/




Автор: Бирман Р.С.
Теги: металлургия черных металлов железо, чугун и сталь советский союз история советского союза история завода
Год: 1967
Похожие




Текст
к пятидесятилетию
советской власти
завод
СЕРП И МОЛОТ
МИНИСТЕРСТВО ЧЕРНОЙ МЕТАЛЛУРГИИ СССР
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИЙ
И ТЕХНИКО-ЭКОНОМИЧЕСКИХ ИССЛЕДОВАНИЙ ЧЕРНОЙ МЕТАЛЛУРГИИ
МОСКОВСКИЙ МЕТАЛЛУРШЧЕСКИЙ ЗАВОД
СЕРП И МОЛОТ
Р.С.Барман
Москва
19 6 7
669.1(09)(47)
Научный редактор - Г .Д Д’ольдермен
Директор Института - М.МЛугешов
Главный редактор - Я.А.Го;>дин
В в е д е н и е
3 1883 г. у Проломной и Рогожской застав Москвы начали строить
Андроньевский железопрокатный завод - завод Гужона. Через три года
здесь уже были прокатное, тянульное, гвоздильное и вспомогательное
отделения. В прокатном работали одна пудлинговая печь, три печи для
сварки пакетов я две для сварки мильбарса /сварочного железа/, обжим-
ной стан, паровой молот мощностью 1,5 т, две паровые машины, прово-
лочный и мелкосортный станы. Завод производил мелкосортное железо,
проволоку, гвозди, шпильки и мебельные пружины.
Келезо получали малопроизводительным и трудоемким способом -
пудлингованием. В отражательной печи чугун нагревали до тестообраз-
ного состояния. Эту массу перелопачивали, из чугуна выжигали углерод,
и шлак всплывал на поверхность. Затем массу делили на куски, из кото-
рых под паровым молотом отжимали шлак, после чего их нагревали в сва-
рочных печах и прокатывали. Прокат, называемый сварочным железом, или
мильбарсом, разрезали на куски, связывали в пакеты, снова нагревали
в сварочных печах, отжимали шлак молотом и снова прокатывали.
Чтобы противостоять конкуренции, Гужон должен был отказаться от
пудлингования. В 1890 г. была построена первая мартеновская печь, а
в-1892 г. - вторая, более мощная.
В 90-е годы - годы промышленного подъема - завод уже выпускал
металлические конструкции для мостов и зданий, цепи и канаты для руд-
ников и шахт, болты и костыли. В 1895 г. на заводе было произведено
1600 пудов стальных слитков и отливок, 554 тыс. пудов сортового желе-
за, 702 тыс. пудов гвоздей, 235 тыс. пудов проволоки и других изде-
лий.
Условия труда были тяжелыми: рабочий день длился II—12 час, не
соблюдались правила техники безопасности. Текучесть была огромной: из
1500 человек в 1893 г. только 600 работали постоянно.
С развитием завода положение рабочих все более ухудшалось. Тяже-
лые условия труда, штрафы и бесправие вызывали протесты.
В 1894 г. в социал-демократический рабочий союз вошли предста-
вители рабочих завода Гужона. Союз оказывал большое влияние на борь-
бу рабочих*за свои права, организовывал пропагандистские кружки на
предприятиях, распространял листовки, организовывал летучие собрания.
3
На заводе забастовки стали более организованными. Наряду с эконо-
мическими требованиями выдвигались требования политические.
Возглавляемые большевиками Андреевым, Тереховым, Костиным, Тре-
щал овым, Фроловым и Сударевым, рабочие завода активно участвовали в
революции 1905 г. и 12 января этого года провели общую забастовку.
В феврале 1917 г. рабочие завода Гужона участвовали в общемосков-
ской политической демонстрации. На Яузском мосту городовые застрелили
слесаря мартеновского цеха Иллариона Астахова.
В июле 1917 г. рабочие добились передачи завода в ведение госу-
дарства.
В дни Великой Октябрьской социалистической революции красногвар-
дейцы-металлурги вместе с революционными солдатами заняли Лефортово,
разоружили юнкеров и кадетов и вместе с красногвардейцами других пред-
приятий с боями ворвались в Кремль.
В марте 1918 г. на общезаводском собрании было избрано рабочее
правление. К этому времени на заводе работали ухе девять цехов: мар-
теновский, прокатный, волочильный, канатный, болтовой, листопрокатный,
ремонтно-механический, гвоздильный и цех металлических конструкций.
К Октябрьскому перевороту завод оказался в значительной степени
разрушенным, так как во время империалистической войны оборудование
не ремонтировалось и хищнически эксплуатировалось.
Началась гражданская война. Лучшие люди завода ушли на защиту ре-
волюции. К 1920 г. выпуск продукции уменьшился в 10 раз по сравнению
с довоенным 1913 г.
В .г914 г. на заводе работало 3683 рабочих. К осени 1920 г. по
С'\’с:<у числилось всего 680 человек, фактически же работало вдвое .мень-
ше. Все мартеновские печи Сыли остановлены.
Лишь с 1921 г. началось возрождение завода. Сначала была пущена
маломощная мартеновская печь , а в августе того же года еще одна
печь; в 1922 г. вступили в строй две печи емкостью по 40 т. В 1924 г.
уже работали все четыре мартеновские печи, несмотря на большие затруд-
нения с поставкой чугуна. Печи работали в основном на металлоломе.
Одновременно с мартеновским в 1921 г. возобновилось сортопрокатное
производство. Станы работали с большими перебоями, так как нехватало
квалифицированных рабочих. Крестьяне из близлежащих деревень и демо-
билизованные с фронта рабочие постепенно пополняли коллектив завода,
и к 1923 г. были пущены листопрокатный и канатный цехи.
7 ноября 1922 г. в годовщину Октябрьской революции завод Гужона
по решению Правительства был переименован в Большой металлургический
завод "Серп и молот". К этому времени выпуск продукции завода резко
вырос /с 1600 т в 1921 г. до 13600 т в 1922г.У. В 1928 г. было вы-
4
пущено II6600 т стали и 92200 т проката и» следовательно, превзой-
ден уровень довоенного 1913 г.
"Серп и молот" - завод качественной металлургии
В первой пятилетке была поставлена задача развития машинострое-
ния. Были пущены автотракторные и автомобильные заводы, а для их ос-
нащения - инструментальные, шарикоподшипниковые и другие предприятия.
Возросли не только потребность в металле, но и требования к его ка-
честву: машиностроителям была нужна качественная сталь, которую в то
время в стране почти не выплавляли. В 1930 г. завод "Серп и молот"
производил 148 тыс.т стали и 133 тыс.т проката, но доля качественной
стали составляла всего 7,9%.
Поэтому решено было специализировать завод на производстве ка-
чественного металла. Этоцу способствовало наличие в Москве квалифици-
рованных кадров. Большую помощь заводу оказало объединение "Спецсталь"
во главе с И.Ф.Тевосяном.
Завод "Серп и молот" стал базой московских научно-исследователь-
ских институтов. Здесь в промышленном масштабе проверялись разрабо-
танные в лабораториях новые технологические процессы.
Первым крупным успехом завода явилось освоение литья из высоко-
марганцовистой стали, которое шло на производство стрелок и кресто-
вин для трамвайных путей. Если в 1927 г. было выпущено всего 40 т,
то в 1928 г. уже 400, а в 1930 г. - 1000 т литья.
Завод перешел к производству высококачественного автомобильного
листа для глубокой штамповки. Выпуск первосортного листа увеличился
с* 1230 т в 1932 г. до 14556 т в 1934 г.
К концу 1933 г. была освоена прокатка сложного для того времени
профиля - автомобильного обода, который до этого импортировали,
а также прокатка уголка из нержавеющей стали.
В 1931 г. были достигнуты большие успехи в освоении производства
стальной проволоки высокого качества: канатной диам. 0,4-2,0 мм, кар-
дной диам. 0,23-0,60 мм, пружинной, ремизной и игольной. Освоено было
также производство проволоки из высоколегированных сталей. В 1933 г.
на Всесоюзном смотре сталепроволочный цех занял первое место среди
метизных цехов страны.
Завод освоил производство листа из стали хромансиль и армко, что
позволило сэкономить большие валютные средства. Вследствие роста
удельного веса проката из качественных мерок стали с 23 до 66% в 1931
- 1934 гг. стоимость валовой продукции увеличилась почти в два раза.
5
Реконструкция завода /1931-1937 гг,/
В связи с переходом завода на выпуск качественного металла встал
вопрос о коренной реконструкции вс*ех цехов. Для внедрения новых тех-
нологических процессов потребовались усовершенствованное оборудование,
дополнительные производственные площади, новые термические агрегаты»
Прежде всего был перестроен мартеновский цех, в котором начали
работать четыре печи емкостьг^ю 40 т, одна 14-т, одна 10-т и одна
5-т. Производительность цеха возросла с 117,4 тыс.т в 1931 г. до
155,7 тыс.т в 1934 г»; при этом удельный вес качественных марок ста-
ли в общем выпуске мартеновской стали повысился до 94,7%.
В то время сортопрокатный цех находился в одном здании с фасон-
нолитейным. Реконструкция заключалась в оснащении станов различными
механизмами, без коренного переоборудования.
Стан 700, построенный в 1929 г. и снабжавший заготовкой все ста-
ны завода, был оснащен подъемно-качающимися столами на первой клети,
шлепперным устройством для транспортировки прокатанных заготовок и
другими механизмами. В цехе были установлены три новых мостовых кра-
на. Однако производительность стана была низкой, так как узким местом
являлась нагревательная печь. В 1934 г. была пущена вторая нагрева-
тельная печь, после чего производительность стана 700 достигла 250
слитков в смену. На стане 450 была построена двухрядная нагреватель-
ная печь.
Большое значение для качества готовой продукции имеет отделка
проката. В 1931 г. в прокатном цехе были построены два новых пролета,
где впоследствии разместился адъюстаж.
В листопрокатном цехе девять прокатных клетей работали с I9U8 г.
В 1931 г. были установлены дополнительно шесть клетей, все пролеты
цеха удлинены на 70-120 м и проведены работы по модернизации печно-
го хозяйства.
Крупным событием явился пуск в 1932 г. цеха холодной прокатки
ленты /рис.1/, что имело большое значение для молодой авиастроитель-
ной промышленности страны. В то время это был единственный в Советском
Союзе цех, прокатывающий тонкую ленту из нержавеющей стали. На четырех
станах кварто и одном стане дуо прокатывали ленты шириной 200-400 мм
и толщиной 0,08-1,50 мм.
В конце 1932 г. вступил в строй новый калибровочный цех, в кото-
ром были установлены девять импортных волочильных станов мощностью от
10 до 100 т. После периода освоения в 1934 г. цех выпустил 24 тыс.т
калиброванных прутков.
6
Рис,I. Лентопрокатное отдаление
При реконструкции сталепроволочного цеха его площадь увеличилась
примерно втрое. Почти полностью было заменено устаревшее оборудова-
ние. После реконструкции в цехе работали 13 станов грубого и среднего
волочения Однократного и многократного/ и 50 станов тонкого много-
кратного волочения, патентировочные и отжигательные печи.
Принципиальное значение для "Серпа и молота" имел перевод гвоз-
дильного цеха на производство качественной проволоки.
В 1930 г. началось расиирение территории завода на другой сторо-
не Проломной улицы* Тогда же было принято рооение о строительстве но-
вого фасонно-литейного цеха* В 1933 г* открылись модельное и обрубное
отделения, обслуживающие старый фасоннолитейный цех; первую продукцию
новый цех выпустил в 1935 г. после окончапя строительства мартенов-
ской печи № 6, электропечи, вахтового двора и разливочного пролета.
Формировочные пролеты вступили в строй в 1936 г.
Период реконструкции закончился сооружением нового канатного це-
ха, после чего было ликвидировано канатное производство на старой тер-
7
ритории завода. Фасоннолитейный, калибровочный и канатный цехи были
построены на новой территории завода.
В реконструкции завода активное участие принял заводской партий-
ный комитет. Его секретарем в то время был А.С.Рубанов. Почти на каж-
дом заседании парткома обсуадались вопросы строительства. Большую по-
мощь заводу оказывали Пролетарский райком партии и Московский город-
ской комитет партии.
Борьба за высокую производительность в I930-I94I гг.
На заводе придавали большое значение повышению производитель-
ности труда на ключевом агрегате - стане 700. От его производитель-
ности зависела ритмичная работа всех прокатных станов и метизных це-
хов, так как на этот стан поступали все слитки, выплавляемые в марте-
новских печах. Реконструкция завода, строительство новых цехов увели-
чили потребность в металле.
Существенное влияние на рост производительности труда оказал
так называемый часовстречный план, впервые осуществленный на стане
700, а затем на других агрегатах завода и многих предприятиях нашей
страны и стран народной демократии. В одной графе часовстречного пла-
на записывали количество слитков, которое нужно прокатать в час по
норме, а в соседней - обязательств, причины невыполнения норм и обя-
зательств и фамилии виновников. Ежесменно перед началом работы на опе-
ративном совещании обсуждали сменновстречный план и подводили итого
работы за предыдущий день.
Сталеплавильщики завода в 1932 г. стремились с каждой 40-т печи
получить не менее 6 т стали в час. А в 1934 г. мартеновский цех за-
,1ял второе место на Всесоюзном конкурсе металлургических агрегатов.
Съем стали с .7 м2 площади пода повысился с 3,7 т в 1932 г. до 6,13 т
В 1934 г,
В 1936-1938 гг. 40-т мартеновские печи были переделаны на 60-т
на тех же производственных площадях. Выплавка стали увеличилась при-*
мерно на 50%.
В 1932 г. была поставлена задача: на стане 700 прокатать 250
слитков в смену. 14 октября 1934 г. смена мастера Щербакова проката-
ла 280 слитков, а 18 ноября /при норме 196 и встречном плане 250
слитков^ она дала 302 слитка. Смена мастера Туртанова 30 июня 1935 г.
прокатала 323 слитка, смена мастера Александрова - 411 слитков, а в
1937 г. смена мастера Щербакова довела сменную производительность до
426 слитков.
8
Успехам коллектива стана 700 в социалистическом соревяованг 1 спо-
собствовали высокая организованность и дисциплинированность. Трудовой
подвиг "семисотчиков" приобрел всесоюзную известность. Старший мастер
стана Иван Ильич Туртанов в 1939 г. был награжден орденом Ленина и
избран делегатом ХУШ съезда ВКП/Ь/. В тяжелые годы Великой Отечествен-
ной войны И.Туртанов был избран секретарем партийного комитета завода.
