/








































































































































































































































































































































































































































































































































































































































































Текст
МАШИНЫ
И АГРЕГАТЫ
МЕТАЛЛУРГИЧЕСКИХ
ЗАВОДОВ
УДК 613.02'09 (75)
А. И. ЦЕЛИКОВ, П. И. ПОЛУХИН, В. М. ГРЕБЕНИК. Ф. К- ИВАНЧЕНКО, М. А. ТЫЛ КИН, А. А. КОРОЛЕВ, В. П. ПОЛУХИН, Д. А. СТОРОЖИК, Б. А ПАВЛЕНКО, А. А. ЦЕЛИКОВ, И. М. ЕЛИНСОН, В. И. ЗЮЗИН
Рецензент: Кафедра механического оборудования металлургических заводов Уральского политехнического института имени С. М. Кирова
УДК 669.02/09 (075)
Машины н агрегаты металлургических заводов. В 3-х томах. Т. 3. Машины н агрегаты для производства и отделки проката. Учебник для вузов/Целиков А. И., Полухин П. И., Гребеник В. М. и др. 2-е изд., перераб. и доп. — М.: Металлургий, 1988. 680 с.
Рассмотрены комплексы машин и агрегатов прокатных н трубопрокатных цехов. Дано описание оборудования технологических линий станов, а также машин для правки, резки, зачистки, транспортирования, уборки проката и др. Особое внимание уделено оборудованию четвертого передела, включающего холодную прокатку, калибровку, нанесение покрытий и термическую обработку. Изложены основы расчета прокатных станов, а также ряда машин и агрегатов прокатных цехов. Приведены динамические расчеты металлургических машин. Показаны перспективы развития прокатных и трубопрокатных станов. Первое издание вышло в 1981 г. Учебник предназначен для студентов металлургических н машиностроительных вузов и факультетов, обучающихся по специальностям «Механическое оборудование заводов черной металлургии», «Металлургия черных металлов», «Автоматизированные металлургические машины н агрегаты», «Обработка металлов давлением».
Ил. 381. Табл. 18. Библиогр. список: 18 назв.
М
2601020000-033
040(01)-88
ISBN 5—229—00035—X
ISBN 5—229—00037—6
© Издательство «Металлургия», 1988
ОГЛАВЛЕНИЕ
Предисловие ....................................... . . 8
Глава I. Назначение и классификация прокатных станов. 10
1. Сортамент прокатной продукции ................................. II
2. Назначение, типы машин и агрегатов прокатных цехов............ 13
3. Классификация прокатных станов н их рабочих клетей . 17
Классификация рабочих клетей.................................... 17
Классификация станов по расположению рабочих клетей . 22
Классификация станов по назначению.............................. 24
Глава II. Основы теории расчета прокатных станов
I. Кинематика процесса прокатки ....
Очаг деформации и его параметры Условия захвата полосы валками.........................
Нейтральный угол и условия движения полосы после захвата . . Опережение н отставание ...
Скорость деформации ............
Коэффициент трения при прокатке............... ...............
2. Контактные напряжения при прокатке..........................
Дифференциальные уравнения контактных напряжений..............
Контактные напряжения при скольжении металла с постоянным коэффициентом трения .....................................
Распределение нормальных н касательных напряжений по дуге захвата Влияние внешних зон на контактные напряжения...........
3. Сопротивление деформации....................
Сопротивление линейной деформации.............
Изменение температуры металла при прокатке ...................
Влияние наклепа на сопротивление деформации металлов в холодном состоянии ..................................................
Влияние скорости на сопротивление деформации металла . . Методы определения сопротивления деформации метвлла .
4. Усилие прокатки . . .................................
Факторы, определяющие усилие прокатки ........................
Определение контактной площади прокатываемого металла с валками Влияние внешнего трения на усилие прокатки . Влияние натяжения на усилие прокатки ....
Влияние ширины полосы на усилие прокатки . .
Определение усилия прн прокатке в калибрах .
5. Момент н мощность прокатки .................................
Составляющие нагрузки привода валков .........................
Определение момента прокатки по усилиям, действующим на валки Определение момента прокатки по расходу энергии ..............
Определение моментов добавочных сил трения и момента холостого хода .........................................................
Диаграммы статической нагрузки ........................
Нагрузка привода при реверсивном режиме работы.........
26
26
26
29
29
30
33
34
35
35
37
39
45
47
47
48
49
50
51
53
53
55
56
60
61
62
63
64
65
66
67
68
70
Глава III. Динамические расчеты металлургических машин . 71
1. Физическая модель машины .... .................. 74
2. Динамические нагрузки в машинах......... 75
3. Динамические нагрузки от ударов в зазорах 81
4. Параметрические колебания .... ... 83
5. Автоколебания ........................... ... . . 85
6. Снижение динамических нагрузок ................................. 87
7. Расчет деталей машин на ограниченную долговечность.............. 89
Расчет прн нестационарных симметричных циклах нагружения ... 89
Расчет при нестационарных аскммегрячиых циклах нагружеяня - . 91
1* 3
Глава IV. Основные типы прокатных станов 101
I. Обжимные и заготовочные станы ..... 101
Обжимные станы .......... . Ю1
Заготовочные станы ........ ИО
Станы радиально-сдвиговой прокатки ИЗ
2. Листовые станы горячей прокатки 116
Шпрокополосовые станы......................................... 118
То л стол истовые станы....................................... 121
3. Сортовые станы горячей прокатки 128
Рельсобалочные м балочные станы 130
Крупно-, средне- и мелкосортные станы 137
Проволочные станы................... ... 142
4 Листовые станы холодной прокатки ............................ 144
Цехи для производства автомобильных и конструкционных листов
п полос ......... ...... ............................. 149
Цехи для производства жести и электротехнической стали . . 156
5- Станы специального назначения ............................... 166
Профилегибочные агрегаты . . . ......................... 167
Деталепрокатные станы ........................................ 170
Станы для прокатки фасонных профилей высокой точности ... 179
6. Волочильные и калибровочные станы ............ 180
Глава V. Рабочие клети и их привод 190
I. Прокатные валки ........................................... 190
Основные размеры валков ..................................... 190
Валки обжимных н сортовых станов . . . 192
Валки листовых станов горячей прокатки ..... . 196
Валки листовых станов холодной прокатки...................... 198
Упругая деформация и прочность двухвалковой системы . . 201
Упругая деформация и прочность четырех валковой системы . 205
Расчет прокатных валков на циклическую прочность . . . 213
Контактные напряжения в валках .............................. 216
2. Подшипники прокатных валков ............................... 221
Подшипники скольжения открытого типа . ...................... 221
Подшипники скольжения закрытого типа — подшипники жидкостного трения ...................................................... 222
Подшипники качения .... . . 231
Смазка подшипниковых узлов .................................. 235
3. Механизмы для установки и уравновешивания валков. . 235
Нажимные механизмы .......................................... 236
Устройство осевой установки валков 247
Механизмы уравновешивания валков 248
4. Станины рабочих клетей ........ 253
Характеристика станин ....................................... 253
Расчет станины закрытого типа на прочность и жесткость . 255
5. Проводки................................................... 259
Проводки листовых станов 259
Проводки сортовых станов 262
6. Механизмы для смены валков . . 266
7. Расчет рабочих клетей ...... - - 268
Расчет упругих Деформаций.................................. 268
Определение некоторых оптимальных соотношений в системе валков четырехвилковой клети ...................................... 275
Совместное влияние размеров валкового узла и станины на упругую деформацию клети............................................. 283
Оптимизация на ЭВМ основных конструктивных размеров клети, обеспечивающих заданную ее жесткость ... ..... - 290
Расчет рабочей клети на опрокидывание 2^7
8 Повышение точности размеров проката . . ... 299
Факторы, влияющие на точность размеров проката . 299
Влияние различных факторов на продольную » поперечную разнотол шипность проката......................................... . 304
Способы уменьшения разнотолшинности проката ......... 308
Совмещенное регулирование продольной и поперечной разнотолщин-ностей полосы...............- -...........-.................... 313
Регулирование формы полосы .......... 315
9. Шпиндели.................. • 318
Характеристика шпинделей ... • - 318
Конструкции шпинделей......................................... 320
Уравновешивание шпинделей....................................... 324
Расчет универсальных шпинделей с шарнирами на бронзовых вкладышах .......................................................... 328
10. Шестеренные клети н редукторы .... 331
Расчет зубчатого зацепления .................................... 332
Расчет шестеренного валка на прочность . . . 335
Конструкции шестеренных клетей и редукторов 337
Расчет шестеренной клети на опрокидывание....................... 341
II. Муфты главной линии . . ... ............... 342
Глава VI. Машины и механизмы для перемещения слитков к проката 344
1. Слнтковозы.................- . . - - 344
2. Рольганги................................................ - 347
Рольганги блюмингов и слябингов . . • 349
Станинные ролики........................................... • • 352
Пакетирующие рольганги .................................... - • 352
Рольганг-холодильник для толстых листов 353
Рольганги широкополосовых станов . . . 353
Расчет основных параметров рольгангов . . 355
3. Транспортеры п холодильники.................................. 360
Шлепперы ...................................................... 360
Холодильники................................................... 361
Устройства для транспортировки рулонов .... 365
4. Манипуляторы и кантователи ......................... - - 368
Манипуляторы и кантователи обжимных станов.................... 368
Кантователи проката заготовочных и сортовых станов............. 372
Манипуляторы и кантователи крупносортных и рельсобалочных трехвалковых станов . ............................................. 373
Манипуляторы толстолистового стана ... • • 377
Кантователя в линиях отделки проката . . . - 378
5. Поворотные и подъемные механизмы . . . 384
Глава VII. Машины для резания проката
1. Ножницы с параллельными ножами . . . Назначение и основные параметры . . Методика определения усилия резания . . Конструкция ножниц . . . . ?................
2. Ножницы с наклонным ножом (гильотинные) Назначение и классификация...............
Методика определения усилия резания Конструкция ножниц ...................
3. Летучие ножницы...........
Назначение и классификация Барабанные летучие ножницы........................ ....
Кривошип но-рычажные летучке ножницы............................
Летучие ножницы для горячей резки заготовок и сортовых профилей Планетарные летучие ножницы.....................................
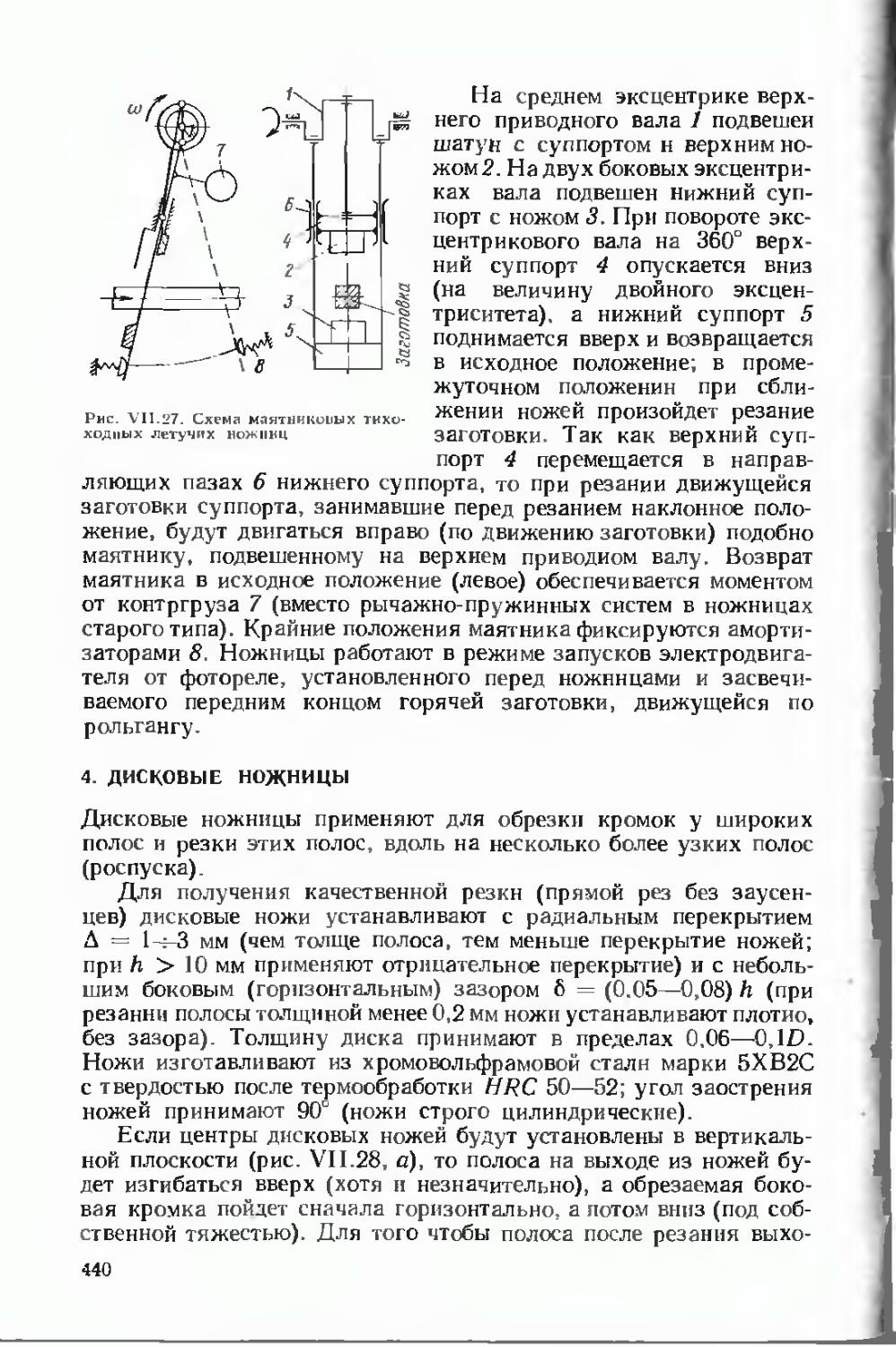
Маятниковые тихоходные летучие ножницы..........
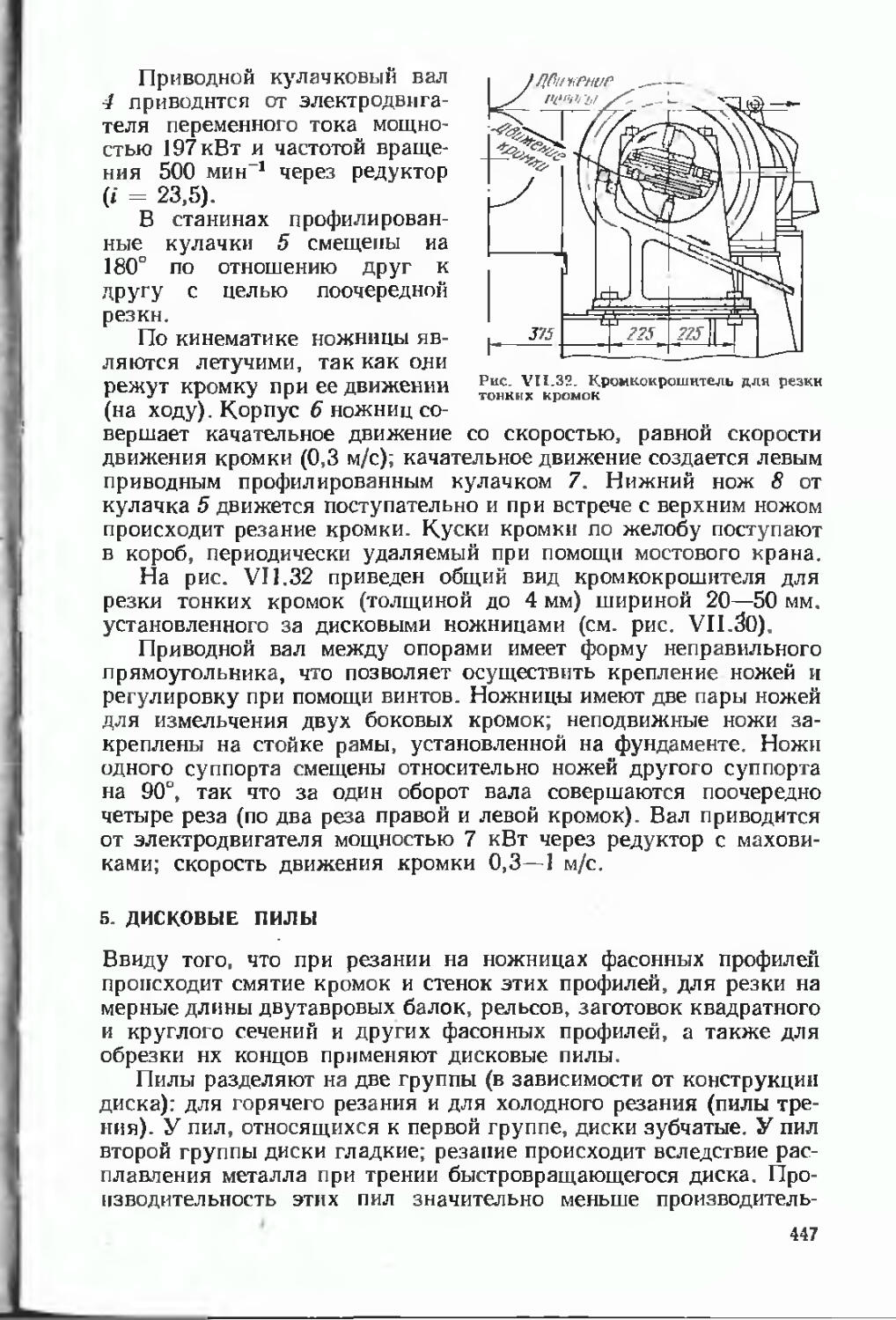
4 Дисковые ножницы ...............................
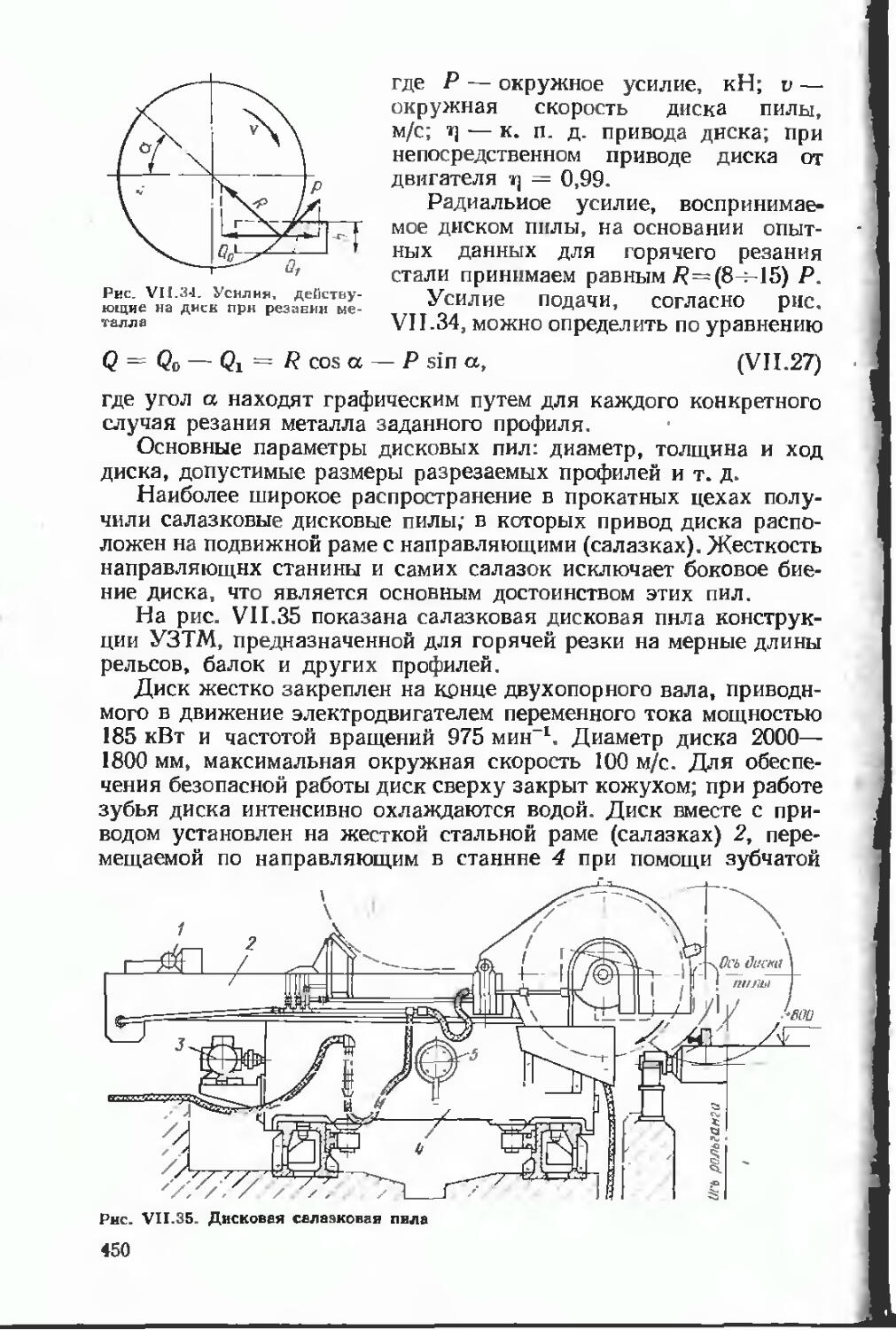
5. Дисковые пилы . .
386
386
386
388
391
395
395
397
400
405
405
405
419
429 434
439
440
447
'5
Глава VIII. Правильные машины и прессы . . 452
I. Машины для правки листов...................................... 452
Назначение и классификация .................................... 452
Основы теории правки полосы ................................... 454
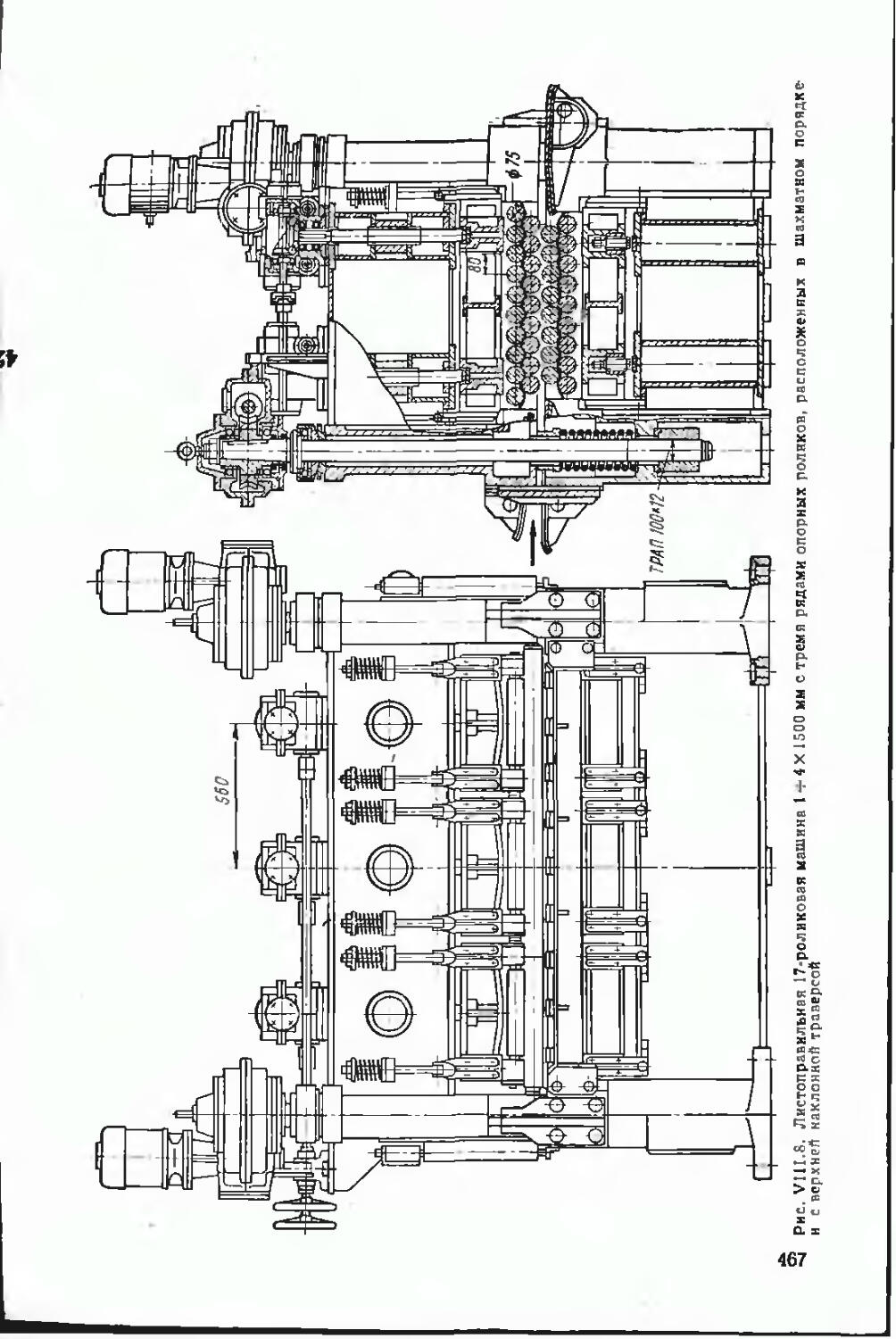
Конструкции роликовых листоправильных машин . . 459
Листоправильные машины для правки растяжением . 468
2. Машины и прессы для правки сортового проката................. 471
Назначение и классификация..................................... 471
Методика расчета сортоправильных машин......................... 474
Машины для правки профилей в двух плоскостях и правки косым изгибом ....................................................... 475
3. Правильные прессы......................................... . 477
Глава IX. Машины для сматывания полос н катанки . 479
I. Ролико-барабанные моталки для горячей полосы .... 479
2. Барабанные моталки для холодной полосы . . . 482
Назначение моталок........................ 482
Расчет мощности двигателя моталки 484
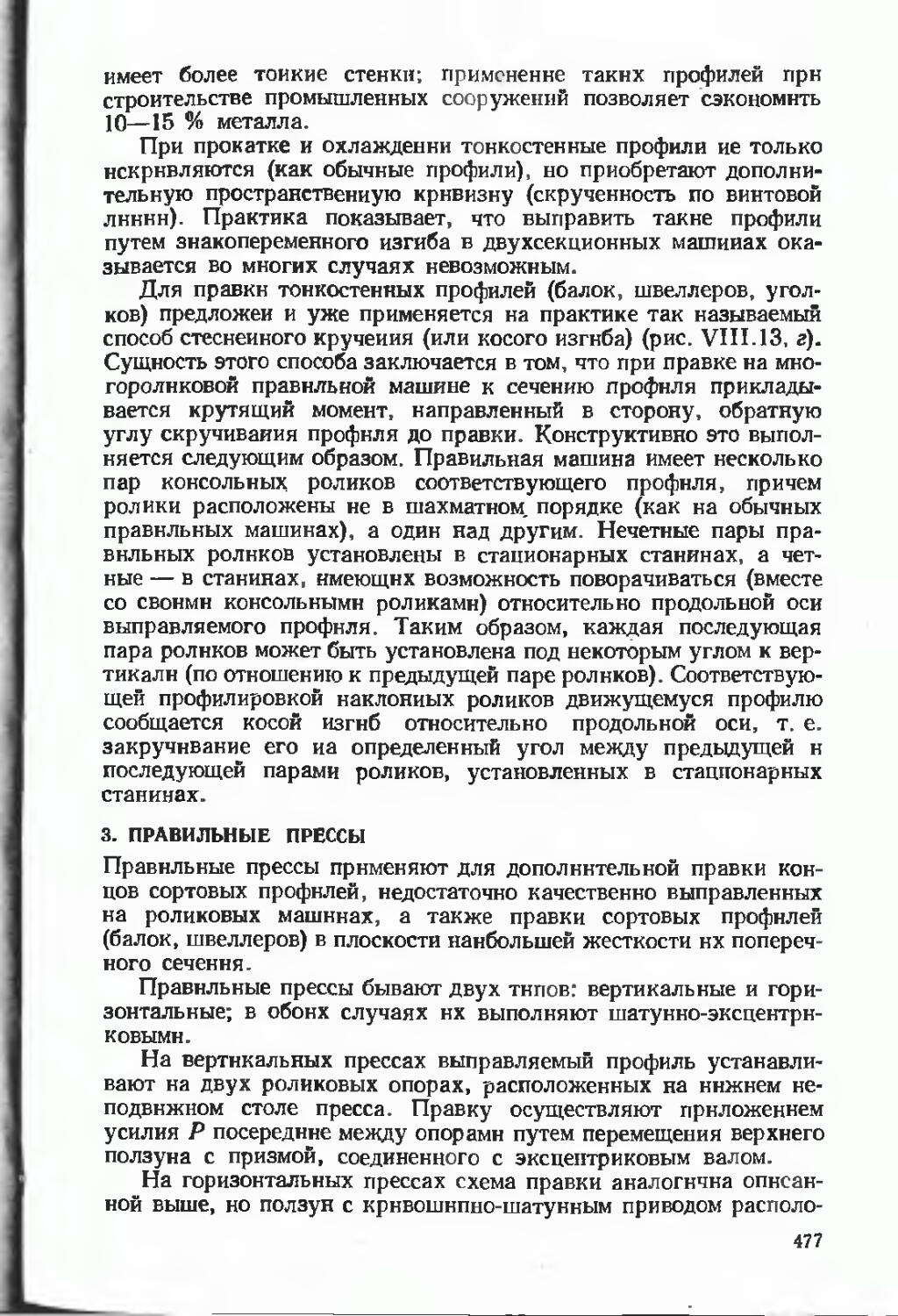
Конструкция моталок............................................ 484
3. Разматывателн................................................. 489
4. Отгнбателн конца полосы на рулоне 492
5. Моталки — свертывающие машины ... . . . 494
6. Проволочные н мелкосортные моталки .................... 495
Глава X. Машины и агрегаты зачистки, клеймения, резки, укладки, упаковки и обвязки проката ....... .... 497
1. Машины н агрегаты зачистки слитков и проката.................. 498
Машины огневой зачистки горячих блюмов н слябов................ 499
Агрегаты абразивной зачистки слябов из коррознонностойкой (нержавеющей) стали ................................................. 501
Машины зачистки толстых листов ............................... 502
Поточная линия отделки крупного сортового проката.............. 503
Агрегат сплошной шлифовки круглого проката .................... 505
Поточная линия отделки и контроля круглого н квадратного проката 505
2. Машины и механизмы клеймения и маркировки проката........... 505
Клеймители блюмов и слябов ....................... . 506
Машины клеймения обрезков блюмов н слябов . . 507
Клеймнтеля рельсов и крупносортных профилей 508
3. Агрегаты резки н правки полосы ............................... 509
Агрегат поперечной резки холоднокатаной полосы. . 509
Агрегат продольной резки холоднокатаной полосы . 511
Комбинированный агрегат резки ............................. . . 513
Агрегат подготовки рулонов .... 514
4. Машины укладки н обвязки проката 514
Укладчики сортового проката ...... 544
Машины обвязки и пакетирования бунтов . 516
Машины обвязки пачек сортового металла . . 518
Машины укладки листов.......................................... 519
Машины обвязки и упаковки рулонов и пачек листов . 521
Глава XI. Агрегаты травления н покрытия полосы . 526
1- Агрегаты травления полосы..................................... 526
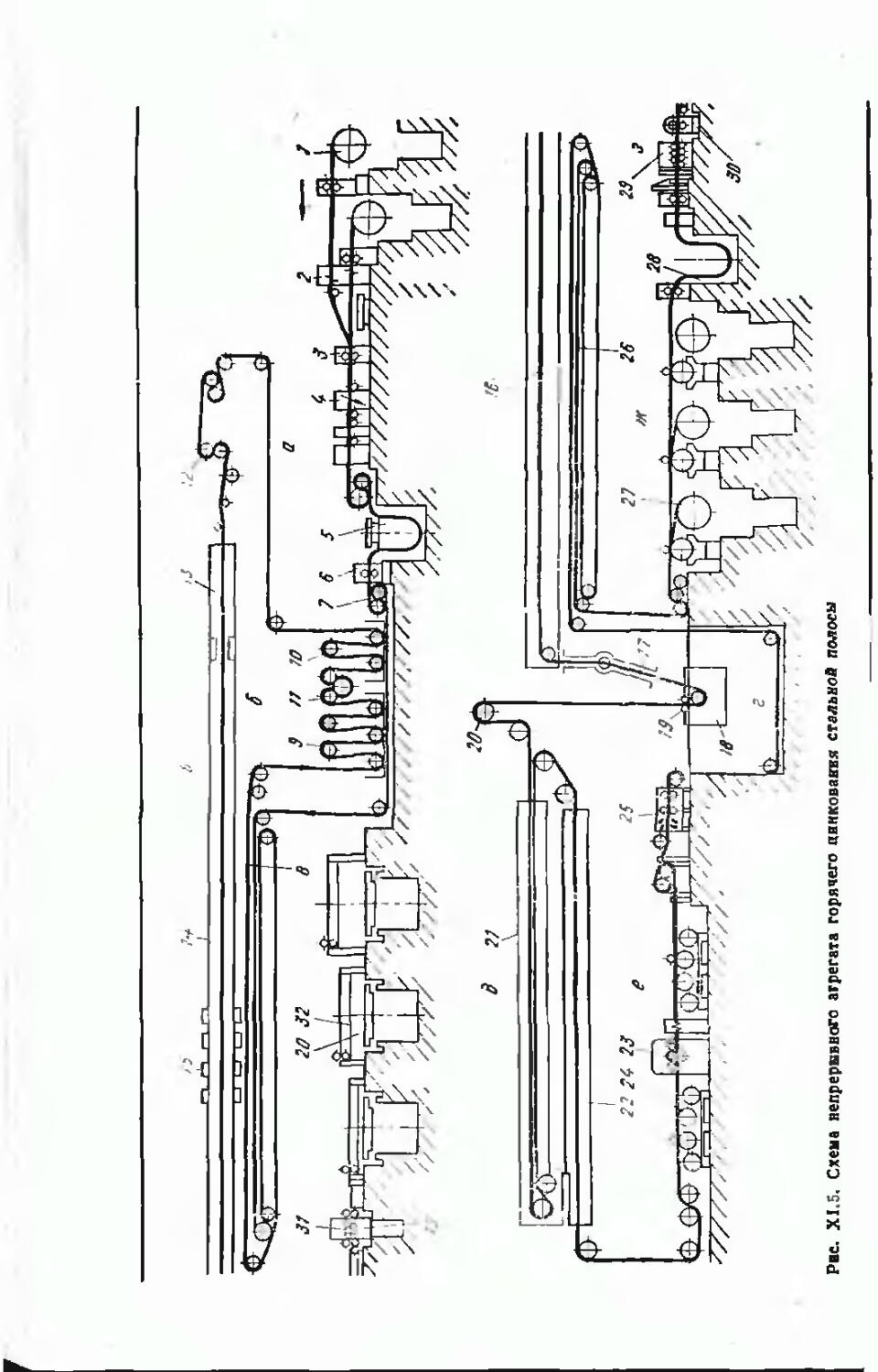
2. Агрегаты цинкования и алюминирования полосы .... 533
3. Агрегаты лужения жести ...................................... 538
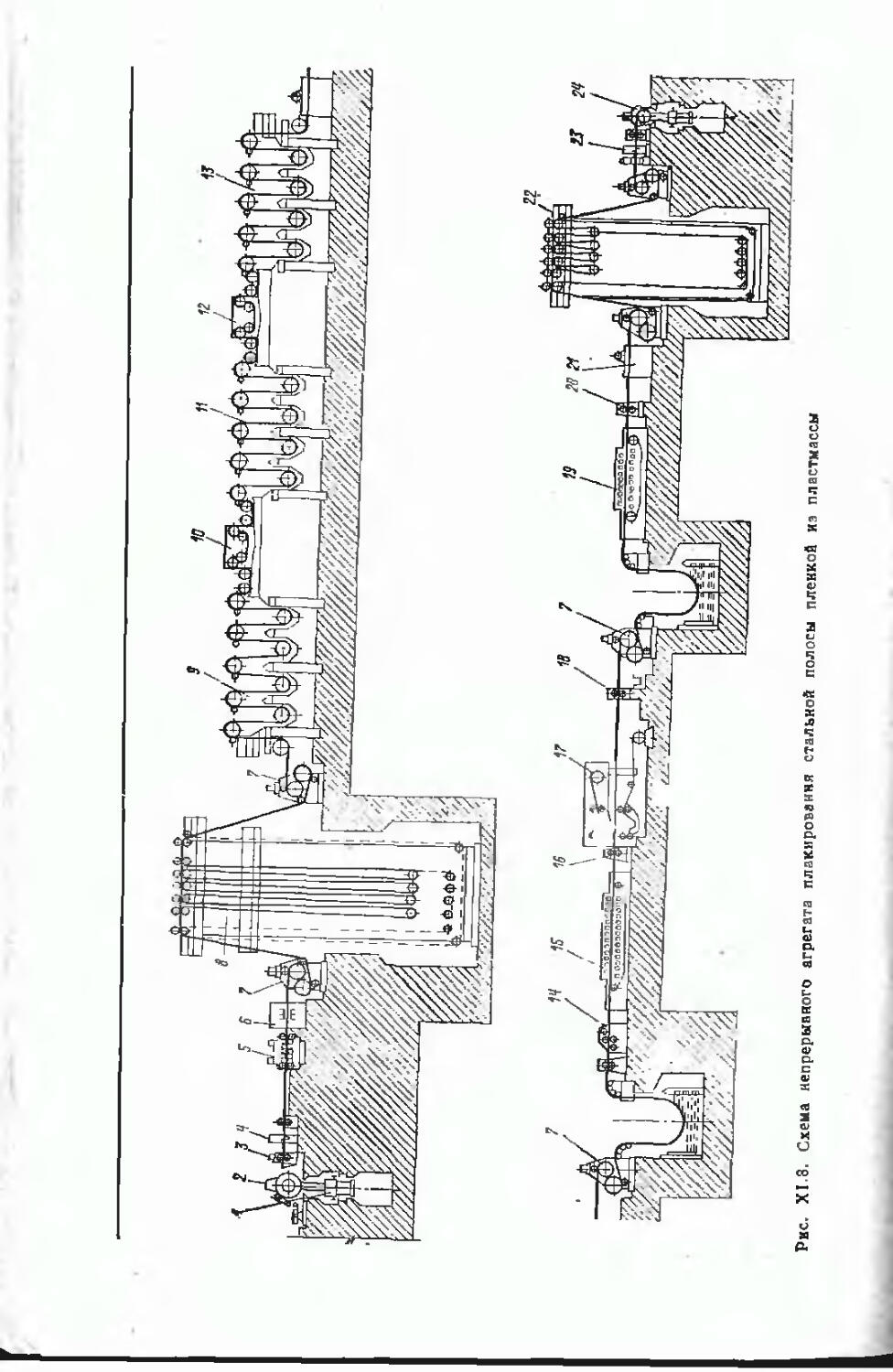
4. Агрегаты плакирования полосы полимерными материалами ... . 541
Глава XII. Агрегаты термической обработки н ускоренного охлаждения проката.................................. ..... . . ... 543
1. Назначение и типы агрегатов ................................. 543
2. Агрегаты т&рмнческой обработки рельсов ....................... 546
6
Поверхностная закалка головки рельсов по всей длине с печного нагрева............................................ .......... 546
Объемная закалка рельсов в масле ..................................... 550
3. Агрегаты термической обработки железнодорожных колес........ 555
4. Агрегаты термической обработки и ускоренного охлаждения листов и полос.......................................................... 559
5. Агрегаты ускоренного охлаждения катанки и сортовых профилей . . . 564
Глава XIII. Станы н агрегаты для производства бесшовных труб 566
1. Прошивные станы ................................................. 569
Основы процесса винтовой прокатки ... ............. 569
Конструкции прошивных станов........................................ 573
2. Автоматические станы................................................. 581
Основы процесса прокатки на автоматическом стане . . . 582
Конструкции автоматических станов................. . . 584
3. Непрерывные трубопрокатные станы..................................... 586
Основы процесса непрерывной прокатки труб . 586
Конструкции непрерывных станов .... 588
4. Пклнгрнмовые станы................................................... 590
Основы процесса пилнгримовой прокатки . 590
Конструкции пилигрнмового стана ... . . 593
5. Раскатные станы.................... . 595
Основы процесса раскатки . . . 595
Конструкции раскатных станов . . . 597
6. Редукционные и калибровочные станы . 598
Основы процесса редуцирования ....................................... 599
Конструкции калибровочных и редукционных станов . 601
7. Трубопрокатные агрегаты с автоматическим станом . 603
8. Трубопрокатные агрегаты с непрерывным станом 606
9. Трубопрокатные агрегаты с пидигрнмовым станом 609
10. Трубопрокатные агрегаты с раскатным станом ... 610
II. Агрегаты для прессования труб....................................... 612
12. Станы для холодной прокатки и волочения труб 614
Станы ХПТ и ХПТР .................................................... 614
Основы процесса холодной прокатки труб............................... 615
Особенности конструкций роликовых станов холодной прокатки труб 625
13. Трубоволочильные станы ............................................. 628
Глава XIV. Агрегаты для производства сварных труб 630
I. Непрерывные агрегаты печной сварки труб . . 631
Назначение и конструкция.............................................. 631
Основы процесса непрерывной горячей формовки . 636
2. Непрерывные агрегаты электросварки труб . . 637
Конструкции агрегатов ............................................... 637
Основы процесса непрерывной холодной формовки......................... 647
3. Агрегаты для производства труб дуговой сваркой под слоем флюса . 649
Основы процесса производства труб с прямым швом....................... 650
Основы процесса производства труб со спиральным швом . . . 660
Глава XV. Перспективы развития прокатных и трубных стхнзв . 665
Рекомендательный библиографический список................................ 678
Предметный указатель..................................................... 678
ПРЕДИСЛОВИЕ
В Основных направлениях экономического н социального развития СССР на 1986—1990 годы и на период до 2000 года перед металлургами поставлена задача поднять технический уровень отрасли, повысить качество металла. Для этого необходимо активнее обновлять устаревшие основные фонды, внедрять прогрессивные технологии и оборудование, совершенствовать структуру производства. Следует наращивать выпуск машин и агрегатов, обеспечивающих коренное техническое перевооружение базовых отраслей тяжелой индустрии, перейти от производства отдельных машин в основном к созданию технологических линий и комплексов с высокой степенью автоматизации, существенно увеличить выпуск металлургического оборудования.
