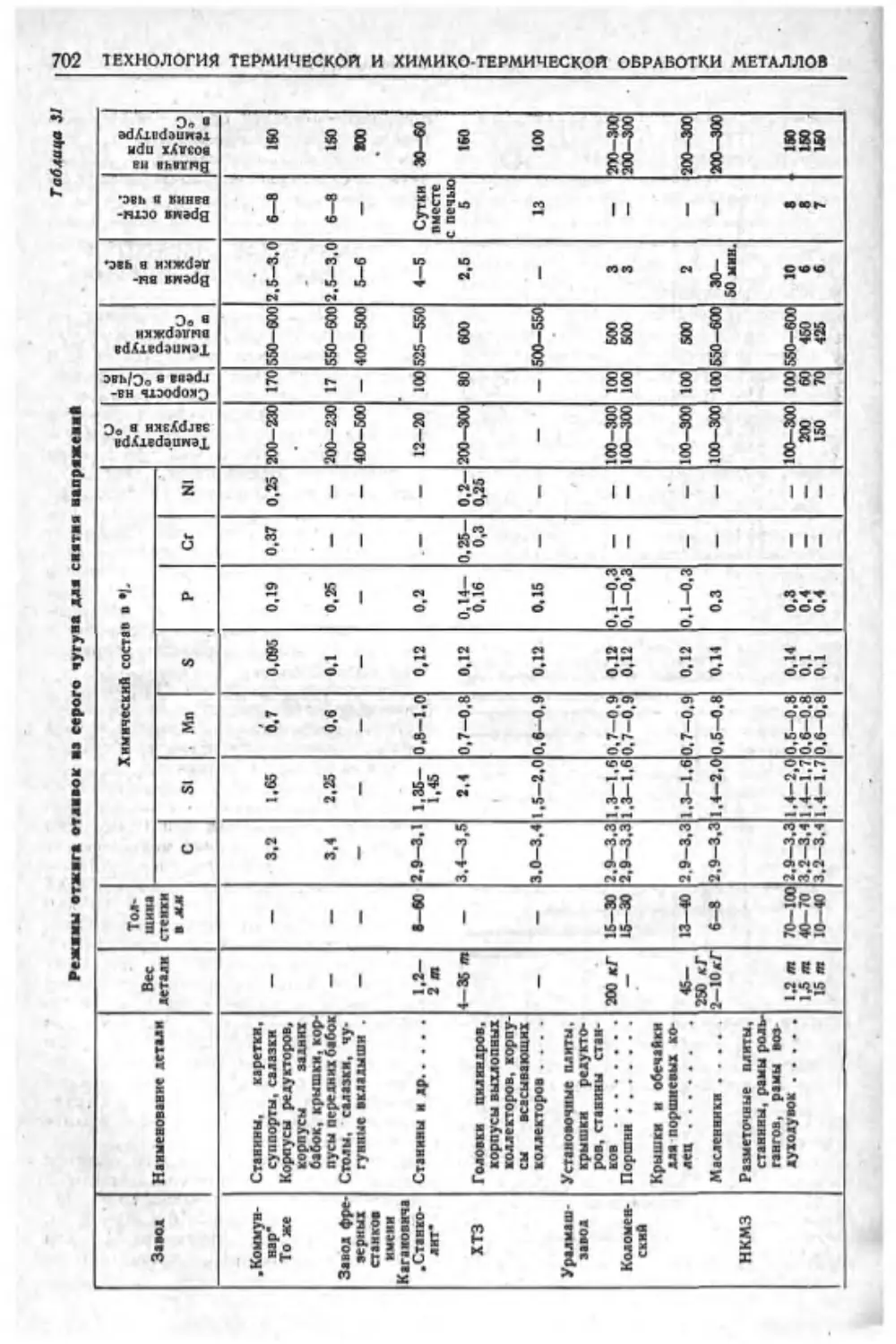
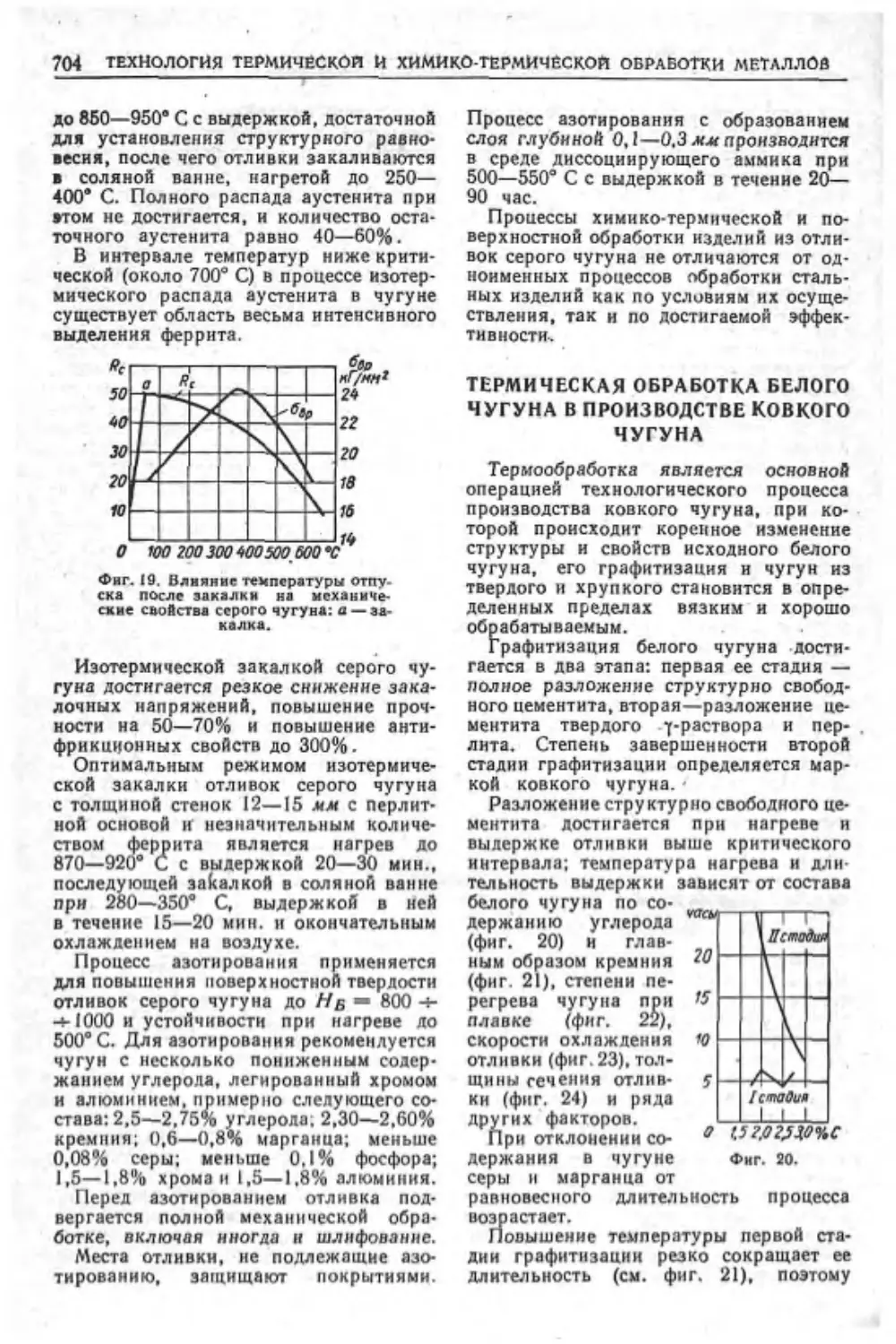
Термическая обработка отливок серого
чугуна (канд. техн, наук Д. П. Ива-
нов) .............................701
Термическая обработка белого чугуна
в производстве ковкого чугуна
• <Д. П. Иванов) . ............ . . . 704
Термическая обработка высокопрочного
чугуна с шаровидным графитом (канд.
техн, наук Б. С. Мильмам и канд.
техн, наук И. О. Цыпин)...........708
Термическая обработка отливок на цвет-
ных металлов (кати. техн, наук
Ф. А. Лунев) .....................710
Глава XII. ТЕХНОЛОГИЯ НАНЕСЕНИЯ
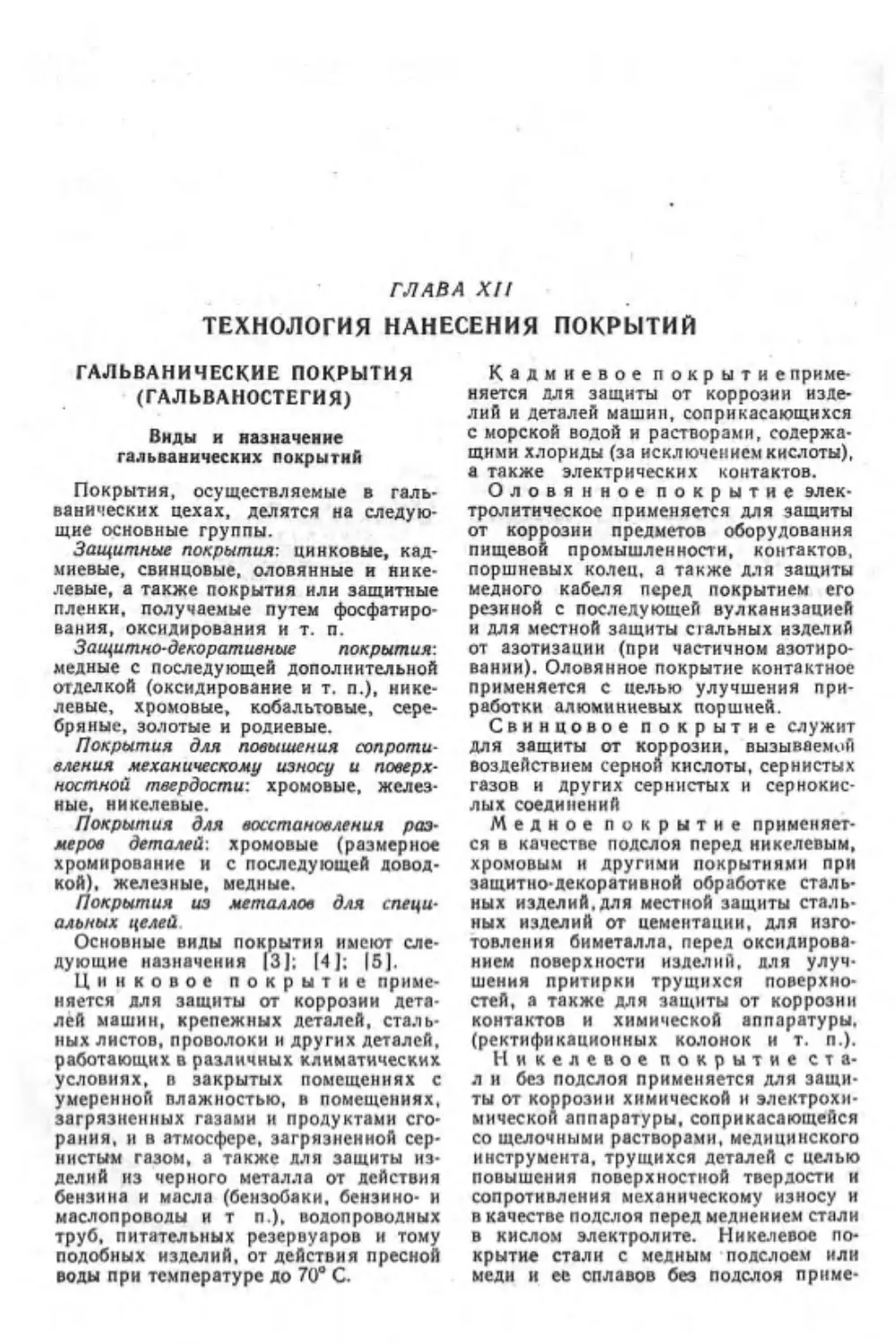
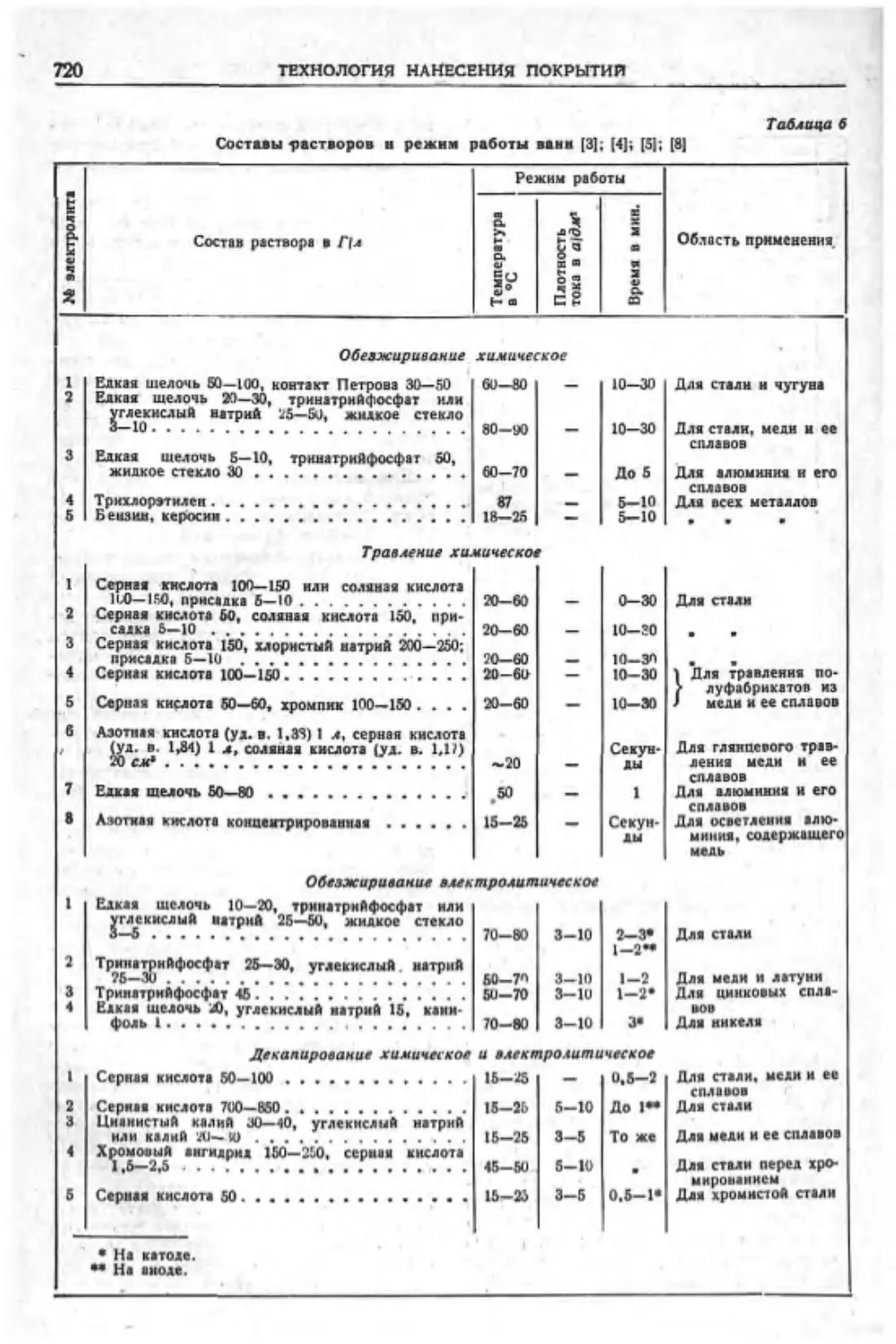
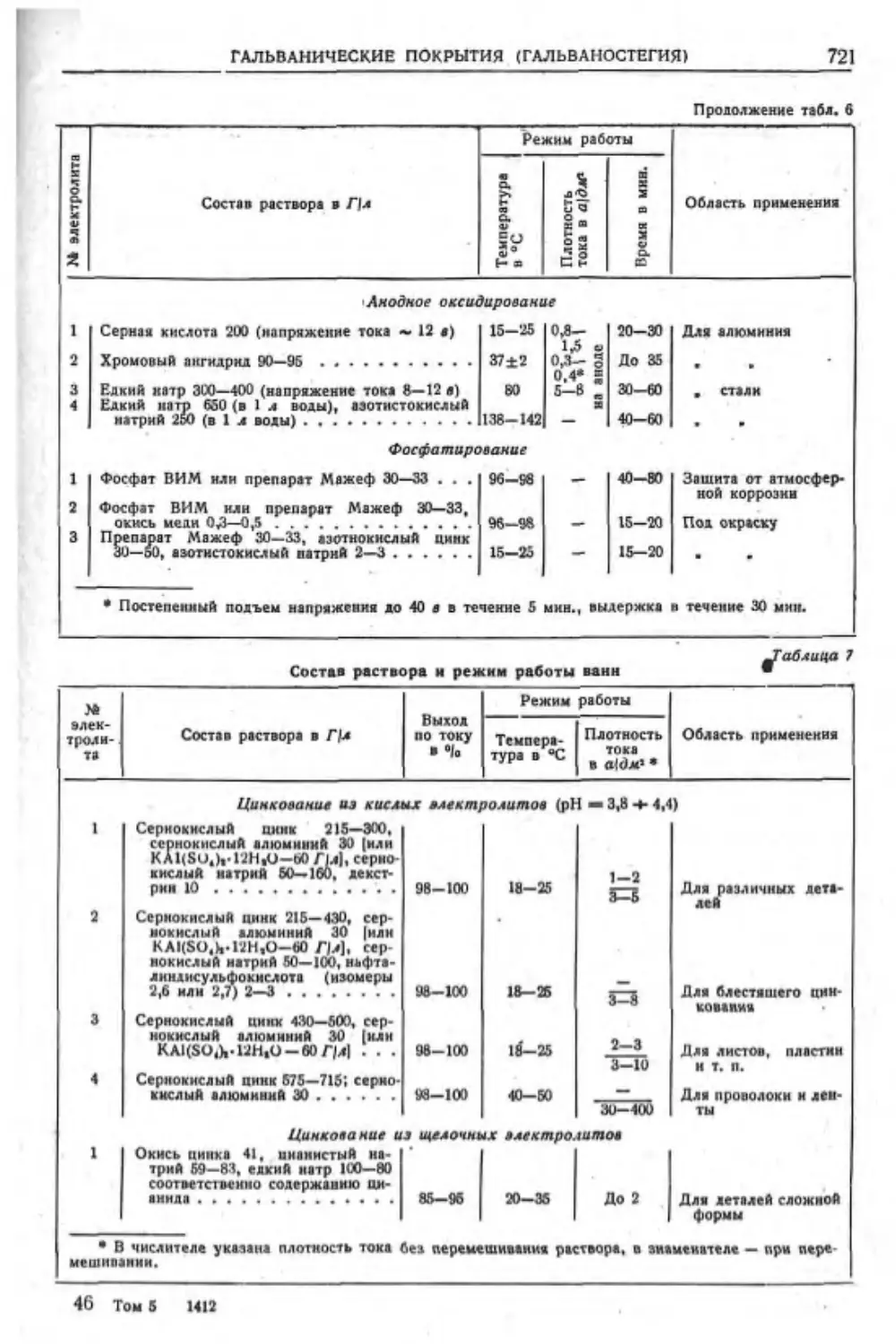
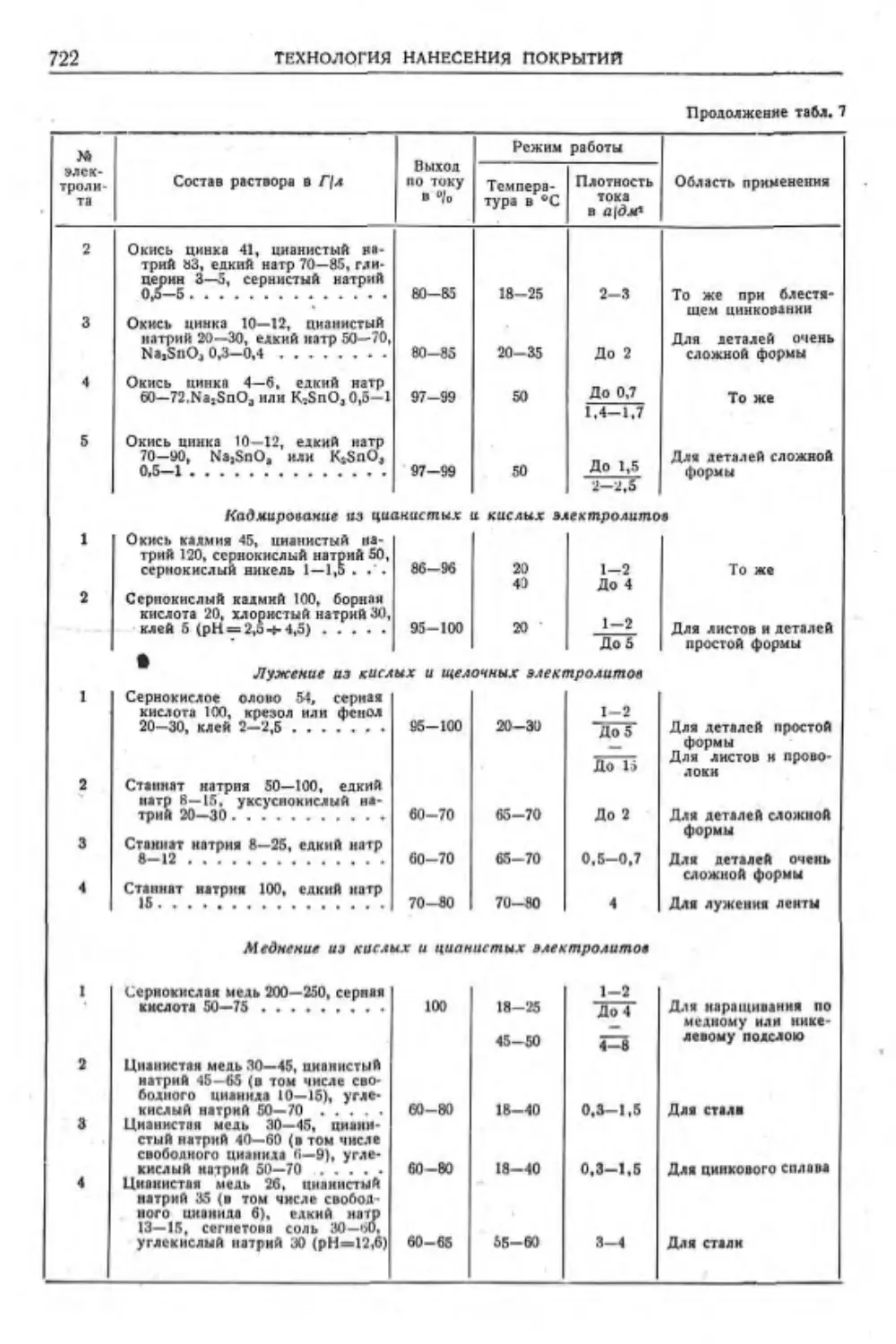
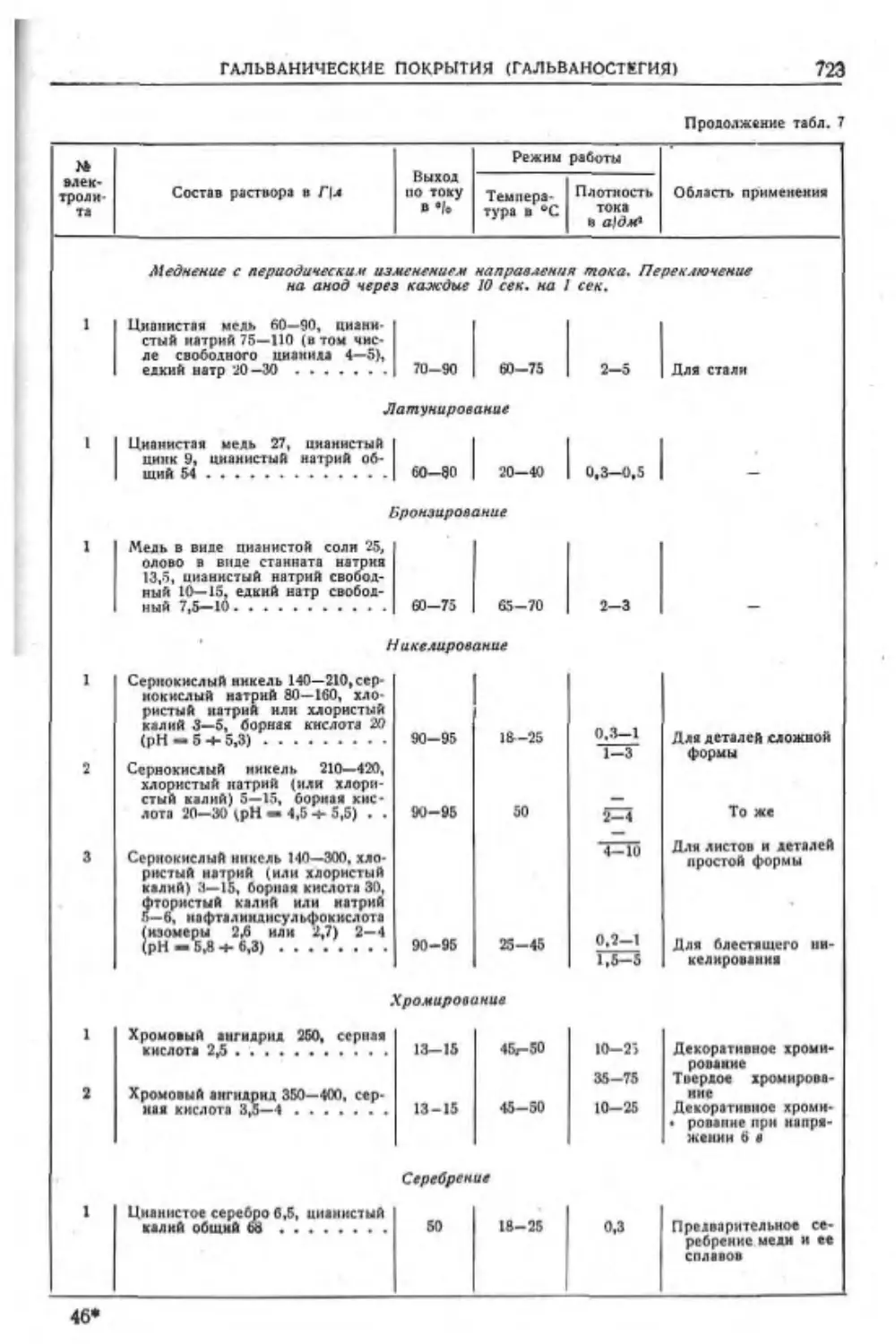
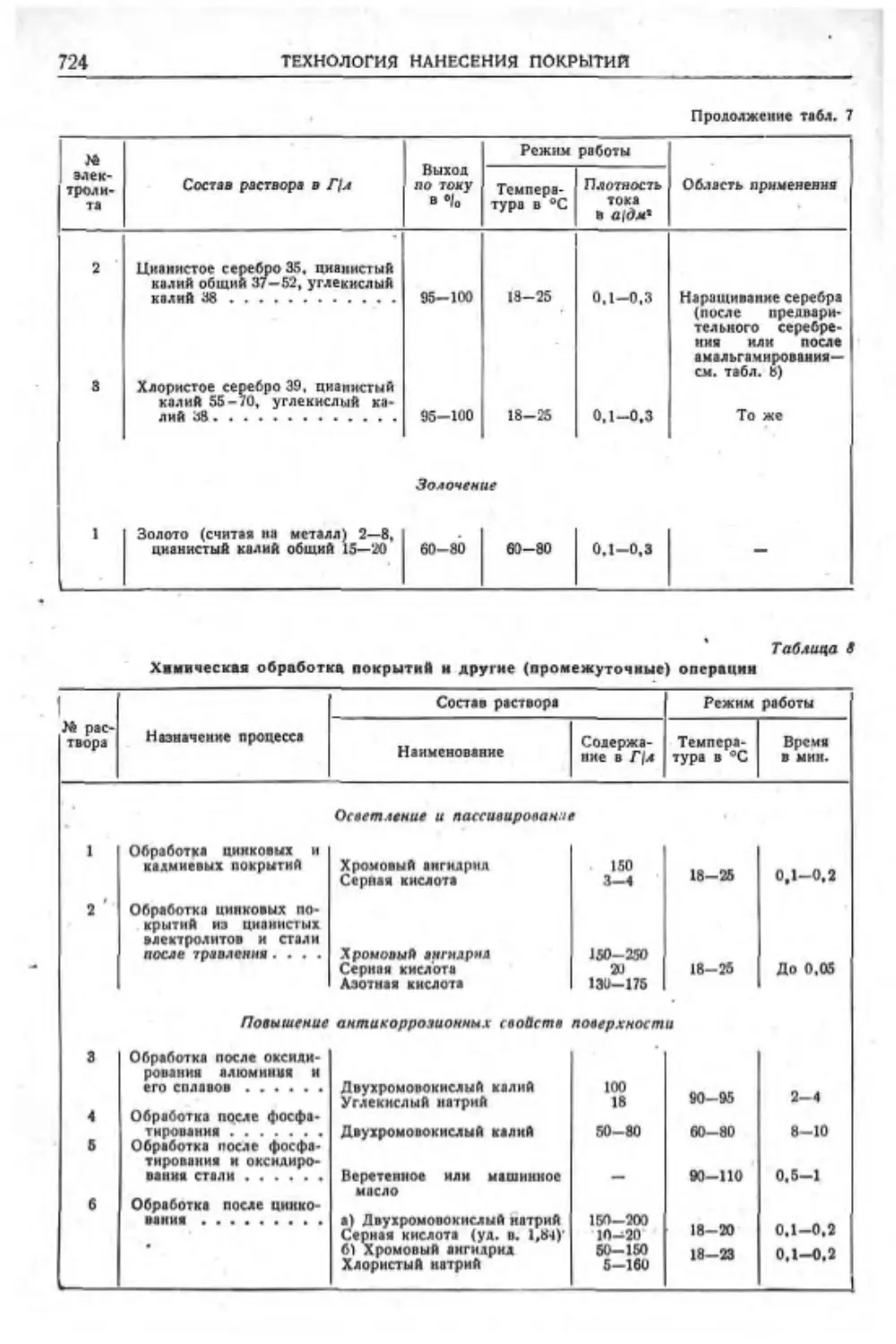
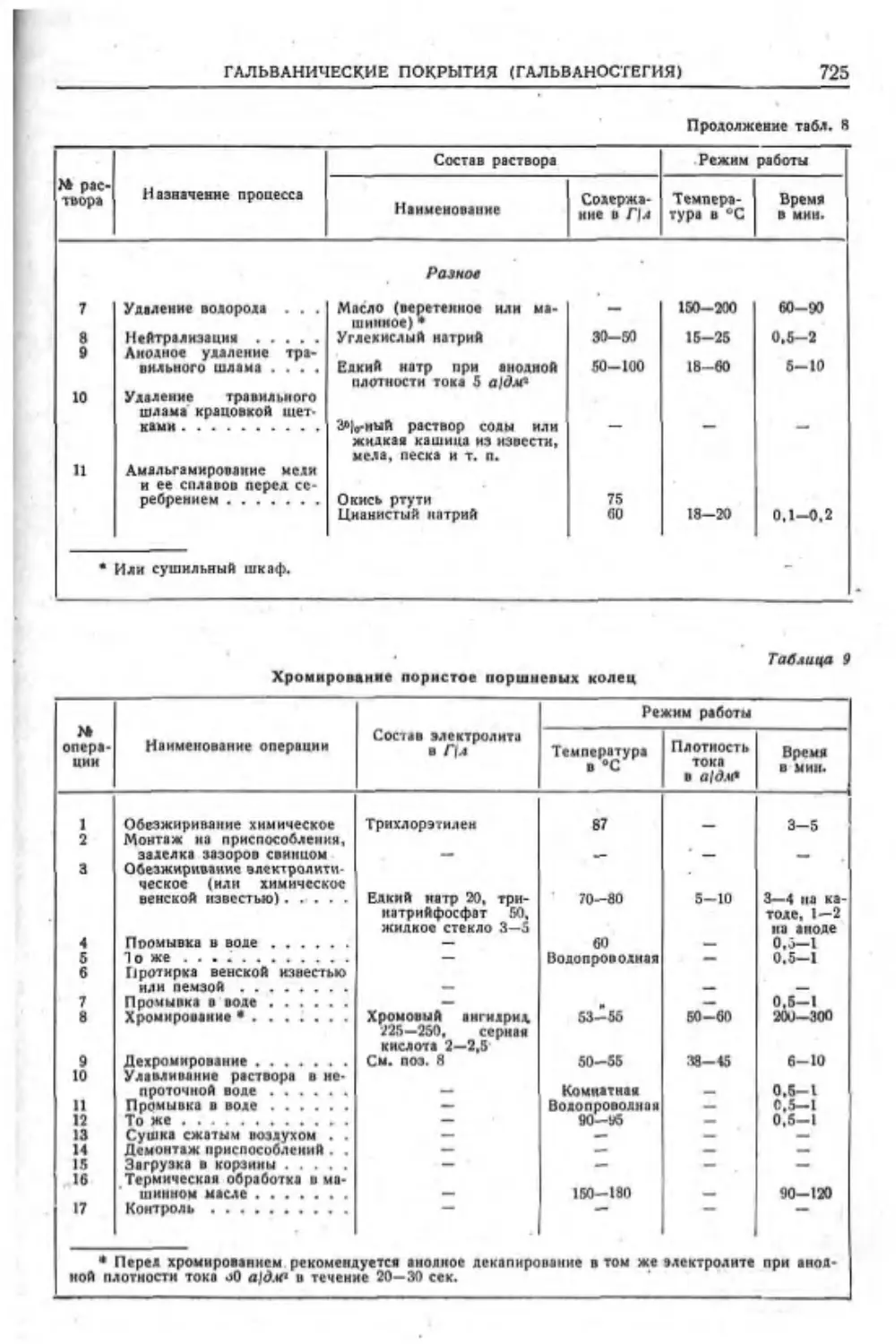
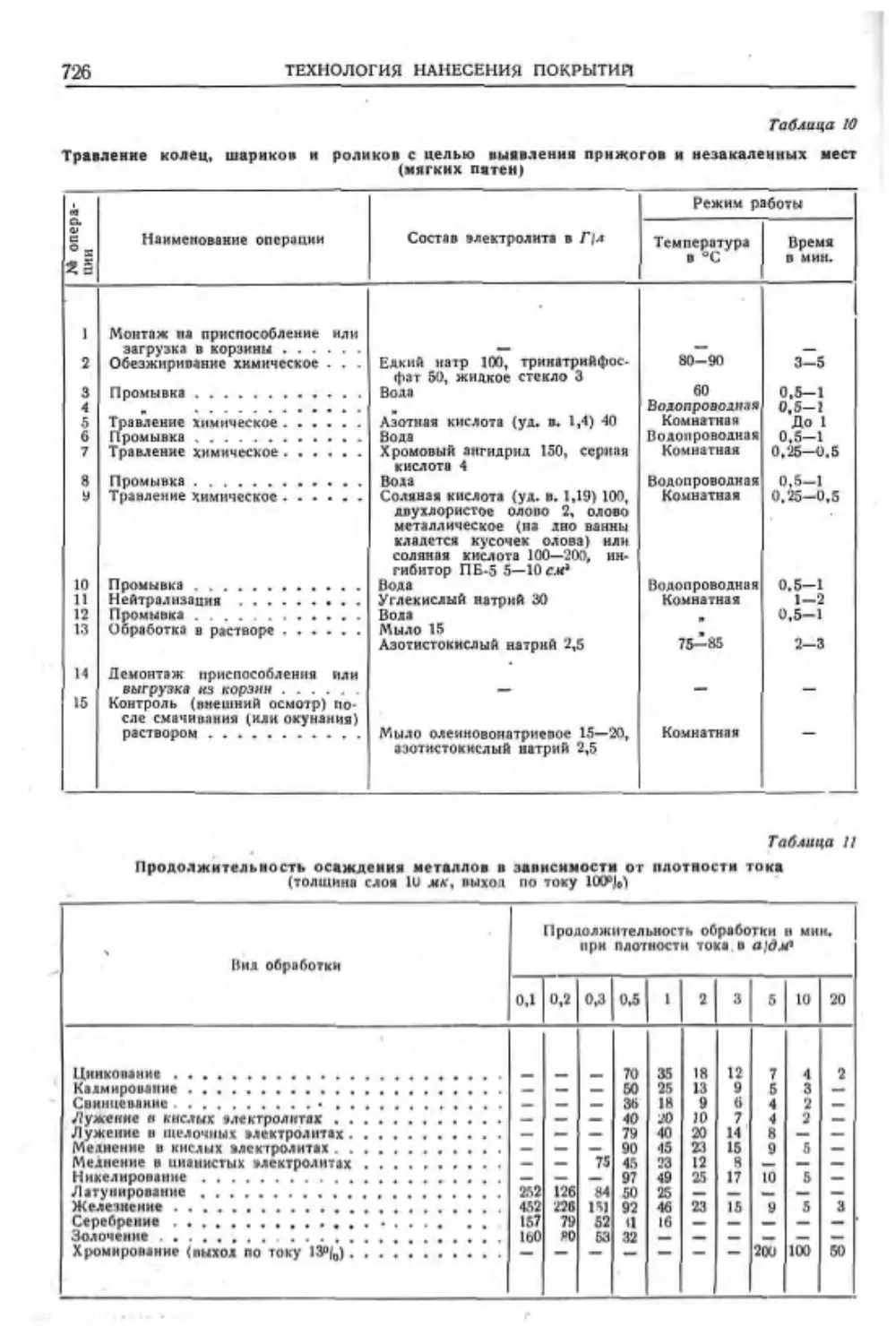
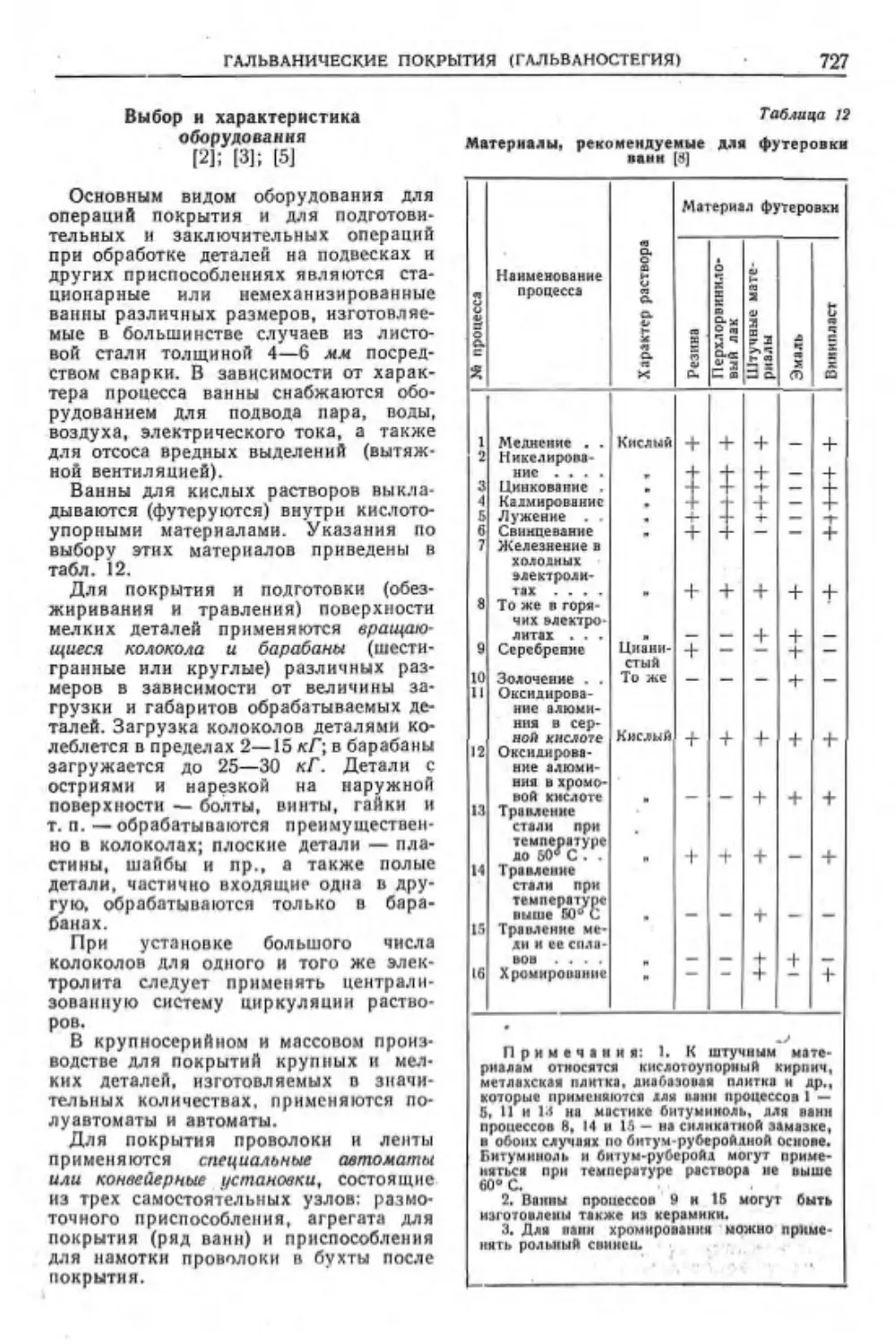
ПОКРЫТИЙ............................. . 714
Гальванические покрытия (гальваносте-
гия) (д-р хим. ваук проф. И. Т. Кудряв-
цев. инж. Е. С. курышева) .... 714
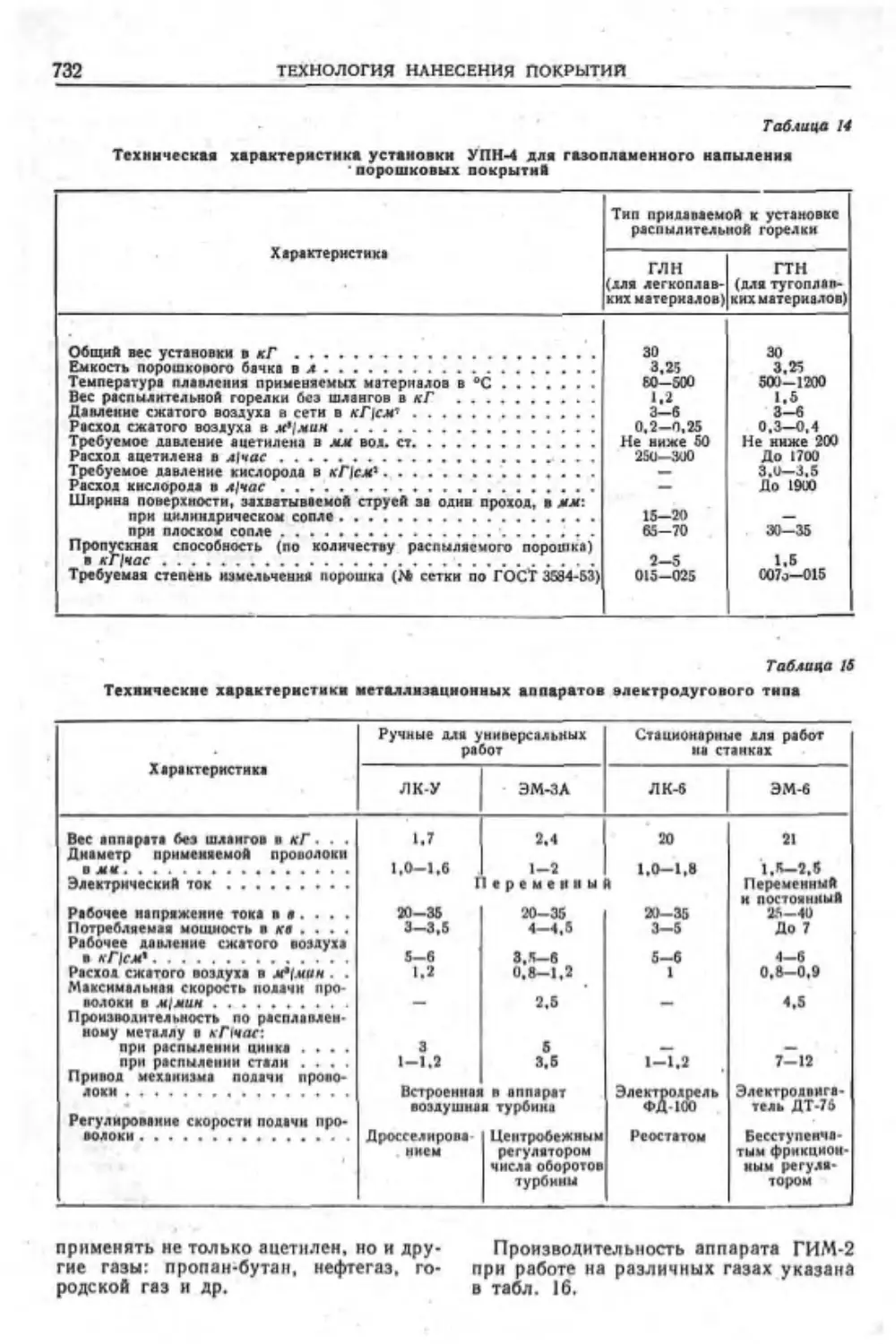
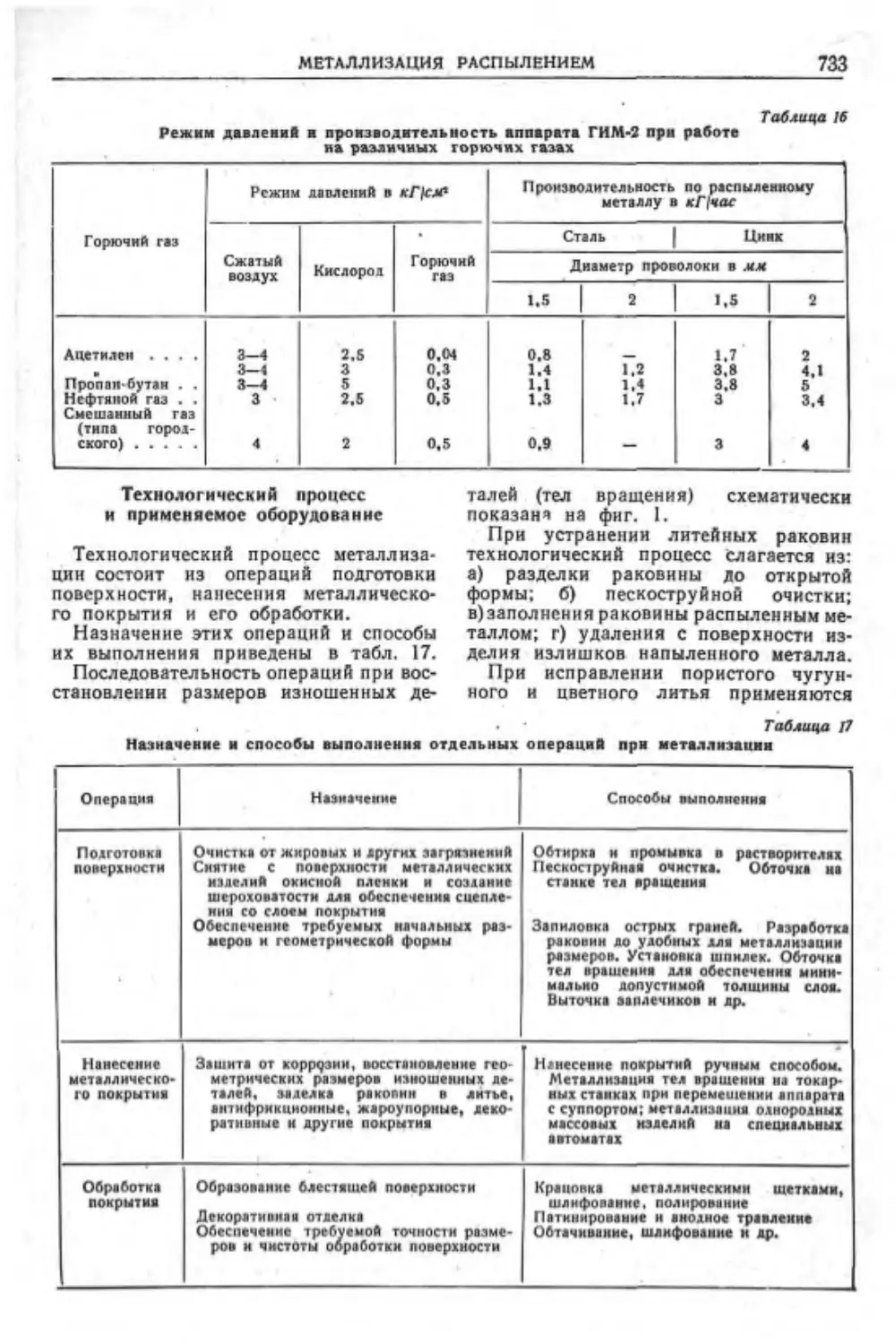
Металлизация распылением (ивж.
Е. Р. Антошин)...................729
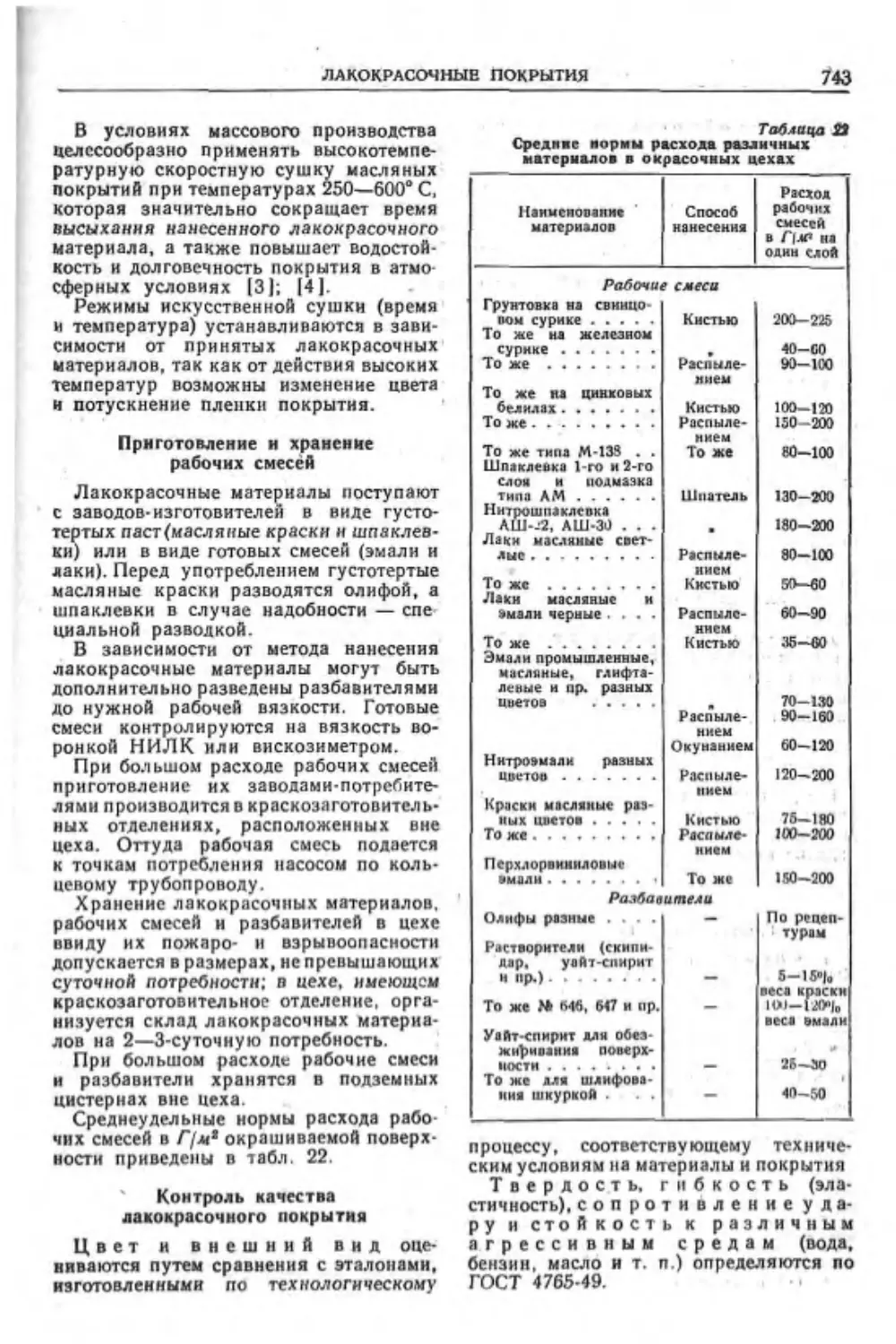
Лакокрасочные покрытия (инж. Л1. С. Па-
риИский)..........................734
Глава XIII. ТЕХНОЛОГИЯ СБОРКИ МА
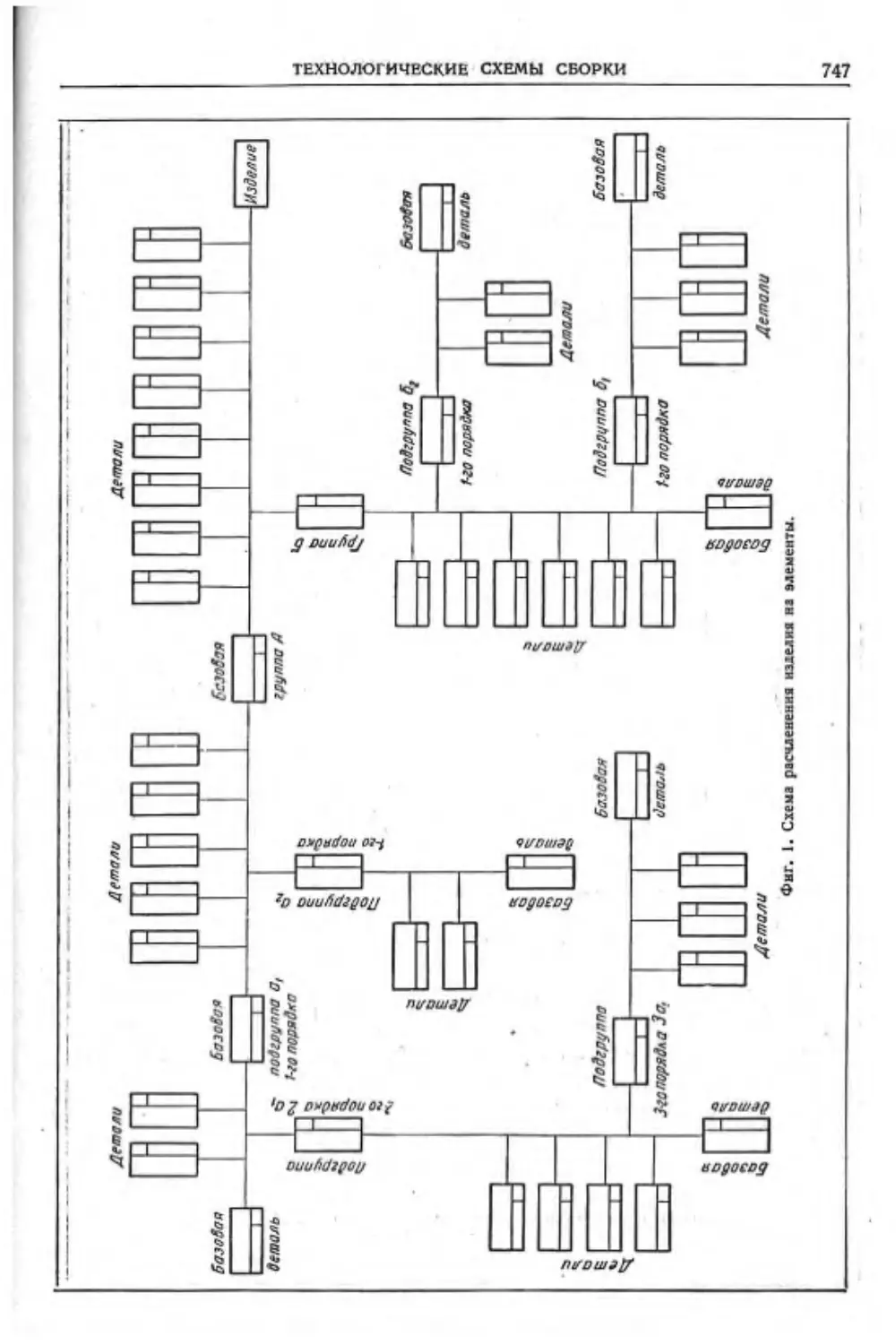
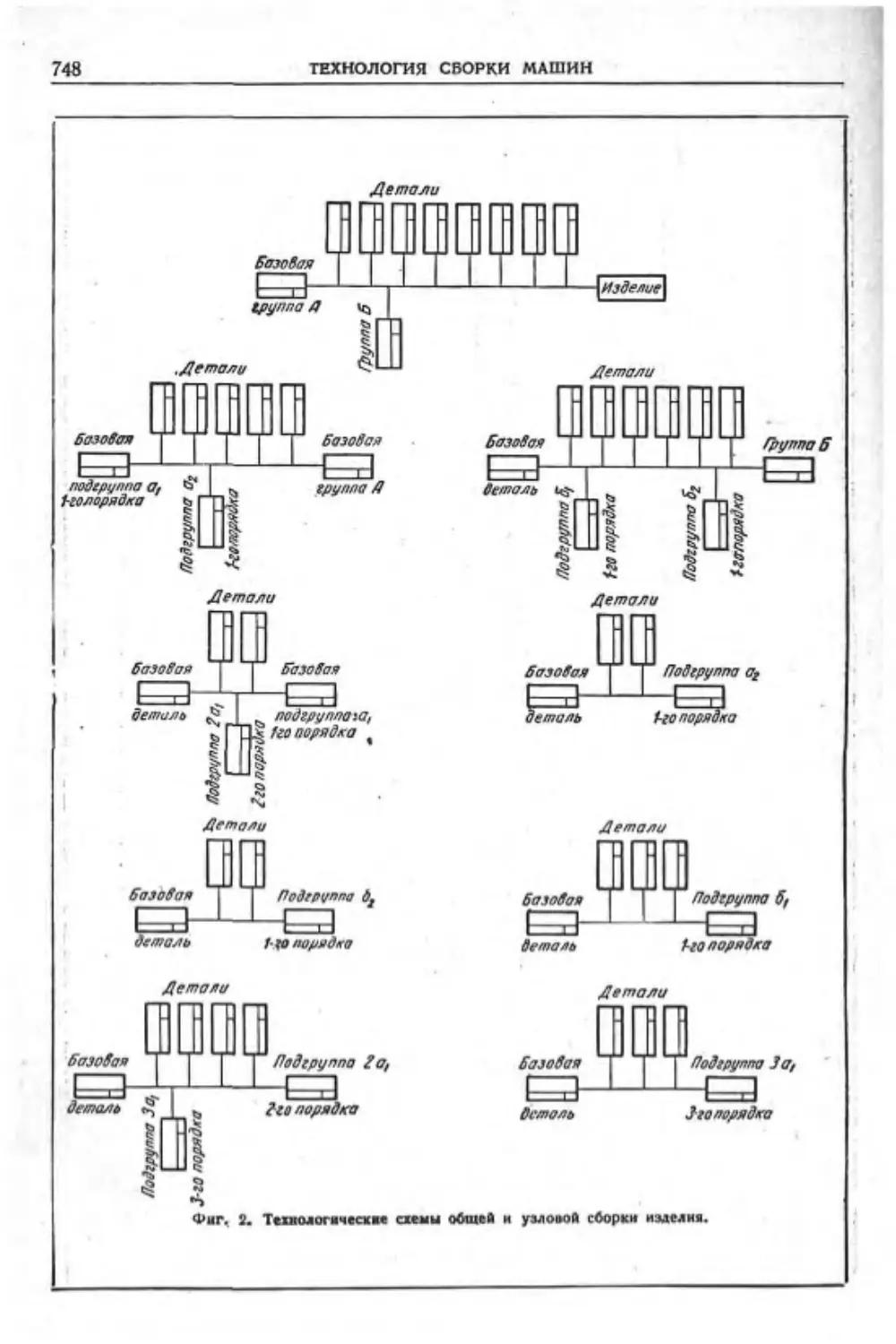
ШИН.............................746
Технологические схемы сборки (д-р техн
наук проф. В. AI. Кован) .......746
Методы сборки (В. М. Кован)...... 749
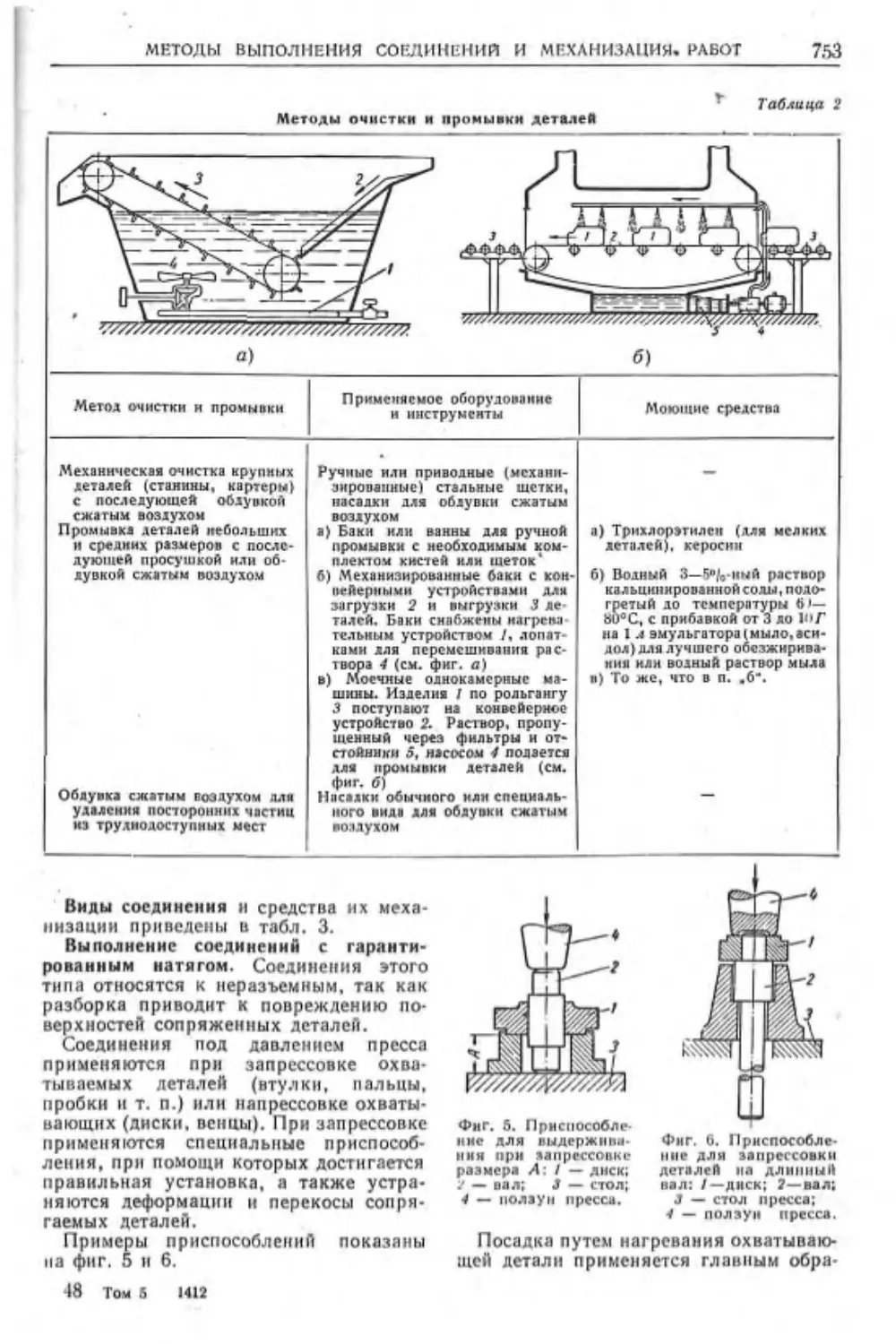
Методы выполнения соединений и меха-
низация сборочных работ (В. С. Кор-
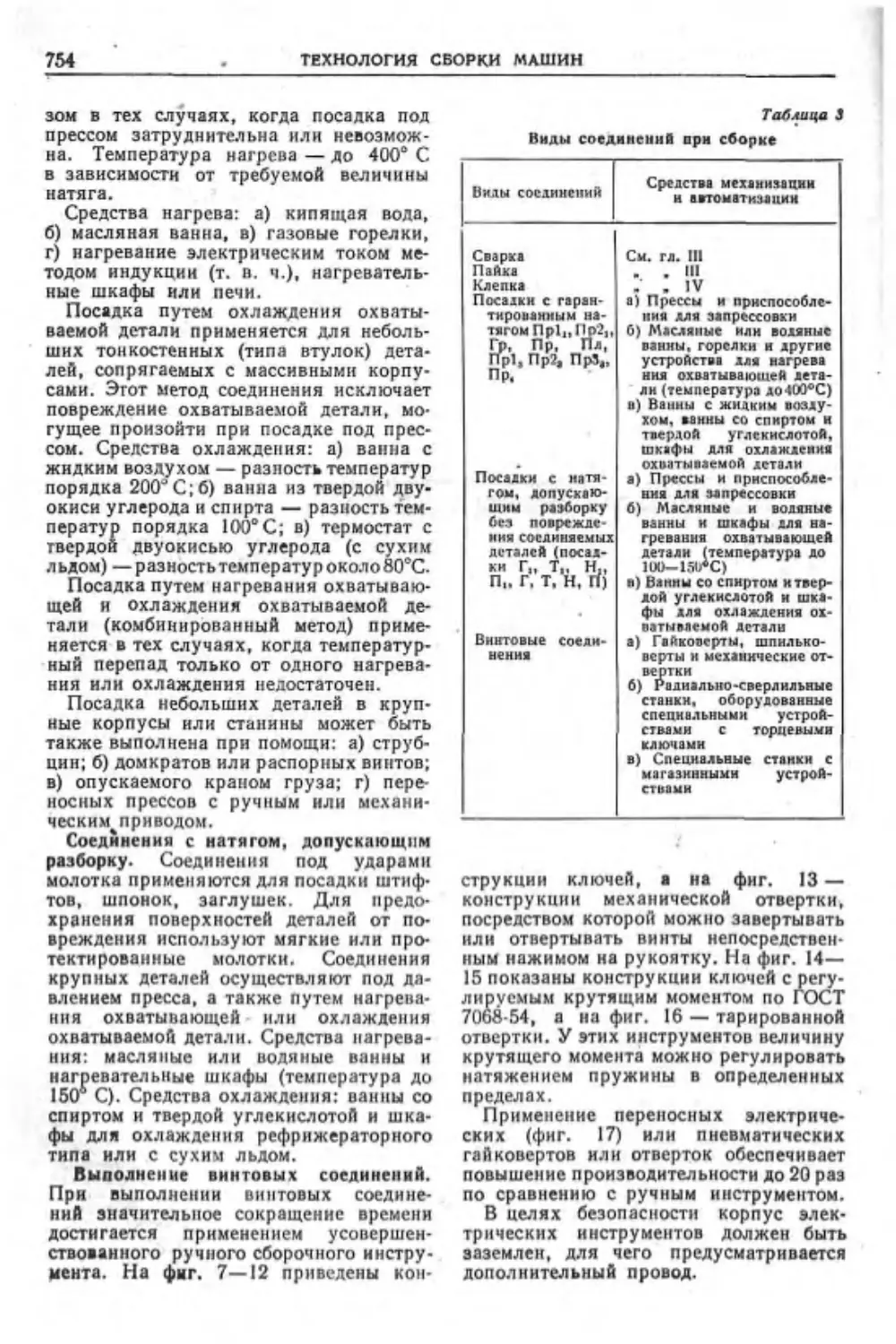
саков) .........................752
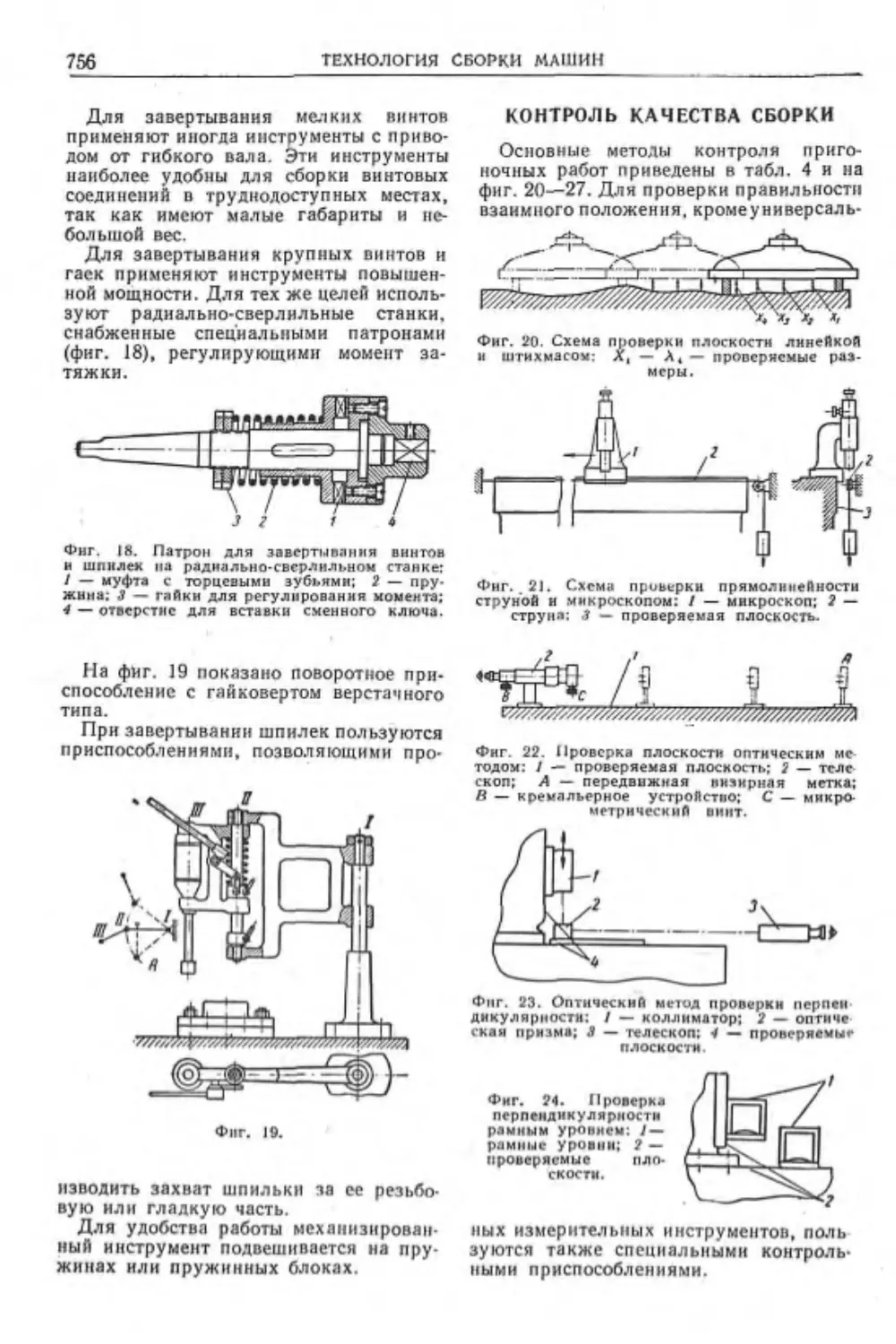
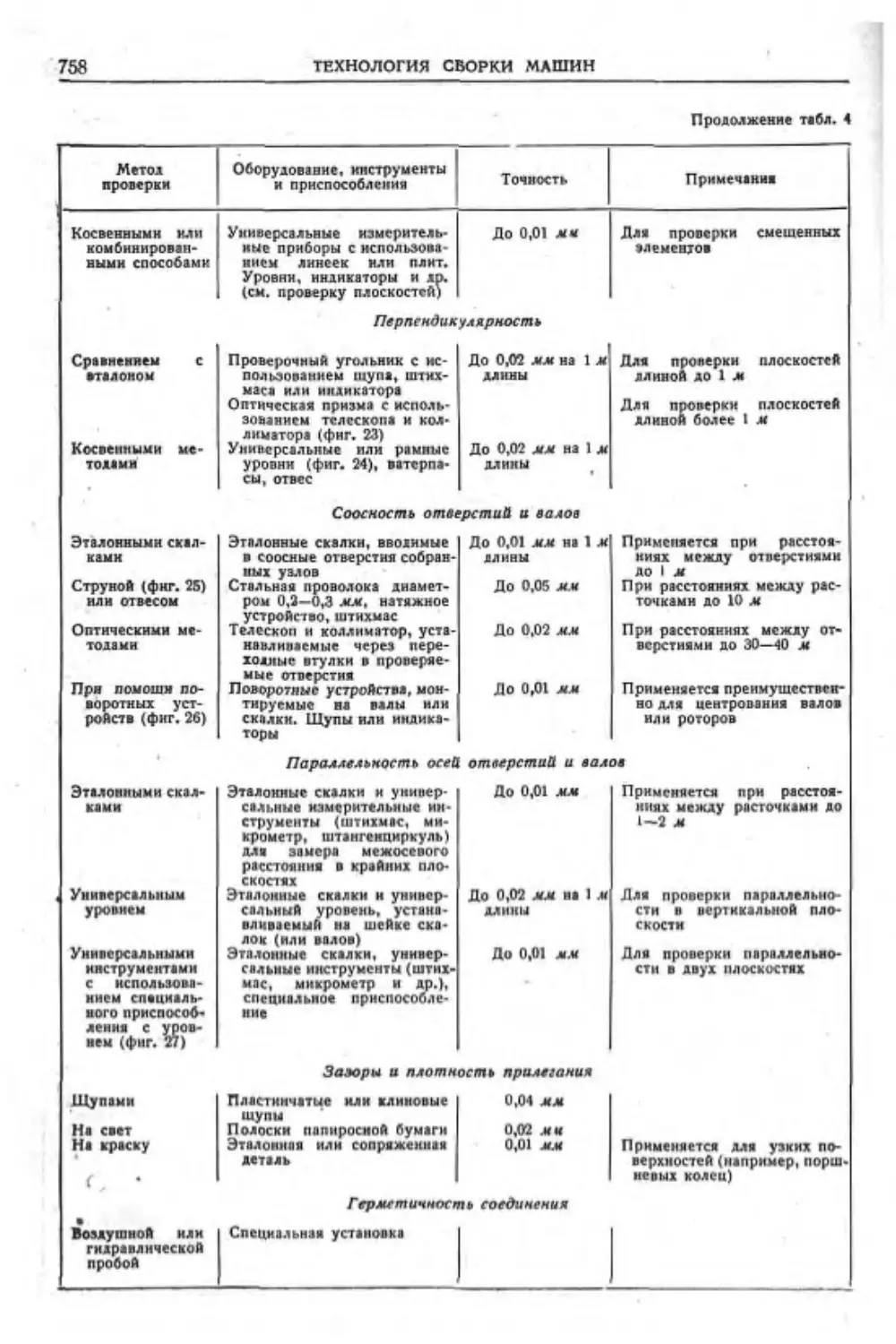
Контроль качества сборки (В. С. Корса-
ков) ...........................756
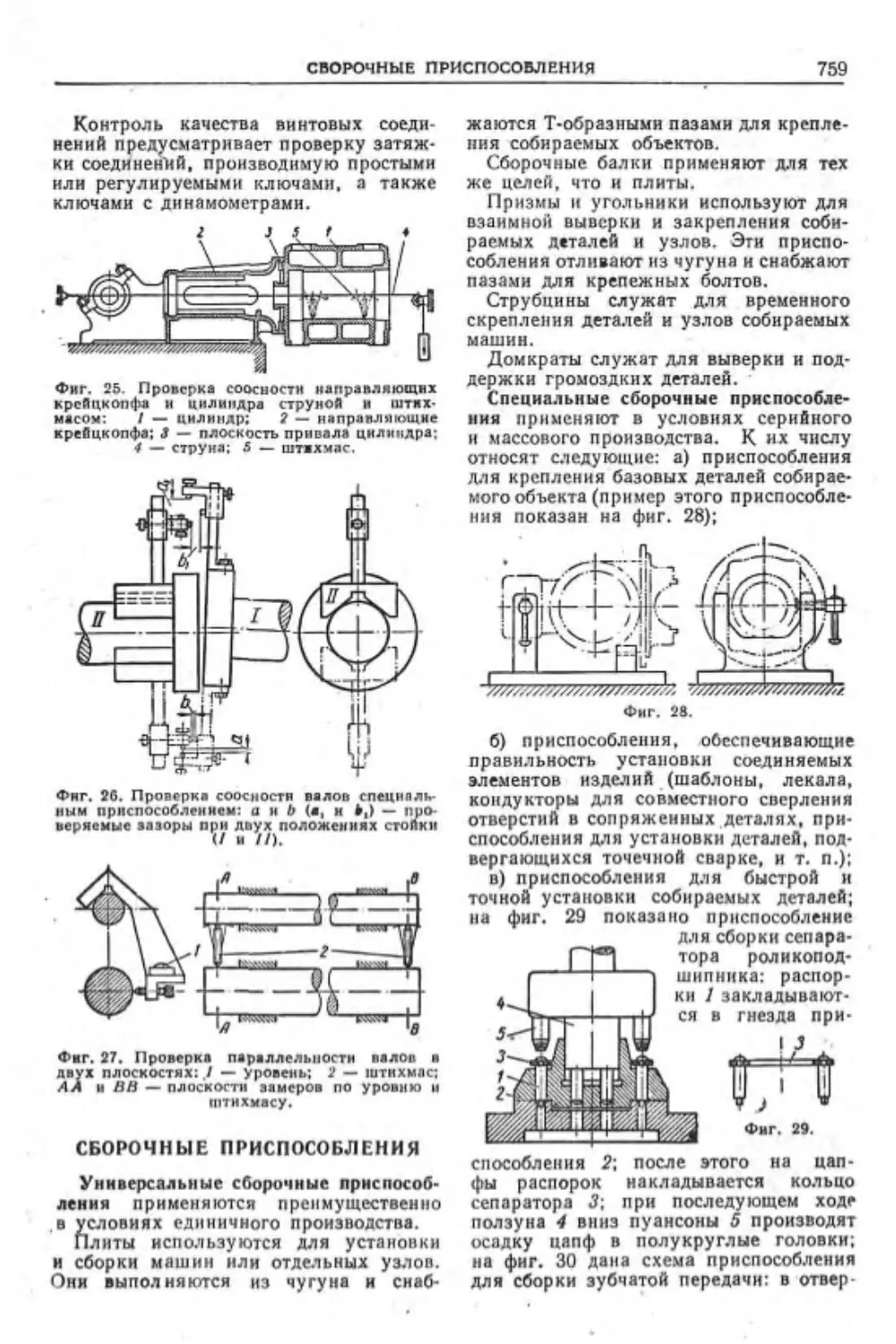
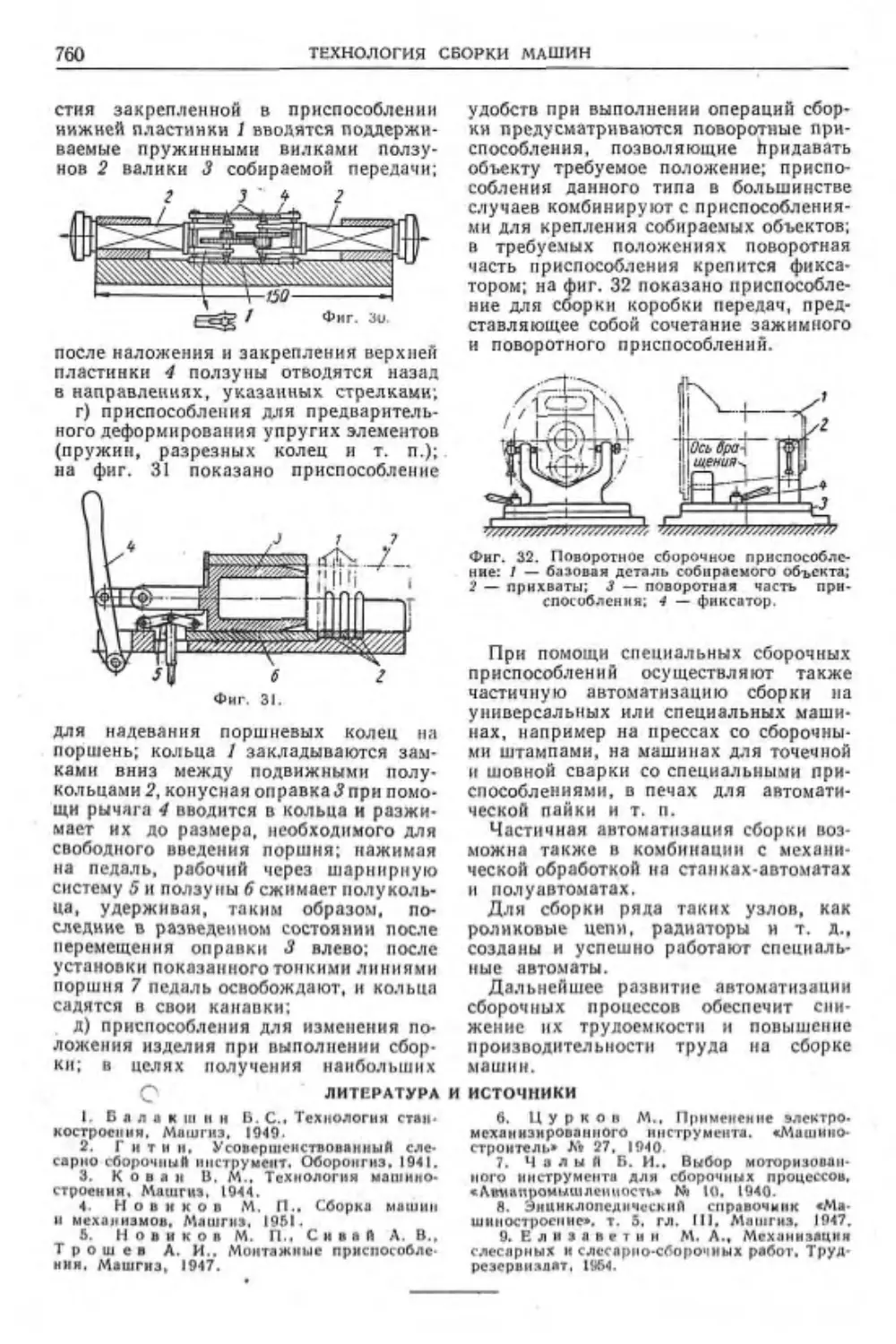
Сборочные приспособления (В. С. Кор-
саков) ..................... 759
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗА-
ТЕЛЬ (С. Л. ХасьминскиЕ) -......761
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
Обозначение Наименование
ан Е МБ "я Нот НЧ\ • /у/?в • h4c ( ЧА' ЧВ. Чс) « Ц. 4. . ф ’«А Ударная вязкость (удель- ная) при надрезе об- разца Модуль продольной упру- гости Твердость по Брииелю Твердость по пирамиде Твердость по отскоку Гверлость по Роквеллу (со- ответственно по шка- ле А, В или С) Твердость по царапине Относительное удлине иие образна при разрыве Относительное удлинение при разрыве короткого и соответственно длин- ного образца Относительное сужение при разрыве Предел прочности (времен- ное сопротивление) Предел прочности при растяжении
Обозначение Наименование
“веж ’•и *Т “0,2 ’"<4 “у •-1 апл 'вер У ’-1 Предел прочности при сжатии Предел прочности при изгибе Предел текучести Условный предел текуче сти при пластической деформации О,?1/, Предел пропорииоиаль иости Предел упругости Предел выносливости при изгибе с симметричным циклом Предел ползучести Предел прочности при кручении Предел прочности при срезе Предел текучести при сдвиге Предел выносливости при кручении с симметрич- ным циклом
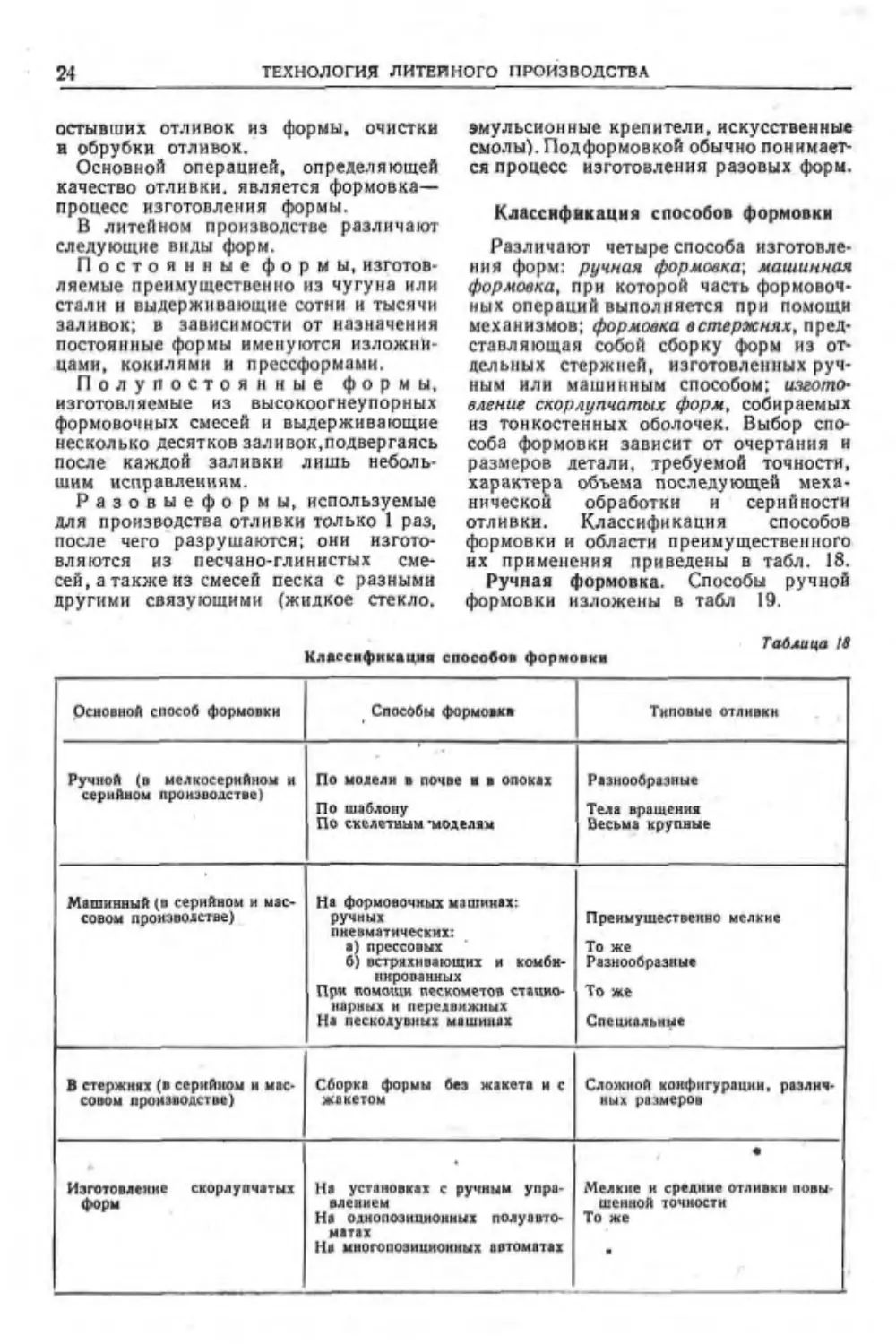
ГЛАВА I
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Формовочные материалы служат для
изготовления разовых форм в литейном
производстве.
Формовочные материалы характе-
ризуются теплофизическими свойствами
(теплопроводностью, теплоемкостью), а
также пластичностью, прочностью, по-
датливостью, газопроницаемостью и тер-
мохимической стойкостью.
Различают исходные формовочные
материалы, формовочные и стержне
вые смеси и вспомогательные форме
вечные материалы.
Исходные формовочные материалы
В качестве исходных формовочных
материалов в большинстве случаев ис-
пользуются природные смеси песка и
глины. Природные материалы, содер-
жащие до 50% глины, относятся к
формовочным пескам, содержащие бо-
лее 50% глины—к формовочным глинам
Иногда пользуются также специаль-
ными формовочными материалами.
Формовочные пески характеризуются
количеством содержащейся в них глины,
крупностью и однородностью состав-
ляющих их зерен, химическим соста
вом, газопроницаемостью и прочно-
стью.
По содержанию глины пески делятся
наследующие классы (по ГОСТ 2138-51):
Пески
Кварцевые (К) ...
Тощие (Т) ...
Полужирные (П)
Жирные (Ж)
Очень жирные (ОЖ)
Под глиной (глинистой составляющей)
условно понимают частицы, имеющие
поперечник до 0,022 мм
1 1412 Том V
Соаержлмке
глины в Ч
по п«су
До 2
2-10
10-20
20-30
so-so
Кварцевые пески по круп-
ности делятся на группы Крупность
определяется просеиванием пробы от-
мытого от глины песка через 11 стан-
дартных сит (№ 6. 12, 20, 30, 40.
50, 70, 100, 140. 200, 270). Зерна, про
шедшие все сита, попадают на тазик
(фракция № 270) Самое крупное сито
(№ 6) имеет квадратные отверстия со
стороной 3,36 мм, а самое мелкое
(№ 270) — отверстия со стороной
6,055 мм. Не менее 70% всех зерен
песка (по весу) при просеивании должно
остаться на трех смежных ситах, при-
чем номера крайних кз этих трех сит
служат для обозначения группы песка.
Например, зерна песка К 50/100 кон-
центрируются главным образом на си-
тах № 50. 70 и 100.
По химическому составу кварцевые
пески делятся на четыре сорта. Первый
сорт содержит не менее 97% S1O? и
не более 0,5% (К?О Ч- NajO), 1%
(СаО + MgO). 0,75% FesO8.
Сульфидная сера не допускается.
Второй сорт содержит не менее 96% SiOj
и не более 1,5% (К2О + NajO + СаОЧ-
+ MgO). 1,0% FejOj, 0.025% S (суль-
фидной).
Третий сорт содержит не менее
94% SiO2 и не более 2% (KjO + Na2O +
-|-CaO-l- MgO). 1.5% Fe?Og, 0,025% S
хульфилной). Четвертый сорт содержит
не менее 90% SiOj, остальные примеси не
нормируются. Каждый отвечающий тре-
бованиям ГОСТ 2138-51 кварцевый фор-
мовочный песок маркируется буквой К,
номером сорта и условным обоэначеннем
группы, например 1К 50/100; 4 К 100/140.
Для каждой марки песка установлен
нижний предел газопроницаемости- для
самых мелких песков (К 27Q/140) он со-
ставляет 25 единиц, для крупных
(К 20/40) 800 единиц.
Прочность кварцевых песков не нор-
мируется. Минералогический состав не
2 ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
обусловлен н проверяется факульта-
тивно; нежелательны примеси полевого
шпата и слюды.
Кварцевые пески применяются в со-
ставе стержневых смесей при литье
всех сплавов и в составе формовочных
смесей преимущественно при изгото-
влении стальных и крупных чугунных
отливок. Крупные пески применяются
для изготовления крупных отливок-,
мелкие — при производстве отливок ма
лого размера. Пески 1К можно рекомен-
довать для стального литья, 2К и
ЗК — соответственно для крупного и
мелкого чугунного литья, 4К — для
литья цветных сплавов.
Тощие пески подобно кварце-
вым делятся на группы по зерновому
строению. Их химический состав и проч-
ность не нормируются, на сорта они не
разделяются. Нижний предел газопро-
ницаемости в зависимости от крупности
колеблется от 15 единиц (Т 270/200) до
450 единиц (Т 30/50). Применяются вза-
мен кварцевых песков в тех случаях,
когда избыточное содержание глины не
оказывает вредного воздействия на
свойства формовочных или стержневых
смесей.
Полужирные, жирные и
очень жирные пески характе-
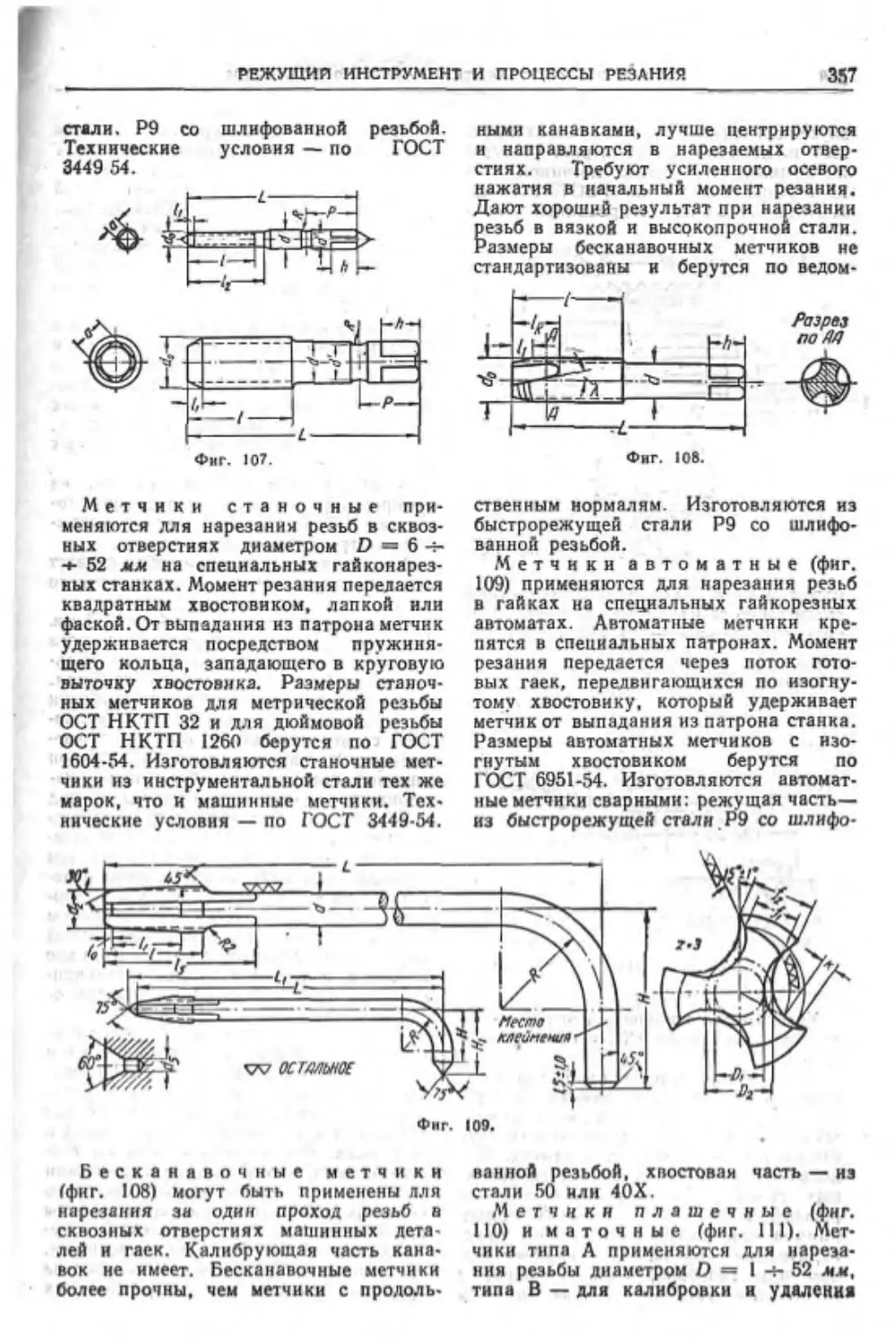
ризуются зерновым строением и прочно-
стью. Химический состав и газопрони-
цаемость не нормируются. На сорта не
разделяются. Наименьшее значение пре-
дела прочности при сжатии в условиях
оптимальной влажности и стандарт-
ного уплотнения колеблется для полу-
жирных песков от 0,2 кПсм* (П 30/50)
до 0,4 кПсм* (П 200/—270), для жир-
ных песков от 0,45 кПсмг (Ж 40/70)
до 0,5 кГ/см* (Ж 200/—270), для очень
жирных песков от 0,6 кГ/см* (ОЖ 50/100)
до 0,75 кГ/с.ч' (ОЖ 200/—270).
Полужирные пески вводятся в со-
став формовочных и иногда стерж-
невых смесей для чугунного и цветного
литья с целью придания этим смесям
необходимой прочности. Пески Ж и ОЖ
применяются для тех же целей в крупном
чугунном литье. В сталелитейных це-
хах пески Ж и ОЖ используются
редко, так как содержащаяся в этих
песках глина обыкновенно не имеет
достаточной термохимической устойчи-
вости.
Формовочные глины содержат не
менее 50% глинистых веществ (ча-
стиц с поперечником не более
0,022 мм).
По ГОСТ 3226-49 глины делятся на
формовочные бентонитовые (Б) и фор-
мовочные обыкновенные (Ф).
К бентонитовым относятся глины,
состоящие в основном из кристаллов
монтмориллонита (Л12О8-48Юг • НгО-|-
4- пН^О). Монтмориллонит не только
удерживает воду на поверхности кри-
сталлов, но и отличается способностью
впитывать воду внутрь кристаллической
решетки. Этим обусловливается значи-
тельное набухание бентонитовых глин
в воде и их высокое связующее дей-
ствие. 1% бентонита заменяет в составе
влажной формовочной смеси 2 — 3%
обыкновенной глнны. Бентонит целесо-
образно применять для изготовления
форм при литье по-сырому.
Для изготовления высушиваемых
форм (в смеси для которых одновременно
не вводятся другие связующие добавки)
бентонит непригоден.
Различают бентонит марок Б-1 и
Б-II, для которых коллоидальность соот-
ветственно не менее 95% для Б-1 и не
менее 90% для Б-П, предел прочности
песчано-бентонитовых образцов при сжа-
тии не менее 0,3 кПсм* (для Б-1) и
0,2—0,3 кГ/смг (для Б-П). Обыкновенные
формовочные глины (Ф) состоят в ос-
новном из кристаллов каолинита
(AlzOa^SiOj- 2Н2О) или родственных,
ему минералов, не обладающих внутри-
крнсталлическим смачиванием. Эти гли-
ны набухают в воде за счет поверх-
ностной гидратации, но в меньшей мере,
чем бентонитовые.
Обыкновенные формовочные глины
классифицируются по степени их сно-
шенности, по связующей способности и
по термохимической устойчивости.
По степени отощенности различают
жирные глины (ФЖ) с коэффициентом
SiO,
отощения К“ -д[^)в' < 2,65 и отощен-
ные глины (ФО) с К — -^^->2,65
(здесь SiOj и AljOa выражены в весо-
вых процентах по результатам хими-
ческого анализа). Глины ФЖ приме
няются при изготовлении форм, за-
ливаемых во влажном состоянии, глины
ФО — для форм, заливаемых после
высушивания Неприменимость жир-
ных глин для сухих форм обусловлена
их большой усадкой и опасностью обра-
зования трещин на поверхности форм
при нагреве в сушиле и особенно при
последующем охлаждении.
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
3
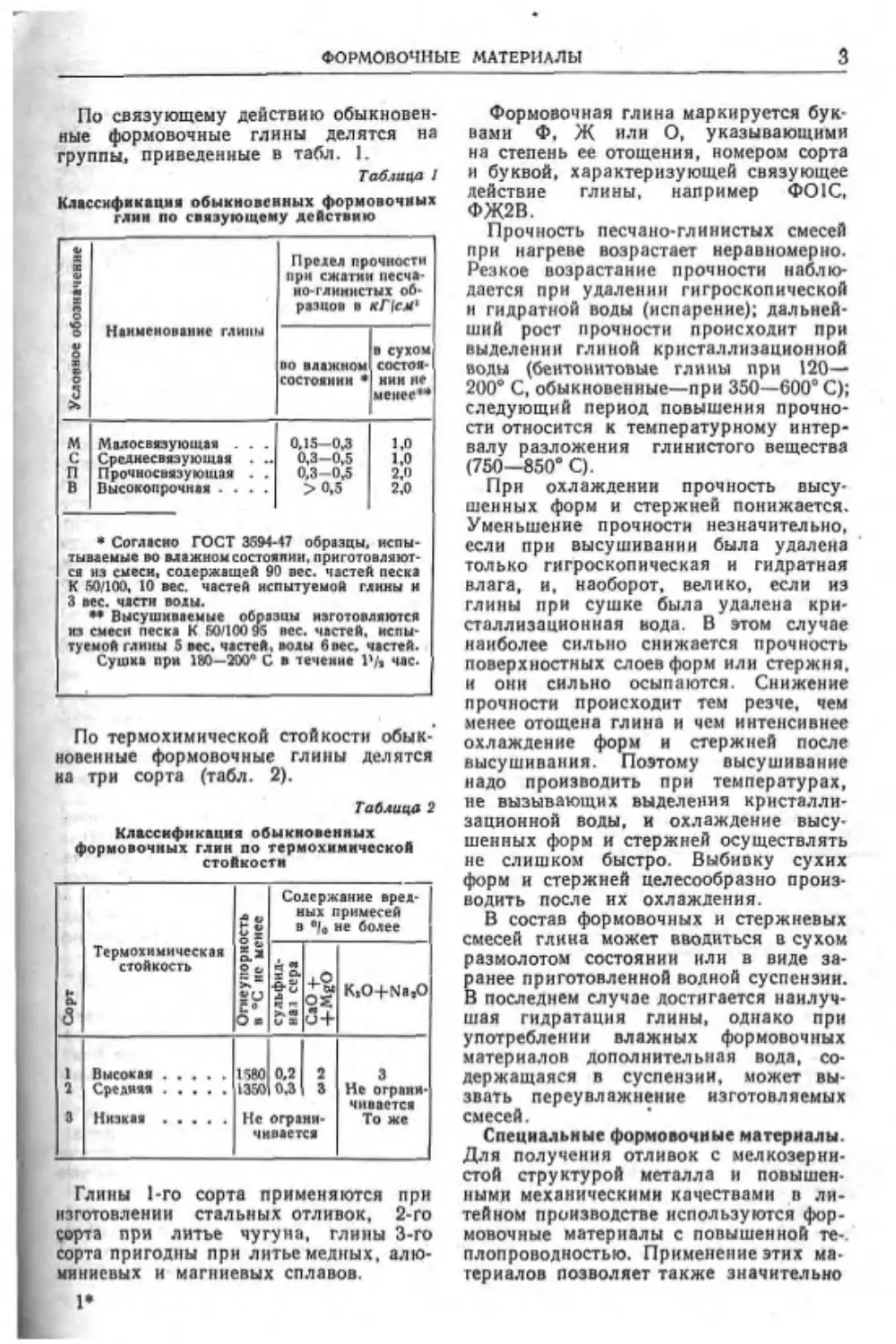
По связующему действию обыкновен-
ные формовочные глины делятся на
группы, приведенные в табл. 1.
Таблица 1
Классификация обыкновенных формовочных
глин по связующему действию
| Условное обозначение 1 Наименование глины Предел прочности при сжатии песча- ио-глнинсты! об- разцов в <Г|см’
по влажном состоянии • в сухом СОСТОЯ' нии иг менее**
М С п в Малосвязующая . . . Средиесвязующая . .. Прочносвязующая . . Высокопрочная .... 0,15—ОД 0,3-ОД 0,3 -ОД >0,5 1,0 1.0 2.” 2,0
» Согласно ГОСТ 3534-47 образцы, испы- тываемые во влажном состоянии, приготовляют- ся из смеси, содержащей 90 вес. частей песка К 50/100, 10 вес. частей испытуемой глины и 3 вес. чести волы. *• Высушиваемые образцы изготовляются из смеси песке К 60/100 95 вес. честей, испы- туемой глины 5 вес. частей, волы внес, частей. Сушив при 180—200“ С в течение 1’/, час.
По термохимической стойкости обык-
новенные формовочные глины делятся
на три сорта (табл. 2).
Таблица 2
Классификация обыкновенных
формовочных глин по термохимической
стойкости
Сорт I Термохимическая стойкость Огнеупорность в °C нс менее Содержание вред- ных примесей в не более
| сульфил- nai сера СаО + 4-MgO KiO+NajO
1 Высокая ..... 1580 0,2 2 3
1 Средняя 1350 0.3 3 Не огряин- ЧИ00С1СЯ
3 Низкая ..... Не ограни- чивается То же
Глины 1-го сорта применяются при
изготовлении стальных отливок, 2-го
«орта при литъе чугуна, глины 3-го
сорта пригодны при литье медных, алю-
миниевых н магниевых сплавов.
!•
Формовочная глина маркируется бук-
вами Ф, Ж или О, указывающими
на степень ее отощения, номером сорта
и буквой, характеризующей связующее
действие глины, например Ф01С,
ФЖ2В.
Прочность песчано-глинистых смесей
при нагреве возрастает неравномерно.
Резкое возрастание прочности наблю-
дается при удалении гигроскопической
и гидратной воды (испарение); дальней-
ший рост прочности происходит при
выделении глиной кристаллизационной
воды (бентонитовые глины при 120—
200° С, обыкновенные—при 350—600° С);
следующий период повышения прочно-
сти относится к температурному интер-
валу разложения глинистого вещества
(750—850° С).
При охлаждении прочность высу-
шенных форм и стержней понижается.
Уменьшение прочности незначительно,
если при высушивании была удалена
только гигроскопическая и гидратная
влага, и, наоборот, велико, если из
глины при сушке была удалена кри-
сталлизационная вода. В этом случае
наиболее сильно снижается прочность
поверхностных слоев форм или стержня,
и они сильно осыпаются. Снижение
прочности происходит тем резче, чем
менее отощена глина н чем интенсивнее
охлаждение форм и стержней после
высушивания. Поэтому высушивание
надо производить при температурах,
не вызывающих выделения кристалли-
зационной воды, и охлаждение высу-
шенных форм и стержней осуществлять
не слишком быстро. Выбивку сухих
форм и стержней целесообразно произ-
водить после их охлаждения.
В состав формовочных и стержневых
смесей глина может вводиться в сухом
размолотом состоянии или в виде за-
ранее приготовленной водной суспензии.
В последнем случае достигается наилуч-
шая гидратация глины, однако при
употреблении влажных формовочных
материалов дополнительная вода, со-
держащаяся в суспензии, может вы-
звать переувлажнение изготовляемых
смесей.
Специальные формовочные материалы.
Для получения отливок с мелкозерни-
стой структурой металла н повышен-
ными механическими качествами в ли-
тейном производстве используются фор-
мовочные материалы с повышенной те-
плопроводностью. Применение этих ма-
териалов позволяет также значительно
4
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
уменьшить пригар и улучшить по-
верхность литья. При изготовлении
отливок из хромистой и хромоникелевой
стали, а также крупных отливок из угле-
родистой стали вместо обычных формо-
вочных песков употребляют размоло-
тый хромомагнезит или хромистый же-
лезняк (остаток на ситах № 200, 270 и
на тазике составляет 30 — 40% веса всей
пробы). Влажный хромомагнезит, дли-
тельное время хранившийся под откры-
тым небом, следует перед употреблением
прокаливать при температуре не ниже
700° С.
Хромистый железняк должен содер-
жать не менее 32% Cr2Os и не более
1 %СаО. Перед употреблением егоследует
размалывать и при наличии заметного
количества углекислых солей (<Кнпе-
ние> при Пробе соляной кислотой)
прокаливать при 700° С.
Подробнее о перечисленных материа-
лах см. т. 6, гл. VIИ.
Связующие материалы (крепители)
вводятся в состав высушиваемых стер-
жневых и реже формовочных смесей
для придания нм высокой прочности.
Различают органические и неорганиче-
ские связующие материалы. Особен-
ностью органических связующих мате-
риалов является их способность сгорать
и разлагаться при высоких температу-
рах и в связи с этим обеспечивать
стержням высокую податливость.
В состав формовочных (облицовочных)
смесей связующие материалы вводятся
главным образом для получения проч-
ного, неосыпающегося поверхностного
слоя формы. В СССР разработаны ме-
тоды, позволяющие при использовании
такого слоя заменить высушиваемые
формы влажными формами с упроч-
ненной (подсушенной! поверхностью.
Находят применение также оболочко-
вые формы, состоящие лишь из тон-
кого прочного слоя, повторяющего
очертания модели
В состав стержневых смесей крепи-
тели вводятся с учетом особенностей
стержней, для изготовлен ня которых
втн смеси предназначаются.
Классификация стержней |20|
1 класс — стержни сложной кон-
фигурации с очень тонкими сечениями,
сильно омываемые металлом, имеющие
малочисленные узкие знаки, образующие
в отливках ответственные малодоступные
необрабатываемые внутренние полости
11 класс — стержни сложной кон-
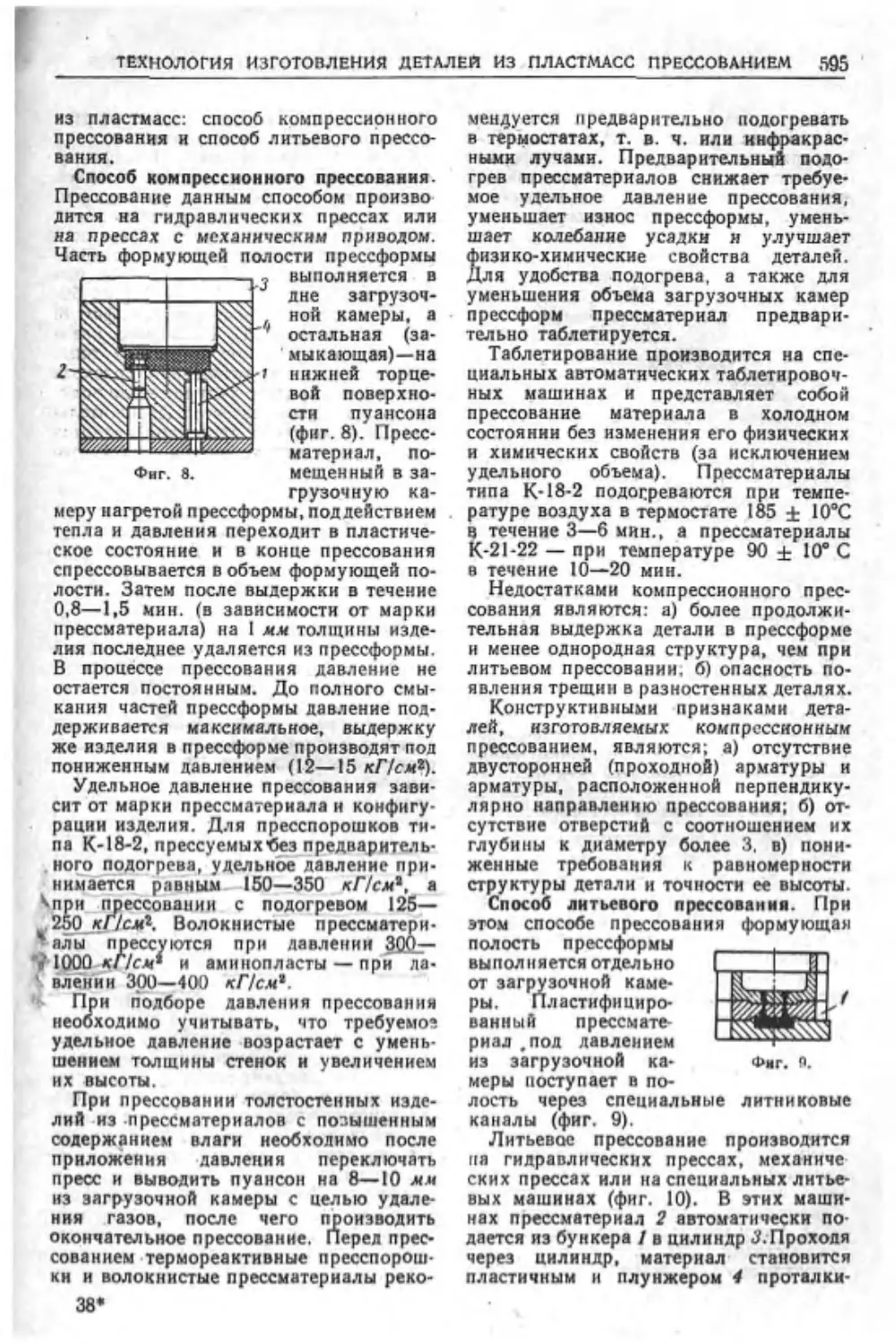
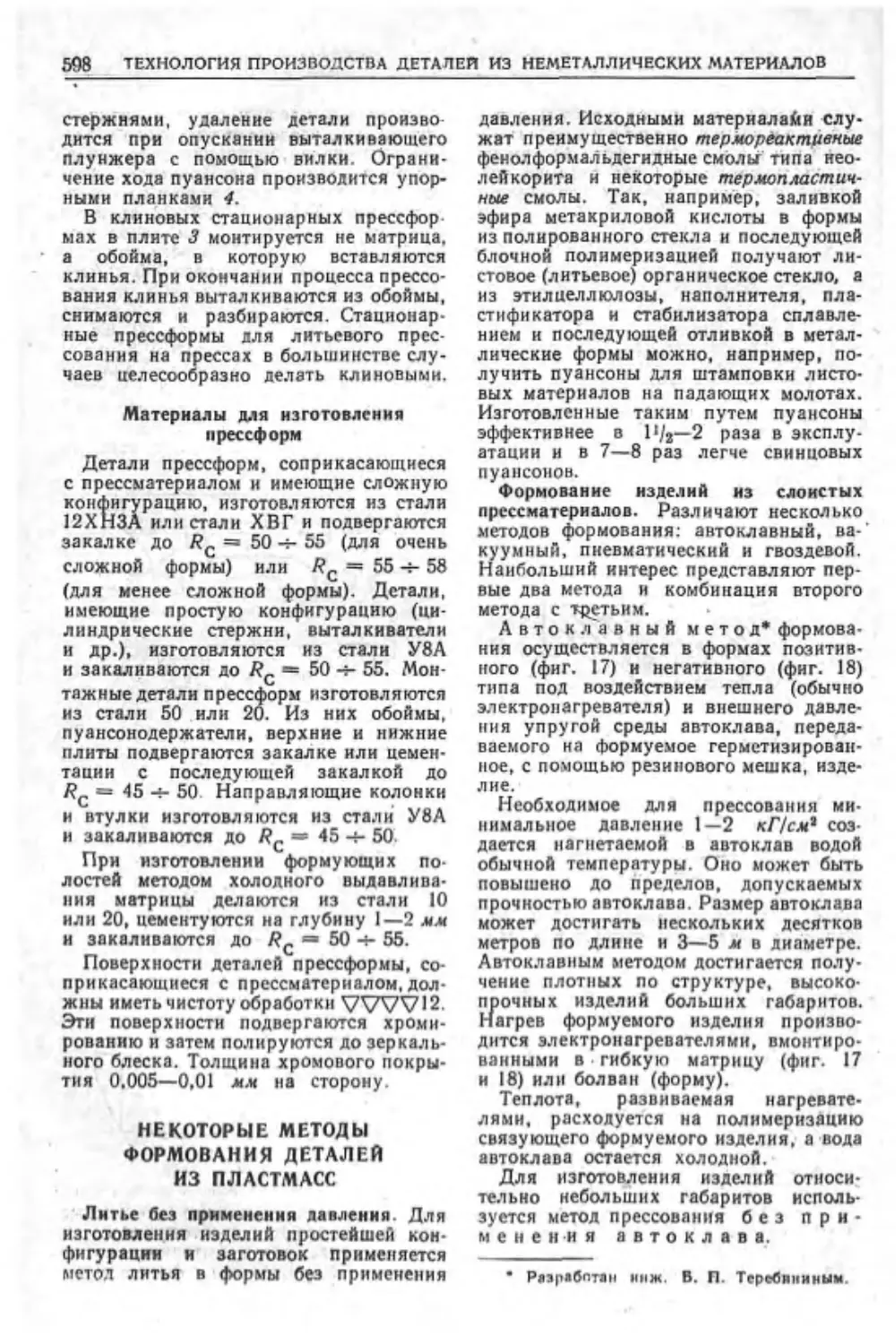
фигурации, имеющие наряду с ком-
пактной или даже массивной частью
очень тонкие ребра, выступы или пере-
мычки, обладающие более развитыми
знаками, чем стержни I класса, и обра
зующие в отливках ответственные необ-
рабатываемые внутренние полости.
ill к л а с с — центровые стержни
средней сложности, не имеющие особо
тонких частей, образующие в отливках
необрабатываемые полости, к чистоте
поверхности которых предъявляются по-
вышенные требования Стержни опи-
раются на массивные знаки.
IV к л а с с — стержни несложной
конфигурации, образующие в отливках
внутренние обрабатываемые полости;
стержни, образующие необрабатывае-
мые полости, к качеству поверхности
которых не предъявляются особые тре-
бования. а также внешние (габарит-
ные) стержни средней н малой сложности.
V к л а с с — массивные стержни,
образующие большие внутренние поло-
сти в крупном литье.
Классификация связующих материалов
[20)
В основе классификации связующих
материалов лежат два основных при-
знака (см. табл. 3):
а) природа материала (органические
н неорганические, неводные и водные
связующие материалы),
б) характер затвердевания (необра- •
тимый, промежуточный, обратимый).
К неводным относятся материа-
лы. не растворимые в воде и не смачи-
ваемые ею (например, масла), к в о л-
н ы м — растворимые в воде или сма-
чиваемые водой (например, сульфитно-
спиртовая барда).
К необратимо затверде-
вающим материалам относятся та-
кие. которые в результате однократного
нагрева при сушке стержней претер
лева юг необратимые химические изме-
нения. приводящие к образованию проч-
ной пленки
К обратимо затвердеваю-
щим материалам относятся вещества,
которые при многократном нагревании
и охлаждении сохраняют свои основные
первоначальные свойства. Канифоль, на
пример, расплавляется в сушиле, обво-
лакивает зерна песка и вновь отвер-
девает при охлаждении. Известно, что
стержни, изготовленные на канифоли.
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
5
при 160—200° С обладают пластично
стмо и приобретают прочность лишь
после остывания.
К материалам с промеж у
точным характером затвер-
девания относятся такие, в сложный
состав которых входят как необратимо,
так и обратимо затвердевающие мате-
риалы.
Характеристикой связующего дей-
ствия различных крепителей служит их
удельная прочность, т. е. величина об-
щей прочности, сообщаемой связующим
материалом сухому образцу смеси, де-
ленная на число процентов этого связую-
щего материала, введенного в смесь.
При расчете,величины удельной проч-
ности принимается во внимание лишь
количество собственно связующего ма-
териала (без растворителя).
Расчет производится по формуле
Яг100
р(1Й0 —и)’
где величина удельной прочности
в * ftj—! Rt ~ предел прочности при
растяжении сухих образцов в кГ/смг;
р— число процентов связующего мате-
риала. введенного в смесь; о —содер-
жание в связующем материале раство-
рителя в ®/0 по весу.
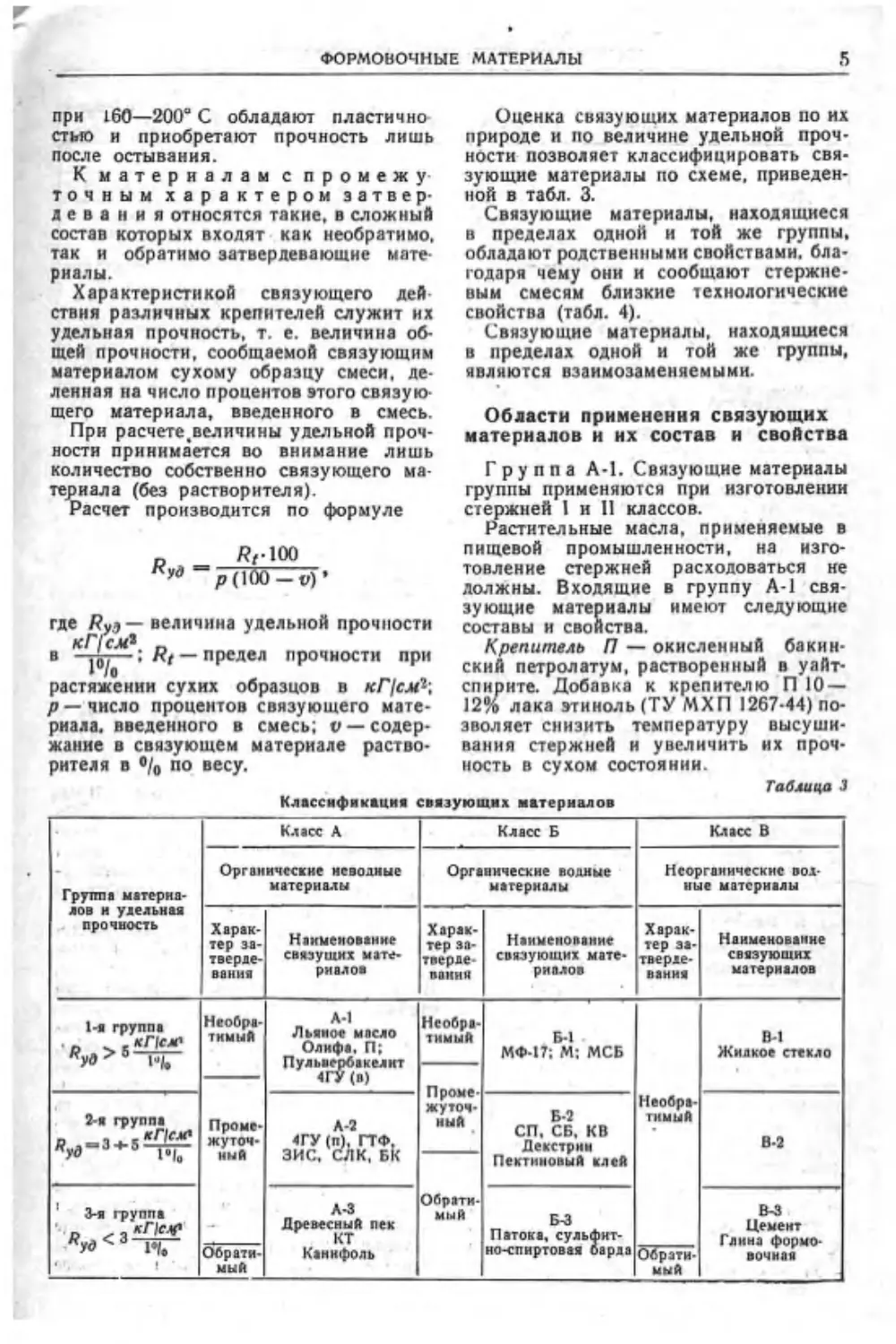
Оценка связующих материалов по их
природе и по величине удельной проч-
ности позволяет классифицировать свя-
зующие материалы по схеме, приведен-
ной в табл. 3.
Связующие материалы, находящиеся
в пределах одной и той же группы,
обладают родственными свойствами, бла-
годаря чему они и сообщают стержне-
вым смесям близкие технологические
свойства (табл. 4).
Связующие материалы, находящиеся
в пределах одной и той же группы,
являются взаимозаменяемыми.
Области применения связующих
материалов и их состав и свойства
Группа А-1. Связующие материалы
группы применяются при изготовлении
стержней I и II классов.
Растительные масла, применяемые в
пищевой промышленности, на изго-
товление стержней расходоваться не
должны. Входящие в группу А-1 свя-
зующие материалы имеют следующие
составы и свойства.
Крепитель П — окисленный бакин-
ский петролатум, растворенный в уайт-
спирите. Добавка к крепителю П 10 —
12% лака этиноль (ТУ МХП 1267-44) по-
зволяет снизить температуру высуши-
вания стержней и увеличить их проч-
ность в сухом состоянии.
Классификация связующих материалов
Таблица 3
Группа материа- лов и удельная прочность Класс А Класс Б Класс В
Органические неводные материалы Органические водные материалы Неорганические вод- ные материалы
Харак- тер за- тверде- вания Наименование связущих мате- риалов Харак- тер за- тперде пенни Наименование связующих мате- риалов Харак- тер за- тверде- вания Наименование связующих материалов
1-я группа о > s кГ,е*' Необра- тимы* А-1 Льянос масло Олифа. П; Пульнербакелит Необра- тимый Б-1 МФ-17; М; МСБ Необра- тимый В-1 Жидкое стекло
Проме- жуточ- ный
Проме- жуточ- ный
2-я группа о -а . Б-2 СП, СБ, КВ Декстрин Пектиновый клей В-2
Обрати- мый
3-я группа D < з кГ,е^ А-З Древесный пек КТ Канифоль Б-3 Патока, сульфит- но-спиртовая барда В-3 Цемент Глина формо- вочная
Оврет мы* Обрати- мый
б
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
Основные технологические свойства стержневых смесей
Габлица 4
Технологические показатели Класс Класс Класс
А Б в А | Б 1 « А В
1-я группа, Ry« > s HV" 2-в группе, _ п - *ПСМ* 3-я группа, кГ|сж- Sa < 3 !•/.
Прочность сырых смесей Текучесть смесей ... Полвяливание Прочность сухих стерж- ней То же после добавления смесь глины Гигроскопичность стерж- ней Температура сушки стерж- ней N О С ум нез в и О О в ум нез ср в У О в ум У в н X с ср ум нез в в*> 1 в ср У» 3 и - У') У с У УМ иез в*) * в*) У 3 У У 3 и и •) У *) и
') При условии одновременного введения в смесь глины. ’) При цементных смесях — отличное, при глинистых — слабое. *) В песчано-глинистых смесях — значительная. В песчано-цементных смесях влага благодаря образованию гидратированных соединений содействует упрочнению смесей. •) Канифоль как обратимо затвердевающий материал требует низкой температуры сушки. Условные обозначения: н — низкая, о — отличная, с — слабая, в —высокая, ум — уменьшается, нез — незначительная, х — хорошая, ср — средняя, у — умеренная, з — значительная, ув — увели- чивается.
Улучшение свойств крепителя П
достигается также добавкой к нему
20% таллового масла В этом слу-
чае крепитель носит название ПТ (пе
тролатум — талловое масло).
Свойства (по ГОСТ 5506-54): внеш
ннй вид и цвет — однородная масляни
стая жидкость от светлокоричневого до
темиокорячневого цвета; вязкость при
температуре 50° С условная в градусах
2,7—4,0; удельный вес f = 0,820 -4-
-5- 0,880; число омыления > 57, пре-
дел прочности сухих образцов на раз
рыв не менее 8 кГ/см*.
Состав технологической пробы
Кварцевого песка 1К 501100. . 100 вес. частей
Крепителя П................. 2 вес. части
Воды.................... 2.5—3,0 .
Высушивание образцов в течение
I ч. 30 м. при 220-240’С.
Пульвербакелит представляет собой
измельченную смесь новолачной фе-
нольиоформальдегидной смолы с уро
тропином.
Свойства (по ГОСТ 3552-47): предел
прочности на разрыв не менее 130 кГ/см*'.
при просеивании остаток на сите со
стороной ячейки 0.095 мм ие более2%
(марка А), со стороной ячейки 0,63 мм
не более 2% (марка Б), при хранении
в герметически закрытой таре не дол
жен терять сыпучесть и комковаться
в течение I мес. со дня отправки с за-
вода-поставщика
Подготовка контрольных образцов и
их испытание отличаются от принятых
в литейном производстве и подробно
описаны в упомянутом ГОСТ.
Пульвербакелит применяется при из-
готовлении скорлупчатых форм. Для
этой цели 6—8 вес. частей порошко-
образного пульвербакелита добавляется
на каждые 100 вес. частей мелкого су-
хого кварцевого песка (подробнее о
скорлупчатых фюрмах см. ниже).
Группа А-2. Связующие мате-
риалы группы применяются при изго- >
товлении стержней II и 111 классов.'
В отдельных случаях пригодны для
стержней 1 класса
Крепитель ГТФ — тяжелая фрак-
ция генераторной сланцевой смолы,
являющейся побочным продуктом тер-
мической переработки эстонских слан-
цев. Крепитель должен удовлетворять
техническим условиям (по ГОСТ 5339-50):
внешний вид и цвет — однородная ма-
слянистая жидкость от темнокоричне-
вого до черного цвета, удельный вес
1,01 —1,03; условная вязкость при
температуре 50’ С 10—20; содержание
механических примесей не более 2,5%,
серы не более 1,5% воды яе более
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
7
3,5%; реакция иодной вытяжки
нейтральная; предел прочности сухих
образцов на разрыв не менее 5,6 кГ/см'1
Состав технологической пробы
Песке К 50)100 ...... 96,1 вес. части
Крепителя ГТФ. ..... 1,95 . .
Волы ... ...... 1.95 .
Высушивание образцов в течение
1 ч. 30 м. при температуре 180—200°С.
Крепитель ЗИС. Практическое приме-
нение нашли крепители ЗИС-2 и ЗИС-З,
представляющие собой сплав эстонской
сланцевой смолы (ГТФ) и нефтебитума,
растворенных в уайт-спирите.
Состав крепителей (в °/0) следующий:
ЗИС-2:
нефтебитума М < .........
крепителя ГТФ ..........
зГЛГ"₽ИТ1
нефтебитума М*.. ........
крепителя ГТФ ..........
уайт-спирита ............
<10
25
35
55
20
м
Свойства: внешней вид — черная
жидкость; удельный вес 0.950—0.965; со-
держание растворителя 19—24%; пре-
дел прочности сухих образцов на раз
рыв > 15 кПсм*
Состав технологической пробы и %
Кварцевого песка К ГО) 100 ...... 93.5
Маршалита ...................4.0
Крепителя ЗИС-З ......... 2,5
Образцы высушиваются при темпе-
ратуре 250“ С в течение 1 ч. 45 м.
Характерной особенностью является
применение крепителя ЗИС в составе
смесей, не содержащих воды В безвод-
ных смесях крепитель ЗИС развивает
значительно ббльшую прочность, чем
в смесях обычного типа
Крепитель СЛК- В состав СЛК вхо-
дит 50% крепителя ГТФ и 50% лака
втиноль.
Свойства: удельный вес 0,98—0,99;
условная вязкость при температуре
50°C 2,5—3.3. кислотное число 9.0—9,5;
предел прочности сухих образцов на
разрыв не менее 7,0 кГ/см*
Состав технологической пробы в
Кварцевого песка К 70/103 ...... 98.0
Крепителя СЛК ... ......... 2,0
Высушивание образцов при темпе-
ратуре 180—200® С в течение 1 часа.
Крепитель БК. Эмульсия сульфит-
но-спиртовой барды и этиноля. Для
стабилизации в нее вводится сланцевая
смола (крепитель ГТФ)
Состав крепителя в и)о
Сульфитно-спиртовой барды ..... 73—75
Этиноля..................... 15—17
Крепителя ГТФ................. 8—12
Свойства: внешний вид — однородная
жидкость светлокоричневого цвета;
удельный вес при температуре 20° С
1,15—1,16, вязкость (определяемая при
температуре 20° С на приборе ВЗ-4)
1,5—2 мип.; предел прочности сухих
образцов на разрыв больше 12 кГ/см*.
Состав технологической пробы
Кварцевого песка К 50|100 . . 100 вес. частей
Крепителя БК ..........5,6 . .
Боды...................1 . .
Температура высушивания образцов
200—220° С.
Время высушивания образцов 1 час.
Группа А-3 Связующие материалы
данной- группы применяются при изго-
товлении стержней III и IV классов,
а также в составе облицовочных сме-
сей для форм при их поверхностной
подсушке.
Древесный пек — остаточный продукт
после отгонки масел из смол, полу-
чаемых при газификации древесины.
Поставляется в кусках. Исполь-
зуется в порошкообразном виде. Раз-
мол осуществляется непосредственно в
литейных цехах.
Свойства: температура размягчения
80—110°С; влажность не более 3%;
предел прочности сухих образцов на
разрыв не менее 3 кГ/см*.
Состав технологической пробы
Кварцевого песка К 50/100 . . 97 вес. частей
Молотого пека...............3 . ,
Боды ............3 . .
Высушивание образцов I час при
температуре 220—240° С.
Крепитель КТ—суспензия торфяного
пека в водном растворе сульфитно-
спиртовой барды в присутствии глины.
Состав: торфяного пека 50—55%. суль-
фитно-спиртовой барды (уд вес 1.27—
1,3) 28—30%, формовочной глины 15 —
22%.
Свойства (по ГОСТ 5270-50): внеш-
ний вид — однородная твердая масса
темного цвета; при разведении водой
в любых соотношениях должна обра-
зовываться однородная суспензия; на
поверхности крепителя допускается
пленка толщиной до 2 мм предел проч-
ности сухих образцов на разрыв не
менее 9 кПсм*.
Состап технологической пробы
Кварцевого песка К 60)100 . . 100 вес. частей
Крепителя КТ.................. 6. .
Воды ............. 3, .
8
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Высушивание образцов I час при
температуре 220—230° С.
Группа Б-1. Связующие мате-
риалы данной группы применяются при
изготовлении стержней I, II и частично
III классов.
В СССР для изготовления стержней
нашли применение мочевинно-формаль-
дегидные (карбамидные) термореактив-
иые смолы. На их основе разработаны
три связующих материала—крепители
МФ-17, МСБ и М (28]. (74].
Крепитель МФ-17—продукт конден-
сации мочевины и формальдегида в
присутствии пластификатора.
Свойства (по ТУ МХП 2538-51):
внешней вид — однородная вязкая мас-
са от белого до светлокоричневого
цвета; содержание сухого остатка не
менее 65%; концентрация водородных
ионов (pH) 6.5—8; при смешивании двух
весовых частей смолы с одной весовой
частью воды смола не должна коагули-
ровать; вязкость смолы на приборе
ФЭ-36 и при диаметре сопла, равном
5 жж, в момент изготовления должна
находиться в пределах 20—150° Е. По
истечении 4 мес. хранения вязкость не
должна превышать 600° Е.
Состав техиологмческо* пробы
Кварцевого песк» К 50(100 . . 100 вес. частей
Крепителе МФ-17....... 2,5 . .
Перед загрузкой в бегуны к крепи-
телю добавляется в количестве 25% по
весу катализатор — щавелевая кислота
10%-ной концентрации.
Высушивание образцов производится
в течение 10 мин. при температуре
200—220° С. Предел прочности сухих
образцов на разрыв не менее 25 кПсм*.
Крепитель МСБ — продукт конден-
сации мочевины и формальдегида, сов-
мещенный в присутствии пластифика-
тора с сульфитно-спиртовой бардрй.
Свойства (ТУМ 538-54): концентра-
ция водородных ионов (pH) 7—8; вяз-
кость на приборе ВЗ-4 15—60 сек.;
удельный вес 1,18—1,22; содержание
свободного формальдегида не более
Предел прочности сухих образцов на
разрыв более 15 кГ/см1.
Состав технологической пробы
Кмрцеаого песка К 50)100 . . . 100 вес. частей
Крепителя МСБ..........2,5 . .
щавелевой кислоты (10°/о-ный
раствор)................0,6 . .
Высушивание образцов при темпера-
туре 180—200° С в течение 10 мин-
Смеси с крепителями МФ-17 и МСБ
отличаются быстротой высыхания, по-
этому их часто называют быстросохну-
щими
Крепитель М Свойства удельный
вес при 20° С 1,15—1,20; вязкость на
приборе ФЭ-36В от 4 до 10°. концен-
трация водородных ионов (pH) 7,2—
7,8; предел прочности сухих образцов
на разрыв не менее 10 кГ/см'1
Состав технологической пробы
Кварцевого песка К 50/100. . 97 вес. частей
Крепителя М ........ 3 .
Высушивание образцов при темпера-
туре 160—170° С в течение 1 часа.
Группы Б-2 и Б-3. Связующие
материалы данных групп применяются
главным образом в сочетании со связую-
щими материалами класса А при изго-
товлении стержней II и III классов.
В качестве основных в сочетании
с глиной применяются при изготовле-
нии стержней IV и V классов, иногда
III класса.
Кроме того, крепители СП, СБ и КВ
применяются в составе облицовочных
смесей для форм с подсушиваемой по-
верхностью.
Крепитель КВ получается путем
упаривания необессмоленной кислой
воды газогенераторных станций древес-
вого питания.
Свойства (ТУ МБДП 217-52): удельный
вес при 20° С 1,22—1,25; содержание
сухого вещества не менее 65%; содер-
жание нерастворимой смолы не более
13°/0; содержание золы не более 5%;
предел прочности сухих образцов на
разрыв не менее 7 кГ1смг.
Состав ТЙХИОЛОГВЧ еской пробы
Кварцевого песка К 50/100 . . 100 вес. частей
Крепителя КВ обессмоленного 4 . ,
Высушивание образцов при темпера-
туре 130—140° С в течение 1 часа.
Крепители СБ и СП — эмульсин
следующего состава: крепителя СП —
сульфитно-спиртовой барды (уд. вес
1,25—1,27) 95%, окисленного петро-
латума (крепителя П без добавки катали-
затора) 5%
Крепитель СБ — сульфитно-спирто-
вой барды (уд. вес 1,22—1,23) 80%.
крепителя ГТФ 20%
Свойства: внешний вид — вязкая од-
нородная жидкость темного цвета; до-
пускается образование на поверхности
жидкости пленки, которая при разме-
шивании должна растворяться в общей
массе жидкости; предел прочности су
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
9
хих образцов на разрыв для СП не менее
5 кГ/смг. для СБ — не менее \0 кГ/см*
Состав технологической пробы
Кварцевого песка К 501100 . 100 вес. частей
Крепителя СП или СБ ... 5,6 .
Волы ... .......1 , .
Образцы высушиваются в течение
1 часа при температуре 200—220 °C.
Декстрин получается при нагревании
крахмала с разбавленными кислотами.
Исходными продуктами для изгото-
вления крахмала служат картофель или
кукуруза, являющиеся пищевыми про-
дуктами Поэтому применение декстрина
в качестве связующего материала для
стержней необходимо всемерно сокра-
щать Декстрин бывает белый, жел
тый или палевый
Белый декстрин растворяется в воде
в количестве более 61,5% всей пробы,
палевый 93,5°/0 и желтый 95%.
Прочность, сообщаемая сухим образ-
цам белым декстрином, примерно на
25% ниже, чем прочность, получаемая
при использовании желтого или пале-
вого декстрина.
Рекомендуемые технические условия:
Показатели
Содержание влаги в »ы
на более ...........
Содержание золы в ’/«
на сухое вещество
не более ..........
Растворимость при
17,5° С на сухое ве-
щество в »)о не ме-
нее ...............
Белый
декстрин
Палевый
или желтый
декстрин
10
10
I
I
60 92
Пектиновый клей
ствами, близкими к
обладает свой-
лучшнм сортам
декстрина, и поэтому является полно-
ценным заменителем декстрина.
По техническим условиям (№ 7954)
жидкий пектиновый клей содержит не
менее 48°/0 сухих веществ, а порошко-
образный не менее 88°/о. Последний
обычно оценивают по прочности на раз-
рыв сухих образцов (не менее 10 кГ/см1).
Состав технологической пробы
Кварцевого песка К 50/100 . . 100 вес. частей
Пектинового клея . ..... 2,5 . .
Воды.............. 4. .
Высушивание образцов при темпера-
туре 160—180° С в течение 1 часа.
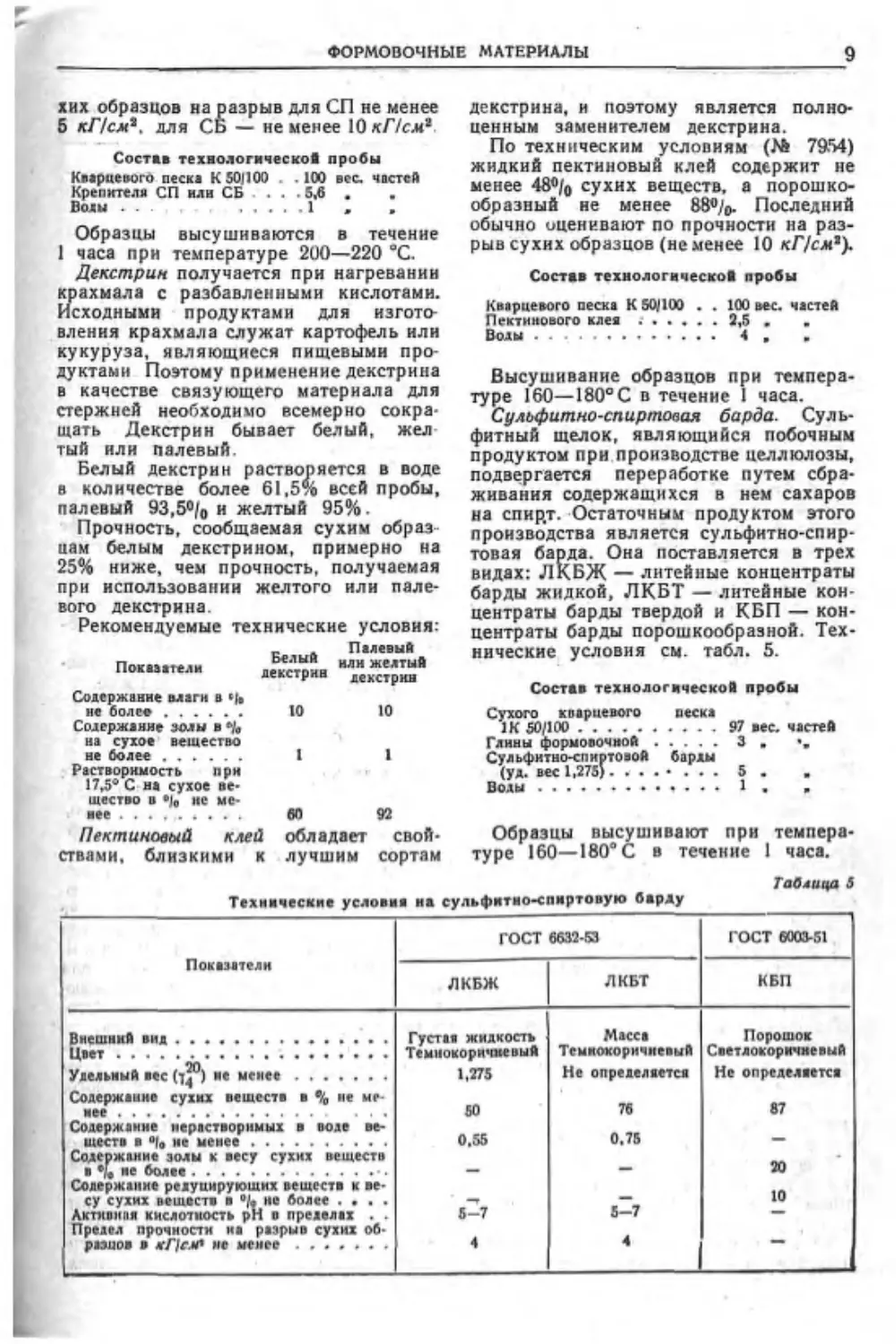
Сульфитно-спиртовая барда. Суль-
фитный щелок, являющийся побочным
продуктом при производстве целлюлозы,
подвергается переработке путем сбра-
живания содержащихся в нем сахаров
на спир,т. Остаточным продуктом этого
производства является сульфитно-спир-
товая барда. Она поставляется в трех
видах: ЛКБЖ — литейные концентраты
барды жидкой, ЛКБТ — литейные кон-
центраты барды твердой и КБП — кон-
центраты барды порошкообразной. Тех-
нические условия см. табл. 5.
Состав технологической пробы
Сухого кварцевого песка
1К 50/100 .............. 97 вес. частей
Глины формовочной.........3 . *.
Сульфитно-спиртовой барды
(уд. вес 1,275). ....... 5 .
Воды.................... 1 . .
Образцы высушивают при темпера-
туре 160—180° С в течение 1 часа.
Таблица 5
Технические условия на сульфитно-спиртовую барду
Показатели ГОСТ 6632-53 ГОСТ 6003-51
ЛКБЖ ЛКБТ КБП
Внешний вид Цвет Удельный вес (у| ) ие менее Содержание сухих веществ в % ие ме- нее . Содержание нерастворимых в воде ве- ществ в “1» ие менее Содержание золы к весу сухих веществ в •/, ие более Содержание редуцирующих веществ к ве- су сухих веществ в »/, не более .... Активная кислотность pH в пределах . . Предел прочности на разрыв сухих об- разцов в кПсм' ие меиее Густая жидкость Темнокоричмевый 1,275 50 0,55 5—7 4 Масса Темиокорнчиееый Не определяется 76 0.75 5-7 4 Порошок Саетлокоричяеяый Не определяется 87 20 10
10
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
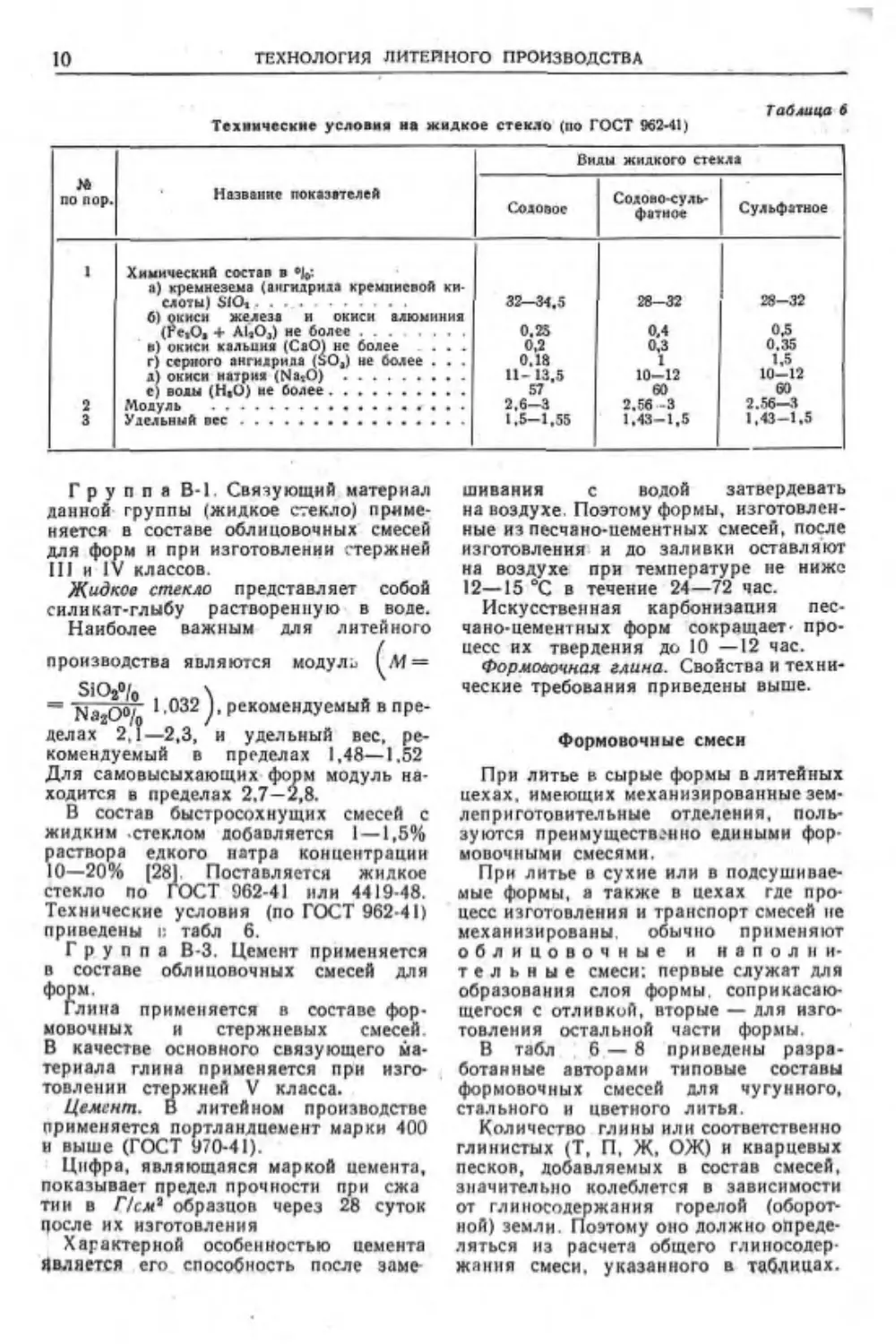
Таблица 6
Технические условия на жидкое стекло (по ГОСТ 962-41)
м по пор. Название показателей Виды жидкого стекла
Содовое Содоео-суль- фатиое Сульфатное
1 2 Химический состап в %: а) кремнезема (ангидрида кремниевой ки- слоты) SIO. б) окиси железа и окиси алюминия (ге>Оа 4- А1,О,) не более и) окиси кальция (СаО) не более . . . г) серного ангидрида (SO,) не более . . . д) окиси иатрня (Na,О) с) волы (Н,О) не более .......... Модуль 32—34.5 0.25 ОД 0.18 11- 13.5 57 2,6-3 28-32 0.4 0,3 1 10-12 60 2.56 -3 28-32 03 0,35 1.5 10—12 80 2.56—3
3 Удельный вес ................ 1.5-1.55 1.43-1,5 1,43-1.5
Группа В-1 Связующий материал
данной группы (жидкое стекло) приме-
няется в составе облицовочных смесей
для форм и при изготовлении стержней
III и IV классов.
Жидкое стекло представляет собой
силикат-глыбу растворенную в воде.
Наиболее важным для литейного
производства являются модуль =
SiC>2»'0 \
= 1032 )• рекомендуемый в пре-
делах 2.?—2,3, и удельный вес, ре-
комендуемый в пределах 1,48—1.52
Для самовысыхающнх форм модуль на-
ходится в пределах 2.7—2,8.
В состав быстросохнущих смесей с
жидким стеклом добавляется 1 — 1,5%
раствора едкого натра концентрации
10—20% (28) Поставляется жидкое
стекло по ГОСТ 962-4) или 4419-48.
Технические условия (по ГОСТ 962-41)
приведены и табл 6.
Группа В-3. Цемент применяется
в составе облицовочных смесей для
форм.
Глина применяется в составе фор-
мовочных и стержневых смесей
В качестве основного связующего ма-
териала глина применяется при изго-
товлении стержней V класса.
Цемент. В литейном производстве
применяется портландцемент марки 400
и выше (ГОСТ 970-41).
Цифра, являющаяся маркой цемента,
показывает предел прочности при ежа
тии в Псм* образцов через 28 суток
После их изготовления
Характерной особенностью цемента
Является его способность после заме-
шивания с водой затвердевать
на воздухе Поэтому формы, изготовлен-
ные из песчано-иементных смесей, после
изготовления и до заливки оставляют
на воздухе при температуре не ниже
12—15 “С в течение 24—72 час.
Искусственная карбонизация пес-
чано-цементных форм сокращает- про-
цесс их твердения до 10 —12 час.
Формовочная глина. Свойства и техни-
ческие требования приведены выше.
Формовочные смеси
При литье в сырые формы в литейных
цехах, имеющих механизированные зем-
леприготовительные отделения, поль-
зуются преимущественно едиными фор-
мовочными смесями.
При лнтье в сухие или в подсушивае-
мые формы, а также в цехах где про-
цесс изготовления и транспорт смесей не
механизированы. обычно применяют
облицовочные и наполни-
тельные смеси: первые служат для
образования слоя формы, соприкасаю-
щегося с отливкой, вторые — для изго-
товления остальной части формы.
В табл 6 — 8 приведены разра-
ботанные авторами типовые составы
формовочных смесей для чугунного,
стального и цветного лнтья.
Количество глины или соответственно
глинистых (Т, П, Ж. ОЖ) и кварцевых
песков, добавляемых в состав смесей,
значительно колеблется в зависимости
от глиносодержания горелой (оборот-
ной) земли. Поэтому оно должно опреде-
ляться из расчета общего глиносодер-
жаиня смеси, указанного в таблицах.
Таблица 7
Типовые составы формовочных смесей для чугунного литая
~ « и Вес в к Г “ 11 Толщина стенок в мм 5 Соста X X и • с V Z ж - О Горелая земля т * : » Каменный уголь (ПЖ) Я С ( ост ! L i ! IB обл я Ж я 1 L- g Каменный уголь (ПЖ) о Опилки Крепители группы А-3 х ’ Сульфитно-спиртовая п барда уд. в. 1,57-^1.28 S Жидкое стекло уд. в. 1.48—1.Б0 £ •< М NaOH (10%-ный рас- и тиор) (
S
I
О
’I
Характеристика смесей
(облицовочных и единых)
о
'«мости
Я
с
S
р
S
ti
§s
«а Ь
II
xS
So
Сырые формы
До 20 До 20 До 10 Больше 10 4-5 5-6 96-95 95-94 0.5 0,5 20-25 25-30 7.5-80 2-3 — — — — 100(200 140/70 8-10 8-10 4-5.5 4-5.5 25—35 30-50 0,3-0.5 0,3—0.5
70-75 2-?
20- 200 ДО 25 6-7 94-93 0.7 30-35 65-70 3-5 — —— — —. 70/140 8-10 4-5.5 43-60 0,3-0.5
20- 203 Больше 25 7-8 93-92 0,8-1 35-40 60-65 4-5 — •— — — 100(30 50/100 100/50 50(130 8-10 4-5.5 45-7 7 0,3—0,5 —
200-1000 До 40 8-12 92-88 1-1.2 40—50 50-60 5-6 — — — — 9-11 4,5-6 50-80 0.4—0.6 , —
200-1000 Больше 40 10-15 90—85 1,2-1.5 40-60 П -60 6-8 — — — — — 50(100 70(40 10- 12 4,5—6,5 60-103 0.45-0,7 —
Су tee фотим
40-60
До 1000
12—141
40-60
1000-5000
До
До
зсоэ
3000
До
1000
45-65
70-80
Iю-
35-55
0 3
20-30 -
2-4
100(50
50(100
50/1ОТ
40'70
40(70
30/50
формы с подсушенной поверг ноет ею
- 15-710,5-1,51 50(100 1 3—7
0—2,0| - | - | 50/1001
Самовысыхающие формы
50(100 | 3-7
60-80 0,5—0,7 0,8-1
8О-10П 0.6-0.8 1-1
120-150 0.7-0.8 1,2-2
>80 0,15-0.3 >1»
>80 0,15-0.3 >3
80 0.15-0,3
,2
.5
1 Свежие материалы, т. в. пески и глина, берутся в количествах из расчета обшего глиносодсржаиия смеси, указанного в соответствующей графе.
В смесях аде сырых форы рекомендуется применение глинистых песков (П, Ж), для сухих форм при весе отливок до 5 т—глинистых песков (П, ж,
ОЖ) или глины. Для отливок весом более 5 m, 1 также прЪ применении самовысыхающих форм или форм с подсушенной поверхностью — кварце-
вых песков и глины.
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Таблица в
Типовые составы формовочных смесей дла стального латьа
Характеристкка отливок Состав облицовочных смесей в ч< по весу Характеристика смеси Предел прочности в кг]слР
Толщина атериа- евый лииа) S « 8 1 £ о спмр ла [,27—1,28 и текло в 3 X £ 1 состав 1 S rt * в щас- менее Зв _ о 5 я жении азцов
Вес в кГ стенок X 3 а X Ск» е м о Зерновой й са при растя сухих обр не менее
В ММ Свежие лы (каа; песо* и • 1 о !— S а S Хроыис ле шик X 3 а к Сул^фи товая 61 ул. ЯСС! £ с X Жидкое NaOH ( раствор; Цемент Глиносо • В •/. 1 Гаэопро МОСТЬ HI при ежа рых обр
Сырые формы
До 500 25-50 50-75 -1 - - - - 50/100 100/50 10-12 4 • '0 70 0.4—0.G
Сухие формы
До 5000 До 50 50-90 10-50 — — 0-1 — __ 70)40 12-15 6—8 80 0,5—0.7 1.0
50)100
До 5000 >50 ТИ-ВД — 20-30 — — — — — — — 30(50 70(40 7-12 6-8 50 0.6-0.8 1Д
>5000 До 50 70-80 20-30 — — — — — — — 50(100 50(100 7-12 6-8 50 0.6—0,8 1Л
Формы с подсушенной поверхностью
До 500 — 50—70 30-50 — — — — — 5-7 0.5-1,5 — 50/100 100(50 4-8 3.5-5 80 0.2-0.35 12
До 500 До 50 50-70 30-50 — 3 __ 100(50 8-10 4-5 80 0,25-0.4 3
500-5000 — 70—100 0-30 — — — — — 5-7 0.5-1,5 — 100(50 4-8 3-5 80 0,25-0.35 12
>5000 > 5000 До 50 >50 100 - — — — — — 5-7 0.5-1,5 — 70(40 50(100 4-8 3-5 100 0.25-0.35 10
— — * 100 «в 1,5-3.5 —— 6-7 0.5-0,6 1,5
> 5033 >50 — — — too 4-6 —. ♦ 1.5-5.5 — 0.2-0,35 104)
> 5000 >50 — — — — too — — 6—7 1-1,5 4,5—5.5 — 0,15-0,2 20
Самовыеыхающие формы
До 500 — 50-100 До 50 — — — — — 5-7 0,5-1.5 50(100 100/50 40/70 3-7 8-5 80 0,15-0.3 —
85-90 — 10-15 5.5—6.5 80 0,1-0.15 5.0»*
50/100
• Контролируете! по остатку на нижних ситах 200 4- 270 4- тазик 30—40%.
•• При сжатии через 24 часа после изготовления.
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
13
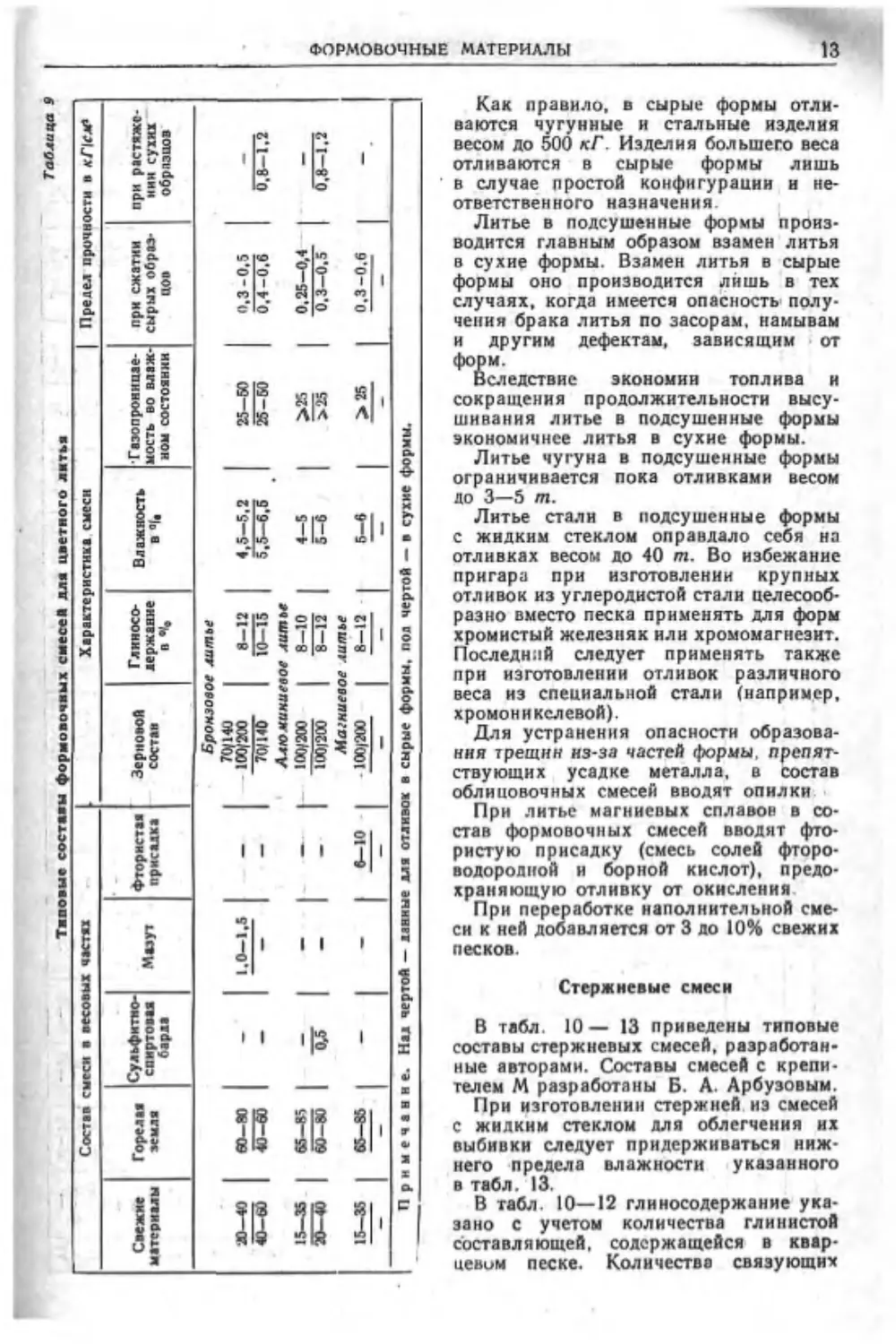
Таблица 9
___________________Тввочыч составы формовочвых емее«И длв цветвого лит»__________________
Состав смеси « весовых цветах L Характеристика смеси I Предел прочности а «Пел1 I
Как правило, в сырые формы отли-
ваются чугунные и стальные изделия
весом до 500 кГ Изделия большего веса
отливаются в сырые формы лишь
в случае простой конфигурации и не-
ответственного назначения
Литье в подсушенные формы произ-
водится главным образом взамен литья
в сухие формы. Взамен литья в сырые
формы оно производится лишь в тех
случаях, когда имеется опасность полу-
чения брака литья по засорам, намывам
и другим дефектам, зависящим от
форм.
Вследствие экономии топлива н
сокращения продолжительности высу-
шивания литье в подсушенные формы
экономичнее лнтья в сухие формы.
Литье чугуна в подсушенные формы
ограничивается пока отливками весом
до 3—5 т.
Литье стали в подсушенные формы
с жидким стеклом оправдало себя на
отливках весом до 40 т. Во избежание
пригара при изготовлении крупных
отливок из углеродистой стали целесооб-
разно вместо песка применять для форм
хромистый железняк или хромомагнезит.
Последний следует применять также
при изготовлении отливок различного
веса из специальной стали (например,
хромоникелевой).
Для устранения опасности образова-
ния трещин из-за частей формы, препят-
ствующих усадке металла, в состав
облицовочных смесей вводят опилки
При литье магниевых сплавов в со-
став формовочных смесей вводят фто-
ристую присадку (смесь солей фторо-
водородной и борной кислот), предо-
храняющую отливку от окисления
При переработке наполнительной сме-
си к ней добавляется от 3 до 10% свежих
песков.
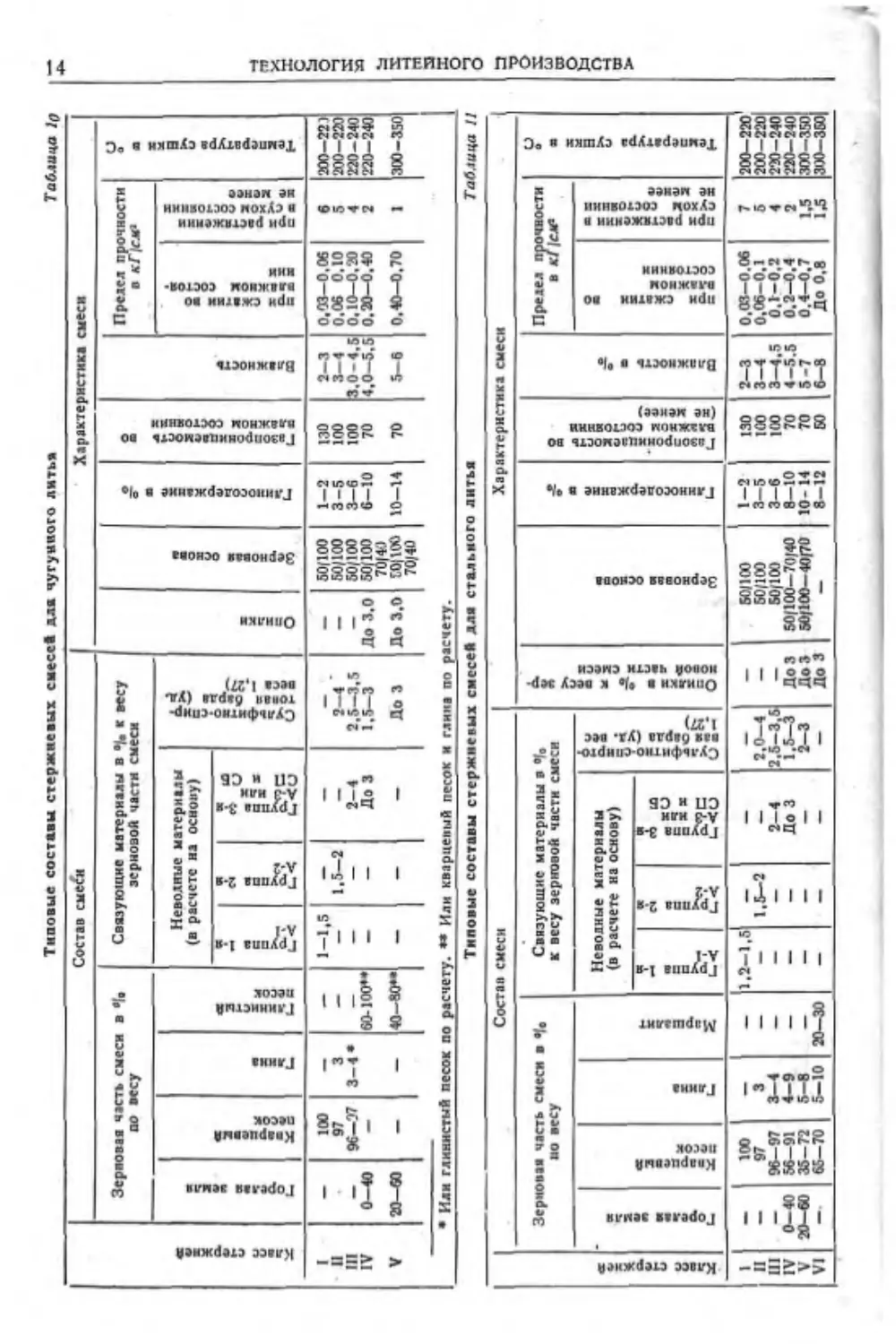
Стержневые смеси
В табл. 10— 13 приведены типовые
составы стержневых смесей, разработан-
ные авторами. Составы смесей с крепи-
телем М разработаны Б. А. Арбузовым.
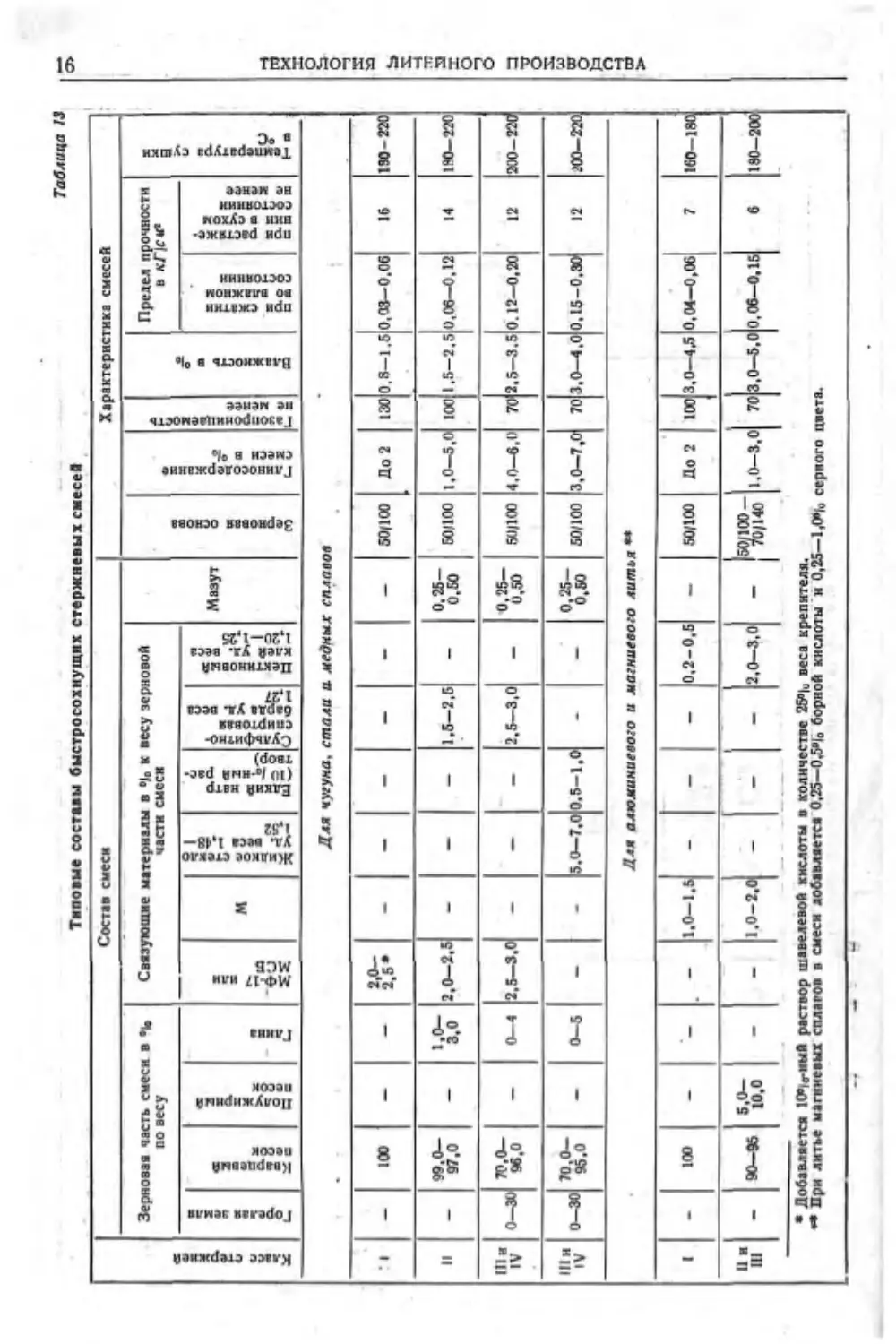
При изготовлении стержней из смесей
с жидким стеклом для облегчения их
выбивки следует придерживаться ниж-
него предела влажности указанного
в табл. 13.
В табл. 10—12 глиносодержание ука-
зано с учетом количества глинистой
составляющей, содержащейся в квар-
цевом песке. Количества связующих
Класс стержней
Горели земля
Wsg
ЗЯ23 8
Кпарцевый
песок
ы
Ш1“'
Глине
S3
г
§8
I ХГД —
й888
Марш алит
Группа 1-я
- =
Группа 2-я
з»
Группа 3-я
А-3 или
СП н СБ
«I
£»
п
I
я
Сульфитно-спирто-
вая барда (уд. вес
1.27)
Опилки а к весу зер-
новой части смеси
Зерновая основа
Глиносодержаиие а •/,
3SS8§S
Газопроницаемость во
влажном состоянии
(не менее)
Г QI *• (*> ЫКЭ
и.щ
Влажность » °1о
2
I
м“8
при сжатии
влажном
состоянии
во
Я
Т
-г
при растяжении в
сухом состоянии
не менее
ihih
Температура сушки а ’С
Горелая земля
Глииа
Группа 2-
Опилки
Кварцевый
песок
Группа 3-я
А-3 или
СП и СБ
Группа 1-я
Сульфитно-слнр-
тояая барда (уд.
веса 1,27)
8
Т
9
S3S888S
t§S88§8
о
-» •— о»сл ю
Й Й88Й
тг
Ст VI
S858
Класс стержней
Влажность
при растяжении
в сухом состоянии
не менее
Глинистый
песок
при сжатии во
влажном состоя*
НИИ
-3
§
I
i
£3
8
В
е
25
И
Зерновая основа
Глиносодержаиие в “|«
Газопроницаемость во
влажном состоянии
Температура сушки в °C
YaioiroaenodLi олонизхие виаенгонхах
И
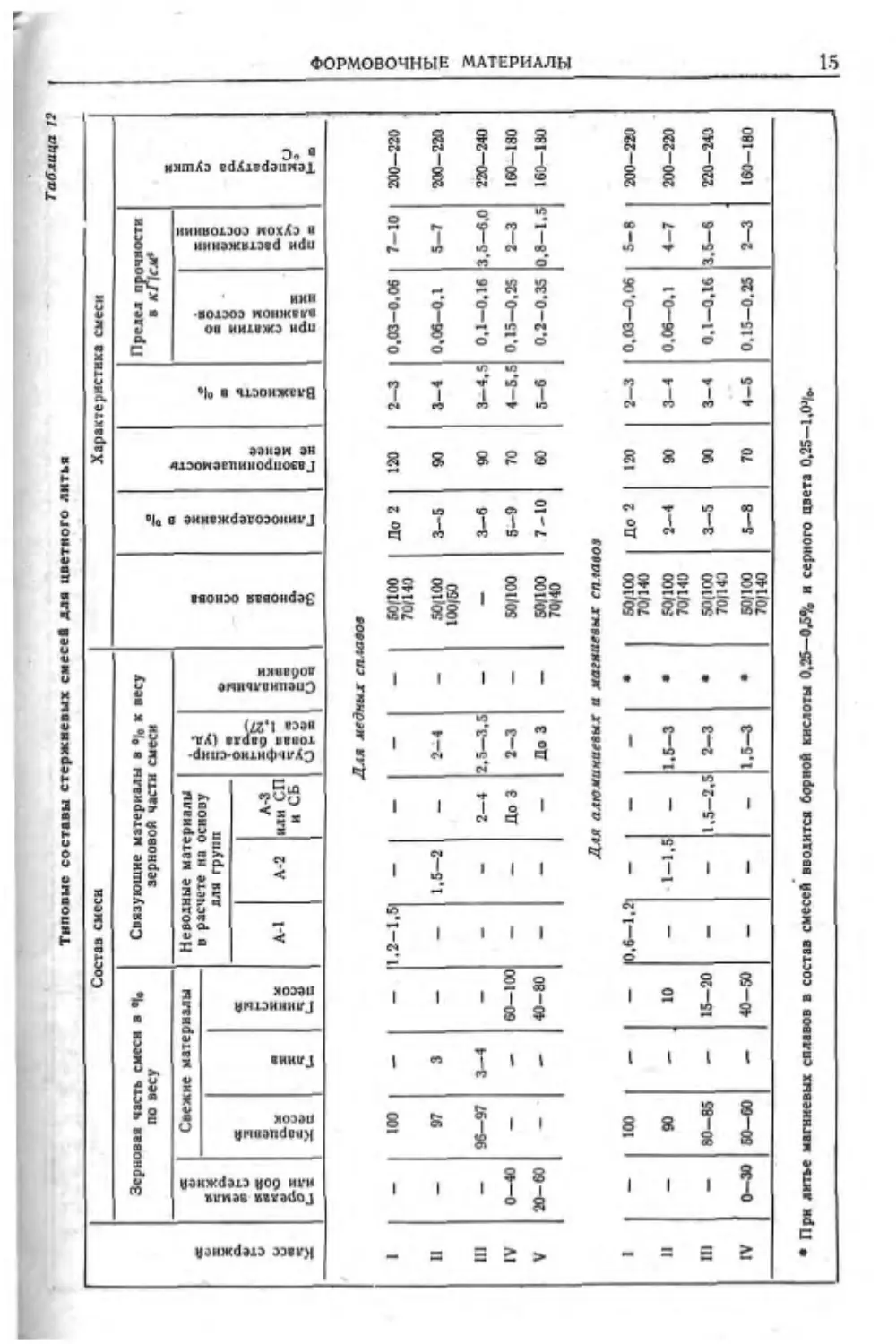
Типовые составы стержневых свесе! для цветного литая
Faffлица 12
Класс стержней Состав смеси Характеристика смеси
Зерновая часта смеси в «ц по весу Связующие материалы в •(, к весу зерновой масти смеси Зерновая основа I Глиносодержаиие в •/ Газопроницаемость нс менее Влажность в °|» Предел прочности в к Г 1с** Температура сушки в *С
Горелая земля или бой стержней Свежие материалы Неводные материалу в расчете на основу для групп Сульфитио-слир- loti а я бараа (уд. веса 1,27) Специальные добавки при сжатии во влажном состоя- нии при растяжеини в сухом состоянии
Кварцевый лесок Глина Гл НИ ИСТЫЙ песок
А-1 А-2 А-З или СП и СБ
1 11 111 IV V 1 II III IV 0—40 20-60 0-30 100 97 96-97 100 90 80-85 50—60 3 3-4 60-100 40-80 10 15-20 40-50 1.2-1,5 0,6—1,2 1 1 Г 1 1 1 1 у 1 : ь “ 2-4 До 3 я алюм1 1.5-2.5 Иля мед 2-4 2.5-3.5 2-3 До 3 1КОСЯЫХ 1.5-3 2-3 1,5-3 мыл епм и магми в • • • пасм 50(100 70(140 50(100 100/60 50(100 50(100 70/40 еяих сплая 50/100 70(140 50(100 70(140 50(100 70(143 50(100 70(140 До 2 3-5 5-9 7 — 10 »л До 2 2-4 3-5 5-8 120 90 90 70 60 120 90 90 70 2-3 3-4 3-4,5 4-5,5 5—6 2-3 3-4 3-4 4-5 0,03-0,06 0.06-0.1 0,1-0,16 O.15-O.2S 0.2-0.3S 0.03-0,06 0.06-0.1 0,1-0,16 0.I5-0.2S 7-10 6-7 3,5-6,0 2-3 0.8-1.5 5—8 4-7 3,5-6 2—3 200—220 200-220 220-240 160-180 160-190 200-220 200-220 220—243 160-180
• При литье магниевых сплавов в состав смесей вводится борной кислоты 0,25—0,5% и сериога цвета 0,25—1,0%.
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
11 и 111 - III H IV Al «111 S • Класс стержней
5. Hi= 1 1 4 o—ao 1 1 Горела» земле if 3
6а вл яе тс in литье | 90—95 8 70.0- 96,0 99.0- 97.0 8 Кварцевый песок г §5
Ь it „СТ •of l 1 1 1 1 Полужирный песок Аме жэамэ 41;
h 1 Г i I 1.0- 3.0 1 Слива о
38 в 1 i 1 f ъ tJ J o« •-T МФ-17 или МСБ п
i! 1.0-2.0 ’? ’v 1 1 1 1 X тошме материал* часта я
h И 1 1 1 fca Ы ft £ CT r M 1 1 1 Для Жидкое стекло уд. веса 1,48— 132
nidog WO-S‘O 'logj aauobMVOx i t 1 1 S •4 O.S-l.O 1 1 1 Л X s Едкий натр (10 |а-ный рас- твор) ИМ смеси
1 1 § Q C c 1 KJ I о f КЗ CT 1 стали i Сульфитио- спиртоваа барда уд. веса весу терновой
। веса крепителя, ift кислоты и 0,2! 2,0-3,0 p •0 1 p СЛ 1 1 <* о 1 1 1 1 a I ж Пектиновый клей ул. веса 1,20-1,25
1 1 twnr OJ 08*0 -ss‘o 0.25- 0,50 0.25— 0.50 1 г сплава Мазут
Г 5 WllOZ -ooifos 8 8 t S 8 50)100 8 8 8 8 Зерновая основа
5 я о ‘г СТ о 3,0—7,0 ()•»—0't 1.0-5.0 I Off Глиносолержаиис смеси в »/,
S 4* 4 s 8 8 a 8 § Г азопрокнцяемость не менее X i 1 X п
Р Ы i 3.0—43 3.0—4.0 2.5—3.5 CT 1 Ю CT i CT Влажность в °|.
sro-so’o О I s p 5» I о _k ог’о-бго гго-эо’о о I 8 при сжатии во влажном состоянии Предел п в кГ X к CD 2 я ф
Ok •4 Ю ►3 X CT при растяже- нии в сухом состоянии не менее рочности JpM1
oos oei 8 _JL_ JL _L ? § ozz-osi Температура сушки в °C
Типовые составы быстросохнущих стержневых смесей
vax3T7oeEHo<iu ojoiiuixhiz вихоконхах
91
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
17
материалов указаны в расчете на
основу (без содержания растворителя).
Во избежание газовых раковин при
стальном литье крепитель МФ-17 сле-
дует применять для отливок с тол-
щиной стенки более 25 мм, крепитель
МСБ — для отливок с толщиной стенки
более 10 мм. Для чугунного литья и
отливок из медных сплавов ограниче-
ния не предусматриваются.
Вспомогательные формовочные
материалы
Противопригарные средства. Мерами
для устранения пригара являются:
а) введение в состав формовочных смесей
угля или других органических добавок,
создающих в форме восстановительную
атмосферу (при литье чугуна и бронзы),
б) нанесение на поверхность формы
противопригарных покрытий в виде
припылов, красок или натирок; в) при-
менение составов смесей, обеспечиваю
щих получение легко отделяемой корки
пригара, под которой обнаруживается
чистая поверхность отливки.
Противопригарные покрытия могут
составляться из веществ восстановитель-
ного характера, мешающих окислению
отливок (при литье чугуна, бронзы и
магниевых сплавов), или из инертных
материалов, неспособных взаимодей-
ствовать с окислами залитого металла
(при литье стали и алюминиевых спла-
вов). В обоих случаях противопригар-
ные покрытия должны образовать плот-
ную корку, мешающую проникновению
пригар в глубь формы.
Введение углеродистых противопри-
гарных средств в состав формовочных
смесей практикуется при литье чугуна
и медных сплавов. При литье стали
этот метод ограничен из-за опасения
науглероживания поверхности отливок.
При литье магниевых сплавов в формо-
вочные смеси добавляют соли фторо-
водородной и борной кислот, а в состав
стержневой смеси — ангидрид борной
кислоты и серу.
При литье медных сплавов уголь
в составе смесей можно заменять ма-
зутом. Для получения легко отделяе-
мой корки пригара пользуются смесями,
содержащими жидкое стекло или це-
мент.
Припылы (каменный уголь, же-
лательно ПЖ. графит, цемент) служат
для покрытия влажных форм. Приме-
няются они главным образом при литье
чугуна (цемент также при литье других
сплавов).
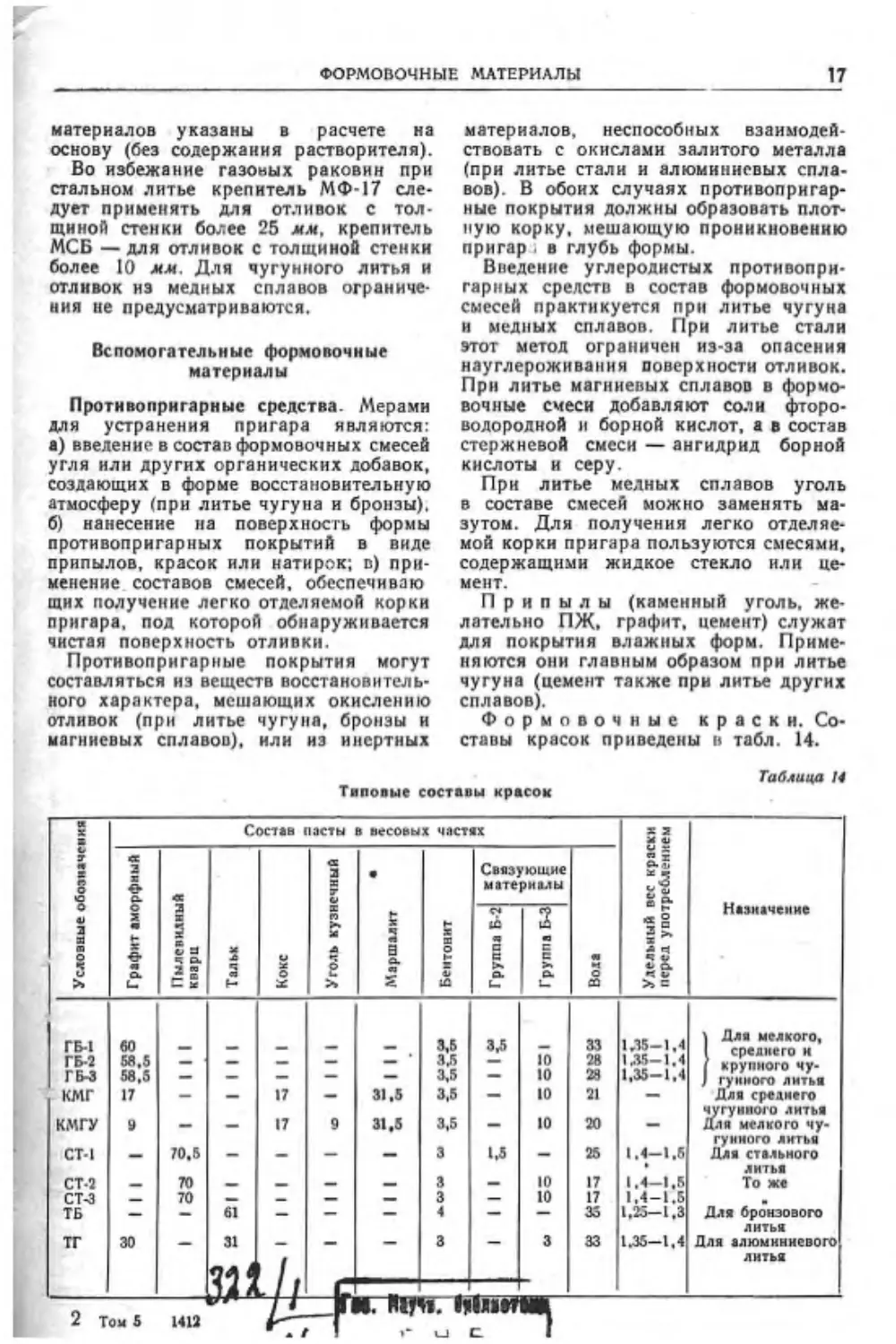
Формовочные краски. Со-
ставы красок приведены в табл. 14.
Типовые составы красок
Таблица 14
Состав пасты в весовых частях
2
3
I
X
3
х
I
2
2
5
£
Ё
3
В
Ё
8
Связующие
материмы
1С
в
2
“5
gs.
2 8.
Г Б-1 во 3,5 3,5 33 135—1.4
ГБ2 58,5 —_ 3,5 10 28 1 Д5-1.4
11, а 58,5 — — — — —• 3,5 — 10 28 1,35-1.4
кмг 17 — — 17 — 31,5 3,5 — 10 21 —
КМГУ 9 — — 17 9 31,5 3,5 — 10 20 —
СТ-1 — 70.5 — — — — 3 1.5 — 1.4-1,5
СТ-2 70 3 10 17 1.4-1,5
СТ-3 70 к — 3 — 10 17 1,4-1.5
ТБ — — в! — — — 4 — — 33 1.25-1.3
тг 30 — 31 — — — 3 — 3 33 135-1,4
лд 4
J-L
2 Том 5 1412
Назначение
{Для мелкого,
среднего и
крупного чу-
гунного литья
Для среднего
чугунного литья
Для мелкого чу-
гунного литья
Для стального
литья
То ж«
Для бронзового
литья
Для алюминиевого
литья
18
ТЕХНОЛОГИЯ ЛИГЕИНОГО ПРОИЗВОДСТВА
Перед употреблением пасту разба-
вляют водой до удельного веса, указан
кого в таблице.
Не окрашиваются формы из быстро-
сохнущих смесей с жидким стеклом
для стального литья, а также для брон-
зового литья (за исключением фосфо-
ристых бронз). Формы для чугунного
литья окрашиваются обязательно. Со-
став: аморфного (черного) графита
30,0 — 33,5 вес. части; чешуйчатого (се-
ребристого) графита 25,0—28,0 вес.
части; бентонита 3,5 вес. части; суль-
фитно-спиртовой барды (уд. веса 1.3U)
10,0 вес. части; воды 28,0 вес. части.
Полученная паста разводится в воде
до уд. веса 1,25—1,30. Не окраши-
ваются формы и стержни, изготовлен-
ные из хроыоыагнезитовых смесей.
Для увеличения плотности металла
в отдельных местах чугунных отливок
или для получения местного отбела
может применяться краска, содержа-
щая до 5% теллурового порошка.
Натирки предназначаются для
стержней, образующих в отливках вну-
тренние полости с очень чистой поверх-
ностью. Применяются главным образом
при чугунном литье.
Восстановление (регенерация)
формовочных материалов
Повторное использование отработан-
ных стержневых смесей значительно
сокращает расход свежих песков.
Отработанные стержневые смеси мож
ио переработать с целью восстановле-
ния (регенерации) первоначального со-
става и свойств или использовать без
восстановления состава для совместного
введения их со свежими песками.
Переработка смесей с целью восста-
новления (регенерации) их состава и
свойств. Регенерация отработанных сме-
сей может осуществляться воздушной
сепарацией, электросепаранней, гилро^
сепарацией, а также при помощи спе-
циальных вибрационных установок.
Воздушная сепарация
осуществляется по схеме вальцы —
магнитный сепаратор — сито — дезин-
тегратор — воздушный сепаратор.
Электросепарацня осуще-
ствляется по следующей схеме: дробиль-
ные вальцы или бегуны — магнитный
сепаратор — сито — электросепаратор.
Выход годного песка после сепарации
до 90%. Расход электроэнергии 2,0 —
2,5 квт ч на 1 т горелой смеси
Гидросепарация В совре-
менных механизированных литейных
цехах применяется гидравлическая и
пескогидравлическая очистка литья,
с которыми удобно сочетать гидросе-
парацию отработанных смесей.
Гидросепарация при этом может осу-
ществляться по различным схемам ана-
логично существующим схемам мокрого
обогащения полезных ископаемых
ОПОКИ И МОДЕЛИ
Опоки литейные
Опокн должны быть возможно лег-
кими, достаточно прочными, жесткими,
точными, взаимозаменяемыми, а также
удобными в работе.
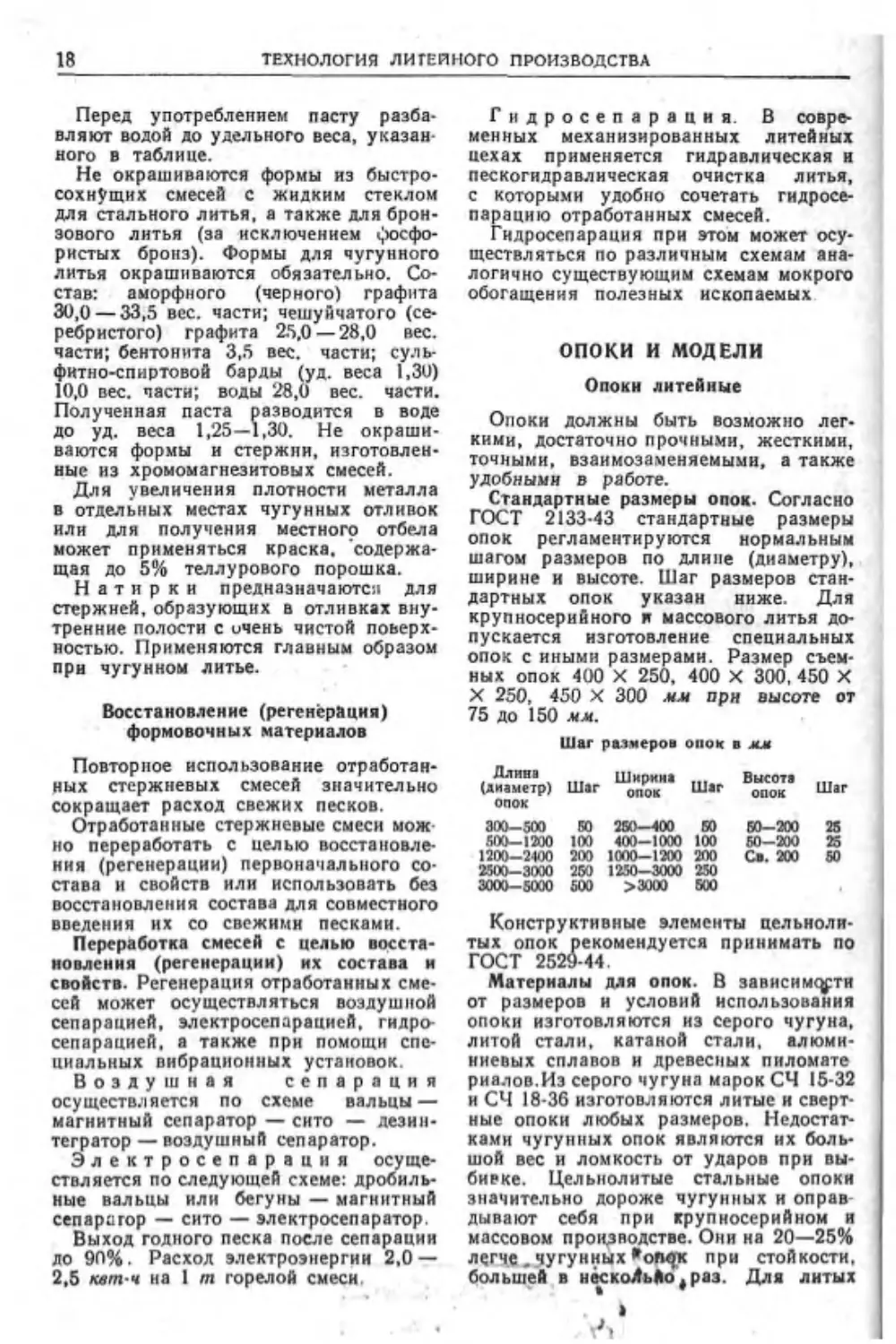
Стандартные размеры опок. Согласно
ГОСТ 2133-43 стандартные размеры
опок регламентируются нормальным
шагом размеров по длине (диаметру),
ширине и высоте. Шаг размеров стан-
дартных опок указан ниже. Для
крупносерийного я массового литья до-
пускается изготовление специальных
опок с иными размерами. Размер съем-
ных опок 400 X 250, 400 X 300, 450 X
X 250, 450 X 300 мм при высоте от
75 до 150 мм.
Шаг размеров опок в лм
Длина Ширки* ... Высот*
(диаметр) Ш*г 0„ох Ш»г опо1с Шаг
опок
300—500 50 250—400 S0 80-200 25
500-1200 100 400-1000 100 50-200 25
1200-2400 200 1000-1200 200 С*. 200 50
2500—3030 2И 1250-3000 250
3000-5000 500 >3000 500
Конструктивные элементы цельноли-
тых опок рекомендуется принимать по
ГОСТ 2529-44
Материалы для опок. В зависимости
от размеров и условий использования
опоки изготовляются из серого чугуна,
литой стали, катаной стали, алюми-
ниевых сплавов и древесных пиломате
риалов.Из серого чугуна марок СЧ 15-32
и СЧ 18-36 изготовляются литые и сверт-
ные опоки любых размеров. Недостат-
ками чугунных опок являются их боль-
шой вес и ломкость от ударов при вы-
бивке. Цельнолитые стальные опоки
значительно дороже чугунных и оправ
дывают себя при крупносерийном и
массовом производстве. Они на 20—25%
легче.чугунных*опфс при стойкости,
большей в нескоЛьйо|раз. Для литых
3
А
ОПОКИ И МОДЕЛИ
19
опок пригодна сталь любой марки по
ГОСТ 977-53. Стальные сварные опоки
применяются редко, так как для них
требуется специальный профиль про-
ката.
При машинной формовке оправды-
вают себя ручные опоки из алюминие-
вых сплавов. Из дерева (ель, сосна) по-
стоянные опоки целесообразно делать
лишь при формовке в землю и срочной
потребности.
Из дуба, бука, лиственницы изго-
товляются разъемные опоки для без-
опочной формовки. Соединительная ар-
матура делается в этом случае метал-
лической.
Хранение опок. Опоки хра-
нятся на специальных опочных складах,
прилегающих к литейным цехам и обо-
рудованных кранами.
Литейные модели и модельные
приспособления
В состав модельного комплекта могут
входить собственно модель, которая
отображает главным образом внешние
к- нтуры отливаемого изделия; стержне-
вые (шишельные) ящики, отображаю-
щие внутренние контуры отливаемого
изделия (полости, отверстия, углуб-
ления): формовочные и стержневые
шаблоны, полностью или частично за-
меняющие модели или стержневые ящи-
ки; подмодельные и другие плиты,
необходимые для использования моде-
лей на формовочных машинах: шаб-
лоны и кондукторы для контроля и
сборки форм и стержней.
Классификация моделей приведена
в табл. 15.
Таблица 15
Классификация моделей
Группа Модели ручной фориовки Модели машинной формовки
Я •5 «* к я 3 о С Металлические - тонкостенные, художествен- ные. криволинейные для серийного произ- водства; комбинированные — деревянные с металличе- скими частями для серийного производства; деревянные для единичного и серийного производства; гипсовые, восковые, скелетно-земляные и дру- гие для единичных отливок Металлические для крупносерийного и мас- сового производства; комбинированные — металлические модели с деревянными ящиками для крупносерий- ного производства; деревянные для мелкосерийного производ- ства; гипсовые и цементные для серийного произ- водства
По раз- мерам Крупине — более 1500 мм средине — от 500 до 1500 им мелкие — до 500 мм Крупные — более 500 мм средине — от 150 до 500 мм мелкие — до 150 мм
По характеру формовки Неразъемные простые; неразъемные для формовки с подрезкой или фальшивкой; разъемные и «^отъемными частями в Неразъемные односторонние; неразъемные двусторонние с .болваном*; разъемные двусторонние
По конструк- ции Полные — иа весь контур отливки; исполине —с шаблонами и кусками для круп- ных отливок: скелеты контурные для земляных моделей: шаблоны формовочные и стержневые — про- тяжные и заточные Массивные металлические — для мелких от* ливок; пустотелые металлические для срелимх и крупных отливок; цельнолитые модельные плиты
П» ааткмости Сложные — криволинейного контура с боль- шим числом стержневых ящиков: средней сложности — простого контуре с .боль- шим числом стержневых ящиков; простые - прямолинейного контура с просты- ми ящиками Сложные — пустотелые, крупные, с ручной и станочной обработкой и с большим числом стержневых ящиков; средней сложности — мелкие, ручной и ста- ночной обработки с ящиками; простые — обрабатываемые в основном м универсальных станках
2*
20
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
Характеристика деревянных моделей
по классам прочности. Модели
класса I, наиболее ответственные,
служат для ручной и машинной фор-
мовки при длительной эксплуатации.
Рабочие часта модели или целиком всю
модель, а также ящики лелеют из
высокосортной древесины твердых по-
род; тонкие части изготовляют из алюми-
ния Древесина применяется с тщатель-
ной переклейкой. Все неподвижные
соединения выполняют на клею с шуру-
пами.
Отъемные части в моделях ручной
формовки ставят на металлических
клиньях «ласточкин хвост». Подударные
части моделей и ящиков оковывают ме-
таллом. Основания моделей скрепляют
болтами. Стержневые ящики делаются
вытряхиымн цельными или составными,
но не разъемными. Модели тонкие и
непрочной конструкции закрепляют на
деревянных полмодельных щитах. В
моделях и ящиках галтели по разъему
должны быть врезными. Разъемные
соединения делаются на прочных ши-
пах — металлических или из твердой
древесины. Модели класса 1 могут обес-
печить сотни и даже тысячи съемов
форм. Поверхность моделей тщательно
отделывают и не менее 3 раз окра-
шивают лаком
Знаки маркировки из букв и цифр
должны быть металлическими.
Модели класса II периоди-
ческого использования применяются для
ручной формовки. Изготовляют эти
модели из обычных порол древесины
(сосна, ольха, липа) с переклейкой И
применением гвоздей и шурупов. Мо-
дель обычно целиком деревянная, без
оковки и болтовых стяжек. Отъемные
части выполняют па деревянных
клиньях. Отдельные части прикреп-
ляют на клею и шурупах без врезания.
Галтели приклеивают также без вреза
ния. Ящики делают азъемнымн Для
тонких моделей изготовляют полмо-
дельные деревянные щиты («фаль-
шивки»). а модели делаются без разъема.
Поверхность моделей хорошо отделы-
вают и не менее 2—3 раз окрашивают
лаком Модели класса II могут обеспе-
чить десятки съемов форм.
Модели класса III единичного
использования применяются для руч-
ной формовки. Делают их из малоцен-
ных порол и сортов древесины. Цель-
ные модели нередко заменяют непол-
ными, скелетными и шаблонами. Отъем-
ные части ставятся на шпильках. Стерж-
невые ящики делают возможно мень-
шнми и конструктивно выполняют их
наиболее просто. Такие модели можно
красить 1 раз. Модели класса III
пригодны лишь для нескольких отливок.
Древесина для моделей. Для деревян-
ных моделей применимы пиломатериалы
(доски и бруски) хвойных пород —
сосны, лиственницы, ели — и листвен-
ных пород — березы, бука, клена, оль-
хи, липы и др. Сосна пригодна для
средних и крупных моделей любого
класса, особенно при вязке оснований
(щиты, ящики, рамы). Лиственница
тверже и прочнее сосны, и в моделях
класса 1 ее целесообразно применять
взамен сосны. Ель пригодна для неот-
ветственных частей моделей 11 и III
классов. Береза пригодна для мелких
моделей и частей, особенно если они
подвергаются токарной обработке. Из бе-
резы делают облицовку изнашивающихся
частей в моделях класса 1, изготовлен-
ных из сосны. Бук целесообразно приме-
нять для мелких и для облицовки сред-
них моделей класса 1. Клен хорошо
противостоит износу в моделях машин-
ной формовки. Ольху целесообразно
применять в мелких и средних моделях I
и 11 классов, имеющих сложный контур
и вырезаемых стамеской. Для моделей
класса 111 аналогичное назначение
имеет липа.
Качество пиломатериалов хвойных
пород должно соответствовать отбор-
ному 1-му и 2-му сортам по ГОСТ
3008-45, лиственных твердых порол —
1-му и 2-му сортам по ГОСТ 2695-44.
Ольха и липа должны быть 1-го сорта.
Для мелких машинных моделей целе-
сообразно применять облагороженную
прессованную древесину — дельта и ба-
лиинт. Влажность модельной древесины
должна быть в пределах 10—12%.
Молельная древесина, имеющая повы-
шенную влажность, непригодна для
работы, так как при высыхании изме-
няет форму и размеры моделей.
Расход древесины для црделей зави-
сит от степени использования послед-
них, что соответствует серийности произ-
водства литья. При индивидуальном,
ремонтном, опытно-экспериментальном
литье модели служат недолго, и древе-
сины расходуется до 0,1 м1 на I m
литья. При мелкосерийном производстве
расход древесины составляет до 0,05 м’,
а при серийном — не более 0,02 м3
на I m литья.
ОПОКИ И МОДЕЛИ
21
Сплавы для металлических моделей.
Для тонкостенных ручных и машинных
мотелей применяется серый чугун
марки СЧ 15-32 по ГОСТ 1412-54. Хи-
мический состав чугуна (в %): углерода
3,5—3,8, кремния 2,4—2,6, марганца
0,7—0,9, фосфора 0,3—0,6, серы — до
0,1. Для высоких, подвергающихся
сильному износу моделей машинной
формовки рекомендуется алюминиево-
медистый сплав марки АЛ-12 по ГОСТ
2685-53. Температура плавления сплава
640° С, удельный вес 2.9, усадка 1,2%.
Для ручных и машинных моделей всех
размеров пригоден сплав марки АЛ-13
по ГОСТ 2685-53. Температура плавле-
ния 630° С, удельный вес 2,8, усадка 1%.
Для отливки моделей по изделию при-
меняется безусадочный и легкоплавкий
модельный сплав состава: свинца 45%,
висмута 55%.
Точность изготовления моделей. В со-
ответствии с классом точности отли-
вок по ГОСТ 1855-45 и 2009-43 де-
ревянные модели изготовляются трех
классов точности с предельными откло-
нениями от размеров согласно табл. 16.
Для металлических моделей точность
изготовления не должна быть ниже
1 класса.
Габлица 16
Измеряемый размер на модели в мм Класс точности молелей
Тип производства
Крупно- серийное Серийное Единич- ное
Предельные отклонении в мл(±)
До 80 50—100 100-200 йю—зло 300-500 500-800 800-1200 1ал-15ю 1800—2600 Свыше 2000 0.2 0.3 0.4 0,5 0.5 0.8 1 1 1 1.» 0.3 0.4 0,5 0,8 0.8 1 1 1,8 2 2 0.5 0.5 0.8 1 1 1.5 1.5 2 3 3
Окраска деревянных моделей. В ка-
честве основных цветов окраски дере-
вянных модельных комплектов согласно
ГОСТ 2413-44 рекомендуется красный
цвет для моделей отливок из черных
сплавов и желты*1 цвет для моделей
отливок из цветных сплавов.
Отдельные части и поверхности мо-
делей должны окрашиваться следующим
образом. Поверхности отливок, подвер-
гающиеся механической обработке, —
черные округлые пятна по основному
красному или желтому фону; стержне-
вые знаки — черная сплошная окраска;
места установки отъемных частей —
окантовка черной полосой; ребра жест-
кости, подлежащие заделке в форме
или в стержне, — черные косые полосы;
прибыли, приливы для лабораторных
испытаний отделяются от основного
тела отливки черной полосой.
Маркировка моделей. Модели н ка-
ждая отдельная или отъемная часть мо-
дельного комплекта должны иметь сле-
дующие примерные знаки маркировки:
номер детали, к которой относится мо-
дель, на всех частях комплекта; поряд-
ковый номер модельного комплекта с
буквой К на всех частях комплекта; ко-
личество стержневых ящиков в ком-
плекте с буквой Я на модели; номер
стержневого ящика соответственно оче-
редности простановки данного стержня
в форме с буквой Я на стержневом
ящике; количество отъемных или встав-
ных частей в модели или стержневом
ящике с буквами ОБ соответственно на
модели или на ящике.
Пример маркировки моделей детали
Б341013 первого комплекта с одним
ящиком и двумя отъемными частями:
для модели — Б341013 — К1-Я1-ОВ2;
для ящика — Б341013 — К1-Я1-
Маркировка выполняется клеймением
или набивными знаками на нерабочих
поверхностях моделей. У больших дере-
вянных моделей допускается маркировка
краской.
Припуски в моделях на усадку от-
ливок. Усадка отливок, происходящая
в связи с уменьшением объема охлаждае-
мого металла, учитывается при изгото-
влении моделей в процентах по формуле
k _ к»,
а
где а/ — начальный размер отливки при
затвердевании, соответствующий раз-
меру модели; а — конечный размер
охлажденной отливки. Величины усад-
ки k для различных литейных сплавов:
Материалы * в »(„
Чугун серый ........... .0,8—1
. белый........................1.5—2
, ковкий перлитный.............1,2—2
, ковкий ферритный ...... 1—1,5
. аустенитный (немагнитный). . 1,3—2
. высококремнистый.............1,5—2
. высокохромистый............. 1—1^5
22
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Материалы * в ’(о
Чугаль (сплав железа с алюминием) 2,5—2.7
Сталь углерохистая.............15—2
, марганцевая.............. . 2,5—3
Бронза оловянистая............ .1,0—1,5
. алюминиевая...............1,2—1,8
Латунь цинковая...............1,0—1,5
Алюминиевые сплавы мелистые ... 1,3—2,0
Силумин ...................... 1—1,2
Магниевые сплавы ........ .1.1—1.4
Наибольшую усадку лают отливки
простой формы, не имеющие толстых
стенок; паименьшую усадку — отливки
сложной коробчатой формы, ребристые
И крупные. Величина усадки уточняет-
ся практическим путем на пробных от-
ливках.
Формовочные уклоны. При наличии
в деталях конструктивных уклонов вы-
полнять формовочные уклоны не тре-
буется.
Формовочные уклоны согласно ГОСТ
3212-46 указываются либо размером а
и мм, либо н градусах — углом а
(табл. 17, фиг. 1).
Таблица 17
Формовочные уклоны (не более)
Высота модели в ми Модели металличе- ские Модели лереаянные
Формовка машинная Формовка ручная
а а в мм а а в ми В
До 20 3’ 1 3» 1 »•
20—50 1’15' 1.5 1 “30' 1.5 1’30'
50-100 0-45' 2 1-15- 2 1’15'
100-20) 0° 30' 2,5 0’45- 2.5 0’45'
200—300 <РЭ0' 3 0’30' 3 о’зо'
300-500 0“30' 4 0’30' 4 0»30'
500-800 — аж 5 0“30'
800-1000 —— аж 6 о’.ю'
1000—1200 —— — 7 0“30<
Свыше 1200 — ““ — 8 0’30'
Формовочные уклоны в зависимости
от характера поверхностей отливок (об-
рабатываемых или необрабатываемых),
условий работы (сопряжение с другими
деталями), а также величины допускае-
мых отклонений по размерам отливки вы-
полняются по одной из схем, показан-
ных на фиг. 1.
Для необрабатываемых поверхностей
формовочные уклоны принимаются
в плюс при толщине боковых стенок
до 8 мм; в плюс-минус при толщине
боковых стенок от 8 до 12 мм; в минус
при толщине Юрковых стенок больше
12 «jk. Для обрабатываемых поверхно-
стей формовочные уклоны принимаются
в плюс. Для поверхностей моделей,
образующих в литейных формах «бол-
ваны>, а также при изготовлении форм
0) в)
Фиг. I. Литейные уклоны в моделях: а —
уклон на увеличение толщины стенки; б —
уклон отливки на увеличение и уменьшение:
в — уклон на уменьшение
по глине величину формовочных укло-
нов рекомендуется увеличивать на 50—
100%, но не превышая 3е.
Галтели и закруглення. Галтели пре-
дупреждают образование в углах и ме-
стах сопряжения стенок отливок тре-
щин и пригара, а также облегчают изго-
товление литейных форм.
Галтели в деревянных моделях вы-
полняются следующими способами: под-
мазкой (шпаклевкой) по неразъем-
ным углам моделей II класса прочно-
сти при г < 5 мм и моделей 111 класса
прочности при г<8 мм; вклейкой
деревянных планок (фиг. 2) по неразъем-
Фиг. 2. Выполнение галтелей: о — вклейка
галтелей вдоль волокон древесины; б —
вклейка галтелей поперек волокон древеси-
ны: в — вредна галтелей по разъемному углу.
ным углам в моделях I класса проч-
ности для всех радиусов, в моделях
II класса — для радиусов больше
8 мм и в моделях 111 класса — для
радиусов 10 мм и более; врезкой дере-
вянных планок по разъемным углам
моделей I, 11 и 111 классов прочности,
В металлических моделях галтели вы-
полняются в металле в большинстве
случаев фрезерованием. Закругления
ТЕХНОЛОГИЯ ФОРМОВКИ
23
внешних углов выполняются снятием
материала моделей с угла.
Основы конструирования моделей.
При разработке конструкций моделей и
технологии их изготовления необходимо
считаться с рядом факторов, влияющих
на износ модели.
К ним относятся:
а) износ поверхностный в рабочей
части модели от абразивного воздей-
ствия формовочной смеси при на-
бивке;
б) износ рабочей поверхности модели
от применения рабочего инструмента
при набивке (удары трамбовкой, наколы
душником, износ от сгребающей ли-
нейки у ящиков);
в) износ и разрушение от напряже-
ний, возникающих в моделях под дей-
ствием сил при набивке формовочной
смеси (прогиб стенок, разрушение углов
в ящиках и т. д);
г) износ и разрушение от действия
сил и ударов при работе на встряхиваю-
щих и прессовых машинах;
д) износ и разрушение от раскола-
чивания моделей при освобождении
форм и стержней;
е) разрушение моделей от разбуха-
ния и усушки древесины.
Действие указанных факторов раз-
лично при разных условиях производ-
ства Меры предупреждения влияния их
на модели должны приниматься с таким
расчетом, чтобы износ модели происхо-
дил равномерно, а прочность молелей
обеспечивала заданное число съемов
форм и стержней.
Общая прочность модели зависит
главным образом от того, на какой
конструктивной основе, т. е. базе, она
изготовлена. Базой является основная
часть модели, которая определяет ее
размеры и форму. Она зависит в
первую очередь от конфигурации от-
ливки. Всякие дополнения к базе в
виде знаков, перемычек, ребер, бобы-
шек, утолщений и иных элементов кон-
струкции с точки «рения прочности не
играют такой роли, как сама база.
При конструировании модели базой изби-
рается основная часть отливки. Она
Должна изготовляться как можно проч-
нее в виде болванки, коробки, кольца,
Диска или рамки. Однако не всякая
отливка обладает такой базой. Иногда
отливка имеет причудливую конфигу-
рацию и все элементы ее недостаточно
прочны для принятия ид за базу.
В этих случаях необходимо для проч-
ности модели создавать искусственную
базу в виде подмодельной плиты, ребер
жесткости и т. д. Для деревянных
стержневых ящиков базой является
основа, связанная из досок в виде ко-
робки или полученная переклейкой
кусков древесины. От конструктив-
ной разработки базы модели и прочно-
сти ее изготовления зависит прочность
модели. От прочности базы зависит
сохранение размеров модели.
Стоимость моделей. Средняя стоимость
моделей в общей стоимости отливок
составляет от 3 до 10% и зависит от
отливаемого металла и степени исполь-
зования моделей. При чугунном литье
стоимость моделей на 20—30% выше,
чем при стальном, и на 50—60% выше,
чем при литье цветных сплавов. Цехо-
вая стоимость моделей складывается из
стоимости основных материалов (10—
15%), заработной платы модельщиков
(40—50%) и накладных расходов (40—
50%).
Трудовые затраты на металлические
модели составляют при массовом литье
2—3 часа, а при крупносерийном
литье 10—15 час. на 1 т отливок.
Хранение моделей огранизуется на
складе моделей, в промежуточных
кладовых и в формовочном отделении
цеха. Модели, относящиеся к одной
машине, хранятся по спецификации
на отдельном участке склада. В про-
межуточных кладовых литейных цехов
хранятся мелкие модели, по которым
формовка систематически повторяется.
Для хранения в кладовых и непо-
средственно на рабочем месте устраи-
ваются полки и стеллажи.
Каждая модель должна иметь кар-
точку-паспорт в двух экземплярах.
Один из них сопутствует модели при вы-
даче ее со склада, второй хранится на
складе моделей. В паспорт вносят
сведения о времени изготовления и со-
ставе модельного комплекта, стоимости
модели, сроках и объеме ремонта, дви-
жении модели в производстве и ее
использовании. В паспорте указывается
также место хранения модели на складе:
отделение, секция, полка.
ТЕХНОЛОГИЯ ФОРМОВКИ
Технологический процесс производ-
ства отливок состоит из следующих
операций: изготовления формы (фор-
мовка), изготовления стержней, залив-
ки формы жидким металлом, выбивки
24
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
остывших отливок из формы, очистки
и обрубки отливок.
Основной операцией, определяющей
качество отливки, является формовка—
процесс изготовления формы.
В литейном производстве различают
следующие виды форм.
Постоянные формы, изготов-
ляемые преимущественно из чугуна или
стали и выдерживающие сотни и тысячи
заливок; в зависимости от назначения
постоянные формы именуются изложни-
цами, кокилями и прессформамн.
Полупостоянные формы,
изготовляемые из высокоогнеупорных
формовочных смесей и выдерживающие
несколько десятков заливок,подвергаясь
после каждой заливки лишь неболь-
шим исправлениям.
Разовыеформы, используемые
для производства отливки только 1 раз,
после чего разрушаются; они изгото-
вляются из песчано-глинистых сме-
сей, а также из смесей песка с разными
другими связующими (жидкое стекло.
эмульсионные крепители, искусственные
смолы). Подформовкой обычно понимает-
ся процесс изготовления разовых форм.
Классификация способов формовки
Различают четыре способа изготовле-
ния форм: ручная формовка; машинная
формовка, при которой часть формовоч-
ных операций выполняется при помощи
механизмов; формовка в стержнях, пред-
ставляющая собой сборку форм из от-
дельных стержней, изготовленных руч-
ным или машинным способом; изгото-
вление скорлупчатых форм, собираемых
из тонкостенных оболочек. Выбор спо-
соба формовки зависит от очертания и
размеров детали, требуемой точности,
характера объема последующей меха-
нической обработки и серийности
отливки. Классификация способов
формовки и области преимущественного
их применения приведены в табл. 18.
Ручная формовка. Способы ручной
формовки изложены в табл 19.
Классификация способов формовки
Таблица It
Основной способ формовки Способы формовав Типовые отливки
Ручной (в мелкосерийном и серийном производстве) По молелн в почве и в опоках По шаблону По скелетным -моделям Разнообразные Тела вращения Весьма крупные
Машинный (о серийном и мас- совом производстве) На формовочных машинах: ручных пневматических: а) прессовых 6) встряхивающих и комби- нированных При помощи пескометов стацио- нарных и передвижных На пескодувных машинах Преимущественно мелкие То же Разнообразные То же Специальные
В стержнях (а серийном и мас- совом производстве) Сборка формы без жакета и с жакетом Сложной конфигурации, различ- ных размеров
Изготовление скорлупчатых форм На установках с ручным упра- влением На однопознпиоиных полуавто- матах На миогопоэиииониых автоматах • Мелкие и средние отливки повы- шенной точности То же
ТЕХНОЛОГИЯ ФОРМОВКИ
25
Таблица 19
Способы ручной формовка
I. Формовка по моделям
Формовка в почве
Открытая почвенная формовка
1. Укладка модели I на подготовленную в почве
цеха .постель* * формы е выровненной верхней
плоскостью и осаживание легкими уларами
молотка в землю иа всю высоту. Проверка го-
ризонтальности верхней плоскости модели ватер-
пасом 4. Утрамбовывание земли вокруг мо-
дели и выравнивание ее с верхом модели.
Прокалывание душником 3 вентиляционных ка
налов. Прорезание в форме литникового хода 6
и приемника 7 для слива металла. Выемка мо
дели при помощи подъемного крючка 2 и уста
иовка литниковой чаши 5.
Применяется для простых отливок в единич-
ном производстве (обычно не требующих обра-
ботки) е плоской верхней поверхностью (плиты,
колосники, шайбы, каркасы стержней и т. д.)
Формовка в опоках
Формовка в парных опоках
3. Набивка нижней опоки 3 по нижней половине
мотели, уложенной на полмолельиом щитке I.
Попорот нижней опоки вместе со щитком на 180*
и установка ее иа вы-
ровненную площадку
иа полу цеха
Укладка верхней поло-
вииымоделиЛ ианиж-
нюю половину 2 по
центрирующим ши-
пам или штырям.
Присыпание плоско-
сти разъема формы
разделительным пе-
ском. Набивка верх-
ней опоки с образова-
нием по отдельным
моделям выпора 5 н
литникового стояка 6.
Разборка формы на
две половины,выемка
моделей, отделка рабочих поверхностей формы,
установка стержней и окончательная сборка
Применяется для разных отливок по цельным или
разъемным моделям с плоским разъемом в
елниичиом и мелкосерийном производстве
Закрытая почвенная формовка
2, Разглаживание верхней плоскости образованной
по предыдущему способу формы, присыпание
сухим разделительным песком и перекрытие
опокой. Набивка опоки формовочной землей и
образование при атом по специальной модели
стояка, литникового хода и литниковой воронки.
Фиксация положения опоки колышками и снятие
опоки для выемки модели нз почвы и последую-
щей отделки формы. Простановка стержней по
фиксирующим колышкам и окончательная уста-
новка опоки
Применяется для разных по развесу отливок с
плоской и фигурной верхней поверхностью по
цельным или разъемным моделям и едиинч-
ном производстве
Формовка с подрезкой
а — отливка; б — иабивка нижней опоки;
в — выполнение подрезки; г — собранная
форма.
4. Подрезание ланцетом части земли у поверх-
ности разъем», препятствующей выемке модели
Применяется для отливок по цельным моделям
с кривой поверхностью разъема в единичном
производства
• Рлзиопидиости .постели* — мягкая и твердая — и способ их подготовки описаны в курсах
литейного пронзвоастна.
26
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Продолжение тебя. 1»
Формовка с фальшивой опокой
Формовка в трех опоках
1 — фальшивая олока; 2 — модель.
б. Специальная набивка особо тщательно уплот
венной формовочной смесью (иногда цементом
или гипсом) фальшивой опоки, играющей роль
фасонного подмодельиого щитка, позволяющего
при криволинейной поверхности разъема формы
вести процесс ее изготовления так же, как
н при формовке с плоским разъемом по схеме 2
Применяется для отливок по моделям с кривой
поверхностью разъема в мелкосерийном произ-
водстве
Формовка по моделям
с отъемными частями
а—набивка нижней опоки, б—собранная форма,
в. При наличии иа внешней стороне отливки вы-
ступов. ие позволяющих вынуть модель из
формы, соответствующие етим выступам части
модели делаются отъемными и крепятся к телу
модели иа шпонках или шпилькав. При выемке
модели из формы отъемные части остаются
в земле и удаляются отдельно
Применяется для отливок по моделям, не допу-
скающим разъема по всему сечению, в единич-
ном производстве
7. См. схему 3 формовки. Третья операция произ-
водится последовательно над средней опокой
и нал верхней опокой
Применяется для отливок по моделям, требую-
щим разъема по двум поверхностям, в единич-
ном и серийном производстве
II. Шаблонная формовка
Формовка по вращающемуся на
горизонтальном шпинделе шаблону
8. Отделка полости формы вращением шаблоне
вокруг горизонтальной оси, лежащей в пло-
скости разъема формы (шаблон соответствует
радиальному сечению отливки)
Применяется для отливок валков, труб и других
тел вращения вытянутой формы в единичном
производстве
Формовка по шаблону
на вертикальном шпинделе
9. Получение очертаний формы в нижией опоке
по шаблону, вращающемуся на вертикальном
шпинделе. Очертания формы я верхней опоке
получают также при помощи шаблона
Применяется для отливки цилиндров, крышек,
котлов, баков н других тел вращения цилиндри-
ческой и конической формы
Формовка по протяжным шаблонам
10. Получение очертаний формы н стержня путем
движения плоского шаблона по направляющей
линии (форма шаблона соответствует сечению
отливки)
Применяется для отливки труб криволинейного
профиля, колен, патрубков
Формовка по скелетной модели
II, Модель изготовлена из отдельных ребер, тол
шина которых соответствует толщине стеиок
отливки. При формовке земля из окон между
ребрами модели выгребается при помощи про-
тяжного шаблона, выступающая рабочая часть
которого по высоте равна толщине ребра, а по
длине — ширине окна
Применяется для крупных отливок различной
конфигурации, формуемых а глине или по кир
пичу
ТЕХНОЛОГИЯ ФОРМОВКИ
27
Машинная формовка. При формовке
на машинах механизируется уплотнение
формовочной смеси в опоке или выемка
модели из формы, или обе операции
вместе. В отдельных случаях механи-
зируется также засыпка* формовочной
смеси в опоки.
Способы уплотнения формовочной
смеси при машинной формовке приве-
дены в табл. 20, способы отделения фор-
мы от моделей — в табл. 21.
Формовочные машины. Фор-
мовочные машины бывают ручные, пне-
вматические, гидравлические, механи-
ческие, электромагнитные.
В современных литейных цехах при-
меняются почти исключительно пневма-
тические формовочные машины, а также
механические, уплотняющие формы цен-
тробежной силой (пескометы).
Классификация типов формовочных
машин приведена в табл. 22.
В современном машиностроении ма-
шинная формовка все шире начинает
применяться в мелкосерийном производ-
стве крупного литья. В частности, в тя-
желом машиностроении применяются
формовочные пневматические встряхи-
вающие машины с перекидным и вы-
тяжным столами грузоподъемностью 5,
10 и 17 т, а также крупные встряхи-
вающие столы грузоподъемностью 40 т.
Пескометы являются универсальными
машинами для заполнения опок формо-
вочной смесью с одновременным ее
уплотнением. В стационарном исполне-
нии пескометы используются при поточ-
ном производстве в сочетании с руч-
ными протяжными машинами, устано-
вленными на карусели. На таких уста-
Способы машинной формовки
Таблица 20
Способ формовки Характеристика и последователь- ность операций Преимущества и недостатки Область применения
1. Уплотнение прессованием ) Верхнее прес- сован не 1 £—1 Наполнение формовочной смесью опоки 3 и поставленной на ней наполнительной рамки 4. Спрессовывание формовочной смеси » олоке; стол машины ) с монтированной на нем мо- дельной плитой 2 при прессо- Простота метола и конструкции формо- вочной машины и молельной плиты; высокая производи- тельность Неравномерность уплотненна формы по высоте Относительно простые отливкн в формах небольшой высоты (150 - 250 ММ)
4 1 ваннн поднимаете» вверх, прес- совая колодка 6, укоеплеиная на неподвижной траверсе 5,
J 1
12 \ 1 входя внутрь наполнительной
раыкн, спрессовывает смесь
б) Нижнее прес- сование При движении модельной плиты вверх ворессованне избыточной смеси, находящейся пол опо- кой 1 в пространстве между Уплотнение формы наиболее интенсив- но у поверхности, прилегающей к мо- Ограничена отдель- ными случаями пользования специ- альными формовоч-
н р подвижной модельной плитой 2 и неподвижным столом маши- ны 3, в опоку 1, прижатую к прессовой траверсе 4 делам Неравномерность уплотненна формы по высоте. Слож- ность конструкции машины и модель- ной плиты ними машинами
К?
X Уплотнение встряхиванием t Уплотнение смеси живой силой удара при каждом падении с высоты 25-80 мм стола ма- шины (с закрепленной на нем молельной плитой и опокой с формовочной смесью). При многократном встряхивании (от 40 до 80 ударов) степень уплот- нения нарастает с каждым уда- ром. Число ударов машины — до 120-140 в минуту Форма уплотнается наиболее сильно у поверхности модели. Высокая производи- тельность, универ- сальность Неравномерность уплотнения формы по высоте. Слабое уплотнение верхней части формы Формы в опоках всех размеров. При вы- соте опоки более 150 мм обязательно дополнительное уплотнение верха формы трамбовани- ем вручную или прессованием
28
ТЕХНОЛОГИЯ ЛИТЕЯНОГО ПРОИЗВОДСТВА
Продолжение табл. X
Способ формовки
Характеристика и последователь-
ность операций
3. Уплотнение центробеж-
ной силой
bw.wwswww),
Захватывай ие поступающей по
транспортеру через отверстие 1
формовочной смеси ковшиком 2
пескометной головки 3, делаю-
щей около 1&Ю оборотов в ми-
нуту, и забрасывание ее с
большой скоростью в опоку.
Уплотнение за счет живой силы
улара смеси о модель, стенки
опоки или нижележащие слон
формы. Степень уплотнения
зависит от числа оборотов
ковшика и скорости перемеще-
ния головки по поверхности
опоки
Преимущества и жедостатки Область применения
Равномерное уплотнение формы по высо- те. Механиза- ция засыпки формовочной смеси в опоку. Высокая произ- водительность. Универсаль- ность В единичном и серий- ном производств набивка опок круп* ных размеров. В крупносерийном и массовом производ- стве набивка опок крупных и средних размеров; пескомет работает в сочетании с протяжными маши- нами, установленны- ми на карусели
4. Уплотнение сжатым
воздухом (пескодувный
процесс)
сжатия
tutyna
Увлеченная сжатым воздухом
формовочная смесь нз резер-
вуара 1 вдувается в опоку 3
через отверстие 2 в донной
плите. Воздух выхолит через
отверстия 4 в опоке, уплотняя
при этом форму. Равкомер.
ность и степень уплотнения
регулируются расположением
и размерами вдувных 2 и иен
тнляционных отверстий 4
Может применяться
для набивки опок в
массовом производ-
стве (практически
применяется почти
исключительно для
кабинки стержней)
новках, отличающихся большой произ-
водительностью, возможно изготовлять
также стержни.
Пескометы передвижного типа, пере-
носные, передвигающиеся по наполь-
ным рельсовым путям или монтирован-
ные на велосипедном кране, применяют-
ся в литейных единичного и мелкосе-
рийного производства для набивки круп-
ных опок. Характеристика пескометов,
разработанных ЦКБЛО> приводится
в табл. 23.
Формовка в стержнях. Формы нз су-
хих стержней (без применения моделей)
собираются для отливки ответствен-
ных изделий со сложными наружными
и внутренними контурами* (например,
Таблица 21
Способы отделения формы от моделей
после уплотнения
опок
I. Польем опоки 1 с мо-
дельной плиты 2 при
помощи четырех
штифтов 3. В некото-
рых случаях подъем-
ные штифты связы-
ваются попарно или
ос* н образуют подъ-
емные ПЛАНКИ или
подъемную рамку
Применяется при формовке по простым мо-
делям небольшой высоты (без крутых ст*
иок), легко отделяемым от земли
ТЕХНОЛОГИЯ ФОРМОВКИ
29
Продолжение табл. 21
Гоблина 22
ПрОТЯЖКВ
модели
3. Опускание модели /
ОН ИЗ СОНО» COO1IICT-
ствуюшие ее конту-
рам вырезы продаж-
ной плиты 2
Подъем опок е протяжкой
3. Комбинация спосо-
бов 1 и 2. Подъем
опоки на протяжной
плите I, чем осуще-
ствляется протяжка
модели 2 сквозь со-
ответствующие ей вы-
резы в протяжной
плите
Применяется при фор-
мовке по высоким
трудно отделяемым от земли моделям,
особенно при наличии крутых стенок.
Сквозь плиту может протягиваться вся мо-
дель или отдельные ее части
Поворот опоки
Классификация типов формовочных машин
По способу уплотнения формы По способу прнве деиня а действие По способу отделения формы от моделей
Ручные Прессовые Встряхи- вающие Встряхи- вающие — прессовые Пескометы Ручные • 1. Ручные* 2. Пневма- тические 3. Гидра одические* 4. Электро- магнитные* 1. Ручные* 2. Пневма- тические 1. Пневма- тические 1. Механи- ческие 1) Со штифтовым подъ- емом опок. 2) Про- тяжные 1) С ручным съемом опок. 2) Со штифто- вым подъемом опок 1) С ручным съемом опок. 2) Со штифто- вым подъемом опок. 3) С рамочным подъемом опок. 4) С поворотным столом. 5) С пере- кидным столом 1) С ручным съемом опок. 2) Со штифто- вым подъемом опок. 3) Протяжные. 4) С поворотным столом
Примечание. Типы машин, отмечен- ные *, в современных литейных цехах приме- няются в редких случаях.
4. а) Поворот стола формовочной машины
вместе с монтированной на нем модельной
плитой и формой на 180'’ вокруг горизон-
тальной оси. Подведение
пол опоку прием-
ного устройства
и подъем формо-
вочного стола с
моделью вверх
б) Поворот стола
формовочной ма-
шины иа 18£Н (пе-
рекидывается)
вокруг осн. рас-
положенной вне
его. Отделение
формы от непо-
движной модели
стола
формовке по высоким
трудно отделяемым от земли моделям при
наличии в форме массивных земляных бол-
ванов или глубоких полостей
J
при опускании приемного
Применяется при
цилиндры для двигателей с воздушным
охлаждением).
При изготовлении мелких и средних
деталей сборка ведется в обработанных
алюминиевых или чугунных ящиках
специальной конструкции — жакетах.
Сборка форм из стержней может
производиться без жакетов путем стя-
гивания стержней болтами или струбци-
нами. При производстве крупного литья
сборка форм из стержней производится
в специально подготовленных водоне-
проницаемых ямах.
Изготовление скорлупчатых форм
Нагретую до 200 — 250° С односторон-
нюю металлическую модельную плиту
с металлическими моделями покры-
вают формовочной смесью из песка и
термореактнвной искусственной смолы
(обычно фенолформальдегидной). Под
действием тепла плиты смола в слое
смеси, прилегающем к плите, плавится.
30
ТЕХНОЛОГИЯ ЛИТЕЯНОГО ПРОИЗВОДСТВА
Таблица 23
Характеристика пескометов конструкции ЦКБЛО
Показатель Тип пескомета
Стационарный Передвижной на железнодо- рожной колее Передвижкой велосипедного типа
Производительность в лЧчае ...... Площадь, обслуживаема! метгтельной головкой, аж1-. ........... Наибольший радиус набивки в м .... Наименьший . . . . . Высота выходного отверстии в головке над уровнем пола в м: наибольшая наименьшая Объем сменного бункера в ж* Расход влектроэнергни на 1 ж* набивае- мой земли в квт-ч ........... Габариты пескомета а мм ........ to 28 4.0 1,83 2,0 1.2 4.5 2,24 Ручное 9765X1950X4430 16 28 (без передви- жения) 4.0 1,83 2,0 1.2 4,5 6.0 Ручное 9700X1950X4350 До 2S 20 (без передви- жения) 6.8 2.05 1,865 1.22 1,0 С рабочего места на метательной головке 9640X4070X5300
и на модельной плите образуется одно-
родная песчано-смоляная оболочка тол-
щиной 3—10 мм. После удаления избытка
смеси модельная плита с образовавшейся
на ней полутвердой оболочкой посту-
пает печь, где заканчивается процесс
отверждения смолы и спекания обо-
лочки. Твердая оболочка, представляю-
щая полуформу, с помощью штифтов
снимается с модельной плиты и спари-
вается с другой оболочкой-полуфор-
мой, при этом в форму проставляются
необходимые стержни. Полученная скор-
лупчатая форма заливается, как обыч-
ная. Полуформы между собой скре-
пляются пружинными зажимами, струб-
цинами, болтами или склеиваются.
Размерная точность отливок, полу-
чаемых в скорлупчатых формах, 0,3—
0.7 мм на 100 ми, в отдельных случаях
0.2 мм на 100 мм в направлениях, не
пересекающих разъем формы. Чистота
поверхности выше, чем у обычного
литья в землю и в стержнях.
Область применения данного способа
формовки — массовое и серийное произ-
водство мелких и средних отливок
из сплавов черных и цветных металлов.
Сушка форм'
В результате сушки формы (так же
как и стержни) приобретают газопрони-
цаемость и прочность в связи с нали-
чием в смесях связующих веществ:
глины, масел, пеков и т. п„ обладающих
клейкостью в сыром и прочностью в
сухом состоянии. Сухие формы приме-
няются только в единичном и мел-
косерийном производстве крупных слож-
ных отливок. Поверхностная подсушка
формы имеет место также в крупносе-
рийном производстве. Для сушки форм
применяются камерные и переносные
сушила, а также сушила непрерывного
действия. Подсушивание поверхности
форм производится как в переносных
сушилах, так и в сушилах непрерыв-
ного действия. Для подсушки форм поль-
зуются также газовыми горелками и
стационарными или переносными реф-
лекторными сушилами с инфракрасным
излучением.
Сборка форм
Сборка форм состоит из установки
стержней, спаривания опок, установки
литниковых и выпорных чаш и нагрузки
форм. При сырой формовке процесс
сборки следует непосредственно заотдел-
кой формы. При сухой формовке перед
сборкой обязательно исправление дефек-
тов формы, обнаруженных после сушки.
Основная операция сборки форм —
установка стержней в большинстве слу-
чаев в нижнюю часть формы. Для обес-
печения правильности установки стерж-
ней применяются специальные ша-
блоны
Наиболее точным способом сборки
сложных форм является узловая сборка.
В отличие от обычного способа после-
довательной установки стержней одного
ТЕХНОЛОГИЯ ФОРМОЙКй
31
<а другим при узловой сборке большин-
ство стержней опускают одновременно
в специальном кондукторе.
Если знаки не обеспечивают устой-
чивого положения стержпя в форме,
применяются дополнительные металли-
ческие опоры — жеребейки, изготовляе-
мые нз мягкой стали (для чугунных и
стальных отливок). Свариваясь с ме-
таллом, жеребейки остаются в теле от-
ливки.
Для лучшей свариваемости с от-
ливкой жеребейки предохраняются от
окисления посредством лужения или
омеднения.
В мелкосерийном и единичном про-
изводстве после установки стержней
в особо сложные формы производится
контрольное перекрытие опок, после
чего устанавливаются литниковые и вы-
порные чаши.
Во избежание подъема при заливке
верхней опоки под действием распла-
вленного металла части форм должны
быть плотно соединены между собой.
Для этой цели применяют грузы, струб-
цины, скобы, болты.
Технология производства стержней
Изготовление стержней. Стержни из-
готовляются преимущественно нз стерж-
невых смесей (см. выше).
Для увеличения газопроницаемости
стержни снабжаются вентиляционными
каналами, которые обычно стараются
выводить в знаки, не соприкасающиеся
с металлом при заливке. Для увеличе-
ния прочности стержни оснащаются кар-
касом (арматура) из стальной проволоки
или прутков, крупные каркасы иногда
отливаются из чугуна.
Стержни поступают на сборку форм
как в сыром виде, так и в сухом, наи-
большее применение имеют сухие стерж-
ни. Стержни изготовляются ручным спо-
собом или машинным. При изготовлении
вручную стержней, представляющих те-
ла вращения, пользуются шаблонами.
Небольшие стержни постоянного сече-
ния (круглого или многогранного) изго-
товляются на специальных машинах вы-
давливанием смеси сквозь мундштук
соответствующего внутреннего про-
филя.
Изготовленные стержни уклады-
ваются для сушки на снабженные вен-
тиляционными отверстиями металличе-
ские сушильные плиты или фасонные
изложницы (драйеры).
На фиг. 3 изображен разъемный
стержневой ящик для изготовления
стержня 2 простейшей конфигурации.
Стержневая смесь набивается в собран-
ный ящик 1 через верхний торец.
Фиг. 3.
В случаях, когда набивка стержне-
вого ящика через торцы невозможна
(фигурный стержень (фиг. 4)], каждая
половина его набивается отдельно. На
разъемах каждой из половин стержня
укладывается проволочный каркас и
прорезаются вентиляционные каналы.
после чего обе половины ящика спари-
ваются и ударами молотка плотно со-
единяются между собой (фиг. 5).
Для удобства производства и сушки
фигурные стержни иногда изготовляют
по половинам. Спаривание этих половин
может производиться путем склейки их
после сушки декстриновым клеем. Дру-
гой способ спаривания заключается в
том, что на половину стержня после
набивки половины ящика накладывается
предварительно изготовленная и просу-
шенная вторая половина, после чего
ящик поворачивается на 180° н стер-
жень опускается на сушильную плиту
сухой половиной вниз.
32
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
Таблица 24
Характеристика пескодувных стержневых машин конструкции ЦКБЛО
Показатель Назначение машины для стержней весом
до 1 кГ до 6 кГ до 15 кГ
Размеры стержневого ящика о мм... . Объем порции стержневой смеси ел,. Емкость песочной камеры ал ...... . бункера вл Количество выдувок в час Расход свободного воздуха на одну вы- Габариты машины в мм Наибольшие 280^150Х«Ю 1*1 3,85 360 0.015 1170X800X2*» Наибольшие 500X300X310 3.6 360 0,05 2200X1035X161S 450X 240X240 13.0 50 150 240 0.1 16ООХПЗОХ25О0
Часто применяется сборка стержня
из частей: части скрепляются «заклеп-
ками* путем заливки легкоплавким спла-
вом заранее подготовленных в соеди-
няемых частях стержня отверстий.
Для изготовления стержней приме-
няются машины тех же типов, что и
для изготовления форм. Прессовые ма-
шины применяются реже других. Весьма
распространены для изготовления стерж-
ней встряхивающие машины с перекид-
ным столом. Заполнение ящика стерж-
невой смесью, уплотнение смеси
встряхиванием, опрокидывание стола и
отделение стержня от ящика произво-
дятся на машине вручную. Для изгото-
вления крупных стержней пользуются
пневматическими встряхивающими фор-
мовочными машинами с перекидными
столами разных размеров. Применяют
также универсальные встряхивающие
столы, начиная с самых малых разме-
ров.
В массовом производстве используют
пескомет в сочетании с каруселью для
поточной организации работ по выемке
стержней из ящиков и их подготовке
к набивке.
Изготовление стержней на пескодув-
ных машинах является высокопроизво-
дительным процессом. Этим способом
могут изготовляться стержни самых раз-
нообразных размеров и конфигураций,
вплоть до самых сложных. Стержневая
смесь вдувается сжатым воздухом в
стержневой ящик, имеющий вентиля-
ционные отверстия («веиты») для выхо-
да воздуха. Операция заполнения стерж-
невого ящика длится 5—7 сек. Тре-
буется хорошая организация работ по
подаче стержневых ящиков и выемке из
них готовых стержней для того, чтобы в
достаточной мере использовать машин-
ное время.
В табл. 24 приведена характеристика
пескодувных стержневых машин.
Сушка стержней. Затвердевание свя-
зующего вещества в зависимости от
его природы происходит в результате
удаления влаги или растворителя, окис-
ления или плавления. В зависимости от
вида стержневой смеси устанавливаются
следующие пределы температур сушки:
Стержневые смеси Темпе-
р.г^
Песчаио-масляные.......... . . . 220—230
Песчаные ин реыатоле ... . 220—250
* , окисленном петролатуме 220—240
. . сланцевой смоле . . . 220—240
. . бифтале .................200—220
. . синтетических смолах . . 150—200
Песчано-глинистые на водораствори-
мых связующих .................160-180
Песчано-глинистые на комбинирован-
ных пековых связующих ...... 220—240
Песчаные безводные на пековых свя-
зующих ........................ 230—250
Глинистые .............. 325
Продолжительность сушки зависит
от сечения стержней и их объема
(см. табл. 25). а также от природы свя-
зующих. При органических связующих
продолжительность сушки колеблется в
пределах 1—4 час.: стержни, в которых
Таблица 2S
Продолжительность сушки стержне#
Объем стержней в дм‘ Продолжительность сушки а час.
Стержни ив органических крепителях Стержни глинистые
До 1 1-2 2-3
1-15 2-3 4 5
16-25 3-4 6-7
25-50 4-5 8-9
51-100 5-5 10-11
Свыше 100 6-7 12-16
F
ТЕХНОЛОГИЯ ФОРМОВКИ
33
связующим служит глина, требуют дли-
тельной сушки — от 6 до 16 час. (при
температуре до 300—350° С).
Для сушки стержней из смесей на
искусственных смолах требуется в за-
висимости от их объема и типа сушиль-
ной установки от 2—3 до 30—40 мин.
Для сушки стержней применяются су-
шила камерные (периодического дей-
ствия) и непрерывно действующие. Для
аналогичные сушилам для <
ной загрузкой или выкатно!
Фаг. 0.
сушки крупных стержней применяются
сушильные камеры большой емкости,
>рм с руч-
тележкой.
В литейных серийного производства
для средних и мелких стержней часто
используются камерные сушила с за-
грузкой стержней автокарами на эта-
жерках. Для сушки мелких стержней
весьма удобны сушильные шкафы с вы-
движными или секторными полками.
Непрерывно действующие или кон-
вейерные сушила применяются в массо-
вом и крупносерийном производстве.
Стержни в них сушатся на полках эта-
жерок, подвешенных к цепному кон-
вейеру, проходящему внутри сушила.
В вертикальных непрерывно дей-
ствующих сушилах этажерки подве-
шены к вертикально замкнутому двух-
3 Том В 1412
линейному конвейеру (фиг. 6). Рецирку-
лирующие продукты горения из топки,
расположенной над загрузочным окном,
распределяются таким образом, что в
верхней части сушила, примерно на 2/8
его высоты, создается температура суш-
ки. Ниже этого уровня со стороны за-
грузки находится зона нагрева, с дру-
гой стороны — зона охлаждения.
В горизонтальных непрерывно дей-
ствующих сушилах этажерки подвешены
к однолинейному горизонтально замкну-
тому конвейеру, трасса которого допу-
скает также изгибы в вертикальной
плоскости. Топка сушила расположена
вне его рабочего пространства и сооб-
щается с последним разветвленными
трубопроводами для рециркулирующих
продуктов горения. Внутри печи про-
ходят 2, 3 и 4 ветви конвейера, причем
печь по ходу конвейера делится на 3
зоны —нагрева, сушки и охлаждения,
отделенные друг от друга перегород-
ками.
Качество сушки в непрерывно дей-
ствующих печах выше, а расход топлива
ниже, чем в камерных, и их предпочи-
тают во всех случаях, когда это допу-
скается ассортиментом стержней и мас-
штабом производства.
Сборка стержневых комплектов. После
сушки стержни подвергаются отделке
для получения нужных размеров
и качества поверхности. Перед сбор-
кой форы стержни обязательно подвер-
гаются размерному контролю, осуще-
ствляемому в единичном и мелкосерий-
ном производстве универсальным из-
мерительным инструментом или про-
стейшими шаблонами, а в массовом —
шаблонами и более сложными контроль-
ными приспособлениями.
Стержни (как и рабочие поверхно-
сти полости формы) в некоторых слу-
чаях подвергаются окраске для получе-
ния более гладкой поверхности отливки.
В качестве красителей применяются в
мелкодисперсном виде огнеупорные ма-
териалы, графит, маршалит, тальк, взве-
шенные в воде или другой жидкости,
иногда с добавлением глинистых или
органических связующих.
Литниковые системы
Назначение литниковой системы —
обеспечить плавный безударный подвод
металла в форму, регулировать термо-
физические явления в форме для полу-
чения здоровой отливки и предохранить
34
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
форму от попадания в нее шлаковых
включений и засора земли. Элементами
нормальной литниковой системы явля-
ются (фиг. 7) литниковая чаша /, стояк 2,
шлакоуловитель 3,
питатели 4, подводя-
щие металл непосред-
_ ственно к отливке,
I Г I Вся литниковая си-
11,2 стема при заливке
|Т должна быть напол-
х-11 . ненной во избежание
засасывания в форму
шлаков и атмосфер-
иого воздуха.
*•*В производстве
отливок из серого
Фиг. т. чугуна при подборе
сечения элементов
литниковой системы следует руковод-
ствоваться правилом, по которому се-
чение стояка должно быть больше се-
чения шлакоуловителя, а сечение шла-
коуловителя больше суммарного се-
чения питателей, т. е.
> FMj > S Fлит-
В чугунолитейных массового произ-
водства широко распространены литни-
ковые системы с тормозящим шлако-
уловителем — фильтровальной сеткой,
представляющей собой плоский стер-
жень, обычно песчано-масляный, с от-
верстиями для прохода металла (фиг. 8).
Фиг. 8.
Для лнтникбвых систем с фильтро-
вальными сетками соотношение
Fem • FСстка • • Fяит
берется от 0,8 : 0,7 : 1,2 : I до 1,2 : I :
: 1,2 : 1. Система при этом все же остается
запертой.
Практический расчет литниковой си-
стемы состоит в определении суммар-
ной площади сечения питателей и на-
значении сечений всех остальных эле-
ментов системы в зависимости от ско-
рости и времени заполнения форм ме-
таллом.
Литниковые системы для стального
литья относятся к категории «нетормо-
зящих» или «незапертых». Исходным
сечением, на основании которого опре-
деляются размеры всех остальных эле-
ментов литниковой системы, является
основание стояка.
СОВРЕМЕННЫЕ МЕТОДЫ ПИТАНИЯ
СТАЛЬНЫХ ОТЛИВОК [58], [25]
Процесс затвердевания жидкого ме-
талла в литейной форме и образование
фасонной отливки всегда сопровож-
дается линейной и объемной усадкой.
Затвердевание металла, происходящее
от периферии к центру, вызывает обра-
зование в отливках усадочных раковин.
Сталь отличается большей, чем другие
сплавы, величиной усадки. Вследствие
этого в стальных отливках образование
усадочных раковин и сопутствующих де-
фектов встречается чаще, чем при литье
из чугуна и некоторых других сплавов.
Объем усадочных раковин, образую-
щихся в стальных отливках и слитках,
в зависимости от химического состава
стали, веса и конфигурации отливки,
а также от условий заливки и затвер-
девания колеблется в пределах от 3
до 6%.
Усадочные раковины появляются в тех
местах, где сталь затвердевает в послед-
нюю очередь. Ниже усадочной рако-
вины находится зона усадочной рыхло-
ты, которая также снижает прочность
< главки.
Наиболее опасными в отношении
получения усадочных раковин явля-
ются узлы скопленияметаллаизамедлен-
ного отвода тепла.
Конструктивное усовершенствование
отливок является одним из действенных
способов улучшения их качества. Од-
нако во многих случаях эти усовершен-
ствования не позволяют полностью
предохранить отливки от образования
в них дефектов усадочного происхож-
дения.
Полная объемная усадка складывается
из усадки металла в жидком состоянии,
а интервале температур от начала до
конца затвердевания, от конца затвер-
девания до температуры окружающей
среды.
СОВРЕМЕННЫЕ МЕТОДЫ ПИТАНИЯ СТАЛЬНЫХ ОТЛИВОК
35
Для предупреждения образования в
отливках усадочных раковин широко
применяются так называемые прибыли,
являющиеся искусственными резервуа-
рами жидкого металла, питающими им
отливку в продолжение всего периода
ее затвердевания. Металлом, посту-
пающим из прибыли, непрерывно ком-
пенсируется объемная усадка затвер-
девающей отливки.
До последнего времени для питания
стальных отливок применялись массив-
ные открытые прибыли. В результате
большого расхода стали на прибыли
выход годного стального литья соста-
влял 30—50%, но и при этом частым
явлением в производстве являются дефек-
ты отливок усадочного происхождения.
В основу современных методов пита-
ния стальных отливок легли указания
великого русского ученого металлурга
Д. К. Чернова, установившего еще в
конце прошлого столетия, что самым
рациональным методом получения плот-
ной отливки является метод всесторон-
него газового давления во время кри-
сталлизации.
В 1935 г. метод Д. К. Чернова для
производства литья из алюминиевых
сплавов был с успехом применен акад.
А. А. Бочваром и А. Г. Спасским.
Обычная открытая или закрытая при-
быль может действовать только в том
случае, если она расположена выше
отливки.
При уравновешенности ферростатиче-
ского давления металла в отливке и при-
были никакого движения жидкой стали
из прибыли в отливку не происходит,
и отливка, не получая питания, затвер-
девает с усадочными раковинами.
При создании в полости прибыли,
в которой находится жидкий металл,
в процессе затвердевания отливки до-
полнительного давления последнее,
складываясь с силой ферростатического
давления, обеспечивает наилучшие усло-
вия питания.
Закрытые низкорасположенные при-
были, действующие под давлением, мо-
гут питать отливки, высота которых
превышает высоту прибыли.
Существует несколько способов со-
здания давления в прибылях. К ним
относятся:
I) использование атмосферного да-
вления;
2) получение повышенного давления
в прибыли с одновременным науглеро-
живанием жидкой стали и удлинением
3*
за этот счет интервала между началом
и концом затвердевания металла в при-
были.
3) давление, создаваемое в прибыли
в результате интенсивного газообразо-
вания специально вводимого газотвор-
ного вещества, сопровождающегося экзо-
термическим процессом разогрева ме-
талла прибыли;
4) давление, создаваемое в прибыли
в результате газообразования вводи-
мого газотворного вещества, сопровож-
дающегося эндотермическим процессом
поглощения тепла прибыли;
5) создание в прибыли избыточного
давления в момент кристаллизации ме-
талла в форме с помощью сжатого воз-
духа.
Для использования атмосферного да-
вления в полость прибыли вставляется
керамический негазотворный стерженек
с небольшим отверстием в центре.
Погружаемая в прибыль часть стержня
доводится до теплового центра прибыли.
В этом случае будет предупреждена
кристаллизация металла на стерженьке,
и он будет служить проводником атмо-
сферного давления. Последнее будет
действовать на жидкий металл прибыли,
пока в ней будет оставаться разрежение.
Избыточное давление, превышающее
атмосферное, может быть получено при
применении графитовых или угольных
стерженьков. Достигаемое при этом
сочетание трех факторов: а) повышен-
ного давления, б) экзотермической реак-
ции горения углерода и частичной ком-
пенсации за счет этого тепловых по-
терь металла прибыли и в) науглерожи-
вания металла в прибыли позволяет
сократить до минимума расход металла
на прибыль.
Отрицательным моментом в исполь-
зовании графитовых или угольных стер-
жней является опасность науглерожива-
ния металла отливки и получения по-
вышенного содержания углерода в зо-
нах, расположенных вблизи прибыли.
Применение специального газотвор-
ного экзотермического «заряда», ко-
торый выделяет газы, создающие в при-
были повышенное давление без наугле-
роживания стали, является также весь-
ма эффективным средством улучшения
питания отливок. Для этой цели могут
быть использованы, например, мел,
смесь окалины, графита и термита с
жидким стеклом. Заряд, приготовлен-
ный в шамотном или металлическом
патроне, подвешивается в полости
36
ТЕХНОЛОГИЯ ЛИТЕЯНОГО ПРОИЗВОДСТВА
прибыли и при заполнении прибыли ме-
таллом служит источником тепла для
подогрева металла прибыли и газов
для создания давления. Меняя состав
и количество газообразующеговещества,
можно создавать в прибыли большее
или меньшее давление. Изменяя коли-
чество экзотермических добавок, можно
регулировать количество сообщаемого
прибыли тепла.
Применение газоэкзотерыических за-
рядов требует создания условий, при
которых интенсивное газообразование
начиналось бы только после заполне-
ния формы металлом и образования на
периферии прибыли затвердевшей корки
металла.
Повышение развивающегося в при-
были газового давления должно быть
ограничено определенными пределами.
При слишком высоком давлении жидкий
металл прибыли может вытечь из
формы, прорвав корку затвердевающего
маталла. Подобные выбросы металла
из формы бывают также при прежде-
временном действии заряда. В этом
случае металл выбрасывается через
стояк литниковой системы.
Назначение шамотного патрона сво-
дится по существу к предупреждению
преждевременного газообразования за
ряда при разложении его под воздей-
ствием тепла жидкого металла. Про-
грев материала патрона требует некото-
рого количества тепла, отнимаемого у
металла прибыли, и как следствие
этого — увеличение размеров при-
были.
Газотворный стержень или патрон
устанавливается таким образом, чтобы
нижний конец его доходил до термиче-
ского
(фиг.
центра прибыли. Внутри стержня
9) делается небольшой сквозной
канал, через кото-
рый в момент за-
ливки и во вре-
мя затвердевания
отливки выпу-
скается из при-
были избыток га-
Фиг. 9. I — литник; ЗОВ.
1 — прибыль; — га- Применение дан-
метола для
отливки. обеспечения пи-
тания отливок
жидкой сталью в процессе их затверде-
вания оказалось вполне целесообразным
в условиях производства. Развиваемое
при этом в прибылях давление порядка
1,3—2,0 ат достаточно для. получения
плотного литья при высоком, доходя-
щем до 80—85%, выходе годного.
Эффективность действия открытых
прибылей может быть повышена за счет
создания над ними избыточного давле-
ния с помощью сжатого воздуха (фиг. 10).
Такой способ питания отливок может
быть применен только на крупном литье
Фиг. 10. I — форма, 2 — отливка; 3— при-
быль; « — теплоизоляционный материал; 5 —
стержень; 6 — трубка со сжатым воздухом;
1 — манометр; 8 — металлическая плита;
9 — опока.
относительно несложной конфигурации.
Для повсеместного распространения он
не может быть рекомендован.
Современные методы питания отли-
вок позволяют выпускать доброкаче-
ственное литье даже в тех случаях,
когда ранее из-за конструктивных
особенностей отдельных узлов отливки
это было невозможно. Закрытые при-
были небольшого размера могут быть
выполнены в стержнях и установлены
непосредственно у узлов скопления
материала (фиг. 11).
Возможны следующие типичные слу-
чаи расположения закрытых прнбы-
Фиг. II. / — питаемый узел
отливки; 7 —закрытая прибыль,
выполненная и стержне; 3 — га
зотвориый стержень.
лей, действующих под давлением, по
отношению к отливке:
а) прибыль располагается на одном
уровне с отливкой (фиг. 12);
б) прибыль устанавливается выше от-
ливки (фиг. 13):
ТЕХНОЛОГИЯ ВЫБИВКИ и очистки литья
37
в) у отдельных утолщенных мест от-
ливки устанавливают самостоятельные
прибыли, которые можно располагать
на различных по высоте уровнях.
Фиг. 12.
Фнг. 13.
Заливка может производиться с про
пуском всего металла через прибыль,
в этих случаях к концу заливки в при-
были будет самый горячий металл.
Указанные методы питания отливок
позволяют при высоком выходе годного
обеспечить получение качественного
стального литья сложной конфигурации.
ТЕХНОЛОГИЯ ВЫБИВКИ
И ОЧИСТКИ литья
В табл. 26 приведена технологиче-
ская схема обработки отливок после
заливки форм.
В табл. 27 даны основные характе-
ристики и указаны области примене-
ния механизмов для выбивки и очистки
литья.
Зачистка литья, удаление заусенцев и
следов отбитых литников и прибылей
производятся на различного типа уни-
версальных шлифовально-обдирочных
станках: двусторонних стационарных,
подвесных маятниковых, переносных
с гибким валом и т. д.
Шлифовальные круги применяются
главным образом карборундовые и
алундовыс.
Обрубка отливок, их опиливание и
зачистка производятся вручную с при-
менением ручного и пневматического
слесарного инструмента.
Таблица 26
Технологическая схема обработки отливок после заливки форм
Операции Способ выполнения Оборудование и приспособления
Выбивка форм Выбивка стержней из отливок Удаление литников и прибылей Очистка поверхности отливок Обрубка отливок (удаление заусен- цев и заливов, об- дирка поверхностей, прочистка и калиб- ровка отверстий) Технический контроль отливок Ручная выбивка Мехаинзироваипая вы бнока Ручная выбивка Механизированная вы- Ь.П’К.1 Отбивка вручную Резание газо-кислород- ным пламенем Машинное резание Очистка звездочками и обкатыванием Очистка сыпучими абразивами: а) квар- цевым песком, б) чу- гунной дробью Ручная обрубка Механическая обрубка Пневматический инструмент Подвесные вибраторы: а) челюстные, б) на тра- версе Выбивные решетки: а) пневматические вибрацион- ные, б) пневматические встряхивающие, в) ме- ханические вибрационные Прессовые механизмы Пневматический инструмент Вибраторы челюстные. Вибрационные машины. Гидравлические камеры Горелка-резак. Бензорез Пресс вксиентрнковый. Пила дисковая. Пила ленточная Барабаны: а) периодического действия, б) непре- рывно действующие Песко- дробеструйные машины пневматические: а) барабаны, б) камеры универсальные, в) ка- меры специальные Дробеметиые машины центробежные: а) бара- баны, б) камеры универсальные, в) камеры спе- циальные Пескогидравлнчеекне камеры Пневматической инструмент Точила: а) стационарные, б) маятниковые, в) пе- реносные Шлифовально-обдирочные станки: а) универсаль- ные, б) специальные Металлорежущие станки: а) сверлильные. 6) фре- зерные Контрольно-измерительный инструмент. Приборы для определенна твердости. Дефектоскопы. Приспособления для гидравлических испытаний
38
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Несмотря на простоту работ по об-
рубке и обдирке отливок, объем их на-
столько возрастает с увеличением мас-
штабов литейного производства, что
своевременным является создание спе-
циализированных фрезерных и шлифо-
вально-обдирочных станков длявыпол-
нения этих операций для определенных
отливок. На наиболее крупных заводах
массового производства такого рода
специализированные станки уже при-
меняются (ГАЗ имени Молотова).
Табло ца 27
Механизмы для выбивки и очистки литья
Мехапизи Назначение и характеристика Область применения
Челюстной ви- братор Подвесная вибра- ционная тра- верса Пневматическая вибрационная решетка Механическая вибрационная решетка Установка для автоматической выбивки форм Пневматическая вибрационная машина для вы- бивки стержней Г илравлическая камера для вы- бивки стержней Оборудование Оля выбивки Выбивка земли из опок и стержней из отливок. Челюсть вибратора, прикрепленная к его кор- пусу, при выбивке накладывается на стейку подвешенной опоки или отливки Выбнвка земли из опок. Подвешенные к траверсе вибраторы снабжены крючьями, которыми опоки захватываются за цапфы. Выбивка производится на весу. Грузоподъемность траверс — от 1 до 3 m Выбнвка земли из опок, устанавливаемых на балки, опирающиеся иа головки вибраторов. Земля просыпается сквозь свободно лежащую ре- шетку, отливки остаются иа решетке. Для вы- бивки тяжелых опок вместо вибраторов приме- няются механизмы, аналогичные встряхивающим механизмам формовочных машин. Грузоподъ- емность выбивных решеток — от 1 до 10 т и более Возбудителем вибраций является аксцентрикоаый или днсбалансяый механизм. Применяются ре- шетки горизонтальные и наклонные. В послед- нем случае одновременно с просеиванием земли отливки спускаются по решетке вниз в напра- влении уклона. Грузоподъемность — от 0,25 до 10 т и более Установка состоит из механической вибрационной решетки, на которую при помощи пневматиче- ского выталкивателя выдавливается содержимое опок — отливки н формовочная земля. Послед- ияя просеивается сквозь решетку вниз, а отлввки отводятся в сторону по уклону решетки. Формы для выбивки сталкиваются с литейного кон- вейера под выталкиватель при помощи пневма- тического толкателя. Последовательное включе- ние обоих пневматических механизмов произво- дится автоматически при помощи влектриче- ского ограничителя хода опок Удаленке стержней, оставшихся после выбивки, из формы в полости отливки. Отлнвкя зажи- мается в машине между упором и пневматиче- ским важимом, после чего включается вибра- тор. производящий выбивку стержня Стержни разрушаются и удаляются из отливок направленной на них струей воды под давле- нием до 125 ат. Преимущества — отсутствие пыли и возможность использования воды для удаления и промывки песка, который после отстаивания может быть повторно использован. При пользовании струей волы в смеси с песком достигается одновременно с выбивкой стержней также эффективная очистка поверхности отли- вок (пескогилравлнческая очистка). Отливки полаются в камеру на тележках или устанавли- ваются иа поворотный круг Единичное и мелкосе- рийное производство от- ливок мелкого и сред- него развесе Dee виды литейного про- изводства от единич- ного до массового для форм в пределах грузо- подъемности траверсы Л нтейные с механизиро- ванным непрерывным транспортом формовоч- ной земли «Питейные с механизирован- ным непрерывным транс- портом формовочной земли. В тяжелом маши- ностроении применяются мощные механические выбивные решетки грузо- подъемностью до 40 т Литейные с заливкой форм иа конвейере при стан- дартных размерах опок и отсутствии крестовин в инжиих опоках Серийное и массовое про- изводство Крупине отливки с массив- ными стержнями в еди- ничном и серийном про- изводстве
ТЕХНОЛОГИЯ ВЫПИВКИ и очистки литья
39
Продолжение табл. 27
Механизм Назначение и характеристика Область применения
Очистной барабан Песко-дробеструй- ный аппарат пневматический двухкамерный непрерывно действующий П еско-дробеструй- ная камера Пескоструйный барабан Центробежный дробеметный аппарат Дробеметный ба- рабан Дробеметиая ка- мера универ- сальная Дробеметиая ка- мера непре- рывно действую- щая • Очистка очисткой в яро абразива. • * Песко-дро иической точки очнсткн — дробе Оборудование для очистки литья Очистка поверхности отливок происходит вслед- ствие взаимного трения отливок при вращении барабана и истирающего действия засыпаемых в барабан звездочек из белого чугуна. Продол- жительность очистки 0.5-2 часа (в зависи- мости от характера отливок). Обязателен отсос пыли, выделяющейся по время очистки. Применя- ются барабаны круглого и квадратного сечения Очистка поверхности отливок струей сыпучего абразивного материала — песка или чугунной дроби пол давлением сжатого воздуха. Из ниж- ней камеры песок (или дробь) увлекается через отверстие крана сжатым воздухом по трубе и поступает через шланг к соплу для очистки литья. При помощи системы клапанов в нижней камере всегда обеспечивается надлежащий за- пас песка, поступающего из верхней камеры. В качестве абразива применяется сухой кварце- вый песок с остроугольными зернами размером 0,75-1.5 мм или чугунная дробь размером 0.5—1,5 им Подлежащие очистке отливки помещаются в ка- мере ва тележке или поворотном столе н очи- щаются струей песка (или дроби) из песко- струйного аппарата. Камера снабжается меха- низмами для возврата отработанного песка (или дроби) в песко-дробеструйный аппарат и вентиляционными устройствами Подлежащие очистке отливки помещаются в ба- рабан, при вращении которого они перекаты- ваются. подвергаясь одновременно действию струй песка из нескольких сопел, связанных шлангами с пескоструйным аппаратом Основной механизм для центробежной лробемет- ной очистки состоит нз двух параллельных дисков с радиальными лопатками между ними. Дробь поступает в центр колеса и при враще- нии «го со скоростью 2000—250U об(мнн выбра- сывается лопатками с большой скоростью в ра- бочую камеру на поверхность очищаемых от- ливок Полость барабана образуется изогнутым пластин- чатым конвейером, с фронта закрываемым под-ьемной крышкой. При движении конвейера загруженные в барабан отливки перекатываются н все нх поверхности становятся доступными действию непрерывной струн дроби, поступаю- щей сверху нз дробсметного аппарата. Про- должительность цикла очистки 10—15 мин. Отливки помещаются иа вращающемся стол», который вводится внутрь камеры где они под- вергаются дейстяию струи дроби нз одного или двух лробеметиых аппаратов. После очистки отливок с одной открытой действию дроби сто- роны их перевертывают н очищают снова Отливки подвешиваются на крючья горизон- тально замкнутого подвесного конвейера, про- ходящего сквозь камеру. Виутри последней от- ливки получают медленное вращательное дан жеиие и подставляют всю свою поверхность действию струй дроби из ряда дробемегпых аппаратов, монтированных вдоль камеры. Коли- чество дробеметиых аппаратов — от 2 до В обычных барабанах является тяжелой и трудоемкой беметных установках (барабаны, камеры) с центре беструйнья очистка отливок является весьма внергоеы зрения вредной операцией и постепенно вытесня меткой с центробежным разбрасыванием абразива и п Очистка отливок всех ви- дон и размеров в преде- лах, ограниченных воз- можностью укладки в ба- рабан донных размеров4 Очистка отливок всех ви- дов и размеров *♦. Аппарат применяется в сочетании с камерами и барабанами различных типов, куда помещаются подлежащие очистке от- ливки Единичное и мелкосерий- ное производство отли- вок среднего и крупного размеров Серийное производство мелких отливок Очистка отливок мелких и средних размеров в ка- мерах и барабанах раз- личных конструкций Серийное и массовое произ- водство отливок мелкого и среднего веса (до 253 кГ) Единичное и мелкосерий- ное производство отли- вок весом до 2000 к Г Литейные массового про* нзводства операцией и вытесняется бежным разбрасыванием кой. а с санитарно-гнгие- ется другими методами 1дравлической.
40
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
ПЛАВКА ЧУГУНА [14]. [25]. [61]. [40]
Печи для плавки чугуна
Выбор типа плавильного агрегата
для получения жидкого чугуна зависит
от следующих основных факторов:
1) химического состава, температуры
перегрева и назначения металла;
2) режима работы цеха;
3) объема выпуска;
4) развеса отливок;
5) источника тепловой энергии и др.
В современных литейных для плавки
чугуна используются вагранки, пламен-
ные печн, электрические печи (главным
образом дуговые и индукционные), ва-
гранка в сочетании с пламенной или
электрической печью (так называемый
двойной или дуплекс-процесс).
Основным плавильным агрегатом, по-
лучившим в чугунолитейном произ-
водствЪ повсеместное распространение,
является вагранка — русское изобре-
тение XVIII столетия.
Основные сырые материалы,
применяемые при плавке чугуна
Шихтовые материалы. Металлическая
шихта составляется из доменного литей-
ного (иногда н передельного) чугуна
(ГОСТ 4832-49. 4833-49. 4834-49. 805-49,
4831-49; ЧМТУ 3433-53; ЧМТУ 3432-53;
ЧМТУ 3431-53), чугунного и стального
лома (ГОСТ 2787-54), различных ферро-
сплавов, отходов собственного произ-
водства (литники, прибыли, брак, струж-
ка) с соблюдением примерных соотно-
шений отдельных составляющих: до-
менного чугуна 20—40%; чугунного лома
и собственных отходов 40—60%; сталь-
ного' лома до 40% и ферросплавов по
расчету. Металлическая шихта перед
плавкой должна быть соответствующим
образом подготовлена.
Топливо. Топливом для вагранок
служит литейный каменноуголбныи кокс
(ГОСТ 3340-49), литейный антрацит
(ГОСТ 18-49) и термоантрацит. •
В качестве заменителей указанных
видов топлива могут быть использо-
ваны доменный кокс (ГОСТ 513-54;
2014-53; 3132-46), торфяной кокс, дре-
весный уголь.
Топливом для пламенных печей явля-
ются различные сорта бурых и камен-
ных углей, а также мазут (ГОСТ 1501-52).
Различные горючие газы могут быть
использованы в качестве источника
тепла как при плавке в вагранке, так и
при плавке в пламенных печах. Основ-
ные свойства топлива приведены в т. I,
стр. 529.
Флюсы. В качестве флюсов в про-
цессе плавки чугуна применяют извест-
няк, доломит, плавиковый шпат, апа-
тит, мартеновский шлак. Наиболее рас-
пространенными и дешевыми флюсами
являются известняк и мартеновский
шлак.
Основное назначение флюсов — ошла-
кование золы топлива, неметалличе-
ских материалов, заносимых ших-
той, продуктов окисления плавки и
оплавившейся футеровки.
Огнеупоры. Для футеровки рабочего
пространства вагранок и пламенных
печей применяется главным образом
шамотный кирпич огнеупорностью не
ниже 1670° С (ГОСТ 390-54 и 3272-46).
При плавке в вагранках и печах с
основной футеровкой применяется ма-
гнезитовый или стабилизированный до-
ломитовый кирпич.
Плавка чугуна в вагранках
Конструкция вагранок. Вагранка
представляет собой обычную шахтную
противоточную печь.
Расплавленный чугун и образовав-
шийся шлак проходят между кусками
топлива холостой колоши и накапли-
ваются до выпуска в горне или в копиль-
нике.
Вагранка является единственным пла-
вильным агрегатом, позволяющим в те-
чение многих часов непрерывно пла-
вить металл для производства литья.
Часовая производительность вагра-
нок колеблется в широких пределах
в зависимости от ее размеров, харак-
тера исходных материалов, количества
подаваемого воздуха и конструкции. Ха-
рактеристики вагранок приведены в
табл 28.
Основные показатели плавки чугуна
в вагранке. Высота холостой колоши
кокса 600—1000 мм над основным рядом
фурм; высота р>.довой рабочей колоши
кокса 130—150 лмс; расход кокса на
1 т металлической шихты от 10 до 14%;
расход флюса от 25 до 35% веса кокса;
давление дутья от 400 до 1000 мм вод.
ст.; количество воздуха на I м2 сечения
вагранки в фурменном поясе 100—
150 м*/мин; температура перегрева чу-
гуна 1350—1440° С. При дутье с добав-
кой кислорода температура достигает
ПЛАВКА ЧУГУНА
41
£
Основные характеристики вагранок
жэ 22-25 2000 1 § S § 100 118
•ч- й 1800 001с § Я § 00 8 3 в а»
л 18-20 1700 2300 § 8 § Й S яйХф #оа
«ч ** 16-18 1600 ом § 8 § $ £
Я" <о т OOSI 8 <Ч § й § в 8 югорядной систе! 1ая производнтел
еч 12-14 1400 2000 § 3 § ео 8* •*»
X ж О» 10-12 1300 1900 £ S § * 8 хам с мн , уделы ЬКОСТИ-
№ Mrpai «о О 7 IA « 1200 1900 S 8 3’ *г W я 1 9'98 к вагран! ^юродом 1вп1ител ।
г» 7-8.5 ООП 1500 Я 5» 20,6 8 ' : . & § £ Н
<о 5.5-7 1000 1400 8 я 1 •о 21.3 5 8 11 i ! f
in ю •О •г § 1300 й я § 14.5 18.3 t i; з t * И
чг 13.5-4,5 § 0001 8 8 § 11.8 >5.5 | : одним ।
га 2.5-3,5 0001 8 2 § ОС «О i откосятся к вагранкам с >аник па по форы ютью от
СЧ ю 1 § § ° о S СЧ «о О> □те aarj. [еляется тся емкс
- 0.7-1 § g я ы> § 1 1 81 г Иг
л 2 2 S Часовая производитель- ность* в т . . ... Внутренний диаметр шах- ты в плоскости фурм в мм ..... Наружный диаметр кожу ха в мм Расход воздуха в мЧмик Мощность мотора венти- лятора в л. г. . . Диаметр воздухопровода в мм Полный вес вагранки в ла: а) без копильника ... 6) с копильником . . . * Меньшие величины Примечание. I Площадь сечеииа фу i ! £
42
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
1500“ С; температура отходящих газов на
колошнике 400—500* С; соотношение
COj : СО в отходящих газах равно от
50 : 50 до 70 : 30; время нахождения
шихты в вагранке от момента завалки
до расплавления 25—45 мин.
Физико-химические особенности про-
цесса плавки чугуна в вагранке. Основ-
ным источником тепла для расплавле-
ния и перегрева чугуна в вагранке
является горение углерода топлива,
происходящее по следующим реак-
циям:
с+4* °»= с°;
С+Ог = СО2;
со + 4" о»= сог.
Наряду с реакциями окисления угле-
рода топлива, протекающими с выде-
лением тепла, в вагранке происходит
реакция восстановления углекислого га-
за углеродом с образованием окиси угле-
рода.
Условно по характеру процессов взаи-
модействия углерода топлива с кисло-
родом дутья вагранка может быть раз-
делена на четыре зоны. Процессы,
происходящие в отдельных зонах ва-
гранки, следующие.
I. Зов а горна. Процессы окисле-
ния практически не протекают. Газо-
вая фаза состоит в основном нз окиси
углерода. Жидкая фаза — металл и
шлак, твердая фаза — раскаленный
кокс.
2. Кислородная зона (рас-
положена над фурмами). Интенсивное
горение топлива. Газовая фаза состоит
из углекислого газа, окиси углерода,
кислорода и азота. Чугун расплавлен.
3. Восстановительная з о-
н а. Развита реакция восстановления
углекислого газа углеродом с образо-
ванием окиси углерода. Происходит рас-
плавление подогретого в четвертой зоне
чугуна.
4. Зона подготовки и по-
догрева шихты. Подогрев топли-
ва н шихты. Химическое взаимодействие
между продуктами горения, твердой
шихтой и топливом. Диссоциация изве-
стняка.
Наряду с расплавлением чугуна в
вагранках должен достигаться высокий
его перегрев. Основными факторами,
обеспечивающими получение высокой
степени перегрева чугуна, являются
увеличение (до определенных пределов)
количества нагнетаемого в вагранку
воздуха и расхода топлива; увеличение
прочности и горючести топлива; исполь-
зование кокса оптимального размера;
подготовка кокса к плавке и его сорти-
ровка (этим можно добиться получения
температуры выпуска чугуна выше
1420° С); подогрев дутья; кондициониро-
вание дутья; правильная подготовка
шихты и грамотное ведение процесса
плавки; плавка с добавлением кисло-
рода к дутью.
В процессе плавки чугуна в вагранке
происходит изменение его химического
состава. Следствием этого является угар
одних элементов чугуна и увеличение
содержания других. Как правило, в
процессе плавки в чугуне снижается
содержание железа, кремния и мар-
ганца.
Наиболее неблагоприятными факто-
рами являются значительное увеличение
содержания серы в металле и некоторое
относительно малое увеличение содер-
жания фосфора.
Только в вагранках с основной футе-
ровкой при определенных условиях плав-
ки содержание серы и фосфора может
быть снижено.
Изменение содержания углерода за-
висит от ряда факторов.
Факторы, способствующие увеличе-
нию содержания углерода в процессе
плавки в вагранке: повышение темпе-
ратуры плавки, увеличение расхода
кокса, повышение содержания марганца,
высокий горн, низкое содержание угле-
рода в шихте, основная футеровка.
Факторы, влияющие на снижение
содержания углерода в переплавляе-
мом чугуне: добавление стального скра-
па к шихте, повышенное содержание
кремния, высокое исходное содержа-
ние углерода.
Угар кремния н марганца будет тем
большим, чем выше концентрация этих
элементов в шихте.
Величина относительного угара же-
леза, кремния и марганца в зависимо-
сти от условий плавки, футеровки печи,
качества топлива и других условий
составляет: железа 0,2—1%; кремния
10—30%; марганца 15—40%.
Основными факторами, вызывающими
повышенные потерн этих элементов,
являются низкая температура плавки,
пониженный расход топлива, наличие
значительного количества окислов же-
леза в шихте.
ПЛАВКА ЧУГУНА
43
В зависимости от содержания серы
в топливе при плавке в вагранке проис-
ходит увеличение ее содержания в чу-
гуне иа 50—100%.
К факторам, вызывающим увеличе-
ние содержания серы в чугуне, отно-
сятся работа на высокосернистом топ-
ливе, использование мелкого топлива,
низкая температура плавки, высокий
горн и чрезмерная высота холостой
колоши.
Насыщению чугуна серой противо-
действуют высокая температура плавки
(работа на кислородном и подогретом
дутье), увеличение в чугуне содержа-
ния марганца, а также углерода и
кремния, увеличение содержания в
шлаке закиси марганца, работа на основ-
ной футеровке и основных шлаках,
увеличение кусковатости кокса, форси-
рованная работа вагранки.
Фосфор шихты при плавке в обыкно-
венных вагранках полностью перехо-
дит в металл. При наличии фосфорного
ангидрида во флюсах и шлаке около
50% его восстанавливается и также
переходит в металл.
Снижение содержания фосфора может
иметь место только в вагранках с основ-
ной футеровкой при холодном холе
плавки и низком содержании кремния
в чугуне; такой режим плавки нецеле-
сообразен.
Побочным продуктом в вагранке
является шлак. Вес шлака составляет
около 6—10% веса переплавляемого
металла. Ваграночный шлак форми-
руется в результате взаимодействия
флюсов с окислами и примесями: оки-
слами железа, кремния и марганца,
образовавшимися в результате угара
соответствующих элементов (около 2%
веса металла), окислами оплавившейся
футеровки (2—4%), примесями, вноси-
мыми с шихтой (до 2%), золой топлива
(до 2%).
Обычно в ваграночном кислом шлаке
содержится около 50% кремнезема,
25% окиси кальция, 15% глинозема,
7% закиси железа. В основном шлаке
содержится около 35% кремнезема,
45% окиси кальция, 10% магнезии,
7% глинозема и др.
Особенности конструкции специаль-
ных вагранок. Вагранки с подо-
греваемым копильником.
Вагранки с копильником обычно вы-
дают чугун температурой на 50—100* С
ниже, чем в аналогичных условиях дают
такие же вагранки без копильников.
С целью компенсации снижения темпе-
ратуры чугуна возможно применение
копнльнпков, отапливаемых мазутом,
угольной пылью, газом или нагревае-
мых электрическим током.
Разновидностью обыкновенных ва-
гранок является комбинация вагранки
с горном, обогреваемым токами высокой
частоты.
Вагранки с несколькими
рядами фурм. Вагранки с двумя
н тремя рядами фурм работают эко-
номичнее вагранок с одним рядом
фурм.
Вагранки, работающие
на дутье с добавлением
кислорода. Такие вагранки кон-
структивно мало отличаются от нормаль-
ных. Они оборудуются аппаратурой
для подачи кислорода, источником ко-
торого может быть газифицирующийся
жидкий кислород, газообразный кисло-
род, получаемый непосредственно с ки-
слородной установки или из баллонов.
Кислород в вагранку может вводиться
вместе с воздухом или раздельно с по-
мощью трубок, вставленных в фурмен-
ные отверстия.
В вагранках с добавлением кисло-
рода к дутью можно получить чугун
температурой около 1500° С, что очень
важно при выплавке ковкого, моди-
фицированного, синтетического и дру-
гих специальных видов чугуна. Такие
вагранки впервые в литейной технике
в широких масштабах внедрены в произ-
водство в СССР.
При необходимости получения высо-
кой степени перегрева некоторой части
выплавляемого вагранкой металла ки-
слород может быть использован для
продувки чугуна в горне или копиль-
нике. При этом за счет реакций окисле-
ния кремния, марганца и частично
углерода может быть получена весьма
высокая температура металла. Такой
металл должен быть затем модифици-
рован.
Вагранки с подогревом
дутья. Вагранки, работающие на
подогретом дутье, могут быть разде-
лены на три группы:
1. Вагранки, у которых для подо-
грева дутья используется физическое
тепло ваграночных газов. На таких
установках достигается подогрев дутья
до 100-150* С.
2. Вагранки, у которых для подо-
грева дутья используется физическое и
химическое тепло ваграночных газов.
44
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Таблица 29
Основные характеристики пламенных печей
Показатель Емкость печи в m
б W 20 30
Плошай пола в ли Габариты (длина, ширина н высота) в м . . . Длительность планки в час. . . Средняя часовая производительность в m . . . . Общий вес печи в т Расход топлива иа плавку в г(, от веса завалки при работе: иа каменном угле . на мазуте . . 6 7.4Х2.0Х2.2 5 1 65 40 25 8 9.5X2.3X2,5 6 1.66 100 38 23,5 10 10.0X2.6X2.7 8 2.5 120 35 22 14 11.0X2,8X2,8 10 3 170 30 20
В этом случае достигается нагрев дутья
до 350—400° С. Температура чугуна при
таком подогреве достигает 1420—1450’С.
3. Вагранки, у которых для подо-
грева дутья используются отдельные
топки без утилизации тепла ваграноч-
ных газов. При использовании отдель-
ных топок возможен нагрев дутья до
температуры более 400’С с соответствую-
щим повышением температуры пере-
грева чугуна (около 1480’С)
Эксплуатация вагранок с подогретым
дутьем сложнее, чем эксплуатация ва-
гранок с обычным или кислородным
дутьем. Возможно совмещение подо-
грева дутья с небольшим обогащением
кислорода.
Вагранки на жидком, га-
зообразном и пылевидном
топливе. С целью экономии кокса
и повышения температуры перегрева
чугуна через форсунки, вводимые в
фурмы или несколько выше их, в ва-
гранку может подаваться жидкое или
пылевидное топливо
Плавка чугуна в пламенных печах
Конструкция и назначение. Пламен-
ные печи для плавки чугуна имеют
ограниченное применение и исполь-
зуются преимущественно в тех случаях,
когда требуется получение единовре-
менно большого количества чугуна, чу-
гуна с очень высокой степенью перегре-
ва, при низком содержании углерода и
серы (ковкий чугун) или при производ-
стве прокатных чугунных валков. По
конструкции пламенные печи разделя-
ются на стационарные и вращающиеся.
Емкость печи находится в пределах
от 5 до 40 т, чаще других применяются
печи емкостью 7; 15 и ’25 т. Процесс
плавки и уход за печью несложны.
Затраты на устройство печи незначи-
тельны.
Основные данные о печах емкостью
5—30 т приведены в табл. 29.
Физико-химические особенности про-
цесса плавки. Плавка в пламенных
печах может производиться как на твер-
дой, так и на жилкой завалке.
При работе на жидкой завалке чугун
предварительно расплавляется i ва-
гранке.
В результате протекающих в печи
физико-химических процессов происхо-
дит угар примесей чугуна: углерода
10—30%, кремния 20—50%. марганца
25—65%, серы 0—50%. Содержание
железа повышается на 1—2%. Угар
примесей во вращающихся пламенных
печах несколько меньше.
Общие потери материала в угар
при плавке в пламенных печах состав-
ляют 4—7%. Плавка на жидкой за-
валке дает следующий угар элементов
чугуна: углерода 15—20%, марганца
5—10%: Содержание кремния, фосфора
и серы п актически остается неиз-
менным.
П.чаак.ч в электрических печах
Электрические печи применяются ь
тех случаях, когда требуется получение
высококачественного, легированного,
низкоуглеродистого и малосернистого
чугуна с высокой температурой пере-
грева.
Плавка в электрических печах может
производиться как на твердой, так и
на жидкой завалке. Второй способ
является более экономичным и приме-
няется чаще (предварительно чугун
ПЛАВКА КОВКОГО ЧУГУНА
45
расплавляется в вагранке). Для плавки
чугуна применяются преимущественно
электродуговые печи с кислой футеров-
кой емкостью до 10 т. Реже для плавки
чугуна используются печи типа ДМК
(емкостью от 0,25 до 0,5 и 1 т), обычно
используемые при производстве цвет-
ного литья, и высокочастотные индук-
ционные печи с мотор-генератором
емкостью до 4,0 тис ламповым гене-
ратором емкостью до 60 кГ.
Особенности плавки. Плавка в элек-
трических печах дает наименьшие потери
металла в угар. Качество получаемого
металла выше, чем при любом другом
способе. Расход электроэнергии при
плавке на жидкой завалке в трехфаз-
ных дуговых электропечах составляет
130—180 квт-ч на 1 т металла. При
плавке на твердой завалке
троэнергнн составляет:
Тип
расход элек-
псчн
Трехфазные дуговые
То же
Печи типа ДМК.........................
Высокочастотные с ламповым генератором
Высокочастотные с мотор-генератором . . .
То же . . .
В печах с основной футеровкой рас-
ход электроэнергии на 30—60 квт ч
больше, чем в печах с кислой футеровкой.
Угар элементов при плавке в дуговых
печах с кислой футеровкой составляет
углерода 5—10%, марганца 15—20%.
В печах с основной футеровкой угорает
кремния 5—10% и марганца 10—15%.
В высокочастотных печах
углерода до 5%. кремния до
марганца до 10%. Общий угар
вышает 2—3%. При жидкой
угар практически не заметен.
Длительность плавки в основных
печах на 30—40 мин. больше, чем в ки-
слых.
угорает
10% и
не пре-
завалке
ПЛАВКА КОВКОГО ЧУГУНА
Процесс плавки в производстве фер-
ритного ковкого чугуна определяется
содержанием в нем основных элемен-
тов —углерода, кремния и марганца.
Оптимальный состав применяемого в
отечественной промышленности чугуна
следующий: 2,2—3,2% углерода; 0,9—
1,45% кремния; 0,35—0,6% марганца.
Содержание примесей серы и фосфора
выдерживается в минимальных, практи-
чески достижимых пределах: 0,08 —
0,15% серы; 0,06—0,15% фосфора.
Легирующие элементы — хром и ни-
кель присутствуют в чугунах как
неизбежные спутники в количествах,
не превышающих 0,1% никеля. 0,06—
0,07% хрома.
Чугуны, содержащие хром выше ука-
занных количеств, непригодны для
производства ферритного ковкого чу-
гуна общепринятым процессом.
В чугунах обычно присутствуют сле-
ды алюминия и титана; ограниченное
применение имеет ввод в чугун титана
в количествах до 0,1% для ускорения
процесса его термической обработки.
Для выплавки этих чугунов практи-
чески может быть применен любой
плавильный агрегат.
В современной практике производства
ковкого чугуна наибольшее распоостра-
ненение получили дуплекс-процессы.
Емкость
печи
0,5 т
1Л .
3 .
5 .
0,25—1 .
10-30 кГ
00 .
100 .
Расход «лектро-
еиергии
550—600 кат ч!т
525-575 .
510-550
•150-аю
600-680
900-1200 .
700-800
600-700
В машиностроительной промышлен-
ности литейные цехи выплавляют ков-
кий чугун марки КЧ 35-10 только
дуплекс-процессом, наиболее совершен-
ным и наиболее полно отвечающим
условиям поточно-массового производ-
ства.
Ковкие чугуны марок КЧ 30-3.
КЧ 35-4, КЧ 30-6 н КЧ 33-8 выпла-
вляют также и нз вагранок. Только
в отдельных случаях применяют элек-
тропечи, конвертеры с боковым дутьем,
печи типа «Мечта» и бессердечниковые
индукционные, но значение этих про-
цессов в промышленном производстве
ковкого чугуна ничтожно.
Чугун марок КЧ 30-3 и КЧ 35-4
применяют только для обезуглерожен-
ного белосердечного чугуна главным
образом в производстве фитингов. Основ-
ными марками ферритного ковкого чу-
гуна являются КЧ 33-8, выплавляемый
в вагранках, и КЧ 35-10, выплавляе-
мый дуплекс-процессами и лишь в виде
исключения — в электропечах.
Чугун марки КЧ 37-12 установленного
применения не имеет и получается по-
путно в производстве чугуна марки
КЧ 35-10.
46
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Чугун марки КЧ 30-6 применяют
как исключение, так как усовершен-
ствование технологического процесса
плавки в вагранке обеспечивает полу-
чение более качественного чугуна марки
КЧ 33-8.
В отечественной промышленности ков-
кий чугун имеет наибольшее применение
в автомобилестроении и сельскохозяй-
ственном машиностроении. Более огра-
ничено его применение в станкостроении
и строительстве дорожных машин. При-
менение ковкого чугуна в остальных
отраслях машиностроения ничтожно.
В последнее время наметилась тенден-
ция замены ковкого чугуна высокока-
чественными модифицированными чу-
гунами в тракторостроении и др.
Особенности процесса плавки в вагранке
при производстве ковкого чугуна
Оптимальные составы применяемого
ваграночного чугуна (в %) следующие:
Компо- ненты Для вагра- ночного процесса в произ- водстве КЧ ЗД-В Для луплекс-про- цессов в производстве КЧ 35-10
Вагранка— электро- не 1Ь Вагранка— отражатель- ная печь
Углерода Кремния Марганца Фосфора Серы Хрома 2,9—3,1 0,8-1.1 0,3-0,5 0,1-0,15 До 0,15 . 0,05 2,5—2.9 0,7-1.2 0.3-0,4 0,12-0,15 0.1—1,2 До 0,07 3.2-3.4 1-1.2 0.4-0,5 0,12-0.15 0.10-0,12 До 0,07
Особенности процесса плавки в ва-
гранке определяются задачей получе-
ния низкоуглеродистого и малокрем-
нистого чугуна. Допускаемые содержа-
ния примесей — фосфора и серы, а
также хрома —обеспечиваются тщатель-
ным подбором шихтовых материалов.
Специальные процессы снижения содер-
жания примесей — фосфора и серы
в производстве ковкого чугуна практи-
чески не применяются. Типовые набо-
ры шихтовых материалов следующие:
для ваграночного процесса
Литейного чугуна марок от ЛК-0 до
ЛК-4 ........................ 25 -32»/О
Стального лома ............. . 45 - 484,
Отходе» собственного производства . 22- 25°/,
Зеркального чугуна марки 3-3. . ’. . 0,5*|,
для дуплекс-процессов
Литейного чугуна марок ЛК-0 и ЛК4 17—23°/,
Стального лома . ..........33- 43°/,
Отходов собственного производства . 36—41’/,
Доменного ферросилиция марок ФС-1
и ФС-2. .................... . .2,5-4,04,
Важнейшим условием получения из
вагранки малоуглеродистого чугуна
является подбор ее конструкции и ре-
жима работы, обеспечивающий задан-
ное содержание в чугуне углерода,
интенсивное плавление и перегрев чу-
гуна.
Интенсивность плавления обеспечи-
вается увеличением количества пода-
ваемого в вагранку воздуха, при этом
достигается и снижение содержания
углерода в чугуне, а следовательно и
пригара углерода.
При постоянном расходе воздуха ин-
тенсивность плавки возрастает с сокра-
щением расхода кокса, при этом содер-
жание углерода в чугуне снижается.
Конструкция вагранки с подогревом
воздуха и обогащением его кислородом
позволяет снизить расход топлива и
увеличить интенсивность плавки.
При постоянном расходе кокса и
воздуха содержание углерода в чу-
гуне изменяется однозначно с содержа-
нием углерода в шихте. Относительный,
пригар углерода возрастает со сни-
жением содержания углерода в шихте.
Для выплавки малоуглеродистых чу-
гунов может быть применена любая
из существующих конструкций вагран-
ка с изменением лишь ее горновой ча-
сти для сокращения Науглероживания
жидкого металла.
Изменение горновой части вагранки
при выплавке малоуглеродистого чу-
гуна заключается: а) в полном уничто-
жении горна с расположением фурм
на уровне пода, б) в значительном сокра-
щении высоты горна и в) в замене части
кокса в горне огнеупорной насадкой.
В вагранках, обогреваемых газом, воз-
можна полная замена кокса в горне
огнеупорным материалом.
Наиболее употребительными приемами
являются уменьшение высоты горна и
замена части кокса холостой колоши
огнеупорной насадкой.
Процесс ваграночной плавки
в производстве ковкого чугуна
марки КЧ 33-8 •
Чугун выплавляют в обычных ва-
гранках производительностью от 2 до
10 т/час, работающих на коксе, с расхо-
дом его в пересчете на условное то-
пливо 380—530 кГ. на 1 т годного лнтья,
при выходе годного 32—55%.
Особенностью конструкций этих ва-
гранок является пониженная высота
ПЛАВКА КОВКОГО ЧУГУНА
47
горна, не превышающая 100—180 мм
до нижней кромки основного ряда фурм.
Состав шихтовых материалов и опти-
мальный анализ чугуна из вагранки
приведены выше. Содержание сталь-
ного лома в шихте должно быть не ниже
35—45%. Сумма углерода и кремния
не должна превышать 3,8—3,9%.
Для лучшего отделения шлаков их
жидкотекучесть повышается вводом,
кроме известково-мартеновских шла-
ков, плавикового шпата или доломита.
Непременным условием получения чу-
гуна КЧ 33-8 является присадка в
ковш алюминия в пределах 0,02—
0,05% как раскислителя и отчасти мо-
дификатора. Температура чугуна на
желобе вагранки выдерживается в пре-
делах 1400— 1420° С. Металл выдают из
вагранки непрерывно в ковши или
в миксер.
Дуплекс-процессы плавки
ковкого чугуна марки КЧ 35-10
Дуплекс-процесс вагранка (с пони-
женным горном) — электропечь (в авто-
мобилестроении). Вагранка произво-
дительностью 20 m/час имеет следую-
щую техническую характеристику:
Производительность г nt/чос ... - 20
Топливо .................... Кокс
Диаметр вагранки и свету и мм . . 1740
Площадь сечения паграики в . . 2,36
Полезная высота и мм .......6100
Число фурм первого ряда.....8
Число фурм второго ряда ..... 0
Сечение фурм первого ряда в мм , 260X120
Сечение фурм второго ряда в им . 70X100
Суммарное сечение фурм в М> . . 0,325
Отношение сечения вагранки к се-
чению фурм..................7:1
Расход дутья у фурм в лт*|чос . 16 000 •
Упругость дутья у фурм н мм вол.
ст. ...........700
Расход кокся на 1 т чугуна я кГ . 130—140
Температура метялла на желобе я °C 1390—1410
Вагранка оборудована поворотным
миксером емкостью 7—8 т. Шихта со-
стоит из 20% литейного чугуна ЛК-00
40—45% углеродистого и низколегиро-
ванного стального лома и 40—35% воз-
врата собственного производства. Ва-
граночный чугун содержит 2,8—2,9%
углерода; 0,7—0,9% кремния; 0,35—
0,4% марганца; 0,1—0,12% серы;
0,15—0,2% фосфора; до 0,07% хрома.
° Максимальная производнтельиость вен-
тилятора 20 000 л?1час. давление 1600 ми
вод. ст.
°* Целесообразнее вводить в шихту чугуны
марок ЛК-0 — ЛК-4 с соответствующей добавкой
доменного ферросилиция.
В вагранку присаживается 3,7% до-
менного ферросилиция и апатито-не-
фелиновая руда по мере надобности.
Вагранка работает с открытой шлако-
вой леткой. Типовой состав шлаков
следующий: 5(Р/0 SiOj! 20% А1^Оа;
5% СаО; 1% MgO; 20% FetOs и 1% РА-
Режим работы вагранки — две сме-
ны непрерывной работы.
Чугун равномерно забирается из ва-
гранки ковшом емкостью 1,25 т и напра-
вляется в электропечь, в которой
главным образом перегревается до тем-
пературы 1520—1560° С и доводится по
содержанию углерода до 2,5—2,7%,
по содержанию кремния до 0,9—1,1°/0
с сохранением остальных элементов на
уровне, приведенном для ваграночного
чугуна. Для этого в электропечь при-
саживается до 0,2% 45%-иого ферро-
силиция, до 0,25% 75%-ного ферромар-
ганца и лом низкоуглеродистой стали.
Технические характеристики элек-
тропечей следующие:
Емкость печи в т....... 10 10 15
Производительность печи
в т/час. ...... 15 15 15
Мощность трансформатора
ВИ.-.. . ... 20W 2000 1800
Рабочее напряжение в я ... 104 120 104
Диаметр кожуха в мм ... 3060 3200 3300
Диаметр электродов и мм . . 350 350 350
Расход алектрояиергии
в кет ч1т ............ 120 175 • 120
Печи футерованы кислым огнеупо-
ром — динасом с заправкой откосов раз
в сутки. Типовой состав шлаков следую-
щий: 70% S1O,; 10% А1А; Ю,0%
FeAb 3,0% СаО; MgO — следы
Стойкость футеровки печи достигает
около 100 дней непрерывной работы.
Выдача металла из печи производится
равномерно ковшами емкостью I т.
Металл в ковше раскисляют присад-
кой 0,02% алюминия. Из раздаточного
ковша чугун переливают в разливоч-
ные ковши емкостью 100—250 кГ и раз-
ливают по формам.
Приведенный процесс обеспечивает
устойчивое получение ковкого чугуна
с пределом прочности при растяжении
не ниже 35 кГ/мм^ и удлинением не
менее 10% при цикле термической обра-
ботки 72 часа для отливок толщиной
сечения до 40 мм.
Дуплекс-процесс вагранка (с сили-
катной холостой колошей) — электро-
печь (в автомобилестроении). Вагранка
производительностью 10—12 т/час
• При высоком перегреве чугуна для тонко-
стенных отливок.
48
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
имеет следующую техническую харак-
теристику:
Производительность в т/час. . . 10—12
Топливо . ........ . . Кокс
Диаметр вагранки в свету в мм . 1400
Площадь сечения вагранки в ж1 . 1,43
Полезная высота в мм ...... 6000
Число фурм первого ряда .... 6
Число Фурм второго ряда .... 6
Сечение фурм первого ряда
• мм .......... 115X350
Сечение фурм второго ряда
• мм ......... 65X1U
Отношение сечення вагранки
к сечению фурм . ....... 5:1
Расход дутья у фурм в мЧчас . . 9600—10700
Упругость дутья у фурм в мм
вод. ст.... . ............ 750—900
Уровень силикатной колоши от
нижней кромки фурм в мм . . 220
Высота холостой колоши от ниж-
ней кромки первого ряда фурм
в мм . . .
Вес холостой колоши в кГ
Вес металлической колоши в кГ .
Вес рабочей коксовой колоши
в кг ........
Вес известняка в кГ
Температура металла иа желобе
1100
9G0
1000
90
30
1365—1390
Расположение силикатной колоши
определяется необходимостью сохра-
нения на ее поверхности достаточного
слоя кокса, обеспечивающего распла-
вление остатков металла и преду-
преждающего охлаждение жидкого чу
гуна.
Шихта состоит из 23% литейного чу-
гуна марки ЛК-0, 30—35% углероди-
стого и низколегированного стального
лома и 40—45% возврата собственного
производства. Ваграночный чугун со-
держит 2,5—2,6% углерода, 0,9—1,2%
кремния; 0,3—0,4% марганца; 0,12—
0,15% фосфора; не более 0,06—0,1%
хрома. В вагранку присаживают 2.48%
доменного ферросилиция и феррофо-
сфора в случае необходимости. Вагранка
работает с открытой шлаковой леткой
Режим работы вагранки две смены не
прерывной работы.
Чугун равномерно забирают из ва
гранки ковшом емкостью I т и напра-
вляют в электропечь, в которой он пере-
гревается дотемпературы 1515—1525’С.
и содержание в нем элементов доводится;
до 2,4—2,5% углерода; до 1,2—1,35%
кремния; до 0,35—0,45% марганца
с сохранением содержания остальных
элементов на уровне состава ваграноч-
ного чугуна. Для этого в электро-
печь присаживается до 0,7% 45%-ного
ферросилиция, до 0.3%» 75®/0-ного фер-
ромарганца и лом низкоуглеродистой
стали.
Техническая характеристика электро-
печи следующая:
Емкость печи п т ........ 10
Проиэвохитслькость печи в т . . . . 12—13
Мощность трансформатора • кв .... 2500
Рабочее напряжение в в . ..... 130
Диаметр кожуха и мм ........ 3000
Диаметр злектроюв и мм ...... 300
Расход ьлектрознергии в квт-ч1т ... ПО
Печь футерована кислым огнеупо-
ром— динасом с заправкой откосов 1
раз в сутки. Выдачу металла нз печи про-
изводят равномерно ковшами емкостью
1 т, из которых разливочными ков-
шами емкостью 200—100 кГ разливают
металл по формам. При выдаче из элек-
тропечи металл раскисляют в ковше
присадкой 0,02% алюминия.
Этот процесс обеспечивает получение
чугуна значительно повышенного ка-
чества, с пределом прочности при растя-
жении 37.4 кГ/мм*, при удлинении
15,6% в среднем, при цикле термиче-
ской обработки 55—60 час.
Дуплекс-процесс вагранка —отража-
тельная печь (в с.-х. машиностроении).
Плавка чугуна дуплекс-процессом ве-
дут в вагранке производительностью
5—6 m/час с выдачей металла непосред-
ственно в укороченную отражатель-
ную печь с пониженным сводом, с
емкостью ванны 10—14 т. Состав
ваграночного чугуна отличается повы-
шенным содержанием углерода и
кремния и приведен выше. ’В отража-
тельной печи чугун перегревают до
1500° С и доводят по содержанию угле-
рода до 2,45—2,65%; кремния до 1—
1,2%; марганца до 0,4—0,5%; фосфо-
ра до 0.12% и серы до 0,1%.
Величина угара углерода в печи тем
больше, чем выше температура пере-
грева чугуна и содержание окиси железа
в шлаках; вагранка работает с расхо-
дом кокса 8,9—10,6% на 1 т металло-
завалкн; расход мазута в печи состав-
ляет 9,5—10% в зависимости от объема
производства.
Перед поступлением чугуна печь ра-
зогревают до 1300—1400е С (в течение
40—60 мин.), после чего металл выдается
под разливку Часовая производитель-
ность агрегата составляет 6—6,5 т
жидкого чугуна. Плавку в вагранке
заканчивают заранее, н в последние
часы заливку производят металлом,
оставшимся в печи.
Чугун выдастся из вагранки при
1340—1365° С; из отражательной печи
его выпускают при 1390—1415° С. В про-
цессе перегрева чугуна в отражатель-
ВНЕПЕЧНАЯ (КОВШОВАЯ) МЕТАЛЛУРГИЯ
49
ной печи происходит окисление тонкого
поверхностного слоя металла, вслед-
ствие чего в последних порциях чугуна,
выпускаемого из печи, содержание угле-
рода резко снижается.
Особые процессы при плавке ковкого
чугуиа
Модифицирование белого чугуна бо-
ром. Белый чугун при незначительном
увеличении содержании в нем хрома
сверх оптимального (0,05—0,07%) со-
вершенно не пригоден для производ-
ства ферритного ковкого чугуна. Хром
особенно сильно задерживает процесс
графитизации в обеих стадиях отжига,
и полное разложение как структурно
свободного, так и эвтектоидного цемен-
тита не достигается.
Экспериментально установлено, что
Незначительная присадка бора к высо-
кохромистому чугуну обеспечивает про-
цесс его графитизации при циклах
отжига обычной длительности. Размеры
присадок бора зависят от содержания
хрома в чугуне и находятся в преде-
лах 0,001—0,003% веса жидкого ме-
талла.
В табл. 30 приведены составы белого
чугуна и величины необходимых при-
садок бора, обеспечивающих получение
из него черносердечного ковкого чугуна.
Таблица 3D
Химический анализ белого чугуна в "(о
2,63
2.72
2 «5
SI
1.01
1.12
1,08
Мп Р 3 Сг В Присад- ка бора
0,35 0,34 0.34 0.1 0,09 0.09 0,12 0.12 0.12 0,08 0.12 0,15 0,001 0,002 0,003 0,002 0,004 0,006
С
Ферробор в раздробленном виде (ве-
личина зерна 1—3 мм) присажи-
вают забрасыванием пакета на дно
ковша перед его наполнением из элек-
тропечи одновременно с алюминием.
Применение литника от отливок с по-
вышенным содержанием хрома, моди-
фицированных бором, для последующих
плавок не дает отрицательных резуль-
татов.
Модифицирование белого чугуна мар-
ганцем в процессе производства фер-
ритного ковкого чугуна применяют для
предотвращения выделения графита в
сечениях толстостенных отливок. Это
мероприятие позволяет в условиях
4 Том 5 1412
крупносерийного и поточно-массового
производства заливать формы чугуном,
выплавленным в одном плавильном
агрегате.
В условиях плавки чугуна дуплекс-
процессами, приведенными выше, для
отливок толщиной сечения 30—40 мм
получение качественного белого чу-
гуиа достигается увеличением содер-
жания марганца до 0,5—0,6%.
Для модифицирования применяют
75%-ный ферромарганец марок Мп-1,
Мп-2, усвояемость которого зависит от
массы металла в ковше и принимается
в среднем в 75%. Присадка ферромар-
ганца производится в ковш перед напол-
нением его металлом в виде зерен 1—
3 мм. Модифицирование марганцем для
увеличения содержания марганца в
белом чугуне до 0,8—1,2% применя-
ют и в производстве перлитного ков-
кого чугуна с зернистым перлитом.
ВНЕПЕЧНАЯ (КОВШОВАЯ)
МЕТАЛЛУРГИЯ
Обработка жидкого чугуна
после выпуска из печи [14]; [61]
В промышленности получили большое
развитие различные методы обработки
жидкого чугуиа в момент или после
выпуска его из печи (в копильнике
вагранки, на желобе во время напол-
нения ковша и в ковше).