Борьбу за повышение производительности труда возглавляла завод-
ская партийная организация. Если в 1920 г. на заводе было всего 25
коммунистов, то к концу 1934 г. партийная организация насчитывала око-
ло 1700 членов и 400 кандидатов в члены партии. Правительство высоко
оценило трудовой подвиг коллектива столичных металлургов: 26 марта
1939 г. за выполнение плана, организацию стахановской работы и сроч-
ное выполнение важных государственных заданий завод был награжден ор-
деном Ленина.
Годы Великой Отечественной войны
Великая Отечественная война явилась величайшим испытанием для
столичных металлургов. Труд рабочих, оставшихся на заводе, стал намно-
го тяжелее, так как фронту нужно было много стали и проката, а лучшие
люди завода уходили на защиту Родины. В начале войны только в ряды на-
родного ополчения вступило 640 человек. Все секретари цеховых партий-
ных организаций стали фронтовиками.
Вальцовщики и их подручные вынувдены были работать без обычной
подмены, светомаскировка значительно ухудшила условия труда в горячих
цехах, нарушая циркуляцию воздуха.
Начались налеты фашистской авиации на Москву. 22 августа в про-
лет сортопрокатного цеха попала бомба. Цех пришлось остановить, так
как взрывной волной разрушило наружные стены и часть крыши. Но через
три дня работа возобновилась. Специальная ремонтная бригада под ру-
ководством главного механика завода Н.П.Сорокина за короткий срок
установила временную стену из фанеры. Рабочие, инженеры и служащие
работали трое суток без отдыха и сна.
В октябре 1941 г., когда фашистские полчища подошли к Москве,
240 лучших серповцев ушли с коммунистическими батальонами защищать
столицу. Многие работники завода отправились с трудовыми батальона-
ми на строительство подмосковных оборонительных сооружений.
В октябре Правительство решило эвакуировать завод в тыловые
районы страны. Частичную эвакуацию провели уже в августе: ленто-
прокатный цех был отправлен на Нижне-Тагильский металлургический
завод, отделение "серебрянки” сталепроволочного цеха - на Златоус-
9
товский металлургический завод. В октябре началась полная эвакуация
оборудования и людей. Мартеновский, сортопрокатный и листопрокатный
цехи били переведены на Омутнинский металлургический завод в Кировской
области, а метизные цехи (калибровочный, сталепроволочный и канатный/
- в [Магнитогорск на метизно-металлургический завод. Несмотря на тя-
желые условия военного времени, эвакуация прошла очень организованно.
В декабре немцы были остановлены под Москвой,и началось успешное
Наступление героических защитников столицы. Положение на фронте ста-
билизовалось, и уже 21 декабря вышло постановление Правительства о
восстановлении завода. В это время основное оборудование час-
тично было разгружено в Омутнинске, частично еще находилось в пути.
Были приняты срочные меры к его возвращению. Эвакуированные
в Омутнинск серповцы с помощью примитивных средств грузили в желез-
нодорожные вагоны тяжелые станины прокатных станов прямо из снежных
сугробов, так как не было никаких подъемных механизмов.
Для восстановления агрегатов и налаживания производства на заво-
де нехватало людей. Многие рабочие и специалисты продолжали работать
в Златоусте и Магнитогорске. И все-таки уже 5 января 1942 г. было пу-
щено отделение горячей прокатки листопрокатного цеха, 20 января -
стан 300, а 31 марта - стан 700. Постепенно, одна за другой, начали
работать мартеновские печи, а в июле 1942 г. - полностью мартенов-
ский цех.Наконец, в августе 1942 г. частично вошли в строй калибро-
вочный и сталепроволочный цехи, несмотря на то, что часть их обору-
дования еще оставалась в Магнитогорске.
Народный комиссар черной металлургии СССР И.Ф.Тевосян объявил
коллективу благодарность за быстрое восстановление завода.
В первый год войны многие работники ушли на фронт или уехали
на предприятия Урала, где было установлено эвакуированное оборудова-
ние. На место опытных сталеваров встала молодежь. На завод пришли
сотни женщин. Впервые в истории завода вахту у мартеновской печи
приняла женщина-сталевар Надежда Савичева. Женщины работали и на
станах прокатного цеха. Так, на стане 300 подручными вальцовщиков
работали тт. Пикулина, Виноградова, Боброва. В годы войны на заво-
де женщины составляли 50% всего коллектива.
После оккупации Украины и части Центральной России (ъ много-
численными металлургическими заводами Приднепровья, Криворожья,
Донбассу/ "Серп и молот" остался единственным предприятием, удов-
летворяющим нужды Центрального фронта в металле.
На станах сортопрокатного цеха в основном катали сталь для сна-
рядов, в сталепроволочном цехе изготовляли пружины для автоматов, в
фасоннолитейном цехе отливали колпаки для ДЗОТов, в ремонтно-меха-
10
ническом обрабатывали отливки для "Катюш". Особое значение приосрел
ремонт танков, который производили в пролетах отделения холодной про-
катки листопрокатного цеха, хотя его оборудование было вывезено на
Урал. После ремонта танки прямо с завода снова отправлялись на фронт.
В 1944 г. в условиях военного времени на заводе провели капиталь-
ный ремонт сортопрокатного цеха - стан 700 был переоборудован с уве-
личением диаметра валков до 750 мм. Это дало возможность изменить ка-
либровку валков, увеличить вес прокатываемого слитка и за счет
изменения соотношения высоты слитка к его поперечному сечению добиться
экономии металла на 2>.
В апреле 1945 г. за успешное выполнение заданий Государственного
Комитета Обороны по обеспечению военной промышленности высококачествен-
ным металлом завод "Серп и молот" был награоден орденом Трудового
Красного Знамени.
Никогда не забудут серповиы своих товарищей, погибших на фрон-
тах Великой Отечественной войны и в партизанских отрядах. В Волоко-
ламске были повешены фашистами конструкторы проектного отдела Констан-
тин Пахомов и Николаи Галочкин, машинист завалочной машины мартенов-
ского цеха Павел Кирьянов, инженер Николай Каган, монтер Виктор Ор-
динарцев. Все они героически воевали в тылу у врага. Смертью храб-
рых пали бывший секретарь парткома завода Александр Сомов, секрета-
ри партбюро прокатного цеха *4лья Твиров, калибровочного цеха Сергей
Смоленков, фасоннолитейного цеха Ллья Максимов, председатель завод-
ского комитета Василий Чугреев и многие другие.
Послевоенный период
Перевод народного хозяйства на мирные рельсы потребовал не толь-
ко увеличения выпуска стали для восстановления всех отраслей промыш-
ленности, но и резкого повышения качества продукции.
Увеличение выпуска продукции завода зависело прежде всего от
сталеплавильщиков. Усилия коллектива в 1945-1950 гг. были направлены
на увеличение выплавки стали, так как нехватало слитков для прокатки
на стане 750.
В решении задачи увеличения выпуска стали на заводе и в стране
приняли участие видные ученые-металлурги, избравшие завод "Серп и мо-
лот" своей производственной базой. В 1946 г. под руководством акаде-
мика И.И!Бардина группа научных работников Московского института ста-
ли и ЦНИИЧМ совместно со сталеплавильщиками завода приступила к опы-
там по применению кислорода для интенсификации процессов сталеваре-
ния. К 1949 г. впервые в практике сталеварения на мартеновских печах
о мазутным отоплением было внедрено в промышленном масштабе примене-
ние кислорода. jr
В том же году за разработку технологии и внедрение в металлурги-
ческую промышленность кислорода для интенсификации мартеновского про-
изводства академику И.П.Бардину, профессору Московского института ста-
ти К.Г.Трубину, инженеру ЦНИИЧ;М Н.И.Мозговому и работникам завода
Г.М.Ильину, Л.В.Марморштейну, П.Я.Барздайну, А.Г.Маментьеву и В.П.Тун-
кову было присвоено звание лауреатов Государственной премии первой
степени.
Сталеплавильщики завода явились также инициаторами автоматизации
теплового режима мартеновских печей.
В 1949 г. молодые сталевары Анатолий Субботин, Виталий .Михайлов
и Николай Чесноков предложили начать соревнование за удлинение кам-
пании мартеновских печей. В сентябре 1949 г. комсомольско-молодежная
бригада сталеваров Субботина, Михайлова и Чеснокова выдала на 101
плавку больше, чем в предыдущей .кампании, выплавив сверх плана 1065 т
зталм. Эти показатели были достигнуты в условиях интенсификации про-
цесса с применением кислорода.
В 1950 г. сталеварам А.С.Субботййу, В.К.Михайлову, Н.В.Чесноко-
ву и старшему мастеру С.В.Чеснокову за усовершенствование технологи-
ческого процесса выплавки стали было присвоено звание лауреатов Го-
сударственной премии.
ВЬце в 1939-1940 гг. на заводе проводили опыты по применению тер-
мостойких огнеупоров в сводах мартеновских печей. Война попевала их
окончанию. После войны они были возобновленыt и в 1949 г. впервые в
стране в мартеновском цехе № I были применены распорно-подвесные сво-
ды печей из хромомагнезитового кирпича.
Таким образом, резкое повышение выпуска стали заводом ь после-
военный период было достигнуто в результате использования кислорода,
автоматизации теплового режима мартеновских печей и применения тер-
мостойких сводов, что позволило повысить стойкость печей и скорость
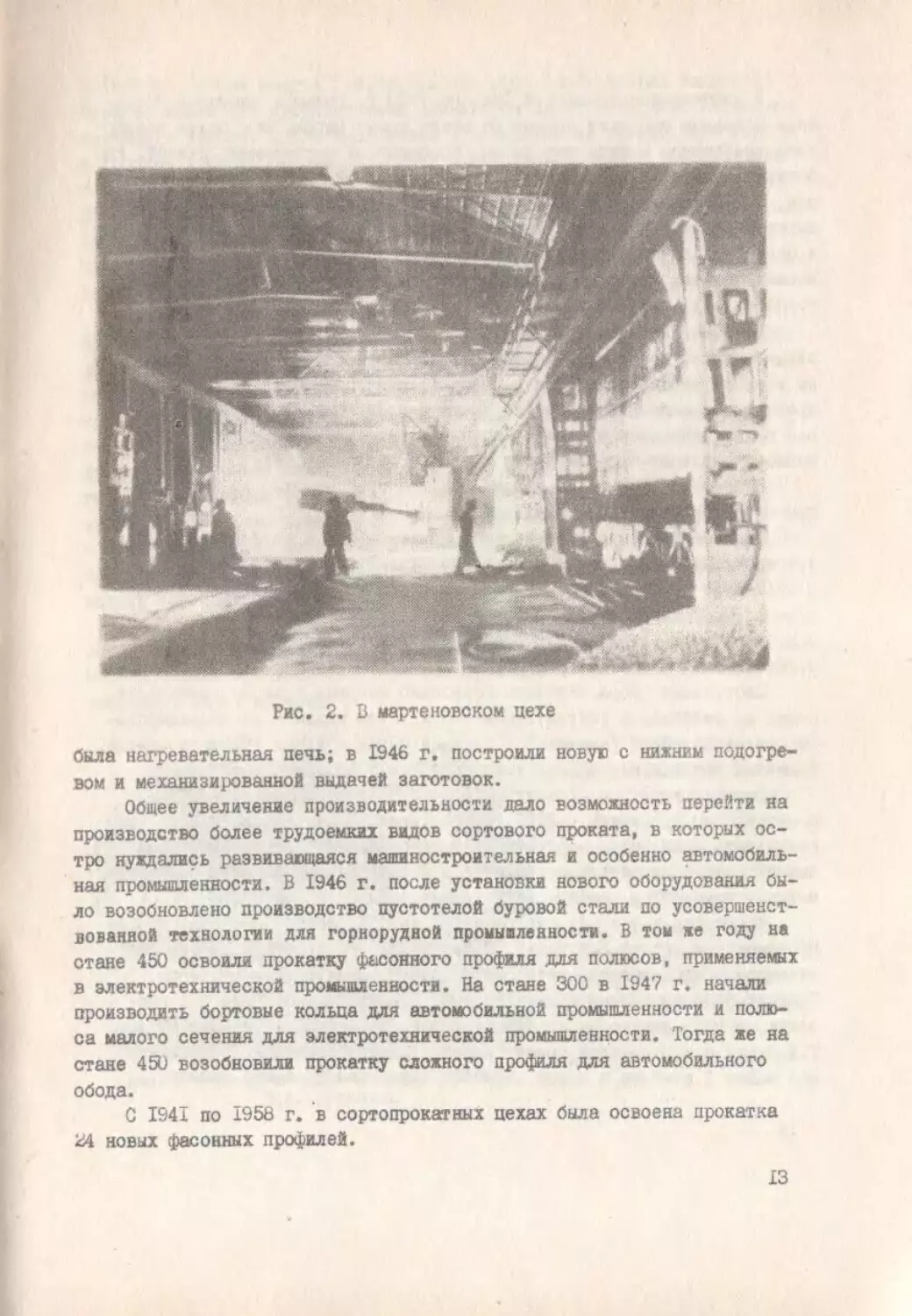
сталеварения /рис. 2/.
В 1945 г. значительно возросла производительность стана 750
благодаря улучшению организации работы и увеличению количества слит-
ков, поставляемых мартеновским цехом.’Вальцовщики стана 750 начали
прокатку заготовок дублированием /раскат находится одновременно в
двух калибрах первой клети/.
Повышенный темп прокатки сдерживала недостаточная пропускная
способность нагревательных печей стана 750. В 1948-1949 гг. обе на-
гревательные печи были переделаны на трехзонные с нижним подогревом.
Одновременно был автоматизирован тепловой режим.
Повышение производительности стана 750 отразилось на работе
сортовых станов прокатного цеха. На стане 450 узким местом также
12
Рис. 2. В мартеновском цехе
была нагревательная печь; в 1946 г. построили новую с нижним подогре-
вом и механизированной выдачей заготовок.