Решение поставленных задач неразрывно связано с ускорением научно-технического прогресса в металлургии й металлургическом машиностроении, с созданием экономичных, высокопроизводительных машин и агрегатов высокой надежности и долговечности.
Для того, чтобы машина была современна продолжительный срок, она должна обладать более высокими технико-экономическими показателями по сравнению с теми, которые достигнуты на машинах этого назначения в мировой практике.
Потребность в прокатном оборудовании продолжает расти. Это объясняется тем, что прокатка из всех способов обработки металлов пользуется наибольшим распространением вследствие непрерывности процесса,- высокой производительности и возможности получения изделий самой разнообразной формы и высокого качества. Прокатные изделия как из стали, так и нз цветных металлов (листы, полосы, ленты, различные сортовые профили, трубы, заготовки деталей машин) являются наиболее экономичным продуктом — конечным для металлургических предприятий и исходным в машиностроении, строительстве и других отраслях народного хозяйства.
Современные прокатные и трубопрокатные станы представляют собой полностью механизированные и автоматизированные линии, и поэтому по сравнению с другими видами металлургических агрегатов они при изготовлении более трудоемки и в то же время металлоемки.
В металлургическом машиностроении, как и во всех областях народного хозяйства, снижение металлоемкости является одним из актуальных направлений технического прогресса. Главное проявление этого снижения должно выражаться в переходе с производства тяжелых машин на производство более современных и легких с расширением номенклатуры отделочных машин п средств механизации и автоматизации. Важно также снижать эксплуатационную металлоемкость прокатных станов за счет
8
повышения надежности и долговечности быстроизнашиваемых деталей и технологического инструмента (валков, оправок и др.).
В учебнике рассмотрены комплексы машин и агрегатов прокатных и трубных цехов. Дано описание и приведен анализ оборудования технологических линии станов, машин для резки, правки, транспортировки, зачистки и уборки проката. Особое внимание уделено оборудованию четвертого передела, включающего холодную прокатку, калибровку, нанесение защитных покрытий на металлопродукцию и термическую обработку проката.
Изложены основы расчета прокатных станов, машин и агрегатов для отделки проката. Приведены основы расчета систем регулирования продольной и поперечной р азиотолщи нности, а также формы полос.
Расчеты оборудования, приведенные в учебнике, отличаются оригинальностью и, в основном, разработаны авторами с использованием результатов многолетних научных исследований.
Проведен критический анализ конструкций, эксплуатационных характеристик, кинематических и силовых параметров машин и механизмов, даны рекомендации по совершенствованию оборудования н выбору его оптимальных параметров, показаны перспективы развития машин и агрегатов прокатных цехов.
По сравнению с первым изданием (1981 г.) учебник существенно переработай и дополнен новыми материалами. В частности, включены основы динамических расчетов металлургических машин и расчеты их деталей на ограниченную долговечность, позволяющие повысить качество выполнения курсовых и дипломных проектов. Приведены характеристики новых толстолистовых станов 3000 Ждановского металлургического комбината им. Ильича и 5000 Ижорского завода.
При изложении материала авторы стремились отразить требования перестройки высшей школы, направленной на повышение качества подготовки специалистов, усиление творческой самостоятельной работы студентов для овладения последними достижениями науки и техники.
Авторы выражают благодарность проф., докт. техн, наук И. Н. Потапову и проф., докт. техн, наук В. А. Рымову за помощь, оказанную при написании глав XIII и XIV, а также проф., докт. техн наук В. С. Паршину за ценные рекомендации при подготовке рукописи учебника к переизданию.
Глава I НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ПРОКАТНЫХ СТАНОВ
Технологический процесс получения готовой прокатной продукции — завершающая стадия металлургического производства В прокатные цехи металлургического завода поступает большая часть всей стали (свыше 80 %), выплавляемой в сталеплавильных цехах и превращаемой в иепрерывиолнтые заготовки (на машинах непрерывного литья) или в слитки. Для производства проката построены прокатные и трубные цехи различного назначения, в которых установлены многочисленные типы станов.
Прокатный стан — это комплекс машин и агрегатов, предназначенный для осуществления пластической деформации металла в валках (собственно прокатки) и его дальнейшей обработки, т. е. резки, правки, зачистки, упаковки и т. д. В прокатных
1 Структура и грузопотоки продукции современных металлургических заводов подробно рассмотрены в т. I данного учебника
Рис 1.1. Технологический схема прокатного производства:
МНЛЗ — машина непрерывного литья заготовок; СПИ — сталеплавильный чех: НП — нагревательные печи: НК нагревательные колодцы; НШС — непрерывный широко-полосовой стан; ТЛС — толстолистовой став; ЦХП — нех холодной прокатки листов; ТСА — трубосварочный агрегат; ПЗС непрерывный заготовочный стан; УБС — уии нереальный балочный стан; НТЗС— непрерывный трубозаготоночный стан; ТПА— грубопрокатный агрегат, СГП — склад готовой продукции
10
цехах располагают также агрегаты для отделки проката — его термической обработки, нанесения защитных покрытий и а поверхность металла н др., необходимые для выпуска готовой продукции высокого качества, которая характеризуется не только формой поперечного сечения прокатываемого профиля, но и физико-механическими свойствами металла, состоянием поверхности проката и др.
Технологический процесс современного прокатного производства состоит из двух стадий: получение полупродукта (заготовки) н готовой продукции (готового проката) На рис. 1.1 показана технологическая схема прокатного производства.
1. СОРТАМЕНТ ПРОКАТНОЙ ПРОДУКЦИИ
Прокатную продукцию в зависимости от формы поперечного сечения можно разделить на четыре основные группы: листовой прокат; сортовой прокат; трубы; специальные профили (точные заготовки для машиностроения, гнутые профили и др.).
Листовой прокат по толщине подразделяют на толстолистовую сталь (толщиной 4 мм и выше) и тонколистовую (толщиной менее 4 мм). В зависимости от способа прокатки тонколистовую сталь делят на горяче- и холоднокатаную.
Одним из основных параметров качества листовой стали является точность размеров прокатки по толщине. Государственными стандартами предусмотрены три категории точности — нормальная, повышенная и высокая, для каждой из которых в зависимости от толщины листового проката оговорены допускаемые отклонения по толщине
В зависимости от формы поперечного сечения сортовой прокат подразделяют на простые и фасонные профили. Простые профили имеют форму круга, квадрата и полосы Фасонные профили имеют сечения сложной формы. Фасонные горячекатаные профили в зависимости от их назначения подразделяют на профили общего (рис. 1.2, а) и специального (рис. 1.2, б) назначения.
К фасонным профилям общего назначения относят квадрат (/), круг (2), полосовую сталь (5), шестигранник (4), неравнобокие (5) и равнобокие (б) уголки, швеллеры (7), двутавровые балки (в) и зетовый профиль (9). К фасонным профилям специального назначения относят прокат сложного поперечного сечения: зето-образный профиль (/); рессорный желобчатый профиль (2); шпунтовая свая (3); профиль для шахтных креплений (4); профиль для автоободов (5); профиль для тракторных шпор (6); трехгранный профиль (7); клиновой профиль (б); овальный профиль (9); ромбический профиль (/0).
Сортовой прокат может быть разделен и а виды: сталь крупносортная, средиесортная, мелкосортная и катанка.
В группу сортового проката входят также балки, рельсы, штрипсы. Все профили и типоразмеры поставляют по соответствующим стандартам.
11
и
7 8 9
5
Рис. 1.2. Сортовая сталь общего назначения (а) я некоторые виды сортовой стали спец цельного назначения (б)
Трубы подразделяют на две группы: бесшовные и сварные. В настоящее время производят также фасонные трубы и трубы переменного сечения. Переменными по длине трубы могут быть g диаметр и толщина стенки (отдельно и одновременно). Выпускают также тонкостенные, особо тонкостенные, прецизионные, капиллярные н другие трубы из углеродистых, легированных и высоколегированных сталей, а также трубы высокой точности из шарикоподшипниковой стали.
Наряду с ростом производства проката постоянно увеличивается выпуск его экономичных профилей. Тонколистовой прокат, особенно холоднокатаный, является одним из наиболее экономичных видов металлопродукции.
Значительно увеличивается производство коррознонностой-кон листовой, трансформаторной и двухслойной сталей, а также расширяется производство листовой стали с покрытиями и термоупрочненного проката.
Производство тонкостенных (в том числе облегченного типа) и широкополочных балок обеспечивает большую экономию металла (до 25 %). Осваивается производство фасонных профилей (угловая и тавровая сталь, швеллеры и др.) с толщиной стенки 3—3,5 мм для строительной промышленности. Кроме облегчения конструкций, применение этих профилей в строительстве дает возможность осуществлять более совершенные конструктивные решения.
12
Рис- Т.З. Некоторые виды гиутых орофилей:
I — равнобокая угловая сталь: 2 — специальная угловая сталь: 3 — швеллер; 4 — Г-образный: 5 — корытообразный: б — С-обрезныЙ: 7 — оконнорамный; & — для ограждения; Я — для транспортного машиностроения
Благодаря непрерывности процесса прокатку выгодно применять не только для изготовления листов, различных профилей и труб, имеющих постоянное сечение по длине изделия, но и для производства тел вращения, приближающихся по форме и размерам к различным деталям машин. На специализированных прокатных станах освоена прокатка круглых периодических профилей (осей, валов и др.), коротких тел вращения (шаров, роликов, втулок), крупномодульных зубчатых колес, сверл н ряда других профилей. Прокатные станы такого типа установлены как на металлургических заводах, так и на машиностроительных предприятиях.
Фасонные прецизионные профили (профили высокой точности специального назначения) получают горячен и холодной прокаткой и волочением на станах, установленных на металлургических и машиностроительных заводах.
Процесс профилирования листового проката обеспечивает производство гнутых профилей на станах при сокращении или полном исключении операций сварки, соединения болтами или заклепками.
Гнутые профили, изготовляемые из листа и ленты толщиной 0,2—20 мм, широко применяют в разных отраслях промышленности и для бытовых целей (элементов строительных конструкций и машин, оконных переплетов, дверей, витрин). По сравнению с горячекатаными гнутые профили обеспечивают большую точность, имеют меньшую толщину, могут иметь закрытую форму, которую невозможно получить прокаткой (рис. 1.3).
Для различных отраслей машиностроения широко производят периодические прокатные профили, которые обеспечивают значительную экономию металла (20—30 %), резко снижают трудоемкость изготовления деталей и повышают производительность ковочных машин.
2. НАЗНАЧЕНИЕ, ТИПЫ МАШИН И АГРЕГАТОВ
ПРОКАТНЫХ ЦЕХОВ
Машины и агрегаты прокатного цеха можно разделить на две группы: машины и механизмы главной линии прокатного стана (рис. 1.4) и машины и агрегаты поточных технологических линий цеха.
Основным рабочим органом (технологическим инструментом) прокатного стана являются валки, вращающиеся в подшипниках,
13
Рис 1.4. Схеме главных линий рабочей клети:
а — индивидуальный привод валков от главных электродвигателей: б — общий привод валков от электродвигателя через шестеренную клеть: в — общий привод валков от электродвигателя через редуктор и шестеренную клеть; / — главная рабочая клеть; 2 — универсальные шпиндели; 3 — главные электродвигатели; 4 — шестеренная клеть: б — редуктор: 6 — моторная муфта; 7 — коренная муфта; В — устройство для уравновешивания шпинделей; 9 — валки двухвалковой клети: Ю — опорные валки четырехвалковой клети; 11 — рабочие валки четырехвалковой клети; 12 — станины; 13 — плитовниы; 14 — фундаментные болты; 15 — промежуточный вал
установленных в рабочих клетях. Привод валков осуществляется электродвигателем через промежуточные передаточные механизмы и устройства. Машины и механизмы, предназначенные для вращения валков, а также для восприятия возникающих прн пластической деформации металла усилий и крутящих моментов, составляют главную линию прокатного стана (см. рис. 1.4).
Машины и механизмы главной линии прокатного стана состоят из рабочей клети /, передаточных механизмов 2, 4, 5, 6 и 7 и главного электродвигателя 3.
Рабочая клеть 1 является основным устройством прокатного стана, так как в ней осуществляется собственно прокатка (пластическая деформация) металла. Клеть представляет собой две массивные стальные литые станины 12, установленные иа плито-вины 13, прикрепленные к фундаменту анкерными болтами 14. В станинах смонтированы подушки с подшипниками и валками 9, 10 и 11, а также устройства для перемещения верхнего валка по высоте и его осевой фиксации, направляющие проводки для металла и др.
Прокатные валки выполняют основную операцию прокатки — деформацию (обжатне) металла и придание ему требуемых размеров и формы поперечного сечения. В процессе деформации металла вращающиеся валки воспринимают усилие, возникающее при прокатке, и передают его на подшипники н другие детали рабочей клети стана.
1 В данном случае схематично рассматриваем наиболее распространенную конструкцию рабочей клети
14
Валок состоит из трех основных элементов (рис. 1.5, а): рабочей части — бочки валка (диаметром D и длиной £), которая при прокатке непосредственно соприкасается с деформируемым металлом; опорной части — шеек (диаметром и длиной 1т), расположенных с обеих сторон бочки и опирающихся на подшипники валка; приводного конца валка. Валки сортового стана характеризуются рабочим диаметром Dp, диаметром буртов De н номинальным диаметром DB. При вращении валков, осуществляемом с помощью универсальных шпинделей, приводной конец валка делают в виде плоской лопасти (вилки) или цилиндрическим для насадки на него (на шпонке) втулки с лопастью. При вращении валка с помощью трефовых шпинделей приводной конец (в этом случае его часто называют трефом) имеет вид крестовины и служит для соединения валка со шпинделем через промежуточную трефовую муфту.
Прокатные валки можно разделить на две основные группы: листовые и сортовые.
Валки листовых станов служат для прокатки листов, полос и ленты. Бочка этих валков имеет цилиндрическую форму и иногда их называют гладкими. При обточке на вальцетокарном стайке бочку валков для горячей прокатки тонких листов часто делают немного вогнутой с таким расчетом, чтобы при прокатке горячего металла и большом разогреве при этом средней части валков бочка их стала цилиндрической. Тогда толщина прокатанного листа будет одинаковой по всей его ширине. Наоборот, бочку валков для холодной прокатки тонких листов делают немного выпуклой: при прокатке вследствие большого изгиба средней части валков по сравнению с крайними его частями образующая бочки в контакте с прокатываемым .металлом станет цилиндрической, и в этом случае прокатанный лист также будет правильных геометрических размеров по всей ширине.
Валки сортовых станов служат для прокатки заготовок и сортового профильного металла. На поверхности бочки этих валков есть углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух валков с зазором между ними образуют калибры), а валки — ручьевыми (калиброванными) (рис. 1.5, б).
15
Передаточные механизмы и устройства в зависимости от назначения и конструкции прокатного стана могут быть различными. На крупных станах (обжимных, толстолистовых), а также на станах, прокатывающих металл с большой скоростью, применяют индивидуальный привод рабочих валков от отдельных электродвигателей: в этом случае передаточным устройством являются универсальные шпиндели 2, промежуточные валы 15 и муфты (см. рнс. 1.4, а).
На других станах предусмотрен общий привод рабочих валков от шестеренной клети 4 с передаточным числом i = 1; в этом случае между электродвигателем и рабочей клетью в одну линию расположены моторная муфта 6, шестеренная клеть 4 и универсальные шпиндели 2 с устройством для их уравновешивания 8 (см. рис. 1.4, б). Если частота вращения электродвигателя не соответствует частоте вращения валков, то в линии привода валков устанавливают редуктор 5 и коренную зубчатую муфту 7 (см. рис. 1.4, в).
Главный электродвигатель прокатного стана является двигателем специального (металлургического) типа с воздушным продуваемым охлаждением. Для станов с постоянной скоростью прокатки (черновых клетей непрерывных станов) применяют синхронные (реже асинхронные) электродвигатели. Для станов с регулируемой скоростью прокатки используют электродвигатели постоянного тока большой мощности (5—7 тыс. кВт), питаемые от специальных машинных или тиристорных преобразователей в ряде случаев от ртутных выпрямителей.
Машины и агрегаты поточных технологических линий прокатного цеха, не входящие в главные линии станов, предназначены для подачн металла от печи или нагревательных колодцев к приемному рольгангу стана (слитковозы), поворота слнтка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортеры), передвижения металла вдоль бочки валков для задачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), для отделки металла (правки и дрессировки, клеймения, укладки, промасливания, упаковки и других процессов).
Эти машины и агрегаты весьма разнообразны; общая масса их значительно превышает массу машин и механизмов, входящих в главные линии стаиа
Машины и агрегаты прокатных цехов работают в тяжелых условиях больших статических и динамических нагрузок, высоких температур и интенсивного износа. Вследствие этого прокатные станы должны обладать высокой надежностью.
16
Характерной особенностью современного прокатного стана является тесная взаимосвязь между технологическим процессом, элементами конструкций, электроприводом н автоматикой.
3. КЛАССИФИКАЦИЯ ПРОКАТНЫХ СТАНОВ И ИХ РАБОЧИХ КЛЕТЕЙ
Классификация рабочих клетей
В зависимости от конструкции и расположения валков рабочие клети прокатных станов можно разделить на несколько групп (рис. 1.6): двухвалковые, грехвалковые, четырехвалковые, многовалковые, универсальные и клети специальной конструкции.
Двухвалковые клети бывают реверсивные и нереверсивные.
Клети реверсивные периодически изменяют направление вращения валков и прокатываемый металл проходит через валки вперед и назад несколько раз.
На рис. 1.7 показан общий вид двухвалковой рабочей клети блюминга 1300 конструкции УЗТМ. Клеть состоит из двух станин 1 с плитовинами, валков 2 с подушками 3 и подшипниками, механизмов для перемещения верхнего валка 4 и устройств для его уравновешивания.
Диаметр рабочих валков 1300 мм (по буртам калибров D6 на рис. 1.5, б), длина бочки 2800 мм, минимвльный диаметр бочки после переточки 1180 мм. Валки установлены в цельнопрессованных текстолитовых подшипниках, диаметр и длина шеек 750 мм.
Рис. 1.6. Рабочие клети с различным расположением вал коп:
1 — двухвалковая клеть; 2 — трехвалковая клеть; 3 — трехвалкопая сортовая клеть; 4 — универсальная двухвалковая клеть (слябинг); 5 — клеть четырехвалковая листовая нереверсивная: 6 — клеть четырехвалковая реверсивная для прокатки полос в рулон; 7 — клеть шестнпалковая; 8 — клеть 12-валковая; 9 — клеть 20-валковая цля прокатки тонкой полосы; 10 — клеть универсальная для прокатки двутавровых балок с широкими параллельными полками; ГВ. ВВ — гг1рнллугпт*щ|д и вертикальные .ppjiKir, OB РВ — опорные и рабочие валки: HP — направляющий ролик
г - - 17
1 -
Рис. 1.7. Общий вид двухвалковой рабочей клети блюминга 1300 конструкции УЗТМ
Для смазки валков непрерывно подают фильтрованную воду и периодически — густую смазку. Каждый валок приводится от индивидуального электродвигателя мощностью 6800 кВт; номинальный момент двигателя 1,1 МН-м. Максимальный раствор валков 1150 мм.
В окнах станин закреплены направляющие планки 5, по которым перемещаются подушки 3 верхнего валка. Подушки нижнего валка установлены неподвижно. После переточки валков под них подкладывают смеииые прокладки для сохранения линии прокатки на постоянной отметке (4-970 мм). Для восприятия осевых усилий от подушек верхнего валка с наружной стороны каждой стойки станины прикреплены массивные планки 6. Осевые усилия от подушек нижнего валка воспринимаются боковыми планками 7. В корпусе каждой подушки находится
кассета с текстолитовыми вкладышами для восприятия радиальных и осевых усилий. Верхний валок с подушками уравновешен при помощи рычажного устройства с двумя контргрузами (на новых блюмингах применяют роликовые подшипники для валков и гидравлическое уравновешивание).
Нажимные впиты приводятся от двух фланцевых вертикальных электродвигателей постоянного тока мощностью каждый 300 кВт; максимальная скорость установки верхнего валка 220 мм/с.
Общая масса рабочей клети 700 т. Клетн двухвалковые нереверсивные с обоими приводными валками имеют постоянное направление вращения валков. В каждой клети этих станов осуществляется только по одному пропуску металла в одном направлении.
На рис. 1.8 показан общий вид чистовой нереверсивной рабочей клети непрерывного проволочного стана 250. Нижний рабочий валок 1 имеет привод от главного фланцевого электродви-
18
гателя 2 через универсальный шпиндель 3 с зубчатыми или шариковыми полумуфтами 4. Верхний рабочий валок 5 приводится вспомогательным фланцевым электродвигателем 6.
Для обеспечения точных размеров профиля необходима точная синхронизация окружной скорости обоих валков. Наиболее надежным способом синхронизации является привод от электродвигателя только одного валка; при прокатке металла скорость второго неприводного валка (даже при некоторой разнице диаметров валков) всегда равна скорости ведущего валка. Для улучшения условий захвата металла при входе профиля в валки второй ввлок имеет привод от небольшого вспомогательного электродвигателя мощностью 5—30 кВт. Таким образом, при холостом ходе (до захвата металла) оба валка являются приводными; после захвата металла валками основную работу деформации осуществляет один валок, имеющий привод от главного двигателя большой мощности; второй вспомогательный двигатель в этот период работает в двигательном или генераторном режиме.
Валки установлены в подшипниках жидкостного трения. Подушки верхнего валка имеют пружинное уравновешивание. Станина представляет собой стальной литой моноблок с верхней и нижней поперечинами и фланцем для крепления главного электродвигателя, Нажимные вннты приводятся вертикальными фланцевыми электродвигателями 7 через червячные передачи; скорость перемещения винтов 100—200 мм/с.
Рабочая клеть закреплена на плитовине коробчатого сечения; при установке калибра валков по оси прокатки рабочая клеть
19
перемещается по направляющим плитовнкы при помощи червячно-винтового механизма, закрепленного на плитовине. При необходимости замены валков осуществляют комплектную смену всей клети.
Рабочая клеть вертикальных валков имеет аналогичную взаимозаменяемую конструкцию: клеть устанавливают на плитовине, имеющей вертикальную стойку.
В последние годы созданы бесстанииные двухвалковые клети предварительно-напряженного типа, которые успешно работают в составе сортовых станов.
Клети трехвалковые {нереверсивные). На валках сортовых трехвалковых клетей можно расположить больше калибров, чем на валках двухвалковых клетей. Металл движется в одну сторону между нижним и средним валками, а в обратную сторону — между средним н верхним. Для подъема прокатываемой полосы и задачи ее между верхним и средним валками перед клетью (а иногда и позади нее) устанавливают подъемно-качающиеся столы.
В листовых трехвалковых клетях средний валок (меньшего диаметра) — неприводной; он прижимается при прокатке то к верхнему, то к нижнему валку и вращается ими в результате треиия.
Клети четырехвалковые. В четырех валковой клети валки расположены один над другим: два рабочих валка меньшего диаметра (средние) и два опорных большего диаметра (крайние верхний и нижний). Опорные валки предназначены для увеличения жесткости системы валков и рабочей клети в целом. Станы с четырехвалковыми клетями получили широкое применение при прокатке тонких н толстых листов и полос.
Четырехвалковые клети для прокатки рулонов используют как нереверсивные в непрерывных станах к как реверсивные в одно-клетевых станах"горячей и холодной прокатки. В первом случае перед клетью устанавливают разматыватель рулонов, а за ней —-моталку, создающую натяжение полосы и наматывающую ее на барабан. Во втором случае моталки устанавливают с обеих сторон клети, и прокатка происходит поочередно то в одном, то в другом направлении.
На рис. 1.9 дан общий вид рабочей четырех валковой клети 500 X 1400x1700 мм реверсивного стана конструкции УЗТМ для холодной прокатки полосы (шириной до 1500 мм н толщиной до 0,5 мм).
Рабочая клеть состоит из двух стальных литых станин 7, имеющих большую жесткость, рабочих и опорных валков с подушками 2, гидравлических устройств для уравновешивания верхних валков 3 и нажимного механизма 4.
Станины соединены между собой траверсами и установлены на плнтовинах. Рабочие валки вращаются в четырехрядных конических роликовых подшипниках. Опорные валки установлены в подшипниках жидкостного треиия.
20
Уравновешивание верхнего опорного валка с подушками осуществляется гидравлическим цилиндром, расположенным на верхней траверсе между станинами, при помощи двух траверс, на концы которых подвешены верхние подушки.
Рабочие валки приводятся от электродвигателя постоянного тока через шестеренную клеть, передающую максимальный крутящий момент 0,4 МН-м, и универсальные шпиндели. Наибольшее усилие прокатки равно 18 МН.
Нажимные винты приводят от двух электродвигателей (соединенных электромагнитной муфтой) через глобоидные редукторы; скорость перемещения винтов 0,25 мм/с.
С обеих сторон валков установлены плоские проводковые столы, которые предназначены для подачи переднего конца полосы в валки и создания натяжения при прокатке заднего конца полосы (когда полоса полностью размотана с рулона на моталке). Масса клети 402 т.
Многовалковые клети. Широко применяют в прокатном производстве 20-валковые клети. Благодаря использованию рабочих валков малого диаметра н большой жесткости всей рабочей клети и валковой системы па этих клетях успешно осуществляют рулонную прокатку тонкой и тончайшей ленты из высокоуглеродистой стали (толщиной 5—100 мкм и шириной 100—1500 мм) с допуском по толщине 1—5 мкм. Рабочие валки на этих станах являются неприводными (ввиду невозможности осуществить их привод при малом диаметре валков); они опираются на ряд при
21
водных валков с большим, чем у рабочих валков, диаметром, а последние в свою очередь — на ряд опорных роликов. Такая схема обеспечивает большую жесткость всей валковой системы и минимальный прогиб рабочих валков.
Универсальные клети. Клети с горизонтальными и вертикальными валками называются универсальными.
Универсальные клети (обычные) применяют главным образом как реверсивные двухвалковые (например, слябинги) или четы ре хвал ковые клетн (например, клети черновой группы широкополосового стана). На этих клетях обжатие металла осуществляется как горизонтальными, так и вертикальными валками. Последние обеспечивают получение ровных и гладких боковых граней раскатов и слябов. Вертикальные валки располагают, как правило, с одной стороны рабочей клети (с передней или с задней).
В отличие от обычных универсальных клетей в универсальной клети для прокатки шпрокополочных балок вертикальные валки являются неприводиыми (холостыми) и находятся между опорами подшипников горизонтальных валков и в одной плоскости с последними. Такие клети применяют только для прокатки высоких (600—1000 мм) двутавровых балок с широкими (300—400 мм) параллельными полками.
Широкополочные балки высотой до 600 мм можно прокатывать на обычных рельсобалочных станах. Для этого у последних предусмотрена сменная рабочая универсальная клеть.
Клети специальной конструкции. К этой группе относятся клети колесопрокатных, баидажепрокатиых, кольцепрокатных, шаропрокатиых станов, станов для прокатки профилей переменного сечения н др.
Классификация станов по расположению рабочих клетей
В зависимости от расположения рабочих клетей прокатные станы разделяют на следующие пять групп: одиоклетевые, линейные многоклетевые, последовательные, полунепрерывные, непрерывные (рис. 1.10).
Одноклетевые станы. Они наиболее просты, и оборудование, входящее в линию привода валков, в основном повторяется на станах с более сложным расположением рабочих клетей. У такого стана одна рабочая клеть, и линия привода валков состоит (в самом общем случае) из шпинделей, шестеренной клети, редуктора, муфт и главного электродвигателя.
К станам этой группы относят блюминги и слябинги, толстолистовые и листовые холодной прокатки.
Линейные станы. Рабочие клети этих станов расположены в одну или несколько линий, причем каждая линия приводится от отдельного привода.
Станы такого типа нереверсивные сортовые, включая рельсобалочные и проволочные.
22
i i j ii g
HHH
Последовательная Непрерывная группа чистовая группа д
Н+*+-
12 3*5
Рис. 1.10. Схема расположения и привод рабочих клетей ставов:
а — одноклетевого: б — последовательного (сдвоенного); а — линейного: г — последовательного (кросс-коунтрм); д — последовательно-непрерывного (широкополосового); е — непрерывного. 1—9 —- рабочие клети
Последовательные станы. Прокатываемая полоса в каждой клети стана проходит только один раз, поэтому число клетей такого стаиа должно быть равно максимальному числу проходов, необходимых для обжатия заготовки сечением Fo в готовый профиль сечением F1= С целью сокращения длины цеха и лучшего использования его площади клети обычно располагают в несколько параллельных рядов, например в три ряда (станы кросс-коунтри).
Разновидностью станов этого типа является шахматный стаи, в котором последние клети располагают в шахматном порядке.
Так как после прокатки в каждой клетн длина полосы увеличивается, то очевидно, расстояние между к летя мн также должно увеличиваться от первой к последней клети; соответственно увеличению длины полосы должна увеличиваться и скорость вращения валков.
Станы данной группы широко применяют для прокатки сортовых профилей.
Полунепрерывные станы. Эти станы состоят из двух групп клетей: непрерывной и линейной (или последовательной).
23
В одной группе клетей полоса прокатывается непрерывно, т. е. она может находиться одновременно в двух, трех н более клетях. В другой группе прокатка осуществляется по принципу, описанному выше (линейные и последовательные станы). Полунепрерывные станы применяют для прокатки мелкого сорта, приволоки (черновая группа клетей —• непрерывная, а чистовая группа клетей — линейного типа, прокатка в ней может выполняться при наличии петли между клетями) и для прокатки тонких широких полос (черновая группа клетей — последовательная, чистовая — непрерывная).
Непрерывные станы. Прн прокатке на непрерывном стане металл находится одновременно в нескольких клетях, поэтому частота вращения валков в клетях должна регулироваться н подбираться так, чтобы расход металла в единицу времени в любой клетн был постоянным и равным
=i= • = Fnvn == const, (LI)
где F], F2..... Fn — поперечное сеченне металла на выходе из первой, второй и последней клети; v2, .... vn — скорости полосы при выходе из валков этих клетей.
Допускается некоторая несогласованность частоты вращения валков; образующаяся при этом небольшая петля полосы проволоки поддерживается специальным роликом — петледержателем.
При прокатке уголков, швеллеров и других профилей сложной формы требуется точное регулирование скорости вращения валков.
Для непрерывных станов характерна очень большая производительность. Их применяют как станы заготовочные, широкополосовые. мелкосортные, проволочные и станы холодной рулонной прокатки листов л жести.
Классификация станов по назначению
В зависимости от назначения (т е. от вида выпускаемой продукции) прокатные станы можно разделить на следующие группы.
Станы горячей прокатки: обжимные (блюминги, слябинги), заготовочные, рельсобалочные, крупносортные, среднесортиые, мелкосортные, проволочные, толстолистовые, широкополосовые и штрипсовые (выпускающие штрипс-заготовку для труб в виде полосы шириной до 400 мм).
Станы холодной прокатки: листовые, полосовые, жестепрокатные п станы для прокатки тонкой и тончайшей ленты.
Станы узкого назначения (специальной конструкции): колесопрокатные. бандажепрокатные, для прокатки полос и профилей переменного сечения и т. п.
Технические данные основных типов прокатных станов представлены в табл. 1.1.
За основной параметр сортовых прокатных станов, характеризующий их размер, обычно принимают диаметр прокатных валков или шестерен шестеренной клети. Если в стане несколько
24
Таблица J.I. Технические данные основных типов прокатных станов
Назначение iта нон Наименование станов Число рабочих клетей Наибольшая скорость прокатки, м/е
Обжимные Блюминг ]300 1 6
Слябинг 1150 (1250) 1 5
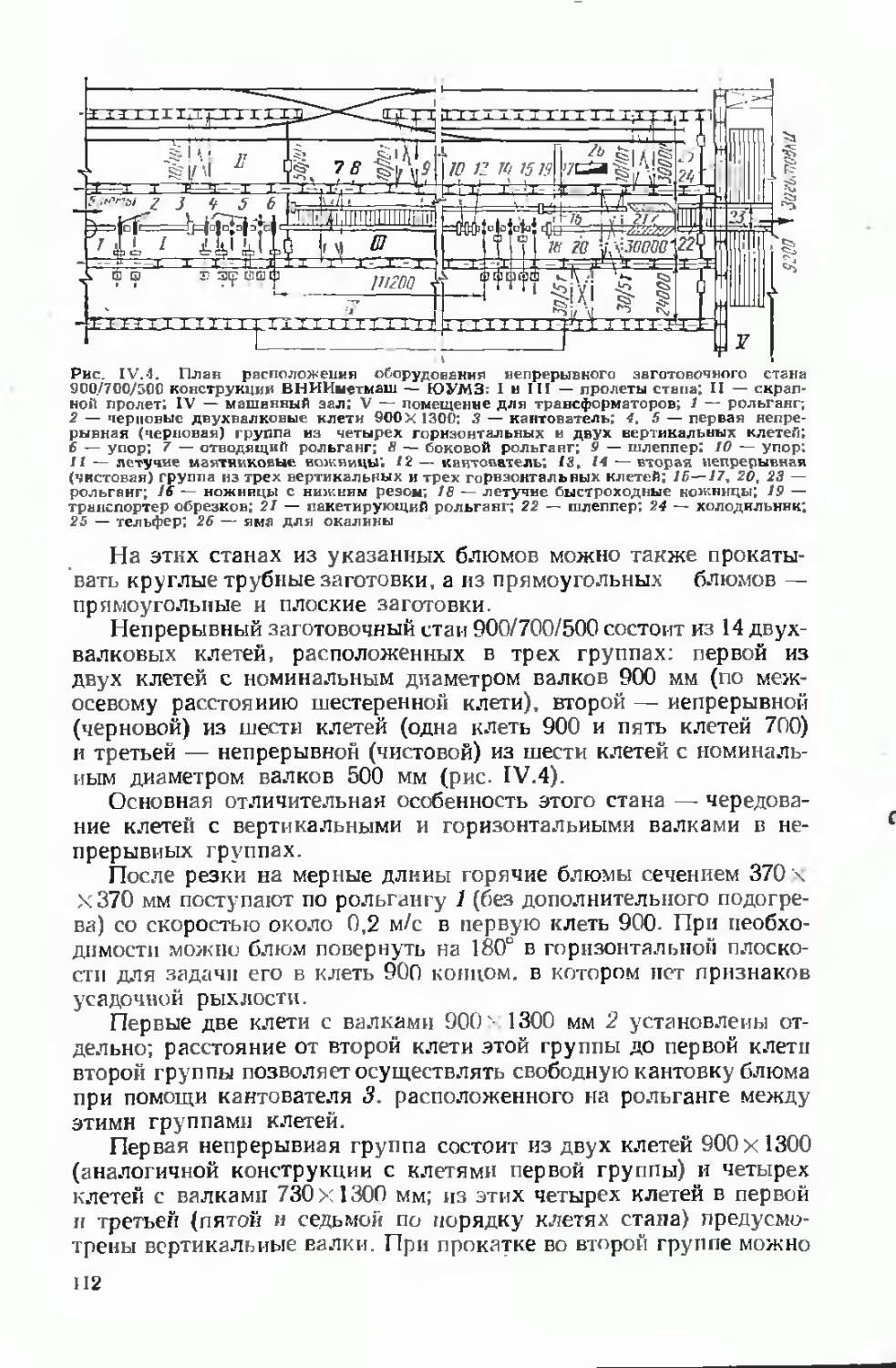
Заготовочные Заготовочный непрерывный 900/700/500 14 7
Рельсобалочные Рельсобалочный линейный 800 4 4
Универсальные балочные Универсальный балочный 1300 6 -
Крупносортные Крупносортный полунепрерывный 600 17 >0
Среднесортные Среднесортный полунепрерывный 350 14 15
Мелкосортные Мелкосортный непрерывный 23 20
Проволочные Проволочный непрерывный 250 37 40
Штрлпсовый непрерывный 300 15 21
Листовые горячей прокатки Толстолистовой 3600 3 6
Широкопол особой непрерывный 2000 14 20
Листовые холодной прокатки Непрерывный л ят j f кл етевой 2000 5 33
о л — Непрерывный шести клетевой жестепрокатный 1400 6 25—40
Производительность, тыс. т/год Исходный материал (масса или сечение) Сортамент готовой продукции, мм
6000 Слитки <13 т Блюмы <370X370
6000 Слитки <38 т Слябы <300X1900
<5000 Блюмы • 370X370 мм Заготовки квадратные 80-200
1500. Блюмы 380X400 Рельсы 38—75 кг/м. балки высотой 200—600
1500 Блюмы 450X1225 мм Широкопол очные балки высотой <1000 мм
1600 Блюмы 300X300 Круг <120, балки высотой <200
1000 170 '< 170 мм Круг <75. уголок <90 * Х90
800 80X80 мм Круг <30, уголок <40Х Х40
800 80X80 мм Катанка 6—10
1500 Заготовка 100X400 Штрипсы 2—8
1750 Слябы <16 т, слитки <37 т Листы 5—50
6000 Слябы 36 т Полосы 1,2—16
2500 Рулоны 45 т Листы и полоса 0.4—3,5
750 Рулоны 30 т Жесть 0,1—0,6
клетей, параметром всего стана в целом является диаметр валков или шестерен последней чистовой клети. Например, стаи 300 означает, что диаметр рабочих или шестеренных валков чистовой клети равен 300 мм.