Таким образом осуществляются про-
цессы внепечного обессеривания, леги-
рования и модифицирования, суще-
ственно изменяющие состав и физико-
механические свойства чугуна.
Обессеривание чугуна. В результате
обработки чугуна в ковше перед раз-
ливкой его по формам возможно до-
биться значительного уменьшения со-
держания серы При этом применяются
специальные десульфураторы.
Наиболее распространенный десуль-
фуратор — кальцинированная сода.
При добавлении соды в количестве
0,3—1% веса металла содержание серы
в чугуне можно уменьшить на 50%.
Наряду с содой для обессеривания
чугуна может применяться магний,
смесь соды с карбидом кальция, смесь
карбида кальция с поваренной солью
и т. п
Легирование чугуна. Присадкой раз-
личных элементов или ферросплавов
в ковше можно легировать хорошо пере-
гретый ваграночный чугун.
50
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Следующие элементы могут быть ис-
пользованы для легирования в ковше
чугуна.
М'а р г а я е в вводится в виде высо-
копроцентного ферромарганца. Воз-
можно использование и силикомарганца.
Хром вводится в виде ферро-
хрома. При этом содержание хрома
в чугуне может быть доведено до 0,5% и
выше.
Никель вводится в виде сплава,
содержащего 90% никеля, или в виде
чистого гранулированного никеля.
Молибден вводится в виде фер-
' ромолибдена. Содержание его в чугуне
может быть доведено до 1% и более.
Фосфор вводится в виде высоко-
процентного феррофосфора. Присадкой
в ковш содержание фосфора в чугуне
может быть доведено до 1% и более.
Все перечисленные выше элементы
при выплавке больших количеств леги-
рованного чугуна целесообразно вво-
дить непосредственно в шихту. Для
получения относительно небольших ко-
личеств легированного чугуна целесо-
образно добавлять их в ковш или,
лучше, на желоб вагранки в момент
выпуска чугуна в ковш.
Модифицирование чугуна. Модифици-
рование является одним из наиболее
распространенных способов получения
высокопрочного чугуна (см. т. 6, гл. V).
Обязательным условием эффектив-
ного действия модификаторов и получе-
ния качественного литья является до-
статочно высокая температура металла
в момент ввода в него модификаторов.
Нанлучший эффект любого модифи-
цирования достигается в том случае,
когда металл выплавляется в вагран-
ках, работающих на дутье с добавкой
кислорода или на горячем дутье.
Также успешно протекает модифи-
цирование и при непосредственной обра-
ботке чугуна кислородом (в копильнике
или ковше) или перегреве его в элек-
тропечах.
При производстве обычного модифи-
цированного серого чугуна к жидкому
металлу присаживается ферросилиций
или силикокальций.
Количество добавляемого модифи-
катора в основном определяется мар-
кой получаемого чугуна и находится
в пределах от 0,4 до 1,2% веса чугуна
JnpH расчете на ферросилиций марки
^н75). Меньшие добавки используются
при получении чугуна низших марок и
большие при производстве чугуна более
высоких марок. При больших добавках
модификаторов должна быть большей
степень перегрева чугуна.
С целью уменьшения потерь тепла
жидкого металла модификаторы реко-
мендуется предварительно подогревать
до температуры 400—600° С.
В зависимости от емкости литейного
ковша, в котором происходит модифи-
цирование, степень измельчения моди-
фикатора различна: для малых ковшей
емкостью 50 кГ крупность модифици-
рующих добавок должна находиться в
пределах 2—5 мм; для ковшей емкостью
100 кГ 5—10 мм и при большей емко-
сти в пределах 10—20 мм.
Наилучшая структура и механиче-
ские свойства чугуна’ получаются при
заливке его примерно через 2—5 мин.
после окончания взаимодействия ме-
жду модифицирующими добавками и
жидким чугуном.
Высокопрочный чугун может быть
получен в результате смешения обычно-
го жидкого серого чугуна с жидким ма-
локремнистым чугуном. Модифициро-
вание как малокремнистым чугуном,
так и расплавленными ферросплавами
весьма эффективно повышает механиче-
ские свойства чугуна.
Наряду с применением модификато-
ров, вызывающих графитизацию чугуна,
возможно использование стабилизи-
рующих модификаторов, которые доба-
вляются для упрочнения мягкого серого
чугуна. В качестве модификаторов в
этом случае применяются элементы,
тормозящие графитизацию. Хорошие
результаты получаются при исполь-
зовании в качестве модификатора ста-
билизирующего типа ферросилиция,
феррохрома и меди с содержанием
в смеси 15% кремния, 25% хрома,
30% меди. Этот модификатор приме-
няется в количестве около 1% веса
металла.
Высокопрочный чугун с округлым
графитом получается при модифициро-
вании чугуна магнием или его спла-
вами с последующим или одновремен-
ным модифицированием кремнием
(ферросилицием) или силикокальиием.
Особенностью этого процесса яв-
ляется также необходимость доста-
точно высокого перегрева чугуна
(1400—1450° С). Остающийся в чугуне
(0,04—0,1%) магний обеспечивает об-
разование графита округлой формы и
получение высоких показателей проч-
ности и пластичности чугуна.
ПЛАВКА СТАЛИ
51
Процент освоения магния в зависи-
мости от способа его ввода колеблется в
пределах от 5 до 40. Меньшее освоение
наблюдается при использовании чистого
магния и большее при вводе его в виде
лигатуры (с медью, кремнием, нике-
лем и т. д.).
Наряду с повышением механических
свойств при этом способе обработки
чугуна в нем резко снижается коли-
чество серы (до 0,01—0,02%).
Избыточное количество магния в чугу-
не приводит к образованию частичного
или полного отбела, раковин и рых-
лоты.
Заливка чугуна, модифицированного
магнием, должна производиться без
задержки, так как с течением времени
эффект модификации снижается и затем
полностью исчезает.
Максимальное время выдержки ме-
талла в ковше не должно превышать:
При емкости копшёй ю too кГ 3 мин.
• . .от 100 до 500 кГ 8 .
. . . . 600 .3000 . 10 .
. . . . 3000 . 6000 . 15 ,
. . . свыше 6000 кГ 20 ,
ПЛАВКА СТАЛИ
[50]; [60]; [8]; [23]; [24); [59]; [51]
Основные сырые материалы
Шихтовые материалы. Шихтовыми
материалами при выплавке стали слу-
жат коксовый передельный чугун
(ГОСТ 805-49), древесноугольный пере-
дельный чугун (ГОСТ 4831-49), высоко-
качественный коксовый и древесно-
угольный чугун (ГОСТ 805-49 и 4831-
49), вторичные черные металлы (ГОСТ
2787-54), различные доменные, электро-
термические и металлотермические фер-
росплавы.
Состав наиболее употребительных
ферросплавов определен ГОСТ 1415-49.
Окислители. При производстве стали
в качестве окислителей применяются
железная руда, окалина, марганцевая
руда, воздух и чистый кислород.
Железная руда должна со-
держать окись железа не ниже 80% при
минимальном содержании кремнезема,
фосфора и серы, размер кусков 50—
200 ж.и, содержание пыли не более 10%,
руда должна быть сухой.
Окалина. Неполноценным за-
менителем железной руды может слу-
жить окалина. Расход ее по весу в
4*
несколько раз превышает расход руды, и
процесс окисления затягивается.
Марганцевая р уда при-
меняется при необходимости ведения
процесса обезуглероживания с поддер-
жанием повышенного количества мар-
ганца в стали. Пользуясь ею, нельзя
получить быстрого выгорания углерода.
Вследствие высокого процента пустой
породы марганцевая руда, применяемая
при сталеварении, должна обогащаться.
Флюсы. Для образования шлака как
я кислых, так н в основных процессах
плавки применяются флюсы, необхо-
димые для образования шлака заданного
состава. В качестве флюсов исполь-
зуются известняк, известь, плавико-
вый шпат, боксит, шамотный бой и
кварцевый песок.
Процессы плавки
Плавка стали для фасонного литья
производится в конвертерах, марте-
новских, электродуговых и индукцион-
ных печах кислым либо основным про-
цессом.
Наряду с этим в сталелитейных
цехах с массовым производством, где
требуется непрерывная выдача жилкой
стали, применяются дуплекс- и три-
плекс-процессы выплавки стали (ва-
гранка — конвертер — электропечь).
В табл. 31 приведена краткая харак-
теристика процессов выплавки стали
для фасонного литья.
Реакции основного процесса выплав-
ки стали показаны под № 4, 6—14,
18—26. Реакции кислого процесса вы-
плавки стали показаны под № 4, 6,
8—13, 15—17, 26—29.
Физико-химические особенности
процесса сталеварения
Окисление примесей. Задачей любого
процесса производства стали является
передел введенной в печь шихты в сталь
заданной марки. Состав шихты в зави-
симости от типа плавильного агрегата,
характера процесса и от местных усло-
вий может изменяться в самых широ-
ких пределах — от 100% чугуна до
100% стального возврата.
После расплавления металлической
завалки и образования шлака характсч
происходящих процессов в основном
определяется особенностями физико-
химического взаимодействия, происхо-
дящего между этими жидкими фазами
52
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Таблица 31
Краткаа характеристика различных процессов выплавки стали для фасонного литья
Передел
Основной источник
тепл»
Основной
источник
кислород»
Основные
исходные
материалы
Назначение и приме-
нение
1. Конвертерный а) Основной (приме- няется редко) Физическое тепло расплавленного чу- Кислород воз- духа
б) Кислый (малое бес- семерование) гуна Окисление фосфора и углерода Физическое тепло рас- плавленного чугу- на. Окисление крем- ния и углерода Кислород воз- духа
II. Мартеновский а) Основной скрап- процесс б) Основной схрап- рудиый процесс Горение газообраз- ного или жидкого топлива То же Продукты го- рения и же- лезная руда То же
в) Кислый скрап-про- цесс Ht. Электрометал- лургический а) Осиовиые электро- дуговые печи Тепло электрической дуги Продукты го- рения и же- лезная рула Железная ру- да
Томасовский
чугун
Бессемеров-
ский чугун
Стальной лом
и твердый
чугун
Стальной лом
и жидкий
чугун
Стальной лом
Стальной лом
и чугун
б) Кислые электро-
дуговые печн
в) Основные индук-
ционные печи
г) Кислые индукцион-
ные печи
То же
Стальной лом
Индукционный элек-
трический ток
То же
Стальной лом
То же
Неответственное
литье иа мягкой
углеродистой стали
Литье средней ответ-
ственности, преиму-
щественно с низким
содержаньем угле-
рода
Крупное литье из уг-
леродистой и леги-
рованной стали с
низким содержанием
фосфора
Крупное лнтье из уг-
леродистой и мало-
легированной стали
Железная ру-
да
Тонкостенное литье
ответственного на-
значения из угле-
родистой и легиро-
ванной стали с низ-
ким содержанием
серы
Тонкостенное лнтье
ответственного на-
значения из углеро-
дистой и малолегн-
роваииой стали
Выплавка легирован-
ной стали н сплавов
с особыми физиче-
скими свойствами
То же
Осиовиые металлургические реакции сталеварении (тепловые аффекты реакции а ка-
лориях на I моль вещества при I — 20 -ь-25° С и постоянном давлении).
Реакции горения и окисления
*• с(гр) + о2 (,) - СО2 (!) + 94220 ± 100.
*• С(кокс) + °2 (я) - COj (,) + 95 407.
3- с(ажорфн)+ у О2 (,) - СО 4- 29 9'0.
4. СО(Г) + у О2 ^) - СО2 + 67 650 ± 100.
б. Н2 (!) 4- -— О2 (!) — Н,0 + 57 812.
в> Sl(m) + °2 (я) - SIO2 (в-кварц) + 208 300 ±
± 350.
2Р(краем) + °2 (я)"° р«05(т) + э69*ж *
± 2000.
«• р«(.) + 4 °2 (») * РвО(Л1) + 64 500 ± 100.
»• p»O(m) + p‘.O,(m) - ре.О4((п) +6800 ± 300.
10. МП(т) + 4 Ch (,) - .МпО(^р) + 93 100 ± 700.
Реакция окисления примесей кислородом
закиси железа
11. 2FeO + SI - SIO, + 2Ре + 78 990.
12. РеО + Мп - МпО + Ре + 32 290.
13. РеО 4- С - СО + Ре - 35ООО.
Некоторые реакции шлакообразования
14. СаО + SIO, - CaSIO, + 21 750 ± 100.
15. РеО + SIO, - FeSlO, + 5900 ± 500.
l«. 2РеО + SIO, - Pc,SIO, 4-11 300 ± 300,
17. МпО - - SIO, - MnSIO, 4-1500 ± 1000.
18. 2СаО -- SIO, » Ca,SlO, ~ 28 400.
19. ЗСаО - - S1O, - Са^Ю, + 28 700.
Реакции дефосфорации
20. 2Ре,Р 4- 5РеО - Р-О, + УРе - 35 103.
21. ЗСаО + Р,О, - Са,Р,О, 4 164 000.
22. 4СаО + Р,О. - Са,Р,О, + 165 000.
Реакции десульфурации
23. PeS 4- Мп - MnS 4- Ре + 21 700.
24. PeS 4- МпО - MnS 4 РеО - 6900.
25. PeS -J- СаО - CaS + РеО +730.
Реакции раскисления
См. реакции 11—13.
26. РеО + 2AI - А 1,0, + ЗРе + 200 410.
Реакции кремневосстановительного процесса
V. SIO, 4 2С - SI + 2СО - 148 990.
28. SIO, 4- 2Ре - SI + 2РеО - 78 990.
29. SIO, + 2Мп - SI +- 2МпО - 14 410.
ПЛАВКА СТАЛИ
53
в области высоких температур. Окисле-
ние примесей жидкого металла проис-
ходит по реакциям 11 — 13 (табл. 31).
Окисление углерода, сопровождающе-
еся образованием в металле пузырьков
окиси углерода в мартеновском и
электроплавильном процессе, называ-
емое процессом кипения, приводит не
только к обезуглероживанию металла,
но и обеспечивает энергичное переме-
шивание его, выравнивание состава,
температуры и удаление растворенного
водорода.
Процессу кипения предшествует уда-
ление кремния, марганца и фосфора.
Дефосфорация стали. Наиболее полное
очищение стали от фосфора достигается
при следующих основных условиях:
высоком содержании в шлаке закиси
железа и окиси кальция, низком содер-
жании в шлаке кремнекнслоты и фос-
форного ангидрида, низком содержании
в стали углерода и марганца, понижен-
ной температуре.
Во избежание восстановления фос-
фора из шлака в металл окислительный
шлак, содержащий фосфаты, должен
быть возможно полнее удален из печи
перед началом восстановительного пери-
ода плавки. Наилучшне условия дефос-
форации обеспечиваются в основных
мартеновских печах.
Десульфурация стали. Обессеривание
(десульфурация) стали производится
после окончания периода кипения стали.
Успешное протекание процесса десуль-
фурации стали обеспечивается соблю-
дением следующих условий: содержа-
ние закиси железа в металле и шлаке
должно быть минимальным; шлак дол-
жен быть активным, с высоким содер-
жанием свободной окиси кальция; тем-
пература металла и шлака должна
быть достаточно высокой для обеспе-
чения протекания реакций десульфура-
ции; шлак должен обладать низкой
вязкостью, и количество его должно
быть достаточно большим.
Сталь с наименьшим содержанием
серы можно получить в основных элек-
тродуговых печах. Очищение металла
от серы производят в восстановитель-
ный период. Количество шлака в этот
период по весу не должно быть ниже
4% веса металла. Для обеспечения
возможно более полного перевода серы
из металла в шлак в шлаковую смесь
вводят древесный уголь или коксовый
порошок. В этом случае реакция свя-
зывания серы в шлаке в сернистый
кальций
FeS + СаО + С - CaS + Fe +
-|- СО — 31 530 кал
делается необратимой, так как один из
продуктов реакции — газ СО — уда-
ляется из шлака. Увеличение жидко-
текучести шлака достигается доба-
влением некоторого количества плави-
кового шпата.
При выплавке малобессемеровской
стали некоторое снижение содержания
серы достигается в результате обработки
чугуна перед сливом в конвертер актив-
ными десульфураторами (главным об-
разом кальцинированной содой или
смесью кальцинированной соды и кар-
бида кальция).
Раскисление стали. Основной задачей
раскисления является очищение стали
от кислорода. Процесс раскисления
состоит из двух этапов:
а) восстановления растворенной в
стали закиси железа с помощью рас-
кислителя, обладающего в данных
условиях ббльшим сродством с кисло-
родом, чем железо.
б) удаления из стали окислов, обра-
зующихся в результате раскисления.
В основных печах процесс раскисле-
ния ведется после удаления шлака
первого окислительного периода.
Раскисление может вестись либо путем
непосредственного взаимодействия рас-
кислителей с жидким металлом (так
называемое «осаждающее» раскисление),
либо путем взаимодействия раскисли-
телей со шлаком, снижением концен-
трации закиси железа в шлаке, за
счет чего происходит диффузионный
переход закиси железа из металла в
шлак (диффузионное раскисление).
В качестве раскислителей приме-
няются ферросилиций, ферромарганец,
углерод, углеродсодержащие вещества
(например, кокс), алюминий и различ-
ные комплексные раскислители.
Для предварительного раскисления
в некоторых процессах может быть
использован жидкий чугун.
Порядок введения фер-
росплавов при раскисле-
нии стали. Ферромарганец вво-
дится вскоре после начала рафиниро-
вания с тем, чтобы использовать рас-
кисляющее свойство марганца; ферро-
хром вводится в хорошо раскисленную
горячую сталь: никель вводится в сталь
54
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
в период кипения. Никель в жидком
металле не окисляется. Более позднее
добавление никеля, особенно электро-
литического, может увеличить газо-
насыщенность стали; ферровольфрам
вводится в горячую сталь в начале
рафинирования. Сталь с добавлением
ферровольфрама должна быть хорошо
перемешана и выдержана в печи. Перед
выплавкой высоковольфраыовой стали
рекомендуется провести кпромывную»
плавку, содержащую небольшой про-
цент вольфрама. При выплавке хромо-
вольфрамовой стали первым вводится
ферровольфрам и через 15—20 мин. —
феррохром; ферромолибден может быть
введен в сталь в начале рафинирования
или в период кипения; ферротитан
вводится в хорошо раскисленную сталь
за 15—20 мин, до выпуска стали. При
хорошем перемешивании усваивается
до 70% ферротитана; ферросилиций при
выплавке кремнистой стали вводится
в сталь в конце раскисления; феррова-
надий вводится в тщательно раскислен-
ную сталь за 20—30 мин. до выпуска
ее нз печи.
Кислород в металлургии стали. Кисло-
род является мощным средством для
интенсификации процессов сталеваре-
ния.
Обогащение конвертерного дутья
кислородом позволяет значительно уско-
рить процесс продувки, использовать
для передела химически холодные чу-
гуны и дополнительно переработать
стальной скрап, улучшить качество
стали.
Применение кислорода при произ-
водстве мартеновской стали для распы-
ления мазута, обогащения воздуха, под-
плавления скрапа и вдувания в ванну
в процессе рафинирования позволяет
значительно сократить расход топлива и
продолжительность плавки.
Использование кислорода для вду-
вания в ванну электросталеллавильных
печей приводит к ускорению процессов
дефосфорации, обезуглероживания, а
также облегчает выплавку мягких и спе-
циальных сортов стали.
Печи для выплавки стали
при производстве стального литья
Малобессемеровские конвертеры. Ос-
новные данные, характеризующие кон-
вертеры малого бессемерования, приве-
дены в табл. 32.
Таблица 33
Характеристика конвертеров
Показатель Емкость в т
1 1,5 2 2.5
Диаметр рабочего простран- ства в мм . . Внешний диаметр цилннлри- ческой части в мм Общая высота в мм . ... . Расхоа возхухл в мЦмим . . Давление хутья в ат Общий вес кожуха и футе- ровки в ла ........ 700 1250 2900 60 0.2 3,7 800 1460 3000 75 0,3 6,1 900 1570 3100 100 оз 8 1000 1670 3500 125 0,4
Мартеновские печи. Основные раз-
меры мартеновских печей емкостью
5—40 т при работе основным процес-
сом приведены в табл. 33.
Таблица 33
Основные размеры мартеновских пене*
Емкость в т На уровне порога рабочих окоп Глу- бииа ванны м
ширима В М длина площадь пода в м1
5 1.5 4 6 0.35
10 2 5 9.5 0.4
12 2.1 5 10.5 0,42
15 2,25 5,6 12,6 0,45
20 2.4 6,3 15 0.4В
30 2,7 7.4 20 0,54
40 3 8,3 25 0.57
Схема устройства печи, работающей
на газе, приведена на фиг. 14.
Электросталеплавильные печи. Высо-
кокачественную сталь для тонкостен-
ного фасонного литья легче всего полу-
чить процессом электроплавкн.
Техническая характеристика трех-
фазных электродуговых печей приве-
дена в табл. 34.
При выплавке высоколегированной
стали для литья мелкого развеса в фа-
сонно-сталелитейных цехах приме-
няются высокочастотные печи. Они же
используются и для расплавления спе-
циальных легирующих примесей, до-
бавляемых в жидком виде в ковш с
жидким металлом, полученным из мар-
теновской или дуговой печи.
ПЛАВКА СТАЛИ
55
4 18 3
О
900'
Подача еам из газопровода
500’-
Поперечный разрез
] Пробен» рабочей
^плоыадлн
______7///Т/Г
тмш
1350е
ЛИВИИ
—• Чистый газ
— » воздух
• • Радений на
—* Отрадотанный
газ
♦иг. И. Схем* устройства мартеновской печи: 1 — воздушный канал: 1 — газовый канал;
3 — воздушный регенератор; 4 — газовый регенератор; Л — вертикальные каналы; 6 — голоька;
7 — рабочее пространство; в — головка; 9 — вертикальные каналы; 10 — газовый регене-
ратор; 1! — воздушный регенератор; /2 — газовый канал; 13 — воздушный канал; 14 — бо-
ров; IS — дымоваа труба; 16 — газовый клапан; 17 — воздушный клапан; 18 — шлаковикн.
Таблица 31
Технические характеристика дуговых сталеплавильных электропечей типа ДС и ДЧМ
Показатель ДС-0,5 ДС-1,5 ДС-3 ДС-5 ДЧМ-ЗА ДЧМ-10-А
Емкость печи в т ......... Допускаема» перегрузке в •/» Мощность трансформатора в кеа .... Напражеиие низкой стороны в t .... Диаметр угольного электрода в мм. . . Диаметр плавильного пространства и мм Глубина ванны до порога в мм. Продолжительность расплавление в чес. Расход энергии на расплавление 1 т твердой завалки а квт-ч ОД 20 400 190JI10 150 1103 215 1.5 в&о 1.5 20 1100 200/U6 235 1600 275 1.5 625 3 20 151» 210(121 300 га» 340 1.75 600 5 20 2250 220/127 350 2400 430 1.75 575 3 20 •<|>| 210/121 225 2000 450 150 5 20 2000 220/127 350 мп 500 140
Таблица 35
Характеристика высокочастотных печей типа ПО
Показатель Тип печи
ПО-75 ПО-100 по-зоо П 0-500
Емкость а кГ ........ Мощность генератора в кот ............ Напряжение в а ... . • . Частота питающего тока в пер/сек Продолжительность плавки в мин. ... . Расход электроэнергии на расплавление 1 т твераий 100 75 1400 201» 30-40 900-1000 8 8 o' МО 300 1900 500 60—76 800 - 860 2000 600 1900 500 70-85 600—700
56
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Высокочастотные печи строятся ем-
костью от долей килограмма до
10—12 т.
Основные характеристики высоко-
частотных печей типа ПО приведены
в табл. 35.
ЦВЕТНОЕ ЛИТЬЕ
Основные сырые материалы
Шихтовые материалы. Основные ших-
товые цветные металлы в зависи-
мости от сорта и марки сплава при-
меняют согласно соответствующим ГОСТ
в виде чистых металлов или готовых
сплавов.
Металлы, применяемые
при цветном литье: алюми-
ний первичный — по ГОСТ 3549-47,
алюминий вторичный — по ГОСТ 295-
47 и 1583-53, магний — по ГОСТ
804-49, медь — по ГОСТ 859-41, ни-
кель — по ГОСТ 849-49, олово — по
ГОСТ 860-41, свинец —по ГОСТ 3778-
47, цинк — по ГОСТ 3640-47, силумин —
по ГОСТ 1521-50, магниевые сплавы—
по ГОСТ 2581-44 и 2856-45. бронзы
оловянные вторичные — по ГОСТ
613-50 и 614-50, вторичные латуни —
по ГОСТ 1020-48, латуни — по ГОСТ
1019-47, различные лигатуры.
Флюсы. При производстве цветного
литья флюсами чаще всего служат
хлористые соли бария, калия, кальция,
магния, марганца, цинка и натрия.
Кроме того, применяются фтористые
соли калия, натрия, кальция, крио-
лит и др. Наибольшее применение флю-
сы имеют при производстве сплавов на
основе алюминия и магния.
Лигатуры и их применение. Лигатуры
применяются для ввода в сплавы эле-
ментов, имеющих температуру пла-
вления, намного превышающую тем-
пературу плавления основного компо-
нента сплава.
Лигатуры широко применяются при
производстве алюминиевых и магние-
вых сплавов, а также при выплавке
специальной бронзы и латуней.
Основные требования, предъявляв
мые к лигатурам: низкая температура
плавления, однородность сплава, высо-
кое содержание тугоплавких соста-
вляющих, хрупкость.
Двойные лигатуры содержат одну
тугоплавкую примесь, тройные — две.
Лигатуры легче всего приготовляются
в высокочастотных печах.
Плавка цветных металлов и сплавов
Режимы плавки и заливки различ-
ных цветных сплавов приведены в
табл. 36.
Таблица 36
Температура плавки и залавки цветных
сплавов
Сплав Температура а °C
плавки заливки
Мель ........ Олованиетые бронзы Алюмиииевы бронзы Латуни цинковые . . Специальные латуни . Отходы и стружка алю- миниевых сплавов . . Цинковые сплавы . . 12G0—J300 1200-1300 1150—1200 1150—1200 1100-1150 750-800 500-570 1170-1200 1100-1150 1050-1150 950—1100 920-1000 660-750 430-500
Угар металла и атмосфера печи. Угар
цветных металлов и сплавов в процессе
их переплавки зависит от состава спла-
ва, атмосферы печи, температуры, про-
должительности плавки, характера
шихты и типа печи.
Сплавы, имеющие в своем составе
элементы с большой степенью хими-
ческого сродства к кислороду и низкой
температурой кипения, дают больший
угар.
Для ориентировочных расчетов можно
пользоваться данными, приведенными
в табл. 37.
Таблица 37
Угар металла
Металл Величина угара в »(0
Све- жий металл Лом н стр уж ка
Медь .......... Алюминий .«••• Бронза Латунь 0,5-1,5 1,5-2.5 2-3 2.5-3,5 1,5-2 3—5 б—б 5-И
Технология изготовления цветных
сплавов. Основные данные по тех-
нологии изготовления часто применя-
емых цветных сплавов приведены в
табл. 38
Характеристика печей для плавки
цветных металлов см. в табл. 39.
Технология изготовления цветных сплавов
Таблица Зв
Сплав Основные исходные материалы Применяемые печи Основные тайные по технологии плавки Защитный покров
Бронза Вторичная бронза и опин (реже чи- стые материалы) Тигельные, пламен* ьые. мектродуго- вые и индукцион- ные печи При плавке на чистых материалах плавят медь, в которую после раскисления ее фосфористой медью присаживают пинк. алюминий и другие элементы н чистом виде или в виде лигатур. Олово присаживают последним Кварцевый песок, би- тое стекло, древес- ный уголь, буре, сода, поташ н т. д.
Латуни цинконаг Вторичная латунь (реже чистые ма- териалы) То же При плавке на чистых материалах плавят медь и приса- живают аник Древесный уголь
Специальные ла- туни Паспортная латунь (реже чистые мате- риалы и лигатуры) • При плавке на чистых материалах плавят медь, затем вво- дят лигатуру. При изготовлении латуней, содержащих железо, марганец и алюминий, последним в расплав вво- дится алюминий При плавке кремнистых и кремннстосвннцовнстых латуней плавит медь, в которую небольшими порциями присажи- вают меднокремнистую лигатуру. Цинк и свинец добав- ляют перед выпуском (Не обязателен)
Никель и мелпо- Никель, мель и ли- Тигельные. иилук- При плавке никеля сначала под флюсом плавится ‘/|Ме- Стекло, плавиковый
никелевые сплавы сатура цио«п(ыс печи с же- лезным сердечни- ком, индукционные печи без железного сердечника, иногда высокочастотные вакуум-печи галла, затем в несколько приемов добавляется остальная часть металла При плавке мелнояикелевых сплавов медь нагревается до 1.100“ С и затем добавляется никель При планке сплава с рапным количеством меди и никеля загружаются одновременно оба металла (никель внизу) При плавке сложных сплавов железо загружают вместе с шихтой или в виде лигатуры; марганец добавляется частично в шихту и затем по расплавлении основных составляющих. Цинк вводится после раскисления. Вторич- ные шихтовые материалы во всех случаях загружаются первыми. Раскисление производится смесью алюминия и магния в количестве 0,1»|о каждого к весу металла шпат, бура, каль- пикированная сода, смесь поташа (25%) н молотого стекла (7Э»У
ЦВЕТНОЕ ЛИТЬЕ
Продолжение табл. 38
Соли Основные исходные материалы Применяемые лечи Основные данные по технологии плавки Защитный покров
Алюминий и его сплавы ч Алюминий, лигатуры, паспортные сплавы Тигельные, пламен- ные и индукцион- ные печи, печи со- противления Плавится алюминий и затем добавляется лигатура При необходимости получения высококачественных отливок применяются следующие методы: 1) плавка пол флюсом; 2) рафинирование газами (хлором и азотом); 3) рафини- рование твердыми веществами (хлористый цинк); 4) вымо- раживание; 5) кристаллизация пол давлением 4—5 ат; 6) модифицирование (натрием и др.). 1) Хлористого нлтрня 50>|, и хлористого кальция Е0°/, 2) Хлористого каль- ция 1S»/, и плави- кового шпата 86’,
Магниевые спла- вы Магний и лигатуры Тигли (стальные) и тигельные печи со- противления. Плав- ка может произво- диться в печи как с переносным, так и со стационарным тиглем 1) В тигле расплавляется флюс (40—504, веса металла), затем вводятся подогретый до 120° С магний, лигатуры и другие добавки 2) Загружается небольшое количество флюса, затем 50-,1, металла и опять флюс. После расплавления добавляется в несколько приемов магний с флюсом Необходимо тщательно следить за тем, чтобы все время магний был закрыт флюсом. Легко расплавляющиеся ме- таллы (цннх и кадмий) добавляются в конце. После рас- плавления всей шихты металл в тигле хорошо переме- шивается. Расход флюсов прн первом способе плавки 3—4Г|„ при втором 6—8’1,. Угар металла 1,5—2,&>|« При переплавке отходов расходуется до 30>;, флюсов 1) Хлористого магния обезвоженного .Ь^,, хлористого калия 37”/* хлористого магния 83’1, 2) Хлористого магния обезвоженного , хлористого калия З5‘)о. фтористого натрия 2°)^ фтори- стого кальция 3е), 3) Хлористого магния хлористого на- трия 40»),
Цинковые сплавы Цннк и лигатуры Чугунные или сталь- ные тигли. Индук- ционные печи с же- лезным сердечником Нагревается тигель. Загружается цинк. Медь присаживается в виде тонких латунных обрезков. Свинец, кадмий, олово длются в чистом виде. Медь с алюминием вводится в визе SOjcrHoft медноалюмииневой лигатуры
Баббиты Паспортный баббит (в виде исключения чистые металлы) Стальные и чугунные тигли Технология выплавки зависит от состава баббитов и харак- тера шихты Древесный уголь
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
ЦВЕТНОЕ ЛИТЬЕ
59
Таблица 39
Характеристика печей, аспользуемых для плевки цветных сплавов
Тми печи м марка Назначение Основные характеристики и технические показатели
Емкость 9 КГ “А. и X * ХеЕ Расход Часовая про- изводитель- ность в кГ в О. с X
условного топлива в Hi <п ш М
Тигельные горно- вые Тигельные горно- вые Тигельные ПГП-0,18 ПТП-0,28 РТС-0,30 РТС-0,15 Пламенные печи: .Мечта .Георгадзе* .Экономплав* Печн для плавки алюминиевых сплавов: НОП-1 НОП-2 НОП-3 ноп-т ноп-и Электрические ду- говые: ДМ-0,25 ДМ-0,50 Электрические пе- чн сопротивле- ния камерные стационарные: ПК-40 ПК-® Электрические пе- чн сопротивле- ния камерные по- воротные: А-ЭД А-120 А -300 Электрические ти- гельные печи: САК-0,15 САК-0,25 СА-0.16А СА-0.25А СА-0.5А CAM-0,5А САМ-1.0А СЭТ-О.ЮБ СБТ-0.15 СМТ-1 Электрические ин- дукционные с железным сер- дечником Поворотные ти- гельные газовые рекуперативные печи беспламен- ного горения Планка бронзы и латуни То же ПГП — плавиль- ные РТС — раздаточ- ные для плавки и подогрева алю- миниевых и цин- ковых сплавов Плавка бронзы и латуни То же Плавка различных алюминиевых сплавов Плавка бронзы н латуни Плавка алюминия То же Плавка м поло* грев алюми- нием их и чел ных сплавов Плавка бронзы и латуии Плавка магние- вых сплавов От 100 до 500 От 100 до 500 180—250 150-300 300 5ОО-2ОСО 320-800 1 000 2 000 3000 7 000 12 000 250 500 150 280 300 500 7000 150 250 150 250 500 500 1000 100 150 1000 500 1000-1200 Маэут Кокс Мазут и газ Мазут • м • Электро- анергия То же • • • • > • * • • • Газ 10-14 15-20 30 - 40 кПчае 15-20 20-30 14-18 15-20 От 15 До 33 20 450 325 300 650 600 600 550 550 47 34 1000 75 720 300 От 100 до ЗЛО От 100 до 300 120-150 150-170 250-500 ЭТО--40О 400 450 МО ото 800 280 450 ТО 100 125 1S0 1000 50 75 56 85 12» 550 1500 60 150 125 400 ЭТО-500 5-8 5-8 5 До 10 3-5 7-8 1,6 U 1 1 1 1 м 3 3 3 1-2
60
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
К специальным способам литья отно-
сятся литье в постоянные металли-
ческие формы, литье под давлением,
центробежное литье и литье по выпла-
вляемым моделям (прецизионное).
Литье в металлические формы
Литье в металлические формы при-
меняется в серийном и массовом про-
изводстве отливок из медных, алюми-
ниеиых и магниевых сплавов, а также
из чугуна и стали.
При литье в металлические формы
значительно улучшаются технико-эко-
номические показатели производства
(по сравнению с обыкновенным литьем):
съем годного литья с 1 ж* формовочной
площади увеличивается в 4—5 раз;
выпуск на одного производственного
рабочего возрастает в 2,5—3 раза;
расход формовочных материалов (при
комбинированных формах) умень-
шается в 8—10 раз; припуски на обра-
ботку снижаются и внешний вид
отливки улучшается. Себестоимость из-
делий снижается примерно на 25%.
Для литья в постоянные формы при-
меняются металлические формы с гори-
зонтальным и вертикальным разъемом,
створчатые (фиг. 15) и вытряхные —
Фиг. 15. Металлическая фор-
ма створчатого типа: / и 2 —
створки; 3 и 4 — половинки
формы: в—литниковая чаш*.
поворотные, на цапфах (фиг. 16 н 17);
последние обычно «тля средне- и круп-
ногабаритных деталей Применяются
также специальные машины с различ-
ной степенью механизации процесса.
К числу основных элементов постоян-
ных металлических форм относятся
матрицы и стержни.
Фиг. 16. Вытряхиая форма: / — металличе-
ская нижняя часть формы; 2—верхняя часть—
песчаный стержень; 3 и « — литник и вы-
пор: 5 — цапфы поворога-
При конструировании форм следует
стремиться к минимальному числу
разъемов.
Большое количество разъемов услож-
няет работу, снижает производитель-
ность, уменьшает точность размеров
Фиг. 17. Металлическая поворотная форма для
крупногабаритной детали: / — стержень стоика:
2 — литииконая чаша; 3 — центральный стер-
жень; 4 - корпус формы; з — вторая поло-
вина формы; о—стержень питателей; 7—опор-
ные стойки.
в отливке и ухудшает ее внешний вид;
но наряду с этим создаются лучшие
условия для удаления из формы воз-
духа.
Для предупреждения коробления
длинных матриц их изготовляют состав-
ными, с учетом термического расшире-
ния при нагреве.
Материалами для изготовления по-
стоянных металлических форм служат
чугун, сталь, медь и алюминий (см.
табл. 40).
Стойкость металлических форм при
соблюдении правильного режима их
эксплуатации при литье из чугуна
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
61
Гоблици 40
Материалы дли изготовлении металлических форм 111]; (61); [«2J; pi)
L Химический состав в Ч, или марка Назначение формы
и с SI Мп Р S Прочие
1 3,4—3.7 3.4—3,6 2.8-3,6 3,3-3.6 3,1—3.4 1,8-2,2 2-2,8 1.6—2.2 1,7-2,28 1.6-1,9* 0,8-1,1 0.6-0.7 0,4—0.8 1-1,06 0.8-1.2 0.1-0,2 0.1-0.2 0.1-0,2 0.1-0.2 <0,25 |)/»-0,1 <0,1 0,06-0,1 0,07-0,1 <0.12 0.1 NI 0.4 Сг 1 Си, 0,5-0.6 Сг 0,1-0,25 Сг, до 0.35 NI Мелкие отливки из чугуна и ста- ли Мелкие и средние отливки из чугуна Отливки простой конфигурации из алюминия и медных сплавов То же больших габаритов и сложной конфигурации То же особо сложной конфигу- рации с резкими переходами
3 ► и 4ХВС, Ст. 4, Ст. 3, 4ХНВ, 5ХНВ, ЗХВ8 Ст. 5, 4ХВС . . Ст. 4 • • • • • • • • В • Для тонких, сложного профиля и трудоемких и изготовлеиии вставок при отливке из алю- миния и медных сплавов Металлические стержни формы при литье из сплавов цветных металлов Мелкие детали формы (крючки, рукоятки и др.)
Мель Ml Теплоотводящие вставки при литье нз сплавов цветных ме- таллов
Алюминий С последующим анодированием рабочей поверхности .... Для небольших партий (50— 200 шт.) мелких, несложных отливок из иизкоплавкнх спла- вов
* Содержание кремния показано для модифицированного чугуна.
небольших по весу и простых по кон-
фигурации заготовок составляет 8000—
10000 шт., средних заготовок до 3000
шт; для стальных заготовок мелкого
развеса 500—700 шт., среднего 100—
250, крупного 20—25 шт. При литье
заготовок средней сложности из легко-
плавких сглавов стойкость форм дохо-
дит до 15 000 — 20 000 шт.
Для повышения стойкости металли-
ческих форм и предупреждения отбела
чугунного литья рабочие поверхности
форм периодически покрываются тепло-
изоляционными огнеупорными материа-
лами и красками. Отдельные покрытия,
содержащие, например, алюминий,
ферросилиций, графит, могут являться
также поверхностными модификато-
рами.
Примеры составов покрытий при-
ведены в табл. 41.
Сплавы ив цветных металлов для
литья в металлические формы должны
обладать высокой жидкотекучестью при
незначительном перегреве, достаточной
прочностью при температуре, близкой
к температуре кристаллизации, и мини-
мальной усадкой.
Иа отбел поверхности литых заго-
товок оказывает большое влияние хи-
мический состав заливаемого чугуна.
В табл. 42 приведены составы чугуна
(по С и Si), менее подверженные
отбелу.
Данные о составах, свойствах н
области применения цветных сплавов,
отливаемых в металлические формы,
см. т. 6, гл. VI.
62
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Составы покрытий ала металлических форм [11], [69], |71]
Таблица 41
Компоненты Варианты составов
1 2 3 4 5 6
Для чугуна Алюминий в порош- ке Шамот в порошке Глина огнеупорна* Маршалмт . . Жидкое стекло . Поваренная соль Сажа голландская FcSl (75°|о) в порош- ке л Вола вл .... Для стальных от Млршалнт Сульфитный ще- лок . ... Патока кормовая. Огнеупорная глина Жидкое стекло . <ых 150 45 15 1 шло 74 20.5 3 2 0.5 гтлилок 100-150 30-50 1 к (а оба- . § 1 1 । S 1 1 1 о | 1 1111 «а МВ 100 500 иг Ht 1111 1 3 «1 III Illi 1 - «1 g11 О V g С-Ч
* До сметанообразной массы. * * До требуемой консистенции. * *• Составы 1 и 2 применяются для мелких стенных отливок. Состав ь применяется в виде г стенных изделий; после грунтовки износится крас прежлеиию отбела отливок лает покрытие формы Состав 1 применяется для оловяниетой 1 4 — Для латуни и алюминиевой бронзы. Состав 1 применяется для поверхностен (1—3 дгж) сечения в отливке; состав 4 — для пс состав 3 — для сечений в отливках более 3 леи; с щит литники и выпоры; состап 5 — для ыагниевы состав 6 — то же утеплительная краска для попе Примечание. В приведенных состава ух. веса 1.45.
Варианты составов
Компоненты 1 2 3 4 5 0
Для отливок и: Масло вареное . . Окись цинка Графит в порош- ке Каолин .... Мыло нафтеиовое Керосин .... Мазут Костяная мука . . Для легкоплавки. спя Борная кислота . Окись цинка Жидкое стекло Мел отмученный Двуокись тнтана Графит черный Асбест пережжен- ный (в порошке) Вода в л (горячая) и средних отливок грунтовочной пасты ска состава 6. Лучи а после каждой вали бронзы; составы 2 й, образующих иа1 окрытия рабочих :остав 4 — для пове ах сплавов (рабочих ерхностей. образуют х указано жидкое Mei 96 4 г ал азов Ж) 280 220 130 4 сос пр ие вки и 3 <бОЛ< юве| >дЯО( лове НИХ СП 1ных СП. 30 в 57 7 юминиев в 5С0 300 500 Х5 пвы 3 и и литье >езульта щетилен — ДЛЯ »е слож хностей лей мат рх ноете; питники 2КЛО МО «ПВО 20 6 67 7 ых Г 280 280 110 120 80 4 4-1 осо- ты овой атуи <ые У >иц, 1 и с и вы хуля 8.0 15Л 15.5 4.5 51.5 5 мал во 140 — 60 1,8 U11 6о т 10 п КОП и; и т ггео> оор терм nopt 2,5 • в Huet 60 100 30 4 онко онко реду отыа оста омки кней азую смей; В. “3 -1 ।।ggi। 5 । । । । । । । । °
Таблица 42
Рекомендуемые составы чугуна для отливок
в металлические формы [68]
Характер отливок Толшнна стенок отливки в мм Содержание в
С SI
Без песчаных стержней 3-5 6-10 11-20 21-40 41-80 3.4—3.Я 3.4-3,Я 3.3-3.7 3,2—3.6 3,2-3,5 3.2-3,4 3-3,3 2.8—3 2.6-2.Я 2,4-2.6
С песчаными стержнями 3-5 6-10 11-20 21—40 41-80 3.4-3.8 3.4-З.Я 3.3—3.7 3.2-3.6 3,2-3,5 3-3,2 2.Я-3 2.4—2.7 2.2-2,4 2-2,4
Технологические основы конструиро-
вания заготовок деталей, отливаемых
в металлические формы. Заготовки, отли-
ваемые в металлические формы, должны
конструироваться с учетом следующих
основных требований.
). Линия разъема формы должна
обеспечивать Свободное удаление от-
ливки.
2. Поверхности разъема должны быть
по возможности плоскими.
3. В отливках не должно быть углу-
блений, препятствующих выемке их из
формы н способствующих разрушению
последней, а также выступающих ча-
стей, тормозящих усадку металла.
4. Отливки не должны иметь резких
переходов по толщине стенок, особенно
чугунные отливки, в которых при более
быстром остывании в тонких местах
стенок образуется отбел поверхности.
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
63
Таблица 43
Конструктивные параметры заготовок, отдаваемых в металавческие формы [11), (61), (62)
Параметры Материал отливки
Чугун Сталь Алюминий Магний Медные СЛЛ1ИЫ
Рахиусы закруглений наружных и вну- тренних углов отливки в мм . . Талшнна необрабатываемой стенки в мм Уклон на вертикальных стенках, считая от плоскости разъема формы, в Уклон металлических стержней, обра- зующих внутренние плоскости, а •[, . . * В случае применения комбннкро стенки принимается равной 8—10 мм. п При литье стали применяются п 3 3 1.75 10 ванных фор ренмуществ 3 15» 1,75-2,5 _ве м (металл снно землян 1 1 0,5-1 1,5-3 и земляной ые стержни ^7* 1» 2“Э0' стержень) 1Л 2 0,75—1,75 1,5-3 толщина
Таблица 41
Припуска ив механическую обработку и допускаемые отклонения от размеров заготовок
нз чугуна, отлитых в металлические формы [61], в мм
Размеры заготовки в мм Припуск иа одну стороиу Наибольшие отклонения от размера при заливке в формы
Длина Ширина млн диа- метр Нижняя или наружная боковая поверх- ность Внутренняя боковая Верхние поверх- ности с механически отработанными рабочими по- верхностями (±) с литыми не- обработанными рабочими поверхностями (±)
поверх- ность
До 25 До 20 0.7 0,8 1 0,3 0.5
25-10 15-40 1 1,2 1.5 0,4 0.6
41-60 25-60 1.2 1.4 1.7 0,5 оз
61-100 30—ЮТ 1.4 1.6 2 0,5 1
101-160 50—100 1,6 1.8 2,2 0,6 . 1
161-250 100-250 2 2,2 2,5 0,8 1,2
251 -ало 100-400 2,2 2.4 2.7 1 1.2
401-600 150—600 2,6 2.8 3 1.2 1.4
601-1000 200-1000 3 3.2 3,5 1.2 1.5
1001-1600 200—1600 3.2 3.4 4 1.2 1.5
Таблица 45
5. Конструкция отливки должна по
возможности обеспечивать получение
внешних контуров за счет поверхности
формы, т. е. без применения стерж-
ней.
В табл. 43 приведены некоторые пара-
метры, применяемые при конструиро-
вании заготовок, отливаемых в металли-
ческие формы.
Припуск на обработку заготовок в зна-
чительной мере зависит от точности
изготовления формы. ,
Ориентировочные величины припусков
на обработку приведены в табл. 44.
При назначении припусков на обра-
ботку и допусков иа неточность заготовок
при литье цветных сплавов в металли-
ческие формы и под давлением можно
руководствоваться данными табл. 45
и 46.
Припуски ни механическую обработку
литых заготовок из цветных сплавов
в мм (63)
Габаритный размер отливки в мм Припуски иа одну стороиу
Классы точности
1-й и 2-й (литье пол давлением) 3-й, 4-й и 5-й (литье в метал- лические формы)
До 40 03 1
40-100 0.5 1,5
100-250 0.7 2
250- 400 1 2
400-630 3
630-1000 8
1000—1250 4
1250—1600 — 4
64
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Таблица 46
Допуска на размеры заготовок нз цветных сплавов, отлитых под давлением (1-й н 2-й классы)
___________________ н в металлические формы (3-й, 4-й н 8-й классы) [63]______________
Габаритный размер отливки В мм Отхлоиения от размеров в мм (±)
Все линейные размеры отливок Толщина стенок, ребер, фланцев и т. п., не под- вергающихся механической обработке Линейные размеры необра- батываемых плоскостей, дообрабатываемых и раз- меры, попавшие в разъем
ч ж 2-й кл.» 1 S « сЬ ч ж в 4 5-й кл. VH #-[ 3 <Е 4 ч ж а 4-Й КЛ. 5-й кл. ч ж « 2-й кл. ч ж со ч ж 4 •|гя e-s
До 25 25-40 40—63 63-100 100—250 250—400 400—630 63U-1000 1000-1250 1230 -1600 * В случ; ничесхи обра ров до 120 ж. 0,05 0.06 0.06 0,10 0.12 0,15 е нео iOTam к и 5- 0,06 0,10 0,12 0,15 0,30 0,40 бходи ые от й кл» 0,2 0,3 0,4 0,5 0,7 1.0 1,3 1.5 мости ливхи X ал» 0,4 и,5 ОД ОД 1.0 1,2 1,5 13 MOryi : клас разм ОД 0,7 ОД 1,0 1Д 1,5 1,7 2Д казн с За д еров 0.04 0.05 0,06 0,08 0,10 0,12 чатьс ля ра So.xee 0,06 0,08 0,10 0,15 0.20 0,30 я кла змсро 120 м 0,2 од 0,4 0,4 0,5 ОД 0,6 0,7 хы т< лине и. 0,4 0,5 0.6 0,7 0,8 0,9 1Л 1.0 зчност Иных ОД 0,7 1,0 1.0 1J0 1.2 1,2 1.2 и по до 50 0,10 0,10 0,10 0,20 '1,20 0 25 систт лиг. 0.20 0,20 0.20 о.ло 0,40 0.50 ие 0 4-й кл ОД 0,4 ОД 0,7 1Д 1.2 1Д 1,7 СТ и вес ил од 0,5 0,7 1.0 1.5 13 2,0 2,2 а ме> я раз» 0,6 0.7 1,0 1.2 1.7 2,0 2.2 2,5 са- <е-
Литье под давлением
Литье под давлением применяется
для получения отливок из магниевых,
алюминиевых, цинковых, медных и в
отдельных случаях свннцовооловяни-
стых сплавов.
Заливка металла (жидкого или полу-
жидкого) в металлическую форму осу-
ществляется под давлением в несколько
сот атмосфер.
Методом литья под давлением воз-
можно также комбинировать летали из
высокопрочных, изоля-
ционных или работаю-
щих на трение и износ
материалов (металличе-
Фиг. 19. Заливка
втулки вцилиндр:
I — литиик; 2 —
отливки; J— втул-
ка; 4 — стержень-
рассекатель.
Ф|Т. 18. Заливка анти-
фрикционных бронзовых
вкладышей в деталь из
силумина.
скнх, эбонитовых, фарфоровых и др.)
с легкоплавкими литейными сплавами.
На фиг. 18 и 19 показаны примеры
вставок (арматуры), залитых в отливки.
Для изготовления рабочих частей
форм, соприкасающихся с заливаемым
металлом, применяют легированную вы-
сококачественную жаропрочную сталь,
например ЗХ2В8, 5ХНМ.
В табл. 47 приводятся данные эксплу-
атационной стойкости форм из стали
Таблица 47
Эксплуатационная стойкость форм дли литье
под давлением (3SJ; (64); (71)
Сплав отливки Стойкость форм (количество отливок)
средняя макси- мальная
Цинковый . . . . 150 000 300 000
Магниевый . . . 45 000 120 000
Алюминиевый . . . 40 000 100 000
Медный 5 000 10 000
ЗХ2В8 при весе отливки около 0,5 кГ.
При большем весе отливки стойкость
форм уменьшается, при меньшем — уве-
личивается.
Детали, отливаемые пол давлением,
должны конструироваться с учетом сле-
дующих требований.
1. Наружные контуры отливки и кон-
туры внутренних ее полостей должны
способствовать беспрепятственному уда-
лению отливки нз формы и стержней из
отливки.
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
65
Таблица 4S
Конструктивные параметры для деталей, отливаемых под давлением [11]: [36]; [64]; [71]
Толщина стенки в мм Мнннмкльнаа конусность В "/о от высоты Предельные отверстия Предельные размеры резьб и мм
Наименование * сплавов х5 8? Я «э S 2 Наименьший диаметр в мм одяос, числу зов Проходное, равное числу диаметров X 2 иО Наименьший диаметр
нормал технич< достмж М £ X & S пепрох рапное дкамет| Нанмсн шаг наруж- ный внут- ренний
Цинковые .... I-S 0.8 0.2 0.5 1 5 10 0,8 6 10
Магниевые . . . 1.5-4,5 1.3 0.5 0.7 1.5 4 8 6 15
Алюминиевые . . 1.2-4,5 1 0,5 0.7 1.5 3 5 10 20
Медные . ... 2-5,5 1.5 0.7 1 2.5 3 4 1.5 12 Не по- гугнит
2. Стенки отливок должны быть воз-
можно тоньше и равномерны по сече-
ниям, без местных скоплений металла.
3. Углы должны быть плавно скруг-
лены радиусом не менее 0,5—I мм.
4. Для усиления детали следует при-
менять ребра жесткости и корытообраз-
ные и коробчатые сечения.
Основные параметры, которыми сле-
дует пользоваться при конструиро-
вании деталей, отливаемых под давле-
нием, приведены в табл. 48.
На фиг. 20—22 приведены примеры
переконструирования деталей при пере-
воде их на литье под давлением.
Фиг. 20. Тройник;
а — до перевода на
литье под давлением;
деталь имела подряды
у галтели А. препят-
ствовавшие быстрому
б — после перевода;
юалечению стержня;
стержни выполнены конусными.
Чистота литой поверхности соответ-
ствует в среднем 4—6-му классам
ПО ГОСТ 2789-51; по мере износа форм
чистота поверхности ухудшается.
Сплавы для литья под давлением
должны обладать возможно меньшей
усадкой в жидком и твердом состоянии и
достаточной прочностью при высоких
температурах, узким температурным
интервалом кристаллизации, высокой
жидкотекучестью
небольшом
при
перегреве.
6)
Фиг. 22. Колено:
л — до перевода;
б — после перево-
да на литье под
давлением
Фиг. 21. Конструкция
отливки при переводе на
литье под давлением:
а — до перевода;
б — после перевода.
Характеристика и свойства сплавов,
применяемых для литья под давлением,
приведены в т. 6, гл. VI.
Машины для литья под давлением
строятся с камерами давления поршне-
вого действия и компрессорного дей-
ствия.
Основными частями машины явля-
ются камера сжатия (холодная или
горячая) и механизмы для управления
формой и камерой сжатия.
Машины компрессорные, у которых
заливка металла в форму осуществляет-
ся под давлением сжатого воздуха
5 Том s
1412
66
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
непосредственно на зеркало расплава,
находящегося в закрытом котле или
черпаке, применяются лишь для литья
неответственных деталей из легко-
плавких сплавов, главным образом
предметов бытового потребления.
Фиг. 23. Машина с горизонтальной холодной камерой сжатия: 1 — гидравлический
цилиндр для перемещения формы; 2—гидравлический цилиндр прессования; 3—прес-
сующий поршень; 4 — камера сжатия; S — подвижной стол (формодержатель);
6 — направляющие штанги; 7 — управление машиной; 8 —аккумуляторы; 9— станина.
впрессовывается в форму 3, примыкаю-
щую во время заливки
каналу. При обратном
к литниковому
ходе поршня 2
Наиболее распространенными явля-
ются гидравлические машины с холод-
ной камерой сжатия горизонтального
(фиг- 23) и вертикального (схема по
фиг. 24) типов. У этих машин плавиль-
Фиг 24. Схема работы машины с вертикаль-
ной холодной камерой сжатия.
ное устройство является самостоятель-
ным агрегатом и устанавливается рядом
с машиной.
Машины с вертикальной камерой сжа-
тия работают по схеме, изображенной
на фиг. 24. В стальной цилиндр (стакан
камеры сжатия) заливается металл 1
в полужидком состоянии и поршнем 2
поднимается также контршток 4, уда-
ляющий излишек металла 5 из цилиндра.
Далее форма раскрывается, и отливка 6
выталкивается.
Характеристика машин для литья
под давлением
Тип машины
Наибольший вес отливки
в кГ:
из легких сплавов
из мелких и цинковых
сплавов . . ,
Наибольшая поверхность
отливки и плоскости
разъема формы в см1:
из мелиых сплавов
из легкнх сплавов
Наибольшее расстояние
между неподвижной и
подвижной половинками
формы в ям
Наибольший ход полови-
МОК форм в мм .
Количество отливок в ми-
нуту •
511 612 515
1 1.8 1
1.5 4 2
по 200 200
22U 400 400
6<Х1 1000 1000
310 4-Ю 5-0
2-3 1.5-2,5 2-3
Центробежное литье
В зависимости от конфигурации от-
ливки различают полые и сплошные
отливки со свободной усадкой и полые
н сплошные с фасонной конфигурацией
отливки с затрудненной усадкой.
* Большие значения относятся к цниковым
сплавам.
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
67
Материалом для отливок могут слу-
жить любые сплавы, включая сплавы,
обладающие малой жидкотекучестью, а
также различные комбинации сплавов,
как, например, бронза и медь по чугуну
и стали, чугун по стали и др.
Форцы, в которые производится за
ливка металла, бывают цельные и
разъемные, земляные и металлические
(с применением различных приемов
и степени их охлаждения).
Для увеличения срока службы метал-
лической изложницы, улучшения по-
верхности отливок и регулирования
скорости их охлаждения (предупре-
ждения отбела при отливке чугуна) при-
бегают к покрытию ее внутренней по-
верхности различными теплоизоляцион-
ными присыпками и красками (табл. 49).
Таблица 49
Покрытия для изложниц [65]; (67); [73]
Компоненты Варианты составов
•1 ’ 1 3 « 5
Огнеупорная глниа . . Сульфитный щелок . Жидкое стекло . . Г рафит черный или серебристый . - . Патока ... Поваренная соль . . . Олифа или оксоль . . Мел в порошке . . Окись цинка Молотое оконное стек- ло или порошок алю- минии Соляровое масло . Канифоль ....... Бентонит ....... Маршалит ..... Вода ......... 1 2 3 3 1 10 20 20 2 20 10 III 1 1 1 1 1 1 * 1 1 ечо'о' 1» 1 1 1 1 Mllgl 21 1 1 1 1 I 1 1 1Й2 1 1 1
Примечание. Состав 1 — в частях
по объему я пиле груигопочной пасты лля
заделки шероховатостей: состав 2 — в весовых
частях; применяется при отливке различных
чугунных полых изделий — втулок, гильз
и т. в.; состав 3 — в частях по объему; приме-
ияется при отливке тонкостенных канализа-
ционных труб двойным покрытием с после-
дующим нанесением ацетиленовой копоти;
состав 4 — в частях по объему; применяется
при заливке стали; состав 5 — в частях по
объему; применяется при заливке медных
сплавов.
При заливке непосредственно в метал-
лическую изложницу (без футеровки
или футерованную присыпкой) прини-
мают следующую толщину ее стенок
5’
в зависимости от диаметра и толщины
отливки 1651:
Наружный диаметр отливки в мм До 100 100-200 200 - 300'
Толщина отливки в мм 10-20 20-25 25-30
Толщина стенки налож- ницы в мм 30-35 35-40 40-45
Продолжение
Наружный диаметр отливки в мм 300-400 400—500 > 600
Толщина отливки в мм 30-40 40-50 50-100
Толщина стенки излож- ницы в мм 45-50 50—60 60-60
Вращение форм может происходить
вокруг вертикальной и горизонтальной
оси, в соответствии с чем применяются
два типа машин: вертикальные и гори-
зонтальные.
При отношении длины к диаметру
отливок не более единицы лнтье целе-
сообразно производить иа машинах
с вертикальной осью вращения формы
(фнг. 25).
На машинах с вертикальной осью вра-
щения формы также отливаются заго-
Фиг. 26. Схеме цен
тробежного литья
при вертикальной оси
вращения формы:
I — кивш: 1 — вращаю-
щаяся форма;
3— электродвигатель.
3-
2ЖЗ!
1I
I
Фиг. 26. Схема цен-
тробежного литья ко-
лес; ось вращения
совпадает с осью сим-
метрии отливки; / —
вращающийся стол:
2— опока: 3— земля-
ная форма; 4—поло-
сть. образующая от-
ливку.
товкн деталей фасонной конфигурации,
как-то: фланцы, шестерни, шкивы, бан-
дажи, колеса и т. п. (фиг. 26).
68
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
При литье фасонных заготовок деталей,
не имеющих оси симметрии (тормозные
колодки, рычаги, вилки и др,), верти-
кальная ось вращения лежит обычно
вне отливки (фиг. 27).
На горизонтальных центробежных
машинах отливаются полые заготовки
с цилиндрической внутренней поверх-
ностью, а также сплошные заготовки
(водопроводные и канализационные тру-
бы, стволы орудий, гильзы двигателей,
втулки, слитки, оси вагонные и др.).
В редких случаях, преимущественно
для литья труб, слитков, орудийных
стволов и тому подобных заготовок дета-
Фиг. 27. Схема центробежного литья фасон-
ных заготовок — вертикальная ось вращения
лежит вне отливки: I — литниковая чаша;
7 — стояк: 3 — кольцевой замкнутый пита-
тель: < — полости отливок.
лей, для обеспечения достаточно быстро-
го стекания металла с желоба в сторону
изложницы применяется ось вращения
с углом наклона к горизонту 3—6°.
Число оборотов формы н минуту
может быть определено по формуле
К
где К. — постоянная, равная 5520; R —
наружный радиус отливки в см; а —
толщина отливки в ex; f — удельный
вес заливаемого сплава в Г/см*.
Рассчитанное по этой формуле число
оборотов обеспечивает получение ка-
чественной отливки из чугуна и цвет-
ных сплавов при соотношении наруж-
ного и внутреннего радиусов отливки
— -1ч-3.
г
Для отливок из стали верхний предел
соотношения радиусов лежит ниже 3 и
определяется практически.
Для обеспечения надлежащего каче-
ства отливки (без продольных трещин на
наружной поверхности) при большем
соотношении радиусов следует, напри-
мер, прибегать к плавному или сту-
пенчатому изменению числа оборотов
во время вращения формы по мере
нарастания слоя жидкого металла.
Число оборотов для вертикальной
изложницы при литье полых загото-
вок должно быть выше рассчитанного и
принимается с коэффициентом 1,18.
Свободная поверхность полых загото-
вок, отлитых на вертикальной машине,
представляет параболоид вращения,
при котором имеет место разностенность
отливки по высоте; разностенность не
должна превышать установленную тех-
ническими условиями приемки.
Если при числе оборотов, рассчитан-
ном по приведенной выше формуле,
разностенность превысит заданную, ско-
рость вращения корректируется по фор-
муле
л = К VH.
где Н — высота отливки в см;
Здесь D2 и Di — соответственно верх-
ний и нижний диаметры свободной
внутренней поверхности параболоида
в см.
При образовании контуров отливки
исключительно формой при вертикаль-
ной оси вращения (по схемам фиг. 26 и
27) скорость должна быть достаточной
для заполнения полости формы и точ-
ного воспроизведения контуров отливки.
При данном метоле литья число обо-
ротов формы обычно подбирается по
r.Rn
окружной скорости v = наиболее
удаленной от осн вращения точки
отливки. Эта скорость обычно нахо-
дится в пределах 3—5 м/сек и в отдель-
ных случаях может доходить до 8 м/сек.
Скорость вращения может быть также
скорректирована в зависимости от вели-
чины давления, оказываемого при этом
жидким металлом на стенку формы, по
формуле
я-т (*+£*•);
здесь р — удельное давление в Г/см*;
1 — удельный вес в Г/см*; ы—угловая
скорость в l/сек; g — ускорение силы
тяжести (981 см/сек*); R — расстояние
от оси вращения той точки, в которой
измеряется давление, в см; h —гидро-
статический напор в см.
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
69
Таблица 50
Состав н свойств» деталей, отлитых центробежным способом [65]; [66]; (12]: (67); 173)
Материал отливки (состав в “(Л Наимено- вание отливин Положе- ние оси вращения Форма Механические свойства отливки
Предел 1 (I.PIHOCTH при рас- тяжении в кГ1мМ* Относи- тельное удлине- ние в */0 Твердость
Чугун: S,6 - 3,65 С; 1,75-2 SI: 0£-0,Б5 Мп; 0.55—0.6 Р; 0,07—0,08 S Трубы 0 100- 250 мм Горизон- тальное Металлическая охлаждаемая до температуры 200 С“, с по- крытием 24-26 — 175-200 (после термооб- работки)
Чугун: 33—3,6 С; 3—4 SI; 03—1,2 Мп; до 0.2 Сг; 0,15-0,2 Т1; 0.06-0.08 S Трубы 0 100 мм То же Металлическая охлаждаемая до ЗиО—400° С. окрашенная — - —
Чугун: 3.5-3,65 С; 1,6- 1,7 81; 0,6 Мп. 0.5 Р. 0.04 S То же • Земляная Кольцевая прочность 46 — 175-200
Чугун: 3.2-3,6 С; 2,0- 2,4 S1; 0,7-1,0 Мп: 0,2- 0,3 Р, <0,11 S; 0 2 Сг Гильзы цилиндров двигате- лей Металлическая с пылевидной присыпкой, охлаждаемая до 200° С 20.7-22,1 — 212-240
Чугун: 3-3,3 С; 1,8- 2,2 81; 0.5—0.7 Мп; 03-0 4 Р; <0.12 S То же Тонкостенная (толщина 2— о мы) песоч- ная сухая облицовка иа вкладыше — — 190—210
Чугун: 3,4-3.6 С; 1,65—1.481; 0,7—1 Мп; 0.11-0,17 Р; 0.08—0.14 8. Модифицированный 75Ч.-НЫЙ FeSI • • Металличе- ская разъ- емная. с грун- товкой и по- краской. ох- лаждаемая до 200“С 30,6-31.6 - 238- 241
Ковкий чугун антифрик- ционный ЧМ 1.3: 2,3-3 С, 0,6-13 SI*». 0.6-1.2 Мп; до 0,2 Р; 1-1,5 Си Втулки и другие мелкие детали До 0 300 мм— вертик- кальное Окрашенная, металлическая охлаждаемая до 1<Х>—900* С; для мелких деталей — стержневая 45—55 2-3 200-240
Чугун азотируемый, стали 4ХНМЮА*: 2 4-2,8 С; 2,86—2,9 81; 1.42— 1.44 Мп: 1.16-1,2 Сг; 0,61—1.26 AI; 0,08—0,09 Р Втулки Г орнэон- тальное Металличе- ская с При- сыпкой сухим песком, ох- лаждаемая до 350-400° С 29.4-37.3 - Азотиро- ванного слоя 500-700ZT л
Чугун аустенитный те- плостойкий: 2,04—2.64 С; 1.63-2.52 SI: 0.6- 0,87 Мп; 1.71-2,36 Сг; 15,3—18,2 NI; 6—8 Си; 0,11-0 32 Р; 0,1-0.018 8 Втулки, гильзы То же То же 21-29 2-3.5 135-175
70
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Продолжение табл. 50
Материал отливки (состав в »/0) Наимено- вание отливки Положе- ние оси вращения Форма Мехоннчес Предел прочности при рас- тяжении в кГ{мм* кие свойст Отмоси- гадммм удлиие- ине в о(0 ва отливки Твердость "S
Бронза Бр. ОЦС М-17 Втулки Г ориэон тальное Металличе- ская 21.9—21.4 20 56—62
Латунь: 30 Zn: 2 Al; остальное Си То же То же 00 18 118
Бронза: 2—3 Ре; 0,8— 1,5 Мл; 8,5—10,5X1; остальное Си Червяч- ные колеса Верти- кальное .Металличе- ская с земля- ными стерж- невыми вставками — — —
Биметалл Никельборнстый чугун: 2,5-3,25 С: 0,5—1,5 81: 0,5—1,25 Мп; 3,5—4.5 NI; 0,7—1 В;0,05 Р по трубе из стали 10 Втулки Г оризон- тальное Металлике ская с залив- кой ва па гретую до ВэО-ЭОО3 С трубу — - 58— 62 в литом виде
Биметалл Чугун:3.4—ЗЛС; 2—2,581; 0,6—1 Мп; 0,8—1,4 N1; 0,2-ОЛ Мо; 0,2—0,5 Сг; < 0.1 S по стальному диску Тормоз- ные барабаны То же Металличе- ская с залив- кой иа сталь- ной диск 20 — 190- 230
Биметалл Бронза: 80 Си; 3—4 РЬ, 3—4 SI: по стали: 0.05—0,2 С; 0,12—0,25 81; 0,5—0,ь Мп Втулки Метплличе ская — — —
Биметалл Антифрикционный сплав: 10 РЬ; 05 Мп; остальное At; по алюминию (вто- ричному) • • То же — — -
Сталь 30 Толсто- стенные кольца (толщина 70-100 мл) Верти- кальное Металлическая охлаждаемая, покрытая слоем огие- упорной глины 55-56.3 15—16 -
Сталь: 0,35-0,4 С; <0,3 SI, 0.63-0,8 Мп; <0.03 Р; <0,04 S; 0.'—1.1 Сг. 0,5-1,5 Си*** Шестерик То же Металлическая с земляными стержневыми вставками 150 ♦ — 190“
Сталь 35 • Нормаль МАП 2! • • Без меди 1—13 После термообра Трубы 0 20о мм; толщина стенки Ь0 мм М АМТУ 60. И. ^отки. Г оризои- тальное Металличе- ская охла- ждаемая 56.6 22,3 —
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
71
При литье в сырые формы значение р
берется до 2 кГ/сж2, а при литье в сухие
песчаные или металлические формы —
в пределах 3—5 кГ/см*.
В табл. 50 приведены составы и меха-
нические свойства отливок, наиболее
типичных для центробежного литья.
Литье по выплавляемым моделям
(прецизионное литье)
Метод точного (прецизионного) литья
по выплавляемым моделям основан на
следующем принципе: заформованная
с применением неразъемной опоки в огне-
упорном составе — наполнителе мо-
дель, изготовленная из легкоплавкой
массы на парафино-стеариновой основе,
впоследствии удаляется без остатка
путем выплавления, в результате чего
создается полость, в которую затем
заливается жидкий металл требуемого
состава.
Методом прецизионного литья отли-
ваются детали из любых сплавов: чер-
ных и цветных, включая высоколегиро-
ванные жаропрочные и сверхтвердые
сплавы, плохо илн вовсе не поддающиеся
ковке, штамповке, прокатке и механи-
ческой обработке резанием.
Прецизионное литье позволяет полу-
чать отливки любой конфигурации по-
вышенной точности (по ГОСТ 2689-54) и
чистоты (по ГОСТ 2789-51 до 4—
6-го классов), почти или вовсе не тре-
бующие механической обработки.
Применяемые методы заливки спо-
собствуют получению весьма тонких
сечений отливок (толщиной 0,3 —
0,4 мж), минимального сечения стен-
ки пустотелой отливки (0,6—0,8 мм)
и отверстий диаметром 2—2,5 мм при
высоте 4—5 мм.
Методом прецизионного литья можно
изготовлять детали весом от 1 до
50 кГ (корпуса и детали приборов, мел-
кие шестерни, лопатки газовых турбин
и турбокомпрессоров, арматура нз брон-
зы и нержавеющей стали, режущий и
хирургический инструменты, мелкие
автодеталн, детали фото- и киноаппа-
ратов, швейных и текстильных машин, а
также художественное литье).
Технологический процесс прецизи-
онного лнтья состоит из следующих
операций: изготовления моделей и сбор-
ки их в блоки («елки»), формовки,
удаления (выплавления) моделей, про-
каливания формы, плавки металла и
заливки формы, выбивки, отрезки отли-
вок от «елок» и очистки их.
Модели изготовляются путем заливки
специальной модельной массы в пресс-
формы, выполняемые либо по эталону
изделия, либо по специально разрабо-
танному чертежу.
Эталон изделия с учетом двойной
усадки (модельного сплава и заливае-
мого металла) обычно выполняется из
стали, бронзы или алюминиевых спла-
вов, подвергается механической обра-
ботке на металлорежущих станках, до-
водится вручную и полируется.
Прессформы изготовляются из стали,
бронзы или дуралюмина. Для получения
незначительных количеств отливок при
невысоких требованиях к их точности
прессформы могут быть изготовлены по
эталону из гипса, клея, резины, пласт-
масс.
Наиболее простой является отливка
прессформ по эталону нз легкообраба-
тываемых и легкоплавких сплавов. Наи-
более дешевым из них является сплав
87% РЬ и 13% Sb. Степень чистоты
поверхности прессформы желательно
иметь нс ниже о-го класса.
Прессформа служит для многократ-
ной заливки в ее полость модельной
массы. Прессформы, изготовленные из
стали, выдерживают до износа 60 000—
80 000 заливок молельного состава.
Наиболее распространенные составы
для моделей приведены в табл. 51.
Модельная смесь обычно вводится
в полость прессформы в густом, пасто-
образном состоянии под давлением 3—
5 агпи с помощью простого металли-
ческого шприца. При больших масшта-
бах производства и повышенных требова-
ниях к прочности моделей эта операция
механизируется с применением специ-
альных прессов, включающих и устрой-
ства для расплавления модельной смеси
и поддержания постоянной ее темпера-
туры (фиг. 28). При тонких сечениях и
сложной конфигурации деталей модель-
ная смесь вводится в жидком состоянии
методом свободной заливки.
Изготовленные модели после тща-
тельной зачистки заусенцев собираются
в блоки — «елки» путем приплавления
моделей с помощью подогретых ножей
или электропаяльника к литниковой
системе, обычно изготовляемой от-
дельно.
После естественной сушки «елки» по-
крываются специальной керамической
краской в два слоя.
72
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
Таблица 51
Составы длв моделей прецизионного лить* (68); (69): (70]; (72); |45)
Составляющие смеси Варианты составов в Мп по весу
8 3 4 5
Стеарин ....... Парафин . . . Этил целлюлоза . . . Канифоль . ... Полистирол . . Церезин . .... Днбутилфталат . 18 50 30 2 27-30 70-65 3-5 50 50 50 50 50 30 20
Физико-механические свойства
Линейная усадка в % Температура сплава при заливке в °C Предел прочности при изгибе в кПсМ1 . . Стрела прогиба в мм Предел прочности при растяжении в кГ1см’ Удлинение в 1.2 140—150 1.6 90 38 0.8 13,5 0.75 2.3-2.6 90 31.2 0,88 7.8 0.6 II $86 1 0,65-0,75 175 73.4 0,53 53 1.4
Способ заполнения прессформы Под давле- нием Свободной за- ливкой и под давлением - Свободной заливкой Шприцем пол давлением 3-4 кГ)см* Под давлением 6U кГ/см'
Примечание. Составы 1, 2 и 8—для сложных отливок с жесткими допусками; составы 3 и 4 — для отливок с относительно невысокими требованиями по точности.
Окрашенную и просушенную «елку»
(фиг. 29) устанавливают в неразъемную
опоку — железную трубу размерами в
зависимости от изготовляемых отливок
н пространство между стенкам опоки
и «елкой» за пол-
няют сухой или
жидкой формовоч-
ной смесью—на-
полнителем. Ниж-
нюю и верхнюю
Фиг 28. Заливка прессформы восковым сплавом:
I — восковой сплав, t — воздухопровод: J — злек-
тронвгреватели; 4— термометр; 5 — прессформа:
i — игла; 7 — механизм подачи и отвода иглы.
песка из опоки, либо заделывают желез-
ными крышками, одна из которых снаб-
жается отверстием для литниковой чаши.
Уплотнение формовочной смеси в
ол оке производится легким постуки-
Фиг. 29. Схема установки
восковых моделей на подо-
ночной плите: / — модели;
2 — опока; 3 — плита;
4 — Н'тырь крепления блока
моделей, 3 — литниковый
стояк.
части опоки заполняют смесью огнеупор- ванием молотка об опоку или путем
ной глины и песка (слоем толщиной вибрации формы на специальных встря
25 мм), препятствующей высыпанию хивающих столах — механических или
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
73
пневматических Амплитуда колеба-
ний стола 1,5—3 мм при числе их
350—400 в минуту (фиг. 30)
Фнг. 30. Встряхи-
вающий стол для
заполнения форм
смесью: /—вибра-
ционный стол:
2—опока; 3—фор-
мовочная смесь;
4 — восковая мо-
дель; S — пори-
стое дно.
В табл. 52 приведены некоторые наи-
более распространенные составы фор-
мовочных смесей-наполнителей.
Формы выдерживают на воздухе в
течение 2—3 час., после чего из них
удаляются модели. Для этого формы
устанавливают дном кверху в сушило,
где модельная смесь вытапливается
обычно при температуре 120—150°С в те-
чение 3—4 час., или на столы, обогре-
ваемые паром или горячим воздухом.
Вытопленную модельную смесь исполь-
зуют повторно.
Для окончательного удаления остат-
ков модельной смеси, а также для упроч-
нения огнеупорной пленки формы про-
каливают с постепенным повышением
температуры до 800—900° С в электри
ческих, нефтяных или газовых печах
в течение 3—4 час.
Чтобы сократить производственный
цикл,применяют оболочковые формы, в
которых вытапливание молельной смеси
нз окрашенных «елок» и прокаливание
с целью образования на них прочной
поверхностной огнеупорной пленки про-
изводится до их формовки. «Елки», име-
ющие вид оболочек, обладают достаточ-
Таблица 52
Варианты составов формовочных смесей-
наполнителей для прецизионного лнтья
169); [УО]; [72]
Составляющие
смеси
Плавленый кварц
Бура техническая
или борная кис-
лота ..........
Шамот молотый
Кварцевый песок
Глиноземистый
цемент ........
Бола........... ,
Варнанты составов в •)«
99-98
1-2
1-2
1-2
99-98
99-9Е
90
10
До тре-
буемой
конси-
стенции
Для деталей особо высокой точности,
весьма сложной конфигурации.
•• Для деталей высокой точности со слож-
ной конфигурацией и с большими поверхно-
стями.
Для деталей средней сложности и точ-
ности.
Примечание. Сухие составы 1, 2 н
3 — для более мелких деталей, состав 4 — для
более крупных деталей в опоках а 800 мм
и высотой более 500 мм.
нон прочностью при хранении и транс-
портировке, и формовка их произво-
дится непосредственно перед за-
ливкой.
Применяемые для плавки металла
печи должны конструктивно отвечать
требованиям производства прецизион-
ного литья.
Применяют печи двух типов: дуговые
косвенного нагрева и высокочастотные.
Печи косвенного нагрева просты в из-
готовлении, работают на напряжении
50—60 в, получаемом при помощи одно-
го или двух сварочных трансформа-
торов СТ-24 при силе тока 450—500 а;
расход электроэнергии составляет
около 1 кет на 1 кГ металла; продол-
жительность плавления 10—12 кГ
металла 12—15 мнн. Однако этот
тип печей не обеспечивает достаточной
Таблица 53
Характеристика аысокочастотиых печей с мотор-генератором
Основные параметры ПО-75 ПО-ЮО ПО-ЭОО ПО-400
Емкость печи п кГ ....... . Мощность генератора о кет .... Напряжение печн не Частота тока в nepicex ...... Продолжительность плавки в мни.. . Расход влсктровнергнн в квт-ч • Продолжительность службы тнгля (число плавок) ...... 103 75 1400 шю 30-40 900-1000 «0-70 250 140 1400 2000 38-45 700-950 70-80 300 ЗГО 1900 SOT 60-75 800 -850 80-90 1000 607 1900 500 во-п 000- 700 80-90
74
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
чистоты металла из-за трудности уда-
ления при плавке в них шлака и на-
углероживания, из-за попадания в ме-
талл графитной пыли и мелких кусков
электродов.
Высокочастотные лечи могут при-
меняться с моторными или ламповыми
генераторами.
Характеристики их приведены в табл
53 и 54.
Для плавки цветных сплавов с невы-
сокой точкой плавления могут при-
меняться также тигельные печи — неф-
тяные и газовые.
Заливка металла в форму осущест-
вляется либо свободно, либо под давле-
нием сжатого воздуха 4—5 anta на
поверхность металла (в электродуго-
вых поворотных печах). При этом
сталь заливается в горячие формы, а
цветные металлы — в холодные.
После остывания отливки удаляются
пз фор • и подвергаются тщательной
4. При сопряжении стенок, располо-
женных под различными углами, сле-
дует избегать острых, особенно внутрен-
них, углов; в местах перехода необхо-
димо предусматривать соответствующие
минимальные радиусы и скосы в углах,
избегая крестообразного расположе-
ния ребер (фиг. 32, а—д).
5. В отливках должно быть наимень-
шее количество глубоких несквозных
t)
непрабиплно
очистке и контролю.
При конструировании деталей, подле-
жащих отливке прецизионным методом,
помимо общих правил необходимо учи-
тывать следующее.
1. Требования к чистоте поверхности
и механической прочности должны быть
оговорены только для тех частей детали,
Фиг. 32. Сопряжения стенок под различными
углами.
Фиг. 31 Сопряжения
стенок различных
толщин.
где это вызывается
необходн мостью.
2 В отливках
должны отсутство-
вать разобщенные
массивные узлы.
3. При сопряже-
нии стенок различ-
ных толщин не
следует допускать
более четырех-
кратного соотно-
шения между раз-
личными их сечениями, а переходы
с большей толщины на меньшую долж-
ны выполняться плавно с радиусом
R = 1,5/ или со скосом при отноше-
нии L ; 4 > t (фиг. 31).
отверстий и выемок малых поперечных
размеров, а высота сквозных отверстий
малых диаметров должна ограничи-
ваться 1,5—2 диаметрами.
6. Минимальной толщиной стенки
детали следует считать 1.5 мм, и соот-
ветственно этой толщине диаметр от-
верстия принимается равным 1,5 мм;
радиус на острых углах не должен быть
меньше 0,25 мм.
7. Для обеспечения наибольшей рав-
номерности сечений стенок рекомен-
дуется выполнять в отливках отверстия
и облегчения в их узлах с соблюдением
соотношения их диаметров к высотам,
указанным на фиг. 33, а—д.
8. Избегать больших ровных пло-
скостей путем выполнения их рифле-
ными или с углублениями различной
формы (фиг. 34).
Таблица 54
Характеристика высокочастотных печей с ламповым генератором
Тип генератора Установленная мощность в кет Мощность выхо- дящая номиналы* ня я в кат Рабочая частота тока в пер(сек Емкость тигля в кГ
ЛГПЗ-ЭО too во (2 •+ 2.5)-10» До 1S
ЛГПЗ-60 160 100 (1 +1.5). 1О . 30
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
75
9. В бобышках, предназначенных для
сверления отверстий, рекомендуется
выполнять литые центры
Фиг. 34. Способ исключения больших плоских
поверхностей.
10. Ребра н бобышки следует выпол-
нять на внешних поверхностях отливок
(фиг. 35).
11. Резьбы выполнять литыми лишь
в случаях, когда они являются спе-
циальными и с крупным шагом
неправильно
Фиг. 35. Расположение бобышек
на отливке
Прабильпо
Несоблюдение указанных требований
ведет к образованию в отливках горя-
чих трещин, пористости, газовых и
усадочных раковин.
В зависимости от предъявляемых тре-
бований отливки подвергаются тер-
мической обработке по заданному ре-
жиму
Стальные детали. как правило,
подвергаются отжигу для снятия на-
пряжений и улучшения обрабатывае-
мости .
К особенностям прецизионных отли-
вок из углеродистой и малолегирован-
ной стали, особенно содержащей более
0.3% С, следует отнести образование
на поверхности отливки слоя 0,1 —
0.4 мм с пониженным содержанием
углерода.
В табл 55 приведены механические
свойства деталей из углеродистой стали,
отлитых прецизионным способом.
Таблица 55
Механические свойства деталей из углеродистой стали, отлитых
прецизионным способом
После литья После нормализации После закмкм и отпуска
Мерка стали эвр в кГ1мм> “fa *! аниаиигтХ аон -чгатиэоихо Твердость •ер • кГ\мМ> 1 Относитель- ное удлинение «а в “J. Твердость Н & $ § о Относитель- ное удлинение Твердость Н&
Сталь 2S 40 8 78 45 18 82-86 53 6 82
Сталь 35........ . 50 б 86 56 15 86-89 69 6 86
Сталь 50 ...... . 62 5 90 66 11 95-100 95 3 94
76
ТЕХНОЛОГИЯ ЛИТЕИНОГО ПРОИЗВОДСТВА
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
КОНСТРУИРОВАНИЯ
ЛИТЫХ ДЕТАЛЕЙ МАШИН
Отливка должна представлять воз-
можно простую геометрическую фигуру
или сочетание простых фигур, обеспе-
чивающих для заданной конструкции
наименьший расход металла
При конструировании отливок необ-
ходимо стремиться к наибольшему упро-
щению моделей и стержневых ящиков,
форма стдельных поверхностей отливки
должна возможно более приближаться
к плоскости или поверхности тела вра-
щения.
В конструкции отливки необходимо
предусмотреть возможность беспрепят-
ственного удаления из формы модели
без отъемных частей и сложных поверх-
ностей разъема. Особенно важно избе-
гать отъемных частей в моделях для де-
талей. формуемых на станках и наме-
чаемых для безразметочной обработки.
Общим критерием этого требования
может служить отсутствие в модели тене-
вых участков при освещении ее парал-
лельными лучами в направлении пер-
пендикулярном к поверхности разъема
формы (фиг. 36).
Фиг. Зв. а — отливка правильной коиструк-
цин без теневых участков; б — отливка не-
правильной конструкции,требующей отъемных
частей моделей или дополнительных стержней
Для сеободного извлечения моделей
из форм следует предусматривать кон-
структивные уклоны вертикальных по-
верхностей отливок.
ГОСТ 2670-44 рекомендует для отли-
вок в песчаные формы в зависимости
от высоты (длины) расчетного элемен-
та h следующие уклоны:
Л в мм........ <25 25-500 > 500
Уклон.........П’зб' 5’30' V
При машинном извлечении моделей
нз форм уклоны могут приниматься в
пределах от ]/2о До Vioo-
Для внутренних поверхностей отливок
обычно принимается уклон Мад Круп-
ные отливки при массивных сечениях
Фиг. 37. Зависимость направлении уклонов
от характера отливки и способа формовки:
а — при горизонтальном положении в форме:
б — при вертикальном положении в форме;
« — при топких стенках; в — прн толстых
стенках: д — при образовании внутренней
полости болваном формы
бомбам
В
9) Н
могут иметь уклоны Ч100 и в отдельных
случаях Vjw
При литье в металлические формы
(кокили) уклон внешних стенок отливки
следует предусматривать от •/« до >/i«,
а внутренних, образуемых металличе-
скими стержнями. — от >/» до V»*.
Уклоны для поверхностей основной
части отливок или отдельных элементов
ее (бобышки, ребра, бортовые утолще-
ния, втулочные отверстия и др.) следует
принимать с учетом характера детали и
возможного положения ее в форме
(фиг. 37).
Следует избегать больших горизон-
тальных плоскостей, обращенных при
заливке кверху, так как на этих пло-
скостях могут задерживаться газы, обра-
зующиеся в форме и выделяющиеся из
металла.
Конструкция отливки должна обес-
печивать возможность беспрепятствен-
ного заполнения ее формы жидким ме-
таллом. Резкие изменения в направле-
нии, а также в скорости протекания ме-
талла в форме не рекомендуются
* См. также выше, стр. 62.
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ МАШ ИН 77
Конструкция литых деталей должна
соответствовать единовременному или
последовательному затвердеванию от-
ливки.
В первом случае желательна наи-
большая равномерность сечений, во вто-
ром — постеленное нарастание массив-
ности стенок в предполагаемом напра-
влении затвердевания (фиг. 38).
а) б)
Фиг. Зв. Построение конструкции отлигкн.
соответствующее: а — единовременному за-
твердеванию; б — последовательному затвер
денанию.
При конструировании отливки необ-
ходимо учесть явления ее усадки и
торможения — механического со сто-
роны формы и стержней и термического
вследствие разной скорости остывания
разных частей отливки (фиг. 39).
Во избежание возникновения внутрен-
них напряжений, следствием которых
Фиг. 39. Схемы конструкций отливок: а —
со свободной усадкой: б — с механическим
торможением усадки; а — с термическим тор-
можением усадки: a — с механическим и тер-
мическим торможением усадки.
являются коробление отливок, трещины
и т. п., конструкция отливки должна
обеспечивать по возможности равномер-
ное охлаждение всех сечений и допу-
скать свободную усадку
Величины предельных отклонений
в размерах и весе для чугунного и
стального лнтья при отливке их в песча-
ные формы предусмотрены ГОСТ 1855-45
и 2009-43 и приведены ниже в табл. 56—
58, причем 1-й класс точности соответ-
ствует, как правило, массовому произ-
водству (машинная формовка по метал-
лическим моделям), 2-й класс — серий-
ному (машинная формовка по деревян-
ным моделям) и 3-й — единичному (руч-
ная формовка по деревянным моделям).
Таблица 56
Допускаемые отклонении а размерах отливок
из серого чугуиа алсм
Размер отливки в мм Класс точности
1-й 2-Й 3-Й
4- — + — + —
До ICO 1 1 1,5 1 2 1
101 - 200 1 1 2 1 2 2
201-300 1 1 2 1.5 3 2
301-500 1.5 1 3 2 4 3
501-900 2 1 4 2 5 3
901-1200 3 1.5 5 3 0 4
1201-1В00 4 2 6 4 8 5
1801-2600 Б 3 8 Б 10 6
2001-3800 6 4 10 0 12 8
3801-5400 8 6 12 8 15 10
Свыше 10 8 15 10 20 15
5400
Таблица 57
Допускаемые отклонения а размерах отливок
аз стали в мм
Размер отливки в ММ Класс точности
1-й 2-й 3-й
+ — + + —
До 100 1 1 2 1 3 2
101-200 1 1 2 1 4 2
201-300 1 1 3 2 4 3
301-500 1,5 1 3 2 5 3
5'11-800 2 I 4 2 6 4
801 - 1200 3 2 5 3 7 5
1201-1800 4 2 6 4 9 6
1801-2600 5 3 8 5 12 8
2601 - 3800 6 4 10 6 >4 10
3801—5400 8 6 12 8 16 12
Свыше 10 8 15 10 20 16
5-100
Таблица 56
Допускаемые отклонеииа по весу отливок
из серого чугуна и стали в */, (±)
Вес отливки а кГ Клпсс точности
1-й 2-й 3-й
Чугун Сталь Чугун Сталь Чугун Сталь
До 1O1 5 в а 8 10 10
101-1000 4 5 в 7 10 10
> 1000 3 4 5 в 8 8
78
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
В качестве рекомендуемых в табл. 59—
62 приведены нормали допусков на
размеры и вес отливок из ковкого
чугуна и медных сплавов, разработан-
ные ЦНИИТМАШ.
Таблица 59
Допускаемые отклонения от размеров
отливок из ковкого чугуна в лиг (±)
Размер отливки в мм Класс точности
1-й 2-Я
До 100 0,5 1.5
101-250 I 2
251-400 1 2.5
401—650 1.5 3
651-1000 1.5 3.5
1001-1600 1.5 4
Таблица 60
Допускаемые отклонения от размеров
отливок из медных сплавов в jkjk (±)
Размер отливки в мм Класс точности
1-Я 2-й
По 150 0.5 1
151-250 0.5 1.5
251-600 1 1.5
Таблица 61
Допускаемые отклонения по весу отливок
нз ковкого чугуна в °(о
Вес отливки в кГ Класс точности *
1-Я 2-й
+ — + —
До 0.1 6 6 11 10
0.2-0,5 6 5 9 9
0.6-3 5 5 8 В
3,1-12 Б 4 7 7
12.1 -50 4 4 6 6
Свыше 50 4 3 5 5
Таблица 63
Допускаемые отклонения по весу отливок
из медных сплавов в %
Вес отливки в кГ Класс точности ,
1-й 2-й
+ — -
До 0.1 6 5 11 10
0,1-0,2 5 5 10 9
0,2-0,4 5 4 9 8
0,4-0,8 4 4 8 В
0,8-1.5 4 3 8 7
1.5-3 3 3 7 6
Свыше 3 3 2 6 5
Габариты отливок для случаев ма-
шинной формовки должны учитывать
соответственные размеры опок.
При конструировании отливок необ-
ходимо предусматривать возможность
беспрепятственно отрезать прибыли,
выпоры и пр., а также выбивать стерж-
ни и удалять каркасы.
Конструкция отливок должна учиты-
вать условия последующей эксплуата-
ции детали. Так, например, если литая
деталь предназначается для работы под
давлением, то конструкция ее должна
давать возможность крепить стержни
с помощью знаков, не прибегая при
этом к жеребейкам.
На чертежах отливок должны отме-
чаться базовые поверхности механи-
ческой обработки детали, которые явля-
ются исходными при изготовлении и
проверке моделей и отливок.
Базовые поверхности должны образо-
вываться по возможности моделью и
находиться в одной опоке, чтобы исклю-
чить влияние перекоса опок и стерж-
ней.
По каждой из трех осей простран-
ственных координат следует иметь
только одну базовую поверхность и
лишь в исключительных случаях две и
более.
Учитывая возможность некоторого
коробления отливок, размер базовых
поверхностей рекомендуется принимать
минимальный, а также выбирать место-
расположение их из условия наикрат-
чайшего расстояния до всех обрабаты-
ваемых поверхностей.
Выбор толщины стенок отливок.
Выбор минимально допустимой тол-
щины стенок отливок должен учитывать
размер деталей, вес отливки, назначение
стенки, род металла, способ изготовле-
ния. При литье в песчаные формы тол-
щину стенок 8 чугунных и стальных,
преимущественно крупных, отливок
можно определять по диаграмме
фиг. 40 в зависимости от приведенного
габарита отливок N, причем величина W
определена по формуле
О
где I — длина; Ь — ширина; Л — высота
отливки в м.
При W >8 л толщина стенок прини-
мается для стального и чугунного
литья соответственно не менее 40 и
30 мм.
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ МАШИН 79
$
Фиг.40. Минимальная толщина стенок отливок
в аависимости от нх габарита: / — стальных;
2 _ чугунных.
Толщина стенок мелких и средних
чугунных отливок может приниматься
в среднем по данным табл. 63. Толщина
стенок для соответственных стальных
отливок может приниматься по формуле
’ “ ТО5 + 4 **'
где L — наибольший габарит отливки
в мм.
Таблица 63
Толщина стенок для мелких н средних
отлипок из чугуна
Габариты в мм Вес в кГ Толщина стенок в мм
100 - 200 До 5 6
201-400 6-10 7
4OI- МО 11-50 9
501 — 1000 51-ЮТ 12
Не рекомендуется принимать тол-
щину литых стенок менее приведенной в
табл. 64. В высоких отливках толщину
стенок рекомендуется увеличивать по на-
правлению к источнику питания.
Таблица Й
Наименьшая (обычная) толщина стенок
при литье в песчаные формы
Материал Наименьшая толщина стеиок деталей в ММ
мелких сред- них круп- ных
Чугун серый . . в 10 15
, коняиА .... 5 8 -
Сталь ........ 8 12 20
Цветные сплпвы . 3 6 —
В стейках, нуждающихся в отбортовке,
рекомендуется конструкция бортов, при-
веденная на фиг. 41.
а Ъ С Н А Г ^raln Лшах
8-10 10—12 12-11 14-16 16-18 18-20 20-22 22-24 24-26 5 Б 6 6 7 7 в 8 9 12 12 14 14 18 18 18 18 20 40 40 50 50 во 60 70 70 во 30 30 30 4'1 40 40 50 50 50 5 8 8 10 10 10 10 15 15 10 12 14 18 18 20 22 24 26 2Б 30 35 40 40 45 45 5п 50
Фиг. 41,
Разницу в толщине стенок отливок,
особенно сопрягающихся, необходимо
выбирать по возможности минимальной.
В случаях, когда большая разница в
сечениях неизбежна, массивные части
следует конструировать составными,
например направляющие станков, ко-
торые рекомендуется делать приверт-
ными.
Толщина внутренних стенок отливки
ввиду худших условий остывания долж-
на составлять примерно 80% наружных.
Допускаемые отклонения в толщине
стенок чугунных и стальных отливок
могут колебаться в зависимости от ме-
тода изготовления литейной формы в
пределах, указанных в табл. 65.
Во избежание образования дефектов
в предположительных местах установки
жеребеек тонкие стенки отливок должны
иметь местные утолщения, чтобы масса
металла была достаточной для распла-
вления жеребеек.
80
ТЕХНОЛОГИЯ литейного производства
Отклонения в толщине литых стенок в мм (±)
Таблица 6S
Наибольший габарит отлив- ки в мм Толщина стеикн в мм
ао ю 11-20 21-30 31-50 Св. 50
До 500 1-1,8 1-.’,0 1,5-2,5 2,0-3,0 2,5-4.0
501-1000 1-1,7 1.2-2,5 1.7-2.7 2,2—4.0 3,0—5,0
1001-2000 1.2-2,0 1.7-3.0 2,2-4,0 2.5—5,0 3,5—6,0
Св. 2000 — 2.0-3.5 2.7-5.0 3,0-6.0 4,0-7,0
Конструирование углов, переходов,
сопряжении. Основным условием полу-
чения свободной от литейных пороков и
напряжений отливки являются плавные
переходы сечений и отсутствие острых
углов. Резкие переходы от одной тол-
щины стенок к другой не допускаются.
Если отношение толщин стенки нахо-
дится в пределах 1 : 2, переход может
быть оформлен в виде галтелей, при
большем различии сечений стенок
переход должен оформляться клино-
образно.
Размер радиусов галтелей рекомен-
дуется принимать от 4t до •/> средне-
арифметической толщины соединяемых
сечений. Большие радиусы галтелей не
рекомендуются, так как они способны
вызывать местные утолщения. ГОСТ
2716-44 рекомендует следующий ряд
радиусов литых галтелей: г = 1; 2; 3; 5;
8; 10; 15; 20; 25; 30; 40 мм.
Число различных радиусов галте-
лей, применяемых в одной отливке,
должно быть минимальным. По воз-
можности все галтели должны образо-
вываться одним радиусом.
Постепенность изменения сечений не
должна превышать в чугунных отливках
, . А — а _ 1 .
1:4, т. е. —— < -у, где А — а —
разность сечений и Л — отрезок длины,
на котором эта разность образуется
(фиг. 42). Для стали это отношение
рекомендуется уменьшать до Ч&
Для избежания местных утолщений и
создания плавных переходов угловые
сопряжения при соотношении толщин
стенок — <2 выполняются с внешним
а
радиусом R, равным толщине стенки А,
и с внутренним радиусом закругления г.
равным от Ч( до 1/8 среднеарифмети-
ческой толщины стенок, т. е. г =*
1 / A -f- e\ 1 {Л -|- а\ .п .
= к(т) Д0 з(,-2-)(фнг43>0)-
При большей разнице в толщине
стенок рекомендуется построение пере-
Фиг. 42. Постепенное намснение сечений
при А : а > 2.
холов согласно фиг. 43, б, где
г « 3 КЛ — а; а+с<Л; h > 4с. Для
стального литья h > 5с. На фиг. 44
Фиг. 43. Угловое сопряжение стенок: а —
при отношении толщин менее двух; б — при
отношении толщин более двух. •
приведены следующие варианты допу-
стимых (справа) и рекомендуемых
(слева) сопряжений двух стенок:
л) б» в) г)
А : a I I i 1,28
Угол нересе-
чеини а» .75-105 <75 > 106 75-105
R...........r + a r-t-a rj-a г + а
б) •)
А :в . ..>1.25 > 1,33
Угол пересе-
чения а” . 75—106 < 75
R...........r-f-o-f-c rfm— г4-л-|-г
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕН МАШИН 81
Радиус А’ в допустимых схемах а, в, г.
д принимается по конструктивным сооб-
ражениям; ft для чугуна принимается
приближенно равным 4с, для стали ~5с;
стали Л «в 10с. Значения с выбираются
по следующим соотношениям:
А-.а. . . >2.S 13—2,5 1.23—1.8 <1,25
0,7 А — а ОЛА — а А — а
С . • • j 2 2
Фиг. 44. Конструкции сопряжений двух стенок: рекомендуе-
мые — слева, допустимые —справа
В отливках из алюми-
ниевых сплавов реко-
мендуются в пересече-
ниях двух и трех литых
стенок соотношения кон-
структивных элементов,
приведенные на фиг. 47,
где Л = 2 (4 4- а); й| =
=2,5(44-6); с= 0,754;
d = г = 0,5 4 4~ а; I —
= 0,5 (4 4- а).
Правильность пропор-
ций примыкающих сече-
ний может быть про-
веряема методом впи-
санных окружностей
(фиг. 48). При этом ме-
тоде больший диаметр
вписанной окружности
характеризует узел наи-
большего скопления ме-
талла и более замедленного охлаждения.
Диаметры касательных окружностей
должны отличаться по возможности не
более чем на 20—25%.
величина с выбирается по следующим
соотношениям:
А:в...>2.5 1.8—2,5 1,25-1,8 <1,25
е. . . . 0,7А — а 0,8А — а А — a —
Сопряжение трех стенок может кон-
струироваться по схеме фиг. 45, где:
а) с « Зр4А — а; а 4- с < A; ft > 4с
для чугуна и Л > 5с для стали; б) сся
1,5 VА — а; а 4- 2с < Л; Л > 8с
для чугуна и ft > 10с для стального
литья, или по схемам фиг. 46, где:
а) 4 <» 1,25а, а = 75 ч- 105®; б) А «
« 1,25а и о < 75®; в) А > 1,25а,
« = 75 -г- 105®; г) А > 1,25а, а <75°;
Я* г + т, т = а 4- с. Значения Л
принимаются для чугуна Л яг 8с и для
6 Том 5 1412
Постепенность переходов особенно
важна в конструкциях, подвержен-
ных усталости. В этих конструкциях
82
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
следует всячески избегать острых вну-
тренних углов, являющихся фокусом
накапливания местных напряжений..
Фиг. 47. Конструкции сопряжений в отлив-
ках из алюминиевых силанов.
Число сопрягаемых в одной точке
элементов надо сводить к минимуму,
так X-образные сечения следует по воз-
можности изменять на Y-подобные, в ко-
торых сопрягаются только три стенки.
При этом острые углы следует округлять
Фиг. 48. Применение метода вписанных
окружностей: a) D, ~ О» — О»
б) О, -О, < Di a) D,< D,< Di
t) D, < D, < D, <D, < D,
галтелями с таким расчетом, чтобы се-
чение в месте сопряжения было несколь-
ко меньше, чем каждое нз сечений со-
единяемых элементов. Схемы пересече-
ний приведены на фнг. 49. В ряде
случаев во избежание скопления ме-
талла в местах пересечения стенок
практикуются специальные отверстия
(фиг. 49, /).
Не следует допускать местных ско-
плений металла в узлах сопряжения
стенок отливки там, где обепечить их
при затвердевании бесперебойным пи-
танием жидким металлом не предста-
вляется возможным. Так, в отливках
нз ковкого чугуна рекомендуются в за-
висимости от назначения отливки и
условий питания мест сопряжения сте-
нок соотношения
ные в т. 6, гл.
размеров, приведён-
v. раздел .Ковкий
чугун*.
При конструи-
ровании литых
углов необходимо
учитывать, что
скорость затверде-
вания внешних
углов больше, чем
внутренних.
Тепловые потоки,
Фиг. 49. Схемы облег-
ченных пересечений.
Фнг. 50. Конструк-
ция угла отливки.
идущие перпендикулярно стенкам от-
ливки, у внутренних углов пересекаются
и создают своего рода горячее место,
замедляющее остывание. В вершине
угла толщина должна быть на 20—25%
меньше, чем у боковых стенок (фиг. 50).
Скругление стенок в местах сопря-
жения поверхностей зависит от размера
последних и от углов сопряжения (табл.
66). При этом (фиг. 51) исходным раз-
мером поверхности служит габаритный
размер Р, перпендикулярный к обра-
Таблица М
Радиус R скруглении сопрягаемых
поверхностей в мм
Габарит Р я мм Угол сопряжения я®
8 8 & 1 Й 8 Й в В
До 25 26-50 61—150 161-250 251-400 4О1-6СО 601-1000 1001-1600 1601—2500 Свыше 2500 2 2 4 4 6 в 8 10 12 16 2 4 4 6 8 8 12 16 20 25 2 4 в 8 10 12 16 20 25 30 4 6 8 12 16 20 25 30 40 50 в 10 16 20 25 30 40 50 60 80 8 16 25 30 40 50 во 80 100 120 4
зующей цилиндрической поверхности
скругления. В стальных отливках при-
меняются радиусы, приведенные в
табл. 67.
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ЛЕТАЛЕЙ МАШИН 83
Таблица 67
Фиг. 51. Схема скруглений стенок.
Построение внутренних полостей и
отверстий. При конструировании литых
деталей следует по возможности из-
бегать внутренних полостей, требую-
щих по своей конфигурации приме-
Ф*Г. 52. Размеры
Внутренних полостей,
образуемые «болвана-
ми» формы.
нения стержней.
Соотношения
в размерах вну-
тренних поло-
стей, образуе-
мых без примене-
ния стержней, за-
висят от положе-
ния этих полостей
в форме (фиг. 52).
Полости, обра-
зуемые частями
формы, располо-
женными в нижней
опоке и стоящими
на своем основа-
нии, могут иметь
высоту Н, л о х о-
дящую до размеров основания — диа-
метра D, т. е. Н < D; полости, обра-
зуемые частями формы, • расположен-
ными в верхних опоках и свешиваю-
щимися вниз, должны иметь размер
А < 0,3d •.
• Эти нормы допускаемых соотношений уста
аоалеиы применительно к машинной формовке.
6*
При наличии в отливках большого
числа полостей, образуемых стержнями,
например в цилиндрах двигателей с воз-
душным охлаждением, следует преду-
сматривать возможность их унификации.
Конструкция полостей должна учиты-
вать возможность формовки стержней
на машинах.
Внутренние полости отливок должны
быть такими, чтобы конфигурация и
знаки стержней обеспечивали надеж-
ное крепление и точность установки.
Выходные отверстия для знаков стерж-
ня должны являться по возможности
продолжением полости отливки. Если
длина стержня превышает его диаметр
в 2 раза и более, форма полости
должна предусматривать конструк-
тивную возможность крепления стержня
в обоих концах.
Толщина полостей, образуемых стерж-
нями, должна быть такой, чтобы
стержни допускали применение для
своего упрочнения литых или проволоч-
ных каркасов, не ломались при транс-
портировке, а также выдерживали напор
жидкого металла при заливке формы.
Необходимо, чтобы конструкция де-
тали обеспечивала по возможности уда-
ление газов из стержней к верху отливки.
Решение, делать ли отверстие ли-
тым, должно приниматься в соответ-
ствии с характером детали и техноло-
гией изготовления.
Рекомендуемые минимальные диаме-
тры литых отверстий, образуемых стерж-
нями, в зависимости от толщины сте-
нок приведены в табл. 68.
В крупных отливках литые отвер-
стия делают при диаметре их не менее
50 мм с условием, чтобы толщина
стенки превышала диаметр отверстия ие
свыше 5 раз.
при ручной формовке они подлежат уменьшению
примерно наполовину.
84
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Таблица 68
Наименьшие диаметры отливаемых
отверстия в мм
Длина или высота отверстия в мм Толщина стенкм, окружающей отверстие, в мм
3 О 3 1 8 5 8 7 со 1 <хэ Г-4 В см 1 So 8 *? 1 £ 5= и
До 25 26-50 51-100 101—ISO 151—250 251—400 401-600 601-000 801-1000 Св. 1000 25 28 32 38 25 32 38 42 48 54 25 33 40 50 Бй 65 72 76 80 25 33 40 50 60 80 90 96 100 110 25 33 40 50 60 80 100 106 ПО 120 25 33 40 50 60 80 100 ПО 120 132 25 33 40 50 60 80 100 ПО 120 145 30 40 50 60 70 90 ПО 115 125 150
В случае, если отверстие образуется
в стенке отливки с помощью сырой
части формы, рекомендуются соотноше-
ния диаметра и толщины согласно дан-
ным табл. 69.
Таблица 69
Размеры отверстий, образуемых
сырыми частами формы, в мм
1 о ♦
а d* а d
4-6 8 12-14 16
6-8 10 14-16 18
8—10 12 16-18 20
10-12 14 18-20 22
• Уклон стенок отверстий 1 :10
Припуски на механическую обра-
ботку отверстий непосредственно вли-
яют на решение вопроса об отверстиях
в отливках. Припуски на обработку
сопряженных отверстий приведены
в табл. 70. Припуски на обработку не-
сопряженных отверстий, положение ко-
торых иа отливке определяется свобод-
ными размерами, см. гл. VI.
Конструкция отливки должна пре-
доставлять возможность удаления
стержневой смеси, каркасов и пр. из
Таблица 70
Припуски на механическую обработку
сопряженных отверстий (по ГОСТ' 1655-45)
Наибольший размер отливки в мм Наибольший припуск на обработку в мм лля групп *
1 2 3
До 100 3 4 5
101-200 4 5 6
201-300 5 6 7
301-500 6 7 8
501-800 7 8 9
801-1200 8 9 10
1201—1800 10 10 12
1801-2000 — 12 14
2601-3800 — 14 16
3901-5400 — 16 18
Свыше 5400 - 18 20
♦ При длине отверстий свыше пяти дна-
метров припуски 1—2-й групп принимаются по
следующей группе (2—3), а припуски 3-й
группы увеличиваются а соответствии с тех-
нологией литья.
внутренних полостей, а также возмож-
ность тщательной очистки образован-
ных стержнями полостей. Если по
своему назначению
внутренняя полость
детали должна быть
глухо закрытой, в
литье следует преду-
сматривать специаль-
ные отверстия для
удаления стержневой
смеси, каркасов и пр.
с последующей за-
глушкой.
Стенки отливок ре-
комендуется укре-
Фиг. S3. Ком-
струкция бортов
иеобрлбатывае
мых отверстий;
а — двустенча-
тых; 6— одностеи-
чвтых; г, — 0.25а:
г» •» 0.75о.
плять в местах литых
отверстий с помощью
отбортовки. Рекомен-
дуемые соотношения
размеров отбортовок
в отливках приведены
на фиг. 53 и 54.
Уступы и выточки
при ширине их более
свыше 6 мм (на мелком
делаются литыми
25 мм и глубине
и среднем
литье).
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ .МАШИН 85
ее части ребром. Рекомендуемые соот-
ношения размеров: •
HaS г г, К
<6Л 0.8А 1.25 А 0.5Д 0.2SA 1.5 А
На фиг. 56 изображена конструкция
отливки с ребрами, расположенными по
Фяг. 54. Конструкция бортов в обрабатыва
емых отверстиях: о — двустенчатые отливки
(рекомендуемая конструкция); б — одиостен
чатые; г, = 0.25а; г = 0,75а; Л ш>2а; Ь — 1.5а
Фиг. 55 Стенка
с расположенным
посередине
ребром.
Фнг. 56. Стенка от-
ливки с ребрами по
краям
Конструирование ребер, флянцев, бо-
бышек и приливов. Конструкция ребер
не должна вызывать появления на внеш-
них кромках и в углах опасных местных
напряжений, способных привести к раз-
рушению металла '(трещинам). Тол-
щина ребер составляет обычно 0,7—0,9
толщины стенок, а высоту ребер не
рекомендуется принимать больше пяти-
кратной толщины стенки.
Сопряжение ребер с сечением основ-
ного тела отливки, а также пересече-
ние их между собой не должны допу-
скать местных скоплений металла.
На фиг. 55 изображена конструкция
стенки с расположенным в средней
краям стенки. При этом соблюдается
следующее соотношение размеров:
Н а
<5А А
О.ЗА
О.25А
$
1.25А
Встречающиеся в ряде конструкций
машин литые крестовины с ребрами, а
также вилкообразные ребристые сече-
ния рекомендуется выполнять с соотно-
шениями размеров, приведенными в
табл. 71. Размеры R, d и I выбираются
из конструктивных соображений.
Таблица 71
Рекомендуемые соотношения размеров отливок с ребристыми сечеинами
0,6 0,6 0,3 0.25 1.25
— — — 1.5 0.5 0.25 1.25
0.8 — — — 0,5 0.25 1.25
1 - 0.5 — 0,25 0.25 1.28
86
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
В местах пересечения ребер не долж-
но образовывался значительных ско-
плений металла. Соответственно реко-
мендуется шахматная для мелкого и
а)
Фиг. 57. Сопряжение ребер: а — шахматное;
б — кольцевое.
среднего н кольцевая для крупного
литья конструкция ребристых сеток
где с>2а (фиг. 57.а) и <(>4а (фиг. 57.6)
Фиг. 68.
Фиг. 59.
Для уменьшения скопления металла
в тех углах, где к двум стенкам примы-
кает перпендикулярное ребро жестко-
сти, желательно предусматривать в по-
следнем литое отверстие, которое, не
ослабляя конструкции, способствует
получению здоровой отливки.
Фиг, 60. Фиг. 61.
На фиг. 58 изображено соединение
массивного пальца с тонкими стенками.
При этом
Н D R г г,
<4А <1,5.4 1.6 А О,ЗА 0.25А
При ббльших размерах пальцев они
делаются полыми (фиг. 59). При D =
= ЗА d = 1,54 с тем, чтобы & >
> 6 мм.
Построение разного рода втулок по-
казано иа фиг. 60—62. На фиг. 60 изо-
бражена втулка с фланцами, где Н и d
принимаются из конструктивных со-
ображений; г = 0,54; Г) = 0,254; S <
< 1,44.
На фиг. 61 приведена втулка с не-
обработанным отверстием. Ребра рас-
положены симметрично, и против них во
Фиг. 62. Фиг. 63.
избежание местных скоплений металла
сделаны выемки; R = 1.54; г = 0,254;
3= 1,254.
Для втулок с обработанным отвер-
стием и несимметричным расположением
Фиг. 64.
Фиг. 65.
ребер рекомендуется конструкция, при-
веденная на фиг. 62, со следующим со-
отношением размеров: I = 1,24; /( =“
= 0,34; R = 0,54; г = 0,254; S =
= 1,254.
При толщине фланцев, резко отличаю-
щейся от толщины основного тела
отливки, необходим плавный переход
с конусностью 1:4 или 1:5.
В случае сопряженных фланцев один
из них должен быть шире другого в пло-
скости прилегания на 6—8 мм.
Приливы, бобышки, кронштейны и
другие выступающие элементы литых
деталей должны конструироваться с
расчетом свободного удаления нх из ли-
тейной формы.
Толщина бобышек и приливов не
должна значительно отличаться от тол-
щины основного тела; как правило, вы-
сота приливов не должна превосходить
0,75—1 толщины стенки.
В отдельных случаях облегчение
бобышек достигается путем образования
в них отверстннй или выемок.
Подобная конструкция односторон-
ней бобышки приведена на фиг. 63, где
d не менее 8 мм. При d < 8 • мм
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ МАШИН 87
отверстие заменяется выемками R =
= 0,15D; г = A; rt = 0,25А; h при-
нимается из конструктивных соображе-
ний. Соотношения £): d рекомендуются
следующие: D = 25; 35; 80; 170; 260 мм;
d - 10; 20; 50; 120; 200 мм. На фиг. 64
показано аналогичное облегчение дву-
сторонней бобышки с тем же соотноше-
нием размеров.
Бобышка равного со стенкой сечения
приведена на фиг. 65, где h принимается
из конструктивных соображений; г = ft;
R = А + Л; о = 0.25А.
Рекомендуются следующие наимень-
шие высоты бобышек.
Габарит детали м ... До 0,5 0,6— 2 Св. 2
Высота в мм........ . . 6 10—15 20—25
ЛИТЕРАТУРА
1. Андреев В. М., Основы изготов-
ления деревянных и металлических моделей.
Машгиз. 1946.
2. Андреев В. А., Малое бессемеро-
вание. Машгиз. 1948.
З. А к с е в о в Н. П. иАкееиов П. Н.,
Оборудование литейных цехов, т. I. Машгиз.
1949.
4. А л л о й X. В.. Новый метод питания
стальных отливок. 1949.
5. А к с е к о в П. Н., Литейное произ
водство, Машгиз. 1945.
6. Б е р г П. П . Основы учения о формо
ночных материалах. Машгиз. 1949.
7. Б а б а т Г. И.. Д-е р ш в а р ц Г. В.,
Свннчанский А. Д.. С м е л я н-
с к и й М. Я.. Электрические промышленные
печи. Гссэнергонэдат. 1948.
8. Б а р д и и И. П., Кислородное дутье —
новый зтап в развитии металлургии. <Изве
стия ОТН АН СССР» № 10. 1947.
9. Б е л я в с к и й Г. Н. и Р ы б а к П. И..
Кладка сталеплавильных печей. Металлург-
вздат. 1948.
10 Б у т а л о в В. А.. Легкие сплавы.
Ленвздат. 194 7.
II. ВНИТОЛ, Специальные виды литья.
Машгиз. 1947.
12. ВНИТОЛ. Центробежное литье.
Машгиз. 1948.
13. В и ш н я к о в Н. В.. Технология
формовки литых деталей. Сборник докладов
1-й Ленинградской конференции, посвящен-
ной вопросам технологичности конструкций
ЛОНИТОМАШ. ин. 19. Maiunia. 195Л.
14. Г и р ш о в и ч Н. Г.. Чугунное
литье. Металлургиздат. 1949.
15. Д у б и н и и Н. Г!.. Производство
кокильного чугунного литья. Машгиз. 1947.
16 Д у б и и и и Н. П., Отливка в метал-
лические формы фасонных чугунных деталей.
ОНТИ, 1937
17. Д р и и М . Ильин А., Антифрнк
циоиные материалы в машиностроении, Гостях
издат. 1947.
18. Е г о р е и к о в И. > П.. Модельщик
по дерену. Машгнз. 1948.
19. К у м а и к н И. В., Формовочные
глины. «Вестинк инженеров и техников» № 3.
1947.
20 Куманин И. Б. и Лисс А. М..
Связующие материалы для стержней. Оборон
гиз. 1949.
21. Кузин Р. И. и Попова. Д..
Пригар и засоры на стальных отливках. Маш
гиэ, 1947.
22. К а с е и к о в М. А.. Пламенные печи
дли плавки цветных металлов. Машгиз, 1948.
23. Л е Л и и н В. Е. и С а х а р у к П А..
Электрометаллургия стали и ферросплавов.
Металлургиздат. 1953.
24. Л е в и Л. И.. Кислород в процессе
производства электростали, «Литейное произ-
водство» № 10. 1952.
И ИСТОЧНИКИ
25. Леви Л. И., Основной ваграночный
процесс, «Литейное производство» .4 4. 1965.
26. Леви Л. И., Интенсификация про-
цессов производства стали и стального литья,
сб. «Скоростные методы обработки металлов».
Машгиз, 1949.
27. Л у г а с ь к о в А. С., Отливка магни-
евых сплавов. Оборонгнз. 1942.
28. Л я с с А. М.. К у м а и и н И. Б..
Быстросохнущие смеси для скоростного изго-
товления литейных стержней и форм, «Лнтейчое
производство» А» 2, 1950 и № 1, 1951.
29. Мариенбах Л. М.. Применение
местных видов топлчва и заменителей кокса
при плавке чугуна в вагранке. Машгиз. 1943.
30. М и л ьма в Б. С., Сверхпрочный чугун
со сфероидальным графитом в литой струк-
туре. «Вестник машиностроения» № 12. 1949.
31. Н о в и к о в П. Г.. Розен-
фельд С. Е., Клочнев Н. И., Со-
вейко В. Н.. Основы центробежного
литья. Машгиз. 1947.
32. Н е х е н д э и Ю. А.. Стальное
литье. Металлургиздат. 1948.
33. Нормали сочленений и скруглений
в литых деталях Ново-Краматорского завода
имени Сталина.
34. О р л о в Н. Д.. Плавка цветных
металлов и сплавов. Металлургиздат. 1945.
35. П л я ц к и Й В. М.. Технология литья
под давлением. Матгиз. 1949.
36. Павлов М А.. Металлургия чугу
иа. Металлургиздат. 1945
37. Р а б и и о в и ч Б. В.. Проектиро-
вание металлических моделей. Машгиз, 1949.
38. Рубцов Н. Н.. Специальные виды
литья. Машгиз. 1940.
39. Р у б ц о в Н Н.. Шихтовка в лнтей
ном деле. Металлургиздат. 1933.
40. Л с в и Л. И . Кислород в ваграноч-
ной плавке. Машгиз, 1952.
41. Рыжиков А. А.. Прибыли для
стального литья. Машгиз. 1947.
42. С а м а р и и А М., Электрометаллур-
гия. Металлургиздат. 1943-
43. С т е б а к о а Е. С.. Металломодель-
щик. Обороигиз. 1947.
44. Соломон Л. С.. Балаба-
нов Е. М.. Боровик М. Г.. Элсктри
четкая сепарация формовочных песков. Маш-
гнз. 1951.
45. Фельдмаи С С, Прецизионное
литье, Машгиз. 1951.
46. С п а с с к и й А. Г.. Орлов Н. Д-.
Миронов В. М., Литье сплавов цветных
металлов. ОНТИ. 1937.
47. С м и р я г и н А. П. и Шпа-
гин А. И.. Олоаянистые бронзы, баббиты.
припои н их заменители. Металлургиздат, 1949.
48. Сводный каталог электрооборудования
Электрические печи, ЦБТИ МЭП СССР. 1948.
49. Т р а х т в р о в Г. А., Отливка изделий
нз алюминиевых сплавов в кокиль, Металлург-
издат. 1945.
88
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
50. Т р у б и а К. Г. и О Я к с Г. Н..
Металлургия стали, Металлургиэдат. 1951.
51. Поярков А. И., Производство стали.
Металлургиэдат. 1955.
52. Ф а и т • л о в Л- И. и Л е в и Л. И.
сб. «Технология производства стали и сплавов»,
Металлугиздат. 1946.
53. Ч е р е Я с к и Я Е. А., Машины для
переработки отработанной формовочной смеси.
Энциклопедический справочник «Машиностро-
ение». т. 8. 1947.
54. ЧернобаеаН. Е.. Литье в кокиль,
Машгиз. 1947.
55. Ш е с т о □ а л В. М.. Литье в стаико-
строении. Машгиз, 1949.
56. Ф а н т а л о в Л И.. Основы проекте
рования литейных цехов. Машгиз. 1953.
57. Энциклопедический справочник «Маши
построение», т. 3, 4 и 6, Машгиз. 1947.
58. Фа и та лов Л И. и Л св и Л. И.,
О прибылях, действующих под давлением.
«Литейное производство» № 3. 1952.
59. Я и и и с к а я О. И. и С т а р о
вич М. Н.. Применение кислорода в марте-
новском производстве. Металлургиэдат. 1952.
60. Елютин В. П-. Павлов Ю. А..
Левин Б. Е.. Ферросплавы. Металлург-
иэдат, 1951.
61. 'Справочник мастера по чугунному
литью. Машгнз. 1953.
62. ВНИТОЛ, Литье в металлические
мы. Машгиз, 1952.
63. НИ АТ МАП СССР. Нормаль АН-
Допуски и припуски иа *
сплавов.
64. Полянский
вин П. П„ Литье под
гнз, 1951.
65. Березин
отливка тракторных гильз, М
66. ВНИТОЛ (сборник). Теор
отливки и» цветных
А. П. и Моск
давлением. Оборои-
П.
Г., Центробежная
Машгнз, 1952
— ,___г___.. —рия и практика
центробежного литья. Машгнз. 1949.
67. ВНИТОЛ (сборник). Центробежное
литье чугунных труб, Машгиз. 1951.
68. ЛОВНИТОЛ (сборник). Литейное про
изводство. Машгиз. 1950.
69. ЛОВНИТОЛ (сборник). Точное литье
Машгиз. 1952.
70. К оз л о в А. В., Точное литье П1
выплавляемым моделям. Машгиз, 1952.
71. Полянский А. П., Литье цветных
сплавов в кокиль в под давлением. ВНИТОЛ
1952.
72. Прогрессивная технология приборо
строения, сборник. Машгиз. 1953.
73. Г р е ч и и В. П., Легированное чугун
вое литье, Оборонгиэ. 1962.
74. ВНИТОЛ (сборник), Формовочные мате-
риалы. Машгиз, 1963
ГЛАВА И
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
СВОБОДНАЯ КОВКА
И ОБЪЕМНАЯ ШТАМПОВКА
Качество кованых и штампованных
деталей
Влияние ковки на макроструктуру.
Горячая механическая обработка (ковка,
прокатка) литого слитка деформирует и
изменяет его первоначальное строение
(фнг. 1, а), вытягивая И ориентируя
кристаллиты в направлении течения
я)
6)
Фиг. I. Макроструктур* стали: в — литой:
б — копаной.
металла. В результате образуется так
называемая волокнистая макрострук-
тура (фиг. 1, б) сперва в центральной
зоне слитка, а затем с повышением сте-
пени уковкн * в его периферийной зоне.
* Степень уковкн есть отношение площади
исходного поперечного сечении слитке к пло
щади поперечного сечении откованной из него
ааготовки.
В центральной зоне волокнистая ма-
кроструктура образуется при степени
уковки, равной 2—3. Столбчатые ден-
дриты периферийной зоны при этой
уковке лишь заметно отклоняются
от своего первоначального направле-
ния.
При степени уковкн 4—6 еще наблю-
даются деформированные дендриты пе-
риферийной зоны, не ориентированные
в направлении те-
чения металла. |'л
Наконец, при сте-
пени уковки по-
рядка 10 и выше
кованая сталь
приобретает по
всему сечению
полностью волок- 'ill
нистую макро- gj
Структуру U5J. фиг. 2.
Это заставляет
при оценке механических качеств поко-
вок учитывать направление образца —
вдоль или поперек волокон.
Волокнистая макроструктура кова-
ной (прокатной) стали является вполне
стойким образованием. Она не может
быть уничтожена ни термической обра-
боткой, ни последующей обработкой
давлением, при которой прямолинейное
направление волокна может лишь перей-
ти в криволинейное (фиг. 2).
Влияние ковки на механические ка-
чества (15]. На предел прочности авр,
предел текучести ат и предел пропор-
циональности ояи горячая обработка
ковкой практически остаточного влия-
ния не оказывает. Это значит, что после
одинаковой термообработки с приве-
дением к одинаковой микроструктуре
образцы, прокованные с разными сте-
пенями уковки, имеют указанные ха-
рактеристики, практически одинако-
вые.
На ударную вязкость ан поперечное
сужение ф, удлинение 8 и предел
90
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
выносливости а_ > ковка (литого слитка)
оказывает заметное остаточное влия-
ние.
Эти характеристики в продольных
(вдоль волокон) образцах с повышением
степени уковкн примерно до 10 заметно
улучшаются, а далее остаются стабиль-
ными, в поперечных же образцах (попе-
рек волокон) ан, 8,<р и с увеличением
степени уковкн, как правило, прогрес-
сивно падают и лишь в отдельных
случаях при малых степенях уковкн
имеют тенденцию на незначительное
улучшение. Продольные образцы, следо-
вательно, обладают повышенными меха-
ническими качествами по сравнению
с поперечными.
Учитывая указанное явление ани-
зотропии механических качеств, мож-
но рекомендовать следующие степени
уковкн.
Степень уковкн 3—4,6 в тех случаях,
когда невозможно обеспечить совпаде-
ние направления волокон с направле-
нием наибольших нормальных напря-
жений при эксплуатации деталей (на-
пример, цельнокованные сосуды и тру-
бы, подверженные внутреннему давле-
нию, щеки коленчатых валов с корот-
кими шейками и др.). Степень уковкн
5—6, когда можно обеспечить напра-
вление волокна, мало отличающееся от
направления наибольших нормальных
напряжений.
При возможности обеспечить точное
совпадение направления волокон с на-
правлением наибольших нормальных
напряжений при эксплуатации летали
(оси, валы) выбирают степень уковкн 10
и выше [15].
Влияние ковки на микроструктуру.
Горячая ковка конструкционной стали,
проведенная при правильном термоме-
ханическом режиме, остаточного влия-
ния на микроструктуру не оказывает
Последняя определяется термической
обработкой.
Однако необходимо стремиться к по-
лучению после ковки мелкозернистой
структуры. В этом случае поковка бу-
дет иметь максимально возможные в сы-
ром виде механические качества, а по-
следующая термическая обработка бу-
дет облегчена.
Мелкозернистая структура поковок
в сыром их виде обеспечивается: а) со-
блюдением правильного температурного
интервала ковки (см. стр. 100); б) осу-
ществлением на отдельных переходах
степеней деформации, не являющихся
критическими для данной температуры*;
в) недопущением повторных нагревов
откованных участков поковки; г) при-
менением промежуточных отжигов круп-
ных поковок, требующих в процессе
ковки нескольких повторных нагревов;
д) соблюдением оптимального режима
охлаждения, соответствующего марке
стали и размерам поковки (см. стр. 108).
Горячая ковка стали, имеющей в ли-
том состоянии микроструктуру с нали-
чием цементитной сетки или крупных
зерен карбидов, оказывает весьма благо-
приятное влияние иа качество изделий,
уничтожая сетку и измельчая кар-
биды.
Холодная ковка вызывает физическое
упрочнение металла (наклеп), устраня-
емое термообработкой (см. гл. XI).
Влияние способа изготовления поковки
иа качество детали. Следующие условия
обеспечивают наилучшие механические
качества поковок: 1) необходимая для
данной детали степень уковки (см.
стр. 90); 2) совпадение направле-
ния волокон с направлением наиболь-
ших нормальных напряжений, возни-
кающих при эксплуатации детали (при
невозможности выполнить это условие
необходимо принять меры по снижению
неоднородности механических качеств
вдоль и поперек волокон путем осадки,
раздачи на оправке или иным способом);
3) направление волокон в соответствии с
контуром детали: волокна не должны
перерезываться; 4) отсутствие смеще-
ния осевой зоны слитка на поверхность
поковки; 5) соблюдение правильного
термомеханнческого режима ковки
(см. стр. 99).
Когда максимально возможные меха-
нические качества поковки не являются
обязательными, можно отказаться от
соблюдения в полной мере перечислен-
ных требований в целях повышения про-
изводительности ковки и снижения себе-
стоимости поковок
Вопрос о влиянии технологических
процессов ковки на качество получае-
мого изделия во всей его широте был
поставлен и освещен проф. К. Ф- Гра-
чевым.
Примгры. I. Болт, полученный реаанием
на прутка (фиг. 3. о), имеет неудовлетвори-
тельную макроструктуру головки — нормаль-
ные напряжения направлены поперек волокон.
Кроме того, стержень болта образуется иа
центральной зоны исходного катаного прутка,
обладающей пониженными качествами Болт.
* См. сноску иа стр. 134.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
91
изготовленный путем вытяжки стержня
(фиг 3. б), не обладает последним недостатком
и имеет более благоприятное направление
волокна. Изготовление болта (фиг. 3, а)
осадкой головки из прутка, равного диаметру
стержня, позволяет получить го-
ловку с наиболее благоприятным
расположением волокон.
О) б) в)
Фиг. 3,
2. В шестерне, изготовленной резанием нз
прутка (фиг. 4. а). нормальные напряжения
в зубьях I будут направлены невыгодно —
поперек волокон.
При штамповке шестерни из полосы
(фиг. 4. б) волокна в различных зубьях будут
Фнг. 4.
ориентированы к направлению нормальных
напряжений неодинаково: зуб I работает
вдоль волокон (правильно), зуб 2 — поперек
волокон (неправильно). При изготовлении
шестерни осадкой (фнг. 4. а) получается ианбо
лее благоприятное расположение волокон.
3 Коленчатый вал (фиг. 5. а) откован без
кривошипной шейки: шейка и щеки обраэо
Фиг. 5.
ваны путем вырезки напуска I. В результате
волокна перерезаны, а щеки работают поперек
волокон. При изготовлении вала путем гибки
(фиг. 5. б) направление волокон соответствует
направлению нормальных напряжений в де
тали.
4. При изготовлении кольца, подвержен-
ного внутреннему давлению, путем вытяжки
с оправкой (фиг. 6, а) волокна располагаются
параллельно его осн. т. е. перпендикулярно
направлениям максимальных напряжений,
действующих тангенциально. Наоборот, при
отковке того же кольца путем раздачи на
оправке по фиг. 6. б волокна получают на-
правление. соответствующее условиям службы
детали.
5. В коленчатом валу, откованном из пла-
стины. после перебивки колена (фиг. 7. а)
путем вытяжки концов осевая зона металла
пройдет по середине щек. а в шейках вала
будет смещена относительно их оси и частично
выйдет на поверхность (фиг. 7, б). У вала,
полученного гибкой, этого смещения не будет
Технологические основы
конструирования кованых
и штампованных деталей
Общие указания. Техноло-
гические требования, предъявляемые
к конструкции деталей, изготовляемых
свободной ковкой и горячей штампов-
кой, резко различны.
Применение свободной ковкн или
штамповки необходимо обосновать со-
вокупным рассмотрением ряда факто-
ров. обусловливающих техническую воз-
можность применения того или иного
способа и его рентабельность при одно-
временном учете желательной конфигу-
рации и качества детали.
Так, свободной ковкой можно полу-
чить поковки любого веса, от самых
мелких до самых крупных, например
92
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
весом 200 т, штамповкой же получают
поковки весом до 1—2 т; однако основ-
ную массу составляют штампованные
поковки весом примерно до 100 кГ;
свободной ковкой можно получить де-
тали лишь простой конфигурации или
с напусками, упрощающими конфигу-
рацию и снимаемыми механической обра-
боткой. Штамповкой получают детали и
сложной конфигурации. Качество и
точность поверхности при ковке полу-
чаются низкими, при штамповке — вы-
сокими. Припуски на обработку при
ковке оставляются ббльшие, чем при
штамповке. Производительность сво-
бодной ковки в несколько раз меньше,
чем производительность штамповки.
Для единичного и мелкосерийного
производства, как правило, свободная
ковка рентабельнее штамповки: для
крупносерийного и массового произ-
водства штамповка всегда значительно
выгоднее.
Для средних серий выбор делается на
основе калькуляции себестоимости го-
товой детали при обоих методах изгото-
вления, так как во многих случаях, не-
смотря на более высокую стоимость
поковки, штампованная деталь обхо-
дится дешевле за счет снижения расхода
материала и уменьшения объема меха-
нической обработки.
Штамповка иногда оказывается рен-
табельнее свободной ковки уже при
величине серии даже в несколько десят-
ков деталей.
Технологические основы конструиро-
вания деталей, изготовляемых свобод-
ной ковкой. Конструкция детали, полу-
чаемой из поковки, изготовленной сво-
бодной ковкой, должна быть согласо-
вана с технологом в целях обеспечения
максимальных механических качеств,
минимальных отходов и трудоемкости
как в процессе ковки, так и в процессе
последующей механической обработки.
Для таких деталей желательны наи-
более простые, симметричные, прямые,
гладкие формы, очерченные плоско-
стями или цилиндрическими поверх-
ностями. Чем сложнее конфигурация
кованой детали, тем дороже ее изгото-
вление.
Некоторые участки могут оказаться
вообще невыполнимыми свободной ков-
кой, в связи с чем ковку производят
с напусками для упрощения конфи-
гурации; напуски подлежат удалению
механической обработкой или автоген-
ной вырезкой.
Так, например, поковка, показанная
на фиг. 8, невыполнима свободной ков-
Фкг. 8.
кой без напусков, и за основу прини-
мается конфигурация, представленная
на фиг. 9.
Фнг. 9.
Следует избегать конических (фиг.
10, а) и клиновых (фиг. 10, б) форм, осо-
бенно с малыми наклонами.
Необходимо учитывать трудность вы-
полнения свободной ковкой участков
Фнг. ю.
пересечений цилиндрических поверх-
ностей между собой (фиг. 11, а), а
npaSufbuo с}
Фиг. II.
также пересечений цилиндрических по-
верхностей с призматическими (фиг.
11. б).
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
93
Для мелких деталей, изготовляемых
вручную, односторонние выступы
Фиг. II,
Правильно Л Нмелательна
Фиг. 13.
(фиг. 10. б) предпочтительнее двусторон-
них (фиг. II, б). Следует избегать
ребристых сечений, так как ребра в
Нелплотгльна
большинстве случаев свободной ков-
кой изготовить невозможно и поковку
приходится делать с напусками. Так
называемые ребра жесткости в поковках
недопустимы (фиг. 12).
Не следует допускать бобышек, пла-
тиков, выступов и т. п. на основном
теле поковки (фиг. 13, а), а также вы-
ступов внутри развилин вильчатых
деталей (фиг. 13, б).
Детали с резкой разницей в размерах
поперечных сечений или с неизбежно
сложной конфигурацией надо стре-
миться заменить сочетанием несколь-
ких более простых деталей или выпол-
нять их сварными из нескольких частей
(фиг. 14).
Кроме того, следует учитывать воз-
можность отковки с правильным на-
правлением волокон, как указано на
стр. 90.
Технологические основы конструиро-
вания штампованных детален. Общие
указания. Геометрическая форма
штампуемой детали при всех способах
штамповки должна обеспечивать воз-
можность выемки поковки из штампа.
При этом необходимо учитывать сле-
дующие особенности штампов.
Штампы молотов (молотовые штампы)
состоят из двух частей — верхней и
нижней половинок (верхнего штампа
и нижнего штампа). Молотовые штам-
пы, как правило, являются откры-
тыми, в них по линии разъема обра-
зуется кольцевой заусенец (облой) в
результате истечения металла в сто-
роны, за пределы фигуры полости штам-
па, начинающегося ранее соприкосно-
вения верхнего и нижнего штампов
опорными поверхностями (фиг. 15).
Фиг. 15. Схема образованна заусенца: а —
начальный момент штамповки; б — проме-
жуточная фаза — начало образования ва-
усенпв; а — конечный момент штамповки;
I — верхний штамп; 2 — ннжннй штамп;
3 — штампуемая заготовка; И — заусенец
Штампы прессов (кривошипных горя-
чештамповочных, винтовых фрикцион-
ных, гидравлических) состоят обычно
из двух частей. При этом они могут быть
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
94
открытыми, как молотовые, и за-
крытыми, в которых незначительный
заусенец может
Фиг. 16. Схем*
1* к рытого штам-
па: / — пуансон;
2 — матрица; 3 —
поковка; 4 — вы-
образоваться лишь в
конечный момент
штамповки за счет
зазора между стенка-
ми нижнего штампа
и входящего в него
верхнего штампа;
нижний штамп в
этом случае носит
название матрицы,
верхний — пуансона
(фиг. 16).
Для деталей более
сложной конфигура-
ковки из штампа. Вертикальные стенки
могут быть получены только последую-
щей механической обработкой.
Нормальные значения уклонов для
стенок поковки наружных (т. е. при
Таблица I
Выбор поверхности разъема [8]; [36]; [7]; (I)
1. Обеспечить возможность выема поковки из
штампа (углубления в теле хетии возможно
получить штамповкой только в направлении
улара, все горизонтальные размеры сечений
поковки выше и ниже ра >ъема должны быть
меньше, чем на линии ,а<ъема)
Правильно
талкпватель.
ции матрицы закры-
тых штампов де-
лаются составными нз двух (фиг. 17) и
более частей.
Штампы горизонтально-ковочных ма-
шин состоят из трех элементов — не-
подвижной матрицы, подвижной ма-
трицы и пуансона, размыкающихся в
Фиг. 17. Схем* штамп* с разъемной матрицей.
2. Осуществить разъем в плоскости лвух или
больших габаритных размеров летали, т. с.
чтобы полости штампа имели наименьшую
глубину и наибольшую ширину (облег-
чаете* заполнение фигуры)
Желательно
Нежелательно
Ж
двух'взаимно перпендикулярных напра-
влениях.
Разъем для деталей, не обрабатывае-
мых кругом, должен быть установлен
конструктором, так как от выбранного
разъема зависят элементы конструкции
детали (углы наклона стенок, радиусы
закруглений и др.).
Указания по конструи-
рованию поковок, штам-
пуемых в открытых штам-
пах (с кольцевым заусенцем) н а
молотах и прессах. Выбор
поверхности разъема штампов см. в
табл. 1.
Боковые поверхности детали должны
иметь уклон (штамповочный уклон) по
отношению к вертикальному направле-
нию, т. е. к направлению удара. Этим
обеспечивается возможность выемки по-
Примечание. В некоторых слу-
чаях разъем можно осуществить во-
преки указанному требованию, напри-
мер;
а) если его ведет к вкоиомии метила,
упрощению изготовления ковочного и
обрезного штампов, сокращению числа
заготовительных ручьев в штампе и ар.;
б) если определенная необрабатываемая
поверхность летали должна быть пло-
ской. без штамповочного уклона
Соответствует тре-
бованию 2
Допустимо в поралке
исключение
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
95
Продолжение табл. 1
Соответствует требо-
ванию 2, во поверх-
ность F имеет штам-
повочные уклоны
Не соответствует тре-
бованию 2, но по-
верхность F — пло-
скость
остывании поковки отходящих от стен-
ки штампа) и внутренних (т. е. при
остывании поковки охватывающих вы-
ступы в полости штампа) даны в табл. 2.
Уклоны внутренних стенок должны
быть больше наружных.
У некоторых деталей с изогнутой
осью полезно допускать увеличенные
уклоны, что позволяет расположить
полость штампа так, чтобы уравнове-
шивались возникающие при штамповке
сдвигающие усилия (фиг. 18).
3. Разъем делать так, чтобы контур полости
по поверхности разъема в верхнем н ниж-
нем штампах был одинаковым (облегчается
обнаружение сдвига штампов)
Правильно
Неправильно
Фиг. 18. Схема уравповгшввания сдвигающих
усилий: ' — нормальный штамповочный ук-
лон: к — увеличенный штамповочный уклон.
Таблица 2
Штамповочные уклоны стальных поковок
(8). (36), (1)
4. Разъем делать так, чтобы к его поверхности
примыкали вертикальные (со штамповоч-
ными уклонами) стенки, а не наклонные
(облегчается обнаружение сдвига штампов)
Штамповка на
молотах и ме-
ханических
прессах без
выталкивателя
Штамповка иа
механических
прессах с вы-
талкивателем
Г
Г
J. Разъем по возможности делать по плоско-
сти. а ие по сложной поверхности (облег-
чается изготовление штампов)
До 1
1—3
3-4,5
4.6—6,5
Свыше 6Д
5
7
10
12
15
3
5
7
10
12
Обозначении: в — уклоны наружных сте-
нок; S — уклоны внутренних стенок.
96
технология ковки и штамповки
Применение данного метода при углах
1 > 7“ вызывает сильное искажение
детали. Поэтому 1 не следует брать
больше Т [1], [36].
Все переходы от одной поверхности
к другой должны осуществляться с за-
круглениями. Острые углы недопу-
стимы.
Значения радиусов закруглений даны
в табл. 3.
Таблица 3
Величии* радиусов закруглении [36]. [1]
А
г и мм при
R И ММ при -у
4.0
4.0
5.0
6.0
8.0
10,0
12.5
15,0
20,0
5.0
6.0
8.0
10.0
12.5
15,0
20.0
25,0
30.0
8.0
8.0
10,0
15.0
20.0
25,0
35,0
40.0
45.0
1.5
2.0
2.5
3.0
4.0
5.0
6.0
8.0
10.0
2.0
2.5
3.0
4.0
5,0
6,0
8.0
10,0
12,5
1.5
1.5
2,0
2,5
3.0
4,0
5.0
6.0
8.0
До 15
15-25
25-35
35—45
45—60
60-80
80-100
100-130
130-170
Примечание. Радиусы R закругле-
ний внутренних (входящих) углов должны
быть больше радиусов г закруглений наруж-
ных (исходящих) углов во избежание брака
(зажимов) при штамповке и снижения
стойкости штампа.
На сопряжениях обработанных по-
верхностей детали желательно также
иметь достаточные радиусы закругле-
ния (или фаски) во избежание необходи-
мости увеличивать припуск против нор-
мального по всей поверхности поковки,
чтобы обеспечить нормальный припуск
на угол (фиг. 19).
Кроме того, при конструировании де-
талей, штампуемых на молоте в откры-
тых штампах, следует руководствоваться
указаниями табл. 4.
°) 6)
Фиг. 19 Соотношения между величинами при-
пуск* и радиуса закругления: а — оптималь-
ное соотношение: > гп — Пн; t — невыгод-
ное соотношение: < га — П гп — радиус
закругления в поковке: — радиус закруг-
ления в обработанной детали; Пл —нормаль-
ный припуск; П? —увеличенный припуск.
Указания по конструи-
рованию поковок, штам-
пуемых на горизонтально-
ковочных машинах. Виды по-
ковок, которые можно штамповать на
горизонтально-ковочных машинах, весь-
ма разнообразны (фиг. 20, а, б и а).
Однако наиболее удобными для штам-
повки на горизонтально-ковочных маши-
нах являются детали, имеющие форму
правильных (фиг. 20, а) или усложнен-
ных выступами и впадинами тел вра-
щения [51- Изготовление таких деталей
на горизонтально-ковочной машине, как
правило, рентабельнее штамповки их
на молоте или прессе.
При конструировании деталей, штам-
пуемых на горизонтально-ковочных
машинах, следует руководствоваться
указаниями, приведенными в табл. 5.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
97
Таблица 4
Укалання по конструированию деталей, штампуемых иа молоте в открытых штампах
(8). (271. 136]. [«], [50], [1]
1. Стремиться к возможно меньшей разнице в площадях поперечных сечений летали иа
различных участках ее длины; избегать тонких стенок, высоки* ребер, фланцев, выступов,
бобышек, длинных отростков и тонких приливов, примыкающих к плоскости разъема (умень-
шение трудоемкости, снижение брака и расхода металла):
а) Резкая разница в сечеииях и иная толщина полки
затрудняют штамповку и вызывают повышенный
брак но зажимам и неполноте фигуры
6) Тонкий диск обусловливает низкую стойкость
штампа вследстаие быстрого остывания и высокого
сопротивления деформации. Требуются повторные
нагревы для борьбы с недоштамповкой; брак по-
вышенный
в) Деталь / вследствие наличия тонких н высоких
ребер не может быть получена штампогкой без
последующей механической обработки. Штампо-
ванная заготовка принимает форму 2
г) У детали по эскизу / топкий флтиец большого
диаметра затру зияет штамповку; изменение кон-
струкции по эскизу 2 обеспечивает снижение тру-
доемкости а 1‘), раза
л) Длинный тонкий отросток обусловливает большой
отход металла при штамповке (75"|О веса по-
ковки) и повышенный брак по везаполневню фи-
гуры
е) Тонкий прилив /, примыкающий к плоскости разъ-
ема, подвергается поломке, срыву и скалыванию
при холодной обрезке заусенца и затаскиванию в
матрицу ири горячей обрезке
2. Стремиться к симметричной форме летали относительно плоскости разъема и к симме-
тричным уклонам выступающих стенок (упрощенце изготовления штампов, облегчение процесса
штамповки, снижение брака по перекосу);
а) Конфигурация 2 является желательной; полости
верхнего и нижнего штампов одинаковы, в про-
цессе штамповки поковку можно переворачивать
для обдувки окалины и лучшего оформления фи-
гуры. Конфигурация 1 этого ие допускает и валяется
нежелательной
б) У детали 1 стенки с неодинаковым наклоном
к плоскости разъема, вследствие чего при штам-
повке возникают усилия, стремящиеся сдвинуть
одну половину штампа относительно другой. Де-
таль 2 этого недостатка ие имеет
7 Том S 1412
98
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 4
d. Стремиться придать летали такую конфигурацию, чтобы при изготовлении поковки не тре-
боаалось дополнительных операций закручивания или гибки и сокращалось число основных
переходов (снижение трудоемкости):_______________
а) Восьмиколенный вал 1 не может быть отштам-
пован с расположением колеи под углом 90’ вслед-
ствие неудачной конфигурации щек, не дающей воз-
можности установить раэьем. Когена штампуются
в одной плоскости и затем дополнительной опера-
цией выкручиваются на специальной машине.
Восьмиколенный еал 2 благодаря одииаконой
эллиптической форме шек допускает разъем штам-
пов и может быть отштампован сразу с коленами,
расположенными под углом 90° без выкрутки_______
б) Серьга, изображенная слева,
штампуется в развернутом
виде, после чего изгибается.
Серьга, изображенная спра-
ва, тоже штампуется в раз-
вернутом виде, ио при штам-
повке не требует гибочного
ручья; поэтому поковка име-
ет простую конфигурацию.
В нервом случае отход металла
составляет 87°|„ веса по-
ковки, во втором 33%
Пкт mmimitxa
№Ы
После шгсЗп
ISO
4. При необходимости точно гарантировать минималь- ную толщину стенок после сверления отверстий — делать бобышки овальными в направлении возмож- ного смещения " Ас
5. Проверять в каждом отдельном случае целесообразность изготовления детали из двух нлн
нескольких частей с последующей сваркой н, наоборот, целесообразность объединения
в одной поковке смежных деталей, скрепляемых сваркой нлн каким-либо другим способом:
а) Деталь I цельной конструкции сложна в штам-
повке, отход металла 66% веса поковки. Та же
деталь сварной конструкции 2 значительно проще
для штамповки по частям (нет развилины), отход
снижается до 40°|о. Возможна штамповка с намет-
кой отверстия
6) При штамповке цельной тяги возникает ряд
неудобств: трудность получения чистой обрезки
заусенца иа вилке, овальность стержня; отход
9.*“|п веса поковки. При сварной конструкции
указанные недостатки устраняются, отход сни-
жается до 48% ______________________________
в) Ляа рычага / и !, закрепляемые в третьей летали,
могут быть сконструированы как олиа деталь 3.
Несмотря на более сложный процесс штамповки
последней, «тот вариант рентабельнее вследствие
экономии около 1 кг металла
г) Штамповка изображенного рычага является более
экономичной, чем изготовление m двух частей со
сваркой
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
99
Продолжение тебе. 4
6. Всегда проверить
калибровкой (чеканкой) их:
возможность и рентабельность замены обработки поверхностей резанием
а) снижение трудоемкости
при введении чеканки
на 25,8 мин.
б) снижение трудоемкости
при введении чеканки
на 19,4 мин.
в) снижение трудоемкости
при введении чеканки
иа 10.0 мин.
Таблица 6
Указания по конструированию деталей,
штампуемых на горизонтально-ковочных
машинах fal. (5), (8J, (1]
1. Небходимо задавать штамповочные уклоны:
а) на цилиндрических участках поковки длиной
более 03 их диаметра, высаживаемых в по-
лости пуансона, не менее 0,5° на сторону
Продолжение табл. 5
4. Избегать сужений в продольном сечении
поковки, стесняющих течение металла при
штамповке навстречу пуансону
5. Избегать конической формы выемок к
хвостовиков
б) на буртиках, фор-
муемых в глубоких
круговых впадинах
матриц, не менее
03—1Д* на сторону
в) на стенках глубоких
иесквоаиых отвер-
стий, прошиваемых
пуансоном, в преде-
лах 03-3°
X Переходы долж-
ны быть выпол-
нены по радиу-
сам не меиее
1,5—2 ми
6. Толщина стенок деталей с глубокими
сквозными или несквоэными отверстиями
не должна быть меньше 0,15 наружного
диаметра детали
3. При оформлении летали в виде стержня
с фланцем (утолщением) на конце или по-
середине объем фланца V, не должен пре-
вышать объема стержня И, данного диаметра
длиной 1 — (10-ъ12)4
Термический режим ковки и горячей
штамповки
Ковка и горячая штамповка должны
осуществляться при температурах, обес-
печивающих рекристаллизацию металла
в процессе обработки. Полная рекри-
сталлизация обычно наступает при тем-
пературах выше (0,65 — 0.75) Тпл, где
Тпл — абсолютная температура начала
7*
100
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
плавления 110 ]. Ковка и штамповка, со-
провождаемые только частичной рекри-
сталлизацией, ведут в большинстве слу-
чаев к образованию неоднородной струк-
туры, что затрудняет самый процесс де-
формации. Полнота рекристаллизации
зависит не только от температуры, но и
от скорости деформации. Повышение
скорости деформации затрудняет рекри-
сталлизацию.
Для каждого сплава устанавливается
максимально допустимая температура
нагрева и оптимальная температура
конца ковки.
Нагрев до более высокой температуры
вызывает перегрев, обусловливаю-
щий крупнозернистую структуру по-
ковки. При нагреве до температуры,
близкой к температуре плавления, на-
ступает пережог, связанный с пол-
ной потерей пластичности и приводя-
щий к неисправимому браку.
Продолжение ковки при температуре
ниже оптимальной для конца ковки ве-
дет к наклепу мягкого металла, а в твер-
дом вызывает трещины. Окончание
ковки при температурах, значительно
превышающих оптимальную, ведет к
росту зерна.
Температурные интервалы ковки и
штамповки приведены в табл. 6.
Процесс нагрева заготовки
осуществляется в горнах, печах, а
также электрическим током.
Нагрев должен обеспечить: а) получе-
ние требуемой температуры заготовки
при максимальной равномерности ее
прогрева по сечению и длине; б) сохра-
нение целостности металла; в) мини-
мальное обезуглероживание поверхно-
стного слоя и наименьший отход металла
в окалину (угар).
Скорость нагрева заготовок в печах до
заданной температуры зависит от тем-
пературы печи, способа укладки заго-
товок на поду (одиночная, вплотную,
на подставке и т. п.), размера и кон-
фигурации заготовок, физических
свойств металла (температуропроводно-
сти а = — , где X — теплопроводность;
с — теплоемкость; ( — удельный вес).
Основным фактором, позволяющим
при прочих равных условиях регулиро-
вать скорость нагрева металла в печах,
является температура рабочего про-
странства печи.
' Однако чем больше разность темпе-
ратур рабочего пространства печи и
поверхности заготовки, тем выше темпе-
Габлицл в
Температурные интервалы ковки и горяче!
штамповки [2], (15)
Сплав
и химический состав
в "к или марка
Температура в °C
начала конца
ковки ковки
Углеродистая сталь
Углерода до 0,3 .
0,3—0,5 .
. 0,5—0,9 .
. 0,9-1,5.
1200-1150
1150-1100
1100-1050
1050-1003
800-850
800—850
80:1-850
800—850
Легированная сталь
Низколегированная I 1100 I 825—850
Средиелегированиая 1100—1150 850—875
Высоколегированная I 1150 | 875—900
Алюминиевые сплавы
Д1 .............. 1 470 | 350
АК2, АК4, АК5, АКб I 493 I 380
АКВ | 470 | 400
Магниевые сплавы
MAI, МА2 ....1 430 I 350
МАЗ................... 400 300
MAS................... 370 300
Медные сплавы
Бр.АЖ 9-4; Бр.АЖМи |
10-3-1,5; Бр. АЖН
10-4-4 ................ 850
ЛС59.................I 750
700
600
Никелевые сплавы
Монель .
Инконель
. I 1180
. I 1250
I1C03 (870*)
11000 (870 •)
* Ковка производится легкими уларами.
ратурный градиент по сечению заго-
товки. Последний увеличивается с умень-
шением температуропроводности ме-
талла и увеличением сечения нагре-
ваемой заготовки.
Температурный градиент обусловли-
вает появление термических напря-
жений. Эти напряжения, особенно при
наличии остаточных напряжений в хо-
лодной заготовке, в первый период ее на-
грева (т. е. до перехода через интервал
структурных превращений Act — Лса)
могут привести к нарушению целост-
ности металла — к появлению микро-
и макротрещин.
В мелких заготовках из конструк-
ционной стали диаметром до 100—
150 мм эти явления при быстром на-
греве не наблюдаются.
Такие заготовки можно закладывать
в печь с температурой рабочего про-
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
101
странства на 100—150® С выше необхо-
димой конечной температуры нагрева.
Холодные заготовки из легированной
стали с низкой температуропровод-
ностью, а также холодные крупные
заготовки и слитки всех марок стали
требуют соблюдения допустимой
скорости нагрева. Температура
печи при посадке заготовки в этом слу-
чае должна быть значительно ниже
температуры ковки: для слитков весом
1—2 т из углеродистой стали ~90П°С.
из высоколегированной ~500—600® С,
для больших слитков всех марок стали
весом ~ 60 т и более ~200“С.
Дальнейший нагрев осуществляется
путем постепенного повышения темпе-
ратуры печи нлн продвижения заготовок
в зоны более высоких температур (мето-
дические печи); первый период нагрева
должен составлять 60—70% всей его
продолжительности.
Второй период нагрева, т. е. от кри-
тических температур до ковочной, сле-
дует вести с высокой скоростью во из-
бежание усиленного роста зерна, обез-
углероживания поверхности и образо-
вания окалины.
Продолжительность нагрева в печи
для мелких стальных заготовок указана
в табл. 7.
Для заготовок, размеры которых не
указаны в таблице, н слитков допусти-
мую продолжительность нагрева можно
ориентировочно определить по фор-
муле Доброхотова:
t - fto YT5.
где / — полная (с выдержками) про-
должительность нагрева в час.; D —
диаметр заготовки в м; k — коэффи-
циент, равный для углеродистой и низ-
колегированной стали ~ 12,5, для вы-
соколегированной 25 [I8J. Для слу-
чая посадки в печь горячих слитков
указанные значения k могут быть
уменьшены примерно вдвое.
Электрический (индукцион-
ный и контактный) нагрев имеет
существенные преимущества перед на-
гревом в печах: а) высокая скорость
нагрева; б) удобство регулирования
температуры нагрева; в) отсутствие ока-
лины; г) возможность автоматизации
подачи и выдачи заготовок с регулиро-
ванием по времени; д) возможность
повышения температуры начала ковки
без появления перегрева; е) улучше-
ние условий труда; ж) постоянная го-
товность установки к пуску.
Таблица 7
Бремя нагрева заготовок из углеродисто!
конструкционной стали от 15 до 1200- С
(при температуре рабочего пространства
печи 1300s* С) мин. |11)
ю
20
зо
40
so
во
70
80
90
100
Профиль заготовки
Круглый Квадратный
Уклалка заготовок в печи
Одиночная На расстоя иии d На расстоя- нии o,5d Вплотную Одиночная На расстоя* | ним а Mi расстоя- нии 0,5д Вплотную
2.0 3.0 5.0 6.5 8.0 9.5 11.0 13.0 15.0 18,0 2,« 3,1 5.5 8.0 9.5 11.3 13.3 15.3 18.6 21.5 3.0 5.0 7.0 9.5 12.0 14,0 16.5 19.5 23.5 27.0 4.0 7.0 10,0 13.0 16,0 19.5 22.5 26,0 31.0 36,0 2.5 4.5 6.0 8.0 10.5 12.5 14.5 17,0 19.5 23.0 3.5 6.0 8.5 11.0 14.5 17.5 20.5 23.5 27.0 32.5 4.5 8.0 11.0 14.0 17.5 21,0 25.0 28.5 33.5 40.0 8.0 13,0 19,0 25,0 32.0 38.0 44.0 52,0 62.0 72,0
Примечании: 1. Время нагрева ко-
ротких заготовок составляет от указанного а
таблице 0,98 прн азине 2d, 0,92 при длине
I < 1,5d; 0,71 прн I = d.
2. Для углеродистой инструментальной и
среанелегированной стали время нагрева
увеличивается на 25—50*/», для высоколегиро-
ванной, конструкционной и инструментальной
стали — на 50—KXH.U-
Индукционный нагрев осуществляет-
ся как токами промышленной, так
и токами повышенной частоты. Соот-
ветствие выбранной частоты тока
диаметру нагреваемой заготовки обес-
печивает минимальный расход электро-
энергии. ’
Рекомендуется применять частоту
8000 гц для заготовок диаметром 20—
45 мм, частоту 2500 гц для заготовок
диаметром 30—80 мм, частоту 1000 гц
для заготовок диаметром 50 — 140 мм.
частоту 50 гц для заготовок диаметром
130 мм и более.
Нагреватели (индукторы) в условиях
массового и крупносерийного про|
нзводства целесообразно применять ме-
тодического типа с одновременным на-
гревом нескольких заготовок, распо-
ложенных одна за другой вдоль оси
индуктора. Количество заготовок л;
одновременно находящихся в индукторе,
определится нз выражения
102
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
где Т — время нагрева в
необходимый темп выдачи в
Da
растанием отношения -~-
мин.; t —
мин. С воз-
(где Du —
диаметр индуктора; D3 — диаметр
нагреваемой заготовки) к. п. д. индук-
тора резко падает. Поэтому жела-
тельно соблюдать <1,6 -г- 1,8
для заготовок диаметром до 50 мм и
-р~ <1,2 ч-1,4 для заготовок дна-
*-^3
метром выше 50 мм [11).
В табл. 8 даны сведения о продол-
жительности индукционного нагрева и
потребной мощности установки.
Контактный электронагрев (за счет
выделения тепла в результате омиче-
ского сопротивления поковки, вклю-
ченной в цепь тока) весьма удобен для
Длинных заготовок мелких профилей
(до 70 мм). Установки для контактного
нагрева более просты и требуют меньших
капитальных затрат, чем при индук-
ционном нагреве. Давление между за-
жимами и поверхностью заготовки
должно быть достаточно большим, а
именно |11) 1000 кГ1см* для заготовок
Диаметром 20 — 30 мм, 3000 кГ/см* для за-
готовок диаметром 30—50 мм, 50GO кГ(см*
для заготовок диаметром 50—70 мм.
В табл. 9 приведены данные о вре-
мени нагрева, вторичном напряжении и
мощности в зависимости от размеров
заготовки.
Режим охлаждения поковок
после ковки имеет не меньшее значение,
чем режим нагрева. Слишком быстрое
охлаждение ведет к образованию наруж-
ных и внутренних трещин в результате
термических напряжений. Чем меньше
Таблица 8
Время индукционного нагрева заготовок до ковочноЯ температуры [II]
Диаметр заготовки в мм Принятый расход электроэнергии в кат-ч на 1 кГ Наименьшее тех* иологически до- пустимое время чилукцномиого нагрева в мии. Длина заготовок в мм
80 100 125 160 200 250 320 400 500
Время нагрева в мин. на 1 шт.
Частота 8000 гц, мощность установки 100 кат
20 30 40 50 0,5 0,49 0.48 0,45 0.03 0,1 0.2 0.5 0.07 0.14 0.25 о.га 0,18 0,31 0,47 0.1 0,22 0.39 0,58 0.13 0.29 0.45 0,75 0.16 0.36 0.62 . 0.94 0.2 0.45 0.78 1.17 0,58 1 1.5 1.25 1,87 2,34
Частот* 1000—2500 /ц, мощность установки 100 кат '
«0 80 100 120 140 0,49 0.47 0.45 0.43 0.4 1 2 3 4 5,8 1 1 1 1 1 11111 1 1 1 1 1 I.O4 1.78 2.66 3.65 1.3 2.25 3.35 4.6 5.8 1.47 2.8 4,15 5.7 7.3 2.09 3.56 5.3 7.3 9.3 2,58 4.5 6,64 9.2 3.24 5.6 8.3
Промышленная частота, мощность установки 200 кат
100 180 200 250 300 0,48 0.48 0.44 0,41 0.38 6.2 6.6 7 9 11 1 1 1 1 1 11111 — 10,1 6,5 9,5 12,6 6,9 8.2 11,8 15.8 7.3 8.8 10.3 15.2 9.1 11 13 1 1 1 Рг 06^.
Примечания: 1. При нагреве легированной стали табличное премя умножается иа 1,15, при нагреве немагнитно* стали — на 1,2-1,3; при нагреве квадратных заготовок табличное премя умножается на 1.25. 2. При увеличении или уменьшении мощности установки табличное время пропорционально уменьшается или увеличивается.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
103
Таблица 9
Вторичное напряжение v и мощности,
потребные для контактного алектронагрева
заготовок длиной 100 мм [II]
Диаметр заго- товки в мм Время нагрева t в мни.
0.1S 0,3 0.6 1.2 2.4
Вторичное напряженке рви
2.36 1,67 1,18 0,84 0,89
Мощность Р в кет
30 30 40 so 60 19.3 68 97 145 9.7 29 48,5 73 108 4,8 14,5 24 36,2 53,2 2.4 7,25 12.1 18.1 26,6 1.2 3.6 6.1 9.1 13.3
Потребное вторичное напряжение о, н мощность Р для нагрева заготовки данного диаметра D3 и длины L при выбранной про- должительности нагрева t будут р, — оК: Р — рК
Длина заго- товки L в мм Диаметр заготовки D3 в мм
20 | 30 40 | 50 1 60
Поправочный коэффициент К
200 300 400 500 600 2,42 3,5 4.68 5,85 7 2,70 3.84 4,93 6,1 7,15 2.9 4.1 5.36 6.5 7.6 4,55 5.65 6,85 8.1 1 1 |»Л Г- СО
температуропроводность стали и чем
больше размер заготовки, тем медленнее
должен быть процесс охлаждения.
Технологические процессы
и оборудование
Основные технологические процессы
кузнечной обработки и применяемое обо-
рудование приведены в табл. 10. Впер-
вые вопросы обработки давлением были
подробно изложены проф. А. П. Га-
вриленко.
Процессы обработки можно подразде-
лить на Три основные группы: свободная
ковка, штамповка и отделочные про-
цессы.
Свободная ковка. Общие заме-
чания. Свободную ковку осущест-
вляют на ковочных гидравлических прес-
сах, паро-воздушных, пневматических
и рессорно-пружинных молотах.
Тяжелые и особо тяжелые поковки,
исходным материалом для которых слу-
жат слитки, изготовляются исключи-
тельно на гидравлических ковочных
прессах с усилием свыше 800 т.
Поковки среднего веса, для которых
исходным материалом служит крупный
прокат (обжатая болванка, кузнеч-
ная заготовка и т. п.), изготовляются
на ковочных паро-воздушных моло-
тах с весом падающих частей 1—3 т,
а также на гидравлических ковочных
прессах с усилием 400—800 т, реже
на пневматических молотах.
Мелкие поковки из проката (квадрат-
ного, круглого, полосового и т. п.)
изготовляются преимущественно на пне-
вматических молотах, реже — на паро-
воздушных с весом падающих частей
менее 1 т. Для простейших очень мелких
поковок применяют иногда рессорно-
пружинные молоты.
Гидравлические ковоч-
ные прессы применяются двух ти-
пов: четырех колонные (фиг. 21) с коли-
чеством рабочих ци-
Фиг. 31. Фаг. 33.
четырех в зависимости от тоннажа и
конструкции пресса н одностоечные с
вылетом (фиг. 22). Характеристика
четырехколонных прессов приведена в
табл. 11.
По роду привода различают чисто ги-
дравлические ковочные прессы — с при-
водом от насоса через гидравлический
аккумулятор и паро-гидравлическне —
с приводом от паро-гидравлического
мультипликатора. Вместо пара в по-
следних можно применять сжатый воз-
дух.
Необходимый тоннаж пресса, опре-
деляемый в зависимости от веса исход-
ного слитка, указан втабл. 12,а втабф 13
104
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Таблица 10
Основные виды технологических процессов кузнечно-штамповочных работ
и применяемое оборудование
Наименование процессов Молоты Прессы Ковочные машины Горизонтально-гибочные машины Ковочные вальцы Кузнечно-штамповочные авто- 1 маты 1 I Горячие фрезы | Наждачные станкя
паро- воздуш- ные пневматические фрикционные рессорные, пружинные, рычажные аихзоьнгяедгяз винтовые фрикционные крнпо- шнп- ные криношнпноколенные горизонтально-ковочные 1 и 3 f it 6 s 3 £ ’ ротациоппо-ковочные
3 В г о в о Эй I О Е X К 3 горячештампо- вочные обрезвые
Ковка . в частности: а) в фасонных бойках..... б)в подкладных открытых штам- пах ...... Штамповка в закре- пленных открытых штампах Штамповка в цельных матрицах пуансонами (о закрытых штам- пах) . в частности: а) штамповка про- шивкой .... б) штамповка вы- давливанием . . Штамповка в разъем- ных матрицах пуан- сонами Штамповка гибкой . . 11 ротвжка через кольца Вальцовка ...... Обрезка заусенца . . Зачистка заусенца . , Калнбровка-чеканка: а) объемная . . . б) плоскостная . . Пранка 1 2 3 19 / г 3 4 19 10 2 - 1 2 3 11 12 3 1 1 6 9 12 13 в 19 14 16 1 То и » 20 21 17 13 22 23 24 25 1 1 1 1 1 II 1 1 IS II III III I 1 1 1 S3 1 1 S 1 1 1 1 27 27
Примечание. Номера в графах соответствуют номерам эскизов и означают широкое
применение соответствующей машины лля данного технологического процесса. Графы со зна-
ком (—) обозначают отсутствие применения или ограниченное применение.
za
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
105
Продолжение т«6л. 10
Таблица II
Характеристики гидравлических ковочных
четырех колонных прессов
(по ГОСТ 7284-54)
приведены данные о производительности
гидравлических ковочных прессов в за-
висимости от сложности конфигурации
поковок.
Производительность указана для слу-
чая ковки без манипулятора. С приме-
нением последнего производительность
увеличивается в 1,5—2 раза (ббльшие
цифры — для поковок малой сложно-
сти).
Таблица 12
Ориентировочные данные для выбора
гидравлических ковочных прессов
в зависимости от веса слитка (45]
Силв пресса в т Вес слиткоп в m Сила пресса п т Вес ели I ко» в т
сред- ний макси- маль- ный | сред- ний макси- маль- ней
ело 1 3 2000 14 28
8оо 2 5.5 3 000 30 55
1000 3.5 8 8 000 80 120
1200 5 11 10 000 100 240
1500 8 17
Ковочные молоты. Паро-воз-
душные ковочные молоты применяются
двух основных видов: одностоечные
(фиг. 23) и двухстоечные, разделяю-
щиеся на арочные (фиг. 24) и мостовые
(фиг. 25).
Пневматические ковоч-
ные молоты (фиг. 26) изготовляются
одностоечные, без направляющих, с пор-
шнем, штоком и бабой в одной детали.,
Характеристики паро-воздушных и
пневматических молотов даны соответ-
ственно в табл. 14 и 15.
Рессорно-пружинные молоты выпу-
скаются только мелких размеров,
10В
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Таблица 13
Ориентировочные веяные о производительности гидравлических ковочных прессов
в зависимости от сложности конфигурации поковки (при ковке без манипулятора) [45]
Группа сложности Часовая производительность в кГ при силе пресса в nt
600 800 1000 1200 1500 2000 3000
270 320 370 430 480 570 680
II 610 6» 7<М1 790 890 1000 1150
III 650 850 1040 1250 1450 1750 2100
IV ОТО 1150 1400 1640 1920 2250 2630
V 1550 1830 2100 2400 2750 3250 4430
Таблица 14
Характеристики паро-воздушиых ковочных
молотов арочного типа (по ГОСТ 473О-з9)
Вес па- дающих частей в т Ход бабы в мм Расстояние между стойками в мм Размер бойка в мм
1000 1500 2UCU 3000 4ОЮ 5000 1000 1150 • 1260 1450 1600 1700 1800 2100 2300 2700 3000 3200 410X230 470X260 520 X 290 590x330 650X370 710x400
Таблица 16
Характеристики пневматических ковочных
молотов (по ГОСТ 712-52)
Вес па- дающих частей в кГ Число ходов в минуту Вылет в мм Размеры бойка a Mat Вес без шабота в кГ до
75 210 ,:Г>) 145X65 2656
150 190 350 200 X85 4 то
250 150 4'20 5 756
401 130 520 26.5X100 9000
560 115 620 ЗООХ’Ю 12 000
750 105 750 345X130 390X150 17 900
1000 95 800 —
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
107
Фиг. 26. Пневматический ковочный молот. Фиг. 27. Рессорно-пружинный молот.
я область их применения ограничена.
Молот такого типа с весом падающих
частей 30 кГ представлен на фиг. 27.
В табл. 16 приведены данные о произ-
водительности молотов в зависимости
от сложности конфигурации поковок.
Необходимый вес падающих частей
ковочных молотов в зависимости от веса
обрабатываемых поковок можно ориен-
тировочно определить по табл. 17.
Таблица 16
Ориентировочные данные о производительности молотов свободной ковки в зависимости
от сложности конфигурации поковок [45]
Группа сложности 0ОКЭВОК Часовая производительность в кГ при весе падающих частей молотов в ш
0,1 0,15 0.2 0.3 0.4 0.5 0,75 1 2 3 5
1 3.5 4,5 6 9 13 17 25 37 83 115 155
II 6 7,5 9 15 25 38 65 97 160 210 250
ш 7 9 12 19 30 45 80 115 220 295 380
IV 9 11 14 25 40 60 105 145 235 310 410
V 13 15 18 32 52 75 133 165 265 350 500
VI 14 19 25 42 58 98 156 203 320 430 680
VII 20 25 32 50 75 105 170 225 370 500 650
VIII 28 32 40 50 90 120 210 300 555 715 920
IX 85 95 115 155 200 250 370 455 915 1200 1500
г—- = ф £ mr
1 ^7 ® ш 3='э ff F до a
108
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Таблица 17
Ориентировочные данные для выбора
веса падающих чаете! ковочных молотов
в зависимости от Веса поковок (45]
Манипуляторы. При изгото-
влении поковок свободной ковкой на
гидравлических ковочных прессах обя-
зательно применение манипуляторов,
увеличивающих производительность
пресса более чем в 1.5 раза путем меха-
низации всех перемещений поковки.
Необходимая грузоподъемность мани-
пуляторов в зависимости от силы об-
служиваемых прессов [45]:
Силв пресса Грузополъем
1.ила пресса иость маиипу-
т лятора в л>
600 2- » '
800 3—5
юоо-taoo в- ю
1500 10- 15
2000 15-20
2560—3000 30- 50
5000-ОИ» 75-100
Наличие манипулятора при ковочном
прессе не устраняет необходимости в
мостовом кране.
Вес исходного материала
для свободной ковки. Вес
определяется по формуле
отливаемого сверху с утепляющей над-
ставкой, обычно принимается 15—25%
веса слитка, а для слитков нз кон-
струкционной легированной стали
25—35%. Для слитков, отливаемых
без утепляющей надставки, отход с при-
быльной части увеличивается до 35—
40%. Для инструментальной легиро-
ванной стали отход может составить
50%.
Вес отхода с донной части слитка GpM
принимается для углеродистой стали
4—7% веса слитка, а для легирован-
ной 7—10%. Вес отхода на угар Оу,
при расчетах веса исходного материала
назначается до 2% веса нагреваемого
металла на каждый нагрев и до 1,5% на
каждый подогрев. Вес отхода на обсечку
зависит от сложности поковки, а также
от принятого технологического про-
цесса. При изготовлении поковок оди-
наковой конфигурации относительно
бдльшнй отход получается от поковок
меньшего веса.
Суммарный отход в процентах на угар
и обсечки для различных типов поковок,
изготовляемых на молотах из штучных
мерных заготовок (32]:
Отход п»/,
Группа поковок от веса
поковки
Глухие фланцы — круглые, оваль-
ные, квадратные, пластины, ку-
бики, бруски.................... 1,5—2,5
Фланцы с отверстием, хомуты,
подвески, гайки .................... 2*
Шестерни глухи*..................... 8—10
Раскатные кольца, втулки, обе-
чайки ......................... 2,5 *
Сварные кольца, втулки, обечайки,
муфты.......................... 3—5
Гладкие валы, валики, бруски ква-
дратные. прямоугольные, шести-
гранны* ....................... 5—7
Валы и валики с уступами или
фланцами, болты, шпонки, баш
маки, траверсы.................... 7—10
Валы, валики с двусторонними
уступами или буртиками, шпин-
дели, таги, серьги, скобы . . . 10—13
Гаечные ключи, поковки типа ша-
туна, рычаги, сложные шатуны 15—18
Кривошипы........................ 18—25
Коленчатые валы, рычаги кривые
и двуплечие...................... 25—30
Guc “ @пк + @пр + + ^у» + Одд,
где Gae — вес исходного материала;
СЯ1С — вес поковки; G„p — вес отхода
с прибыльной части слитка; йлч — вес
отхода с лонной части слитка; Gy/ —вес
отхода на угар; Ggg — вес отхода на
обсечки.
Вес отхода с прибыльной части слитка
нз конструкционной углеродистой стали,
Бев отхода на выдру, определяемого рас-
четом и прибавляемого дополнительно. Объем
выдры определяется при прошивке с подклад-
ным кольцом по формуле
Vf кз (0,70 -а- 0,75) ~ Л - (0,55 + 0,80) <7>Л.
при прошивке без подкладного кольца (с кантов-
кой прошиваемой заготовкн)-по формуле
V* а (0,20 ч- 0,25) ~ Л - (0,15 -е 0,20) d'h,
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
109
Приблизительный выход годного для
поковок, изготовляемых из слитков:
Выход
Группа поковок ' в »|е от веса
слитка
Прямые валы и штанги .... 60—70
Валы с уступами и валы с
длинными шейками........... 58—64
Валы с короткими шейками и
аалы с двумя фланцами на
концах...................... 54—60
Одноколейные валы......... 50—58
Многоколенные валы........ 40—50
Плиты и пластины ...... 50—65
Кубики......................... 52-60
Кольца и бандажи............... 55—56
Диски.......................... 50—60
Барабаны, пустотелые цилинд-
ры ......................... 60-65
Размеры заготовки. По-
ковка изготовляется осадкой. По весу
заготовки (объему Рд,) выбирают ее
размеры так, чтобы высота huc не пре-
вышала диаметра duc (стороны квадрата)
более чем в 2,5 раза (во избежание
продольного изгиба при осадке) и была
бы больше 1,25 этого диаметра (для
удобства резания на ножницах или
рубки):
1.25duc <huc <2.5due.
При указанных соотношениях d„r —
з _____________
= (0,8-ъ 1,0) V V ис для круглой заго-
з
товки и dBC = (0,75 0,90) V для
квадратной заготовки.
Длина заготовки определяется деле-
нием ее объема на площадь поперечного
сечения по окончательно уточненному
в соответствии с сортаментом (ГОСТ)
диаметру (или стороне квадрата) заго-
товки.
При выборе заготовки большой вы-
соты для ковки под молотом следует
проверить техническую возможность
осадки по формуле
Н - hae > 0.25Л/,
где Н — длина хода молота. При ковке
осадкой из слитка последний выбирают
по сортаменту слитков на основании
вычисленного веса исходного материала.
прн прошипке пустотелым прошивнем (при копке
слитков на пресса) — по формуле
У, «(1.1 -е-1,15)-^ Л,
где d — диаметр прошивня: Л — высота прошивае-
мой мготовки: — диаметр отверстия прошими.
Поковка изготовляется вытяжкой.
Для поковок, имеющих круглые, ква-
дратные или близкие им по форме се-
чения, необходимо соблюсти соотно-
шение
^ис У^тах’
где Fuc — площадь поперечного сече-
ния исходного материала; — пло-
щадь максимального поперечного сече-
ния поковки; у — степень уковки (см.
стр. 90).
Основные операции технологического
процесса свободной ковки. Основными
операциями технологического процесса
свободной ковки являются: 1) осадка,
2) вытяжка, 3) прошивка, 4) рубка,
5) гибка, 6) закручивание и 7) кузнеч-
ная сварка.
Осадка. Прн осадке высота исход-
ной заготовки уменьшается за счет уве-
личения площади ее поперечного сече-
ния. Осадка, выполняемая над частью
заготовки, называется высадкой. Осадка
применяется: а) для получения поковок
(или отдельных их участков) с большими
поперечными размерами при относи-
тельно малой высоте (фланцы, шестерни,
диски) из заготовок меньшего попереч-
ного сечения; б) как предварительная
операция перед прошивкой при изгото-
влении пустотелых поковок (кольца, ба-
рабаны); в) как предварительная опера-
ция для уничтожения литой дендритной
структуры и повышения качества попе-
речных образцов; г) для повышения
степени уковкн прн последующей вы-
тяжке.
Осадка цилиндрической заготовки из
слитка без хвостовика (цапфы) приме-
няется (фиг. 28) при работе: 1) под мо-
Фнг. 39.
лотом; 2) под прессом, когда следующей
операцией является прошивка.
Осадка заготовки с хвостовиком
(фнг. 29) применяется при работе из
слитка под прессом, когда следующей
операцией является вытяжка. В этом
случае применяют подкладные плиты,
из которых нижняя имеет отверстие под
хвостовик заготовки.
по
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Осадка на плитах с отверстиями (в
подкладных кольцах) имеет ту особен-
ность, что одновременно с процессом
осадки происходит течение металла в
Ь--О—Ч
Фиг. 30.
отверстия подклад-
ных колец А и Б
(фиг. 30). Этот способ
применяется для по-
лучения деталей ти-
па глухих шестерен,
фланцев и дисков с
бобышками в тех слу-
чаях, когда при от-
носительно малых
диаметрах бобышек
объем детали сравнительно велик, а
оттяжка концов заготовки на диаметр
бобышек по каким-либо причинам не-
желательна или невозможна (например,
ввиду малой высоты бобышек).
Высадка в кольце (фиг. 31) приме-
няется для получения изделий типа
Фиг. 31. Фиг. 32.
глухих шестерен, фланцев и дисков с
бобышками в случаях, когда диаметр
заготовки может быть выбран равным
или несколько меньшим диаметра бо-
бышки (фиг. 31, а) или когда конец
заготовки можно предварительно оття-
нуть на этот размер (фиг. 31, б).
Высадка в иижиике (штампе) приме-
няется для получения фланцев и голо-
вок на длинных стержнях (фиг. 32).
Заготовка может иметь диаметр, равный
отверстию (диаметру стержня поковки).
Фиг. 33.
или же ее конец предвари-
тельно оттягивают на этот
размер. В верхней части
нижника может быть сде-
лана полость, соответствую-
щая по форме высаживае-
мой головке (подкладной
штамп) (фиг. 33).
Осадка разгонкой применяется для
уменьшения высоты и увеличения диа-
метра уже осаженной заготовки, когда
невозможно дальнейшее осаживание не-
посредственными ударами молота (на-
жимами пресса) по всей ее поверхности
вследствие высокого сопротивления де-
формированию. Разгонка осуществляет-
ся с помощью раскаток (фиг. 34) или при
больших диаметрах поковок (например,
турбинные диски) непосредственно бой-
ками (фиг. 35).
Фиг 34.
Фиг. 36.
Отделочной операцией при осадке
является обкатка по диаметру. Она
применяется для
уничтожения боч-
кообразное™ за-
готовки, придания
ей цилиндриче-
ской формы и глад-
кой поверхности
(фиг. 36, а). Опе-
рация облегчается
Фиг. 36.
применением подкладок или обжимок
(фиг. 36, б).
Фиг. 37. Инструменты, применяемые при вытяжяе.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
Ш
Вытяжка (протяжка). При
вытяжке длина исходной заготовки уве-
личивается за счет уменьшения пло-
щади ее поперечного сечения (валы,
валы с уступами, дышла, шатуны и др.).
Применяемые инструменты (фиг. 37):
бойки плоские (а) и вырезные (б), реже
закругленные (в), обжимки (г), раскат-
ки (д), пережимки (е), оправки (яс),
.-I патроны (з) и др.
Процесс вытяжки
-----1—W__________________ осуществляется
~ — I____________п оследовательны-
ми нажатиями (об-
L-l—। жимами) (фиг. 38)
Фиг, 38. с подачей заго-
товки вдоль осн
вытяжки и поворотами ее (кантовкой)
вокруг этой осн. Основные разновид-
ности операции вытяжки следующие:
а) Расплющивание (уширение, раз-
гонка) — увеличение ширины исходной
заготовки за счет уменьшения ее вы-
соты. Применяется для получения по-
ковок или их участков плоской формы,
типа пластин.
б) Вытяжка с оправкой (фиг. 39) —
увеличение длины пустотелой заго-
товки за счет уменьшения толщины ее
Фиг. 39.
стенок (ковка орудийных труб, котель-
ных барабанов, турбинных роторов и
др.). Применяемый инструмент — вы-
резные бойки (или нижний боек — вы-
резной, верхний — плоский), оправки
с небольшой конусностью.
а) Раздача на оправке — одновремен-
ное увеличение наружного и внутрен-
Фиг. 40.
него диаметров пустотелой заготовки за
счет уменьшения толщины ее стенок
(ковка колец, обечаек, барабанов и т. п.).
Применяемый инструмент — узкий и
длинный верхний боек (желательно по
длине поковки), цилиндрическая оправ-
ка, подставки под оправку. Процесс
(фиг. 40) состоит в том, что заготовка
опирается внутренней поверхностью на
оправку, устанавливаемую концами на
подставках, и ковка ведется с враща-
тельной подачей, причем длинная сто-
рона бойка параллельна оси поковки.
е) Комбинирование вытяжки с оправ-
кой с раздачей на оправке. Раздачей по
оправке уничтожают бочкообразность
предварительно осаженной и прошитой
заготовки и доводят ее внутренний диа-
метр до требуемых размеров; вытяжкой
с оправкой уменьшают толщину сте-
нок и увеличивают до заданных разме-
ров длину поковки, калибруя внутрен-
нее отверстие по оправке.
д) Вытяжка на конус осуществляется
с помощью клиновых раскаток (фиг. 41).
Прошивка применяется для по-
лучения отверстия в заготовке (сквоз-
ная прошивка) или ц
углубления (не- ____________Г- I
сквозная прошив- (
ка). При ручной | ~zr
ковке для прошив- рХтI.
ки служат про- фИг 41. *
бойннки (бород-
ки) — круглые, квадратные плоские и
фигурные, а также формы с отверстиями,
а при машинной ковке — прошивни
(сплошные с круглым или фасонным
поперечным сечением, а также пустоте-
лые), надставки (сплошные и пустоте-
лые), оправки калибровочные, подклад-
ные плиты с отверстиями (подкладные
кольца).Прошивка сопровождается иска-
жением формы прошиваемой заготовки,
а при сквозной прошивке — также от-
ходом металла в выдру.
Фиг. 42. Схема прошивки без подкладного
кольца: а начало операции: 6 — конец
первой стадам; в — начало второй стадии.
На фиг. 42 показана последователь-
ность операции прошивки с двух сто-
рон без подкладного кольца, а на
112
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
фиг. 43 представлена прошивка с одной
стороны с подкладным кольцом.
Фиг. 43. Схема прошивка с подклад-
ным кольцом; а — начало операции;
6 — конец операции.
Отверстия большого диаметра (свыше
500 леи) прошиваются пустотелыми про-
шивнями (фиг. 44).
Фиг. 44. Схема прошивки пустотелым прошивнем:
а — пера» стадия; б — вторая стадия; t — конец
операции.
Рубка применяется для полу*
чения из большой заготовки несколь-
ких заготовок меньших размеров, уда-
Разщбка-npwyixa
Вырубка
Фиг. 45. Схема различных аилов рубки.
Фиг. 46. Инструменты, применяемые при рубке.
лення излишков на концах поковок,
удаления донной и прибыльной частей
слитков и для получения фигурных по-
ковок (коленчатые валы с вырубленными
коленами, дышла, вилки и т. п.). На
фиг. 45 приведена схема различных
видов рубки.
Инструментами для рубки (фиг. 46)
служат при ручной ковке зубила
(фиг. 46, а), подсечки (фиг. 46, б), а при
машинной ковке — топоры двусторон-
ние (фиг. 46, в), односторонние (фиг.
46, г), угловые (фнг. 46, д), полукруглые
(фиг. 46, е) и различные фасонные.
При рубке часть металла отходит в
обсечки.
Гибка применяется для получе-
ния непосредственно или в комбинации
Фиг. 47. Искажение
формы заготовки при
изгибе: а — круглого
сечении: б — примо-
угольного сечении;
а — утяжка.
с другими опе-
рациями разнооб-
разных изделий
изогнутой формы
(угольники, ско-
бы, крюки, крон-
штейны и т. п.).
Операция гибки
сопровождается
искажением пер-
воначальной фор-
мы поперечного
сечения заготовки
и уменьшением
ее площади (утяж-
ка) в зоне изгиба
(фиг. 47). Кроме того, возможно обра-
зование складок по внутреннему кон-
туру и трещин — по наружному. Эти
дефекты тем вероятнее, чем меньше ра-
диус закругления и чем больше угол
загиба. Чтобы устранить искажение
формы поперечного сечен ня заготовки
в зоне изгиба, производят правку (про-
глаживание) с помощью гладилок (руч-
ная ковка), раскаток, бойков. Непол-
нота формы — утяжка — правкой не
уничтожается. Для получения в зоне
дой; б — краном; в — с нижним штампом
и раскаткой; а — а штампе.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
113
изгиба сечения желаемой площади за-
готовке заранее придают в этом месте
увеличенные поперечные размеры. Неко-
торые способы гибки показаны нафиг. 48.
Закручивание применяется
। для получения поковок специальной
формы (коленчатые валы с коленами,
расположенными в различных плоско-
стях, стенные болты, стойки для изго-
родей, спиральные сверла и др.).
Инструментами для закручивания слу-
жат воротки (фиг. 49) и вилки простые
(фиг. 50) и шарнирные (фиг. 51).
Фиг. 49. Вороток.
Для предупреждения изгиба закручи-
ваемой шейки прибегают к следующим
способам: а) подкладывают под ко-
Фиг. 50. Закручивание простой вилкой.
Фиг. 51. Закручивание шарнирной вилкой
Фвг. 52. Предупреждение нагиба грузом.
ней вала боек, притягивая к нему
заготовку цепью (фиг. 52); б) уста-
навливают люнет (фиг. 53).
8 Том 5 U12
Кузнечная сварка приме-
няется главным образом при ручной и
машинной конке мелких поковок для
целей ремонта. Кузнечной сваркой хо-
рошо сваривается мягкая сталь с со-
держанием углерода 0,15—0,25%; сталь
с содержанием углерода свыше 0,45%
почти не поддается кузнечной сварке.
Примеси снижают свариваемость стали.
Основные способы кузнечной сварки:
сварка внахлестку (фиг. 54), вразруб
(фиг. 55), встык
(фиг. 56) и врас- а - г
щеп для тонких ‘ ----в
ПОЛОС (фиг. 57). Фиг. 55. Схема свар-
ки вразруб.
Фиг. 54. Схема Фиг. 56. Схема свар-
свархя внахлестку: ки встык: а — перед
а — высадка конца; сваркой; б — после
б — ковка лацкана; сварки; а — после
в — сварка; г — вы- выглаживания,
слаживание.
Кроме ковки на молотах и гидра-
влических прессах, в настоящее время
получают распространение комбиниро-
ванные процессы ковки-штамповки
Фиг. 57. Схема сварки врасщеп; а — концы,
подготовленные к сварке; б — сварка.
на кривошипных прессах, предло-
женные А. В. Потехиным. В основу
процесса комбинированной ковки за-
ложен принцип разделения сложного
технологического процесса изгото-
вления поковок на отдельные простые
операции, выполняемые в определен-
ной последовательности в ручьях ко-
вочных приспособлений или штампов
|21), устанавливаемых на кривошип-
ном прессе.
Штамповка иа молотах. Общие ука-
зания. Штамповка на молотах выпол-
няется главным образом в открытых
114
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
штампах с образованием заусенца по
линии разъема. Однако за последнее
время начинают применять специаль-
ные закрытые молотовые штампы, даю-
щие возможность получать поковки
без заусенца, что обеспечивает сокра-
щение расхода металла.
Штампы применяются подкладные и
закрепленные. В подкладных штампах
штамповка производится на ковочных
молотах и применяется в мелкосерийном
производстве. Штамповку в закреплен*
иых штампах осуществляют на специ-
альных штамповочных молотах в круп-
носерийном и массовом производстве.
Только простые поковки можно штам-
повать на окончательную конфигура-
цию из исходного материала в виде
пруткового проката (квадрат, круг,
реже полоса). В большинстве случаев
необходимо исходной заготовке предва-
рительно придать форму, близкую к
конфигурации готовой поковки.
Эти заготовительные операции в мел-
косерийном производстве могут осуще-
ствляться свободной ковкой; в крупном
штамповочном производстве их выпол-
няют с помощью заготовительных штам-
пов. При этом все необходимые полости
и выработки для последовательного
формоизменения заготовки, называемые
ручьями, могут быть выполнены
в одном штамповом блоке (кубике),
образуя в целом многоручьевой штамп.
Штамповка в многоручьевых штампах
является наиболее распространенной.
Однако в условиях массового произ-
водства в настоящее время внедряется
выделение переходов или групп пере-
ходов на отдельное орудие. Таким обра-
зом процесс штамповки может осуще-
ствляться на двух и более молотах
или на агрегате из нескольких различ-
ных орудий, например ковочные валь-
цы и молот, горизонтально-ковочная
машина и молот н т. п.
Значительное упрощение в процессе
штамповки с одновременным увеличе-
нием производительности и получением
экономии металла вносит применение
периодического проката переменного се-
чения (фнг. 58) в качестве исходного
материала.
В ряде случаев выгодно также приме-
нение проката специальных профилей
(фиг. 59).
Исходный материал разрезается на
заготовки преимущественно на нож-
ницах как на одну поковку (штучная
заготовка), так и не м« поковки для
последовательной их штамповки с по-
воротом или на несколько поковок (для
штамповки из прутка), причем готовую
поковку отрубают от прутка на ноже
штампа [36), [I].
Область примене-
ния парной заго-
товки в настоящее
Фнг. 59.
Фиг. 58.
время расширяется, так как этот вид
заготовки обеспечивает сокращение
расхода металла за счет отсутствия
клещевины, т. е. участка заготовки,
за который держат клещами.
Кратную заготовку обычно применяют
для штамповки поковок длиной меньше
300 мм при весе менее 2,5 кГ, а парную
заготовку — для поковок длиной до
400 мм, весом до 3 кГ. Более крупные
поковки штампуются из штучной за-
готовки [1].
Штамповочные молоты.
Штамповка в закрепленных штампах
Таблица II
Характеристика паро-воэ1уши»х
штампоеочиих молотов по ГОСТ 7021-М
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
115
Фиг. 60. Паро-воздушный штамповочный
молот.
Таблица 19
Характеристика фрикционных молотов
с доскоа во ГОСТ 917-11
производится преимущественно на па-
ро-воздушных двухстоечных молотах
двойного действия
с верхним цилин-
дром (фнг. 60) и
фрикционных мо-
лотах с доской
(фиг. 61). Значи-
тельно реже при-
меняются паро-
воздушные молоты
с нижними цилин-
драми и фрикцион-
ные молоты с рем-
нем или канатом.
В последнее вре-
мя получают рас-
пространение для
крупных поковок
бесшаботные мо-
лоты, имеющие две
бабы, двигающие-
ся навстречу одна
другой (фиг. 62).
Характеристики
нормальных паро-
воздушных штам-
повочных молотов
приведены в табл.
18, характеристи-
ки фрикционных
молотов с доской—
Фнг. 61. Фрикцион-
ный штамповочный
молот с доской.
в табл. 19.
Ориентировочная производительность
штамповочных молотов характеризуется
следующими данными (45):
Вес падающих частей моло-
та о т.................. 0,5
Часова* производительность
п кГ.................... 120
Вес падающих частей моло-
та в ва................. 4
Часовая производительность
в кГ....................1200
I 2 3
250 560 750
5 6 9
1500 1800 2500
Ориентировочные данные о необхо-
димом весе падающих частей молотов
в зависимости от веса поковок даны
h табл. 20.
Вес исходного материала для штам-
повки на молоте. Вес исходного мате-
риала Glir приближенно определяется
по формуле О„<-= ОЯк+ где
G„, — вес поковки; G, — вес отхода в за-
усенец и G„ — вес угара при нагреве.
Вес отхода в заусенец ориентировочно
определяется по формуле
G,-(0.5 ч-0.8) TS/,
где f — удельный вес металла; S —
периметр поковки по линии разъема;
8
116
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Таблица 20
Оряентяровочные данные о необходимом весе падающих чаете! молота а площади канавки
дли ааусенца в зависимости от веса поковок [7]
Вес поковки в кГ . • 0,3—0,5 0.5-2 2-3 3-1? 12-25 25-40
Вес падающих частей молота в кГ. . . ЭЮ 1000 1500 • 2000 зооэ 7000-10 000
Плошала сечения канавки ив заусенца в слб 0,9-1,2 1.2-1.7 1.7—2,4 2,4—4,2 4,2—5.3 5,3-11,2
f3 — площадь сечения канавки для за-
усенца. Ббльшне значения коэффициента
выбираются для поковок сложной кон-
фигурации.
Фиг. 62. Бесшаботный молот.
Значения величины площади f3 даны
в табл. 20.
Угар Gfl при нагреве в печах прини-
мают равным 2% веса поковки.
В приведенный вес исходной заго-
товки Guc не включен расход металла
на клещевину и некратность при резке
заготовок.
Размеры заготовки: а) Для поковок,
изготовляемых осадкой заготовки в
торец, поперечное сечение и длину за-
готовки устанавливают так же, как и
при свободной ковке (см. стр. 109).
б) Поперечное сечение Гш исходной
заготовки для прочих фигурных поко-
вок, площади поперечных сечений ко-
торых на различных участках длины
поковки незначительно различаются ме-
жду собой, можно определить по фор-
муле
р' (1Д5ч- 1,3) Vuf
Гы / •
*-л*
где — объем исходной заготовки;
L„K — длина поковки.
Для поковок, площади поперечных
сечений которых на различных участ-
ках длины резко различаются, исход-
ная заготовка подвергается местной
протяжке. Поперечное сечение заго-
товки в этом случае может быть ориенти-
ровочно принято равным
F^-(0.7 4.|)Fm„.
где Гт„ — максимальное поперечное се-
чение поковки, включая сечение за-
усенцев, равное 2-(0,5 т- 0,8)
По второй формуле расчет ведут
в том случае, если при определении се-
чения заготовки по первой формуле
окажется, что
F^<(0,6 + 0,7)Fme.
Штампы (36]. [I]. Для получения
штампованной поковки в многоручьевых
штампах применяют следующие виды
ручьев: заготовительные (формовочный,
пережнмной, подкатной, протяжной, ги-
бочный, площадка для подсадки); штам-
повочные (предварительный или черно-
вой и окончательный или чистовой);
отрезной (передний и задний).
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
Ш
Формовочный ручей (фиг. 63) служит
для придания заготовке формы, соот-
или под углом 12—18° (фиг. 67). По
форме поперечного сечения протяж-
Фиг. 83. Формовочный __________.
ручей.
ветствующей форме по-
ковки в плоскости
разъема *.
Пережимной ручей
(фиг. 64) служит для
уширения исходной за-
готовки поперек ее оси,
а также для придания :
ей в продольном сече- ______L_J
нии формы, облегчаю- ‘ 1
шей заполнение поло-
сти последующего ручья *.
Подкатной ручей (фиг. 65) служит
для значительного увеличения одних
поперечных сечений заготовки за счет
Фнг. 65. Схема подкатиого ручья:
а — открытый: б — закрытый.
ные ручьи разделяются на открытые
и закрытые (см. фиг. 66).
уменьшения других, т.е.
для распределения объ-
ема материала вдоль
оси заготовки в соответ-
ствии с распределением
его в поковке. Подкат-
ной ручей может быть
или открытым, или за-
крытым (фнг. 65, а и б).
Последний подкатывает интенсивнее.
Протяжной ручей (фиг. 66) служит
для уменьшения площадей поперечного
сечения отдельных участков исходной
заготовки при одновременном увели-
чении их длины. Протяжные ручьи
могут быть расположены прямо (фиг.66)
Г ибочный ручей (фиг. 68) служит
для изгиба заготовки и придания
ей формы, соответ-
ствующей форме по- \ Сечение поМ'
* Если при игом
изменений величины
сечений заготовки с
вдоль ее осн.
не требуется больших
площадей поперечных
перемещением металле
ковки в плоскости
разъема.
Площадка для под-
садки (фиг. 69) слу-
жит для уменьшения
высоты заготовки
перед штампов-
кой путем осадки в
торец.
118
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Окончательный ручей служит для по-
лучения готовой поковки с заусенцем,
но с размерами, большими на величину
усадки (~1.5%). Окончательный ручей
имеет по контуру полости в плоско-
Фиг. 69. Пзошпдка >ла
подсадки.
сти разъема ка-
навку для за-
усенца.
Предваритель-
ный ручей слу -
жит главным
образом для
снижения изно-
са окончатель-
ного ручья.
Основное фор-
мообразование
осуществляется
в предварительном ручье, в окончатель-
ном же ручье получаются точные разме-
ры. Предварительный ручей применяют
при штамповке поковок сложной конфи-
гурации. Форму полости предваритель-
ного ручья за отдельными исключения-
ми делают такой же, как в окончатель-
ном ручье, но радиусы закруглений на
переходах увеличивают, а канавок для
заусенца не делают.
Отрезной ручей — нож (фнг. 70) слу-
жит для отрубки от прутка готовой по-
ковки, если из
одной заготовки
штампуется более
чем две поковки.
Отрезной ручей
может быть перед-
ним (более про-
изводительный
70. Огрезиой ручей (нож): а — перед,
яий; б — задний.
Фиг.
фиг. 70, а) нлн задним (более прочный —
фиг. 70,6) при недостатке места спереди.
Расположение ручьев в штампе. Вы-
бор ручьев и их различных комбинаций
производится при разработке техно-
логического процесса штамповки в за-
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
119
висимостн от конфигурации и габаритов
поковки, а также от требований к на-
правлению волокна.
При наличии одного только оконча-
тельного ручья его центр располагают
в центре штампа, определяемом пере-
сечением оси хвоста штампа с осью
гнезда под шпонку. Ось штока молота
проходит через центр штампа.
При наличии двух штамповочных
ручьев (предварительного и оконча-
тельного) центры их размещают по обе
стороны от центра штампа, причем
окончательный ручей обычно распо-
лагают ближе к центру штампа, чем
предварительный.
Ручьи заготовительные и отрезной
делают у краев штампа, учитывая после-
довательность технологического про-
цесса.
В качестве примера на фиг. 71 пред-
ставлен миогоручьевой штамп. Исходная
заготовка после нагрева поступает для
протяжки конца в протяжной ручей /,
эетем в закрытый подкатной ручей 2
для набора материала, главным образом
в средней части, далее ее передают
в гибочный ручей 3, после которого за-
готовку штампуют в предварительном
ручье 4, окончательной 5 и, наконец,
отрубают от прутка готовую поковку
в заднем отрезном ручье 6.
. Крепление молотовых штампов осуще-
ствляется при помощи
Г~- ~ | ~ I ласточкиных хвостов,
I И ; (I I вставляемых в соответ-
ствующие гнезда бабы
I молота (верхний штамп)
и подштамповой подуш-
. ки на шаботе (нижний
__ц\ штамп) и закрепляемых
______клином и шпонкой
Клип Шлема (фиг. 72).
Фиг. 72. Материал молотовых
* штампов. Материалом
для многоручьевых штампов служит
преимущественно легированная штам-
повая сталь (см. т. 6, гл. IV). Для
штампов, не требующих высокой стой-
кости, может быть применена углеро-
дистая сталь У7. В целях экономии
легированной штамповой стали штам-
повочные ручьи часто выполняют в
виде вставок. В этом случае штампо-
вый блох (кубнк) может быть выполнен
из стали 40л или даже стали 45.
Штамповка на кривошипных прессах.
Кривошипные прессы для горячей штам-
повки (фиг. 73) отличаются жест-
костью конструкции (для снижения
упругих деформаций), усиленными на-
правляющими (для точности движения
ползуна) и наличием нижнего и верх-
него выталкивателей в столе и ползуне.
Фнг. 73. Кривошипный гора .е-штампоаочиый
прете.
Примерные характеристики криво-
шипных прессов приведены в табл. 21,
Таблица 21
Характер 'стики кривошипных
го ячештамповочиых прессов по ГОСТ 6803453
взо
1000
1000
2000
2500
.3150
4000
5000
мп
8000
•хо
250
300
320
350
370
400
430
460
500
90
80
75
65
60
55
50
45
40
35
560
560
660
890
890
1000
1100
1150
1150
1240
640x820
770 Л990
940X1200
1060X1300
120071400
1360x1500
1570X1620
1720X1780
1900X1960
2100X2150
120
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
На кривошипных прессах для горячей
штамповки выполняются различные
виды штамповочных работ, как-то: штам-
повка в открытых штампах с образова-
нием заусенца в плоскости разъема, т. е.
в штампах, аналогичных молотовым;
штамповка выдавливанием; штамповка
прошивкой и различные комбинирован-
ные работы.
Штамповка в открытых
штампах на кривошипных прессах
является прогрессивным методом штам-
повки в крупносерийном и массовом
производстве и имеет следующие пре-
имущества перед штамповкой на моло-
тах: увеличенная точность штамповки,
особенно по высоте поковки в связи
с фиксацией нижнего положения верх-
него штампа самим механизмом пресса;
возможность уменьшения (см. стр. 95)
штамповочных уклонов ввиду наличия
выталкивателей, что снижает расход
металла и трудоемкость последующей
механической обработки;, высокая про-
изводительность, превышающая произво-
дительность молота в 1,5—3 раза, так
как каждый переход осуществляется
за один ход пресса; возможность меха-
низации и даже автоматизации подачи
заготовок в штамп; меньший удель-
ный расход энергии; ббльшая без-
опасность в работе и отсутствие сотря-
сения прн работе пресса.
Кривошипный пресс может быть при-
менен для получения всех видов поко-
вок, штампуемых на молотах, при со-
блюдении следующих условий:
а) Заготовка, поступающая в штамп
пресса, должна быть очищена от ока-
лины или подвергнута индукционному
электронагреву (см. стр. 101), который
практически не дает окалины.
б) Поковки, резко отличающиеся по
площади поперечных сечений на раз-
личных участках, требующие при штам-
повке на молоте применения подкат-
ных и протяжных ручьев, надо штампо-
вать нз фасонных заготовок, подгото-
вленных на другой машине, или из пе-
риодического проката, так как подкатка
на прессе трудно выполнима и нерен-
табельна.
Штамповку следует производить в спе-
циально сконструированных штампо-
вочных ручьях. При сомкнутых верх-
нем и нижнем штампах глубина
полости обязательно должна быть
меньше высоты поковки на толщину
заусенца во избежание работы пресса
в распор.
Ввиду иного характера течения ме-
талла при штамповке под прессом, чем
при деформировании под молотом, не-
обходимо в штампах под кривошипные
прессы предусматривать предваритель-
ные ручьи, чтобы формообразование
шло постепенно (фнг. 74).
Фиг. 74 Пример последо-
вательных переходов при
штамиивке на кривошипном
прессе.
При сниженных штамповочных укло-
нах дно наиболее глубокой части по-
лости нижнего, а также верхнего штам-
пов надо выполнять как отдельную де-
таль — выталкиватель 1 (фнг. 75); по-
следний приво-
дится в действие
от выталкиваю-
щих приспособле-
ний, предусмо-
тренных в кон-
струкции стола и
ползуна пресса.
Наконец, для
обеспечения мак-
симальной точно-
сти взаимного на-
правления верх-
него и нижнего
штампов необхо-
димо применять
направляющие ко-
лонки (фиг. 76).
Ручьи штампов
под кривошипные
Фиг. 75. Выталкива-
тели в штампе кри-
вошипного пресса.
прессы конструи-
руются обычно в виде вставок, закре-
пляемых в плитах-обоймах болтами
с помощью планок или накладок
(фиг. 76).
Для наладки штампа предусматри-
вают регулировочные болты.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
121
Выбор тоннажа кривошипных прессов
для горячей штамповки можно произво-
дить по эквивалентным соотношениям
Фнг. 76. Штамп кривошипного пресса с иа
правляющнми колонками.
с весом падающих частей молотов;
1 т веса падающих частей молота экви-
валентна 1000 т усилия пресса.
Штамповка выдавлива-
нием. Заготовка помещается в матри-
цу, имеющую в донной части отверстие.
Пуансон,входя в полость матрицы сверху.
Фиг. 77. Схема штамповки клапана
на кривошипном прессе.
замыкает ее, давит на заготовку, а ме-
талл вследствие этого вытекает через
отверстие матрицы. При этом процессе
деформирования часть заготовки полу-
чает уменьшенное сечение по сравнению
с исходной. Процесс весьма произво-
дителен. Им можно заменять высадку
на горизонтально-ковочной машине,
когда объем фланца на стержне настоль-
ко велик, что требует нескольких пере-
ходов по набору материала. Так, напри-
мер, штамповка клапана двигателя диа-
метром стержня 16,6 мм и диаметром
тарелки 83 мм требует при штамповке
на горизонтально-ковочной машине 7—
10 переходов, на кривошипном прессе
клапан изготовляется в два перехода
(фнг. 77).
Штамповка прошивкой
применяется для получения пустоте-
лых изделий согласно схеме по фиг. 78.
Фиг. 78. Схема штамповки
прошивкой: I — пуансон;
2 — матрица; 3 — заготовка.
На кривошипных прессах могут вы-
полняться также и комбиниро-
ванные работы: комбинирова-
ние различных операций на одном кри-
вошипном прессе или комбинирование
работы кривошипного пресса с работой
других машин.
На фиг. 77 н 79 приведены примеры
таких работ.
Фнг. 79. Схема процесса штамповки на криво-
шипном прессе с применением прошивки
и штамповки с заусенцем.
Штамповка на горизонтально-ковоч-
ных машинах. Схема процесса штам-
повки на горизонтально-ковочной ма-
шине представлена на фиг. 80. Пру-
ток 1 с нагретым концом закладывают
122
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
в неподвижную (правую) матрицу 2, за
крепленную в неподвижной щеке 3 ма-
шины. Положение конца прутка огра-
ничивается упором 4. С пуском машины
в ход начинается движение подвижной
Фиг. 80. Схем* процесс* штампомки и» гори-
зонтально-ковочной машине.
щеки 5 (левой) с подвижной матри-
цей б и ползуна машины с пуансоном 7
(фиг. 80, /). Ранее чем пуансон 7 сопри-
коснется с выступающим торцом прут-
ка /, подвижная матрица 6 прижимает
пруток к неподвижной матрице 2, а
упор 4 автоматически отходит всторону.
Пруток прочно удерживается в зажим-
ной части матриц (фиг. 80, //), При
дальнейшем движении ползуна пуан-
сон 7 производит высадку участка прут-
ка, выступающего за пределы зажимной
части матриц, пока ползун не доходит
до крайнего переднего положения. Ме-
талл при этом заполняет полость тре-
буемой конфигурации в матрицах впе-
реди зажимной части (фиг. 80, ///).
Формующая полость может также быть
одновременно в матрицах и в пуансоне
(фнг. 81, а) или только н одном пуан-
соне (фиг. 81, б). Затем ползун двигается
в обратном направлении, пуансон вы-
ходит из полости матриц, матрицы раз-
жимаются, высаженная заготовка вы-
нимается или выпадает из матриц, пуан-
Фиг. 81. Формующая полость: а — одновре-
менно в матрицах и в пуансоне; б — только
в пуансоне.
сон и матрицы занимают исходное по-
ложение (фиг. 80, IV). В дальнейшем,
смотря по технологическому процессу,
можно повторить ту же операцию или
же выполнить следующий переход в дру-
гом ручье над заготовкой, полученной
в предыдущем ручье. Каждый переход
осуществляется за один рабочий ход
машины. При изготовлении поковки в
несколько переходов (в нескольких
ручьях) объем деформируемого металла
остается постоянным и равным объему
выступающего за зажимную часть ма-
триц участка прутка на первом пере-
ходе. Необходимые переходы осущест-
вляют обычно с одного нагрева.
Кроме передних упоров, показанных
на фиг. 80, применяют для коротких
заготовок задние (фиг. 82, а и б) и для
очень коротких заготовок клещевые
упоры (фиг 82, в).
Исходным материалом для штамповки
на горизонтально-ковочных машинах
обычно служит круглый, реже квадрат-
ный, прокат повышенной точности.
Шт.мповку ведут преимущественно
<от прутка*, т. е. из заготовки, рассчи-
танной по длине на несколько поковок.
При диаметре до 50—60 мм длина
прутка, подаваемого в машину вручную
при помощи простейших приспособле-
ний, не должна превышать 2 м [5|.
Для более толстых прутков длина 2 м
допустима только при наличии у машины
специальных подъемно-манипулирую-
ших устройств 15].
Наиболее характерными для штам-
повки на горизонтально-ковочных ма-
шинах являются операции высадки н
прошивки. Однако на этих машинах
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
123
можно осуществлять и другие операции,
как-то: гибку, пережим и отрезку прут-
ка и др.
К числу преимуществ штамповки на
горизонтально-ковочных машинах от-
носятся высокая производительность,
возможность штамповать без заусенца
или с весьма незначительным заусенцем,
возможность получать поковки типа ко-
лец без отхода на выдру, с хорошей
макроструктурой и др. Однако горизон-
тально-ковочная машина не может за-
менить штамповочный молот или горя-
чештамповочный пресс, поскольку она
применима для изготовления поковок
определенных типов.
Объем исходного материала V„c на
одну поковку определяется по объему
Vng поковки с учетом отходов.
От указанного объема Vac следует
отличать высаживаемый объем
т. е. объем участка прутка, выступаю-
щего из зажимной части матриц и под-
вергающегося деформации. Высаживае-
мый объем может быть больше и меньше
объема, необходимого для получения
поковки. Обычными являются отходы
на угар Uy< о 2% объема поковки,
на заусенец И, « I •+ 2% объема по-
ковки или ее высаживаемого участка и
на выдру зависящий от конфигу-
рации поковки и избранного техноло-
гического процесса.
Диаметр исходного прутка зависит от
конфигурации поковки.
В целях сокращения числа опера-
ций желательно применять пруток воз-
можно большего диаметра, но с таким
расчетом, чтобы длина его высаживае-
мой части была не меньше ~0,6 диа-
метра и больше длины образуемого
высадкой участка поковки не менее
чем на 15 мм |34].
Для поковок типа валиков с флан-
цами диаметр исходного прутка должен
быть равен диаметру валика. Для поко-
вок типа колец желательно иметь диа-
метр прутка, равный диаметру отвер-
стия или незначительно отличающийся
от него. Для длинных полых поковок
стаканообразной формы (фнг. 83) пло-
щадь поперечного сечения прутка бе-
рется равной или несколько меньшей
83.
минимальной кольцевой площади по-
перечного сечения поковки.
Вне зависимости от конфигурации
полости пуансона или матрицы можно
высадить выступающий нз зажимной
части матрицы конец прутка только в
том случае, если длина этого конца не
превышает 3 (лучше 2,5) диаметров
прутка. Если длина осаживаемой части
больше указанной величины, то пред-
варительно производят набор мате-
риала.
Набор материала обычно осущест-
вляют в конических полостях (фиг. 84,
а и б) пуансона предпочтительно при
меньшем диаметре конуса, ‘приблизи-
тельно равном неходкому диаметру
прутка (фиг. 84, в и г). В случае набора
материала в полости пуансона ограни-
чивают как диаметр этой полости (раз-
мер Di на фиг. 84), так и длину участка а
высаживаемой части прутка, находя-
щейся в начальный момент высадки
вне полости пуансона.
Приняв обозначения (фиг. 84) 4- — п,
а
—: •= я, — " т=Р, получаем прн
а а а
высадке в цилиндрическом ручье (D( "
~Di). а =» ₽; при высадке в кониче-
ском ручье с меньшим диаметром ко-
нуса Da = d, ₽ *= 1.
Прн повторных высадках диаметр
исходного прутка d в приведенных выше
обозначениях заменяется диаметром dt,
полученным после предшествующей
124
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Фиг. 84. Схема набора
материала в пуансон*.
высадки, причем при высадке в ко-
ническом ручье за dj принимается сред-
ний диаметр конуса (фиг. 84, б и г).
Величины л, k и а взаимно связаны
между собой. Исходной является вели-
чина п, по которой определяются k
и « |43J по следующим формулам:
k «к 0,85/л, но не более 3;
1,31
По найденным значениям k и а опре-
деляются размеры полости пуансона
143]:
I - d n—ky, Dt - dr, йг - d?.
Величиной ? предварительно зада-
ются.
При повторных высадках диаметр d
заменяется диаметром d1( как было ука-
зано выше.
Фиг. 85. Горизонтально-ковочная машин*.
В табл. 22 даны основные характе-
ристики горизонтально-ковочных ма-
шин; общий вил горизонтально-ковочной
Машины представлен на фиг. 85.
Таблица 23
Характеристики горизонтально-ковочных
машин
(по ГОСТ 7023-54)
Сила в т Ход ползума после закрытия матриц в мм Хол непод- мижиой матрицы в мм Число ходов в минуту Вес в m ло
к» 70 55* 95 8
160 90 66 75 12,8
250 ПО 85 55 20
400 190 125 45 40
630 230 160 35 70
800 250 180 33 85
1000 280 200 31 110
1750 310 220 27 135
1600 350 250 26 175
2000 390 280 25 220
2500 430 310 23 275
3150 480 360 21 360
Пример конструкции штамп* к горизмн
талино-ковочным машинам и последователь-
ности технологического процесс* см фиг. 86.
В первом ручье производится набор мата-
риала в конической полости наборною пран-
сона I; передня* часть а ручья 2 а матрице
направляет пуансон в процессе высадки:
пврвжимнак часть ручья — вставка 3 — пере-
жимает исходный пруток в одном направле-
нии. и последний в месте пережима получает
овальную форму с меньшим даиметром. при
блнзительно равным диаметру отверстия в по-
ковке: аажимная часть 6 ручья 2 удерживает
пруток в процессе высадки.
Во втором ручье высадочный пуансон 4
осуществляет предварительную формовку по
ковки в высадочной полости S, причем вы-
ступающей часть 1 производит первой*
чальную наметку будущего отверстия; пере
жимная вставка t второго ручья проиаводит
пережим прутка в направлении, перпенди
куляриом к направлению действия пережим-
ной вставки а в первом ручье, для чего заго-
товку при передаче ее иа первого во второй
ручей поворачивают вокруг оси на 90“
В третьем ручье производится окончатель-
ная формовка детали с почти сквозной про-
шивкой отверстия заостренным прошивным
пуансоном 1, выполненным вставным в основ-
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
125
ной пуансон 8. При прошивке происходит
раздача материала в стороны, и поковка
получает окончательные размеры: пережнмная
вставка Й третьего ручья производит оконча-
тельный пережим, придавая поперечным сече-
ниям прутка в месте пережима форму точного
круга с цилиндрическим участком, равным
диаметру отверстия в поковке
Матрицы с ручьями крепятся в ще-
ках машины при помощи специальных
накладок. Матрицы могут быть цельными
для малых машин или составными для
больших машин.
Пуансоны крепятся в пуансонодер-
жателях либо непосредственно, либо при
Четвертый ручей является только прошив-
ным. Форма поковки в нем ме изменяется,
отверстие же прошивается насквозь при по-
мощи прошивною пу-
ансона 10 и прошив
J” “> ной вставки II в ма.
---------» трице.
I ___________Дополнительный
отрезной ричей 11 a
L. ---------- рассматриваемом
т- — штампе служит для
отрезки от конца
Ф..г 87 прутка цилиндриче
°' скоро пояска It. пред-
ставляющего собой
выдру, остающуюся на прутке после про-
шнеки отверстия.
В данном случае на поковке получается
лишь незначительный торцевой заусенец, сни-
маемый иа наждачном круге. В случае обра
зования кольцевого заусенца (фиг. 87) для
удаления его может быть применен обрезной
ручей
Поковка в рассмотренном примере
отделялась от прутка в процессе окон-
чательной прошивки, что бывает всегда
при штамповке поковок со сквозными
отверстиями вдоль оси. В других слу-
чаях ручей снабжается отрезной частью
(фнг. 88).
помощи переходных державок. Пуан-
сонодержатели, цельные или составные.
Фиг. 88. Схема отрезной части штампа:
а —со смещением прутка; б — со смещением
отрезанной части.
закрепляются накладками в ползуне
машины.
126
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Рабочее элементы штампов горизон-
тально-ковочных машин изготовляются
из легированной штамповой стали (см.
т. б, гл. IV).
Штамповка на винтовых фрикцион-
ных прессах [46]. Па винтовых фрик-
ционных прессах выполняются: 1) штам-
повка в открытых штампах, аналогичных
молотовым, с образованием заусенца
в плоскости разъема (фиг. 89, а);
а)
б)
Фиг. В9. Образцы поковок, штампуемых
иа винтовых фрикционных прессах
2) штамповка в закрытых штампах с не-
разъемными или разъемными матри-
цами (фиг. 89, б); 3) штамповка болто-
заклепочных изделий.
Применение винтовых фрикционных
прессов, особенно большой мощности,
для горячей штамповки ограничено
ввиду малой их производительности.
Характеристики винтовых фрикцион-
ных прессов приведены в табл. 23, а на
фиг. 90 представлен общий вид пресса
Фиг. 90. Винтовой фрикционный пресс.
Прессы имеют нижний выталкива-
тель.
Сила, необходимая для штамповки,
ориентировочно определяется по фор-
муле
Р - 0.01 a,pF,
где Р — сила пресса в т; звп — предел
прочности металла прн температуре
штамповки в кПмм*. F-площадь проек-
ции поковки в мм*.
Штампы винтовых фрикционных прес-
сов необходимо выполнять с напра-
вляющими замками (фиг. 91) или с на-
правляющими колонками (фиг. 92).
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
127
Таблица 23
Характегасгаки винтовых фрикционных
прессов по ГОСТ 713-49
40
63
100
160
250
400
630
240
271)
31П
36)
420
500
600
170
190
220
W)
300
360
43)
310
3.50
4 “О
46)
530
670
740
410 X 36)
450 X 400
500X450
560Х5Ю
650 х 58)
750 X «70
890X793
25
22
19
17
15
13
Штамповка на гидравлических прессах
|46]. На гидравлических прессах выпол-
няются следующие штамповочные ра-
боты: 1) штамповка в
закрытых штампах
(фиг. 94), в частности
в разъемных матрицах
из двух (фиг. 95) или не-
скольких частей (фиг.96);
2) штамповка прошивкой
отдельно (фиг. 97) и в
комбинации с другими
операциями, например
с высадкой фланца
(фиг. 98); 3) протяжка
прошитых заготовок че-
рез кольца (фнг. 99) или фиг. 94.
вращающиеся ролики;
4) штамповка в открытых штампах
с образованием заусенца в плоскости
У штампов с разъемной матрицей послед-
ней дается конусообразная форма, что
Фиг. 93
обеспечивает скрепление ее обоймой
(фнг. 93),
разъема (фиг. 100); 5) некоторые другие,
в частности комбинированные, процессы.
Наиболее характерными для гидра-
влических прессов являются первые
три вида технологических процессов.
Некоторые виды поковок, штампуе-
мых иа гидропрессах, приведены на
фиг. 101.
На гидравлических прессах можно
вести также и штамповку сложных
крупных поковок в многоручьевых
штампах, например коленчатых валов.
На гидравлических, так же как и на
других, прессах возможно применение
выталкивателей.
Особое внимание при штамповке на ги-
дравлических прессах следует обращать
128
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
на очистку нагретых заготовок от
окалины перед закладкой их в штампы.
Усилие, необхо-
димое для штам-
повки. опреде-
ляется по формуле
Р k3,pF.
где Р— сила в кГ;
а1р— предел проч-
ности материала
при температуре
штамповки в
кГ/мм1', F — пло-
щадь проекции
поковки в ж.ч1;
k — коэффициент.
Фнг 97. Штамповка прошииной.
равный 2—6 в зависимости от слож-
ности конфигурации и относительной
толщины стенок поковки.
Фнг. 99. Протяжка через кольца
Фиг. IOO. Штамповка в открытом штампе.
Фиг, 101.
Кузнечно-штамповочные работы на
машинах узкого применения. Гори-
зонтально-гибочная маши-
на (б у л ь д озер) (фиг. 102) представ
ляет собой горизонтальный пресс с при-
водом ползуна посредством кривошип-
ного механизма.
Ориентировочные характеристики при-
ведены в табл. 24.
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
129
Таблица 24
Характеристики гориэоятальио-гибочяых машии
Показатель Предельная сила п т
15-30 30 100 150 200 | 250 ЗОЭ 400 500
Ход ползуна п мм ... Число ходов » минуту . Мощность ваектродвнга- теая и л. с, 350 20—11 8-в 375-400 Itt—11 10-8 400-420 16-9 15-12 450—ЗОЛ 14-9 20-15 470—500 12-7 25-20 500-530 9-7 80-25 550-600 7-0 40-30 500 б 45-35 750 8 50-40
На указанных машинах выполняется
штамповка гибкой преимущественно в
нагретом состоянии, иногда с допол-
нительными операциями
в виде пробивки отвер-
стий, вырубки и т. п.
Фиг. 102. Гориаонтально-гибочная машина.
Исходным материалом служит прокат
различных профилей, а в некоторых слу-
чаях кованая или штампованная заго-
товка.
Примеры деталей, штампуемых гиб-
кой на горизонтально-гибочных маши-
нах, см. фиг. 103.
Фиг. юз
Фнг. 104.
Штамповка осуществляется в один или
несколько переходов в завнсимости от
конфигурации поковки. Ручьи штампа
располагаются один над другим
(фиг. 104).
Следует учитывать, что точными по-
лучаются только внутренние ра-
диусы г (фиг. 105), для получе-
ния же точных наружных радиу-
сов необходимо ввести дополни-
тельные переходы (фиг. 106).
Вертикально-ковоч-
ная машина представляет
собой весьма быстроходный (600—
800 ходов в минуту) пресс с не-
сколькими (3—5) ползунами, по-
лучающими одновременное дви-
жение от эксцентрикового вала
посредством шатунов.
Под каждым ползуном имеется само-
стоятельный стол (колодка), положение
которого регулируется по высоте.
Общий вид вертикально-ковочной ма-
шины с тремя ползунами приведен на
фиг. 107.
Вертикально-ковочная машина при-
меняется для изготовления мелких из-
делий простой конфигурации (фиг. 108)
преимущественно путем вытяжки фа-
сонными бойками в несколько пере-
ходов (фиг. 109).
Ротационн о-к овочная ма-
шина. Схема действия ротационно-
ковочной машины показана на фиг. 110.
Ползунки (молоточки) 4, несущие бой-
ки, могут скользить в радиально распо-
ложенных пазах головки шпинделя 3. На
внешних торцах ползунков имеются
упорные ролнки 6. Головка шпинде-
ля 3 расположена внутри кольца-
обоймы /, в пазах которой свободно
сидят ролики 6. При относительном
вращении обоймы 1 и шпинделя 3 ро-
лики 2 через ролики 6 будут толкать
ползунки в направлении оси на смы-
кание штампов 5.
В машинах так называемого 1-го
типа — с вращающимся инструментом—
вращательное движение получает шпин-
дель 3, а обойма 1 неподвижна. В ма-
шинах 2-го типа — с невращающнмся
инструментом, — наоборот, вращается
9 Той J 14»
130
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
131
обойма 1 с роликами 2, а шпиндель 3
неподвижен.
В машинах 1-го типа обратное движе-
ние ползунков происходит под действием
центробежной силы. В машинах 2-го
Шаюмлы рапнкндты Штампы cortf нуты
Фиг. 110. Схема действия ротационно-
ковочной машины.
типа для возвратного движения пол-
зунков служат пружины. Количество
ползунков 2 или 4.
Технологический процесс, осуществ-
ляемый на ротационно-ковочной маши-
не, представляет собой вытяжку в фа-
сонных бойках. Исходным материалом
являются прутки и трубы. При этом
конечная форма после обжатия на
машинах 1-го типа может быть только
телом вращения, на машинах же 2-го
типа можно получать не только круг-
аые, но и квадратные, прямоугольные и
другие поперечные сеЧения. Поэтому ма-
шины 2-го типа называют
также универсальными.
Образцы изделий, по-
лучаемых на универсаль-
ной ротационно-ковоч-
ной машине, приведены
на фнг. 111.
Размер машины опре-
деляется диаметром об-
рабатываемого прутка
или трубы (20—75 мм).
Ратационно- ковочная
машина весьма произво-
дительна; так, например,
часовая выработка по-
ковок, представленных
на фиг. 111, составляет
от 100 до 600 шт. в
зависимости от сложности поковки.
Ковочные вальцы имеют
два валка, вращающихся в противопо-
Фиг. III. Образцы поковок, изготовляемых
на ротацнонно-ковочиой машине.
ложных направлениях (фиг. 112); на
валках закрепляются секторные штам-
пы, имеющие соответствующие ручьи.
Подачу заготовки производят в момент
расхождения секторных штампов; обжи-
Фиг. 112. Схема работы ковочных вальцов.
маемая в секторах заготовка одновре-
менно с обжатием выталкивается в
сторону рабочего.
9*
132
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Основной операцией, осуществляемой
на ковочных вальцах, является вытяжка
с приданием заготовке различной кон-
фигурации как в продольных, так и
в поперечных сечениях.
Вальцы находят применение как для
полного изготовления поковок (фиг. 113)
Фиг. 113. Примеры покоили, изготовляемых
на ковочных вальцах.
так и для работы совместно с другими
машинами (молот, пресс, горизонтально-
ковочная машина и др.) (фиг. 114).
В последнем случае обработка на валь-
цах может быть как завершающей,
Фиг. 114. Образцы поковок, изготовляемых
с применением ковочных вальцов на отдель-
ных операциях.
так и предшествующей операциям на
других машинах, в частности для по-
лучения кратных фасонных заготовок.
Применяется также так называемая,
штамповочная вальцовка, позволяю-
щая получать цепочку изделий сложной
конфигурации (фнг. 115).
В зависимости от диаметра валков на
вальцовке можно изготовлять поковки
длиной 250—1250 мм. В кузнечно-
штамповочном производстве получил
распространение, кроме ковочных валь-
цов, ряд других машин валкового типа,
в частности раскаточиые машины.
Раскаточные машины применяют
для получения тонкостенных кольцевых
поковок (кольца шарикоподшипников,
ватерные кольца и т. п.). Исходной за-
готовкой для раскатки служат кольца
меньшего диаметра с большей толщиной
стенок, получаемые штамповкой на го-
ризонтально-ковочных машинах или мо-
лотах.
Схема процесса раскатки предста-
влена на фиг. 116. Заготовка 1 накиды-
вается на ролик 2. К ней подводится
быстровращающийся нажимной ролик 3.
Фиг. 116. Пример штамповочной вальцовки.
Заготовка I и ролик 2 начинают вра-
щаться. Внутренний и наружный диа-
метры заготовки 1
увеличиваются, /*’Т>\ 3
толщина стенки I И 3
уменьшается. Рас- *UХ±У у
катка продолжает- з-Т'С
ся, пока заготовка .
не коснется кали- *—
брующих роли- / Д
ков 4, обеспечи- I “г Т )
вающих ее кон- \ \/ I\ / j
центричность. 4 \ЛтЛ/ ♦
Раскатка тонких V—S?—i—
колец отличается р-,/ \ J
большой произво- I / •у ' V'x J
дительностью и v—Зг
позволяет полу- Фнг 11в
чать тонкостенные
кольца с меньшими припусками и до-
пусками 11), |16].
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
133
Обрезка и зачнстка заусенца. Заусе-
нец. образующийся на поковке по ли-
нии разъема при штамповке в открытых
штампах, удаляется при помощи об-
резных штампов, устанавливаемых на об-
резных кривошипных прессах.
Обрезка может осуществляться в хо-
лодном и горячем состоянии. В горячем
состоянии обычно обрезают поковки,
отштампованные на молотах с весом
падающих частей свыше 1—1,5 т. Об-
резной пресс в этом случае работает
спаренно с молотом.
Заусенец может быть также внутрен-
ним, т. е. с перемычкой, получаемой при
наметке отверстий в поковке при штам-
повке. Для получения сквозного отвер-
стия перемычка удаляется при помощи
прошивного штампа.
Операции обрезки наружного зау-
сенца и прошивки внутреннего могут
быть осуществлены за один ход пресса
в комбинированном штампе (фиг. 117).
Фаг. 117. Коыбинарохниый штамп.
Усилие пресса для обрезки заусенца
определяется по формуле
Р e
где Р — усилие пресса в кГ; авр — пре-
дел прочности при температуре обрез-
ки в кГ1мм* 8 — толщина заусенца в мм,
S — периметр заусенца по плоскости
среза в мм.
Пуансоны и матрицы изготовляются
нз легированной штамповой, а также
углеродистой инструментальной стали
(см. т. 6, гл. IV).
Неровности среза после удаления за-
усенца на обрезном штампе, а также
незначительные торцевые заусенцы, по-
лучающиеся при штамповке и обрезке
радиального заусенца на горизонтально-
ковочных машинах н при штамповке
в закрытых матрицах на прессах, уда-
ляются преимущественно на точильно-
обдирочных станках.
Правка штампованных поковок. Неко-
торые типы поковок, особенно слож-
ной конфигурации, требуют после
обрезки заусенца операции правки.
Правка бывает горячей и холодной и
производится на молотах либо в окон-
чательном ручье молотового штампа,
либо в специальных правочных штам-
пах (36J, 11J, или на кривошипных
(обрезных) прессах.
Горячая правка на кривошипных
прессах производится в правочном
штампе либо в комбинированном (об-
резном и правочном) штампе в тех же
случаях, что и на молоте [36], (1].
Холодная правка на молотах приме-
няется после отжига н нормализации
для средних и мелких поковок из
материала, не отличающегося хруп-
костью, а на кривошипных прессах —
для мелких поковок любой конфигу-
рации теми же способами, что и при
горячей правке [36], (1].
Калибровка (чеканка). Калибровка
является отделочной операцией обра-
ботки давлением. При помощи кали-
бровки можно получить точные размеры,
поверхность высокого качества и точ-
ный вес поковки.
Калиброванные поверхности часто не
требуют последующей механической
обработки.
Калибровать поковку можно в горя-
чем состоянии либо в холодном.
Холодная калибровка (че-
канка) обеспечивает максимальную точ-
ность размеров и качество поверхно-
сти.
Горячая калибровка дает
меньшую точность, но зато может быть
применена для поковок больших разме-
ров.
Калибровку производят на криво-
шипно-коленных чеканочных прессах.
Калибровку, особенно горячую, можно
производить также на кривошипных
прессах для горячей штамповки или,
с худшими результатами, на молотах и
винтовых фрикционных прессах.
134
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Кривошипно-коленный чеканочный
пресс представлен в разрезе на фиг. 118.
Механизм кривошипно-коленного че-
каночного пресса обеспечивает полу-
чение больших сил на ползуне при
малом крутящем моменте на валу.
Фиг. 118. Кривошипно-коленный
чеканочный пресс.
В табл. 25 приведены характеристики
чеканочных прессов.
Виды холодной калибровки-чеканки:
плоскостная, криволинейных поверхно-
стей тел вращения, объемная и комби-
нированная.
Плоскостная калибров-
ка (фиг. 119) производится для
получения точных размеров между от-
дельными, преимущественно параллель-
ными, плоскостями тела поковки и при-
дания им надлежащего качества поверх-
ности. Размеры поковки в направлениях,
Таблица 2S
Характеристики чеканочных прессов
по ГОСТ 5384-50
Сила м т Хох в мм Число ходов в ми- нуту (нор- маль- ное) Наиболь- шее pic* стояние межху столом и ползуном при нижнем положении в мм Размеры с io., а В M-U (нормаль- ные)
63 40 50 270 зюхзю
ют 40 50 290 370 / 370
160 45 50 320 440 X «О
750 50 45 360 640 X МО
403 55 40 410 660 х ббо
630 63 35 470 790 X 793
800 65 33 500 863 X 867
1000 70 31 540 930 х в»3
1250 70 29 680 Кио х 1010
16ГЮ 83 27 620 1120X1120
201X7 80 27 660 1300X1330
2500 90 25 700 1400 х 1-400
3150 100 20 760 1600 X 1500
перпендикулярных к направлению кали-
бровки, при этом несколько увеличи-
ваются. Точность, которую можно по-
лучить в результате плоскостной калиб-
ровки, см. в табл. 26.
Таблица 2в
Допуски иа размеры между калиброванными
поверхностями деталей при плоскостной
холодной калибровке [40]
Величина горизонталь- ной проекции лоперх- ности калибровки » слб Допуски в лиг (♦)
Обычная точность Повышен- ная точность
<3 0,1 0,05
8-10 0,15 0,08
10-20 0,2 0.1
20-40 0,25 0.15
Допуски на размеры калиброванных
деталей, перпендикулярные к направле-
нию калибровки,
см. табл. 26а.
В поковке, по-
ступающей на ка-
либровку, должны
быть предусмотре-
ны припуски на
калибровку, точ-
ность размеров по-
ковки должна быть
повышенной (см.
Фиг. 119.
табл. 27).
Следует учитывать, что при увеличе-
нии припусков на калибровку точ-
СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
135
Таблица 26а
Допуски н* размеры калиброванных деталей,
перпендикулярные к направлению
обжатии [40]
Диаметр или шири* на детали в мм Отношение толщины детали к диаметру или ширине Допуск в мм
Обычная точность Повышен- ная точность
<0,25 4-1.5 -0.5 Дз
20-40 0,25—0,5 +1.2 -0,5 +0.8 -0,3
>0.5 4-0,8 -0.5 4-0.5 —0.3
<0.25 +2 -0,5 +1.2 -0.3
40-75 0.25-0,5 +1.5 -0.5 +S.3
• >0.5 +1 -0.5 +0,8 -0.3
Таблица 77
Припуски и допуски на размеры
штампованных летал.-», подвергаемых
холодной калибровке [40]
Длина детали в мм Толщина детали в мм (в напра- влении обжатия) Припуск на ка- либровку в мм Допуск на штам- повку в мм (+)
Обычная точность Повы* lll. IH.IW точность
<30 <10 ОД 0.1 0.4
<30 10-30 0,4 0.2 0.5
30-80 < 10 ол 0.2 0.5
30-80 10-30 0.5 0,25 0,6
30-80 30-80 0,6 0.3 О.Я
80-120 < 10 0,5 0,25 0,'в
80-120 10-30 0,6 0,3 о,а
83—120 30-80 0,8 0.4 1
120-180 < 10 0,6 0.3 0.8
120-180 10-33 0.8 0.4 1
120-180 30-80 1 0.5 “ 1
я ость размеров после калибровки умень-
шается, а качество поверхности улуч-
шается,
Калибровка криволиней-
ных поверхностей. На фнг. 120
приведен пример поковки, проходящей
калибровку криволинейной поверхное/и,
а на фнг. 121 — калибровочный штамп
для нее.
Калибровка осуществляется путем не-
скольких нажимов пресса с поворотом
Фиг. 120.
Точность данного вида калибровки
несколько ниже плоскостной.
Фиг. 121. Пример штампа для калибровки
кркпалннейной поверхности: I — монтажные
плиты; 2 — промежуточные плиты; 3 — ра
бочне плитки штампа.
Объемная калибровка слу-
жит в основном для отделки поверхно-
сти поковки при одновременном повы-
шении точности всех ее размеров и
уменьшении колебаний в весе. Объемная
136
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
калибровка производится в штампе с по-
лостями, соответствующими конфигу-
Ф«г. 122.
рации поковки и
требуемым ее раз-
мерам (фиг. 122).
При этом возмож-
но образование за-
усенца, удаляемо-
го на наждачном
станке. Точность
объемной калибровки на 30—40% ниже
плоскостной. •
Объемной калибровке можно подвер-
гать поковки в нагретом состоянии, что
значительно уменьшает необходимую
силу пресса. Точность и качество
поверхности при этом будут пиле.
Комбинированная калибровка заклю-
чается в последовательном приме-
нении сначала объемной калибровки,
затем плоскостной.
Сила, потребная для калибровки,
определяется по формуле
P=-KF.
где Р — сила в /п; F — площадь
проекции поверхности, подвергаю-
щейся калибровке, в см*; К — удель-
ное давление в т/см*.
Значении К а т)гм'
Сталь
Объемная
чеканка
Плоско-
стная
чеканка
Углеродистая ..... 20—30 13—16
Легированная........ До 40 16—20
Предварительная обра-
ботка поковок перед калибров-
кой состоит в обрезке и вачистке зау-
сенца и очистке поверхности поковки
от окалины путем травлвния или об-
работки в барабане либо дробеструйными
и пескоструйными аппаратами. Желатель-
на комбинированная очистка поверх-
ности, т. е. травление и механическая
очистка одним из указанных выше спо-
собов.
Калибровочные штампы
состоят нз верхней и нижней монтажных
плит 1 (см. фнг. 121), промежуточных
плиток 2 и рабочих плиток 3.
Особенности ковки и штамповки алю-
миниевых, магниевых и медных спла-
вов [2]. Алюминиевые, магниевые и
медные деформируемые сплавы отли-
чаются следующими особенностями:
1) узкими температурными интерва-
лами ковки и штамповки (см. стр. 100),
соблюдение которых строго необхо-
димо для обеспечения качества поковок;
2) чувствительностью к скорости де-
формации: повышение скорости снижает
пластичность и смещает интервал кри-
тических степеней деформации * в сто-
рону меньших степеней (табл. 28);
Таблица Я
Крптпческяе степени деформация
алюминиевых и магниевых сплавов (2)
С план Интерпол критических степе- ней деформации в •(. прн обработке
под молотом под прессом
Д1 3-15 10 — 50
АК2 3-18 10-60
А Ко 6-23 20-60
МА2 До 10 0,3-10
МАЗ 6 До 10
3) чувствительностью к виду напря-
женного состояния: чем бл же схема
деформации к всестороннему сжатию,
тем пластичность выше; поэтому для
штамповки предпочтительно применять
закрытые штампы, для ковки — вырез-
ные бойки, штамповочные уклоны вы-
бирать не выше 1,5—3%;
4) чувствительностью к неравномер-
ности деформации; неравномерность де-
формации снижает пластичность, а
также может обусловить неравномерную
структуру поковки, что вызывает низ-
кую усталостную прочность. Поэтому
сложные поковки следует штамповать
в несколько переходов, обеспечивая по-
степенное изменение формы от простой
к сложной; разъем проектировать так,
чтобы заусенец не располагался в ме-
стах детали, испытывающих наиболь-
шие напряжения при эксплуатации;
следует избегать резких переходов в по-
ковке и применять смазку при штам-
повке.
Методы ковки и штамповки алюминие-
вых, магниевых и медных сплавов см. (2].
ЛИСТОВАЯ ШТАМПОВКА
Любая деталь машины или устройства
может быть охарактеризована следую-
щими основными показателями:
1) формой детали;
2) точностью ее размеров.
Критической степенью деформации иааы-
вается т« величина деформации, при которой
при данной температуре обработки получается
максимальный рост аериа.
ЛИСТОВАЯ ШТАМПОВКА
187
3) качеством поверхностей, образую-
щих форму детали:
4) прочностью детали.
Форма детали с помощью штамповки
решается экономично, ибо в основе этого
способа обработки лежит принцип пере-
распределения металла.
Точность размеров, которую может
обеспечить листовая штамповка, раз-
лична в зависимости от характера штам-
повочной операции. Калибровка и за-
чистка могут обеспечить 3-й и даже 2-й
класс точности.
Качество поверхности, так же как и
точность размеров, при различных штам-
повочных операциях различно. Наилуч-
шее качество поверхности обеспечивает-
ся калибровкой и зачисткой, при этом
можно достичь 6—8-го класса чистоты.
Прочность штампованных деталей
обеспечивается тем, что при штамповке
волокна не перерезаются, а располага-
ются (ориентируются) в зависимости от
очертания формы штампа (фиг. 123).
Фиг. 123. Рисположение волокон у деталей:
а — деталь получена резанием; о — деталь
подучена штамповкой (гибкой).
Кроме того, штамповкой можно упроч-
нить поверхностный слой, благодаря
чему прочность детали увеличивается.
Прессы для штамповки строят универ-
сального назначения и специальные, по-
этому при любом масштабе производства
они не лимитируют применение штам-
повки.
Штампы изготовляют различных кон-
струкций. Для значительного масштаба
производства применяют штампы, за-
крепленные за деталью и операцией,
они стойки и производительны, но
дороги и изготовление их требует много
времени. Для незначительного мас-
штаба производства используют универ-
сальные штампы, а также штампы, у ко-
торых рабочие части сделаны не из
стали, а из легко обрабатываемых и
перерабатываемых материалов (сплавы
иа цинковой основе), н упрошенные
штампы; кроме того, унификация и стан-
дартизация элементов конструкции де-
талей позволяют конструировать и изго-
товлять штампы не индивидуальные, а
годные для ряда деталей.
Использование сварки как способа со-
Фкг. 124.
элементов, получаемых на относительно
малогабаритных штампах с помощью
малых и средних прессов, позволяет
распространить штамповку и на детали,
имеющие большие габариты.
При переходе с одного способа фор-
мообразования на другой необходимо
заново конструировать деталь, оставляя
лишь те же и в том же положении сопря-
женные плоскости.
На фиг. 124 представлены образцы
листоштампованных деталей.
138
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Технологические данные листовой
штамповки
Виды лнстоштамповочных работ и их
характеристика. По температуре обра-
батываемого материала листовая штам-
повка разделяется на холодную и го-
рячую.
По характеру деформаций различают
листоштамповочные операции раздели-
тельные, формоизменяющие и сложные.
К разделительным относят
операции, в результате которых дефор-
мируемая часть материала разрушается:
разрезка, отрезка, вырезка, вырубка,
пробивка, обрезка, зачистка, просечка,
разрубка.
К формоизменяющим относят
операции, в результате которых дефор-
мируемая часть материала изменяет
свои формы и размеры: гибка, гибка с ра-
стяжением, профилировка, вальцовка,
накатка, закатка, правка, вытяжка, про-
тяжка, формовка, отбортовка, давление.
К сложным относят операции,
в результате которых деформируемая
часть материала изменяет свои формы
и размеры и разрушается.
Разделительные операции. Раз-
резка применяется для разделения
листа на полосы или широкой ленты иа
более узкие; направление реза прямоли-
нейно. Работа выполняется на листовых
(гильотинных) или дисковых (роликовых)
ножницах, рабочий инструмент уни-
версальный.
Сила Р в кГ для разрезки материала
на листовых ножницах приближенно
определяется по формуле
5*
Р- 0.3 — тв,
1g а 0
где а — угол скоса ножа в град.; 5—
толщина листового материала в мм;
т0 — сопротивление срезу в штампах
выбирают из табл. 29 и 30.
Основная характеристика листовых
ножниц — максимальная толщина раз-
резаемого материала и длина реза.
Основная характеристика дисковых
ножниц — максимальная толщина раз-
резаемого материала. Сила Q в кГдля
разрезки материала на дисковых нож-
ницах приближенно определяется по
формуле
Q — 0,325* cos О.5ат0,
где а — угол захвата материала ди-
сками, который не должен быть боль-
ше 20е.
Таблица В
Значения т, различных материалов
Материал
Бумага *............
Картон обыкновенный
. бристольский *
Асбест ♦...........
Слюда........... .
Резина ••...........
Кожа мягкая* . . . .
. дубленая * . . .
. подметочная * .
Текстолит ..........
Целлулоид ......
Фибра ..............
* При ножевом пуансоне. °* При
вом пуансоне и обычной смазке.
3
3
6
3
и
5
9
10
7
II
воже-
Таблица Зв
Значения т, и различных металлов
9вр в кГ/л/М' в кИЖ-И*
Металл Отожженный 1 Наклепанный Отожженный Наклепанный
Свинец , Олово Цинк . . Алюминий Дуралюыии Мель . , Латунь Бронза прокатанная . Нейзильбер Мельхиор Сталь листовая: с O,l«|o С * с 0,2"/, С с 0,3«(, С с 0,4”(о С С 0.6»|о С С 0.8*/, С С 1,0%, С Кремнистая сталь Нержавеющая сталь 20ХГС (нормализация 900°, отпуск 650“) ЗОХГС (нормализация 900°, отпуск 650'') 25Н (горячекатаниая без отжига) .... 25Н (нормализация 900°, отпуск 65и°| 65Г . 2.5-4 4-5 15 8 26 22 28 40 35 30-38 32 40 45 56 72 90 100 55 65-70 70 17 4Я 30 50 во во 40 50 60 72 90 по 130 68 во 65 48 60 90 1 1 1 1 1 1 13 38 25 35 во 50 32 40 48 56 72 90 106 56 56
ЛИСТОВАЯ ШТАМПОВКА
139
Отрезка — отделение от плоской
или профильной полосы или ленты части
заданной длины с криволинейными или
прямолинейными концами (резом). Ра-
бота выполняется в специальных или
универсальных штампах на прессах и
как исключение на листовых ножницах.
Отрезка в штампах может быть одно-
сторонней (без отхода) и двусторонней
(с отходом). Профилированный мате-
риал обычно отрезают двусторонним спо-
собом.
Определение силы пресса — см. ниже
операцию <Вырубка>, а при работе на
листовых ножницах — см. операцию
еРазрезка» (стр. 138).
Вырезка — получение из листа
или заготовки замкнутого илн незам-
кнутого контура детали. Работу выпол-
няют выкружными, дисковыми, листо-
выми н вибрационными ножницами или
специальными штампами на прессах.
Вырубка — получение наружного
контура детали иа ленты, полосы, листа,
заготовки или отхода. Работу выпол-
няют иа прессах специальными штам-
пами.
Сила Р в кГ, необходимая для вы-
рубки плоскими рабочими торцами пуан-
сона и матрицы, определяется по фор-
муле
P-LS-ц,
где L — периметр вырубки в мм, а
т0—сопротивление срезу—см. в табл,
29 и 30.
Силу Р для вырубки и пробивки
(см. ниже) можно уменьшить следую-
щими способами.
а) Нагревом материала. В этом слу-
чае снижается т0. Нагрева для материа-
лов с S < 2,5 -ч- 3,0 мм не применяют,
исключение составляют материалы, ко-
торые в холодном виде не штампуются,
например текстолит и гетннакс.
б) Ступенчатым расположением пуан-
сонов (в многопуансонных штампах):
рабочие торцы пуансонов распола-
гаются ступенями, причем рекомендует-
ся двуступенчатое или трехступенчатое
расположение. Так как весь периметр L
будет разбит на два /, и It или на три
lh и /8 периметра, необходимо опре-
делить силы для каждой ступени и
для подбора пресса брать наибольшую.
в) Применением пуансона или ма-
трицы со скошенными (волноообраз-
нымн) режущими кромками; при этом
часть кромки может оставаться парал-
лельной столу пресса.
Сила Р в кГ для вырубки резиной,
замкнутой в обойму, может быть опре-
делена по формуле
Р — Рр.
где F — площадь пижией плоскости ре-
зины в см*; р — удельное давление ре-
зины в кГ/смг, которое ориентировочно
можно принять для вырубки и про-
бивки различных толщин нз табл. 31.
Таблица 31
Ориентировочные величины р для вырубки
и пробивки
5 в мм р в кГ)сМ*
Легкие сплавы цвет- ных металлов Сталь мягкая
0,4 40 по
0,6 60 170
0,8 90 230
• 1.0 125 ж
1.3 160 —
При работе стальными пуансоном и
матрицей между ними дается зазор Zs.
Оптимальная величина двустороннего
зазора, при которой скалывающие тре-
щины, возникающие у лезвий пуансона
и матрицы, сходятся (фнг. 125), опре-
деляется по формуле
Zs~S-x,
где х—коэффициент, зависящий от мате-
риала. Значения х приведены в табл. 32.
Таблица 32
Значения коэффициента я, определяющего
затор при вырубке н пробивке
Коэффициент х при
температуре
Материал
Меи, латунь,
цинк, алюминий
Сталь мягкая
0,1-0,?% С . . .
Сталь средней
твердости 0,2-
0,4»/, С .....
Сталь твердая
ОЛ-ОМ, С . . .
25“ С
600“ С
0,08
0,1
0,12
0,14
0,04 0,26
0,05 0,35
0,06 0,4
0,07 0.5
0,04
0.06
0,06
0.07
140
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
При вырубке размер изделия присваи-
вается матрице', а при пробивке — пу-
ансону.
Поверхность отверстия или образую-
щий контур детали или отхода при оп-
тимальном Zs состоит из блестящего по-
яска и конической шероховатой части
(фиг. 125). При недостаточном зазоре
Фиг. 126. Вид пробитого отверстия и выруб-
ленного контура детали.
(меньше минимального) происходит вто-
ричный срез, в результате которого на
конической поверхности образуется вто-
рой блестящий, но уже рваный поясок.
При зазоре, большем максимального, а
также при затупившихся режущих
кромках штампа образуется заусенец.
Заусенец, величина которого меньше
0,1 мм, сравнительно легко удаляется
обкаткой в барабанах.
При наличии у режущих кромок ско-
сов последние располагаются при опе-
рации вырубки на матрице (торец пуан-
сона плоский), при операции пробивки—
на пуансоне (зеркало матрицы плоское).
Скошенные режущие кромки также
позволяют производить изгиб или фор-
мовку детали одновременно с вырубкой.
Кромки штампованных деталей, вы-
рубленных на резиновом штампе, по
качеству хуже кромок, полученных с
помощью стальных штампов.
Пробивка — образование в де-
тали или заготовке внутреннего контура
(отверстия). Работа выполняется на
прессах специальными штампами. Опре-
деление сил, зазоров и других данных
производится так же, как при вырубке.
Обрезка — отделение припуска,
излишков и отходов от детали, форма и
размеры которой образованы одной из
формоизменяющих или сложных опера-
ций. Работа выполняется специаль-
ными или универсальными штампами на
прессах нлн дисковыми ножами на токар-
ных, давильных нлн накатных станках.
Зачистка — удаление мелких не-
ровностей и устранение шероховатостей,
образуемых при вырубке нлн пробивке
наружного или внутреннего (всего илв
части) контуров детали для придания
ему (контуру) гладкой поверхности, точ-
ных размеров и перпендикулярности
образующей к плоскостям детали
(фиг. 126). Работа выполняется на прес-
сах специальными штампами.
Односторонний припуск при одинар-
ной зачистке
— 0,5Z4 + mS,
где m — коэффициент, определяющий
припуск на зачистку, равный 0,10—0,40
в зависимости
от твердости
стали и ее тол-
щины.
Многократная
зачистка при-
меняется для
деталей,у кото-
рых S > 1,5-»-
ч-2,0 мм.
Заготовка для
зачистки выру-
бается с уче-
том припуска
(фиг. 126).
Просеч-
ка — образова-
ние наружного
или внутренне-
го контура заго-
товки изделия из
выгувшгмя
I тагмх&а
Фяг. 126. Схкыа «чистка.
неметаллических мате-
рилов (кожа, бумага, резина, картой
и т. д.). Работу выполняют на прессе (или
ударами молотка)просечными матрицами
или пуансонами, режущие углы кото-
рых принимают ₽ = 20 30°.
Разрубка — разделение металла
(разрубка всей толщины) или создание
условий для разделения металла (раз-
рубка не по всей толщине с последующей
гибкой в целях отделения). Работа
выполняется на прессах штампами, име-
ющими рабочую часть в виде зубила
(в плане кромки зубила повторяют раз-
деляемый контуи) с рабочим углом для
стали ₽ = 70°, для латуни и меди Р “
“ 60°, для цинка н алюминия Р = 50*.
Формоизменяющие операции. Гиб-
к а — обеспечение заготовкам, полосам
нлн листам заданного расположения
частей детали в двух или более плоско-
стях под углами, закруглениями по
дуге окружности или по дуге иной
ЛИСТОВАЯ ШТАМПОВКА
141
кривой. Работу выполняют на прессах
или на гибочных машинах специаль-
ными или универсальными штампами.
При гибке в материале возникают
упругие и пластические деформации.
Удлинение наружных волокон вызывает
напряжения, стремящиеся уменьшить
ширину исходного материала, а сжатие
внутренних волокон вызывает напряже-
ния, стремящиеся увеличить эту ши-
рину, поэтому исходное прямоугольное
сечение изгибается (фиг. 127). При ши-
Таблица 33
Значеиия коэффициента А, определяющего
минимальный радиус гибка, в зависимости
от материала и направления проката
Материал
Фиг. 127. Вид изогнутой полосы.
Медь, цинк................
Латунь мягкая, алюминий . .
. твердая (иаклепан-
ая).....................
Сталь мягкая для глубокой
вытяжки....................
Сталь средней твердости . . .
Дуралюмнн ДМ (кромки за-
чищены) ...................
Дурзлюынв ДТ (кромки за-
чищены) .................
0,25
0.3
0.5
0.5
0.8
1.3
2.5
0.4
0,45
1.2
рине более (20 ч-30)3 это влияние
сказывается только у краев полосы.
В зоне гибки толщина материала не-
сколько уменьшается (S'),
Так как напряжения внешних воло-
кон а = /(jr-'Y гДе Кг — радиус гибки,
то при относительно малом R, в этих во-
локнах о приближается к пределу проч-
ности при растяжении авр (см. табл. 30),
в результате чего материал разрушается
(образуются трещины).
Минимальный радиус гибки прибли-
женно определяется по формуле
Кг mln “ S-A.
Значения коэффициента k в зависи-
мости от материала н направления про-
ката приведены в табл. 33 и 34. Зачист-
кой кромок перед гибкой можно сни-
зить k в 1,5, а иногда и в 2 раза.
Вследствие упругих деформаций ма-
териал при гибке пружинит. На угол
пружинения а„ уменьшают рабочие углы
штампа, однако некоторая неточность
при холодной гибке все же возможна.
Длина заготовки L при гибке опреде-
ляется суммой длин прямых участков
н длин нейтральных осей изогнутых
участков, например L = lt 4-1 + /,
(фнг. 127). Длина нейтральной оси I
определяется по формуле
1 “ 18о°~ 0.017<р (R, 4- х).
Таблица 34
Значения коэффициента А, определяющего
минимальны! радиус гибки для мягниеяых
сплавов
Состав сплава в “/о (Mg — осталь- ное) А
Холодная гибка Горячая гибка
а N * Отожжен ж с в X и 1 О 135° С
5.5 3,0 1 1 0,15 0.2 1.2 5-9 3—5 4-7 10-17 8-10 8-12 2-3 1-2 1-2 б 4
где г — угол дуги I в град. (? =
= 180° —₽,); х—расстояние от внутрен-
ней плоскости до нейтральной оси в мм,
равное х = Sm, причем значения т
в зависимости от — выбирают следую-
щие:
D
0.» 0.8 I 2 5 4
т 0,25 0.30 0,38 0.37 0.4 0,41
-^-5 6 7 8 10 12
т 0.43 0.48 0.45 0.48 0,47 0,48
Найденная теоретическим расчетом
длина заготовки в ряде случаев должна
быть проверена экспериментально.
142
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
В случае гибки под углом без закруг-
ления (/?, -> 0) приближенное значение
размера заготовки определяется фор-:
мулой
Д — /1 + Zj +... + /я + 0,55 (л — 1),
гдеIt.lj .Jn —длины прямых участков
в мм; п — число изгибов.
Раскрой заготовок в ленте нлн полосе,
особенно для гибки без закругления
(/?,-♦ min), нужно делать так, чтобы
направление проката было перпендику-
лярно оси гибки. Для изделий с не-
сколькими осями гибки углы, образуе-
мые направлением проката и осями
гибки, должны быть одинаковыми.
Гибка с растяжением.
Этой операцией заготовкам также при-
дается заданное расположение частей
детали, но благодаря разновременному
или одновременному с гибкой растяже-
нию заготовки на 1—4% (фиг. 128)
Фиг. 128. Схема гибки с растяжением. Пункти
ром изображено начало процесса, а сплошными
линиями — окончание его.
пружинения у деталей почти не наблю-
дается (а„-*0) и поэтому точность их
значительно увеличивается. Работу вы-
полняют на обтяжных прессах специаль-
ными пуансонами (матрицы отсутствуют).
Гибку с растяжением применяют глав-
ным образом для деталей средних и
крупных габаритов.
Профилировка — получение
постепенно-последовательно любого за-
данного профиля из ленты прямоуголь-
ного сечения. Работа выполняется чаще
всего с помощью специальных профи-
лировочных роликов на профнлегибоч-
ных машинах.
Вальцовка — образование на
плоских или полых заготовках рельефа
(ребра жесткости и др.). Работы выпол-
няют на вальцмашинах (или на диско-
вых ножницах) универсальными или
специальными роликами.
Накатка (частный случай валь-
цовки) — получение резьбы на пусто-
телых листовых заготовках (например,
цоколи электроламп и др.). Работа вы-
полняется на накатных станках спе-
циальными роликами.
Закатка — придание прямоли-
нейному или криволинейному краю за-
готовки с помощью штампа или роликов
вида кольца или другой, чаще всего
замкнутой, кривой. Работа выполняется
одновременно по всему краю заготовки
в штампах на прессах или постепенно
роликами на закатных станках.
Правка — выпрямление плоской
или фасонной заготовки или детали.
Работа производится в универсальных
или специальных штампах па прессах
с большими удельными давлениями
(исключение — правка плоскостей мето-
дом перегибов).
Вытяжка — получение из пло-
ской или полой заготовки полой детали
заданных форм и размеров с техноло-
гическим изменением толщины. Работу
выполняют на прессах специальными
штампами.
Максимальная сила, необходимая для
вытяжки пустотелой детали, может быть
приближенно определена по формуле
P-Fa,
где Р — сила для вытяжки в кГ; F —
площадь сечения стенки детали в жжа
(при плоском дне — в зоне перехода дон-
ного закругления н стенку); о — на-
пряжение при вытяжке, равное notp,
в кГ/мм*.
Коэффициент л выбирают по табл. 35.
При вытяжке цилиндрической де-
тали формула принимает вид
Р — itS (d\ — S) а,
где di — наружный диаметр вытянутой
детали в мм.
Сжимающие силы при относительно
тонком материале стремятся изогнуть
фланец в продольном направлении, в
результате чего могут образоваться
складки. Для предотвращения образова-
ния складок применяют прижим (склад-
кодержатель).
В результате воздействия сжимающих
сил во фланце его толщина увеличи-
вается, растягивающие же силы, дей-
ствующие вдоль цилиндра, утоняют
нижнюю часть стенки сосуда. Характер
изменения исходной толщины S и твер-
дости Pg при вытяжке цилиндриче-
ского стакана с плоским дном показан
на фнг. 129. Изменение толщины S у
ЛИСТОВАЯ ШТАМПОВКА
143
Таблица 35
Зиачеине коэффициента л, определяющего силу вытяжки
Л1, л 0,55 1 0.57 0.92 0,6 0,86 0.62 0,79 0,65 0,72 0,67 0.66 0.7 0.6 0.72 0,55 0.75 0.5 0.77 0.45 0.8 0.4
ПЦ • • • ffl _ а Л 0.7 1 0.72 0,96 0.75 0.9 0.77 0.85 0.8 0.8 0.85 0.7 0.9 0.6 0,95 0,5
Коэффициент вытяжки ва первом переходе т, = . Коэффициент вытэжкн на последующих переходах: т, — -у- , т1 = и т. д. (см. фиг. 132).
Таблица Зв
Зависимость коэффициентов *й и Зя от основных технологических параметров (44)
f Z Рс в кГ1слП V В М\С9К “в "а
<2 > 1.05 1.06-1 1.02-0.96 10—20 15-25 20-30 <0.2 0.2-0,4 >0.4 1-1,03 1,03-1.08 1.06-1,11 1-П.97 0.97-0.93 0.93-0.9
Обозначения: р — —— ;z — Z • где Ам " Ап~ РазмеРы диаметров матрицы и пуансона; рс — давление на складколержатель; v — скорость вытяжки.
стакана со сферическим дном характери-
зует штрихпунктирная кривая на той
же фиг. 129. Наибольшие значения уве-
личения и уменьшения толщины по срав-
нению с исходной зависят от ряда тех-
Фиг. 129.
нологических и конструктивных факто-
ров и у отдельных изделий увеличение
(+1 доходит до 25—30%, а уменьшение
(—) до 30—35%. По мере увеличения
радиуса пуансона Rfj утонение в гал-
тели уменьшается, но распространяется
на большую зону. Прн вытяжке можно
считать, что средняя толщина изделия
близка к исходной, а средняя поверх-
ность близка к поверхности заготовки.
Обозначив коэффициент изменения по-
верхности вытяжки через ав и коэффи-
циент изменения толщины ее через %.
получают
Р. н в
77 и
Значения >( и Р, в зависимости от
основных технологических параметров
приведены в табл. 36.
Для грубых подсчетов допустимо при-
нимать «в 1.
При вытяжке вследствие анизотро-
пии материала на фланце изделия или
на кромке стакана образуется волни-
стость — неровности (фнг. 130). Число
волн обычно четыре: две из них располо-
жены параллельно и две другие — пер-
пендикулярно направлению проката.
Волны удаляют обрезкой (на круглых
деталях можно удалить обточкой).
Размеры плоской заготовки находятся
в зависимости от площади поверхности
вытяжки ft, причем, если требуется ров-
ный фланец или край, то для расчета
поверхности необходимо брать соот-
ветственно диаметр фланца ite = doW +
4- 2т или высоту вытяжки Н, — Haid -j-
4- т (см. фиг. 130), где т — припуск
144
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
на обрезку, равный от 1,2 мм до 5%
от Иазд. Все размеры вытяжки, входя-
щие в расчеты, должны быть средними
(т. е. с учетом S). При S < I можно
для упрощения пользоваться не сред-
ними, а предельными наибольшими раз-
мерами, так как разница между ними,
т. е. между внешними и внутренними
размерами, незначительна.
Фаг. 130. Расположение неропностев (воли)
при вытяжке.
В общем виде соотношение поверх-
Г
ностей можно выразить так: Fa = —.
Незначительные неточности при опре-
делении Fa могут быть выправлены тех-
нологией; так, например, если расчет-
ная Fa оказалась несколько меньше тре-
буемой, то для ее исправления достаточно
увеличить давление рс складкодержа-
теля, уменьшить RM и Z„ начинать
вытяжку раньше, чем вырубку (в со-
вмещенных штампах).
Для тел вращения связь между Fa и
Da может быть выражена в следующем
виде:
Da - 1/^1 - 1,127 1/^—-
г naf Г ав
Площадь поверхностей Fa цилиндри
ческнх вытяжек простых форм подсчи-
тывают по соответствующим геометриче-
ским формулам. Более сложные формы
расчленяют на простые и Fa находят
как сумму поверхностей простых форм.
При невозможности разбить образую-
щую на простые геометрические формы
применяют для определения Fa фор-
мулу
Ft 2kRL — 2к (rj/, 4- rj/j 4-... + гя'я).
где R — расстояние от оси вращения до
центра тяжести образующей; L — длина
образующей; г/, г3..гя — расстояния
от оси вращения до центра тяжести
отдельных участков; llt Zj. l„ — дли-
ны отдельных участков, на которые раз-
бита образующая L и которые можно
принять за прямые. Найти центр тя-
жести L и. следовательно, определить R
можно с помощью веревочного (сило-
вого) многоугольника.
Из предыдущих формул можно опре-
делить диаметр заготовок:
В прямоугольных пустотелых сосудах
вытяжка происходит только в углах, на
прямолинейных же участках стенки
происходит главным образом гибка.
В этом случае для нахождения размера
плоской заготовки разбивают стенку
(в плане) на прямые участки и части
окружностей (фиг. 131) и находят для
прямых участков развернутую длину L,,
для частей окружностей — диаметр Da
(четыре угла сосуда образуют пусто-
телый цилиндр диаметра d). После на-
несения в плане прямых и кривых
частей заготовки находят плавный кон-
тур, обеспечивающий постепенный пе-
реход от вытяжки (в самом углу) к
гибке (на прямом участке). Для этого
делят отрезки ВА пополам и через
точки К проводят касательные к части
окружности АА. Затем радиусом 0,50,
закругляют углы между касательными
МК и прямолинейными частями кон-
тура заготовки ВС.
ЛИСТОВАЯ ШТАМПОВКА
145
Найденные теоретическим расчетом
размеры плоских заготовок в случае
сложных фигур проверяют эксперимен-
тально.
Вытяжка глубоких деталей обычно
выполняется не в одну, а в несколько
вытяжных операций.
Радиус пуансона л-й (последней) вы-
тяжки должен быть равен внутреннему
радиусу изделия, равно как радиус ма-
трицы п-й (последней) вытяжки, имею-
щей фланец (см. слева сверху пунктир
а фиг. 132, представляющей схему
построения пооперационных вытяжных
?|азмеров), должен быть равен внешнему
по отношению в цилиндру) радиусу
изделия, т. е.
П п "" ^изд* RМп "" изд •
Радиусы промежуточных матриц и
радиусы матриц для последней вытяжки
нз мягкой стали изделия без фланца
либо для последней вытяжки изделия
с фланцем, но проходящим в дальней-
шем формовку, определяют по формуле
«ж,-03/(^>i-<<•)«,
причем при л “ 1 d„_j = d0 — D,. Ра-
диусы промежуточных пуансонов опре-
деляют исходя из следующего: если
пооперационные вытяжки (следова-
тельно, и пооперационные штампы)
спроектированы без скосов (см. левую
половину фнг. 132), то
ш dn-l~ 25
Кпп-l “ 2 '
Если пооперационные вытяжки спро-
ектированы со скосами (см. правую по-
ловину фиг. 132), то
Rn„-\ = RM„-
При л = 1 Rn определяется не по фор-
мулам, а как радиус изделия, так как
^Пп-1 “ “ Rued-
Фнг. 133. Схема об-
ратной вытяжки:
I—заготовка; 3 — на-
делке; 3 — пуансон;
4 — матрица.
Обратная вытяжка отличается от
обычной тем, что внешняя поверхность
заготовки по мере
протекания про-
цесса переходит во
внутреннюю. Об-
ратной вытяжкой
пользуются и для
получения пусто-
телых изделий с
двойными стенка-
ми (фиг. 133).
Гидравлическая
вытяжка позволяет
получать пустоте-
лые детали в штам-
пе, имеющем толь-
ко матрицу. Так
как пуансоном является жидкость, то
стоимость штампов снижается. Рабочие
Фиг. 134. Схема штампа для гидравлической
вытяжки: / — корпус матрицы; 3 — основание
штампа; 3 — складкодержатель; 4 — матрица;
Л — опорная плита; в — пружины склвдкодер-
жателя; 1 — уплотнение; Я — прижим; t — ли-
стовая заготовка.
схемы штампов для гидравлической вы-
тяжки могут быть различными, одна из
них приведена на фиг. 134. Применение
гидравлической вытяжки, как правило,
оправдано при производстве деталей
10 Том 6 1412
146
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
средних и крупных габаритов сложных
форы при относительно небольшом мас-
штабе производства их. Так как в произ-
водственных условиях настоящего вре-
мени давление жидкости можно полу-
чать около 400—600 кГ/см1, то толщина
листовых заготовок может доходить до
3—6 мм.
Вытяжка резиной может быть осу-
ществлена в штампе, имеющем из числа
рабочих деталей стальной только пуан-
сон (фиг. 135). Матрицей в данном
Фиг. 135. Схема вытяжного штампа с рези-
новое матрицей и стальным пуансоном: / —
пуаисов (стальной); 2 — матрица (резиновая);
3 — листовая заготовка; 4 — изделие; 5 —
контейнер; 6 — нижняя плита; 7 — складко-
держатель; в — толкатели (действуют от бу-
фера).
случае является эластичная масса —
резина, следствие чего изготовление
стальной, весьма трудоемкой, детали
(матрицы) отпадает и стоимость штампа
снижается. Область применения вы-
тяжки резиной примерно та же, что
и гидравлической вытяжки. Как с точки
зрения стоимости штампа, так и в экс-
плуатационном отношении вытяжка ре-
зиной в подавляющем большинстве слу-
чаев предпочтительнее гидравличе-
ской вытяжки. В настоящее время
эти штампы работают с давлением ре-
зины, доходящим до 300—400 кГ/см1.
Протяжка — получение полых
деталей с заданными толщинами в раз-
личных сечениях стенки.
Работа выполняется специальными
штампами на прессах.
Размер плоской за-отовки опреде-
ляется по формуле
D, - 1.127J/ » 1,127}^,
где Vc — объем протянутой заготовки
(сосуда); Vua$ — объем изделия; Vnp —
объем припуска.
Рабочие части )- tf-----------ч
пуансона и мат-
рицы для протяж-
ки представлены
на фиг. 136.
Число протяжек
и пооперационные
размеры (толщины
стенок при про-
тяжке Si, St,...,
Sn) можно опре-
делить, пользуясь
коэффициентом
\ °л-1 /
Фиг. 136
откуда
Значение коэффициента kH, характери-
зующего наклеп при протяжке различ-
ных материалов, следующее:
Материал А*
Сталь мягкая (С «а 0.15“(0).3)
Алюминий, пиик .............40
Латунь гильзовая ..........50
Силу для протяжки можно опреде-
лить по формуле
Р - (S„- S„) + («„ _i - S„)l.
Формовка — придание плоским
или полым заготовкам или частям их
окончательно заданной формы за счет
главным образом местного растяжения,
а иногда и сжатия материала. Работа
выполняется специальными штампами
на прессах.
Формовка может осуществляться так-
же резиной и жидкостью.
Отбортовка (частный случай
формовки) — придание открытому краю
полой заготовки или отверстию в пло-
ской заготовке заданной формы с целью
перемещения края в другую плоскость
(поверхность); операция выполняется
штампами на прессах.
Толщина So у отбортованного края
менее исходной. На фиг. 137 [44] пред-
ставлены разновидности образования
отверстия в вытянутой детали, при этом
варианты а и б получаются отбортов-
ЛИСТОВАЯ ШТАМПОВКА
147
кой, вариант в — пробивкой и вариант
г — обрезкой.
Давление — получение пустоте-
лых тел вращения из плоской или пусто-
телой заготовок. Процесс выполняется
постепенно на давильных — токарных
станках с помощью универсальных да-
внльников и специальных патронов,
изготовляемых из дерева или чугуна.
Фиг. 137.
Технология листовой штамповки.
Технологический процесс.
Основные этапы разработки процесса
штамповки детали следующие: 1) ана-
лиз форм, размеров, материалов и ка-
чества поверхности детали; 2) предва-
рительное определение основных пара-
метров технологии штамповки; 3) пол-
бор оборудования. 4) корректировка
параметров технологии штамповки;
5) экспериментальные работы или изгото-
вление пробной партии; 6) окончатель-
ная корректировка и оформление про-
цесса.
Работы по пп. 5 и 6 проводят при
организации производства сложных де-
талей.
Анализ форм, размерив, материалов
и качества поверхности детали. Кон-
структор детали и технолог должны
обеспечить конструктивность и техно-
логичность изделия. Конструктивность—
это такое сочетание форм, размеров,
материалов и качества поверхности,
которое, являясь результатом штампо-
вочной технологии, наилучшим обра-
зом обеспечивает выполнение деталью
ее служебных функций. Технологич-
ность — это такое сочетание указан-
ных факторов, которое позволяет штам-
повать детали заданными количествами с
наименьшей затратой средств и времени.
10*
Предварительное определение основ-
ных параметров технологии штам-
повки. Работа данного этапа должна
проводиться, исходя из масштаба произ-
водства и правил техники безопасности:
для нескольких деталей делать специаль-
ный штамп невыгодно, при массовом
же производстве стоимость штампа бы-
стро окупается. К основным параметрам
относятся: 1) последовательность опе-
раций; 2) вид материала и раскрой
(лента, полоса, лист, отходы плоские,
отходы, выправленные после формовки):
3) тип штампов (для массового произ-
водства — совмещенные, с автомати-
ской подачей, сложной конструкции,
для серийного производства — уни-
версальные, упрощенные); 4) подача
и удаление материала, изделий и отхо-
дов; 5) основные величины: процент
отхода и использование материала, шаг
штамповки, ширина лепты, диаметр
плоской заготовки, пооперационные
диаметры, ход ползуна, открытая и
закрытая высоты штампа, сила пресса,
припуски и др.; 6) пооперационные
эскизы.
Подбор оборудования. При подборе
машин также нужно исходить из мас-
штаба производс1ва. При использовании
существующего парка выбирают наибо-
лее подходящие модели, которые к тому
же не полностью загружены. Новое
оборудование можно выбрать с харак-
теристиками, более соответствующими
процессу.
Подбор производится по соответствию
следующих основных показателей: тех-
нологическая операция, сила и работа,
величина хода Нп, габариты и формы
стола и ползуна, штамповое простран-
ство Со и С, (открытая и закрытая
высота штампа), размеры провального
отверстия, число холов, наличие по-
дачи, наличие поперечины в ползуне н
наличие буфера, надежность работы
конструкции и особенно жесткость
станины и направления ползуна, стои-
мость (вновь приобретаемого оборудо-
вания).
Корректировка параметров техно-
логии штамповки. После выбора мо-
дели пресса часто ббльшая или мень-
шая часть предварительных параметров
гехнологни пересчитывается- и пере-
оформляется
Типы штампов. Штампы, при-
меняемые для листовой штамповки,
могут быть разделены на следующие три
типа.
148
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Простые штампы, производящие одну
штамповочную операцию за один ход
ползуна пресса в пределах одного шага
штамповки Нш (фиг. 138). Штампы этого
Фнг. 138. Схема простого штампа: 1 — пуан
сои; 2 — отход; 3 — матрица; 4 — изделие;
6 — штампуемый материал; 6 — съемник.
типа отличаются простотой конструкции
и дешевизной изготовления. Производи-
тельность простых штампов находится
в прямой зависимости от вида подачи
материала или полуфабриката и уда-
ления изделий и отходов.
Совмещенные штампы, выполняющие
одновременно несколько различных опе-
раций (чаще всего две или три операции,
Фнг. 139. Схема совмещенного штампа: I —
пробивной пуансон; 3 — вырубная матрица:
3 — ваделне; 4 — отход; 5 — отход; 6 — вы-
рубной пуансон — пробивная матрица; 1 —
съемник; 8 — выталкиватель.
реже четыре) за один ход ползуна пресса
и в пределах одного шага штамповки Нш
(фнг. 139). Совмещенные штампы слож-
нее простых, но они отличаются боль-
шей производительностью и дают де-
тали с высокой точностью относитель-
ного расположения их элементов и
плоскостност ью.
Последовательные штампы, выпол-
няющие несколько различных операций
за несколько ходов ползуна пресса и
за несколько шагов штамповки Нш, при
этом число шагов штамповки равно
или больше числа выполняемых опе-
раций (фиг. 140).
Последовательные штампы так же
сложны, как и совмещенные. Эти штампы
Фиг. 140- Схема последовательного штампа:
/ — вырубной пуансон; 3 — съемник; 3 —
отход; 4 — матрица; S — ловитель; 6 — изде-
лие; 7 — отход; в — пробивной пуансон.
отличаются высокой производительно-
стью и на них возможно получить слож-
нейшие штампованные детали даже бо-
лее сложные, чем на совмещенном, но
менее точные, чем на совмещенных
штампах.
Габариты последовательного штампа
больше габаритов совмещенного.
Листоштампованные детали
Общие положения. В целях обеспе-
чения технологичности деталей можно
производить только такие изменения
Форм, размеров и материалов, которые:
I) не изменяют принципа работы ма-
шины, узла и детали, а также непосред-
ственно рабочих (сопрягаемых) разме-
ров; 2) не нарушают взаимозаменяемости
сменных деталей уже выпущенной про-
дукции.
ЛИСТОВАЯ ШТАМПОВКА
149
Основные данные- Выбор мате-
риала. Для листовой штамповки при-
меняют материалы главным образом в
виде ленты, полосы и листа. Лист исполь-
зуют в тех случаях, когда ширина ленты
или полосы недостаточна н в нее не
вписывается габарит детали. При доста-
точной ширине ленту следует предпо-
честь для относительно тонких деталей
(5 = 2 -т- 2,5 мм), а полосу — для тол-
стых (S > 2 -т- 2.5 мм).
Применение при разделительных опе-
рациях материалов с высоким пределом
текучести аг дает хороший срез, для
формоизменяющих же операций же-
лателен низкий яу. Глубокая вытяжка
и протяжка протекают тем лучше, чем
больше разница между авр и ог. Доста-
точно хорошим отношением можно счи-
тать — < о,65.
Материал, предназначенный для вы-
тяжки или протяжки, должен соответ-
ствовать заданным физико-механическим
свойствам и геометрическим параме-
трам, включая жесткий допуск на тол-
щину и высокое качество поверхности.
Микрогеометрня холоднокатанной непо-
лированной ленты соответствует 7-му
классу чистоты по ГОСТ 2789-51, поли-
рованная лента может быть оценена
8—9-м классом.
Для листовой штамповки применяют
следующие материалы: лента стальная
низкоуглеродистая холодной прокатки
(ГОСТ 503-41); лента стальная холодно-
катаиная из конструкционной стали
(ГОСТ 2284-43); лента стальная горяче-
катанная ГОСТ 6009-51; сталь прока-
танная тонколистовая (ГОСТ 3680-47);
сталь листован декапированная (ГОСТ
1386-47); жесть черная полированная
(ГОСТ 1127-47); сталь листовая кровель-
ная (ГОСТ 1393-47); сталь тонколи-
стовая качественная углеродистая кон-
струкционная (ГОСТ 914-47); стальугле-
ролистая горячекатанная обыкновен-
ная (ГОСТ 380-50); сталь качественная
конструкционная углеродистая горя-
чекатанная сортовая (ГОСТ 1050-52);
листы и полосы латунные (ГОСТ 931-52);
сплавы медноцинковые, латунные (ГОСТ
1019-47); ленты холоднокатанные из
тяжелых цветных металлов и сплавов
(ГОСТ 3718-47); листы медные горяче-
катанные (ГОСТ 495-50); ленты медные
общего назначения (ГОСТ 1173-49);
ленты алюминиевой бронзы для пружин
(ГОСТ 1048-49); ленты латунные общего
назначения (ГОСТ 2208-49), ленты ни-
келевые и из кремнистого никеля (ГОСТ
2170-49).
Толщина и конфигурация
плоских деталей и загото-
вок. Необходима всемерная, жесто-
чайшая экономия материала. За счет
применения ребер жесткости, отбор-
товок и других приемов листовой штам-
повки возможно выбрать наивыгод-
нейшую толщину (фиг. 141) материала и
Фнг. 141. Пример использования ребра жест,
кости.
получить экономию металла и наимень-
ший вес детали. При’отсутствии нужной
толщины материала для детали, ограни-
ченной по ширине и работающей на
растяжение, деталям придают формы,
изображенные на фиг. 142.
Фиг. 143.
Фиг. 143. а — кольцо с фланцем из цельно*
заготовки (большой процент отхода); б —
получение кольца нз цилиндрической заго-
товки (отхода нет).
Для уменьшения отходов следует в
ряде случаев детали делать сварными.
Примерами могут служить фнг. 143
и 144.
150
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
При раскрое листа на полосы де-
тали рекомендуется располагать так,
чтобы их поместилось в полосе возмож-
но большее число. Допуски ня габа-
риты листа нужно брать минимальные.
Фиг. 144. а — заготовка для капота цельная
(большие треугольные отходы); 6 — сварная
заготовка (отходов нет).
Размер листа (фиг. 145) может не быть
кратным числу шагов штамповки, по
этому для экономии металла следует
сначала отрезать полосу 1 (торцевой
отход), ширина которой равна Ь, а уже
затем производить разрезку заданных
» Деталь__________
Ошмооооо!
-BBOOODDOODOD,
— Г“- •ИП*> ~
— — Н*п*Ь'М*
Фнг. 146. Типовой раскрой листа
на полосы.
полос шириной Вш, при этом остается
полоса долевого отхода 2.
Раскрой деталей (заготовок) в ленте
или полосе бывает следующих видов.
Раскрой однорядный и многорядный.
Процент использования и отхода зави-
сит от диаметра кружка, рядности,
толщины и вида материала. На фнг. 146
кривые /, 2 и 3 характеризуют исполь-
зование ленты при однорядной штам-
повке из толщин соответственно I; 2;
3 мм. Кривая 4 показывает использо-
вание широкой ленты (до 300 мм) тол-
щиной I мм при многорялной вырубке
со сдвинутыми рядами. Кривая 5 по-
строена для многорядной вырубки круж-
ков из листа стандартных размеров тол-
щиной 1 мм. Двухрядный раскрой воз-
можно осуществить и в штампах с од-
ним пуансоном — штамповка с пере-
вертыванием.
Раскрой без перемычек (фиг. 147)
применяется для тех деталей, конфигу-
рация которых не требует большой точ-
ности (трехрядная штамповка заготовок
квадратных гаек и т. п.).
Раскрой с рассечкой (фиг. 148) при-
меняется главным образом для заго-
товок, предназначенных для вытяжных
операций с последующей обрезкой, или
для деталей, на контуре которых мо-
жет быть допущена выемка.
Раскрой, сочетающий различные де-
тали (фнг. 149). По программным сооб-
ЛИСТОВАЯ ШТАМПОВКА
151
ражениям сочетать детали следует только
для одного и того же изделия или узла.
Раскрой, при котором вырубается не
изделие, а отход вокруг него (фиг. 150),
применяется для деталей, имеющих
длинные узкие
—I Нш L—
Фиг. ISO.
части.
Раскрой с уче-
том последую-
щей сварки за-
готовок или ча-
стей д е т а л и
(примеры см. на
фиг. 143 и 144).
Раскрой, учи-
тывающий
групповую рез-
ку. Детали для
раскроя подби-
рают так, чтобы
средствами (как технологическими, так
и конструктивными) стремиться к ре-
шению следующих задач:
1) увеличения коэффициента исполь-
зования металла;
2) максимального использования ме-
талла в пределах одного изделия (от-
ходы от одних деталей изделия А же-
лательно полностью использовать как
марка и толщина материала у всех
их были одни и те же.
При работе над раскроем необходимо
сочетать минимальный расход металла
с экономикой всего процесса штамповки.
Работу надо начинать с крупных де-
талей, так как отходы от последних
могут являться полноценным материа-
лом для изделий малых габаритов.
Примеры несогласованности и согла-
сованности конфигурации с раскроем
приведены на фиг. 151—154.
« в) в)
а) б)
Фрг 101. Контур одно» стороны детали по
возможности должен быть зеркальным отобра-
жением другой ее стороны (см. правую поло-
вину фигуры): о — нерационально; в — ра
циональио.
Фнг. 152. Различное оформление одной и
той же детали дает различный расход мате-
риалов: а — нерационально; б и в — ра-
ционально.
Детали вариант /
Фиг. 153. Два варианта конструктивного
оформления одной и той же детали и два раз-
личных раскрои.
Экономия цветного металла может
быть достигнута расчленением детали
на элементы, только часть которых (и
притом меньшая) выполнялась бы из
цветного металла. Примером может слу-
жить деталь для часов, выполненная из
стали, с запрессованными латунными
вставками, в которых просверливаются
отверстия для цапф осей.
При разработке конкретных меро-
приятий, связанных с использованием
металла, необходимо всеми способами и
материал для других деталей этого
же изделия А).
Конкретное решение обеих задач при-
емлемо лишь в том случае, если вес из-
делия не увеличится (при неснижении
качества, производительности и стои-
мости).
•Конструктивные данные
разделительных операций.
Нормальная точность холодноштампо
152
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
ванных листовых деталей прн примене
вин стальных пуансонов и матриц
может быть принята: при вырубке —
не выше 5-го класса, при пробивке —
не выше 4-го класса.
табл. 38. При пробивке отверстий в
стальных деталях пуансонами, заклю-
ченными в специальные скользящие
трубки, минимальные отверстия могут
быть порядка 0,4 -г- 0,6 S. Минимальные
Фиг. 154. В прерывателе конфигурация дета
лей полностью связана с раскроем: детали
2. 3 и 4 удалось получить как бы из отхода
детали / (масштаб общего вида прерывателя
больше, чем масштаб раскроя)
За счет специальных мероприятий
(усложнение процесса, более точные
штампы и т. д.) можно получить соот-
ветственно 4-й и 3-й классы точности.
Точность при горячей вырубке и про-
бивке получается меньшая (7—9-й клас-
сы). Нормальная точность размеров, по-
лучаемых зачисткой, — 3-й класс. За-
чистка с последующей калибровкой
может обеспечить и 2-й класс точ-
ности.
Точность взаимного расположения вы-
рубленного контура и пробитых отвер-
стий зависит главным образом от вы-
бранного типа штампа. Наибольшую точ-
ность обеспечивает совмещенный штамп;
простые штампы дают наименьшую точ-
ность.
В результате холодной вырубки и про-
бивки образующая контур поверхность
повреждается на глубину 0,15н-1,05.
Глубина поврежденного слоя для ка-
ждого материала прямо пропорцио-
нальна зазору Zs и сопротивлению срезу
в штампах т0 и обратно пропорцио-
нальна 5.
Прн вырубке резиновыми штампами
контур деталей или отверстий значи-
тельно хуже, чем при работе стальными
пуансонами.
Минимальные размеры пробиваемых
стальными пуансонами и матрицами от-
верстий в различных материалах приве-
дены в табл. 37, пробиваемых резино-
выми штампами в цветных сплавах — в
радиусы сопряжения прямых частей
контура штампованных деталей прн
Таблица 37
Минимальные размеры отверстий,
пробиваемых обычными штампами *
Материал Круглое Квадратное Прямоуголь- ное Прямоуголь- ное с концами по окру ж кисти
Диа- метр Сто- рон Л ква- лрата Меньшая сторона
Мягкая сталь .... 1 03 ол 0,7
Латунь, медь .... 0.9 0,8 0,7 0,6
Алюминий, цинк. . . 03 0.7 0,6 0,5
Бакелит, текстолит . 0.7 0.6 0,5 0.4
Картой, бумага . . . 0,6 0,5 0,4 0,3
Примечание. Можно nf несколько меньшие отверстия, ио штампов при атом резко снизится. ♦ Размеры даны в долях S. юбивать и СТОЙКОСТЬ
работе стальными пуансонами можно
брать из табл. 39.
Расположение отверстий в деталях и
минимальные размеры ширины деталей
или их участков для мягкой стали долж-
ЛИСТОВАЯ ШТАМПОВКА
153
Таблица Зв
Мяаимвльмые размеры отверстия в мм.
пробиваемых в цветных сплавах резиновыми
штампами
Six* р- 150 лЛС* р —100 КГ/СЛР
Круглое Круглое Квадрат- ное Равнобе- дренный треуголь- ник Закругле- ние в уг- лах
Дна* метр Див- метр Сторо- на квад- рата Мень- шая сторона Радиус
0,4 8 13 — м
0,6 10 19 32 34 3
0,8 12 24 38 38 4
1 14 38 51 51 6
1,3 16 48 76 76 7
ций. Механические свойства материала
в зоне гибки изменяются.
Характер изменений основных меха-
нических свойств для стали Ст. 3 при
5 = 28 мм и R. = 25 мм виден на
фиг. 157.
Зона критических деформаций при
холодной гнбке для различных соотно
Таблица 39
ны соответствовать следующим значе-
ниям: а > 0,85; б > 0,95; в > 0,75;
е> 1,55 (фиг. 155). Минимальная ши
рииа детали В > 1,55.
Расстояния от края отверстий до сте-
Минимальные радиусы сопраженм! прямых
или кривых частей контура при вырубке
и пробивке обычными штампами
Операция Угол сопряжения « в град. Латунь, мель алю- миний Сталь мягкая Сталь кон- струкцион- ная леги- рованная
Минин сопряж альный синя в мдиус ЮЛЯХ 5
Вырубка >90 0,18 0.25 0.35
< 90 0,35 0.5 0.7
Пробивка >90 0.2 0.3 0,45
<90 0,4 0.6 0.9
иок у изогнутых и
вытянутых деталей
(фиг. 156) должны
удовлетворять сле-
дующим условиям:
x>Rn + 0,5S;
'.Жм+0.53;
G>/?,+0.55. •
Минимальные га-
бариты вырубки
цветных сплавов
р
шений показана на фнг. 158. Изо-
о
гнутая в холодком состоянии деталь
резиной при S — 1,3 мм не должны
быть меньше 150 мм.
Конструктивные данные
формоизменяющих опера-
при подогреве в зоне
гибки интенсивно ста-
реет, вследствие чего
создается хрупкость, по-
этому вблизи зоны хо-
лодной гибки приварку
делать не следует.
Фиг 158-
154
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Фиг. 159. Расположе-
ние и размеры под-
р«эок и выдавай.
Исходное сечение заготовки, равно как
и размеры его в зоне гибки, изменяется.
Характер изменения см. выше, на
фиг. 127.
При гибке в штампах угольников и
скоб малых и средних размеров полки
в зависимости от толщины материала
могут быть получены со следующей точ-
ностью (Ди31}):
$ в мм ... . До 2 От 2 до 4 Со. 4
4взй в ММ . . . ± 0,15 ±0,3 ± 0,4
При гибке скоб на участке перехода
закругления в вертикальную полку обыч-
но появляются вмятины и, кроме того,
толщина в месте изгиба < S. Вмя-
тины и утонение могут быть устранены
только за счет до-
полнительных опе-
раций.
Усложне-
нием процесса
можно получить
5. >5.
Высота Н пря-
мой части отгибае-
мых стенок (по-
лок) должна удо-
влетворять усло-
вию Н > 2S. При
необходимости по-
лучения меньшей
высоты следует
предусмотреть вы-
давку канавки
(фиг. 159, правая
половина) нлн
припуск на механическую обработку
после штамповки.
При оформлении контура изогнутой
детали, если ось гибки расположена над
полкой (фиг. 159, левая половина),
необходимо предусмотреть местные вы-
резы размерами а « S и b > S; если
ось гибки находится за пределами
полки (фиг. 159), то вырезы не нужны.
Толщина S полок открытой скобы
с ₽, = 90° в случае необходимости
может быть меньше толщины основания
(S' < S); уменьшение толщины стенки
в этом случае для стали не должно
быть больше 30%, т. е. S' > 0,73.
Сложные, не рациональные для вы-
тяжки формы изделия нужно по возмож-
ности упрощать или расчленять на
простые элементы с последующим их
соединением штамповкой, сваркой или
клепкой для образования заданной слож-
ной формы (см. ниже, фиг. 179).
Объемы у пустотелых деталей должны
располагаться по убывающей в сторону
дна размерности, и на чертежах должно
быть обозначено, какие размеры — вну-
тренние или наружные — необходимо
получать.
У сложных деталей необходимо пре-
дусматривать технологические базы в
виде отверстий, наружных частей кон-
тура, вытянутых или других элементов.
Фактическая толщина стенок вытяжки
не равна исходной S и может быть при-
ближенно определена по кривым фиг.129.
У вытяжек, имеющих большие по-
верхности, для предотвращения <хло-
пунов» (местных бугроватостей) следует
на плоскостях располагать элементы
жесткости в виде удлиненных и пере-
секающихся ребер. Ребоа замкнутые и
симметричные легче для изготовления.
Необходимо широко применять сты-
ковую сварку для получения кольце-
вых деталей как с простым, так и со
сложным сечением.
При вытяжке сосудов прямоугольных
форм можно переход дна в боковую
стенку оформлять не одним относитель-
но большим радиусом (/?/;) .а скосом (сре-
зом) под углом 45’ с небольшими ра-
диусами перехода этого скоса в стенку
и в дно.
При образовании трещин в углах вы-
тягиваемой коробки нужно срезать
часть углов у плоской заготовки.
Радиусы вытянутых деталей следует
принимать в соответствии с формулами,
приведенными выше. Уменьшение ра-
диусов за счет усложнении технологиче-
ского процесса воз-
можно в пределах
&<>онныЛ
фланца 0,2$.
Дальнейшее умень-
шение радиусов до
Фиг. 160.
Фиг. 151.
R = 0 также возможно, но уже кон-
структивным решением, как показано
на фнг. 160 (слева — типовое оформле-
ние для тонкого материала, а справа—
для толстого). Зависимости величин
следующие: 6' = 2 ч- 5 мм; h' =
ЛИСТОВАЯ ШТАМПОВКА
155
= (0,1 -+- 0,3) S; R > S (но не менее
1 мм); h > S (но не менее 1 жж); b > 2S
(но не менее 2R). При вытяжке деталей
коробчатого сечения, имеющих в плане
радиусные и прямые участки (фнг. 161),
высота h внутренней стенки в зоне пе-
рехода двух прямых должна быть та-
кой, при которой = > 0,6. Высота Н
Гу
(прямых участков) у наружной стенки
не лимитируется, а у внутренней огра-
ничивается количеством металла в сред-
ней части детали.
Контур фланца вытягиваемых деталей
(особенно имеющих сложное очертание
в плане) следует образовать эквиди-
стантной кривой. Ширину фланца
нужно брать небольшую, во не менее
Rm + О + 5) S.
Тела вращения (средних и больших
размеров), трудно вытягиваемые в штам-
пах, нужно выдавливать на токарных
станках. Отклонение от размеров изде-
лий, получаемых давлением при диа-
метре до 500 жж, можно принять по-
рядка 0,3 жж и при диаметре свыше
500 жж — от 0,3 до 0,5 мм. Для изделий.
имеющих большую глубину, допуск
нужно увеличить на 0,2—0,3 жж.
Построение внутренних и внешних
элементов жесткости на углах штам-
пуемых деталей приведено на фиг. 162.
Фиг. 162.
Прн максимальном значении R во впа-
дине или выпуклости удлинение мате-
риала не должно быть больше 1,2—1,4«.
При вытяжке деталей, имеющих не-
высокий борт, но неблагоприятные раз-
меры в плане, на бортах образуются
складки. Избежать складок можно уда-
лением в раскрое избыточного мате-
риала путем вырезки треугольников
(фнг. 163).
Пустотелые кольца могут быть кон-
структивно оформлены различно
(фиг. 164). Наиболее технологичен 1-й
вариант. Кольцо, состоящее из двух по-
ловинок (4-й вариант), хотя и легко ло-
лучить, но отход металла в этом слу-
чае очень большой.
ки металла. Фиг. 164.
Разновидности сбороч-
ных приемов. Конструктивность
и трудоемкость сборочных элементов
во многом определяют эксплуатацион-
ные свойства и стоимость машин. Штам-
повка имеет очень большие возможно-
сти в этом направлении. Как правило,
штамповку применяют для неразъем-
ных соединений. С помощью штамповки
можно соединять детали, полученные
различными технологическими мето-
дами (листовой штамповкой, объем-
ной штамповкой, резанием и др).
Ниже приводятся эскизы сборочных
узлов с применением различных штам-
повочных операций.
Схемы листовых
прямолинейных н
кольцевых швов (зам-
ков), применяемых
для соединения де-
талей, представлены
на фиг. 165. Некото-
рые соединения (швы)
используют точеч-
ную сварку или за-
клепки. Одни вариан-
ты швов предусма-
герметичность, другие
трнвают только
же сочетают герметичность, прочность
и жесткость соединения.
На фиг. 166 показаны различные со-
единения, применяемые в листовых де-
талях. Образование угла у листовой
коробки не вытяжкой, а гибкой пред-
ставлено тремя вариантами: о, б и в.
Тройник г показан в виде сборки трех
штамповок. Коробку конструкции д
можно получить гибкой из вырубленной
заготовки.
Фиг. 167 дает представление о ряде
соединений листовых деталей. Пред-
ставлены конструктивные оформления
156
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
сочетаний плоских деталей, тел враще-
ния с плоскими деталями и, наконец,
одних тел вращения.
Фнг. 168.
На фиг. 168 показаны различные
приемы соединения листовых деталей.
Эти приемы, как правило, используют
гибку, отбортовку и формовку.
На фнг. 169 и 170 представлены глав-
ным образом примеры соединения ли-
стовых деталей с деталями, полученными
резанием. Соединения используют в
основном гибку и формовку.
ЛИСТОВАЯ ШТАМПОВКА
157
Фиг. 169.
Фиг. 171.
Фиг. 171, а — д дает представление
о конструктивном оформлении соедине-
ний втулок, полученных резанием.
с листовыми деталями. Из фиг. 171, г
и д видно, что для сборки можно де-
формировать материал и не по всему
сопрягаемому контуру, а частично.
На фиг. 172 показаны примеры кон-
структивного оформления соединений
стержней с листовыми деталями.
Штампо-сварные детали
Штампо-сварные детали имеют сле-
дующие главные особенности совме-
158
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
стного применения листовой штамповки
и сварки:
1) листовая штамповка сокращает
число элементов штампо-сварной детали
(операции — формовка и гибка);
2) листовая штамповка уменьшает
длину сварочных швов штампо-сварной
детали (операция — гибка);
3) сварка повышает технологичность
листоштампованных деталей.
Общие положения. Особенности
штампо-сварных деталей и
основные задачи, решаемые штампо-
сварными конструкциями:
1. Придание деталям любых сложных
(необходимых конструкторам) форм в по-
давляющем большинстве случаев легче
всего осуществить сваркой элементов,
формы и размеры которых обеспечивают
заданную конфигурацию детали и дик-
туются технологией. Чаще всего это
штампованные элементы (листовые и
объемные), но они могут быть и литыми,
и из сортового проката.
Сложные штампо-сварные детали могут
одновременно сочетать элементы различ-
ного вида (штамповки, литье, прокат).
2. Технология сварки и термообра-
ботки сварных деталей настолько совер-
шенна, что большинство марок конструк-
ционной стали сваривается вполне на-
дежно.
3. Штампо-сварные летали легковесны.
Это достигается за счет применения вме-
сто литья проката, имеющего более вы-
сокий предел текучести, использования
качественного металла, создания рав-
нопрочное™ сечений и т. д. Прн пере-
ходе с литых заготовок на штампо-
сварные снижение веса в среднем мо-
жет быть принято при стальном литье
порядка 20—30%, при чугунном — еще
большее.
4. Стабильность рабочих размеров во
время работы машины даже при макси-
мальных нагрузках может быть обеспе-
чена штампо-сварными деталями. Для
этого необходимо в первую очередь
подчинять оформление конструкции де-
тали требованиям жесткости.
В. Возможное сочетание в одной де-
тали сырых и термически обработанных
элементов, а также сочетание элементов
нз различных металлов. Такой прием
открывает дополнительные возможности
для конструкторов и технологов.
6. У штампо-сварных деталей отсут-
ствует ограничение их размеров.
7. У штампованных элементов штампо-
сварных деталей возможно увеличение
прочности за счет более благоприятного
расположения волокон, а которые, как
правило, не перерезаются.
8. Штампо-сварные детали из толсто-
листового материала обеспечивают необ-
ходимые припуски и те же допуски (точ-
ности), что и объемноштампованные за-
готовки.
Технологическая класси-
фикация штампо-сварных
заготовок. Штампо-сварные детали
разделяются на следующие группы:
1. Штампо-сварные заготовки, кото-
рые после сварки вовсе не проходят
обработку резанием.
2.. Штампо-сварные заготовки, часть
поверхностей или все поверхности ко-
торых после сварки проходят только
чистовую обработку резанием.
3. Штампо-сварные заготовки, часть
или все поверхности которых после
сварки проходят и черновую и чистовую
обработку резанием.
Заготовки первой группы для ответ-
ственных деталей, за редким исключе-
нием. применять не следует.
Технологические требо-
вания кштампо-сварнымде-
талям. При конструировании штампо-
сварных деталей необходимо формы, раз-
меры и материалы отдельных элемен-
тов, входящих в детали, и формы н раз-
меры готовых деталей согласовывать
с требованиями рациональной штампо-
вочной и сварочной технологии.
Требования штамповочной техноло-
гии изложены в предыдущих разделах.
Требования по сварке оговорены в
гл. III.
Примеры штампо-сварных деталей
Ниже приводится ряд конструкций
штампо-сварных деталей, включающих
главным образом листоштампованные
элементы.
На фиг. 173 представлено два ва-
рианта одной и той же детали — ограни-
чителя. Левый вариант использует объем-
ноштампованнуюзаготовку,которая кру-
ЛИСТОВАЯ ШТАМПОВКА
159
гоы обрабатывается резанием; правый
вариант базируется на штампо-сварную
заготовку, у которой обработка реза-
нием сводится всего лишь к сверлению и
развертыванию отверстия. Такая де-
таль значительно дешевле.
На фиг. 174 показана штампо-сварная
плита, состоящая из отдельных элемен-
тов 1, 2, 3. Сварка выполняется преры-
вистыми швами. После сварки и отжига
Фиг. 174.
обработке резанием подвергаются только
торцы и отверстия бобышек.
На фиг. 175 представлены два ва-
рианта одной и той же детали — движка
подающего механизма. На фиг. 175, а
показан вариант движка, полученного
Фиг 175.
нием показаны на фиг. 175, в. Напра-
вляющие выступы а, упоры б, базы
для штифтов и опорная плоскость г
у обоих вариантов одинаковы.
Фнг. 176 дает представление о нетех-
нолигичной (вариант а) и технологичной
(вариант б) конструкции штампо-сварной
детали—упора. Вариант а состоит из эле-
мента / (который при наличии несквоз-
пого паза трудно обработать резанием),
элемента 2 (изогнутого) и элемента 3
(трудно обрабатываемого резанием).
В варианте б элементы 1 и 3 резанием
обрабатываются просто и производи-
тельно, а ограничение перемещения со-
прягаемой детали в пазу (у элемента /)
достигается постановкой штифта 4. Оба
варианта по сопрягаемым местам взаимо-
заменяемы.
На фиг. 177 слева показана литая
опора вала, которая приваривается дуго-
вой сваркой к щеке основания (основа-
ние выполнено из листа). Справа пока-
зана листосварная опора вала,состоящая
из листогнутой коробки жесткости 1,
приваренной точечной сваркой к щеке
из объемноштампованной заготовки, ко-
торая кругом обрабатывается резанием.
На фиг. 175, б изображен штампо-свар-
ной движок, состоящий нз двух элемен-
тов — корпуса / и упора 2. Раскрой
этих элементов н места обработки реза-
основания, и гнутой л адыги 2, которая
дуговой сваркой приваривается к щеке
основания и коробке жесткости. Пере-
ход на штампо-сварную опору вала обес-
печивает лучшее скрепление ее со щекой
основания и упрощает производство.
160
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
На фиг. 178 изображена штампо-свар-
но-паяная головка блока бензинового
двигателя. Для штампованных элементов
используются стандартные листы толщи-
ной 3, 5 и 10 мм. Даже при ручной
Штампо- _
Литая саарио-па- 3X01,0
головка яиая го- ми”
ловка в I»
8,15 кГ 5,75 кГ 29.5
30,4 мни. 22.5 мин. 26
13.5 руб. 10.3 руб. 23,7
сварке возможно получить следующие
показатели:
Показатель
Вес чистый .
Трудоемкость
Стоимость . .