Общее увеличение производительности дало возможность перейти на
производство более трудоемких видов сортового проката, в которых ос-
тро нуждались развивающаяся машиностроительная и особенно автомобиль-
ная промышленности. В 1946 г. после установки нового оборудования бы-
ло возобновлено производство пустотелой буровой стали по усовершенст-
вованной технологии для горнорудной промышленности. В том хе году на
стане 450 освоили прокатку фасонного профиля для полюсов, применяемых
в электротехнической промышленности. На стане 300 в 1947 г. начали
производить бортовые кольца для автомобильной промышленности и полю-
са малого сечения для электротехнической промышленности. Тогда же на
стане 4£Ю возобновили прокатку сложного профиля для автомобильного
обода.
С 1941 по 1958 г. в сортопрокатных цехах была освоена прокатка
новых фасонных профилей.
13
В листопрокатном цехе с 1945 по 1950 г. большое внимание уделя-
лось освоению прокатки листов из стали новых марок. Все более возрас-
тали требования к качеству листа, особенно из нержавеющих сталей. Ра-
ботники центральной заводской лаборатории /ЦЗЛ/ Н.ПЛетвин, В.И.Уша-
ков, Ф.С.Раховская и другие разработали щелочно-кислотный метод трав-
ления нержавеющей стали, впервые в стране внедренный на заводе "Серп
и молот". Щелочное травление значительно улучшило поверхность нержа-
веющих листов, что дало возможность расширить сортамент проката лис-
товой стали.
Метизное производство в эти годы в основном развивалось в направ-
лении выпуска новых видов продукции. В частности, в 1947 г. было сда-
но в эксплуатацию отделение по производству "серебрянки”. Непрерывно
проводились работы по освоению выпуска продукции из стали новых ма-
рок в калибровочном и сталепроволочном цехах. В 1949 г. щелочно-кис-
лотное травление было внедрено в сталепроволочном цехе.
С 1946 по 1958 г. на заводе освоено производство листа, ленты и
проволоки из стали 242 новых марок.
Большое значение имел перевод мартеновских и нагревательных пе-
чей прокатного цеха на испарительное охлаждение в 1951 и 1953 гг.
В 1947-1958 гг. мартеновские печи были оборудованы котлами-утилиза-
торами. Много инициативы проявили работники завода Н.П.Иноземцев,
МЛ.Отарович, Д.А.Юшин, Н.П.Борисов, Г.Л.Курбаков, Н.Г.Лосев и В.Ф.
Стекольщиков.
Сооружение двора изложниц позволило впервые в стране разливать
г аль на тележках в слитки весом 800 кг. Тем самым бьла ликвидирова-
на старая литейная "канавка" - один из самых трудных участков завода.
Ксренныы образом улучшились условия труда в литейном пролете.
Большую работу в области совершенствования сталеплавильного
п юизводства выполнлли в 1956 г. работники ЦЗЛ и технологи цеха. В
результате применения обогрева прибыльной части .лзтков экзотерми-
ческой смесью значительно увеличился выход годного металла. Одновре-
менно с изменением конфигурации, слитка уменьшилась обрезь.
Много сил и энергии для развития завода, особенно мартеновского
производства, отдал Г.М.Ильин. Начав в 1921 г. работать на заводе
печником в мартеновском цехе, он в 1930 г. стал печным мастером.
Проявив себя способным организатором, Г.М.Ильин в 1938 г. был выд-
винут на пост директора завода, который он занижал в течение 20 лет.
Г.М.Ильин был награжден тремя орденами Ленина, орденом Отечествен-
ной войны I степени и двумя орденами Трудового Красного Знамени.
14
В 1959 г», после смерти Г.М.Ильина его пост занял Михаил Андреевич
Перцев, много лет проработавший директором Златоустовского металлур-
гического завода. После выдвижения М.А.Перцева на руководящую работу
в Госплан директором стал Владимир Алексеевич Ермолаев, воспитанник
завода, начавший трудовую деятельность в 1931 г. вальцовщиком прово-
лочного стана. С 1950 г. по 1961 г. главным инженером завода был И.А.
Прокопович. Вместе с В.А.Ермолаевым, бывшим в то время начальником
цеха, они явились инициаторами ряда важных работ, направленных на ко-
ренное улучшение условий труда в сортопрокатном производстве.
Ь 1953 г. начались работы по переоборудованию чистовой линии
стана 450. Наряду с прокатом круглых, шестигранных и фасонных профи-
лей стан выпускает листовую заготовку из нержавеющей стали. Такой ши-
рокий и разнообразный сортамент затрудняет механизацию. Старое про-
катное поле чистовой линии стана 450 было расположено на таком уров-
не, что вальцовщикам и крючочникам приходилось приподнимать раскат
крючками до уровня калибров нижней пары валков клети трио. Для час-
тичной механизации труда все прокатное поле было поднято до уровня
калибров. Это дало возможность установить на первой клети съемные
плиты с кантующими линейками и подавать раскат рольгангом. На второй
клети кроме рольганга был установлен съемный двухоперационный канто-
ватель оригинальной конструкции.
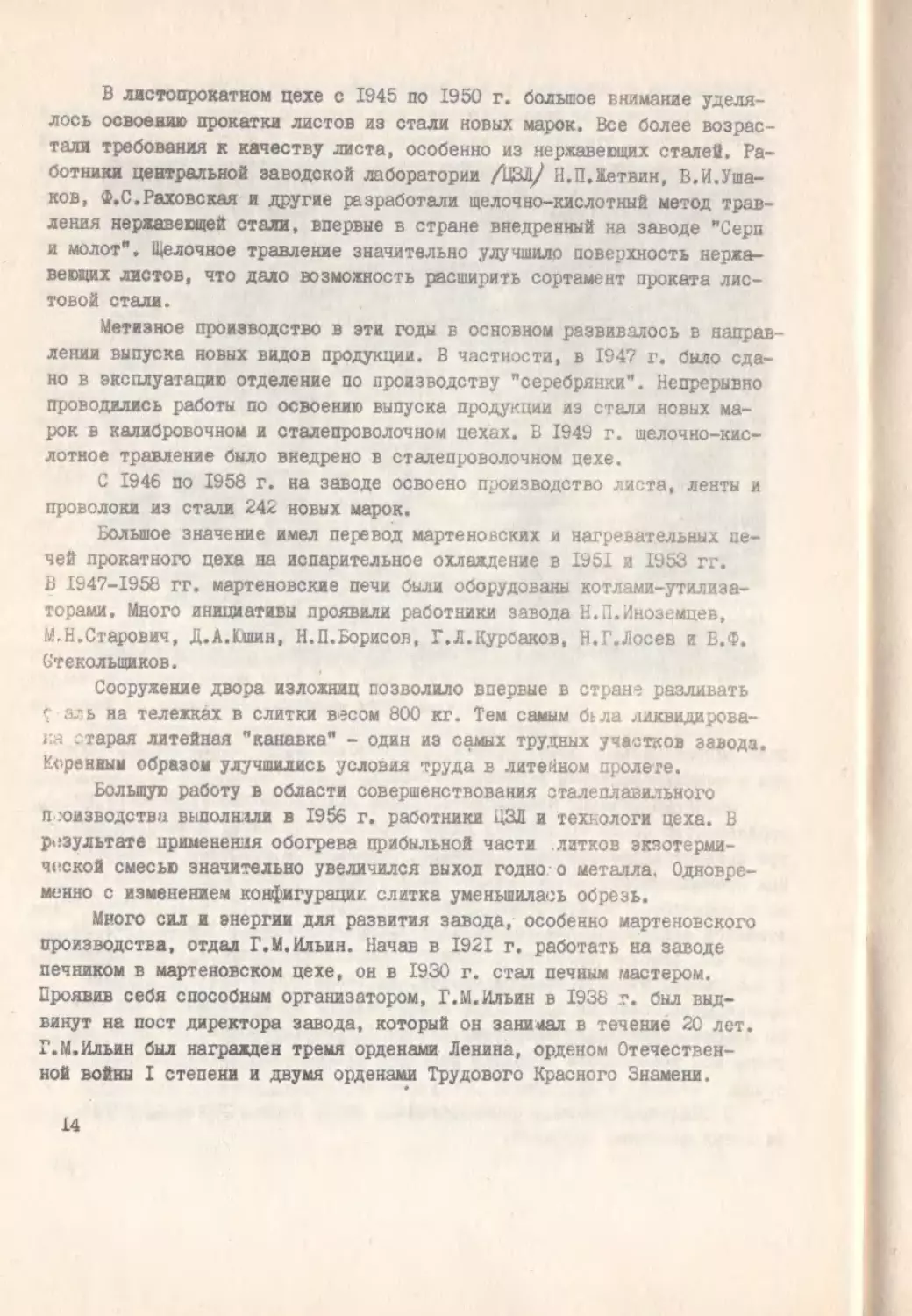
В 1953-1954 гг. впервые в стране были внедрены роликовые про-
водки (рис.З) конструкции В.А.Ермолаева сначала на стане 450, а за-
теи на станах 300 и 250. Теперь эти проводки используются во многих
дрокатиых цехах страяы.
В 1956 г. после дли-
тельной подготовки был за-
иершен первый этап меха-
низации транспортировки
катанки со стана 250.
Раньше от моталок типа
Эденборна рабочие вручную
оттаскивали бунты прово-
локи, складывали их в
итабеля и после охлажде-
ния грузили на металли-
ческие площадки, которые
автопогрузчиками транс-
портировались на склад.
В.А.Ермолаева
Были установлены новые мощные моталки типа Гаррета, обеспечиваю-
щие сматывание катанки из высоколегированных марок стали. С моталок
бунты подают на специальные захваты, автоматически ня веши вящие их на
крючковый конвейер. По конвейеру, имеющему длину 700 м, бунты перево-
зятся на склад.
В этот же период была реконструирована обжимная линия стана 250
и его привод. Установлена четвертая прокатная клеть. На первой клети
внедрен оригинальный механизм для кантовки раската ’’кантующая горка”
и подачи его в калибр рольгангом с фигурными роликами. В результате
были высвобождены восемь вальцовщиков.
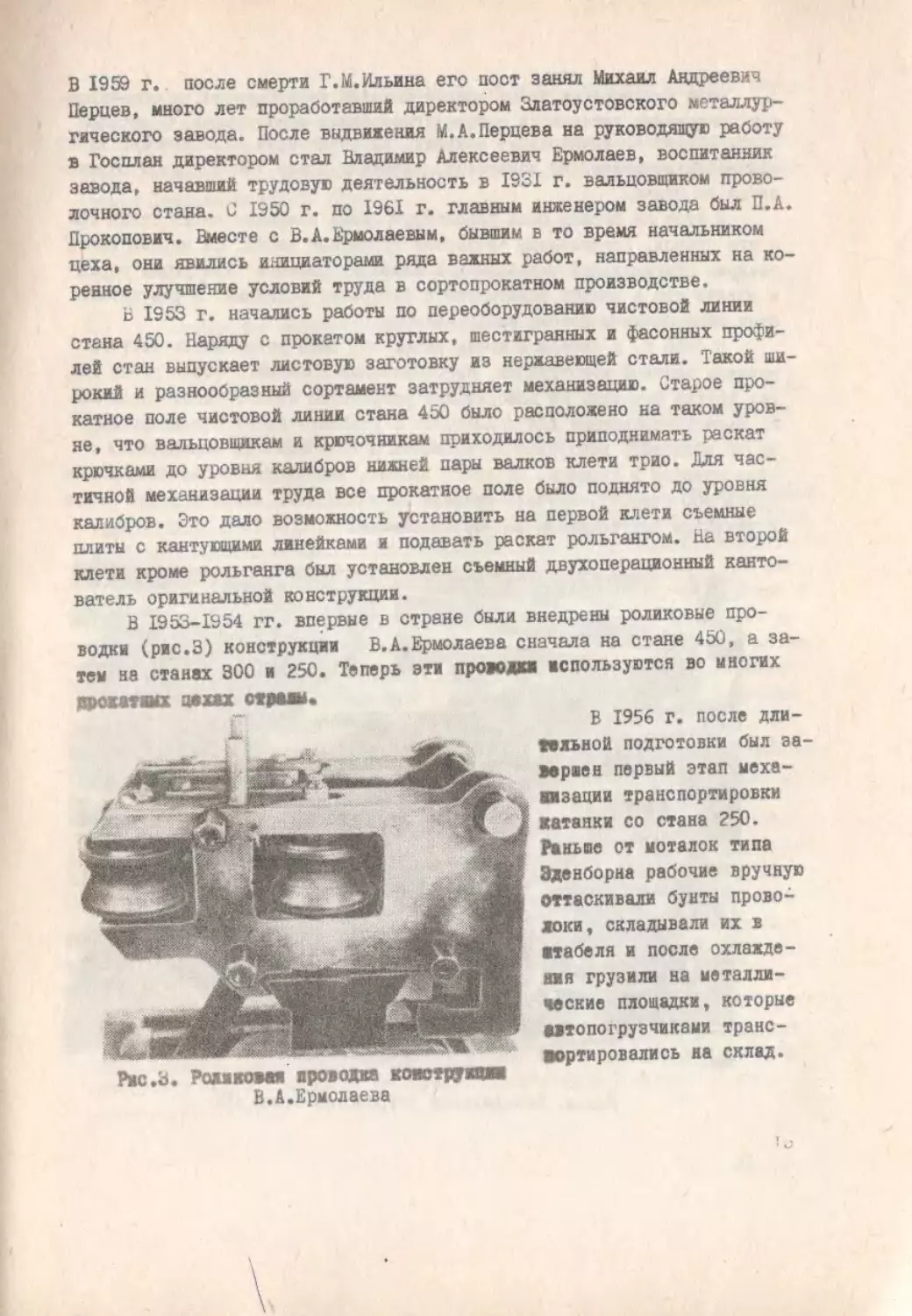
В 1956 г. у чистовой клети стана 300 были установлены летучие
ножницы опытной конструкции, изготовленные 1ЩИИТМАШ. После резки на
них прутки попадают на холодильные устройства нового типа, специаль-
но сконструированные для применения в условиях малых площадей. Прут-
ки по рольгангу поступают на адъюстаж и специальными механизмами
сбрасываются в карманы. До этого прокат, выходящий из чистовой клети
стана 300 (рис.4), вручную правили на правильной плите и затем цепью
с захватом подтаскивали под прессножнмцы*
*
Рис.4. Холодильные устройства стана 300
16
После резки прутки укладывали на тележку, которую вручную пере-
катывали в пролет адъюстажа.
В 1957 г. вновь был поднят вопрос о реконструкции завода. Инсти-
тут "Гипромез" разработал проектное задание технологического оборудо-
вания фасоннолитейного цеха.