Основным параметром листовых станов является длина бочки валка, которая определяет наибольшую ширину прокатываемых иа стане листов илн полосы. Например, стан 2000 означает, что длина бочки валков равна 2000 мм. 1
Глава II
ОСНОВЫ ТЕОРИИ РАСЧЕТА ПРОКАТНЫХ СТАНОВ1
1. КИНЕМАТИКА ПРОЦЕССА ПРОКАТКИ
Прокаткой называется процесс пластической деформации металла между двумя нлн несколькими вращающимися валками. В зависимости от направления усилия, действующего от валков иа
Рис. 11.1. Схема геометрического очага деформации при прокатке
прокатываемый металл в процессе пластической деформации, различают продольную, поперечную и винтовую прокатку, а в зависимости от состояния прокатываемого металла— горячую и холодную. Часто прокатываемый металл условно называют полосой независимо от действительной формы проката.
Очаг деформации и его параметры
Пространство, ограниченное сверху и снизу дугами захвата (АВ), боковыми гранями полосы и плоскостями входа и выхода металла из валков, называется геометрическим очагом деформации (рис. II.1).
Фактический очаг деформации включает в себя виеконтактиые зоны пластической деформации металла, и он больше геометрического очага.
1 Основы расчета систем регулирования продольной и поперечной разнотолщинности, а также формы полос приведены в гл. V, п 7—8; основы теории расчета станов для производства бесшовных и сварных труб рассмотрены в гл. XII! и XIV.
26
Так как длина зоны деформации обычно меньше ширины полосы, то при обжатии полосы по толщине металл в основном течет в направлении ее длины (а не ширины).
Разность толщины полосы прн входе h0 и выходе /ц из валков называется абсолютным обжатием: Ah = h0 — hi.
Разность между конечной шириной Bi и начальной шириной Вв полосы называется абсолютным уширением: АВ =
Рнс. 11.2. Влияние упругого сжатия валков н упругого восстановления полосы на длину дуги захвата:
AtBi—дуга контакта недеформкроватного валка (/ — Г7Г Ah); АгВ3С — дуга контакта с учетом упругой деформации валка м упругого восстановления полосы
= В1 - в0.
Дуга Л В называется дугой захвата, а горизонта ль наЯ* проекция этой дуги принимается за длину очага деформации и обозначается I. Центральный угол а, соответствующий дуге захвата, называется углом захвата: cos а = 1 — (Ah/D). (II. 1)
При небольших углах захвата (ос — 10—15°) можно считать, что а = sin а и тогда
(П-2)
Горизонтальную проекцию дуги захвата можно определить из равенства I = R sin а нлн в завнснмостн от обжатня нз треугольника АВС
I - / Я ДА - (Д/1/2)’. (11.3)
С достаточной точностью для практических расчетов
I = /Р ДА. (II.4)
Если диаметры обоих валков существенно различаются, то длина зоны деформации определяется из соотношения
I = V2RiRtMi/(Ri + Rd. (11.5)
где jR2 — радиусы валков.
При холодной прокатке сталей и сплавов, а также при горячей прокатке труднодеформируемых сплавов упругая деформация сжатия валков и упругое восстановление полосы могут быть значительны. Это приводит к увеличению длины дуги захвата по сравнению с I — yz R Ah.
Длина дуги захвата /д с учетом упругого сжатия валков н упругого восстановления полосы и'а нз рис. II.2 определяется соотношением:
1Л = л', + ,г2 = ]/ R АЛ + .V? + Л2, (II.6)
где х, = Z2R (а', + ч>2)
27
или
Л = 8оср [(1 - »?)/«£, + (I - vl)/n£2] R. (11.7)
Если пренебречь упругим восстановлением полосы, то получим выражение Хичкока для подсчета длины дуги захвата с учетом упругого сжатия валков:
8(1—/и о» Xs— RPcp- (И-&)
Для стальных валков, если принять Е - 2.2- 10s МПа н коэффициент Пуансона v = 0,3, имеем
х2 — 1,08- 10-г,₽Рср, мм, (II .9)
где R, мм; рср. МПа.
Для характеристики перемещения металла пользуются коэффициентами вытяжки Л = LilL0\ уширения р = обжатня 1) =
Так как плотность металла при пластической деформации практически не меняется, то н объем деформируемого тела V остается неизменным. Поэтому произведение этих коэффициентов равно единице:
= (hx/hQ) (Bj/B0) (LJLJ = VJVO = 1. (11.10)
Для оценки величины пластической деформации металла пользуются относительными величинами:
обжатия
еЛ = (Ло — Л1)/Ло = Д/1'Ло, (11.11)
уширения
ЕВ = (В, - Во)/Во = Д В/Во, (11.12)
удлинения
&L - (Et — L0)/Ln = MJL,. (11.13)
При больших деформациях и развитом течении металла пользуются коэффициентами истинной или логарифмической деформации. Коэффициент логарифмической деформации представляет собой интеграл бесконечно малого приращения, отнесенного к размеру в данный момент:
'10 в.
In [ж = J dhjhx\ In В (/Во = J dBx!Bx,
В„
In £,/£„= j Лх/В,. (II. 14)
Эти коэффициенты деформации обладают свойством аддитивности.
28
Условия захвата полосы валками
Процесс прокатки обеспечивается наличием сил трения, действующих между поверхностями валков и металла.
В момент захвата металла валками на полосу действуют нормальные силы N н касательные силы Т (рис. 11.3). Кроме того, могут действовать внешняя сила F (от других кл Из условия равновесия полосы
Рис. 11,3. Силы, действующие на полосу в момент захвата
ятей и т. п.) и сила инерции U. находим:
Т = TV tg а 1 2cosa
(11.15)
Сила Т не может быть больше произведения силы N на коэффициент трення р, т. е. Т < JVp.
Отсюда условие захвата:
p>lgcx-i-
U F
2N cos а ’'
(11.16)
Если силой U пренебречь, а сила F отсутствует, то условие захвата может быть записано в виде:
р > tg а (11.17)
или, выражая р через угол трения
Р>а. (11.18)
На практике применяют следующие наибольшие углы захвата:
Холодная прокатка стали и других металлов с поджатием валков после захвата:
со смазкой на хорошо шлифованных валках . 3—4°
без смазки на грубых валках............. 5—8°
Горячая прокатка-стальных листов . . 18—22°
алюминия при 350 °C ........................... 20—22°
никеля прн 1100 'С и мельхиора прн 950 СС 22е
латуни Л62 прп 800 СС .. . . 21—24е
стальных сортовых профилей .... . . 22—24'
меди при 900 °C................................... 27е
стальных профилей в валках с насеченной, рифленой или наваренной поверхностью . . ... 27—34"
Нейтральный угол и условия движения полосы после захвата
При установившемся процессе прокатки нормальные и касательные контактные напряжения действуют на металл по всей дуге захвата. Ввиду стремления металла прн его сжатии валками де-
29
Рис. IT.4. Силы, действующие на полосу при установившемся движении
Тогда (рис. 11.4):
формироваться в направлении наименьшего сопротивления, контактные касательные напряжения в начале и в конце дуги захвата имеют противоположное направление.
Вертикальное сеченне, в котором контактные касательные напряжения изменяют направление, называется нейтральным, а соответствующий угол обозначается у. Нейтральное сечение делит зону деформации на зону отставания и зону опережения. Для определения угла у и анализа движения металла составляем уравнение его равновесия. Влиянием уширения при этом пренебрегаем.
а.
2 X — — j Рх sln dax 4-
0
a v
+ J т*cosaxRdax — J rxcosaxR dax -j- (7\ — ~ G, (11.19)
V 0
где px — контактное нормальное напряжение; тж — контактное касательное напряжение; н 1\ — продольные силы, действующие на металл при входе в валки и выходе из них (силы натяжения илн подпора).
Если для упрощения выводов принять, что контактное нормальное напряжение по дуге захвата постоянно и равно р, а контактное касательное напряжение тх = рр, то получим sin у = (sin а)/2 — (1 — cos сс)/2р 4- (7\ + T0)l4py,BR. (11.20) Если принять Тп — Тг = 0, то получим формулу Экелунда: sin у (sin а)/2 — (1 — cos tx)/2p. (11.21)
Опережение н отставание
Опережением называется явление превышения скорости выхода прокатываемого металла из валков по сравнению с нх окружной скоростью. Оно имеет большое значение при расчете непрерывных станов не только в отношении режимов обжатий н скоростей вращения валков, но также и при определении моментов, необходимых для их вращения, и усилий натяжений полосы между клетями стана.
30
Величину опережения можно выразить отношением
S = (^ — vB)/vB, (11.22)
где Vi — скорость выхода металла нз валков; ив — окружная скорость валков.
Опережение можно найти из условия постоянства секундного объема прокатываемого металла: Лнюв cos у = hjVlt (11.23)
где hB — высота прокатываемой полосы в нейтральном сечении: ha = hy 4- 2Я (1 — cos у). (11.24)
Подставив отношение vJvB, полученное из равенства (П.23), в соотношение (П.22), получим S = (2/?//^ cos у — 1) 2 sin8 y/2.
(11.25)
Рис. U.S. Проекция окружной скорости валка на направление прокатки
Так как cos у практически близок к единице, a sin2 у/2 = у2/4, то
S = (Rlhy — 0,5) у2. (П.26)
Прн прокатке тонких полос, когда R значительно больше hu вторым членом в этом уравнении можно пренебречь ввиду того, что он мал по сравнению с первым; тогда получим формулу Головина—Дрездена
S^R-flh^ (II .27)
Эта формула получила большое распространение прн расчете опережения. Однако, когда значение отношения R/hy соизмеримо с величиной 0,5, формула дает неточные результаты, н поэтому в этих случаях целесообразно пользоваться уравнением (П.26), Рассмотрим двумерную деформацию металла прн прокатке с отношением длины очага деформации I к высоте полосы h не менее 0,5—1,0. Этот случай прокатки прн практически применяемых углах захвата не более 30—35° характеризуется тем, что горизонтальная проекция окружной скорости любой точки поверхности валка прн изменении угла ср от у до а (рис. II.5) больше средней скорости движения прокатываемого металла ижСр, т. е. ив cos <₽>1>яср (11.28)
и прн ср = у горизонтальная проекция окружной скорости валка равна и* ср. В этом можно убедиться прн исследовании отношения:
(ив cos гр - ср)/уя сГ1. (11.29)
31
Рис. 1I.G. Изменение проекции окружной скорости валка t‘B cos (кривая I) и средней скорости прокатываемого металла vx ^(кривая
Подставим в это отношение
сР=Мв cos у, hx = й„рв cos у/Ли+ г D (cosy — cosij), (11.30) где hx — высота прокатываемой полосы в рассматриваемом сечении х. После небольших преобразований получаем
(с’я cos ф - vx ср)!vx ср [(£) cos ф -
—Л„) (cos у cos <р)1/йи cos у.
(11.31)
Для рассматриваемого случая при l/hrp > 0,5:1 практически должно быть D cos ф > hjj.
Следовательно, при ф > у числитель выражения (11.31) положительный, что свидетельствует о существовании неравенства (11.28). В связи с этим силы трения стремятся сообщить зонам металла, прилегающим к валкам на участке ф у:-а, большую скорость по сравнению с фактической средней скоростью движения полосы (рис. II.6). Участок АС дуги захвата где vXCj»< < vB cos ф, называют зоной отставания.
Протяженность этой зоны А находим, если принять рх = р и тх = рр, по уравнению (П.20), учитывая, что — I — R sin у:
Z, = 0,5 [Z + Дй/2р — (Л — Topppfil.
(II32)
В нейтральном сечеини скорости движения металла и валков равны, поэтому можно полагать, что по высоте этого сечения скорости распределены равномерно.
За пределами этого сечения в зоне опережения ВС
ивсо8ф<иХСр (П.ЗЗ)
В справедливости этого неравенства можно убедиться так же. как и неравенства (11.28), анализируя отношение (П.31). При Ф < у числитель этого отношения становится отрицательным (D cos ф < /iH). что подтверждает существование неравенства (П.ЗЗ).
В соответствии с неравенством (11.33) валки в зоне опережения играют роль тормоза (см. рис. II.6). Поэтому зоны металла, прилегающие к валкам, имеют меньшую скорость, чем средние слон металла, которые всегда стремятся немного опередить эти зоны н вызвать неравномерность в распределении скоростей по высоте полосы. Протяженность зоны опережения /2 находим по уравнению
/2 -= 0.5 (/ — ДЛ'2р -Р (7, — ЛЗ/гриВ]. (II 34)
32
Скорость деформации
Скоростью деформации и называется производная относительной деформации по времени, т. е.
и = dddx. (11.35)
Так как de == dhx hx. то скорость деформации можно представить в виде
и — dhjdthx. (11.36)
Производная dhx dr представляет собой линейную скорость обжатня, т. е. скорость продвижения инструмента в направлении деформации: = dhx'dx. где hx — высота деформируемого тела.
Подставив это значение производной в уравнение (П.36), получим
и = v„!hx. (П.37)
При прокатке скорость деформации по дуге захвата и по сечению прокатываемого металла распределяется неравномерно.
Средня и скорость по высоте сечения в любой плоскости очага деформации, находящейся иа расстоянии х от линии, соединяющей центры валков (см. рнс. П.5), согласно уравнению (П.37), вы= разится так:
ux = 2vv/hx. (П.38)
Скорость перемещения металла в вертикальном направлении находим из условия постоянства секундного объема, пренебрегая влиянием уширения:
Vy = vx tg ср = vlhl tg ip /ix. (11.39)
Подставив значение vv в уравнение (П.38), получим формулу для подсчета скорости деформации в любом поперечном сечении прокатываемого металла:
214Л1 tg <₽//£- (11.40)
Для определения средней скорости деформации при продольной прокатке найдем усредненное значение скорости деформации по всей зоне обжатия:
i
ucv=i/l\“xdx. (И.41)
о
После подстановки их согласно уравнению (П.40): i
"ср 2с,Л,/1 j tg <г, Лд. rf.v. (П.42)
О
Заменяя tg <р через dhx 2dx, получим формулу й_о
"ср = Vihi/l j dhlfr, = vihjl (1 Л1 — 1,'Лр) = ", bhilhv. (П.43)
Л,
2 Заказ 224
33
Коэффициент трепня при прокатке
Коэффициент трения между прокатываемым металлом и валками зависит не только от состояния контактных поверхностей н условий соприкосновения (свойств прокатываемого металла, температуры прокатки, присутствия окнслов, рода смазки, давления п скорости прокатки), но также и от характера самого скольжения. В связи с этим при прокатке следует различать три вида коэффи цнентов треиия: 1) при захвате; 2) при буксовании валков по всей контактной поверхности; 3) при установившемся движении, когда скольжеине металла по поверхности валков происходит в противоположные стороны от нейтрального сечения.
1. Коэффициент треиия при захвате находят путем опытного определения предельного угла захвата:
Рзахв ~ (II 44)
При горячей прокатке стали (выше 700 °C) коэффициент трения при захвате определяется в зависимости от температуры /, °C по формуле
рэахв = (1.05 — 0,0005/). (11.45)
Для стальных валков -= 1,0; для чугунных валков с закаленной поверхностью = 0,8.
Поправочный коэффициент k2 учитывает влияние скорости прокатки. При скорости прокатки v < 2 м/с коэффициент k2 ~ 1. Прн скорости прокатки 4; 10 и 20 м/с коэффициент k2 следует принимать соответственно равным 0,8; 0.5 и 0,1.
Коэффициент kj учитывает химический состав прокатываемого металла:
Сталь СтЗ Р18 111X15 S2XI8HI0T 12Х25Т
йя . 1,0 1,10 1,30 1.40 1,55
2. Коэффициент треиия при буксосании и установившемся движении, согласно экспериментальным исследованиям, ниже, чем при захвате:
Н3ахв/Ву= 1,25 — 2,0 (11.46)
3. Коэффициент трения прн установившемся движении определяют по величине опережения или непосредственным измерением касательных сил на контактной поверхности.
Прн холодной прокатке коэффициент трения зависит от состояния поверхности (шероховатости) валков и прокатываемой полосы, технологической смазки, скорости прокатки, обжатии и величины контактного напряжения. Так, для случая холодной прокатки стали 08кп с различными смазками при обжатни примерно 15 % коэффициент трения может изменяться в пределах 0,08—0,15.
34
2. КОНТАКТНЫЕ НАПРЯЖЕНИЯ ПРИ ПРОКАТКЕ
Дифференциальные уравнения контактных напряжений
Для определения усилия прокатки и моментов, необходимых для вращения валков, надо знать закономерности распределения контактных напряжений по дуге захвата
Рассмотрим случаи простой прокатки, когда длина дуги захвата значительно превос
ходит среднюю толщину прокатываемой полосы При этом будем считать, что валки цилиндрические, толщина по ширине полосы постоянная, ширина прокатываемой полосы в несколько раз больше длины дуги захвата, н, таким образом, эту задачу можно рассматривать как двумерную (плоская деформация) Выделим в очаге деформации элемент abed (рнс II.7), ограниченный цилиндрическими поверхностями обоих валков н двумя плоскостями, перпендикулярными направлению прокатки н расположенными одна от другой на бесконечно малом расстоянии dx. Рассмотрим условия равновесия этого элемента, проектируя все действующие на него силы на направление прокатки.
Действие правой части полосы на выделенный элемент выражается ojix, где ож — среднее нормальное напряжение сжатия по сечению bd, a hx — высота сечення bd. Допустим, что в плоскости ас среднее нормальное напряжение ох + <2<тж. а высота полосы hx + dhx. Тогда действие левой части прокатываемой полосы на выделенный элемент выражается силой (ож + dox) X X (hx + dhx).
Рассмотрим условие равновесия элемента, когда он находится в зоне отставания.
Горизонтальная проекция сил. действующих по контактной поверхности элемента с верхним и ннжннм валками, равна 2 (р« tg dx — тх dx), где рж — контактное нормальное напряжение; <рж — угол между касательной к дуге ab н горизонтальной плоскостью; тж — контактЕюе касательное напряжение.
Сумма горизонтальных проекций всех енл, действующих на элемент:
S X = (<тх -j- dox) (hx ф dhx) — uxhx — 2px tg (px dx -j- 2тя dx. (11.47) Подставляя в уравнение (11.47) значение dx = dhj2 tg <px и пренебрегая бесконечно малыми величинами второго порядка, получим
du* - (Рх - Их) dh^ + (тж/1g <px) (dhx/hx) = 0. (11.48)
2* 35
Для элемента» находящегося в зоне опережения, уравнение равновесия имеет вид
dax — (рх — ох) dhx. hx - (txj tg <px) (dhxi hx) = 0. (11.49)
Для решения уравнений (II.48) и (11.49) необходимо определить зависимость между напряжениями рх и тх. Воспользуемся условием пластичности для двумерной деформации: (^^)2+^=г?. (П.50)
где тт — сопротивление чистому сдвигу. Примем, что главные осн напряжений в рассматриваемом элементе соответствуют вертикальным и горизонтальным осям:
<Ji — о2 == 2тт, (11.51)
где о, — (рх dx cos<гя + тх- dx— sin -4- (11.52)
* 1 \ cos(px — хcos/ dx v ’
Вторым членом правой части этого уравнения, очевидно, можно пренебречь ввиду его незначительности по сравнению с первым, тогда = рх н оэ = ож. Откуда, согласно уравнению (П-51):
Рх - Ох = 2т,. (П.53)
Подставив значение рх — ох в уравнения (11.48) и (1149), получим дифференциальное уравнение для определения контактного нормального напряжения:
d(px -2тт) = (2TTq=Tx,tg<Px)<Iftx/ftx- (П.54)
Постоянные величины, получающиеся в результате интегрирования уравнения (11.54). определяем из начальных условий. Для этой цели находим нормальные напряжения в точках А и В. Принимаем общий случай, когда прокатываемая полоса при входе в валки и при выходе из них подвергается натяжению. Напряжения растяжения обозначим через оА при входе в валки, т. е. при ж = I и ов при выходе из валков, когда х = 0. Тогда, согласно уравнению (11.53), контактные напряжения равны:
в точке А
Ра = 2тт — о а — £о2тт;
в точке В
Рв = 2тт — ов = ^2тт.
При отсутствии натяжений контактные напряжения в точках А н В равны 2тт.
Дальнейшее решение уравнения (11.54) возможно в двух вариантах: 1) значения тт вдоль дуги захвата переменны и 2) значения этой величины постоянны. Изменение величины тт по контактной поверхности при прокатке возможно из-за упрочнения металла, разной скорости деформации в начале и конце дуги 36
1
захвата, а также изменения по направлению к точке В температуры прокатываемого металла.
В. С. Смирнов показал, что если вместо переменного значения тг считать его значение усредненным, т. е.
тт = (тт<д -т- T-j-jg)/2, (11.55)
где ттА и ттВ — значения тг в начале и конце дуги захвата, то точность решения уравнения от этого существенно не меняется.
Приняв во внимание это обстоятельство, решим уравнение (П.54) прн постоянномзначенни тт вдоль дуги захвата согласно равенству (11.55). Тогда в соответствии с уравнением (П.53)
Ряс. II.8. Замеяа Дуги захвата двумя хордами;
А С — для зоны отставания; ВС — для зоны опережения
doj = dpx.
Дифференциальное уравнение контактных' напряжений имеет вид
dpx = (2тт +
(П.56)
Для решения этого уравнения необходимо знать зависимость тЛ. от рх. Ниже рассмотрим некоторые наиболее характерные случаи трепня, возникающего между прокатываемым металлом и поверхностью валков.
Контактные напряжения при скольжении металла с постоянным коэффициентом треиия
Скольжение прокатываемого металла по поверхности валков при сухом трении вызывает касательные контактные напряжения Тя = №
После подстановки этого значения тх в уравнение (П.56) получим уравнение Т. Кармана:
dpx = (2т, = PA/tg <|.) t'h,jhx. (П.57)
Входящие в это уравнение переменные величины и <рх определяются координатами дуги захвата.
Решение уравнения (11.57) упрощается, если дугу захвата заменить хордой, проходящей через точки А и В (рис. И.8), или двумя хордами (Л С для зоны отставания, а ВС для зоны опережения).
37
Приняв в уравнении (11.57) для зоны отставания, т. е. для участка АС
tg <Рх = tg (а + у)/2, а для участка ВС tg <Р« = tg f!2, получим для зоны отставания dpx = (2тт - Ъорх) dhx/hx; (П.58)
для зоны опережения
dpx = (2тт 4- ЬъРх) dhxlh„ (11.59)
где
бо = И/tg = H/tg > (И .60)
После интегрирования получим для зоны отставания
р, = С<Ке’' +2гт/6с (П.61)
н для зоны опережения
рх = С,Д‘ - 2тт/6,. (11.62)
Граничные условия:
прн hx = h0 рх= £02тт,
при hx = рх = 2тт. откуда находим постоянные Cv и Сг
Со = 2гт Ко - 1/Со) Ло"; (П.63)
С1 = 2гтК1 + 1/С1)ЛГ6‘. (П.64)
Подставляя значения Со и С\ в уравнения (11.61) и (П.62), получим формулы, предложенные в 1939 г. А. И. Целиковым для расчета нормальных напряжений: для зоны отставания
Рх = 2тт/б0[к„б„ - пКо/л,)6" + 1]; (П.65)
для зоны опережения
Рх = 2гт/6,1(5,6, + 1) (hjh^' - 1]. (П.66)
Если полоса прокатывается без натяжения и на нее не действуют какие-либо внешние усилия, кроме валков, то уравнения (II.65) и (11.66) принимают вид: для зоны отставания
р. = 2г1/60[(60- 1)(МОв’ + П; (11.67)
для зоны опережения
рх = 2тт/С1[(61--1)(Лх/Л)’- И- (11.68)
38
Из уравнений (11.65) и (11.66) следует, что нормальное напри жение имеет минимум при 60 > I нб, > 1 в точках А н В и повышается к нейтральному сеченню. Кривые, полученные по обоим уравнениям, пересекаются в нейтральном сеченин.
Из анализа характера распределения контактных нормальных напряжений по дуге захвата следует, что контактное нормальное напряжение зависит от большого числа факторов: коэффициента внешнего трения, высоты прокатываемой полосы величины обжатия, диаметра валков и, наконец, натяжения прокатываемой полосы при входе в валки и выходе из них.
Распределение нормальных н касательных напряжений по дуге захвата
Рассмотренная теория распределения контактного нормального напряжения по дуге захвата основана на предположении, что прокатываемый металл скользит по поверхности валков на протяжении всей дуги захвата. В зоне отставания скольжение металла происходит против направления вращения валков, а в зоне опережения — по направлению вращения валков.
Аналогичные выводы были сделаны также Э. Зибелем, но с существенной разницей, состоящей в том, что контактные касательные напряжения были приняты по всей дуге захвата постоянными н равными ртг (где р. — коэффициент трения).
Значительно позднее А. Надаи выдвинул теорию жидкостного трения, в которой контактные касательные напряжения были приняты пропорциональными скорости скольжения. Эта теория разработана применительно к холодной прокатке со смазкой на основе предположения возможности появления между прокатываемым металлом и валками жидкостного трения.
Н. А. Соболевский в 1933 г. выдвинул гипотезу, согласно которой прокатываемый материал не обязательно должен скользить по поверхности валков. Эта гипотеза для некоторых условий прокатки несомненно правильна. Например, имеются основания предполагать, что в случае прокатки толстых полос при небольшой длине дуги захвата скольжение между прокатываемым металлом и валкамн отсутствует.
В то же время полностью отрицать существование скольжения между прокатываемым металлом и валками было бы также ошибочно; например, в случае прокатки тонких полос при большой длине дуги захвата скольжение, безусловно, имеется.
Можно полагать, что в очаге деформации, кроме двух зон скольжения в зонах отставания и опережения, существует еще одна зона, находящаяся между ними, где скольжение прокатываемого металла по валкам отсутствует. Эту зону в отличне от зон скольжения назовем зоной прилипания. Таким образом, согласно этой теории, граница между зонами отставания и опережения, где направление скольжения меняется, представляет собой не
39
Захвата
линию, а определенный участок, на протяжении которого скольжение отставания закончилось» а скольжение опережения еще ие началось.
С точки зрения методики расчета напряжений на контактных поверхностях валков все случаи прокатки можно разделить на между собой главным образом отно-
четыре вида, отличающиеся
шепнем длины дуги захвата к средней высоте сечения прокатываемой полосы (рис. II.9).
Вид прокатил
Отношение /«Лер
II III IV
2—5 0,5—2
<0.5
Характер деформации для указанных четырех видов прокатки будет существенно отличаться один от другого, и поэтому для расчета контактных сил трения, а следовательно, и нормальных напряжений при этих видах прокатки необходимо применять разные способы. Границы между указанными четырьмя видами прокатки зависят не только от отношения //йср, ио также н от
40
других факторов, в частности от коэффициента трения, обжатия и угла захвата. В связи с этим указанные значения отношений //Лср следует рассматривать как весьма ориентировочные.
I. При отношении //Лср > 5 на дуге захвата имеются зоны, где силы трения подчиняются разным законам,
В начале и конце дуги захвата, когда ее длина значительно превосходит высоту сечения прокатываемой полосы, несомненно, имеется скольжение металла по поверхности валков. Это обстоятельство подтверждают данные многих экспериментальных исследований. Поэтому можно принять, что касательные напряжения на этих участках, т. е. в зонах скольжения (рис. П.9, а), распределяются согласно закону сухого трения: тж = ррх.
Следовательно, для этих участков при расчете нормального напряжения на всем их протяжении могут быть применены уравнения (11.65) и (11.66):
для участка АС
[&6ЛС-1) (he/hx)^+ И; (11.69)
для участка DB
Р*=1Г- Г&брв + I) (Лх/М6°в - 1], (11.70)
гДеЕо=1-£; Ех = 1-^;
л — м я р
ЛС 'wAC ’ DB >
о0 и ui — средние напряжения растяжения в сечениях А А и ВВ-, <Гас и — углы, заключенные между хордами АС н DB и осью прокатываемой полосы.
По мере роста рж в направлении середины дуги захвата, а следовательно, и при увеличении ррх касательное контактное напряжение может достичь значения: тж = хт, где хт — сопротивление чистому сдвигу.
Более высокого значения тж достичь не может, так как при сопротивлении скольжению по контактной поверхности более чем тт возникнет внутреннее скольжение пли сдвиг в слоях металла, прилегающих к контактной поверхности. Следовательно, как только тх достигнет тт (в точках С и D на рис. II.9, а), скольжение металла по поверхности валков прекратится; на остальном участке CD дуги захвата, таким образом, будет наблюдаться зона прилипания.
На участках этой зоны вблизи точек С и D касательные напряжения равных? (при хт = const значение их постоянно).
Контактное нормальное напряжение на участках СЕ и FD можно рассчитать на основании теории постоянных сил трения, принимая р = 0.5.
41
Учитывая, однако, что иа этих участках дуги захвата контактные касательные напряжения тж = тт, направление нормальных напряжений рх сильно отклонится от направления главного нормального напряжения, и в связи с этим уравнения равновесия (11.48) и (П.49) следует решать совместно с уравнением р5^-]’+^ = -£
Подставив в это уравнение значение тж = тт, получим рх — — ох = 0, откуда, согласно уравнениям (11.48) и (11.49), следует, что
dpx =
— Тт dh*
+ ig¥ "лГ‘
(11.71)
После интегрирования, заменив для упрощения расчета рх без заметной погрешности дуги захвата на участках СЕ и FD хордами, получим для участка, прилегающего к точке С:
рх = рс + _12_1п^, (11.72)
tg<PC£
и соответственно для участка, прилегающего к точке D:
<П-73>
где рс и pD— удельные давления в точках С и D. определяемые по уравнениям (11.69) и (11.70); <pDF и <рСв — углы между осью прокатываемой полосы и хордами СЕ и FD, hc и hD — высоты сечения прокатываемой полосы в точках С и D.
Уравнение (11.73) можно также легко решить и прн переменном tg <р, т. е. без приравнивания дуги захвата хорде. Это уточненное решение может представить интерес при больших углах захвата, когда tg (р близок к коэффициенту трения, т. е. к 0,5. Обозначим в уравнении (П.73) tg ф = dhx!2dx a hx я ht т + (х W
Тогда dpx = ч-2тт/Л1 + x4R.
После интегрирования находим рх.
для зоны отставания
Рх = Рс + 2тт / 7?/h, [arctg (*„//Rht) — arctg (х/ / 7?Л,)] J (П-74) для зоны опережения
Рх = Рс + 2тт R/ht [arctg [х/у Rh,) — arctg (xoly' Rhi)]. (11.75)
Согласно начальным условиям, при х = хс (см. рис. П.9, а) Рх = Рс и рх = pD при X = XD.
Нормальное напряжение иа участках СЕ и DF увеличивается по направлению к нейтральному сечению, но не так интенсивно, как на участках АС и DB.
42
В средней части зоны прилипания вблизи нейтрального сечения находится участок заторможенной пластической деформации (или даже отсутствия деформации), который называется также участком застоя.
Экспериментальными исследованиями было установлено, что контактные касательные напряжения начиная от нейтрального сечеиня увеличиваются в обе стороны от него не скачкообразно, а постепенно, достигая своих максимальных значений.
В связи с этим зона прилипания будет состоять из трех участков: двух участков внутреннего скольжения, расположенных вблизи точек С и D, где контактные касательные напряжения равны р.тт, и среднего участка EF (см. рис. 11-9, а) области затрудненной пластической деформации.
Если принять, что силы треиия на участке застоя изменяются по закону, близкому к линейному, то
та = тт(Л1 — hB)/(EF tg <рЕР) = ц (/^ — ft„)/2 tg <fEP, . (11.76)
где т] — коэффициент, характеризующий интенсивность изменения т иа участке EF и равный отношению 2тт hB — высота прокатываемой полосы в нейтральном сечеиии; фЕР — угол между осью прокатываемой полосы и хордой EF.
Для определения величины т], входящей в уравнение (11.76), необходимо знать протяженность участка застоя EF. Протяженность этого участка зависит от большого числа факторов и в первую очередь от высоты сечения прокатываемой полосы на участке EF, т. е. от h„ и коэффициента контактного трения. При увеличении hB и р протяженность участка EF увеличивается. Ориентировочно можно считать, что:
при горячей прокатке
lEF к (0.5 н- 2) Лср;
при холодной прокатке
(0,3-?- 1)Лср.
Подставляя значение контактного касательного напряжения из формулы (11.76) в исходное уравнение контактного нормального напряжения, получим
dp^Tl[2- (П-77)
Второй знак перед вторым членом в скобках исчез, так как уравнение (11.76) определяет тж для всего участка EF, включая и ту его часть, которая находится в зоне опережения.
После интегрирования в пределах точек Е и F находим
Рг = Ре + Тт [Я (hE — hx) — (2 - Ah,,) In (hE/hx)], (11.78)
где pE — контактное нормальное напряжение в точке Е, определяемое по уравнению (11.72) или (11.73); hE~ высота сечеиня
43
прокатываемой полосы у точки Е; А — постоянная величина для участка EF, определяемая по уравнению
А = l/(EF tg2 <р№) = Т|/(2т.г tg2 <jjEF). (11.79)
Величину Л,, найдем из уравнения (11.78) для точки 7:
. (Рц— ₽г)/тт + Л <ле — Лг) 2 /пят
-----------A In (hElhF)-----~А ’ <IL80> где pF — напряжение в точке F, определяемое по уравнению (11.75).
Для участка EF, таким образом, контактное нормальное напряжение по обе стороны от нейтрального сечения выражается одним общим уравнением. Получаемая при этом, согласно уравнению (11.78), куполообразная вершина эпюры контактного нормального напряжения (рис. 11.9) вполне соответствует данным многих экспериментальных исследований.
Положение максимума можно найти, если производную, определяемую по уравнению (11.77), приравнять нулю:
^. = Т1[_Л + (2+ЛМ-^]=0. (11.81)
Тогда максимум давления прокатки будет наблюдаться ври hx ---- /!„ (2/Л). (11.82)
Точка максимума давления прокатки, следовательно, немного смещена но отношению к нейтральному сечению в сторону входа металла в *валки; величина смещения пропорциональна tg <pEF.
II. При //hcp = 2-^-5 участки СЕ и FD, характеризующиеся постоянством касательных напряжений, могут отсутствовать (см. рис II.9, б). Это происходит вследствие того, что касательные контактные напряжения на участках АС и DВ, благодаря уменьшению длины дуги захвата, не успевают достичь величины тт. Таким образом, при указанном отношении //hcp зона прилипания состоит только из одного участка заторможенной деформации. Для оставшихся трех участков AC, CD и DB касательные напряжения и давления определяются приведенными выше уравнениями (П.69), (11.70) и (11.78).
III . При l/hcv = 0.5-S-2 длина дуги захвата по отношению к высоте сечен ня становится настолько малой, что зона прилипания распространяется по всей дуге захвата. Эпюра распределения касательных напряжений выражается в этом случае двумя треугольниками (рис. II.9, в), а эпюра нормального напряжения — кривой, имеющей выпуклость наружу по всей дуге захвата и определяемой уравнением (11.78), если условно принять, что точка Е (см. рис. II.9, а) совпала с точкой А.
IV . При //Лср <0,5 зона прилипания обычно распространяется по всей дуге захвата, как в предыдущем случае, только стремление металла к скольжению весьма незначительно, и поэтому контактные касательные напряжения небольшие. Эпюра касательных напряжений в этом случае выражается двумя треу голь-
44
никами небольшой высоты (см. рис. II.9, г). В связи с этим нормальное напряжение имеет малозаметный подъем к средней части дуги захвата и практически может быть принято постоянным.
Анализ контактных касательных напряжений свидетельствует, что при отношении l/hCi> < 1 они незначительны и поэтому оказывают очень малое влияние на нормальное напряжение. Но в этом случае начинают действовать внешние зоны, которые вызывают существенное повышение нормального напряжения в точках В и Л и соответственно на протяжении всей дуги захвата.
Влияние внешних зон иа контактные
напряжения рйс. ил0 Поле линий скольжения
при двумерном локальном сжатии
При малом отношении ///гср< 1,0 про- тел® катка подобна случаю вдавливания штампа в пластически деформируемое тело, размеры которого по другую сторону плоскости соприкосновения со штампом не ограничены. Если считать деформацию двумерной и пренебречь влиянием сил трения по контактной поверхности, то напряженное состояние в этом случае деформации легко определить построением поля линий скольжения. Для выяснения влияния внешних зон на контактные напряжения при llhcp >> 0,12 воспользуемся решением задачи по сжатию тела между параллельными плоскостями А. Д. Том ленова. Напряженное состояние при этом процессе сжатия (если считать деформацию двумерной) можно представить полем липни скольжения (рис. 11.10), состоящим из равнобедренного треугольника, двух веерных зон и криволинейного четырехугольника. Контуры этого поля в жестко пластичном материале определяют границы пластической зоны. В случае реального материала контуры поля определяют границы зоны, в которой упругие деформации весьма малы по сравнению с пластическими.
Необходимо отметить, что рассматриваемое поле удовлетворяет кинематическим условиям на границе, если предположить, что зона прилипания распространяется на всю длину дуги контакта (наблюдается в случае деформации высоких заготовок при малой длине участка контакта). Действительно, величины перемещения частиц на контактной поверхности при деформации, описываемой полем, постоянны и компоненты перемещения vx = const, vy — = const, что соответствует случаю прилипания.