На фнг. 179 показано оформление
штампо-сварной конструкции загрузоч-
ного узла. От трубы передаются значи-
тельные усилия чашке, поэтому для
предотвращения смятия ее дна труба
несколько разбортована и приварена
к поясу чашки, образуемому двумя флан-
цами. Чашка состоит из двух половин,
соединенных фланцами с помощью то-
чечной сварки. Каждая половина чаш-
ки может быть получена неглубокой вы-
тяжкой, вследствие чего материал для
них может и не отвечать всем требова-
ниям глубокой вытяжки.
Примером полного использования
штамповочных и сварочных способов
может служить штампо-сварная станина
токарного станка.
До оформления конструкции станины
были выявлены контактные сопряжен-
ные плоскости и нагрузки. Станина
технологически проста и вместе с тем
обладает достаточной жесткостью и
прочностью.
Чертеж станины представлен
па фнг. 180.
Фиг. 180. Штампо-сварная станина токарного ставка.
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ АВТОМАТАХ
161
Конструкция состоит из листоштам-
пованных элементов. Все листоштампо-
ванные элементы выполнены из мате-
риала одного качества, а именно из
стали Ст. 2. Элементы, образующие про-
дольный набор, изготовляются из ли-
стов толщиной 3 jwm, а поперечные пе-
регородки — из листов толщиной 5 мм.
Благодаря такому ограниченному сор-
таменту толщин листов и рациональным
формам и размерам деталей удается на
20—30% повысить коэффициент исполь-
зования материала по сравнению с коэф-
фициентами использования материалов
в обычных штамповочных конструкциях.
Жесткость станины увеличена, что
позволило ограничиться тремя опорами.
Особенностью конструкции является
также почти полное отсутствие меха-
нической подготовки фасок под сварку.
Наконец, применением специального
стального проката одного профиля для
передней и другого — для задней напра-
вляющей сведена до минимума механи-
ческая обработка.
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ
НА ПРЕССАХ-АВТОМАТАХ
На холодновысадочных прессах-авто-
матах можно изготовлять крепежные
Фиг. 181. Примеры детелей.
да соединительные пальцы, толкатели
клапанов, регулировочные болты тол-
кателей клапанов, ролики и шарики,
звездочки для регулировки тормозов,
специальные упоры для квадратно-гнез-
довой посадки овощей и картофеля,
спицы для велосипедов и мотоциклов,
колпачки и другие детали (фиг. 181).
При холодной объемной штамповке
и высадке детали получаются более
чистыми и с более точными размерами,
чем прн штамповке их в нагретом со-
стоянии, но для холодной штамповки
необходимо более мощное и более жест-
кое оборудование.
Холодная высадка осуществляется,
как правило, без заусенцев.
Прн изготовлении крепежных и дру-
гих деталей холодной обработкой да-
влением на автоматах вместо обработки
резанием достигается большая эконо-
мия металла, увеличивается в десятки
раз производительность и повышаются
прочностные свойства и твердость.
При холодной обработке крепежных
деталей давлением волокна не пере-
резаются, а располагаются по контуру.
Наибольший диаметр стержня де-
талей, изготовляемых методами холодной
обработки давлением на прессах-автома-
тах, 25 мм. Максимальная длина дета-
лей, штампуемых на стандартных прес-
сах-автоматах, еще не превышает 200мм.
на специальных прессах-автоматах мож-
но штамповать детали длиной до 400 мм;
при полуавтоматической и автоматиче-
ской штамповке заранее нарезанных за-
готовок можно производить высадку
головок, редуцирование и накатку
резьбы на деталях длиной до 1800 мм.
изготовляемых иа холодновысадочных прессах-автоматах.
Металл, применяемый для холодной
высадки
Для холодной высадки деталей при-
меняется калиброванный материал пре-
имущественно круглого сечения, диа-
11 Том 5 1412
162
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
метром от десятых долей миллиметра
до 25 мм, с допусками от0,025 до 0,15.«.и.
В отдельных случаях может приме-
няться материал большего диаметра и
не только круглого, но и другого профи-
ля — прямоугольного, квадратного, тра-
пецеидального, овального.
Преимущественно применяются сталь
углеродистая качественная марок от 08
по 45, от А12 по А35; сталь легирован-
ная марок 35Г2, 20Х, 40.Х, 40ХН, 15ХФ,
25ХНВА, 40ХФА, 40ХНМ, 30ХМА,
ЗОХГСА, ШХ9,1ПХ15. 1Х18Н9Т, У10А,
У12А и др.; сплавы цветных металлов —
дуралюмин ДЗП и Д1; латунь ЛС59,
Л62, Л68, красная медь, монель-металл
и др.
Металл, предназначенный для холод-
ной высадки, проявляет хорошие пла-
стические свойства, если его твердость
в отожженном состоянии Н Б — 120-5-207.
Для холодной высадки обычно приме-
няется сталь со сравнительно крупным
зерном, соответствующим № 3 и 4 из
эталонных восьми номеров.
Такая величина зерна определяет тре-
буемую для высадки пластичность стали.
Влияние химического состава на свой-
ства стали приведены в табл. 40, физико-
механические свойства калиброванной
проволоки см. в табл. 41.
Характерные графики испытаний ка-
либрованной проволоки на растяжение
приведены на фиг. 182.
Фиг. 182. Харак
терные графики
испытаний калиб-
рованной холод-
нотянутой прово-
локи на растяже-
ние: 1 — сталь-
ная проволока
диаметром 5.1 мм
(oj. =.64.8 кГ1мм‘;
НБ= 152): 2-ла-
тунная проволока
диаметром 5.1 мм
38.4 к! (лк=;
Н_ - 126).
/-»
Металл для холодной высадки поста-
вляется при диаметре до 16 мм в бун-
тах, при больших диаметрах — в прут-
ках длиной до 6 м.
Поверхность калиброванного мате-
риала должна быть гладкой, блестящей,
Таблица 10
Влияние химического состава иа пластические свойства стали,
подвергаемой холодной высадке (14|.
Химиче- ский алемеит Улуч- шает Ухуд- шает Дополнительные пояснения
С + Увеличение С на 0,1°), увеличивает ол на 6—8 кГ/мм*. Холодная вы- садка углеродистой стали с содержанием С > 0.2»|0 требует отжига ее па структуру, обладающую наибольшей пластичностью, — зерни- стый перлит
SI Наиболее отрицательное значение хля холодной высадки имеет содер- жание SI в стали с содержанием углерода от 0,45 до Содержа- ние SI > 0,2»), резко снижает пластичность, вызывает при деформи- ровании значительный нагрев металла, уменьшает стойкость штампов и требует применения больших сил высадки
Мп + В углеродистой стали содержание Мп ие должно превышать 0,654». Присутствие Мп диктуетса необходимостью уменьшения вредного влияния S
Сг + Наличие Сг особенно снижает пластические свойства высокоуглеро- дистой стали; повышение Сг на 0,1°/,, » стали 40 увеличивает вя иа 2,5 кГ)мм'. На стали е содержанием углерода менее 0,3»/о влияние Сг сказывается мало
W + Примесь W и количестве 0.15—0,25*»|q улучшает процесс холодной вы- садки при одновременном повышении н о*
Mo. V 4- Улучшают процесс холодной высадки и повышают сг и в(
AI + Сталь с добавкой AI в качестве раскислителя (0,03—0,05»).) обладает высокими пластическими свойствами и склонна к образованию зер- нистого перлита
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ-АВТОМАТАХ
163
Таблица 41
Рекомендуемые значения «р о# н Нs
калиброванной проволоки, предназначенной
для холодной высадки (по данным автора)
Диаметр в мм *Г н кГ)ММ' prr/j^e в^в’ сред?.яя ЯН •о
6.2 .37,3 Crr 41.1 таль 0,91 109 0,38
6,2 65,5 67 0,93 137 0.49
7 67.6 70,1 0.96 140 0.5
7 44,1 45.8 0.96 123 0.37
8,6 36.2 41,6 0,87 123 0.34
8.6 48,2 55 0.88 143 0.38
8,6 56 59.2 0,94 152 0.39
8.6 49 53,3 0.92 131 0.41
6.1 64.8 69,3 0.94 152 0,45
5,12 44.7 49,3 0,89 134 0.37
7 43.5 49.5 0 88 134 0,37
5.1 38,4 Лаг 48.5 0,79 126 0.38
5,1 35,4 42.8 о.яз 121 0.35
10.4 39.2 51,8 0.76 141 0,36
7 36.4 44.2 0.82 92 0.43
7 42,9 60.4 0,85 107 0.47
7.9 23,05 Ллюл 34.1 амий 0.68
без раковин, трещин, закатов н тому
подобных дефектен.
Наружный диаметр бунта DHap =
=700 -т- 750 мм, внутренний ЬЛ№ =>
= 400-Т-500 мм. вес бунта в зависимости
от диаметра и материала проволоки
G = 30 -т- 80 кГ.
Сталь, предназначенная для холод-
ной высадки, поставляется в отожжен-
ном или нормализованном состоянии,
протравленная слабым раствором кис-
лоты и нейтрализованная в известко-
вом молоке.
Способы формообразования
головок
Высадка крепежных деталей осуще-
ствляется преимущественно на горизон-
тальных холодновысадочных прессах-
автоматах.
Формообразование головки может осу-
ществляться в матрице, в пуансоне и
одновременно в обеих частях штампа
(фиг. 183, а — м).
Скорость движения пуансона в начале
осадки заготовки vpag = 0,14 ч- 1,4м/сек.
Таблица 42
Скорости движения пуансона в начале деформирования и скорости деформации
Типы прессов-автоматов Диапазон размеров автоматов в мм При- нятое зна- чение Йе d Угол по- ложения кривошипа н начале штамповки п гр IX Скорость движения пуансона vpa0 В M]Cfft Скорость де- формации 4>г В “Мсек
Одноударные хо- лодноаысадоч- ные с цельной матри- цей 0 3-10 2 42-45 0,25-0.4 4 350-1 ЙОО
с разъемной матри- цей 0 4,5—6 0,7-0.8 9000-6 000
Двухударные хо- лодновысадоч- ные с цельной матри- цей 0 3-20 3 0,7-1 6 000-1 300
с разъемной матри- цей 0 6-25 0.75-1,3 6 000-1 300
с унипсрсальной матрицей 0 6-20 1.25-1.4 7 800-2 300
Гаоэлнльиые с горизонтальным расположением зажимных и от- резных матриц 0 1.2—4,5 1Л 20 0,5-0.9 20 000-12 000
Обрезные (с воз- можностью ис- пользования для повторной штам- повки) с кривошипно-ры- чажным приво- дом ползуна 0 10-20 — 40 0,5-0,65 —
Г вйкоштамповочиый миотоопера иконный' 0 12 - 20 0.14 —
11*
164
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
f Е
Скорость деформации vt — -у 100 со-
ставляет 1300—20000%/сек (см. табл. 42),
где е — степень деформации при осадке
или высадке; t — время периода де-
формации в сек.
Точность и чистота поверхности
штампуемых деталей
Холодной объемной штамповкой и вы-
садкой на холодновысадочных прессах-
автоматах и кривошипно-коленных (че-
каночных) прессах можно получать
детали с точностью вдоль оси штампов-
ки 0,03—0,05 мм.
Точность в плоскости, перпендику-
лярной к направлению движения пуан-
сона, определяется точностью изгото-
вления штампов, правильностью уста-
новки пуансона по отношению к ма-
трице и износостойкостью инстру-
мента.
В целях достижения более высокой
точности применяют калибрующие
операции: редуцирование, объемную
и плоскостную чеканку-калибровку
(табл. 43).
Крепежные детали с резьбой 2-го
н 3-го классов точности изготовляются
обычно методом холодной высадки с при-
менением процессов редуцирования и
накатки резьбы.
Таблица 43
Точность и чистота поверхности,
достигаема» при объемно! штамповке
Операций Классы точности или величина отклонений в мм Классы чистоты
Горячая объемная штамповка Холодная объемная штамповка . . . Штамповка с влек* тронвгревом Чеканка Редуцирование Ударное вылавли- вание Статическое выла* вливание слож- ного инструмента 3-4-й 2-3-й ± (0,028-0,1) ± (0,05-0,25) 2-й 2-4-й 2-4-й 2-4-й б—8-й 3-5-й 3—9-й 8-10-й в—7-й 9-10 Й
Сила холодной высадки
Сила высадки определяется условиями
деформирования, схемой напряженного
состояния, свойствами деформируемого
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ-АВТОМАТАХ
165
металла, размерами и формой штам-
пуемой детали, а также требованиями
точности и чистоты поверхности.
Удельные давления, необходимые для
осуществления формообразующих опе-
раций при обработке стали, прини-
маются следующие:
Удельное
Операция давление
в кГ)мЛ'
Высадка головок в виде тел вра-
щения ..................... 150—190
Высадка шестигранных головок 250-270
Объемная штамповка........... 180—250
Калнброака-чехапка........... 200- 250
Выдавливание полых изделий 250—350
Электровысадка............... 10—15
Редуцирование (обжатие) стер-
жня ........................ 300—330
Для определения величины силы вы-
садки можно пользоваться следующи-
ми приближенными формулами.
Сила холодной высадки тел вращения
без заусенца и с заусенцем
Фиг. |84. График значений коэффициента в
при высадке деталей бед заусенца (29).
сопротивление деформированию в
кГ/мм*, выбираемое по графику
фиг. 186; D и ft — диаметр и высота
высаженной головки в мм: F — пло-
щадь проекции отштампованной головки
(включая заусенец) в мм*.
Фиг. 185. График значений коэффи-
циента е при высадке деталей с за-
усенцем толщиной А,, шириной > )29].
Сила холодной высадки тел враще-
ния без заусенца из стали 10—20 в т
PffSS^-erD»,
где коэффициент ₽ = 0,5 и-0,6; аг —
минимальное значение предела теку-
чести материала, указываемое в ГОСТ.
л кГ/мм*: D—диаметр отштампованной
детали в см.
При определении величины деформи-
рующей силы вновь осваиваемого слож-
иого по форме изделия рекомендуется
деформированию (по Л. А. Шофыану).
произвести эксперименальную провер-
ку ее на испытательной машине или
гидравлическом прессе.
В табл. 44 приведены значения силы
высадки по данным различных авторов.
166
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Таблица 4t
Сил* холодной высидки (по опытным .хинным)
М по пор. Форма головки Размеры головки и стержня в мм Материал для изделий Сила вы- садки is т Примечание Источник
d D h
1 Цилиндрическая 3,2 4.8 0.8 Сталь 10. (»г>18> 2 Исследование произ- водилось на испы- тательной машине По данным автора (29)
2 Полукруглая с за- усенцем толщи- ной Л, «- 0,22 мм и шириной Г- — 1.63 мм 4,43 Л=«.15Я 3.06 Сталь 15 <«г> 21) 22
D,=8,84
3 Полукруглая 4,8 6.4 3 Алюминий 1.5
4 Полукруглая 4Л 7.9 4 Сталь 20 (»г > 24) 7.3
5 Потайная 6 11 2.9 Сталь 15 27,8 Исследования произ- водились на холод- новысадочном авто- мате По данным А. Н. Гладких
б Потайная с кресто- образным шлицем 6 11 2.9 Сталь 15 29,7
7 Потайная с кресто- образным шлицем 6,4 11.9 5.5 Сталь 25 (ог > 26) 20 Исследования произ- водились на юлод- Н08ЫС8ДОЧН0М ВВТО- мате и вертикально- кривошипном прессе По данным автора [2У|
8 Потайная 9,5 15.8 6.1 Сталь 15 25
9 Полукруглая 9.5 16.7 5.6 Сталь 15 30
10 Бочкообразная 10 16.2 7 Сталь 35 25 Исследования произ- водились на холод- новысадочном авто- мате По данным В. А. Попов*
11 Шестигранная 10 16.2 f Сталь 35 44
12 Полукруглая с квадратным под- головком 10 21.34 4.8 Сталь 35 («г > 30) 100 Сторона квадрата 10 им Высота квадрат* 4.8 ММ По данным Н. Е. Llnaley
13 Полукруглая с квадратным под- головком 16 34 8,6 Сталь 35 200 Сторона квадрата 16 ми Высота квадрата 6,3 ММ
14 Полукруглая с квадратным под- головком 19.05 40.4 9.4 Сталь 35 300 Сторона квадрата Высота квадрата 6,3 ММ
15 Шестигранная гай- ка 10 22 9.5 Сталь 15 <«г > 21) 60 Исследование произ- водилось на гидра- влической испыта- тельной машине По данным автора
Обозначение, принятые в таблице: d — диаметр стержня высаживаемой части детали; D — диаметр высаженной головки в виде тела вращения (без заусенца) или диаметр описанной окружности детали граненой формы; Л — высота высаженной головки или летали; D, — диаметр высаженной головни с учетом заусенца.
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ-АВТОМАТАХ
167
На фиг. 187, а и б
изображены в каче-
стве примеров гра-
фики изменения силы
высадки Р в зависи-
мости от хода пуан-
сона S: а) полукруг-
лой головки с зау-
сенцем и б) шести-
гранной гайки (мате- Рт
риал детали сталь 15).
а
&
а
а
•3
Выбор количества переходов
и расчет конических пуансонов
Холодная высадка изделий может
осуществляться в I. 2, 3 и более пере-
ходов (ударов) в зависимости от кон-
фигурации и размеров (табл. 45).
. Примечания 1. Высадка в 2 и 3 перехода производится обычно в одной матрице 1 (фит. 189, а и 0). 2. Заготовительный (конический) пуансон 2 (фиг. 189, а) промежуточный в случае трехулар- ой высадки и чистовой 3 (фиг. 189, 4) устанаа- лисаются на линию высадки последовательно перед соответствующим ударом. 3. Пуансоны закреплены в пуансонных са- лазках, перемещающихся а высадочном ползуне вертикально или по дуге.
Примерный перечень высаживаемых изделий Заклепки, винты, шурупы и тому подобные изделия с полукруглой, потайной или полупотяйной голов* кой Заготовки болтов, заклепки, винты и другие изделия, имеющие цилиндрические головки, головки с усом или квадратным подголовком Винты с крестообразным шлицем, болты с наруж- ным и внутренним шестигранником и другие слож* ные в технологическом отношении детали
188 189
тельные размеры киваемоА части кн н высаженной Q|xa ". * " 1 ш V А «4
ГОЛОВКИ D а 4,5—8,6 8.5-10
Относи вы с а; ааготов <2.5 2,5-5 < 5-8
(aodwA) eoioxadau oi'aMj, М 80
168
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Количество переходов или допусти-
мая относительная длина высаживае-
мой части определяется качеством
а
материала и его диаметром, т. е. является
функцией устойчи-
Фнг. 18й. Схема вы-
садки » один пере-
ход: а — начало вы-
садки; б — конец вы-
садки.
Фиг. 189. Схема вы-
садки в два пере-
хода: а — конец пер-
вого перехода (высад-
ка головки): б - ко-
нец второго перехода.
(заклепки с полуэллиптнческой голов-
кой, применяемые для ответственных
прочных соединений);
в) когда требуется получить головку,
трудно поддающуюся высадке, например
цилиндрическую, потайную с квадрат-
ным подголовком, квадратную потайную
и т. п.
При разработке технологии холодной
высадки вновь осваиваемой детали необ-
ходимо экспериментально проверить вы-
бранное число переходов.
.Особо сложные в технологическом от-
ношении детали требуют для своего
изготовления иногда четырех и даже
пяти переходов. В ряде случаев, особен-
но при высадке сложных изделий из
стали, содержащей углерода больше
0,2%, требуется применять промежу-
точный отжиг.Вэтом случае применяется
повторная высадка.
Высаженные за два или три удара и
отожженные изделия повторно высажи-
ваются на горизонтальных прессах с
бункерной загрузкой.
Повторная высадка значительно рас-
ширяет номенклатуру высаживаемых
Наибольшие допустимые значения
а
(по данным В. А. Попова примени-
тельно к высадке на автоматах) при-
ведены в табл. 46.
Таблица 46
Допустима» величина
Диаметр ааготовки в мм Высаживаемый материал
Сталь 10, латунь Л 68 Сталь 35 и 40 X
3-7 1,7 2
7.1 — 10.5 2.3 2.45
10,6—16,5 2.5 2.М
Фиг. 190. Продольный разрез конического
пуансона: / — коническая пуансон; 3—упор-
иый палец; 3 — матрица; 4 — чистовой пуан-
сон.
Двухударная высадка охватывает наи-
большее количество типо-размеров кре-
пежных изделий.
Детали, у которых длина высаживае-
мой части h0 меньше 2,5д, высаживаются
в виде исключения не за один, а за два
удара в случаях:
. D
а) когда отношение-г > 4,5 (плоская
Л
головка);
б) когда к высаживаемой головке
предъявляются повышенные требова-
ния в отношении размеров и формы
деталей как по их конфигурации, так
и по размерам.
Диаметр основания конуса пуансона
DK (фиг. 190) (по нормалям автозавода
имени Сталина) (10а)
D*“
здесь dK — диаметр цилиндрического от-
верстия конического пуансона или наи-
меньший диаметр заготовки; V — объем
деформируемой части заготовки (от
основной плоскости до плоскости мень-
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ АВТОМАТАХ
169
шего основания конуса); п — недо-
ход конического пуансона до основной
плоскости
п — а + Ь + 1,5,
где а — расстояние от переднего торца
матрицы до основной плоскости; b —
расстояние от переднего торца чистового
пуансона до переднего торца матрицы
(можно принимать a as Ь 4- 1,5 да
а — угол конуса пуансона;
О •
оптимальный угол конуса для первой
осадки равен 6° ± 15', для второй
осадки (при трехударной высадке) а =
-12° ± 15'.
При а = 6° DK — (1,2-ь 1,3) dK, при
а - 12° DK- (1,5 -*-l,7)dK.
Формулы для определения Dx (без
вычисления объемов Ki приведены в
табл. 47 (по данным ЗИС)
Высадка а матрицах
Тип матрицы для высадки опреде-
ляется относительной длиной стерж-
ня высаживаемой детали, технологией
высадки и требованиями качества
(табл. 48).
Высадка в цельной матрице (фиг. 191).
Проволока или пруток 1 подается перио-
дически вращающимися желобчатыми
роликами 2 через отверстие отрезной
матрицы 3 до упора 4. При движении
Фиг. 191.
ножа 5 вперед от прутка отрезается
заготовка, которая с помощью специаль-
ного удерживающего устройства 6 пе-
реносится на линию высадки.
При движении пуансона 7 к матрице 8
заготовка сперва заталкивается в от-
верстие матрицы до упора в стержень
выталкивателя 9. При дальнейшем дви-
жении пуансона происходит высадка
головки. При отходе пуансона обратно
высаженная деталь выталкивается
стержнем 9 из матрицы.
При высадке в цельной матрице
длина стержня штампуемой детали
определяется положением выталкива-
теля 9.
Высадка в разъемной матрице
(фиг. 192). Проволока или пруток 1
подается периодически вращающимися
желобчатыми роликами 2 через отрез-
Фиг. 192.
ную матрицу 3 и разомкнутые матрицы 4
и 5 до поворотного упора 6. Матрица 4,
двигаясь вправо, своей торцевой
поверхностью отрезает от прутка за-
готовку, которая переносится матри-
цами 4 и 5 на линию высадки, где
и зажимается. Зазор между матрицами
для осуществления зажима принимается
равным от 0,02 до 0,2 мм. Выступаю-
щая часть заготовки высаживается
пуансоном в головку соответствую-
щей формы. После этого матрицы 4
и 5 с помощью отжимной пружины 7
смещаются назад иа линию подачи;
во время обратного движения матрицы
раздвигаются роликом 8, опускающимся
посредством скошенной планки 9 (или
170
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Таблица 4в
Выбор типа матрицы для холодной высадки
Тип матрицы Длина стержня нысажииае- мой летали Назначение матрицы Качество изделия Примечание
Цельная Разъемная Универсальная (в матриц* кую полуш- ку может {•ста влиться как цельная, так к разъ- емная ма- трица) {<84 {>84 1. Штамповка и вы- садка летали 2. Редуцирование стержня (в атом случае матрица со- стоит из собственно матрицы н глазка) 1. Штамповка и вы- садка летали X Плющение, выдав, лнпаине углубле- ний н т. и. 3. Гибка стержня 4. Зажим заготовки при высадке длин- ных стержней для удержания от про- дольного смещения 1. Штамповка и вы- садка детали 2. Редуцирование стержня (в случае высадки в цельной матрице) Деталь получается гладкой, без заусен- цев под головкой Ручей матрицы вы- полняется с неболь- шим конусом для облегчения вытал- кивания Под головкой, в ме- стах разъема матри- цы. могут образо- вываться неболь- шие заусенцы Качество детали опре- деляется типом ма- трицы. вставленной в матричную по- душку Максимальная длина 1 высаживаемой в цель- ной матрице детали определяется силой вы- талкивания н прочно- стью выталкивающего пальца В отдельных случаях до- пускается длина {<104 Редуцирование стержня в разъемной матрице не производится. В спе- циальных прессах-авто- матах с разъемной ма- трицей можно произво- дить высадку головок у длинных тяг (до 180U мл) или редуциро- вание пуансоном кон- цов их под резьбу Матрицы в зтом случае выполняются с попереч- ными канавками в ручьях Можно производить так- же одновременно дву- стороннюю высадку иа специальных прессах- автоматах При высадке разъемные матрицы сжаты Для облегчения вытал- киваний одна матрица отходит от другой Отрезка и перенос заго- товки происходят на прессах-автоматах с цельной матрицей; в втом случае разъемные матрицы для попереч- ной деформации не ис- пользуются
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ АВТОМАТАХ
171
клином). Отштампованная деталь вытал-
кивается из раскрытых матриц самим
материалом при следующем цикле по-
дачи.
При высадке в разъемной матрице
длина высаживаемой детали опреде-
ляется длиной самой матрицы.
Разъемные матрицы выполняются
чаще всего квадратного сечения; при-
меняются также и шестигранные ма-
трицы.
Высадка в универсальной (комби-
нированной) матрице. Для холодной
высадки применяются универсальные
матрицы, представляющие собой раз-
деленные на две половины цельные
матрицы.
Высадка в универсальной матрице
происходит по принципу высадки в цель-
ной матрице с той лишь разницей, что
для облегчения выталкивания сжатие
двух половин матрицы ослабляется.
Высадка полукруглых головок с пря-
мым пазом. Высадка производится на
двухударном холодновысадочном прсс-
Фиг. 193. Переходы при высадке полукруглой
головки с прямым пазом: I — отрезка заго-
товки; 3 — первый переход высадки; 3 —
окончательная высадка головки со шлицем.
се-автомате с цельной матрицей в два
перехода (фнг. 193).
Изготовление рабочего гнезда пуан-
сона производится выдавливанием на
гидравлическом или фрикционном вин-
товом прессе.
На фнг. 194 изображен график силы
выдавливания гнезда в пуансоне, вы-
полненном из стали У10А.
Силу выдавливания можно опреде-
лять по формуле
« Т>'тГ>
где -j еа 3,5-1-3,75; о'г — истинное со-
противление деформированию инстру-
ментальной стали
в кГ/мм* (может
быть приближенно
определено по гра-
фику фиг. 186 из
условия макси-
мальной степени
деформации); F—
проекция площа-
ди выдавливаемого
гнезда в мм*.
Сила выдавли-
вания гнезд в
пуансонах для вы-
садки полукруг-
лых головок с пря-
мым пазом приве-
дена в табл. 49
Штамповка вин-
тов с внутренним
шестигранником.
Материал винтов—
сталь 10. Процесс
штамповки осуще-
ствляется следую-
щим образом: вна-
чале на двухудар-
ном холодновысадочном автомате с
цельной матрицей производится высад-
ка головки (фнг. 195).
Таблица 49
Силв выдавливания гнезд
Винт Диаметр выдавленного гнезда D мм Сила зымализакиа Р ш
М4 ел 11,2-14,5
Мб 9.96 24,5-26,2
М8 * 12.94 , 35-44,2
Высаженные заготовки подвергаются
отжигу (t = 880 -f- 900° С), после чего
на вертикальном кривошипном прессе
172
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
или на автомате для повторной высадки
осуществляется за один удар выдавли-
вание внутреннего шестигранника и
Штамповка винтов с крестообразным
гнездом в головке. Формообразование
головок винтов с крестообразным гпез-
Фиг. 195.
Фиг. 196.
окончательное формообразование голов-
ки (фиг. 196).
Размеры головок винтов (второй и
третий переходы) и пуансонов приве-
дены в табл. 50 и 51 (по данным заво-
да «Станконормаль»)
дом может осуществляться открытым
и закрытым способами (фиг. 197
и 198).
Первый способ штамповки осуще-
ствляется на трехударном холодновы-
Таблица 50
Размеры головок винтов и рабочих гнезд матриц в мм (см. фиг. 195 и 196)
Винт Головка. высаженная на двухударном холодновысадочном автомате Окончательно отштдмпомкнм головка
d, D, / "1 d D н к Размер г (лол ключ)
МВ 7.04 + 0-м 11.5+<М •5,810,2 8 7,01+0.02 12 810.5 5+* -+0.2 6+0,1
М10 8,84+0.04 14.&+"•' 7.6±0.2 1.5 10 8.84+0.02 15 1010,5 б+* .+0.2 8+0.1
М12 10.67 *°.04 17,5+0.* 9.810.2 12.5 Ю.67+0-02 18 1210,5 8+' ю+0.2 ,0+0.1
М16 14,ад+0-12 МЛ+0,г 1710,2 14.5 I4.ee-*-0-02 24 1810,5 10+1 12+0.3 12+0.1
Таблица 51
Размеры вуаисоиов в мм
Виит D, Пуансон второго переходе Пуансон для выдавливания внутреннего шестигранника
d' 1 К Г 9 Л 1 1 1, Л Л *1
М8 4-0,2 8+0.» 4 л 10.8 7 6 8.3 6.2
МЮ *5-0,2 10+0.2 12 1.5 1.5 7 12,9 5 8 8.3 8.2
М12 *8-0,2 12,5+0.® 20 9 14,4 4 8 10,3 10,2
М16 2*-О.2 1 14,5+0.2 25 5 11 18 3 10 12.3 12,2
ХОЛОДНАЯ высадка ДЕТАЛЕЙ НА ПРЕССАХ-АВТОМАТАХ
173
Фнг. 197. Выданлннание крестообразного гнезда открытым способом в предварительно
высаженной цилиндрической головке. Графики сил: I — высадки головки: 2 — выдав-
ливания гнезда: Л — выталкивания (построены на основании экспериментов автора).
садочном или на двухударном автомате
и на автомате для повторной высадки.
При открытом способе изготовления
сначала высаживается головка, а за-
Фнг. 198. Выдавливание крестообразного
гнезда закрытым способом одновременно с вы-
садкой потайной головки (по методу
А. Н. Гладких).
тем вылавливается крестообразное гнез-
до; при применении автомата для по-
вторной высадки штампуемая заготовка
может подвергаться промежуточному
отжигу.
При закрытом способе штамповки
формообразование головки осущест-
вляется за два перехода, причем выдав-
ливание крестообразного гнезда проис-
ходит одновременно со вторым пере-
ходом высадки.
Последний способ, помимо сокраще-
ния числа потребных ударов, обеспе-
чивает получение более правильной по
форме и размерам головки.
Сила выдавливания крестообразного
гнезда открытым способом
Р - ba'jF кГ,
где Д — коэффициент, равный 5 6;
F — конечная площадь проекции кре-
стообразного гнезда в мм*; оj —
истинное сопротивление деформирова-
нию материала детали в кГ!мм*, соот-
ветствующее порогу упрочнения (см.
фиг. 186).
Высадка пустотелых заклепок может
производиться двумя способами.
Для высадки по первому способу при-
меняются специальные холодновысадоч-
ные прессы-автоматы с двумя матри-
цами (фиг. 199).
174
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
В первой матрице производится вы-
садка головки (за один или два удара).
Затем заклепка переносится пружинны-
ми пальцами на осевую линию второй
матрицы, где происходит первоначаль-
ное образование пустотелости насажи-
ванием стержня заклепки 1 на про-
шивной пуансон-выталкиватель 3.
Окончательное оформление пустоте-
лого стержня происходит при выталки-
вании заклепки из прошивной матрицы.
Съем детали с прошивного пуансона
производится захватами при обратном
ходе высадочного пуансона 2.
Для высадки пустотелых заклепок
по второму способу (фиг. 200) цилин-
дрическая заготовка, отрезанная от
проволоки и перенесенная на линию
высадки при первом ходе ползуна,
насаживается высадочным пуансоном /
на прошивной пуансон 2, чем и осуще-
ствляется образование пустотелости.
При дальнейшем холе ползуна, когда
торец заклепки упрется в уступ съем-
ника 3 с пружиной 4, происходит осадка
головки (образование конуса). При сле-
дующем (втором) ударе окончательно
оформляется головка заклепки, после
чего готовая деталь выдвигается на
прошивном пуансоне выталкивателем 5
Фиг. 200.
из высадочной матрицы и снимается
съемником 3; в некоторых типах спе-
циальных прессов-автоматов предусма-
тривается дополнительно еще съемный
крючок.
Относительные размеры пустотелых
Способы
Таблица Si
Способ редуцирования
Место
установки
глазка
Назначение
Степень обжатия
при редуцировании
г»
Заталкивание заготовки
неподвижный глазок
(прямой метод): а — пе-
ред обрезкой граней;
б — перед высадкой:
а — форма отверстия
глазка •*
Матрица
1. Обжатие и калибровка стержня
под накатку резьбы
2. Калибровка гладкой части стержня
болта
3. Обжатие стержня, мменяющее
собой первый переход высддкн (за-
готовка обжимается до той части,
где должна образоваться головка)
При одном переходе
степень сжатия
На.твиганне глазка иа не-
подвижную заготовку
(обращенный метод)
Пуансон
1. Обжатие концов длинных тяг под
накатку резьбы
2. Обжатие и калибровка части стер-
жня при комбинированной обработ-
ке сложных деталей
। — 50 +• 60“п> может
быть достигнута
при двойном или
тройном обжатии
• Р, — площадь стержня до редуцирования; Р — площадь обжатой части стержня.
•* у, «э -j, кэ 28 + 30"; у — 0,8 -»- 3 мл.
Примечание. При обжатии стержня может иметь место изгиб редуцируемой части; во из-
бежание втого глазок выполняется с направляющей частью, когда у, — 0. у — равно длине напра-
вляющей части. * •*
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ-АВТОМАТ АХ
175
заклепок, получаемых при холодной
высадке (фиг. 201):
4--0,8ч-7; -4--0.5ч-1;
а а
-4 =0.5 4-0.7.
а
Пустотелые заклепки изготовляются
преимущественно с
головками полу-
круглой, эллипти-
ческой и потайной
формы.
Наиболее употре-
бительный диаметр
пустотелых закле-
пок от 2 до 6 мм.
Полностью осво-
ена высадка пусто-
телых заклепок преимущественно нз
цветных металлов и сплавов.
Достигнутая практикой относитель-
ная глубина пустотелости составляет
/я = (1 ч-l,2)rf;-4- <1Д
ап
Высадка стальных пустотелых за-
клепок находится в стадии эксперимен-
тирования.
Редуцирование (обжатие) стержня
Процесс редуцирования стержня осу-
ществляется в большинстве случаев
одновременно с холодной высадкой или
обрезкой, а также и как самостоятель-
ная операция. Способы редуцирования
приведены в табл. 52.
Обрезка высаженных деталей
по требуемому контуру
Головки болтов шестигранные и осо-
бенно квадратные высаживаются, как
правило, цилиндрическими, а затем
подвергаются обрезке по требуемому
контуру на обрезном прессе-автомате.
Обрезка головок болтов по требуе-
мому контуру производится двумя спо-
собами:
1) заталкиванием заготовки в непо-
движную матрицу вперед стержнем.
2) заталкиванием заготовки в непо-
движную матрицу вперед головкой.
Наиболее распространенным способом
является первый. х
При обрезке по этому способу (фиг.
202) заготовка, полученная на холодно-
высадочном прессе-автомате и подан-
ная из бункера на осевую линию обрез-
ки, вначале заталкивается торном по-
движной матрицы 1 в- неподвижную
матрицу 2, а затем в койне рабочего
хода ползуна происходит обрезка гра-
ней. Далее заготовка из неподвижной
матрицы через отверстие подвижной ма-
трицы и полость в ползуне выталки-
вается стержнем 3 в ящик для готовых
Фиг. 202. Процесс обрезки граней болта:
а — обрезка граней: б — выталкивание болта
н снятие венца.
изделий. Обрезанный и зажатый между
матрицами металл в виде венца 4 в на-
чале отхода подвижной матрицы падает
вниз в отдельный ящик. Если одно-
временно с обрезкой граней требуется
произвести редуцирование стержня, то
в матрицу 2 вставляют глазок.
Сила обрезки граней у отштампован-
ных цилиндрических головок можно
определить по следующей формуле:
Рдаа'-/>-яв.
где а' — коэффициент, равный 0,035—
0,045: — минимальное значение пре-
h.’HS
Хов матрицы
Фиг. 203. Гра-
фик изменения
силы при об-
резке граней
головки болта
MI2 и сдвиге
венца (мате-
риал болта
сталь 15): /—
обрезка голов-
ки; 2 —сдвиг
ленца и вытал-
кивание го-
ловки.
дела прочности .материала в кГ/мм*.
приводимое в таблицах ГОСТ; р — пери-
метр обрезки в см.
График изменения силы при обрезке
и сдвиге венца изображен на фнг. 203.
176
ТЕХНОЛОГИЯ КОВКИ И И1ТАЛШОВКИ
Для болтов Мб сила сдвига Рсов а
си (0,2 ч-0,25)РобДля болтов М12
Pffla « (0,3 ч- 0,35)Рсбр.
Штамповка болтов с шестигранными
головками (без применения процесса
обрезки граней)
Применение для изготовления болтов
с шестигранными головками методом хо-
лодной штамповки только формообра-
зующих операций позволяет снизить
трудоемкость изготовления указанных
деталей на 20—25%, уменьшить расход
металла в среднем на 3—7% и повы-
сить качество деталей.
Технологический процесс штамповки
болтов за два перехода (разработан
В. А. Поповым в институте «Оргавто-
пром») осуществляется на обычном
двухударном холодновысадочном авто-
мате с применением пуансона со сколь-
зящим сердечником (фиг. 204).
При первом ударе высаживается ко-
ническая головка, при втором — проис-
ходит окончательное формообразование
шестигранника в замкнутом простран-
стве: головка 1 своей передней тор-
цезой плоскостью упирается в матрицу
и остается неподвижной, а сердечник 2,
f 2
Фиг. 204. Пуансон со скользящим сер-
дечником конструкции В. А. Попова.
перемещаясь вперед, осаживает полу-
ченную при первом переходе головку
болта, которая формуется в шестигранник.
Процесс штамповки болтов в три
перехода, разработанный К. К. Преоб-
раженским (завод сКрасная Этна»), осу-
ществляется на двухударном холод-
новысадочном автомате, где высажи-
вается обычным способом цилиндри-
ческая головка, и яа автомате для повтор-
ной высадки, на котором производится
окончательное формообразование го-
ловки (фнг. 205).
При данном способе изготовления в
случае необходимости применяется про-
межуточный отжиг штампуемой заго-
товки (перед формообразованием ше-
стигранника). Для повторной штам-
повки может быть использован обыч-
ный пресс-автомат для обрезки гра-
ней, для чего необходимо только изме-
нить положение кулака механизма вы-
талкивания.
При штамповке болтов по первому
способу исключается потребность в прес-
се-автомате для обрезки граней или для
повторной высадки. Штамповка бол-
тов по второму способу обеспечивает
Фнг. 205.
Фиг. 206.
наибольшую стойкость инструмента и
стабильность процесса и может быть
сравнительно легко осуществлена на
любом предприятии, располагающем
холодновысадочными и обрезными прес-
сами-автоматами.
Штамповка болтов с шестигранной
головкой и с выемкой на торце может
производиться на двухударном холодно-
высадочном автомате, как показано на
фиг. 206.
Объемная штамповка сложных деталей
Штаповка сложных в технологическом
отношении деталей осуществляется как
на многооперационных прессах-автома-
тах параллельно-последовательного дей-
ствия, так и методом последователь-
ной штамповки на ряде обычных прес-
сов (в холодном состоянии или с приме-
нением электроподогрева), а также пу-
тем совмещения разного рода штамповоч-
ных операций с операциями резания.
На многооперационных холодновы-
садочных прессах-автоматах штампуют-
ся, например, такие детали, как шести-
гранные гайки, болты, многоступен-
чатые пальцы и др.
Холодная штамповка гаек из круг-
лого калиброванного прутка произ-
водится за пять или шесть переходов
(включая отрезку заготовки).
Пределы размеров штампуемых гаек
(по номинальному диаметру резьбы) —
от Мб до М27.
Производительность автоматов (теоре-
тическая) до 100 деталей в минуту.
ХОЛОДНАЯ ВЫСАДКА ДЕТАЛЕЙ НА ПРЕССАХ АВТОМАТАХ
177
Переходы (фнг. 207): 1 — отрезка
заготовки; 2 — образование фаски с од-
ной стороны; 3 — осадка заготовки (об-
разование бочкообраз-
ной формы с кониче-
, скнми наметками на тор-
цах); 4 — формообразо-
вание шестигранника пу-
тем двустороннего вда-
Н вливания пуансонов;
‘ ' 5— пробивка отверстия.
Отштампованная таким
методом гайка имеет на-
ружные и внутренние
фаскн с двух сторон,
чистота поверхности ее
соответствует 5—6-му
Фиг. 207.
классам.
После штамповки в
гайках нарезается резь-
ба, производится окон-
чательный контроль и
антикоррозионная обра-
ботка.
Холодной штамповкой
из круглого прутка в
настоящее время изгото-
вляются только шести -
граиные гайки, квадрат-
ные вырубаются из по-
лосы.
Многооперационная штамповка бол-
тов (фиг. 208) может быть также осу-
Фиг. 208.
ществлена на гайкоштамповочном
автомате с некоторым изменением его
конструкции (по В. М. Мисожникову).
На многоопераинснном прессе-авто-
мате могут штамповаться и другие
детали.
Горизонтальный разрез по инструмен-
там многоопераиионного автомата для
штамповки многоступенчатого пальца
представлен на фиг. 209, где пуансоны
изображены в крайнем переднем по-
ложении.
Заготовка, отрезанная ножом /, пе-
ренесенная на первую линию высадки,
заталкивается в глазок 2, вмонтирован-
ный в матрицу 3. При заталкивании
12 Том 8 1412
происходит первое редуцирование конца
заготовки со степенью обжатия « =
-9’V* 100 = 43%.
Когда ползун с пуансонами отходит
назад, заготовка в соответствующий мо-
мент выдвигается выталкиванием из
Фиг. 209.
глазка в транспортирующие пальцы,
которые переносят ее с первой линии
штамповки на вторую.
На второй линии передний конец заго-
товки путем заталкивания в глазок 4 диа-
метром 6 ±0,012 мм подвергается оконча-
тельному редуцированию со степенью об-
жатия «=24%, а остальная часть стерж-
ня осаживается до диаметра 10 мм.
Далее заготовка выталкивается и пе-
реносится иа третью линию штамповки
(последнюю для данной детали).
Здесь пуансон 5 с глазком 6 из твер-
дого сплава заталкивает заготовку во
вставку 7, где происходит образование
фаски на торце хвостовика диаметром
178
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
6 мм; в это же время осуществляется
высадка буртика диаметром 12 л(.и и
редуцирование другого конца стержня
До диаметра 9 мм (» = 19%). При каж-
дом ходе ползуна выходит одна деталь.
Для штамповки деталей более слож-
ной конфигурации с более высокой
степенью деформации и относительно
больших размеров может быть применен
процесс высадки с электроподогревом;
при этом способе штамповки длина вы-
саживаемой части прутка h0 за один
ход пуансона может быть увеличена
до 30—40 диаметров.
Электровысадка может осущест-
вляться на вертикальных кривошипных
прессах с револьверным столом, снаб-
Фнг. 210. Схема
элсктронагрева
при высадке и ха-
рактер распреде-
ления температу-
ры: 1—заготовка;
1 — матрица; 3 —
пуансон; 4 — кон-
такты.
жснным электронагревательным устрой-
ством.
Для осуществления электровысадкн
необходимо удельное давление k =
= 10-*-15 кГ/мм\ скорость о движе-
ния деформирующего пуансона должна
быть от 2 до 4 мм/сек.
На Автозаводе имени Молотова элек-
тровысадка применяется при изгото-
влении таких, напрнмер, деталей, как
рычаг рулевой трапеции автомобиля
ЗИМ, ось педали велосипеда, болт
толкателя двигателей автомобилей М-20
и ГАЗ-51 и др. На Автозаводе имени
Сталина освоена электровысадка тол-
кателя.
Схема электронагрева для точной вы-
садки и характер распределения тем-
пературы в заготовке изображены на
фиг. 210.
Накатывание резьбы
Процесс накатывания осуществляется
плоскими плашками и круглыми ро-
ликами.
В резьбе, полученной методом нака-
тывания, волокна не перерезаются, а
располагаются соответственно про-
филю резьбы; в этом случае микротвер-
дость возрастает примерно в 2‘ раза,
значительно увеличивается предел проч-
ности, усталостная прочность резьбы
увеличивается на 20—25%.
Средняя квадратическая высота не-
ровностей резьбы, накатанной круглыми
плашками, /7Г1С = 0.4ч-1 мк, накатан-
ной плоскими плашками (с фрезерован-
ным профилем) Нск— 1,5 ч-4 мк.
Производительность при накатыва-
нии резьбы 2-го класса точности роли-
ками и плоскими плашками соответст-
венно в 3 и 8 раз больше, чем при наре-
зании на болторезных станках.
ЛИТЕРАТУРА И ИСТОЧНИКИ
I. Брюханов А. Н., Ребель-
с к и Я А. В.. Горячая штамповка. Конструи-
рование и расчет штампов, Машгиз. 1952.
2. Быков Р. С.. Технология ковки
и штамповки нежелезных сплавов, Энцикло-
педический справочник «Машиностроение».
Т. 6, Манина. 1948.
3. Гладких А. Н., Определение рабо-
чих усилий холодновысадочного автомата.
Сборник докладов научно, производственной
конференции ГОНИТОМАШ, Горький 1955.
4. Гинзбург К, С.. Горячая штам.
повив черных металлов. Машгиз. 1947.
5. Гирш И. И., Штамповка иа гори-
аонтальио-ковочных машинах. Энциклопеди-
ческий справочник «Машиностроение», т. 6.
Машгиз. 1948.
6. Голиков Н. В., Устройство по
механизации работ в кузнечно-штамповочном
производстве, Энциклопедический справочник
«Машиностроение», т. 8, Машгиз. 1948.
7. Головнева М. А., Голов-
нев И. Ф.. Точная горячая штамповка
мелких деталей. Машгиз, 1952.
8. Г осте в В. И.. Качество штампованных
поковок, Машгиз. 1947.
9. Д о р о х о в Н. Н . 3 л а т к и н М. Г.,
Технологические процессы ковки крупных
поковок, Машгиз, 1950.
10. Губкин С. И.. Теория обработки
металлов давлением. Металлургиздвт, 1947.
10а. Гуменюк Е. А., Расчет размеров
конических пуансонов для холодной высадки,
•Автомобильная и тракторная промышлен-
ность» М 4, 1964.
II. Нормативы времени на кузнечно-
штамповочные работы. Министерство станко-
строения СССР, Научно-исследовательское
бюро технических нормативов. Машгиз,
1952.
12. Давыдов В. П.> Гибочные полу-
автоматы. Труды Горьковского индустриаль-
ного института имени А. А. Жданова, 1948.
13. 3 в о р о и о Б. П., Расчет и кон-
струирование штампов для холодной штам-
повки. ч. I. Машгиз, 1949.
14. 3 отъев А. И., Пути повышения каче-
ства исходного металла для высадки. Сборник
докладов научно-производственной конферен-
ции ГОНИТОМАШ. Горький. 1955.
15. Кор нее । Н. И., Деформация ме-
таллов ковкой. Обороигиз, 1947.
16. К а м и е в П. В.. Горячая раскатка
на специальных станках, Машгиз. 1948.
17. К ренетов а Т. И.. Применение
метода холодного вылавливания для изго-
товления стальных полых изделие, «Вестник
машиностроения» Ке 8. >950.
ЛИТЕРАТУРА И ИСТОЧНИКИ
179
18. Керекеш В. В., Нагрев стальных
заготовок и охлаждение поковок. Энцикло-
педический справочник «Машиностроение»,
т. б. Машгиз. 1948.
19. Коган А. И . Холодная высадив
винтов со шлицами. «Обмен опытом в элсктри-
ческой промышленности» М 22, 1964.
20. Лапшин В. А., Применение кон-
тактного электронагрева для ковки, штам-
повки и гибки. «Вестник машиностроения»
№ 11. 1948.
21. Потехин И. В.. Комбинирован
ная ковка-штамповка на кривошипных прес-
сах. Машгиз, I960.
22. М е н д л и я М. А.. Штамповка
резиной, Обороигнз, 1944.
23. Мещерин В Т.. Справочник по
Листовой штамповке, Гнэместпром. 1950.
24. Мнсожннкои В. М-. Холодная
высадка гаек. «Вестник металлопромышлен
кости» № 17, 1938.
25. М и с о ж и и к о в В. М., Техноло-
гия холодной высадки. Машгиз, 1950
26. Мнсожинков В. М.. Автомата
злции производства крепежных деталей.
«Сельхозмашина» № 2, 1947.
26а. Мнсожинков В. М„ Холодная вы-
садка фасонных изделий и определение усилий
высадки. Сборник докладов научно-производ-
ственной конференции ГОНИТОМАШ. Горь
кий. 1965.
27. Навроцкий Г. А.. Высадочные
и обрезные прессы-автоматы, Машгиз, 1949.
28. Навроцкий Г. А., Механизация
и автоматизация в цехах холодной высадки.
«Сборник МОНИТОМАШ» М 2. 1950.
29. Навроцкий Г. А.. К вопросу
определения сил холодной высадки. «Вестник
машиностроения» № б. 1954.
30- Навроцкий Г. А.. Универсально
гибочные автоматы. Московский мехаииче
ский институт, 1952.
31. На та и ЗОИ В. И., Применение
электронагрева для штамповки и высадки
в технологии автомобильного производства.
Сборник сокращенных текстов основных до-
кладов на горьковской городской научно
технической конференции. 1963.
32. Нормативы для определения расхода
стали на поковки а кузнечных цехах НКСС
Народный Комиссариат станкостроения СССР.
Бюро технических нормативов. 1942.
33. П о п о в В. А., Холодная высадка ше-
стигранных головок болтов без обрезки граней
иа двухударных холодновысадочных автома
тах. Сборник докладов научно-производствен»
ной конференции, ГОНИТОМАШ. Горький
1955.
34. Охрименко Я- М.. Горизон-
тально-ковочные машины, Машгиз, 1948.
35. Поляк С. М.. Экономия металла
путем внедрения холодной объемной штам-
повки, «Экономия металла в кузнечнп-штампо-
вочиом производстве». Машгиз. 1953.
36. Ребельскнй А. В. н Брю-
ханов А. Н., Конструирование и расчет
штампов для горячей штамповки. Машгиз,
1949.
37. Р о з м а х о в Г. Ф„ Копировально-
гибочная машина. Круглогнбочный станок.
Материалы технической информации Цен-
трального бюро тижелого машиностроении
(ЦБТМ), 1939.
38. Романовский В. П.« Справоч-
ник по холодной штамповке. Машгиз. 1954.
39. Соколов И. Г., Ковка и штам-
повка деталей подвижного состава. Транс-
желдориздат. 1948.
40. Степанов В. Н„ Чеканка штампо-
ванных деталей. Обороигнз, 1946.
41. Сорокин А. И. и Смир-
ной В. Н., Режимы охлаждения мелких
поковок после ковки, «Вестник машинострое-
ния». № 2. 1948.
42. Сорокин Б. В., П о л я Я С. М-,
Современные методы холодной штамповки.
Машгиз. I960.
43. Томлен ов А. Д., Определение
размеров конусных пуансонов при коистру^
ровании штампов для горячей высадки, «Вс
стинк машиностроении» № 7, 1950.
44. Томленое А. Д.. Теория пласти-
ческих деформаций металлов. Машгиз.
1951.
44а. Фрейдлин А. Я-, Кузнечно-штам-
повочное производство. Холодней штамповка.
Машгиз, 1938.
45. Хржановский С. Н-. Проек-
тирование кузнечных цехов, Машгиз. 1949.
46. Цукерман М. Т., Штамповка
ва гидравлических прессах. Штамповка на
фрикционных прессах. Энциклопедический
справочник «Машиностроение», т. 6. Машгиз.
1948.
47. ШепеляковскийК. 3.. Произ-
водственное оборудование для индукционного
нагрева в кузнечных цехах. «Вестник машино-
строения» Ni 3. 1949.
48. Ш о ф м а и Л. А., Элементы теории
холодной штамповки. Оборонена, 1952.
49. Энциклопедический справочник «Ма-
шаностроен не», т. 6 и 8, Машгиз. 1948,
12*
ГЛАВА 111
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
ЭЛЕКТРОДУГОВАЯ СВАРКА
Электродуговой сваркой называется
способ неразъемного соединения метал-
лов и сплавов, при котором местное
расплавление свариваемых частей осу-
ществляется электрической дугой.
Электродуговая сварка была изобре-
тена в России в 1882 г. Н. Н. Бенардо-
сом (сварка угольным электродом) и
Н. Г. Славяновым (сварка металличе-
ским электродом) в 1888 г.
Различают сварку ручную, полуавто-
матическую и автоматическую.
Источники питания сварочной дуги
электроэнергией
(завода «Электрик»)
В зависимости от рода сварочного тока,
количества одновременно питаемых по-
стов, транспортабельности и назначения
источники питания подразделяются на:
а) машины постоянного тока и аппараты
переменного тока; б) одно- и многопо-
стовые; в) передвижные и стационар-
ные; г) для ручной и автоматической
сварки.
Аппараты переменного тока по срав-
нению с машинами постоянного тока
имеют преимущественное распростране-
ние вследствие более экономичной систе-
мы питания переменным током. Так,
например, расход электроэнергии при
ручной сварке на переменном токе тол-
стопокрытыми электродами составляет
3—4 квт-ч на 1 кГ наплавленного метал-
ла, на постоянном токе при однопостовом
питании 6—8 квт-ч (при многопосто-
вом 8—10 квт-ч), при автосварке под
флюсом на переменном токе 2,5—
3.5 квт-ч и на постоянном 5—7 квт-ч.
Сварка на постоянном токе осущест-
вляется в тех случаях, когда применение
переменного тока невозможно или не
удовлетворяет предъявляемым процес-
сом требованиям. Постоянный ток при-
меняется обычно для сварки в полевых
условиях, сварки угольным электродом,
сварки ряда специальных сталей, сварки
металла малой толщины, автосварки от-
ветственных изделий в случае колебания
напряжения электрической сети и в неко-
торых других случаях.
Машины постоянного тока. Однопо-
стовой сварочный преобразователь
СУГ-2р (максимальный ток 250 а при
ПВ*. равной 100%) состоит из генера-
тора и электродвигателя, имеющих
общий вал. Для передвижения преобра-
зователь СУГ-2р снабжен колесами.
Однокорпусную конструкцию имеют
также сварочные преобразователи ПС-300
и ПС-500 (максимальный ток соот-
ветственно 280 и 400 а при ПВ-100%),
пределы регулирования 80—400 и
120—600 а.
Передвижные однопостовые сварочные
агрегаты с двигателями внутреннего сго-
рания применяются в случаях, когда
отсутствует электрическая сеть на месте
производства сварочных работ. Агрегаты
САК-2г-ш (максимальный ток 250 а при
ПВ—100%) и ПАС-400-1 (максималь-
ный ток 400 а при ПВ — 100%) состоят
Jia сварочного генератора и бензинового
двигателя, смонтированных на общей
раме. Первый агрегат предназначен
преимущественно для сварки металли-
ческой дугой, второй — для подводной
резки.
Однопостовой генератор с падающей
внешней характеристикой СГ-1000-П
45 кат предназначен для питания авто-
сварочных установок током 300—1200 а.
Многопостовые агрегаты СМ Г-3,-4 н-5
(номинальный ток соответственно 500,
•ПВ—условно* обозначение продолжи-
тельностн включения сварочной машины в про-
центах.
ЭЛЕКТРОДУГОВАЯ СВАРКА
181
1000 и 1500 а) состоят из генератора
и электродвигателя, стационарно уста-
новленных на общей раме. Многопосто-
вой преобразователь ПСМ-1000 (но-
минальный ток 1000 а) транспорта-
белен.
Количество постов л, подключенных
к многопостовому генератору, может
быть рассчитано по формуле
где i, — номинальный ток генератора
при продолжительной нагрузке; 1п —
средний ток поста; к — коэффициент
одновременности, принимаемый обычно
равным 0,65.
Прн питании от многопостовых гене-
раторов ток поста регулируется свар-
щиком при помощи балластных рео-
статов.
Аппараты переменного тока. В табл. 1
приведены характеристики сварочных
трансформаторов для электродуговой
сварки. Первые четыре типа сварочных
трансформаторов (табл. 1) выполнены
с отдельным дросселем для регулиро-
вания режима сварки. Остальные имеют
однокорпусную конструкцию.
Трансформаторы СТЭ-23, -24, -32, -34,
СТАН-0, -1 предназначены .для ручной
сварки. Остальные трансформаторы, ука-
занные в табл. 1, применяются главным
образом при автоматической и полуавто-
матической сварке под флюсом. Буква
<Д» в наименовании типа означает, что
трансформатор снабжен электроприво-
дом для дистанционного регулирования
режима. Однотипные трансформаторы
. в случае необходимости могу быть
соединены параллельно.
Указанные выше трансформаторы
можно подсоединить и для сварки на
трехфазном токе.
Для питания маломощных сварочных
дуг (10—115 а) переменным током завод
«Электрик» выпустил преобразователи
ПС-100 с повышенной частотой свароч-
ного тока (490 пер/сек).
Металлические электроды и их
применение для ручной дуговой сварки
Основные требования к электродам
регламентируются ГОСТ 2523-51 «Элек-
троды стальные для дуговой сварки и
наплавки». Этим ГОСТ предусматривает-
ся 13 типов электродов для сварки кон-
струкционной стали с пределом прочно-
сти при растяжении металла шва (или
сварного соединения) от 34 до I0Q кГ/мм2
(условное обозначение Э34—Э100), че-
тыре типа электродов для сварки пер-
литной жаропрочной стали (условное
обозначение ЭП50 — ЭП70), семь типов
электродов для сварки аустенитной
жаропрочной стали (условное обозна-
чение ЭА1, ЭА1Б и т. д.1, четыре типа
электродов для сварки высокохроми-
стой ферритной и ферритно-мартенсит-
ной жаростойкой и нержавеющей ста-
ли (условное обозначение ЭФ13, ЭФ17,
ЭФ25 и ЭФЗО) и 10 типов электродов
для наплавки поверхностных слоев с
особыми свойствами (условное обозна-
чение ЭНР62, ЭНГ35 и т. п ).
Для производства покрытых элект-
родов применяется проволока сталь-
ная сварочная по ГОСТ 2246-54.
Технически характеристика сварочных трансформаторов
(номинальные лепные при ПВ — 65°|о)
Таблица I
Тнп
2 8-1’
S 5 о “
Габариты
трансформато-
ра (размеры
основания
и высоты) в мм и
Габариты
дросселя
(размеры
основания
высоты) в мм
СТЭ-23
СТЭ-24
СТЭ-32
СТЭ-Л4
СТАН-0
СТАН-1
ТСД-600
ТСД-1000-3
ТСД-2000
«5
6S
65
«
63-83
60-70
80
69.81
72,80
220,360,'00
220.380.500
220,380.500
220.380.500
220/110.380
220,380
220,380
220,380
380
19.5
22.5
29
30
8,7
22
П
76
144
300
350
450
500
140
350
500
1000
2000
50-4-40
100-500
100 - 700
100 - 700
25-150
50-480
200-600
400—1203
800-2200
83
80
85
81
83
83
87
90
90
0,50
0.52
0.48
0.54
0,51
0,52
0,62
0.62
0,65
182
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Сварочная проволока изготовляется
диаметром 1 — 12 мм.
Длина электродных стержней зависит
от диаметра и степени легирования про-
волоки.
Для малоуглеродистой и среднеле-
гированной стальной проволоки диа-
метром более 3 мм длина алектродов
большинства марок равна 450 ±
± 3 мм.
Для получения качественных швов с
заданными свойствами в машинострое-
нии преимущественно применяют элек-
троды с толстым покрытием. Элек-
троды с тонким покрытием используются
в настоящее время сравнительно мало.
Область применения и свойства не-
которых распространенных марок тол-
стопокрытых электродов приведены в
табл. 2.
Таблица 2
Электроды с толстым покрытием дли дуговой сварки и наплавки
конструкционной и легированно* стали
Марка электрода 1 ип электрода по ГОСТ 2523-51 Основные области применения Марка h-shz xooj on HBOiroeodu HOHTodixarfi
Марка свариваемой стали Характер свариваемой конструкции Род тока н полярность
ЦМ-7» МЭЗ-04 •• ОММ-5 УОНИ-13/45 УОНИ-13155 ЦУ-1СХ ЦЛ-б ЦУ-2ХМ УОНИ-13|иж г ЭНТУ-3 ЦТ-1 ЦИ-1 »« Э42 Э42 Э42 Э42А Э50А Э50А ЭП50 ЭПИ ЭА1 ЭА1 ЭА4 ЭНР62 Малоуглеродистая • • Малоуглеродистая и низколегиро- ванная Средиеуглероли- стая и легиро- ванная Низколегирован- ная гнпВ СХЛ-4 Молибденовая Котельная (15М, 2UM) Хромомолибдено- вая (15ХМ) Нержавеющая хромоникелевая и хромистая ЭЖ-1 н ЭЖ-2 Нержавеющая Жаропрочная аустенитного класса Наплавка иа зато Ст. 5 ииструмен ной инструмента боте без уларов Ответственные кон- струкции, работаю* шие с приложением статических и дина- мических нагрузок при понышемных и пониженных темпе- ратурах То же 'l Паропроводы, коллек- торы и котлы, рабо > тающие при темпе- 1 ратуре до 520° С Ответственные кон- струкции То же • товке из стали Ст. 1 — то, раввостойкого нова- льной стали PI8 при ра- Переменный нлн постоянный Постоянный — об- ратная поляр- ность: перемен- ный —с осцилля- тором Постоянный — об- ратная поляр- ность Переменный или постоянный Постоянный, об- ратная поляр- ность То же Постоянный — об- ратная поляр- ность или пере- менный СВ.-08, Св.-ОвА, СВ.-1Б То же Св.-Ов, Св.-ОвА Св.-ив, Св.-ОвА, Св.-15 То же Св.-15 Св.-ОвА Св.-Ов CB.-0XI8H9 на стали марок 1X13 И 2Х 3 Св.-0Х18Н9 То же
• Электроды ЦМ-7 при повышенной толщине покрытий маркируются ЦМ-7С. Эти влектролы
позволяют осуществлять скоростную ручную сварку стыковых и угловых швов малоуглеродистой
стали в нижнем положении.
* * В проволоке марки Св.-IS для ялектродов МЭЗ-04 содержание углерода не аолжио превы-
шать 0.15»|<н
* ** Электроды ЦИ-1 имеют три марки: ЦИ-1М — при влектродиой проволоке Св.-06, ЦИ-1У —
при углеродистой У9 и ЦИ-1Л — при легированной ЗХЙ-8.
Примечаиня: 1. Электроды марки ЦИ-i применяются при нижнем положении, осталь-
ные — при любом положении.
2. Электроды разработаны: ЦНИИТМАШ -ЦТ-1, ЦИ-1, ЦМ-7. ОММ-6, ЦЛ-6, ЦУ-2ХМ и
ЦУ-1СХ: НИИ - УОНИ-13|иж. УОНИ-13Л6, УОНИ-1Ш85: МВТУ - ЭНТУ-3; Московским влектрод-
ным заводом — МЭЗ-04.
ЭЛЕКТРОДУГОВАЯ СВАРКА
183
Для предварительных расчетов мож-
но принять, что электроды большин-
ства марок допускают сварку в ниж-
нем положении на токе около I = 40d,
где I — сварочный ток в a; d — диа-
метр стержня электрода в мм. Сварка
в нижнем положении электродами мар-
ки ЦМ-7с производится на токе до 75d.
Применяя для соответствующих ра-
бот электроды этой марки диаметром
8 мм, можно повысить производитель-
ность сварки примерно в 4 раза по
сравнению со сваркой электродами
ОММ-5 диаметром 5 мм.
Наиболее хорошо свариваются мало-
углеродистые стали. Хорошо сварива-
ются некоторые конструкционные стали
(сталь 25. 15Г, 15Х, НЛ-2, СХЛ-4
и др.). Повышение содержания углеро-
да и легирующих элементов в стали
вызывает необходимость принимать при
сварке специальные меры: предваритель-
ный, сопутствующий подогрев до 100—
300° С, последующая термообработка,
выполнение многослойных швов на по-
ниженном режиме и др.
Электродуговая сварка чугуна и брон-
зы применяется в основном для исправ-
ления дефектов литья. Для сварки
серого чугуна с предварительным нагре-
вом до температуры 400—500° С приме-
няются электроды ОМЧ-1, обеспечи-
вающие хорошую механическую обра-
батываемость наплавленного металла.
Стержни электродов ОМЧ-1 изготов-
ляются нз чугуна по ГОСТ 2671-44
(прутки чугунные сварочные). Элек-
троды из монель-ыеталла и медножелез-
ные позволяют сваривать серый чу-
гун без предварительного подогрева и
дают обрабатываемый шов, прочность
которого составляет 50—60% проч-
ности основного металла. Небольшие
дефекты отливок из высокопрочного
чугуна могут заплавляться железо-
никелевыми электродами ЦЧ-3, обес-
печивающими 50—75% прочности основ-
ного металла. При сварке отливки долж-
ны быть подогреты до температуры
300—350’С.
Дуговая сварка металлическими элек-
тродами цветных металлов еще не
получила должного развития, хотя элек-
троды для этой цели разработаны.
Тонкие покрытия наносятся на элек-
тродные стержни способом окуна-
ния, толстые — окунанием или опрес-
совкой.
Для массового производства элек-
тродов ЦНИИТМАШ сконструировал и
изготовил электрообмазочный агрегат
высокого давления производительностью
до 3—5 m в смену.
Серия этих агрегатов выпущена заво-
дом Министерства тяжелого машино-
строения.
Автоматическая
и полуавтоматическая сварка
под слоем флюса
Электродуговая автосварка стали по-
лучила в СССР широкое распростране-
ние. Весьма перспективной для соеди-
нения металла толщиной 60—250 мм
(и даже выше) является вертикальная
электрошлаковая сварка.
Автосварочная аппаратура. Автосва-
рочная установка состоит из аппара-
тов и механизмов, объединенных элек-
трической схемой и работающих в
определенной последовательности. Тип
установки и выполняемые ею функции
зависят преимущественно от конструк-
ции свариваемого изделия, расположе-
ния швов на нем и способа организа-
ции производственного процесса.
Сварочные головки конструкции
ЦНИИТМАШ. Характерной особенно-
стью сварочных головок ЦНИИТМАШ
типов А, Б, В, Г и т. д. является возмож-
ность плавного регулирования скоро-
сти подачи электрода вне зависимости
от напряжения на дуге. Многие свароч-
ные головки ЦНИИТМАШ могут быть
использованы как в качестве подвес-
ных, так и в качестве тракторных, а
также приспособлены для сварки на
трехфазном токе.
Универсальные сварочные тракторы
конструкции ЦНИИТМАШ и завода
«Электрик». В ЦНИИТМАШ выпущены
универсальные тракторы серии УТ, в
частности сварочные тракторы УТ-2000М
и УТ-1250 (числа после букв УТ обо-
значают максимальный сварочный
ток в а). Трактор УТ-1250 является
наилегчайшим нз автоматов данного
типа, поэтому он успешно применяет-
ся при частых перестановках автомата
вручную.
Заводом «Электрик» выпущены сва-
рочные тракторы АДС-1000-2, которые
работают по принципу автоматической
зависимости скорости подачи электрод-
ной проволоки от напряжения на дуге.
Скорость сварки регулируется плавным
изменением скорости вращения электро-
двигателя каретки при помощи потен
циометра.
184
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Сварочные автоматы конструкции Ин-
ститута электросварки имени Б, О. Па-
тона АН УССР. Раньше институтом вы-
пускались аппараты типа УСА и само-
ходные автоматические головки типа
САГ, а начиная с 1948 г. — комплекты
АБС. При передвижении изделия в
процессе сварки самоходный механизм
может быть снят с автомата, и послед-
ний используется в качестве подвесной
сварочной головки.
Сварочные тракторы типа ТС пред-
ставляют собой самоходные головки.
Широкое распространение получил трак-
тор TC-I7M, который можно перенала-
живать на различные сварочные опера-
ции. Трактор ТС-24 предназначен для
сварки двумя последовательными ду-
гами; трактор ТС-26 — для сварки на
токе 500—1500 а электродом 3—6 мм
при скорости сварки 9—80 м/час.
Для электрошлаковой сварки метал-
ла большой толщины (50—250 мм),
выполняемой за один проход -на токе
в электроде 500—700 а со скоростью
1—2 м/час и больше при вертикальном
положении стыкового соединения, раз-
работаны специальные одно-, двух- н
трехэлектродные автоматы и трехфаз-
ные трансформаторы.
Специальные сварочные аппараты.
В промышленности уже применяются
самоходные головки для автоматической
сварки кольцевых швов внутри бара-
банов, автоматы для приварки штуце-
ров, обварки связей, приварки шпилек,
сварки электрозаклепками и шланговые
автоматы и полуавтоматы.
Значительное распространепие полу-
чили за последнее время шланговые полу-
автоматы и автоматы, предназначенные
для сварки электродной проволокой
диаметром 1,6—2 мм на постоянном или
переменном токе 200—700 а. Институт
электросварки УССР выпускает шланго-
вые полуавтоматы типов ПШ-5 и ПШ-54
с длиной шланга 3.5 ж, оснащенные спе-
циальными держателями для различных
операций. Завод «Электрика изготовляет
шланговые автоматы типа АДШ-500 и
полуавтоматы типа ПДШ-500. Первые
отличаются от вторых наличием каретки
с электроприводом.
Технические характеристики некото-
рых типов автосварочной аппаратуры
приведены в табл. 3.
Основные материалы для автомати-
ческой сварки под флюсом. Свойства
металла сварного шва определяются пре-
имущественно составом применяемых
материалов: основного свариваемого ме-
талла, электродной проволоки и флюса.
Для заданного состава свариваемого
металла только при правильном соче-
тании марок электродной проволоки и
флюса можно получить швы высокого
качества.
Электродная проволока. Для автома-
тической сварки под флюсом приме-
няется ряд мпрок электродной прово-
локи по ГОСТ 2246-54 (табл. 4), а также
проволока из некоторых других марок
стали.
Электродная проволока для автома-
ческой сварки изготовляется диаметром
1—12 мм. Поверхность проволоки долж-
на быть чистой, без ржавчины, грязи
и масла. Вес мотка проволоки из угле-
родистой стали для диаметра 1-2 мм
20 кГ, для диаметра 2,5—12 мм 60 кГ.
Коэффициент наплавки зависит от
многих факторов: в среднем при элек-
Таблица 3
Технические характеристики автосварочной аппаратуры
Параметры характеристики Унифици- ровамиая головка АБС Сварочный трактор ТС-17М Саыохолиая сварочная головка ССГ-3 для внутренних кольцевых швов Универ- сальный трактор УТ-1Й0 Универсаль- ный трактор УТ-ЙООМ Автомат АДС-10ОМ
Диаметр электродной про- волоки в мм Сварочный ток во.... Скорость иодачи влектро- ла в м)мим Скорость сварки а м/час Метод регулировщик ско- ростей подачи влектрода и сварки Вес в кГ ........ . 5-6 «0-2000 0,5-3.75 13,5—112 Сме| шест» 160 1,6—5 200-1000 0.57-6,6 16-126 ними •р-нами 42 3-5 300-600 0,5—3 10-60 Бессту L 32 3-6 НЮ-1250 0.53-3.3 13-83 цитатой пе 3-8 300-2000 0,55—14,3 10,5-89 >е дачей • 3-6 300-1200 0.5-2 10-70 Электро- дпнгателв- мн 65
ЭЛЕКТРОДУГОВАЯ СВАРКА
185
тродуговой автосварке малоуглеродистой
стали под флюсом он равен 12—15 Па-ч.
Скорость плавления малоуглеродистой
Фиг. I. Скорость плавления (или скорость
подачи) малоуглеродистой влектродной про-
волоки в зависимости от силы сварочного
тока (ЦНИИТМАШ).
электродной пропатоки в зависимости от
сварочного тока для различных диамет-
ров показана на фиг. I. Скорость плав-
ления легированной проволоки пример-
но на 25% выше, чем малоуглеродистой.
Таблица 4
Сварочная проволока по ГОСТ 2246-34 для
автоматической и полуавтоматической сварки
под флюсом
Марка стали Основное назначение
Св-06 Са-ОвА Св-15 Св-10ГС • С1-15Г Ca-lBXrCA Св-ИМ Со-ОХ I8H9 • Прош нижнего пр до е.в"/., <М1»4 нож ческой зава защитой у г Сварка стали МСт. 1—4. Ст. ЗК, ЗТ, ЧТ, в также низколегиро- ванной стали некоторых марок (20Т, СХЛ-4) под высокомар- гаиповистыми флюсами типе ОСЦ-45 и АН-348-А То же, особенно рекомендуете» дла сварки тавровых соединений Сварка стали МСт. 1—3, Ст. ЗК, ЗТ. а также низколегированной стали некоторых марок (20Г, СХЛ-4) Сварка стали Ст. 1—4 при ско- рости процесс» свыше 100 м)чае, а также низколегированной стали некоторых марок повы- шенной прочности Электрошлаковая сварка стали 22 к Сварка стали 20ХГСА и 30ХГСА, 2UXMA, ЗОХМА Сварка котельной и трубкой мо- либхеиосодержащей стали Сварка стали типа Я) с последу- ющей термообработкой (закалка) мока С-ЮГСв прн ограничении едела кремния до 'ЦР/е и марганца н верхнего предела углерода до ет применять для полуавтоматн- ркч дефектов стального литья под лекислого газа.
Флюсы. Промышленные флюсы пред-
ставляют собой выплавленные и грану-
лированные силикаты с наибольшим раз-
мером частиц 3—3.5 .««. В зависимости
от способа гранулирования частицы
флюса могут быть стекловидными или
пемзовиднымн. В некоторых случаях
автосварки применяются неплавленые
(керамические) флюсы, разработанные
чл.-корр. ЛИ СССР К. К. Хреновым.
При автоматической сварке флюс изо-
лирует сварочную ванну от воздействия
атмосферного воздуха и металлургиче-
ски с ней взаимодействует.
Средние значения необходимой тол-
щины слоя флюса нал сварочной ван-
ной и вылета электрода из токоподво-
дящих губок сварочной головки при-
близительно равны десяти диаметрам
электродной проволоки. Расход флюса
примерно равен расходу электродной
проволоки.
Когда флюс пе реагирует с элемен-
тами сварочной ванны, содержание по-
следних в металле шва может быть под-
считано по следующей формуле:
(х) = л (х)0 + т (х)п,
где (х). (х)0 и (*)„—содержание элемен-
та х в процентах в металле шва, основ-
ном металле и электродной проволоке;
п и т — доли основного металла и
электродной проволоки в сварном шве,
равные для обычных условий однодуго-
вой сварки соответственно 0,65 и 0,35.
Для автосварки трехфазной дугой л и
т могут регулироваться путем измене-
ния режима. Для электрошлаковой свар-
ки п и т примерно равны.
При необходимости пользоваться по-
мимо промышленных флюсов (ОСЦ-45
и АН-348-А) флюсами других марок на
заводах-потребителях организуется соб-
ственное производство последних. К та-
ковым отпосятся, например, следующие
флюсы ЦНИИТМАШ: ФЦ-4 для однопро-
ходной сварки стали большой толщины
мощной дугой, ФЦ-6 для многопро-
ходной сварки стали большой толщи-
ны, ФЦ-7 для многопроходной сварки
стали большой толщины трехфазной ду-
гой и электрошлаковой сварки, ФЦ-9
для шланговой сварки, ФЦЛ-2 для ста-
ли Я1 и др. Наибольшее распростра-
нение для целей плавки флюса при
небольшом объеме производства имеет
электропечь конструкции ЦНИИТМАШ
производительностью до 0,55 т в сутки
при токе 700—800 а. Расход электро-
энергии составляет около 1000 квт-ч на
186
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
1 т флюса. При значительном объеме
производства флюса может быть реко-
мендована трехфазная электропечь тре-
ста «Электропечь» емкостью 0,5 m флюса
(производительность до 9,5 т/сутки).
Влажность флюса не должна превы-
шать 0,1°/о- В случае большей влажно-
сти флюс следует подсушить при тем-
пературе 250—300°С в течение 2—2,5 час.
Режимы и сварные соединения при
автоматической сварке. Сила и плот-
ность сварочного тока, напряжение на
дуге и скорость сварки являются основ-
ными параметрами сварочного режима.
Помимо того, форма и качество свар-
ного шва зависят от состава, состояния
и грануляции флюса, наклона элек-
трода и изделия, конструкции сварного
соединения и многих других факторов.
В табл. 5 приведены некоторые режимы
сварки.
От режима сварки зависит очерта
Фиг. 3. Влияние силы сварочного тока на
размеры поперечного сечения шва и на долю
участия п основного металла в сварном шве
(ЦНИИТМАШ1.
- Таблица 5
Ремамы нвтоантнческо* сварки стыковых соединена* (по данным ЦНИИТМАШ)
I Толщина материала в мм
10
15
4
1 12
Ю
15
10
90 *•
Эскиз
Шов Элементы разделки • Ток в а Напряжение дуги В 9 Скорость сварки в м/час Диаметр влектрода в мм
а и а, в град. Л и К в мм
Основной .... 720-750 38-40 45 5
Подварочный . . — 600-650 38-40 55 5
Основной .... — «50—903 38-40 32 5
Подварочиый . . — 680-720 38-40 45 Б
Основной .... 80 6 МО-850 36—38 25 5
Подварочиый . . ——1 600-620 36—38 45 5
Основной .... 55 13 1050-1150 37-40 18 6
Подварочиый . . — 600-620 36-38 45 5
Основной .... 60 10 1000—1050 40-42 16 6
Подварочиый . . 60 5 &5O-9OO 40-42 18 5
Основной .... 60 17 1200-1350 38-45 12 6
Подварочиый . . 45 17 1200-1300 38-45 12 6
Основной .... 55 23 1800 40 П 8
Подварочиый . . 55 20 1650 38 16 8
Основной:
слои .4 1 н 2 . . 20 65 1000 35-40 28 8
. М 3-15 . . 1050 35—40 28 8
. М 16-22 . 1050 35-40 23 8
Поднарочиый
(ручной) .... 60 20 250 — 5
основному шву, в, и К относятся к подварочному шву.
•а и Л относятся к основному шву, а, и К относятся к подварочному шву.
** Начиная со слоя М 3—4, алектрод смещается с оси разделки и устанавливается
но у каждой кромки с зазором 4 мм.
Примечания: I. Для металла толщиной до 45 лиг включительно применяется флюс марки
ОСЦ-45 граиуляини 2,5—0,4 ММ. для толщины 60 мм — флюс марки ФЦ-4 грануляции 3,0—0,8 мм,
для толщины ВО лиг-флюс марки ФЦ-6 грануляции 2,6—0,15 мм.
2. ООвемиый вес флюса ФЦ-4 находится в пределах 0,8—1,1 к Г1дм*.
поперемеи-
ЭЛЕКТРОДУГОВАЯ СВАРКА
187
главного параметра режима—свароч-
ного тока на размеры. Исследованиями
ЦНИИТМАШ и Института электро-
сварки АН УССР установлено, что за-
кономерности, полученные для наплав-
ки, с известным приближением могут
быть распространены на стыковые и
угловые швы.
При автоматической сварке под флю-
сом в основном применяются те же ти-
пы сварных соединений (стыковые, угло-
вые, нахлесточные и др.), что и при руч-
ной сварке.
Некоторые специфические особенно-
сти процесса сварки под флюсом (глу-
бокий провар, жидкотекучесть метал-
ла сварочной ванны и др.), дают возмож-
ность осуществлять виды соединений,
недоступные для ручной сварки (со-
единение прорезными швами, электро-
заклепками и др.).
Для предотвращения протекания
жидкого металла через неплотности соеди-
нения применяются следующие способы
автоматической сварки стыковых швов:
1. Сварка по ручной под-
варке допускает автоматическую свар-
ку основного шва при сборке с зазорами.
Подварочный шов должен выполняться
толстопокрытыми электродами марки 342
на режимах, установленных для руч-
ной сварки. Ручная подварка приме-
няется при автоматической сварке ме-
талла толщиной 10—90 мм.
2. Сварка по автоматиче-
ской подварке является наи-
более рекомендуемым способом соедине-
ния листов толщиной 10—90 мм. За-
зоры между кромками в этом случае не
должны превышать 0.5—1 мм. При
сварке кольцевых швов толстостенных
барабанов диаметром более I м следует
применять многопроходную сварку на
токе до 1000 а. Этот же способ следует
применять и при сварке продольных
швов, если толщина металла превышает
50 мм. Для автоматической сварки ме-
талла толщиной больше 20—30 мм целе-
сообразно использование трехфаэной
дуги, дающее экономию расхода элек-
троэнергии примерно на 25% и сни-
жающее машинное время почти в 1,5—
2 раза.
На некоторых заводах применяется
двусторонняя автоматическая сварка
встык стали толщиной 30—50 мм без
разделки кромок с регламентирован-
ным зазором соответственно 6—10 мм
на токе 900—1200 а при скорости 16—
9,5 м/час.
3. Сварка при меднойпод-
кладке применяется преимущественно
для сварки металла толщиной 2—6 мм.
Этот способ требует плотного сопри-
касания кромок свариваемого метал-
ла с подкладкой по всей длине стыкуе-
мого соединения и поэтому рекомен-
дуется при точной сборке.
4. Сварка на флюсовой
подкладке допускает менее точ-
ную сборку. Для получения хорошего
формирования шва с нижней стороны
при однопроходной сварке рекомен-
дуется применение устройства для под-
жима флюса. При двусторонней свар-
ке тяжелых изделий допускается при-
жатие свариваемых кромок к флюсу за
счет веса издеДня.
5. Сварка на остающейся
стальной подкладке присоеди-
нении металла толщиной 2—6 мм мо-
жет применяться, когда условия работы
изделия не препятствуют наличию под-
кладки, приваренной под швом. Под-
кладка берется толщиной 0,58 и ши-
риной 48 4-5 мм, где 8 — толщина свари-
ваемого металла в мм. Видоизменением
этого способа является замковое со-
единение, широко применяемое при
сварке кольцевых швов цилиндрических
изделий диаметром 130—300 мм.
Для электрошлаковой сварки стыкуе-
мые детали собираются с зазором меж-
ду параллельными кромками 24—26 мм.
Сварочная ванна удерживается двумя
охлаждаемыми водой медными планками,
перемещающимися вдоль стыка.
При автоматической однопроходной
сварке угловых швов расчетный размер
шва может быть принят равным равмеру
его катета. Таким образом, прочность
автоматического шва приблизительно
на 40% выше прочности ручного шва
того же катета. Для получения равно-
прочных угловых швов при ручной свар-
ке надо наплавить примерно вдвое боль-
ше электродного металла, чем при авто-
матической однопроходной сварке. Пре-
рывистые угловые швы иногда заменя-
ются точечными швами, свариваемыми
шланговыми полуавтоматами (произво-
дительность 30—40 точек в минуту).
Автоматическая сварка угловых со-
единений может выполняться при гори-
зонтальном (нижнем) положении одно-
го из свариваемых листов и наклонном
(в лодочку). В первом случае электрод
обычно расположен под углом вколо
45“ к горизонтальному листу, во вто-
ром случае — вертикально.
18Я
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Сварка в нижнем положении одного
из свариваемых листов упрощает кон-
струкцию стеллажей для укладки из-
делий при сварке угловых швов и зна-
чительно сокращает затраты времени
на кантовку изделий.
Однопроходная сварка угловых со-
единений в нижнем положении дает воз-
можность получать швы с размером
катета до 10 мм. При сварке в положении
«лодочкиэ катет шва не ограничивается.
Помимо автосварки малоуглеродистой
стали сваривается на . автоматах так-
же легированная сталь различных ма-
рок. Режимы сварки низколегирован-
ной стали близки к режимам сварки
малоуглеродистой стали. Свойства авто-
матных швов на малоуглеродистой ста-
ли, а также легированной стали ряда
марок отвечают требованиям техниче-
ских условий на основной металл.
сплавы, алюминий и его сплавы) и раз-
нородные металлы (латунь -Ь сталь,
медь + сталь и т. д.).
Расширяется также применение авто-
матизированной аргонодуговой сварки
цветных металлов и нержавеющей стали
неплавящнмся и плавящимся электро-
дами и сварки меди в среде азота.
Большое значение имеет новый эф-
фективный способ автоматической и
полуавтоматической сварки стали пла-
вящимся электродом под защитой угле-
кислого газа, разработанный в ЦНИИТ-
МАШ К. В. Любавским и Н. М. Ново-
жиловым. Для заварки дефектов сталь-
ного литья этим способом в ЦНИИТ-
МАШ создан шланговый полуавтомат
ПЭГШ-1. Для сварки под защитой уг-
лекислого газа могут быть также при-
способлены полуавтоматы ПШ-5, ПШ-54
и ПДШ-500.
Электродуговая сварка
неплавящнмся электродом и плавящимся
электродом под защитой газа
Дуговая сварка угольным электродом
недостаточно распространена в промыш-
ленности, хотя в ряде случаев опа может
обеспечить производительность более вы-
сокую, чем сварка металлическим элек-
тродом. Особенно целесообразно приме-
нение угольного электрода при сварке
соединений, не требующих присадочного
материала, при горячей сварке чугуна,
сварке цветных металлов (предел проч-
ности металла швов на деталях из маг-
ниевого сплава МА1 до 15 кГ/ммг, из
алюминия равен пределу прочности
основного металла, из дуралюмина
55—70% предела прочности основного
металла), наплавке твердых сплавов,
резке. При двусторонней сварке можно
без разделки кромок соединять сталь-
ные листы толщиной до 18 мм. Бла-
годаря устойчивости дуги этот метод
сварки легко поддается механизации и
автоматизации.
Режимы ручной и автоматической
сварки угольным электродом мало отли-
чаются друг от друга, но при благопри-
ятных условиях один сварщик может
обслужить два-три автомата.
В последнее время в промышленности
получила развитие автоматическая свар-
ка под флюсом угольным электродом
(разработана в МВТУ) и вольфрамовым
электродом (разработана в МАтИ). Сва-
риваются цветные металлы (медь и ее
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
Основные способы контактной сварки
классифицируются согласно фиг. 3.
Машины для контактной сварки снаб-
жены однофазными трансформаторами,
питающими сварочную цепь большим
током при низком напряжении и вклю-
ченными обычно в трехфазную сеть 50 гц
с неравномерной нагрузкой фаз. Ток
частотой до 300 гц изредка применяется
для двухточечной сварки изделий изну-
три, что позволяет уменьшить габариты
сварочной установки. Иногда применяет-
ся ток 2,5—3 гц, повышающий к. п. д.
и cos ? машины, что облегчает точечную
сварку деталей большой толщины. Пита-
ние трансформатора однофазным током
непромышленной частоты производится
преобразователем (машинным или лампо-
вым), равномерно нагружающим трех-
фазную сеть.
Аккумулированная энергия исполь-
зуется для точечной сварки легких
сплавов, а также для точечной и стыко-
вой сварки очень мелких деталей нз
черных и цветных металлов. Питание
машины производится от трехфазной
сети через выпрямительную установку
при малой потребляемой мощности и
равномерной нагрузке фаз. Количество
энергии, отдаваемое машиной при свар-
ке, стабильно, что обеспечивает посто-
янство количества выделяемой теплоты
и однородное качество соединений. Энер-
гия аккумулируется в электрическом
поле конденсатора или в магнитном
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
- 189
поле специального сварочного транс-
форматора в электромагнитных маши-
нах. Иногда машина питается специ-
альным генератором, аккумулирующим
энергию в маховике.
Сварка сопротивлением ве-
дется без расплавления металла в стыке.
Детали сближаются до соприкосновения
и сдавливаются силой Р, после чего
включается ток, приводящий к нагреву
Фиг. S. Клэссафикацмониая схема основных процессов контактной
электросварки.
Схемы основных способов контактной
сварки приведены на фиг. 4.
Стыковая сварка производится
сопротивлением или оплавлением. В
обоих случаях свариваемые летали 1 и 2
(фиг. 4, о) зажимаются в медных элек-
тродах (губках) 3 и 4 правого и левого
зажимов. Правый зажим устанавливает-
ся на подвижной плите (суппорте) 5,
перемещающейся силой Р в направляю-
щих станины б, а левый — на непо-
движной плите 7. Сварочный трансфор-
матор 8 соединяется с плитами при по-
мощи гибких шин и питается от сети
через включающее устройство 9.
деталей в зоне их контакта и свари-
ванию.
При сварке оплавлением де-
тали сближаются при включенном токе
до образования в какой-либо точке иа
их торцах электрического контакта, в ко-
тором происходит быстрый нагрев, со-
провождающийся расплавлением и ча-
стичным испарением металла; при этом
часть жидкого металла выбрасывается
в виде брызг. При постепенном сбли-
жении деталей образуются новые кон-
такты, в результате чего нагреваются
концы деталей После достаточного
нагрева и образования на торцах
190
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
деталей пленки расплавленного металла
быстро прилагается сила Р (произво-
дится осадка стыка). При осадке
расплавленный металл вытесняется из
зазора между торцами и осуще-
ствляется сварка. Детали большого се-
чения (кроме листов) перед оплавлением
подогреваются импульсами тока при
замыкании их торцов накоротко (сварка
оплавлением с подогревом). Сила
осадки передается свариваемым деталям
.Рельефная сварка, при кото-
рой одновременно сваривается несколь-
ко точек, представляет разновидность
точечной. Свариваемые детали / и 2
(фиг. 4. д) плотно прилегают друг к Дру-
гу по выступам (рельефам) 3, предвари-
тельно выштампованным на одной из
деталей в местах, подлежащих сварке.
Силой Р детали предварительно сжима-
ются между неподвижной плитой 4 и
вертикально перемещающейся плитой 5.
Фиг. 4, Схемы важнейших способов контактной сварки.
силами трения,развиваемыми в зажимах,
а при коротких деталях частично вос-
принимается разгружающими зажимы
упорами.
При сварке по методу
Игнатьева ток, подводимый от
трансформатора / (фиг. 4, б) к электро-
дам 2, протекает параллельно плоскости
соединения деталей 3 и 4, расположенных
между асбестовыми прокладками 5,
После равномерного нагрева до темпе-
ратуры 1200—1280е С детали сжимаются
прессом б и свариваются.
Точечная сварка бывает дву-
или односторонней. При двусторонней
сварке детали / (фиг. 4, в) сжимаются
силой Р между электродами 2 точечной
машины. После включения трансформа-
тора 3 центральная часть столбика ме-
талла, зажатого между электродами,
быстро нагревается до расплавления.
Затем выключается ток и снимается
сила Р. При охлаждении образуется
сварная точка с литым ядром. При од-
носторонней сварке (фиг. 4, а) ток рас-
пределяется между верхней и нижней
деталями 1 и 2. Сварка осуществляется
током, протекающим через нижнюю де-
таль и подкладку 3.
Подводимым от трансформатора 6 током
выступы нагреваются, а силой Р рас-
плющиваются и свариваются.
При Т-о бразной сварке де-
таль малого сечения I (бобышка, шпиль-
ка, штуцер) приваривается к листу 2
(фиг. 4, а).
Хорошие результаты получаются при
локализации нагрева н сваркн в местах
штампованных или механически обра-
ботанных выступов.
Роликовая сварка произво-
дится на машине, у которой электрода-
ми обычно служат вращающиеся диски.
Свариваемые детали 1 (фиг. 4, ж) соби-
раются внахлестку и сжимаются между
^электродами 2 силой Р. Ток от свароч-
ного трансформатора3подводится к элек-
тродам, имеющим (один или оба) прину-
дительное вращение от специального
привода. После сжатия деталей одновре-
менно с включением тока начинают вра-
щаться электроды, перемещающие сва-
риваемое изделие. Роликовая сварка
может быть непрерывной (ток
остается включенным в течение всего
времени сваркн каждого шва) и п ре-
рывнстой (кратковременные им-
пульсы тока чередуются с паузами
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
191
Таблица б
Области примеиеиня рязлячиых способов контактной электросварки
Способ сварки Область применения
Стыковая сварка
Удлинение конструктивных элементов (сварка рельсов, трубчатых змеевиков в котлостроеиин, стольных лент в прокатном производстве, арматуры железобетона и др.). Соединение деталей нз разнородных металлов и сплавов (сварка инструментальной стали с поделоч- ной, жаропрочной с поделочной при изготовлении клапанов двигателей и др.). Образование деталей замкнутого контура (сварка оболов колос, фланцев, венцов шестерен н звеньев цепи). Образование сложных узлов из простых заготовок (ремонтная сварка дышел паровоза нз прокат- ного профиля и кованых головок и др )
1. Стыковая сопротивле- нием 2. Стыковая оплавлением без подогрева 3. Стыковая оплавлением с подогревом Сварка проволоки нз стали, мели, алюминия, звеньев цепей мел- кого калибра (до 19 мм) Сварка стальных листов, труб и узлов из профильного металла, штвыповок н поковок, допускающих быстрый нагрев и охлаждение; сварка звеньев цепей большого калибра; сварка деталей из легких сплавов Сварка деталей большого сечения (рельсы, толстостенные трубы, ле- гированной интенсивно закаливающейся стали, инструмент)
С варка по методу Игнатьева
Изготовление инструмента Точечная сварка
Соедннеиие внахлестку листов и профилей из стали и цветных металлов. Изготовление штампо- сварных узлов и каркасных конструкций с листовыми обшивками. Сварка стальных прутков вкрест при изготовлении сеток и каркасов арматуры железобетона.
1. Непрерывная • (наиболее распространенный процесс) 2. Многоимпульсная * 3. С термической обработ- кой • 4. Двусторонняя одното- чечная Б. Односторонняя одното- чечная б. Односторонняя двухто- чечная Сварка малоуглеродистой и низколегированной, незакаливаюшейся стали и цветных металлов Сварка стали толщиной более б мм Сварка углеродистой и легированной стали в ответственных конст- рукциях Наиболее распространенный способ сварки штампо-сварных узлов малого и среднего габаритов Применяется а сочетании с переносными устройствами (.пистоле- тами*. .рычагами*) и как элемент многоточечных машин последо- вательного действия Применяется при сварке узлов большого габарита (вагоностроение) и в многоточечных машинах последовательного действия
Рельефная и Т-образная сварка
Сварка мелких деталей из малоуглеродистой стали в массовом производстве (автомобилестроение)
Роликовая сварка
Сварка бачков, металлической тары, огнетушителей и т. п.
1, Непрерывная • 2. Прерывистая • 3. Двусторонняя 4. Односторонняя одним швом 6. Односторонняя двумя швами 6. Ролико-стыковая Иногда применяется при сварке тонких листов (до 1 мм) из мало- углеродистой стали, а также при ролико-стыковой сварке труб (см. ниже) со скоростью более о и/ман Наиболее распростраиеииый способ роликовой сварки. Применяется для сварки деталей нз малоуглеродистой и нержавеющей стали, жаропрочных сплавов, алюминиевых сплавов н некоторых медных сплавов Сварка деталей малого и среднего габаритов (наиболее распростра- ненный, универсальный способ) Иногда применяется для сварки тонких стальных оболочек большого габарита Иногда применяется в массовом лроиааодстве Производство тонкостенных труб ив углеродистой и низколегиро- ванной стали
• Эти способы еваркн могут осуществляться в различных вариантах (двусторонняя сварка, односторонняя и т. д., см. фнг. 3).
192
технология Сварочного производства
уста копленной пр одол ж ител ьности).
Последовательный ряд сварных точек
образует при этом непрерывный плот-
ный шов.
Ролико-стыковая с в а р-
к а применяется при изготовлении труб.
Загибаемая в формовочной части трубо-
сварочной машины заготовка 1 трубы с
расположенным вверху стыком (фиг. 4 л)
перемещается вдоль своей оси. Необ-
ходимое для сварки давление в стыке
создается силой Р, приложенной к роли-
кам 2. Электрический ток к свариваемым
кромкам подводится катящимися поверх
трубы медными электродами 3, соеди-
ненными с трансформатором 4.
Области применения различных спо-
собов контактной сварки (переменным
током) приведены в табл. 6.
Оборудование для контактной
сварки
Общие характеристики и основные
элементы. Простейшая электрическая
схема контактной машины приведена
на фиг. 5.
На схеме показано! / — рубильник
2—предохранители; 3—магнитный кон-
Фиг. 5. Электри-
ческий схем» ма-
шины для кон-
тактной сварки,
тактор; 4 — пусковая
кнопка; 5 — секцион-
ный переключатель;
6 — сварочный транс-
форматор; 7 — элек-
троды; 8 — сваривае-
мые детали.
В машинах малой
мощности контактор
иногда заменяется
механическим вклю-
чателем (его недоста-
ток — быстрое обго-
рание контактов); в
мощных машинах —
игнитронным (лампо-
вым) включателем,
допускающим точную
регулировку длитель-
ности сварочного на-
грева и потребляемой
мощности.
Выделяемое при
контактной сварке количество тепло-
ты Q — 0.24Rl] tct; здесь R — актив-
ное сопротивление участка сварочной
цепи машины между электродам в ом;
— ток в сварочной цепи в a; tce —
длительность протекания тока в сек.
Необходимая кратковременная мощ-
ность машины во время сварки
/|Z
Р*р “ 1000 *ва<
где Z — полное сопротивление машины
и свариваемых деталей.
Режим работы машины определяется
продолжительностью включения:
ПВ = -^ 1000/0,
где tce — длительность протекания тока
при сварке и t — полная длительность
цикла сварки.
Номинальная мощность Ркоя, ука-
зываемая в паспорте машины, развивает-
ся без недопустимого нагрева ее частей
при сварке на предпоследней ступени
трансформатора с номинальной ПВ
(указанной в паспорте).
Максимальный сварочный ток при-
ближенно равен
с2 (шах)
где £2(шлх) — наибольшее напряжение
холостого хода сварочного трансфор-
матора; k — коэффициент, обычно рав-
ный 1,2—1,5. При неизменном £9 ток
уменьшается с увеличением площади
сварочного контура машины (например,
при увеличении ее полезного вылета
L, см. фиг. 7) вследствие роста индук-
тивного сопротивления и с введением
в контур ферромагнитного металла.
Машины подразделяются на: 1) стыко-
вые; 2) точечные (включая прессы для
рельефной сварки) и 3) роликовые.
Стыковые машины. Характеристики
основных типов серийных машин при-
ведены в табл. 7. Автоматические маши-
ны малой мощности типа АСИФ-5
предназначены для сварки сопротивле-
нием; машины средней мощности с ры-
чажным приводом типа АСИФ-50 и 75 —
в основном для сварки оплавлением
с подогревом; машины большой мощно-
сти типа РСКМ — для автоматической
сварки оплавлением с подогревом. Выпу-
скаются автоматические машины для
сварки непрерывным оплавлением с элек-
троприводом (серия МСМ) мощностью
150 ква (фиг. 6) и выше и с гидро-
Ж1водом (серия МСГ) мощностью
—500 ква, допускающие применение
подогрева при ручном его управлении.
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
193
Таблица 7
Характеристика основных типов серийных машин дли стыковой сварки
Наименование показателей Типы машин
АСИФ-5 АСИФ-50 • МСМ-150 МСГА-300»* РСКМ-320У
Первичное напряжение в а Номинальная мошиость в ква .... Номинальная продолжительность вклю- чения ПВ в °|о Пределы регулирования вторичного напряжения в а Наибольшее свариваемое сечение при непрерывной работе (малоуглеро- дистая сталь) в лелЛ Возможное число сварок в час .... Наибольшее свариваемое сечение при работе с перерывами в мм1 .... Принцип действия машины Наибольшее расстояние между плита- ми в мм Максимальная сила осадки в кГ . • . Привод механизма осадки * Аналогичные машины АСИФ-75 с = 3,5-5-7,0 а. * * Аналогичная машина МСГА-500 и 220; 380 5 25 1,16—1,74 60 <10-100 100 Автомати- ческий 14 150 Пружин- ный набжены тр иеет мощное 220; 380 50 2S 2.9—5,0 •ЮО 30-50 809 Неавтома- тический 40 25(» Рычажный ансформато ib 500 ква. 220; 380 150 20 4.5-7,8 750 по 2400 Ае 100 6500 Электри- ческий >амн мошне 380 300 30 5,4-10,8 4000 30 кто гтоматически 200 16 000 Гидравли- ческий стью 75 ква 380 320 25 4.7-10,5 6000 10—15 10 01» я 100 25 000 Электри- ческий при Е, =
Выпущены также машины (конструк-
ции ЦНИИТМАШ) для стыковой сварки
(фиг. 7). Автоматические точечные маши- '
ны обеспечивают своевременное вклю-
Фиг. б. Автоматическая стыковая машина типа МСМ-150:
/ — пневматические зажимы; 2 — регулируемые упоры;
3 — неподвижная плита: в — подвижная плита; 5 — на-
правляющие; 6 — двигатель приводя; 1 — коробка с ку-
лаком осадки.
тонких листов (8 = 2 -i- 4 мм) шириной
до 450 и 1500мм.а также машины для сты-
ковой сварки лент (МСЛ-20О .труб и др.
Точечные машины. Характеристики
основных типов серийных машпн при-
ведены в табл. 8. В массовом производ-
стве широко применяются автоматиче-
ские машины с пневматическим приводом
типа МТП, мощностью 75—200 ква
Фиг. 7. Точечная машина
МТП-75: 1 — пневматический
цилиндр; 2 — верхний крон-
штейн е направляющими;
3 — подвижная головка;
4 — верхнее плечо маши-
ны: 5 — электрододержатель
(свеча); L — полезный вылет
машины.
чеиие и выключение тока, а также
приложение и снятие силы с электродов.
Серийно выпускаются также подвес-
ные машины (клещи) серии МТПГ мощ-
ностью 75 ква и выше с пневмогидрав-
лическим приводом, предназначенные
13 Том 5
1412
194
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
для сварки стальных деталей толщиной
до 3+3 ли и стержней арматуры вкрест.
В автомобиле- н вагоностроении поми-
мо универсальных одноточечных машин
применяются двух- и мно-
готочечные машины для
односторонней сварки и
Фиг. 8. Рабочий инструмент точечных машин.
различныепереносные устройства (писто-
леты, рычаги, домкраты). В последнем
случае громоздкие изделия из тонких
листов и штампованных профилей обыч-
Таблица в
Характеристика основных типов серийных машин ада точечно* сварки
4 Наименование показателей Типы машин
АТП-Ю АТП-БЭ МТМ-50 МТП-75 МТП-200
Первичное напряжение в t 220; 380 220; 390 220; 380; 500 зяо 380
Номинальная мощность в ква .... 10 50 .41 75 200
Номинальная ПВ в “|в 25 12.5 12,5 20 20
Пределы регулирования вторичного напряжения ин 1.8—2,8 2.9-5 2.9—5.0 3.4-8 4.7—8.4
Принцип действия машины Неавтоматический Автоматический с возможностью
Привод механизма сжатия ...... Педальный неавт< Электрнче эматнчесхой работы Пневматический
Ход верхнего влектрода По луге окружис >стн Вертикальный
Максимальная сила, развиваемая на влектрода х, в к Г по 250 250 550 1500
Способ включения Пелалькый .Кулачком Электронным регуля-
Тип включателя Н ехянический тором Магнитный времени ИгниТ’
Ориентировочный сварочный ток при иомииальной мощности в а №00 11 500 10 000 контактор м.1 и игни- тронный 14 000 ройный асинхрон- 25 000
Максимальное число сварок в час при автоматической сварке — 3 000 4000 3 800
То же при неавтоматической сварке . 1030 800 800 1 000 800
Длительность включения тока прн ав- томатической сварке точки в сек. . — 0.2—0.35 0,04-6,5 0,<М—6,5
Максимальная толщина свариваемых деталей из малоуглеродистой стали при автоматической сварке в мм . . 2+2 2,5+2,5 6+6
То же при неавтоматической сварке в серийном производстве в мм ... . 1.5Ц-1.5 з+з 8+3 3.5+3.5 Н7
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
195
Для точечной сварки стали толщиной
до 12 мм служит одноточечная машина
низкой частоты (2,5—3 гц) типа
МТНЧ-250. Специальные многоточечные
автоматы выпущены для сварки ар-
матурных сеток и каркасов. При сварке
легких сплавов помимо мощных машин
переменного тока применяются машины
с питанием аккумулированной энергией
(конденсаторные и электромагнитные).
а также машины, питаемые одним им-
пульсом выпрямленного тока (типа
МТИП-600).
В зависимости от формы свариваемых
детален изменяется инструмент точеч-
ных машин (фиг. 8): электрододержате-
ли 1 и электроды 2.
Сварочные прессы Рельефная и Т-об-
разная сварка производится на точечных
машинах или сварочных прессах мощ-
ностью 200—600 ква (МРП-200-600).
Прессы отличаются от точечных машин
меньшим полезным вылетом, увеличен-
ной силой сжатия (на прессе МРП-600
до 5500 кГ) и наличием плоских контакт-
ных плит.
Роликовые машины Характеристики
основных типов серийных машин при-
ведены в табл. 9.
Ответственные детали из стали свари-
ваются на машинах серии МШП с игни-
тронными прерывателями, выпускаемых
для сварки поперечных (фиг. 9) или
продольных швов (электроды поворачи-
ваются на 90° еокруг вертикальной оси).
-------------1710--------------
Фнг. 9. Роликовая машина МШП-100-1:
I — пневматический цилиндр: 2 — кронштейн
с няпрлвляющвмн; .1 — верхний неприводной
ялсктрод; 4 — ннжннй приводной электрод;
« — поддон для сбора воды при наружном
охлаждении электродов.
Таблица 9
Характеристика основных типов серийных машин для роликовой сварки
Наименование показателей Типы машин
АШП-25 МШП-100-1 • МШП 100-3 •
Первичное напряжение в • Номинальная мощность в ква ............ Номинальная ПВ в •(. Преаелы регулирование вторичного напряжения в в Привод механизме сжатия Ход верхнего электрода Максимальная силя, развиваемая иа электродах, в кГ Полезный вылет в мм . Рабочий ход электродов еле Тип включателя * Направление свариваемых швов .......... Скорость сварки в м/мин ......... . ... . Регулирование скорости . Ориентировочный сварочный ток при номинальной мощности аа Максимяльння толщина свариваемых деталей из малоуглеродистой стали при минимальной скоро сти сварки в мм • Аналогичные машины типа МШП-150-t. МШП мощностью трансформатора. * • В машинах МШП-100-2 и МШП-100-4 полезны 220; МО 25 50 2,2-4,5 Педальный По дуге окружности 401 20 Механический Продольное или поперечное О.Я-4,7 Ступенчатое 10 000 1+1 -150-2, МШП-1 вылет 550 мм. МО 100 50 3,3-6.? Пкевмат Всртик 800 «00 •• И Синхронный прерыватель синхро! Поперечное 0,8-3,5 Бесступ 17 аю 1.54-1.5 50-3, МШП-ISO МО 100 60 3.3-1-6,7 ическнй >льиый «00 800" 40 игнитронный с электронным изатором Продольное 0. 5—3,5 гнчатое 17 000 1.6+1.5 -4 отличаются
13-
196
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Для ролико-стыковой сваркн труб
диаметром до 70 мм при толщине стенки
до 3 мм служат машины мощностью
70 - 200 ква. Скорость сварки до
30 м/мин.
Технология контактной сваркн
Стыковая сварка. В промышленности
применяется почти исключительно сты-
ковая сварка оплавлением, обеспечива-
ющая лучшее качество соединений, чем
при сварке сопротивлением.
Технологические условия хорошей
сварки: нагрев до появления на торцах
деталей пленки расплавленного металла
и полное удаление этого металла из сты-
ка при осадке. Процесс сварки оплавле-
нием определяется следующими пара-
метрами:
а) установочной длиной I (выпуском
деталей из электродов), влияющей на
нагрев; при сварке стальных деталей
диаметром d длина I = (0,7-1-1,0) d;
б) припуском на оплавление и скоро-
стьюоплявления,определяющими степень
нагрева деталей (при сварке без пред-
варительного подогрева); обычно оплав-
ление производится на 6—20 мм со сред-
ней скоростью 1—3 мм/сек', при сварке
с подогревом (до 800—1000° С) припуски
иа 30—50% меньше; при наличии в
стали большого количества хрома (не-
ржавеющая сталь) или кремния (транс-
форматорная сталь) скорость оплавле-
ния увеличивается для предупреждения
окисления металла в зоне сварки;
в) удельной мощностью q ква/ммг, воз-
растающей с увеличением скорости опла-
вления и с уменьшением длительности
сварки; при сварке напрерывным опла-
влением стальных деталей в массовом
производстве 9=0,15-1-0,40 коа/жж*; при
сварке с подогревом в тех же условиях
9= 0,12н-0.16 ква/мм*; при сварке с по-
догревом в мелкосерийном производстве
9 = 0,05 0,08 ква/мм1-, при сварке
колец 9 увеличивается на 40—60%;
г) суммарным укорочением Aof сва-
риваемых деталей при осадке, ее скоро-
стью и удельным давлением р кГ/мм1-,
обычно Дог =3-4-8 мм\ иое = 15ч-
-=-30 мм/сек (большая скорость требуется
при сварке легированной стали); при
сварке непрерывным оплавлением мало-
углеродистой стали р = 5 -т- 7 кГ/мм1,
при сварке легированной стали перлит-
ного класса р = 7 -5- 14 кГ/мм1, при
сварке аустенитной стали р = 15
20 кГ/мм1-, при сварке с подогревом р
понижается на 25—40% в связи с облег-
чением пластической деформации;
д) длительностью процесса tct, зави-
сящей от сечения и материала свари-
ваемых деталей и от мощности приме-
няемого оборудования (обычно tc, =
= 5-i-40 сек., для деталей сече-
нием 5000 —20000 мм2 tce достигает
3—8 мин.).
Точечная сварка. В сечении сварной
точки имеется чечевицеобразное ядро
со столбчатой структурой литого ме-
талла, окруженное зоной перегрева с
крупным зерном, за которой следует
(при сварке стали перлитного класса)
зона мелкого нормализованного зерна,
переходящая в основной металл.
Диаметр ядра dm, определяющий проч-
ность точки, зависит от нагрева деталей
при сварке, т. е. от технологического
процесса. При нормальном процессе диа-
метр ядра dm = 28 4- 3 мм (8 — тол-
щина в мм более тонкой из свариваемых
деталей) и d, я» dm, где d, — диаметр
контактной поверхности электрода.
В табл. 10 приведены ориентировоч-
ные режимы точечной сварки малоугле-
Таблица 10
Ориентировочные режимы двусторонне* одноточечно* сваркн малоуглеродисто* стали
иа автоматических машинах
Толшнна каждой детали в мм Диаметр контакт- ной поверхности •лектрода в мм Длительность включения сварочного тока и сек. • * Сила, приложенная к электродам, в кГ *• Сварочный ток и а
. 0,5 1 1.5 2 3 4 ,1 5 * Длнтельност ** При сварке 5- Ь 5- в в- 7 8-10 10-12 12-14 12-14 ь полного цикла св низколегированной 0.2 -0,3 0.2 -0,33 0,25-0.35 0.25—0,35 0,8 -1 0.8 -1,1 0,9 -1,2 рки одной точки за стали сила сжатие 30—43 80-120 120—160 150-250 500 —600 600-810 700-91)0 висит от типа свари аолжна быть увелнч 4000- 5 000 6 ООО— 7 000 7 000- 8 000 9 003-10 000 12 000-16 000 14 000—18 000 17 000-22 000 гной машины, еиа на 40—М«(».
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
197
Таблица II
Ориентировочные режимы роликовой сварки прочно-плотных швов
на малоуглеродистой стали
Толщина каждой детали в мм Размеры электродов в мм Сила, приложен- ная к электродам, в кГ Скорость CBilPKH В м(мин Спарочный ток в а Длительность в сек.
Ширина рабочей части Желатель- ный диаметр сварочного импульса паузы
0.25 3.5-4 150-180 80—120 2.4-3,5 4 ОТО- 6 000 о.оз—о.об 0,01-0.02
0.5 4,5-5 160-180 130-200 1—3 Г ООО- 8 ОТО 0 и—о.от 0,02-0,04
1 6—7 180-220 180-300 1-3,5 6 000-15 000 0.04-0. ОТ 0.02-0.04
1,5 7-8 220-250 250—375 0.6-1,5 10 000-18 000 0,08—0.16 0.04-0.08
2 8-9 240—260 320-450 0,5-1 t8 000-30 000 0.14-0.24 0.08-0,12
родистой стали. Лучше других свари-
ваются точками малоуглеродистая и
аустенитная нержавеющая сталь. Для
повышения пластичности точек при свар-
ке закаливающейся стали целесообразна
их электротермическая обработка непо-
средственно в точечной машине.
Из медных сплавов лучше свари-
вается кремнистая бронза, несколько
хуже — фосфористая бронза. Латунь
Л62 сваривается удовлетворительно,
медь плохо. Алюминиевые сплавы сва-
риваются удовлетворительно.
Перед точечной сваркой сталь очи-
щается от ржавчины и окалины (трав-
лением, опескоструиванием или наждач-
ным кругом). Алюминиевые сплавы очи-
щаются от пленки А1гО8 (травлением
или механически).
Рельефная сварка. Нормальный диа-
метр каждого выступа 3—5 мм, его высо-
та 0,75—1,5 мм. Необходимая мощность
сварочной машины 25—75 ква на каждый
свариваемый выступ. Необходимая сила
сжатия каждого выступа зависит от
толщины выштампованной детали. Прн
8=1 мм Р > 100 -г- 120 кГ; при
8 = 2,5 мм Р = 350 450 кГ. Качест-
венная сварка обеспечивается только
при точной штамповке деталей и вы-
ступов.
Роликовая сварка. Стабильное каче-
ство шва без повреждения наружной
поверхности свариваемых деталей и без
чрезмерного износа электродов обеспе-
чивается прерывистым протеканием
сварочного тока,
_ hi
Отношение j—обычно л^жит
в пределах 6,5—0,7 для малоугле-
родистой стали; 0,4—0,6 для аустенит-
ной нержавеющей и 0,16—0,33 для
алюминиевых сплавов (tce — длитель-
ность одного импульса включения сва-
рочного тока, t„—длительность паузы
между последовательными импульсами).
Ориентировочные режимы роликовой
сварки малоуглеродистой стали при-
ведены в табл. 11.
Электродные материалы. Материалы
для электродов контактных машин долж-
ны иметь: а) высокую электро- и тепло-
проводность; б) высокую твердость;
в) высокую температуру рекристалли-
зации и г) малую склонность к образо-
ванию сплавов с металлом свариваемых
деталей. Находят применение медь чи-
стая или с присадками хрома н цинка
(сплав ЭВ) или кадмия (до 1%), а также
сложные сплавы (МЦ-4).
ГАЗОПЛАМЕННАЯ ОБРАБОТКА
МЕТАЛЛОВ
Средства газового питания и пламя
Газопламенная обработка металлов
(г. о. м.) объединяет процессы, в которых
изменение формы и свойств металла обра-
батываемых деталей достигается их мест-
ным нагревом газовым пламенем. Спо-
собами г. о. м. могут производиться
сварка, наплавка, пайка,разделительная
и поверхностная резка, поверхностная
закалка, металлизация, гибка и др. При
г. о. м. необходим интенсивный местный
нагрев, эффективность которого опреде-
ляет термический к. п. д. процесса ц:
где t№ — требуемая температура на-
грева, а 1г — температура пламени. Для
повышения tt и т| горючие газы или пары
сжигают в смеси с кислородом.
Кислород. В газообразном со-
стоянии 1 м3 кислорода при давлении
198
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
760 мм рт. ст. весит при 0°С 1,423 кГ,
при 20° С — 1,312 кГ. 1 м* газообразного
кислорода дает 1,265 л жидкого кисло-
рода,который при давлении 760 мм рт. ст.
кипит при температуре —183° С, 1 л
жидкого кислорода весит 1,13 кГ и при
испарении дает 790 л газа. Кислород по-
ступает к потребителю в сжатом состоя-
нии в баллонах (ГОСТ 949-41) или
в сжиженном виде в танках, изоли-
рующих его от нагрева окружающей
средой.
Наиболее распространены баллоны
внутренним объемом 40 л, вмещающие
6 ж’ кислорода при нормальном давле-
нии сжатия 150 ати. Вентиль баллона
изготовляется по ГОСТ 699-53.
Кислород в баллонах удобен для ис-
пользования, но требует повышенных
транспортных затрат из-за большого
веса баллонов.
Жидкий кислород используется с по-
мощью газификаторов для централи-
зованного питания; в настоящее время
применяются главным образом голод-
ные газификаторы, представляющие ша-
рообразные сосуды, .защищенные тепло-
изолирующей рубашкой. Газификаторы
вмещают 1000 л жидкого кислорода и
лают около 800 ж3 газа. Кислород посту-
пает из них пол давлением до 15 ати
в количестве до 100 мл/чо£.
Горючие газы. Для газопла-
менной обработки наибольшее значение
имеют газы и пары жидкостей, дающие
в смеси с кислородом высокую темпера-
туру пламени. Лучшие результаты по-
казывают горючие материалы с высоким
содержанием углерода.
Характеристика горючих газов при-
ведена в табл. 12.
Наиболее высокую температуру пла-
мени дает ацетилен. Однако во многих
случаях он может быть заменен другими
горючими. Для сварки металлов, за
исключением стали и меди, можно исполь-
зовать бензол, пропан, бутан, водород,
нефтяной, пиролизный и природные газы.
Для кислородной резки и пайки при-
годны все виды горючего, приведенные
в табл. 12.
Для подогревательного пламени при
резке количество подаваемого кислоро-
да составляет 80—85% от необходимого
для полного сгорания.
Все горючие газы образуют с возду-
хом и кислородом взрывчатые смеси.
Безопасность работ обеспечивается точ-
ным соблюдением пранил их использо-
вания подготовленным руководящим
и рабочим персоналом.
Ацетилен — бесцветный газ с
удельным весом 1,179 кПм*. В больших
объемах при давлении свыше 2 ати аце-
тилен способен под действием нагрева или
удара к разложению со взрывом. Ацети-
лен образует взрывчатые смеси при со-
держании’его в воздухе от 2,8 до 65%
и в кислороде от 2,8 до 93%.
Ацетилен получают из карбида кальция
при действии на него волы. С учетом по-
терь из 1 кГ карбида кальция получают
приблизительно 0,25 м3 ацетилена.
Для получения ацетилена служат
ацетиленовые генераторы. По произ-
водительности, давлению и назначению
типо-размеры ацетиленовых генерато-
ров установлены ГОСТ 5190-49.
По давлению различают генераторы
низкого давления с предельным давле-
нием до 0,1 кПсм*и генераторы средне-
го давления — от 0,1 до 1,5 кГ/см*.
Таблица 13
Характеристик* горючих газок
Наименование горючего Удельный нес а к Г 1м* Ннзшеа теллотоориаа способность Температу- ра спироч- Н.Н • пламени в иС Количество кислорода на 1 м* горючего и м*
а ка.г1ж* калт! яла полного сгорании яла сварки
Ацетилен Водород Лропдя ...... Бугаи Природные газы . Коксовые газы . . Нефтаные газы. . Городские газы . . Бендин, керосин . • В кПл. «Вл* 1,1? 0,09 2 2,7 0,75 о,«-о.в 0,7-1.5 0.8-1,1 0,7; 0.8» W. 13500 2 570 22100 29 500 8300 3 800— 4 500 10 500-14 500 3 260- 6 500 11 500 28 800 11 000 II 000 9 700 7 500 - 8 800 9 500—14 000 4 000- в 000 10 000 3100 . 2100 2060 2060 1900 2 000 2 100-2 300 1 W0 2 300 2,5 0,5 6 6,5 2 1 2-2,5 1.2-1,6 2.4 1—1,1 0,25 2-2,5 2,5-3 1 0.5 1 0,6—0,8 1,3-1,5»*
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
199
Таблица 13
Характеристика генераторов
Прокзао- днтельиость а мЧчас Марка Давление и ати Тип Нес иеталли* ческой чести п кГ Назначение
рабочее максималь мое п корпусе
0.8 гвд-ол 0,2 1.5 Переносный 15 Монтажные работы
1,25 ГН В-1,25 0,02 0.07 • 42 Одной остовой
1.» ГВР-1,25 0.2 0.7 • Ю •
2 МГ-55 0,03 0.08 Передвижной 55
3 ГВР 3 0.2 0.7 Стационарный 110 Олин и более по- стои
10 ГРК-10 До 0.7 1.5 • 653 Многопостовой
33 . ГНД-35 0,02 0,02 • 4.5 т Для ацетиленовых станций
Справочные данные о генераторах
приведены в табл. 13.
Изготовление генераторов для г. о. м.
должно быть согласовано с Главкисло-
родом МХП (ГОСТ 5190-49).
Ацетилен может поставляться в аце-
тиленовых баллонах (ГОСТ 5948-51).
В последних под давлением не свыше
16 ати ацетилен растворяется в аце-
тоне, который пропитывает пористую
массу, заполняющую весь баллон. Бал-
лон емкостью 40 л вмещает 4—5 нм*
ацетилена.
Для наполнения ацетиленовых бал-
лонов выпускаются установки произ-
водительностью 5; 7 и 35 м*/час.
Ацетилен может распределяться по
трубопроводам. Во всех случаях перед
точками потребления газа устанавли-
вают предохранительные затворы для
ацетилена низкого или среднего
давления.
Распределительная аппаратура. Для
питания сетей баллоны присоединяют
к кислородным, ацетиленовым и дру-
гим рампам. Для снижения и регули-
Таблица Н
Характеристика редукторов
Марка Гаа Наиболь- шее рабочее данление в ати Наиболь- шая про- пускная способ- ность в мЧчас
РК-53 Кислород 15 60
КРР-50 — 25 200
РА Ацетилен 1.5 4
рования давления применяют редук-
торы. Классификация редукторов — по
ГОСТ 6268-52. Характеристики упо-
требляемых видов редукторов приве-
дены в табл. 14.
Для подводки газов к рабочей аппа-
ратуре используются резиновые шланги
преимущественно диаметром 9,5 мм
(по ГОСТ 71-55).
Ацетиленовое пламя. Физико-хими-
ческие условия г. о. м. допускают в
зоне нагрева неполное сжигание ацети-
лена, определяемое реакцией
С,Н2 + О2 - 2СО +Н,.
Пламя такого состава называется
нормальным. Оно имеет четко очерчен-
ный конус. Характеристика ацетилено-
кислородного пламени приведена в
табл. 15.
Характеристика пламени других га-
зов сходна с характеристикой ацетиле-
но-кислородного пламени.
200
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Таблица 15
Характеристика ацетилено-кнслородного пламени
Пламя Отношение О,: С,Н. Температура Область применения
Науглероживающее (фиг. 10,о) Нормальное (фиг. 10, б) . . . Окислительное (фиг. 10, а) . 0,8-1 1-1.2 1.2—1,5 2700-3100 3100 3100—3300 Наплавка твердых сплавов. Сварка высокоуглеродистой стали Сварка, качественная резка и пайка, металлклацни Резка и пайка, сварка латуни и чу- гуна бронзой, поверхностная за- калка, огневая очистка поверхности
Газовая сварка
Использование газовой сварки опре-
деляется: а) ее универсальностью, т. е.
возможностью выполнять различные ра-
боты на одном комплекте несложного
оборудования; б) ее преимуществами
при сварке цветных металлов и чугуна;
в) гибкостью процесса и удобством ис-
пользования при сварке тонколистовых
и трубчатых элементов; г) хорошим фор-
мированием шва; д) возможностью сов-
мещения термической и горячей меха-
нической обработки.
Газовая сварка применяется в авиа-
промышленности, энергетическом маши-
ностроении, химическом аппаратострое-
нин, в производстве трубопроводов
и т. п., в ремонтно-механических и ли-
тейных цехах,машинно-тракторных стан-
циях и в условиях полевых работ.
Сварочная горелка соединяет в себе
нагревательный прибор и инструмент
для формирования шва.
Характеристика сварочных горелок
приведена в табл. 16.
Техника сварки. При газовой сварке
пламя служит для местного расплавле-
ния металла. Помимо этого давление
потока газов формирует из жидкого
металла сварочный шов. Газовое пламя
расплавляет участок шириной в 2,5—
3 раза превышающий глубину. Про-
плавление на глубину более 5—6 мм
затруднено из-за избытка жидкого
металла. Поэтому при сварке толстых де-
талей делают подготовку шва, при кото-
рой скосом кромок открывают для на-
грева слон металла по всему сечению.
Форма шва и основные размеры подго-
товки кромок приведены в табл. 17.
Детали с подготовленными кромками
собираются под сварку, причем для про-
вара по всему сечению необходимо со-
хранять зазор d, а для предотвращения
пережога кромки—притупленней. Перед
сваркой кромки детали закрепляют в
необходимом положении местной свар-
кой — прихватками или в массовом
производстве — механическими приспо-
соблениями.
Сварка производится непрерывным
нагревом металла пламенем горелки
и подачей в зону нагрева присадочного
прутка (фиг. 11).
При сварке образуется сварочная
ванна расплавленного металла, кото-
рый собирается в валик сварного шва
давлением газов н присадочным прут-
ком.
Легче и быстрее выполняется сварка
в нижнем положении шва, однако
вполне качественная сварка стали и
многих других металлов и сплавов
осуществляется на вертикальной и по-
толочной поверхностях.
Таблица 15
Характеристик* сварочных горелок
Наименование данных М наконечников
0 1 > 4 5 б 7
Сварочная горелка нормальная Сварочная горелка малая ГСМ-53 Средний расход ацетилена в л!чм to <+) »9 180 МО + 909 + 1400 (+) 2409
Примечи я и е. Номера нпконечииков, указанные а скобках, поставляются по особому запросу.
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
201
Хорошо выполненный сварной шов
(фиг. 12) имеет провар по всему сече-
нию, плавное примыкание краев на-
Фнг. II. Положение горелки при
сварке.
Фиг. 12. Вид нормальных гаэосварных швов.
плавки к основному металлу и усиле-
ние шва в средней части.
Свариваемость металлов. Малоуг-
леродистая сталь сваривается
хорошо при содержании углерода
до0,20%, удовлетворительно — до 0,35%
углерода и допускает сварку во всех
положениях.
Для присадки служит проволока по
ГОСТ 2246-54 марок Св-08, Св-08А,
Св-08Г, Св-08ГА, Св-10Г2, Св-15, Св-15Г,
Св-10ГС.
Ориентировочные данные о механи-
ческих свойствах наплавленного ме-
талла приведены в табл. 18.
Нормализация выполняется повтор-
ным нагревом сварного шва сварочной
горелкой до 930—950° С.
Некоторое дополнительное увеличе-
ние прочности дает проковка шва в го-
рячем состоянии с последующей норма-
лизацией.
Низколегировапная кон-
струкционная сталь свари-
вается, как правило, так же удовлетво-
рительно, как и малоуглеродистая.
Форма шва и основные размеры подготовки кромок
Таблица П
Вил соединенна
и подготовки шва
Вил разделки
1
L1
Стыковое с отбортовкой
Стыковое
Стыковое
кромок
Стыковое
кромок
Угловое
без скоса кроной
с односторонним скосом
двусторонним скосом
Внахлестку
Т.1вровое без скоса кромок
Тавровое с односторонним скосом кро-
мок ..............................
Tanpome с двусторонним скосом кро-
мок ...
Толщина сваривае- мой детали в мм Элемент разделки
h в мм d в мм
До 1Л 2 0-1 —
1-5 — 1-1,5 —
в -15 1-2 1,5-3 60-90
15 2- 4 3-5 60-90
— — - 60—120
— — -* -
До 8 — 1-2 —
8-12 2-3 1,5-2 50-60
> 12 2-4 2-4 50-60
202
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Таблица It
Механические свойства наплавленного металла
Свойстве Се-08, Св-06 А. Св-15 СвЛВГ, СВ-08ГА, СВ-10Г2, СВ-15Г Св-ЮГС
Предел текучести в кГ)м в1 17—25 20—33 —
Предел прочности оаТ/жж1 Относительное удлинение 33-36 33-44 43—43
в •). . ... Ударная вязкость в исход- 8-16 8—16 8—16
НОМ СОСТОЯНИИ В кГМ1СЛС1 То же после нормализации 1-4 4—10 5—7
о кГм1са/< ........ 4—14 8-14 9—14
В легированной стали наибольшее
значение имеет содержание углерода,
влияние которого характеризуется сле-
дующим:
Содержание
углерода Влияние иа свариваемость
• ‘|о
До 0,2 Сохраняется хорошая свари-
ваемость
0,2—0,3 Удовлетворительно сваривается
слегка науглероживающим
пламенем с присадкой леги-
рованного металла
ОД—0,4 Сваривается в огравичевных
пределах при тех же усло-
виях н при подогреве свари-
ваемой детали
Свыше 0,4 Плохо сваривается, допускает
наплавку с науглероживаю-
щим пламенем
Термически обрабатываемая сталь пер-
литного класса сваривается удовлетво-
рительно, если содержание углерода
в ней не превосходит 0,3—0,35%; подо-
гревом до 150—250° С предупреждаются
закалочные трещины в зоне шва. Мар-
тенситная сталь относится к плохо
сваривающимся. Сварка этой стали мо-
жет быть осуществлена при подогреве
до 400—500° С. Аустенитная сталь при
низком содержании углерода хорошо
сваривается. Карбидная инструменталь-
ная сталь допускает сварку только в
малых объемах, но достаточно хорошо
наплавляется.
Прочие легирующие элементы алия
ют следующим образом.
При невысоком содержании их и
углерода,а именно (в %) при Мп<1ч-1Д
Si < 0.8. Ni < 3. Сг< I,
Мо<0,6. V<0,3, W<0,5,
Си < 0,6, Ti < 0,3, они не
препятствуют или содейст-'
вуют сварке.
В большем количестве в
средне- и высоколегирован-
ной стали уже при содержа-
нии углерода свыше 0,25%
многие из них (Мп, Сг, Ni,
Mo, W) повышают склон-
ность стали к закалке и
образованию трещин.
Некоторые элементы (Si,
Сг, V, W, А1) при повы-
шенном содержании их в
сплаве образуют тугоплавкие окислы,
затрудняющие сварку и понижающие
пластичность наплавленного металла.
При газовой сварке легированной ста-
ли применяют флюсы (см. табл. 19)
н используют проволоку соответствую-
щих марок, указанных в ГОСТ 2246-54.
Серый чугун наиболее качест-
венно сваривается газовой сваркой
нормальным племенем.
Обрабатываемость наплавки легкообес-
печивается равномерным прогревом ме-
ста сваркн, применением присадочного
металла по ГОСТ 2671-44 и флюса
(табл. 19).
Таблица 19
Состав флюсов в •)»
Наимснорание свариваемого металла Бура аесяти- войиаа Бурл безвод- ная Кремнезем Прочие добавки
Нержавеюща сталь Чугун Медь, латунь и бронза 1<Х1 50 67 70 32.6 3 Феррохром 0,15 Ферромарганец Двууглекислый натрий 47 Гитри я кислота 10 Хлористый нат- рий 20
Для избежания трещин при сварке
деталей сложной формы применяют
общий подогрев до 450—550° С и мед-
ленное охлаждение после сварки в печи
или под тепловой изоляцией. Детали
простой формы сваривают без общего
подогрева.
Сварка чугуна сварочной латунью лает
хорошие результаты и во многих еду-
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
203
чаях не требует подогрева. Присадоч-
ные прутки содержат 60—63% Си;
0,4—0.6% Sn: 0,3—0,4% Si; осталь-
ное Zn.
Необходимо, чтобы площадь поверх-
ности спая чугуна с наплавкой в 2—
2,5 раза, превышала площадь попереч-
ного сечения шва. Применяя флюс,
сначала облуживают поверхность кро-
мок, а затем заполняют шов. Сварка
ведется окислительным пламенем
(О2 : CjH2 « 1,35).
Медь марок Ml и М2 хорошо
сваривается. Медь марок М3 и М4
вследствие присутствия закиси меди
дает рядом со швом хрупкую зону.
Из-за высокой теплопроводности меди
требуется большая мощность пламени
горелки. В качестве присадки исполь-
зуется проволока нз электролитической
меди. Применяются также флюсы (см.
табл. 19).
Медь следует варить быстро, без пере-
грева. Рекомендуется горячяя проковка
сварного шва. Перегрев ведет к окисле-
нию и хрупкости наплавленного метал-
ла. При сварке вредны примесь в газах
паров воды и излишек горючего газа,
так как прн этом медь и все ее сплавы
поглощают водород и дают поры.
Хорошо сваренный шов сопоставим
по свойствам с основным металлом.
Латунь хорошо сваривается, осо-
бенно при высоком содержании цинка
(около 40%). Присадочный металл
применяется состава 60—63% Си; 0,3—
0,4% Si; остальное Zn
Сварка ведется окислительным пла-
менем (Oj: CjH? « 1,35) с флюсом для
меди.
Оловянистая бронза сваривается лег-
ко при содержании олова до 7%. При
большем содержании требуются подо-
грев перед сваркой и медленное охла-
ждение.
Кремнистые и марганцо-
вистые бронзы относятся к хо-
рошо сваривающимся сплавам с высо-
кими механическими свойствами свар-
ного шва. ,
Алюминиевые и алюмини-
евожелезные бронзы сва-
риваются вполне удовлетворительно с
применением активных флюсов.
Алюминий хорошо сваривается.
Всегда имеет на поверхности пленку
тугоплавкой, невосстановимой пламенем
окиси алюминия. Поэтому при сварке
необходим флюс, например, следующего
состава: хлористого натрия 30%, хло-
ристого калия 45%, хлористого лития
15%, фтористого калия 7%, кислого
сернокислого калия 3%.
Механические свойства наплавленно-
го металла сопоставимы с основным.
После сварки необходима тщательная
очистка от флюса, остатки которого вы-
зывают быструю коррозию сварных
швов.
Литье нз силумина и других спла-
вов сваривают при подогреве до 200—
300° С.
Магний сваривается удовлетво-
рительно с применением флюсов для
защиты от окисления.
Свинец сваривается хорошо, но
требует особой аппаратуры (маломощ-
ной) и специализации сварщика.
Технологические показатели газовой
сварки. Количество израсходованной
теплоты Q на единицу длины шва и,
следовательно, количество горючего W
прямо пропорционально весу Р расплав-
ленного при этом металла. Поэтому
Q-kW-kiP.
где k и ki — коэффициенты пропорцио-
нальности.
В большинстве сварных соединений
Р - Л28« кГ)м,
где 8 — толщина свариваемых частей.
Количество теплоты можно предста-
вить в виде
Q - -j-1 - *s8*
Q
здесь -г- — мощность в кал/час и t —
время сварки в часах.
С достаточной для практики точно-
стью можно принять
~ и / — <Л
Мощность сварочного пламени М из-
меряется расходом газа в л!час, т. е.
W
М — — — сЪ а/час
Значения с для сварки деталей тол-
щиной от 1 до 15 мм приведены
В табл. 20.
204
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Таблица 20
Значения кояффиииента с
Соеди- нение Малоуглеро- диста! сталь Легированная сталь, чугун Мель Медные сплавы Алюминий
Встык. . Внахлестку Втаар ; . Угловое . . 100 140 150 80 80 110 120 70 130-180 1ЧО-25О 200-300 110-150 75—85 100-110 100-120 70-80 110-130 150-1 К) 160 —200 100-120
Время сварки. Техническое время
(основное + вспомогательное) сварки
для малоуглеродистой стали опреде-
ляется как t “ мин/м.
Значения коэффициента d рекоменду-
ются следующие:
Металл d
Малоуглеродистая сталь..... 5—1
Легированная сталь, чугун, медные'
силаны ...................... в
Медь .................... 3.5
Алюминий .............. 4
Расход материалов для средних условий
сварки на 1 пог. м шва
Ацетилен ............... 8!* л
Кислород...................9^5>.«
Присадочная проволока при угле
скоса кромок 45°.......... КМ* Г
Для сварки объемов, не измеряемых
длиной шва, применим расчет по объему
и весу наплавленного металла.
1 м3 ацетилена наплавляет в среднем
1 кГ стали. Соответственно этому тре-
буемое количество ацетилена составит
W\ = Р, кислорода W к = 1,151Гв.
Выбирая мощность горелки, соответ-
ствующую толщине свариваемой детали,
находят время сварки:
W
Автоматическая газовая сварка. Авто-
матизация газовой сварки нашла наи-
большее применение при сварке тонко-
стенных труб. Машины для этой цели
формуют трубную заготовку из ленты,
сваривают ее продольный шов, правят
трубу и режут ее на мерные куски.
Скорость сварки достигает 500—2000
м!час при высоком качестве сварного
шва. Возможна автоматическая газовая
сварка труб из легированной стали,
например нержавеющей. Существуют
автоматы для сварки обечаек, приварки
днищ и т. п.
Газопрессовая сварка
При газопрессовой сварке сварное сое-
динение получается под действием сжа-
тия частей металла, нагретых кислород-
но-газовым пламенем до температуры
свариваемости в твердом или оплавлен-
ном состоянии. При сварке малоуглеро-
дистой стали нагрев доводится примерно
до 1200е С, а давление до 250—400 кГ/см*.
Газопрессовая сварка производится ма-
шинами, основными конструктивными
узлами которых являются зажимное
устройство, сварочный пресс и нагрева-
тельная горелка.
В автономных установках к ним до-
бавляются силовой привод, ацетилено-
вый генератор, кислородная рампа,
транспортные средства и пр.
Газопрессовые установки применя-
ются для сварки трубопроводов и дета-
лей сплошного сечения. Станок ВНИИ-
Автогена МГПС 15/160-53 полностью
механизирован и допускает сварку труб
диаметром 30—160 мм и других дета-
лей с площадью сечения свариваемого
металла до 80 см3, развивая силу сжа-
тия до 15 т.
К этому типу станков относятся также
станки ЦНИИ МПС: СГП-2 и СГП-7.
Имеются станки меньшей мощности (на
2—4 т) типа СГП-3 и СГП-Зр.
Для нагрева применяются горелки,
охватывающие по контуру сварива-
емые изделия. Для труб предназначены
горелки типа КГ диаметрами от 30 до
630 мм.
По технике сварки газопрессовые
станки близки к стыковым электросва-
рочным машинам, ио обладают следую-
щими преимуществами: а) независи-
мостью от источников питания электро-
энергией; б) при небольшом весе боль-*
шой мощностью, которую развивает
кнслородно-ацетнленовая установка;
в) простотой технологического процесса
и обслуживания; г) простыми зажим-
ными устройствами, не требующими под-
вода тока и очистки поверхности де-
тали.
Газопрессовая сварка с наружным
нагревом производится установкой и
тщательной выверкой положения сты-
куемых частей, сближением их до упора
под давлением и нагревом горелкой •
до температуры сварки.
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
205
Нормально сваренный стык имеет
равномерное 'утолп1ение в результате
прессовой осадки. Допускается частич-
ное оплавление поверхности.
Мощность сварочных горелок выби-
рается исходя из расхода ацетилена
2 л/час на 1 мм1 площади сечения стыка.
Расход ацетилена на 1 смг площади сва-
риваемого стыка составляет в среднем
7—8 л. Время нагрева под сварку выби-
рается из расчета 10 сек. на 1 мм
толщины нагреваемой детали.
При газопрессовой сварке с торцевым
нагревом плоская горелка с двусто-
ронним пламенем, вводимая в зазор
между свариваемыми деталями, нагре-
вает оба конца детали до начала опла-
вления. После этого горелка быстро
удаляется, а детали сближаются и
сжимаются.
Кислородная резка
Кислородная резка основана на спо-
собности железа гореть в кислороде
с выделением большого количества теп-
лоты и с образованием расплавленных
окислов железа.
Горение железа (стали) при резке про-
исходит на поверхности соприкоснове-
ния его с кислородной струей. Для воз-
буждения горения необходимы предва-
рительный высокий нагрев места рез-
ки и последующее поддержание подо-
грева. Поэтому кислородные резаки со-
стоят из нагревательной кислородно-
газовой горелки и соединенной с ней
трубки режущего кислорода.
Для резки большоеэначение имееттак-
же чистота кислорода. Лучшие резуль-
таты получаются при кислороде чистотой
99,3—99,5%. Снижение чистоты кисло-
рода на 1% увеличивает его расход
на 25—30%. уменьшает скорость резки
на 15% и ухудшает качество разреза.
Кислород, у которого чистота ниже 95%,
не рекомендуется применять для резки.
В качестве горючего для резки при-
меняют ацетилен и другие газы:
коксовый, светильный и пр., а также
жи кое горючее — керосин и пр.
При пересечении детали кислородной
струей происходит разделитель-
ная резка. Кислородная струя,
прорезающая сталь, должна быть узкой
и длинной; рассеянная струя кислорода
дает искривленную поверхность разреза
и замедляет резку. Для резки дается
концентрированное нагревательное пла-
мя. Излишне мощное пламя оплавляет
кромку разреза. Движение резака долж-
но быть равномерным, так как неравно-
мерность вызывает образование глубо-
ких штрихов, рванин по кромке и пр.,
требующих последующей механической
обработки. Правильно выполненная рез-
ка дает ровную, прямолинейную кромку
(фиг. 13, б). При среднескоростной резке
на поверхности разреза остаются неглу-
бокие штрихи от прохода кислородной
струи с небольшим отставанием в ниж-
ней части кромки (фиг. 13, а). Прямые
В)
Фиг. J3. Вялы кислородного разреза
хорошего качества.
штрихи (фиг. 13, в) показывают замед-
ленную резку, необходимую лишь при
фигурной точной резке на машинах.
Кислородная резка не вызывает пере-
грева и пережога кромки разреза. Го-
рячие окислы железа расплавляют и
смывают слой неокнсленного металла,
оставляя поверхность чистой стали. По-
верхностный слой глубиной 2—5 мм
подвергается нормализации или в слу-
чае резки закаливающейся стали — за-
калке.
Высокая твердость устраняется общим
или местным отпуском. При резке
закаливающейся стали возможны тре-
щины на кромке, которых можно избе-
жать предварительным подогревом стали
до 100—200* а
Влияние некоторых легирующих эле-
ментов на резку приведено в табл. 21.
Для разделительной резки выпуска-
ются резаки согласно табл. 22.
Кроме того, выпускаются резаки и
установки для резки больших толщин
(УРР и ПМР), для резки хромистой стали
(УРХС), Для подводной резки (БУПР),
для резки с газами — заменителями аце-
тилена (РСЗ и УРЗ) и др.
2(К
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Таблица 21
Влияние легирующих элементов
стиля на резну
Степень влияния Содержание «лемеитоа в •). (не менее)
С Сг At W Мо
Затрудняет резку 0.3 3 2 10 0.2S
Препятствует резке 0.8 6 10 20 —
Механизация раздели-
тельной резки, способствующая
равномерности движения кислородной
струи, значительно повышает качество
и производительность процесса. Сред-
ства механизации подразделяются на
следующие группы:
1) приспособления для ручной резки;
2) механизмы, узкого назначения;
3) переносные самодвнжущиеся меха-
низмы;
4) стационарные машины (станки).
Приспособления для ручной резки,
к которым относятся тележки для реза-
ков, направляющие линейки, контурные
шаблоны, циркули и т. п., повышают
точность направления и уменьшают ко-
лебания скорости перемещения резаки
при ручной резке.
Механизмы узкого назначения по точ-
ности резки не уступают машинам,
Существуют приспособления для полу-
чения прямых реэов, вырезки кругов,
отрезки труб, сортового и профильного
железа.
Машины для резки разделяются на
переносные и стационарные.
Наиболее распространены перенос-
ные самодвнжущиеся машины, движу-
щиеся по поверхности разрезаемого
листа или го особым направляющим
рельсам.
Наиболее совершенная механизация
и автоматизация резки достигается при-
менением стационарных машин, которые
могут выполнять прямые и фигурные
разрезы, используя механизмы с про-
дольно-поперечным перемещением ра-
бочих частей или с шарнирно-круговой
связью. Классификация машин устано-
влена ГОСТ 5614-51.
Некоторые данные о выпускаемых
машинах для резки приведены в
табл. 23.
Таблица П
Характеристик* резаков
Марка резака Область применения Толщина реаки в мм Примечания
РР-БЗ РГС-53 РГМ-53 РМР К-51 Ручные работы по резке Резка при сварочных работах .... То же в монтажных работах . . . К машина и для резки ..... Ручные работы по резке 5—30) До 50 . 26 5-100 6-200 Замена резака УР К горелке ГС-53 . . ГСМ-52 Для жидкого горючего
Таблица 23
Характеристика машин для резки
Марка Тип машины Площадь обработки я мм Число резаков Толщина разре- заемых листоа в им Назначение
ПЛ-1 Переносила Неограни- ченная 1 6-100 Вырезка заготовок
ПЛ-2 Переносная То же 2 6-100 То же.соскосом кромок
АСШ-2 Стационарная шарнирного тмпо 750X1500 1 6-100 Вырезка деталей с по оышеиной точностью
АСП-1 Стационарная координатного типа 1500 X <3003 + «001) 1-3 6-200 Машина общего назна- чения
М-10 Стационарная параллелограмм ного типа 1000X3000 3-10 6-100 Массовая вырезка однотипных деталей
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
207
Машины шарнирного типа (АСШ-1)
предназначены для точной вырезки де-
талей сложной формы и не приспособ-
лены для резки со скосом кромок под
сварку.
Машины продольно-поперечного ти-
па обрабатывают площадь определенной
ширины (например, машина АСП-1—
1500 мм) н любой заданной длины.
На них устанавливают один или несколь-
ко резаков для вырезки нескольких де-
талей и прямолинейных резов со ско-
сом кромок.
Созданы машины с фотоэлектронным
копированием контура вырезки по чер-
тежу, машины для резки листов ши-
риной до 2,5 м, машины с дистанцион-
ным управлением и масштабным копи-
рованием вырезаемых деталей.
Механическая точность резки опреде-
ляется конструктивным типом машины.
У точных машин погрешность соста-
вляет ±0,2 мм, у машин среднего ка-
чества — около ±0,5 мм.
Неточность прохождения кислород-
ной струи и горения металла для ли-
стов толщиной до 25 мм при качествен-
ной резке дает отклонение в пределах
от ±0,1 до ±0,15 мм. Погрешность уве-
личивается с возрастанием толщины ли-
стов примерно на 0,1—0,15 мм на каж-
дые 50 мм.
При резке крупных деталей необхо-
димо предотвращать неточности их раз-
меров из-за теплового коробления, кото-
рое может превосходить погрешность
машин.
Для его уменьшения жестко закреп-
ляют одну из узких сторон листа. Резку
ведут от свободного конца по возмож-
ности одновременно с обеих сторон фи-
гуры, отрезая последней перемычку со
стороны закрепления.
Технологические показатели резки.
Исходными расчетными данными для
резки являются скорость резания и
удельный расход кислорода на I см1
плоскости сечения разреза. Различают
скорость резки линейную (повышенную),
допускающую отставание кислородной
струи, и фигурную. Показатели харак-
теризуются кривыми, приведенными на
фиг. 14.
Особая аппаратура для резки стали
больших толщин (500—1500 мм) отли-
чается использованием кислорода под
низким давлением (I—3 ати).
Резаками с наклонной струей кисло-
рода прюмзводится скоростная прямо-
линейная резка листов стали толщи-
ной до 20—25 мм с двух-трехкратным
превышением данных фнг. 14.
При использовании газов-заменителей
увеличивается продолжительность пер-
воначального подогрева при одинаковой
с ацетиленом скорости резания.
Фиг. Н. График технологических показателей
резки: 1 — давление кислорода: 3 — скорость
прямолинейной машинной резки; 3 — ско-
рость ручной и машинной фигурной резки:
< — удельный расход кислорода при ручной
и фигурной машинной резке; 5 — удельный
расход кислорода при прямолинейной машин-
ной резке.
Поверхностная резка. При поверхно-
стной резке широкая мягкая струя кис-
лорода, направленная под углом 20—
30ь к поверхности стали, при добавоч-
ном подогреве кислородно-газовым пла-
менем образует очаг горения, который
быстро перемещается, оставляя после
себя желобчатую выемку.
Для поверхностной резки служат
особые резаки, головки и сопла которых
отличаются наличием расширенной ча-
сти, снижающей скорость кислородной
струи. Выпускаются резаки РВП —
для средних работ, в том числе для
удаления пороков сварных швов, РП —
для удаления крупных дефектов в
стальных заготовках.
Скорость ручной поверхностной рез-
ки составляет 2—6 м/мин. При этом
образуется канавка шириной 8—30 мм
и глубиной 3—8 мм.
На 1 кГ удаленной стали (малоугле-
родистой) расходуется приблизительно
0,2—0,4 м* кислорода.
Поверхностная резка легко поддается
механизации.
Существуют машины для поверхно-
стной очистки холодного и горячего
проката.
208
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Машины для очистки горячего про-
ката полностью автоматизированы и
устанавливаются в линию непрерывно
действующих прокатных станов и блю-
мингов. В этих машинах кислородные
резаки сжигают некачественный поверх-
ностный слой металла по всему пери-
метру на глубину 1—3 мм при скоро-
сти движения заготовки 25—50 м]мин.
Разработан станок СКС для огневой
строжки плоских поверхностей с дли-
ной рабочего хода до 1500 мм.
Наплавка сплавов
Области применения и свойства напла-
вочных материалов. Наплавка приме-
няется:
1) для повышения в наплавленном ме-
сте прочностных свойств и износостой-
кости;
2) для удешевления детали в резуль-
тате снижения требований к свойствам
ее ненаплавленных частей;
3) для увеличения срока службы де-
тали путем применения повторной или
восстановительной наплавки.
Наплавочные материалы разделяют-
ся на следующие группы:
1. Твердые — карбидного типа, не сни-
жающие твердости при отжиге, обраба-
тываемые абразивами: а) литые — стел-
литы ВК2 и ВКЗ, сормайт 1, б) порош-
ковые — сталинит, вокар, в) синтети-
ческие.
2. Твердые — карбидо-мартенситного
типа, термически обрабатываемые: а) ли-
тые—сормайт 2, б) прутковые—быстро-
режущая сталь и др., в) синтетические.
3. Твердые — перлито-мартенситного
типа прутковые (для электродов):
Мэрха стихи.......CB-I-. СВ-11
Марка электродов . . , ЦН-250; ЦН-350
4. Износостойкие—аустенитного типа
(сталь Галфильда) — электроды ОМГ.
5. Корроэионностойкие — электроды
Э50-Я.
6. Жаростойкие — электроды Э55-Ж-
Примечание. Синтетическими названы
«планочные материалы, получаемые из трубча-
тых прутков с сердечником нз ферросплавов и из
влектродов с легирующими покрытиями.
Дополнительные данные о составе
наплавочных материалов и об их при-
менении приведены вт. 6, гл. VII.
Составстали наплавляемой
детали. При наплавке новых деталей
в качестве основного металла выбирает-
ся углеродистая, малоуглеродистая или
малолегированная сталь. Для режущего
и штампового инструмента обычно при-
меняется углеродистая сталь 35, 40 и 45.
При требованиях большей прочности не
рекомендуется сталь с повышенным
содержанием углерода. В этих случаях
лучше назначать малолегированную
сталь, например 30Г2, 45Г2, 45Х и т.п.
Технология наплавки. Наплавка спла-
вов производится преимущественно сле-
дующими тремя способами:
I) кислородно-ацетнленовым пламе-
нем;
2) электрической дугой с угольным
электродом (по способу Бенарлоса);
3) электрической дугой с металличе-
ским электродом (по способу Славянова).
Первый способ дает более однородный
состав наплавленного слоя, второй и
третий более экономичны.
Восстанавливаемые детали и инстру-
мент, термически обработанные на высо-
кую твердость, отпускаются до низкой
твердости или отжигаются. До наплавки
все трещины на них должны быть уда-
лены, глубокие трещины и выбоины
заварены.
Трещины и другие пороки, оставлен-
ные пол наплавкой, вызывают es раз-
рушение.
Толщина слоя, наплавленного кар-
бидными твердыми сплавами, задается
в пределах 0,5—2 мм, большая тол-
щина наплавленного слоя вредна вслед-
ствие большой склонности к трещинам.
Наплавка из вязких или пластичных
материалов не требует этих ограни-
чений. На фиг. 15 показаны примерные
13ХИА 35ХНА ЗХВ» БХГМ 7X3
НЖ-2 НЖ-3 ЦШ-1 ЦШ-2 ЦШ-3
формы подготовки кромок под наплавку
карбидных сплавов (а) и специальной
стали (б).
Технологические приемы и режимы
наплавки должны обеспечить прочное
сплавление сплава с основным металлом,
ограничить их перемешивание и преду-
предить образование в наплавленном
слое трещин и других пороков.
Детали, поступающие в наплавку
твердыми сплавами или изготовленные
из стали, склонной к закалке, как пра-
вило, подвергаются предварительному
нагреву до 350—500° С.
ПАЙКА
2(Ю
Детали, наплавленные твердыми спла-
вами, после окончания наплавки замед-
ленно охлаждают. После охлаждения,
если необходимо, наплавленные места
подвергают механической обработке.
Карбидные сплавы обрабатывают абра-
зивами.
Затрата времени на наплавку в зави-
симости от вида изделий составляет
от 0,12 до 1.2 мин/см*.
Фнг. 15. Форма подготовки под наплавку.
Наплавка твердыми сплавами повы-
шает срок работы изделий в среднем
вЗ—4 раза. Кроме того, наплавка позво-
ляет многократно восстанавливать изно-
шенные детали.
Огневая очистка металлических
поверхностей
Огневая очистка основана на быстром
нагреве поверхности до высокой темпе-
ратуры, при которой слой ржавчины,
сухой краски и пр. откалывается от
металла или теряете ним прочную связь.
Остатки слоя после обработки горелкой
легко удаляются металлической щеткой.
Для этой цели выпускаются кислород-
но-ацетилеиовые горелки ГПЗ, отлича-
ющиеся плоским многоплеменным нако-
нечником шириной 100 мм. Горелка
ГПЗ — инжекторного типа, работает при
давлении ацетилена не ниже 0,04 сипи.
Расход ацетилена составляет около
2 мЧчас, кислорода 2—2,5 мЧчас.
Очистка производится равномерным
перемещением горелки, наклоненной к
поверхности под углом 30—45°, со
скоростью от 0,5 до 10 м/мин. Наиболь-
шую скорость очистки допускают сухие
рыхлые слои, например ржавчина и др.
Наименьшую скорость очистки дают
краски, лаки и пр., которые в значи-
тельной части не отслаиваются, а обугли-
ваются или сгорают.
Практическая производительность
очистки достигает 20 м* поверхности
14 Том 5 1413
в час, а удельный расход ацетилена
изменяется в пределах от 0,1 до 0,4 м8
на 1 мг очищаемой поверхности.
ПАЙКА
Пайкой называется процесс соедине-
ния металлов, прн котором в зазор
между нагретыми соединяемыми ча-
стями, остающимися в твердом состоя-
нии, вводится расплавленный легко-
плавкий сплав — припой, смачивающий
их поверхности и скрепляющий соеди-
няемые части после охлаждения и
затвердевания.
При пайке требуется меньший нагрев,
чем прн сварке, вследствие чего этот
процесс по сравнению со сваркой в ряде
случаев более экономичен, мало или
совсем не изменяет свойства металла
и сопровождается меньшим короблением.
Различают твердую пайку припоями
на основе сплавов меди, серебра и др.
и мягкую пайку с немощью припоев
из сплавов олова, свинца и др.
Составы наиболее распространенных
припоев приведены в т. 6, гл. VI.
Некоторые нестандартные припои при-
ведены в табл. 24.
Припои могут применяться в виде
прутков, лент, дроби, паст в смеси с флю-
сами и пр. Наиболее экономичны припои
в виде проволочных контуров или фоль-
говых прокладок, изгибаемых или штам-
пуемых в соответствии с формой и
площадью спаиваемого стыка.
Флюсы для пайки. Для удаления
с поверхности спаиваемых деталей плен-
ки окнелов и других примесей, препят-
ствующих смачиванию поверхностей при-
поями, применяются флюсы. Некоторые
составы флюсов для твердой и мягкой
пайки приведены в табл. 25.
Флюсы применяются в виде порошков
или паст, насыпаемых или намазываемых
на места пайки. Они могут также нано-
ситься в виде покрытий на прутки
припоя.
В последнее время применяют флюсы
в виде жидкости, распыляемой пламе-
нем, или паров, вносимых в горючий газ.
Большинство флюсов, содержащих
соли, способствует коррозии соедине-
ний после пайки. Особенно это относится
к флюсам для пайки алюминия. Поэтому
остатки флюсов после пайки должны
удаляться.
При пайке наиболее удобны соедине-
ния с большой поверхностью прилега-
ния спаиваемых деталей (например,
210
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Нестандартные припои
Таблица 24
Марка Химический состав в °|о э«« яицэш -eiru rdXx -edariHai Характер припоя Спаиваемые металлы
Sn Si Си Zn Ag р А1
ЛОК 0.7-1.1 0.2- 0.-I 58—60 Ост. — • 890 Плотный, Медь, бронза,
59-1-03 МФЗ Ост. 7.5 825 вязкий спай Жндкоте- сталь Медь и ее
ПСрМФ 14,5— 4 Д-5.5 700 кучий, хрупкий Заменитель сплавы
15-80-5 53 36 15,5 1 ПСр-25 Мягкий Алюминий
— 5,2—6.5 25-29 — - - — 525 Твердый и его сплавы То же
Таблица 25
Флюсы для пайки
Компоненты Содер- жание В °1о Назначение Компоненты Содер- жание » »/. Назначение
Флюсы дл БУР* Борная кислота Бура Кальций фтори- стый ... Борная кислота Бура Кальций фтори- стый Лигатура Борный ангидрид Калий фтористый Фторборат калия Бур* плаялеияя Кальций фтори- стый или натрий фтористый, или циик хлористый, или натрий хло- ристый БУР* Цинк хлористый Марганцевокислый калий и» тлер 100 70 21 9 80 14 5.S 0,5 35 42 23 80-90 10-20 60 38 2 4ой пайки Пайка стали и мед- ных сплавов при t = 1-00° С Пайка нержавею- щей стали и жа- ропрочных спла- вов латунью при t > 900“ С То же Пайка конструк- ционной, нержа- веющей, жаро- прочной стали и медных сплавов серебряными при- поями Пайка серебряными припоями Пайка чугуна Флюсы Хлористый цинк Вода . . Хлористый циик Хлористый аммо- ний Вода ....... Хлористый цинк Хлористый аммо- НИЙ . .«•••• Вазелин Вода Насыщенный ра- створ хлористого цинка в соляной кислоте Канифоль Насыщенный вод- ный раствор хло- ристого цинка . . Метанол ..... Глицерин ..... Хлористый цинк Фтористый натрий Хлористый литий Фтористый калий Хлористый цинк Хлористый калий Зля ляг 10-30 70-90 25-30 5-20 50-70 20 5 74 1 34 33 83 95 5 35-25 12-18 В-15 40-59 кой пайки Пайка железа, стали, меди и сплавов меди То же, более активный флюс То же, флюс-паста Пайка нержавею- щей стали Пайка мели и спла- вов меди Паста для мягкой пайкн паяльной лампой Мягкая пайка алю- миния Твердая пайка алю- миния
ПАЯКА
211
внахлестку, косым стыком н т. п.), так
как при этом процессе образуются
соединения по всей площади. Поэтому
рекомендуется увеличивать площадь
прилегания и не применять по возможно-
сти соединения с поверхностями, нахо-
дящимися под углом друг к другу.
Припои часто обладают меньшим пре-
делом прочности, чем материал спаи
ваемых деталей. Сопротивление разру-
шению пайки увеличивается с уменьше-
нием толщины слоя.
При пайке зазор должен быть в пре-
делах 0,05—0,15 мм. В соединениях
больших деталей допустим зазор до
0,25 мм.
Тугая и прессовая посадки деталей
не рекомендуются, так как они затруд-
няют проникновение припоя.
На фиг. 16 показаны образцы рацио-
нальных соединений под пайку.
Фиг. 16. Образцы соединений под
пайку.
Перед пайкой поверхности спаиваемых
деталей тщательно очищают от окисной
пленки и других загрязнений. Рекомен-
дуется протравливание поверхности.
При массовой или сложной пайке
необходимо устройство приспособлений
для удержания спаиваемых деталей или
механическое крепление (шпильками,
развальцовкой и пр.).
При пайке в одном узле деталей в
несколько приемов применяют припои
14*
с более низкой температурой плавления
для каждой последующей операции.
По способу нагрева различают пай-
ку: 1) с местным нагревом и 2) с общим
нагревом.
Местный нагрев при пайке осущест-
вляется: а) пламенем горючих газов и па-
ров (в смеси с кислородом или воздухом);
б) термическим контактом; в) электро-
энергией (дуговой разряд, контактное
сопротивление, индуктированные токи).
Общий нагрев может производиться:
а) в печах; б) в ваннах (металлических
или соляных) и в) в горнах.
Нагрев кислородно-газовым пламенем,
преимущественно кислородно-ацетилено-
вым, широко применяется для твердой
пайки главным образом узлов деталей
с местным нагревом. Для пайки исполь-
зуются обычные сварочные горелки
(см. «Газовая сварках, стр. 200), специ-
альные горелки с расширенным мягким
факелом пламени и горелки для пайки,
работающие на кислородно-керосиновой
смеси. Кислородно-газовый нагрев отли-
чается своей универсальностью, просто-
той приемов, производительностью и
возможностью автоматизации.
Нагрев воздушно-газовым пламенем
применяется преимущественно для мяг-
кой пайки, но допускает пайку неболь-
ших деталей меднофосфористыми и се-
ребряными припоями.
Кислородно- и воздушно-газовые го-
релки используют ацетилен, метан,
светильный газ, пропан, бутан и другие
газы. Известны также лампы, в которых
жидкое горючее (беизни или керосин),
поступающее под давлением 0,5—2 ати
в испаритель в виде струи пара, сме-
шивается с воздухом и образует высоко-
температурное пламя.
Электрический нагрев при пайке твер-
дыми припоями наиболее просто осуще-
ствляется дугой с угольным электродом.
Однако быстрый нагрев и расплав-
ление припоя при этом способе соз-
дают затруднения при сварке тонких
изделий, где легко получаются прожоги
и осложняется управление процессом.
Поэтому такой способ применим для
неответственной пайки крупных дета-
лей.
Хорошие результаты и высокая про-
изводительность достигаются при пайке
длинных открытых швов применением
нагрева независимой электрической
дугой.
Электрическая контактная пайка при-
меняется для получения паяных сведи-
212
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
нений небольших размеров и припайки
мелких делал ей к более крупным. Из-
вестна контактная пайка серебряными
припоями ленточных пил, для которой
применяется аппарат АПП-0,5 завода
«Электрик», при помощи которого можно
соединять пилы толщиной 0,3—0,8 мм
и шириной до 50 мм. Универсальный
аппарат АПТ мощностью 6,5—15 кеа
нагревает место, зажимаемое клещами
с графитовыми электродами. Эти ма-
шины применяются при пайке пластин
твердых сплавов к режущему инстру-
менту.
Индукционная пайка твердыми при-
поями, осуществляемая нагревом токами
высокой частоты, весьма производительна
и дает чистую пайку.
Чаще применяют машины с частотой
8000 гц и ламповые генераторы. Витки
индуктора, имеющие контур спаиваемой
детали, располагаются по линии спая.
Нагрев точно регулируется и легко
автоматизируется.
Контактный нагрев широко исполь-
зуется для пайки мягкими припоями.
Для такой пайки применяются паяль-
ники весом от 0,2 до 1 кГ из брусков
качественной красной меди, заострённых
с одного конца гранями под углом около
30—40°. Нагретый до 450—500°С паяль-
ник с припоем прикладывается к месту
спая, предварительно покрытому флю-
сом, которое нагревается и смачивается
припоем.
Контактный нагрев допускает также
автоматизацию операции пайки.
Пайку с общим подогревом давно
применяют в виде горновой пайки лату-
нью или медью. При этом способе
скрепленный спаиваемый узел нагревает-
ся в горне газом или древесным углем.
Припой и флюс накладываются на место
спая.
Современным способом пайки является
пайка в печах. Легко осуществима пайка
в муфельных термических печах. Луч-
шие результаты дают камерные или тон-
нельного типа печи с восстановительной
газовой средой, чаще всего водородной.
Детали, собранные в приспособлениях
с припоем и флюсом, поступают в печь
и нагреваются в восстановительной сре-
де, предотвращающей окисление н вос-
станавливающей окислы меди, железа
и др. В качестве припоя чаще исполь-
. ауется медь, которая отличается высо-
кой проникающей способностью н обес-
печивает высокую прочность. После
нагрева до температуры, превышающей
на 50—80°С температуру плавления при-
поя, детали охлаждаются в той же вос-
становительной среде, до температуры
250—400° С, при которой без последую-
щего окисления они могут быть выданы
на воздух. Этот способ экономичен и
применим для массовой пайки.
Высокой производительностью и ка-
чеством отличается пайка в ваннах
погружением в них спаиваемых узлов
или деталей. При мягкой пайке ванну
заполняют припоем и в нее окунают
деталь, покрытую в месте спая флю-
сом. Через 5—20 сек. деталь вынимают
из ванны н лают стечь избытку при-
поя.
Таким же способом производят пайку
меднонинковым припоем, например, ве-
лосипедных рам. При этом в ванне на
поверхности металла держат слой рас-
плавленного флюса. Места, не требую-
щие пайки, покрывают защитным по-
крытием из графита.
При твердой пайке используются
соляные ванны из смеси расплавлен-
ных хлористого калия и хлористого
бария. Спаиваемые детали с проклад-
ками припоя окунают в ванну. Рас-
плавленная соль растворяет окислы,
способствует смачиванию расплавляю-
щимся припоем мест соединений и
после пайки защищает вынутую деталь
от окисления на воздухе.
Для этих работ пригодны, например,
соляные печи для термообработки С-35
мощностью 35 кет. или С-7о на 75 кет
с наибольшей производительностью со-
ответственно 40 и 70 кГ деталей
в час.
Механизация пайки В производстве
металлической тары, в радиопромышлен-
ности, приборостроении и др. широко
применяется механизация и автоматиза-
ция пайки.
Машины для пайки, как правило,
узко специализированы породу изделий
Например, машины для производ-
ства тары автоматически совершают
все операции ее изготовления из ме-
таллической ленты, включая запайку
швов острым пламенем. В машинах,
основанных на способе погружения, де-
тали для пайки, подвешенные к цепи,
погружаются на необходимое время в
ванну, а затем поступают на последу-
ющие операции.
В ъаыинах основанных на индук-
ционном нагреве, летали, расположен-
ные на конвейере, проходят между вит-
ками индуктора.
ДУГОВАЯ СВАРКА В ИНЕРТНЫХ ГАЗАХ
213
ДУГОВАЯ СВАРКА В ИНЕРТНЫХ
ГАЗАХ
При дуговой сварке в инертных газах
эона сварки изолируется от воздуха
потоком инертного газа — аргона или
гелия. Аргон и гелий не способны
вступать в какие-либо химические реак-
ции, поэтому сварочная ванна и приса-
дочный пруток, не подвергаются ни
окислению, ни насыщению азотом. Ха-
рактеристика их следующая:
Аргон Гелий
Атомный вес......... 39,9 4
Вес 1 ж* в кГ ........ 1.78 0,178
Состав промышленного аргона в •(.
Сорт Аргона Кислоролл
(ие менее) (не более)
1-А ... . 99.7 0.05
9-й ... . 99.2 0,2
Э-й ... . 98.4 0.S
Технический 90-88 0.4
Аргон и гелий поставляются в бал-
лонах под давлением 151) ати и пода-
ются для сварки через редуктор.
Сварка в инертных газах обеспечи-
вает высокую производительность,
устраняет необходимость во флюсах,
выполняется простыми приемами и легко
автоматизируется.
Для сварки некоторых металлов в ка
честве инертных газов применяют азот,
двууглекислый газ и др. Наиоолее рас
п ростра йена аргоно-дуговая сварка, ме-
нее — гелиево-дуговая. Каждая из них
может выполняться неплавящимся и
плавящимся электродами. Гелий создает
Сбльшее выделение тепла в сварочной
дуге и, следовательно, более глубокое
проплавление металла.
При сварке с неплавящимся электро-
дом сварочная дуга 1 (фиг. 17) возбуж-
дается между свариваемым изделием 2
и вольфрамовым электродом 3, окружен-
ным трубчатым наконечником, по кото-
рому непрерывно подается аргон или
гелнй, создающие вокруг ванны 4 и
подаваемого в нее присадочного метал-
ла 5сплошную оболочку ^.оттесняющую
кислород и азот воздуха.
Сварка производится электрододер-
жателем, состоящим из рукоятки с нип-
пелем для подвода газа и клеммой для
подключения тока. Небольшой ствол
оканчивается головкой, в которой за-
жимается вольфрамовый электрод, с
соплом, образующим около электрода
кольцевую щель
Существуют электрододержатели
ЭЗР-1 для тока до 200 а и ЭЗР-2 — до
300 а.
Сварочная дуга может питаться как
постоянным, так и переменным током
от обычного сварочного оборудования.
Фиг. 17. Схема про. . Фцг. |8. Виды подго-
цссса дуговой сварки товкн шва под арго-
в инертных газах. ко дуговую сварку.
позволяющего регулировать ток силой
от 30 а и выше. Для повышения ста-
бильности дуги применяют наложение
тока высокой частоты от осциллятора.
Неплавящимся электродом сварива-
ются преимущественно тонкостенные
изделия из листов, труб и пр. с толщиной
стенок до 3—5 мм. Экономически выгод-
ной является сварка легко окисляющих-
ся металлов и сплавов, которые плохо
свариваются другими способами. К ним
следует отнести алюминий, магний, медь
и их сплавы, титан, молибден, нержа-
веющую, кислотоупорную и жароупор-
ную сталь и сплавы с высоким содер-
жанием хрома.
При сварке тонколистовых изделий
применяются подкладки под шов, кото-
рые должны препятствовать протеканию
металла и его окислению с обратной
стороны. Сварка может производиться
с присадочным металлом и без него,
что соответственно изменяет подготовку
шва. Виды подготовки шва показаны на
фиг. 18. Перед сваркой кромки должны
быть очищены от окислов.
При ручной сварке электролодержа-
тель устанавливают по оси шва с уг-
лом наклона электрода 15—25° от нор-
мали к поверхности. При сварке с при-
садочным металлом последний устана-
вливается вдоль шва под углом 90° к осн
электрода.
При сварке тонких листов применяет-
ся также укладка присадочного прутка
вдоль стыка. Сварка ведется быстро,
справа налево.
214
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Для выбора тока и режимов аргоно-ду-
говой сварки можно пользоваться дан-
ными табл. 26 и 27.
Габлица X
Род свариваемого металла Переменный ток с наложе* 1 нием тока вы- сокой частоты Постоянный ток
Премия поляр- ность Обрат- ная поляр- ность
Алюминий и его сплавы Магний и его сплавы Мель и ее сплавы Высокохромистая сталь 4+1 + 1 11+4- 1 1 + 1 1
Таблица 27
IL
Расход газа
в л}мик
Сила
ток в
аргона гелия
40—120 3-5 5-8
SO-200 3-5 5-9
00-250 4-6 6-9
80-350 4-7 6-10
100—400 5-8 7-12
125-500 7-12 10—18
Скорость сварки равна для тонких
листов 0,4—0,6 м/мин, для более тол-
стых 0,2—0,3 м/мин.
Ббльшие значения силы тока соот-
ветствуют сварке меди, стали и т. п.,
меньшие — сварке легких металлов
и обратной полярности тока.
Для механизации сварки с неплавя-
щнмся электродом применяются особые
электрододержатели с плавающим уст-
ройством, поддерживающим постоянную
величину дугового промежутка. Нако-
нечники снабжаются водяным охлажде-
нием.
При сварке с плавящимся
электродом сварочная дуга воз-
буждается между изделием и электрод-
ной проволокой, подаваемой через элек-
трододержатель, через кольцевой зазор
которого вытекает инертный газ, окру-
жающий эону сварки. Для сварки этим
способом предназначен аппарат ГДУ.
Он состоит из ящика управления, меха-
низма подачи и электрололержателя
В комплектовке для полуавтоматической
сварки электрододержатель имеет вид
пистолета. С его помощью сварка может
производиться в любом пространствен-
ном положении. Аппарат ГДУ для
автоматической сварки продольных швов
устанавливается на самоходную каретку
с электрододержателем, укрепленным на
суппорте.
Сварочная проволока диаметром от
1,2 до 2,5 мм подается со скоростью,
регулируемой в пределах от 2,5 до
16 м/мин', скорость перемещения каретки
от 0,1 До 4 м/мин.
Сварка плавящимся электродом харак-
теризуется высокой концентрацией выде-
ления теплоты, вызывающей глубокий
провар (до 10—12 мм у алюминиевых
листов), и высокой производительностью.
Сила сварочного тока обратной поляр-
ности равна 100—300 а. Расход
аргона 0,4—0,5 м*!час, гелия на 30 —
40% больше.
АТОМ НО-ВОДОРОДНАЯ СВАРКА
Сущность процесса
Атомно-водородная сварка относится
к группе газо-электрических (электро-
химических) способов. Сущность про-
цесса состоит в получении под действи-
ем высокой температуры дуги атомного
водорода, рекомбинирующего в моле-
кулы на поверхности свариваемого ме-
талла с выделением значительного коли-
чества теплоты.
Дуга горит между двумя неплавя-
щимися электродами (вольфрамовыми
или угольными) в атмосфере водорода
или смеси водорода с азотом, причем
образующийся при горении водорода
факел пламени защищает металл от
воздействия воздуха *.
Происходящая в дуге термическая дис-
социация водорода (при температуре
дуги 4000е С степень диссоциации
а — 0,72) сопровождается значительным
поглощением теплоты, выделяющейся за-
тем, прн рекомбинации водородных ато-
мов, на поверхности свариваемого ме-
талла:
2Нт±На -Ь 100 000 кал/t моль.
В зависимости от электрической мощ-
ности дуги, расхода газа и расстояния
• Впервые способ сварки иеэааисимой
Лугой в атмосфере водорода был предложен
в 1883 г. русским изобретателем Н. Н. Ьенар
носом.
АТОМНО-ВОДОРОДНАЯ СВАРКА
215
между электродами дуга может быть
спокойной (фиг. 19, а) или звенящей
(фиг. 19, б). Звенящая дуга имеет фор-
му веера, издает резкий звук и характе-
ризуется большей мощностью, нежели
спокойная дуга, применяемая для свар-
ки тонкого материала.
Высокий потенциал ионизации во-
дорода (У/= 13,5 в) и охлаждающее
действие струи водорода, значительно
гю-зом
яо/пов
-AW.W,-----
.М №____
: -Г-»*—П*
220-ЗМЛ
2Н
Т1 =»
РП-3 °
Фмг. 20. Прмиципилльмая схема аппарата
АГЭС-75-2.
понижающей температуру концов элек-
тродов, требуют повышенного на-
пряжения зажигания дуги при атомно-
водородной сварке (250—300 в). На-
пряжение же горения дуги, в зависи-
мости от ее длины, может составлять
для спокойной дуги 30—45 в и для
звенящей дуги 60—120 в.
Присадочный материал при атомно-
еодородной сварке подается в жидкую
аанну со стороны, причем процесс плав-
лення металла, формирования валика
и техника ведения горелки аналогичны
таковым при газовой сварке.
Помимо теплового и защитного дей-
ствия на металл атомный водород хо-
рошо восстанавливает окислы почти
всех металлов. Процесс сварки сопро-
вождается обезуглероживанием металла
и некоторым насыщением жидкой ван-
ны вольфрамом, попадающим в нее при
испарении электродов, как это видно из
следующих данных:
Нанмеиомине Основной Присллоч- Наила-
алсмситоа металл ный «ленный
металл металл
Углерод. ... 0,11 0,11 0,05
Марганец . 0,43 0,44 0.42
Кремни* . . . 0,03 0,04 0,03
Сере........ 0,041 0.028 0,022
Фосфор .... 0,021 0.027 0,024
Вольфрам . . . Отеутств Отсутст», 0,07
Оборудование для атомно-
водородной сварки
Атомно-водородные аппараты. Аппа-
рат типа АГЭС-75-2 (фиг. 20) предна-
значен для ручной сварки током от 20
до 75 а при вольфрамовых электродах
диаметром 1,5—2,3 мм. Аппарат со-
стоит из трансформатора ТГЭС-75-1,
по/зп,
Mt I
М-1
it
а 1/7 23
I
регулятора сварочноготокаРТ’ГЭС-75-/,
шкафа распределительного устройства,
горелки с распределительной коробкой,
выносной пусковой кнопки КЧ122-2М.
Трансформатор при напряжении сети
220/380 а дает вторичное напряжение
ЗОЭ в. Регулирование тока производится
реактором.
При продолжительности цикла сваркн
10 мин. и ПВ — 65°/о номинальный сва-
рочный ток может составлять 75 а. Мощ-
ность, потребляемая аппаратом иэ сети,
равна 23,5 кет. Безопасность работы на
аппарате достигается автоматической
блокировкой. При неправильном поль-
зовании и при авариях резкий сигнал
предупреждает сварщика о появлении
на разведенных электродах высокого
напряжения. Пуск аппарата осущест-
вляется нажатием выносной кнопки П
(контакты 22—23).
216
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Выключение сварочного тока произ-
водится кнопкой С ,Стоп“.
Для уменьшения радиопомех преду-
смотрены конденсаторы Ci, С2, С3 и С\.
Аппарат типа АВ-40-а (фнг. 21)
состоит из трансформатора 1, дроссель-
ной катушки 2, контактора 3, кнопоч-
ного выключателя 4, газовой распреде-
улерживающей) сердечника, замыкаю-
щих контактов и пружины.
Кнопка служит для включения и вы-
ключения контактора и световой сигна-
лизации, состоящей из двух ламп А и В.
Лампа А через кнопку питается от
первичной обмотки трансформатора и
предупреждает сварщика о наличии
Фнг 21. Принципиальная схема аппарата АВ-40-а.
лительной коробки 5 и световой сигна-
лизации б. Аппарат рассчитан на пер-
вичное напряжение 380 в. По особому
заказу аппарат изготовляется на напря-
жение 220 в. Вторичное напряжение
аппарата 320 в.
Сила тока регулируется путем пере-
ключения витков обмотки дросселя в
пределах 15—49 а.
Первичная обмотка трансформатора
секционирована; она имеет три ступе-
ни — на первичное напряжение 340,
360 и 380 в.
Кроме того, первичная обмотка имеет
другую часть секций с выводами к
штепсельному переключателю, служа-
щему для регулирования тока в нагре-
вателе крекера.
Переключатель имеет шесть ступеней
регулировки, дающих различный ток в
нагревателе.
Контактор состоит из двух элек-
трических обмоток (втягивающей и
на горелке напряжения 50 в. Лам-
па В подключена к электродам и
служит для предупреждения сварщика
в случае пригорания ножей контактора
при холостом ходе.
При включении кнопки 4 на электро-
дах 7 появляется напряжение от вспо-
могательной обмотки трансформатора.
Сведением электродов замыкается цепь
втягивающей обмотки контактора, ко-
торый, срабатывая, замыкает нормально
открытые (н. о.) контакты* сварочной
цепи и цепи, удерживающей обмотки.
Нормально закрытые контакты (н. з.)
цепи, втягивающей обмотки, при этом
размыкаются.
При последующем быстром разведении
электродов образуется дуга, длина ко-
торой регулируется маховиком на го-
релке.
При обрыве дуги прекращается падение
напряжения в витках дросселя, пита-
ющих удерживающую обмотку, и силой
АТОМНО- ВОДОРОДНАЯ СВАРКА
217
пружины размыкаются н. о. контакты,
т. е. снимается высокое напряжение
с электродов.
Горелки. Горелка типа ГЭГ-t-1
рассчитана на силу тока до 100 а; она
громоздка и тяжела. Применяется для
сварки металла сравнительно больших
толщин.
Горелка типа Г -12-1 (фиг. 22)
поставляется с аппаратом ЛВ -40-а.
1орелка отличается малым весом. Она
предназначена в основном для сварки
металла малых толщин.
типа при условии постановки на шту-
цер вентиля баллона переходной гайки.
Аммиачные диссоциаторы (крекеры).
Процессатомно-водородной сварки может
производиться с питанием дуги либо
чистым водородом, либо смесью водо-
рода сазотом. Подобная смесь получается
обычно при диссоциации аммиака в
специальном аммиачном днссоциаторе
(крекере).
Преимуществом применения диссоции-
рованного аммиака при атомно-водород-
ной сварке является его недефицитность,
Подвод тока и газа в атомно-водород-
ных горелках осуществляется через га-
зовую распределительную коробку по
специальным шлангам, внутри которых
проходят медные гибкие проводники.
При сварке труднодоступных мест нако-
нечники горелок могут быть удлинены
и иметь изогнутую форму.
Водородные баллоны. Баллоны груп-
пы А по ГОСТ 949-41 представляют
собой стальные цельнотянутые сосуды;
служат для хранения и транспортировки
газообразного водорода под давлением
до 150 ат.
В отличие от баллонов с негорючими
газами вентиль водородного баллона
имеет штуцер с'левой резьбой.
Испытание водородных баллонов про-
изводится один раз в 5 лет. Правила
хранения, транспортировки и эксплуа-
тации водородных баллонов те же, что
и для кислородных, но с учетом горюче-
сти и взрывоопасности водорода.
Водородный редуктор конструктивно
ничем не отличается от кислород-
ного.
Для водорода может быть применен
любой кислородный редуктор баллонного
сравнительная безопасность работы и
экономичность, обусловливаемая боль-
шим выходом газообразного аммиака
нз жидкого. Из I л жидкого аммиака,
хранящегося в аммиачном баллоне, обра-
зуется 0,81 м* газообразного, или 1,62 м*
азотно-волородной смеси, содержащей
25% Nj и 75% На (по объему). Выход
водорода из аммиачного баллона в 7,3
раза больше, чем из водородного той же
емкости.
Образующийся при диссоциации ам-
миака азот не оказывает вредного вли-
яния'на металл прн сварке стали, так
как в присутствии водорода происходит
экзотермический распад нитрида железа:
2Fe«N + ЗН, 5± 8Fe + 2NH, +
+ 13 080 кал.
Содержание азота, растворенного в
а-растворе, не превышает обычно 0,11 —
0,12%.
Меньшее охлаждающее действие амми- .
ака по сравнению с водородом снижает
величину напряжения зажигания и
горения дуги, но повышает при этом
на 1Q—20% расход вольфрама.
218
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Диссоциация аммиака происходит при
нагреве его до температуры 600—650° С
в присутствии катализатора.
Крекер типа ДК-1 (фиг. 23) пред-
ставляет собой нагревательный прибор
с цилиндрическими каталнзаторными
камерами, покрытыми снаружи труб-
чатым змеевиком - теплообменником и
обогреваемыми изнутри электрическим
нагревателем. Для устранения тепловых
потерь крекер заключается в теплоизо-
ляционный кожух.
Газообразный аммиак из баллона под
давлением 0,2—0,3 ат поступает по
наружной трубке теплообменника в ката-
лиэаторные камеры и затем в диссо-
циированном состоянии по внутренней
трубке теплообменника в шланг, в во
доотделитель и в горелку.
Катализаторами обычно служат есте-
ственные магнетиты или слегка окислен-
ная железная стружка. Перед пуском
крекера в эксплуатацию катализатор
подвергается восстановлению, для чего
газ в течение 18—24 час. пропускается
через нагретый крекер и сжигается. Срок
службы катализатора около 6 мес.
Нашел применение также неспека-
ющийся катализатор в виде окис-
ленных с поверхности алюминиевых
шариков, легко закатываемых внутрь
змеевика и загружаемых в каталнзатор-
ные камеры.
Применение неспекающегося катали-
затора позволяет упростить конструкцию
крекера, который может быть изготовлен
сварным, без фланцевых соединений.
Контроль температуры крекера осуще-
ствляется термопарой, закладываемой
в специальный карман внутренней ката-
лизаторной камеры. Накал обмотки
крекера может регулироваться тремя
путями: последовательно включенным
реостатом, меняющим силу тока в пре-
делах 10—20 а; переключением витков
первичной обмотки трансформатора
(при подключении крекера к аппарату
АВ-40-а); терморегулятором, включен-
ным в цепь обмотки крекера.
Крекер снабжен предохранительным
клапаном, рассчитанным на давление
0,5—1 ати и предупреждающим чрез-
мерное возрастание его.
Применение водородного клапана на
атомно-водородном аппарате при сварке
диссоциированным аммиаком не допу-
скается.
Выходящая из крекера азотно-водо-
родная смесь имеет температуру около
40° С и содержит некоторое количество
влаги, отделение которой осуществляет-
ся в специальном водоотделителе, пред-
ставляющим собой либо сосуд с перего-
родкой, либо сосуд, заполняемый хлори-
стым кальцием или силикагелем.
Крекер типа ДК - 1 рассчитан на
присоединение к сети 220 в. Мощность,
потребляемая крекером, 4,5 кет, про-
изводительность его до 2,5 м*/час. Прин-
ципиальная схема установки при пита-
нии дуги диссоциированным аммиаком
представлена на фнг. 24.
Комбинированный крекер системы
инж. М. Н Вишневского (фиг. 25) вы-
полняет в процессе атомно-водородной
сварки две функции, являясь одновре-
менно и источником тока, питающего
дугу, и аммиачным диссоинатором.
В комбинированном крекере спираль
нагревателя служит одновременно об-
моткой питающего дугу дросселя. Путь
прохождения газа в зтоЬ крекере значи-
тельно увеличен благодаря лабиринту
каналов, образованному тремя трубами,
промежутки между которыми заполнены
катализатором. Такое устройство обеспе-
чивает более интенсивную диссоциацию
и позволяет получать необходимую про
изводнтельность крекера при его малых
размерах.
АТОМНО ВОДОРОДНАЯ СВАРКА
219
Работа аппарата протекает следующим
образом. Газ череа ниппель 1, водоотде-
литель 2 и трубу теплообменника 3
проходит в лабиринт катализаторной
камеры 4, образованной тремя трубами
5, 6 н 7, где расщепляется на водород
Фиг. 26.
и азот и затем уже в виде азотно-водород-
ной смесн выходит в трубку теплообмен-
ника 8. Охлажденный встречным потоком
аммиака газ проходит
водоотделитель 2 и по
шлангу к горелке.
Так же как и другие
диссоциаторы, аппарат
заключен в теплоизоля-
ционный корпус, на ко-
тором снаружи устано-
влен щиток 9 с пере-
ключателем ступеней об-
мотки дросселя 10, обе-
спечивающим необходи-
мую регулировку тока.
Аммиачные баллоны.
Баллоны для жидкого
аммиака изготовляются
из стали и окрашиваются
в желтый цвет. Они вме-
щают 20, 30, 40 и 60 кГ
жидкого аммиака.
Норма наполнения —
не более 1 кГ аммиака на
каждые 1,86 дм* емкости
баллона.
Аммиачный вентиль служит для регу-
лирования давления и расхода газооб-
разного аммиака, выходящего из бал-
лона.
Вентиль изготовляется из стали и
имеет игольчатую конструкцию.'
Измерение давления производится
манометром через залитый в сифонную
трубку глицерин или масло. Измерение
давления может производиться также
ртутным манометром.
Электроды. Электродами для атомно-
водородной сварки могут служить воль-
фрамовыеили угольные стержни. Послед-
ние применяются редко. Широкое рас-
пространение получили вольфрамовые
электроды диаметром 1—3 мм.
Лучшим качеством (большей плотно-
стью) отличаются стержни малых диа-
метров (1, 1,5 и 2 мм) Максимальная
длина электродов 200—250 мм.
Угольные или графитовые стержни
применяются обычно без фитилей. Диа-
метр их составляет 6—8 мм, что умень-
шает скорость сгорания их в процессе
сварки.
Общая технология сварки
Обладая хорошими восстановитель-
ны м и свойств ам и, атом но- водородное пл а
мя с успехом применяется при сварке
как простой малоуглеродистой стали,
так и конструкционных низколегиро-
ванных, а также нержавеющих и жаро-
упорных сталей и сплавов алюминия
220
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
При сварке сталей применения флюса
не требуется.
Особенно хорошие результаты дости-
гаются при сварке малоуглеродистой
стали; благодаря низкому содержанию
углерода в основном металле обезугле-
роживание почти не имеет места и свар-
ной шов отличается большой плотностью
и высокими пластическими свойствами,
а именно: предел прочности 38 —
40 кПмм1, относительное удлинение 25—
30%, ударная вязкость 12—18 кГм/см\
угол загиба 180*.
При толщине стали до 2—2,5 мм про-
изводительностьатомно-водородной свар-
ки выше, чем ручной дуговой и даже
газовой сварки.
С повышением толщины металла про-
изводительность сильно снижается и
применение этого вида сварки стано-
вится неэкономичным.
Типы сварных соединений при атом-
но-водородной сварке применяются те
же, что и прн газовой сварке. Желатель-
ным является стыковое соединение,
особенно соединение с отбортованными
кромками, а также соединение угловое
и в торец, где процесс сварки можно
вести без присадочного металла.
Тепловая мощность атомно-водород-
ной дуги и ее проплавляющая способ-
ность зависят от ее напряжения, силы
тока, расхода газа, а также от наклона
и расположения горелки над металлом.
Напряжение дуги зависит от ее длины
н, в частности, от расстояния между
концами электродов. Чем больше это
расстояние при достаточной силе тока
и расходе газа, тем больше дуга выду-
вается от концов электродов, издавая
при этом резкий звук, т. е. становясь
звенящей. Такая дуга, как гово-
рилось выше, обладает большей тепловой
мощное! ью, нежели спокойная, по-
чему и применяется обычно при сварке
относительно большой толщины метал-
ла (более 2 мм); горелка при этом рас-
полагается над изделием так, что край
дуги касается поверхности металла.
Сила тока и расход газа зависят от
толщины свариваемого металла и от
диаметра электродов.
При сварке стали малых толщин
(до 1—2 мм) спокойной дугой сила
Таблица 1S
Толщина материала в мм Вид соединения Диаметр иольфра- моного елекгрода о мм Сила тока в а Расход ил 1 пог. м шва
Время В МИЯ. Электро- анергия в квт-ч Вольфрам в мм Водород В Л
Малоуглеродистая сталь
1 Стыксшое 1,5 26-32 5.5 0,2-0.3 9 0
2 без скос» 1.5 28-34 5.9 0,3-0.4 9.5 35
3 кромок 1.5 32-38 7 0,4—0,5 10,5 40
<1 1.5 35—44 8 0.5-0.7 12 55
5 3 37-50 11 0,7-1 6 80
б 3 40-56 14.5 1-1.4 6 120
7 3 40-611 19 1.4-2 i-з 14 180
8 Стыковое 3 42-65 25 23 250
9 со скосом 3 43—65 31.5 3-4 34 350
10 кромок 3 44-70 311 3-5 50 •150
II 3 45-70 45 4-6 73 МО
12 3 45-70 53.5 5-7 «6 700
Алюминий
1 1.5 28 5.5 0.3 27 45
2 Стыковое 1.5 31 4.3 0.3 20 30
3 без скос» 1.5 33 4.5 0.3 12 55
4 кромок 1.5 .35 5.8 0.4 12 75
Я
5 3 37 7,3 0,5 5 95
6 Стыковое .3 39 8,8 0.6 5 ПО
7 со скосом 3 42 10 0.8 1.3 120
8 кромок 3 44 11 0.9 20 125
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ
221
тока составляет 10—25 а, а расход газа
500—800 л/час, при сварке же звеня-
щей дугой сила тока 25—75 а, а рас-
ход газа 800—1500 А /час.
Режимы атомно-водородной сварки
малоуглеродистой стали и алюминия,
а также технико-экономические пока-
затели сварки этих металлов воль-
фрамовыми электродами приведены в
табл. 28.
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
КОНСТРУИРОВАНИЯ СВАРНЫХ
ДЕТАЛЕЙ И УЗЛОВ МАШИН
Рациональное конструирование свар-
ных деталей машин заключается в обес-
печении требуемого качества конструк-
ции при минимальной ее трудоемко-
сти и стоимости (наименьшем расходе
металла, в особенности цветного и высо-
кокачественной стали).
Требовании рационального конструи-
рования сварных деталей и узлов мо-
гут быть подразделены иа общие
для всех способов сварки нспециал fa-
ные — для отдельных способов сварки.
Общие требования к конструкции
1. Необходимость конструирования с
учетом общей схемы
процесса (фиг. 26) и
рациональных спосо-
бов сварки (табл. 29).
Сварка без по-
следующе й ме-
ханической об-
работки (фиг. 26, /)
(так называемый г о-
р я ч и й монтаж).
Примерные вариан-
ты: 1) сварка подвески
рессоры с фланцем ко-
жуха задней полуоси
легкового автомобиля;
а)
технологического
I
Заготовка
деталей с окон-
чательной
механической
обработкой
Сборка
Сварка
I
Правка
П
Заготовка
деталей (меха-
ническая обра-
ботка ограни-
чивается
подготовкой
кромок)
1
Сборка
111
Заготовка
деталей
с частичной
механической
обработкой
Сварка
I
Термическая
обработка
I
Механическая
обработка
Сборка
I
Сверка
Окончательная
механическая
обработка
Фиг. 26. Типовые схемы технологического
процесса изготовления сварных деталей.
подвеска 1 (фиг. 27, в) с запрессован-
ной стальной втулкой 2 и окончательно
обработанным пальцем 3 сваривается
встык с фланцем 4; 2) приварка оконча-
тельно обработанных втулок к пово-
ротной платформе шагающего экска-
ватора, состоящей нз трех секций общим
размером 20 X 11,5м [47]; 'втулки 1
(фиг. 27,6) устанавливались на жестких
оправках 2, обеспечивающих соосность
и требуемое расстояние между втул-
ками. Преимущества горячего монтажа—
облегчение механической обработки
222
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Общая характеристика основных способов саарин Таблица 29
Сварка Наиболее часто свариваемые материалы Рекомендуемая толщина в мм илн сечение свариваемых деталей Основные типы свариваемых соединений Простран- ственное положение свариваемых швов
Ручная влектродуго- вая металлическим электродом ) Сталь Чугун Алюминий и его сплавы Медь Бронза Твердые сплавы >м > 1 >1 Стык, нахлестка, тавр, отбортовка, наплав- ка Стык, паплавка Стык Стык, отбортовка Стык, наплавка Наплавка Любое Нижнее • • • •
Автоматическая ’) и полуавтоматиче- ская О плавящимся металлическим влек* тролом под слоем флюса Сталь Алюминий и его сплавы Мель ЛАЛ Стык. нахлестка, тавр, электроза- клепка, наплавка Стык Стык Нижнее • •
Электрошлаковая *) Сталь (конструкцион- ная) >50 Стык Вертикальное Кольцевое
Ручная элехтродуго- вая угольным (пе- пла пятимся) алек- ТрОАОМ ) Сталь (малоуглеро- дистая) Алюминий Медь <4 > 1 > 1 Отбортовка <3 мм —отбортовка, > 3 мм — стык < 3 мм — отбортовка; > 3 ММ — стык Любое, кроме потолочного Нижнее •
Автоматическая не- плавящимся элек- тродом (угольным— мель; вольфрамо- вым — алюминий) т) под слоем флюса Медь и алюминий >2 Стык Нижиее
Атомио-водородная •) Легированная сталь <8 Стык, тавр, отбор* товка Любое, кроме потолочного
Электродуговая пе- плавящимся элек- тродом в защитной среде (аргона) •) Нержавеющая сталь, алюминий и его сплавы, магниевые сплавы <4 Стык, тавр, отбор- товка электроза- клепка Любое, кроме потолочного
Электродуговая пла- вящимся электродом в защитной среде (аргона) ) Нержавеющая сталь Легкие сплавы >3 Стык, тавр, отбор- товка алектроза- клепка Нижнее
Электродуговая плавя- щимся электродом в среде углекислого газа ’) Сталь >3 Стык, тавр Нижнее
Газовая *) Сталь Чугун Алюминий и его сплавы, медь, бронза, латунь Твердые сплавы <2 <10 Стык, отбортовка Стык, неплавка Стык, отбортовка Наплавка Любое Нижнее • •
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ
223
Продолжение табл. 29
Сварке Наиболее часто свариваемые материалы Рекомендуемая толщина в мм или сечение свариваемых деталей Основные типы свариваемых соединений Простран- ственное положение свариваемых швов
Газопрессоеая >) Сталь Сечение до 25 000 jkjm* Стык Нижнее •
Термитная Сталь До 200 000 мм’ и выше Стык Нижнее
Контактная стыковав оплавлением ) Сталь, алюминий Сечение стали до 25 000 лмт* ТОЛЩИНОЙ более 0,7 жж •ье Стык Нижнее *
Контактная стыковая сопротивлением ’) Сталь, медь Проволока диаметром до 10 мм Стык Нижнее •
Точечная *) 1 Малоуглеродистая сталь Конструкционная леги- рованная сталь Нержавеющая сталь Алюминиевые сплавы Жаропрочные сплавы < 12 •• <10** <6*~* <3 <3 Нахлестка • • При использо- вании пере- весных устройств (клещей, пистолетов и т. п.) любое
Роликовая ‘) Декапированная сталь Горячекатаиная мало- углеродистая сталь Нержавеющая сталь Алюминиевые сплавы, мелиые сплавы Жаропрочные сплавы < з ь*ь*ь < 2,5 ••••• <3****« <2****« < 2,5 ••••• Нахлестка В • • • Нижнее • • •
Рельефная ’) Малоуглеродистая сталь 0,5-4 Нахлестка Нкжиес •
Т-обрвзиая •) (контакт- ная) То же < 150 мм> (сечение сварного соединения) Нахлестка Нижнее *
Холодная *) Алюминий <ю <50 aui* Нахлестка Стык Нижнее *
* Положение при сварке обычно нижнее и определяется конструкцией сварочной машины. • • На серийном оборудовании до 6 мм-. • ** Нв серийном оборудовании до 10000 лил. * *** На серийном оборудовании до 3 мм. * **** На серийном оборудовании максимальная толщина уменьшается иа 30—40*^ Примечание. Требуется высокая точность заготовки и сборки деталей для сварки автоматической под флюсом, контактной стыковой сопротивлением и роликовой. Производи- тельность: ) высекая; *) весьма высокая; *) умеренная.
224
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
и разгрузка крупных станков; недоста-
ток — трудность обеспечения точности
сварного узла. Область применения—
узлы невысокой точности с малым объе-
мом сварки или очень крупные узлы.
Сварка с термической и
механической обработкой
готового узла (см. фиг. 26, II).
Пример — сварная станина металло-
режущего станка (фиг. 27, в). Преиму-
щества — точность и неизменяемость
геометрической формы узла, отсутствие
внутренних напряжений. Недостатки —
высокая трудоемкость и длинный произ-
водственный цикл.Область применения—
точные узлы, узлы с большим объемом
сварки.
Сварка с расчлененной
механической обработкой
(фиг. 26, III).
Пример — сварной корпус редуктора
(фиг. 27, г); корпусы подшипников обра-
батываются вчерне до сварки, их чисто-
вая расточка осуществляется в собран-
ном виде после фрезерования плоскостей
сопряжения обеих половин корпуса
редуктора. Преимущества — ускорение
механической обработки и уменьшение
загрузки крупных станков. Недоста-
ток—усложнение пути деталей в цехах
при заготовке. Область применения —
узлы большого габарита высокой точ-
ности.
2. Доведение до минимума объема
сварочных работ путем: а) уменьшения
Фиг. 28. Способы уменьшения объем» строчных работ
количества деталей в сварном узле
(замены пакета тонких листов одним
Толстым (фиг. 28, а); применения гибки
взамен сварки; (фиг. 28, б); применения
пространственной штамповки взамен рез-
ки и вальцовки (фиг. 28, а); замены ребер
жесткости выштампованными усиле-
ниями (фиг. 28, г); б) уменьшения количе-
ства наплавленного металла (замены пре-
рывистых швов 1 с катетом 2k и объемом
наплавки U7| сплошными швами 2 с
катетом k и объемом наплавки IFг =
= O,51F|; фиг. 28, б); применения мини-
мальных углов разделки кромок, обеспе-
чивающих полный провар, а также со-
единений без скоса кромок; применения
электродов и присадочных материалов,
обеспечивающих высокую прочность со-
единений без наклддок и при мини-
мальном сечении швов.
3. Доведение до минимума деформа-
ций и напряжений, вызываемых свар-
кой, путем: а) уменьшения количесгва
сварных швов и объема наплавленного
4*.
а)
£)
«Г
в)
Фнг. 29. Типы сварных сечений.
металла (см. выше); б) по возможно-
сти симметричного расположения швов
по отношению к центру тяжести свари-
ваемого элемента (расположение швов
на фнг. 29, а отвечает этому требованию,
на фиг. 29, б не отвечает); в) недопу-
щения скученного расположения свар-
ных швов с частым их пересечением;
г) расположения швов, по
возможности допускающего
сборку всего узла до начала
его сварки (конструкция с
точечными швами, показан-
ная на фнг. 29, в, не удов-
летворяет этому требова-
нию, так как при обязатель-
ной сварке внутренних швов
до сварки наружных эле-
мент получает значитель-
ную деформацию; конструк-
ция на фиг. 29, г лучше — здесь сварка
возможна в любой последовательности
по окончании общей сборки узлов).
4. Защита обработанных поверхно-
стей деталей от повреждения при сварке
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕН
225
путем размещения сварных швов на
достаточном расстоянии от таких поверх-
ностей |при сварке втулки (фиг. 30, а)
ее внутренние размеры изменяются,
как показано пунктиром, и точность
теряется; при сварке предварительно
нарезанных штуцеров расстояние h
должно быть 5Ь < Л > 5*1; конструк-
ция на фиг. 30, б позволяет сохранить
Фиг. 30- Варианты приварки втулок и шту-
церов.
при электродуговой сварке проходной
диаметр втулки при b>s и с^>3*.
5. Размещение всех ответственных
швов, допускающее в законченной кон-
струкции их осмотр и контроль.
Специальные требования к конструкции
Ручная дуговая электросварка. Спо-
собы подготовки кромок
определяются толщиной и маркой сва-
риваемого металла, типом соединения,
его пространственным положением при
сварке и технологическим процессом
сварки (одно- или двусторонняя сварка).
Фиг. 31. Основные виды подготовки кромок
при ручное электродуговой сварке.
для всех положений, кроме горизонталь-
ного (фиг. 31, а — г), стыковые соеди-
нения для горизонтального положения
(фиг. 31, д — ж), соединения втавр
(сриг. 31, з. и). Максимальная толщина
деталей, свариваемых вручную без скоса
кромок (фиг. 31, а), равна 4 мм при
односторонней и 6 мм — при двусторон-
ней сварке стали.
Подготовка кромок монтажных сты-
ков по возможности должна предусма-
тривать их сварку в нижнем или верти-
кальном положении (фиг. 32, а).
Фиг. 32. Конструктивные особенности толсто-
стенных евврных иэделнй большого габарита.
Сварка алюминия и его сплавов встык
производится без скоса кромок с зазором
I —1,5 мм
Минимальный катет *т|П
валиковых швов, обеспечи-
вающий удовлетворительный провар,
определяется в зависимости от толщины
свариваемых элементов &. а именно:
Основные способы подготовки кромок
деталей нз стали показаны на фиг. 31.
Здесь показаны стыковые соединения
< <
4-8
0—15
16-25
> 25
3
4
6
»
10
15 Там 5 1413
226
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
При сварке толстостен-
ных изделий должны быть обес-
печены:
а) возможность сварки основных сты-
ковых швов без перерывов, для чего в
пересекающих их элементах конструк-
ции должны предусматриваться окна
(фиг. 32. б) размером 80—100 мм;
б) свободная усадка швов (сопряжение
корпуса / литого люка со стенкой 2
по фиг. 32, в удовлетворяет, а по
фиг. 32, г не удовлетворяет этому требо-
ванию);
в) плавные переходы в стыках от тол-
стой детали к тонкой (фиг. 32, д);
г) плавные переходы в углах (сопря-
жение по фиг. 32, е удовлетворяет, а
по фиг. 32, ж не удовлетворяет этому
требованию).
Применение с варно-л итых
конструкций, состоящих из не-
скольких отливок, свариваемых между
собой или с заготовками из проката и
поковок, взамен цельнолитых целесооб-
разно при: а) невозможности отлить
детали целиком, в частности, из-за
недостаточной мощности металлургиче-
ских печей или кранов литейного цеха;
б) существенном упрощении литья от-
дельных элементов сварно-литой кон-
струкции, например при расчленении
громоздкой пространственной конструк-
ции сегмента статора гидротурбины
(фнг. 33, а) на секции кольца / и колон-
ны 2 (фнг. 33, б) нлн замене отливки,
формуемой вручную, двумя сваривае-
мыми отливками, допускающими машин-
ную формовку; в) улучшении качества
отдельных отливок по сравнению с ка-
чеством цельнолитой детали, например
в отливках из аустенитной стали неко-
торых марок, ведущем к уменьшению
объема работ по исправлению дефектов
литья, окупающему дополнительные опе-
рации при сварно-литой конструкции;
г) уменьшении сечения отдельных отли-
вок н веса всей конструкции; д) за-
мене плохо отливаемых участков круп-
ной детали элементом из проката [напри-
мер, тонкое днище корпуса большого
редуктора (фиг. 33, а) заменено листом
(фиг. 33, ?)).
При сварке литых деталей следует
предусматривать в местах сваркн при-
пуски для удаления литейной корки;
в отливках из углеродистой стали
ограничивать содержание С (до 0,25—
0,30%) с тем, чтобы производить сварку
по возможности без подогрева; кон-
струировать отливки так, чтобы около
сварного соединения они имели одина-
ковое сечение. В сварно-литых конструк-
циях, наряду с ручной дуговой сваркой,
применяется автоматическая дуговая
сварка. Наибольший эффект при изго-
товлении сварно-литых конструкций
могут дать электрошлаковая и термит-
ная сварка. Применение этих способов
сварки дает возможность производства
Фиг. 33. Примеры смрно-литых конструкция.
и крупных сварно-кованых де-
талей, что разгружает тяжелые гидра-
влические прессы.
Автоматическая и полуавтрматнче-
ская дуговая сварка под флюсом. Под-
готовка кромок стальных
деталей определяется их толщиной
и технологическим процессом сварки
(см. стр. 183). Листы из алюминия и его
сплавов толщиной до 20 мм свариваются
без скоса кромок.
Положение швов в про-
странстве может быть нижнее или
слегка наклонное (угол наклона до 3°).
Очертание швов при автоматической
сварке прямолинейное и кольцевое, при
полуавтоматической — любое. Сварка
прерывистых швов обычно полуавтома-
тическая.
Повышение производи-
тельности автоматической
сварки (главным образом за счет
уменьшения вспомогательного времени)
достигается: а) однотипностью свари-
ваемых соединений (конструкция по
фнг. 34, а не отвечает этому требованию,
так как на участке А применено соеди-
нение встык, а на других — внахлестку;
помимо этого затруднена сварка криво-
линейных швов со сложным сопряже-
нием; в конструкции по фиг. 34, б эти
недостатки устранены); б) расположе-
нием швов, требующим минимального
количества переналадок сварочного обо-
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ 227
рудования и наименьшего числа найто-
вок свариваемого изделия (например,
конструкция по фиг. 34, в требует одной
Фиг. 34. Особенности сварных уэлов при
сварку изнутри продольных и кольцевых
швов с применением серийного обору-
дования, составляет 800 мм.
Мин и м а л ь-
н ы й диаметр
наружных
кольцевых
швов при авто-
матической свар-
ке под флюсом
и)
автоматической сварке под флюсом [44].
перекантовки без переналадки авто-
мата, а менее удачная конструкция по
фиг. 34, г требует многократной перена-
ладки при том же количестве перекан-
товок): в) удобством удержания флюса
(например, соединение на фиг. 34, д
удобнее соединения на фнг. 34, е, тре-
бующего специальных устройств для
удержания флюса); г) возможностью
беспрепятственного продвижения сва-
рочного автомата вдоль шва (коробчатое
сечение балок с внутренними диафраг-
мами 1 (фиг. 34, ж) позволяет сва-
ривать снаружи без перерывов поясные
швы 2', двутавровое сечение (фиг. 34, з)
менее удобно; это неудобство устраняется
приваркой ребер со срезанными углами
(фиг. 34, и) после сварки поясных швов).
Минимальный диаметр
изделия, допускающий автоматическую
__
в>
Фиг ЗЬ Особенности соединений при «атома,
тическо) сварке под флюсом деталей малого
диаметра.
около 100 кл При сварке изделий
малого диаметра, не допускающих при-
менения подкладок (стальных, медных
или флюсовых), конструкция соединения
должна предупреждать протекание рас-
плавленного металла (конструкции по
фиг. 35, а отвечают, а по фиг. 35, б
не отвечают этому требованию). При
сварке кольцевых швов малого диаметра
уменьшается глубина провара и должны
применяться разделки с углом а до 90е,
а также трапецеидальные разделки
(фиг. 35. а)
Электрошлаковая сварка. Тип со-
единения — встык. Кромки строга-
ные или обработан-
ные газорезательным
автоматом, без ско-
са. Сборка стыка с
зазором 22—30 мм
Толщина стали 50—
250 мм и выше. Сме-
щение кромок при
сборке стыка не
должно быть более
3—4 мм.
Т и п ы сечения
свариваемых элемен-
тов — прямоуголь-
ник, трапеиия, коль-
цо или профиль, ограниченный дугами
окружности (фиг. 36).
Положение свариваемо-
го шва — вертикальное или близкое
к вертикальному, а также кольцевое.
Фиг. 36. Типы се-
чений элементов,
свариваемых чаек-
трошлаковой
сваркой.
228
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Кольцевые швы свариваются на охлаж-
даемом медном подкладном кольце, раз-
резанном на сегменты. Возможна также
сварка на остающейся стальной под-
кладке достаточной толщины.
Газовая сварка и электродуговая
сварка с газовой защитой. При газо-
вой сварке лучше выполнять соеди-
нения встык и с отбортовкой, обеспечива-
ющие одинаковые нагрев и деформации
свариваемых деталей. Отбортовка одной
(фиг. 37, а) или обеих деталей (фиг. 37, б)
применяется при 8 < 2 мм; соединение
с отбортовкой (фиг. 37, в) — при 8 <
< 4 мм; соединение встык без скоса
кромок — при 8 < 5 мм; соединение
встык с V-образным скосом — при
8 > 5 мм. Тонкие детали часто свари-
ваются втавр. Детали из легких сплавов
Фиг. 37. Конструкция соединений при газовой
сварке.
во избежание коробления иногда обраба-
тываются на зигмашине (фиг. 37. г).
Прн дуговой сварке не-
плавящимся электродом с
газовой защитой применяются
соединения встык и с отбортовкой, а
прн сварке плавящимся элек-
тродом — также втавр. Подготовка кро-
мок в первом случае как при газовой,
а во втором как при обычной дуговой
сварке.
Контактная стыковая сварка и газо-
прессовая сварка Сечения дета-
лей вблизи стыка должны быть оди-
наковыми для обеспечения одинакового
нагрева деталей и одинаковой из пла-
стической деформации в конце сварки
(конструкции по фнг 38, а—в удовлет-
воряют, а по фиг. 38, г — с не удо-
влетворяют этому требованию; а — об-
щее укорочение деталей при сварке).
При контактной сварке в зависимости
от сечения деталей а = 8 -5- 50 мм
(обычно 10—20 мм), прн газопрессовой
8) е)
38. Соединения при стыковой сварке.
Фиг.
сварке а= 10 ч-30 мм (для круглых
деталей a a 0,3d). Отклонения в раз-
мерах деталей во избежание неодина-
кового их нагрева не должны превышать
15% по диаметру круглых стержней и
по толщине стенки труб, 10% для сторо-
ны квадратного стержня. При контактной
сварке торцы деталей обычно плоские.
Прн газопрессовой сварке труб со стен-
кой толще 3 мм желателен скос кромок
с суммарным раскрытием наружу на
20—40°; в остальных случаях скос не
делается.
Кольца с отношением внутреннего
диаметра к диаметру или толщине заго-
товки большим 10 могут свариваться
с одним стыком; более жесткие кольца,
например звенья цепей диаметром более
20 мм, свариваются контактной стыко-
вой сваркой с двумя стыками (из двух
полуколец).
Точечная сварка. Размер (диа-
метр) сварных точек опреде-
ляется диаметром их внутреннего ядра,
расплавляемого при нагреве. Его раз-
меры зависят от степени нагрева, т. е.
от технологических параметров процесса.
При соответствующем выборе параметров
(см. стр. 19>) диаметр сварной точки
может приниматься равным
dm — 28 4- 3 мм,
где В — толщина более тонкой из сва-
риваемых деталей в мм.
Размещение сварных то-
чек обусловливается следующим: при
постановке ряда точек часть электриче-
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ
229
ского тока шунтируется через ранее
сваренные точки; чем меньше шаг точек,
тем больше степень шунтирования и тем
менее стабильны размеры сварных точек.
При малом расстоянии точки от кромки
детали происходит выдавливание нагре-
того металла у кромки, сопровождаемое
глубоким вмятием детали и снижением
прочности соединения. Получение надеж-
ного контакта между свариваемыми де-
талями затрудняется при размещении
точек вблизи ребер и элементов, повы-
шающих местную жесткость деталей.
Указания по размещению сварных то-
чек приведены в табл. 30.
Таблица 30
Размещение точек при снарке деталей
иа стали
। Толщина одной де- тали в мм Рекомендуемый минимальный шаг точек в мм Минимальное расстоя- ние от центра точки ди крм ЛГ-..1ЛИ и на* пранденин, перпенди- кулярном к действую- щей силе, в м* Минимальное расстоя- ние от цен1ра точки ю ребер и отборто- вок в мм
при сварке двух дс- । талей при сварке трех де- талей
1 2 3 4 в 8 15 25 30 40 50 80 20 30 40 50 70 100 в 9 12 14 16 20 8 12 18 25 30 40
Примечания: 1. Минимальное рас- стояние от центра точки хо края детали и на- правлении действующей силы при односреэных точках должно быть не меньше 2d , а при двухсрезных точках — не меньше Зат, где dm — расчетный лнаметр сварной точки. 2. Сверка деталей толщиной более в мм возможна только иа специальном оборудо- вании.
Конструкция сварных
узлов должна удовлетворять сле-
дующему: а) масса деталей из ферро-
магнитного материала, вводимая в контур
сварочной цепи машины, должна быть
минимальной; при перемещении таких
деталей в контуре изменяются его сопро-
тивление и ток, что приводит к неста-
бильности результатов (конструкции
по фнг. 39, а н б менее удовлетво-
рительны, чем конструкции по фнг. 39, в);
б) должна быть обеспечена возмож-
ность приложения необходимой силы
к электродам без значительной дефор-
мации свариваемого узла (сварка тон-
ких листов с толстостенной трубкой
(фиг. 39, г) возможна, а с тонкостен-
ной (фиг. 39. д) при диаметре, не допу-
скающем введения внутрь электрода,
невозможна); в) должна быть обеспечена
возможность свободной местной деформа-
ции деталей в зоне свариваемой точки
(соединение по фиг. 39, е полностью
удовлетворяет этому требованию, соеди-
нение по фиг. 39, ж частично удовле-
творяет, а соединение по фиг. 39, з не
удовлетворяет).
<9
Фиг. 39. Конструктивные особенности ухлоа
при точечной сверке.
Роликовая сварка. Типы соединений
показаны на фиг, 40 (а — внахлестку
И б — с отбортовкой). Минимальный
размер а нахлестки или отбортовки
следующий:
Толщин» одного листе а в мм
и мм
2 ...................1S
3 ...................20
При уменьшении нахлестки до (3*4)11
и широких электродах (фиг. 40, в)
кромки деталей расплющиваются до
толщины, близкой к 5. Недостатки этого
230
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
соединения — пониженная прочность и
значительный износ электродов: его
преимущество — гладкая поверхность
изделия, допускающая качественную
отделку.
Фиг. 40. Типы со-
единений при ро
ликовой сварке.
Рельефная и Т-образная сварка. При
рельефной сварке в одной из
свариваемых деталей штампуются вы-
ступы (размеры выступов см. на стр.
190), определяющие места образова-
ния сварных точек. Количество п одно-
временно свариваемых точек (число вы-
ступов) зависит от толщины деталей и
от мощности сварочной машины. Обычно
п = 2 ч- 4, иногда при тонких деталях
число точек достигает 8—12. Минималь-
ное расстояние между выступами 2.5D,
от выступа до края детали 2D (D—диа-
метр выступа).
Т-образной сваркой со-
единяются детали резко отличающегося
сечения (фиг. 41). При плоских торцах
(фиг. 41, а и б) не удается хорошо сва-
рить все сечение, поэтому на одной из
деталей могут штамповаться или меха-
нически обрабатываться выступы (фнг.
41, в — е), локализующие нагрев и
сварку там, где требуется плотность
соединения (приварка штуцера к кор-
пусу бака, фиг. 41. е) или его наиболь-
Фнг. 41. Примеры Т-образной
сварки.
шая прочность (приварка шпильки и
болта, фиг. 41, г и б).
Площадь сварного соединения при
Т-образной сварке обычно не превы-
шает 100—150 ммг (площадь касания
сваренных деталей при этом может
быть в несколько раз большей).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Алоа А. А.. Электроды для дуговой
сварка а наплавки, Машгиз, 1947.
2. А б а а а С. А.. К у л и к о в Ф. В.,
Л е х ц и е р П. Р., Твердая пайка. Гос-
энергоиздат, 1948.
3. Б р н и в ер г И. Л., Современная
аппаратура для автоматической сварки под
флюсом. «Сборник трудов ЦНИИТМАШ» 7ft 14,
Машгиз. 1948.
4. Бринберг И. Л.. Автоматизация
процессов алектродуговой сварки а тяжелом
машиностроении. .Сборник трудов ЦНИИТ-
МАШ- № 38. Машгиз. 1950.
5. Б р и и б е р г И. Л.. Я к у ш •
к в и В. П.. Новый универсальный свароч-
ный трактор УТ-2000 М. .Сборник трудов
ЦНИИТМАШ- № 60. Машгиз. 1953.
6. Бродский А. Я., Аргонодуговая
сварка нержавеющей стали малых толщнн,
«Автогенное дело» X» 6. 1948.
7. Бродский А. Я.. Дуговая электро-
сварка в инертной среде. Машгиэ. 1950.
8. Бродский А. Я . Технология
дуговой электросварки в инертной среде,
Машгиз. 1951.
9. Владимирский Т. А.. Фаль-
ков н ч А С.. Оборудование я опыт приме-
нения газопрессовой сварки. Машгиэ. 1952.
10. Вологдин В. II. Деформации
и напряжения при сварке судовых конструк-
ций. Оборонгиз. 1945.
И. Глиэмаиеико Д. Л. и Евсеев
Г. Б.. Газовая сварка и резка металлов,
Машгиэ, 1964.
12. Г е л ь м э и А. С., Контактная электро-
сварка. Машгиэ, 4949.
13. Герасименко И. Н.. Сварка
нефтеаппаратуры Машгнэ. 1948.
14. Г о л у б Л. В., Полуавтомат ПЭГШ-1
для эааарки дефектов стального литья плавя-
ЛИТЕРАТУРА И ИСТОЧНИКИ
231
щимся электродом под защитой углекислого
газа, «Сварочное производстве» 7* 1. 1955.
15. Долги цер Л. 3.. Морков-
кин А. А., Черняк В. С.. Аппаратура
и оборудование для газопламенной обработки
металлов (краткое пособие по эксплуатации
ремонту), Машгиз. (954.
16. Дадко Д. А., Шланговая полуав-
томатическая сварка под флюсом. Машгиз.
1952.
17. Давыденко И. Д.. Автомати-
ческая сварка в котлостроении. Машгиз. 1951.
18. Д о л г и ц с р Л. 3.. Н и к и т и и М.С.,
Газовая сварка и резка (краткий справочник),
Машгиз. 1954.
19. Елистратов П. С.. Атомно-
водородная сварка. Машгиз. 1939.
20. Жданов В А.. Цегель-
с к и й В. Л.. Технология дуговой сварки.
Машгиз, 1948.
21. Исков Б. Б.. Сварка шланговыми
автоматами и полуавтоматами. Судпромгиз,
1952.
22. Клебанов Н. Н„ Технология
газовой сварки и резки металлов. Машгиз.
1948.
23. Крюковский Н. Н.. Произ-
водство электродов для дуговой сварки.
Машгиз. 1953.
24. К у з м а к Е. М.. Технология неф
тяного аппаратостросиия. Гостоитехиздат.
1947.
25. Красовский А. И.. Основы
проектирования сварочных цехов. Машгиз.
1952.
26. Клячкин Я. В.. Сварка цветных
металлов. Машгиз, 1950.
27. Любавский К. В., П а ш у ка-
кие Ф. И., Инструкция по изготовлению и
применению флюсов ЦНИИТМАШ для авто-
матической сварки. ЦНИИТМАШ. М 49, 1952.
IV изд.
27а. Л ю ба век н й К. В., Ноэожи-
ловН.М.. Сварка плавящимся электродом
в атмосфере защитных газов, «Автогенное
деле» .4- 1, 1953.
28. Михайлов Г. П.. Технология
сварки трехфазной дугой. Машгиз. 1952.
29. Н и к о л а е в Г. А. и Гель-
ман А. С., Сварные конструкции и со-
единения. Машгиз, 1947.
30. П а ш у к а и и с Ф. И., Инструкция
по ручной скоростной электросварке электро
дайн ЦМ-7С, ЦНИИТМАШ. 1947
31. Рабинович И. Я . Машины и
аппараты для дуговой сварки, ОНТИ. 1937.
32. Раковский В. С. и Крю-
ков И. И.. Наплавочные твердые «плавы
и их применение, ГНТИ, 1948.
33. Р ы к в л и н Н. Н.. Фрндлянд Л. А.,
Сварка строительной стали повышенной твер-
дости. Стройвоенмориздат. 1948.
34. Рыбаков В. М„ Вощанов К. П„
Технология ручной дуговой сварки. Машгиз,
1953.
35. Справочник электросварщика. Matu-
res, 1952.
36. Севбо П. И.. Автосварочные уста-
новки и приспособления, Машгиз. 1950.
36а. Суслов В. Н., Автоматическая и по-
луавтоматическая сварка литой стали под
защитой углекислого газа, «Сварочное произ-
водство» 74 1, 1955.
37. ф а л ь к е в и ч А. С. и Ч ер н я к В. С.,
Руководство по газовой сварке и резке. Маш-
гиз. 1949.
38. Хренов К. К., Сварка, резка и
пайка металлов. Машгиз. 1952.
39. Хренов К. К. и Назарове. Т.,
Автоматическая дуговая электросварка. Маш-
гиз, 1949.
40. X р о б а с т о в М. Ф., Гра-
бов И. Н., Электродообмазочный агрегат
конструкции ЦНИИТМАШ для нанесения
покрытий на электроды пысоким давлением.
«Сборник трудов ЦНИИТМАШ» М 35.
Машгиз. 1950.
41. ЮигерЕ. В., Поповский П. А.,
Автоматическая сварка толстолистовых заго-
товок с заданным зазором. «Автоматическая
сварка» М 1. 1952.
42. Яровннский Л. М„ Техноло-
гические инструкции по заварке крупных
и средних отливок из углеродистых сталей
и серого чугуна. ЦНИИТМАШ. 1950. Ni 43.
Ill изд.
43. Яровииский Л. М.. Баже-
нов В. В„ Электроды ЦНИИТМАШ для
сварки сталей и наплавки. Машгиз, 1954.
44. Автоматическая электродуговая сварка.
Машгиз. 1953.
45. Институт электросварки имени акад.
Е. О. Патона АН УССР. Пособие для проекти-
рования. монтажа и эксплуатации электри
ческой части автосварочных установок. Гос
техиэдат Украины. 1948.
46. Справочные материалы для сварщиков.
Машгиз, 1951.
47. Уралмашзавод. Технология машино-
строения. «Сварка». Машгиз, 1952.
48 Энциклопедический справочник .Ма-
шиностроение*. т. 3. гл. IV и VI, т. 6. гл. IV и
V и т. 8. гл. VII. Машгиз. 1947.
49. Энциклопедический справочник .Маши-
ностроение*. т. 8. гл. XI. Машгиз. 1917.
50. ВНИИАвтоген, Машины для кислород-
ной резки. Руководящие материалы, вып. I (3),
Госхнмиздат, 1953.
51. ВНИИАвтоген, Поверхностная кисло-
родная резка. Руководящие материалы, вып.6,
Машгиз. 1965.
52. ВНИИАвтоген, Газопламенная пайк»
металлов. Руководящие материалы, вып. 7,
Машгиз, 1965.
ГЛАВА IV
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ
КОНСТРУКЦИЙ
Процесс изготовления стальных кон-
струкций состоит из операций загото-
вительных, обработочных, сборочных
и отделочных.
Перечень основных операций в их
нормальной последовательности и при-
меняемого оборудования приведен в
табл. 1.
Таблица I
Основные операции технологического процесса произаояства стальных конструкций
Наименование и назначение операции Обрабатываемый материал Применяемое оборудование
Правка прокатной стали— уничтожение погнутости ждя обес- печения необходи- мой точности при разметке, наметке, резке и сборке 1. Заготовит Листовая и универ- сальная сталь Угловая сталь Швеллеры и двутавры Все профили прокат- ной стали ельные операции Листоправйльныс вальцы Углопрзвйльные вальцы Правйльно-гибочные прессы Правильные плиты (для правки мелких деталей)
Разметка и изгото- вление шаблонов (образцовых деталей или приспособлений) дли серийного изго- товления однотип- ных деталей То же, а также фане- ра, картон, деревян- ные рейхи Ручной инструмент мерительный, слесарный, дерево- обделочный (для изготовления шаблонов из стали, дерева, фанеры и картона)
II. Обработочные операции
Наметка—перенос (ко- пирование) размеров с шаблона на рядо- вые летали Все сорта и профили прокатной стали Ручной инструмент мерительный и слесарный, ин- вентарные приспособления
Резка—получение де- талей необходимых размеров и очерта- ния Листовав, универсаль- ная и полосовая сталь Угловая сталь Двутавры, швеллеры, трубы Все виды сортового и фасонного проката Пресс-нож и нцы, гильотинные ножницы, дисковые ножницы. Машины для газопламенной резки. Ручные газопламенные резаки Уголковые ножовки Дисковые пилы, зубчатые и фрикционные Приводные ножовки
Чистовая обработка кромок —для фасон- ной разделки их пол сварку нлн для обес- печенна точности и придания им необхо- димой формы при плотной пригонке Листопад и универ- сальная сталь Фасонная и сортовая сталь Кромкострогальяые, ториефрезерные и проаольно- строгальные ставки для обработки прямолинейных кромок Токарно-карусельные станки для обработки кромок кругового очертания Машины для газопламенной резки, для чистовой обработки, совмещенной с резкой Торцефрезерные станки, пневматические рубильные молотки и иаждачио-зачистные станки для за- чистки кромок деталей
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИИ 233
Продолжение табл. 1
Наименование н назначение операции О6раба1ываемый материал Применяемое оборудование
Образование отвер- стий — получение чериоаыа отверстий аля заклепочных н болтовых соедине- ний Все профили прокат- ной стали Дыропробивные прессы — одиоштемпельные и много- штемпельные (дла пробники отверстий диаметром до 25 мм в металле толщиной до 20 мм) Ралнально-сверлнльные станки стационарные и пере- движные (для сверления отверстий любы х размеров) Кондукторы (шаблоны) со стальными втулками
Холодная гибка Листовая сталь Угловая сталь Двутавры, швеллеры и угловая сталь Листогибочные вальцы трех- и четырехвалковые (для гибки прн толщине листов до 40 мм и шири- не до 3000 ми) Листогибочные прессы (для гибки и отбортовки ли- стов толщиной ло 40 мм и шириной до 5002 мм) Флеицсотбортовочные станки (для гибки листов толщиной до 20 мм) Углогнбочные вальцы с тремя и четырьмя валками Лравйльно-гибочные прессы
Горячая гибка Листовая сталь (на- грев в печах и гор- нах) Все профили прокат- ной стали (нагрев в печах н горнах) Листогибочные вальиы и прессы (для гибки листов при радиусе кривизны менее 404, главным обра- зом о котельном производстве) Фланисотбортовочиые станки !для гибки листов при толщине листов свыше 20 мм) Штамповочные и обсадочиые гидравлические прессы (для штампопки днищ котлов и резервуаров) Плиты кузнечные, оборудованные шаблонами (для ручной гибки) Пневматические молоты (для гибки, высадки, малков- ки и размалковки)
111. Сборок ные операции
Сварные конструкции
Сборка конструкций под сварку Детали сварных кон- струкций из всех профилей прокат- ной стали Сборочные стеллажи, приспособления для сворки, сборочные кондукторы и стенды, механизирован- ные приспособления лля сборки и ручной свар- ки. сборочный инструмент
Рупии луговая влек- тросварка Собранные конструк- ции Сварочные трансформаторы и сварочные машины постоянного тока *
Автоматическая к по- луавтоматическая луговая электросвар- ка под слоем флюса То же Стационарные и передвижные установки - порталы, краи-балки, велосипедные и консольные краны с самоходными сварочными головками. Сварочные тракторы, шланговые полуавтоматы. Питание сварочных постов от мощных трансформа- торов или машин постоянного тока Рабочие места оборудуются стеллажами, канто- вателями. манипуляторами
Контактная влектро- сиарка — стыковая» точечная и ролико- вая 1 о же Стационарные и передвижные машины д~я стыковой, точечной н роликовой сварки
Клепаны г конструкции
Сборка конструкций пол клепку Детали клепаных кон- струкций нз всех профилей прокат- ной стали Сборочные стеллажи, сборочные кондукторы, сбо- рочные болты, оправки, ручной инструмент
Подготовка заклепоч- ных отверстий код клепку путем рас- сверливания иди прочистки для устра- нения неточностей обработки и сборки и получения чистых цилиндрических от- верстий Собранные клепаные конструкции Радиально-сверлильные станки стационарные и пера- лвижиме Переносные сверлильные пневматические машины Сборочные болты и пробки
234
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИИ
Продолжение табл. 1
Наммеиовавне и назначение операции Обрабатываемый материал Применяемое оборудование
Клеях* Собранные конструк- ции с рассверлен- ными или прочи- щенными отверстия- ми Ручные пневматические клепальные молотки, пнев- матические винтовые или ручные поддержки Клепальные скобы пневматические или электри- ческие, подвешенные к консольным или портальным кранам Печи и горны для нагрева заклепок
IV. Отделочные операции
Фрезерование торцов для обеспечения плотного соприкаса- ния в стыках при передаче осевых сжимающих сид через торцы Сварные или клепа- ные конструкции Торцефрезерные станки: а) с планшайбой диаметром до 170) мм; б) с торцевой фрезой диаметром 200- 400 мм Загрузочные столы и приспособления для точной установки обрабатываемых элементов Измерительный инструмент к приспособления
Сверление монтажных отверстий: д) оо шаблонам со втул- ками; б) при об- шей сборке Сварные или клепаные конструкции Накладные шаблоны со втулками Разметочные плиты, измерительный и слесарный инструмент Объемные стационарные кондукторы Сверлильное оборудование станочное и ручное
Термическая обработ- ка для снятия уса- дочных напряжений после сварки Собранные и сварен- ные конструкции: а) котельные бара- баны; б) трубопро- воды Термические печи с выдвижным полом; размеры печей в зависимости от величины изделий
Огрунтовка или окрас- ка (со шла клейкой), а также покрытие механически обрабо- тлииых поверхностей жировым составом Конструкции, готовые к отправке Краскопульты, ручной малярный инструмент
Заготовительные операции
Правка прокатной стали. Листовая
и универсальная (широкополосная)
сталь может иметь отклонения от пло-
ской формы: поперечные волны по всей
ширине (волнистость); поперечные вол-
ны от кромок к середине листа на ча-
сти ширины листа (змеевидность); из-
гиб в плоскости полосы (саблевидность);
местные выпучнны (хлопуны).
Профильная и фасонная сталь мо-
жет иметь отклонения от правильной
формы: изгиб в одной плоскости; из-
гиб в двух плоскостях; винтовое искри-
вление; поперечное искажение профиля
(размалковка или смалковкя).
Прокатная сталь правится главным
образом машинным способом: листовая
и полосовая сталь — на листолравйль-
ных вальцах; угловая — на углопра-
вйльных вальцах; балкн, швеллеры и
другие фасонные профили — на пра-
вйльно-гибочных прессах.
Ручная правка может применяться
для выправления в тонколистовой стали
местных выпучин (хлопунов); выправле-
ния небольших деталей нз листов или
полос после резки и проколки их;
устранения винтового изгиба уголков;
выправления случайных местных ис-
кривлений.
Листоправйльные в а л ь-
ц ы имеют рабочую часть, состоящую
из цилиндрических валков, располо-
женных в шахматном порядке в двух
горизонтальных рядах. Число валков
колеблется от 5 до 11. Нижние валки
приводные, верхние вращаются вхо-
лостую вследствие трения о них выпра-
вляемого листа (фиг. I).
Прн пропуске между валками лист
втягивается в вальцы и проходит через
все валки, получая повторные плести
технологический процесс ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ 235
ческне изгибы в противоположные сто-
роны, вследствие чего он принимает
плоскую форму. Для полного выправле-
Фиг. I. Схема правка
прокатной стали на
вальцах.
У гл о п р а в й л
имеют от 5 до 9 ва.
ния листы пропу-
скают через валь-
цы 3—5 раз, изме-
няя направление
движения валков
путем переключе-
ния двигателя.
ьные вальцы
1ков, на концах ко-
рых насаживаются смен-
ные фасонные части в
виде двух усеченных ко-
нусов (фиг. 2). Угол ме-
жду образующими кону-
сов равен 90е.
При правке угловая
сталь находится в поло-
жении «лодочки»—-обуш-
ком вниз. Процесс правки
угловой стали на валь-
цах аналогичен правке
листов.
Правйльно - ги-
бочные прессы вы-
правляют фасонные про-
фили путем выгиба их
в сторону, обратную
искривленной. Правка
осуществляется последо-
Фиг. 2. Рабо-
чие палки для
правки угло-
вой стали.
вательно на отдельных участках между
двумя неподвижными опорами нажимом
ползуна по середине выправляемого
участка (фиг. 3).
Допуски на кривизну после правки
листовой и полосовой стали при сборке
конструкций путем индвндуальной под-
гонки 2 мм на 1 пог. м при сборке
Фиг. 3. Схема работы правйльно-гибочного
пресса: а — схема пресса; б — правка изгиба
стенки двутавра; в — правка изгиба полок.
взаимозаменяемых изделий 1 мм на
1 пог. м (*/1000) ПРИ допускаемой высоте
волнистости до 2 мм; угловой стали,
балок, швеллеров и других фасонных
профилей 1 мм на 1 пог. м (’/iooo)
Разметка, изготовление шаблонов и
наметка. Разметкой называется вычер-
чивание детали в натуральную вели-
чину с переносом с рабочего чертежа
размеров, необходимых для изготовле-
ния детали.
Выполненная в натуральную вели-
чину деталь или приспособление, по
которому изготовляются однотипные
детали, является шаблоном.
В производстве стальных конструк-
ций применяется расчетный или каме-
ральный метод разметки.
При разметке деталей плоских кон-
струкций размеры берутся с рабочего
чертежа. Для резервуарных и котель-
ных конструкций по рабочим чертежам
составляются разметочные эскизы (раз-
вертки), по которым производится раз-
метка деталей в плоском виде.
Применение предложенного размет-
чиком. Петриченко стола для разметки
(фиг. 4) с нанесенной координатной
сеткой и делительными линейками по
продольной и поперечным граням стола
повышает производительность труда и
улучшает качество шаблонов. Размеры
стола — от 1,5 X 8 до 1,8 X 12 м.
Наметкой называется перенос (копи-
рование) размеров с шаблона на рядо-
вые детали.
Современные способы обработки про-
катной стали часто позволяют заме-
нить наметку более точными и произво-
дительными методами
При изготовлении стальных конструк-
ций применяются следующие типы ша-
блонов:
1) стальные листовые (натураль-
ные) — для пакетного сверления в ли-
стах отверстий н при изготовлении круп-
ных тяжелых листовых деталей (фиг. 5);
2) деревянные рамочные из реек и
фанеры — для наметки контуров круп-
ных листовых деталей;
3) картонные или фанерные — для рез-
ки по контуру и пробивания отверстий
без наметки в мелких деталях весом до
20 кГ при длине до I м (фиг. 6);
236
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИИ
на шаблоны должны быть нанесены
надписи (фиг. 6, б), например профиль
стали 100 X 100 X 10 мм; длина детали
Фнг. В. Металлические листовые шаблоны:
я — для сверления отверстий пакетами;
б—для изготовления крупного тяжелого
листа (кожух сварной домны).
325 мм; номер заводского заказа 184
номер чертежа 10; номер детали 17:
диаметр отверстий D = 20 мм; количе-
ство деталей «таких» (правых) Т = 12
и количество деталей «наоборот» (левых,
парных) Н = 12;
Фнг. В. Фанерный шаблон для уголков:
а — обрабатываемая деталь; б — шаблон для
резки; « — фанерный шаблон правый (в раз-
вернутом виде); а — фанерный шаблон ле-
вый; о — фанерный шаблон (вид сбоку).
4) деревянные из реек или досок —
для резки деталей из сортовой стали
(фнг. 7, б) и наметки отверстий (фиг. 7, в);
5) комбинированные из деревянных
реек и листов картона или фанеры —
для наметки длинных деталей из сорто-
Фиг. 7. Реечный шаблон для разметки деталей
из швеллера: а — обрабатываемая деталь;
б — шаблон для резки; а — шаблон для на-
метки отверстий.
вой стали с групповым расположением
отверстий (фиг. 8);
Фнг. 8. Комбинированный шаблон для наметка
деталей из двутавра: а — обрабатываемая
деталь: б — шаблон для резки; а — шаблон
для наметки отверстий а стейке; а — шаблон
для наметки отверстий в полках.
6) инвентарные — рамочные раздвиж-
ные — для наметки листовых деталей
с прямолинейными контурами; с гибкой
линейкой — для наметки кривых кон-
турных линий; объемные — для наметки
двутавров и швеллеров.
В зависимости от размеров и профи-
лей стали, из которой изготовляются
детали, и применяемых методов обра-
ботки рекомендуется пользоваться ти-
пами шаблонов, указанными в табл. 2.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ 237
Таблица 2
Рекомендуемые типы шаблонов
для изготовления деталек стальных
конструкций
j 1 5 ) Размеры детелей Рекомендуемый тип шаблона
Плошай Длине в мм
Л ИСТОМ 1 1 i 1 к ЗЕ <0,5* > 0.5» <0,5** > 0,5 «» — Картонный, фа- нерный Деревянный ра- мочный. инвен- тарный Картонный, фа- нерный Стальной для сверления па- кетами
С <0,5 >0.5 < 1000 > 1000 при ширине ю 1 (и длины ТО же Картонный, фа- нерный Деревянная рейка Стальной листо- вой
— <1000 прн веседоЗОкГ >1000 Картонный, фа- нерный Деревянная рейка
• При отсутствии отверстий. • • При наличии отверстий. Примечание. При изготовлении де- талей из швеллерного и двутаврого профиля применяются деревянные рейки, шаблоны деревянные, фанерные, картонные или ком- бинированные. При гибочных работах .всех профилей прокатного материала для контроля гибки применяются деревянные или металли- ческие шаблоны.
Шаблоны изготовляют с соблюдением
следующих правил.
1. Разметку осевых линий на шабло-
нах листовых деталей ведут от центра.
Построение и вычерчивание осей про-
изводят по размерам геометрической
схемы. Линии контура проводят от
центров заклепочных или болтовых от-
верстий на расстоянии, равном величине
обреза, указанного на чертеже. На шаб-
лонах или размеченных листовых деталях
сварных конструкций вдоль всех кромок
внутри контура наносят контрольные
линии на расстоянии от 30 до 50 мм от
линии реза (см. фиг. 5, б).
2. При механической обработке кро-
мок после резки положение линий отре-
зов на шаблоне дается с припусками 2 мм
при резке на ножницах и 4 мм при газо-
пламенной резке.
3. При фасонной обработке кромок
под сварку на шаблоне проводят черную
линию параллельно обрабатываемой
кромке и вычерчивают поперечный раз-
рез фасонной обработки.
4. Центры отверстий обводят кон-
трольными кружками, диаметр которых
на I—2 мм больше проектного.
5. При прокалывании отверстий без
наметки, по шаблону, отверстия в кар-
тонных шаблонах пробивают, а в фа-
нерных — просверливают диаметром на
I мм больше проектного диаметра.
6. Разметку листов для резервуарных
и котельных конструкции производят
по разверткам на плоских листах.
Расчет и нанесение размеров изогнутых
деталей ведут по нейтральной поверх-
ности, размеры на которой остаются неиз-
меняемыми после изгиба листа.
7. На каждом шаблоне вычерчивают
профиль стали, из которой изготовля-
ются детали, проставляют размеры про-
филя и наносят надписи, как указано
на фиг. 6, б.
8. Разметка шаблонов и наметка по
ним деталей выполняются с соблюдением
допусков, приведенных в табл. 3.
Таблица 3
допуски иа изготовление шаблонов
и иа выполнение наметки
Наименование промеров Допускаемые откло- нения в мм
в шабло- нах при разметке в деталях при на- метке
Геометрические раз- меры деталей • . . Диагонали четырех- угольников . . Линия среза при свар- ке встык Линия среза свобод- ных кромок н кро- мок внахлестку . . . Расстояние между дву- мя соседними осе- выми линиями про- дольными или попе- речными (рисками) Смешение центров отверстий с рисок Расстояние между центрами соседних отверстий. . Расстояние между крайними отверстия- ми в раду . . . Кри <изиа прямолиней- ных линий (стрела прогиба) ...... Тангенсы углов между осевыми линиями. . ±1Д ±2,0 ±од ±0,5 До 0,5 ±1.0 ±1Д но Ьбо лее 2 мм ±3.0 ±3,0 ±1.0 ±2,0 ±1.0 До 0,5 ±1.0 ±1.5 '/«я. но не бо- лее 3 мм Чш
• Отклонение против размере! чему чертежу с учетом припусков. и» рябо-
238
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЯ
Обработка прокатной стали
Резка прокатной стали производится
механическим (на ножницах и пилах) и
газопламенным способами (на автоматах,
полуавтоматах и ручными резаками).
Механическая резка. При
изготовлении стальных конструкций
применяется резка:
а) листовой, полосовой и универсаль-
ной стали при толщине металла до 25 мм:
прямолинейная на пресс-ножницах, гиль-
отинных и дисковых ножницах и кри-
волинейная на дисковых ножницах
б) угловой стали всех размеров: попе-
речная на уголковых ножницах, на зуб-
чатых и фрикционных пилах;
в) балок, швеллеров, труб и других
фасонных профилей всех размеров: попе-
речная на зубчатых и фрикционных
пилах, реже на специальных сортовых
ножницах.
Процесс резки на ножницах основан
на разделении металла по линии реза
под давлением верхнего подвижного
ножа. Ножницы всех типов для резки
всех сортов прокатной стали имеют два
ножа: нижний — неподвижный, устана-
вливаемый на станине машины, и верх-
ний — подвижной, прикрепляемый к
ползуну машины.
Рабочие кромки ножей затачиваются
под углом 10—12°, передним граням
ножей дается скос 2—Зь, зазор между
ножами допускается в пределах 0,4—
0,6 мм.
Для резки мелких деталей приме-
няются п ресс-н ож н и ц ы с длиной
ножей до 600 мм. Пресс-ножницы имеют
станину с открытым зевом и ножи, рас-
положенные вдоль или поперек оси ста-
нины.
Для резки листовой и широкополос-
ной стали применяются гильотинные
ножницы с ножами длиной от 1000 до
3000 л.и, имеющие замкнутую станину
портального типа и вылет зева от 300
до 750 мм. На гильотинных ножницах,
наиболее часто применяемых в произ-
водстве стальных конструкций, можно
резрезать листы толщиной от 6 до 25 мм,
шириной до 3000 мм.
Ножницы для резки угловой стали
выпускаются с одним и двумя режу-
щими устройствами: для профиля до
100 X 100 X 12 мм — малые модели и
до 200 X 200 X 25 мм — большие модели.
Листовые дисковые ножницы выпу-
скаются двух типов: 1) с двумя вращаю-
щимися дисковыми ножами (верхним и
нижним) и 2) с верхним дисковым и ниж-
ним прямолинейным неподвижным но-
жом.
Для механизации подачи металла к
ножницам и поддержки металла во время
резки ножницы оборудуются ролико-
выми столами (рольгангами), столами с
шарами, тележками с роликами, мест-
ными подъемными средствами — кон-
сольными кранами с кошками и дру-
гими устройствами. В целях упрощения
установки металла под ножи ножницы
снабжаются передвигающимися по роль-
гангам упорами, закрепляемыми по
заданному размеру.
Резка зубчатыми дисковыми пилами
осуществляется путем снятия стружки
зубьями пилы. Резка фрикционными пи-
лами происходит путем оплавления
неподвижно закрепленного металла бы-
стро вращающимся диском. Фрикцион-
ные пилы значительно производительнее
зубчатых, но недостатком их является
громкий и неприятный шум при резке
металла. Применяются зубчатые пилы
с диском диаметром от 510 до 1300 мм,
фрикционные — до 1300 мм.
Газопламенная резка. Об-
щие сведения о технологии газопламен-
ной р-»зки см. в гл. Ill. При изготовлении
металлоконструкций газопламенная рез-
ка применяется для:
а) прямолинейной резки листов в про-
дольном и поперечном направлениях;
б) фасонной резки по контуру и вну-
тренней вырезки отверстий в листовом
металле;
в) резки профильного металла — по-
перечной, прямолинейной и фасонной
(вырезка полок и др.).
Исключительно для прямолинейной
резки применяются машины мостового
типа.
Для прямолинейной и фасонной резки
служат передвижные станки пантограф-
ного типа, передвижные радиальные и
полуавтоматические приборы типа ПЛ
с одним или двумя резаками и типа ПС-2
.с тремя резаками.
Направляющие, по которым передви-
гаются газопламенные машины и копи-
ровальные устройства, монтируются на
специальных столах. Число резаков
может быть доведено до 10—12.
Из всех типов машин наибольшее
распространение получили полуавтома-
тические приборы ПЛ тракторного типа
благодаря их малому весу, дешевизне и
легкой приспособляемости для самых
разнообразных работ.
технологический процесс изготовления стальных конструкция 239
При резке с одновременной обработ-
кой кромок под сварку применяются
два резака для односторонней разделки
н три резака для двусторонней разделки
(фиг. 9).
При газопламенной резке с разделкой
кромок черновая операция (собственно
резка) совмещается с чистовой опера-
цией (обработка кромок), что значитель-
но ускоряет и удешевляет эти операции.
Фиг. 9. Газопламенная резка тремя резаками.
Оборудование для газопламенной рез-
ки значительно дешевле гильотинных
ножниц и кромкострогальных станков.
В деталях строительных н резервуар-
ных конструкций, у которых кромки
после резки должны быть простроганы
или фрезерованы, при механической
резке кромок даются следующие при-
пуски;
Толщина листа в мм . . .... <16 >16
Припуск на обработку в мм ..... 2 3
В деталях котельных конструкций:
Толщина листа в мм . . . < 8 9—10 13—20 >20
Припуск на обработку в мм 6 8 10 12
Обработка кромок *. Чистовая обра-
ботка кромок листовых деталей прбиз-
во1ится:
а) при соедниеннн сварным швом
встык листовых деталей толщиной свыше
10-12 мм.
б) для удаления поврежденной зоны
у плоскости разреза после резки на
ножницах или газопламенной резки;
в) для обеспечения плотного примы-
кания, например стенки балок к полкам;
г) для подготовки кромок под че-
канку
Обработка кромок указывается на ра-
бочих чертежах и дается поперечный
разрез профиля обработки.
Наиболее распространенные виды раз-
делок кромок для сварки см. гл. 111.
Криволинейное очертание при чаше-
образной разделке выполняется или фа-
сонными резцами на кромкострогальном
станке, или газопламенным способом
специальными резаками (фиг. 10).
* См. тзкжз га. ш.
Кромкострогальные станки имеют
длину хода резца от 4 до 16 м. чаще
всего применяются станки с длиной хода
6—8 м.
Фиг. 10. Чашеобразная разделка кромок газо-
выми резаками: а — образование желобка;
б — выполнение разделительного реза.
При строжке прямых кромок широко
применяется обработка пакетов листов
широким резцом.
При фасонной строжке обрабаты-
вается только один лист.
Сечение стружки, снимаемой резном
за один проход на разных моделях
станкоп, колеблется от 45 до 70 .м.и!
при стали с пределом прочности при
растяжении до 50 кПмм*. Скорость
резания — от 8 до 16 mJ мин.
Фиг. И. Кромкострогальный станок: /—за-
грузочный стол; 2—стойка станины: 3—про-
дольная траверса станины: * — прижимные
устройства: 5 — каретка с суппортом; «—рез-
цы: 7 — направляющие каретки; 8 —обраба-
тываемые листы; » — платформа каретки.
Строжку производят как при пря-
мом, так и при обратном холе каретки
или двумя резцами, работающими каж-
дый в одну сторону, или одним пере-
кидным резцом. На фиг. 11 показан
240
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
кромкострогальиый станок (попереч-
ный разрез).
Правильность строжки листов для
сварных конструкций проверяют про-
мером до контрольной линии, нанесен-
ной внутри контура листа на расстоя-
нии 30—50 мм от кромки.
Строжку листов для клепаных кон-
струкций производят после образова-
ния отверстий, проверяя шаблоном рас-
стояние до крайнего ряда заклепочных
отверстий.
Прямолинейную обработку кромок
у деталей незначительной длины про-
изводят на торцефрезерных станках
пакетами высотой до 700—1000 мм по
величине фрезерной головки.
В деталях из угловой стали обраба-
тываются кромки:
1) обушка для стыковых уголков;
2) торцов при точной пригонке опор-
ных уголков и ребер жесткости в со-
ставных сечениях.
Размеры строганых или прошедших
чистовую газопламенную обработку де-
талей могут иметь допуск в пределах
±2,0 мм и кривизну кромок до'/ми, дли-
ны обработанной кромки, но не более
2 мм.
Образование отверстий. При обра-
ботке деталей клепаных конструкций
образование отверстий для заклепок
является одной из основных и трудо-
емких операций В сварных конструк-
циях эта операция имеет второстепен-
ное значение
Отверстия пробивают на дыропро-
бивных прессах (более производитель-
ная и более дешевая операция) или
сверлят на станках. Современные
высокопроизводительные приемы рабо-
ты на дыропробивных прессах (пробив-
ка по картонным шаблонам, примене-
ние делительных и копировальных уст-
ройств) сокращают разметочные рабо-
ты и почти полностью исключают на-
метку. Благодаря повышению точно-
сти в расположении отверстий в боль-
шинстве случаев представляется воз-
можность пробивать отверстия сразу
на проектный диаметр, что позволяет
ограничиться только прочисткой от-
верстий при сборке вместо рассверли-
вания. Соотношение между диаметрами
заклепок, болтов, штемпелей или сверл
и матриц приведено в табл. 4
Штемпели и матрицы изготовляются
из инструментальной углеродистой ста-
ли У8А и У9А нлн из легированной
стали 5ХВС и Х12М.
Таблица 4
Соотношение между диаметрами заклепок,
болтов, штемпелей нлн сверл и матриц
Номинальные диаметры Соответствующие 1н а метры в мм
заклепок в мм болто» штемпелей или сверл мирна
ГГ (1 а 3
13 16 19 22 25 28 31 12 16 20 22 24 2? 30 ’'г Й 14,5 17,5 20,5 21,5 23,5 26,5 29,5 32,5 16 19 22 23 25 28 31 34
Производительность операции проби-
вания отверстий в значительной сте-
пени зависит от стойкости инструмен-
та. Нормальная стойкость инструмента
из углеродистой стали при обработке
деталей из стали Ст. 3 составляет для
штемпелей 2000—2500 отверстий, для
матриц 4000—4500 отверстий. Стойкость
инструмента из легированной стали
в 1,5—2 раза выше.
Пробивание отверстий применяется
для деталей, толщина которых не пре-
вышает диаметра отверстия. При увели-
чении толщины обрабатываемого ме-
талла резко снижается стойкость инстру-
мента. поэтому в более золстом металле
отверстия сверлятся.
Пробивание отверстий может произ-
водиться по наметке и без наметки.
Пробивание по наметке — способ ма-
лопроизводительный и наименее точ-
ный Для поддержки обрабатываемого
металла прессы оборудуются ролико-
выми столами. Без наметки осущест-
вляется пробивание мелких деталей из
листов или уголков весом до 20 кГ и
длиной до 1 м по картонным или фанер-
ным шаблонам (фнг. 6 и 12).
Сверление отверстий обходится до-
роже пробивания с последующим рас-
сверливанием. Поэтому сверление при-
меняется главным образом при толщине
стали более 20 мм В стали меньшей
толщины сверление применяется в тех
случаях, когда диаметр отверстия ме-
нее толщины стали, или при сложном
расположения отверстий.
Детали из листовой стали обычно
сверлят на меньший диаметр пакетами
толщиной до 60—80 мм по размечен-
ному шаблону. Рассверливание отвер-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЯ 241
стнй на полный диаметр производится
при сборке.
В серийном производстве при боль-
шой повторяемости деталей применяют
сверление пакетами на полный диа-
метр по шаблонам со втулками, что
обеспечивает точное положение отвер-
стий в деталях и совпадение отверстий
при сборке без рассверливания.
Фиг. 12. Пробивание отверстий по картон-
ному или фанерному шаблону: I — штемпель;
2 — матрица; 3 — обрабатываемый материал:
< — фанерный шаблон.
Фиг. 13. Зек-
кер с ограни-
чителем: 1 —
втулка; 2-сто-
порная гайка;
3 — ограничи-
тель; 4 — »ен-
кер; 3—опрап-
ка; 4 — обой-
ма; 7 — под-
пятник.
Балки, швеллеры и угловуюстальсвер-
лят отдельными деталями по наметке в
индивидуальном производстве и по шаб-
лонам со втулками при
большой повторяемости
однотипных деталей.
Рабочим инструментом
при сверлении служат
спиральные сверла с ко-
ническим хвостовиком по
ГОСТ 888-41 и 2034-53.
Выполнение отверстий
для потайных заклепок
производится зенкера-
ми с ограничителями
(фиг. 13).
Для сверления отвер-
стий применяют стацио-
нарные и передвижные
радиально - сверлильные
станки с вылетом от 1,5
до 2,5 м. Расположе-
ние радиально-свернль-
иых станков для сверле-
ния отверстий в длинных
деталях показано на
фиг. 14.
При обработке длин-
ного и широкого мате-
риала большую экономию в рабочих
площадях, а также повышение произво-
дительности дают передвижные станки
(фиг. 14, а).
Допуски на положение и размеры
пробитых или просверленных отвер-
стий следующие:
16 Тша 5 HU
I) при работе по наметке отклонение
центров отверстий от намеченных цен-
тров ± 1,0 мм, проверка по контроль-
ным кернам;
2) при работе без наметки расстоя-
ния между соседними отверстиями
Фиг. 14. Расположение радиально-сверлиль-
ных станков дли сверления отверстий в длин-
ных деталях: а — одним неподвижным стан-
ком; б — тремя неподвижными станками,
обслуживающими одну линию стеллажей;
а — то же при двух линиях стеллажей; г —
одним передвижным станком; д — при подаче
металла на вагонетках.
±2,0 мм против проектных размеров,
проверка промером,
3) отклонение фактических диаме-
тров отверстий от диаметров инстру-
мента + 0.5 мм со стороны штемпеля
(сверла) и +1.0 мм со стороны матрицы.
Холодная гибка. Процесс холодной
гибки и правки стали вызывает пласти-
ческие деформации при напряжениях,
близких к состоянию текучести метал-
ла. Для малоуглеродистой стали пре-
дел текучести на диаграмме растяжения
соответствует остаточным деформаци-
ям. равным 2—3%. Остаточные дефор-
мации прн холодной гибке не должны
выходить за пределы площадки теку-
чести.'
Принимая наибольшее удлинение я =
= 0,02, получим наименьший допусти-
мый радиус гибки стали в холодном со-
стоянии (табл. 5).
При холодной гибке допускаются сле-
дующие наибольшие стрелы прогиба /
при хорде /:
1) для листов и симметричных про-
филей высотой Л
МЛ;
242
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
Таблица S
Иеяменьшяй доауетямый радиус гибки
стали в холодном состоянии
Профиль стали Наименьший радиус гибки и мм Примечание
Листовая, по- лосовая Двутавры Шваллеры Угловая 259 25Л 25» 25А 45» 45а Гибка в пло- скости стенки Гибка на ре- бро полок Гибка в плоско- сти стенки Гибка на ре- бро полок В среднем для всех разме- ром
Обозначения (в мм}-. i— толщина металла; Л — высота двутавра иля швеллера; Ь—ширима полки двутавра или швеллера; а — ширима полки уголка.
2) для швеллеров, уголков и других
несимметричных профилей с высотой
полки Ь
, ‘2
f ” збоь мм'
При меньших радиусах кривизны
или бдльших стрелах прогиба гибка
должна производиться в горячем состо-
янии.
Основные виды холодногибочных ра-
бот, применяемых в производстве ре-
Фиг. 15. Схема гибка листов на листогибочных
вальцах: а — с тремя валками: б — с четырьмя
аалками; « — гибка сферических поверхностей.
зервуарных конструкций (вальцовка обе-
чаек на цилиндр и усеченный конус по
замкнутой или открытой кривой), вы-
полняются на трех- и четырехвалко-
вых листогибочных вальцах. Схема гиб-
ки листов на листогибочных вальцах
приведена на фиг. 15.
В трехвалковых вальцах два нижних
валка вращаются в одном направлении,
верхний валок вращается благодаря
трению между ним и изгибаемым ли-
стом. Изгиб листа достигается нажи-
мом верхнего передвижного валка на
лист. В четырсхвалковых вальцах лист
зажимается между двумя средними вал-
ками, вращающимися в разные стороны,
и, перемещаясь в сторону вращения
валков, изгибается под нажимом снизу
одного нз боковых валков. Изгиб на
заданный диаметр осуществляют в не-
сколько проходов, изменяя направле-
ние движения валков путем переклю-
чения фаз у двигателя. Минимальный
диаметр вальцованного листа на 10—
15% больше диаметра верхнего валка.
Конны листов не могут быть изогнуты
на трехвалковых вальцах на длину, рав-
ную примерно половине расстояния
между нижними валками. Поэтому перед
вальцовкой концы листов подгибаются
на гидравлических прессах или вручную.
При толщине листов до 15—16 мм
концевые участки листов гнут на валь-
цах на подкладном шаблоне из более
толстого листа, изогнутого по заданной
кривой.
Четырехвалковые вальцы не имеют
этого недостатка: подводка кромок на
них осуществляется одновременно с
гибкой всего листа.
На трехвалковых вальцах возможно
производить гибку листов толщиной
8—12 мм по сфере небольшой кривиз-
ны диаметром 8 м и более (куполы воз-
духонагревателей, газгольдеров и др.).
Для этого надо верхнему валку дать
выпуклое, а нижним валкам —
вогнутое очертание по заданной
кривизне сферы, что достигается
надеванием на валки набора отрез-
ков прокатных труб соседних раз-
меров (фнг. 15, в).
Гибка угловой, двутавровой н
швеллерной стали производится
чаще всего на правйльно гибоч-
ных прессах (см. фнг. 3) и реже
на соргогнбочных вальиах со смен-
ными рабочими валками.
Правильность гибки проверяется
стальным или деревянным шаб-
лоном.
Между шаблоном длиной до 2 м и
изогнутой поверхностью допускается
просвет не более 2 мм Qliooo)-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ 243
Фиг. 16. Виды горячей гибки деталей плоских
конструкций: а •— гибка листа по кривой;
б — изгиб листа под углом; а — изгиб уголка
под углом полкой внутрь;»— изгиб уголка по
кривой полкой наружу; д — изгиб швеллера
в плоскости стенки; в — высадка уголков;
ж — смалковка и размалковка уголков
Горячая гибка. Основные виды горя-
чей гибки, наиболее распространенные
при изготовлении плоских листовых
конструкций, изображены на фиг. 16,
а при изготовлении резервуарных и
котельных конструкций (штамповка
днищ, обсадка днищ, отбортовка и от-
фланиовка обечаек) — на фиг. 17.
У листов толщиной до 10 мм при не-
большом угле загиба бортов отбортовка
может производиться в холодном со-
стоянии.
Детали, проходящие горячую гибку,
нагревают в печах или горнах до тем-
пературы 1000—1100° С, обеспечиваю-
щей в конце гибки температуру не
ниже 700° С.
Горячая гибка деталей плоских кон-
струкций осуществляется вручную по
шаблонам, прикрепленным к гибочным
плитам (фиг. 18)
Фиг. 17. Виды горячей гибки листовых дета-
лей котельных и резервуарных конструкций :
а — штамповка днищ: 7 — станина; 1—ко-
лонны; 3 — неподвижная плита: 4 — верхний
штамп; 3 — гидравлические цилиндры; 6 —
головка плунжера; 7 — нижний штамп; в —
подвижная плита; У — подставки под кольцо;
10 — штамповочное кольцо; II — захват для
снятия днища после штамповки; б — отбор-
товка конической обечайки на фланиеотбор-
товочном станке; а — отфланцовка цилиндри-
ческой обечайки: I — планшайба; 2 — ку-
лачки; 3 — упорный ролик; 4 — нажимной
ролик; I — обечайка.
16*
Фнг. 18. Шаблон для горячей гибки уголков:
а — вид сверху; б — шаблон для гибки пол-
кой внутрь; в — шаблон для гибки полкой
наружу.
Высадка, смалковка н размалковка
уголков пронзводягся в специальных
открытых штампах под пневматическим
молотом. Штамповка дниш производится
на штамповочных гидравлических прес-
сах, отбортовка и отфланцовка —
на фланцовочно-бортовочных станках
(фнг. 17).
Сборочные операции
В зависимости от формы, размеров,
повторяемости элементов и характера
производства сборочные операции могут
происходить или в один прием, или
раздельно: сначала сборка узловая, а
затем сборка из готовых узлов всего
изделия.
Сборка плоских стальных конструкций.
Сборка плоских сварных конструкций
может осуществляться по разметке;
по контрольным отверстиям; при помощи
шаблонов, упоров, кондукторов и других
специальных сборочных приспособлений,
облегчающих и упрощающих сборку.
244
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
Сборка по разметке применяется при
производстве единичных изделий, а
также и случаях, когда первый экзем-
пляр изделия, собранный по разметке,
служит затем шаблоном для изготовле-
ния остальных однотипных конструк-
ций.
Расстановка на стеллажах упоров-фик-
саторов, а также сборка копирвого эк-
земпляра производятся по разметке.
Сборка пространственных решетчатых
конструкций (мачт, решетчатых колонн,
стрел кранов и др.) осуществляется или
раздельно, путем членения конструкций
Фиг. 19. Приспособления для сборки сварных конструкций: о и б — струбцины;
а — климеры; f — и — прижимные устройства; к — рамки; л и м — стяжные
приспособления; н — распорки.
По контрольным отверстиям произво-
дится сборка таких конструкций, в ко-
торых имеющиеся отверстия возможно
использовать как установочные при
сборке и стягивании деталей.
Для сборки конструкций применяются
стяжные, прижимные и распорные сбо
рочные приспособления (фиг. 19).
В серийном производстве решетча-
тых конструкций применяются упро-
щенные кондукторы, базой для которых
служат сборочные стеллажи. К упро-
щенным кондукторам относятся упоры-
фиксаторы, определяющие общее очерта-
ние конструкции и взаимное положение
ее элементов (фиг. 20), и копнрные при-
способления, при которых детали соби-
раемой конструкции совмещаются с та-
кими же деталями готовой конструкции,
служащей сборочным копиром (фнг. 21).
на плоские элементы с последующей
сборкой в пространственную систему,
или за один прием всей конструкции
Фнг. 20. Сборка при помощи упоров-коро-
тышей: / — стеллажи; 2 — упоры фиксаторы;
3 — кондуктор для сборки опорных узлов.
с применением объемных сборочных
кондукторов.
Плоские сплошные листовые конструк-
ции двутаврового, коробчатого, корыт-
ного или крестового сечения, состоящие
технологический процесс изготовления СТАЛЬНЫХ КОНСТРУКЦИЯ 245
нз листовых и полосовых деталей,
собираются в серийном производстве
ним порталом (фиг. 24). Кондукторы
универсального типа допускают сборку
изделий по ширине сечения от 300 до
1800 мм. по высоте семенич от 200 до
700 мм. по длине до 15 000 мм.
Фиг. 21. Сборка решетчатых конструкций по
копиру: а и б — сборка шаблона; а и в —
сборка конструкций по шаблону; д — пере-
кантовка собранной конструкции; е — окон-
чание сборки конструкции и начало сборки
следующей конструкции.
Фиг. 22. Сборочный кондуктор с винтовыми
прижимами.
,/НЬ------------------------гВ
Фиг. 23. Сборочный кондуктор с пневн*.
тическими прижимами.
в кондукторах с винтовыми (фиг. 22)
или пневматическими (фиг. 23) прижи-
мами, а также в установках с перелвиж
Фнг. 24. Сборочная установка с подвижным
порталом: / — база установки; 2 — передвиж-
ной портал; Л — пневматические цилиндры
горизонтальные; 4 — пневматические ци-
линдры вертикальные; 4 — установочные
винты, регулирующие поперечные размеры;
« — опоры для стенки собираемой конструк-
ции; 7 — конструкция для передвижения
цилиндров J и 4 в поперечном направлении;
в — мотор с редуктором; 9 — пульт управ-
ления; 10 — захватные приспособления.
В единичном производстве сплошные
сечения собираются при помощи рамоч-
ных и других сборочных приспособле-
ний — направляющих упоров из корот-
ких угол кон или выдавок.
Отклонения во взаимном положении
деталей сварных конструкций (как пло-
ских, так и объемных) допускаются в
пределах, указанных в табл. 6.
Сборка клепаных конструкций со-
стоит н совмещении отверстий в смежных
деталях и скреплении их между собой
сборочными болтами, оправ-
ками и пробками. В зависимо-
сти от сложности конструкций
производится сборка или всего
сечения в целом, или путем
членения на отдельные элемен
ты. Порядок сборки выбирает-
ся исходя из условий выполне-
ния последующих операций: прочистки
или рассверливания отверстий и клепки.
В целях равномерного уменьшения
влияния ошибок в расположении отвер-
стий в деталях при нх совмещении
закрепление болтами деталей присборке
начинается с середины влемента. Сбо-
рочные болты ставятся в 25—30% от-
верстий. Для предотвращения сдвигов
в часть отверстий забиваются оправки
(20—25% числа сборочных болтов).
Совпадение заклепочных отверстий
проверяется калибром, диаметр которого
на 1,5 мм меньше диаметра штемпели
246
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИИ
Таблица 6
Допуски иа соединения деталек сварных
конструкций прн сборке
Тип соединения Наименование | " р : Допу- скаемые откло- нения при свар- ке в мм
• ручной автомати- ческой
Встык 444' u и Зазор между стыкуемыми листами г Превышение кромки одного листа нал кромкой другого « не более + 2 и -1 2 ±0.5 1
Внахлестку Величина на- хлестки 1 Зазор между листами а ис более ±5 2 ±5 0,8
£ 8 1кЮ а СТ И| И ** Зазор между кромкой од- ною листа и поверх- ностью дру- гого b +2 -1 0,8
или сверла. Калибр должен проходить
в 75% отверстий каждой самостоятель-
ной группы (до прочистки или рассвер-
ливания). Плотность пригонки соприка-
сающихся плоскостей деталей прове-
ряется щупом толщиной 0,3 мм
Сборка резервуарных и котельных
конструкций. Сборка резервуарных кон-
струкций — трубопроводов, габаритных
резервуаров и
др., а также ко-
тельных бара-
банов, газголь-
деров постоян-
ного объема, ре-
«Я О Л...Ц.Л <3 л JL 2.
Фнг. 2S. Стенд для сбор-
ки обечаек в вертикаль-
ном положении.
сиверов и др.—
обычно распа-
дается на две
или три опера-
ции: 1) сборка
из вальцован-
ных листов обе-
чаек; 2) сборка
днищ и 3)общая
сборка.
Сборка обе-
чаек произво-
дится на сбо-
рочных стендах
в вертикальном положении (фиг 25).
Для придания обечайке жесткости ее
распирают домкратами или распорками
(см. фиг. 19, н). Совмещение кромок
достигается или применением короты-
шей (см. фиг. 19, м) и прижимов (см.
Таблица 1
Допуска на сборку под сапрку котельных конструкций
Эскиз Наименование размера Допускаемые отклонения в мм
'4? Смешение кромок продольных ш ов Ах: 1) при толщине обечайки х > 30 мм . 2) то же а < 3) мм Зазор между кромками шпа е: 1) прн сварке без зазора 2) то же с зазором <о,и <3 <0,8 +1.0
Разность диаметров и ексиектричиость стыкуемых обечаек и лииш Да: 1) при толщине более тонкой стенки л > 30 мм 2) то же t <30 мм 0,1а <3
Параллельное смешение AI продольных швов обе- чайки диаметром О относительно осн лаэовых от- верстий в днище ... ±0,5% длины окружности
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИИ 247
фиг. 19, и) или стяжных прокладок и
накладок (фиг. 26).
Пригонка днищ и фланцев к крайней
обечайке осуществляется в вертикальном
положении по схеме на фиг. 27.
Л..Г5Ш
Фиг.
500
26. Стяжные прокладки <al
и накладки (0).
тания (кожухи доменных печей, деком
позеры, шламыбассейны и др.), выпу-
скаемых отдельными элементами, на
заводе-изготовителе производится кон-
трольная сборка с местной подгонкой
при помощи планок или накладок, наде-
ваемых на шайбы, приваренные к листам
изделия (см. фнг. 26).
По достижении проектного положения
собираемого изделия как по основным
размерам,так и в стыковых соединениях
производится постановка фиксаторов,
закрепляющих достигнутое положение
стыковых соединений.
Фиксаторы состоят из спаренных угол-
ков 150 X 150 или 200 X 200 мм.
соединенных двумя болтами и, двумя
пробками (фиг. 28).
Фнг. 28. Фиксаторы для сборки негабарит-
ных листовых конструкций.
Общая сборка изделия цилиндриче-
ской формы производится в горизон-
тальном положении на роликовых стен-
дах.
Фиг. 27. Сборка цилиндрической обечайки
с днищем <а). с конической обечайкой (б)
и фланцем (а): 1 — цилиндрические обечайки;
2 — днище; 3 — направляющие планки; 5 —
коническая обечайка; 3 — фланец; 6 — упор-
ные планки.
Допуски на сборку пол сварку котель-
ных конструкций разрешаются в преде-
лах. указанных в табл. 7.
В случае необходимости пригонку
осуществляют в горячем состоянии с
местным нагревом газовой горелкой
до 1000’ С, заканчивая работу при тем
пературе не ниже 700° С.
Для обеспечения скоростного возве-
дения на месте установки негабаритных
листовых конструкций сложного очер-
Фиксаторы приваривают в собран-
ном виде на границе соединения листо-
вых деталей. При разборке (для отгрузки
собранного изделия) на элементы фи-
ксаторы разъединяют и отдельные при-
варенные уголки отправляют вместе
с деталями на место установки.
Монтаж негабаритных конструкций
на месте установки сводится к наведе-
нию отверстий фиксаторов и соединению
их болтами и пробками. Фиксаторы
ставят по три на длинную сторону
листа и по два на короткую.
Корпусы вертикальных резервуаров
емкостью 1000—5000 м3 (диаметром до
22,0 м, высотой до 12,0 ж) изготовляют
в виде полотнищ длиной, равной разверт-
ке окружности (до 72,0 ж), и шириной,
равной высоте резервуара.
Для отправки на железнодорожных
платформах полотнище свертывают в ру-
лон диаметром около 2,8 м.
Сборка и сварка полотнищ произво-
дят на специальном стенде (фиг. 29).
На нижнем ярусе отдельные листы соби-
рают в полотнище и сваривают
односторонним швом. Полотнище по-
степенно передвигается и, разверты-
ваясь через направляющие кружала»
переходит на второй ярус, где выпол-
24В
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
няется сварка с обратной стороны и
производится прочерка качества швов.
Законченное изготовлением полотнище
свертывают в рулон. По мере передви-
жения полотнища к нему прикрепляют
-J0S00-
Фиг. 29. Стенд для изготовления и свертывания полотнищ корпу-
сов резервуаров емкостью 1,0—5.0 м’: 1 н 2 — участки сборки по-
лотнищ нз листов: 3 и 4 — участки сварки листов с одной стороны:
6 — направляющие кружала: 6 — участок сварки листов с проти-
воположной стороны: 7 — участок контроля и испытания швов;
3 — свертывающее устройство; 9 — тельферы для подачи листов.
следующее полотнище, чем осущест-
вляется непрерывное производство. Ли-
сты толщиной 6 мм и выше соединяют
встык, более тонкие — внахлестку,
сварка производится автоматически.
На месте постройки резервуара рулон
корпуса устанавливают в вертикальное
положение и при помощи трактора раз-
вертывают по заранее собранному и
сваренному днищу, приводят в проектное
положение, производят приварку кор-
пуса к днищу и заваривают замыкающий
Шов.
Горизонтальные резервуары емкостью
25-/5 м* (диаметром 2,8—3.2 м, длиной
4—9 .и) изготовляют аналогичным обра-
зом на двухъярусных стендах (фиг. 30)
Фиг. 30. Стенд для изготовления резервуаров
емкостью 25—75 ж’: I — участок сборки:
2 — участок сварки е одной стороны: J —
направляющие кружала; 4 — участок сварки
с противоположной стороны; 5 — участок
контроля н испытания швов; t — тельфер,
подающий листы на сборку; 7 — устройство
для навертывания полотнищ иа кольца жест-
кости.
путем навертывания полотнища на коль-
ца жесткости.
После изготовления корпуса к нему
присоединяют и приваривают днища,
горловину люка и арматуру.
Ручная дуговая электросварка кон-
струкций. Сварка металлоконструкций
производится преимущественно перемен-
ним током. Постоянный ток применяется
при сварке конструкций из тонкого ли-
стового металла, нз мелких тонких про-
филей или в тех случаях, когда приме-
няются электроды, предназначенные для
сварки на постоянном
токе. Подробные све-
дения об источниках
сварочного тока см.
в гл. III.
Сварка металлокон-
струкций нз малоугле-
родистой стали (Ст. 0,
Ст. 2, Ст. 3) произво-
дится электродами ма-
рок Э34, Э42 и Э42А
по ГОСТ 2523-51.
Сварка изделий нз
легированной стали
производится элек-
тродами марок Э42А, Э50 и др. (см.
гл. III).
Значительное увеличение производи-
тельности при весьма высоком качестве
шва дает скоростная сварка с глубоким
проваром, осуществляемая при опирании
обмазки электрода на свариваемый
металл. Благодаря глубокому про-
вару представляется возможным умень-
шить на 1—2 мм высоту шва против
швов, наложенных обычным способом.
Сварка должна осуществляться по
заранее разработанному технологиче-
скому процессу, в котором предусма-
триваются: 1) порядок наложения швов;
2) тип и размеры электродов; 3) коли-
чество слоев шва; 4) сила сварочного
тока; 5) необходимые приспособле-
ния.
Для устранения или уменьшения
усадочных напряжений и деформаций
применяются: а) наложение поперечных
швов раньше продольных; б) наложение
длинных швов обратноступенчатым спо-
собом; в) одновременное выполнение
швов, симметричных поперечному сече-
нию; г) выполнение многослойных швов
при сварке больших толщин методом
горки или секциями (фиг. 31);д) сколь-
зящая сборка (без закрепления прихва-
тами) толстостенных сосудов, допуска-
ющих свободные сдвиги деталей при
сварке; е) жесткие рамки, распорки и
иные закрепления, препятствующие ко-
роблению и изгибу свариваемых дета-
лей; ж) ведение сварки на повышен-
ных силах тока толстыми электродами
для ускорения процесса; з) предвари-
тельные деформации в сторону, обрат-
ную ожидаемым усадочным деформа-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ 249
цням; и) разделка кромок, требующая
наименьшего количества присадочного
металла.
В LZ3 ZZZZZ ZZZZZ/ I
Zzzzz zzzzz/zzzzzzz ез a cza
Шснум Ittw Пнчш>
•J
Фиг. 31. Выполнение многословных швов: а —
секциями; б — методом горки.
Автоматическая дуговая электро-
сварка конструкции *. Автоматическая
сварка под слоем флюса является основ-
ным способом сварки швов большой
протяженности как прямолинейных в
плоских конструкциях, так и круговых
в резервуарных и котельных конструк-
циях.
Сварка производится сварочными го-
ловками — подвесными, самоходными и
сварочными тракторами.
Сварочные тракторы, разработанные
Институтом электросварки АН УССР,
ЦНИИТМАШ и заводом «Электрик»,
применяются при сварке плоских, резер-
вуарных и котельных конструкций для
наложения прямолинейных и круговых
швов (фиг. 32).
Короткие швы свариваются шланго-
выми полуавтоматами.
Для уплотнения швов в резервуар-
ных и котельных конструкциях при-
меняются остающиеся стальные и съем-
ные медные подкладки, флюсовые по-
душки (фиг. 33) неподвижные и подвиж-
ные, а также ручная подварка корня
шва.
Для получения качественного шва
свариваемые кромки должны быть очи-
щены от посторонних примесей и
ржавчины. Ржавчина и загрязнения
могут удаляться механическим пу-
тем — ручными и пневматическими
щетками, пескоструйными аппаратами
и выжиганием — газопламенными го-
релками.
Сварка стыковых швов как в плоских,
так и в резервуарных и котельных кон-
струкциях производится в нижнем поло-
жении. При сварке угловых швов в ло-
• См. также гл. III.
дочку изделие укладывается на наклон-
ные козлы или на кантователи (фиг. 34).
При сварке угловых швов наклон-
ным электродом изделия находятся в
горизонтальном положении.
Цилиндрические и конические кон-
струкции сваривают на роликовых стен-
дах. При сварке поперечных швов сва-
рочными тракторами изделие вращается
в направлении, противоположном дви-
жению трактора, чтобы шов наклады-
вался около самой верхней или самой
Фнг. 32. Автоматическая снарка сварочным
трактором поперечных круговых швов в со-
судах.
нижней точки конструкции. При нало-
жении продольных швов изделие обычно
лежит неподвижно и швы находятся
вблизи продольной осевой плоскости.
Подготовка заклепочных отверстий
под клепку- В зависимости от способа
первоначального образования отверстий
в деталях — на полный нлн меньший
диаметр против проектного — приме-
няют два способа подготовки отвер-
стий в собранных конструкциях под
клеп ку:
1) прочистка отверстий, пробитых
нлн просверленных на полный диа-
метр, разверткой того же диаметра;
2) рассверливание на полный диаметр
отверстий, пробитых или просверлен-
ных на меньший диаметр.
В строительных и аналогичных им
металлоконструкциях в прочищенных
2.50
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЯ
или рассверленных отверстиях допу-
каются: а) отклонения по диаметру до
1.5 мм; б) то же на овальность от
0,8 до 1,5 мм при диаметрах отверстий
от 16 до 34 мм, в) чернота: до 0,5 мм —
во всех отверстиях, свыше0,5 до 1,0л и-
не более чем в 50% числа отверстий
группы, свыше 1,0 до 1,5 мм — не
более как в 10% отверстий группы;
г) косина (уклон оси) отверстия до 3%
толщины пакета, но не более 2.0 мм при
клепке скобами и не более 3 0 мм прн
клепке пневматическими молотками.
Отдельные прочищенные или рас-
сверленные отверстия с отклонениями
по диаметру, черноте и косине больше
допускаемых могут быть рассверлены
на больший диаметр лишь по согласова-
нию с конструкторским отделом за-
вода.
F
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ 251
Наиболее производительно рассверли-
вание отверстий передвижными ра-
диально-сверлильными станками с вы-
летом от 2500 до 4300 мм. В недоступ-
ных для работы станком местах рас-
сверливание и прочистка выполняются
переносными сверлильными машина-
ми: прямыми—в открытых местах и
угловыми — в стесненных.
Рассверливание отверстий должно про-
изводиться на выверенных горизонталь-
ных стеллажах, не допускающих пере-
коса или изгиба лежащих на них кон-
струкций. К рассверливанию разрешает-
ся приступать после приемки собран-
ной конструкции ОТК. постановки пол-
ного количества болтов и оправок и
плотного затягивания гаек. Одновремен-
но с рассверливанием производят замену
болтов, поставленных при сборке, на
полномерные болты и пробки, которые
ставятся в рассверленные отверстия.
Клепка стальных конструкций. В про-
изводстве стальных конструкций приме-
няют горячую клепку заклепками, на-
гретыми до температуры светлокрас-
ного каления (1050—1150е С) при руч-
ной клепке и до вишневого каления
(650—670° С) при машинной клепке. Хо-
лодная клепка имеет ограниченное при-
менение для заклепок диаметром до
13 мм.
Для склепывания пакетов толщиной
до 5 диаметров заклепочного стержня
применяют заклепки с полукруглой
головкой по ГОСТ 1191-41, с потай-
ной и полупотайной головками по ГОСТ
1195-41 и 1192-41. Клепку пакетов
большей толщины выполняют заклеп-
ками с повышенной головкой и кони-
ческим стержнем, благодаря чему до-
стигается более плотное заполнение
отверстий заклепками.
Длина недоставленной заклепки с
полукруглой головкой L =* 1,18 (d + s),
где d — диаметр заклепки, а з—тол-
щина склепываемого пакета.
При заводском изготовлении клепа-
ных стальных конструкций применяют
машинную клепку пневматическими и
электрическими скобами и ручную клеп-
ку пневматическими молотками. Клеп-
ка пневматическими молотками в 2—3
раза менее производительна, чем клеп-
ка скобами. Применяется она для по-
становки заклепок в местах, недоступ-
ных для работы скобой. Количество
таких заклепок при конструировании
необходимо всемерно сокращать. Пневма-
тическими молотками ставят заклепки
диаметром до 26 мм. Постановка закле-
пок большего диаметра требует от кле-
пальщика значительных усилий.
Отделочные операции
Фрезерование торцов. При передаче
осевых сжимающих сил через торцы
стыковые соединения рассчитывают иа
15% наибольшей сжимающей силы и
проверяют на изгибающий момент в
сечении (строительные нормы и правила
11-Б. 4, §7). благодаря чему облегчается
и упрощается конструкция стыков.
В конструкциях, работающих на зна-
чительную нагрузку (колонны домен-
ных и мартеновских цехов или высот-
ных зданий, элементы гидротехниче-
ских и специальных конструкций), для
обеспечения передачи сжимающих сил
через торцы производят на торце-
фрезерных станках чистовую обработку
торцевых поверхностей законченных
конструкций.
Необходимость фрезерования торцов
устанавливается при конструировании.
Наиболее распространены торцефре-
зерные станки с фрезерной головкой
^планшайбой) диаметром от 800 до
1700 мм, по окружности которой уста-
новлен ряд резцов. Каретка с планшай-
бой имеет горизонтальное перемеще
ние от 2000 до 5400 мм.
Более чистую поверхность и лучшую
точность дают торцефрезерные станки
с торцевой фрезой диаметром 150—
250 мм, имеющей координатное дви-
жение по высоте до 1800 мм и горизон-
тальное до 3400 мм.
Обработка торцевой поверхности дол-
жна производиться с одной установки.
Станки оборудуются тяжелыми точно
выверенными загрузочными столами, на
которые укладывается обрабатываемая
конструкция.
Допускаемые отклонения на обра-
ботку торцевых поверхностей:
Длина йлемента при двух фрезеро-
ванных горцах (против проекта) ±2 мм
Зазор между фрезерованной плоско-
стью и наложенной на нее в лю-
бом направлении стальной ли-
нейкой ..................<0,3 мм
Уклон фрезерованной плоскости
к оси влемеита (против проекта) < '|ц<*
Для обработки круговых кромок обе-
чаек и днищ барабанов котлов применяют
специальные токарно-лобовые и токарно-
карусельные станки (для обечаек диа-
метром 700—2500 мм и толщиной до
70 мм).
252
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
Образование монтажных отверстий.
Отверстия для монтажных соедине-
ний в конструкциях могут выполняться
двумя способами:
1) индивидуальной пригонкой мон-
тажных узлов при общей сборке путем
Первый способ применяется при из-
готовлении единичных тяжелых кон-
струкций, имеющих разнотипные мон-
тажные соединения.
Способ сверления в кондукторах уста-
навливается прн конструировании. Для
Фиг. 35. Шаблоны со втулками для сверления монтажных отверстий в стыках:
о — направляющая втулка; б — шаблон стыковой планки; в — шаблон узловой
фасонки; е — шаблон стыкового уголка; д — увяаочный шаблон для пояса двута-
врового сечения; « — упорный шаблон по торцу элемента.
рассверливания до проектного диаме-
тра отверстий, заранее пробитых или
просверленных в деталях на меньший
диаметр;
рационального осуществления этого ме-
тода необходимо в конструкции пре-
дусмотреть: а) максимальную повторяе-
мость однотипных элементов; б) воз-
Фиг. 36. Разметка влемантоа для установки шаблонов со втулками: а — разметка элемен-
тов. уложенных иа клетках; б — разметка элементов на разметочных плитах: I — клетки
иэ брусьев; 3 — клиновые домкраты; 3 —механический рейсмус; < — стальной раз-
меточный угольник; i — разметочные плиты: 6 — прокладки (кружками показаны завод
ские заклепки, залитыми кружками — монтажные отверстия).
2) сверлением монтажных отверстий
в отдельных элементах конструкций в
кондукторах через шаблоны со втул-
ками без производства общей сборки; прн
этом все одинаковые элементы конструк-
ций получаются взаимозаменяемыми.
можно меньшее количество вариантов
расположения монтажных отверстий;
в) применение постоянных продольных
и поперечных расстояний между цен-
трами отверстий с целью использова-
ния одного шаблона для разных сое-
F
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ 253
динений; г) совмещенные универсаль-
ные стыковые соединения.
Шаблоны изготовляются из листов
толщиной 10 мм с запрессованными в
них калеными или цементованными
втулками высотой 15 мм, служащими
для направления сверла и для предот-
вращения разработки отверстий в ли-
стах (фиг. 35).
Установка шаблонов на элементы для
сверления отверстий выполняется сле-
дующими двумя способами:
1) наложением плоских шаблонов на
элементы конструкций по разметке пу-
тем совмещения осей, размеченных на
элементе, с осями, нанесенными на
шаблоне (фиг. 36);
2) применением объемных кондукто-
ров с установленными и закреплен-
ными в них шаблонами.
Сверление монтажных отверстий про-
изводится радиально-сверлильными
станками и переносными сверлильными
машинами.
Совпадение монтажных отверстий
проверяют путем контрольной сборки
на заводе каждой десятой однотипной
конструкций; при этом калибр, имею-
щий диаметр на 1 им меньше номиналь-
ного диаметра, должен пройти не ме-
нее 85% каждой группы отверстий
монтажного соединения.
Термообработка поело сварки. По пра-
вилам Котлонадзора термообработка
для снятия внутренних напряжений
после сварки применяется при изго-
товлении барабанов паровых котлов
из углеродистой стали при толщине
стенки свыше 25 мм и из легирован-
ной стали при толщине стенки свыше
10 мм.
Для плоских конструкций термообра-
ботка после сварки применяется лишь
по специальным ТУ для особо ответ-
ственных конструкций из металла
значительной толщины, работающих
под резко динамической нагрузкой
и имеющих знакопеременные напряже-
ния.
Термообработка производится в спе-
циальных печах с выдвижным полом.
Размеры печей задаются по наибольшему
обрабатываемому изделию.
Режим термообработки малоуглеро-
дистой стали: 1) медленный нагрев до
температуры 600—650° С; 2) еыцержка
при этой температуре в течение 0,4 часа
на I см толщины металла, 3) охлаждение
в печи до 300—400’С; 4) последующее
охлаждение на воздухе
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ
КОНСТРУКЦИЙ
Промежуточный контроль. При изго-
товлении стальных конструкций при-
нят следующий порядок промежуточ-
ного контроля в процессе производства.
1. Контроль материалов (прокатной
стали, заклепок, электродов, свароч-
ной проволоки, флюсов и отдельных
компонентов обмазок), осуществляемый
внешним осмотром и путем механиче-
ских испытаний, химического анализа,
пробы на свариваемость.
2. Пооперационный контроль вагото-
вительных и обработочных операций.
состоящий в проверке соответствия об-
работанных детален чертежам и тех-
ническим условиям. Производится в цехе
перед выдачей на сборку.
3. Контроль собранной сварной кон-
струкции перед сваркой, заключающий-
ся в проверке правильности основных
размеров конструкции и взаимного по-
ложения деталей.
4. Контроль сварочных работ в про-
цессе их выполнения, осуществляемый
путем проверки режима сварки, после-
довательности наложения швов, выпол-
ненных швов послойно до окончания
сваркн, соответствия применяемых элек-
тридов. проволоки и флюса и их ка-
чества. состояния сварочной аппаратуры
и квалификации сварщиков.
5. Контроль собранной клепаной кон-
струкции перед рассверливанием нлн
перед прочисткой отверстий, произво-
димый путем проверки правильности
основных размеров конструкции, плот-
ности пригонки деталей и точности сов-
падения отверстий.
6. Контроль собранной конструкции
с рассверленными или прочищенными
отверстиями перед клепкой, заключаю-
щийся в проверке качества отверстий,
плотности пригонки деталей и очистки
от заусенцев, стружки, грязи, ржав-
чины.
Приемо-сдаточный контроль готовых
изделий. Сварные конструкции. После
окончания сварки производится общий
контроль сварных изделий, предусма-
тривающий осмотр швов, испытание их
на плотность, гидравлическое испыта-
ние, проверку рентгеновскими лу-
чами нлн радиолучами, выборочное
засверливание и механические испыта-
ния образцов.
254
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАЛЬНЫХ КОНСТРУКЦИЙ
Дефекты сварных швов подразделя-
ются на наружные и внутренние.
Наружными дефектами шва явля-
ются: а) незаплявленные кратеры, не-
чистая и неровная поверхность шва;
б) подрезы основного металла у границ
шва; в) пористость наружного слоя шва,
наружные трещины в шве и около
шва; г) неравномерность ширины и
высоты шва; д) несоответствие раз-
меров шва требуемым размерам по
проекту.
Допускаются следующие отклонения
в размерах сварных швов против про-
ектных размеров
Сечение стыковых швов: а) по высоте
усиления и подварки ± 1 жж и б) по
ширине усиления и подварки ±2 жж.
Высота валиковых швов при соеди-
нении внахлестку и втавр ±1 мм.
Глубина провара должна быть не
менее 1,5 мм.
Подрези основного металла при тол-
щине до 10 мм — не более 0,5 жж и
при толщине 10 жж и более — до 1,0 мм.
Обмер швов производится шаблоном.
Высверливание швов выполняется свер-
лом диаметром на 2—3 мм более ши-
рины шва с последующим травле-
нием.
К внутренним дефектам шва в основ-
ном относятся: а) неудовлетворитель-
ный провар; б) внутренняя пористость
и трещины в наплавленном металле;
в) включения шлака и других примесей;
г) несплавление многослойного шва.
Обнаруженные дефектные места швов
вырубаются и завариваются вновь. Свар-
щики обязаны поставить на конструк-
циях присвоенные им клейма, опись
которых завод выдает заказчику.
Клепаные конструкции. Общий кон-
троль клепаных конструкций состоит
в осмотре и проверке качества закле-
почных соединений.
Основные требования: I) заклепки
должны быть плотно посажены и не дол-
жны дрожатьпри остукивании молотком;
2) головки заклепок должны быть пол-
номерными, без зарубок и вмятин, плотно
прижатыми по окружности и располо-
женными центрально по отношению к
оси стержня.
Не допускаются и подлежат замене
заклепки слабо натянутые и дрожа-
щие, с неплотно прижатыми и под-
чеканенными головками, а также пере-
жженные. Удаление дефектных заклепок
производится без повреждения основ-
ного металла
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Горфникель М. С.. Котлострое-
ние. ч. 1 — III, Энергонздат, 1933.
2. Глиэмаиенко Д. Л., Сварка и
резка металлов. Трудрезервиздат. 1951.
3. Добрынин И. Ф., Дуговая сварка.
Машгиз. 1953.
4. Жданов В. А. и Цегель
с к и А В. Л.. Технология дуговой влектро
сварки. Машгиз, 1948.
5. И ск оз В. Б.. Сварка шланговыми
автоматами и полуавтоматами. Суди ром г из,
1952.
б. Н и к о л а е о Г. А.. Сварные конструк-
ции. Машгиз. 1951.
7. Окерблом НО., Сварочные дефор-
мации и напряжения. Машгиз. 1948.
8. Погоди и- Алексеев Г. И.. Га-
поненко М Н., Контроль сварочных
работ. Машгнз, I960.
9. Сборник руководящих материалов по
проектвроаВнию, изготовлению и монтажу
стальных конструкций промышленных соору-
жений и гражданских зданий. Стройиздат. 1949.
10. Стрелецкий Н. С. (под ред.),
ВНИТО строителей. Вопросы применения
стальных конструкций, сборник статей, Строй-
издат. 1953.
11. С т р е л е ц к и й Н. С., Г е и и е в Н. Н.,
Балдин В. А., Б е л е н я Е. И.. Лес-
с и г Е. Н.. Стальные конструкции. Строй'
нздат. 1952.
12. Справочник разметчика стальных кон-
струкций. под ред. Б. И. Беляева. Строй-
издат. 1952.
13. Се ибо П. И.. Автосварочные уста-
новки и приспособления. Машгиз, 1949.
14. Фролов Н. П., Заводское изго-
товление стальных конструкций. Стройиздат.
1948.
15. Хохлов В. А. (под ред.). Проек-
тирование. изготовление и монтаж металли-
ческих конструкций сварных доменных печей.
Стройиздат. 1949.
16. Хренов К. К.. Сварка, резка и
пайка металлов. Машгиз. 1952.
17. Чесноков А. С., Производство
стальных конструкций. Стройиздат. 1951
18 Ши ловце в Д П. Технология
заводского изготовления стальных конструк
ций. Стройиздат, 1954.
ГЛАВА V
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ
ДЕТАЛЕЙ
Способы получения металлических
порошков -)
Производство изделий из металличе-
ских порошков относится к отрасли
техники, называемой металлокерами-
кой или порошковой металлургией
Основные промышленные способы по-
лучения металлических порошков при-
водятся в табл. 1.
Наиболее распространенный способ
изготовления металлокерамических из-
делий — холодное прессование смеси
порошков (шихты) с последующим спе-
канием прессовок при температуре ниже
точки плавления основного компонента
шихты.
Преимущества металлокерамической
технологии: 1) возможность получения
тугоплавких металлов и сплавов, ком-
позиций из металлов, не смешивающихся
в расплавленном виде и не образующих
твердых растворов или интерметалли-
ческих соединений (железо — свинец,
вольфрам — мель), композиций из метал-
лов и неметаллов, пористых металлов
и прочих материалов, получение ко-
торых другими методами затрудни-
Таблица I
Способы получении металлических порошков
Способ получения Исходим* материал Технологический процесс Назначение
1. Вихре вое измельчение 1. Распыление 3. Восстанов- ление 4. Электролиз 5. Разложение карбонилов Металлы и сплавы в виде провоаюки. стружки м мелких отходов штампо- вочного производ- ства Металлы и сплавы а расплавленном со- стоянии Окислы металла, хло- ристые соли и т. п. Водные растворы солей Карбонилы металлов Размол грубо измельченного металла а вихревой мельнице с примене- нием защитной атмосферы. Рас- сеивание ворошка по фракциям. Составление шихты и отжиг при температуре 800— 950° С. Размол спеков в Молотковой мельнице. Просеивание Распыление расплава и специаль- ных аппаратах при помощи сжа- того воздуха или коды под давле- нием 2—6 ап. Сушка порошка. Восстановительный отжиг при температуре 900—1000“ С. Размол в валковых мельницах. Отжиг. Раз- мол в молотковых мельницах. Просеивание и распределение порошка по фракциям Восстановление в водороде, генера- торном или другом восстановитель- ном газе, иногда с добавлением твердых восстановителей а пиле сажи или графита. Размол спсков в молотковых мельницах. Просеи- вание Электролиз в сернокислой или хло- ристой панне. Промывка, сушка, измельчение и просеивание осадка. Отжиг порошка в восстановитель- ной среде Разложение карбонилов специаль- ной аппаратуре при температуре 150-400° С Пористые и плотные детали машин, ле- тали электрообору- дования и анти- фрикционные изде- лия Пористые и плотные детали машин Пористые и плотные детали машин Пористые подшип- ники. щетки, кон- такты, магнитные материалы Магнитные материалы, вакуумная техника, чистые сплавы и др.
256
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
тел ь но или совершенно невозможно;
2) возможность получения деталей
со специальными физико-механическими
свойствами; 3) возможность получения
готовых изделий, по чистоте поверх-
ностей и размерам не требующих до-
полнительной обработки резанием;
4) возможность полу-
чения чистых метал-
лов и сплавов задан-
ного химического со-
става и др.
8
пробирке (одно деление градуировки
соответствует 1 см*), определяют объем,
занимаемый порошком.
Вес порошка, разделенный на полу-
ченный объем, является весовой ха-
рактеристикой порошка после утряски.
Ф«г. I. Фиг. 2. Прибор для утряски порошка: 1 — корпус; 1 — ось; 3 — приход-
ное колесо; 4 — вксцентрик; j — и ток; б — державка; 1 — градуирован-
ная пробирка; в — пружина; 9 — гайка; 10 — ьбсестоаая прокладка.
Физико-химические свойства
порошков
Физико-химические свойства метал-
лических порошков зависят от метода
и режима их получения.
Насыпной вес порошка опре-
деляется при помощи волюмометра
(фиг. 1), а вес порошка после утряски—
при помощи прибора, приведенного
иа фиг. 2.
Порцию порошка весом 100 Г засы-
пают в градуированную пробирку и
включают электродвигатель. Утряска
порошка при 300 оборотах эксцентрика
в минуту продолжается 3 мин. По
истечении этого времени прибор останав-
ливают и по делениям, нанесенным на
В табл. 2 приводятся средние значения
объемных весов порошков, изготовлен-
ных различными методами.
Таблица 3
Средине значения объемных весов
некоторых порошков
Наименование порошка Вес в Г1см‘
Насып- ной После утрнскн
Желеао вихревое (крупное) . , распыленное . . . . восстановленное . . . електролнтичесхое • . . карбонильное . . Мель влектролнтическая . . . Олово рвспылеиное . . . Свинец распыленный .... м 3,75 2.3 2.7 3.5 1.S 4.1 5.» «•".«I*. 1 1 1
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
257
Размеры частиц. В порош-
ковой металлургии преимущественно
применяются порошки с размерами ча-
стиц от 0,1 до 500 мк. Распределение
частиц по величине в условиях произ-
водства определяется микроскопическим
исследованием или ситовым анализом
^габл. 3).
Основные характеристики проволоч-
ных сеток приведены в табл. За, шелко-
вых сит — см. ГОСТ 4403-48.
Восстановленный из окалины желез-
ный порошок выпускается в соответ-
ствии с ЧМ ТУ 3648-53.
Ситовые анализы промышленных по-
рошков (4] приводятся в табл. 3.
Таблица 3
Сиговые анализы промышленных
порошков В %
Число мет
Наименование ворошке 8 О ч 0SI-101 1.51-200 201—325 Св. 325
Железо вихревое Железо распы- 42,0 30,0 13,0 15.0 —
левкое Железо носета 45.0 17.0 12.0 10»0 10,0
мовлеиное . . Железо злектро- 0,06 8,95 20.0 32,0 39,0
литическое . . . Медь электроли- 1Л 11,0 24.8 22,0 41.0
тическая . . . . 1Ьшк распылен- — 5,0 18,0 27,0 50,0
ям й — — 10,0 30,0 50,0
Форма частиц порошка за-
висит от способа его изготовления.
Так, например, порошок, восстановлен-
вый из окислов, имеет рыхлую коксо-
образную форму, а порошок вихревого
йзмельчения имеет плотные частицы в
ряде лепестков с надорванными кра-
ями |6].
От формы частиц порошка зависят
его насыпной вес и прессуемостъ. По
Химический состав
Таблица За
Сетки проволочные тканые с квадратными
ячейками контрольные и высокой точности
(по ГОСТ 3584-53)
.4 сетки Номинальный I размер сторо- ны ячейки в свету в мм Живое сече- ние сетки »Ч S Е и * Номинальный размер сторо- ны ячейки в свету в мм Живое сече- ние сетки в“1.
2.6 2.5 2 1.6 1.25 1 09 085 08 07 063 06 056 05 045 042 04 0355 0315 028 025 2,6 2.5 2 1.6 1,25 1.00 0.9ПО 0.850 О.ЯОО 0.700 0,630 0.6ОТ 0.56П 0.501 0,4.50 0.420 0.401 0.355 0.315 0.280 0,250 70.3 70.0 64.0 60.8 58.5 55.0 51.3 54,6 53,0 48.0 48.0 49.8 51.0 48.2 50,9 54,0 53.0 49.0 46,0 44.5 43.3 0224 02 018 016 015 014 0125 0112 0105 01 009 0035 008 0075 0071 0063 «)6 «156 «Х5 0015 004 0.224 0.200 0,180 0,160 0,150 0.140 0,125 0,112 0.105 0.100 0,080 0.085 0,080 0,075 0.071 0,063 0.060 0.066 0.050 0,045 0,040 40,8 36,7 33 8 .32.7 36,0 38,0 33,8 34,7 34,0 34.6 31.6 32.1 30,0 28.7 31.4 34.9 36,0 32,0 31.0 29.8 28,0
рошок, состоящий из более гладких
частиц, требует меньшей силы прессо-
вания, чем порошок с частицами неров-
ной, шероховатой формы. Форма частиц
влияет также и на механические свой-
ства спеченных изделий.
Текучесть характеризуется коли-
чеством порошка, которое высыпается
в единицу времени из отверстия опре-
деленного диаметра (в большинстве
случаев диаметра 0,8 мм). Текучесть
порошка зависит от формы частиц,
температуры я влажности воздуха в по-
мещении.
Химический состав. В
табл. 4 приведен типичный химический
состав железных порошков, в табл. 5 —
порошков цветных металлов.
. Таблица 4
железных порошков
Способ производства порошка Химический соствв в »|а
Ее с Мв SI 5 р Си Сг NI
Электролит ....... 98.4 0.04 Слелы 0.03 о.оз 0,02 0,03
Восстановление 1М-96 0,08 0.4 0.33 0.08 0.05 — 0.05 0,06
Вихревое измельчение 94 0.06 0.5 0.00 0,04 0,04 —— 0.1 0.1
Распыление Ост. 0.15 0.5 0,15 0.05 0.05 —
Карбонильный • 0.04 0,01 0,01 0.01 Следы - 1
17 Том 5 1412
258
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
Таблица б
Химически! состав порошков цветных металлов
Порошок Химический состав в ®JD
Си Sn РЬ Ре BI Ав Sb AI NI
MeiHHft . • 99.5 0.05 0,02 0,006 ‘
Оловянный ....... 0.03 99,5 0.25 0,08 0.08 0.05 0,02 0.05 ——
Свинцовый ....... 0,01 — Осталь нос 0,005 0,006 0,001 0.001 — —
Алюминиевый ...... — —— 1.2 —— 91-95 ——
Никелевый 0.08 • 0.2 — — — 09.1
Содержание кислорода в порошках
колеблется от О, I до 1 %.
Удельная поверхность
порошков. Удельную поверхность
металлических порошков можно опре-
делять при помощи установки, по-
казанной на фиг. 3, по методу, основан-
ному на определении проницаемости
Фиг. 3. Схема прибора ала опреаелениа уделшюй
поверхности порошков: Р — реометр; М. - ртут-
ный манометр; At, и М, — масляные нанометры;
К, —К,— вакуумные краны. Ц —рабочий цилиндр.
пористых тел для газа в условиях кунд-
сеновского потока |13|. Удельная по-
верхность исследуемого образца опре-
деляется по уравнению
/7 М 1 .