Годы семилетки /1959-1965/
Внедрение новой техники, механизация и автоматизация
П|юизводства
Завод полностью выполнил все задания семилетнего плана. За годы
семилетки были решены многие технические проблемы, имеющие значение
и для других металлургических предприятий страны. Ниже приведены
наиболее важные из них.
Разработана и внедрена технология выплавки стали с весьма низким
содержанием углерода, серы и фосфора в основных мартеновских печах с
продувкой жидкой ванны сжатым воздухом и ратинированием железистым
шлаком высокой основности. Из шихты исключается чугун. Инженеры за-
вода П.Я.Барздайн, И.Б.Цейтлин, Н.ПЛетвин, Р.Б.Гутнов, В.П.Тунков и
И.Я.Фомин, принимавшие активное участие в разработке и внедрении но-
вого процесса, получили авторское свидетельство. Себестоимость метал-
ла, выплавленного в мартеновских печах, примерно в восемь раз ниже
себестоимости стали, полученной в дуговых вакуумных печах. Экономи-
ческий эффект составляет более 180 тыс.руб в год.
Разработана и внедрена технология производства низкоуглеродистой
электротехнической стали высокого качества методом электрошлакового
переплава. В работе принимали участие Ю.М.Каменский, А.И.Бывшев,
А.Г.Давыдов, А.Л.Левин, П.И./Ларкин, И.И.Фомин и др. Установка была
введена в эксплуатацию в декабре 1963 г. Благодаря предварительному
изучению и разработке технологии период освоения был предельно ко-
ротким^ установка нормально работает с первых плавок. В получаемой
стали полностью отсутствуют волосовины, уменьшено количество приме-
сей. Стойкость и долговечность подшипников из этой стали в три раза
выше, чем из обычной. Экономический эффект от внедрения электрошла-
кового переплава на заводе "Серп и молот” составляет 95тыс.руб в год.
Разработана и внедрена технология холодной деформации провод су-
ки и листа с предварительным подогревом. Завод является инициатором
внедрения новых процессов деформации проволоки и листовой стали в
теплом состоянии.
17
Волочильная группа ЦЗЛ /руководитель А.С.БелоусовУ проводила ра-
боты по освоению волочения проволоки из быстрорежущей стали с газо-
вым нагревом до 300°С и токами высокой частоты - до 600°С, что дало
возможность вдвое увеличить скорость волочения и сократить число пе-
ределов.
Теплая прокатка листов из малопластичных сталей и сплавов произ-
водится на стане кварто с предварительным нагревом до 100-150°С в спе-
циальной газовой печи. Благодаря новой технологии освоено производ-
ство листов из жаропрочных и высокопрочных сталей.
Инициатором теплой прокатки была инженер ЦЗЛ Е.М.Концевая. В
разработке и внедрении новой технологии участвовали Б.С.Брусиловский,
Л.Н.Разумов и Т.А.Комаров.
Внедрена технология обработки нержавеющей проволоки в потоке,
впервые примененная на заводе "Серп и молот". В 1963 г. был построен
термотравильный агрегат для отжига холоднотянутой проволоки в проход-
ной печи в нитку, щелочно-кислотного травления и покрытия поверхности
перед волочением.
В агрегате применен ряд технических новинок: травильные, промы-
вочные и известково-соляные ванны с принудительной циркуляцией жид-
кости; травильный шлам удаляется с поверхности проволоки ультразву-
ковой обработкой в горячей промывочной ванне; созданы новые конструк-
ции механизмов для заправки проволоки в термическую печь и очистки
щелочной ванны от шлама.
В результате обработки проволоки на термотравильном агрегате
достигается равномерность ее механических свойств и снижается расход
•лслоты.
Проект нового агрегате разработан институтом "/ипрометиз". Во
время его строительства цех продолжал работать. В создании и освое-
нии агрегата активное участие принимали бывший начальник цеха А.П.Хре-
нов, начальник цеха А.Б.Млодик, инженер Д.Е.Сатайдак, помощник на-
чальника веха П.О.'Дожайкис, главный механик зав >да Н.П.Сорокин, мас-
тер цеха В.А.Лыткин, начальник отделения Н.С.Егзееь, рабочий цеха
В..М.Матвеев, инженеры ЦЗЛ В.И.Ушаков, Ф.С.Рахсвская, лаборанты А.И.
Солошенко и В.С.Ракова и др.
Автоматизировано производство "серебрянки". Изготовление "се-
ребрянки" заключается в двукратном шлифовании прутков диам. 1-5 мм,
полученных путем волочения, правки и резки проволоки. Обработка прут-
ков "серебрянки" много лет была весьма трудоемкой операцией, так как
каадый пруток подавался в бесцентрово-шлифовальный станок вручную.
Замер диаметра прутков и подналадка' абразивных камней были мало
производительны. Неравномерная ручная подача прутков приводила к раз-
нотолщиняости на концах и повышала расход металла.
18
В 1964 г. была пущена первая поточная линия /рис.5/, в которой
осуществляются правка, резка и шлифование "серебрянки" диам.З-
-5 мм, в 1965 г. - вторая и третья линии и в 1966 г. - четвертая. При
менены оригинальные устройства для подачи прутков в зону шлифования,
автоматического замера их диаметра и автоматической перенастройки
шлифовального станка в зависимости от диаметра.
Рис.5. Автоматическая линия производства "серебрянки"
Устройства для автоматизации производства "серебрянки", впервые
разработанные на заводе "Серп и молот" в содружестве с ОКБ Министер-
ства станкостроительной и инструментальной промышленности и Москов-
ским заводом "Калибр", установлены в новом цехе завода "Днепроспец-
сталь", на Златоустовском металлургическом заводе и на заводе "Элек-
тросталь". Ими будет оборудован новый цех по производству "серебрян-
ки" на Белорецком металлургическом комбинате.
В создании автоматической линии для шлифования "серебрянки"
участвовал большой творческий коллектив работников завода, в том чис-
ле инженеры ОКБ М.Л.Шлейфер и В.И.Гаврилов, начальник отделения
"серебрянки" В.Д.Болотов, мастера цеха А.А.Матювин я С.М.Сотников,
электромонтер В.В.Рюмин, наладчики В.Г.Соковнин, А.Ф.Сушков и В.А.
Леонтьев, конструктор проектного отдела А.А.Зуев и многие другие.
Еще более сложной проблемой явилась автоматизация производства
тонкой "серебрянки" /диам. 1-2 мц/. В 1966 г. был сконструирован и
изготовлен макет оригинального устройства, позволяющего автоматически
подавать тонкие прутки-на' шлифовальные станки.
19
Эффект от внедрения автоматизации производства "серебрянки” на
металлургических предприятиях страны по предварительным подсчетам
составит более 500 тыс.руб в год.
Внедрена новая технология производства калиброванной шарикопод-
шипниковой стали. Последовательно повышая качество калиброванных прут-
ков из шарикоподшипниковой стали диам. 10-50 мм? завод в 1965 г. пол-
ностью освоил новую технологию, инициаторами которой были заместите-
ли главного инженера завода Я.И.Сокол и И.Б.Цейтлин, начальник цеха
Н.А.Баранов и другие. Внедрением ее непосредственно занимались стар-
ший мастер В.Н.Дустовалов, старший бригадир шлифовального отделения
В.В.Синица, старший мастер В.А.Леви, старший бригадир участка В.К.Са-
вельев, начальник участка ОГК Ф.И.Козюлина и др.
Новый процесс включает предварительное волочение с небольшой
деформацией, шлифование прутков с повышенным съемом поверхностного
слоя металла и окончательное волочение.
Новая технология стала возможной благодаря созданию бесцентрово-
шлифовальных станков новой конструкции типа СЛ-501, разработанных
Московским объединением ”Станколиния" и автоматизации операций на
этих станках.
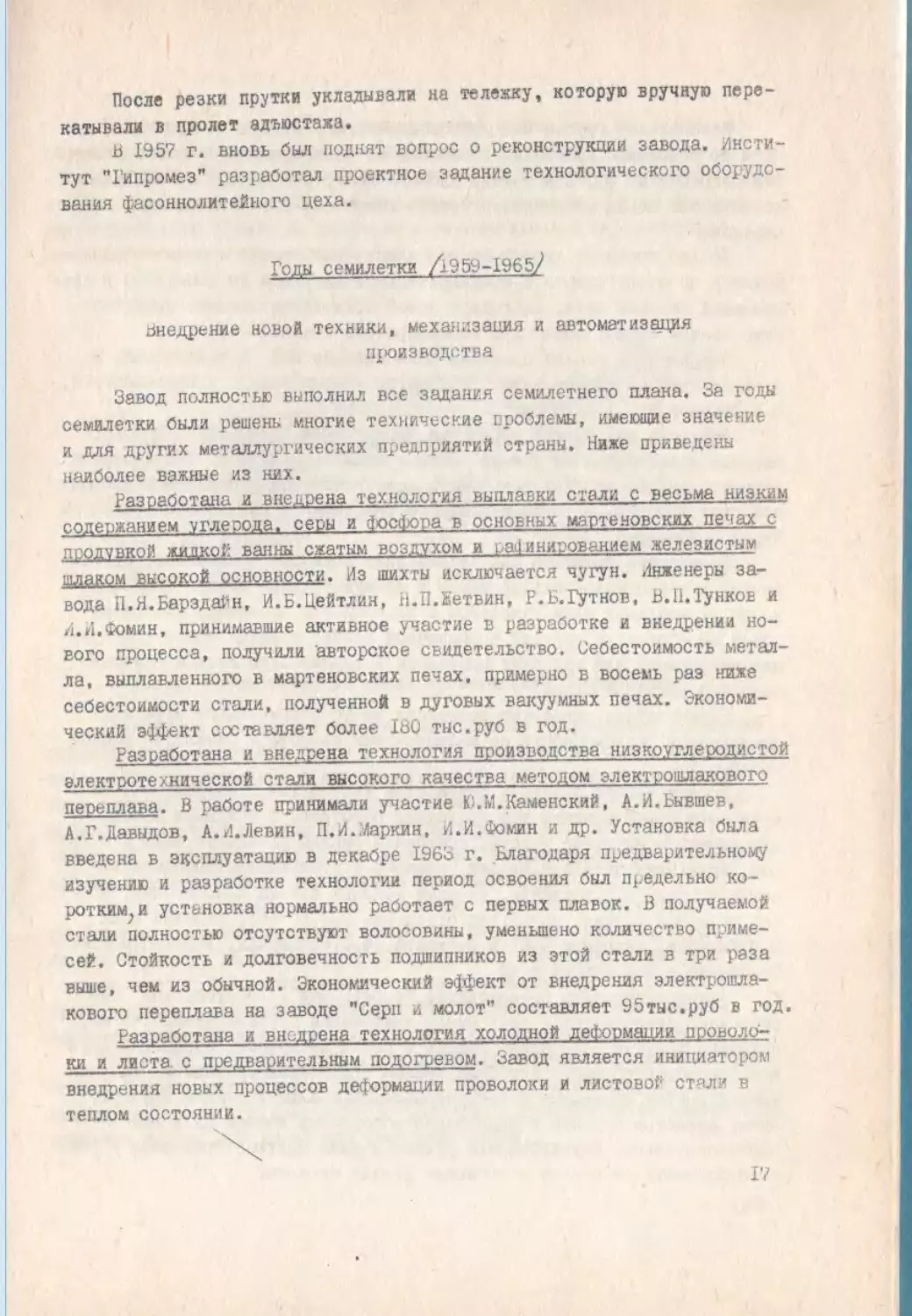
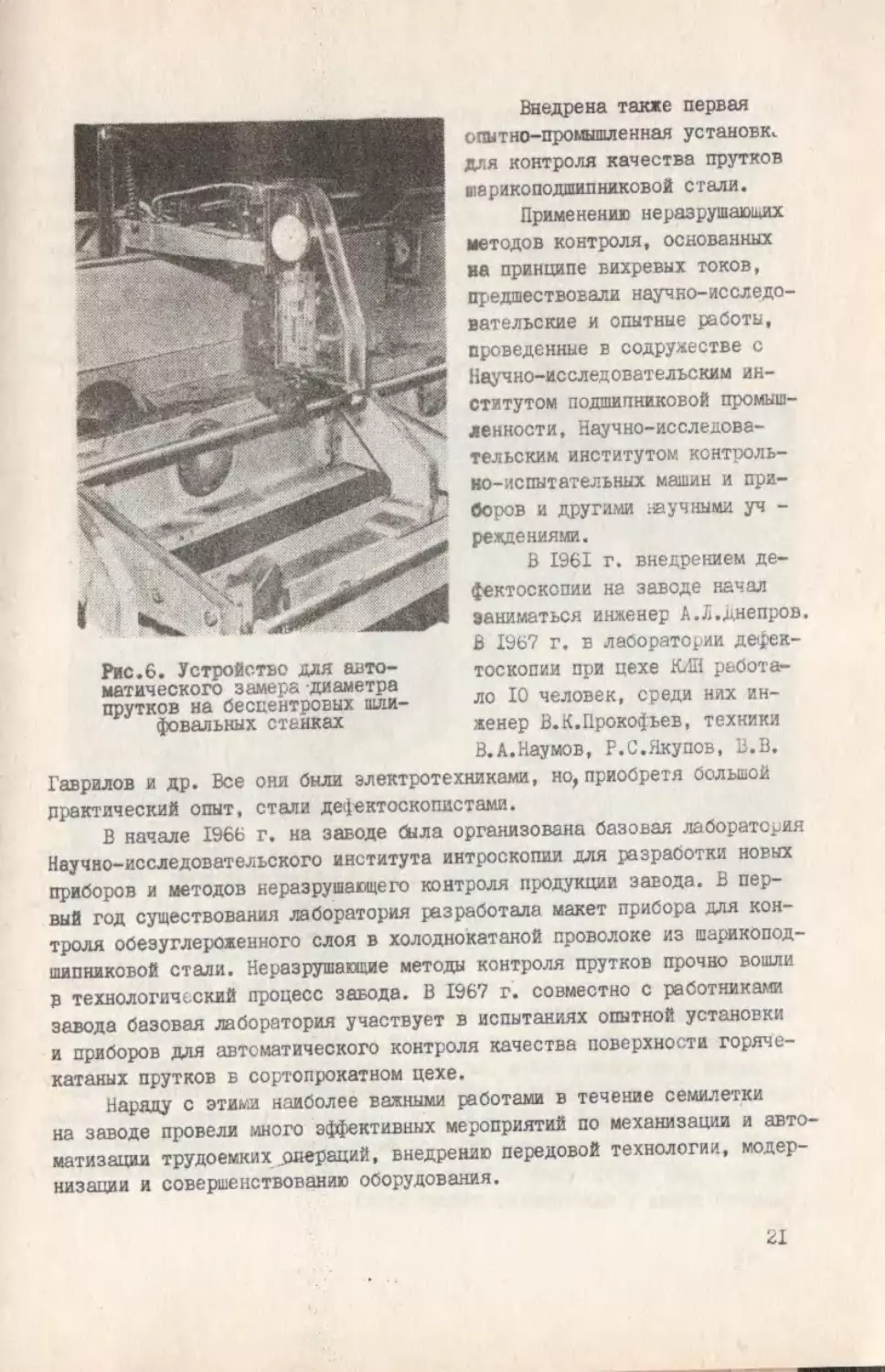
Устройства для автоматической -подачи прутков сконструировали
изобретатели калибровочного цеха под руководством М.С.Бугрова. Ориги-
нальную систему автоматического замера диаметра шлифовальных прутков
^pnc.fj/ разработало упомянутое ОКБ. Конструкция принципиально отли-
чается от устройств для шлифования’Ъеребрянки": после шлифования
месавизм переносит пруток на измерительную позицию, расположенную ря-
дг'М с рольгангом; диаметр измеряется специальным коромыслом одновре-
менно в двух местах.