45
Для определения давления на контактной поверхности рассмотрим равновесие половины тела, расположенной правее сечения /—/ (см. рис. 11.10).
Из условия равновесия
Л/2
Jaxd// = O, (11.83)
О
где ож — напряжение в сечении I—/.
Чтобы определить напряжение ох, рассмотрим две ортогональные линии скольжения АВ и ВС. Применив к ним первую теорему Геики, получим
— Ов — —2ттсхА5;
— Ос — Н 2т-|Схвс, (П.84)
где оА, os, <тс — средние напряжения в точках А, В; С; аАВ, авс — углы поворота линий скольжения между точками А и В, В и С.
Так как линия скольжения ВС в точке С составляет с вертикалью угол 45°, то эти углы поворота равны углу (3, заключенному между линиями скольжения DB и DE: авс = —ctAB = 0. Тогда из уравнения (11.84) следует, что иА — <тс = 2тт (авс — — «лв) = 4ттр.
Входящие в эти уравнения средние напряжения определяют из уравнения пластичности
О А = Р — Тт; 1
Ос = Тт- /
(11.85)
Откуда следует, что при у = О-Ц/i — /)/2
ох = р — 2тт (1 + 2(3). (11.86)
Учитывая, что на участке у = (h — их = р — 2тт,
из уравнения (П.83) получаем
h—Z/2
//2(р —2тт) + J [р —2тт(1+2Р)]4{/ = 0. О
Интегрируем это уравнение и решаем относительно р:
[h—I/2 л
I + 4/Л j Pdpl. (11.87)
Чтобы проинтегрировать уравнение (П.87), необходимо найти Р = f (У)- Как показало исследование поля линий скольжения, эта функция выражается зависимостью
= 4 (2Р) 2 S/2„-i (2Р) (- 1 )"+1, (11.88)
46
где I — ширина контактной поверхности (см. рис. II. 10); Лп-i (2₽) — функция Бесселя мнимого аргумента 20 (2п — 1)-го порядка.
Зависимость (11.88) в пределах 0 < 0 •< л/2 аппроксимируется функцией
(h — 2y)/l = (11.89)
После логарифмирования получаем искомое выражение
Р = 0,625 In (П.90)
Подставив уравнение (11.90) в выражение (П.87) и проинтегрировав его, получаем
р = 2гт [1,25 In (hit) -t- 1.25//Л — 0,251. (11.91)
Формула (11.91) справедлива при условии 1 >0,118,
и при Z//i<0,118 давление определяется формулой Прандтля: р = 2тт (1 -f- я/2)» 5,14т».
Влияние внешних зон на контактное давление оценивается коэффициентом напряженного состояния
па = р!р (11.92)
В интервале 0,05 < l/h < 1 эта зависимость с достаточно/! точностью выражается уравнением
< = PIP = (W''’- (П.93)
Для значений Ijh 1 коэффициент По с удовлетворительной точностью можно принять равным единице.
3. СОПРОТИВЛЕНИЕ ДЕФОРМАЦИИ
Сопротивление линейной деформации
Согласно уравнениям Надаи, сопротивление лииейной деформации о можно выразить уравнением
= + + (П.94)
dt 1 de 1 th 1 ди ' ’
Первый член правой части этого уравнения учитывает влияние температуры t на сопротивление деформации; второй — наклепа в результате осуществляемой деформации е; третий — разупрочнения в зависимости от времени т, т. е. влияние релаксации; четвертый — повышение напряжения о в зависимости от скорости деформации и и с учетом вязкости металла.
Закономерности, необходимые для решения этого уравнения, еще недостаточно изучены, и поэтому практически влияние указанных факторов приходится учитывать главным образом на основе экспериментальных данных.
47
Если в качестве базиса характеристики природных механических свойств деформируемого металла принять предел текучести оГ1 определенный в статических условиях, т. е. на обычных разрывных машинах, то фактическое сопротивление линейному или простому сжатию или растяжению аф можно представить уравнением:
аф = ntnnnvc^ (II .95)
Коэффициенты пт, пв и пВ9 входящие в уравнение (11.95), учитывают влияние на сопротивление деформации соответственно температуры, наклепа и скорости деформации.
Если деформация двумерная, то сопротивление деформации следует определять не на основе иф, т. е. фактического сопротивления простому сжатию или растяжению, а иа основе сопротивления чистому сдвигу Тт.
Соотношение между оф и тт может быть найдено иа основе равенства
т„их (о, — о3)/2 (11.96)
и уравнения
о1-о3 = 2офЛ Т+Р- (П.97)
Подставляя в уравнение (11.97) Oj = —о3 и | = 0, получаем
тт = оф/у7 3 » О,57итинпи0т- (11.98)
При определении входящих в уравнения (11.95) и (II.98) коэффициентов необходимо иметь в виду, что значение каждого из них зависит не только от того фактора, влияние которого представляет данный коэффициент, но также и от двух других факторов. Так, характер влияния температуры прокатки на оф или тт зависит от величины и скорости деформации, а влияние последней в свою очередь зависит от температуры и наклепа.
Изменение температуры металла при прокатке
Температура металла при выдаче его из нагревательной печи и во время прохождения между валками стана изменяется вследствие отдачи тепла лучеиспусканием и конвекцией в окружающую среду и теплопроводностью валкам, проводкам, роликам рольганга и другим деталям стана, с которыми соприкасается прокатываемый металл, а также вследствие приобретения тепла за счет энергии, затрачиваемой на пластическую деформацию металла.
Из указанных потерь тепла прокатываемым металлом наибольшее значение при горячей прокатке стали имеет отдача тепла лучеиспусканием, так как охлаждение стали при температуре выше 200—300 СС происходит в основном в результате лучеиспускания. При этих температурах отдача тепла металлом за счет конвекции по сравнению с лучеиспусканием настолько мала, что ею можно пренебречь. Это же относится и к передаче тепла от металла к валкам. Поэтому при практических расчетах снижения температуры металла при прокатке следует учитывать только потерю тепла лучеиспусканием и приход его в результате пластического деформирования.
48
Количество тепла, которое вследствие лучеиспускания переходит от прокатываемого металла во внешнюю среду, согласно закону Стефана—Больцмана, определяется по формуле
Q = FxC [(77100)* — (Г/100)41,
(11.99)
где F — поверхность полосы, отдающая тепло, м2; т — время охлаждения, с; Т и Т' — абсолютные температуры поверхности охлаждаемой полосы, К; С — постоянная лучеиспускания охлаждаемого тела, для стали С = (20,45— —21,08)Х IO"8 кДж/(м2-ч-°С).
В практических расчетах, когда интервал времени небольшой и соответственно снижение температуры мало, задаваясь температурой металла ТС1, за данный интервал времени, можно определить снижение температуры металла:
АГ = £^(Гср/100)4Дт>
(11.100)
где Дт — время, ч; 6 — масса охлаждаемого металла, кг; с — удельная массовая теплоемкость металла.
Повышение температуры прокатываемого металла в результате деформации (при прохождении его между валками) можно определить по уравнению
Gc
гАГ = л(1-«)-|
L 4276с J ’
(11.101)
где А — энергия, необходимая для деформации металла; а — коэффициент, характеризующий, какая часть энергии, затраченной на деформацию, расходуется иа нагрев валков и рассеивается в окружающей среде.
Для определения энергии А (кДж) используют экспериментальные кривые удельного расхода энергии при прокатке с учетом потери части этой энергии в механизмах стана, и следовательно, не расходуемой на деформацию металла:
А = 2 (п, — о„) Ci), (11.102)
где Cj иоп — уделыши расход энергии за данный проход, определяемый по графикам, кВт-ч/т; 1] — к. п. д. стана.
Подставив значение А в уравнение (11.101), получим при с =
-= 0,7 кДж/(кг-сС):
ДТ= 2,8 (1 — a) I] (Oi —аЛ). (11.103)
Влияние наклепа на сопротивление деформации металлов в холодном состоянии
Когда температура прокатки ниже температуры рекристаллизации металла или скорость рекристаллизации металла меньше скорости деформации его, металл упрочняется. Вследствие этого сопротивление деформации повышается. Практически это явление наблюдается при холодной обработке у большинства металлов, за исключением только свинца и олова, температура рекристаллизации которых не превышает комнатную температуру.
Рис. 11.11. Кривые деформационного упрочнении (зависимости предела текучести от истинной деформации) отожженной стали различных марок: Г — марганцовистой: 2 — никелевой; 3 — хромистой
49
Из-за отсутствия подробных данных о влиянии иаклепа на усилие при прокатке разных металлов обычно об этом влиянии судят по изменению предела текучести металла в зависимости от обжатия в холодном состоянии. По сравнению с пределом прочности предел текучести с увеличением обжатия растет быстрее, и при высоких обжатиях ои равен пределу прочности.
Бриджмен, исследовав упрочнение стали и других металлов при значительных деформациях, пришел к выводу, что зависимость между напряжениями текучести и истинной деформацией линейна (рис. II. 11). Под истинной деформацией понимается деформация, выраженная в натуральных логарифмах. Таким образом, влияние деформационного упрочнения в общем виде можно выразить так:
Оф = °т+ “ In (11.104)
где а — коэффициент, равный тангенсу угла наклона прямой деформационного упрочнения к оси абсцисс (см. рис. 11.11).
Тогда коэффициент наклепа будет равен
лп = 1 + [a In (Zj/ZoI/Ot ]. (11.105)
Так как уравнение (11.104) применительно к разным металлам изучено недостаточно, практически значение предела текучести в зависимости от деформации находят на основании экспериментальных данных.
Влияние обжатия на предел текучести прн холодной прокатке разных металлов подробно исследовано многими авторами.
Влияние скорости иа сопротивление деформации металла
В среднем скорость деформации при прокатке составляет 1 103 с”1. Теоретически
влияние скорости деформации на усилие при прокатке изучено недостаточно.
В связи с этим нет до сих пор аналитической формулы, которая отражала бы точную зависимость между скоростью и сопротивлением деформации. Вместе с тем
известно, что сопротивление деформированию возрастает по мере повышения скорости деформации.
Более правильно учитывать влияние скорости деформирования на сопротивление деформации, рассматривая два одновременно протекающих процесса — иаклеп и разупрочнение. Интенсивность наклепа в зависимости от деформации.
очевидно, характеризуется в каждый наклона касательной к кривой дефор[ Согласно исследованиям П. Брид> характер зависимости между напряже ной через In (h0/h), линейный. Следова-участка деформации можно выразить
рассматриваемый момент тангенсом угла рационного упрочнения (рис 11.12). смена, при сжатии большинства металлов ниями и истинной деформацией, выражеи-гельно, интенсивность иаклепа для любого через одинаковый модуль упрочнения D.
Принимаем, что разупрочнение происходит пропорционально времени деформации и приросту напряжения в результате наклепа.
Таким образом, можно написать следующее уравнение:
dau — Dde — А (ии — о0) dr, (11.106)
где А — коэффициент пропорциональности, представляющий собой скорость релаксации, с-1.
После преобразования с учетом скорости деформации получаем
^И = В — А °" —°° . (И.107)
de и ' '
На диаграмме деформационного упрочнения первый член правой части урав
50
нения (11.107) представляет собой интенсивность наклепа (tg ₽), если бы не было разупрочнения, т. е. при бесконечно большой скорости деформации, а второй член—интенсивность разупрочнения.
Если скорость деформации в течение рассматриваемого периода деформирования принять постоянной, то после интегрирования получаем --^-1л(^--о„-о„)=е + С. (11.108)
Пренебрегая величиной упругой деформации из-за ее незначительности, постоянную интегрирования С находим при остаточной деформации е = 0 и аи = °о = °т, тогда получим
а„=о0 + 0Л-(1 -е Л")' (11.109)
Это уравнение учитывает влияние из сопротивление деформации одновременно двух факторов — скорости и величины деформации.
Экспериментальные исследования влияния скорости деформации металла на необходимые при этом усилия можно разделить на две группы: 1) проведенные на стане при прокатке металла с различными скоростями; 2) проведенные на испытательных машинах при растяжении или сжатии образцов с различными скоростями деформации.
В результате этих исследований установлено, что при холодной прокатке скорость деформации металла незначительно влияет иа усилия прокатки.
Влияние скорости на сопротивление деформации в горячем состоянии исследовали преимущественно на испытательных машинах, при этом было отмечено существенное влияние скорости на сопротивление деформации при температуре, превышающей температуру рекристаллизации металла. В некоторых случаях сопротивление разрыву при высоких скоростях увеличивается примерно в 5— 7 раз по сравнению с деформацией, осуществляемой в статических условиях.
Установлено также, что влияние скорости на сопротивление деформации в значительной степени зависит от величины деформации.
Экспериментально эта зависимость подробно исследована П. М. Куком. А. А. Динником, И. Я- Тарновским, В. И. Зюзиным и др.
Методы определения сопротивления деформации металла
При холодной прокатке на сопротивление линейной деформации большое влияние оказывает наклеп. Температура и скорость деформации оказывают незначительное влияние на оф, н практически коэффициенты пт и nD в уравнении (11.95) можно принять равными единице.
Тогда для холодной прокатки уравнение (11.95) принимает следующий вид:
Сф = п„ат = o°+in' а,, (II. 110)
где и0, а> — предел текучести металла до прокатки и после иее.
При горячей прокатке сопротивление линейной деформации зависит главным образом от температуры и скорости. Наклеп или обжатие влияют на сопротивление деформации одновременно со скоростью, и поэтому такое влияние удобнее учитывать соответ ствующим значением коэффициента скорости па. В связи с этим в случае горячей прокатки металла уравнение (11.95) имеет следующий вид:
Оф^ПтПяОт (11.111)
51
Так как характер влияния скорости на сопротивление деформации зависит от деформации и температуры, то находят значение не каждого нз указанных коэффициентов, а их произведение:
Оф = ПтПгДт = Ои, (II. 1121
где сти — сопротивление деформации, определяемое по диаграммам при заданных условиях прокатки (скорости деформации, температуре и обжатии).
Под величиной Оф подразумевается среднее значение сопротивления линейной деформации для начала и конца дуги захвата. Поэтому для скорости деформации, температуры и обжатия необходимо также принимать средние значения на протяжении дуги захвата.
Если опытные данные о влиянии скорости на сопротивление деформации получены при испытании на растяжение, то при подсчете оф для сжатия их необходимо увеличить на 10 %.
Расчет усилий, действующих иа валки, целесообразно проводить не с учетом величины оф, которую находят при испытании металлов в условиях растяжения или сжатия, а с учетом величины тт, полученной при изменении контактных нормальных напряжений при прокатке. Этот метод определения величины тт по предложению А. И. Целикова разработал В. Ф. Пушкарев.
Особенность рассматриваемого метода состоит в том, что за исходную характеристику сопротивления металла деформации принят не предел текучести <тп или оф, а контактное давление р0 при прокатке эталонных образцов.
За эталонные условия были приняты условия двумерной деформации, исключающие влияние уширения, при котором влияние продольных напряжений на контактное давление было бы сведено к минимуму. Этим условиям в значительной степени соответствует прокатка образцов прямоугольного сечения, когда вср«5] Тал; лср»]гАл. (п.нз)
Благодаря тому, что отношение l/h^ = 1, влияние внешнего трения и внешних зов сведено к минимуму, н поэтому можно принять рс та 2тт.
В расчетах для определения сопротивления деформации используется метод термомеханических коэффициентов, разработанный В. И. Зюзиным.
Сущность метода состоит в том, что за исходную величину, на основе которой строятся все расчеты сопротивления деформации о, принимается базисное значение сопротивления деформации <jg. д, полученное в динамической области деформации металлов и их сплавов прн эталонных значениях термомехаиических параметров (например, при температуре t = 1000 °C; скорости деформации и - 10 с“’ и степени деформации е — 0,1).
Значения получены для различных марок сталей на специальных испытательных машинах —- кулачковых пласте -52
Рис. ПЛЗ. Термомеханические коэффициенты ftp ftE (а) к (б) для стали (2Х(8Н9Г
метрах. Например, для стали 45 величина оо.д = 88 МПа; стали ХН70Ю оо.д = 262 МПа и т. д.
Для распространения значений а на всю исследуемую область испытаний были определены термомеханические коэффициенты: температурный kt, степенной ke и скоростной ku как отношение искомого значения сопротивления деформации о,- к базисному о0.д, т. е.
Этн коэффициенты выражены в виде графических зависимостей kt ~ f (/), ke — f (е) и ku = f («). На рис. IL 13 в качестве примера представлены зависимости термомеханпческнх коэффициентов для стали 12Х18Н9Т.
Расчетное значение сопротивления деформации и в зависимости от различных значений температуры, степени и скорости деформации определяется по формуле
о = o0,^ktkEkUJ (11.115)
в которой базисное значение оо. д для каждой марки металла или сплава выбирается из таблицы исследуемых материалов, а значения коэффициентов — из соответствующих графиков.
4. УСИЛИЕ ПРОКАТКИ
Факторы, определяющие усилие прокатки
При определении усилия прокатки обычно учитывают только
вертикальную составляющую, которую, исходя из характера распределения нормальных и касательных напряжений по дуге захвата, с некоторым приближением можно определить (рис. 11.14):
а
if rfx .
4- Tv---------sin ах —
1 J * cosaK х
(11.116)
53.
•Рис. 11.14. Усилия, действующие на валок
Второй н третий члены этого уравнения малы по сравнению с первым членом, н поэтому усилие прокатки i
р = Bep f pxdx. (11.117)
О
При практических расчетах величину усилия прокатки находят как произведение среднего давления прокатки /7ср на проекцию к направлению силы Р площади соприкосновения металла с валком F: P = pcpF- (11.118)
Среднее давление прокатки определяют по уравнению
Рс-р - I j Рх^Х'
(11.119)
Величина F зависит при горячей прокатке от геометрических размеров очага деформации (от размеров валков и полосы до и после прокатки), а при холодной — еще и от давления прокатки, а также материала валков. Контактное давление зависит -от двух групп факторов: I) определяющих механические свойства обрабатываемого металла (сопротивление деформации); 2) определяющих характер напряженного состояния (контактных сил трения, внешних зон, натяжения и др.).
Влияние первой группы факторов было рассмотрено выше. Влияние второй группы факторов можно выразить в виде произведения двух коэффициентов, из которых первый у учитывает .влияние среднего нормального напряжения в очаге деформации о2, и второй пс — влияние остальных напряжений на давление прокатки:
Pep — VW*. (11.120)
При двумерной деформации, когда уширением можно пренебречь, у = 1,15, а при прокатке полос со свободным уширением -у == 1. М. Л. Зарощииский для определения у предложил следующую формулу:
V = К (в, _ в,)» + (*/_ + (С2 _ ta)5 > (11.121)
где 8j, е2, е3 — логарифмические деформации.
Коэффициент напряженного состояния па можно представить ш виде произведения четырех коэффициентов:
па = пвпапоп“ t (11.122)
54
где пв, по, nOi по — коэффициенты, учитывающие влияние иа давление прокатки ширины полосы, внешнего трения, внешних зон и натяжения соответственно.
Определение контактной площади прокатываемого металла с валками
Так как в большинстве случаев прокатки равнодействующая давлений прокатки (усилие прокатки) направлена вертикально или отклоняется от вертикали незначительно, то при практических расчетах величину F принимают равной горизонтальной проекции контактной площади металла с валками
При прокатке профилей прямоугольного сечения контактную площадь (одного валка) можно подсчитать по уравнению
F=/Bcp. (11.123).
В большинстве случаев можно принять, что
Вс„ = (В„ + В,)/2, (11.124)
где Во и Вг — ширина прокатываемой полосы при входе в валки невыходе из них.
Если кромку прокатываемого металла в очаге деформации аппроксимировать дугой параболы, то
Вср = Во + 2 ДВ/3, (11.125)
где ДВ — уширение при прокатке, которое подсчитывается по1 формуле
ДВ = 0,5свсо (pz 1? Д/г — Д/г/2|д.) In (hD/hi). (II. 126)
Здесь св — коэффициент, учитывающий влияние ширины прокатываемой полосы:
Св = 4(1— е) (Во/1 — 0,15) + е; (11.127)
са — коэффициент, учитывающий влияние заднего натяжения: са = I -(2о0/оф). (П.128)
При прокатке металла в калибрах, например при прокатке круга, овала, квадрата на ребро, уголков и др., контактную площадь определяют графически или аналитически. При графическом способе вычерчивают в трех проекциях калибр вместе с находящейся в нем прокатываемой полосой и, нанеся линии пересечения валка с поступающей полосой (рис. 11.15), определяют площадь соприкосновения.
Аналитически F может быть определена методами приведенной или соответственной полосы. По методу приведенной полосы ДЛ принимают равным среднему линейному обжатию по ширине профиля:
ДЛ = SJBO — SJBly (11.129)
55-
Рис. j J. 15. Определение контактной площади гра-
фичееким способом
где $0 и — площади сечения профиля до и после прокатки соответственно.
Катающий радиус принимают равным
R = 0,5 (D — Si/BJ.
(11.130)
Основная идея метода соответственной полосы предложена А. Ф. Головиным. Полосы фасонного и
прямоугольного сечення называются соответственными, если площади и отношения сходственных осей (сторон) их попереч-
ного сечения равны.
Размеры соответственных полос связаны формулами
Ас = x-zSc/al
с \ , (11.131)
Вс = ahc J
где hc, Вс, а = BK/hCi Sc— высота, ширина, отношение ширины к высоте и площадь соответственного прямоугольного профиля; h, В, а = B/h, S — то же для фасонного профиля.
Влияние внешнего треиия на усилие прокатки
Для двумерной прокатки без натяжения коэффициент влияния внешнего трения на усилие прокатки можно найти по средней ординате эпюры распределения контактного нормального напряжения по дуге захвата.
Для двумерной деформации с учетом выражения (If. U9) имеем
[PxdX.
° ~ 2тт “ 2тт/ J х о
В общем случае при отношении Z/ftcp>5 на дуге захвата имеются пять участков, характеризуемых разными законами распределениями контактных напряжений.
Коэффициент напряженного состояния при такой эпюре нормального контактного напряжения находят как средний коэффициент пяти участков
, пагАС + nrFCE + rippEF + nFnED -}- nnKDB
na ---------------------j---------------------, U 1.1 йЭ)
где «дс. псе нт. д. — частные коэффициенты напряженного состояния для участков АС, СЕ и т. д.; АС, СЕ и т. д. — протяженности участков дуги захвата.
Каждый из частных коэффициентов можно подсчитать, если подставить в уравнение (11.132) функциональную зависимость рх = / (х) соответствующую данному участку.
В начале и конце дуги захвата (участки АС и DB) рх выражается уравнениями (11.65) и (11.66). После подстановки в уравнение (11.119) значения рх и приняв dx = (Il&ti) dhx, go = gi = 1 получим:
-56
для участка АС
"аС^Д^ I [(‘АС- 0 + >]^
hc
для участка DB
^IS ht
После интегрирования:
(11.134)
(11.135)
(II.136)
(11.137)
где lie, hD — высота сечений прокатываемой полосы, проходящих через точки С н D.
Прн определении псе к nFD в уравнение (П.119) подставляем значение рх согласно выражениям (11.72) и (11.73):
ftC
"св = 2ттЛ/1СЕ (₽с +tgqjcFln v)dA',:
>'Е
= 2т, AW’D j ("с 1 1п 4^) dh*-
После интегрирования получим:
"св^[^ + 2^['‘с-'‘в(1 + >ПЩ])- (11.138)
"вл - [£<Лв -М + Ь ~ (Ь ' (П-'39)
Для зоны EF коэффициент пер определяют, подставляя в уравнение (II. 119)
значения рх согласно выражению (П.78):
АГ
"ЛГ = дат У ("в + [Л ("в - М-(2 + ^н) к]} dA« •
1,Е
После интегрирования
"^=-1 ~Ah"+2Л ~ м]х
X (ЛЕ — Лг) + (1 + л/‘„)1п
(11.140)
.67
При подстановке в уравнение (11.133) коэффициентов пас, псе. пев и «jef, найденных по уравнениям (11.136)— (II. 140), подсчитывают значения коэффициента По-
Рассмотренный метод определении Па требует длительных вычислений. Поэтому наряду с указанным методом для ш дсчета коэффициента по можно рекомендовать также упрощенные способы.
При отношении ///icp>2, особенно при холодной прокатке, участок застоя EF (рис. 11.16) относительно небольшой и поэтому скругление эпюры прокатки давления можно не учитывать, т. е. считать в уравнении (11.133) EF= 0, а в уравнениях (П.138) и (11.139) hE = hr = ha. Кроме того, прн отношениях //Лср<4ч-5 можно также пренебречь некоторым фактическим снижением давления на участке CD по сравнению с результатами теории
Рис. п.1б. Эпюры нормальных рх и сухого трения и для приближенного
контактных касательных напряжений расчета принять значения рх на протя-
тх при "ftCp> 2 жении всей контактной дуги по уравне-
ниям (11.65) и (11.66).
В этом случае считаем, что и уравнениях (11.134) и (11.135) оде = сов — = и = p2//A/i; he = hp = Ли и после подстановки полученных значении пде И п&в в уравнение (11.133)
< - (ЛВ/6ДЛ) [fcV + -2]. (11.141)
Выразив ha!ha через hHlhlt исходя из равенства нормальных напряжений в нейтральном сечении, подсчитываемых по уравнениям (П.65) и (11.66) при = /гн, получим
(1/6) [(6-1) (6„/Л„)6 + И = (1/6) !(6 + 1)(1,;У( - I], (II .142)
откуда
(ММ6 = [1 /(6 - 1И 1(6 + I) (Л„//г,)° - 2].
Подставив значение hjhn в уравнение (11.141), видим, что коэффициент влияния внешнего трения на давление прокатки можно выразить формулой, предложенной А. И. Целиковым:
Среднее давление прокатки можно определить, если умножить обе части этого уравнения на 2тт, приняв, что па = пс = 1:
(П-145)
где 6 = р 2//Д/1.
58
(II. 146)
Рис. 11.17. Коэффициент Яр влияния внешнего трения на контактное давление в зависимости от б при разных Дй/Л0
Входящую в уравнения (11.143) и (11.144) величину hn находим из равенства (II. 142), после преобразования которого получим
Ла/Л1 = Ю + /1 + (6s - 1) (Яо/л,) ]/(6 + 1)|1/в. (11.147)
Чтобы упростить использование уравнений (11.144) или (11.145) при подсчете контактного давления, на рис. 11.17 приведена построенная по этим уравнениям диаграмма, характеризующая зависимость коэффициента п‘о от б при разных обжатиях.
Согласно этой диаграмме, при повышении обжатия, коэффициента трения и диаметра валков среднее давление значительно возрастает.
Для горячей прокатки при отношении //Аср> 4-е-5 участки СЕ и FD (см. рис. Л-9, а) могут быть значительны и можно принять на протяжения всей дуги захвата тд. = тт, В связи с этими допущениями в уравнениях (11.138) и (11.139) принимаем
РС = рп ~ 2Тт> “ Ао? llE =
Из условия равенства контактных напряжений, подсчитываемых по уравнениям (II.72) и (11.73) для нейтрального сечения, находим
ры = 2тт -J- тт (2//ДЛ) 1п (йл/Лж) = 2тт + тт (2//АА) In (ftH/*i)- (11.148)
откуда hB = ИМг-
После подстановки этих значений в уравнения (П.138) и (11.139) и определения псе и про по выражению (11.113) находим значение коэффициента, учитывающего влияние внешнего трения:
< = 1 + Л1 + - 1 + W Ш.149)
При горячей прокатке, когда отношение //АСр< 1,5ч-2, зоны скольжения незначительны. В этом случае (см. рис. II.9) эпюра давления прокатки выражается
59
уравнением (11.78). Коэффициент напряженного состояния необходимо подсчитывать. подставляя н выражение (11.138) значение EF ~ 1, а при определении Лег в уравнении (11.140) принимать ре — 2тт; ftp = ho, hp=/iv
После подстановки
< = (1 + Ah„) In (Ад/hj) + 2 A (&h - hj,
где
A = (2//Д/1)2»;/2т-г. (11.151)
Величину т] определяем из условия, что в точке входа касательное контактное напряжение = тт.
Далее считаем, как это было принято при выводе уравнения (11.76), чтота изменяется по линейному закону, а в нейтральном сечении та — тт.
Тогда
ТХ = ТТ У1х--Л|[)/(Йо — Лн),
откуда, согласно уравнению (II. 139):
1) — тЛЛ/U — (Ло —ЛнН-
После подстановки т] в уравнение (II. 151)
А = 2/ДАй (Ло - ftH) 1.
Подставив значение А в уравнение (11.150), получим
„ 11 j. —_____is.
(11.150)
(11.152)
(11.153)
(11.154)
\ ht ft0 2/(2ДЛ —Лн)
/ ДЛ Лх ДЛ (Ло — Лн) ’
(11.155)
Д Л ft-Q -------- Лд
Величину Лн можно найти из условия, что при Лх = ht по уравнению (П.78) рх = 2т т. Для упрощения расчета можно с достаточной точностью принять htl по выражению (II. 148).
Прн отношении //ЛСр< 1,5—2 без большой погрешности можно подсчитывать коэффициент п'а для осадки призмы с учетом аналогичного закона распределения контактных касательных напряжений, принимая у краев тЛ. — тт, а по центру тж = 0.
Тогда ,_______
(И .156)
6/гГр
Влияние натяжения иа давление прокатки
Для определения давления прокатки с учетом влияния натяжения используем уравнение (11.57).
Для решения этого уравнения принимаем, что 2тт « рх. Тогда уравнение (11.57) будет иметь следующий вид:
*i = (lT6)^, (11.157)
Рх hx
где б = 2р.//ДЛ.
После интегрирования получим: для зоны отставания
РЛ = Л}-ССО, (11.158)
для зоны опережения
px = hi+eCj. (11.159)
60
Величины Сп и С\ находим из следующего условия:
лЛ = Лв—рд = Ь2тт; |
Л, = <‘1—Рл ь,2т,. J
Тогда для зоны отставания
Рх = Ео2тт (ЛЛ)6-1
для зоны опережения
Рх = Е12тт(Л1/Л1)6+'.
где Е,= 1 — (a„/2rT); Ei = 1—(а,/2тт).
Подставляя эти значения рх в уравнение (II.119), получим
(II.160)
(II.161)
(11.162)
n -2TT
РСР-ДЛ
j ЫМь)*-1 ‘"‘х + j Е1 (Лх/Л1)‘т‘ dh, *Н Л.
После интегрирования получим формулу для определения давления прокатки с учетом влияния натяжения и внешнего трення:
Ло V-2
(11.163)
1°+" — 1]}. <11.164)
Входящее в это уравнение значение Лн находят по уравнениям (II. 161) и (II. 162), учитывая, что при hx = hu величина рх = ^)2тт (йь/Лж)в~1 = = Е12т, (ЛЛ/+', 20 -л-, -г—:------------------
откуда ftH = )
Согласно данным У- Хессенберга и Р. Симса, контактное давление металла на валки рср с учетом влияния натяжения можно выразить следующим образом:
Pep —
Pep
(II.165)
где pep — давление без учета натяжения;
____________ тГо т тп 0,57 (аГо + ап)
1 2 2
Приближенное значение «о может быть найдено по формуле
= I °о + °i
2Рср
(11.166)
Влияние ширины полосы на давление прокатки
Ширина оказывает влияние на контактное давление при ее изменении только в определенных пределах, и когда отношение Вср/1 становится более пяти, то при дальнейшем увеличении ширины изменения контактного давления практически не происходит.
В общем виде влияние ширины полосы можно представить в виде произведения двух коэффициентов у и пд, из которых первый учитывает влияние, а второй — изменение величин внешнего трення в связи с уширением.
Для определения коэффициента можно использовать формулу С. И. Губкина, согласно которой контактное давление при осадке параллелепипеда Рер = 2г,(1+^^^), (11.167)
где а и В — размеры сторон параллелепипеда, из которых а < В.
61
Сравнив контактное давление прн осадке данного параллелепипеда и параллелепипеда с бесконечно большой стороной В, можно получить приближенно для случаев прокатки, когда В > I:
, . ЗВ —Z
1 -----6В— и (Z/A*
nB = I 4-|*(//й)
(11.168)
где В и h — средние ширина и высота сечения прокатываемой полосы; I —• длина дуги захвата, скорректированная к условиям осадки, которую можно определить по уравнению:
i = V ллл
tg (и/2) 1
При прохатке (Z/ftCp-< 2) скольжение по поверхности почти отсутствует, и если принять р. = 0,5, то
, ЗВ — 1 I
ЯЛ 4И
(11.169)
Определение давления при прокатке в калибрах
Как следует из экспериментальных данных, давление при прокатке в калибрах обычно выше, чем при прокатке на гладкой бочке в сопоставляемых условиях, причем эта разница составляет 1,0—2,0.
Для решения вопроса о влиянии формы калибра иа величину давления воспользуемся уравнениями, полученными:
для случая вытяжки в вырезных бойках (рис. 11.18, а)-.
Рср = 1.15оф(1 + -2-Р~Тг)' (IL170)
где сс — угол охвата полосы бойками;
для случая вытяжки полосы прямоугольного сечения в плоских бойках (рис. 11.18, б):
рср = 1,15оф [1 Н (pb/3h)l. (11.171)
Следует отметить, что формула (11.171) получена из условий плоской деформация (отношение ширины бойка к ширине полосы мало).
Рис. II. 1В. Схема вытяжки в вырезных (а) н плоских (б) бойках
62
В порядке обобщения заменим в формуле (11.171) величину 1.15<гф на уОф (где у,--коэффициент Л оде, изменяющийся в пределах 1,0-н-1,15) и на основании сравнения величин давления при вытяжке полос в вырезных и плоских бойках найдем коэффициент лк:
1,15 [1 ф- (2frzp/3mt)J ?[1+(И*/ЗЛ)]
(11.172)
Эта формула может быть использована для учета влияния условий трения и формы калибра на давление при прокатке. В этом случае вместо ширины бойка Ь следует подставить значение длины дуги захвата /, вместо диаметра d — высоту полосы h:
Рис. 11.19. Зависимость пи от ц ((/ft) и а/Л (сплошные линии для V — 1,0, штриховые для у = 1,16)
1,15 [1 + (2р,сс//3лй)] - .
?[1+(р'/ЗЛ)]
Из анализа приведенной выше формулы (11.173) видно, что рост давления при прокатке в калибрах определяется в основном величинами р. (Uh) и а/л (рис. 11.19).
Отношение а/л характеризует степень стеснения металла в калибре. Для квадратных, ромбических и овальных калибров обычно а/я = 0,6-^-0,9, а для сложных фасонных калибров следует принимать а/л = 1.
Итак, при прокатке в простых и фланцевых калибрах давление следует определять, пользуясь формулой: р = 1.15пспкОф, где па — по формуле (11.122).
При прокатке балочных профилей со свободным уширением, когда валками обжимается только шейка профиля, следует учитывать влияние боковых иеобжимаемых зон (фланцев) р ~ = 1,15ПоЙоЙоб(Уф.
5. МОМЕНТ И МОЩНОСТЬ ПРОКАТКИ
Усилия, приложенные от прокатываемого металла к валку, слагаются из нормальных и касательных усилий. Направление равнодействующей этих усилий зависит от способа и условий прокатки. В каждом отдельном случае направление равнодействующей можно определить из условия равновесия прокатываемого металла. При простом процессе прокатки равнодействующие силы будут направлены параллельно линии, соединяющей центры
63
Рис. 11.30. Направление сил, действующий на валки при простом процессе прокатки без учета (о) н с учетом (б) трения в подшипниках
прокатки и в этих
обоих валков, а при обычном горизонтальном расположении валков — вертикально (рис. 11.20).
Простой процесс прокатки характеризуется тем, что оба валка приводные с одинаковыми диаметрами и окружными скоростями, прокатываемый металл имеет однородные свойства, движется равномерно и на него не действуют какие-либо другие силы, кроме сил, приложенных от валков (не действует, в частности, переднее или заднее натяжение со стороны моталок или валков соседних клетей). На практике, однако, ие всегда соблюдаются условия простого процесса случаях равнодействующая ие будет
направлена вертикально.
Составляющие нагрузки привода валков
Момент на валу двигателя, необходимый для привода валков прокатного стана, слагается из четырех величин-’
МДС = (Мор/0 Л1,т , м1ол 4- Л1ДИН, (II. 174)
где Жпр — момент прокатки, который требуется для преодоления сопротивления деформации прокатываемого металла и возникающих при этом сил трения металла по поверхности валков; i — передаточное число между валками и двигателем; Жтр — момент добавочных сил трения, приведенный к валу двигателя, возникающий при проходе металла между валками в подшипниках валков, в передаточном механизме и в других частях стана, но без учета момента, требующегося на вращение валков стана при его холостом ходе; Л4ХОП — момент холостого хода, т. е. момент, требующийся для привода стана во время холостого хода; Ждан — динамический момент на валу двигателя, необходимый для преодоления инерционных усилий, возникающих при неравномерном вращении валков.
Первые три величины, составляющие нагрузку привода валков, представляют собой в сумме статический момент.
Отношение момента прокатки, приведенного к валу двигателя, к полному статическому моменту называется к. п. д. прокатного стана:
ч-(М /0+У+Л1 • (П.175)
В зависимости от режима прокатки и устройства стана (главным образом от конструкции подшипников прокатных валков)
64
к. п. д. стана может колебаться в довольно широких пределах, в среднем q = 0,5 : 0,95.
Динамический момент возникает лишь в станах, работающих с неравномерным вращением валков: в станах с маховиком, в станах с регулируемой скоростью прокатки в течение прохода, в том числе и в реверсивных. Динамический момент находят по формуле
= = (11.176)
где J — момент инерции вращающихся частей стана, приведенный к валу двигателя; dw/rfr — угловое ускорение; mD2 — маховой момент.
Определение момента прокатки по усилиям, действующим на валки
Момент прокатки при установившемся процессе подсчитывают либо по усилиям, действующим на валки, либо по экспериментальным данным о расходе энергии при прокатке. Первый способ дает более точные результаты при прокатке профилей прямоугольного сечения: листов, лент, блюмов, слябов и т. п. При простом процессе прокатки без учета потерь на трение в подшипниках валков момент прокатки, необходимый для вращения обоих валков. равен:
Мпр = 2Ра = 2ф/Р, (11.177)
a=-§-sin₽, (11.178)
где а—плечо приложения равнодействующей Р; ф = ajl — коэффициент плеча приложения равнодействующей Р; Р — угол, характеризующий точку приложения Р
С учетом потерь и а трение в подшипниках валков:
Мпр = P(D sin р с?црц) = 2Р(а р),
где dK —• диаметр цапфы валка; р.и — коэффициент трения цапфы в подшипнике валка; р — радиус круга трения цапф валка.
На основании экспериментальных данных можно принять, что равнодействующая усилия прокатки приложена от оси вал ков на расстоянии, определяемом из следующих соотношений:
при горячей прокатке:
а = (0,45-0,5) I; ф = 0.45^0,5;
при холодной прокатке
а = (0,2-—0,35) /; ф = 0.2^0,35.
3 Заказ 224
65
Аналитическое выражение для определения коэффициента плеча усилия прокатки имеет вид
f т
(II. 179)
где т = р//Лср. При m < 0,5 формула (11.179) упрощается и принимает вид
'ИЛ 80)
Определение момента прокатки по расходу анергии
В ряде случаев момент прокатки целесообразнее определять по расходу энергии при прокатке. Такой метод подсчета моментов применяют при прокатке сортового металла непрямоугольного сечения, где определение контактной площади и контактного давления сложнее, чем при прокатке профилей прямоугольного сечения.