“ 13 F к ‘ Q ' |/ м~нт' ах ’
где S — удельная поверхность в см*
на I см* объема пористого тела; Q —
число молей газа, протекающего че-
рез I см* пористой перегородки за
1 сек., при градиенте давления поперек
перегородки, равном —, dp — пере-
пад давления на образце; dx — толщи-
на пористого слоя в см; 6 — пори-
стость, равная объему пор в единице
объема тела; М — молекулярный вес
газа. R — универсальная газовая по-
стоянная; Т — абсолютная температура
В табл 6 приведены величины удель-
ной поверхности различных порошков
фракций 0,60 мм в зависимости от ме-
Фиг. 4. Записи-
масть удельной
поверхности ме-
таллических по-
рошков вихревого
размельчения от
размеров частиц:
I — железный по-
рошок, не ото-
жжен; 2— железный
порошок, отожжен
(2 часа при н7Я—
9 «»• С>. 5 - нике-
левый порошок, не
отожжен. / — мед-
ный порошок, не
отожжен.
тодов изготовления, а на фиг.4 показана
заниснмость удельной поверхности по-
рошка вихревого измельчения от раз-
мера частиц |14 |.
Таблица б
Удельная поверхность порошка
вависимости от метопа его изготовления
Наименование порошка Характер обработки I /делыавв JUT » <L3,™xdaaou
Железо вихревое • • • . восстано- вленное , вл с К Тро- литическое Медь вихрем* , электролити- ческая Никель вихревой . марки НМЛ1.НЫЙ Не отожженное Отожженное при -и«и> с Отожженное при | С Восстановленное комбиннроиан- ннм способом при 1 н«а- С Не отожженное • • • • • о,П1 0.057 0,046 0,040 0,148 0,0(2 0,088 0,082 0,151
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
259
Свойства металлокерамических
материалов
Наличие в порошке примесей (кисло-
рода, кремнезема, иногда и углерода,
а также частиц пыли) значительно сни-
жает свойства готовых изделий.
Зависимость механических свойств
железа, спеченного в генераторном газе
при 1200°С, от величины частиц порошка
приводится в табл. 7.
Таблица 7
Зависимость механических свойств
вихревого железа от величины частиц
порошка
Величина частив в хеш Удельный вес образцов Твердость по Роквеллу d — ’,5 ММ Л - * „Г anrijM я ло И •с
50-100 М 7.2—7.3 44 90 9.4 24.9 2.5 9.1
101—140 5.7-S.9 1—7.3 45 9t> 11.3 24 .У 4.4 Я.З
141-230 5,7-6.0 7.1-7,2 51 90 13,6 27.5 6.0 11,8
Св. ИЗ 5,7—5,9 7,0—7.2 fil w 13.5 /7.4 м 12.3
Зависимость предела прочности при
растяжении, твердости, относительного
удлинения и прочности при сжатии
железокерамики от плотности прессо-
вании показана соответстиенно на
фиг 5—8.
ленное железо; 2—вихревое железо.
Температура спекания во всех слу-
чаях была равна )2UU’C.
Иногда при спекании железа в интер-
вале температур критических точек
наблюдается снижение прочности.
17*
52 5* 55 55 6.0 6.г 44 6.6 ад 7,0
Фнг. А. Зависимость твердости по Роквеллу
от удельного веем т прессовок: / — восста-
новленное железо; 2 — вихревое железо.
flt- 1 . _L— -------------------—
5J6 55 60 6.7 44 6.5 5.3 7,0 7.2 7.6 7#
Фиг. 7. Зависимость удлинения 4 от удельного
веса т прессовок из вихревого железа.
Фиг. Я. Кривые сжатия образцов из желе:«яого
порошка вихревою измельчения tf«|S «4,
Н • мм * — оЛрачпы пприетостыо /ю|»;
2—образцы портик 1 ью J—образцы
ПорНСПКТЫО Ю0/».
Зависимость свойств металлокера-
мического железа, спеченного при
121X7” С. от продолжительности спека-
ния приводится в табл. 8.
Таблица 8
Зависимость механических свойств
от и ро ди«»житель и ости спекания
Время спекания в мин Исходный у дел (ж ни вес в f if лГ *•/> в к! 1мм' 4 • Ч.
30 6,0 10.7 7Д
120 6.0 12.3 7.8
860 6.9 11.7 8.0
260
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
Прочность железокерамических образ-
ков пористостью 25%, испытанных на
растяжение при различных температу-
рах, приводится на фиг. 9.
Технология изготовления
металлокерамических изделий
Оборудование. Прессы и их ха-
рактеристики. Прессование де-
талей из металлических порошков про-
изводится на гидравлических и меха-
нических прессах (эксцентриковых, кри-
вошипных, кулачковых).
На гидравлических прессах прес-
су Ют детали, требующие высокого дав-
ления (выше 100—200 т). Наиболее
пригодны гидравлические прессы с
двумя плунжерами: верхним и ниж-
атм.
Верхним плунжером производится
прессование детали, а нижним — вы-
талкивание ее из полости прессфорыы.
Технические характеристики механи-
ческих прессов для металлокерамического
производства при-
ведены в табл. 9.
Недостатком ги-
дравлических прес-
сов является их
сравнительно низ-
кая производи-
тельность.
Для лучшего ис-
пользования одно-
плунжерных ги-
дравлических
прессов они снаб-
жаются специаль-
ными приспособле-
ниями для вытал-
кивания прессовок
112].
Наиболее производительны автома-
тические прессы, на которых можно прес-
совать более 1000 деталей в час.
Давление прессования определяется
обычно опытным путем. Для получен-
ного вихревым измельчением железного
порошка с насыпным весом 2,1 Г 1см*
зависимость давления от плотности и
размеров прессовок для одностороннего
прессования приведена на фиг. 10.
При двустороннем прессовании вм-
есте прессовки Л для определения
отношения р берется уменьшенной
в 2 раза.
Кривые(фиг.Ю) характеризуют прессо-
вание сухого порошка. При добавлении
в порошок смазывающих веществ (на-
пример, графита, машинного маслф
Техничсскае к ар актер кет кв механических прессов
Таблице 9
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
261
давление прессования может быть сни-
жено в 1,5—3 раза |2].
Для определения приближенного да-
вления прессования различных видов
порошков можно пользоваться форму-
лой
Р — Лу",
где ч — относительная плотность прес-
совки; k — константа, равная удель-
ному давлению для доведения прессов-
ки до 100%-ной плотности (величина k
соответствует твердости по Бринелю
прессуемого металла в сильно наклепан-
ном состоянии); т—константа, колеблю-
щаяся в пределах от 3 до 7.
Значения k и т приводятся в табл. 10.
Таблица 10
Величины * « я |1|
Наименование порошка На- сыпной вес о Нем9 Дг кПлм' т
Meat. электролити- ческая 1.42 95 3.6S
Мель МОЗ • . . . 9,51 68 4.9
Железо оосстановлен- ное . • ... 0,67 118 2,7
Железо электролити- ческое 2.7 90 8,15
Железная крупка 1.4» 12Я 4.0
Вольфрам . 4,18 400 4.4
Давление выталкивания. Расчет об-
щего давления выталкивания прессовки
в зависимости от давления прессования
можно производить по формуле
Л/ —
где |* — козффициент трения прессовки
о стенки прессформы, — коэффициент
бокового давления, равный 0,40; Г —
я лошадь поверхности трения прессовки
в см*; Prf — удельное давление прес-
сования в кПсм*.
Для определения значений ц можно
пользоваться формулой
Н - * (Рб - «) + * ,
।
где рв — боковое удельное давление
в кГ/см1; h — высота прессовки (при
двустороннем прессовании принимает-
ся */а Л слс). а — диаметр (в случае
сплошной детали) или толщина стенки
(в случае полой детали) в см; для же-
лезного порошка, полученного вихре-
вым измельчением, k = 0,00044, с =
= 200 и г = 0.18.
Проектирование пресс-
форм и изготовление прес-
сованныхизделий. На фиг. 11
приведена разъемная прессформа для
прессования хомутика (фиг. 12), иа
фиг. 13 изображена стационарная пресс-
форма для двустороннего прессования
Фиг. 11. Разъемная
арн-сформа ала прес-
сованна хомутиков:
1 — плита; 3 — пилка
пол стержень, 3— обой-
ма; 4 — стержень;
S — вкладыш для по-
лучения кольцевой
выемки; 6 — верхний
пуансон: 7 — матрица!
в— нижний пуансон;
9 — полукольцо-опора
для яклалыша; 10 —
шика пол матрицу.
с объемной дозировкой порошка. В
первый момент прессования происхо-
дит уплотнение верхнего слоя порошка.
Когда сила трения между уплотненным
порошком и
стенками ма-
трицы превы-
шает силу, тре-
буемую для
сжатия спи-
ральной пру-
жины 4. матри-
ца 3 начинает
опускаться вме-
сте с пуансо-
ном 9. Так как
। -mi । in
1- - №0----Ч I
Фиг. 12. Хомутик для
муфты яключения.
матрица и стержень движутся по отно-
шению к неподвижному нижнему
пуансону 8, порошок равномерно уплот-
няется также и с нижней стороны.
Детали выталкиваются из прессформы
нижним пуансоном 8, когда нижний
плунжер пресса давит на шток. Такой
тип прессформ особенно целесообразен
для работы на прессах без автомати-
ческих регуляторов движения. Постоян-
ство высоты прессуемой детали дости-
гается тем, что верхний пуансон 9 упи-
рается своим выступом в подвижную
матрицу 3. В конечный момент прессо-
вания матрица упирается в плиту 1,
чем обеспечивается нужная высота
262.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
детали. При этом необходимо соблюдение
условия (см. фиг. 13, справа)
Л =//-{/+ 6 + /у).
Расчет прессформ и приспособлений
на прочность производится на основа-
♦иг. 13. Прессформ* аля двустороннего прессования с оЛъ
емкой вотировкой порошке Z — нижняя плита. 2— корпус;
3 — матрица; 1 — пружина; 6 — упприаа гайка; f — стер-
жень. 7 — шток; S — нижний пуансон. 9 — вераиий пуансон.
10—гайка; II— контргайка.
инн данных, полученных при определе-
нии сил прессования боков» го да-
вления и давления выталкивания. Вы-
сота матрицы определяется исходя из
высоты прессуемой детали и насыпного
веса порошка.
Высота насыпки порошка опреде-
ляется по формуле
То
где — высота спрессованной летали
в см-. („ — удельный вес данной пори-
стой детали в Г/сжа»-(0—насыпной вес
шихты в Г /см*.
Зазор между матрицей и пуансоном
соответствует обычно ходовой посадке
2-го класса точности. Для облегчения
выталкивания прессовок следует де-
лать отверстии матриц со стороны вы-
талкивания конусными с углом при
вершине 0,5—Г.
В табл. II приведены некоторые
марки стали, применяемые для изготов-
ления основных деталей прессформ,
С указанием их термической обработки.
Химический состав этих марок стали
СМ. т. 6, гл. IV.
Второстепенные детали, как-то: под-
ставки, опорные плиты, упорные гай-
ки можно изготовлять из среднеуглеро-
дистой стали.
Хорошую стойкость в работе обеспе-
чивают прессформы, изготовленные С
применением азотирования основных
трущихся частей твердостью не ниже
Rc = 62
Качество обработки вну-
тренних поверхностей ма-
трицы влияет на продолжи-
тельность службы пресс-
форм и на качество полу-
чаемых деталей. Обычное
шлифование и последующая
притирка при помощи вра-
щающихся инструментов не
обеспечивают необходимого
качества отделки. Лучшие
результаты дает притирка
отверстия матрицы в напра-
влении ее оси с примене-
нием очень тонкого полиро-
вочного порошка.
Технологические опера-
ции. Прессование.
Качество прессовок зависит
от равномерного распреде-
ления плотности по всему
объему детали. При ручной
засыпке порошка равномерное распре-
деление по объему достигается вырав-
ниванием его в прессформе специаль-
ным приспособлением (зубчатой втул-
кой или гладким движком) при объеы-
Таблица ZZ
Сталь, аримеиягмая для изготовления
ппегсфопм
Давление прессов* нив Мари» стали Гсрмическан обработка Твер- дость »с
Среднее и высокое XI2M Закалка в масле с <joia_|j47> с Отпуск 200—280* С 60—63
Низкое к среднее У10А Закалка в воке с 770-яоп- С Отпуск ЭХ7-32О* С •л—«
Любо* U1X1S Закалка в масле с W-U40° С Отпуск 160—1Ю° С 60-W
Любое при горячем прессом НИИ 6ХНМ Закалка в масла с КЗО-ЯСО* С Отпуск 180-230* С чя
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ 263
ной дозировке — полнотой загрузки по-
лости по всему периметру и снятием
лишнего порошка.
При объемной дозировке вследствие
изменения насыпного веса шихты часто,
наблюдается непостоянство веса прессо-
вок при неизменной наладкепрессформы.
В таких случаях шихта должна быть
вторично тщательно перемешана.
Необходимо периодически проверять
высоту прессовок, которая может изме-
няться в результате ослабления крепле-
ния пуансона. Изменение высоты прес-
совки на величину 0,2—0,3 мм уже зна-
чительно отражается на механических
свойствах изделия.
Спекание спрессованных
полуфабрикатов. Однокомпо-
иентные материалы обычно спекаются
при температуре, равной */» абсолютной
точки плавления соответствующего ме-
талла порошка. Спекание материалов,
состоящих из нескольких компонентов
с различными точками плавления, в
большинстве случаев производится при
температуре выше точки плавления са-
мого легкоплавкого компонента.
Пористые изделия на медной основе
спекают при температуре 600—800’ С,
железные детали — при 1000—1300’С,
твердые сплавы — при 1400—1600’С,
вольфрам, молибден, тантал — при
20ЧМ)—2900’ С.
Для спекания порошковых изделий
при температурах примерно до 1050’С
применимы электропечи нихромовой
или фехралевой обмоткой. При темпера-
турах до 1350°С применяются силитовые
печи, а для более высоких температур—
печи с молибденовым или угольным
' сопротивлением.
В ряде случаев для спекания изделий
из порошков цветных металлов и железа
пользуются газовыми печами.
В качестве защитной атмосферы при-
меняют водород, окись а:<ота с водоро-
дом диссоциированный аммиак,водяной
газ. генераторный газ и неполностью со-
жженный пропан или светильный газ.
Получаемый в некоторых случаях
при спекании брак (низкая прочность,
окисление) можно исправить вторичным
спеканием.
Прессовки с различной пористостью
при загрузке в печь следует укладывать
отдельно, совместная укладка может вы-
звать коробление.
В процессе спекания происходит
усадка изделий (фиг. 14) Усадка пори-
стых изделий нз железного порошка при
температуре спекания не выше 1200’ С
колеблется в пределах 1—2%.
Горячее прессование. При
горячем прессовании совмещаются опе-
^ации обжатия порошка и спекания,
орячее прессование дает более плотные
и прочные изделия, чем холодное прес-
сование с последующим спеканием. Ча-
сто пористая заготовка, полученная
холодным прессованием, закладывается
в специальную прессформу, нагревается
до нужной температуры и прессуется.
Фиг. 14. Зависимость усалки медных ойрав-
иов от температуры спекания и плотности
прессовая: I — удельный вес прессовок
5,5 fltJf; 2—удельны* вес прессовок ?,45 Г|слг.
Горячее прессование применяется
преимущественно для изготовления не-
которых изделий из твердых сплавов
(особенно больших размеров при значи-
тельном диаметре и малой толщине) я
специальных жаропрочных материалов.
Горячее прессование производится в гра-
фитовых прессформах при температурах
до 1500’С и давлении до 150 кПсм*
Прессформа из графита может выдер-
жать до пяти прессований.
Калиброванием последу-
ющая обработка давлени-
ем спеченных изделий. До-
ведение деталей до точных размеров
производится калиброванием в специаль-
ных прессформах иа механических или
гидравлических прессах. Точность раз-
меров детали после калибрования и
качество поверхностей определяются
точностью и чистотой изготовления ка-
либровочного инструмента. Силы, тре-
бующиеся для калибрования, зависят от
264
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕН
размеров детали и величины деформации
и обычно не превышают давления прес-
сования данной детали. Обжатие при
калибровании обычно незначительно.
При проектировании калибровочной
прессформы следует учитывать, что после
выталкивания из прессформы размеры
детали могут увеличиваться до 0,1%
вследствие упругого последействия.
Для повышения прочности и плотно-
сти деталей часто производится значи-
тельное обжатие в калибровочных пресс-
формах при давлениях, иногда превы-
шающих давление прессования. В этих
случаях необходим отжиг после обжатия
для снятия наклепа.
Обработка резан нем.В не-
которых случаях доводка размеров спе-
ченных изделий производится обработ-
кой резанием. Чистота обработки дости-
гается за счет высокой скорости, не-
значительной подачи и соответствующей
заточки резца. Обработка пористого
железа производится резцами из твер-
дых сплавов.
ЦНИИТМАШ рекомендует применять
резцы с пластинками нз твердого сплава
ВК8. При обточке железа с 25% пор ско-
рость резания поданным ЦНИИТМАШ,
не должна превышать 110 м/мин, глу-
бина резания — не более 0,8 мм и по-
дача — не свыше 0,8 мм. Для железа
пористостью более 25% рекомендуется
применять максимальную скорость
60 м/мин.
НИИ МСХМ для обточки железа с 25%
пор применяетскорость свыше 200ж/жии
и пользуется резьбовыми резцами с по-
бедитовыми пластинками, при этом по-
лучается очень чистая поверхность обра-
ботки.
Для чистой обработки железбкера-
мических изделий рекомендуются резцы
с геометрией, показанной на фиг 15.
Такие резцы с пластинками из твер-
дого сплава марки ВК8 обеспечивают вы-
сокую стойкость, а наличие переходной
режущей кромки с углом заточки 1,5—
2“ позволяет получать высокую чистоту
обработки при режимах резания v =
“200 -+- 400 м/мин; з= 0,05 -ь 0,15 мм]об
и t = 0,5 -+- 1,2 мм.
Пропитка. Для предохранения
от окисления, а также с целью улучше-
ния антифрикционных свойств пористые
спеченные изделия подвергаются про-
питке. Пропитка изделий парафином,
коллоидально-масляным графитом или
маслом производится в ванне, нагретой
до температуры ПО—120° С. Продолжи-
тельность пропитки зависит от толщины
деталей и их относительной плотности.
В табл. 12 приводятся данные по
продолжительности пропитки пористых
железных втулок в зависимости от удель-
ного веса и толщины стенки.
На фнг. 16 показана впитываемость
(в весовых процентах) железокерами-
таблица 11
Продолжительность пропитки пористых
железных втулок
Толщина стенки 0 мм Удельны* вес в Г/гж* Длительность процесса про- питки 11 мин.
4 б.б 45
6.5 5,8 60
7 5,6-5Д 70
8.5 5.» 105
9.5 5,8-3.9 120
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕН
265
ческими образцами авиационного масла
в зависимости от их пористости.
При назначении веществ для пропитки
необходимо иметь в виду, что если при
работе на растяжение пропитывающие
вещества не оказывают заметного влия-
ния на прочность металлокерамики, то
при работе на сжатие прочностные
свойства в зависимости от физико-хими-
ческих свойств введенных в поры пропи-
тывающих веществ изменяются в значи-
тельных пределах. На фиг. 17 приведены
Фиг. 17. Влияние пропитки иа снижение
прочности металлокерамики при сжатию исход
иая пористость образцов '25«Чиг / —обратим
не пропитаны: 3—образцы пропитаны вере-
тенным маслом: 3—образны пропитаны ци-
линдровым маслом: < — образцы пропитаны
специальным составом: б—образцы пропи-
таны парафином.
кривые сжатия непропнтанных и пропи-
танных желеэокерамических образное
с исходной пористостью 25%, диаметром
15 мм и высотой 22,5 мм.
Производство некоторых типовых
металлокерамических изделий
Физико-механические и эксплуата-
ционные свойства металлокерамических
изделий см. т. 6, гл. VII.
Пористые подшипники.
При спекании пористых подшипников
в качестве защитной атмосферы применя-
ются водород, водородно-азотная смесь,
генераторный газ, частично сожженный
природный газ. Бронзографитовые пори-
стые подшипники спекаются при тем-
пературе 750—800° С с выдержкой от 1
до 4 час., железографнтовые пористые
подшипники и пористое железо спе-
каются при температуре 1100—1200° С
с выдержкой 1—3 часа.
Фильтры изготовляются из по-
рошков меди, никеля, железа, бронзы,
латуни и других сплавов в зависимости
от их назначения.
Для производства фильтров приме-
няются главным образом порошки со сфе-
рической формой частиц. В большинстве
случаев спеканиефильтров производится
вместе с формой, которая заполняется
порошком без уплотнения прессованием.
Температура спекания ниже точки пла-
вления образуемого сплава, например
для бронзовых фильтров—около 800° С.
Фрикционныематерналы.
Фрикционные биметаллические диски,
колодки, ленты и тому подобные изделия
производятся посредством облицовки
стальной основы фрикционным слоем,
состоящим из смеси различных металли-
ческих и неметаллических порошков.
Состав металлокерамических фрик-
ционных материалов на медной и желез-
ной основе см. т. 6, гл. VII.
Медный и графитовый порошки про-
сеиваются через сито 250 меш, а свин-
цовые и оловянные—через сито 200 меш.
Смешение шихты производится в смеси-
тельном барабане в течение 6 час. при
скорости вращения 60—80 об/мин.
Подготовка стальной основы (плаки-
ровка) перед иапрессовкой заключается
в гальваническом омеднении с последую-
щим покрытием оловом. Толщина мед-
ного слоя 10—12 мк. Омедненные за-
готовки отжигаются в водороде при
900—950° С в течение 2 час. [10], затем
на медный слой осаждается олово тол-
щиной не более 3—5 м/с. Общая толщин»
слоя меди и олова—около 15 мк на
сторону.
Напрессовка фрикционного слоя про-
изводится в прессформах типа, показан-
ного на фиг. 18 110]. при очень тщатель-
ном разравнивании слоев (нижнего и
266
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕН
верхнего) загружаемой шихты .Давление
прессования — около 25 кГ/мм*.
Перед загрузкой в печь лиски укла-
дываются в специальные муфели, кото-
рые имеют устройство, позволяющее
в процессе нагрева производить нажа-
тие на лиски и осуществлять спекание
под давлением. В качестве защитной
среды применяется водород или же за-
сыпка из древесного угля. Температура
спекания 700—760“ С, выдержка 3—
6 час.
Металло-пластмассовые
фрикционные диски для
автомобильной промышлен-
ности. Перед напрессовкой фрикци-
онных слоев стальные лиски (основа)
подвергают пескоструйной обработке,
нагревают до 60—80° С и покрывают
тонким слоем бакелитового лака На-
прессовка фрикционных слоев произ-
водится в прессформе типа, показан-
ного на фиг. 19. Для полимеризации
Фнг. 19.
смолы диски с напрессованными фрик-
ционными слоями подвергаются термо-
обработке.
Перед загрузкой лиска прсссформу
нагревают до 160—180° С и для предот-
вращения прилипания лиска к стен-
кам смазывают олеиновой кислотой.
При этой температуре фрикционные
диски выдерживаются в прессформе в
течение 10—15 мин. под давлением до
0,5 т/см*.
НИИ МСХМ рекомендует составы
шихты, приведенные в табл. 13.
» Таблица 13
Составы шихты дав фрикционных л нс ИОВ
Порошок Число меш Солсржаиие м %
II
Окалины ...... . 230 U 50
Медный ....... 230 б —
Железный 230 — 40
Бакелитоеой смолы . 211 10 10
Контроль и испытание готовой
продукции
Определение удельного
веса производится: 1) взвешиванием
и определением объема образца по
геометрическим размерам и 2) по поте-
ре веса в воде.
При определении по второму методу
образцы после первого взвешивания
пропитываются в расплавленном пара-
фине.
Удельный вес
гле1п —удельный вес в Псм9-, — вев
образца до пропитки в Г; Gj — вес
после пропитки в Г; 6,— вес (после
пропитки) в воле в Г.
Контроль пористости и местных поро-
ков железокерлмических изделий мо-
жет производиться на специальном маг-
нитном приборе, схема которого пока-
зана на фиг. 20.
Испытуемый образец / помещается в
междуполюсном пространстве электро-
магнита 2. питаемого переменным то-
ком. Около образца расположена разъ-
емная катушка 3. При соединении
полукатушек испытуемый участок образ-
Фиг^ 20. Электросхема магниттюго приЛоре
дли контрола пористости желеэокераыиче-
ских имели» и *ыи|менна местных порокое.
ца располагается внутри обмотки иэ
трех витков.
Подключенный к разъемной катушке
3 измерительный прибор показывает
величину индуцированной в катушке
э. д. с. Для измерения индуцированной
э. д. с. в схему введен выпрямитель
переменного тока 4 и стрелочный галь-
ванометр б.
Для регулирования силы тока и кон-
троля его величины в схеме предусмот-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ ДЕТАЛЕЙ
267
рены потенциал-регулятор 6 и ампер-
метр переменного тока 7.
При помещении в междуполюсном
ространстве электромагнита железо-
керамического образна с малой пори-
Фиг. 21. Зависимость показаний
прибора от пористости образцов
и силы тока.
стостью измерительный прибор пока-
зывает большее отклонение стрелки, и,
наоборот, при измерении образна с
большой пористостью измерительный
прибор показывает меньшее отклонение
стрелки.
Зависимость показаний прибора от
пористости образное и силы тока /
приведена на фиг 21.
Определение твердости
производится на обычных приборах.
Испытания на растяжение
производятся на специальных плоских
разрывных образцах. Наиболее целесо-
образная форма образна приведена на
фиг. 22.
Фиг. 22
Изделия в виде втулок или колец
испытываются ня растяжение при по-
мощи приспособления (реверсора), по-
казанного на фиг. 23. Зазор между вну-
Фис. 23.
тренним диаметром испытуемого коль-
ца и разъемной оправкой должен быть
минимальным Предел прочности оЯ(, =
= Р : 2F, где Р — нагрузка на образец
в кГ; F — площадь сечения кольца
(втулки) в месте разрыва в мм'.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б в л ь ш и и М. Ю., Порошковое метал-
ловедение. Металлурги мат, 191*.
2. Б а л I. <п и и М. Ю.. Порошковая метал-
лургия. Машгич, ИНН.
3. Б а л i ш и и М. Ю. и Короленко
Н. Г„ Воиэитовые подшипники. Реабюро
Тяжмаш, I94U.
4. Борок Б. А. и Ольхов И. И.,
Порошковая металлургия. Металлург имат, 1948.
5. Гардин А. И.. П। онзводство метал
доверемичееких фрикционным мате| налов.
„Вестник машиностроения* М К, 11*47.
в. Грабин о. М. Г. и Филимонов
В. Г„ Получение желетиых порошков для
металлокерамических деталей. „нестник ма
ваиностроеинв" М II, IIM7.
J. М е с и и и В. С., Шипулин И. П.,
Вайнштейн Г. М. и Митреиииб. П.,
Плотные желетокерамические детали машин.
мВестмиа машиностроения" М 9. 1947.
8. Раковский В. С„ Металлокера-
мика в машиностроении Машгиа, ПНИ.
9. Стаханове кая 6иблио1ска. Переработка
отходов твердых сплавов, И ГЭНН, 1!»43.
10. Талы<ии Н. Я.. Практика порош-
ковой металлургии, г. Молотов 1948.
II. Федорченко И. М3 Филимо-
нов В. Г и Г р д 6 н н о М. Г., К вопросу
о нро*б<псти и пластичности жслезокерамики,
,.Вгс<ник машиностроении" М К. 1947.
12. Филимонов В. Г., Механимиия
процесса прессования деталей и> желейного
порошка ..Пестиив машиностроения" М 7, 1948.
13. Дерягин 6., Ф р и а л я и л Р. и
Крылова В.. Новый метод намерения
удельной повсрхко.тн пористых тел и порош-
ком, „ДАН СССР- т. LXI М 4, 1948.
14. Ф е д <> к ч е и к о И, М., Исследова-
ние удельной поверхности металлических
порошков, .ДАН СССР, ОТН" ТА 3, 1951.
ГЛАВА VI
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
РЕЖУЩИЙ ИНСТРУМЕНТ
И ПРОЦЕСС РЕЗАНИЯ
Под процессом резания понимается
обработка металлов срезанием стружки.
Срезание стружки осуществляется режу-
щими инструментами.
Инструменты имеют следующие режу-
щие элементы: а) переднюю поверхность,
по которой сходит стружка: б) заднюю
поверхность, обращенную к обрабаты-
ваемому предмету, и в) режущую кром-
ку, образованную пересечением перед-
ней и задней поверхностей (фиг. 1).
Взаимное расположение режущих эле-
ментов всегда образует клиновидную
форму тела инструмента в сечении, нор-
мальном к его режущей кромке (фиг. 2).
Фиг. 2.
В зависимости от конструкции н на-
значения инструменты могут иметь
одну, несколько или множество перед-
них и задних поверхностен и режущих
кромок. Режущие кромки разделяются
на главные, вспомогательные и пере-
ходные. Главными называются кромки,
срезающие большую часть длины пери-
метра поперечного сечения срезаемого
слоя. Вспомогательными называются
режущие кромки, срезающие меньшую
часть длины этого периметра. Переход-
ными называются режущие кромки на
стыках сопряжения главных и вспо-
могательных режущих кромок (фиг. 3).
PipfiKia
Фнг. 3.
гем etxt/uiae J
еренха I-J
Йстнвгатетми
ГмЛям
режрикм
ерами!-/
Гм ten in&at
мйерлакт
Переходные кромки выполняются, как
радиусы закругления нлн угловые
фаски.
Задняя грань, примыкающая к глав-
ной режущей кромке, называется глав-
ной задней поверхностью-, примыкаю-
щая к вспомогательной режущей кром-
ке — вспомогательной задней поверхно-
стью, примыкающая к переходной кром-
ке — переходной задней поверхностью
(фиг. 4).
На обрабатываемом предмете разли-
чают обработанную поверхность, полу-
ченную после обработки, и поверхность
резания, образуемую на обрабатываемом
предмете главной режущей кромкой.
Поверхность резания срезается и пре-
вращается в стружку за каждый сле-
дующий оборот, ход режущего инстру-
мента или следующим зубом многокро-
ыочного инструмента. В отдельных слу-
чаях, например при обработке фасон-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
269
ними резцами, поверхность резания за
•оследине обороты изделия остается как
обработанная поверхность.
Фиг. 4.
Определение углов заточки у инстру-
ментов. Основные данные об углах
заточки у инструментов см. [14].
Для определения углов у резца уста-
навливаются исходные плоскости —
плоскость резания и основная плоскость
(фиг. 5).
Плоскостью резания называется пло-
екость, касательная к поверхности ре-
зания и проходящая через прямоли-
нейную режущую кромку. У резцов
с криволинейной режущей кромкой
плоскость резания заменяется линей-
чатой поверхностью, образованной дви-
жением вдоль режущей кромки прямо*
линия, касательной к поверхности
Фиг. S.
резания. У строгальных и долбежных
резцов с прямолинейным рабочим дви-
жением плоскость резания совмещается
< поверхностью резания.
Основной плоскостью называется пло-
вкость, параллельная продольной и по-
перечной подачам. У токарных и стро-
гальных резцов с призматическим телом
за эту плоскость может быть принята
нижняя опорная поверхность резня.
Главные углы резца измеряются в
главной секущей плоскости, перпенди-
кулярной к проекции главной режущей
кромки на основную плоскость (фиг. 5).
Главным задним углом а называется
угол между главной задней поверх-
ностью резца и плоскостью резания.
Углом заострения ₽ называется угол
между передней и главной задней по-
верхностями резца.
Передним углом 1 называется угол
между передней поверхностью резца и
плоскостью, перпендикулярной к пло-
скости резания, проведенной через глав-
ную режущую кромку.
Углом резания 8 называется угол
между передней поверхностью резца и
плоскостью резания.
Углы в плане. Главным углом в плане у
(фисб) называется угол между прсекци-
Фнг. 6.
ей главной режущей кромки па основ-
ную плоскость и направлением подачи.
Вспомогательным углом в плане <?. на-
зывается угол между проекцией вспо-
могательной режущей кромки на основ-
ную плоскость и направлением, про-
тивоположным подаче. Углом при вер-
шине в плане i называется угол между
проекциями режущих кромок на основ-
ную плоскость.
Углом наклона главной режущей
кромки А называется угол, заключен-
ный между режущей кромкой и линией,
проведенной через вершину резца парал-
лельно основной плоскости. Угол А
измеряется в плоскости, проходящей
через главную режущую кромку пер-
пендикулярно к основной плоскости, и
считается положительным, когда вер-
шина резца является наннизшей точ-
кой режущей кромки, отрицательным—
когда вершина резца является наи-
высшей точкой режущей кромки и
270
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
равен нулю при главной режущей
кромке, параллельной основной пло-
скости (фиг. 7).
Элементы резания. Элементами реза-
ния являются а) глубина резания,
б) подача и в) скорость резания.
Г дубиной резания называется расстоя-
ние между обрабатываемой и обработан-
ной поверхностями в направлении, нор-
малыюм к последней. Глубина
резания измеряется в миллиме-
трах и обозначается буквой t.
Подачей называется величи-
на перемещения инструмента
за один оборот изделия или
инструмента, за один рабочий
ход инструмента или на один
зуб инструмента. Подача обо-
значается буквой s и изме-
ряется в мм на один оборот
изделия, в мм за один рабочий
ход, в мм на один зуб инструмента
или в м/мин.
Скоростью резания называется путь
перемещения режущей кромки отно-
сительно обрабатываемой поверхности
в единицу времени, измеренный в метрах
в минуту; исключение составляет ско-
рость резания шлифовальным кругом,
которая выражается в метрах в се-
кунду Скорость резания обозначается
буквой о и вычисляется по наиболь-
шему диаметру обрабатываемого изделия
или инструмента или принимается рав-
ной наибольшему значению скорости
в стучав неравномерного движения.
Глубина резания t и подача s явля-
ются производственными параметрами
поперечного сечения срезаемого слоя,
физическими же параметрами этого
сечения являются толщина стружки а
и ширина стружки Ъ.
Толщиной срезаемого слоя называется
расстояние, измеряемое в направлении,
перпендикулярном к ширине стружки
между двумя последовательными поло-
жениями поверхности резания за один
оборот или за один проход изделия или
инструмента. Толщина срезаемого слоя
измеряется в миллиметрах.
Шириной срезаемого слоя называется
расстояние между обрабатываемой и об-
работанной поверхностями, измеренное
по поверхности резания. Ширина сре-
заемого слоя измеряется в миллиметрах.
Зависимость между шириной срезае-
мого слоя и глубиной резания, толщи-
ной срезаемого слоя и подачей
жается формулами
I
b — —----мм;
sin f
выра-
(Н
fl = s sin у мм;объ (2)
Эга зависимость справедлива в пре-
лелах * < sT^ • Когда s > ’
то Д = s и а = ( (фиг. 8).
ФИГ. &.
Сечение срезаемого слоя. Номи-
нальное сечение срезае-
мого слоя/ измеряется в плоско-
сти, перпендикулярной к вектору ско-
рости резания Плошадь номинального
сечения срезаемого слоя ограничена
контуром A BCD и равна 1фиг. 8)
/ — s-t — a-b ммг (3)
Действительное сечение
срезаемого слоя мгньше
номинального. Площадь действитель-
ного сечения срезаемого слоя ограни-
чена контуром A BCD и равна
/а - / - А/ мм*.
Остаточное сечение сре-
заемого слоя Д/ остается на
обработанной поверхности в виде пери-
одически повторяющихся неровностей.
Площадь остаточного сечения Д/ огра-
ничена контуром AED и обычно соста-
вляет меньше 2% площади номинально-
го сечения срезаемого слоя В режимных
расчетах Д/ по малости во внима-
ние не принимается. Высота Н оста-
точного .сечения в значительной мере
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
271
определяет чистоту обработанной по-
верхности. Величина Н — ф (s, у, ?г).
С увеличением углов f и а также
одачи s высота Я возрастает. Сувеличе-
ннем радиуса закругления г вершины
инструмента высота Н уменьшается.
Площадь контакта передней поверх*
ости инструмента и срезаемого слоя.
Расположение режущих кромок выше
или ниже центра изделия нлн наличие
Фиг. 9.
углов возвышения (К >0°) приводит к
смещению главного режущего лезвия
инструмента относительно плоскости
осевого сечения или плоскости, пер-
пендикулярной к вектору скорости
резания В результате этого длина
режущего периметра кромок удлиняется
и площадь контакта между срезаемым
Слоем металла и передней поверхностью
инструмента увеличивается Это на-
глядно видно на примере строгалыш.о
резца (фиг 9) В
данном случае пло-
щадь контакта
я ПлнтгМ
Фнг. 10.
Направлениесбе-
га и ожлоиення
стружки Принято
считать.что струж-
ка сбегает по пе-
редней поверхно-
сти инструмента в
направлении, пер-
пендикулярном к
режущей кромке в
рассматриваемой
точке М (фиг 10).
Эта справедливо
лишь для случаев,
когда режущая кромка располагается
перпендикулярно к вектору скорости
резания о.
В общем случае перпендикулярность
нарушается, и стружка, сбегая по перед-
ней грани инструмента, стремится от-
клониться от перпендикуляра по ту или
другую сторону под углом практи-
чески равным углу между режущей
кромкой или касательной к ней в точке М
и плоскостью, перпендикулярной к
вектору относительной скорости реза-
ния v в той же точке М (фиг. 10).
От направления сбега стружки зави-
сят форма стружки и ее отклонение
вправо или влево от нормали (фиг. 11).
Процесс образования стружки. В 80-х
годах прошлого нека русский ученый
И. А. Тиме установил следующее деле-
плоскоапи cdfiuto
Фиг. 12.
ние стружки по внешнему виду: а) ска-
лывания (фиг. 12), б) сливная н в) над-
лома (фнг. 13).
Стружка скалывания об-
разуется при обработке вязких металлов
272
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
(стали) с малыми скоростями резания,
при больших толщинах срезаемого слоя
и прималыхпередних углах. Увеличение
вязкости обрабатываемого материала,
уменьшение толщины срезаемого слоя,
увеличение переднего угла или ско-
рости резания, как и одновременное
изменение всех перечисленных факторов
в указанных направлениях, приводят
к уменьшению размеров отдельных
элементов стружки и к постепенному
переходу стружки скалывания в слив-
ную.
Сливная стружка не имеет
плоскостей скалывания, и пластическая
деформация металла стружки проис-
ходит в направлении плоскостей сдвига.
Образование сливной стружки позво-
ляет обрабатывать металлы с меньшим и
более равномерным усилием резания и
получить более чистую обработанную
поверхность.
Стружка надлома обра-
зуется при обработке хрупких мате-
риалов (чугун, бронза). Хрупкий мате-
риал, обладая малыми пластическими
свойствами, сопротивляется надвигаю-
щейся передней поверхности инстру-
мента вплоть до наступления момента
разрушения по направлению действия
наибольших напряжений. Разрушения
по разным направлениям и в разных
частях срезаемого слоя хрупкого мате-
риала происходят непрерывно, и среза-
емая стружка представляет собой боль-
шое количество отломанных частиц ме-
талла, легко рассыпающихся.
Плоскость скалывания. Границей рас-
пространения внешне внлимых дефор-
маций в срезаемом слое вязкого металла
является направление OiOt (фиг. 14).
Фиг. 14.
В момент наибольшей деформации, воз-
можной для обрабатываемого металла,
пр направлению O,Oj происходит ска-
лывание элемента стружки. И. А. Тиме
цдзвал это направление плоскостью ска-
лывания, а угол ф, образованный этой
плоскостью с касательной к поверхно-
сти резания,—углом Скалывания. Вели-
чина угла скалывания для разных вяз-
ких металлов и условий их обработки
колеблется в пределах ф = 145 ч- 155*.
Плоскость сдвига. Внешний вид
стружки скалывания дает основание
предположить, что наибольшие разру-
шения в стружке происходят по пло-
скостям скалывания. Однако опыты
русского ученого Я. Г. Усачева пока-
зали, что стружка скалывания ломается
не по плоскости скалывания OjOj, а по
некоторым другим плоскостям OjOj
(фиг. 15), названным им плоскостями
сдвига. В зависимости от свойств обра-
батываемого металла и условия реза-
ния угол 0, образованный плоскостями
Фиг. 15.
вкалывания и сдвига, лежит в пределах
до 30е. Происхождение плоскостей
Сдвига связано с расслаиванием дефор-
мируемого металла под действием каса-
тельных напряжений, вызванных усили-
ем режущего инструмента.
Схема распространения деформаций
в стружке. В сливной стружке весь
ббъем металла подвергается более или
менее равномерному расслаиванию по
плоскостям сдвига (см. фиг. 15). В струж-
ке скалывания, кроме расслаивания
по плоскостям сдвига, часть предельно
деформированных слоев разрывается, а
часть менее деформированных изги-
бается, образуя в момент разрушения
Отдельные элементы. В обоих видах
фтружки перемещение частиц металла,
прилегающих к передней поверхности
инструмента, происходит медленнее,
!ем в остальной части стружки, и рас-
лоенный по плоскостям сдвига металл
загибается в направлении, обратном
направлению сбега стружки.
Опережающая трещина. При обра-
ботке стали с большими подачами и
малыми скоростями резания в резуль-
тате продольной и поперечной усадок
стружки на наружной свободной сто-
роне срезаемого слоя, впереди режущей
кромки резца, наблюдается распростра-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
273
некие опережающей трещины (фиг 16)
Размеры опережающей трещины увели
чиваются с увеличением вязкости обра
батываемой стали, толщины срезаемого
слоя и с уменьшением величины перед-
него угла. При резании тонкой стружки
толщиной о <0,1 мм и с увеличением
скорости резания больше 70 м!мин опе-
режающая трещина не наблюдается
Последние исследования советских
ученых (Глебов, Исаев, Айзеншток) по-
казали, что опережающая трещина —
явление поверхностное, нс распростра-
няющееся вдоль всей главной режущей
кромки.
Образование нароста. В процессе реза
ния режущие элементы инструмента, вне-
дряясь в металл изделия, непрерывно
образуют новые поверхности на обра-
батываемом предмете и на срезаемой
стружке. Контакт стружки с металлом
инструмента происходит н условиях
достаточно больших давлений и высоких
температур Металл изделия, прежде
чем разрушиться по линии среза под
действием режущеЬо лезвия, в течение
короткого времени перемещается впе-
реди режущего лезвия, образуя из за-
стойного металла, как это показал
Я Г. Усачев (фиг 17) нарост За это
18 Том я 1412
время зерна металла, образующего
нарост, сильно деформированные, рас-
полагаются в виде тонких вытянутых
полос, облегающих режущее лезвие.
Разрушение этих деформированных и
вытянутых в изогнутые полосы зерен
металла происходит как со стороны
задней грани режущего лезвия, обра-
зуя на поверхности резания шерохо-
ватость и предопределяя наклеп поверх-
ностного слоя обработанных деталей,
так и со стороны передней грани, обра-
зуя текстуру, изогнутую на некоторой
глубине в сторону, противоположную
направлению сбега стружки. Неодина-
ковые условия разрушения режущим
лезвием зерен металла со стороны задней
и передней граней приводят к срыву
образовавшегося нароста и к уносу его
сбегающей стружкой. Наростообразова-
ние связано со скоростью резания. Наи-
более интенсивно нарост образуется в
зоне скоростей от 15 до 40 mJmuh. С
увеличением скорости резания наросто-
образование уменьшается и исчезает
при скоростях свыше 50—70 м/мин.
Силовая схема проф. Зворыкина.
В 1893 г. К- А. Зворыкин установил,
что иа инструмент действуют сила Р
(фиг 18), сообщаемая механизмом
станка, и реакции стружки и поверх-
ности резания. Реакция езружки пред-
ставлена нормальной ее слагающей Q
и силой трения nQ. Реакция поверх-
ности резания представлена нормаль-
ной слагающей R и силой трения pR.
К элементу стружки приложены сила
давления резва Q и сила трения стружки
о переднюю поверхность р Q. В плоско-
сти скалывания к элементу стружки при-
ложена нормальнаи слагающая N силы
реакции на поверхность скалывания и
слагающая р>Л( внутренних сил трения,
274
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
вызванных нормальной слагающей А/.
Кроме этого, в момент скалывания
в плоскости скалывания действует сила
сопротивлении сдвигу в этой плоскости F.
Из условий равновесия рассматри-
ваемой системы сил находится формула
проф. Зворыкина, выражающая тео-
ретическую величину силы резания
в процессе стружкообраэования.
„ i-a-b |iln 8(1 + я1) -Ь 2|<. сое «|
•In [tin (»+₽,)( 1 -nil,)+cot (Ж.Хн-t |*,)Г ' ’
где s — напряжение сдвига в кПммг;
а — толщина стружки в мм; Ь — шири-
на стружки в мм; р. — коэффициент
внешнего трении; pi — коэффициент
внутреннего трения.
Эта формула, впоследствии уточнен-
ная советскими учеными, принимает
вил
- j-a-Э (tin 8 -Н it соз 3)__
tin р, [sin(6+ ₽,)(!—i*tx,)-t-a>s(a-t-p,Xl*+l*>)l ’'
Сила, потребная на деформацию ме-
талла срезаемого слоя, по теоретическим
исследованиям проф. В. А. Кривоухова,
выражается формулой
Р = aotskm,
где о© — условный предел текучести в
кГ/ммг; /—глубина резания а мм;
з —подача в мм за оборот нлн рабочий
ход инструмента; 5 — коэффициент про-
дольной усадки стружки; т — показа-
тель политропы сжатия.
Тепловой баланс процесса резания.
Приходная часть теплового баланса
учитывает: а) теплоту Qf, выделяю-
щуюся в результате пластической дефор-
мации металла стружки в направле-
ниях плоскостей сдвига; б) теплоту Qi,
выделяющуюся в результате разруше-
ний металла по плоскости скалыва-
ния; в) теплоту Qi, выделяющуюся на
трущихся контактных поверхностях
инструмента, стружки и поверхности
резания; г) теплоту Q«, выделяющуюся
в результате упрочнения некоторого
объема металла обрабатываемого пред-
мета, непосредственно прилегающего к
плоскости скалывания и к режущей
кромке. Расходная часть теплового
баланса учитывает: а) теплоту Qt, отво-
димую вместе со стружкой; б) теплоту
Qt, отводимую в окружающую среду;
в) теплоту Qt, отводимую через тело
инструмента, г) теплоту отводимую
через тело обрабатываемого предмета;
д) теплоту Q». постепенно накаплива
ющуюся в теле режущей части инстру-
мента и постепенно повышающую его
температуру. Всегда имеет место рав-
новесие
Qi + Qi + Qs + Qi "* Qs 4- Q» +
+ Qt + Qe4- Qs-
(6|
Относительное уменьшение тепловы-
деления достигается применением ин-
струментов с оптимальной геометрией
режущих элементов и использованием
их в условиях рациональных режи-
мов резания. Уменьшение количества
теплоты Qi, накапливающейся в теле
инструмента и повышающей его темпе-
ратуру, достигается применением эффек-
тивных охлаждающих жидкостей и уве-
личением сечения тела инструмента.
Интенсификация теплового баланса воз-
можна при работе с твердосплавными
инструментами, допускающими отно-
сительное возрастание теплоты Qe в рас-
ходной части теплового баланса и свя-
занное с этим повышение температуры
режущих элементов до 800—1000° С
Методы измерения температуры. До
сих пор ие удалось произвести точного
измерения температуры в зоне стружко-
образоваиия. Приближенное измере-
ние температуры достигается разными
способами. Искусственная термопара
как средство измерения температуры
в теле инструмента была предложена
Я. Г. Усачевым (фиг. 19).
Этим способом можно измерить тем-
пературу в отдельных точках тела
инструмента, отстоящих на некотором
расстоянии от поверхностей трения
Естественная т.ермопа-
р а основана на предположении, что
контакт режущих элементов инстру-
мента с металлом обрабатываемого
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
275
предмета можно рассматривать как спай,
в котором возбуждается термоток, соот-
ветствующий температуре на контакт-
ных поверхностях. Из опытов следует,
что показания естественной термопары
соответствуют средней величине темпе-
ратуры на поверхности контакта инстру-
мента со стружкой и обрабатываемой
деталью
Оптический пирометр по-
зволяет производить измерения темпе-
ратуры стружки, если она выше 500° С.
Усадка стружки. Стружка, деформи-
руясь по направлениям плоскостей
сдвига и скалывания, имеет продольную
усадку, выражающуюся в укорочении
срезаемого слоя по длине, и поперечную
усадку, выражающуюся в .увеличении
размеров ее поперечного сечения против
размеров поперечного сечения сре-
заемого слоя. Величина продольной
I I
усадки у-= /— всегда больше единицы
и выражается отношением длины I среза-
емого слоя к длине 1ст стружки. Коэф-
фициент продольной усадки Ki =
есть величина, обратная величине про-
дольной усадки. Величина поперечной
1 а
усадки = — всегда меньше единицы
и выражается отношением толщины а
срезаемого слоя к толщине ас стружки.
Коэффициент поперечной усадки К» —
ас
= —есть величина, обратная величине
поперечной, усадки
Качество обработанной поверхности
тесно связано с геометрическими пара-
метрами режущих инструментов, режи-
мами резания и физико-механическими
свойствами обрабатываемого материала.
При работе с тонкой стружкой, когда
толщина а < 0,05 мм, более чистые
поверхности получаются при передних
углах к ss 0°. При работе с большими
толщинами, когда а> 0,05 мм, для
получения более чистых обработанных
поверхностей передние углы надо уве-
личивать в зависимости от механиче-
ских свойств обрабатываемых металлов.
Гладкие и ровные поверхности полу-
чаются при резании со скоростями,
меньшими 4 mJmuh или большими 50 —
70 м/мин. В диапазоне скоростей от 4
до 50 м)мик чистота поверхности резко
ухудшается.
Износ режущих инструментов. При-
чиной износа режущих инструментов
18*
является трение сбегающей стружки о
переднюю поверхность и поверхности
резания о заднюю поверхность. Интен-
сивность износа зависит от химического
состава, физико-механических свойств
и структурного состояния взаимодей-
ствующих металлов инструмента и из-
делия, усилия на трущейся поверхно-
сти, скорости трения и температуры на
поверхности трения.
Четко видимые следы износа на-
блюдаются: а) только на передних по-
верхностях (фиг. 20), когда толщина
Uk/pwtQ изюшемжю zwwtfrn
Фнг. 20.
срезаемого слоя металла равна или
превышает 0,2 мм и работа ведется
с большой скоростью резания без
охлаждения (резцы, торцевые фрезер-
ные головки); б) на передних и задних
поверхностях (фиг. 21), когда толщина
Фиг. ?1.
срезаемого слои равна или превышает
0,2 мм и работа ведется с применением
охлаждающей жидкости со средними
скоростями резания (резцы и ториевые
фрезерные головки, работающие с охлаж-
дением, машинные метчики, плашки,
сверла, зенкеры, протяжки); в) только
на задних поверхностях (фиг. 22), когда
толщина срезаемого слоя металла
меньше 0,2 мм и работа ведется с при-
276
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
мелением охлаждающей жидкости (чи
стовые и фасонные резцы, гаечные мет-
чики, развертки, протяжки). Прева-
лирующим во всех случаях является
износ на задней поверхности инстру-
ментом
За критерий износа во всех случаях
принимается наибольшая ширина 8
м.ч изношенной контактной площадки
на задней поверхности инструмента. Наи-
большая ширина изношенной контактной
площадки обычно имеет место на угловых
сопряжениях главных и вспомогатель
пых режущих кромок, и по ней опреде-
ляются нормы износа инструментов.
При работе, всухую интенсивность из-
носа токарных проходных резцов мала, и
Фиг. 22.
на протяжении всей их работы на
задней грани наблюдается медленное уве-
личение узкой полоски истертой кон-
тактной площадки. По истечении неко-
торого времени, разного для различ-
ных условий резания, гланным образом
для разных скоростей резания, насту-
пает резкое изменение условий трения на
контактных площадках, и интенсив-
ность износа катастрофически возра-
стает (фиг. 23).
Причиной, вызвавшей такое стреми-
тельное нарастание интенсивности изно-
са, является повышение температуры на
трущихся поверхностях выше темпе
рятур отпуска инструментальной стали.
Па инструментах, работающих с боль-
шими перерывами между рабочими
ходами и срезающих тонкие слои ме-
талла, " величина износа в зависимости
от продолжительности работы инстру-
мента характеризуется кривыми фнг. 24
иисмруненяа
Фиг. 24.
Допустимый износ резбонарезных ин-
струментов характеризуется следующи-
ми величинами
Тип инструмент* Допусти-
мый износ
6 в мм
Резьбовые резцы н гребенки:
черновые . . . . 2
чистовые ... ... 0,3
Резьбовые фрезы групповые:
D = 40+50 мм ....... . 0,4
D = 55+65 ................. 0.5
D = 80+90.................. 0,6
Круглые плашки................. 0,14°-5
Резьбонарезные еамооткрывакь .
щиеся головки 0,354и-4
Автоматные гаечные метчики и
горичештампоааккые гайки . 0,1254
Го же аалолипштампованные гайки 0.054
Гаечные метчики ........ 0,054
Машинные метчики:
по стали ............• . 0.1254
. чугуну.................. 0,074
Допустимый износ протяжек 8 опре
делается следующими величинами:
4 в мм
Тип протяжки:
шпоночная и шлицевая ... 0,3—0,4
круглая .... 0,2—0,3
Оптимальные величины, принятые
как допустимые износы резцов, фрез,
зенкеров, снерл, разверток и зуборез
ных инструментов, приведены в табл.
1—3, За и 36
Стойкость режущих инструментов. Под
стойкостью резцов, фрез, сверл зенке-
ров и разверток понимается суммарная
продолжительность их непосредствен-
ного резания от переточки до переточки.
Под стойкостью метчиков, плашек,
протяжек, зубострогальных резцов и
долбя ков понимается суммарная про-
РЕЖУЩИЯ инструмент и процессы резания
277
Таблица I
Допустимый износ твердосплавных резцов
Тип резной Марка твердого сплина Подача в мм,об Допусти- мый износ « в мм Тип резцов Марка твердого сплава Подача в ммюб 1 и £22 с СК 0 2® =( 2-о
Токарные проходные, подрезные, расточ мыс Сталь а цветные металлы Токарные для силово го резания: стали чугуна Т15К6 В Кв 2,5-4 2.5—4 0,7-0,9 0,8-1
Т5К10 T1SK5 > 0,3 < 0,3 1.5-2 0.8-1
Чугун Все типы резцов для работы на тяжелых стинках по стали: черновые проходы чистовые проходы То же по чугуну: черновые проходы чистовые проходы Т5К10 Т14КЗ Т15К6 ВК8 ВКЯ - 0.9-1.2 0.4—О.Ь 0.8—1 0.8-1
ВК5 ВКЯ < 0,3 > 0.3 0.8-1 1.4-1.7
Строгальные проход- ные и подрезные по чугуну В КН <0,4 >0.4 1.0-1.2 1.5-2
Допустимый нанос быстрорежущих резцов
Таблица 2
Сталь, стальное литье, чугун ковкий Серый чугун
Тип резца Условна обработки Допусти- мый износ 4 в мм Условия обработки Допусти- мый износ « в мм
Токарные проходные, пол резные, расточные Строгальные проходные и подрезные Долбежные проходные Токарные прорезные, от- резные Строгальные прорезные и отрезные Долбежные прорезные и отрезные С охлаждением Без охлаждения • • С охлаждением Без охлаждение • • • • 1.5-2 0,3-0.5 1,5—2 0,3-0.5 0,8-1 0,3—0,5 0,8-1 0.8-1 Грубое точение Получнстовое точение На продольно-строгаль- ных станках На поперечно-строгаль- ных станках На долбежных станках 8—4 1.5-2 1,5-2 0.8—1
Токарные проходные и расточные На тяжелых стайках черновые проходы: с охлаждением без охлаждения ^истовые проходы с охлаждением и Леэ охлаждения 1.5-2 0,5—0.6 0.6—0.8 На тяжелых токарных и расточных станках: черновые проходы чистовые проходы 3-4 0,8-1
Токарные прорезные и отрезные На тяжелых стайках: С охлаждением без охлаждения 0,8—1 0.3-0,5 На тяжелых токарных станках прорезка н от- резка 1.8-2
278
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 3
Допустимы! износ фрез
Тип фрез Сталь Чугун
Допустимый взнос 3 в мм
Черновая обработка Чистовая обработка Черновая обработка Чистовая обработка
Цилиндрические ... Ториевые Концевые D < 15 мм Концевые D > 15 мм Дисковые . Шлицевые ... ........ Фасонные острозаточенные (иезагы- ловаиные) Фасонные затылованные 0.4-0.» 1.5-2 0,15—0,2 0,3-0,5 0,4—0.6 0,15-0,2 0.6-0,7 0,3-0,4 0,15-0,25 0.3—0,5 0,1-0,15 0,2-0,25 0,15-0,25 0,2—0,3 0,2 0,5-0,8 1,5-2 0,15—0,2 0,3—0.5 0,4-0,6 0.15-0,2 0.6-0.7 0,3—0,4 0.2—0.3 0,3-0,5 0,1-0,15 0,2-0,25 0,15-0,25 0,2-0,3 0.2
Примечание. При скоростном фрезеровании стали допускается следующий износ торце- вых фрезерных головок, оснащенных твердым сплавом:
Предел прочности в кГЦиА. . . 40-Ю 60-80 80-100 100-120 120-140
Допустимый износ в мм 0.6-О.Я 0,8-1 1-1.5 1.5-2,5 2.5-3,5
Таблица За
Допустимый износ сверл, зенкеров
и разверток
Таблица Зв
Допустимый износ зуборезных инструментов
ив стали марок P1S и Р9
Тип инструмента Сталь Чугун
Работа с охлаж- дением Работа без охлаждения
Допусти- мый износ по уголкам Допусти- мый износ но задней грани
Сверла 1—1.2 0.5 1.2
Зенкеры ....... 0.5-1.2 0.8 1.6
Развертки 0,6—0.8 0,6 0.8
должитсльность непосредственного ре-
зания от переточки до переточки той
точки режущей кромки, которая в про-
цессе резания за каждый рабочий ход
имеет наибольшую продолжительность
контакта с обрабатываемой деталью.
Стойкость обозначается буквой 7
н измеряется в минутах.
Инструментальные материалы Мате-
риалы для изготовления режущих ин
струментов должны обладать: а) выси
Тип зуборезного инструмента Допустимый износ S в мм
Черио- »и обра- ботка Чисто- вая об- работка
Долбякн * . Червячные фрезы Модульные дисковые фре- зы То же из стали У12 .... Дисковые специальные фрезы для черновых про- ХОДОВ Зубострогальныя резцы . . Резцы для головок, об- рабатывающих кониче- ские спиральные колеса Фрезы конические спи- ральные ........ 0.8-1 1,2—1,6 0,8-1 0,3-0,4 1-1,2 0.6-1 0,3-0,6 0,06-0,1 0,2-0,35 0,2-0,3 0.2-0,3 0,25—0,3 0.15—0.3 0.6-0.8
кой твердостью, превышающей твер-
дость обрабатываемого металла; б) вы-
сокой износостойкостью при трении
обрабатываемый металл и стружку с
большой скоростью и давлением; в) вы-
сокой механической прочностью Изго-
товленные из стали режущие инстру-
менты после термической обработки
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
279
должны иметь твердость в пределах
/?с = 60 •+ 64 Инструменты малых
размеров (сверла, зенкеры, метчики,
плашки) из углеродистой стали должны
иметь твердость в пределах /?с=58-ьб0.
Средние значения фнзико-механн-
ческих свойств основных современных
инструментальных материалов приве-
дены в табл. 4
Сталь углеродистая инструменталь-
ная подразделяется на 1-й класс —
качественную и 2-й класс — высоко-
качественную (с уменьшенным содер-
жанием серы и фосфора). Из качествен-'
ной инструментальной стали марок
У7. У8. У8Г и У9 изготовляются пре-
имущественно ударные инсгрументы
различного назначения, державки и
корпусы сложных и ответственных режу-
щих инструментов. Из высококачест-
венной инструментальной стали марок
У10А и У12А изготовляются режущие
инструменты, работающие с малой ско-
ростью резания, с большими переры-
вами между рабочими циклами и с обиль-
ным охлаждением. Из высококачествен-
ной стали указанных марок изгото-
вляются круглые плашки, метчики,
сверла и зенкеры малых размеров, раз-
вертки, шаберы, напильники ножо-
вочные полотна для ручной работы н
другие инструменты. Из стали У13А
изготовляются шаберы, зубила для на-
Габлица 4
Средине значении физико-механических свойств основных современных
инструмеитвльиых материалов
Марка инструмен- тального материала Твердость Предел прочности в кГ/лгв1 Красно- стойкость в °C Относи тельный по- правочный коэффи- циент по износу
*А Р1стяже- ие Кручение Изгиб Сжатие
P18 61 —64 — ~ 160 ~ 2S0 ~ 320 - 400 600 1,00
хг 220 0,10
хвг 220 0,16
У12А 220 0,20
»хс 220 0,20
в кз - 87.5 - - 1S0 — 950 1,00
В Кв — 88 60 90 130 500 1050 1.35
вкз 89 . - - по 1100 2.07
ВК2 - 90 - - 90 - 1160 2,15
Т5К10 — 88,5 - — 116 1100 0,15
TI6K6 - 90 50 76 ПО 400 1200 1.00
ТЗОК4 — И — — .86 1200 1,65
T60K6 - 90 — 56 1200 1,90
Минера- локсраиика . ЦМ 332 - 90 - — -25 - 100 Со. 1200 2,0 по стали 3,0 по чу- гуну
Примечания: 1. Относительный поправочный коэффициент по износу дли мипералокера- михи ЦМ 332 дан по сравнению с твердым сплавом Т15К8. 2. Твердость Rq указана лла термически обработанной стали. Дла инструментов малых разме- ров с целью уменьшении хрупкости термообработка ведетса на твердость Rq w 58ч-60. 3. Пределы прочности дли инструментальных сталей соответствуют термообработанному состов- иито.
280
ТЕХНОЛОГИЯ ОВРАВОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
сечки напильников и режущие инстру-
менты для обработки металлов повы-
шенной твердости. Вследствие низкой
температуры отпуска (красностойкости)
углеродистая инструментальная сталь
в настоящее время находит ограничен-
ное применение в инструментальном
производстве.
Сталь легированная инструменталь-
ная по своему химическому составу
отличается от углеродистой повышен-
ным содержанием кремния или мар-
ганца или наличием одного или не-
скольких легирующих элементов: хрома,
вольфрама, молибдена, ванадия, никеля
и др.
Присадка легирующих элементов со-
общает легированной инструменталь-
ной стали лучшую прокаливаемость и
меньшую хрупкость, чем это имеет ме-
сто у углеродистой инструментальной
стали.
Основные марки легированной ин-
струментальной стали имеют следую-
щее назначение.
Марка ХГ — для инструментов, кото-
рые при закалке должны мало дефор-
мироваться: длинные метчики, калибры,
лекала, плашки, фрезы.
Марки X и Х09 — для зубил, для на-
сечки напильников, штемпелей, для
токарных, строгальных и долбежных
резцов и лекальных и ремонтных ра-
бот.
Марка 9ХС — для слесарных и круг-
лых плашек, сверл, разверток, фрез,
метчиков и гребенок.
Марка ХВ5 — для токарных, стро-
гальных и рифельных резцов, для гра-
вировальных резцов, фрез при умеренной
скорости резания самых твердых мате-
риалов, как, напрнмер, валков чугун-
ных с закаленной поверхностью и
панцирных плит.
Марка ХВГ — для режущих инстру-
ментов, которые при закалке не дол-
жны подвергаться значительному коро-
блению: длинных метчиков, длинных
разверток, специального назначения
фрез и других видов специальных ин-
струментов.
Марка 8СВМ — для круглых плашек.
Маркировка, химический состав и
технические условия на легированную
инструментальную сталь установлены
ГОСТ 1133-41 и 5950-51.
Быстрорежущая инструментальная
сталь содержит вольфрам, хром и
ьанадий. Быстрорежущая сталь пред-
назначена для изготовления инстру-
ментов сложной формы, от которых
требуется высокая стойкость при резании
как с малыми скоростями (протяжки),
так и с большими скоростями (фасон-
ные резцы, фрезы), когда режущие
элементы инструмента во время работы
нагреваются до температуры 600° С.
Высоколегированная быстрорежущая
сталь Р18 содержит около 18% воль-
фрама, 4,5% хрома и 1% ванадия. Бла-
годаря высокой твердости, износостой-
кости и механической прочности в тер-
мически обработанном состоянии быстро-
режущая сталь марки Р18 находит
широкое применение для изготовления
ответственных по назначению и слож
ных по ферме инструментов всех видов:
фасонных резцов, зуборезных инстру
ментов, протяжек, ответственных резь
бонарезных инструментов и др. Низко
легированная быстрорежущая сталь
марки Р9 содержит около 9% воль-
фрама. 4,5% хрома и 2% ванадия
Марка Р9 предназначена для замены
высоковольфрамовой стали PI8 при
изготовлении инструментов, предназна-
ченных для работы с большими ско-
ростями резания, — резцов всех видов,
сверл, зенкеров, резьбонарезных ин-
струментов со шлифованней резьбой,
некоторых видов зуборезных инстру-
ментов и др.
Твердые сплавы применяются для
изготовления режущих инструментов,
предназначенных для обработки ме-
таллов с высокими скоростями резания
(от 100 до 1200 м/мин). Твердые сплавы
вольфрамовой группы применяются для
обработки хрупких металлов, напри-
мер чугуна, бронзы, закаленной на
Rc = 55 •+ 64 стали. Твердые сплавы
вольфрамититановой группы приме-
няются дли обработки стали. Основ
ные физико-механические свойства твер-
дых сплавов приведены в табл. 4,
примерное назначение марок твердого
сплава см. т. 6, гл. VII. Пластинки твер-
дого сплава выпускаются различной
формы и размеров. Сортамент пласти-
нок установлен ГОСТ 2209-55 (табл. 5).
Технические условия на пластинки
твердого сплава для режущих инстру-
ментов по металлу стандартизованы
ГОСТ 4872-52.
Минераяокерамическив сплавы при-
меняются для изготовления режущих
инструментов, предназначенных лл>. об-
работки металлов с большими скоро-
стями резания. По причине недостаточ-
ной механической прочности и повышен-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
281
ной хрупкости минералокерямические
сплавы применяются только для чи-
стовой обработки резцами, зенкерами
и развертками. Наиболее качественные
мннсралохерамические пластинки марки
ЦМ 332 позволяют работать на чи-
стовых режимах резания со скоростями
резания до 2000 м/мин, превышая при
прочих равных условиях стойкость твер-
дого сплава марки Т15К0 в 1,5—2 раза.
Проверка на пористость мннералокера-
мических пластинок ведется опусканием
их в окрашенный керосин Изменение
цвета пластинки указывает на большую
пористость и ее непригодность для
использования. Заточка мннералокера-
мических пластинок ведется со скоростью
~10 м/сек зелеными экстракарборунло-
вым кругами. После заточки требуется до
водка карбидом бора на чугунном диске.
Таблица 5
Классификация пластинок иа твердого сплава (по ГОСТ 2239-55)
Формы 01 и 02 Ф о р м а 03
Для проходных и чистовых широких резной Для проходных резиов при тяжелой нагрузке
Тип Л
Формам Форма 0в
Для прямых проходных резцов Для подрезных и расточных резиов при расточке
глухих отверстий
282
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 5
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
283
Продолжение табл. 5
Форма 14
Для стерл спиральных н с прямыми канавками
Форма 15
Для расточных резцов н резиов для обработки
пазов .ласточкин хвост-
Форма 16
Для галтеле* и бандажных резцов
Форма 20
Дла ториевых Фрез и цековок
Форма 21
Для концевых и шпоночных фрез, зенкеров прн
обработке глухих отверстий и иекоаок
Форма 24
Дли дисковых, концевых, Т-обризиых и ториево-
цилиндрических фрез
284
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжена* табл. &
Форма 25
Для зенкеров при обработке сквозных отверстий
Форма 27
Для облицовочных зенкеров
Форма 30
Для червячных фрез с модулем 4; 43: 5; S3! 6;
7; 8 соответственно порядку расположения
номеров изделий в таблице
Форма 31
Для угловых фрез
Форма 32
Для резцов при прорезке канавок в шкивах под
клиновые ремни с профилем О; А: Б; В; Г; А
соответственно порядку расположения номеров
изделий в таблице
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
285
Продолжение табл. 5
Форма 33
Для проходных резцов с механическим крепле-
нием
Форма 34
Для центров к токарным и круглошлифовалъным
станкам
Форма 35
Для торцевых насадных фрез со спиральным
зубом
Для торцевых насадных
юными зубьями
Форма 36
концевых фрез с вин-
и
Зуб Винтовой npoBi
<6/
4,
Сечение по ЯЛ
R2
\ Ло/юсносто 7-Ы
— Сечение по ББ
Сечение по ИЙ
Форма 37
Для проходных реаиоя при работ»
с большими полянами
Форш 3»
Для сверл глубокого сверления
Тип А Тип Б
Правая
286
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Форма 39
Для направляющие к сверлам глубокого свер-
ления
Форма 41
Для расточных резцов при снятии тонкой стружки
Продолжение табл. 5
Форма 40
Для торцевыя фрез
Для фасочных резцов
Примечание. Размеры пластинок см. ГОСТ 2209-55.
Химико-термическая обработка ин-
струментов. С целью повышения режу-
щих свойств инструменты подверга-
ются следующим видам хкмико-терми-
ческой обработки: цементации, азоти-
рованию, цианированию и хромиро-
ванию.
Все эти процессы дают насыщение
поверхностного слоя инструмента соот-
ветственно углеродом, азотом, углеро-
дом и азотом одновременно, хромом.
Насыщенный легирующими элементами
поверхностный слой обладает повышен-
ной износоустойчивостью и твердостью.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
287
Литой инструмент дает существенную
экономию средств и труда при механи-
ческой обработке и экономию расхода
быстрорежущей стали за счет исполь-
зования отработанных инструментов.
Отливкой могут быть заготовлены встав-
ные ножи и целые инструменты слож-
ной формы.
Исключение ковки при изготовлении
литого инструмента позволяет приме-
нять сплавы с повышенным содержанием
углерода и добавок бора, Читана, азота.
Приборы для измерения сил резания.
Принципиальные кинематические схемы
устройства динамометров основаны на
одновременном измерении одной или
нескольких слагающих силы резания,
действующих на режущие элементы
инструмента. Работа всех известных
динамометров для измерения силы реза-
ния основана на упругой деформации
их основных рабочих элементов: круг-
лых стержней, витых или плоских пру-
жин в механических приборах; мано-
метрических трубок в гидравлических
приборах; металлических мембран, ме-
таллических или прессованных уголь
вых стержней в различного рола
электрических приборах. От пружиня-
щих свойств этих основных рабочих
элементов в значительной мере зависит
точность показаний динамометров.
Основным недостатком пружинных и
гидравлических динамометров являют-
ся относительно большие линейное и
круговое перемещения инструментов,
которые вызываются деформацией пру-
жинящих элементов в этих приборах
Для измерения сил при резании с тон-
кой стружкой более подходят электри-
ческие динамометры. Из электрических
динамометров наиболее просты индук-
тивные датчики и проволочные датчики,
наклеиваемые на поверхность пружи
нящнх элементов прибора Для нор-
мальной работы электрических динамо
метров достаточны упругие деформации
рабочих элементов в пределах несколь-
ких микронов.
Обрабатываемость конструкционной
стали резанием Методика определения
обрабатываемости металлов резанием ус-
тановлена ГОСТ 2625-44 (см.т.6, гл. II).
Показатели обрабатываемости стали
приведены в т. 6, гл. IV
Обработка резцами
Резцы предназначены для черновой,
чистовой и тонкой обработки плоско-
стей. а также наружных и внутренних
цилиндрических и фасонных поверхно-
стей. В зависимости от выполняемой
работы и расположения на суппортах
станков резцы могут быть: а) правыми
и левыми (фиг. 25); б) прямыми (фнг. 26);
Ицпнутй Мер Яхгнутии
Itnefed' {мщмтд)
Фиг. 27. Фиг. 28.
в) отогнутыми (фиг. 27): г) изогнутыми
(фиг. 28); д) оттянутыми (фиг. 29)
Фнг. 29.
Конструкция и область применения
резцов. Основные типы резцов, приме-
няемых на токарных, строгальных и
долбежных станках, приведены в табл. 6
и 7. Основные типы резцов, применяе-
мых на револьверных станках, полу-
автоматах и автоматах, приведены в
табл. 8. Размеры резцов стандартизованы.
Указания на соответствующие ГОСТ для
резцов даны в табл. 6 н 8
288
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица в
Основные типы токарных, строгальных и долбежных резцов с приваренными пластинками
из быстрорежущей стали (размеры см. ГОСТ 7369-S5)
Токарные резцы
Проходные упорные правые н левые
Проходные отогнутые правые я левые с углом
? - «•
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
289
Продолжение табл. 6
Строгальные резцы
19 Том S. 1412
290
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 6
Таблица 1
Резцы с напаянными пластинками из твердого сплава (по ГОСТ 6743-53)
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
291
Продолжение тайл. 7
19*
292
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 7
Строгальные резцы
Проходные прямые с углом о — 45“ правые н
левые
Чистовые широкие
Подрезные изогнутые правые и левые
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
293
Продолжение табл. 7
Подрезные прямые правые и левые
Автоматно-револьверные резцы
294
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 7
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
295
Основные таны резцов полуавтоматных н автоматно-револьверных
Таблица 8
1. Рлтцы проходные быстрорежущие пра-
вые и левые:
о) полуавтоматные (размеры по ГОСТ 3786 47);
6) автоматно-револьверные (размеры по ГОСТ
3792-47)
2. Резцы проходные прямые с уелом
T-W" быстрорежущие правые и левые:
а) полуавтоматные (размеры по ГОСТ
б) автоматно-револьверные (размеры по
ГОСТ 3793-47)
W6 ОСТАЛЬНОЕ
Н~?5мм\1 I -j место сварки
Место
сварки
3. Резцы подрезные прямые бт проре-
жущие правые и левые для работы в
центрах, полуавтоматные (размеры оо
ГОСТ 3789-47)
296
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. <
I ______j ЪЪбОСТЯЛЬНОС
1. Резцы фасочные быстрорежущие пра-
вые и леаые,-
а) полуаатоматиые (размеры по ГОСТ
3791-47);
б) азгоматко реоольверпые (размеры по
ГОСТ 3794-47),
6. Резцы автоматно-револьверные фа-
сочные двусторонние быстрорежущие
(размеры по ГОСТ 3795-47)
б. Резцы автоматно-револьверные отрезные
пластинчатые быстрорежущие правые и левые
(размеры по ГОСТ 3796-47)
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
297
Продолжена* т»бл. I
1. Резцы автоматно-револьверные рас-
точные быстрорежущие (размеры по ГОСТ
3799-47)
Й. Резцы круглые автоматные:
) прорезные (размеры по ГОСТ 3801-47):
б) фасочные односторонние (размеры по
ГОСТ 3803-47):
в) фасочные двусторонние (размеры по
ГОСТ 3804-47):
г) отрезные (размеры по ГОСТ 3802-47)
Державки резцов имеют преимущест-
венно прямоугольное сечение. Квадрат-
ное сечение применяется в случаях малой
высоты центров и для изготовления
расточных, долбежных и автоматно-ре-
вольверных резцов. Круглое сечение
применяется для изготовления державок
расточных и резьбовых резцов,установка
которых на станке связана с необходн
мостью поворота резца вокруг его оси.
Заделка пластинок. Быстро-
режущая сталь и твердые сплавы ис-
пользуются для резцов лишь в виде
пластинок, привариваемых или припаи-
ваемых к державкам. Размеры и форма
пластинок стандартизованы: а) из бы-
строрежущей стали — ГОСТ 2379-44
(см. табл. 9); б) из твердых сплавов —
ГОСТ 2209-55 (см. выше табл. 5).
Уменьшение норм износа и увели-
чение количества возможных переточек
резцов достигаются заделкой пластинок
на резцах под углом, большим на 5*
требуемой величины переднего угла f.
После приварки или припайки вер-
шина пластинки должна быть выше
верхней плоскости державки на 1—2 мм.
Крепление пластинок из твердого
сплава осуществляется припайкой
медью или латунью. Если конструк-
ция позволяет, следует предпочесть ме-
ханическое крепление твердосплавных
пластинок. Крепление пластинок из
быстрорежущей стали осуществляется
приваркой. Следует предпочесть кон-
тактную сварку. После приварки пла-
стинки подвергаются термообработке.
Стружколомание становит-
ся необходимым при обточке вязкой
конструкционной стали с большими ско-
ростями резания.
Механика стружколомания заклю-
чается: а) в принудительном изгибе
стружки так, что на пути образования
Фиг. 30.
силы Р
ломается
первого витка струж-
ка своим концом
упирается в поверх-
ность резания или
другую какую-либо
поверхность детали
и резца. Тогда под
действием
стружка
на куски по пло-
скости АВ (фиг. 30);
298
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Классификация пластинок из быстрорежущей стали (по ГОСТ 2379-44)” Таблица 9
Эскиз
Назначение
пластинок
т-
kt
Эскиз
Назначение
пластинок
Для резцов
проходных ото-
гнутых н для
широких чисто-
вых
Для резцов
токарных про-
ходных отогну-
тых и для
подрезных
Для резцов
строгальных
двусторонних
н фасонных
Для резцов
отрезных
и прорезных
Для резцов
токарных и
строгальных
отогнутых
подрезных
Для резцов
прямых проход-
ных ? = 4а*
(правые и ле-
вые)
Для резцов
прямых проход
ных f - 60”
(правые и ае
вые)
Для резцов
строгальных
для строгания
.ласточкина
хвоста"
Для резцов
токарных для
проточки кана-
вок под выход
резьбы
52
Для резцов
чистовых про
ходных и гад-
тельных
Для резцов
расточных для
глухих отвер-
стий и для
строгальных
подрезных
Для резцов
долбежных
прорезных
Ддя резцов
резьбовых
Для резцов
долбежных
проходных
двусторонних
• Размеры см. ГОСТ *2379-44 и изменения, внесенные в стандарт
по регистрации в марте 1955 г.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
299
б) в принудительном разламывании
стружки второй — поперечной — пла-
стинкой, припаянной поперек пути
движения стружки по передней грани
разца (фнг. 31).
оснащенных металле- и мннералокера-
ыическнми пластинками.
Токарем Ленинградского станко-
строительного завода имени Свердлова
лауреатом сталинской премии Г. Борт-
кевичем была разработана конструкция
проходного токарного резца, показан-
ная на фиг. 31, а. Токарем Московского
завода шлифовальных станков лауреа-
том сталинской премии П Быковым
была разработана другая конструкция
проходного токарного резца, показанная
на фиг. 31, б. Этими р-.зцамн была до-
стигнута высокая производительность
труда. Оба резца имеют припаянные
Фиг. 31.
Новые усовершенствованные кои*
струкции резцов. За последние годы
новаторами производства был разрабо-
тан и внедрен в производство ряд усо-
вершенствованных конструкций резцов,
пластинки твердого сплава марок
Т15К6 и Т30К4.
С целью устранения внутренних на-
пряжений в пластинках, возникающих
после их напайки, был разработан ряд
300
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
новых конструкций резцов с механи-
ческим креплением как металле-, так и
минералокерамических пластинок.
Конструкция резца с механическим
креплением пластинок, разработанная
ЦНИИТМАШ, показана на фнг. 31, в
Пластинка 1 прижимается к опорной
подкладке 2 верхней накладкой 3 и
винтом 4. Для предупреждения сдвига
пластинка подпирается промежуточ
ной подпорной планкой 5 с рифлениями
Верхняя накладка 3 служит одновре
менно стружколомательным упором
Для этой цели к ней припаяна пла-
стинка 6 из твердого сплава. Резец
предназначен для работы со средними
сечениями стружки.
Конструкция резца, предложенная
токарем Московского станкостроитель-
ного завода имени Орджоникидзе Поля-
ковым, представлена на фиг. 31, г.
Пластинка / вкладывается в мерный
паз подпорки 2, имеющий с нижней
стороны рифления для предупрежде-
ния сдвига в державке резца. Крепле-
ние пластинки осуществляется винтом 3
через накладку 4. Накладка 4 служит
одновременно стружколомателем.
Простая конструкция резца разра
ботана технологом Московского завода
шлифовальных станков Калугиным.
В этой конструкции (фиг. 31, Э) пластин-
ка / ставится на подкладку 2 с рифле
ниямн на нижней ее стороне и сверху
прижимается накладкой 3, служащей
одновременно и стружколомательным
порогом. Зажим пластинки и державки
резца осуществляется винтами суппорта
станка. Необходимое пружинение дер-
жавки достигается наличием в дер-
жавке продольной щели 4 и располо-
жением по середине этой щели пружи-
нящей трубки 5.
Сотрудниками ВНИИ Рывкиным и
Самойловым разработана конструкция
резца, в которой для крепления пла-
стинок используются силы резания.
Резец этого типа имеет гнезда для кре-
пления пластин с обоих концов (фнг
31, е). Пластинка / опирается на на
клонную опорную поверхность дер-
жавки резца От опрокидывания пла-
стинка удерживается нависающим ско-
сом 2 в гнезде державки. Кроме того,
одним торцом пластинка упирается
в штифт 3 и этим предупреждается ее
сдвиг вдоль опорной плоскости пла-
стинки. Верхняя накладка 4 под дей-
ствием пружины 5 всегда прижимает
пластинку к опорной плоскости дер-
жавки и одновременно служит струж-
коломательным порогом.
Токарь Средневолжского станкострои-
тельного завода В А Колесов пред-
ложил конструкцию проходного токар-
ного резца, показанную на фиг. 31, ж.
У этого резиа, так же как у ло-
паточных чистовых резцов, главное
режущее лезвие 1—2 расположено
вдоль оси обрабатываемой детали. Это
позволяет работать с большими пода-
чами И получить повышенную чистоту
обработанной поверхности, так как прн
условии, что длина главного режущего
лезвия 1—2 больше подачи на 0,5—1 мм,
остаточное сечение будет равно нулю.
Возможность работы с увеличенными
подачами позволяет в несколько раз
уменьшить основное технологическое
время и существенно повысить произ-
водительность труда.
Фасонные резцы приме-
няются для внутренней и наружной
обточки фасонных поверхностей в усло-
виях крупносерийного и массового про-
изводства. По принципу работы фасон-
ные резцы делятся на: а) радиальные,
подача которых направлена по радиусу
обрабатываемой детали, и б) тангенци-
альные, подача которых направлена
мимо оси вращения обрабатываемой
детали на расстоянии, равном радиусу
обработанной детали. Точность диаме
тральных размеров поверхностей, обра-
батываемых радиальными резцами, до
стигается точностью работы механизма
станка, выключающего движение ради-
альной поднчи. Точность диаметральных
размеров поверхностей, обрабатываемых
тангенциальными резцами, достигается
точной установкой резцов.
Радиальные фасонные резцы делятся
на два типа: а) круглые и б) призмати-
ческие Круглые фасонные резцы .в
равных условиях дают менее точные
фасонные контуры на обрабатываемых
деталях, чем призматические Пре-
имущество круглых резцов — малые
габаритные размеры и более простая
технология их изготовления. Призма-
тические резцы имеют большие габа-
риты, сложнее в изготовлении, но более
жестки в работе.
У тангенциальных резцов передняя
грань затачивается под углами т —
— 10 ч- 20° и А = 30 -+• 45° (фиг. 32)
Задний угол а достигается наклонной
установкой резца на станке. Затачи-
ваются тангенциальные резцы только по
передней грани и под углом « + ?
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
301
Корригированные точно изготовленные
и установленные на станке тангенци-
альные резцы позволяют обрабатывать
Фиг. 32.
детали фасонного профиля с высокой
точностью.
Установка фасонных
резцов на станках. Наиболее
широко распространены фасонные рез-
цы, ось или база крепления которых
установлена параллельно оси вращения
обрабатываемого изделия. Менее точ-
ные фасонные контуры на обработанных
деталях дают круглые и призматиче-
ские резцы, установленные одной точкой
своей фасонной кромки на высоте оси
вращения изделия (фиг. 33) Более
Фнг. эз. Фиг. 34.
точные фасонные контуры на деталях
дают круглые и призматические резцы
с базовой линией, установленной на
высоте осн вращения изделия. Базовая
линия проходит через наиболее от-
ветственный участок фасонного про-
филя детали (фиг. 34).
В случаях обработки фасонных по-
верхностей с одной или несколькими
торцевыми плоскостями целесообразно
применять фасонные резцы, установлен-
ные наклонно под углом 6 > 15° к оси
вращения изделия (фиг. 35). Наклонно
установленные резцы могут иметь как
радиальную, так и наклонную подачу.
Фасонные поверхности с торцевыми
плоскостями могут быть также обра-
ботаны более сложными в изготовлении
круглыми резцами с винтовой фигурной
поверхностью (фиг. 36) и осью, парал-
лельной оси изделия.
Для внутренней фасонной расточки
наибольший диаметр круглого резца
Фиг. 35.
Фиг. Зв.
должен быть не больше трех четвертей
наименьшего диаметра растачиваемого
фасонного отверстия.
Фасонные затыловоч-
ные резцы являются разновид-
ностью призматических резцов и отли-
чаются от последних конструктивным
оформлением державки.
Геометрические параметры режущей
части у резцов устанавливаются ГОСТ
2320-43 и рассматриваются в условиях,
когда: а) резцы находятся в статиче-
ском состоянии; б) вершина резца уста-
новлена на высоте центра вращения
изделия; в) ось резца параллельна или
перпендикулярна оси вращения изде-
лия или обработанной плоскости.
Задние углы. Величина задних
углов для разных типов резцов приве-
дена в табл. 10.
Передние углы, форма и
размеры передней грани
устанавливаются а зависимости от типа
резца, его назначения и механических
свойств обрабатываемого металла по
табл 11 и 12.
302
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 10
Продолжение табл. П
Величина аадних углов
Резцы
Подача в мм
на оборот или
двойной ход
s < 0,2| t > ОД
Задний угол
в град.
Проходные токарные......... 12 6
Проходные строгальные и дол-
бежные ...........'........... ч в
Подрезные, расточные, прорез-
ные, отрезные, автоматно-
тангенциальные, фасонные,
резьбовые..................... 12 8
Примечания: 1. При обработке лег-
ких сплавов и краской мели задние углы со-
ответственно брать равными 15 и 10°.
2. Допуск на заточку принимают равным
Форма передней грани у резцов
Таблица 11
Форма перед-
ней грани
Эскиз
Резцы всех типов для обработки чугуна. Фа-
сонные резцы. Резцы для обработки стали
при затруднительности заточки по форме I
и прн работе с подачами з < 0,2 мм, а так-
же в случаях необходимости в плоской фор-
ме передней грани без фаски
Форма перед-
ней грани
Криволинейная I
с фаской
Резцы всех типов за исключением фасонных
со сложным контуром режущей кромки,
для обработки стали (особенно в случаях
необходимости обеспечить стружкоэавива-
нме)
Резцы токарные проходные, подрезные, про-
резные и расточные для обработки стали
с подачами л > ОД мм ив случае затруд-
нительности заточки по форме I
Рекомендуемая величина переднего
угла f для обработки стали и чугуна
резцами из быстрорежущей стали и
твердых сплавов при скоростном реза-
нии приведена согласно ГОСТ 2320-43
в табл. 12.
Для увеличения прочности режущей
кромки и. стойкости резца первая и
вторая формы заточки передней поверх-
ности предусматривают для работы с
подачами s > 0,2 мм наличие вдоль
режущей кромки плоской фаски ши-
риной / = (0,8ч-1)з мм. При работе
с подачами s < 0,2 мм режущие кромки
следует притупить оселком так, чтобы
образовалась фаска шириной не более
0,1—0,15 мм. Угол наклона фаски
зависит от типа и материала резца.
Рекомендуемая величия fj для то-
карных резцов из быстрорежущей
стали 0°, строгальных и долбежных
-|-5®, для твердосплавных резцов —5®.
Радиус выемки /? на резцах
(фиг. 37) первой формы берется в зави-
симости от величины подачи s в следую-
щих пределах:
у токарных и расточных резцов
R — (10-1- 15)з мм;
у строгальных и долбежных резцов
R = (30 -4- 40)з мм;
у прорезных и отрезных резиов
R — (50 -+• 60)з мм.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
303
Величина переднего угла т резцов
Таблица Z2
Механические свойства обрабатываемого металла Материал инструмента
Мало- и высоколегированная быстрорежущая сталь Твердые сплавы
Форма передней грани
I И Ш 1 « 111
Предел прочности при растяжении овр в кГ Твердость по Бринелю Hg в кГмыЛ л > 0,2 л <0,2 л >0.2 — а > о,21 Д< 0,2
Величина переднего угла в град.
До 50 50- 60 60- 70 70- 80 яо- Ю 90-100 100-110 110-120 120-130 Св. 130 До 150 150-180 180-210 210-235 235—265 265-290 290-315 315-350 350-375 Св. 375 До 150 150-200 200—250 250-400 Св. 400 11111 II , — л .'/падь 30 30 30 30 25 25 20 20 Уугун И 25 25 25 20 20 12 12 20 12 8 25 20 20 20 12 12 8 8 20 12 8 1S 15 15 15 15 15 15 0 0 0 0 — 5 — 5 - 5 -10 -10 -20 12 12 5 5 - Б
•' • а 4- 5°. 2. Допуск на заточку принимается равным ±Р.
Брать R < 3 мм не рекомендуется.
Для обработки стали с atp > 70 кГ/мм*
величину R следует брать ближе к верх-
• Фиг. 37.
нему пределу На длинных прямолиней-
ных участках фасонных резцов для об-
легчения резания и завивания стружки
рекомендуется также делать ради-
усные выемки. Ширина выемки
Ь — 2/? а!п(т — ц), (7)
где -fa — угол наклона опорной плоско-
сти выемки под пластинку.
Угол возвышения А уста-
навливается в зависимости от формы
заточки передней поверхности, типа и
назначения резца по табл. 13.
Таблица 1Л
Величина угла возвышения Л в град.
Резцы Форма передней грани реэпа
1 II III
Токарные проходные и расточные ллв об- дирочных работ 0
То же дли чистовых работ . . Полрезныу, прорезные и отрезные . . 0 —4
0 0 о
Строгальные 0 +» +10
Токарные для обра- ботки прерывистых поверхностей . . . 0 4-10 -НО
У г л ы в плане. Главный угол
в плане <f меняется в пределах от 10 до
90* в зависимости от назначения резца и
жесткости обрабатываемой детали
Уменьшение толщины а и увеличение
ширины b срезаемого слоя, достигав
мые уменьшением угла г, позволяют
Ш
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
работать с большой скоростью или стой-
костью резца. При обточке ступенчатых
деталей большой длины и малого диа-
метра, расточке отверстий малых диа-
метров или в упор, отрезке или про-
резке главный угол в плане ? берется
равным 90°.
При обточке деталей малой жесткости
на проход = 60 -+• 75°; при расточке
жестких деталей <р = 45 ч- 60"; при
обточке жестких деталей проходными
резцами f = 30 ч- 60°; при чистовой
обточке в жестких условиях с малыми
глубинами резания ? = 10 4-20°. Для
отрезки детален без бобышек главный
угол в плане у отрезных резцов зата-
чивается на угол у = 80°. При чистовой
обточке резцом Колесова и лопаточным
резцом f = 0°. Допускаемые пределы
отклонения угла у должны быть не
больше ±2°
Вспомогательный угол
в плане на резцах меняется в пре-
делах от <р = 1° до ? =45° в зависимости
от типа и назначения резца. Для улуч-
шения условий отвода теплоты через
тело резца и для увеличения его стой-
кости величина вспомогательного угла
в плане <pj должна быть возможно
меньшей, насколько это допускают усло-
вия жесткости.
При обточке без врезания быстрорежу-
щими проходными резцами угол ?t =
= 5 ч-10°; при обточке без врезания
твердосплавными резцами угол ?t = 15°;
при обточке с врезанием на глубину
до 3 мм угол = 15°; при обточке с
врезанием на глубину свыше 3 мм угол
?i = 20 ч- 30°; при расточке и подрезке
быстрорежущими резцами угол =
= 10 ч- 15°; при расточке и подрезке
твердосплавными резцами угол <fi =20“;
при прорезке и отрезке угл fi I + 2°;
при обточке отогнутыми резцами сече-
нием до 20 X 30 мм угол <fi “ 45°;
резцами сечением свыше 20 X 30 мм
угол «р| = 30°.
Допускаемые отклонения при угле
?i < 2° в пределах ±30'; при угле
f । = 2 ч-5° — в пределах ±1°; при
угле ?| > 5° — в пределах ±2®.
У прорезных резцов для мерной
обработки пазов величина
ДВ Altga
,gT1"26---------- ('
где ДВ — допускаемое уменьшение ши
рнны резца в мм; lt — предельная вели-
чина стачивания по задней грани;
hi — предельная величина стачивания
по передней грани; a — задний угол
При отношении > 6 длины оття-
нутой головки отрезного резца L к ши-
рине прорезаемого паза В величина
угла ъ < Iе.
Переходные режущие
кромки выполняются на резцах
как: а) радиусы г сопряжения задних
поверхностей* и б) фаски /0 сопряжения
задних поверхностей, выполняемые под
углом fo (фиг. 38). Величину радиусов
Фиг. 38.
сопряжения рекомендуется брать в пре-
делах: у проходных и расточных рез-
цов при s < 0,2 мм г = 0,5 ч- 5 мм,
при $ > 0,2 мм г = 1 ч- 3 мм; у под-
резных резцов г = 0,5 Ч- 2 мм, у про-
резных и отрезных резцов г 0,2 +
ч- 0,8 мм.
У резцов с передней поверхностью по
первой и второй формам величина ра-
диуса сопряжения берется по формуле
но не больше приведенных выше вели-
чин.
Величины фасок сопряжения /0 н
угла ?0 устанавливаются: у прорезных
резцов (фиг. 39) f tst 0,25В и = 75°;
Фиг 39.
у отрезных резцов /0 “ 0,5 ч- 1 мм
и = 45 , у проходных и
расточных резцов (КБЕК) при
t < I мм и s < 0,2 мм длина фаски
/0 = 3 ч- 5 мм и угол Vo “ Ю 15*.
Величина задних углов на фасочных
переходных кромках берется равной
величине главных задних углов а.
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
305
Средние величины углов заточки рез-
цов, оснащенных мннералокерамиче
скими пластинками ЦМ 332: прн на-
ружной обточке стали •( = —5°; а =
= «) = 10°: V = 30°; = 10’, X =
— -НО’; при наружной обточке чугуна
1 = —10’; а = «I = 8’; f в 45’;
?i = ю° и 1 = -Ц0’.
Режимы резания резцами. За послед
ние годы в связи с широким внедрением
в заводскую практику больших скоро-
стей резання особо важное значение при
обретают режимы резапия резцами, осна-
щенными твердыми сплавами. Опытом
новаторов производства н научными
исследованиями установлено, что для
черновой скоростной обточки стали
средней твердости следует работать твер-
дым сплавом марки TI5K6, а для чисто-
вой обточки твердыми сплавами ма-
рок Т30К4 или Т60К6. Последние две
марки позволяют резать металл со ско-
ростью резания v =* 300 н- 1000 ч/мин
при достаточной для многих практиче-
ских случаев стойкости Т= 40 ч-2 мин.
Обточка резко закаленной стали ве-
дется твердым сплавом марки ВК8 со
скоростью 20 м/мин при стойкости
Г — 60 мин. Обточка чугуна на черно-
вых проходах ведется твердым сплавом
марки ВК8, а на чистовых проходах
марок ВК6 или ВКЗ.
Подача. Величина подачи, когда
задана чистота Нт^ обработанной по-
верхности, может быть вычислена по
формуле
мм.
(10)
где г — радиус .сопряжения задних по-
верхностей; / — глубина резания; у —
главный угол в плане; ?| — вспомога-
тельный угол в плане.
Числовые значения коэффициента С
и показателей степени х, у, г и и при-
ведены в табл. 14. Средние величины
Таблица N
Числовые значения коэффициента С
и показателей степени в формуле (10)
Обрабатывае- мый металл Подача л в мм С х У 1' и
Сталь и сталь-
мое литье . . <1,75 о,оов 0.3 1.1 0.35 0.7
То же .... > 1.75 0.17 0.12 0.6 0.15 0.3
Чугун .... < 1.6 0,045 0.25 1.21 0,5 0.75
• • • • • > 1.6 0.2» 0.12 0.6 0.25 0.35
20 Том 5. 1412
подачи при пилучистовой обработке
приведены в табл. 15, 15а и 156.
Глубина резания опреде-
ляется припуском иа обработку. Коли-
чество повторных проходов зависит от
мощности и жесткости станка. При
точной обработке весь припуск целесо-
образно снять за два или несколько про-
ходов. На повторных проходах следует
брать несколько меньшую глубину реза-
ния, чем на предшествующих проходах,
сообразуясь с конкретными условиями
цеховой практики.
Износ резцов. Оптимальная
величина износа, соответствующая эко
номическим и технологическим усло-
виям обработки металлов резцами, при-
ведена выше, в табл. 1 и 2.
Таблица /3
Средние величины подачи s в мм} об
прн получнстовой обработке стали быстро-
режущими и твердосплавными резцами
Класс чистоты по ГОСТ 2789-51 Радиус при вершине резца в мм Скорость резания V В MfMUH
Обозна- чения "ей в мх 30-70 80-120 и св.
0,5 0,3-0.52 0,45-0,55
VV4 — 1.0 0.44—0.63 0,57—0,55
2.0 0.57-0,69 0,67-0,69
0.8 0.17-0,26 0,23-0.39
W 6.3-3,2 1.0 0,22-0,37 0,3-0,46
2.0 0.3-0,52 0.44-0.54
0,5 0,11-0,14 0,11-0,22
W6 3,2-1,б 1.0 0,14-0.19 0,15-0,3
2.0 0,16-0,26 0,21-0,38
Примечание. Значение подач, при- веденные и таблице, рассчитаны на обработ- ку стали с пределом прочности о — — ?о + 90 кГ) «м». При обработке стали с другими значениями табличные значения подач умножать иа поправочный коэффициент Ко.
в кГ1ммг До 50 50—70 70-90 00—110
К • 0,7 0,75 1 1.25
306
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Габлица 15а
Средние величины подач л в ммц>б при черновом растачивании быстрорежущими
и твердосплавными резцами
Глубина резания в мм Диаметр круглого сечения резол d в мм
10 12 16 20 25 30 40
Вылет резца в мм
50 60 80 100 125 150 21»
1 2 3 5 Стам», с т 0,03-0,12 <0.08 тальное латве, алюминиевые и Mt <0.1 | 0,06—0,2 | 0,15-0.4 <0,08 <0.12 0.1 -0,25 - 1 <0.08 | <0,1 Чугун и медные сплавы 0,12-0,2 10,25-0,4 10,5-0,8 0,06-0,12 0,15-0,25 0.3 -О.5 <0,08 0.08—0,12 0,15—0,25 иниевые сп. 0.23-0.7 0,15—0.4 0,06-0,2 0.9 —1.5 0,5 -0,8 0,25—0,5 1авы 0,5-1 0,2 -0.5 0,12-0,3 0,9—1,2 0,5—0,7 0,25—0.6 0,13-0.4 0,6-1
Примечание. При растачивании на тяжелых станках подачи назначаются: на карусель-
ных станках по стали и стальному литью в = <>,8ч-1,6 ммюб, по чугуну s = 0,7-е-2,2 мм,'об,
на токарных станках по стали и стальному литью 1»0,3+1,2 лытЮб. по чугуну j = 0,5-*-1,5 ммЮб.
Габлица 156
Средние значения подач з в лмгоб при наружно* обточке на тяжелых токарных стайках
н карусельных станках
Марка инструмен- тального материала Обрабатываемый материал Глубина резания в мм
6 12 20 30 св. 30
PI8 и Р9 Сталь и стальное литье Чугун 3-4 3.5—4.5 3—4 3,5—4,2 2,8—3,6 3.2—3.8 2,6—3,2 2,8-3.4 2,2—2,8 2.5-3
Т15К10 Стальное литье и сталь: о < 60 кПмМ1 о/,=60ч-80 кПмлб о. „ > 80 кГ1мМ> 2,4—2,8 2-2,4 1,6-2 2-2,4 1,6-2 1,3-1.6 77 7 1.2-1,6 1-1,4 0,8-1.2 1-1,2 0,8-1
В Кб и ВК8 Чугуи 2.6—3.2 2,4-2,8 2-2,6 1,6—2.2 1,3-1,6
Примечания, Подачи в таблице даны для обработки по корке. При работе без корки по- дач» может быть увеличе а 10—2D»|0. При работе с уларами подачу следует уменьшить иа 15—2l«|o. При работе со сплавами TI5K6 и ТЗОК4 подачу необходимо уменьшить соответственно иа 20—30 и 50-ь0»1о.
Охлаждение применяется при
обработке вязких металлов. Обработку
стали, стального литья и поковок, ков-
кого чугуна, меди и латуни быстроре
жущими резцами следует вести с приме-
нением в качестве охлаждающей жипко
сти 5%-ного водного раствора эмуль-
сола При обработке легких сплавов
в качестве охлаждающей жидкости сле-
дует применять смесь солярового масла
и керосина. Обработка чугуна н бронзы
ведется без применения охлаждающей
жидкости. Средний минутный расход
жидкости должен быть не менее 6—8 л.
Выбор стойкости. Средние зна-
чения стойкости резцов разных разме-
ров приведены в табл. 16.
При точении с большими скоростями
резания в зависимости от конкретных
производственных условий стойкость
твердосплавных резцов может быть ниже
указанных в табл. 16 значений
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИр
307
Таблица 16
Среднее значение стойкости резцов в мм
Материал резца Сечение резца q в мм1
16X25 20X30 25X40 40Х» ЮХ1Х5
Быстрорежу- щая стала . 60 60 90 120 150
Тьердый сплав 90 90 120 150 130
Скорость резания при наруж-
ном продольном точении и строгании
подсчитывается по формуле
м,ман (П)
Числовые значения т даны в табл. 17,
х и у —в табл. 18, величина п
принимается равной 1 для мягкой
углеродистой стали с //в<130; 1,15
для стали с НБ > 175; 1И5 для чугуна,
медных сплавов и легированной стали.
Величина коэффициента Cvi меняется
с изменением условий резания. Эти из-
менения учитываются умножением та-
бличных величин СР1 на следующий ряд
поправочных коэффициентов:
а) выражающий влияние попе-
речных размеров резца на скорость
резания.
Числовое значение V'”
\ ZU *Ov /
при обработке стали и стального
I ч \v,v*
литья и при обработке
чугуна (q — площадь сечения стержня
резца в ммг).
б) Кг, выражающий влияние главного
угла в плане <а на скорость резания.
’/ 45 \о,в
Величина К2 = при обРаботке
стали, стального литья, алюминиевых
и магниевых сплавов быстрорежущими
( 45\оз
резцами; Кг — ( — 1 при обработке
тех же металлов резцами из титаноко-
„ к 145 Х9-45
бальтовых сплавов; ''г—^—J при
обработке любых металлов сплава-
ми ВК8.
в) К3. выражающий влияние вспомо-
гательного угла в плане на скорость
/ 10 \0,09
резания. Величина Кз = I —) для
Л „ ( 15\о.о9
быстрорежущих резцов и к9 = у
для резцов нз твердых сплавов.
г) Кз, выражающий влияние радиуса
сопряжения задних поверхностей г на
скорость резания. Величина Кз —
/ г \о.2
для грубой н Кз = (-т, ) для полу чи-
стовой обработки стали, стального литья,
алюминиевых и магниевых сплавов;
/ г ч 0.08
Кз— (4-1 Для полу чистовой обра-
ботки чугуна и медных сплавов.
Таблица 17
Числовые значения показатели относительной стойкости т для резцов
Обрабатываемый металл Типы резцов Условия обработки III Твераые сплавы группы TlCo Твердые сплавы группы
Столь, стольное литье, ковкий чугун Серый чугун Медные ^плавы Алюминиевые и магниевые спла- вы Проходные, подрезные и расточные Прорезные н отрезные Резец Колесова Проходные, подрезные и расточные Прорезные и отрезные Резец Колесом Все типы резцов То же С охлаждением Без охлождеяия С охлаждением Без охлаждения • • • в • • • • С охлаждением и вез охлаждении То же 0.125 0,1 0,25 0,2 0.1 0. IS 0.15 0,3 0,2 0.2 0,18 0,125 е« см® сч « 1 1 1 1 1 о оо о о
20*
308
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Габмща It
Числовые значения коэффициента Cvl и показателей степени г а, а формула (11)
Материал реэиа Обрабатываемый материал Характер работы Условия работы
С охлаждением Без охлаждения
С»1 X У СХГ1 >
Быстро Сталь, стальное, литье, л < 0,25 Мм\об 96,2 0,25 0,33 52,5 0,25 0,5
режущая сталь алюминиевые и маг- ниевые сплавы л >0,25 60.8 0.25 0,66 42 0,25 0,66
Ковкий чугун Серый чугун и медные д<0,25 л >0.25 Получнстовое 55.4 47,4 0.2 0.2 0,25 0.5 42,6 24,5 0,2 0.2 0.4 0.5
сплавы 8 — 2 мм 4 — 4 . — — — 34,2 32.6 0,15 0,15 0.3 0.4
Твердый Сталь, стальное литье л <03 417 0,18 0,2 393 0,18 0.2
сплав алюминиевые и маг- л = 0.3 -г- 0,75 478 0.18 0,35 434 0,18 0,35
Т15К6 киевые сплавы я > 0,75 462 0,18 0,45 420 0,18 0,45
То же Сталь НБ = 200 Резцом Колесова t<t 304 0.3 0,15 304 0.3 0.U
Твердый сплав ВК6 Чугун НБ — 200 Резцом Колесова t мм < л — — — 304 0.4 0.2
Твердый Чугун и медные сплавы Л <0,1 __ 156 0,13 0.2
сплав ВК< л> 0,4 — — — 147 0.2 0.4
Примечание: 1. Значение коэффициента Ср) явно для обработки без корки металлов
твердостью 7/^ — 193-а-210 резцами сечением 20 X 30 *-« и с плоской передней гранью, углами
а, 7, К, по ГОСТ 2320-43, прн угле о = 45°, угле <р, = 10° (быстрорежущие) и 15° (твердые сплавы),
радиусе г = 2 мм, допустимом износе и стойкости согласно данным табл. I, J и 17.
2. При обработке легированной стали и стального литья быстрорежущими резцами с охлажде-
нием значения скорости резания, подсчитанные по формуле (11). следует уменьшать на 10°1о-
д) Кь, выражающий влияние матери-
ала инструмента на скористь резания.
Величина Кь для разных марок инстру-
ментальной стали и твердых сплавов
изменяется в пределах 0,65—1,80.
е) Kt. выражающий влияние обраба-
тываемого металла на скорость резания
Числовые значения коэффициента К,
Обрабатываемый металл Козффи
циент К.
Автоматная сталь. ........ 1.2
Углеродистая сталь С < 0,Ф|о . . . . 1
. . С>0,9>|а ... 0,86
Хромистая, хромоникелевая, хромова-
надневая, хромоникельваналиепая,
никелевая. никельмолибденовая,
хромоинкельмолибдеиовая, хромо-
молибдеиованадневая, молибдено-
вая н хромомолибденовая сталь . 1.1
Марганцовистая, хромомаргаицови
стая, хромомаргаицевомолнблеио
вая, хромомаргаииевотитаноьая,
хромокремнистая, хромокремине-
маргаицевая, кремаиемарганцевая,
хромокремииемолиблеаовая, хромо-
иикельвольфрамовая, хромомолиб
деноалюмннневая и хромоалюминие
ван сталь...................... . 0.9
Обрабатываемый металл Коэффи-
циент К,
Хромистая и вольфрамовая инстру-
ментальная сталь................. 0,78
Мало- и высоколегированная быстро-
режущая сталь, нержавеющая и
клапанная сталь.................. 0,65
Сталь Галфнльла ................. 0,5
Ковкий чугун ...... ............. 1
Серый чугун и медные сплавы .... 1
Алюминий и силумин............... S
Ду рал юм ии о — 25 кГ|мж’....... 8
.'"-35................ 8
........... <
Электрон —16 , ..... 6.5
ж) К7. выражающий влияние способа
изготовления металла на скорость реза
ния. Величина Х7 равна 0,9 для ото-
жженного металла, I— для горячекатаи-
ного, 1,1—для холодноката иного.
з) Kt, выражающий влияние состоя-
ния поверхности обрабатываемого ме-
талла на скорость резания Величина Kt
принимается от 0.7 для чугуна с твер-
дой коркой до I для чугуна без корки
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
309
и) Лд, выражающий влияние формы
передней грани резца на скорость
резания.
Числовые значения коэффициента К,
Форма передней грани Коэффи
по ГОСТ 2320-43 ннеит К,
Плоская ..... 1
Радиусная........................... 1.05
Плоская или радиусная с фаской . . . 1.15
Плоская с отрицательным передним
утлом т — (—5°) + (-10е); А —
— 5е-»-12е ... ............. 1.2
При наружной обточке минералоке-
рамическими резцами марки ЦМ 332
стали 45 скорость резания подсчиты-
вается по формуле
580
v “ уб.ЗЗ, jO.2jO.45 м1мин
а чугуна НБ = 197 ч- 207 по формуле
307
V “ J4I.33. ,0.32.^0,45 MlMuM
Скорость резания при обра
ботке отрезными и прорезными рез-
цами подсчитывается по формуле
MjMUH.
(12)
Изменения коэффициента с изме-
нением условий резания учитываются
умножением табличных величин СРг на
следующий ряд поправочных коэффи-
циентов:
a) Ki, Kt, Kt и Kt, значения и число-
вые величины которых приведены выше
(для проходных резцов);
б) Кю> выражающий влияние отно-
шения разности между наружным диа-
метром D и диаметром d дна прорезки
к D на скорость резания; величина /С1о
изменяется в пределах 0,86—1;
в) Яц. выражающий влияние глу-
бины h канавки на скорость резания;
/10\0Д
величина Ки = I-j- )
г) ^12, выражающий влияние типа
станка на скорость резания.
Числовые значения коэффициента К„
Коэффи-
циент Ка
Тип стамкв
С вращательным главным движением 1
С возвратно-поступательным главным
движением, головка резцедержате-
ля откидная ...................... 0,6
То же. неоткндиая................... 0.5
Скорость резания при ра
боте на поперечно-строгальных ндолбеж-
нЫх станках подсчитывается по фор-
муле
Числовые значения для т даны
в табл. 17, для п — те же, что в фор-
муле (II), для Cvt и I/ — в табл. 19
r’-s'e'№y'
M/MUH.
(13)
Таблица 19
Числовые значения коэффициента CpJ и показателя степени у в формуле (12)
Материал резца Обрабатываемый металл Условия работы
С охлаждением Без охлажде- ния
СО2 У с 7
Быстрорежущая сталь Р1а Твердый сплав Т15К6 Твердый сплав В КВ Сталь, стальное литье, алюминиевые и маг нневые сплавы *. . Ковкий чугун ....... Серый чугуи и медные сплавы Сталь, стальное литье, алюминиевые и маг- нневые сплавы .... Алюминиевые и магниевые сплавы ..... Чугун и медные сплавы 21.8 22.5 83.8 68 0.68 0,5 0,35 0.8 2ЩЗ 54,2 59,8 38.9 0,35 0.6 0.4
Примечаиия: 1. Числовые значения коэффициентов даны при обработке металлов тэер
достью Н £ — 190-*-210 резцами с плоской передней гранью, углами «, ) и f, по ГОСТ 2320-43,
допустимом износе по данным табл. I н 2 н стойкостью по табл. 17.
2. При обработке легированной стали и стального литья быстрорежущими резцами с охлажде-
нием значения скорости резания, подсчитанные по формуле (14). следует уменьшать на 10»/—
310
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Числовые значения для т даны
в табл. 17, для п — те же, что в фг/р-
муле (11), для C^j, х и у — в табл. 20.
Таблица 20
Числовые значения коэффициента СоЯ
и показателей степенна х и у в формуле (13)
Обрабатываемый материал СтЗ X У
Сталь, стальное литье, алюминиевые и маг- ниевые сплавы . . . Ковкий чугуи Серый чугун и медные сплавы 43.2 34.8 31.7 0,25 0.2 0.15 0.5 0.4 0.4
При метил я 1. Числовые значения коэффициента С, а даны при обработке метал- лов твердостью = ISO ч- 210, работа не по корке резцами нз стали марки Р18 с плоской передней гранью, сечением 23 X 30 мм, угла- ми а, у и X по ГОсТ 2320-43 при угле <,=45®, угле f, = 10“ (строгальные) и 45“ (долбеж- ные). радиусе г = 2 мм, допустимом износе по табл. 1 и 2, стойкости по табл. 33, работе без охлаждения, перебеге резца 60 мм и дли- не хода резца 200 мм.
Изменения коэффициента С„я с изме-
нением условий резания учитываются
умножением табличных величин Ct,j на
следующий ряд поправочных козффи
циентов:
а) Ль Л,. Л, Ле, Л8. К». К-,. Л8 и Л,,
значение и числовые величины которых
приведены выше (для проходных рез-
цов);
б) Лц. выражающий влияние длины
хода и перебега резца на скорость реза-
ния; величина Л]Я изменяется от 1.18
при длине хода резца 50 мм до 0,87 при
длине хода резца 500 мм;
в) Лц, выражающий влияние типа
станка на скорость резания.
Числовые значения коэффициента К„
Тип станка
Коэффи-
циент Ки
Попйречио-строгальный (шепинг) 1
Долбежный, головка резцедержателя
откидная.......................... 0,75
То же иеоткилная ................. 0.5
Скорость резания на крупных и уни
кальных токарных, карусельных и про
дольно-строгальных станках подсчиты-
вается по формуле
Числовые значения коэффициента С и
показателей степени х и у приведены
в табл. 20а.
Сила резания измеряется и
вычисляется по трем взаимно перпенди-
кулярным направлениям (фиг. 40). Сла-
гающая определяет динамическую
Фиг. ао.
нагрузку механизма коробки скоро-
стей станка н эффективную мощность
резания Nt. Слагающая Ру определяет
силу отжима резца от детали и вели-
чину прогиба обрабатываемой летали.
Слагающая Рк определяет динамиче-
скую нагрузку в цепи механизма по-
дачи. Величина слагающих сил резания
подсчитывается по формулам
кГ, (14)
Ру-СгР иУ НпБ кГ\ (15)
P^Ci-p-^ Hl кГ. (16)
Для отрезных и прорезных резцов
глубина резания равна ширине про-
резаемого паза В.
Числовые значения коэффициентов и
показателей степени в формулах (14) —
(16) приведены в табл. 21.
Величины коэффициентов С,, Су и С.
меняются в зависимости от условий
резания. Эти изменения учитываются
умножением табличных величин Ct, Су
и Сг на следующие поправочные коэф
фициенты:
а) Л16, выражающий влияние свойств
обрабатываемого металла на слагающие
силы резания.
режущий инструмент и процессы резания
311
Таблица 20а
Числовые значения коэффициента С и показателе* степени х и у в формуле скорости
резания на крупных и уникальных станках
• Вид обработки М атернал инструмен- та Сталь о.„“73 кПжж5 Чугуи Нп = 190
с ж У С X У
Обточка н расточка, стойкость 7=60 мин. л>0,75 л<0,75 з>0,75 Л<0,30 Р9 Т8К10 Т5К10 ТИ.К6 ВК6 32,2 91.5 89 153 0.25 0.П 0,11 0,18 0,66 0,35 0,46 0.35 S 1 1 1 -8 да ел 0,15 0,2 *. 1 I I т о о
Прорезка пазов, стойкость Г-»ЙО мии. Р9 Т5К10 Т15К6 ВК6 4,5 23.9 36.8 1111 0,66 0,35 0,35 8.4 20,1 — 0.4 0,4
Строгание, стойкость 7=60 мин. плоскостей Р9 оке 29,6 0,25 0,66 24.8 51,8 0,15 0.2 0.4 0.4
пазов Р9 ВКВ 3,8 — 0,66 шт — 0.4
Примечания: I. Числовые значения коэффициента С ханы для обработки всухую.
2. При обработке стали с применением охлаждение числовые величины коэффициента С сле-
дует помножить на поправочный коэффициент: при точения иа К» = 1.23з—0.075 , Прм прорезке на
3. При обработке стали с пределом прочности «,^$75 кГ\млР числовые значения коэффициен-
та С следует помножить на К* = j -р- |П|. Для твердых сплавов TSK10 и Т15К6 показатель степе-
ни п, = 1,5; для быстрорежущей стали Р9 показатель степени л, = 1,75.
4. При обработке чугуна твердостью //^§190 числовые величины коэффициента С следует
помножить на К * = Для твердых сплавов ВК6 и ВК8 показатель степени л, => 1,75: для
быстрорежущей стали Р9 показатель степени а, — 1,7.
Таблица 21
Числовые значения коэффициентов и показателей степени в формулах (14) — (II)
Тип резца Материал! ре sue Твердость об- рабатываемого металла НБ Обрабатываемый металл
Сталь, стальное лнтье, алю мннневые и магнитные сплавы Чугун и медные сплавы
С1.2,3 Х ** * с1,а,з * У
Р, - С.ИР'//" * о
Проходные Быстрорежу- щая сталь Твердый сплав < 170 > 170 27,9 3,57 1 1 0,75 0,75 0.35 0.75 6,35 5,14 1 1 0,75 0,75 0,55 0,55
Прорезные и отрезные Быстрорежу- щая сталь Твердый сплав < 170 > 170 34,42 4.42 1 1 1 1 0.35 0,75 8.82 8.82 1 1 1 1 0,55 0,55
312
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжеяие табл. 21
Тип р€ЗЦ1 Материал резца Твердость об- рабатываемого металла Н « С Обрабатываемый металл
Сталь, стальное литье, алю- миниевые н магниевые сплавы Чугуц « мелаые сплавы
С1,2, 3 .0 С1.2. з| * п
- с.г'Р'л" У О
Проходные Быстрорежу- щая сталь Твердый сплав < 170 > 170 0,0027 0,0027 0.9 0.9 0,75 0.75 9.0 2.0 0.13 0,045 0.9 0.9 0,75 0,75 1.3 1.3
Прорезные и отрезные Быстрорежу- щая сталь Твердый сплав < 170 > 170 0,0031 0,0031 1.2 1.2 0.75 0.75 2.0 2.0 0,12 0,12 1.2 1.2 0.75 0,75 1.3 1.3
Р= с.г^н" л Ь
Проходные Быстрорежу- щая сталь Твердый сплав < 170 > 170 0,021 0,021 1.2 1.2 0.65 0.65 1.5 1.S 0,16 0,051 1.2 1.2 0,65 0.65 1.1 1.1
Числовые значения коэффициент* К„
Коаффи-
циент К „
Обрабатываемы* металл
Горячекатаниые, отожженные, норма-
лкзоааииные н термообработанные
(завалка с высоким отпуском)стали
Алюминий и силумин..............
Дуралюмни в1р — 16 кГ)млС.......
• ° арв 95 • • • • • •
*35 • • • • • •
ер
* • • • • •
1
0.2
0.15
0.3
0.4
0.55
б) /С](, выражающий влияние глав-
ного угла в плане ф на слагающие силы
резания. Величины К16 приведены в
табл. 22.
в) К», выражающий влияние ради-
уса переходной кромки на слагающие
Таблица 22
Числовые значения коэффициента К„
Угол в плаке у’ Для формулы Для ф (1 Для формулы
>рмулы 5)
Сталь и легкие сплавы Чуги в медные сплавы Сталь и легкие сплавы Чугун и медные сплавы Сталь и легкие сплавы Чугун и медные сплавы
30 1.08 1,05 1.63 1.23 0,7 0.63
45 1 1 1 1 1 1
60 0.98 0,96 0.71 0.87 1.27 1,41
75 1.03 0,94 О.М 0,77 1.51 1.2
90 1.08 0.92 0.41 0.7 1,82 1.28
силы резания. Величины Кп приведены
в табл. 23.
Таблица 23
Числовые значения коэффициента К„
Радиус в мм Сталь, стальное литье, алюминие- вые и магниевые сплавы для формул Чугун и медные сплавы для формул
(14) , (15) (14) (15)
0.5 0,87 0,65 0,91 0,76
1 0,93 0,81 0.95 0,87
1.5 0.97 0.92 0.93 0,91
2 1 I 1 1
3 1.04 1,13 1.03 1.08
5 1.1 1.32 1.07 1.2
г) выражающий влияние перед-
него угла на слагающие силы резания
Величины К}», приведены в табл. 24.
Формулы (14)—(16) выражают вели-
чину слагающих сил резания Р„ Р? и Ря
для работы незатупленными резцами.
По мере износа величина слагающих
сил резания постепенно возрастает. При
оптимальном износе (см. табл. 1 и 2)
расчетные величины Ря, Ру, и Ря сле-
дует умножать на поправочный коэф-
фициент Км. числовые значения кото-
рого приведены в табл. 25.
Слагающая сила Pz силы резания на
крупных и уникальных токарных, кару-
сельных и продольно-строгальных стан
ках подсчитывается по формуле
РЯ-СГРС яУ.
РЕЖУШИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
313
. • Таблица 24
Чкслоаые аиачениа коэффициента К„
Формула Слагающие Отклонения величины переднего угла от рекомендуемой ГОСТ 2320-43
СИЛЫ резамия —8° -6. -2‘ 0 +2- 4-4® -н- +8«
(14) р. 1.1 1,075 1.06 1,025 1 0,975 0,96 0,925 0.9
(15) Р„ 1.4 1.3 1.2 1.1 1 0,93 0,35 0,78 0.72
(16) Р\ 1.5 1.35 1,22 1.12 1 0.9 0,82 0,75 0,69
Таблица 25
Числовые значения коэффициента К„
Фор- мула Слагаю- щие силы резания Сталь, стальное лнтье и ковкий чугун | Серый чугун
Величина износа 4 в мм на задней грани резца
° 0.5 1.0 1.5 2.0 0 1.0 2.0 3.0 4.0
(14) (15) (16) ъ х 1 0.7 0,62 0.93 0.52 0,56 0,96 0,65 0.69 0.98 0,82 0,83 1 1 1 0.81 0,33 0.43 0,82 0,38 0,54 0.83 0,58 0.65 0,9 0.8 0.8 1 1 1
Числовые значения показателей сте-
пени х и у даны в табл. 21. Числовые
значения коэффициента G зависят от
металла инструмента и детали и равны
* По стали ов = -КкПмлР
При обточке и расточке: быстрорежущими резцами Р9 208 118
твердосплавными резцами .... 190 92
При прорезке пазов для других инструмен- тальных материалов г 247 158
При обработке стали с пределом проч
ности ов < 60 кПмм* числовые вели-
чины коэффициента Ct следует помно
/ о,\0.35
жить на Км ” I 75 ) • а стали с о, >
/ а, \0.75
> 60 кГ/мм* — на Кш “ \"75 J
При обработке чугуна твердостью
#5« 190 числовые величины коэф-
фициента Ci следует помножить на
Эффективная мощность на
резце выражается формулой
” 4500 *'Л— 60-I0i **"*
Мощность на приводе станка
(18)
где 1) — ж. п. д. станка.
Машинное время подсчиты-
вается по формуле
T--^rs'T мт- (19)
Длина прохода на токарных станках
£ —/4-/)+/, мм;
на строгальных и долбежных станках
Z. = Д 4- /| -|- /2 MMi
здесь I — длина обрабатываемой части
детали в мм; В — ширина обрабаты-
ваемой плоскости в мм; Zj — величина
, Z
врезания в мм; /(—t мм lt — вели
чина подхода н выхода в мм; lj < 3 мм
при продольной обточке и расточке;
G в 2 •+• 5 мм при подрезке, прорезке
и отрезке; величину lt для строгальных
и долбежных резиов см в табл. 26;
Д — припуск ни обработку в мм
Таблица 26
Величина перебеге резца иа долбежных
строгальных станках
314
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
' Расточка
Расточные резцы предназначены для
черновой, чистовой и тонкой обработки
отверстий на токарных и специальных
расточных станках.
Конструкция н область применения
расточных резцов. Основные типы рас-
точных резцов, способы крепления и
краткая характеристика их использо-
вания приведены в табл. 27.
Таблица 27
Основные типы расточных резцов, способы
крапления н краткая характеристика их
использования
Продолжение табл. 27
Г. Расточной резец для обработки глухих
А. Расточной резец для сквозных отверстий
отверстий в упор
Б. Расточной резец для глухих отверстий
Расточной резец А применяется для расточки
сквозных, а резец 6—для глухих отверстий
в деталях, обрабатываемых па токарных
станках. Крепление резцов А и Б произво-
дится в суппорте токарного станка
Резцы А и Б изготовляются по ГОСТ 7369-55
и оснащаются пластинками из быстрорежу-
щей стали (ГОСТ 2379-44) или твердых спла-
вов (ГОСТ 2209-55)
Резец В применяется для расточки сквозных,
а резец Г—для глухих отверстий или обра-
ботки в упор. Крепление резцов произво-
дится в державках. При концевом креплении
(а. 6, i и <?) расточная оправка допускает
обработку отверстий малой длины и близко
расположенных от шпинделя станка
При штифтовом креплении (а к е) или винто-
вом креплении (ж) допускается расточка
более длинных отверстий пли расположен-
ных на большем расстоянии от шпинделя
станка. При диаметрах отверстий О > 50 мм
штифтовое крепление может быть заменено
винтовым креплением (ж)
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
315
Продолжение табл. 27
Продолжение табл. 27
Д. Пластинчатый резец из быстрорежущей
стали
Е. Пластинчатый резец, оснащенный пластин-
ками нз твердого сплава
Псапов вКЗ
Пластинчатый резец Д применяется ва рас-
точных станках аля черновой и чистовой
расточки сквозных и глухих как отдельных,
так и нескольких соосных отверстий. Резец
Е применяется для тех же целей за один
linoхол, по только в сквозных отверстиях.
Для обработки чугуна применяются пла-
стинки из твердого сплава марки ВК8. Кре-
пленне пластинчатых резцов производится
в оправках за исключением случаев конце-
вого крепления пластинчатых резцов винтом
(а). Пластинчатые резцы закрепляются в
оправках жестко при помощи клина (б),
гаек (в) и конусного вита (г), а также
шарнирно-штифтовым способом (д) и (е)
У пластинчатых резцов торцевые режущие
кромки являются главными, а цилиндриче-
ские — вспомогательными. Переточка пла-
стинчатых резцов ведется по торцу, а по
цилиндрической части делается легкая до-
водка. Такой порядок переточки позволяет
сохранить на достаточно продолжительное
время диаметральные размеры пластинок
в пределах заданных допусков
Ж. Пластинчатый резец регулируемый
Регулируемый пластинчатый резец приме
няется для чистовой расточки отверстий.
Резцы могут быть изготовлены как нз
одного куска быстрорежущей стали, так и
с пластинками из быстрорежущей стали или
твердого сплава; /и V- винт; 2 — резец;
3 — пружина
3. Резец для расточных блоков
316
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 27
И. Резец для расточных блохой
Для улучшения условий резания все
типы расточных резцов устанавли-
ваются выше оси вращения изделия на
величину Ъ мм (фиг. 41); вследствие
Расточные блоки работают дауна диаметраль-
но пропвоааложнымн резцами и примемя-
ютса для черновой н чистовой расточки
одного или ряда соосных отверстий как
сквозных, так и глухих или ала расточки
в упор. Блоки с закрепленными а них рез-
цами поступают нл рабочее место с отрегу-
лированным диаметральным размером и
крепятся в расточной оправке
этого в процес-
се работы вели-
чина заднего
угла а +
4- т и перед-
него угля яз
» 1 — t, где
« и 1 — вели-
чины заточен-
ных на резце
заднего и пе-
реднего
а т* =
углов,
ardg (4)-
Для черновой рас-
точки резцы устанавливаются под уг-
лом 60°, а для чистовой 45° к оси
расточной оправки (фиг. 42).
К. Резцы для тонкой (алмазной) расточки
Фиг. 42.
Резцы дла тонкой рас-
точки изготоалают-
са нз ограненного
технического алмаза.
Стойкость алмазных
резцов, измеряемая
продолжительностью
их работы, достигает
40—50 час. Алмазы
могут быть заменены
твердыми сплавами.
Стойкость твердо-
сплавных резцов —
около 4 час. при об-
работке чугуиа. 4—8
час.—при обработке
бронзы: 8—12 час.—
при обработке баб-
бита
Крепление алмазов и
пластинок из твер-
дого сплава в дер-
жавках производится
заливкой твердым
припоем или механи-
ческим зажатием.
При заливке при-
поем возможно рас-
трескивание алма-
зов и твердых сила
воа. Механическое
крепление свободно
от етого недостатка
Державки с припаян
ными или механиче-
ски зажатыми в них
алмазами или тверды-
ми сплавами закре-
пляются в расточных
оправках. Регулировка на размер произво-
дится микрометрическим винтом или вкспеи-
триковыми втулками
Размеры резцов для тонкой расточки приве-
дены в табл. 28
Углы заточки у расточных резцов.
Величина углов заточки в процессе ра-
боты (при установке выше осн обраба-
тываемого отверстия) для разных ти-
пов расточных резцов для черновой н
чистовой расточек приведена в табл 29,
для тонкой расточки — в табл. 30.
ГаблицаU
Размеры резцов для тонко* рвсточки я лгж
Диаметр растачива- нии в мм Длина Диа- метр тела Толщи- на тела до лыски Толщина пластинки КЗ твердого сплаве
10 8 6 4,6 2
12 10 5 4.6 2
16 12 6 4.6 2
18 16 8 6,а 2.5
21 18 8 6,5 2.5
23 21 8 0.5 2,5
30 25 10 9.2 3.5
36 М 10 9.2 3.5
42 36 10 9,2 3.5
60 42 п 9.2 3.5
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
317
Таблица 2Я
Величин* углов заточка у расточных резцов в град.
Резцы Материал резцов Задние углы *д Пере лине Углы тд Угол воз- вышения А Углы в плане
’д •ia
Червовые Быстрорежущее ст*ль . Твердые сплавы . . 8 3 10 5 4 4 60 60 IS 10
Чистовые Быстрорежущее стзль . Твердые сплевы .... 12 5 1S 8 4 1 90 90 о*зо' 0*30'
Примечания: 1. Величина затачиваемых задних углов в — — а; величина затачи-
ваемых передних углов т—у^ + т; угол установки т =arctg [-!L j .
2. Величина затачиваемых главных углов в плане <р — —4»; величина затачиваемых вспомо-
гательных углов »] = *](, + 4>: угол установки резца относительно оси расточной оправки дли
черновой расточки <)> — 60°, дли чистовой расточки = 45°.
Таблица 30
Углы ааточки у резцов для топкой расточки в град.
. Обрабатываемый материал Задний угол • Передний угол 7 Углы о плане Угол возвыше- ние А Радиус закругле- ния вер- шины X? в лис
V •1
Антифрикционные сплевы . Алюминиевые сплавы . . . Бронзе тверда» ...... Сталь Чугун 10-1S 10-15 10-15 10-15 10-15 3-12 0-10 7-0 0-10 0 45-90 45—90 45-90 45-90 45-90 0-45 0-45 0-45 10-20 10-20 0 0-7 0 0-5 0 0,5-1 0,5—1,5 0,3—0,5 0.5-1 0.5—1
П ри мечение: 1. Величине переднего угле у алмазных резцов не должно быть большеЧ-5*. X Оптимальна* величии* радиус* R у алмазных резцов реви* 0,2—0,5 жж. Наибольшее допу- скаема» величниа R — 0,8 жж. 3. Дла точение в одну сторону иа проход » « 60* и ®, — 20*; дла точение в двух иаправлениах 0 — 45° и «, — *5*; дла подрезки торцов » — #0* « »,- 20*; дла заглаживаина обработанной по- верхности »,« о+ 2*.
Режимы резания расточными резцами.
Подача. Величина технологически
допустимой подачи выражена форму-
лой (10) на стр 305. Средняя величина
подачи для получнстовой и чистовой
расточек приведена втибл. 15 (стр. 305>
и для грубой расточки — в табл 31.
Глубина резания опреде-
ляется припуском на расточку. Весь
припуск снимается за несколько про
ходов. При грубой расточке глубина
резания колеблется в пределах 5—10 мм
при чистовой расточке — от 0,2 до 1 мм,
при тонкой расточке — от 0,1 до
0,25 мм.
Износ расточных резцов.
Оптимальные величины износа приве-
дены выше, в табл. 1 и 2.
Охлаждение при расточке чу-
гунных и бронзовых деталей не при
меняется. При расточке стали, латуни и
ковкого чугуна применяется охла-
ждение эмульсией. При расточке лег-
ких сплавов резцы охлаждаются смесью
солярового масла и керосина Ука-
занное охлаждение применяется при
наличии специальных устройств для
подвода жидкости к месту работы рез-
цов.
Скорость резания и усилие резания
вычисляются по формулам, приведен-
ным выше для токарных резцов.
Стой кость резцов см. выше,
табл 16 При расточке с большими ско-
ростями резания стойкость может быть
меньше указанной в табл 16.
318
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Средняя величина подачи при грубой расточке в мм
Таблица 31
Обрабаты- ваемый материал Глуби- на реза- НИЯ t В -W-U Диаметр резца круглого сечения (вылет l=5d) в мм
10 12 16 20 25 30 40
Расточка резцом
Сталь н стальное литье 2 3 $ 0,08 0.1 0,06 0.08-0.2 0,12 0,08 0.15-0,4 0.1-0.25 0.1 0,25-0,7 0,15—0,4 0,08—0,2 0.5—1 0,2—0,5 0.12-0.3 0.25-0.6 0.13-0,4
Чугун 2 3 5 0,09-0,1 0,08 0.12-0,2 0,08-0,12 0.08 0,25-0.4 0,15—0,26 0.08-0.12 0.5-0.8 0,3—0.5 0,15—0,25 0.9—1,5 0,5—0,8 0.25—0.50 0.9—1.2 0.5-0,7 —
Расточка при помощи расточной оправки
Обрабатывае- мый материал Глубина резания t в мм Вылет оправки в мм Диаметр расточной оправки в леи
50 60 70 80 100
Сталь, стальное литье 3 5 8 3 Б 8 3 5 8 3 б 8 аю 400 500 750 0.3-0.7 0,15-0.3 0.1—0.2 0,1—0.2 0.1 0.6-1.2 0,3—0,7 0.15-0,4 0.25—0.6 0,15—0,3 0,1-0,15 0,1—0.2 0.1 0.6-1.2 0.3-0.7 0.15-0.4 0,25—Л.6 0,15-0,3 0.1—0,15 0,3-0,6 0?25-0.5 0,16-0,25 0,1—0,2 0.1 0,7-1,6 0,5-1 0.3—0,7 0,15-0,7 0,1—41.2
Чугун 3 Б 8 3 Б 8 3 Б 8 3 Б 8 300 400 600 0,8-1,2 0,4-0,7 0,2-0,3 0,3—0,4 0,15-0.25 0.1 0.9-1.2 0.6-0.8 0,7-1 0,35-0.Б 0,2-0,3 0.5-0,8 0,3—0,4 0,15-0,25 0,8—1,2 0.Б-0.7 0,7-1 0,4-0,5 0,2-0,3 0,12-0,2 0.1 1—1,5 0,7-1 0.4—0.6 0,25-0,4 0.12-0.2 0.1 .Ем 0.8-1.2 0,5—0,8 0,25—0,35
Мощность эффективная при рас-
точке выражается формулой
У(Р3и) У <₽!•»)
N'~ 4.5UO Л'е‘ “ 60-102 *вт;(20)
здесь
У. (P,-v) - Р, V, + РяЪ + ... + Ргя-
где Pti — сила резания и 0| — ско-
рость резания на нерпой режущей
кромке: Рл — сила резания и ц —
скорость резания на второй режущей
кромке и т. Д.
Машинное время
. 4. р си формулу (19).
РЕЖУШИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
319
Сверление
Конструкция н область применения
сверл. Основные данные, обозначения
и определения сверл и процесса свер
ления см. (14) Составные части спи-
ральных сверл указаны на фиг. 43 и 44.
Спиральные сверла имеют два винто-
вых зуба, соединенных между собой
сердцевиной. Вдоль края винтовых ка-
навок каждый зуб имеет ленточку, по
которой ведется измерение диаметра
сверла. На длине, равной половине
подачи $0, ленточки выполняют функции
вспомогательных режущих кромок
Jafaw
повергность
Коиайяа
Cnwuaiyba
Овредмя
повмгыкпъ
м
f^Myatu*
кроны
\Кромко nt
Лтточла
Птереч/ю»
tpcvno
Фиг. 44
Спинка зуба имеет несколько меньший
диаметр для устранения контакта и
трения о стенки просверливаемых от-
верстий. Те стороны поверхностей инн
товых канавок, которые прилегают к
главным режушим кромкам, являются
передними поверхностями сверла
Задние поверхности загачиваются на
конце сверла, как конусные (фиг 45),
как винтовые поверхности или по плос-
кости. Спиральные сверла имеют две
передние поверхности и две или четыре
(при двойной заточке) задние поверхно-
сти Для увеличения прочности сверл
диаметр их сердцевины по мере прибли-
жения к хвостовику увеличивается.
Чтобы увеличить стойкость сверл и
устранить возможность их защемления
в просверливаемых отверстиях, сверла
имеют переменный диаметр, уменьшаю-
щийся по направлению к хвостовику.
Фиг. 4S.
На каждые 100 ч.ч длины рабочей части
принимается следующее уменьшение
Номинальный Уменьшение
диаметр в мм диаметра в мм
1-1 0,03-0,04
7-18 0.03-0,06
19-80 0,07-0,1
Подробная- классификация всех ти
пов сверл по их конструктивным при-
знакам дана в ГОСТ 2894-45, типовых
наборов центровочного инструмента —в
ГОСТ 6694-53.
Основные типы сверл и краткая
характеристика их использования.
Сверла спиральные с ци-
линдрическим хвостови-
ком выпускаются четырех типов
а) правые длинные по ГОСТ 886-41;
б) правые короткие по ГОСТ 887-43:
в) правые с укороченной рабочей частью
по ГОСТ 4010-52; г) левые для авто-
матов по ГОСТ 2090-43.
Допуски н назначение по диаметрам
см. ГОСТ 885-41. технические усло-
вия на сверла см. ГОСТ 2034-53.
Сверла изготовляются, из инструмен
гальной стали марок УЮА, У12А,
9ХС, PI8 и Р9 Сверла из стали марок
Р18 и Р9, начиная с диаметра 8 мм, из-
готовляются сварными. Хвостовая часть
делается из стали марок 50 или 60
320
ТЕХНОЛОГИЯ ОБРА8ОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Сверла спиральные с ко-
ническим хвостовиком вы-
пускаются четырех типов: а) стан-
дартной длины по ГОСТ 888-41; б) стан-
дартной длины с усиленным кониче-
ским хвостовиком по ГОСТ 889-41;
в) удлиненные по ГОСТ 2092-43;
г) укороченные с усиленным кони-
ческим хвостовиком по ОСТ 20182-40.
Спиральные сверла стандартной длины
применяются для сверления отверстий
на станках общего назначения; удли-
ненные сверла — для сверления . пре-
имущественно через кондукторные
втулки, когда стандартная длина недо-
статочна; укороченные сверла с усилен-
ным хвостовиком предназначены для
сверления на револьверных станках и
автоматах с правым вращением шпин-
деля; сверла стандартной длины с уси-
ленным коническим хвостовиком по
ГОСТ 889-41 применяются для тяже-
лых работ и изготовляются по особым
заказам. Сверла с коническим хвосто-
виком изготовляются из инструмен-
тальной стали марок УЮА, У12А,
9ХС, Р18 и Р9. Сверла из стали марок
Р18 и Р9, начиная с диаметра 6 мм,
изготовляются сварными. Хвостовая
часть делается из стали марок 50 или 60.
Допуски и назначения по диаметрам
см. ГОСТ 885-41; технические усло-
вия на сверла — ГОСТ 2034-53; кон-
структивные размеры конусов — ГОСТ
2847-54.
Сверла диаметром от 6 до 10 лал*
могут быть без шейки.
Сверла спиральные с че-
тырехгранным суживаю-
щимся хвостовиком (фиг. 46)
выпускаются по ОСТ 20231-40
для ручного сверления отверстий при
Фиг. 46.
помощи трещеток диаметром от 9,5 до
40 мм.
Сверла с четырехгранным суживаю-
щимся хвостовиком изготовляются из
инструментальной стали марок УЮА,
У12А и 9ХС. Допуски на диаметры см.
ГОСТ 885-41; отклонения по длине
L и Zo — по ГОСТ 2034-53.
Сверла, оснащенные пла-
стинками из твердых спла-
вов (фиг 47), изготовляются по
ГОСТ 6647-53 и 5349-50. Приме-
няются для сверления отверстий в
очень твердых металлах или в стали,
закаленной на твердость /?с = 60-1- 64,
или как аварийный инструмент. Пла-
стинки из твердых сплавов марок ВК.8
и Т15К6 по форме, помещенной в
ГОСТ 2209-55 под номером 14, закре-
пляются в пазах медным или латун-
ным припоем. Державка изготовляется
из углеродистой инструментальной ста-
ли марки У9А или легированной стали
9ХС. Конструктивные размеры конусов
см. ГОСТ 2847-45, Допуск по диа-
метрам см. ГОСТ 885-41.
Сверла для сверления
глубоких отверстий. Под
глубоким сверлением понимается свер
ление отверстий, длина которых пре
вышает диаметр в 5 раз и более. Основ-
ными конструктивными вариантами
являются: а) ружейное сверло (фиг. 48),
Фиг. «8.
применяемое для сверления отверстий
малого диаметра на большую глубину;
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
321
б) сверло одностороннего резания для
сверления глубоких отверстий диа-
метром средней величины; в) сверло
двустороннего резания для сверления
глубоких отверстий диаметром средней
и большой величины; г) головки для
кольцевого сверления глубоких отвер-
стий большого диаметра и глубины.
У ружейных сверл охлаждающая
жидкость подводится через внутрен-
нюю полость трубки и вместе со струж-
ся скольжением направляющих поверх-
ностей на наружной окружности сверла
по стенкам отверстий. Разность радиаль-
ных слагающих усилия резания, при-
ложенных к двум (расположенным под
углом) главным режущим кромкам
сверла, обеспечивает надежное приле-
гание направляющих поверхностей сверл
к стенкам просверливаемого отверстия
Сверло двустороннего резания (фиг. 50)
крепится на несущем стержне и
кой отводится в отстойник по каналу,
образованному провальцовапной канав-
кой. Эксцентричной заточкой рабочего
конца сверла достигается одностороннее
резание. Шлифованная цилиндрическая
спинка рабочей части скользит по вра-
щающейся стенке просверливаемого от-
верстия и обеспечивает прямоосное на-
правление подачи -сверла.
Сверло одностороннего резания
(фиг. 49) изготовляется из быстроре-
жущей стали или с пластинками нз
твердых сплавов и соединяется с несу-
щим его стальным пустотелым стержнем
при помощи специальной резьбы. Охла
ждающая жидкость подводится к рабо-
чему месту с наружной стороны несу-
щего стержня и через наружные каналы
на спинке резца и отводится вместе со
стружкой обратно в отстойник через
внутреннюю полость несущего стержня.
Направление и прямоосность достигают-
21 Том 5 1412
имеет такое же направление цирку-
ляции жидкости, как и сверло односто-
роннего резания. Эго сверло также из-
готовляется из быстрорежущей стали.
Условия резания сходны с условиями
резания спиральных сверл.
Сверла двустороннего резания более
производительны, но хуже центри-
руются и направляются в просверли-
ваемых отверстиях, чем сверла односто-
роннего резания.
Сплошное высверливание металла при
диаметрах свыше 100 мм Невыгодно и
заменяется кольцевым сверлением. Для
кольцевого сверления применяются пу-
стотелые сверлильные головки с закре-
пленными в них резцами Направление
головки осуществляется вставными на-
правляющими планками, скользящими
по наружным стенкам просверленного
кольцевого отверстия. Головку несет
трубчатый стержень'.
322
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Центровочные сверла и
зенковки. Характеристика сверл
и зенковок, применяемых д.чя обра-
ботки центровых отверстий, приведена
в табл. 32.
Для обработки центровых отверстий
по ОСТ 3725 применяются комплектные
наборы (ГОСТ 6694-53), приведенные
в табл 32
Геометрические параметры режущей
части сверл установлены ГОСТ 2322-43
и рекомендуются для сверления отвер-
стий диаметром от 0,25 до 80 мм в стали
и чугуне.
Задние углы у сверл изме-
ряются в плоскости, касательной к соос-
ному со сверлом цилиндру по той его
образующей, на которой лежит рассма-
триваемая точка главной режущей
кромки. Величина задних углов у сверл
различна в различных точках главной
режущей кромки. В крайней наружной
точке задний угол з = (7 ч- 15)°, а
в крайней внутренней точке, на стыке
главной и поперечной кромок, задний
угол достигает величины « = (20 ч-
ч- 26)°. Ббльшие задние углы отно-
сятся к малым, а меньшие — к большим
диаметрам сверл.
Передние углы следует изме
рять в плоскостях, нормальных к глав
ной режущей кромке.
Направление сбега стружки откло-
няется от нормали к главной режущей
кромке под углом t°. Для стандартных
сверл в крайней наружной трчке угол
Т| « 10°; по мере приближения рассма-
триваемой точки М к оси сверла угол т
возрастает и на стыке главной режущей
кромки с поперечной кромкой дости-
гает величины rj М 55°. Величина пе-
реднего угла имеет наибольшее значе-
ние в наружной точке, где -( «25 ч-30°,
и уменьшается по направлению к rfone-
речной кромке.
Угол при вершине 2? изме-
ряется между главными режущими кром-
ками. У сверл с двойной заточкой
имеются два угла: 2<f и 2?0 (фиг. 51).
Величина 2<f зависит от рода обрабаты-
ваемого материала. Рекомендуются сле-
дующие величины угла 2? при вершине
сверла:
Обрабатываемый материал 2? в град.
Сталь, чугун, твердая брони . . . 118—118
Латунь, мягкая броиаа......... 130
Алюминий, луралюыин, силумин,
электрон, баббит............... 140
Красная медь...................... 125
Эбонит, целлулоид................ 85—90
Мрамор и другие хрупкие мате-
риалы ........................ 80
Величина угла 2f0 * 70°.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
323
Таблица 32
Центровочные сверла и зенковка (по ГОСТ 6604-53}
(рекомендуемые типовые наборы)
21*
324
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 32
Угол наклона попереч-
ной кромки <р измеряется между
проекциями поперечной и главной кро-
мок на плоскость,
===::5х/\ перпендикулярную
// ( \ к оси сверла
// \i / V \ (фиг.52). Для пра-
-р---j I вильнозаточенных
\Г |\ Л сверл диаметром
'К i | // до 12 мм угол
ф = (47 4-50)°; для
^s==?=s^ сверл диаметром
Фиг. 52. свыше 12 м и угол
ф = (52 4- 55/.
Угол наклона винтовой
канавки «> измеряется по наруж-
ному диаметру сверл. Величина угла ш
стандартизована ГОСТ 2322-43.
Подточка сердцевины и
поперечной кромки у сверл
уменьшает крутящие моменты и осевые
усилия, загружающие сверло в про-
цессе работы
Подточка распространяется примерно
на 0,2—0,25 части длины главных ре-
жущих кромок, захватывает спинку
второго зуба и укорачивает длину по
перечной кромки на 25—50% Вдоль
оси сверла подточка распространяется
иа длину порядка 5—15 мм в зависи-
мости от диаметра. Подточке подвер-
гаются сверла диаметром свыше 12 мм,
и она производится после каждой пере-
точки сверла.
Подточка ленточки про-
изводится на сверлах диаметром свыше
12 мм с целью уменьшения трения лен-
точки о стенки просверливаемого от-
верстия и повышения стойкости сверл.
Подточка ведется после каждой пере-
точки на длине 2—3 мм от рабочего
конца сверла под углом 6—8 . Вдоль
края винтовой канавки сохраняется лен-
точка шириной f— 0,1-»- 0,2 мм.
Режимы резания. Сверление отвер-
стий в сплошном металле в основном
ведется сверлами, изготовленными из
инструментальной стали разных марок.
Сверление сверлами, оснащенными твер-
дым сплавом марок ВК8 и Т15К6, при-
меняется преимущественно для обработ-
ки твердых металлов, не поддающихся
обработке быстрорежущими сверлами.
Скорость. Сверление твердо-
сплавными сверлами ведется со ско-
ростью резания и > 50 м/мин и с по-
дачами, в среднем в 2 раза меньшими,
чем для быстрорежущих сверл Обра-
ботка стали средней твердости твердо-
сплавными сверлами пика еще приме-
няется мало по причине затруднитель-
ного отвода из канавок сверла сильно
нагретой стружки (до красного кале-
ния).
Подача равна осевому переме-
щению сверла или детали за один обо-
рот (сверла или детали.1. Подача .>бозна-
чается буквой s0 и измеряется в мм/об.
Толщина стружки
а- — ммЮб. (21)
Величина подачи прн сверлении опре-
деляется по формуле
s0 «а СОР'9 мм/об, (22)
где D — диаметр сверла в мм.
Числовые значения коэффициента С
приведены в табл. 33-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
325
* Таблица 33
Числовые аиачения коэффициента С
в формуле <22) для определения подачи
при сверлении
Обрабатывае- мый металл НБ Коэффициент С
Группа палач, определяемая технологическими факторами
1 И Ш
Сталь По 160 160—240 240-300 Св. 3:ю 0,085 0,063 0,0*46 0,038 0,063 0,047 0,088 0,028 0,042 0,031 0,023 0,019
Чугун До 170 Св. 170 0,13 0,078 0,097 0,059 0,065 0,039
Цветные металлы Мягкие Т вердые 0,17 0,13 0,13 0,097 0,085 0,065
Примечания: 1. Первая группа подач
относится к сверлению глухих отверстий или
рассверливанию без допуска по 5-му классу
точности нлн пол последующую рассверловку.
2. Вторая группа подач относится к сверле-
нию глухих и сквозных отверстий в деталях
нежесткой конструкции, сверлению под резь-
бу и при рассверливании отверстий под по-
следующую обработку зенкером или двумя
развертками.
3. Третья группа подач относится к сверле-
нию глухих и сквозных отверстий или рас-
сверливанию пол дальнейшую обработку зен-
кером или одной разверткой.
При рассверливании величина по-
дами в 2 раза больше подсчитываемой
по формуле (22). При работе много-
шпиндельнымн головками подача назна-
чается по сверлу меньшего диаметра.
Поправочные коэффициенты на вели-
чину пилами при глубоком сверлении
приведены в табл. 34.
Таблица И
Поправочные коэффициенты на величину
подачи при обработке отверстий длиной
более трех диаметров
Диаметр отверстия 'а мм При отношении длины отпер* стия к диаметру
3—5 5-7 7—10
Поправочный коэффициент на подачу
До 20 20-40 40-60 0,9 0,9 0,85 0.85 0,8 0,8 0,8 0.75 0,75
Глубина резания при свер-
лении в сплошном металле
t “• мм; (23)
при рассверливании
t - Р~-- мм, (24)
где d — диаметр рассверливаемого от-
верстия в мм.
Износ сверл. Оптимальная ве-
личина допускаемого износа сверл при-
ведена в табл. 36. Работать с износом,
большим указанного в табл. 36, не реко-
мендуется, так как это ведет к резкому
увеличению расхода сверл.
Охлаждение обязательно при
сверлении стали, латуни и легких спла-
вов. Расход жидкости Q > 6 л!мин. Ре-
комендуются следующие охлаждающе-
смазываюшие жидкости для сверления
металлов:
Обрабатываемый металл Рекомендуемая
жидкость
Углеродистые, легирован- 1. Эмульсия
иые н инструментальные 2. Сдвоенное масло
стали и стальное литье
Чугунное литье и бронза I. Всухую
2. Керосин
3. Раствор буры в
смеси волы и
глицерина
Дуралюмин и еялумни 1. Эмульсия
2. Смесь сурепного
масла и керосина
Стой кость сверл берется в за-
висимости от диаметра и обрабатывае-
мого металла. Средняя стойкость для
быстрорежущих сверл приведена в
табл. 35.
Таблица ЗЛ
Средняя стойкость спиральных сверл
в мин.
Диаметр сверла в мм Обраба- тываемый металл Диаметр сверла в мм Обраба- тываемый металл
л : о >» 3 И и Чугун
2-5 6 12 40-44 45 <Ю
6 — 14 10 18 45-49 55 70
15-19 12 24 50-54 65 96
20-24 18 31 55—59 85 120
25—29 25 35 61-69 100 150
30-М 30 42 7О-7В 140 210
35—39 35 56
326
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Скорость резания при
сверлении подсчитывается по наруж-
ному диаметру. Величина скорости ре-
зания определяется формулами
для стали с Hg С 155
С-СР-Н"
Tnt*sv0
м/мин',
(25)
для стали с Hg > 155
v =----—г м/мин. (26)
Числовые значения показателей сте-
пени ш, п, х, у и г для обработки разных
металлов приведены в табл. 36, а число-
вые значения коэффициента С — в
табл 37.
При работе многошпиндельнымн го-
ловками скорость резания назначается
по сверлу большего диаметра. Попра-
вочные коэффициенты К на скорость
резания при сверлении глубоких отвер-
стий в зависимости от отношения длины
просверливаемого отверстия к его диа-
I
метру -j- имеют следующие значения:
4 5 6 7 а 9 ю
К. . .0,9 0,8 0,7 0,65 0,6 0.56 0,53 0,5
Сила резания при сверлении
выражается силой полами Рх, измеряе-
мой в кГ и направленной вдоль оси
сверла, и моментом резания Мд, изме-
ряемым в кГ мм и действующим в пло-
скости, перпендикулярной к оси сверла.
Величина силы подачи подсчитывается
по формулам:
при сверлении
Px~CrDt sy-H^ кГ, (27)
при рассверливании
Рх - Сг-Р зУ-Н^ кГ. (28)
Величина момента резания подсчи-
тывается по формулам:
при сверлении
Ма-Съ Ог &У Н^ кГмм: (29)
Числовые значения показателе* степени в формулах (26)
Таблица 36
Чугун и бронза
Условия обработки
Показатели степени
Сталь, цветные металлы
н легкие сплавы
m * У S m п У 8
К формулам (33) и (36) скорости резания сеерлами
Сверление сверлами нз стали ма- рок Р18 н Р» d < 10 мм 0,2 0,9 0 0,8 0.6S 0,125 1.3 0 0,75 0,6
То же d > 10 мм 0.2 0.9 0 0,5 0.4 0.125 1.3 0 0.4 0.2S
Сверление сверлами с пластинками твердого сплава . 0,4 1Л 0 0.5 0.5
Рассверливание быстрорежущими сверлами 0.2 0.9 0.2 ол 0.4 0,125 1Л 0,1 0,4 0,25
Сверление быстрорежущими свер- лами ... К фо> 0,75 ржулал 0 (37) 0,7 и (Зв) 1 силы резаке 0,6 1Я cetf. 0 глами 0.8 1
Сверление твердосплавными свер- лами 0,6 0 0,85 0.75
Рассверливание быстрорежущими сверлами — 0.75 1.3 0.7 - — 0,6 1Л 0.4 —
К формулам (ЗЯ) и (30) момента резания с лерлами
Сверление быстрорежущими свер- лаыи 0.7 0 ОД 2 — 03 0 ол 1.9
Сверление твердосплавными свер- ламн — од 0 1 2,4
Рассверливание быстрорежущими сверлами — 0.7 0,9 од 1 — 0,6 0,75 ол 1
j г Чугун, НБ «= 140 + 24Э Ковкий чугун, Hg = 120 -s- 200 5 i 1 j j 1 ► 1 1 i X r 3 £ * E л I' I s 3 r 3 Й s 1 о о И 2 8 I H 1 ’ X г H 4 i ? м a Or 1 ? 4 1 ’ b Углеродистая сталь, = 155*4-265 Легнровакнаа сталь (хромистая. хромоникелевая, хромоникель- молибленованалиевая, молнбаеновая. иикельмолибденовая, хромо- ванадневая, хромомолибденоеаналиевая), Нд— 155 Ч-34О . . . . Легированная стала (марганцовистая, кремииемарганцовистая, хро- моалюминневая, хромомолиблеиоалюмнииевая, хромокремниемо- либлекивая, хромомаргавиевотитаномя, хромоникельвольфрамо- вая), Нк — 155 -5- 340 > h ! j 1 1 1 к 3 1 S: В О f с» ? с » - Л к 1 о в Е л с» S I» л о ж X ш X
S‘9 81 ooos coot fzi e‘»t 9'8 Sl‘l •"•ом fi 3 й £ &Э tn 8 S О £ d<10 мм быстрорежущи- ми сверлами Сверление Числовые значения коэффи- циента С в формулах (25) и (26) скорости реаання Таблица ТП Ьфнциеитов С в формулах (25) — (30)
23 21 35 42 11 «0 14 200 37 18.5 512 655 33 £ s -° о *“ d > 10 ми
1 33 400 41 700 1 Ill 1 1 твердосплавными сверлами
к g | g a a « £ 1015 1090 5,8 1230 0SH 0,168 917S Рассверливание быстрорежущими сверлами
s -s 8 •8 8 8 8 1,5 1.35 1.5 р быстрорежу- щими свер- лами Сверление 1 Числовые значения коэффициентов С. и С. в формулах (27) н (28) силы резания
-- -Z 1 l 1 1 1 111 1 твердосплав- ными сверлами
8 S 1 1 1 ± - i » о о О о о з s г п Рассверливаиие быстрорежущими сверлами
- - 1 1 $ ° I 0.96 j Л Q7 96'0 0,8 0,72 0.8 р быстрорежу- щими свер- лами Сверление | в формулах (29) и (30) момента резания Числовые значения коэффициентов С. и С.
i О c о 1 i 1 1 1 1 1 твердосплав- ными сверлами
3,16 3.16 8 £6 I I't 1.83 1.65 1,83 р Рассверливание быстрорежущими сверлами
IZt
KHHV£3d 1ЧЭЭЭПСМи И !H3WAdl3HH UHWXSd
328
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
при рассверливании
кГмм. (30)
Числовые значения показателей сте-
пени и коэффициентов приведены в
табл. 36 и 37.
Мощность эффективная при свер-
лении подсчитывается по формуле
N‘ “ 1,36-716 200 Кйт' (31)
где Md — момент резания в кГмм, под-
считанный по формулам (29) и (30);
п — число оборотов сверла или изделия
в минуту.
Основное (технологическое) время
подсчитывается по формулам:
при сверлении в сплошном металле
. Л-Sq '
при рассверливании
_ H-0J(O-^ClgT4-3s,
n-se ’
где I — глубина (длина) отверстия в мм,
D — диаметр сверла в мм, d — диаметр
рассверливаемого отверстия в мм; у —
угол при вершине сверла в град.; п —
число оборотов в минуту; s0 — подача
в минуту в мм.
Зенкеро ванне
Конструкция и область применения
зенкеров. Номинальные диаметры зен-
керов установлены ОСТ В КС 6270.
Зенкер является промежуточным ин-
струментом для обработки сверленых
отверстий под развертку по 3-му и 4-му
классам точности. ‘Как инструмент для
окончательной обработки зенкеры при-
меняются при выработке конусных
и цилиндрических углублений с пло-
ским дном, а также для подчистки
торцевых поверхностей бобышек. Зен-
керы по ГОСТ 1676-53 имеют три ка-
навки и три режущих зуба. Условия
крепления зенкеров, значение и офор-
мление конструктивных элементов —
винтовых канавок, утолщения серд-
цевины и уменьшения диаметра по на-
правлению к хвостовику, задних по-
верхностей, режущих кромок и ленто-
чек — такие же, как и у спиральных
сверл. Некоторые типы зенкеров имеют
цилиндрические хвостовики для кре-
пления в быстросменных патронах по
ГОСТ 3009-45.
Основные типы зенкеров и краткая
характеристика их использования. Зен-
керы с коническим хвосто-
виком (фиг. 53) диаметром от 10 до
35 jkjx, трехканавочные, по ГОСТ
1676-53, предназначаются для окон-
чательной обработки ранее просвер-
ленных отверстий по 4—5-му классам
точности и для подготовки отверстий
под развертывание. Размеры — см.
ГОСТ 1676-53. Технические условия —
см. ГОСТ 1677-53.
Зенкеры насадные^ (фиг. 54)
диаметром от 25 до 80 .им,'четырех-
зубые и шестизубые по ОСТ НКТП
Фиг. 54.
3677 предназначаются для тех же целей,
что и зенкеры цельные. Размеры — см.
ОСТ НКТП 3677. Технические усло-
вия - см. ГОСТ 1677-53.
Зенкеры сборные регу-
лируемые насадные (фиг. 55)
диаметром от 40 до 100 мм предназна-
чаются для тех же целей, что и зенкеры
насадные цельные.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
329
Вставные ножи изготовляются из
быстрорежущей стали Р9. До диаметра
55 чм число вставных ножей 4, свыше
55 мм число ножей 6. Конструкция до-
пускает двойную регулировку ножей: по
диаметру — на нужный размер и в осе-
вом направлении — на величину нуж-
ного вылета ножей.
Возможны и другие варианты кре-
пления и регулировки ножей.
Зенкеры, оснащенные
пластинками нз твердых
сплавов (фиг. 56). цельные и на-
Фнг 56.
садпые применяются для обработки от-
верстий в чугуне и стали.
Основные размеры твердосплавных
зенкеров см. ГОСТ 3231-46. Техни-
ческие условия по ГОСТ 5736-51.
Для обработки отверстий в чугуне
применяются пластинки из сплава
марки ВК8. в стали из сплава Т15К6.
Зенкеры для выработки
цилиндрических углубле-
ний (фнг. 57) применяются для
обработки гнезд с плоским дном под
Фиг. 57.
головки винтов и болтов. Для дости-
жения соосности с ранее точно обрабо-
танными отверстиями зенкеры этого
типа имеют направляющую цапфу.
Изготовляются из углеродистой и леги-
рованной инструментальной стали ма-
рок У12А и 9ХС.
Зенкеры для зачистки
торцевых поверхностей
(фиг. 58) выполняются как насадные
Сечение пойй Сечение по SS Сечение по ВЗ
Фиг. 68.
головки, имеющие четыре торцевых зуба.
Применяются для обработки бобышек.
Насаживаются на оправки с коническим
хвостовиком по ГОСТ 2847-45 или
цилиндрическим хвостовиком для кре-
пления в быстроходном патроне по
ГОСТ 3009-45. Изготовляются из стали
марок У12А и 9ХС. Размеры — см.
Л ведомственные нормали
Зенкер двузубый (фиг. 59)
диаметром от 30 до 200 мм применяется
для обработки отверстий с большим
припуском под зенкерование. Двузубый
зенкер изготовляется из быстрорежу-
щей стали марки Р9. Насаживается
на оправку с коническим хвостовиком.
Размеры — см. ведомственные нор-
мали.
Зенковки — см. выше «Свер-
ленио, табл. 32.
Геометрические параметры режущей
части зенкеров устанавливаются на осно-
вании практики заводов и результатов
лабораторных исследований.
З'а дине углы а у зенкеров из-
меряются так же. как у сверл. Вели-
чина задних углов вдоль режущих
кромок переменна: на наружном диа-
метре а = (8 •+• 10°); по направлению
к оси, на расстоянии, равном припуску
на зенкерование, угол а увеличивается
на несколько градусов.
Передние углы 1 у зенкеров
измеряются в плоскости, нормальной
к режущему лезвию, и зависят от меха-
нических свойств обрабатываемых метал-
лов.
330
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фиг. 59.
Рекомендуемая величина передних
углов 1 у зенкеров
ч
Обрабатываемый материал в град.
Алюминий, латунь.........., ... . 25—30
Мягкая сталь......................15—20
Сталь средней твердости, стальное
литье............................. 8—12
Чугун средней твердости.............. 6—8
Твердая сталь, твердый чугун .... 5—0
Угол при вершине у изме-
ряется между направлением подачи и
проекцией режущей кромки на пло-
скости, проходящую через ее наружную
точку Л1 и ось зенкера (фиг. 60). Для
обработки стали угол ? = 60°; для
обработки чугуна f = 45-т 60°; на
зенкерах, оснащенных пластинками из
твердых сплавов, угол <f « 75°.
Угол наклона режущей
кромки А при обработке стали,
чугуна и бронзы берегся равным 0°
(фиг. 61). Для улучшения условий от-
вода стружки может быть применен
положительный угол -|-А = 3 -т- 5°. Иа
зенкерах с пластинками из твердых
сплавов применяется отрицательный
угол X от —5 до —10°.
Фиг. 61.
Угол наклона винтовой
канавки ш измеряется по наруж-
ному диаметру. Для зенкеров универ-
сального назначения угол ш = 10 -5-30°.
Для обработки твердых' металлов бе-
рутся меньшие, а для мягких — бблыиие
значения угла ш. Для обработки чугуна
угол <а = 0°. Для зенкерования отвер-
стий с несплошиыми стенками приме-
няются зенкеры с о “ 20 + 30° незави-
симо ог марки обрабатываемого металла.
Ленточка вдоль края винтовых
канавок служит направляющим эле-
s,
менгом и на длине —, где г — число
режущих зубьев у зенкера, выполняет
также функцию вспомогательного ре-
жущего лезвия. Ширина ленточки /=
= 0,8 и-0,2 мм в зависимости от диа-
метра. Дтя повышения стойкости жела-
тельно вести подточку ленточки иа
РЕЖУШИЯ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
331
длине 1,5—2 мм от рабочего конца
зенкера (см. выше «Сверление», стр. 319).
Режимы резания. Наряду с зенкерами
из инструментальной стали все более
широкое распространение находят зен-
керы, оснащенные пластинками из твер-
дых сплавов марки В КВ для обработки
чугунных и марки Т15К6 для обра-
ботки стальных деталей. Зенкерование
твердосплавными зенкерами ведется со
скоростью резания v » 70 м!мин и с
подачами, примерно в 2 раза меньшими,
чем дли быстрорежущих зенкеров. П о-
д а ч а при зенкеровании подсчиты-
вается по формуле (22) при использова-
нии цифровых данных по табл. 33. При
обработке глухих отверстий, а также
одновременной обработке дна отверстия
подача берется в пределах 0,2—
0,6 мм'об.
Глубина резания выражена
формулой (24).
Износ зенкеров дан в табл. Зб.
Охлаждающая жидкость
см. выше, стр. 325.
Стой кость. Средние величины
стойкости зенкеров приведены в табл 38.
Таблица 38
Средина величия* стойкости зенкеров в мин.
Диаметр зенкера D в мм Зенкеры
цвльаые насадные
по стали по чугуну по стали по чугуну
15-19 12 30 ——
20-24 18 36 —
25-29 24 42 36 50
30-34 24 48 42 70
35-39 —— __ 50 85
40—44 __ 55 100
45-49 —— 60 120
50-54 70 120
55-59 90 160
60-59 110 200
70-79 — — 130 240
Скорость резания подсчи-
тывается по формуле (34) для наруж-
ного диаметра зенкера и измеряется
в м/мин:
С Рг
м/мин.
(34)
Числовые значения показателей сте-
пени в формуле (34) приведены в табл . 39,
а коэффициента С — в табл. 40. Попра-
вочные коэффициенты на скорость реза-
ния зенкерами принимаются следую-
щие;
Инструмент и»
стали . . . Р18, 9ХС У10А, ВК8
Р9 У12А
Поправочный
коэффициент 1,0 0.65 0,5 2,2
Сила резания при зенкеро-
вании исследована недостаточно, и
формул для подсчета ее величины не
имеется. Для ориентировочных расче-
тов каждый зуб зенкера можно рас-
сматривать как расточной резец. Поль-
зуясь формулами (14) и (16) (см. стр.310),
вычисляют силу резания на один зуб.
Общая сила равна Р-г, где г — число
зубьев у зенкера, может быть принята
как окружная сила зенкера. Момент
резания
.. Р г-D _
Ма — —— кГмм.
Мощность эффективная
при зенкеровании подсчитывается по
формуле (31) (см. стр. 328)
Основное (технологиче-
ское) время при зенкеровании
подсчитывается по формуле (33).
Числовые эмачеииа показателей степени в формуле (34)
Таблица 39
Зенкерование цельными н на* салнымн зенкерами Сталь* цветные металлы и легкие сплавы Чугун и брони
m п X У 3 л> X У f
И» наструмеи- талькой стали « ол 0,9 0,2 ол 0,3 0,125 М 0,1 0,4 0,2
Из твердого спла- ва - — - — — 0.4 13 0.1 0,45 0.4
332
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 40
Числовые эначевия коэффициента С и-формуле (34)
Обрабатываемый металл Бейкеры из стали марки
Р18 и Р9 ВК8
цельные насадные цельные насадные
Конструкционная сталь вязкая, ffg <155 Автоматная сталь, Н g — 140 +• 23U Конструкционная легированная сталь, —155 -*-340 с пределом прочности овр < SO кПмм' ...... Ковструкниоииая легированная сталь, —155 -*-265 с пределом прочности og^ > 93 кПмм*...... Углеродистая инструментальная сталь Вольфрамовая сталь, Hg » 210 -*- 240 Легированная инструментальная сталь и сталь аусте- нитного класса, лg — 210 ч- 240 Латунь ......... Дуралюмин, силумин и алюминий Электрон Чугун, Hg = 140 -*- 240 Ковкий чугуи, НБ = 120 ч- 200 Бронза средней твердости . твердая 0,225 3000 2000 1 700 1 500 5 5.4 45 80 96 17 100 21400 56 28 0,2 2 700 1800 1535 1 350 7,2 5,75 43 72 86 15 400 19 000 50 25 87 000 108 700 78 300 97 900
Развертывание
Конструкция и область применения
разверток. Развертки применяются как
для предварительной, так и для окон-
чательной обработки ранее изготовлен-
ных отверстий. Предварительное развер-
тывание применяется взамен зенкеро-
вания. Окончательное развертывание
в зависимости от технологических усло-
вий позволяет обработать отверстия по
2-му и 3-му классам точности Номи-
нальные диаметры разверток назна-
чаются по OCT RKC 6270. Основные
понятия, обозначения н терминологию
элементов у разверток см. (14].
Для увеличения точности обрабаты
ваемых отверстий специальные качаю
щиеся развертки могут иметь одно- н
двухшарннрное соединение режущей
части с хвостовиком, жестко закреплен-
ным в шпинделе станка. Для этой же
цели в технологии машиностроения
применяются специальные развертки со
свободно вставленной в оправку пла-
вающей пластинкой. выполняющей
функции режущей части этого инстру-
мента.
Развертки имеют различное число
зубьев: а) плавающие имеют два режу-
щих зуба; б) котельные — от 3 до 8
зубьев; в) регулируемые со вставными
пластинками имеют от 4 до 10 зубьев
в зависимости от диаметра; г) стан-
дартные цельные развертки имеют от
6 до 12 зубьев.
Число зубьев у разверток подсчиты-
вается по формуле
z - 1.5/D+(2-*-4). (35)
где D — номинальный диаметр развер-
ток в мм. У разверток, предназначен-
ных для обработки отверстий повышен-
ной точности, следует брать большее
число зубьев, чем получаемое по фор-
муле (35).
Для устранения отпечатков зубьев
на стенках развернутых отверстий на
стандартных развертках применяют не-
равномерный шаг
На длине калибрующей части зуба
имеются ленточки для направления и
центрирования разверток в отверстиях.
Ширина ленточек в зависимости от диа-
метра меняется в пределах / = 0,05-5-
-+- 0.4 мм; при развертывании вязких ме-
таллов f = 0,05 +• 0.08 мм; при раз-
вертывании особо точных отверстий в
стали и чугуне / 0,3 + 0.4 мм.
С целью уменьшения силы трения между
поверхностью ленточек и стенками обра-
батываемого отверстия и для уменьше-
ния связанного с этим налипания ме-
талла изделия на поверхность ленточек
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗЛНИЯ
зад
на развертках делается задний конус.
Длина заднего конуса = 0,25 ч-
ч- 0,5 /s — длины всей калибрующей
части.
Основные типы разверток и краткая
характеристика их использования. Раз-
вертки ручные цилиндри-
ческие диаметром D 3 +50 мм
по ОСТ НКТМ 2512-39 предназна-
чаются для обработки отверстий во
всех металлах по 2—3-му классам точ-
ности. Приводятся в движение ручным
воротком. Изготовляются нз углеро-
дистой инструментальной стали марок
У10А и УЮА, легированной — мар-
ки 9ХС Технические условия — по
ГОСТ 1523-54
Развертки машинные с
аилнндрическим хвосто-
виком, диаметром D Зч-9 мм
по ГОСТ 1672-53 предназначаются для
обработки отверстий во всех металлах по
1—3-му классам точности. Изготовляют-
ся из стали марок УЮА, УЮА и 9ХС.
Могут быть оснащены твердым сплавом
марки ВКЧ для обработки чугуиа и
марки ТИКб дл. обработки стали
с большими скоростями резания. Техни-
ческие условия — по ГОСТ 1523-54.
Развертки машинные с
коническим хвостовиком,
диаметром D “ 10 Ч- 32 мм по ГОСТ
1672-53 предназначаются для обра-
ботки отверстий во всех металлах по
1—3-му классам точности Изготовляют-
ся из стали марок УЮА, УЮА или 9ХС.
Для резания с большими скоростями
могут быть оснащены твердым сплавом
марки ВК8 для обработки чугуна и
марки Т15К6 для обработки стали. Кор-
пус — нз стали 45 или У7. Технические
условия — по ГОСТ 1523-54.
Развертки машинные с
квадратной головкой, диа-
метром D = 10 ч- 32 мм по ОСТ
НКТМ 2518-39 предназначаются для
обработки отверстий во всех металлах
по I—2-му классам точности Крепле-
ние — в быстросменных или в специ-
альных патронах, допускающих пока-
чивание и самоцентрирование развер-
ток в обрабатываемых отверстиях. Изго-
товляются из стали марок УЮА, УЮА и
9ХС. Технические условия — по ГОСТ
1523-54
Развертки машинные с
винтовыми зубьями при-
меняются для развертывания во всех
металлах отверстий повышенных точ-
ности и чистоты стенок или отверстий с
продольными пазами в стенках. Крепле-
ние в шпинделе станка конусным хвосто-
виком жесткое. Изготовляются из стали
УЮА, УЮА и 9ХС. Размеры см. ведом-
ственные нормали. Технические усло-
вия — по ГОСТ 1523-54.
Развертки конические
применяются для предварительной и
окончательной обработки конических
отверстий. Предварительная и окон-
чательная обработка конусных поверх-
ностей ведется коническими разверт-
ками: 1) по ОСТ НКТМ 2513-39 —при
изготовлении конусных гнезд Морзе ог
№ 0 до 6 включительно; 2) по ОСТ
НКТМ 2514-39 — для обработки ме-
трических конусных гнезд от № 4 до 140
включительно; 3) по ГОСТ 6312-52—
для обработки конических отверстий
под штифты конусностью 1:50; 4) по
ОСТ НКТМ 2516-39 — для обработки
конических отверстий в насадных раз-
вертках и зенкерах с конусностью 1:30.
Изготовляются из стали марок УЮА.
УЮА и 9ХС.
Развертки насадные
цельные диаметром D “ 25 ч-
ч- 80 мм по ГОСТ 1672-53 предназна-
чаются для предварительной и окон-
чательной обработки сквозных и глу-
хих отверстий во всех металлах. Изго-
товляются нз стали марок УЮА,
УЮ\. Для резания с большими ско-
ростями могут быть оснащены твер-
дыми сплавами марки ВК8 для обра-
ботки чугуна и марки Т15К6 для обра-
ботки стали (фиг. 62). Технические
условия — по ГОСТ 1523-54.
Развертки со вставными
н о ж а м и, с коническим хвостовиком
(фиг. 63) диаметром D = 25 ч- 40 мм
по ГОСТ 883-51 предназначены для
п[ едварительного и окончательного
развертывания сквозных и глухих от-
верстий.
Пластинки своими передними гра-
нями располагаются под углом ш = 3"
334
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
к оси развертки против направления ее
рабочего вращения.
Развертки машинные,оснащенные пла-
стинками твердого сплава, изготовля-
ются по ГОСТ 6646-53.
Фиг. 63.
Наряду с двумя стандартными типа-
ми широкое распространение на за-
водах СССР находят регулируемые раз-
вертки с креплением вставных ножей /
(фиг. 64) в пазах при помощи наклад-
Фиг. 64.
ных планок 2, прижимаемых к кор-
пусу развертки винтами 3.
Плавающие развертки
(фиг. 65 и 66) диаметром D = 25 ч-
ч- 600 мм применяются для оконча-
Фиг. 65.
тельной обработки
чаях, когда важно
Фиг. 66.
отверстий в тех слу-
получить высокую
точность по диа-
метру и высокую
степень чистоты
стенок без смеще-
ния оси отверстия,
точно обработан-
ного другим ин-
струментом перед
операцией развер-
тывания. В точно
обработанный паз
оправки 1 (фнг. 65)
вставляется хорошо притертая закален-
ная пластинка 2, по сторонам которой
заточены такие же режущие элементы,
как на зубьях у стандартных разверток.
Пластинки могут быть составными, до-
пускающими регулировку размера по
диаметру (фиг. 66).
Геометрические параметры режущей
части разверток. Определения и терми-
нологию разверток см. [14].
Задний угол а на заборной
части измеряется в плоскости, нор-
мальной к режущей кромке между
плоскостью резания и плоскостью, ка-
сательной к затылочной поверхности
зуба. На цельных развертках вели-
чина заднего угла а = 4 ч- 8°. На регу-
лируемых и котельных развертках
задний угол а = 6 ч- 8°. У этих раз-
верток спинка зубьев затачивается под
двумя углами: задним углом а и
углом наклона спинки «j = 15 ч-20°.
Передний угол f на разверт-
ках измеряется в плоскости, нормаль-
ной к режущей кромке, между пло-
скостью передней грани и осевой пло-
скостью, проведенной через рассматри-
ваемую точку М режущей кромки. Ве-
личина переднего угла у разверток
т = 0°. У котельных разверток перед-
ний угол -j = 12 ч- 15°.
Угол при вершине f изме-
ряется между образующей заборного
конуса и осью развертки (направле-
нием подачи s). Для развертывания
сквозных отверстий угол при вершине
у ручных разверток ч> = 1° ч- 1®30',
у машинных разверток для обработки
вязких металлов ? = 12 ч- 15°; для
обработки хрупких и твердых метал-
лов f — Зч-5°; у котельных развер-
ток ? = 1°30' ч- 3°.
Для развертывания глухих отверстий
в упор угол при вершине у ручных
разверток ? = 45°, у машинных раз-
верток у ” 60° для всех обрабатыва-
емых материалов.
Угол наклона канавокш
Цельные стандартные развертки имеют
прямые зубья, и у них угол «> = 0°.
Для повышения чистоты стенок у
обрабатываемых отверстий, а также
для развертывания отверстий с про-
дольными разрезами применяются не-
стандартные развертки с левыми вин-
товыми канавками. На цельных раз-
вертках величина угла наклона ш
назначается: для обработки серого
чугуна и твердой стали 7—8°, для ков-
кого чугуна и стали 12—20°, для
легких сплавов 35—45°, для котельных
разверток 25—30°. На регулируемых
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
335
развертках угол наклона вставных но-
жей а> =• 3°.
Режимы резания. Подача при
развертывании подсчитывается по фор-
муле
s а С-D0'7 мм/об. (36)
Числовые значения коэффициента С
приведены в табл. 41.
* Таблица 41
Числовые значении коэффициента С
в формуле (38)
Обрабаты- ваемый металл Твердость НБ Группа подач
П ервая • Вторая ** Третья
Сталь До 160 0.2 0,15 0.1
160-240 0.16 0,12 о.ся
Св. 240 0,12 0.09 0.06
Чугун До 170 0,33 0,25 0,16
Св. 170 0,2 0.15 0.1
Цветные Мягкие 0,2 0,15 0.1
металлы Твердые 0,33 0,25 0,16
* Прелварнтельное развертывание отвер-
стии после сверла или зенкера под последую-
щее чистовое развертывание.
* * Чистовое развертывание по 2-му классу
точности после чернового развертыванкв и
после чистовой расточки резцом или пластин-
кой.
• •• Чистовое развертывание под полирова-
ние нлн притирочное шлифование и разверты-
вание одной разверткой по 3-му классу точности.
Поправочные коэффициенты на вели-
чину подачи при обработке отверстий
длиной более трех диаметров см. выше,
табл. 34.
Глубина резания выражена
формулой (24) и определяется при-
пуском па развертывание.
Износ разверток см. табл. 36.
Охлаждающая жидкость.
При развертывании отверстий в стали,
латуни, алюминии и силумине примене
ние олпаждающе-смазывающнх жидко-
стей обязательно. Рекомендуются сле-
дующие жидкости:
Обрабатываемый
металл
Углеродистые, легиро-
ванные конструкцион-
ные, инструменталь-
ные стали и стальное
литье
Чугун, бронза
Рекоиенлуемая
жидкость
1. Эмульсия
2. Растительное
масло
1. Всухую
2. Минеральное ма-
сло
1. Сурепное масло
2. Керосин
3. Скипидар
Дуралюмии, силумин
Стойкость. Средние значения
стойкости разверток приведены в
табл. 42.
Таблица 42
Средние стойкости разверток в мни.
Диаметр разверток в мм Развертыва- ние стали Развертыва- ние чугуна Диаметр разверток в .И.И развертыва- ние стали Развертыва- ние чугуна
15-19 24 48 50—54 м 180
20-24 30 54 65-59 100 180
25-29 42 72 б:>-6!> 120 200
30-34 44 84 70-79 120 220
35—39 «0 120 80-89 180 240
40-44 72 150 90-100 200 300
45-50 85 150
Скорость резания развертками
подсчитывается по наружному диаметру
D и измеряется в м/мин. Величина ско-
рости резания подсчитывается по фор-
муле
г.пг
v --------------— м/мин. (37)
Тт sy-tx HnB
Числовые значения показателей сте-
пени в формуле (37) приведены в
табл. 43.
Таблица 43
Числовые значения показателей степени в формуле (37) скорости резания развертками
из быстрорежущей стали
Условия обработки Сталь, цветные металлы и легкие сплавы Чугун и бронза
m п X > т л у I
Все визы раз- верток из бы- строрежущей стали 0.4 0,9 0,2 0.83 оз 0,3 1.3 0,1 03 0,2
336
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Числовые значения коэффициента С
формуле (37) выражаются следу кипим и
значениями:
разверты-
вание
, быетроре-
Обрабатываеный металл жутнми
разверт-
ками
Конструкционная сталь вязкая.
НБ<\В&........................ 0.152
Аитоматиая сталь. Н Б = 1404-230 1 960
Конструкционная сталь легиро-
ванная, НБ = 165 -► 265, с пре-
делом прочности <90 кГ\м>0 1 310
Конструкционная сталь легирован-
ная, ИБ — 1о5 - 340, с преде-
лом прочности явр > 90 *Г)жа<’ 1 НО
Углеродистая инструментальная
Вольфрамовая сталь, ПБ = 210 ч-
-»-240 ........................ 980
Легированная инструментальная
сталь и сталь аустенитного
класса, НБ = 210 ч- 240........ 6,25
Чугун, «д— 140 4- 240........... 14 500
Ковкий чугун, //#“ 120 ч- 200. . 18 100
Поправочные коэффициенты на ско-
рость резания развертками из углеро-
дистой и легированной инструменталь-
ной стали имеют следующие значения:
Таблциа 44
Группировка фрез
Марка стали........ Р18 9ХС У10А
и Р9 и У12А
Ковффициеит........ 1,0 0,6 0,5
Примечание. Скоростное развертывание
ведется со скоростью v > 70 м!мин и дает точные
отверстия прн высоком качестве стенок разверну-
тых отверстий.
Сила резания прн развертывании
исследована недостаточно, и формул
для подсчета Pt н Мо не имеется.
Приближенный подсчет момента ре-
зания см. на стр. 331.
Основное (технологическое) время
при развертывании подсчитывается по
формуле (33) — см. на стр. 328.
Фрезерование
Группировка фрез по технологи
ческнм и конструктивным признакам
приведена в табл 44.
Схемы фрезерования. На фрезерных
станках общего назначения подача
всегда направлена против вращения
фрезы (фиг. 67). Процесс резания начи-
нается в точке 1 с нулевой толщины
срезаемого слоя и заканчивается в
точке 2 с наибольшей толщиной amu =
— s, sin ф, где s, — подача на зуб фрезы
в мм и ф — угол (в град.) контакта
зуба фрезы с обрабатываемой деталью,
вычисляемый по формуле
ф — агссоз , (38)
где t — глубина фрезерования в мм
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
337
На станках, специально приспособ-
ленных для этой цели, подача может
быть направлена в сторону вращения
фрезы (фиг. 68). Тогда процесс резания
начинается в точке 2 с наибольшей и
кончается в точке 1 с нулевой толщиной
срезаемого слоя. Работа по первой
схеме связана с более трудными усло-
виями врезания зуба в металл, чем по
второй схеме. Кроме того, работа по
второй схеме протекает спокойнее и
обеспечивает более чистую обработан-
ную поверхность, чем при работе по
первой схеме. При работе торцевыми
фрезами и фрезерными головками кон-
тактная дуга 1—2 (фиг. 69) определяется
шириной фрезеруемой детали, равной
глубине резания t в мм, и подача всегда
направлена против вращения фрезы.
Наибольшая толщина срезаемого слоя
аим = s, si п ф, где ф — угол кон-
такта для торцевых фрез — выражается
формулой
ф — 2arcsin (39)
На фрезах с прямыми зубьями тол-
щина срезаемого слоя а одинакова на
всей длине режущего периметра каж-
дого зуба и за время поворота на
угол контакта ф меняется, нарушая
равномерность фрезерования. Для устра-
22 Том с 1412
нения или ослабления периодического
изменения площади поперечного сече-
ния срезаемого слоя при употреблении
прямозубых фрез применяют фрезы с
косыми и винтовыми зубьями. При
величине угла наклона винтоьых зубьев
«—пг» (40>
имеет место равномерная работа фрезы
с постоянной площадью поперечного
сечения срезаемого слоя; здесь В —ши-
рина фрезеруемой поверхности в мм,
г — число зубьев у фрезы; D — диа-
метр фрезы в мм; k — целое число, рав-
ное 1. 2, 3. 4 и т. д. (выбирается нз
В \
условия ) -
Конструкция и область применения
фрез. Поверхности и режущие кромки
у зубьев фрез показаны на фнг. 70.
Фнг. 70.
Здесь / — передняя поверхность; 2 —
задняя поверхность; 3 — затылочная
поверхность; 4 — задняя кромка; 5 —
ленточка; 6 — главная режущая кромка
(прямая или винтовая).
У цилиндрических, торцевых, насад-
ных, дисковых, пазовых, угловых и
фасонных фрез базой крепления на фре-
зерных оправках являются базовые
Отклонение опорных торцевых поверх-
ностей фрез от перепендикулярности
при проверке индикатором не должно
превышать 0.04 мм у фрез диа-
метром D < 90 м.к и 0.05 мм диа-
метром D > 90 мм Момент резания пе-
редается шпонкой. Шпонки отсутствуют
лишь у прорезных фрез малой тол-
щины В мм.
338
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
У торцевых, концевых и шпоночных
фрез диаметром D свыше 20 мм базой
крепления является конический хвосто-
вик. Затяжка хвостовика в кониче-
ское гнездо шпинделя производится
винтом, пропущенным через полый шпин-
дель станка. У концевых фрез диаме-
тром D < 20 мм базой крепления
служит цилиндрический хвостовик. Ко-
Сгчхиие по ДД
1.5x45
Шпохочный not расположить
против паза для хома
0.5x45°
Фиг. 72.
Сеченио по . Б Б
нические и цилиндрические хвостовики
не имеют шпонок, и момент резания пе-
редается силами трения. Торцевые фре-
зерные головки центрируются на шпин-
деле станка либо цилиндрическими
(фиг. 72), либо коническими базовыми
отверстиями. Передача момента реза-
ния производится при помощи попе-
речной шпонки.
У цилиндрических, части концевых,
дисковых, отрезных и прорезных фрез
режущие зубья располагаются лишь по
наружной окружности. У части конце-
вых, дисковых, торцевых, угловых и
фасонных фрез режущие зубья распола-
гаются как по окружности, так и иа
торцевых сторонах (с одной нлн обеих
сторон). Сборными, со вставными зубь-
ями, изготовляются цилиндрические,
торцевые, насадные и дисковые фрезы
(диаметром свыше 75 мж), торцевые
фрезы с коническим хвостовиком (диа-
метром свыше 35 мм) и все торцевые
фрезерные головки.
Число зубьев у цилиндри-
ческих, концевых, дисковых, пазовых,
прорезных и фасонных фрез подсчиты-
вается по формуле
0.2D
(41)
где t — наибольшая глубина фрезеро-
вания ИЗ; — наибольшая подача на
(42)
зуб фрезы в мм; у торцевых фрез — по
формуле
0,60
*ди,5-д0,5 ’
В тех случаях, когда необходимо по-
лучить наибольшее число переточек, и
при фрезеровании с небольшими при-
пусками число зубьев подсаитывается
по формуле
кО
(43)
1,5x45°
где i — число пере-
точек до полного ис-
пользования фрезы;
х — толщина слоя в
мм, стачиваемая за
одну переточку.
Важнейшим усло-
вием выбора числа
зубьев является сво-
бодное размещение
стружки в простран-
стве канавок между
зубьями. По этой при-
чине фрезы малых диаметров (D <
< 12 мм) изготовляются всего лишь с
тремя-четырьмя зубьями.
Затылование фигурных задних
поверхностей у фасонных фрез про-
изводится с целью: в) образования
задних углов а и б) сохранения неиз-
менного по форме и размерам фасон-
ного профиля режущих кромок у зубьев
при всех переточках.
Обычно затылование зубьев произво-
дится по закону архимедовой спирали
(фиг. 73). Более
чистую обработан-
ную поверхность и
высокую стойкость
имеют фасонные
фрезы, зубья у ко-
торых затылованы
по ломаной линии.
Задние углы у за-
тылованных зубь-
ев назначаются по
наибольшему диа-
метру. На фасон-
ных фрезах с торцевыми или от-
весными фасонными участками, обра-
зующими с осью фрезы угол а > 75°,
где радиальное затылование не обеспе-
чивает необходимой величины задних
углов, производится боковое затыло-
вание. Боковое затылование с двух сто-
рон, нлн сочетание радиального и боко-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
339
вого затылования, не позволяет со-
хранить при переточках постоянные
размеры и форму профиля режущих
Кромок у зубьев фасонных фрез. В та-
ких случаях изготовляются разъемные
конструкции с соединительным замком,
н регулировка осевого размера после
переточек производится при помощи
прокладок.
Величина падения затыловочного ку-
лачка подсчитывается по формуле
hK — tg «и (44)
Полная глубина канавок между зубь-
ями подсчитывается по формуле
Н - h + hK + г, (45)
где Л — полная высота фигурного про-
филя в мм; Лк — величина падения за-
тыловочного кулачка в мм; г — вели-
чина радиуса закругления впадины
в мм; обычно г = 2 мм.
Основные типы фрез и краткая харак-
теристика их использования. Фрезы
цилиндрические диаметром
D = 40-5-90 мм и длиной £ = 25 ч-
ч- 150 мм изготовляются по ГОСТ
3752-47. Применяются для обработки
плоскостей. Мелкозубые фрезы изгото-
вляются из легированной стали, круп-
нозубые— из быстрорежущей стали.
Технические условия—по ГОСТ 1695-48
и 1678-53.
Фрезы цилиндрические
со вставными ножами, диа-
метром D = 75-е- ПО мм и длиной
£ = 60 ч- 150 мм. изготовляются по
ГОСТ 1979-52. Применяются для об-
дирочной обработки плоскостей, ши-
риной S| = В — 10 мм на горизон
тально-фрезерных станках.
Фрезы цилиндрические
сборные составные, диаме-
тром D = 75 ч- 200 мм и длиной £ «
» 75 ч- 300 мм, изготовляются по
ГОСТ 1979-52. Применяются для об-
дирочной обработки плоскостей. Чи-
сло отдельных корпусов в сборной кон-
струкции от 2 до 6 в зависимости от диа-
метра D и длины В.
Фрезы дисковые пазовые,
диаметром D = 60 ч- 90 мм и шириной
В = 5 + 16 мм изготовляются по
ГОСТ 3964-47 из легированной ин-
струментальной стали, в ответствен-
ных случаях — из быстрорежущей
стали.
22*
Фрезы дисковые двусто-
ронние со вставными ножами, осна-
щенными твердыми сплавами, диаме-
тром D = 90 ч 350 мм изготовляются
по ГОСТ 6469-53.
Фрезы дисковые трех-
сторонние с мелким зубом, диа-
метром D = 60 ч- ПО мм и шириной
В = 6 ч- 16 мм, изготовляются по
ГОСТ 3755-47. Применяются для фре-
зерования канавок. Число зубьев г =*
= 16 ч- 22 в зависимости от D. Изго-
товляются нз легированной инструмен-
тальной стали.
Фрезы дисковые трех-
сторонние со вставными ножами
(фиг. 74) из быстрорежущей стали.
Фиг. 74.
диаметром О = 75 ч 250 мм и шири-
ной В — 12 ч- 40 мм, изготовляются
по ГОСТ 1669-52. Применяются для
фрезерования канавок на горизонтально-
фрезерных станках. Число вставных
ножей г = 12 ч- 20. Технические усло-
вия — по ГОСТ 1671-53.
Фрезы дисковые трехсторонние со
вставными ножами, оснащенными твер-
дыми сплавами, диаметром О = 90 ч-
ч- 350 мм и шириной В = 10 ч- 30 мм,
изготовляются по ГОСТ 5348-50.
Фрезы Т-о бразные для
станочных пазов (фиг. 75),
Фнг. 76.
диаметром D = 17,5 ч- 93 мм и шири-
ной В = 7,5 ч- 40 мм, изготовляются
340
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
из легированной инструментальной
стали по ГОСТ 7063 54. Применяются
для фрезерования Т-образных пазов
под головки болтов. Число зубьев z =
= 6 ч- 14.
Фрезы для шпонок сег-
ментных (фиг. 76), диаметром D =
= 7,5-5-41 мм и шириной В= 1,5 ч-
+ 10 мм. изготовляются по ГОСТ
6648-53 из легированной инструмен-
тальной стали. Применяются для фре-
зерования на валах сегментных шпо-
ночных канавок.
Фрезы отрезные или пи-
лы круглые (фиг. 77), диа-
метром D = 60 -5- 200 мм и шириной
В = 1 -t- 5 мм, изготовляются по
ГОСТ 2679-54 из углеродистой или
Фиг. 77.
легированной инструментальной стали.
Применяются для разрезания металлов
на горизонтально-фрезерных станках.
Число зубьев z = 30 -5- 60 Крепление
иа фрезерной оправке диаметром d =
— 16 ч- 32 мм.
Пилы круглые сегментные, диаме-
тром D = 275 ч- 2000 мм. и шириной
В = 5 ч- 14,5 мм. изготовляются по
ГОСТ 4047-52. Применяются для раз-
резки металла на специальных отрез-
ных станках.
Фрезы прорезные (шли-
цевые) (фиг. 78), диаметром D =
= 40-5-75 мм и шириной В = 0,2 ч-
ч- 5 мм, изготовляются из углероди-
стой и легированной инструментальной
стали по ГОСТ 2679-54. Применяются
для прорезания узких щелей и шлицев
Фнг. 78.
в головках винтов и шурупов. Число
зубьев z = 40 ч- 72.
Фрезы шпоночные диа-
метром D = 3 -5- 20 мм изготовляются
из углеродистой, легированной или
быстрорежмцей стали Р9 по ОСТ НКТП
3942 с цилиндрическим хвостовиком и
по ОСТ НКТП 3943 с коническим хво-
стовиком для крепления в шпинделе
станка.
Фрезы шпоночные, оснащенные твер-
дым сплавом, диаметром D = 8 ч-
ч- 16 мм, с цилиндрическими и кони-
ческими хвостовиками изготовляются
по ГОСТ 6396-52.
Концевые фрезы (фиг. 79)
диаметром D = 3 ч- 50 мм изгото-
вляются из легированной или быстро-
Фиг. 79.
режущей стали по ГОСТ 3058-47- с
цилиндрическим хвостовиком и по
ГОСТ 3959-47 с коническим хвосто-
виком.
Фрезы торцевые насад-
ные быстрорежущие (фиг. 80). днаме-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
341
тром Т)=40ч-110 жж, с числом зубьев
г = 12 ч- 22, цельные, изготовляются по
Фиг. ви.
ГОСТ 3753-47 с мелким и по ГОСТ 3754-47
с крупным зубом; диаметром D = 75 ч-
ч- 225, со вставными ножами из быстро-
режущей стали Р9 с числом ножей от 10
до 22 изготовляются по ГОСТ 1092-52.
Применяются для обработки плоскостей
на одном или нескольких уровнях. Кре-
пление ножей клиновое с рифлением.
Торцевые фрезерные го-
ловки (фиг 81) изготовляются по
ведомственным нормалям. Диаметры
колеблются в пределах D = 100 ч-
ч-1000 мм.
Применяются для высокопроизводи-
тельной обработки сплошных или пре-
рывистых поверхностей общей шири-
ной от 90 до 950 мм. Обладают боль-
шой стойкостью (до 8 час.).
Вставные ножи могут быть изгото-
влены из быстрорежущей стали или
оснащены твердыми сплавами марки
ВК8 — для скоростной обработки чугу-
на и Т15К6 — для скоростной обра-
ботки стали.
Торцевые насадные фрезы со встав-
ными резцами токарного типа (фиг. 82),
оснащенными твердым сплавом, изго-
товляются по ГОСТ 3879-92 и при-
меняются для скоростной обработки пло-
скостей. Технические условия—по ГОСТ
6375-52
Фрезы угловые (фиг. 83) диа-
метром D - 35 + 90 мм. одноугловые
(тип А) и двуугловые (тип Б), с числом
зубьев г = 18 ч- 22 изготовляются из
342
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фнг. 82.
легированных и быстрорежущей сталей
Р9 по ГОСТ 3960-47, 3961-47, 3965-47
и 3966-47.
Технические условия — по ГОСТ
4050-48.
Фрезы фасонные изгото-
вляются из углеродистой и легиро-
ванной инструментальной стали, диа-
метром D 45 ч- 90 мм, с числом
зубьев г = 10 ч- 14, по ГОСТ 3962-47
полукруглой выпуклой формы (тип А) н
по ГОСТ 3963 47 полукруглой вогну-
той формы (тип Б). Другие фасонные
формы выполняются по ведомствен-
ным нормалям.
Фрезы с разделением
стружки винтовыми стружкодели-
тельными канавками (кукурузные) из-
готовляются по ведомственным нормалям
(фиг. 84). Применяются для обдироч-
ной обработки плоскостей. Материал —
быстрорежущая сталь Р9.
Сборный комплект фрез
для фрезерования сложных фигурных
поверхностей представляет собой набор
дисковых, двусторонних, трехсторон-
них и фасонных фрез, закрепленных на
одной фрезерной оправке так, чтобы
получить необходимой формы и разме-
ров сложный фигурный профиль. При-
меняются в крупносерийном н массовом
Фиг. 83.
производстве.
Р азделе ние
стружки при фрезе-
ровании ториевыми го-
ловками. При срезании
за один проход больших
припусков (свыше 5 мм)
для облегчения процесса
фрезерования становится
необходимым разделе-
ние одной широкой
стружки на несколько
менее широких. Такое
разделение стружки, на-
пример, на две глубины
t, = /2 = t мм дости-
гается закреплением в
корпусе половины числа
ножей на большем диа-
метре D| и с меньшим
вылетом над торцом
корпуса и закреплением
второй половины числа
ножей на меньшем диа-
метре D) и с большим
(на мм) вылетом над
торцевой плоскостью
корпуса По глубине
фрезерования стружка
может быть разделена на
равные или неравные
две или три части
применением двух- или
трехступенчатых фрез
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
343
Фнг. 84.
На тор цово-конических фрезах при ма-
лых углах г и достаточно больших
глубинах резания t
Фнг. 85.
срезаемую стружку
целесообразно раз-
делить по шири-
не В на несколько
отдельных стру-
жек при помо-
щи стружкодсли-
тельпых канавок
(фиг. 85), располо-
женных на смеж-
ных зубьях в шах-
матном порядке.
На торцевых фре-
зерных головках
больших диамет-
ров, применяемых на агрегатных стан-
ках, используются вставные ножи со
ступенчатой заточкой, производимой на
специальных заточных станках (фиг. 86).
Ступенчатая заточка ножей при Доста-
точно большом числе п ступенек приво-
дит к разделению стружки па л отдель-
ных стружек и к нарушению обычной
зависимости a =s sin f и —------ и к
sin
установлению обратной зависимости b=s
В
и а что имеет существенное пре-
имущество, так как позволяет увеличить
размер подачи s и производительность
труда в несколько раз по сравнению
с заточкой ножей с углом ? — 90”,
когда Ь = В и а = sz.
Геометрические параметры режущих
частей фрез установлены ГОСТ 2321-43
(из быстрорежущей, легированной и
углеродистой стали). У фрез, осна-
щенных пластинками нз твердых спла-
вов и предназначенных для скоростного
фрезерования, геометрические параме-
тры стандартом не установлены.
Задние углы а у фрез изме-
ряются на главных режущих кромках
в плоскости, перпендикулярной к оси. на
торцевых режущих кромках — в пло
скости, параллельной оси фрезы. Реко-
мендуемая величина задних углов
приведена в табл. 45. Задний угол в
нормальной плоскости определяется пе-
ресчетом по формулам:
у фрез с винтовыми или наклонными
эубьями
tg «я---; (46)
Б Л COS й) 1
Фиг. 86.
341
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Рекомендуемые величины задних углов у фрез
Таблица 4S
Задний угол в®
Твп фрезы Характеристика или назначение на ци- линдриче- ских зубьях на ториевых аубьях
Цилиндрические и ториевые Диеновые двусторонние и трехсто- ронние Коппевые и угловые с нилиядриче- скнм и коническим хвостовиком Угловые насадные Т-образные (для ставочных лазов и сегментных шпонок) Дисковые пазовые незатылованиые Шлицевые (прорезные) Отрезные (круглые пилы) Фасонные Пилы с приклепанными сегментами Фрезерные головки со военными но- жами, оснащенными твердыми спла- вами Дисковые фрезы, оснащенные твер- дыми сплавами С мелкими зубьями С крупными зубьями и вставными но- жами С прямыми мелкими зубьями С прямыми крупными зубьями и со вставными ножами С наклонными мелкими зубьями С наклонными крупными зубьями и с наклонными вставными ножами О < 10 жж D ~ 10 +• 20 жж D > 20 мм D<V> . D?23 . Незатыловаииые с мелким зубом Затылованные и незатыловаииые с крупным зубом Для обработки: стали с о._ < ПО кГ\Млр . ..*>» . серого чугуна Для обработки: стали серого чугуна 16 12 20 16 16 12 25 20 16 16 25 20 20 30 20 16 12 16 15 20 12 20 20 8 8 6 6 в 6 8 8 8 8 в 6 20 25 1? 10 6
на угловых кромках фрез
<8 ?! (47)
у фасонных фрез
р
tgen - tgaCOS» —. (48)
В формулах (46)—(48) a — задний
угол в плоскости, перпендикулярной
к оси фрезы; ? — угол угловых кромок
в плане; <*» — угол наклона винтовых
или наклонных зубьев. < — угол на-
клона касательной к профилю в данной
точке; R — наибольший радиус фасон-
ного профиля; г — расстояние рассма-
триваемой точки фасонного профиля от
оси фрезы.
Передние углы к измеряются
в плоскости, перпендикулярной к глав-
ной режущей кромке. Рекомендуемые
величины передних углов приведены
в табл. 46.
Угол в плане ? угловой
кромки и ?о переходной кромки на
режущих зубьях у торцевых и двусто-
ронних дисковых фрез измеряется в
Таблица 46
Рекомендуемые величины передних углов у
у фрез
Обрабатываемый металл Быстроре- жущая сталь Твердые сплавы
Передни » Г| А угол т мд.
Сталь о„ < 60 кПмлб . . . 20 +»
•/-60+100 кГ/жж' 15 -5 .
*вр •* 100 • 10 -10
Чугун Н_< 1Ы)кГ1см> . . . ts н
НБ > 160 3 • • • 10 0
осевой плоскости между плоскостью
вращения' фрезы и проекцией угловой
или переходной кромки на осевую пло-
скость. Величины углов у> и <?0 при-
ведены в табл. 47.
Высота Л угловой кромки должна
быть на 0,5—1 мм больше глубины
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
345
Таблица 17
Рекомемдуемыс •личины углов в алане
у фрез
Таблица 18
Величины вспомогательных углов и плане в,
у фрез
Тио фрезы Область применения Угол в град.
т V.
Торпово-кониче- ские D> I50 мм Крупносерий- ное и массо- вое произ- водство, жесткие де- тали 20 «
Торцевые D < 150 мм То же 30 —
Торцевые О > 150 мм Дисковые дву- сторонние « 9 45 25
П < 90 мм 4.5 25
Дисковые дву- сторонние D > 90 мм 9 60 30
Ториевые и ди- сковые двусто- ронние Мелкосерий- ное и инди- видуальное производство 90 45
Ториевые и ди сковые При обработ- ке взаимно перпендику- лярных пло- скостей 90 45
Торцевые, оенд- шеиные твер- дым сплавом Все вилы об- работки 60 45
Тип фрезы Дна негр D в ми Шири на в и ММ Угод Ф.
Прорезные шлицевые 8 £ 0J6 Св. 0,6 0.6—0,8 Св. 03 1-2 0’15' 0-30' 0’15' 0*30' 0-30'
Отрезные (круглые □илы) ....... 75 75 2-3 Св. 3 1-2 Св. 2 1.5-2 0-30' 1’30' 0’30' 1» 0’15'
Ториевые я конпевые с ториевыми зубь- ями, дисковые дву- 110 110- 200 Св. 2 2-3 Св. 3 0’ЗД' 0’15' 0’30'
и трехсторонние . . Т-образные, дисковые пазовые незатыло !•—2’
ванные . . . Торцевые и концевые без торцевых — — 1’30'-.'’
зубьев — — 8’-10’
Шпоночные Пилы с приклепан- — — 6’
ними сегментами Фрезы, оснащенные — 2’—3’
твердым сплавом 5°
фрезерования. У концевых, дисковых
трехсторонних, пазовых и отрезных
фрез шириной свыше 3 мм переходные
фаски стачиваются пол углом <?0 = 45°.
Вспомогательный угол
волане f ( измеряется в осевой пло-
скости между проекцией ториевой режу-
щей кромки на осе-
ВУЮ плоскость и пря-
молинейной образую-
v. \ щей обработанной по-
V верхности (фиг. 87).
Vt Рекомендуемая вели-
Г чина вспомог а-
. .. тельного угла в
плане fj приведена
в табл. 48.
У дисковых фрез, предназначенных
для обработки мерных пазов, величина
угла
•Pi — arctg^, (49)
Зачистной jyf H*t
Фиг. 88.
где ДА — допустимое уменьшение ши-
рины фрезы в мм. ht — высота стачи-
ваемого слоя
зуба по диаме-
тру-
У торцевых
фрез, применяе-
мых для чисто-
вого фрезерова-
ния, вспомога-
тельная торце-
вая кромка на
длине от 4s0 до
6s0 (s0 — пода-
ча в мм!об фре-
зы) имеет вспомогательный угол в пла-
не <?i = 0° (фиг. 88); у дисковых фрез
иа этой же длине угол <fi = 0°30'.
Угол наклона кромки А
измеряется между угловой кромкой и
плоскостью, перпендикулярной к век-
тору скорости резания в наружной
угловой точке этой кромки. Наклон
Таблица t>
Подача 1 жж и вуб ара фреверовдвнн черных а цветных металлов
Тип фрезы Величина снимаемого припуска за один проход в мм
0,5-1 1-2 2-3 4-6 6-8 8-10 10-15 15-30 Св. 30
Дисковые трехсторонние: цельные с прямым зубом 0,08-0,05 0.05-0,04 0.04-0,02 0,04-0,02 0,02-0.015
. С разнонаправленным зубом — — 0,06-0,04 0,1-0,07 0,04—0.02 0,04-0,02 0,03-0,015 0.02-0,01 «в
сборные со вставными зубьями . . — — — 0,07-0,04 0,07-0,04 0,04-0,03 0,04-0,03 0,03-0,02
Дисковые: прорезные Я < 2 леи . 0.01- 0.005 0.01-0,005 0.006-0,003
Я>2 0,и2—0,015 0,02-0,015 0,01-0,005 ам
отрезные в > 2 . ........ — — — 0,03—0,02 0,02-0,01 0,01-0,007 0,007 - 0,00-1 0,007 - 0,004 0.007-0,004
Торцевые мелкозубые . 0.12-0,1 0,12-0,1 0.1-0,05 0,06-0,03
. крупиоэубые ......... — — 0,15 — 0,1 0,1-0,07 0,07-0,04 0,07-0,04 0,07-0.04 — —
L1 н л «лирические мелкозубые 0,08-0,05 0,08-0,05 0,08—0,05 0,05-0,03
. крупиоэубые ...... — — 0,15-0,1 0,1—0,07 0,07-0,04 0,04-0,02 — — —
Концевые О < 4 лиг........ • 0.015-0,01 0,012—0,01 0,008—0,001
D = 4 -ь 6 мм 0,02-0,01 0.02-0,01 0,01—0,ООН 0,008-0,005 __ —— ж а
П-бч-8 0,025-0,02 0,02-0,015 0,015—0,01 il.01-0.006 0,005-0,003 «в
D — 8 10 0.U3-0.02 0,025-0,015 0,02-0,01 0.015-0,008 0.008-0,006 0.606-0,01»
D = 10ч- 15 0.01—0.02 V,04—0.02 1,01-0.015 0,02-0,01 0,01-0.006 j.008— 0,005 0,005-0,003 —
D = 15-=-20 0.06-0.01 0.06—0,04 0.04-0,0.' 0,04-0.02 0,63—0,015 0.02-0,01 0,02-0.01 0,01—0.007
D = 20 -ь 30 0,1-0,07 0,1-0,07 0,08-0,07 0,08—0.05 0.05-0.04 0,05-0,03 0.03-0.01 0,02—0,00» —
D = 30-i-40 0,1-0,07 0,1-0,07 0,1-0,07 0,08-0,05 0,08-0,05 0.06—0,03 ОрЗ-0,02 0.02—0,61 0.02-0,01
Фасонные неэатыловлнные О < 60 мм 0,06-0.04 0.06—0,04 0.04-0,03 0,03—0.02 0.02-0.01 0.02-0,01 0,02-0,01 0,01-0.008
. . D > 60 . . . 0,1-0.07 0,1-0,07 0,1-0,07 0,08-0,05 0,06-0,04 0,06-0.04 0,04—0,02 0,02-0,01 —
. затылованные D < 60 . . . 0,08-0,05 0,08-0,05 0,08-0.05 0,06-0,04 0.04-0,03 0,03-0,015 0,02-0,01 0.01-0,007
. . D > 60 . . . 0,1—0.07 0.1-0,07 6,1-0,07 0,08—0,05 0.06-0.05 0.05-0,03 0,03-0,02 0,02-0,01 —
Примечании: 1. При обработке бронзы и чугуна подачу надлежит увеличивать в 1,5—2 раза в зависимости от условий обработки; при
червовой обработке с последующими чистовыми проходами подачу можно увеличивать в 1,5—2 раза, если жесткость всей системы позволяет его
желать.
2. В зависимости от жесткости летали, приспособлении и станка величина подачи при грубом фрезеровании может быть выбрана по табл. 49а.
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
347
. угловой кромки под углом Л обеспечн
вает более плавное врезание и выход
зуба из контакта с обрабатываемым ме
таллом. Величина угла А=4-5* для
несимметричного и А = 4-10 -г- +15°
для симметричного фрезерования тор-
цевыми фрезерными головками.
Угол наклона зубьев ш
к оси фрезы служит для обеспечения
более спокойных условий резания. Наи-
более спокойное резание имеет место при
величине угла ш, подсчитанного по
формуле (40).
Средние величины углов ш наклона
винтовых и наклонных зубьев у нор-
мальных фрез выражаются следующими
значениями:
Угол •»
фРеэы в град.
Цилиндрические крупнозубые .... 30
. мелкозубые............... 20
. сдвоенные ..... S3
Концевые..................... 30
Шпоночные.......................... 15
Дисковые двусторонние ............. 16
. трехсторонние быстрорежу-
щие ............................ 8—15
Дисковые, оснашеиные твердым спла-
вом .............................. 5
Дисковые трехсторонние сдвоенные . 15
Торцевые с цельными зубьями .... 10
. со вставными зубьями ... 10
Направление винтовых зубьев (правое
или левое) берется таким образом,
чтобы осевая слагающая усилия реза-
ния была направлена на шпиндель
станка.
Режимы фрезерования. Подача при
фрезеровании измеряется иа один зуб
фрезы s, мм; на один оборот фрезы
so = зг-г мм/об; в 1 мин. sMUH = son =>
= !г-г п мм/мин. Допустимая подача
st на зуб при фрезеровании черных и
цветных металлов приведена в табл.
49 и 49а.
Допустимые подачи зг на зуб при
чистовом фрезеровании, когда задан
класс чистоты обработанной поверхно-
сти, подсчитывается по формуле
st - ——у--- мм1зуб. (50)
Числовые значения коэффициента С
и показателей степени приведены в
табл. 50.
Глубина фрезерования
t в мм измеряется в плоскости, перпен-
дикулярной к оси фрезы.
Ширина фрезерования £
е мм измеряется вдоль оси фрезы.
Износ фрез. Допустимые вели-
чины износа зубьев у фрез приведены
выше, в табл. 3.
Охлаждение применяется при
фрезеровании стали Охлаждение ве-
дется 3—5%-ным водным раствором
эмульсола при расходе не менее 10 л/мин.
Обработка чугуна ведется всухую.
Стойкость фрез. Средние зна-
чения стойкости быстрорежущих фрез
приведены в табл. 51.
Подана в мм на зуб
Таблица 49а
Группа стяиков Жесткость системы де* таль - при- способленке Фрезы
с крупным аубом и вставными зубьями (ножами) с мелким зубом
При обработке
стали чугуиа стали чугуиа
Продольно-фрезерные жесткие ставки типа А664Д, АбоЗГ и 636 Горнзонталыю-фрезерные станки средней жесткости типа 673. А662В, 683 Горизонтально-фрезерные станки пониженной жесткости 6Б82 и 680М Ббльшие значения подач брать д. для ббльшнх значений глубины и ш Повышенная Средняя Пониженная Повышенная Средняя Пониженная Средняя Пониженная ла меньшей глу арины. 0,4—0,6 о.з-ол 0,2-0,3 0,2-0.3 0,12-0,2 0,1-0,15 0,1-0,16 0,06—0,1 бины резани 0,6-0,8 ОЛ-0.6 0,25-ОЛ 0.25-ОЛ 0,2-0,3 0,12-0,2 0,12—0,2 0,1-0,15 я и ширины 0,1-0,15 0,06-0,1 0,06—0,08 0.06-0,08 0,03-0,06 Обработки, 0.12-0.2 0,1-0,15 0,08-0,12 0,06-0,12 0,06-0,1 леньшие —
348
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 50
Величины коэффициентов С показателей степени в формуле (50)
Тип фрезы Обрабатываемый металл Коэффи- циент С Показатель степени Тип фрезы Обрабатываемый металл £ х а Показатель степени
X » X •
Цилиндри- ческие Сталь 40 X Чугун 0.0125 0,02 о.аз 0.S 0.07 0,64 0,5 Ториевые ы-2» Сталь 45 улучшенная 0,046 1.25 - —
Сталь Х4Н нормализо- ванная, сталь 10, 20 и 2СХ 0,032 1.25 — —
Торцевые Сталь 4-5 прокат . 40Х прокат и нормализо- ванная 0,022 1,25 — •
Торцевые «,« 0» Сталь 45 0,040 1,25 — -
Сталь Х4Н прокат 0,017 1,25 — —
Сталь Х1Н улучшенная Сталь 35 0,025 1.25 — — Торцевые с зачист- ным зубом Сталь 45 0,090 1,25 — -
Средние значения стойкости быстрорежущих фрез в мин.
Таблица 51
Цилиндрические, дисковые, торцевые и фасонные фрезы Концевые фрезы
Ширина Затылованные диаметром • ми Диаметр Стой-
30 40 60 60 50 100 133 160 210
М И в мм Незатылованные диаметром в ММ D в мм КОСТЬ Г в мин.
30 « 50 60 ЙО 100 130 160 210 290
б 40 50 60 70 м> 95 115 130 160 225 До б 10
10 50 fill 70 ЯП 93 115 130 160 19) 265 8-10 15
20 fin 70 Ж) 95 115 130 Ifill 190 225 315 15 20
40 70 ИО 95 115 130 1во 190 225 265 20 25
80 80 95 115 130 160 190 225 265 315 30 30
160 95 115 130 160 190 225 265 315 400 40 40
320 115 130 160 190 225 265 315 — — —
- -- • Г »
Примечания:!. При работе наборами фрез табличную стойкость увеличивают на 20—ЗОЧо.
2. При работе фрезами из углеродистой стали У12А табличную стойкость увеличивают
на 25—
3. При работе мерными концевыми дисковыми фрезами табличную стойкость увеличивают
в 13-2 раза.
Скорость резания при
JipeaeponaHHH подсчитывается по наи-
ольшему диаметру режущих зубьев
фрезы. Величина скорости резания под-
считывается по формуле
' С-D»
Числовые значения коэффициента С
Приведены в табл. 52 и показателей
степени — в табл. 53.
Величина коэффициента С меняется с
изменением условий фрезерования. Эти
изменения учитывчются помножением
табличных величин С на следующий
ряд коэффициентов:
Ki— коэффициент, учитывающий вли-
яние механических свойств обрабаты-
ваемого металла на скорость фрезеро-
вания.
Для чугуна и бронзы коэффициент
К>-
Су-180
НВ ’
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
349
Таблица 52
Числовые значения коэффициента С
в формуле (51)
рг Тип фрезы • > Сталь 45, в*р =70 кПм* Чугун ffg - 180
О А о V По корке | Без корки
ш о А ю о’ V
Торцевые:
быстрорежущие твердый сплав ВК8 55 80 23 23 46.5
40 40 80
Дисковые ф = 90°: вставные зубья 60 86 24 24 48
цельные с разно- , направленными зубьями .... 81 22,75 22,75 45.5
1 цельные с пря- мыми зубьями 75 21.5 21,5 43
Прорезные (шли- цевые) и отрезные 65 22.5 22.5 45
Цилиндрические . 46 60 13,5 28.8 57,6
Концевые Фасонные: — 35 37,5 37,5 75
с резко онер ценным конту- ром с пологим кон- — 44 — — —
туром . ... . — 53 — —
Примечания: 1. Величины С лапы
при работе по стали без корки с охлаждением
при фрезеровании против подачи, с главным
углом в плане « = 90- и при допустимом износе.
2. При работе за одни проход и с повы-
шенной чистотой обработанной поверхности
табличные значения С помножают ва попра-
вочный коэффициент 0,8.
3. При работе без охлаждения табличные
значения С помножают ва коаффицнент 0.5.
4. Прн фрезеровании в направлении подачи
табличные значения С помножают на коэффи-
циент 1,5.
5. При фрезеровании по корке табличные
значения коэффициента С помножают на
коэффициент 0,6.
для стали, латуни, силумина и элек-
трона
а«л
В этой формуле показатель степени х:
а) дли малоуглеродистой стали с
авр = 30-4- 50 кГ!мм* х = —1;
б) для углеродистой и легированной
с 9яр =55 -5- 85 кГ/мм* х =1;
bj для высоколегированной с аВв =
= 90 ч- 140 кГ/мм* х = 2.
Значения Ct принимаются в зависи-
мости от обрабатываемого металла сле-
дующие:
Обрабатываемый металл чииа с,
Углеродистые стали .............. 1
Хромистые стали ................ 0,8
Хромоникелевые, хромовзналисэые,
хромомолибденовые, хромоникель-
молибдеиовые, хромовольфрами-
стые и никелевые стали........... 0,75
Хромомолибденпалюминиевые. мар-
ганцовистые, хромомарганцовистые
и кремннсмар!анцовистые......... 0,7
Хромокремниемарганцовистые .... 0,8
Инструментальные углеродистые... 1
, легированные . . . 0.7
. быстрорежущие. . 0,5
Нержавеющие, жароупорные стали 0,4
Латунь .......................... 3
Силумин, дурзлюмнн............... 5
Электрон.......................... 7
Серый чугун ..................... 1
Ковкий чугун..................... I
Бронза ...................... 8
Ki — коэффициент, учитывающий
влияние марки инструментальной стали
на скорость фрезерования (табл. 54).
— коэффициент, учитывающий вли-
яние угла в плане <?0 угловой кромки на
скорость фрезерования (табл. 55).
Скорость резания торцевыми фрезер-
ными головками, оснащенными твер-
* Таблица 53
Числовые значении показателей степени и формуле (51)
Обрабаты- ваемый металл Типы фрез Я 9 X У Z
*,<0.1 *,>0,1
Сталь, Ториевые 0.2 0,1 0,25 0,15 . 0,2 0,4 0.1
латунь Дисковые ....... 0.2 0,1 0.25 0,3 0,2 0,4 0,1
и легкие сплавы Прорезные и отрез- ные 0.2 о.1 0,25 0,3 0,2 0,4 0.1
Цилиндрические, кон- цевые и фасонные 0,33 0,1 0,45 0.3 0,2 0,4' 0.1
Чугун Ториевые 0.15 0,1 0,2 0.1 0,4 0,4 0,1
и бронза Дисковые 0.15 0,1 0.2 0.5 0,4 0,4 0.1
Прорезные и отрез- ные . . . 0,15 0,1 0,2 0.5 0,4 0,4 0,2
Цилиндрические, кон- цевые и фасонные 0,25 0,3 0.7 0.5 л. <0.15 од *,>0.15 0,8 ОД
350
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица М
Поправочные коэффициент Ki, учитывающий
влиягие инструментальной стали
на скорость фрезерования
Обрабатываемый метала Марка инструменталь- ной стали
Р18, Р9 УЮА. УЮА, 9ХС
Сталь Не < 220 . . . 1 0.5-0.6
. НБ > 220 ... 1 .
Чугун «£<180 . . . 1 0,5-0,6
. НБ > 180 . . . Цветные н легкие 1 —
сплавы 1 0.5—0.6
Таблица 55
Поправочный коэффициент К„ учитывающий
влияние главного угла а плане иа скорость
фрезеровании
дыми сплавами, при фрезеровании ста-
лей подсчитывается по формуле
С-О0’2
Для стали с пределом прочности при
растяжении а1р < 100 кг! мм* пока-
затель относительной стойкости т =0,2;
для ojp > 100 кПмм* показатель т =
= 0,2£ При подачах иа зуб ах <0,1 мм
коэффициент С = 650 и показатель сте-
пени у = 0,1; при подачах зг =
= 0,1-5- 0,2 мм коэффициент С = 305 и
показатель степени у = 0,4.
Скорость торцевого фрезерования
чугуна с Нб = 200 •+• 220 подсчиты-
вается по формуле
где Л — величина износа зубьев фрезы
по задней грани в мм.
При черновом фрезеровании для спла-
ва ВК8 коэффициент С — 590 и пока-
затель степени т = 0,32; для сплава
В Кб коэффициент С = 788 и показа-
тель степени т = 0,38. Для обоих
указанных сплавов показатель степени
а = 0,28.
При чистовом фрезеровании для
сплава ВКЗ коэффициент С = 677 и
показатель степени г = 0,16; для сплава
ВК2 коэффициент С = 673 и показа-
тель степени z = 0,22. Для последних
двух марок твердого сплава показатель
относительной стойкости т = 0.24
Среднее значение скорости резания
при скоростном фрезеровании фрезами,
оснащенными твердыми сплавами, при-
ведено в табл. 56.
Сила резания при фре-
зеровании. Величина окружной
силы резания Р в кГ при фрезеровании
подсчитывается по формуле
(52)
Таблица 56
Средин* виачеиив скорости резания я подачи при фреэероааиии твердосплавными фргаама
Режим ре за ниа Обрабатываемый металл
Твердый сплав Т15К6 Твердый сплав марки ВК8
Сталь углеродиста* Сталь легированная Чугун
/7£<200 НБ > 200 нБ <300 НБ — 300 ч- 400 нБ>мх> Hs<200 НБ > 200
V В MIMUH в лис 200-220 0.2-0.15 150-180 0,12-0,15 150-200 0,1-0,12 110-150 0,07-0,1 75-100 0.05-0.08 120-150 0,2-0,4 100-1» 0,15-0.3
Примечания: I. Указанные режимы резания рекомендуются для стойкости Г-(1 -а-1,5) D мни.
2. Чистовое фрезерование стали твердыми сплавами ведется со скоростью резаки* t> —
— 300 ч- 800 м|жия, а чугуиа — со скоростью резания v — 200 ч- ЗОЭ м/ мин.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
351
Таблица 57
Числовые зиачевив коэффициента С
и показателей степени в формуле (52)
Обрабатываемый металл и тип фрезы Коэффициенты и показатели степени
с X г 0
С таль Цилиндрические, кон- цевые и торцевые при несимметрич- ном резании .... 68 0.86 0.74 1 -0.86
Торцевые при симмет- ричном резании, ди- сковые и отрезные 82 1.1 0.8 о.ч5 —1 «1
Угловые 39 0.66 0,74 1 —0.86
Выпуклые и вогнутые фасонные 47 0.66 0,74 1 —0,86
Чугун Цилиндрические, кон- цевые и торцевые при несимметрич- ном резании .... 48 0.&J 0.65 1 -0.83
Торцевые при несим- метричном резании, дисковые и отрез- ные 70 >.14 0.7 0.9 -1.14
Таблица 5в
Поправочные коэффициенты К, н К,
в формуле (52/
Передний угол т® + 15 +ю Н 0 —5 -10 -15 -20
К. 0,9 1 1.1 1.1 13 1,4 1.5 1.6
Скорость резание о » н\яим 50 75 100 125 150 175 200 250
к. 1 0.98 0.55 О,94[о,92 0,9 0.88 0.85
Числовые значения коэффициента С и
показателей степени в формуле (52)
приведены в табл. 57.
Величина коэффициента С меняется
при изменении величины переднего
угла -j и скорости резания о. Для учета
величины этого изменения табличные
значения С следует помножать на по-
правочные коэффициенты и Кз, при-
веденные в табл. 58
По мере затупления режущих зубьев
у фрезы сила резания при оптималь-
ном износе (по табл. 3) возрастает:
а) при обработке вязкой стали — на
75—90%;
б) при обработке средней и твердой
стали и чугуна — на 20—40%.
Окружная сила Р при обработке алю-
миниевых сплавов составляет около
25% силы при обработке стали, при
обработке бронзы — около 75% силы
при обработке чугуна.
Мощность при фрезе-
ровании подсчитывается по фор-
муле
Ые-С п ^ ^ гф Вг Оч кет. (53)
Числовые значения коэффициента С
и показателей степени в формуле (53)
приведены в табл. 59.
Поправочные коэффициенты, относя-
щиеся к формуле (52) для силы резания,
справедливы также для формулы (53)
эффективной мощности при фрезеро-
вании.
Основное (технологиче-
ское) время t0 при фрезеро-
вании подсчитывается по формулам, при-
веденным в табл 60
Таблица 59
показателей степени а формуле (53)
Числовые значение коэффициента С а
Обрабатываемый металл и тип фреш с X У f • Обрабатываемый металл и тип фрезы с Ж Ч 1 «
Сталь Цилиндрические, концевые и тор- цевые при не- симметричном резании Торцевые при сим- метричном реза- иии, дисковые и отрезные .... Угловые 3.5- IO"5 4,22-10-5 240—5 0.86 1.1 0.86 0.74 0.8 0.74 1 0,95 1 0,14 -0.1 0.14 Фасонные выпук- лые и вогну- 1 Чугун Цилиндрические, концевые и тор- цевые при несим- метричном реза- нии Торцевые при не- симметричном резании, диско- вые и отрезные 2,42.10-5 2.46 10"5 3.5.10-5 0,86 0,83 1.14 0,74 0,56 0.7 1 1 0.9 0,14 0.17 -0,14
352
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 60
Формулы для подсчета основного (технологического) времени прн фрезеровании
Характер фрезерования
Формула основного времени
Буквенные обозначения
Цилиндрическое и торцевое фре
верование с продольной и попе-
речной подачами:
а — цилиндрическое фрезером
ине
6 — симметричное фрезерование;
• — несимметричное фрезерова-
ние
I — длина фрезерования в мм;
I, — величина врезания в лтл;
/1 — величина выхода в лик;
— минутная подача в лш;
7 — число проходов:
- Yt(D-f);
1,-lJ - 0,5 (D - УО«-Л):
7,—(" = — t — 2i) ;
t — глубина резания в jMI|
D — диаметр фрезы в мм
Фрезерование с круговой пода-
чей стола
Фрезерование шпоночных канавок
за один проход:
а) канавка, закрытая с двух
сторон:
6) канавка, закрытая с одной
стороны;
в) канавка, открытая с двух
сторои
Фрезерование шпоночных канавок
на станках с маятниковой пода-
чей за несколько проходов:
а) шпоночная канавка, закры-
тая с двух сторон;
б) шпоночная канавка, закры-
тая с одной стороны:
а) шпоночная канавка, откры-
тая с двух сторон
/ -£±1ч О ta При фрезеровании при полной окружности 1 = *d, где d — диа- метр. измеренный по перифе- рии фрезеруемой поверхности. При копирном фрезеровании 1 — фактическая длин» фрезе- руемой поверхности по контуру
° ’мл ’мп .)го.2±^о жл 1 — полная длина шпоночной канавки; D — диаметр фреш в жж; Н — глубина шпоночной ка- »1 1 1»;и — продольная минутная по- дача в жж; — вертикальная минутная по- дача в жж
1 - D — пдх, мп -dr ’мп 3’ п^х — число двойных холоп; А Пдх“ — ’ где Л — глубине шпоночной кя- ндокх; t — углубление шпоноч- ной канавки за каждый двой- ной дод в мм
Резьбонарезанне
Схема нарезания резьбы зависит от
типа и конструкции резьбонарезного ин-
струмента. Схема нарезания резьбы
резцами зависит от ее шага. Для
резьб с шагом S < 2,5 мм подача как
на черновых, так и на чистовых про-
ходах направлена по радиусу. Для
резьб с шагом S свыше 2,5 мм черно-
вые проходы ведутся с боковым вреза-
нием, направленным вдоль одной из
боковых сторон нарезаемого профиля
резьбы, а чистовые ведутся с радиаль-
ным направлением
резания резьбы г р
ч и к а м и, п л а
бонарезными
головками
представлена на
фиг. 89. Толщина а
в мм слоя, срезае-
мого каждым зу-
бом, зависит от
высоты нарезаемой
врезания. Схема на-
ебенками, мет-
шкамн и резь-
Фиг. 89.
резьбы, числа канавок у инструмента и
длины заборной части 7; в .«.и. Схема на-
резания конической резьбы метчи-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
353
ками представлена на фиг. 90. В некото-
рых случаях она применяется также при
цилиндрической резьбе. Режущие зубья
конической заборной части метчика сре-
зают слой металла по всему профилю.
Фиг. 90.
Положительной стороной этой схемы
резания является хорошее направле-
ние и надежное самовтягивавие мет-
чика в нарезаемое отверстие детали.
Схема нарезания резьбы дисковыми резь-
бовыми фрезами представлена на фиг.91.
Фиг. 91.
Здесь высота / резьбы является глуби-
ной резания. Подача s в мм!зуб в на-
правлении винтовой линии рассчиты-
вается по среднему диаметру. Схема на-
резания резьбы групповыми резьбовыми
фрезами представлена на фнг. 92.
Фиг. 92.
Все резьбовые витки на детали наре-
заются одновременно. Для этого в на-
чале работы включается поперечная
подача для врезнния всех зубьев фрезы
на глубину нарезаемой резьбы / в мм.
Далее она выключается, и включаются
две одновременно действующие: а) ок-
ружная подача детали s( н б) осевая
подача фрезы Sj. Выфрезерованные за
один оборот детали отдельные отрезки
23 Том а 14»
резьбовой нитки сливаются и образуют
готовую резьбу. Фрезерование диско-
выми и групповыми резьбовыми фре-
зами может быть произведено с пода-
чами как против, так и по направле-
нию вращения фрезы.
Условия образования стружки и за-
кономерность изменения ее толщины
см. на стр. 336—337.
Конструкция и область применения
резьбовых инструментов. Основные по-
нятия и терминологию элементов у
резьбовых резцов и метчиков см. (14].
Стандартные обозначения конструк-
тивных элементов метчиков, плашек и
гребенок даны на фиг. 93—97.
Фиг. 95.
Обозначения конструктивных эле-
ментов у круглых гребенок для нареза-
ния резьбы на токарных станках при-
ведены на фнг. 98.
Резьбовые резцы по кон-
струкции разделяются на стержневые
(фиг. 99), призматические (фиг. 100)
и круглые (фиг. 101).
Стержневой резьбовой резец уста-
навливается на суппорте станка, как
354
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
обычный токарный резей, без поворота
иа угол подъема нарезаемого резьбового
витка.
Фнг. 96. Фиг. 97.
Фиг. 98.
Призматические и круглые резьбо-
вые резцы являются разновидностью
фасонных резцов.
Резьбовые резцы для
нарезания резьб на стали со
скоростью и = 80 — 120 м/мин осна-
щаются пластинками из твердого сплава
марки TI5K6. Передний угол 1 = 0°;
для стали повышенной твердости 1 =
=(—5°)-~(—10°). Для облегчения заточ-
ки задний угол дается двойным: af = 12°
и а, = 4 ч- 6’ у режущей кромки.
Врезание — за каждый проход по ра-
диусу. Схема резания — профильная.
На стали средней твердости весь про-
филь резьбы вытачивается:
При шаге резь-
бы S .... 1,5 2 3 4
За число про-
колов I . . . 5-6 5-8 10—14 12—16
Нарезание резьбы резцами, оснащен-
ными твердыми сплавами, может быть
произведено также по принципу фре-
зерования. Дли этого один или не-
сколько резцов закрепляются во вра-
щающейся резцовой головке, перемещае-
мой во время работы вдоль оси наре-
заемой резьбы иа величину шага S .«.и.
Окружная скорость нращения наре-
заемой резьбы является окружной по-
дачей Sj в мм! зуб, направленной в
сторону вращения резцов. Вращающи-
еся резцы срезают такую же стружку,
как и зубья фасонной фрезы резьбо-
вого профиля. Работа ведется всухую
со скоростью о " 150-т- 450 м!миц и
с подачей = 0,05 •+• 0,08 мм/зуб и
дает чистую поверхность нарезанных
резьбовых витков. Скоростное нареза-
ние резьбы ведется с применением спе-
циальных приспособлений: при точе-
нии — для быстрого подвода и отвода
резца, при фрезеровании — для вра-
щения резцовой головки.
На метчиках, плашках и гребенках
к резьбонарезным головкам рабочие
зубья располагаются на заборных ча-
стях. На метчиках длина заборной части
/1 - — мм. (54)
где I — высота резьбовых витков на
метчиках в мм; п — число канавок у
а
метчика; a0 = -j- — отношение тол-
щины а слоя металла, срезаемого одним
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
355
зубом метчика, в мм к шагу нарезаемой
резьбы S мм. Отношение берется в зави-
симости от типа метчика и рода обраба-
тываемого металла. Для гаечных метчи-
ков оно задается по ГОСТ 1604-54; ве-
личина а0 = 0,014 ч- 0,016 при л = 4 и
а0 = 0,019-5-0,021 при л = 3.
Для облегчения условий попадания
метчиком в заготовленное под резьбу
отверстие или стержнем в заборную
часть плашки диаметр заборной части
на переднем торне метчиков делается
меньше внутреннего диаметра резьбы,
а у плашек — больше наружного диа-
метра резьбы, а именно:
Для диаметре» D до 18 мм — на 0,1—0,15 мм
. . О«.йы-39 . — . 0,2—0,25 .
. . О=42ч-52 . — . 0,3-0,36 .
Калибрующая часть длиной Z] в мм
предназначается в основном для напра-
вления и обеспечения самоподачи мет-
чика и плашки и как резерв для после-
дующих переточек. Калибровку наре-
заемой резьбы производит последний
рабочий зуб (он же первый калибрую-
щий).
Длина калибрующей части Z2 после
всех переточек должна быть не менее
0,5 диаметра резьбы. С учетом запаса
на переточки Zj «з 8S.
Число канавок на метчиках и плаш-
ках определяет число режущих зубьен
и динамическую нагрузку инструмента.
Трехканавочные метчики работают с
меньшим на 10—20% моментом реза-
ния, чем четырехканавочные метчики.
Из-за трудностей измерения среднего
диаметра на трехканавочных метчиках
чаще применяются четырехканавочные.
Профиль канавок у метчиков зависит
от типа метчиков и их назначения. На
гаечных метчиках с непрерывным одно-
сторонним направлением рабочего вра-
щения и с проходом насквозь нарезае-
мых отверстий профиль канавок может
быть очерчен двумя прямыми, сходящи-
мися под углом » и сопряженными ра-
диусом р (фиг. 102) На машинных и
ручных метчиках, работающих часто
в глухих отверстиях с двусторонним вра-
щением, профиль канавок очерчен ду-
D
гой радиуса -у и сопряженной с ней
прямой по дуге радиуса р (фиг. 103).
Отклонение стружки в сторону, обес-
печивающее свободные условия реза-
ния на заборной части, достигается за-
точкой передней поверхности на длине
23*
заборной части под углом А к оси
нарезаемой резьбы. На метчиках на-
клонная заточка ведется так, чтобы на
переднем торце оставалось от 0,3 до 0,5
Фиг. 102.
от ширины В режущего пера. На плаш-
ках наклон передней поверхности
под углом А достигается эксцентричной
раззенковкой и шлифованием конус-
ным кругом края просветных окон
(фиг. 104). На гребенках к резьбонарез-
ным головкам передняя грань сошлн-
фовывается под углом на плоскошлн-
фовальных станках или унинерсально-
заточных станках.
Резьбонарезные самооткрывающнеся
головки обладают высокой произво-
Фиг. 105.
дительностыо, точностью и качеством
нарезаемой резьбы. Применяются го-
ловки с круглыми гребенками (фиг. 105).
Круглые гребенки, выпускаемые заво-
дом «Фрезер», допускают более чем в 10
раз большее количество повторных пере-
356
технология ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
точек, чем плоские гребенки Кроме
того, они более просты в изготовлении,
требуют меньшей траты времени на их
смену в головке и обеспечивают лучшее
качество нарезаемой резьбы. На болто-
резных станках применяются головки
с удлиненными плоскими гребенками
тангенциального типа (фиг. 106), даю-
Фиг. 106.
щи ми большую производительность и
допускающими большое количество пе-
реточек.
Основные типы резьбонарезных ин-
струментов и краткая характеристи-
ка их использования. Резьбовые
резцы изготовляются из углероди-
стой У12А, легированной инструмен-
тальной стали 9ХС и с наварными пла-
стинками из быстрорежущей стали Р18
и Р9. Державка — обычно круглого се-
чения. Применяются в мелкосерийном и
единичном производствах.
Резьбовые резцы, оснащенные твердым
сплавом, применяются также в массо-
вом производстве при использовании то-
карно-винторезных станков с автомати-
чески действующими приспособлениями
для быстрого подвода и отвода резцов
и переключения на рабочий и обрат-
ный ход.
Резьбовые гребенки пред-
назначаются для нарезания полного
профиля резьб за один проход в усло-
виях мелкосерийного производства, когда
конфигурация обрабатываемых инстру-
ментов или деталей допускает полный
выход гребенок из нарезаемой резьбы.
Изготовляются из легированной инстру-
ментальной стали.
Крепление плоских гребенок произво-
дится при помощи одно- или двуугловых
пазов в специальных державках, креп-
ление круглых гребенок — на оправках.
Ручные метчики применя-
ются в мелкосерийном и единичном про-
изводстве и в ремонтных цехах. Ком-
плекты из 2 и 3 шт применяются для на-
резания метрической резьбы диаметром
D “= 1 н- 52 мм или дюймовой резьбы
диаметром D = -ь 2*, комплекты из
2 шт. — для нарезания трубной резьбы
диаметром D = >/« — 4*. Размеры мет-
чиков: для метрической резьбы ОСТ
НКТП 32 и 94 берутся по ГОСТ 1602-43
для дюймовой резьбы ОСТ НКТП 1260
берутся по ГОСТ 1603-43, для трубной
резьбы ГОСТ 6357-52 берутся по ОСТ
НКМ 4094; для 1-й мелкой метрической
резьбы ОСТ НКТП 271. для 2-й мел-
кой метрической резьбы ОСТ НКТП 272,
для 3-й мелкой метрической резьбы
ОСТ НКТП 4120, для 4-й мелкой метри-
ческой резьбы ОСТ НКТП 4121 бе-
рутся по ОСТ 20128-39. Ручные мет-
чики изготовляются из углеродистой
У10А и У12А и легированной 9Х и
9ХС инструментальной стали с нешли-
фованной резьбой. Технические усло-
вия — по ГОСТ 3449-54.
Метчики гаечные приме-
няются для нарезания за один проход
полной резьбы в сквозных отверстиях
диаметром D — 2 -5- 52 мм.
Размеры гаечных метчиков: коротких
для метрической резьбы ОСТ НКТП
32 и 94; коротких для дюймовой резьбы
ОСТ НКТП 1260; длинных для всех мел-
ких метрических резьб; для метриче-
ской резьбы ОСТ НКТП 32 и длинных
для дюймовой резьбы ОСТ НКТП 1260
берутся по ГОСТ 1604-54.
Изготовляются гаечные метчики из
углеродистой У10А и У12А и легиро-
ванной 9Х и 9ХС инструментальной
стали с нешлифованной и из быстро-
режущей стали Р9 со шлифованной
резьбой. Технические условия — по
ГОСТ 3449-54.
Метчики машинные (фиг.
107) применяются для нарезания пре-
имущественно глухих резьб в машин-
ных деталях и в специальных крепеж-
ных деталях диаметром D = 6 -т- 52 мм
на сверлильных станках с реверсом, на
автоматах и специальных агрегатных
станках.
Размеры машинных метчиков для
метрической резьбы ОСТ НКТП 32 и 94,
для всех мелких резьб и для дюймовой
резьбы ОСТ НКТП 1260 берутся по
ГОСТ 3266-54. Изготовляются ма-
шинные метчики из углеродистой
УЮА и У12А и легированной 9Х и
9ХС инструментальной стали с не-
шлифованной и из быстрорежущей
РЕЖУЩИЯ инструмент и процессы резания
357
стали. Р9 со шлифованной резьбой.
Технические условия — по ГОСТ
3449 54.
ными канавками, лучше центрируются
и направляются в нарезаемых отвер-
стиях. Требуют усиленного осевого
нажатия в начальный момент резания.
Дают хороший результат при нарезании
резьб в вязкой и высокопрочной стали.
Размеры бесканавочных метчиков не
стандартизованы и берутся по ведом-
Фиг. 108.
Метчики станочные при-
меняются для нарезании резьб в сквоз-
ных отверстиях диаметром D ™ 6 ч-
ч- 52 мм на специальных гайконарез-
ных станках. Момент резания перелается
квадратным хвостовиком, лапкой или
фаской. От выпадания из патрона метчик
удерживается посредством пружиня-
щего кольца, западающего в круговую
выточку хвостовика. Размеры станоч-
ных метчиков для метрической резьбы
ОСТ НКТП 32 и для дюймовой резьбы
ОСТ НКТП 1260 берутся по ГОСТ
1604-54. Изготовляются станочные мет-
чики из инструментальной стали тех же
марок, что И машинные метчики. Тех-
нические условия — по ГОСТ 3449-54.
ственным нормалям. Изготовляются из
быстрорежущей стали Р9 со шлифо-
ванной резьбой.
Метчики автоматные (фиг.
109) применяются для нарезания резьб
в гайках на специальных гайкорезных
автоматах. Автоматные метчики кре-
пятся в специальных патронах. Момент
резания передается через поток гото-
вых гаек, передвигающихся по изогну-
тому хвостовику, который удерживает
метчик от выпадания из патрона станка.
Размеры автоматных метчиков с изо-
гнутым хвостовиком берутся по
ГОСТ 6951-54. Изготовляются автомат-
ные метчики сварными: режущая часть—
из быстрорежущей стали Р9 со шлифо-
Фиг. 109.
Бесканавочные метчики
(фиг. 108) могут быть применены для
нарезания за один проход резьб в
сквозных отверстиях машинных дета-
лей и гаек. Калибрующая часть кана-
вок не имеет. Бесканавочные метчики
более прочны, чем метчики с продоль-
ванной резьбой, хвостовая часть — из
стали 50 или 40Х.
Метчики плашечные (фнг.
ПО) и маточные (фиг. 111). Мет-
чики типа А применяются для нареза-
ния резьбы диаметром D = I ч- 52 мм,
типа В — для калибровки и удаления
858
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
заусенцев в резьбовых отверстиях круг-
лых плашек тех же размеров. Размеры
плашечных и гаечных метчиков для
всех резьб берутся по ГОСТ 2174-43.
Изготовляются из легированной стали
марок 9Х и 9ХС и быстрорежущей
стали Р9 со шлифованной резьбой. Тех-
нические условия — по ГОСТ 3449-54.
Фиг. ill.
Метчики лля конической резьбы изго-
товляются и< стали 9ХС и Р9 по ГОСТ
6227-52.
Плашки круглые применя-
ются на револьверных станках и авто-
матах лля нарезания наружной ре<ьбы
всех видов и размеров на стержнях, пре
имущественно на болтах и винтах, па
холят также применение на спениаль
ных станках лля нарезания трубной
резьбы В некоторых случаях приме-
няются для калибровки резьбы, пред-
варительно нарезанной резьбовым рез-
цом или резьбонарезной головкой, а
также для нарезки резьбы ручным
воротком. Размеры круглых плашек
стандартизованы и берутся по ГОСТ
2173-51.
Круглые плашки лля конической
резьбы изготовляются по ГОСТ 6228-52.
Изготовляются плашки из углеро-
дистой У10А и У12А и легирован-
ной 9ХС и 8СВМ инструментальной
стали. Технические условия — по
ГОСТ 1679-53.
Резьбонарезные головки
с круглыми гребенками
(см. фиг. 105) применяются на револь-
верных станках и автоматах для про-
изводительного нарезания наружных
резьб всех видов и размеров па болтах,
винтах и некоторых мелких машинных
деталях.
В зависимости от типа станка, на
котором применяется винторезная го-
ловка, ГОСТ 3307-54 предусматри-
ваются три типа головок.
Конструкция головки обеспечивает
высокую производительность и качество
резьб.
Длина круглых гребенок L = 14,5 мм.
На этой длине в зависимости от шага
резьбы располагаются от 7 до 28 коль-
цевых гребешков резьбового профиля.
В резьбонарезных головках гребенки
закрепляются на специальных кулач-
ках с относительным осевым смеще-
нием на Ч4 нарезаемого шага. Наклон
опорной поверхности обеспечивает на-
клонную установку оси гребенок под
углом к оси нарезаемой резьбы и над-
лежащее сопряжение профиля кольце-
вых гребешков с винтовыми гребешками
нарезаемой резьбы. После каждой пере-
точки круглые гребенки устанавли-
ваются в исходное положение поворотом
вокруг оси при помощи специальной
переходной зубчатой шайбы. Круглые
гребенки и кулачки к ним изготовля-
ются по ГОСТ 3307-54 из быстроре-
жущей стали Р9
Резьбонарезные голов-
ки с призматическими
гребенками из-за больших габа-
ритных размеров применяются преиму-
щественно на болторезных станках для
нарезания крепежных резьб на болтах и
шпильках Они обладают теми же воз-
можностями. что и головки с круглыми
гребенками, за исключением значительно
больших габаритных размеров и траты
времени на замену комплекта зату-
пившихся гребенок переюченными.
На задней поверхности призматические
гребенки имеют ряд параллельных
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
359
гребешков резьбового профиля. Для
образования рабочей части ня перед-
ней стороне гребенок гребешки сошли-
фованы пол углом ?. В резьбонарезных
головках гребенки закрепляются с от-
носительным осевым смещением ня 1/4
нарезаемого шага и под углом подъема
резьбовой нитки по ее среднему диа-
метру. После каждой переточки призма-
тические гребенки устанавливают в ис-
ходное положение, получая для этого
осевое перемещение на величину сто-
ченного слоя. Для улучшения условий
центрования и самоподачи головки пе-
редняя поверхность может быть заточена
лишь на дчине передней заборной части.
Призматические гребенки с резьбона-
резными головками изготовляются по
ГОСТ 2287-43 из быстрорежущей
стали Р9 и Р18 двух типов. Тип А
применяется для нарезания метриче-
ской. дюймовой и трубной резьб,
тип Б — для нарезания только трубной
резьбы.
Фрезы резьбовые диско-
вые применяются для нарезания на-
ружных резьб с крупным шагом (свыше
4 мм) симметричного и несимметрич-
ного трапецеидального профиля на
специальных реэьбофрезериых станках.
При изготовлении точных винтов дис-
ковые резьбовые фрезы применяются
лишь для предварительной обработки.
Ось фрезы устанавливается наклонно
к оси винта под углом подъема нареза-
емой резьбы по среднему диаметру.
На симметричных фрезах для облегчения
условий фрезерования зубья с каждой
стороны смещены на половину углового
шага и имеют лишь половину профиля.
Для контроля угла профиля и ширины
зуба фреза имеет один контрольный
зуб полного профиля. Дисковые резьбо-
вые фрезы изготовляются по ведом-
ственным нормалям из быстрорежущей
стали Р9.
Фрезы резьбовые груп-
повые (фиг. 112 и 113) с кольцевым
расположением режущих зубьев при-
меняются на резьбофрезерных станках
для нарезания наружных и внутренних
резьб на машинных деталях. Нарезание
резьбы полного профиля и на всей тре-
бующейся длине летали производится
за один оборот летали.
Размеры резьбовых групповых фрез
и технические условия на их изгото-
вление и приемку приведены в ГОСТ
1336-47. Изготовляются из быстроре-
жущей стали Р9. Хвостовые фрезы изго-
товляются сварными: хвостовик — из
стали 45, рабочая часть — из быстроре-
жущей сгали Р9. Режущие зубья заты-
ловываются. как у фасонных фрез общего
Фвг.
назначения. Для улучшения качества
нарезания резьбы с малым шагом часть
режущих зубьев иногда удаляется, а
Фнг. 113.
оставшиеся зубья располагаются в шах-
матном порядке.
Геометрические параметры. Задние
углы а назначаются: а) у метчиков,
круглых плашек, круглых и призма-
тических гребенок к резьбонарезным
головкам и у групповых резьбовых
фрез — в плоскости, перпендикулярной
к оси вращения инструмента или обра-
батываемой летали; величина назначае-
мого заднего угла а измеряется между
касательной к затылочной поверхности
инструмента и касательной к окруж-
ности вращения рассматриваемой точки
режущего лезвия; задние углы а„, из-
меряемые в плоскости, нормальной к
режущей кромке, определяются рас-
четом; б) у резьбовых резное и диско
вых резьбовых фрез —в плоскости, пер-
пендикулярной к режущим кромкам;
величина назначаемого заднего угла а
измеряется между плоскостью, про-
веденной через режущую кромку каса-
тельно к поверхности, образованной
вращением этой режущей кромки во-
круг оси фрезы, и затылочной пло-
скостью.
У круглых и призматических гребе-
нок задний угол достигается установ-
кой: у первых — выше центра изделия
пн величину h = /?| sin в, rfte R —
наибольший радиус круглой гребенки
и h — установка вершины гребешков
360
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЯМ
выше оси вращения изделия ; у вторых—
наклонением тела гребенки на величину
назначаемого заднего угла а.
Величины задних углов у резьбона-
резных инструментов рекомендуются
следующие.
Тип инструмент!
Заакнй
угол к
в град.
Гаечные и машинные метчики . . . .
Ручные метчики ...................
Метчики дли легких сплавов:
в сквозных отверстиях.........
, глухих . .........
Круглые плашки............... . . .
. гребенки ...................
Призматические гребенки .......
Дисковые фрезы....................
Групповые . ...............
10—12
6-8
5-8
3-4
7-9
10-12
8—10
5-8
8-10
Передние углы 1 назначаются
в плоскости, перпендикулярной к оси
вращения резьбонарезного инструмента
или обрабатываемого изделия. Вели-
чина назначаемого переднего угла из-
меряется между касательной к перед-
ней поверхности и диаметральной пло-
скостью, проходящей через ось резьбы и
рассматриваемую точку режущей кром-
ки. Величина переднего угла К, изме-
ряемая в плоскости, нормальной к ре-
жущей кромке, определяется путем
пересчета.
Рекомендуемые величины передних
углов приведены в табл. 61.
Таблица в!
Перелиие углы т у резьбоиярезиых
инструментов в град.
Обрабатываемый
металл
Сталь мягкая . . . .
Сталь средней твер-
дости ..............
Сталь твердая . . . .
Чугуи и бронза . . .
Латунь..............
Легкие сплавы . . .
Аптоматиая сталь . .
Легированная сталь
Сталь инструменталь-
ная ................
Чугун ковкий . . . .
Метчики Круглы» плашки Круглые гребенки Призмати чсские гребенки
12-15 20-25 25 25
8-10 15-20 25 25
6 10-12 20 20
0-5 10-12 10 10
10 20 25 25
30 25 25 30
ю 25 25 25
10 25 25 20
5 12 15 15
8 20 20 20
Угол заборной части фу
метчиков, плашек и гребенок опреде-
ляет число рабочих зубьев, вырезаю-
щих профиль нарезаемой резьбы по
схеме резания фиг. 89. Величина угла
заборной части <р подсчитывается по
формуле
(55)
где / — высота нарезаемой резьбы в мм;
h — длина заборной части в мм.
Длина заборной части у метчиков и
круглых плашек стандартизована и
назначается в зависимости от диаметра
резьбы по соответствующему стандарту.
Число рабочих зубьев г
у метчиков, плашек и гребенок зависит
от длины заборной части Z|, числа кана-
вок п, шага нарезаемой резьбы S и
выражается формулой
(56)
Рекомендуемые числа зубьев у диско-
вых резьбовых фрез для трапецеидаль-
ной резьбы приведены в табл. 62.
Таблица 62
Числя зубьев у ласковых резьбовых фрез
для трапецеидальной резьбы
Профиль Шаг нарезаемой резьбы в мм
3-5 6-8 9-16
Симметричный .... 38 34 30
Несимметричный . . . яо 70 60
Для групповых резьбовых фрез ре-
комендуются следующие числа зубьев:
Диаметр фре-
зы В ММ . . 15 20—30 35-40 45
Чнсло зубьев .6 8 10 10—12
Диаметр фре-
зы в мм . 55 65 80—90
Чнсло зубьев. 12—14 14—16 16—18
Угол наклона калибрую-
щей части ч>| на метчиках дается
для уменьшения трения и предупрежде-
ния возможного защемления резьбовых
витков этой части метчика в нарезае-
мых отверстиях. Угол наклона калибру-
ющей части дается, начиная от перво-
го калибрующего зуба. На длине кали-
брующей части диаметры — наружный,
средний и внутренний — постепенно
уменьшаются по направлению к хво-
стовой части, исходя из расчета на 100 мм
длины:
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
361
у ручных н машинных метчиков
mi резьб с шагом S=O,2-> 1 мм на ОД мм
. . . . 5=1,25-» 2,8 ММ . 0,08 .
. . . , 5=346 ММ _ 0Д>5 _
у гаечных, станочных и автоматных
метчиков
Ml резьб с шагом 5—0,2-1-1 мм на 0,15 мм
. . . . S-t ,25-»-2,5 мм . 0,г 12 .
. , . , 5—34-5 мм . ОД .
При нарезании резьбы в легких спла-
вах величина понижения диаметров
берется из расчета 0,2—0,3 мм на 100 мм
длины калибрующей части. Прн наре-
зании резьбы гребенками различного
типа желательно устанавливать гре-
бенки так, чтобы образовался некото-
рый угол наклона калибрующей части
У) = 0°30' 4- Г.
Угол наклона режущей
кромки К затачивается на длине за-
борной части /| у метчиков, плашек и
гребенок к резьбонарезным головкам
с целью достижения эффективного от-
клонения стружки по направлению осе-
вого перемещения инструмента. Исклю-
чение составляют инструменты, пред-
назначенные для нарезания резьбы в
упор.
Величина угла А берется в пределах
7—10° или подсчитывается по формуле
tgk = ^, (57)
*1
где В—ширина пера в мм; 1Х — длина
заборной части в мм.
У бесканавочных метчиков угол А =•
= 15°. У круглых плашек и гребенок
для резьбонарезных готовок угол А =
= 7 4- 10°.
Угол наклона канавок ш
на метчиках обычно равен 0°. С целью
улучшения отвода стружки ва специ-
альных метчиках с правой резьбой ино-
гда фрезеруются левые винтовые ка-
навки под углом ш = 8 4- 15°, дающие
тот же эффект, что и соответствующая
величина угла А.
Этого не следует делать при нарезании
резьб в вязких металлах, когда тре-
буется вывертывать метчик обратным
вращением.
Режимы резьбонарезания. Подача.
Образование полного профиля резьбо-
вой нитки при ее нарезании резьбо-
выми резцами производится за ряд по-
вторных проходов. Подачей является
величина врезания резца за каждый
рабочий проход резца. При нарезании
резьб с шагом S < 2,5 мм подача про-
изводится поперек оси нарезаемой резь-
бы; прн S > 2,5 мм черновые проходы
ведуются с боковым, а чистовые —
с радиальным врезанием. Количество по-
вторных проходов резца при нарезании
метрической резьбы дано в табл. 63.
Средние величины подач s, в мм/зуб
при фрезеровании резьбы групповыми
фрезами даны в табл. 64. Фрезеро-
вание трапецеидальной резьбы диско-
выми фрезами по 2-му классу точности
ведется с подачами s, — 0,03 мм/зуб.
Таблица U
Числа проходов ври нарезании метрической треугольно* резьбы в стали, чугуне, бронзе
и латуни
Система резьбы ОСТ НКТП Шаг 5 Число проходов
32 193 271 272 черновых чистовых
п мм
Диаметр в мм с боковым врезанием с радиальным врезанием
6 0.75 3 3
б. 7 8-11 —- 1 — 3 3
а. э —— 12 —— 1,25 — 4 3
10. 11 — 14-22 24-33 1.8 4 3
12 —— —— 1,75 5 3
14, 16 — 24-33 36-52 2 ж 6 3
18. 20. 22 —— —— —— 2,5 6 — 3
24. 27 36-52 56-300 3 6 ___ 3
30, 33 — —— —— 3.5 7 жа 4
36. 39 —— 56 400 —— 4 7 * —— 4
42, 45 ——. — —. 4,5 7 4
48. 52 — 5 Я — 4
56, 60 ж 5.5 я 4
64, 68 72-600 — 6 9 — 4
362
ТЕХНОЛОГИЯ ОБРАБОТКИ Л1ЕТАЛЛОВ РЕЗАНИЕМ
Таблица 64
Средня* величина подачи sr в мм)зуб
при фрезеровании по стали треугольной
резьбы групповыми фрезами
Шаг фрезеруе- мой резьбы 3' в мм Класс точности
2-й 3-й
0.75-1.4 0.01 0.06
1.5-2.3 0,015 0.06
2.5-4,2 0.02 0.07
по 3-му классу точности — s2 —
= 0,06 мм.'зуб.
Глубина резания t при фре-
зеровании резьбы равна высоте наре-
заемых резьбовых витков.
Износ резьбонарезных инстру-
ментов см. на стр. 276.
Охлаждение. Нарезание резь-
бы необходимо производить с обяза-
тельным применением охлаждающе-сма-
зывающей жидкости При нарезании
резьбы а стали и латуни лучшие ре-
зультаты дает смесь растительных ма-
сел с керосином или скипидаром Почти
равноценные результаты дает сульфо-
фрезол.
Несколько худшие результаты по
чистоте и точности нарезанной
резьбы дает 3—5%-ная эмульсия. При
нарезании резьбы в чугуне на сверлиль-
ных станках следует производить сма-
чивание метчика керосином, а при
нарезании на многошпиндельных агре-
гатных станках — минеральным мас-
лом или сульфофрезолом.
Скорость резан к я резьбо-
нарезными инструментами, возникаю-
щие в процессе резания моменты
резания и затрачиваемая при этом
м о щ и о с т ь подсчитываются по
формулам, приведенным в табл. 65.
Поправочные коэффициенты, учиты-
вающие влияние качества обрабаты-
ваемый металлов на режимы речьбона-
резания, даны в табл. 66. Скорость реза-
ния резьбовыми резцами при нарезании
резьбы на деталях с ограниченным вы-
ходом резца и необходимости при этом
ручного отвода резца подсчитывается
по формуле
v~ utik's- м)мин' (58>
где D — номинальный диаметр наре-
заемой резьбы в мм; f — размер вы-
точки в детали для выхода резца в мм;
S — шаг нарезаемой резьбы в мм;
т — время в мин., необходимое иа
отвод резца и на переключение станка
на обратный ход; для рабочего средней
квалификации т '= 0,03 -ь 0,04 мин.,
для рабочего более высокой квалифи-
кации т = 0,01 -8- 0,02 мин.
С внедрением станков, оснащенных
специальными приспособлениями для
механизированного подвода и отвода
резца и переключения на обратный ход,
скорость нарезания резьб с ограничен-
ным выходом резца может быть суще-
ственно повышена.
Наиболее производительное и эко-
номичное нарезание резьбы быстрорежу-
щими метчиками и групповыми резь-
бовыми фрезами должно производиться
с наибольшими скоростями, допу-
скаемыми быстроходностью и мощ-
ностью имеющегося в цехе оборудо-
вания.
Нарезание резьбы круглыми плаш-
ками дает качественную резьбу г.ри
скоростях о < 4 м'мин.
Нарезание резьбы самооткрывающн-
мися резьбовыми головками должно ве-
стись со скоростями v = 14 ч- 16 м/мин.
Увеличение скорости резания свыше
5 м,мин у круглых плашек и 16 м/мин
у резьбонарезных головок ведет к рез-
кому увеличению числа случаев срыва
нарезаемых резьбовых витков.
Нарезание резьбы токарными резьбо-
выми резцами следует вести с возможно
большей скоростью резання, жела-
тельно свыше 70 м!мин.
Стой кость резьбонарезных ин-
струментов в отличие от инструментов
других типов не назначается, а опре-
деляется по формулам, приведенным
в табл. 67 при выбранных скоростях
резания.
Основное (технологиче-
ское) время to выражает сум-
марную продолжительность непосред-
ственной работы наиболее нагружен-
ного зуба инструмента, включая обрат-
ные ходы.
Суммарная стойкость Т равна сум-
ме продолжительности всех рабочих
циклов наиболее нагруженного зуба
инструмента без учета времени, затрачи-
ваемого иа обратные ходы
Расчетные формулы основно о вре-
мени приведены в табл. 67.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
363
Таблица 65
Расчетные формулы для вычисления скорости речения, крутящих моментов и эффективной
мощности, затрачиваемой нрн нарезании резьбы
Тип инстру- мента Маркл инстру- ментальной стала Обрабатывае- мый материал! Ч1Э0ЯГМЖ ввпюеггжегхо -атпО1*я1чсгиэ 1 Расчетная формула скорости ретаннн V в м\мин Расчетная формула крутящих моментов мкр я кГсм Расчетная формула мощности Nf а л. с.
Автомат- ные Г1С1- ине метни ки PI8 Сталь 45 Сульфо- фрезол 414».» 7О.9.5ОЛ м„ -О-гм2^1-5 ЧР N П,4542.2-8 *“ уО.9
Гаечные метчики Р18 Сталь 45 Сульфо- фреэол км'.’ 70.9.80,5 Я -0,414’.’ о.оэта'.’з * “ ТЫ
Силумин Керосин 2М1.2 70,8.80,5 Л( =0,224' '8 s' .5 Ар 0,01942-8 N'~ то»
Машинные метчики • Р18 Сталь 45 Сульфо- фрезол 64.84'-2 тО.Э.^О.б JW - 2,74,>4-51-5 чр N 6,ndx»-s е~ 70,9
Чугун "б"'*0 Керосин т,- «У14 70,6.д<\9 ,Mn-l,S4l.'<.S'.S *Р .. 0.0541.eS°.e N‘~ т«Л
Круглые плашки У12А Сталь 45 Эмульсия 2,74» ’ 70,5.51,2 ,М “4,54'.'-8'.® *Р 0.064'3.S°.3 * г1>»
Резьбона- резные са- мооткрыва- юшиес* головки Р18 Сталь 45 Сульфо- фрезол г. ’-у1'2 7ОЛ.51.2 Л(^„-4.64'.'-8'.5 чр 0,1514|.а.Д°.3 ‘ • 7ОЛ
Резьбовые резцы (шаг 8 < 2 .« и> Р18 Сталь 45 Сульфо- фрезол 14,8 ’ ^,п.^,з.4м — —
Резьбовые резим чер- новые (шаг 8 > 2 МЛ) Р18 Сталь 4S Сульфо- фрезол .30 -
То же чистовые PI8 Сталь 43 Сульфо- фреэол 41.8 уа».13.^ 'Д.л ,45 — —
Резьбовые фрезы групповые 0—Ни мм) Р18 Сталь 45 Эмульсия 257 уО.6.,0,65^ —
Ковкий чугун Эмульсия 24 КЮ 7д°"82 / 0 — —
Примечания: 1. В формулах для крутящих моментов приведены коэффициенты вря наре- зании резьбы незатунившнмнея метчиками и плашками. К концу работы, когда износ инструмента достигает предельной величины (см. стр. 276), крутящие моменты увеличиваются для метчиков в 2,5—3 раза, для плашек — в 1.5—2 раза. 2. Поправочные коэффициенты, учитывающие влияние качества обрабатываемых материалов других марок на v. М и N , приведены в табл. 66.
364
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 66
Поправочные коэффициенты, учитывающие вливние качества обрабатываемых материалов
на скорость реэаиня, крута щи е моменты и мощность, затрачиваемую
при нарезании резьбы
Инструмент Коэффициент от- носится к формуле Марка стали Бронза Латунь « м ей £ Чугун
10 20 35 45 40Х 20ХН $ + § 1 Ч 5 S ♦ g 7 4 % I 1 4 5:
Автоматные гаечные мет- инки Гаечные метчики Машинные метинки Круглые плашки Самоотхрываю- шиеся резьбо- вые головки Резьбовые фрезы (групповые) V Мкп V V Na V 0,7 1.5 1 0.7 1.3 0,9 0,7 1.7 0.9 0.6 1 0.6 0.6 0,7 0,4 1 1.5 1.5 1 1.3 1,3 1 1.3 1.3 0.7 1 0.7 0.7 0,8 0.6 1 1 1 1 1 1 1 1 1 1 1 1 1 0,9 0.9 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 0.8 1 0.8 0,8 1 0.8 0,8 1 0.8 0.8 1.1 0.9 0.8 1.2 0.9 0.5 0.9 1 0.9 0.9 1 0,9 0.9 1 0.9 0.9 1.1 1 0,9 1.2 1.1 0.7 2 2 2 2 2 1 1 1 М 1 1 Ю 11*0 1 1 М 1 1 М 1.7 0.7 1.2 1.7 0.7 1.2 1.7 0.8 1.4 1.7 0,8 1.4 1.7 0.8 1.4 2.5 III III III III 1 III 1 1 1 “ 1 1 1 III 1 ИЮ Г» III III o-o III III 1
Примечание. В тех случаях, когда быстроходность и мощность станка недостаточны, следует работать с числом оборотов, прн котором мощность станка используется полностью.
Таблица О
Расчетные формулы основного (технологического) времени t и соответствующей
атому времени стойкости инструмента Т
Инструмент •а T Соотношения между („и Г
Резьбовые резцы ‘о- K9(l+I^nit H'S T Krllt T~ n-S
Гаечные метчики 'о W+'p) n-S K,-l r-^T •-’ft)
Машинные метчики (сквозные) 'р-1 n-S + a0S /0-!4ir(l+-p)
Машинные метчики (глухие отверстия) 'о- K* K.-l г- —к- n-S /„-1ЛГ
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
365
Продолжение дабл. 87
Инструмент <0 Г Соотношения между <о и Г
Плашки к самооткры- вающиыся головкам Круглые плашки Дисковые фрезы Групповые фрезы * Число обороте •* Величины врез •** Уравнения лав Принятые в табл, завной части в мм; t, 1 — число повторных рабочей части в мм; и л — число оборотов | S — шаг нарезаемой р . Кд4 к-Д^ « + !,)«• г-^ л-S Кл4 Г— - — п-З 'о"Г <О-13Г 'о“Г п. реиебречь. шт.; 1 — длина наре- выхола резца в мм; в резьбы: 1р — длина м — подача a mmImuh; кого хода в минуту; ьбы.
‘о S-з^соав l,2*d-KA t к ° ‘м в по обратного хода инстру тиия и перебега сравннтель ы дли случая нарезания рез 67 обозначения: — колич — величина врезания в мм проходов резьбового резца — угол подъема нарезаемой >абочего хода в минуту: л езьбы в мм; d — номинал ьи S-з* сое о \,1r.-d-K. Т“ Ъ мента принято равчым 1,25 ю невелики и ими можно п ьбы за один проход. ество нарезанных деталей в / — ширина выточки для в мм; g — число заходо резьбовой нитки в град.; а о — число оборотов обрат ый диаметр нарезаемой рез
Протягивание
Схемы резания. Пол схемой резания
понимается принятый порядок последо-
вательного срезания всего поперечного
сечения металла, оставленного на детали
как припуск лол операцию протяги-
вания. Схема резания связана с кон-
струкцией протяжки и выражает после-
довательное изменение формы и разме-
ров ее рабочих зубьев. В современной
технологии машиностроения применяют:
а) профильную схему ре-
зания, когда срезание припуска про-
изводится протяжкой, все зубья которой
имеют профильный контур, подобный
контуру поперечного сечения оконча-
тельнообработанной поверхности детали;
б) генераторную схему ре-
зания, когда срезание припуска про-
изводится протяжкой, все зубья рабо-
чей части которой имеют переменный
контур, постепенно переходящий от
прямолинейной или круглой формы на
профильный контур, соответствующий
контуру поперечного сечения окон-
чательно обработанной этой протяж-
кой поверхности детали;
в) прогрессивную схему
резания, когда срезание припуска про-
изводится протяжкой, рабочие зубья
которой разделены по секциям с уко-
роченной длиной режущих кромок каж-
дой секции с целью достигнуть этим
уменьшения величины протяжного уси-
лия.
Профильная схема находит ограни-
ченное применение из-за технологиче-
ских трудностей изготовления профиль-
ных протяжек. Генераторная схема
является самой распространенной. В
основу изготовления протяжек, рабо-
тающих по генераторной схеме реза-
ния, положены либо круглая протяжка,
либо протяжка прямоугольного сечения.
Конструкция и область применения
протяжек. Составные части внутренних
протяжек н их обозначения проведены
на фиг. 114, протяжек для координат-
1
Фиг. 114.
ного протягивания — на фиг 115, на-
ружных протяжек — на фиг. 116 и
прошивок — на фиг. 117.
Замок соединения про-
тяжек с тяговым патроном станка
может иметь различные конструкции
(фиг. 118, а — в).
366
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Диаметр замковой части dj = d0 —
— (0,5 ч- 1) мм, где d0 — диаметр заго-
товленного отверстия в л.и.
фиг. 115. cwwn t приспкоЬыии
Хвостовики круглых протяжек под
быстросменные
патроны стандарти-
зованы ГОСТ 4044-48,
шпоночных протяжек
под кулачковые патро-
ны — ГОСТ 4043-48.
Шейка сое-
Фиг. 116.
динения изго-
товляется на всех
протяжках и слу-
жит для проде-
вания протяжки
через отверстие
предметного стола
станка и приспо-
собления. если оно
применяется.
Диаметр шей-
ки dq берется равным диаметру зам-
ковой части di или меньше dt на вели-
чину 0,5—2 леи.
Фиг П7.
Фиг. НВ.
Передняя направляющая
часть у протяжек принимает обраба-
тываемые детали и обеспечивает нх
предварительное направление в началь-
ный момент работы рабочих зубьев
протяжки (фиг. 119).
Диаметр передней направляющей
части
d3 = do — (0,05 ч- 0,1) мм
(0,05 мм — лля развернутых и 0,1 мм —
для сверленых отверстий).
Рабочая часть состоит из г
рабочих зубьев, срезающих весь при-
пуск, оставленный на обработку про-
тяжкой.
Шаг рабочих зубьев опре-
деляется по формуле
$ = (1,5 ч- 2) У 1и ,
где /в — длина протягиваемой поверх-
ности или отверстия в мм.
Высота рабочих зубьев
hp - (0.2 •+• 0,4) S.
Величина радиуса закругления впа-
дины
г — (0,4 ч- 0.5) hp.
Ширина спинки зуба
/ - 2.5 ч- 4.5 мм
и зависимости от величины шага S.
Наиболее часто применяемый прямо-
линейный контур впадин между зубь-
ями представлен на фиг. 120. Для
Фиг. 120.
увеличения размеров впадины с целью
лучшего размещения стружечной спи-
рали иногда спинке зуба придают крн-
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
367
волинейный контур, т. е. выполняют
ее вогнутой, как на фиг. 121. При про-
тягивании отверстий, длина которых /и
в 5—6 раз больше поперечного размера.
применяют удлиненный контур впа
дин. показанный на фиг 122. Для раз-
деления стружки на рабочих зубьях у
Фиг. 122.
протяжек е шахматном порядке вышли-
фовываются канавки.
Центрирование и напра-
вление протяжки в отверстии
обрабатываемой детали осуществляются
режущими кромками зубьев. Число
зубьев, одновременно находящихся в
работе.
Ч “ тг > 3-
„ 1ч
При дробном отношении проч-
ностные расчеты следует вести с ок-
руглением г)ц до следующего большего
целого числа
Прочностной расчет протяжек ведется
на растяжение.
Сила протягивания, допускаемая проч-
ностью протяжки по ее опасному сече-
нию Ео, подсчитывается по формуле
Р-(59)
где |з]— допускаемое напряжение в
кГ/мм*', х — поправочный коэффи-
циент; F„ — площадь сечения стержня
протяжки в мм* по опасному сечению.
Величина допускаемых напряжений
на разрыв [з] для гладкого закаленного
на R„ = 60 -+• 64 стержня круглого
сечения для стали У12А 18 кГ/ммг,
ХВГ - 45 кГ/мм1, Р9 — 40-45 кГ/мм2,
Р18 — 40—55 кГ/мм2. Поправочные
коэффициенты, учитывающие влияние
конструктивной формы протяжек на до-
пускаемое напряжение, приведены в
табл. 68
Таблица 6S
Величины поправочного коэффициента у
для расчета протяжек на прочность
1 Конструктивный фактор Величина конструк- тивного фактора Величина поправоч- ного коэффи- циента
Сплошное сечение — 1
Ради пня UN ус закруглении тины круговой омни Г в ЯМ 0 1 2 3 4 5 X 0.6 1 1.1 1.35 1.3 1.4
Угол эуС pot наклона вен на ней про Й режу» ОДНОС гяжке L 1ИХ то* А* 0 15 зп 45 60 X 0.4 0.4 0.4 0.1 0.3
Угол KOI эуС пре 1 1 наклони олина- о направленных ьев с двух сторон тяжки ~ 1 ИИ А» 0 15 30 45 60 X 0.6 0.6 0.6 0.5 0.3
\-Ч=|
Угол наклона клоненных двух сторон км разно зубы* ирон ф на- и с 1Ж- А» 0 15 30 45 60 X 0.6 0.6 0,5 0.5 0.4
368
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 68
Таблица 6»
Допустимы толщина слоя металла,
срезаемого одним зубом протяжки
Конструктивный
фактор
Величина
конструк-
тивного
фактора
Величина
поправоч-
Horn
коэффи-
циента
Примечание. Величина поправочных
коэффициентов иа различных углов наклона
режущего лезвия Л хана для радиуса закруг-
ления впадины г = 1 мм. При других значе-
ниях радиуса г в расчет следует принимать
величину поправочного коэффициента у, рав-
ную произведению величины коэффициентов у
для соответствующих значений г н X.
Обрабатываемый
металл
Сталь мягкая . . .
. средней твердо-
сти ............. .
Сталь твердая ....
Чугун мягкий ... к
. средней твер-
дости ...............
Чугун твердый ....
npuMtp. При г »1 жж и Х — 15’ поправоч-
ный коэффициент у м 0,4; при г — 3 мм и I-15*
поправочный коэффициент у 1,26-0,4 — 0,5.
Толщина слоя в мм, срезае-
мая одним рабочим зубом протяжки, на-
значается в пределах, приведенных в
табл. 69.
Процесс протягивания возмо-
жен с толщиной а срезаемого слоя
как меньше 0,02 мм, так и больше 0,2 мм.
В первом случае необходимо следить за
состоянием режущих кромок н все время
поддерживать должную остроту режущих
кромок. Во втором случае зубья быстро
изнашиваются как по задней, так и по
передней граням и обработанные по-
верхности получаются менее чистыми и
гладкими, чем при а < 0,2 мм. Тол-
щина срезаемого слоя а, допускаемая
прочностью опасного сечения стержня
До 40
40-60
Са. 60
До 140
140-180
Св. 180
0,07
0.1
0,15
0,1
0.13
0.2
• Допустимая наименьшая толщина струж-
ки равна 0,02 мм.
протяжки, подсчитывается по формуле
(64) (см. ниже).
Размещение стружки в
объеме канавок между рабочими зубьями
можно считать обеспеченным, если удо-
влетворяется неравенство
(60)
где г — радиус закругления впадины
между зубьями в мм\ 1и — длина про-
тягиваемой поверхности в мм.
Значения K.i принимаются следующие:
Обрабатываемый материал К,
Мвгкая сталь.................... . . . 4
Сталь средней твердости ............. 3,5
Твердая сталь ................. ..... 3
Более точно условия размещения
стружки в объеме канавок могут быть
проверены по неравенству
(61)
где В — коэффициент, храктеризующий
плотность скатывания стружки в стру-
жечную спираль; Т) — коэффициент про-
дольной усадки стружки.
Величины коэффициентов В и т) при-
ведены в табл. 70.
Припуск под обработку
протяжкой рассчитывается по принятой
схеме резания. Для расчета берется
наибольшая величина припуска С
в мм.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
369
Таблица 70
Числовые «печение коеффициентов т) Е
в формуле (61)
Коэф- фи- циент Марка стали
10, 20 ЭХ10, эхго 35, 45 улучш. 45, 40Х ХКМ
ч 0.3 0,3» 0,44 0,5 0,59
Е S 4 3.5 3 2,5
Число рабочих зубьев г,
необходимое для срезания всего при-
пуска С, определяется по формуле
Длина рабочей части
l„ -SU-1).
Число рабочих зубьев г и длина рабо-
чей части /„ могут быть уменьшены,
если, исходя из принятой схемы реза-
ния, разделить всю рабочую длину про-
тяжки на две или больше секций с соот-
ветствующими в каждой секции толщи-
нами срезаемого слоя в; s а3 мм
на зуб и назначаемыми в преде-
лах протяжного усилия допускае-
мого прочностью опасного сечения
стержня протяжки.
Комплектование протяжек применяют
тогда, когда расчетная длина проекти-
руемой протяжки превышает предель-
ную длину, допускаемую ходом про-
тяжного станка. Комплект протяжек
состоит нз двух или большего числа
протяжек. Комплект протяжек для коор-
динатного протягивания состоит из 10
и большего числа отдельных протяжек,
работающих в последовательном по-
рядке для точной обработки отверстия
сложного профиля.
Резервные зубья (числом
2—4) имеют размеры и геометрическую
форму последнего рабочего зуба и при
последующих переточках вводятся в
число рабочих зубьев с целью сохране-
ния размеров протягиваемых отвер-
стий
Калибрующие зубьн (чи-
слом от 4 до 8) обычно имеют шаг и вы-
соту, в среднем в 2 раза меньшие, чем
у рабочих зубьев, но могут изгото-
вляться с такими же шагом и высотой,
24 Том 5 Н12
как и у рабочих зубьев. В некоторых
случаях на задней поверхности калиб-
рующих зубьев оставляют ленточки
размером 0,2—1,2 мм, параллельные
оси протяжек.
Задняя направляющая
часть данной от 0,5 до 1 диаметра
заготовленного отверстия do предназна-
чена для поддержки и направления де-
таль до тех пор, пока через протяги-
ваемое отверстие не пройдут все зубья
протяжки. У координатных протяжек
задняя направляющая часть должна
опираться на направляющие поверхно-
сти приспособления до момента полного
выхода всех зубьев протяжки из про-
тягиваемого отверстия или мимо про-
тягиваемой поверхности (фиг 123).
Фиг. 123.
Протяжки для коорди-
натного протягивания име-
ют те же составные части, что и про-
тяжки для свободного протягивания
отверстий. Отличительной чертей этих
протяжек является одно-
кряйнем случае трех-
стороннее расположе-
ние рабочих зубьев.
Гладкими сторонами
протяжка
ляется
ся в
пазах
ння.
Н а
п р о т
тируются на специ-
альных державках,
прикрепляемых к сто-
лу вертикально-
протяжного станка
(фиг. 124) или про-
таскиваемых через на-
правляющие на го-
ризонтально-протяжных
ксацня производится
продольных шпонок, крепление — вин-
тами. Регулировка на размер произ-
водится при помощи плоских или кли-
новых подкладок Протяжное усилие
двух-
нлн в
Фиг.
124.
направ-
и центрирует-
направляющнх
приспособле-
р у ж н ы е
я ж к и мон-
станках. Фн-
при помощи
370
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
воспринимается поперечными шпон-
ками или концевым упором. Крепление
детали в приспособлении станка может
быть нежестким при свободном и жест-
ким при координатном протягивании.
Наклонные режущие зубья нужно при-
менять при протягивании прочных мае
сивных деталей.
Прошивки имеют составные
части, показанные на фиг. 117. Перед-
няя направляющая часть обеспечивает
подвод, направление н центрирование
обрабатываемых деталей в момент на-
чала резания первым рабочим зубом.
Рабочая и калибрующая части и рас-
положенные на них рабочие и калибру,
ющие зубья определяются так же,
как и у внутренних протяжек. Задняя
цилиндрическая часть служит для за-
крепления прошивки в патроне вер-
тикально-прошивного станка.
Сглаживающие прошивки
имеют закругленные зубья (фнг. 125),
наружные размеры которых больше
h-(0,15^0,25)t
г-0.051
Фиг. 125.
размеров протяжного отверстия на
0,03— 0,08 мм. Перепад между сгла.
жнвающими зубьями берется в преде-
лах до 0,01 мм для вязких и от 0,03
до 0,05 мм для твердых металлов.
Шаг сглаживающих зубьев равен шагу
рабочих режущих зубьев
Некоторые типы протяжек и краткая
характеристика их использования.
Круглая протяжка (см
фиг. 114) применяется для обработки
отверстий с точностью по диаметру до
0,02—0,04 мм. Она изготовляется по
ведомственным нормалям нз быстроре-
жущей стали Р18 или легированной
стали ХВГ.
Квадратная протяжка
применяется для обработки круглых
отверстий на квадратные с точностью
сторон до 0,02—0,04 мм методом сво-
бодного протягивания. Изготовляется
по ведомственным нормалям из стали
марок PI8 и ХВГ.
Одношпоночная протяж-
к а применяется для обработки шпо-
ночной канавки в базовых отвер-
стиях машинных деталей и инстру-
ментов с точностью 0,03—0,06 мм по
диаметру и ширине шпонок. Одношпо-
ночная протяжка проходит чесез паз
в специальной направляющей втулке,
заполняющей протягиваемое отверстие.
Изготовляются одношпоночные протяж-
ки по ведомственным нормалям из ин-
струментальной стали марок Р18и ХВГ.
Много шпоночная про-
тяжка (фиг. 126) применяете^ для
обработки многошпоночных отверстий
- Фиг. 126.
с точностью 0,02—0,04 мм по диаметру
и по ширине протянутых пазов. Для
нормальных размеров многошпоночных
соединений протяжки изготовляются
по ведомственным нормалям из инстру-
ментальной стали марок Р18 и ВХг.
Координатные протяж-
ки (см. фиг 115) применяются для
обработки фигурных отверстий или ка-
навок с точными размерами контура и
точным расположением контурных участ-
ков относительно базовых поверх-
ностей обрабатываемой детали Коор-
динатные расстояния и размеры про-
тянутого контура могут быть выдер-
жаны с точностью 0,02—0.04 мм Коор-
динатные протяжки всегда работают
комплектом из нескольких штук. На
координатных протяжках обычно при
меняется генераторная схема резания.
Конструируются для обработки задан-
ной детали и изготовляются по разра-
ботанным чертежам нз стали марок Р18
и ХВГ.
Многошпоночные протяжки для чи-
стового протягивания шпоночных па-
зов эвольвентного профиля стандарти-
зованы ГОСТ 6767-53.
Винтовые многошПоноч-
н ы е протяжки (фиг. 127) при-
меняются для обработки винтовых мно-
гошпоночных канавок с симметричным
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
371
и несимметричным расположением кана-
вок по окружности отверстия. Про-
тяжка получает принудительное вин-
товое вращение посредством кинема-
тической настройки механизма станка
либо посредством специальной винто-
вой направляющей гайки, заставляющей
Фиг. 127.
протяжку при продольном ходе также
поворачиваться вокруг своей оси. На-
правляющая гайка закрепляется в при-
способлении перед или после протя-
гиваемого отверстия.
Винтовые многошпоночные протяжки
являются специальным инструментом,
конструируются для заданной летали
и изготовляются по чертежам из стали
марок Р18 и ХВГ.
Наружные протяжки (фиг.
128) применяются для обработки на-
ружных плоских и фигурного профиля
что обеспечивает точное расположение
протянутых поверхностей относительно
базовых поверхностей детали и исклю-
чает возможность их колебания при
выходе зубьев протяжки из работы, что
имеет место в первом случае. Наружные
протяжки являются специальным ин-
струментом. конструируются для опре-
деленной детали и изготовляются из
стали марок Р18 и ХВГ.
Прошивки (см. выше фиг. 117)
применяются для грубых и точных ка-
либровочных операций с целью снятия
весьма небольшого припуска. Точная
калибровка отверстий круглого и фи-
гурного контура производится для полу-
чения чистой и гладкой протянутой
поверхности с точностью до 0.01 жж.'Для
простых и часто применяемых контуров
отверстий прошивки изготовляются из
стали марки Р18 по ведомственным нор-
малям. Для редко применяемых кон-
туров прошивки изготовляются по спе-
циальным чертежам.
Геометрические параметры. Рекомен-
дуемые геометрические параметры ре-
жущей части протяжек установлены
ГОСТ 4494-48.
Задние углы а у протяжек
назначаются в осевой плоскости, сов-
--------г- V.3-,-------------------------------------------
208 tJ ----------------- - -I------—-
Фиг 128.
поверхностей как метолом свободного,
так и методом координатного протяги
вания. В первом случае положение про-
тягиваемой детали между протяжками
определяется равновесием отжимаю-
щих усилий. Во втором случае протя-
гиваемые детали точно фиксируются и
жестко зажимаются в приспособлениях,
24*
падающей с направлением рабочего
хода протяжки. Величина износа 6 вж.я
рабочих зубьев протяжки по задней
грани за время, равное стойкости Т в
мин., берется по графику (фиг. 129)*.
• График составлен аля условий: протяжка из
пали Р1Я; обрабатываемый материал - сталь 45.
стойкость Г — 2U0 мин.
372
ТЕХНОЛОГИЯ О В РЛ НОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Значительное увеличение стойкости Т
в мин. при одновременном уменьшении
потери размеров после переточек может
быть достигнуто назначением на ра-
бочих зубьях у внутренних протяжек
задних углов « = 4°, а у наружных
протяжек а — 10° с постепенным умень-
шением на 2—3 последних рабочих
зубьях как толщины срезаемого слоя
до 0,02 мм, так и уменьшения заднего
угла а цо 1°30'—2°. На вспомогатель
ных кромках даются боковые задние
углы «j = 0°30' -5-1°.
Передние углы у у протяжек
назначаются в плоскости, нормальной к
режущей кромке. С увеличением перед
него угла значительно уменьшается си-
ла протягивания. Средние величины
передних углов, применяемых на на-
ших заводах, следующие:
Обра6»тыи«емый металл Передний
угол » град.
Сталь............................. 12—15
Чугун............................ 5—10
Бронза и алюминиевые сплавы .... 15—20
Латунь............................ 22—25
При срезании тонкой стружки (а <
< 0,03 мм) более чистую протянутую
поверхность можно по-
лучить при переднем
угле 1 = 0° На калиб-
рующих зубьях перед-
ние углы т = 0 -+ 5°.
Переходные ре-
жущие кромки на
зубьях протяжек (фиг.
ГЗО) назначаются на
всех угловых переходах
Фнг. 130. режущих кромок, сопря-
гающихся под углом,
равным или меньшим 90° Длина пе-
реходных кромок 0,3—0,5 мм. На пере-
ходных кромках задние углы а равны
заднему углу на основных режущих
кромках.
Угол наклона зубьев А
к оси протяжек берется в пределах
15—30° в зависимости от их назначения.
Изготовление наклонных зубьев обяза-
тельно при обработке несплошных по-
верхностей, прерываемых окнами или
щелями.
При двустороннем расположении
зубьев угол А на одной стороне опре-
деляет величину переднего угла на ре-
жущих кромках другой стороны этой
же протяжки.
Режимы резания. Режущий пе-
риметр I равен суммарной длине
фактических режущих кромок на всех
одновременно работающих зубьях про-
тяжки.
Скорость резания протяж-
ками подсчитывается по формуле
где а — толщина срезаемого одним зу-
бом слоя в мм; К — коэффициент, учи-
тывающий влияние марки инструмен-
тальной стали на скорость резания; для
марок 5ХВС, ХВ5 и ХВГ коэффици-
ент К = 1, для марки Р9 коэффициент
К — 1,2. для марки Р18 коэффициент
К= 1,4.
Числовые значения коэффициента С
и показателей степени * и у даны в
табл 71.
По данным ВНИИ МСС стойкость бы-
строрежущих протяжек из стали PI8
при обработке стали 45 зависит от ряда
режимных и геометрических параме-
тров. Эта зависимость выражается фор-
мулой
бООй/я0’5
Т “ гЛ41.'?0’945 МНН”
v з,
где Ла — износ зубьев протяжки по
задней грани в мм; « — задний угол
в град ; v — скорость резания в м/мин;
st — толщина слоя металла в мм, сре-
заемая одним зубом протяжки.
Охлаждение при протягива-
нии стали ведется обильной струей
сульфофрезола В некоторых слу-
чаях применяется 20%-ный водный
раствор эмульсола с прибавкой 4%
мыла. Протягивание чугуна ведется
всухую.
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
373
Таблица 71
Числовые знаненаа коэффициента С и показателей степени в формуле (62)
Олношпоночные протяжки
Обрабатываемый материал Твердость Круглые протяжки Многошпоноч- ные протяжки а < 0,07 мм V < 11 м',мия а—0.14-0,15 мм v > 8 м/мин
с гл У с п. | У с 1 01 У С • У
Сталь 45 . 45 . ЧОХ . . . . MX .... . 12ХНЗ . . . 45 ... . . ЧОХ ... . . MX .... . 12ХНЗ . . . . ЧОХ ... . . MX ... . . 12ХНЗ . . . Чугун 160-180 181-207 160-190 140-170 140-170 220-260 МО—230 180—220 180-220 290-333 260 -290 260-290 160-180 190-215 12 j И 8 7 10 ед 0,62 0,62 0,62 0,77 0,5 0.5 0,62 0.62 0.62 0.8 1:1 11 10 7.3 S.5 12.5 10,5 0,6 0,6 0.6 0.5 0.5 0.5 0,75 0.75 0.75 0.6 0.6 0.6 7 6.3 4.5 3.4 4.4 3.6 0.87 0,87 0,87 0.87 0.6 0.6 1.4 1.4 1.4 1.4 0.95 0.96 5,5 5 3.6 2.7 4.4 3.6 0,87 0,87 0.В7 0,87 0.6 0.6 1.4 1.4 1.4 1.4 0.96 0.95
Сила резания, действующая
в направлении рабочего хода протяжки,
подсчитывается по формуле
Рр- 1,15/(6^ + СгК +
4-c^-qy — Cjt). (63)
где / — длина режущего периметра
в жл; а — толщина слоя в мм, срезае-
мая одним зубом протяжки; К — коли-
чество стружкоразделительных кана-
вок на одном зубе; и — скорость реза-
ния в м/мин; f — передний угол
в град; а — задний угол в град.;
1,15 — коэффициент, учитывающий вли-
яние величины износа 8 = 0,4 мм на
силу резания.
Числовые значения коэффициентов
и показателя степени х в формуле (63)
приведены в табл. 72.
Таблица 72
Числовые значения коэффициентов
а показателя степени в формуле (63)
Обрабатываемый металл С, с, С, с, с. X
Сталь 20 115 0.06 0.57 0.2 0.12 0.85
35 .... 160 0.08 0.57 0,24 0,13 0,85
ХКМ .... 170 0.088 0.57 0,25 0.13 0.85
ОХМ ... 190 0.106 0.57 0,28 0.14 0.85
45 220 0.106 0.57 0.32 >.14 0,85
40Х 230 0.117 0,57 0.34 0.14 0.85
охкзм . . 250 0,125 0.57 O.37 0,14 0.85
20X .... 265 0.137 0.57 0.4 0.15 0.85
12ХНЗ . . . 265 0,137 0.57 0.4 0.15 0,85
MX ул. и ЧОХ ул. Чугун средней 3U0 0.158 0,57 0,46 0.16 0.85
тнердости . . . 140 0 0.57 •3,25 0.13 0.85
Чугуи твердый 170 0 0.57 0,3 0.14 0.85
Совместное решение формул (59) и (63)
дает формулу
а” (z; (тЖ” с*~ c'v +
• £
-hCn-bCga)} » (64)
позволяющую найти расчетную тол-
щину срезаемого одним зубом про-
тяжки слоя, исходя из прочное!и по
опасному сечению.
Сила отжатия режущих кромок
зубьев протяжки от протягиваемой по-
верхности, действующая на длине 1 мм
кромки, подсчитывается по формуле
Ру =* -f- Civ — С fit ~~ (65)
где буквенные обозначения те же, что
и в формуле (63). Числовые значения
коэффициента С и показателя степени у
в формуле (65) приведены в табл. 73.
. Таблица 73
Числовые эиачсния коэффициентов
и показателя степени в формуле (66)
Обрабатывае- мый металл С. с, с, с. У
Сталь 20 . . . 55 0,065 0.018 0.045 1,2
. 35 . . . 12.5 0.065 0.053 0.09 1.2
. 45 . . . 215 0.С65 0.061 0,117 1.2
374
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Износ протяжек см. на стр. 276.
Стой кость протяжек Т в мин.
определяется назначенными величинами:
толщиной срезаемого слоя а в мм!зуб,
передним углом 1, задним углом а,
маркой инструментальной стали, из
которой изготовлена протяжка, маркой
обрабатываемого металла, скоростью
резания и величиной износа зубьев по
задней грани.
Стойкость каждого зуба протяжки
подсчитывается по формуле
(66>
где m — число обработанных деталей
в шт., /я—длина протягиваемой по-
верхности в мм.
Средняя величина суммарной стой-
кости каждого зуба протяжки, изго-
товленной из легированной стали ХВГ,
равна 20—40 мин , изготовленной из
стали Р9 равна 100—200 мин.; изго-
товленной из стали Р18 равна 130—
270 мин.
Основное (технологиче-
ское) время/» в мип. при протя-
гивании подсчитывается по формуле
1„ХК
'° = ЙХХкГ МИН • (67)
где 1рх — длина рабочего хода протяж-
ки в мм\ К — коэффициент, учитыва-
ющий обратный ход протяжки; для
большинства протяжных станков коэф-
фициент К = 1.14 -+- 1,5
Зубонарезан не
Профилирование зубчатого венца за-
висит от конструкции и принципа ра-
боты зуборезного инструмента и может
быть произведено а) метолом фасон-
ного фрезерования; б) метолом обкатки;
в) смешанным метолом, когда на одной
части профиля ведется фасонное фре-
зерование, а на другой части того же
профиля он образуется обкаткой.
Метод фасонного фрезе-
ровании может быть применен для
обработки зубчатых венцов любых
фасонных профилей. Для образования
задних углов во всех точках фасонных
режущих кромок зубьев затылованной
фрезы необходимо, чтобы касательные,
проведенные к наиболее отвесным уча-
сткам с противоположных сторон про-
филя обрабатываемой впадины, обра-
зовали угол т > 10* (фнг. 131) Ме-
толом фасонного фрезерования можно
обработать зубчатые венцы заданного
профиля с правильными угловыми пере-
ходами без подрезания ножки или го-
ловки нарезаемых выступов Деление
на шаг по окружности нарезаемого
зубчатого венца при фрезеровании ди-
сковыми или пальцевыми фрезами про-
изводится при помощи делительной
головки или диска. Более точный
окружной шаг выступов венца может
быть обработан червячными фрезами,
работающими методом фасонного фре-
зерования. Типичные профили деталей,
обрабатываемых червячными фрезами,
работающими методом фасонного фре-
зерования. приведены на фиг. 132.
Фиг. 132.
Метод обкатки может быть
применен для обработки зубчатых вен
цов только таких профилей, которые
удовлетворяют требованиям теории за-
цепления зубьев двух колес (или рейки
с колесом) и допускают плавное сопря-
жение контура впадины между зубьями
с боковыми профильными сторонами
зубьев.
Профилирование обкаткой произво-
дится несколькими зубьями инстру-
менте, образующими в относитель-
ном перемещении инструмента и обра-
батываемой детали семейство кривых,
г
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
375
огибающих обрабатываемый профиль
(фиг. 133).
Для уменьшения гранености и повы-
шения точности обработанных про-
фильных поверхностей желательно
иметь по окружности червячных фрез
нозможно большее число зубьев или
дать большее число возвратно-посту-
пательных рабочих ходов при обработ-
ке гребенками, долбя ками и зубостро-
гальными резцами. Угловые переходы
Сзене потай е&юти тЛм» - Ciena Срезания Зубе е»
iamnofo профиля зуба яолеса зибомзтзй рейну
зуборезной рейяои
Фиг. 133.
в местах сопряжения контурных от-
резков на боковых сторонах зубьев и
впадин между ними очерчиваются прн
обработке долбякями по отрезкам удли-
ненных эпициклоид (фиг. 134), а прн
обработке гребенками и червячными
фрезами — по отрезкам удлиненных
эвольвент (фиг. 135). Для уменьше-
ния размеров закругления впадин
(подрезание ножки у нарезаемых
зубьев) применяют зубчатые колеса
с высотной или угловой коррекцией
зубьев. Типичные профили деталей,
обрабатываемые методом обкатки,
приведены на фиг. 136.
Смешанный метод
может быть применен для об-
работки зубчатых венцов таких
профилей, боковые стороны ко-
торых могут быть обработаны
метолом обкатки, а впадины и
Фиг. 134.
Фиг. I3S.
правильные угловые переходы
от контурных участков во впадинах к
боковым контурным участкам могут
быть обработаны только методом фасон-
ного фрезерования. Схема резания чер-
вячными фрезами, работающими сме-
шанным метолом, показана на фиг. 137.
Фланкирование зубьев у
долбяков и червячных фрез применяется
в случае необходимости преднамерен-
ной подрезки ножкой зуба инстру-
мента головки зуба обрабатываемого
колеса с целью изготовления бесшумных
быстроходных зубчатых передач.
Фиг. 136.
376
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Исходный контур и фланкированный
участок на зубчатых колесах устанавли-
ваются по ГОСТ 3058-54. Основные
Фиг. 137.
параметры исходного контура эволь-
вентной рейки даны на фиг. 138. При
окружных скоростях, превышающих
для цилиндрических колес внешнего
зацепления 10 м/сек для 1-го класса
Фиг. 138.
точности, 6 м/сек для 2-го класса точ-
ности и 4 м/сек для 3-го класса точности,
применяется исходный контур со срезом
согласно фиг. 139. Величина среза ае
приведена в табл. 75а.
Утолщение ножки у зубьев долбяка
Достигается заправкой на шлифоваль-
ном круге, шлифующем боковую эволь-
веитную поверхность зуба долбяка,
второго угла согласно ГОСТ 3058-54,
как показано на схеме фиг. 140. а и б.
Свез юлавяи
Фиг. НО.
Конструкция и область применения
зуборезных инструментов. Инстру-
менты для обработки венцов эвольвент-
ново профиля. Дисковые' м о-
дульные фрезы теоретически,
являются инструментами, годными для
нарезания зубчатого колеса лишь с
определенным числом зубьев г. На
практике дисковые модульные фрезы
изготовляются наборами из 8 и 15 шт.
в каждом наборе и применяются для
нарезания зубчатых колес с числом
зубьев согласно указаниям в табл. 74.
Зубчатые колеса, нарезанные диско-
выми модульными фрезами с делением на
шаг при помощи делительных головок
или дисков, являются недостаточно
точными как по шагу, так по профилю.
Размеры дисковых модульных фрез
стандартизованы ОСТ 20181-40. Тех-
нические условия — по ГОСТ 1678-53.
Изготовляются дисковые модульные
фрезы из углеродистой стали У12А н
легированной стали 9ХС.
ГаОлица 74
Число зубьев у шестерен, обрабатываемых
комплектами дисковых модульных фрез
м фрезы Комплект фрез М фрезы Комплект фрез
ИЗ 8 шт. нз 15 шт. НЗ 8 шт. из 15 шт.
1 12-13 12 6 26-34 26-29
14, 13 S'). —— 30-34
2 14-16 14 6 35-54 35-41
2‘J> 15-16 6‘/. 42-54
3 17-20 17—18 7 55-134 55-79
3‘Н 19-20 7‘/, 80—134
4 21—28 21-22 8 135 и 135 к
44. — 23-25 СВ. СВ.
Пальцевые модульные
фрезы (фиг. 141, я и б) являются
специальными инструментами, пред-
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
377
назначенными для нарезания шеврон-
ных зубчатых колес лишь с определен-
ным числом зубьев г. Крепление на
оправке производится при помощи резь-
бового соединения. Базирование про-
изводится цилиндрической направляю-
малям из быстрорежущей стали. При
меняются главным образом на заводах
тяжелого машиностроения.
Гребенки прямозубые
сварные (фиг. 143) по ГОСТ 4337-48
применяются для нарезания зубчатых
Фиг. HI.
Фиг. нз.
щей выточкой и торцом, строго перпен-
дикулярным к оси фрезы. Число зубьев г
у пальцевых фрез в зависимости от диа-
метра следующее:
а мя ... «-45 50—70 75-140 150-220
3........ 2 4 6 8
Размещение зубьев по окружности
показано на фиг. 142. Изготовляются
пальцевые фрезы по ведомственным нор-
Фиг. I4J,
колес наружного зацепления- как с пря-
мыми, так и с винтовыми зубьями.
В последнем случае модуль гребенки т
относится к нормальному сечению вин-
товых зубьев колеса, а в торцевом сече-
нии модуль обрабатываемого колеса
т '
тг “ "cos <>'* Зуборезные гребенки обес-
печивают точный звольвентный про-
филь у обрабатываемых эубьен колеса и
допускают обработку колес с модулем
до 60 и диаметром до 12 м.
Зуборезные гребенки делятся на:
а) черновые, применяемые для пред-
варительной обработки; б) чистовые,
применяемые для окончательной обра-
ботки колес; при этом обрабатывают
только боковые стороны зубьев, не
касаясь впадин; в) шлифовочные, при-
меняемые для нарезания колес, зубья
которых после термообработки под-
вергаются шлифованию. Основные раз-
меры прямозубых гребенок даны в
табл. 75.
Передние углы т(( у гребенок полу-
чаются либо наклонной установкой,
либо заточкой передней поверхности.
Для увеличения передних углов зубья
у гребенок могут быть заточены:
а) Для мелкомодульных гребенок вы-
точкой, как показано на фнг. |44.