Но отзывам подшипниковых заводов, в результате внедрения новой
технологии снижается брак при штамповке, повышается надежность и
долговечность подшипников и увеличивается стой;fость штамповочного
инструмента.
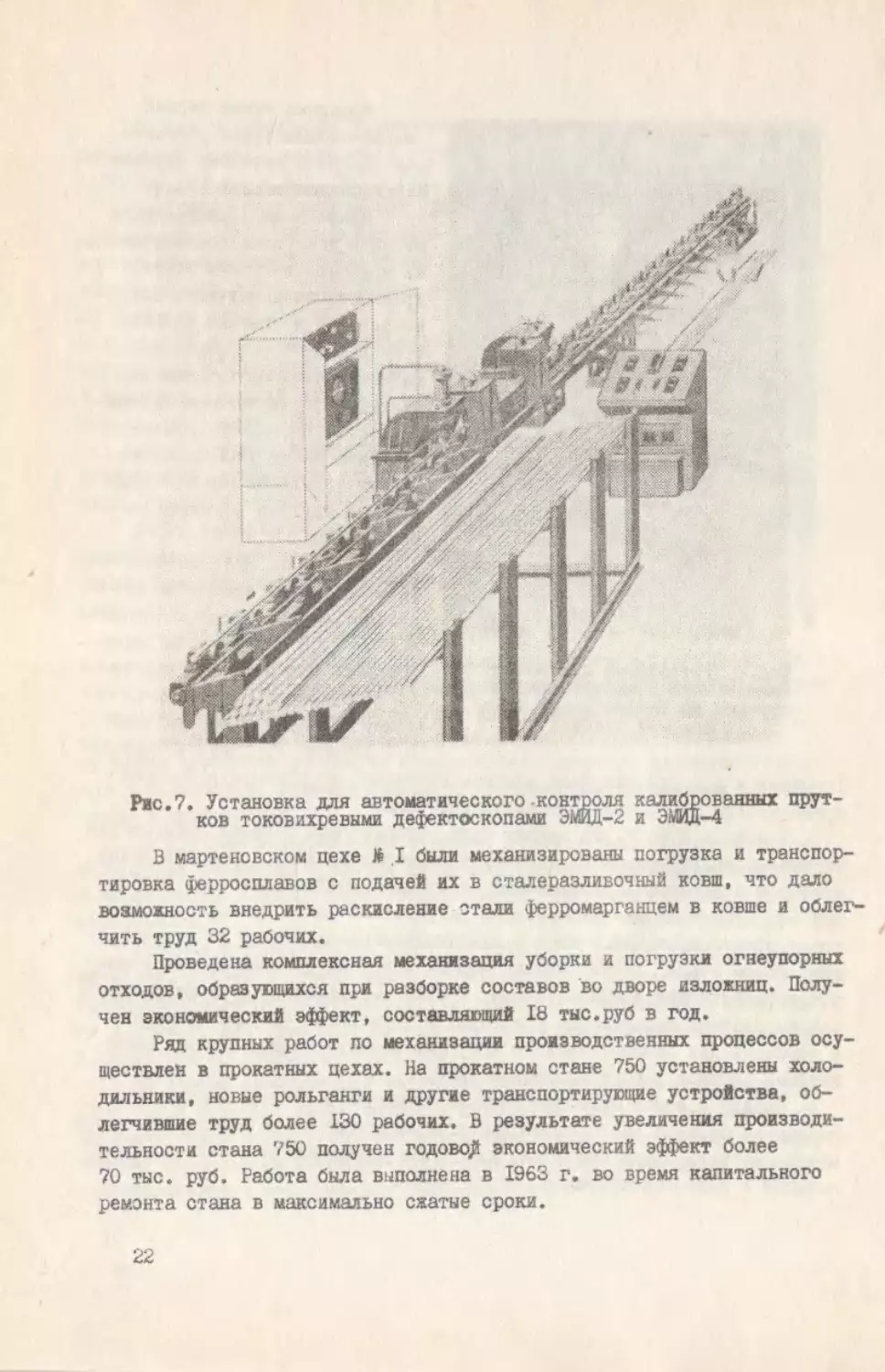
Внедрен автоматический контроль металла в потоке неразрушающими
методами. Первая в стране опытная установка для автоматического кон-
троля калиброванных прутков ^рис.Т? пущена в калибровочном цехе заво-
да в 1962 г. Качество поверхности прутков и их химический состав кон-
тролируются со скоростью 1,6 м/сек.
На второй промышленной установке, сданной в эксплуатацию в
1964 г., в поточную линию включены правильная машина и ножницы для
автоматической резки. Качество автоматной стали, проверенной неразру-
шающими методами на автоматических Линиях, резко улучшилось; на ма-
шиностроительных предприятиях снизился брак.
20
Внедрена также первая
опытно-промышленная установки
для контроля качества прутков
шарикоподшипниковой стали.
Применению неразрушающих
методов контроля, основанных
на принципе вихревых токов,
предшествовали научно-исследо-
вательские и опытные работы,
проведенные в содружестве с
Научно-исследовательским ин-
ститутом подшипниковой промыш-
ленности, Научно-исследова-
тельским институтом контроль-
но-испытательных машин и при-
боров и другими жучными уч -
реждениями.
В 1961 г. внедрением де-
фектоскопии на заводе начал
заниматься инженер А.Л.Днепров.
В 1967 г. в лаборатории дефек-
Рис.6. Устройство для авто- тоскопии при цехе КЛП работа-
матического замера диаметра ™
прутков на бесцентровых шли- ло человек, среди них ин-
фовальных станках женер В.К.Прокофьев, техники
В.А.Наумов, Р.С.Якупов, 13.В.
Гаврилов и др. Все они были электротехниками, но, приобретя большой
Практический опыт, стали дефектоскопистами.
В начале 1966 г. на заводе была организована базовая лаборатория
Научно-исследовательского института интроскопии для разработки новых
приборов и методов неразрушающего контроля продукции завода. В пер-
вый год существования лаборатория разработала макет прибора для кон-
троля обезуглероженного слоя в холоднокатаной проволоке из шарикопод-
шипниковой стали. Неразрушающие методы контроля прутков прочно вошли
В технологический процесс завода. В 1967 г. совместно с работниками
завода базовая лаборатория участвует в испытаниях опытной установки
и приборов для автоматического контроля качества поверхности горяче-
катаных прутков в сортопрокатном цехе.
Наряду с этими наиболее важными работами в течение семилетки
на заводе провели много эффективных мероприятий по механизации и авто-
матизации трудоемких .операций, внедрению передовой технологии, модер-
низации и совершенствованию оборудования.
21
Рже.7. Установка для автоматического-контроля калиброванных прут-
ков токовихревыми дефектоскопами ЭМЙД-2 и ЭМИД—4
В мартеновском цехе М I были механизированы погрузка и транспор-
тировка ферросплавов с подачей их в сталеразливочный ковш, что дало
возможность внедрить раскисление стали ферромарганцем в ковше и облег-
чить труд 32 рабочих.
Проведена комплексная механизация уборки и погрузки огнеупорных
отходов, образующихся при разборке составов во дворе изложниц. Полу-
чен экономический эффект, составляющий 18 тыс.руб в год.
Рад крупных работ по механизации производственных процессов осу-
ществлен в прокатных цехах. На прокатном стане 750 установлены холо-
дильники, новые рольганги и другие транспортирующие устройства, об-
легчившие труд более 130 рабочих. В результате увеличения производи-
тельности стана 750 получен годовой экономический эффект более
70 тыс. руб. Работа была выполнена в 1963 г. во время капитального
ремонта стана в максимально сжатые сроки.
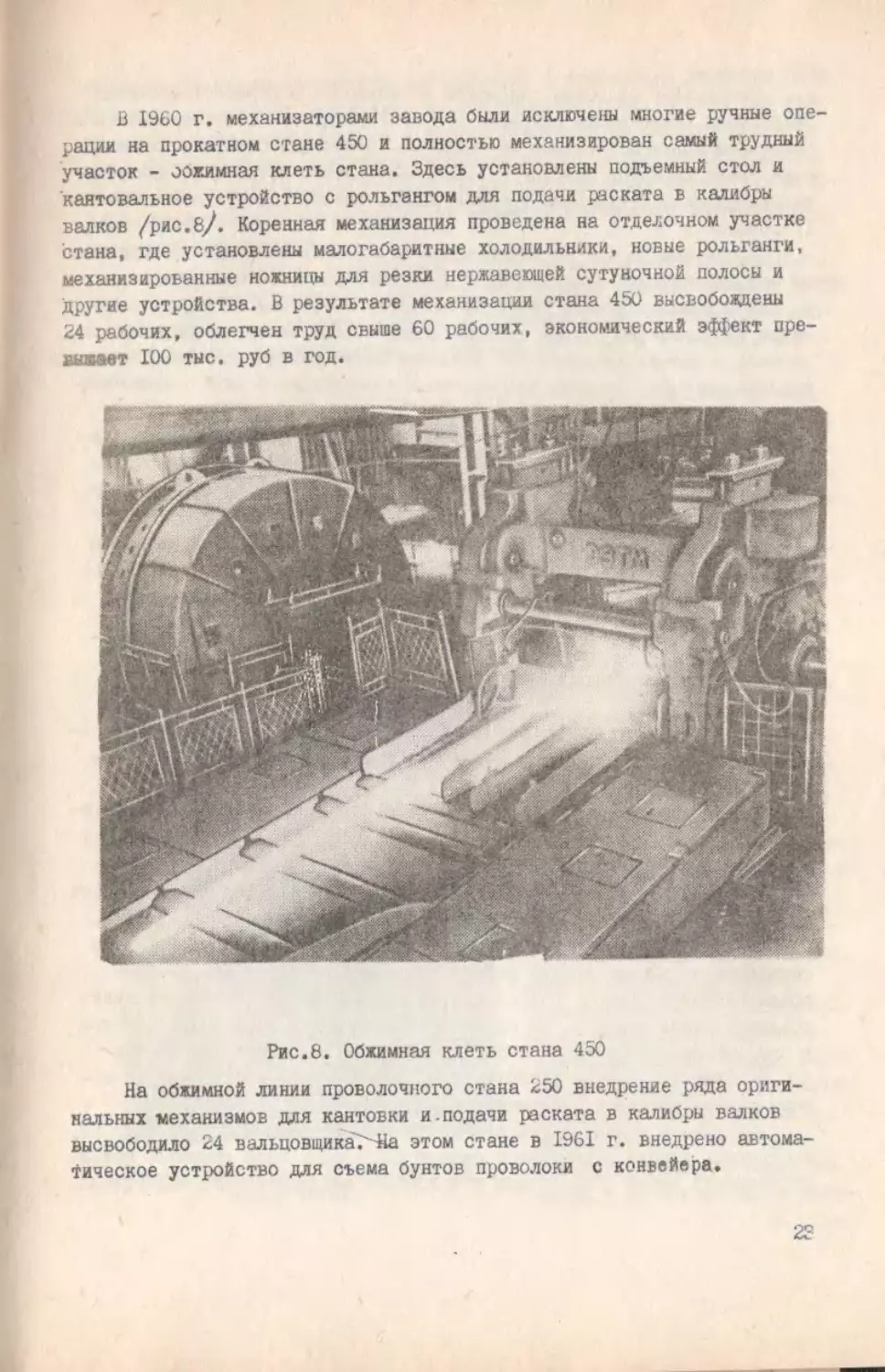
В I960 г. механизаторами завода были исключены многие ручные опе-
рации на прокатном стане 450 и полностью механизирован самый трудный
участок - оожямная клеть стана. Здесь установлены подъемный стол и
кантовальное устройство с рольгангом для подачи раската в калибры
валков /рис.8/. Коренная механизация проведена на отделочном участке
стана, где установлены малогабаритные холодильники, новые рольганги,
механизированные ножницы для резки нержавеющей сутуночной полосы и
другие устройства. В результате механизации стана 450 высвобоадены
24 рабочих, облегчен труд свыше 60 рабочих, экономический эффект пре-
вышает 100 тыс. руб в год.
Рис.8. Обжимная клеть стана 450
На обжимной линии проволочного стана 250 внедрение ряда ориги-
нальных механизмов для кантовки и.подачи раската в калибры валков
высвободило 24 вальцовщика7"41а этом стане в 1961 г. внедрено автома-
тическое устройство для съема бунтов проволоки с конвейера.
23
Отсутствие свободных площадей и сложность сортамента проката
затрудняли механизацию операций в прокатном цехе. Конструированием и
освоением новых механизмов на стане Z50 руководил бывший начальник
цеха /ныне директор заводу/ В.А.Ермолаев. Новые устройства для убор-
ки бунтов сконструировали проектировщики завода под руководством
Г.В.Бабкова.