Данные экспериментальных исследований обычно представляют в виде кривых, выражающих расход энергии на 1 т прокатанной продукции в зависимости от общей вытяжки или при прокатке листов и ленты в зависимости от уменьшения толщины проката. По данным, приведенным на рис. 11.21, расход энергии за одни проход иа 1 т составляет (а2 — а0) кВт-ч/т.
Тогда общий расход работы за данный проход
—Оо)6. (11.181)
‘ Ввиду того, что расход энергии при прокатке обычно измеряют по нагрузке двигателя, в величины, определяемые по указанным кривым, также входит и потеря энергии иа трение в механизмах прокатного стаиа, но с вычетом потерь на вращение стана вхолостую. Таким образом, вычисленный по этому расходу энергии момент будет представлять собой сумму моментов Мар и Штр.
Момент, необходимый для вращения валков:
(МПр + AlTp)/Z = 3600 (о, — «о) pQD (1 4- S), (II. 182)
где и — удельный расход энергии до и после рассматриваемого прохода, кВт-ч/т; р — плотность, кг/дц3; Q — площадь сечения прокатываемой полосы после пропуска, мв.
Если пренебречь влиянием опережения S, то для стали при р = 7,8 т/м3 получим
(Жор + Шпр) = 1400 (С1 + ц,) QD. (11.183)
Потребляемую мощность (кВт) при подсчете количества работы по кривым можно выразить следующим уравнением:
М = 3600 (а, — а0) G/г. (II. 184)
66
При подсчете расхода энергии при прокатке по кривым для каждого случая следует подбирать кривую, наиболее соответствующую рассматриваемым условиям прокатки (материал, размер и форма профиля, тнп прокатного стана я т. д.), причем для всех случаев удлинение, равное единице, необходимо относить к сечению полосы, выходящей из нагревательной печи.
Кривые удельного расхода энергии при прокатке листов и ленты ввиду того, что на него
Рис . 11.21. Изменение расхода энергии при прокатке блюмов в зависимости от общей вытяжки
значительное влияние оказывает толщина проката, иногда строят в зависимости от изменения последней.
Определение моментов добавочных сил трения и момента холостого хода
Основной величиной, составляющей момент добавочных сил трения, является момент сил трения в подшипниках валков. Величина этого момента для обоих прокатных валков
AfT₽1 = Pd[ilt (II. 185)
где Р — нагрузка на подшипники, равная при неконсольном расположении валков усилию прокатки (за исключением шестивалковых и многовалковых станов): d — диаметр цапф; щ— коэффициент трения в подшипниках валков.
Второй величиной, составляющей момент добавочных сил трения, является сила треиия в передаточном механизме стана, т. е. в шестеренной клети, в редукторе и т. п. Эту величину обычно определяют в зависимости от к. п. д. передач по уравнению Мтр8 =(ф- + (11.186)
где Л1тра —момент потерь в передаче, приведенный к валу двигателя; т] — к. п. д. передачи от двигателя к валкам; i — передаточное число этой передачи; Мар, Л4тр1 — моменты прокатки и сил трения в подшипниках валков, приведенные к последним.
В станах, снабженных опорными валками, появляется еще одна составляющая момента добавочных сил трения — потери иа треиие качения рабочих валков по опорным валкам: однако эти потери обычно при расчете не учитывают ввиду их незначительности.
Для стана с холостыми валками момент добавочных сил треиия м = ^L^L + (± 1)^. ш.187)
р и] Don \ n / I
3*
67
Момент холостого хода — это момент, необходимый для привода главной линии прокатного стана во время паузы и равный сумме моментов Мп, необходимых для вращения каждой детали:
= = 2 (11.188)
Здесь Ga — нагрузка от массы данной детали иа подшипники (подразумевается нагрузка на подшипники).
Коэффициент трения цп следует выбирать в зависимости от конструкции подшипников иа основе приведенных ранее данных, учитывая при этом возможное зажатие их вкладышей.
При подсчете момента холостого хода у тонколистовых станов холодной прокатки и некоторых других станов необходимо учитывать возможное предварительное прижатие валков. Возникающий при этом дополнительный момент сил трения в подшипниках валков можно подсчитать по уравнению (11.185), приняв усилие Р равным усилию прижатия валков. Тогда момент дополнительных сил трения во время рабочего хода следует соответственно уменьшить.
Если в стане предусмотрен маховик, то к полученному значению момента холостого хода необходимо добавить момент, затрачиваемый на преодоление снл трения рассматриваемого маховика о воздух.
Диаграммы статическсй нагрузки
Для подсчета мощности привода, а также для расчета стана яа прочность, кроме самой величины нагрузки, необходимо еще знать график изменений этой нагрузки во времени, называемый нагрузочной диаграммой.
Вычисления, предшествующие построению этой диаграммы, сводятся сначала к определению статической нагрузки привода на протяжении всего периода прокатки полосы, а также продолжительности проходов и неизбежных между ними пауз.
Статическую нагрузку, как указывалось выше, можно подсчитать по уравнению
Mcv (A4np/i) 4- Мтр -- Жхоп. (П.189)
Продолжительность прохода т находим из отношения т = = L/vlt где — средняя скорость выхода металла из валков; L — длина прокатываемой полосы.
Время паузы между проходами вычисляют или принимают в зависимости от продолжительности тех операций, которые должны быть совершены при подаче прокатываемой полосы в валки (подача по рольгангу, кантовка, передача в другой калибр или в другую клеть, подъем или опускание верхнего валка, реверсирование стана и т. п.).
68
Рис. 11.22. Диаграммы статической нагрузки для разных прокатных станов — ритм прокатки):
а — непрерывные станы с индивидуальным приводом в другие при прокатке одной полосы в одни проход; б — одноклетевые станы и другие при прокатке одной полосы в несколько проходов (пять проходов); в — одновременная прокатка двух или нескольких полос а несколько проходов (пять проходов); г — непрерывные станы с групповым приводом (пять клетей) прн одновременной прокатке одной полосы; д — то же. время паузы между подачами двух полос меньше времени прохода полосы между клетями стана (Тп — время паузы)
Нагрузочную диаграмму строят на протяжении всего периода прокатки данной полосы — от момента входа ее в валки до выхода при последнем проходе и подаче следующей полосы.
По прошествии этого периода, называемого ритмом прокатки, нагрузочную диаграмму вновь повторяют.
На рис. II.22 изображены наиболее характерные диаграммы статической нагрузки привода для разных прокатных станов.
69
периодов: при разгоне
Нагрузка привода при реверсивном режиме работы
При реверсивном режиме работы захват прокатываемого металла валками происходит при пониженной скорости, затем скорость валков повышается, а перед концом прохода понижается (рис. 11.23). Таким образом, время прохода металла через валки слагается из трех периодов: разгона, установившейся скорости и торможения.
Если обозначить ускорение
Рис II 23. Частота вращения нал ков (и) и ДВИГатвЛЯ, ВЫражеННОС В обо-ротах ® М1'“>ТУ. помноженных иа секунду, через ер при разгоне и ет при торможении, то момент привода в каждом из этих
Л1Р = /Ист I- (6Р8ер/375);
при установившейся скорости
Му --= ЖС1;
при торможении
Mv = Мст — (GD8et/375),
(П.190)
(П.191)
(11.192)
где GD2 — маховой момент вращающихся частей стана и якоря электродвигателя, приведенный к валу последнего.
Для шунтовых электродвигателей, применяемых, как правило, для привода реверсивных прокатных станов, величины ер и ет обычно применяют постоянными. Тогда нагрузочная диаграмма в течение прохода будет состоять из трех прямоугольников (рис. 11.23). За период паузы нагрузка привода равна: при разгоне
Мц. р = Мко:) |- (GD%/375); (11.193)
при торможении
Л1П. т - Мхол - (GD2e.1('375). ' (II. 194)
При разгоне п торможении с металлом в валках
Мпр = Мхол ± Мдии = Л4ХОЛ ± (GDze|1(4), (11.195)
где GD2 — приведенный маховым момент с учетом массы слитка (принимается, что масса слитка тс находится на окружности валка диаметром D).
Для повышения производительности стана стремятся к тому, чтобы ускорение ер было наибольшим. У современных блюмингов 70
оно составляет 2,8—8,0 1/с2 при разгоне и 4,0—10 1/с2 при торможении.
Если обозначить время периодов разгона, установившейся скорости и торможения через тр, ту и тт, то общее время прохода т = Тр + Ту + тт.
Задавшись частотой вращения валков при захвате п3, установившейся скорости Пу и скорости выхода пв, найдем тр и тт: тр = = («У — «3)/ер: т, = (Пу — п,)/ет.
Продолжительность периода установившейся скорости зависит от длины прокатываемой полосы L. Так как площадь заштрихованной части диаграммы, показанной на рис. 11.23, соответствует в некотором масштабе длине прокатываемой полосы, составляем уравнение
, siD ( пз — Пу . . яу + йв \ 1ПСЧ
— 60 ( 2 пг ИуТу । g X-i J. (11.196)
Откуда продолжительность периода уста и овившейся скорости
Время разгона и торможения при холостом ходе: тгп ~ н3/ер; ттп = пэ/ет.
После построения нагрузочной диаграммы определяют номинальный момент двигателя (с учетом допустимой кратковременной нагрузки двигателя и предотвращения его нагрева).
Глава III
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МЕТАЛЛУРГИЧЕСКИХ МАШИН
Металлургические машины работают в тяжелых динамических режимах, и поэтому к их конструкциям предъявляют высокие требования прочности и надежности. Качество этих машин в немалой степени зависит от того, насколько точно произведены расчеты нх основных параметров. На современном этапе развития машиностроения возникшая из требований практики новая отрасль динамики — прикладная динамика машин — позволяет наиболее полно изучить динамические процессы в машинах и определить нагрузки, возникающие в этих элементах.
Машину необходимо рассматривать такой, какой оиа является в действительности, т. е. с учетом свойств материала (упругости), реального характера нагружения внешними силами, принимая во внимание и характеристику двигателя, с учетом зазоров в приводных линиях и диссипативных свойств системы.
71
Машины доменных и сталеплавильных цехов подвержены интенсивному действию динамических нагрузок. Однако наиболее жесткие динамические режимы присущи прокатным машинам, характер нагружения которых часто приближается к ударному. Поэтому пренебрежение динамическими воздействиями может повлечь за собой большие ошибки в расчетах металлургических машин.
Аварии машин могут возникать там, где статические нагрузки невелики, и воздействии переменных сил являются одной из основных причин усталостного разрушения деталей. Практически 90 % разрушений деталей машин носят усталостный характер в результате действия динамических нагрузок. Механические колебания в машинах оказывают вредное влияние не только на прочность, они могут в значительной степени усложнить и даже нарушить нормальный технологический процесс машии, например колебание электродов дуговых электропечей, колебание валков лнето- и трубопрокатных станов, приводящих к ухудшению качества листов и труб, буксование валков прокатных станов и др.
Динамические расчеты машин предусматривают определение величины амплитуд и частот колебаний нагрузок в машине и иа этой основе проводятся расчеты деталей и а выносливость.
Внедрение в практику проектирования динамических расчетов будет способствовать более качественному выполнению курсовых и дипломных проектов с элементами научных исследований, так необходимых для повышения теоретического уровня подготовки специалистов и приобщения их к научным изысканиям.
При проектировании машин следует более широко внедрять динамические расчеты с применением ЭВМ, с помощью которых можно нз множества вариантов находить оптимальные параметры, определяющие высокое качество машин.
Большое влияние на качество машин оказывает выбор рациональных кинематических схем с возможно минимальным числом пар и звеньев без пассивных связей, обеспечивающих минимальные динамические нагрузки и большую их надежность. Неудачно выбранная кинематическая схема механизма и необоснованный выбор ее динамических параметров при прочих равных условиях могут явиться причиной возникновения больших перегрузок и аварий. Поэтому следует уже в стадии проектирования с помощью ЭВМ производить детальный расчет и исследование динамики машин с различными кинематическими схемами и параметрами для реальных эксплуатационных ситуаций.
Прогресс в выборе рациональных кинематических схем механизмов и их конструктивных решений можно наблюдать на ряде новых металлургических машин, спроектированных ВНИИмет-машем. К основным направлениям развития современного машиностроения, обеспечивающим снижение динамической напряженности и высокое качество машин, можно отнести следующие: I) повышение мощностей, скоростей и производительности машин
72
при одновременном улучшении их динамических характеристик и уменьшении металлоемкости; 2) максимально возможное упрощение кинематических схем механизмов: 3) рациональное размещение приводов отдельных механизмов в машинах с минимальной длиной приводных линий, обеспечивающее снижения динамических нагрузок и массы машин; 4) упрощение конструкций механизмов путем применения индивидуальных приводов на каждый механизм, исключая трансмиссии и муфты включения; внедрение компактных приводов типа двигатель — редуктор, планетарных, волновых и других передач; применение для тяжело нагруженных механизмов безредукторных приводов; 5) более широкое внедрение в практику конструирования машин гидро* и пневмоприводов, обладающих сравнительно малыми габаритами, большим быстродействием, меньшей динамикой и большей надежностью; применение комбинированных электрогидро- и пневмогидроприводов; 6) применение многодвигательных приводов, улучшающих динамические характеристики механизмов и повышающих их надежность; 7) выбор на ЭВМ еще в стадии проектирования оптимальных динамических параметров систем механизмов и машин; 8) разработку новых кинематических схем и приводов для создания автоматических линий, конструкций манипуляторов и роботов.
Независимо от назначения и конструктивных особенностей все машины обладают общими свойствами — упругостью звеньев и способностью при определенных условиях к возбуждению в них колебательных процессов.
Под действием внешних нагрузок (моментов илн сил двигателя, тормозов, технологических сопротивлений рабочей машины и др.) упругие элементы привода деформируются, а массы машин совершают, кроме основного вращения, малые крутильные или продольные колебания. В результате этого линия приводов нагружается дополнительными моментами, или силами упругости, изменяющимися во времени с частотой собственных колебаний системы-
Расчет динамических нагрузок колебательного характера в машинах включает следующие основные этапы: I) составление физической модели машины; 2) определение величины и характера изменения внешних нагрузок, приложенных к системе; 3) составление дифференциальных уравнений движения упругой системы; 4) определение частот собственных колебаний; 5) расчеты упругих сил и моментов в звеньях приводов, действительных законов перемещения и скоростей рабочих органов машин.
Привод машин состоит из большого числа сосредоточенных и распределенных масс, вследствие чего теоретическое исследование такой системы становится весьма затруднительным. Поэтому действительную систему по возможности заменяют простой приведенной расчетной схемой с небольшим числом масс, обеспечивающей требуемую точность расчета.
73
1. ФИЗИЧЕСКАЯ МОДЕЛЬ МАШИНЫ
В прикладной динамике машин разработка физической модели является одним из ответственных этапов динамических расчетов. Обоснованный переход от реальной машины к эквивалентной расчетной схеме и точность определения ее параметров существенно влияют на достоверность динамического расчета.
Значения моментов инерции ротора двигателя, муфт, тормозных шкивов и других деталей можно найти в соответствующих каталогах или определить их приближенные значения по формуле
(Ш.1)
где т— масса детали; Dn — наружный диаметр детали; kM — коэффициент распределения массы, зависящий от конструкции детали; kM = 0,125 для сплошного вала; kM = 0,25 для полого вала; kM = 0,15 для шкива; kM = 0,16 для зубчатого колеса.
Момент инерции детали фасонного профиля можно определить приближенно, заменив профиль участками ступенчатой формы. Для каждого участка определяют момент инерции его массы.
A=-£-^Wl, (111.2)
где р — плотность материала; li9 di —длина и диаметр участка.
Момент инерции массы детали
j = £ jt. (Ш.3)
Определим коэффициенты жесткости (в дальнейшем будем называть жесткостью) некоторых наиболее распространенных элементов. ?
Продольная жесткость стержня
c=EF/l, (Ш.4)
где Е — модуль продольной упругости материала; F — площадь поперечного сечения; I — длина стержня.
Величина, обратная жесткости, называется податливостью:
е=\/с= l/(EF).
Жесткость пружины сжатия (растяжения)
Cd4
С~ 8D3z ’
где G — модуль упругости при сдвиге; d — диаметр проволоки; D — средний диаметр пружины; г — число рабочих витков.
Поперечная жесткость. Жесткости балок зависят от способа закрепления и приведены в курсах сопротивления материалов. Например, жесткость консольной балки
c=3EI}l\ (III.7)
где 1 — экваториальный момент инерции сечения балки, см4.
(1II.5)
(Ш.6)
74
Крутильная жесткость. Коэффициент жесткости с при кручении — крутящий момент Л11;р, закручивающий вал па угол ср — -« 1 рад, т. е.
r=MKp/(f. (II 1.8)
Жесткость круглого вала
с=ЫгЦ, (II 1.9)
где 7р — полярный момент инерции сечения вала, равный лсЯ/32 (здесь d— диаметр вала); I — длина закручиваемого участка вала.
При последовательном соединении деталей упругой системы общая эквивалентная податливость равна сумме податливостей fo6=ijf.- (шло)
При параллельном соединении упругих элементов проще определять общую жесткость, которая будет равна сумме отдельных жесткостей:
л
соб — С,-
I
При параллельно-последовательном соединении
с __ (Q 4~ Са) с» .
С1 + сг + сз
(Ш.11)
(Ш.12)
е = (Ш.13)
При наличии в приводе передач (редукторов) жесткости приводятся к одному из валов (чаще всего к валам двигателя или рабочей машины), аналогично приведению масс или моментов инерции:
сп = G-(Wf/cDo)2» (III. 14)
гдесг — жесткость соответствующих линий передач, вращающихся с угловой скоростью со,; (oD — угловая скорость вала, к которому приводится система.
Приведение моментов инерции масс с учетом к. п. д.
*Zn = J°('^) V’ (Ш.15)
2. ДИНАМИЧЕСКИЕ НАГРУЗКИ В МАШИНАХ
Для самой простой двухмассовой эквивалентной схемы механизма (рис. 1П.1) дифференциальные уравнения движения масс в переходный период можно представить в следующем виде:
Л (*11 Ч’г) = All! (III.16)
Л С12 (41 - чО = — 'М2. (III. 17)
75
где — момент инерции первой массы привода; ./3 — момент инерции второй массы механизма, приведенный к валу электродвигателя; с12 — приведенная жесткость линии передач привода; т — время; cplt <р2 — угловые перемещения масс, рад; Af1 — момент двига-
вивалентная схема механизма ТИЛЯ, МОМеИТ ТвХНОЛОГИЧеСКОГО
сопротивления рабочей машины, приведенный к валу электродвигателя (со знаком минус).
В уравнениях (111.16) и (III. 17) первые слагаемые — моменты сил инерции соответствующих масс, вторые — моменты сил упругости в связи привода; в правой части уравнений — моменты внешних сил соответственно двигателя и технологических сопротивлений на рабочем звене механизма.
Характер динамических процессов и величины амплитуд колебаний зависят от параметров системы, закона нагружения привода силами технологического сопротивления М.2 и действия двигателя Afj. Силы сопротивления в рабочих машинах металлургического производства определяются спецификой их технологического назначения.
Рассмотрим некоторые наиболее часто встречающиеся случаи нагружения металлургических машин силами технологического сопротивления.
Влияние характера приложения технологических нагрузок на интенсивность динамических нагрузок проследим на примере двухмассовой эквивалентной модели машии. Имея ввиду, что момент сил упругости в связях между 1—2 массами равен
Alia — ^12 (ф1 Ч?а)> (III. 18)
дифференциальные уравнения (III.16)—(III.17) можно записать в виде
а. Мгновенное приложение момента технологического сопротивления к системе при действии постоянного момента электродвигателя. Решив дифференциальное уравнение (III. 19) при нулевых начальных условиях т = 0; Л112 = 0; —= 0, получим выражение для момента сил упругости в приводе в виде
Л41>в = Ма (1 — cos Ат), (III.20)
где Л1в — суммарный момент от сил статического сопротивления и инерции второй массы;
Ма = -А Л + • = М* + (Ш.21)
76
ненциальный (В) и периодический (В) законы нарастания технологических нагрузок:
а — график нагружения: б — коэффициент динамичности
(или статической) нагрузке:
е — среднее угловое ускорение;
. _ Mj — М, .
А + А
О — частота собственных колебаний системы, 1/с;
О = |/" C(J] + J,) . (И 1.22)
Период колебаний, с, Т = 2л/0.
Для характеристики динамических нагрузок часто пользуются коэффициентом динамичности, равным отношению
максимального значения динамической нагрузки к постоянной
L Мщпх Af1Z д МПОс ~ Ма
(III.23)
Из выражений (И 1.20) и (111.23) следует, что в случае нагружения двухмассовой системы постоянными моментами коэффициент динамичности равен 2. Вследствие трения и рассеяния энергии колебания со временем затухают.
Коэффициент динамичности зависит от вида функции сил нагружения, скорости их нарастания, наличия зазоров в соединениях и других факторов.
б. Технологический момент нарастает по линейному закону, а затем остается постоянным (рис. 1П.2, А):
/И2 = Мс — при т < т0
и ЛА = Мс при т > т0, где т0 — продолжительность нарастания нагрузки.
(Ш.24)
77
Динамические нагрузки в упругой связи равны
Ма = Л1п -V -Ии-^ »1п (От «I I, (111.25)
где Ма — постоянная составляющая моментов Afn = -j-
+ “Ф — фазовый угол.
Коэффициент динамичности
/?д = 1 + (sin лХ)/лХ, (Ш.26)
где X = т0/7 — отношение времени нарастания нагрузки к периоду собственных колебаний системы.
Для случая т0 0,57 с некоторым допущением можно записать
Лд= 1 + 1/лХ. (Ш.27)
На рис. Ш.2, А эта кривая показана пунктиром.
С увеличением X коэффициент динамичности уменьшается и при X > 5 он всего на несколько процентов больше единицы; в этом случае динамическими нагрузками можно пренебречь.
в. Технологическая нагрузка нарастает по экспоненциальному закону (рис. Ш-2, Б)
Мг = Мс (1 - е~™), (111.28)
где Л — показатель экспоненты.
При нулевых начальных условиях уравнение моментов сил упругости в приводной линии имеет вид
Л1М = Л1П - / . *+Л1п sin ((И + V) + М„е~т/л. (III.29)
где X == ОЛ; у — arctg (—X).
Коэффициент динамичности
= 1 ' у-1 + (#Л)2 ~ 1 /1 + (2лЛ7тУа (П1.30)
Чем меньше показатель экспоненты нарастания нагрузки Д (рис. III.2, Б), тем больше динамическое воздействие на упругую систему привода. При ДО > 10 коэффициент динамичности практически мало отличается от единицы, т. е. можно считать, что на машину действуют только статические нагрузки.
г. Периодическое нагружение (рис. III.2, В). Периодическое действие возмущающей силы, кроме затухающих собственных колебаний, вызывает постоянно действующие вынужденные колебания.
Рассмотрим колебательный процесс с учетом вязкого сопротивления, пропорционального скорости движения колеблющейся массы (рабочего звена). Уравнение движения рабочего звена J - 41)+°^’ = «еЯПШТ, (III.31)
где а — коэффициент демпфирования, Н-м-с.
78
Угол поворота ротора выразим в функции времени <р, = сот.
Общее решение уравнения состоит из решения однородного уравнения и частного решения:
<р2 = е I sin От -|- BY cos От] -f- сот —
Me (О2—to3)
sin сот 4-
.A/cgtocostoT gto
где К = c/(2J). Момент сил упругости в связи
(Ш.32)
TWlj2 ~с (<Pi <Рг) — е-1т [—A sin От — В cos От] 4-
4----------------2----Л1С Г(Ф2 — <о8) sin сот — cos от! -р ясо.
(111-33) или
Л4Ь2 е )л (—A sin Ат В cosAt) 4"+
4-----г— - - ----sin (сот -I- it), (111.34)
ГУ. 0= / т !'&
где Ч>= arete j~~-
Коэффициент динамичности
k„ =-----7 ------1 - ------- (111.35)
Первое слагаемое в уравнении (III.34) характеризует затухающие свободные колебания с частотой А, последнее— вынужденные колебания под действием возмущающей силы с частотой со. Темп затухания колебаний характеризуется логарифмическим декрементом колебаний
б = In (Ль,Ль+1),
где Ak и ДЛ+1 — значения соседних амплитуд колебаний.
Логарифмический декремент составляет обычно от нескольких сотых до десятых долей единицы; при сравнительно большом затухании, когда каждая следующая амплитуда вдвое меньше предыдущей, 6 = In 2 — 0,693.
В случае совпадения частот собственных и вынужденных колебаний в системе появится резонансный режим, при котором моменты сил упругости в приводе будут иметь ограниченную амплитуду в результате действия диссипативных сил сопротивления (рис. II 1.2, В). Следовательно, коэффициент динамичности в си-
79
Рис. 111.3. Импульсное кв-гружение:
а — прямоугольный импульс; б — полусмнусои-дальный импульс; в — коэффициенты динамичности дл я указанных {а. б) импульсов
схемах с демпфированием зависит от энергетической характеристики а/(Л)). Максимальное значение коэффициента динамичности имеет место при резонансе (со/ф = = 1) и равно = Jb/a.
д. Импульсное действие сил. Металлургические машины нередко нагружаются силами типа импульса (рис. II 1.3). Оценку динамичности действия возмущающей силы иа упругую систему в общем виде дал академик А. Н. Крылов. При действии на систему силы Р (т), кроме статической нагрузки, возникает динамическая составляющая, которая зависит от скорости нарастания силы Р (т) и периода собственных колебаний системы. Когда кривая возмущающей силы имеет одни максимум и Р (0) = 0, то, согласно А. Н. Крылову, можно записать
—J P(t)cosO(t—T0)dTt
(III..36)
где т0 — переменная, изменяющаяся от 0 до т, по которой ведется интегрирование; Т — период свободных колебаний системы. В правой части выражения (Ш.36)
представлено максимально возможное приращение возмущающей силы за время полу периода свободных колебаний. Динамический эффект оценивается соотношением периода собственных колебаний упругой системы Т н продолжительности действия внешних сил 6. Если продолжительность действия силы велика по сравнению с периодом собственных колебаний Т, то динамические нагрузки в системе будут малы и ими можно пренебречь; практически система нагружается статическими силами. При действии быстро исчезающих сил, когда продолжительность их действия 0 мала по сравнению с периодом собственных колебаний Т, динамическая нагрузка будет определяться отношением 0/7.
Пусть на систему действуют весьма кратковременно возмущающие силы по прямоугольному и полусинусоидальному законам (рис. III.3. а, б). Для нулевых начальных условий в упругой связи для первого закона нагружения при т 2> 0 динамические усилия равны
е
J sin 0 (г - т„)</т„ = 2Р sin sin 0 (т - А)' (П137) С
80
Обозначив fW/2 = nG/T = nk, получим значение коэффициента динамичности
kn = 2 sin пХ, (III. 38)
где к— параметр нагружения.
График изменения коэффициента динамичности в функции параметра нагружения показан на рис. III.3, в. Из графика видно, что если сила действует в течение малой доли периода собственных колебаний, то эффект такой силы мал и даже действие большой нагрузки не представляет для упругой системы опасности.
При весьма кратковременном нагружении системы (6 < 772) максимальный динамический эффект проявляется уже после исчезновения внешних сил.
Прн действии кратковременных сил коэффициент динамичности зависит не только от соотношении периодов действия сил и собственных колебаний системы, но н от функции нагружения. Нагружения, отличные от прямоугольного импульса, смягчают динамический эффект (см. рнс. II 1.3, в).
3. ДИНАМИЧЕСКИЕ НАГРУЗКИ ОТ УДАРОВ В ЗАЗОРАХ
В приводах металлургических машин, как правило, имеются большие зазоры в соединениях (в зубчатых муфтах и передачах, универсальных шпинделях и др.). В период иеустановившегося движения машины в момент упругого замыкания зазоров в приводных линиях возникают большие динамические нагрузки.
Определим динамические нагрузки для двухмассовой системы с зазором (рис. II 1.4). Ротор электродвигателя начинает поворачиваться, вторая масса остается еще некоторое время неподвижной, пока не выбран зазор. Уравнение движения ротора
АФ1 = (III.39)
где Mi — пусковой момент электродвигателя.
При нулевых начальных условиях и постоянном пусковом моменте решение имеет вид
ф1 = М,1а/2/ь
При равномерно ускоренном вращении ротора его скорость в конце выбора зазора равна
too = VZMttyJi. (111.40)
После замыкания зазора система превращается в двухмассовую. Дифференциальное уравнение движения масс
Л^- + с(<г,-Ч’г) = М1;
— с («Pi — %) = ~м
где М-2 — момент сопротивления, приложенный к рабочему звену -
81
Углы закручивания масс
Рис. II 1.4. Упругий удар в зазорах:
о — двухмассовая схема с зазором; б — график зависимости коэффициента динамичности ОТ величины зазора
<Р1=Л cosOt , В sin От ; (III.42)
<Ра =---т5- ( A cos 0т-|- Bsin 0т-|—га-) ,
(III.43) где
пл ___
Ма~ А + Л •
Начальные условия для пускового периода
т = О, Ф1=<р2==0» d<Pi/dT=®n- (Ш.44)
Постоянные интегрирования
А = В = (оо/-О. (III.45)
Подставив значения постоянных 4 и В в уравнениях (II 1.42)
И (III.43). получим
41 = <1 cos вт> - sin От;
Z[ / г. х
^--i-^O-cosftT).
(111.46)
Угловые скорости движения масс при упругом ударе в зазоре изменяются по гармоническим законам: для ротора
w, -= -^g- sin -От ь>0 cosfrv, (IИ.47)
для второй массы
Ма . л
со> =-- sin VT.
J2u
(Ш.48)
Скорости движения масс после удара — различные по величине и характеру изменения: чем меньше момент инерции массы при прочих равных условиях, тем больше ее скорость.
Момент сил упругости в приводной линии в период соударения масс
Л41.г = Л1в(1-cosfrr)- sin От.
(III.49)
Здесь первое слагаемое является моментом сил упругости в лимин от действия нагружения системы внешними моментами, второе — дополнительными нагрузками, вызванными ударами в соединениях деталей с зазорами.
82
4
Первая составляющая нагрузки не зависит от зазоров в системе, поэтому рассмотрим дополнительную составляющую от упругого удара в зазорах:
Л4, = -^р-sinOx.
Подставив значение скорости ротора и частоты колебаний, получаем
М„ = j/2Mfic (7 ) sin От. (III.50)
Так как жесткость и отношение масс для данной машины являются величинами постоянными, то дополнительные нагрузки от удара в зазорах при пуске привода будут определяться значениями пусковых моментов электродвигателя н величинами зазоров в соединениях. Амплитуды дополнительных динамических нагрузок от упругого удара в зазорах нарастают в зависимости от величины зазоров по параболической кривой (см. рис. II 1.4, б).
Для двухмассовой системы с зазором коэффициент динамичности при действии постоянных внешних нагрузок всегда будет больше двух; его значение можно получить по формуле
= 1 + V 1 4- = 1 4 |/' ' RF)6-
где па = + /2).
На практике уменьшение динамических нагрузок от ударов в зазорах можно достичь качественным изготовлением деталей и монтажом машин, применением специальных устройств, регулирующих или исключающих зазоры, введением в некоторых приводах предпусковых ступеней сопротивлений двигателя, снижающих скорость выбора зазора и др.
Исследования металлургических машин, выполненные в производственных условиях при различных режимах работы, показывают, что динамические нагрузки носят колебательный характер и во многих случаях достигают довольно больших значений.
Аналогичных примеров динамики машин доменных и сталеплавильных цехов можно привести много, однако и этого достаточно, чтобы показать, что основными нагрузками во многих металлургических машинах являются динамические нагрузки колебательного характера, определяющие прочность и надежность их работы.
4. ПАРАМЕТРИЧЕСКИЕ КОЛЕБАНИЯ
Параметрические колебания возникают в машинах при периодическом изменении нх параметров — жесткостей и масс. В практике переменной величиной чаще всего является жесткость, а в кривошипных механизмах переменными является моменты инерции масс.
83
Переменная жесткость наблюдается в системах с валами неодинаковой жесткости в различных направлениях (некруглыми валами, валами с вырезами, карданными передачами, спарниками и др.).
Пусть жесткость изменяется по гармоническому закону
с (т) = с0 + с, cos сот. (III.52)
Тогда уравнение движения в общем виде можно записать:
(-Г -r“SOT)4 0. (III.53)
Получили линейное дифференциальное уравнение с переменными коэффициентами. Введя обозначение безразмерного времени х = сот/2, получим известное уравнение Матье:
-^г |-(с i cos 2х) <р — 0, (III.54)
где
9 = > = 2m2- (III.55)
Коэффициент а характеризует отношение собственной частоты колебаний системы при среднем значении параметра с0 к частоте изменения параметра; коэффициент q характеризует степень изменения параметра.
Определим условия устойчивости колебаний, описываемых уравнением Матье. Под устойчивыми колебаниями подразумевают такие, когда амплитуды их с течением времени постепенно исчезают (затухают) или сохраняют свою величину; при неустойчивом двнженнн амплитуды со временем возрастают с возможным возникновением параметрического резонанса
Значения а и q полностью определяют устойчивость движения. Тип общего решения уравнения Матье зависит от частных значений параметров а и q, представленных диаграммой Айнса — Стретта (рис. III.5) илн картой устойчивости уравнения Матье. Плоскости a, q разделены кривыми на области устойчивого (заштрихованные) и неустойчивого движений.
Для установления устойчивости движения достаточно определить коэффициенты а н q н нанести точки на диаграмму.
При изменении частоты возмущения о система может попадать последовательно то в устойчивую, то в неустойчивую области. Медленное изменение жесткости с частотой ш соответствует точкам, лежащим далеко от начала координат 0; прн быстром изменении жесткости точки будут находиться вблизи 0.
Для анализа устойчивости системы прн изменении частоты возбуждения со проведем из начала координат луч (см. рнс. III.5). С увеличением частоты ш точка последовательно попадает в устойчивые резонансные области. Система оказывается неустойчивой прн значениях параметра а = 4 (fr/co)2 — 1; 4; 9, ..., т е. при
84
соотношениях частот й/ш — 0,5; Г, 1,5; 2.
При пуске машины параметрические системы последовательно проходят через состояние резонанса как главного (w = й), так нсубгармонического. Практически наиболее опасными являются основной резонанс (О/<о = 1) и субгармонический (и/co = 0,5). Субгармонический резонанс, характерный для параметрических систем, не проявляется в линейных
Рис. III.5. Диаграмма областей устойчивости параметрических колебаний
системах при действии на них возмущающих периодических сил. В кривошипных механизмах при постоянной жесткости будет переменным приведенный момент инерции масс. Математическая модель при этом аналогична рассмотренной модели переменной упругости и постоянной массы.
Область критических скоростей будет тогда, когда собственная частота колебаний равна 0,5; 1; 1,5 и 2 частотам изменения массы. Основная частота изменения массы в 2 раза больше угло-
вой скорости машины, поэтому критические скорости появляются при одной, двух и трех частотах вращения вала машины.
Параметрические колебания могут возбуждаться также в редукторных приводах вследствие погрешности зацеплений, деформации зубьев, эксцентриситета зубчатых колес, дефекта профиля зацепления и др. Практически все зубчатые передачи по причине ограниченной точности изготовления обладают определенной степенью кинематической погрешности. Передаточное от-
ношение в этом случае не остается постоянным, а периодически изменяется относительно среднего значения с частотами aij н со2; i = i0 (1 -р Дц sin (OjT -J- Aia sin w.2t), (III.56)
где Ai\ = A/?//?!; At8 — A/?2^s — погрешности зацепления.
Нагрузка в приводе также изменяется с частотой изменения передаточного числа. Амплитуда колебаний увеличивается с повышением скорости вращения привода, момента инерции масс системы н степени погрешности зацепления.
Ошибка зацеплений зубчатых колес и эксцентриситеты передач суммируются геометрически и создают возмущения с частотой, равной частоте вращения данного вала.
Колебания, возбуждаемые нзменеинем передаточного числа вследствие неточности изготовления зацеплений, описываются также уравнением Матье.
5. АВТОКОЛЕБАНИЯ
Автоколебательные или самовозбуждающиеся процессы очень широко распространены в природе и технике н являются весьма устойчивыми: звук скрипки, скрипы двери, затворов плотни.
85
трамваев на повороте, тормозов, «галопирование» линий электропередач, явления флаттера в самолетах и подвесных мосгах от действия аэродинамических сил. явление «шимми» в колесах автомобиля; автоколебания в подшипниках и подпятниках многих машин, автоколебания в металлорежущих станках и в других машинах, в том числе и металлургических.
Динамические нагрузки от автоколебаний в металлургических машинах, как показывают исследования, могут достигать больших значений н их следует учитывать при расчете деталей приводов на прочность и выносливость. Нагрузки при автоколебаниях опасны не только (и не столько) большими амплитудам», по и тем, что они проходят через нулевые значения и влекут за собой разрыв кинематических цепей в зазорах (зубчатых передачах, муфтах, универсальных шарнирах и др.) с последующим их замыканием с упругими ударами п резким повышением общей напряженности приводных линий.
В практике эксплуатации машин чаще всего наблюдаются случаи разрушения валов, передач, шпинделей и других деталей привода именно в период нарушения устойчивого процесса и возникновения буксования валков прокатных станов, ходовых колес кранов и других рабочих органов машин. Довольно интенсивные автоколебания возбуждаются в механизмах передвижения кранов, тележек, перегружателей, загрузочных машин, в прокатных станах. в пилах для резки металла, манипуляторах, печных толкателях и др. Автоколебания бывают гармонические и релаксационные или разрывные с периодом, большим собственных колебаний.
Эксперименты, проведенные авторами на многих машинах, показы-\ вают, что значения амплитуд авто-
\ колебаний относительно статических
нагрузок составляют Ма/Мс = =0,2-4-1.5, а частоты и периоды колебаний соответственно находятся
a г
Рис. 111.6. Автоколебания в машинах:
а — характеристика сия трения в функции скорости скольжения: б — осциллограммы автоколебаний в рельсовых механизмах (при буксовании): М — момент сил упругости в приводной линии; со — частота вращения привода: в — в прокатных станах при буксовании валков; М — момент сил упругости в шпинделе: Pt. Ps — усилия пропитки
86
в пределах th = 6 — 200 I/с, Т = 0,03-: 1 с. Природа возбуждения механических автоколебаний довольно сложна. В одной из наиболее часто применяемых теорий считается необходимым условием — наличие падающей характеристики сил трения (коэффициента трения р) в функции скорости скольжения (у) (рис. Ш.6, а). Момент сил сопротивлений в рабочей машине при автоколебаниях может быть аппроксимирован кубической параболой вида
Л4С = Wo — /П1фг т3<р2> (III.57)
где rn0, mlt m3 — постоянные коэффициенты; ф2 — угловая скорость рабочего звена.
Для двухмассовой эквивалентной схемы привода машины дифференциальные уравнения движения масс в общем виде
л 4^ ।с (<г 1 - <(-2) = ;
-лЦМ
(III.58)
где а — угловой коэффициент характеристики электродвигателя.
Опуская сложные математические решения нелинейных дифференциальных уравнений, напишем выражение для момента сил упругости в приводной линии в таком виде:
Л1У = 2Л0 У — - - «! sin От, (111.59)
где и — угловая скорость двигателя, вызванная его избыточным моментом.