378
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Основные размеры прямозубых зуборезных
гребенок
(по ГОСТ 4337-48)
Размеры в мм
аЧО- дуль Г Н В L Число зубьев X а Ь cs
1 3.142 50 20 77 24 15 6 0,5
1.25 3.9-27 50 20 80 20 15 7 0,5
1.5 4,712 50 20 81 1-7 15 8 0,5
1,75 5,498 51 20 83 15 16 9 0.5
2 6,283 50 211 82 13 16 9 0.5
2.25 7.069 50 20 85 12 17 10 0.5
2.5 7.854 60 20 87 11 18 10 1
2.75 8,639 50 20 96 11 18 11 1
3 9.425 50 20 95 10 20 11 1
3,2 10,21<> 50 20 103 10 2) 12 I
3,5 10,996 50 20 110 10 22 13 1
3,75 11,781 50 И 106 9 22 14 1
4’ 12,586 50 20 113 9 22 14 1
4,25 13.352 50 20 121 9 24 15 1 5
4,5 14.137 50 2U 12.4 9 24 15 1.5
5 15.708 50 22 126 К 2г> 16 1.5
5,5 17.279 60 22 137 в 26 18 1.5
6 18,850 60 22 150 8 28 19 1.5
6,5 20,420 и 22 165 8 28 20 2.5
7 21,091 60 22 177 8 .32 21 2.5
И 25,133 6J 22 177 7 34 23 2.5
9 28.274 70 23 170 6 35 26 3
10 31,416 70 25 188 6 37 29 3
П 34.557 70 25 эов 6 40 31 4
12 37.699 70 25 226 6 42 33 4
13 40,841 ЯП 25 215 6 44 36 4
14 43,982 80 25 229 5 47 37 4
15 47,124 80 25 235 5 50 41) 5
16 50.265 НО 23 251 5 52 43 5
18 56,549 90 25 281 5 56 48 5
20 62.832 90 25 311 5 60 52 5
Примечания: 1. Размеры I, Н, Ин L,
а также числа зубьев г — обязательные,
остальные размеры — рекомснлусиые.
2. Размер а указан для сварных гребенок.
По требованию заказчика гребенки могут из-
готовляться несварнымн.
Таблица 75
Угол наклона гребенки т) определяет-
ся по формуле
sin-т] =
S tg «у
(68)
где а। — угол профиля зуба гребенки
и плоскости передней грани в град.;
S — толщина зуба гребенки по дели-
тельной прямой в мм; R — радиус
шлифовального круга.
б) Для крупномолульных гребенок
(т > 10) — выточкой полукруглой ка-
навки вдоль боковых режущих кро-
мок и головки (фнг. 145). Величина
переднего угла ч» подсчитывается по
формуле
»'п Т» - ту • (69)
Таблица 75а
Класс точности
1-й 2-й 3-й
Модуль II мл °C Модуль в мм ас Модуль о им ае
2 2.25—2,75 3-4,5 5-7 В-10 0,01 0,009 0,01 в 0,005 0,005 2 2.25-3.5 3,75-5 6.50-7 12-20 0,015 0,012 0.010 0,009 0.008 0.006 2-2,75 3-4.25 4.5-5 5.5-9 10-20 22-30 33-50 0,02 0.0175 0.015 0.012 0,010 0.009 0,008
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
379
Заточка по фиг. 144 и 145 произво-
дится с оставлением на боковых сто-
ронах профиля ленточки шириной от
0,05 до 0,10 мм.
Допуски для прямозубых гребенок
приведены в табл. 76.
Таблица 76
Допуски на прямозубые гребенки
Параметр измерения Предельные отклонения в мм
чистовые черно- вые шлифо- вочные
По шагу а м» ± 0.002-0.006 0.030 0,01
„ углу профиля 1> МНИ. 1 . . . 5-2 15-12 8-10
По ширни* зуба П UM ± . . 0,02 0.05 0.04
По высоте зуба в ми ± 0.2—0,5 0.2-0.5 0 2-0,5
По длине и ши- рине гребенки В -НДС ± 0.5 0.5 0.5
По толщине гре- бенки в мм х . 0.3 0.3 0.3
Гребенки изготовляются цельными
или сварными из быстрорежущей стали.
Державки изготовляются из стали 45.
Технические условия — по ГОСТ 4335-48.
Гребенки косозубые по
ГОСТ 4336-48 (фиг. 1461 приме-
няются для нарезания шевронных зуб-
Фиг. 146.
чатых колес наружного зацепления.
Угол наклона зубьев обычно прини-
мается равным 30е. Модуль у косозу-
бых гребенок относится к передней
грани. В нормальном сечении шп —
— т сох ш Передняя грань у косо-
зубой гребенки располагается парал
лельно торцу нарезаемого колеса.
Обработка шевронных колес ведется
попеременно двумя гребенками — пра-
вой с одной и левой с другой стороны
колеса. Исходный профиль с углом
давления а = 20° расположен в пло-
скости передней грани гребенки. В нор-
мальном сечении профиль зубьев не-
симметричен: при а = 20° ш 20° И
а0 = 8°30': углы несимметричного
профиля зуба: пя) ™ 14°20' и а„г =
= 21°30'. Для улучшения условий ре-
зания и упрочнения режущих кромок на
передних гранях зуба гребенки вдоль
режущих кромок с одной стороны про-
филя снима тся небольшая фаски под
углом 82°, а с другой стороны произ-
водится вышлнфовка полукруглых
канавок под тем же углом 82°. Косо-
зубые гребенки, так же как и прямо-
зубые, изготовляются цельными или
сварными из быстрорежущей стали.
Державки — из стали 45. Технические
условия — по ГОСТ 4335 48.
Червячные фрезы мо-
дульные применяются для черновой
и чистовой нарезки зубчатых колес на-
ружного зацепления с прямым и вин-
товым зубом. Черновые червячные фре-
зы (фнг. 147) для повышения произ-
Фиг. 147.
водительности могут быть выполнены
двух- или трехзахолными, однако так,
чтобы угол подъема винтовой линии по
среднему диаметру а не превышал 10°.
Для той же цели черновые фрезы выпол-
няются с передним углом i = 5-t- 10°.
Габаритные размеры при условии, что
угол а < 10°, принимаются по ГОСТ
3346-46.
Чистовые червячные фрезы (фиг. 148)
всегда выполняются однозаходными и
применяются для нарезания цилин-
380
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
дрических колес с прямыми и винто-
выми зубьями по 2-му классу точности.
В нормальном сечении профиль зубьев
выполняется как точные исходный кон-
тур зубчатой рейки по ГОСТ 3058-54.
Для повышения точности профиля об-
работанных зубчатых колес целесооб-
разно стандартный угол давления а
подвергнуть корректировке, уменьшив
его в зависимости от угла подъема
винтовой линии а на делительном ци-
линдре на величину Да„. Величина кор-
рекции угла давления ш в нормальной
плоскости на чистовых червячных фре-
зах:
«... 2 3 4 4.Б 5 5,8 6 8.5 7
4а_... О 1 1.5 2 2,5 3.5 4 5 6
п
> — угол подъема винтовой линии иа
делительном цилиндре в град.; Дяя в
мин. — величина уменьшения угла да-
вления а„ в нормальной плоскости чер-
вячной фрезы.
Для модулей т < 10 угол подъема
винтовой линии по среднему диаметру
а < 5®. Для модулей т = 10-5-20 угол
в = 5®-4- 6°30'. Чем меньше угол а, тем
больше диаметр фрезы и тем точнее
обработанные зубчатые колеса. Чисто-
вые червячные фрезы изготовляются
цельными из быстрорежущей стали.
Фланкирование см. на стр. 375.
Чистовые червячные фрезы для обра-
ботки многошпоночных валиков с
эвольвентным профилем стандартизо-
ваны ГОСТ 6637-53.
Червячные фрезы мо-
дульные сборных кон-
струкций применяются при наре-
зании зубчатых колес с модулем /п > 5
с целью экономии быстрорежущей
стали. Для модулей и=5 + 15 и наруж-
ных диаметров фрез D < 120 мм при-
меняются сборные конструкции со встав-
ными гребенками (фиг. 149), а для моду-
Фиг. 149.
лей т > 15 и наружных диаметров
фрез D > 120 мм применяются сборные
конструкции со вставными зубьями
(фиг. 150). Фрезерование передней гра-
ни вставных гребенок по фиг. 149 и шли-
фование по профилю и наружному
диаметру производятся в собранном
виде.
Технические условия на модульные
червячные фрезы см. ГОСТ 2973-45.
г35
Фиг. 150.
Червячные фрезы, осна-
щенные твердым сплавом,
применяются для скоростного наре-
зания зубчатых колес с модулем т < 5.
Пластинки из твердого сплава, предва-
рительно точно прошлифованные, заче-
каннваются во фрезерованных гнездах
корпуса и припаиваются в них медью
или латунью. Окончательное шлифова-
ние профиля и заточка передних гра-
ней с последующей доводкой произво-
дятся после припайки. Для нарезания
стальных зубчатых колес применяется
твердый сплав марок Т5КЮ или Т10К6,
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
381
для нарезания чугунных зубчатых ко-
лес—сплав марки ВК8.
В целях более равномерного изнаши-
вания зубьев у модульных червячных
фрез зубья могут быть изготовлены
переменной высоты согласно расчету на
получение примерно равной загрузки
вершин зубьев срезаемым слоем металла.
Подобные червячные фрезы с модифи-
цированным зубом требуют определен-
ной установки относительно оси обра-
батываемого колеса.
Червячные фрезы для об-
работки червячных колес
во время резания должны отожде-
ствлять процесс зацепления нарезаемого
им колеса с основным червяком, в паре
с которым колесо будет работать. Для
этого у червячной фрезы и у основного
червяка должны быть одинаковыми
модуль, диаметр делительного цилиндра,
число заходов, исходный профильный
угол и форма винтовой поверхности. Наи-
более распространенной <|юрмой основ-
ного червяка является архимедова вин-
товая поверхность. Червячные фрезы,
предназначенные для нарезания чер-
вячных колес с радиальной и с ради-
ально-тангенциальной подачей, имеют
зубья постоянной высоты. Червячные
фрезы, предназначенные для нарезания
червячных колес с тангенциальной по-
дачей, имеют заборный конус, длина
которого равна 2,5—3 осевым шагам
(фиг. 151). С радиальной подачей рабо-
ГОостлльнос
Фиг. 151.
тают фрезы: а) однозаходные, б) двухза-
ход ные при нарезании'червячных колес
с четным числом зубьев г > 60 и в) мно-
гозаходные, когда число зубьев наре-
заемого колеса и число заходов фрезы не
имеют общих множителей. С танген-
циальной подачей работают все фрезы
независимо от эаходности, но при обя-
зательном соблюдении условия, что на-
резаемые таким образом червячные ко-
леса допускают радиальную сборку с
червяком. Этому условию соответствует
неравенство ______________________
tg « > tg » }/ !— , (70)
где а — угол давления в град.; — ди-
аметр делительного цилиндра основного
червяка в мм; Dt — наружный диаметр
основного червяка в мм; а — угол подъ-
ема винтовой линии по делительному
цилиндру в град.
Червячные фрезы для нарезания чер-
вячных колес не стандартизованы и
выполняются по чертежам как специ-
альный инструмент. Расчетная величина
наружного диаметра фрезы
Dj “ 7Э] + 2 (С + 0,1) т.
Наименьшая величина наружного диа-
метра фрезы после всех переточек
°2 лш — Di + С,
где С — коэффициент радиального за-
зора; т — модуль нарезаемого червяч-
ного колеса.
Внутренний диаметр червячной фре-
зы равен внутреннему диаметру основ-
ного червяка нлн больше его на вели-
чину С. При диаметрах оправок, мень-
ших 13 мм, а также в случаях, когда
желательно увеличить жесткость ин-
струмента, фрезы изготовляются вместе
с оправкой из одного куска заготовки.
Числа зубьев у червячных фрез в зави-
симости от класса точности обрабаты-
ваемых червячных колес следующие:
Класс точности .... 2-й 3-й 4-й
Число зубил..... 10 8 в
У червячных фрез, работающих с ра-
диальной подачей, длина нарезанной
части
а у работающих с тангенциальной по-
дачей
Z. — (4,5 4-5)/,
где t — шаг нарезаемого колеса в мм.
Толщина зуба по делительной окруж-
ности, измеренная в нормальном сече-
нии, у черновых фрез
_ кт ,
о “ ~-pr- cos е — Д;
у чистовых фрез
где А — припуск на чистовую обра-
ботку с обеих сторон зуба в мм.
382
ТЕХНОЛОГИЯ обработки металлов резанием
В отдельных случаях, когда тре-
буется нарезать одно или несколько
червячных колес пониженной точности,
работа может быть выполнена резцом,
закрепленным в оправке. Профиль та-
кого резца должен быть выполнен,
как профиль впадины нормального се-
чения основного червяка. Типовой
резец для нарезания червячных колес
большого модуля приведен на фиг. 152.
Фиг. 162.
Д о л б я к и применяются для на-
резания: а) прямозубых и косозубых
зубчатых колес наружного и внутрен-
него зацепления; б) зубчатых венцов у
шевронных колес с канавкой и без нее;
в) блочных зубчатых колес; г) зубча-
тых колес с выступающими фланцами,
ограничивающими свободный выход
инструмента. Стандартные долбякн из-
готовляются нз быстрорежущей стали
трех классов точности: а) чистовые клас-
са А для чистовой обработки колес
2-го класса точности; б) чистовые класса
Б для обработки колес 3-го и 4-го клас-
сов точности; в) обдирочные для пред-
варительной обработки зубьев под чи-
стовую обработку долблением или шли-
фованием. Допуски на точность изго-
товления основных размеров долбяков
всех трех классов приведены в табл. 77.
До л бяки зуборезные ди-
сковые предназначены для обра-
ботки наружных и внутренних зубчатых
венцов на колесах, допускающих сво-
бодный перебег инструмента. Основ-
ные резмеры прямозубых долбяков
(фиг. 153), предназначенных для наре-
зания прямозубых колес с углом заце-
пления a = 20°, стандартизованы и
При ггмц «70* зоЗний угол <r*S*
При ахц ’15°или 14’Зи зийний угол а “Г30“
Делит екружн । .
RS4*
не по АЛ
fftfW
Место клеймения
a ми.-М’if В'их’К
Фнг. 153.
берутся для долбяков с делительным
диаметром 75 мм по ГОСТ 321-41, а
с делительным диаметром 100 мм —
по ГОСТ 322-41.
Основные размеры косозубых дол-
бяков с делительным диаметром 100 мм
(фиг. 154), предназначенных дляобработ-
ки колес с винтовыми зубьями 20-кого
зацепления, берутся для долбяков с
15°-ным углом наклона винтовой линии
по ГОСТ 327-41, а с 23°-ным углом на-
клона винтовой линии—по ГОСТ 328-41,
Таблица П
Допуски па точность изготовлеии» основных размеров долбяков
Долбя К И класса Модуль -€»d жггттяиодняц окружных шагов в мм Наименьшая на- копленная ошибка окружного шага в мм Экс иейгтриситет основной окруж- ности относитель- но базы крепления в мм
1-2 2.25-4 4,25-6,5 7 н со.
Допуск на профиль рабочей части зуба в мм
А 0.(05 0,006 0,000 0,01 0,006 0,014 0,01
Б 0,007 0,008 0,012 0,015 0,008 0.022 0,015
Обдирочные 0,02 0,025 0,04 0,04 0,015 0,050 0,05
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕССЫ РЕЗАНИЯ
383
Дисковые долбяки с делительными диа-
метрами и углами наклона винтовой
линии, отличными от стандартных, вы-
полняются по чертежам как специаль-
ный инструмент.
Долбяки зуборезные для шлицевых
соединений с эвольвеитным профилем
Неявное сечете
<t>irr 154.
для чистовой обработки зубьев изгото-
вляются по ГОСТ 6762-53.
Долбяки дисковые для об-
работки шевронных колес изготовляются
по заводским нормам и работают ком-
плектами, состоящими из 2 шт: один —
с правым, другой с левым наклоном
зубьев. Долбяки с номинальными дели-
тельными диаметрами от 100 до 180 мм
включительно изготовляются цельными
из быстрорежущей стали, диаметрами
от 300 до 360 мм — сборными и с попе-
речной шпонкой.
Долбяки зуборезные чашечные (фиг.
155) предназначены для нарезания пря-
мозубых цилиндрических колес на-
ружного 20°-иого зацепления, габарит-
ные очертания которых препятствуют
проходу гайки, крепящей долбяк на
шпинделе станка. Основные размеры
чашечных долбяков берутся для модулей
т = 1 -4- 3,5 и диаметром 75 мм по
ГОСТ 323-41, для модулей m = 1-ч-7
и с делительным диаметром 100 мм—
по ГОСТ 324-41.
Долбяки зуборезные вту-
л о ч н ы е предназначены для наре-
зания прямозубых цилиндрических зуб-
чатых колес внутреннего зацепления.
Размеры чашечных долбяков с моду-
лем т = 1 4-3,5 и с делительным диа-
метром 50 мм берутся по ГОСТ 325-41,
втулочные долбяки двух типов (фиг 156)
с модулем m = 1 4-5 и с делительным
диаметром 62 мм изготовляет Москов-
ский инструментальный завод по завод-
ским нормалям.
Долбяки зуборезные хво-
с т о в ы е предназначены для наре-
зания прямозубых и косозубых ци-
линдрических зубчатых колес внутрен-
него зацепления. Размеры прямозубых
хвостовых долбяков (фиг. 157) с модулем
т = 1 -+- 2,75 и с делительным диаме-
тром 25 мм выполняются по ГОСТ
326-41. Размеры косозубых 20°-ных хво-
стовых долбяков (фиг. 158)с нормальными
модулями т, и I 4-4, с делительным
диаметром 38 мм нс углом наклона вин-
товой линии 15° по делительной окруж-
ности выполняются по ГОСТ 329-41,
384
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
с углом наклона винтовой линии 23° —
по ГОСТ 330-41. Технические условия
на зуборезные долбяки — по ГОСТ
331-41.
Реэпы зуборезные при-
меняются для нарезания прямозубых
конических колес наружного зацепле-
ния. Резцы зуборезные изготовляются
из быстрорежущей стали марок Р18 и
Р9 и делятся на прорезные, черновые и
чистовые в зависимости от назначения.
Резцы зуборезные про-
резные (фиг. 159, тип I и II) пред-
назначены для предварительной обра-
Фиг. 159.
ботки впадин между зубьями конических
колес крупных модулей (т > 10).
Резцы зуборезные, предна-
значенные для обработки прямо-
зубых конических колес,
Фиг. 160.
стандартизованы по ГОСТ 5392-50 и
изготовляются четырех типов: тип I —
для обработки колес с модулем т =
— 0,3 ч- 3.25 (фиг. 160); тип II — для
обработки колес с модулем т = 0,5 ч-
ч-5,5 (фиг. 162); тип III —для обра-
ботки колес с модулем т = 1 ч- 10 '
(фиг. 161) и тип IV — для обработки ।
колес с модулем т = 3 ч- 20.
Фиг. 161.
Снять фаску от моЗуля /и ОышС
Фиг. 162.
Головки зуборезные при-
меняются для нарезания конических
зубчатых колес наружного зацепления
с зубьями, очерченными по дуге окруж-
ности. Нарезание производится мето-
дами: а) односторонним, когда выпук-
лые н вогнутые стороны обоих сопря-
женных колес нарезаются при черновой
обработке одновременно двумя дву-
сторонними головками, а при чисто-
вой обработке — раздельно двумя одно-
сторонними головками; б) двусторон-
ним, когда выпуклые и вогнутые сто-
роны зубьев у большого колеса наре-
заются одновременно двусторонними
головками (двумя черновыми и одной
чистовой), а у малого колеса каждая
сторона зуба обрабатывается раздельно
двумя односторонними головками; дву-
сторонний метод широко применяется
в крупносерийном и массовом производ-
стве; в) двойным двусторонним, когда
полная обработка обоих колес сопря-
женной пары обрабатывается двумя дву-
сторонними головками — черновой и
чистовой. Двойной двусторонний метод
применяется в массовом производстве
преимущественно для нарезания колес
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
385
малого модуля (т 2,5). Черновая
обработка производится праворежущими
головками (фиг. 163), когда рабочее
вращение направлено по часовой стрел-
ке. Чистовая обработка производится
Фиг. 163.
леворежущими головками, когда рабо-
чее вращение направлено против часо-
вой стрелки. Нарезание всего диапазона
конических колес производится 10 го-
ловками следующих номинальных диа-
метров: »/,, Р/1о, Р/2, 2, 3>/г, 6, 7*/,. 9.
12 и 18*. Головки диаметром до 2”
Фиг. 164.
включительно изготовляются цельной
конструкции ЭНИМС (фнг. 164). Голов-
ки диаметром свыше 2" изготовляются
сборной конструкции. Каждый встав
25 Том 5 1412
ной резец маркируется. На головках
для черновой обработки точное поло-
жение зубьев регулируется подклад-
ками.
На головках для чистовой обработки
регулирование зубьев производится под-
кладками и клиньями, устанавливае-
мыми регулировочными винтами.
Для контроля точности установки
два резца, один наружный и один вну-
тренний, устанавливаются на нере-
гулируемых клиньях, закрепленных
шпильками. Резцы леворежущих голо-
вок представляют собой зеркальное
изображение резцов праворежущей го-
ловки.
Вставные резцы сварной конструк-
ции: режущая часть — из быстрорежу-
щей стали, ножка — из стали 45.
Червячные фрезы конус-
ные (фиг. 165) применяются для на-
резания конических колес с криволи-
нейными зубьями, очерченными по кри-
вым, близким к эвольвенте, на станках
75FK и 200FK. Профиль зуба фрезы
располагается на образующей делитель-
ного конуса с углом при вершине 60°.
Образующая делительного конуса слегка
вогнута. Стрела прогиба ~0,015т. По
этой причине толщина зубьев на малом
диаметре фрезы больше на 0,01—0.02m,
чем иа большом. Зубья у конической
фрезы изготовляются фланкированными:
на расстоянии 0,8m от делительной
прямой ножка зуба утолщается под
углом 5°. Очертание дна впадины
между зубьями по типу 1 или II вызвано
необходимостью облегчить выход круга
при шлифовании профиля. Базой кре-
пления фрез в шпинделе станка' слу-
жит конусный хвостовик конусностью
I : 20.
Изготовляются фрезы из быстрорежу-
щей стали.
Шеперы применяются для оконча-
тельной отделки незакаленных, предва-
рительно начисто обработанных зубча-
тых колес.
Работа резания шеверов выражается
в соскабливании с поверхности боковых
сторон зубьев обрабатываемых колес
тонкого слоя металла.
Процесс соскабливания тонкой струж
ки достигается:
а) давлением зубьев шевера на зубья
шевингуемого колеса,
б) относительным скольжением зубьев
шевера и обрабатываемого колеса в ре-
зультате перекрещивания осей колеса и
шевера.
386
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Шеверы дисковые (фнг. 166)
имеют наклонные зубья, на боковых
сторонах которых изготовлены узкие
канавки для образования режущих
кромок. Угол скрещивания осей шевера и
Фиг. 186.'
колеса ? = 10 ч- 15е. Угол наклона
зубьев шевера ши, отнесенный к его де-
лительной окружности, больше или
меньше угла <а( наклона зубьев обраба-
тываемого колеса на величину угла
скрещивания осей ?, т. е. в>° = а°± ?°.
Для обработки прямозубых колес <uu =
= 15е. Модуль шеверов т„ относится
к нормальной плоскости. Модуль по
гпп
торцу равен — g —. Для повышения
точности шевингуемых колес число зу-
бьев у шеверов берется некратным числу
зубьев колеса.
Допуски на дисковые шеверы уста-
навливаются следующие:
Параметр измерения Отклонение
> в мм
Шаг между двумя смежными
зубьями ... . . . 0,005
Накопление ошибки по шагу на
полуокружности . ... 0,015
Отклонение профиля для тп =
6. . . . 0,005—0.006
Биеине окружности выступов . . . 0.02
Перпендикулярность оси отвер-
стия торцам........ . . . 0,01
Диаметр отверстия (овальность и
конусность) ............... -1-0.01
Диаметр окружности выступов . . —0,3
Толщина зуба ... 10,01
Диаметр окружности центров . . . ±0,1
Угол наклона зубьев.......... 15'
Ширина шпонки ............ . ±0,1 .
Высота........... +0.3
Шеверы реечные (фиг. 167)
состоят из отдельных зубьев, закреп-
ленных в общем корпусе. Для обработки
прямозубых колес зубья шевера закреп-
ляются в корпусе наклонно под углом
30° и имеют канавки, образующие ре-
жущие кромки под углом 45’ (фиг. 168).
Для обработки косозубых колес зубья
шевера закрепляются в положении,
перпендикулярном к оси корпусами
имеют канавки, образующие режущие
кромки, перпендикулярные к оси самого
зуба (фиг. 169). Для увеличения проч-
ности зуба канавки на противополож-
ных его сторонах смещены на величину
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
387
Фнг. 167.
0,4—0.6 мм. Длина реечного шевера
должна обеспечить полную прокатку
обрабатываемого колеса за один рабо-
чий ход стола станка н быть равной
, _ к-т (я + 2)
COS <ОВ ’
где г — число зубьев обрабатываемого
колеса. Реечные шеверы имеют боль-
шую точность обработки, чем дисковые.
Данные по исправляемое™ колес при
шевинговании приведены в табл. 78—81.
25*
Таблица 7S
Допускаемое биение делительной
окружности в мм
Класс точности Модуль Диаметр делительной окруж- ности в мм
• до шевинго- вания после шевинго- вания
До 50 50-100 100-200 S 3 50-100 100-200
1-й 2-3 3,5-5 0.05 0,06 0.07 о.ов 0.08 0,09 0,02 0,025 0,025 0,03 0,025 0.00
2-й 2-3 3,5—5 0.06 0,07 0,09 0,1 0.1 0,12 0,025 ОДЗ 0,03 0,04 0,035 0,045
Таблица 7S
Допускаемые отклонения по шагу в мм
Класс точности колес Молулъ Отклонение
до шевинго- вания после ше- вингования
1-й 2-3 3.5-5 0.015 0,02 0,005 0.01
2-й 2-3 3.5-5 0,02 0,025 0.008 0.012
Таблица №>
Допускаемые отклонения профиля
эвольвенты
Класс точности колес • Модуль Отклонение
до шевинго-1 после ше- вания | винговаиня
... 2-3 3.5-5 0.02 0,03 0,005 0,001
2-й 2-3 3.5-5 0,08 0,1 0,01 0.015
Таблица SI
Допускаемые отклонения в мм
по направлению зуба на 80 мм длины
Класс точности колес Модуль Отклонение
до шевнигО' вания писав ше- вингования
1-Й 2-3 0.02 0.007
3.5-5 0.03 0.01
2-й 2-3 0.03 0,015
3,5-5 0.035 0,02
388
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Инструменты для обработки зубча-
тых. венцов неэвольвентного профиля.
Червячные шлицевые фрезы
применяются для обработки методом
обкатки многошпоночных валиков на
горизонтальных. зубофрезерных стан-
ках. Червячными фрезами, рабочие
зубья которых не имеют усиков
(фиг. 170), можно обработать валики
Фиг ПО.
лишь с закругленными угловыми пере-
ходами во впадинах. Подобный валик
может сопрягаться со втулкой только
при наличии достаточно большого ра-
диального зазора по внутреннему диа-
метру и допускает центрирование шли-
цевого соединения только по наруж-
ному диаметру. Червячными фрезами,
на режущих зубьях которых изгото-
влены усики (фиг. 171), можно обра-
Фиг. 171.
ботать валики с правильным боковым
профилем по всей высоте шлицевого
выступа. В этих случаях закругление
впадины переносится внутрь внутрен-
ней окружности валика и образует ка-
навку вдоль всего шлицевого выступа.
Подобный валик может сопрягаться
со втулкой по всей высоте профиля и
допускает как наружное, так и внут-
реннее центрирование шлицевого соеди-
нения. Червячные шлицевые фрезы из-
готовляются из быстрорежущей стали
и являются специальным инструментом,
годным для обработки шлицевых ва-
ликов только определенных размеров
с заданным числом шлицев.
Червячные шлицевые фре-
зы с удлиненным зубом при-
меняются для обработки смешанным
метолом многошпоиочных шлицевых ва-
ликов с узкими и глубокими впадинами
между шлицевыми выступами, когда
их обработку невозможно выполнить,
пользуясь только метолом обкатки всего
профиля впадмны. Боковые стороны
зубьев у червячных фрез с удлиненным
зубом имеют тот же профиль, что и
губья червячной шлицевой фрезы обыч-
ной конструкции. Координаты точек
профильных кривых подсчитываются по
формулам
[(а—7„)—cos a (si л a—sin ун)];
у = RH sin я (sin а — sin т«).
(71)
Величина радиуса начальной окруж-
ности
RH = / 0.75Л2 . (72)
Полиз" высота зубьев у фрезы с удли-
ненным зубом
R.R^-rt-hV R^-r^
Н---------------R„-----------(73>
В формулах (71) — (73) RH — радиус
начальной окружности в мм; h — поло-
вина ширины шлицевого выступа в мм;
— a resin yj-; ?— текущий
угловой параметр в град.; (а + фи) —
угол в радианах; R — радиус наружной
окружности шлицевого валика в мм;
г — радиус внутренней окружности
шлицевого валика в мм.
Профильная кривая боковых сторон
зубьев фрезы по формулам (71) может
быть заменена одной или двумя сопря-
женными дугами окружности в зави-
симости от требуемой степени точности
профиля. Образование на зубьях фрезы
фигурных режущих лезвий, обрабаты-
вающих дно впадины методом фасон-
ного фрезерования, достигается среза-
нием с последующей кольцевой заты-
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
389
ловкой вершин зубьев по дуге внутрен-
него радиуса валика г мм на глубину
f-H— (R — г) мм. (74)
Схема профилирования впадины
зубьями червячной фрезы с удлиненным
зубом показана нафиг. 137. Образование
этой фрезой точного профиля на валике
с правильными угловыми переходами
может быть достигнуто лишь при вполне
определенной установке фрезы отно-
сительно осн вал и ка,_ соответствующей
схеме
)по!ершине
лмтейая
на фиг. 172. Эти фрезы имеют
ЗаЗчяя еЗточяр
УЗам/по ia зубья Лмше
иистоЗага jyfp fi и ниже По перкали
}(,Z. чернвЗпо з^За 8 *
Фнг. 173.
Фиг. 172.
толщина зубьев является следствием об-
работки исходного червяка, на базе
которого изготовлена фреза, с разным
шагом с правой и левой сторон винто-
вого гребня. Для случая обработки
Профиль «игглоИаго 1дСа
M'w’uo-
шпоночного шлицевого валика улиточ-
продольные канавки между зубьями
н на зубофрезерных станках устанав-
ливаются перпендикулярно оси обра-
батываемого валика. Наружный диа-
метр, диаметр отверстия под оправку
и число зубьев по окружности берутся
такие же. как у червячных шлицевых
фрез обычной конструкции. Длина фрез
определяется количеством зубьев, уча-
ствующих в резании. Обычно эта длина
не превышает 2—2,5 осевого шага.
Червячные улиточные фре-
з ы (фнг. 173) применяются для обра-
ботки шлицевых валиков или других
подобных нм деталей относительно боль-
шого диаметра, когда желательно уко-
ротить длину фрезы и расположить все
режущие зубья на 1,25—1,75 витка.
Расчетная схема улиточной червячной
фрезы показана на фиг. 174 Первый
зуб улиточной фрезы имеет наименьшую
высоту, определяемую либо касанием
его контура к наружной окружности
заготовки, либо частичным врезанием
(фиг. 174). Контур последнего зуба
совмещается с контуром впадины изде-
лия в .положении, симметричном отно-
сительно вертикальной центровой линии,
и имеет наибольшую высоту. Число
промежуточных зубьев 14—18 и пере-
пад между ними назначаются по усмо-
трению. Боковые профили всех зубьев,
начиная от первого, подобны профилю
последнего калибрующего зуба. Тол-
щина зубьев переменна. Переменная
н
ri
ной фрезой шаг винтового гребня
с левой стороны подсчитывается по
формуле
* 2Rza в / а А
si" 2 cos 2 (75)
а шаг того же винтового гребня с правой
стороны — по формуле
Snpae -R-z# («In (8 + J) — cos (0 4-
+ 8) tg (8+8-J-7) — sin 0 — cos 0 tg <f | -|-
+ (r + A)|lg(6 + » + T)-‘gfl. (76)
где R — наружный радиус шлицевого
в ал н к а в мм: у —половина угла про-
390
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
филя в град.; в — центральный угол
в градусах, соответствующий половине
360°
ширины впадины; б = ——; число
зубьев фрезы по окружности; г, —
число шлицев валика; А — половина
ширины шлицевого выступа в мм; г —
внутренний радиус шлицевого валика
в мм; ф = arcsin
Улиточные червячные фрезы требуют
определенной установки, имеют про-
дольные канавки и устанавливаются на
зубофрезерных станках перпендику-
лярно оси заготовки валика. Это обес-
печивает точный профиль впадин у ва-
ликов по всему контуру, включая угло-
вые переходы. Наружный диаметр
улиточных червячных фрез зависит от
выбранного числа зубьев, шага и числа
витков, на котором они должны распо-
ложиться. Длина улиточной фрезы опре-
деляется условиями размещения вы-
бранного числа рабочих зубьев и ие
превосходит двух осевых шагов.
Червячные фрезы для об-
работки зубчатого венца
у храповых колес (фиг. 175)
работают методом фасонного фрезерова-
ния. Для избежания подрезания про-
филя колеса промежуточными зубьями
боковые стороны их зубьев должны быть
обработаны по винтовой линии с различ-
ным шагом с правой и с левой стороны.
Фиг. 175.
Шаг винтового гребня основного чер-
вяка, на базе которого строится чер-
вячная фреза (фнг. 176) , с левой стороны
S мв “ sin 8, (77)
а с правой стороны
г н sin <р tg ¥
npat - [ gi„ (f + t)
+
, 4R
+------sin
COS <f
/8—в\ /2?-S-MX]
- (7«)
Угол наружной конусности о»] опре-
деляется по формуле
= (79)
где R — радиус наружной окружности
валика в мм; И — глубина впадин в мм;
360°
о = — г ; гф—число зубьев фрезы по
окружности;
вого колеса;
в град; в =
гк — число зубьев храпо-
у — угол профиля впадин
360°
——- — центральный угол
впадин в град.
Фрезы имеют продольные канавки
между зубьями и устанавливаются пер-
пендикулярно оси заготовки фрезеруе-
мого валика. Пользуясь методом фа-
сонного фрезерования и определенной
установкой, можно червячными фре-
зами подобного типа обработать с точ-
ным делением по шагу детали любого
фигурного профиля с заданными гео-
метрическими параметрами угловых
переходов.
Геометрические параметры зуборез-
ных инструментов. Задние углы
у зуборезных фрез всех типов и назна-
чений задаются в плоскости, перпенди-
кулярной к осн фрезы, и относятся
к наружному диаметру; у долбяков
задаются в плоскости, проходящей через
ось, и также относятся к наружному
диаметру. Задние углы у гребенок и
зуборезных резцов образуются установ-
кой их на станках. На боковых профиль-
ных сторонах зубьев величина задних
углов подсчитывается по формулам и
зависит от величины заднего угла по
наружному диаметру и от угла наклона
касательной к профилю в рассматри-
ваемой точке. Рекомендуемая величина
задних углов у зуборезных инстру-
ментов приведена в табл. 82.
РЕЖУЩИИ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
191
Таблица 81
Величин* передних и задних углов
у зуборезных инструментов
Вид инструмента и условий резания Задний угол в град. Перед- ний угол в град.
Модульные дисковые фре- зы черновые 15 8-10
Модульные дисковые фре- зы чистовые 15 0
Модульные пальцевые фрезы 15 0
Червячные фрезы черно- вые 10-12 5-10
Червячные фрезы чисто- вые ... 10-12 0
Резцы (летучки) для на- резания червячных ко- лес 8-10 0
Долбяки зуборезные на вершине зуба 6-7 5
Долбякн нв боковых сто- ронах 2-3 —
Гребенки зуборезные пря- 5-30' 6030'
мозубые
Гребенки зуборезные ко- созубые со специальной заточкой передней грани: на вершине зуба . . . 2—3 5-7
у основания зуба . (иа боковой 15-17
Резцы зуборезные д.1 я ко- нических колес ... стороне) 12 20
Головки зуборезные: дла твердой стали . . 11-13 20
дли вязкой стали . 11-13 22-27
Конические червячные фрезы 7-8 0
Передние углы •{ у зуборез-
ных фрез задаются в плоскости, пер-
пендикулярной к осн фрез; у долбя-
ков — в плоскости, проходящей через
ось; у зуборезных резцов — в плоскости,
нормальной к режущему лезвию. Реко-
мендуемая величина передних углов
зуборезных инструментов приведена
а табл. 82.
Режимы резания. Подачи, реко-
мендуемые при нарезании цилиндри-
ческих колес и шлицевых валиков,
указаны в табл. 83.
Глубина резания при зубо-
нарезаннн определяется числом повтор-
ных проходов, необходимых для обра-
ботки впадин между зубьями заданной
глубины. Цилиндрические колеса с мо-
дулем т < 2 и конические колеса
с модулем m < 3 нарезаются за один
проход. Цилиндрические колеса с моду-
лем т > 2 и конические с т > 3 наре-
заются за два прохода. При недостаточ-
ной мощности и жесткости станка и
детали черновая обработка может быть
произведена за два и большее число
проходов.
Таблица 83
Рекомендуемая величина подач
при зубонарезании
1 Метод обработки Подача л в мл на один двойной ход или один оборот
Модуль
до 2 до 3 до 4
Зубодолблеиие долба- ном 75 мм-. черновые проколы чистовые проходы Зубофрезероваиие олнозаходиой чер- вячной фрезой: черновые проходы чистовые проходы Нарезание шлицевых валиков червячной фрезой: черновые проходы чистовые проходы 0,31 0,31 0,8-1.2 0,8-1,2 2-4 1,5-2 0,32-0,5 0,31 4-8 1.2 0,19-0,5 0,38 2.7-8 1.4
Износ зуборезных инструментов
измеряется по задним граням в местах
наибольшего истирания. Наибольший
износ обычно ймеет место на угловых
переходах. Допустимый износ зуборез-
ных инструментов приведен в табл, на
стр. 278.
Средние режимы резания при неко-
торых видах зубонарезания приведены
в табл. 84.
Охлаждающая жидкость.
Обработка чугунных колес ведется
всухую. Обработка стальных зубчатых
колес и валиков ведется с применением
охлаждающих жидкостей. На черновых
проходах в качестве охлаждающей
жидкости применяется 10%-ный водный
раствор эмульсола нлн масло вере-
тенное 3. На чистовых проходах при-
меняется сульфофрезол или 20%-ный
водный раствор эмульсола с добавкой
4% мыла.
Стой кость. При нарезании зуб-
чатых Колес с модулем т < 8 прини-
мается стойкость Т = 180 мин. при обра-
ботке стали, Т = 360 мни. — при обра-
ботке чугуна.
Поворот долбя ков и закрепление их
на той же оправке станка в новом поло-
жении после 120 мин. работы увеличи-
вают их стойкость в среднем на ЙО—70%.
Передвижением червячных фрез, рабо-
тающих методом обкатки, в осевом на-
правлении на величину ~2 шага может
быть увеличена стойкость во столько
раз, сколько было передвижек. При
392
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Режимы резания при зубоварезаннн
Таблица W
Характер и метод обработки
Скорость резания v в м\:лик
=
я
а
1
и
Зубофреэерованне дисковой модульной фре-
зой цилиндрических колес
Предварительное зубофрезерование спе-
циальной дисковой фрезой конических колес
Нарезание прямозубых конических колес зу-
бострога льны мн резцами
Нарезание спиральных конических зубчатых
колес головками
Закругление торцов зубьев концевыми фре-
зами
Р9 22 30 32 25 40
Р18 28 38 40 30 60
Р9 28 30 32 40 —
Р9 В 18 20 20
Р18 16 20 22 22 —
Р9 30 34 38 30
Р18 40 40 40 34 —
Р18 45 50 60 45 —
1Я0
1411
480
18П
240
МО
500
300
1
0.25
0.7
0,15
0.5
Примечание. Первые строки отвосягся к черновым проходам, вторые — к чистовым.
Таблица HS
Числовые значения коэффициентов и показателей степени, входящих в уравнение (80)
скорости резания
Характер обработки колес Величина износа i в мм 3 с i h ХВ Сталь 20Х и 12ХНЗ. «л = 215 Сталь 40Х Сталь 45//£—200
| 081 = 3Н QW-gff Сталь 20Х, 40Х и 45 Чугун НБ - 180 -а- 200
С С С и X 1 > С ж * У
Зубодолбдение: черновое чистовое 0.4 0.8 0.04 0.1 Р18 Р9 93 41,6 176 127 138 47 200 148 1 Г 1 U 137 49,5 208 153 0 0.03 0 0 П.37 0,22 0,37 0,25 0,65 0,47 0 0 0,67 0.29 0 0 53^9 0,03 0.11 0,26 0?15
Зубофреэерованне олиозаходной червячной фре- зой т < 8: черновое Прн т > 8: 1-Й черновой проход на глубину 1.4 т 2-й черновой проход иа глубину 0,7 т 0.8 1.2 1.2 1.2 Р18 Р9 388 445 217 3.40 494 565 242 .1440 - 524 598 256 36СО 0 0 0 0 3,5 0,47 0.25 0,53 0.85 0.8.S 0,25 '.53 -0,59 -0.52 0,17 0.35 99.8 89,5 0 0 0,23 0,21 п.зн 0.3 -0,52 -0.58
Нарезание шлице* вых валиков мер* мчиой фрезой с усиками 1 PI8 Р9 78 90 — 12U 0 0,37 0.5 1.28 —
РЕЖУЩИЙ ИНСТРУМЕНТ И ПРОЦЕСС РЕЗАНИЯ
393
нарезании колес с т = 5 ч- 6 стандарт-
ными червячными фрезами возможны
одна-две передвижки; при нарезании
колес с т = 2 ч- 4 возможны две—че-
тыре передвижки; при нарезании колес
с т = Т ч- 175 возможны от трех до
восьми передвижек.
Скорость резания при обра-
ботке цилиндрических зубчатых колес
и шлицевых валиков может быть под-
считана по формуле
v = fmZLKav- *1мин> С80)
где г — число зубьев фрезы; s — по-
дача на зуб в мм]об\ м — модуль;
при шлиценарезании — высота шлицев
в мм.
Значения коэффициента С и пока-
зателей степени х, у, т и и даны
в табл. 85.
Величина коэффициента Ки, учиты-
вающего влияние инструментальной
стали на скорость резания, см. табл. 86.
Таблица 86
Поправочные коэффициенты или и ни я марки
инструментальной стали иа скорость
резания для зуборезных инструментов
Вил инструмента Марка инструмен- тальной стали Величина поправоч- ного коэф- фициента Ки
Долбяки И КС типы червячных фрез ♦ . Р18 Р9 1
Дисковые молульиые фрезы PI8 У12 1 0.6
Зуборезные резды всех типов .... Р18 Р9 1
твердости; Ks = 160 -ь 180 для стали
с <твр = 40 ч- 60 кГ1мм*‘, Ks = 300 ч-
-=-350 для стали с авр— 80 ч- 100 кГ/мм*.
Мощность, затрачиваемая (в сред-
нем) при черновом эубодолблеиии,
Prn'V
N* “ 9000-1.36 К8т’ (82)
при черновом зубофрезеровапии на пол-
ную глубину
.. C-v-^-mfq /о_
Л*“ 4500-1,36 Квт' (83)
где т — модуль при зубонарезании и
диаметр вала в мм при шлиценареза-
нии; q — заходность фрезы.
Числовые значения коэффициента С
и показателей степени хну даны
в табл. 87.
Таблица 87
Числовые значения коэффициентов С
и показателей степени х и у
в формуле (83)
Обрабатываемый материал Числовые величины, входящие в формулу
Шестерни Валики
С - У С | х
Сталь 40 30 1,81 __
. «ОХ 24 0.75 1 1 47 0.6S 1.1
. 20ХИ12ХНЗ. Чугун 30 — — 1.35 — —
Hf; - 160 -t- 180 . 11,3 0.8 1.13 — —• —
Чугуи НБ - 200 + 220 . • 11,3 0.8 1.37 — —
Сила резания при черновом
зубодолблении выражается формулой
«г. и,
где s — подача в мм!дв. ход долбяка;
т — модуль; г — число зубьев у дол-
бяка; Ks — коэффициент резания, рав-
ный Ks = 120 ч- 140 для чугуна средней
Основное (технологическое)
время при зубонарезании подсчиты-
вается по формулам, приведенным
в табл. 88.
Средняя продолжительность нареза-
ния искривленных зубьев на конических
колесах зубонарезнымн головками ука-
зана в табл. 89 и 90.
Режимы резания дисковыми шеверами
(диаметром 7*) приведены в табл. 91.
394
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 33
Формулы основного (технологического) времени при эубонарсмнии ___________
Вид инструмента Расчетная формула Обозначения
Долбяки /о - 4- — мин. Л -л Л Л sn — круговая подача на один пой- мой ход в мм. л — число двойных г юкол в минуту; зп — подача вре- зания, равная 0,1ч-0Д5дл; Л — вы- сота обрабатываемого зуба; < — число проходов; z — число нарезае- мых зубьев: т - модуль
Дисковые модульные фрезы (иа универсально-фрезер- ном станке с делительной головкой) /°=^+77+”1 Зд.— минутная подача мм/мин: т — время деления на один вуб (т а ОД мни.)
Резцы и зуборезные головки 'о--Чг мии- t — время на один зуб в сек. (см. табл. 89 н 90)
Дисковые шеверы t-ti ! ** МИН. о л-л-я, л — число оборотов шевера в минуту; г, — число зубьев у шевера (по окружности); 1 — длина зуба в мм; з — подача на один оборот заго- товки; 1 — число проходов стола
Червячные фрезы , !-’- МИИ. О H-SQ q — чнсло заходов фрезы; з — подача иа один оборот заготовки; л—число оборотов в минуту; L — длина хода каретки иа рабочей подаче в мм; I — чнсло изрезаемых зубьев или шлицев
Таблица 39 Время в сек. на нарезание одного Таблица 90 Чистовая обработка
зуба спиральных комических зубчатых колес Модуль Обрабатываемый материал
Черновая обработка 4 Сталь 20Х и 12ХНЗ Чугун Нк - 190+225
Станок Модуль нарезаемых колес Обрабатываемый материал Специальная зуборезная головка для одно- временной обработки обеих сторон ауба «ведомые колеса)
Сталь 20Х и I2XH3 Чугуи Н& -1904-225
Обработка за один проход начерно и начисто Чистовая обработка Обработка за один проход начерно и начисто Чистовая обработка
Число зубьев у конических колес
д> 10 *< ю 1> 10 г < 10
Время t в сек. на одни зуб колеса 2 2.5 3 3.5 4 Б 6 7 8 17,8 20,6 28,2 36.9 14,6 20.6 24.7 24.7 32,2 32.3 36,9 42,2 71,5 14.6 17.6 20,6 24.7 32.3 36.9 14.6 14.6 14.6 17.8 17.8 20.6 24.7 32.3 42.2
3* 2-2.25 23-2.75 4,2 6.4 5.1 7.6 3.5 4,2 4.2 5.1
16" 3 4 5 б 7 8 3.5 6 1 12 20 34 12 12 12 17.5 32 60 5.5 5.5 6 9 16 24 10 10 10 15 24 45
ШЛИФОВАНИЕ
395
Таблица 91
Режим резании при шеиинговаиии диеновыми шеверами (диаметром 7”)
Обрабатывае- мый матерная Окружнвв скорость шевера в м{мин Продольная полвча г в мм/об Вертикаль- ная подача в мм {ход стола Число проходов / до полной обработки при припуске в мм Стойкость шевера и час. машинного времени Число переточек шевера ао износа
0.1 | 0.2
Столь *0Х 130 0.15 0.02 5-в 8-10 20-30 6-8
, 12ХНЗ 130 0,15 0.04 0.05 5-6 8-10 20-30 6-8
. 45 145 0,25 4 6-8 20-30 6-8
Чугун . . . . 1*5 0.4 0.08 4 6-8 10-15 6-8
Примечание. Количество зубчатых иолес, обрабатываемых за период стойкости шевера,
дла чугунных колес колеблетса в пределах 400-000, дла стельных колес 800—1500.
ШЛИФОВАНИЕ
Назначение шлифования — доведение
изделий до заданных размеров, формы
и микрогеометрии поверхности; отделка
поверхности под защитные и декоратив-
ные покрытия; обдирка литья, поковок
и проката; заточка режущего инстру-
мента и др.
В табл. 92 приведены виды стандарт-
ного абразивного инструмента и ука
заны области его применения.
Шлифовальные круги, головки, брус-
ки и сегменты характеризуются формой
н размерами, родом абразивного мате-
риала, номером зернистости, родом
связки, степенью твердости, номером
структуры.
Абразивный .материал. Характери-
стики абразивного материала, приме-
няемого для изготовления инструмента
и доводки твердого сплава, приведены
в табл. 93.
Зернистость. Абразивный материал
классифицируется по номеру зерна, а
также по номеру зернистости (грануло-
метрический состав, имеющий ряд номе-
ров зерен). Согласно ГОСТ 3238-46 для
зерен длиной более 40 мк (№ 280-5)
номер зерна устанавливается методом
двух смежных предельных сит разме-
ром ячеек по ГОСТ 2851-45, для зерен
длиной до 40 мк (№ 320-М5) — микроско-
пическим и другими методами, в част-
ности гидравлическим, согласованным
с микроскопическим.
По ГОСТ 3647-47 установлены следую-
щие номера зернистости абразивного
материала:
шлифовальные зерна: 10; 12; 14; 16;
20; 24; 30; 36; 46; 54; 60; 70; 80; 90;
шлифовальные порошки: 100; 12П;
150; 180; 220; 240; 280; 320;
микропорошки: М28; М20; М14; М10;
М7; М5.
Нормы гранулометрического состава
различной зернистости материала, при-
меняемого для изготовления абра-
зивного инструмента, характеризуются
пятью размерными фракциями зерен и
относительным весом в процентах зерен
в них. Методы гранулометрического
анализа установлены ГОСТ 3648-47.
Связка. В табл. 94 приведена харак-
теристика эксплуатационных свойств
основных видов связки и указаны об-
ласти их применения. Более ограни-
ченно применяются круги на магнезиаль-
ной и силикатной связке.
Твердость абразивного инструмента
определяется сопротивляемостью связки
вырыванию абразивных зерен из по-
верхности инструмента под влиянием
внешних сил.
Шкала степеней твердости абразивных
инструментов приведена в табл. 95.
Цифры 1, 2 и 3 справа от буквенного
обозначения характеризуют твердость
в порядке ее возрастания. Шкала твер-
дости служит лишь для сравнительных
качественных характеристик инстру-
мента в нерабочем состоянии. Его твер-
дость в работе зависит от режима шли-
фования; величины и характера напря-
жений, испытываемых зернами и связ-
кой, и от других факторов.
Методы определения твердости абра-
зивного инструмента предусмотрены
ГОСТ 3751-47.
Структура. Под структурой круга
понимают количественное соотношение
и взаимное расположение абразивных
зерен, связки и пор. Абразивные ин-
струменты, изготовленные с заранее
заданной структурой, называются струк-
турными кругами.
396
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 92
Виды стандартного абразивного инструмента и его применение
Форма сечения инструмента и обозначение Применение W- • ч — w w •• Форма сечения инструмента и обозначение Применение
Круги по ГОСТ 2424-52
Круглое наружное, вну- треннее и бесцентровое шлифование, плоское Шлифование зубьев ше- стерен
2П C..I ‘ г>
in* l;i д i j шлифование перифери- ей круга, реэьбошлифо- ванне, заточка резной — Заточка пил
ЗП / 1 ;• 1~:\
Круглое шлифование, ко- гда зажимные фланцы могут помешать под- водке круга к месту обработки: ПВД приме- няют также для веду- щих кругов бесцентро- вого шлифования 4П «ГТ-'-l ' 1-.ТЧ-, Шлифование зубьев ше- стерен, заточка инстру- мента
ПВ W , *. 1 пвд 1 . 1Я
n t • Отрезание, прорезание пазов
Д L.. ‘ г. л
Круглое шлифование с подрезкой горна обра- батываемой детали Шлифование калибровых скоб
1^1 1-^4»
ПВК ПВДК _~<3 Заточка иголок
" ифв
Разрезание минералов
пр ртч' m ПН frfrfl I—--I Плоская обдирка деталей на специальных стайках
* ® Заточка ножей косилок
Ml . 11 ” VI ! u чц 1Г,- * ,1] Плоское шлифование тор-1 иом круга Головки лс ГОСТ 2447-52 Обработка фасонных по- верхностей штампов, отливок, металлических сварных соединений и др. ГЦ применяют также для внутреннего шлифова- ния вместо мелких кружков ПП и ПВ
гц 1^# ГУ £}
Заточка и доводка инстру- мента
чк V, । .‘Z IT I ‘ jt ЧН1' l1^^* ГСв -Ci ГК гш
Шлифование зубьев лол- бяков и шестерен гиш -Q-
ШЛИФОВАНИЕ
397
Продолжение табл. 92
Форма сечения инструмента и обозначение Применение
Бруска по БКв БП 1 .1 БТ Z\ БКр БПК <Г\ ГОСТ 2456-52 Для ручных работ. БК применяют также для отделочного шлифова- ния
БХ |Т<| БХВ [~~Т] Для доводки отверстий (притирочное шл «фо- мине! и сверхчистовой доводки (отделочного шлифования)
Форма сечения инструмента и обозначение Применение
Сегменты л СП t~~i 1С 2С ЗС 4С /7\ зс/"А\''Л о ГОСТ 2461-52 Для наборных кругов в зависимости от типа станка н конструкции сегментной головки или оправки
Таблица 9»
Абразивные материалы, применяемые для изготовления абразивного инструмента
Наименование абразивного материала и основа Обозна- чение Характеристика твердости Зернистость инструмента
Шлифовальные круги и головки Шлифовальные сегменты и бруски
Искусственные
Электрокорунд нормальный (86-91«(. Л1,О>> э Твердость по минеральной шкале 9 16; 24; 36; 46; 60; 80: 100
Электрокоруал белый (96—99“(. А1,О,) Карбид крем- ния зеленый (>97»|. SIC) ЭБ КЗ По твердости несколько выше Э, ио менее прочей • По твердости уступает лишь карбиду бора и алмазу. Менее прочен, чем Э и ЭБ. и легко расщепляется под давлением прочной и вязкой стружки 1»; 24»; .16; 46; «0; 80; 100; 120; 150; 180; 2»; 240; 240; 320. М28; М20 100; 120; 150, 180; 220; 240; 280; 320; М28; М20
Карбид крем- ния черный (>95“|. SIC) КЧ Менее тверд, но более прочен, чем КЗ 16; 24; 36; 46; 60; 80; 100; 120; 150; 180 16; 24; 36; 46; 60; 80; 100
• Из КЗ не изготовляются.
398
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 93
Нанмеиопакие абразивного материала и основа Обозна- чение f Характеристика твердости Зернистость инструмента
Шлифовальные круги и головки Шлифовальные сегменты и бруски
Монокорунд (>974. А1,О.) м По твердости, прочности и режущей спо- собности выше Э и ЭБ 24; Зв; 46; 54; 60; 70; 80. 90; 100; 120; 150 —
Карбид бора (70-90»), В.С) Наждак (25-30»/. А1,О,) н По твердости уступает только алмазу. Применяется для доводки режущего инстру- мента, а также других изделий (например, волок) из твердого сплава Естественные Низкая твердость и неоднородность по составу и распределению примесей (огра- ниченно применяют при изготовлении кру- гов для второстепенных шлифовальных РйбОТ) Зернистость шлифовальных порошков М 100—320 и микропорошка М28 Зернистость не предусмотрена стандартом
Корунд « 95% A1.OJ Е Твердость выше, чем Н, и несколько ниже Э. Применяют для производства абразивных порошков и кругов для шлифования ша- риков То же
Кварцевый песок (кристаллизи- рованная крем- ниевая кислота) П Твердость примерно равна твердости Н (используется при изготовлении ведущих кругов для бесцентрово-шлифовальных станков) То же
Таблица 94
Свалки абразивного инструмента_____________________________
Связка н обозначение Характеристика зкеплуатациоииых свойств связки Изготовляемый инструмент Применение (виды обработки)
Керамическая, К » Бакелитовая, Б Вулканитовая. • См. табл. Неорганически! Связка К по водостойкости, огне- стойкости и химической стойкости превосходит другие связки. Круги хорошо сохраняют профиль рабо- чей кромки, но чувствительны к ударным и изгибающим нагрузкам Органические Бакелитовые круги имеют высокую прочность и упругость, аыаывают при работе меньшее по сравнению с керамическими теплообразование. От действия щелочных охлажда- ющих жидкостей предохраняются покрытием водонепроницаемой крас- кой или пропиткой парафином, си- ликатом Вулканитовые круги более упруги и менее огнеупорны, чем бакели- товые. Круги иа связке В весьма плотного строения и ие рекомен- дуются лая чернового шлифования 96 связка Шлифоваль- ные круги, кроме формы Д. бруски и головки из абразивного материала 3, ЭБ. КЗ и КЧ. Твер- дость от Ml до ЧТ2» связки Круги. сег- менты и бруски из абразивного материала Э. КЗ и КЧ. Твердость от СМ1 до Т1 • Круги-диски, плоские круги из аб- разивного материала Э н П. Твер- дость СМ, С, СТ и Т* Все внды шлифования, кроме операций разрезки и про- резки узких пазов. Заточка режущего инструмента и правка кругов Все виды шлифования, кро- ме сложного фасонного; за- точка и доводка режущего инструмента Отрезка, шлифование сталь- ных лент, распределитель- ных валиков моторов, чисто- вые операции фасонного шлифования, бесцентровое ш.1ифоаание(ведушие круга), резьбошлифование и др.
ШЛИФОВАНИЕ
399
Таблица 95
Шкала твердости абразивного инструмента
Твердость инструмента Обозначение твердости
Обшсе Подразделе- ния
Мягкий СреднемягкиА Средний Среянетверлый Твердый Весьма твердый Чрезвычайно твер- дый М СМ с ст т . ВТ ЧТ Ml, М2, М3 СМ1, СМ2 Cl, С2 СТ1, СТ2, СТЗ Tl, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2
Обычно различают 13 номеров струк-
туры (№ 0—12). Номер структуры
определяет относительное количество
зерен на единице поверхности или в еди-
нице объема круга. Суммарный объем
пор в зависимости от номера структуры
колеблется обычно в пределах 30—40%
объема шлифовального круга.
Различают три группы структуры;
плотные (№ 0,1—3), среднеплотные
(№ 4—6) и открытые (№ 7—12).
Круги плотных структур на керами-
ческой связке, как правило, не изго-
товляются. На фиг. 177, о —в показано
схематическое изображение различной
структуры кругов.
Фиг. 177. Схемы структур абразивного инстру-
мента: о открыта» структура; 6 — плотная
структура; « — высоиопористая структура.
В высокопористых кругах со струк-
турой № 13—18 наряду с мелкими
порами имеются крупные поры, созда-
ваемые в процессе изготовления при
помощи наполнителей (каменный уголь,
гипс и др.). Величина этих пор от 0,3
до 0,5 мм в поперечнике; суммарный
объем пор составляет 50—70% объема
шлифовального круга. Круги с открытой
и высокопористой структурой особенно
эффективны при обработке мягких и
вязких материалов (меди, латуни, алю-
миния, пластмассы и др.). Они также
могут применяться для шлифования
стали.
Зернистость высокопорнстых кругов
должна быть па один-два номера мельче
зернистости обычного круга.
Маркировка абразивнсуо ин-
струмента включает следующие обозна-
чения:
а) товарный знак завода-изготовителя
или сокращенное его наименование:
б) тнпо-размер инструмента по ГОСТ
2424-52 (на кругах диаметром 200 мм
н более): на кругах профиля ПП и на
брусках нанесение типо-размера не обя-
зательно;
в) вид абразивного материала;
г) номер зернистости по ГОСТ 3647-47;
д) степень твердости по ГОСТ 3751-47;
е) вид связки (на кругах диаметром
50 мм и более, кроме кругов ЧК
50 X 25 мм);
ж) рабочую окружную скорость (для
кругов диаметром 150 мм и более,
предназначенных для работы на ско-
ростях 15 м/сек и более);
з) «2С» (для инструмента 2-го сорта).
и) класс дисбаланса (для кругов диа-
метром 250 мм и более, высотой 6 мм
и более) по ГОСТ 3060-55.
На брусках длиной до 75 мм марки-
ровка не обязательна; данные наносятся
на этикетку, наклеиваемую на коробку
(пакет) или вкладываемую в упако-
вочную коробку или пакет.
Данные о кругах диаметром до 20 мм
также указываются на этикетках.
Скоростные круги маркируются до-
полнительно красной полосой или над-
писью <Скоростной>.
Круги, предназначенные для внутрен-
него шлифования с окружной скоростью
65 м/сек, должны иметь две красные
полосы.
Пример. ПП S00X25X305 Э4вСМ1К5 »м<сек
2 кл, обозначает: круг плоский прямой (см.
табл. 92), диаметр W0 лм, ширина 25 мм, вну-
тренний диаметр 305 мм, влектрокорукд нормаль-
ный (см. табл. 93), зернистость 46, средние мягкость
первой степени (см. табл. 95), керамическая связка
(см. табл. 94), структура 2* 5 предельная окруж-
ная рабочая скорость 35 м1гек, 2-й класс дис-
баланса.
В табл. 96 и 97 приведены данные по
выбору шлифовальных кругов для ос-
новных видов шлифования.
Для резьбошлифования применяют
круги из зеленого карбида кремния КЗ
или электрокорунда белого ЭБ на кера-
мической и бакелитовой связках.
В табл. 98 приведена характеристика
шлифовальных средств для заточки и
доводки режущего инструмента.
Выбор абразивного инструмент» в зависимости от обрабатываемого материала
Обрабатываем ы А материал Круглое шлифование Внутреннее шлифование Плоское шлифование периферией круга
В центрах Бесцентровое
кеибааеи цпмяисябру е 1 X д О. • Связка Абразивный материал я S. п Твердость ас г» S и Абразивный материал X 1 со Л g S. V Ь м п S и Абразивный материал Зернистость Л а S •» S о
Конструкпионвая мало- и средне- углеродистая сталь мезавя- ленная Э 36—46 C2-CMI К 3 46-60 С1-СМ2 к 3 36-46 СМ1-МЗ К 3 36—46 СМ2—М2 к
То же, закалеина» 5 ЗБ 36-46 СМ1-М1 к или Б 3 60-80 СМ2—М3 К ЭБ 46-60 СМ1-М2 К или Б 3 36—46 CMI-M2 к
Углероднетаа, ии- струме(ггальвая легированная, штамповая и бистро режущая сталь иезава- лсиные Э 36-46 СМ2-М2 К или Б 3 46-60 СМ2-СМ1 к 3 45-60 СМ1-М2 К или Б 3 36-46 СМ1-М2 к
То же, закаленные ЭЭБ 46-60 36-46 СМ1-М1 К или Б | ЗБ 3 1 60—1-0 46-80 СМ2-МЗ СМ2-МЗ к к ЭБ 3 46—60 CMI-M2 к или Б 5Б 1 Э 46-60 МЗ-М1 к или 6
Чугун КЧ 36—46 СМ2—М2 к КЧ 46-60 СМ2-СМ1 К КЧ 36-46 СМ1-М2 х КЧ 36—46 СМ1-М2 к
Алюминий и алю- миниевые сплавы КЧ 36-46 СМ1-М1 X КЧ 35-45 СМ1-МЗ к КЧ 36-46 СМ2-СМ1 К КЧ 36-46 СМ2-СМ1 к
Латунь и бронза мягкая КЧ 36-46 СМ1-М2 к КЧ | 36-46 1 C2-CI к КЧ | 46-60 | С.М2-ГМ1 к КЧ 16-24 C2-CI X
Бронза твердая э | 36-46 |СМ2-СМ1 к 13 | 46-60 | см1-мз к 3 46-60 СМ 1-СМ2 к - —
Твердые сплавы КЗ 46-100 СМ1-МЗ к КЗ 46-60 СМ2-СМ1 К КЗ 60-80 СМ1- М2 к КЗ 60-80 М3-М2 X
Прим е ч а и ив: 1. Приведенные данные являются средними мя обычных условий шлифования металлов. 2. Стали с особыми свойствами типа нержавеющих и жароупорных можно шлифовать влектрокорундовымн кругами зернистостью 36—46, твердостью СМ1 - СМ2 на керамической связке. г гл »" 3. В обычных случаях шлифования хороших результатов достигают при работе кругами со срелнеплотиой структурой (в среднем М 5 и f). 4. В зависимости от конкретных условий шлифования уточняют выбор характеристики абразивного инструмента, руководствуясь данными акспериментов и передового производственного опыта.
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Том 5 1112
Таблица 9>
Выбор абразивного инструмент» зависимости от обрабатываемого материала
Обрабатываемый материал Плоское шлифование торцом круга Обдирочное шлифование Отрезка
периферией круга торцом круга
Абразивный материал л г- о с i Л g 1 Связка Абразивный । материал л i я и £ § •< * в Связка н § i 1 сх 1 Связка Абразивный материал к = о. V « | S Связка
Конструкционная мало- м средне- углеродиста а сталь мезака* ленная э 24-36 Cl—СМ2 к или Б э 16-21 СТ2-С2 Б э 16-24 С1-СМ2 • 1 Б э» э»« 36—46 » 36 4б« ст’ СТ1-С1« В » В *»
То же закален- нее э 24-36 СМ1-МЗ Б - — —* - - — — э* э 46-60 • 36—46 ст» CTI-CI В* Б
Углеродистая, ин- струментальная, легированная, штамповая н быстрорежущая сталь — незака ленные э 24-36 СМ1-М2 К или Б э 16- 24 СТ1-С1 Б э 36-46 СМ1 —М2 Б э» э •• 46-60 • 36 - 46 •• С» СТ1-С2 «’ В» Б •*
То же закаленные ЭБ Э 24—36 М3—Ml Б - — — — — — - — 1 • 46 - 60 • 36- 46 " с* СТ1-С2»» В* Б ••
Нугу» КЧ 24—36 СМ2-М2 К КЧ 16-21 СТ1—С1 Б КЧ КЧ 24-36 «< 16-24 •*• СМ2-СМ1 •» С1-СМ2 •*« Б Б э 24-36 СТ1-С2 -
Алюминий и алю- миниевые сплавы КЧ 24-36 М3-Ml К КЧ 16-24 С2-СМ-’ Б КЧ КЧ 24 -36 "• 16-24 »« М3-Ml •♦» СМ2-СМ1 ’•** Б Б э 24—33 СТ2-С2 Б
Латунь и бронза мягкая КЧ 24-36 СМ1-МЗ К КЧ 16—24 CT1-CI Б к 16-24 CMI-M3 Б э • э ” 46» 24-46 •* СТ* СТ2-СТ1 - В» Б ••
Бронза тверди э 24—36 MS—Ml К э 16-24 СТ1-С2 в — — — 31 24-36 СТЗ-СТ2 6
•Отрезка с охлаждением, в. < 45 м/сек. ** Отрезка без охлаждения. vg > 45 м/сек. •** Обдирочное шлифование мелких отливок. ***• Ой- дирочное шлифование крупных отливок. Примечания те же, что к табл. 96. о* — окружная скорость круга.
ШЛИФОВАНИЕ
402
ТЕХНОЛОГИЯ ОБРАБОТКИ- МЕТАЛЛОВ РЕЗАНИЕМ
Габлича 38
Характеристика шлифовальных средств для заточив в доводки режущего инструмента
Вид и материал инстру- мента. Характер операции Абразивный материал М зер- нисто- сти Твердость Связка кругов. Состав посты
• Резцы нз быстрорежущей стали и ее заменителей: заточка предварительная заточка окончательная довозка шлифовальным кругом доводка абразивной пастой Многолезвийный инструмент из инструментальной стали: заточка доводка Резцы, оснащенные твердым сплавом: заточка предварительная заточка окончательная доводка абразивной пастой Многолезвийный инструмент, оснащенный твердым спла- вом: заточка доводка абразивной пастой Электрокоруил нор- мальный Э Карбид кремния зе- леный КЗ Электрокорунд нор- мальный Э Электрокоруил нор- мальный Э Электрокоруил белый ЭБ Карбид кремния зе- леный КЗ Карбид кремния зе- леный То же • Карбид кремния зе- леный КЗ Карбид борз 36 46—60 180—240 220— М28 4S-80 •is ВО 1 ВО—240 Зв—46 46-60 180-320 46-80 180-320 СМ1-С1 СМ1-СМ2 СМ2-С1 CMI-C1 CMI-C1 СМ2—С! МЗ-СМ1 М2-М3 МЗ-СМ1 Керамическая. приме- няется также бакели- товая Бакелитовая Абразива 7G°J0 Ц- парафи- на 30%, или средняя паста ГОИ Керамическая или баке- литовая То же Бакелитовая 1, Керамическая или ба- I келитовая Абразива 70»(в4- парафи- на 3Q“/„ Керамическая или баке- литовая Абразива 70*|о 4-парафи- на ЗО,1,
Примечания: 1. Шлифование стержней резцов и ножей, а также корпусов фрез, разверток
и ар. производится кругами Э36С1—С2К.
2. Желательно применять круги со структурой средней плотности (М 6, 6).
X Резим малого размера обычно затачивают в оаку операцию.
4. Электрокоруил белый ЭБ применяется преимущественно для заточки резьбонарезного и зубо-
резного инструмента, протяжек, мелких сверл.
5. Многолезвийный инструмент, чрезмерно затупленный, затачивается предварительно кругом
зернистостью М 36.
6. Предварительную заточку по задней грани рекомендуется производить кругами формы ПП.
При несоответствии характеристики
абразивного инструмента условиям его
использования вместо самозатачивания
(полного или частичного) наблюдаются
следующие виды ненормального износа:
1) быстрое сглаживание рабочей по-
верхности инструмента вследствие исти-
рания выступов и кромок с образова-
нием на зернах площадок и засорением
пор стружкой и раздробленной связкой;
при этом работа круга сопровождается
интенсивным теплообразованием и рез-
ким увеличением потребляемой мощ-
ности, а высокая температура в зоне
шлифования ухудшает качество поверх-
ностного слоя обработанной поверхно-
сти;
2) осыпание, выкрашивание работо-
способных целых абразивных зерен или
отламывание острых кромок, которое
сопровождается резким понижением
потребляемой мощности и уменьшением
интенсивности снятия припуска на об-
работку.
Шлифовальные круги на фибровой
основе- Инструмент состоит из абра-
зивной шкурки, на нерабочую сторону
которой наклеена фибра толщиной
0,3—0,4 мм. Наиболее часто изготов-
ляются круги диаметром 230 мм с от-
верстием в центре 23 мм. Эти круги
изготовляются из электрокорунда зер-
нистостью 16, 24. 36, 46 и 60, а также
из карбида кремния зернистостью 16,
шлифование
403
24 и 36. Применяются для обработки
больших поверхностей деталей изделий
авиационной и автомобильной промыш-
ленности (крылья, капоты, кабины,
кузова и др.) под декоративные и защит-
ные покрытия
Окружная рабочая скорость 35—
45 м/сек.
Круги полировальные гибкие. Круги
диаметром 70—400 мм и шириной 6—
40 мм изготовляются на резиновой
связке, насыщенной абразивом из элек-
трокорунда или карбида кремния зер-
нистостью № 36, 46, 60, 80, 100, 120,
150 и 180 по ГОСТ 3647-47.
Круги наиболее эластичные марки-
руются дополнительным знаком 1, сред-
ней эластичности — 2, малоэластич-
ные — 3.
Обработкой этим инструментом до-
стигаются 9—11-й классы чистоты по-
верхности по ГОСТ 2789-51.
Применяются круги для окончатель-
ной обработки фасонных наружных и
внутренних поверхностей на станке, а
также при помощи ручных шлифоваль-
ных машин с гибким валом.
Наибольшая допустимая окружная
скорость 18 м!сек.
Шлифовальные шкурки. Виды шли-
фовальных шкурок в зависимости от
абразивного материала и их назначение
приведены в табл. 99.
Шлифовальная шкурка выпускается
в виде рулонов (Р) и листов (Л) на бу-
мажной и тканевой основе.
Таблица Я
Шлифовальные шкурки и их назначение
Вил шли- фовольной шкурки (наимено- вание) Абразивный материал Условное обозначение Назначение
Электроко- рундовая Карбид- кремниевая Кремниевая Кварцевая Стеклянная Электроко- рунд нор- мальный Черный карбид креминя Зеленый карбит кремния Кремний Кварц Стекло э КЧ КЗ Кр Кв с Для обработки стали в зака- ленном и неза- каленном со- стоянии Для обработки хрупких или мягких матери- алов (чугун, бронза, латунь, алюминий, эбо- нит И 1D.) Для обработки де- рева, фанеры, кожи и др.
Маркировка шлифовальной шкурки
содержит обозначения тнпо-размера
шкурки, материала основы, рода абра-
зивного материала и его зернистость.
Пример. НЛ750Кр46 обозначает: нанковая
основа, листовая, поперечный размер 750 мм,
кремниевая, зернистость № 46.
Тканевые шлифовальные шкурки
предпочтительно применять на опера-
циях, где основа и связка (мездровый
или костяной клей) испытывают большие
напряжения на скручивание и растя-
Таблица 100
Достижимев чистота поверхности (по ГОСТ 7789-51) при шлифовании металла абразивной
Исходная чистота Нск в мк Зернистость шкурки (74)
24 36 60 80 100 140 180
660-5 3-4 4-3 3-2,5 2,5-2 2-1,5 1,5-1 66—7а 6в—7в 6в—7в Яа—Яв Ва—Яв Ва—8а OB 0В 0D в 1 1 1 1 1 1 1 g, jog, Ф to to ООО 111111' гё? SS 1 11 1 111 88 10а—tOa
Примечания: 1. Указанная чистота поверхности может быть получена при обработке угле- родистой и легированной стали и серого чугуна. При отделке бронзы Бр. ОЦС 6-ь-З чистота поверх- ности по значению Пск повышается на 20—25“|„. 2. Указанная чистота обеспечивается при работе новой абразивной шкуркой без смазки маслом в течение 2 мин. 3. При использовании абразивной шкурки, бывшей в работе или смоченной маслом, при том же времени отделки и чистота поверхности понижается на 30—4С°/, (по значению Нск\.
26*
464
ТЕХНОЛОГИЯ ОБРАБОТКИ. МЕТАЛЛОВ РЕЗАНИЕМ
женне (в лентах — при работе вручную
и на станках, в дисках — при обработке
моделей, фанеры и др.).
В условиях работы с охлаждением
следует применять водостойкую шли-
фовальную шкурку, изготовленную на
влагопрочной бумаге, к которой при-
клеивается абразивное зерно. Характе-
ристику основы и номера зернистости
шкурки см. ГОСТ 5009-52 и 6456-53
Шлифовальная шкурка должна хра-
ниться в вентилируемом закрытом поме-
щении при температуре 5—25° С и при
относительной влажности воздуха в по-
мещении 50—60%.
В табл. 100—данные о достижимой
чистоте поверхности при шлифовании
металла абразивной шкуркой.
Виды шлифования
Различают следующие основные лиды
шлифования:
1. Круглое наружное в центрах:
а) с продольной подачей, б) врезанием.
2. Круглое бесцентровое шлифование:
а) с продольной подачей, б) врезанием
3. Плоское шлифование: а) перифе-
рией круга, б) торцом круга.
4 Внутреннее шлифование.
5. Фасонное шлифование (реэьбошлит
фование, шлифование сложных конту-
ров и др.).
Высокая скорость круга, сравнитель-
ная хрупкость режущих элементов (аб-
разивных зерен) и отделочный характер
большинства шлифовальных операций
обусловливают повышенные требования
к жесткости и виброустойчивости шли-
фовальных станков |26]
Шлифование в большинстве случаев
выполняют на одном станке в два пере-
хода: предварительное (черновое) и окон-
чательное (чистовое) шлифование без
смены шлифовального круга. При пред-
варительном шлифовании, осуществляе-
мом для достижения большей произво-
дительности на повышенных режимах,
снимается около 70% припуска на шли-
фование.
В крупносерийном и особенно мас-
совом производстве процесс шлифования
выполняют в две и более ' операций
кругами различной характеристики, по-
следовательно увеличивая номер зерни-
стости инструмента.
Режимы резания зависят от вила
шлифования, характера операции (пред-
варительная. окончательная), обрабаты-
ваемого материала, характеристики кру-
га и др. (11]. (22]. [26].
При скоростном шлифовании длинных
цилиндрических деталей (класс валов)
с выходом круга по обе стороны реко-
мендуется следующий режим резания
(ВНИАШ): рабочая окружная ско-
рость — наибольшая допустимая по
прочности; скорость вращения изделия
40—50 mJmuh, продольная подача стола
за один оборот изделия в долях круга
0,25—0,33, подача на глубину за один
двойной ход 0,01—0,05 мм в зависи-
мости от условий жесткости крепления
деталей, чистоты обработки и мощности
станка.
Для скоростного шлифования приме-
няются специальные круги ПП, изго-
товленные из абразивного зерна Э
или ЭБ на специальной высокопроч-
ной связке.
Эти круги не допускается химически
обрабатывать, компенсировать дисба-
ланс. а также переделывать (кроме
калибровки, профилирования или про-
питывания парафином).
В табл.. 101 приведены данные о выборе
характеристики шлифовальных кругов
для скоростного наружного шлифо-
вания.
При скоростном шлифовании чистота
обработанной поверхности увеличивается
на три-четыре разряда по ГОСТ 2789-51,
что позволяет применять более круп-
нозернистые круги, чем при обычном
шлифовании (вместо № 80 и 60 соот-
ветственно № 60 и 46).
Для перевода стаНков на скоростное
шлифование требуется сравнительно не-
сложная модернизация их.
. Для безопасной работы требуются
более прочные, чем для обычного (неско-
ростного) шлифования, защитные ко-
жухи. Требуется также устранить раз-
брызгивание охлаждающей жидкости.
В табл. 102 приведены наибольшие
рабочие окружные скорости шлифоваль-
ных кругов (допустимые по их прочно-
сти). предназначенных для скоростного
шлифования.
Качество поверхности
Качество шлифованной поверхности,
определяющее ее эксплуатационные
свойства, обусловливается: ---—
1) микро- и макрогеометрией поверх-
ности,
2) физико-механическими свойствами
внутреннего граничного слоя обра-
ботки.
Микро геометрия поверхно-
сти зависит в основном от режима реза-
ШЛИФОВАНИЕ
405
- -. Таблица 101
Характеристика шлифовальных кругов на керамической связке
для скоростного наружного шлифования --------------------------------
Метол шлифов» - НИЯ Обрабатываемый материал Обрабатываемая поверхность
без галтелей с галтелями, имеющими допуск в мм
>0,5 <ол .
Абразивный материал, зернистость, твердость круга
Шлифова- ние с про- дольной подачей Сталь незакалениая Э, 46, С1-С2 а, 46-60, ci—ст1 Э, 60. С1-СТ2
Сталь закаленная с высоким отпуском /?с = 35 -+ 40 Э, ЭБ, 46-60, СМ2—С1 3, ЭБ, 46-60, СМ2-С2 3, ЭБ, М, 60-80, Cl—СТ1
Сталь закаленная Rq > 40 3, ЭБ, 46—60. СМ1—С1 Э. ЭБ, 46-60, СМ2—С2 Э, ЭБ, М, 60—80, Cl—С2
Шлифова- ние с ра- диальной подачей Сталь незакалениая Э, 46, Cl—С2 Э, 46—60. С2-СТ2 3, 60, С2—СТЗ
Сталь закаленная с высоким отпуском Rq — 35 + 40 3, ЭБ. 46—60. Cl—С2 a 46—60*. ci^-cn 3, ЭБ-М, 60-80, С2—СТ2
Сталь закаленная > 40 Э, ЭБ, 46-60, СМ2—С1 3. ЭБ. 46-60. С1-С2 - 3, ЭБ, М, «0-80, С2—СТ1
Примечания: 1; При шлифовании с чистотой обработанной поверхности VV6—~ VV? рекомендуется применять круги зернистостью 36—46: при у W8— 7VV9 — круги зернистостью 2. Круги М обеспечивают ту же стойкость, что и круги ЭВ. Круги ЭБ обеспечивают стой- кость в 1,6 раза большую стойкости кругов Э. 3. С повышением режима шлифования и с возрастанием жесткости технологической систе- мы применяют более твердые шлифовальные круги. 4. При шлифовании с продольной подачей глубинным методом твердость круга увеличивать иа одну ступень 5. При шлифовании закаленных сталей после цемеитацин снижать твердость шлифовального круга на одну-две ступени.
ння и особенно от зернистости абразив
ного инструмента. При работе инстру-
ментом зернистостью от № 24 до 220
чистота поверхности достигается в пре-
делах от 6-го до 10-го классов по ГОСТ
2789-51.
При шлифовании кругами зернисто-
стью № 60 и выше достигаются 9—
10-й классы чистоты. При работе в
конечном этапе процесса шлифования
с уменьшенной или убывающей до нуля
глубиной шлифования (с евыхажива-
нием») чистота поверхности повышает-
ся на один-два разряда соответствующе-
го класса чистоты. Дефекты поверхности
в виде отдельных вырывов, царапин обу-
словливаются некачественной правкой
круга, а также загрязненностью охлаж-
дающей жидкости абразивными зернами,
связкой, стружкой Кроме того, при
бесцентровом шлифовании такие дефек-
ты образуются при наличии на рабочей
поверхности опорного ножа забоин,
частиц абразива и спрессованного ме-
талла (стружки).
Макрогеометрические по-
грешности (эллиптичность, конусность,
ббчкообразность и др.) вызываются
наряду с дефектами механизмов станка
и его наладки несоответствием режима
шлифования характеристике круга
(искажение заданного профиля круга
и правильной геометрической формы его
рабочей поверхности и др.}.
При шлифовании с «выхаживанием»
повышается точность обработки.
В о л н и с т о с *г ь_ и г р аце-
но с т ь являются нередко непоправи-
мыми дефектами поверхиос+и. особенно
на операциях окончательного 1Йлифо-
406
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 102
Наибольшие рабочие окружные скорости шлифовальных кругов, предназначенных
для скоростного шлифования (по ГОСТ 4785-53)
Виды кругов Форм.1 инстру- мента Подача абразивного инструмента нлн обрабатываемой детали Окружная скорость для инструмента на связке в м/сек
керами- ческой бакели- товой вулка- нитовой
Плоские, прямого профиля для: обдирочно-шлифовальных операций . пп ручная 50 50
внешнего круглого шлифования — круги ди а мет ром от 300 до 750 мм, высотой до 75 жж ... пп Механическая или ав- 50 50 4?
внутреннего круглого шлифования — круги диаметром от 30 до И) ми, высотой до 50 ми . . пп тематическая То же 50
внутреннего круглого шлифования — круги дна метром до 80 жж пп 65 —
нарезания и шлифования резьбы — яруги зернистостью № 100 и мельче, размером 400X 10 x203 мм пп Автоматическая 55 55
Плоские, с двусторонним коническим профилем для нарезания и шлифова- ния резьбы — круги зернистостью № 100 н мельче, размерами в мм-. 45UV8X229 450X10X229 !- 2П 55
500X10X254 То же размером 350X8X15° мм • 42 - -
вания точных деталей. Эти дефекты
вызываются главным образом явлени-
ями вибрации, возникающими вслед-
ствие недостаточной жесткости системы
деталь — круг — станок, неравномер-
ности рабочего движения н подачи,
дисбаланса круга, действия сил трения
при работе затупленным кругом (источ-
ник автоколебаний системы), внешних
сотрясений и других причин.
На физико-механические свойства
поверхностною слоя обработки ока-
зывает влияние тепловой процесс, отли-
чающийся мгновенностью нагрева, вы-
сокими температурами (800—900° С
и выше) и большой концентрацией
тепла в зоне мгновенного контакта
поверхностей инструмента и обрабаты-
ваемого металла. Под влиянием этих
условий, а также значительных давле-
ний в поверхностном слое помимо дефор-
мации зерен металла могут происходить
заметные структурные, а нередко и фазо-
вые изменения Характер этих измене-
ний и зона их распространения опре-
деляются условиями шлифования и
объектом обработки (физнко-механн-
Ческие и технологические свойства обра-
батываемого материала, размеры и фор-
ма изделия и др.).
При шлифовании в нормальных усло-
виях глубина слоя металла с измененной
микроструктурой находится в пределах
от 5 до 30 мк.
При неправильном ведении процесса
шлифования (неподходящая характери-
стика круга, завышенный режим реза-
ния и др.) глубина дефектного слоя зака-
ленной стали доходит до 1—2 мм.
В процессе шлифования, особенно
закаленной стали, следует предупре
ждать возможность образования в по-
верхностном слое прижогов, трещин, а
также чрезмерно больших остаточных
напряжений, снижающих прочностные
характеристики и, в частности, износо-
стойкость рабочих поверхностей и кро-
мок (при нормальных условиях шли-
фования закаленной стали в поверхно-
стном слое обработки возникают сжи-
мающие напряжения, в среднем равные
40—70 кГ1ммг). Это достигается строгим
соблюдением проверенного режима
шлифования и правильным выбором
характеристики шлифовального круга,
особенно по твердости. Необходимо так-
же предупреждать образование в поверх-
ностном слое остаточных напряжений
на предшествующих шлифованю меха
НИческой и термической операциях.
ШЛИФОВАНИЕ
407
Смазочно-охлаждающие жидкости
В табл. 103 приведены составы сма-
зочно-охлаждающих жидкостей, при-
меняемых при шлифовании. Количество
потребной охлаждающей жидкости —
от 20 до 80 л/мин в зависимости от раз-
Таблица 103
Смазочно-охлаждающие жидкости
прн шлифопанни
Вид шлифования, обрабатываемый материал Состав жидкостей (соотношение химикатов в растворе) в %•
Шлифование стали к твердого спла- ва за исключе- нием реэьбошлн- фоваииа Водные растворы соды 1. Солы кальцинирован- ной IJS 2. Соды кальцинирован- ной 0,8 Нитрита натрия 0,25 3. Соды кальцикирован- иой 0Л Силиката натрия 0,3
Водные растворы тринатриИфосфата 4. Тринатрнйфосфата 0,8 (Гилрита натрия 0.25 5. Тринатрийфосфата 13 Эмульсия 6. Эмульсола или пасты 2 Л—2,5 Соды кальцинирован- ной 0,4—0Л •
Вес виды ШЛИфо- НЯНМЯ чугуия, ме ах, бронзы, алю- миния и его спла- вов Эмульсия 7. Состав жидкости тот же, что в п. 6 Шлифование возможно также всухую
Резьбошлнфоаание Эмульсия 8. Эмульсола 10—20 Солы кальцинирован- ной до 0.1 Сульфофрезол 9. Осерненного мама с содержанием серы не менее 1.7% Смешанное масло 10. Осерненного мазута 25 Обезвоженного мазу- та •• 20 Керосина 50 Олеиновой или галло- вой кислоты 5
• Прн обработке бакелитовым кругом содержание щелочи не должно превышать •»Е»ег7Л’.
мера поверхности соприкосновения
круга с изделием и интенсивности ре-
жима резания. При изготовлении и
эксплуатации жидкостей необходимо
строго соблюдать требования по охране
труда н технике безопасности.
Состав жидкости, рекомендуемой при
скоростном шлифовании, см. (14].
Правка кругов
Момент затупления круга и наруше-
ние правильности формы и расположе-
ния его рабочей поверхности определя-
ются следующими внешними призна-
ками:
I) изменением чистоты обрабатыва-
емой поверхности;
2) появлением прижогов (если это
не является следствием чрезмерно высо-
кого режима шлифования);
3) уменьшением интенсивности сня-
тия-припуска на обработку;
4) появлением дополнительного шума,
связанного с вибрацией обрабатываемой
детали или частей станка (при исправном
состоянии станка и надлежащем крепле-
нии детали).
Несвоевременность правки удорожает
стоимость шлифования, приводит к бра-
ку обрабатываемой детали и потере
производительности. Необходимость ча-
стой правки является признаком несоот-
ветствия характеристики круга усло-
виям его работы.
Применяемые для правки кругов ин-
струменты и приспособления приведены
в табл. 104—107 н на фиг. 178—184.
Фиг. 178. Твердосплавные диски (твердый
сплав В КЗ или В Кб), полшип инки и центры
(ВК6 или ВК8).
ЙвВшипнини центры
Тип А цельные Тип б Мерные (к Висну типа В)
Фиг. 179. Твердосплавные подшипник
и центры.
При безалмазной правке точность
выправляемой поверхности, производи-
тельность и экономичность правки в
408
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
большой мере зависят от режима правки
и точности работы механизма вращения
правящего приспособления. Правка дол-
жна производиться с охлаждением.
Дермабка с диском
типа А или 6
Дсрнгабка с диском
типа В
Фнг. 180. Державки для твердосплавных
дисков.
Фиг. 181. Державка для стальных кольцевые
дисков.
Фиг. 182. Заготовка профильных роликов дли
правки шлифовальных кругов.
В табл. 108 приведены режимы правки
кругов, предназначенных для скорост-
ного наружного круглого шлифования
Наряду с крупными кристаллами
алмаза весом 0,25—1,5 карата (1 карат
равен 0,2Г) для правки используют так-
Фиг. 183. Державка дли правящих абра
аивных кругов на круглошлифовальных стаи
ках.
Разрез по АО6
Фиг. 184. Державка для правки кругов абра-
зивным инструментом на плоскошлифовальном
станке с круглым столом.
же алмазно-металлические карандаши
(табл. 107). Выбор веса (в каратах)
алмаза производят по табл. 109 и ПО.
Крепление инструмента и нормы
безопасной работы с инструментом
В табл. Ill указаны виды крепления
абразивного инструмента на станках
для круглого наружного и внутреннего,
плоского и бесцентрового шлифования.
Наклейка кольцеобраз-
ных кругов, головок и других
видов абразивного инструмента произ-
водится при помощи целлулоида, рас-
творенного в ацетоне, бакелитового
лака, жидкого стекла, серы и др.
ШЛИФОВАНИЕ
409
Таблица tot
Инструменты для правки шлифовальных кругов
Валы правящего инструмента Назначение Примечание
Технические алмазы (см. табл. 107) Шлифовальный круг (см. табл. 106) Диск твердосплавный типа А (фнг. 178) Диск твердосплавный типа Б (см. табл. 105) Диск абразивный ти- па А (см. табл. 106) Диск абразивный ти- па Б (см. табл. 105) Диск металлический типа А (см. табл. 105) Диск металлический типа Б (см. табл. 106) Диск е твердосплав- ной крошкой Звездочка металличе- ская по ГОСТ 4803-53 Ролик стальной (см. табл. 106) Высокоточное и чистовое шлифование (резьбонарезание. сложиопрофильиая обработка) Правка при черновом и получистовом шлифовании Правка при чистовом или получисто- вом шлифовании на мало- и средне габаритных станках Правка при чистовом или получисто- вом шлифовании преимущественно на средне- и крупногабаритных стай- ках Правка при чистовом шлифовании со- вместно с металлическими лисками типа II (см. табл. 105) Правка при чистовом шлифовании Правка при чистовом и получистовом шлифовании Правка при чистовом шлифовании со аместио с абразивным кругом Правка при обдирочном, получистовом и чистовом шлифовании (за исклю- чением внутреннего) Правка при грубом обдирочном шли- фовании Правка при фасоииом, круглом и пло- ском шлифовании а • * Применяются карбонадо, балласы, борты и другие разновидности ал- мазов в куске нлн в виде крошек для алмазно металлических каран- дашей Изготовляется из карбида кремния черного по ГОСТ 3647-47 Правка производится метолом об- катки То же Изготовляется из термокорунла. Правка без металлического диска значительно снижает стойкость и режущую способность круга Изготовляется из электрокоруида бе- лого, зернистость .4 24 по ГОСТ 3647-47 Изготовляется из стали ШХ15 по ГОСТ 801-47 или 2ОХ по ГОСТ 1051-50; твердость /?с= 56 ч-62 Изготовляется из стали U1X1S по ГОСТ 801-47 или 20ХТ по ГОСТ 4543-41; твердость лиска при ис- пользовании с абразивными диска- ми /?с = 50 ч- 55 Изготовляется из отходов твердо- сплавных пластинок, спаиваемых латунью Изготовляется из стали марок 10 или 20 по ГОСТ 1060-52; твердость Rq — 56ч-62 (после термообработки) Могут изготовляться из стали У10А. У12А по ГОСТ 1435-54 нлн Р18 по ГОСТ 6962-51; твердость Rq — • М + 64. При шлифовании изде- лий 4—5-го классов точности ро- лики из стали У10 или У12 терми- чески не обрабатываются
Таблица 106
Размеры в мм инструментов для правки шлифовальных кругов
D
ШлифолальнмЛ круг
D н d Твердость D Н d Твердость
т ВТ ЧТ Т 1 ВТ ЧТ
Зернистость М Зернистость 2*
fio- 80 100 100 2и 20 2П 32 8888 44; 36 24; 36 24; 36 24: 36 44; М 24; 36 16; 24 16; 24 16 15 16; 24 ' 1« 125 150 ISO 32 32 32 32 32 50 32 1>5 24: 36 16; 24 16; 24 16; 24 16; 24 12; 16; 24 12; 16; 24 12; 16:24 12; 16; 24
410
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 106
Диск твердосплавный сборный
Диск абразивный
Твердость по ГОСТ 3751-47
не менее
D
В
4
тип А
тип Б
Зо
50
75
14
38
Ж
/?А“К
ВТ
6
Таблица 106
Размеры • мм заготовок профильных роликов для правки шлифовальных кругов
(см. фиг. 182)
D 75 100 125 150
D, 35 45 50 60
^наиб 16 20 27 35
d 22 27 32 40
ь 6 6 К 10
i 24.1 29.4 34.8 43,5
4, 24 29 34 42
г 1 1.5 1.5 2
с 1 , 1 1 1 1.5
в 1 < Ширина выправляемого круга
20 7 16
26 8 20 20
30 10 25 25 25 —,
40 t2 32 32 32
50 14 40 40 40
«0 16 а— 50 50
75 18 — 63 63
95 22 я— — — 75
120 28 — — — 100
ШЛИФОВАНИЕ
411
Характеристик» алмазно-металлических карандашей Таблица 107
Тип Марка X арактеристика Число алмазов в слое Цвет окраски торца карандаша Примечания
Вес отдельных алмазов в ка- ратах Общий вес ал- мазов. в карай дашс в кара- тах
СК-1 Чв-Чт 1 .3 Желтый 1. Карандаши типа С — с алмаза- ми, расположенными слоями, типа
СК-2 ч.-ч, 2 3 Оранжевый Н — с алмазами без определенной
с сс-1 1 5 Белый ориентации, типа Ц — с алмазами, расположенными центрально (вдоль
СС-2 Чт-Чи 2 5 Зеленый
СМ-1 Ч.з-Чм 1 8 Лиловый осн карандаша).
СМ 2 и-’Ь» 2 8 Синий 2. В марках карандашей первак
н СИ М-1 Чм-Чт. 1 10 Розовый буква указывает тип карандаша.
СНМ 2 Ч»-Чж 2 10 Красный вторая и третья буквы обозначают:
НМ 2 Черный К — крупные алмазы; С — средние; М — мелкие; НМ —наиболее мел-
ним (мв-Чи. 0.5 —— Коричне
ц ц х-ч. 0.5 1 вый Голубой кие; ВМ - весьма мелкие. Цифры после буквы обозначают: 1 — одно-
каретные и 2 — двухкратные.
Режимы пранки чри скоростном наружном шлмфонаннн Гоблдда 108
Характер шлифова мня Правящий инструмент Способ правки Угол установки ин- струмента в град. Режим правки
Вил Размер в мм П род ОЛЬ' ная подача ил один оборот шлифо- вального круга в мм (об Попереч- мая подача на глубин)' на один ход в мм Коли npOJ них тГ й и К честно ЮЛЬ- ХОДОВ 5& 55 ! = 5S
Черновое Получи- стовое Чистовое Круг абразивный по ГОСТ «565-53 Диск с твердосплав- ной крошкой Круг абразивный по ГОСТ 6565-53 Диск твердосплавный по ГОСТ 4802-53 Диск с твердосплав- ной крошкой Круг абразивный по ГОСТ 6565-ГУ1 Диск твердосплавный типа Б по ГОСТ 4802-53 Диск с твердосплав- ной крошкой Диск металлический типа А или Б по ГОСТ 480.3-53 сов местно с абразив- ным типа А по ГОСТ 6565-53 100-150X32 75X15 100-150X32 5U-60X4 75X15 80—100X20 100—150X32 50X60X4 75X15 75Х6 Обкаты- вание То же Обкаты- вание, шлифова- ние Обкаты- мим То же Шлифо- вание То же Обкаты- вание То же 3-5 3-5 3—5 0 0 3-5 0 0 3-5 0 1.5-2.2 1—1.5 1-1.5 0,15—0,25 0.4—0,6 0.5—0.5 0,1-0.15 0,2-0,3 0,1-0,15 0.03-0.05 0,03—0,05 0.02—0.03 0,02—0.03 0,02-0.03 0,02-0,03 0.02-0.03 0.02-0.03 0,02-0,03 4-6 4—6 3-5 3-5 3-5 2-4 2-4 2-4 2-4 1-2 1-2 1-2 2-3 2-3 2-3 2-3
Примечании: I. При «райке круг»» обычно применяемых .тернистостей (М 36—60) зер-
нистость правящих круга» из карбида кремнии и диско» с крошкой твердого сплава должна быть
соответственно М 12—24.
2. Твердость правящих кругов из карбида кремния при правке способом шлифования — ВТ.
и при правке способом обкатки — ВТ. ЧТ.
X Дла комбинированного шлифования (предварительная н окончательная обработка в одной
операции) круг править с режимами для окончательной обработки.
4. Шлифовальный круг править при рабочем числе аго оборотов с обильным охлажлеимвм,
применяемым при шлифовании,
Б. Окружная скорость правящего инструмента прн правке способом шлнфоваиня (правящее
приспособление установлено я центрах станка) 40—60 минам.
б. Угол установки правящего диска (круга) к оси выправляемого круга может быть увеличен
до 10° при правке кругов твердости СТ н выше, а также при большом съеме с поверхности
выправляемого круга.
412
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 109
Вес алмаз* а каратах
Сумма индексов Алмаз Алмвыго- металлнчсские| карандаши
До 15 0,25 0.5
16-20 0,33 1
21-26 0.5 1
27—32 0,75 2
33—37 1 2
38—42 1.25 2
43-47 0,5 2
Примечание. Характеристику типов
алмазно-металлических карандашей см. в табл.
ЮТ.
Таблица ПО
Индексы к подсчету требуемого веса алмаза
ЖЖ м 1 -ант ЯГЖ a tJ я § срдостн •м—
и* с X Материал круга
8 к S V •
г S Hapj метр 3 вэ я г Стег ! • ’
1 До До 80 и М3 Электрокорунд;
100 16 мельче связка керами- ческая
2 150 25 о— — .
3 250 40 СМ1 Связка бакелита-
ВИЯ •
4 300 50 60
5 400 63 СМ2 Связка вулкан»-
говея
6 500 75 «— Карбид кремния
7 — 46 С1
8 — 100 V
9 иоо — — С2
10 — 150 *
11 СТ1
12 — I7S • 1 —
13 750 СТ2 __
14 200
15 __ стз
16 900 —-
17 — TI
18 1100 — — — —
Примечание. Дла выбора веса ал-
маза подсчитывается сумма индексов, соответ-
ствуй»!»* данному кругу. Например, ала круге
размером 400x50, зернистостью .4 46, твер-
достью С1 из влектрокорунда на керамической
свазке сумма индексов будет рвана 5 + 4 -|-
4- 7 4- 7 -j- 1 + I «а 25, Этой сумме соответ-
ствует в табл. 109 алмаз весом 0,5 карата или
карандаш весом I карат.
Основные размеры посадочных мест
крепления инструмента должны соот-
ветствовать ГОСТ 2270-54.
Расположение защитных кожухов при-
ведено в табл. 114.
При работе абразивным инструментом
с окружной скоростью 15 м/сек и более
Таблица П!
Виды крепления инструмент*
Вил крепления по ГОСТ 2270-54 Виды закрепляемого инструмента
Крепление на шпиль- ке наклеиванием Крепление на винте Крепление иа шпннде ле (оправке) вив сом Крепление на шпинде- ле (оправке) флан- цами Крепленне на переход- них фланцах Крепление сегментов в сегментной головке Крепление ил переход- ных фланцах наклеи- ванием Головки шлнфоваль иыс по ГОСТ 2447-52 ПП, ЧК, ЧЦ, ПВ ПП, ЧК, ЧЦ, ПВ, ЧП, 1Т ПП, д ПП, ПВК, ПВД, ПВДК, ЧК.ЧЦ,2П. зп, 4П, it, 2Т. ат Сегменты шлифоваль- ные по ГОСТ 2464-52 IK, 2К
должны строго выполняться правила
и нормы безопасной работы по ГОСТ
3881-53; в том числе следующие тре-
бования:
а) окружные рабочие скорости абра-
зивного инструмента, указанные в
табл. 112 и 102 за исключением:
шлифовальных кругов на магне-
зиальной связке, полировальных гиб-
ких кругов на вулканитовой связке,
брусков форм БКв, БКр, БХ и БХВ
по ГОСТ 2456-52 на керамической и
бакелитовой связке, для которых окруж-
ная скорость не должна превышать
20 м/сек\
шлифовальных головок по ГОСТ
2447-52 всех форм и размеров на кера-
мической и бакелитовой связке, для
которых окружная скорость не должна
превышать 25 м/сек.
алмазных кругов и шлифовальных
сегментов по ГОСТ 2464-52 всех форм
и размеров на керамической и бакели-
товой связке, для которых окружная
скорость не должна превышать 30 м/сек ;
б) температура кладовых или складов,
где хранятся абразивные инструменты,
должны быть не ниже +5’С при отно-
сительной влажности воздуха не более
65о/в;
ШЛИФОВАНИЕ
413
Таблица ИЗ
Наибольшие рабочие окружные скорости шлифовальных кругов (по ГОСТ 4785-53)*
Виды абразивного инструмента Форма инстру- мента Подача абразивного инструмента нам обрабатываемой летали Окру лля II Ml кера- миче- ской иная с ко ннструм< пек на св баке- литовой рость »нта язке вулка- нито- вой
Плоские, прямого профиля ПП Ручная Механическая или ав- томатическая 30 35 40 40 35 35
Круги с двусторонним коническим профилем для нарезания и шлифо- вания резьбы 2П Механическая или ав- томатическая 35 35 -
Плоские, с углом конического про- филя 45° зп То же — 35 —
Плоские, с малым углом конического профиля (не более 30°) 4П • 30 35 -
Плоские, с выточкой Плоские, с конической выточкой ПВ пвк • 33 30 —
Плоские, двусторонние Плоские, с двусторонней конической выточкой пвд пвдк • 35 30 — -
Круги-диски д Ручная или механиче- ская — 50 30
Круги-чашки конические Круги-чашки цилиндрические чк ЧЦ Ручная 2S 26 30 30 —
Круги-чашки конические Круги-чашки цилиндрические чк чц Механическая 30 35 —
Круги-тарелки • • IT, 27 зт Ручная Механическая или ав- томатическая 25 30 30 —
Для шлифования калиброванных скоб Для шлифования иголок • Для кругов мриистостью № 35 рость может быть на ниже указа с и крупнее, т шой в табли Ручная или мехвни- ческая Механическая верлостью М3 и мягче ие. 25 25 окружи! 30 а рабоч! 1Я с ко-
в) испытания шлифовальных кругов
на прочность производить методом вра-
щения (см. табл. 113).
г) разницу между диаметрами отвер-
стия круга и посадочного для него места
принимать следующую:
При аиаметре от-
верстия в мм 10 100 101—280 >250
Для скоростных . .0,1—0,6 0,2—0.6 0.2—0.8
. остальных . . 0,1-0,8 0,2—1 0,2—1.2
д) прокладка между фланцами и кругом
должна быть из эластичного материала
(плотная бумага, картон, резина и т. л.)
толщиной от 0.5 до 1 мм в зависимости
от диаметра; она должна перекрывать
зажимную поверхность фланцев и вы-
ступать по всей окружности не менее
чем на 1 мм;
е) зазор между новым кругом и вну-
тренней цилиндрической поверхностью
414
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Нормы нспытпиия шлифовальных кругов на прочность вращением Таблица 113
Шлифовальные круги с наружным хиаметром в мм Продолжи- тельность испытан ия в мин. Испытательная * скорость Примечание
30—90, скоростные 150—475 500 и более 3 5 7 Превышает иа рабочую окружную скорость Испытания должны производиться на специальных станках в соответ- ствии с требованиями ГОСТ 3881-53
> 150 после заливки (по- требителем) отверстия, к круги, подвергшие ся механической пе- ределке. химической обработке или компен- сации хисбалаиса,»так- же не имеющие в мар- кировке указания о допустимой рабочей окружной скорости 10 Превышает на (jOei, рабочую окружную скорость Испытаниям ие подвергаются инстру- менты: ПП для шлифования шари- ков; ведущие круги; ПП и 11ВД на вулканитовой и бакелитовой связке; IK, 2К, М; круги на магне- зиальной связке диаметром 6S0 мм и более, алмазные круги; сегменты и бруски всех размеров
Таблица IH
кожуха должен быть на действующих
станках в пределах 3—5% диаметра
круга, причем для кругов диаметром
менее 100 мм зазор должен быть не менее
3 мм, а для кругов диаметром свыше
500 мм — не более 25 мм; зазор между
кругом и боковой стенкой кожуха должен
быть в пределах 10—15мм; зазор между
защитным козырьком неподвижного
кожуха или верхней кромкой раствора
подвижного кожуха не более 6 мм;
ж) для вновь изготовляемых шлифо-
вальных станков с кругами диаметром
300 мм и более зазор между периферией
круга н внутренней цилиндрической
частью кожуха должен быть при диа-
метре круга 300—600мм 10—15 мм, при
диаметре круга 750—1100 мм 15—20 .им;
з) подручник должен устанавливать-
ся так, чтобы прикосновение изделия
к кругу осуществлялось по горизон-
тальной плоскости, проходящей через
центр круга или несколько (до 10 мм)
выше нее. Круг во время работы дол-
жен быть огражден защитным кожухом
(стальным или из ковкого чугуна),
обладающим необходимой прочностью.
Проверка круга, устано-
вленного на шлифовальном станке. Круг
должен быть пущен в ход вхолостую
при рабочем числе оборотов на время
не менее 5 мин. при обязательном нали-
чии защитного кожуха.
Круги диаметром 125 мм и более,
устанавливаемые в переходных флан-
цах-втулках, должны быть после вы-
верки отбалансированы.
Основные размеры крепежных флан-
цев приведены в табл. 115.
Расположение защитных кожухов
Схема расположения защитных кожухов * Применение
о) Чу Для обычных обдироч- ных и точильных станков: а) при расположе- нии обрабаты- ваемой летали по оси 6) при расположе- нии обрабаты- ваемой детали ниже оси
Для кругло- и бесцеи- трово- шлифовальных станков
Для плоскошлифоааль- ных станков при ра- боте периферией круга
Для переносных стан- ков с гибким валом и для обдирочных станков с качающейся рамой (маятниковых)
§ Для кругов, работаю- щих своей наиболее высокой точкой
ДОВОДКА МЕТАЛЛОВ
415
Продолжение табл. 114
Схемд расположения
защитных кожухов*
Применение
тт in it n-r-ir
Для круга» ПН н ПР.
IK. 2К. ЧК. ЧЦ и
сегментов. Выступа-
ющая из кожуха
част» круга» должна
быть не более нх
фактической высоты,
ио не более 26 мм,
сегментов — не бо-
лее 40 мм.
Для шлифовально-об-
дирочных станков с
вертикальным шпин-
делем
Для кругов ПН и ПР
* На эскизах даны наибольшие углы рас-
крытия кожухов.
Таблица IIS
Основные размеры фланцев в мм
- 1 — 1
«4
ли ' х'Ф'Лт-
Диа- метр кр^г. Диаметр отвер- стия круга Наруж- ный диа- метр флдипа D, Ширин» кольцевой прижимной поверхно- сти фланца Высота фланца h | А.
не менее
10 3 5 I 1,5 1.5
12 4 в 1 1.5 1.5
15 8 8 1.5 2 2
17-25 30-35 б 10 ’ 10 16 1.5 2 2 2
40-50 10-13 16 20 К 3 3 3 3
’ «0-75 «0-80 10-13 20 25 30 1 5 3
100 100-110 20 (круги *ЗЙ“ 20 32 40 5 5 5 3
110-135 32 50 «5 50 65 ЯО 5 8- 5 6 4
Продолжение табл. П5
Дил- Диаметр Наруж- ный лиа- Ширина кольцевой прижимкой поверхно- сти фланца Высота фланца
метр круга отвер- стия круга фланца D, А.
не менее
150-176 32 66 «0 80 6 6 8 5
эк 32 75 80 90 6 6 8 6
225 - 275 32-75 100 120-127 150 100 200 150 180 8 8 8 8 8 6
300 32(круги формы Д) 75 127 150 (to 120 150 170 8 8 8 8 10 6
350 75 127 160 150 150 190 10 10 10 10 6
400 32(круги формы Д) 100 150 150 10 13 13 8
400 - 430 127 150 203 225- 229 170 200 245 270 13 13 13 13 13 8
600 32 (круги формы Д) 175 10 16 10
475 - 600 203 254 305 245 290 350 16 16 16 16 10
«50—UUU ПОР 306 305 .60 400 20 25 20 13
Примечание. Предельное отклонение
от размеров ширины кольцевой поверхности
фланца не должно превышать 25*,', минималь-
ного размера.
ДОВОДКА МЕТАЛЛОВ
Доводка металлов обеспечивает полу-
чение точной формы, точных размеров
(до 0,1 мк) и высокой чистоты поверхно-
сти (до 14-го класса)
Разновидности доводки
Различают следующие виды доводки
металлов: 1) доводку притирами или
дисками, покрытыми абразивной сме-
сью; 2) доводку с непрерывной подачей
абразивной смеси на рабочие поверх-
ности дисков; 3) доводку шаржирован-
ными дисками или плитами; 4) доводку
абразивными кругами, дисками или
брусками.
Доводка дисками с намазкой абра-
зивной смесью применяется при об-
работке твердосплавных пластинок
416
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
режущих инструментов. Доводка прити-
рами с намазкой абразивной смесью при-
меняется при машинно-ручной доводке
круглых калибров и ручной доводке
шаблонов, калибров и других детален
на плитах.
Непрерывная подача абразивной сме-
си применяется при доводке машинных
деталей (поршневых пальцев, различных
днбков, игл топливных насосов и т. д.).
Шаржированные плиты и диски при-
меняются при доводке плоско-парал-
лельных плиток в инструментальной
промышленности (например, на станках
Семенова). Этот вид обработки является
наиболее точным и наименее произво-
дительным.
Абразивные круги и диски применя-
ются при машинной доводке поршне-
вых пальцев, поршневых колец, роликов
подшипников и тому подобных деталей;
абразивные бруски используются для
доводки измерительных инструментов
при ремонте.
Доводочные инструменты
В качестве режущих инструментов
при доводке применяются притиры из
металлов, стекла, пластмасс и связан-
ного абразива.
Притиры. Материал притира должен
быть мягче, чем обрабатываемый мате-
риал. Притирочные диски станков обыч-
но изготовляются из мягкого мелкозер-
нистого чугуна. Наиболее широкое
применение для притиров получил чугун
перлитной структуры твердостью Нб =
= 140-5-200. Чугун ферритной структу-
ры твердостью Нб - 140 обладает хоро-
шей шаржируемостью и высоким сопро-
тивлением износу. Чугун подвергается
отжигу при следующем режиме: нагрев
до 800—810° С; выдержка при этой
температуре в течение 3 час.; охлажде-
ние по 30® в час до 660® С; последующее
охлаждение с печью. Притиры для
доводки резьбы вследствие ускоренного
износа профиля изготовляются из чугу-
на перлитной структуры повышенной
твердости.
Притиры для машинио-ручной до-
водки изготовляются из чугуна, стали,
цветных металлов, пластических масс
и стекла.
Наибольший съем металла наблюдает-
ся при доводке притирами из стали, меди
и алюминия. Понижение твердости при-
тиров в пределах одной группы металлов
приводит к повышению съема металла.
Притиры из стекла дают более высокий
съем металла и более высокую чистоту
поверхности, чем притиры из пласт-
масс. Притиры из чугуна тоже дают
съем металла более высокий, чем при-
тиры из пластмасс.
Чугунные притиры меньше изнаши-
ваются, лучше сохраняют свою форму,
дают высокую чистоту поверхности.
Для доводки отверстий диаметром
от 5 до 15 мм применяются притиры из
меди и латуни; чугунные притиры ис-
пользуются для отделки отверстий диа-
метром выше 10—15 мм. Длина притира
должна быть больше диаметра отвер-
стия; толщина стенок притира должна
быть равна его диаметра. Притиры
для машинно-ручной обработки наруж-
ных цилиндрических поверхностей дела-
ются в виде колец с разрезом и снабжа-
ются винтом для регулирования раз-
мера или в виде державки с башмаками,
образующими притир. Длина притира
не должна быть меньше диаметра
изделия.
Рабочая поверхность притира должна
быть точно плоской. Для предваритель-
ной притирки плоских изделий приме-
няются притиры с канавками, которые
улучшают резание. Канавки прореза-
ются через 15 мм в поперечном и про-
дольном направлениях. Для оконча-
тельной доводки применяются притиры
без канавок.
Износ притиров характеризуется дан-
ными. приведенными в табл. 116.
Таблица 116
Износ притира в процентах от веса
снимаемого металла
Применяются также притиры из зер-
кального стекла и стекла пирекс, обес-
печивающие при доводке с окисью
хрома или с пастами ГОИ высокую
чистоту поверхности.
Стеклянные притиры должны быть
отожжены и иметь однородную струк-
туру, без пузырьков, раковин и тре-
щи». _ .... ----------------
ДОВОДКА МЕТАЛЛОВ
417
Абразивные материалы для доводки
Для доводки применяются весьма
мелкозернистые абразивы в виде зерен,
порошка, паст.
Маркировка абразивных порошков
Марк*
иикропорошка
М2»
М20
МН
MI0
М7
MS
Размеры
зерен и мл
28-21)
20-14
14-10
10-7
7-5
S—3,5
3,5—2,5
Меньше 2,5
Основными материалами служат ко-
рунд естественный, электрокорунд нор-
мальный, электрокорунд белый (кор-
раке), карбид кремния, окись хрома.
Для доводки инструментов из твердых
сплавов применяются порошки алмаза
и карбида бора.
Режущие свойства электрокорунда
и карбида кремния по производитель-
ности на первых доводках близки друг
яругу, но карбид кремния теряет свои
режущие свойства значительно быстрее
и в связи с этим производительность
его резко падает (фиг. 185). Производи-
тельность естественного корунда и его
Фиг. 186. Режущие свойств.-! абразивов зер-
нистостью М20: / — влектрокорунд белый;
i — влектрокорунд нормальный; 3 — карбид
кремния; 4 — корунд; 5 — паств ГОИ.
стойкость ниже, чем электрокорунда.
Наибольшей производительностью и
стойкостью обладает белый электроко-
рунд, который и следует предпочитать
при доводке стали чугунными прити-
рами.
27 Тем 5 1412
Размер абразивных зерен или микро-
порошков сильно влияет на съем металла
и чистоту поверхности, в связи с этим
он должен выбираться с учетом техно-
логических требований.
Результаты испытаний абразивов из
белого электрокорунда разной крупно-
сти при доводке чугунными притирами
с намазкой абразивной смесью показали,
что съем металла на единицу пути и до
полного износа зерен при одной намазке
увеличивается по мере укрупнения зе-
рен до М28 —№ 220; дальнейшее уве-
личение размеров зерен приводит только
к ухудшению чистоты поверхности.
При шаржировании притиров не сле-
дует применять микропорошков крупнее
М7, так как это увеличения съема метал-
ла не вызывает и несколько ухудшает
чистоту поверхности.
При доводке с непрерывной подачей
абразивной смеси иа керосиновой основе
наиболее высокая производительность
достигается микропорошками М14; при
доводке абразивной смесью на масляной
основе наибольшую производительность
дают микропорошки М28; дальнейшее
увеличение крупности микропорошков
приводит к понижению производитель-
ности.
Пасты ГОИ по производительности
стоят на последнем месте в ряду дово-
дочных материалов вследствие их малой
стойкости, в связи с чем при механи-
ческой доводке их следует применять
только на окончательных операциях для
достижения высокой чистоты поверх-
ности.
По назначению пасты ГОИ делятся
на три сорта: тонкие, средине и грубые.
Эти сорта отличаются величиной зерна
окиси хрома и химическим составом.
Состав пасты ГОИ приведен в табл. 117
Таблица 1Р
Состав пасты ГОИ в "к
Наименование сосгшмяюшнх Грубая Сред- няя Топкая
Окись хрома •. . . . 81 76 74
Силикагель 2 2 1.8
Стеарин 10 10 10
Расщепленный жир 5 10 10
Олеиновая кислота а — 2
Двууглекислая сода а» 0.2
Керосин . 2 2 2
* Приготовленная из бихромата калия
с серой и ироклленнаи при 600-1600“ С.
41Я
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Пасты выпускаются в виде цилиндров
диаметром 25—30 мм и длиной 50—
00 мм.
При доводке твердых сплавов при-
меняются микропорошки карбида бора
и алмаза. Паста из карбида бора со-
держит по весу 65% карбида бора и
35% парафина. Доводка твердых спла-
вов карбидом бора дает матовую поверх-
ность, недоступную контролю интерфе-
ренционным методом. Доводка порош-
ками алмаза по производительности
выше, чем доводка карбидом бора, и
обеспечивает получение блестящей по-
верхности. В связи с крайней дефицит-
ностью и высокой стоимостью алмазов
нх следует применять только для очень
тонкой отделки.
Исходным материалом для алмазных
порошков служит алмазная крошка,
измельченная в ступке и просеянная на
сите № 320.
Для разработки классификации 5 ка-
ратов алмазной крошки смешивают
с 30 см9 прованского масла, смесь сли-
вают в стаканчик высотой 90—100 мм
и дают отстояться; сливание производят
через 20 мин., I ч. 20 м , 6 час., 24 часа
и 28 час., и таким образом получают
пять номеров зернистости
Для доводки применяются абразивные
круги зернистостью от 220 до М20
из карбида кремния и электрокорун-
довые на керамической и бакелитовой
связках. При доводке кругами зерни-
стостью от № 220 до М28 наблюдается
непрерывный съем металла; при зерни-
стости М20 удается снимать только гре-
бешки.
Смазывающие и охлаждающие
жидкости
Для ускорения процесса доводки
применяют смазывающс-охлаждающие
жидкости. Наиболее употребительные из
них керосин, легкие минеральные масла,
содовая вода и др.
Исследованиями установлено сильное
влияние вязкости керосиново-масляных
абразивных смесей на съем металла при
доводке притирами с намазкой или не-
прерывной подачей абразивной смеси.
При доводке притирами с намазкой абра-
зивной смесью съем металла можно
увеличить при переходе с керосина
(ВУго 1) яа смесь из 1 части керосина
и 2 частей масла веретенного 2 (ВУМ «и
« 2,25) при работе абразивом М28
в 2 раза.
При круглой доводке микропорош-
ками М14 на станке 3816 наиболее
ироизводительной является смесь вяз-
костью ВУ^^ 3,3, состоящая из четы-
рех частей масла веретенного 2 и од-
ной части керосина.
Работами школы акад. П.А. Ребнндера
установлено весьма сильное влияние
поверхностно активных веществ за счет
сил адсорбции на диспергирование ме-
таллов, что приводит к увеличению
съема металла при доводке. Наибольший
интерес при доводке представляют, как
поверхностно активные добавки,олеино-
вая и стеариновая кислоты и канифоль.
При этом доказано, что чем больше
химическая формула поверхностно ак-
тивного вещества содержит групп CHj,
тем сильнее действует вещество на дне-
пергируемость. Результаты опытов по
изучению влияния на съем металла раз-
ных поверхностно активных веществ при
доводке притирами с намазкой показали,
что наиболее сильно влияет введение
в керосин олеиновой кислоты и кани-
фоли.
Оптимальным количеством активных
добавок в керосин следует считать оле-
иновой и стеариновой кислоты 2,5%
и канифоли 7%.
При доводке с подачей абразивов
в виде жидкой смеси применяется сле-
дующий состав; керосина 20 л, гарного
масла 5-л, стеарина 500 Г, абразивного
порошка необходимой характеристики
I кГ.
Шаржирование притиров
Шаржирование притиров абразив-
ными зернами для точной доводки про-
изводится на чугунных плитах высокой
плоскостности, достигаемой шабровкой
по методу трех плит. Абразивные по-
рошки при шаржировании смачиваются
керосином или бензином с прибавкой
стеарина. Шаржирование должно быть
равномерным по всей поверхности. По
окончании шаржирования излишки аб-
разивов смываются с притира.
Чистота обработки зависит от ро
да абразива, материала притира и
смазки.
Притиры в процессе работы изнаши-
ваются и теряют свою форму, которая
может быть восстановлена правкой.
Правка притиров производится на чу-
гунных плитах электрокорундовыми
порошками со смазкой из керосина со
стеариновой кислотой или пастой ГОИ
ДОВОДКА МЕТАЛЛОВ
419
Режим доводки
Скорости притиров зависят от харак-
тера доводки. При машинное доводке
на станках, работающих торцами при-
тирочных дисков, окружная скорость
притиров находится в пределах ПО—
180 м/мин; эксцентриситет расположе-
ния сепаратора равен 5—15 мм, угол
поворота изделия к радиусу сепаратора
На доводочных станках с плитами
прн возвратно-поступательном движе-
нии сепараторных лент скорости изме-
няются от 8 до 15 м/мин.
На бесцентровых доводочных стан-
ках. работающих периферией кругов,
скорости доводочных кругов изменяются
от 130 до 300 м/мин, скорости регули-
рующих кругов — от 80 до 130 м!мик,
при окончательных проходах скорость
доводочного круга уменьшается, а ско-
рость регулирующего круга увеличи-
вается. В бесцентровых станках углы
поворота кругов принимаются: доводоч-
ного от 1л до 3,5®, регулирующего от
I до 2°.
На станках для доводки твердосплав-
ных резцов окружная скорость дисков
принимается от 50 до 120 м/мин.
Удельные давления при доводке не
превышают 1,5—2 кГ/см*. Съем металла
тем больше, чем выше удельное да-
вление. Чрезмерное увеличение да-
вления может привести к задирам по-
верхности.
В табл. 118 приведены примеры до-
водки характерных деталей.
Примеры доводки
Таблица 118
Наименование летали Тип притира (размеры в мм) Охлажда- ющие и смаяынаю" 11 ,• г жидкости Абразивы Снимаемый припуск в мм Режим доводки (см. фиг. 186) Правка притиров
Конические ролики под* шипмикоп Абразивный круг 06ООХ X10UX290 Абразивный круг 0350, 6 = 550 Соловый раствор Э22ОЧТК 0,04 ла. л-77 «6,'мин Алмазом
Поршневые пальцы авто- двигателей Го же ЭМ20СМ1Б 0.005 •» 125 oOJmhh; а — 1°; ®Л к “ ж 132 об/ыии: в --1,5’ •
Поршневые кольца авто- двигателей Плитки кон- цевые. Абразивный круг 0ФЮ • ЭМ25С1К 0.01 "а. к “ — 90 об|мии'. к ™ — 1(Х1 об/мин •
доводка 1-в Плита из се- рого чугуна (//^=1504-210) 5$>X40i> Керосин и стеарии ЭМ20 0,02—0,03 О — 12,5 Ml ми И Притирка по кон- трольной плите аб- разивом № 320
. 2-я Перлитный чугун — 120 ч- 140 То же ЭМ 10 0,008-0.012 V - 12.5 . То ж» и грубой пастой ГОИ
. 3-я То же 3 3,5—5 мк 0,011—0.0025 п " 3,5 . То же
. 4 я Э 2.5—3.5 мк 0,0005—0.001 V - У, 5 .
. Б-я Э < 2,5 мк 0,0005-0.001 0,007—0,009 V = 8
Круглые кали- бры (машин- ная доводка) Чугунные ди- ски 0боо ЭМ7 пвк—63об|мнн Ли’,-75 . Притирка шаржи- рован- ными лн- скамн, поме- щенными в сепа- раторе
27*
420
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Доводочные станки
Для доводки применяются станки
универсальные, а также специализиро-
ванные. Последние служат для доводки
концевых плиток, скоб, штихмасов,
резьбовых калибров, шаров, конических
роликов и др.
Станкостроительная промышленность
выпускает доводочные станки, рабо-
тающие торцом дисков (фиг. 186, а),
Фиг. 186. Схемы движений доводочных стан-
ков: пв к — число оборотов верхнего круга;
п„ „ — 'тоже, нижнего круга; п_ „ — тоже.
н, К г р, к
регулирующего круга; * — то же, доводоч-
ного круга; и — скорость олиток.
бесцентрово-доводочные (фиг. 186, б),
станки для доводки плиток (фиг. 186, в)
и Др.
Техническая характеристика доводочною
станка модели 381в. Наибольшие размеры лоно
лммых изделий: диаметр или высота 95 мм; длиии
НЮ мм.
Размеры доводочных дисков: наружный дна
метр <ЮП мм, внутренний диаметр 305 .мм; высота
чугунных дисков 33—83 мм; высота абраэнвных
дисков 23— 63 мм.
Число оборотов нижнего лиска 58— 112 о минуту;
верхнего 63—102 в минуту. Число оборотов вала
сепаратора ПЛ—2< в минуту.
Наибольшее осевое перемещение шпинделя:
гидравлическое 148 мм. от руки 225 мм.
Производительность насосов: для охлаждающей
ЖИДКОСТИ 22 ИЛИ 45 .H.MUN, для вмульсин
22 л)мин.
Скорость гидравлического перемещения алма-
зов от 13 до 60 лт.<ц.ини.
Габаритные размеры стайка 2145 X 1700 X
X 2320 мм.
Вес станка 6003 кГ.
Техническая характеристика бесцентрово-
доводочною станка модели Ж'. Диаметр дово-
димого изделия наибольший 15и мм, наименьший
6 мм.
Доводочный круг: числа оборотов рабочие 125,
160, 2ft', 250 и 310 о минуту; числа оборотов при
правке 375, 480 , 6С0, 75 > и 930 в минуту: наиболь-
ший наружный диаметр 350 мм, наименьший
230 мм; внутренний диаметр 160 мм; ширина круга
КО мм.
Ведущий круг: числа оборотов рабочие от 33
до 150 в мииуту; числа оборотов при правке 300
а минуту; наибольший наружный диаметр 350 мм,
наименьший 230 мм. внутренний диаметр 162 лглт;
ширина круга 5«о мм.
Расстояние между центрами кругов наиболь-
шее 795 мм, наименьшее 275 мм.
Угол поворота бабки ведущего круга в верти-
кальной плоскости ±6°.
Угол поворота бабки доводочного круга в вер-
тикальной плоскости ±6 .
Угол поворота бабок ведущего и доводочного
кругов в горизонтальной плоскости ±2°.
Величина перемещения бабок: за один оборот
маховика 3 мм; на одно деление лимба >',01 мм.
Скорость перемещения алмаза: наибольшая
0,8м)мин. наименьшая ' ,04 м/мин.
Величина перемещения алмаза на круг от руки
та один оборот винта ifi мм; на одно деление
лимба п,025 мм.
Техническая характеристика станка кон-
струкции Семенова для доводки плиток.
Высота обрабатываемых плиток от 0,2 до 100 ММ.
Число ступеней скорости продольного и попереч-
ного ходов 8; величина продольного хода от и до
170 мм; скорость продольного хода плиток от 7,9
до /2,4 м)мин; величина поперечного хода от 0
до 26 мм.
ПРИТИРОЧНОЕ ШЛИФОВАНИЕ
Назначение. Притирочное шлифова-
ние металлов производится абразивными
брусками, укрепленными в специальных
головках. Притираются главным обра-
зом отверстия и реже — наружные ци-
линдрические поверхности. Диаметры
обрабатываемых отверстий находятся
в пределах от 5 до 1100 мм, длины от-
верстий достигают до 20 м. Притироч-
ным шлифованием повышается точность
формы и размеров и улучшается чистота
обрабатываемых поверхностей.
Инструмент и его характеристики
Головки для притирочного шлифова-
ния. По конструкции головки бывают
горизонтальные и вертикальные, с ме-
ханическим и гидравлическим разжи-
мом брусков. Размеры и формы брус-
ков стандартизованы (ГОСТ 2456-52).
В стандарте имеются две формы бру-
сков — прямоугольная (БХ) и прямо-
угольная с выемками по нижним краям
(БХВ). Размеры брусков приведены
в табл. 119 и 120 по ГОСТ 24.56-52.
Таблица 119
Номинальные размеры брусков формы БХ
в мм
111 крина Длина Высота Ширина Длина Высота
6 15 5 10 40 9
9 3? 8 11 100 9
У 63 8 15 150 14
9 100 8
ПРИТИРОЧНОЕ ШЛИФОВАНИЕ
421
Таблица I'JO
Номинальные ралмерм брусков формы БХВ
в мм
Ширина Длина Высота Выемка
Высота Ширина
3.5 40 3.5 I 0.5
Размеры и количество брусков и
число их рядов в головке зависят от
размера и назначения головок. Втабл. 121
приведены наиболее употребительные
размеры брусков и их число в совре-
менных головках.
Для притирочного шлифования стали
применяются электрокорундовые бру-
ски, для чугуна, алюминия, бронзы,
латуни — бруски из карбида кремния.
Связка брусков может быть керами-
ческой и бакелитовой.
Для притирочного шлифования от-
верстий применяются бруски зерни-
стостью 1.50, 180. 280. 320, М28 и М2()
в зависимости от величины подлежащего
удалению припуска и требующейся чи-
стоты поверхности.
Чем больше припуск, подлежащий
удалению, тем ниже номер зернистости
инструмента; чем выше требующаяся
чистота поверхности, тем выше номер
зернистости бруска. Для предваритель-
ного притирочного шлифования при-
меняются главным образом бруски зер-
нистостью № 150—280, для чистового—
зернистостью № 320—М20.
Твердость брусков выбирается в за-
висимости от твердости обрабатываемых
металлов: чем выше твердость металла,
тем мягче должны быть бруски. Для
притирочного шлифования закаленной
стали твердость брусков выбирается
от М2 до СМ1, для обработки сырой
стали и чугуна — от СМ2 до С2. для
алюминия — от М3 до СМ2.
Режимы обработки
Окружные скорости брусков реко-
мендуются при обработке: чугуна
60—75 м/мин, стали 45—60 м/мин,
алюминия, бронзы и латуни 70—
90 м/мин. Скорости прямолинейного
возвратно-поступательного движения
головки при обработке всех материалов
принимаются от 10 до 20 м!мин. Удель-
ное давление брусков при предвари
тельном притирочном шлифовании еле
дует принимать от 4 до 5 кПсмг, при
чистовом — от 3 до 4 кПсмг.
Окружные скорости и удельные да
зления брусков сильно влияют на про
нзводительность; их следует поэтому
принимать более высокими. В ряде слу
чаев из-за динамической неуравнове
(ценности головок и по другим при
чинам применяют пониженные скорости.
Так. при обработке глубоких отверстий
в деталях из специальной стали при-
меняют окружные скорости от 25 до
27 м!мин, скорости возвратно-поступа-
тельного движения — от * до II м/мин
Таблица Н!
Количество и размеры брусков в притирочно-шлифовальных головках
422
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Величина съема металла за двойной
ход притирочно-шлифовальной головки
служит для подсчета производитель
нести процесса. Она зависит от обраба
гываемого металла, характеристики бру-
сков, размеров и количества брусков
в головке, характера предыдущей обра-
ботки, припуска, режимов работы, раз-
меров обрабатываемых отверстий и дру-
гих факторов. По заводским данным,
относящимся к обработке глубоких от-
верстий, съем металла составляет от
0,7 до 5.0 мк на двойной ход головки.
Чистота поверхности после обработки
в зависимости от зернистости брусков
и режимов работы может достигать
10—11-го классов по ГОСТ 2789-51.
Силы притирочного шлифования
Окружные и осевые силы можно под-
считать по формулам
Рок — Фок''Я и Рос^Фог'Р'Я'
где Рок — окружная сила в кГ; Р„. —
осевая сила в кГ\ рок — коэффициент
притирки для подсчета окружных сил;
Рос — то же для подсчета осевых сил,
г— рабочая площадь брусков в сж“;
<7 — удельное давление брусков на по-
верхность изделия в кГ/см*', рок,
зависят от рода брусков, режима работы,
обрабатываемых материалов и других
факторов.
Для ориентировочных подсчетов
можно принять следующие значения лля
Ро«г и Рое ОНИМС).
Обрабатываемый
материал
Незакалекная сталь . .
Закаленная сталь . . .
Чугун............
Фол
0,20—0,30
0,20—0,30
0,20-0,25
Р<Х
0,03-0,0»
0,06-0,07
0.04-0.06
Припуски на обработку указаны
в табл. 122.
Таблица /22
Припуски на притирочное шлифование
Диаметр отверстия в мм Припуск иа диаметр и мм
Чугун Сталь
26-126 0,06-0.10 0,01 -0,04
150-175 0.08—0.15 0,0.>5— 0,06
300-600 0.12-0,20 0.04 -0,06
На окончательную притирку остав-
ляется припуск 0,005—0.015' мм на
диаметр.
Лучшей охлаждающе-смазывяющей
жидкостью при притирочном шлифова-
нии является керосин. Часто приме-
няется керосин с добавлением неболь-
шого количества легкого минерального
масла.
Станки для притирочного шлифования
Притирочно-шлифовальные станки
делятся на четыре основные группы:
1) горизонтальные станки лля притирки
малых отверстий; 2) то же. лля глубоких
отверстий; 3) вертикальные станки;
4) станки специальные.
Ниже приведены технические харак-
теристики станков
Техническая характеристика вертикального
притирочно-шлифовального станка
модели 383 завода имени Ленина
Максимальный диаметр притирки
в мм..........................
Минимальный диаметр притирки
в мм .........
Максимальный ход шпинделя имм
Конус Морзе шпинделя . .
Число скоростей шпинделя
Число оборотов шпинделя в ми-
нуту
Максимальная скорость возвратно
поступательного движения
шпинделя в mimuk . .
Площадь стола в мм ...
Максимальное перемещение стола
в лглг ................... ...
Расстояние от нижнею конца
шпинделя до стола в мм . .
Габариты станка в мм ....
Нес станка в кГ ...
160
85
4.50
М 4
3
114. 180 н 284
22
180X750
450
175-1075
1570X1200x3060
2150
Техническая характеристика горизонтального
стайка модели МК 117
завода „Красные пролетарий"
Максимальный диаметр обраба-
тываемых отверстий в мм 165
Минимальный диаметр обрабаты
ваемых отверстий в мм 50
Наружные диаметры изделий в мм 75—200
Диаметр отверстия в леяой Гыбке
для врашеиия изделий в мм 215
Число оборотов и чаелня в минуту 23.5
Число скоростей шпинделя го-
ловки ... . II
Числа оборотов шпинделя в ми-
нуту ......... 450- 765
Максимальная скорость салазок
шпннлелыюй бабкн в тмин 20
Габариты станка в им . . 1500X7000'-' 16<К>
Вес станка в кГ ......... 5500
ОТДЕЛОЧНОЕ ШЛИФОВАНИЕ
Отделочное шлифование — метод чи
стовой обработки металлов, обеспечи-
вающий получение высокой чистоты
поверхности за счет удаления неров-
ностей от предыдущей обработки. Форма
и размеры деталей должны быть полу-
чены до отделочного шлифования.
В качестве режущих инструментов
Ирррльзуются мелкозернистые абразив-
ОТДЕЛОЧНОЕ ШЛИФОВАНИЕ
423
ные бруски, плоские и чашечные круги
такой твердости, при которой происхо-
дят съем микронеровностей в начале
операции и постепенное затупление ин-
струментов по мере увеличения их кон-
такта с обрабатываемой поверхностью.
Затупление инструмента приводит к
уменьшению съема металла и получению
гладкой поверхности. При обработке
очередной детали неровности ее произво-
дят правку инструментов, и цикл повто-
ряется. Отделочное шлифование ведется
с применением охлаждающе-смазываю-
щих жидкостей, обеспечивающих удале-
ние отходов и охлаждение, а также спо-
собствующих прекращению резания за
счет получения пленки и гидравличе-
ского клина между обрабатываемой
поверхностью и инструментом. В целях
активизации процесса резания инстру-
менту сообщается по возможности бы-
строе осевое колебательное движение.
Обработка ведется при низком удельном
давлении инструмента на обрабатывае-
мую поверхность.
Инструменты и их характеристики
Род абразива выбирается так же, как
и при шлифовании, в зависимости от
обрабатываемого металла: при обра-
ботке стали — корунд, при обработке
чугуна, алюминия и других цветных
металлов — карбид кремния.
Зернистость инструментов опреде-
ляется требующейся степенью чисто-
ты поверхности. Бруски зернистостью
180—320 применяются при отделочном
шлифовании тормозных барабанов, ди-
сков фрикционных муфт и других дета-
лей; бруски зернистостью 400 н 500—
при обработке коленчатых валов, порш-
ней, поршневых пальцев и др. При
очень высоких требованиях к чистоте
применяются бруски зернистостью
MI0-M5.
Связка брусков обычно выбирается
керамическая или бакелитовая.
Твердость инструментов зависит от
рода обрабатываемого металла и режи-
мов работы: чем тверже обрабатываемый
металл, тем мягче бруски. Твердость
брусков тщательно контролируется.
На фиг. 187 приведен график для
выбора твердости брусков /?н (опреде-
лена шариком диаметром 1/в’ при на-
грузке 60 кГ) в зависимости от твердости
обрабатываемой стали Rc. Твердость
брусков должна быть тщательно экспе-
риментально подобрана.
Размеры брусков для отделочного
шлифования следует принимать такие
же, как и притирочных брусков, со-
гласно ГОСТ 2456-52. Число брусков
на оправке устанавливается в зависи-
мости от диаметра изделия: для изделий
диаметром до 75 мм может приниматься
один брусок, для больших диаметров —
два бруска и более. Для очень крупных
деталей, например для прокатных вал-
ков, принимают пять и шесть брусков
Длина брусков зависит от длины обра-
батываемых поверхностей; при обра-
ботке длинных поверхностей длина бру-
сков принимается не выше 150 мм.
Режим отделочного шлифования
При обработке стальных закаленных
шеек шпинделей станков рекомендуются
окружные скорости изделия от 30—
45 м!мин, при обработке подшипнико-
вых колец, отличающихся высокой твер-
достью, увеличение скорости до 90—
100 м/мин приводит к улучшению ка-
чества обработки и повышению произ-
водительности. В станках для отделоч-
ной обработки шеек коленчатых валов
с регулированием скорости в процессе
работы начальная скорость принимается
равной 6—9 м/мин и увеличивается
до 27 м/мин к окончанию операции
При обработке алюминиевых поршней
применяется скорость изделия 120—
140 м/мин.
Частота колебательных движений аб-
разивных инструментов должна быть
возможно высокой и ограничивается
размерами оправок. При тяжелых оправ-
ках число двойных ходов принимается
424
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
равным 500 в минуту, при легких оправ-
ках — до ЮОО—1500 в минуту. Вели-
чина хода находится в пределах 3—6 мм.
Удельные давления брусков влияют
на чистоту поверхности и продолжитель-
ность операции; применяемые удельные
давления находятся в пределах от 1,5
до 2,5 кГ/см*. Высокие удельные давле-
ния применяются при обработке твердых
металлов, высокой зернистости брусков,
вязких охлаждающих жидкостях и гру-
бой предварительной обработке.
Наиболее часто применяемой охла-
ждающе-смазывающей жидкостью яв-
ляется керосин с добавлением неболь-
ших количеств до (10—15%) легкого
минерального масла, например веретен-
ного 2 или 3; применяются также легкие
минеральные масла — вазелиновое, со-
ляровое и др.
Продолжительность операции при
шейках длиной, равной длине бруска,
не превышает 0,5—I мин.
Припуск, снимаемый при отделочном
шлифовании, зависит от чистоты поверх-
ности до обработки; снимаемый припуск
не превосходит 0,005 —0,01 мм.
Чистота поверхности после отделом
ного шлифования в зависимости от
чистоты предварительной обработки и
зернистости брусков может достигать
ll-го класса чистоты.
Станки для отделочного шлифования
строятся как общего назначения, так
и специальные. Число рабочих движе-
ний находится в пределах от 2 ло 4
ВЫБОР МЕТОДОВ ОБРАБОТКИ
В ЗАВИСИМОСТИ ОТ ЗАДАННОЙ
ЧИСТОТЫ ПОВЕРХНОСТИ
Микрогеомстрия поверхности, обра-
ботанной одним и тем же методом, зави-
сит от режимов резания, геометрических
параметров рабочего инструмента, же-
сткости технологической системы ста-
нок — заготовка — инструмент, сте-
пени затупления инструмента и от сма-
зывающе-охлаждающей жидкости. При
одних и тех же условиях обработки
чистота поверхности зависит от обра
батываемого материала
Пределы изменения микрогеометрии
при различных методах механической
обработки наружных и внутренних ци-
линдрических поверхностей и плоско-
стей см. в г. 4.
Наибольшее влияние на чистоту по-
верхности для большинства методов
Таблица 123
no
ПОЦ
Эскиз
установки
Эпюра
значении Н„
по вяине
заготовки
Ц..тп Н.,так
Ж
’.5-2.0
20-30
H„min ' Нсктаг
10-1.8
1.8-22
25
20-3.0
15
15'18
25
38'23
30
20'30
15-18
38-2.2
30
20-30
iiilfWIIliiiitlil
Hltmm Исток
Нс так
Нс„гтп Н„тах
Нс пип Нсг/пак
Н„тп Нс так
20
15
Сечение заготовки
с наименьшей высотой неровностей: для схем
установок /, 3 и ч — у кулачков патрона; для
схемы 2 — у переднего центра.
2, Сечение заготовки с наибольшей высотой
неровностей: ала схемы / — на свободном конце;
для схемы 2 при — 15,0 — у заднего центра,
при j —20,0 н j—25.0 — посередине: зля схемы 3
npn-j — 15,0 — у заднего центра, при j — 25,0
н -j — 30,0—на расстоянии 0,40/ от заднего центра;
для схемы 4 при 15,0 — у люнета. прн
^—23,0 и -j —30,0—на расстоянии©,40/отлюнета.
3. Приводимые отношения HfK met, Нск ГО|П
для схем установки 2 и 3 даны для случая вра-
щающихся центров.
4. Обрабатываемый материал — сталь 45.
5. Режимы резан ня: Подача 0,15—0,4 дтлтюб.
глубина резания 0,5 мм, скорость резания
50—7и ж/лшк,
6. Диаметр обработки 20 мм.
ВЫБОР МЕТОДОВ ОБРАБОТКИ В ЗАВИСИМОСТИ ОТ ЧИСТОТЫ ПОВЕРХНОСТИ 425
обработки оказывает подача (фиг. 188);
глубина резания при достаточной жест-
кости технологической системы практи-
чески не оказывает влияния на чистоту
поверхности (фиг 189). Скорость реза-
ния заметно влияет на микрогеометрию
поверхности при обработке стали 45 и
несколько слабее при обработке серого
чугуна и бронзы. С изменением скорости
резания от 20 до 300 м!мин при обта
чивании стали 45 чистота поверхности
по значениям Нск может быть улуч-
шена в 2 раза (фиг. 190). Размеры по-
верхности при вполне жесткой техноло-
гической системе не влияют на чистоту
обработки. С уменьшением жесткости
системы микрогеометрия заметно ухуд-
шается за счет возникновения вибра-
ций. В табл. 123 показано изменение
микрогеометрии поверхности при раз-
Фмг. 188. Влияние подачи иа чистоту поверхности: а—при гонкой растачивании (о«=150 м/мин.
г«0,5 мм. t — 0,25 л«1; б — при строгании (о •• 5 л|лин. г-2,5 мм. 1-1,5 ли);
• —при торцевом фрезеровании (1и1 мм. п — 135 об/мин. В — 25 мм. D$p — 60 мм.
•Л„—12): • — при цилиндрическом фрезеровании (1-2 мм. п. —96 об/мин, D. —
ФР Фр Фр
— 50 мл, — 8); d — при развертывании; е — при плоском шлифовании периферией
круга (шлифовальный круг М60. / — 0,05 *а. t — 3 л(.иня). Кривые I относятся к серому
чугуну, кривые 2 — к стали марки 45. кривые 3 — к бронзе марки Бр. ОЦС 6-8-3.
а) б)
Фиг. 189. Влияние глубины резании t на чистоту поверхности: а — при точении и—
» 0.2 мм.'об. и — 27 м/мин. г — 2.5 мм. у = 45"); б — при торцевом фрезеровании (л —
— 68 об)мии. В — 25 мм, О . — 90 мм, г. — 20. « — 19 мм(мин}‘. I — чугуи; 2 — сталь;
ФР ФР
3 — бронза.
426
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фиг. 190. Влияние скорости резания о на чистоту поверхности: а — прн тонком раста-
чивании (/— 0.25 мм, з = 0.08 мм/об, г = 0,5 мм); б — при торцевом фрезеровании
<з = 30 мм/мин; t= 0,5 мм); в — при точении (/ = 0,5 мм. а = 0.2 мм/об. г — 2,5 мм.
v = 45е); / — чугун; 7 — сталь; 3 — бронза.
личных схемах закрепления обтачивае-
мых валов. На фиг. 191 показано изме
нение микрогеометрии в зависимости от
Фиг. 191. Изменение чистоты поверхности прн
строганин на шепинге в зависимости от вылета
долбяка; s = и.25 мм)дв ход; (=3.0 мм.
вылета долбяка при строгании стали 45
на поперечно-строгальном станке. Из
геометрических параметров наибольшее
Фнг. 192. Влияние радиуса г
закругления режущей части
резца на чистоту поверх-
ности при точении стали 46;
I — 1 — 0,9 мм/об; 7 — з —
— 0,63 мм/об; 3 — « —
— 0,4 мм/об.
Фиг. 193. Влияние зерни
стости круга иа чистоту по-
верхности прн плоском шли-
фовании периферией круга
марки М: / — 0.02 мм; «и —
— 1.5 мшик: > — 2 MMixod
Вреня роботы фряы
Фнг. 194. Влияние продолжи,
тел bn ости работы фрезы на
чистоту поверхности: I — обра
ботка цилиндрической фрезой;
а — 30,0 мм/мин; / — 1,0 мм;
п^»»135 об/мни: 2 — обработка
торцевой фрезой; а—190 мм/мин;
о — 36 м/мин; / — 2.0 лж.Обра-
батываемый материал—сталь 45.
влияние на чистоту поверхности оказы-
вает радиус закругления режущей
кромки (фиг. 192) влияние углов реза-
ния на чистоту в пределах рекомендаций,
даваемых ГОСТ на рабочие инструмен-
ты, незначительно. На фнг. 193 предста-
адено влияние зернистости шлифоваль-
ного круга на чистоту поверхности.
При затуплении инструмента наблю-
дается прогрессирующее ухудшение чи-
стоты поверхности (фиг. 194), достигаю-
щее по значениям Нск 15—20%. Ис-
пользование в качестве охлаждающих
жидкостей минеральных осернепных
масел и эмульсии позволяет улучшить
чистоту поверхности при обработке ста-
ли 45 на 15—20% по сравнению с об-
работкой всухую
Прн решении вопроса о выборе ре-
жимов резания и условий обработки
могут быть использованы номограммы
и таблицы, отражающие влияние основ-
ных технологических факторов на чи-
стоту поверхности.
На фиг. 195—201 приведены номо
граммы для точения, зенкерования,
развертывания, цилиндрического и
торцевого фрезерования, строгания и
тонкого растачивания.
ВЫБОР МЕТОДОВ ОБРАБОТКИ В ЗАВИСИМОСТИ ОТ ЧИСТОТЫ ПОВЕРХНОСТИ 427
Чистота наружных цилиндрических поверхностей Таблица 124
Обозначения материала кру- га по ГОСТ 47 Во-53 Обрабатываемый материал Режим шлифования Чистота обработки
Г лубкиа шлифова- ния в мм Продоль- ная подача в лис Скорость изделия в м/мин Пределы Нск в мм Разряд по ГОСТ 2789-51
ЭБ24СТК Пред* Сталь углеродистая и легированная сы- рая арителькое 0.02-0,(16 шлифована (0.6—0,R)B в 20-25 2,4-1 66—76
То же То же, закаленная 0,02-0;0б (о.б-о.й)в 20-25 2,2-1.1 66—76
КЧ46СТК Серый чугуи. бронза 0,0*2—«.«6 (0,7—0,9)23 20-25 2.5-1,2 66-76
ЭБ36СТК Ча Сталь углеродистая и легированная сы- рм стовое шаь 0,01—0.03 фование (0,5—0,7)73 10-20 1,7—0,5 бв—86
То же • То Же, закаленная o.oi-o.oa (0,5—0.7)71 10-20 1.8-0,55 бв—86
ЭБ60СТК Серый чугун, бронза 0,01-0.00 (0.6-0.8)73 10—20 1,6-О.в 7а—86
Сталь углеродистая и легированная, сы- рая 0.01—0,03 (0,3-0,5)73 10-20 0,82-0,3 7в—96
Го же То же. закаленная 0,01-0.03 (0,3—0,5)71 10-20 0,8-0.4 8а—9а
Серый чугун, бронза 0,01-0,03 (0.3—0,6)В 10-20 0,8—0,3 8а—96
ЭБ120СТК Сталь углеродистая и легированная, сы рая "оккое шли; 0,002-0,005 давание (0,2—0,5)21 5-10 0,3-0,2 96—9в
То же То же, закаленная 0.002-0,005 (0,2-0,5)73 5—10 0,3-0,2 96-9в
• Серый чугун, бронза 0,002—0.005 (0.2—0.5)73 5—10 0,35-0,25 9а—9н
Примечание. Окружная скорость круга 27 м/сек. охлаждающая жидкость — содовый
раствор; В - ширима круга.
Номограммы слу
жат для ориентире
вечного определения
чистоты поверхности
вновь заточенными
инструментами. Ра-
диус закругления ре-
жущей кромки при
першине резца при
чистоном точении при
нят равным 2—3 мм
при тонком растачн
ваннн 0,5 мм. Гео-
метрия резцов при-
нята по ГОСТ2320-43.
Обработка стали 45
производится с охла
жденнем эмульсией,
обработка чугуна и
бронзы — без охла
ждения. При затуп-
лении инструмента в
пределах допустимых
износов (см выше)
чистота поверхности
снижается на 15—
20%.
В табл. 124 приве
день основные дан-
ные по выбору режи-
мов шлифования.
Фиг. 195. Номограмм! дли определения чистоты поверхности при
чистовом точении в аааисимости от подачи и скорости резании.
428
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
ровании и зависимости от подачи и скорости резания.
цилиндрическом фрезеровании в зависимости от скорости резания о и по-
дачи на зуб i .
ВЫБОР МЕТОДОВ ОБРАБОТКИ В ЗАВИСИМОСТИ ОТ ЧИСТОТЫ ПОВЕРХНОСТИ 429
Фиг. 198. Номограмма для определения чистоты поверхности при раз-
вертывании в зависимости от подачи и скорости резания.
Фиг. 199. Номограмма для определения чистоты поверхности при
торцевом фрезеровании в зависимости от скорости резания о и по-
дачи на зуб » ,
430
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фиг. 200. Номограмма для определения чистоты поверхности при стро-
гании в зависимости от подачи s и радиуса закругления резца г.
Фиг. 201. Номограмма для определения чистоты поверхности при тон-
ком растачивании а зависимости от подачи и скорости резания.
ТОЧНОСТЬ ОБРАБОТКИ
431
ТОЧНОСТЬ ОБРАБОТКИ
Основные положения н определения
Точность обработки можно обеспечить
тремя способами.
Первый способ — точность
размеров достигается с помощью проб
ных проходов.
Недостаток — низкая производитель-
ность.
Применяется преимущественно в ус-
ловиях единичного производства.
Второй способ — точность раз-
меров достигается благодаря приме-
нению мерных инструментов (например,
разверток), , приспособлений (в част-
ности, кондукторов) и предварительной
настройке станка.
Недостаток — необходимость периоди-
ческих остановок станка для подна-
стройки.
Третий способ — точность раз-
меров достигается автоматически, при-
чем одновременно на станке осущест-
вляется автоматический контроль обра-
ботанной детали: в случае выхода раз-
меров последней за установленные гра
ницы автоматически дается импульс,
с помощью которого производится пол-
настройказстанка.
Погрешностью обработки называется
отклонение формы или размера обраба
тываемой детали от геометрически точ-
ной формы или от заданного раз-
мера. .
Составляющей или первичной погреш
ностью называется погрешность, вызы-
ваемая действием какой-либо одной
причины.
Результативной или суммарной по-
грешностью называется погрешность, по
лучающаяся в результате взанмодей
ствия всех причин, вызывающих погреш-
ности данного вида.
Точность обработки можно оценить
двумя методами: расчетно-аналитиче-
ским и статистическим.
Расчетно-аналитический метод осно-
ван на выявлении составляющих по-
грешностей и определении их коли-
чественных значений с помощью расчетов
или экспериментально.
Достоинство этого метода заключается
в том, что прн его применепии анали
зируется технологический процесс в от-
ношении точности и выявляются пути
повышения последней.
Недостаток — сложность оценки ре
зультативной погрешности.
Расчетно-аналитический метод при-
меняют преимущественно в тех случаях,
когда какая-либо погрешность имеет
преобладающее значение (например, по-
грешность, получающаяся вследствие
прогиба длинного вала при его обтачи-
вании) и может существенно влиять на
точность обработки.
Статистический метод основан на опре-
делении результативной погрешности
путем измерения обработанных деталей
и последующей обработки результатов
измерений методом математической ста-
тистики. Статистический метод, позволяя
наиболее просто оценить точность обра-
ботки в целом, не дает непосредствен-
ных указаний о путях ее повышения.
Расчетно-аналитический и статистиче-
ский методы не исключают, а дополняют
друг друга.
Основными характеристиками точно-
сти обработки являются:
1) полученные статистическими мето-
дами данные о так называемой средней
экономической степени точности обра-
ботки. непосредственно указывающие до-
пуск, который можно обеспечить при
грименении данного процесса обработки;
недостаток ^ориентировочный характер
и возможность использования лишь в по-
рядке первого приближения;
2) вероятностные характеристики,
в первую очередь среднее арифметиче-
ское х, характеризующее среднее зна-
чение размера или погрешности, и сред-
нее квадратическое отклонение а, ха
рактеризующее рассеивание размеров
или погрешностей у деталей, полученных
в результате выполнения процесса обра-
ботки; вероятностные характеристики да-
ют более полное (но не исчерпывающее)
представление, чем данные о средней
экономической степени точности;
3) закон распределения погрешностей
деталей, полученных в результате вы-
полнения процесса обработки, и число-
вые значения соответствующих парамет-
ров. в первую очередь среднего значе-
ния х погрешности и среднего квадра-
тического отклонения а; недостаток —
невозможность характеризовать точ-
ность процесса обработки во времени;
4) точностная диаграмма (фиг. 202),
показывающая изменение в зависимости
от времени обработки t среднего зна-
чения х погрешности (жирная линия /)
и рассеивание (среднее квадратическое
отклонения я( — линии 2, поле рас-
сеивания —линии 3).
432
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Точностная диаграмма позволяет оце-
нить точность процесса обработки во
времени
Допуск по размеру можно
обеспечить при условии, что
Tx + Ei + ’hC* «*)
где — погрешность по размеру,
обусловливаемая отклонениями формы
обработанной детали; — поле рас-
сеивания погрешностей в партии дета-
лей. обработанных при одной настройке
Время
Фиг. 202.
станка или одним мерным режущим
инструментом (например, разверткой).
Т[Е — смещение центра группирования
размеров; 8 — заданный допуск.
Кроме допусков на размеры, в ряде
случаев требуется обеспечить допуски
в отношении параметров, определяю
щих точность формы.
Погрешности формы, совокупное влн
яние которых на точность размера оце-
нивается в неравенстве (84) величи-
ной 7В, можно разделить на следующие
категории:
а) теоретические или методические
погрешности, возникающие вследствие
сознательных отступлений от теорети-
чески правильной схемы обработки или
применения инструмента с приближен-
ным профилем; сюда относится, напри-
мер. погрешность, выражающаяся в за
мене теоретической эвольвенты лома-
ной линией при зубофрезерованнн чер-
вячной фрезой вследствие конечного
числа канавок у последней; погрешность
по профилю зубчатого колеса, нарезан
ного модульной фрезой, спрофилирован-
ного не в точном соответствии с числом
зубьев нарезаемого колеса, и т. п.:
значение каждой из погрешностей рас
сматриваемой категории следует опреде-
лять расчетно-аналитическим методом;
погрешность может быть допущена,
если это удешевляет или упрощает
процесс обработки, но не вызывает
нарушений заданного допуска по раз
меру или по форме;
б) неточности установки заготовки,
например, при фрезеровании плоской
детали перекос заготовки при ее уста-
новке вызывает клинонилность,
в) погрешности, возникающие вслед-
ствие неточностей оборудования и ин-
струментов; сюда относятся такие по-
грешности, как, например, конусность,
возникающая прнобтачивании цилиндри-
ческой поверхности вследствие перекоса
направляющих сганка, погрешность
формы детали, обрабатываемой фасон-
ным инструментом, вследствие неточ-
ностей формы последнего: кроме неточ-
ностей изготовления оборудования и
инструментов, нужно учитывать неточ-
ности вследствие их износа;
г) погрешности, вызванные дефор-
мацией упругой системы станок — ин-
струмент — деталь под действием сил
резания: 1) деформация обрабатываемой
детали, инструментов, деталей станков
и приспособлений и 2) деформация в ме-
стах сопряжений деталей и узлов (де-
формация стыков); деформации первого
рола можно определить при помощи
теории упругости; деформации стыков
возникают при наличии в них зазоров
и в результате деформаций неровностей
на стыковых поверхностях; величина
последних зависит от чистоты стыковых
поверхностей, деформации стыков можно
определить экспериментально; кроме сил
резания, деформации могут порождаться
силами зажима, силами, возникающими
вследствие собственного веса, дисба-
ланса и инерции;
д) температурные деформации вслед-
ствие нагрева станка и теплоты, выде-
ляемой в процессе резания:
е) погрешности в результате внутрен-
них напряжений, возникающих ня раз-
ных этапах технологического процесса
(при заготовительных операциях, при
механической обработке резанием, при
термической обработке).
Рассеивание погрешностей. Причины,
вызывающие рассеивание погрешностей
[учитываемое в неравенстве (84) вели-
чиной 5е|, можно разделить на две
категории: I) причины, непосредственно
связанные с процессом обработки;
2) причины, связанные с погрешно-
стями базировки.
Основными причинами, непосред-
ственно связанными с процессом обра-
ТОЧНОСТЬ ОБРАБОТКИ
433
ботки, являются: 1) неточности уста
новки инструмента (резца, шлифоваль
кого круга) или стола станка (напри
мер, при фрезеровании) при работе по
способу пробных проходов; 2) неизбеж-
ные в производственных условиях коле-
бания таких факторов, как величина
припуска, механические свойства мате-
риала обрабатываемой летали, темпе-
ратурные колебания, колебания силы,
с которой рабочий прижимает суппорт
к упору, и т. д.; 3) систематические
факторы, изменяющиеся в процессе
обработки по какому-либо закону, в
частности износ режущего инстру-
мента
Рассеивание погрешностей, вызывае-
мое причинами, непосредственно свя-
занными с процессом обработки, в зави-
симости от условий обработки может
подчиняться различным законам.
В партии деталей, Ьбработанных при
одной настройке станка или одним
мерным режущим инструментом (на-
пример, одной разверткой), при от-
сутствии какого-либо доминирующего
фактора, изменяющегося по определен-
ному закону, действительный закон
распределения погрешностей получается
близким закону нормального распре-
делен и я
При наличии доминирующего фактора,
например износа режущего инструмен-
та, изменяющегося пропорционально
времени обработки, получается кривая
распределения промежуточной формы
между кривой нормального распределе
ния и кривой, подчиняющейся закону
равной вероятности.
В общем, закон распределения по-
грешностей зависит от соотношения фак-
торов случайных и систематических,
а также от законов изменения послед-
них во времени.
В партии, состоящей из групп дета
лей. обработанных при нескольких на-
стройках или несколькими режущими
инструментами, кривая распределения
получается многовершинной.
Кривая распределения погрешно-
стей формы, не могущих иметь отрица-
тельных значений (например, эллип-
тичности), может получиться различ-
ного типа
Кривая, показанная на фиг. 203. а,
соответствует тому случаю, когда по-
грешность порождается лишь факто-
рами случайного характера. Если на-
ряду с факторами случайного характера
действуют и систематические факторы,
28 Том 5 1413
кривая распределения приобретает
форму, показанную на фиг. 203, б,
а при большом удельном весе система-
тического фактора может превратиться
в кривую нормального распределения
с соответственно смещенным центром
группирования.
Фиг. 204.
Погрешностью базировки называется
погрешность, вызываемая колебаниями
в положении заготовки при ее бази-
ровке.
Если станок настроен так, что у заго-
товки диаметром £>0 после выполнения
операции полу-
чается размер т0,
то. исключая по-
грешности, непо-
средственно свя-
занные с процес-
сом обработки, у
заготовки диамет-
ром Dt + Do по-
лучится размер
mi “ тй + т
(фиг. 204).
Погрешность
зависит от способа
базировки и называется поэтому погреш
ностью базировки. Размеры заготовки,
от которых зависит положение заго
тонки при базировке, называются базис-
ными размерами.
В соответствии с рассеиванием базис-
ных размеров имеет место и рассеивание
погрешностей базировки.
Намеченная схема базировки может
быть допущена при условии, что
еНол 1/>еЙст*' (85)
где ifon — Допускаемое значение поля
рассеивания погрешностей базировки;
* действ — действительное значение по-
ля рассеивания погрешностей бази-
ровки.
434
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Допускаемое значение поля рассеива-
ния погрешностей базировки
с0оп = V р—7S — ’’Is)*—. (86)
где 50 — поле рассеивания размеров,
порождаемого всеми прочими причи-
нами.
В качестве первого приближения
можно принимать
«йол - 6 — ". (87)
где ш — средняя экономическая сте-
пень точности.
Действительное значение поля рассеи-
вания погрешностей базировки является
функцией от допусков
по базисным размерам x>; xj;...;xn.
Определение зависимостей Бейста ~
= /(8Г •, 8Xj;...; 8Жд) сводится к решению
геометрических задач.
Поверхности, по которым устанавли-
ваются детали, обычно имеют плоскую
или цилиндрическую, реже коническую
форму. В ряде случаев детали устанав-
ливаются одновременно по нескольким
поверхностям, но количество наиболее
употребительных комбинаций и типовых
устройств, предназначенных для уста-
новки. невелико. Так как многие при-
способления лля различных целей с точки
зрения расчета значения t-дейчтв иден-
тичны, можно обойтись сравнительно
небольшим количеством формул.
В случае, приведенном на фиг. 205,
где требуется выдержать размер Ь,
Фиг. 206.
1г)айста •" ън (&н — Допуск на толщину
заготовки).
Схема установки. при которой
*дайста = 0 (фиг. 206), требует более
сложного и дорогого приспособления
и целесообразна только в тех случаях,
когда установка по схеме, показанной
на фиг. 205, не обеспечивает требуемой
точности согласно неравенству (85)
При установке по цилиндрической
поверхности (фнг. 207) в зависимости
от конструктивных соображений может
потребоваться соблюдение расстояния А
до центра, т — до нижней образующей
валика ил — до верхней образующей.
При установке на призму погрешности
базировки по размерам А. т и п равны
»*-------
2 sin
(88)
(89)
где а — угол призмы.
Наименьшее значение ^^ейетв и, сле-
довательно, наивысшая степень точ-
ности установки до-
стигается, когда тре-
буется выдержать
размер т\ труднее
всего обеспечить раз-
мер п. Из формул
(88)—(90) видно, что
погрешность базиров-
ки тем меньше, чем
больше угол приз-
мы. В ряде случаев
увеличением угла
призмы можно уменьшить е до значе-
ния, определяемого неравенством (85).
При установке в самоцентрирующем
приспособлении любого типа центр
у всех деталей независимо от их диа-
метра занимает одно и то же положение.
Поэтому
«А “ 0.
При установке по коническому от-
верстию на коническую
(фиг. 208) погрешность ба-
зировки продольных раз-
меров, отсчитываемых от
левого торца, определяется
формулой
оправку
Фиг. ЗОВ.
где I — уклон.
Смещение центра группирования разме-
ров деталей вызывается в первую оче-
редь факторами постоянного характера.
К числу постоянных факторов отно-
сятся: 1) неточности размеров режущих
ТОЧНОСТЬ ОБРАБОТКИ
435
инструментов (например, неточность
по диаметру развертки); 2) неточности
приспособлений (например, неточность
межцентрового расстояния кондуктор-
ных втулок); 3) неточности настройки.
Неточности размеров режущих ин-
струментов регламентируются соответ-
ствующими ГОСТ и ведомственными
нормалями.
Допускаемые неточности изготовле-
ния приспособлений должны устанавли-
ваться в зависимости от требуемой точ-
ности обработки.
Неточности настройки во многих слу-
чаях являются одной из основных при-
чин брака. Необходимо установить си-
стему контроля точности настройки,
основанную на измерении пробных
деталей.
Существуют два метода контроля точ-
ности настройки.
Первый метод — у определенного
числа пробных деталей измеряют дей-
ствительные размеры, подсчитывают
среднее арифметическое этих размеров;
настройка признается правильной, если
полученное значение среднего арифме-
тического не выходит за установленные
пределы.
Второй метод — контроль пробных
деталей производят с помощью предель-
ных калибров (рабочих или с суженным
допуском); настройка признается пра-
вильной. если определенное число проб-
ных деталей не выходит за пределы
этих калибров.
Погрешности при основных видах
обработки металлов резанием
Токарные работы. При токарных ра-
ботах погрешности обработки вызы-
ваются следующими основными при-
чинами
Обтачивание я центрах
Расположение центровых отверстий
а) Центровые отверстия расположены
не на одной оси — быстрая разработка
центровых отверстий вследствие их одно-
стороннего прилегания к центрам станка,
б) Центровые отверстия расположены i.e
на оси заготовки — эксцентричное рас-
положение центровых отверстий По от-
ношению к обточенной поверхности,
причем (<« — эксцентриситет
у заготовки, <<> — у детали).
Неточности станка, а) Овальность
шеек шпинделя — овальность детали
в поперечном сечении.
28*
б) Биение переднего центра — пере-
кос центровой линии по отношению
к оси обточенной поверхности (фиг. 209);
при обточке ступенчатых деталей в не-
сколько установок — перекос осей раз-
личных ступеней по отношению друг
к другу. Биение переднего центра вызы-
вается биением оси конического отвер-
стия в шпинделе, эксцентриситетом
между передним конусом центра и его
Фнг. 209.
хвостом, неточностью посадки центра
в отверстие шпинделя.
в) Перекос траектории вершины резца
по отношению к осн вращения одно-
временно в горизонтальной и вертикаль-
ной плоскостях или только в вертикаль-
ной плоскости — криволинейность обра-
зующей обработанной поверхности (вме-
сто цилиндра — гиперболоид).
При наличии перекоса только в гори-
зонтальной плоскости — конусность.
Погрешность Л г по радиусу вследствие
смещения вершины резца в вертикаль-
ном направлении на величину Да со-
ставляет
azz
d •
Дг —
(91)
где d — диаметр обтачиваемой поверх-
ности.
При обычных условиях величина этой
погрешности, весьма незначительна.
Перекос траектории вершины резца
вызывается перекосом направляющих
станка и несовпадением осей переднего
и заднего центров. Криволинейность
направляющих станка порождает криво-
линейность образующей обработанной
поверхности.
Деформации детали под действием
сил резания. В результате этой дефор-
мации получается криволинейность об-
разующей (бочкообразность) детали
(фиг. 210).
Приращение по радиусу в сечении,
находящемся на расстоянии к от заднего
центра.
Pyjfl(L—x)t
ЗДЙ
(92)
где Pv — радиальная составляющая
436
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
силы резания в кГ; L — длина детали
в см, Е — модуль упругости в кГ/см*
J — момент инерции в см*
Фиг, 210.
Максимальное приращение, равное
максимальному прогибу (по середине
детали).
Д >„„-0.428-2-
L
где k = .
Здесь приняты Ру— в кГ; d —в мм,
Е — в кГ/мм*. Для стали с модулем
упругости Е — 21 000 кГ!мм*
ъз
A>m„ = 0,02Py-^- мк
Упругие отжатия передней и задней
бабок под действием сил резания —
криволинейность образующей обрабо-
танной поверхности (фиг. 211).
Приращение по радиусу
где /а — жесткость передней бабки; h —
жесткость задней бабки, прочие обозна-
чения имеют те же
' ' значения что и в
----------------формуле (92).
Неточност и фор
жы заготовки—по-
Фиг. 2п. грешности формы
детали. Неточность
JopMbi поперечного сечения заготовки
R порождает у детали аналогичную
погрешность Д">, но умноженную на
коэффициент уточнения k, т. е.
й’г - MR.
Коэффициент уточнения
сР зЛ
ЧТ
где сру — коэффициент резания (для
силы Ру) в кГ; s — подача в мм/об, х —
показатель степени при подаче в фор-
муле Ру — ср^Ру; /е — жесткость си-
стемы.
Если обработка ведется в несколько
проходов, то общий коэффициент уточ-
нения
i “ Ас А,- ... • А,
где А|, Aj,..„ А„—коэффициенты уточне-
ния при первом, втором н т. д. проходах.
Неточности установки резца — по-
грешности по диаметру при обтачива-
нии цилиндрических
поверхностей. По
опытным данным для
станков, имеющих
деления на лимбе
через 0.02 мм и на
холящихся в удовле-
творительном состоя-
нии, среднее квадра-
тическое отклонение,
характеризующее не-
точность установки
резца. составляет
а = 1,5 мк, а для точ-
ных станков с деле-
ниями через 0,10 мм
в < I мк. При рб-
тачивании конусов
неточность ДА уста
Фиг. 212.
новки резца по вы-
соте порождает криволинейность об-
разующей обработанной поверхности
(вместо конуса — гиперболоид).
Уравнение образующей (фиг. 212)
г* У* .
ДМ AMctg»0
Износ резца — искажение формы
обточенной поверхности (практически
сказывается лишь при обработке круп-
ных деталей), при обработке на настроен-
ных станках — рассеивание размеров.
Так как большинство из погрешностей
при прочих способах токарной обра-
ботки по своему характеру не отличается
от погрешностей при обтачивании в цент-
рах, ниже даны лишь дополнительные
указания.
Обработка в трехкулач-
ковом патроне. Биение обраба-
тываемой детали — эксцентриситет об-
работанной поверхности по отношению
к поверхности, которой деталь центри-
руется в патроне.
Биение обрабатываемой детали вызы-
вается- а) биением центрирующей шейки
шпинделя; б) неточностями посадки
патрона на шпиндель, в) недостатками
самого патрона (основное значение).
Суммарная величина биения обраба-
тываемой летали достигает 0,1—0,15 мм.
точность обработки
437
Упругие деформации деталей под
действием сил зажатия — искажение
формы при растачивании отверстий
у тонкостенных детален: колец, втулок
и т. п. (фиг. 213, а—в).
Фнг 213.
Прогиб (фиг. 213, а) под кулачком
(в точках Л)
0,024 IF (Л + 1)«
/а“ ЕЬ (Л -1)» ’
между кулачками
0,0211F (Л 4- 1)8
,s” Eb(k —1)« ’
Он
где К7 — сила на кулачке в кГ; k » р— ;
D„ — наружный диаметр; De — внут-
ренний диаметр; Е — модуль упругости
в кГ/мм*-. b — ширина.
Погрешность формы отверстия, харак-
теризующаяся разностью между наи-
большими и наименьшими радиусами,
составляет
O.O451F (Л+ 1)8
1’“ Eb(k—l)» *
Зажимная сила на кулачке
W - A.Q,
где Q — сила н4 рукоятке ключа в кГ;
hi выбирается по следующим данным:
Диаметр Длина рукоят- Коаффнцнеи:
патрона ни ключа
см » см *
13 14 26,6
16,6 20 33.2
24 25 38,3
32,5 40 683
Прогиб детали под действием сил
резания — криволинейность образующей
обработанной поверхности (фиг. 214).
Максимальная погрешность по ра-
диусу (у переднего конца деталей)
PyL*
Лгтех-^-
в 16 раз больше, чем при обтачивании
в центрах.
Осевое смещение деталей в момент
мм при
преии-
составляет
зажатия — погрешность по продоль-
ным размерам.
По опытным данным (А. А. /Шата-
лина) эта погрешность
0,04—0,07
применении
эионных патронов и
0,05—0.1 мм при
применении нормаль-
ных патронов.
Обтачивание
на оправках.
При применении раз-
движных оправок —
местная неточность ДЯ
стия — эксцентриситет
стием и обточенной поверхностью, рав-
ный
формы отвер
между отвер
е со Л/?.
При применении гладких цилиндри-
ческих оправок — эксцентриситет между
отверстием и обточенной поверхностью,
равный
еез *„1л + + Ьд ,
где smln — минимальный зазор (обычно
по посадке движения), необходимый для
того, чтобы можно было надеть деталь
на оправку; 8d — допуск по диаметру
оправки (обычно по 1-му или 2-му классу
точности); 8д—допуск по диаметру
отверстия обрабатываемой детали.
Обработка иа револьвер-
ных станках и автоматах.
Биение при зажатии в цанговом патроне
(фнг. 215) вызывается неточностью при-
Фнг. 216.
гонки гайки А к цилиндрической на-
правляющей шпинделя (по диаметру D);
неточностью пригонки наружной ци-
линдрической поверхности цанги (диа-
метром d) к отверстию в шпинделе; экс-
центриситетом между цилиндр и чес крй
438
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
поверхностью гайки А (диаметром D)
и ее конической поверхностью; эксцен-
триситетом между конусной поверхно-
стью цанги и ее отверстием и цилиндри-
ческой поверхностью.
Игра в стопорном механизме револь
верной головки — погрешность по диа-
метру обрабатываемой поверхности.
Влияние этой погрешности практиче-
ски можно устранить, если расположить
резей вертикально (фнг. 216).
Фнг. 216.
Неточности кулачковых кривых — по-
грешности по диаметральным и про-
дольным размерам детали в тех случаях,
когда одним резцом обтачивается не-
сколько ступеней.
Неточности поворота шпиндельного
барабана (прн многошпиндельных авто-
матах) — изменения расстояния между
осью шпинделя и вершиной резца, а
следовательно, погрешности по диамет-
ральным резмерам детали, которые прн
новых станках достигают 0,05 мм.
Фрезерные работы. Обработка
плоскости. Неточности формы ци-
линдрической фрезы — отступление от
плоскостности.
Износ фрезы — погрешности по выдер-
живаемому размеру.
Биение фрезы — волнистость обрабо-
танной поверхности.
Биение фрезы в ненагру женном состоя-
нии вызывается биением оси кониче-
ского отверстия шпинделя фрезы, не-
точностью изготовления фрезы, зазором
между оправкой и отверстием фрезы,
изгибом оправки, происходящим в ре-
зультате затяжки гайки (при наличии
торцевого биения колец).
Непараллельность рабочей поверх-
ности стола и направляющих — пере-
кос обработанной плоскости по отно-
шению к базисной поверхности.
Деформации в системе станок — ин-
струмент — деталь — погрешности
формы и размеров деталей.
Один нз наиболее существенных видов
деформации — прогиб фрезерной оп-
равки; если-заготовка имеет неровную
поверхность — переменные деформации.
Перекос шпинделя торцевой фрезы
под действием силы резания — криво-
линейность обработанной поверхности
в поперечном сечении.
Фрезерова
При фрезеровании
на фиг. 217, радиус
кривизны RK ко-
пира связан с ра-
диусом кривизны
Re детали соотно-
шением
Я* “ +
+ (гф - гр),
ние по копиру,
по схеме, показанной
Фнг. 217.
где Гф — радиус фрезы; гр — радиус
ролика.
Как видно из формулы, радиусы
кривизны копира зависят от разности
между диаметрами фрезы и ролика.
Произвольные изменения диаметров
фрезы и ролика сопровождаются иска-
жениями контура детали.
При фрезеровании по схеме, пока-
занной иа фиг. 218, контур копира
Фиг. 218.
зависит не только от диаметра фрезы
и ролика, но и от межосевого расстояния
между ними.
Произвольное изменение или неточное
выполнение размера а также влечет за
собой искажение контура детали.
При любом способе фрезерования не-
точности контура копира вызывают
погрешности деталей. Большое влияние
имеют также деформации, в частности
контактные деформации в местах при-
жатия ролика к копиру.
Сверлильные работы. Погреш-
ности диаметральных разме-
ров. Основными причинами, вызываю-
щими погрешности диаметральных раз-
меров отверстий, являются следующие:
неточности диаметральных размеров
сверла'.
биение сверла, вызываемое несоос-
ностью рабочей части сверла и его хво-
стовика;
радиальное биение оси конуса шпин-
деля;
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 439
деформации свеола вследствие нера-
венства углов при вершине заборного
конуса и неодинаковой длины режущих
кромок.
Увод оси отверстия. Ос-
новными причинами, вызывающими
увод, являются:
неперпендикулярность рабочей по-
верхности стола или опорной поверхно-
сти приспособления (кондуктора) к оси
шпинделя в ненагруженном состоянии;
непараллельность оси шпинделя к на-
правлению перемещения гильзы;
деформации станка под действием осе-
вой силы при сверлении;
деформации сверла вследствие про-
дольного изгиба и под действием эксцен-
трично приложенной нагрузки (вслед-
ствие эксцентриситета между рабочей
частью и хвостовиком сверла).
Погрешности в располо-
жении центров отверстий.
При сверлении по кондукторам основ-
ными причинами, вызывающими погреш-
ности межцентрового расстояния, явля-
ются следующие.
Смещение центра просверленного от-
верстия по отношению к оси кондуктор-
ной втулки; величину максимального
смещения на поверхности детали при
наличии перекоса сверла относительно
втулки и отсутствии деформации можно
определить по формуле
центра отверстия под кондукторную
втулку относительно плоскости А, и
эксцентриситета между отверстиями
кондукторной втулки и ее наружной
поверхностью.
Погрешность межцентрового расстоя-
ния (фиг. 221) складывается из смеще-
Фиг. 220. Фиг. 221.
ний центров отверстий деталей относи-
тельно осей соответствующих втулок
и неточностей взаимного расположения
отверстий кондукторных втулок.
Фиг 222.
При сверлении иа координатно-свер-
лильном станке погрешность меж-
центрового расстояния 0х0г (фиг. 222)
определяется формулой
д£ (х, —Х0 Дхг + (Х1 —х;) ^-Hyg—у,) Ду,+ (уд —уг) Ду,
где s — зазор между
торной втулкой (фИ1
Фнг 219.
сверлом и кондук-
. 219). Для полу-
чения надежных
данных, характе-
ризующих смеще-
ние центра про-
сверленного отвер-
стия по отноше-
нию к оси втулки,
необходимо про-
вести статистиче-
ские исследова-
ния.
Неточность рас-
положения центра
отверстия кондукторной втулки относи-
тельно установочной базы приспособле-
ния; в случае, показанном на фиг. 220.
эта неточность зависит от неточности
по размеру, определяющему положение
где Дх(; Ду). бу^ — неточности по
соответственным координатным разме
рам.
РАСЧЕТ ПРИПУСКОВ
НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
ДЕТАЛЕЙ МАШИН
Припуском на обработку называют
слой металла, удаляемый с поверхности
заготовки в процессе ее обрчботки реза
нием (снятием стружки).
Промежуточным припуском называют
слой металла, необходимый для выпол-
нения технологического перехода. Про-
межуточный припуск г, определяется
разностью размеров, получаемых на
смежных предшествующем и выполняе-
мом переходах технологического про-
цесса обработки данной элементарной
поверхности.
440
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Для внешних поверхностей детали
zs = а — Ь;
для внутренних поверхностей детали
z, — b — а,
где а — размер, полученный на смежном
предшествующем технологическом пере-
ходе; Ь — размер, который должен быть
получен на выполняемом технологи-
ческом переходе.
При обработке пластическим деформи-
рованием (без снятия стружки) — чекан-
кой, калиброванием шариком, обкаты-
ванием роликами — припуск также оп-
ределяется разностью размеров обраба-
тываемой поверхности до и после обра-
ботки указанными методами. При этом
величина остаточной деформации пред-
ставляет собой припуск на обработку.
Общим припуском называют слой
металла, необходимый для выполнения
всей совокупности технологических пере-
ходов, т. е. всего процесса обработки
данной поверхности — от черной заго-
товки до готовой детали. Общий при-
пуск г0 определяется разностью разме-
ров черной заготовки и готовой детали.
Для внешних поверхностей
zo = ая — аа;
для внутренних поверхностей
zo “ ад — ®i'
где ая— размер черной заготовки; —
размер готовой детали.
Общий прнпчск на обработку равен
сумме промежуточных припусков по
всем технологическим переходам про-
цесса обработки — от черной заготовки
до готовой детали:
л
*о - 2 *• •
j-i
При обработке различают симметрич-
ные и асимметричные припуски.
Симметричные припуски имеют место
при обработке внешних н внутренних
поверхностей вращения, а также при
параллельной обработке противолежа-
щих плоских поверхностей, асимметрич-
ные припуски — при различной вели-
чине их на противолежащих гранях,
обработка которых производится после-
довательно.
Одностороннее расположение при-
пуска представляет собой частный слу-
чай асимметричных припусков, когда
противолежащая грань не обрабаты-
вается.
На различных стадиях механической
обработки от черной заготовки до гото-
вой детали получаются погрешности
размеров и геометрических форм, обра-
зуются микронеровности и поверхност-
ные Слои, возникают пространственные
отклонения во взаимном положении
поверхностей и осей. При каждом выпол-
няемом переходе должны быть ликви-
дированы погрешности, полученные на
предшествующем переходе, с той целью,
чтобы получающиеся погрешности при
выполняемом переходе не суммирова-
лись спредшествующими погрешностями.
Погрешности геометрических форм —
овальность, огранка, конусность, бочко-
образность, седлообразность, выпук-
лость, вогнутость и т. п. — должны
охватываться допуском на размер обра-
батываемой элементарной поверхности,
который учитывается при установлении
припуска на обработку.
Пространственные отклонения — изо-
гнутость, смещение и увод осей, непа-
раллельность осей, неперпендикуляр-
ность осей и поверхностей и тому подоб-
ные отклонения во взаимном положении
элементов детали — не связаны с до-
пуском на размер, имеют сайостоятель
ное значение и должны учитываться
отдельно при расчете припусков на
обпаботку.
Ь месте с тем погрешность установки
при выполняемом переходе должна быть
компенсирована соответствующим уве-
личением припуска на обработку.
Таким образом, припуск на обработку
может быть выражен в общем виде
формулами
2г.-»в + 2(/?а + Гв) + 2|р- + 7j
для симметричных припусков и
+ Та + I + ««|
для асимметричных припусков, где г, —
припуск на сторону для выполняемого
перехода; 8а — допуск на размер полу-
ченный на смежном предшествующем
переходе; На — средняя высота поверх-
ностных микронеровностей Нср, полу-
ченных на предшествующем переходе;
Та — глубина дефектного слоя, полу-
ченного на предшествующем переходе;
ра — векторная (геометрическая) сумма
пространственных отклонений взаимо-
связанных поверхностей обрабатывае-
мой заготовки, получившаяся на пред-
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 441
шествующем переходе, ав — векторная
сумма погрешностей базирования и за-
крепления, т. е. погрешность установки
при выполняемом переходе.
Следовательно, промежуточный при-
пуск слагается из погрешностей смеж-
ного предшествующего перехода и по-
грешности установки обрабатываемой
заготовки на выполняемом технологи-
ческом переходе.
Значения составляющих при-
пуска приведены ниже, в нормативах.
Индекс а в формулах для определения
припусков на обработку указывает, что
величина составляющей припуска отно-
сится к предшествующему переходу,
индекс в — к выполняемому переходу.
В ряде случаев отдельные составляю-
щие припуска выпадают как не исправ-
ляемые выполняемым переходом либо
как не имеющие места на предшествую-
щем или выполняемом переходах. Кон-
кретные указания в этих случаях даны
в соответствующих таблицах нормативов.
Предлагаемые нормативы охватывают
лишь общие для различных отраслей
машиностроения типовые детали машин,
классификация которых дана в табл. 125.
Предлагаемые расчетные формулы для
определения промежуточных припусков
на обработку получены на основе исход-
ных формул:
zamax “ emax ^max
для внешних поверхностей и
*«max “ ^mln йт1п
для внутренних поверхностей, где
и amin — наибольший и наименьший
предельные размеры, относящиеся
к смежному предшествующему переходу;
и *min-— наибольший и наимень-
ший предельные размеры, относящиеся
к выполняемому переходу.
Таблица 125
Классификация типовых деталей машин и примерное распределение их по классам
валы гладкие и ступенчатые L > l,5D Втулки и вкладыши подшипников L > 0,250
1. Втулки подшипни- ке ные 2. Втулки направляю* шие 3. ВкЛЭлТЫШИ подшип- ников t
1. Валы редукторов и коробки скоростей 2. Валы центробеж- ных насосов 3. Шпиндели станков 4. Осн Б. Штоки 6, Штифты
Рычаги и вилки
Диски В < 0,250 1. Рычаги переключе- ния 2. Вилки переключения 3. Вилки сцепления 4. Вилки таг Б, Серьги
1. Дисковые поршни 2. Обоймы 3. Фланцы 4. Крышки круглые Б. Муфты в. Шкивы и маховики 7. Заготовки олиовен новых зубчатых колес Балки и кр юнштедны
1. Балки 2. Поперечины 3. Кронштейны всех тнпов
Барабаны и стаканы 0,25D < L < 1J5D Корпусы и шиты
1. Корпусы редукторов 2. Корпусы центробеж- ных и поршневых на- сосов X Корпусы коробок скоростей 4. Блоки цилиндров 5. Головки цилиндро- вых блоков б. Фундаментные плиты
1. Барабаны лебедок 2. Стаканы полшипии ков 3. Шкивы ступенчатые 4. Поршни скальчатые Б. Заготовки миоговен- цоаых зубчатых ко- лес
Обозначения: Я — толщина диска; О — наружный диаметр; DCp — средний диаметр для ступенчатых деталей, вставляемый в формулы вместо размера D: иср “ L более точно , 1/Ф + 42 ^••• + 4 'и Dcp “ ' L где di, </„ d„ . . -. — диаметры ступеней; l„ 1,,..., — длины ступеней: 1 — общая длине заготовки.
442
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Пользуясь этими исходными форму-
лами, определяют предельные расчетные
размеры для предшествующего перехода:
amax “ ^тах гагаах-
^ш1п “ ^тах
для внешних поверхностей и
°mln = ^ш!п — гвтзх'
атах = amln +
для внутренних поверхностей
Таким образом, исходя из заданного
чертежом размера, определяют проме-
жуточные размеры по всем технологи-
ческим переходам от готовой детали до
черной заготовки.
Порядок расчета промежуточных при-
пусков на обработку и предельных
размеров по технологическим переходам
указан в табл. 126.
Величины слагаемых, входящих в фор-
мулы припусков на обработку, зависят
от конфигурации и размерных соотно-
Габлица 126
Порядок расчет* промежуточных припусков на обработку и предельных размеров
но технологическим переходам
Для внешних поверхностей Для внутренних поверхностей
I. Записывают в карту технологический маршрут обработки рассчитываемой элементарной поверх-
ности детали
2. Записывают допуски на размеры по всем переходам технологического маршрута обработки
X Определяют расчетные величины припусков на обработку
4. Для конечного технологического перехода принимают предельные размеры по чертежу
X Для предшествующего ему перехода опреде-
ляют наибольший предельный размер
путем прибавления к наибольшему пре-
дельному размеру по чертежу расчетного при-
пуск» иа обработку: полученный размер
• округляют
6. Последовательно определяют и округляют
наибольшие предельные размеры для
каждого предшествующего перехода путем
прибавления расчетного припуска к
наибольшему предельному размеру еле
луюшего за иим по технологическому маршруту
смежного перехода
7. Определяют наименьшие предельные
размеры для каждого технологического пере-
хода путем вычитания допуска из округ
ленного наибольшего предельного раз‘
мера
». Записывают принятые припуски на обработку
как разность округленных наибольших
предельных размеров двух смежных переходов
X Для предшествующего ему перехода опреде-
ляют наименьший предельный размер
путем вычитания кз наименьшего пре-
дельного размера по чертежу расчетного при-
пуска на обработку: полученный размер
округляют
б. Последоиательно определяют и округляют
и а и меньш н е предельные рвзмеры для
каждого предшествующего перехода путем
вычитания расчетного припуска на
наименьшего предельного размера
следующего за иим по технологическому
маршруту смежного перехода
7. Определяют наибольшие предельные
размеры для каждого технологического пере-
хода путем прибавления допуска к
округленному наименьшему предель-
ному размеру
В. Записывают принятые припуски на обработку
как разность округленных наименьших
предельных размеров двух смежных переходов
Примечания: I. Округление расчетных предельных размеров по технологическим пере-
ходам производится до гого же знака десятичной дроби, с каким дан допуск на размер для соот
ветствуюшего перехода.
X Дла внешних поверхностей округление производится увеличением наибольшего предельного
размера: для внутренних поверхностей — уменьшением наименьшего предельного размера.
X Размеры, получаемые на конечных технологических переходах, принимают по чертежу
детали, проверяя по нормативам возможность получения заданного допуска запроектированным
методом обработки.
4. При расчете припусков на обработку внешних н внутренних торцевых поверхностей припуск
определяется для 'каждою торца отдельно. При атом целесообразно составлять для каждого
технологического перехода эскиз, определяющий взаимосвязь обрабатываемого торца с измеритель-
ной базой.
Параллельную обработку торцов следует применять лишь на тех технологических переходах,
для которых полученные расчетом промежуточные припуски приблизительно одинаковы. В целях
уменьшения погрешностей размеров, выдерживаемых от измерительной базы, рекомендуется
уравнивать припуски по наибольшему нз припусков иа параллельно обрабатываемые торцы.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 443
шелий, 1. е. от классов обрабатываемых
деталей, от обрабатываемого металла и
методов обработки. Поэтому нормативы
для расчета припусков на обработку
и конкретные указания относительно
пространственных отклонений даны в за-
висимости от этих факторов.
Для некоторых элементарных поверх-
ностей, на точность обработки которых
класс детали не влияет, нормативы
даны независимо от классов обрабаты-
ваемых деталей.
Погрешность установки ев слагается
из погрешности базирования ед и по-
грешности закрепления а, и определяет-
ся как векторная сумма: а4 = ig 4-ia.
В зависимости от принятой схемы
установки погрешности базирования по-
лучают различные значения.
При совмещении установочной и из-
мерительной баз погрешность базиро-
вания не имеет места, т. е. tg *= 0.
Поэтому во всех случаях, когда это
возможно, совмещают установочную и
измерительную базы, т. е. выбирают
за установочную базу ту поверхность,
от которой задан выдерживаемый раз-
мер.
Типовые схемы установок и соответ-
ствующие им погрешности базирования,
отнесенные к выдерживаемому размеру,
см в табл 127.
Таблица 127
Погрешность базирований прн обработке на предварительно настроенных станках
Базирование Схема установки Погрешность базировании
По центровым гнездам • Для центров е углом 60° принимать: 1 -а- _еГ. ± 1 Жесткие центры, жесткий перегний и вращающийся задний центры «О, “О; •£>, — 0; •а “ *с “ *4
Наибольший лиаметр гнезда Ь ММ 1; 2; УЛ 4; 6; 6 7Л; 10 12,5; >5 10; 30
Просадка нейтрон Дц а мм 0.1) 0,1т 0,1в 0.21 0.2S
По центровым гнездам — т _L -о- f т3 Плавающий перегний и жесткий задний центры, плавающий перед- ний и вращающийся задний центры •D, “ 01 *D, “ . -0; аА-0; а,-0 а о с
По внешней поверхности с установкой в аажнмиой цанге по упору / • г? Q 1 1 О .9
sfc "Я
J L
По внешней поверхности и
торцу с установкой в трех
кулачковом самоцеитриру-
юшем патроне
•D-О: «d-0;
. -0; а.-0
а р
(при параллельном полрезамии тор-
нов)
441
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Продолжение табл. 127
Базирование Схема установки Погрешность базирования >• — • t . * ;
1 По отверстию с установкой на оправку со свободной ПО- 1 •- •O.“,smln + ’e‘rJA; *Da“Jniln +гв + !Л. где ®т1п — минимальный гаранти- рованный зазор; 4^ — допуск на размер оправки; 8д — допуск на размер базового отверстия При установке оправки на плаваю- щий передний центр, в гильзу или патрон по упору а =0; а.=0 __ до При установке оправки на жесткий передний центр *а~ Лц: 'б” просадка центров
сжлжоп. и: HQ гЗН 1 •р не влияет на допуск дна- \V9j не трального размера, ио увеличивает припуск на об- 5"
। • - - - - ч
По отверстию с установкой на раз- жимную или жесткую оправку с натягом ♦> - — 1 г С) 1 *D,“fr> 'D,“n При установке оправки в гильзу нли патрон по упору •ц-fr- %-
По внешней поверхности с уст»нои кой в самоцентрирующие (влияю- щие) призмы > -ч, 11* arf-0
По плоскости и платанам с поджи- мом призмой для обработки отпер стая по кондукторной втулке, коор- динированной с базирующими вне ментами приспособления •t-o
По боковой плоскости и торцу с за- жимом, противолежащим боковой плоскости и торцу, для параллель- ной или последовательной обра- ботки а кондукторе А А - at-°
По внешней поверхности вращения с установкой в жесткую призму и зажимом подвижиой призмой дла обработки по кондуктору Н е t" Кондукг нал Отд W ,:ка где — смешение оси отверстия относительно осн внешней поверх- ности (отклонение от концентрич- ности); 4р —допуск на диаметр внешней поверхности: в — угол призмы
Я _ м -
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 445
Продолжение табл. 127
Базирование Схема установки Погрешность базирования
По внешней поверхности вращения с установкой на жесткую плоскую поверхность н зажимом подвижной призмой дла обработки отверстий по кондуктору -f- У////Л _ 1Р е 2 ’ глее*—отклонение от концентричности; б^ — допуск ил диаметр внешней поверхности
_L .
V Т—1
Кондукторная Втулка
По нижней плоскости, торцу я бо- ковой поверхности для обработки верхней плоскости •л-°
(
По нижней плоскости и торцу: по отверстию и торцу для обработки уступа €е “ 8а« lg — допуск па размер а
1 _ V
а
По верхней плоскости и торцу для обработки уступа 'ь~3
П ~
1 *
♦
По отверстию иа жесткий палец с натягом для обработки верхней плоскости । Палец । *й“ 1
1^1 С
По отверстию и плоскости с установ- кой иа оправку ала обработки верхней плоскости т ]~\Onpi 10ка Для жесткой оправки со свободной посадкой •л"5пнп -»-‘в + ‘л где $т|п — минимальный гаракти* ровиниый зазор; Ад — допуск на размер оправки; Ад — допуск на размер базового отперетив £ля разжимной или жесткой оправки с на тагом •й-° _
с: 1
По коническому отверстию па жест кий конический штифт ала обра- ботки паза, ось которою проходит через центр отверстия 8Р« +ЛРД л- к > где — допуск иа размер жест- кого конического штифта; 4рд — допуск иа диаметр конического ба- зового отверстия; К — конусность: где a — угод при вершине конуса
i
446
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Базирование
Схема установки
Продолжение табл. 127
Погрешность базирования
По коническому отверстию на пле-
няющий конический штифт для
обработки паи, ось которого про-
ходит через центр отверстия
•л,-°;
где 4^ — допуск на размер Н
По двум отверстиям для обработки
плоской или фасонной поверхности
’Л = smln + *DB + '‘DA.
где Sm|n — минимальный гаранти-
рованный зазор; 8рД — допуск на
размер по диаметру пальца;
ip д —допуск ва размер по диа-
метру базового отверстия
По двум отверстиям лля обработки
части плоской или фасонной по-
верхности
По внешней поверхности с установ-
кой в призму для обработки паза
где — допуск иа диаметр;
По внешней поверхности с установ-
кой в призму для обработки пло-
скости или паза
По внешней поверхности с установ
кой в призму для обработки пло
скости или паи
где — допуск. на диаметр;
в - угол призмы
По внешней поверхности с установ-
кой в призму для обработки пло-
скости или паи
где — допуск иа диаметр;
« — угол призмы
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 447
Формулы, приведенные в табл. 127,
основаны на геометрических связях,
определяемых принятыми схемами уста-
новки.
В случаях, не предусмотренных этой
таблицей, погрешности базирования оп-
ределяются геометрическим расчетом.
Обрабатываемая заготовка при ее
закреплении может отклониться под
воздействием зажимов от заданного
положения относительно рабочего ин-
струмента, в результате чего получается
попэешность закрепления.
Погрешности закрепления, приведен-
ные в табл. 128—13), получены путем
интерполяции по средним значениям
экспериментальных данных. Учитывая
весьма ограниченный объем проведенных
с этой целью экспериментов, следует
считать данные табл. 128—131 ориенти-
ровочными
В табл. 132—180 даны нормативы
Для расчета припусков на обработку
заготовок из проката (табл. 132—142),
кованых и штампованных заготовок
(табл. 143—175). литых заготовок
(табл. 176— 180).
В табл. 181—186 приведены норма-
тивы для расчета припусков на обра-
ботку отверстий.
В ряде таблиц, содержащих норма-
тивные материалы по механической об-
работке, указаны не значения допусков
на выдерживаемые размеры, а классы
точности, по которым следует прини-
мать допуски при расчете промежуточ-
ного припуска на обработку. Значения
допусков в соответствии с указанными
в таблицах классами точности даны
в табл. 187 по системе ОСТ для диамет-
ральных размеров до 500 мм и в табл . 188
для размеров свыше 500 мм по ГОСТ
2689-44
На стр. 478 приведен пример расчета
припусков на обработку ступенчатого
вала.
Таблица 128
Погрешности закрепления в радиальном направлении при установке заготовок
для обработки на станках
Характеристика поверхностей, воспринимающих силу зажима Погрешность закрепления «. в мк яри диаметре закре- пляемой поверхности в мк
До 50 50—120 120—260 200—350 360-500
Закрепление заготовка в трехкулачколом симоцентрирующем патроне
Чернов (горячеквтанная сталь, горя- чая штамповка, литье) 300 350 48Г НЮ 800
После черновой обработки . 250 300 350 440 600
После чистовой обработки ...... 200 250 300 350 400
После шлифования .......... 120 1S0 180 — —
Закрепление автоматной стали цан/е
Диаметр прутка а «к До 10 10—18 18-30 30—50 Св. 50
Погрешность закрепления • , в мк . . 50 50 70 80 too
Примечание. При установке на оправку учитывать погрешность базирования и по- грешность закрепления оправки в патроне. Установка в жестких центрах погрешности закрепления в радиальном направлении ие лает. Смешение заготовки, получающееся при установка в плавающий передний и вращаюшийса задний центры, ве учитывается, так как перекрынеетсн отклонением заготовки под действием силы резания. *
U8
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Габлицд 129
Погрешности вякреоленяя я осевом навраялеини при установке заготовок
для обработки яа стайках
Характеристика поверхностей, воспринимающих силу зажима Погрешности закрепления «, в мк при диаметре закрепляемой поверхности о мм
До $0 | 50-120 120—260 | 260-360 | 360-500
Закрепление заготовок в трехкулачковом самоцентрируютем патроне
Черная (горячехатанная сталь, го- рячая штамповка, литье) 100 120 150 200 300
После черновой обработки . 80 100 120 150 200
После чистовой обработки ...... 60 80 100 120 150
После шлифования 40 50 60 — —
Закрепление автоматной стали а цанг*
Диаметр прутка в мм До 10 10-18 18—30 30-50 Св. 50
Погрешность закрепления «л а мк . . 40 50 60 70 80
Примечания: При установке на оправку учитывать погрешность закрепления
оправки а патроне.
При установке в центрах погрешностью закрепления по малости пренебрегать, во учитывать
погрешность базирования в осевом направлении (просадка центров).
Таблица 130
Осадка заготовок, установленных
.а приспособлениях, прн зажимной силе,
направленно» перпендикулярно
обрабатываемой поверхности
Характеристика поверхности, воспринимающей силу зажима Осадка в мк
Черных ва готовок 100-150
Посла черновой обработки .... 50-75
После чистовой обработки . . 10
После шлифования . . .... Б
Погрешность закрепления заго-
товок прн установке в приспособлениях
тисочного типа определяется поворотом
заготовок прн зажимной силе, напра-
вленной параллельно обрабатываемой
поверхности, по формуле
•л — «А
где а, — погрешность закрепления в мм;
В — ширина заготовки в мм.
Коэффициент а принимать в зависи-
мости от характеристики базовых и
воспринимающих зажимную силу поверх-
ностей по табл. 131-
» 1 аблица 131
Значение коэффициента а
Характеристика поверхностей, воспринимающих силу зажима о
Черных заготовок ... . . . . После черновой обработки ... После чистовой обработки . . . После шлифования 0.015-0,02 0,006-0,01 0.003-0,006 0,0012
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 449
Заготовки из проката
Указания к нормативам для расчета
припусков на обработку деталей непо-
средственно из калиброванной стали
и проката. Сталь калиброванная хо-
лоднотянутая круглая и прокат круг-
лый применяются для гладких и ступен-
чатых валов с небольшим перепадом
диаметров ступеней, для стаканов диа-
метром до 50 мм, а также для втулок
с внешней поверхностью диаметром до
25 мм.
Гладкие валы из стали калибро-
ванной 3-го и 4-го классов точности
непосредственно шлифуются на бес-
центрово-шлифовальных станках.
Диаметр прутка (заготовки) опреде-
ляется по формуле
o;-Da+2z;.
где D' — расчетный наибольший пре-
дельный размер заготовки; Da — наи-
больший предельный размер детали
по чертежу; 2г'о — расчетный общий
припуск на обработку (по диаметру).
Принимается ближайший по сорта-
менту диаметр прутка D*. При этом
общий припуск на обработку 2г£ опре-
деляется по формуле
2жа - D] - D9.
Например, диаметр валика яяваи по
чертежу 27.35_0W4; общая длина ва-
лика 100 мм; заготовка — калиброван-
ная сталь 3-го класса точности.
Припуск на бесцентровое шлифование
после отрезки (до термообработки) опре-
деляем по формуле
2*» — Ьа 4- 2 (На + Га) 4-21 ра + I
В связи с тем что при бесцентровом
шлифовании погрешность установки
не имеет места, формула принимает
вид
21, - Ja 4- 2 (На 4- Та) 4- 2ра.
Подставляя значения составляющих
припуска из табл. 132 и определяя
29 Том 5 Hi?
значение ра по табл. 134. получаем
Ре = — 1.5-50 — 75 мк;
21, - 45 4- 2 (50 + 50) + 2-75 - 395 мк.
При шлифовании после термической
обработки поверхностный слой должен
быть по возможности сохранен, поэтому
припуск под шлифование после терми-
ческой обработки определяется по фор-
муле
21, - Ья + 2На + 2Ра.
По табл. 139 и 140 имеем
21, - 21 + 2.5 4-2-0,9-50 = 121 мк.
Общий припуск на обработку
21о- 395 4- 121 -516 мк.
Расчетный наибольший размер заго-
товки
О' - 27Д5 + 0,516 - 27,866 мм.
Принимаем D* = 28 мм, тогда общий
припуск получается
21"о - 28 - 27,35 = 0.65 мм.
Гладкие валы, обрабатываемые из
проката повышенной точности, предва-
рительно обтачивают (табл. 138), а если
требуется, то и шлифуют (табл. 139).
Размер заготовки (прутка) опреде-
ляется таким же методом, как и для
калиброванной стали.
При обработке ступенчатых валов из
автоматной стали и проката обычной точ-
ности размер заготовки также опреде-
ляется указанным выше методом, при-
чем наибольший предельный размер
детали по чертежу берется по ступени
наибольшего диаметра, а остальные
ступени обрабатываются с напуском,
Если напуск не может быть снят за
один проход, то 60—70% его удаляют
на первом и 40—30% на втором пере-
ходах.
Дальнейшую обработку шеек ступен-
чатых валов производят без .напуска,
и припуски на их последующую обра-
ботку определяют обычным путем.
460
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 132
Прутки стальные круглые калиброванные (по ГОСТ 7417-55)
Номинальный диаметр D в лек Класс точности
3-й За 4-й 5-я
Допускаемые отклонения по диаметру в л
3.0 —0,020 —0,040 -0.06 -0.12
3.2 —0,025 -0.048 —0,08 -0.16
3.4 —0,025 -0,048 —0.08 -0,16
3.5 -0,025 -0,048 -0.08 -0.16
3.6 —0,0?5 -0.048 —0.08 -0.16
3.6 - О,(>25 — 0.048 —0.08 —0.16
4.0 -0,025 —0.048 —0.08 -0.16
4.2 -0,025 -0.048 -О.ОЗ -0.16
4.5 -0,025 -0.048 —о, ад -0,16
4,6 —0,025 -0.048 —0.08 -0,16
5,0 —0,025 —0,048 —0.08 -0,16
5.3 —0.U25 -0.018 -0,08 -0,16
5.5 —0.<25 —0,048 -0,08 -0.16
5.6 —0.025 -0.048 —0,08 -0.16
5.8 —0.(25 -0.048 —0,08 -0,16
6.0 -0.115 -0.048 —0,08 -0,16
6.3 -О.оз —0,05ft -0. Ю -0,20
6.5 —О.КЗ -0,058 —О.Ю —0,20
6.7 —0.03 -0.058 —О.Ю -0.20
7.0 -0,03 -0,058 -О.Ю -0,20
7.1 —0.03 -0.058 -0,10 —0,20
7.5 —о.оз —0,058 -О.Ю —0,20
Я.О -о.оз —0,058 —О.Ю —0,20
8.5 -о.оз -0.058 -О.Ю —0,20
9.0 -0,03 —0,058 —О.Ю -0,20
9.5 -0.03 —0,6,58 -о.ю -0,20
10.0 -0,03 —0.058 —0,10 -0,20
10,6 —0.035 —0,07 —0.12 -0,24
п.о —0.113.5 —0.07 —0.12 -0.24
11.2 —0.035 -0.07 -0.12 —0,24
11.5 —0,035 -0.07 —0,12 —0,24
11,8 —0.035 -0.07 —0.12 —0,24
12.0 -0.035 -О.СТ —0.12 —0,24
12.5 —0.035 —0.07 -0.12 —0.21
13,2 —0,035 -0,07 -0.12 -0.24
13.5 —0,1'35 -0,07 —О.Г2 —0,24
14.0 -0.035 -0,07 —0.12 -0,24
И.5 —0.035 -0.07 —0,12 -0,24
1.3.0 —0.035 -0,07 —0,12 -0.24
15,5 -41.035 —0.07 -0,12 -0,24
16.0 -0.035 -0.07 —0,12 -0,24
М.5 —0.015 —П.07 -0,12 -0,24
17.0 -0.035 -0.07 -0,12 -0,24
17,5 —0.035 -0,07 -0.12 -0,24
16,0 —0,035 -Л. 07 —0.12 -0,24
. 18.5 -0,<ИГ> —0,084 -0,14 -0.28
19.0 -0.045 -0,084 —0,14 -О.2Я
19,5 -0.045 —0,081 -0.11 -0,28
20,0 —0.04.5 -0.0(41 -0.14 —0.28
21,2 —0,045 —0,084 -0,11 -0.28
22.0 -0.01.5 -0,084 -O.lt -0.28
22.4 -0.045 —0,084 —0.14 —0,28
24.0 -0.015 • —0.084 —0.14 —0,28
25.0 —0,045 —0,084 -0.14 -0,28
26,5 -0,045 —0.084 -0.14 —0,28
27,0 -41,015 —0,084 —0,14 -0,28
28,0 —0,046 —0,081 —0,14 -0,28
30,0 —0,045 —0,084 -0,14 -0,28
31,5 —0.05 -0,10 -0,17 —0,34
ЗЭЛ -0.05 -0.05 -0,10 -0.10 -0.17 -0.17 -0.34 -0,34
35.5 —0,05 -0,10 -0.17 —0,34
36.0 -0.05 -о.ю -0.17 -0.34
37.5 -0.05 —9,10 -0.17 -0,34
39.0 -0.05 -0.10 -0,17 —0,34
40,0 -0,05 -о.ю -0,17 -0,34
42.0 —4), 05 -0.10 -0,17 -0,34
-42.5 -0,05 -о.ю -0,17 -0,34
45.0 —0,05 -о.ю -0.17 -0,34
47,5 -0,05 -0,10 -0.17 -0,34
as -0.05 -0.10 -0,17 -0.34
-0.05 -0,10 -0.17 -0.34
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 451
Продолжение табл. 132
Номинальный диаметр D в мм Класс точности
3-й 3. 4Й 5-й
Допускаемые отклонения по диаметру в мм
52,0 -0.06 -0,12 -O.AJ -0,40
53.0 —0,06 -0,12 -0,20 —0,40
56.0 -0,06 -0,12 -0.20 -0,40
58.0 —0,06 -0,12 —0.20 —0,4:1
60,0 —0.06 —0,12 —0,20 —0,40
63.0 —0.06 -0,12 —0.20 -0.40
64,0 -0.06 —0,12 -0,20 -0,40
65,0 - -0,06 —0.12 -0.20 -0.40
67,0 —0.20 —0,40
68,0 — -0,20 —0,40
71,0 -0.20 -0,40
72,0 ж —0,20 -0,40
75,0 а“ __ -0.20 -0.40
76,0 — -0,20 -0.40
80.0 — — -0.20 —0,40
85.0 — -0,23 -0.46
90.0 — -0,23 -0.46
95.0 -0,23 -0.46
100,0 — — —0,23 —0,46
Допускаемые отклонении по диаметральным размерам паны по ГОСТ 7417-55.
Качество поверхности принимать: Н «= 50 жх; Т = 50 мк.
Пространственные отклонения лля калиброванной стали ограничиваются кривизной
(см. табл. 132 и 1341.
При бесиеитрооом шлифовании погрешность установки не имеет места.
Припуск на бесцентровое шлифование определять по формулам:
до термообработки
^”!а + 2("о + Га) + ^
после термообработки
Ъ'-*л+ша+Ъ„.
Удельную изогнутость после термообработки см. в табл. 140.
Местная изогнутость прутков по ГОСТ 7417-55
Таблица 133
Класс точности
Диаметр прутков D в мм 3-й За 4-й 5-а
Допускаемая изогнутость в мм на 1 лол. м
3—25 1 2 2 3
2.5—50 0,75 1 1 2
Св. 60 0.50 1 1 1
Общая кривизна прутков не должна превышать произведения величины допускаемой
местной изогнутости иа длину прутка в метрах.
Таблица 134
Удельная изогнутость дц в мк па 1 мм длины
Класс точности
Диаметры прутков D в м м 3-й За 4-й 5-й
Удельная изогнутость ди в hikimm
3—25 2.0 4 4 6
25-50 1.5 2 2 4
Се. 50 1.0 2 2 ’ 2
Пространственные отклонения р в мк для калиброванной стали ограничиваются изогнутостью
Р “ 4и* и’
где Лц — удельная изогнутость в мк/мм, 1д — расстояние в мм от сечения, лля которого
определяется изогнутость, до ближайшего торца.
Удельную изогнутость после закалки см. в табл. 140.
2V*
452
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Сталь горячекатаниая круглая
Повышенная точны ть прокатки
Таблица 136
Диаметр D В мм Допускаемое отклонение по диаметру в мм Допуск 4 в мк Погреш- ность зацен | тровкн я в мк Диаметр D в мм Допускаемое отклонение по диаметру в мм Допуск 6 а мк Погреш- ность зацен- тровки *4 в мк
+ - + -
5 0.1 0.3 400 135 0,25 о.б 850 245
5,5 0.1 0.3 400 135 39 0,25 0,6 850 245
6 0.1 0.3 400 135 40 0,25 0.6 85) 245
6.5 0.1 0.3 400 135 42 0,25 о,« 850 245
7 0.1 0.3 400 135 43 0,25 0,6 850 245
8 0.1 0.3 •100 135 45 0,25 0.6 850 245
9 0.1 0.3 4ОП 135 48 0,2.5 0,6 850 245
10 0.2 0,4 600 185 50 0.25 0.9 1150 315
И 0,2 0.4 600 185 52 0,25 0.9 1150 315
12 0.2 О.а 6<Ю 185 54 0,25 0.9 1150 315
В 0.2 0,4 600 185 55 0,25 0.9 1150 315
14 0.2 0,4 600 185 56 0.25 0,9 1150 315
В 0.2 0,4 600 185 58 0.25 0,9 1150 315
16 0,2 0.4 боо 185 60 0.3 1 1300 350
17 0.2 0,4 600 185 65 0.3 1 130.) 359
18 0.2 0.4 бои 185 70 0.5 1 151W 400
19 0.2 0.4 600 185 75 0.5 1 1500 400
20 0.2 0.4 600 185 80 0.5 1.2 1700 450
21 0.2 0.4 61У) 185 85 0.5 1.2 1700 450
22 0.2 0.4 600 185 90 0,6 1.2 1800 470
23 0,2 0.4 600 185 95 0,6 1.2 , 1800 470
24 0.2 0,4 боо 185 100 0,8 1.5 2300 590
25 0.2 0.4 600 185 105 0.8 1.5 2307 590
26 0,25 0.6 яы 245 110 0.8 1.5 2300 590
27 0.25 0.6 850 245 115 0.8 1.5 2300 590
30 0,25 0.6 850 245 120 1 1.8 2800 710
32 0,25 0.6 850 245 125 1 1.8 28’Ю 710
33 0,2-5 0.6 850 245 130 1 2 3000 760
34 0.25 0,6 850 245 140 1 2 3100 760
35 36 0,25 0,25 0.6 0,6 850 850 245 245 150 1 2 3000 760
Допускаемые отклонения по анаметру лаиы по ГОСТ 2590-51.
Значения р я мк определять по формулам:
I) при обработке я центрах
рв»О.Я64в/в + ОЦ
°Р" S 'в > •«;
р « 0.06аи ♦ 0.4Аи/а
пР« ’ц > %
2) при обработке в патроне
р « К I
~ и в»
где Дв - удельная иэогиутость в лип 1и — расстояние п мм от сечения, для
ляется изогнутость, до ближайшего торца детали.
ГОСТ 2590-51 допускает изогнутость до 6 мм на I not. м.
Правкой на прессах, нарезанных в размер заготовок, достигают следующей
тости:
Диаметр прутка в мм .......... До 30 30—80
Удельная изогнутость AfJ в мк......... ... 3 2
Качество поверхности принимать: Н — 150 лм; Г — 150 мк.
которого onреле.
удельной изогну-
Св. 80
I
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 453
Сталь горячекатаиная круглая Таблица /36
Обычная точноет» прокатки________________
Дна метр D в мм Допускаемые отклонения по диаметру в мм Допуск в мк Погрсш кость за-1 центров» кн в мк Диа- метр D в мм Допускаемые отклонения но диаметру в мм Допуск в мк Погреш нот и центров кн tq в мк
+ — 4- -
5 0,3 0,6 800 230 40 0.4 0,75 1160 34U
5,5 0,3 0.5 800 23) 42 0.4 0.75 1150 34)
6 0,3 0.5 809 230 43 0.4 0,7» 1150 340
6,5 0.3 0.5 800 230 44 0.4 0,'Б 116) ЗЮ
1 О.з и,5 80) 230 46 0.4 0,73 П50 340
8 0,3 0,5 800 230 48 0.4 П.75 ИЗО 340
9 0.3 0.5 801 230 50 0,4 1.0 1400 42'
10 0.3 0.5 8J0 250 52 0.4 1.0 14-» 425
И 0.3 0,5 00 285 54 0,4 1.0 1409 425
12 0.3 0.5 800 255 55 0.4 3.0 1409 423
13 0.3 0.5 800 255 56 0,4 1.0 1400 425
14 0.3 0.5 >00 255 58 0.4 1. 1400 425
15 0.3 0,5 •00 255 60 0,5 1.1 16» 470
16 0,3 0.5 803 255 62 0,5 1.1 16» 470
17 0.3 0.5 800 255 65 0,5 1.1 1603 4?»
18 О.з 0.5 800 255 68 0.5 1.1 161» 470
19 0.3 0.5 800 255 70 0,5 1.1 1600 470
20 0,4 0,5 900 255 п 0,5 1.1 1600 470
21 0.4 0,5 900 255 75 0.5 1.1 1600 470
22 0,4 0,5 900 255 78 0.5 1.1 16» 470
23 0,4 U.S 990 255 80 0,5 1.3 1800 545
24 0.4 0.5 900 255 85 0.5 1.3 16J0 545
25 0.4 0.5 909 25S 90 0,5 1.3 1800 543
26 0.4 0,75 1150 340 95 0.5 1.3 1800 545
27 0.4 0.78 1159 340 109 0.3 1.7 2390 690
28 0,4 0,75 1150 349 105 0.6 1.7 2з::>) 690
29 0.4 0,75 1150 340 110 0.6 1.7 2300 69)
30 0.4 0,75 1150 340 115 0.6 1.7 2300 .690
31 0,4 0,75 1150 340 12» 0.8 2.0 2800 820
32 0.4 0,75 1150 340 125 0.» 2.0 280- 820
33 0.4 0.7J 1150 340 130 0,8 2,0 2800 820
34 0.4 0,75 1150 340 140 0,8 2.0 2800 820
35 0.4 0.75 115U 34U 150 0.8 2.0 280U 829
36 0.4 0,75 1150 340 16) 0.9 2.Б 3400 1000
37 0,4 0.75 1150 349 170 180 0,9 0.9 2,5 2.5 34» 3400 10 ю 1UOO
38 0.4 0,75 1150 340 190 0,9 2.5 34 0 1009
39 0,4 «.75 1150 340 200 0.9 2.5 3400 inoo
^^Допускаемые °™он,и,и по диаметру ваны Значения р а мк определять по формулам: 1) при обработке а центрах р~и,90ди1и + 0.4ац прн ли1а > «ц: p.U,96ee + 0,44 и1и прн »ц > 4н1а; 2) при обработке в патроне ₽- по ГОСТ 2590*51 с изменениями, внесенными • 1 ‘А
гае &и — удельная изогнутость а лтк/лгл; 1и — расстояние а мм от сечения, для которого определяется иэогиутость, до ближайшего торца. ГОСТ 2590-51 допускает изогнутость до 0 ал на 1 not. м.
Правкой на прессах нарезанных в размер заготовок достигают следующей удельной изогнутости: Диаметр прутка а мм До ЭР 30—80 Св. 80
Удельная изогнутость Ды в мк . Качество поверхности принимать: Н — 180 мк\ Т — 150 мк. л 2
4М
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Резка
Классы деталей Валы, диски, бара
Элементы деталей Торцевые
Методы отрезан Рубка на ножницах и прессах Резка приводными ножовками
Диаметр отрезаемой заго- товки мм 6-10 10-18 18-30 30-50 10-18 18-30 30-50 50-80 80-120 120-130
Допуск в мк 2000 2500 3000 4000 2000 2500 3000 3600 4000 4500
Поверхностные неровности в мк 200 200 300 300 100 100 100 100 100 100
Глубина дефектного поверх- ностного слов в мк 300 303 400 400 50 50 30 50 50 50
Неперпспдикулярпость тор- цов оси в мк 200 400 700 1000 200 300 400 600 800 1000
Допуски даны при отрезке по упору. При резке отрезными резцами и дисковыми фрезами неперпемдикулярностъю торцов оси пренебрегаем
Таблица 136
Механическая обработка проката
(диаметральные размеры жестких налов, стаканов, втулок)
Характеристика заготовки Метод обработки — обтачивание Класс точности Класс . чистоты н в мк т в мк
Холоднотянутая автомат- ная сталь (5-й класс точ-
ности) ......... Горячекатаиная сталь: повышенной точно- Однократное 4-й 4-й 30 30
сти Однократное 4-й 4-й 30 30
Черновое 5-й 3-й 50 so
обычной точности . Чистовое 4-й 5-й 20 2S
Однократное IHI 4-й 30 30
Черновое 7-й 3 й 50 50
Получке юное 5-Й 4 й 30 30
Чистовое 4-й 5-й 20 25
Тонким обтачиванием получают 3—2а классы точности и 7—8-й классы чистоты.
Шлифование см. табл. 139.
Удельную изогнутость в различных стадиях обработки см. табл. 14Л.
Погрешность зацентровки в различных стадиях обработки см. табл. 141.
Обработку ториевых поверхностей см. табл. 142.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 455
Таблица 137
проката
баны, стаканы, втулки . —
поверхности
Резка дисковыми пилами на отрезных станках Резка дисковыми фрезамн на фрезерных станках Резка отрезными резцами па станках токарного типа
18-30 30-50 50-80 80-120 120—180 10-18 18-30 30-50 50-80 6-10 10-18 18-30 30-50 60-80 80-120
2500 3000 3500 4000 4500 400 500 «00 700 300 400 500 600 700 800
150 150 150 150 150 100 100 100 100 100 100 100 100 100 100
100 100 100 100 100 100 100 100 100 100 100 100 100 100 100
ЗСО 400 600 800 1000 —
по малости.
Таблица 139
Механическая обработка проката (диаметральные размеры жестких валов, стаканов, втулок)
Характеристика таготовки Метол обработки — шлифование Зерни- стость круга Класс точно- сти Класс чистоты А/ в мк г в мк
Холоднотянутая стяль: высокая (3-й класс точности) . . . Ч истовое 46-80 2а—2-й 7-й 5 25
нормальная (4-Й класс точности) . Предварительное 24—36 3-й 6-й 10 30
Незавкснмо от исходной заготовки: после однократного нлн чистового обтачивания 24-36 3-Й 6-й 10 80
после предварительного шлифо- вания Чистовое 46-90 2а—2-й 7-8-й 5 25
после чистового шлифовании . . Топкое 120-180 2-1 й 8-10-й
При обработке в центрах и бесцентровом шлифовании погрешность установки не учитывать
и припуск определить по формуле
«а + 2(//а+ Га)+2рв:
в других случаях установки припуск рассчитывать по обычной формуле.
При шлифовании после термической обработки поверхностный слой должен быть по возмож-
ности сохранен; следовательно, величина Г должна быть исключена из расчетной формулы.
Припуск на шлифование после термической обработки определяется в зависимости от способа
установки по формулам
- ‘„ + ’"<,+4,
при обработке в центрах и босцыггроеом шлифовании или
21,-«в+2Яв + 2|р-+.;|
п аругмх случаях установки.
456
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 140
Удельная изогнутость проката а различных стадиях обработки Дц а мл/мм
Сталия обработки Диаметр проката D в ям
До 30 30-50 50-НО 80-120 120-180
После однократного обтачивания авто- матной стали 0.3 0.25 0,15 0.10
После однократного обтачивания прока- та повышенной и обычной точности: в состоянии поставки 0.3 0,3 0,3 0.3 0.3
заготовок, правленных на прессах . 0,06 0,01 0.03 0,03 0.03
После чернового обтачивания правлен иого проката попышенной точности 0.15 0.1 0,1 0,05 0.06
После чернового обтачивания правлен- иого проката обычной точности 0,15" 0.1 0.1 0.05 0.05
После пол уч истового обтачивания тех же заготовок 0,01 0.007 0,007 0.001 о.ооз
После термической обработки н правки и,9 0.8 0.7 0.6 0.5
Примечания: 1. После числового обтачивания изогнутостью по малости пренебрегаем.
2. Удельную изогнутость черного проката см. табл. IX—136.
Таблица 141
Погрешность зацептрояки проката в различных стадиях обработки «ч в ли*
Стадия обработки Диаметр проката D в мм
До 30 30-60 50—80 «0—120 120-180
Посла олиократиого обтачиааиия прока- та повышенной точности ... После чернового обтачивания проката повышенной точности 10 10 10 20 20
15 15 20 30 *)
Посте чернового обтачивания проката обычной точности 20 20 25 36 50
После пол уч истового обтачивания той же заготовки 2 2 2 3 3
Примечания: I. После чистового обтачивания погрешностью зацентровки по малости
пренебрегаем.
2. Погрешность зацентровки черного проката см. в табл. 135 н 136.
Таблица 142
Механическая обработки валов кз проката и поковок
Классы деталей । Валы гладкие, ступенчатые, с фланцами и высадками
Элементы деталей Ториевые поверхности
Методы обработки Ториевое фрезерование Черновое подрезание Чистовое подрезание
Диаметр подрезаемой шейки в мм J-S 30- 50 ч>- Н0 80- 120 12и— 180 18— М Ю- »> 50- 80 80— 120 12 J- 180 18- 30 30- 50 50- 80 "120 120— 180
Погрешность обработки А а в мк 500 600 700 оОи 900 400 500 5О0 W.0 600 100 150 150 150 200
Чистота поверхности в мк 60 60 60 60 «0 60 60 60 60 би 30 30 30 30 30
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 457
Продолжение табл. 142
Классы лета«ей Валы гладкие, ступенчатые, с ф «аицьми и высадками
Элемеи1ы деталей !орпевые поверхности
Метоаы обработки Го щемив ф с «ео*ч1« «ие черновое -одре %ание Чист вое п о арен ни е
Класс чистоты А т й -А •А -А ЬЙ 1 А ' А VA v-A »-й 4-й • А 4 й т й
Глубина дефектного поверх- ностного слоя мк 4 ЭД 50 0 ли эд 0 эд 5П 50 25 25 & 25 25
При совмещении установочной и измерительной бал iiouyca о » а,. При несовмешемии установочной и измерительной бая допуск - * Ад 4 «rt гае «д — погреш- ность базирования. Непероенаикулярносгыо торцевой поверхности осн нала по малости пренебре*аем.
Кованые н штампованные ааготовки
Указания к нормативам дл! расчета
припусков на обработку лаотонок,
полученных свободной ковкой и горячей
штамповкой Нормативы для расчета
припусков на обработку заготовок, по-
лученных свободной ковкой и горячей
штамповкой, не распространяются на
припуски, связанные со спецификой
технологии ковки и штамповки (напуски,
упрощающие конфигурацию черных за-
готовок и сглаживающие местные углуб-
ления, переходы и уступы, увеличен-
ные припуски на сопряжениях обраба-
тываемых поверхностей штампованных
заготовок, получающиеся в связи с не-
обходимыми радиусами закруглений
черной заготовки, и т. п.).
Рассчитанные по нормативам при-
пуски для первого технологического пере-
хода механической исработки не учиты-
вают штамповоч»ых уклонов, которые
задаются от границ, определяемых пре-
дельными размерами черных заготовок,
полученными в результате расчета.
Напуски, увеличенные припуски н
штамповочные уклоны устанавливаются
технологом-кузнецом дополнительно к
рассчитанным по нормативам припускам
на механическую обработку.
Более или менее широкое примене-
ние напусков зависит от конфигурации
штампуемой детали, метола штамповки,
а также от уровня технологической
культуры производства.
Штамповочные уклоны и радиусы
закругления см. на стр 95 зтого тома.
Повышенная точность штамповки до-
стигается за счет более точного изго-
товления штампа, меньшего допусти-
мого износа штампа и повышенной
жесткости молота по сравнению со
штамповкой обычной точности Таким
образом, составляющие допуска на раз
мер штампованной заготовки, а именно:
нелоштамповка в результате отдачи
(жесткость молота) для размеров в на-
правлении, перпендикулярном к пло-
скости разъема штампа, износ штампа
для размеров в направлении параллель-
ном плоскости разъема штампа, и до-
пуски на изготовление штампа умень-
шаются и. следовательно, сужается
поле рассеяния размеров при штамповке
повышенной точности
В габл 143—156 приведены данные
для расчета припусков на обработку
заготовок, полученных свободной ков-
кой* и ковкой в подкладных штампах,
в табл. 157—175 — для расчета припу-
сков на обработку горячештампованных
заготовок ,
Для расчета припусков на обработку
заготовок, полученных штамповкой на
прессах, принимать допуски для раз-
меров, параллельных плоскости разъема
штампа, по 8-му классу а для размеров,
перпеидикуляпных к плоскос1и разъема
штампа, по 9-му классу точности си-
стемы ОСТ.
Данные по механической обработке
этих заготовок те же, что для обработки
горячештампованных заготовок повы-
шенной точности.
При расчете припусков на обработ-
ку качество поверхности принимать:
а) для свободной ковки Н = 1150 мк;
Т " 350 мк. б) для ковки в подкладных
штампах Н 150 мк, Т = 350 мк;
в) для всех видов штамповки Н =
= 150 мк; Т = 250 мк.
* Для коканых планок и полос прямоуголь-
ного и квалратного сечения можно пользоваться
табл, ИЗ—145, хля копаны! плит—табл. 147, 152
н 153.
458
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Кованые и штампованные заготовки
Свободная ковка
Таблица 143
Класс деталей Налы
Длина детали в мм До 900 500—1000 1000-2000
Диаметр в мм GO—80 80-120 120-180 50-80 80—120|120—180 60-80 8О-12О| 120-180
Допуск на диаметральный размер в мм 4 - 5 6 5 6 7 6 7 8
Допуск на длину детали в .«.« Отклонения размеров Допуск па длину кажд где L — длина детали в м. 8 три своб ой ступ к: 1 — X. 10. одной КС ИН в « *1 = инна сту 12 вке при мм опре д — 0,00' п пени о л 10 ынмать с делить 2L — 4-0. мг; п — 12 имметрн ю форм 0021. общее ч 15 чными. <ле исло сгу 12 >еией. 19 20
Таблица 144
Механическая обработка заготовок,
полученных свободной ковкой
Диаметральные размеры шеек жестких валов
Таблица 145
Удельная изогнутость кованых валов
в различных стадиях обработки в мк/мм
Метод обра- ботки — обта- чивание Класс ТОЧНО- СТИ Класс чисто- ты н в мк т в мк
Обдирочное . 9-й 1150 350
Черновое 7-й 1-й 150 100
Получнстовое 5-Й 4-й 25 30
Чистовое, . . ♦ Й 5-й 20 25
Прн обдирке обычно остается местная чер-
нота. лоатому Н н Т принимаются по черной
поковке.
Суммарное значение пространственных от-
клонений
₽ «8 0,96 0^+0.^
«Р« Vu > *Ч:
р«0.96,а+0.ив(ц
при ац > А 1, где Дц - удельная изогнутость
в жк/ил; Та— размер о мм от сечения, для
которого определяется изогнутость, до торив;
«„ — погрешность зацентровки.
Удельную изогнутость в различных ста-
диях обработки см. табл. 143.
Погрешность зацентровки в различных
стадиях обработки см. табл. 146.
Тонким обтачиванием получают 3—2а клас-
сы точности и 7—8-й классы чистоты.
Шлифование см. тебя. 139.
Обработку торцевых поверхностей см.
Стадия обработки Диаметр вала о мм
50-80 80-120 120-180
Черпая поковка . . , 3 2 1
После обдиркн .... 1.5 1 0.5
. черновой обра- ботки 0.7 0.5 0.3
После получнетовой обработки ..... 0,04 0,03 0.02
После термической обработки и правки (перед шлифова- нием) 0.7 0,8 0.5
Прн расчете припусков на последующую
обработку после чистового обтачивания сырых
валов изогнутостью по малости пренебрегать.
При расчете припусков пол шлифование
после термической обработки обязательно
учитывать изогнутость.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 459
Таблица 146
Погрешности зацентровки «ц в мк кованых валов в различных стадиях обработки
Стадии обработки Длина вала L в мм
До 500 500-1000 , 1000-2000
Диаметр вала D в мм
50-80 80-120 120-180 50—80 80-120 120-180 50-80 80-120 120-180
Черкая поковка 1000 1500 2000 1500 2000 2500 2000 2500 3000
После обдирки 500 750 1000 780 1000 1500 1000 1500 1500
После чернового обтачи* вання 100 150 200 150 200 300 200 300 300
После центровки обточен- ных валов на токарном станке 20 30 40 30 40 60 40 60 60
При расчете припусков пол последующую после чистового обтачнаання обработку погреш-
ностью зацентровки по малости пренебрегают (1—3 мк).
Свободная ковка Таблица 147
Класс деталей Диски
Толщина лиска В в км До 80 80—120
Диаметр диска D в мм 120—180 180-260 260—Зво|звО—500 1'2<>— 1ЯО 180-260 260-360 360-500
Допуск на диаметральный размер «D вжж 6 7 8 9 7 8 9 10
Допуск на толщину диска 4д в мм 5 5 6 6 6 6 8 8
Смещение оси отверстия относи- тельно внешней поверхности р в мм 2 2Л 3 3 2Л 3 3 3,5
Отклонения размеров при свободной копке принимать симметричными.
Допуски иа диаметры отверстий принимать равными допускам наружных поверхностей.
Ковка в подкладных штампах
Класс деталей Диски
Толщина летали В в мм 18-30 зо—а» 50-80
Диаметр летали D и мм 120-180 180-260 180-260 260-360 180-260 260—360
Допуск на диаметральный размер бр в мк 2500 3000 3000 3500 3500 4000
Допуск на толщину летали «й в мк за» 3500 3600 4000 4000 4500
Смещение осн отверстия относительно внешней поверхности р в мк 1000 1000 1000 1500 1500 1500
Отклонения размеров при ковке в подкладных штампах принимать •(, допуска в плюс и до- пуска и мииус. Допуски иа диаметры отверстий принимать равными допускам наружных поверхностей.
Таблица 149
Свободна! ковка
Класс деталей Барабаны и стаканы
Длина детали L в мм До 250 2Л-ЧОО 500- 750
Диаметр детали D _ в млг СР 120—180 180—260 260 - 360 360—50' 180—260 260-36 ЗЛО— ЙИП Ж1-Э60 360—500
Допуск иа диаметральный размер ftp л ММ 5 6 7 8 7 9 9 10
Допуск на длину летали «£ в мл 6 6 7 7 8 м 9 10 12
Смешение оси отверстиа относительно внешней поверхности р в мм 2 2 2.5 Ко 2,5 3 3 3.5
Отклонена! размеров при свободной ковке принимать симметричными.
Допуски на диаметральные размеры отверстий принимать равными допускам наружных поверхностей.
Таблица ISO
Ковка в подкладных штампах
Класс деталей Барабаны и стаканы
Длина летали L в мм 50-80 *<—120 120-18- 180-26.1
Диаметр летали Drp в мм 50-80 80-120 120-180 50-80 8О-1Г 120-180 80-120 ГГ-180 130-ИГ 180-2ft»
Допуск на диаметральный размер ёр в мк 2000 2500 3000 2500 зооо 3500 3000 4000 4500 4500
Допуск на длину летали в мк 1500 2000 2500 2000 2500 2500 2500 3000 3500 400)
Отклонеина размеров при ковке в подкладных штампах принимать Ч, допуска в плюс и *|а допуска а минус. Допуски принимать одинаковыми дла всех ступеней летали по D{/). Допуск на длину каждой ступени 6, и мк определить по формуле^ «д-21 . +«• где 1 — длина ступени в мак л — общее число ступеней.
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 461
Таблица 151
Мсхйннческйя обработка яоковок___________________________
КЛ®СС\ _ . . о летя- Дисли, барабаны а стаканы, наружные лсд и внутренние поверхности вращения Прн обдирке остается местная чернота; поэтому принимать Н — 1150 жк; Т = 350 мк. Смешение осн отверстия р принимать: а) после чернового растачивания 200 мк'. б) после получкетового растачивания 20 мк. При последующей обработке после чистового растачивания смешением оси по малости прене- брегать. Топким обтачиванием получают 3—2а классы точности и 7—3-й классы чистоты. Шлифование см. табл. 139. Обработку торцевых поверхностей см. в табл. 152.
Методы обработки Класс точности Класс чистоты Н в чк Я а
Обтачивание: обдирочное . . . черновое .... пол у чистовое . . чистовое ... Растачивание! черновое . . . получнстовое . . чистовое . . 9-й 7-й 5-й 4—За 7-й 5-й 4-й 1-й 4-й 5-б-й 1-й 4-й 5-й 100 30 25 100 30 25
Механическая обработка поковок Таблица 152
Класс деталей | Диски, барабаны и стаканы. Торцевые поверхности
Метод обработки Класс точности Класс чистоты Н а мк Г в ли
Черновое ториевое точение и подрезание торца: от черной базы от обработанной базы ... .... Получистовое торцевое точение и подрезание торца: от черной базы от обработанной базы Чистовое ториевое точение и подрезание торцов: от черной базы от обработанной базы 9-й 7-й 8-Й 5-Й 7-Й 4—За 2-й 2-й 3-й 3-й 5-й Б-й 100 100 60 60 15-20 15—20 50 50 30 30 20 20
Отклонение от перпендикулярности в мк торцевой поверхности к осн детали принимать: после черновой обработки
о »0.15 *черн • после получистовой обработки IR-r):
(R - г>:
поел* чистовой обработки
где R — радиус наружной поверхности; г — радиус Шлифование ториевых поверхностей см. таол. 153. внутренней поверхности или отверстия я лмг.
Таблица 153
Механическая о б р а ботка кован ых и штампованных заготовок_________
Класс деталей | Диски, барабаны и стаканы. Торцевые поверхности ,
Метол обработки Зерни- стость круга Класс точности Класс чистоты Н в мк Т в мк
Однократное шлифование на круглошли фокальном станке после чистового точения нлн подрезания торца 46-90 3—2а 7-й 6 20
Шлифование на плоскошлифоиальиых станках: предварительное после чистового тичеиня М-Зб 3-й 6-й 8 30
чиетоное после предварительного шлифования 46—90 2В-2-Й 7-8-й 4 15
462
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
_ „ Таблица 15/ Свободная ковка
Класс деталей Рычаги
Общая длина дета- ли £ в мм 120-180 180-260 260—360 360—500
Наибольший попе- речный размер В в мм 18-30 30-50 50-80 18-30 30-50 50-80 18-30 30-50 50—80 30-50 50-80 80-120
Допуск на попе* речный размер в мм 3 3 4 3 4 4 4 4 5 4 5 5
Удельная изогну- тость До в mkImm 4 4 3 4 4 3 4 4 3 4 3 3
Погрешность за- цснтровки «а и мм (для рычагов с круглым стержнем) 1 1 .5 1,5 1 13 1.5 >,5 1,5 2 13 2 23
Допуск на размер по длине в мм б 6 7 6 7 7 7 7 8 7 8 8
Отклонения размеров при свободной ковке принимать симметричными. При ковке заготовок, имеющих несколько поперечных размеров, допуск определяется по наи- большему размеру и принимается общим для всех поперечных размеров. Пространственные отклонения в мм принимать: для плоских поверхностей, параллельных продольной оси детали. О — Д 1 . г в в где 1 — расстояние в мм от наиболее удаленного конца плоскости де торца: для круглых стержней р-*в т+,г где 1 — длина круглого стержня в мм.
Таблица 155 Механическая обработка заготовок, полученных свободной ковкой Таблица /М Механическая обработка заготовок,
Класс деталей Рычаги
Элементы летали Плоски» поверхности, параллельные оси летали Класс деталей Рычаги
Элементы детали Плоские поверхности, перпендикулярные к оси детали
Методы обработки Класс ТОЧНО- СТИ чмето- ™ «в к W
1. Фрезерование А. Черновое: от черной базы , обработанной базы ........ Б. Получистовое: от черной базы . обработанной базы В. Чистовое: от черной базы . обработанной базы 2. Шлифование Предварительное (зернистость 24—36) . Чистовое (зерни- стость 46—90).... 9-й 7-й 8-й 8-й 7-й 4-й 3-й г- 2-й 2-й 3-й 3-й 5-й 5-й б-й 7-й 100 1(Ю 60 60 20 20 8 4 50 50 30 80 20 20 30 15 Метод обработка Класс ТОЧНОСТИ Класс Н в лиг Т в мк
Фрезерован и»: черновое . • • • • получистовое • • • чистовое • • • • • Протягивание . . • • 7-й 5-й 4-й 4-Й 2-Й 3-й 5-й б-й 100 60 20 8 50 30 20 15
Обтачивание круглых стержней рычагов сы. табл. 144. Обработку плоских поверхностей, перпен- дикулярных к осн детали, см. табл. 156.
Горвчая штамповка аа гориаонтальио-ковочиых машинах
Таблица 151
Класс аетааей Валы с фланцами и высадками па концах, барабаны, стаканы, втулки, лиски
Высота высадки А в леи 18—30 30-50 50—80 80—120 120-180
Диаметр высалки D в лен 18-30 30-50 50-80 80—120 120-180 30-50 50-80 80-120 120-180 50-80 80—120 120-180 80-120 1Ю-180 120-180
Допуск иа диаметральный размер в мк 1000 1000 1200 1500 1500 1200 1500 2000 2000 18U0 2000 2500 2500 2000 2500
Допуск по высоте 5^ в мк 1000 1000 1500 1800 2000 1600 1800 2000 2000 2000 2500 2501) 2500 2500 2500
Отклонеина диаметральных размеров и размеров по высоте высаженной части принимать в плюс зля наружных поверхностей и в минус для внутренних поверхностей. При ступенчатом высаживании допуск по наибольшей ступени принимается одинаковым для всех ступеней н отверстий.
Горвчав штамповка на молотах. Обычная точность штамповки
Таблица 153
Класс деталей Валы ступенчатые
Общая длина вала L в мм , 120—180 180-260 260-3S0 360-500
Диаметр D в мм ср 18—Эо|зО—50 50-80 ЯО—120 18—ЭС .30-50 50-80 80—120 120-180 30-50 50-80 80-120 120—180 .30—FI 50-80 80-120 120-180
Допуск на диаметральный размер в мк 1500 1800 2100 2400 1800 2100 2400 2700 3000 2400 2700 3300 3600 зооо ззоо 3600 4200
Допуск на длину вала в « 1800 1800 2400 зооо 2100 2400 2700 3300 4200 2400 зооо 380U / 4809 3000 360; 4200 5400
Удельная изогнутость Д в мк/мм 3 V 2 1 3 2.3 2 1 1 2Л 2 1 1 23 2 1 1
Погрешность зацентровки ’и * " 380 450 530 600 450 530 600 680 750 600 68Э 830 900 750 830 900 1000
См. примечание к табл. 159.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН
Таблица 159
Горячая штамповка повышенной точности на молотах
Класс деталей Валы ступенчатые
Общая длина пала L а мм 120-180 1Ь0-26Э 260 -3®)
.Диаметр Dfp в мм 18-30 30—50 50-80 80-120 18-30 30—50 50-80 80-120 120—180 30-50 50-81 8О-12Г 120—180
Допуск на диаметральный размер ip п мк 1100 1200 1400 1500 1300 1400 1600 1800 1900 1800 1900 2100 2300
Допуск иа клину вала в мк 1600 1000 • 1800 24OJ 1900 1900 2400 2700’ 2900 2203 2400) 3000 3300
Удельная изогнутость afl в мк'мч 3 2fi 2 1 3 2,5 2 1 1 2Л 2 1 1
Погрешность зацентровки «ц в мк 305 330 380 400 350 380 420 470 500 470 500 540 600
Отклонения размеров принимать Ч. допуска в плюс и •)» допуска в минус с округлением. Смешение штампов оговаривается в чертежа* за> отопок и не должно превышать 4O4t допуска. При расчете припусков на диаметральные размеры шеек суммарное значение пространственных отклонений у в мк определять как векторную сумму: ^•ц+^'о^^ + ^п'п пр* *ц > *В 'д "«• й =\ + raia С8 0,S64a/a 4- 0,4. ц при да1а > «а, где Гц — размер в жж от сечения, для которого определяется изогнутость, до торги. Допуск i в мк ва длину каждой ступени определять по формуле * »/ - 2L „ +«• где 1 — длина ступени в мм; п — число ступеней. Неперпеяликулярпость торпов к оси заготовки определяется штамповочными уклонами.
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 465
Таблица 1вп
Механическая обработка штамаоааиных заготовок
(диаметральные размеры шеек жестких валов)
Характеристика заготовки Метод обработки — ббтачниание * Класс ТОЧНОСТИ Класс ЧИСТОТЫ 11 и мк Т и мк
! : Повышенная точность штам- Однократное 4-й 5-й 20 25
ПОВКН Черновое 5-й 3-й 50 50
f • Чистовое За 5-и 15 25
Обычная точность штамповки Черновое 7-й 3-й 50 50
Получ истовое 5-й 4-й 25 30
I Чистовое 4-Й 5-й 20 25 »
Тонким обтачиванием получают 3—2а классы точности и 7— 8-й классы чистоты.
Удельную изогнутость в различных стадиях обработки см. табл. 161.
Погрешность зацентровки в различных стадиях обработки см. табл. 162,
Шлифование см. табл. 139.
। Обработку торцевых поверхностей см. табл. 142.
Таблица 161
Удельная изогнутость штампованных заготовок в различных стадиях обработки Дп в мк}мм
। Стадия обработки Диаметр аала в мм
18-80 30-50 50—80 89—120 120-180
После однократного обтачнваика . . . . 0,06 0.05 0.04 О.С0 0.03
После чернового обтачивания 0.12 0,1 0.06 0.06 0.05
После термической обработки и правки I 0.9 0,7 0.7 0,5 0.5
При последующей обработке после получистояого и чистового обтачивания изогнутостью по
малости пренебрегать.
Удельную изогнутость черных заготовок для налои см. табл. 158 и 159.
। , Таблица 162
Погрешность зацентровки штампованных заготовок в различных стадиях обработки ац в мк
• Стадия обработки Диаметр вала О( ? в мм
18-30 30-50 50—80 80—120 120-180
Обычная точность штамповки: после чернового обтачивания 20 25 30 30 1 40
после получистового обтачивания . . 2 2 3 3 3
Повышенная точность штамповки: после однократного обтачивания . . . ♦ 10 > 10 1 10 10 is
после чернового обтачивания ..... ! ’ 1 ' 15 20 | 25 1 f 25
При последующей обработке после чистового обтачпяация погрешностью зацентровку по. мало-
ети пренебрегают. ।
I ' .... 1 . ' . т______1 ' _______!____—________. 1 '
30 Том б 1412
Горячая штамповка повышенной точности на молота»
Таблица 163
Класс деталей Диски
Общая толщина детали В в мм 18-30 30-50 60-80
Диаметр Df₽ в мм вО—120 1ЭП-1Ю 180-260 280-360 120-180 180— 260 260-360 180-260 260- 360
Допуск на диаметральный размер в лгж 1100 1400 17110 2000 15<J0 1800 2200 1500 2300
Допуск на толщину ?д в мк 1200 1500 18М 2100 1800 2100 2400 2300 2700
Смешение оси отверстия р в »« 500 ТОО 800 1000 700 900 1100 1000 1200
Допуск принимать по D одинаковым иа всех ступеней диска и центрального отверстия.
Отклонения размера принимаются у, допуска в плюс н *|, допуска в минус.
Смешение штампов оговаривается в чертеже заготовки и не должно превышать 40% допуска.
I
Горячая штамповка обычной точности на мототаж
Таблица 164
Кисс деталей Диски
Обшая толщина детали В к мм 18-ЭЗ 30-50 И-80
Диаметр Dcp в мм 83—120 120-180 180-260 260—360 120-180 180-260 260- 360 180-230 260—360
Допуск на анаметральный размер в МК 1500 2100 2400 3000 2102 2700 3300 3J00 3600
Допуск на толидину 8д в мк 1500 2100 2400 зооо 2400 3000 3600 3300 3800
Смешение оси отверстия р в мк 700 1000 1200 1500 1000 13OJ 1600 1500 1800
Допуски принимать по Dfp для всех ступеней диска и центрального отверстия.
Отклонения размера принимаются Ч, допуска в плюс и *|, допуска н минус.
Смешение штампа отоваривается в чертеже заготовки и не должно превышать 40*% допуска.
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 467
а
а
।
Говвчая штамповка повышенной точности на молотах
180-260 ou-ori 1800 900 3000 говаря- 1 шца 16в 180-280 120-180 1 Я»1 4200 CD О S а я
120-180 120-180 1700 800 . 2600 ампов о *а - а 3 2600 0081 3®» Э V X 5
8 I 1400 8 1гп эин; ото- 1 к 8 1 8 сч § 3000 а 4» X -> U
120-180 0091 008 2200 . Смещ< 120-180 ООУС 1200 в 3? X л а
з ол-ое 80—120 0081 600 1800 в минус 3 80-120 011-08 2000 1000 1 3 - §
и с S 50-80 ООП 500 8 3 2 й С и стакан 50—80 i 002 2100 X S ч X я
NKtgtdt 120-180 ! 8 г Ч, и ООН молота 1 oei-rei 2300 а 2700
50-80 081-08 пол 009 8 8 <Х) ОСТИ НВ £ 08-09 80-120 i 900 ООН -5
08—08 1 500 1400 допуска = о я о 08-09 1400 700 1800 X S 3 X
8 I 1400 700 1800 1ьио X г 3 120—180 (MKZ 8 гоэг ч £Х^* I “
30-50 80-120 § 009 1400 |близите; г» юч, допуска, чая штамповка 80—120 1 900 0015 отся прнолизии рсвышать 4О/0 Л(
| 50-80 900 500 1200 тся при 50-80 1300 ЧОО 1700
Класс деталей Общая длина летали 1 в мл 1 Диаметр Dfp а ли> Допуск вл лиаметральный размер в лк Смешение оси отверстия относительно внешней поверхности р в мл Допуск на длину 4д в лл Откловення яиаметральвога размера принимаю | веется г чертежах uro тонок и не должно превыше Гора Класс кеталей Обшая длина летали L в лл Диаметр D в ли< Допуск иа диаметральный размер в л* Смешение осн отверстнм относительно внешней поверхмости р в мк Допуск на длину' <£ л лк иткломемия хилые трального размера прмммма» оговариваете* ь чертежах заготовок н нс ложно п.
30-
468
lit n;i* >
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
, Таблица 767
Механическая обработка штамаованных заготовок вовышениой точности штамповки •
Диски, барабаны и стаканы. Наружные и внутренние поверхности вращения_________;
Метол обработки Класс точности Класс чистоты Н в мк Т в Ж
, 1
Обтачивание: чериовос . 6-й 4-й 25 30
чистовое . . За S-й 15 25
Растачимнне: черновое -j • • i 6-й 4-й 25 30
чистовое U 1”1 4-й б-й 15 25
Смешение оси отверстия р принимать по наибольшему знамению Лая всех размеров р w 60 мк
после чернового растачивания; при последующей обработке после чистового растачивания зна-
чением р по малости пренебрегают.
Тонким обтачинанием получают 3—2а классы точности и 7—8-й классы чистоты.
Шлифование см. табл. 139.
Обработку торцевых поверхностей см. табл. 168.
• Таблица КЗ
Механическая обработка штампованных заготовок обычной точности штамповки
Диски, барабаны и стаканы. Наружные и внутренние поверхности вращения_____,
Класс точности Класс чистоты Н в мк г в л»
Метол обработки
Обтачивание: черновое J > '7-й 2-й 100 1 50
пол уч истовое . 5-й 4-й ж 30
чистовое L 4-й 5-й 15 • 20
Растачивание: червовое . . . ,7-й 2-й 100 so
пол у чистовое ♦ 6-й 4-й 2S 30
чистовое . ... 4-й 5-й 15 20
Смешение осн отверстии р принимать по наибольшему значению:
а) после чернового растачивания р — 100 мк;
б) после получистового растачивания р — 10 мк.
При последующей обработке после чистового растачивания значением р по малости пренебрегают.
Тонким обтачиванием получают 3—2а классы точности и 7—8-й классы чистоты.
Пвание см. табл. 139.
тку ториевых поверхностей см. табл. 169.
Таблица К9
Механическая обработка штаашовавпых заготовок повышенной н обычной точности
штамповки
Диски, барабаны и стаканы. Торцевые поверхности
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 469
Горячая штамповка повышенной точности на ио потах Таблица 170
Класс деталей Рычаги и вилки
Обтай длина детали L к мм 120-180 180-26J 260—360
Поперечин А размер В п мм 18-30 30-50 -50—80 18-30 30-50 50-80 18—30 30—59 50—80
Допуск на поперечный размер Ьд в мк 1000 1200 1600 1100 1303 1700 1200 1400 1800
Допуск на длину в мк 1600 1800 1600 1900 1900 1900 2200 2200 " 2200
Удельная изогнутость В MKfMMl 3 23 2 3 2.5 2 3 23 2
Погрешность зацентровки •и в мк 250 300 400 300 350 450 ко 400 450
Отклонения размера принимаются приблизительно равными •/, допуска в плюс и ’/я допуска в минус. Смешение штампов оговаривается в чертежах заготовок и не должно превышать 4O*Jo допуска. Суммарные значения пространственных отклонений р и мкг аля круглого стержня гл Р 0,9бвм 4- 0.4А • гае L — общая длина детали в мм. г и я 2 для плоских поверхностей p-v«' где /а — расстояние и мм от наиболее удаленного конца плоскости до торца детали. При штамповке деталей, имеющих несколько поперечных размеров, допуск определяется по наибольшему размеру и принимается общим для всех поперечных размеров. При чеканке горячештампопанных заготовок повышенной точности допуск на поперечные размеры после чеканки — калибропки иа кривошипных прессах выдерживается в пределах от ±0,08 до ±0,25 мм в зависимости от припуска ва чеканку, размеров заготовки и механических свойств материала поковки. Припуск на чеканку *.-4s+wr где 5Д — допуск иа размер штампованной заготовки; Н 3 — поверхностные неровности штампованной заготовки. При определении припуска на чеканку принимается не весь допуск, а лишь верхнее отклонение; поверхностный слой при чеканке не удаляется, а лишь деформируется и потому при расчете припуска не учитывается. При многократной чека и хе припуск на каждую последующую чеканку уменьшается, так как *д и Нз штампованной заготовки принимаются лишь для первой чеканки, а для второй и каждой последующей чеканки ?.э и Н 3 принимаются по смежной предшествующей чеканке. Поверхностные неровности при чеканке ня превышают 50 мк.
Горячая штамповка обычной точности «а молотах______Таблица /7/
Класс деталей Рычаги и вилки
Общая длина детали L к мм 120-180 180-203 260-360 Э6О-5ОО
П оперечиый размер В 9 мм 18-ЭС 30—50 50—80 18-30 30—50 50-80 18-30 30-50 50—80 18-30 30-50 50-80
Запуск на поперечный размер 9 мк 1100 1500 2100 1200 1600 2200 1300 п<» 2300 1400 1800 2400
Допуск на длину Ад о кк 2400 2400 2600 2800 2800 2900 3200 3200 3300 3600 3600 3800
Удельная изогнутость ±а в мк)мм 3 23 2 3 23 2 3 23 2 3 23 2
Погрешность запей* трояки «ц в лиг 300 400 500 300 400 550 350 450 600 350 450 600
Отклонения размера принимаются приблизительно равными Ч, допусков в плюс и Ч, попусков а минус. Смещение штампов оговаривается в чертежах заготовок и не должно превышать 40>/. допуска. Суммарные значения пространственных отклонений р в лип для плоских поверхностей и и и’ где 1 — расстояние в мм от наиболее удаленного конца плоскости до торца детали; для поверхностей вращения р « 03б.„ + 0.4ли 4 . где L — общая длина летали а мм. При штамповке деталей, имеющих несколько поперечных размеров, допуск определается по наи- большему размеру и принимается общим для всех поперечных размеров.
470
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 171
Механическая обработка штампованных заготовок повышенной и обычно* точности
штамповка
Класс деталей Рычаги и вилки
Элементы деталей Плоские поверхности, па ^аллельные оси детали
Метол обработки Класс точности Класс чистоты Н в мк Г в мк
Фрезерование: • А. Чрряовое: от черной базы . . . Л , обработанной базы Б. Чистовое от черной базы ................ . обработанной базы .' Шлифование Предварительное (зернистость круга 24—36) . . Чистовое (зернистость круга 46—90) 8-й 5-й /-Й 4-й 3-й 2а 3-й 3-Й 5-й 5-й ‘б-й 7-й во во 16 15 8 4 30 30 20 20 30 15
Обработку плоских поверхностей, перпендикулярных к оси детали, си. табл. 173.
Таблица ИЗ
Механическая обработка штампованных заготовок повышенно* и обычной точности
штамповки
Класс деталей Рычаги и вилки
Элементы деталей Плоские поверхности, перпендикулярные к осн детали
Метод обработки Класс точности Класс чистоты Н в мк 7 в мк
Фрезерование: черновое . , . • « чист иное • Протягивание 6-й 4-й За З-й 6-й 7-й 88“- 30 20 15
Горячая штамповка обычной точности иа молотах Таблица 171
Класс деталей Балки и кронштейны
Элементы деталей Плоше дни
Общая длина детали L в мм 26О-Э6П Э6П-500 ГЙО-800 | «0-1260
Поперечный размер О в мм SO- SO 80— 120 120- 153 50— яо 80- 120 120- 180 SO- 51 80- 120 I2O — 1Я0 80— 120 121- 180 180- '260
Допуск на поперечный размер в жк 231X1 2700 3300 2100 2800 3400 261X1 3000 360:) 281X1 3200 3800
Удельная изогнутость в жкгжж 1Л 1.4 1 1,8 м 1 1Л 1,4 1 1,4 1 о,ч
При штамповке деталей, имеющих несколько поперечных размеров, допуск определяется по май
большему размеру и принимается общим для всех поперечных размеров.
Для площадок р " дм'«' гд* 'и ~ 1>||ссто""‘и' 11 м" 07 площадки, включим ее длину, до торил
детали.
Механическая обработка штампованных ааготоаок_________Таблица Iff
Класс деталей 1 Балки и кронштейны.
Элементы деталей Площадки
Метод обработки Класс точности Класс чистоты Н в мк Т в мк
Фрезерование: черновое чистовое ... 7-й б-й З-й 5-й 60 18 70 20
Для площадки р = за<п, где 1^ — расстояние в мм от наиболее удаленного конца площадки до торца летали. Удельную изогнутость учитывать лишь после чернового фрезерования и принимать независимо от поперечного размера Д — 0,2 мк!м и.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 471
Литые заготовки
Указания к нормативам для расчета
припусков иа обработку литых заго-
товок. Нормативы для расчета при-
пусков на обработку литых заготовок
не распространяются на припуски, свя-
занные со спецификой технологии про-
изводства отливок (припуски, компен-
сирующие коробление черных отливок;
напуски, упрощающие конфигурацию
заготовок и сглаживающие местные
углубления, переходы и уступы; допол-
нительные припуски на верхние по поло-
жению при заливке поверхности и т. п.).
Рассчитанные по нормативам при-
пуски для первого технологического
перехода механической обработки не
учитывают формовочных уклонов, кото-
рые задаются от границ, определяемых
предельными размерами черной заготов-
ки, полученными в результате расчета.
Эти припуски, напуски и формовоч-
ные уклоны устанавливаются техноло-
гом-литейщиком дополнительно к рас-
считанным по нормативам припускам
на механическую обработку.
Более или менее широкое применение
напусков и припусков, компенсирующих
коробление черных заголовок, зависит
от конструкции отливаемой детали и
метода литья, а также от уровня техно-
логической культуры производства.
Для верхних при положении при
заливке поверхностей припуски увели-
чивают: для отливок из серого чугуна
и цветных сплавов размерами до 200 мм
на 1 мм и размерами свыше 200до 2600лои
на 2 мм, для отливок из стали разме-
рами до 200 мм на 2 мм и размерами
свыше 200 до 2600 мм на 3 мм Для
размеров свыше 2600 мм в зависимости
от технологии производства отливок
дополнительный припуск на верхнюю
при заливке поверхность принимается
3—4 мм для серого чугуна и 4—6 мм
для стали.
Формовочные уклоны см. стр. 22.
* Допускаемые отклонения размеров
для отливок: а) из серого чугуна см
стр. 77, табл. 56; б) из стали см.
стр. 77, табл 56); в) из ковкого чу-
гуна см. стр. 78, табл. 59; г) из мед-
ных сплавов см. стр 78, табл. 60; д) из
серого чугуна в металлические формы
см. стр. 63. табл. 44.
Литье под давлением и литье по вы
плавляемой модели обеспечивают 4—5-й
классы точности по системе ОСТ и
в зависимости от предъявляемых тре-
бований либо не обрабатывается вовсе,
либо непосредственно шлифуется, либо
шлифуется после однократной обра-
ботки лезвийным инструментом.
Коробление отливок и смещение стерж-
ней, образующих отверстия и внутрен-
ние поверхности, являются основными
видами пространственных отклонений
для литых заготовок.
Припуск, компенсирующий коробле-
ние черной отливки, устанавливается
в зависимости от конструкции и размер-
ных соотношений заготовки, т. е. ее
жесткости. Этот припуск удаляется
обычно при обдирочной и черновой обра-
ботке, после которой, однако, остается
значительно уменьшенная погрешность;
кроме того, в связи с удалением верхних
напряженных слоев при черновой обра-
ботке нарушается равновесие внутрен-
них напряжений и вследствие этого
обрабатываемая заготовка деформи-
руется. При расчете припуска под полу-
чистовую или чистовую обработку для
компенсации этих погрешностей можно
принимать как наибольшее значение
а « 0.5Z. мк
и для последующей обработки
о с-. 0,057. мк,
где L — длина заготовки в мм.
При расчете припусков на обработку
отверстий у литых деталей необходимо
учитывать смещение оси отверстия отно-
сительно координирующих поверхно-
стей. Это смещение принимается в зави-
симости от расстояния оси отверстия до
измерительной базы по таблицам допу-
скаемых отклонений размеров литых
заготовок.
При базировании по черному отвер-
стию значение ₽ (смещение оси отвер-
стия) учитывается в припуске на обра-
батываемую поверхность. При обра-
ботке черного отверстия от координи-
рованной с ним базовой поверхности
значение р должно быть учтено в при
пуске на обработку отверстия. ч
После чернового растачивания сме
щение оси отверстия составляет 0,05
первоначального значения, а после полу-
чнстового или чистового растачивания
0,004 первоначального значения; при
последующей обработке смещением оси
отверстия по малости можно пренебречь.
Данные, характеризующие качество
поверхности в зависимости от литей-
ного сплава и метода литья, приведены
в табл. 176, нормативы на механическую
обработку литых заготовок — в табл.
177—180.
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица IX
Качество яоверхиостн литых заготовок
•Г . Г а'. «*М . |. Метод литья । •* .* • • 1 • Значение Н и Т в мк для отливок
из чугуна из стали нз сплавов цветных металлов
Н Т Т Ц Т
с“" Литье в земляную форму ручной формовки: для отливок размерами свыше 2500 мм * . . Для отливок размерами до 2500 мм Литье в земляную форму машинной формовки Литья в металлические формы и центробежное ДОМ Литьё под давлением Литье по выплавляемой модели 1500 5ОТ 3® 2Ш 50 301) 800 300 зоо зоо 1500 500 300 200 50 200 200 200 200 200 500 300 21» 50 80 100 1® 100 too too
1 Таблица 177 Механическая обработка литья в земляную форму ручной формовки
Класс деталей Диски, барабаны, стаканы и втулки
Элементы деталей Наружные и внутренние поверхности вращения
Метод обработки Материал отливки
Класс I точности Класс чистоты о аль м Ч £ м * я Класс точности Серы й чугу 5 со £ И 5 я Класс точности е Класс чистоты | е спл1 Л о * 1ВЫ м 3? о
Обтачивание: черновое получистовое чистовое Растачивание: черновое получ истовое чистовое 7-й 5-Й 4-Й 7-й 5-Й 4-й 2-й 4-й 5-Й 2-й •1-й 5-й 100 25 15 100 25 15 50 30 20 50 30 20 5-й 4-й За 5-й 4-й За 3-й 4-й 5-й 3-й 4-й 5-й 50 25 15 50 25 15 15 10 5 15 10 5 4-й 3-й 4-й 3-й 3-й 5-й 3-й 5-й 50 15 50 is 15 5 15 5
Обработку торцевых поверхностей см. табл. 15». •
Таблица /73
Механическая обработка литья в земляную форму машинной форменки,
_____________в металлические формы и центробежного литья____________
Класс деталей 'Диски, барабаны, стаканы, втулки
Элементы деталей Наружные и внутренние цилиндрические поверхности
Метод обработки Материал отливки
Сталь Серый чугун Цветные сплавы
Класс ТОЧНОСТИ | Класс чистоты Н • ми 7 В МА Класс точности Класс чистоты Н в мк * « Класс ТОЧНОСТИ 1 Класс чистоты *г я Ц Т и мк •
О6тач»нмине: черновое чист опое . . Растачивание: черновое чистовое 5-й 4и 5-й 4-й З-й 5-й З-й 5-й 50 15 60 15 50 20 50 20 4-й За 4-й За Зй Б-й З-й 5-й 50 15 50 15 15 5 15 5 За З-й За З-й З-й 5-й З-й 5-Й 50 15 50 15 15 5 15 5
Обработку торцевых поверхностей см. табл. 169.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 473-
Таблица 179
Механически обработка литья земляную форму ручной формовки
Классы деталей Корпусы, плиты, кронштейны
Элементы деталей Плоские поверхности и площадки
* * е « • Метод обработки Материал отливки
Класс точно- сти Ст Класс чистоты аль Н в мк Г в мк Ч Класс точно- сти угун сер Класс чистоты ый я в мк
Обдирочное шлифование 9-й 9-й 7-й 8-й 4-й 9-й 7-й 8-й 5-й 4-й 3-й 2а 5-й 3-й З-й 5-й 5-й 3-й 3-й 4-й 4-й 5-й 6-й 7-й 50 50 15 15 50. 50 30 30 15 8 4 но 50 15 15 Ю 50 30 30 15 20 15 9-й 9-й 5-й 7-й 4-й 8-й 5-й 7-й 4-й За 3-й 2а 5-й 3-й 3-Й 5-й 5-й 3-й 3-й 4-й 4-й 5-й 6-й 7-й 50 50 15 . 15 50 50 30 30 15 10 5
Строгание Черновое: от черной базы . ...
. обработанной базы
Чистовое: □т черной базы .
. обработанной базы ........ Фрезерование Черновое: от черной базы ...... ....
. обработанной базы ..••••••
Получнстовое: от черной базы
. обработанной базы ........
Чистовое Шлифование; предварительное
чистовое .... . • ,
* 1
Обдирочное шлифование (зернистость круга 16—24) применяют для обработки базовых поверх- ностей, не подвергающихся последующей обработке. Припуск под обдирочное шлифование т# = 0,Б8д 4- Иа- Тонким строганием широкими резцами и тонким фрезерованием получают За—3-й классы точно- сти и 6—8-й классы чистоты. Тонким шлифованием можно получить 2-й и 1-й классы точности я 8—10-й классы чистоты. Припуск пол шабрение г < 0,54 .
Таблица 1в№
Механическая обработка литья а земляную форму машинной формовка а литья
в постоянные формы
Классы деталей Корпусы ПЛИТЫ. кронштейны
Элементы деталей Плоские поверхности и площадки
Материал отливки
Метод обработки Сталь Чугун серый
Класс точно- сти Класс чистоты Я в мк г в мк Класс точно- ' сти Класс чистоты н в мк
Фрезерование Черновое: от черной базы ......... . обработанной базы Получнстовое: от черной базы ....... . обработанной базы Чистовое Шлифо панне: предварительное чистовое ....... 8-7 й 8-7-й 5-й 5-й 4-й 4-й 3-й 2а 5-й 3-й 3-й 4-й 4-й 5-Й б-й 7-й 50 50 30 ЭО 15 8 4 50 60 30 30 15 20 15 8— 7-й 8-7-й 4-й з7 З-й 2а 5-й З-й 5-й 5-й 6-й 7-й 50 15 15 10 5
См. примечание к табл. 179.
474
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица 181
Глубокое сверление центральных отверстий
Диаметр отверстия D мм а—6 6-10 10-18 18-30
Подача s в ммюб ....... ♦ . . а Допуск 4 в «к .................. Класс точности Чистота поверхности Н в мк ............ Класс чистоты Глубина дефектного слоя Т в мк Удельное значение увода оси отверстия Ду в мк на 1 мм длины . Начальное смешение оси отверстия ео в мк и, 06 100 5-й 15 5-й 25 1,6 10 0,06 120 5-й 15 5-й 25 1.3 15 0,12 150 5-й 20 5-й 30 1 20 0,15 180 5-й 30 4-й 40 0.7 25
Суммарные значения пространственных отклонений р в ли: р.0,96Ау/+0,4со при А 1 > с : р.0.9бсо + 0.4Ду1 при < с0, где 1 — длина отверстия в мм.
Сверление отверстий спиральным сверлом Таблица 192
Клосс деталей Независимо от класса деталей
Диаметр отверстия О влей 3-6 G-10 10—18 18—30 30-50
Подача а в лсмюз Допуск 6 в мк ............... . ...... Класс точности Чистота поверхности Н в мк ........ ....... Класс чистоты Глубина дефектного слоя Т а мк ......... Удельное значение увода оси отверстия Ду в мк на 1 мм длины . . - Начальное смешение оси отверстия cQ в мк 0,12 120 5-й 20 5-й 40 2.1 10 0,16 150 5-й 30 4-й 50 1.7 15 0,23 180 5-й 40 4-й 60 1.3 20 0.3 210 5-й 50 З-й 70 0.9 25 0,4 250 5-й 50 З-й ТО 0.7 30
Суммарные значения иростт>ано венных отклонений р м мх д.ОДбДу/ ч- 0Vo при д J > е0: р-0.96со + 0,4Дм/ при tQ > Ду1, тле 1 — длина о г верстки в мм.
Зеикероеанне отверстий____________________Ta6Att'a 113
Класс аеталей Независимо от класса деталей
Методы обработки Черновое зенкерование Чистовое зенкерование
Диаметр отверстия D и мм 18-30 30-50 50-80 10-18 18-30 30-50 50-80
Подача л в ми/ауб Допуск 4 в мк .............. Класс точности Чистота поверхности Н в мк ...... Класс чистоты Глубина дефектного слоя Т в мк .... Пространственны» отклонении р в мк . . 0,2 210 5-й 50 З-Й 45 150 0,3 250 5-й 50 З-й 50 150 0.4 30) 5-й 50 З-й 50 isn (1.08 120 4-й 30 4-й 30 25 140 4-й 4-й 40 30 0.12 170 4-й 30 4-й 40 30 0,15 2СИ0 4-й 3) 4 й 40 30
Под черновым зенкерованном пони моется обработка зенкером по черному литому или прошитому
при штамповке отверстию: под чистовым — обработка зенкером после сверления или чернового зон-
верования.
Нормативы даны для обработки стали, при однократном зенкеровании литых отверстий в заготов-
ках, отлитых из серого чугуна, получают 4-й класс точности и 4—5-й классы чистоты поверхности.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 475
I
Развертывание отверстий
Независимо от класса деталей ф X X Ч 1 - 1 CU 8 И X о 50-80 ~S ।
30-50 27 2-й 3 8-Й
18—30 23 2-й 3 8-й
« а 19 2-й 3 8-й
I 01-9 «-8 £ «-г 91
Точное £ и- <6 2а 5 7-й 10
S Я 01 ЧЧ 9 •8 6£
I 0C-S1 «3 ?а 5 7-й 10
111 — 18 । п 41 5 7-й 10
6—10 | 01 чч 9 »г и
Нормальное 50-80 | 120 За 10 6-й 25
9 fl V- «-9 01 •г 001
18-30 | зл aS я
10-18 | от. в-9 01 »с 02
6-10 | 58 За 10 6-й 15
Класс деталей ] ! i 3 L Диаметр отверстия D в дгдг| Допуск 8 в мк . . . . . Класс точности Чистота поверхности Н Класс чистоты Глубина дефектного слоя Т в мк 1
а LM (IV Ч’мимулг . 0,«а 4-l,8We, ; На — чистота поверхности, полученная на предшествующем переходе, допусками на диаметральные размеры разверток.
эедедяет переходе еляются
Припуск поз притирочное шлифование (хонингование) on где 4 — допуск на размер, полученный иа предшествующем Виды развертывание (нормальное, точное и тонкое) Опре;
нмо от класса деталей « о ж а — с о X 5 ж & я S | 1 <3 Ж 50—80 30 2-й 7-9-й
S 1 я в _ в а) ал । । । ь-
oe-tii сс в о» ГЫ 1,1 1
00 7 о «X 2Л 1 1 1
о •I *х
(О а -чфа 1 1
х а 8 Протягивание 60-80 46 2а 4 7-й 6
од-ос 39 2а 4 7-й 6
ос-81
СО I Rfl’S"0
Класс деталей 2 ’ ' _ _ . Метод обработки Диаметр отверстия D в мм Допуск 6 в мк .............. Класс точности ЧиГТПТ! ПОЙРПХМСХГТН Н R МК Класс чистоты । Глубина дефектного слов Г в лги
476
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Таблица Ш
Растачивание отверстий
Класс деталей Независимо от класса деталей
Метол обработки Растачивание •
Черновое Чистовое
Диаметр отверстия D • мм 50-811 80-120 123—180 180- 260 50-80 80—120 120-180
Допуск Jim Класс точности Чистота поверхности Н в мк Класс чистоты Глубина дефектного слоя Г а мк . . 400 5-й 60 З-Й 30 460 5-й во З-й 30 530 5-й 60 З-й 30 600 5-й «0 З-й 30 200 4-й 20 5-Й 25 230 4-й 20 5-й 25 2ЫЭ 4-й 20 5-й 25 зоо 4-й 20 5-й 25
Тонким растачиванием получают 2а — 2-й классы точности и 7—8-й классы чистоты помрхпости.
. Шлифованием получают За—2-й классы точности и 7—8-й классы чистоты поверхности.
Притирочным шлифованием получают 1—2-й классы точности и 9—12-й классы чистоты поверх-
ности. *
Формула лля определения припуска пол притирочное шлифование лака и табл. 184.
Таблица 1ЯТ
Допуски в мк для основных отверстий и аалов размерами от I до 500 им
Класс ; точности : с ние Отклоне- ние Номинальные диаметры мм
От 1 до 3 Св. 3 до в Св. 6 до 10 Св. 10 до 18 06 от 91 -ар 09 ОТ 06 ‘аЭ Ов ОТ 0S -«Э OKI О» 0» da оЗ ds Си. 360 до 500
1-й Отверстие Вал 1, Верхнее 3, Нижнее в 4 8 5 9 6 11 8 13 9 15 11 18 13 21 15 24 18 27 20 30 22 35 25
2-й Отверстие Вал 5 Верхнее В Нижнее 10 в 13 В 16 10 19 12 23 14 27 17 30 20 35 23 40 27 45 30 60 35 во 40
2а Отверстие л Вал Е га Верхнее Нижнее 14 9 18 12 22 15 27 18 33 21 39 25 46 30 54 35 63 40 73 47 84 54 96 62
З-й Отверстие 7 Вал I к, Верхнее Нижнее 20 20 25 25 30 30 36 35 45 45 50 50 60 60 70 ТО 80 80 90 90 100 100 120 120
За Отверстие А Вал В да Верхнее да Нижнее 40 40 48 48 58 58 70 70 84 84 100 100 120 120 140 140 160 160 185 185 215 215 250 250
4-й Отверстие 7 Вал 1 Верхнее 1в Нижнее во во 80 во 100 100 120 120 140 140 170 170 200 200 230 230 260 260 300 зоо 340 340 ЗЯО 380
6-й Отверстие 7 Вал I 1, Верхнее 1, Нижнее 120 120 160 160 200 200 240 240 280 28U 340 340 400 400 460 460 530 530 600 6<Х) 680 64) 760 760
7-й Отверстие j Вал I Верхнее 1, Нижнее 250 250 зоо 300 360 360 430 430 520 520 620 620 740 740 870 870 1000 1000 1150 1150 1350 1350 1550 1560
8-й Отверстие i Вал 1 Верхнее 1, Нижнее 400 400 480 480 580 580 700 700 840 840 1000 1000 1200 1200 14'Ю 1400 1600 1600 1900 1900 2200 2200 2500 2507
9 й Отверстие 7 Вал Е 4 Верхнее !, Нижнее 600 600 750 750 900 900 1100 1108 1300 1300 1600 1600 1900 1900 2200 2200 2500 2500 2900 2900 3300 3300 3800 3800
Отклонения основных отверстий и валов ханы по системе ОСТ. Нижнее отклонение лля отверстий и верхнее отклонение лля валов равно нулю. Верхнее отклонение лля отверстий принимать в плюс, нижнее отклонение для валов — в минус.
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ДЕТАЛЕЙ МАШИН 477
Т аЛлаца IM
Допуски в мк па диаметральные размеры свыше 600 до 5000 мм
Класс очвоств Обозначение Ф к к ЕС О •с С Номинальные диаметры в лм
Св. 500 до 630 008 ОХ 0£9 '«Э 0001 01 008 ’ВЭ Св. 1000 до 1250 0091 ОГ OKI *«Э 0005 «г 0091 Св. 2000 до 2500 Св. 2500 до 3150 Св. 3150 *0 4000 0009 О» ООО» «О
1-й Отверстие А, Верхнее 46 50 55 60 65 76 85 100 по 120
Вал в. Нижнее 30 35 40 45 60 55 60 70 80 90
2-й Отверстие А Верхнее 70 к. 90 100 ПО 120 130 150 170 190
Вал В Нижкес 45 50 55 60 65 75 65 100 110 120
Отверстие А2а Верхнее по 120 130 150 170 190 210 230 260 3»
2а Вал »2а Нижнее 70 80 90 100 ПО 120 130 150 170 190
Отверстие А» Верхнее 140 160 170 200 221) 250 280 300 350 400
З-й Вал в, Нижнее 140 150 170 200 220 250 280 300 360 400
ч Отверстие Аза Верхнее 2Ж) ЗО0 350 400 450 500 550 600 700 800
За Вал в3а 11нжисе 2 НО 300 360 400 450 500 550 600 700 800
Отверстие А. Верхнее 450 это 550 600 650 750 1000 1 100 1 200
4-й Вал в. Ннжнее 450 500 550 600 650 750 900 кюо 1 100 1200
Отверстие А. Верхнее 900 1000 1100 1200 1300 1600 1800 2000 2 200 2 500
5-А Вал в. Нижнее 900 1000 1100 1200 1300 1500 1800 2000 2 200 2 500
7-й Отверстие Верхнее 1800 2000 2200 2400 2600 3000 3500 4000 4 500 6000
Вал В, Нижнее 1300 2000 2200 2400 260) 3000 3600 4U00 4 500 5 000
Отверстие Верхнее ЙЮО 3OMI ЭКЮ 4000 4500 6000 5600 6000 7 000 8000
Н-й Вал В. Ннжнее 2800 зооо 3500 4000 4600 5000 5500 6000 7000 8 aw
»й Отверстие А, Верхнее 4500 5000 5501) 6000 6500 7000 8000 90») 10 500 12 000
Вал в. Ннжнее 1503 5000 5500 6000 6500 • 7000 8000 9000 10 600 12 000
10-й Отверстие Верхнее 7000 8000 9000 10000 11000 12 000 13000 15000 17 000 IP 000
Вал В.0 Нижнее 7000 8000 9000 ЮООО 11000 12000 13000 15000 17 000 19 000
11-й Отверстие А„ Верхнее 11000 12000 13000 15000 17000 19000 21000 23000 26 000 30 000
Вал В„ Нижнее 11 (Ю0 12000 13000 15000 17000 19000 21000 23000 26 000 30000 1
• Попуски лаиы по ГОСТ 2689-54. а
478
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Пример. Расчет припусков на обработку шеек ступенчатою нала (см. яскиз в табл. 189).
Определяем &Ср вала по формуле
D = /"20s-25 4-30*61 4-36*-6 + 51*-6 4-45*-24
ср у 122
Допуск на диаметральные размеры лля всех шеек штампованной заготовки принимаем одинаковым:
«а = 1800 мк (см. табл. 158, D — 30 4- 51) мм. L = 121) 4- 180 мм).
Для шейки вала d = 30_q^, I = 4О'*"2'" принимаем допуски: лля заготовки 1Я00 мк(см. табл. 158).
после чернового обтачивания 820 мк (см. табл. 160 и 187), после чистового обтачинанаа 170 мк (см.
табл. 160 и 187), после предварительного шлифования 50 мк (см. табл. 139 и 187), после чистового
шлифования 20 мк (по чертежу).
При обработке в нейтрал погрешность установки не учитывается, повтому расчет припусков пройд
водим по формуле
4“ «в + а <//e + 7e)4-2₽e.
По этой формуле получаем следующие припуски:
пол черновое обтачивание
2л в — 1800 4- 2 (150 + 250) 4- 2-497 = 3594 мк;
р = 0,96-450 4-0,4-2.5-05 = 197 (см. табл. 158):
под чистовое обтачивание
2ля = 620 4- 2 (М) 4- 50) 4- 2-26,6 = 873 мк;
р = 0,96-25 4-0,4-0,1-65 = 26,6 (см. табл. 161 и 162);
пол предварительное шлифование
2гЙ = 170 4- 2 (20 4- 25) — 260 мк (см. табл. 160 и 187); . '
пол чистовое шлифование
2xf — 50 + 2 (10 4- 30) = 130 мк (см. табл. 139 и 187).
Расчетные размеры лля внешних поверхностей определяют исходя из наибольшего предельного
размера по чертежу:
после чистового шлифования 29,98 мм (по чертежу);
после предварительного шлифования
29,914-0,13 —30,11 мм;
после чистового обтачивания
30,11 4-0,26 — 3037 мм;
после чернового обтачивания
30,37 4- ( JB73 - 31,243 мм;
черной заготовки
31,243 4- ЗЛ94 — 34,837 мм. '
Округлая наибольшие предельные размеры лля чернового обтачивания н черной заготовки, опреде-
ляют принятые припуски на обработку как разность наибольших предельных размеров двух смежных
переходов.
Наименьшие предельные размеры определяют вычитанием допуска из наибольшего предельного
размера.
Результаты вычислений сведены в табл. 189.
Аналогично могут быть определены размеры для остальных шеек; однако в рассматриваемом слу-
чае «того делать не мало, так как разница в припусках не превышает 100 мк при черновой обработке
и ничтожно мала при последующей обработке: поэтому рассчитанные припуски для шейки и — 30 мм
могут быть приняты лля всех остальных шеек. Преаельные размеры, разумеется, должны быть рас
считаны для каждой шейки.
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 479
Таблица 199
Расчет пропусков на обработку и предельных размеров по технологическим переходам
Деталь N 12-2302020. Промежуточный вал. Заготовка — горячая штамповка обычной точности.
Сталь ЭОХ. Шейка вала <2 = 30 мм, 1 = 40 ми
Технологические
переходы обработки
элементарных
поверхностей
Заготовка—поковка .
Черновое обтачивание . .
Чистовое .
Предварительное шлифо-
вание .............. . .
Чистовое шлифование
Допуски м Мю&ше размеры 10.25 мм
Допуск
1В№
620
170
so
20
160; 187
160; 187
Припуск и мк
расчет- ный м табл. приня- тый
139; 187
По чертежу
3594
873
26U
130
158
150; 161; 162
160; 187
139; 187
3650
880
269
130
Расчет-
ный
размер
в мм
34,837
31,243
30,37
30,11
Предельные
размеры в мм
наи-
боль-
ший
наи-
мень-
ший
34,9
31.25
30,37
30,11
29.98
ПРИСПОСОБЛЕНИЯ ДЛЯ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛЕЙ МАШИН
Приспособления для механической
обработки служат для установки и за-
крепления обрабатываемых заготовок
на станке с целью сокращения вспомо-
гательного времени и повышения точ-
ности обработки.
По степени специализации приспо-
собления делятся на универсальные, пред
назначенные для обработки различных
деталей (машинные тиски, патроны,
делительные головки, поворотные столы
и пр.) и не требующие наладки, спе-
циализированные, представляющие собой
универсальные приспособления, нала-
живаемые для обработки определенных
деталей при помощи дополнительных
или сменных устройств (специальных гу-
бок для тисков, фасонных кулачкой к
патронам, угольников для планшайб
и т. п.), и специальные, предназначен-
ные для выполнения определенных опе-
раций механической обработки.
Конструкция специального приспо-
собления определяется конструктив-
ными особенностями обрабатываемой за-
готовки, принятой схемой базировки и
закрепления, характером выполняемой
обработки и размером программного
задания.
Установочные элементы приспособле-
ний служат для придания обрабаты-
ваемой заготовке определенного поло-
жения относительно рабочего инстру-
мента. Доведение базовых поверхностей
заготовки до соприкосновения с устано-
вочными элементами производится вруч-
ную, весом детали или посредством вспо-
могательных зажимных устройств.
Установочные элементы, позволяющие
получить полное или частично ориенти-
рованное положение заготовки в при-
способлении, называются основными.
Вспомогательными называются устано-
вочные элементы, используемые для
сообщения заготовке дополнительной
устойчивости или для повышения
жесткости ее крепления; они выпол-
няются регулируемого или самоустз-
навлнвающегося типа.
480
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Рабочие поверхности установочных
элементов должны обладать высокой
'износостойкостью; это достигается их
закалкой на твердость Rc = 58-S-60.
-Целесообразно установочные элементы
делать сменными. Поверхности сопря-
жения установочных элементов и кор-
пуса приспособления подвергаются тща-
тельной обработке (шлифованию, шабре-
нию).
Элементы, используемые для уста-
новки заготовок с плоскими базовыми
поверхностями — опоры постоянные
{ГОСТ 4083-48) и пластинки опорные
{ГОСТ 4743-49), показаны на фиг. 223
щ 224.
Материалом для этих элементов слу-
жит сталь 20 по ГОСТ 1050-52. Тер-
мообработка — цементация на глу-
бину от 0,8 до 1,2 мм для штифтов н до
Фиг. 223.
Для установки на черные или пред-
варительно обработанные базы загото-
вок рекомендуются опоры с рифлеными
и сферическими головками. Для уста-
новки заготовок с обработанными базо-
выми поверхностями применяют опоры
с плоскими головками, а также опорные
пластинки. На фиг 225, а и б приведены
примеры положения опор и пластинок
в приспособлении. На фиг. 226, а—в
показаны конструкции регулируемых
опор по ГОСТ 4084-48, 4085-48 и
4086-48.
Примеры самоустанавливающихся
опор приведены на фиг. 227 и 228.
Средние величины коэффициентов тре-
ния и контактные деформации для опор
приведены в табл:. 190.
Установка заготовок по наружным
цилиндрическим поверхностям произво-
дится в призмы (фнг. 229) Для точной
обработки практикуется также уста-
новка во втулку.
Фиг. 227. а — подводима» опора. I — выдвиж-
ная опора; 2 — шпонки; 3 — шарик; б — ав
тематически устанавливающаяся опора: / —
oqopa; 2 — фиксирующие сухарь; 3 — на-
жимной ввит.
Для установки заготовок по цилин-
дрическим отверстиям используют паль-
цы, конструктивные разновидности ко-
торых показаны на фиг. 230, а также
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 481
Таблица 190
Коэффициенты трения и контактные деформации пр» установке заготовок в» опоры
Установочные элементы Вил заготовки Коэффициент трения между установочным элементом и заго- товкой Контактные деформации у в мк
Опоры со сферической головкой Отливки из се- рого чугуна /У г = 180-1-202, поковки и прокат из стали 40 0,185 - 0,30 где N — нормаль- ная сила в т; г — радиус сферы и лил tfi.n где N п кГ. Для поковок из стали 45 С = 5,2 , отливок кз серого чугуиа (Яд-180) С-5,8
Опоры с риф- лениям». Профиль греб- ня по ГОСТ 4080-48 То же До 0,2 Для серого чугуиа (Нg = 180) ” = “Г’ где N — в к Г; Р — площадь опоры в плайе В СЛО
Опоры и планки с плоской шлнфоиан- ной поверх- ностью Отлнвки из се- рого чугуиа ПБ= 180-е- 202 и стали 40 с об- работанной ба- зовой поверх- ностью 0,16-0,18 (для чистоты базо- вых поверхно- стей от 3 до 7-го класса по ГОСТ 2789-51) Для стали 40 У = °-0ауЛу(20 + //гх), где Н — чистота поверхности базы в мк по ГОСТ 2789-51
жесткие н разжимные оправки. На
фиг. 231 приводятся примеры разжим-
Фиг. 228. Сайтуста-
навлнпиюшл йен опо-
ра на сферическом
основании.
ных оправок: кон-
струкции а — в —
для установки за-
готовок с базами,
обработанными по
3—5-му классам
точности; кон-
струкции г — для
черных заготовок
и конструкции д с
тонкостенной пру-
жинящей гильзой,
внутренняя по-
Погрешности установки на пальцы
и жесткие оправки определяются вели-
чинами посадочных зазоров. При уста-
новке обрабатываемых заготовок на два
Фиг. 230. Конструктивные разновидность
установочных пальцев: а и б — постоянные
пальцы; » и а — сменные пальцы.
лость которой заполнена пластической
массой, — для заготовок с размером
базового отверстия по 2—3-му классам
точности.
Фиг. 229, Конструктивные разновидности
призм: а — призма для обработанных заго-
говок; б — призма для черных заготовок.
отверстия один из пальцев берется ци-
линдрический, а другой — ромбической
срезанной формы (фиг. 232).
При обработке деталей класса валов
и других заготовок, имеющих центровые
гнезда, в качестве установочных эле-
ментов применяют центры. Этот вид
установки используется также при нали-
чии на заготовках конических фасок
и для черных заготовок непосредственно
на кромку.
Различные конструктивные формы
установочных элементов в виде цен-
тров показаны на фнг. 233.
31 Том 5 1412
482
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
При шлифовании центральных отвер-
стий цилиндрических и конических зуб-
чатых колес применяют базировку по
Фиг. 231. Разжимные оправки: а — в — оп-
равки для установки заготовок по обработан-
ному отверстию; а — оправки для установки
черных заготовок; д — оправки с тонкостей
ной пружинящей гильзой.
Фиг. 232.
рабочим поверхностям зубьев. На
фиг. 234 показаны различные схемы
установки цилиндрических шестерен
В качестве установочных элементов при-
меняют ролики для прямозубых ци-
линдрических колес (фиг. 234, а), ша-
рики или витые упругие ролики для
цилиндрических колес со спиральным
зубом, шарики для конических колес,
а также рейки, зубчатые секторы и
качающиеся рычаги в специальных
Фиг. 233. Конструктивные разновидности цен-
тров: а — обычная конструкция; б — центр
для установки по коническим фаскам; а —
вращающийся центр; а — поводковый центр.
Фиг. 234. Схема установки цилиндрических
шестерен с базировкой по рабочим поверх-
ностям зубьев: в—установка зубчатого колеса
по роликам; б — установка зубчатого колеса
по рейкам; а — установка зубчатого колеса
по секторам; е — установка зубчатого колеса
при помощи качающихся рычагов.
ПРИСПОСОБЛЕНИЯ ЛЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 483
патронах для цилиндрических колес
(фиг. 234, б —г).
При использовании роликов и шари-
ков применяют патроны, типовая кон-
струкция которых показана на фиг. 235.
Фнг. 235. Патрон для установки цилиндри-
ческих зубчатых колес: / — заготовка; 2 —
обойма с плавающими роликами; 3 — кулачки
со сменными губками; 4 — пружины; 6 —упор
для заготовки; в — шток, связанный с пнев-
матическим или пружинным устройством
Установочные элементы крепятся в
обойме или к кулачкам патрона; при
Фиг. 236. Схема пат-
рона для установки
конических шестерен
с прямым зубом.
этом предусматри-
вается возмож-
ность их самоуста-
иовки по впади-
нам колеса за счет
оставляемых при
креплении зазо-
ров.
Установку кони-
ческих зубчатых
колес производят
на сферические
элементы, приме-
няя специальные
прижимные уст-
ройства (фиг. 236).
Зажимные
элементы при-
способлений обес-
печивают плотный
контакт заготовки
с установочными
элементами и предупреждают смещения
и вибрации заготовки в процессе обра-
ботки.
К зажимным элементам предъявляются
следующие основные требования: I) они
должны быть простыми по конструкции
и надежными в работе; 2) они не должны
вызывать деформаций закрепляемых
заготовок и порчи их поверхностей;
3) закрепление и открепление загото-
вок должно происходить с минималь-
ной затратой сил и времени рабочего;
4) зажимные устройства должны быть
износостойкими. Для упрощения ре-
монта наиболее изнашиваемые детали
целесообразно делать сменными; 5) при
одновременном закреплении нескольких
заготовок зажим их должен происхо-
дить равномерно; 6) при ограниченном
перемещении зажимного элемента (клин,
эксцентрик, цанга) его ход должен быть
согласован с допуском на размер заго-
товки от установочной базы до места
приложения зажимной силы; 7) кон-
струкция зажимного устройства должна
быть рациональной с точки зрения тех-
ники безопасности.
Место приложения зажимной силы
выбирается по условию наибольшей
жесткости и устойчивости крепления и
минимальной деформации заготовки.
В табл. 191 приведены формулы,
определяющие связь между приложен-
ной к рукоятке силой и получаемой
зажимной силой для элементарных за-
жимных устройств.
Комбинированные зажимные устрой-:
ства применяются в целях увеличе-
ния сил зажима, изменения величины
хода зажимного элемента, изменения
направления зажимной силы, умень
шения габаритов, а также для создания
наибольших удобств управления. Ком-
бинированные зажимы могут также
обеспечивать одновременное крепление
заготовки в нескольких местах.
Примеры наиболее распространенных
комбинированных зажимов приведены
на фнг. 237, а—ж.
На фиг. 238, а—г показаны примеры
многократных зажимов механического
типа.'
Пневматические зажимные устройства
состоят из силового узла (пневматиче-
ского цилиндра) и зажимного механизма,
соединенного с цилиндром посредством
штока. Нормальные внутренние диа-
метры цилиндров составляют ряд 75,
100, 150, 200, 250 и 300 мм. Пневмати-
ческие цилиндры выполняются вращаю-
щегося, качающегося и неподвижного
типов. На фиг. 239 показана конструк-
ция вращающегося цилиндра и патрона
31*
ш
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
для расчета элементарных зажимных устройств
Таблица 191
Вид зажимного устройства Расчетные формулы
Винт с нажим- ным сфериче- ским КОНЦОМ, см. фнг. а _ М .г ” 'tp ,S (* + * Приближенно лля метрических основных резьб от М8 ло М4‘2 и ф — 10®30* <?-тта*г
Винт с гайкой, см. фнг. 6 <? . — 7 j— кг 1 ° к - D« 'г,* (« + ♦> + 3 ** 2_D2 К 0 Приближенно для гаек нормальных разме рип ин" 0,18 _ И °~-^ГкГ
Клиновой элемент, см. фнг. л Q Ч(«+ар) кГ
Круговой эксцентрик, см. фнг. г Л-3- +(0,3-Ю,5) ли; _ Af - 4 R sin ♦ + р 4- е Bin (в + р) К Условие самоторможения:
Обозначения
Q — сила, развиваемая зажимом,
в кГ
М — момент в кГмм, создаваемый
на рукоятке
М — Р1, гле Р — сияв иа рукоятке
<10—15 *Т) и I — длина ру-
коятки в мм).
Для звездочек М = 75 ч- 125 кГсм
'ср - средний радиус резьбы в мм
я — угол подъема резьбы
₽ — угол треиия в резьбе
d — наружный диаметр резьбы
в им
D* — наружный диаметр опорного
торца гайкн
Df— внутренний диаметр опор-
ного торца гайкн
Р — коэффициент трения
--------------------------1-------
Р — прилагаемая сила в кГ
а — угол клина
р — угол трепня на плоскости
клина
8 — допуск иа размер заготовки
от установочной базы до
места приложения зажимной
силы
М — момент в кГмм, создаваемый
на рукоятке эксцентрика
R — радиус эксиеитриха и мм
в — эксцентриситет в мм
и — угол трения
« — угол поворота
t — радиус круга треиия цапфы
в лиг; р « гр, гле г — радиус
цапфы
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 485
Продолжение табл. 191
Вид зажимного
устройства
Расчетные формулы
Обозначение
Цанга без осе-
вого упора
дла заготовки,
см. фиг. д
Q- I ; Р|~ ; «г
tg ( » + ф)
Цанга с осе*
|»ым упором
ала заготовки,
см. фиг. е
р
° “ tg (• + ?) 4- tg л кГ
Р — прилагаемая осевая сила за-
тяжки цанги а кГ
а — угол между образующей ко-
нуса и осью иаиги
Ф — угол трения иа конической
поверхности цаигн
», — угол трения на поверхности
соприкасания цаигн и заго-
товки
М, = АЦ = А!
Роликовый
замок,
см. фнг. ж
sin if sin (90 — «)
2 aln(«4-2e>X
X /? - r ) "ГЛМ
(без учета потерь в рейке н направляющих)
Условие заклинивания ролика в < 2а
Роликовый
замок,
см. фиг. а
Л1.-Л1 .
(без учета потерь в рейке и направляющих)
Условие заклинивания ролика и < 2р
.И. - передаваемый момент
Л1 — прилагаемый момент ва ру-
коятке
ч — к. п. д, замка
Ц — радиус шайбы замка в мм
г — радиус ролика в мм
я — угол среза
Ф — угол трения
Конусный
замок,
см. фнг. и
М, - М ( I----- —-------Л------) кГмм
\ 2r sin я -(- |» cos а /
(без учета потерь в рейке и направляющих)
/И, — передаваемый замком мо-
мент
.4 — прилагаемый к рукоятке
момент
Df — средний диаметр конуса
в мм
я — угол между образующей
конуса н его осью
|Ж — коэффициент трения иа по-
верхностях конуса
г—радиус начальной окруж-
ности в мм
с самоустанавливаклцнмися кулачками
для токарного станка. Цилиндр кре-
пится на заднем конце шпинделя посред-
ством переходного фланца. На фиг 240
представлена конструкция стационар-
ного пневматического цилиндра, а на
486
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фнг
применена пневмокамера (фиг. 243, а),
состоящая из двух штампованных чашек
1 и 2, между которыми зажата резино-
тканевая диафрагма 3, непосредственно
соприкасающаяся со штоком 4. При
впуске сжатого воздуха в полость 5
диафрагма 3 оказывает давление на
шток 4 и перемещает его вниз. Шток
связан с исполнительным зажимным
устройством приспособления. Описан-
ное устройство отличается простотой
и полной герметичностью; к его недо-
статкам относятся малый ход штока и
заметное падение силы по мере выдви-
жения штока.
Пример использования пневмокамеры
в приспособлении стационарного типа
фиг. 241, а — г — различные способы
установки и крепления этих цилиндров.
На фнг. 242, a w б показаны примеры
Фиг. 240.
использования пневматических качаю-
щихся цилиндров.
В качестве силового узла пневмати-
ческих зажимных устройств может быть
показан на фиг. 243, б. Управление осу-
ществляется посредством трехходового
Фиг. 242.
крана, обеспечивающего впуск сжатого
воздуха в полость 5 (фиг. 243. в), воз-
ПРИСПОСОБЛЕНИЯ для механической обработки деталей МАШИН 487
вращение штока в исходное положение
обеспечивается пружиной 6 при пово-
роте крана, когда полость 5 сообщается
с атмосферой.
Фиг. 243. Пиевмокамера с резииоткаьевоЛ
аиафрагмой (а) н схема применения пневмо-
камеры в приспособлении (б): / — заготовка;
2 — пневмокамера; 3 — кран.
На фиг. 244 показано нормализован-
ное приспособление со встроенным мем-
бранным пневматическим устройством
и ходом штока до 6—8 мм.
Фнг 244.
Гидравлические устройства (фиг. 245)
позволяют уменьшить габариты зажим-
ного механизма, равномерно распреде-
лить силы в многократных зажимах,
а также осуществить постоянство вели-
чины зажимной силы. На фиг. 245, а
показано устройство, состоящее из ци-
линдра 1, насоса 2 и золотника 3. Дав-
ление подаваемого в цилиндр масла
регулируется клапаном 4. На фиг. 245, б
представлена схема буферного зажима
для револьверного станка. При подаче
револьверной головки 1 осевая сила
зажима, передаваемая на вращающийся
центр 2, возникает за счет сопротивле-
ния клапана 3 перетеканию жидкости
из правой полости цилиндра в левую.
Пружина 4 и обратный клапан 5 служат
для возвращения плунжера 6 в исходное
положение.
На фиг. 245, в показана схема гид-
равлического зажима с золотником,
управляемым посредством педали, а па
фиг. 245, г — схема с автоматическим
золотником, приводимым в действие от
кулачка при подаче расточной головки
станка вниз.
, К устройствам, приводимым в дей-
ствие от посторонних источников энер-
гии, относятся вакуумные зажимы [11],
электромагнитные и магнитные плиты
и патроны, используемые для закреп-
ления заготовок из чугуна и стали [4],
а также электромоторные зажимы [4].
В ряде случаев целесообразно при-
менение самозажимных устройств
(фиг. 246), обеспечивающих быстроту
действия и значительное облегчение
условий работы на станке. На фнг. 246, а
приводится схема самозажимного меха-
низма для вертикально-сверлильного
станка с тремя взаимосвязанными экс-
центричными кулачками 1 для закреп-
ления цилиндрической заготовки 2. От-
крепление „заготовки достигается пово-
ротом-рукоятки 3.
Аиа/югичшяе устройства применяются
в виде поводковых патронов на токар-
ных многорезцовых станках (фиг. 246, б)
при обтачивании валиков или в виде
самозажимных оправок с заклиниваю-
щимися роликами (фнг. 246, в).
Весьма целесообразно использование
пружинных зажимных механизмов. На
фиг. 247 показана схема зажимного
устройства для кондуктора, установлен-
ного на вертикально-сверлильном стан-
ке. По мере опускания шпинделя про-
исходит сжатие пружин, осуществляю-
щих закрепление заготовки в призме
приспособления.
При изготовлении большого количе-
ства мелких деталей целесообразно
488
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фиг. 245 Образцы гидравлических зажнммых устройств: о— гидравлическое устройство
с силовым цилиндром, волотником и насосом; б — буферный гидравлический зажим; а —
гидравлический аажим с волотником. управляемый от педали; * — гидравлический зажим
с автоматическим золотником.
применение автоматизированных при-
способлений, производящих 'установку,
закрепление н выбрасывание обрабо-
танных заготовок.
Для станков непрерывного действия
(сверлильных и фрезерных) большие
удобства представляют установочные
приспособления, снабженные зажимными
Фиг. 246. Схемы самозажимных устройств:
а — устройство со взаимосвязанными эксцен
тричными кулачками; 6 — поводковый патрон
для токарного станка; в — оправка с закли-
нивающихся роликом.
устройствами автоматического типа. На
фиг. 248 приведена схема устройства
с гибким элементом (трос, цепь) для
закрепления ци-
линдрических за-
готовок на бара-
банно - фрезерном
станке, а на фиг.
249 схема устрой-
ства с гибкими
пружинящими ры-
чагами для закре-
пления поршней
на многошпин-
дельном горизон-
тально • сверлиль-
ном станке.
На фиг. 250, а
Фиг. 247.
приводится схема
автоматизированного приспособления с
подачей заготовок из магазина. Вместо
реечной шестерни в шпиндельную бабку
сверлильного станка вставлен вал с ку-
лачком /, посредством которого осу-
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 489
ществляется подача сверла. Кулачок 2
управляет золотником 3, регулирующим
поступление воздуха в пневматический
цилиндр 4 зажимного устройства. Отра-
Фиг. 248. Схема зажимного устройства с гиб-
ким тросом: I — заготовки; 2 — трос; 3 —на-
тяжное устройство.
ботанный воздух, выходя через канал 5,
очищает прнспособение от стружки.
Фиг. 249.
На фиг. 250, 6 дана схема автоматн
знрованного пневматического приспо-
собления к операционному станку для
снятия фасок у втулок. Цилиндр 1
зажимного устройства и цилиндр 2
установочного механизма приводятся
а действие от автоматических золотни-
ков 3 и 4. Последние управляются от
кулачка 5, закрепленного на одной из
шпиндельных бабок 6 станка.
При конструировании зажимных
устройств и приспособлений в целом
можно пользоваться следующими ГОСТ:
болты —ГОСТ 1759-42; 1587-42; 4737-49;
винты — ГОСТ В-1488-42; В-1486-42;
В-1472-42; В-1473-42; В-1474-42; В-1482-
42;В-1478-42; В-1476-42; 3380-46; 3381-46;
3382-46 3384-46; 3386-46; 3387-46;
3388-46; 3389-46; 3392-46; 4089-48;
3104-46; 3383-46; 3388-46; 3389-46;
4742-49; 4088-48; 4089-48; 3032-45;
3385-46; 3390-46; прихваты - ГОСТ
4734-49; 4736-49; рукоятки — ГОСТ
3055-45; 1293-43; 2194-43; 4742-49;
ушки — ГОСТ 4739-49; вилки — ГОСТ
4738-49; 4090-48; 3391-49; шайбы
разрезные — ГОСТ 4087-48; шплинты-
ГОСТ 397-41; штифты — ГОСТ 3128-46;
3129-46; сегментные шпонки —ОСТ
НКМ 4091; шпонки направляющие —
ГОСТ 1589-42; 1590-42; пластинки опор-
ные ГОСТ 4743-49; опоры - ГОСТ 4083-
48; 4084-48; 4085-48; 4086-48. 4740-49;
490
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
кондукторные втулки — ОСТ 4922;
4923; 4924; установи высотные — ГОСТ
4091-48; установи угловые — ГОСТ
4092-48.
Элементами для направления рабочих
инструментов являются кондукторные
втулки для сверлильных и расточных
приспособлений, установочные шаблоны
(габариты) для фрезерных станков и
копировальные устройства.