Проведены работы по механизации отделочных операций на адъюста-
же сортопрокатного цеха. 1Еирокое признание получила конструкция стан-
ка для механизированной зачистки листовой заготовки из нержавеющей
стали одновременно с двух сторон.Каждый станок заменяет труд восьми
рабочих в сутки. Внедрены две поточные линии механизированной зачистки
круглых прутков. Создана оригинальная конструкция станка для зачист-
ки граней шестигранных прутков.
В изготовлении, монтаже и внедрении нового оборудования в сор-
топрокатном цехе принимали участие главный механик завода Н.П.Со-
рокин, начальник цеха И.Л.Черный, механики цеха И.А,Жариков и В.Н.
Новиков, электрики цеха А.П.Ларкин и И.И.Фетисов.
Значительные работы проведены по механизации листопрокатнохх)
производства. В 1959 г. установлен новый механизированный тонколис-
товой стан > 2. На черновых клетях тонколистовых станов внедрены
автоматизированные нажимные устройства с регулированием обжатий по
определенной программе. В 1965 г. установлен и освоен современный
агрегат для четырехсторонней механизированной резки листовой ста-
ли.
Агрегат изготовил Старокраматорский завод тяжелого машинострое-
ния. Облегчен труд резчиков и получен годовой экономический эффект
более 30 тыс.руб.
Среди механизаторов листопрокатного цехи при выполнении указан-
ных работ наибольшую активность проявили начальник цеха А.А.Стасюк,
помощник начальника по оборудованию А.М.Чураков, слесари В.И.Смир-
нов, Н.И.Киселев и М.Е.Богомолов, старший электрик цеха В.Ф.Воробьев,
механик цеха И.А.Островский, мастера Я.Э.Левенштейн и 3.А.Камышев.
Механизация складских и погрузочно-разгрузочных работ, В годы
семилетки на заводе удачно решена проблема складирования и пере-
возни массовых грузов. В 1961 г. был пущен в эксплуатацию механизи-
рованный склад цемента. На завод поступает более 60 вагонов цемента
в год. Склад представляет собой здание башенного типа, вмещающее
600 т цемента. Цемент разгружают из вагонов в банки склада при по-
мощи пневматического заборного устройства.
Внутри- и внезаводские перевозки механизированы в 19Ы-196о гг.
Проектанты завода совместно с рационализаторами цеха ремонтов метал-
лургических печей разработали конструкцию металлического контейнера,
24
применяемую теперь на многих предприятиях и отмеченную дипломом ВДНХ.
Порожние контейнеры отправляют на огнеупорный завод, откуда они воз-
вращаются гружеными кирпичом и транспортируются на местных платфор-
мах. Автопогрузчики выгружают кирпич на склад, а при необходимости
контейнеры подают непосредственно к металлургическим печам. Таким об-
разом перегрузка кирпича полностью механизирована, что значительно
уменьшило бой кирпича.
В начале 1962 г. завершились работы по механизации складирова-
ния, перевозки и погрузки бунтов катанки.Раньше рабочие снимали бунты
с крючкового конвейера вручную и укладывали на металлические пло-
щадки, которые автопогрузчики перевозили на склад и в сталепроволоч-
ный цех.
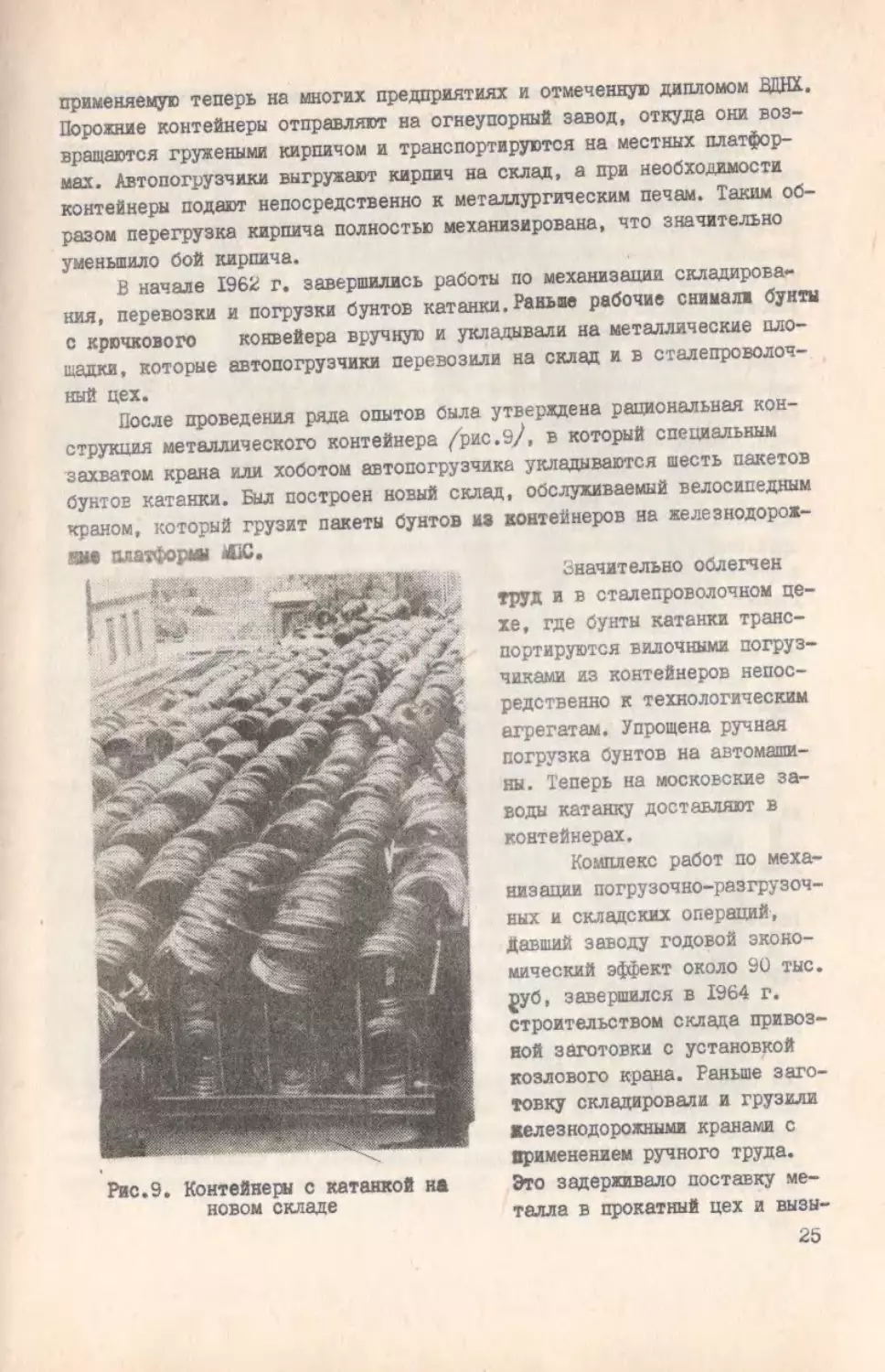
После проведения ряда опытов была утверждена рациональная кон-
струкция металлического контейнера /рис.97, в который специальным
захватом крана или хоботом автопогрузчика укладываются шесть пакетов
бунтов катанки. Был построен новый склад, обслуживаемый велосипедным
краном, который грузит пакеты бунтов из контейнеров на железнодорож-
ные платформ
Рис.9. Контейнеры с катанкой на
новом складе
Значительно облегчен
труд и в сталепроволочном це-
хе, где бунты катанки транс-
портируются вилочными погруз-
чиками из контейнеров непос-
редственно к технологическим
агрегатам. Упрощена ручная
погрузка бунтов на автомаши-
ны. Теперь на московские за-
воды катанку доставляют в
контейнерах.
Комплекс работ по меха-
низации погрузочно-разгрузоч-
ных и складских операций,
Давший заводу годовой эконо-
мический эффект около 90 тыс.
jy6, завершился в 1964 г.
строительством склада привоз-
ной заготовки с установкой
козлового крана. Раньше заго-
товку складировали и грузили
железнодорожными кранами с
применением ручного труда.
Это задерживало поставку ме-
талла в прокатный цех и вызы-
25
вало ого потери. На новом складе установлены железобетонные стеллажи,
удобные для обслуживания в любое время года.
Важную роль в работах по механизации производственных процессов
сыграло усиление проектного отдела завода в 1958 г., штаты которого
были увеличены примерно вдвое. Не только за доской, но и непосред-
ственно в цехах работали конструкторы С.А.Филатов, В.И.Нишокоц, Л.А.
Логинов, С.Н.Сумский, А.Н.Кулаков, Б.А.Воробьев, Б.Е.Подольский,
И.И.Курындин, И.Л.Зайгермахер, А.А.Кузнецов, И.Г.Кочетков, Т.А.Меще-
рякова, В.А.Бишеле, А.А.Гофман, Ю.А.Катышкин и многие другие.
Многие механизмы и устройства были изготовлены и смонтированы
во вспомогательных цехах завода при участии руководителей ремонтно-
механического цеха А.И.Вихрова, Ю.В.Бауськова, М.А.Евсеева и В.И.Ани-
киенко, ремонтно-монтажного цеха - А.Д.Рукавишникова и В.К.Дербуно-
вича, ремонтно-строительного цеха - А.Г.Удалова и А.М.Беляева, тепло-
силового цеха - Д.А.шина, электроцеха - Н.Ф.Коротеева и др.
Внедрение современных методов термической обработки. Термическая
обработка является важнейшей частью технологического процесса при
производстве качественных сталей. Однако до 1959 г. она проводилась
в старых печах, которые не могли обеспечить необходимое качество про-
дукции.
В годы семилетки построены и внедрены в производство современ-
ные термические агрегаты;
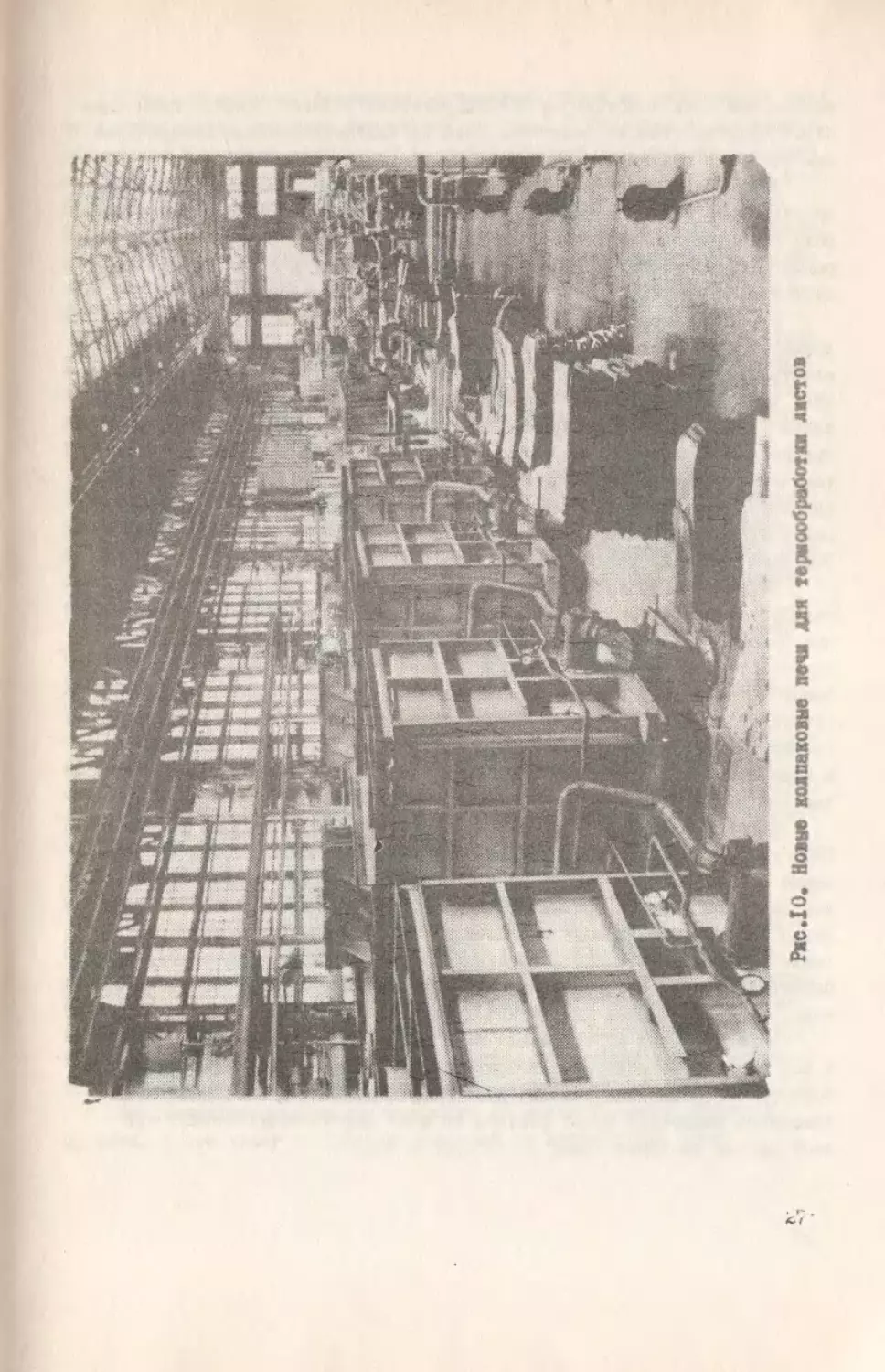
колпаковые печи для отжига листов из легированной и высоколеги-
рованной стали вместо устаревших печей с выдвижной подиной /рис.10/;
две проходные роликовые печи для отжига и закалки высоколегиро-
ванной листовой стали взамен старых камерных закалочных печей;
высокотемпературная электрическая печь для термообработки листов
из высоколегированной стали;
электрические колпаковые печи для отжига холоднотянутой прово-
локи;
два термотравильных агрегата для поточной термообработки и под-
готовки поверхности проволоки к волочению;
четыре поточных механизированных агрегата для высокочастотной
термообработки прутков из шарикоподшипниковой стали.
От внедрения современных термических агрегатов завод получил го-
довой экономический эффект, превышающий 350 тыс.руб.