Как видно, моменты сил упругости при автоколебаниях изменяются по гармоническому закону. Амплитуда автоколебаний зависит от соотношения коэффициентов, определяющих характеристику трения в функции скорости скольжения (л?1/т3), частоты колебаний й и момента инерции рабочего звена машины а также угла наклона характеристики двигателя.
На рис. Ш.6. б, в приведены осциллограммы работы некоторых металлургических машин, где хорошо видны автоколебательные процессы в приводах, близкие по характеру к гармоническим.
Большие и устойчивые амплитуды колебаний влияют не только иа прочность и выносливость детален приводов. Они также могут отрицательно влиять на технологические процессы и точность размеров проката особенно в листовых и трубных станах.
6. СНИЖЕНИЕ ДИНАМИЧЕСКИХ НАГРУЗОК
Металлургические машины работают в крайне тяжелых условиях динамического нагружения. Если учесть, что многие машины и агрегаты являются уникальными и дорогостоящими, то можно
87
представить, насколько актуальна проблема снижения динамических нагрузок в машинах и повышения их надежности и долговечности.
Решения этой сложной проблемы можно добиться комплексным путем — исследованием физических процессов и нагрузок в машинах, выбором оптимальных параметров конструкций, улучшением качества изготовления машин, установкой демпфирующих устройств и др.
Не рассматривая детально всех способов, ведущих к снижению Динамических нагрузок, укажем на главные из них:
выбор рациональных кинематических схем механизмов без пассивных связей;
установление действительной картины физических процессов, происходящих в машинах с учетом жесткости деталей, зазоров в соединениях и характеристики двигателя, в различных режимах эксплуатации;
определение оптимальных кинематических и динамических параметров машин еще в стадии проектирования путем моделирования н расчета на ЭВМ н АВМ;
улучшение динамических характеристик машин путем расчета оптимального соотношения распределения масс жесткостей систем, обеспечивающих минимальные динамические нагрузки и быстрое их затухание;
повышение качества материалов и технологии изготовления деталей, точности обработки и монтажа машин, уменьшение зазоров в соединениях;
создание конструкций машин с рациональным расположением приводов в механизмах без длинных и сложных трансмиссий; применение индивидуальных приводов на каждый механизм; установка в тяжелые машины многодвигательных приводов, з также безредукториых и гидравлических приводов, обладающих лучшими динамическими характеристиками;
введение в машину демпфирующих устройств, поглощающих энергию колебания — упруго-деформирующих муфт с нелинейными характеристиками, гидравлических амортизаторов с дис-кретно-меняющейся характеристикой;
создание специальных устройств для выбора зазоров в соединениях, исключающих ударное замыкание механизмов; применение уравновешивающих устройств в механизмах циклического действия.
Применение этого комплекса мер практически не исключает опасных перегрузок металлургических машин, особенно при возникновении случайных нагрузок, не поддающихся теоретическим расчетам. В этих случаях следует устанавливать надежные механические защитные устройства от аварийных поломок машин-
88
7. РАСЧЕТ ДЕТАЛЕЙ МАШИН
НА ОГРАНИЧЕННУЮ ДОЛГОВЕЧНОСТЬ
Динамические нагрузки могут существенно снижать долговечность деталей, если возникающие при этом напряжения превышают предел выносливости о.* для них. В тех случаях, когда максимальные напряжения ие превышают o.j, расчет деталей ведут с определением запаса прочности пд = , который
должен быть выше обоснованно устанавливаемого допускаемого запаса прочности пдоа.
При динамических нагрузках на деталь действуют асимметрические циклы напряжений or/i = omJ + где — средние и Gajt — амплитуды напряжений цикла.
Возможные циклы изменения напряжений представлены иа рис. III.7.
Одним из методов расчета деталей иа ограниченную долговечность при нестационарных асимметричных циклах нагружения является приведение этих циклов к симметричным. Поэтому сначала рассмотрим случай расчета при симметричных циклах нагружения.
Расчет яри нестационарных симметричных циклах нагружения
1. Расчет деталей на ограниченную долговечность основан иа уравнении криаой усталости в полулогарифмических координатах (рис. II 1.8), которая строится по результатам испытаний при симметричных циклах напряжений
о4 -р k 1g = o_i + k 1g No = const (III.60)
или
10""% = lO^JV,, = const, (111.61)
Рис. II 1.7. Циклы изменения напряжений во временя:
с — симметричный; б — асимметричный знакопеременный: л — пульсирующий (от нулевой при О|И1П = 0); <* — асимметричный з цаколостояины й
89
Рис. III.В. Кривая усталости в по л улша ритмических!координатах (и — 1g Ю. ее характеристики (о_1, ft — tgK, /у0). действующие напряжения (Oj, о2 ... о.) и соответствующие им числа циклов до разрушения (Л^. ... Nf), расчетные
напряжения (<тэ, °Цр) и число циклов До разрушения (A'g)
ИЛИ
с-1-°Ё jV< = A^o-10 k
где п, — напряжение симметричного цикла; Nt — соответствующие напряжению О, число циклов до разрушения; fe=tg а — параметр, определяющи й угол наклона кривой усталости; о_д — предел выносливости; No — число циклов, соответствующее точке перелома кривой усталости.
2. Из уравнения (II 1.60) или (111.61) число циклов до разрушения
IgA^lgATo-
(Ш.62)
и напряжение
= о-i IgA^z)- (III.63)
3. Используя уравнение кривой усталости и условие линейного суммирования повреждений прн действии переменных нагрузок в виде = 1, гдеп£ — число циклов действия напряжения аь после умножения его на 10CTi^fe и преобразований, получим для заданного сочетания и /V£ приведенное к числу циклов /Vo напряжение
«пр = *^(Е lO^nJ-felg^^felg (111.64)
1. Сравнив о_! и опр получим запас прочности по напряжениям
= ^ДОП- (II 1.65)
иПр
5. За единицу измерения времени следует принимать такой его отрезок т0 (например, месяц, год), в течение которого происходит достаточное усреднение данных по условиям нагружения, т. е. получают представительную выборку. В пределах этого времени деталь испытывает пТс циклов напряжений о£ с числом циклов Пц, т. е. nTD = 5птг Тогда соотношение чисел циклов для
v «Тт «Тэ
этих напряжении будет Сг = ——; С2 = —— и т. д. Очевидно, «То «т0
что 2С, = + С2 +... + Ci = 1.
90
6. Эквивалентное (общее) число циклов которое может выдержать деталь до разрушения при заданном режиме нагружения, определяется из условия линейного суммирования повреждений в виде V^7= 1 и соотношения пх. = NaCt, т. е.
1 1
4-J >Vj Л\ Л/о
(III.66)
7. Эквивалентная амплитуда напряжения, соответствующая Na, по уравнению (II 1.63)
*э=п_1 |-*(lg^o-lg^a). (III.67)
8. Полученные зависимости позволяют определить для случая симметричных циклов напряжений для заданного срока службы Т3:
а. Запас долговечности по числу циклов нагружений
„ ____ ___________ '*3 „
(III.68)
где побщ = ПтсТ3 = l.nXi — общее число циклов нагружения за заданный срок службы детали.
б. Срок службы детали при полном использовании прочностных свойств материала (до разрушения) с учетом допускаемого запаса долговечности пдоп.д
Гл = 7Г7Г— > <1П-69)
То ДОП.Д
и без учета
Т=-£- = п„Тг. (III.70)
в. После преобразования уравнения (111.64) получим приведенное напряжение в виде, удобном для выполнения расчетов °пр - oil — (1П.71)
Тогда запас прочности при симметричных циклах нагружения
Расчет при нестационарных
асимметричных циклах нагружения
Для выполнения расчетов при нестационарных асимметричных циклах напряжений необходимо соответствующим образом обработать экспериментальные данные. В этих случаях применим двухпараметрический метод, учитывающий особенности закона изменения средних (Jmj и амплитуд GaJi напряжений.
91
Рис. I П-9. Схемы к обработке опытных данных при нестационарных асимметричных циклах изменения напряжений:
а. в — опытные данные; б, г—систематизированные
Условия нагружения детали при асимметричных циклах характеризуют (рис. Ш.9):
а. Основными средними amJ и амплитудами vaJi или oaaji напряжениями.
б. Дополнительными (например динамическими) амплитудами напряжений аоа/-г.
в. Числом циклов действия напряжений стт/, Qaj„ Gao/i или uaqfi.
Возможны различные сочетания amJ, oaJi, cao}i илн oaqJi. В случае, представленном на рис. III.9, а, напряжения omj-сочетаются с в случае рис. II 1.9, в дополнительно на напряжения oOOJ-j накладываются напряжения Cfaqii.
Устанавливают два независимых центра группирования (разряда) для 0mJ и ааЯ. Для omj принимают основные центры группирования (ЦГО); в пределах каждого ТТ ГО для oaJi выбирают дополнительные центры группирования (ЦГД); для напряжений 0mJ И UaJi ИЛИ Стар- подсчитывают число циклов нагружений Пу и riji соответственно (рис. II 1.9, б, г).
В общем случае напряжение Од// (рис. III.9, г) не равно W + f (обычно меньше), т. е. 0aJt = f (oat>ji + 0aqn)‘, принимая о'ац = 0aoji + oaqji включают в расчет завышенные значения напряжений.
92
Рис. III. 10. Асимметричные циклы нагружений.
а — с многократным изменением одинаковых и разных по величине амплитуд напряжений для одного и того же среднего напряжения; о — с однократным изменением разных по величине амплитуд напряжений для каждого среднего напряжения: в — С многократным изменением одинаковых по величине амплитуд напряжений: г — С однократным изме-иением амплитуд напряжений
В результате обработки и систематизации экспериментальных данных по нагрузкам можно получить четыре характерных сочетаний оmi и оа?< (рнс. III. 10) в соответствии с которыми ведут расчеты деталей на ограниченную долговечность при асимметричных циклах.
Рассмотрим первые (I, II) общие случаи расчета. Остальные случаи (III, IV) являются частными, более простыми и отличаются только в начале, так как первый случай можно свести к иим.
В общем случае расчета напряжения представлены в виде многократных асимметричных циклов с различным сочетанием переменных амплитуд напряжений по/1 для каждого среднего напряжения omj- (рис. III. 10, а, б).
Расчет ведут с приведением асимметричного цикла к симметричному в такой последовательности.
93
I. Напряжения представлены в виде асимметричных циклов
&rji = “I- (II 1.73)
где oaji есть величины переменные для каждого
Задано или известно соотношение числа циклов для средних напряжений SСу = 1 Каждой амплитуде (JaJi соответствует число циклов нагружения nSi (см. рис. Ш ЛО, а) или она действует однократно (рис. ШЛО, б). Общее число циклов нагружения от всех амплитуд для каждого среднего напряжения omj будет Z, = (Для случая, показанного на рис. ШЛО. б: Zt = jh т. е. равно количеству уровней напряжений).
2. Соотношение чисел циклов для амплитуд uaji в пределах данного <ymj для случая, показаииого на рис. ШЛО а определяют как Ci = njilZi. Тогда
_-Ci S^r=1- (Ш-74)
3. Соотношение числа циклов для амплитуд всех средних напряжений определяют как
Sc"=S-£cfe-=1- (IIL75)
4. При числе циклов нагружения для средних напряжений Пх за период т0, в течение которого происходит достаточное усреднение данных по условиям нагружения, принимаемый за единицу измерения времени (месяцев, лет) и заданном сроке службы детали Тэ в тех же единицах времени т0, число циклов нагружений для амплитуд будет:
за период т0
пТа = Е ЛгОД - лт Е CjZ,. (III.76)
За заданный срок службы детали Т3
Ловш.а = Л.^з = Л,7'3 Е C;Zi- (111.77)
5. Для каждой амплитуды напряжения oayf число циклов до разрушения по (111.66):
NaJi=N0-W * . (III.78)
6. Эквивалентное количество циклов до разрушения от амплитуд oaji с числом их перемен Zt для каждого среднего напряжения <JW определяют по уравнению (III.66):
а. по схеме, приведенной на рнс. II 1.10, а при соотношении числа циклов Cf = nji/Zi
04
б. по схеме, приведенной на рис. 111.10, б при соотношении числа циклов С,- = 1//7, где есть количество уровней напряжений ctnj (каждая амплитуда действует однократно и =
(Ш.80)
Na”~ Ei/kr
Числу циклов до разрушения соответствует напряжение fTaaj- в соответствии со схемой, приведенной на рис. ШЛО, в, т. е. расчет сведен к случаю III расчета. При однократном изменении амплитуд напряжений будет случай IV расчета (рис. ШЛО, г).
Согласно (II 1.63)
<ГОВ/ = , + /г (Ifi A'o - 1g А1оэ,).
(Ш.81)
7. Суммарное эквивалентное число циклов, которое может выдерживать деталь до разрушения при действии всех амплитуд с учетом нового соотношения числа циклов Сд по (Ш.66)
-----.
8. Суммарная эквивалентная амплитуда напряжения по (П1.67)
= Cj - lgA'oc). (Ш.83)
9. Эквивалентное среднее напряжение, как и эквивалентная амплитуда напряжения, определяется принимая прямую его зависимость от соотношения чисел циклов С/ для каждого cmjt т. е.
= X SmjCj = omlCL 4- crmsC2----4- omtCj. (Ш.84)
10. Эквивалентное приведенное к симметричному циклу напряжение асимметричного цикла, которое по своему разрушающему действию равноценно всем асимметричным циклам при работе детали до разрушения
о».ир <Т„С (Ш.85)
где фо — коэффициент влияния асимметрии цикла. Ориентировочно может быть определен по формуле
fc = £2tVo°-: (Ш-86)
по — предел выносливости для пульсирующего цикла. Для сталей при изгибе и растяжении в зависимости от временного сопротивления <тв коэффициент фо равен:
ств, МПа 350—550 550—750 750—1000 1000—1200 1200—1400
ipn . . . 0,00 0,05 0,10 0,20 0,25
95
11. Соответствующее напряжению ц». П|| эквивалентное число циклов, которое может выдержать деталь при работе до разрушения по (II 1.62)
Р-1~~пр
ЛГв.Пр = Л\>.1О ft . (111.87)
12. Запас долговечности по числу циклов нагружений для заданного срока службы детали
п^ = 7т^->«лоо-л <1п-88)
яоБщ. а
13. Срок службы детали:
а. Без учета допускаемого запаса долговечности
т = 2^пр. (111.89)
б. С учетом допускаемого запаса долговечности пдоп.д
7\=Л'"’ >т- (111.90)
пхапдоп.д
14. Запас прочности по напряжениям
> n«°°-
(III.91)
В результате обработки большого числа экспериментальных данных получены зависимости, позволяющие определять для сталей параметры кривых усталости o_lt k = tg а и No по известным статическим механическим характеристикам: ств — пределу прочности; — пределу текучести.
Предел выносливости ст_г в МПа:
— углеродистые стали
ст_т = 0,29ов + 79,2; (III.92)
ст_г = 0,45стт 4“ 95,4 (III.93)
— легированные стали при оу < 500 МПа: ст_д = 0.35он 4- 53,0 (III.94)
= 0,49от 4- 79,5 (III.95)
при оу > 500 МПа = 0,1 Зоу 4- 27,9. (III.96)
Параметр, определяющий угол наклона кривой усталости Для углеродистой стали-. k = tg а в МПа.
k = 0,04ств 4- 33,2; (111.97)
Л = 0,17оу + 4,2. (111.98)
Для легированной стали k = 0,098ств + 7,5; (Ш.99)
k = 0,09стт 1- 33,9. (III.100)
Число циклов, соответствующее точке перелома кривой усталости Мо обычно для сталей находится в пределах (0,8-=-4,0) -10® циклов. Наиболее вероятное значение No = 2,1-10®, которое можно принимать при выполнении расчетов.
96
При выполнении расчета конкретной детали необходимо для нее устанавливать параметры кривой усталости с оценкой влияния различных факторов (концентрации напряжений, масштаба, упрочнения и др.) и обозначать: о_,, k = = tg a. -Vo.
Данные по оценке влияния различных факторов на параметры кривых усталости, а также другие вопросы расчета деталей машии на ограниченную долговечность, рассматриваются в специальной литературе (например, в работах В. М. Гребеника, Л. В. Коновалова, С. В. Сереисена и др.).
В качестве примера рассмотрим расчет шпинделя блюминга рельсобалочного стана, вилки и лопасти которого несмотря иа большие статические запасы прочности (более пяти) разрушаются. Это объясняется тем, что при прокатке шпиндели нагружаются большим числом циклов основных нагрузок и дополнительными переменными по величине динамическими нагрузками, особенно значительными в моменты подачи и пробуксовки слитка в вилках.
Поэтому динамические нагрузки в периоды неустаповившихся процессов прокатки (рис. III.II) должны учитываться при расчете универсальных шпинделей, как а других деталей, испытывающих такие нагрузки. В некоторых случаях они примерно в два раза превосходят нагрузки установившегося процесса.
Расчеты, выполненные по пределу выносливости, показали, что при определенных нагрузках запасы прочности существенно ниже единицы, т. е. выше предела выносливости. Следовательно, элементы шпинделя работают в области ограниченной долговечности, что требует расчета их с определением запаса долговечности и срока службы.
Для выполнении расчетов необходимы данные, определяющие усталостные характеристики и условия нагружения шпинделя.
Установлено, что для шпиндели, изготовленного из стали 45 предел выносливости о--! равен 220 МПа; для пульсирующего цикла ос — ст_>-1,5 = 220-1,5 = = 330 МПа. Тогда коэффициент влияния асимметрии цикла
. 2-220 - 330
*» =-----ззб— = 0-33-
Параметр k = 60 МПа и /Vo = 107.
На стаие прокатывают за год (яг) 2-105 слитков. Данные по нагрузкам и программа работа стана при прокатке слитков сталей различных марок позволили установить, что напряжения, превышающие 220 МПа (перегрузочные напряжения), возникают при прокатке 40 % всех слитков (Р = 0,4) в Б пропусках (Z = 5). Для рассматриваемого стана необходимый (заданный) срок службы шпинделя был принят 6 лет (Гд — 6 лет). Тогда общее число циклов перегрузок, учитываемых при расчете, составит
лобщ — У] Ч = nrpzra = nx73 = 2-106-0,4-5-6 = 4-108-6 = 2,4 IO® циклов, где п-с = 4-10® — число перегрузок в год.
В результате обработки осциллограмм (см. рис. III. 11) с учетом режимов работы блюминга установлены величины максимальных перегрузочных напряжений arjj асимметричных циклов и амплитуды напряжений для них aaji, а также соотношения числа циклов для средних напряжений Cj н число перемен амплитуд напряжений /$.
В результате получили такие данные:
(III.101)
а. стг11 = 330 МПа; сто11 = 150 МПа; Сг = 0.10; /\ = Б;
б. ог21 = 310 МПа; оа21 — 140 МПа; Ся = 0,15; /8 = 4:
в. ог31 = 290 МПа; стаВ1 = 130 МПа; С8 = 0,25; /8 = 3;
г. агп — 260 МПа; оа41 = НО МПа; С* = 0,30; /4 = 2;
Д. о>ы = 230 МПа; стаИ = 90 МПа; С6 = 0,20; — I.
Законы убывания амплитуд напряжений выражен в виде геометрической прогрессии aaji — Gai при декременте затухания ht = 0,3.
4 Заказ 224
97
Рис. 111.11. Осциллограы^ы крутящих моментов M и частоты вращения п на главном валу блюминга рельсобалочного стана при прокатке рельсовой стали (масса слитка 4.6 т; цифры в кружках — номера пропусков). Указаны нечетные пропуски.
Для сравнения расчет выполнен в двух вариантах: с учетом закона изменения величин амплитуд напряжений и числа циклов их действия, а также только по максимальным напряжениям, т. е. без учета затухающих амплитуд напряжений и числа циклов ик действия.
Вариант 1 — расчет с учетом затухающих амплитуд напряжений и числа циклов ик действия (случай II расчета, см. рис. III, 10, б).
1. Величина амплитуд напряжений aaii для пяти средних напряжений umj с учетом установленного закона их изменения (в МПа)-
а- сац — 150; Саха = И1; Oais ~ 52, о-а14 = 61; оо1£, ~ 45;
б- Оа21 ~ 140; Сц22 = Ю4; oQ23 — 77; оо24 = 57;
98
в. Оцз1 — 130; Оазг — 96; (Газз — 71;
г. ос41 — НО; ОС42 ~ 62; д. оа&1 = 90.
2. Этим напряжениям соответствуют числа циклов до разрушения определяемые по уравнению (111.78):
а- Л’аП — = 8,9-10»; б- "ап ~ в- ^У«31 — г- ” а*1 — Д- ^аБ1 =
1,6-106;
2,3-108,
3,4-108;
7,4-10е;
1,6-10».
/Val2= 7.1-ЮВ;
Nq,vi ~ ^аза = N 042 ~
9,3-108;
1,3-109;
2 1-10®;
Naw =2,10-10®; NaU = 4,8-10®; /VaaS=2,5-I0®; Wna4 = 5.6-10®;
/VoS3 = 3,3- 10е;
3. Соотношение чисел циклов для амплитуд напряжений при 2 Cjji = = 0,10-5 + 0,15-4 + 0,25-3 + 0,30-2 + 0,20-1 = 2,65 согласно (111.75)
будет
г xr 4-Г Д-Г 4-Г 0.50 . 0.50 . 0,75 0,60 0,20
Си + См + csa 4- Cd4 + С5Б 2>6Б + 2 е5 + 2 65 + 2,65 + 2,65
= 0,19 + 0,22 + 0,29 + 0,22 + 0,08 = 1,00.
—
4. Число циклов нагружений для амплитуд напряжений за год по (111.76)
«т„ = Пт Е ед == 4-108-2,65= 1,06.10»;
Общее за заданный срок службы шпинделя по (111.77)
лосщ. а = пТаТ3 = 1,06-106-6 = 6,36-10+
5. Эквивалентное число циклов до разрушения от амплитуд напряжений oaj для каждого среднего напряжения по (III.80)
/Voal = 5,9-IO8; .Va0S = 6,7-lO«; Ha0S = 7,5-10®;
/VO34= 1,Ы0®; ЛГЯ8В = 1,6-10®.
6. Суммарное эквивалентное число циклов до разрушения от амплитуд напряжений по (III.82) при новом соотношении чисел циклов Cji
Ь’ас = 7.8- 10s или Ig2Vac=«,S9.
7. Суммарная эквивалентная амплитуда напряжения по (111.83)
оае + k (1g ЛГ0 — 1g Woe) = 220 + 60 (7 — 8,89) = 105 МПа.
8. Эквивалентное значение среднего напряжения (прн — агц — оал и соответствующих нм значениях С/) по формуле (III.84)
сттэ = 160-0,10+170-0,15+ 160-0,25+150-0,30 +
+ 140-0.20= 157 МПа.
9. Эквивалентное приведенное к симметричному циклу напряжение асимметричного цикла по (111.85)
Оэ.пр = °ас + ’1’оОпгэ = 1°5 + 0>33-157 = 159 МПа.
10. Эквивалентное число циклов до разрушения no (III.87)
пр 220—159
М>. >„ - Л'гг'0 '' = 10’10 60 = 1,08-10®.
11. Запас долговечности по числу циклов нагружений по (111.88)
Л'а. щ, 1,0810s 1К
" ПоОщТГ ~ 6.36-10® - 17> П™"- «- |6’6-
Здесь попускаемый запас долговечности при лдоП “ 1.50
»Доо.в= Ю*0-*7"’ ('-''"«о-’ = 10(*/И” = 16,6.
4* 99
12 Срок службы шпинделя с учетом допустимого запаса долговечности по формуле (111.90)
~ NBnp 1,08-10е с „
Д Лта«доп 1,06 10е-16,6 61 5 Г°Да > ~ 6 яет-
13. Запас прочности по напряжениям (111.91) о_я 220 , Г1
~ °_1 — * *8 л№ 220 — 60 1g 17 - 1 ’5I пдоп = 1 ’5о-
Вариант И — расчет по максимальным напряжениям, т. е. без учета затухающих амплитуд напряжений и числа циклов их действия (случай Ill расчета, см. рис. ШЛО, в).
1. Число циклов до разрушения для максимальных амплитуд напряжений ОдЛ по (111.78)
Л\ш = 1.6-10®; Ne« = 2,3-10®; Мт = 3,4 10®;
= 7,4-10®; /уоИ = 1,6-10®.
2. Суммарное эквивалентное число циклов до разрушения по (III.82) при заданном соотношении чисел циклов
NM = 3,9.10« или lg Nac = 8,59.
3. Суммарная эквивалентная амплитуда напряжения по формуле (111.83) оос = o_i + A (lg No “ Ig NoC) = 220 + 60 (7 — 8,59) = 124 МПа.
4. Эквивалентное среднее напряженпе, как и в случае I варианта расчета, от8 = 157 МПа
5. Эквивалентное приведенное к симметричному циклу напряжение по (III.85)
°э.пр = °вс— 124 [0,33-157= 177 МПа.
6. Эквивалентное число циклов до разрушения по (111.87)
N,. пр = 5.4-10’.
7. Запас долговечности по числу циклов нагружения по (III.88)
N8. пр 5 4-10’
= -СТ -= > «поп- Д =
8. Срок службы шпинделя по (II 1.90) с учетом допускаемого запаса долговечности лдоп
Г« = ^ = ОТ = 8'' ™»>П = 6лег.
^тЯдоп 4-10“-16,о
9. Запас прочности на напряжениям по (III.91)
°-1 220 | ЦП I ЕП
"от “ о_,-Л1вл„г - 220 - 601g 22,4 “ ’5 > ~ *’50-
Полученный по варианту [ расчета срок службы шпинделя из стали 45 близок к наблюдаемому на заводе. Обычно образование трещин или поломки происходят несколько раньше, чем это следует из расчета.
Сравнение приведенных двух вариантов расчета с учетом и без учета затухающих амплитуд напряжений, возникающих при динамических нагрузкак и числа их циклов, показывает, что учет этих дополнительны к напряжений может оказывать существенное влияние на определяемые запас прочности, запас долговечности и срок службы, снижая их.
Первый вариант расчета соответствует реальным условиям нагружения шпинделя и применим для аналогичных расчетов других деталей машин.
100
Особенностью расчета на ограниченную долговечность является зависимость определяемых запасов прочности и запасов долговечности от заданного срока службы илн заданного числа циклов нагружения деталей. Поэтому определяемые запас прочности и запас долговечности соответствуют только одному, заданному сроку службы детали- Изменяя заданный срок службы детали можно получать для нее разные (высокие или низкие) значения запасов прочности и долговечности. Важно, что определяемый (расчетный) срок службы не зависит от заданного срока службы детали, а зависит от закономерностей нагружения н усталостных характеристик детали. Поэтому в случае расчета деталей на ограниченную долговечность основным является определение для них срока службы (ресурса).
Глава IV
ОСНОВНЫЕ ТИПЫ ПРОКАТНЫХ СТАНОВ
1. ОБЖИМНЫЕ И ЗАГОТОВОЧНЫЕ СТАНЫ
Из сталеплавильных цехов в прокатные металл поступает в виде слитков, отлитых в изложницы, или заготовок, полученных на машинах непрерывного литья.
На большинстве металлургических заводов головным прокатным станом является обжимной стан — слябинг или блюминг, предназначенный для обжатия крупных слитков в черновые заготовки — полупродукт, из которого на последующих прокатных станах получают готовую продукцию (листовой н сортовой прокат) по следующим технологическим схемам: 1) слябинг — широкополосовой стан горячей прокатки илн слябинг — шнрокополосо-вой стан горячей прокатки —листовые станы холодной прокатки; 2) слябинг — толстолистовой стан; 3) блюминг — заготовочный стан — сортовые станы (средне- или мелкосортный, или проволочный, или штр и псовый); 4) блюминг — стан для широкополочных балок; 5) блюминг — рельсобалочиый стан; 6) блюминг — крупносортный стан; 7) блюминг — трубозаготовочный стан — трубопрокатные станы.
При установке в сталеплавильном цехе машин непрерывного литья отлитые заготовки прямоугольного либо квадратного сечения (а иногда фасонного сечения) поступают непосредственно на станы готовой продукции: листовые (шнрокополосовые горячей прокатки илн толстолистовые) и сортовые различного типа.
Обжимные станы
Плоская черновая заготовка, прокатанная из слитка на слябинге (либо частично на блюминге), называется слябом и характеризуется прямоугольным сечением с закругленными углами тол
101
щиной 100—300 мм (иногда до 500—600 мм) и шириной 600— 2300 мм.
Черновая заготовка, прокатанная из слитка на блюминге, называется блюмом, для которого характерно квадратное сечение с закругленными углами 100 X 100—400x400 мм или близкое к нему сечение (например, 340x450 мм).
«Воротами» обжимных станов является отделение нагревательных колодцев, в котором слитки, поступающие из стрипперного отделения сталеплавильного цеха, подогреваются перед прокаткой. Для этой цели применяют нагревательные устройства в виде колодцев (камер), в которые слитки колодцевым краном клещевого типа загружают в вертикальном положении, благодаря чему достигают равномерного нагрева металла и обеспечивают возможность выгрузки слитков из колодцев тем же колодцевым краном.
Обычно два колодца расположены по одной оси поперек здания цеха и образуют одну группу. Применяют также и одинарные колодцы больших размеров н группы колодцев по четыре камеры в каждой.
В обжимных цехах применяют рекуперативные колодцы (садкой 100—200 т) с нижним или верхним подогревом, отапливаемые смешанным газом (доменным с коксовым) с теплотой сгорания 5900-: 8380 кДж.
Для экономии топлива необходимо в колодцы загружать слитки с температурой 800—900 °C. Для дополнительного подогрева их до температуры 1260—1360 °C и выдержки (томления) при этой температуре потребуется 2,5—3,5 ч. Если же в колодцы загружать холодные слиткн (с температурой 200—300 °C), то для нагрева их потребуется время в 2—2,5 раза больше.
Удельная производительность колодца прн нагреве слитков из среднеуглеродистой стали (по практическим данным) составляет 15—18 т/ч для горячих и 8—10 т/ч для холодных слитков.
Нагревательные колодцы сверху герметически (через песочные затворы) закрывают крышками, представляющими собой свод из огнеупорного кирпича, набранного в металлическом каркасе.
Для посадки слитка в колодец и выемки его из колодца необходимо приподнять крышку и отвести ее в сторону. Эти операции выполняют напольными кранами двух типов: передвигающимися либо вдоль фронта колодцев, либо поперек него.
Снятие горячих слитков с железнодорожных платформ, поданных из стрипперного отделения, посадку их в нагревательные колодцы, выемку из колодцев и посадку в слнтковоз выполняют специальные мостовые (клещевые) краны грузоподъемностью до 50 т.
Современными обжимными станами являются слябинги, блюминги и блюминги-слябинги с горизонтальными прокатными валками диаметром 1150—-1500 мм производительностью до 3—6 млн. т в год. На этих' одноклетевых реверсивных станах скорость про-102
Рис. IV. I. Схема расположения оборудования слябинга 1250 конструкции НКМЗ: / — нагревательные колодцы; 2 — кольцевая слиткояодача; 3 — приемный рольганг; 4 — весы для слитков; 5 — манипулятор; 6 — универсальная рабочая клеть 1250 с главным приводом; 7 — машина огневой зачистки: 8— ножницы усилием резания 28 МН. 3 — конвейер уборки обрезков; 10 — клейыовочная машина; 11 — весы для слябов; 12 — устройства дли уборки слябов
катки достигает 5—6 м/с, а масса прокатываемых слитков 10— 22 т у блюмингов и 40—45 т у слябингов и блюмингов-слябингов.
Схемы расположения оборудования слябингов и блюмингов в основном идентичны; только у слябингов вместо рабочей двухвалковой клетн (как у блюминга) устанавливают универсальную рабочую двухвалковую клеть, а конструкции оборудования отличаются главным образом своими размерами и техническими характеристиками.
Слябинги применяют только для прокатки слябов, поэтому горизонтальные валки рабочей клети выполняют гладкими (цилиндрическими). Для получения широких слябов правильного примоугольного сечения с ровными боковыми гранями в рабочей клети слябинга, кроме горизонтальных валков, предусмотрены еще вертикальные валки (расположенные перед или за горизонтальными), поэтому такую клеть называют универсальной.
На рис. IV. 1 представлена схема расположения оборудования слябинга 1250 конструкции НКМЗ, предназначенного для прокатки слябов толщиной 150—300 мм, шириной 750—1850 мм и длиной 2500—10 500 мм (массой до 32 т) из слитков массой 17,4—37,7 т со скоростью до 5 м/с.
В состав стана входят кольцевая слиткоподача, приемный рольганг с весами для слитков, универсальная рабочая клеть 1250 с манипуляторами, кантователем и рабочими рольгангами, машина для огневой зачистки, ножницы горячей резки усилием резания 28 МН с конвейером уборки обрезков, весы для слябов', клеймитель и устройства для уборки слябов на склад и передачи к непрерывному широкополосовому стану 2000 горячей прокатки.
Технологический процесс прокатки и а слябинге 1250 и характеристика оборудования стана следующие.
Слитки загружают колодцевыми кранами в колодцы для нагрева до температуры 1250—1280 °C и затем с помощью тех же колодцевых кранов слитки вынимают из колодцев и загружают на один из слитковозов, который по кольцевому пути транспортирует горячий слиток к приемному рольгангу стана со скоростью
юз-
до 5 м/с. После остановки слитковоза у приемного рольганга слиток в горизонтальном положении сталкивают на ролыанг. Предусмотрена также возможность подачи слитков к стану ко-лодцевым краном. В этом случае слиток устанавливают в люльку стационарного опрокидывателя, расположенного перед приемным рольгангом. Время опрокидывания люльки 8- с.
С приемного рольганга слиток передают со скоростью до 1,2 м/с на весовой рольганг, где металл взвешивают и при необходимости поворачивают на 180° (для задачи слитка в валки клети узким концом) в горизонтальной плоскости. Механизм взвешивания и поворота слитка расположен над рольгангом. Грузоподъемность весов 40 т, длительность цикла взвешивания и поворот? слитка на 180° составляет 25 с.
По рольгангу слиток поступает к рабочей клети в положении «на ребро» для получения при прокатке в горизонтальных валках необходимой ширины сляба и удаления окалины с широких граней слитка. Затем слиток кантуют на 90° и ведут прокатку при заданном режиме температуры (в интервале 1250—1000 °C), обжатий (до 70—80 мм за пропуск) и средней скорости (от 2,0 до 4,2 м/с).
Прокатка ведется как по одному, так и по два слитка одновременно: ритм прокатки в первом случае составляет около 100— 140 с, во втором 150—200 с. •
Рабочая клеть имеет горизонтальные валки диаметром 1250 мм и длиной бочки 2400 мм; каждый валок приводится во вращение от индивидуального двухъякорного электродвигателя постоянного тока мощностью 2x3750 кВт с частотой вращения 45—80 об/мин; раствор валков до 2100 мм. Вертикальные валки диаметром 1000 мм и длиной бочки 2300 мм расположены за горизонтальными (по ходу прокатки) и имеют также индивидуальный привод от двух электродвигателей постоянного тока вертикального исполнения мощностью 2500 кВт и частотой вращения 60/110 об/мин каждый; раствор валков колеблется в пределах 750—2400 мм.
По обе стороны рабочей клети установлены рабочие н раскатные рольганги с диаметром роликов 600 мм и шагом 900—950 и 800 мм соответственно, обеспечивающие скоростью прокатки до 5 м/с. Привод всех роликов рабочих рольгангов осуществляется от индивидуального электродвигателя через зубчатую муфту. Привод раскатных рольгангов групповой — через трансмиссионную коническую передачу.
Манипулятор снабжен четырьмя линейками из стального литья, расположенными перед рабочей клетью и за ней. Каждая из четырех линеек имеет две штанги, которые опираются со стороны рольганга на опорные ролики, а с другой стороны — на бандажи шестерен привода. Синхронизация линеек перед и за клетью механическая, посредством промежуточного вала с зубчатыми муфтами. Раствор линеек составляет 750—3300 мм, а скорость передвижения'их 0,6—1,2 м/с.
ini
Кантователь установлен только за вертикальной клетью и предназначен для кантовки слитка на 90° вокруг его продольной оси с помощью четырех крюков, вмонтированных? в линёйку манипулятора. Время подъема крюков 2 с.
После прокатки раскат подают к машине для огневой зачистки горячего металла в потоке стана, в которой могут быть зачищены либо все четыре продольные грани, либо две широкие или две узкие (в зависимости от состояния поверхности металла). Температура зачищаемого металла 950—1150 °C, глубина зачистки 0,8— 3 мм и скорость 0,25—1,0 м/с. Машина передвижная и может быть выведена за 50 с нз линии стана (за период прохождения раската, не требующего зачистки, или для ремонта) в перпендикулярном направлении; при этом на место машины устанавливают неприводной ролик.
Зачищенный раскат по рольгангу поступает к ножницам горячей резки, на которых обрезают концы раскатов, а также осуществляют резку раската на мерные слябы. Ножницы эксцентрикового типа с параллельными ножами и с" нижним резом усилием 28 МН имеют длину ножей 2100 мм, ход ножей 4500 мм; максимальное число резов в минуту 5—8. Привод ножниц осуществляется от двух электродвигателей мощностью 1875 кВт каждый и частотой вращения 25/30 об/мин через цилиндрический редуктор и универсальный шпиндель, соединяющийся с верхним эксцентриковым валом. Ножницы оборудованы сталкивателем обрезков; отодвигающимся рольгангом; скребковым наклонным конвейером для уборки обрезков длиной до 700 мм, массой до 2 т (скорость транспортирования до 0,1 м/с); передвижным упором, установленным за ножницами и предназначенным для остановки раската, перемещающегося со скоростью 0,5 м/с, при порезке его на мерные длины (2500—10 500 мм).
За ножницами слябы клеймят в его переднюю торцовую грань как с остановкой, так и без остановки сляба. Устройство состоит из двух клейммтелей, расположенных на общей площадке над рольгангом. Число клеймений 10 в минуту; максимальное число клейм в комплекте 12- Смена клейм ручная.
После клеймения готовые слябы взвешивают на рычажных весах верхнего исполнения грузоподъемностью 40 т (число взвешиваний до 300 в час) и передают по рольгангу к уборочным устройствам, где слябы сталкивателем с рольганга сталкивают на штабелирующий стол для укладки слябов в пакет, а затем тележкой грузоподъемностью 120 т пакет слябов передают в поперечном направлении на склад слябов для охлаждения, осмотра и выборочной зачистки, либо к загрузочному устройству нагревательных печей непрерывного широкополосового стана горячей прокатки.
Слябы по рольгангу могут транспортироваться (без промежуточного подогрева) и непосредственно к черновым клетям широкопол особого стана.
W5
На слябинге предусмотрены средства для уборки скрапа и окалины. Стан оборудован также системами смазки и охлаждения механизмов и машин, гидро- и пневмоустройствами, электроприводами и системами комплексной автоматизации по отдельным участкам.
Проектная производительность слябинга 1250 составляет 6 млн. т в год (по слиткам), масса механического технологического оборудования 8850 т и суммарная установленная мощность электрооборудования 40 400 кВт.
Блюминги применяют для прокатки блюмов и частично слябов (до 20—30 % от всего сортамента), поэтому горизонтальные валки рабочей клети выполняют калиброванными с несколькими калибрами, из которых один (широкий калибр) для прокатки слябов располагают посередине бочки валков.
На рис. IV.2 показана схема расположения оборудования блюминга 1300 конструкции УЗТМ, предназначенного для прокатки блюмов сечением 300 x 300—350 x 450 мм и слябов (до 10—15 % от общего объема сортамента) толщиной 100—200 мм и шириной 700—1000 мм из слитков массой 8—13 т со скоростью до 6 м/с.