Втулки постоянные (фиг. 251, а)
применяют в кондукторах для мелко-
серийного производства при обработке
отверстия одним инструментом, втулки
сменные (фиг. 251, б) — при обработке
Фиг. 251.
отверстий одним инструментом в при-
способлениях для массового и крупно-
серийного производства, втулки бы-
стросменные (фнг. 251, в) —при обра-
ботке отверстия несколькими последо-
вательно сменяемыми инструментами.
Сменные и быстросменные втулки встав-
ляются в постоянные втулки, запрессо-
вываемые в корпус приспособления.
Материалами лля изготовления втулок
при d < 25 мм служит сталь У10А
по ГОСТ 1435-54 (калить, Rc =
= 60 -+- 65), при d > 25 мм — сталь
20 по ГОСТ 1050-52 (цементовать и ка-
лить, /?с = 60 -J- 65).
Допуски на размер d для прохода
сверл, зенкеров и разверток, а также
на размеры инструмента см. соответству-
ющие стандарты. Эксцентриситет на-
ружной поверхности втулки по отно-
шению к отверстию не долх<ен превы-
шать 0,005 мм. Между нижним торцом
втулки и поверхностью обрабатываемой
заготовки оставляют зазор в пределах
от */я d до Id, а при сверлении глубо-
ких отверстий в стали —дс l,5d.
На фиг. 252 приведены примеры кон-
струкций специальных кондукторных
втулок.
Для направления борштанг приме-
няют неподвижные и вращающиеся
Фиг. 252.
втулки. На фиг. 253 показана конструк-
ция вращающейся втулки для борштанг
на подшипниках скольжения, поверх-
ность которой защищена от попадания
стружки и посторонних частиц. На
фиг. 254 показана втулка, смонтирован-
ная на роликоподшипниках. На внут-
ренней поверхности втулки предусмат-
ривают также пазы для пропуска вы-
ступающих резцов борштанги.
Для установки инструмента на фре-
зерных. а также на строгальных и токар
пых станках применяются установи
высотные (угловые) или , габариты.
Установочные шаблоны укрепляют на
неподвижной части приспособления; они
не должны мешать работе инструмента,
а также установке и снятию заготовок.
Конструкции установов принимаются
по ГОСТ 4091-48 и 4092-48 (рекомен-
дуемые).
Фиг. 253. Фнг 254.
Обработку фасонных поверхностей
производят при помощи приспособле-
ний, снабженных копирами. На фиг 255
и 256 приведены схемы построения ко-
пиров при фрезеровании соответственно
по методу прямолинейной и круговой
подачи заготовки. Радиус фрезы должен
быть меньше радиуса вогнутой части
изделия, если таковая имеется на обра-
батываемом профиле. В целях компен-
сации износа фрезы ролик целесообразно
делать конической формы, а на копире
выполнять соответствующий скос. Угол
скоса 10—15°.
Копир и ролик следует изготовлять
из высокоуглеродистой или цементуемой
ПРИСПОСОБЛЕНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН 491
стали с термообработкой до твердости
/? = 58 ч- 62.
При выборе направления подачи и
центра вращения заготовки угол дав-
ления должен лежать в пределах, пре-
дупреждающих заклинивание ролика.
Фиг. 255.
Фиг. 256.
Дополнительиые элементы предста-
вляют собой различные вспомогательные
устройства.
Делительные увтройства применя-
ются в приспособлениях, имеющих по-
воротные нлн передвижные части для
установки закрепленной на них заго-
товки в различных положениях. Раз-
личные типы фиксаторов показаны на
циг. 257.
Выталкиватели используются для об-
легчения и ускорения выемки деталей
небольших размеров из приспособлений
(фнг. 258).
Защелки применяются в качестве фик-
сирующих запорных устройств для от-
кидных крышек и планок приспособ-
лений.
Опоры и подпятники поворотных
частей предусматриваются в приспо-
соблениях многопозиционного типа.
Запорные устройства применяются
во многопозиционных приспособлениях
для плотного прижатия поворотной части
к неподвижному основанию в целях
придания технологической системе боль-
шей жесткости.
К деталям вспомогательного на-
значения относятся ножки кан-
—\ туемых приспособлений (кондук-
торов), рым-болты для подъема и
перемещения тяжелых приспосо-
блений, направляющие шпонки для
фиксации корпуса приспособле-
ния по Т-образному пазу стола,
предохранительные щитки, ру-
коятки, кнопки и тому подобные
детали.
Корпус приспособление объеди-
няет в единое целое отдельные
его элементы; им воспринима-
ются силы, возникающие в про-
цессе обработки, а также силы
зажима. К корпусу приспособле-
ния предъявляют следующие основные
требования: 1) в целях предупреждения
Фнг 258.
деформаций и поломок корпус должен
быть достаточно жестким и прочным;
2) конструкция корпуса должна обеспе-
чивать удобство установки и снятия
заготовок; 3) конструкция корпуса
должна допускать быструю и удобную
очистку приспособления от стружки;
4) при наличии поворотных или кан-
туемых приспособлений необходимо в
максимальной степени уменьшать силы
трения за счет использования полшипни-
492
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Фнг. 259.
Paipti лв Лй
Фиг. 260.
в корпусе приспособления дол-
жны быть предусмотрены на-
правляющие элементы (пазо-
вые шпонки, центрирующие
буртики и т. п.): 7) конструк-
ция корпуса должна быть
рациональной с точки зрения
техники безопасности; 8) кон-
струкция корпуса должна быть
простой с точки зрения техно-
логии его изготовления.
Заготовки корпуса могут
быть получены отливкой, ков-
кой, отрезкой из сортового ма-
териала, сваркой из отдельных
частей и сборкой из отдель-
ных заготовок иа винтах В
соответствии с этим в качестве
материала для корпусов при-
меняют серый чугун СЧ 12-28
и углеродистую сталь марки
Ст. 3 Литые и сварные заго-
товки корпусов после предва-
рительной обработки необходимо под-
ков качения и уравновешивания вращаю-
щихся частей [4], [7], 110); 5) корпус
должен быть удобным для крепления
на станке и обеспечивать наибольшую
вергать старению.
Конструктивные формы литых загото
вок корпусов и стоек станочных приспо-
соблений приведены в ГОСТ 4583-49—
4590-49.
Фиг 261.
устойчивость приспособления; 6) для
удобства установки и выверки на станке
Нормализация
приспособлений
обусловливает уде-
шевление их стои-
мости и сокраще-
ние сроков их из-
готовления Основ-
ное направление в
решении этой за-
дачи заключается
в проведении кон-
структивной нор-
мализации деталей
приспособлений, а
также в разра-
ботке узлов и кон-
Фиг. 264.
ЛИТЕРАТУРА И ИСТОЧНИКИ
4ЯЗ
струкций нормализованных приспособ
лсннй.
Ведомственные и заводские нормали
на узлы и конструкции нормализован-
ных приспособлений разработаны Орг-
авиапромом. Оргавтопромом. Оргтранс-
тяжмашем, Станкнипромом, Кировским
заводом, Автозаводом имени Сталина
и другими организациями [7], |10)
Специальные приспособления по прин-
ципу действия можно разбить на четыре
типа: а) одноместные однопозиционные
(фнг. 259) б) одноместные многопози-
цнонные (фиг. 260), применяемые при
последовательной концентрации обра-
ботки; в) многоместные однопозицион-
ные (фиг. 261); г) многоместные много-
позиционные (фиг. 262), применяемые
при параллельной и параллельно-после-
довательной концентрации обработки.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Режущий инструмент
и процессы реэаиия метилов
I. Альбом инструмента по обработке от
верстнй. ЭНИМС. 1940
2. Альбом нормалей режущего инстру
мента. ВНИИ. Машгиз. 1946.
3. Басов М. И., Стойкостяые иссле-
дования самооткрывающихся резьбонарезных
головок с круглыми гребенками. ЗИС. 1939.
4. Белецкий Д. Г.. Тонкое точение.
Оборонгиз. 1946.
5. БеспрозванныйИ М., Основы
теории пезапия металлов. Машгиз. 1948.
6. Вейрмейчук И. С.. Сплошное
сверление глубоких отверстий. Обороигнз.
1940.
7. Внедрен не скоростных методой обра
боги и металлов резанием (опыт передовых
предприятий Ленинграда). ЛДТМ. Л. 1948.
8. Грановский Г. И.. Фасонные
резцы. Машгиз. 1947.
9- Трудов Л. П-, Обработка закален
ных сталей резцами из твердых сплавов.
«Станки и инструмент» № 3. 1947. •
10. Еремин Б. Ф.. Новый метод рас-
чета протяжек. «Станки и инструмент» ТА 7—
8. 1946.
II. Клепиков В. Д.. Шевинг-про-
цесс. Машгиз. 1946.
12. Клушин М. И.. Исследование про
цесса резания металлов. Машгиз. 1949.
13. Корнилов К. А . Производство
зубчатых колес. Машгиз. 1947.
14. К р и в о у х о в В. А., пол ред. Ре-
эаиие металлов. Машгиз, 1964.
16. Кузнецов В. Д.. Физика твер
лого тела. т. 111. Гостехиздат. 1944.
16. Ларин М. Н.. Исследование опти-
мального переднего угла инструментов. «Стан-
ки и инструмент» № 12. 1943.
17. Ларин М. Н.. Основы фрезерова-
ния. Машгиз. 1947.
18. Тиме И.. Мемуар о строгании ме-
таллов, 1877.
19. Тиме И.. Сопротивление металлов
и дерева резанию, Петербург 1870.
20. Усачев Явление, происходящее
при резании металлов. «Известия СПБ тех
нологияесиого института», т. XXIII. вып. I.
1916.
21 Фрайфельд И. А , Инструменты,
работающие методом обкатки. Машгиз. 1948
22. Энциклопедический справочник «Маши
построение», т. 3 и 7. Машгнэ. 1949
Шлифование
I. «Абразивы» № 7. ЦБТИ Министерства
машиностроения, 1953.
2. Бабчиницср М. И., Исслсдова
пня процесса шлифования. «Труды МММИ—
МВТУ имени Баумана». 1939 — 1941.
3. Б а б ч и н и u е р М. И.. Усилия прн
шлифовании стали. «Станки и инструмент»
2* б. 1947.
4. Бабчииицер М. И.. Двухкомпо-
нентный динамометр для измерения усилий
шлифования. «Станки и инструмент» № 3.
1949.
5. Баранец Н. Ф.. Шлифовальный
круг и его выбор, Машгнэ. 1943.
6. Безалмазпая правка шлифовальных иру
гов. ст. МОНИТОМАШ, Машгиз. 1951.
7. Болскнй Н. И.. Обрабатываемость
металлов шлифованием, Машгиз. 1950.
8. Внедрение скоростного шлифования
(опыт МосЗИС и ГАЗ), Оргавтопром. 1953.
9. Залесов А. А. и др., Безалмазпая
правка шлифовальных кругов. Машгиз, 1952.
10. К уда со в Г. Ф. Гибкие шлифо-
вальные круги н их применение, «Вестник
технической информации ЦБТИ Министер
ства станкостроения» № 12. 1951.
11. К е д р о в С. М. в Ц е й ц И. Э., Нор-
мирование шлифовальных работ. Машгиз.
1949.
12. К о с т е ц к в й Б. И.. Шлифование за-
каленной стали. Гостехиздат Украины. 1947.
13. К у л а с о в Г. Ф. и Ь о ц е г ю к X. С,
Технология плоского шлифования, Машгиз,
1943.
14, Кузнецов И II . Основы скорост-
ного шлифования н пути его внедрения в про-
изводство. Машгиз. 1954.
15. Дурье Г. Б.. Некоторые вопросы те-
ории рабочего процесса при круглом наруж-
ном шлифовании. «Вестник машиностроения»
№ 5. 1954.
16. Любомудров В.И.и др., Абразив-
ные инструменты и и : изготовление, Машгиз.
1963.
17. М я с л о в Е. Н., Основы теории шли-
фования. Машгиз. 1951.
18, . Модернизация круглошлифовальных
станков для скоростного шлифования. Маш-
гиз. 1951.
19. О in е р Р. Н.. Изготовление и примене-
ние смазочно-охлаждаюших жидкостей, ис-
пользуемых прн обработке металлов резанием,
Гостоптехиздат, 1955.
20. Правка шлифовальных кругов заме-
нителями алмазов и алмазами. ЦБТИ МСС.
1940.
21. Рахмарова М. С., Механизм
процесса резания высокопористымн кругами.
«Станки и инструмент» 2ft 12. 1952.
22. Режимы скоростного шлифования (круг-
лое. наружное). Машгиз, 1955.
23. С а те ль Э. А., статья в сборнике
• Чистота поверхностей». Машгнэ. 1951.
494
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
24. Слонимский Н. В., Теория и прак-
тика бесцентрового шлифования, Машгиз. 1953.
25. Трошеиский С. П.. Точность
обработки на шлифовальных станках. Машгиз.
26. Энциклопедический справочник «Ма
шиностроение», т. 7 и 9, 1948 н 1949.
27. Яширицын П. И., Скоростное
шлифование, Машгиз, 1953.
Доводка металлов; притирочное и отделочное
шлифование
I. Белецкий Д. Г., Тонкое точение.
Оборонгиз. 1<М6.
2. Кедров С, М., «Доводочные станки».
«Станки и инструмент» А"» 9—10. 1953.
3. Кедрове М., Средства повышения
производительности механической доводки
металлов, «Станки и инструмент» 3ft 6—7,
1954.
4. Ребнндер П. А., Исследования
в области поверхностных явлений. ОНТИ.
1936.
5. 111 е г а л М. Я., Доводка измеритель-
ных инструментов. Машгиз. 1937.
Приспособления для механической обработки
деталей машин
I. А и серов М. А., Зажимные при-
способления для токарных и круглошлифо-
вальных станков. Машгиз. 1948.
2. Бобров Н. С.. Разжимные оправии
и самоцеитрирующие патроны. Оборонгиз.
1940.
3. Болотин X. Л.. Типовые комструк
ции приспособлений и их узлов. ЦНИИТМАШ.
1941.
4. Болотин X. Л. и Костро-
мн и Ф. П., Основы конструирования приспо-
соблений. Машгиз, 1951.
5. Горошкии А. К.. Приспособле-
ния для станков. Машгиз, 1953.
6. Д а н н л о в С. С., Приспособления
для обработки на станках. ОНТИ. 1938.
-7. Д а с к о в с к и Й Л. 3.. Альбом нор-
мализованных приспособлений. Машгиз. 1948.
8. Зоииенберг С. М. и Лебе-
дев А. С. Пневматические зажимные при
способления. Машгиз, 1953.
9. Любомудров В. И.. Приспособ-
ления для крепления инструмента и обраба
тывасмой детали на токарных, револьверных
и расточных станках. Госпланиэдат. 1945.
10. Оргавиапром, Альбом и руководящие
материалы по конструированию приспособ-
леннй. 1940—1948.
II. Прженянко И. И., Вакуум-
патроны. «Станки и инструмент» Хт 12. 1938.
12. Радченко В. М.. Эыан узль Г.Э.,
Станочные приспособления в машиностроении,
Машгиз, 1952.
13. Шалашов П. Г.. Пневмогидрав-
лические приводы для станочных приспособ-
лений, «Стайки и инструмент» № 3, 1952.
14. Энциклопедический справочник «Ма-
шиностроение». т. 7, гл. IV. Машгиз. 1949.
ГЛАВА VII
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ВАЛЫ
Конструктивные разновидности. К ос-
новным типам относятся: а) гладкие
валы (фиг. 1); б) ступенчатые односто-
ронние валы (фиг. 2): 3) ступенчатые
двусторонние валы (фнг. 3); г) тяжелые
валы диаметром более 200 мм и весом
более 1 т (фиг. 4 и 5).
Ступенчатые валы могут быть со шли-
цами на одной или нескольких ступенях
вала, с резьбой на ступенях вала (обычно
Фиг. I
на крайних ступенях), с фланцем на
конце ступенчатого одностороннего вала
(у ступени большего диаметра) или
на середине ступенчатого двустороннего
вала, с канавками а для выхода шлифо-
вального круга (фиг. 2) или без канавок.
Фиг. 2.
но с закруглениями небольшого радиуса
в местах перехода от одной ступени к
другой.
Гладкие ступенчатые и тяжелые валы
могут быть пустотелыми со сквозными
центральными отверстиями.
Фиг. з.
Различают жесткие и нежесткие валы.
Жесткие валы имеют отношение длины
к диаметру в средней части -у < 12;
такие валы в большинстве случаев до-
пускают обработку в центрах на много-
резцовых токарных станках.
Нежесткие валы имеют -у> 12. Обра-
ботку таких валов возможно вести на
многорезцовых станках при наличии
люнетов, уменьшающих прогиб деталей.
Фиг. ♦. Тяжелый ступенчатый двусторонний
вал.
Фиг. 5. Тяжелые фланцевые валы: а — с од-
ним фланцем; о — с двумя фланцами.
Размерные группы валов:
Группа I II 111 IV
Длина в мм ло 150 150-500 500-1200 > 1200
Технические условия иа изготовление
валов. Выполнение шлифованных' поса-
дочных шеек (по диаметру) по 2 — 3-му
классам точности (в отдельных случаях
по 1-му классу); овальность и конусность
шлифованных шеек вала — в пределах
допуска на диаметр; биение посадочных
шеек валов к базирующим шейкам
(двойной эксцентриситет) 0,02—0,03 мм,
при более точных валах 0,01—0,02 мм,
параллельность шпоночных канавок (или
боковой стороны шлицев) оси вала
0,03 мм на 300 мм длины; допуски на
длину ступеней 0,05—0,2 мм; чистота
поверхности посадочных шеек по 8 —
10-му классам по ГОСТ 2789-51.
Для тяжелых точных валов (фиг. 4 и 5)
технические условия предусматривают
овальность и конусность шеек 0,02—
0,04 мм при диаметре 800—1000 мм;
торцевое биение фланцев 0,02—0,04 мм
496 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
на плече до 800 жж;отклоненне от кончен
тричности центрирующих буртиков ра-
бочим шейкам до 0,03 мм: выпуклость
фланцев не допускается; искривление
оси вала на 1 м длины до 0,005—0,01 мм:
допуски на длину шеек 0,05—0,2 мм:
простановка линейных размеров от одной
базы буртика средней утолщенной части;
чистота поверхностей шеек, галтелей,
центрирующих бурков и поясков 8 —
11-й классы по ГОСТ 2789-51.
Материал и заготовки. Материалом
для валов служит сталь углеродистая,
хромистая и реже хромоникелевая.
Для гладких валов, обрабатываемых
без центров (см. фиг. 1), применяют
калиброванную или автоматную сталь,
для ступенчатых валов — сортовой про-
кат или поковки в серийном производ-
стве, сортовой прокат или штамповки
в массовом производстве.
Заготовки для тяжелых валов полу-
чают свободной ковкой, чаще на ковоч-
ных прессах, реже на мощных молотах
при отсутствии на заводе прессов.
Технология обработки и оборудование.
Технологические маршруты обработки
для некоторых разновидностей вала
приведены в табл. 1—4.
Обработка мелких ступенчатых вали-
ков длиной до 150 мм и диаметром до
25 мм в крупносерийном производ-
стве выполняется на автоматах про-
дольного точения (см. ниже табл. 5).
После точения на автоматах при отсут-
ствии центров валики шлифуют на бес-
центрово-шлифовальном станке про-
фильным кругом (фиг. 6).
На фиг. 7—9 показаны отдельные
основные операции обработки валов
второй и третьей размерных групп.
Фиг. 6. Схема бесцентрового шлифования сту
пенчатого вала профильным кругом: 1 — шли-
фующий круг; 2 — ведущий круг.
На фнг. 10—13 показаны операции
обработки тяжелых валов.
Фиг, 7. Схема фрезерования торцов вала и
центрования с двух сторон иа фрезерно-
центровочном станке моделей 481 и 4815:
Н — упор; Р — зажимные призмы; А и А,—
движение стола: Б и Б, — движение центро-
вочных шпинделей.
Характеристики применяемого для
обработки валов оборудования приведе-
ны в табл. 5 и 6. •
Технологический маршрут обработки гладких аалов (фнг. I)
Таблица I
Заготовка — калиброванная или автоматная стал»
м опера- ции Содержание операции Оборудование в зависимости от типа производства
Массовое Крупносерийное Серийное
1 Огрезанме нала по длине н снятие фа- сок на копнах М ногою пни дельные отрезные автоматы Олношпинлельные от- резиые автоматы Токарные отрезные станки
2 Черновое шлифование Бесцентрово-шлифовальные станки
3 Фрезерование шпо- ночных канавок(при наличии канавок на Фрезерные станки (табл. 6, позиция 13) Шпоночно-фрезерные станки (табл. 6, позиция 13)
4 валу) Сверление попереч- ных отверстий (при наличии отверстий) Многошпинлельные сверлильные станки с автоматическими сверлильными го- ден», и мн Олиошпинлельные сверлильные станин
я Термообработка —
6 Чистовое шлифование Бесцентрово-шлифовальные станки (табл. 6. позиция 23)
7 Контроль (окончатель- ный), проверка диа- метра вала Контрольные приспо- собления автомати- ческие Контрольные приспо- собления с ннлика- торами Ручной контрольный инструмент (скобы, микрометры)
ВАЛЫ
497
Таблица 2
Технологический маршрут обработки односторонних ступенчатых валов
> (фиг. 2, вторая размерная группа, I “ ISO + 300 мм)
Заготовка — сортовой прокат или штампованная заготовка в зависимости от разности
в размерах диаметров ступеней и от типа производства
м опера ими Содержанке операции Оборудование в зависимости от типа производства
Массовое Крупносерийное Серийное
1 Отрезание заготовки Сортовые пресс-нож- Дисковая пила (табл. Дисковая пила (табл. 6,
(при штампованной заготовке зта опе- рация выпадает) ннцы при диаметре до 60 мм, дисковая пила (табл. 6, пози- ция 1) 6, позиция 1) позиция 1)
2 Фрезерование торцов Барабанно-фрезерный станок Фрезерно-центровоч- ный станок (табл. 6, позиция S) Фрезерный станок
2а Центрование На фнг. 7 показано фрезерование торцов вала при полаче суп- портов С по стрелке А, пунктиром — ко- нечное положение вала D при центри- ровании (крупносе- рийное произвол- Двусторонний центро- вочный станок Центровочный станок
3 Обтачивание одного Вертикальные много- Многорезцовые полу- Многорезцовые полу-
конца вала со сто- шпиндельные полу- автоматы (табл. 6, автоматы с мехамиз-
роны большого диа- метра автоматы, многорез- цовые полуавтома- ты (табл. 6, позиции »-Н, 12а) позиции S и 10) мом быстрой пере- наладки (табл, б, по- зиции 9 и 10). Токар- ные скоростные станки с работой по упорам нлн токар- ные скоростные станки
4 Черновое обтачивание со стороны ступеней вала Тоже на вертикальных многошпимаельных полуавтоматах не- прерывного дейст- вия операции 3 и 4 объединяются) То же То же
S Чистовое обтачивание, ступеней пали То же •
в Фрезеровано шпо- Фрезерные станки с Фрезерные станки (таб л. 6, позиция 13); при
ночных канадок автоматическим цик- лом работы (табл. 6. позиция 13) наличии шлицев обработка производится на шлнцефрезериых станках (табл. 6, по- зиция 15)
1 Сверление попереч* Сверлильные много- Сверлильные олношпнлельиые станки
Я пых отверстий Термообработка шпиндельные стайки
9 Правка вала при дли- не до 600 мм (при малом короблении а термообработке операция выпадает) Черновое шлифование Пресс для правки с пружинными ценгреми
10 Шлифовальные полу- автоматы с рали ил ik- ной подачей и авто- матическим измере- нием Шлифовальные станки с радиальной пода- чей Круглошлнфовальные станки (табл. 6, по- зиции 21 н 22)
11 Чистовое шлифование То же То же То же
12 Контроль вала Контрольные много- мерные приспособ- ления для проверки биения шеек и на- бор инструментов Контрольные спе- циальные ПрИСГКа собления и набор инструментов Контрольные универ- сальные приспосо- бления и набор уни- версальных инстру- ментов
32 том s .Цй
498
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Таблица 3
Технологический маршрут обработки двусторонних ступенчатых валов
(фиг. 3, третья размерная группа; i — 500 -»-1200 лмг)
Заготовка — сортовой прокат или штампованная заготовка в зависимости от разности
в размерам диаметров ступеней и типа производства
опера- ции Содержание операции Оборудование в зависимости от типа производства
Массовое Крупносерийное Серийное
1 Отрезание заготовки (прн штампованной заготовке эта опера- ция выпадает) Сортовые пресс-иожницы для отрезания заго- товок диаметром до 60 мм. Дисковая пила (табл. 6, позиция 1) Дисковая пила (табл. 6, позиция 1)
2 Фрезерование торцов и нейтронакие вала с двух сторон (опе- рации часто выпол- няют па двух стан- ках) Специальный фрезер- но-центровочный по- луавтомат (с бараба- ном) непрерывного действия или 2 стан- ка: барабанно-фре- зерный (табл. 6, по- зиция 2) и центро- вочный (табл 6. по- зиция 3) Фрезерно-центровоч- ный станок (фиг. 7 и табл. 6, позиции 6) Операция производит- ся часто отдельно на двух станках: а) го- ризонтально-фрезер- ном. 6) центровоч- ном двустороннем табл. 6. позиция 3)
3 Черновое обтачивание одного конца вала Одиошпнндельиые горизонтальные многорез- цовые полуавтоматы (табл. 6, позиции 11. 12 и 12а) (фиг. 8) Токарные скоростные станки типа 1А62 с гидравлическим суп- портом То же
4 Черновое обтачивание другого конца вада То же То же
5 Чистовое обтачивание одного конца вяла (фиг. 8)
6 Чистовое обтачивание другого конци BUI • •
7 Фрезерование шлмцеи червячной шлице- вой фрезой Олношпиндельные шлицефрезерные горизонтальные полуавтоматы (табл. 6, позиция 16)
8 Сверление попереч- ных отверстий Сверлильные много шпиндельные станки Сверлильные олношпиндельные станки
9 Нарезание резьбы Реэьбофрезерные станин или резцоиая головка с резцами, оснащен- ными твердым сплавим (нарезание скоросгиым методом иа высоких оборотах резпоной головки — до 1500 об/мин)
10 Термообработка - ... -
11 Правка нала Пресс для правки с пружинными центрами
12 Черновое шлифование (после втой опера- ции BIIO.lll I lllllll'.til правку вала) Шлифовальные цен- тровочные полуавто- маты специальные с радиальной подачей круга и с автомати- ческим измерением на гладких шейках вала Шлифовальные станки с широким кругом с поперечным вре- занием (табл. 6, по- зиции Ч и 22 в спе- циальном исполне- нии) Круглошлифовальиые станки (табл. 6, по- зиции ,21 и 22)
13 Шлифование шлицев (шлифование про- фильным кругом, см. фнг. 91 Шлниешлифовильные станки типа Ш (табл, б, позиция 25) •
14 Чистовое шлифование шеек под подшип- ники Шлифовальные станки (табл, б, позиции 21 и 22)
15 Шлифование резьбы Резьбошлифовальные Резьбошлифовальиые станки
(для валов с точной резьбой! полуавтоматы с мно гоииточиым кругом (табл. 6, позиция 26)
16 Контроль вала Контрольные приспо- собления для про- верки биения шеек и шлицев: скобы и шаблоны Контоольные приспо- собления и инстру- менты Универсал ьмо-кон трольные инстру- менты
П р и м е ч а и и в. При обработке двусторонних ступенчатых валов длиной до 500. мм тех-
нологический маршрут аналогичен указанному в табл. 3, но модели станков выбираются меньшие.
ВАЛЫ
499
Таблица I
Технологический маршрут обработки тяжелых валов
№ опера- ции Содержание операции Оборудование
1 Отрезка концов вача Круглая пила
2 Проверка вала и разметка центровых гнезд по струне (фиг. 10) Плита, призмы, угольники
3 Сверление центрового гнезда с одной стороны обычно с углом 9и“ дла большей прочности Центров (вал установлен в призмы и выверен по разметке) Горизонтально-сверлильные станки (фиг. 11)
4 Обтачивание предварительное, получистоиог и чистовое {одни коней вала зажат в четы- рехкулачковом патроне, другой —в центре) Токарный станок с двумя суппортами (фиг. 12); при большой длине вада ставят дополнительные люнеты
5 Обтачивание с другой стороны вала. Обточен- ный конец пала зажимают в патрон, а вто- рой ставит н люнет на шейку, проточенную в операции 4. проверяют пал по индикатору (фиг. 13) Токарный с двумя суппортами
6 Фрезерование шпоночных пазов по разметке с оставлением припуска па последующую пригонку паза Горизонтально-расточные станки | колонки)
7 Шлифование шеек вала в центрах (центровые гнезда после токарной обработки испра- вляются) Тяжелые круглошлифовальные станки
8 Слесарная обработка, пригонка пазов,зачистка заусенцев и др. —
9 Контроль правильности формы шеек и кон- центричности Скобы с микрометрическими наконечниками. Индикаторные приспособления
Таблица 5
Характеристика одношпимдельиых автоматов продольного точеаиа дла обработки
мелких валиков
Наименование станка Тип или модель Основные размеры ь ММ Число оборотов л минуту Мощность в кат
Олношпикдельмый автомат продольного точения ... 1(Ю4 Диаметр обрабаты- 1474-9980 1.7
То же ................. 110 ваемого нзлелия D во 4; длина подачи прутка 7—30 U до 7 1180-7800 2.2
112 1 . 70 D . 12 800—7670 2.8
То же с четырехпоэициоиной револьвер- кой головкой 1117 1 . 100 D , 18 300-4000 м
То же..... . . 1117-25 1 . 150 D . 25 300- 4000 4.5
t . (50 •
аз*
500
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Характеристика основного обору
* пози- ции Технологическое назначение оборудования Наименование станка Тип иди модель
1 Отрезание заготовки (по длине) Дисковая пила 866
2 Фрезерование торнов нала Барабанно-фретериый авустороиний полу- 6А0Т
автомат
3 Центрование вала Центровочный двусторонний —
4 Центровочный односторонний Фрезерно-центровочный полуавтомат. «а
5 Двустороннее фрезерование и центроид- 481
ние вала имеющий лил Фрезерных и дм центро- вочных нш никеля
в То же То же 4815
7 Обтачивание вала Четырехшпиндельный прутковый автомат 1240-4
8 • • Шестмшпиндельный прутковый автомат 1261М
9 • • Токарный многорезцовый одношпиндель- 1720
ный полуавтомат
10 • • То же 1730
II * • 116
12 • • • П6Б
12а • • Токарный многорезцовый одношпиндель ный полуавтомат с гидравлической по- 1721 1722»
116 дачей суппортов
• • То же 1731
13 Фрезерование шпоночных канавок:
а) закрытых Шпоночно-фрезерный станок 692 А
б) открытых Продольный горизонтально фрезерный станок с полуавтоматическим циклом Горизонтально-консольные станки —
в) типа полукруглых Специальные станки —
14 Фрезерование шлицев Шлниефрезерный 5617
15 То же а 5618А
16 - — 5610
17 Нарезание резьбы Болторезный 9101Б
18 Накатывание резьбы Резьбонакатный с круглыми плашками 5933
19 Нарезание резьбы Резьбофреэериый полуавтомат 562
20 • • 561
21 21а Шлифование вала Круглошлифовальный То же врезной 3151 3152
22 а Круглошлифовальмый 3151
221 • • • 3164
23 • Бесцеитроно-шлифовальный 3180
Гидрокопировальный олнорешовый на базе модели 1721, выполиаеыый е Р. М. Ц.» 800 мм И
ВАЛЫ
501
Таблица i
доваиия для обработки валов
Основные размеры в мм Число оборотов в минуту Мощность в кет Примечание
Диаметр пилы 710 Диаметр барабана 1000; длина обрабаты- ваемого вала до 1400 Диаметр обрабатываемого вала 25—150; длина вала 180—50U Диаметр обрабатываемого вала '26—150; длина аала 450—1100 Диаметр прутка до 40; длина подачи до 190 Диаметр прутка до 50; длина подачи до 160 Диаметр обрабатываемой летали до 200; длина детали до 300. По специальному заказу имеет передний суппорт ала прямого врезания Диаметр обрабатываемой летали до 300; длина изделия до 500 Диаметр обрабатываемой детали над суп- портом 21X1, над штангой 300; длина детали до 800 Диаметр обрабатываемой детали нал суппортом 2Ю, над штангой 300; длина детали до 1200 Диаметр обрабатываемой летали над суп- портом 200; Р. М. Ц. 810 Диаметр обрабатываемой детали 320; Р. М. Ц. 870 Диаметр обрабатываемой детали до 175; длина летали 1 до 350 D до 300; 1 до 700 D до 125; I до 1200 Диаметр на резин резьбы от б до 33 Диаметр накатки от б до 33 Диаметр фрезерования 100: длина фрезе роваиия 80; расстояние между центрами 1150 Диаметр фрезерования 160; длина фрезе- рования 750 и 1500 D = 150; 1 - 750 D - ISO; 1 - 503 D = 300; 1 = 1030 D = 400: ( = 2000 Диаметр шлифования до 75; длина для ступенчатых валиков 150 при работе методом врезания Р. М. U. - 1200 мм. 5-14 30—102 Фрезерный шпиндель 22 -85, сверлиль- ный шпин- дель 226—1226 То же До 2120 88-1620 105-1000 40—500 48-329 48—329 71-1410 56—1000 ЯН-275 80—250 37-95 51-151 40-260 60- 475 58-250 75-300 75—303 75—300 30-235 >3-94 (ведущий круг). 1200 (шлифо- вальный круг) 5,8 13 1L8 11,8 20 14 4.5 10 11,8 До 20 28 ’ 40 2,2 2?2 7 4.3 £? 3.2 4.3 3.2 7 7 7 15,2 13 Для серийного и массового произ- водства Для массового ппоизвохства Для серийного и массового произ- водства Для серийного и крупносерийного производства То же Для массового производства То же Для серийного или массового про- изводства Станки 1720 и 1730 обеспечивают возможность быстрой перестройки на разные летали Для массового производства Мощность определяется в зависимо- сти от количест ва резцов и режи- мов резания Для массового и крупносерийного произволе!ва Для серийного производства Для массового производства; рабо- тает набором фрез 1 Для серийного и массового про- | изполства Для серийного и крупносерийного производства Для крупносерийного и массового проиэвоаства Для фрезерования миогоннточной . фрезой о крупносерийном н мас- совом производстве Для фрезерования длинных иаруж цых резьб охнокиточиой фрезой В спеинальиом исполнении станки могут быть с поперечным вре- занием круга и полуавтомати- ческим циклом работы для мас- сового производства Для ступенчатых валиков работа метолом врезания (радиальная по- дача). лля гладких валков— осевая подача
502
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
м поди пин Технологическое назначение оборудования Наименование станка Тмл или мохель
24 Шлифование вала Бесденгровошлифовальпый 3182
23 Шлифование шлииев 111лкцешл>|фовальный 345А
26 , резьбы Резьбошлифовальный 582
В специальном исполнении применяются полуавтоматы с миогоинточным кругом и с большим
Фиг 12. Установка вала в патров и на центр.
Фиг. 8. Схема многорезцового обтачивания
вала: / — пружинный центр; 2 — торец, ко
торым вал базируется по длине; 3 — автсма-
тнческий поводковый патрон; 4 — пневма-
тический задний цеитр.
Фиг. В. Схема шлифо-
вания шлица про
фильным кругом.
Фнг. 13. Проверка вала индикатором по кон-
трольным пояскам
Технический контроль. Операции кон-
троля приведены в табл. 7 и на
фиг. 14 и I5-.
Фиг. 10. Разметка тяжелого вала по струне.
Фиг.* 14. Схема проверки конусности и биения
впадины шлицев относительно опорных шее*
вала.
Фиг. 16. Индикаторное поворотное прнспо
собление для проверки концентричности шеек
вала.
Фнг. II. Сверление центрового гнезда иа гори-
аонтально-сверлильном станке.
ВАЛЫ
.503
Продолжение табл. 6
Основные размеры в мм Число оборотов в минуту Мощность в явт Примечание
Диаметр шлифования до 150; длина для валиков до 200 при работе методом вре- зания Диаметр шлифования 120; длина шлифо- вания 800: расстояние между центрами 1000 Диаметр 250; расстояние между центрами 700 расстоянием между центрами. 7—57 (веду- щий круг) 3000-0000 (шлифо- вальный i-SKL ротон шпинделя изделия 20 2,8 4,2 Для серийного и массового произ- водства Для шлифомиия особо точных резьб на валиках •
Таблица 1
Контрольные операции
Содержание операций Инструмент и приспособления
Для валов по фиг. 2 н 3 первых трех размерных групп
Проверка о процессе изготовления
Размеров от базового бурта после фрезерования торцов вала Допуска на длину вала после фрезерования торцов Диаметральных размеров шеек Линейных размеров ступеней Ширины шлицев Взаимного расположения шлицев Резьбы Шаблон Шаблон на длину Предельные скобы Шаблоны Предельные скобы Шлииеиые кольца Резьбовые скобы и резьбовые кольца
Проверка на контрольном пункте
Диаметральных размеров и длины ступеней, размеров шли-
цев, размеров резьб по чертежу и техническим условиям
Биения шеек вала относительно базирующих шеек. Вал
устанавливают иа две призмы пуговку индикатора ставят
иа измеряемую шейку; при повертывании от руки разность
верхнего н нижнего показаний индикатора определяет
биение измеряемой шейки (двойной ексиентриситет)
Биения впадины шлицев и конусности по отношению к опор-
ным шейкам. Для определения конусности замеряют шлицы
i двух крайних положениях (фиг. 14)
Параллельности боковой поверхности шлицев к оси опорных
шеек. Пуговку индикатора устанавливают иа боковую,
поверхность шлицев, расположенных в горизонтальной
плоскости (фнг. 14)
Сковы, шаблоны, шлицевые кольца,
резьбовые скобы
Приамы и ниликатор иа стойке
Призмы и индикатор. В массовом
производстве — специальное при-
способление
То же
Дла тяжелых палое но фиг. 4 и 5
Проверка правильности формы шеек и их концентричности
Проверка диаметральных размеров шеек
Проверка концентричности смежных шеек специальным
индикаторным приспособлением при повертывании его по
стрелке (фиг. 15)
Проверка плоскостности фланцев иа краску
Токарный станок и ниликатор
Скобы с микрометрическими нако-
нечниками
Специальное приспособление с инди-
каторам
Точная линейка
504
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕН МАШИН
ПОДШИПНИКОВЫЕ ВТУЛКИ
Конструктивные разновидности. Ос-
новные типы подшипниковых втулок
приведены на фиг. 16. Наиболее распро-
странены втулки с отношением -j- < 2.
Толщина стенок втулок в зависимости от
размера последних колеблется в преде-
лах от 2 до 10 мм. Втулки выполняются
без заливки или с заливкой поверхности
Фиг. 16. Основные типы подшипниковых игу
лок: а — гладкая втулка; б — втулка с бур-
том; • — втулка с фланцем (розетка); в —
втулка для конической шейки вала; о — раз-
резная коническая втулка; t — втулка с за-
литым слоем антифрикционного сплава: ж —
втулка с открытым швом, свернутая из ли-
стового материала.
скольжения антифрикционным сплавом.
На внутренней поверхности втулок долж-
ны быть предусмотрены канавки для рас-
пределения смазки. Характеристику под-
шипниковых сплавов см. в т. 6, гл. VI.
Технические условия иа изготовление.
Наружные поверхности втулок обычно
обрабатываются по 2-му или 3-му классу
точности, внутренние поверхности —
по 2-му классу. Для ответственных
сопряжений (втулки под поршневые
пальцы быстроходных двигателей) от-
верстия втулок обрабатываются по 1-му
классу, а для грубых — по 3-му классу
точности и ниже. Окончательный размер
отверстия получается обычно после за-
прессовки втулки. Раэностенность допу-
скается в пределах 0,03—0.15 мм; не-
перпендикулярность торцевых поверхно-
стей к оси отверстия — до 0,2 мм. При
Фнг. 17. Схема наладки токарио-револьвер-
ного станка для изготовления подшипни-
ковых втулок.
несении торцевыми поверхностями осе-
вой нагрузки допускается неперпенди-
кулярность от 0,02 до 0,03 мм.
Фиг. 18. Фнг. 19.
Материал и заготовки. Для втулок
с внутренним диаметром до 20 мм, из-
готовляемых из стали, латуни, бронзы,
чугуна и специальных сплавов, в каче-
стве заготовок служит прутковый мате-
риал нлн отливки в виде болванок.
Для втулок с внутренним диаметром
более 20 мм заготовки выполняют обычно
с отверстием. Для них могут быть
использованы цельнотянутые трубы.
В массовом производстве применя-
ются ааготовкн с отверстиями, отлитые
в землю (при машинной формовке), в ме-
таллические формы, центробежным спо-
ПОДШИПНИКОВЫЕ ВТУЛКИ
505
собом или под давлением. Для втулок,
свертываемых из листового материала,
заготовками служат латунные или брон-
зовые полосы. Заготовки нз металлокера-
мических материалов и пластмасс полу-
чаются методом прессования (см. гл. IX).
Технология обработки, и оборудова-
ние. Технологические маршруты меха-
нической обработки втулок и применяе-
мое оборудование в условиях серийного
и массового производства приведены
в табл. 8.
Таблица 8
Технологические маршруты механической обработки подшипниковых втулок
(фиг. 16)
М
опера-
ции
Содержание операции
Оборудование
Заготовка — пруток
I Сверление отверстии и предварительное об-
тачивание наружной поверхности, чистовое
растачивание (или зеикероваине) отверстия
н чистовое обтачивание наружной поверх-
ности, снятие фасок на наружной поверх-
ности и в отверстии с одной стороны, от-
резание втулки (фиг. 17)
2 Снятие фаски в отверстии с другой стороны
3 Нарезание смазочных канавок
4 Сверление смазочного отверстия
б Шлифование наружной поверхности в окон-
чательный размер
Токарно-револьверный станок типа 1338
для прутков диаметром до 38 мм или типа
1318 для прутков диаметром до 18 мм
Четырехшпиндельный автомат типа 123 для
прутков диаметром до 35 им или шести-
шпиндельный автомат 1261М для прутков
диаметром до S8 мм
Сверлильный станок типа 2118 или 2135.
Токарный станок типа 1611 или операционный
станок
Специальный станок
Вертикально-сверлильный стенок типа 2118
Круглошлибювальный станок типа 316М
или 3151. Кеснеитроно-шлифовальныйстанок
типа 3180 или 3182
Заготовка — труба или литая втулка с прибыльной частью для захвата в
1 Предварительное растачивание (или зенкеро-
ваиие) отверстия, обтачивание наружной
поверхности, чистовое растачивание отвер-
стия и чистовое обтачивание наружной по-
верхности, развертывание отверстия, сня-
тие фасок на наружной поверхности и в
отверстии с одной стороны, отрезка втулки
2 Снятие фаски в отверстии с другой стороны
патроне
Токарно-револьверный станок типа 1К36.
Шестишпиндельный автомат типа 1265
8 Нарезание смазочных канавок
4 Сверление смазочного отверстия
5 Шлифование наружной поверхности о окон-
чательный размер
Вертикально-сверлильный станок типа 2А125
нли 2135. Токарный станок типа 1611 или
операционный станок
Специальный станок
Вертикально-сверлильный станок типа 2118
Круглошлифовальный станок типа 316М
или 3151. Бесцеигрово-шлифовальный станок
типа 3183 или 3182
Заготовка — индивидуальная отливка
4
5
6
7
I
Зеикеромине втулки и снятие фаски в от-
верстии с одной стороны (фнг. 18)
Протягивание или прошивание отверстия с
припуском на окончательную обработку
после запрессовки (фиг. 19)
Предварительное обтачивание наружной по-
верхности но оправке, снятие фасок и
подрезание торнов в окончательный раз-
мер по длине (фиг. 20)
Чистовое обтачивание наружной поверхности
Снятие фаски в отверстии
Нарезание смазочных канавок
Сверление смазочного отверстия
Шлифование наружной поверхности втулки
в окончательный размер
Вертикально сверлильный станок типа 2А12Б
нли 2135
Горизонтально-протяжной станок 5Т или ЮТ.
Механический или гидравлический пресс
Многорезцовый полуавтомат типа 1720
или.116
То же нлн токарный станок типа 1611
Вертикально-сверлильный станок типа 2А125
или токарный операционный станок
Специальный станок
Вертикально-сверлильный станок типа 2118
Круглошлнфовальиый станок 3151. Бесцен-
трово-шлифовальный станок типа 3180
или 3182
1
2
3
Примечание. Смазочные отверстия в отдельных случаях целесообразно сверлить
после запрессовки п сопряженную деталь.
506
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
Изготовление втулок из неметалличе
ских материалов см. гл IX, металл»-
керамических втулок — см. гл. V.
Технический контроль. При контроле
втулок проверяются диаметральные
и продольные размеры, концентричность
наружной поверхности и отверстия, пер-
пендикулярность торцевых поверхностей
к оси отверстия, а также чистота по-
верхностей.
ПОДШИПНИКОВЫЕ ВКЛАДЫШИ
Конструктивные разновидности. Наи-
более распространенные типы вклады-
шей показаны на фиг. 21. Поверхность
скольжения чугунных и стальных вкла-
дышей заливается антифрикционным
Фиг. 31. Конструктивные разновидности под-
шипниковых вкладышей: а — вкладыши тя-
желого типа коренного подшипника стацио
парной машины; б — вкладыш с буртами:
а — вкладыш без буртов.
сплавом. На рабочей поверхности вкла-
дыша должны быть предусмотрены ма-
слораспределительные канавки и холо-
дильники.
Технические условия на изготовление.
В единичном производстве допускается
станочная или слесарная пригонка на-
ружных поверхностей вкладышей к
сопрягаемым деталям. В серийном и
массовом производстве вкладыши изго-
товляются взаимозаменяемыми. Обра-
ботку наружной,и внутренней поверх-
ностей вкладышей выполняют по 2-му
или 3-му классам точности, допуская
разностенность до 0,05 мм. Оконча-
тельная обработка внутренней поверхно-
сти вкладышей производится обычно
после их установки в гнезда расточек,
чем достигается строгая соосность под-
шипников. Допустимое смещение пло-
скости разъема при наличии прокладок
принимается в пределах 0,05—0,1 мм
Допуски на продольные размеры назна-
чаются в пределах 3-го или 4-го классов
точности и ниже.
Материал и заготовки. В качестве
заготовок для отдельных половинок
вкладышей применяются отливки и по-
ковки, трубы и литые втулки. Заготовки
стальных вкладышей без буртов полу-
чаются путем изгиба полосового мате-
риала.
Технология обработки и оборудова-
ние. В табл. 9 приведены технологи-
ческие маршруты механической обра-
ботки вкладышей тяжелого и обычного
типов и применяемое оборудование.
Заливка подшипников баб-
битом. Заливке предшествуют очистка
поверхности, обезжиривание, травление,
лужение и подогрев подшипника. Методы
и средства выполнения этих операций
приведены в табл. 10. Методы заливки
подшипников антифрикционными спла-
вами приведены в табл. 11. Температура
поступающего на заливку баббита в
зависимости от его марки принимается
по ГОСТ 1320-41.
Дефекты заливки подшипников при-
ведены в табл. 12.
Обработка собранных
вкладышей выполняется следую-
щими методами.
Чистовое или тонкое растачивание
вкладышей в сборе, что обеспечивает
соосное расположение подшипников.
Пришабривание рабочих поверхно-
стей вкладышей после чистового раста-
чивания по сопряженному валу или эта-
лонной скалке; эта операция позволяет
устранить незначительные перекосы или
смещение осей подшипников.
Прошивание, протягивание или кали-
брование (шариком, оправкой) вклады-
шей, собранных на болтах или в спе-
циальных приспособлениях.
Прижигание подшипников, залитых
баббитом, на специальном стенде путем
провертывания вала со скоростью 200—
300 об/мин, причем подшипники должны
быть туго затянуты. При этом методе
поверхностный слой баббита расплав-
ляется и рабочая поверхность вклады-
шей приобретает гладкий и блестящий
вид.
Процесс прижигания ведется с при-
менением смазки и выполняется после
чистового растачивания.
ПОДШИПНИКОВЫЕ ВКЛАДЫШИ
.507
Таблица 9
Технологические маршруты механической обработки подшипниковых вкладыше*
м опера- ции Содержание операции Оборудование
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 1 2 3 4 5 в 7 8 9 10 11 12 Вкладыши тяжелого типа (фиг. 21, Разметка стыковых поверхностей Обработка стыковых поверхностей Прншабривание стыковых поверхностей Сборка вкладышей на струбцинах Разметка отверстий лля стяжных болтов Сверление отверстий лля стяжных болтов и нековка углуб- лений пол гайки и головки болтов Припасовка болтов и сборка вкладышей пол токарную об- работку Предварительная токарная обработка вкладышей в сборе; растачивание отверстия, протачивание канавок .для баб- бита, подрезание торпов, обтачивание наружных поверх- ностей и подрезание уступов бурта Разметка продольных канавок лля залипни баббитом Долбление продольных канавок Разборка подшипника и подготовка вкладышей для за- ливки баббитом (очистка, обезжиривание, травление, лу- жение, сборка формы и ее подогрев) Заливка вкладышей баббитом Зачистка стыковых поверхностей, пригонка их по краске и проверка щупом, сборка вкладышей Разметка отверстий лля смазки и для фиксирующих штиф. тов Сверление отверстий Растачивание вкладышей и обтачивание их наружной по- верхности в окончательный размер, подрезание буртов и торцевых поверхностей Разборка вкладышей Снятие холодильников и прорезка маслораспределнтелытых канавок Маркировка вкладышей Вкладыши с буртами (фиг. 21, б), заливаемые Обработка стыковых поверхностей; база — наружная поверх- ность заготовки и черновая поверхность стыков (фиг. 22) Для создания базового уступа для последующей обработки ширина фрезерования одного нз вкладышей должна быть иа 2—4 ж.« больше другого Растачивание обоих вкладышей в приспособлении, обеспе- чивающем расположение плоскости разъема на осн вра- щения полрезаике торнов (фиг. 23) Предварительное обтачивание обоих вкладышей иа оправке (фиг. 24) Подготовка внутренних поверхностей к заливке Заливка антифрикционным сплавом Зачистка стыковых поверхностей вкладышей Чистовое растачивание обоих вкладышей после заливки и подрезание ториевых поверхностей буртов Чистовое обтачивание обоих вкладышей на оправке (фиг. 24) Сверление отверстий лля подвода смазки н для фиксирую- щих штифтов Фрезерование холодильников Прорезание смазочных канавок Зачистка заусенцев а) Разметочная плита Строгальный, фрезерный или долбежный станок Производится вручную То же Разметочная плита Вертикально-сверлильный ста- нок типа 2А125 Производится вручную Токарный станок типа 1Д63А или карусельный станок типа 153 Разметочная плита Долбежный станок типа 7412 См. табл. 10 См. табл. 11 Производится вручную Разметочная плита Сверлильный станок типа 2A12S Токарный станок типа 1Д63А Горизонтально-фрезерный ста- нок ткоа 6Н82Г баббитом Фрезерный, протяжной или плоскошлнфовальный станок Токарный операционный ста- нок типа 1610 То же См. табл. 10 См. табл. 11 Шлифовальный диск Токарный станок типа 1611Д То же Вертикально-сверлильный ста- нок типа 2П8 Горизонтально-фрезерный ста- нок типа 6Н82Г Специальный станок Производится вручную
508
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
Продолжение табл. 9
н опера- ции Содержание операции Оборудование
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 15 17 Вкладыши без буртов (фиг. 21. а), заливаемые Протягивание стыковых поверхностей (фиг. 25). Зато- 1 тоаку 1 устанавливают в призму 2 и зажимают по тор- цевым плоскостям Предварительное зенкерование обоих вкладышей одновре- менно в специальном приспособлении (фиг. 26) Чистовая обработка стыковых поверхностей Обработка торцевых поверхностей вкладышей (фит. 27) Обтачивание наружной поверхности обоих вкладышей на о пранке (фиг. 28) Шлифование наружной поверхности вкладышей Чистовое растачивание обоих вкладышей е закреплением по наружной поверхности в цанге Зачистка заусенцев Подготовка вкладышей к заливке Заливка подшипников баббитом Зачистка стыковых поверхностей Предварительное растачивание залитого слов у обоих вкла- дышей (фиг. 29) Сверление отверстий лля смазки и для штифтов Фрезерование холодильников Прорезание смазочных канавок Окончательное шлифование наружной поверхности Тонкое растачивание внутренней поверхности баббитом Протяжной станок Вертикально-сверлильный ста- нок типа 2AI25 Протяжкой станок Продольно-фрезерный хвух- шпннлельный станок типа 661 Токарный станок типа 1610 Круглошлнфовальный станок типа 3151 Токарно-револьверный, типа 1 КЗв или операционный станок Производится вручную См. табл. 10 См табл. И Шлифовальный диск Вертикально-сверлильный или токарный операционный ста- нок Вертикально-сверлильный ста- нок типа 2118 Горизонтально-фрезерный ста- нок типа 6П8ОГ Специальный станок Круглошлнфовальный станок типа 3161 Станок для тонкого растачи- вания
Обработка вкладышей рассмотрен-
ными методами требует соответствую-
Фиг. 22. Фрезерование стыковых поверх-
ностей вкладышей: / — обрабатываемые
вкладыши; 1 — установочные элементы: > —
съемный шаблон дла выверки вкладышей.
4 — базовые площадки.
легания к гнездам корпуса в единичном
производстве применяются припилива-
ние и прншабривание наружной поверх-
ности вкладышей.
щего набора прокладок. Для исправле-
ния ошибок в положении оси вклады-
шей и для достижения.плотного их при-
Фнг. 23. Растачивание вкладышей в специаль-
ном патроне: I — установочные сухари; 2 —
призма для зажима верхнего вкладыша;
3 — призма для зажима нижнего вкладыша;
4 — резцовая державка для подрезания тор
цов; 5 — установочный сухарь для чистового
растачивания вкладышей с прокладками
ПОДШИПНИКОВЫЕ ВКЛАДЫШИ
509
Фаг. 24. Обтачнваине вкладышей па оправке:
I — оправка; 2 — обрабатываемые вкладыши;
3 — съемный хомут; 1 — втулка для вырав-
нивания горцов вкладышей; 5 — втулки для
закрепления вкладышей по буртам
Фиг. 26 Протягива-
ние стыковых по-
верхностей гладкого
вкладыша: t — вкла-
дыш; 2 — призма.
Фиг. 26. Зсиксрова-
кис двух половинок
вкладышей на свер-
лильном станке.
Фнг. 28. Обтачивание наруж-
ных поверхностей двух вкла-
дышей на оправке.
Фиг. 29. Растачивание зали-
того слоя обоих вкладышей.
Таблица 10
Подготовительные операции, предшествующие заливке подшипников баббитом
или свинцовистой бронзой
м опер! иин Содержание операции Метол выполнения операции и применяемое оборудование Инструменты и материалы
1 Очистка заливаемой пилсрх кости подшипников от грв- эм и окислив Очистка вручную Очистка иа краиовочном станке Очистка иа пескоструйном аппарате. Травление в кис лотком растворе с после луюшей промывкой в ван ие с горячей водой Абразивное полотно и сталь- ные щетки. Стальные круг- лые шетки Кварцевый перок. 10— 15*^ный раствор серной или соляной кислоты, подогретый до температуры 50—60° С
2 Обезжиривание Погружение в ванну с обез- жиривающим COCT!tM)M и последующая t промывка в горичей воде 10— КФЧя-ный водный раствор едкого натра или едкого кали, подогретый до темпе- ратуры 70—83® С
3 Покрытие флюсом (травле- ние) Наиессиис флюса растира- нием вручную. Погруже- ние в ванну с раствором флюса Пакле, волосяная щетка, хло- ристый цинк, хлористый аммоний. При заливке свин- цовистой бронзой в каче- стве флюса применяется разведенная водой бура
4 Предварительный нагрев до температуры 250—300° С (дли лужения) • Нагревание паяльной лампой илн газовой горелкой. На- гревание в муфельных газо вых нли алектрическнх пе- чах —
510
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Продолжение табл, 10
№ опера- ции Содержание операции Метол выполнения операции и применяемое оборудование Инструменты и материалы
& Лужение (для заливки баб- битом) Лужение растиранием полу ды вручную. Лужение погружением в панну с рас- плавленной полудой Пакля или щетка, третник
6 Нагрев перед последующей заливкой до температуры 200—250° С для баббита и до 1050—1070° С для свин- цовистой бронзы То же. что для операции 4 —
Примечании: 1. Перед покрытием флюсом и перед лужением метолом погружении поверхиостн, ие подверг а юшиес* заливке, должны быть защищены покрытиями (например, фосфа тиронаннем или нанесением пасты: 1—2»|0 столярного клея. 25—30% мела, остальное — вода). 2. При лужении подшнпииков из чугуна кх поверхности подвергают обезуглероживанию путем нагрева в присутствии перекиси марганца или другого окислителя до температуры 500—550° С в течение 5—6 час.
Методы заливки подшипников антифрикционным сплавом_____Таблица II
Метод заливки Оборудование Приспособления и инструменты Примечание
Ручная заливка бабби- том илн свинцовистой бронзой с предвари тельной сборкой фор мы лля обычной (фиг. 30) или сифонной (фиг. 31) заливки Тигель лля плав- ки сплапа с га- зовым или элек трическим подо- гревом Плита лля сборки фор- мы, стержень, черпак; устройство лля ускорен- ного охлаждения (об- рызгиванием или об- дувкой воздухом) Во избежание утечки сплава через неплотности формы применяют обмазки: Ь5°|о глины. 17°|о соли поварен- ной, 18% волы лля баббита или 30°|о мела, 35°,'. графита и 35°). воды для свинцови- стой бронзы
Ручная заливка с уста- новкой вкладышей в специальное при- способление (фиг.32) То же Специальное приспособ- ление для установки н ва крепления вклады- шей; устройство для ускоренного охлаждения —
Центробежная заливка баббитом с предвари- тельной установкой, выверкой и подогре- вом подшипника в приспособлении (фиг. 33) Токарный станок Планшайба. прихваты, устройство для подо грева и охлаждения, черпак Окружная скорость на вну- треннем диаметре v —• = 20 VH', d — в жж: » — в
Центробежная зал инка с установкой подо гретого подшипника в центрирующее при- способление (фнг. 34 и 36) Токарный или спе- циальный ста- нок Специальное приспособ ление для установки н крепления ' подшипни ков; устройство для захвата нагретых под- шипников (фиг. 36): черпак: устройство лля ускоренного охлажде- ния То же
Заливка баббитом под давлением (фнг. 37) Специальная уста- новка Специальное приспособ ление .тля установки и крепления вкладышей -
Заливка расплавлением кусочков баббите, заложенных внутрь формы Стационарная илн конвейерная печь (газовая или электриче- ская) Приспособление для уста- новки подшипников —
Нанесение антифрик- ционного сплава ме- толом металлизации Метэллнэатор ти- гельного или про- волочного типа — -
ПОДШИПНИКОВЫЕ ВКЛАДЫШИ
511
Фиг. 30. Заливка
подшипника баб-
битом на плите:
I — подшипник:
2 — стержень.
Фиг. 31. Заливка крупного подшип-
ника баббитом сифонным способом.
Фиг. 35. Приспособление для центробежной
заливки вкладышей: I — заливаемый вкла-
дыш: 2 и 3 — установочные шайбы; 4 — при-
жимная пружина; 5 — маховик для осво
вождения вкладышей.
Фиг. 36. Устройство для
захвата и установки
вкладышей а приспособ-
ление для центробежной
заливки: I и 2 — вкла-
дыши.
установки заливае-
мых вкладышей: / —
вкладыш; 2 — стер-
жень; 3 — стяжное
кольцо; 4 — центри-
рующие планки.
заливка крупного под-
шипника: 1 — заливав
мая деталь: 2 — план-
шайба станка; 3 — шайба
для крепления детали;
4 — газовая горелка; 3—
трубка для подвода
воды; 6 — асбестоза и про-
кладка.
ясбест
центробежной
Фиг. 34. Приспособление для
заливки вкладышей: I — заливаемый вкла
дыш; 2 — патрон станка; 3 — задняя бабка;
4 — прижимное устройство; 6 — воронка для
заливки баббита.
Фнг. 37. Схема установки для аалнвки
вкладышей под давлением: / — вкладыш;
2 — зажимной винт; 3 — плунжер для по-
дачи баббита; 4 — резервуар для баббита;
5 — газовая горелка.
выюв
tojiuno
512 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Дефекты заливки подшипников
Вил дефектов Метод обнаружения дефектов Причина возникновения дефектов
Плохое приставание сплава к поверхности подшипника Усадочные раковины Пористость залитого слоя и газовые раковины Крупнозернистое строение за- литого слоя Трешины в залитом глпе Посторонние включения Неравномерная толщина за- литого слоя Лнкваоня сплава По звуку (дребезжащий звук при простукивании подшипника ука- зывает на наличие дефекта) Осмотр Осмотр места отламывания лит- ников По звуку (дребезжащий звук при простукивании подшипника ука- зывает на наличие дефекта) Осмотр Осмотр и промеры толщины за- литого слоя Исследование структуры залито- го слоя Плохое качество очистки, травле- ния и лужения заливаемой по- верхности, недогрев или -пере- грев подшипника при заливке Неравномерное охлаждение под- шипника при одностороннем подводе иолы или струи воз- духа Плохая рафиннровка сплава. За- ливка сплава длинной струей (образуются пузырьки воздуха) Несоблюдение требуемой темпе- ратуры заливки, замедленное охлаждение, плохая рвфиии- ровка н неправильный состав сплава Внутренние напряжения, возни- кающие при заливке Плохая рафннировка сплава и неудовлетворительная подго- товка заливаемой поверхности Неправильная установка стержня; неточное центрование под- шипника при центробежной заливке Замедленное охлаждение * под- шипника после заливки; слиш- ком большая скорость вращения при центробежной заливке
Производство вкладыш ей
из биметаллической ленты.
Исходным материалом для вкладышей
служит лента из стали марки 10 толщи-
ной от I до 2,5 мм, залитая тонким
объединенный агрегат, на котором про-
изводятся очистка, травление, лужение,
заливка ленты и фрезерование залитого
слоя. Подлежащий заливке рулон ленты
длиной 70—80 м надевают на барабан 1,
с которого лента непрерывно разматы-
вается, поступая в машину для заливки.
Компенсирующая петля 2 обеспечивает
безостановочную работу агрегата при
Фнг. 38. Схема машины для заливки стельно! ленты баббитом.
слоем баббита (0,4—0,9 мм) или свин-
цовистой бронзы.
Машина для заливки стальной ленты
баббитом (фиг. 38) представляет собой
стыковой сварке (на аппарате J) конца
ленты с началом нового рулона, установ-
ленного на барабане 4. Для зачистки
сварного шва применяется устройство 5
ПОДШИПНИКОВЫЕ ВКЛАДЫШИ
513
с двумя плоскими брошами. В щелочной
ванне 6, нагретой до температуры 80—
90° С. лента очищается от жира и грязи.
Скорость движения ленты около
3 м!мин. В ванне 7 лента промывается
в проточной воде при температуре 60—
70° С. Травление (в ванне ^производится
в растворе соляной кислоты, нагретой
до 50—60° С. излишек кислоты снимается
войлочными прокладками. В ванну 9
с подогретым раствором хлористого
цинка лента поступает перед лужением
снимается около 1 мм залитого слоя
баббита. Обработка ведется в два прохода
при скоростях резания около 250 м/мин.
В станок встроены отсасывающие устрой-
ства для передачи стружки в плавиль-
ный агрегат. Ножницы 17 служат для
обрезки ленты по окончании ее намотки
на барабан 18.
При заливке стальной ленты свинцо-
вистой бронзой (фнг. 39) первые части
машины (/—4) по назначению и работе
аналогичны соответствующим частям
Сгчение мяты
Фаг. 39. Схема машины для заливки стальное ленты саинцопистой бронзой
ее с двух сторон при температуре 280—
300° С в резервуаре 10 Для лужения при-
меняется третник (639/# свинца, 37% оло-
ва). Прн выходе ленты из лудильной
ванны излишек полуды с ее поверхности
сгоняется нажимными роликами, причем
остается слой толщиной около 0.01 мм.
Для предупреждения окисления полуды
прн нагревании перед заливкой произ-
водится флюсование. Из капельной мас-
ленки флюс (27% хлористого цинка,
11% нашатыря н 62% воды) поступает
на суконную щетку 11 для равномер-
ного его распределения по всей поверх-
ности ленты, которая затем попадает
в муфель 12, где поддерживается тем-
пература около 400° С. Баббит, расплав-
ленный в тигле 13, стекает по трубке 14
в приемник 15, откуда попадает в зали-
вочную коробку. Температура баббита
450—480° С. Коробка ушииавливается
горизонтально, чтобы слой баббита полу-
чился одинаковой толщины по всему
сечению ленты. Охлаждение ленты после
заливки достигается струей воды, пода-
ваемой снизу. Ни фрезерном станке 16
33 Том 5 1413
установки лля получения сталебаббнто-
вой ленты. Дальнейшее устройство имеет
специфические особенности. Буртовоч-
ный механизм 5 служит для придания
ленте желобчатого сечения для удержа-
ния залитого слоя бронзы. Предвари-
тельный нагрев ленты осуществляется
двумя парами электроконтактных роли-
ков 6, профиль которых соответствует
профилю отбортованной ленты. Первой
парой роликов лента нагревается до
температуры 350° С, второй — до 650° С.
Коробка, закрывающая ролики, непо-
средственно примыкает к муфельной
электрической печи 7. где лента в восста-
новительной атмосфере (93% азота. 7%
водорода) нагревается до температуры
1000° С. Заливочное устройство 8 обеспе-
чивает непрерывную заливку свинцови-
стой бронзы из тигля. Заливка произво-
дится в штампе, гле лента подогревается
дополнительно до температуры 1100—
1150° С. Штамп выполнен в виде откры-
той коробки из графитизированных
электродов, по дну которой движется
лента, прижимаемая сверху графитовыми
514
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
Таблица 13
Технологические маршруты механической обработки тонкостенных вкладышей
из биметаллической ленты
HHDld -0110 те | Содержание операции Оборудо- вание № one-, рации Содержание операции Оборудо- вание
1 Вкладыши без бурты (фиг. 40) Вырубка прямоугольной за- готовки из биметалличе- ской ленты (фиг. 41) Кривошип- ный пресс 1 Вкладыши с буртам! Вырубка прямоугольной за- гонки из биметалличе- ской ленты Кривошип- ный пресс
2 Гибка заготовки в штампе для придания ей полукруг- лой формы (фиг. 42) То же 2 Гибка заготовки для вклады- ша с предварительным на- гревом до 16OJ С. При гибке вкладыша отгибают бурты на угол 60’ к образующей То же
3 Фрезерование торнов вкла- дышей Специальны!)
дпухшпин- дсльный двусторон- ний станок 3 Обрезка вкладышей в спе- циальном штампе -
4 I Штампование буртов в пол- ный профиль •
4 Снятие фасок иа внутренней поверхности вкладыша с двух сторон (фиг. 43) То же
S Обрезка буртов по контуру и штампе 1
5 Вырезка фиксирующего уса (фиг. 44) Кривошип- ный пресс
б Снятие фасок на наружной и внутренней поверхностях буртов Специальное приспособле- ние
6 Сверление отверстия для смазки Вертикально- сверлильный станок
7 Штамповка фиксирующего уел Кривошип- ный пресс
7 Снятие фаски в отверстии с наружной стороны вкла- дыша То же
8 Фрезерование смазочной ка- навки Фрезерный станок
8 Сня1ие холодильников (фиг. 48) Г орнэоиталь- но-фрезерный станок типа 6Г182Г
в Пробивка отверстия для смазки Кривошип- ный пресс
9 Омеднения вкладышей для предохранения от коррозии Гальваниче- ская ванна 10 Зенкования отверстия для смазки Вертикально- сверлильный станок
10 Протягивание стыковых по- верхностей е установкой по наружной поверхности и зажимом по внутренней по- верхности (фиг. 46) Вертикаль- но протяж- ной станок 11 Омеднение вкладышей Гальваниче- ская ванна
12 Протягиваине стыковых по- верхностей Вертикаль- ный протяж ной станок
11 Протягивание внутренней поверхности с установкой вкладыша но наружной по- * верхиостн н зажимом по стыковым поверхностям (фнг. 47) То же
13 Протягивание внутренней по- верхности То же
14 Обработка торцевых поверх- ностей буртов Операционно-i токарный станок
12 Снятие заусенцев Производится вручную |
шкивы
515
Фиг. 41. Заготоо-
ка вкладыша.
Фиг. 40. Тонко-
стенный вкладыш
без буртов нз би-
металлической
ленты
Фиг. 42.
Г ибка
вкладыша
в штампе.
Фнг. 43.
Снятие фа-
сок на тор-
иевых по-
верхно-
стях.
Фиг. 45. Снятие
холодильников.
Фиг. 46. Протяги-
вание стыковых
поверхностей.
Фиг. 47. Протя-
гивание виутрен
ней поверхности.
Фиг. 48.
Проверка
высоты
вкладыша:
/— пневма-
тический
цилиндр
пластинами. После заливки лента под-
вергается быстрому охлаждению водя-
ными брызгами в камере 9 и в баке 10.
Тянущий и обрезной механизм 11 состоит
из двух пар валиков. Первая пара тянет
ленту через все предшествующие устрой-
ства. На второй паре установлены
дисковые ножи, обрезающие бурты ленты
по заданной ширине. Отходы ленты для
облегчения уборки рубят на мелкие
куски. Ролики 12 выравнивают ленту
после обрезки буртов. Фрезерный ста-
нок 13 снимает излишний слой свинцови-
стой бронзы за два прохода. Тянущие
ролики 14 в то же время заглаживают
обработанную поверхность залитого слоя.
Ножницы 15 обрезают ленту по оконча-
нии ее намотки на барабан 16.
Технологические маршруты механи-
ческой обработки
таллической лен-
ты приведены в
табл 13.
Технический кон-
троль. Проверка
цилиндр и ч пости
вкладышей из би-
металлнчес кой
ленты по краске
производится вы-
борочно и специальном приспособле-
нии. Высота вкладышей проверяется на
индикаторном приборе (фиг. 48), их
толщина — на приборе, показанном на
фиг. 49. Отсутствие дефектов на поверх-
ности вкладыша проверяется осмотром.
вкладышей из биме-
Фиг. Проверка
толщины вкладыша.
ШКИВЫ
Конструктивные разновидности. К ос-
новным типам относятся: А — шкивы
с длинной ступицей и необработанным
внутренним контуром (фиг. 50) и Б —
шкивы с короткой ступицей и обрабо-
танным внутренним контуром (фиг. 51).
Оболы шкивов бывают гладкими под
плоский ремень (фиг. 50, а, в, е и ж,
фиг. 51, е), трапецеидальными под клино-
вой ремень с одним ручьем (фиг. 50, г)
или несколькими ручьями (фиг. 50, б и д.
фиг. 51, а — д).
33*
516
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Ступицу шкива выполняют с глад-
ким цилиндрическим отверстием, имею-
щим шпоночную канавку (фиг. 50, а, б
и д), шлицевым отверстием (фиг. 50, е),
конусным отверстием (фиг. 51, а и б),
фланцевого типа (фиг. 51. е).
Фиг. 51.
При отношении длины ступицы к диа-
метру отверстия '^>1. что дает устой-
чивую посадку на оправку, шкивы часто
обрабатываются методом сверлильно-
многорезцового варианта. Для создания
жесткости важно, чтобы диаметр оправ-
ки был не менее 25 ж.м. а отношение
наружного диаметра шкива к диаметру
отверстия было не более 9.
Размерные группы’ устанавливаются
по наружному диаметру в соответствии
с выбором оборудования: I группа —
50—200 мм, II группа — 201—300 леи.
III группа — 301—500 мм, IV группа —
501 мм и выше.
Технические условия на изготовле-
ние. Отверстие выполняется по 2-му
классу точности, остальные размеры вы-
держиваются обычно по 3-му или 4-му
классам. В шкивах, работающих на вы-
соких оборотах, применяется динамиче-
ская балансировка, в остальных ограни-
чиваются статической балансировкой.
Материал и заготовки. Материалом
для шкивов обычно служит серый
чугун.
Технология обработки и оборудование.
Технологический маршрут обработки
шкивов типа А (фиг. 50) сверлильно-
многорезцовым вариантом приведен в
табл. 14.
Таблица 14
Текнологическм* маршрут обработка шкивов тина А диаметром от 50 до 500 мм
в серийном и массовом производстве (без обработки внутренних поверхностей)
н Содержание операции Оборудование
1 3 3 4 5 6 7 в 9 10 Сверление нли рассверливание отверстий (в зависимости от наличия отверстия в литье) и подрезка переднего торца ступицы Подрезка второго торца ступицы (для шкивов типа А) Протягивание отверстия и шлицев комбинированной протяж- кой (прн налички одной шпоночной канавки обработка производится в аве операции: 1) протягивание отверстия и 2) протягивание шпоночной канавки) Запрессовка на оправку перед черновым обтачиванием Черновое обтачивание наружного диаметра, протачивание канавок и подрезка торцов Чистовое обтачивание наружного диаметра, протачивание канавок, подрезка торцов (прн гладкой поверхности обода черновое н чистовое обтачивание совмещают часто в одну операцию) Сверление отверстий в торце ступицы, и оболе и других местах (операция может быть заменена несколькими опера- циями. если отверстия согласно чертежу расположены пог разными углами и в разных точках) Балансировка н высверливание дисбаланса (динамическая нли статическая в зависимости от технических условий) Шлифование выступающей части ступицы шкива, если предусматривается в сборе войлочное нли кожаное уплот- нение по выступающей части ступицы (после шлифования часто вводят полирование для лучшей работы и меньшего кзмоса уплотнения) (фиг. 50. лиг) Контроль Сверлильные станки То же Протяжные горизонтальные стаи- кн Пресс для запрессовки Многорезцовые токарные полу- автоматы То же Сверлильные станки одношпии- дельные илн с многошпнидель- ной головкой при зиачитсль ном количестве отверстий а ле- тали и массовом производстве Балансировочные станки Шлифовальные центровые станки Контрольный пункт с набором инструмента
Примечание. Прн данном маршруте внутренние поверхности контура шкивов не обраба тыкаются.' применяется машинная формовка хая получения более точной заготовки. 1
шкивы
517
Для сверления в сплошном металле
с отлитым отверстием или растачива-
ния центрального отверстия зенкером
в шкивах (фиг. 50) применяют сверлиль-
ные станки диаметром 25, 35, 50 и 75 мм.
Для обтачивания на оправке приме-
няют многорезцовые станки разных типов
в зависимости от размеров шкивов
(см. ниже табл. 22).
При глубоких ручьях обода, если
большие силы резания при двух про-
ходах вызывают вибрации, производят
обточку за три прохода.
Технологический маршрут для шки-
вов типа Б, обрабатываемых в патроне
на револьверных станках или полуавто-
матах, приведен в табл. 15.
В массовом производстве с ритмом
выпуска до 3 мин. для обработки шки-
вов типов А и Б (фиг. 50 и 51) применяют
вертикальные многошпиндельные полу-
автоматы.
Маршрут обработки для этого случая
приведен в табл. 16.
В шкивах с обработанным внутрен-
ним контуром (фиг. 51) растачивание
отверстия внутренних контуров, прота-
чивание торцов и обтачивание произво-
дятся в серийном производстве на ре-
вольверных станках типа 1К36 и 1К37,
а в массовом — на вертикальных мно-
гошпиндельных патронных полуавто-
матах типов 1А283 и 1284 (см. ниже
табл. 21).
Для протягивания шлицев применяют
протяжные станки 10, 20 и 30 т в за-
висимости от диаметра и длины отвер-
стия.
Технический донтроль. Контроль про-
изводится при помощи скоб, пробок и
шаблонов.
Биение поверхностей обода относи-
тельно отверстия проверяется индика-
тором в приспособлении.
Габдыца IS
Технологически Я маршрут обработки шкивов типов А и Б диаметром от 50 до 500 мм
в серийном и массовом производстве (с обработкой внутренних поверхностей)
Л опе- ршим Содержание операции Оборудование
1 2 3 4 в 7 8 Сверление или черновое растачивание отверстия, подрезка торцов, растачивание выемок и обработка внутренних поверхностей контура с одной стороны (иногда па згой же операции производится частичное обтачивание по наруж- ному диаметру) Обработка внутренних поверхностей контура, подрезка тор- цов и обтачивание по наружному диаметру и ручьев (с другой стороны) ‘ Чистовая обработка внутренних поверхностей контура с одной стороны Чистовая обработка внутренних поверхностей контура с дру- гой стороны, чистовое растачивание отверстия и обтачива- ние по наружному диаметру и ручьев Протягивание шпоночной канавки или шлицев Чистовое обтачивание поверхности под ремень Сверление отверстий (в торнах и других местах)' Балансировка и высверливание аисбаланса Контроль а) В серийном произвол* стяе — револьверные стан- ки; 6) в массовом производ- стве - многорезцовые пат* ройные токарные полуавто- маты Револьверные станки в се- рийном производстве нли многорезцовые патронные подув томаты в массовом производстве Те же станки, что и для 1-й оперецмн Те же станки, что и для 2-й операции Протяжные станки Токарные многорезцовые по- луавтоматы Сверлильные одиошпнидель- иые нли многошпиндель- ные станин в зависимости от типа производства и ко- личества отверстий Балансировочные ста «ки Контрольный пункт с набором инструмента
Примечания. При сложной конфигурации шкивов, требующих обтачивания внутреннего и наружного контура, ие всегда удается при работе в патроне иа многорезцовых одкошпиидель- иых токарных полуавтоматах за первые четыре операции полностью обработать весь контур. Коли- чество операций и переходов определяется схемой наладки иа подобранный для лайкой операции станок. В ряде случаев возникает необходимость в дополнительных операциях по обтачиванию шкива. При более простых контурах шкива количество токарных операций может быть сведено к двум или трем.
518
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
Таблица 16
Технологически! маршрут обработки шкивов типов А к Б при массовом производстве
С темпом 0,2 — 3 мин.
Л* опе- ршим Содержание операции -• * а Оборудование
1 2 3 '4 Черновая и чистовая токарная обработка с одной стороны шкива в несколько переходов Черновая и чистовая токарная обработка а несколько переходов с другой стороны шкива (включая много- шпиндельное сверление отверстий в торце для типа Б. фнг. 61, а) Протягивание шпоночной канавки для шкивов с канавной Балансировка, высверливание дисбаланса Вертикальные шестишпинлель- ные патроновые полуавтоматы Характеристики станков см. в разд. „Цилиндрические зубча- тые колеса" То же Протяжные станки Балансировочные станки
П рн м е ч 1 н н е, Разбивка токарной обработки на шестншпнндельных полуавтоматах по пере- ходам определяется после вычерчивания схемы наладки.
МАХОВИКИ
Конструктивные разновидности. К ос-
новным типам относятся: а) маховики
со ступицей, имеющей отверстие лля
посадки на вал, н б) маховики с торцом
для крепления при помощи болтов к
фланцу вала с центрованием по выточке
фланца вала.
Размерные группы устанавливаются
по диаметру маховика в соответствии с
выбором оборудования:! группа — 200—
300 мм; II группа — 301—500 .им;
III группа — 501—800 мм, IV группа —
свыше 800 мм.
Технические условия на изготовление.
Посадочное отверстие у маховиков вы-
полняется по 2-му классу, остальные
размеры выдерживаются обычно по 3-му
и 4-му классам точности. Требуется
соблюдение перпендикулярности пло-
скостей маховика к оси отверстия. У махо-
виков, работающих совместно с диско-
вой муфтой сцепления, одна торцевая
поверхность шлифуется.
Отверстия для крепления маховиков
болтами на фланце вала выполняются
. по 2-му классу точности.
Материал и заготовки. Материалом
для маховиков служит серый чугун.
Технология обработки и оборудова-
ние. Для токарной обработки махо-
виков диаметром до 500 мм в мелко-
серийном и серийном производстве при-
меняются револьверные патронные стан-
ки, для диаметров больше 500 мм —
карусельные-станки. В крупносерийном
и массовом производстве .для маховиков
диаметром до 500 мм Т|рименяются па-
тронные многорезцовые одношпиндель-
ные полуавтоматы или многошпнндель-
ные вертикальные полуавтоматы типа
1А283, 1284 и др. завода «Красный про-
летарий»
Шлифование торца маховика произ-
водится на вертикальных шлифовальных
станках типа 3756 с круглым столом.
Сверление и развертывание крепеж-
ных отверстий в маховиках рронзво-
дятся на многошпиндельных агрегатных
или радиально-сверлильных станках
Технологический маршрут обработки
маховиков в серийном и массовом произ-
водстве приведен в табл. 17.
Токарная обработка крупных махо-
виков иаметром до 1000 мм произво-
дится на карусельных одностоечных стан-
ках, имеющих револьверную головку
и боковой суппорт.
Токарная обработка тяжелых махо-
виков диаметром до 3000 мм произво-
дится на двухстоечных карусельных
станках, сверление крепежных отвер-
стий — на радиально-сверлильных стан-
ках.
Технический контроль. Контроль про-
изводится при помощи калибров, скоб
и шаблонов, биение торцов проверяется
индикатором.
В массовом производстве контроль
производится в специальных многомер-
ных приспособлениях с индикаторами,
показывающими отсчет сразу по не-
скольким размерам.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
519
Таблица 17
Технологические маршрут обработки маховиков диаметром 200—500 мм
м опера ции 1 . .. Содержание операции I Применяемое оборудование в зависимости от типа . производства
Серийное Массовое
1 2 3 4 5 6 7 8 9 10 Черновое обтачивание > и рас- тачивание с одной стороны То же с другой стороны Протягивание отверстия Чистовое обтачивание с одной стороны То же с другой стороны Сверление и развертывание крепежных отверстий (для крепления к фланцу вала) Сверление остальных мелких отверстий Шлифование торца маховика Балансировка и снятие дисба- ланса Контроль Револьверные станки Протяжной станок Револьверные станки Радиально-сверлильный ста- нок с кондуктором Сверлильный станок Шлифовальный станок с круг; Балансировочные станки со Калибры, скобы, шаблоны Патронные токариые, одно- шпннлельпыс, многорезцо- вые полуиптоматы То же Протяжной станок Патронные токарные, одно- шпиндельные, многорезцо- вые полуавтоматы То же Многошпнндельный сверл иль ный станок То же 1ЫМ столом слсрл ильным шпинделем
Примечание. В массовом производстве с темпом до 3 мни. операции 1, 2, 4 и 5 произ-
водят ва шестншпиилельных вертикальных полуавтоматах завода .Красный пролетарий* в аве опе-
рации (вместо четырех». Операция S-я — сверление часто также выполняется иа этих же полу-
автоматах путем монтажа специального сверлильного приспособления. Зенкерование и развер-
тывание выносятся в отдельную операцию Ьа.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ
КОЛЕСА
Конструктивные разновидности. К ос-
новным типам относятся следующие.
1) Зубчатые колеса диаметром до
300 мм с торцами и отверстиями без
выемок (фиг. 52): типа А — одинарные с
Б — одинарные со ступицей; типа В —
блочные (многовенцовые).
2) Зубчатые колеса диаметром до
300 мм с обрабатываемыми выемками в
отверстиях или в торцах (фиг. 53): типа
Гил Г
ГвлД
Тип Е
Фиг. S3,
отверстиями без выемки и плоскими
обрабатываемыми торцами (выемки Н —
штампованные, не обрабатываются);типа
Г — одинарные бее ступицы; типа Д —
одинарные со ступицей; типа Е — блоч-
ные (многовенцовые). Выемки в отвер-
стиях у зубчатых колес типов Д и В
52П
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕН МАШИН
ТшМ
И I 'а
Фиг. 64.
Таблица 1в
Элемент исправления Модуль Погрешность в мм
до шевин- гования после ше- пни говения
Шаг Профиль . . Спиральность зуба на дли- не 30 мм 2-3 3,5-5 2-3 3.5-5 3,5-5 0,02 0.025-0.03 0.02 0,03 0,05 0,006 0.012 0,006 0.01 0,01
делаются для облегчения операции про-
тягивания шлицев отверстия.
3) Зубчатые колеса диаметром 301—
500 мм (фиг. 54): типа Ж — колесо-венец
(а — полукруглые ка-
навки для крепления
венца на ступице за-
клепками); типа 3 —
тарельчатое зубчатое
колесо (а И б — отвер-
стия для крепления
болтами); типа И —
колесо со ступицей.
Многовенцовые ко-
леса диаметром 301 —
500 мм встречаются
редко; типы Ж и 3
применяются иногда
для колес диаметром
меньше 300 мм.
Размерные группы. По размеру на
ружного диаметра в соответствии с под-
бираемым оборудованием зубчатые ко-
леса разделяются иа следующие размер-
ные группы:
Групп*. . I и in iv V
Размер
в мм . . <50 51-200 201-ЗЮ 301-500 > 500
Технические условия на изготовление
и точность различных методов обра-
ботки зубчатых колес. Основные пара-
метры, определяющие технические тре-
бования и конечную точность колес,
регламентированы ГОСТ 1643-46.
Нарезание зуба на новых зубофре-
зерных нлн зубодолбежных станках обес-
печивает 2-й класс точности. Для обес-
печения большей точности зубчатого ко-
леса и улучшения чистоты поверхности
зуба производят дополнительно на спе-
циальных станках шевингование зуба.
Шевингование выполняют после обра-
ботки колеса на зубофрезерном или зу-
бодолбежном станке до термообработки.
Исправление погрешностей шевингова-
нием характеризуется примерами, при-
веденными в табл. 18 и 19
Припуски под шевингование обычно
составляют 0.1—0,25 мм по толщине
зуба.
Притирка зубчатых колес на зубо-
притирочных станках после термообра-
ботки исправляет ошибку зуба незначи-
тельно (не большое 0,02 мм). поэтому до-
веден ие после термообработки зубчатого
колеса, имеющего ошибки свыше 0,06 мм,
до 1-го класса точности становится не-
целесообразным: в этих случаях пере-
ходят на зубошлнфование. Притирка
производится точными притирами, из-
готовленными по 1-му классу из мелко-
зернистого чугуна Нб = 150 -4- 180, с
помощью абразивного порошка зерни- -
стостью 200—300 путем давления при-
тиров на колесо при его вращении и
осевом перемещении. Припуск оста-
вляют равным 0,01—0,04 мм. Ввиду раз-
бухания зубьев колеса во время закалки
припуска под притирку часто практи-
чески не оставляют.
Для лучшей притирки зубьев при
меняют до притирки предварительный
подбор по шуму и после притирки окон-
чательный подбор по шуму зубчатых
колес.
Толщина слоя 0,02—0,04 мм снимается
в течение 5 мин. Чтобы не исказить про-
Таблица 19
Модуль Биение в мм при диаметре начальной окружности в мм
50—100 101-200 Ml-400
до шевин- гования после ше- вингования до шепни- говн НИЯ после ше- вингования до шевми- гованмя после ше винговании 1
2-3 0.07 0.025 0,08 0,025 0,09 0.03
3,5—3 0,03 0,03 0,09 0,03 0.1 0,035
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
521
фи ль, продолжительность притирки огра-
ничивают.
Для получения закаленных зубчатых
колес по 1-му и 2-му классам точности
при значительных короблениях зуба в
термообработке (свыше 0,06 мм) произ- .
водится зубошлифование. Точность ко-
леса после эубошлнфоваиия (предва-
рительного и затем чистового) приве-
дена в табл. 20.
Таблица 20
Точность зубошлифоваиия
Элементы проверки Точность в мм
По эвольвенте ........ • шагу . биению . , параллельности зуба . . . Накопленная ошибка 0.003-0,006 0,005-0,006 0,013-0,02 0,0025 На длняе 73 ми 0.005—0,01
Припуски на толщину зуба под пред-
варительное зубошлифование 0,25—
0,50 мм, под чистовое зубошлифонание
0,08—0,10 мм
Количество проходов .тля предвари-
тельного шлифования четыре-пять, для
чистового шлифования два-три
Длительность процесса зубошлифо-
вання и его высокая стоимость (в 15—
20 раз дороже шевингования) вызвали
создание более производительного спо-
соба зубошлнфования зубчатых колес
методом обкатки колеса червячным абра-
зивом на специальных станках.
Материал и заготовки. Для изгото-
вления зубчатых колес применяют це-
ментуемые углеродистые стали марок
15 и 20, хромистые марки 20Х и хромо-
никелевые, а также закаливающиеся
стали углеродистые 45, хромистые 40Х
и хромоникелевые.
Заготовки для колес диаметром до
50 мм изготовляются в серийном произ-
водстве на револьверных станках и в
массовом производстве — на автоматах,
из прутков калиброванной стали.
Для колес диаметром 51—300 мм и
выше заготовки изготовляются в
крупносерийном и массовом производ-
стве штамповкой на штамповочных
молотах, вертикальных ковочных прес-
сах и горизонтально-ковочных маши-
нах, в серийном производстве — в под-
кладных штампах на ковочных мо-
лотах.
Заготовка особо крупных шестерен
делается часто из стального литья.
Таблица 21
Техническая характеристика токарных вертикальных миогошпиадельиых яолуавтоматоа
Элементы характеристики Модель
1282 1А283 1264
Количество шпинделей . . н б 6
Количество рабочих шпинделей 7 5 Б
Диаметр детали, зажимаемой в трехкулачковом патроне, в мм Наибольший диаметр обработки в мм . . 200 200 1 400 400
Допустимая высота летали в мм . , . .......... Зависиг от наладки
Скорости шпинделей (число оборотов в минуту) 56—500 26-233 21-184
Полечи на один оборот шпинделя и мм ............ Наибольшее перемещение простого вертикального суппорта с вертикальной подачей в леи ... 0,1-4.2 0,133—5,78 0,168-7,3
200 200 200
Наибольшее перемещение простого двойного суппорта в мм:
вертикальное . 200 200 200
горизонтально* . . 100 100 100
Наибольшее перемещение универсального суппорта в мм: 200
вертикальное 200 200
горизонтальное . 100 НИ) 100
Наибольшее перемещение стандартного суппорта алойного лей
ствия п ММ
вертикальное левого суппорта 2-200 75 и 60 • 75 и 60 4
общее двух суппортов ...... 200 , 200 209
горизонтальное правого суппорта (в отношении верти- 1 1:1 ( 1:1
кальиого перемещения левого суппорта *) < 2:1 ( 2:1
1 3:1 1 3:1
Мощность главного электродвигателя в лвт . ... 27 17 22
Диаметр окружности, занимаемой станком бет отстойника, в мм 2 000 2 340
Нес станка в кГ .... . ....... ............. 17 000 13 000 15 000
* Зависит от типа суппорта.
522
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Ковка и штамповка повышают проч-
ность, сопротивление • износу, однород-
ность материала и обеспечивают эко-
номию режущего инструмента.
Оборудование для обработки колес.
Техническая характеристика станков
для обработки зубчатых колес приведе-
на в табл. 21—30.
Таблица 22
Техническая характеристика многорезцовых токарных полуавтоматов
Элементы характеристики Модели станков ' ‘
1720 4 , 116* 1721 1722 1730 — 1731 118Б*
Наибольший диаметр изде- лия в мл: над суппортом .... 200 1 200 — 1 . 200 1 200 320 320 450
кареткой..... 250 эоо« 350 350 380 435 600 ••
» станиной . . . . . 300 — 460 460 410 S75 —
Расстояние между центрами в мм 300 300 800 800 500 870 1000
Наибольшее перемещение продольного суппорта в мм : рабочее 150 250 290 850 250 350 1 250
установочное . . . . . 250 — 700 —• 350 ПО —
Наибольшее поперечное пе- ремещение продольного суппорта в мм 75 м 85 120 80 t 85 70
Наибольшее поперечное пе- ремещение попсрсчиого суппорта в мм (рабочий ход) . * t. 90 1 •' и 80 1 ' 85 100 135 85 100
Число оборотов шпинделя п минуту (сменные ше- стерни) ... 105-1000 56-375 71-1410 71-1410 10-500 56-990 19-126
Количество скоростей .... 12 8 14 14 12 26 9
Продольные полачк: за один оборот шпин- .. • * а» • — >*»! ь . —* -—.
деля в мм . 0,07-1,02 0,26-1.89 ••4 0,12-1,38 «м 0,2-1,37
аа 1 мим. в мм (гидра- влическая подача) * я— 20-700 20-700 * 13-600 —
Поперечные подачи: за одни оборот шпин деля о мм .... 0,019— 2.51 0,23-1,7 . :мг > ••• 0,016- 2.37 0,11-2,53
аа 1 мин. в мм .... — 12-400 12-400 4-300 —
Мощность в кет 4.5 8-17 28 28 10 40 10-25
Габариты станка (длина н ширина) в леи I800X1MO 2540X1210 2930X1345 2ОЭДХ1345 2200X1100 3500X1650 4100X1580
Вес станка в кГ...... . 1800 3500 4300 4950 3000 7650 7100
* Станки с качающимися суппортами, закрепленными на штанге, •• Над штангой. •*• Подача гидравлическая. Регулируется в широких пределах. Примечания: 1. Станки 1721, 1731 (новые модели) имеют гидравлическую подачу суп- портов, по жесткости, мощности и числу оборотов шпинлеля обеспечивают обработку твердо-
сплавным инструментом. 2. Станок 1/22 — гидрокопировалъный. Верхний продольный суппорт работает по копиру
одним резцом, нижний поперечный — для подрезки несколькими резцами.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
523
Таблица 24
Техническая характеристика
шлииефреэериых станков
Элементы Модель
характеристики 5617 Б618А •
1 Диаметр наделив в мм Расепмшие между цен- трами в мм Наибольший хиаметр шлицевых валиков в мм Наибольшая длина Фрезерования и мм Наибольший модуль в мм . . Наибольший диаметр фрезы в .«.и .... Чнсло оборотов фрезы в минуту Пределы подач стола в мм\об изделия Мощность тлектродви- гатсля кет . . Габариты стайка (дли- на X ширила) в мм . Вес станка в кГ - • 200 400 100 350 3 78 83, 109. 136, 176, 219, 275 0,167-2 2,2 1525^1180 300 700 100 650 10 140 80, 100, 125, 160, 200, 250 0,3-5 7 2035^1900
* Станок модели 5618 между центрами 55U им и фрезерования 500 мм. имеет расстояние наибольшую длину
Таблица 25
Техническая характеристика
аубоиритирочиого полуавтомата
Элементы характеристики Модель 5735
Диаметр обрабатываемой ше- стерни в мм: наибольший наименьший Наибольший модуль обрабаты- ваемой шестерни а мм . . . Наибольшее расстояние между ОСЯМИ II ИИ Число притиров Число оборотов шпинделя и минуту Число ДВОЙНЫХ ХОЛОВ головки в минуту Мощность главного электро лвигателя и лала Вес станка в кГ Габариты станка и мм-. длина ширина . . высота 450 130 8 1 330 1 во—150 40—250 I.S 2500 1660 1500 • 1050
524
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Таблица X
Техническая характеристика зубодолбежных станков
Элементы характеристики Модель
5107 5А12 514 5150 5161
Нанменыпий и наибольший диаметры нарезаемой шестерни ь лис наружного зацепление .... внутреннего зацепления . . . До 80 До 208 . 210 20-500 До 550 До 800 3U0—1250 До 1250 500-1250
Наименьший и наибольший модули нарезаемой шестерни . 0,2—1 . < 2-6 До 12 До 12
Наибольшая длина зуба обрабатывае- мой шестерни в мм ........ 20 so 105 170 170
Пределы чисел двойных ходов штос селя в минуту 400—2000 300—600 125-359 25X160 25ХНЮ
Наибольший угол винтовой линии нарезаемых колес в град — — — 23 23
Пределы круговых подач долбяка в мм 0.0125-0.327 0,1—0,38 0.17-0.44 0.1-1.7 0.1-1.7
Мощность электродвигателя в квт 0.6 — 2.2 6.5 6.5
Габариты станка (длина X ширина) 725X6S0 1235X1025 1760X1270 3075XU80 3075X1«0
Вес станка в кГ ........... 700 teso 3500 9200 9500 -
Таблица 'Л
Техническая характеристика шеаинговочиых полуавтоматов
Элементы характеристики Модель
8712 5714 5715
Наименьший и наибольший диаме- тры обрабатываемой шестерни • ММ 10-126 35 -320 150-450
Наименьший и наибольший модули шевикгуемых шестерен в мм 0.2-1,5 1,5-6 До 8
Наименьшее и наибольшее расстоа инн между осями в мм . . 45-106 105—290 142 -380
Пределы чисел оборотов шпинделя шевера в минуту 1'25-500 71-263 118-294
Пределы радиальных подач на один ход стола в мм «• П. 02-0.06 0.02—0.08
Наибольшая длина зуба шевингуе мой шестерни в мм 26 80 100
Продольная подача стола в mmImuh — 18-220 —
Мощность главного алектродвига теля в к*т 1.0 2.8 2.2
Габариты станка (длина X ширина) в мм 850/1050 1470X1*» 1510XI6JO
Вес ставка в кГ....... .... 1030 3100 2500
ЦИЛИНДРИЧЕСКИЕ ЗУВЧАТЫЕ КОЛЕСА
525
Таблица Зв
Техническая характеристика станков
для испытанна шестерен на шум
Таблица 29
Техническая характеристика
аубозакругляюшнх станков
Элементы характеристики Модель 579 Модель Ь79б
Расстояние между осями в мм: наибольшее...... наименьшее ..... Расстояние между перед- ним и задним шпинде- лями в мм: наибольшее наименьшее ...... Конус шпинделей: передних задних Смешение верхней короб- ки в мм..... . Число оборотов ведущего шпинделя н минуту Мощность алектродвига- теля в кпп ... . . Вес стайка а кГ 130 85 380 150 1 :5 Морте № 2 100 750; 1500 0.8; 1.2 460 220 130 400 180 1 :5 Морзе М 3 180 500—1400 3 7.50
Элементы характеристики Модель 5392
Наименьший и наибольший диа- метры шестерни в мм 50—500
Наименьший и наибольший мо дули колеса в мм 3—8
Количество инструментальных шпинделей 1
Наименьшее и наибольшее числа зубьев шестерни 10-180
Число оборотов инструмента . . . 1000; 1500; ЙОО
Мощность электродвигателя в клт .... 1.7
Габариты станка (длина Xширина) в мм 1820 X 1470
Вес стайка в кГ ......... 3600
Таблица V
Техническая характеристика внутришлифоввльнык станков
Элементы характеристики Универ- сальный ЗА240 Универ- сальный ЗА25О Полуавтомат 3251 Полуавтомат 3252 Двусторонний полуавтомат 3253М-4
Диаметр детали в мм около . . 240 400 300 300 180
Диаметр шлифуемого от- верстия и мм: наибольший ... 100 200 100 100 80
наименьший Длина шлифования о мм 12 ВО 40 40 20
130 200 125 125 125
Число оборотов шпинделя 180 От 140 150 140 150
в минуту ....... 290 до бОП 220 178
Скорость стола в mimum 570 0.1-8 0,25-10 334 494 0,28-10 243 340 0.25-10 0.25-10
Диаметр кругов в мм: наибольший . . 50 150 80 80 60
наименьший 10 40 25 25 15
Число оборотов круга в минуту 11 000 10 000 8000' 8000 8000
12 000 12 000 12 000
—— 15 000 15 030 15 000
Мощность ьлектрол вига- теля шлифовального круга в клт 3.2 4.5 4.2 4.2 5.5
Общая мощность на стай- ке в кет 3.55 «.35 6.35 7 9.8
Габариты станка в мм: длина 2100 2 700 2815 2 435 3 700
ширина 1 105 1 350 1620 1 680 15ОЭ
высота о . о • . 1 315 1 420 1345 1 490 1570
Вес станка в »7 .... 1 900 3 300 3 000 3 000 5 500
Измерение детали .... Ручное Ручное Автоматиче- Автоматиче- Автоматиче-
ское калибром ское пневмати- ческим прибором ское
526
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Технология обработки. Технологи-
ческий маршрут обработки зубчатых
колес типов А, Б, В, Г, Д, Е (фиг. 52
и 53) первой размерной группы указан
в табл. 31.
Зубчатые колеса второй и третьей
размерных групп диаметром 51—300 мм
типов Б и В (фиг. 52) без выемок в
отверстии обрабатываются на первых
операциях по сверлильно-многорезцо-
вому варианту обработки (см. табл. 32,
1-й вариант, операции 1—3-я).
Колеса типов Д н Е (фнг. 53) с вы-
емками обрабатываются по револьвер-
но-многорезцовому варианту — табл. 32
операции I—3-я (2-й вариант).
В массовом производстве с примене-
нием многошпиндельных патронных по-
луавтоматов все типы зубчатых колес
А—Е второй и третьей размерных
групп вне зависимости от наличия
выемки в отверстии или торцах могут
обрабатываться на операциях 1—З-й
(табл. 32) по 2-му варианту. Однако в
тех случаях, когда выемка в отверстии
сделана в 1-й операции, тп протягива-
ние шлицев делают 2-й операцией, а
обтачивание с другой стороны З й опе-
рацией (на оправке), в этом случае опе-
рация 4-я не требуется.
Операция 4-я (таб. 32) в обоих вари-
антах служит для получения концен-
тричности наружного диаметра и пер-
пендикулярности торцов к оси отвер
стня.
Фиг. S3. Схема наладки многорезцового стайка
с прямым преданием переднего суппорта для
обработки миоговеннового зубчатого колеса:
а— схема наладки; б — нормальный цикл
работы переднего суппорта многорезцового
станка: в— специальный цикл работы перед-
него суппорта для прямого врезания.
Для блочных зубчатых колес, где
невозможно применить нормальный цикл
врезания резцов переднего суппорта
многорезцового станка под углом 30а,
применяют станок с циклом прямого
врезания переднего суппорта (фиг. 55).
Таблица 31
Технологический маршрут обработки цилиндрических зубчатых колес I группы
диаметром <50 мм. Типы А—Е (фиг. 52 н 53>. Класс точности 2-й и 1-й
м опера- ции Содержание операции Оборудование
1 2 3 4 5 5а б 7 8 9 10 11 Сверление отверстия, подрезание тор- ца, растачивание отверстия, обтачи- вание. отрезание (материал — ка- либрованная сталь) Протагнванне отверстия и шлицев Чистовое обтачивание и подрезание торцов Чистовое подрезание торцов на оп- равке или шлифование торцов (для точных колес) фрезерование зубьев (при возможно сти выхоли фрезы) Зубодолбление (в блочных колесах при отсутствии возможности выхо ла фрезы взамен операции о) Закругление зубьев Шевингование зубьев Термическая обработка Шлифование отверстия Притирка зубьев (или шлифование аубьев) Испытание иа шум и подбор пары зубчаток М|югои1пннаелы1ый горизонтальный автомат в мас- совом производстве, револьверный прутковый станок — в серийном Протяжной станок 5—10 т (горилтттдльного нлн вертикального типа) Многорезцовый токарный полуавтомат типа 1720 |см. табл. 22) Быстроходный точный токарный станок иди шлифо- вальный станок Зубофрезерный станок (см. табл. 23) Шлифованная точная фреза Зубодолбежный станок (см. табл. 26) Зубозакругляющнй станок шевинговочный станок (см. табл. 27) Цементация и закалка для малоуглеродистой ста- ли. Закалка токами высокой частоты ыа зака- ливаемой стали Виутришлнфовлльный станок (см. табл. 30) Зубопрнтирочиый станок малого размера (зубошлн- фовальиый станок) Станки лля испытания на шум (см. табл. 2S)
Примечание. Операция 10-я вводятся только для точных колес (i-Й класс Точности), в этом случае шевингование часто не делают.
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
527
Таблица 33
Технологический маршрут обработки цилиндрических зубчатых колее II группы
(диаметром 51—200 мм) и III группы (диаметром 201—300 и.и).
Типы Б и В — фиг. 52. Тилы Д и Е — фиг. 53. Класс точности 2-й и 1-й
М операции Содержание операции Оборудование
1-й вари* ант м вари- ант
1 — Сверление отверстия и подрезание торца с одной стороны, заготовка штамповка (1-й вариант по первым трем операциям для колес типов Б и В, фиг. 52. без выточек) Сверлильный мвогошпиилельимй станок с поворотным автоматическим столом в мас- совом производстве. Сверлильный одно- шпннлельиый станок с быстросменным па- троном — в серийном
1 Сверление, растачивание, обтачивание и подрезание переднего торца (2-й вариант по первым трем операциям для колес типов Д а Е) Вертикальный шестишпкнлсльный полуавто- мат (см. табл. 21) в массовом производстве или полуавтомат патронный горизонталь- ного исполнения типа 1261П для колес диаметром до 150 лиг. Револьверные станки в серийном производстве
— 2 Растачивание выемки в отверстии, обтачивание и подрезание второго торца То же
2 3 Протягивание отверстия и шлицев (комбинироиаиной протяжкой) Горизонта льно-протяжные станки с усилием протягивания 20—31) т
3 — Черновое обтачивание всех нетто» и полреэапие торцов (фиг. 55) за- прессованной на оправку детали Многорезцовый полуавтомат типов 116,1721, 1731 для массового производства; типов 172U и 1730 — для серийного и массового производства (см. табл. 22)
4 4 Чистовое обтачивание и подрезание торцов То же
5 5 Шлифование (или подрезание) торца Круглошлифовальный станок с кругом под углом 4Б°. Вместо шлифования часто де- лают подрезание тор ио в на точном то- карном станке
6 6 Предварительное нарезание зуба Высокопроизводительные зубофреэерные по- луавтоматы (см. табл. 23). Зубодолбежяый (см. табл. 26) для обработки кареток
7 7 Чистовое нарезание зуба Зубофрезерные н зубололвежные в серийном и массовом производстве (см. табл. 23 и 26)
8 R Закругление зубьев Зубоавкругляюшие станки
9 Шевингование зубьев Шевинговочиые станки (см. табл. 27)
10 9 Термообработка Цементация и закалка ала малоуглеродистых марок стали; закалка токами высокой ча- стоты для закаливаемой стали
11 10 Шлифование гладкого отверстия или внутреннего диаметра шлицевого отверстия (база от начального диа- метра зубчатого колесо) Внутрншлифовальиый полуавтомат с авто- матическим промером и остановом станка типов 3251 и 3252 для массового произ- водства. Обычный внутрншлифовальиый типов ЗА250 и ЗА240 для серийного (см. табл. 30)
12 11 Калибрование шлицев прошивкой (в тех случаях, когда ступит по от- верстию деформируется в термо- обработке и когда шлицы остаются мягкими); при базировании на наруж- ном диаметре шлицев операцию шлифования отверстия не делают Пресс‘вертикальный (гидравлический или фрикционный)
13 — Притирка зубьев Зубопритирочиый полуавтомат (см. табл. 25)
— 12 Шлифование зубьев колеса (черновое и чистовое) Зубошлифовальные станки в соответствии с выбираемым метолом зубошлифоваиия
14 13 Приработка парных колес (при нали- чии чистового зубошлифоваиня опе- рацию часто ие производят) Специальные станки для приработки колес
5 14 Испытание на шум Станки для испытания на шум (см. табл. 23)
528
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Таблица 33
Техиологнческяй маршрут обработка цилиндрических зубчатых колгс IV группы
(диаметром 301—500 мм) типов Ж, 3, И (фиг. 54), класс точности 2-й и 1-й
№ опера- ции Содержание операции Оборудование
1 3 3 4 5 6 7 8 9 10 II 13 13 14 Черновое протачивание торца летали с одной стороны и растачивание отверстия. Обтачивание по наружному диаметру под зажим патрона в последующей опе- рации Черновое обтачивание наружного диаметра, прота чиваниа торца с другой' стороны и растачивание отверстия Чистовое обтачивание наружного диаметра и торца с одной стороны, растачивание отверстия Чистовое обтачивание и растачивание с другой стороны Протягивание шпоночных канавок (если они преду- смотрены конструкцией) Зубофрезерование: черновое чистовое Закругление зуба (когда кто требуется по чертежу) Шевингование зуба (ала точных зубчатых колес) Термическая обработка Шлифование отверстия и торца от начального диа- метра зуба (лля колес высокого класса точности) Шлифование второго торна (если это требуется по условиям чертежа) Шлифование зуба (для шестерен 1-го класса точно- сти): при наличии в технологическом процессе шли- фовании зуба шевингование иногда не производится Обкатка (при наличии зуботлифоиания вта операция применяется редко) Вертикальный патронный много- шпиндельный полуавтомат в мас- совом производстве (см. табл. 21). Патронный револьверный станок или олиошпинлельный патронный полуавтомат в крупносерийном производстве То же Протяжной станок Зубофрезсрныи станок (см. табл. 23) То же Зубозакругляюший полуавтомат Шевияговочный станок Цементация — закалка Ниутришлифовальный с двумя кру- гами (одни круг — лля шлифования отверстий, яругой — для шлифо- вал ня торпа) Плоскошлнфовальиый вертикальный с шлифованием торцом круга Зубошлифовальный (базирование от отверстия и торпа. выполненного в операции II) Специальный станок или специаль- ное приспособление
Операция 5-я по табл. 32 применяется
я обоих вариантах для получения пер-
пендикулярности торцов в пределах
0.01— 0,03 жж Включение этой операции
в маршрут производится только при не-
возможности получения перпендикуляр-
ности торцов на многоннструментных
станках в пределах 0,01—0,03 мм.
В последних операциях маршрута по
обработке зуба также приведены два
варианта (табл. 32): операции 9—15-я —
вариант 1-й, шевинговально-притироч-
ный и операции 9—14-я — вариант 2-й,
зубошлифовальный.
Выбор варианта в этих операциях
зависит от технических условий на зуб
чатое колесо и от класса точности. При
1-м классе обычно применяют 2-й ва-
риант — зубошлифовальный
В табл. 33 приведен маршрут для
колес IV размерной группы диаметром
301—500 мм типов Ж, 3, И (фиг. 54).
В табл 34 приведен маршрут обра-
ботки зубчатого колеса, выполненного
заодно с валом (фиг. 56). При разра-
ботке маршрутов для конкретной детали
оборудование выбирается по размерам
Фиг. 56. Зубчатое колесо е аалом.
в зависимости от размера детали. Тон-
кие плоские зубчатые колеса типов А
(фиг. 52) и Г (фиг. 53) без ступицы об-
рабатываются на первых токарных опе-
рациях в патроне на многошпнндель-
ных полуавтоматах в массовом произ-
водстве и на револьверных станках в
серийном производстве.
Термическая обработка зубчатых ко-
лес осуществляется по двум вариантам.
Первый вариант (сталь угле-
родистая цементуемая): 1) защита отвер-
стия и торцов ступицы от цементации
обмазкой (жидкое стекло с асбестовым
ЧЕРВЯЧНЫЕ ЗУБЧАТЫЕ КОЛЕСА И ЧЕРВЯКИ
529
Таблица 34
Технологическая маршрут зубчатого колеса с валом (фиг. 56)
№ one- рации Содержание операции Оборудование ix Содержание операции Оборудование
1 2-3 4-5 Фрезерование тор- цов и центрова- ние с двух сторон (яти операции часто выпол- няются отдельно на фрезерных и центровочных станках) Черновое обтачива- ние с одной и другой стороны Чистовое обтачива- ние с одной и другой стороны Фрезерно-центровой- 1 ный станок модели 481 (см. раздел .Валы*, таблица оборудования) Для массового произ- водстве, многорез- цовый полуавтомат с гидравлической подачей, модели 1721, для длинного конца вала — гидро- копировальный 1722 (см. табл. 22) Для серийного произ- водства, многорез- цовый, модели 17.10 (см. табл. 22) 7 8 9 10 11 12 13 14 Шлифование базо- вых шеек для за- жима на зуборез- ных станках Фрезерование шли- цев или шпоноч- ной канавки в за- висимости от кон- струкции детали Сверление отвер- стия Нарезание резьбы на конце Нарезание зуба Шевингование зуба Термообработка Шлифование вала Испытание зубча- того колеса на шум Круглошлифовальный, работающий мето- дом врезания (попе- речной подачи) Шлниефрсэерные (см. табл. 24) или гори- зонтально-фрезер- ные станки для шпоночной канавки Сверлильный станок Резьбофрезериые или токарные с вихре- вой головкой лля нарезания резьбы Зубофрезерные (см. табл. 23) Шевинговочные стан- ки (СЫ. табл. 27) Шлифовальные стан- ки Станки для испыта- ния шестерен на шум (см. табл. 28)
порошком) или омеднением; 2) цемента-
ция; 3) закалка, отпуск; 4) очистка от
защитной массы и последующая меха-
ническая обработка зубчатого колеса.
Второй вариант — сталь с со-
держанием углерода 0,45—0,50%, зака-
ливаемая на установке т. в. ч.: I) зака-
ливание зубчатых колес т. в. ч. (местная
закалка зуба); 2) отпуск и последующая
механическая обработка колеса.
Коробление зуба в процессе термо-
обработки по первому варианту в сред-
нем снижает точность колес на один
класс, по второму варианту — меньше
чем на один класс,
Технический контроль. Контроль
колес выражается в проверке следующих
злемеитов:
ЧЕРВЯЧНЫЕ ЗУБЧАТЫЕ КОЛЕСА
И ЧЕРВЯКИ
Конструктивные разновидности. Раз-
личают: а) червячные зубчатые колеса
в виде венцов (фиг. 57) и б) цельные
зубчатые колеса со ступицей для малых
фиг. 57. Зубчатое
колесо-венец: a —
центрирующий
поясок; о — слой
бронзы.
размеров червячных пар. Венец имеет
центрирующий поясок а (фиг. 57),
служащий базой при обработке и сборке.
Проверяемые елементы
колеса
Диаметр отверстия
Шлицы
Биение торцов относительно
осн отверстия (проверка ив
оправке)
Линейные размеры колеса
Профиль зубьев
Основной и окружной шаг
Накопленная погрешность
окружного шага
Направление зуба
Толщина зубьев
Биение зубчатого венца
Комплексная проверка с мерн
тельной шестерней
Применяемые инструменты и приборы
Предельный калибр
Шлицевый калибр для проверки ошибки по расположению
шлииев. предельные калибры на диаметр и ширину шлииев
Оправка, устанавливаема» в центры приспособления. Инди-
катор лля указания биения
Скобы, шаблоны
Эвольвентомеры, шаблоны
Шагомеры и приборы для измерения шага
Многошаговые шагомеры и приборы
Приборы лля проверки направления зубьев
Штаигензубомеры. тангенциальные зубомеры
Приборы лля радиальных измерений с индикатором
Приборы лля проверки колебания межцентрового расстояния
34 Том 5 1413
530
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Червяки изготовляются с отверстиями
(фиг. 58) или, реже, цельные. Точные
червяки ивТоговляются с контрольными
Фиг. 58. Червях: а—
контрольные пояски.
Групп* Диаметр
• мм
I До 300
И 301-500
Ш 501-1000
поясами а (фиг.
58).
Размерные груп-
пы. По размеру
червячные колеса
разделяются на
следующие груп-
пы:
♦
Групп* Диаметр
и .«.«
IV 1ОР1-150П
V 1501—3003
VI 3001-5000
Технические условия на изготовле-
ние. Точность червяков и червячных
зубчатых колес регламентирована ГОСТ
3675-47. В наиболее точных механизмах,
как, например, делительные пары зубо-
резных станков, технические условия
на точность изготовления по" шагу,
биению профиля червяка более жесткие,
чем по ГОСТ 3675-47.
Качество , червячной передачи в де-
лительных парах определяется равно-
мерностью углов поворота, к. п. д., пол-
нотой касания боковых поверхностей
зубьев червяка и колеса и величиной
бокового зазора.
На равномерность углов поворота
влияют допуск на шаг и накопленная
ошибка шага червяка и колеса, допуск
на биение торца червяка (в точных де-
лительных передачах этот допуск равен
2—3 мк), допуск на биение профиля.
К. п.д. зависит от чистоты поверхности
зубьев червяка и колеса (при обработке
вводится полирование зуба червяка).
Полнота касания профиля достигается
совпадением профилей червяка и колеса
Это наилучшнм образом осуществляется
путем шлифования профиля червяка,
фрезы или червячного шевера на одном
и том же червячношлифовальном станке.
Червячные пары, не работающие как
делительный механизм, выполняются
в пределах нормальной точности (ГОСТ
3675-47).
Материал и заготовки. Материалом
для червяков служит малоуглеродистая
сталь марок 15, 12ХН2, 12ХНЗ и др.
В процессе механической обработки
деталь подвергается цементации и за-
калке. Твердость /?с =» 60-ь 62, заго-
товка — поковка или прокат в серийном
производстве, штамповка — в массовом
производстве.
Материалами для червячных зубчатых
колес служат бронза, биметаллические
отливки (бронза, залитая на стальную
заготовку, предварительно обточенную
начерно), антифрикционный чугун (в ти-
хоходных передачах).
Технология обработки н оборудование.
Нарезание ниток червяка производится:
черновое — на резьбофрезерном станке,
чистовое — на токарном. Применяется
также скоростной метод нарезания на
токарном станке быстровращающейся
(до 1500 об/мин) резцовой головкой
(фиг. 59), расположенной на каретке
Фнг. 59. Схема скоростного метода нарезания
ниток червяка резцовой головкой: О, — ось
вращения червяка 1 в центрах токарного
станка; О,—ось вращения резцовой головки 2,
закрепленной на суппорте станка и вращаю-
щейся со скоростью до 1500 об/мни от отдела
него электромотора; 6 — стружка.
станка. Резцы — из твердого сплава
Т15К6.
Шлифование производится на спе-
циальном червячношлифовальном стан-
ке с дисковым кругом или для модулей
Фиг. 60. Тангенциальная подача фрезы при
чистовом нарезании червячного зубчатого
колеса: I — червячная коническая Фреза; 2 —
нарезаемое колесо.
до 6 мм— на резьбошлифовальном, типа
582
Для чистового нарезания зуба колеса
применяются зубофрезерные станки
с тангенциальной подачей суппорта
(фиг. 60). Радиальная подача при наре-
червячные зубчатые колеса и червяки
531
зании зуба обычно применяется для
чернового прохода.
Технологические маршруты для чер
вяка и колеса приведены в табл. 35 и 36
в основном для серийного производства.
При массовом производстве червячных
передач нормальной точности (не дели-
тельные пары) применяют для обтачива-
ния зубчатых колес многошпиндельные
вертикальные полуавтоматы типов 1А283
и 1284 (см. табл. 21, стр. 521).
Для токарной обработки червяков
алужат горизонтальные автоматы, для
нарезания зубчатого колеса — зубофре-
зерные полуавтоматы (см. табл. 23.
стр. 523).
При нарезании точного зубчатого
колеса выбирают прецизионный зубо-
фрезерный станок, имеющий диаметр
делительного колеса, превышающий на-
резаемое колесо в 1,5—2 раза, в целях
уменьшения ошибок при нарезании.
Таблица 35
Технологические маршрут обработка черпаков (фкг. 68)
м опера- ции Содержание операции Оборудование
1 2 3 4 5—6 7 8-9 10 11 12 13-14 1S 16 17 18 19 Сверление, растачивание, развертывание от- верстия, подрезание торца (заготовка — по- ковка или прокат) Протягивание шпоночной канавки Черновое обтачивание и подрезание торцов детали, запрессованной на оправку Чистовое обтачивание внешней поверхности и наружных поясков, полрезание торцов Шлифование наружной поверхности, кон- трольных поясков и торцов (на одной оправке) Контроль по размерам и на отсутствие трещин Черновая н чистовая нарезка витков под шлифование Термообработка (контроль твердости и иа от- сутствие трещин) Предварительное шлифование отверстия и торца Предварительное шлифование внешней по- верхности. контрольных поясков н второго торца. Для устранения напряжений часто вводят лля точных червяков старение в масле при температуре 180° С 2 часа Чистовое шлифование отверстия и торцов от контрольных поясков. Для точных червячно- делительных пар вводится операция довод- ки: а) отверстия по 1-му классу, б) торца лля обеспечения перпендикулярности Чистовое шлифование наружной поверхности, контрольных поясков Предварительное шлифование витков Окончательное шлифование витков Полирование витков Окончательный контроль Револьверный нлн сверлильный ставок в серийном производстве Протяжкой горизонтальный станок Токарный многорезцовый станок типа 1720 или 1730 (см. табл. 22) в серийном производстве, универсальный токарный станок в единичном производстве То же Круглошлифовальный станок Токарный станок со скоростной головкой (схема работы по фиг. 59). Токарный ста- нок для чистовой нарезки в мелкосерий- ном производстве. Для массового произ- водства — специальный станок по нарезке витков лолбяком. работающим метолом обкатки Термические печи и ванны ВнутрншлифоаальныЛ станок Круглошлифовальный станок Внутрншлифовальный станок t Круглошлнфовальиый станок Специальный червячиошлифовальиый ста- нок с дисковым кругом Специальный червячиошлифовальиый ста- нок прецизионного исполнения Специальный полировальный станок и по- лировальный фетровый круг Контрольные приборы для контроля по шагу, профилю, биению торцов
Примечание. Для червякон менее точных операции предварительного нарезание и предва- рительного шлифования витков в ряде случаев исключают.
34*
532
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Таблица 36
Технологический маршрут обработки чепаячного зубчатого колеса (фиг. 57)
(для серийного производства)
м опера- ции Содержание операции Оборудование
1-2 3 4-5 6 7 8-10 11-12 13 14 Черновое растачивание и обтачивание зубчатого вен- ца с одной и другой стороны (заготовка — отливка нз бронзы, биметалла нли антифрикционного чугуна) Искусственное старение (дли чугунных колес) Получнстовое растачивание отверстия и обтачивание с одной стороны и другой стороны. Контроль раз херов Черновое фрезерование зубьев Искусственное старение (лля чугунных колес) Обработка вспомогательных поверхностей — канавок, крепежных отверстий и т. п. Окончательное чистовое растачивание отверстия и обтачивание колеса с двух сторон. Контроль раз- меров Чистовое фрезерование зубьев тангенциальной пода- чей Контроль размеров колес и межосевого расстояния между колесом и червяком (лля точных колес) Токарный панок для колес средних размеров. Карусельный станок для колес больших размеров. Патрон- ные многорезцовые токарные полу- автоматы — для массового произ колетва То же» что в операциях 1—2 Зубофрезерный (см. табл. 25) Оборудование для соответствующих операций Карусельный станок для колес круп- ных размеров. Токарный станок для колес средних размеров Точный зубофрезерный станок с тангенциальным суппортом Контрольные приборы для проверки основных параметров колеса по ГОСТ 3675-47
Примечание. После операции В вводят нншда операцию шевингования червячным ше- вером, профиль которого прошлифован нз том же стенке, на котором шлифуется профиль червяка.
Технический контроль. Средний диа-
метр червяка проверяют специальной
индикаторной скобой (фиг. 61, а и б),
у которой два неподвижных зуба А
входят во впадины червяка, а верхний
подвижной зуб Б, находящийся также
вд впадине, связан
индикатором.
С
Угол профиля червяка проверяется
на специальном приборе. Шаг червяка
проверяется на приборе с индикатором
(фиг. 62). При перемещении каретки А
путем вращения червяка индикатор
связанный с рычагом 1, показывает от-
клонения шага.
Фиг. 62.
Жесткий рычаг 2 держат все время
прижатым к профилю нитки.
Биение профиля
проверяют инди-
катором (фиг. 63).
Шаг зубчатого
колеса проверяют
шагомером.
Комплексн а я
проверка колес
диаметром 300—
500 мм произво-
дится на прибо-
ре, определяющем расстояние между
осью червяка и колеса (прибор лля
комплексной проверки). Совпадение про-
филей проверяют на краску.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
533
КОНИЧЕСКИЕ ЗУБЧАТЫЕ
КОЛЕСА
Конструктивные разновидности. К ос-
новным типам относятся: А — колеса
со ступицей (фиг. 64), в которой отвер
стне может быть шлицевое, гладкое и
со шпоночной канавкой: Б — венцовые
Фнг, 64.
Фнг. 65.
колеса (фиг. 65), отверстия и задние
торцы которых шлифуются; В—коле-
са с валиками (фиг. 66), посадочные
шейки которых
шлифу ются.
Bp ' IГЧ Из всех тРех ти'
IwW L 1пов зубчатых ко-
мйа лес по конфигура-
ции зуба наиболее
Фиг. 66. распространены
конические с пря-
мым зубом и конические со спиральным
зубом.
В передачах с плавным зацеплением,
работающих с минимальным шумом
применяют спиральный зуб. В особо точ-
ных и плавных передачах спиральный
зуб шлифуют на специальных станках.
Размерные группы. Конические ко-
леса типов А и Б по размеру наружного
диаметра в соответствии с подбираемым
оборудованием разбиваются на следую-
щие группы:
Группа I II III IV V
Диаметр <50 51-200 201-300 301-500 >500
о ММ
У конических зубчатых колес с валом
диаметры колес обычно не превышают
150 мм.
В соответствии с подбираемым обору-
дованием различают следующие размер-
ные группы по длине вала:
Группа I II III IV
Длина <150 151-300 301-500 >500
а .«.и
Технические условия на изготовле-
ние. Точность изготовления конических
зубчатых передач обусловлена ГОСТ
1758-42.
Зубчатые колеса изготовляются по
3-му классу точности, реже по 2-му
классу. Последние требуют точного зубо-
резного оборудования и последующей
притирки или шлифования.
Материал и заготовки. Для кони-
ческих колес применяют тотжематериал.
что для цилиндрических (см. стр. 521).
Заготовка: калиброванная сталь —
для колес диаметром до 50 мм, обрабаты
ваемых на револьверных станках и
автоматах; поковка — для колес диа-
метром 51—300 мм и выше в мелкосерий-
ном и единичном производстве; штам-
повка — на молотах и мощных механи-
ческих прессах для колес диаметром 51 —
300 мм в серийном и массовом произвол
стве; горячая высадка — на горизон-
тально-ковочных машинах для колес с
валиком и типа А в условиях массового
производства.
Технология обработки и оборудова-
ние. Для сверления отверстий, протя-
гивания, токарной обработки, шлифо-
вания отверстия и торца применяют
такие же станки, как и для обработки
цилиндрических зубчатых колес.
Черновое фрезерование зубьев пря-
мозубых конических колес в массовом
и крупносерийном производстве выпол-
няют дисковыми фрезами методом деле-
ния на двух-трехшпиндельных станках
типа ЕЗ-1 завода «Комсомолец» (фиг. 67).
Фиг. 67. Схема обработки —
черновое фрезерование »у-
бьев дисковыми фреаамн на
* стайке модели ЕЗ-1 хавода
«Комсомолец» методом де
леиии.
Чистовую обработку зубьев произво-
дят методом обкатки на зубострогаль-
ных станках для прямозубых колес
(фнг. 68) и резцовой головкой методом
обкатки на зуборезных станках для
колес со спиральным зубом (фиг. 69).
Приработку и проверку производят
на обкатных станках.
После термообработки колес типа Б
(см. фиг. 65) производят шлифование
534
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
отверстия и торца с базированием по
начальной окружности конуса на вну-
тришлнфовальных станках с двумя
кругами
а) б) в)
Фиг. 68. Схема последовательного наложения
резцов относительно заготовки при чистовом
нарезании прямого зуба: а — резцы ниже
центра станка; б — резцы на уровне центра
станка; я — резцы выше центра станка
Для особо точных колес со спираль
ним зубом вводят операцию шлифования
зуба после термообработки на специаль-
ных зубошлифовальных станках
Для венцовых колес (см фнг. 65)
в целях уменьшения коробления зака-
ливание производят в специальных штам-
пах на закалочных прессах.
Технологические маршруты обработки
(типовые) приведены в табл. 37—40.
При разработке технологического про-
цесса для конкретной детали отдельные
операции и их последовательность могут
изменяться в зависимости от конфигу-
рации, технических условий и количе-
ственного выпуска деталей.
Технический контроль. Настройку
зуборезных станков производят по эта-
лону. После зубона-
резания производится
проверка на прилега-
ние зуба на прове-
рочно-обкатном стан-
ке по краске. Такая
же проверка и под-
бор пары произво-
дятся после всей об-
работки. Проверка
Начальнае положение
Фиг. 69. Схема последовательного положе
ими резцов относительно заготовки при наре-
зании спирального зуба резцовой головкой
остальных размеров производится прн
помощи пробок, шаблонов, скоб.
Таблица Я
Технологический маршрут обработки конических зубчатых колес диаметром < 50 мм
типа А (фиг. 64). Заготовка — пруток
Ж
опера
ции
Содержание операции
Оборудование
I Сверление отверстия, обтачивание наружною
диаметра и конусов, протачивание выемки
с торца, подрезание ступицы, отрезание
2 Протягивание отверстия и шпоночных канавок
3 Подрезание базового горца и обточка с
задней стороны (база — отверстие)
4 Чистовое обтачивание (с базированием по
отверстию и по базовому торцу)
5 Нарезание прямого зуба методом обкатки
6 Проверка и обкатка
7 Термообработка
8 Шлифование отверстия е базированием от
начальной окружности конуса зубчатого
колеса
9 Проверка и подбор парных зубчатых колес
и обкатка
Миогошпинлельиый прутковый автомат —
в массовом производстве, револьверный
прутковый станок — в серийном производ-
стве (модели в зависимости от конфигу-
рации деталей и масштаба выпуска)*
Протяжной станок до 5—16 т
Токарный многорезцовый полуавтомат типа
Многорезцовый токарный полуавтомат типа
172с
Зуборезный станок малого размера лля пря-
мозубых конических колес
Проверочно-обкатный станок
Внутрншлнфовальный универсальный ста-
нок — для серийного производства, виутри-
шлифовальиый полуавтомат — ала массо-
вого производства
Проверочный станок . 1
* При необходимости уплотнения металла путем штямпоеки обработка проагзяохится из штам-
пованной заготовки по аналогии с зубчатыми колесами диаметром 51—200 мм на сверлильных
и многорезцовых станках.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
535
Таблица 33
Технологическая маршрут обработка конических зубчатых колес диаметром 51—200—300 мл
типа А (фиг. 64). Заготовка — штампованная
м onepi- I1HH Содержание операции Оборудование
1 2 3 4 5 6 7 8 9 10 11 Сверление отверстия и подрезание торца ступицы Протягивание отверстия и шлицев Черновое обтачивание зубчатого колесв Чистовое обтачивание Черновое нарезание зуба Чистовое нарезание зуба Проверка и обкатка Термообработка Шлифование отверстия с базированием от начальной окружности конуса Калибрование шлицев Проверка и подбор парных зубчатых колес Сверлильные станки разных размеров в за- висимости от диаметра сверления Протяжной станок Токарные многорезцовые полуавтоматы То же Зуборезные станки для конических зубчатых колес среднего размера разных моделей в зависимости от формы зуба Зуборезные станки лля конических колес среднего размера Проверочно-обкатные станки Внутришлнфовальиый универсальный станок лля серийного производства, е автомати- ческим промером изделия для массового производства типа 3251 Пресс Специальные проверочные станки
Примечание. Операции 1 и 3 в массовом производстве, в особенности при иаличин выемок в отверстии и торцах, выполняются часто на вертикальных шестишпннхелынях полуавтома- тах типа 1А283. В серийном производстве при наличии обрабатываемых выемок в отверстии или торцах опера- ции 1 и 3 выполняются часто на револьверных станках. В операции 5 и массовом производстве лля прямозубых колес применяются миогошпнплель- ные зубофрезерные станки, работающие методом деления (типа ЕЗ-1, фиг. 67). .Характеристики станков см. выше, а табл. 21—30
Таблица 39
Технологический маршрут обработки венцовых комических зубчатых колес диаметром
5Г—200— 300 мм типа Б (фиг. 65). Заготовка — штампованная с отверстием
м опера- ции Содержание операции Обору ловите
1 2 8 4 Растачивание отверстия, протачивание заднего торца Н, частичное протачивание переднего торца (зажим в трехкулачковом патроне специальными кулачками по задне- му конусу зубчатого колеса) Сверление крепежпых отверстий Черновое обтачивание конусов зубчатого колеса н подрезание с передней стороны (база — расточенное в операции 1 отвер- стие и задний торец) При сложной конфигурации зубчатых колес обтачивание и подрезание иногда произоо аят раздельно Шлифование заднего торпа Н лля создания точной базы торца, необходимой при наре- зании зуба. Базирование от конуса . л.-.. Токарные миогорезцовые полуавтоматы (см. табл. 22)—в массовом и крупносерий- ном производстве, многошпннлельные вертикальные полуавтоматы (см. табл.21)— в массовом производстве с небольшим темпом, револьверные станки—в серийном производстве Сверлильный станок с многошпинле.тьной головкой. В массовом производстве опе- рация иногда выполняется иа вертикальном шсстишпиндельиом токарном полуавтомате типа 1А283 с применением сверлильной головки , Станки такие же, как и для операции 1, ио с другой наладкой Вертикальный плоемзптлифовнльный станок с круглым столом
536
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
Продолжение табл. 39
м опера- ции Содержание операции Оборудование
о 6 7 8 9 10 1) 12 Протягивание (калибрование) отверстия для создания точной базы отверстия при нареза- нии зуба Чистовое обтачивание конусов зубчатого колеса и других поверхностей (базирование по отверстию к заднему торцу //) Черновое нарезание зуба Чистовое маре.чание зуба Проверка и обкатка Термообработка (с изоляцией крепежных от- верстий для последующего развертывания в сборе) Закалка с зажатием в штампах Шлифование центрального отверстия и торца с базированием от начальной окружности конуса Проверка и подбор парных зубчатых колес и обкатка Протяжной станок с короткой протяжкой Токарные многорезцовые полуавтоматы (см. табл. 22) Зуборезные станки для конических колес. В массовом производстве для прямозубых конических колес применяют многошпин- дслькые станки, работающие методом деления (фиг. 67) Зуборезные станки Проверочно-обкатные станки Цементационные и закалочные печи. Зака- лочный пресс Внутришлифоввльные станки с двумя кру- гами для шлифонания отверстия н торца в один постанов Проверочные станки
Таблица 40
Технологически* маршрут обработки конических зубчатых колес с валиком типа В (фиг. 66)
Заготовка — штампованная ____________________
н опера- ции Содержание операции Оборудование
1 2 3 4 8 6 7 8 9 10 П 12 13 И • в ДЛЯ ПО1 длине Фрезерование торцов и центрование заготов- ки зубчатого колеса с валиком с двух сторон В массовом производстве с небольшим тем- пом фрезерование иа двустороннем фре- зерном стайке барабанного типа, центрова- ние на двустороннем центровочном станке Черновое обтачивание со стороны валика Черновое обтачивание со стороны зубчатого колеса Чистовое обтачивание со стороны валика Чистовое обтачивание со стороны зубчатого колеса * Шлифование базовых шеек для зуборезных операций В массовом производстве шлифование про- изводят поперечной подачей — метолом вре- зания Нарезание резьбы на конце валика для за- тяжки летали при нарезании зуба, В зави- симости от конструкции могут быть еще операции по фрезерованию шпонок, свер- лению н др. Черновое нарезание зуба Чистовое нарезание зуба Проверка и обкатка Термообработка Зачистка резьбы на конце валика (конец ва- лика должен быть предохранен or цемен- тации в операции 11) Шлифование шеек валика в массовом произ- водстве методом врезания Проверка и подбор парных зубчатых колес и обкатка тех случаях, когда заготовке имеется необра одноного патрона, обтачивание валика и зу( 1еталн. и вместо операций 2—5 остаются две—че Фрезерно-центровочный двусторонний че- тырехшпннлельный полуавтомат (см. табл.6) Для операций 2—5 многорезцовые токар- ные полуавтоматы (см. табл. 22) н гид- рокопировальиый токарный*полуавтомат модели 1722 Круглошлифовадьные станки Рсзьбофрезериые станки Средневолжского станкозавода Специальные зуборезные станки. Для прямо- [ зубого колеса в массовом производстве | применяют иногошпиядельные станки, ра- ботающие метолом деления Специальные зуборезные стаикн Специальные проверочно-обкатные станки Резьбофреэерные стаикн Средневолжского завода Круглошлифовальиые станки Специальные проверочные стаикн батываемый выступ с торца зубчатого колеса чатки производится одновременно по всей >новое обтачивание и чистовое обтачивание.
РЫЧАГИ
537
РЫЧАГИ
Конструктивные разновидности. К ос-
новным типам относятся: а) рычаги
с двумя или несколькими основными
взаимосвязанными отверстиями, распо-
ложенными на параллельных осях или
под различными углами друг к другу
(фиг. 70, а), и б) рычаги с одним основ-
ным отверстием (фиг. 70, б).
Фнг 70.
К рычагам относятся также вилки,
тяги, серьги и переводки.
Детали машин рассматриваемого типа
могут иметь, кроме взаимосвязанных
отверстий, также обрабатываемые тор-
цевые поверхности, шпоночные пазы,
шлицевые поверхности, прорези, гребни
и крепежные отверстия.
Технические условия иа изготовление.
Косновным элементам рычагов предъяв-
ляются следующие требования по точно-
сти: диаметры основных отверстий выпол-
няются по посадкам А, А8, X, Х8;
ширина пазов — по посадкам А8а, Л4,
А5; расстояния между осями отверстий
часто выдерживаются по допускам па
свободные размеры, а иногда требуется
точность расположения в пределах 0,1—
0,2 мм; параллельность осей отверстий
0,05—0,25 мм на 100 мм длины; перпен-
дикулярность торцевых поверхностей
к осям отверстий 0.1—0,3 мм на 100 мм
радиуса; параллельность торцевых по-
верхностей 0,05—0,25 мм на 100 мм
длины.
Стальные рычаги иногда подвергаются
на отдельных участках цианированию
на глубину 0,2—0,4 мм и закалке до
Rc = 56.
Основные отверстия рычагов обраба-
тываются обычно по 6-му классу чистоты
и выше, торцы и боковые поверхности
пазов — по 4—6-му классам чистоты
(ГОСТ 2789-51)
Материал и заготовки. Рычаги изго-
товляются из кованой и литой стали и
серого или ковкого чугуна. Для сталь-
ных заготовок в обычных случаях при-
меняется сталь марок 20 и 35; лишь
особенно ответственные рычаги изгото-
вляются из легированной стали.
Для удобства обработки заготовки
литых рычагов с одним основным от-
верстием (фиг. 70, б) часто выполняются
по парным моделям и до разрезки обра-
батываются как рычаги с тремя взаимо-
связанными отверстиями. Стальные за-
готовки этого типа выполняются ковкой
или штамповкой на одну деталь.
Обжим заготовки в штампе в холод-
ном состоянии (чеканка) обеспечивает
высокую точность детали по форме и
размерам, что позволяет в ряде случаев
избежать дальнейшей обработки неко-
торых поверхностей, в частности торцов
выполняемых с допуском 0,1—0,3 мм
Технология обработки и оборудова-
ние. Так как детали типа рычагов
не отличаются большой конструктивной
жесткостью, следует опасаться их де-
формации при закреплении и в про-
цессе обработки.
Чтобы избежать деформаций и достиг-
нуть правильного расположения обраба-
тываемых элементов (отверстий, торцов,
пазов) после обработки, рычаги уста-
навливаются головками в призмах с опо-
рой иа торцевые поверхности основных
отверстий.
Торцевые поверхности обрабатывают-
ся фрезерованием, цекованием, точением
или обдирочным шлифованием.
538
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
Обработку торцевых поверхностей
в большинстве случаев целесообразно
выделять и выполнять первой операцией.
Лишь в случае применения для обра-
ботки отверстий агрегатных многошпин-
дельных станков подрезание торцевых
поверхностей не выделяется в самостоя-
тельную операцию и производится при
уменьшенной подаче одновременно
с обработкой отверстий.
Повышение производительности при
фрезеровании достигается путем при-
менения поворотного стола и двух при-
способлений (фиг. 71), маятниковой
Фиг. 71. Схема работы на горизонтально
Фрезерном станке с поворотным столом: 1 —
Фреаы: J — детали: 3 — поворотный стол;
4 — стол станка.
Фиг. 72. Схема работы иа гориаонтально-фре-
1ерном станке при маятниковой подаче: / —
фреза; 1 — детали; 3 — приспособлении
подачи (фиг. 72) или непрерывно вра-
щающегося круглого стола (фиг. 73)
Фиг. 73. Схема работы на аертикальпо-фр».
верном станке с непрерывно вратающнмся
круглым столом; 1 — фреза; 2 — детали:
3 — непрерывно вращающийся стол
Фрезерование торнов производится
обычно набором фрез.
На фиг. 74 для примера приведено
приспособление для фрезерования тор-
цов рычага с одной бобышкой, приме-
няемое в серийном производстве.
Торцевые поверхности у рычагов
с двумя бобышками, раположенными
с одной стороны, целесообразно обра-
батывать одновременно (фиг. 75). При
этом для уменьшения величин холостых
ходов рычаги следует располагать пер-
пендикулярно направлению подачи.
Обдирочное шлифование на станках
типов 3A332 и 3327 применяется при
обработке торцевых поверхностей, рас-
положенных в одной плоскости и имею-
щих незначительный припуск на обра
ботку.
Требования к точности обработки и
чистоте поверхностей основных отвер-
стий рычагов удовлетворяются приме-
нением в качестве окончательных мето-
дов обработки развертывания, растачи-
вания и протягивания.
Фрезерование пазов, гребней и про-
резей производится аналогично обра-
ботке торцевых поверхностей.
Характерные особенности технологи-
ческих процессов и оборудования, при-
меняемого для выполнения основных
операций механической обработки ры-
чагов в зависимости от объема производ-
ства, приведены в табл. 41 и 42.
Особенность агрегатных станков,
применяемых в крупносерийном произ-
водстве, заключается в возможности
переналадки их для обработки несколь-
ких деталей. На схеме (фи.. 76) видно
расположение шпинделей такого станка.
Число работающих шпинделей в каждом
случае соответствует числу обрабаты-
ваемых отверстий в детали. Постоянные
числа оборотов шпинделей установлены,
исходя из размеров обрабатываемых ими
в различных деталях отверстий, что тре-
бует подбора для каждого шпинделя
близких по диаметру отверстий
При обработке торцевых поверхно-
стей подача автоматически снижается.
Переналадка приспособлений для каж-
дой детали осуществляется заменой
зажимных элементов и установкой их
под соответствующими шпинделями.
Для обработки отверстий многошпин-
дельнымн сверлильными головками
используются вертикально-сверлильные
станки 2AI35 и 2А125-
Обработка отверстий оо сменой
инструмента осуществляется на верти-
кально-сверлильных и радиально-свер-
лильных станках типов 2Б53 и 255.
РЫЧАГИ
539
МО
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Таблица 41
Оборудование и технологическая оснастка, применяемые при выполнении основных
операций механической обработки рычагов с несколькими основными отверстиями (фнг. 70, а)
Содержание опера шт Применяемое оборудование в зависимости от типа производства
Массовое Крупносерийное Серийное
Подрезание торцов основ ных отверстий Вертикально-фрезерный ста- нок, вращающийся стол, многоместное приспособле- ние. Обдирочно-шлифоваль- ный станок Горизонтально- нли иерти- кально-фрезершяй стаиок, многоместное приспособле- ние. Обдмрочно шлифоваль- ный станок Горизонтально илн вертикаль- но-фрезерный станок, двух-*н трехместное приспособле- ние. Токарный станок
Обработка основных от- верстий Агрегатный многошпиндель- ный многопозиционный ста- нок. Многошпиндслъная сверлильная головка, уста- новленная на вертикально с перл и льном станке, н по воротный стол с несколь- кими рабочими позициями Агрегатный миогошпиидель- ный многопознцноикый ста нок, имеющий возможность переналадки на несколько деталей. Радиальио-свср- лильный или вертикально- сверлильный станок, кон- дуктор со сменными втул- ками и быстросменный па- трон Радиально- илн нертикально- сверлилькый станок, кондук- тор со сменны- ми втулками и быстросменный патрон. Токар- ный станок
Фрезерование пазов, гребней и прорезей Продольно-фрезе оный нли горизонтально-фрезерный станок» многопозиционное, многоместное непрерывно действующее приспособите ние Горизонтально-фрезерный или вертикально- фрезерный станок; многоместное при- способление Горизонтально- или вертикаль ко фрезерный станок, двух- м трехместнос приспособление
Обработка вспомогатель- ных отверстий Вертикально-сверлильный станок, миогошпинлельиая сверлильная головка, мно гопозиционное приспособ- ление. Вертикально-свер- лильный станок, кондуктор, быстросменный патрон Радиально- или вертикально- сверлильный станок, кон- дуктор, быстросменный патрон Вертикально-свер- лильный ставок, кондуктор, бы- стросменный патрон
Нврезание резьбы Выполняется одновременно со сверлением отверстий в одной из позиций Вертикально-сверлильный станок, резьбонарезной па- трон Слесарная обра- ботка
Таблица 41
Оборуловаиие и технологическая оснастка, применяемые при выполнении основных
операций механической обработки рычагов с одним основным отверстием (фиг. 70, б)
(при заготовке ня охну деталь)
Содержание операции Применяемое оборудование в зависимости от типа производства
Массовое Крупносерийное Серийное
Обработка основного от* верстия Многошпиияельный свер- лильный станок. Верти- кально-сверлильный ста- иок; многошлиндельная сверлильная головка, мно- гопознциониое приспособ- ление. Горизонтально- или вертикально-протяжной ста иок Вертикально-сверлильный станок, кондуктор со сменными втулками, быстросменный патрон. Горизонтально- или вер- тикально-протяжной станок Вертикально-сверлиль- ный станок, кондук- тор со сменными втулками, быстро- сменный патрон
РЫЧАГИ
Ml
Продолжение табл. 42
Содержание операции Применяемое оборудование в зависимости от типа производства
Массовое Крупносерийное Серийное
Обработка радиусной по* всрхностн и лапки Г ориэонтально-фрсэерный станок, приспособление Г орнэонт ал ьно-фрсэерный станок, приспособление Горизонтально фрезер- ный станок. Токар- ный станок
Фрезерование пазов, гребней, прорезей Специальный фрезерный ста- нок. Горизонтальнп-фрезер ный станок, многоместное приспособление Горизонтально-фрезерный станок, многоместное приспособление Г ори зонтально-фреэер- ный станок
Обработка нспомогатель пых отверстий Многошпинлельный сверлиль- ный станок. Всртнклльно- сперлнльный станок, мио- гошпнилельная сверлильная головка, кондуктор Вертикально-сверл ил ьны й станок, кондуктор, быстросменный патрон Вертикально-сверлиль- ный станок, кондук- тор. быстросменный патрон
Нарезание резьбы Выполняется одновременно со сверлением отверстий в одной из позиций Вертикально-сверлильный станок, резьбонарезной патрон Слесарная обработка
Для образования пазов, гребней и
прорезей, а также для обработки тор-
цевых поверхностей используются гори-
Фнг. 76.
эонтально-фрезерные станки типов 6Н82
и 680М и вертикально-фрезерные
типов 610Г и 6HI2.
Шлицы и шпоночные пазы протяги-
ваются на протяжных станках типов
7А71О и 7520.
В мелкосерийном производстве шпо-
ночные пазы долбятся на станках 7417.
Обработка основных отверстий на
вертикально-сверлильных станках осу-
ществляется в нормальных скальчатых
кондукторах с соответствующей настрой-
кой (фиг. 77). При наличии отверстий
различных диаметров или при большом
размере детали обработка отверстий
производится за несколько операций,
по числу отверстий. В этом случае ба-
зирование детали осуществляется по
ранее обработанному отверстию.
Отверстии, расположенные под углом
друг к другу, могут быть обработаны
в опрокидываемых кондукторах за одну
операцию со сменой инструмента или
последовательно за две-три операции
при базировании детали по ранее обра-
ботанному основному отверстию.
При высоких требованиях к точности
межцентрового расстояния и небольшой
производственной программе рычаги,
в зависимости от размера, обрабатыва-
ются на горизонтально-расточном станке
с применением координатного растачи-
вания или иа токарном станке.
Обработка вспомогательных отверстий
производится в кондукторе с базирова-
нием детали по основному отверстию;
при небольших габаритах детали и раз-
бросанных отверстиях их обработка
производится в опрокидываемых кон-
дукторах
В тех случаях, когда заготовка для
рычагов с одним отверстием выполнена
по парной модели, среднее отверстие
может быть обработано одновременно
с другими основными отверстиями; под-
резка торцов, которые обычно имеют
5*2
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
I
большие размеры, производится на
горизонтально-фрезерном станке.
Если среднее отверстие значительно
отличается по своим размерам от дру-
гих отверстий, обработка его произво-
дится на токарном или револьверном
тываются гребни, пазы и радиусная
поверхность с лапками.
Стальные штампованные заготовки
для рычагов подвергаются правке как
до механической обработки, так и в про-
цессе таковой.
Фиг. 77.
В тех случаях, когда рычаги под-
вергаются термообработке, последняя
вызывает дополнительную обработку
протянутого отверстия развертыванием
и правку, которая производится на вер-
стаке в приспособлении.
Технический контроль. Контроль
рычагов в соответствии с заданными
техническими условиями на изготовление
осуществляется в массовом и крупно-
серийном производстве в контрольных
приспособлениях, оснащенных предель-
ными мерителямн или индикаторами,
а в серийном — при помощи универсаль-
ного мерительного инструмента.
В табл. 43 приведены схемы контрол*
основных параметров рычагов.
станке в двухкулачковом самоцентри-
рующем патроне с одновременной под-
резкой торцов.
В этом случае основные отверстия
обрабатываются на вертикально-свер-
лильном станке с базированием детали
по среднему отверстию.
Разрезание переводок производится
дисковой фрезой в приспособлении или
протяжкой на станках для плоского
протягивания.
При использовании заготовки, выпол-
ненной на одну деталь, основное отвер-
стие обрабатывается сверлением и про-
тягиванием; затем на горизонтально-
фрезерном станке дисковыми фрезами
за одну или несколько операций обраба-
Гоб лица 4J
Схемы контрола рычагов
Проверяемый влемеят и способ проверки
Параллельность осей отверстий
КОРПУСЫ И КОРОБКИ
из
Продолжение тебя. 43
Раостоаиив между осями отверстий
станков, корпусы редукторов, картеры,
цилиндры и блоки цилиндров двигате-
лей (фиг. 78).
Микрометром I от контрольных
валиков 2 и 3, вставленных в
отверстии. Штангенциркулем
при непосредственном замере
диаметров отверстий и рас-
стояний между их ближайшими
образующими
Соосности расположения отверстий
Контрольным валиком
Расположение осей отверстий пол заданными
углами
.00,®
---------ср-------
В контрольном приспосо-
блении, где рычаг устава
вливается на стержни 1
и 2; положение оправки 3
проверяется индикатором
4 нли предельным шабло-
ном
Перпендикулярность торцов, пазов к гребней
к осям отверстий
Индикатором 1 при поворачивании детали вместе
С оправкой 2. установленной в центрах. В кон-
трольном приспособлении предельным шабло-
ном или щупом
Прямолинейность тор-
цевых поверхностей и
расположение их в
одной плоскости
На контрольной плите,
щупом
КОРПУСЫ И КОРОБКИ
Конструктивные разновидности. Кор-
пусные детали (корпусы и коробки)
обеспечивают в машинах заданное поло-
жение деталей механизмов.
К основным типам этого класса дета-
лей относятся коробки скоростей и подач
Фиг. 78. Типичные корпусные детали: а —
блок цилиндров автомобильного двигателя;
б — иорпус передней бабки токарного станка;
а — корпус горизонтального редуктора; а —
корпус вертикального редуктора; б—кор-
пус червячного редуктора
Технические условия на изготовление.
Диаметры основных отверстий в корпус-
ных деталях выполняются преимуще-
544
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ственно по 2-му классу, а в ряде случа-
ев—по 1-му или 3-му классу точности.
Погрешности геометрической формы
отверстий не должны выходить за пре-
делы допуска на диаметр отверстия;
обычно они составляют лишь Чг—2/з
поля допуска.
Допуски на межосевые расстояния
корпусов, в которых монтируются ци-
линдрические зубчатые передачи назна-
чаются по ГОСТ 1643-46, а для червяч-
ных передач — по ГОСТ 3675-47. Допу-
ски па непараллельность и перекос осей
берутся в пределах допуска на меж-
осевые расстояния. Допуски на перпен-
дикулярность осей в корпусах для кони-
ческих передач устанавливаются по
ГОСТ 1758-42.
Отклонения от соосности отверстий
в ответственных случаях устанавли-
ваются в пределах половины допуска
на диаметр меньшего из отверстий.
Пеперпендикулярность ториевых по-
верхностей к осям отверстий допускает-
ся в пределах 0,01—0,1 мм на 100 мм
радиуса, а непрямолинейность плоских
поверхностей — в пределах 0,05—0.2 м
на 100 мм длины.
Основные отверстия корпусных дета-
лей, используемые обычно под установку
подшипников, выполняются по 6—8-му
классам чистоты, а ториевые поверхно
стн их — по 5—6-му классам; плоскости
разъема корпусов обрабатывают по 5—
7-му классам чистоты.
Материал и заготовки Корпусы и
коробки выполняются в виде чугунных,
стальных нли алюминиевых отливок,
а также в виде сварных конструкций. Чу-
гунные отливки должны удовлетворять
требованиям ГОСТ 1412-54. При этом
для более ответственных корпусных де
талей (блоки цилиндров двигателей, кор-
пусы коробок скоростей особо точных и
быстроходных станков и автоматов и др.)
используется чугун СЧ 28-48, СЧ 24-44,
СЧ 21-40; корпусные детали станков,
корпусы редукторов, картеры стационар-
ных двигателей и тому подобные детали
выполняются из чугуна СЧ 18-36,
СЧ 15-32; для менее ответственных от-
ливок применяется чугун СЧ 12-28.
Стальные литые корпусы выполняются
как отливки нормального или повышен-
ного качества по ГОСТ 977-53.
При изготовлении сварных корпусов
применяется малоуглеродистая сталь
по ГОСТ 1050-52.
Технология обработки и оборудование
Обработка основных поверхностей
корпусов и коробок выполняется схе-
матически в следующем порядке: 1) чер-
новая и чистовая обработка плоских
поверхностей; 2) отделочная обработка
плоских поверхностей; 3) черновая и
чистовая обработка основных отверстий;
4) отделочная обработка основных от-
верстий; 5) обработка крепежных и дру-
гих вспомогательных отверстий.
При незначительном объеме произ-
водства, когда не оправдывается приме-
нение в заготовительном цехе сложной
технологической оснастки, могущей обес-
печить высокую точность размеров и
формы заготовки, корпусы и коробки
перед механической обработкой подвер-
гаются разметке. При разметке заготовка
проверяется, достигается правильное
взаимное расположение обрабатываемых
и необрабатываемых поверхностей ее и
обеспечивается необходимое распреде-
ление припусков на обработку отдель-
ных поверхностей.
Достаточно высокая точность заго-
товки позволяет ограничиться частичной
разметкой, заключающейся в нанесении
основных осей или в разметке несколь-
ких деталей из партии лнтья, по кото-
рым регулируются приспособления для
дальнейшей обработки в них деталей
этой партии без разметки.
При более значительных объемах
производства, когда совершенная техно-
логическая оснастка обеспечивает высо-
кую точность заготовок, обработка кор-
пусов и коробок ведется в приспособле-
ниях без разметки.
Обработка плоских по-
пе р х н осте й В качестве черновой
базы при выполнении первой операции
обработки корпусной детали необходимо
в ряде случаев использовать наиболее
ответственные отверстия, полученные
в отливке. Например, правильное поло-
жение пазов на опорной поверхности
корпуса передней бабки (фиг 78, б)
обеспечивается установкой корпуса
шпиндельным отверстием на специальной
оправке. При обработке базовых по-
верхностей блок цилиндров устанавли-
вается в приспособлении по двум край-
ним цилиндровым отверстиям.
Плоские поверхности в массовом про-
изводстве обрабатываются на много-
шпиндельных фрезерных станках с не-
прерывно вращающимися карусельными
столами (типа 623В) нли барабанами
(типа 6022). при этом одновременно
обрабатывается несколько деталей, а
черновая и чистовая обработка осуще
КОРПУСЫ И КОРОБКИ
Ы5
ствляется в той же операции последо-
вательно установленными фрезами.
В некоторых случаях применяются
станки для плоского протягивания.
В крупносерийном производстве обра-
ботка плоскостей производится преиму-
щественно на карусельно-фрезерных или
продольно-фрезерных станках.
Чтобы полнее использовать станки и
избежать частой переналадки их при ра-
боте партиями, применяют метод совме-
щения операций [22].
Для обработки плоских поверхностей
в мелкосерийном производстве приме-
няются продольно-строгальные станки,
причем для повышения производительно-
сти используется параллельная работа
нескольких суппортов станка одновре-
менно над несколькими деталями, уста-
новленными на столе.
Детали больших размеров обрабаты-
ваются иа портально-фрезерных станках,
конструкции которых предусматривают
перемещение портала, несущего на себе
фрезерные головки, относительно детали,
установленной на неподвижном столе.
Предусматриваемая в ответственных
случаях отделочная обработка плоско-
стей осуществляется на плоскошлифо-
вальных станках или пришабрнваиием.
Обработка основных от-
верстий в массовом производстве
выполняется на агрегатных станках или
автоматических станочных линиях.
Агрегатные станки предусматривают
одновременную одностороннюю или дву-
стороннюю обработку отверстий.
Черновая и чистовая обработка вы-
полняется за две операции на двух агре-
гатных станках последовательно.
В крупносерийном производстве для
обработки основных отверстий также
применяются агрегатные станки; при
этом в ряде случаев предусматривается
возможность выполнения на них несколь-
ких операций. Это достигается располо-
жением шпинделей группами, каждая
из которых предназначена для выполне-
ния одного технологического перехода
с соответственным перемещением ле-
тали в различные позиции.
Иногда работа на агрегатном станке
ведется со сменой расточных скалок,
оснащенных режущим инструментом для
каждого технологического перехода.
На фиг. 79 приведена схема четырех-
шпиндельного станка, предназначенного
для обработки за три последовательных
перехода отверстий, расположенных на
четырех осях, и предусматривающего
35 том S НИ
поочередное соединение расточных ска-
лок со шпинделями агрегатной головки 1
Для сокращения времени, необходимо-
го на смену расточных скалок после ка-
ждого из трех переходов обработки, ста-
нок снабжен поворотным круглым двух-
позиционным столом 2. Во время обра-
ботки одной детали в рабочей позиции 3
производится смена детали или расточ-
ных скалок в нерабочей позиции 4.
Фиг. 79.
Смена расточных скалок произво
дится с помощью барабанного загрузоч-
ного приспособления 5.
Трудоемкость выполнения расточной
операции может быть значительно умень-
шена также за счет одновременной обра-
ботки всех параллельных отверстий при
помощи многошпиндельной расточной
головки, установленной на горизонталь-
но-расточном станке (фиг. 80).
Фнг. 80. Схема многои1пинделыюй обработки
отверстий и корпусе на горизонтально-расточ-
ном станке: I — шпиндель станка: 3 — много-
шпиндельная расточная головка: 3 — кон-
дуктор; 4 — обрабатываемая деталь; S — рво-
точные скалки.
В зависимости от габаритов деталей
для обработки применяются расточные
станки с подвижным или неподвижным
столом
546
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Расточные станки с подвижным столом
имеют следующие основные параметры:
диаметр шпинделя 60—120 ж.м, наиболь-
ший диаметр расточки до 800 мм, размер
поворотного стола 2 X 2 м, поперечный
ход стола до 1,5 м, вертикальный ход
шпиндельной бабки до 1 м.
В тяжелом машиностроении наиболее
распространены станки с неподвижным
столом, имеющие диаметр шпинделя
до 300 мм, диаметр расточки до 2,5 м,
вертикальный ход шпинделя до 3 м.
Обработка основных отверстий в кор-
пусных деталях на горизонтально-рас-
точных станках возможна с направле-
нием инструмента в направляющих втул-
ках расточного приспособления, устано-
вленного на столе станка, или без напра-
вления инструмента.
В первом случае точность межосе-
вых расстояний определяется расточным
приспособлением, а во втором случае
она обеспечивается отсчетом по мас-
штабным линейкам станка, иногда с при-
менением лупы или выверкой при по-
мощи универсальных измерительных
инструментов [23 J.
При серийном выполнении корпусов
и коробок целесообразна обработка от-
верстий на горизонтально-расточных
станках в расточных приспособлениях;
детали небольших габаритов обрабаты-
ваются в кондукторах на вертикально-
или радиально-сверлильных станках.
В мелкосерийном производстве обра-
ботка основных отверстий производится
преимущественно на горизонтально-рас-
точных станках без направления инстру-
мента в приспособлении.
При работе без направления инстру-
мента и точности межосевых расстояний,
превышающей 0,1—0,2 мм, рекомендует-
ся производить растачивание взаимосвя-
занных отверстий координатным мето-
дом или с применением накладных ша-
блонов.
Детали с отверстиями, расположен-
ными только на одной оси, могут быть
обработаны на токарном станке при
установке на угольнике.
Обработка отверстий в крупногаба-
ритных корпусных деталях обычно про-
изводится на расточных станках с непо-
движной плитой, где весьма затрудни-
тельны и трудоемки вывод расточной
скалкн из отверстия, перемещение шпин-
деля и задней люнетной стойки и выверка
их в новом положении относительно
детали. В связи с этим возникает
необходимость в черновой и чистовой
обработке отверстий, расположенных
на одной осн, с одной установки. Только
после окончательной обработки всех
соосно расположенных отверстий про-
изводится перемещение шпиндельной
колонки и люнетной стойки в положение
следующей осн.
Снижение трудоемкости расточных
работ при обработке крупных деталей
достигается за счет одновременного вы-
полнения нескольких операций над од-
ной или несколькими деталями.
В частности, для основных отверстий
в корпусных деталях находят примене-
ние переносные расточные головки, не-
используемые для параллельной обра-
ботки нескольких отверстий (фиг. 81).
Фиг. 81. Пример параллельной обработки
нескольких отверстий а крупных корпусных
деталях.
Расточные скалкн 1 соединяются со
шпинделями расточных головок 2 и
направляются в люнетных стойках 3.
Параллельность расточных скалок вы-
веряется прн помощи микрометрических
штихмасов.
В табл. 44 приводятся основные типы
режущих инструментов для обработки
отверстий, назначаемые в зависимости
от требуемой точности.
"Черновая и получнетовая обработка
выполняется жестко закрепленным ин-
струментом.
Чистовая обработка может произво-
диться плавающим или тщательно выве-
ренным жестко закрепленным инстру-
ментом. В первом случае достигаются бо-
лее высокая точность и чистота поверх-
ности отверстия.
КОРПУСЫ И КОРОВКИ
547
Га&>ица 44
Основны, таны режущих инструментов, применяемых для обработки основных отверста*
Диаметр основного отверстия И мм Черновая обработка Получ исто- ва я обра- ботка при точности 4-го класса Чистовая обработка при точности Обработка торцевых поверхностей
3-го класса 2-го класса
До 50 Сверло, зенкер чер- новой Зенкер чистовой Развертка предва- рительная (жест- ко закрепленная) Развертка оконча- тельная (плаваю- щая) Подрезям пластина (облицовка, цековка)
50-100 Расточкой резец, рез- цовая головка Развертка, расточ- ной блок (жестко закрепленные), расточкой резец Развертка, расточ- ной блок (пла- вающие), расточ- ной резец Ториевая резцовая го- ловка, торцевая фреза
100-250 То же Расточной резец, расточной блок (жестко закреп- ленный) Расточной резец, расточной блок (плавающий) То же
250-500 Расточной резец, резцовая головка (иа подвижной скалке нлн самохоллая) Расточной резещ расточная голов- ка, шабер Ториевая фреза, резец с поперечной пода- чей
Св. 500 Расточной резец, резцовая головка (само- ходная) Расточной резец, расточная голов- ка, шабер Ториевая фреза, резец на летучем суппорте
Для обеспечения точности межосеаых
расстояний 0,005—0,015 мм, требуемой
в инструментальных цехах при изгото-
влении приспособлений и кондукторов,
используются прецизионные коордннат-
ио-расточиые станки.
Отделочная обработка от-
в е р с т н й, выполняемых по 1-му и
2-му классам точности при чистоте по-
верхности 7-го класса и выше, в зависи-
мости от объема производства осущест-
вляется на многошпиндельных или одно-
шпиндельных станках для притирочного
шлифования или для тонкого растачи-
вания, а также пришабриванием.
Обработка крепежных н
других мелких отверстий
в массовом производстве осуществляется
на многошпиндельных агрегатных стан-
ках, предназначенных для выполнения
отдельных технологических переходов по
сверлению, зенкерованию и разверты-
ванию отверстий и нарезанию метчиком
резьбы в отверстиях, а также на авто-
матических станочных линиях.
В крупносерийном производстве, когда
не оправдывается применение специаль-
ных станков на каждой операции, обра-
ботка этих отверстий производится на
35»
многошпиндельных станках, конструк-
ция которых позволяет совмещать пере-
ходы, или на вертикально-сверлильных
станках с применением многошпиндель-
ных сверлильных головок.
Обработка таких отверстий произ-
водится также на радиально-сверлиль-
ных станках со сменой инструмента
в быстросменном патроне и с примене-
нием поворотных кондукторов (фнг. 82).
Деталь устанавливается в полости кон-
дуктора.
После обработки по кондукторным
втулкам отверстий с одной стороны кон-
дуктор с деталью поворачивается на
цапфах на 180°; имеющийся фиксатор
обеспечивает правильное положение
кондуктора после каждого поворота.
548
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
В мелкосерийном производстве обра-
ботка этих отверстий производится на
радиально-сверлильных станках с при-
менением накладных кондукторов или
по разметке.
Нарезание резьбы в этих случаях
обычно выполняется метчиками вруч-
ную при сборке; однако резьба диаме-
тром более 20 мм нарезается на станке.
Технологическая оснастка. приме-
няемая при обработке отверстий.
Для установки режущего инструмента
при обработке отверстий применяются
расточные скалки или оправки. Расточ-
ные оправки жестко закрепляются в
шпинделе станка и используются для
консольной расточки коротких отвер-
стий. Расточные скалки предназначаются
для обработки более длинных отверстий
нли нескольких соосно расположенных
отверстий. При работе на специальных
и универсальных станках с примене-
нием расточных приспособлений расточ-
ным скалкам сообщается направление
в двух кондукторных втулках, а со
шпинделем они соединяются шарнирно.
При работе без направления инстру-
мента расточная скалка жестко закре-
пляется в шпинделе и имеет вторую
опору в люнетной стойке расточного
станка.
В качестве режущего инструмента
для обработки основных отверстий в
Фиг. 84
корпусных деталях при-
меняются резцы, насад-
ные зенкеры и разверт-
ки, расточные головки,
двухрезцовые расточные
блоки.
Преимущества расточ-
ных блоков заключают-
ся в том, что они допу-
скают регулировку по
диаметру в пределах нескольких мил-
лиметров и могут быть установлены
в расточной скалке с боковой сторо-
ны, что особенно важно в случае
смены инструмента без вывода скалки
из корпуса
В тяжелом машиностроении распро-
странены двухрезцовые разъемные го-
ловки (фиг. 83), устанавливаемые в
любом положении по длине расточной
скалки и используемые для одновремен-
Фнг. 83.
ной обработки нескольких отверстий
(фиг. 84) или для подрезки торцов.
Головки регулируются по диаметру
в пределах 20—30 мм. При этом каж-
дый резец выдвигается и выверяется
отдельно; применяются также более
сложные конструкции головок, где воз-
можно одновременное равномерное вы-
двигание всех резцов.
При обработке отверстий большого
диаметра и значительной длины при-
меняются резцовые головки с механи-
ческой подачей. В этом случае расточ-
ная скалка совершает при растачивании
только вращательное движение, а рез-
цовая головка, соединенная с ходовым
КОРПУСЫ И КОРОБКИ
549
винтом, вмонтированным в тело расточ-
ной скалкн н приводимым во вращение
от шпиндельной коробки, автоматически
- осуществляет движение продольной по-
дачи.
Расточные резцы рекомендуется брать
квадратного сечения, так как они обес-
печивают более жесткое крепление, чем
круглые. Для растачивания отверстий
2-го класса точности и выше требуются
микрометрические устройства для регу-
лировки резцов на размер нли индика-
торные приспособления, устанавливае-
мые на расточной скалке во время на-
стройки.
Расточные скалки, предназначенные
для работы по кондукторам с неподвиж-
ными втулками, выполняются со смен-
ными колодками, которыми они напра-
вляются по кондукторным втулкам в
процессе работы.
Конструкция ведущего хвостовика
предусматривает плавающее соедине-
ние со шпинделем.
Расточные скалки к горизонтально-
расточным станкам, предназначаемые
для работы без кондуктора, изгото-
вляются с конусами Морзе и без на-
правляющих колодок.
Расточные скалки по диаметру вы-
полняются по посадкам X или Д; биение
допускается в пределах 0,02—0.04 мм
Неперпеидикулярность окон для рез
цов 0,03 мм на 100 мм длины. Смещение
окон для резцов с осн расточной скалки
до 0,1 мм.
В расточных приспособлениях на
специальных и универсальных станках
чаще всего применяются вращающиеся
втулки; расточные скалки в этом слу-
чае делаются гладкими
Для ввода резцов на внутренней по-
верхности втулки параллельно оси де-
лаются пазы.
При обработке взаимно отдаленных
соосных отверстий без кондуктора в
случае малой жесткости оправки прибе-
гают к направлению оправки втулками
устанавливаемыми в ранее обработан-
ные соосно расположенные отверстия.
Влияние особенностей конструкции
корпусов и коробок на технологию их
обработки. Характер ступен-
чатости соосно располо-
женных отверстий. Обра-
ботка отверстий, расположенных в
двух илн нескольких стенках на одной
оси, производится набором инструмен
тов, соответственно устанавливаемых
в расточной скалке. В случае располо-
жения отверстий в порядке убывания
размеров (фиг. 85, а) расточная скалка
предварительно оснащается набором ин-
струментов и вводится в отверстие.
При наличии возрастающей или сме-
шанной ступенчатости (фиг. 85, 6) уста-
навливается насадной инструмент при
положении расточной скалки внутри
обрабатываемого корпуса. В этом случае
конструкции скалки и инструмента
Фиг. 85. Конструктивные особенности отвер-
стии корпусных деталей (обработка основных
отиерстий по \7V4-W6. вспомогательных
поверхностей — no V3)
должны обеспечивать быструю, точную
и удобную установку и фиксацию по-
следнего в посадочном месте скалки.
В случае, когда из-за малой разницы
в диаметрах соосно расположенных от-
верстий расточная скалка с инструмен-
том не может быть введена на нужную
глубину, обработка ведется односто-
ронне расположенными резцами.
550
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Большая разница в диаметрах соосных
отверстий вызывает необходимость
применения нежестких расточных ска-
лок, диаметр которых определяется са-
мым малым отверстием.
Кольцевые необрабаты-
ваемые участки в отверстиях,
полученные при выполнении заготовки
(фиг. 85, в), значительно сокращают тру-
доемкость обработки. Однако следует
учитывать, что наличие необрабатывае-
мых участков затрудняет чистовую об-
работку плавающим инструментом, кото-
рый не получает нужного направления.
Кольцевые обрабатыва-
емые участки, канавки и
торцевые поверхности
(фиг. 85, г). Торцевые поверхности
небольших размеров обрабатываются
с осевой подачей подрезным инстру-
ментом, устанавливаемым в расточной
скалке при работе на горизонтально-
расточном станке после ввода ее в отвер-
стие.
Такой метод применим для торцевых
поверхностей диаметром до 100—120 мм
при обработке расточной скалкой и 70—
80 мм при расточке консольной оправ-
кой. Торцевые поверхности отверстий
большего размера, а также кольцевые
участки или канавки требуют радиаль-
ной подачи резца, которая сообщается
от соответствующего приспособления.
Универсальным приспособлением та-
кого типа является суппорт с радиаль-
ной подачей (фиг. 86).
Фиг. 86.
При каждом обороте суппорта звез-
дочка / ударяется о специально уста-
новленный стержень и поворачивает хо-
довой винт, который сообщает каретке
суппорта 2, несущей резец, движение
радиальной подачи, Работа с радиальной
подачей возможна и расточной скалкой,
для чего на ней при помощи хомута
устанавливается аналогичное приспо-
собление.
Внешние поверхности
вращения (фиг. 85, д) требуют
установки оправки с закрепленным в
ней резцом на расстоянии заданного
радиуса от оси вращения, что практи-
чески осуществляется при помощи суп-
порта с радиальной подачей. Однако в
данном случае обработку ведут только
продольной подачей.
Глухие отверстия (фиг. 85,
е н ж) могут быть обработаны только
консольной оправкой; поэтому соотноше-
ние длины и диаметра растачиваемого
отверстия должно обеспечить возмож-
ность применения достаточно жесткой
оправки (-j<6-»-8^.
За обрабатываемой частью глухого
отверстия необходимо предусматривать
участок, достаточный для выхода рас-
точной оправки.
При выполнении глухих отверстий
в отливке этот участок делается необ-
рабатываемым, а при получении отвер-
стия в сплошном материале он подвер-
гается обработке. Наличие внутренних
обрабатываемых торнов в глухих от-
верстиях (фнг. 85, е) весьма затрудняет
обработку.
Пересекающиеся отвер-
стия. Обработка отверстий с преры-
вистой поверхностью весьма затрудни-
тельна, так как неизбежные при этом
изменения условий резания служат при-
чиной дополнительных погрешностей об-
работки.
При наличии у детали двух пересе-
кающихся отверстий (фиг. 85, з) сначала
полностью обрабатывается более ответ-
ственное, требующее большей точности
и чистоты поверхности отверстие и
только после этого обрабатывается вто-
рое отверстие.
Из этих соображений рекомендуется
выполнять в заготовке лишь одно отвер-
стие, а другое, пересекающееся с ним,
получать сверлением.
Соосные отверстия мало-
го диаметра, расположен-
ные в отдаленных друг от
друга стенках. Длинные ра-
сточные скалки малого диаметра (/ >
> 12d) не обладают достаточной сте-
пенью жесткости, вследствие чего возни-
кает необходимость в обработке соосно
расположенных отверстий при помощи
короткой шпиндельной оправки пооче-
редно в каждой стенке, с поворотом
стола. Такой способ вызывает дополни-
КОРПУСЫ И КОРОВКИ
551
тельные затраты времени иа выверку,
а также дополнительную погрешность
обработки, связанную с поворотом стола
и вторичной установкой.
Конусные отверстия диа-
метром до 80—100 мм обрабатываются
специальными зенкерами и развертками.
Конусные отверстия больших диамет-
ров обрабатываются на горизонтально-
расточных станках с применением спе-
циальных приспособлений. На фнг. 87
показано приспособление для консоль-
ной обработки конусных отверстий рез-
цом.
Приспособление устанавливается на
планшайбе расточного станка и при-
водится им во вращение: подача шпин-
деля выключается. Движение подачи по
образующей конуса сообщается резцу
ходовым винтом 1, который приводится
во вращение через пару зубчаток 2 и 3
от звездочки 4.
Необходимая конусность устанавли-
вается поворачиванием приспособления
относительно оси 5.
При обработке длинных или отдален-
ных от планшайбы конусных отверстий
на расточной скалке устанавливаются
аналогичные приспособления (12).
Отвер:тия с резьбой. Резь-
бы диаметром до 50 мм в корпусах и
коробках нарезаются метчиками с при-
менением резьбонарезного патрона; при
больших размерах нарезание произво-
дится резцом при помощи специального
приспособления, приводимого во враще-
ние от шпиндельной коробки станка.
Продольная подача шпинделя выклю-
чается, а подача резца осуществляется
прн помощи резьбовой втулки и резьбо-
вой гребенки имеющих резьбу с шагом,
равным шагу нарезаемой резьбы [И].
Нарезание резьбы на горизонтально-
расточном станке является сложной и
трудоемкой операцией.
Плоскость разъема. Разъ-
емные корпусные летали имеют цельную
литую крышку или отдельные крышки
для каждого подшипника. Наличие
разъема вызывает необходимость обра-
ботки крышек и выполнения дополни-
тельных операций при обработке кор-
пуса; затем производится сборка корпуса
с крышками и дальнейшая обработка
в собранном виде.
Прн конструировании корпусов и ко-
робок должны быть учтены спефнци-
ческие особенности оборудования, на
котором будут выполняться основные
операции.
Так, например, при многошпиндель-
ной обработке основных отверстий на
агрегатных станках не может быть при-
менена смена инструмента в процессе
работы, для чего конструкция и распо-
ложение отверстий должны предусматри-
вать возможность обработки всех от-
верстий и торцевых поверхностей с по-
стоянной установкой инструмента в
скалках.
Расстояния между осями отверстий
должны обеспечивать возможность раз-
мещения шпинделей и механизмов, при-
водящих их в движение.
Диаметры соосно расположенных от-
верстий и торцевых поверхностей их
должны обеспечивать возможность ввода
расточных скалок с инструментом для
одновременной обработки всех отвер-
стий.
Технический контроль. Корпусные
детали проходят технический контроль
в соответствии с основными требова-
ниями, предъявляемыми к точности их
изготовления.
Проверке подвергаются размеры и
форма основных отверстий, соосность
расположения отверстий, межосевые
расстояния, параллельность и перекос
осей, правильность расположения осей
отверстий относительно плоских поверх-
ностей, прямолинейность плоских по-
верхностей.
Применяемые методы контроля основ
ных параметров и измерительные ин-
струменты находятся в зависимости от
объема производства и габаритов дета-
ли и должны отвечать темпу производ-
ства.
Корпусные детали в тяжелом машино-
строении проверяются на рабочем месте
прн ослабленном креплении детали;
контроль диаметральных размеров от-
верстий во время обработки осуществ-
ляется без вывода борштанги из от-
верстия, что требует применения спе-
цифических приемов контроля.
об2
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
В качестве вспомогательного инстру-
мента при контроле применяются кон-
трольные валики и переходные контроль-
ные втулки.
Контрольные валики изготовляются
сплошными илн полыми, подвергаются
закалке и шлифованию по посадке С,,
биение не должно превышать 0,01 мм.
Допустимая неконцентричность внеш-
него и внутреннего диаметров переход-
ных втулок принимается в пределах 5 —
10 мк
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
КОНСТРУИРОВАНИЯ
МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМЫХ
ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
В процессе конструирования машин
должна быть проведена широкая нор-
мализация и унификация деталей, эле-
ментов конструкций, материалов, тер-
мообработки и т. д., относящихся как
к данной машине, так и к другим маши-
нам, выпускаемым илн ранее выпускав-
шимся заводом или отраслью промыш-
ленности.
Конструцин деталей машин должны
обеспечивать:
I) минимальный вес и размеры дета-
лей, а также размеры обрабатываемых
поверхностей и увязку их с размерами
производственного оборудования;
2) выбор заготовок простой формы,
требующей минимальной и наиболее
простой механической обработки;
3) свободные поверхности деталей, не
требующие механической обработки;
4) разбивку технологического процес-
са обработки на минимальное количе-
ство операций и переходов с одинаковой
трудоемкостью каждой операции;
5) надежные черновые и чистовые
базы для установки и измерения в про-
цессе обработки, увязанные между собой
и с конструктивными базами (базовые
поверхности деталей должны быть уни-
фицированы);
6) необходимуюпрочностьижесткость,
обеспечивающие возможность надежной
н производительной их обработки;
7) уравновешивание деталей для воз-
можности применения скоростных ре-
жимов резания;
8) передачу необходимого крутящего
момента при обработке и крепление
без деформации;
9) получение равномерных сил реза-
ния по всей длине обрабатываемых
поверхностей;
10) легкую настройку операций;
11) применение типовых процессов,
операций и стандартных настроек и
выбор наиболее удобной последователь-
ности операций для организации груп-
повых поточных линий;
12) расположение и конструкцию
обрабатываемых поверхностей, обеспе-
чивающие возможность четкого отделе-
ния их от необрабатываемых поверхно-
стей, разделение отдельных переходов
обработки, удобные подвод и отвод режу-
щего инструмента и затрату минималь-
ного времени на врезанне и перебеги;
13) минимальные припуски на обра-
ботку;
14) пезавышенные точность обработки
и чистоту поверхности деталей;
15) применение нормального режущего
инструмента без снижения производи-
тельности обработки;
16) применение дешевых и произво-
дительных приспособлений, особенно
лля многоместной паралельной обработ-
ки, а также обработку на простейшем,
производительном и стандартном обору-
довании (размеры станков должны быть
минимальными);
17) построение операции с полным
использованием мощности оборудования;
18) построение для основных деталей
процессов с одинаковой длительностью
цикла обработки;
19) построение операций, допуска-
ющих многостаночное обслуживание;
20) координацию обрабатываемых по-
верхностей, особенно в условиях серий-
ного производства, в соответствии с тех-
нологическим процессом изготовления
и контроля.
Требования к выбору конструкции
элементарных поверхностей деталей
Плоскости. Наружные обрабатывае-
мые поверхности деталей оформлять
в виде гладких плоскостей, обработка
которых может быть выполнена на
проход.
Наружные обрабатываемые плоскости
проектировать параллельными илн пер-
пендикулярными к установочным базам
деталей.
Размеры обрабатываемых плоскостей
унифицировать и увязывать в случае
фрезерования с нормальным рядом дна
метров торцевых и длин цилиндрических
фрез.
Обеспечивать равномерную силу ре-
зания по всей длине обрабатываемых
плоскостей (фиг. 88) путем размещения
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ МАШИН
553
на них необрабатываемых выемок или
изменения их контуров.
Обеспечивать одинаковую жесткость
по всей длине обработки (фиг. 89).
tui-j I ijiu-j । u-ид ПР« невозмож-
| t%J I ности обработать
Фиг. 89
плоскость на про-
1 ход предусмо-
треть выход для
инструмента; раз-
меры выхода при
строгании и долб-
лении см. в гл. VI;
при торцевом чи-
стовом фрезеро-
вании выход ра-
вен диаметру фре-
зы, при фрезе-
ровании осевыми
фрезами — половине диаметра фрезы.
При отсутствии выхода для фрез пере-
ходную поверхность детали оформлять
в виде поверхности резания для соответ-
ствующей фрезы
(фиг. 90 и 91).
Не предусматривать расположения
плоскостей, при котором невозможен
свободный подвод режущего инструмен-
та (фнг. 92).
Фасонные поверхности. Избегать фа-
сонных поверхностей, обрабатываемых
копированием, заменять их, где это
возможно, цилиндрическими поверхно-
стями, которые могут быть обработаны
фрезерованием на круглом поворотном
столе (фиг. 93).
При фрезеровании по копиру радиусы
сопряжения отдельных поверхностей
предусматривать такими, чтобы диаметр
фрезы был не меньше 16 мм.
Ширину прилегающих к фасонной по-
верхности торцевых поверхностей про-
ектировать меньшего размера, чем диа-
метр фрезы, которым фрезеруется по
копиру фасонная поверхность (фнг. 94),
При работе конце-
выми фрезами по
копиру обеспечивать
равномерность силы
резания (фиг. 95).
Избегать поверхностей, требующих
применения сложного фасонного ин-
струмента с резкими перепадами диа-
метров и больших габаритов.
Размеры радиусных вогнутых и вы-
пуклых фасонных поверхностей увя-
зывать с размерами стандартных ин-
струментов, предусмотренных ГОСТ
3962-47 и 3963-47 (фиг. 96).
Пазы, гнезда, уступы. Предпочитать
конструкцию пазов, допускающих об-
работку на проход дисковыми фрезами.
При невозможности обработать на
проход переходной части паза прида-
вать форму поверхности резания в соот-
ветствии с применяемой фрезой (фиг. 97).
554
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ МАШИН
555
Основанию паза придавать форму
плоской или цилиндрической поверх-
ности.
Избегать пазов с односторонним раз-
рывом (фиг. 98).
Основания пазов располагать по воз-
можности в одной плоскости (фиг. 99)
Т-образные пазы, когда это возмож-
но, делать составными (фиг. 100).
Для обработки гнезд предусматри-
вать вход для пальцевых фрез.
При невозможности обеспечить сво-
бодный вход фрезы на дне гнезда пре-
дусматривать следы от сверла (фиг. 101).
Боковые поверхности гнезд проекти-
ровать в виде плоскостей, расположен-
ных под прямым углом друг к другу.
Радиусы закругления у основания
гнезд предусматривать одинаковыми по
всему периметру с размерами, соответ-
ствующими нормалям фрез (фиг. 102).
Глубину гнезд предусматривать ми-
нимальной и во всяком случае не боль-
шей, чем длина режущей части нормаль-
ной концевой фрезы.
Поверхности уступов проектировать
взаимно перпендикулярными и сопря-
женными по радиусу или фаске в соответ-
ствии с конструкцией режущего ин-
струмента (фиг. 103).
Отверстия, получаемые только свер-
лением, делать по возможности несквоз-
ными.
Длины просверливаемых отверстий
делать минимальными и не более длин,
допускающих сверление без повторных
вводов и выводов сверла, и во всяком
случае не больше 0,8 длины режущей
части нормальных удлиненных сверл,
Длины отверстий, получаемых много-
шпиндельным сверлением, предусма-
тривать по возможности равными.
Отверстие, получаемое сверлением,
проектировать без односторонних раз-
рывов по длине.
Для обеспечения нормального входа
и выхода сверла торцы отверстий де-
лать перпендикулярными коси :фиг. 104
и 105).
Отверстия не располагать у высоких
стенок, если при этом требуется при-
менение удлинителей илн специальных
длинных сверл (фиг. 106).
Отверстия располагать на определен-
ном расстоянии от стенок (фиг. 107).
Расстояние между осями отверстий
при многошпнндельном сверлении пре-
дусматривать не менее 25 мм.
В целях применения многошпиндель-
ного сверления унифицировать размеры
и расположение отверстий во фланцах,
крышках и других аналогичных деталях.
Отверстия располагать так, чтобы
можно было удобно и правильно раз-
местить кондукторные втулки и про-
изводить сверление с одной стороны
без поворота деталей.
Конструкцию деталей предусматри-
вать достаточно прочной и жесткой, что-
бы воспринять силы подачи прн сверле-
нии (фиг. 108 и 109).
При обработке точных отверстий
предусматривать
и
возможность примене-
ния проходных зенке-
ров и разверток; кон-
фигурация глухих от-
верстий должна соот-
ветствовать конструк-
ции применяемого
инструмента: сверла,
зенкера, развертки
(фиг. ПО).
В случае необхо-
димости подрезки
дна отверстия ши-
рину упорной тор-
цевой части дна
делать минималь-
ной.
При обработке с одной стороны не
скольких точных литых отверстий, рас-
положенных на одной оси, особенно в
условиях крупносерийного и массового
пронзводсгва, предусматривать по воз-
можности ступенчатую конструкцию от-
верстий; при этом диаметры соседних
отверстий должны быть связаны сле-
дущим уравнением: Ог<£>| — 2г — 2Д,
где г — наибольший припуск на сторо-
ну, Д — наибольшее возможное сме-
щение осей (фиг. 111).
Избегать конструкции деталей, имею-
щих два и более глубоких параллель-
ных, особенно несквоэных, отверстия,
прн требовании точной параллельно-
сти отверстий.
При расточке на агрегатных станках
избегать фасонных многоступенчатых
отверстий.
556
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
При многоступенчатой конструкции
отверстия точную ступень делать сквоз-
ной.
Избегать внутренних канавок и вые-
мок в отверстиях, обрабатываемых на
сверлильных агрегатных и расточных
станках.
Точные отверстия, обрабатываемые
развертками, делать по возможности
сквозными, с заходными фасками, без
односторонних разрывов.
Длину шлифуемых точных отверстий
назначать из соотношения -j-0,81,5,
допускающего обработку на проход,
в несквозных шлифуемых отверстиях
предусматривать канавки для выхода
шлифовального камня.
Шлифованные отверстия допускать
в деталях, которые можно вращать во-
круг их оси.
Наружные поверхности вращения
При выборе конструкции валов и осей
тщательно проверять возможность вы-
полнения их гладкими.
Избегать конструкции валов, имеющих
наряду с цилиндрическими элементы
квадратного или прямоугольного сече-
ний, требующие обработки.
В ступенчатых валах предпочитать
одностороннее уменьшение диаметров.
Избегать конструкции несбаланси-
рованных валов.
Избегать конструкции нежестких ва-
лов; для валов 2-го и 3-го классов точ-
I
ности отношение —г — длины вала к
а
его диаметру — не должно быть более 10,
для более грубых валов это отноше-
ние может быть доведено до 12—15 и
даже более в зависимости от способов
крепления валов при точении; для кон-
сольно обрабатываемых пальцев и осей
I
— должно быть в пределах 3—5.
Избегать резкого перехода диаме-
тров валов, для валов, обрабатываемых
из проката, размер ступеней должен быть
по возможности равен 2—3 мм на
сторону.
Размеры центрально расположенных
буртов предусматривать по возможно-
сти не больше 2—5 мм на сторону;
для буртов большего диаметра приме-
нять упорные или приварные кольца.
Переход от ступени к ступени там,
где это возможно, оформлять в виде
конических поверхностей, представляю-
щих собой поверхности резания при
обработке отогнутым проходным рез-
цом с главным углом в плане 45°.
Унифицировать размеры диаметров и
длин шеек, ширины канавок и радиу-
сов сопряжений ступеней валов.
Избегать наружных фасонных поверх-
ностей вращения.
Фасонные поверхности, обтачиваемые
фасонными резцами, проектировать ши-
риной не более 1,5 диаметра с отноше-
нием периметра фасонной поверхно-
сти к ширине резца по возможности
близким к 1.
Торцы деталей, подрезаемые фасон-
ными резцами, наклонять к оси детали
под углом 2—3° (фиг. 112).
У сферических поверхностей враще-
ния делать срез по оси (фиг. 113).
Избегать самородных гребней на
наружных поверхностях вращения
(фиг. 114).
Торцовые поверхности вращения. Тор-
цевые поверхности предусматривать по
возможности плоскими и перпендику-
лярными к оси.
Избегать ториевых поверхностей ие-
круглой формы или с разрывом (фиг. 115).
Избегать внутренних подрезок
(фиг 116, А).
При подрезке внутренних торцов от-
верстий расстояние между стенками
проектировать не менее 50 мм, а раз
мер диаметра торца минимальным
(фиг. 117).
Обеспечивать свободный подвод ин-
струмента для подрезки внутренних тор
цов, выполняя отверстия разных диаме-
тров (фиг. 118, А и Б).
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ МАШИН
557
При обработке торцевых поверхностей
с точно заданным расстоянием от базы,
наличии значительных припусков, рас-
фиг. 115.
Фиг. 116,
положении торцевых поверхностей на
наклонных стенках или цилиндрических
поверхностях конструкции наружных
Фиг 117
торцевых поверхно-
стей выполнять по
типу, приведенному
на фиг. 119, а.
При подрезке торцов со свободным
размером по высоте в плоских стенках
и при малых размерах припусков, осо-
бенно в чугунных деталях, конструкцию
выполнять по типу, приведенному на
фиг 119, б.
Фиг. 119.
Одну из бобышек двух отверстий с
заданным расстоянием между центрами
выполнять овальной таким образом,
чтобы разница между большой и малой
осью овала была равна максимальному
допуску между осями по заготовке де-
тали (фиг. 120).
При расположении торцевых поверх-
ностей у стенок в отливках учитывать
наличие радиуса закругления (фиг. 121).
Избегать конструкции от-
верстий с глухим плоским
Фиг. 122.
Фиг. 120.
Фиг. 121.
Избегать конструкции отверстий с фа-
сонным дном; рекомендуется применять
вкладыши (фиг. 123).
Подрезку торцов, расположенных, как
показано на фиг 124, выполнять об-
точкой
Фиг. 123.
Резьбы. В нарезаемом отверстии
делать заходную фаску.
В личина сбега резьбы в глухом от-
верстии без канавки, нарезаемом метчи-
ком, должна быть не менее 3 ниток для
чугуна и 5 ниток лля стали.
Прн.резьбофрезерованни наличие ка-
навок для выхода резьбы необязательно.
Наименьший диаметр внутренней резь-
бы, получаемой резьбофрезерован нем,
назначать 18—20 мм для мелкой и
27—30 мм для основной резьбы; наимень-
ший наружный диаметр резьбы при резь-
бофрезеровании назначать 14 —16 мм
При консольном фрезеровании резьбы
конструировать деталь так, чтобы вылет
ее не превышал двух-трех диаметров.
Избегать применения резьбы диаме-
тром менее 8 мм и длиной более двух-
трех диаметров
558
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Избегать центрирования деталей по
резьбам и выполнять его по пояскам
(фиг. 125).
Избегать применения
резьб, которые могут
быть нарезаны только
резцом в корпусных де-
талях при условии вра-
щения детали вокруг оси
нарезаемого отверстия.
Шлицевые соединения.
Размеры и конструкцию
шлицевых соединений
выбирать в соответствии с существующи-
ми в данной отрасли промышленности
нормалями.
Длину шлицевых соединений назна-
не более трех-
Фиг. 125.
чать по возможности
четырех диаметров от-
верстия.
Избегать конструк-
ции шлицевых отвер-
стий с разрывом.
Избегать конструк-
ции деталей, имеющих
протянутые шлицевые
отверстия со значи-
тельной разницей тол-
Фнг. 126.
щин стенок.
Избегать одновременного центриро-
вания по шлицевому и гладкому отвер-
стиям (фиг. 126).
БАЛАНСИРОВКА ДЕТАЛЕЙ
И УЗЛОВ МАШИН
Балансировка производится в целях
уравновешивания вращающихся деталей
н узлов машин. Балансировкой опреде-
ляются место и величина дисбаланса
с последующим устранением его посред-
ством удаления эквивалентного количе-
ства материала или (реже) при помощи
корректирующих грузов Неуравнове-
шенность может быть следствием: 1) не-
однородности материала детали, 2) по-
грешности заготовки, если на детали
оставляются черные, необрабатываемые
поверхности, 3) погрешностей механиче
ской обработки и 4) погрешностей сбор-
ки узла из-за допущенных перекосов
или смещения сопряженных деталей.
Различают статическую и динамике
скую балансировки.
Статической балансировкой устра-
н я ют и еу р ав новеше н кость .возникающую
вследствие смещения центра тяжести
системы относительно оси вращения.
Методы статической балансировки при-
ведены в табл. 45 и иа фиг. 127—132.
Фиг. 127. Взлаисировка на гори-
зонтальных параллелях: I — центр
тяжести объекта; 2 — пробный кор-
ректирующий груз.
Фнг. 12в. Балансировка на дисках-.
I — балансируемый объект; 2 — проб-
ный корректирующий груз.
Фиг. 12». Балансировка на сфериче-
ской пяте: 6 — место установки проб-
ного груза для устраиеиая дисба-
ланса.
Фиг. 130. Балансировка иа специальных
весах: I — балансируемый объект, приводи-
мый во вращательное деижеиие; 2 — ука-
зательный прибор; 3 — уравновешивающий
груз.
БАЛАНСИРОВКА ДЕТАЛЕЙ И УЗЛОВ МАШИН
559
Таблица 46
Методы статической бяляясяровня деталей я узлов машин
Методы балаисировкн Веса н типы ба- лансируемых дета- лей и узлов Способы определения и устранения дисбаланса Чувствительность метола . Л в Гел
На горпяоитальныт параллелях (фиг. 127> До Ю яа (шкивы, маховики,диски паровых турбин) Пробным прикреплением кор- ректирующих грузов и уда- лением вкви валентного ко- личества материала с диа- метрально противоположной стороны или наделкой соот- ветствующих противовесов в зависимости от конструк- ции объекта М- 1000/0
Ня диск» (фиг. 128) То же То же 10000 (/+р, А) сов •
На сферической пяте (фиг. 12») До 100 ла (рабочие колеса водяных турбин к т. п.) Дисбаланс обнаруживается по разности размере» а,н а, и определяется установкой пробного груза в точке 0 М — 1000/0
На специальных ве- си (фиг. 130) До 100 кГ (шкивы, маховнкн) Величина дисбаланса W-® Л. где w — разность показаний прибора; О — вес объекта М — 20 + 30
Ня специальном стан- ке с хачаюшммсн поворотным столом (фиг. 131) До 90 кГ (ыахоян- кн, диски, рабо- чие колеса) Плоскость расположения и ве- лим мил дисбаланса указы- ваются счетным прибором. Устранение дисбаланса ао- стнгается высверливанием материала на заранее уста- новленном радиусе М — 16 + 20
На специальных стан ках с приданием балансируемому объекту быстрого вращательного дви- жения (фиг. 132) То же Плоскость расположения и ве- личина дисбаланса опре- деляются оптическими или электрическими индикато- рами (по величине и распо- ложению кривой на экране 10, фиг. 132) В оптических машинах М = 20+ 30 В электрических машинах М — 2 + 4
Примечания: 1. Обозначения величин: О — вес объекта в кГ; f — коэффициент трения качения оправки или пяты (/•• 0.001 + 0,005 смУ, |ь — коэффициент трения в подшипниках дисков. Прн вллнчин подшипников качения поя и понимается приваленный коэффициент треиня. отне- сенный к радиусу цапфы; г — радиус цапфы дисков в см: б — диаметр оправки в ем: D — диаметр дисков в ли: я — угол между осью оправки и осями дисков (фиг. 128). 2. Производительность методов балансировки (фиг. 131. н 132), включав определенна и устранение дисбаланса, до ТО деталей в час.
Для статической балансировки можно
использовать также любой станок для
динамической балансировки (см. ниже),
соответственно изменив его наладку.
Удаление излишнего материала про-
изводят у массивных деталей (маховики)
сверлением, а у тонкостенных (шкивы,
диски) — эксцентрическим точением на
токарных илн карусельных станках. Для
снятия небольшого количества материала
(до 100 Г) У ответственных деталей (ди-
ски паровых турбин) пользуются шлифо-
вальными аппаратами. После устранения
дисбаланса производят повторную (кон-
трольную) балансировку. Статической
балансировке подвергают детали, у ко-
торых диаметральные размеры превы-
шают длину (маховики, диски, шкивы,
рабочие колеса, пропеллеры, гребные
винты и т. п.).
560
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Динамической балансировке подвер-
гаются детали и узлы длиной больше
диаметра (коленчатые валы, шпиндели,
роторы лопаточных машин и т. п.). Ди-
намическая неуравновешенность, возни-
кающая при вращении детали вследствие
образования пары центробежных сил Р
(фиг. 133, а), может быть устранена при-
Фйт. 131. Балансировка на станке с качаю-
щимся поворотным столом: а — схема станка:
I — стол, качающийся на двух плоских пру-
жинах; 2 — поворотная часть стола; 3 —
заготовка; 4 — уровень: 5 — пружинное
устройство для компенсирования имеющегося
дисбаланса; в — встроенная сверлилка; б —
векторная диаграмма; р — величина резуль-
тирующего дисбаланса; щ st о, — два частных
значения, полученных при двух положениях
стола станка под углом 90е: • — схема счет-
ного прибора для определения углового поло-
жения и глубины высверливаемого отверстия:
I — шкала М 2 — шкала рь 3 — шкала
углового положения отверстия; 4 — шкала
глубины сверления.
ложением корректирующего момента от
сил Pt. Выбор плоскостей коррекции
определяется конструкцией детали и
удобством удаления излишков металла.
Более общий случай неуравновешенно-
сти детали, встречающийся на практике,
показан на фиг. 133, б.
Выявление неуравновешенности про-
изводится на балансировочных маши-
нах.
На фиг. 134 приведена схема балан-
сировки на универсальной машине с
упругими опорами, применяемой для де-
талей и узлов весом до 100 т (роторы
мощных турбин).
Балансировку ведут при поочередном
закреплении опор. Угловое положение
дисбаланса находят при помощи механи-
ческих или электрических индикаторов
Величина дисбаланса в выбранных пло-
скостях коррекции определяется при-
креплением пробных компенсирующих
грузов. Чувствительность зависит от веса
и размеров объекта
Фиг. 132. Балансировка на стайке с сооб-
щением балансируемому объекту быстрого
вращательного движения: / — балансируемый
объект; 2 — оправка; 3 — шарнирный валик;
4 — патрон; 3 — ролик, закрепленный на ка
чающемся пружинном рычаге; 6 — рычаг;
7 — зеркальце, приводимое в качателькое
движение от рычага 4; в — источник света:
9 — зеркальный восьмигранный валик; 10 —
прозрачный зкран. на котором световой зай-
чик чертит синусоидальную кривую
Фнг. 133. Динамическая неуравновешенность
детали.
Балансировка на машинах рамного
типа с регулируемыми компенсаторами
дисбаланса применяется преимуществен-
но для деталей и узлов малых и сред-
БАЛАНСИРОВКА ДЕТАЛЕЙ И УЗЛОВ МАШИН
561
них размеров весом до 100 кГ. Уравно
вешиванне дисбаланса осуществляется:
а) ручным перемещением компенсиру-
ющего груза 3 (фнг. 135); на шпинделе
станка в радиальном н окружном напра-
влениях; по положению груза устана-
вливается эквивалентное количество
снимаемого материала в выбранной пло-
скости коррекции /—Г, для определения
дисбаланса в другой плоскости коррек-
ции 2—2 необходима перекладка детали
на 180°; машина требует предваритель
ной настройки по эталонной детали;
колебания рамы вокруг горизонтальной
осн отмечаются механическим амплиту-
домером; величина неуравновешенных
Фиг. 136
Схема ба-
лансирово-
чной маши-
ны с го-
ризонталь
ной осью
качания ра-
мы: I— ра-
ма. 2 — ба-
лансируе-
мый объект;
3—компен-
сирующий
груз.
ба-
Фиг. 134. Схема
лансировочиой маши-
ны универсального
типа, / — балансируе-
мы!» объект; 2 — электромагнитная муфта:
3—электродвигатель; 4—подшипники; S — под-
держивающие упругие стойки (рессоры); 6 —
упоры, поочсредио запирающие подшипники:
' — индикатор для определения плоскости
дисбаланса по меткам t на шейках объекта;
9 — компенсирующие грузы, прикрепляемые
к объекту.
моментов в выбранных плоскостях кор
рткции определяется с точностью 10—
15 Гем*; производительность машины
около 10 деталей в час.;
б) перемещением компенсирующего
груза в радиальном и окружном напра-
влениях без остановки вращения посред-
ством электромагнитных устройств; ба-
лансировку ведут при поочередном вклю
ченни вертикальных осей качания рамы
1—1 и 2—2 (фиг. 136). расположенных
в выбранных плоскостях коррекции без
перекладки детали; дисбаланс опреде-
ляется по положению груза, когда пре-
кращаются колебания рамы, отмечаемые
электрическим индикатором; машина
требует предварительной настройки по
эталонной детали; величина неуравно-
вешенных моментов в выбранных пло
скостях коррекции определяется с точ-
36 Том 5. 1413
ностью 10—15 Гсм*; производительность
машины до 30 деталей в час.;
в) поочередным включением осей 2—2
и 1—1 (фиг. 137) и приведением компен
саторов 4 и 3 на ходу станка в положение,
при котором прекращается вибрация
Фиг. 137. Схема
балансировочной
машины с двумя
поочередно вклю-
чаемыми горизон-
тальными осями
качания рамы /—
I. 2—2; Л—ком-
пенсатор динами-
ческого дисбалан-
са; 4 — компенса-
тор статического
дисбаланса.
Фиг. 136.
Схема балан-
сировочной ма-
шины с двумя
поочередно
включаемыми
вертикальны
мн осями кача-
ния рамы /—/.
2—2; 3—рама;
4 — компенса-
тор дисба-
ланса.
рамы, отмечаемая индикатором; машина
требует предварительной настройки по
эталонной детали в соответствии с выбо-
ром плоскостей коррекции; величина
неуравновешенных моментов в выбран-
ных плоскостях коррекции определяется
с точностью 10—15/см*; производитель-
ность до 20 деталей в час.;
г) электромагнитными компенсаторами
(фиг. 138), в которые через вращаю-
щееся контактное устройство посылается
Фиг. 138. Схема балансировочной машины
с электромагнитными компенсаторами: I —
рама; 2 — электромагнитные компенсаторы
дисбаланса; 3 — реостат с градуировкой на
величину дисбаланса; 4 — поворотное кон-
тактное устройство, изменяющее момент по-
дачи тока в электромагниты; 3 — указатель
плоскости расположения дисбаланса по сдвигу
фаз; 6 — маховичок для поворота контактного
устройства.
562
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
постоянный ток, поворотом щеток и
регулировкой силы тока реостатом доби
ваются прекращения вибраций рамы,
отмечаемых индикатором; величина не-
уравновешенных моментов в выбранных
плоскостях коррекции определяется с
точностью 10—15 Гсм*; производитель-
ность машины до 30 деталей в час.
На фиг, 139—142 показана баланси-
ровка на машинах, определяющих дис-
баланс через колебания упругих элемен-
тов, поддерживающих балансируемую
деталь.
На машине, схематически изображен
ной на фиг. 139, плоскость расположе
ния и величина дисбаланса определяются
в каждой из выбранных плоскостей кор
рекции при поочередном закреплении
опор балансируемой детали. Вибрации
незакрепленной опоры отмечаются опти
ческиы индикатором в виде синусоидо-
образной линии, как следа движении
светового зайчика. По амплитуде и сдви-
гу этой линии от среднего положения
судят о величине и угловом положении
дисбаланса. Машина требует предвари-
тельной настройки по эталонной детали.
Применяется для деталей и узлов весом
до 100 кГ. Величина неуравновешенных
моментов в выбранных плоскостях кор-
рекции определяется с точностью 40—
60 Гем*; производительность 60—80 де-
талей в час.
По схеме фиг. 140 балансировку ве-
дут при поочередном включении верти-
кальных осей 1—1 и 2—2 качания рамы,
расположенных в выбранных плоскостях
коррекции. Величина дисбаланса в ка-
ждой плоскости определяется по макси-
мальным показаниям миллиамперметра,
включаемого попеременно в цепь датчи-
ков, связанных с вибрирующей рамой и
генерирующих э. д. с. Плоскость распо-
ложения дисбаланса определяется по
углу установа контактного устройства
выпрямителя, при котором показания
миллиамперметра равны нулю. Машина
требует предварительной наладки по эта-
лонной детали. Производительность ма-
шины 60—80 деталей в час. Применяется
для деталей и узлов весом до 700 кГ,
диаметром до 1000 м.м и длиной до
1800 мм.
Минимальные замеряемые дисбалансы
для деталей весом 10; 25; 225 и 700 кГ
соответственно равны 0,6; 4; 50 и 75 Гсм*.
По схеме фнг. 141 дисбаланс в обеих
выбранных плоскостях коррекции опре-
деляется поочередно по показаниям
милливольтметра 3, включаемого в цепь
датчиков, генерирующих э. д. с. в про-
цессе вибрации опор балансируемой де-
тали. Плоскость расположения дисба-
ланса опеределяется стробоскопическим
методом. В момент наибольшего откло-
Фиг. 139. Схема балансировочной машины
с оптическим индикатором дисбаланса: I —
балансируемый объект; 2 в 3 — упругие опоры,
поочередно вводимые в действие; 4 — про
зрачный «кран.
Фиг 140. Схема влектрической балаисиро
вечной машины 1 — 1 и 2—2 — осн качания
рамы 3. поочередно включаемые в работу;
4 — индукционные датчики; 3 — выпрямляю-
щее устройство с поворотными контактами 6
ВАЛЛНСИРОВКА ДЕТАЛЕЙ И УЗЛОВ МАШИН
563
нения пружинной опоры вращающийся
вместе с деталью градуированный диск
освещается вспышкой стробоскопиче-
ской лампы 4, при этом неподвижный
указатель 5 отмечает на вращающемся
градуированном диске угловое положе-
ние дисбаланса. Машина требует пред-
варительной наладки по эталонной де-
тали. Применяется для мелких и сред-
Фвг. 141. Схема электрической балансиро-
вочной машины с упругими опорами: / —
балансируемый объект; i — индукционные
датчики: 3 — милливольтметр; 4 — стробоско-
пическая лампа; .5 — указатель; в — градуи-
рованный диск; 1— трансформатор-усилитель.
них деталей и узлов весом до 150 кГ,
диаметром до 600 мм и длиной до
600 мм. Скорость вращения детали
порядка 1000— 2000 об/мин. Минималь-
ная величина амплитуды колебаний под-
шипников, замеряемая на машине, рав-
на 0,001 мм; производительность маши-
ны до 80 деталей в час.
По схеме фиг. 142 дисбаланс в обеих
выбранных плоскостях коррекции опре-
Фиг-142. Схема электрической балансировок
ной машины с упругими опорами: 1 — балан-
сируемый объект; 3 — индукционные датчики;
3— генератор с поворотным статором; 4 —
указатель; 3 — ваттметр; в — трансформатор*
усилитель.
деляется по показаниям ваттметра, вклю-
чаемого в цепь датчиков э. д. с. на опо-
рах балансируемой детали. Плоскость
дисбаланса определяется поворотом ста-
тора генератора, якорь которого вра-
щается синхронно с балансируемой де-
талью. Плоскость дисбаланса соответ-
ствует углу поворота статора, при ко-
тором показание ваттметра равно нулю.
Машина требует предварительной на-
ладки по эталону. Применяется для сред-
них и крупных деталей и узлов весом
до 2700 кГ, диаметром до 1500 мм и
длиной до 2100 мм. Скорость вращения
250— 2000 об/мин; чувствительность 40—
60 Гсм*; производительность машины
до 80 деталей в час.
Балансировку крупных объектов (ро-
торы паровых турбин) можно произво-
дить также в собственных подшипниках,
Фнг. 143. Расположение плоскостей
коррекции н мест съема металла при
балансировке коленчатого аала.
используя переносную аппаратуру для
измерений вибраций опор и определе-
ния плоскости расположения дисбалан-
са. Пробным подбором компенсирую-
щих грузов в выбранных плоскостях
коррекции и последующим удалением
эквивалентного количества металла до-
биваются уравновешивания дисбаланса.
В поточно-массовом производстве
с темпом работы 1—2 мин. целесооб-
разно применение специальных свер-
лильных агрегатов, работающих полу-
автоматически в непосредственной связи
с балансировочным станком, илн полу-
автоматических станков для опреде-
ления и устранения дисбаланса.
Балансировку деталей следует про-
изводить после окончательной механи-
ческой обработки, с тем чтобы после-
36*
564
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
дующим снятием металла не нарушить
достигнутой уравновешенности.
При балансировке коленчатых валов
возникают затруднения с удалением
дисбаланса в двух плоскостях коррекции.
Может оказаться, что угловое располо-
жение дисбаланса лежит вне конфигу-
рации щек вала. В данном случае исполь-
зуют четыре или даже шесть корректи-
ровочных плоскостей, позволяющих
уравновесить имеющийся дисбаланс при
любом угловом его расположении
(фиг. 143) н в то же время предупре-
дить чрезмерное ослабление щек вала
при большом количестве снимаемого
металла. При большой программе вы-
пуска балансировку расчленяют на
предварительную, окончательную и
контрольную, выделяя для каждой опе-
рации соответствующее оборудование.
Уравновешивание деталей машин.
Одноименные детали машин, совершаю-
щие возвратно-поступательное движе-
ние (например, поршни и шатуны много-
цилиндровых двигателей), должны обла-
дать в целях уравновешивания сил инер-
ции одинаковыми массами. В частности,
поршни, поступающие на сборку, долж-
ны иметь с определенной степенью при-
ближения одинаковый вес. Задача мо-
жет быть решена двумя способами:
I) сортировкой деталей на группы с до-
ведением разницы по весу внутри ка-
ждой группы до необходимого минимума;
2) снятием материала с предусмотрен-
ного прилива, доводя вес до заданной
Постоянной величины. В условиях мае-
сового производства второй способ осу-
ществляется на станках специаль-
ного типа. Взвешиванием на обычных
весах определяют избыточный вес порш-
ня. Затем попшень 1 (фиг. 144) устана-
вливается на станок; получающаяся
при расточке юбки стружка падает в
воронку 2 особых весов, гирька 3 кото-
рых устанавливается в соответствии с
найденным избыточным весом поршня.
При достижении заданного веса воронка
весов опускается,контакты 4замыкаются.
и работа станка автоматически прекра-
щается. Опорожнение воронки произво-
дится у пором 5,сблокированным с зажим-
ным устройством. Точность станка I Г;
производительность до 100 поршней в час.
Фнг. 144. Схема станка для подгонки поршней
по весу со взвешиванием снимаемой стружки
На фиг. 145 приведена схема машины
другого типа. Поршень 1 устанавли-
вается на чашку 2 специальных весов 3.
В зависимости от фактического веса
поршня чашка занимает различной по-
ложение по высоте; поршень затем за-
крепляется посредством захватов 4.
Расточная головка 5 с постоянным
ходом шпинделя снимает излишний
металл на внутреннем пояске поршня.
На фиг. 146 приводится кинематиче-
ская схема этой машины.
Шатуны двигателей сортируют на
группы по весу малой и большой голо
вок; это позволяет при сборке двигателя
улучшить динамическое качество шатун-
но-кривошипного механизма. Распреде-
ление веса шатуна между обеими голов-
ками можно определить при помощи
простых или специальных весов. В пер-
вом случае укладыванием шатуна на
чашки двух различных весов опреде-
ляют абсолютные веса обеих головок.
Во втором случае устанавливается откло-
нение веса обеих головок от эталона
ХОЛОДНАЯ ПРАВКА ЗАГОТОВОК И ДЕТАЛЕЙ МАШИН
565
Фиг. Мб. Схема станка для подгонки поршней
по весу с постоянным ходом расточного шпин-
деля
Фиг. 146. Кинематическая схема станка для
подгонки поршней по весу: / — устройство
для закрепления поршней: 1 — расточная
головка; 3— кулачок подачи расточного
шпинделя; 4 — кулачок зажимного устрой-
ства; 3 — кулачок автоматической остановки '
станка; 6 — рукоятка для включения муфты 7
Фцг. 147. Схема специальных весов для взве-
шивания шатунов.
Схема взвешивания на специальных
весах показана на фиг. 147.
Сортировке по весу или по статическо-
му моменту подвергают также рабочие
лопатки паровых и водяных турбин, тур-
бокомпрессоров и других машин лопа-
точного типа. Соответствующим подбо-
ром и установкой «тяжелых» и «легких»
лопаток может быть значительно умень-
шен дисбаланс рабочего колеса и ротора.
Для сортировки лопаток по статическому
моменту применяют весы специального
типа (фиг. 148), на которых момент от
Фиг. 148. Схема весов для подбора лопаток
по статическому моменту.
веса лопатки 1 может быть уравновешен
весом перемещаемой гирьки 2. Сорти-
ровку по статическому моменту приме-
няют для больших лопаток, у которых
положение центра тяжести может изме-
няться в широких пределах по их длине.
ХОЛОДНАЯ ПРАВКА ЗАГОТОВОК
И ДЕТАЛЕЙ МАШИН
Правке подвергаются: 1) материалы,
поставляемые в виде прутков или бухт;
2) заготовки, полученные резкой сорто-
вого материала; 3) поковки; 4) отливки
из стали и ковкого чугуна; 5) нежесткие
заготовки для деталей машин после
предварительных операций и термооб-
работки в целях уменьшения припусков
на последующую обработку; 6) готовые
детали машин, обладающие незначитель-
ной жесткостью (тонкие и длинные ва-
лики, шатуны и рычаги, пластины).
В результате холодной правки возможна
деформация детали вследствие: а) нару-
шения равновесия внутренних напряже-
ний при удалении поверхностных слоев
на заключительных операциях механи-
ческой обработки; б) релаксации вну-
тренних напряжений в процессе эксплуа-
тации машин.’ В связи с этим холодная
566
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА типовых деталей машин
правка не применяется при изготовле-
нии деталей машин особо ответствен-
ного назначения. Методы правки, при-
меняемое оборудование и инструменты,
а также достижимая точность приведены
в табл. 46 и на фиг. 149—153.
В приводных прессах величина при-
лагаемой силы и ход ползуна регулиру-
ются нажимом педали.
Фиг. 149. Правка в центрах при помощи
струбцинок.
Фнг. ISO. Правка на прессе: 1 — поддержи
вающне опускающиеся центры; 1 — жесткие
подставки; 3 — индикатор.
Фиг. 151. Правка на правильном отрезном
станке: 1 — правильные ролики; 2 — тянущие
ролики.
Фнг. 152. Схема правйльно-калибровочиого
стайка: / — вращающаяся рама; 2 — пра-
вильные ролики; 3 — калибрующие ролики;
4 — материал.
Фиг. 153. Схема правкн цилиндрических
заготовок между плоскими плашками: / и
2 — плашки; 3 — заготовка.
Таблица 46
Методы холодной правки
Метод правки Применяемое оборудование к инструменты Точность в мк на 1 мм длины Область применения
Ручная правки на плитах посредством ударов Плита, кувалда, ручники илн молотки, щупы 2-3 Правка прутков, полос и □ластик
Ручная правка посредством рычага Зажимное приспособление нли тиски, рычаг для прав- ки, контрольное приспособ- ление или шаблон 0,1-0,25 Правка шатунов, рычагов * и других нежестких де- талей
Ручная правка иа центрах посредством струбцин (фиг. 149) Центровые бабки,струбцина, индикатор 0,06—0,14 Правка эацентроваяиых заготовок валов и вин- тов
Правка иа прессах (фиг. 150) Правильный пресс, приспосо- бление, иианкатор 0,06-0,15 Правка за нейтрона иных заготовок
Правка иа праайльио-от- резиых станках (фиг. 151) Правйльно-отреэио* станок 0,5-0,7 Правка и отрезка загото- вок из материала, tio- ставлвемого в бухтах
Правка на правйльио-ка- лнбровочных ставках (фнг. 152) Правйльно-калнбровочный станок типа 389 0,5-0,9 для черных и 0,1-0.2 лля обработанных прутков Правка н калибровка круглого проката, Ми ставляемого в прутках
Правка цилиндрических да готовок прокаткой между плашками ' (фиг. 1W) Резъбонакатный станок с гладкими плашками 0,1—0,2 Правка гладких цил дрическмх заготовок
ХОЛОДНАЯ ПРАВКА ЗАГОТОВОК И ДЕТАЛЕЙ МАШИН
567
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Балакшин Б. С., Технология
станкостроения, Машгиз. 1949.
2. Динерман А. П. Балансировка
роторов турбин. Машгиз, 1946.
3, ЗоненбергС М.. Обработка тон
костеиных вкладышей автомобилей. ЦИТЭИН.
1946
4. Изотов А, Е., Обработка толсто-
стенных и тонкостенных вкладышей, «Авто-
тракторное дело» № 4, 1939.
6. Колесник Н. В., Статическая и
динамическая балансировка, Машгнз. 1954.
6. Корсаков В. С.. Технология про-
изводства паровых и водяных турбин. МВТУ.
1946.
7 Корсаков В. С.. Технология гид-
ромашиностроения, Машгиз, 1948.
8. Лакедемонский А. В., Усо-
вершенствование стале-баббнтовой линии.
«Сборник по обмену техническим опытом Авто-
завода имени Сталина» № 4, 1946.
9. Малышкин К. П. и ШехтерМ. М.,
Комбинированная обработка корпусных дета
лей, Машгиз. 1948.
1U, Н а р с к и X И. И. и П о й д о А. А..
Изготовление взаимозаменяемых вкладышей
подшипников коленчатого вала дизеля тепло-
воза D, Трансжелдориздат. 1948.
11. Преображенский Н. Д..
Практика расточного дела. Машгнз, 1940.
12. Р е д ч е и к о А. Г., Расточка кор-
пусных деталей станков. Машгиз, 1949.
13. Савелова А. А., Теория и прак-
тика балансировки, МВТУ нм. Баумана. 1946.
14. Семенченко И. И.. Режущий
инструмент, т. IV, Машгиз, 1944.
15. Соколовский А- П.. Курс тех-
нологии машиностроения, т. 2. Машгиз. 1949.
16. С у х и н е н к о Д. В.. Расточка
корпусных деталей при помощи наклад-
ных шаблонов. «Станки и инструмент» № 10,
1950.
17. Фрейдберг В. 3.. Балансировка
автомобильных деталей и балансировочные
станки. ОНТИ. 1938.
18. Фролов А. С.. Изготовление под-
шипников. залитых свинцовистой бронзой.
Оборонгкз, 1946.
19. ЦНИИЦветмет. Инструкция по заливке
подшипников малооловяннстыми баббитами
БН и Б6 и их обработка. Металлургиэдат.
1941.
20. Ч а р и к о Д. В., Технология поточ-
ного производства станков. Машгиз. 1946.
21. Шишков Б. В.. Динамическая
балансировка роторов. Трансиэдат, >941.
22. Ш у к а р е в Б. А., Поточный метод в
крупносерийном производстве. Машгиз, 1949.
23. Энциклопедический справочник «Маши-
ностроение», T. 1. Машгнз, 1948.
ГЛАВА VIII
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
БЕЗ СНЯТИЯ СТРУЖКИ
КАЛИБРОВАНИЕ ОТВЕРСТИЙ
Сущность процесса. Схема калиброва-
ния отверстий приведена на фиг. 1. Ка-
либрование отверстий шариком (фиг. 1, а
или оправкой (фиг. 1, б) заключается
в том, что стальной закаленный шарик 2
или калибрующая оправка 3 проталки-
вается с натягом сквозь обрабатываемое
отверстие 1 несколько меньших разме-
ров, чем калибрующий инструмент, в
a) t) в)
Фнг. I.
Для отверстий с отношением > 8
применяется протягивание калибрую-
щего пуансона 3 через отверстие или
обрабатываемой детали через пуансон
(фиг. 1, в), осуществляемое на протяж-
ных или специальных станках.
При помощи калибрующих оправок
или пуансонов могут быть обработаны
как гладкие цилиндрические отверстия,
гак и отверстия с неглубокими канав-
ками, срезами, гранями.
Калибрующие инструменты должны
обладать твердостью /?с = 62 -+ 65; для
их изготовления успешно используется
легированная сталь ХВГ и Х12М,
Для повышения износоустойчивости
рабочие части калибрующих оправок
могут быть наплавлены твердым спла-
вом.
Калибрующие оправки для обработки
отверстии на прессе рекомендуется снаб-
жать двумя направляющими участками,
расположенными до и после рабочей
части; при этом рабочая часть оправки
может состоять из
одного или двух
цилнндрн чески х
поясков с после-
довательно увели-
чивающимися дна-
Фиг. 2.
Фнг. з.
метрами (фиг. 2) или выполняться - в
виде сферических утолщений.
Калибрующие оправки для обработки
отверстий протягиванием выполняются
с небольшим направляющим участком
впереди рабочей части или без него.
Рекомендуется в целях уменьшения
величины силы калибрования и полу-
чения высокой чистоты поверхности
калибрующие оправки выполнять с
углами переднего конуса а =* 2 ч- 5°,
заднего конуса а, = 4 + 5° и шириной
рабочих поясков />=1,5 + 3 мм (фнг.З),
Деформации и силы при калибро-
вании. Величина .упругих оу — dK —du
н остаточных оо = du — d3 деформаций
(фиг. 4) детали при калибровании завн
КАЛИВРОВАНИЕ ОТВЕРСТИИ
569
Фиг. 4.
сит от натяга i = dK — da, материала
детали и жесткости ее конструкции
(dK — диаметр калибрующего инстру-
мента; da — диаметр отверстия в заго-
товке; du — диаметр
отверстия после ка-
либрования; i — на-
тяг).
Наибольшего зна-
чения остаточная де-
формация достигает
на внутренней по-
верхности отверстия,
наименьшего —на на-
ружной поверхности
детали. Зависимость
остаточной деформации от натяга при-
ближенно имеет вид прямой, характе-
ризующейся уравнением
а0 = ml — Ь.
Значения экспериментально получен-
ных коэффициентов т и Ь для неко-
торых материалов приведены в табл. 1.
Таблица 1
Значения коэффициентов т и &
Материал детали Л1 ь
Сталь Чугун .... Бронза .... 0,86-0,9 0,66-0,6 0,86 0,001-0,0015 0,0005-0,001 0,0008
Расчетные значения остаточной де-
формации п натяга должны быть уточ-
нены на экспериментальной партии де-
талей.
Зависимость остаточной деформации а0
на наружной поверхности детали от
толщины стенки детали дана в табл. 2.
г Горлица 2
Остаточные деформации ао на наружной
поверхности детали в мм
Материал детали Натяг 'mln а мм при толщине стенки детели в им
30-15 15-Ю 6
Сталь . . 0.05-0.07 0,005 0,000 0,015
Чугун . . 0,06-0,07 0,008 0,015 0,04
Кбгда остаточные деформации на на-
ружной поверхности достигают значи-
тельных величин, окончательную сбра-
ботку наружной поверхности следует
производить после калибрования от-
верстия.
Необходимая для калибрования си-
ла зависит от размеров отверстия,
материала детали н натяга.
На фиг. 5 дана зависимость силы
калибрования Рот натяга для отверстия
диаметром 16 мм в деталях из бронзы
ОЦС 6-6-3 (кривая /), чугуна СЧ 15-32
(кривая 2) н нз стали с авр = 60 кПмм*
(кривая 3).
Точность калибрования. Калиброва-
ние повышает точность диаметрального
размера отверстий в партии деталей на
30—35%. Отверстия, предварительно
обработанные чистовым растачиванием
или развертыванием по 3-му или 2-му
классу точности, могут быть доведены
калиброванием до 2-го и 1-го классов
точности.
Погрешности формы отверстия пол-
ностью илн частично исправляются ка-
либрованием. При этом наибольший
эффект достигается применением опти-
мальных натягов, величина которых
дана в табл. 3. При меньших натягах
форма отверстия не исправляется, а при
Таблица J
Оптимальные величины натягов
при калибровании в мм
Материал детали Диаметр отверстия в мм
10-18 18-30 30-50
Сталь. . . Чугун . . Бронза . , 0,07-0,1 0,06-0,08 0,06—0,06 0.08-0,12 0,06-0,1 0,07-0,09 0,12-0,15 0,1—0,12 0,08-0,12
Солее высоких натягах в ряде случаев
форма искажается.
Наиболее существенное значение
имеет выбор иатяга для деталей с не-
равномерным сечением стенок или ' нз-
570
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
готовляемых нз материалов, не обладаю-
щих высокой пластичностью.
Точность отверстий может быть по-
вышена посредством двух- или трехкрат-
ного калибрования. При калибровании
двумя шариками рекомендуется рас-
пределять натяг между шариками сле-
дующим образом: на первый шарик 0,75
натяга, на второй 0,25: при калибро-
вании тремя шариками: на первый 0,6
натяга, на второй 0,3 и на третий 0,1.
Действительные натяги на втором и
дальнейших переходах фактически уве-
личиваются за счет упругой деформации
на предшествующем переходе. Повыше-
нию точности отверстия способствует
также двукратное проталкивание одного
и того же шарика.
Чистота поверхности. Процесс ка-
либрования связан лишь с деформацией
поверхностных неровностей, а не с их
удалением; чистота поверхности после
калибрования поэтому находится в не-
посредственной зависимости от чистоты
поверхности до калибрования.
Практически чистота поверхности
улучшается калиброванием на несколько
разрядов по ГОСТ 2789-51. Чистота по-
верхности отверстий, предварительно об-
работанных чистовым растачиванием
или развертыванием по 4-му и 5-му
классам чистоты, улучшается калибро-
ванием для чугуна до 6—7-го, для
стали до 7—9-го, а для бронзы до 8—
10-го классов чистоты.
В табл. 4 приведены средние зна-
чения коэффициента улучшения чисто-
ты поверхности калиброванием ик =
_ Дс<, изд *
" tit. »аг
Таблица 4
Средине аначеинн коэффициентов улучшение
чистоты поверхности калиброванием
(для приближенных расчетов)
Матерная Натяг в мм „ ^ск. изб к н пск, лх/
Сталь 0,12-0,1 0,09-0,05 0,15 0,2
Чугун 0,14—0,12 0,1-0,08 0,07—0,05 0,45 0,3 0,4
Бронза 0,14-0,12 0,1—0,08 0,07-0,05 о,1 0.15 0,2
Чистота поверхности детали улуч-
шается с увеличением натяга до опти-
мальных величин. Дальнейшее увеличе-
ние натяга вызывает менее интенсивное
улучшение чистоты, а в некоторых слу-
чаях и ее ухудшение. Влияние отноше-
i
ния у = е на чистоту поверхности при
калибровании показано на фиг. 6.
Многократное калибрование отвер-
стий способствует дальнейшему улуч-
шению чистоты поверхности.
Методика технологических расчетов.
Прн решении задач по калиброванию
отверстий в производственных условиях
точность отверстия после окончатель-
ной обработки du m„, du т|П и чистота
его поверхности НСК1 задаются
чертежом.
Определению подлежат размеры от-
верстия d3min. чистота поверх-
ности до калибрования Нск,мг, натяг
при калибровании н диаметр
калибрующего инструмента dK.
Величину /т„ определяют по табл. 3:
/щ!п “ /щах •
где 8»— допуск на размер при развер-
тывании (см. табл. 5).
ОВКАТЫВАНИЕ И РАСКАТЫВАНИЕ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ
571
Таблица 5
Точность я чистота поверхности
при развертывании
Диа- метр в мм Высота микроме - ровностей Нск в мк при разверты- вании Допуск на раз мер в мм при раз- вертывании
обычном точном обычном точном
10-1Я 18-30 30—50 !.в—б.З 0.8-3 2 0.035 0,045 0.06 0.028 0.003 0.039
По табл. 4 выбирают ик и подсчи-
ск. изд
тывают Нск,а! = ——
Находят значение оОП)„ = mlmtx — b.
Остальные величины определяются в ре-
зультате подсчета:
^з mln *“ ^и mln ' °о max •
^к “ ^з mln + I'max-
По приведенной методике может быть
произведен расчет технологических па-
раметров для калибрования пробной
партии деталей, при обработке которой
следует произвести окончательное уточ-
нение всех расчетных величин.
Скорость калибрования рекомендуется
в пределах 5—10 м/мин, однако в слу-
чае необходимости она может быть зна-
чительно повышена.
В качестве смазки при калибровании
для чугуна применяется керосин, а для
стали и бронзы — масло.
ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ
ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ
Сущность процесса. Обкатывание по-
верхностей вращения осуществляется
при помощи одного или нескольких
стальных закаленных роликов, соприка-
сающихся с обкатываемой поверхностью
под давлением. Схема обкатывания де-
талей одним роликом приведена на
фиг. 7, а. двумя роликами — на фиг. 7, б,
тремя роликами — на фиг. 7, в, обкаты-
вание канавки — на фиг. 7, г, обкатыва-
ние галтели — на фиг. 7, д. Здесь d3 —
диаметр заготовки; da — диаметр после
обкатывания; ао — остаточная дефор-
мация; Ь — ширина цилиндрического
пояска ролика. Иногда производят ка-
либрование стержней обкатыванием пло-
скими гладкими плашками на резьбо-
накатных станках. Раскатывание от-
верстий представляет собой принци-
пиально тот же процесс, что и обкаты-
вание. Обкатывание производится обыч-
но после чистового точения и заменяет
для незакаленных поверхностей шлифо-
вание.
Под давлением обкатывания проис-
ходит не только сглаживание неровно-
Фиг. 7.
стей микропрофиля, но и создается
наклепанный слой, обеспечивающий по-
вышение эксплуатационных свойств по-
верхности.
Оборудование и инструмент. Обкаты-
вание поверхностей роликами обычно
выполняется на токарном или револьвер-
ном станке или на автомате непосред-
ственно, после обтачивания поверхности.
Специальные токарно-накатные станки
нашли применение при обработке шеек
колесных пар в транспортном машино-
строении (станок модели 1835).
Многоролнковые обкатки к универ-
сальным станкам выполняются в виде
специальных приспособлений, а одно-
роликовые монтируются в простых ро-
лнкодержавках.
Обкатывающие приспособления обо-
рудуются для контроля давления мано-
метром или тарированными пружинами.
Обкатывающая установка гидравлике-
572
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
скоро действия для обкатывания одним
роликом на токарном станке показана
на фиг. 8, схема трех роликовой гидра-
Фиг. 8.
влической установки к токарному
станку — на фиг. 9, а, схема трехроли-
ковой установки к токарному станку
с тарированной пружиной — на фиг. 9, 6
и на фиг. 9, в — схема установки, где
б)
Фнг. 9.
сближение роликов осуществляется
винтом,
В большинстве случаев следует выби-
рать многороликовую схему обкаты-
вания, при которой уравновешивается
действие радиальных сил и устраняется
опасность деформации детали и узлов
станка.
Рабочие поверхности роликов выпол-
няются цилиндрическими или радиус-
ными; конструкция ролика с цилиндри-
ческим пояском показана на фиг. 10, а,
ролик с большим радиусом закругле-
ния — на фиг. 10, б, с малым радиусом
закругления — на фиг. 10, а.
Цилиндрический поясок на рабочей
поверхности ролика способствует полу-
чению более высокой чистоты обрабаты-
ваемой поверхности; с уменьшением
радиуса закругления рабочего профиля
ролика следует ожидать большего упроч-
няющего эффекта обкатывания.
Ролики изготовляются из материалов,
отличающихся в закаленном состоянии
высокой твердостью и износостойко-
стью.
Достаточно хорошие результаты в
эксплуатации показали ролики твер-
достью /?с = 62 -т- 64, изготовленные
из стали марок ХВГ, Х12, У12А,
5ХНМ и др.
Рекомендуется использование роли-
ков из высокомарганцовнстой стали
ЭИ256.
Ролики из этой стали выполняются
отливкой с последующим шлифованием
и полированием рабочей поверхности [4 ],
Раскатывание отверстий производится
на радиально-сверлильных станках при
установке раскатки в шпинделе, а де-
тали — на столе станка, а также на
токарных или револьверных станках;
в этом случае деталь вращается вместе
со шпинделем, а раскатка совершает
возвратно-поступательное движение.
Раскатки выполняются многоролико-
выми — жесткими или регулируемыми-
ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ
573
Деформации и силы прн обкатывании.
Обкатывание поверхности сопровож-
дается уменьшением ее размера на вели-
чину остаточной деформации; раска-
танное отверстие имеет соответственно
больший размер. Величина остаточной
деформации яо зависит от материала
детали, силы обкатывания Р и дли-
тельности обкатывания, т. е. от числа
проходов л, подачи s и ширины ци-
линдрического пояска на ролике Ь.
Для упрощения расчетов принимают
Ь
— = q — коэффициент контакта; q-n —
= т — приведенное число проходов.
Зависимость «0 = f(P) прн числе про-
ходов п = 4 и ширине пояска 6=3 мм
приведена на фиг. II, по которой и
могут быть ориентировочно определены
значения остаточной деформации для
стали ов„ = 85 кПмм* (кривая /), о,„=
= 75 кПмм* (кривая 2) и о*/ =
= 45 кГ)мм* (кривая 3).
Наиболее эффективное действие ока-
зывают первые два—четыре прохода.
Выбранная сила обкатывания должна
обеспечить деформацию поверхностных
микронеровностей. Приложение из-
лишне большой силы давления при об-
катывании вызывает нежелательные
изменения в структуре поверхностного
слоя материала.
При ширине цилиндрического пояска
на ролике b = 3 мм и диаметре ролика
d < 100 мм давление на ролик в зави-
симости от материала должно составлять
от 50 до 200 кг.
Точность обкатывания. Допуск на
диаметр деталей, обработанных чистовым
точением, после обкатывания умень-
шается на 10—15% и достигает 3-го или
2-го класса точности.
Точность обкатывания может оце-
ниваться коэффициентом повышения
^изд
^заг
точности Ко =
-, равным при обка-
тывании после чистового точения
0,90—0,85.
Погрешности формы заготовок при
обработке исправляются обкатыванием
лишь незначительно, однако искажения
формы при обкатывании также не
наблюдается. •
Чистота поверхности. Прн обкаты-
вании практически достижима чистота
поверхности 7—9-го классов чистоты по
ГОСТ 2789-51 при исходной чистоте
поверхности заготовок, обработанных
чистовым точением по 4—6-му классам
чистоты.
Степень улучшения чистоты поверх-
ности обкатыванием зависит от мате-
риала, давления на ролик, числа про-
ходов ролика, продольной подачи при
обкатывании и чистоты поверхности
перед обкатыванием и оценивается коэф-
фициентом улучшения чистоты и0 =
Зависимость чистоты поверхности от
силы При обкатывании и четыре про
хода показана на фиг. 12 для стали
ГаСмща 6
Коэффициент улучшения чистоты
поверхности обкатыванием________
Сталь со, в кГ1мзРР Коэффициент uQ при давлении иа ролик в кГ
20 50 100 150-220
85 0.4 0,3 0,12 0,12
75 0.4 0,2 о.ов 0.06
45 0.12 0,1 0,08 0,08
574
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
авр = 85 кГ1мм* (кривая /), овр =
= 75 кГ/мм* (кривая 2) и <звр= 45 кГ/мм2
(кривая 3). Влияние числа проходов п
на чистоту поверхности показано на
фиг. 13.
Для раскатывания, где труднее до-
стигаются высокие удельные давления,
коэффициент улучшения чистоты по-
верхности ио о 0,5.
Методика технологических расчетов.
При расчете предельных размеров заго-
товки для обкатывания rfJmax, da mm
и назначении чистоты ее поверхности
Нск.заг исходят из заданных чертежом
предельных размеров детали dumM,
da ш1п и класса чистоты ее поверхности
Н ск-изд-
Задаваясь давлением на ролик при
обкатывании и принимая в зависимости
от выбранного давления и обрабатывае-
мого материала коэффициент улучшения
чистоты поверхности ио по табл. 6,
определяют чистоту поверхности заго-
товки HCK,t. Допуск на размер заго-
товки = у ЧтЗ-
По найденным Нек-Лаг и 8а для
заданных размеров (диаметра и длины
обрабатываемого элемента детали) вы-
бирают метод предшествующей обра-
ботки и устанавливают в соответствии
с найденным режим резания
Чистоту поверхности изделия опре-
деляют также непосредственно по
фиг. 12, а пофиг. 11 устанавливают сред-
нее значение остаточной деформации
(обжатия/
Предельные значения обжатия опре-
деляют по формулам
9опнп ” “2— •
Основное (технологическое)
время при обкатывании одним рази-
ком определяется так же. как при
точении. При расчетах длина входа ро-
лика может не учитываться, так как она
практически не превышает 0,1—0,2 мм-
Длина перебега ролика не должна
превышать половины ширины его пояска,
так как при сбеге происходит усилен-
ное обжатие на концах обрабатываемой
поверхности и на них образуются
фаски.
При выборе подачи должна учиты-
ваться геометрия обкатывающего ро-
лика: чем меньше радиус закругления
ролика, тем меньше должна быть по-
дача. Для ролика с закругленным про-
филем рекомендуется подача з = 0,1 +•
ч- 0,2 мм/об. При применении ролика
с цилиндрическим пояском подача может
быть принята до 0,5 ширины пояска.
При выборе подачи, однако, следует
иметь в виду, что с ее увеличением
возрастают осевые усилия, а также и то,
что при большой подаче потребуется
сделать большее число проходов роли-
ком для достижения нужного обжатия
и получения нужной чистоты поверх-
ности.
Исходя из этих соображений, целе-
сообразно обкатывание производить при
малых подачах, а время обработки
сокращать за счет повышения скорости.
НАКАТЫВАНИЕ РЕЗЬБЫ
Сущность процесса. Профиль нака-
тываемой резьбы образуется выдавли-
ванием при прокатывании стержня заго-
товки между плоскими или цилиндри-
ческими накатными плашками с соот-
ветствующим резьбовым профилем.
Схемы . накатывания резьбы приве-
дены в табл. 7.
НАКАТЫВАНИЕ РЕЗЬБЫ
575
Схемы накатывание резьбы плашками
Таблица 7
—
Сущность метода и его применение
Сущность метола и его применение
Плоскими плашками
Одной цилиндрической плашкой
Заготовка 2 захватываете» подвижной плаш-
кой 1 и прокатываете» по неподвижной
плашке 3; в конце хода получается накатан-
ная деталь 4
Применяется для резьб диаметром до 25 мм,
накатываемых на сплошных стержнях из
цветных металлов н нормализованной стали
Свободно вращающаяся на своей оси и имеющая
возможность осевого перемещения цилин-
дрическая плашка 1 приводится в сопри-
косновение с принудительно вращающейся
деталью 2; движение радиальной подачи
осуществляется плашкой
Применяется для резьб диаметром до 10—15 мм,
накатываемых на деталях нз цветных метал-
лов и мягкой стали
Тремя цилиндрическими плашками
.Двумя цилиндрическими плашками
Между двумя вращающимися в одном напра-
влеини инлнпхрнческими плашками / и 2
прокатывается деталь 3, имеющая возмож-
ность свободно вращаться и перемещаться
в радиальном направлении; движение ра-
диальной подачи осуществляется плаш-
кой 2
Применяется для резьб диаметром от 6 до
60 мм, накатываемых на сплошных или пу-
стотелых тонкостенных деталях из цветных
металлов, нормализованной и термически
обработанной стали
Свободно вращающая-
ся деталь 1 прока-
тывается между
тремя вращающи-
мися плашками 2;
движение радиаль-
ной подачи осуще-
ствляется плашками
Применяется для резьб
диаметром более
12 мм, резьб на
винтах по дереву и
других работ, свя-
занных с вытесне-
нием больших объ-
емов металла. При-
меняется редко
Цилиндрической и сегментной плашками
Принудительно вра-
щающаяся цилин-
дрическая плашка /
приводит в движе-
ние заготовку 2 и
прокатывает ее по
сегментной плаш-
ке 3. При симмет-
ричном расположе-
нии двух сегмент-
ных плашек могут
одновременно обра-
батываться две де-
тали
Применяется для мелких винтов диаметром
2—5 мм, выполняемых по 3-му классу точ-
ности. Применяется редко
Технологическая характеристика про-
цесса. Накатыванием выполняются
резьбы 3-го, 2-го и 1-го классов точ-
ности. Нешлифованные метчики изго-
товляются степеней точности Е и Н.
Отклонения по основным элементам
резьбы, получаемые прн накатывании,
приведены в табл. 8.
576
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
Таблица 8
Точность накатывания резьбы
Элемент резьбы Отклонения в мм при накатывании плашками
двумя цилиндри- ческими ПЛОСКИМИ
Средний диаметр Шаг на 25 мм длины Половина угла про- фили » мин. . Эллиптичность . . 0,01-0,02 0,01-0,015 ±(10-г20) 0,01 0,03—0,05 0,02-0,04 ±(15-8-30) 0,03
Чистота поверхности накатанной резь-
бы оценивается (по ГОСТ 2789-51) 8-м
или 9-м классом при накатывании двумя
цилиндрическими плашками и 6—8-м
классами при обработке плоскими пла-
шками.
Как и при других методах обработки
без снятия стружки, при накатывании
резьбы эксплуатационные свойства об-
работанной поверхности повышаются
И); [2|-
Область применения накатывания
Накатыванием обрабатывается резьба на
болтах черных и чистых, крепежных
деталях, инструментах (метчики, накат-
ные цилиндрические плашки), резьбовых
калибрах, пустотелых тонкостенных де-
талях машин (авто(вечи, сальниковые
и колпачковые гайки, штуцеры и т. д.),
винтах по дереву и др.
При помощи резьбонакатных плашек,
имеющих форму усеченного конуса,
могут накатываться резьбы на кони-
ческих стержнях [12].
Срезание резьбы или искажение ее
профиля от действующих в момент на-
катки конических резьб осевых сил
предотвращается установкой торцевого
упора для ‘ заготовки.
Правильное расположение плашек и
упора обеспечивается шаблоном.
Резьба диаметром до 60 мм может
быть накатана на цветных металлах, не
закаленных углеродистых, легирован-
ных и инструментальных сталях, а
также на сталях, подвергнутых терми-
ческой обработке до твердости Rc =
=33-4- 37.
Особенно хорошо поддаются накаты
ванию латунь, медь, алюминий, а также
сталь с содержанием до 0,4% С. Мате-
риал заготовки должен быть отожжен,
должен обладать однородной мелкозер-
нистой структурой и твердостью до
НБ = 200.
Отклонение в твердости заготовок
свыше НБ = 20 -5- 30 снижает точность
резьбы и вызывает неравномерную дефор-
мацию деталей при термообработке.
Выполняемые накатыванием резьбы мо-
гут быть правыми и левыми, одно- и
многозаходными. Несмотря на сравни-
тельно высокую стоимость резьбонакат-
ного инструмента, накатывание целе-
сообразно применять и в серийном про-
изводстве.
Технологические расчеты. Для полу-
чения точной резьбы при нормальной
стойкости накатных плашек диаметр
заготовки должен быть близок к сред-
нему диаметру резьбы н может быть
ориентировочно определен по одной из
следующих опытных формул:
<.= /о,5 (<,, + </£);
d3 - / + 0.6S«;
- Чертах-0.03) ±0,02*-
Окончательно диаметр заготовки уточ-
няется для каждой партии материала
экспериментально.
Допуск на диаметр заготовки берется
н пределах 0.7—1 допуска на dcp резьбы
Практически для резьб 2—3-го классов
точности заготовки выполняются холод-
ной высадкой, редуцированием нли обра-
боткой на автоматах и револьверных
станках по посадке С3а.
Для резьб l-го класса точности и для
метчиков заготовки обрабатываются бес-
центровым шлифованием с допуском иа
диаметр 0,02—0.04 жж. Для резьб, кото-
рые после накатывания подвергаются ме-
таллопокрытию, диаметр заготовки опре-
деляется нз следующих соображений.
Для резьб 3-го класса точности, у ко-
торых толщина слоя металлопокрытия
10—15 мк легко перекрывается допу-
сками на элементы резьбы, могут быть
использованы заготовки нормального
размера da При выполнении более точ-
ных резьб диаметр заготовки может
быть определен по формуле
• а
где b «--—. а — толщина слоя ме-
sin ~2~
таллопокрытия (фиг 14).
• -(- 0,02 им — ала отожженной стали.
— ОДО мм — ала термически обработанной стали.
НАКАТЫВАНИЕ РЕЗЬБЫ
577
Для винтов по дереву с несимметрич-
ной резьбой диаметр заготовки прибли-
женно определяют по формуле
«.-<f.. + l.lS^ + O.n-Jj-,
где t — высота профиля; S — шаг
резьбы.
Д.’|я предотвращения выкрашивания
крайних ниток резьбы накатной плашки
под влиянием одно-
, стороннего действия
составляющей силы,
\\ нормальной к про-
уух > у/' Филю, рекомендуется
v v [I] угол фаски ? на
Фиг **• детали принимать
равным 30° вместо
обычно принимаемого <р = 45°. Наи-
меньший диаметр по фаске при этом
должен превышать внутренний диаметр
резьбы на 0,2—0.4 мм
Режимы накатывания. Скорость на-
катывания может быть ориентировочно
выбрана по табл. 9.
Таблица 9
Скорость накятыванин резьбы
Обрабатываемый материал ‘•Р в кГ/мм' Скорость В M}MUH накатывания плашками
двумя ЦИЛИН- Л].ЫЧГ- скнми ОДНОЙ цилин- дриче- ской пло- скими
Латунь Сталь <40 40-56 46-60 80-96 100-120 80-100 60-30 40—60 15-20 20 20 15 60-70 15—20
Примечания: 1. Для резьб с шагом $ > 2 ми скорости берутся по наименьшему пределу, для 3 < 1 мм — по наибольшему п|>еделу. 2. Для станков с плоскими плашками, ра- ботающих с переменными скоростями, приве- денные в таблице значения относятся к средним скоростям.
Под подачей при накатывании пони-
мается величина перемещения инстру-
мента в радиальном направлении, отне-
сенная к одному обороту изделия.
Рекомендуемые при накатывании
двумя цилиндрическими плашками по-
дачи приведены в табл. 10.
При накатывании плоскими плашками
подача определяется длиной /> заборной
37 том 5 НИ
Таблица 10
Радиальные подачи при накатывании резьбы
двумя цилиндрическими плашками (5)
.Мате- риал детали •v кПми1 Радиальная подача в мм/об | изделия при шаге накаты- ваемой резьбы в мм
1 1.5 2 2.5 3 i
Латунь — 0.04 0,175 0.05 0,2 0,06 0.23 0,07 0,27 0.08 0.3
<40 0.045 0,15 0,06 0,175 0.075 0,2 0,08 0.25 0,055 0,26
Сталь 40-55 0,03 0.1 0.045 0.15 0.06 0.175 0,075 0,226 0,08 0,25
>55 0,025 0,035 0.056 0,06 0,065
0.09 0,12 0.16 0.2 0,225
(профилирующей) части плашки и пери-
метром заготовки nd3. Так как профи-
лирование резьбы происходит на длине
/j = (nd -+ 3icd), то подача практически
достигает 0,2 — 0,7 мм'об Величина не-
обходимой для накатывания силы зави-
сит от материала заготовки, от шага
и длины накатываемой резьбы, а также
от подачи. В зависимости от характера
образования резьбы при работе пло-
скими плашками требуется значительно
ббльшая сила, чем при работе цилиндри-
ческими плашками.
Ориентировочные значения необходи-
мых при накатывании сил приведены
в табл. 11.
Таблица II
Ориентировочные величины сил
при накатывании резьб
Шаг резьбы мм Сила о кТ иа 10 мм длины резьбы по стали °вр<85 кГ1мм‘ । при накатывании плашками
плоскими двумя НИЛИН- дрическнми
0,5—0,8 До 600
0,8-1 1 51» 800
Г-1,5 2 500 1000
1,5-2 3 500 ПОО
2—2,5 6 000 1эоо
2,5-3 8000 1500
3—3,5 10 000
Примечания: I. При иакатыванин
резьб плоскими плашками на цветных метал-
лах следует принимать для латуни 0,7, для ме-
ди 0,6 и для алюминия 0,2 давления для стали.
2. При накатывании резьб цилиндрическими
плашками на цветных металлах следует при-
нимать для меди ОД для дуралюмина 0,50 да-
влении лля стали.
.78
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
Охлаждающая жидкость. Охлаждаю
ще-смазывающая жидкость для накаты-
вания должна обладать хорошими сма-
зывающими и смывающими свойствами
При работе на станках с цилиндриче-
скими накатными плашками на углеро-
дистой стали рекомендуется применять
эмульсию или сульфофрезол. При обра-
ботке инструментальной стали лучшие
результаты дает осерненное илн соля
ровое масло.
Накатные плашки. Материал накат
ных плашек должен обладать высокой
твердостью, стойкостью против исти-
рания, способностью к минимальным
деформациям при термообработке и, что
особенно важно для плоских плашек,
высокой ударной вязкостью.
Наилучшим материалом для накат
ных плашек является сталь Х12М. Хоро
шие результаты дают также плашки,
изготовленные из стали марок 4ХВС,
5ХВС, ХВГ и ШХ15.
После термообработки плашки с мел-
ким шагом должны иметь твердость
Re = 58 -=- 59, а с крупным шагом
Rr = 60-5-61.
Стойкость накатных плашек зависит
от их качества, материала детали, режи-
мов накатывания, точности установки
плашек на станке, точности размеров
заготовки и размера резьбы. Ориенти-
ровочно она составляет для углероди-
стой стали 50 000—100 000 деталей, для
метчиков 6000—12 000.
По ОСТ НКТП 1251 для резьб на
болтах и винтах верхним предельным
отклонением профиля является теоре-
тический профиль резьбы, который и
должен быть принят в качестве расчет-
ного.
Для метчиков, где согласно
ГОСТ 7250-54 допуски откладываются
в сторону плюс, в качестве расчет-
ного следует принимать профиль, очер-
ченный по верхним предельным откло-
нениям.
Профиль резьбы накатной плашки
(фиг. 15) обычно должен предусматри-
вать наличие зазора между дном впа-
дины и наружным диаметром заготовки.
Отсутствие зазора приводит к увели
чению сил накатывания, снижению точ-
ности резьбы и понижению стойкости
плашек.
Элементы профиля резьбы накатной
плашки рассчитывают по следующим
формулам. ,
Высота головки резьбы плашки йа
должна предусматривать образование
ножки резьбы Aj и учитывать допуски
на изготовление 6} и износ плашки 4(:
1*2 = -|- 4j + Ц;
dcp~ , >
л, —------2------И “1 + 5з-
Высота ножки резьбы плашки
определяется высотой головки накаты-
ваемой резьбы й| и гарантированным
Фиг. 15.
зазором с, прн котором впадина плашки
не участвует в образовании вершины
резьбы на заготовке:
“ й) + с.
Если предусматривается шлифование
накатанной резьбы по наружному диа-
метру, необходимо учитывать также
припуск на шлифование:
й] — hj + с 4- Ц:
d*ap~ <*ср , _ , .
й| —------j-----+ с + чв-
Ширина площадки впадины
<»1 — ---2ft| tg -j .
Ширина площадки вершины
Ширина площадки на заготовке
Amax “ -у— 2А1 ’К у-
Допуски на профиль резьбы накат-
ных плашек приведены в табл. 12.
НАКАТЫВАНИЕ РЕЗЬБЫ
570
Допуски на профиль резьбы накатных плашек
Таблица 12
Допуски
Шаг накатываемой резьбы в мм
1.25
1.5
1,75 2 2,5
На головку резьбы в мм.
иа износ ...............
в изготовление 5, . . .
На ножку резьбы в мм-.
на зазор с .......
иа зазор с + • • • •
На шаг резьбы в мм иа 25 мм
длины (±) ............
На половину угла прн вер-
шине -1 в мнн. (±) . .
0.025
0.015
0.01
0.03
0.01
30
0,025
0.02
0,01
0.03
0.015
25
0,03
0.02
0,015
0.04
0.015
25
0,04
0,02
0,02
0,04
0,02
20
0,05
0,02
0.025
0,04
0.02
15
0.06
0,025
0.03
0,05
0,02
15
0,07
0.03
0.04
0.065
0,02
12
0.07
0.U35
0.05
0.07
0,02
12
0.07
0,04
0,055
0,075
0,02
12
На рабочих поверхностях накатных
плашек образуется угол подъема резьбы,
равныб углу подъема резьбы у детали
Он определяется по формуле
5
tg а -=• —j— .
Следовательно, накатные плашки мо-
гут быть использованы лишь при нака-
тывании резьб определенного шага и
определенного среднего диаметра.
Для накатывания правой резьбы при-
меняются парные плашки с левым подъ-
емом резьбы, и наоборот.
Конструкция цилиндрических плашек.
В последний момент накатывания сопри-
косновение заготовки и цилиндрических
плашек должно происходить по среднему
диаметру без скольжения
Это условие соблюдается при равен-
стве или кратности средних диаметров
накатных плашек Dcp и резьбы dtp.
Однако на практике в целях увели-
чения срока службы плашек прибегают
к восстановлению износившейся рабочей
поверхности перешлнфовываннем про-
филя резьбы, что приводит к система-
тическому уменьшению их по среднему
диаметру.
Для резьб обычной точности средних
и крупных диаметров практически до-
пустимо отклонение по ЬсР от теорети-
ческого размера kdCp в пределах до
±1,5 и даже до ±2.5 мм, что и учиты-
вается прн изготовлении и эксплуата-
ции плашек.
Для уменьшения удельного давления
на нитку резьбы плашки для резьб
диаметром от 15 до 40—60 мм при-
меняются цилиндрические плашки
Dep = 70 +• 150 мм.
37*
Конструктивные элементы цилиндри-
ческих накатных плашек (фиг. 16) рас-
считывают по следующим формулам
Фнг |С.
Средний диаметр накатной плашки
^ср"" k<tcp
Наружный диаметр плашки
£>цар “ ®ср 4“ 2Й2
Внутренний диаметр плашки
“ DCp — '2ht.
Угол подъема резьбы
, IS kiS
tg а — —-.— — -тс— .
^ср KlJcp
Ход резьбы плашки а мм
7 — kiS — nS.
Ширина накатной плашки в мм
В - I + (2 3) S.
580
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
Диаметр посадочного отверстия бе-
рется по станку.
Значения букв в формулах: k —
выбранный коэффициент кратности —
Dgu _
dcp— средним диаметр нака
тываемой резьбы; i — число заходов
резьбы детали; п — число заходов резьбы
плашки; S — шаг накатываемой резьбы
и плашки, измеренный между соседними
витками в осевом направлении; Т — ход
резьбы плашки, т. е. расстояние между
соседними точками одного витка в осе-
вом направлении; h\ — высота ножки
резьбы плашки; h'2 — высота головки
резьбы плашки; I — длина накатывае-
мой резьбы.
Для резьб небольшой длины ширину
плашек В целесообразно брать равной
удвоенной длине накатываемой резьбы,
что дает возможность использовать ее
с двух сторон.
Угол скоса ниток резьбы плашки ре
комендуется брать f —20” |1J.
Для парно работающих плашек до-
пускаются следующие отклонения по
основным элементам:
Наружный диаметр а мм ...... 0,05
Шаг в мм ............ ±0,01
Угол профиля ...............±20'
Биение среднего диаметра резьбы
относительно посадочного отвер-
стия а мм ................ 0,06
Бнеиие торцевых поверхностей (на
100 мм длины) в мм......... 0,01
Конструкция плоских плашек. Ком-
плект плоских плашек для резьб состоит
из подвижной и неподвижной плашек,
которые выполняются по ГОСТ 2248-43.
Конструктивные размеры плашек
приведены на фиг. 17 ив табл. 13
и 14
Размеры профиля резьбы приведены
в табл. 15 н 16.
Габлица /5
Размеры в «ж накатных плашек
для дюймовой резьбы
Диаметр резьбы в дюйм. Число ниток на 1' Lnd В Н 1 а h=tg о-100 мм
• • 1» 1. ы 1. 21 20 1S 16 14 12 12 11 10 9 8 8.5 125 170 170 220 220 250 250 310 400 400 78 ПО 150 150 200 200 230 230 285 375 375 25 40 45 45 50 50 65 65 65 65 70 25 25 30 30 40 40 45 45 50 50 50 14 18 24 28 30 35 35 45 55 65 75 0,8 1 1.1 1.2 1.3 1.5 1.5 1.7 1.8 2,1 2,3 8.25 7.3 6,39 5.94 5,81 5,34 5,21 5,11 4,64 4.4 4,33
Технические условия на из-
готовление плоских плашек
(фиг. 17):
1. Предельные отклонения размера а:
-|-0,06 мм для диаметров до 10 мм
Габ шцд Ц
Размеры в нм накатных плашек для метрической резьбы
Номинальный диаметр резьбы Длина плашки В Н ) i а лл» резьбы Л - tg в-100 мм для резьбы
подвиж* "ой Lnd не по- движной МП основной по ОСТ НКТП 32 и 94 1-й мел- кой по ОСТ НКТП 271 основной по ОСТ НКТП 32 и 94 1-й мел- кой по ОСТ НКТП 271
3,5 4 5 6 7 8 9 10 11 12 14 16 18 20 22 24 86 85 125 125 170 170 170 170 220 220 250 250 310 310 400 400 78 78 110 110 1S0 ISO ISO 150 жю 200 24U 230 285 285 375 375 28 35 40 40 45 45 45 45 50 50 66 65 65 65 70 70 25 25 25 25 30 30 30 30 40 40 45 15 50 50 60 60 10 12 15 20 20 26 26 28 32 35 46 46 52 № 65 70 0,6 0,55 0,6 0,75 0.75 0.9 0,9 1.1 1.1 1.3 1.5 1.5 1.9 1.9 1.9 2,2 0.3 0,4 0.4 0.6 0.6 0,75 0,75 0,75 1 1.2 1.2 1.2 1.2 1.2 1.2 1.S 6,14 6,29 6,69 6,95 5,02 5.54 4.86 5,29 4,76 5,13 5,02 4,33 4,88. 4,33 3.9 4,33 3.4 4,33 3,41 4.33 3,67 4,33 3,81 3.41 з.ов 3,66 3,67 3,18 2,81 2,51 2,27 2,81
НАКАТЫВАНИЕ РЕЗЬБЫ
581
Таблица 15
Размеры в мм профила для метрической
резьбы
Шаг резьбы S *, Л X г- X х« „ * < 3 Предельное от- клонение поло- вины угл» про-
Наиболь- ший Допуск
фнля в МКН.
0,25 0,091 0.006 0,087 80
0.3 0,109 0,007 0,105 70
0,35 0,127 0.000 0,122 60
0,4 0.146 0,01 0,14 55
0,5 0,182 0,012 0,175 50
0.6 0,219 0,015 0.21 45
0,7 0,255 0,017 0.245 40
0,75 0.273 0,018 0,262 40
0,8 0.292 0,02 0,28 35
1 0.365 0.025 0,35 35
1.25 0.457 0,032 0,4.37 30
1.5 0.608 О,озя 0.525 30
1.75 0,639 0,044 0,612 25
2 0.73 0.05 0.7 20
2.5 0,918 0,068 0,875 20
3 1.095 0,075 1,05 20
Таблица 16
Размеры в мм профиля дла дюймовой
резьбы
•1м м 0,38 0,026 0,338 40
II* 20 0,456 0,032 0,406 30
18 0,507 0,035 0,452 30
16 0,572 0,04 H.S0H 30
14 0,653 0,045 0.58 25
'1, 12 0.7.59 0,05 0.677 20
12 0,759 0,06 0,677 20
11 0.8.32 0.06 0,737 20
10 0.916 0,065 0.813 30
9 1,015 0,07 0,903 20
В 1.143 0.0R 1,016 20
<“/»’>; -Н>.1 мм лля диаметров от 10
до 24 мм (Г).
2. Отклонение тангенса угла о на
длине 100 мм (Л — tg о-100) допускается
в пределах ±0,02 мм.
3. Установочные поверхности плашек
должны быть перпендикулярны опор
ной поверхности. Допускаются откло-
нения от перпендикулярности не более
0,02 мм на длине 1Q0 мм
4. Вершины резьбы плашек должны
лежать в плоскости, параллельной опор-
ной поверхности последней. Допускается
отклонение от параллельности не более
0,02 яд на длине 100 мм.
Фнг.
5. Профиль впадины ниже линии ab
может быть произвольным.
6 Размер фаски f равняется шагу
резьбы.
7 Предельное отклонение для шага
резьбы ±0,03 мм на длине 25 мм
Точность резьбы при накатывании
плоскими плашками может быть повы-
Фнг. 18
шена за счет удлинения заборной 'про-
филирующей) части.
Конструкция накатных плашек с длин-
ной профилирующей частью приведена
на фиг 18, а конструктивные размеры
их даны в табл. 17 и 18 |2|.
Поперечные канавки способствуют
лучшему захватыванию заготовки в на-
чальный момент накатывания-
582
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
Г. для
резьбы
L для
резьбы
Для
резьбы
ГаОлица 17
Размеры накатных плашек е длинной
профилирующей частью для метрических
резьб в мм
3
8
и
3,5 0.2 0.13 49 40 Ю 50 10
4 0,25 0.15 40 40 50 50 10
5 0.3 0.15 55 55 70 70 10
6 0,35 (1.3 55 55 70 70 10
7 0,35 0,3 80 80 110 ПО 10
8 0.45 0.35 80 80 110 ПО 10
9 0.45 0.35 80 80 110 110 10
10 0.5 0,35 80 80 Но по 15
11 0.5 0,35 90 90 1,30 130 15
12 0.65 0,45 90 90 130 130 15
14 0.7 0,5 100 100 140 140 15
16 0.7 0,5 ПО 110 150 150 15
15 0.9 0,5 130 130 180 180 15
20 0.9 0,5 130 130 180 180 15
22 0.9 0.5 180 180 240 240 15
24 1.0 0,7 180 180 240 240 15
По ОСТ НКТП 32 и 94.
••По ОСТ НКТП271
Таб.юца 18
Размеры в мм накатных плашек с длинной
профилирующей частью для дюймовых
резьб
Изготовляются автоматы для накаты-
вания резьбы диаметром 4—6, 8—12
и 20—25 мм.
Накатывание плоскими плашками мо-
жет быть осуществлено также при по-
мощи приспособлений на поперечно-
строгальных станках или эксцентрико-
вых прессах.
Преимуществом станков с плоскими
плашками является их высокая произ-
водительность (10 000—20 000 деталей
в смену). Однако ударный характер
нагрузки и большие удельные давления
при накатывании снижают точность
обработки и не позволяют производить
накатывание резьбы на термически об-
работанных деталях, на деталях с осла-
бленным сечением и в особенности на
пустотелых деталях.
Накатывание резьб диаметром более
25 мм затрудняется также необходи-
мостью применять плашки чрезмерной
длины.
Резьбонакатные станки с двумя ци-
линдрическими плашками выполняются
в виде полуавтоматов с гидравлической
подачей или с подачей от кулачка; при
накатке мелких изделий используются
настольные станки с ручной подачей.
Основные характеристики двухроли-
ковых резьбонакатиых станков:
Диаметр
реЯЬОЫ
в дюймах
0,3
0.3
0,45
0.6
0.5
0.65
0.7
0.75
о,Я
0.9
1.0
40
65
80
80
90
90
100
100
130
180
180
80
70
110
110
130
130
140
140
180
240
240
10
10
10
15
15
15
15
15
15
15
15
Диаметр накатываемой резьбы
в мм..................... . 5—60
Длина пака тыкаемой резьбы а мм До 60
Расстояние между осями шпинде-
лей в мы . .................... 80—350
Число оборотов плашек в мииуту 40—350
Число двойных ходов бабки в ми-
нуту ...................... . 2,5—25
Ориентировочная производитель-
ность шт. в час:
прн накатке деталей 450—1000
при накатке метчиков 150—430
По ГОСТ 6283-52 предусматриваются
восемь типо-размеров резьбонакатных
автоматов с плоскими плашками, со
следующими основными параметрами:
Диаметр накатываемой резьбы
в ММ........ ... 2—23
Наибольшая длина резьбы в мм 125
Длина стержня изделия и мм . . . 3—200
Наименьшее число ходов ползуна
в минуту................ . От 170 до 45
Автоматические загрузочные устрой-
ства приспособлены для обработки изде-
лий с головкой типа болтов и винтов
Малые радиальные подачи и удельные
давления на этих станках позволяют
накатывать резьбы на термически обра-
ботанных заготовках и получать точную
резьбу не только на сплошных, но и на
пустотелых деталях.
Назначенный режим работы (длитель-
ность вдавливания, накатывания и ка-
либрования резьбы) обеспечивается ги-
дроподачей или специальным кулачком.
Наибольшее распространение в маши-
ностроении получили станок для нака-
тывания резьбы диаметром 8—12 мм
(типа I2HA) и полуавтомат для диа-
метров 6—33 мм (типа 5933).
Детали для накатывания устанавли-
ваются в приспособлениях, обеспечн
лающих им возможность свободного вра
щен ня от соприкосновения с плашками.
НАКАТЫВАНИЕ РИФЛЕНЫХ ПОВЕРХНОСТЕЙ
583
На фнг. 19 приведены схемы типо
вых установочных приспособлений (5].
Стержневые детали (фиг. 19, в) уста-
навливаются обычно на опорах 2 (но-
жах), подобных применяемым при бес-
центровом шлифовании. Форма опорной
части ножа должна соответствовать кон-
туру детали. Более длинные детали
устанавливаются в качающихся при-
способлениях на центрах или в цангах.
Типовым приспособлением для уста-
новки пустотелых деталей (фнг. 19, б)
является центрирующий палец, который
Фиг. 19. Схемы приспособления для уст»иоин и
деталей и» станках с цилиндрическими плат
ками: а — приспособление для стержневых
деталей: 1 — плашки; 1 — опора; 3 — деталь;
б — приспособление для пустотелых деталей:
/ — плашки; 3 — центрирующий палец;
3 — деталь.
часто выполняется вращающимся на
шарикоподшипнике.
Приспособление должно обеспечивать
параллельность оси заготовки осям
плашек до 0,1 мм на 100 мм длины
и положение детали на 0.1—0,3 мм
ниже линии центров.
Опорные ножи, подвергающиеся при
накатывании истирающему действию,
имеют достаточную износоустойчивость
лишь при твердости /?с=62ч-64, что
достигается наплавкой или установкой
пластинки твердого сплава.
При наладке накатных станков необ-
ходимо добиться правильного взаим-
ного положения плашек, параллель-
ности их резьбовых профилей в верти-
кальной и горизонтальной плоскостях
и совпадения вершин и впадин резьбы.
Схема установки плашек по шагу для
резьбы с нечетным числом заходов пока-
зана на фнг. 20, я, а с четпым числом
заходов — на фиг 20, б.
Фиг. 20.
Правильность установки плашек кон-
тролируется резьбовым, калибром или
пробным перемещением плашек по за-
готовке на половину оборота и обратно
до получения на ее поверхности совпа-
дающих рисок.
У одной из цилиндрических плашек
допускается осевой зазор с ~ l/4 S, за
счет которого в работе компенсируется
неточность установки по шагу.
Смещение плоских плашек по шагу
может быть следствием неправильного
их взаимного положения по вертикали
или по длине. В вертикальном направ-
лении положение неподвижной плашки
регулируется посредством клиновых
подкладок или установочных винтов.
Для совпадения ниток резьбы по длине
регулируют положение подвижной
плашки и своевременность действия
толкателя подачи детали.
Параллельность плашек по длине
проверяется прокатыванием между ними
двух калибров или точных деталей,
установленных в разных концах плашек
НАКАТЫВАНИЕ РИФЛЕНЫХ
ПОВЕРХНОСТЕЙ
Область применения. Методом нака
тывания могут быть образованы бур
тики, канавки, клейма, получены мел
кие шлицевые и зубчатые поверхности,
а тауже рифления. Этот метод может
быть использован также при изгото-
влении мелкого стержнег-ого инстру-
мента (разверток, хвостовых фрез и т. п.).
Эти работы выполняются на резьбо-
накатных станках в плашках специаль-
ного профиля или на токарных и ре-
вольверных станках и автоматах, где
накатывание поверхности является од-
ним из переходов обработки детали и
осуществляется одной цилиндрической
плашкой (роликом).
Накатывание рифлений на плоских
поверхностях производится при помощи
584
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
накатных роликов на поперечно-стро-
гальных или долбежных станках, а так-
же на специальных приводных или
ручных приспособлениях, где под вра-
щающийся ролик подается деталь.
Типы накаток. Накатывание рифле-
ний может быть прямое, угловое и ром-
бическое.
На фиг. 21 показаны конструкции
накатных роликов. Ролики лля клейм
и других рифлений, накатываемых на
Прямая Ромбическая
Фаг. 21. Тары накатки и конструкции накат-
ных роликов: а — разновидности накатки;
б — накатные ролики для рифлений; а — ро-
лик для накатывания клейма
небольшой длине, имеют два илн более
рабочих участков, используемых после-
довательно по мере изнашивания.
Прямое и угловое накатывание осу-
ществляется одним накатным роликом,
ромбическое же накатывание обычно
выполняется прн одновременной работе
двух роликов со встречным угловым
накатыванием, закрепленных в одной
державке.
В результате накатывания происхо-
дит увеличение диаметра детали на
величину Дд Ориентировочно можно
принимать Дд — —da — (0,5 -+• 1) S.
В случаях, требующих точности, размер
заготовки под накатывание необходимо
уточнить экспериментально.
Одноролнковая державка для накат-
ных роликов показана на фнг. 22.
Деталь должна иметь достаточного
размера фаски, чтобы вытесненный при
накатывании материал не образовал на
торце острых заусенцев.
Шаг накатки для рифления берется
в зависимости от накатываемого диа-
метра и ширины накатки (табл. 19 и 20).
Таблица 19
Рекомендуемый шаг ромбической накатки
в мм (ио ОСТ 26017)
Днаметр накатывае- мого мзделив а мм Для латуки, алюминия, фиб- ры, мели и т. д. Для стали
Длина накатываемой поверхности в мм
До 6 1 1 ое—И Св. 30 О 6-14 ос-н ос
др 8 8-16 16-32 32—64 64-100 0,6 0.6 0.6 0.6 0.6 0.6 0.6 0.8 0.8 0,8 0,6 0.6 0.8 1 1 0,6 0.6 0.8 1 1.2 0,6 0.8 0.8 0.8 0,8 0,6 0.8 1 1 I 0.6 0.8 1 1.2 1.2 0.6 0.8 1 1.2 1.6
Таблица 20
Рекомендуемый шаг прямой накатки я мм
(по ОСТ 26016)
Диаметр накатывае- мого нэаелня и мм Длина накатываемой поверхности в мм
До 2 2-6 6—14 14-30 Се. 30
До 8 8—10 16-32 82-64 64-100 0.5 0.5 0.5 0.6 0.8 0.5 0,6 0.6 0.6 0.8 0,5 0,6 0.8 0.8 0.8 0,5 0.6 0,8 1 1 0.5 0.6 0.8 1 1.2
ДРОБЕСТРУЙНЫЙ НАКЛЕП ДЕТАЛЕЙ МАШИН
585
Угол наклона рифления берется для
твердого материала равным 30я, для
более мягкого 45°.
Накатные ролики изготовляются из
стали У12А и закаливаются до Rc =
=<63-5- 65; для накатки клейм твердость
после закалки Rc = 58 ч- 60.
Режимы накатывания. Рекомендуе-
мые скорости при накатывании одним
роликом на токарном станке для стали
10—25 м!мин, для чугуна 10—15 м/мин,
для латуни 45 м/мин, для бронзы 30—
50 м/мин и для алюминия 90 м/мин.
Накатывание может быть осущест-
влено поперечной и продольной подачей.
В первом случае ширина накатного ро-
лика должна быть на 3—4 мм больше
длины накатываемой поверхности. Ра-
бота с поперечной подачей обычно осу-
ществляется по упору. Для накатывания
на токарных и револьверных станках
поверхностей, по длине превышающих
ширину накатного ролика, рекомен-
дуются продольные подачи: для деталей
диаметром до 10 мм — I мм)об, свыше
10 до 25 мм — 1,5 мм;об. свыше 25 до
40 мм—2,0 мм/об и свыше 40 до 60 мм —
2,5 мм/об.
Необходимая глубина накатки дости-
гается за пять—восемь последовательных
проходов. Чнсло проходов зависит от ма-
териала детали, шага и связанной с ним
глубины рифлений.
Чтобы центровое гнездо детали не
разрабатывалось, следует применять
вращающийся центр.
Накатки для специальных профилей
и более крупных рифлений изготов-
ляются по специальным чертежам, а
реж и мы оп редел я ются экспер и ментально.
ДРОБЕСТРУЙНЫЙ НАКЛЕП
ДЕТАЛЕЙ МАШИН
Дробеструйный наклеп применяется
с целью повышения конструкционной
прочности машиностроительных деталей,
работающих при циклически меняю-
щихся, в том числе и ударных, нагруз-
ках Этим методом обработки иногда
пользуются для предупреждения свой-
ственного деталям из цветных сплавов
растрескивания при их эксплуатации,
особенно в условиях коррозионных сред.
Реже дробеструйный наклеп применяется
для повышения маслоудержнвающих
свойств обрабатываемой поверхности
(подшипники скольжения и т. п.),
для восстановления герметичности ме-
таллических сосудов путем устранения
пористости их поверхностных слоев и
для контроля качества гальванических
покрытий в отношении отслои.
Процесс применим к деталям самой
сложной конфигурации, изготовленным
как из черных, так и из цветных метал-
лов, и отличается высокой производи-
тельностью и экономичностью. Дробе-
струйный наклеп значительно снижает
чувствительность к конструктивным,
технологическим и эксплуатационным
поверхностным концентраторам напря-
жений (галтели, надрезы, коррозия,
царапины и пр.), что позволяет для
деталей, работающих при переменных
нагрузках, в большинстве случаев ис-
ключить весьма трудоемкие и дорого-
стоящие операции (шлифование, поли-
рование, а нередко и другие виды меха
нической обработки).
Сущность процесса. Совершенно гото-
вая деталь, прошедшая механическую
и термическую обработку, помещается
в камеру специальной установки, где
подвергается многочисленным ударам
отдельных дробинок, движущихся
с большой скоростью.
Наклеп дробью изменяет физические
свойства поверхностных слоев металла,
повышает их твердость и прочность,
создает благоприятное распределение
остаточных напряжений по сечению де-
тали (сжатие с поверхности), а также
изменяет форму и ориентацию кристал-
лических зерен в направлении более
эффективного их сопротивления пласти-
ческой деформации и разрушению. В за-
висимости от формы детали, ее мате-
риала, режима наклепа и т. Д. тот или
другой из перечисленных факторов мо-
жет оказаться доминирующим в упроч-
нении детали.
Для наклепа стальных изделий ис-
пользуется чугунная или рубленная из
проволоки стальная дробь.
При наклепе деталей из цветных
сплавов во избежание их электролити-
ческой коррозии, связанной с вкрап-
лением частиц дроби в обрабатываемую
поверхность, применяют алюминиевую
или стеклянную дробь. Обычный раз-
мер дроби— от 0,4 до 2 мм. Д,.обь
малого диаметра следует применять при
обработке мелких деталей, а также в тех
случаях, когда к микрогеометрин поверх-
ности упрочняемой детали предъяв-
ляются повышенные требования. При
наклепе деталей, обладающих поверх-
ностными концентраторами напряжений,
586
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН БЕЗ СНЯТИЯ СТРУЖКИ
лучшие результаты дает дробь, радиус
которой заметно отличается от радиуса
галтелей, надрезов и т. д. Если надрез
мелкий, можно использовать крупную
дробь (радиус дроби больше радиуса
надреза) с расчетом на то, что зона
влияния концентратора напряжений не
будет выходить за пределы наклепан-
ного слоя; при глубоких надрезах сле-
дует предпочитать мелкую дробь (ра-
диус дроби меньше радиуса надреза).
К дроби предъявляются повышенные
требования в отношении прочности, одно-
родности по диаметру и сферичности.
Эффективность дробеструйного на-
клепа оценивают: а) по повышению
срока службы детали в эксплуатации
или по ее долговечности (в часах нли
в циклах нагружений) при стендовых
испытаниях; б) по повышению несущей
способности летали, т. е. по повышению
той предельной нагрузки (того напря-
жения), при которой деталь еще не
разрушается при определенном коли-
честве циклов нагружений. Дробеструй-
ный наклеп особенно эффективен:
1) в отношении деталей, на поверхности
которых сосредоточены концентраторы
напряжений; 2) в тех случая, когда
поверхностные слои детали являются
носителями вредных растягивающих
напряжений, обусловленных ранее про-
веденными технологическими процес-
сами, или когда они испытывают повы-
шенную напряженность вследствие са-
мого характера нагружения летали
(изгиб, кручение); 3) при обработке
деталей повышенной твердости, прошед-
ших жесткую термическую обработку.
Хорошие результаты (увеличение сро-
ка службы изделий в несколько раз)
получаются при дробеструйном наклепе
спиральных пружин, рессор, торсионных
валов,глубоконасосных нефтяных штанг,
шатунов, зубчатых колес, сварных соеди-
нений и пр.
Эффективность наклепа повышается
прн обработке деталей в напряженном
состоянии (например, рессор), совпа-
дающем с тем, которое имеет место
в эксплуатации.
Рсжнм дробеструйного наклепа опре-
деляется скоростью движения дроби,
еЪ диаметром, плотностью, с которой
дробь покрывает поверхность обраба-
тываемой детали, углом атаки, т. е.
углом, под которым дробь встречает
обрабатываемую поверхность, и про-
должительностью наклепа соответствую-
щего участка детали. Практически мно-
гие из перечисленных факторов не под-
даются точному учету, что заставляет
режим дробеструйного наклепа, в част-
ности оптимальный, характеризовать
другими параметрами, а именно числом
оборотов и диаметром ротора (дробеметы
механического действия), давлением
воздуха, количеством и диаметром сопел
(дробеметы пневматического действия),
пропускной способностью дробемета по
дроби, продолжительностью обработки,
скоростью и характером движения де-
тали под потоком дроби, диаметром
последней, а также расстоянием детали
от сопла нли ротора.
Скорость движения дроби в 1,3—1,4
раза больше окружно I скорости ротора
механического дробемета. Чем выше
скорость движения дроби, тем больше
толщина наклепанного слоя (глубина
наклепа). Обработка дробью с большой
скоростью целесообразна в тех слу-
чаях, когда изделие обладает концентра-
торами напряжений, форма которых
затрудняет непосредственный наклеп
дробью, например острыми галтелями
с радиусом кривизны меньшим, чем
радиус дроби. При обработке относи-
тельно гладких деталей с большими
радиусами переходов увеличение ско-
рости движения дроби не дает замет-
ных преимуществ в отношении упрочне-
ния детали. Максимальная скорость
движения дроби лимитируется ее проч-
ностью и обычно не превышает 90 м/сек.
Стальная дробь в этом отношении имеет
большие преимущества. Расход этой
дроби в 20—30 раз меньше,чем чугунной.
Продолжительность накле-
па детали. Время, в течение кото-
рого деталь подвергается удару дроби-
нок. назначается из того расчета, чтобы
поверхностный слой детали был доста-
точно полно насыщен зонами наклепа,
возникающими в результате удара
отдельных дробинок. Оптимальная про-
должительность наклепа, так же как
и другие параметры режима дробе-
струйной обработки, в каждом конкрет-
ном случае устанавливается экспери-
ментально по результатам испытания
упрочненных дробью деталей. Практи-
чески обработка детали дробью продол-
жается от нескольких секунд до не-
скольких минут в зависимости от про-
пускной способности дробемета, от ско-
рости и диаметра дроби, размера детали,
ее формы и т. п.
Перенаклеп менее опасен, чем недо-
наклеп, однако слишком длительный
дробеструйный наклеп деталей машин
'587
наклеп детали может отрицательно ска-
заться на эффективности упрочнения,
вызывать излишнее абразивное разру-
шение поверхности изделия дробью,
а в отдельных случаях даже шелушение
поверхностного слоя.
Иногда более целесообразно характе-
ризовать режим наклепа не его продол-
жительностью, а количеством дроби,
затраченной на обработку детали. По-
скольку расход дроби и продолжитель-
ность наклепа при заданной пропускной
способности дробемета по дроби свя-
заны прямой зависимостью, соответ-
ствующий перерасчет в каждом отдель
ном случае не представляет затруд-
нений.
Глубина наклепа, создаваемого при
данном технологическом процессе,
обычно не превышает 1 мм. Толщина
наклепанного слоя возрастает с увели-
чением диаметра дроби и ее скорости
и падает с увеличением твердости обра-
батываемой детали. Наклепанный слой
и его толщину для малоуглеродистой
стали удается выявить по той специ-
фической текстуре поверхностного слоя,
которая возникает в результате дробе-
струйного наклепа. Толщину наклёпан-
ного слоя можно также определить
путем измерения твердости на попереч-
ных или косых шлифах детали, обрабо-
танной дробью. Для высокоуглеродистой
стали, подвергнутой термообработке па
высокую твердость, эти методы опреде-
ления глубины наклепа неэффективны.
В таких случаях о толщине наклепанно-
го слоя судят по характеру эпюры оста-
точных напряжений по сечению детали.
Твердость поверхностного слоя ме-
талла в результате наклепа дробью
несколько повышается. Особенно за-
метно это проявляется на мягкой стали:
например, твердость нормализованной
стали 20 может быть увеличена на 40%,
стали 45 — на 20%.
Остаточные напряжения и характер
их распределения по сечению детали
зависят от формы последней, ее мате-
риала, а также режима дробеструйной
обработки. В поверхностном слое детали
возникают значительные сжимающие
напряжения, достигающие несколько де-
сятков кГ/мм*. в то время как в осталь-
ной части напряжения растягивающие.
Первые способствуют упрочнению де-
тали, вторые могут явиться причиной
преждевременного выхода ее нз строя
в процессе эксплуатации и даже в про-
цессе ее дробеструйного наклепа. Оста-
точные напряжения, обусловленные дро-
беструйным наклепом, могут быть сняты
последующим нагревом детали или ее
пластической деформацией. В резуль-
тате этого в ряде случаев наблюдается
высокая чувствительность упрочненных
дробью деталей к температурным воздей-
ствиям и перегрузкам.
Микрогеометрия поверхности, накле-
панной дробью, зависит от ряда фак-
торов и в первую очередь от качества
дроби. Величина неровностей растет с
увеличением диаметра дроби и се ско-
рости и падает с увеличением твердо-
сти поверхностного слоя обрабатывае-
мой детали. При наклепе чугунной
дробью, включая обработку твердых
деталей мелкой дробью, чистота поверх-
ности ниже той, которая достигается
шлифованием. Это обстоятельство огра-
ничивает область применения дробе-
струйной обработки. Практически
микрогеометрия наклепанной чугунной
дробью поверхности определяется по
ГОСТ 2789-51 в пределах от 2-го до 7-го
классов чистоты. Использование сталь-
ной дроби даст значительно лучший
результат и в отдельных случаях (де-
тали высокой твердости) позволяет по-
высить чистоту поверхности.
Контроль процесса проводится с по-
мощью специальных пластинок, закре-
пленных в колодке и наклепываемых
дробью одновременно с обработкой
упрочняемых деталей. Контрольные пла-
стинки под действием остаточных на-
пряжений, возникающих в результате
их одностороннего наклепа, деформи-
руются и приобретают выпуклость в
сторону наклепанного слоя. Степень
деформации этих пластинок оцени-
вается по стреле прогиба, измеряемой
индикаторным прибором. Этот метод
является лишь средством контроля
стабильности режима дробеструйной об-
работки и совершенно не характери-
зует тосо упрочнения детали, которое
создается благодаря наклепу.
Прямых методов контроля качества
дробеструйной обработки деталей, если
не считать стендовых или эксплуатацион-
ных испытаний последних, нс существует.
Специальное оборудование. Для дро-
беструйного наклепа деталей приме-
няются дробеметы механические, пнев-
матические и гравитационные.
Первые обладают рядом преимуществ.
Скорость дроби в механических дробе-
метах достаточно стабильна, что обеспе-
чивает однородность упрочнения деталей
588 I ТЕХНОЛОГИЯ ОБРАБОТКИ деталей машин без снятия стружки
в условиях массового производства. Они
более производительны, более эконо-
мичны и дают равномерное покрытие
дробью большего участка поверхности
обрабатываемой детали.
Дробеметы пневматические целесооб-
разно применять на предприятиях,
имеющих централизованное снабжение
сжатым воздухом, а также в тех слу-
чаях, когда необходим наклеп трудно-
доступных для дроби поверхностей де-
нуж-
Фнг. 23.
тали (глубокие отверстия и т. п.) или
при индивидуальной обработке мелких
деталей сосредоточенным потоком дроби.
Пневматические дробеметы имеют
одну или несколько форсунок, через
которые дробь выбрасывается под дей-
ствием сжатого воздуха (5—6 ат).
Гравитационные дробеструйные уста-
новки малопроизводительны и приме-
няются лишь для наклепа прецизионных
деталей.
В механических дробеметах разброс
дроби осуществляется лопатками быстро-
вращающегося ротора (фиг. 23). Диа-
метр роторов лробецсетов 200—500 мм,
ширина 45—12а мм, скорость враще-
ния 2000—3500 об/мин. Ротор имеет
плоские радиально расположенные ло-
патки, периодически сменяемые по мере
износа. Каждый дробемет помимо основ-
ного элемента, сообщающего дроби над-
лежающую скорость, должен иметь
рабочую камеру, в которой размещаются
упрочняемые детали, элеватор для подъ-
ема дроби, сепаратор для ее очистки от
осколков и механизм, периодически по-
полняющий систему свежей дробью по
мере частичного выхода из строя рабо-
тающей дроби.
Каждая дро-
беструйная ус-
тановка
дается в мощной вентиляционной си-
стеме, а также в пылеуловителе для
отсоса продуктов абразивного износа
как обрабатываемых изделий, так и
самой дроби.
Рабочая камера дробемета должна
быть оснащена вспомогательными меха
низмами, позволяющими осуществлять
необходимое движение упрочняемой де-
тали под потоком дроби. Конструктив-
ная форма этих механизмов весьма раз-
нообразна и определяется характером
обрабатываемых деталей; так, например,
для рессор применяется транспортер,
для конических шестерен и шатунов —
вращающийся стол. Мелкие витые пру-
жины часто обрабатываются навалом.
Лучшей защитой элементов камеры (сте-
нок, дна и т. д.), подвергающихся дли-
тельному действию потока дроби, яв
ляется резиновая облицовка, так как
она не вызывает добавочного раскола
дроби, ударяющейся об эти элементы
ДРОБЕСТРУЙНЫЙ НАКЛЕП ДЕТАЛЕЙ МАШИН
589
В отдельных случаях для защиты не-
обходимы сменные стальные плиты.
Сепараторы в дробеструйных уста-
новках обычно пневматические, рас-
считаны на работу при замкнутом воз-
душном потоке, создаваемом специаль-
ным вентилятором. Присутствие в си-
стеме расколотых дробинок особенно
нежелательно, так как, обладая отно-
сительно большой массой и острыми
краями, они способны нарушить целость
наклепанного слоя упрочняемой детали
и тем самым свести на нет положитель-
ный эффект дробеструйной обработки.
Работать с дробью, засоренной ее оскол-
ками более чем на 15%, не рекомен-
дуется.
Подъем Дроби и подача ее из рабочей
камеры в ротор дробемета осуще-
ствляются обычным ленточным ковшо-
вым элеватором с независимым приво-
дом, рассчитанным на соответствующую
пропускную способность дробемета по
дроби, которая в современных установ-
ках достигает 150 кГ/мин.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Басов М. И.. Высокопроизводнтель
яые способы изготовления резьбы. Машгиз.
IMS.
2. Б а с с И. 3., Накатывание резьбы
новая геометрия накатного инструмента.
Машгнз. 1949.
3. Васильев С. В., Раскатка глубо-
кнх отверстий. «Станки и инструмент» № 4—5.
1943.
4 Вой ш к о В. О., Холодная обработка
металла упрочняюще-калибрующим ан стр у
ментом. Машгиз. 1950.
5. Губин А. П.. Накатывание резьбы
роликами. Машгиэ. 1947.
6. Дегтяренко Н. С., Расчет н
производство накатных плашек для точных
резьб. «Станки н инструмент» М 4—5. 1944.
7. 3 оба и и Н. П., Обработка н запрес-
совка колесных пар. Траисжелдорнздат. 1944.
• 8, Карасев Н. А.. Применение сталь-
ной дроби из проволоки для наклепа деталей.
«Автомобильная и тракторная промышлен
ность» № 2. 1952.
9. Косилова А. Г.. • Исследование
процессов чистовой обработки поверхностей
вращения без снятия стружки, сборник МВТУ
им. Баумана «Чистота и макрогеометрня по-
верхностей вращения». Машгиэ. 1949.
10. Кудрявцев И В.. Се ве-
рп и М. М.. Р я б ч е н к о в А. В.. Методы
поверхностного упрочнения деталей машин.
Машгиз, 1949.
II. Малннкин А. И.. Накатывание
мелкошлицевых соединений. «Вестник техни-
ческой информации Мниистсрстиа станкострое-
ния СССР» 7w 10, 1947.
12. Писа ревск я fl М. И., Новое
в технологии накатывания резьбы. Лен из дат,
1950.
13. Проскуряков Ю. Г.. Иссле
ломание процесса дорновання цилиндрическая
отверстий. Уральский политехнический ни
статут имени С. М, Кирова, 1952.
14. С а в е р и и М. М.. Дробеструйный
наклеп, Машгиэ. 1955.
15. Питов с кий Б. И.. Пневматн
четкое приспособление для накатывания риф-
лений. «Станки н инструмент» № 6. 1949.
15. Ш и ф М. М.. Исследование некото-
рых вопросов проце-са накатывания резьбы
роликами. Уральский политехнический инсти-
тут имени С. М. Кирова. 1949.
ГЛАВА IX
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ МАШИН
ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ
ИЗ ПЛАСТМАСС ПРЕССОВАНИЕМ
Условиями лля успешного производ-
ства деталей путем прессования пласт-
масс являются технологичность кон-
струкции детали, правильный выбор
способа и режимов прессования и типа
прессформы.
Технологические основы
конструирования детали
Для получения технологичной кон-
струкции необходимо при конструктив-
ном оформлении элементов детали:
а) исключить возможность брака из-за
структурных дефектов (трещин, короб^
ления, недопрессовок и др.);
б) предусмотреть наиболее простую
и дешевую технологию изготовления
формующих элементов прессформы;
в) свести до возможного минимума
доделочные операции после изъятия де-
тали из прессформы;
г) предусмотреть крепление и фикса-
цию арматуры в прессформе;
д) предусмотреть монтаж арматуры
в детали, исключающий возможность
ее вырыва нз пластмассы, появление
трещин вокруг опрессованной части
арматуры и затекание пластмассы на
открытые (выступающие из пластмассы)
поверхности арматуры;
е) предусмотреть на соответствующих
элементах детали литейные уклоны;
ж) назначать допуски на размеры
пластмассовых деталей, соответствую-
щие возможностям их получения.
Указанные выше условия достигаются
путем соблюдения следующих требо-
ваний.
Толщина сечений во всех частях
детали должна быть по возможности
одинаковой. Если по конструктивным
соображениям неизбежны разные тол-
щины сечений, не следует допускать
резких переходов от одной толщины
стенок к другой и острых углов и гра-
ней. Толщина сплошных сечений эле-
ментов детали должна быть не более
10—11 мм. Наиболее приемлемая тол-
щина стенок 1.5—3 мм. Минимальная
толщина стенок у малогабаритных дета-
лей может быть принята равной 0,5 мм.
Повышение механической прочности
детали достигается применением ребер
жесткости, а не увеличением толщины ее
стенок. Ребра жесткости также являются
наиболее действенной мерой против
коробления детали. В деталях с отвер-
стиями минимальные толщины пере-
мычки b и толщины дна Н у глухих
отверстий (фиг. I) рекомендуются сле-
дующие.
D До Св. 3 Св. Я Св. to Со. 18 Св. 30
в мм 3 до 6 но 10 до 18 ДО 30 до SO
Нн b I 1Л 2.S 3.5 4 5
и мм
Отступление от указанных значений Н
н b в сторону их уменьшения приводит
к разрыву стенок и трещинам илн короб-
лению дна.
Соотношение между толщиной коль-
цевых галтелей (фиг. 1) и их вы-
сотой должно удовлетворять усло-
Л
ВИЮ -Г- < 3.
D
Если деталь имеет глубокие боковые
отверстия, то под формующие стержни
необходимо ставить опоры (фиг. 2).
Внутренние и наружные резьбы в
пластмассовых деталях формуются со
ответственно резьбовыми стержнями и
резьбовыми кольцами. Рекомендуемые
варианты оформления входной части
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС ПРЕССОВАНИЕМ 591
резьбы гайки и сбега резьбы у стержней
показаны на фнг. 3.
Стержнями удается формовать резь
бовые отверстия, начиная с Ml,7. Во
Фиг. I.
отверстия
деталей
избежание поломки стержней глубина
не должна пре-
вышать величины
двух наружных
диаметров резьбы.
Если резьба
формуется близко
к краю детали
или в круглых
бобышках, вели-
чины перемычек
между резьбовы-
ми отверстиями
принимаются в
1,25 раза больше значений перемычек,
приведенных выше для гладких отвер-
стий.
Для упрощения изготовления пресс-
формы и удобства ее эксплуатации
и
Фиг. 3.
форма детали должна по возможности
допускать извлечение ее из формующей
полости без разъема последней по пло-
скостям, параллельным направлению
прессования.
Чтобы облегчить извлечение детали
из прессформы, последняя должна на
соответствующих поверхностях иметь
литейные уклоны.
Минимальные значения этих уклонов
следующие: а) для охватывающих эле-
ментов 10'; б) для охватываемых эле-
ментов 5'.
Армирование пластмасс
Армирование применяется: а) для
создания прочных элементов резьбовых
соединений (фиг. 4, а); б) для монтажа
в пластмассовых деталях металличе-
ских подшипников или осей (фиг. 4, б);
в) для закрепления в пластмассе про-
водников, контактов и других электро-
технических элементов (фиг. 4, в).
Для предотвращения вырыва арма-
туры из пластмассы на ее опрессовы-
ваемой части в цилиндрической арма-
туре делаются кольцевые выточки
(фиг. 4,аиб); в проволочной арматуре—
6J
фиг. 4
расплющивание (фиг. 5, а), в арматуре
из листового материала — отверстия,
вырезы или отгибы (фиг. 5, б).
При выборе места монтажа арматуры
необходимо учитывать усадку прессмате-
риала и разность коэффициентов теп-
лового расширения пластмассы и мате-
риала арматуры.
В табл. 1 приведены минимальные
значения толщины опрессовывающего
592 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА деталей из неметаллических материалов
Таблица I
Толщины опрессовывающего арматуру
слоя пластмассы в мм
арматуру слоя пластмассы. На фиг. 6
приведены примеры неправильного (о) и
правильного (б)оформления арматуры в
отношении защиты ее поверхностей, на
которые пластмасса не должна попадать.
На фнг. 7 показаны варианты фик-
сации в прессформе арматуры цилиндри-
ческой формы (выступами и отверстиями).
Точность размеров пластмассовых
деталей
Пластмассовые детали, как правило,
не подвергаются механической обра-
ботке с целью достижения требуемой
точности.
Характер факторов, вызывающих рас-
сеивание размеров этих деталей, опре-
деляется в основном характером эле-
ментов детали, взаимное положение
которых определяет размер.
В табл. 2 приведены формулы, в ко-
, торых дана зависимость полных полей
рассеивания пластмассовых деталей от
факторов, вызывающих это рассеивание.
Очевидно, что допуски, назначаемые на
размеры деталей, не должны быть больше
соответствующих полей рассеивания.
В табл. 2 также даны формулы для опре-
деления размеров формующих элементов
прессформ.
В табл. 2 приняты следующие обозначе-
ния: —номинал размера детали; Угоах и
Ущщ — наибольшая и наименьшая рас-
четные усадки прессматеридда (в отно-
сительном выражении, а нев°/0); Угр —
среднее значение расчетной усадки
(УСр _ Утвх±УпПп) . |юле рас.
сеивания, вызываемое колебанием усад-
ки, определяемое по формуле
&ус “ ^б (Угаах — У я1п)-
Далм принимаются
Ди-К — допуск на изготовление соответ-
ствующих формующих элементов пресс-
формы; исходя из среднеэкономической
точности инструментального производ-
ства, Дазг рекомендуется принимать по
3-му классу точности; Диаа — двусторон-
ний износ поверхностей формующих
элементов; значения
следующие:
Число перехромнро
оания
Прессформа
ие перехромируечеи
2
3
Значение 4^
» ММ
0,02
0/М
0.1
0,2
Д„бл — поле рассеивания, связанное с
колебанием толщины облоя (учитывается
только в прессформах компрессионного
прессования) (Дой_, - Лт„ - hmin, где
йтлх и л min — наибольшая и наименьшая
толщины облоя); при упоре пуансона не
на дно загрузочной камеры, а на опор-
ные плоскости, связанные с верхней и
нижней частью прессформы. значение
hmin рекомендуется принимать равным
0,2 мм, тогда йтжх при соответствую-
щих размерах каналов для выхода из-
быточного прессматериала не будет пре-
вышать 0,25 мм (т е. Дрбл — 0,05 мм);
дэ—наибольший зазор между стерж-
нем (формующим или фиксирующим
арматуру) и посадочным отверстием
прессформы; прн неподвижных посадках
этих стержней с — 0; Дхо — наиболь-
ший зазор между фиксирующим элемен-
том формы и фиксируемым элементом
арматуры
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ из ПЛАСТМАСС ПРЕССОВАНИЕМ 593
Таблица 2
Фоэмулы для определения размеров формующих элементов прессформ
— Характеристика размера Обозначе- ние pay* мера на эскизе Полное поле рассеивания размера Номинальный размер соответствующего элемента прессформы
Охватывающие размеры Л, 3 4 ус *" 4изз + 4«л« L6 (* max) + &изг 4язя
Охватываемые размеры, не зависящие от толщины облоя д. н Ld (1 + У mln) ~ 4из» — 4пл«
Охватываемые размеры, за- висящие от толщины облоя А. П 4 ус *" 4пи + 4 язи 4обл М‘ + Уп>1п)- — 4илг — 4или ~ '’mln
Межосевые расстояния: а) двух гладких отверстий нлн двух резьбовых отверстий, формуемых в пластмассе б) двух арматур 4ус + 4пзг + 24з.с 4ус + 4яя + а(4з.в + йа.с) М' + %)
Размеры, определяющие по- ложение оси относительно охватывающей поверхности: а) гладкого или резьбо- вого отверстия б) арматуры к И 4ус + 4пза + 4а.г + + °-54«« 4ус + 4изг + 4а. с + + Лз. а + 0,54 нзн
Размеры, определяющие по- ложение оси относительно охватываемой поверхности: а) гладкого или резьбо тюго отверстия б) арматуры м в 4ус + 4 яла + 4 л. с + + «4яли 4уе + 4яза + 4з.с + + 4з.аЧ'(’,54«лн ^О + ^р)-0'5^ i
Примечания: 1. Формулы лля определения размерен формующих мемсптоа прессформ
даны для одностороннего расположения поля рассеивания в тело детали (лля отверстии а плюс,
а Лля валов в минус).
2. В формулах лля размеров, определяющих положение осей формуемых отверстий или арма-
туры, принимается, что полное поле рассеивания распределено равномерно в обе стороны относи-
тельно номинального размера.
38 Том 5
1412
594 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Для метрической резьбы, формуемой
в пластмассе, формулы для определения
полных полей рассеивания параметров
резьбы и формулы для определения но-
минальных размеров соответствующих
параметров формующих резьбовых зна-
ков и колец приведены в табл. 3.
В табл.З приняты следующие обозначе-
ния: Дизг.ш— допуск на изготовление шага
соответствующих формующих элементов
прессформы; среднеэкономической точ-
ностью изготовления шага принимается
допуск ± 0.01 мм; п — число ниток на
длине свинчивания; txP— толщина хро-
мового покрытия на сторону, обычно
принимается равной 0,01 мм; ^изг,ср —
допуск иа изготовление среднего диа-
метра dfp резьбы формующих элемен-
тов; среднеэкономической точностью
изготовления dcp принимается З-й класс
точности; допуск на изготовление
внутреннего диаметра резьбы формую-
щего стержня d9lt rm и наружного диа-
метра резьбы формующего кольца dHap- к;
— допуск на изготовление наружного
диаметра резьбы формующего стержня
d„ap.cm и внутреннего диаметра резьбы
формующего кольца d„„ к.
Исходя из формул,’ приведенных
в табл. 2 и 3, и на основании принятых
численных значений параметров в этих
формулах (в соответствии с конкретными
условиями производства) разрабатыва-
ются таблицы полей рассеивания для
каждого вида размера, которыми и сле-
дует пользоваться в практической ра
боте при назначении допусков.
Способы прессования
По принципу заполнения пластмассой
формующей полости прессформы суще-
ствует два способа изготовления деталей
Таблица 3
Формулы для определения размеров формующих резьбовых зааков и колеи
Параметры резьбы Полное поле рассеивания Номинальный размер соответствующего параметра формующего стержня или кольца
Средний диа- “*л> чср ‘•732(4в«.ш + + Дус«0 + + А 4- из/. ср “ ★“„“ср+^хр Формующее резьбовое кольцо %. <- dcp - 1, И» (“им. Ш + V) + “им. ср + *хр~ ~ mln^cpl Формующий стержень dcp. ст= “ср. + Ь73» (*«,. ш +Ут1х"0 + “им. ср + -•-УтюЛр-Н'лр
Шаг резьбы / НЛИ АЛИНК свмимим- мия nt “им. ш + '+V'
Внутренний диаметр гай- кн авн . и наружный диаметр бол- « “нар. 6 “им +2txp+“vc Формующий стержень “лк. cm- d,u. а 0 + Ут.х) + “им + <М0^М., Формующее резьбовое кольцо duap. р— “нар. б 0 +Уш1п) “ “им ~2t хр
Наружный диа- метр гайки “кар., м внутренний диаметр бол- « duu.6 “им + 21хр+ 4 ус Формующий стержень duap ст~dкар. г 0 +У max)'*’ “им Формующее резьбовое кольцо а»к. ц— ави. 6 0 *'.Ут1п) ” 2,хр ~ “им
Примечание. В привелениых выше формулах принимается, что износ поверхности фор- мующих мемеитоо прессформы равен толщине хромового покрытия. • (НО) — нижнее отклонение
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС ПРЕССОВАНИЕМ 595
из пластмасс: способ компрессионного
прессования и способ литьевого прессо-
вания.
Способ компрессионного прессования.
Прессование данным способом произво
дится на гидравлических прессах или
иа прессах с механическим приводом.
Часть формующей полости прессформы
выполняется в
дне загрузоч-
ной камеры, а
остальная (за-
мыкающая)—на
нижней торце-
вой поверхно-
сти пуансона
(фиг. 8).’ Пресс-
материал, по-
мещенный в за-
Фиг. 8.
грузочную ка-
меру нагретой прессформы, подлействием
тепла и давления переходит в пластиче-
ское состояние и в конце прессования
спрессовывается в объем формующей по-
лости. Затем после выдержки в течение
0,8—1,5 мин. (в зависимости от марки
прессматериала) на I мм толщины изде-
лия последнее удаляется нз прессформы.
В процессе прессования давление не
остается постоянным. До полного смы-
кания частей прессформы давление под-
держивается максимальное, выдержку
же изделия в прессформе производят под
пониженным давлением (12—15 кГ/см*).
Удельное давление прессования зави-
сит от марки прессматериала и конфигу-
рации изделия. Для пресспорошков ти-
па К-18-2, прессуемыхбез предваритель-
ного подогрева, удельное давление при-
нимается равным 150—350 кГ/см*. а
^при прессовании с подогревом 125—
250 кг]см\ Волокнистые прессматери-
• алы прессуются при давлении 3Q0—
I? 1000 кг!см' и аминопласты — при ла-
V влении 300—400 кГ/см*.