До 1964 г. отжиг листов из легированных и высоколегированных ма-
рок стали производился в устаревших печах с выдвижным подом. В печи
листы укладывались на литые металлические поддоны и закрывались ли-
тыми колпаками для предохранения оф окисления. После коренной рекон-
струкции термического отделения, проведенной без сокращения програм-
мы производства, в сентябре 1964 г. были пущены в эксплуатацию новые
26
содэжг OAopedpoowlei мгг къои вняоявпгоя шшон *oi*o*d
колпаковые печи конструкции "Стальпроекта". В 1966 г. после окончаний
строительства станции защитного газа на колпаковых печах внедрен ре-
жим светлого отжига листов с применением защитной атмосферы.
Внедрение нового оборудования для термообработки листо-з позволи-
ло увеличить выпуск листов из дорогостоящих марок стали, снизить зат-
раты на приобретение литых поддонов и колпаков, уменьшить расход при-
родного газа, улучшить качество поверхности листов и их механические
свойства, значительно облегчить труд обслуживающего персонала.
Рекристаллизационный отжиг холоднотянутой проволоки из легиро-
ванных и высоколегированных марок стали раньше проводили в шахтных
электрических печах сталепроволочного цеха. Шахтные печи имели низ-
кую производительность. Неравномерный прогрев бунтов по высоте
садки вызывал неравномерность механических свойств и окисле-
ние поверхности проволоки. Обслуживание печей было связано со значи-
тельными затратами физического труда рабочих. Конструкция новых кол-
паковых электрических печей,пущенных в эксплуатацию в конце 1965 г.,
разработана проектным отделом завода. Производительность печей на
50% выше шахтных. Все указанные недостатки ликвидированы.
Рекристаллизационный отжиг прутков шарикоподшипниковой стали в
калибровочном цехе производился в немеханизированных печах с выдвиж-
ным подом. Во избежание обезуглероживания и окисления поверхности
прутки отжигали в стальных трубах. Новая технология рекристаллизаци-
онного отжига заимствована у металловедов Златоустовского металлур-
гического завода. Построены четыре поточные линии термообработки, в
состав которых входят правильная машина, механизм для раз.борки тачек
и подачи прутков в агрегат с восемью индукторами и холодильник. Ме-
ханизмы линии работают в автоматическом режиме.
Перевод металлургических печей; на отопление природным газом. В
1963 г> закончен перевод всех металлургических печей завода на отоп-
ление природным газом. Годовой экономический эффект от применения бо-
лее дешевого топлива превышает 600 тыс.руб. Внедрение газового отоп-
ления было связано с модернизацией печей и горелочных устройств, а
также с изменением технологических процессов. На газовом топливе ра-
ботают не только мартеновские, нагревательные и термические печи за-
вода, но также и печи для обжига доломита и известняка.
Первоначально мартеновские печи работали на газо-мазутной смеси
с 45% мазута. Исследования и опыты, проведенные теплотехнической ла-
бораторией, позволили снизить долю мазута до 30%. В настоящее время
закончено внедрение новых режимов на всех мартеновских печах, что
даст заводу экономию свыше 50 тыс.руб в год.
28
В организованном, безаварийном переводе печей на газ немалая зас-
луга принадлежит главному энергетику завода Е.М.Шабунину и его замес-
тителю Д.М.Макарову, начальнику теплотехнической лаборатории £.Н.Сам-
соновой и инженерам этой лаборатории Д.Д.Шишлову, Б.И.Царькову, Э.С.
Евлаеву, В.С.Моргунову и С.С.Овчинникову, работникам теплосилового
цеха Д.А.Яшину, А.Н.Минееву, В.П.Иглину, А.А.Харитонову, Н.Н.Никитину,
/1.Г.Доброхотову, теплотехнику прокатного цеха А.Н.Водянову, теплотех-
нику мартеновского цеха М I С.Г.Мошкареву, инженерам цеха КИП Н.П.
Иконостасову и Н.Е.Никодимову и многим другим.
Внедрение новых процессов химической обработки поверхности стали.
В прошедшей семилетке впервые в стране не заводе было внедрено щелоч-
ное травление калиброванных прутков, значительно улучшившее качество
их поверхности. Освоено электролитическое травление нержавеющей про-
волоки в термотравидьном агрегате.
По инициативе и при участии начальника технического отдела И.Б.
Цейтлина внедрен специальный метод травления проволоки из шарикопод-
шипниковой стали для удаления с поверхности обезуглероженного слоя.
В 1965 г. ЦЗЛ разработала технологический процесс фосфатирования про-
волоки из углеродистой стали для подготовки поверхности к волочению,
проведенный в производственных условиях.
Освоение технологии производства новых видов сталей. В течение
семилетки на заводе освоен выпуск большого количества новых высоко-
качественных видов продукции, имеющих важное значение для народного
хозяйства.
и 1965 г. была внедрена выплавка стали для катализаторов с весь-
ма низким содержанием примесей. Новую сталь выплавляют в основной
мартеновской печи методом двойного переплава. 3 результате значитель-
ного увеличения выхода аммиака Гродненский азотно-туковый завод полу-
чил годовой экономический эффект в размере 490 тыс.руб.
Новые виды сортового проката. В сортопрокатном цехе освоено
производство горячекатаных прутков из быстрорежущей стали.
Раньше некоторые виды заготовок из малопластичной стали смежные
металлургические предприятия поставляли в кованом состоянии. На заво-
де освоен значительно более дешевый технологический процесс прокатки,
повысивший качество этих заготовок по сравнению с коваными. В то же
время дефицитные кузнечные молоты высвободились для производства дру-
гих видов продукции. Экономический эфдект, полученный в результате
освоения прокатки малопластичных сталей, превышает 240 тыс.руб в год.
За семилетку освоено производство 36 новых фасонных профилей
проката, в том числе трудоемких профилей из* жаропрочной стали.
Производство листа, ленты и проволоки из новых марок сталей.
Технологи U3J1 и производственных цехов уделяют большое внимание ос-
воению технологического процесса производства листа, ленты и прово-
локи из стали новых марок. Эти работы проводятся в тесном содружест-
ве с учеными ряда научно-исследовательских институтов. Особое значе-
ние имеют исследования, проведенные на заводе по освоению технологии
выплавки кислотостойких и коррозионностойких сталей с весьма низким
содержанием углерода, особенно чистым по примесям, неметаллическим
включениям и газам, производству листа и ленты из нержавеющей жаро-
прочной и высокопрочной стали.
За семилетку освоено производство листа, ленты и проволоки бо-
лее чем из 150 новых марок стали.
В освоении новых видов продукции большую роль играет централь-
ная заводская лаборатория, в которой работают высококвалифицирован-
ные технологи-исследователи, руководимые кандидатом технических наук
Н.П.Жетвиным. Среди них начальники отраслевых лабораторий В.И.Ушаков,
Е.М.Концевая, Б.М.Максимов, А.С.Белоусов, Я.Л.Фрид, инженеры И.Я.Со-
кол, 3.И.Губонина, А.А.Диамидова, Б.С.Брусиловский, И.В.Горбатенко,
П.А.Гончаров и др.
Совершенствование и модернизация оборудования завода
Прокатный цех. В 1959 г. был модернизирован привод стана 750.
Старую канатную.передачу с маховиком демонтировали.Теперь привод ста-
на осуществляется непосредственно от электродвигателя мощностью
2600 квт, получающего питание от управляемых ртутных выпрямителей.
Для питания служат два игнитронных преобразователя типа ИВС 500/2, ко-
торые впервые в СССР были применены для привода прокатных станов.
.Модернизация чистовой линии стана 450 была проведена в 1959 г.
Установлены ноэые шестеренные и рабочие клети усовершенствованной
конструкции.
В 1965 г. для управления электродвигателей моталок стана 250
впервые применены тиристорные преобразователи.
Метизные цехи.В сталепроволочном цехе устаревшие волочильные
станы заменены новыми. В 1961 г. реконструировано травильное отделе-
ние. Впервые применен новый метод сушки проволоки после травления и
нанесения покрытия с устройством баковый сушил оригинальной конструк-
ции; построено новое помещение адъюстажа, внедрена намотка проволоки
на шпули.
В 1959-1963гг. полностью обновлено оборудование канатного цеха.
Установлены новые прядевьющие и канатовьющие машины, что позволило
30
значительно облегчить труд рабочих и повысить производительность.
Так, замена старой канатовьющей машины корзиночного типа 6/650 сигар-
ной машиной типа 6/500 привела к увеличению производительности более
чем вдвое.
В канатном и калибровочном цехах построены новые склады готовой
продукции, что позволило освободить основные производственные площа-
ди для установки нового оборудования.
Развернуты работы по реконструкции калибровочного цеха: постро-
ены два новых пролета; благодаря перестановке технологического обо-
рудования реорганизованы грузовые потоки. Рационализаторы цеха про-
вели большую работу по модернизации волочильных станов.
Подсобные службы. На внутризаводском железнодорожном транспорте
за семилетку произведена полная замена паровозов тепловозами. Всего
приобретено 10 тепловозов. Построено новое депо. На всех железнодо-
рожных кранах паровые двигатели заменены дизельными. Построен учас-
ток для механизированной экипировки тепловозов. Проведена большая
работа по замене деревянных шпал железобетонными. Модернизировано
кислородное хозяйство. На более удобное место перенесена станция
для наполнения кислородных баллонов. В помещении газификационной стан-
ции установлены газгольдеры для сокращения потерь жидкого кислорода
при сливе его из цистерн.
В ремонтно-механическом цехе внедрено большое количество приспо-
соблений, усовершенствующих станочное оборудование. С использованием
опыта новаторов Москвы внедрена заточка резцов синтетическими алмаза-
ми, изготовлены прибор для проверки направляющих плоскостей станков,
протяжной суппорт для зуборезного станка, приспособление для изго-
товления эксцентрических изделий, электроэрозионное устройство для
образования лунок на твердосплавных резцах, полуавтоматический станок
для закругления зуба шестерен и многое другое.
Эффективность внедрения новой техники^ обмен передовым
опытом работы
Большое значение на заводе придается экономической работе. Еже-
годно проводится технико-экономическая конференция, определяющая важ-
нейшие направления работ. В планы организационно-технических меро-
приятий и внедрения новой техники включаются только те мероприятия,
которые экономически обоснованы или в результате проведения которых
облегчается труд рабочих на наиболее тяжелых участках производства.
На заводе создана лаборатория экономики и организации произ-
водства, разрабатывающая соответствующие рекомендации.
31
Отработана система контроля за выполнением основных технико-эко-
номических показателей; осуществляется ежедневный учет выполнения пла-
на производства, реализации продукции, прибыли, состояния незавершен-
ного производства и покупных полуфабрикатов.
За семилетку экономическая эффективность от внедрения различных
мероприятий на заводе составила 4210 тыс.руб в год при затратах за
счет средств кредита Госбанка 2320 тыс.руб.
За годы семилетки из 638 крупных мероприятий, выполненных на за-
воде, 177 было проведено по механизации и автоматизации работ, в ре-
зультате чего высвобоадено 285 рабочих и облегчены условия работы
2570 рабочих.
Завод неоднократно являлся участником Выставки достижений народ-
ного хозяйства. Многие работы завода были отмечены дипломами и меда-
лями ВДНХ, в том числе: внедрение технологии производства кислотостой-
кой стали; разработка новой технологии изготовления роликов для роли-
ковых проводок прокатных станов; механизация и автоматизация процес-
са клеймения калиброванных прутков; организация перевозок огнеупор -
кого кирпича в контейнерах и с помощью автопогрузчиков; организация
ремонтов мартеновских печей с применением сетевых графиков; внедрение
тиристорных преобразователей для управления электродвигателей.
В течение семилетнего периода упрочились связи завода с много-
численными научно-исследовательскими и учебными институтами, закон-
чено значительное количество научно-исследовательских и опытных ра-
бот, внедренных в производство, в том числе разработка конструкции
горелочных устройств для отопления методических и термических печей;
прокатка малопластичных листов с применением предварительного нагре-
ва; изыскание новых методов неразрушающего контроля калиброванных
прутков; разработка метода автоматического замера прутков в процессе
шлифования на станках и технологии электрошлакового переплава кон-
струкционной стали особо ответственных марок.
Выполнению заданий семилетнего плана по новой технике на заводе
способствовал ряд организационных усовершенствований. Основными из
них являются реорганизация проектного отдела, образование в 1956 г.
Бюро технической информации и организация единой службы технической
Информации и внедрения новой техники.
За годы семилетки Бюро технической информации выпустило 185 те-
матических информаций о достижениях отечественной и зарубежной метал-
лургии, распространило 144 аннотированные сводки о поступлениях тех-
нико-информационных материалов, организовало хорошо оборудованные
технические кабинеты в мартеновских цехах > I и 2, сортопрокатном,
листопрокатном.ремонтно-механическом цехах и проектном отделе;провело
467 лекций, докладов и семинаров на технические темы и способство-
32
вало внедрению в производство 124 мероприятий с использованием тех-
нико-информационных материалов и опыта родственных предприятий. К
наиболее важным из них относятся следующие: раскисление стали ферро-
марганцем в сталеразливочном ковше с механизацией процесса; внедрение
электрошлакового переплава стали; устройство линии зачистки круглых
прутков в сортопрокатном цехе; установка ножниц четырехсторонней рез-
ки в листопрокатном цехе; применение обработки твердосплавных фильер
с использованием порошка из синтетических алмазов; внедрение нераз-
рушающих методов контроля прутков калиброванной стали; перевод печей
для обжига доломита и известняка на отопление природным газом.
Благодаря использованию передового научного и производственно-
технического опыта на заводе получен значительный экономический эф-
фект.
Бюро технической информации поддерживает тесную связь с Централь-
ным научно-исследовательским институтом информации и технико-эконо-
мических исследований черной металлургии и со службами технической
информации металлургических заводов страны.
Под руководством начальника технического отдела И.Б.Цейтлина в
1958 г. создана служба, занимающаяся вопросами внедрения новой тех-
ники и технической информации. Начиная с 1959 г. она разрабатывает,
издает и согласовывает единый годовой план организационно-техничес-
ких мероприятий и внедрения новой техники. В плане отражены не толь-
ко основные мероприятия, но также намеченные на год научно-исследова-
тельские, перспективные и проектные работы. Организована.регулярная
проверка выполнения единого плана по определенному графику.
Служба осуществляет связь с научно-исследовательскими институ-
тами, выполняющими работы на заводе, ведет учет и контролирует рас-
ходование средств на научно-исследовательские работы.