В отделении нагревательных колодцев предусмотрены 12 групп колодцев (рекуперативного типа с верхним подогревом) по четыре камеры (ячейки) в каждой. Производительность одной камеры 120—150 тыс.т/год при загрузке слитков с температурой 800— 900 °C.
Для обеспечения ритма прокатки слитков предусмотрена кольцевая слиткоподача от колодцев к приемному рольгангу. По замкнутому кольцевому пути движутся по заданной программе со скоростью до 5,4 м/с четыре слнтковоза с горизонтальными платформами для слитков.
Слитки, нагретые до температуры 1300 °C, вынимают из колодцев при помощи колодцевых кранов. Каждый из слитковозов, получив очередной слиток, доставляет его к приемному рольгангу. Слитковоз автоматически останавливается сбоку у приемного рольганга и слиток сталкивается с него на рольганг при помощи стационарного сталкивателя.
Взвешивание и поворот слитка на 180° осуществляются весами, расположенными над рольгангом. Кантователь, находящийся с передней стороны рабочей клети, и линейки манипулятора, расположенные с обеих сторон клети, работают по заданной программе обжатий при прокатке. В зависимости от массы слитка и сечения блюма осуществляется реверсивная прокатка каждого слитка в отдельности или последовательно двух слитков.
Диаметр валков блюминга 1300 мм (по буртам калибров) и длина бочки 2800 мм. Каждый рабочий валок снабжен индивидуальным приводом от электродвигателя постоянного тока мощностью 6800 кВт, 0—60—90 об/мин, с номинальным моментом 1,1 МН-м.
Обжатие слитка осуществляется за 9—13 реверсивных проходов. Для получения блюмов применяют слитки квадратного (пли
106
f
(
1
Рис. IV-2. Блюминг 1300 конструкции УЗТМ:
I — отделение нагревательных колодцев; II — пролет стана; III — электрсмашнкпый зал; IV — скрапной пролет; V — склад блюмов; / — нагревательные колодцы; 2 — слит-ковозы; 3 — приемный рольганг: 4 — сталкнватель слитков; 5 — весы: С — рабочая клеть блюминга; 7 — манипулятор: 8 — машины для огневой зачистки; 9 — ножницбц it) — конвейер для уборки обрезков от ножниц: // — средства для уборки блюмов; 12 —устройства для смены валков
107
близкого к нему) сечения и в процессе обжатий слитка его периодически кантуют на 90°. Так как кантователь располагают на линейке манипулятора с передней стороны стана, то кантовку осуществляют через 2—4 пропуска, т. е. после четных про-ХОДОВ.
При прокатке на обжимных станах с целью увеличения производительности стремятся применять максимальные обжатия за каждый пропуск (90—120 мм). Однако максимальное обжатие при прокатке ограничивается максимальным углом захвата.
Для зачнсткн поверхности горячих блюмов н слябов (удаления трещин, закатов окалины и шлака и т. п.) в потоке металла за рабочей клетью в линии рольганга установлена машина для огневой зачистки. Эта маша па предназначена для зачистки на ходу блюмов сечением до 380x450 мм и слябов шириной до 1000 мм и состоит из двух кареток, которые могут перемещаться на катках по рельсам перпендикулярно направлению движения металла. На каретках установлены газорежущие головки с горелками.
При движении блоков с горелками к металлу включается подача кислорода и горючего газа (ацетилена или природного газа), загорающихся от горячего металла. На поверхности металл оплавляется и в этот момент включается подача кислорода, в результате чего осуществляется сплошная огневая зачистка металла со всех четырех сторон. Одновременно включается система для гидросбива образующегося шлака водой высокого давления (3000 кПа). Газорежущие головки снабжены щелевидными легко-заменяемыми горелками, расположенными под углом 25° к поверхности металла. Если после прокатки зачистка блюмов и слябов не требуется, обе каретки отводятся от рольганга в противоположные стороны при помощи цилиндров.
Режим работы машины автоматизирован. При огневой зачистке сжигается, поверхностный слой металла толщиной 1,5— 2,5 мм; потери металла составляют 1—2,5 %.
Следует отметить, что иа некоторых блюмингах за рубежом, прокатывающих слитки из легированной стали, вместо машины для огневой зачистки установлены фрезерные многорезцовые станки для механической зачистки (снятия стружки) горячих блюмов.
За машиной для огневой зачистки блюмов и слябов установлены ножницы с нижиим резом усилием 12 МН. Чтобы уменьшить число иемерных обрезков при резании блюмов и слябов на мерные длины (1200 -6000 мм), ножницы управляются ЭВМ посредством датчиков измерения общей длины полосы до резания.
При резании ножницами блюмов и слябов на мерные длины обрезки от нх головной и хвостовой частей составляют 10—15 % (по массе). При производительности блюминга 450—600 т/ч от ножниц необходимо убирать 50—80 т/ч обрезков. Уборка осуществляется конвейером с непрерывной загрузкой обрезков в цельнометаллические железнодорожные платформы грузоподъемностью до 100 т.
108
Цепной скребковый конвейер расположен поперек станового и скрапного пролетов. Приемная часть конвейера находится в первом пролете ниже уровня пола цеха, а разгрузочная наклонная часть конвейера — в скрапном пролете с железнодорожным путем для платформ. По наклонному желобу у ножниц обрезки падают вниз н попадают на приемную плиту. Скребки, прикрепленные к звеньям боковых цепей, перемещают горячие обрезки массой до 1 5 т каждый по промежуточным плитам к разгрузочному желобу, с которого обрезки падают непосредственно в полузакрытую платформу.
Клеймение блюмов и слябов в торец после резки на ножницах осуществляется на ходу автоматическим рычажным клеймнтелем с дистанционной сменой клейм.
Так как отходы (обрезки) от головной и хвостовой частей блюмов и слябов составляют 500—1000 тыс.т/год, то разделение их по маркам стали перед отправкой в сталеплавильный цех на переплавку представляет сложную и трудоемкую задачу. На многих блюмингах операцию клеймения обрезков ввиду трудностей ее механизации осуществляют вручную. На блюминге 1300 операция клеймения автоматизирована Для этого перед ножницами установлен дисковый клеймитель, который непрерывно наносит клейма иа поверхность движущихся блюмов или слябов на определенном отрезке их головной и хвостовой частей.
После порезки на ножницах и их клеймения блюмы по рольгангу направляются на дальнейшую прокатку (на непрерывный заготовочный стан 900/700/500), а слябы (в количестве, составляющем около 10—15 % от общей производительности стана) сталкиваются толкателем на штабелирующий стол и затем передаются тележкой или краном на склад для охлаждения и зачистки. Для обслуживания рабочей клети в становом пролете установлен мостовой кран тяжелого типа грузоподъемностью 125 т.
Проектная производительность блюминга 1300 составляет 6.0 млн. т в год; масса механического оборудования 5500 т и общая мощность главных электродвигателей стана 13 600 кВт.
На одном нз металлургических заводов страны в комплексе с универсальным балочным станом установлен реверсивный блюминг 1500 конструкции УЗТМ. Он предназначен для производства блюмов сечением 250 x 250 — 400 <400 мм и длиной 3,6—11,4 м и слябов сечением до 200 X 1600 мм и длиной 2,0—3,4 м, а также фасонных балочных заготовок сечением от 185x450 до 450 X Х1225 мм из слитков массой 9,7—21,8 т (рис. IV.3).
Одноклетевой реверсивный блюминг 1500 выполнен по схеме расположения оборудования, аналогичной блюмингу 1300, с отделением нагревательных колодцев и кольцевой слиткоподачей.
Главная линия блюминга включает рабочую клеть с диаметром валков 1500 мм (по буртам) и длиной бочки валков-3550 мм с приводом от двух индивидуальных электродвигателей постоянного
109
Рис. IV.4. План расположения оборудования непрерывного заготовочного стана 900/700/500 конструкции ВНИИыетмаш — ЮУМЗ; I н III — пролеты стала; II — скрапной пролет; IV — машинный зал; V — помещение для трансформаторов; 1 — рольганг; 2 — черновые двухвалковые клети 900Х 1300; 3 — кантователь; 4.5 — первая непрерывная (черновая) группа из четырех горизонтальных и двух вертикальных клетей; 6 — упор; 7 — отводящий рольганг; В — боковой рольганг; 9 — шлеппер; 10 — упор: ft — летучие маятниковые ножницы*. Ч— кантователь; 13. 14— вторая непрерывная (чистовая) группа из трех вертикальных и трех горизонтальных клетей; 15—17, 20, 23 — рольганг; 16 — ножницы с нижним резон; 18 — летучие быстроходные ножницы; 19 — транспортер обрезков; 21 — пакетирующий рольганг; 22 — шлеппер; 24 — холодильник; 25 — тельфер; 26 — яма для окалины
На этих станах из указанных блюмов можно также прокатывать круглые трубные заготовки, а нз прямоугольных блюмов — прямоугольные и плоские заготовки.
Непрерывный заготовочный стаи 900/700/500 состоит из 14 двухвалковых клетей, расположенных в трех группах; первой из двух клетей с номинальным диаметром валков 900 мм (по межосевому расстоянию шестеренной клети), второй — непрерывной (черновой) из шести клетей (одна клеть 900 и пять клетей 700) и третьей — непрерывной (чистовой) из шести клетей с номинальным диаметром валков 500 мм (рис. IV.4).
Основная отличительная особенность этого стана — чередование клетей с вертикальными и горизонтальными валками в непрерывных группах.
После резки на мерные длины горячие блюмы сечением 370 \ Х370 мм поступают по рольгангу 1 (без дополнительного подогрева) со скоростью около 0,2 м/с в первую клеть 900- При необходимости можно блюм повернуть на 180° в горизонтальной плоскости для задачи его в клеть 900 концом, в котором пет признаков усадочной рыхлости.
Первые две клети с валками 900 1300 мм 2 установлены отдельно; расстояние от второй клети этой группы до первой клети второй группы позволяет осуществлять свободную кантовку блюма при помощи кантователя 3. расположенного на рольганге между этими группами клетей.
Первая непрерывная группа состоит из двух клетей 900х 1300 (аналогичной конструкции с клетями первой группы) и четырех клетей с валками 730x1300 мм; из этих четырех клетей в первой п третьей (пятой и седьмой по порядку клетях стана) предусмотрены вертикальные валки. При прокатке во второй группе можно
112
получать заготовки сечением 200 x 200, 170x170 и 150x150 мм (соответственно из четвертой, шестой и восьмой клети). Крупные заготовки сечением более 150x150 мм с отводящего рольганга 7 при помощи поперечного транспортера 9 направляются на боковой рольганг 8 с концевым стационарным упором 6; далее эти заготовки рольгангом 15 подаются к ножницам 16 с нижним резом усилием 10 МН, разрезаются на мерные длины в пределах 6—8 м и по рольгангам 17 и 23 направляются на холодильники 24. Заготовки сечением 150x150 мм, выходящие со скоростью до 2,3 м/с, по рольгангу 7 направляются ко второй непрерывной группе для дальнейшей прокатки.
Вторая непрерывная группа состоит из шести чередующихся клетей 530x900 мм с вертикальными 13 н горизонтальными 14 валками. При прокатке в этой группе можно получать заготовки сечением 120x120, 100x100 и 80x80 мм (соответственно из 10, 12 и 14-й клети). Для того чтобы в девятую клеть задавать заготовку с постоянной температурой, иа промежуточном рольганге заготовку останавливают поднимающимся упором 10 и выдерживают некоторое время на рольганге. Передний неровный конец заготовки обрезают маятниковыми летучими ножницами 11 усилием 1.5 МН- В случае необходимости (по условиям калибровки валков) заготовка кантуется кантователем 12.
По выходе из последней клети заготовку сечением до 80 х Х80 мм разрезают летучими планетарными ножницами 18 на мерные длины 8—12 м; разрезанные заготовки собираются в пачки па пакетирующем рольганге 21 и по рольгангам 23 направляются па холодильники 24.
Из второй непрерывной группы выдаются заготовки сечением: из 10-й клети — 120 х 120 мм со скоростью 3,5 м/с, из 12-й клети — 100 X 100 мм со скоростью около 5 м/с и нз 14-й клети — 80 х 80 мм со скоростью около 7 м/с. Летучие планетарные ножницы усилием 1.5 МН разрезают заготовки, движущиеся с указанными скоростями. Здесь же осуществляется их клеймение.
Все технологические операции на стаие механизированы и автоматизированы. На стаие применены: 1) механизмы для комплектной смены валков и передвижения горизонтальных и вертикальных клетей (при переходе на прокатку в соседнем калибре); 2) универсальные шпиндели с шарнирами на подшипниках качения; 3) механизированная скиповая уборка обрезков от ножниц; 4) мес-дозы для измерения усилия прокатки и натяжения заготовки при прокатке; 5) водоохлаждаемые ролики рольгангов с приводом от двигателей с полым валом; 6) автоматическое клеймение заготовки; 7) ЭВМ для управления работой стана.
Станы радиально-сдвиговой прокатки
С развитием непрерывной разливки стали, внедрением новых сложнолегнрованиых сплавов, повышением требований к экономии и качеству металлов приобретает особое значение проблема
113
Рис. IV.5. Схема очага деформации стана радиально сдвиговой прокатки(е, 6) к поперечное сечение очага (в)
создания эффективных, экономичных способов деформирования слитков и заготовок.
В Московском институте стали и сплавов под руководством П. И. Полухина и И. Н. Потапова создан принципиально новый процесс радиально-сдвиговой (винтовой) прокатки, сочетающий преимущества непрерывного и циклического деформирования. Новую технологию можно отнести к процессу винтовой прокатки с высокими единичными обжатиями, обеспечивающему большое оадиальиое обжатие при интенсивных сдвиговых деформациях, .синологическую основу процесса составляют большие углы подачи р валков в сочетании со специальной геометрией очага деформации, в котором реализуются уникальные условия пластического формоизменения, позволяющие прокатывать практически все деформируемые металлические материалы с устранением внутренних и поверхностных дефектов. Схема очага деформации представлена на рис. IV.5.
К важным показателям пластического течения металла относятся вид и длина траектории деформации. Анализ показывает, что циклический характер воздействия деформирующих усилий и геликоидальное перемещение металла обусловливают весьма специфический и сложный вид траектории деформации в процессе радиально-сдвиговой прокатки. Траектория деформации расположена не в плоскости, а представляет собой объемную кривую, что предопределяет значительно более высокие (в 6—10 раз) значения ее длины (накопленной степени деформации) по сравнению с продольной прокаткой или прессованием.
Новая технология всесторонне исследована при прокатке непрерывнолитых, катаиых и кованых заготовок из сталей и сплавов различных классов: углеродистых, подшипниковых, коррозионностойких. инструментальных, быстрорежущих, высоколе-
114
гнрованных сплавов, титановых, медных, особо трудподеформи-руемых жаропрочных сплавов па никелевой основе, заготовок из порошкового материала на основе молибдена, железа, быстрорежущей стали, а также заготовок из белого чугуна с содержанием углерода до 3,0 %.
Высокие коэффициенты вытяжки за проход (4ч-25) совместно со значительной накопленной степенью деформации обеспечивают эффективную проработку структуры металла и повышение его фнзико-механических и эксплуатационных свойств. В частности, карбидная фаза в быстрорежущих сталях после радиальносдвиговой прокатки имеет вид равномерной мелкодисперсной сетки. Получить такое строение карбидов не удается традиционными методами (ковкой, продольной прокаткой) даже при значительно более высоких коэффициентах вытяжки. Стойкость инструмента, изготовленного из стали после радиально-сдвиговой прокатки в 1,8-4-3,0 раза выше стойкости инструмента из серийной быстрорежущей стали.
Схема деформации в этом процессе, благодаря протяженному калибрующему участку, позволяет устойчиво получать сортовой прокат, в 2—5 раз превышающий по точности размеров требования ГОСТов и ТУ.
Новая технология реализуется на специально разработанных ПО «Электростальтяжмаш» и МИСнС станах радиально-сдвиговой прокатки, позволяющих деформировать слитки и заготовки диаметром от 30 до 500 мм. Эти станы отличаются малой энергоемкостью, компактны, автоматизированы, надежны в эксплуатации, обладают большой технологической маневренностью, чтс^ позволяет успешно использовать их при реконструкции дет"?-’ ствующего производства н создании новых цехов и комплексов.
Внедрение новой технологии и нового оборудования дает наибольший эффект в следующих случаях:
1. При реконструкции действующих сортопрокатных станов для увеличения производительности, повышения качества проката и выхода годного, улучшения условий труда.
2. При деформировании непрерывно-литого металла, предназначенного для производства сортовых профилей.
3. При производстве сортовых профилей из труднодеформи-руемых и малопластичных сталей (взамен ковки, прессования и продольной прокатки).
4. При производстве быстрорежущей стали для инструмента повышенной износостойкости на металлургических и на крупных машиностроительных заводах.
5. При получении заготовок с размерами, близкими к размеру изделий, на машиностроительных заводах.
6. При производстве высококачественных сортовых заготовок из порошковых материалов.
7. При производстве сортового проката из различных цветных металлов.
115
Эффективное использование этой технологии целесообразно также в прокатных цехах заводов малой мощности.
Средняя производительность стана 7500 т/ч; масса механического оборудования 10 500 т.
2. ЛИСТОВЫЕ СТАНЫ ГОРЯЧЕЙ ПРОКАТКИ
Способом горячей прокатки получают широкие полосы (листы) минимальной толщиной I—1,2 мм (в исключительных случаях 0,8—0,9 мм) и максимальной толщиной до 120—200 (в некоторых случаях плиты до 400 мм и шириной от 500—600 мм до 4600— 5000 мм). По толщине полосы (листы) разделяют на две группы: толстые — толщиной 4 мм и выше и топкие — толщиной менее 4 мм Но деление листов на толстые и тонкие условно: например, на современном непрерывном стане прокатывают как широкие тонкие, так и широкие толстые полосы, поэтому его называют не толсто- или тонколистовым, а широкополосовым'ста ном.
С целью повышения качества готовой продукции полосы прокатывают ие из слитков, а из слябов массой до 3—45 т. получаемых со слябинга или блюмнпга-слябиига, либо с машин непрерывного литья слябов. Особо толстые (100—400 мм) и широкие (3000— 5000 мм) листы прокатывают из крупных слитков массой 50— 100 т иа специализированных толстоллстовых станах.
Основным параметром листового и полосового станов является длина бочки валков рабочей клети (в непрерывных станах последней клети), изменяющаяся от 50—100 мм (у многовалковых ленточных станов) до 5000—5500 мм (у толстолистовых станов).
Для производства листовой горячекатаном стали применяют следующие основные типы листовых станов горячей прокатки: 1) непрерывные шпрокололосовые с длиной бочки валков от J420— 1450 до 2285—2500 мм (с двумя группами клетей — последовательной черновой н непрерывной чистовой), это самые высокоскоростные (до 20—30 м/с) и высокопроизводительные (до 3,5— 6 млн. т/год) станы для производства горячекатаной листовой продукции в рулонах; 2) одно- и двухклетевые реверсивные толстолистовые станы с длиной бочки валков от 2000—2300 до 5000 мм и более (с вертикальной клетью впереди горизонтальных клетей илн без нее) для прокатки толстых листов мерной длины, иногда на этих станах прокатывают из слитков, кроме листов, и слябы. Такие станы называются комбинированными толстолистовыми станами; 3) полунепрерывные широкополосовые с длиной бочки валков в чистовой группе клетей от 800—1200 до 2700—3050 мм, чаще всего 1700—2000 мм (с одной-двумя реверсивными черновыми клетями и непрерывной черновой группой клетей). Эти станы менее производительны (до 2—2,5 млн. т/год), чем непрерывные. Скорость прокатки достигает 10—20 м/с. На этих станах получают как полосовую продукцию в рулонах, так и листовую мерной длины.
116
Кроме основных типов листопрокатных станов, в практике листопрокатного производства существуют реверсивные четырехвалковые станы н планетарные станы для горячей прокатки тонких полос толщиной 1—4 мм и шириной до 1000 мм. ,
Для горячей прокатки тонких полос из электротехнических сталей (динамной и трансформаторной), содержащих 2—3,5 % Si, применяют реверсивные четырехвалковые станы с моталками в печах (температура в печи около 1000 °C).
При реверсивной прокатке полосу поочередно сматывают в рулоны моталками, расположенными (на расстоянии 5500 мм) в печах перед клетью и за ней. Таким образом, температура прокатываемой полосы поддерживается постоянной в требуемом узком интервале, что необходимо при деформации указанных сталей. Кроме того, в холодном состоянии эти стали мало пластичны и для получения тонком (0,5—1 мм) полосы прн ее холодной прокатке из подката (толщиной 4—6 мм) требуется несколько операций промежуточного отжига. Поэтому получение подката минимально возможной толщины (1,5—2,5 мм) в результате горячей прокатки весьма целесообразно для сокращения операций при холодной прокатке.
Четырехвалковый стан 1200 для горячей прокатки электротех' нических сталей конструкции НКМЗ состоит из двух клетей-черновой двухвалковой (универсальной) и чистовой четырехвал' ковой 620/1250 Х1200 с моталками в печах. Исходной заготовкой являются литые слябы 130х 1000x900 мм массой до 3 т, полученные с машин непрерывного литья слябов.
Производительность стаиа 1200 при прокатке полосы толщиной 2—3 мм и шириной 1000 мм составляет 40—50 т/ч, или в среднем 300 тыс.т/год. Масса механического оборудования стана около 3000 т.
Для горячей прокатки относительно узкой полосы (400— 1000 мм) толщиной 1—4 мм применяют иногда планетарные станы, на которых заготовки обжимают многочисленными рабочими (планетарными) валками, вращающимися вместе со своими боковыми сепараторными кольцами вокруг приводных опорных валков. Заготовка толщиной до 100 мм прокатывается каждой парой планетарных валков с очень небольшим обжатием (0,3—0,5 мм), одиако в результате суммарной деформации металла многими парами валков общее обжатие сляба может достигать 90—95 % при вытяжке, равной 10—20.
Следует также отметить, что благодаря большой степени обжатия при прокатке иа планетарном стане температура прокатываемого металла не понижается (даже повышается на 40—60°), что позволяет прокатывать на этом стане специальные сплавы, характеризующиеся узким температурным интервалом пластической деформации; однако конструкция планетарного стана сложна.
117
Современными шпрокополосовыми станами горячей прокатки, работающими в СССР и за рубежом, являются непрерывные много-клетевые (13—15 клетей с окалиноломателями) станы с длиной бочки валков 1700—2500 мм, производительностью до 4—6 млн. т/год; на этих станах прокатывают полосу толщиной от 1,2 до 16—25 мм п шириной до 2300 мм с проектной скоростью до 25— 30 м/с в рулонах массой до 40—45 т из слябов размерами: толщиной до 300, шириной до 2300 и длиной до 15 000 мм (на некоторых станах предусмотрена прокатка полос с минимальной толщиной, равной 0,8—1,0 мм).
К современным толстолистовым станам можно отнести двухклетевые станы 4000—5500 для прокатки толстых листов толщиной от 4—6 до 120—200 мм, шириной до 5000 мм и более и длиной до 40—60 м из слябов массой до 30—40 т н слитков массой до 50—60 т и более; скорость прокатки на этих станах достигает 5—6 м/с, производительность 2—2,5 млн. т'год.
Широко полосовые станы
На рис. IV.6 представлен план расположения оборудования непрерывного широкополосового стана 2000 горячей прокатки конструкции НКМЗ, предназначенного для прокатки полос толщиной 1,2—16 мм и шириной 900—1850 мм в рулонах массой 4—36 т со скоростью до 20 м/с из литых слябов толщиной 150— 250 мм, шириной 950—1850 мм и длиной 4000—10 500 мм, массой до 36 т.
В состав стана входят: оборудование участка нагревательных печей, черновая группа клетей, промежуточный рольганг, чистовая группа клетей, отводящий рольганг, моталки н другое оборудование для уборки рулонов и передачи их в отделение отделки.
Технологический процесс прокатки на широкополосовом стане 2000 и характеристика оборудования стана следующие.
Слябы, отлитые на машинах непрерывного литья, поступают из сталеплавильного цеха на склад слябов, где их осматривают, зачищают, а затем мостовыми кранами подают к загрузочным устройствам (тележкам). Тележки грузоподъемностью 130 т транспортируют стопы слябов со скоростью I м/с к подъемным столам, откуда слябы сталкивателем усилием 160 кН по одному сталкивают на загрузочный рольганг, взвешивают и транспортируют со скоростью до 2 м/с к нагревательным печам. Слябы подают к загрузочному рольгангу с двух сторон. Нагрев слябов до температуры 1200—1280 °C осуществляется в четырех печах с шагающими балками. После нагрева до заданной температуры слябы поочередно извлекают из печей приемниками и без удара укладывают штангами со скоростью 0,5 м/с на приемный рольганг стана, по которому слябы со скоростью 1—2 м/с поступают к черновой группе клетей.
Черновая группа состоит из вертикальной двухвалковой клети с диаметром валков 1200 мм и длиной бочки 650 мм с приводом от
П8
Рис. IV.6. План расположения оборудования цеха горячей прокатки с непрерывным широкополосовым станом 2000 (с непрерывной трехклетевой черновой подгруппой клетей) конструкции НКМЗ: I — склад слябов; II — становий пролет; 111 — машинный зал; IV — помещение для трансформаторов: V — вальцешлифовальиая мастерская; VI — склад валков; if— рабочая черновая двухвалковая клеть; - —^черновая клеть универсальная: 3—5 — непрерывная трехклетевая подгруппи черновых универсальных клетей; 6 — J3^— непрерывная чистовая группа четырехвалковых клетей: 14 — черновой вертикальный окалиноломатель; /5,чистовой окалнноломатсль^/б — летучие барабанные ножницы: 17, 13,— моталки: 19 — тележка с кантователем рулонов; 30 — поворотный стол для рулонов; 21 <— тележка для слябов; 22 — подъемный стол» 23 — сталкиватель слябов; 24.— печной загрузочный рольганг; 25^— печные толкатели; в 26 — тележка для передачи слябов;#27 — приемник слябов нз печи; печной приемный рольганг; '19 — рольганг черновой группы клетей; 30 — промежуточный рольг'аиг; 31 — отводящий (душирующий) рольганг; 32 — транспортеры рулонов; 33 — передаточные тележкн:а04 — нагревательные лечи с шагающими балками; 35 — яма для сбора окалины; 36 — устройство для комплексной смены валков чистовых рабочих клетей
главного электродвигателя (мощностью 630 кВт. 365 об/мин) через редуктор (скорость прокатки 1 м/с), предназначенный для бокового обжатия слябов и разрушения слоя окалины; горизонтальной двухвалковой клети № 1 с валками 1400x2000 мм и четырех универсальных четырехвалковых клетей JVp 2—5 с горизонтальными валками 1180/1600x2000 мм и вертикальными валками 1000x470 мм, из которых три последние объединены в непрерывную подгруппу клетей. Обжатия в черновых клетях составляют от 20 до 60 мм за проход; скорость прокатки в последней черновой клети 2—5 м/с. Объединение трех клетей в непрерывную подгруппу позволяет сократить черновую группу и повысить температуру подката толщиной 25—50 мм, поступающего в чистовые клети.
Кроме рабочих клетей, в состав черновой группы входят устройства для гидравлического сбива окалины с поверхности полосы водой высокого давления (11—13 МПа), рабочие рольганги, направляющие линейки и промежуточный рольганг со сбрасывателем подката с линии стана (в случае пониженной температуры металла).
Чистовая группа состоит из роликового двухвалкового окалиио-ломателя с роликами диаметром 500 мм и семи четырехвалковых клетей 800/1600x2000 (предусмотрено место для установки восьмой клети). Относительные обжатия в чистовых клетях составляют 10—50 % за проход; скорость прокатки в последней чистовой клети 20 м/с (при семи клетях).
Перед чистовым окалииоломателем установлены летучие ножницы для обрезкн переднего и заднего концов подката толщиной 25—50 мм и шириной до 1850 мм при температуре 950—1150 °C; скорость резания 0,4—2 м/с, усилие резания 3000 кН. Между чистовыми клетями расположены петледержатели, обеспечивающие натяжение полосы в процессе прокатки; устройства для гидро-сбпва окалины, которые используют и для понижения температуры при прокатке толстых полос, а также направляющие линейки и проводки. Для выравнивания температуры по длине полосы прокатку в чистовой группе ведут с ускорением.
После прокатки в чистовой группе клетей полоса поступает па отводящий рольганг, где в процессе транспортирования ее подвергают охлаждению водой сверху и снизу из душнрующих устройств, а затем сматывают в рулон одной из моталок, и по конвейеру рулоны поступают в отделение отделки горячекатаной продукции.
Уборочная группа оборудования включает две группы моталок: первая в составе трех моталок предназначена для смотки полос толщиной 1,2—8 мм и шириной 900—1850 мм; вторая в составе двух моталок—для смотки полос толщиной 4—16 мм и шириной также 900—1850 мм. Максимальный наружный диаметр рулона достигает 2300 мм, масса 36 т. Полоса захватывается моталкой со скоростью не более 10 м/с, а затем сматывается с макси-
120
мяльной скоростью прокатки [в зависимости от толщины полосы; при, темпера гуре 550—650 °C.
Требуемая температура полосы при смотке обеспечивается ускоренным охлаждением металла водой. Для этой цели система охлаждения состоит из двух частей: верхней — ламинарного типа, расположенной над отводящим рольгангом между последней чистовой рабочей клетью н первой моталкой и между двумя группами моталок; иижией — струевоготипа, коллекторы которой размещены между роликами отводящего рольганга. Количество воды регулируется в зависимости отсечения, температуры, скорости движения и марки стали прокатанной полосы. Система рассчитана иа максимальный расход воды 12 000 м8/ч.
Охлажденную полосу, смотанную в рулой, кантователем рулона кантуют в вертикальное положение и передают от моталкн на конвейер рулонов, на котором рулоны взвешивают, маркируют и транспортируют со скоростью 0,1—0,4 м/с для дальнейшего передела в цех холодной прокатки или в отделение отделки горячекатаных рулонов.
Все технологические операции на стаие механизированы и автоматизированы, применен ряд новых технических решений; 1) впервые в мировой практике установлена непрерывная черновая подгруппа из трех рабочих клетей, которая позволила улучшить температурный режим прокатки за счет сокращения длины черновой группы, а также снизить капитальные затраты иа строительство цеха; 2) установлены две группы моталок, обеспечивающие дифференцированную смотку полос по толщине; 3) стан оснащен средствами и системами автоматизации технологического процесса прокатки н работы машин и механизмов с использованием УВМ, в том числе системами автоматического регулирования толщины полосы, натяжения полосы, температурного режима и скорости прокатки, обеспечивающими высокую точность и требуемые механические свойства горячекатаной полосы.
Проектная производительность непрерывного широкополосового стана 2000 горячей прокатки составляет около 6 млн. т в год, масса механического оборудования около 40 000 т и мощность всех электродвигателей стаиа около 200 000 кВт.
Толстолистовые станы
На рис. IV.7 представлен план расположения оборудования толстолистового стаиа 3600, созданного по техническому заданию / УкрГИПРОМЕЗа.
Стаи предназначен для горячей прокатки толстых листов толщиной 5—50 мм, шириной 2000—3200 мм и длиной 6—28 м из слябов массой до 16 т и плит толщиной 51—200 мм, шириной 2000— 3200 мм и длиной до 12 м из слитков массой до 37 т из углеродистых конструкционных, низколегированных и других марок сталей с пределом прочности (в холодном состоянии) до 1200 МПа.
I2J
Рис. IV. 7. План расположения оборудования толстолистового стана 3600:
I — склад слябов; II —печной пролет; III —становый пролет; IV —машинный зал; V — склад готовой продукции: I — нагревательные колодцы; 2 — колодцевый клещевой кран грузоподъемностью 50 т; 3 — стационарный опрокидыватель; 4 — поворотное устройство с весами: 5 — рольганг;, 6 — вертикальная клеть, 7—12. 32 — передаточные тележки; 3 —реверсивная черновая Клеть 1130/1800x3600 мм; 9 — линейки манипулятора; 10 — гталкнватель плит; II — подъем но-опускающийся стол для плит; 13. 14, 54 — стенды ля огневой зачнсткн; 15 — камерные печн с выдвижным подом; 16 — мостовые краны; 17 — тележка для слябов; 18 — подъемно-опускающийся стол дли слябов; IS, 40 загрузочные рольганги; 20 — встроенные весы; 21 т- печные толкатели; 2^ — методические печи; 23— стеллажи; 24—тележка; 25,—реверсивная чистовая четырех валковая клеть 1050 1800x3600 мы; 26 — роликовая закалочная машниа; 27 — кантователь листоп: 28 у- ножницы поперечной резки (№ 1—5); 29 — транспортер обрезков; 30, 38. 49, 51 — шлегшеры; 31, 53 — карманы; 33. 35, 39, 55, 57, 58 у- правильные машины; 34 — холодильник; 36 -г устройство для охлаждения листов; 37 — нормализацмонные печи; 41, 45 — инспекционные стеллажи; 42 — ультразвуковой дефектоскоп; 43 — разметочная ыашйна; 44 — транспортер для отбора проб; 46 -г дисковые ножницы для обрезки боковых кромок; 47 кромкообрезные ножницы барабанного типа; 48 — клеймо-вочные и маркировочные устройства; 50 — печи для термической обработки листов; 52 — ро 1ьганг-весы; 56 — ножницы с полем «гусиных шеек*.
В состав стаиа входят участок нагревательных печей (для слябов) и колодцев (для слитков) с соответствующим оборудованием, участок рабочих клетей в составе вертикальной двухвалковой клети 900x1400, черновой реверсивной четырехвалковой клети 1130/1800x3600—-3400 и чистовой реверсивной четырехвалковой клети 1030'1800 >.3600—3400 для прокатки листов и плнт и участка отделки листов и плит.
Технологический процесс прокатки толстых листов следующий.
Слябы со склада транспортируют тележкой 15 к стану и подъ-емно-опускающимся столом 18 со сталкивателем загружают на печной рольганг 19, затем взвешивают на встроенных весах 20 и толкателями 21 (усилием 2 < 2500 кН и ходом до 5100 мм) загружают в методические печи 22. Слябы, нагретые в печах до температуры 1180—1280 СС, рольгангом 5 транспортируют к вертикальной клети (отбракованные после нагрева слябы удаляют с рольганга 5 на стеллаж 23 н далее тележкой 24 возвращают на склад).
При реверсивной прокатке сляба в вертикальной клети взрыхляют его окалину и калибруют по ширине. Перед прокаткой в черновой клети сляб (длиной не более 3400 мм) рольгангом с коническими роликами кантуют в горизонтальной плоскости на 90" и ведут поперечную прокатку (с целью увеличения ширины сляба до требуемой ширины листа); после этого сляб снова кантуют на 90° и осуществляют уже продольную прокатку. При реверсивной прокатке сляба в черновой четырех валковой клети (с периодическим обжатием боковых граней сляба в вертикальной клети) со скоростью до 4,4 м/с получают раскат толщиной 20—75 мм. ко-горый рольгангом подают к чистовой четырехвалковой клети и раскатывают до толщины листа 5—50 мм за несколько реверсивных проходов при температуре не ниже 1050—830 °C со скоростью до 6 м/с.
Вертикальная клеть выполнена с приводом от двух электродвигателей типа 21-100-7-К мощностью 1800 кВт каждый и частотой вращения 0—60—120 об/мин, обеспечивающими скорость прокатки до 3,5 м/с; раствор валков 1000—3600 мм.
123
Черновая (горизонтальная) четырех валковая клеть 3600 имеет индивидуальный привод каждого рабочего валка от электродвигателя постоянного тока типа 2П 24/115—3,5 мощностью 6920 кВт. 0—40—80 об/мин; максимальный раствор валков 1000 мм; усилие прокатки достигает 45 МН.
Чистовая (горизонтальная) четырехвалковая клеть 3600 также выполнена с индивидуальным приводом каждого валка от электродвигателя постоянного тока мощностью 8800 кВт, 0—70— 140 об/мии; максимальная высота подъема верхнего валка 160 мм; усилие прокатки достигает 45 МН.
После прокатки полоса по рольгангу поступает к ножницам № 1 с верхним резом 28 усилием 19 МН для обрезки переднего и заднего конца и при необходимости резки полос толщиной 5— 50 мм н шириной 2150—3450 мм иа мерные длины при температуре 300—900 °C. Л1ежду чистовой клетью 25 и ножницами 28 предусмотрено место для установки роликовой закалочной машины 26, предназначенной для закалки толстых листов с прокатного нагрева или для охлаждения листов толщиной 5—10 мм до температуры 550 °C, направляемых в дальнейшем иа нормализацию.
За ножницами № 1 металл направляют по одному нз следующих четырех технологических маршрутов: 1) листы с коробоватой поверхностью подвергают горячей правке при температуре около 500 °C (для упрочнения листов) иа роликовой правильной машине 33 (№ 1) и далее по рольгангу 40 направляют иа дальнейшую отделку; 2) листы толщиной 20—50 мм частично охлаждают на дисковом холодильнике 34 (первая секция) и правят на правильной машине 35 (№ 2); в этом случае правильная машина 33 сдвигается с линии рольганга и заменяется передвижной секцией рольганга; далее листы охлаждают до 100—200 °C на холодильнике (вторая и третья секции) и до 50—100 °C водой в охлаждающем устройстве 36\ 3) листы толщиной 5—20 мм по шлепперу 30 поступают в нормализациейные печи 37 (№№ 1, 2, 3); после нормализации листы шлеппером 38 подают для правки к правильной машине 39 (№ 3), затем подвергают охлаждению иа холодильнике 34 (вторая, третья и четвертая секции) и передают на основной рольганг 40 в линии стана; 4) закаленные на роликовой закалочной машине 26 листы с требуемой планшетностью по шлепперу 30 поступают в карманы 31 и далее тележкой передаются в пролет отделки.
Листы (с маршрутов 1—3) по рольгангу 40 направляют на инспекционный стеллаж 41 (№ 1) (для контроля качества поверхности и маркировки), затем подвергают ультразвуковой дефектоскопии, отбирают от листов пробы (43, 28, 44), зачищают дефекты на инспекционном столе 45 № 2 н передают на две линии для раскроя листов толщиной 5—20 и 20—50 мм иа заданные размеры (46—48).
После этого листы шлеппером 49 передают на дополнительную термообработку в печи 50 (Ns 4, 5, 6 и 7) нли на окончательную
121
зачистку па шлепперах 51. Прошедшие ОТК листы направляют: годные — на правую часть линии, где их взвешивают, укладывают в пакеты и пр., и дефектные — на левую часть линии для дополнительной зачистки, правки, резки.
Технологический процесс прокатки и отделки плит включает следующие операции: 1) нагрев слитков в нагревательных колодцах 1 и передача их краном 2 в стационарной опрокидыватель 3, который укладывает слиток иа рольганг 5 в линии стана; 2) прокатку слитков в вертикальной клети и черновой клети в плиты толщиной 51—200 мм (с разбивкой слитков по ширине и использованием гидросбива окалнны под давлением 1,50 кН/мм2); 3) клеймение плит и укладывание плит в пакет (2—8 штук массой до 90 т) на штабелирующем столе //; 4) передачу пакета плит тележкой 12 в пролеты замедленного охлаждения для огневой резки 13, зачистки 14 (при необходимости плиты подвергают термообработке в камерных печах 15 с выдвижным подом).
Проектная производительность толстолистового стана 3600 составляет 1,75 млн. т плит и листов в год; масса механического оборудовании более 60 000 т.