При подборе давления прессования
необходимо учитывать, что требуемое
удельное давление возрастает с умень-
шением толщины стенок н увеличением
их высоты.
При прессовании толстостенных изде-
лий из прессматериалов с повышенным
содержанием влаги необходимо после
приложения давления переключать
пресс и выводить пуансон на 8—10 мм
из загрузочной камеры с целью удале-
ния газов, после чего производить
окончательное прессование. Перед прес-
сованием термореактивные пресспорощ-
кн и волокнистые прессматерналы реко-
мендуется предварительно подогревать
в термостатах, т. в. ч. или инфракрас-
ными лучами. Предварительный подо-
грев прессматериалов снижает требуе-
мое удельное давление прессования,
уменьшает износ прессформы, умень-
шает колебание усадки и улучшает
физико-химические свойства деталей.
Для удобства подогрева, а также для
уменьшения объема загрузочных камер
прессформ прессматериал предвари-
тельно таблетируется.
Таблетирование производится на спе-
циальных автоматических таблетировоч-
ных машинах и представляет собой
прессование материала в холодном
состоянии без изменения его физических
и химических свойств (за исключением
удельного объема). Прессматерналы
типа К-18-2 подогреваются при темпе-
ратуре воздуха в термостате 185 ± 10°С
В течение 3—6 мин., а прессматерналы
К-21-22 — при температуре 90 ± 10° С
в течение 10—20 мин.
Недостатками компрессионного прес-
сования являются: а) более продолжи-
тельная выдержка детали в прессформе
и менее однородная структура, чем прн
литьевом прессовании, б) опасность по-
явления трещин в разностенных деталях.
Конструктивными признаками дета-
лей, изготовляемых компрессионным
прессованием, являются; а) отсутствие
двусторонней (проходной) арматуры и
арматуры, расположенной перпендику-
лярно направлению прессования; б) от-
сутствие отверстий с соотношением их
глубины к диаметру более 3, в) пони-
женные требования к равномерности
структуры детали и точности ее высоты.
Способ литьевого прессования. При
этом способе прессования формующая
полость прессформы
выполняется отдельно
от загрузочной каме-
ры. Пластифициро-
ванный прессмате-
риал .под давлением
из загрузочной ка-
меры поступает в по-
лость через специальные литниковые
каналы (фиг. 9).
Литьевое прессование производится
па гидравлических прессах, механиче
скнх прессах или на специальных литье-
вых машинах (фнг. 10). В этих маши-
нах прессматериал 2 автоматически по-
дается из бункера / в цилиндр 3.Проходя
через цилиндр, материал становится
пластичным и плунжером 4 проталки-
Фиг. я.
38*
596 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
вается к соплу, затем через централь-
ный литник 6 и литниковые каналы 7 —
в формующую полость 8 прессформы
После охлаждения водой, протекающей
через каналы 9, изделие выталкивате-
лями 10 удаляется из прессформы.
Фнг. 10.
Удельное давление при литьевом прес-
совании в 1,5—3 раза больше, чем
при компрессионном прессовании. Вели-
чина его зависит от марки прессмате-
риала и 4о?мы Д(тали. Оно устанавли-
вается для каждой конкретной детали
практически.
Конструктивными признаками дета-
лей, изготовляемых литьевым прессо-
ванием, являются: а) наличие в детали
проходной арматуры; б) повышенные
требования к точности высоты детали
и концентричности ее элементов; в) тон
костенность детали (до 0,5 ж.«); г) нали-
чие отверстий глубиной, превышающей
утроенный диаметр; д) повышенные
требования к прочности деталей.
Выбор типа прессформы
Прессформы в зависимости от способа
прессования подразделяются на пресс-
формы компрессионного прессования и
прессформы литьевого прессования, а по
способу соединения с прессом и их
обогрева — на прессформы съемные и
стационарные.
Съемные прессформы не имеют жест-
кого крепления с частями пресса и после
каждой запрессовки снимаются с него
Разъем стационарных прессформ и уда-
ление из них деталей производятся вне
основного пресса. Нагрев этих пресс-
форм производится от нагревательных
плит, монтируемых на прессе.
Стационарные прессформы своими ча-
стями жестко соединяются с плитами
пресса и снимаются с него только после
изготовления заданной партии деталей.
Удаление деталей из стационарных пресс-
форм производится выталкивающими
устройствами, действующими от вы-
талкивающего плунжера пресса. Обо
гревательные элементы монтируются
в деталях пакета прессформы.
Съемные прессформы. Прессформы
компрессионного прессования с одной
горизонтальной плоскостью разъема (см.
фиг. 8) применяются для прессования
деталей, съем которых может быть про-
изведен выталкивателями 1, подводи-
мыми непосредственно под изделие или
через арматуру 2. Эти прессформы бы-
вают с загрузочной камерой (см. фиг. 8)
или без нее (фиг. 11). Последние, назы-
ваемые прессформами открытого типа,
неэкономичны в отношении расхода
прессматериала, и структура детали полу
чается невысокого качества. Положитель-
ной стороной таких прессформ является
отсутствие в них трущихся частей, что
Фиг. II.
Фиг. 12.
удлиняет срок их службы. В прессфор-
мах с загрузочной камерой для выхода
избыточного прессматериала на пуансо-
не 3 (см. фиг. 8) и обойме 4 делаются
специальные каналы.
Прессформы компрессионного прес-
сования с двумя горизонтальными пло-
скостями разъема (фиг. 12) имеют загру-
зочную камеру и
предназначены для
прессования дета-
лей типа тонко-
стенных корпусов
и втулок, удале-
ние которых из
прессформы вы-
талкивателями не-
удобно или невоз-
можно.
Клиновые пресс-
формы. В прессфор-
мах этого типа (фнг. 13) удаление деталей
из полости возможно только в направле-
нии. перпендикулярном к направлению
прессования (детали типа катушки).
В клиновых прессформах полость выпол-
няется в двух клиньях 1 и 2, спари-
ваемых друг с другом с помощью на-
правляющих колонок и закладываемых
в обойму Клиновые прессформы при-
меняются для компрессионного прессо-
вания (фиг. 13, а) и литьевого прессе-
i ания (фиг. 13. б). В последних литни-
ковая щель образуется между клиньями.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС ПРЕССОВАНИЕМ 597
Литьевые прессформы с не-
разъемными вертикальными
литниками (см. фиг. 9) имеют
специальную плиту / для разрыва лит-
ников. Этот тип прессформ применяется
для деталей, у которых места для подво-
да литников удобны для зачистки
последних.
Литьевые прессформы с го-
ризонтальными литниками
(фиг 14) делаются всегда многоместными
и применяются для прессования малога-
баритных деталей. Литниковые каналы
в этих формах, так же как и в клино,
вых. разъемные. Другие варианты разъ.
емных литников показаны на фиг. 15
Суммарная площадь сечения литнико-
вых каналов зависит от удельного давле-
ния прессования, марки прессматериала.
объема и формы детали. Практикой уста-
новлено, что при прессовании из пресс-
материалов К-18-2 н К-21-22 литники
с площадью сечения 1 мм! заполняют
2—2,5 см3 формующей полости при дав-
лении в загрузочной камере 400 кГ/см3.
при этом наиболее удаленные от лит-
ников элементы формующей полости
находились на расстоянии 60 мм и
имели высоту (щель полости) 3 мм.
Стационарные прессформы. Удаление
деталей в этих прессформах произво-
дится специальными выталкивателями /
(фиг. 16), приводимыми в движение от
выталкивающего плунжера, с которым
Фиг. 16
они через промежуточные монтажные
детали связываются хвостовиком 2.
В случаях, когда выталкивание иэ
матрицы производится формующими
598 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
стержнями, удаление детали произво
дится при опускании выталкивающего
плунжера с помощью вилки. Ограни-
чение хода пуансона производится упор-
ными планками 4.
В клиновых стационарных прессфор
мах в плите 3 монтируется не матрица,
а обойма, в которую вставляются
клинья. При окончании процесса прессо-
вания клинья выталкиваются из обоймы,
снимаются и разбираются. Стационар-
ные прессформы лля литьевого прес-
сования на прессах в большинстве слу-
чаев целесообразно делать клиновыми.
Материалы для изготовления
прессформ
Детали прессформ, соприкасающиеся
с прессматериалом и имеющие сложную
конфигурацию, изготовляются из стали
12ХНЗА или стали ХВГ и подвергаются
закалке до /?с = 50 ч- 55 (для очень
сложной формы) или Rc = 55 ч- 58
(для менее сложной формы). Детали,
имеющие простую конфигурацию (ци-
линдрические стержни, выталкиватели
и др.), изготовляются из стали У8А
и закаливаются до /?с = 50 ч- 55. Мон-
тажные детали прессформ изготовляются
из стали 50 нлн 20. Из них обоймы,
пуансонодержатели, верхние и нижние
плиты подвергаются закалке или цемен-
тации с последующей закалкой до
/?с = 45 ч- 50 Направляющие колонки
и втулки изготовляются из стали У8А
и закаливаются до = 45 ч- 50
При изготовлении формующих по-
лостей методом холодного выдавлива-
ния матрицы делаются из стали 10
или 20, цементуются на глубину 1—2 мм
и закаливаются до /?с = 50 ч- 55.
Поверхности деталей прессформы, со-
прикасающиеся с прессматериалом, дол-
жны иметь чистоту обработки VWV12.
Эти поверхности подвергаются хроми-
рованию и затем полируются до зеркаль-
ного блеска. Толщина хромового покры-
тия 0,005—0,01 мм на сторону.
НЕКОТОРЫЕ МЕТОДЫ
ФОРМОВАНИЯ ДЕТАЛЕЙ
ИЗ ПЛАСТМАСС
Литье без применения давления. Для
изготовления изделий простейшей кон-
фигурации и заготовок применяется
метод литья в формы без применения
давления. Исходными материалайи слу-
жат преимущественно термореактивные
фенолформальдегидные смольг типа нео-
лейкорита и некоторые термопластич-
ные смолы. Так, например, заливкой
эфира метакриловой кислоты в формы
из полированного стекла и последующей
блочной полимеризацией получают ли-
стовое (литьевое) органическое стекло, а
из этил целлюлозы, наполнителя, пла-
стификатора и стабилизатора сплавле-
нием и последующей отливкой в метал-
лические формы можно, например, по-
лучить пуансоны для штамповки листо-
вых материалов на падающих молотах.
Изготовленные таким путем пуансоны
эффективнее в 1</з~2 раза в эксплу-
атации и в 7—8 раз легче свинцовых
пуансонов.
Формование изделий из слоистых
прессматериалов. Различают несколько
методов формования: автоклавный, ва-
куумный, пневматический и гвоздевой.
Наибольший интерес представляют пер-
вые два метода и комбинация второго
метода с третьим.
А в т о к ла в н ы й метод* формова-
ния осуществляется в формах позитив-
ного (фиг. 17) и негативного (фиг. 18)
типа под воздействием тепла (обычно
электронагревателя) и внешнего давле-
ния упругой среды автоклава, переда-
ваемого на формуемое герметизирован-
ное, с помощью резинового мешка, изде-
лие.
Необходимое для прессования ми-
нимальное давление 1—2 кГ/см* соз-
дается нагнетаемой в автоклав водой
обычной температуры. Оно может быть
повышено до пределов, допускаемых
прочностью автоклава. Размер автоклава
может достигать нескольких десятков
метров по длине и 3—5 м в диаметре.
Автоклавным методом достигается полу-
чение плотных по структуре, высоко-
прочных изделий больших габаритов.
Нагрев формуемого изделия произво-
дится электронагревателями, вмонтиро-
ванными в гибкую матрицу (фиг. 17
и 18) или болван (форму).
Теплота, развиваемая нагревате-
лями, расходуется на полимеризацию
связующего формуемого изделия, а вода
автоклава остается холодной.
Для изготовления изделий относи-
тельно небольших габаритов исполь-
зуется метод прессования без при-
менения автоклава.
• Ризрабптан инж, В. П. Терсбининым.
НЕКОТОРЫЕ МЕТОДЫ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
S99
Сущность метода заключается в сле-
дующем: на полый жестко закреплен-
ный перфорированный металлический
пуансон (внешние контуры пуансона
соответствуют внутренней поверхности
Фнг. 17. Схема автоклавного формования на
позитивной форме (по методу инж. Б. П. Тере-
беинна): / — автоклав: 2 — выпускное от-
верстие; 3— форма; 4 — паз для элементов
жесткости; 5 — покрывало, заменяющее рези-
новый мешок; 6 — патрубок для вакууми-
рования воздуха; 7 — формуемое изделие;
в — вагонетка; 9 — патрубок для ввода среды,
создающей давление или давление и обогрев;
10 — гибкая матрица с злсктрообогревом.
Фнг. IB. Схема автоклавного формования на
негативной форме (обозначения те же. что
на фиг. 17)
формуемого изделия) надевается резино-
вый чехол из термостойкой резины,
а полость пуансона заполняется водой.
Для нагрева воды внутри пуансона
устанавливают электронагреватели или
паровые змеевики. На пуансон накла-
дывают пропитанные связующим слои
ткани (заранее вырезанные по соответ-
ствующим шаблонам) и формуют изде-
лие. Формование внешнего контура из-
делия осуществляется с помощью жестко
закрепляемой разъемной матрицы, а вну-
треннего контура — с помощью резино-
вого чехла, который, растягиваясь под
воздействием воды, поступающей из по-
лости пуансона, передает давление,
равное 2 — 3 кГ/см3, формуемой заго-
товке. Для уменьшения перепада темпе-
ратуры между пуансоном и матрицей
в последнюю вмонтирован электронагре-
ватель.
Вакуумный метод формова-
ния крупногабаритных изделий (кор-
пуса лодок, кузова автомобилей и др.)
из слоистых пластмасс осуществляется
аналогично автоклавному методу, но
при атмосферном давлении. Вакуум со-
здается в чехле из прорезиненной тка-
ни, служащем для герметизации формы
с формуемым изделием. Для формова-
ния слоистых изделий вакуумным ме-
тодом применяются стеклоткань и хлоп-
чатобумажная ткань, пропитанные или
смазанные полимеризационной смолой
полиэфирного термореактнвного типа •.
Для устранения прилипания формуе-
мого изделия к поверхности формы
последнюю следует предварительно сма-
зать составом на основе поливинилового
спирта, воды и глицерина или обло-
жить слоем целлофана. Хорошие резуль-
таты дает предварительная промазка
поверхности формы 20%-ным раствором
пчелиного воска в бензине. Слой целло-
фана прокладывается также между гиб-
кой матрицей и формуемым изделием.
Температура при вакуумном формо-
вании изделий нз слоистых прессмате-
риалов находится в пределах 80— 120вС
(для связующего типа БФ-140—150°С),
время выдержки от 2 до 10 мин. на
1 мм толщины изделия в зависимости
от химической природы связующего и
толщины прессуемого изделия.
При запрессовке вакуумным методом
элемента изделия с малым радиусом
кривизны рекомендуется создать допол-
нительное давление в местах наиболь-
шей кривизны посредством установки
* Для ггнх же целей используют прожит-
леиности и модифицированные фенольные
смолы, выделяющие и процессе отвердения по-
бочные газообразные продукты реакция, что
усложняет процесс получения вакуумным ме-
тодом качественных изделий, в частности бс'
вспучивания слоев.
600 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
соответствующей обоймы со шлангом, в
который подается воздух нли вода давле-
нием 3—5 ати.
Формование изделий из листовых
термопластических материалов. Ваку-
умный метод формования приме-
ним для изготовления из листового
органического стекла деталей со сфери-
ческой поверхностью и высокими опти-
ческими свойствами. Сущность процесса
заключается в следующем. Из органи-
ческого стекла вырезают заготовку с при-
пуском 2,3—2,5% на термическую усад-
ку. Заготовка нагревается до 140—150“ С
в термостате или инфракрасными лам-
пами, выдерживается при этой темпе-
ратуре в течение примерно 5 мин. на
1 мм толщины заготовки для полного
размягчения органического стекла и
подвергается формованию.
Для изготовления полусфер заготовка
органического стекла закрепляется при-
жимным кольцом вакуум-аппарата, пред-
ставляющего собой полый открытый
цилиндр, и разогревается инфракрас-
ными лампами. При достижении необ-
ходимой степени размягчения нагрев
прекращают и включают вакуумный
насос; создаваемым при этом вакуумом
заготовка втягивается внутрь аппарата,
образуя с помощью проходного кольца
вакуум-аппарата полусферу. Степень
вытяжки регулируется автоматическим
выключением и включением вакуум-
насоса. Преждевременное охлаждение
формуемой заготовки недопустимо.
Недостатком метода является нерав-
номерность вытяжки при формовании,
приводящая к неравномерной толщине
изделия. Для получения изделий со
сферической поверхностью из других
листовых термопластических материа-
лов (целлулоида, винипласта) необхо-
димая температура и время выдержки
устанавливаются практически в зави-
симости от толщины формуемых листов
и природы материала.
Формование гибкой, вы-
тяжкой и вакуумом. Для полу-
чения деталей простейшей конфигура-
ции заготовки из органического стекла
нагреваются до 100—115° С и формуются
на оклеенной фланелью (лучше безвор-
совой тканью тонкого переплетения)
или.замшей деревянной форме-болванке.
Прижим заготовки к болванке произ-
водится вручную с помощью фланели.
Детали из органического стекла с не-
высокими оптическими свойствами фор-
муются с помощью оклеенных фланелью
деревянных форм (пуансона н матрицы)
с применением для избежания отпечат-
ков минимально необходимого давле-
ния, часто ограничиваемого весом пуан-
сона. Для подобного рода деталей может
быть также использован метод
формования с 'помощью
пуансона через проход-
ное кольцо.
Детали средних размеров повышен-
ной толщины (8—10 м.н), с небольшой
кривизной, которые должны обладать
высокими оптическими свойствами, фор-
муются из разогретого до 115—120° С
оргстекла на болванке с при-
жимом формуемой заго-
товки окантовочной рам-
кой, соответствующей профилю фор-
мы; края рамки должны быть обиты
замшей илн тканью. Крупные детали
толщиной 8—12 мм и более, со значи-
тельной кривизной в различных направ-
лениях, формуются из органического
стекла, разогретого до 125—135° С, мето-
дом обтяжки (с вытяжкой на болванке).
Лучшие результаты дает метод вакуум-
ного формования изделий путем втяги-
вания разогретой заготовки воздухом
в негативную форму. Заготовка, будучи
в размягченном состоянии, под воздей
ствием вакуума облегает форму и при
нимает контуры последней.
Для устранения внутренних напря-
жений в органическом стекле, являю-
щихся причиной образования так назы-
ваемого .серебра* и трещин, особенно в
местах крепления и пережимов, осте-
кленные элементы конструкций до мон-
тажа на машину подвергаются терми-
ческой обработке — отжигу при 70—
80° С в течение 6 час. Готовые изделия
покрывают защитной казеино-глнцери-
новон пленкой или бумагой.
Метод выдувания и другие методы
Прн изготовлении деталей из целлу-
лоида последний разогревают в горя-
чей воде до 90—954С, помещают в разо-
гретую форму и подвергают прессованию
на винтовом или эксцентриковом прессе
при 1—2-минутной выдержке под дав-
лением.
Для получения пустотелых изделий
из термопластов применяют метод вы-
дувания паром или воздухом. Процесс
ведут при температуре ниже температу-
ры текучести. Для получения полых из-
делий, например, из двух листов целлу-
лоида, последние помещаются в нагретую
форму, а воздух или пар вводится между
листами. Зажатые между краями пресс-
НЕКОТОРЫЕ МЕТОДЫ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
601
формы листы сплавляются (или склеи-
ваются) и образуют пустотелое изделие.
Процесс прессован и я осу ществл яется при
температуре прессформы 100—105° С,
выдержке в течение 0,5—1,5 мин.,
давлении острого пара (для выдувания)
4 ати, удельном давлении 150—
200 кГ/смг, давлении сжатого воздуха
(для охлаждения) 2—3 ати. Выду-
вание изделий из органического стекла
производят по аналогичному способу,
но вместо пара применяют неподогре-
ваемый воздух, а заготовки предвари-
тельно нагреваются в термостате. Полу-
чение полых изделий из винипласта
требует предваоительной термообра-
ботки при 180° С и последующего охла-
ждения, чем достигается увеличение
толщины листа на 4—5% и усадка
2—3% в направлении вальцевания и
1% в направлении, перпендикулярном
к нему.
Оптимальной температурой нагрева
материала перед формованием является
~130°С, при которой достигается ми-
нимальная деформация изделия при
повторном нагревании.
Метод термопластического (последую-
щего) формования изделий из термо-
реактивных слоистых пластиков (тексто-
лита и др.). Листовой текстолит, ие
полностью отвержденный при прессова-
нии, после кратковременного * равно-
мерного нагрева до температуры 150—
175° С быстро помещают между гладкими
поверхностями пуансона и матрицы,
которые сжимаются в зависимости от
толщины листа, сложности профиля и
глубины формуемого изделия до давле-
ния 0,5—7 кПсм*. Матрица должна
иметь конусность, а диаметр пуансона
должен быть меньше номинального вну-
треннего диаметра изделия. Зазор ме-
жду пуансоном и матрицей должен
быть на 10—15% больше толщины фор-
муемой заготовки.
Перенос заготовки и ее формование
в изделие должны осуществляться за
6—10 сек., так как через 15 сек. закан-
чивается процесс отверждения и формо
ванне становится невозможным.
Нагрев заготовки производится в
жидкостях, обладающих высокой точкой
кипения, в термостатах с принудитель-
ной циркуляцией воздуха; токами высо-
кой частоты или лампами инфракрас-
ного излучения до температуры, зави-
сящей от толщины и марки материала.
* Время нагрева устанавливается опытом.
Например, температура подогрева сте-
клотекстолита марки КАСТ толщиной
1,2 мм 200°С, а марки КАСТ-В 230°С
при времени подогрева в термостате
90 сек.
В мелкосерийном производстве формы
изготовляются из сухой древесины,
а в крупносерийном и при повышенных
требованиях к точности изделий — из
древесных или композиционных пласт-
масс, а также из алюминиевоцинкового
сплава.
Охлаждение металлической формы
в процессе изготовления деталей произ-
водится сжатым воздухом либо водой,
подаваемой через специальные каналы
прессформы.
После выгрузки из формы изделие
помещают на шаблон во избежание
коробления.
Метод последующего формования слои-
стых пластиков применяют для изгото-
вления деталей незначительной глубины,
а также деталей с однородными и тонки-
ми стенками толщиной не выше 3 мм.
Метод штамповки (вырубки) и гнутья.
Плоские детали из термопластичных
материалов (органическое стекло вини-
пласт, целлулоид и др.) и прессован-
ных слоистых пластиков можно полу-
чить методом вырубки, для чего
применяют пуансон и вырубное кольцо.
Перед штамповкой термопластов их
разогревают до требуемой пластичности,
разогрев же листов текстолита и гети-
накса толщиной до 1 —1,5 мм не обя-
зателен. Из текстолита, например,
получают вырубкой шайбы, прокладки,
панели и другие мелкие детали
Для штамповки вытяжкой
изделий из фибры заготовку предвари-
тельно вымачивают в воде комнатной тем-
пературы (в течение 1,5—2 час. на 1 мм
толщины) и устанавливают в вытяжном
(обычно из фанерных плит) штампе
с прижимным кольцом. Поверхность
штампа и фибру предварительно при-
сыпают тальком или графитом. Штам-
повка осуществляется на гидравли-
ческом прессе со скоростью движения
пуансона 100 mmJmuh После снятия
прижимного кольца и обрезки гофра
заготовку вместе с пуансоном переносят
в сушильную камеру, где производится
сушка примерно в течение 12 час.
при 65—70°С и относительной влажности
воздуха f—39±5%; затем отштампо-
ванную деталь с помощью отжимного
кольца снимают с пуансона иа прессе
и помещают на шаблон с целью конди-
602 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
цнонирования по влажности и устра
нения возможного коробления.
Зазор между пуансоном и матрицей
прн штамповании фибры устанавли-
вается равным толщине материала до
его увлажнения.
Гнутью могут подвергаться фибра,
древеснослонстые пластмассы н другие
листовые пластики.
Фибру гнут при 10—12% влажности
на гибочном станке. Для компенсации
последующего (после гнутья) распрямле-
ния фибры следует увеличить угол из-
гиба против заданного на 10—16’.
Листовые древеснослои-
стые пластмассы толщиной
1—2,5 мм подвергаются гнутью после
выдержки в течение 2—3.5 часа в горя-
чей воде при температуре 95—98° С. Для
листовой дельта-древесины толщиной
до 2 мм с числом слоев 5—11
отношение радиуса кривизны к толщине
материала при изгибе вдоль волокон
верхнего слоя —«рубашки» должно быть
не менее 25, а в перпендикулярном на-
правлении — не менее 15.
Склеивание. Основным способом соеди-
нения пластмасс между собой, а также
с металлом является склеивание. Клее-
вое соединение прочнее, надежнее и эко-
номичнее соединений на заклепках.
Клеи, применяемые для склеива-
ния пластмасс с металлами и различ-
ными неметаллическими материалами,
см. т. 6, гл. Vlil.
Поверхности, предназначенные к скле-
иванию, должны быть шероховатыми
и чистыми. Это достигается пескоструй-
ной обработкой, а в отдельных случаях
обработкой резанием или наждачным
полотном с последующим удалением
пыли, загрязнений и жира.
Склеивание универсальным карбиноль-
ным клеем указанных материалов тол-
щиной более 5 мм производится при
удельном давлении 1—5 кГ/см*.
В случае применения карбинольного
клея с перекисью бензоила в качестве
катализатора время выдержки под
давлением равно 12 час. при Г —45° С
и 24 час. при ( “ 20-г 25’С, а с азот-
ной кислотой 3—5 час.
Склеивание фенол ьио-бутварными
клеями БФ-2 и БФ-4 производится при
температуре 140—150’С, давлении 5—
10 кг/см* и времени выдержки 30—
60 мин. Прн увеличении времени вы
держки до 6 час. температура запрес
совки может быть снижена до 120—
125’С. Прочность и стойкость клеевого
соединения в этом случае получаются
несколько выше, чем в случае приме-
нения карбинольного клея.
Склеивание текстолита, Ге-
тинакса и древеснослоистых пластмасс
целесообразно производить клеем типа
ВИАМ-Б-3, который не требует примене-
ния высокого нагрева и сложной тех-
нологии. Для склеивания клеем ВИАМ-
Б-3 металла с неметаллом или металла
с металлом применяется подслой из
клея БФ-4 или БФ-2, который перед
склейкой материала подвергается пред-
варительной термообработке.
При склеивании на ус клеем ВИАМ-
Б-3 кромки уса не должны иметь по-
вреждений, а склеиваемые поверхности
должны быть ровными. Длина уса
должна быть не менее 15-кратной тол-
щины склеиваемого материала, а тол-
щина его кромок 0,1—0,3 мм в зави-
симости от глубины фаски склеиваемых
заготовок.
Клеевой раствор ВИАМ-Б-3 наносят
на обе склеиваемые поверхности, и после
открытой выдержки в течение 5—10 мин.
производят сборку склеиваемых заго-
товок. В собранном виде продолжитель-
ность закрытой выдержки должна быть
3—20 мин.
Склеивание производят при темпера-
туре помещения 16—20’С и удельном
давлении 3—5 кГ/см1. Время выдержки
под давлением должно быть 24 часа.
Прн температуре помещения ниже 16’
(но не ниже 10’С) время выдержки уве-
личивают до 40 час.
Для повышения прочности соединения
н ускорения процесса склеивания целе-
сообразно нагревать клеевое соединение
до 50—60“ С в контактных электронагре-
вателях. Время выдержки до включения
нагревателя должно быть порядка
10 мин., а после выключения устанавли-
вается в зависимости от толщины склеи-
ваемого материала (см. табл. 4).
Таблица 4
Выдержка под прессом при склепанная
текстолита клеем ВИАМ-Б-3 при темпера-
туре 50—80° С
Толшина по месту соедине- нна в мм Время пылержки мии.
при включен- ном на гревлтеле после вы- ключения : . .1 гам всего под прессом
До 3 25 15 50
3-7 30 15 55
8-12 35 » 65
13-20 45 25 80
21-30 60 30 11»
г
НЕКОТОРЫЕ МЕТОДЫ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
603
Внешним признаком окончания про-
цесса отверждения клея ВИАМ-Б-3
служит появление розовой или слегка
красной окраски клеевых подтеков.
Темнокрасный цвет свидетельствует о
пережоге клея.
Склеенные детали следует выдержи-
вать до обработки резанием не менее
24 час. Предел прочности при склеива-
нии по клеевому соединению должен
быть не менее 130 кПсм*.
Для склеивания оргстекла обычно
применяют 2—3%-иый раствор стру-
жек оргстекла в дихлорэтане. Клеевой
раствор становится годным по истече-
нии 2—3 суток после его приготовления
и достижения вязкости 100—160 санти-
пуаз. Склеивание производится при
температуре не ниже 5° С. При склеива-
нии следует учесть необходимость бы-
строго удаления растворителя — дихлор-
этана ввиду его агрессивности по отно-
шению к оргстеклу.
Основными видами клеевых соедине-
ний оргстекла являются соединения
внахлестку, на ус, встык с односторон-
ней накладкой и в исключительных
случаях вторен. Длина уса должна
быть не менее 5-кратной толщины ма-
териала. Толщина кромок уса должна
равняться 0,1—0,3 мм в зависимости
от глубины фаски склеиваемых заго-
товок.
Клей наносят тонким слоем (0,5—1мл)
на обе склеиваемые поверхности орг-
стекла. Соединение производится через
1—2 мин. открытой выдержки при обя-
зательном применении вблизи поверх-
ностей, подготовленных к склеиванию,
бумажных прокладок, на которые поме-
щаются резиновые прокладки толщиной
2—4 мм. Излишки клея после запрес-
совки следует немедленно удалять. Про-
должительность сборки и закрытой вы-
держки до приложения давления
должна быть не менее 10 мин. Склеива-
ние стекла толщиной до 3 жж произ-
водится прн удельном давлении 0.5—
1,5 кПсм*, а свыше 3 мм при давле-
нии 2—5 кПсм*. Выдержка под прес-
сом должна быть не менее 4 час.,
а после снятия давления (до дальнейшей
обработки) — не менее 18 час. Если
изделие должно подвергаться гнутью,
то его производят до склеивания.
Для склеивания тонких листовых
пластмасс иа основе полихлорвинила
(типа деци лита) применяется клеЙКД-В2,
а для его сополимера (типа вини-
проза С) — клей КА-В1.
Нанесение клея КА-Bl и соединение
поверхностей производится в течение 5—
10 сек. В случае большой протяжен-
ности клеевого соединения склеивание
производят последовательно отдельными
участками. Для склеивания винипласта
применяют 20%-ный раствор перхлор-
виниловой смолы в дихлорэтане или
в метилен хлор и де. Склейка различных
тканей и тканых изделий производится
клеем БФ-6 прн проглаживании горя-
чим утюгом.
Для приклеивания (привулканиза-
нии) сырой нитрильной и севанитовой
резины клеем Б-10* к металлу—поверх-
ности обезжириваются бензолом и про-
сушиваются в течение 10—15 мин. на
воздухе, затем на них наносится три
слоя клея при последовательном подсу-
шивании каждого слоя сначала на
воздухе в течение 30—60 мин., а затем
в термостате прн температуре от 125—
135° С для первого слоя, 80—90° С для
второго и 55—65° С для третьего. Да-
лее производится привулканизация ре-
зины к металлу при температуре 140—
145°С, удельном давлении 10 кПсм.'* и
выдержке в течение 45—60 мин. Через
8—10 час. после прнвулканизацнн
прочность соединения должна быть не
менее 25 кПсм*.
Подвергаются склеиванию и прессо-
ванные детали. Склейка гладких поверх-
ностей из фено- и аминопластов клеем
БФ-4 производится по соответствующему
режиму после предварительной обра-
ботки и придания им шероховатости, а
прн склеивании резьбовых деталей эта
операция отпадает. Для склейки целлу-
лоида применяют целлулоидный клей —
раствор целлулоида в смеси растворите-
лей: ацетона, спирта и амилацетата.
Для изделий из сложных эфиров целлю-
лозы, например ацетрола, применяют
чистый ацетон или лучше раствор ацетил-
целлюлозы в ацетоне. Для склеива-
ния деталей нз полистирола применяют
бензол, ксилол (или лучше растворы
полистирола в этих растворителях) при
давлении 3—7 кПсм* и выдержке под
давлением 24—48 час.
Склейка пенопластов между собой и
с другими материалами производится
клеями ВИАМ-Б-3 и БФ-2. Поверх-
ности пенопласта, подлежащие склеи-
ванию, прострагиваются, а стеклотексто-
лита опескоструиваются. При склейке
* Хорошие результаты при склейке резины с
металлом дает клей лейкоиат
604 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
с пенопластом дуралюмина последний
должен быть анодирован в серной кис-
лоте с наполнением пленки хромпиком
или горячей водой, а стальные заготовки
должны быть оцинкованы нлн опеско-
струены.
Расход клея ВИАМ-Б-3 150—200 Г/з»2
при одностороннем его нанесении на
поверхность и 100—120 Г/м2—при дву
стороннем.
Продолжительность открытой выдер-
жки клеевого слоя 5—15 мин., а закры
той выдержки до 20 мин.
Склейка пенопластов ПС-1 и ПХВ-1
производится при удельном давлении
от 0,5 до 3 кГ/смг, а склейка ПС-4 и
ПХВ-1 (с удельным весом 0,1 Псм3)
при удельном давлении 0,5—1,5 кПсм*.
Склеивание деталей при температуре
16—30°С производится при выдержке
3—7 час., а при температуре 40—50° С
60—80 мин.
При склейке металла с пенопластом
клеем ВИАМ-Б-3 на чистую обезжирен-
ную поверхность металлической заго
товки или детали предварительно нано-
сят первый подслой клея БФ-2 из рас-
чета 150—200 Г/л»2 с последующей
сушкой при температуре 15—30° С
30 мин. и при температуре 60 — 65° С
не менее 15 мин. После охлаждения ме-
талла наносят второй слой клея БФ-2,
который подсушивают па воздухе в тече-
ние 30 мин. и в термостате при темпе
ратуре 60 ± 5° С в течение 15—20 мин.,
при температуре 120—125° С 60—
70 мин. и при 135—140°С 20—25 мин.
На склеиваемую с металлом поверхность
пенопласта наносят шпателем выравни-
вающий слой клея ВИАМ-Б-3.
В случае склейки пенопласта с пено
пластом клеевой слой на одну из склеи-
ваемых поверхностей наносится не ра-
нее чем через 30 мин. после нанесе-
ния выравнивающего слоя клея.
Сварка. Сварке могут подвергаться
полнхлорвнниловые материалы, терми-
чески пластифицированные и слабо пла-
стифицированные (винипласт), а также
органическое стекло и др.
Сварку органического
стекла производят без присадки,
применение которой, однако, не исклю-
чается и основано на сплавлении свари
ваемых участков.
Свариваемые заготовки органического
стекла предварительно обрабатывают
на ус (отношение длины уса к толщине
заготовки равно 15 : 1, а перекрытие
усов 2—3 .мл») и слегка протирают
по месту сварки дихлорэтаном Через
5—10 мин. заготовки скрепляют по
месту соединения и помещаю: под пресс
между стальными слегка смазанными
веретенным маслом (нлн стеарином)
гладкими прокладками, предварительно
нагретыми до температуры 60—80° С.
Сварку органического стекла произ-
водят при постепенном смыкании плит
пресса и подъеме температуры посред-
ством электронагревателей до 125—135°С.
Продолжительность выдержки при этой
температуре и удельном давлении 5—
10 кПсм,2 составляет 8—10 мин. (для
толщины материала 8—10 мм). Затем
пропускают через трубки сварочного
приспособления воду .для охлаждения
до 30—40’С.
Распрессовку производят после охла-
ждения.
Сварной шов должен быть прозрачным
по всей длине и ширине. При наличии
непрозрачных мест сварка может быть
повторена.
Св.арка винипласта произво-
дится проволокой из слабо пластифици-
рованного полихлорвинила диаметром
2—3,5 мм. Сварка более тонкой прово-
локой дает меньшие усадочные напря-
жения, но она непроизводительна. Рас-
плавление материала по месту сварки
производится воздухом, который, про-
ходя через сварочный пистолет (фнг. 19)
с электронагревателем мощностью 300—
400 am, нагревается до 210—225° С. Для
безопасности работы электрический на-
греватель сварочного пистолета сле-
дует питать током напряжением 24—65 в.
Давление воздуха при сварке должно
быть 0,5 atnu при расходе его 900 а/час.
Сопло сварочного пистолета должно
находиться на расстоянии 5—10 мм
от места сварки и, продвигаясь по
направлению шва, должно равномерно
покачиваться, захватывая небольшой
участок шва и сварочной проволоки.
Угол раскрытия сварного шва для мате-
риала толщиной 1—5 мм следует брать
60°, а для листов свыше 5 мм 70°.
Сварочная проволока подается перпен-
дикулярно шву под слабым давлением
от руки сварщика, обеспечивающим
образование небольшой волны в направ-
лении сваркн.
При сварке следует строго соблюдать
найденный опытным путем режим, не
допуская недогрева и особенно перегрева
материала, сильно влияющего на проч-
ность сварного соединения (при 200° С
материал начинает разлагаться).
НЕКОТОРЫЕ МЕТОДЫ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
605
Прочность сварного шва достигает
0,6—0,8 прочности свариваемого ма-
териала и зависит от типа сварного
шва и качества сварки.
Наиболее герметичным является X-об-
разный шов.
Сварка пленок нз некоторых термо-
пластов производится с помощью роли
ковых электродов и специального при
способления
дительным
сварки (при
Разрез по ЛЯ
13
м-
15
или более высокопроизво-
методом высокочастотной
частоте тока 10—30 мгц)
12
Фиг. 19. Общий вил пистолете для сверки
винипласт* (конструкции И. А. Воронпоил
и И. Н. Черняева): I - спираль ялектро-
обогрева; 2 - иакнлная гайка; 3- махо-
вичок; 4 - колпачок; Л - резьбопля втул-
ка; о —шток; 7 —стопорный винт; У —тру-
бопровод: 9 — корпус; 10 — изолятор;
II — наконечник; 12 — сопло; 13 — шифер-
ная втулка: /4 — изоляционная шайба;
15 — контактная шпилька; 16 — гайка;
11 — ручка: /Ли 19 — пииты.
П
-1)5~*\
а) Между металлическим болтом и
отверстием изделия предусматривать за-
зор с учетом разницы в коэффициентах
линейного расширения болта и пласт-
массы; это особенно важно при мон-
таже конструкций из органического
стекла и его сочетании с металлом.
б) Болты и
винты завинчи-
вать отвертка-
ми и ключами,
Клепка. Листовая дельта-древесина,
стеклотекстолит, отчасти текстолит и
фибра могут подвергаться клепке. При
клепке дельта-древесины следует учи-
тывать, что с увеличением толщины ли-
стов сопротивление смятию падает. Наи-
более выгодным для клепки является
расположение волокон рубашки в об-
шивке под углом 45° к линии шва.
Крепление обшивки из древесных пласт-
масс к каркасу с помощью заклепок
при расположении волокон вдоль и
поперек рубашки не рекомендуется
При клепке впотай целесообразно при-
менять заклепки, у которых внутренние
поверхности головок выпуклы.
Клепка фибры имеет ограниченное
применение, так как она обладает
малым сопротивлением смятию.
Монтаж. Прн монтаже изделий нз
пластмасс должны быть соблюдены сле-
дующие правила.
не требующими приложения давления
выше предела прочности пластмассы.
в) При завинчивании и клепке поме-
щать под головки болтов, винтов и за-
клепок, а также под гайки металличе-
ские шайбы.
г) При посадке детали на металличе-
ские стержни (например, ручки управ-
ления) пользоваться деревянными лег-
кими .молоточками и не допускать тугой
посадки без клея. Рекомендуется заме-
нять тугую посадку резьбовым соеди-
нением.
д) Колодки и ленты для тормозов
сверлить и зенковать с расчетом, чтобы
расстояние от внешней поверхности
головки заклепки до рабочей поверх-
ности тормозной накладки было не
менее 2 мм. Поверхностную смоляную
пленку снимать шлифовальным камнем-
так, чтобы степень прилегания была не
менее 90% поверхности трения. >
606 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Контроль и хранение
Контроль качества прессованных изде
лнй из пластмасс чаще всего проводится
по размерам и внешнему виду. Рентге-
новским просвечиванием деталей из
пластмасс хорошо обнаруживаются ме-
таллические включения, что особенно
важно для деталей ответственного элек-
тротехнического назначения.
Хранить изделия из пластмасс сле-
дует в соответствующей упаковке при
нормальных температурно-влажностных
условиях.
ОБРАБОТКА РЕЗАНИЕМ
КОНСТРУКЦИОННЫХ
ПЛАСТМАСС
Сверление
Сверление пластмасс слоистого строе-
ния. При обработке отверстий в пласт-
массах слоистого строения брак от-
верстий наиболее часто проявляется
в виде отставания слоев наполнителя
около входного и выходного концов
отверстия, прижогов стенок отверстия,
трещин в перемычках между отверстия-
ми и краем листа, вырывания верхнего
или нижнего слоя‘на перемычках между
отверстиями. Указанные виды брака
являются следствием неправильной гео-
метрии режущего инструмента, непра-
вильно выбранного режима резания н
нарушения некоторых правил техноло-
гии механической обработки. Правильно
обработанное отверстие не должно иметь
вырывов на входном и выходном кон-
цах, в верхнем или нижнем слое на
поверхности листа в прилежащей к от-
верстию зоне. Геометрия сверла и режим
резания прн хорошей производитель
ности не должны вызывать прижогов
стенок отверстия.
Выбор материала для режу-
щей части сверла. При обработке
пластмасс волокнистого строения, обла- -
дающих низкой теплопроводностью, теп
лота, выделяющаяся в зоне образова-
ния стружки, почти полностью концен-
трируется на режущих элементах ин
струмента, в результате чего стойкость
последнего сильно снижается. Сверла,
изготовленные нз углеродистой инстру-
ментальной стали, поэтому не обеспе-
чивают высокой производительности.
Применение сверл с режущей частью
нз твердых сплавов часто лимитируется
прнжогом стенок отверстия, возникаю-
щим при высоких скоростях резания.
Наиболее правильно используются
режущие свойства сверд нр стандартных
марок быстрорежущей стали.
Сверление текстолита. Ин-
струмент. Для сверления отверстий
диаметром до 25 мм рекомендуется при-
менять спиральные сверла по табл. 5 и 6*.
Таблица S
Сверла спиральные с коническим
хвостовиком дла саерлення слоистых
пластмасс
Таблица 6
Саерла спиральные е цмлиадрпческии
хаостоааком для сверленая слоистых
пластмасс
Размеры в мм
* Коаструкции сверл предложены автором.
обработка резанием конструкционных пластмасс 607
При применении с.андартных спи-
ральных сверл ширину цилиндрической
ленточки следует уменьшить путем до-
полнительной подточки. Длина части
сверла Z|, на которой производится
уменьшение ширины ленточной фаски,
должна быть больше глубины просвер-
ливаемого отверстия на 5—10 мм
При работе ручными дрелями следует
применять сверла по табл. 7. Величину
заднего угла на пери-
/к ферии сверла следует
принимать равной
/>|кД Несколько худшее
Z/\\. качество обработки
К отверстия дают стан-
/ \ дартные спиральные
1 /Т S/ сверла по табл. 8 без
\ / /у подточки со стороны
\j /г/ передней грани.
У \ Преимуществом этих
/ 77 » сверл перед сверлами
"с подрезающими ре-
Фиг 20 жущими кромками
является более про
стая технология их
заточки. При обработке отверстий дна
метром от 15 до 40 мм целесообразно
применять стандартные спиральные
сверла с геометрией режущей части
представленной на фиг. 20.
При заточке сверл из быстрорежу-
щей стали следует обращать особое
внимание на предохранение от прижо-
гов центра и подрезающих кромок на
периферии сверла.
После заточки и шлифования цнлнн
дрической фаски все режущие кромки
сверла необходимо заправить оселком
Наличие на режущих кромках заусен-
цев и зазубрин не допускается.
Подрезающие режущие кромки сверл
с режущей частью по табл. 5—7 должны
быть остро заправлены только со сто
роны задней грани. Заправка со сто-
роны цилиндрической фаски не допу
скается.
После заточки и заправки вершины
подрезающих режущих кромок должны
находиться в одной перпендикулярной
к оси сверла плоскости. Допускаемое
несовпадение вершин подрезающих ре-
жущих кромок по возможности не
должно превышать одной четверти вели-
чины подачи сверла во время работы
Для обработки отверстий диаметром
более 40 мм в листах текста!ита тол-
щиной до 8 мм рекомендуется приме-
нять циркульные резцы с режущей
Таблица 7
Сверла спиральные с цилиндрическим
хвостовиком для сверления слоистых
пластмасс (к ручным дрелям)
Таблица в
Сверла спиральные с цилиндрическим
хвостовиком для сверления
органического стекла
частью нз твердого сплава или из бы-
строрежущей стали, конструкция кото-
рых приведена на фиг. 21. После заточ-
ки режущие элементы резца должны
быть доведены. При изготовлении режу-
щей части из быстрорежущей стали
радиус при вершине не должен превы-
шать 0,20 мм.
608 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Технологические требования. Для по-
лучения хорошего качества обработки
отверстий в текстолите и других слои-
стых пластмассах необходимо соблюдать
следующие правила.
1. Крепление обрабатываемого мате-
риала на столе станка или в приспосо-
блении должно быть жестким Обраба-
тываемый материал должен плотно при-
легать к опорной поверхности под-
кладки.
2, Поверхность обрабатываемого ма-
териала должна быть перпендикулярна
осн вращения сверла.
3. Сверление отверстий в листах тол-
щиной менее 5 мм должно произво-
диться на подкладке.
4. Подкладки следует изготовлять из
мягких пород дерева. Рабочая поверх-
ность подкладки должна быть ровной
и чисто простроганной. На рабочей по-
верхности подкладок не должно быть
сучков.
5. Применение охлаждающе-смазы-
вающих жидкостей не рекомендуется.
6. Биение рабочего конца сверла
при установке в шпинделе станка во
время работы не должно превышать
0,1 мм.
7. При высоких требованиях к каче-
ству входного и выходного краев отвер-
стий режущие кромки сверла должны
быть особенно остры. При затуплении
режущих кромок ухудшается качество
обработки отверстия.
8. Для улучшения отвода стружки
при сверлении отверстий глубиной бо-
лее 1,5 диаметра сверла следует при-
менять сверла со шлифованными ка-
навками.
9. При расчете точности обработки
отверстий следует учитывать возмож-
ную усадку материала, в результате ко-
торой диаметр отверстия может полу-
читься меньше диаметра сверла на ве-
личину от 0,01 до 0,05 мм.
Режим резания. Режим выбирается,
исходя из стойкости режущего инстру-
мента и требуемого качества обработки
отверстия.
Величина подачи устанавливается
главным образом в зависимости от тре-
буемого качества обработки отверстия.
При работе с весьма малыми подачами
(з < 0,05 мм/об) наблюдается разлох-
мачивание слоев. Лучшее качество об-
работки отверстия получается при
подаче от 0,10 до 0,3 мм/об. При работе
с большими подачами наблюдается от-
слаивание материала на входном или
выходном концах отверстия. Скорость
резания для сверл с подрезающими ре-
жущими кромками выбирается, исходя
из стойкости сверла и требуемого ка-
чества обработки. При обработке тек-
столита сверлами из быстрорежущей
стали наиболее выгодные величины ско-
ростей лежат в пределах 40—50 м/мин.
При правильной геометрии режущей
части сверла обеспечивается хорошее
качество отверстия. При скорости реза-
ния больше 60 м/мин возможны значи-
тельные прижоги стенок отверстия.
Скорость резания v при обработке
текстолита сверлами из быстрорежущей
стали Р9 с геометрией режущей части
по табл. 5—7 можно определить по
формуле
35 О0-3
° " уО.18.^,18 MlMUH
или по табл. 9, при геометрии по табл. 8—
по формуле
50 О0'3 .
V = yU.45-Z0.27 М1М0Н
или по табл. 10
Таблица 9
Скорости резания м)мин при сверлении
текстолита спиральными сверлами
ил быстрорежущее стали с подрезающими
кромками по табл. 5—7
D II «я з п мм)об
0,06 0,1 0,15 0.2 0,3 0,4 0.5
4 6 10 15 20 60.5 56 77 80 55,3 60 70,2 73,1 76 51,3 55,8 66,2 64 70,7 48,8 52,9 61,7 64.3 67 4Ж8 58.3 60 63.5 54,5 56,8 59.1 54,7 57
Таблица Ю
Скорости резания в м;мин прн сверлении
текстолита спиральными сверлами
из быстрорежущей стали по табл. 8
D в им S в мм!об
0.06 0.1 0,15 0,2 0.3 0.4 0.5
4 6 10 15 20 25 64 «5,0 76,1 71,5 55.4 56,3 6« 62 59.5 49,6 SJ.5 59 55.5 53,1 47,3 46 44,8 54,8 51.5 49,4 44 42 49 46 44.2 39,2 45.5 42.6 41 36.4 40 38.5 34.2
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
609
В случае применения сверл из дру-
гих инструментальных материалов в рас-
чет скорости резания вводятся следую-
Фиг 21.
щие приближенные поправочные коэф-
фициенты:
Марка ииструмен- Р9 Х12М 9ХВГ У12А ВК6
тальноЙ стали . Р1Я 1ХВГ УЮА ВКб
Поправочный коэф-
фициент .... 1 0,75 0,6 0,45 2.5
Таблица //
Сверла с постовнным передним углом,
оснащенные твердым сплавом
Сверление гетинакс а.Инстру-
мент. Для сверления отверстий диа-
метром до 20 жж следует применять
стандартные спиральные сверла из бы-
строрежущей стали с геометрией режу-
щей части по табл. 8.
Угол <₽ вместо 70° в данном случае
принимается равным 100—110°. При
сверлении отверстий малых диаметров
в листах толщиной до 6 л.и можно
применять конструкцию сверла, при-
веденную в табл. 11.
Хорошие результаты при обработке
отверстий в гетинаксе дают сверла
с режущей частью из твердого сплава
(табл. 12).
Требования к качеству заточки'сверл
с режущей частью из быстрорежущей
стали предъявляются те же, что и для
сверл при обработке текстолита. При
затачивании сверл с режущей частью из
твердого сплава В Ко или ВК8 должна
быть обеспечена хорошая острота ре-
жущих кромок. Заточку следует про-
изводить на специальном станке шли-
фовальными кругами из карборунда
экстра. Для предварительной заточки
рекомендуется применять круги твер-
39 том 5 1412
Размеры в мм
a
L
Размер
конуса
Морзе
ю
12
II
16
20
23
195
205
215
220
270
285
100
ПО
120
125
1.50
165
М 2
№ 2
N 2
М 2
2* 3
А» 3
90.5
90,5
90.5
90,5
113
113
<7-0.5
<7—0,8
a-о,8
<7—0,8
<7—1,0
a-i.o
достью СМ2 и зернистостью 46—60. для
чистовой заточки — круги твердостью
Ml и М2 и зернистостью 80—100. После
заточки на режущих кромках не должно
оставаться зазубрин, а на задних гра-
нях — глубоких рисок. Хорошие резуль-
таты дает последующая после заточки
доводка рабочих граней сверла пастой
из карбида бора.
610 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Для получения высокого качества
обработки отверстий следует приме-
нять сверла с подрезающими режущими
кромками по табл. 5—7.
Обработка отверстий диаметром боль-
ше 40 мм в листах гстииакса тол-
щиной до 15 мм может производиться
циркульным резцом (фиг. 21) с соот-
ветствующим удлинением головки
резца.
Технологические требования. При об-
работке гетинакса необходимо соблюдать
правила, аналогичные приведенным
выше для текстолита.
Режим резания. Режим выбирается
исходя из стойкости режущего инстру-
мента и требуемого качества обработки
отверстия. Величина подачи устанавли-
вается так же, как при обработке
текстолита. Хорошие результаты полу-
чаются при работе с подачей от 0,1
до 0,2 мм/об. При подаче более
0,3 мм/об наблюдается отрыв волокон
на краях выходного конца отверстия,
а при сверлении отверстий глубиной
более двух диаметров может произойти
застревание стружки в канавках сверла
и задирание стенок отверстия.
Обработка гетинакса со скоростями'
резания больше 60 м/мин вызывает
прижоги стенок отверстия. Уменьшение
ширины цилиндрических фасок сверла
до 0,3 мм способствует уничтожению
прижога стенок отверстия, дает воз-
можность производить обработку на
более высоких скоростях резания.
Скорость резания при обработке ге-
тинакса сверлами из быстрорежущей
стали с углом при вершине ч> = 100°
может быть определена по формуле
30 -О0'3
V “ т-0.34,so,i
нлн может приниматься по табл. 13.
Таблица 13
Скорости резания в м)мин при сверлении
гетинакса спиральными сверлами
аз быстрорежущей стали
D в мм 3 II мм'.об
0,06 0,15 0.3
4 39,5 33 __
6 41,3 35.4 29.9
10 48, 1 40,2 34.9
20 39.2 3.3,9
25 — 36.2 31.4
В случае применения сверл с режу-
щей частью из твердого сплава ВК8
или из других инструментальных мате-
риалов следует пользоваться поправоч-
ными коэффициентами, приведенными
выше для текстолита.
Сверление б а л и и и та. Ин-
струмент. При обработке балииита
рекомендуется применять те же сверла,
что и для обработки текстолита.
Технологические требования. Приве-
денные выше технологические правила
для текстолита применимы и для бали-
нита.
Режим резания. Для получения хоро-
шего качества обработки отверстий реко-
мендуется применять скорости резания
v = 40 -г- 50 м/мин и подачи s = 0,07 ч-
4-0,13 мм/об. При сверлении иа под-
кладке подача может быть увеличена
до 0,2 мм/об. Стойкость сверл по табл. 5
и 6 из стали Р9 при работе с подачей
s=0,13 мм/об и скоростью резания о=
= 41,7 м/мин равна 32 мин.; при s =
=» 0,2 мм/об и о — 54 м/мин стойкость
равна 22 мин.
При хорошем состоянии подрезаю-
щих режущих кромок сверла по табл. 5
могут работать с подачами в 1,5—2
раза большими, чем сверла по
табл. 8.
Сверление прессшпана. Ин-
струмент. Для сверления прессшпану
следует применять сверла по табл. 5—7.
Сверла этого типа хорошо перере-
зают волокна материала и дают чистую
обработку краев и стенок отвер-
стия.
Технологические требования. При об-
работке прессшпана рекомендуется при-
держиваться тех же технологических
правил, которые изложены выше для
текстолита.
Особое внимание следует обращать
на остроту подрезающих кромок. Сверла
с геометрией режущей части по табл. 8
дают значительно худшее качество обра-
ботки отверстия.
Режим резания- Лучшие результаты
получаются при работе на следующих
режимах: при сверлении без подкладки
5=0,07-5-0,13 мм/об и о=20ч-
ч- 50 м/мин; при сверлении на дере-
вянной подкладке s = 0,13 ч- 0,2 мм/об
и о = 20 ч- 50 м/мин.
При подачах меньше 0,07 мм/об часто
наблюдается ухудшение качества обра-
ботки краев отверстий вследствие
разлохмачивания крайних слоев мате-
риала.
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
611
Сверление органического стекла.
Инструмент. Сверление органического
стекла рекомендуется производить спи-
ральными сверлами по табл. 8 для ли-
стов толщиной больше 5 мм и перо-
выми сверлами по табл. II при толщине
листов до 5 мм.
Хорошее качество поверхности стенок
отверстия дают сверла с узкими ци-
линдрическими фасками (/ = 0,2 мм).
Для вырезки отверстий большого
диаметра (D > 40 мм) в листах толщи-
ной до 30 мм целесообразно приме-
нять циркульные резцы по фиг. 21.
Закругление вершины резца делать не
рекомендуется.
Технологические требования. Сверле-
ние отверстий в листах органического
стекла следует производить через на-
кладной кондуктор с применением дере-
вянных подкладок из мягких пород
дерева (лица, сосна и т. д.). Часть под-
кладки, соприкасающаяся во время ра-
боты со сверлом, не должна иметь
сучков.
Во время сверления обрабатываемый
материал должен быть жестко закреплен
в приспособлении и плотно прижат
к подкладке. Биение рабочего конца
сверла не должно превышать 0,1 мм.
Сверло должно быть заточено цен-
трично. Длина и форма главных режу-
щих кромок сверла должны быть оди-
наковыми.
Подточку перемычки и передних гра-
ней следует производить симметрично
относительно осевой линии сверла из
обеих канавок.
Режим резания. При сверлении без
деревянной подкладки, но при жестком
закреплении листа работу следует про-
изводить со скоростью резания v =
= 45ч-50 м!мин и подачей s = 0,06 4-
4-0,1 мм/об. При сверлении на дере-
вянной подкладке с жестким закреп-
лением листа толщиной больше 8 мм
подача может быть повышена до з =
™ 0,3 мм/об при и = 45 -г- 50 м/мин.
При обработке со скоростью резания,
превышающей 50 м/мин, наблюдается
появление чешуйчатое™ на стенках
отверстий. Эго явление связано с воз-
никновением прн работе на больших
скоростях высокой температуры.
При указанных выше Режимах реза-
ния стойкость сверл из быстрорежущей
стали Т = 40 4- 60 мин.
Работу циркульными резцами следует
производить на тех же режимах, что и
сверление.
Фрезерование
Фрезерование пластмасс слоистого
строения. Обработка слоистых пласт-
масс наиболее затруднительна при фре-
зеровании на ус или на фалец. Другие
виды фрезерования можно рассматри-
вать как разновидности этих двух видов
обработки.
Брак деталей выражается в виде при-
жогов, задирин и трещин на обработан-
ной поверхности, неровной кромки
уса или галтелн, а также в отрывании
верхнего и нижнего слоев материала.
На все эти виды брака наибольшее
влияние оказывают геометрия инстру-
мента, прием обработки и режим реза-
ния.
Фрезерование уса. Инстру-
мент. Для обработки уса рекомендуется
применять цилиндрические фрезы по
фиг. 22. Заточку зубьев фрез для обра-
ботки слоистых пластиков следует про-
изводить без оставления цилиндрической
фаски на вершине зуба. После заточки
режущие кромки фрезы необходимо за-
править оселком со стороны передней
грани до снятия заусенцев и рнсок от
шлифовального камня.
Биение зубьев фрезы при установке
иа оправке не должно превышать
0,03—0,04 мм.
Технологические требования. Обра-
ботку следует производить с вращением
фрезы в направлении подачи и при схо-
де зуба с уса (фиг. 23, б).
При вращении фрезы против на-
правления подачи наблюдается расслаи-
вание материала и задирание волокон.
Прч сходе зуба на ус (фиг. 23, а) по-
лучить хорошие результаты не удается:
зуб фрезы в этом случае режет мате-
612 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
риал из-под слоя; обработанная поверх-
ность получается задранной и наблю-
дается срывание верхнего слоя в зоне,
прилежащей к основанию уса.
Обрабатываемый материал должен
быть хорошо закреплен на столе станка
при помощи соответствующих крепеж-
Фнг. S3.
пых приспособлений и плотно прижат
к рабочей поверхности последних в не-
посредственной близости к началу уса.
До зажатия в крепежном приспособ-
лении обрабатываемая кромка должна
быть установлена параллельно напра-
влению движения стола станка. Рабо-
чую поверхность крепежного приспо-
собления рекомендуется делать нз плот-
ной и однородной породы дерева (липа,
береза, сосна) или текстолита с накло-
ном в поперечной плоскости под углом
скоса уса.
Обрабатываемый участок детали дол-
жен полностью опираться на рабочую
поверхность приспособления.
Фрезерование фал ьца.Инстру-
мент. Для обработки фальца на слои-
стых пластиках следует применять па-
зовые трехсторонние фрезы со встав-
ными ножами по фиг. 24 и табл. 14.
Спгте пя ЯЯ
Фиг. 24.
В случае большой ширины галтели
хорошие результаты получаются при
работе цилиндрическими фрезами с тор-
цевым зубом по фиг. 25.
Таблица 11
Пязоиыс фрезы со вставными ножами
Размеры в мм
О в с
12 27 8 1,75
110 16 27 К 1.75
за 27 1S 2.8
1в 40 8 1.75
150 20 40 В 1.75
24 40 15 2.5
Примечание. Hi цилиндрической
части ножей допускается цилиндрическая ленточка / не более 0,05 мм. Размер л прн-
ннмаетс) равным 10 мм. *
Применение однозубых дисковых
фрез по фиг. 26 дает весьма высокую
производительность. •
Требования, предъявляемые к инстру-
менту, те же, что и при обработке уса.
Технологические требования. Прн фре-
зеровании фальца цилиндрическими
фрезами со спиральным зубом работу
следует производить так, чтобы среза-
ние стружки начиналось из угла фаль-
ца и заканчивалось иа его кромке. На-
правление подачи должно совпадать
с вращением фрезы (подача под зуб).
При глубине фальца не более 2,5—
3 мм обработку можно производить
за один проход. При больших глубинах
целесообразно делать два прохода.
Дисковой однозубой фрезой по фиг. 26
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
613
можно обрабатывать фалец глубиной
до 20 мм за один проход.
Режим резания. Балинит. Хорошее
качество обработки получается при ско-
рости резания 50—75 м/мин и выше
в зависимости от режущих свойств
Фиг. 26.
инструментального материала. При ско-
рости ниже 50 м/мин наблюдаются
подрывание волокон и склонность к об-
калыванию краев уса илн фальца
в начале прохода.
Величина подачи на зуб sz оказывает,
большое влияние на качество обрабо-
танной поверхности.
Работу однозубой фрезой следует
производить с подачей с пределах
0,05—0,25 мм. При работе с меньшими
подачами часто наблюдается подрыва-
ние волокон.
Фрезерование уса надо производить со
скоростью резания v = 100 ч- 200 м/мин
и подачами на один зуб 0,1—0,2 мм;
фрезерование фальца — со скоростью
v = 150 ч- 200 м/мин и подачами sz =
= 0,1 ч- 0,2 мм.
Скорость резания для фрез из быстро-
режущей стали можно определить по
формуле
2669
^.<^.47.^ зе/мин.
Для ориентировочного подбора ско-
рости резания можно пользоваться
табл. 15.
Таблица 15
Скорость резания в м!мин
прн фрезеровании балнннта
/ в ям в мм
0,15 0,3 0,5
2 676 488 383
4 622 449 353
6 592 427 336
8 572 414 325
10 557 402 317
15 530 387 301
20 511 370 291
Прессшпан. Наиболее качественная
обработка уса получается при скоростях
резания >150 м/мин и подачах на
один зуб s, = 0,02 ч- 0,04 мм. При
v < 25 м/мин материал обрабатывается
плохо, качество поверхности полу-
чается весьма низким. Обработка с ма-
лыми подачами (sz < 0,02 мм) при
малых скоростях резания не дает улуч-
шения качества обработки.
Текстолит. Выбор режима резания
при обработке текстолита следует про-
изводить в основном исходя из стой-
кости фрезы. Величину подачи на одни
зуб при работе дисковой однозубой
фрезой по фиг. 26 целесообразно под-
бирать в пределах 0.3—0,5 мм. Прн об-
работке фрезами других типов подачу
устанавливают в пределах 0,1—0,2 мм
на один зуб.
Скорости резания можно с достаточ-
ной точностью определить по формуле
34 038
р- м<мин
нли ориентировочно подобрать по
табл, 16.
Таблица 16
Скорость резания в м)мим
прн фрезеровании текстолита
1 а мм st в мм
0,15 0,3 0,5
4 1531 1211 1016
6 1271 10U6 843,3
10 1007 794.3 666,8
15 833,7 659,2 553,4
20 729.5 576,8 485.3
614 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА деталей из неметаллических материалов
Фрезерование органического стекла.
Наиболее типичными и технологически
наиболее сложными видами фрезеро-
вания органического стекла являются
фрезерование кромки листа на ус и
фрезерование галтели на кромке листа.
Распространенными вилами брака
деталей в этих случаях являются ска-
лывание кромки уса или галтели, пло-
хое качество обработанной поверх-
ности, трещины в обрабатываемом ма-
териале, неравномерная ширина и
толщина уса или галтели, обламывание
краев листа. Эти виды брака вызыва-
ются чаще всего неправильной геомет-
рией инструмента и неправильным вы-
бором режима резания. Особое влияние
оказывают также и приемы обработки.
Фрезерование уса. Инструмент. Для
обработки кромки листа на ус следует
применять цилиндрические фрезы со
спиральным зубом без цилиндрической
фаски на его вершине. Во всяком слу-
чае ширина фаски не должна превы-
шать 0,05 мм во избежание образо-
вания трещин на тонкой кромке уса
и задирин на обработанной поверхности.
При затачивании фрез особое внима-
ние следует обращать на радиальное
биение отдельных зубьев фрезы и биение
ее на оправке во время работы. Оно не
должно превышать 0,03 мм.
До пуска в работу зубья фрезы по
передней и задней граням следует хо-
рошо заправить мелкозернистым осел-
ком для удаления заусенцев и рисок,
образованных зернами шлифовального
круга.
Технологические требования. Напра-
вление подачи стола фрезерного станка
должно совпадать с направлением вра-
щения фрезы (подача под зуб).
В целях предупреждения обламыва-
ния тонкой кромки уса последняя
должна иметь толщину не менее 0,1 мм.
Кромку уса сводить на нет не реко-
мендуется.
Режим резания. Работу фрезами со
спиральным зубом по табл. 17 с вра-
щением в направлении подачи и схо-
дом зуба на ус можно производить
по весьма высоким режимам резания
(до и = 200 м!мин и s2 = 0,03 ям)
в зависимости от кинематических и
динамических возможностей станка.
Глубину фрезерования следует брать
не более 2,5—3 мм. Обработку уса
желательно производить за два про-
хода. Под чистовой проход следует
оставлять припуск около 0.5 мм. При
Таблица 11
Фрезы цилиндрические для обработки
органического стекла
обработке уса за один проход необхо-
димо обеспечить особенно хорошее при-
легание обрабатываемого материала к
рабочей поверхности приспособления,
а подачу на зуб брать не более 0,015 мм
. При работе со скоростями резания,
превышающими 200 м/мин, качество
обработанной поверхности может ухуд-
шаться за счет воздействия теплоты
резания на обрабатываемый материал.
Стойкость фрез из углеродистой стали,
работающих на указанных выше ре
жимах, обычно превышает 100 мин.
Фрезерование фальца. Инструмент
Для обработки фальца и паза реко-
мендуется применять фрезы по табл. 18
При большой ширине галтели предпоч-
тение следует отдать цилиндрической
фрезе (табл. 17).
Технологические требования. При фре-
зеровании фальца следует работать
с подачей в направлении вращения
фрезы. Необходимо также соблюдать
все технологические требования, ука-
занные выше для фрезерования кромки
ОБРАБОТКА РЕЗАНИЕМ КОНСТРУКЦИОННЫХ ПЛАСТМАСС
615
Таблица II
Фрезы пазовые трехстороввие
для обработав органического стекла
Размеры в мм
Число
зубьев
г
D
во
22 16 81°20'
90
ПО
80°14'
Примечаиив: 1. Режущие грани
зубьев фрезы довозить.
2. На зубьаа цилиндрической части фрезы
допускаете! цилиидрнчесхаа ленточка п не
более 0,03—0,04 мм.
листа на ус при обработке пластмасс
слоистого строения.
В процессе обработки органического
стекла между переточками следует про-
изводить заправку зубьев оселком, не
снимая фрезы с оправки станка. Это
мероприятие значительно увеличивает
время между переточками и улучшает
качество обработанной поверхности.
Режим резания. Хорошие результаты
получаются при работе пазовыми фре-
зами со скоростями резания в пределах
200—400 mJ мин и подачами на одни
зуб 0,03—0,05 мм.
При обработке органического стекла
на этих режимах стойкость фрез из
быстрорежущей стали превышает
120 мин.
Токарная обработка
Из конструкционных пластиков то-
карной обработке чаще всего подвер-
гается текстолит н в некоторых слу-
чаях органическое стекло.
Токарная обработка текстолита может
производиться резцами из - инструмен-
тальной стали различных марок. При-
менение твердых сплавов можно реко-
мендовать только при обработке на
высокоскоростных станках. Для сталь-
ных резцов применяются углы заточки
у — 20° и а — 10 4- 12°, для резцов
из твердых сплавов ч = 20° и а =
= 8 ч- 10°.
При работе резцами из быстрорежу-
щей стали можно применять скорость
резания до и = 300 mJmuh, а подачи
выбирать в зависимости от требований
к чистоте обработки изделия. При ра-
боте с подачами выше 0,3 мм/об наблю-
дается отрывание слоев на выходе резца.
Скорости резания резцами из твер-
дых сплавов устанавливают исходя из
кинематических и динамических воз-
можностей станка (до 800 м/мин).
Токарная обработка органического
стекла может производиться резцами,
изготовленными из различного рода
инструментальной стали. Величину пе-
реднего угла следует брать в преде-
лах 15—18°, заднего угла а = 10-1-12°.
Работу можно производить со скоро-
стями резания v = 70 ч- 100 м/мин и
подачами з= 0,1 ч- 0,2 мм]об.
При грубой обдирке и достаточно
высокой скорости резания подачу можно
увеличить до 0,3 мм.
Резание листов
Резание листов из конструкционных
пластмасс может производиться ручным
и механическим способами.
Для ручного резания органического
стекла применяются слесарные но-
жовки. Рекомендуется применять мел-
козубые полотна с шагом зуба менее
1 мм. Такого же типа полотна можно
применять для ручного резания тексто-
лита и балннита. Для распиливания ба-
линита пригодны также мелкозубые
столярные пилы.
Для механического распиливания кон-
струкционных пластмасс применяют
ленточные и круглые пилы, употребляе-
мые для разрезания дерева. Скорость ре-
зания принимается равной 15—20 м/сек.
Подача ручная.
616 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА деталей из неметаллических материалов
Круглые мелкозубые пилы целесооб-
разно применять при прямолинейном
разрезании листов. Скорость резания
принимается равной 50—65 м/сек. По-
дача ручная.
При механическом и ручном распи-
ливании конструкционных пластмасс
необходимо особое внимание уделять
остроте режущих кромок зубьев пилы.
При работе тупой пилой выделяется
большое количество тепла, которое
разрушающе действует на разрезаемый
материал в местах пропила.
Шлифование и полирование
Процесс шлифования и полирования
применяется преимущественно при об-
работке органического стекла.
Предварительное шлифование органи-
ческого стекла производится бархатной
шкуркой № 325, а чистовое — шкуркой
№400 или выше. Процесс шлифования
производится вручную или механически
с обильным смачиванием водой. Шли-
фовальных при этом рекомендуется
перемещать криволинейно по возможно
большей поверхности детали. На прак-
тике стараются без особой необходи-
мости не прибегать к шлифованию,
и по возможности сразу переходят
к полированию.
Единичные глубокие царапины и не-
достаточно чисто обработанные места
подвергаются предварительному и чи-
стовому шлифованию с последующим
выводом следов шлифования полиро-
ванием пастой.
Полирование органического стекла
рекомендуется производить мягкими
полировальными кругами с примене-
нием специальной пасты по рецепту
ВИЛМ, которая, удаляя мелкие цара-
пины, способствует получению чистой,
блестящей поверхности. При полиро-
вании пастой окружная скорость поли-
ровального круга принимается равной
500—600 м/мин.
По удалении с обрабатываемой
поверхности большей части царапни
можно дальнейшее полирование про-
изводить при помощи полотняного по-
лировального круга с окружной ско-
ростью 1000—1100 м/мин или при по-
мощи замшевого круга со скоростью
900—1000 м/мин.
При предъявлении к качеству от-
делки поверхности особо высоких тре-
бований после полирования производят
глянцевание чистыми кругами из ими-
тации замши при окружной скорости
2500—3000 м/мин или из бумажной
фланели при окружной скорости 1750—
2100 м!мин.
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ
И УЗЛОВ ИЗ ДРЕВЕСИНЫ
Основные виды соединений
деталей и узлов нз древесины
На фиг. 27—31 приведены различные
виды соединений деталей нз древесины.
Соединение двух брусков может быть кон-
цевым или срединным (фиг. 27). Бруски
могут иметь один шип, два шипа и более.
По форме шипы разделяются на пло-
ские и круглые. Они бывают целыми,
вставными, сквозными или глухими,
открытыми или «впотемок». Толщина
одинарного шипа составляет от Vg до
»/т толщины бруска, толщина двойного
шипа — от Vs До */» толщины бруска.
Заплечики делаются равновеликими, их
величина составляет от Vs До V? тол-
щины бруска для одинарного шнла и
от Vs До Vs толщины бруска для двой-
ного шипа. Размеры шипа по толщине,
как правило, должны превышать раз-
меры гнезда на величину от 0,1 мм
для твердых и от 0,1 до 0,3 жж для
мягких пород, в том числе и хвойных.
Однако без опасения за прочность
соединения могут быть в отдельных
случаях допущены и зазоры, не превы-
шающие 0,2 мм.
Усовые соединения (фиг. 27, д — к)
имеют те же подразделения, что и
шиповые; они сложнее в изготовлении
и применяются, когда нежелателен вы-
ход наружу торца одной из деталей
соединения. Соединения (вязка) щитов
под углом (фиг. 28) могут быть конце-
выми и срединными.
При наборе делянок (брусков, пла-
нок, досок) для соединения щитов по
ширине (фиг. 29) необходимо учитывать
расположение годовых слоев: наимень-
шее коробление получается при изго-
товлении щитов из делянок радиального
распиливания. Расположение годовых
слоев на торцевой поверхности попереч-
ного сечения должно производиться
«в елочку».
Соединение по длине (фиг. 30) планок
тангенциального распиливания с план-
ками радиального распиливания не
допускается. Минимальное расстояние
между стыками принимается в пределах
от 1,5 до 2.5 ж; расстояние от крайнего
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ
617
Фиг. 27. Соединение деталей под углом. Соединения: а — шипа и накладку под углом 90°;
б — в шип и проушину; в — и шип и гнездо; г — шипами впогемок; усовые соединения:
д — с целым и плоским шипом; я — со вставным плоским шипом; яс — с круглыми встав-
ными шипами; з — с плоским вставным глухим шипом; и — с плоским вставным откры-
тым шипом: к — с металлической скрепой.
Фиг. 28. Соединение щитов под углом. Соеди-
нения: а — сквозным, прямым и открытым
шипом; б — сквозным, косым и открытым ши-
пом; я — открытым шипом в ласточкин хвост.
я — вполупотай; д — впотай; я — на встав-
ных круглых шипах: ж — шпунтовые соеди-
нения шипов.
Фиг. 29. Соединения шипов по ширине. Соеди-
нения: а — иа гладкую фугу; б — в шпунт
и гребень; а — в ласточкин хвост, г — в рей-
ку; д— на шипах-шкантах; я — на шпонках;
ж — металлическими волнистыми пластин-
ками.
618 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
стыка до конца детали lt должно быть
не менее 600 мм; в смежных рейках
расстояние между стыками /у должно
быть не менее двойной длины уса.
Фиг. 30. Соединения по длине. Соединения:
а — на ус по длине: б — на ус под углом.
В соединениях планок по толщине
(фнг. 31) расположение годовых слоев
на торцевой поверхности в любом попе-
речном сечении производится в елочку.
о
Фиг. 31. Соединения по толщине:
и—соединение планок; в—щито-
вые соединения.
Для соединения на клею необходима
точная пригонка склеиваемых плоско-
стей деталей. Наиболее прочная склей-
ка получается в плоскости волокон
и минимальная — прн торцевой. Тан-
гентальная поверхность в большей
степени подвержена растрескиванию и
изменению формы, чем радиальная, в
в силу чего не рекомендуется допускать
выход наружу деталей с широкой тан-
гентальной поверхностью. При склейке
деталей из планок расположение годо-
вых слоев на торцевой поверхности
в любом сечении производится в елочку.
Фанерные детали изготовляются из
фанеры, склеенной белковыми и смоля-
ными клеями или бакелитовой пленкой.
Для силовых (нагруженных) деталей
употребляется фанера, изготовленная
на смоляных клеях и бакелитовой плен-
ке, обладающая высокой прочностью,
водоупорностью и грибостойкостью. Фа-
нерную обшивку соединяют «на ус» при
отношении толщины склеиваемой фа-
неры к длине скоса не более 1 : 10.
При изготовлении деталей обшивок
с двоякой кривизной применяют бере-
зовый шпон. Криволинейные детали
и узлы выгоднее склеивать из соснового
шпона, нежели из древесины. Этим
достигается значительная экономия дре-
весины. более высокая прочность и малая
трудоемкость изделий.
Прочность шурупных и гвоздевых со-
единений зависит от сил трения, разви-
вающихся между поверхностями гвоздя,
шурупа и древесиной и зависящих от
породы, твердости, упругости, а также
от направления волокон древесины.
Распределение пород по степени кол-
кости, а также максимальный диаметр
гвоздей, не вызывающий раскалывания
деталей, приведены в табл. 19.
Таблица 19
Максимальный диаметр г по» де й,
не вызывающий раскалывании детали
Размер деталей
в мм (вс меиее)
Порола Степень колкости прн забивке поперек волокон • ocXsXs • osXoiXui . оеХогХог * о»ХоеХое * оеХзгхк I
Липа, бук Неколкап 1 1.4 1.8 2.6
Сосна, пихта» ель Средней колкости <>,»»• 1.4 1.8 2.3 —
Дуб, «сень Колкая 0.8 1.2 1.6 2 —
Листвен- ниц» Очень колкая — 0.9 1.4 2 —
Фанера в торец *“ — — — 1.4
* Последний размер вдоль волокон.
* Дла сосны и пихты.
При дальнейшем увеличении диаметра
гвоздя следует применять предваритель-
ную засверловку при разности в диа-
метрах гвоздя и сверла от 0,1 до 1 мм
в зависимости от пород древесины и
размеров деталей.
Оцинковка повышает удерживающую
силу гвоздей в среднем на 65%. Смазка
и полирование поверхности гвоздей
уменьшают сопротивление вытаскиванию.
При применении шурупов необхо-
димо учитывать раскалываемость дре-
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ
619
ТаОяица М
Прессовая посадка дПр. Предельные отклонения а мм
Система отверстая
Класс тлсипгти 1 Сопрягаемые размеры Номинальные размеры а мм
Отклоне- ние От 1 ло 10 С». Ю ЛО 18 Св. 18 ЛО 30 Се. 3U ло ВО Св. S0 до 80 Св. 80 до 120
1-й Освовной Присоединитель- ный . н • »( ) Н<+) 0 0,13 0.28 0.13 0 0.15 0.3 0.15 0 0,18 0,38 0,18 0 0.2 0.4 0.2 0 0,23 0,46 0,23 0 0.25 0.5 0.25
Примечание. Буйка в обозначает иерхние, н — нижние.
весины. При завинчивании шурупов
всегда следует применять предваритель-
ную засверловку.
Во избежание раскалывания диаметр
сверла следует брать равным внутрен-
нему диаметру нарезки шурупа для
всех пород, кроме лиственницы. Для
лиственницы диаметр сверла должен
превосходить внутренний диаметр на-
резки шурупа на 0,2—0,3 мм.
Сопротивление вытаскиванию шурупа,
завинченного в торец, на 25—38%
меньше, чем завинченного перпенди-
кулярно волокнам.
Выбор древесины производится в за-
висимости от технических условий на
изделие. Для нагруженных деталей
рекомендуется применять сосну, ель
обыкновенную, ель аянскую, пихту
кавказскую, дуб, бук, ясень обыкновен-
ный. В конструкциях из древесины при-
меняются также столярные плиты,луще-
ный шпон, строганая и клееная фанера,
дельта-древесина и другие материалы.
Древесина, применяемая для изго-
товления деталей, должна быть здоро-
вой, без синевы н различных видов
гнили.
Качество древесины, применяемой для
изготовления деталей ответственных си-
ловых конструкций, должно отвечать
требованиям ГОСТ 2140-43 и 968-49. По-
казатели физико-механических свойств
древесины приведены в т. 6, гл. VIII,
Допуски, посадки и предельные калибры
Допуски и посадки. В условиях серий-
ного и массового производства взаимо-
заменяемость деталей и узлов из древе-
сины обеспечивается установлением при
проектировании соединений предельных
отклонений размеров сопрягаемых дета-
лей на основе разработанной системы
допусков и посадок, подготовкой соот-
ветствующего режущего инструмента
и приспособлений, обработкой сопря-
гаемых деталей на соответствующих
поточности деревообрабатывающих стан-
ках, контролем и приемкой готовых де-
талей при помощи предельных калибров.
Расчет допусков и выбор посадок
производятся по ГОСТ 6449-53 «Допуски
и посадки в деревообработке».
Система содержит три класса точности:
1-й, 2-й и З-й. Наивысший поточности—
1-й класс, более грубый — З-й класс
точности. Нормальным классом точ-
ности является 2-й класс точности.
1-й классточности рекомен-
дуется применять в сопряжениях, к ко-
торым предъявляются высокие требова-
ния, характеризуемые очень малыми
величинами натягов и зазоров, напри-
мер в шиповых соединениях футляров
для хранения точной аппаратуры, в со-
пряжениях кассет фотоаппаратуры, ме-
ханизмах клавишных инструментов и др.
2-й класс точности рекомен-
дуется применять в соединениях ме-
бели, радиоящиков, легковых автомо-
билей, пассажирских вагонов, музы-
кальных инструментов и других изде-
лий из древесины и древесных мате-
риалов.
З-й классточности рекомен-
дуется применять в сопряжениях, к ко-
торым предъявляются менее высокие
требования в отношении величин натя-
гов и зазоров, но обеспечивающих взаи-
мозаменяемость деталей и узлов, на-
пример в сопряжениях оконных пере-
плетов, дверей, деталей и узлов в стан-
дартном домостроении и др.
Система включает семь типов поса-
док: прессовую, тугую, напряженную,
плотную, скользящую, ходовую и легко-
ходовую.
620 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Переходные посадки. Предельные отклонения в мм Таблица 21
Система отверстия________________________________
Класс точ- ности Сопрягаемые размеры Посадка Отклонение От 1 до ю| Номинальные размеры и мм
Св. 10 до 18 Св. >8 до 30 «3 <38 ss о о U м S8 о 8 Св. 120 до 260 Св. 260 до 500 Св. 500 до 8W I OSCI 07 008 ‘"Э 000Г. от 0981 «Э osie «г । ооог нэ I
1-й Основной дА, н 0 0 0 0 0 0 0 0 0 0 0 0
в (- -) 0.13 0.15 0.1В 0.20 0,23 0.2.5 0.3 0.35 0.4.5 0.5 0.6 0.7
Тугая дТ, в (• 0.19 0.22 0.27 о.зо 0.34 0.37 — — — — — —
Присоедини- Н(- <).о« 0.07 0.09 0.10 0,11 0.12 — — — —
тельный Напряженная в<- -> 0,13 0.15 0.1В 0.2U 0,23 0.25 — — — — — —
Н (- -) 0 0 0 0 0 и
Плотная яП, В(- -) 0.07 0.(Ж 0,09 0,10 0,12 0.13 0.15 0.18 0.23 0.25 0.3 0.35
Н(- -) 0.06 0.07 0.09 0,10 0.11 0,12 0.15 0.17 0.22 0.25 0.3 0.35
2-й Основной ДА Н 0 0 0 0 0 0 0 0 0 0 0 0
В (- -) 0,26 О.з 0,35 0.4 0,45 0,5 0,6 0.7 0,85 1 1.2 1.4
Тугая дТ в (- н 0,35 0.4 0,45 0,55 0,60 0,65 — — — — —
н <- 0.1 0,1 0.1 0,15 0.15 0,15
Присоедини- тельный Напряженная %• h 0.25 0 о.з 0 0.35 0 0.4 0 0.45 0 0,5 0 — — — — — —
Плотная яП Е ИХ 0,15 0,15 0,2 0.2 0,25 0.25 о.з 0,15 0,45 0,5 о.ь 0,7
0,1 0,15 0,15 0,2 0,2 0,25 о.з 0.35 0,4 0,5 0,6 0.7
З-Й Основной 1АЛ н 0 0 0 0 0 0 0 0 0 0 0 0
В ( +) °,5 0,6 0,7 0,8 0,9 1 1.2 1.4 1.7 2.0 2,4 2,8
Присоедини- тельный . Напряженная Г 0,5 0 0.6 0 0,7 0 0.8 0 0.9 0 1 0 — — — — —
Плотная дП, Я® т+ 0,3 0,3 0,4 0,4 0,5 0,5 0,6 0.7 0.9 1 1,2 1.4
0.2 О.з 0,3 0.4 0.4 0,5 о.б 0,7 0.8 1 1.2 1.4
Подвижные посадки. Предельные отклонения в мм Таблица 22
Система отверстия
Номинальные размеры В мм
9 О »• аг Сопрягаемые размеры Посадка X г ь § з 1 до ю1 81 Ot ЙО -з 30 50 50 80 88 s8 g§ 09tr 0001
5 <5 и8 da da • о и S за См. 10 da См. da da da
i-й Основной дА, н 0 0 0 0 0 0 0 0 0 0 0 n
0.13 1), 15 0.18 0,2 0,23 0.2 0.3 0.35 0,45 0,5 0.6 0.7
Присоедини- Скользящая 0 0 n 0 0 0 0 0 •1 0 о 0
тельный л С, Н (- 0.13 0.15 0,18 0,2 0.23 0,25 0.3 0,35 0,45 0,5 0,6 0.7
Ходовая дХ, в - 0,07 0,0.4 0,09 0,1 0,11 0,12 0.15 0.17 0,22 0,2.5 0,3 0,35
Н <- 0.2 0.23 0,27 0,3 0.34 0.37 0,45 0.52 0,67 0,75 0.9 1.66
2-й Основной дА н 0 0 0 0 0 0 0 0 0 0 0 0
ч+ 0,25 о.з 0,35 0,4 0,45 0,5 0.6 0,7 0,85 1 1.2 1.4
Скользящая 0 0 0 0 0 0 0 0 0 0 0 0
Присоедини- дС н (- 0,25 0,3 0,35 0.4 0.45 0,5 0.6 0,7 0,85 1 1.2 1.4
тельный Ходовая лХ в - 0,15 0,15 0,2 0,2 0,25 0,25 0.3 0,35 0,45 0,5 0,6 0,7
н (- 0,4 0.45 0.55 0.6 0,7 0,75 0,9 1,06 1.3 1.5 1 1,8 2,1
Легкоходовав в - 0,25 0,3 0,35 0.4 0.45 0.5 0.6 ОД 0,85 1.2 1.4
дЛ н (- 0,5 0,6 0,7 0.« 1.9 1 1.2 1.4 1.7 2 2.4 2.8
З-й Основной дА, н 0 0 0 0 0 0 0 0 0 0 0 0
вг 0,5 0,6 0.7 0,8 0.9 1 1.2 1.4 1.7 2 2.4 2.8
Скользящая 0 0 0 0 0 0 0 0 0 0 0 0
ДС, Н (- 0,5 0.6 0.7 0.8 0.9 1 1.2 1,4 1,7 2 2.4 -'.8
Присоедини- Ходовая дХ, в <- 0,3 0.3 0.4 0,4 0,5 0,5 0.6 0,7 0,9 1 1,2 >.4
тельный к <- 0,8 0,9 1,1 1.2 1.4 1.5 1,8 2,1 2.6 3 3,6 4.2
Легкоходовая в <- 0.5 <’.5 0,7 0.8 0.9 1 1.2 1.4 1.7 2 2,4 2,8
лЛ, н (- 1 1.2 1.4 1.6 1.8 2 2.4 2.8 3,4 4 4.8 5,6
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ
621
Прессовая посадка приме-
няется в клеевых соединениях, к кото-
рым предъявляются высокие требования
в отношении постоянства запроектиро-
ванного натяга. Ввиду наличия наимень-
шего натяга, равного нулю,, посадка
может рекомендоваться в бесклеевых
соединениях.
Тугая посадка — первая из
трех запроектированных переходных
посадок — характеризуется возможно-
стью получения как натяга, так и за-
зора. Посадка применяется в клеевых
соединениях, где предусматриваются
большие натяги, например в сопря-
жении, выполняемом по системе шип —
гнездо.
Напряженная посадка ха-
рактеризуется одинаковыми по вели-
чине наибольшими и наименьшими натя-
гами и зазорами. Посадку рекомендуется
применять в сопряжениях, выполняе-
мых по системе шип — проушина (кон-
цевые соединения деталей).
Плотная посадка применяется
как в клеевых, так и в бесклеевых соеди-
нениях, в которых в зависимости от
условий эксплуатации необходима опре-
деленная степень плотности. В послед-
нем случае применяются крепежные
детали.
В прессовой и во всех других пере-
ходных посадках величина максималь-
ного натяга не должна превышать 0.3мм.
Скользящая посадка при-
меняется в соединениях,в которыхпроек-
тируется нулевой наименьший зазор.
Ходовая посадка применяется
в соединениях, в которых сопрягаемые
детали в процессе работы перемещаются
одна относительно другой. Посадка
характеризуется наличием постоянного
гарантированного наименьшего зазора.
Легкоходовая посадка при-
меняется в соединениях, в которых со-
единяемые детали взаимно подвижны, и
предусматривает большие зазоры, чем
при использовании ходовой посадки.
В отдельных случаях особенно при
конструировании изделий 3-го клас-
са точности, эксплуатируемых в небла-
гоприятных температурно-влажностных
условиях, когда фактическое увлаж-
нение древесины превышает 3,5%, раз-
меронзменяемость поперек волокон дре-
весины учитывается в подвижных посад-
ках путем увеличения наименьшего
зазора (см. § 21 ГОСТ 6449*53).
Система предусматривает допуски на
свободные не сопрягаемые размеры.
В табл. 20 и 22 приведены допуски
и посадки в системе отверстия для
деталей, соединяемых с помощью прессо-
вой посадки 1-го класса точности
(табл. 20), переходных посадок 1-го,
2-го и 3-го классов точности (табл. 21)
и подвижных посадок 1-го. 2-го и 3-го
классов точности (табл. 22).
В табл. 23 приведены предельные
отклонения на свободные (не сопрягае-
мые) размеры.
Таблица 2J
Свободные (не сопрягаемые) размеры
Предельные отклонения в мм
Номинальный размер и мм Предельные отклоне- ния в мм (±1
1-й ряд 2-й ряд З-й ряд S. «СЕ
От 1 до 10 0,13 0,25 0.5 1
Свыше 10 до 18 . 0.15 0,3 0.6 1
. 18 . 30 . 0,1Я 0.35 0.7 1.5
. 30 . 50 . 0.20 0.-I 0.8 1.5
. 50 . 80 . 0,23 0.45 0.9 2
. 80 . 120 . 0.25 0.5 1.0 2
. 120 . 260 . 0.3 0.6 1.2 2.5
. 260 . 500 . 0,35 0.7 1,4 3
. 500 . 8CO . 0.45 0,85 1,7 3.5
. 800 . 1250 . 0,5 1.0 2 4
1250 . 2000 . 0.6 1,2 2.4 Б
. 2СОО . 3150 . 0.7 1,4 2.8 6
Предельные калибры для контроля
размеров деталей нз древесины. Для
контроля размеров деталей из древе-
сины и древесных материалов возможно
применение как цельных предельных
рабочих калибров из металла, дельта-
древесины и клееной фанеры, так и
составных.
В соответствии с временной инструк-
цией № 509-54 по внедрению ГОСТ
6449-53 «Допуски и посадки н дерево-
обработке» Министерств лесной и бумаж-
ной и авиационной промышленности:
а) рабочие калибры из металла н дельта-
древесины могут быть применены на всем
диапазоне принятых номинальных раз-
меров; б) рабочие калибры из клееной
березовой фанеры и клееной древесины
(каркасы калибров) — в диапазоне но-
минальных размеров от 120 до 3150 мм.
Практически, однако, рекомендуется
металлические рабочие калибры изго-
товлять размером до 800—1000 мм,
рабочие калибры из дельта-древесины —
от 50 до 500 —700 мм, рабочие калибры
нз клееной фанеры — от 260 до 3150 мм.
622 технология производства деталей из Неметаллических материалов
Рабочие предельные калибры из метвлла.
Класс точмости Сопри га* емые детали Наименованке характеристик Номинальные
От 1 до 10 Св. 10 ло 18 Св, 18 до 30
1-* ч <2 Допуск на неточность изготовления Проходная сторона Откло- ненке Хи тт 0,01 O.OS 0,01 0,03 0,01 0.08
Непроходная сторона ХШ т+ 0,01 0,01 . 0,01 0.01 0,01 0.01
Наименьший гарантированный износ проходной стороны 0,01 0,01 0,01
Отверстие Допуск на неточность изгоговлемкя Проходная сторона Откло- немке в (+> Н (+) 0.03 0,01 0,03 0,01 0,03 0.01
Непроходная сторона Хш т+ 0,01 0,01 0,01 0,01 0.OI 0,01
Наименьший гарантированный износ проходной стороны 0,01 0.01. 0.01
м С и Допуск на неточность изготовления Проходная сторона Откло- некие в (-) н (-) 0,01 0,03 0,01 0,04 0.02 0.05
Непроходная сторона нв й 0.01 0.01 о.оз 0,01 0,02 0.01
Наименьший гарантированный износ проходной стороны 0,01 0,01 0,02
Отверстие Допуск на неточность изготовления Проходная сторона Откло- нение в (+) Н (+) 0,03 0,01 0.04 0,01 0,05 0,02
Непроходим сторона В (+) н (-) 0,01 0,01 0.01 0,02 0,01 0,02
Наименьший гарантированный износ проходной стороны 0.01 0,01 0,02
м Вал Допуск на неточность изготовления Проходная сторона Непрохолкая сторона Откло немке Хш Хш т+ тт 0.02 0,06 0.02 0,02 0,02 0,09 0.02 0,02 0,02 0,07 0,03 0,02
Наименьший гарантированный износ проходной стороны 0,02 0,02 0.02
Отверстие Допуск на неточность изготовления Проходная сторона Откло- нение «ОХ 0,06 0,02 0,06 0,02 0.07 0.02
Непроходная сторона +1 ах 0.02 0.02 0,02 0,02 0.09 0.03
Наименьший гарантированный износ проходной стороны 0,02 0,02 0,02
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ 623
Таблица 34
□редельвые отклонены» мм
размеры в лаг
Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 ДО 1250 Св. 1250 до 2000 Св. 2000 до 3150
0.01 0,04 0,02 0.05 0,02 0.06 0,02 0.07 0,02 0,08 0,03 0,1 0.03 0.12 0,03 0,14 0.04 0.17
0,02 0,01 0,02 0.01 0,02 0,02 0,03 0,02 0,03 0,03 0,04 0,03 0,05 0,04 0,06 0,05 0,07 0,06
0,01 0,02 0.02 0.02 0,02 0,03 • 0.03 о.оз 0.04
0,04 0,01 0.О5 0.02 0.06 0.02 0.07 0,02 0.08 0,02 0.1 0,03 0,12 0,03 0,14 0,03 0,17 0.04
0.01 0.02 0.01 0.02 0,02 0,02 0,02 0,03 0,03 0,03 0,03 0,04 0.04 0,05 0,05 0,06 0.06 0,07
0,01 0,02 0.03 0,02 0,02 0,03 0,03 0.03 0,04
0,02 0,06 0,03 0,08 0.03 0.09 0,03 0,10 0,03 0,12 0,04 0.15 0,05 0,19 0,05 0,22 0,06 0,26
0.02 . 0.02 0.03 0.02 0.03 0,03 0.04 0.03 0.06 0.04 0,06 0,05 0,07 0.07 0.09 0.08 0,1 0,1
0.02 0.03 0,03 0.03 0.03 0,04 0,05 0,06 0,06
0,06 0,02 0,08 0,03 0.09 0.03 0,1 . 0,03 0,12 0,03 0,15 0.04 0,19 0,05 0,22 0,06 0.26 0,06
0,02 0,02 0,02 0,03 0,03 0.03 0.03 0.04 0.04 0,06 0,05 0,06 0,07 0.07 0,08 0,09 0.1 0.1
0,02 0,03 0.03 0,03 0,03 0,04 0,05 0,05 0,06
0,03 0.09 0,03 о.ю 0,04 0,12 0,04 0,14 0,04 0,16 0,06 0.2 0,06 0,24 0,07 0.29 0,08 0,34
о.оз о.оз 0,04 0,03 0,04 0,04 0.05 0,05 0,06 0,06 0.07 0.07 0,09 0.09 О.П 0,11 0,13 0,13
0.03 0,03 0,04 0.04 0,04 0.06 0,06 0.07 0,08
0.09 0.03 0,10 0.03 0,12 0,04 0,14 0,04 0,16 0,04 0.20 0.06 0.24 0,06 0,29 0.07 0,34 0,06
0,03 0.03 0,04 0,03 0,04 0,04 0,06 0,06 0.06 0,06 0,07 0,07 0,09 0,09 0.11 0,11 0.13 0,13
0,03 0.03 0,04 0,04 0.04 0,06 0,06 0,07 0,08
624 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рабочие предельные калибры из дельта-дрсвесииы.
Класс точности Сопряга- емые летали Наименование характеристик Номинальные
От 1 до 10 Св. 10 до 18 Св. 18 до 30
1-я Вал Допуск на неточность изготовления Проходная сторона Откло- нение II сад 0,02 0,04 0,02 0,01 0,02 0.04
Непроходння сторона нВй 0.01 0,01 0,01 0.01 0.01 0,01
Наименьшф) гарантированный износ проходной стороны 0,02 0,02 0,02
Отверстие Допуск иа неточность изготовления Проходная сторона Откло- нение нВ$ 0.<М 0,02 0,04 0,02 0.04 0,02
Непрохолная сторона Хбэ тт 0,01 0,01 0,01 0,01 0,01 0.01
Наименьший гарантированный износ проходной стороны 0,02 0,02 0,02
2-й Вал Допуск на неточность изготовления Пдоходная сторона Откло- нение Ito ТТ 0,03 0.05 0,03 0,06 0.03 0.0«
Непрохолноя сторона нв£| 0,01 0,01 0,02 0,01 0,02 0,01
Наименьший гарантированный износ проходной стороны 0,03 0.03 0,03
Отверстие Допуск на неточность изготовления Проходная сторона Откло- нение 0,05 0.03 0,05 0,03 0,06 0,03
Непроходная сторона нВ}±| 0,01 0,01 0,01 0,02 0,01 0,02
Наименьший гарантированный износ проходной стороны 0,03 0.03 0,03
З-й * 3 CQ Допуск на неточность изготовления Проходная сторона Откло- немке н‘й 0,04 0,08 0.04 0.08 0.06 о.ю
Непрохолная сторона Sts т+ 0,02 0,02 0,02 0,02 0,03 0,02
Наименьший гарантированный износ проходной стороны 0,04 0,04 0,06
Отверстие Допуск нп неточность изготовления Проходная сторона Откло- нение нВШ 0,08 0,04 0,08 0,04 0,10 0.05
Непроходная сторона In тт 0.02 0,03 0,02 0,02 0,02 0,03
Наименьший гарантированный износ проходной стороны 0,04 0,04 0,06
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ 62.5
Таблица 25
Предельные отклонение в мм
размеры в мм
Св. 30 во 60 Св. 60 во 80 Св. 80 до 120 Св. 120 до 260 Св. 260 до 600 Св. 500 ВО 803 Св. 800 до 1250 Св. 1250 ДО 2000 Св. 2000 до 3150
0.03 0,06 0,03 • 0,06 0.04 0,08 0,04 0.09 0.04 0.1 0,06 0,13 0,06 0,15 0.07 0.18 0,08 0,21
0,02 0,01 0.02 0,01 0,02 0,02 0,03 0.02 0,03 0,03 0.04 0.03 0,06 0,04 0.06 0.06 0,07 0,06
0,03 0.03 0,04 0,04 1 0,04 0,06 0,06 0,07 0,08
0,06 0,03 0,06 0.03 0.03 0.04 0.09 0.04 0.1 0,04 0,13 0,06 0,15 0,06 0,18 0.07 0,21 0,08
0,01 0,02 0.01 0.02 0,02 0,02 0.02 0.03 0.03 0.03 0,03 0,04 0,04 0,05 0,05 0.06 0,06 0,07
0,03 0,03 0,04 0,04 0,04 0,06 0,06 0,07 0,06
0,04 0.08 0,04 0,09 0.05 0,11 0,06 0,13 0,06 0,15 0,08 0,19 0,09 0,23 0.1 0,27 0.12 0,32
0,02 0,02 0,03 0,02 0,03 0,03 0,04 0,03 0,05 0,04 0,06 0,05 0,07 0,07 0,09 0,08 0,1 0.1
0,04 0,04 0.06 0,06 0,06 0,08 0,09 0.1 0.12
0,03 0,04 0,09 0,04 0,11 0,05 0,13 0,06 0,15 0,06 0,19 0,08 0,23 0,09 0.27 0,1 0,32 0,12
0.02 0,02 0,02 0,03 0,03 0,03 0.03 0,04 0,04 0,05 0,05 0,06 0,07 0,07 0,08 0.09 0,1 0.1
0,04 0,04 0,06 0,06 0,06 0,08 0,09 0.1 0,12
0,06 0,12 0,06 0,13 0,07 0,13 0,08 0,13 0.08 0.20 0,10 0,24 0,12 0,30 0,14 0,36 0,16 0,42
0,03 0,03 0,04 0,03 0,04 0,04 0,05 0,05 0,06 0,06 0,07 0,07 0,09 0.09 0,11 0,11 0,13 0,13
0,06 0,06 0,07 0.08 0,08 О.Ю 0,12 0,14 0,16
0,12 0,06 0,13 0,06 0,15 0,07 0,18 0,08 0,20 0,08 0,24 • 0.10 0,30 0,12 0.36 0,14 0,42 0,16
0,03 0,03 0,03 0,04 0,04 0,04 0.06 0,06 0.06 0.06 0,07 0,07 0,09 0,09 0.11 0.11 0,13 0,13
0,06 0.06 0,07 0,08 0,06 0,10 0.12 0.14 0,16
40 Том S МИ
626 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рабочие предельные калибры из клеено!
Класс точности Сопрягае- мые дета- ли Наименование характеристик Номинал ькый
От 1 до 10 Св. 10 до 16 Св. 13 ДО 30
1-й 5 со Допуск на неточность изготовления Проходная сторона Откло- нение В (-) Н(-) 0.00 0.04 0,03 0.05 0.03 0,05
Непроходная сторона jll. aS 0,01 0,01 0.01 0,01 0,01 0.01
Наименьший гарантированный износ проходной стороны 0.02 0,03 0.03
Отверстие Допуск на неточность изготовления Проходная сторона Откло- нение mX 0.04 0,02 0,05 0,03 0,06 0,03
Непроходная сторона 0.01 0,01 0,01 0.01 0,01 0.01
Наименьший гарантированный износ проходной стороны 0,02 0,03 0,03
2-й ч ч Q Допуск иа неточность изготовления Проходная сторона Откло- нение II ЯХ 0.04 0.06 0,04 0.07 0.03 0.03
Нспроходная сторона 4-1 ex 0.01 0.01 0,02 0,01 0,02 0,01
Наименьший гарантированный износ проходной стороны 0,04 0,04 0,06
Отверстие Допуск на неточность изготовления Проходная сторона Откло- нение Хсз 0,06 0,04 0,07 0,04 0.03 0,06
Непроходная сторона внй 0,01 0,01 0,01 0,02 0,01 0,02
Наименьший гарантированный износ проходной стороны 0.04 0.04 0,05
З-й 1Г«Я Допуск на неточность изготовления Проходная сторона Откло- нение 1 1 ex 0.06 0.09 0.06 0,10 0,06 0.11
Непроходная сторона Внй 0.02 0.02 0,02 0,02 0,03 0.02
Наименьший гарантированный износ проходной стороны 0,06 0.06 0.06
Отверстие Допуск на неточность изготовления Проходная сторона Откло- М ni'- 0.09 0.05 0.1 0,06 0.11 0,06
Непроходиая сторона 2» Т+ 0.02 0,02 0,02 0,02 0,02 0,03
Наименьший гарантированный износ проходной стороны 0.05 0,06 0.06
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ 627
Таблица X
файеры. Предельные отклонение в мм
размеры в мм
Са. 30 до 50 Св. 50 до 80 Св. 80 ДО 120 Св. 120 до 260 Св. 260 ДО 500 Св. 50Э до Ю0 Св. 800 ДО 1250 Св. 1250 ДО 2000 Св. 200Э до 3150
оо 32 0,04 0.07 0,05 0,09 0.06 0,11 0.06 0,12 0,03 0,15 0,09 0,18 0.1 0,21 0.12 0,25
0.02 0,01 0.02 0,01 0,02 0,02 0,03 0.02 0.03 0,03 0,04 0.03 0,05 0,04 0,06 0.06 0.07 0.06
0,04 0,04 0,05 0,06 • 0.06 0,08 0,09 0.1 0,12
0,07 0.04 0.07 0.04 0,09 0.05 0,11 0,06 0,12 0.06 0,15 0,08 0,18 0,09 0.21 0.1 0.25 0.12
0,01 о.оо 0,01 0,02 0,02 0,02 0.02 0,03 0.03 0.03 0.03 0.04 0,04 0,05 0.05 0.06 0.06 0,07
0,04 0.04 0.05 0,06 0,06 0,08 0,09 0.1 . 0,12
0.06 0,10 0,06 0,11 0,07 0,13 0,08 0,15 0.09 0,18 0.1 0.21 0,12 0,26 0.15 0.32 0,18 0.38
0,02 0,02 0.03 0,02 0.03 0,03 0.04 0,03 0.05 0,04 0,06 0.05 0,07 0,07 0.09 0,09 0.1 0.1
0,06 0.06 0.07 0.09 0.09 0,1 0,12 0.15 0.18
0.10 0,06 0,11 0,06 0,13 0,07 0,15 0,08 0,18 0,09 0,21 0.1 0,28 0,12 0,32 0,15 0.38 0.18
0,02 0,02 0,02 0,03 0,03 0,03 0,03 0,04 0,04 0,05 0,05 0.06 0,07 0.07 0,09 0,09 0,1 0.1
0.06 0,06 0,07 0,08 0.09 0.1 0.12 0.15 0,18
0,07 0,13 0,08 0.15 0.09 0,17 0,1 0.2 0,12 0,24 0,16 0.3 0,18 0.36 0.2 0.42 0,24 0.5
0.03 0,03 0,04 0,03 0,04 0,04 0.05 0.05 0,08 0,06 0,07 0,07 0,09 0.09 0,11 0.11 0,13 0,13
0,07 0,08 0.09 0.1 0,12 0,16 0,18 0.2 0,24
0.13 0,07 0.16 0,08 0.17 0.09 0.2 0.1 0.24 0,12 0.3 0,16 0,36 0,18 0.42 U.2 0,6 0,24
0.03 0.03 0,03 0,04 0.04 0.04 0,05 0,06 0,06 0,06 0,07 0,07 0,09 0.09 0,11 0.11 0,13 0,13
0,07 0,06 0.09 0,1 0,12 0,16 0,18 0.2 0,24
40*
628 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рабочие калибры размером свыше
1500 мм желательно изготовлять сбор-
ными. В качестве материала для меритель-
ных частей металлических калибров сле-
дует применять инструментальные сали.
Твердость закаленной рабочей поверх-
ности стальных калибров должна быть
в пределах Rc = 50 -~ 64.
Калибры и мерительные поверхности
из дельта-древесины изготовляются из
древесного слоистого пластика ДСП 10
по ГОСТ 226-46.
Калибры и мерительные поверхности
из клееной березовой фанеры изгото-
вляются по ГОСТ 102-49.
Расчет калибров на неточность изго-
товления проходной и непроходиой сто-
рон и на износ проходной стороны про-
изводится по табл. 24 для металлических
калибров, по табл. 25 и 26 для рабо-
чих калибров из дельта-древесины и
клееной фанеры.
Технологический процесс
обработки и сборки деталей
В общем случае технологический про-
цесс обработки и сборки деталей состоит
из следующих основных операций: сушки
древесины, ее обработки — заготовки и
окончательной обработки деталей,склеи-
вания, фанерования и сборки деталей.
Сушка древесины. Снижение влаж-
ности древесины (досок и брусков),
поступающих на заводы, до предела,
установленного техническими усло-
виями, достигается естественной и ис-
кусственной сушкой.
Естественная сушка производится на
складах пиломатериалов в штабелях
на открытом воздухе, а для древесины
лиственных пород, ценных и высокока-
чественных хвойных пород — под спе-
циальными навесами. Продолжитель-
ность естественной воздушной сушки
материала до воздушно-сухого состояния
зависит от породы, толщины материала,
влажности древесины, относительной
влажности и температуры окружающего
воздуха. Дальнейшее снижение влажно-
сти древесины до требуемого уровня
достигается искусственной (камерной)
сушкой в сушилах периодического или
непрерывного действия.
В машиностроении наибольшее рас-
пространение имеют сушила периоди-
ческого действия с мощной реверсивной
циркуляцией воздуха. Сушка древесины
в сушилах периодического действия
производится по специально разрабо-
танным режимам (табл 27 и 28).
•ЭВЪ fl J 17 19 21 27 31 48
2 X Эо 8 naw 3 4 S 7 9.5 13 17 23
1 э» в Па 4.5 5.5 7 8,5 10 13 17 l”
Эо « 1
в 1 12*58881
Z □о Я TldW
S
г О. э«8 па '1 7.5 9 11 13 18 23
Эо • )
’□«h в 1 IS2S288 1
i Эо 8 naw 3 4 5.5 7.5 11 14 18 24
5 Э о 8 па 81 ► 1 II 6 9*2 9 9
Эо 8 7
*эвь a J 9 10 11 13 17 24
X Эо 8 HdW 3.5 4,5 6 8 И 14 19 25
М у Эо8 па 5.5 6.5 8 9,5 12 14 19 25
Эо 8 1
в J. | «Г*ОООПЛ I 1 тЧоЧоЧ 1
з X Эо 8 ndW 3.5 5 6 8 11 15 20 26
* 41 Q. Эо8 па 6,5 7 8 10 12 15 20 26
Эо 8 >
•э» • J, 1 *"•**•» 1
ем 8 HdW
Эо 8 па ^^“2228(4
Эо 8 > SSSfflaasJ
•9th fl I
э. «naw *“”'<»S5RR
1 1 Эо«па 6.5 7.5 9 11 13 16 22 29
О. Эо 8 i sas&ssss — w
Влажность Выше 40 40-36 35—30 30—25 25—20 20-15 15-10 Ниже 10
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ
629
Продолжение табл.
R
8 J ISSS3|S 1 2 = 1
8 2 э« «HdW 1.5 2.0 3.0 4.0 6,0 8,0 11 16 2 3
м о а. Эе па ьоооооо 3 < ч
Эе • 1 8 о Е 1
ЗВЬ 8 J 48 60 66 84 108 150 часал 5
и
я I к Эе • HdW 2,0 2,5 3,5 4,5 6,5 9,0 13 18 |i ь
>•: 5 i
ь> 0. □о в па 81 81 •6 •s •» •е •°
э. »г 78888868 1
'□•к 8 2 135й£88 1 г 5
а S Эе • HdW 2.0 3.0 4,0 5,5 7,5 10 14 19 Г 1 3
S ш С- э»« па юоо юо eOBTMKOooowrg ।
Эе в 1 «С & и £ 5 7 г
•381. 6 2 18838381 !
иэ 2 Эе® HdW 2.5 3.0 4.0 6,0 8,0 11 15 20 го в штабел
г о. э« « па 4,0 4,5 5,5 7.0 8.5 11 15 20 эшчтор ги иятХэ чх пиТпНитт пиизо । лзгтз _ Yn ч
з. • > ф II
381» 8 J 18ЯЙ8ЙРI 1
Режим 12 Эе« HdW 2.5 3.5 4.5 6,5 8,5 12 15 21 а" п
Эе в Па ооо wo F.-P4
Зе > satsajss 2 И г я
3ih J 12Я8338 1
1 Эе « HdW 3.0 3,5 5.0 7.0 9.0 12 16 22 е. t — теш материала: злу ха проле
м V а* Эе • па 4,5 5.0 6.5 8,0 9.5 12 16 22
Эо •; Sffi8S568S ним вой циркуляцией во
Влажность в•(• ® 1ЯЯЯЯК?0 “ sISGClIi CQ X Приме* паеа.н.п вемп
Таблица 2в
Выбор режима для качествепиой сушки
пиломатериалов в сушилах с мощной ревер-
сивно* циркуляцией воздуха в зависимости
от толщины и породы древесины
Толщи- на в мм Ель и пихта Сосна и кедр Береза Бук, клен и лист- венница Дуб
М режимов сушки (см. табл. 27)
19 25 30 40 50 60 70 80 90 100 120 1-2 2-3 3 3-4 6 6-3 8-10 10-12 12-15 15—20 2 2-3 8 4 5 6 8 10 12 15 20 3 4 5 6 8 10 12 15 20 25 30 5 6 6-8 10 12 15 20 25 30 2S2888 1 1 1 1 1
Примечание. В сушилах с есте- ственной циркуляцией воздуха применяют режим сушки одной ступенью ниже (по тол- щине материала).
Обработка древесины. Высушенный
материал поступает в цехи механиче-
ской обработки. Технологический про-
цесс изготовления деталей состоит из
следующих основных этапов: а) изго-
товления заготовки; б) придания заго-
товке соответствующей формы; в) окон-
чательной обработки детали.
Заготовки изготовляются в раскроеч-
ных цехах путем распиливания досок
и брусков по длине, ширине и толщине
с оставлением необходимых припусков
для дальнейшей обработки на станках.
Для раскроя применяются торцевые
круглые пилы, круглопильные станки
(для продольного распиливания) и лен-
точнопильные станки (для выпиливания
деталей с криволинейным очертанием).
Для придания деталям требуемой
формы применяются фуговочные станки
(для выверки плоскостей и строгания
в угол) и рейсмусовые нли пропускные
станки (для строгания в размер и полу-
чения параллельных граней). Получе-
ние точной длины детали достигается
на круглопильных торцовочных стан-
ках с ручной или механической подачей.
Окончательная обработка детали в об-
щем виде состоит в зашиповке, профили-
ровании (отборке калевок, шпунтов, греб-
ней, фальцев, обстрагивании кривых
поверхностей), выборке гнезд и отвер-
стий, сверлении и шлифовании деталей.
630 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Станочное оборудование, применяемое
для окончательной обработки деталей,
состоит из шипорезных, фрезерных,
долбежных, цепнодолбежных, сверлиль-
ных и шлифовальных станков.
Кроме стационарного станочного обо-
рудования, для механической обработки
древесных материалов применяются
переносные станки и ручной механизи-
рованный инструмент.
Припуски на обработку
деталей из древесины. При
определении величин припусков необ-
ходимо учитывать ряд факторов, из
которых основными являются величина
усушки по ширине и толщине, ширина
пропила и толщина снимаемой стружки
при механической обработке на станках.
Величины усушки сырых материалов
определяются для сосны и ели по
ГОСТ 6782-53, для дуба, ясеня, березы,
клена, бука и др. по ГОСТ 4369-52.
Расчет припусков на обработку заго-
товок по ширине и толщине на стро-
гальных станках производится в соот-
ветствии с ГОСТ 7307-54.
Для буковых заготовок нормы припу-
сков принимаются на 25% выше норм,
установленных для лиственных пород.
Ширина пропила для круглопнльных
и ленточных станков принимается рав-
ной: для круглой пилы 2,5 —3,5 мм,
для шелковой пилы 1,5—2,5 мм, для
ленточной пилы 1—2 мм.
Толщина снимаемой стружки при
строганин и фрезеровании принимается
равной: на фуговочном станке 1,5—
3 мм, на рейсмусовом станке 1—2 мм,
на четырехстороннем строгальном станке
1,5—3 мм, на фрезерном станке 1—2 мм.
Склеивание древесины. При изготов-
лении деталей, узлов и изделий нз дре-
весины основным видом соединения
является соединение на клею. Приме-
няемые для склеивания древесины клеи
см. т. 6. гл. VI11.
Склеивание древесных материалов со-
стоит из следующих основных операций:
а) подготовки деталей под склейку;
б) нанесения клея; в) выдержки откры-
той и закрытой; г) запрессовки; д) вы-
держки деталей под давлением и вы-
держки до обработки.
Подготовка деталей под склейку за-
ключается в подборе древесины по внеш-
нему виду и влажности и подготовке
ее поверхности. Внешние дефекты дре-
весины допускаются в пределах, ука-
занных в соответствующих технических
условиях на изготовление изделия.
Необходимым условием получения
качественного клеевого соединения яв-
ляется плотная подгонка деталей друг
к другу, в связи с чем поверхности склеи-
ваемой древесины должны быть про-
строганы на фуговочных или рейсмусо-
вочных станках. Допустимая длина
волны строганой поверхности под
склейку составляет 5—6 мм для мягких
и 3—4 мм для твердых пород.
Нанесение клея производится на одну
или на обе склеиваемые поверхности
в зависимости от характера склейки,
вязкости клея и рода склеиваемых мате-
риалов. Так, например, при склеивании
в плоскости волокон древесины хвой-
ных пород на казеиновом клею приме-
няется односторонняя намазка клея,
в других случаях — двусторонняя. При
склеивании смоляными клеями одно-
сторонняя намазка применяется для
древесины дуба, ясеня и двусторонняя
во всех других случаях. При односто-
ронней намазке расход казеинового клея
составляет 450—600 Г/м*, а для смоля-
ного 180—250 Г/м*. При двусторонней
намазке расход столярно-желатиновых
клеев составляет 700—800 Г/м*, казеино-
вых 700—1000 Г/м* и смоляных 250—
340 Г/м*.
Клей наносится вручную при помощи
кистей и щетки. Применяются также
роликовые клеенамазывателн с ручной
и автоматической подачей.
Открытая пропитка при пряменеини
казеиновых клеев продолжается от 2
до в мин., закрытая — от 4 до 18 мин.
Открытая пропитка при применении смо-
ляных клеев продолжается от 5 до.
15 мин., закрытая — от 5 до 25 мин.
Для получения прочного клеевого
соединения склеиваемые детали из хвой-
ных и лиственных пород запрессовы-
ваются при помощи винтовых, пневмати-
ческих и гидравлических прессов и
струбцин при удельном давлении при-
мерно от 3 до 5 кГ/см* при толщине мате-
риала более 5 мм и от 0,5 до 2 кГ/см*
для тонких материалов, причем давле-
ние должно распределяться равномерно
по всей склеиваемой площади во избе-
жание получения <голодных> или утол-
щенных клеевых прослоек.
При склейке деталей с одновременным
гнутьем применяется удельное давление
5—6 кГ/см* и более. Детали под прессом
и до обработки должны быть выдержаны
определенное время. Для деталей нз
мягких пород время выдержки состав-
ляет: а) для столярно-желатиновых
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ
631
клеев под давлением 2—4 часа, до обра-
ботки 18—48 час.; б) для казеинового
клея соответственно 2—4 и 12—48 час.;
в) для смоляного клея 5 и 12—18 час.
Для деталей из твердых лиственных
пород время выдержки составляет для
столярно-желатиновых клеев соответ-
ственно 4—6 и 24—72 часа, для казеи-
нового клея 3—5 и 18—32 часа и для
смоляного клея 5 и 12—18 час.
Время выдержки может быть значи-
тельно сокращено при подогреве склеи-
ваемых деталей до 60—70°С для казеино-
вого и до 50—60’С для смоляного клея.
Подогрев осуществляется при помощи
контактных рефлекторных и воздушных
электронагревателей или в обогревае-
мых камерах.
Контроль качества клеевых соеди-
нений заключается в осмотре склеенных
деталей с целью обнаружения дефектов,
в испытании на скалывание образцов
и в случае необходимости в статических
испытаниях целых узлов или изделий.
При осмотре деталей необходимо обра-
щать внимание на следующие наиболее
часто встречающиеся дефекты:
а) местные непроклейки в результате
плохой подгонки склеиваемых поверх-
ностей, недостаточного давления, нане-
сения тонкого слоя клея и др.; дефект
обнаруживается простукиванием или
при помощи специальных приборов;
б) трещины по клеевому соединению,
возникающие вследствие повышенной
влажности склеиваемых деталей и после-
дующей усушки, при склеивании сильно
деформированных деталей и др.;
в) «голодное* клеевое соединение в ре-
зультате применения клея пониженной
вязкости, чрезмерного давления при
запрессовке и нанесения слишком тон-
кого клеевого слоя;
г) толстая клеевая прослойка в резуль-
тате применения клея повышенной вяз-
кости, недостаточного давления при
запрессовке и др.;
д) слабое сцепление в результате при-
менения некачественного клея, пони-
женной вязкости клея и склейки при
недопустимой температуре окружающего
воздуха.
Гнутье древесных материалов.Гнутью
подвергается древесина хвойных (сосна,
ель, лиственница, пихта) и лиственных
(дуб, бук, ясень) пород я фанера. При-
меняются два способа гнутья — холод-
ный и горячий.
Холодный способ применяется для
заготовок, толщина которых превышает
25—30 мм или когда отношение тол-
щины к радиусу изгиба больше Vaj.
При меньших толщинах заготовок при-
меняется горячий способ гнутья. Холод-
ный способ гнутья состоит в склеивании
ряда планок по толщине с одновремен-
ным гнутьем их в специальных приспо-
соблениях для придания им требуемой
формы.
Горячий способ гнутья состоит в пред-
варительной гидротермической обра-
ботке древесины до влажности 25—30%,
загибе ее на фиксирующем форму шаб-
лоне и последующей сушке загнутой
заготовки вместе с шаблоном. Гидротер-
мическая обработка состоит в пропари-
вании древесины в котлах при давлении
пара 0,2—0,5 ати или в проваривании
ее в воде при температуре 90—100° С.
При холодном способе гнутья можно
получить тем большую стабильность
формы и тем меньший радиус загиба
заготовки, чем тоньше планки.
Соотношения между толщиной заго-
товки и радиусом кривизны при холод-
ном способе гнутья приведены в табл. 29.
, • Таблица 29
Соотношение между толщиной заготовки
и радиусом кривизны при холодном способе
гнутья
Толщива
□ланок
в ми
Количество
планок
2
2
3
Б
7
7
4
Б
4
3
3
4
Общая
толщина
заготовки
и мм
Радиус
кривизны
в мм
60-7Б
Б0-7Б
100
100-200
200—300
300-500
Продолжительность гидротермообра-
боткн древесины для различных толщин
заголовок приведена в табл. 30.
Минимальные радиусы кривизны бере-
зовой бакелитовой фанеры при холодном
гнутье в зависимости от толщины фанеры
и направления волокон приведены
в табл. 31.
При горячем способе гнутья продол-
жительность проваривания березовой
бакелитовой фанеры в воде с темпе-
ратурой 90—100’ С приведена в табл. 32.
Минимальные радиусы кривизны при
горячем гнутье березовой бакелитовой
фанеры после проваривания приведены
в табл. 33.
632 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Таблица 30
Продолжительпость в час. гндротермообработкн древесины при горячем способе гнутья
Наименование гидротермообра- боткн Порода древесины Начальная влажность древесины в ч» Толщина заготовок в мм
5 10 15 20
Пропаривание Соска и пихта . . Луб и лиственница Соска Пихта Дуб и лиственница 30 30 7-10 7-10 7-10 0.2 0,5 2 1 4 0,2—0,4 0,75 5 4 10 0,5-0,7 1 7 6 15 0.75—1 1.25-1.5
Проваривание Сосна и пихта . . Лиственница ... Дуб SS2 1 1 1 0,6 0,7 1-2 ’j5 2-3 2,5 8 8 10-12
Таблица 31
Минимальные радиусы кривизны в мм
прн гнутье березовой бакелитовой фанеры
Толщина фанеры п мм Трехслойная фанера Пятнслойпая фанера
ВДОЛЬ волокон поперек волокон и под углом 45° ВДОЛЬ волокон поперек волокон и под углом 45°
1 40 25 «0 80
1.5 60 38 90 75
2 80 50 120 100
2.5 1С0 63 1.50 125
3 120 75 180 150
4 160 100 240 200
Таблица 33
Минимальные радиусы кривизны в мм
при горячем гнутье березовой бакелитовой
фанеры
Фанерование. Для фанеровочных ра-
бот применяются различные виды фа-
неры (пиленая, строганая и клееная)
и шпон.
Таблица 32
Продолжительность проваривания
прн горячем гнутье березовой
бакелитовой фанеры в час.
Толщина фанеры в M.W Трехслойная фанера Пятислойная фанера
ВДОЛЬ волокон поперек ВОЛОКОИ и ПОЛ углом 45° вдоль волоком поперек волокон и под углом 45®
1 0.25-0.35 0,15—0.25 1-1,5 1-1,5
1.5 0,35-0,7 0,25—0.35 1.5-2 1.5-2
2 0,7-1 0.35-0,5 2-2,5 2
2.5 1-1.5 1 2,5-3 2
3 1.5-2 1.5-2 3—3,5 2.5
4 3 2.5 4-5 3-4
При облицовке поверхностей изделий
фанерование во избежание коробления
производится с двух сторон. Внутренняя
сторона может быть облицована менее
ценным материалом, например березо-
вым шпоном. Фанерование произво-
дится в один и два слоя. При фанеро-
вании в два слоя нижний слой наклеи-
вается из дешевого шпона поперек
волокон основы. Поверхности шириной
до 100 мм фанеруются в один слой,
шириной более 100 мм — в два слоя.
Фанерование состоит из подготовки
основы, подготовки фанеры и самого
процесса фанерования.
При фанеровании широкое примене-
ние находят гидравлические прессы.
Применяют также прессы горячей склей-
ки охлаждением, что значительно
сокращает сроки выдержки изделий в
запрессованном виде. Фанерование про-
фильных илн криволинейных поверхно-
стей производят в резиновых вакуумных.
ОБРАБОТКА И СБОРКА ДЕТАЛЕЙ И УЗЛОВ ИЗ ДРЕВЕСИНЫ
ваз
мешках в автоклавах. Для уменьшения
сроков выдержки фанерных щитов в прес-
сах следует применять электроподогрев.
Для ускорения процесса полимеризации
клея склеиваемые детали подогревают
в поле т. в. ч. Заслуживает внимания
новый метод фанерования щитов (при-
меняемый на некоторых фабриках) с по-
мощью сухих смоляных пленок, напри-
мер мочевино-меламиновых пленок
ММП-к и др.
При облицовке поверхностей изделий
применяются различные способы набора
фанеры; обычный способ предусматри-
вает фанерование с набором листов
вдоль волокон основы; для получения
рисунка может быть применен фигур-
ный набор фанеры (в елочку, крестом,
шашечный и др.).
Сборка изделий из древесины. Детали
и узлы, поступающие на сборку, должны
удовлетворять следующим основным
условиям взаимозаменяемости: разме-
ры деталей, определяющие ее форму.
должны быть выполнены с заранее уста-
новленной точностью и под запроекти-
рованную посадку (по ГОСТ 6449-53);
детали и узлы должны собираться без
дополнительной обработки.
В соответствии с технологическим
процессом при сборке узлов и изделий
применяют различные специальные ме-
ханизмы, приспособления, а также спе-
циальный и нормальный контрольно-
измерительный инструмент. Конструк-
тивно эти механизмы и приспособления,
называемые сборочными станками, бы-
вают винтовые, эксцентриковые и рычаж-
ные и приводятся в действие от электро-
двигателя, сжатого воздуха или воды
(гидравлические).
Организация сборочных работ на-
правлена на широкое внедрение в про-
изводство принципа поточности и кон-
вейеризации. В зависимости от вида
изделий и технологического процесса
определяется вид и характер транспорт-
ных средств.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ар и с о и В. Я- и К о п а н е в и ч Е. Г..
Допуски иа изготовление деталей из пласт-
масс и прессформ для их прессования, «Труды
МАТИ». вып. 6. Оборонгиз. 1949.
2. Андреевы. В . К а л ю ж н ы й В. Г.,
Константинов А. С. и др.. Неметал-
лические материалы, их обработка и приме-
нение. Оборонгиз, 1949.
3. Варденбург А. К.. Пластиче-
ские массы в электропромышленности. Гос-
эиергонэдат, 1950.
4. Архангельский Б. А., Пласти-
ческие массы в машиностроении, Машгиз.
194».
5. Гарбер М. М. в Соколова. Д..
Применение высокочастотного подогрева при
прессовании изделий из пластмасс, «Хими-
ческая промышленность» 2Л 2. 1948.
6. Гуревич Н. И.. Прессование изде-
лий иа пластмасс. Госхимиздат. 1946.
7. Козловский А. Л., Синтети-
ческие клеи, Гизместпром, 1947.
В. К у л и к о в И. В., Допуски н предельные
калибры в деревообработке, Гослесбуыиздат, 1952.
9. Михайлов В. И., Столярно-мехаииче
ские производства, Гослесбумиздат, 1951.
10. Михалев И. И.. Склеивание дре-
весных материалов в самолетостроении, Обо-
ронгиз, 1944.
11. Пик И. Ш. и Л е в в и А. Н.,
Основы производства изделий из пластмасс.
КОГИЗ. М. 1964.
12. Смирнов А. В., Фанерное произ-
водство. т. I, Гослесбумиздат. 1949.
13 Т р а п е з и и и о в А. К.. Реитгеио-
дефектоскопия, Обороигиз, 1948.
14. Чулицкий Н. Н-, Руководство
для конструкторов. Оборонгиз. 1944.
1S. Энциклопедический справочник «Маши-
ностроение». т. 4. гл. V и т. 7, гл. XII и XIII,
Машгиа. 1948.
40 1412
ГЛАВА X
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ
ОБРАБОТКИ МЕТАЛЛОВ
Электрическими называются способы
обработки металлов, использующие
электрическую энергию для технологи-
ческих целей непосредственно, т. е.
подводя ее в зону обработки без про-
межуточного превращения в другие
виды энергии.
Классификация основных способов
электрообработки, получивших про-
мышленное распространение приведена
в табл. 1.
ЭЛЕКТРОПОЛИРОВАНИЕ
МЕТАЛЛОВ
Электрополирование ме-
талле в — электрохимический процесс,
протекающий в основном на поверхно-
сти анода и в непосредственной близо-
сти' к нему.
Деталь, поверхность которой подле-
жит полированию, помещают в спе-
циальный электролит и подключают к
положительному полюсу источника
тока в качестве анода.
При прохождении тока определенной
плотности через образовавшуюся цепь
поверхность анода избирательно раство-
ряется, причем происходит сглаживание
микрогеометрических неровностей и по-
является блеск, т. е. достигается эффект
полирования.
В большинстве случаев анодное рас-
творение сопровождается образованием
продуктов различного состава, которые
в виде плохо проводящей ток пленки
заполняют впадины микрогеометриче-
ских неровностей поверхности, защищая
их от растворения. Выступы (гребешки)
остаются незащищенными и ускоренно
растворяются. Результатом является
сглаживание микрогеометрических не-
ровностей — полирование поверхно-
сти.
Принципиальная схема установки
для электрополировання показана иа
фиг. 1, а и б. Установка состоит из
ванны 2, заполненной электролитом 3.
В электролит погружены два электро-
да: анод — полируемое изделие 4 и
катод—металлическая пластина 5.
Через электроды и электролит про-
пускается постоянный ток низкого на-
пряжения от источника 1.
Фиг. I. Принципиальная схема установки для
влектрополирования: а — включение по схеме
регулирования тока; б — включение по схеме
регулирования напряжения.
Реостат или делитель напряжения 6
служит для изменения силы тока в цепи
и напряжения на ванне. Назначение
измерительных приборов— амперметра 7
и вольтметра 8 — обычное.
Основные технологические характе-
ристики. Изделие, опущенное на под-
веске в полировочную ванну, после необ-
ходимой выдержки в ней при заданном
режиме извлекается, тщательно промы-
вается и сушится.
Варианты технологических процессов
электрополирования приведены в табл.2,
составы электролитов — в табл. 3
В табл. 4 приведены варианты режи-
мов электрополировання.
На сводном графике фиг. 2 показан
характер основных зависимостей прн
электрополировании.
SO
aoirirvxaw auHvaodniroucwi^aue
636 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
ЭЛЕКТРОПОЛИРОВАНИЕ МЕТАЛЛОВ
637
Варианты технологических процессов влектрополироваиия
Таблица 2
Содержание операций и переходов М варианта
1 ,2 3 , 4 6 6 7 « !
Шлифование черновое ...... ....... . чистовое Полирование предварительное 1 i 1 1 1 1 1 1 1 1 1 > 1++1 Mill + V м + i 1+++1ТГ1 M+I 1 + 1 i i i 1 I++I+++I Mil l-H-l 1111 + l + l 1 1 I++ 1 1 II II +++ 1 ++ 1 1 1 1 1 1 1 M + I l++l I+-H-I++I 1 + M 1 II l + M 1 MIMI i-H-l I 11111111 1 1 1 1 II 1 1 1 1 1 1 1 1 1I++I+++I1111111111111
Глянцевание
Обезжиривание растворителями . .
\ химическое а электрохимическое . .
Промывка в холодной воде
а . горячей • • • • . Травление химическое
• электрохимическое
Промывка в холодной воде ....... Декапирование
Промывка в холодной воде
Электрололнромание
Промывка в сборнике
• а холодной воде •••...
Нейтрализация в соловом растворе
Промывка в горячей воде *. . . г.
Сушка . . . .' 1 ....... . Механическое глянцевание .'.... Консервация горячим маслом
Примечание. Номера вариантов относятся к следующим случаям:
1. Обработка летали ответственного назначения для получения максимально достижимого ка-
чества поверхности при низкой исходной чистоте ее.
2. Полирование штампованных из холоднокатанпого металла деталей неответственного назначения.
3. Полирование деталей неответственного назначения лля придания блеска без существенного
повышенна чистоты поверхности.
4. Полирование деталей неответственного назначения с повышенными требованиями к чистоте
поверхности.
5. То же. что и в о. 2.
б. То же, что н в п. 2, но металла горячекатанного.
7. Полирование штамповекных из юлоднокатапиого металла деталей ответственного назначения.
8. Полирование деталей.' имеющих высокую чистоту исходной поверхности и отсутствие замет-
ных загрязнений.
Полируемость различных металлов
и сплавов при электрополировании при-
ведена в табл. 5.
В табл. 6 приведены основные пока-
затели электрополирования, типичные
для большинства случаев.
Характер электрополированной по-
верхности. Электрополированная поверх-
ность свободна от деформированного
или разрушенного слоя, не имеет накле-
па, термических изменений и других
дефектов, связанных с техникой обра
бот к и поверхности.
Чистота электрополированной поверх-
ности превышает чистоту исходной по-
верхности на два-три класса (начиная
с 4—5-го класса) при оптимальных ре-
жимах и металле хорошего качества.
Коэффициент отражения света после
электрополирования возрастает на 10—
25% при одновременном улучшении
коррозионной стойкости.
Фиг. 2. Зависимость интенсивности съема и
чистоты поверхности от основных параметров
режима (наиболее типичные случаи): / — съем
Q — плотность тока 4; 2 — чистота I — плот-
ность тока 4; 3 — съем Q — температура /;
4 — чистота f — температура /; 5 — съем
Q—длительность выдержки Г: 6 — чистота
/ —длительность выдержки Г.
638 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Таблица 3
Составы некоторых алектролнтоа для полирования и режимы их применения
Составные части Содержание по весу в Работоспо- собность
Ортофосфоркая кислота
уд.'в, 1,5—1,6 100 н
Серная кислота уд. в. 1,6 Ортофосфоркая кислота Серная кислота уд. в. 1,84 Ортофосфоркая кислота уд. в. 1,84 100 60-70 40-30 88 в 1 в
Хромовый аигялрих кри- сталлический 10 1 °
Ортофосфоркая кислота 70
Хромовый аагидрял кри- ствллический U | о
Ортофосфоркая кислота . Хромовый ангидрид . . Ортофосфоркая кислота уд. в. 1.5—1.6 ... 91 9 76 80 )0
Серная кислота уд. в. 1,84 Хромовый аигнарка хрн- сталлический - - - 5-10 5—15 } °
Ортофосфорвая кислота . Серная кислота Хромовый ангидрид . . . 6S IS 6 о
Ортофоефорная кислота . Сариан кислота .... 40 40
Хромовый ангидрид . . . 3 о
Сериая кислот* * Ортофосфоркая кислота Лимонная кислота .... I-.1 43,5 1.2 в
Серебро цианистое .... Калий цианистый 3.0-4.6 3,0—4,0 1 в
Режим применения
Л 5 ,и S4 мжи* ость сса
Плот тока аМл1 Темп, тура II роде тельн проце II мин
5-20 15-25 3-10
15-20 35-45 од-о,з
50-70 70-80 5-10
40-100 80-90 03—5
50-70 70-80 1-6
85-50 20-30 0,5-2
40-60 70-90 3-10
35-Ю 65-75 5-10
40-70 70-80 5-10
35—50 20 0,25— 0,75
1,5-20 18-25 3—6
Преимущественно полируемые
металлы и сплавы
Медь, однофазные латуни
Никелевые покрытия
Легированная сталь (нержа-
веющая кислотоупорная)
Высокоутлеролистая и быстро-
режущая сталь, алюминий
и его сплавы с магнием,
никель, бронза
Высокоуглеролистая и мало-
легированная инструмен-
тальная сталь
Мелим* гальванические по-
крытия
Углеродистая и легированная
сталь, алюминий
Углеродистая марганцовистая
и кнзколегнромниая сталь
Высоколегированная хромони-
келевая сталь
Никелевые гальванические
покрытия
Серебро, серебряные галь-
ванические покрытия
Примечание. Условна применения алектролита: П — пригоден к употреблению cpasy
после приготовления, Т — для устойчивой работы требует предварительной обработки. Работоспособ
поста алектролита: Н — неограниченная, В — высокая, О — ограниченная.
• Вевае, гае сумма компонентов не равна 100%, остальное — вода.
Электрохимические свойства металли-
ческой поверхности изменяются в ре-
зультате э.чектрополировання. В боль-
шинстве случаев потенциал ее приобре-
тает более положительные значения,
поверхность пассивируется, облагора-
живается и становится более коррозион-
ностойкой.
Механические свойства изделий в ре-
зультате электрополнрования не изме-
няются. Наблюдающиеся в частных слу-
чаях изменения мнкротвердости и не-
большие изменения усталостной прочно
сти объясняются растворением при поли-
ровании тонкого наклепанного поверх-
ностного слоя.
Коэффициент трения различных пар
значительно уменьшается прн обработке
поверхности одной нли обеих пар элек-
трополнрованием.
Электрополирование перед нанесением
гальванических покрытий повышает
прочность сцепления покрытия с основой
и снижает пористость покрытия.
ЭЛЕКТРОПОЛИРОВАНИЕ МЕТАЛЛОВ 638
Таблица 4
Варианты оптимальных режимов электрополироваиии
а Назначение процесса Основные факторы, определяющие оптималь- ный режим (в пределах рабочего интервала)
Плотность тока Температура Длительность
Достижение высокой чистоты поверхности Быстрое изменение размеров детали при любой чи- стоте поверхности; снятие заусенцев Подготовка под последующее нанесение металло- покрытий Средни Высшая Средни Высшая Средин Высшая Высшая • С ре дядя Средняя нли высшая Высшая Средняя нлн высшая Средни Высшая • Низшая Средняя Низшая
Получение высокого блеска без существенного улуч- шения чистоты поверхности и заметного съема металла
СгагГие наклепа Полирование, обеспечивающее повышение долго- вечности электролита
Таблица 5
Полируемость основных групп металлов и сплавов
Полируемость Состав группы
Отличная — высокий блеск, хорошее сгла- живание, равномерная чистота поверхности Холоднокатаиные наклепанные однофазные латуни, медь Закаленная аустенитная сталь с полностью раство- ренными карбидами Чистейший алюминий марки АВ Закаленная сталь ЭЯО в вдектролитВ ХФС • Холодиоквтаииая медь МО в фосфорной кислоте
Хорошая — высокий блеск, хорошее сгла- живание, возможны единичные растравлен- ные точки, прозрачные дымчатые пленки Холодиокатакиая хромоникелевая сталь с единичными карбидами Алюмннишая броива с 5»fa Al Чисты* технический алюминий марок АО, AI Наклепанная яололиокатанияя высояояромнстаа сталь Закаленная сталь 9ХС в влектролите ХФС Никель влектролитичесхий в серной кислоте с добав- ками Серебро в цианистосеребряиом влектролите
Удовлетворительная — блеск средней интен- сивности, возможно появление шерохова- тых, растравленных участков, выявляется структура Двухфазные холоднокатанные латуни Закаленный дуралюмиа и алюминиевые сплавы Отожженная оловяиисти бронза Никелевые пЪкрытня в серной кислоте Сырая сталь У12 в влектролите ХФС Бронза Бр. ОН 10-2 в фосфорной кислоте
* Электролитом ХФС условие ииваи общепринятый хромовофосфориосерны* влектролит.
Электрополирование оказывает поло-
жительное влияние на магнитные и элек-
трические характеристики металлических
поверхностей, облегчает глубокую вы-
тяжку и штамповку некоторых металлов.
Электрополирование режущего ин-
струмента, удаляя отпущенный при
заточке слой, ведет к снижению
износа и повышению стойкости инстру-
мента.
640 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Таблица б
Основные показателя алектрополнроааниа
Содержание показатели Единица измерения Пределы зна- чений показа- теля для раз- личных слу- чаев
Икгенсипность съема металла Удельный расход анергии Чистота поверхности • * Нм черте хохвой поверх» поверхности лх/дшн Ktm-чрсГ вт-ч^ом' Класс по ГОСТ 2789-51 й показам клас ости, под черт 0,1-10 10—30 10-100 <—8.6-7. 6-7 8—У 1 8-9 .10-11 . 10-11 ‘ 11-13 • 12 И с чистоты ИС- ОЙ — конечной
Оборудование. Электрополирование
производится в ваннах с электролитом.
| В отдельных случаях ванной служит
полируемая деталь, внутрь которой
наливают электролит.
Металлические сварные каркасы ванн
облицовываются внутри материалами,
устойчивыми к действию электролита.
Ванны для горячих кислых электро-
литов облицовываются теплостойкими
сортами винипласта, реже свинцом или
керамикой.
Для холодных кислых электролитов
облицовкой служит винипласт, свинец,
кислотоупорная сталь, керамика, фар
фор, каменное литье, резина; для щелоч-
ных электролитов — углеродистая сталь,
винипласт, резина, керамика, фарфор.
Объем ванн определяется максимально
допустимой объемной плотностью тока
0,5—1 а/л у холодных электролитов и
1,5—2 а/л у горячих (без устройств
для охлаждения).
Объемы обычных лабораторных ванн
0,5—50 л, полупронзводственных и
средних производственных 50—250 л,
крупных производственных — до не-
скольких кубических метррв.
Катоды могут быть изготовлены из
любого проводящего ток материала, не
поддающегося влиянию электролита
Наиболее часто употребляются свинец,
медь, специальная сталь.
Сечение катода определяется силой
пропускаемого тока. Площадь катода
зависит от конкретных условий.
Для повышения долговечности элек-
тролитов катоды часто изолируются
пористыми диафрагмами, помещаются
в специальные чехлы или пористые
сосуды. Материал последних — специ-
альная керамика, материал чехлов и
диафрагм — стеклянная ткань. Внутрь
катодного пространства в пористом со-
суде наливают раствор кислоты.
Приспособления для закрепления поли-
руемых изделий должны обеспечивать
надежный электрический контакт и не
оказывать заметного сопротивления либо
разогреваться при пропускании через
них рабочего тока.* Для мелких легких
изделий применяются приспособления
с принудительным контактом — винто-
вые, пружинные, магнитные и электро-
магнитные. Крупные тяжелые детали
могут контактировать под действием
собственного веса. Наиболее часто упо-
требляются индивидуальные и специаль-
ные приспособления. Материал приспо-
соблений — освинцованная сталь, ки-
слотоупорная сталь, реже латунь и медь.
Неработающие части изолируются пер-
хлорвиниловыми, метакриловыми, баке-
литовыми и тому подобными лаками.
Питание постоянным током установок
для электрополировання производится
от промышленной сети через преобра-
зующие и понижающие напряжения
устройства. Непосредственное примене-
ние переменного тока не вышло из стадии
опытов. Наиболее гибкими и эксплуата-
ционно удобными являются селеновые
(твердые) выпрямители.
Удобны и надежны, но требуют более
внимательного ухода вращающиеся пре-
образователи — двигатель-генераторы и
дннамомашииы типа НДШ. Мелкие ла-
бораторные установки можно питать от
батарей аккумуляторов, газотронных
выпрямителей и т. п.
Мощность источни ка тока оп редел яется
величиной единовременно полируемой
площади и рабочей плотностью тока.
У лабораторных и полупронзводствен-
ных ванн потребляемая мощность 1 —
2 кат, у промышленных установок сред-
них размеров 2—10 кет, у крупных
промышленных установок 10—100 кет.
Перемешивание электролита ускоряет
полирование, предотвращает некоторые
дефекты и повышает равномерность поли-
рования. Перемешивание производится
механическими мешалками, реже воз-
духом. Мешалки располагаются так,
чтобы обеспечить неравномерную ско-
рость перемешивания и исключить воз-
можность возникновения устойчивых
ламинарных потоков.
АНОДНО МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
641
Назначение электрополирования —
повышение коррозионной стойкости; по-
вышение чистоты поверхности; повыше-
ние прочности сцепления и уменьшение
пористости металлопокрытий; снижение
коэффициента трения; обработка вну-
тренних труднодоступных полостей и
отверстий; снятие наклепа; улучшение
электрических и магнитных свойств;
повышение коэффициента отражения све-
та; удаление отпущенных поверхно-
стных слоев; снижение холодной эмис-
сии; доводка до требуемых размеров
и др.
АНОДНО-МЕХАНИЧЕСКАЯ
ОБРАБОТКА МЕТАЛЛОВ
При прохождении постоянного элек-
трического тока через электролитиче-
скую ванну с электролитом определен-
ного состава на поверхности анода обра-
зуется нерастворимая пленка продуктов
растворения металла. Удаляя эту пленку
механическим путем, удается значитель-
но интенсифицировать съем металла в
заданном направлении. Сочетание анод-
ного растворения с механическим воз-
действием получило название анодно-
механической обработки. Известны две
основные разновидности анодно-меха-
нической обработки: чистовая, съем ме-
талла при которой происходит в ре-
зультате сочетания электрохимического
действия тока и механического воздей-
ствия, и черновая, при которой наряду
с механическим воздействием играют
значительную роль электротермические
явления — выделение тепла в точках
соприкосновения электродов. При чисто-
вой обработке механическое удаление
продуктов растворения может произво-
диться любым электрически нейтральным
инструментом, движущимся с большой
скоростью потоком электролита или
перемещающимся катодом. При черновой
обработке необходимое механическое
воздействие производится только дви
жущимся катодом.
Принципиальные схемы осуществле-
ния анодно-механической обработки по
казаны на фиг. 3.
Основные технологические характе-
ристики Влияние основных факторов
на результаты процесса отражено на
снодном графике фиг. 4.
Данные, характеризующие условия
проведения отдельных разновидностей
процесса, приведены в табл. 7.
41 Том s 1412
Анодно-механическая обработка про-
водится на постоянном токе. Применение
переменного тока несколько снижает
интенсивность процесса и повышает из-
нос инструмента
Наложение переменного тока на по-
стоянный либо применение пульсирую-
щего постоянного тока повышает интен-
сивность процесса.
В качестве рабочей жидкости приме-
няются растворы различных солей, спо-
собных образовать на аноде плохо
проводящие пленки, водные 'суспензии
минеральных диэлектриков, в ряде слу-
чаев — вода. Наиболее широко исполь-
зуются водные растворы жидкого стекла
(NazS10g-л SiOg-mH^O).
Количество жидкости должно быть
не менее 5—10 л!мин при глубине вре-
зания до 30 мм и 25—35 л!мин при диа-
метре изделия 200—300 мм.
Применяемость анодно-механической
обработки. Анодно-механическая обра-
ботка применима для любых метал-
лов и сплавов независимо от их твер-
дости.
Интенсивность съема зависит в неко-
торой степени от теплофизическнх
свойств обрабатываемого металла.
Основные назначения инструмента при
анодно-механической обработке — под
вод тока в рабочую зону, удаление обра-
зующихся продуктов, создание напра-
вленного разрушения.
Для резания употребляют металли-
ческие диски или тонкую ленту, для
шлифования и затачивания — массив-
ные диски, для долбления — профиль-
ные электроды, для чистовой обработ-
ки — неметаллические скребки или ро
лики в сочетании с катодными власти
нами.
Материалами для инструмента при
резании служат мягкая сталь, латунь,
реже медь, при затачивании — отбелен
ный чугун, сталь, реже красная медь,
при долблении — красная медь, при
чистовой обработке металлическим ин-
струментом — чугун, красная медь, при
чистовой обработке нейтральным ин
струментом — абразивы, резина, твер-
дые породы дерева.
Диски для резания изготовляются из
стали толщиной от 0,5 до 6 мм. диаме-
тром не выше 1000—1200 мм из-за труд-
ностей правки. Ленты имеют обычно тол-
щину 0,4—1,5 мм и ширину 15—40 мм.
Диски для анодно-механического за-
тачивания изготовляются из стали, а
также серого и отбеленного чугуна.
642 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Характеристика некоторых операций
Наименование операции (примеры) Характеристика процесса Рол инструмента и материал Электролит Напряже- ние в в
Анодно-механическое резание изделий диаметром а мм 10-Ю 60-100 100—130 180-200 200—250 250-ад Разрезание металлических изделий нлн заготовок любой твердости при помощи движущегося инструмента катода '1 онкий металличе- ский диск нлн лей- те из мягкой стели, латуни или меди Водные растворы жидкого стекла уд. в. 1,27-1.3 20— 22» 20-22 22—24 24-26 24-26 26-28
Анодно-механическое затачивание твердо- сплавного инстру- мента ♦*: обдирка шлифование доводка Удаление при помоши движущегося катода слоя твердого сплава с поверхности режущего инструмента, придание последнему надлежа- щей геометрии и чи- стоты поверхности Массивный металли- ческий диск. Мате- риал — чугун или сталь, реже медь Водные растворы жидкого стек.,а уд. в. 1.36-1.38 18-22 16-18 10-15
Анодно-механическое долбление Образование полостей или отвеоетий в Мо- лалле любой твердости в результате иапра- МММГО удаления его катодом, имеющим воз- вратно-поступательное движение Профильный инстру- мент — катод из красной меди Родные растворы жидкого стекла уд. в. 1.35-1.38 12-25
Электрохимическое сверление нлн сгла- живание Удаление металла и сгла- живание поверхности совместным действием электрохимического анодного растворения и механического уаМй продуктов растворения потоком электролита Медный или латун- ный катод соответ- ствующей формы оРй'ИЫЙ раствор хлористого на- трия 15-30
А полно-механическое шлифование наруж- ных и внутренних цилиндрических по- верхностей, плоско- стей, тел вращения и т. п. Доводка размеров и чи- стоты поверхности ме- таллическими кругами или инструментами спе- циальной формы. Дви- жения обрабатываемой детали те же, что и при абразивном шлифовании Металлический ин- струмент — катод, материал — сталь, чугун, реже медь Водные растворы жидкого стекла уд. в. 1.ЗБ-1.38 20-24 (предвари- тельное шлифова- ние). 18—20 (оконча- тельное шлифова- ние) |
Анодно-механическое притирочное шли- фование внутренних и наружных цилин- дрических поверх- ностей Доводка размеров и чи стоты поверхности пу- тем взаимосвязанного вращательного и воз- вратно-поступательного перемещения головки с брусками из абразива нлн специальных мате- риалов Элсктронейтральмый инструмент и спе- циальные катодные пластины Водные растворы солей: 1“/>ный хлористый иат рий; 1,5Ч«-иый сернистый иа г рий, Jeia-иый фосфат аммо- ния + 1.5»(.-ный азотнокислый натрий и др. <2-24
Аиолио механическое отделочное шлифо вютие наружных цилиндрических по- верхностей * Данные лля резания Доводка размеров и по- лучение высокой чисто- ты поверхности путем быстрого колебательно- го движения брусков из мелкозернистого абра- зива или специального материала и вращения обрабатываемой детали диском. При резании леип Элс ктроие йтрал ьи ы й инструмент и спе- циальные катодные пластины зй иа 20—ЭД, меньше. Водные растворы солей (см. выше) °* Данные для резш 0-24 16X25 мм.
АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ 643 иодно-механической обработки • Таблица 1
Режим обработки Результат обработки
Сила тока м а Плот кость тока в а1слЛ Скорость инструмента к м/сек Попе- речная подача в мм>ми* Удель- ное да- вление Класс чистоты по ГОСТ 2784-51 Класс точности Съем металла Износ инстру- мента в М снятому металлу
20-80 • НО—150 150-250 250-350 350—«50 460-500 200-51» 100—210 80-100 75-80 70-75 70-75 15-20 10-30 15-90 12-15 10-12 8-10 7-8 0,6-2 2-3-й (прн мягких режи- мах .3—4-й) В лучших случаях 3—4-й (обычно в пределах допусков на заготовитель- ные операции) 2000-6000 ми'/иин (к—20 смЧмик) на дисковых станках, 4000-12 000 мм*)мик (20—40 с*Чмин) на ленточных станках *•* 25-30
55-65 15—20 4-3 15-25 4-8 1-2 12-20 (В отдельных случаях ло 60) 1-1.5 0,1—0,2 0.03-0,07 0.2 1.5 4-6-й 6-7-й 7-8-й (иногда 9-Й) Определяется точностью стайка 120-200 ммЧмин 25-45 ммЧмик 1—3 ммЧмин 15-20 5-10 2-4
Соответ- ственно площади а—15 Возвратно поступательно С частотой 15—50 уларов в секунду U.1— 0 .£> 0.6—2 5-Мн 2—4-я 50-250 ммЧмим 6-Ь
Опреде ляется рабочим сечением алектро лита 100-150 Инструмент неподвижен либо медленно перемешается. Скорость пото- ка опреде- ляется зазором и давлением 9-3 Д вяле- ние элек- тролита 4—0 ат 5-10-й Определяется точностью изготовления приспособле- ний 20O—3UO ммЧмим (с 1 см* 2—3 ММ) 0
Опреде- лается площадью шлифуемой поверх мости O-15 2U—w 1 и, 1—о,з (предвари- тельное) 0.05-0,015 (оконча- тельное) продольная 1—1,5л<|Мин 0,6-1.5 о—7-й (предва- ритель- ное) 8-10-й (окон- чатель- ное) 4 2—А-й 2-й ю—зо ли/Чмин (с 1 еж* 0,1—0,3 мм) 2—15 ммЧмин (с 1 сл!« 20-150 мк) 1-2
То же 0,0—1 лО 0,01—0,02 (продоль- ная 1-1,5 м)мин) 1-1.6 9-11-Й 1—2-й 2—6 ммЧмин (с 1 СМ< 25—60 мк) 0-2
Опреде лается площадью обработки *" В предела D.5-1.2 режим 0.5-1 ов, приведенных Амплитуда колебаний бруска 5 ММ, число колебаний 500 в ми- нуту в данной TI 0.Л—6, обычно 1-3 блине. 10—12-й 1-Й 2—3 ММЧМОМ (с 1 см* 20—30 мк) 0-1
41*
644 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
На ториевой поверхности диска про
резаются канавки для равномерного
подвода рабочей жидкости ко всем уча
сткам затачиваемой поверхности и для
веденному через точку пересечения ка-
навки с окружностью диска
Диски могут изготовляться также
штамповкой или отливкой Часто при-
лучшего удаления из зоны затачивания
отходов процесса. Применяются лиски
с канавками двух типов: I) в виде спи
ради; 2) в виде пазов, расположенных
под углом от 15 до 30® к радиусу, про
меняют диски, состоящие из постоян-
ной ступицы и сменной рабочей наклад-
ки. Профильные инструменты для дол-
бления изготовляются из красной меди,
иногда из стали. Материалом для ин
АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
645
струментов при чистовой отделке служат
резина, дерево, мелкозернистые абрази-
вы и т. п.
Стойкость инструмента зависит от
его материала, электрического режи
ма и условий работы. Износ стальных
дисков и ленты при резании состав-
ляет 10—30% веса удаленного в виде
отходов металла
Ширина реза обычно в 1,5—2 раза
больше толщины диска.
Оборудование. Типичным для анодно-
механических станков является совме-
щение электрической и механической
части в одних и тех же узлах.
Приближенная классификация основ-
ных групп станков приведена в табл. 8
на стр. 646.
Фяг. 4. Основные завися мости при анодно-механической обработке: / — сечение реза—
оптимальная плотность тока; к — сечен не реза — длительность резки; 3 — сече-
ние реза — подача инструмента; 4 — скорость инструмента — чистота поверхности;
6 — скорость инструмента — глубина закаленного слоя; 6 — скорость инструмента —
производительность; 7 — удельное давление—съем металла; в — удельное давление — сила
тока; 9 — удельное давление — напряжение. Обозначения: « — электрическое напряжение
в а; Г — время резания в мин.; Q — съем металла в Г)мин; d — глубина аакаленного слоя
в аиц Н — высота неровностей в мк; а — подача и мм|мим; I — плотность тока в о|см1;
I— сила тока и а; р — удельное давление в кГ/см1; о — скорость перемещения в м)сек;
F — площадь сечения в см*.
При затачивании износ медного ди
ска равен 3—6%, чугунного 5—8%,
стального 6—15% веса снимаемого ме-
талла.
Правильным подбором режимов, по-
дачи жидкости и давления можно
уменьшить износ инструмента.
Точность обработки при резании не
превышает 4—5-го классов, прн шли-
фовании доходит до 2—3-го классов,
при чистовых доводочныхоперациях —
До l-го класса.
Изменение структуры поверхности на-
блюдается у стальных изделий после
анодно-механической обработки на высо-
ких плотностях тока. Образующийся
подкаленный слой имеет толщину 10—
100 мк
Характеристики некоторых анодно-
механйческих станков приведены в
табл. 9.
Примеры, характеризующие условия
проведения анодно-механического реза-
ния и затачивания, содержатся в табл.
10 и 11.
Назначение анодно-механической об-
работки — резание заготовок, шлифо-
вание изделий из твердых сплавов,
затачивание и доводка твердосплавного
инструмента, долбление полостей и от-
верстий в матрицах штампов, волоках
и т. п., сглаживание поверхности, при-
тирка отверстий, сверление. В опытном
порядке осуществляется нарезание резьб,
изготовление криволинейных канавок,
чистовое профильное точение.
64R ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Приближенная классификация анодно-механических станков Таблица S
Таблица 9
Характеристнкв некоторых амодно-аехааическах станков и установок*
Модель станка •
Элементы характеристика АМО-12 4821 АМО-32 Ар 300 АМЗР 4352 4362 К-1 АЗК-2
Отрезка заготовок Разрезка труб Затачивание инструмента Затачива- ние буровых коронок
Наибольший размер обрабатываемого сечения о мл ... Мощность привозного лвигателв в кал • । 0300 3,5 0130 1,2 0100 2 0300 1 2.7 • 25X45 1 30X45 0.65 30X45 0.6S 30X45 1.5 Все типы буровых коронок
Наиболыпав mouihoctv технологического юка в кал 18 7.6 6.5 8 1 1.2 I 1.5 2.2
Диаметр диска в лиг.... . 1100 650 420 330 180 180 50-150 150 2X400
Максимальная снла рабочего тока в а 600 300 290 300 1 70 т 70 70 30-40
Напряжение рабочего тока в а .... До ЭО До 30 22-35 24 22-24 22-24 22-24 10-28 18—20
Окружная скорость лиска в л!ев* .... 22 16; 20 17 17: 20 15 12; 15; 20 10; 15 10,-5 9-12
Источник питания постоянным током Емкость бака вл....... Механн выяряг 10 ческий аигель 60 6 Посторон- ний 35 Механиче- ский выпря- митель 85 ) Cenei 36 ювый оыпря 30 мнтсль 40 Механиче- ский выпря- митель 50 Селеновый иыпря мн- тсль 90
Габариты станка в мл .......... 177*Х Х1975Х Х1ио ICTSXH^X XI320 5SOX80OX XI800 эоо^доих «ЗД°х •ад* 1100X1 Ю5х XI680 15O1XU00X XI500
Вес станка в кГ ....... ..... 2300 1100 700 1200 1 600 900 630 800 1285
1 [ • В таблице перечислены только станин, выпущенные серийно. |
АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
648 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Таблица Ю
Режимы анодно-механического резания стальных заготовок
еа X Ш ж
Размеры а м ж § о. гока X Ж Размеры К ч 8S 5 о. м о X ж *2
1» ММ г/ г г гьпгоц Маши» время в мни. Сила 1 в а 9 В kuduан JhOQtJ ч МП Подач» в мм (л Маш не время В МКН. Сида т в а Рабоче напрях в в
040 27 1.5 80 20-22 40X40 80X80 100X100 15ОХ150 20 2 80 20-22
080 20 4 120 20-22 16 5 120 22-24
0125 12.5 10 175 22-24 15.4 6.5 160 22-24
0200 10.5 19 500 24—26 10.7 14 250 24-26
0300 8.6 35 450 26—28 250X250 8.» 28 400 26-28
Таблица II
Примеры выполнения некоторых операций анодно-механического аатачиваиня и чистового
шлифования твердосплавного инструмента
Род инструмента, материалы и затачиваемая грань Переходы Напряжение в « Сила тока в а Время затачивания в мин. Чистота поверх- ности — класс по ГОСТ 2780-51
машинное вспомога- тельное всего
Подрезной отогнутый резец 20X30 лмц главная задняя грань Предварительный Окончательный Доводка 18-20 15-17 8-10 1 1 1 as’ 1.25 1 2,25 6-й 7-й 8-й
То же, передняя грань Окончательный Доводка 15-17 8-10 15-20 4-8 1 1 2.0 7-й В-й
Насадная развертка диамет- ром ВОА,; шлифование по наружному диаметру Предварительный Окончательный Доводка 20-22 18-20 12-15 Я 2 12 1 8 «, 15 10 3 3 3 1 18 13 4 7-й 8-й 9-й
То же, передняя грань Предварительный Окончательный Доводка 22 14 10 25 8 2 4 12 6 17 6-й 7-Й 8-й
Спиральное сверло диамет- ром 20 ММ', шлифование по наружному диаметру Предварительный Окончательный 20-22 18-22 20-25 12 6 3 2 1 1 4 7-й 8-й
То же, режущая часть с углом при вершине 120° Предварительный Окончательный Доводка 22 16 6 30 10 3 8 3 II 6-Й 7-й 8-й
Зеикер диаметром 50 мм с направляющей, шлифова- ние наружного диаметра «Йп ** Предварительный Окончательный Подрезка торив 20-22 18-20 18-20 20-25 12 12 6 4 0.5 3 2 1.5 « в 2 6-й 7-й 8-й
То же, задняя грань иа торце под углом 8е Предварительный О кончательиый Доводка 22 14 10 :« 14 4 8 3 11 6-й 7-й 8-й
электроискровой способ обработки металлов
649
ЭЛЕКТРОИСКРОВОЙ СПОСОБ
ОБРАБОТКИ МЕТАЛЛОВ
Электроискровая обработка металлов
основана на разрушении их действием
импульсного электрического разряда,
возникающего при прохождении элек
трического тока через диэлектрик. На-
рушение электрической прочности ди-
электрика проходящим через него то-
ком называют пробоем.
Сопутствующее электрическому раз
ряду разрушение поверхности электро-
дов, между которыми разряд возникает,
носит название электрической эрозии.
Электрической эрозии подвержены все
проводящие ток материалы.
Разрушающее воздействие присуще
многим формам электрических разрядов.
Однако направленное разрушение, огра-
ничивающееся обрабатываемым участком
и не распространяющееся на смежные
участки, осуществимо лишь при исполь-
зовании импульсных форм электриче-
ского разряда.
Основной характеристикой импульс
ного электрического разряда является
кратковременность . его существования
и нестационарный характер.
Обычно используемая в технике
электроискровой обработки металлов
форма нестационарного импульсного
разряда носит название искровой в
отличие от стационарной, дуговой,
не применяемой для направленной, раз-
мерной обработки.
Применяемые импульсные (искровые)
разряды характеризуются следующими
параметрами: длительность существо-
вания 10-5—IQ-я сек., температура в
канале разряда до 10 000’С, плотность
тока в канале разряда до 10 000 а/мм*.
Воздействие единичного разряда на
поверхность металла в зависимости от
мощности импульса поражает участок
площадью 0.05—1 мм* и глубиной
0,005—0,5 мм (для применяющихся в
настоящее время мощностей).
Тепло, выделяющееся в канале раз-
ряда и на участке его соприкосновения
с металлом, нагревает, плавит и частич-
но испаряет последний.
Повышению эффективности разру-
шения способствует наличие между
электродами жидкой среды.
Возникающие в жидкости при про-
хождении разряда гидродинамические
явления и газообразование создают
взрывной эффект(<электрическнй взрыв*),
усиливающий интенсивность выброса
расплавленного и разрушенного разря-
дом металла.
Основные технологические характе-
ристики. При электроискровой обра-
ботке обрабатываемое изделие подклю-
чается к одному из полюсов (обычно
положительному) источника полярных
электрических импульсов. Другой по-
люс того же источника (обычно отри-
цательный) соединяется с электродом,
направляющим разряд на подлежащее
обработке место изделия (фиг. 5).
Фиг. 5. Принципиаль-
ная схема осуществления
•лектроискровой обра
богии.
Любая установка для электроискровой
обработки состоит, таким образом, из
источника электрических импульсов
(датчика импульсов, генератора им-
пульсов) и двух электродов: электрода-
детали, включаемого обычно в каче-
стве анода, и электрода-инструмента,
включаемого обычно в качестве ка-
тода.
Электроды разделены межэлектрод-
ним промежутком МП (фиг. 5), на-
личие которого обязательно для возник-
новения разряда. Величина межэлектрод-
ного промежутка изменяется в зависи-
мости от мощности импульсов и прн
практически применяемых сейчас пара-
метрах схемы находится в пределах
5-100 мк.
Технологические характеристики элек-
троискровой обработки зависят от сле-
дующих основных факторов: а) пара-
метров электрической схемы, датчика
импульсов; б) состава и агрегатного со-
стояния среды, в которой производится
обработка; в) материала электродов;
г) относительного расположения и дви-
жения электродов.
Подбором этих характеристик можно
создать различную интенсивность вы-
броса металла у каждого из электродов,
обусловив преимущественное разруше-
ние анода.
Существеннейшей особенностью элек-
троискрового разрушения является его
направленность и локализация в преде-
лах участка, представляющего точную
проекцию одного электрода на другой
(фиг. 6.)
650 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
В качестве датчика импульсов обычно
применяется несложная электрическая
схема (фиг. 7), преобразующая непре-
рывный постоянный ток в полярные
импульсы требуемой мощности и ча-
стоты. Основными элементами этой схе-
мы, названной конденсаторной, явля-
ются конденсатор постоянной емкости
С и ограничивающее сопротивление R.
Фиг. 6. Пример)- направленного разрушения
металла импульсным разрядом.
Соответственно функциям, выполня-
емым ею, конденсаторная схема услов-
но делится на два контура — зарядный
(фиг. 7, /) и разрядный (фиг. 7, //).
Последовательность происходящих
при работе схемы процессов предста-
влена графически на фиг. 8. Линия а — b
отражает процесс зарядки конденсатора
и подъем напряжения на нем до на-
пряжения питающей сети «источника
тока) U
Длительность зарядки Тя в сек.
определяется емкостью конденсатора С
в ф и величиной ограничивающего со-
противления R, в ом :
T3-R3C.
По окончании зарядки либо несколько
ранее между электродами и Эи
Типовая электрическая схема электро
искрового станка определяется следую-
щими параметрами: а) напряжением
питающей сети (источника тока) Uo;
б) ограничивающим сопротивлением /?,,
в) емкостью разрядного контура С; оми-
ческим сопротивлением разрядного кон-
тура Rp: г) индуктивностью разрядного
контура Lp (Эи — электрод-инструмент.
Эа — электрод-деталь).
В показанной на фиг. 7 схеме, отно-
сящейся к классу релаксационных.
RP
Фиг. 1. Конденсаторная схема установок
для электроискровой обработки.
используется способность конденсатора
длительно накапливать электрическую
энергию и затем при необходимости
быстро отдавать ее, развивая большую
мгновенную мощность.
Процесс накапливании энергии кон-
денсатором называется зарядкой, про-
цесс отдачи накопленной энергии —
разрядкой.
Для осуществления обработки схема
включается между источником постоян
ного* тока и электродами Эр и Эи.
• В ряде случаев применим также и пере-
менный ток.
тпзнровано).
происходит пробой межэлектродиого
промежутка МП и возникает разряд.
Энергия W, запасенная конденсато-
ром и равная
2
(где UZ — в дж, С — в ф, U — в в), при
этом расходуется, и напряжение на его
обкладках резко падает (линия b — с —
d на фиг. 8).
Длительность этого разрядного цикла
Тр определяется емкостью конденсатора
и сопротивлением разрядной цепи Rp:
T„~Rp-C.
Вследствие того что Rp обычно в
сотни и тысячи раз меньше Ra, длитель-
ность разрядки соответственно во столь-
ко же раз короче длительности зарядки.
При этом амплитудная сила импульс-
ного тока, возникающего в цепи разряда
(/д), приближенно во столько же раз
выше силы зарядного тока /».
Для- упрощенных, наглядных пред-
ставлений без учета потерь можно
электроискровой способ обработки металлов
651
считать, что мгновенная мощность раз
рядного импульса больше потребляемой
из сети в К раз. где
Величина А' обычно находится в пре-
делах 100—10 000.
Из-за существования и цепях и элемен-
тах разрядного контура некоторой ин-
дуктивности Lp разряд не носит в
реальных условиях идеально апериоди
чес кого характера, а сопровождается не-
сколькими колебаниями с переменной
полярностью (линии d — е — / — g —
Л — i на фиг. 8), после чего обычно раз
ряд прекращается и электрическая
прочность среды в промежутке МП вос-
станавливается. Следующий цикл может
повториться лишь по окончании пре-
дыдущего, таким образом, максимально
возможная частота срабатывания схемы
/Г",“ " Т, + Т„ гц
Практически достигаемая в электро
искровых схемах частота срабатывания
до которого заряжается емкость, причем
ипр может превысить напряжение пи-
тающей сети Uo По сравнению со схе-
мой RC схема RLC обеспечивает увели-
чение скорости съема металла и повы-
шение к. п. д.
Схема RLJCLp (фиг..9, б). Нали-
чие индуктивности Lp в цепи разряда
увеличивает длительность разряда, не
снижая амплитуду тока, за счет чего
увеличивается съем металла по сравне-
нию со схемой RLC.
Схема СС (фиг. 9, а) работает
только на переменном токе. Недостаток
схемы — необходимость больших емко-
стей в зарядной цепи.
Схема СС синфазная (фиг.
9, г) отличается от простой схемы СС
вибрацией электрода-инструмента с удво-
енной частотой питающей сети, так что
контактирование электродов происходит
в моменты, когда напряжение сети
достигает амплитудного значения.
При работе по данной схеме ток в за-
рядной цепи в несколько раз превышает
ток короткого замыкания электродов,
а напряжение на электродах достигает
двукратного значения напряжения пи-
тающей сети
Фиг, 0. Схема электроискровых станков Ug — напряжение от источника питания;
L — индуктивность в «аридном контуре; W — ограничивающее сопротивление; С —
конденсатор; L — индуктивность в разрядном контуре; Э — влектрод-ниструмент; Эр—
обрабатываемо* изделие; ЬЬ — вибратор. СВ — селеновый выпрямитель; Тр — транс-
форматор.
намного ниже и обычно лежит
в пределах 50—500 гц
Кроме простейшей типовой коядеиса
торной, схемы RC, в. электроискровых
станках применяются следующие схемы
(фиг. 9).
Схема RLC <фиг. 9, а). Наличие
индуктивности Le ускоряет зарядку
емкости С и повышает напряжение U пр.
Схема С (фиг. 9, d) — без сопротивле-
ния н зарядной цепи Разрядный контур
питается непосредственно от источника
постоянного тока, имеющего круто пада-
ющую характеристику. Принцип лей
ствия этой схемы тот же, что и у схе-
мы RC, ио выполнение проще.
Работу датчика импульсов характе-
ризуют мощность, форма и частота
652 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Таблица 12
Приближенные характеристик* основных групп режимов при напряжении тока 100 »
Нанмеиоваиие режимов Энергия единичного импульса п дж Сила тока » разрядном контуре в а Емкость конденсаторов в мкф Сила тока в зарядном контуре в а
Жесткие .. 0,6-5 Выше 100 Выше 100 Выше 5
Средние 0,06—0,5 10-100 10-100 1-5
Мягкие .. 0,005-0,06 Ниже 10 Ниже 10 Ниже 1
импульсов в разрядном контуре. Непо-
средственное измерение их затрудни-
тельно, поэтому для практических целей
обычно пользуются более доступными
для контроля параметрами — напряже-
нием питающей сети (исючника тока)
Ue и напряжением на электродах в мо
мент пробоя Uпр, величиной емкости
конденсаторов С и силой тока рабочего
1роб и короткого замыкания !к,
Сочетание перечисленных характери
стик составляет режим обработки.
В табл. 12 приведены приближенные
характеристики основных групп режи-
мов.
На фиг. 10 представлены нормальные
условия работы и полученные опытным
Фвг. 10. Кривые
рабочих режимов
электронскровы х
установок для из
гоговления поло
стей и отверстий
I и II— вона пере
хода искрового
разряда в дуго
вой; III — режи
мы обработки при
I2U е; IV — то же
при 200 г. V-то
же при 300
путем кривые, показывающие существу-
ющие соотношения между силой тока
короткого замыкания t и емкостью
конденсаторов С-
Во избежание затягивания разрядки,
снижающей интенсивность обработки,
емкость конденсаторов обычно ограни-
чивают 300—500 мкф на один контур.
По соображениям безопасности напря
жение тока выше 250 в при электроискро-
вой обработке применяется редко.
Интенсивность обработ-
ки — количество металла, разрушаемое
единичным импульсом, определяется
мощностью, длительностью и формой
последнего, составом материала элек-
тродов и средой.
Удельная интенсивность
с ь е м а металла характеризуется дан-
ными табл. 13 и 14, представляющими
суммарную производительность единич-
ных импульсов, отнесенную к единице
времени или единице мощности.
Удельная интенсивность зависит также
и от частоты разрядов."
Количество металла М|, расплавлен-
ного и снятого с обрабатываемой поверх-
ности единичным разрядом, зависит от
энергии U^|, выделяющейся между элек-
тродами Эи и Эо (см фнг. 7) при разряде
емкости С.
Для металлов, имеющих высокую
теплопроводность (серебро, медь, алю-
миний), М, прямо пропорционально
Таблица 13
Приближенные аяавеяяа удельной иителсияиости съема металла при ааектроисировой
прошивке стали на один электрод при Чпр“" '°0''
Режимы Съем металла иа электрод в мм^мин Удельная интенсивность съема Удельный расход энергии
К КЛШ-Н1Г в кел>-ч/сл<* в клт-и1кГ в кетч1слб
Жесткие ..... Средине Мвгкне 100—900 10-100 1-10 2О-4Н 16-24 10-24 2,5-6 2-3 1.2-3 20—50 40-60 40—100 0,16-0.4 0,3-0,5 0,3-0’в
ЭЛЕКТРОИСКРОВОЙ СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
653
Таблица 14
Удельный съем металла при электроискровой обработке
Операция Сталь Твердые сплавы Магнитные сплавы Жидкая среда
в еиЧквт-ч в Лкалт-и Й • и в в Пквт-ч g 5 ев Т g а °
Изготовление глухих от- верстий 3.2 24 1 10 4 28 Керосин и жидкие
Резание ...... 20 160 3 30 40 280 минеральные масла Взиесь каолина н соде
Затачивание ...... 15 120 2.5 25 нли в станочной эмульсии Минеральные масла
Шлифование . . 15 120 2.5 25 30 210 МК. МС и автол То же
Прорезание узких шелей . 4 32 1.2 12 S 35 Минеральное масло
Прошивание отверстия площадью 30 мм'. . . 7.5 60 1.5 15 9,6 67 Керосин нли жидкое
минеральное масло
энергии (Г,. Для прочих металлов на
блюдаются отклонения от прямой про-
порциональности; с увеличением энер-
гии IF, возрастание съема металла
отстает от линейной зависимости.
Энергия ПР, зависит от энергии Wc —
С^пР
=—2—. запасенной емкостью С при
заряде до напряжения начала разряда
UПр. и от потерь в Цепи разрядного кон-
тура (жирная линия на фиг. 7).
Для металлов с высокой теплопро-
водностью справедливо следующее при-
ближенное выражение:
Му - К,г1рС^пр.
где М, — количество металла, снятого
с обрабатываемой поверхности единич-
ным разрядом, в Г; Ку — коэффициент
пропорциональности, зависящий от ма-
териала электродов и состава среды
обработки, в Г/а; Т)д— безразмерный
коэффициент потерь энергии в разрядном
контуре; С — емкость разрядного кон-
тура в ф; Unp — напряжение начала
разряда в в.
Суммарный съем металла М при элек-
троискровой обработке будет равен
М - MyN.
где N — число разрядов.
Точность электроискровой обра-
ботки определяется точностью изготовле
ния электрода-инструмента, точностью
его перемещения (точностью станка),
жесткостью механической части станк-а,
Фиг. II. Схема образо-
вания зазора при алея
гронскровой обработке:
I — электрод-инструмент:
7 — обрабатываемое из-
делие.
значениями электрического режима, ста-
бильностью их поддержания, характером
и способом подачи рабочей жидкости.
При постоянстве всех перечисленных
факторов отклонение размеров отверстия
от размеров ин-
струмента яв-
ляется величи-
ной постоянной
для данных ус-
ловий обработ-
ки и материала.
Образование
зазоров проис-
ходит из-за
возникновения
разрядов меж-
ду боковыми
поверхностями
инструмента и
изделия и уча-
стия в них уда-
ляющихся частиц металла (фиг. II).
При прошивании латунными электро-
дами средние величины зазоров, сохра-
няющие свое значение для любых диа-
метров прошиваемого отверстия, равны
Режимы
Жесткие .
Средние .
Мягкие .
Зазор на
сторону в мм
. 0.4—0,8
. 0,15—0,4
. 0,03-0,15
В табл. 15 приведены данные, характе-
ризующие точность обработки при про-
шивании закаленной стальной пластины
толщиной 10 мм электродом из латуни
ЛС59 диаметром 40 мм.
ta-J ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Таблица 1S
Технологические характеристики электроискровой обработки сквозного отверстии
Режим Мощность в кет Емкость » мкф Сила тока 'к. з ° Сила рабочего тока Г в а Р Напряжение источника в в Напряжение на электродах В 0 Съем металла в ммЧмик Класс чистоты по ГОСТ 2789-51 Точность обра- ботки в мм
Жесткий 8,8 317 38 20-22 200 100 550 1-й ±0,34
Средний 2.7 90 12 5,6 220 100 140 2-3-й ±0.11
Мягкий •••••••*. . 0,46 1 2 1 220 100 30 6-й ±o.oi
Чистота поверхности по-
сле электроискровой обработки харак-
теризуется показателями, приведенными
в табл. 16.
Состояние поверхностно-
го слоя. Весьма высокая температура
разряда, мгновенность охлаждения ме-
талла, интенсивное химическое взаимо-
действие с элементами окружающей сре-
ды приводят к возникновению существен-
ных изменений в тонком поверхностном
слое. У черных металлов и сплавов
образуется почти бесструктурный слой
толщиной 10—100 мк, имеющий высокую
твердость (Rc = 65 -ь 72), повышенную
износостойкость и коррозионную стой-
кость.
Среда. Интенсивный съем металла
при электроискровой обработке проис-
ходит только в жидких средах В газо-
образных средах, в частности на воздухе,
интенсивность съема металла снижается
в десятки раз, так как расплавленный
при разряде металл электродов не рас-
пыляется, как в жидкой среде, а вновь
затвердевает и только небольшая часть
удаляется испарением. Лишь операции,
использующие термохимические дейст-
вия разряда и выполняемые без удале-
ния металла с обрабатываемой детали
(упрочнение, наращивание), проводятся
в отсутствии жидкости — на воздухе
или в защитной газовой среде.
Основные назначения жидкости прн
электроискровой обработке — удаление
частиц разрушаемого металла из места
обработки, охлаждение электродов, по-
вышение электрической прочности меж
электродного промежутка. В отсутствии
жидкости точная обработка практически
невозможна. Жидкость, пригодная для
электроискровой обработки, должна об-
ладать низкой вязкостью, электроизоля-
ционными свойствами, высокой темпе-
ратурой вспышки, не должна оказывать
химического действия на электроды я
должна быть достаточно устойчивой к
действию разрядов
Наиболее часто применяют низко-
вязкие минеральные масла и керосин.
В ря’е случаев удовлетворительные
результаты дает применение волы. Упо-
Таблица 16
Чистота поверхности после электроискровой обработки (напряжение на электрода*
начальное 220 в, рабочее Ши «)
Ем- кость в мкф Сталь УЯА немка* лекция Сталь УВД закален- ная Твердый сплав В КВ Магнит- ный сплав вльнн Латунь Алюми- ний Сталь УЯА закаленная
Класс чистоты по ГОСТ 2789-51 Диаметр Глубина Объем лунки луики лунки в мм в мм » мм'
201>-4»> 60-100 1-й 1-й 1-й 2-й 2-й З-й 1-й 1-Й 1-й 1-й 1-й 1-й 1.20 0,033 0.Q25
10-30 З-й 4-й 5-й З-й З-й З-й 0.25 0,02 О.ООСб
1-2 6-й ь-й 7-Й 5-й 5-й 4-Й 0,1 0.015 0,000078
0,1-0.3 6-Й 7-й 8-й 6-й 6-й 5-й
ЭЛЕКТРОИСКРОВОЙ СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
655
требление бензина, ацетона, эфира и
тому подобных легковоспламеняющихся
жидкостей запрещается.
Электро л-и нструмент слу-
жит для подвода тока и направле-
ния разряда на место обработки. Инстру-
мент при электроискровой обработке
может быть значительно мягче обраба
тываемого изделия.
Основным требованием к материалу
инструмента является высокая износо-
стойкость в процессе электроискровой
обработки. Факторы, определяющие
износостойкость инструмента, перечне
лены в табл 17.
Износостойкость электрода-и истру
мента определяется в значительной сте-
пени материалом, из которого он изго
товлен.
Одним из наиболее износостойких
материалов, применяемых для изго-
товления сплошных электродов-инстру-
ментов, является спеченный медный
порошок. Чистый медный порошок, по-
лученный электролитически, прессуется в
соответствующих прессформах при да-
влении 3—5 т/см1
Спрессованный электрод-инструмент
лля увеличения механической прочно-
сти спекается при температуре 600—
800° С. Трудоемкость изготовления прес-
сованных электродов-инструментов в 8—
10 раз ниже, чем изготовляемых обыч-
ными приемами с применением слесар-
ной обработки. Стойкость прессованного
инструмента в 2 раза выше стойкости
литого медного инструмента.
Износостой кость электродов- и нстру-
ментов зависит и от жесткости режима.
При использовании латунных электро-
дов износ их на жестких режимах до-
ходит до 60—100% объема удаляемого
из детали металла На средних режи-
мах износ снижается до 40—50%, на
мягких до 10—30%.
Массивные электроды-инструменты
более стойки, чем тонкие. Важным яв-
ляется сохранение постоянства сечения
электрода на различных его участ-
ках.
От точности изготовления электрода-
инструмента в большой мере зависит
экономичность применения электро-
искрового способа для прошивки точных
отверстий и полостей.
Предпочтительными являются мето-
ды точного литья и порошковой метал-
лургии.
Таблица П
Факторы, определяющие стойкость инструмент» при *лектроискро»ой обработке
Причина износа Факторы, увеличивающие юное Факюры. умеиыы»ющие износ
Механическое разрушение по- верхности ударяющимися о нее' частицами удаляемого металла Механическое разрушение ударами газовых пузырьков и жидкости (кавитация) Тепловое разрушение за счет высокой температуры раз* ряда Собственно эрозионное разру- шение, вызываемое пере- меной полярности Технологическое и конструк- тивное несовершенство ин- струмента Увеличение жесткости режима; заострение торна инструмента; уменьшение зазора между элек- тродами; применение мягких материалом Применение маловязких жидко- стей с низкой температурой кипения; малые зазоры; при- менение сплошных массивных электродов; увеличение жест- кости режима Увеличение жесткости режима; снижение сопротивления * раз- рядного контура; применение материалов с низкими темпе- ратурами плавления Применение длинных проводни- ков; употребление материалов низкой эрозионной стойкости; работа в неподходящей среде Увеличение поверхности сопри- косновения; застой рабочей жидкости; неточность размеров и формы, вызывающая откло- нения при движении Снижение жесткости режима; увеличение зазора между элек- тродами; повышение вязкости среды; применение твердых материалов Снижение жесткости режима: увеличение зазора; применение пустотелых, с каналами, и тому подобных конструкций; упо- требление воды илн вязких сред с высокими температу- рами кипения Снижение жесткости режима; применение тугоплавких мате- риалов; введение сопротивле- ния в разрядный контур Уменьшение индуктивности раз- рядного контура; снижение жесткости режима; введение обратного тока; подбор более эрозионностойккх материалов, смена среды Защита боковых поверхностей непроводящими покрытиями; применение нагнетания жидко- сти через инструмент; сообще- ние инструменту вибрации или вращения
65б ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Прн электроискровом прошивании
применяются инструменты, форма ра
бочей части которых представляет нега
тнвное изображение изготовляемой фи-
гуры. При ступенчатом проведении
обработки возможно получение слож-
ных фигур последовательной обработ-
кой рядом простых по форме электродов
В табл. 18 показаны некоторые типич-
ные электроды-инструменты, применя-
емые для изготовления полостей и от-
верстий.
Таблица 19
Эскиз
Продолжение табл. 18
Характеристика
электрода ннстру-
меита
Трубчатый для вы-
резки отверстий
в стейках труб
Электроды-кяструмепты, припеваемые дла
образования полостей и отверстий
электроискровым способом
Эскиз
Характеристика
алектрода-нистру-
мента
Сплошной с калиб-
ровочным утол-
щением для по-
лучения глубоких
круглых отвер-
стий
Сплошной с центри-
рующей вставкой
лля прошивки
твердосплавного
сопла
Сплошной с ввнаа-
ками для улуч-
шения циркуля-
ции жидкости
Трубчатый для про-
шивки круглых
отверстий боль-
шого диаметра
Штампованный из
листового метал-
ла для изготов-
ления полости ко-
вочного штампа
Многовлектролный
лля олиовремеи
кого получения
многих отверстий
в листовом мате-
риале. Состоит
из обшей плиты,
на которой раз
метены электро-
ды различного
профиля из ли
стопой латуни
Размеры инструментов определяются
с учетом их износа в работе и величиной
образующегося зазора. При латунных
электродах отрицательный припуск на
сторону составляет при мягких режи-
мах 0,03—0,15 мл, при средних 0,15—
0,4 мм и при жестких 0,4—0,8 мм.
При точном прошивании сквозных
отверстий длина рабочей части инстру-
мента для возможности калибрования
должна быть не менее 1,5—1,7 высоты
прошиваемого отверстия.
Прн конструировании инструмента
следует учитывать появление скругле-
ний у выступов и острых углов впадин
в изделиях. Радиус скруглений не пре-
вышает при мягких режимах 0,1—0.2 мм.
Характер движения и направления
подачи инструмента виден в табл. 19.
Назначение электроискровой обра-
ботки приведено в табл. 20, примеры
проведения некоторых операций см. в
табл. 21.
Оборудование. Серийный выпуск обо
рудования для электроискровой обра-
ботки ограничен преимущественно уни-
версальными ст-'нками. Специализиро-
ванные станки часто изготовляются не-
посредственно потребителями
В табл 22 перечислены основные
модели универсальных и специальных
электроискровых станков, выпускаемых
в СССР серийно.
электроискровой спосов овравотки металлов
657
Таблица 19
Схемы выполнен! обработка некоторых изделий електроискровым способом
1 2 3 4 5
6 7 8 9
10 П 12 13
Наименование изделия Вид обра- ботки и схема выполнения операции Характер подана Наименование изделия Вид обра- ботки и схема вы- полнения операции Характер подачи
Матрица кон- турного выруб- ного штампа Изготовле- ние полости (ВСКИЗ 1) Поступательное дви- жение электрода- ииструмеита Ниппель *иэ весьма твердой стали Изготовле- ние глубо- кого отпер стия малого диаметра (эскиз 4) Поступательное дви- жение злсктрода- ииструментв. Вибра- ция и вращение электрода-изделия
Волок из твер^ дого сплава лля протяжки прямоугольного профиля Разделка круглого отверстия на профиль- ное (эскиз 2) То же
Заготовки из проката Отрезание прутка (всккэ 5) Вращательное и по- ступательное дви- жение электрода- инструмента
Распылитель димльиой форсунки Изготовле- ние отвер- стия малого диаметра (эскиз 3) Поступательное дви- жение электрода инструмента и ви- брация изделия
| Заготовки из |плмг и слитков S Разрезание (ьскиз б) То же
42 Том б ми
658 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Продолжение табл. 19
Наименование наделим Вид обра- ботки и схема выполнении операции Характер подачи Наименование изделия Вид обра- ботки и схема выполнения операции Характер подачи
Ось Прорезание шлица (вскнз ?| То же Заготовка плиты для матрицы Плоское шлифов» пне (эскиз 11) |!|М1Ц,1 тельное ЛИН жени* алектрода-ик- струмента t1 соче- тании с его прямо- линейным перемеще- нием в трех взаимно перпендикулярных направлениях
Тарелка кла- пана Шлифова ние конуса (эскиз 8) Kpillll.t Т ГЛ 1.НГМ* И IIOI вратно-поступотель моя движение влек трода-инструмянта в сочетании с яра- шепнем элект рода- изделия и сю по- ступательным дви- жением
Крупный ковочный штамп Фрезеро- вание {эскиз 12) Сочетание вращения эле к-рода-инстру- мента с его переме- щением в трех взаим- но перпендикуляр- ных направлениях
Валик Шлифова- ние ци- линдра (эскиз 9) Вращательное и по- ступательное дви- жение электрода- инструмента в соче- тании с возвратно- поступательным дви- жением изделия и его вращением
Изделие из твердого металла Растачива- ние цилин- дрического отверстия (эскиз 13) Вращательное движе- ние электрода-из- делия: поступатель- ное движение (по- дача) оправки со скользящей по ее наружной поверх- ности проволокой (электродом кист- ру ментом)
Волок твердо- сплавный Внутреннее круглое шлифова- ние (аскш 10) Вращательное движе- ние электродов при возвратно-поступа- тельном движении одного из них и его подаче
Некоторые операции, выполняемые
электроискровым способом. Проши-
вание матриц вырубных
штампов производится полым элек-
тродом-инструментом, имеющим отрица-
тельный допуск, в несколько переходов
(обычно в три) со сменой электрода и
режима на каждом переходе.
Соответственно изменяются величины
допусков — наибольшие при первом
переходе и наименьшие при послед-
нем.
Для облегчения удаления отходов
н ускорения обработки рекомендуется
прокачивание жидкости через полость
инструмента и предварительное свер-
ление технологических отверстий в за-
готовке.
Прошивание ковочных и
чеканочных штампов, имеющих
глухие полости, производится сплошны-
ми электродами-инструментами. Вслед-
ствие износа инструмеЛ-а форма
отверстия при первом проходе может
быть искажена и требует повторного
(и более) прохода новым электродом без
смены режима.
Для ускорения обработки рекомен-
дуется удалять основную массу металла
механическим путем из сырой заготовки,
а затем после термообработки оконча-
тельно профилировать электроискро-
вым способом. При прошивании глухих
полостей необходимо применять для
изготовления электрода-инструмента
наименее поддающиеся эрозионному из-
носу материалы.
Прошивание тонких отвер-
стий (диаметром 0,1—0,5 мм) про-
изводится электродом из тонкой про-
волоки соответствующего диаметра, по-
даваемой к месту обработки через кон-
дуктор из непроводящего материала.
Электроду-инструменту либо прошивае-
мой детали сообщается вибрация часто-
той 50—200 гц, что облегчает удаление
отходов.
Прошивание проводится при особо
мягких режимах с целью получения вы-
сокой чистоты и точности обработки.
ЭЛЕКТРОИСКРОВОЙ СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
6.59
Таблица ТП
Назначения электроискровой обработки
Наименование операции Эффективность способа Степень промыт ленного освоения
Изготовление штампов выруб- ных, просечных, кузнечных, чеканочных, прессформ и металлических форм Возможность изготовления слож- ных фигур а твердых материа- лах без применения трудоемких ручных и механических прие- мов, Уменьшение брака Средняя. Применяется в основ- ном при массовом производстве или ремонт* штампов
Изготовление отверстий ма- лых диаметров (до 0,12— 0,15 мм) Повышение производительности и улучшение качества. Эконо- мия дефицитного инструмента, сокращение брака, улучшение условий труда, автоматизация процесса Значительная. Широко приме ияется при изготовлении и обра- ботке отверстий различных рас- пылителей дизельных форсунок
Изготовление волок и воло- чильных досок Снижение трудоемкости и повы- шение производительности прн изготовлении волок из твердых сплавов Средняя/- Применяется главным образом при необходимости изменения размеров нли про- филя отверстий в волоках из твердых сплавов
Резка металла прямолинейна. Возможность быстрого разреза- ния твердых металлов и спла- вов Ограниченная. По производитель- ности уступает аиодио-мсхаин- ческой резке
Криволинейная резка металла Возможность изготовления слож- ных, фигурных резон к твердых материалах без специального инструмента н сложных стан- ков Ограниченная. Применяется в от- дельных специальных случаях
Заточка резцов и многолезвий- ного инструмента Экономия абразивных материалов Ограниченная. По основным по казателям уступает анодно- механическому способу
Извлечение сломанного инстру- мента и крепежа Сохранение деталей, в которых произошла поломка. Обличе- ние операции Значительная. Широко приме ияется рядом предприятий с злметиым эффектом
Гравирование, печатание и роспись по металлу Снижение трудоемкости опера- ции. Возможность нанесения изображений на поверхности любой твердости Ограниченной Не вышло за пре д«лы опытного применения
Нарезание резьбы Возможность нарезания резьбы на изделиях из твердых спла- вов Ограниченная. Не вышло за пре- делы опытного применения
Шлифование плоское и круг- лое, наружно* и внутреннее Устранение необходимости в аб- разивах. Возможность шлифо- вания твердых металлов н епда- BIJLI Ограниченная. Применяется пре имущественно в специальных случаях
Изготовление сетов Снижение трудоемкости обра- ботки. Возможность изготовле- ния сеток в твердых материа- лах. Прошивка тонких пластин без Деформации Ограниченная. Применяется в единичных случаях
Прорезание пазов и узких шелей Изготовление узких пазов в твер- дых материалах Ограниченная. Применяется в единичных случаях
Наращивание металлов и спла- вов Нанесение различных металлов и сплавов тонким слоем Ограниченная. Не вышло за пре- делы опытного применений
Упрочнеяне металлических по- верхностей Повышение твердости и изиосо стойкости стальных поверхио- Стей Значительная. Широко приме ияется для повышения стой- кости инструмента
Получение металлических по- рошков Получение порошков кз любых металлов и сплавов Ограниченная. Не вышло за пр* делы опытного применения
Прошивание криволинейных отверстий Изготовление отверстий с криво линейными осями Ограниченная. Примсннется в единичных случаях
42'
flff) ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
Таблица 21
Примеры проведения некоторых операций электроискровым способом
Режим обработки
V g Продолжительност) обработки в мим. О чь V • <3
Наименование операций Обрабатываемы материал Электрод-ннстр' Рабочая жидко) Напряжение ист ника питания в ( а а хевобдлак, >и вниажвбиеи паьеис эянтабэ Сила тока кор<> когозаиыааннй t Среднее знамен। силы тока в а | Емкость в мкф
Изготовление твердосплав- ного сопла > пескоструй- ному аппарату Твердый сплав ВК8 Латунь ЛСМ пруток 0 63 леи Керо- син ЭО ПО 70 12 7 90
Разделка конусного отвер- ст ня в твердосплавной фре- зе для усиления державки Твердый сплав ВК8 Латунь ЛС59 Тоже 30 110 ПО 70 60 12 1 — 90 4
Предварительное профили- рование пластинок твердого салим Твердый сплав Т15К6 Латунь Л СИ листовая • 1В по 70 12 — 90
Прорезка паза в корпусе цангового зажима Сталь У8А Латунь ЛС59 9 1 ПО 70 12 *• 30
Обработка граней ручья ко- вочного штампа шестигран- ной гайки (ключ 40 лиг) Сталь ХГМ Латунь ЛС59 40 9 ПО ПО 70 60 12 2 б 1 90 3
Прорезка стенки закаленного стального кольца Сталь У10 Красная медь, про волока 0 0.2 мм • 3 110 60 03 оз 1
Изготовление сита со 195 отверстиями диаметром 3,2 мл, глубиной б мм Сталь ЭЯ1Т Латунь ЛС 59-1 пруток 180 220 100 35 18 400
Вырезка отверстий диамет- ром 45 мм а трубе с тол- щиной стенки 3 мм Красная медь Латунь Л 62 Вода 4 130 40 30 30 1150
Прорезка кольцеобразного паза в роторе Сталь 45 Латунь Л62 труба Соля- ровое масло 20) 220 130 38 20 315
Получение отверстия диамет- ром 0.15 мм в заготовке твердосплавного волочиль- ного глазка Твердый сплав ВКЗ Латунь ЛСл9 0 0,12 мм Керо- син 13 180 130 0,8 03 03
Извлечение сломанного мет- чика, застрявшего в от- верстия Сталь УЮ Латунь Л СИ 0 12 мм То же 18 70 220 220 ПО по 33 12 25 6 315 90
Получение полости ковоч- ного штампа корпуса на- сос-форсуики Сталь 5ХНМ Латунь ЛС6» или красная медь Соля- ровое масло 240 120 220 220 ЦП по 8 2 6 1,2 30 2
Получение тангенциальных сопловых отверстий в фор- сунке с наплавленным слоем сормайтл Сормайт Латунь Л СИ 0 0,92 мм Керо- син 4 220 140 1,5 03 1
Получение отверстия диамет- ром 0,15 мм в носике рас- пылителя форсунки Сталь 15ХФА Латунь леи То же 03 120 90 0,5 3.25 >.15
Получение сложиопрофилн- рованной полости пресс- формы конической шестерни Сталь У8 Латунь ЛС89 • 300 220 220 100 100 4 2 2 1 5 1
-• - —. пь • - —-•
Характеристика некоторых электроискровых станков в установок
Таблица 22
Мояель станка * и назначение
Л КЗ-18 ЛК^-44 Л КЗ-47 Л КЗ-14 Л КЗ-20 ЛКЗ-ЭО Л КЗ-34 ЛКЗ-37 Л КЗ-48
Элементы характеристнкв Ел клипа измерения Универсаль- ный про- шивочный Обработка крупных штампов Извлече пне сломан- ного ин- струмента Обработка малых отверстий Операцион- ный для малых от- верстий в мелких кеталях Операцион- ный для малых от- верстий в средних деталях Универсаль- ный для круглых н профиль* иых отвер- стий малого сечения Затачива- ние твердо- сплавных резцов Сверление круглых отверстий в твердо- сплавных волоках
Наибольшие размеры обра- батываемой летали и вес Максимальная потребляемая мощность Максимальная емкость кон- денсаторов Максимальный ток короткого замыкания . Наибольшее напряжение на электродах w Интенсивность съема металла Производительность Объем ванны ........ Габариты станка . Вес станка.......... 1 • В таблице перечнелев 1 в таблицу ие вкшрзевы.. _: мм кГ кет мкф а е mj?\muk шт. в час. л мм кГ ы лишь стах м 320 38 220 эоо-воо IX 900X110Х X18W то 1кн н устаао 500Х500Х Х»ооо 2000 16 ' 1 750 77 200 900 - 1 320 2100Х125ОХ XI300 2000 вкн промыт Не огра- ничены 5 400 30 200 '200 б 800ХТОХ Х500 80 ЛС1ШОГО вып 0.2 1 0.15 O.K 0.5 100 — 80 отвер- стий 0 0. IS- О. 1мм 1.Д &20ХЗЮХ Х43О 28 усха. Стан» Распыли- тель фор-, сунок 0,18 0.5 0.8 . 180 НО отвер- стий 0 0. IS- О.75 лиг 2 5*^Х 40 и установи 1.5 0,45 Б 2 1 220 100 отвер- стий 0 03 мм 3 '’SST 290 н, существу “ . 1 30 о-6 2 I 3 I 220 2 1«Ю^Й0Х 240 ющие в вид< Пластинка 10X20 10 74 50 200 5 шт. по трем гра- ням 60 юоохмох Х860 850 опытных Волоки с отверстием до 3 мм ол 2 10 200 20 шт. 0 1 — 3 мм ол 250Х150Х ХП5 12 бразцов,
ЭЛЕКТРОИСКРОВОЙ СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
662 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ
е табл. 22
ХИМИКО-МЕХАНИЧЕСКИЙ СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
663
Ремонт изношенных ма-
триц штампов сводится к сошлн-
фовыванию поверхности матрицы и по-
следующему углублению фигуры. Опе-
рация производится на термообработан-
ной матрице без се отжига.
Извлечение сломанного
инструмента или сломанных кре-
пежных деталей производится путем их
разрезания на части либо полного рас-
пыления электродом-инструментом со-
ответствующей формы и размеров (про-
волокой, пластиной).
Изготовление сеток с боль-
шим числом отверстий производится
электроискровым способом в трудно-
обрабатываемом другим методом метал-
ле либо при необходимости изготовления
тонких или фасонных отверстий в мяг-
ком металле. Прошивание производится
электродом-инструментом, несущим на-
бор электродов, закрепленных в обой-
ме и питающихся совместно от датчи-
ка импульсов либо раздельно от
многоконтурных схем.
Электроискровое наращи-
вание металла заключается в пе-
реносе и отложении тонких слоев метал-
ла с анода на поверхность катода.
Получаемые покрытия отличаются проч-
ностью сцепления с основой, ио обычно
пористы и служить защитой от коррозии
не могут.
Электроупрочнение. Весь-
ма высокая температура, развивающаяся
в поверхностном слое металла при воз-
никновении импульсного электрического
разряда, и сопутствующее ей химическое
действие среды создают на поверхности
черных металлов и сплавов слой особого
строения (белый слой), обладающий
высокой твердостью и износостойкостью.
Электроупрочнение можно осуществ-
лять как на постоянном, так и на пере-
менном токе. При упрочнении на посто-
янном токе катодом служит упрочняемая
деталь. Среднее повышение стойкости
упрочненной детали находится в пре-
делах 30—80%, а в единичных случаях
достигает 200—300%.
Получение дисперсных
металлических порошков
из проводящих ток материалов осуще-
ствляется по электроискровому способу
путем помещения электродов из распы-
ляемых металлов в жидкость и возбужде-
ния между ними импульсных разрядов
соответствующей мощности и частоты.
Операция широкого распространения
в промышленности не получила.
ХИМИКО-МЕХАНИЧЕСКИЙ СПОСОБ
ОБРАБОТКИ МЕТАЛЛОВ
Химико-механический способ обра-
ботки основан на одновременном хими-
ческом (или электрохимическом без внеш-
него источника тока) и механическом
воздействии на поверхность материалов,
приводящем к ускоренному разрушению
последних.
Обработку можно производить в среде
поверхностно активных, а также хими-
чески агрессивных веществ, нейтральных
электролитов или металлических солей.
Ниже рассматривается лишь обработ-
ка, осуществляемая в растворах метал-
лических солей.
При соприкосновении поверхности ме-
таллов с растворами некоторых солей
возникают взаимодействия, приводящие
к растворению поверхностного слоя
металла.
Так, например, при погружении желез-
ного сплава в раствор медных солей
происходит реакция, приводящая к вы-
теснению меди и переходу железа в
раствор.
Аналогичное явление имеет место при
погружении в раствор медных солей
металлокерамического твердого сплава,
состоящего из карбидных зерен, свя-
занных кобальтом.
Кобальтовая связка при этом разру-
шается, так как кобальт переходит в
раствор, вытесняя медь. В результате
поверхностный слой твердого сплава
разрыхляется. Наличие в поверхностном
слое разнородных металлов и неодно-
родности строения способствует разру-
шению твердого сплава вследствие обра-
зования большого числа гальванических
микропар, между которыми возникают
местные электрические токи. По мере
выделения из раствора медь покрывает
обрабатываемую поверхность тонким
слоем, и растворение прекращается
Чтобы поддержать высокую скорость
растворения, разрыхляют медную плен-
ку путем трения абразивным порошком
под небольшим давлением.
Обеспечение равномерности съема
пленки достигается при помощи соответ-
ствующих механических устройств, соз-
дающих эксцентрические движения обра-
батываемой поверхности относительно
шлнфовальника. Характер влияния
основных факторов на результаты про-
цесса показан на сводном графике
фиг. 12.
664 ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ СПОСОВЫ ОВРАВОТКИ МЕТАЛЛОВ
005 006 0.01 0,08 0.09 0.Ю 0.11 0,12 0,19 0,16 0.18 0.20 0,22 0.29 р
Фяг. 12 Зависимость интенсивности съема при химико-механической обработке or. t — кон-
центрации CuSO, при шлифовании сплава TI5K6 абразивом зернистостью 100: 2 — то же
зернистостью 325: 3 — температуры при шлифовании сплава ВК8 абразивом зернистостью
100; 4 — то же абразивом зернистостью 326; 5 — длины хода шлифовальннка для сплава
TI5K6; в — то же для сплава ВК8; 7 — давления для сплава TI5K6; 8 — то же для
сплава В Кб: 9 — давления при концентрации электролита 25“|,: 10 — то же прв концентра-
ции Обозначения: Г — температура смеси в °C; L — длнна хода в «* К — коп-
цеитрация медного купороса в О — удельное давление в кГ^см*.
Чистота поверхности твердого сплава
после химико-механической обработки
Фиг. 13. Схема станка для хи-
микомехвнического шлифова-
нии пластинок твердого сплава.
обычно равна 9—ll-му классам по ГОСТ
2789-51.
Изменением зернистости абразива мож-
но изменять чистоту поверхности. Стро-
ение поверхностного слоя металла после
химико-механической обработки большей
частью не изменяется, хотя у твердых
сплавов наблюдается иногда разрыхле-
ние, вызываемое растворением металли-
ческой связки между карбидными зер-
нами и приводящее к некоторому сни-
жению сопротивления изгибу шлифу-
емых пластинок.
Оборудование. Для проведения хи-
мико-механического способа обработки
предприятия применяют станки различ-
ных конструкций индивидуального нлн
мелкосерийного выпуска. Примером
может служить станок ВНИИ МСС
(фиг. 13). Он состоит из приводов нижне-
го и верхнего шлифовальников и узла
крепления и поворота верхнего шлифо-
вальннка.
Назначение химико-механического
способа обработки. Шлифование
пластинок нз твердого
сплава под напайку Опера-
ция обычно производится одновременно
над несколькими десятками штук, за-
крепляемых при помощи смолы (воск 4-
4- канифоль 1:8) на латунном лиске.
Условия шлифования: концентрация сер-
нокислой меди 25%; тернистость абразива
80—100; окружная скорость шлнЛоваль-
ника 1,5 mJc&c, длина хода шлифоваль-
ХИМИКО-МЕХАНИЧЕСКИЙ СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
665
явка 50 мм; удельное давление 0,08—
0,1 кГ/см*.
Шлифование пластинок
и* твердого сплава в раз-
мере малыми допусками производится
в два перехода. Первый переход выпол-
няется на режиме, приведенном выше.
Для второго перехода концентрация
сернокислой меди 20—25%; зернистость
абразива 180; окружная скорость шли-
фовальника 1,0 м/сек; длина хода 30 мм;
удельное давление 0,06—0,08 кГ!см*.
Затачивание и доводка резцов про-
изводятся в специальных приспособле-
ниях, служащих лля установки и закреп-
ления нескольких резцов одновременно.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Библиотечка электротехнолога. вып. 1 —
10. Машгиз. 1952.
2. Лазаренко Б. Р. и Лазаренко Н. И.,
Электроискровая обработка металлов, ГЭИ, 1950.
3. Левинсон Е. М. н В л а д я м н-
р о в Е. И., Электроискровые установки.
Машгнэ. 1951.
4. Карасик Г. А. и Косола-
пов И., И., Конструирование анодно-механи-
ческих отрезных н заточных станков. Машгиа,
1961.
5. Г у т к я и Б. Г., Автоматизация влек-
Ж1нскровых и анодно-механических станков.
шгиз. 1952.
6. П о п н л о в Л. Я.. Технология влек-
трополирования, Машгиз. 1953.
7. Электрические методы обработки ме-
таллов. под ред. Е. Я. Улицкого. Машгнэ.
1951.
8. Золотых Б. Н., Физические основы
электроискровое обработки металлов. ГТТИ.
1953.
9. Электроупрочнение инструмента. ЛО-
НИТОМАШ. ки. 28. Машгнэ. 1951.
10. ПопиловЛ. Я-. ДемчукИ. С.
и др.. Электротехнология. Сулпромгиз. 1952.
11. ЯсиогоролскиП И З., Нагрев
металлов и сплавов в электролите, Машгиз.
1951.
12. Новые электрические методы обработки
металлов, сборник под ред. Л. Я. Попнлова.
Машгиз. 1955.
13. Г1 о п и л о в Л. Я., Зайцева Л. П.,
Электрооолированне и алектротравлеиие метал-
лографических шлифов, Металлургиздат, 1955.
ГЛАВА XI
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ
ОБРАБОТКИ МЕТАЛЛОВ
ТЕРМИЧЕСКАЯ
И ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА СТАЛИ
Характеристика и назначение процессов
Процесс термической (или химико-
термической) обработки стали состоит
из трех последовательных стадий: на-
грева до требуемой температуры с опре-
деленной скоростью, выдержки при этой
температуре в течение требуемого вре-
мени и охлаждения с заданной скоростью.
Процессы термической обработки при-
дают стальному изделию требуемые
свойства во всем его объеме или в части
объема.
Процессы, протекающие с диффузион-
ным насыщением поверхности стали
различными элементами и приводящие
к изменению химического состава по-
верхностного слоя стального изделия,
называются химико-термической обра-
боткой. К ним относятся цементация
(науглероживание), азотирование, циа-
нирование, алитирование, хромирование,
силицирование, борирование, сульфиди-
рование и др. При химико-термической
обработке нагрев, выдержка и охлажде-
ние стали производятся в активной среде
определенного состава, насыщающей
поверхность стали различными элемен-
тами.
К процессам термической обработки
относятся отжиг нормализация, закалка,
отпуск, старение и обработка холодом.
Отжиг стали обусловливает (вслед-
ствие фазовой перекристаллизации) изме-
нение величины зерна, степени дисперс-
ности фаз и получение равновесных
структур распада аустенита.
По назначению различают отжиг пол-
ный, неполный, низкотемпературный,
диффузионный и рекристаллизационный.
Полный отжиг — нагрев стали до
температуры, превышающей на 30—50° С
верхнюю критическую точку Асд, вы-
держка при этой температуре и медлен-
ное охлаждение до температуры 400—
600° С, чаще всего с печью. Дальнейшее
охлаждение может производиться с боль-
шей скоростью.
Отжиг применяется преимущественно
для отливок, проката и поковок из
доэвтектоидпой углеродистой и легиро-
ванной стали (например, стали марок 60,
35Г2, 45Г2, 50Г, 60Г, 65Г, 40Х,
45Х, 40СХ, 40ХН. 45ХН, 37XH3A.
45ХНМФА, 35ХМ, 38ХМЮА, 35ХГС)
с целью понижения твердости, улучше-
ния обрабатываемости резанием (табл. 1),
уменьшения или уничтожения внутрен-
них напряжений в отливках, поковках
и сварных изделиях, повышения пла-
стических и вязких свойств (табл. 2)
при некотором понижении предела проч-
ности и предела текучести, подготовки
структуры к последующей термообра-
ботке, уменьшения структурной неод-
нородности.
Таблица 1
Влияние полного отжига
иа обрпбатываемость резанием •
(ори точении) стали
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
667
Таблица 1
Влияние полного отжига на механические свойства горячедеформироваиной
и литой стали
Марка стали Состоиние стали "Б в кТ^млО i в % * в •). в кГи/см*
40 После ковки ......... После ковки и полного от* жига <317 < 197 56 58 20 22,5 43 57 —
55 После прокатки После прокатки и полного отжига 241—255 207-229 71 58,5 15 22,5 38 4В —
65 После ковки После ковки и полного от* жига — S S 15 24 47 59.5 —
70 • После штамповки После штамповки и полного отжига — 100 75 5 22,5 6,3 61.5 —
35 Г2 После прокатки После прокатки и полного отжига 255 179 97 69 13 23 31 57 0,8 4,85
45Г2 После прокатки После прокатки и полного отжига 241 187 S 8 16 21 49 54 0,7 1,35
45 Отливка до отжига Отливка после полного от- жига — 48 43 10 18 35 55 5 8
Микроструктура стали в литом со-
стоянии обладает крупным зерном с гру-
быми выделениями феррита. Отжиг ли-
той стали приводит к получению мелко-
зернистой структуры с равномерно рас-
пределенными зернами феррита.
Для уменьшения продолжительности
процесса полного отжига легированной
стали применяется изотермический от-
жиг, состоящий из нагрева стали до
температуры в интервале превращений
илн выше его, выдержки прн этой темпе-
ратуре и ускоренного охлаждения дотем-
пературы ниже интервала превращений,
выдержки при этой температуре и окон-
чательного охлаждения, обычно на воз-
духе. Например, для улучшения обра-
батываемости резанием и получения
чистоты поверхности при зубодолблении,
фрезеровании и протягивании шлицев
у деталей, изготовленных из стали
40ХНМА, применяется изотермический
отжиг при 760“ С с быстрым охлаждением
до 635“ С. выдержкой при этой темпера-
туре в течение 4—6 час. и дальнейшим
охлаждением на воздухе. В результате
этой обработки сталь получает структуру
из тонкопластинчатого перлита, зерен
?1еррнта и мелкозернистого цементита
НБ = 192 ч- 212).
Неполный отжиг — нагрев стали до
температуры выше A<j, но ниже Ася,
выдержка при этой температуре и ме-
дленное охлаждение. Применяется для
заэвтектоидной стали и для проката
и поковок из доэвтектоидной стали
с целью улучшения обрабатываемости
резанием и снятия внутренних напряже-
ний. При неполном отжиге происходит
частичное изменение свойств (вследствие
частичной фазовой перекристаллиза-
ции).
Разновидностью неполного отжига
является отжиг сфероидизирующий, ко-
торый заключается в нагреве стали до
температуры несколько выше точки Лсь
выдержке при этой температуре н после-
дующем медленном охлаждении. Приме-
няется с целью снижения твердости для
улучшения обрабатываемости резанием
заэвтектоидной (инструментальной) ста-
ли и некоторых марок доэвтектоидной
легированной стали. Например, для
инструментальной стали с содержанием
С > 0,65% применяется сфероидизиру-
ющий отжиг при 740—760“ С; для дета-
лей, изготовленных из стали 35ХГС,
проводится сфероидизирующий отжиг
при 780“ С, в результате которого полу-
чается структура зернистого перлита,
668 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
что позволяет применять высокие ско-
рости резания при черновом и чистовом
точении и предварительном фрезеро-
ровании деталей.
Н изкотемпературный отжиг (высо-
кий отпуск) — нагрев стад и ниже точ-
ки Яс|. выдержка при этой температуре
и последующее охлаждение, чаще всего
на воздухе. Применяется главным обра-
зом для снятия внутренних напряжений
после сварки изделий и после механи-
ческой (черновой) обработки поковок
из легированной стали, а также с целью
снижения твердости и улучшения обра-
батываемости резанием высоколегиро-
ванной стали, например марок 12Х2Н4А,
20Х2Н4А и 18ХНВА, температура от-
жига которых равна 650—670° С.
Влияние низкотемпературного отжи-
га на магнитные свойства стали в сопо-
ставлении с полным отжигом при-
ведено в табл. 3.
Таблица 3-
Влияние отжиги иа магнитные свойства
стали (0Д*|»С; 0,85“|о Мп; i'.C84»/.Sl)
Напряже- ние поля л Магнитная индукция в ге
в ковеном состоянии после низкотем- ператур- ного отжига при 70U° С после полного отжига при 90U® с
3 325 837 550
7.5 2 387 8 250 4 750
12 5 060 И 550 8 700
30 12 200 15 600 14 000
so 15 450 16 850 16 000
100 18 200 18 250 17 700
150 19 100 19 000 18 900
200 19 700 19 450 19 500
Рекристаллизационный отжиг при-
меняется для деформированной в холод-
ном состоянии (наклепанной, наторго-
ванной) стали (холодноштампованные
изделия, холоднокатанные лист и лента,
холоднотянутые прутки и проволока),
которая благодаря наклепу становит-
ся прочной и твердой при понижении
се пластичности (табл. 4); целью этого
отжига является восстановление исход-
ных свойств стали — понижение твердо-
сти, восстановление пластичности и вяз-
кости при некотором понижении прочно-
сти (табл. 5), получение равноосных неде-
формированных зерен, снятие внутрен-
них напряжений и улучшение дефор-
мируемости при последующей холодной
обработке — волочении, штамповке, про-
катке.
Таблица 4
Влияние холодно* прокатки
на механические свойства стали
а_ Марка стали Степень дефор- мации (умень- шение сечения) при холодной прокатке а “/» 14 5: 1 ч * * п ю
10 Исходное состоя- ние 90 60 30 •
(0,12*|»С) 20 180 по to
- 50 200 130 7
- 35 Исходное состоя- ние 96 85 30
(0,34*|» С) 20 180 120 8
50 220 160 4
45 Исходное состоя- ние 160 120 20
(0,46°|> С) 20 210 150 8
50 240 180 3
Диффузионный отжиг (гомогениза-
ция) — нагрев стали до температуры
выше точки Act на 150—300° С, про-
должительная выдержка (практически
8—15 час.) при этой температуре и по-
следующее медленное охлаждение. При-
меняется преимущественно для круп
ных стальных отливок из легирован-
ной стали с целью выравнивания (путем
диффузии) химической неоднородности
зерен твердого раствора н уменьшения
ликвации. Диффузионный отжиг вы-
зывает увеличение размерн зерна, вслед-
ствие чего необходимо применять допол-
нительный полный отжиг или нор-
мализацию с целью измельчения струк-
туры.
Рекристаллизационный отжиг состоит
из нагрева стали до температуры выше
температуры рекристаллизации* на 150—
250° С, выдержки при этой температуре
и последующего охлаждения.
Нормализация отличается от полного
отжига характером охлаждения, которое
после выдержки деталей при температу-
ре процесса производится на воздухе.
При этом сталь получается с несколько
более высокой твердостью и более мелко-
зернистой структурой, чем при отжиге,
что обусловливает более высокие зна-
Тцбс.рлкр
рекристалливацив
(по Бочвару).
абе. алавл
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
669
Таблица 6
Иэжовеиве прочности и пластичности стали при холодно! деформации
и рекристаллизационном отжига
Марка стали Состояние стали ’«я в кГ/жлС 4 в •(. ♦ •1е ан в кГ м\сле нб
Исходное — нормализация при 900° С 40 25
20 То же и наклепанная .... 50—85 4
После наклепа к рекристал- лизационного отжига . . . 32-55 20 — — —
Исходное — нормализация . . -63 18 8 187
40 То же и наклепанная(холод- нотянутая) 87 5,5 — 2.8 241
После наклепа и рекристал- лизационного отжига . - . 58 21 — 6,5 149
Исходное — отжиг 60-73 __ —
ШХ9 То же и наклепанная(холод- нотянутая) ПО 30
После наклепа и рекристал- лизационного отжига . . . 70 — 60 — —
чения предела прочности и предела
пропорциональности при некотором по-
нижении пластичности (табл. 6). При-
меняется с целью исправления- струк-
туры сварного шва, выравнивания струк-
турной неоднородности (отливок и по-
ковок), получения мелкозернистой струк-
туры, улучшения обрабатываемости ре-
занием углеродистой и легированной
стали с низким и средним содержанием
углерода (например, стали марок 10. 15,
20, 30, 35, 40, 45, 50, 50Г2, 20Х, 15ХФ,
20НМ, 18ХГТ, 18ХГМД, I2XH3A. 13Н2А,
12Х2Н4А, 30Х2Н4А, 20ХНЗА, 40ХС,
20X3, 40ХНМА, 38ХМЮА); для не-
которых марок высоко- и среднелегиро-
ванной стали (50Г. 45Х, 35СГ, 40СХ.
20Х2Н4А, 18ХНВА) после нормали-
зации необходимо применение высоко-
температурного отпуска для улучшения
обрабатываемости резанием. Нормали-
зация применяется также с целью под-
готовки структуры к последующей тер-
мообработке (закалке) и повышения
пластичности и вязкости горячедефор-
мированной стали (табл. 7).
Кроме того, нормализация приме-
няется после цементации деталей с
Таблица t
Сравнение мехвнических сво!ств стыв в отожженном и иормвлнэоваином состоенин
Марка стали Термообработка нб Механические свойства
•ар о кГ\ми? в кГ1жж* » *1. 4 в Ч. °н я кГмЦлР
50 Полный отжнг. . Нормализация . . 179-228 187 -235 55-75 63-80 VV 28 > is > 11 — 5=6
40Х Полный отжиг. . Нормализация . . 179—207 207-217 60-70 73-78 •• 15-20 14—18 45-50 48-5-1 5-9 8—8
Э0Г2 Полный отжиг. . Нормализация . . 192 223 69 76 43 48 27 22 62 58 —
50П Полный отжиг. . Нормализация . . 207 248 74 111 49 55 23 20 59 52 —
40 ХН Полный отжнг. . Нормализация . . 202 228 66 77 46 54 26 21 56 51
670 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Таблица 7
Влияние нормализации аа механическая свойства горячедеформнроаанной стали
Марка стали Состояние стали °«Р в кГ)мм> 8 • •|в 4 В •(. вя в кГм1ем' Нб
После прокатки 65 17 43 7
40 То же и нормализация . . . 60 18 47 — —
гл После прокатки 74 14 35 4 250
MJ То же и нормализация . . . 65 26 40 — 164
плг После прокатки 57 23 22 166
All То же и нормализация . . . 58 24 68-71 25 159
После ковки 75-81 13-18 16-25 1.2-4.2 22Я
50Г То же и нормализация . . . 69—72 20-23,5 33,5-43,5 4,5-6 187
1 Е ▼ После прокатки 51 25 73 13 156
АОЛ То же и нормализация . . . 47 30 п 13 143
40Х После прокатки 73 16—19 67 217
То же и нормализация . . . 69 20 51-53 5.5 197 -207
Таблица S
целью уменьшения количества свобод-
ных карбидов и рассасывания карбидной
сетки в науглероженном слое (во избе-
жание получения трещин при шлифо-
вании, закалке и эксплуатации деталей)
и получения мелкозернистой однород-
ной структуры сердцевины изделий после
цементации.
Закалка стали — процесс термической
обработки, обусловливающий получе-
ние структур аустенита, мартенсита,
троостита. Применяется лля отливок,
поковок, штамповок и механически обра-
ботанных деталей с целью повышения
твердости, получения требуемых физико-
механических свойств, улучшения спе-
циальных физических и химических
свойств (высокие характеристики проч-
ности, износостойкости, коррозион-
ной стойкости, магнитных и электри-
ческих свойств).
Закалка состоит из нагрева стали до
температуры выше или в интервале
превращений, выдержки при этой тем-
пературе и последующего охлажде-
ния обычно с большой скоростью
(в водных растворах солей NaOH, NaCI,
в воде; в масле, в расплавленных' солях;
на воздухе).
Влияние типа закалочной среды (и
температуры отпуска) на характери-
стики прочности и пластичности ста-
ли 40 приведено в табл. 8.
Механические свойства закаленной стали
марки 40 в зависимости от типа закалочной
среды и температуры отпуска
Показатель проч- МОСТИ Температура от- 1» i а Закалка
при 850® С в масле 45° С при 820° С в воде 35° С при 820° С в 8"(Я-ном рас- творе NaOH 35“ С
•т в КГ1ММ1 *»Р в кПмм' «а в •(, 300 400 600 300 400 500 300 400 500 68 62 55 88 78 68 16 18 20 100 90 75 106 100 85 9 12 14 112 № 80 126 110 100 б 12 14
Примечания. Термообработка заго-
товок диаметром 25 мм. разрывные образцы
диаметром 20 мм вырезались из центральной
части заготовок.
Различают полную, неполную, изо-
термическую и ступенчатую закалку.
Полная закалка — нагрев стали до
температуры, превышающей на 30—
50° С точку Act для доэвтектоидной
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
671
стали (для заэвтектоидной стали — вы-
ше точки Act па 30—50° С), выдержка
при этой температуре и охлаждение с
большой скоростью для получения чаще
всего мартенситной структуры (см. ниже
фиг. 1,/,//). Применяется для отливок,
поковок и механически обработанных
деталей с целью получения высокой
твердости, высоких механических свойств
и износостойкости (табл. 9 и 10).
Неполная закалка — нагрев стали до
температуры, находящейся в интерва-
ле превращений (выше Aclt но ниже
Acg), выдержка при этой температуре и
последующее охлаждение с большой
скоростью. В результате неполной за-
калки получается неоднородная струк-
тура, состоящая из аустенита, мартен-
сита, троостита, как при полной закал-
Мехамические свойства сердцевины
ке, феррита — для доэвтектоилной ста-
ли и карбидов — для заэвтектоидной
стали. Применяется преимущественно
для заэвтектоидной углеродистой стали.
Изотермическая закалка — нагрев ста-
ли до температуры вышеточки Лс3наЗО—
50° С, выдержка при этой температуре,
охлаждение в среде с температурой вы-
ше начала мартенситного превращения
М„ на 30—100° С для изотермического
превращения аустенита и последую-
щее охлаждение (вне этой среды) с за-
данной скоростью (фиг 1, IV). Приме-
няется для деталей из высокоуглероди-
стой и легированной стали (например,
марок 65Г, ЗОХГС, 37ХС, 50ХФА,
6ОС2А и др.) и для инструментов с
целью уменьшения напряжений и де-
формаций и получения высокой твер-
Таблица 9
цементуемых сталей после закалка
уриого отпуска
Марка стали Термообработка Механические свойства не менее
Закалка и 1 е я jrrljx я Хе 0 мГ а ъ & £ » * в а а:
Темпе- * &
10 780 Вола 180 40 25 25 55 - 137
800 200
20 780 180 50-60 28-35 18 45 145-160
1 803 200
15Г 780 Масло 180 50 30 17 45 140-160
800 21»
20Г 830 Вола 300 125-130 ж» 6.5 57-60 8-9 ~ 364
15Х 780 180 62 38 15 45 6 179
800 200
20Х 1 780 180 65 40 13 40 5 197
80.) 200
20ХГ 830 Масло 1*0 80 60 10 40 6 229
820 210
15ХФ | 780 190 80 60 9 50 7 241-256
810 210
15ХМА 840 160 125 __ аж -ж 14 аж
18ХГМА 820 193 110 90 7 50 9 285—388
830 210
18ХГТ 800 180 115 95 10 50 8 332-375
820 200
I3H2A 800 160 60 40 15 50 11 180-302
870 180
15НМ 780 190 85 76 10 50 9 241-255
НТО 21П
12ХН2А 780 180 80 60 12 50 9 229
800 2H0 •
12ХИЗА 780 180 8S 70 10 50 В 241
800 200
20ХНЗА 800 180 —— аж — — 10-13,7 383-398
200
12Х2Н4А 780 160 103 80 10 м 10 321-426
»Х) 180 133 110 9 45 8
20Х2И4А 780 160 125-145 115 7 45 В 321-444
81X1 180 145-160 130 7 40 7
18ХНВА 810 160 115 85 11 50 12 331-388
820 189
12Х2НЗМА 780 180 120 95 10 50 9 328-386
8U0 2W
* Указаны пределы температур.
672 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОВРАВОТКИ МЕТАЛЛОВ
Таблица 10
Мехаааческие саоВстаа поковок аз утл-еродястоб легироваиеоВ стала
после улучшении
5 В и о. «• Закалка Отпуск Механические свойства ие менее
• .о 5 81 2- и ,ь £•« «2. Si? н 11 1 S-^ 5 с о* я • Л .! И • 4 3: &8| Hh igS®
40 45 50 35Г2 45Г2 50 Г2 60Г 50С2Г эох 35Х 35ХГ2 40ХГМ 27СГ 35СГ ЗОХГС 35ХГС 40ХФА 45ХНМФА 38ХМЮА 25ХНВА 40Х 45Х sscr ззхс 37ХС (4оСХ) 40ХС эох из 37ХНЗ 40ХН 40ХН • Указ 830 8.50 820 850 820 840 900 820 830 850 810 830 820 840 820 840 850 870 843 863 810 833 850 870 920 900 860 880 863 880 870 890 мо 880 930 950 850 830 850 820 843 890 910 920 940 880 900 910 930 820 840 810 830 820 840 820 840 аны пре Вода • Масло • Вола Масло • Вода Масло • • • • • • Вода Масло • • • • деды те 580 630 580 640 560 620 610 640 860 600 600 600 550 600 500 550 550 670 610 630 620 660 560 600 420 590 640 660 500 630 660 550 600 600 670 560 540 570 600 650 SM 62Г1 620 643 600 650 600 660 520 550 550 680 600 650 500 550 иператур Воздух * Вода Воздух Вода 9 • Вола нли масло Вода • • Воздух Вода Воздух Вода • • • • • Воздух Масло Вола или масло То же 60 65 70-80 80 86 96 80 80 72 65 85 ПО 100 85 75 100 ‘ 90 106 100 по 7В 85 85 95 100 90 90 ПО 85 90 32 35 37-42 65 70 70 55 45 50 45 70 100 80 65 65 75 75 90 85 95 55 65 66 75 ВО 70 70 100 66 68 18 17 15-17 16 13 9 8 12 14 14 12 12 10 15 12 7 10 9 16 И 12 10 18 15 12 12 8 10 13 10 40 38 40-45 50 45 40 40 35 45 45 45 50 45 40 45 45 60 40 50 45 40 45 40 45 40 45 45 50 45 40 5 4 4-5 6 4,5 3.5 4 5 Б 8 7 9 6 6 6 9 5 9 9 4 5 6 6 6 6 6 7 8 7 192-228 192 -235 212-235 255-302 269-321 269-321 241-285 241 212 187 235-269 321-387 241 285 269 321 -363 266 288 241 202 286 272 -302 246-269 255 330-418 230-260 255 До 100 . 100 . 80 . «0 . во . во . «о . 100 . 100 . 100 . во . 100 . % . 36 . 100 . во . во . 100 . 60 . 25 . 100 . 100 . во . во . 60 . 80 . 60 . во . 100 . 100
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
673
Продолжение табл. 10
Марка стали Закалка Отпуск Механические свойства не менее
Темпера- тура » ®С Охдажаак»- тая среда Темпера- тура в °C Охлаждаю- щля среда ,mrljK я Лв I ч °h> ан в кГлчся* Л ph
40ХНМА 830 850 Масло §§ Вода или 110 80 12 45 8 302 До 50
3SXM 850 870 Вола илн масло s§ мае ли Вола ТО 50 15 40 6 235 . 100
35ХМФА 840 ЖУ) То же 600 620 Воэаух 100 90 15 55 8 282 . 50
ЧОХ Г 860 880 Масло 550 600 Вола 100 80 10 45 6. 1 272—302 . во
достн и высоких значений вязкости и
прочности (отпуск после изотермической
закалки не обязателен).
Разновидностью изотермической за-
калки является светлая изотермиче-
ская закалка *, применяющаяся для тон-
костенных плоских и малого сечения
деталей (диски, кольца, пружины, бол-
ты. валики, втулки, детали топливной
аппаратуры и др.), изготовленных из
стали марок 85, 65Г, 35ХГС, 60С2А,
37ХС, 50ХФА, а также лля инструмен-
тов^ В результате светлой изотермиче-
ской закалки изделия получаются
чистыми и светлыми и не требуют по-
следующей пескоструйной очистки.
Сравнение результатов обычной и изо-
термической закалки деталей приведено
в табл. II.
Ступенчатаязакалка состоит нз нагрева
стали ло температуры выше Ася на 30—
50°С. выдержкилриэтой температуре, ох-
лаждения в среде с температурой выше
на 20—40° С, температуры начала мар-
тенситного превращения Мн с выдерж-
кой при этой температуре для вырав-
нивания ее по всему сечению и окон-
чательного охлаждения на воздухе
или в другой охлаждающей среде
(фиг. I, ///). Прн этом получается мар-
тенситная структура.
Ступенчатая закалка применяется лля
деталей сложной конфигурации (напри-
мер. шестерен), изготовленных из леги-
рованной и углеродистой стали (а также
лля инструментов), при требовании мини-
мальной деформации.
Требуемые механические свойства
получаются после соответствующего от-
пуска.
• Метод разработан Волковым и Садов-
ским.
43 Том Л 1412
На фиг. 1 представлены схематиче-
ские кривые охлаждения стали при раз-
личных видах закалки.
При обычной закалке в воде (фиг. 1, /),
когда температура поверхности стальной
летали во время охлаждения достигает
Фиг. I. Схематические кривые охлаждения
стали при обычной (полной) закалке: / —
и воде; II — в масле; III — прн ступен-
чатой закалке; IV — при изотермической
закалке.
температуры начала мартенситного пре-
вращения Мн (точка Н), температура
сердцевины (точка а) еще очень высока.
Когда в поверхностном слое детали об-
разование мартенсита уже закончилось
(точка К), в сердцевине (точка б) оно
еще не начиналось. Образование в по-
верхностном слое мартенсита, обладаю-
щего большим удельным объемом, вы-
зывает значительные напряжения и
связанные с ними деформации; в момент,
когда сердцевина прн охлаждении до-
стигает точки Мн и в ней начинается
мартенситное превращение, температура
поверхности близка к температуре зака-
лочной среды, что также вызывает воз-
никновение напряжений.
674 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Сравнение результатов обычной изотермической закалки
* ю 138-149 177-183 1
закалка (светлая) *с 38—42 35-39 9 44-51 39—46
Коробле- ние по плоскости в мм 1 0,6-0,65 1 До 0,11 . 0,14
Изотермическая Закалка я 1 1 I. 1 ! с среда и темпера- тура и “С Щелочь, 3(50—370 1 I г i Я <И 3 Щелочь, 320-330 Щелочь, 345—355
1 - а ip Г- О JZ 1 § 008 1 800-820 J S
g. 5 * sn 170 1
и * 37-42 й J 1 1 1 33
I 2. 1 1 X ние по плоскости 1 1 1 г*1-1 si-1
«ж 5 чэ i 1 1 тура riTTIVClTB “.«С 470—560 380 i ОВЕ 410 430
S 5 Охлажла! щая среда Масло •
<ч со Темпе- 1 ip 2.» О 1 о 800 008
Марка стали £5 (детали диаметром 17П мм тлд. щшоА 3,2 мм) • I 5 5 К •4 1 85—110 лаж, тол- щиной 1—5 жж)
При закалке в масле (фиг. 1, /Г) охла-
ждение поверхности и сердцевины про-
текает благодаря меньшей скорости
охлаждения со значительно меньшей
разницей в температурах (прямая На >
> Н^; Кб >К 12), что приводит к обра-
зованию остаточных напряжений зна-
чительно меньшего значения.
При применении ступенчатой закалки
(фиг. 1, ///) температура Мн + (20-5-
-4- 40° С) по всему сечению стальной дета-
ли выравнивается до начала мартенсит-
ного превращения (в точке (И*); поэтому
разница между температурами поверх-
ности и сердцевины детали в момент
начала мартен ситного п р евр ащен и я очень
мала и напряжения получаются чрезвы-
чайно малыми. Отставание охлаждения
сердцевины детали (центральной части)
от охлаждения ее поверхности при за-
калке в воде видно нз кривых фиг. 2.
Фиг. 2. Кривые охлаждения стального об.
разца <50 X I5QK 200 жж) с температуры 880’С
в воде (20° С): /—поверхность образца;
2 — центр образца.
Для охлаждения при обычной закал-
ке в зависимости от марки стали приме-
няются различные охладители. Для за-
калки основным является скорость охла-
ждения в двух температурных интер-
валах: 650—450* С (зона наименьшей
устойчивости аустенита) и 300—200° С
(зона мартенситного превращения), при-
чем в первом интервале требуется боль-
шая скорость охлаждения (не ниже
критической, равная 150—500* С/сек)
во избежание превращения аустенита
в ферритно-цементитну юсмесь, а во втором
интервале требуется замедленная ско-
рость охлаждения (10—20° С/сек) во
избежание возникновения значительных
напряжений и связанных с ними дефор-
маций н закалочных трещин. В табл. 12
приведены скорости охлаждения стали
в различных охладителях.
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
675
Таблица 12
Скорости охлаждении стали в различных
закаливающих средах (С. С. Штейнберг)
Закаливающая среда
Скорость охла-
ждений в °С)сек
в интервале тем-
ператур в ®С
650—550 | 300-200
Температура 18° С.
270
270
170
200
«00
500
100
30
300
зло
270
300
200
20—50
200
35
25
18-15
1200
1100
800
750
30
100-120
70
200
120
100
Вода при 18° С........
. . 26» С..........
. , 50» С.........
. . 74® С..........
10°)г-ный водный раствор
NaOH♦.................
То же NaCt •............
. Na,СО, •............
. H,SO,*..............
Мыльная вода............
Минеральное масло . . . .
Эмульсия масла в поде . .
Сурепное масло
Трансформаторное масло
Для охлаждения стали при изотер-
мической и ступенчатой закалке при-
меняются горячие масла, нагретые до
150—230° С (вапор, цилиндровое 6)
и расплавленные азотно- и азотистокис-
лые соли натрия и калия — селитры
NaNOj и KNOj и азотистокислые соли
NaNOa и KNO,.
Горячие масла по своей закаливаю-
щей способности почти не отличаются
от применяемого для обычной закалки
масла с температурой 30—70е С.
Закаливающая способность распла-
вленных соляных ванн достаточно вели-
ка, но с повышением температуры ванны
она понижается. Сравнительная скорость
охлаждения при закалке стали в воде,
селитре и масле приведена на фнг. 3.
Сравнение скорости охлаждения стали
при обычной закалке в масле и при сту-
пенчатой закалке в горячем масле при-
ведено в табл. 13.
При светлой изотермической закалке
в качестве закалочной среды приме-
няются щелочные соли КОН, NaOH и
их смеси.
Поверхностная закалка — нагрев с
большой скоростью поверхностного слоя
стальной детали до температуры выше
интервала превращений и последующее
быстрое охлаждение с получением мар-
тенситной структуры в закаленном по-
верхностном слое определенной глубины.
43*
Таблица 13
Скорость охлаждения стали 20 с М5»С
(образец диаметром 22,2 мм]
Вид закалки Температура закалочного масла в °C Продолжитель- ность охлаждения в сек. до темпера» туры в °C
700 540 370 200
Обычная Ступенчатая 30 40 «0 120 150 180 200 230 9.1 9 8,5 7.3 6 6.3 6.3 6.3 14.6 13.2 13.5 13.5 12,5 13.0 13,3 13,0 22.5 20,2 21.2 24,5 26 26 24,8 28.7 37.6 36,3 38,5 53.8 64 84
Применяется для деталей машин и инстру-
ментов с целью получения высокой
твердости и прочности поверхностного
слоя, высокой износостойкости и по-
вышения усталостной прочности. При
поверхностной закалке получаются
Фиг. 3. Скорость охлаждения с температуры
705° С в центре образцов различного диаметра
d из стали 50 в зависимости от типа охлаждаю-
щей среды: I — циркулирующая вода 8" С
(выдержка образцов до полного охлажде-
ния); 2 — перемешиваемая селитра 175° С
(выдержка образцов 30 сек.); 3 — циркули-
рующее масло 55» С (выдержка образцов до
полного охлаждения).
уменьшенные деформации детали (в
сравнении с деформациями при объемной
закалке на ту же твердость).
Нагрев при поверхностной закалке
осуществляется посредством электро-
энергии (индукционный нагрев токами
промышленной, повышенной или высо-
кой частоты; контактный нагрев; нагрев
в электролите), газо-кислородного пла-
мени (ацетилен, светильный газ, при-
родный газ и др.) или путем предвари-
тельного подогрева деталей (в печах,
ваннах) до температуры ниже Act с по-
следующим быстрым нагревом в свинцо-
вой ванне, имеющей температуру зна-
676 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОВРАВОТКИ МЕТАЛЛОВ
чительно выше Лс3; при этом деталь
нагревается до требуемой темпера*
туры на определенную глубину от по-
верхности (0,5—1,2 мм) и подвергается
закалке.
Наибольшее распространение получил
метод поверхностной закалки с нагревом
т. в. ч. и частично газо-кнслородным
пламенем.
Охлаждение при поверхностной за-
калке с нагревом электроэнергией или
газо-кислоролным пламенем чаще всего
осуществляется при помощи душирую-
щнх устройств с применением в качестве
охлаждающей жидкости воды, водо-воз-
душной смеси или эмульсии.
Масло из-за его коксования в отвер-
стиях душируюшего устройства с этой
целью не применяется.
Поверхностная закалка применяется
для шеек коленчатых валов, шеек и
кулачков распределительных валов,
гильз цилиндров, поршневых пальцев
двигателей внутреннего сгорания, зу-
бьев шестерен, валиков, шпинделей и
направляющих станков, пальцев трака,
паровозных параллелей и других дета-
лей, изготовляемых главным образом
из углеродистой и низколегированной
стали со средним содержанием углерода
марок 40, 45, 50. 40Х, 40ХН. 45Х, 40Г.
50Г, 40Г2, 45Г2.
При выборе метода поверхностного
упрочнения деталей следует иметь в
виду, что для деталей очень сложной
конфигурации, требующих поверхност-
ного упрочнения по контуру, закалка
с высокочастотным нагревом чрезвы-
чайно сложна, нерациональна и часто
оказывается невозможной.
В этих случаях применяется один из
процессов химико-термической обработ-
ки в зависимости от условий работы
деталей и предъявляемых к ним требо-
ваний (величина и характер напряжений,
износостойкость, наличие ударных на-
грузок и т. п.).
Поверхностная закалка с нагревом
т. в. ч. в сравнении с другими методами
обладает значительными преимущест-
вами, основными из которых являются
снижение себестоимости и резкое умень-
шение продолжительности термообработ-
ки, уменьшение деформаций при термо-
обработке, получение чистой, без окали-
ны поверхности деталей после закалки,
возможность механизации и автомати-
зации процесса закалки и включения
закалочных агрегатов в поточные линии
механической обработки деталей.
Нагрев т. в. ч. основан на следую-
щем: при пропускании по проводнику
малого сечен ня—индуктору переменного
т. в. ч.* вокруг проводника (индуктора)
создается переменное магнитное поле:
в обрабатываемой детали, помещенной
внутри инйуктора, возбуждается индук-
тированный (вихревой) ток, который
вызывает нагрев детали. Индуктирован-
ный ток концентрируется в поверхно-
стном слое детали, и чем больше частота
подводимого тока, тем меньше глубина
проникновения тока.
Прн высокочастотном нагреве тепло
возникает в самой детали, что позволяет
получать очень высокие скорости по-
верхностного нагрева детали до требуе-
мых температур закалки, которые пре-
вышают точку Асз на 50—120® С; нагре-
тая таким образом деталь охлаждается
водой или другим охладителем, в ре-
зультате чего происходит закалка по-
верхностного слоя на определенную
глубину.
Основными факторами, определяющи-
ми глубину и качество закаленного слоя
при выбранной частоте и плотности тока,
является температура и скорость нагре-
ва; чем меньше скорость нагрева и выше
температура его. тем больше глубина
закаленного слоя.
Стальные детали, закаленные с нагре-
вом т. в. ч. (в сравнении со сталью,
нагретой под закалку в печи), имеют
повышенную на 2—4 единицы по Рок-
веллу твердость, обладают более высокой
износостойкостью и прочностью и дают
значительно меньшие деформации.
После высокочастотной закалки сле-
дует низкий отпуск, заменяемый часто
самоотпуском, который осуществляется
за счет тепЛа, сохраняющегося в детали
прн прекращении ее охлаждения.
При назначении высокочастотного
нагрева для поверхностной закалки
деталей необходимо учитывать следу-
ющее.
а) С увеличением глубины закален-
ного слоя (отношения глубины слоя к
сечению детали) предел выносливости
сначала увеличивается, достигает макси-
мального значения, а затем умень-
шается.
Например, образцы диаметром 7,5 мм,
длиной 100 мм с надрезом (сталь 45) при
испытании на знакопеременный изгиб
• Практически от 10я до 10* >ц при ма-
шинных генераторах и от l&fMO* до 100-10* *ч
при ламповых генераторах.
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
677
(консольный) показывают (данные Каре
лина и Миролюбова):
Глубина закален- Предел выносливости
кого слоя в мм в кГ)Мм'
0,5 40
1,0 44
2,0 за
4.0 18
б) Усталостное разрушение деталей,
подвергнутых местной поверхностной
закалке н работающих в условиях зна-
копеременных нагрузок, происходит в
том месте, где кончается закаленный
слой, и во многих случаях предел вы-
носливости у таких деталей ниже, чем
у деталей, не подвергнутых поверхност-
ной закалке.
в) При поверхностной высокочастот-
ной закалке деталей, предварительно
подвергнутых цементации, необходимо
подвергать нагреву и закалке весь на-
углероженный слой (заэвтектоидную,
эвтектоидную и всю переходную зону)
во избежание получении (второй) пере-
ходной зоны в науглероженном слое,
снижающей прочность детали.
г) Поверхностная закалка с высоко-
частотным нагревом значительно повы-
шает усталостную прочность деталей,
имеющих концентраторы напряжений—
отверстия, галтели, канавки, надре-
зы, резкие переходы по сечению.
Например, образцы из стали 40 при
испытании на изгиб показали следующие
результаты (И. Кудрявцев):
Предел выносливости
и кГ imm> обритой
Обрзэцы ______ поверхио-
нормвлнзо- СТн0 мк4.
ванных яеН11ЫХ
Гладкие ............... 24,5 42,5
С круглым надрезом
глубиной 0,4 мм 14,8 42,4
То же глубиной 0.8 мм 14,3 37.5
С поперечным отвер-
стием диаметром
3,8 мм................ 14,5 24.5
Необходимость применения для по-
верхностной закалки стали со средним
содержанием углерода (0,35—0,70%) для
обеспечения высокой поверхностной твер-
дости видна из кривой на фиг.4.Схемати-
ческое распределение твердости по се-
чению поверхностного закаленного слоя
стали 40 приведено на фиг. 5.
Влияние высокочастотной поверхно-
стной закалки на износостойкость низко-
легированной стали в сравнении с объ-
емной закалкой приведено в табл. 14.
Поверхностная закалка с нагревом
газо-кислородным пламенем как простой
и доступный метод, не требующий надн-
Таблица 14
Влияние высокочастотной поверхностной
закалки на износостойкость
конструкционной стали (А. Гардин)
Поверхност- ная закалка с нагревом Объемная за- калка с на- гревом и свин- цовой ванне
т. в ч.
X б «ч ж о. са О сс Относитель- ный износ Относитель- ный износ
44Х 56-57 0.78 56-58 1
34 Г2 46-48 0,35 45-47 1
35XH3 52-53 0,84 52-53 1
чия дорогостоящих установок, нашла
довольно широкое применение, особен-
но лля крупных стальных деталей.
Фиг. 4. Влияние со-
держания углерода
в углеродистой ста-
ли на поверхност-
ную твердеть после
газо-кислородной
закалки.
Роняющие от noispiпости
Фиг. 5. / — мартен-
сит (закаленная зона);
II — троосто-мартенсит
(переходная зона);
Ш — троостит (пере-
ходная зона); IV— пер-
лит и феррит (сердце-
вина).
Краткая характеристика методов по-
верхностнойэакалки приведена в табл.15.
Отпуск — процесс термообработки
предварительно закаленной стали, обу-
словливающий получение более равно-
весных структур. Неравновесные струк-
туры закалки — аустенит и мартенсит—
дают в соответствии с температурой
отпуска более равновесные структуры
отпуска — мартенсит отпуска, троосто-
мартенсит, троостит, троосто-сорбит.
сорбит.
Отпуск применяется после закалкн
(нормализации) стальных отливок, по-
ковок, проката и механически обра-
ботанных деталей н осуществляется пу-
тем нагрева стали до температуры ниже
Таблица 15
Характерастнка методов поверхностно* закалки
Метод Нагрев Характеристика Охлаждение Глубина закален- ного слоя в мм Недостатки метола Применимость метода
Объемный нагрев и поверхност- ное охлаждение Объемный (сквозной) нагрев в печах ао температуры Ас,4-Э0-а-WC 8 резко закаливающем 3—7®|.-гюм водном рас- творе NaOH с темпера- турой 25-35® С; вы- держка в течение 5— 50 сек. 2-5 Трудность получения ста- бильной глубины закален- ного слоя, необходимость применения закалочных ма- шин с вращение» деталей во время их закалки п за- жатом состоянии Очень ограниченное примене- ние для тел вращения (ко- ленчатые валы, распреде- лительные валы, осн и др.)
Поверхностный нагрев в свин новых ваннах Объемный (сквозной) подо- грев в печах до темпера- туры ниже Асжс последую- щим быстрым поверхност- ным нагревом в свинцовой ванне, перегретой значи- тельно выше температуры Ас, В воле илн масле 1-2 Необходимость наличия двух тепловых агрегатов для по- догрева и нагрева деталей; дефицитность свинца; испа- рение и окисление свинца из-за высокой температуры ванны (ди «50е С) и потери свинца при уносе с дета лями; трудность получения стабильной глубины зака- ленного слоя Очень ограниченное (для ше- стерен. валиков малого се- чения н т. п.)
Электронагрев в электролите (ме- тод Яспогород- ского) Поверхностный нагрев в электролите (водный 5— 10“1„ иый раствор Na,CO, или других солей) при по- стоянном токе 200—250 а, от 2 до 20 а (плотность тока 3—7 afcaf*); темпера- тура электролита 20—60® С В том же электролите после отключения тока или в баке с водой или маслом 1,5-5 Трудность контроля и регу- лирования температур и связанное с этим получе- вне перегрева закаленного слоя Ограниченное (для деталей простой конфигурации — валиков, пальцев, осей и ДР-)
678 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Продолжение табл. 16
Нагрев Охлаждение Глубина закален- ного слоя .W.W Недостатки метола Применимость метода
Метод Характеристика
Контактный влек- тронагрев (ме тот Гевелннга) Поверхностный нагрев за счет тепла, выделяемого при контактном электронагреве переменным током 50 /Ц, 2—в а; электроды — мед- ные ролики, катящиеся по поверхности детали соско ростыо 2—1 и мм'сек (прак- тически 3—6 мм\сек) При помощи луширую щего устройства водой или за счет внутренней йенагретой части ме- талла (сердцевины) 1,5-б Малая производительность; получение нечистой (вмя- тины, пркжоги) поверх- ности; наличие полоски от- пуска Очень ограниченное (для ва- лов, осей, шпинделей боль- шого сечеиня)
Нагрев газо- кислородным пламенем Поверхностный нагрев при помощи горелки (в качестве горючего применяются аце- тилен, светильный газ, ге- нераторный газ, природный газ. пары керосина и др.). Основные способы закалки аналогичны высокочастот- ной тачалке При помощи Аудирую- щего устройства водой 2—6 Трудность контроля и регу- лирования температур н связанное с этим получе нне перегрева закаленного слоя Широкое (для зубьев круп мых шестерен, шеек валов и осей большого сечения, рабочих плоскостей круп- ных деталей и др.)
Электропагрев т. в. ч. (метод Вологдина) Индукционный поверхност- ный нагрев при помощи индукторов Основные способы з а) одновременный нагрев и поверхности (лля небольших движной летали нлн при ее б; непрерывно-последовате.и обрабатываемой поверхности валы, осн. направляющие с нием индуктора по отноше К индуктору; в) поееедоватеввные нагрев частей летали (зубья крупн шнх валов) При помощи дотирую- щего устройств! водой, эмульсией, водо-воз- душной смесью нлн по- гружением в бак с маслом а к в л к и: закалка обрабатываемой поверхностей) при нспо- вращенни; ные нагрев я закалка (зубья крупных шестерен, танков и др.) с перемеще- нию к детали или детали и закалка отдельных ых шестерен, шейки боль- 0,3-в Очень широкое лля различ- ных деталей в машино- строении (крупные, сред- ние и мелкие шестерни, осн, валы, шпиндели, ва- лики, ходовые винты, план- ки. направляющие станков, стопорные н упорные коль- ца. упоры, головки болтов, кулачки, муфты, втулки, кольца, гайки, роторы ги- дронасосов и др.)
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
680 ТЕХНОЛОГИЯ термической и химико-термической обработки металлов
интервала превращений, выдержки
и последующего охлаждения. Целью
отпуска является повышение вязких
свойств, уменьшение внутренних на-
пряжений и хрупкости, улучшение об-
рабатываемости резанием.
По температуре нагрева процесс от-
пуска подразделяется на высокий, сред-
ний и низкий
Высокий отпуск — нагрев закален-
ной стали до температуры выше 500°С,
но ниже Ас( (обычно в интервале 500—
670’С), выдержка при этой температуре
и охлаждение с требуемой скоростью.
Замедленное охлаждение хромистой, мар-
ганцевой, хромомарганцевой, кремние-
марганцевой, хромоникелевой, хромо-
кремнистой стали (и стали с содержа-
нием Р> 0,1%) при высоком отпуске
приводит к резкому снижению ударной
вязкости, так как эти сорта стали
склонны к отпускной хрупкости.
Увеличение скорости охлаждения (в
воде вместо охлаждения с печью) зна-
чительно повышает величину ударной
вязкости.
Целью высокого отпуска является
максимальное повышение пластических
и вязких свойств прн некотором пониже-
нии (но с сохранением достаточно высо-
ких значений) твердости, пределов проч-
ности и текучести (при растяжении) и
уменьшение внутренних' напряжений.
Этот вид отпуска применяется глав-
ным образом для углеродистых и
легированных улучшаемых сталей, ме-
ханические свойства которых, получен-
ные после улучшения (закалка и высо-
котемпературный отпуск), приведены
выше, в табл. 10.
В результате высокого отпуска за-
каленной конструкционной стали по-
лучается сорбитная микроструктура.
Средний отпуск — нагрев закален-
ной стали до температуры в интервале
250—450° С. выдержка при этой тем-
пературе и охлаждение.
Целью этого отпуска является умень-
шение внутренних напряжений и полу-
чение повышенных пластических свойств
при более высоких значениях твер-
дости, пределов прочности и текучести,
чем прн высоком отпуске (см. данные
для стали марок 60Г, 65Г, 55С2,
50ХФА, 45ХНМФА в табл. 16).
Применяется главным образом для
пружинных деталей (пружины, рессор-
ные листы, валы стержневой подвески)
Низкий отпуск — нагрев предвари-
тельно закаленной стали до темпера-
туры в интервале 140—230° С, выдержка
при этой температуре и охлаждение с
любой скоростью с целью уменьшения
внутренних напряжений и сохранения
высоких значений твердости, пределов
прочности и текучести при пониженных
значениях вязкости. В результате от-
пуска получаются микроструктуры на-
чальной стадии распада аустенита и
мартенсита отпуска.
Применяется после закалки главным
образом цементованных, цианирован-
ных, поверхностно закаленных и объ-
емно закаленных деталей при требова-
нии высокой поверхностной твердости
и износостойкости, а также лля ин-
струмента из углеродистой и легирован-
ной стали.
В табл. 16 приведена зависимость
твердости от температуры отпуска для
углеродистой и легированной стали
различных марок.
Старение — процесс термообработки,
предназначенный для ускорения за-
вершения превращений в стали и стаби-
лизации размеров изделий. Старение за-
ключается в нагреве закаленных из-
делий до 150—180“ С и выдержкепри этой
температуре в течение 5—25 час. Ста-
рение применяется для мерительных
инструментов и точных деталей (иг-
ла распылителя, плунжер, втулка и
другие детали дизельной топливной
аппаратуры и т. п.).
Обработка при температуре ниже
нуля — процесс термообработки предва-
рительно закаленной (или закаленной
и отпущенной) стали, предназначенный
для наиболее полного превращения оста-
точного аустенита в мартенсит с целью
повышения твердости и износостойкости
деталей, стойкости режущих инструмен-
тов, а также стабилизации размеров точ-
ных изделий.
Применяется: а) для деталей нз высо-
колегированных сталей (12Х2П4А,
20Х2Н4А, 18ХНВА) после цемента-
ции и закалки, так как в закаленном
науглероженном слое имеется остаточный
аустенит, понижающий износостойкость
и усталостную прочность деталей (ше-
стерни), и б) для инструментов, изготов-
ленных из стали марок Р9 и Р18.
Процесс состоит в погружении зака-
ленных изделий в среду с температурой
от—70 до— 150°С, выдержке и естествен-
ном нагреве на воздухе до нормальной
температуры.
Например, при получении после
цементации и закалки стали 18ХНВА
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
681
Таблица 16
Температура закалкн и отпуска и получаемые твердости для стала некоторых марок
Марки стали Закалка Отпуск Твердость
с нагревом до темпе- регулы (после цемента- ции) непосред- ственная после циа пирования при тем- пературе объемная прн температуре в ®С охлаждающая среда 1 S. и ECJ 5® охлаждающая среда сердцевины поверх- ности
яс Яс
10 и 13 790—Ю0 820-860 — Вола 170-200 160-200 — <30 <30 >56 >56
20 780-810 820—850 — Вода 170—200 160—200 — — <30 <30 > 56 > 56
35 — 810-850 830-860 Вода 180—200 220—ЗЛО 550—600 282-368 25-30 >М
40 — — 860-860» Масло * 400-420 650-660 — 38—43 24-28 —
— — 820—840 Вола 280—320 300-400 100-4.50 510-55Л 540-588 580-640 660-680 1 1 1 1111 375-477 364-414 321—416 241-286 228—269 192-22* 167-278 11 1 1 1 1 1
45 — — 850-860* Масло * -100—420 630-650 — — 38-42 18-26 —
810-840 Вода 200-240 420—480 160-500 510-560 540—580 800-6.30 1 1 1 111 444-515 302—36,3 285-321 25.5-302 228—265 217-266 1 1 1 1 1 1 1 11 1 1 1
50 — — 440—850 • Масло • гю—зш — - 48-52 —
— - 810—830 Вода 460 560 650 1 1 • — —
85 — — 780-800 • Масло • • 300—40 340-380 480-520 520—5811 560-600 1 1 1 1 1 11111 60-55 47-53 38-48 J0-43 26-33 —
20Г 790-810 — — Масло 180-200 - — 56-62
50Г — - 810-840 Масло 180—200 380-440 550—601 < — —
830-850 •* Вода •* .550-600 241-286 — —
• Для деталей малого сечения. • • Для деталей сечением больше 80 мм.
682 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОВРАБОТКИ МЕТАЛЛОВ
Продолжение табл. 16
Марка стали Закалка Отпуск Твердость
с нагреком до темпе- те* (после це- ментации) непосред- ственная после цианиро- вания при темпера- туре в ®С объемная при температуре в ®С охлаждающая среда температура в °C охлаждающая среда серди НБ евины Нс поверхности Нс
бог — — 800-820 Масло 420-470 480-530 560-600 OSO—680 1111 341-401 269-321 241-255 179-229 — —
65Г — — 790-810 Масло 300-350 370-410 420—450 510-530 1111 — 48-54 40—50 38-45 36-44 1111
55С2 - — 900-940 Масло 600-620 400—450 — 353—415 43-48 -
45Г2 — 830-850 Масло 290-310 390-410 490-520 550—600 620- 650 11111 -447 -401 -321 250-311 223-302 1 1 1 1 1 1111 1
20Х 800-830 — — Масло 180-260 — — 20-32 57-63
40Х — 820-830 — Масло 180—200 - - 48-56
— — 820—830 Вола 580-600 Вола -302 — —
— — 840-860 Масло 180- 200 .150- 400 550-600 600-650 Вола 341-415 269— 302 46-53 35-40 1111
45Х — — 830—850 Масло 480- 490 580-620 600—650 Вода 302—341 255-285 >241 1 1 1 —
50ХФА — — 850—870 Масло 430—450 — — 40-47 —
35ХМ — — 820-860 Масло 180-200 580—620 * 241—285 48-55 —
18ХГТ 830-86U (после полстужн иония) — — Масло 200-220 332-375 — 56-62
20ХН 790-820 — — Масло 180— 200 — — 56-62
ТЕРМИЧЕСКАЯ И ХИМИКОТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
683
Продолжение табл. 16
Марка стали Закалка Отпуск Твердость
с нагревом до темпе- рат^ы (после це- ментации) непосред- ственная после циа- нирования при тем- пературе объемная при температуре и °C охлаждающая среда температура в °C охлаждающая среда сердцевины поверхности
*С
аохн — — 820-840 Масло 550-600 600-650 — 255-286 230—260 — —
810-830 - Масло 190-200 — - - 50-54
12Х2Н4 20Х2Н4 790—8(0 — — Масло 180—180 — — 32-43 >58
37ХС (40СХ) - 980-900 Масло 280-320 430-470 580-620 650-680 Вода — 47-53 38-43 33—37 20-30 —
35ХГС — — 870-890 Масло 200-250 270—290 520-540 640-660 Вода 444-555 321-388 >235 46-53 —
12ХНЗ 770-800 - — Масло 180-200 — - 26-46 56—62
37ХНЗА - — 820-840 Масло 200-220 52S-575 — 321-387 45-52 35-40 —
18ХНВА 790^810 - - Масло 180—170 — — 35—47 >56
- — 850—970 Масло или воздух 180-200 311-387 — —
830-870 Масло 550—560 — 241-285 —
45ХНМФА — — 880-880 Масло 390-420 460-480 550—600 600-650 1111 415-477 1X8-444 321-361 263-321 1111 —
ШХ12 ШХ15 — — 830-853 Масло 180—180 180-220 * - 61-65 59-63 —
86U-K70 • Керо СИН * 160-170 «В 1 - 61-65 —
* Для крупных деталей.
684 ТЕХНОЛОГИЯ термической и химико термической обработки металлов
Таблица 17
Механические свойства углеродистой и легированной стали после цементации,
закалки и низкого отпуска
Марка стали Место определения показателей в кТ|.иж’ *т в кГ1мм> 4 в «>. т* И °1о НБ
20 Науглероженная поверхность . . Сердцевина .... >85—210 40-50 125-140 20-25 5-10 30—35 8-12 40-50 515-600 120—140
Никелевая (0,10-0,2С«|<, С, 3,25—3,75”lo NI) Науглерожснпля поверхность . . Сердцевина .... 200—2») Ь0—90 130-145 70-85 4-8 12-20 6-10 38-50 570—655 250-275
Таблица 1S
Износостойкость стали после
термообработки (Терехой)
Марка стали Термооб- работка * Срехняя потеря в несе в мГ за 50 час. (круглые и призматические образцы)
У10 12ХНЗ I2XH3 3; О НМ; 3 ЦН; 3 1,50-1,65 0.87-0,98 0,30-0,33
• 3 — закалка; О — отпуск; ИМ — цемен- тации; ЦН — цианирование.
с поверхностной твердостью /?с = 53 об-
работка холодом повышает твер-
дость до Rc = 62; у стали 20Х2Н4А
твердость повышается от /?г = 58 до
/?с = 64 и у стали I2XH3 — от /?с =
= 60 до /?с = 63 — 65.
Цементация (науглероживание) —
процесс химико-термической обработки,
обусловливающий насыщение поверх-
ностного слоя стали углеродом. Назна-
чением процесса является получение
после термообработки (закалки и низко-
го отпуска) науглероженных деталей по-
вышенных твердости и прочности поверх-
ностного слоя (табл. 17), износостойко-
сти (табл. 18) и усталостной прочности
(табл. 19) деталей.
Таблица 19
Блиянне цементации иа предел усталости стали (образец диаметром 14 лм<)
Характеристика образца Термообработка образца Предел /сгнлостн
при изгибе при кручении
Гладкий образец Объемная закалка 62 2S
Гладкий образен Цементация (глубина цементованного слов 0,2 мм после шлифования); закалка 70 31,5
Образны с поперечным отверстием диаметром J мл Объемная закалка • 34 12
-Образен с поперечным отверстием диаметром 2 мм, рассверленным ао цементации Цементация (глубина цементованного слоя 0,2 мм после шлифования; отверстие цементовано); закалка 44 2»
То же, с отверстием, рассверленным после цементации То же, отверстие не цементовано 21 10
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
685
Цементация состоит в нагреве сталь-
ных деталей до температуры обычно
900—940° С в науглероживающей среде,
выдержке в этой среде прн указанной
температуре в течение времени, необхо-
димого для получения требуемой глуби-
ны науглерожениогослоя.и последующем
медленном или быстром (при непосред-
ственной закалке) охлаждении.
На результаты цементации (глубину
иауглероженного слоя, степень насыще-
ния его углеродом, распределение кон-
центрации углерода по глубине слоя
и связанное с этим распределение твер-
дости по глубине слоя после закалки)
влияют (кроме вида процесса) актив-
ность карбюризатора, температура и
продолжительность процесса. При этом
чем выше температура процесса и чем
больше его продолжительность, тем
больше получаемая глубина науглеро-
женпого слоя.
Особенно большое влияние на глубину
иауглероженного слоя оказывает тем-
пература процесса, что используется
в практике для ускорения науглерожи-
вания.
Цементации подвергаются шестерни,
поршневые пальцы, валы коробки пе-
редач, распределительные валы, шпин-
дели станков, рычаги, валики, втулки
и другие детали, изготовляемые из угле-
родистой и легированной стали с содер-
жанием углерода до 0,35%.
Пол глубиной цементованного слоя,
указываемой в ТУ, следует понимать
часть слоя, которая после закалки
имеет твердость не ниже А’с = 40 — 45,
что соответствует полумартенситной
структуре (содержание углерода 0,40 —
0,50%).
Эта часть слоя эффективно влияет
на прочность детали и состоит из
суммы заэвтектоидной, эвтектоидной и
2/в переходной зон.
Цементация твердым карбюризатором
производится путем нагрева стальных
деталей в твердом карбюризаторе, со-
стоящем из углеродсодержащего веще-
ства (древесный уголь, нефтяной кокс,
торфяной кокс), активнэаторов (соли
ВаСО8, Na.jCOj) и связующего (патока,
крахмал) *.
При цементации летали упаковы-
ваются в рабочую смесь, состоящую
из 15—30% свежего и 85—70% отрабо-
тавшего карбюризатор».
' • Составы твердых клрбюрихаторов см.
ГОСГ 2407-51.
Па фиг. 6 (кривая 1) приведена зави-
симость глубины h иауглероженного слоя
от общей продолжительности (нагрев и
выдержка) процесса цементации твердым
карбюризатором при 930’ С (ящик се-
чением 300 X 350 мл).
Фнг. 6. Зависимость глубины нлуглерожен-
ного слоя Л в мм от общей продолжи-
тельности t в час. процесса цементации:
I— твердым и 2 — газовым карбюризатором.
Жидкостная цементация производит-
ся при нагреве стальных деталей в ван-
не, состоящей из смеси расплавленных
солей, в состав которой входят наугле-
роживающие соли (чаще всего NaCN
или SiC), соли-активизаторы (BaClj) и
нейтральные соли (NaCI, NajCOj).
Наиболее часто применяемые составы
ванн для жидкостной цементации при-
ведены в табл. 20.
Таблица SO
Зависимость глубины цементованного слоя
от продолжительности жидкостной
цементации
Состав ванны в Процесс
Темп»- W Продол- житель- ность n час. Полная глубина цементо- ванного слоя и мм
Оргвптопром 3-3 NnCN > 30 BaCI, < 30 NaCI <-4П BaCO, До 4 NaOH 940-950 1 2 3 4 S 0,5-0,6 0,8-0,9 1—1,1 1.2-1,3 1.4-1.5
ЭНИМС 10-15 NaCI 75-85 Na,CO, 6-10 SIC 850 0,5 1 1.5 2 2.5 3 0,15 0,22 О.з 0,37 0,43 0,48
686 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ и ХИМИКО ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Процесс жидкостной цементации
отличается ускоренным науглерожива-
нием (в ваннах с NaCN), равномерно-
стью нагрева деталей, легкостью осу-
ществления непосредственной закалки
(с подстуживаннем или без него) и
уменьшенными.деформациями цементуе-
мых деталей.
Газовая цементация производится
при нагреве стальных деталей в газовой
среде, содержащей науглероживающие
газы: метан СН4, окись углерода СО,
непредельные углеводороды СяНгл.
В качестве карбюризаторов для газовой
цементации применяются газы, получен-
ные: а) путем пиролиза керосина: б) пу-
тем пирол-крекинга керосина; в) при
распаде веретенного масла, керосина и
пиробензола *; г) путем крекирования
светильного, природного, нефтяного,кок-
сового газов; д) смешиванием генератор-
ного газа с бензолом, природным или
светильным газом.
Основные преимущества газовой це-
ментации аналогичны преимуществам
жидкостной цементации. Зависимость
глубины науглероживания от продол-
жительности процесса газовой цемента-
ции в шахтных печах приведена на
фиг. 6 (кривая 2).
Азотирование — процесс химико-тер-
мической обработки, обусловливающий
насыщение поверхностного слоя стали
азотом с целью повышения твердости
(до Нп = 1150) и прочности поверхност-
ного слоя, повышения износостойкости,
коррозионной стойкости и усталостной
прочности детали.
Азотирование ведется в среде, со-
стоящей из диссоциирующего аммиака,
при температуре 480—650’ С, с нагревом
деталей до требуемой температуры, вы-
держкой в зависимости от требуемой
глубины азотированного слоя и медлен-
ным охлажденнем.
Наиболее широко применяется про-
цесс азотирования (прочностной) для
деталей машин, работающих в условиях
трения и знакопеременных нагрузок
изгиба (шейки коленчатых валов быстро-
ходных двигателей, рабочее зеркало
гильз цилиндров, клапаны, седла кла-
панов, толкатели двигателей внутреннего
сгорания, шестерни авиационных дви-
гателей, точные детали топливной аппа-
ратуры, шпиндели быстроходных стан-
* Применение бензоле не рекомендуется
ввиду его пожаро- н взрывоопасности, вред-
ного влияния ни организм человека н из-за
высокой температуры замерзания.
ков и т. п.). Азотирование применяется
также для повышения износостойкости
мерительных инструментов (резьбовые
и гладкие пробки и кольца, плоские
калибры, скобы, шаблоны и др.).
Для изготовления азотируемых дета-
лей применяется чаще всего сталь ма-
рок 38ХМЮА, 35ХЮА, а также хромо-
ванадневая, хромоникельвольфрамовая,
хромой и кельмолибденовая.хромоннкель-
молибденованадиевая и другие стали
(18ХНВА, ЗОХН2МФА и т. д.).
Твердость азотированного слоя стали
последних трех марок получается
несколько пониженной (до Нп = 900)
и они нашли применение для азотируе-
мых деталей при основном требовании,
заключающемся в повышении усталост-
ной прочности.
При проведении процесса азотирова-
ния повышение температуры азотиро-
вания приводит к увеличению глубины
азотированного слоя, но поверхностная
твердость при этом понижается; с увели-
чением продолжительности азотирова-
ния увеличивается глубина азотирован-
ного слоя; с увеличением степени диссо-
циации аммиака свыше 60% глубина
азотированного слоя уменьшается и по-
верхностная твердость понижается (при
степени диссоциации аммиака до 60%
глубина и твердость азотированного
слоя практически не изменяются).
Процесс азотирования отличается зна-
чительной длительностью, и с целью
ее уменьшения применяются двусту-
пенчатые режимы.
В табл. 21 приведены применяемые
на практике режимы азотирования сталь-
ных деталей, а на фиг. 7 — влияние
азотирования на повышение усталостной
Фиг. 7. Влияние глубины азотированного
слоя Л в мм на предел усталости стали при
плоском изгибе (сталь: 0.3»/, С, 2.6"% Сг,
0.3% Мо, 0.25»,'о V; образцы 20 X 28 мм}.
прочности стали. Для местной защиты
деталей от азотирования взамен оло-
вянного покрытия применяется покры-
тие жидким стеклом (модуль 2,2—3;
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
687
Таблица 31
Режимы азотирования стали (прочностного)
Режим N сту- пени Темпе- те1 Сте- пень диссо- циации NH, В Чо Продол- житель- ность к час. Глубина азотирован- ного слоя В ММ Поверх- ностная твердость "п Применение
Односту- пенчатый Двусту- пенчатый I . 11 I 11 490-Б20 540-560 500—510 560-575 540 570 15-30 30—40 <25 35-55 30 30 До ВО 35-65 18-20) 20-241 ) 0.5—0.7 0.5—0.6 0,5—0,7 0,35-0,45 1050-1150 950-1000 900-1000 900—1000 При требовании максимальной поверхностной твердости н ми- нимальной деформации (дли нагруженных деталей сложной конф игу ранни) При требовании несколько понижен- ной поверхностной твердости (для Деталей простой конфигурации) С Целью уменьшения продолжи- тельности процесса, при тре- бовании несколько понижен- ной поверхностной твердости и при допущении некоторой де- формации *
уд. в. 1,4—1,55), которое наносится в
два-три слоя на очищенную поверхность
детали.
Разновидностью процесса является
антикоррозионное азотирование, при-
меняемое для малонагруженных деталей,
изготовляемых из углеродистой и низко-
легированной стали. При этом в поверх-
ностном слое должна быть обеспечена
максимальная концентрация азота.
Детали, к которым предъявляются
требования только в части стойкости
против коррозии, подвергаются азоти-
рованию без последующей закалки. Для
Режимы антикоррозиони
получения повышенной прочности детали
после антикоррозионного азотирования
подвергаются закалке: малоответствен-
ные летали (из стали У7, У10, ШХ12,
ШХ15) с температуры азотирования
(без дополнительного нагрева), а более
ответственные детали после азотиро-
вания подвергаются дополнительному
нагреву и закалке (табл. 22).
Углеродистая сталь после азотирова-
ния при 650° С в течение 3 час. или при
700° С в течение 0,5 часа не корродирует
в погруженном в воду состоянии в те-
чение 720 час.
Таблица
э азотирования стала (11)
Марка стали Азотируемые детали Температура Степень диссоциа- ции NH, в •)• Выаержка в мин. при температуре 8. i о 3 м «ч Глубина азотиро- ванного слоя влек
азотиро- вания нагрева пол за- калку 1 h S8 S 3 м я
Низко- углеро- дистая Разные мелкие непогру- женные детали 620 «50 700 - 35-40 До 50 . 70 75-120 40-70 30-60 — — 0.025-0.04 0.015-0.025 0,04-0.06
У7. У8, У10 Мелкие шестерни, Ъа- лики, винты, штифты, поводки (толщиной нлн диаметром до 15 мм) 770-790 — 70-75 2-10 — Вода масло -
ШХ15 830 — 70-80 2-10 — Масло
У7. У8, У10 01X15 Более крупные шестерни, валы, винты, гайки, штуцеры, золотинки 600 -700 600 - 700 780 - 790 830 70-80 70-80 5-30 5-30 5-7 5-7 - —
688 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Цианирование — процесс химико-тер-
мической обработки, обусловливающий
насыщение поверхностного слоя стали
одновременно углеродом и азотом.
Назначением процесса является по-
лучение после закалки и низкого отпу-
ска цианированных деталей повышен-
ной твердости и прочности поверхно-
стного слоя, износостойкости (см.
табл. 18) и усталостной прочности (фиг. 8).
Фнг. 8. Влияние глубины h циани-
рованного слоя стали 10 и 12ХНЗ
иа предел усталости прн изгибе
с вращением (по данным разных
авторов).
Цианирование осуществляется путем
нагрева стальных изделий до500—560’С
(для инструментов из быстрорежущей
стали) или до 750—850° С (для деталей
машин из конструкционной стали) в
науглероживающей и азотирующей сре-
де, выдержки в этой среде при указан-
ной температуре в течение времени,
обеспечивающего требуемую глубину
слоя, и последующего медленного охла-
ждения на воздухе (для инструментов)
или закалки (для деталей машин). В
зависимости от назначения цианиро-
вание подразделяется иа низкотемпе-
ратурное и высокотемпературное, осу-
ществляемые с применением твер-
дого, жидкого или газообразного ииани-
эатора.
Цианирование низкотемпературное
в твердой среде применяется для инстру-
ментов* из быстрорежущей стали и со-
стоит в упаковке их в ящики с циани-
затором |60—70% древесного угля;
10—30% NajCOj; 20-40% K4Fe(CN)e
или KgFefCN)^ и нагреве до 540—560°С,
выдержке в течение 1.5—3,0 часа и по-
следующем охлаждении в ящиках вне
печи до 200—100° С.
* После их окончательной термической
и механической обработки.
Твердость цианированных инструмен-
тов из стали Р18 и Р9 находится в пре-
делах Нп = 1000 -г- 1100; глубина ци-
анированного слоя равна 0,02—0,03 мм.
Жидкостное цианирование низкотем-
пературное применяется также для ин-
струментов (протяжки, сверла, раз-
вертки, зенкеры, метчики, ф фрезы) и
состоит из нагрева их в расплавленной
смеси солей, содержащих NaCN или
K4Fe(CN)e, и выдержки при темпера-
туре 550—560’ С в течение требуемого
времени (от 5 до 35 мин.) и охлаждения
на воздухе. Получаемая в результате
цианирования поверхностная твердость
инструментов, изготовленных из стали
марок Р9 и Р18, равна Нп = 950 -=- 1100.
Жидкостное высокотемпературное
цианирование применяется для деталей
машин (болты, гайки, винты, валики,
мелкие шестерни из низко- и средне-
углеродистой стали; шестерни, вали-
ки, рычаги, упорные и регулировоч-
ные болты из среднеуглеродистой ле-
гированной стали) и состоит в нагреве
деталей в цианистых ваннах * до
температуры 750—850° С, выдержке
при этой температуре (фиг. 9) и после-
дующей закалке в воде (например, ста-
ли марок 15, 20, 25,35,40, 45) или в масле
(например, стали марки 35Х, 40Х.45Х).
Фнг. 9. Зависимость глу-
бины шинированного слоя
от продолжительности циа-
нирования стали 15 при
850“ С в I аш.е с ЗО’|„ NaCN.
Цианированные детали после закал-
ки подвергаются низкотемпературному
отпуску при 150—200°С. Получаемая по-
верхностная твердость зависит от мар-
ки стали, температуры процесса и его
продолжительности.
Газовое цианирование низкотемпера-
турное состоит в нагреве инструментов
нз быстрорежущей стали до темпера-
туры 540—560’С в науглероживающей
• Активной частью ванн является NaCN
(20—25»),) нлициансплав <7 —10°|0), остальное—
нейтральные соли (Na,СО- и NaCI — для
ванн с NaCN и BaClfc CaCI,. NaCI — для
пани с циансплавом).
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
689
и азотирующей газовой среде*, выдерж-
ке для получения требуемой глубины
слоя и последующем медленном охлаж-
дении.
Результаты процесса аналогичны по-
лучаемым при низкотемпературном
жидкостном цианировании.
Газовое цианирование высокотемпе-
ратурное состоит в нагреве деталей,
изготовленных из углеродистой и леги-
рованной цементуемой и улучшаемой
стали в среде, состоящей из науглеро-
живающего газа и диссоциирующего
аммиака, до температуры 750—850° С,
выдержке прн этой температуре в тече-
ние времени. необходимого лля получения
цнанированногослоя требуемой глубины,
и непосредственной закалке стали.
Влияние температуры и продолжитель-
ности процесса на получаемую глуби-
ну цианированного слоя приведено в
табл. 23. Этот метод поверхностного
упрочнения применяется для нагружен-
ных шестерен (автомобильных и трак-
торных) коробки передач и заднего мо-
ста, причем, кроме повышения износо-
стойкости и усталостной прочности ше-
стерен, их деформации получаются ми-
нимальными.
Таблица 13
Зависимость глубины цианированного слоя
стали 20 от продолжительности
и температуры процесса (В. Чириков)
Состав газа Температура процесса в °C I ПрЛКЫЖН- тслькость в и Ч1С. Глубиил слоя В МЛ
Природный (саратов- ский) газ 4 660 о.зз
0,40
Аммиак 1 лрчин .5 0.W)
0,70
Пиробензол 50—70 850 1.5 0,35
купель в минуту i (1,50
1 0,70
» 0,85
Аммиак 0Д—13 л)мин 750 .5 0,20
0,30
1 0,40
0,50
Сульфидирование — процесс хнмико-
термической обработки, обусловлнваю-
• Науглероживающие газы — пиролиза
керосина, генераторный, светильный, природ-
ный (60—80'1,,). азотирующий газ — аммиак
(20-4^.
44 Том 5 14И
щий насыщение поверхностного слоя
стали серой с целью повышения износо-
стойкости стальных (н чугунных) де-
талей и повышения стойкости режущих
инструментов.
Сульфидирование ведется в среде,
содержащей сернистые соединения. В
зависимости от назначения применяются
два метода сульфидирования.
Низкотемпературное сульфидирова-
ние предназначено для поверхностно-
го насыщения серой стальных дета-
лей, предварительно закаленных и под-
вергнутых низкому отпуску (при тем-
пературе < 200° С), с получением высо-
кой твердости (например, поршневые
пальцы). Температура процесса не дол-
жна превышать температуру низкого
отпуска и находится в пределах 170—
200° С. Активной частью ванны являет-
ся KCNS.
Высокотемпературное сульфидирова-
ние предназначено для насыщения пред-
варительно термически необработан-
ных стальных деталей или деталей,
подвергнутых улучшению, а также
для инструментов из быстрорежущей
стали.
Температура процесса 470—590°С*.
Процесс ведется в соляной ванне, со-
держащей сернистые соли Ва и Na и
активизаторы — гипосульфит и KCNS
или KiFe(CN)e-
Наличие в ванне цианистых солей
приводит к некоторому насыщению по-
верхностного слоя стали азотом.
Сульфидирование повышает стой-
кость режущих инструментов (сверла,
метчики, шеверы, протяжки при чисто-
вой обработке) нз сталей Р9 и PI8 в
2—3 раза.
Чугунные гильзы цилиндров и порш-
невые кольца, подвергнутые сульфидиро-
ванию, отличаются быстрой прирабаты-
ваемостью и повышенной износостой-
костью.
Диффузионная металлизация — на-
сыщение поверхностного слоя стали алю-
минием, хромом, кремнием, бором с
целью придания стали высокой жаро-
прочности, антикоррозионных свойств
и износостойкости.
В практике широкое применение
имеет алитирование.
Характеристика методов диффузион-
ной металлизации приведена в табл. 24.
• Для инструментов из быстрорежущей
стали Р9 и Р18 — не выше температуры от-
пуска 630—540’ С,
690 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Характеристика процессов диффузионно* металл!
гаты Получаемая глубина слоя 6 в лиг в за виси мо- стя от продолжитель- ности процесса t в час «О 59*1 9'0 0*1 1*0 й т •» 8. Я ЯЖ Оо Оо’оо” Ъ S 8 S
К ГМГй 0,70-1,S * М *•« -wr«%«e4 1 %’
а и получаемые резуль Нагрев деталей Детали находятся во врашаюшсйся ре- торте с алитирую- щей смесью 1 Детали упаковывают- ся в ящики с алитирующей смесью Детали погружаются в ванну. После али- тирования отжиг при 930-1100® с 1,5 часа Детали располагают- ся у конца реторты с 1 — 900 -+• 1U5O- С 1
Ведение процесс Среда Смесь: 49“|. А1 (порошок) 494. А1,О, 24. NH.CI Смесь: 35-50»/. Al Обожженная белаа глина 65—50/. (по- рошок) Ванна с расплавлен ними 92—94»/. AI, 6-8»|. Ре У конца реторты с t — 600° С помеще- на смесь 45“f, А1 (порошок) 484. А1,О, 104. NH.C1 Через реторту про- пускается водород (в направлении от смеси к деталям), захватывающий А1С1„ который и осуществляет али- тирование
Темпера- тура в «С 900-950 0401-0901 750-800 600 у одного конца реторты и 900-1050 у другого
Применение Чехлы термопар, ре- торты для онаниро- вания. тигли соля- ных ванн, тешлкв- ии ки газогенерато- ров, чугунные ко- лосники. паропере- гревательмые тру- бы, трубы для кре- кинга нефти к вы- хлопные и др. То же То же
Назначение метода Жаропрочность сталь- ных деталей, рабо- тающих прн темпе- - 4 То же И н
Наименование метола (эяшобоп а) атааз иотбмг g »пмо*оапшпгу *j • Жидкостное Г аэовое
Продолжение табл. 24
Наименование метода Назначение метода Применение Веление процесса и получаемые результаты
Темпера- тура в “С Среда Нагрев деталей Получаемая глубина слоя 4 в мм в зависимо- сти от продолжитель- ности процесса т в час.
ч
II. Хромирована* В твердой среде (в порошке) а) Высока* мзносо стойкость 6) Стойкость против газоной коррозии (до &№ С) в) Антикоррозионная стойкость в воде и азотной кислоте а) Детали точных станков б) Детали паросило вого оборудования, клапанов, вентилей, сопел, патрубков и в) Детали кислото- стойкой аппаратуры г) Детали, работаю- щие на трение в агрессивной среде 950—1150 Смесь: 50—®)в|0 феррохро- ма (порошок) 40—50»/. глинозема или каолина 2-3‘lt NH.CI или 4-5»), fiCI Детали упаковывают- ся в ящики с хро- мирующей смесью Г = 91 1 2 4 6 / = 10 б 10 18 0° С 0,03 0.05 0.08 0,10 60“ С 0,13 0,16 0,25
Жидкостное То же То же 901-1000 Ванна с расплавлен- ными 804, ВаС1„ 20% СаС1„ I0-20»(„ CrCI, Детали погружного! в ванну
Газовое То же То же 950-1050 В атмосфере паров хлорило» хрома (CrCI,. CrCI,) — 3 5 0.06 0,10
III. Силициро- вание В твердой среде с пропусканием газообразного хлора Повышение антикор- розионных свойств, износостойкости жаропрочности стальных деталей (до 900е С) а) Поршни кислотных насосов и насосов для перекачивания растворов NaOH, вентили, краны б) Трубы лля полвода морской волы и др. 1000-1100 Смесь: 100% ферросилиция (или карбида крем- ния); 2*1, NH(CI; че- рез реторту пропус- кается хлор; или 75Ц, ферросилиция, 20% шамота, 5»/о NH.C1 с про- пусканием хлора Детали упаковывают- ся в реторту со смесью 2 4 0.6 0.7
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОВРАБОТКА СТАЛИ
Продолжение табл. 24
Наименование метода Назначение метода ' Применение Веление процесса и получаемые рузультаты
Темпера- тура в °C Среда Нагрев деталей Получаемая глубина слоя 8 в мм в зависимо- сти от продолжитель- ности пронесся т в час.
% а
Г азовое То же То же 950—1100 То же, что и в твер- дой среде, по дета- ли располагаются в отдельной реторте, куда полается хлор — /=н 1 3 S г — п 1 2 3 0° с 0,3 0,7 0.9 то» с 0.8 1.5 2,0
IV. Борирование В твердой среде (в порошке) Повышение стойко- сти режущих инст- рументов, изготов- ленных нз углеро- дистых сталей. Но- вы инн не кислого стойкости и жаро- Кондукторные втулки; инструменты 950-1050 Порошок ферробора с содержанием 10— 16"|0 В Детали упаковывают- ся в яшики с порош- ком ферробора 1 = 9; 5 10 Г- 10 S 10 0“ С 0,08 0.12 60» С 0,20 0,30
(сталь еоГ)
прочности (до 8uu® С), а также износостойкости и твердости углеро- дистых сталей
Жидкостное а) Электролиз- ный метол То же То же 900-960 Вайна с расплавлен- ной бурой (Na,В,О?) Детали (катод) погру- жаются и ванну 1-=9 3 5 8 (стал 00® С 0.20 0.27 0,32 Ь 10)
692 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Продолжение табл. 14
Наименоваике метода Назиачепте метой Применение Ведение процесса в получаемые результаты
Темпера- тура в “С Среда Нагрев деталей Получаемая глубина слоя 6 в jhm в зависимо- сти от продолжитель- ности процесса t в час.
т •
б) Расплав То же То же 950—1003 <1050) Ванна с расплавлен- ными: 79>(, ВаС1„ 22-)0 NaCI с добав- кой 2О>|, ферробо- ра или 10*1, карби- да бора (от веса солей) Детали погружаются в ванну 1 3 Стал (ватта с 0 3 (ванна с бора, tа 0,07 0,11 ъ 45 epjw^opoM, ,U о!ов 0,12 карбидом = 9SU® С)
V. Хрохоалити роаани* Г аэовое Замена жаропрочных сталей (хромоалн- тирова><иые летали обладают более вы- сокой жаропроч- ностью, чем хроми- рованные или али- тированные) То же, что алитиро- ванные нам хроми- рованные детали, по работающие при более высокой тем- пературе. Окалмно- стойкость до 110J— 12 JU’ С 9И—1003 Пропускание НС1 че- рез первую реторту с IFPfe AI.45»i,A1,O„ 10%NH,CI прн 600— 650“ С и пропуска- ние HCI через вто- рую реторту с фер- рохромом и шамо- том прн 950—1000“ С Газовая среда. Детали расположены в от- дельной реторте, куда направляются газы: нз первой реторты AICI. и из второй реторты CrCI. 8 Г= 1( 3 Ю“ С 0,3—0,4 ХЮ’ С 0,17
VI. Хромосили- цироваяив Газовое То же То же. Окалииостой- костъ ю 1000“ С 950-1000 Пропусканием С1, или HCI через смесь ферросилиция и феррохрома (1 :1) образуется смесь газов CrCI, и SICI, Детали загружаются в отдельную ретор- ту, куда направ- ляется смесь газов 8 Стал 0,5 ь 30
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
694 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Технологические требования
Конструктивные формы и соотношение
сечений детали должны (при данной
марке стали) обеспечивать получение
требуемых эксплуатационных свойств
без деформаций детали при термообра-
ботке, выходящих за пределы допусти-
мых величин, и без образования трещин.
В этом отношении наиболее совершен-
ными являются конструктивные формы
деталей, не дающие при термообработке
напряжений высокого значения и свя-
занных с ними деформаций и трещин.
Особенно важным является отсутствие
надрезов, острых выточек, пересечения
отверстий, галтелей с малым радиусом
закругления и резких переходов по
сечению детали, являющихся концентра-
торами напряжений при закалке деталей
н приводящих к их деформации и тре-
щи иообразованию, особенно при закалке
в резких охладителях (вода, раствор
NaOH).
При назначении поверхностной или
местной термообработки в конструктив-
ных формах деталей должна учитываться
возможность возникновения напряже-
ний высокого значения.
При назначении марки стали, помимо
условий эксплуатации детали, необхо-
димо учитывать также ее максимальное
Фиг. 10. Мехавические свойства стали 50
(центральная часть) в зависимости от дна
метра J заготовок; закалка при 8М-1 С в воде,
отпуск 580'* С.
сечение и возможность получения (при
данной марке стали) в сердцевине требуе-
мых механических свойств после термо-
обработки.
Например, сталь марки 50 в зависимо-
сти от сечения (в пределах от 20 до
200 мм) дает после закалки в воде
при 850’ С и отпуска при 580° С колеба-
ния ауотбО до 45 кГ/жж’, 8 от 16 до 12%,
Ф от 53 до 35%, а „ат 12 до 2 кГ м]смг
и Hg от 225 до 200; а1(1 при этом изме-
няется незначительно (фиг. 10).
Прокаливаемость стали
Получение требуемых механических
свойств (определенное соотношение меж-
ду* высокой прочностью и достаточно
высокими значениями вязкости и пла-
стичности стали) в сердцевине (в цен-
тральной части) изделия посте термо-
обработки связано с прокаливаемостью
стали, т. е. с ее способностью закали-
ваться на определенную глубину. Эта
характеристика стали приобретает важ-
ное значение при применении низколе-
гированной стали, особенно для деталей
большого сечения.
Прокаливаемость стали зависит от ее
химического состава (содержания угле-
рода и легирующих элементов), встичины
зерна, температуры закалки, выдержки
при этой температуре перед закалкой
и скорости охлаждения при закалке*.
В табл. 25 приведены данные о пластич-
ности и вязкости центральной части поко-
вок нз стали разных марок после закалки
и высокотемпературного отпуска (овй *=
- 85 кГ/мм*). *
Увеличение прокаливаемое™ благо-
даря наличию легирующих элементов
в стали используется для получения
высоких значений механических свойств
центральной части поковок большого
сечения (до 300 мм). Если эти поковки
изготовлены из низколегированной ста-
ли (40Х), их необходимо подвергать
закалке с высокотемпературным отпу-
ском. Изготовление таких поковок из
высоколегноованной стали (например,
35ХНМ, 35XH3M) позволяет применять
для получения высоких механических
свойств (авр, ог, 5, ф, ан) центральной
части поковок нормализацию и высоко-
температурный отпуск. Это очень важно
при термообработке ‘деталей сложной
конфигурации и большого сечения, так
как при этом уменьшаются напряжения
и связанные с ними деформации и
опасность получения трещин.
Повышение температуры закалки уве-
личивает прокаливаемость стали.
Значительное влияние на прокалива-
емость оказывает скорость охлаждения
при закалке. На фиг. II приведены
механические свойства центральной ча-
сти заготовок диаметром 47 мм из ста-
ли 35Х (0,34% С, 0,73% Мп, 0,95% Сг,
зерно № 5), подвергнутых закалке в ма-
сле и в 8%-ном растворе NaOH (разрыв-
ные образцы диаметром 20жж вырезались
* Зависящей от сеяепия закаливаемого
изделия и типа аакаливающей среды.
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
695
Таблица X
Пластичность и вязкость центрально* часта поковок из легированно* стали после закалки
и высокотемпературного отпуска с получением — 85 кГ1ммЛ (Склюев)
В мм Закллка стали марок
зохгс 40Х 25НЗ 35ХМ
31ГОТОвок В масле В воле В масле В воде В «оде В масле
•Io Я { * «а м а X Q в 40 ♦ в •), я "о В J? В jrilirjx a 1 в Ч, г ан в иГм/см^ •1» t “Io Я Ф I в "и “1о я t | ан в кГм)сл1* |
Диаметр
80 25 97 16 23 65 16 21 62 12 21 63 17 25 67 17 34 66 17
80 24 62 и 18 61 10 17 57 9 —
100 — 19 62 13 20 62 14 19 61 И
120 22 ST а 17 58 8 16 53 6 —
200 18 55 6 19 37 6 13 48 4 15 58 9 —
из нейтральной части заготовок). Осо-
бенно велика разница в механических
свойствах после отпуска при низких тем-
пературах (200—400° С); после отпуска
при 600° С эта разница значительно
уменьшается.
Крупнозернистая сталь обладает зна-
чительно большей прокаливаемостью,
чем мелкозернистая (фнг. 12), что часто
Фиг. II. Механиче-
ские свойства стали
35 X после закалин
в масле (пунктирные
линии) и в 8%ном
растворе NaOH (спло-
шные линии) и зави-
симости от темпера-
туры отпуска.
Расспюяниг от
поберлности
Фиг. 12. Прокаливае-
мость по сечению ста-
ли 40 (образец диа-
метром 25 мм):
I — крупнозернистой
(зерно № 3): 2 — мел-
козернистой ^зерно
используется для получения высоких
механических свойств центральной части
изделий большого сечения.
При назначении для цементуемых
деталей марки стали и глубины цемен-
тованного слоя (при данных характере
и величине нагрузок) необходимо учи-
тывать предел прочности сердцевины
и науглероженного слоя стали, соотно-
шение между глубиной науглерожен-
ного слоя и общим сечением детали. При
этом чем больше прочность сердцевины
стали выбранной марки после закалки
и низкотемпературного отпуска (см.
табл. 9 и 17), тем меньше может быть
(в известных пределах) глубина наугле-
роженного слоя.
Повышение прочности сердцевины
легированной стали может быть достиг-
нуто повышением в ней содержания
углерода.
При слишком малой глубине цемен-
тованного (или упрочненного другими
методами) слоя у тяжелонагруженных
Деталей большого сечения слой серд-
Фиг. 13. Ззвисимость значений а* от отно-
шения цементованной площади в рабочем сече-
нии F, к общей площади сечения Р —
/ - сталь 12ХНЭ; 2- сталь 0.14% С; 1,9% N1.
696 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
цевины, лежащий непосредственно под
упрочненным слоем, работает при вы-
соких напряжениях, что требует вы-
соких значений а1р и ар. Увеличение
глубины упрочненного слоя в этом
случае увеличивает прочность детали.
Однако завышенная глубина упрочнен-
ного слоя прн данном сечении детали
снижает ее ударную вязкость (фнг. 13).
В случае малых сечений детали и
чрезмерно глубокого упрочненного слоя
при работе в условиях ударных нагру-
зок прочность детали может резко по-
низиться, что приведет к ее разрушению.
Деформация стали при термической
обработке
Получение стальных деталей с сохра-
нением конфигурации и размеров или
с малыми деформациями при термообра-
ботке является одной из серьезных задач
современного машиностроения.
Особенно это относится к деталям
машин и механизмов, обладающим слож-
ной конфигурацией и высокой твердо-
• стью после термообработки.
Деформация деталей при термообра-
ботке обусловлена остаточными вну-
тренними напряжениями, величина и
знак которых определяют степень и
характер деформаций.
Неравномерность нагрева и охлажде-
ния деталей при термообработке при-
водит к образованию термических на-
пряжений; неравномерность структур-
ных превращений во времени и по се-
чению данной детали вызывает струк-
турные напряжения.
На возникновение внутренних напря-
жений и получение связанных с ними
деформаций при термообработке сталь-
ных деталей влияют следующие факторы:
степень равномерности нагрева и охла-
ждения, скорость охлаждения, состав
стали, сечение и конструктивные фор-
мы деталей, прокаливаемость стали, ве-
личина зерна стали, температура за-
калки, температура отпуска и Др.
При нагреве стальных деталей для
термообработки их объем увеличивается
в соответствии с температурой нагрева
и коэффициентом расширения. Равно-
мерный нагрев стальной детали по сече-
нию равномерно увеличивает ее объем
без возникновения термических напря-
жений. При неравномерном нагреве
(при больших скоростях нагрева, когда
поверхность детали достигает высоких
температур, а сердцевина нагрета до
более низкой температуры) увеличение
объема по сечению происходит неравно-
мерно, вследствие чего возникают вну-
тренние напряжения: в поверхностном
слое — напряжения сжатия, а в сердце-
вине — напряжения растяжения. Эти
напряжения вызывают деформацию
детали.
Величина деформаций, полученных
от этих термических напряжений, прак-
тически незначительна.
Температура закалки оказывает зна-
чительное влияние на степень дефор-
мации стальных деталей. Повышение
температуры закалки, приводящее к
росту зерна аустенита и вследствие
этого к большим закалочным напряже-
ниям, увеличивает деформацию сталь-
ных деталей, что иллюстрируется дан-
ными табл. 26 для цианированных и
закаленных в масле шестерен из стали
марки 40Х и данными табл. 27 для
закаленных цилиндров из стали марок
18ХНВА, 38ХА н 40ХНМА.
Таблица X
Изменение диаметра начальной окружности
шестерен из стали 40Х в зависнмоств
от температуры закалки
Температура цианирования и закалки в *С Диаметр начальной окружности после закалки II мм Увеличение диаметра мм
До закалки 90.246 0,000
760 90.302 0.066
805 90.310 0.064
815 93,325 0.079
КЗО 90.340 0.094
845 90.343 0.102
Таблица 27
Изменение длины цилиндрических образцов
(10X10° мм) в зависимости от температуры
закалки в воде [12)
Темпера- тура за- калки в *С Увеличение длины » “/о
Сталь 18ХНВА Стиль 38ХА Сталь 40ХНМА
800 0.25 0,22 0,2П
850 0.32 0.30 0.2S
900 0.40 0,40 0.32
950 0.46 0.48 0,40
Подобная закономерность изменения
размеров деталей, установленная экспе-
риментальным путем при закалке, по-
зволяет выбрать оптимальную темпера-
туру закалки и заранее учесть эти нзме-
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
697
нения при предварительной механиче-
ской обработке деталей.
Охлаждение стальных деталей при
закалке происходит неравномерно, и
неравномерность тем больше, чем больше
сечение закаливаемой детали. Поверх-
ностный слой детали охлаждается с
большей скоростью, чем сердцевина
(и особенно ее центральная часть),
создавая большую разность температур
между ними. Вследствие этого возникают
термические напряжения, которые в по-
верхностных слоях будут растягиваю-
щими, а в сердцевине — сжимающими;
это приводит к деформации деталей.
Увеличение скорости охлаждения (при
закалке в воде в сравнении с закалкой
в масле) еще более увеличивает указан-
ную разность температур в процессе
охлаждения с возникновением больших
напряжений и деформаций стальных
деталей.
Так как нагрев деталей для закалки
производится выше точки Act, при
охлаждении, кроме термических, возни-
кают еще структурные напряжения,
связанные с неравномерностью струк-
турных превращений и разницей в объ-
емах по сечению закаливаемой детали.
При закалке в воде объемные изме-
нения встали больше, чем при закалке
в масле, что объясняется получением
при закалке в воде тетрагонального
мартенсита, обладающего ббльшнм объ-
емом, чем мартенсит отпуска, получае-
мый прн закалке в масле, вследствие
пониженной скорости охлаждения. Со-
четание термических и структурных
напряжений приводит к уменьшению
деформации в тех случаях, когда нх
направление противоположно, и, наобо-
рот, деформация возрастает, когда тер-
мические и структурные напряжения
имеют одинаковое направление.
Таким образом, скорость охлаждения
при закалке оказывает резкое влия-
ние на образование внутренних напря-
жений и на деформацию стальных де-
талей. Так, например, шестерни, изго-
товленные из стали марки 40 с отвер-
стием диаметром 54,63—54,67 мм, дают
после закалки с 820° С в воде увеличе-
ние диаметра отверстия на 0,20—0,40 мм,
а после закалки в масле (обеспечиваю-
щем гораздо меньшую скорость охла-
ждения) — на 0,05—0,08 мм, т. е. в
4—5 раз меньше.
В табл. 28 приведены данные, пока-
зывающие влияние характера закали-
вающей среды (скорости охлаждения
Таблица М
Изменение длины цилиндрических обрмцов
(10X100 -м-м) в зввисимости от закаливают*!
среды (12)
800
850
Увеличение
длины образца
• *1.
Uro
г?»
0,03»
0,27 «•
0 11 •
0,40 е*
0.05»
0.22**
0,07*
0.30»»
900
960
Увеличение
длины образца
в •(«
ий
0.11 •
0.44 ••
Закалочная среда: * масло; •* вода.
0,10»
0.40 •*
0.13*
0,48*»
•'
при закалке) на деформацию цилин-
дров, изготовленных из легированной
стали марок 12ХНЗА и 38ХА.
Увеличение длины образцов при за-
калке в масле примерно в 4 раза мень-
ше, чем при закалке в воде.
В табл. 29 приведены данные о де-
формации втулок, изготовленных из
стали марок 45 и 40Х; деформация
втулок значительно меньше при закалке
в масле, чем при закалке в воде.
Детали сложной конфигурации с
целью уменьшения деформаций при
закалке предпочтительно изготовлять
из легированной стали; для получения
требуемых свойств их закаливают в
масле. Независимо от скорости нагре-
ва, температуры закалки и скорости
охлаждения при закалке стальные де-
тали после закалки обладают остаточ-
ными напряжениями.
Отпуск стали, уменьшая эти оста-
точные напряжения, приводит к умень-
шению степени деформации закаленных
деталей. Уменьшение остаточных на-
пряжений при отпуске происходит за
счет нагрева стали, когда с увеличением
ее пластичности упругие деформации
переходят в пластические; структур-
ные превращения при отпуске проис-
ходят'с объемными изменениями, умень-
шающими напряжения.
Величина и распределение остаточ-
ных напряжений по сечению стенки
втулки (DH = 82 мм, DtM = 50 мм, тол-
щина стенки 16 мм), изготовленной из
стали с содержанием 0,9% С, приведены
на фиг. 14 после закалки в воде; при
этом поверхностная твердость достигает
698 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Таблица 39
Деформация «тулок из стали марок 45 и 40Х при закалке
Размеры втулки в ММ Марка стали Закалка Эллиптич- ность Я X.U Увеличение наружного диаметра в мм
Наружный диаметр Толщина Длина Темпера- тура в “С Охлаждаю- щая среда
120 45 10 4 150 50 45 830 Вола 0,2-0,5 0,2-0,7 0,3-0,7 0.2—0,5
120 48 10 4 150 60 40Х 830 Масло 0,1-0,3 0,06-0,09 0.1-0,3 0,03—0,08
R с=65 •+ 66, а твердость сердцевины
/?с=40. Максимальные напряжения сжа-
тия у поверхности стенки втулки дости-
гают 30 кГ/мм* и переходят в растяги-
вающие напряжения, достигающие в
сердцевине стенки втулки ~ 70 кГ/мм*
(тангенциальные) и 40 кГ/мм1 (продоль-
ные). После отпуска втулки при 200® С
(поверхностная твердость Rr= 61 ч- 62 и
твердость сердцевины /?с=40) величина
тангенциальных и продольных растяги-
вающих напряжений уменьшается до 50
и 35 кГ/мм1 соответственно (фиг. 15).