Многие годы отставание проектных работ тормозило технический
прогресс завода /нехватало конструкторов, отсутствовала плановость
в работе отдела, не подсчитывалась экономическая эффективность от
внедрения выполняемых проектов^. После реорганизации проектного от-
дела в 1959 г. количество конструкторов увеличилось с 45 до 120 че-
ловек, были образованы секторы по всем специальностям, в том числе
электрических устройств, сантехники, строительства.
Такая перестройка позволила без помощи специализированных
проектных организаций выпускать комплексные проекты, в которые вхо-
дят смета затрат, экономическое обоснование и объяснительная запис-
ка. Экономисты планового отдела завода рассчитывают экономический
эффект по всем разрабатываемым проектам в стадии технического проек-
тирования. Рабочее проектирование по мероприятиям, которые экономи-
чески не оправдываются, не производится.
ЗГ
Проектным отделом комплексно выпущены проекты по важнейшим рабо-
там, главными из которых являются: проект комплексной механизации
уборки и транспортировки бунтов катанки от моталок до погрузки в же-
лезнодорожные вагоны; проект устройства нового привода стана 750;
проект установки электрошлакового переплава; проект нового механизи-
рованного тонколистового стана горячей прокатки и др.
Работа изобретателей и рационализаторов завода
Показатели по рационализации производства, установленные заводу
семилетним планом, нлюляены. За этот период поступило 18022 рацио-
нализаторских предложения, из которых внедрено II337; экономия от
внедрения рационализаторских предложений составила 3360 тыс.руб.
Изобретатели завода получили авторские свидетельства на ряд ра-
бот, из которых внедрены в производство:
способ выплавки технически чистого железа /авторы П.Я.Ьарздайн,
0.Я.Соколов, Н.П.Еетвин, Р.Б.Гутнов и др.У; экономический эффект -
153200 руб в год;
устройство для передачи раската в рабочих клетях сортопрокатных
станов трио /автор В. А.Ермолаев/; экономический эффект - II495 руб
в год;
шлифовальный станок для двухсторонней обработки прокатных заго-
товок /авторы В.А.Врмолаев, Д.С.Трунцев и А.К.Кулаков/; экономичес-
кий эффект - 12300 руб в год;
способ сушки проволоки в бунтах /авторы А.Н,Денисов, А.П.Хренов
и др./; экономический эффект - 52088 руб в год.
Больших успехов добились рабочие производственных цехов. Напри-
мер, внедрены 22 предложения электрика сталепроволочного цеха В. В. Рю-
мина, 14 предложений слесаря канатного цеха В.В.Курилова.
Улучшение быта трудящихся завода
Улучшению быта трудящихся завода уделяется большое внимание. Ос-
новные усилия направлены на жилищное строительство. Только в после-
военный период построено 174 тыс.кв.м благоустроенной жилой площади.
Выросли новые поселки металлургов столицы в Ново-Гиреево /об домов/,
в районе Зеленого проспекта и Дубовой улицы /16 домо^/, корпуса в Из-
майлове и на Соколиной горе. В 1964 г. построено и сдано в эксплуата-
цию 13800 кв.м, а в 1965 г. - II800 кв.м жилой площади. Дома метал-
лургов расположены в непосредственной близости от парковой зоны.
34
В 1963 г. завод построил новую поликлинику, оборудованную по
последнему слову медицины и техники, и стационар для лечения работни-
ков завода. Пропускная способность новой поликлиники составляет 750
посещений в день.
Большой популярностью пользуется ночной санаторий завода в под-
московном поселке Кучино. Сюда рабочие приезжают после трудового дня,
отдыхают, принимают лечение.
Дворец культуры металлургов организует культурный отдых трудя-
щихся. Широкое признание получило искусство коллективов художествен-
ной самодеятельности завода.
Движение за коммунистический труд
Коллектив завода "Серп и молот" 2 ноября I960 г. включился в со-
ревнование за звание Предприятия коммунистического труда.
Двум цехам завода - канатному и контрольно-измерительных прибо-
ров - присвоено звание Цех коммунистического труда.
16 июля 1959 г. заводской комитет профсоюза подвел итоги сорев-
нования бригад, борющихся за звание коллективов коммунистического
труда, и присвоил звание Бригада коммунистического труда бригаде
старшего вальцовщика стана 2 листопрокатного цеха В.И.Дюжева и бри-
гаде старшего вальцовщика стана > 3 листопрокатного цеха В.Д.Корне-
ева.
Завком присвоил звание первых Ударников коммунистического труда
работникам ремонтных цехов: бригадиру слесарей В.И.Варначеву, свер-
ловщику П.Я..Муравлянникову, строгальщику А.П.Арталишкину, токарю
Т.Ф.Стефаненко, слесарям Г.А.Боровских, Б.А.Сотникову и А.А.Ларину,
электросварщику Б.М.Котову, монтажнику Н.В.Седову.
В настоящее время звание участков и смен коммунистического тру-
да носят 27 коллективов. В 115 бригадах коммунистического труда ра-
ботает 1388 человек.
Завод "Серп и молот" сегодня
В настоящее время "Серп и молот" является заводом качественной
металлургии с неполным металлургическим циклом.
В основных мартеновских печах емкостью 15-75 т выплавляется
свыше 100 марок стали, в том -чйсле качественная спокойная, легирован-
ная конструкционная, инструментальная углеродистая, автоматная и др.
Разливают сталь сифонным способом на слитки весом примерно 800 кг.
35
Вся продукция мартеновских цехов завода - стальные слитки - про-
катывается на обжимном стане 750 сортопрокатного цеха. В состав стана
750 входят две методическиэ нагревательные печи, отапливаемые природ-
ным газом, три прокатные клети трио, расположенные в одну линию, и
две маятниковые дисковые пилы для горячей резки проката. На стане
получают заготовку сечением 140x160, 115x115, 90x90 и 50x50 мм,а так-
же сутуночную полосу 2о0х13-26 мм,
В 1966 г. внедрен новый объективный метод контроля макрострукту-
ры заготовок с применением ультразвуковых приборов, благодаря которо-
му улучшилось качество металла, достигнута его экономия /так как ра-
нее для макроконтроля отбирались темплеты/ и высвобождены рабочие,
производившие строжку и шлифовку темплетов.
Готовую продукцию сортопрокатного цеха выпускают три стана:
среднесортный 450, мелкосортный 300 и проволочный 250.
Среднесортный стан1450 расположен в две линии: механизированная
черновая состоит из одной клети, чистовая - из четырех клетей, где
пока преобладает ручной труд. Заготовки нагревают в методической пе-
чи с нижним подогревом.
Мелкосортный стан 300 имеет черновую линию, состоящую из одной
механизированной клети трио, и чистовую линию - из шести немеханизи-
рованных клетей, из которых две работают как трио, а остальные как
переменное дуо.
В 1967 г. проведены крупные работы по модернизации стана 300:
упразднена старая канатная передача и установлены отдельные двига-
тели для обжимной и чистовой линий. Построена новая методическая печь.
На обжимной клети установлены подъемный стол и кантовальный аппарат.
Проволочный стан 250 состоит из двух клетей трио и десяти кле-
тей переменное дуо, расположенных в три линии. Заготовки нагревают в
методической печи. Для намотки проволоки в бунты имеется пять мота-
лок типа Гаррета. Проволоку транспортируют крюковым конвейером,
специальным съемным механизмом и металлическими контейнерами.
Кроме заготовки для переката, прокатный цех производит сортовые
профили из конструкционной углеродистой, легированной, инструменталь-
ной, быстрорежущей, нержавеющей и других сталей особых марок типа
армко, а также пустотелую буровую сталь, рядовой крупный и мелкий
сортовой металл, катанку.
Листопрокатный цех получает заготовку в виде сутунки из углеро-
дистой стали /шириной 250, длиной 600-600 мм и толщиной 13-26 мм/
и из нержавеющей стали /шириной 150 мм и толщиной 15-25 мц/. Калиб-
ровочный цех получает круглые и шестигранные прутки диам. 11-50 мм,
сталепроволочный цех - круглую проволоку диам. 5,5-12 мм в бунтах.
36
Листопрокатный цех состоит из отделений горячей и холодной про-
катки листа и холодной прокатки ленты.
В отделении горячей прокатки установлены восемь тонколистовых
станов, расположенных в одну линию двумя самостоятельными группами.
Один из станов полностью механизирован, остальные - старые. В этом
отделении прокатывают листы толщиной 0,5-1,5 и 1,7-4 мм, а также под-
кат толщиной 1,9 мм и более для станов холодной прокатки. Металл
под прокатку нагревают в одной методической, двух камерных и одной
проходной камерной печи.
Всю продукцию станов горячей прокатки подвергают термообработке,
которая для горячекатаного листа является окончательной, а для под-
ката - промежуточной. Термообработка производится в двух роликовых
проходных печах и пяти колпаковых печах современной конструкции с
защитной атмосферой. После термообработки листы подвергают травлению
для очистки металла от окалины: углеродистую и легированную сталь -
в растворе серной кислоты, нержавеющую - в щелочном расплаве.
Холодную прокатку листов производят поштучно на двух реверсив-
ных станах кварто. На них прокатывают лист толщиной от 0,8 до 3,5 мм,
поставляемый как в термически обработанном, так и в полунагартован-
ном и нагартованном состояниях. Листы, имеющие большую коробоватость,
обрабатывают на двухвалковых дрессировочных станах, для правки мало-
пластичных сталей имеется празильно-растяжная машина новой конструк-
ции.
В состав листопрокатного цеха входит отделение для прокатки и
производства тонкой нержавеющей ленты толщиной 0,1-1,2 мм и шириной
400 мм. Прокатка производится на двух реверсивных станах кварто с мо-
талками. Агрегаты термической обработки ленты и шелочно-кислотного
травления смонтированы в непрерывную линию.
В калибровочном цехе завода производят холодное волочение под-
ката, получаемого из прокатного цеха. Основным видом оборудования
являются двухцепные волочильные станы.
Наряду с круглыми и шестигранными прутками толщиной от 8 до
50 мм цех изготовляет фасонные профили повышенной точности. Наибо-
лее важным видом продукции является шарикоподшипниковая сталь, ко-
торую подвергают двукратному волочению, двукратной термообработке,
двукратному травлению и обработке на бесцентрово-шлифовальных стан-
ках. Для шарикоподшипниковой и нержавеющей стали применяется щелочно-
кислотный метод травления.
В сталепроволочном цехе путем холодной прокатки катанки на во-
лочильных станах получают проволоку из нержавеющей, легированной,
шарикоподшипниковой и углеродистой стали, а также канатную проволоку
37
для канатного цеха. Важным видом продукции цеха является "серебрянка",
изготовляемая в специальном отделении многократным шлифованием на
бесцентрово-шлифовальных станках.
Для обработки канатной и нержавеющей проволоки установлены сов-
ременные термотравильные агрегаты непрерывного действия, в которых
совмещаются процессы термообработки, травления, покрытия поверхности
и сутки.
В канатном цехе завода изготовляют стальной трос диаметром от
12,5 до 25 мм. Проволоку для тросов поставляет сталепрозолочный цех.
Выпускают канаты с точечным, точечно-линейным и линейным касанием
проволок. В цехе установлено современное оборудование.
В фасоннолитейном отделении мартеновского цеха Я 2 в основном
производят несерийное литье из углеродистой и высокомарганцовистой
стали, а также небольшое количество высоколегированного литья. Литье
средних и мелких размеров формуют машинным способом, крупных разме-
ров - вручную.
В 1966 г. в цеху построена и внедрена усовершенствованная уста-
новка для приготовления жидкоподвижных формовочных смесей; высвобож-
дены рабочие-формовщики, улучшено качество литья.
В соответствии с решением Правительства начаты работы по рекон-
струкции завода. Проектные работы ведут институты "Гипромез", "Гипро-
тяжмаш" /по литейному производству/, "Гипрометиз" /по метизным цехам/
и "Уралгипромез" /по сортопрокатному и листопрокатному цехакз/.
Развернулись работы по реконструкции мартеновского цеха № 2, ко-
торый превратится в сталефасоннолитейный цех. Построен новый склад
литья. Частично смонтировано оборудование установки для централизо-
ванного приготовления формовочной земли, в частности, механизирован-
ные емкости и транспортные устройства. В 1967 г. будут введены ус-
тройства для механизированной сушки песка и глины.
Вместо мартеновских печей для выплавки стали для литья будут
установлены современные электропечи, что соответственно изменит ма-
рочный сортамент стального фасонного литья.
В 1967 г. закончатся основные работы по реконструкции калибро-
вочного цеха. В двух новых пролетах будут установлены новые колпако-
вые печи для термообработки прутков, а также отделочное оборудование.
Основные работы по реконструкции завода должны завершиться
б текущей пятилетке. По проектному заданию Гипромеза станы 250 и
300 будут заменены одним механизированным мелкосортно-проволочным
станом. Намечена установка нового среднесортного стана.
38
X
X
X
За 50 лет советской власти коллектив завода "Серп и молот" про-
шел большой и славный путь, неоднократно завоевывая первое место во
Всесоюзном социалистическом соревновании.
Пятидесятилетие Советской власти столичные металлурги отметят
выполнением повышенных обязательств по выпуску стали, проката холодно-
тянутой стали, по механизации и автоматизации производственных про-
цессов и внедрению прогрессивных технологических методов.
39
СОДЕРЖАНИЕ
Стр.
Введение ......................................... 3
’’Серп и молот" - завод качественной металлургии . . 5
Реконструкция завода (1931-1937 гг.) ............... 6
Борьба за высокую производительность в 1930-1941гг. 8
Годы Великой Отечественной войны ............ ..... 9
Послевоенный период ................ . ............. Ц
Годы семилетки (1959-1965) ........................ 17
Внедрение новой техники, механизация и автома-
тизация производства ................ ......... I?
Совершенствование и модернизация оборудования
завода........................................ 30
Эффективность внедрения новой техники, обмен пе-
редовым опытом работы.................. • . • • 31
Работа изобретателей и рационализаторов завода 34
Улучшение быта трудящихся завода .............. 34
Движение за коммунистический труд ........... • 35
Завод "Серп и молот" сегодня .......................35
Центральный научно-исследовательский институт информации
и технико-экономических исследований черной металлургии
Москва, Г-34, 2-й Обыденский пер.,14, тел.Г 6-38-60
Редакт ор Л.С.Варшаве кая
Подписано к печати 19/УП-57 г. Заказ 753
Т 09725 Тирах 1200
Формат 60x90 I/I6- 2,5 п.л.(усл.) Цена 19 КОПв
Уч.-изд.л. 2,28