Фиг. 14. Распределе-
ние остаточных на-
пряжений по сечению
стенки втулки (сталь
0.9% С) после закал-
ки в воде: / — тан-
генциальные: 3— про-
дольные; 3 — ра-
диальные.
Фиг. 15. Распределе-
ние остаточных иа-
пряжений по сечению
стенки втулки (сталь
0.9% С) после закал-
ки в воде и отпуска
при 200“ С: I — тан-
генциальные; 3—про-
дольные.
Чем выше температура отпускд, тем
больше уменьшение деформаций, по-
лученных при закалке.
Неравномерный нагрев закаленных
деталей при их отпуске приводит к об-
разованию термических напряжений.
Скорость охлаждения деталей после
отпуска (особенно при высоких темпе-
ратурах отпуска) также влияет на воз-
никновение напряжений, и чем больше
эта скорость, тем больше получаемые
внутренние (термические) напряжения.
Охлаждение стали после высокотем-
пературного отпуска в воде (с большой
скоростью) приводит к образованию
остаточных напряжений высокого зна-
чения.
Влияние состава стали на возникаю-
щие прн закалке напряжения и де-
формации определяется главным обра-
зом содержанием углерода *, что мо-
жет быть иллюстрировано данными
табл. 30.
Таблица 30
Величина остаточных напряжений после
закалки в воде цилиндров диаметром 50 мм
из стали с различным содержанием
углерода [10]
Содержа- ние С в стали • % Максимальные значения напряжений в tP/MM9
Продоль- ные Танген- циальные Радиаль- ные
0,025 48 30 30
0,17 40 25 10
0,23 48 20 6
0.30 75 45 13
0.40 70 52 32
0.50 53 28 16
0,60 48 30 16
Наибольшего значения достигают на-
пряжения у стали с содержанием угле-
рода 0,30—0,40%, что объясняется
неравномерностью структурных превра-
щений в сердцевине и в поверхностных
слоях образцов (несквозная закалка).
Величина зерна стали влияет на де-
формацию при закалке, причем у круп-
нозернистой стали возникают значи-
тельно ббльшие остаточные напряжения
и деформации, чем у мелкозернистой.
• Температурой начала мартенситного пре-
вращения.
ТЕРМИЧЕСКАЯ И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
699
Распределение остаточных напряже-
ний по сечению закаленных и отпущен-
ных шайб, изготовленных из стали
марки 18ХНВА с различной величиной
зерна, показывает, что в крупнозер-
нистой стали (зерно № 2—3) сжимаю-
щие напряжения у наружного края
шайбы достигают 10 кПмм\ а у отвер-
стия растягивающие напряжения до-
стигают 16 кГ/мм*; в мелкозернистой
стали (зерно № 8) эти напряжения рав-
ны 4 и 2 кГ/мм* соответственно (И. Кон-
торович).
Абсолютная величина (и направление)
деформации стальных деталей при их
термообработке при прочих равных
условиях зависит от размеров и конфи-
гурации деталей. Так. если для де-
талей одной формы с увеличением раз-
меров происходит увеличение деформа-
ции, то для деталей другой формы
возможно ее уменьшение.
На напряжения и деформации цемен-
тованных деталей при термообработке,
кроме факторов, описанных для деталей
с гомогенной структурой, значитель-
ное влияние оказывают содержание
углерода в цементованном слое и его
распределение по глубине слоя, отно-
шение глубины цементованного слоя
к сечению детали, исходное содержание
углерода в стали, соотношение разме-
ров науглероженных и ненауглерожен-
ных поверхностей детали при местной
цементации, разница в упругом и пла-
стическом состоянии цементованного
слоя и сердцевины при одинаковых
температурах в процессе нагрева и охла-
ждения, а также разность температур
мартенситного превращения цементо-
ванного слоя и сердцевины. Это опре-
деляет собой сложность установления
законов, которые позволили бы заранее
предусматривать величину и направле-
ние деформации цементованных деталей.
В практике характер деформации
обычно устанавливается эксперимен-
тальным путем.
Необходимо отметить, что значитель-
ная часть суммарной деформации це-
ментованных деталей в результате их
термообработки приходится на цемен-
тацию. Например, втулки из стали 20Х
(Dome = 100; 70; 40 мм; толщина стен-
ки равна 0,Юол1; высота равна l,5Dom()
после цементации в твердом карбюри-
заторе при 900° С показывают значи-
тельное уменьшение диаметра отвер-
стия, причем это уменьшение по мере
увеличения Днестра отверстия от 40
до 100 мм увеличивается от 0,02—0,12
до 0,12—0,35 мм; последующая закалка
втулок (810° С, масло) незначительно
увеличивает это уменьшение отвер-
стия. Такие же втулки из стали 40Х
после закалки в масле при 830° С пока-
зывают увеличение диаметра отверстия
от 0,02—0,08 до 0,10—0.30 мм. У цемен-
туемых шестерен в зависимости от раз-
личных факторов в результате цементации
происходит деформация (уменьшение
нлн увеличение толщины) зуба с нару-
шением при этом профиля эвольвенты и
су вел именным против норм биением зуба.
Получение зубьев шестерен с опре-
деленными профилем эвольвенты и
максимальным биением зуба до 0,12—
0,18 мм (для шестерен,изготовленных из
стали различных марок, различного
назначения) после полного цикла их
термообработки (без последующего шли-
фования зубьев) может быть осущест-
влено путем применения специальных
мер.
Получаемые в результате термообра-
ботки деформации деталей с простыми
конструктивными формами (валы, оси,
валики, втулки, плоские детали) мо-
гут быть определены по величине и на-
правлению экспериментально и учтены
при предварительной механической обра-
ботке с доведением размеров до устано-
вленных пределов последующей правкой
и механической обработкой (шлифова-
нием).
С целью уменьшения трудоемкости
операций правки и шлифования для та-
ких деталей с успехом применяются на-
грев при закалке и отпуске в специаль-
ных приспособлениях и закалка в зака-
лочных машинах с вращением в зажа-
том состоянии между роликами (детали
цилиндрической формы) или в штампах
(плоские детали). Значительно более
серьезной проблемой является борьба с
деформацией при термообработке дета-
лей сложной конфигурации и особенно
изготовленных нз цементуемых и улуч-
шаемых сталей, подвергающихся за-
калке и отпуску с получением высокой
твердости.
Характерными представителями этой
группы деталей являются шестерни.
Для получения идентичных резуль-
татов по деформации следует сужать
пределы содержания углерода в стали
до 0,05—0,06%; так, для стали 20Х
содержание С принимается от 0,18 до
0,23%; для 12ХНЗ —от 0,12 до 0,17%;
для 20Х2Н4А — от 0,15 до 0,20%.
700 ТЕХНОЛОГИЯ термической и химико термическои обработки металлов
Для шестерен должна применяться
преимущественно мелкозернистая сталь
(величина зерна для средне- и высоко-
легированной стали — № 5—7; для ма-
лолегированной стали — № 4—6) с про-
каливаемостью, обеспечивающей полу-
чение требуемых механических свойств
по сечеиию шестерни после термооб-
работки.
Предварительная термообработка за-
готовок для шестерен, кроме уничтоже-
ния перегрева, полученного при штам-
повке, и подготовки структуры к после-
дующей термообработке, должна также
предусматривать получение хорошей
обрабатываемости резанием.
Цементация шестерен должна произ-
водиться с применением газового (или
жидкого) карбюризатора, что позволяет
применять совершенные приспособле-
ния, предохраняющие шестерни от ко-
робления, а также получать науглеро-
женный слой без наличия грубых вы-
делений цементита в виде сетки или
зерен. При этом исключаются процесс
нормализации шестерен после цемен-
тации (исключается лишний нагрев) и
связанное с ним образование окалины
и пескоструйная очистка, приводящая
к искажению профиля зуба.
Очень важной при газовой (или
жидкостной) цементации стали ряда
марок (18ХГТ, 20ХМ, 20НМ) является
возможность применения непосредствен-
ной закалки после цементации, без
повторного нагрева под закалку. Шес-
терни большого диаметра и малой тол-
щины должны подвергаться закалке
в специальных прессах в зажатом со-
стоянии, что значительно уменьшает их
коробление.
Во избежание получения окалины
нагрев под закалку следует произво-
дить в печах с контролируемой атмо-
сферой или в соляных ваннах.
Применение изотермической и сту-
пенчатой закалки шестерен дает умень-
шение деформаций.
Так, цементованный вал-шестерня
(сталь 20НМ) при обычной закалке
в масле (t « 40° С) дает биение левого
конца вала до 0,43 мм, биение по началь-
ной окружности шестерни до 0,56 мм
и биение правого конца до 0,64 мм;
применение ступенчатой закалки в масле
с температурой 200* С снижает указан-
ные величины деформаций до 0,15; 0,20
и 0,25 мм соответственно при сохране-
нии твердости сердцевины и поверхност-
ного слоя детали в требуемых пределах
Изотермическая закалка шестерен,
изготовленных из стали 18ХНВА, про-
водимая по режиму (после цементации)
нагрев до 780—790* С, выдержка при
этой температуре, охлаждение в печи
или ванне с температурой 150—170® С
с выдержкой в течение 3 час., дальнейшее
охлаждение на воздухе, дает резкое
уменьшение деформаций (биение по на-
чальной окружности), практически со-
храняя величину биения в исходном
состоянии (т. е. после цементации). При
этом механические свойства и твердость
сердцевины поверхностного слоя соот-
ветствуют требованиям технических
условий и получаются равными г,- =
= 124 -=- 130 кПмм*, 8=12-5- ГЗН;
ф = 60 -5- 62%; ом=14 -г- 14,5 кГм/см1;
/?с = 40-5-4! (сердцевина) и /?с =
= 58 -5- 60 (поверхность).
У шестерен из стали 20Х2Н4А с на-
ружным диаметром, равным 180 мм, и
длиной зуба 40 мм (шестерни со ступи-
цей) после цементации и закалки при
температуре 800“ С в масле с темпера-
турой 60° С (обычная закалка) конус-
ность и эллипсность венца достигают
0,1 мм и выше; при ступенчатой закалке
шестерен с 800’ С в горячем (170® С)
масле с выдержкой в нем в течение
5 мин. конусность и эллипсность венца
не выходят за пределы 0,04 мм (фиг. 16
и 17), т. е. их величина в 2,5 раза меньше.
При этом механические свойства и
твердость сердцевины и поверхностного
слоя находятся в соответствии с требо-
ваниями технических условий.
У шестерен с наружным диаметром
155 мм, диаметром отверстия 65 мм,
с длиной зуба 35 мм, из стали мар-
ки 20ХНМ после цементации и закалки
при температуре 845° С в масле с темпе-
ратурой 50° С конусность* выходит
за пределы допустимой величины
(0.075 мм макс.) и составляет 0,101 —
0,178 мм; прн ступенчатой закалке этих
шестерен с температуры 845® С в масле
с температурой 180® С (выдержка в те-
чение 6 мин. и дальнейшее охлаждение
на воздухе) конусность находится в пре-
делах 0,025—0,075 мм.
Применение указанных мер и стро-
гое соблюдение методов и режимов
термообработки позволяют установить
закономерность деформации шестерен
и свести ее величину к минимуму.
В этом случае имеется возможность
• Разность между наружными диаметрам!
шестерни по длине зуба (у горцов).
термическая обработка отливок серого чугуна
701
Фиг. 16. Влияние ступенчатой закалки шесте-
рен из стали 20Х2Н4А на конусность венца:
а — обычная закалка; б — ступенчатая за-
калка.
. N> шестерен ,,
*) в)
Фиг. 17. Влияние ступенчатой закалки шесте-
рен из стали 20Х2Н4А на зллипсность венца:
а — обычная закалка; б — ступенчатая за-
калка.
при механической обработке заранее
учесть искажение профиля зуба и из-
менение размеров шестерни и исклю-
чить трудоемкую операцию шлифова-
ния зубьев.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ОТЛИВОК СЕРОГО ЧУГУНА
Особенностью отливок серого чугуна
в отличие от стальных является отсут-
ствие прямой связи между составом и
свойствами чугуна. Структура в отлив-
ке определяется не только составом, но и
в большей степени условиями первичной
кристаллизации: исходными материала-
ми, температурой перегрева, присадками
и скоростью охлаждения. Форма и
расположение включений графита при
термообработке существенно не изме-
няются и происходят только изменения
металлической основы аналогично пре-
вращениям переохлажденного аустенита
в стали. Наличие в чугуне графитовых
тел ускоряет диффузионные процессы
насыщения и растворения аустенита и
сокращает соответствующие периоды
термообработки.
Показатели прочности чугуна при
термообработке существенно не изме-
няются, твердость и связанные с ней
антифрикционные свойства могут изме-
няться в широких пределах.
Термообработка отливок серого чугуна
применяется для снятия литейных на-
пряжений, понижения илн повышения
твердости для улучшения механических
свойств поверхностного слоя отливок
и т. п. При всех видах термообработки
для предупреждения появления трещин
отливки нагревают весьма осторожно,
особенно прн сложной их конфигурации.
Полное снятие остаточных литейных
напряжений (искусственное старение)
достигается отжигом с медленным (со
скоростью 50—150° С в час.) нагревом
отливок до 500—550’С. выдержкой при
этой температуре в течение 2—10 час.
и медленным охлаждением (со скоростью
30—50° С в час) до 250—300’ С. Струк-
турные изменения при таком отжиге
не предусматриваются.
При длительной выдержке отливок
в заделе в течение 6—18 мес. (естествен-
ное старение) достигается только частич-
ное снятие напряжений (на 30—35%).
Режимы отжига, применяемые для
снятия напряжений, приведены в
табл. 31.
702 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
5
I
•тжигн «главок аа серого чугуна дла саатаа напряжена*
Эо ddAxodauHdx wdu хХтсоя ем fbtvnq 1(0 1(0 МО 30-00 tw 100 too—зло «§3 й й
*эвь я книга -пхэо »«»dg I 3 • X Б О вместе с печью 5 13 1 1 1
*эаь я ихжбау -ня »H»dg 2,5—3,0 2.5—3.0 5-6 4-5 ю е« 3 3 2 30- 50 мни. 10 6 6
Э« « ияжбыгня dXaedauHax 550-000 550-600 400-500 009 0S9~S8S Г §§ §
эвь/э, я aeadj -ян usodoaQ 170 17 08 001 88 88 885 1 «И»И М* ** М»
3, я яисЛйгяя d-Uedaunax 200- 230 200- 230 400-500 12—20 200-300 100-300 100-300 100-300 loo-зоо 100-300 200 150
Химаческий состав а •). Z 1 и, а 0.2- 0,25 1 II 111
и | 1 1 1 4s- О 1 1 1 1 III
а. 0,19 0,25 0,2 0.14— 0.16 0,15 0,1-0,3 0,1-0,3 0,1-0,3 0.3 0,8 0.4 0.4
СЛ 0,095 0.1 0,12 0,12 0,12 0,12 0,12 0,12 0,14 0,14 0,1 0.1
с ж 6.7 0,6 0.3-1,0 0,7—0.8 0,6-0,9 O.7-O.9 0.7-0,9 0.7-0,9 0.5—0,8 0,5-0,8 0,6—0.8 0,6—0,8
й s 2,25 1,ЗБ- 1,45 2,4 О CC16D 10 О 1 Й. i ? ?Й « «М в— —• —«И —
и 3.2 3.4 2.9-3.1 3.4—3,5 3.0—3,4 2.9—3.3 СО со rt со w ▼ 1 1 i щ ея со »^сосо
Я р Б- । । । J । 15-30 15-30 13—40 6-8 70-100 40-70 10-40
£ it 4” » "" J J* оог 1 J 6 66 gi 32s
j 5 i Станины, каретки, суииирты, (Л4ШКЯ Корпусы редукторов, корпусы задних бабок, крышка, кор- пусы передних бабок Столы, салазки, чу- гунные вкладыши . 8 ж 3 1 б хитткивянэвэя нэ -Aodox 'aodoixanroa хнниокхня mXudox 'яобтпигип axaoroj коллекторов . ♦ . . Установочные плиты, крышки редукто- ров, ставимы став- ков Поршни ....... Крышки и обечайки ллш поршневых ко- Масленкикн ..... Разметочные плиты. яовЛгохХх см maad ‘hojhbj -nrod ннв<! ‘rhkhbit
4 < i ? .Коммун- пар То же Завоз фре- зерных станков имени Кагановича .Станко- лит- ХТЗ Уралмаш- завов Коломен- ский НКМЗ
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК СЕРОГО ЧУГУНА
703
К снижению общей твердости отливок
серого чугуна путем отжига прибегают
в исключительных случаях для испра-
вления ошибок в технологическом про-
цессе производства, так как путем пра-
вильного подбора шихтовых материалов,
выбора состава металла, режима его
плавки, модифицирования и заливки
можно получить требуемую структуру
в каждой отливке. Снижение твердости
достигается в результате разложения
эвтектоидного цементита — перлита при
нагреве отливок до температуры не-
сколько ниже критической и выдержке
1—5 час. Ввиду сложности контроля и
регулирования температуры отливок бо-
лее распространен режим отжига с на-
гревом несколько выше критической точ-
ки и минимальной выдержкой для вы-
равнивания температуры по сечению и
последующим медленным охлаждением
до температуры ниже критической, со
скоростью 2—3° С в минуту. Такой же
режим отжига применяется и для сни-
жения местной твердости в отбеленных
частях отливок, но с увеличением вы-
держки до полного распада цементита.
Отжиг массивных отливок проводится
прн температуре 850—950° С с выдерж-
кой от 0,5 до 5 час.
Прогрессивными методами отжига
. являются изотермическая обработка
в хлорбариевых соляных ваннах, на-
гретых до 1100—1150® С, и нагрев т. в. ч.
Для распада цементита в такой соляной
ванне требуется не более 1—5 мин.,
а при нагреве т. в. ч. 3—5 сек.
Критическая температура в ®С для
отжигаемого чугуна определяется
экспериментально или по следующей
эмпирической формуле:
Ас - 730 + 28 (%Si) — 25 (% Мп).
Режимы термообработки для повы-
шения твердости и прочности отливок
серого чугуна зависят от поставленных
требований. Существенно различны ре-
жимы для конечной твердости в преде-
лах твердости перлита {Нб = 200 -+ 220)
и для значительного ее превышения
(Нб « 300 т- 500). В первом случае
увеличение прочности и твердости до-
стигается ростом концентрации углерода
в аустените, а во втором — образова-
нием мета стабильных структур — сор-
бита, троостита, мартенсита, цементита
и смешанных структур. Сочетание этих
режимов обеспечивает возможность тер-
мообработки отливок серого чугуна поч-
ти независимо от начальной структуры.
Практически повышение твердости и
прочности в отливках серого чугуна
достигается процессами нормализации,
закалки и улучшения.
Процесс нормализации состоит в на-
греве отливки выше Ас, до 870—920° С,
выдержке 1—3 часа с последую-
щим охлаждением на .воздухе, а для
массивных отливок — в струе воздуха.
Прн этом ферритно-графитная струк-
тура чугуна переходит в перлитную,
а ферритно-перлитно-графитная — всор-
бнтно-графитную с повышением твердо-
сти от Нб= 120ч-140 до 7/5=2004-250.
При нормализации перлитного чугуиа
выдержка сокращается до 0,2—1 часа,
достигается рост дисперсности перлита
и повышение прочности на 15—20%.
Образование значительных внутрен-
них напряжений при охлаждении слож-
ных отливок в процессе нормализации
предупреждается замедлением охлажде-
ния в интервале температур 600—750° С
или последующим дополнительным от-
жигом.
Процесс закалки состоит в нагреве
отливки выше критической температуры
до 850—900° С и выдержке, как при
нормализации, но с охлаждением в воде
или масле. Закалка серого чугуна при-
водит к резкому понижению прочности
в связи с появлением значительных
внутренних напряжений.
В зависимости от температуры отпу-
ска закаленной отливки достигается
разная степень восстановления прочно-
сти. Изменение твердости серого чугуиа
Фиг.* 18. Влияние темпера-
туры такали к на твердость
серого чугуиа: а — интервал
перлитно-аустенитного пре-
вращения.
в зависимости от температуры закалки
показано на фиг. 18; изменение механи-
ческих свойств в зависимости от темпе-
ратуры отпуска после закалки — на
фиг. 19.
Изотермическая закалка серого чугу-
на позволяет повысить прочность, со-
противляемость износу и твердость
при сохранении хорошей обрабатывае-
мости отливки. Нагрев производится
704 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
до 860—950е С с выдержкой, достаточной
для установления структурного равно-
весия, после чего отливки закаливаются
в соляной ванне, нагретой до 250—
400’ С. Полного распада аустенита при
этом нс достигается, и количество оста-
точного аустенита равно 40—60%.
В интервале температур ниже крити-
ческой (около 700° С) в процессе изотер-
мического распада аустенита в чугуне
существует область весьма интенсивного
выделения феррита.
Фиг. 19, Влияние температуры опту,
ска после закалки иа механиче-
ские свойства серого чугуна: а — за-
калка.
Изотермической закалкой серого чу-
гуна достигается резкое снижение зака-
лочных напряжений, повышение проч-
ности на 50—70% и повышение анти-
фрикционных свойств до 300%.
Оптимальным режимом изотермиче-
ской закалки отливок серого чугуна
с толщиной стенок 12—15 мм с перлит-
ной основой и незначительным количе-
ством феррита является нагрев до
870—920° С с выдержкой 20—30 мин.,
последующей закалкой в соляной ванне
при 280—350° С, выдержкой в ней
в течение 15—20 мин. и окончательным
охлаждением на воздухе.
Процесс азотирования применяется
для повышения поверхностной твердости
отливок серого чугуна до Нв " 800 +
-+1000 и устойчивости при нагреве до
500° С. Для азотирования рекомендуется
чугун с несколько пониженным содер-
жанием углерода, легированный хромом
и алюминием, примерно следующего со-
става: 2,5—2,75% углерода; 2,30—2,60%
кремния; 0,6—0,8% марганца; меньше
0,08% серы; меньше 0,1% фосфора;
1,5—1,8% хромай 1,5—1,8% алюминия.
Перед азотированием отливка под-
вергается полной механической обра-
ботке, включая иногда и шлифование.
Места отливки, не подлежащие азо-
тированию, защищают покрытиями.
Процесс азотирования с образованием
слоя глубиной 0,1—0.3 мм производится
в среде диссоциирующего аммнка при
500—550° С с выдержкой в течение 20—
90 час.
Процессы химико-термической и по-
верхностной обработки изделий из отли-
вок серого чугуна не отличаются от од-
ноименных процессов обработки сталь-
ных изделий как по условиям их осуще-
ствления, так и по достигаемой эффек-
тивности-
ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕЛОГО
ЧУГУНА В ПРОИЗВОДСТВЕ КОВКОГО
ЧУГУНА
Термообработка является основной
операцией технологического процесса
производства ковкого чугуна, прн ко-
торой происходит коренное изменение
структуры и свойств исходного белого
чугуна, его графитизация и чугун из
твердого и хрупкого становится в опре-
деленных пределах вязким и хорошо
обрабатываемым.
Графитизация белого чугуна дости-
гается в два этапа: первая ее стадия —
полное разложение структурно свобод-
ного цементита, вторая—разложение це-
ментита твердого 7-раствора и пер-
лита. Степень завершенности второй
стадии графитизации определяется мар-
кой ковкого чугуна. -
Разложение структурно свободного це-
ментита достигается при нагреве и
выдержке отливки выше критического
интервала; температура нагрева и дли-
тельность выдержки зависят от состава
белого чугуна по со-
держанию углерода
(фиг. 20) и глав-
ным образом кремния
(фнг. 21), степени пе-
регрева чугуна при
плавке (фиг. 22),
скорости охлаждения
отливки (фиг.23), тол-
щины сечения отлив-
ки (фиг. 24) и ряда
других факторов.
При отклонении со-
держания в чугуне
серы и марганца от
равновесного длительность процесса
возрастает.
Повышение температуры первой ста-
дии графитизации резко сокращает ее
длительность (см. фиг. 21), поэтому
ТЕРМООБРАБОТКА БЕЛОГО ЧУГУНА В ПРОИЗВОДСТВЕ КОВКОГО ЧУГУНА 705
оптимально температурой процесса
является интервал 950—1050° С.
Разложение твердого раствора начи-
нается с охлаждения от максимальной
температуры термообработки и продол-
жается в интервале температур между
двумя стадиями графитизации. Процесс
графитизации в этой стадии огра-
ничивается скоростью охлаждения, ко-
торая не должна превышать 280° С в час,
и незначительностью изменения кон-
центрации углерода в твердом к-рас-
творе.
Вторая сталия графитизации заклю-
чается в разложении цементита и перлита
и происходит в критическом интервале
температур 760—720° С при скорости
охлаждения, не превышающей 2—5® С
Фиг 23. Влияние скорости охлвждеиия от-
лиькн на графитизацию I - при литье
в землю: 2 — при литье в кокиль; 3 — при
предварительной закалке с 860е С.
в час. На фиг. 20 показано влияние
состава белого чугуна на длительность
второй стадии графитизации. Длитель-
ность второй стадии графитизации воз-
растает при удлинении выдержки в
45 Том 5 1412
первой стадии после завершения распа-
да эвтектического цементита в связи
с сокращением
графита н их
укрупнением.
Наиболее рез-
кое ускорение
процесса гра-
фитизации ков-
кого чугуна до-
стигается при
осуществлении
термообработки
в жидкой сре-
де — расплав-
Фиг. 24. Влияние тол-
щины стенки отливки нз
относительную продол-
жительность первой ста-
лии графитизации.
ленных солях.
При этом спо-
собе достигает-
ся полный и
равномерный
прогрев отли-
вок в течение
нескольких секунд.
возможно проведение процесса в опти-
мальном интервале температур 1030—
1070° С, при которых графитизация
цементита значительно ускоряется. В
результате первая .тадия графитизации
завершается в 0,4—I час, а вторая —
в 4—6 час.
Режимы термообработки белого чу-
гуна в производстве ферритного ковкого
приведены в табл. 32; схема темпера-
турного режима термообработки пред-
ставлена на фиг, 25.
Фиг. 26. Схема темперзтурного режима термо-
обработки ферритного ковкого чугуна: I —
нагрев; 2 — первая сталия графитизации;
3 — промежуточная стадия графи гизацнк;
4 — вторая стадия графитизации; 5 - ох-
лаждение; 4 — критический интервал.
Условия нагрева отливок оказывают
некоторое влияние на процессы графити-
зации чугуна. Предварительная выдерж-
ка чугуна при 350—410® С в течение
5—8 час. измельчает включения гра-
фита и ускоряет обе стадии графити-
зации, особенно в производстве толсто-
стенных отливок. Эффективность низко-
температурной выдержки возрастает при
модифицировании чугуна 0,015% алю-
миния. Замедленный нагрев отливок в
706 ТЕХНОЛОГИЯ термической и химико-термическоя обработки металлов
I
о
ч
I
8
*
о
Е
В
X
ь
сх
«
I
5
Й
*
I
6
ТЕРМООБРАБОТКА БЕЛОГО ЧУГУНА В ПРОИЗВОДСТВЕ КОВКОГО ЧУГУНА 707
интервале 800—925® С до 20® С в час,
а также выдержка при нагреве в интер-
вале температур эвтектоидного превра-
щения способствуют сокращению цикла
термообработки.
Осуществление этих операций в усло-
виях камерных печей и укладки отли-
вок в тару практически затруднено;
нагрев отливок в них в большинстве
случаев проводится с небольшой ско-
ростью. а именно в пределах произво-
дительности 0,5—1,5 т/час.
Условия охлаждения отливок также
оказывают влияние на структуру ков-
кого чугуна; при быстром охлаждении
от 450® С происходит выделение цемен-
тита на поверхностях зерен феррита
(белый излом), и сопротивляемость ков-
кого чугуна ударным нагрузкам резко
снижается при сохранении всех прочих
его свойств. Это явление полностью
исключается, если отливки охлажда-
ются от 650° С со скоростью, большей
100° С в час, или весьма медленно.
Весьма эффективным методом уско-
рения процесса графитизации является
предварительная закалка белого чу-
гуна на воздухе, в воде илн в масле с
950—970° С с выдержкой 0,75—I час;
в результате закалки резко возра-
стает количество центров графитиза-
ции и дисперсность структурных соста-
вляющих ковкого чугуна.
Термообработка в производстве пер-
литного ковкого чугуна характеризует-
ся неполной графитизацией связанного
углерода белого чугуна, а для специ-
альных его марок — повышением кон-
центрации углерода в твердом рас-
творе и образованием метастабильных
структур основной металлической
массы.
Режимы термообработки для получения
перлитных чугунов в зависимости от
требуемой структуры схематически пред-
ставлены на фиг 26, 11—V в сопо-
ставлении с режимом термообработ-
ки ферритного ковкого чугуна (фиг.
26, 7).
Ограничение термообработки полным
завершением первой стадии графити-
зации, как показано на фнг. 26, харак-
теризует режим для получения перлит-
ного ковкого чугуна со структурой
графит + пластинчатый перлит.
Если к этому режиму добавить вы-
держку отливок при температурах ниже
критического интервала (фиг 26, III),
то достигается коагулирование перлита
с получением в результате ковкого чу-
45*
гуна со структурой графит + зернистый
перлит. Для получения более стабиль-
ной структуры содержание марганца в
этом чугуне повышают на 50—60%,
а для сокращения цикла термообработки
применяется модифицирование алюми-
нием и титаном (О.О?®/^. Закалка чугуна
после ркончання
первой стадии гра-
фитизации и по-
следующий отпуск
при температурах
ниже критическо-
го интервала (фнг.
26, IV) характе-
ризуют режим для
получения ковко-
го чугуна со струк-
турой графит -|-
-f- твердый раствор Ш
с повышенной кон-
центрацией угле-
рода, начиная от
мартенсита до сор-
бита.
часы
Фнг. 26. Схемы тер-
мообработка перлит-
ного ковкого чугуна
(обозначения те же,
что к на фиг. 25).
Наконец, режим,
приведенный на
фиг. 26,V, ограни-
ченный неполной
графнтиза ц и е й
структурно свободного цементита, ха-
рактерен для получения ковкого чу-
гуна со структурой графит + цемен-
тит + перлит.
Для чугуна, легированного элемента-
ми, образующими стойкие карбиды Сг.
W, V, получение этой структуры дости-
гается типовым режимом термообработ-
ки, установленным для ферритного ков-
кого чугуна.
В условиях производства получение
больших партий однородных отливок
перлитного ковкого чугуна весьма за-
труднено невозможностью соблюдения
в термических печах обычного типа
заданного режима охлаждения отливок.
Поэтому более надежные результаты
достигаются нормализацией или закал-
кой с отпуском отливок ферритного
ковкого чугуна.
Примерными условиями нормализа-
ции является выдержка отливки в те-
чение 0,5—1 часа прн 850—900® С
с последующим отпуском при 650—700® С
в течение 1—2 час. Закалка производится
при той же температуре, что и нормали-
зация, с выдержкой до 1 часа при
том же отпуске. Уточнение режимов
термообработки перлитного чугуна
производится экспериментальным путем
708 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
с определением времени, необходимого
для достижения установленной степени
графитизации, в лабораторных условиях.
Операции поверхностной закалки с на-
гревом кислородно-ацетнленовым пла-
менем или т. в. ч. могут быть применены
к отливкам ковкого чугуна при отсутст-
вии чрезмерного поверхностного обез-
углероженного слоя. При закалке т. в ч.
в местах скопления неметаллических
включений происходит их выплавление
с образованием пустот ь теле отливки.
Термообработка в производстве обез-
углероженного ковкого чугуна дости-
гаетсч отжигом отливок белого чугуна в
окислительной среде. Наиболее распро-
странен прием упаковки отливок в сме-
си из 25% свежей железной руды с 75%
возврата смеси от предыдущих циклов.
Пониженная теплоемкость упаковоч-
ного материала и неизбежное значитель-
ное увеличение общей массы садки
удлиняют до 120—140 час. операции
нагрева и охлаждения при термообра-
ботке для получения обезуглероженного
ковкого чугуна. Оптимальная темпера-
тура обработки находится в пределах
950—10о0° С с выдержкой 30—40 час.
Практические режимы термообра-
ботки белого чугуна определяются не
только условиями процесса графитиза-
ции, но и конструкцией печи и усло-
виями сохранения отливок.
Для предохранения отливок от окисле-
ния и деформации в процессе длительной
термообработки при высоких темпера-
турах применяется их упаковка в литые
или сварные коробы, собираемые в стол-
бы с плотно обмазанными стыками
и засыпкой промежутков между отлив-
ками песком. В электроотжигательных
печах упаковка отливок применяется
только для надежной их установки
на вагонетке, а засыпка песком исклю-
чается.
Наиболее рациональным типом печи
для термообработки белого чугуна в про-
изводстве ковкого чугуна является ме-
тодическая печь с электро- или радиа-
ционным обогревом и нейтральной атмо-
сферой, с частой загрузкой отливок
мелкими партиями, располагаемыми на
лодДонах или в сетках. Потери времени
прн нагреве и охлаждении отливок
в такой печи наименьшие при наиболь-
шем однообразии фактического режима
обработки для каждой отливки незави-
симо от места размещения ее в печи.
В литейных цехах термообработка
белого чугуна производится в отжига-
тельных печах, оборудованных выдвиж-
ным подом, или в методических печах
непрерывного действия с передвигаю-
щимися по рельсовому пути вагонетками
или поддонами по роликам на поду.
Применение камерных пламенных печей
нецелесообразно ввиду крайне высоко-
го удельного расхода топлива, дости-
гающего 50% веса обрабатываемых
отливок.
Тоннельные методические печи непре-
рывного действия вагонеточного типа
не получают дальнейшего распростране-
ния вследствие неприспособленности их
к форсированным процессам обраоотки.
Наибольшее применение получили
электроотжигательные печи камерного
типа с подъемной тележкой; особенно
экономичны методические электриче-
ские и газовые печи непрерывного
действия с нейтральной атмосферой.
Специализация камерных электроот-
жигательных печей для проведения од-
ной из двух стадий обработки нецеле-
сообразна в связи с различной длитель-
ностью циклов по этим стадиям.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ВЫСОКОПРОЧНОГО ЧУГУНА
С ШАРОВИДНЫМ ГРАФИТОМ
Термообработка высокопрочного чу-
гуна является эффективным средством
улучшения его свойств. Шаровидная
форма включений графита в меньшей
мере, чем пластинчатая, ослабляет ме-
таллическую основу, и поэтому упроч-
нение последней термообработкой оказы-
вается более эффективным, чем в чугуне
с пластинчатым графитом. Для некото-
рых марок высокопрочного чугуна с наи-
более высокой пластичностью термооб-
работка является одним из обязатель-
ных элементов технологического про-
цесса. В производстве отлчвок мелкого
и среднего развеса с тонкими стенками
целесообразно применять вилы термо-
обработки, которые лают возможность
разложить структурно свободный це-
ментит, наблюдаемый нередко в та-
ких отливках, или получить ферритную
металлическую основу,с которой связаны
наиболее высокие показатели пластиче-
ских свойств. В производстве толстостен-
ных и массивных отливок целесообраз-
но применять виды термообработки,
в результате которых повышается коли-
чество перлита в металлической основе
ТЕРМООБРАБОТКА ВЫСОКОПРОЧНОГО ЧУГУНА с ШАРОВИДНЫМ ГРАФИТОМ 709
и уменьшается содержание свободного
феррита по сравнению с литым состоя-
нием.
Термообработка отливок с сильной
разностенностью ведет к выравниванию
структуры в различных участках от-
ливок.
В отливках из чугуна с шаровидным
графитом термообработкой можно до-
стигнуть:
а) значительного повышения пластич-
ности (для отдельных марок чугуна
удлинение можно довести до 20% и выше,
ударную вязкость, определяемую на об-
разцах 20 X 20 мм без надреза, — до
7 кГм/см*}:
б) повышения показателей прочности
(до 40%) и износостойкости;
в) повышения поверхностной твердо-
сти;
г) повышения усталостной прочности
(до 2 раз у надрезанного образна).
Для отливок из высокопрочного чу-
гуна (нелегированного) с шаровидным
графитом применяются следующие виды
термической обработки.
а) Отжиг для получения
ферритной структуры. Под-
вергнув нелегированный чугуи перлит-
ного типа отжигу при температуре
перлитного превращения или несколько
ниже этой температуры, можно добиться
распада цементита, входящего в состав
перлита, а при достаточно длительном
отжиге можно получить чисто феррит-
ную структуру.
Длительность процесса превращения
перлита в феррит значительно меньше
длительности второй сталии графитиза-
ции в обычном ковком чугуне, так как
чугун с шаровидным графитом содержит
значительно большее количество крем-
ния, чем обычный ковкий чугуи, что
делает цементит перлита менее стой-
ким.
Превышение температуры перлитного
превращения, связанное с превращением
структуры металлической основы в аусте-
нит, не обеспечивает достижения постав-
ленной цели. Для определения темпе-
ратуры отжига чугуна, исходная струк-
тура которого состоит из перлита и фер-
рита без включений структурно свобод-
ного цементита, можно использовать
эмпирическую формулу
'чтж" 700 +(Юч-15)Si.
где <0„,ж — температура отжига в °C;
SI — содержание кремния а чугуне в %.
Время выдержки при отжиге зависит
от содержания марганца и фосфора
в чугуне.
При содержании марганца ниже 0,5%
и фосфора ниже 0.1% полное разложе-
ние перлита и получение чисто феррит-
ной структуры после отжига (при этом
получаются наиболее высокие пласти-
ческие свойства) достигается при выдерж-
ке, не превышающей 3 час. С повышением
содержания этих элементов продолжи-
тельность выдержки увеличивается.
При отжиге для получения ферритной
металлической основы возможен брак
по хрупкости, соответствующий браку
по так называемому белому излому при
производстве обычного ферритного чер-
носердечного чугуна.
Для борьбы с хрупкостью следует
повторно нагреть отожженную отливку
до температуры 650—700° С с выдержкой
при этой температуре от 2 до 5 час.
в зависимости от толщины стенок и веса
детали с последующим быстрым охлажде-
нием ее на воздухе.
В тех случаях, когда в литом состоянии
имеется структурно свободный цементит,
отжиг лля разложения последнего про-
водится по следующему режиму: нагрев
до 925—950° С, выдержка при этой
температуре 3—5 час., охлаждение с пе-
чью до температуры перлитного превра-
щения и далее по режиму, указанному
выше для чугуна, имеющего в литом
состоянии перлитную или перлитно-
ферритную структуру.
б) Низкотемпературный
отжиг. При невозможности получе-
ния низкого содержания фосфора,
следует лля обеспечения повышенных
показателей удлинения и ударной вяз-
кости применить низкотемпературный
отжиг по следующему режиму: нагрев
до 620—650° С. выдержка при этой тем-
пературе в течение 2—8 час. в зависи-
мости от толщины стенки и веса детали,
охлаждение на воздухе.
в) Нормализация дает воз-
можность в значительных пределах регу-
лировать механические свойства и струк-
туру отливок. В результате нормализа-
ции получается структура сорбитообраз-
ного перлита или сорбита в чугуне,
исходная структура которого в литом
состоянии включает помимо перлита
также и цементит.
Нормализация чугуна с шаровидным
графитом проводится по следующему
режиму: нагрев до 925—950’ С. выдерж-
ка 2—5 час., охлаждение на воздухе,-
710 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Верхние пределы как температуры
нагрева, так и выдержки применяются
при наличии в литом состоянии повышен-
ного количества (10% и выше) цементита
или феррита.
Для массивных отливок следует учесть
время, необходимое для сквозного про-
грева отливки.
Ориентировочно можно принять это
время равным 25 мин. на каждые 10 мм
толщины стенки отливки.
Охлаждение отливок сложной кон-
фигурации с сочетанием стенок различ-
ной толщины на воздухе с высокой тем-
пературы может привести к опасным
внутренним напряжениям, вызываю-
щим коробление и даже трещины. По-
этому рекомендуется до 850—820“ С
вести охлаждение таких отливок с
печью, а далее — на воздухе.
Во избежание поводки или коробле-
ния отливок при нагреве и выдержке
при высоких температурах необходимо
применять специальные полставки для
крупных отливок сложной конфигу-
рации и использовать «постели» (обычно
песок) для более мелких разностенных
отливок.
Нормализацией достигается увели-
чение предела прочности прн растяже-
нии на 20—40%. При наличии струк-
турно свободного цементита в литом со-
стоянии относительное удлинение после
нормализации возрастает до 5%.
После нормализации отливки сле-
дует подвергнуть отпуску.
Для отливок сложной конфигурации
отпуск необходимо совместить с нагре-
вом для снятия напряжений (см. ниже).
Температура отпуска принимается в
пределах 500—650’ С.
Часто в литом состоянии структура
металлической основы включает струк-
турно свободный цементит. Для его
разложения выдержку производят при
высокой температуре. Остальные ста-
дии термообработки выбираются в со-
ответствии с требованиями к свойствам
отливок; для получения высоких пока-
зателей пластических свойств и феррит-
ной металлической основы за выдерж-
кой при высокой температуре (925—
950° С) следует охлаждение с печью до
740—760°С и далее по режиму, приве-
денному выше для отжига с целью по-
лучения ферритной структуры; для по-
лучения в отливке структуры сорбито-
образного перлита охлаждение после
выдержки при высокой температуре ве-
дут на воздухе.
г) Изотермическая закал-
к а. Этот вид термообработки ведет
к значительному повышению износо-
стойкости деталей из высокопрочного
чугуна н проводится по режиму: на-
грев до 850—880’ С, охлаждение в
ванне, нагретой до 300—380° С, выдерж-
ка в ванне в течение I часа, охлажде-
ние на воздухе.
Изотермической закалке подвергают
лишь небольшие детали простой кон-
фигурации; в крупных деталях и де-
талях сложной конфигурации изотер-
мическая закалка вызывает значитель-
ные внутренние напряжения.
д) Снятие напряжений.
Фасонные отливки из высокопрочного
чугуна для снятия внутренних напряже-
ний рекомендуется подвергать нагреву до
температуры '500—550° С со скоростью
—50° С в час. Выдержка при этой темпе-
ратуре устанавливается в 0,6—0,8 часа
на каждые 10 мм толщины стенки отлив-
ки. Охлаждение до температуры 175—
200° С производится со скоростью ие
более 30° С в час, а затем — на воздухе.
Микроструктура металла при таком
режиме обработки не изменяется.
Приведенные выше режимы термо-
обработки высокопрочного чугуна отно-
сятся к нелегированному чугуну. При
наличии в составе чугуна легирующих
элементов (Сг, Ni, Мо и др.) в указан-
ные режимы следует внести коррективы
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ОТЛИВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
Технические литейные цветные спла-
вы — латунь, бронза, силумин, магние-
вые сплавы—представляют собой двой-
ные и более сложные системы, харак-
теризующиеся ограниченной раствори-
мостью в твердом состоянии. Химиче-
ский состав большинства этих сплавов
для обеспечения хороших литейных
свойств должен быть близок к эвтектике.
Целью термообработки отливок из цвет-
ных сплавов могут являться: а) снятие
внутренних напряжений, возникающих
пр и затвер дева н и и отл и во кв форме,пу тем
отжига при невысоких температурах;
б) устранение химической (и структурной)
неоднородности, вызванной условиями
крнсталлнзации сплава в форме, путем
длительного отжига при высоких темпе-
ратурах (гомогенизация); в) повышение
механических свойств сплава путем за-
калки и старения (естественного илн нс-
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
711
кусственного); г) улучшение свойств де-
талей, работающих при повышенных
температурах, путем закалки и стабили-
зирующего отпуска
Структурные превращения, происхо-
дящие в литейных сплавах при термо-
обработке. носят такой же характер,
как и в деформируемых сплавах тех же
систем. Однако полное завершение струк-
турных превращений в литейных спла-
вах требует более длительной выдерж-
ки при установленных температурах
вследствие меньшей скорости диффузион-
ных процессов.
Медные литейные сплавы. Диаграммы
состояния меди с цинком, оловом,
кремнием, алюминием и многими дру-
гими элементами характеризуются на-
личием фазовых превращений в твердом
состоянии и указывают на возможность
термообработки сплавов.
Однако термообработка отливок из
медных сплавов не получила практи-
ческого применения вследствие незна-
чительных изменений, происходящих
при этом в механических свойствах
сплавов.
Изучение процессов термообработки
медных сплавов имеет тем не менее боль-
шое значение, так как кинетика фазовых
превращений в некоторых медных спла-
вах носит такой же характер, как и ки-
нетика фазовых превращений в стали.
В некоторых медных сплавах, обра-
батываемых давлением (бериллиевая,
алюминиевая и хромистая бронза), термо-
обработка — закалка и старение — чрез-
вычайно эффективно повышает механи-
ческие свойства сплава.
Кристаллизация большинства медных
сплавов, в особенности бронзы, проте-
кает в широком интервале температур
Таблица 33
Рекомендуемые режимы термической обработки алюминиевых литейных сплавов
Закалка. Старение или
отпуск Ч
S 8й ф емператур* агрева в ®С aj
1 м м Q. СЛОВНЫС о емня терм) □работки еыператур агреиз в ° “ = . X 2 Я V За S я Ко й- = 3s Условия работы деталей
X л у о н* X CQ 7 н X
АЛ-1 *) TS 51515 2-4 220110 2-4 Средняя иагруженность
АЛ-3>) TI МВ —— 18015 б Небольшая нагружеиность
То 525 1 5 4—6 18015 5 Крупные летали; средина иагружеи
иметь
Т2 — — 290110 2-1 Требуется сохранения постоянных
размеров
Т7 Й5±5 4-6 23015 5 Повышенные температуры
Т8 52515 5-6 33015 3 Требуется повышенная пластичность
прн высоком содержании в сплаве магния
АЛ-4 ») TI — — 17515 15 Средняя иагруженность
т« 535 2-6 17б±5 15 Крупные детали; большая нагружен-
—10 КОСТЬ
АЛ-5 «) п «V — IBO15 15 Средняя иагруженность
Т5 525 15 4 18015 5 Крупные летали; большая нагружен-
КОСТЬ
Т7 5и+10 4 23015 5 Повышенные температуры
АЛ-6 Т2 — 290110 3 Требуетсв сохранение постоянства
размеров
АЛ-7 •) Т1 51515 10-15 Требуется повышенная пластичность
Та 51515 10-15 1501-5 2-4 Требуется повышенный предел теку-
чести и повышенная твердость
АЛ-5 •) Т4 43515 15-20 — — Летали с резкими переходами в се- чениях (закалка в масло)
' АЛ-9’) Т4 535 15 12 Требуется повышенная пластичность
те 53515 12 15015 1-3 Требуется повышенный предел теку-
чести и повышенная твердость
) Охлаждающая ерем лля старения или отпуска - воздух. *) Охлаждающая среда лля за-
калки — вода 50— 1UU° С. ’) Охлаждающая среда лля закалки — вола 80-100^ С нли воздух.
*) Охлаждающая среда лля закалки — вода 50—100* С или масло.
----------------------------------------------------------------------------------
7]2 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
и приводит к образованию в отливке
значительной’ структурной неоднород-
ности.
Устранение этой неоднородности, при-
водящее к повышению коррозионных
свойств сплава, достигается высоко-
температурным отжигом (гомогенизация)
при температуре 650—750® С с выдерж-
кой 2—6 час.
Режимы термообработки некоторых
медных сплавов следующие:
Марка сплава Термообработка
Габлица 34
Рекомендуемые режимы термической
обработки ,
Гомогеииэаш» •
Старение •
МЛ 4
Бр. АЖМц 10-3-1Л Нормализация или закалка
Бр. АЖ 9-4 воде с температуры 850“ С
Бр. АЖН 10-4-4 Закалка п воде с темпера- туры 9.0“ С и отпуск при температуре 660’ С
Бр. КМЦ 3,5-1 Закалка в воде с темпера- туры 875’ С, Отпуск при температуре 410—475’ С
Л-62 Отжиг при температуре 650 — 70ц’ С
MJIS
МЛд
МДп
иле
380t5
380*5
415*5
«15*5
415*5
415*5
10-16
10-16
12-16
12-16
>16
>*6
175*5
175*5
175*5
Примечание. Длительность выдерж-
ки указана без учета времени нагрева до
температуры гомогенизации.
* Охлаждающая среда — воздух.
МЛ 4
Алюминиевые сплавы. Рекомендуемые
режимы термообработки алюминиевых
сплавов приведены в табл. 33.
Механические свойства алюминиевых
литейных сплавов при различных спо-
собах литья и режимах термообработки
согласно ГОСТ 2685-S3 см. т. 6, гл. VI.
Там же приведены механические свой-
ства термически упрочняемых деформи-
руемых алюминиевых сплавов.
Магниевые сплавы. Магниевые литей-
ные сплавы согласно ГОСТ 2856-45
по своему химическому составу разде-
ляются на три группы: 1 группа —
сплавы на основе системы магний —
кремний (Mg + Si), марка МЛ1;
II группа — сплавы на основе системы
магний — марганец (Mg 4- Мп), марка
МЛ2, It! группа — сплавы на основе
системы магний — алюминий — цинк
(Mg + Al + Zn), марки МЛЗ. МЛ4, МЛ5
и МЛ6.
Рекомендуемые режимы термообра-
ботки магниевых литейных сплавов
(для печей с воздушной средой) приве-
дены в табл. 34.
Механические свойства литейных
магниевых сплавов, определенные на
отдельно отлитых образцах, должны
соответствовать гарантируемым нормам
(см. т. 6. гл. VI).
Сплавы марок МЛ1, МЛ2 и МЛЗ при-
меняются для литья в землю и не под-
вергаются упрочняющей термообра-
ботке. Сплав марки МЛ4 применяется
для литья в землю и подвергается упроч-
няющей термообработке. Сплавы ма-
рок МЛ5 и МЛ6 применяются для литья
в землю, в металлические формы и под
давлением и также подвергаются упроч-
няющей термообработке
Отливки из сплавов марок МЛ4, МЛ5
и МЛ6 могут применяться и без упроч-
няющей термообработки в- зависимости
от назначения.
Отливки в металлические формы из
магниевых сплавов, не подвергаемые спе-
циальной термообработке ' (Гомогени-
зации), необходимо отжигать при тем-
пературе 225—300® С в течение 2—4 час.
для снятия внутренних напряжений.
Термообработка (гомогенизация) ма-
гниевых сплавов производится в вакуум-
ных печах или в печах с защитной ат-
мосферой (азот, пары серы. SOj).
В литейных магниевых сплавах эвтек-
тическая составляющая может присут-
ствовать как результат неравновесного
процесса кристаллизации. Длительная
выдержка при температурах в области
однородного (гомогенного) твердого
раствора переводит в состояние твер-
дого раствора и вторичные и «эвтекти-
ческим выделения второй фазы.
Ввиду незначительной скорости диф-
фузии в магниевых сплавах, что объ-
ясняется также их гексагональной кри-
сталлической решеткой, охлаждение на
воздухе приводит к получению пере-
сыщенного твердого раствора.
Искусственное старение приводит к
повышению прочности и твердости и
понижению вязкости.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
713
ЛИТЕРАТУРА И ИСТОЧНИКИ
I. Воробьев В. Г., Термообработка
стали при температуре ниже нуля. Оборон-
ги». 1954.
2. Вологдин В. П., Поверхностная
индукционная закалка. Обороигнз, 1947.
3 Г и р ш О в и я Н. Г.. Чугунное литье.
Металлургиздат, 1949.
4. Готлиб Л. И., Основы технологии
пламенной поверхностной закалки. Машгиз,
1948
5. Гуляев А. П.. Термическая обра-
ботка стали. Машгиз, 1953.
6. Козловский И. С.. Прокаливае-
мость стали, Машгиз. 1945.
7 К о н то р о в и я И. Е., Термическая
обработка стали. Металлургиздат. 1945
8. К и д и н И. Н . Термическая обра-
ботка стали при индукционном нагреве.
Металлургиздат. I960.
9 Ктрдюмов Б В.. Проблемы ме-
талловедения и физики металлов. Металлург-
издат, 1949.
10. М и и и е в н ч Н. А., Курс терми-
ческой обработки стали и чугуна, ОНТИ.
1935
II Мннкевич А. Н.. Химико-терми-
ческая обработка стали, Машгнэ. 1950.
12 М о ч а л к и н Р. И . Деформация
стали при термической обработке. Машгиз.
1949
13. Максимова О., Н и к о н о-
р о в а А. и др.. Об ошнмальном содержании
углерода в цементуемой стали 18X1 I. Про-
блемы металловедения н физики металлов.
Ill сборник трудов. 1952.
14. Просвирин В. И. и Ку и я в*
с к в й М. Н . К проекту ГОСТ на терми-
нологию по термической обработке, сборник
докладов по термообработке. Машгиз. (948.
15 Поверхностное упрочнение стали ме-
тодами химико-термической обработки, сбор-
ник лаборатории металлов ЭНИМС. Машгнэ.
1949.
18. Р е г и р е р 3. .1. и Ш м ы к о в А.А..
Цементация стали. ОНТИ. 1940.
17 С м и р я г и н А. П., Промышленные
цветные металлы и сплавы, Металлургиздат.
1949.
18. Справочник по алюминиевому литью.
Оборонгиз. 1949.
19. Гуркин В. Д. и Румянцев М.В.,
Структура и свойства цветных металлов.
Металлургиздат. • 1947.
20. 1 р о и ц к и й Г. Н.. Свойства чу-
гуна. 1941.
21. Чириков В. Т.. Газовое цнанн-
рогание конструкционной стали, Машгиз.
1949.
22. Шепеляковский К. 3. и Ры-
ск и н С. Е., Техника применения индук-
ционного нагрева, Машгнэ. 1949.
23 Ш ин к оэ А А.. Справочник тер-
миста, Машгиз. 1950.
24 Энциклопедический справочник «.Маши-
ностроение-. т. 7. Машгнэ. 1948
25. Конструкционные стали, справочник.
Металлургиздат. 1947.
26. Ясиогорьдскнй И. 3.. Нагрев
металлов и сплавов в влектролите. Машгнэ.
1949.
ГЛАВА ХП
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
гальванические покрытия
(ГАЛЬВАНОСТЕГИЯ)
Виды и назначение
гальванических покрытий
Покрытия, осуществляемые в галь-
ванических цехах, делятся на следую-
щие основные группы.
Защитные покрытия: цинковые, кад-
миевые, свинцовые, оловянные и нике-
левые, а также покрытия или защитные
пленки, получаемые путем фосфатиро-
вания, оксидирования и т. п.
Защитно-декоративные покрытия:
медные с последующей дополнительной
отделкой (оксидирование и т. п.), нике-
левые, храмовые, кобальтовые, сере-
бряные, золотые и родиевые.
Покрытия для повышения сопроти-
вления механическому износу и поверх-
ностной твердости: хромовые, желез-
ные, никелевые.
Покрытия для восстановления раз-
меров деталей: хромовые (размерное
хромирование и с последующей довод-
кой). железные, медные.
Покрытия из металлов для специ-
альных целей
Основные виды покрытия имеют сле-
дующие назначения |3]. |4 ]; |5|.
Цинковое покрытие приме-
няется для защиты от коррозии дета-
лей машин, крепежных деталей, сталь-
ных листов, проволоки и других деталей,
работающих в различных климатических
условиях, в закрытых помещениях с
умеренной влажностью, в помещениях,
загрязненных газами и продуктами сго-
рания, и в атмосфере, загрязненной сер-
нистым газом, а также лля защиты из-
делий из черного металла от действия
бензина и масла (бензобаки, бензино- и
маслопроводы и т п), водопроводных
труб, питательных резервуаров и тому
подобных изделий, от действия пресной
воды при температуре до 70° С.
Кадмиевое покрытие приме-
няется для защиты от коррозии изде-
лий и деталей машин, соприкасающихся
с морской водой и растворами, содержа-
щими хлориды (за исключением кислоты),
а также электрических контактов.
Оловянное покрытие элек-
тролитическое применяется для защиты
от коррозии предметов оборудования
пищевой промышленности, контактов,
поршневых колец, а также для защиты
медного кабеля перед покрытием его
резиной с последующей вулканизацией
и для местной защиты стальных изделий
от азотизации (при частичном азотиро-
вании). Оловянное покрытие контактное
применяется с целью улучшения при-
работки алюминиевых поршней.
Свинцовое покрытие служит
для защиты от коррозии, вызываемой
воздействием серной кислоты, сернистых
газов и других сернистых и сернокис-
лых соединений
Медное покрытие применяет-
ся в качестве подслоя перед никелевым,
хромовым и другими покрытиями прн
защитно-декоративной обработке сталь-
ных изделий.для местной защиты сталь-
ных изделий от цементации, для изго-
товления биметалла, перед оксидирова-
нием поверхности изделий, для улуч-
шения притирки трущихся поверхно-
стей, а также для защиты от коррозии
контактов и химической аппаратуры,
(ректификационных колонок и т. п.).
Никелевое покрытие ста-
л и без подслоя применяется для защи-
ты от коррозии химической и электрохи-
мической аппаратуры, соприкасающейся
со щелочными растворами, медицинского
инструмента, трущихся деталей с целью
повышения поверхностной твердости и
сопротивления механическому износу и
в качестве подслоя перед меднением стали
в кислом электролите. Никелевое по-
крытие стали с медным подслоем или
меди и ее сплавов без подслоя приме-
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ)
715
няется для защитно-декоративной от-
делки поверхности изделий, а также
в качестве антикоррозионного покрытия
зажимных контактов электроустановоч-
ных изделий для присоединения к ним
медных и алюминиевых проводов.
Хромовое покрытие стали
без подслоя меди и никеля применяется
для повышения поверхностной твердо-
сти и сопротивления механическому из-
носу металла, для восстановления раз-
меров деталей, а также для защиты от
коррозии трущихся поверхностей изде-
лий. Хромовое покрытие с подслоем
меди и никеля применяется для защит-
но-декоративной отделки и повышения
отражательной способности поверхности
изделий. Хромовое покрытие пористое
служит для улучшения приработки и по-
вышения сопротивления механическому
износу поршневых колеи и цилиндров.
Фосфатирование применяет-
ся для защиты от коррозии изделий из
стали и чугуна, работающих в наруж-
ной неагрессивной атмосфере и в за-
крытых помещениях, — фосфатирование
с последующим промасливанием, а так-
же в качестве грунта под лакокрасоч-
ное покрытие указанных изделий.
Оксидирование применяется
для защиты от коррозии готовых обра-
ботанных стальных изделий, работаю-
щих в закрытых помещениях с неагрес-
сивной коррозионной средой, и для
декоративной отделки поверхности их
(детали приборов и станков, часовые
детали и т. п.). Оксидирование приме-
няется также для защиты от атмосфер-
ной коррозии различных изделий нз алю-
миния и алюминиевых сплавов, для за-
щитно-декоративной отделки их поверх-
ности (оксидирование с последующим
окрашиванием), для повышения поверх-
ностной твердости и сопротивления ме-
ханическому износу, для сообщения по-
верхности изделий электроизоляционных
свойств.
Серебряное покрытие при-
меняется для защиты от коррозии из-
делий, соприкасающихся со щелочными
растворами (химическая аппаратура),
для повышения отражательной способ-
ности рефлекторов фар и прожекторов,
а также для повышения электропрово-
дящих свойств поверхности контактов
и для защитно-декоративной отделки
изделий широкого потребления.
Золотое покрытие приме-
няется для защиты от коррозии и декора-
тивной отделки предметов украшения.
Родиевое покрытие, приме-
няется для повышения отражательной
способности изделий.
Латунное покрытие приме-
няется- для защиты от коррозии и де-
коративной отделки различных деталей
с последующим оксидированием, а также
в качестве подслоя на стальные детали
перед покрытием их резиной с после-
дующей вулканизацией.
Толщина гальванических покрытий
I3|; |4]; (51; [6|; [8]; (9); (13]
Толщина покрытий выбирается при-
менительно к условиям работы изделий.
В зависимости от этих условий (для
цинковых, медных и никелевых покры-
тий) покрытия делятся на следующие
три группы [9].
I) Группа ЛС — для изделий, рабо-
тающих в легких условиях, в атмосфере
закрытых, сравнительно сухих, отапли-
ваемых помещений, не загрязненной топ-
ливными газами, или же в наружной
атмосфере, не загрязненной промышлен-
ными газами, испарениями морской волы
или другими активными коррозионными
агентами, например в атмосфере сельских
районов, при непродолжительном сроке
эксплуатации и хранения изделий.
2) Группа СС — лля изделий, рабо-
тающих в средних условиях в атмосфере
с обычной влажностью, загрязненной не-
большим количеством промышленных и
топливных газов или испарениями мор-
ской воды.
3) Группа ЖС — для изделий, рабо-
тающих в жестких условиях, в атмо-
сфере с повышенной влажностью, загряз-
ненной промышленными и топливными
газами, твердыми веществами в виде
продуктов сгорания, пыли и т. п , напри-
мер в атмосфере промышленных горо-
дов, цехов заводов и пр.
В табл. 1 приведены минимальные
толщины покрытий, установленные со-
ответственно условиям работы изделий:
для цинковых покрытий — по ГОСТ
2249-43, лля никелевых без подслоек и
многослойных — по ГОСТ 3002-45.
Продолжительность процесса покры-
тия определяется исходя из средних тол-
щин металлопокрытий, значения которых
применительно к изделиям из стали при-
ведены в табл. 2 и 3. Для изделий нз
чугуна с пористой поверхностью тол-
щину первого слоя отложений увеличи-
вают примерно на 50%. Для изделий из
цветных металлов (напр. меди, латуни)
716
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
толщины покрытий их другими метал-
лами (никелем, хромом и др.) могут
быть приняты, как для омедненной стали.
Таблица I
Минимальная толщина слоя покрытий
Минимальная толщина покрытий в мк
X л Однослойные Многослойные медь Ц-никель или никель-f-медь-|- 4-никель
Группа под Цинковые Никеле- вые без подслоев Суммарная толтмма Толщина верхнего слоя никеля
ЛС 7 12 15 5
сс 16 24 3Q 10
же 30 38 45 15
Примечания: 1. Допускается умень-
шение толщины покрытия ниже норм соответ-
ствующей группы покрытий, когла «того тре-
буют конструктивные соображения нли когда
изделие независимо от покрытия рассчитано
иа небольшой срок службы (для цинковых по-
крытий менее 5 лет, для остальных менее
3 лет).
г. Средняя толщина покрытия хромом лля
всех групп покрытий принимается равной
1 мк.
Таблица 3
Средние (расчетные) толщины однослойных
металлопокрытий
Назначение покры- тия и условия ра- боты изделий Вид покрытия Толщина покрытия • в мк
Защита от атмо- сферной корро- зии: легкие условия Zn или Cd •• 10
средние . То же 20
РЬ 30-50
жесткие . Zn 40
РЬ 100-150
Зашита от корро- зии и декоратив- ная отделка: легкие условия Си*». NI или 15-20
средние . латунь •»» То же 25-30
Защити (местная): от цементации Си 20—40
от азотизации Sn 3-10
• Для защиты от атмосферной ратнвной обраб коррозии
и аля мшнтно-деко отки ииж-
ний предел толшнн покрытий указан для пло-
ских деталей, верхний предел — для рельеф-
ных деталей. ** Покрытие кадмием предусматривается
лля защиты изделий, работающих в атмосфе-
ре. насыщенной морскими испарениями.
Покрытие медью и латунью перед ок-
сидированнем. V •
Продолжение табл. 2
Назначение покры- тия и условия ра- боты изделий Вид покрытия Толщина покрытия в мк
Повышение сопро тнвлення износу и поверхностной твердости; измерительный инструмент . . Ст 5-25
режущий ин- струмент . . . Сг 3—8
прочие изделия N1 10—50
Сг -пл»
• Ре 10—100»
Защита от корро- зии. вызываемой жидкими среда ми:
водопроводной водой при 1 до ТО’с Zn 50
морской водой и подобными ей растворами . . Cd 40-50
щелочными рас- творами .... № 50-200»
разбавленными растворами сер- ной кислоты и ее солей, серни- сто кислы ми и сернистыми сое- динениями . . . РЬ 50— 200»
концентрирован- ными раствора мн серной кис- лоты РЬ 200-1000»
бензином и ке- росином .... Zn 20-50
Зашита от корро зии консервной тары Sn 1—3
Защита от корро- зии молочной та ры. котлов и дру гих изделий. при- меняемых в пи шевой промыт ленности Sn 10-26
Придаине поверх- ности притироч ных или смазоч ных свойств . Со 5-15
РЬ 3-5
Повышение влек- Ar 5—16
троп ро водност И Sn 10
Покрытие латун- ных или сталь- ных омедненных зажимных кои тактов электро- установочных изделий . . . NI См. табл. 1,
• Толщина по крытня назнач .Много сдойныэ ЛОКрЫ4МЙ* вется о за-
виснмости от характера изделий условий и
длительности эксплуатации.
Требования, предъявляемые к поверх-
ности деталей, поступающих в цех по-
крытий. приведены в табл. 4. • ...
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ)
717
Таблица 3
Средние (расчетные) толщины многослойных покрытий
Назначеине покрытия и условия работы изделий Толщина покрытий в мк
Си (ина* ИИСТМЙ электро- лит) Си (ки- слый электро лит) NI Сг Au Суммарная толщина покрытия в мк
Зяшнтно-декоратнвния обработка; легкие условия 3 20 2-3 25-26
3 12 10 1 — —— 26
3 30 —— 5-7 38-40
3 30 —— ж. 1-3 34-35
средние . • 3 11 15 1 41
3 <0 —V 10-15 аж 43-58
3 40 —— — —— 5-7 5Ь—ВИ
10 15 15 1 —— 41 «
жесткие . • ...... 10 30 20 1 — 61 •
3 37 2U 1 ж —— 61
3 47 20-3.1 70-80
3 47 __ 20-30 70-80
Защита от коррозии, вызываемой щелочными растворами . . . — — 20 - 10—100»* — 30—120
Примечания: I. Подслой мели из цианистых растворов может быть заменен латунным
той же толщины.
3. Дли деталей несложной конфигурации пераый медный подслой из цианистых электролитов
может быть замене» никелевым такой же толщины.
3. Дли медисиии деталей очень сложной формы применяют покрытие только в цианистых
электролитах.
* Для покрытия цинкового сплава.
• • Толщина серебра в указанных пределах выбирается в зависимости от концентрации шелочн.
Таблица 4
Требования, предъявляемые к поверхности деталей, поступающих в цех покрытий
Назначение покрытия Виа покрытия Требования, предъявляемые к поверхности деталей
Защита от коррозии . . .* Зашита от коррозии и декоративная отделка: многослойные покрытия • однослойные , ....... Зашита местная: от оемектаию! • от азотизации . Повышение сопротивления износу и по- верхностной твердости: инструмента прочих изделий поршневых колец, цилиндров (пори- стое хромирование) Придание поверхности притирочных илн смазочных свойств Повышение влектропроводности • Для деталей с точными допускам: * * Покрытие медью н латунью перед Zn; Cd; Pb; Sn Си + N1 + Сг Си •*; Ni; латунь ** Си Sn Сг СГ. NI; Ре Сг Си Ag; Sn и NI И резьбовых сл оксидирование! На поверхности не допускаются глубокие забоины и раковины, крупные поры, глубоко закатанная окалина, посторон- ние включения, заусенцы * То же Поверхности деталей, допускающих ча- стичную точечную цементацию, должны быть чисто обточены; поверхности де- талей, не допускающих цементации, должны быть отшлифованы Поверхности должны быть проточены н отшлифованы Поверхности должны быть отшлифованы с доведением ло размеров Поверхности должны быть отшлифованы Поверхности поршневых колеи должны быть чисто обточены, поверхнистн цилиндров — шлифованы и полированы Поверхности должны 6ы1ь шлифованы На поверхности не допускаются глубо- кие забоины н раковины, пористость, глубоко закатанная окалина, посторон- ние включения, заусенцы едует учитывать допуск иа покрытие. 1.
71Я"
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Технологический процесс
нанесения гальванических
покрытий [3]; [4]; [5]; [8]; (13]
Схемы технологического процесса
выбираются в зависимости от состояния
поверхности покрываемых деталей и от
вида и назначения покрытия.
Детали, поступающие в цех покрытий,
распределяются на следующие техноло-
гические группы:
1 группа — детали с механически
обработанной поверхностью, подлежа-
щие защитному покрытию;
II группа — детали с необработан-
ной (механически) и сильно окисленной
поверхностью, подлежащие защитному
покрытию;
III группа — детали, подлежащие за-
щитно-декоративной или другой спе-
циальной отделке поверхности ‘С при-
менением шлифования и полирования;
IV группа — детали с механически
обработанной поверхностью, подлежа-
щие покрытию для повышения сопро-
тивления механическому износу и по-
верхностной твердости, а также для
восстановления размеров и для других
специальных целей.
Последовательность операций при
нанесении гальванических покрытии
приведена в табл. 5.
При пользовании табл. 5 необходимо
руководствоваться следующими указа-
ниями.
Операции 2-я и 3-я лля деталей 1 и
111 групп, подлежащих покрытию ме-
таллами, применяются в случае очень
сильного загрязнения поверхности де-
талей жирами. Для деталей I и 11 групп
перед фосфатированием стали и окси-
дированием алюминия и его сплавов
эти операции обязательны во всех слу-
чаях. Операции 4-я и 5-я для деталей
Ill группы применяются при наличии
на поверхности деталей окалины с целью
экономии шлифовальных кругов. Опе-
рация 7-я применяется только для от-
ливок. Операции 9-я и 10-я после обез
жиривання и травления мелких де
талей в барабанах необязательны. Опе-
рации 18-я и 19 я применяются только
для отливок и деталей со сварными узла-
ми в случае покрытия в цианистых элек-
тролитах. Операция 21-я применяется
для улавливания дефицитных электроли-
тов. Операция 25-я и 26 я применяются
после хромирования и для сварных и ли-
тых деталей Операции 30-я и 31-я при-
меняются после фосфатирования и окси-
Таблица S
Схемы (примерные* технологических
процессов (металлические покрытии,
оксидирование и фосфатирование)
И: [4]: (5); (8); [13]
| № операции Наименование операции Группа деталей
1 II ш IV
1 2 3 4 Б 6 7 8 9 10 11 И 13 14 U 16 17 18 19 2j 21 Монтаж иа приспособле- ИМЯ Обезжиривание химиче- Промывка в горячей и холодной проточных волах Травление химическое . . Промывка в холодной и горячей проточных во- JL1X * Демонтаж Обдирка абразивными кругами Шлифование войлочны- ми кругами с нажда- ком • * ♦ • • Крацовка (лля удаления травильного шлама) или анодное снятие шлама . - . . Промывка в холодной (после краиовки) или горячей (после анод- ного снятия шлама) проточной поде .... Обезжиривание в орга- нических растворите- лях . • . Протирка или сушка . . Монтаж иа приспособ ления Обезжиривание электро* литическое , Промывка в горячей и холодной проточных волах Декапирование химиче- ское или влектролнтн- ческое Промывка в 1—2 холод- ных проточных водах . Нейтрализация Промывка в холодной проточной воде .... Нанесение покрытия . . . Промывка в непроточной воле и 4- н- 1+4- + 4- 4- *+1 1 1 1 1 1 Н- 1 1 Н- Н- 4- 4-4- 4-4- 4--HI 1 -н -н 1 1 -и 4- 4- 4- 4- -и -н 4- -н -Н-М -Н-Н +I-H4I 4- 1 1 41+14-4- 4- 4- 4- -Н -Н + 44 Н- 4- 1 1 4- 4- 4- 4- 4- 1 1 1 1 1 III II II
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ)
719
Продолжение табл. 5
22
23
24
25
26
27
24
29
30
31
32
33
34
35
Группа деталей
Наименование
операции
г
I II III IV
Промывка в холодной
проточной иоле . . . .
Химически обработка
(пассивирование, освет-
ление и пр.)...........
Промывка в холодной
проточной воде . . . .
Нейтрализацив..........
Промывка в холодной
проточной воле . . . .
Промывка в горячей про-
точной воле............
Сушка..................
Демонтаж приспособле-
ний ...................
Промасливание..........
Сушка или протирка . .
Контроль ........
Полирование на полот-
няных кругах...........
Контроль ..............
Термическая обработка .
Примечание. Условные диаки обозна-
чают плюс — операция применяется в ланкой
схеме, минус — операция ие применяется,
плюс-минус—операция может применяться-и
ие применяться.
дирования стали. Операция 35-я приме-
няется для удаления водорода.
При многослойном покрытии прсле
полирования промежуточных отложений
(операция 33-я) процесс обработки по-
верхности повторяется, начиная с 11-й
операции, по схеме, указанной для
ill группы изделий, перед каждым по-
следующим покрытием.
При частичном покрытии предусма-
тривается (перед монтажем изделий на
подвески) операция местной изоляции
поверхности с последующим обезжири-
ванием вручную или электрохимически;
после покрытия следует операция
«Снятие изоляции после покрытия».
Изделия, подлежащие хромированию
с целью повышения сопротивления ме-
ханическому износу или поверхностной
твердости после точной механической
обработки в механическом цехе, иногда
перед операцией 13-й (монтаж) по схеме
для IV группы изделий подвергаются в
цехе покрытий предварительной очистке
мелкой наждачной шкуркой или мелким
порошком наждака, пемзы, венской из-
вести.
После лужения и промывки (опера-
ции 20-я, 21-я и 27-я) листов и ленты
производится флюсование и оплавление
покрытия.
Фосфатирование производится по
схеме, указанной Для деталей II группы
(за исключением операций 14 — 17)
с предварительной пескоструйной об-
работкой и обдувкой поверхности сжа-
тым воздухом; операция 18-я заменяется
обработкой в содово-мыльном растворе.
Оксидирование стали производится
по схеме для деталей 1 или II группы;
операции 14 — 18-я не обязательны.
Для оксидирования алюминия и его
сплавов по схемам для деталей I и II
групп применяются операции 1—4-я,
17-я. 20—24-я, 27—29-я и 32-я.
Поверхность алюминия перед покры-
тием металлами требует специальной
подготовительной обработки.
Защитно-декоративное покрытие де-
талей из цинкового сплава производится
по схеме для деталей 111 группы, начи-
ная с операции шлифования (8-я опе-
рация) и полирования.
Мелкие детали, подвергающиеся за-
щитному покрытию в барабанах и ко-
локолах, обезжириваются, травятся и
очищаются механически (галтуются)
также в специальных барабанах или
колоколах.
Составы растворов и режим работы
ванн. Составы растворов и режим ра-
боты ванн лля различных операций
технологического процесса приведены
в табл. 6—10.
Прн электролитических покрытиях в
барабанах и колоколах средняя (рас-
четная) плотность тока должна быть в
2—4 раза меньше указанной в табл.
Продолжительность осаждения ме-
таллов для толщины покрытия 10 мк в
зависимости от плотности тока можно
определять по табл. 11, разделив ука-
занное в таблице время на коэффи-
циент Д-, где Т1 — выход металла по
100
току в процентах. При расчете продол-
жительности покрытия мелких деталей
в барабанах и колоколах следует исхо-
дить из средней (расчетной) плотности
тока. При осаждении металлов иа дру-
гие толщины время электролиза ме-
няется соответственно.
720
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Таблица 6
Составы растворов и режим работы вана [3]. (4); [5|; [8]
Режим работы
ixurodu Состав раствора в ГМ adXiai •сть а)дм* В о Область применения
I № aaei Темпер в ®С Плотно тока в Время
Обезжиривание химическое
1 2 Едкая шелочь 80—100, контакт Петрова 30—S0 Едкая щелочь 20—30, тринатрийфосфат нли углекислый натрий 23—S0, жидкое стекло 60-80 — 10-30 10—30 Для стали и чугуна Для стали, меди и ее сплавов Для алюминия и его
3 Едкая щелочь S—10, трниатриЯфосфат 50, жидкое стекло 30 60—70 До 5 5-Ю 5—10
4 5 Трихлорэтилен Бензин. кеооскм «7 1К—26 — сплавов Для всех металлов
Травление химическое
1 Серввя кислоте 100—150 или соляная кислота 11/0—150, присадка 6—10 . . 20-60 0—30 Для стали
2 Серная кислота 50, соляная кислота 150, при- садка 5—10 20—60 10—20
3 Серная кислота 150, хлористый натрий 200-250: присадка 5—10 20—60 10—ЗА
4 Серная кислота 100—150 .... 20-6U 10-30 1 Для травления по-
5 Серная кислота 50—60, хромпик 100—150.... 20-60 — 10-30 5 луфабрикатов из ) меди и ее сплавов
6 / Азотная кислота (ул. в. 1.33) 1 л, серная кислота (уд. в. 1,84) 1 Л, соляная кислота (уд. в. 1,1)) —20 Секун- Для глянцевого трав- ления меди н ее
7 Едкая щелочь 50—80 50 1 сплавов Для алюминия и его
8 Агютмая кислота концентрированная 15-25 — Секун- ды сплавов Для осветления алю- миния, содержащего медь
Обезжиривание злектролитическое
I Едкая шелочь 10—20, трииатрнйфосфат или углекислый натрий 25—50, жидкое стекло 70—80 3—10 2—3® Для стали
2 Тринатрийфосфат 25-30, углекислый натрий 50—7^ 3—10 1—2е® 1—2 Для меди и латуни
3 Тринвтрнйфосфат 45 50—70 3—10 1—2® Для цинковых сила-
4 В«*« шелочь Л, углекислый натрий 15, каин- 70-80 3-10 3» ВОВ Дли никеля
Декапирование химическое и злектролитическое
1 Серии кислоте 50—100 15—25 0,5-2 До 1** Для стали, меди и ее
2 Сериал кислота ЛЮ—880 15—25 5-10 сплавов Для стали
3 4 Цианистый калий 30—40, углекислый натрий или калий 20— ю Хромовый ангидрид 150—250, серная кислота 15—25 45—50 3—5 8—10 То же Для меди и ее сплавов Для стали перед хро-
5 Серная кислота 50 15—25 3-5 0,5—1* мнроваиием Для хром ист оА стали
• На катоде. ** На аноде.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ)
721
Продолжение табл. 6
Состав раствора в Г)л
Режим работы
Область применении
Анодное оксидирование
1 Серная кислота 200 (напряжение тока — 12 а) 2 Хромовый ангидрид 90*—95 . 15—25 0Л— 20—30 Для алюминия 1,5 о 37±2 0,3- § До 35 0.4* = ВО 5—8 _ 30—60 , стали X 138-142 — 40-60 <вакие 96—$6 — 40—80 Зашита от атмосфер- ной коррозии 96—98 — 15—20 Под окраску 15-25 - 15-20
3 Едкий натр 300—400 (напряжение тока 8—12 «) 4 Едкий натр 650 (в 1 л воды), азотистокислый натрий 2оО (в 1 л воды)
Фосфатирс 1 Фосфат ВИМ или препарат Мажеф 30—33 . . . 2 Фосфат ВИМ или препарат Мажеф 30—33, окнсь меди 0,3—0,5
3 Препарат Мажеф '30—33, азотнокислый циик Зи—э0, азотистокислый натрий 2—3
* Постепенный польем напряжении до 40 в в течение 5 мни., выдержка в течение 30 мин.
-Таблица 7
Состав раствора и режим работы ванн *
элек- троли- та Состав раствора в Г/л Выход но току • Че Режим Темпера- тура в “С работы Плотность тока в аЮм1 • Область применения
1 2 3 4 1 • в меш и ты Цинкование из кисе: Сернокислый цинк 215—300, сернокислый алюминий 30 |илн KAl(Su,)fl2H«U—00 Г1л|, серно- кислый натрий 60—160. декст- рин 10 Сернокислый циик 215— 430, сер- нокислый алюминий 30 |илн KAI(SO,),.12H,O-«0 Г/л], сер иохислый натрий 50—100, иафта- лкнднсульфокислота (изомеры 2,6 или 2,7) 2—3 ........ Сернокислый цикл 430—500, сер- нокислый алюминий 30 (или KAI(SO4),.12H,O- 80Г/л| . . . Сернокислый цинк 575—715', серно- кислый алюминий 30 Цинкование и Окись цинка 41, цианистый на- трий 69—81, едкий натр 100—80 соответственно содержанию ци- анида числителе укатана плотность тока ими. мл влект! 98-100 98-100 98-100 98—100 з щелочнь 85-96 5еа переме эолитов <р! 18-25 18-25 15-25 40-50 iJC tACKtnpO. 20—36 шиванма ра< i - 3,8 -»- 4,4 1-2 5=8 5=8 2-3 3-10 30—400 lumoi До 2 •тьора, в зи1 ) Для ^различных лета- Для блестящего цин- кования Для листов, пластин и т. п. Для проволоки и лен- ты Для деталей сложной формы меиателе — при пере
46 Том 5 1412
722
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Продолжение табл. 7
№ элек- трод н та Состав раствора в Г/л Выход по току В »/» Режим работы Область применения
Темпера- тура в °C Плотность тока в а\дее*
2 Окись цинка 41, цианистый на- трий ЪЗ, едкий натр 70—85, ми- церин 3-^5, сернистый натрий Ор—5 80—85 18-25 2-3 То же при блестя-
3 Окись цинка 10—12, цианистый натрий 2O—3Q, едкий натр 50—70, Na.SnO, ОЛ-О.4 80-35 20-35 До 2 щем цинковании Для деталей очень сложной формы
4 Окись цинка 4—в, едкий натр 60-72.NatSnOg или K-SnO, 0,5-1 97-99 50 До 0,7 То же
5 Окись цинка 10—12, едкий натр 70—90, N’ajSnO, или KsSnO, 0,5—1 97—99 50 1.4-1.7 До 1,5 Для деталей сложной формы а
Кадмирование из ци хкцстых IX кислых 3J 2-2.5 •ектродмто
1 Окись кадмия 45, цианистый на- трий 120, сернокислый натрий 50, сернокислый никель 1—1,5 . .’. 86-96 20 1-2 То же
2 Серпокислый кадмий 100, борная кислота 20, хлористый натрий 30, клей 5 (pH = 2,5 ч-4,3) 95-100 43 20 До 4 1-2 Для листов и леталей
1 • Лужение из кисл Сернокислое олоко 54, серная кислота 100, крезол или фенол 20-30, клей 2-2,5 ых и щел еб-100 очных яхек! 20-30 До 5 пролитое 1-2 "До5 простой формы Для леталей простой
2 Стаинат натрия 50—100, едкий натр R—15. уксуснокислый на- трий 20—30 «0-70 «5-70 Ь.0 1» До 2 формы Для листов н прово- локи Для леталей сложной
3 Стаинат натрия 8—25, едкий натр 8-12 60-70 «5-70 0,5-0,7 формы Для деталей очень
4 Стаяиат натрия 100, едкий натр 70-30 70-30 4 сложной формы Для лужения ленты
1 Меднение из кисл» Сернокислая медь 200—250, серная кислота 50—75 кх и циан 100 истых влек 18-25 тролитое 1-2 Для наращивания по
2 Цианистая мель 30—45, цианистый натрий 45—65 (в том числе сво- бодного цианида 10—15), угле- кислый натрий 50— 70 60-80 45-50 18-40 4=8 0,3-1,5 медному или нике- левому подслою Для стала
3 Цианистая мель 30— 45, циани- стый натрнй 40—60 (в том числе свободного цианида 6—9), угле- кислый натрий 50—70 60-80 18-40 0,3-1,5 Для цинкового сплава
4 Цианистая мель 26, цианистый натрий 35 (в том числе свобод него цианида 6), едкий натр 13—15, сегнетова соль 30—'>0. углекислый натрий 30 (рН=12,6) 60-65 55-00 3-4 Для СТЛАН
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ)
723
Продолжение табл. 7
А» Выход по току в •/. Режим работы
элек- трод и- та Состав раствора в ГМ Темпера- тура в ®С Плотность тока а а!дм> Область применении
Меднение с периодическим изменением на анод через каждые направления тока. Переключение 10 сек. на 1 сек.
1 Цианистая мели 60-90, циани- стый натрий 75—110 (а том чис- ле свободного цианида 4—5), едкий натр 20—30 70-90 60-75 В4 Для стили
Латунирование
1 Цианистая мель 27, ннанистый цинк 9, цианистый натрий об- щий 54 . . ........... 60-80 20-40 0,3-0,5 -
бронзирование
1 Мель в виде цианистой солн 25, олово в виде станната натрия 13,5, цианистый натрий свобод- ный 10—15, едкий натр свобод- ный 7,5—10 60-75 65-70 2-3 —
Н икелирование
1 Сернокислый никель 140—210,сер- нокислый натрий 80—160, хло- ристый натрий или хлористый калий 3—5, бориая кислота 20 (pH-5 4-5,3) Сернокислый никель 210—420, хлористый натрий (или хлори- стый калий) 5—15, бориая кис- лота 20—30 \рН аа 4,5 4- 5,5) . . 90-95 16—25 0,3-1 Для деталей сложной
2 90-95 50 1-3 2=4 формы То же
3 Сернокислый никель 140—300, хло- ристый натрий (или хлористый калий) 3—15, борная кислота 30, Фтористый калий или натрий 5—6, иафталиидисульфокнслота (изомеры 22> илн 2,7) 2-4 (pH —М 4- 6,3) 90-95 25-45 ТЛо 0,2-1 1,5-5 Для листов и деталей простой формы Для блестящего ни- келирований
Кремирование
1 2 Хромовый ангидрид 250, серная кислота 2,5 Хромовый ангидрид 350—400, сер- ная кислота 3,3—4 . 13-15 13-15 45г-50 45—50 10- 2» 35-75 10-25 Декоративное хроми- рование Твердое хромирова- ние Декоративное хромн- < рованне при напря- жении 6 а
Серебрение
1 Цианистое серебро 6,5, цианистый калий общий 68 50 18-25 0,3 Предварительное се- ребрение меди и ее сплавов
46*
724
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЯ
Продолжение табл. 7
№ элек- троли- та Сослав раствора в Г/л Выход по току в *1о Режим работы Область лрммеяеяня
Темпера- тура в °C Плотность тока и О|дм’
2 Цианистое серебро 35. цианистый калий общий 37 - 52, углекислый калий 38 95-100 18-25 0,1-0,3 Наращивание серебра
8 Хлористое серебро 39. цианистый калий 55-70, углекислый ка- лий 38 95-100 18-25 0,1-0,3 (после предвари- тельного серебре- ния или после амальгамирования— см. табл. В) То же
1 Золото (считая иа металл) 2—8, цианистый калий общий 15—20 Золочен 60-80 ле 60-80 0.1-0.3 —
Таблица в
Химическая обработка покрытий н другие (промежуточные) операции
рас- твора Назначение процесса Состав раствора Режим работы
Наименование Содержа- ние в Г1л Темпера- тура в °C Время в мни.
1 2 ' 8 4 5 б Обработка цинковых и кадмиевых покрытий Обработка цинковых по- крытий из цианистых влектролитое н стали после травления .... Повышение Обработка после оксиди- роваиня алюминия и его сплавов Обработка после фосфа- тирования Обработка после фосфа- тирования и оксидиро- вания стали * Обработка после цинко- вания Осветление и пассивирован;! Хромовый ангидрид Сериая кислота Хромовый ангидрид Серная кислота Азотная кислота антикоррозионных свойств Двухромовокислый калий Углекислый натрий Двухромовокислый калий Веретенное или машинное масло а) Двухромовокислый натрий Серная кислота (уд. в. 1,84)’ б) Хромовый ангидрид Хлористый натрий 150 3—4 150-250 2U 130—175 поверхност 100 18 50-80 150—200 10-20 50-150 5-160 18-25 18—25 и 90-95 60-80 90-110 18-20 18-23 0,1—0,2 До 0,05 2-4 8-10 0,5-1 0,1—0,2 0,1-0,2
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ)
725
Продолжение табл, н
№ рас-
твора
Удаление водорода
10
11
Назначение процесса
Нейтрализация .........
Анодное удаление тра-
вильного шлама . . . .
Амальгамирование меди
и ее сплавов перед се-
ребрением ............
Удаление травильного
шлама крацовкой щет-
ками ...................
Состав раствора Режим работы
Наименование Содержа- ние в Г|л Темпера- тура в “С Время в мин.
Разно» Масло (веретенное или ма- шинное)* Углекислый натрий • 130-200 60-90
эо-м 15-25 0.5-2
Едкий нвтр при анодной S0-100 18—в0 5-10
плотности тока 5 а)длР 3»|,-иый раствор соды или
жидкая кашица из извести, мела, леска и т. л. Окись ртути Цианистый натрий 75 00 18-20 0,1-0.2
7
8
9
Или сушильный шкаф.
ГаЛлица 9
Хромирование пористое поршневых колец
м опера- ции Наименование операции Состав электролита в Г|л Режим работы
Температура Плотность тока в а1дм» Время в мим.
1 Обезжиривание химическое Трихлорэтилен 87 3-5
2 Монтаж на приспособлении, заделка зазоров свинцом *
3 Обезжиривание электролити чес кое (или химическое* венской известью) Едкий натр 20, три- 70-80 5-10 3—4 на ка-
4 Промывка в воле натрийфосфат 50, жидкое стекло 3—5 60 толе, 1—2 на аноде 0,о—1
5 "1 о же — Водопроводная 0,5-1
6 7 Протирка венской известью или пемзой ........ Промывка в воде 0,5-1
8 Хромирование • Хромовый ангидрид 53-56 М-60 200-300
9 Дехромированне 225—250, серная кислота 2—2,5 См. поз. 8 50-55 38—45 6-10
10 Улавливание раствора в не- проточной воле Комнатная 0.5-1
11 Промывка в воле Водопроводная — 0,5-1
12 То же — 90-95 0,6-1
13 Сушка сжатым воздухом . . •ш —
14 Демонтаж приспособлений ял в» «к мм
15 Загрузка в корзины а. мм
16 Термическая обработка в ма- шинном масле 150-180 90-120
17 Контроль —
при анод-
* Перед хромированием рекомендуется анодное декапирование в том же электролите
ной плотности тока оО а)дм> » течение 20—30 сек.
726
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Таблица 10
Травление колец, шарикон и роликов с целью выявления прижогов и незакаленных мест
(мягких пятен»
М опера- ции Наименование операции Состав электролита в Г/л Режим работы
Температура в “С Время п мин.
1 2 3 4 5 б 7 8 У 10 11 12 13 14 15 Монтаж иа приспособление нли загрузка в корзины Обезжиривание химическое . . . Промывка Травление химическое ...... Промывка Травление химическое Промывка Травление химическое ...... Промывка Нейтрализация Промывка . Обработка в растворе ...... Демонтаж приспособления или выгрузка нз корзин Контроль (внешний осмотр) по- сле смачиняиия (или окунания) раствором Едкий натр 100, трииатрийфос- фат 50, жидкое стекло 3 Вода Азотная кислота (уд. в. 1,4) 40 Вода Хромовый ангидрид 150, серная кислота 4 Вода Соляная кислота (уд. в. 1,19) 100, двухлористое олово 2, олово металлическое (на дно ванны кладется кусочек олова) или соляная кислота 100—200, ин- гибитор ПБ-5 5—10 см* Вода Углекислый натрий 30 Вола Мыло 15 Азотистокислый натрий 2,5 Мыло олеиновонатриевос 15—20, азотистокислый натрий 2,5 80-90 60 Водопроводная Комнатная Водопроводная Комнатная Водопроводная Комнатная Водопроводная Комнатная 75—85 Комнатная 3—5 0,5-1 0,5—1 До 1 0,5-1 0.25—0,5 0,5—1 0,25-0,5 0.5-1 1-2 0,5-1 2-3
Таблица II
Продолжительность осаждения металлов в зависимости от плотности тока
(толщина слоя 1U мк, выход по току 100%)
Вил обработки Продолжительность обряботки н мин. при плотности тока в
0,1 0,2 од ОД 1 2 3 5 10 20
70 35 18 12 7 4 2
Кадмирование — — —— 50 25 13 9 5 3 —-
— —- 36 18 9 6 4 2 —
Лужение в кислых «лектролктах — — 40 М 10 7 4 2 —
Лужение и щелочных электролитах — —— 79 40 20 14 8 аа
Меднение в кислых электролитах аж —— —• 90 15 И 15 9 5 аа
Меднение в цианистых электролитах — 75 45 23 12 8 — —— —
Никелирование — — 97 49 И 17 10 Б
Латунирование 262 126 84 50 25 — — <_ * —
Желешеиие 452 225 1А| 92 Hi 23 15 9 5 3
Серебрение 157 79 52 <1 16 — — — —
Золочение ....... ............... Ю0 “0 53 32 — — —— — —
Хромирование (выход по току 13Р(„) — — — — 200 100 50
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ (ГАЛЬВАНОСТЕГИЯ»
727
Выбор и характеристика
оборудования
[21: [3]; 15J
Основным видом оборудования для
операций покрытия и для подготови-
тельных и заключительных операций
при обработке деталей на подвесках и
других приспособлениях являются ста-
ционарные или немеханизированные
ванны различных размеров, изготовляе-
мые в большинстве случаев из листо-
вой стали толщиной 4—б мм посред-
ством сварки. В зависимости от харак-
тера процесса ванны снабжаются обо-
рудованием для подвода пара, воды,
воздуха, электрического тока, а также
для отсоса вредных выделений (вытяж-
ной вентиляцией).
Ванны для кислых растворов выкла-
дываются (футеруются) внутри кислото-
упорными материалами. Указания по
выбору этих материалов приведены в
табл. 12.
Для покрытия и подготовки (обез-
жиривания и травления) поверхности
мелких деталей применяются вращаю-
щиеся колокола и барабаны (шести-
гранные или круглые) различных раз-
меров в зависимости от величины за-
грузки и габаритов обрабатываемых де-
талей. Загрузка колоколов деталями ко-
леблется в пределах 2—15 кГ; в барабаны
загружается до 25—30 кГ. Детали с
остриями и нарезкой на наружной
поверхности — болты, винты, гайки и
т. П. —обрабатываются преимуществен-
но в колоколах; плоские детали — пла-
стины, шайбы и пр., а также полые
детали, частично входящие одна в дру-
гую, обрабатываются только в бара-
банах.
При установке большого числа
колоколов для одного и того же элек-
тролита следует применять централи-
зованную систему циркуляции раство-
ров.
В крупносерийном и массовом произ-
водстве для покрытий крупных и мел-
ких деталей, изготовляемых в значи-
тельных количествах, применяются по-
луавтоматы и автоматы.
Для покрытия проволоки и ленты
применяются специальные автоматы
или конвейерные установки, состоящие
из трех самостоятельных узлов: размо-
точного приспособления, агрегата для
покрытия (ряд ванн) и приспособления
для намотки проволоки в бухты после
покрытия.
Таблица 12
Материалы, рекомендуемые для футеровка
ванн (8)
Наименование „ процесса 8 г. с 1 Меднение . . 2 Никс л ирона - НИС .ее. 3 Цинкование . 4 Кадмирование Б Лужение . . 6 Свинцевание 7 Железнение в холодных электроли- тах .... 8 Тоже в горя- чих электро литах . . . У Серебрение Ю Золочение . . 11 Оксидирова- ние алюми- ния в сер- ной кислоте 12 Оксидирова- ние алюми- ния И X|nr.i: вой кислоте 1-3 Травление стали прн температуре до 6О*С . . 14 Травление стали при температуре выше 80® С 15 Травление ме- ди и ее спла- йв 16 Хромирование « S'qg ? • • > » > 2 . £ = *••.'£ Характер раствора £ ’ Материал футеровки
II 1 + 1 + 14-1+ ++4-4—1- + Резина 1 1 + 1 + 111+ +++++ + Ж.°кР1,ИН"Л0' -заем + 4- + ++ 1 + +1 1 4 + +- Ь 4-т 1+1 1 + + + ++ + 1 1 1 1 1 1 Эмаль + 1 1 + + + 111+ +4 +++ + , Винипласт
Примечания: 1. К штучным мате-
риалам относятся кислотоупорный кирпич,
метлахская плитка, лиабазовая плитка и др.,
которые применяются лля паии процессов I —
5, II и 13 иа мастике битумииоль, для ваии
процессов 8, 14 и 15 — на силикатной замазке,
в обоих случаях по битум руберойдной основе.
Битумииоль и битум-руберойд могут приме-
ниться при температуре раствора не выше
60° С.
2. Ванны процессов 9 и 15 могут быть
изготовлены также из керамики.
3. Для паии хромирования можно приме-
нять рольный свинец.
728
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИИ
Расход анодов и материалов
Расход анодов в граммах определяют
по формуле
Oa-FST + IG.
где F — покрываемая поверхность в
см*; S — толщина покрытия в см; f —
удельный вес металла; ДО —- потери ме-
талла (при отливке анодов и сверлении
отверстий, за счет угара при переплавке,
за счет шламообразования и пр.), при*
нимаемые для всех металлов, кроме се-
ребра и золота, в количестве 5—8%
веса металла, требуемого на покрытие;
для серебра и золота потери не учиты-
ваются.
Расход растворимых анолов в Г/м*
при толщине покрытия 1 мк выражается
в следующих количествах:
Анод Расход Анод Расход
Г)м« в Г)М>
Циик . ...... 7,67 СвКнеЦ .... 12,27
Медь ....... 9.61 Латунь (4O°|oZn,
Никель.........9.5 6О»|о Си) . . 8,72
Кадмий.........9.33 Серебро . . . 10,5
Одом...........7.86 Золото .... 19Д
Примечание. В расход включены по-
тери количестве веса металла покрытии,
кроме серебра и золота.
Расход нерастворимых анодов (сви-
нец) для хромирования и катодов (сви-
нец) для оксидирования алюминия за-
висит от габарита ванны и поверхности
загружаемых деталей. При хромирова-
нии рекомендуется брать отношение
анодной поверхности к катодной в пре-
делах от 1 1 2 до 2: 3. при оксидирова-
нии алюминия отношение катодной по-
верхности к анодной берется в пределах
от 3 : 2 до 2 : 1.
Аноды при хромировании должны
меняться 2 раза в год.
Расход анодов при катодном электро-
травлении (по данным ЗИС): свинцово-
сурьмянистых 19,4 Пм*. кремнисто-чу-
гунных 92 Пм*.
Расход химических и других мате-
риалов. Расход материалов для ванн
электролитических покрытий с раство-
римыми анодами определяют исходя нз
суммарных величин потерь растворов
при гальванических процессах главным
образом за счет уноса растворов дета-
лями (8|; [t0|; [11].
Расчет расхода материалов в Г/м*
производится путем умножения величин
потерь раствора на принятое по техно-
логическому процессу содержание ка-
ждого компонента в Пл.
В цианистых электролитах учиты-
ваются также потери цианидов в ре-
зультате их разложения углекислотой
воздуха и парами кислот, анодного окис-
ления цианидов и пр. Потери цианидов
при разложении можно принимать на
1 а-ч в ваннах при температуре элек-
тролита 18—20° С — от 0,5 до 0,7 Г, при
температуре 25—45* С —от 0,7 до 0,8 Г,
в ваннах при температуре свыше 45*С,
а также в колоколах и барабанах
0,8-0,9 Г.
Для ванн хромирования, работающих
с нерастворимыми анодами, следует учи-
тывать также расход хромового анги-
дрида на выделение металлического
хрома на катоде из расчета 13,3 Г
CrOg на 1 м* при толщине осадка хрома
1 мк.
Расход материалов при химических
способах нанесения покрытий и опера-
циях химической, электрохимической и
механической подготовки и отделки по-
верхности см. |8], [11 J, [12J и [13].
Расход материалов при оксидирова-
нии стали и меди (при работе в 2 смены)
определяется из расчета четырехкрат-
ного обмена раствора в год.
Методы контроля качества
гальванопокрытий [1|; [5]
Оценка качества покрытий произво-
дится: а) по внешнему виду (осмотр не-
вооруженным глазом) на основании
сравнения с эталонами; б) по результа-
там лабораторных методов испытания
на основании требований к покрытиям,
установленных ГОСТ или техническими
условиями.
Защитные и защитно-декоративные
гальванопокрытия испытываются на тол-
щину, пористость, сцепляемость с по-
верхностью основы н антикоррозион-
ные свойства. Покрытия, наносимые
с целью повышения сопротивления ме-
ханическому износу и поверхностной
твердости, испытываются также на твер-
дость и износоустойчивость.
В отдельных случаях покрытия испы-
тываются на отражательную способ-
ность, термостойкость н другие свой-
ства в зависимости от характера и на-
значения покрытия.
Испытание покрытий на толщину
слоя производится химическим мето-
дом, основанным на растворении по-
крытия (без разрушения основного ме-
талла) со всей поверхности изделия нлн
только с отдельных участков ее. В пер-
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
729
вом случае определяется средняя, во
втором — действительная, местная тол-
щина покрытия.
При определении местной толщины
покрытия испытуемый участок раство-
ряется под действием струн раствора,
вытекающей нэ капиллярного отверстия
трубки с определенной скоростью (ме-
тод струи), или последовательно нано-
симыми и выдерживаемыми в течение
определенного промежутка времени ка-
плями раствора (метод капли) до обна-
жения основного металла.
Метод химического контроля толщин
покрытий описан для цинковых покры-
тий в ГОСТ 2390-44, для медных, ни-
келевых и многослойных покрытий —
в ГОСТ 3003-50, для оловянных покры-
тий — в ГОСТ 3263-46.
Поры в покрытиях выявляют по-
средством наложения фильтровальной
бумаги, пропитанной реактивами, даю-
щими окрашенные соединения с ионами
основного металла или металла под-
слоя.
В участках покрытия, не допускающих
наложения бумаги, поры выявляют за-
ливкой реактивом, дающим окрашенные
соединения с ионами основного металла.
Метод определения пористости покры-
тий описан для однослойных покрытий
медью, никелем и хромом и многослой-
ных из тех же металлов в ГОСТ 3247-46,
для оловянных покрытий — в ГОСТ
3264-46, для цинковых покрытий—в
ГОСТ 3265-46.
Сцепляемость покрытия с
основным металлом испытывается для
листового материала изгибом иа 90 или
180° до поломки образца, для проволо-
ки — навивкой образца вокруг стержня
того же или большего диаметра в зависи-
мости от диаметра и назначения прово-
локи, для деталей — нанесением сталь-
ным острием ряда пересекающихся между
собой царапин или опиловкой напиль-
ником. Во всех случаях нс должно быть
трещин и отслаивания покрытия.
Т вердость гальванопокрытий ис-
пытывается методами царапания и зату-
хающих колебаний маятника. Первый
метод заключается в нанесении царапин
на покрытие при помощи алмазной или
сапфировой иглы под определенной на-
грузкой с последующим измерением ши-
рины нанесенных царапин. Второй метод
заключается в измерении продолжи-
тельности затуханий маятника, опираю-
щегося при помощи острия на поверх-
ность покрытия. Полученные резуль-
таты сопоставляются с контрольными
определениями металла, твердость кото-
рого известна.
Для испытания износостойкости по-
крытий лабораторных методов нет.
Антикоррозионные свой-
ства покрытий определяются методом
ускоренных испытаний в искусственно
создаваемых коррозионных средах и по
данным поведения покрытий изделий
в естественных условиях их эксплуата-
ции. Ускоренные испытания на корро-
зионную стойкость покрытий произво-
дятся обычно в тумане раствора поварен-
ной соли, создаваемом в специальной
камере. В зависимости от природы и на-
значения покрытий применяются также
испытания их в насыщенной агрессивным
газом атмосфере нли в жидкой среде, по
составу соответствующей условиям экс-
плуатации изделий.
Для металлопокрытий анодного ха-
рактера, т. е. защищающих изделия
электрохимически, как, например, для
цинковых покрытий, методы ускоренных
испытаний непригодны.
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
Металлизация распылением состоит
в расплавлении металла и в его распыле-
нии струей сжатого воздуха на мелкие
частицы, которые с большой скоростью
(ЮО—150 м/сек) ударяются о поверхность
и, сцепляясь с ней, образуют слой
металлического покрытия.
Процесс металлизации осуществляет-
ся с помощью специальных аппаратов,
в которых плавление металла произво-
дится ацетилено-кислородным пламенем
(газовая металлизация) или электриче-
ской дугой (электрометаллизация).
Технология металлизации распыле-
нием отличается простотой; портатив-
ность металлизационного аппарата и
вспомогательного оборудования позво-
ляет производить металлизацию различ-
ных объектов на месте нахождения по-
следних; нанесение покрытий возможно
не только на металлы, но и на керамику,
пластмассы, дерево или другие материалы;
процесс металлизации производится без
нагрева изделий, связанного с возник-
новением внутренних напряжений, спо-
собных вызвать в изделии трещины или
деформацию; на наружные поверхности
тел вращения возможно нанести значи-
тельные по толщине покрытия (до 8—
10 .чж и более).
730
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИИ
Потери металла при металлизации
больших плоских поверхностей выра-
жаются следующими величинами в %:
Металл
Цинк...........
Алюминий . . . .
Латунь.........
Сталь..........
Металлизация
электрическая гаэоная
38 35
21 15
36 22
25 18
Строение и свойства покрытий
Процесс распыления сопровождается
изменениями, структуры металла, его
физических свойств и химического со-
става, вызываемого частичным выгора-
нием отдельных элементов (табл. 13).
Таблица 13
Химический состав стали до и после
алехтрометаллизаиии * »
Марка сталя Содержания элементов в
С Мп SI р S
20 0,21 0,0*3 0.54 05 0,23 0.14 0,022 0,039 0,030 0,025
45 0.45 U, 16 0,54 0.92 0,28 0.23 0.025 ода 0,042 0,035
У10 1,07 0,50 0.27 5Т> М4 0.10 0,013 0.015 0,028 ода
• В числителе — содержание до металли- зации, в знаменателе — после металлизации.
Образуемый при металлизацни слой
состоит из сцепленных друг с другом
частиц металла, каждая нз которых по-
крыта окисной пленкой. Вследствие та-
кого строения металлизационные покры-
тия отличаются пористостью и несколько
пониженным (на 8—12%) по сравнению
с исходным металлом удельным весом.
Частицы сцепляются друг с другом и
с основанием механически; сплавле-
ния или сваривания частиц при метал-
лизации не происходит. Прочность сце-
пления покрытий позволяет производить
их обработку резанием и достаточна
для многих практических целей.
В условиях эксплуатации металлиза-
ционный слой под действием статиче-
ских нагрузок разрушается лишь за
пределом упругих деформаций основ-
ного металла.
Наряду с низким пределом прочно-
сти напыленной стали (18 кГ/мм1} по-
следняя обладает и малым модулем
упругости (7000 кГ/мм*). При совмест-
ной работе металлизационного слоя
с основанием- напряжения, испытывае-
мые слоем, всегда ниже, чем напряже-
ния в основном металле.
Металлизационные покрытия непла-
стичны, хрупки, но хорошо сопротивля-
ются сжатию (для стали osf3C = 100-5-
-ё- 150 кГ/мм*).
Вследствие происходящей в процессе
распыления воздушной закалки частиц
и наличия в металлизационном слое
окислов твердость покрытий обычно на
20—40% выше твердости исходного ме-
талла.
Для восстановления стальных дета-
лей применяется проволока из низко-
углеродистой стали; При распылении
стали с содержанием углерода выше
0,3—0 4% токарная обработка покрытия
возможна только резцами, оснащенными
пластинами из твердых сплавов. С уве-
личением в проволоке содержания угле-
рода твердость покрытий возрастает, как
это видно из следующих данных:
• ь с......... U.1 <М 0,8
II ...........180—200 230-250 300-350
ь
Благодаря повышенной твердости и
способности металлизационного слоя
впитывать в себя смазку (до 10% по
объему) износостойкость металлизаци-
онных покрытий значительно превос-
ходит износостойкость обычных метал-
лов. В условиях сухого трения метал-
лизационные покрытия работают не-
удовлетворительно.
Как правило, металлизационные по-
крытия не подвергаются термообработке
за исключением отжига, применяемого
при алитировании
Пористость слоя и наличие вокруг
каждой его частицы окисной пленки
в тонких (до 0,1 мм) покрытиях снижают
его электропроводность в 8—10 раз.
Электросопротивление толстых покры-
тий следующее:
Элехтросопро-
Металл тнвление
мком-см
Мель.............•••«>• 4,5
Алюминий...........• • • ‘0.0
Латунь (ЗЭ«|, Zn)...... •я.5
Сталь низиоуглеролистая . . • 40,0
. нержавеющ» ... 243.0
Коэффициенты теплового расширения
напыленных металлов а в интервале
температур от 0 до 200’С мал» отличают-
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
731
ся от соответствующих коэффициентов
исходного металла:
Металл а
Алюминий................ 24.0-10-'*
Латунь (33% Zn)...............17.5-10—®
Бронза (7%Sn).................16.5-10—®
Сталь нержавеющая (1В-8) .... 15.0-10-®
Мель..........................14.0-10—®
Сталь иизкоуглеролнстая . .... 12.0-10—®
Области применения металлизации
1. Нанесение покрытий с целью за-
щиты от коррозии. Покрытия цинком,
алюминием, кадмием защищают сталь-
ные изделия и конструкции (мостовые
фермы, мачты, газгольдеры, бензоемко-
сти, корпусы судов и др.) от атмосфер-
ной коррозии, действия волы, дымо-
вых газов, нефтепродуктов и т. п.
Весьма ограничено для указанных це-
лей применение свинца и нержавеющей
стали.
2. Восстановление изношенных дета-
лей оборудования широко используется
в ремонтных целях преимущественно
для наращивания наружных поверхно-
стей тел вращения (валов, шеек, осей,
шпинделей и т. д.), а также поверхностей
под прессовую посадку (гнезд под под-
шипники, втулок).
3. Исправление дефектов литья имеет
целью создать непроницаемость пори-
стых стенок отливок из чугуна и цвет-
ных металлов, работающих под давле-
нием (корпусы турбин и насосов, блоки
двигателей и т. п.), устранить течь
сварных швов, а также заделать ли-
тейные и кавитационные раковины.
4. Антифрикционные покрытия. Пу-
тем одновременного распыления разно-
родных металлов возможно получать
безоловянистые псевдосплавы с высоки-
ми антифрикционными свойствами.
Для этого пользуются специально
изготовленной свинцово-алюмин иевой
биметаллической проволокой или при-
способленными для работы на многофаз-
ном токе электрометаллизаторами, по-
зволяющими получать многокомпонент-
ные антифрикционные композиции с за-
данным соотношением составляющих
металлов.
5. Алитирование стальных изделий
применяется с целью повышения жаро-
стойкости изделий из углеродистой ста-
ли, работающих при температурах до
950° С (кожухи термопар, цементацион-
ные ящики, оболочки тиглей и др.).
6. Декоративные и другие виды по-
крытий применяются с целью замены
цветных металлов, а также в специаль-
ных целях (экранирование в радиотех-
нике, защита изделий от науглерожива-
ния при цементации и др.).
Аппаратура
Аппараты для металлизации делят-
ся на две группы: газовые и электро-
дуговые. Газовая аппаратура обладает
более высокими эксплуатационными
качествами и большей маневренностью,
чем электродуговая аппаратура. Преиму-
ществом электрометаллизации является
возможность ее применения в любом
месте при наличии необходимой элек-
троэнергии.
Наиболее распространены аппараты,
у которых металл для распыления при-
меняется в виде проволоки.
Существуют также аппараты, работаю-
щие на порошках, позволяющие наносить
покрытия не только из металлов, но
также из термопластиков и стекло-
эмалей.
Характеристика разработанной ВНИИ-
Автогеном МХП установки УПН-4 для
нанесения порошковых покрытий по
способу газопламенного распыления
приведена в табл. 14.
В отдельных случаях применяются
стационарные аппараты тигельного типа
с электрическим обогревом тигля, за-
гружаемые кусковым илн жидким метал-
лом; подобные аппараты пригодны толь-
ко для работы на легкоплавких металлах
(свинце, олове, иннке).
Характеристика наиболее распростра-
ненных в СССР металлизационных ап-
паратов электродугового типа приведена
в табл. 15.
При газовой металлизации пользуются
аппаратом ГИМ-2 со следующей харак-
теристикой:
Тип аппарата............Универсальный для
. работ вручную
Общий вес без шлангов п кГ 2,5
Диаметр применяемой прово
локи в мм...............
Требуемое давление сжатого
вомуха и *Г|сл1’ ......
Расход сжатого воздуха
в м*\мин................
Расход кислорода и л[час . .
. ацетилена и л|час . .
Привод механизма подачи про-
волоки ................Воздушная турбина
Регулирование скорости по-
дачи ................. Центробежный
регулятор
Достоинство аппарата состоит в воз-
можности в качестве горючего газа
1-2
3-5
0,6-0. в
S00—1700
эоо-660
732
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Таблица 14
Технически характеристик* установки У ПН-4 дла газоплаиенного напыления
* порошковых покрытий
Характеристика Тип придаваемой к установке распылительной горелки
ГЛН (лля легкоплав- ких материалов) ГТН (для тугоплав- ких материалов)
Общий вес установки в кГ 30 30
Емкость порошкового бачка вл 3.25 3.25
Температура плавления применяемых материалов в “С 50—500 500-1200
Вес распылительной горелки без шлангов в кГ 1.2 1.5
Давление сжатого воздуха в сети в кГ|сж’ 3-6 3-6
Расход сжатого воздуха в мЧмин 0,2-6,25 0.3—О.4
Требуемое давление ацетилена в леи вол. ст Не ниже 50 Не ниже 200
Расход ацетилена в л|кас 25О—34Ю До 1700
Требуемое давление кислорода в кПсм'............... З.О—3.5
Расход кислорода в л/час ...................... Ширина поверхности, захватываемой струей за один проход, в лиг: — До 1900
при цилншрическом сопле 15—20 ——
прн плоском сопле 65-70 30-35
Пропускная способность (по количеству распыляемого порошка) в кГ)час 2—5 1.8 (Х)7о—015
Требуемая степень измельчения порошка (7* сетки по ГОСТ 3584-53) 015-025
Таблица 15
Технические характеристики метеллязационных аппаратов влектродугового типа
Характеристика Ручные для у ра ЛК-У икверсальных 5от ЭМ-ЗА Стационара на ci ЛК-6 ас лля работ аиках ЭМ-6
Вес аппарата без шлангов в кГ. . Диаметр применяемой проволоки в ми Электрический ток ... Рабочее напряжение тока в а... . Потребляемая мощность в кв ... . Рабочее давление сжатого воздуха в кГ)сл£ Расход сжатого воздуха в мЧмин . . Максимальная скорость подачи про- волоки в м/мин ........ . . Производительность по рлспляплен- ному металлу н кГнгаг: при распылении цинка . » • • при распылении стали .... Привод механизма подачи прово- локи Регулирование скорости подачи про- волоки 4 1.7 1.0-1.6 Г 20-35 3-3,6 5-6 1.2 3 1-1.2 В строении! воздушна Дросселирова нием :: временны 20-35 4-4,5 8,5—6 0,8—1,2 2.5 5 3.5 в аппарат я турбина Центробежным регулятором числа оборотов турбины .д. » 20—35 3-5 5-6 1 1-й. 2 Электродрель фД-1<Ю Реостатом 21 1.6-2.6 Переменный и постоянный 25—40 До 7 4-6 0,8-0.9 4,5 7—12 Электродвига- тель ДТ-75 Бесступенча- тым фрикцион- ным регуля- тором
применять не только ацетилен, но и дру- Производительность аппарата ГИМ-2
гие газы: пропан-бутан, нефтегаз, го- при работе на различных газах указана
родской газ и др. в табл. 16.
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
733
Таблица 16
Режим давлений и производительность аппарата ГИМ-2 прн работе
на различных горючих газах
Горючий Г13 Режим давлений в кГ^лб Производительность по распыленному металлу в кГ1иае
Сжатый воздух Кислород Горючий газ Сталь Цинк
Диаметр проволоки в мм
1.5 1 2 1.5 2
Ацетилен .... Пропаи-бутан . . Нефтяной газ . . Смешанный гвз (типа город- ского) ..... 3—4 3—4 3—4 3 4 2.5 3 5 2.5 2 0.04 0.3 0,3 0.5 0,5 0.8 1.4 1.1 1.3 0.9 L2 1.4 1.7 1.7 3.8 3.8 3 3 2 4.1 5 3.4 4
Технологический процесс
и применяемое оборудование
Технологический процесс металлиза-
ции состоит из операций подготовки
поверхности, нанесения металлическо-
го покрытия и его обработки.
Назначение этих операций и способы
их выполнения приведены в табл. 17.
Последовательность операций при вос-
становлении размеров изношенных де-
талей (тел вращения) схематически
показана на фиг. 1.
При устранении литейных раковин
технологический процесс слагается из:
а) разделки раковины до открытой
формы; б) пескоструйной очистки;
в)заполнения раковины распыленным ме-
таллом; г) удаления с поверхности из-
делия излишков напыленного металла.
При исправлении пористого чугун-
ного и цветного литья применяются
• • Таблица 17
Назначение и способы выполнения отдельных операций при металлизации
Операция Назначение Способы выполнения
Подготовка поверхности Очистив от жировых и других загрязнений Снятие с поверхности металлических изделий окисной пленки и создание шероховатости для обеспечения сцепле- ния со слоем покрытия Обеспечение требуемых начальных раз- меров и геометрической формы Обтирка н промывка в растворителях Пескоструйная очистка. Обточка нв станка тел вращения Запиловка острых граней. Разработка раковин ло удобных дли металлизации размеров. Установка шпилек. Обточка зел вращения для обеспечения мини- мально допустимой толщины слоя. Выточка заплечиков и др.
Нанесение металлическо- го покрытия Зашита от корразии, посстаиоялеине гео- метрических размеров изношенных де- талей, заделка раковин в литье, антифрикционные, жароупорные, деко- ративные и другие покрытия Нанесение покрытий ручным способом. Металлизация тел вращения иа токар- ных стайках при перемещении аппарата с суппортом: металлизация однородных массовых изделий иа специальных автоматах
Обработка покрытия Образование блестящей поверхности Декоративная отделка Обеспечение требуемой точности разме- ров н чистоты обработки поверхности Крацовка металлическими щетками, шлифование, полирование Патинирование и анодное травление Обтачивание, шлифование и др.
734
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
цинковые покрытия толщиной 0,2—
0,5 мм, которые вслед за их нанесением
смачиваются водой для самоуплот-
нения пор, вызываемого образованием
в них нерастворимых основных углецин-
ковых солей.
При алитировании стали очищенная
пескоструйным способом поверхность
ЦольцеСая Сырчвтип
Изиатмиая
шейка
Проятао Сыро
Сотаммго !рм-
саха и заплею*
ков
Норезт рваное
резьбы
ОвроВотт во
чопинолмои
размера
Фиг. t.
металлизируется слоем алюминия тол-
щиной 0,2—0,5 поверх которого
наносится защитная обмазка.
Рекомендуются следующие составы
обмазок (с содержанием компонентов
в %): а) черного графита 50, кварцевого
песка 30, огнеупорной глины 20 или
б) черного графита 35, битумной краски
15, кварцевого песка 30, огнеупорной
глины 20.
Все компоненты применяются в мелко-
измельченном виде и разбавляются во-
дой до сметанообразной консистенции.
По высыхании обмазки изделие под-
вергается отжигу по режиму: 1) тем-
пература печи при загрузке изделия
600—650® С; 2) быстрый нагрев до 900—
950® С; 3) выдержка в течение 2—3 час.
при 900—950® С и 4) медленное охла-
ждение с печью до 300® С и ниже.
Во всех случаях металлизация про-
изводится непосредственно вслед за
пескоструйной подготовкой поверхности.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Виды и назначение лакокрасочных
покрытий
Лакокрасочные покрытия предназна-
чаются для защиты поверхности метал-
лических изделий от коррозии, дере-
вянных—от влаги и загнивания, а так-
же для придания им требуемого внеш-
него вида (цвет, степень глянца, рису-
нок и т. п.).
Основные типы покрытий и назначе-
ние их приведены в табл. 18.
Сведения о лакокрасочных и вспомо-
гательных материалах приведены в т. 6,
гл. VIII
Требования, предъявляемые
к окрашиваемой поверхности
На поверхности изделия не допуска-
ются:
а) раковины, трещины, шлаковые
включения, незачнщенные сварные швы
(сварные изделия);
б) вмятины, забоины, заусенцы, рябь
и прочие дефекты поверхности (штампо-
ванные изделия);
в) пригар, незачнщенные заусенцы
после обрубки, литейные раковины
(литые детали);
г) трещины, задиры, отверстия от
сучков (деревянные изделия) и т. п.
Устранение этих дефектов произво-
дится в цехах, изготовляющих соответ-
ствующие детали.
Для удаления неровностей на штам-
пованных и сварных изделиях при
высококачественной окраске (велоси-
педных рам, кузовов автомобилей и т. п.)
иногда применяют опайку поверхности
третником или специальным сплавом
с последующей опиловкой и шлифова-
нием абразивными материалами. Сте-
пень выравнивания поверхности и не-
обходимость удаления ее дефектов уста-
навливается в каждом отдельном случае
в зависимости от требуемой степени
отделки поверхности.
Технологический процесс
нанесения лакокрасочных покрытий
Процесс нанесения лакокрасочного
покрытия слагается из следующих эта-
пов: а) подготовки поверхности изде-
лия; б) нанесения рабочих смесей ®;
• Лакокрасочные материалы (грунт, шпа
клевка, краска), доведенные разбавлением
растворителями кли разбавителями до необ-
ходимой для работы вязкости.
Основные типы лакокрасочных покрытий
Таблица М
Тип покрытия и его назначение Требования к поверхности покрытия Примерная схема покрытия Наиболее употребительные лакокрасочные материалы Примерные области применения
1. Однослойное (грун- товки) Зашита от коррозии 1. А: Цвет и внешний вид безраз- личны мо сфероето А в ие пок Окраска (грунтовка) в один слой р ы г и я .Масляные краски и эмали, асфальтовые лаки, соецм альные грунты Скрытые поверхности машин, ходовые части трактора, скобяные изделия
2. простое — без отделки: а) зашита от коррозии б) то же и придание декоративного вида Цвет иногда назначается; внешний вил безразличен; допускаются небольшие потеки, сорность и тому подобные дефекты Цвет назначается: допу- скаются небольшие не- ровности. Механическая прочность Грунтовка и окраска в один слой Грунтовка, местная шпак левад, окраска в хна слоя Масляные краски и эмали, асфальтовые лакн, перхлор- виннловые эмали Масляные краски и эмали; глнфталевые, перхлорвинн- ловые и нитроэмали Рамы вагонов н автомобилей, дорожные машины, про стейшне сельскохозяйствен- ные машины (бороны, катки, плуги) Котельное оборудование, дорожные машины, товар- ные вагоны, грузовые ав- томобили, мелкие изделия
3. Нормальной степени от белки Назначение то же, что в п. 2 Цвет мазни чается; обяза- тельна ровная поверхность; блеск не обязателен; меха- ническая прочность Грунтовка, местная шпак- левка. сплошная шпаклевка в один-два слоя и окраска в два слоя (лля нитро- эмали до трех слоев) Масляные краски н эмали; глифталевые, перхлорвинн- ловые и нитроэмали: моче- вине- нли меламинофор- мальлегилные эмали Компрессоры; двигатели; станки, сложные сельско- хозяйственные машины (комбайны, молотилки); изделия точной механики
4. Высокой степени отделки Назначение то же, что в п. 2 Цвет назначается; идеально ровная, блестящая поверх- ность; высокая механиче- ская прочность Грунтовка, местная шпак- левка, сплошная шпаклевка в один-два слоя, выявн- тельная окраска, выправка, окраска в два слоя н лаки- ровка (для повышения твер- дости и декоративности) Два слоя эмали по фосфати- рованной поверхности с ла- кировкой или без нее Масляные, пентвфтвдевые, глнфталевые и нитроэмали; масляные краски с после- дующей лакировкой; моче- иико- или меламинофор- мальлегилные эмали Эмали типа Ч-l и 103, мо- чевино-формальлегилпые эмали Паровозы, кузовы автомоби- лей, трамваи, пассажир- ские вагоны Велосипеды, мотоциклы, швейные машины, холо- дильные и стиральные ма- шины нт. п.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Продолжение т«бл. 18
Тип покрытия его вдзначемие Требования к поверхности покрытия Примерная схема покрытия Наиболее употребительные лакокрасочные материалы Примерные области применения
5. Специальной отделки: а) декоративное для создания на изделии заданного рисунка (сетка, кристаллы и т. а.) 6) имитационное для имитации текстуры дорогостоящих пород дерева в) волокнистые для со- здам и я шероховатой поверхности Цвет, рисунок, степень ров- ности и блеске назначаются Рисунок назначается: пае- ально ровная поверхность, зеркальный блеск Вил материала (бумажные, текстильные. асбестовые волокна; корковая, кожаная пыль, стеклянный поро- шок и пр.); блеск и цвет покрытия назначаются Грунтовка, шпаклевка, окраска, покрытие специ- альными лаками Грунтовка, шпаклевка, окраска, нанесение рисунка, лакировка в три—пять сдоев Грунтовка, окраска, нанесе- ние волокна илн порошка, подкраска (в случае надоб- ности) Кристаллаки, трескающиеся лаки, лак .Мороз*; эмаль .Муар* (взносится без грунта) Нитролаки Масляные и нитроэмали Изделия точной механики, яшикм радиоаппаратуры, пишущие машины, счетные аппараты и т. п. Детали легкового автомобиля и пассажирского вагона, радиоприемники Различные приборы, мебель. Мелкие изделия широкого потребления
/. Электроизоляционное Повышение электростой- «ости приборов и мл шин 11 Цвет и внешний вид безраз- личны; сорность не допу- скае.ся L Специальные по к р Окраска или пропитка л т и я Электроизоляционные лаки Электроприборы и элек- тромашины
3. Химическое Зашита от воздействия щелочей н кислот То же, что и лля атмосферо- устойчивых покрытий Грунтовка, окраска в один илн несколько слоев Асфальтовые и бакелитовые лаки; перхлорвиниловые и нитроэмали, специальные краски и эмали Аккумуляторные ящики, гальванические ванны, вну- тренние поверхности баков, детали станков
3. Термостойкое Защита при воздействии те пл л ло 300—400° С Цвет (черный или серебри- стый) и степень отделки назначаются Окраска в одни слой Асфальтовые лаки; жаро- стойкие эмали и лаки; лаки с примесью алюминиевой пудры Топки паровозов и газогене- раторов, кожухи термиче- ских печей и т. п.
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
737
Прололжекке табл. 18
Примерные области применения Деревянные конструкции Детали станков и двнгате- 2 5 S 3 2 и 0 Л 2 О S 01 •с Внутренняя поверхность бен- зобаков
Наиболее употребительные 1 лакокрасочные материалы | Спенияльные пропитки, обмазки и краски; перхлор внинлоаые краски Нитроэмали типа 624 Специальные вмали типа УБГ-1, УБЭ-1 и лр.
Примерная схема покрытия Окраска в один или не- сколько слоев или про* питка Окраска в один слой 1 Грунтовка, окраска в один два слоя
1 Требования к поверхности 1 покрытия Цвет н внешний виа безраз- личны (могут быть заданы) я •
Тия ПОКрЫТКЯ его назначение 4. Огнестойкое Зашита дерева от зато- 3 S. S. Mac.toemoattu Окраска литья для за- крепления литейной пыли и др. 1 в. Бекзамогтойкав
47 Tow 5 1412
в) сушки лакокрасочных слоев; г) обра-
ботки покрытия (шлифование, полиро-
вание и т. п.) н в случае надобности
д) декоративной отделки окрашенной
поверхности.
Подготовка поверхности заключается
в удалении с поверхности изделия ока-
лины, ржавчины, масел, остатков со-
лей, щелочей и кислот, старой краски,
выделившейся смолы и ворса у дере-
вянных изделий и разных механических
загрязнений, препятствующих хорошему
сцеплению с лакокрасочным слоем.
В ответственных случаях для со-
здания антикоррозионной стойкости и
повышенного сцепления с покрытием
металлические изделия подвергаются
специальной химической обработке
(фосфатирование, оксидирование и т. п.).
Способы подготовки поверхности из-
делия, их назначение и области при-
менения указаны в табл. 19.
Грунтовка поверхности производится
по предварительно очищенной и подго-
товленной поверхности. Грунтовочный
слой должен обеспечивать прочное сцеп-
ление поверхности с последующим сло-
ем покрытия. Он должен обладать
антикоррозионными свойствами, влаге
непроницаемостью и пластичностью.
Грунтовка изделий из цветных ме-
таллов производится после химической
обработки их поверхности для создания
оксидной пленки, обеспечивающей луч-
шую адгезию.
Шпаклевка (подмазка) служит для
выравнивания поверхности; количество
шпаклевочных слоев определяется каче-
ством поверхности и требуемой степенью
отделки покрытия и должно быть мини-
мальным, так как большое количество
шпаклевочных слоев снижает прочность
покрытия. |
Шпаклевочные слон наносятся сталь-
ным и деревянным шпателями или кус-
ком резины на загрунтованную поверх-
ность слоями толщиной не более 0.3|-
0.5 мм с последующей сушкой каждого
слоя. Для исправления мелких неров-
ностей при высокой степени отделяй
поверхности применяется шпаклевка
№ 18), наносимая тонким слоем.
После высыхания шпаклевочного слоя
и его шлифования иногда наносится
выявительный* слой окраски, по которо-
му производится выправка (исправление
мелких дефектов подмазочной массой).
• Для выявления иеровиостей я дефектов.
738
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЯ
Таблица 19
Способы подготовки поверхности изделий
Способ ПОДГО- ТОВКИ Операция Назначение Оборудование и инструмент Области применения
Металлические изделия Очистка от окалины и ржавчины
Химический Травление раствором серной или соляной кислоты, промывка воюй, нейтрал изл ция раствором солы или известковым молоком •) То же раствором фос- форной кислоты (состав М 1120)’), выдержка 2—3 мин.. Удаленке окалины и больших налетов ржавчины Удаление небольших налетов ржавчины и остатков мине- ральных масел; соз- дание поверхности с повышенной адге- зией Ванны для травления, промывки и нейтра- лизации Моечная площадка со стоками, выло- женная метлахски- ми плитками; воло- сяные или травяные щетки.* шланг для воды Стальные изделия мелких и средних габаритов; изделия из листового ме- талла Крупные н средние изделия из листовой стали (кузовы авто- мобилей и т. п.)
промывке горячей водой; нейтрали» пня (состав № 107)*)
Механический Обивка вручную пнев- матическим инстру- ментом Очистка песком, стальной дробью или стальным пе- ском (вручную или автоматически) ‘) Очистка механическая н ручная •) Шлифование механи- ческое или ручное Удаление толстых слоев окалины и ржавчины Удаление окалины, ржавчины и других загрязнений; созда- ние шероховатости для повышения адгезии Удаление отслаиваю- щейся окалины, небольших налетов ржавчины и прочих загрязнений Удаление крупных налетов ржавчины и окалины Пневматический мо- лоток; затупленные зубила; зубчатые бойки Пескоструйная (дробе- струйная) камера (барабан) Пневмо- или влмстро- ииструмент; прово- лочные щетки; скребки, наждачная шкурке Пневмо- или электро- инструмент со шли- фовальным кругом Крупные металлокон- струкции (котлы, мосты, краны и т. п.) Изделия мелких я средних габаритов, нс требующие со- хранения точности размеров (литье, поковки, облицо- вочные детали) Лнтье. детали из проката, сварные щвы, изделия кз листовой стали Изделия крупных и средних габаритов несложной конфигу- рации (кузовы цель- нометаллических вагонок и т. п.)
И •см 1 пнем жуто а мата Нагрев ацетилеко кне дородным пламенем, очистка вручную •) Допускается при нем ытые нерастворимые со. Фосфорной кислоты 74 разводится водой в соо Аммиака Л*/.-кого Создает чрезпы кйио к времени между очист МалопронзвоантсльныП Окраска производится ллу. Удаление окалины путем ее разруше- ния зможяостн применять и разрушают лакокрасс •/о. гидрохинона l°f*. 6yi тношеиии 1 :1. ». спирта втилового 48е активную поверхность, кой и нанесением покрь способ, дающий невыс не позже чем через Специальная горелка (огневая щетка), проволочная щетка другой способ, так кг иное покрытие, ганола 5*1-, втинола 20* воды SO*/.,. быстро корроднруюшук |тия следует сокращать ояое качество очистки. часа после очистки, Крупные металлокон- струкции (мосты, краны и т. п.) и остатки щелочи и Ь- Перед употребле- на воздухе; проме- ло минимума. лучше по теплому f 1
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
739
Продолжение табл. I»
Спосо ПОАГО тонки б Операция Назначение Оборудование и инструмент Области применения
Обработка щелочными растворами и органиче- скими оаствоош елями Механизированная промывка улйт спи- ритом. бензином, дихлорэтаном, три хлорэтнленоч Ручная промывка уайт-енирнтом бен зином, скипидарим Проминка в горячих щелочных (состав № IU84’) и мыле ных (состав М 1081)' раство- рах. промывка горя- чей водой, сушка Очистка от Mart Удаление масел и жиров (растворение), 1 1 То же Удаление масел и жиров (путем змуль- гироваиия) и меха- нических загрязне- ний гл и грязи Специальные моечные агрегаты: моечные баки для струйной промывки Волосяные щетки, ветошь Многокамерные моеч- ные машины: ванны 1 Металлические изде- лия средних и мел- ких габаритов Разнообразные метал- лические изделия Металлические изде- лия средних и мел- ких габаритов в массовом и крупно- серийном промзв од- стве
Химический ческий Обжиг при темпера- туре 350-050 °C: шлифование Промывка уайт-спи- ритом, скипидаром, ацетоном и т. о.; нанесение специаль- ных составов (смы- вок) с последующей протиркой Промывка я 10— 20’10 ном растворе едкой щелочи при температуре 80— 90°С или нанесение шелочных паст, промывка водой Сжигание остатков масел и смазок (с уайт-спиритом илн без него) Удаление старой Удаление старой кра- ски путем раство- рения обратимой пленки (асфальте вне лаки, нитро- лаки и т. п.) То же путем хими- ческого разрушения пленки Обжигательная печь с газовым или неф- тяным обогревом краски Вентиляционные устройства для от- соса паров раство- рителей, шпатель для соскабливания Ванна. мочальные кисти, шпатель для соскабливания Крупные штампован- ные детали из ли- стовой стали Разные металлические изделия То же
Механиче- ский Очистка песком, стальной лробью илн стальным пе- ском, соскабливание ручным инструмен- том То же путем меха- нического разруше- ния пленки Пескоструйный (дро- беструйный) аппа рат; скребки, ста- мески. абразивный инструмент
Термический Выжигание пламенем, соскабливание вруч ную. шлифование, протирка е уайт- спиритом То же путем сжига- ния пленки Паяльная лампа со специальной горел- кой. шпатель, абра- зивный инструмент
« 1 1 о и В вол •) в вол •) Н СОЛ Фосфатирование нор- мальное илн уско- ренное 1 (с после- дующей обработкой в растворе хромовой кислоты и прокали- вание при темпе- ратуре до 250® С) метолом окунания Едкого натра 5О*|о, соды ном растворе 1"|0. считая Мыльной стружки 2«,0. м ном растворе 0,7»(.. Режи Обработка в растворе ди ей меди. Вренн обработк Специальная ot Создание пористой фосфатной пленки, повышающей кор- розионную стой- кость и адгезию поверхности кальцинированной 20»|о, иа едкий натр. Режим: ягкого мыла из льивног я: г а 81 * 85° С, врем: пирофосфатов ыаргаип и погружением 3—5 их работка Комплект ванн, ка- мера для прокали ванна тринатрийфосфата 30»), — ип -а- 85° С: время ot о масла 92”|в. поды i •!., обработки 1 — 1,5 мни. а нли цинка с примесью па., опрыскиванием 1—1 Детали мелких я средних габаритов из листовой стали (автомобилей, вело- сипедов и мотоци- клов) концентрация состава работки 1—1,5 мин. концентрация состава азотнокислого натрия, ,5 мин.
47*
740
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИИ
Продолжение табл. 1$
Способ ПОДГО- ТОВКИ Операциа Назначение Оборудование и инструмент Области прнмеиеииа
Специальный Ускоренное фосфати роваине опрыски- ванием Химическое и анод- ное оксидирование Обработка в хромат- ных растворах Создание пористой фосфатной пленки, попивающей кор- розионную стой- кость и я дгезию поверхности Создание защитной пленки, увеличи- вающей адгезию и ант икоррозиоыную стойкость То же Специальные агре- гаты Комплект num То же Детали средних и крупных габаритов из листовой стали (кузовы автомоби- лей. облицовочные детали) в массовом производстве Изделия из алюминия и его сплавом и магниевых сплавов Изделия из цинковых сплавов
Шлифование высушенной зашпакле-
ванной поверхности служит лля сгла-
живания неровностей и пронзнолится
вручную или (при обработке больших
поверхностей простой конфигурации)
механизированным инструментом.
Шлифование с водой или уайт-спири-
том дает более ровную поверхность,
ускоряет операцию и уменьшает пыле-
образование. После мокрого шлифова-
ния для удаления сошлифованной
шпаклевки изделия промываются водой,
протираются ветошью или замшей н
подвергаются сушке.
После сухого шлифования с этой же
целью применяется продувка сжатым
воздухом, притирка ветошью и марлей,
смоченной обеспыливающим соста-
вом № 401.
Окраска наносится на подготовленную
поверхность в один или несколько сло-
ев. Окрасочные слои должны быть эла-
стичными и обеспечивать хорошее сцеп-
ление с предыдущими слоями лако-
красочного покрытия.
Отделка окрашенной поверхности со-
стоит из лакирования, полирования и
декоративного оформления.
Лакирование служит для придания
лакокрасочному покрытию повышен-
ных защитных свойств, а также зеркаль-
ного блеска поверхности изделия; ла-
ковое покрытие наносится на окрашен-
ную поверхность в один или несколько
слоев.
По масляной окраске лакирование
производится при окраске с вы-
сокой степенью отделки или для
специальных видов отделки (ими-
тация).
Изделия, окрашенные промышлен-
ными эмалями и фиксолями, лакируют-
ся только при особо высоких или спе-
циальных требованиях к покрытию из-
делий.
Полирование предназначается для
создания особо ровной и блестящей
(зеркальной) поверхности покрытия пу-
тем ее обработки абразивными пастами
и составами (№ 289 и 290) вручную и ме-
ханизированным инструментом с при-
менением фетровых и суконных кругов,
цигейской шкурки и т. п.
Полирование дерева достигается пу-
тем нанесения на шлифованную его
поверхность тонкого прозрачного с зер-
кальным блеском слоя политуры.
Декоративное оформление предна-
значается для окончательной отделки
изделия и наносится на окрасочный
слой. Наиболее употребительные ви-
ды декоративной отделки и способы
их нанесения приведены в табл. 20.
Характер окраски отделки, принятые
для этой цели материалы и в случае
надобности указания на специальные
виды подготовки, а также особые тре-
бования. вызванные конструкцией изде
лия (например, подкраска мест сопряже
ний и пр.), указываются на чертежах
деталей, узлов и собранных изделий.
Способы нанесения рабочих смесей.
Для получения качественного лакокра-
сочного покрытия рабочую смесь на-
носят на сухую поверхность или па
ранее нанесенный и высушенный слой
лакокрасочного материала тонкими и
ровными слоями; нанесение толстого
слоя приводит к образованию затеков
и неровностей, которые при неравномер.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ ‘
741
Наиболее употребительные вады декоративно! отделки
Таблица 20
Вн* отделки Способ нанесении Назначение
Цнровка (линовке) Декыькомакш1 Набивка по трафаре- ту (с пропиской от руки кнетыо) Узкие декоративные линии наносят кистью из длинного беличьего волоса или специ- альной машинкой; производится масляными и нитроинроночными красками Типографский рисунок покрывают масляным лаком и после оысыхаиия до липкости ня кладыяают лаковым слоем вниз, плотно приtкрая рукой или губкой к окрашенной поверхности; затем бумагу отмачивают, смывают остатки лака растворителем и закрепляют рисунок прозрачным лаком Рисунки наносят посредством трафарета кистью или распылителем; для нанесения многоцветных рисунков применяют комби нации кз нескольких трафаретов Декоративная отделка авто- мооилей. велосипедов, ва- гонов и других изделий Нанесение гербов, фабрич- ных марок, надписей и прочих рисунков ✓ Нанесение надписей, рисун- ков и т. п.
ном просыхании образуют морщины
и трещины.
Рабочие смеси наносятся вручную,
механизированным путем и автомати-
чески. Способы нанесения окрасочных
смесей и их характеристика приводятся
в табл. 21.
Сушка лакокрасочных покрытий. Раз-
личают естественную и искусственную
сушку лакокрасочных покрытий.
Естественная сушка при-
меняется преимущественно для быстро-
сохнущих лакокрасочных материалов
(нитроэмали, перхлорвиннловые эмали
и т. п.), процесс высыхания которых
состоит в основном в испарении легко-
летучих растворителей.
Для удаления вредных паров раство-
рителей окрашенные изделия помеща-
ют в вытяжную камеру: количество
отсасываемого воздуха из нее должно
соответствовать интенсивности испаре-
ния растворителя
Масляные краски н эмали требуют
значительного времени для высыхания:
применеииеестественной или искусствен-
ной сушки зависит от размера произ-
водственной программы и габарита
изделий.
Искусственная сушка про-
изводится подогретым воздухом (конвек-
ционная), лучистой энергией (радиаци-
онная) и токами высокой или промыш-
ленной частоты (индукционная).
Сушка подогретым воздухом всех ви-
дов лакокрасочных материалов происхо-
дит в сушильных камерах, подогреваемых
паром до 60—120° С, газом или электри-
чеством до 160—220® С.
Наиболее употребительны паровые су-
шильные камеры с батарейно-калорифер-
ным обогревом (с дополнительно устано-
вленными внутри отопительными прибо-
рами).
Сушка лучистой энергией основана
на быстром нагреве окрашенной поверх-
ности до 150—180® С инфракрасным
излучением, направленным на нее реф-
лекторами или специальными панелями
Этот способ окращает срок высыхания
краски от 3 до 10 раз по сравнению
с сушкой подогретым воздухом
В качестве источника излучения при-
меняются электролампы типа ЗС с воль-
фрамовой нитью мощностью 250 и 500 em,
напряжением 127 и 220в с посеребренной
внутренней поверхностью и специальные
элементы и панели, нагреваемые элек-
тричеством или газом до 350—700* С.
Последние более экономичны.
Сушка т. в. ч. применяется для одно-
родных стальных изделий в условиях
массового производства.
Изделия сушатся на конвейере, дви-
жущемся внутри специальных соленой-
ов, ио которым проходит ток частотой
250—800 пер/сек. Температура нагрева
изделия до 200—300® С обеспечивает
интенсивное высыхание лакокрасочной
пленки. Сушка т. в. ч. требует значн-
тельного расхода электроэнергии и при-
меняется редко.
Сушка токами промышленной частоты
окрашенных изделий крупных габаритов
производится при помощи передвижных
соленоидов, обеспечивающих нагрев по-
верхности до 100—280° С. Расход элек-
троэнергии I квт-ч/м* поверхности.
742
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИИ
Таблица 31
Способы нжиесени рабочих смесей и мх характеристика
Способ Характеристика Оборудование и инструмент Назначение
Окраска ки- стью Универсальный, малопроитво- дительный (10—2D аа'/чос); при окраске с высокой степенью отделки требует применения флейца лля удаления штрихов, нанесен- ных кистью • Кисти малярные (ОСТ 90(172-40, 90073-10, 90074-40) Окраска различных изде- лий, преимущественно в единичном н мелко- серийном производстве
Воздушное распыление Уннкерсальиый, производи тельный (до 200 ат’(час); лает тонкое, ровное покры- тие (Н—20 мк|; требует применения мощных венти- ляционных устройств Распылительная камера; воздушная завеса или передвижная распыли- тельная камере: аппа- ратура для распыления; сжатый воздух 3—б ат Окраска разнообразных деталей крупных и сред- них габаритов: окраска мелких деталей (штам- повок) ва подвесках
Веском п рессор ное раслы ленке Высокопроизводительный (.>50 xPIvoc и выше): тума- нообразования нет и при- менение мошной вентиля- ции излишне Вытяжная камера для улавливания паров рас- творителей; специаль- ный агрегат с распыли- телем и шлангами Простая окраска крупных изделий несложной кон- фигурации (суда, товар- ные вагоны, платформы грузовых автомашин и т. п.)
Окунание или погружение Высокопроизводительный; производится вручную и автоматически (на конвей- ерах): допустим при работе со стабильными окрасоч- ными смесями, не дающими быстрого осаждения пиг- ментов: покрытие ровное Ванна лля краски; устрой- ство лля фильтрации и перекачки; для больших ванн — специальное ла- кохранилише со слив- ными устройствами (за пределами цеха) Простая окраска деталей мелких и средних габа- ритов обтекаемой фор- мы (без карманов в пазух)
Обливание или опры* скиванне Высокопроизводительный; производится вручную или автоматически; допускает работу стабильными рабо- чими смесями; быстрое за грязнение смеси требует по- стоянной фильтраций; вы- зывает повышенный расход растворителя Установка лля обливания, состоящая из камеры с системой сопел, на- сосной установки, филь- тров и лакохранилища; для ручной окраски — бачок и стол лля обли- вания Простая окраска изделий несложной конфигура- ции; окраска изнутри полых цилиндров. При- меняется вместо окуна- ния для окраски крупно- габаритных изделий
Окраска в ба- рабанах и колоколах Высокопроизводительный; допускает совмещение окраски и сушки; нитро вмяли распыляются обычно через цапфы барабана Колокола: барабаны с по- догревом или без подо- грева Проста! окраска мелких однотипных деталей (нормали): мелких изде- лий народного потреб- лении
Окраска ва- ликом (на- каткой) Рисунок с клише иа изделие переносится валиком и за- крепляется несколькими т.н ими прозрачного нитро- лака; допускает полную автоматизацию Желатиновые валики, клише, аппаратура для распыления, распыли тельные камеры, сжа- тый воздух 3—6 ат Имитация ценных пород дерева в автомобиле и вагоностроении. Приме- няется для изделий не- сложной конфигурации
Окраска в в ле проста- тическом поле Высокопроизводительный; производили автоматиче ски; электрически заряжен- ные распыленные частицы краски осаждаются иа за- земленное изделие: дает экономию лакокрасочного материала до Я* •)<, *• Установка для создания электростатического поля; мощность уста- новки; напряжение К5 000-100 000 в, сида тока до 10 ла Окраска мелких и сред- них деталей (окраска внутренних поверхно- стей невозможна)
Окраска в ав- ч томатах и полуаэтома тах Производится распылением, окунанием, накаткой и пр.; иногда объединяется с опе- рацией сушки Автоматы и полуавто- маты различных кон- струкций Простая окраска оаиотнп- ных нзаелнй в массовом производстве
• Для увеличения производительности при простой окраске больших поверхностей приме- няются маховые кисти и кисти макловицы. • • Позволяет производить удаление утолщений и наплывов краски после покрытия окунанием в течение нескольких секунд (до 1 мин.).
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
743
В условиях массового производства
целесообразно применять высокотемпе-
ратурную скоростную сушку масляных
покрытий при температурах 250—600“ С,
которая значительно сокращает время
высыхания нанесенного лакокрасочного
материала, а также повышает водостой-
кость и долговечность покрытия в атмо-
сферных условиях [3|; |4].
Режимы искусственной сушки (время
и температура) устанавливаются в зави-
симости от принятых лакокрасочных
материалов, так как от действия высоких
температур возможны изменение цвета
и потускнение пленки покрытия.
Приготовление и хранение
рабочих смесей
Лакокрасочные материалы поступают
с заводов-изготовителей в виде густо-
тертых паст(масляиые краски н шпаклев-
ки) или в виде готовых смесей (эмали и
лаки). Перед употреблением густотертые
масляные краски разводятся олифой, а
шпаклевки в случае надобности — спе
циальной разводкой.
В зависимости от метода нанесения
лакокрасочные материалы могут быть
дополнительно разведены разбавителями
до нужной рабочей вязкости. Готовые
смеси контролируются на вязкость во-
ронкой НИЛК или вискозиметром.
При большом расходе рабочих смесей
приготовление их заводам и-потребите-
лями производится в краскозаготовитель-
ных отделениях, расположенных вне
цеха. Оттуда рабочая смесь подается
к точкам потребления насосом по коль-
цевому трубопроводу.
Хранение лакокрасочных материалов,
рабочих смесей и разбавителей в цехе
ввиду их пожаро- и взрывоопасности
допускается в размерах, не превышающих
суточной потребности; в цехе, имеющем
краскозаготовительное отделение, орга-
низуется склад лакокрасочных материа-
лов на 2—3-суточиую потребность.
При большом расходе рабочие смеси
и разбавители хранятся в подземных
цистернах вне цеха.
Среднеудельные нормы расхода рабо-
чих смесей в Г/м* окрашиваемой поверх-
ности приведены в табл. 22.
' Контроль качества
лакокрасочного покрытия
Цвет и внешний вид оце-
ниваются путем сравнения с эталонами,
изготовленными по технологическому
Таблица И
Средине нормы расхода различных
материалов в окрасочных цехах
Наименование материалов Способ нанесения Расход рабочих смесей в Г\м> иа один слой
Рабочие смеси
Грунтовка на свиицо пом сурике Кистью 200—225
То же на железном сурике 40—СО
То же Распыле- 90-100
То же на цинковых белилах кием Кистью 100—120
То же Распыле- 150 -200
То же типа М-138 . . нием То же 80-100
Шпаклевка 1-го и 2-го слон и подмазка типа AM Шпатель 130- 200
Нитрошпаклевка лш-лг, АШ-30 . . . 180-200
Лаки масляные свет- лые . Распыле- 80-100
То же нисм Кистью 50-60
Лаки масляные и эмали черные .... Распыле- 60-90
То же ........ нием Кистью 35-60
Эмали промышленные, масляные, глифта- леные и пр. разных цветов ТО-130
Распыле- 90—160
Нитроэмали разных Цветов нием Окунанием 60-120
Распыле- 120-200
Краски масляные раз- ных цветов нием Кистью 76-180
То же Распыле- 100- 200
Перхлоринниловые эмали нием То же 150-200
Разбавители
Олифы разные .... — По рецеп-
Растворители (скипи- дар. уайт-спирит и пр.) турам 5—15°|о
То же М 646, 647 и пр. веса краски IOI- 120|о
Уайт-спирит для обез- жиривания поверх- веса эмали
мости 25—30
То же ал» шлифом-
ине шкуркой . . . 40-50
процессу, соответствующему техниче-
ским условиям на материалы и покрытия
Твердость, гибкость (эла-
стичность), сопротивление уда-
ру и стойкость к различным
агрессивным средам (вода,
бензин, масло и т. п.) определяются по
ГОСТ 4765-49.
744
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИИ
Теплостойкость определяется
проверкой эластичности, сопротивления
удару и других свойств образца покры-
тия после воздействия на него темпера-
туры, превышающей эксплуатационную;
в некоторых случаях при определении
состояния покрытия ограничиваются
наружным осмотром.
Коррозионная стойкость
проверяется временем, прошедшим до
начала разрушения образца покрытия,
помещенного в коррозионную камеру,
куда вдувают корродирующий раствор
в виде тумана (обычно 3—10%-ный
раствор поваренной соли) и где поддер-
живают на постоянном уровне влаж-
ность и температуру.
Атмосферостойкость опытного образца
покрытия испытывается на открытом
месте (крышная станция) продолжитель-
ное время (6—12 мес. и выше); ускорен-
ные (сравнительные) испытания можно
производить специальным аппаратом
(везерометром), воспроизводящим ’ста-
рение пленки в искусственных усло-
виях.
Дополнительные эксплу-
атационные испытания про-
изводятся в случае надобности на опыт-
ном изделии, окрашенном согласно тех
ннческим условиям.
Организация окрасочных работ
В зависимости от принятой технологии
изготовления изделия, его сложности,
габарита, а также размера производства
изделие может окрашиваться:
в собранном виде; трудно-
доступные места грунтуются и окраши-
ваются до или в процессе сборки;
в деталях и узлах; после
окончательной сборки производятся
исправление дефектов (иногда и полная
окраска) и окончательная отделка.
При сложной технологии изделия и
в условиях массового производства окра-
сочные операции могут производиться
в несколько приемов- грунтовка в цехах
изготовителях, предварительная окра-
ска после механической обработки и
окончательная окраска узлов или со-
бранного изделия.
Исходя из объема производства и ха
рактера изделий, операции подготовки,
окраски и отделки могут производиться:
а) на поточных линиях
с непрерывным или периодическим пере-
движением изделий конвейерами (массо-
вое или крупносерийное производство);
оборудование применяется проходного
типа, с подачей изделий с одной стороны
и выдачей с другой;
б) то же с периодическим поступатель-
ным или поступательно-возвратным пере-
движением изделий на тележках или
на собственном ходу (серийное и мелко-
серийное производство); оборудование
применяется проходного или тупикового
типа;
в) на рабочих постах без
передвижения изделия (индивидуальное
производство крупных изделий), где
операции подготовки, окраски и отделки
производятся последовательно одна за
другой.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Гальванические покрытия
I. Абрамсон Д. С. и О р я о в а С. И.,
Контроль злектролитов н качества гальвано-
покрытий. Машгиз. I960.
2 Док и н Н. И. и Чу гай А. Ф..
под рел. Г. К. Швыряева Каталог чер-
тежей оборудования гальванических цехов,
изд. 2-е, «Металлохимэащнтлк. 1939.
3. К у а р я в u е а Н. Т., Гальванотех-
ника. Гиэлегпром. 1940.
4. Кудрявцев Н. Т., Электролити
веское цинкование. Металлургизлат. 1944.
6. Лайнер В. И. н Кудрявцев Н.Т.,
Основы гальваностегии. Мета ллургиздат,
ч. I. 1953, ч. II. 1946.
6. Левин А. И.. Гальванопокрытия иа
автозаводе имена Сталина, Труды второй
конференции по коррозии металлов, т. II.
АН СССР. 1943.
7. Левицкий Г. С„ Износоустойчи-
вое хромирование. Машгиз. 1948.
,8. Справочник проектанта, Гипроавтопром.
Машгиэ, 1946.
9. ГОСТ 2249-43 > 3002-45.
10. ШвыряевГ. К. иТреспе Г. Г.-
К вопросу о расходе химикатов и материалов
в гальванических цехах. «Корразия и борьба
С ней» Nt 2. Машгиэ. 1941.
Н.ШвыряевГ. К и I р е с л е Г. Г.,
Сборник временных норм расхода материалов
по гальваническим и химическим покрытиям
и обработке металлических изделий, «Ме-
-таллохнмэащита», 1939—1940.
12. ШвыряевГ. К.. Треспе Г. Г.
и ПрандецкаяЕ. А., Временные нормы
выработки по механической обработке ме-
таллов и расходу материалов в гальпанических
Цехах, «Металлохимзащита», 1940
13. Энциклопедически!) справочник -Ма-
шиностроение». Т. 14. гл. VIII, Машгиэ, 1946.
Металлизация распылением
I. Антошин Е. В., Технология ив
таллиэации, Машгиэ, 1944.
2. Давыдовская Е. А., Металла-
эация как средство защиты or коррозии. Труды
ЦНИИТМАШ, Машгиз, 1948.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
745
3. Кат ц Н. В.. Применение электро-
металлизации в текстильной промышленности.
Гвалегпром. 1945.
4. Электроыеталлизация прн ремонте нзно
шейных автодеталей, Воен и зла г 1945.
5. К а т ц Н. В.. Л и и н и к Е. М-. Элек-
трометаллиэация, Сельхозгиз. 1953.
Лакокрасочные покрытии
(.Вульф К.. Неметаллические ави-
ационные материалы. ВВИА имени Жуков-
ского. 1948,
2. Бахвалов Г. Т. БирганЛН..
Лабутии В. П. и Мануйлов П Н..
Защитные покрытия металлов в машинострое
инн. Main г из. 1949
3. В а й и а р А. Я.. Д а с о я и М. А..
Дринберг А Я. Тарасенко А Л..
Ханн И. И., Справочник по защитно-деко-
ративным покрытиям. Машгиз. 1951.
4. Д р и и б е р г А, Я.. С н е д з е А. А..
Тихомиров А. В. Технология лако-
красочных покрытий. Госхнмиздат. 1951.
б. М и р о н ч в в П. С. и Сапе
г и н а М. П.. Применение глифталевых лаков
а эмалей. Госхнмиздат. 1950.
6 Министерство химической промышлен-
ности СССР. Альбом оборудования и аппара-
туры окрасочных цехов. Госхимиздат. 1950.
7. Парийский М. С,. Окрасочные
цехи. Справочник проектанта машинострои-
тельных заводов, т. 3. Машгиз, 1946.
8. Альбомы оборудования окрасочных це-
хов. Гнпроавтотракторопром. 1955
9. Сточик Г Ф.. Технология лако-
красочных покрытий в машиностроении. Маш-
гиз. ! 950.
10. Технические условия Министерства хи-
мической промышленности СССР на лако-
красочную продукцию. 1947 — 1954.
II. Груды ВНИИ железнодорожного транс-
порта. вын. 30, Экономия олифы и масляных
красок на железнодорожном транспорте.
Трансжеллориздат, 1949.
14. Энциклопедический справочник «Маши-
ностроение*. т. 4 и 14, Машгиз, 1947 и 1946.
ГЛАВА Kill
ТЕХНОЛОГИЯ СБОРКИ МАШИН
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СБОРКИ
Продуктом конечной стадии машино-
строительного производства является
изделие. Сложное изделие обычно пред-
ставляет собой совокупность деталей
и узлов, являющихся его элементами.
Деталью называют первичный элемент
изделия, характеризующим признаком
которого является отсутствие в нем ка-
ких-либо соединений.
Узлом называют элемент изделия,
представляющий собой соединение двух
или нескольких деталей, независимо от
рола соединений (разъемных или неразъ-
емных); характеризующим признаком
узла с технологической точки зрения
является возможность его сборки обо-
собленно от других элементов изделия.
Механизм изделия.определяемый функ-
циональным его назначением, не являет-
ся узлом с технологической точки зрения,
если он не может быть собран обособлен-
но, а создается лишь в процессе сборки
с другими элементами изделия.
При построении процессов сборки
целесообразно делить узлы изделия на
группы и подгруппы.
Группой называют узел, непосред-
ственно входящий в изделие.
Подгруппой называют узел, входящий
в изделие в составе группы.
В зависимости от взаимосвязи с груп-
пой различают подгруппы разных по-
рядков. Узел, входящий непосредственно
в группу, называют подгруппой 1-го по-
рядка; узел, входящий непосредственно
в подгруппу 1-го порядка, называют
подгруппой 2-го порядка и т. д.
Любой узел в зависимости от его кон-
структивных особенностей может со-
стоять либо нз отдельных деталей, либо
из узлов низших порядков и отдельных
деталей.
На фиг. 1 показана принципиальная
схема расчленения изделия на элементы.
Каждый элемент изделия условно
обозначается на схеме прямоугольником,
разделенным на три части (фиг. 4),
в которых указываются наименование
элемента, индекс элемента и количество
собираемых элементов.
Базовым называют основной элемент
(деталь или узел), с которого начинается
сборка. Индексация элементов произво-
дится в соответствии с номерами и
индексами, присвоенными деталям и
узлам на чертежах и в спецификациях.
В современном машиностроении сбор-
ка расчленяется на общую и узловую.
Под общей понимают сборку закончен-
ных изделий; иногда это понятие рас-
пространяется условно на сборку слож-
ных групп Под узловой понимают
сборку подгрупп и несложных групп.
На фиг. 2 показаны технологические
схемы общей и узловой сборки изделия,
расчленение которого на элементы пока-
зано на фиг. 1.
Технологические схемы строятся
отдельно для общей сборки изделия и
для сборки каждого из его узлов. Эти
схемы содержат лишь детали и узлы,
непосредственно входящие в собираемые
изделия или узлы.
Технологические схемы сборки снаб-
жаются дополнительными надписями,
определяющими содержание операций,
если таковое не очевидно из самой схемы.
В качестве примера на фнг. 3 показан
сборочный чертеж станины токарного
станка, а на фиг. 4 — технологическая
схема сборки станины и ее узла (корыта
в сборе).
Технологические схемы сборки пока-
зывают порядок комплектования изделия
и его узлов.
Одним из конструктивных преиму-
ществ изделия является возможность
его сборки из предварительно собранных
узлов, так как цикл общей сборки
в этом случае значительно сокращается.
at
ияаозэ НИИХЭ НИЮИНИЮ1ГОНХН1
748
ТЕХНОЛОГИЯ СВОРКИ МАШИН
Детали
деталь
базовая
Детали Детали
Фиг. 2. Техжологииескке схемы обшей и узловой сборки изделие.
МЕТОДЫ СБОРКИ
749
Технологические схемы сборки на-
глядно демонстрируют степень соблюде-
ния этого условия.
Как узловая, так и общая сборка
может осуществляться: I) без поопера-
ционного расчленения сборочного про-
К11-50
282-260-1
01-1-1
Разрез по ДР
02-1
Фнг. 3. Сборочный чертеж
280г-26О-1
12-26-1
13-26-1
027-
КЗЧ
K10-S0
2809-260-1
7-6
273-260-1
6-2
станины токарного станка.
дгв-t
ч
Вместе с тем при построении техноло-
гических схем сборки обнаруживаются
конструктивные неувязки изделия или
узла, усложняющие процесс сборки.
5
ХСтапина ]
4 / сбор* I
4 5%;; I
Корыто
1SESESL
Ч<Ч<-’ЛОЛ
Фиг. «. Технологически схема
сборки станины.
С там» но
а ч I
Ш
ад:
МЕТОДЫ СБОРКИ
еле-
В машиностроении применяют
дующие методы сборки: 1) метод полной
и неполной взаимозаменяемости; 2) метод
групповой взаимозаменяемости; 3) метод
пригонки; 4) метод регулировки (см. т. 4,
гл. 11, стр. 67).
цесса: 2) с расчленением сборочного
пронесся на операции.
Сборка без пооперационного расчлене-
ния сборочного процесса представляет
собой стационарную сборку,
т. е. осуществляемую только
при неподвижном собираемом
узле или изделии.
Обычно общая сборка производится
из предварительно собранных узлов
и лишь в случаях, когда конструкция
изделия не допускает выделения узлов,
общая сборка производится непосред-
ственно из деталей.
Сопоставляя длительность циклов
сборки одного и того же изделия, имеем
при сборке непосредственно из деталей
Т> _ т
1 „ “ ТГ«
где Т’ — длительность цикла сборки
750
ТЕХНОЛОГИЯ СБОРКИ МАШИН
непосредственно из деталей; Т — трудо-
емкость процесса сборки; В — количе-
ство рабочих в сборочной бригаде;
прн сборке из предварительно, собранных
узлов
гле Г" — длительность цикла сборки
из предварительно собранных узлов;
Гу — трудоемкость процесса сборки наи-
более трудоемкого узла; — количе-
ство рабочих в бригаде на сборке этого
узла; То—трудоемкость процесса общей
сборки из предварительно собранных
узлов; Во — количество рабочих в бри-
гаде общей сборки.
Количество рабочих в бригаде лими-
тируется возможностью такой их рас-
становки, при которой они могли бы
работать без помехи друг другу.
При сборке из предварительно собран-
ных узюв значительно расширяется
фронт работ, так как сборка узлов
выполняется параллельно несколькими
отдельными бригадами, общая сборка
производится также отдельной бригадой.
Трудоемкость процесса общей сборки
непосредственно нз деталей Т, естест-
венно, должна превышать как трудоем-
кость процесса общей сборки из предва-
рительно собранных узлов 7*о. так и
трудоемкость процесса сборки наиболее
трудоемкого узла Ту. Следовательно,
при наличии в изделии двух и более от-
дельных узлов применение узловой сбор*
кн сокращает длительность цикла
сборки:
By + во < в •
При серийном производстве длитель-
ность сборки серин Тс определяется
по формулам:
при сборке непосредственно из дета-
лей
где Nc — размер серии (количество
Собираемых изделий);
прн сборке из предварительно собран-
узлов
Те
ных
если
Т9 ~ Ъ
........ Во * By •
или
Г — N +
Те By Nc+ Во'
если
Во By •
Применение узловой сборки помимо
изложенных преимуществ обеспечивает
также сокращение трудоемкости про-
цессов сборки за счет специализации
рабочих.
Сборка с расчленением сборочного про-
цесса на операции представляет собой
поточную сборку, которая может быть
осуществлена как при неподвижном
объекте, так и с перемещением собирае-
мого изделия или узла. Поточная сборка
обусловливается не только выделением
узловой сборки, но также расчленением
процесса сборки на отдельные операции,
каждая нз которых выполняется спе-
циальными рабочими нли небольшими
бригадами рабочих; в этом случае дости-
гается высшая степень специализации
рабочих-сборщиков и наименьшая тру-
доемкость процессов сборки.
Поточная сборка при не-
подвижном объекте осуще-
ствляется на расположенных в линию
неподвижных стендах. Каждый рабочий
или каждая бригада рабочих выпол-
няют одну и ту же операцию, переходя
последовательно от одного стенда к дру-
гому.
Поточную сборку при неподвижном
объекте целесообразно применять в се-
рийном производстве, в особенности при
сборке тяжелых машин.
Поточная сборка с пе-
ремещением собираемого
объекта осуществляется следующими
способами:
1) с передачей собираемого объекта
от одного рабочего поста в другому
вручную ’(по верстаку, по рольгангу,
на тележках, перемещаемых вручную
по безрельсовому нли по рельсовому
пути);
2) с передачей собираемого объекта
от одного рабочего поста к другому
посредством механических транспорти-
рующих устройств', в этом случае транс-
портирующие устройства предназна-
чаются исключительно для межопера-
ционного перемещения собираемых возле
них объектов;
3) на конвейере с периодическим пере-
мещением (пластинчатый конвейер, те-
МЕТОДЫ СБОРКИ
751
лежки, ведомые по рельсовому пути
замкнутой цепью); в этом случае сборка
производится на конвейере н периоды
его остановки; с последнего поста кон-
вейера прн каждом его перемещении
сходит собранное изделие (или узел);
4) на непрерывно движущемся кон-
вейере, перемещающем собираемое изде-
лие (или узел) с определенной скоро-
стью, обеспечивающей возможность вы-
полнения сборочных операций иа про-
тяжении каждого сборочного поста.
Основной расчетной величиной при
поточной сборке является рабочий темп
сборки, определяющий период времени
равномерного выпуска собранных из-
делий (или узлов).
Действительный темп С,
при поточной сборке определяется с уче-
том потерь времени на обслуживание
рабочих мест и перерывы в работе на
поточных линиях:
—[мин/шт].
и
где Тся — длительность рабочей смены
в мин.; Тоб — потери времени на обслу-
живание рабочих мест в мни.. Тп —
потерн времени на регламентированные
перерывы лля отдыха во время работы
в мин.; Nctt — заданный выпуск за
смену в шт.
Оперативное время в норме штучного
времени не должно превышать действи-
тельного темпа сборки. При значи-
тельном отклонении оперативного вре-
мени от темпа сборки технологически
отделимые переходы распределяются
между несколькими смежными опера-
циями с таким расчетом, чтобы опера-
тивное время каждой операции при-
ближалось по возможности к темпу
сборки.
При поточной сборке с неподвижным
объектом, с передачей собираемого
объекта от одного рабочего поста к дру-
гому вручную, посредством механиче-
ских транспортирующих устройств или
конвейером с периодическим движением
сумма оперативного времени и времени,
затрачиваемого на переход рабочих от
одного стенда к другому или на пере-
мещение собираемого объекта от одного
рабочего поста к другому, не должна пре-
вышать действительного темпа сборки.
Время на переход рабочих или пере-
мещение объекта
I
с « —,
О I
где I — длина рабочего поста в м;
о — скорость перемещения в mJ мин.
Скорость перемещения принимается:
а) при переходе рабочих и ручном
перемещении собираемого объекта 10—
15 м/мин;
б) по рольгангу — до 20 м/мин,
в) для механических транспортирую-
щих устройств 30—40 м/мин;
г) лля сборочного конвейера перио-
дического действия — не менее 5 м/мин.
Скорость непрерывно движущегося
конвейера определяется по формуле
где о — скорость конвейера в м/мин;
I — длина рабочего поста в м; — дей-
ствительный темп сборки в мин.
Практически при сборке на непре-
рывно движущемся конвейере скорость
его колеблется в пределах от 0,1 до
4,0 м!мин.
Длительность поточной сборки опре-
деляется по формуле
Т п “ пл^д •
где Т„ — длительность поточной сборки;
п„ — число постов на сборочной линии;
td — действительный темп сборки.
Число постов определяется количест-
вом сборочных н контрольных опера-
ций. включая предусмотренные резерв-
ные посты.
Количество рабочих на каждом сбо-
рочном посту устанавливается в зависи-
мости от трудоемкости технологических
переходов, составляющих операцию, вы
полняемую на данном сборочном посту,
возможности их совмещения и удобства
одновременного выполнения (в целях
увязки с темпом сборки), от веса и
размеров собираемых изделий или
узлов.
Производительность сборочного поста
определяется по формуле
где Q — производительность в единицу
времени (часовая, сменная), выраженная
в штуках собираемых изделий или узлов;
Т — рабочее время, к которому отнесена
производительность (час, смена), в мни.;
В — количество рабочих на сборочноц
посту; (ш — штучное время выполнения
сборочной операции в мин.
752
ТЕХНОЛОГИЯ СВОРКИ МАШИН
Коэффициент загрузки сборочного припуски на обработку, обрабатывае- поста поточной линии мость материала заготовки и т. п.). „ Таким образом,поточная сборка является К‘п = tifB ’ прогрессивным фактором, повышающим Коэффициент загрузки поточной линии технологическую культуру на всех эта- сборки пах производственного процесса и обес- п печивающнм рост производительности 1 труда. Кл = — УК-n- Развитием механизации сборочных " । работ, широко применяемой при кон- _ _ вейерной сборке, является автоматизация При поточной сборке конструкция процессов сборки как один из эффек- изделия должна быть тщательно отра- тивных методов дальнейшего повыше- ботана с точки зрения учета техноло- иия производительности труда, гических условий поточного производ- ства. Должно быть обеспечено беспере- бойное, увязанное с темпом сборки, МЕТОДЫ ВЫПОЛНЕНИЯ снабжение сборочной линии взаимоза- СОЕДИНЕНИЯ И МЕХАНИЗАЦИЯ меняемыми деталями и узлами собирав- СБОРОЧНЫХ РАБОТ мого изделия. Налинии поточной сборки не должны быть допущены слесарно- Слесарно-пригоночные работы. Виды пригоночные работы; при индивидуаль- слесарно-пригоночных работ, их назначе- но# пригонке элементов изделия тако- ние. а также применяемые средства ме~ вые поступают на сборку спаренными. ханизацни приведены в табл. 1. Ручные Методы механической обработки деталей инструменты для выполнения слесарно- машин должны обеспечивать соблюдение пригоночных и сборочных работ см. технологических требований поточной ОСТ НКТМ 6601-39—6602-39 и сборки (взаимозаменяемость, чистоту 6813-39—6815-39. поверхностей, пространственные откло- Промывка и очистка деталей. Детали, нения элементов деталей в допустимых поступающие на сборку, подвергаются пределах). Эти требования диктуют в промывке и очистке от посторонних свою очередь технические условия при- частиц, масла, следов охлаждающей емки заготовок лля деталей машин, жидкости или антикоррозионной об- обусловливая технологию заготовитель- мазки. Методы и средства очистки пря- ных процессов (допуски на размеры, ведены в табл. 2. ♦ Таблица 1 Слесарно-пригоночные работы
Виды работ Назначение Средства механизации
Опили»* ние Устранение погрешностей поверхностей сопрягаемых кеталей, а также снятне заусенцев, неровностей и других де фентоа а) Перекосине электрические и пиевматн- ческие машины с абразивными кругами 6) Переааижиме установки с гибкими ва> вами и ручными головками с иа п ильин - ками млн абразивными кругами
Шабрение Получение требуемой по условием ра- боты точности размеров или плотного прилегание сопрягаемых поверхностей (не менее трех вытек на участке 25Х-5 а) Механизмы и приспособления лля уско- рения и облегчения прншабриеаиня б) Замена шабрения шлифованием, при- тиркой нлн тонким растачиванием
Притирка Достижение герметичности соединенна млн увеличение поверхности контакта Специальные станки и приспособления для притирки разных деталей
Обработка от- верстий Сверление или развертывание отверстий по месту после выверки положеиия собираемых деталей и узлов. Разверты- вание а линию ала получения соос- ного расположения отверстий о не- скольких деталях. Нарезание ввутреи них резьб а) Пневматические и влектрические пере- носные сверлильные машины б) Электрические переносные машины с гибкими валами в) Радиально-сверлильные переносные станки г) Приспособления и устройства лля нв- правлеикв и иоелрняятия сил полечи
МЕТОДЫ ВЫПОЛНЕНИЯ СОЕДИНЕНИЙ И МЕХАНИЗАЦИЯ. РАБОТ
7.53
~ Таблица 2
Методы очистки и прпмыакн деталей
Метод очистки и промыпки
Применяемое оборудование
и инструменты
Моющие средства
Механическая очистка крупных
деталей (станины, картеры)
с последующей обдувкой
сжатым воздухом
Промывка деталей небольших
и средних размеров с после-
дующей просушкой нли об-
дувкой сжатым воздухом
Обдувка сжатым воздухом для
удаления посторонних частиц
нз труднодоступных мест
Ручные илн приводные (механи-
зированные) стальные щетки,
насадки для обдувки сжатым
воздухом
а) Баки илн ванны для ручной
промывки с необходимым ком-
плектом кистей нли щеток*
б) Механизированные бакн с кон-
вейерными устройствами для
загрузки 2 и выгрузки 3 де-
талей. Баки снабжены иагрена
тельным устройством I, лопат-
ками лля перемешивания рас-
твора 4 (см. фиг. о)
в) Моечные однокамерные ма-
шины. Изделия 1 по рольгангу
3 поступают на конвейерное
устройство 2. Раствор, пропу-
щенный через фильтры и от-
стойники 5, плохой 4 подается
для промывки деталей (см.
фиг. б)
Насадки обычного илн специаль-
ного вида для обдувки сжатым
воздухом
а) Трихлорэтилен (лля мелких
деталей), керосин
6) Водный 3—5%-ный раствор
кальцинированнойсолы,подо-
гретый до температуры б >—
80°С, с прибавкой от 3 до ЮГ
на I л эмульгатора (мыло.аси-
дол) для лучшего обезжирива-
ния нли водный раствор мыла
а) То же, что в п. .6*.
Виды соединения и средства их меха-
низации приведены в табл. 3.
Выполнение соединений с гаранти-
рованным натягом. Соединения этого
типа относятся к неразъемным, так как
разборка приводит к повреждению по-
верхностей сопряженных деталей.
Соединения пол давлением пресса
применяются при запрессовке охва-
тываемых деталей (втулки, пальцы,
пробки и т. п.) или напрессовке охваты-
вающих (диски, венцы). При запрессовке
применяются специальные приспособ-
ления, при помощи которых достигается
правильная установка, а также устра-
няются деформации и перекосы сопря-
гаемых деталей.
Примеры приспособлений показаны
на фиг. 5 и 6.
Фиг. 5. Приспособле-
ние для выдержива-
нин прн запрессовке
размера А: I — диск;
2 — вал; Л — стол;
4 — поддуй пресса.
Фиг. 6. Приспособле-
ние для запрессовки
детелей на длинный
вал: /—диск; 2—вал;
3 — стол пресса;
4 — ползун пресса.
Посадка путем нагревания охватываю-
щей детали применяется главным обра-
48 Том б 1412
754
ТЕХНОЛОГИЯ СБОРКИ МАШИН
зом в тех случаях, когда посадка под
прессом затруднительна или невозмож-
на. Температура нагрева — до 400“ С
в зависимости от требуемой величины
натяга.
Средства нагрева: а) кипящая вола,
б) масляная ванна, в) газовые горелки,
г) нагревание электрическим током ме-
тодом индукции (т. в. ч.), нагреватель-
ные шкафы или печи.
Посадка путем охлаждения охваты-
ваемой детали применяется для неболь-
ших тонкостенных (типа втулок) дета-
лей, сопрягаемых с массивными корпу-
сами. Этот метод соединения исключает
повреждение охватываемой детали, мо-
гущее произойти при посадке под прес-
сом. Средства охлаждения: а) ванна с
жидким воздухом — разность температур
порядка 200“ С;б) ванна из твердой дву-
окиси углерода и спирта — разность тем-
ператур порядка 100“ С; в) термостат с
твердой двуокисью углерода (с сухим
льдом) —разность темпер ату р около 80“С.
Посадка путем нагревания охватываю-
щей и охлаждения охватываемой де-
тали (комбинированный метод) приме-
няется в тех случаях, когда температур-
ный перепад только от одного нагрева-
ния или охлаждения недостаточен.
Посадка небольших деталей в круп-
ные корпусы или станины может быть
также выполнена при помощи: а) струб-
цин; 6) домкратов или распорных винтов;
в) опускаемого краном груза; г) пере-
носных прессов с ручным или механи-
ческим приводом.
Соединения с натягом, допускающим
разборку. Соединения под ударами
молотка применяются для посадки штиф-
тов, шпонок, заглушек. Для предо-
хранения поверхностей деталей от по-
вреждения используют мягкие или про-
тектированные молотки. Соединения
крупных деталей осуществляют под да-
влением пресса, а также путем нагрева-
ния охватывающей или охлаждения
охватываемой детали. Средства нагрева-
ния: масляные или водяные ванны и
нагревательные шкафы (температура до
1504 С). Средства охлаждения: ванны со
спиртом и твердой углекислотой и шка-
фы для охлаждения рефрижераторного
типа нли с сухим льдом.
Выполнение винтовых соединений.
При выполнении винтовых соедине-
ний значительное сокращение времени
достигается применением усовершен-
ствованного ручного сборочного инстру-
мента. На фнг. 7—12 приведены кон-
Таблица 3
Виды соединений при сборке
Билы соединений Средства механизации и автоматизации
Сварка Пайка Клепка Посадки с гаран- тированным на- тягом Пр1п11р2п Гр, Пр, Пл, Пр1, Пр2, Пр34. Пр. Посадки с „яги- гом, допускаю- щим разборку без поврежде иия соединяемых деталей (посад- ки Г„ Т„ Н„ П„ Г, Т. Н, П) Винтовые соеди- нения Си. гд. Ill . . Ill . . IV а) Прессы и приспособле- ния лля запрессовки б) Масляные или водяные панны, горелки и другие устройства для нагрева иия охватывающей дета- ли (температура до400®С) в) Вайны с жидким возду- хом, ванны со спиртом и твердой углекислотой, шкафы для охлаждения охватываемой летали а) Прессы и приспособле- ния для запрессовки б) Масляные и водяные ванны и шкафы для на- гревания охватывающей детали (температура до 1DO— 15Р®С) в) Ванны со спиртом и твер- дой углекислотой и шка- фы для охлаждения ох- ватываемой детали а) Гайковерты, шпилько- верты и механические от- вертки б) Радиально-сверлильные станин, оборудованные специальными устрой- ствами с торцевыми ключами в) Специальные станки с магазинными устрой- ствами
струкцин ключей, а на фиг. 13 —
конструкции механической отвертки,
посредством которой можно завертывать
или отвертывать винты непосредствен-
ным нажимом на рукоятку. На фиг. 14—
15 показаны конструкции ключей с регу-
лируемым крутящим моментом по ГОСТ
7068-54, а на фиг. 16 — тарированной
отвертки. У этих инструментов величину
крутящего момента можно регулировать
натяжением пружины в определенных
пределах.
Применение переносных электриче-
ских (фиг. 17) или пневматических
гайковертов или отверток обеспечивает
повышение производительности до 20 раз
по сравнению с ручным инструментом.
В целях безопасности корпус элек-
трических инструментов должен быть
заземлен, для чего предусматривается
дополнительный провод.
МЕТОДЫ ВЫПОЛНЕНИЯ СОЕДИНЕНИИ И МЕХАНИЗАЦИЯ РАБОТ
755
Фиг. 7. Торцевой
ключ.
Фиг. 14. Ключ боковой с регулируемым кру-
тящим моментом, тип А.
48»
756
ТЕХНОЛОГИЯ СБОРКИ МАШИН
Для завертывания мелких винтов
применяют иногда инструменты с приво-
дом от гибкого вала. Эти инструменты
наиболее удобны для сборки винтовых
соединений в труднодоступных местах,
так как имеют малые габариты и не-
большой вес.
Для завертывания крупных винтов и
гаек применяют инструменты повышен-
ной мощности. Для тех же целей исполь-
зуют радиально-сверлильные станки,
снабженные специальными патронами
(фиг. 18), регулирующими момент за-
тяжки.
КОНТРОЛЬ КАЧЕСТВА СБОРКИ
Основные методы контроля приго-
ночных работ приведены в табл. 4 и на
фиг. 20—27. Для проверки правильности
взаимного положения, кромеуниверсаль-
Фиг. 20. Схема проверки плоскости линейкой
и штихмасом: X, — А, — проверяемые раа-
меры.
Фнг. 18. Патрон для завертывания винтов
и шпилек на радиально-свсрлнлъном станке:
I — муфта с торцевыми зубьями; 3 — пру-
жина; .? — гайки для регулирования момента;
4 — отверстие для вставки сменного ключа.
Фиг. ,21. Схема проверки прямолинейности
струной и микроскопом: / — микроскоп; 3 —
струна; 3 — проверяемая плоскость.
На фиг. 19 показано поворотное при-
способление с гайковертом верстачного
типа.
При завертывании шпилек пользуются
приспособлениями, позволяющими про-
Фиг. 19.
изводить захват шпильки за ее резьбо-
вую или гладкую часть.
Для удобства работы механизирован-
ный инструмент подвешивается на пру-
жинах или пружинных блоках.
Фиг. 22. Проверка плоскости оптическим ме-
тодом: I — проверяемая плоскость; 3 — теле
скоп; А — передвижная низнрная метка;
В — кремальерное устройство; С — микро-
метрический виит.
Фнг. 23. Оптический метод проверки перпеи
дикулярности: I — коллиматор; 3 — оптиче
ская призма; 3 — телескоп; 3 — проверяемые
плоскости.
Фиг. 24. Проверка
перпендикулярности
рамным уровнем: /—
рамные уровни; 2 —
проверяемые пло-
скости.
ных измерительных инструментов, поль
зуются также специальными контроль-
ными приспособлениями.
КОНТРОЛЬ КАЧЕСТВА СБОРКИ
757
Таблица 4
Контроль качества выполнения пригоночных и сборочных работ
Метод пронерки Оборудование, инструменты н приспособления Точность Примечания
На краску Линейкой н щу- пом Линейкой и штнх- масом По уровню От водяного вер кала Прн ПОМОЩИ струны Линейкой и инли кагором Оптическими при- борами На краску По отдельным сечениям по- верхности Прн помощи специальных устройств Непосредствен- ными намере- ниями Прямолинейно Проверочные плиты, линейки, эталонные или сопрягае- мые детали Проверочная линейка, щуп или полоски папиросной бумаги Проверочная линейка, эта- лонные сухари, штихмас Универсальные или рамные (лля вертикальных плоско стей) уровни Заполненный водой желоб, устанавливаемый вдоль про веряемой плоскости, пол - эуп с микрометрическим наконечником (винтом) Стальная проволока диаме- тром 0,2—03 мм нли шел- ковая нить. натяжное устройство, штихмас или ползун с микроскопом (фиг. 21 и 25) Проверочная линейка, ползун с индикаторной стойкой, индикатор Полставки или сухари лля установки линейки 1. Телескоп и перемещае- мая по плоскости визирная метка (фиг. 22) 2. Телескоп и перемещаю- щийся по плоскости колли- матор 3. Автоколлиматор и переме- щаемое по пло. кости зер- кало Криеолинейные Эталонная или сопрягаемая деталь Лекала и шаблоны е оценкой зазоров на глаз, шупом или полосками папиросной бумаги Центровые бабки, индикатор- ные и другого рода при- способления Паралле Универсальные измеритель- ные приборы (штангенцир- кули, штихмасы, глубино- меры и пр.) стъ плоскостей Определяется ров иомерностью ок рошенных пятен До 0,02 мм До 0,01 мм До 0,02 мм иа 1 и длины До 0,02 мм 0,02-0.06 мм До 0,01 мм 0,02 мм на 1 м длины покер» кости Оценка по равно- мернцстн распо- ложения окра шейных пятен До 0,02 мм До 0,01 мм льногть До 0,01 мм Для плоскостей длиной до 1—2 м То же При проверке длинных пло- скостей применяют после- довательное выдвижение линейки с выверкой ее по уровню (фиг. 20) Для плоскостей длиной бо- лее 1-2 м Для длинных, узких гори- зонтальных плоскостей (на- правляющих) Для плоскостей длиной до 10 м. Провисание струны определяется по формуле где 1, н К — расстояния в м от мест закрепления стру- ны до точки, для которой производится определение провисания; q—вес 1 лог. м струны в Г; s — сила натя- жения струны в кГ Для плоскостей длиной до Зи м Для проверки цилиндриче- ских, конических. Сфери- ческих н других поверхно- стей Для проверки прямолиней- ности образующих могут быть применены методы контроля прямолинейности плоскостей Лля проверки противополож- но расположенных элемен- тов
758
ТЕХНОЛОГИЯ СВОРКИ МАШИН
Продолжение тебя. 4
Метод проверки Оборудование, инструменты и приспособления Точность Примечания
Косвенными нли Универсальные измеритель- До 0,01 мч Для проверки смещенных
комбинирован- ными способами Сравнением с иые приборы с использова- нием линеек или плит. Уровни, индикаторы и др. (см. проверку плоскостей) Перпендик Проверочный угольник с ИС- уляркость До 0,02 мм на 1л элементов Для проверки плоскостей ДЛИНОЙ до 1 ж
•талоном пользованием щупа, штих- длины
Косвенными ме- тодами Эталонными скал- маса или индикатора Оптическая призма с исполь- зованием телескопа и кол- лиматора (фиг. 23) Универсальные или рамные уровни (фиг. 24), ватерпа- сы, отвес Соосность omei Эталонные скалки, вводимые До 0,02 Ш U 1 л длины •рстий и валов До 0,01 мм иа 1 м Для проверки плоскостей длиной более 1 м Применяется при расстоя-
ками в соосные отверстия собран- длины киях между ОТПСрСТИЯМИ
Струной (фиг. 25) ных узлов Стильная проволока днамет- До 0,05 мм до 1 м При расстояниях между рас-
или отвесом Оптическими ме- ром 0,3—0,3 мм, натяжное устройство, штихмас Телескоп и коллиматор, уста- До 0,02 мм точками до 10 м При расстояниях между от-
толами При ПОМОЩИ DO- нввливаемые через пере- ходные втулки в проверяе- мые отверстия Поворотные устройства, мои- До 0,01 мм всрстиямн до 30—40 м Применяется преимуществен-
воротных уст- ройств (фнг. 26) тируемые на валы илн скалки. Щупы или индика- торы Параллелькость осей отверстий и вал но для центрования валов или роторов □а
Эталонными скал- Эталонные скалки и уиивер- До 0,01 мм Применяется прн расстоя-
ками Универсальным сальные измерительные ин- струменты (штихмас, ми- крометр, штангенциркуль) лля замера межосевого расстояния в крайних пло- скостях Эталонные скалки и универ- До 0,02 мм иа 1 м киях между расточками до 1—2 М Для проверки параллельно-
уровнем сальный уровень, устана- вливаемый на шейке ска- лок (или валов) Эталонные скалки, уиивер- ДЛИНЫ сти в вертикальной пло-
Универсальными До 0,01 мм скости Для проверки параллельно-
инструментами сальные инструменты (штих- сти в двух плоскостях
с использова- нием специаль- ного приспособ- ления с уров- нем (фиг. 27) Щупами На свет На краску мае, микрометр и др.), специальное приспособле- ние Зазоры и плот к Пластинчатые или клиновые щупы Полоски папиросной бумаги Эталонная нли сопряженная ость прилегания 0,04 мм 0,02 ми 0,01 мм Применяется для узких по-
( , • • Воздушной нли гидравлической пробой деталь Гермстичносг Специальная установка пь соединения верхностей (например, порш- невых колец)
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
759
Контроль качества винтовых соеди-
нений предусматривает проверку затяж-
ки соединений, производимую простыми
или регулируемыми ключами, а также
ключами с динамометрами.
Фиг. 25. Проверка соосности направляющих
крейцкопфа и цилиндра струной и штнх-
пасом: / — цилиндр; 2 — направляющие
крейцкопфа; 3 — плоскость привала цилиндра;
4 — струна; 5 — штахмас.
Фиг. 26. Проверка соосности валов специаль-
ным приспособлением: а и b (а, и *,) — про-
веряемые зазоры при двух положениях стойки
Фиг. 27. Проверка параллельности валов и
двух плоскостях:,/ — уровень; 2 — шгихмас;
АЛ и ВВ — плоскости замеров по уровню и
птнхмасу.
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Универсальные сборочные приспособ-
ления применяются преимущественно
в условиях единичного производства.
Плиты используются для установки
и сборки машин или отдельных узлов.
Они выполняются из чугуна и снаб-
жаются Т-образными пазами для крепле-
ния собираемых объектов.
Сборочные балки применяют для тех
же целей, что и плиты.
Призмы и угольники используют для
взаимной выверки и закрепления соби-
раемых деталей и узлов. Эти приспо-
собления отливают нз чугуна и снабжают
пазами для крепежных болтов.
Струбцины служат для временного
скрепления деталей и узлов собираемых
машин.
Домкраты служат для выверки и под-
держки громоздких деталей.
Специальные сборочные приспособле-
ния применяют в условиях серийного
и массового производства. К их числу
относят следующие: а) приспособления
для крепления базовых деталей собирае-
мого объекта (пример этого приспособле-
ния показан на фиг. 28);
Фиг. 28.
б) приспособления, обеспечивающие
правильность установки соединяемых
элементов изделий (шаблоны, лекала,
кондукторы для совместного сверления
отверстий в сопряженных деталях, при-
способления для установки деталей, под-
вергающихся точечной сварке, и т. п.);
в) приспособления для быстрой и
точной установки собираемых деталей;
на фиг. 29 показано приспособление
для сборки сепара-
тора роликопод-
шипника: распор-
1 закладывают-
в
гнезда при-
КН
ся
Фиг. 29.
способления 2; после этого на цап-
фы распорок накладывается кольцо
сепаратора 3\ при последующем ходе
ползуна 4 вниз пуансоны 5 производят
осадку цапф в полукруглые головки;
иа фиг. 30 дана схема приспособления
для сборки зубчатой передачи: в отвер-
760
ТЕХНОЛОГИЯ СБОРКИ МАШИН
стия закрепленной в приспособлении
нижней пластинки 1 вводятся поддержи-
ваемые пружинными вилками ползу-
нов 2 валики 3 собираемой передачи;
после наложения и закрепления верхней
пластинки 4 ползуны отводятся назад
в направлениях, указанных стрелками;
г) приспособления для предваритель-
ного деформирования упругих элементов
(пружин, разрезных ' колец и т. п.);
на фиг. 31 показано приспособление
для надевания поршневых колец на
поршень; кольца 1 закладываются зам-
ками вниз между подвижными полу-
кольцами 2, конусная оправка 3 при помо-
щи рычага 4 вводится в кольца и разжи-
мает их до размера, необходимого для
свободного введения поршня; нажимая
на педаль, рабочий через шарнирную
систему 5 и ползуны 6 сжимает полуколь-
ца, удерживая, таким образом, по-
следние в разведенном состоянии после
перемещения оправки 3 влево; после
установки показанного тонкими линиями
поршня 7 педаль освобождают, и кольца
садятся в свои канавки;
д) приспособления для изменения по-
ложения изделия при выполнении сбор-
ки; в целях получения наибольших
О ЛИТЕРАТУРА
I. Б л л 11 к in и it Б. С., Технология стан-
костроения, Машгнз, 1949.
2. Г н т и н. Усовершенствованный еле-
сарно сборочный инструмент. Обороигпз. 1941.
3. К о в а н В, М., Технология машино-
строения, Машгиз, 1944.
4 Новиков М. П., Сборка машин
и механизмов. Машгнз. 1951.
5. Новиков М. П . С и а а П А. В.,
Трошев А. И.. Монтажные приспособле-
ния. Машгнз, 1947.
удобств при выполнении операций сбор-
ки предусматриваются поворотные при-
способления, позволяющие йридавать
объекту требуемое положение; приспо-
собления данного типа в большинстве
случаев комбинируют с приспособления-
ми для крепления собираемых объектов;
в требуемых положениях поворотная
часть приспособления крепится фикса-
тором; на фиг. 32 показано приспособле-
ние для сборки коробки передач, пред-
ставляющее собой сочетание зажимного
и поворотного приспособлений.
Фнг. 32. Поворотное сборочное приспособле-
ние: I — базовая деталь собираемого объекта;
2 — прихваты; 3 — поворотная часть при-
способления; 4 — фиксатор.
При помощи специальных сборочных
приспособлений осуществляют также
частичную автоматизацию сборки иа
универсальных или специальных маши-
нах, например на прессах со сборочны-
ми штампами, на машинах для точечной
и шовной сварки со специальными при-
способлениями, в печах для автомати-
ческой пайки и т. п.
Частичная автоматизация сборки воз-
можна также в комбинации с механи-
ческой обработкой на станках-автоматах
и полуавтоматах.
Для сборки ряда таких узлов, как
роликовые цепи, радиаторы и т. Д-,
созданы и успешно работают специаль-
ные автоматы.
Дальнейшее развитие автоматизации
сборочных процессов обеспечит сни-
жение их трудоемкости и повышение
производительности труда на сборке
машин.
и источники
6. Ц у р к о в М„ Применение электро-
мехаинзированного инструмента. «Машино-
строитель» № 27, 1940
7. Ч в я ы й Б. И., Выбор моторизован-
ного инструмента для сборочных процессов,
«Авиапромышленность» № 10. 1940.
8. Энциклопедический справочник «Ма-
шиностроение». т. 5, гл. 111. Машгиз, 1947.
9. Е л и з а и е т и и М. А., Механизация
слесарных и слесарно-сборочных работ. Труд-
резервнзлат. 1964.
ПРЕДМЕТНЫЙ
АЛФАВИТЫ ЫЙ
УКАЗАТЕЛЬ
A
Абразивные инструменты 408, 409 —
см. также Полировальные круги;
Ш лифовальные круги; Шлифоваль-
ные шкурки
— Крепление — Виды 408, 412
— Маркировка 399
— Назначение 399, 400, 401
— Нормы безопасной работы 408
— Применение 395, 396
— Размеры 409
— Связка 395. 398
— Структура 395, 399
— Шкала твердости 395, 399
Абразивные материалы 395, 397, 417
Автоматы олношпиндельные для обра-
ботки мелких валов — Характери-
стика 499
Автосварочная аппаратура 183
Агрегаты сварочные — см. Сварочные
агрегаты
Азотирование 686
--- стали — Режимы 687
Алмазно-металлические карандаши —
Характеристика 411 ,
Алмазы — Вес — Подсчет — Индексы
412
Алюминиевая бронза — см. Бронзы
алюминиевые
Алюминиевые литейные сплавы — см.
Сплавы алюминиевые литейные
Алюминии — Сварка атомно-водород-
ная — Режимы 220
— Сварка газовая 203
— Угар 56
Анодно-механическая обработка ме-
талов — см. Металлы — Анодно-
механическая обработка
Аноды для гальванических покрытий —
Расход 728
Антикоррозионное азотирование 687
Аппаратура автосварочная 183
---для металлизации 731
Аппараты для газовой металлизации —
Режим давлений и производитель-
ность 733
---сварочные 181, 184
Аргон — Характеристика 209
Армирование пластмасс 591
Атомно-водородная сварка — см. Свар-
ка атомноводородная
Атомно-водородные аппараты 215
Ацетилен — Характеристика 198
Б
Базирование при обработке на стан-
ках— Погрешности 443
Балансировка деталей и узлов машин
статическая — Методы 558, 559
----динамическая 560
Балансировочные машины — Схемы 561,
562, 563
Балинит — Сверление 610
— Фрезерование — Скорость резания
613
Баллоны аммиачные 219
---- водородные 217
Бензин—Характеристика 198
Бентонитовые глины 2
Биение делительной окружности, допу-
скаемое у прямозубых колес при
шевинговании 387
Бобышки в отливках — Конструиро-
вание 85
Болты — Диаметры 240; — Штам-
повка многооперационная 177
----шестигранные — Штамповка 176
Борткевича резцы 299
Бронзирование — Режимы 723
Бронзы — Сварка газовая 203; —
Угар 56; — Усадка 22
---- алюминиевые—Температура плав-
ки и заливки 56
----оловянистые — Температура плав-
ки и заливки 56
Бруски для отделочного шлифова-
ния — Характеристика 423
---- притирочно-шлифовальных голо-
вок— Размеры 420, 421
Бульдозеры 128, 129
Бутан—Характеристика 198
В
Вагранки — Конструкция 40, — Ха-
рактеристика 40. 41, 47, 48
----специальные—Конструкция 43
Ваграночная плавка чугуна — Набор
шихтового материала типовой 46
764-
ВАЛЫ - ВЫСАДКА
Валы—Виды 495
— Гнезда центровые — Сверление 503
— Диаметральные размеры свыше 500
до 5000 мм— Допуски 447, 477
— Обработка — Оборудование 496,
499, 500
---- Технология 496
— Обтачивание многорезцовое — Схе-
ма 503
— Проверка индикатором по кон-
трольным пояскам 503
— Производство — Контроль техниче-
ский 502
----Технические условия 495
— Торцы — Фрезерование — Схема
496
— Установка в патрон и на центр 503
— Шейки — Концентричность — Про-
верка — Аппаратура 503
Валы гладкие — Обработка — Техно-
логический маршрут 496, 499
----от 1 до 500 иж — Допуски 447,
476
---- ступенчатые 496, 497, 498
----тяжелые — Разметка по струне
503
Вальцовка 142
---- штамповочная 132
Вальцы ковочные 131
---- листоправйльные 234
----углоправйльные 235
Ванны гальванические — Футеровка
727
---- для электрополирования 640
Вентили' аммиачные 219
Венцы зубчатые — Профилирование
374
---- неэвольвентного профиля — Обра-
ботка — Применяемые инстру-
менты 388
---- эвольвентного профиля — Обра-
ботка — Применяемые инстру-
менты 376
Весы для взвешивания деталей ма-
шин — Схемы 565
Винипласт — Сварка 604
Винтовые соединения — Выполнение
754 , 755
Винты зажимные — Расчет 484
----с внутренним шестигранником —
Штамповка 172
—— с крестообразным гнездом в го-
ловке — Штамповка 172
Вишневского крекеры 218
Вкладыши подшипниковые — Высота —
Проверка 515
— Гибка в штампе 515
— Зенкерование на сверлильном стан-
ке 509
— Контроль технический 515
— Обработка — Технологические марш-
руты 506, 507
— Обтачивание на оправке 509
— Поверхности внутренние — Протя-
гивание 515
— Поверхности наружные — Обтачи-
вание 509
— Поверхности стыковые — Протяги-
вание 509
----Фрезерование 508
— Поверхности торцевые — Фрезеро-
вание 509
— Производство — Технические усло-
вия 506
— Производство из биметаллической
лепты 512
— Растачивание в патроне 508
— Типы 506
— Толщина—Проверка 515
Вкладыши подшипниковые тонкостен-
ные из биметаллической ленты
515; — Обработка — Технологиче-
ские маршруты 514
---- собранные — Обработка 506
Внутришлифовальные станки для зуб-
чатых колес — Технические харак-
теристики 525
Водород — Характеристика 198
Волюмометры 256
Время основное при зенкерованин 331
---- при зубонарезании 393
---- при обкатывании 574
---- при протягивании 374
---- при резьбонарезании 362
---- при фрезеровании 351
Втулки — Соединения 157
---- кондукторные 490
---- подшипниковые 504,. 505, 506
----пористые железные — Пропитка —
Продолжительность 264
Выбивка литья — Оборудование 38
— Технология 37
Выдавливание крестообразных гнезд
для винтовых головок 173
Выплавляемые модели 72
Вырезка 139
Вырубка 139
— Радиусы сопряжений 153
— Точность 152
Высадка в кольце 110
---- в матрицах 169
---- в нижнике ПО
---- в разъемных матрицах 170
---- в универсальных матрицах 171
---- головок — Удельные давления 165
---- крепежных изделий 163
---- полукруглых головок с прямым
пазом 171
---- пустотелых заклепок 173
---- с электроподогревом — Схема 178
ВЫСАДКА ХОЛОДНАЯ - гост
765
Высадка холодная — Выбор матриц
170
---- крепежных деталей — Схемы 168
---- крепежных изделий — Количество
переходов — Выбор 167; — Сила
164, 166. 167
---- на прессах-автоматах 161
Высокий отпуск 680
Высокочастотные печи — Характеристика
55, 56
----для прецизионного литья — Харак-
теристика 73, 74
Выталкиватели 491
---- в штампах кривошипных прессов
120
Вытяжка 111, 142
----глубоких деталей 145
----деталей с невысоким бортом 155
—— обратная 145
---- резиной 146
---- цилиндрическая 144
Вытяжные штампы — Схемы 145, 146
Вязкость стальных поковок после за-
калки и высокотемпературного от-
пуска 695
Г
Газовая сварка 199
Газовая цементация 686
Газовое питание 197
Газовое цианирование 688, 689
Газопламенная обработка металлов 197
Газопрессовые установки 204
Газотворные заряды — Применение 35
Газы городские — Характеристика 198
----горючие — Характеристика 198
---- коксовые — Характеристика 198
----нефтяные — Характеристика 198
---- природные — Характеристика 198
Гайковерты 755
Галтели 22
Гальванические покрытия— Антикор-
розионные свойства 729
— Виды 714
— Контроль качества 728
— Назначение 714
— Твердость 729
— Технология 718
— Толщина 715, 716, 717
Гальванические покрытия многослой-
ные— Толщины средние (расчет-
ные) 717
---- однослойные— Толщины средние
(расчетные) 716
---- толстые — Электросопротивление
730
Гальваностегия — см. Г альванические
покрытия
Гелий — Характеристика 209
Генераторы для газопламенной обра-
ботки металлов — Характеристика
199
Г етинакс — Сверление 609
— — Скорость резания 610
Гибка 112; — Коэффициент минималь-
ного радиуса 141
---- горячая 243
----листов на вальцах — Схема 242
—— подшипниковых вкладышей в
штампе 515
----с растяжением 142
----угольников и скоб в штампах —
Точность полок 154
----холодная 241; — Зона критических
деформаций 153; — Радиус наи-
меньший допустимый 242
Гнбочиые машины горизонтальные
128, 129
Гидросепарация формовочных смесей
18
Глины бентонитовые 2
---- формовочные 2; — Классифика-
ция 3
Глубина дробеструйного наклепа 587
Глубина резания 270
------ при рассверливании 325
---- при сверлении 325
----- резцами 305
Г незда — Конструирование 553
------ пуансона — Выдавливание — Сила
171
Гнутье березовой бакелитовой фанеры
632
---- деталей из слоистых пластмасс
601
----древесины 631
Головки винтов — Гнезда крестообраз-
ные — Выдавливание 173
----винтов с внутренним шестигранни-
ком— Размеры 172
---- двухрезцовые для обработки
отверстий 548
----для притирочного шлифования
420; — Бруски — Размеры 420,
421
----зуборезные 384
----полукруглые с прямым пазом —
Высадка 171
---- резьбонарезные 355, 358
—- торцевые фрезерные 341
Горелки для атомно-водородной сварки
217
---- кислородно-ацетнленовые 209
----сварочные 200
Горизонтально-ковочные машины 124
ГОСТ 18-49 40
ГОСТ 71-55 199
ГОСТ 95-51 . 180
766
гост - гост
ГОСТ 102-49 628 ГОСТ 1412-54 21. 544
ГОСТ 226-46 628 ГОСТ 1415-49 51
ГОСТ 295-47 56 ГОСТ 1435-54 409, 490
ГОСТ 304-51 180 ГОСТ В 1472-42 489
ГОСТ 321-41 382 ГОСТ В-1473-42 489
ГОСТ 322-41 382 ГОСТ В-1474 42 489
ГОСТ 323-41 383 ГОСТ В-1476-42 489
ГОСТ 324 41 383 ГОСТ В 1478-42 489
ГОСТ 325-41 383 ГОСТ В-1482-42 489
ГОСТ 326-41 383 ГОСТ В 1486-42 489
ГОСТ 327-41 382 ГОСТ В-1488-42 489
ГОСТ 328-41 382 ГОСТ 1501-52 40
ГОСТ 329-41 383 ГОСТ 1521-50 56
ГОСТ 330-41 384 ГОСТ 1523-54 333
ГОСТ 331-41 384 ГОСТ 1583-53 56
ГОСТ 380-50 149 ГОСТ 1587-42 489
ГОСТ 397-41 489 ГОСТ 1589-42 489
ГОСТ 495-50 149 ГОСТ 1590 42 489
ГОСТ 503-41 149 ГОСТ 1602-43 356
ГОСТ 513-54 40 ГОСТ 1603-43 356
ГОСТ 613-50 56 ГОСТ 1604-54 355, 356, 357
ГОСТ 614-50 56 ГОСТ 1643-46 520, 544
ГОСТ 712 52 106 ГОСТ 1669-52 339
ГОСТ 713-49 127 ГОСТ 1671-53 339
ГОСТ 801-41 409 ГОСТ 1672-53 333
ГОСТ 804-49 56 ГОСТ 1676-53 328
ГОСТ 805-49 40, 51 ГОСТ 1677-53 328
ГОСТ 849-49 56 ГОСТ 1678-53 339, 376
ГОСТ 859-41 56 ГОСТ 1679-53 358
ГОСТ 860 41 56 ГОСТ 1695-48 339
ГОСТ 883-51 333 ГОСТ 1758-42 533, 544
ГОСТ 885-41 319, 320 ГОСТ 1759-42 489
ГОСТ 886-41 319 ГОСТ 1855-45 21, 77. 84
ГОСТ 887-41 319 ГОСТ 1979-52 339
ГОСТ 888-41 241, 320 ГОСТ 2009-43 21, 77
ГОСТ 889-41 320 ГОСТ 2014-53 40
ГОСТ 914-47 149 ГОСТ 2034-53 241, 320
ГОСТ 931-52 149 ГОСТ 2090-43 319
ГОСТ 949-41 217 ГОСТ 2092-43 320
ГОСТ 957-41 115 ГОСТ 2133-43 18
ГОСТ 962-41 10 ГОСТ 2138 51 1
ГОСТ 968-49 619 ГОСТ 2140-43 619
ГОСТ 970-41 10 ГОСТ 2173-51 358
ГОСТ 977-53 19, 544 ГОСТ 2174-43 358
ГОСТ 1019 47 56, 149 ГОСТ 2193-43 489
ГОСТ 1020-48 56 ГОСТ 2194-43 489
ГОСТ 1048-49 149 ГОСТ 2208-49 149
ГОСТ 1050-52 149. 184. 409, 480, 490, ГОСТ 2209 55 280, 297, 314
544 ГОСТ 2246-54 182, 184, 201, 202
ГОСТ 1092-52 341 ГОСТ 2248-43 580
ГОСТ 1127-47 149 ГОСТ 2249-43 715
ГОСТ 1133-41 280 ГОСТ 2270-54 412
ГОСТ 1173-49 149 ГОСТ 2284 43 149
ГОСТ 1191-41 251 ГОСТ 2287-43 359
ГОСТ 1192-41 251 ГОСТ 2320-43 301, 302, 308, 309, 310,
ГОСТ 1195-41 251 427
ГОСТ 1320-41 БОО ГОСТ 2321-43 343
ГОСТ 1336 47 359 ГОСТ 2322-43 322, 324
ГОСТ 1386-47 149 ГОСТ 2379-44 290, 297, 298, 314
ГОСТ 1393-47 149 ГОСТ 2390-44 729
гост - гост
767
ГОСТ 2402-54 180 ГОСТ 3390-46 489
ГОСТ 2407-51 685 ГОСТ 3391-49 489
ГОСТ 2413-44 21 ГОСТ 3392-46 489
ГОСТ 2424-52 396 ГОСТ 3449-54 356, 357, 358
ГОСТ 2447-52 396, 412 ГОСТ 3549-47 56
ГОСТ 2456-52 397, 412, 420, 423 ГОСТ 3552-47 6
ГОСТ 2464-52 397, 412 ГОСТ 3584 53 257
ГОСТ 2523-51 181, 248 ГОСТ 3640-47 56
ГОСТ 2529-44 18 ГОСТ 3647-47 395, 399, 403, 409.
ГОСТ 2581 44 56 ГОСТ 3648-47 395
ГОСТ 2590-51 452, 453 ГОСТ 3675-47 530, 544
ГОСТ 2625 44 287 ГОСТ 3680-47 149
ГОСТ 2670 44 76 ГОСТ 3718-47 149
ГОСТ 2671-44 202 ГОСТ 3751 47 395, 399
ГОСТ 2679-54 340 ГОСТ 3752-47 339
ГОСТ 2685-53 21, 712 ГОСТ 3753-47 341
ГОСТ 2689-54 71, 447, 477 ГОСТ 3754-47 341
ГОСТ 2695 44 20 ГОСТ 3755-47 339
ГОСТ 2787-54 40, 51 ГОСТ 3778 47 56
ГОСТ 2789-51 65, 71, 149, 305, 403, ГОСТ 3786-47 295
404, 405, 422, 427, 495, 496, 537, 570. ГОСТ 3787-47 295
573, 576, 587, 664 ГОСТ 3789-47 295
ГОСТ 2847-45 320, 329 ГОСТ 3791-47 296
ГОСТ 2851-45 395 ГОСТ 3792-47 295
ГОСТ 2856-45 56, 712 ГОСТ 3793 47 295
ГОСТ 2894-45 319 ГОСТ 3794-47 296
ГОСТ 2973-45 380 ГОСТ 3795-47 296
ГОСТ 3002-45 715 ГОСТ 3796-47 296
ГОСТ 3003-50 729 ГОСТ 3801-47 297
ГОСТ 3008-45 20 ГОСТ 3802-47 297
ГОСТ 3009-45 329 ГОСТ 3803-47 297
ГОСТ 3032-45 489 ГОСТ 3804-47 297
ГОСТ 3055-45 489 ГОСТ 3879-52 341
ГОСТ 3058-54 376, 380 ГОСТ 3881-53 412
ГОСТ 3060-55 399 ГОСТ 3882 53 409
ГОСТ 3104-46 489 ГОСТ 3958-47 340
ГОСТ 3128-46 489 ГОСТ 3959-47 340
ГОСТ 3129-46 489 ГОСТ 3960-47 342
ГОСТ 3132-46 40 ГОСТ 3961-47 342
ГОСТ 3212-46 22 ГОСТ 3962-47 342
ГОСТ 3226-49 2 ГОСТ 3963-47 342
ГОСТ 3231-46 329 ГОСТ 3964-47 339
ГОСТ 3238-46 395 ГОСТ 3965-47 342
ГОСТ 3247-46 729 ГОСТ 3966-47 342
ГОСТ 3264-46 729 ГОСТ 4050-48 342
ГОСТ 3265-46 729 ГОСТ 4010-52 319
ГОСТ 3263 46 729 ГОСТ 4043-48 366
ГОСТ 3266-54 356 ГОСТ 4044 48 366
ГОСТ 3307-54 358 ГОСТ 4047-52 340
ГОСТ 3340-49 40 ГОСТ 4050-48 342
ГОСТ 3380-46 489 ГОСТ 4083 48 480, 489
ГОСТ 3381-46 489 ГОСТ 4084-48 480, 489
ГОСТ 3382-46 489 ГОСТ 4085-48 480
ГОСТ 3383-46 489 ГОСТ 4086-48 480, 489
ГОСТ 3384-46 489 ГОСТ 4087-48 489
ГОСТ 3385-46 489 ГОСТ 4088-48 489
ГОСТ 3386-46 489 ГОСТ 4089-48 489
ГОСТ 3387-46 489 ГОСТ 4090-48 489
ГОСТ 3388-46 489 ГОСТ 4091-48 490
ГОСТ 3389-46 489 ГОСТ 4092-48 490
768
ГОСТ - ДЕТАЛИ
ГОСТ 4335-48 379 ГОСТ 6762-53 383
ГОСТ 4336-48 ГОСТ 4337-48 379 377. 378. 489 ГОСТ 6767-53 370 ГОСТ 6782-53 630
ГОСТ 4369-52 630 ГОСТ 4403-48 257 ГОСТ 4494-48 371 ГОСТ 4543-48 409 ГОСТ 4583-49 492 ГОСТ 4590-49 492 ГОСТ 4730-49 106 ГОСТ 4734-49 489 ГОСТ 4736-49 489 ГОСТ 4738-49 489 ' ГОСТ 4739-49 489 ГОСТ 4740-49 489 ГОСТ 4742-49 489 ГОСТ 4743-49 480, 489 ГОСТ 4785-53 413 ГОСТ 4802-53 411 ГОСТ 4803-53 411 ГОСТ 4831-49 51 ГОСТ 4831-49—4834-49 40 ГОСТ 4872-52 280 ГОСТ 5009-52 404 ГОСТ 5190-49 198. 199 ГОСТ 5270-50 7 ГОСТ 5339-50 6 ГОСТ 5348-50 339 ГОСТ 5349-50 320 ГОСТ 5384-50 134 ГОСТ 5392-50 384 ГОСТ 5506-54 6 ГОСТ 5614-51 206 ГОСТ 5736-51 329 ГОСТ 5948-51 199 ГОСТ 5950-51 280 ГОСТ 5952-51 409 ГОСТ 6003-51 9 ГОСТ 6009-51 149 ГОСТ 6227-52 358 ГОСТ 6228-52 358 ГОСТ 6268-52 198 ГОСТ 6283-52 582 ГОСТ 6312-52 333 ГОСТ 6357-52 356 ГОСТ 6375-52 341 ГОСТ 6396-52 340 ГОСТ 6449-53 619, 621, 633 ГОСТ 6951-54 357 ГОСТ 7023-54 124 ГОСТ 7024-54 114 ГОСТ 7063-54 340 ГОСТ 7068-54 754 ГОСТ 7250-54 578 ГОСТ 7284-54 105 ГОСТ 7307-54 430 ГОСТ 7369-55 288, 314 ГОСТ 7417-55 450. 451 Графитизация белого чугуна 704 Гребенки 353; — Зубья рабочие — Число 360 зуборезные косозубые 379 зуборезные прямозубые 377; — Допуски 379; — Размеры 378 Грузоподъемность манипуляторов 108 Грунтовка поверхностен 737 д Давление 147 Декалькомания 741 Декапирование химическое и электро- литическое — Режимы 720 Декстрин 9 Державки для накатных роликов 584 Десульфурация стали 53 Детали — Балансировка 558, 559, 560 — Высадка холодная на прессах- автоматах 161 — Гнутье из слоистых пластмасс 601 — Деформации — Зависимость от тем- пературы закалки 696, 697, 698 — Дробеструйный наклеп 585 — Заготовка — Конструирование 552 — Механическая обработка — Приспо- собления 479 — Напряжения остаточные после за- калки 698 — Неуравновешенность динамическая 560 — Обработка без снятия стружки — Технология 568—589 — Обработка дробеструйная — Кон-
ГОСТ 6456-53 ГОСТ 6469-53 ГОСТ 6564-53 ГОСТ 6565-53 ГОСТ 6632-53 ГОСТ 6637-53 ГОСТ 6646 53 ГОСТ 6647-53 ГОСТ 6648-53 ГОСТ 6694-53 ГОСТ 6731-53 ГОСТ 6743-53 404 339 20 411 9 380 334 320 340 319, 322 180 290 троль 587 — Поверхности — Подготовка к галь- ваническим покрытиям 717 — Правка холодная 565, 566 — Припуски на механическую обра- ботку— Расчет 439 — Промывка и очистка 752, 753 — Термообработка — Технологические требования 694 — Уравновешивание 564 — Формование из листовых термопла- стических материалов 600
ДЕТАЛИ - ДРЕВЕСИНА
769
— Формование из пластмасс — Методы
598
Детали высаженные — Обрезка по кон-
туру 175
---- из древесины — Допуски и по-
садки 619; — Обработка 616; —
Обработка — Технология 628; —
Размеры — Контроль — Калибры
621, — Сборка 616, 628, 633; —
Соединения под углом 616, 617
----из неметаллических материалов —
Производство — Технология 590—
633
----из термопластмасс — Штамповка
601
---- из термореактивпых слоистых
пластмасс — Формование термопла-
стическое 601
---- из фибры — Штампование вытяж-
кой 601
---- изготовленные на вертикально-
ковочной машине 129, 130
---- изготовленные на холодновысадоч-
ных прессах-автоматах — При-
меры 161
---- кованые — Конструирование —
Технология 91, 92
---- листовые — Соединения 155, 156,
157
----лнстоштампованные 137, 148
----литые — Конструирование — Тех-
нология 76
----металлокерамические — Техноло-
гия производства 255—267
----отливаемые в металлические фор-
мы — Параметры конструктивные
62, 63
---- пластмассовые — Контроль 606,—
Монтаж 605; — Прессование 590,
594; — Прессование компрессион-
ное 595; — Прессование литьевое
595; — Размеры — Точность 592;—
Хранение 606
•--- пластмассовые прессованные —
Конструкция 590
---- сварные — Конструирование 221
----сложные — Штамповка объемная
176
---- стальные — Сварка — Размеще-
ние точек 229
----типовые — Классификация и' рас-
пределение по классам 441; —
Производство — Технология 495—
566
----фасонные — Отливка центробеж-
ная — Схема 68
---- целлулоидовые—Производство вду-
ванием 600
---- штампованные — Конструирова-
ние— Технология 91, 93
49 том 5 1413
----- штампованные на горизонтально-
гибочных машинах 129
---- штампосварные 157; — Классифи-
кация технологическая 158; —
Примеры 158
---- штампуемые — Точность 164; —
Чистота поверхности 164
Дефекты заливки подшипников 612
Деформация алюминиевых и магниевых
сплавов—Критические степени 136
----в стружке — Распространение —
Схема 272
---- вызываемая сваркой — Уменьше-
ние 224
---- и сила при калибровании отвер-
стий 568
----- и сила при обкатывании 573
---- контактная при установке загото-
вок на опоры 480, 481
---- при сварке металлоконструкций —
Устранение 248
---- пуансонов — Скорость 163
----стали 53
---- стали при термической обработке
696
Диаметры заклепок и болтов, штемпе-
лей, сверл и матриц 240
Динамометры 287
Диски фрикционные металло-пласт-
массовые для автомобильной про
мышленности 266
Днссоциаторы аммиачные 217
Диффузионный отжиг 668
Доброхотова формула 101
Доводка 418, 419
—- металлов — Разновидности 415
Доводочные инструменты 416
Доводочные станки 420
Долбякн 382; — Износ допустимый
278
---- зуборезные — Размеры — Допуски
на точность изготовления 382
----- зуборезные втулочные 383
----зуборезные дисковые 382, 383
—- зуборезные хвостовые 383
Допуски и посадки деталей из древе-
сины 619
----"на профиль резьбы накатных пла-
шек 579
---- на размеры между калибровоч-
ными поверхностями деталей
134, 135
---- иа сборку под сварку котельных
конструкций 246
---- на соединения деталей сварных
конструкций 246
---- на шаблоны и на наметку 237
Древесина 20
— Гидротермообработка при горячем
гнутье — Продолжительность 632
770
ДРОВЕМЕТЫ - ЗАКРУГЛЕНИЯ
— Гнутье 631
— Обработка 629
— Склеивание 630
— Степень колкости 618
— Сушка 628
Дробеметы 588
Дробеструйный наклеп—см. Наклеп
дробеструйный
Дуговая сварка — см. Сварка дуговая
Дуплекс-процесс — вагранка — отра-
жательная печь 48
Дуплекс-процесс — вагранка — элек-
тропечь 47
Дуплекс-процесс плавки ковкого чу-
гуна 47
Дуплекс-процесс плавки чугуна — Набор
шихтового материала типовой 46
Ж
Железненне — Продолжительность оса-
ждения металла 726
Желеэокерамика — Свойства 259
Жидкости охлаждающие для сверления
325
Жидкостная цементация 685
Жидкостное цианирование 688
3
Заготовки — Нагрев 101
— Нагрев индукционный до ковочной
температуры — Время 102
— Нагрев контактный электрический —
Напряжение и мощность 102,
103
— Обработка «а станках — Погрешно-
сти закрепления 447, 448
— Осадка при ковке 109
— Правка холодная 565
— Размеры предельные для обка-
тывания — Расчет технологический
574
— Раскрой угла для вытяжки короб-
ки 144
— Расположение неровностей при вы-
тяжке 143, 144
— Установка на опоры — Деформации
контактные 480, 481
----Коэффициент трения 480, 481
Заготовки деталей машин — Конструи-
рование 552
----для валов 496
---- для зубчатых конических колес
533
----для зубчатых цилиндрических ко-
лес 521
----для подшипниковых вкладышей
506, 515
----для подшипниковых втулок 504
----для рычагов 537
----из древесины — Гнутье холодное —
Зависимость толщины от радиусов
кривизны 631
----из проката — Припуски на обра-
ботку — Нормативы для расчетов
447, 449, 450, 451, 452, 453, 454,
455, 456
---- кованые и штампованные —При-
пуски на обработку — Нормативы
для расчета 447, 457, 458, 459,
460, 461, 462, 463, 464, 465, 466.
467, 468, 469, 470
----литые—Припуски на обработку —
Нормативы для расчета 447, 471,
472, 473
----- поковок — Размеры 109
----плоские для протяжки — Раз-
меры— Определение 146
----- профильных роликов для правки
шлифовальных кругов — Размеры
410
----стальные — Анодно-механическое
резание — Режимы 648; — На-
грев перед ковкой 101
----штампосварные — Классификация
технологическая 158
Заделка пластинок для резцов 297
Зажимные устройства — Расчетные
формулы 483, 484
---- автоматические 488
----- гидравлические 487, 488, 489
---- комбинированные 183, 485, 486
----пневматические 483, 486, 487
----пружинные 487
---- с гибким тросом 489
Зажимы гидравлические 487
---- комбинированные 483, 485
---- многократные механические 483,
486
Зазоры при электроискровой прошивке
отверстий 653
Закалка — Сравнение обычной и изо-
термической 674
---- отливок из высокопрочного чугуна
изотермическая 710
----- поверхностная — Методы — Ха-
рактеристика 678
---- стали 670
—- шестерен ступенчатая — Влияние
на конусность и эллипсность
венца 701
Эпяатка 142
Заклепки—Диаметры 240
---- пустотелые — Высадка 173; — Раз-
меры 174
Закругления 22
ЗАКРУЧИВАНИЕ - ЗУБЬЯ
тп
Закручивание 113
Заливка подшипников 506, 511
— Дефекты 512
Замки зажимные — Расчет 485
---соединения протяжек 365
Запорные устройства 491
Затачивание анодно-механическое твер-
досплавных инструментов 648
Затылование зубьев у фрез 338
---поверхностей у фрез 338
Заусенцы — Образование при штам-
повке — Схема 93
— поковок при штамповке — Обрезка
н зачистка 133
Зачистка 140
---заусенцев поковок при штамповке
133
Защелки 491
Защитные кожухи у шлифовальных
кругов — Расположение 414
Зворыкина силовая схема 273
--- формула 274
Зенкерование 328, 509
— Время основное (технологическое)
331
— Мощность эффективная 331
— Сила резания 331
— Скорость резания 331
Зенкеры 328, 329
— Износ допустимый 278
— Режимы резания 331
— Режущие части — Геометрические
параметры 329, 330
— Скорость резания — Коэффициент
поправочный 331
— Стойкость 331
Зенкеры с ограничителями 241
Зенковки — Характеристика 322
Зерна шлифовальные — Номера зер-
нистости 395
Зернистость абразивного материала
395
Золочение — Продолжительность оса-
ждения металла 726
— Режимы 715, 724
Зубодолбежные станки — Технические
характеристики 524
Зубодолбление — Мощность 393
— Сила резания 393
Зубозакругляющне' станки — Техниче-
ские характеристики 525
Зубонарезание 374
— Время основное 393
— Охлаждающие жидкости 391
— Подачи рекомендуемые 391
— Режимы резания 391
Зубопрнтирочные полуавтоматы — Тех-
нические характеристики 523
Зуборезные инструменты — см. также
Головки зуборезные; Гребекки
49*
зуборезные; Долбяки; Резцы зубо-
резные; Фрезы пальцевые; Фрезы
червячные и т. д.
— Износ допустимый 278
— Конструкция 376
— Параметры геометрические 390
— Применение 376
— Скорость резания 393
— Стойкость 391
— Углы 390, 391
Зубофрезерные станки—Технические
характеристики 523
Зубошлифование зубчатых цилиндри-
ческих колес 521
Зубчатое колесо-венец 529
Зубчатые венцы — Профилирование —
Методы 374
Зубчатые колеса конические — Кон-
троль технический 534
— Обработка — Оборудование 533
---Технологический маршрут 534.
535, 536
--- Технология 533
— Производство — Технические усло-
вия 533
— Размерные группы 533
— Типы 533
Зубчатые колеса конические спираль-
ные— Время на нарезание одного
зуба 394
--- с валом 528
Зубчатые колеса цилиндрические —
Зубошлифование 521
— Контроль технический 529
— Обработка — Оборудование — Тех-
нические характеристики 521. 522,
523, 524, 525
---Технологические маршруты 526,
527, 528, 529
— Обработка термическая 528
— Производство — Технические усло-
вия 520
— Размерные группы 520
— Типы 519
— Шевингование 520
Зубчатые колеса червячные — Контроль
технический 532
— Нарезание — Подача фрезы 530
— Обработка—Оборудование 530, 532
---Технология 530
— Производство — Технические усло-
вия 530
— Размерные группы 530
— Типы 529
Зубья — Фланкирование 375
--- протяжек рабочие — Шаг — Опре-
деление 366
--- резьбонарезных инструментов ра-
бочие—Число 360
--- Фрез 338
т
ИГНАТЬЕВА МЕТОД СВАРКИ — КОВОЧНЫЕ ВАЛЬЦЫ
И
Игнатьева метод сварки 190
Изделия металлокерамические — Изго-
товление 255
— Испытание 266
— Контроль качества 266
— Обработка резанием 264
— Пористость — Контроль 266
— Технология производства 260
— Удельный вес — Определение 266
Изложницы для центробежного литья
67
Износ быстрорежущих резцов допусти-
мый 277
----долбяков допустимый 278
---- зенкеров допустимый 278
---- зуборезных инструментов допусти-
мый 278
---- притира 416
---- протяжек допустимый 276
----разверток допустимый 278
—— режущих инструментов 275
---- резцов 305
---- резцов допустимый 278
----резьбонарезных инструментов до-
пустимый 276
---- сверл 325
—— сверл допустимый 278
---твердосплавных резцов допусти-
мый 277
---- фрез 278, 347
Износостойкость инструментов при
электроискровой обработке 655
---- стали конструкционной — Влия-
ние высокочастотной поверхност-
ной закалки 677
---- стали после термообработки 684
Изотермическая закалка 671, 673
Изотермический отжиг 667
Индукционная пайка 213
Инструментальные материалы 278, 279
Инструменты — см. также по нх на-
званиям, например: Абразивные
инструменты; Зуборезные инстру-
менты; Режущие инструменты
и т. п.
— Подача 270
— Силовая схема Зворыкина 273
Инструменты для обкатывания поверх-
ностей 571
---- для обработки зубчатых венцов
неэвольвснтного профиля 388
---- для обработки отверстий 647
---- для правки шлифовальных кругов
407, 409
---- литые 287
---- сломанные — Извлечение электро-
искровым способом 663
----точечных машин рабочие 194
Интенсивность электроискровой обра-
ботки металла 652
Источники питания сварочной дуги 180
К
Кадмирование — Продолжительность
осаждения металла 726
— Режимы 714, 722
Калибрование—Точность 569
----отверстий 568; — Расчет техно-
логический 570
----спеченных металлокерамических
изделий 263
Калибровка 133, 134, 135; — Удельные
давления 165
---- криволинейных поверхностей 135
Калибровочные штампы 135, 136
Калибры для контроля размеров дета-
лей из древесины 621
----предельные рабочие нз дельта-
древесины для контроля деталей
из древесины 624
---- предельные рабочие из фанеры
для контроля деталей из древе-
сины 626
---- предельные рабочие металличе-
ские для контроля деталей из дре-
весины 622
Калугина резцы 300
Карандаши алмазно-металлические —
Характеристика 411
Кварцевые пески 1
Керосин — X ара ктеристика 198
Кислород 197
— в сталеварении 54
Кнслородно-ацетнленовые горелки 209
Кислородное дутье в вагранках 43
Клапаны—Штамповка на кривошип-
ных прессах — Схема 121
Клей пектиновый 9
Конструкции клепаные — Сборка 245
Клепка пластмасс 605
----стальных конструкций 25)
Клиновые элементы зажимные — Рас-
чет 484
Ключи торцевые 755
Ковка — Влияние на механические ка-
чества 89
— Влияние на микроструктуру 89, 90
— Температурные интервалы 100
— Термический режим 99
— Технология 89—179
— — Влияние на качество детали 90
Ковка свободная 89. 103; — Техноло-
гия 109
----цветных сплавов 136
Ковочные вальцы 131
КОВОЧНЫЕ МАШИНЫ ВЕРТИКАЛЬНЫЕ - КРУГИ
773
Ковочные машины вертикальные 129,
130
Ковочные молоты — см. Молоты ковоч-
ные
Ковочные прессы — см. Прессы ковоч-
ные
Ковкий чугун—см. Чугун ковкий
Ковшевая металлургия 49
Кожухи защитные у шлифовальных
кругов—Расположение 414
Кокиль 60
Колеса прямозубые 387
Колесова резцы 300
Кольца поршневые — Хромирование по-
ристое 725
---- пустотелые — Штамповка 155
Комплект фрез сборный 342
Конвертеры малобессемеровские — Ха-
рактеристика 54
Кондукторы сборочные 245
Конические зубчатые колеса — см. Зуб-
чатые колеса конические
Конструирование моделей 23
---- сварных деталей и узлов машин 221
Конструкции — см. по их названиям,
например: Котельные конструкции;
Резервуарные конструкции: Решет-
чатые конструкции; Сварные кон-
струкции: Стальные конструкции;
Строительные конструкции и т. д.
Контактная пайка электрическая 213
Контроль вкладышей подшипниковых
технический 515
---- дробеструйной обработки 587
---- зубчатых конических колес техни-
ческий 534
----зубчатых цилиндрических колес
технический 529
----зубчатых червячных колес техни-
ческий 532
---- качества лакокрасочных поверх-
ностей 743
---- качества сборки 756, 757
---- корпусных детален технический 551
---- маховиков технический 518
---- пластмассовых деталей машин 606
---- подшипниковых втулок техниче-
ский 506
---- при производстве валов техниче-
ский 502
---- рычагов технический 542
---- червяков технический 532
---- шкивов технический 517
Конусность и биение впадины шлицев
относительно опорных шеек вала —
Проверка — Схема 503
Концентричность шеек вала — Про-
верка— Аппаратура 503
Копиры для обработки фасонных по-
верхностей 490, 491
---- сборочные 244, 245
Коробки — Типы 543
Корпусы — Типы 543
Корпусы н коробки — Конструкция —
Влияние на технологию обработки
549
— Контроль технический 551
— Обработка — Оборудование 544
----Технология 544
— Производство — Технические усло-
вия 543
Корпусы приспособлений для механи-
ческой обработки деталей машин
491
Котельные конструкции — Сборка 246
Коэффициент вытяжки 143
----загрузки поточной линии — Сбор-
ка 752
---- загрузки сборочного поста потом,
нон линии 752
---- изменения поверхности вытяжки
143
---- изменения толщины вытяжки 143
---- минимального радиуса гибки 141
----наклепа при протяжке 146
---- наплавки 185
---- определения силы вытяжки 143
---- поправочный по износу инстру-
ментальных материалов 279
---- поправочный при определении
скорости резания 307—310
---- трения при установке заготовок
на опоры 480, 481
---- улучшения чистоты поверхности
калиброванием 570
---- улучшения чистоты поверхности
обкатыванием 573
Краски формовочные — Составы типо-
вые 17
Красностойкость инструментальных ма-
териалов 279
Крекеры 217
---- Вишневского 218
Крепежные изделия — Высадка 163
Крепители 4
— Прочность удельная 5
Кривоухова формула 274
Критическая степень деформации спла-
вов 136
Кромки — Подготовка под сварку газо-
вую 201; — Подготовка под сварку
электродуговую 225
----листовых деталей стальных кон-
струкций — Обработка 239
---- режущие 268, 304, 372
Кромкострогальные станки 239
Круги полировальные — см. Полиро-
вальные круги
---- шлифовальные — см. Шлифоваль-
ные круги
774
КУЗНЕЧНАЯ ОБРАБОТКА - МАТЕРИАЛЫ
Кузнечная обработка — Технология 103
Кузнечно-штамповочные работы — Тех-
нология 103, 104
Кузнечно-штамповочные работы на ма-
шинах узкого применения 128
Л
Лакирование 740
Лакокрасочные материалы — Нормы
расхода 743
— Приготовление и хранение 743
Лакокрасочные покрытия — Контроль
качества 743
— Сушка 741
— Типы и назначения 734, 735
Латунирование — Продолжительность
осаждения металла 726
— Режимы 715, 723
Латунь — Сварка газовая 203
— Температура плавки и заливки 56
— Угар 56
Легирование чугуна 49
Легкоходовые посадки для древесины
621
Ленточка на сверлах — Подточка 324
Лигатура — Применение 56
Листовая штамповка — см. Штамповка
листовая
Листоштамповочные детали 148
Листоштамповочные работы — Харак-
теристика 138
Листы — Гибка на вальцах — Схема
242; — Раскрой на полосы типовой
150
---- пластмассовые—Резание 615
Литейное производство — Технология
1—88
Литейные алюминиевые сплавы — см.
Сплавы алюминиевые литейные
Литейные магниевые сплавы — см.
Сплавы магниевые литейные
Литейные медные сплавы — см.
Сплавы медные литейные
Литейные модели—Классификация 19
Литейные опоки — Размеры стандарт-
ные 18
Литейные уклоны 22
Литейные формы — Сборка 30; — Суш-
ка -во
---- металлические 60; — Покрытия—
Составы 61, 62
----скорлупчатые — Производство 29
Литниковые системы 33
Литье — Выбивка — Технология 37; —
Выбивка и очистка — Механизмы
38; — Способы специальные 60
----в металлические формы 60
---- пластмассовых изделий без да-
вления 598
----по выплавляемым моделям 71
---- под давлением 64
---- прецизионное 71
---- цветное 15, 16, 56
---- центробежное 66, 68
Лужение — Продолжительность оса-
ждения металла 726
— Режимы 722
м
Магниевые литейные сплавы — см.
Сплавы магниевые литейные
Манипуляторы — Грузоподъемность 108
Маркировка абразивного инструмента
399
---- моделей 21
---- формовочных глин 3
Мартеновские печи — Размеры 54
— Схема 55
Маршруты технологические обработки
валов 496, 497, 498, 499
----обработки вкладышей нз биме-
таллической ленты 514
----обработки зубчатых колес кониче-
ских 534, 535, 536
----обработки зубчатых колес цилин-
дрических 526, 527, 528, 529
---- обработки зубчатых колес червяч-
ных 532
---- обработки маховиков 519
----обработки подшипниковых вкла-
дышей 507
----обработки подшипниковых втулок
505
---- обработки червяков 531
----обработки шкивов 516, 517, 518
Материалы — Сопротивление срезу в
штампах 138
----для валов 496
---- для вытяжки илн протяжки 149
----для зубчатых конических колес
533
----для зубчатых цилиндрических ко-
лес 521
----для зубчатых червячных колес и
для червяков 530
----для контактных сварочных машин
электродные 197
---- для корпусов и коробок 544
для листовой штамповки 149
----для литейных металлических
форм — Химический состав 60,
----для маховиков 518
----для молотковых штампов 119
---- для опок 18
МАТРИЦЫ - МОДЕЛИ
775
----для плавки чугуна 40
----для подшипниковых вкладышей
506
----для подшипниковых втулок 504
----для прессформ 598
----для рычагов 537
----для свободной ковки исходный —
Вес — Расчетная формула 108
----для футеровки вала 727
----для шкивов 516
----для штамповки на молотах исход-
ный— Вес 115
----для электролитических покрытий —
Расход 728
----лакокрасочные—Нормы расхода
743
---- наплавочные 208
Матрицы — Диаметры 240
----для холодной высадки — Выбор
170
---- штампов — Ремонт электроискро-
вым способом 663
---- штампов вырубных — Прошива-
ние электроискровым способом
658
Маховики 518
Машины горизонтально-гибочные — см.
Гибочные машины горизонтальные
----для заливки стальной ленты баб-
битом — Схем а 512
---- для заливки стальной ленты свин-
цовистой бронзой — Схема 513
----для литья под давлением 65; —
Схема работы 66;—Характери-
стика 66
----для резки — Характеристика 206
Меднение 714, 722, 723
— Продолжительность осаждения ме-
талла 726
Медные литейные сплавы — см. Сплавы
медные литейные
Медь — Сварка газовая 203
— Температура плавки и заливки 56
— Угар 56
Металл наплавленный — Механические
свойства 202
Металлизационные аппараты электро-
дуговые — Характеристика техниче-
ская 732
Металлизация — Аппаратура 731
— Операции — Назначение и способы
733
— Применение 731
— Технология 733
Металлизация диффузионная 689; —
Характеристика 690
----распылением 729; — Потери ме-
талла 730
Металлокерамические изделия — см.
Изделия металлокерамические
Металлокерамические порошки — ем.
Порошки металлокерамические .
Металлопокрытия—Толщина 715, 716,
717
Металлургия внепечная 49
Металлы — Анодно-механическая обра-
ботка 641
----Оборудование — Классификация
645, 646
— Интенсивность электроискровой обра-
ботки 652
— Коэффициент минимального радиус»
гибки 141
— Наращивание электроискровое 663
— Полируемость 639
— Разрушение импульсным разрядом
650
— Резание — Погрешности 435
---- Технология 268—494
— Сопротивление срезу в штампах 138
— Термическая и химико-термическая
обработка — Технология 666—713
— Угар 56
— Химико-механическая обработав
663—665
— Электроискровая обработка — Изно-
состойкость инструмента 655
----Назначение 659
---- Технологическая характеристика
649
----Точность 653
----Установка—Конденсаторная схе-
ма 650
— Электрообработка 634—665
----Способы — Классификация 635
— Электрополирование 634
Металлы для холодной высадки 161
Метчики 353; — Зубья рабочие —
Число 360
---- автоматные 357
---- бесканавочные 35“
---- маточные 357
---- машинные 356
---- плашечные 357
---- ручные 356
---- станочные 357
Механизация сборки 752
Микрогеомегрия деталей наклепанных
дробью 587
---- шлифованной поверхности 404
Модели — Маркировка 21
— Припуски иа усадку отливок 21
— Стоимость 23
— Точность изготовления 21
— Хранение 23
Модели восковые—Установка на пад-
опочной плите —Схема 71, 72
----деревянные — Окраска 21; — Ха-
рактеристика по классам проч-
ности 20
776
МОДЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ - НОМОГРАММЫ ДЛЯ ОПРЕДЕЛЕНИЯ
----литейные — Классификация 19
---- металлические — Сплавы 21
—— прецизионного литья — Составы
71. 72
Модельные приспособления 19
Модификаторы 50
Модифицирование белого чугуна 49
---- чугуна 50
Молоты ковочные 105, 106; — Падаю-
щие части — Вес — Выбор 107.
108; — Характеристика 105, 106
---- свободной ковки — Производи-
тельность 107
Молоты штамповочные 114; — Па-
дающие части — Вес 115. 116; —
Производительность 115
---- бесшаботные 115
---- паро-воздушные — Характеристика
114
---- фрикционные — Характеристика
115
Момент крутящий прн резьбонареза-
нии — Расчетные формулы 363
Монтаж пластмассовых деталей 605
Монтажные отверстия — см. Отверстия
монтажные
Мощность па приводе станка — Рас-
четные формулы 313
—- при зубодолблении 393
—— при фрезеровании 351
----эффективная на резце — Расчет-
ные формулы 313
---- эффективная при зенкеровании
331
---- эффективная при расточке — Рас-
четные формулы 318
---- эффективная при резьбонареза-
нии — Расчетные формулы 362,
363
Н
Набивка по трафарету 741
Набор материала в пуансоне — Схема
123, 124
Нагрев заготовок индукционный до ко-
вочной температуры — Время 102
----заготовок индукционный и кон-
тактный 101
---- заготовок электрический 101
---- под пайку 213
---- стальных заготовок перед ковкой
101
Накатка 142
----прямая — Рекомендуемый шаг 584
---- ромбическая — Рекомендуемый шаг
584
Накатные плашки—см. Плашки на-
катные
Накатывание — Применение 576
— Режимы 585
— Характеристика 575
Накатывание резьбы 178, 574
— Подача 577
— Расчет технологический 576
— Режимы 577
— Силы — Величины 577
— Скорость 577
— Точность 576
Накатывание резьбы плашками — Схе-
ма 575
— рифленых поверхностей — Примене-
ние 583
Наклеп дробеструйный деталей 585
— Глубина 587
— Продолжительность 586
— Режим 586
Наладка токарно-револьверных станков
для изготовления подшипниковых
втулок — Схема 504
Наметка — Допуски 237
--- размеров 235
Наплавка 208
— Технология 208
Напрессовка фрикционного слоя на
металлокерамические фрикционные
изделия 265
Напряжения. вызываемые сваркой —
Уменьшение 224
--- остаточные после закалки 698
--- усадочные при сварке металло-
конструкции — Устранение 248
Напряженные посадки для древесины
621
Наращивание металла электроискровое
663
Нарезание метрической резьбы — Число
проходов 361
--- ниток червяка скоростное — Схе-
ма 530
--- резьбы — Схема 352
Наросты — Образование 273
Натирки 18
Натяги при калибровании — Оптималь-
ные величины 569
Неполная закалка 671
Неполный отжнг 667
Низкий отпуск 680
Низкотемпературный отжиг 668
Никелирование — Продолжительность
осаждения металла 726
— Режимы 714, 723
Номограммы для определения чистоты
поверхности при зенкеровании 428
--- при развертывании 429
--- при растачивании 430
--- при строгании 430
--- при точении 427
--- при фрезеровании 428, 429
НОРМАЛИЗАЦИЯ — OCT
777
Нормализация 668
---- отливок из высокопрочного чугуна
709
---- приспособлений для механической
обработки деталей машин 492
Нормы расхода материалов в окрасоч-
ных цехах 743
О
Обезжиривание химическое и электро-
литическое — Режимы 720
Обечайки — Сборка 246
Обессеривание стали 53
---- чугуна 49
Обкатка зубчатых венцов 374
---- по диаметру НО
Обкатывание — Время основное 574
— Деформации и силы 573
— Точность 573
— Чистота поверхности 573
Обкатывание поверхностей вращения
571
Оборудование для анодно-механической
обработки металлов — Классифи-
кация 645, 646
----для гальванизации — Выбор 727
----для дробеструйного наклепа 587
----для изготовления стальных кон-
струкций 232, 233
----для контактной сварки 192
----для кузнечной обработки 103, 104
----для обкатывания поверхностей 571
----для обработки валов 496, 499. 500
---- для обработки зубчатых кониче-
ских колес 533
для обработки зубчатых цилиндри-
ческих колес — Техническая ха-
рактеристика 521, 522, 523, 524,
525
---- для обработки корпусов и коро-
бок 544
----для обработки рычагов 537, 538,
539, 540, 541, 542
----для обработки червяка 530, 531
---- для обработки червячных зубчатых
колес 530, 532
----для обработки шкивов 516, 517,
518
----для производства подшипниковых
вкладышей 506, 507
----для производства подшипниковых
втулок 505
----для химико-механической обра-
ботки 664
---- для холодной правки 566
---- для электроискровой обработки
656; — Характеристика 661
---- для электрополировання 640
Обработка металлов — Погрешность
431, 432
— Точность 431
Образцы металлокерамические для
испытания на растяжение 267
Обрезка 140
---- высаженных деталей по контуру
175
---- заусеннев поковок при штамповке-
133
Обтачивание вала многорезцовое —
Схема 503
---- наружных поверхностей вклады-
шей 509
---- подшипниковых вкладышей на
оправке 509
Огнеупоры 40
Окисление примесей при сталеварении
51
Окислители для сталеварения 51
Окраска—Организация работ 744
---- деревянных моделей 21
Оксидирование 715; — Технология 718
----анодное — Режимы 721
Оловянистые бронзы — см. Бронзы оло-
вянистые
Оловянные покрытия 714, 722
Опережающая трещина при резании
272
Опоки — Хранение 19
----литейные — Размеры стандарт-
ные 18
Опоры для установки заготовок 480; —
Примеры положения 480
----для установки заготовок само-
устанавливающиеся — Примеры
480, 481
---- самоустанавливаюшиеся 480
Оправки разжимные для установки за-
готовок по обработанному отвер-
стию 481, 482
Оргстекло — Полирование 616
— Сверление 610
— Склеивание 603
— Токарная обработка 615
— Фрезерование 614
— Шлифование 616
Осадка заготовок при ковке 109
---- разгонкой 110
Осаждение металлов электролитиче-
ское — Продолжительность 726
Осветление 724
Оснастка для обработки отверстий 548
---- рычагов 540
ОСТ 3725 322, 323, 324
ОСТ 4922 4S0
ОСТ 4923 490
ОСТ 4924 490
ОСТ 20128-39 356
ОСТ 20181-40 376
Tib
OCT - отливки
ОСТ 20182-40 320
ОСТ 20231-40 320
ост 26016 584
ост 26017 584
ост 90072-40 742
ост 90073-40 742
ост 90074-40 742
ост ВКС 6270 328, 332
OCT HKM 4091 489
OCT HKM 4094 356
ОСТ нктм 2512-39 333
ОСТ нктм 2513-39 333
ост нктм 2514-39 333
ост нктм 2516-39 333
ост нктм 2518-39 333
ост нктм 6588-39—6602-39 752
ост нктм 6601-39 752
ост нктм 6602-39 752
ост нктм 6813-39—6815-39 752
ост НКТП 32 356, 357, 361, 580,
ост НКТП 94 356, 580, 582
ост НКТП 193 361
ост НКТП 271 356, 361, 580, 582
ост НКТП 272 356, 361
ост НКТП 1251 578
ост НКТП 1260 356, 357
ост НКТП 3677 328
ост НКТП 3942 340
ост НКТП 4120 356
ост НКТП 4121 456
582
Осциллограммы цикла единичного раз-
ряда
конденсаторной установки
146
у отливок — Размеры 84,
650
Отбортовка
Отбортовки
Отверстия — Диаметральные размеры
свыше 500 до 5000 мм — Допуски
447, 477
— Калибрование 568
----Технологический расчет 570
— Обработка 545, 546, 547, 548, 549,
550, 551
— Обработка на вертикально-сверлиль-
ных станках 541
— Образование 240
— Припуски на обработку—Нор-
мативы для расчета 447, 474, 475,
476
— Пробивка штампами — Размеры ми-
нимальные 152, 153
— Прошивка электроискровая — За-
зоры 653 '
— Раскатывание 572
— Электроискровая обработка — Тех-
нологическая характеристика 654
Отверстия в деталях машин — Кон-
струирование 555
----в корпусных деталях — Виды
549, 550, 551
---- в отливках — Диаметры наи-
меньшие 83, 84; — Построения
83; — Размеры 84
---- в слоистых пластмассах — Обра-
ботка 608
---- заклепочные — Подготовка под
клепку 249
---- монтажные — Образование 252
---- от 1 до 500 мм — Допуски 447.
476
----сопряженные — Обработка меха-
ническая — Припуски 84
----тонкие — Прошивание электро-
искровым способом 658
Отвертки 755
Отделочное шлифование — см. Шлифо-
вание отделочное
Отжиг отливок нз высокопрочного чу-
гуна 709
----отливок из серого чугуна — Ре-
жимы 702
----стали 666; — Влияние на магнит-
ные свойства 668; — Влияние на
механические свойства 667; —
Влияние на обрабатываемость ре-
занием 666
Отклонения допускаемые по весу отли-
вок 77, 78
----допускаемые размеров отливок
77. 78
---- предельные на свободные размеры
для древесины 621
Отливки — Вес — Отклонения допу-
скаемые 77, 78
— Конструкция — Построение 77
----Схема 77
— Обработка — Технологическая схе-
ма 37
— Отбортовка — Размеры 84, 85
— Отверстия — Диаметры наимень-
шие 83, 84
— Отверстия и полости внутренние —
Построение 83
— Пересечения облегченные —Схемы 82
— Поверхности основные — Уклоны 76
— Поверхности сопрягаемые — Ра-
диус скругления 82
— Размеры — Допускаемые отклоне-
ния 77. 78
— Ребра, фланцы, бобышки и при-
ливы—Конструирование 85
— Сопряжения — Конструирование —
Метод вписанных окружностей 82
----Конструкция 82
— Стенки — Скругления — Схема 83
----Сопряжения 80, 81, 82
----Толщина 78, 79, 80
— Углы — Конструкция 82
— Углы и переходы — Конструирова-
ние 80
ОТЛИВКИ - ПЛАМЕННЫЕ ПЕЧИ
779
— Усадка 21
Отливки из высокопрочного чугуна
709, 710
---- серого чугуна — Термическая
обработка 701, 702
---- из цветных металлов—Термиче-
. ская обработка 710
---- из цветных сплавов кокильные —
Механическая обработка — При-
пуски 63
--- из цветных сплавов кокильные —
Размеры — Допуски 64
---- кокильные 62, 63
---- под давлением 64; — Параметры
конструктивные 65
---- правильной конструкции 76
---- прецизионные — Бобышки — Рас-
положение 75; — Стенки 74,
75
---- с ребристым сечением — Размеры
85
---- стальные — Питание 34; — Ра-
диусы закруглений 83
----стальные прецизионные — Меха-
нические свойства 75
----центробежные — Механические
свойства 69, 71; — Составы 69.
71; — Схема 67
---- центробежные стопочные — Схема
67
---- чугунные кокильные — Допускае-
мые отклонения 63; — Припуски
на механическую обработку 63
Отпуск стали 677, 680, 697
Отходы и заусенцы при штамповке —
Определение — Расчетные формулы
115
---- ня угар и обсечки для поковок
108
Охлаждающие жидкости при зубонаре-
зании 391
---- при накатывании 578
---- при развертывании 335
---- при сверлении 325
Охлаждение металлов и сплавов при
обработке 306
---- поковок 102
---- при протягивании 372
----при резьбонарезании 362
---- при сверлении 325
---- при фрезеровании 347
----стали в закаливающих средах —
Скорость 675
----стали при закалке—Кривые 673.
674
Очистка деталей 752, 753
----литья — Оборудование 39; —
Технология 37
----металлических поверхностей огне-
, вая 209
П
Пазы — Конструирование 553
Пайка 211;—Механизация 214
---- в ваннах 214
----в печах 214
---- индукционная 213
---- контактная электрическая 213
Пальцы установочные для заготовок
по цилиндрическим отверстиям 480,
481
Пассивирование 724
Паста ГОИ — Состав 417
Пасты 17
Патроны газотвориые 36
----для завертывания винтов и шпи-
лек 756
----для установки конических шесте-
рен с прямым зубом — Схема 483
----для установки цилиндрических
зубчатых колес 483
Пектиновый клей 9
Перебег резца на станках — Величины
313
Пески кварцевые 1
---- формовочные 1
Пескодувные стержневые машины 32
Пескометы 27. 28, 30
Песчано-глинистые смеси — Проч-
ность 3
Печи—см. по их названиям, например,
• Высокочастотные печи; Мартенов-
ские печи; Плавильные печи; Пла-
менные печи; Сталеплавильные
печи; Электросталеплавильные печи
и т. д.
Пиломатериалы—Сушка 628, 629
Пилы круглые 340
Пистолеты для сварки винипласта 605
Питание газовое 197
---- стальных отливок 34
Плавильные печи для алюминиевых
сплавов — Характеристика 59
----для цветных сплавов — Характе-
ристика 56, 59
----для чугуна 40
Плавка ковкого чугуиа 45; — Дуплекс-
процесс 47
—- ковкого чугуна в вагранках 46
---- стали 51
Плавка чугуна 40
в вагранках 40; — Физико-хими-
ческие особенности 42
в пламенных печах 44
в электрических печах 44
Плакировка стальной основы металло-
керамических фрикционных изделий
265
Пламенные печи — Конструкция 44
— Характеристика 44. 59
780
пллмя - подшипники
Пламя ацетиленовое 199
— ацетилено-кислородное 199, 200
Пластинки для резцов — Заделка 297
----из быстрорежущей стали—Клас-
сификация 298
---- опорные для установки заготовок
480
----твердосплавные — Классификация
281; — Шлифование 665; — Шли-
фование под напайку 664
Пластичность стали — Изменение прн
холодной деформации и рекристал-
лизационном отжиге 668, 669
---- стальных поковок после закалки
и высокотемпературного отпуска
695
Пластмассы — Армирование 591; —
Клепка 605; — Склеивание 602
---- конструкционное—Реза-пие 606; —
Токарная обработка 615
---- слоистые — Сверление 606; —
Фрезерование 611
Плашки 353, 358
— Зубья рабочие — Число 360
Плашки накатные 578; — Допускае-
мые отклонения 580; — Профиль
резьбы — Допуски 579
----для дюймовой резьбы — Про-
филь— Размеры 580, 581, 582
---- для метрической резьбы — Раз-
меры 580
---- плоские — Конструкция 580; —
Производство — Технические усло-
вия 580
---- с длинной профилирующей частью
581, 582
---- цилиндрические — Конструкция
579
Плоскости деталей машин — Конструк-
ции — Выбор 552
----разъема в корпусных деталях —
Обработка 551
Плоскость основная 269
---- резания 269
---- сдвига 272
---- скалывания 272
Пиевмокамеры 486
Поверхности — Грунтовка 737
— Обработка — Выбор метода в зави-
симости от заданной чистоты 424
— Повышение антикоррозионных
свойств 274
— Подготовка к гальваническим по-
крытиям 717
— Подготовка к лакокрасочным по-
SbtTHflM 734, 737, 738
паклевка 737
Поверхности вращения — Конструиро-
вание 556; — Обкатывание и раска-
тывание 571
----деталей штампуемых—Точность
164
---- криволинейные —• Калибровка 135
----металлические—Очистка огневая
209; — Шлифование абразивной
шкуркой — Достижимая чистота 403
---- наклепанные дробью—Микрогео-
метрия 587
---- обработанные — Качество 275
---- рифленые — Накатывание — При-
менение 583
---- сопрягаемые в отливках — Радиус
скругления 82
----торцевые — Обработка — Допу-
скаемые отклонения 251
---- фасонные — Конструирование 553
---- шлифованные — Микрогеометрия
404
----электрополированные 637
Поверхностная закалка 675; — Мето-
ды— Характеристика 678
----с нагревом газо-кислородным пла-
менем 677
----с нагревом т. в. ч. 676
Погрешности — Рассеивание 432
---- базирования 433, 434; — Расчет-
ные формулы 443
---- закрепления заготовок при уста-
новке на станках 447, 448
---- обработки 431
----- прн резании металлов 435
---- при сверлении 438
---- при токарных работах 435
----- при фрезеровании 438
---- при шлифовании макрогеометри-
ческие 405
---- формы 432
Подачи 270; — Средние величины при
обработке стали резцами 305, 306;
Средние величины при обточке на
станках 306
---- на зуб при фрезеровании металлов
346, 347
----- при зубонарезании рекомендуемые
391
---- при накатывании резьбы 577
---- при обточке 306
---- при развертывании 335
---- при растачивании — Средние зна-
чения 305
---- при расточке 318
---- при сверлении—Определение 324
---- при фрезеровании 350, 362
---- прн электроискровой обработке
656, 657
Подточка ленточки на сверлах 324
---- сердцевины и поперечной кромки
у сверл 324
Подшипники—-Заливка 511
----Дефекты 512
подшипники ПОРИСТЫЕ - ПРЕССФОРМЫ
781
— Заливка антифрикционным сплавом
510
— Заливка баббитом 506
— Подготовительные операции перед
заливкой 509
Подшипники пористые—Спекание 265
Подшипниковые вкладыши - см. Вкла-
дыши подшипниковые
Подшипниковые втулки — см. Втулки
подшипниковые
Поковки—Выход годного в процентах
от веса слитка 109
— Отходы на угар и обссчка 108
— Охлаждение 102
— Припуски — Соотношения с радиу-
сом закругления 96
— Радиусы закругления 96
— Сдвигающие усилия при штам-
повке — Уравновешивание — Схема
95
— Штамповка в открытых штампах на
молотах и прессах — Конструирова-
ние 94, 97
— Штамповка на горизонтально-ковоч-
ных машинах — Конструирование
96. 99
Поковки, изготовленные на ковочных
вальцах 132
--- изготовленные на ротационно-ко-
вочной машине 131
--- стальные — Механические свойства
после улучшения 672; — Штампо-
вочные уклоны 95
--- штампованные — Правка 133
--- штампуемые на гидравлических
прессах 127, 128
Покрытия — Нанесение — Технология
714—745; — Химическая обработка
724
--- гальванические — см. Гальваниче-
с кие покрытия
--- для изложниц 67
--- для литейных металлических
форм — Составы 61. 62
Полировальные круги — Номера зерни-
стости 403
Полирование оргстекла 616
Полируемость металлов и сплавов 639
Полнхлорвиннловые материалы — Свар-
ка 604
Полуавтоматы токарные для обработки
зубчатых колес — Техническая ха-
рактеристика 521, 522
Полякова резцы 300
Пористость металлокерамических изде-
лий — Контроль 266
Порошки абразивные для доводки —
Маркировка 417
--- железные — Свойства механические
259; — Химический состав 257
---- металлические — Анализ ситовой
257; — Вес объемный 256;—По-
лучение 255; — Размеры и форма
частиц 257; — Свойства 256; —
Удельная поверхность 258
---- металлические дисперсные—По-
лучение электроискровым спосо-
бом 663
---- металлокерамические — Прессо-
вание— Давление 260, 261
---- цветных металлов — Химический
состав 258
---- шлифовальные — Номера зерни-
стости 395
Поршневые кольца — Хромирование по-
ристое 725
Поршни — Подгонка по весу 565
Посадки напряженные для древесины
621
---- плотные для древесины 621
---- подвижные в системе отверстий
для древесины 620
---- прессовые для древеси'ны 619, 621
---- скользящие для древесины 621
----тугие для древесины 621
---- ходовые для древесины 621
Поточная сборка 750
Правка 142
---- деталей машин холодная 565
---- заготовок холодная 565
---- при скоростном наружном шлифо-
вании— Режимы 411
---- прокатной стали 234
---- шлифовальных кругов 407
•--- штампованных поковок 133
Предел прочности инструментальных
материалов 279
Преобразователи сварочные 180
Прессование металлокерамических изде-
лий 262, 263
---- металлокерамических порошков —
Давление 260, 261
---- пластмассовых деталей машин —
Способы 594, 595
Прессовки металлокерамические — Вы-
талкивание нз прессформ — Давле-
ние 261,
Прессформы—Выбор типа 596; — За-
ливка восковым сплавом 7), 72; —
Элементы формующие — Разме-
ры — Расчетные формулы 592,
593
---- для металлокерамических изде-
лий — Проектирование 261; —
Расчет на прочность 262
----для прессования хомутиков разъем-
ные 261
---- клиновые 595
---- компрессионного прессования 595
---- литьевые 597
782
ПРЕССШПАН - ПРОСЕЧКА
----с дозировкой порошка для дву-
стороннего прессования 262
----стационарные 597
---- съемные 596
Прессшпан — Сверление 610
Прессы ковочные гидравлические 103,
105; — Производительность 106
----кривошипные горячештамповоч-
ные 119
----механические для металлокерами-
ческого производства — Техниче-
ская характеристика 260
---- правильно-гибочные 235
----сварочные 195
---- фрикционные винтовые — Общий
вид 126; — Характеристика 126.
127
---- чеканочные кривошипно-коленные
134
Прецизионное литье 71
Приборы для измерения сил резания
287
----для контроля пористости металло-
керамических изделий магнитные
266
----для утряски металлических по-
рошков 256
Прибыли закрытые — Способы создания
давления 35
Призмы для установки заготовок 480,
481
Приливы в отливках — Конструирова-
ние 85
Припои нестандартные 211
Припуски в моделях на усадку отли-
вок 21
---- и допуски на штампованные де-
тали при калибровке 135
---- на механическую обработку дета-
лей машин — Расчет 439
----на. механическую обработку со-
пряженных отверстий 84
----на обработку — Определение
439; — Расчетные формулы 440
---- на обработку заготовок из про-
ката— Нормативы для расчета
447, 449, 450, 451, 452, 453, 454,
455, 456
---- на обработку кованых и штампо-
ванных заготовок — Нормативы
для расчета 447, 457, 458, 459.
460, 461, 462. 463, 464, 465. 466,
467, 468. 469, 470
•--- на обработку литых заготовок —
Нормативы для расчета 447, 471,
472, 473
—— на обработку отверстий — Норма-
тивы для расчета 447, 474, 475,
476
---- на обработку протяжками 368
---- на обработку строительных, ко-
тельных и резервуарных кон-
струкций 239
---- на обработку шеек ступенчатого
вала — Пример расчета 447, 478,
479
---- на обработку деталей нз древе
сины 630
----на притирочное шлифование 422
---- промежуточные — Определение
439; — Расчет 442; — Расчетные
формулы 441
----симметричные 440
Припылы 17
Присадки к чугуну 49
Приспособления для консольной обра-
ботки конусных отверстий 551
----для механической обработки де-
талей машин 479; — Нормали-
зация 492
----для правки шлифовальных кру-
гов 407, 408
---- для установки деталей на станках
с цилиндрическими плашками
583
----для подшипниковых вкладышей
при заливке 511
----для фрезерования торнов рыча-
гов 539
----пневматические автоматизирован-
ные 489
----сборочные 759
----сборочные для сварных конструк-
ций 244
Притирка зубчатых цилиндрических
колес 520
Притирочно-шлифовальные станки —
Характеристики технические 422
Притирочное шлифование 420. 421, 422
Притиры 416
— Износ 416
— Шаржирование 418
Пробивка 140; — Радиусы сопряжений
153
----отверстий штампами — Размеры
минимальные 152, 153
Проволока калиброванная для холод-
ной высадки — Свойства механиче-
ские 162, 163
---- электродная 184, 185
Прокаливаемость стали 694
Прокат переменного сечения 114
----специальных профилей 114.
Прокатка стали холодная — Влияние
на механические свойства 668
Промывка деталей 752, 753
Пропан — Характеристика 198
Пропитка пористых спеченных металло-
керамических изделий 264
Просечка 140
ПРОТИВОПРИГАРНЫ! СРЕДСТВА - РЕЖИМЫ
783
Противопригарные средства 17
Протягивание — Время основное 374
— Охлаждение 372
— Режимы резания 372
— Сила резания 373
— Схема резания 365
Протягивание внутренней поверхности
вкладышей 515
---стыковых поверхностей подшипни-
ковых вкладышей 509
Протяжка 111, 146
— Протяжки — Зубья рабочие — Шаг
366
— Износ допустимый 276
— Комплектование 369
— Направление 367
— Расчет на прочность 367
— Скорость резания 372
— Срезание зубом металла—Допусти-
мая толщина 368
— Стойкость 374
— Центрование 367
Протяжки для координатного протяги-
вания 369
---наружные 369
Профили плашек резьбонакатиых —
Размеры 581, 582
Профилирование зубчатого венца —
Методы 374
Профилировка 142
Прочность крепителей удельная 5
---песчано-глинистых смесей 3
--- протяжек—Расчет 367
---стали — Изменение при холодной
деформации и рекристаллиза-
ционном отжиге 668, 669
---шлифовальных кругов — Испыта-
ние вращением — Нормы 413, 414
Прошивание алектронскровым способом
658
Прошивка 111, 365, 366, 370, 371
Пу ансоны — Г неэда рабочие — Вида-
вливание 171
--- Деформации — Скорость 163
— Конус — Диаметр — Расчетные фор-
мулы 168
— Скорость движения 163
Пуансоны для выдавливания шести-
гранника — Размеры 172
— конические — Расчет 167
•-- со скользящим сердечником 176
Пульвербакелит 6
Р
Радиальносверлильные станки — Рас-
положение для сверления отверстий
241
Радиус выемки у резцов 302
Радиусы закругления поковок 96
---сопряжений минимальные при вы-
рубке и пробивке 153
Развертки 332, 333
— Износ допустимый 278
— Режущие части—Геометрические
параметры 334
— Скорость резания 335
— Стойкость 335
— Углы 334
Развертывание 332
— Охлаждающие жидкости 335
— Подача 335
— Режимы резания 335
— Точность 571
Разгонка 111
Раздача по оправке III
Разметка деталей 235
---тяжелого вала по струне 503
Разрубка 140
Разрушение металла импульсным раз-
рядом 650
Разряды импульсные — Разрушение
металла 650
Раскатка — Схема 132
Раскаточные машины 132
Раскатывание отверстий 572
--- поверхностей вращения 571
Раскисление стали 53
Раскрои — Конструктивное оформле-
ние— Варианты 151
--- листа на полосы типовой 150
Расплю шивание 111
Рассверливание — Глубина резания 325
Рассеивание погрешностей 432
Растачивание залитого слоя обоих
вкладышей 509
Растворы для гальванических покры-
тий— Составы 719
Расточка 314; — Мощность эффектив-
ная— Расчетные формулы 318
---грубая — Подача 318
— расточной оправкой — Подачи 318
---резцами — Подачи 318
Расточные резцы — см. Резцы расточ-
ные
Реакции металлические сталеварения 52
Ребра — Конструирование 85
Реверсоры для испытания на растя-
жение металлокерамических втулок
и колец 267
Регенерация формовочных материалов
18
Редукторы 217
— Характеристика 199
Редуцирование — Способы 174, 175
--- стержня — Удельные давления 165
Режимы азотирования стали 687
—— бронзирования 723
--- декапирования 720
784
РЕЖИМЫ - РЕЗЦЫ
----доводки 419
----дробеструйного наклепа 586
---- золочения 724
---- кадмирования 722
---- контактной одноточечной сварки
196
---- контактной роликовой сварки
прочно-плоских швов 197
---- латунирования 723
----лужения 722
---- накатывания 585
------ накатывания резьб 577
— никелирования 723
------ обработки электроискровым спо-
собом 660
---- обезжиривания 720
---- оксидирования 721
---- отжига отливок из серого чугуна
702
---- правки при шлифовании 411
---- применения электролитов для по-
лирования 638
---- работы ванн при гальванических
покрытиях 719
----резания анодно-механического
стальных заготовок 648
---- пластмасс 608, 610, 611, 613, 614
---- при зенкеровании 331
---- при зубонарезании 391
----при протягивании 372 >
---- при развертывании 335
---- при сверлении 324
---- при шевинговании 395
----резцами 305, 317
Режимы резьбонарезання 361
---- серебрения 723
----сушки пиломатериалов 626, 628
---- термообработки алюминиевых ли-
тейных сплавов рекомендуемые
711
---- термообработки в производстве
ферритного ковкого чугуна 706
----термообработки магниевых литей-
ных сплавов 712
----термообработки медных сплавов
712
----травления 720, 726
---- <|к>сфатирования 721
---- фрезерования 347
----хромирования 723, 725
---- цинкования 721
----шлифования — Выбор 427
---- Шлифования отделочного 423
---- шлифования притирочного 421
---- электроискровых установок для
изготовления полостей и отвер-
стий — Кривые 652
----электроискровых установок при
напряжении тока 100 я — Харак-
теристика 652
--- электройолирования 639
Режущие инструменты 276 — см. так-
же Зенкеры; Сверла; Фрезы и т. д.
— Износ 275
— Поверхность передняя — Площадь
контакта со срезаемым слоем 271
— Подача 270
— Стойкость 276
— Углы заточки — Определение 269
— Химико-термическая обработка 286
Режущие инструменты для обработки
отверстий 547
--- твердосплавные — Затачивание
анодно-механическое и шлифова-
ние 648
Режущие кромки 268
---переходные 304
--- протяжек 372
Резаки 205, 206
Резание — Скорость 270
— Тепловой баланс 274
— Элементы 270
Резание металлов — Технология 268—
494
--- пластмасс конструкционных 606
--- пластмассовых листов 615
--- резцами — Режимы 305
Резервуарные конструкции — Сборка
246
Резервуары вертикальные — Изгото-
вление 247
Резина — Склеивание 603
Резка кислородная 205; — Технологи-
ческие показатели 207
--- прокатной стали 238
Резцы 287
— Глубина резания 305
— Износ 305
— Износ допустимый 278
— Конструкция 299
— Мощность эффективная — Расчет-
ные формулы 313
— Подача 305
— Радиус выемки 302
— Режимы резания 305
— Режущие части — Геометрические
параметры 301
— Скорость резания — Расчетные фор-
мулы 309
— Стойкость 306, 307
— Типы 288
— Углы 269. 302, 303, 304
Резцы Борткевича 299
--- Калугина 300
--- Колесова 300
--- Полякова 300
--- Рывкина и Самойлова 300
--- автоматноревольверные 293, 295
--- быстрорежущие — Износ допу-
стимый 277
РЕЗЬБА - СВАРКА
785
--- для обработки железокерамиче-
ских изделий 264
--- долбежные — Типы 290
--- зуборезные 384
--- полуавтоматные — Типы 295
---расточные — Конструкция 314; —
Применение 314; — Размеры
316; — Режимы резания 317; —
Типы 294, 314; — Углы заточки
316
---резьбовые 353, 354
---с напаянными твердосплавными
пластинками 290
--- строгальные — Типы 289, 292
--- твердосплавные — Износ допусти-
мый 277
---токарные — Типы 288, 290
--- фасонные 300, 301; — Установка
на станках 301
--- ЦНИИТМАШ 300
Резьба — Накатывание 178
Резьбонакатные автоматы с плоскими
плашками — Параметры 582
Резьбонакатные станки — Характери-
стика 582
Резьбонарезание 352
— Время основное 362
— Крутящий момент — Расчетные фор-
мулы 363
— Мощность эффективная — Расчет-
ные формулы 362. 363
— Охлаждение 362
— Режимы 361
— Число проходов резца 361
Резьбонарезные инструменты 353, 356—
см. также Головки резьбонарезные;
Гребенки; Метчики; Плашки; Резцы
резьбовые; Фрезы резьбовые и т. д.
— Зубья рабочие — Число 360
— Износ допустимый 276
— Параметры геометрические 359
— Скорость резания — Расчетные фор-
мулы 362, 363
— Стойкость 362, 364
- Углы 360, 361
'езьбы — Конструирование 557
- Накатывание 1/8. 574, 575, 576.
577
— Нарезание — Схема 352
— Фрезерование — Величина подач
361. 362
Резьбы метрические — Нарезание —
Число проходов резца 361
---формуемые в пластмассе — Раз
меры — Расчетные формулы 59-1
Рекристаллизационный отжиг 668
Рельефная сварка — см. Сварка кон-
тактная рельефная
Ремонт изношенных матриц штампов
электроискровым способом 663
50 Том S 1412
Решетчатые конструкции — Сборка по
копиру 245
Рифление — Накатывание — Типы 584
Родиевые покрытия 715
Ролики для накатывания клейма 584
----для обкатывания поверхностей
571, 572
---- накатные 584
---- профильные для правки шлифо-
вальных кругов — Заготовка —
Размеры 410
Роликовые машины — см. Сварочные
машины контактные роликовые
Ротационно-ковочные машины 129
Рубка 112
Ручьи — Расположение в штампе 116,
117. 118
Рывкина и Самойлова резцы 300
Рычаги — Контроль технический 542
— Обработка — Оборудование 537,
538, 539. 540. 541. 542
— Обработка — Технология 537
— Типы 537
— Торцы — Фрезерование — Приспо-
собления 538, 539
С
Самозажимные устройства 487, 488
Самойлова и Рывкина резцы 300
Сборка — Контроль качества 756, 757
— Методы 749
— Механизация 752
— Технологические схемы 746—760
Сборка без пооперационного расчлене-
ния сборочного процесса 749
----деталей из древесины 628, 633
----литейных форм 30
---- обечаек 247
---- резервуарных и котельных кон-
струкций 246
----с расчленением сборочного про-
цесса по операциям 750
Сборочные приспособления 759
Свариваемость металлов 201
Сварка — Способы — Характеристика
222; — Технология 180—231
---- автоматическая под слоем флюса
183
---- автоматическая стыковых швов —
Способы 187
---- аргоно-дуговая 210
---- атомно-водородная 214; — Режи-
мы 220; — Технология 219
---- без последующей механической
обработки 22)
----газовая 199 228; — Расход ма-
териалов 204; — Технологические
786
СВАРКА КОНТАКТНАЯ - СВЕРЛЕНИЕ
показатели 203; — Технологические
указания 228
---- газовая автоматическая 204
---- газопрессовая 204; — Технологи-
ческие указания 228
----деталей стальных — Размещение
точек 229
---- дуговая автоматическая и полу-
автоматическая под флюсом —
Производительность 226
----дуговая в инертных газах 209,
210
---- дуговая под защитой газа 188
Сварка контактная 188; — Области
применения 191; — Технология
>---196
---- одноточечная — Режимы 196
---- рельефная 190; — Технологиче-
ские указания 230; — Техноло-
гия 197
----роликовая 190; — Технологиче-
ские указания 229; — Техноло-
гия 197
юликова я прочно-плотных швов —
Зежимы 197
---- ролико стыковая 192
---- стыковая — Технологические ука-
зания 228; — Технология 196
----Т-образная ISO; — Технологиче-
ские указания 230
---- точечная 190; — Технологические
указания 228; — Технология 196
Сварка круговых швов на флюсовой
подушке 250
---- кузнечная 113
---- металлоконструкций дуговая авто-
матическая 249
----металлоконструкций дуговая руч-
ная 248
---- на подкладке (флюсовой, сталь-
ной. медной) 187
---- оплавлением 189
---- по методу Игнатьева 190
---- по подварке 187
---- полихлорвиниловых материалов
604
---- полуавтоматическая под слоем
флюса 183
---- с расчлененной механической
обработкой 224
---- с термической и механической
обработкой готового узла 224
---- сопротивлением 189
----стыковых соединений автоматиче-
ская — Режимы 186
----толстостенных изделий 226
---- угловых швов в лодочку 250
•---угольным «влектродом 188
----электродуговая с газовой заши-
той 228
---- электрошлаковая — Технологиче-
ские указания 227
Сварно-литые конструкции — Примене-
ние 226
Сварные конструкции — Соединения де-
талей при сборке — Допуски 246
— Термообработка 253
Сварные узлы — Конструкция 229
Сварочная дуга — Источники питания
180
Сварочные автоматы 184
Сварочные агрегаты 180, 181
Сварочные аппараты 181, 184
Сварочные головки 183, 184
— Характеристика техническая 184
Сварочные горелки 200
Сварочные машины контактные 192
---- контактные роликовые — Харак-
теристика 195
---- контактные стыковые — Характе-
ристика 192, 193
---- контактные точечные — Характе-
ристика 193, 194
---- постоянного тока 180
Сварочные преобразователи 180
Сварочные прессы 195
Сварочные работы — Объемы умень-
шения 224
Сварочные тракторы 183, 184
— Применение для резервуарных и
котельных конструкций 249
— Характеристика техническая 184
Сварочные трансформаторы — Харак-
теристика техническая 181
Сверла — Диаметры 240
— Износ 325
— Износ допустимый 278
— Конструкция 319
— Подточка сердцевины и поперечной
кромки 324
— Режущие части—Геометрические
параметры 322
— Стойкость 325
— Углы 322, 324
Сверла двустороннего резания 321
---- для глубоких отверстий 320
---- одностороннего резания 321
---- перовые для сверления тонких
пластмассовых листов 609
---- ружейные 320
----спиральные 319, 320
---- спиральные для сверления орг-
стекла 607
---- спиральные для сверления слои-
стых пластмасс 606, 607
---- твердосплавные 320, 609
---- центровочные — Характеристики
322
Сверление 319
— Глубина резания 325
СВЕРЛЕНИЕ - СПЛАВЫ
787
— Охлаждение 325
— Погрешности обработки 438
— Подачи — Определение 324
— Режимы 324
— Сила резания 326
— Скорость резания 324. 326
Сверление балинита 6)0
--- гетннакса 609
--- глубокое — Коэффициент попра-
вочный 325
--- оргстекла 610
--- прессшпана 610
---слоистых пластмасс 606
--- текстолита 606
— — центрового гнезда вала 503
Свинцевание — Продолжительность оса-
ждения металла 714, 726
Связка абразивного инструмента 395,
398
Связующие материалы 4
— Классификация 4, 5
— Применение, состав и свойства 5
Сепарация формовочных смесей 18
Серебрение 715, 723
— Продолжительность осаждения ме-
талла 726
Сетки — Изготовление электроискро-
вым способом 663
--- проволочные—Характеристика 257
Сила притирочного шлифования 422
Сила резания — Подсчет 310
--- при зенкеровании 331
--- при зубодолблепин 393
--- при протягивании 373
Силовая схема Зворыкина 273
Силумин — Усадка 22
Складки на бортах деталей при вы-
тяжке — Предотвращение 155
Склеивание древесины 630
---пластмасс 602
--- резины 603
Скобы —Гибка в штампах — Точность
полок 154
Скорлупчатые формы литейные — Про-
изводство 29
Скорость движения пуансонов 163
--- деформации пуансонов 163
— накатывания резьбы 577
--- охлаждения стали при закалке
. 675
—г—подачи электродной проволоки 185
Скорость резания 270
—г>- зуборезных инструментов 393
—— при зенкеровании 331
--- при обработке зубчатых колес и
шлицевых валиков 393
--- при обработке резцами — Расчет-
ные формулы 309
—- при работе на станках — Расчет-
ные формулы 309
.50*
---- при сверлении 324, 326
---- при сверлении гетннакса 610
---- при сверлении текстолита 608
----при точении и строгании — Рас-
четные формулы 307
---- при фрезеровании 348, 350
—- при фРсзеРовании балинита 613
- при фрезеровании текстолита 613
----протяжками 372
----развертками 335
----резьбонарезными инструмента-
ми — Расчетные формулы 362,
363
Слесарно-пригоночные работы 752
Смазочно-охлаждающие жидкости прн
шлифовании 407
Смазывающие и охлаждающие жидко-
сти прн доводке 418
Смеси формовочные — см. Формовочные
смеси
Соединения винтовые — Выполнение
754, 755
---- втулок с листовыми деталя-
ми 157
----листовых деталей 155, 156
—- под пайку 213
---- при газовой сварке — Конструк-
ция 228
---- при сборке 752, 753, 754
----с гарантированным натягом — Вы-
полнение 753
---- с натягом, допускающим разборку
754
---- стержней с листовыми деталями
157
----стыковые — Сварка автоматиче-
ская — Режимы 186
Сопротивление срезу металлов в штам-
пах 138
Спекание спрессованных полуфабрика-
тов металлокерамических изделий
263
Сплавы — Полируемого» 639
—— алюминиевые — Деформация —
Критические степени 136; — Ков-
ка — Температурные интервалы
100; — Отходы и стружка — Тем-
пература плавки и заливки 56;—
Усадка 22
---- алюминиевые литейные—Режимы
термообработки рекомендуемые
711
----для металлических моделей 21
----литейные—Усадка 21
---- магниевые — Деформация — Кри-
тические степени 136; — Ковка —
Температурные интервалы 100; —
Усадка 22
----магниевые литейные — Режимы
термообработки 712
788
СРЕДЫ - СТАЛЬ
--- медные — Ковка — Температур-
ные интервалы 100;—Режимы
термообработки 712
--- медные литейные — Термообра-
ботка 711
--- минералокерамические для режу-
щих инструментов 280
—— никелевые — Ковка — Темпера-
турные интервалы 100
---твердые для режущих инструмен-
тов 280
---цветные — Ковка и штамповка
136; — Производство — Техноло-
гия 56, 57; — Температура плав-
ки и заливки 56
--- цинковые — Температура плавки
и заливки 56
Среды при электроискровой обработке
металла 654
Сталеварение — Введение кислорода 54
— Кипение 51, 53
— Физико-химические особенности 51
Сталеплавильные печи 54 •
Сталь — Азотирование — Режимы 687
— Десульфурация 53
— Деформация при закалке — Влияние
величины зерна 698
— Деформация при термической обра-
ботке 696
— Дефосфорация 53
— Закалка 670
— Износостойкость после термообра-
ботки. 684
— Ковка — Температурные интерва-
лы 100
— Металлизация диффузионная 689
— Механические свойства в зоне гибки
153
— Механические свойства в отожженном
и нормализованном состоянии 669
— Механические свойства после за-
калки в масле 694, 695
— Механические свойства после за-
калки н низкотемпературного от-
пуска 671
— Механические свойства после термо-
обработки — Зависимость диаметра
заготовки 694
. — Обработка при температуре ниже
нуля 680
— Отжиг 666
---Влияние на магнитные свойства
668
---Влияние на механические свой-
ства 667
---Влияние на обрабатываемость
резанием 666
— Отпуск 677, 680
— Охлаждение в закаливающих сре-
дах — Скорость 675
— Охлаждение при закалке — Кривые
673, 674
— Плавка 51
— Пластичность — Изменение при хо-
лодной деформации и рекристалли-
зационном отжиге 668, 669
—• Предел усталости — Влияние глу-
бины азотированного слоя 686
----- Влияние глубины цианирован-
ного слоя 688
----- Влияние цементации 684
— Прокаливаемость 694
— Прокатка холодная — Влияние на
механические свойства 668
— Прочность — Изменение при хо-
лодной деформации н рекристалли-
зационном отжиге 668, 669
— Раскисление 53
— Свариваемость 201
— Твердость после термической обра-
ботки 681
— Температура закалки и отпуска 681
— Термическая обработка 666
— Усадка 22
— Химический состав до и после элек-
трометаллиэации 730
— Цементация 684
— Цианирование 688, 689
Сталь горячедеформированная — Ме-
ханические свойства — Влияние
нормализации 670
--- горячекатанная круглая — При-
пуски на обработку 452, 453
---для прессформ 262
---для прецизионного литья — Ме-
ханические свойства 75
---для фасонного литья — Процессы
выплавки — Характеристика 51,
52
--- для холодной высадки — Пластич-
ность—Влияние химического со-
става 162
---закаленная —г Механические свой-
ства — Влияние закалочной среды
670
--- инструментальная быстрорежущая
280
--- инструментальная легированная
280; — Применение 279
--- конструкционная — Износостой-
кость — Влияние высокочастот-
ной поверхностной закалки 677
--- легированная—Механические свой-
ства после цементации, закалки и
низкого отпуска 684; — Сварка
газовая 202
--- малоуглеродистая — Сварка атом-
новодородная — Режимы 220
--- прокатная — Правка 234; —
Резка 238
СТАЛЬНЫЕ КОНСТРУКЦИИ - ТЕМПЕРАТУРА ЗАКАЛКИ
789
---- углеродистая—Механические свой-
ства после цементации, закалки и
низкого отпуска 684
Стальные конструкции — Качество —
Контроль 253
— Клепка 251
— Технология производства 232—254
Стальные конструкции сварные пло-
ские — Сборка 243
Станины токарных станков штампо-
сварные— Чертеж 161
Станки для анодно-механической обра-
ботки металлов 645. 646, 647
---- для испытания шестерен на шум —
Технические характеристики 525
—— для обработки отверстий 545, 546
---- для подгонки деталей машин по
весу — Схемы 564 , 565
------ электроискровые — Схема 651
Старение 680
Стекло жидкое — Технические условия
10
Стенды для изготовления резервуаров
248
---- для сборки обечаек 246
Стержневые комплекты — Сборка 33
Стержневые машины пескодувные — Ха-
рактеристика 32
Стержневые смеси 13; — Свойства
технологические 5. 6; — Температура
32
---быстросохнущие — Типовые со-
ставы 16
----для стального литья — Составы
типовые 14, 16
----для цветного литья — Составы ти-
повые 15. 16
------ для чугунного литья — Составы
типовые 14. 16
Стержневые ящики 31
Стержни — Классификация 4
— Производство — Технология 31
— Редуцирование 175
— Соединение с листовыми деталями
157
— Сушка 32
Стержни газотворные 35, 36
—— негазотворные керамические 35
----фигурные 31
Стоимость моделей 23
Стойкость зенкеров 331
----зуборезных инструментов 391
---- инструмента прн электроискровой
обработке 655
—- протяжек 374 '
—— разверток 335
----режущих инструментов 276
---- резцов 306, 307
—- резьбонарезных инструментов 362,
364
---- сверл 325
---- формовочных глин термохимиче-
ская 3
---- фрез 347, 348
Столы вибрационные для заполнения
форм прецизионного литья 73
Строительные конструкции котельные и
резервуарные — Припуски на обра-
ботку 239
Стружка — Деформация — Распростра-
нение — Схем а 272
— Направление сбега и отклонение
271
— Образование 271
— Разделение 342
— Усадка 275
Стружколоманне 297
Стружкообразованне — Температура —
Измерение 274
Структура абразивных инструментов
395
Ступенчатая закалка 673
Сульфидирование 689
Сушила 33
Сушка древесины 628
----лакокрасочных покрытий 741
---- литейных форм 30
---- стержней 32
---- пиломатериалов — Режимы 682
Сульфатно-спиртовая барда — Техни-
ческие условия 9
Сфероидизирующий отжиг 667
Схемы работы на фрезерных станках
538
Сцепляемость гальванических покрытий
с основным металлом 729
Т
Твердосплавные пластинки — Классифи-
кация 281
Твердость абразивного инструмента —
Шкала 395, 399
---- брусков для отделочного шлифо-
• вания — Выбор 423
— гальванических покрытий 729
---- инструментальных материалов 279
—- наклепа 587
----серого чугуна — Влияние темпера-
туры закалки 703
---- стали после термической обра-
ботки 681
Текстолит — Сверление 606
----Скорость резания 608
— Склеивание 602
— Токарная обработка 615
— Фрезерование 613
Температура закалки 696
790
ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ КОВКИ И ШТАМПОВКИ - УГЛЫ
Температурные интервалы ковки и
штамповки 100
Тепловой баланс резания 274
Термическая обработка стали 666
----цветных металлов 710
---- сварных конструкций 253
Термохимическая стойкость формовоч-
ных глин 3
Технологические маршруты обработки
валов 496, 497. 498. 499
---- вкладышей из биметаллической
ленты 514
---- зубчатых колес конических 534,
535, 536
----зубчатых колес цилиндрических
526, 527, 528 529
----зубчатых колес червячных 532
----маховиков 519
---- подшипниковых вкладышей 507
---- подшипниковых втулок 505
---- червяков 531
---- шкивов 516, 517. 518
Технологические схемы сборки 746—
760
Технология атомно-водородной сварки
219
---- выбивки и очистки литья 37
---- ковки 89—179
---- контактной сварки 196
---- листовой штамповки 147
----литейного производства 1—88
---- металлизации 733
----нанесения покрытий 714—745
---- наплавки 208
Технология обработки валов 496
----деталей из древесины 628
----деталей машин без снятия струж-
ки 568—589
---- зубчатых конических колес 533
---- зубчатых червячных колес 530
---- корпусов и коробок 544
---- маховиков 518
---- металлов резанием 268—494
---- подшипниковых вкладышей 506
----подшипниковых втулок 505
----рычагов 537
Технология оксидирования 718
Технология производства деталей ма-
шин из неметаллических материалов
590—633
----деталей машин пластмассовых
прессованием 590
----деталей машин типовых 495—
566
----металлокерамических деталей 255—
267
---- металлокерамических изделий 260
----стальных конструкций 232—254
---- стержней 31
-— цветных сплавов 56. 57
Технология сварки 180—231
----термической и химикогтермической
обработки металлов 666—713
---- формовки 23
---- фосфатирования 718
---- штамповки 89—179
Тигельные печи — Характеристика 56, 59
---- газовые — Характеристика 59
---- электрические — Характеристика 59
Токарно-револьверные станки Для изго-
товления подшипниковых втулок —
Наладка — Схема 504
Токарные работы — Погрешности 435
Токарные станки — Станины штампо-
сварные 161
Толщина срезаемого слоя 270
Топливо для вагранок 40
Торцефрезерные станки 251
Точность вырубки 152
---- зубошлифования зубчатых цилин-
дрических колес 521
----изготовления моделей 21
---- калибрования 569
---- накатывания резьбы 576
---- обкатывания 573
---- обработки металлов 431
---- при развертывании 571
----размеров пластмассовых деталей
592
---- штампуемых деталей 164
---- электроискровой обработки ме-
талла 653
Травление колец, шариков и роликов —
Режимы 726
---- химическое — Режимы 720
Тракторы сварочные 183, 184
— Применение для резервуарных и
котельных конструкций 249
Трансформаторы сварочные — Характе-
ристика техническая 181
Трещина опережающая при резании
272
Тугие посадки для древесины 621
У
Угар металлов 56
Углы заточки у расточных резцов 316
----зуборезных инструментов 390, 39)
---- зуборезных фрез 390
----’на развертках 334
---- при вершине сверла — Рекомен-
дуемые величины 322
----протяжек 371, 372
----резцов 269, 302, 303, 304
---- резьбонарезных инструментов 360,
---- сверл 322, 324
---- у зенкеров 329, 330
УГЛЫ НАКЛОНА - ФРЕЗЕРОВАНИЕ
791
---- у фрез 343; — Рекомендуемые
величины 344, 345
Угол наклона винтовой канавки сверл
324
---- поперечной кромкн сверл — Изме-
рение 324
Угольники -- Гибка в штампах—Точ-
ность полок 154
Уклоны для поверхностей отливок 76
----формовочные 22
Упоры—фиксаторы 244
Уравновешивание деталей машин 562
Ус на слоистых пластиках — Фрезеро-
1‘ вание 611, 613
Усадка литейных сплавов 21
—— отливок 21
-— стружки 275
Установки газопрессовые 204
----для газопламенного напыления
порошковых покрытий — Характе-
ристика техническая 732
----для электроискровой обработки —
Режимы при напряжении тока
100 в — Характеристика 652; —
Схема конденсаторная 650
—— для электрополирования — Схема
634
---- сборочные с подвижными порта-
лами 245
Установочные элементы приспособлений
479
Уступы-—Конструирование 553
Утяжка при гибке 129, 130
Уширение 111
Ф
Фальц на слоистых пластиках — Фрезе-
рование 612
Фанера березовая бакелитовая 632
Ферросплавы — Введение при раскисле-
нии стали 53
Фиксаторы для установки заготовок
491
----сборочные для листовых кон-
струкций 247
Фильтры металлокерамические — Спе-
кание 265
Фланкирование зубьев 375
Фланцы — Конструирование 85
---- крепежные — Размеры 414, 4)5
Флюсы для газовой сварки—Состав 202
---- для пайки 211, 212
—т для плавки чугуна 40
----: для сталеварения 51
---- для цветного литья 56
---- сварочные 185
Формование деталей из пластмасс —
Методы 598
--- изделий из листовых термопла-
стических материалов 600
--- изделий из слоистых пластмасс
598
---пластмасс автоклавное — Схема
599
—— термопластическое деталей из слои-
стых термореактивных пластмасс
601
Формовка 146; — Способы — Класси-
фикация 24; — Технология 23
--- в стержнях 28
---машивпая 27, 28
--- по моделям 25
---ручная 24, 25
--- шаблонная — Способы 26
Формовочные глины 2, 10
— Классификация 3
Формовочные краски — Составы типо-
вые 17
Формовочные материалы 1; — Регене-
рация 18
--- вспомогательные 17
---специальные 3
Формовочные машины 27, 29
Формовочные пески I
Формовочные смеси — Сепарация 18
---для прецизионного литья 73
---для стального литья — Составы
типовые 12
---для цветного литья — Составы ти-
повые 13
---для чугунного литья — Типовые
составы 11
Формовочные уклоны 22
Формообразование головок — Способы
163
Формообразующие операции при хо-
лодной высадке — Удельное давле-
ние 165
Формула Доброхотова 101
--- Зворыкина 274
--- Кривоухова 274
Формы для литья под давлением —
Стойкость эксплуатационная 64
--- литейные — см. Литейные
формы
Фосфатирование 715
— Режимы 721
— Технология 718
Фрезерные станки вертикальные —
Схема работы 538
--- горизонтальные — Схема работы
538
Фрезерование 336
— Время основное 351
— Мощность 351
— Погрешности 438
— Режимы 347
— Скорость резания 348, 350
792
ФРЕЗЕРОВАНИЕ - ЦИНКОВАНИЕ
Фрезерование металлов — Подача иа
зуб 346
----оргстекла 614
---- резьбы — Величина подачи 361,
362
---- слоистых пластмасс 611
---- стыковых поверхностей вклады
шей 508
----текстолита 613
----торцов 251
---- торцов вала — Схема 496
----торцов рычагов — Приспособления
538, 539
----торцовых поверхностей вкладышей
509
----уса на слоистых пластиках 611,
613
----фальца на слоистых пластиках
612
---- фасонное зубчатых венцов 374
Фрезы — Группировка 336
— Износ 347
— Износ допустимый 278
— Конструкция 337
— Применение 337
— Режущие части—Геометрические
параметры 343
— Стойкость 347, 348
— Типы 339
— Углы 343
----Рекомендуемые величины 344.
345
— Характеристика 339
— Число зубьев 338
Фрезы дисковые 339
'---для обработки оргстекла 614. 615
----для шпонок сегментные 340
---- зуборезные — Углы 390
---- кониевые 340
---- кукурузные 342
----отрезные 340
---- пазовые для обработки фальца на
слоистых пластиках 612
---- пальцевые модульные 376
---- прорезные 340
----резьбовые 359; — Зубья — Чис-
ло 360
---- с разделением стружки 342
----Т-образные 339
----торцевые насадные 340
---- угловые 341
----фасонные 342
---- цилиндрические 339
---- червячные для обработки зубча-
того вальца у храповых колес 390
---- червячные для обработки червяч-
/ных колес 381
---- червячные конусные 385
—— червячные с твердосплавными
пластинками 380
----червячные улиточные 389
---- червячные шлицевые 388
---- шпоночные 340
Фрикционные материалы металлокера-
мические — Производство 265
X
Химико-механическая обработка метал-
лов 663—665
Химико-термическая и термическая
обработка металлов — Технология
666—713
Ходовые посадки для древесины 621
Холодная высадка — см. Высадка хо-
лодная
Хомутики металлокерамические — Изго-
товление 261
Хранение моделей 23
---- опок 19
----пластмассовых деталей машин
606
Хромирование 715, 723; — Продолжи-
тельность осаждения металла 726
----пористое поршневых колеп 725
ц
Цанги зажимные — Расчет 485
Цветное литье 56
— Стержневые смеси — Сост авы типо-
вые 15. 16
Цветные сплавы — см. Сплавы цветные
Цемент 10
Цементация — Глубина науглеражен-
ного слоя — Зависимость от про-
должительности 685
---- газовая 686
---- жидкостная 685
---- стали 684
---- твердым карбюризатором 685
Цементованный слой — Глубина 685
Центробежное литье 66, 68
Центрование протяжек 367
Центры для установки по коническим
фаскам 481. 482
Цианирование стали 688
Цилиндрические зубчатые колеса —см.
Зубчатые колеса цилиндрические
Цилиндры врашаюшиеся пневматиче-
ские — Крепление 285, 286
----с патроном с кулачками само-
устанавливающимися 483, 485, 486
Цинкование 714, 721
— Продолжительность осаждения ме-
талла 726
— Режимы 721
ЦИНКОВЫЕ СПЛАВЫ - ШЕВИНГОВОЧНЫЕ ПОЛУАВТОМАТЫ
793
Цинковые сплавы — см. Сплавы цинко-
вые
Цировка 741
Ч
Чеканка 133
— Удельные давления 165
Чеканочные прессы — см. Прессы че-
каночные
Червяки 529
— Контроль технический 532
— Нитки — Нарезание скоростное —
Схема 530
— Обработка — Оборудование 530,
531
— Производство — Технические усло-
вия 530
Червячные зубчатые колеса — см. Зуб-
чатые колеса червячные
Чистота поверхности — Влияние глу-
бины резания 425
— Влияние затупления инструмента
426
— Влияние подачи 425
— Влияние скорости резания 426
— Зависимость от метода обработки
424
— Определение — Номограммы 427,
428, 429. 430
— Улучшение калиброванием — Коэф-
фициент 570
Чистота поверхности после химико-ме-
ханической обработки 664
--- после электроискровой обработки
654
--- при калибровании 570
--- при обкатывании 573
--- при развертывании 571
--- при строгании на шепинге — За-
висимость от вылета долбяка 426
---при точении — Влияние радиуса
закругления режущей части резца
426
--- при шлифовании 427; — Влияние
зернистости круга 426
--- при шлифовании металла абра-
зивной шкуркой 403
--- штампуемых деталей 164
Чугаль — Усадка 22
Чугун — Время выдержки в ковше 51
— Легирование 49
— Модифицирование 50
— Обессеривание 49
— Плавка 40
---Набор шихтового материала 46
— Плавка в вагранках 40
---Физико-химические особенности
42
— Плавка в пламенных печрх 44
— Плавка в электрических печах 44
— Составы для отливок в металличе-
ские формы 62
— Усадка 21
Чугун белый 49; — Термообработка
в производстве ковкого чугуна 704
----высокопрочный с шаровидным гра-
фитом — Термообработка 708
---- жидкий — Обработка после вы-
пуска из печи 49
---- ковкий — Плавка 45; — Плавка —
Дуплекс-процесс 47; — Плавка в
вагранке 46
---- ковкий термитный—Термообра-
ботка — Схема 707
---- ковкий ферритный — Производ-
ство — Режимы термообработки 706
---- серый — Механические свойства —
Влияние температуры отпуска
после закалки 704; — Сварка га-
зовая 202; —Твердость — Влияние
температуры закалки 703
Чугунное лнтье — Формовочные смеси —
Типовые составы И
ш
Шаблоны—Допуски 237
---- для сверления монтажных отвер-
стий 252
----при производстве стальных кон-
струкций 235, 236, 237
Шаг рабочих зубьев протяжек — Опре-
деление 366
Шаржирование притиров 418
Швы газосварные — Форма 201
---- круговые — Сварка на флюсовой
подушке 250
---- сварные —Дефекты 254; — Раз-
меры — Допускаемые отклонения
254
----сварные валиковые — Минималь-
ный катет 225
---- стыковые — Сварка автоматиче-
ская — Способы 187
---- угловые — Сварка в лодочку 250
Шеверы 385
---- дисковые 386
—— реечные 386
Шевингование дисковыми шеверами —
Режим резания 395
----зубчатых цилиндрических колес
520
----прямозубых колес — Допускаемые
отклонения 387
Шевинговочные полуавтоматы для обра-
ботки зубчатых колес — Технические
характеристики 524
794
ШЕЙКИ СТУПЕНЧАТОГО ВАЛА - ШТАМПОВКА
Шейки ступенчатого вала — Припуски
на обработку — Пример расчета
447, 478, 479
Шестерни — Закалка ступенчатая —
Влияние на конусность и эллипс-
ность венца 701; — Термообра-
ботка 700
---- цилиндрические — Установка —
Схемы 482
Шипы из древесины — Соединения по
ширине 616, 617 -
Ширина срезаемого слоя 270
Шихта для фрикционных дисков 266
Шихтовые материалы 40
----для ваграночного процесса — Ти-
повой набор 46
---- для сталеварения 51
---- для цветного литья 56
Шкивы — Контроль технический 517
— Обработка — Оборудование 516, 517,
518
----Технологический маршрут 516.
517, 518
— Производство—Технические условия
516
— Типы 515
Шкурки шлифовальные — Назначение
403
Шлифовальные зерна — Номера зерни-
стости 395
Шлифовальные круги — Защитные ко-
жухи 414
— Назначение 399, 400, 401
— Правка 407
----Инструменты и приспособления
407, 409
— Проверка 414
— Прочность — Испытание вращением
413, 414
— Скорости рабочие наибольшие 406,
412, 413
Шлифовальные круги для скоростного
шлифования — Окружные скоро-
сти наибольшие 406
---- на керамической связке— Харак-
теристика 405
---- на фибровой основе 402
Шлифовальные порошки — Зернистость
395
Шлифовальные шкурки — Назначение
403
Шлифование 395
— Виды 404
— Макрогеометрические погрешности
405
— Смазочно-охлаждающие жидкости
407
Шлифование металла абразивной шкур-
кой— Чистота поверхности 403
---- оргстекла 616
---- отделочное 422; — Режим 423
---- притирочное 420, 421, 422
----скоростное наружное — Правка — .
Режимы 411
---- ступенчатых валов бесцентровое —
Схема 496
----твердосплавных инструментов 648
---- твердосплавных пластинок 664,
665
----шлица профильным кругом —
Схема 503
Шлииефрезерные станки для обработки
зубчатых колес — Техническая ха-
рактеристика 523
Шлицы — Шлифование профильным
кругом — Схема 503
Шпаклевка поверхностей 737
Штампование деталей нз термопласт-
масс 601
Штамповка 114
— Технология 89—179
— Элементы жесткости «а углах — По-
строение 155
Штамповка болтов многооперационная
в открытых штампах на кривошип-
ных прессах 120
---- винтов 172
—— выдавливанием 121
----горячая — Температурные интер-
валы 100; —Термический режим
99
---- клапанов на кривошипных прес-
сах— Схема 121
---- листовая 136; — Сборочные
приемы 155; — Технология 138,
147
---- на винтовых фрикционных прес-
сах 126
—- на гидравлических прессах 127
---- на горизонтально-ковочных маши-
нах 121, 123
---- на кривошипных прессах 119, 120
---- на кривошипных прессах с приме-
нением прошивки и штамповки
с заусенцем — Схема 121
---- на молотах ИЗ
---- объемная 89; — Удельное давле-
ние 165
---- поковок на горизонтально-ковочных
машинах — Конструирование поко,-
вок 96, 99
---- поковок на молотах и прессах
в открытых штампах — Конструи-
рование поковок 94, 97
----прошивкой 121
---- пустотелых колец 155
----сложных деталей объемная 176
---- цветных сплавов 136
---- шестигранных болтов 176
«ШТАМПОВОЧНАЯ ВАЛЬЦОВКА» - ЯЩИКИ СТЕРЖНЕВЫЕ
795
«Штамповочная вальцовка» 132
Штампосварные детали — см. Детали
штампосварные
Штампы 94
----вытяжные — Схемы 145. 146
----для гидравлической вытяжки —
Схема 145
----для листовой штамповки — Типы
147
---- закрытые — Схема 94
---- к горизонтально-ковочным маши-
нам 124, 125
---- калибровочные 135, 136
---- ковочные и чеканные—Прошива-
ние электроискровым способом
658
---- комбинированные 133
----молотовые 116; — Крепление 119
Штемпели — Диаметры 240
щ
Щиты из древесины — Соединения под
углом 616, 617
Э
Эксцентрики круговые зажимные — Рас-
чет 484
Электрические печи — Характеристика
47. 48, 59
---- индукционные — Характеристика
59
---- сопротивления камерные — Харак-
теристика 59
---- тигельные — Характеристика 59
Электровысадка — Удельные давления
165
---- деталей 178
Электрододержателн 210
Электродуговая сварка—см. Сварка
электродуговая
Электроды для атомно-вбдородной
сварки 219
---- металлические 181
----с толстым покрытием дЛя дуговой
сварки и наплавки 182
Электроды-инструменты 655, 656
Электроискровая обработка Металлов —
см. Металлы — Электроискровая
обработка
Электроискровые станки — Схемы 650,
651
Электролитические покрытия — Расход
материалов 728
Электролитическое осаждение метал-
лов — Продол жительность 726
Электролиты для полированна 638
Электронагрев заготовок контввшгй —
Напряжение и мощность !OSt 103
----при высадке — Схема 178
Электрообработка металлов 634—665
— Способы — Классификация 635
Электрополирование — Показатели
640; — Режимы 639; — Техноло-
гические процессы 634, 637
----металлов 634 г
----------------------------- толстых покрытий 730
Электросепарацня формовочных смесей
18
Электросталеплавильные печи — Харак-
теристика 54
Электроупрочнеиие 663
Электрошлаковая сварка — см. Сварка
электрошлаковая
t Я
Ящики стержневые 31
-гвс. flayie.
Г. H. Б.
Ио*. IMG. ffom.
СПРАВОЧНИК МАШИНОСТРОИТЕЛЯ. Том 5.
Технический редектор Г. Ф. Соколова Корректор В. Г- Матисен
Переплет художнике А. Л. Вельскою
Сдаро в производство 10|Х1 1954 г. Подписано к печати 6/Х 1955 г. Тираж 1-25 000 (1-й завод)
Т-08335 Печ. л. 50. Уч.-изд. л. 71. Бум. 25 л. Формат 60X92116. Заказ .4 1412.
1-я типография Машгиэа, Ленинград, ул. Моисеенко, 10