На Ждановском металлургическом комбинате им. Ильича в 1983 году пущей стаи 3000 (рис. IV.8). предназначенный для производства листов толщиной 8—25 мм, шириной до 2700 мм по технологии контролируемой прокатки, а также толщиной 5— 25 мм по обычной технологии.
Исходной заготовкой для производства листов служат литые слябы толщиной 200—315 мм, шириной 1250—1900 мм, длиной 2500—2800 мм, массой 4,9—13 т и катаные слябы толщиной 100— 240 мм, шириной 1100—1550 мм, длиной 2500—2800 мм, массой 2.1—8,5 т.
Стан имеет черновую и чистовую четырехвалковые клети с индивидуальным приводом рабочих валков.
Приведем характеристики основного оборудования главных линий стаиа 3000:
Клеть1 Черновая Ч истовая
Диаметр бочки валков, мм:
рабочего ...... 940 1 000 940—1000
опорного 1950—2100 1950—2100
Длина бочки валков, мм:
рабочего 3100 3100
опорного .... 2980 2980
Приводной двигатель каждого рабочего валка:
характеристика . . . . ... Одноякор- Двухъ-
мощность, кВт ный якорный
8000 2Х 6300 --
частота вращения, об/мин 0—50—ВО 12 600 0 90—125
Крутящим момент на валу каждого двигателя, МН-м:
номинальный 1,53 1,33
допустимый . 2,7 2,7
Подшнпннки рабочих валков — качении, опорных — ПЖТ.
125
срабатывания токовой защиты . 3,15 3,15
отключающий .... 3,15 3J5
Допустимое усилие прокатки, МН:
при диаметре опорного валка 1950 мм 49 49
при диаметре опорного валка 2100 мм 69 69
В чистовой клети ступенчатым изменением давления жидкости в системе противоизгиба рабочих валков (соответственно 18, 28, 36 и 46 МПа) предусмотрено четыре уровня усилий прнжатия’рабо-чих валков к опорным (соответственно 1,83; 3,02; 3,91 и 5,05 МН) т. е. четыре ступени противоизгиба рабочих валков для воздействия иа форму их активной образующей.
Прокатку в черновой клетн ведут по поперечно-продольной схеме. При поперечной прокатке получают заданную ширину листа с припуском на боковую обрезь (ие более 150 мм), после разворота сляба получают требуемую толщину подката (как правило, не менее трехкратной толщины готового листа). Температурный интервал начала черновой прокатки составляет 1100—1200 °C, а температура конца черновой прокатки 900—950 °C.
Регулирование температуры начала прокатки в чистовой клети (не выше 900 °C) достигается выдерживанием раската на обводном охлаждающем устройстве между черновой и чистовой клетями, а конца прокатки (700—740 °C) — скоростью прокатки и продолжительностью пауз менаду пропусками.
Температурный интервал контролируемой прокатки в черновой клети соответствует нижнему пределу обычной (высокотемпературной) прокатки, тогда как в чистовой клети отличие температуры существенно (ниже иа 200 °C и более), вследствие чего резко повышается сопротивление деформации металла.
Листы 15,7x2195x11 760 мм из стали 10Г2ФБ прокатывают из непрерывнолитых слябов 250 х 1550 x 2550 мм, нагретых в печи до температуры 1150 °C. Прокатку в черновой клети ведут за 10, 12 и 14 пропусков с конечной температурой металла 940—970 СС. Усилие прокаткн составляет 43 МН, т. е. резерв по усилию прокатки (от ее наименьшего допустимого значения) составил 7,0 МН. тогда как загрузка стана по моменту прокатки достигает 5,3 МН - м, т. е. величины, близкой к допустимой на два двигателя (равной 2x2,7 = 5,4 МН-м).
Подкаты из черновой клети толщиной 47—50 мм подстуживали на обводном охлаждающем устройстве и подводящем рольганге в течение 260—360 с. Время подстуживания зависит в основном от температуры конца прокатки в черновой клетн и температуры начала прокатки в чистовой.
Листы 15,7x2195 мм из стали 10Г2ФБ прокатывают в чистовой клети за шесть пропусков и заканчивают прокатку при 720— 740 °C.
На Ижорском заводе в 1985 г. пущен тол стол истовой стан 5000 для прокатки листов толщиной 20—450 мм, шириной 1700—
126
COSill
Pwc^V.8. Плай расположения оборудования тцлстоЛДСтового стана 3000:
I — загрузочное устройство; 2 — капера гидросбнва окалины; 3 — черновая четырехвалковая клеть; 4 — устройство для охлаждения рае; катов; 5 — чистовая четырехвалковая клеть; 6 — устройство для охлаждения листов; 7 — правильная машина № Г. 8 — ножницы № 1-9 — холодильник 10 — ножницы № 2; 11 — агрегат подготовки заготовок для проб; 12 — инспекционный стеллаж; 13 — сдвоенные кромкообрезные ожницы № 3 и № 4; 14 — дефектоскоп; 15 — ножницы №5 и №6; 16; 22; 29 — маркировщик-клеймятель; /7 — стеллаж приемки; 18 — передаточное устройство с карманом; 19, 30 — загрузочяо-разгруэочное устройство: 20 — правильная машина № 2; 21 — ножницы № 7} 23 — машина абразивной зачистки; 24 — кантователь листов; 25 — роликовая закалочная машина; 26 — транспортер с карманом; 27 — правйльные машины № 3 и № 4; 28 — ножницы № 8;
4800 мм и длиной 15—30 м. Техническая характеристика числовой четырехвалковой клети стана следующая:
Длина бочки валков, мм: рабочих . .... 5000
опорных . 4800
Диаметр бочки валков, мм:
рабочих . .... 1050—1120
опорных.......... ... ........ 2200—2360
Максимально допустимое усилие прокатки, МН ... 90
Максимальный крутящий момент на рабочем валке, МН-м 3,0
Максимальная скорость прокатки, м/с 4,5
Модуль жесткости клети, МН/мм . . 6,85
Максимальный раствор валков, мм JJOO
Мощность главных двигателей, кВт . . . 2x6300
Давление воды в системе гидросбнва, МПа . 18
3. СОРТОВЫЕ СТАНЫ ГОРЯЧЕЙ ПРОКАТКИ
Производство сортового проката характеризуется весьма широким сортаментом готовой продукции как по форме и размерам профилей (круглая сталь диаметром 5—350 мм, угловая сталь с шириной полки 20—250 мм, швеллеры высотой 20—450 мм, широкополочные балки высотой до 1000—1100 мм, рельсы массой до 75 кг/м, узкие полосы и др.), так н по качеству прокатываемого металла (маркам сталей, точности профилей, механическим свойствам, структуре металла при применении различных видов термообработки), что обусловило создание большого числа станов различной конструкции (по составу и расположению оборудования и техническим параметрам), которые по своему назначению условно подразделяют на рельсобалочные и балочные, крупно-, средне-и мелкосортные, проволочные, узкополосовые (штрипсовые); комбинированные (средне-мелкосортиые, мелкосортно-проволочные и др.).
Часто сортопрокатные цехи объединяют в своем составе несколько прокатных станов, образуя на металлургическом заводе сортовой прокатный блок, например на Криворожском металлургическом комбинате в состав сортового блока входят ряд мелкосортных и проволочных станов и штрипсовый стан. Основным агрегатом этого блока, как правило, являются блюминги с непрерывными заготовочными станами; в некоторых случахя — машины непрерывного литья сортовых заготовок. Рельсобалочные и балочные (для производства широкополочных балок) станы представляют собой самостоятельные цехи.
По расположению рабочих клетей сортовые станы разделяют на линейные, последовательные, полунепрерывные и непрерывные. Рабочие клети выполняют по типу трех- н двухвалковых (и только в составе штрипсового стана четырехвалковые клети); для повышения качества сортового проката применяют клети с вертикальными валками и универсального типа (например для прокатки широкополочных балок), а также блоки чистовых клетей
128
(для прокатки катанки). Число клетей иа сортовом стане изменяется от 2—4 (у крупиосортно-заготовочиого, рельсобалочного и др.) до 40—60 (у проволочного с блоками чистовых клетей).
Основным параметром сортового стана является диаметр бочки валков рабочей клети (в многоклетевых станах-последней клети), изменяющийся от 150—250 мм (у проволочного стаиа) до 1070— 1370 мм (у стана для производства широкополочных балок).
К наиболее совершенным рельсобалочным станам следует отнести станы линейного типа с чистовой двухвалковой клетью 800— 850, прокатывающие рельсы массой до 75 кг/м и другие профили со скоростью до 4 м/с; производительность стана более 1 мли. т в год.
Из крупносортных станов следует отметить стан 600 полунепрерывного типа, обеспечивающий прокатку сортовых профилей (круглой стали диаметром до 120 мм, балок высотой до 200 мм и др.) со скоростью до 10 м/с; производительность стаиа составляет более 1,5 мли. т в год.
Для современных средне- и мелкосортных станов характерно использование принципа непрерывной прокатки с включением в сортамент экономичных фасонных профилей высокого качества: тонкостенных (облегченных) балок, швеллеров, угловой стали и др. На непрерывных средиесортиых станах с жесткими чистовыми двухвалковыми клетями 350—450 (напряженного типа) скорость прокатки достигает 12—15 м/с, производительность 1,0— 1,5 млн. т в год, а на мелкосортных 250—330 соответственно 20 м/с и 800 тыс. т/год.
Высокопроизводительные современные проволочные стаиы в большинстве случаев строят с блоками чистовых клетей и линиями сорбитизации катанки. За рубежом широкое распространение получили блоки с двухвалковыми клетями (в составе 8— 12 клетей с консольными валками диаметром 150—200-мм) конструкции фирмы «Morgan» (США), обеспечивающие прокатку катанки диаметром'5—5,5 мм в бунтах массой до 1,2—2 т с проектной скоростью до 50—75 м/с и более, и линиями сорбитизации катанки конструкции фирм «Steel Со of Canada» (Канада) и «Morgan» (США), работающими по принципу «сталмор-процесса», т. е. охлаждения распушенных бунтов катанки.
В СССР построено большое число сортопрокатных станов различного назначения, в том числе линейные рельсобалочный 950/800, крупносортно-заготовочный 950/800/850 и универсальный балочный конструкции УЗТМ, линейный крупносортный стаи 650 конструкции ПО «Электростальтяжмаш» и полунепрерывный крупносортный стаи конструкции Ижорского завода, полунепрерывный среднесортиый стаи 350 конструкции ВНИИметмаша — завода «SKET» (ГДР) и непрерывный среднесортиый стан 400, непрерывные мелкосортные и проволочные стаиы 250, непрерывный штрип-совый стан 300 конструкции ВНИИметмаша. Поставлены также разные типы сортовых станов в зарубежные страны.
5 Заказ 224 129
Рельсобалочиые и балочные станы
Рельсобалочные станы выпускают в основном железнодорожные рельсы тяжелого типа (в термообработанмом виде) и тавровые балки крупного сечеиия. На станах прокатывают также и другие крупные сортовые профили: швеллеры, уголки, шпунты для гидросооружений, круглую заготовку и т. д. Для производства этих профилей в цехе установлены также соответствующие печи и устройства для термической обработки н закалки рельсов.
На рис. IV.9 представлен план расположения оборудования линейного рельсобалочного стана 950/800 конструкции УЗТМ, предназначенного для прокатки н термической обработки рельсов тяжелого типа (50, 65 и 75 кг/м) стандартной длиной 25 м; для прокатки широкополочных двутавровых балок (высотой до 600 мм с шириной полок до 250 мм), швеллеров высотой 300—400 мм, уголков 180x180—230 x 230 мм; шпунтовых профилей длиной 6—24 м, а также круглой заготовки диаметром 120—350 мм и длиной 5—8 м. В качестве исходной заготовки для прокатки этих профилей применяют блюмы сечением до 350 х 350 мм, длиной 3—6 м и массой 2—6 т.
От блюминга 1150 блюмы шлеппером подают к нагревательным печам. Если блюмы поступают со склада, то их краном загружают на приемные решетки и с них — иа загрузочный (печной) рольганг рельсобалочного стана.
Рельсобалочный стан 950/800 — линейного типа, имеет четыре клети, расположенные в две линии: 1) первая линия состоит из реверсивной двухвалковой клети 950x2350 с приводом от электродвигателя постоянного тока мощностью 5000кВт, 0—70—1 Юоб/мнн, через зубчатую муфту, шестеренную клеть (А = 1000 мм) и универсальные шпиндели; 2) вторая линия состоит из двух черновых трехвалковых клетей 800 и одной чистовой двухвалковой клети 850 (черновые трехвалковые клети 800 x1900 мм приводятся от одного электродвигателя постоянного тока мощностью 8100 кВт, НО—200 об/мин, а чистовая двухвалковая клеть 850 х 1200 мм — от отдельного электродвигателя мощностью 2100 кВт, 100—220 об/мин).
Нагретые в печи блюмы выдают на подводящий рольганг обжимной клети 950. Заготовку, как правило, за 5 пропусков раскатывают в грубопрофилированную полосу длиной 9—12 м, после чего полосу рольгангами подают к первой рабочей трехвалковой клети 800 черновой линии, где ее за 3—4 пропуска раскатывают в более точно профилированную полосу длиной 12—30 м. По выходе из первой клети полосу рольгангами и цепными шлеп-перами подают ко второй клети этой же линии. Во второй рабочей трехвалковой клети 800 полосу за 3—4 пропуска раскатывают до сечения необходимого профиля длиной до 100 м, затем рольгангами и цепными шлепперами передают к рабочей двухвалковой клети 850, где за один пропуск ее окончательно профилируют.
130
Рис. IV.9. Плак расположения оборудования линейного рельсобалочного стана 950/800 конструкции УЗТМ:
1 — загрузочная решетка для блюмов; 2 — рольганг, 3 — нагревательные печи; 4 — нерповая двухвалковая клеть 950X2350 им; 5 — яма для сбора и выгрузки окалины, 6 — подъемно-квчающнеся столы у трехвалконых клетей: 7 — две трехвалковые клети 800x 1900; 8 — чистовая двухвалковая клеть 850X 1200 мм; 9 — дисковые пилы: 10 — клеймовочная машина, 11 — гибочная машина 12 ~~ холодильник: 13 — колодцы замедленного охлаждения рельсов; 14 — нормалязацпонные печи; 15, 17 — фрезерные н сверлильные станки; 16 —поточные линии отделки рельсов; 18 — правильные машины для рельсов: 19 — инспекционные стеллажи; 20 — дисковая пила трения; 21 — правйльны/1 пресс; 22 — правг/лькая машина для балок; 23 — ножницы: 24 — мостоиые краны
Прокатанную в рабочих клетях полосу в зависимости от назначения профиля обрабатывают по одному из следующих технологических процессов.
Прокатка рельсов
После выхода из рабочей двухвалковой клети 850 полосу рольгангами подают к пилам горячей резки металла для разрезки ее на мерные длины (25 м). Во время реза рельс закрепляют зажимами установленными у первых трех пил; при этом зажимы наносят на рельсы их порядковый номер в слитке. Затем разрезанные на мерные длины рельсы проходят через штемпельную машину, которая автоматически наносит на них номер плавки, и поступают в гибочную машину для изгиба их в сторону подошвы (с целью получения рельсов, близких к прямым, после охлаждения их иа холодильнике). По выходе рельсов из гибочной машины их рольгангами и шлепперами передают на холодильник для охлаждения до температуры 20—50 °C.
Для повышения качества рельсов предусмотрена их термическая обработка — изотермическая выдержка в колодцах замедленного охлаждения и нормализация в проходных печах.
После охлаждения рельсы рольгангами н шлепперами подают к одной из двух роликоправильиых машин и задают в нее с помощью подъемных роликов, встроенных в подводящие рольганги.
За один проход через роликоправильную машину рельсы выправляют в одной плоскости и по выходе из машины автоматически кантуют кантователями с подошвы на бок, после чего рольгангами и шлепперами подают к одному из трех вертикальных правильных прессов для окончательной правки.
Окончательно выправленные рельсы рольгангами и канатными шлепперами подают на стеллажи поточных автоматических линий отделки рельсов, затем реечными шлепперами, встроенными в эти стеллажи, передают к фрезерным, сверлильным и закалочным станкам для фрезерования торцов, сверления отверстий и закалки поверхности головок на концах рельсов.
После выхода из поточных автоматических линий рельсы поступают на инспекторские столы для осмотра, приемки и передачи их на склад готовой продукции.
Забракованные на инспекторских столах рельсы отбраковочным рольгангом или кранами передают на стеллаж перед вертикальным правильным прессом и с помощью пресса и механизмов отделочной линии исправляют.
Испытания проб, взятых от рельсов, проводят в отделении, оборудованном копром и рельсоломателем Пробы для испытания рельсов вырезают первой салазковой пилой и сталкивают в карман, откуда краном передают на стеллаж для охлаждения. Остывшие пробы толкателем сталкивают со стеллажа на наклонный рольганг, в конце которого также толкателем их сталкивают па наклонный конвейер, а затем подают к копру и рельсоломателю.
132
Прокатка двутавровых и тавровых балок, швеллеров и угловой стали
После выхода из рабочей двухвалковой клети 850 прокатанные профили (двутавровые балки, швеллеры и угловую сталь) подают рольгангами к пилам для разрезки на мерные длины (до 24 м), после чего разрезанные профили проходят через штемпельную машину, наносящую на них номер плавки. Затем, минуя гибочную машину, профили поступают на холодильник для охлаждения. Для повышения качества охлаждения проката холодильник оборудован в начале и конце кантователями для кантовки профильного проката. После охлаждения профили рольгангами и шлеппе-рами подают к роликоправильной машине, где за один пропуск их выправляют в одной плоскости и далее рольгангами и шлеп-перами подают к двум горизонтальным правильным прессам для окончательной правки. Выправленный прокат транспортируют рольгангами и шлепперами на стеллажи для разбраковки и последующей передачи годных полос на склад готовой продукции или же к ножницам холодной резки профильного проката для разрезки на меньшие мерные длины и после этого на стеллажи для разбраковки.
Для вырезки бракованных участков в профильном прокате в балкоотделочном помещении установлена пила холодной резки.
Для прокатки на стане тавровых балок (высотой до 610 мм) с широкими параллельными полками (шириной до 250 мм) предусмотрена запасная универсальная клеть. Эту клеть устанавливают на место чистовой двухвалковой клети и через нее полосу пропускают только один раз (чистовой пропуск) для получения балок с параллельными полками. В клети, кроме обычных горизонтальных приводных валков 100 x 600 мм, есть и вертикальные холостые валки 800 x 300 мм, расположенные в одной плоскости с горизонтальными.
С целью повышения точности размеров широкополочных тонкостенных балок на некоторых станах применяют универсальные клети напряженного типа.
Прокатка широкополочных балок
Применение широкополочных балок с параллельными полками вместо обычных двутавровых балок позволяет уменьшить массу металлоконструкций и сэкономить до 7—10 % металла благодаря более рациональному распределению металла по сечению, а также сократить затраты на изготовление и монтаж строительных изделий.
За рубежом широкополочные балки высотой до 1000—1100 мм и шириной полок до 400—490 мм изготавливают в настоящее время на универсальных балочных станах в составе трех-восьми рабочих клетей специализированного (только для прокатки широкополочных балок) или комбинированного (для прокатки балок, крупносортных профилей и др.) типов, которые устанавливают за спе
133
циальными реверсивными блюмингами 1270—1500. В состав ряда балочиых стаиов входят универсальные рабочие клети с приводными горизонтальными и холостыми вертикальными валками, расположенными в одной вертикальной плоскости.
Наиболее современными балочными стаиамн являются станы с диаметром горизонтальных валков 1070—1370 мм, производительностью до 500—1000 тыс. т в год.
В середине 70-х годов на Нижне-Тагильском металлургическом комбинате был установлен универсальный балочный шестиклетевой стан конструкции УЗТМ в комплексе с блюмингом 1500 производительностью 3,0 млн. т в год, рассчитанным иа производство также и фасонных заготовок сечением до 450x1225 мм и массой до 21,8 т для последующей прокаткн их иа балочном стане.
В основной сортамент балочного стаиа входят двутавровые балки высотой 100—1000 мм, шириной полок 200—420 мм и длиной от 6 до 30 м.
В состав стана входят (рис. IV. 10): участок нагревательных печей (три печи с шагающими балками с пропускной способностью по 170 т/ч каждая); обжимная реверсивная двухвалковая клеть 1300 x 2800 с приводом валков от двух электродвигателей общей мощностью 10 500 кВт; две реверсивные универсальные балочные группы клетей, каждая из которых состоит из универсальной двухвалковой клети с горизонтальными валками 1500 x1000 мм и вертикальными валками диаметром 1100 мм и вспомогательной двухвалковой клети с горизонтальными валками диаметром 1250x1300 мм; одна чистовая нереверсивная универсальная двухвалковая клеть с горизонтальными валками 1500 x1000 мм и вертикальными диаметром 1100 мм, а также участки пил горячей резки, холодильников, правильных машин и отделки балок.
Технологический процесс прокатки балок на стаие начинается с нагрева заготовок в печах с шагающими подом, из которых заготовки специальными устройствами без удара извлекают и укладывают на приемный рольганг стана. Нагретые заготовки по рольгангу подают к реверсивной обжимной двухвалковой клети 1300,
134
после этого прокатку раската осуществляют последовательно за 8—12 пропусков в двух универсально-балочных группах клетей и за один пропуск — в чистовой клети. Перед клетями окалину сбивают с поверхности раската водой под высоким давлением.
Затем раскаты длиной до 100 м подают рольгангами на участок пил (шесть пил горячей резки), где за два три приема разрезают их иа мерные длины. После этого балки клеймят и направляют на холодильники (три холодильника с шагающими балками). Остывшие балки по двум потокам передают для правки на роликовые машины и инспекционного осмотра в потоке линии, а затем выдают по стеллажам на склад или на участки балкоотделки. Готовые профили с последних инспекторских стеллажей грузят непосредственно в вагоны.
Технологическими особенностями производства балок на новом универсальном балочном стане являются: 1) последовательная прокатка профилей в клетях, расположенных в одну линию, без применения раскатных полей и поперечного перемещения металла; 2) многопильиая резка раската на мерные длины с применением передвижных пил и средств безупорной остановки проката для резки; 3) правка балок на роликовых машинах в двух взаимно перпендикулярных плоскостях; 4) инспекционный осмотр балок в потоке машин.
Универсальный балочный стан оснащен системами автоматического управления оборудован нем участка нагревательных печей главных линий стана, пилами горячей резки и холодильниками, а также системами рационального раскроя металла иа пилах,
доаавпя универсального балочного стана конструкции УЗТМ-
ватсльных печей; III — становий пролет; IV — скрапной пролет; V — машинный мл: склад готовой продукцна; 1 — нагревательные печя; 2 — рабочие клетн стана; 3 — пилы правильные машины; 6 — участок инспекционного осмотра; 7 — участок отделка; 3 —
135
Проектная производительность стаиа составляет 1,5 млн. т в год; общая масса механического оборудования 34500 т и общая мощность главных приводов стана 37200 вкВт.
В последние годы за рубежом (в США, Японии, Швеции, Италии и других странах) созданы станы для производства сварных широкополочных балок, состоящих из трех полосовых элементов, с применением высокочастотной сварки, ие требующей флюсов и электродов.
Большое распространение получили станы, созданные фирмой «AMF Termatool» (США). Один из станов конструкции этой фирмы предназначен для сварки широкополочных двутавровых балок высотой 150—406 мм и шириной полок 50—150 мм (при вертикальном расположении стенки балки) со скоростью сварки9—46 м/мии. Стан состоит из участка разматывателей, ца которых установлены три рулона полос: один с вертикальной осью размотки — для образования стенки балки и два с горизонтальной осью размотки — для образования полок балки; машин предварительной обработки полос перед сваркой — правки рулонного проката на роликовых правильных машинах, осадки кромок у полос, идущих на образование стенки (с целью увеличения прочности сварного соединения кромки полосы утолщаются на 25—30 %) иа миогороликовой машине, и предварительной гибки полос, идущих на образование полос; сварочной машины — основного агрегата стана, обеспечивающего непрерывную сварку двух продольных швов; устройств для зачистки и охлаждения сварного шва и машины для отделки готовой продукции — правки стенок и полок балки, резки летучей пилой иа мерные длины.
Станы для сварки балок с вертикальным расположением сгеики отличаются более простыми средствами подачи элементов профиля, их установки и сварки (по сравиеиию со станами, обеспечивающими сварку трех полос с горизонтальным расположением стенки); кроме того, облегчена работа оператора, так как он имеет возможность наблюдать за сваркой двух швов одновременно.
Ряс. IV.11. План расположения оборудования лол у непрерывного крупносортного стаиа I — стеллаж зачистки; 2 — загрузочное устройство; 3 — весы; 4 — нагревательные печи: 9 — рычажный толкатель; 10 — передвижная дискован пила; 11 — клеймитель; 12 — пила холодной резки: 16 — карманы; 17 — сортоукладчик: 18 — участок дополнительной трубной заготовки с правильной машиной к станками для осветления и фрезерования;
136
Крупно-, средне- и мелкосортные станы
Полунепрерывный крупносортный стаи 600 конструкции Ижорского завода (рис. IV. 11) предназначен для прокатки широкого сортамента профилей: двутавровых балок № 10—20, угловой стали № 8—16, круглой стали диаметром 50—120 мм, квадратной стали сечением 50 x 50—100x100 мм, полос толщиной 15—50 мм и шириной 100—200 мм, рельсов массой до 24 кг/м, длиной 6—24 м из блюмов одного сечення 300 x 300 мм и длиной 6 м со скоростью до 10 м/с.
Стан состоит из 17 рабочих клетей, расположенных в трех параллельных линиях, соединенных между собой пятью шлепперами, что позволяет вести маневренную прокатку (при меньшем числе пропусков, чем число рабочих клетей), минуя некоторые клети и подогревательную печь, сокращая тем самым возможные простои стана. Линия прокатки на стане постоянная, а клети выполнены передвижными (для совмещения требуемых калибров валков с линией прокатки).
Для кантовки полосы при прокатке иа 45 и 90° установлены кантователи, при этом ось полосы при кантовке может либо смещаться относительно своего положения (до кантовки), либо оставаться неизменной.
Первые две клети (№ 1 и 2) — горизонтальные двухвалковые 850, последующие семь горизонтальных (№ 4, 6, 7, 9—12) и три вертикальных (№ 3, 5 и 8) — двухвалковые 730 и последние пять (№ 13—17) — горизонтальные двухвалковые 530; причем клеть № 17 может быть и универсальной. Восемь клетей первой линии стаиа объединены в две непрерывные группы: первая — в составе пяти (№ 2Г, ЗВ, 4Г, 5В и 6Г) и вторая — в составе трех (№ 8В, 9Г и ЮГ); остальные клети расположены последовательно и в шахматном порядке.
600 конструкции Ижорского заводе:
5 — кантователь; 6 — шлеппер; 7 — проходная подогревательная печь; 8 — ножницы; холодильник; 13 — стационарная дисковая пила; 14 — роликоправнльная машина; /5 — отделки проката с пилой холодной резки и вертикальным прессом; 19 — участок отделки
20 — участок отделки рельсов с вертикальным правильным прессом
137
Для повышения качества проката перед клетями 1Г и 7Г установлены устройства для гндросбива окалины водой под давлением 12 МПа.
Характерной особенностью ста и а является применение рабочих клетей с вертикальными валками, приводимыми во вращение через цилиндрические зубчатые передачи от четырех электродвигателей вертикального исполнения мощностью 300 кВт каждый и частотой вращения 750/1000 об/мии.
Из особенностей конструкций транспортирующих средств необходимо отметить рольгаигн с групповым приводом через цилиндрические зубчатые передачи, обеспечивающие повышение скорости транспортирования металла в 1,5—2 раза (по сравнению с рольгангами с коническими зубчатыми передачами).
На стане решена одна из сложнейших проблем — резка раската по одной штуке большой длниы (до 96 м) при малом цикле резки (12 с) с помощью десяти дисковых пил передвижного типа и вспомогательного оборудования, обеспечивающих совмещение во времени операции транспортирования и резки раската
Холодная отделка проката осуществляется в четырех линиях, оборудованных правильными машинами, пилами, шлепперамк, кантователями швеллеров, укладчиками и карманами; в цехе имеются также участки для дополнительной правки проката вне потока
На стане применены локальные системы автоматизации по транспортированию, взвешиванию, кантованию, резке, клеймению, пакетированию проката и др.
Проектная производительность полунепрерывного крупносортного стана 600 составляет 1,6 млн. т в год, масса механического оборудования 18 000 т и мощность электродвигателей главных приводов стана 37 000 кВт.
138
чистовая группа рабочих клетей; в—летучие ножницы; 7- холодильник" 8—участок отделки
Новый линейный четырех клетевой крупносортно-заготовочный стан 950/800/850 конструкции УЗТМ, созданный в основном по типу отечественного рельсобалочиого стаиа 950/800, рассчитан на прокатку круглой стали диаметром 120—350 мм, двутавровых обычных и широкополочных балок высотой до 600 мм, швеллеров высотой до 450 мм, рельсов тяжелого типа массой 50, 65 и 75 кг/м н других профилей из блюмов сечением до 380 х 400 мм и массой ДО 6 т со скоростью до 5 м/с.
Стан 950/800/850 имеет следующие отличительные конструктивные особенности: 1) обжимная рабочая двухвалковая клеть 950 оборудована нажимным механизмом верхнего валка с приводом от двух электродвигателей вертикального исполнения; 2) две черновые трехвалковые клети 800 и чистовая двухвалковая клеть 850, несмотря иа применение станин открытого типа, характеризуются высокой жесткостью благодаря установке специального клинового соединения станин с крышками; 3) мощность главных электродвигателей увеличена и а 30—80 % по сравнению с мощностью рельсобалочных станов 900/800 и составляет 1500 кВт; 4) установлены делительные ножницы новой конструкции усилием резания 5 МН с гидравлическим приводом; 5) разработана оригинальная система резки раската на мерные длины с помощью усовершенствованных дисковых пил; 6) создана новая конструкция холодильника, основанная и а принципе переноса металла над поверхностью стеллажа; 7) предусмотрена поточная отделка и термическая обработка рельсов.
Проектная производительность линейного крупносортно-заготовочного стана 950/800/850 составляет 1,4 мли. т в год, масса механического оборудования 3600 т и общая мощность главных приводов стана 15100 кВт.
Непрерывный сред несортный стаи 450 в составе 16 рабочих клетей (рис. IV-12) предназначен для выпуска круглой стали
139
диаметром 32—60 мм, квадратной стали со стороной 30—53 мм, полосовой стали с размерами 9—22x125—200 мм, угловой стали 75x75—125 x125 мм, обычных двутавровых балок и швеллеров высотой 100—180 мм, а также тонкостенных двутавровых балок и швеллеров (облегченного тина с параллельными полками) высотой 160—300 мм из заготовок сечением 150x150, 200 > 200 и 200x250 мм, длиной 4 12 м и массой до 4,7 т со скоростью прокатки 4—12 м/с.
Заготовки от непрерывного заготовочного стана 850/700/500 или со склада заготовок после их осмотра и ремонта поступают для нагрева к двум нагревательным печам с шагающим подом производительностью по 170 т/ч каждая. Нагретые до температуры прокатки заготовки выдают на приемный рольганг стана, по которому металл поступает к ножницам горячей резки (усилием 4 МН) для обрезки концов и далее к кантователю и устройству для гидро-сбива окалины. После этого металл по рольгангу поступает к непрерывной черновой группе рабочих клетей стана, состоящей из девяти двухвалковых клетей 630 х 1000: шести (№ 1, 3, 4, 6, 7 и 9) с горизонтальными валками и трех (№ 2, 5 и 8) — комбинированного типа, которые могут быть как с горизонтальными, так и вертикальными валками. Каждая клеть приводится от электродвигателя мощностью 2000 кВт и частотой вращения 120/230/375 об/мии.
Девять клетей сгруппированы в три подгруппы по три клети в каждой — с двумя горизонтальными и одной комбинированной между ними.
По промежуточному рольгангу раскат направляют к непрерывной чистовой группе рабочих клетей стана, состоящей из семи клетей: трех (№ 10, 12 и 15) — комбинированного типа 530x630 и четырех (№ 11, 12, 14 и 16) — универсального типа с горизонтальными валками 530x630 мм и вертикальными (холостыми) валками 900 х 600 мм.
При прокатке балок, швеллеров и штрипсов применяют комбинированные клетн с горизонтальными валками и прокатку заканчивают в универсальной клети. При прокатке угловой стали используют комбинированные клети так же, как горизонтальные. Все профили прокатывают без кантовки иа 90э. Клети с горизонтальными валками можно перемещать в горизонтальной плоскости, а с вертикальными — в вертикальной.
Перед чистовой группой клетей устанавливают летучие ножницы усилием резаиня 1,3 МН для обрезки концов, а за этой группой — летучие ножницы усилием резания 0,63 МН для резки раската на мерные длины.
После прокаткн металл по рольгангу направляют иа двусторонний холодильник. За холодильником устанавливают сорто-правнльные машины, пилы для резки балок и швеллеров н ножницы для резки угловой стали и простых профилей, машины для клеймения, маркировки и уборки готовой продукции.
140
Отличителыюн особенность ю с гаи а является то, что предусмотрена технологическая схема производства строительных профилей, при которой охлаждение и правка их осуществляются в длинных прутках, а резка — ножницами в холодном состоянии в несколько ниток. Такая технологическая схема увеличивает пропускную способность оборудования и улучшает условия труда.
Все технологические операции на стане механизированы и автоматизированы; при этом все отделочные операции включены в единый высокопроизводительный поток. что резко сокращает длительность производственного цикла и эксплуатационные расходы, а также повышает производительность труда.
Проектная производительность непрерывного средне-сортиого стана 450 составляет 1,5 мл и . т в год; масса полного комплекса механического оборудования стаиа (включая отделочное) 23100 т, а мощность главных приводов 32000 кВт.
Для обеспечения цехов четвертого передела подкатом для калибровки н холодной высадки и а одном из металлургических заводов страны построен специализированный мелкосортный стан 250 завода «SKET» (ГДР) (рис. IV. 13).
Этот непрерывный однони-точиый стаи предназначен для производства сортовых профилей в тяжелых бунтах
система ускоренного охлаждения проката;
141
массой до 2,1 т, которые характеризуются повышенным качеством поточности профиля, чистоте поверхности и величине обезуглероженного слоя. Исходной продукцией стана являются квадратные заготовки сечением 150 x150 мм и длиной 12 м. В сортамент стана входят профили круглого сечення диаметром 14— 42 мм, квадратного 14 х 14—36x36 мм и шестигранного из качественной углеродистой, низколегированной и легированной сталей. В состав стана входят 20 чередующихся рабочих клетей с горизонтальными и вертикальными валками, объединенных в три непрерывные группы. Заготовки нагревают в одной печи с шагающим подом производительностью 200 т/год.
Процесс прокатки осуществляют в жестких рабочих клетях в одну нитку, без скручивания металла между клетями и без натяжения с помощью петлеобразователей и автоматизированного электропривода, благодаря чему достигается высокое качество выпускаемой продукции.
Прокатанный металл сматывается в бунты иа трех моталках. Перед смоткой прокат подвергается ускоренному охлаждению в проводковых трубках водой высокого давления, а после смотки — водо воздушной смесью.
В отделении отделки исходной заготовки предусмотрена автоматическая дефектоскопия и сортировка металла по внутренним и наружным дефектам на поточной линии контроля и абразивная зачистка заготовки на механизированных агрегатах. Все операции на стане механизированы и автоматизированы. Для автоматизированного управления технологическим процессом и производством используют УВМ.
Проволочные станы
Непрерывный четырехниточиый проволочный стаи 250 конструкции завода «SKET» (ГДР) предназначен для прокатки катанки диаметром 6—10 мм из углеродистой и низколегированной стали из заготовки одного сечения 80 x 80 мм, длиной 12 м и массой 600 кг со скоростью до 40 м/с (рнс. IV. 14)
Стан состоит нз тридцати семи двухвалковых клетей: в черновой группе (девять клетей, из них семь 450 и две 370) и в первой промежуточной группе (четыре клети 320) металл прокатывают одновременно в четыре нитки; в двух вторых промежуточных группах (по четыре клети 320) — в две нитки; в четырех чистовых группах (по четыре клети 270, две вертикальные н две горизонтальные) — в одну нитку. Т. е. каждая нитка металла прокатывается в 21 клети (9 + 4 + 4 -|- 4).
В каждой чистовой горизонтальной клети приводится одни рабочий валок непосредственно от электродвигателя мощностью 600 кВт, а в каждой чистовой вертикальной клети — мощностью 364 кВт. Второй валок приводится небольшим электродвигателем мощностью 35 кВт с частотой вращения 4000 об/мин. чтобы сии-
142
хронизировать скорости обоих валов в момент захвата металла. При штучной четырехииточной прокатке заготовки нагревают до 1150 °C в двух печах с шагающим подом. Из каждой печи поступают две нитки заготовок.
На стане предусмотрена возможность так называемой «бесконечной» прокатки. В этом случае в первых двух печах заготовки должны нагреваться до 900—1000 °C, затем подвергаться сварке встык при помощи электросварочных машин и дополнительно подогреваться в индукционных печах до 1150 °C. Перед первой черновой клетью установлены двое летучих кривошипных ножииц для обрезки переднего конца заготовки и аварийной резки ее, а за последней черновой клетью — летучие рычажно-кривошипные ножницы того же назначения. Катанку сматывают в бунты двумя группами моталок; бунты обвязывают на бунтовязальных машинах и направляют к крюковым конвейерам для охлаждения, далее бунты направляют на склад готовой продукции.
Максимальная производительность стана (в случае прокатки катанки диаметром 6—10 мм со скоростью 40—20 м/с): при штучной непрерывной прокатке 90—160 т/ч, при «бесконечной» прокатке
143
93 -170 т/ч. Средняя производительность стана по готовому прокату 700-800 тыс. т/год; общая масса механического оборудования стана 5200 т; общая мощность главных электродвигателей всех клетей 20 200 кВт. В настоящее время эксплуатируются непрерывные проволочные станы с чистовыми блоками, рассчитанные на скорости прокатки до 80—100 м/с.
4. ЛИСТОВЫЕ СТАНЫ ХОЛОДНОЙ£ПРОКАТКИ
Процесс холодной прокатки металла в виде полос и листов толщиной от 2—6 мм до 0,8—0,1 мм и меиее (до 0,001 мм) получил большое распространение благодаря получению готовой холоднокатаной продукции широкого сортамента и высокого качества, характеризующегося высокой степенью точности геометрических размеров, плоскостности и чистоты поверхности, а также повышенными механическими свойствами металла (временным сопротивлением, пределом текучести, твердостью и др.). Исходной продукцией для холодной прокатки служат рулоны горячекатаной полосы толщиной 1,5—6 мм, поступающие с широкополосовых станов горячей прокатки.
Так как на поверхности горячекатаной полосы образуется слой окалины, то первой операцией цеха холодной прокатки является травление этой полосы в кислотных (серном или соляном) растворах. Для повышения производительности непрерывных травильных агрегатов желательно со станов горячей прокатки получать рулоны максимально возможной массы (до 40—45 т и выше). В этих же агрегатах осуществляется и укрупнение рулонов (по массе) путем сввркн; при этом полоса движется безостановочно через ванны с кислотным раствором, что достигается стыковой сваркой концов полос каждых двух рулонов. Рулоны протравленной полосы прокатывают на стане холодной прокатки.
Для снятия внутренних напряжений в наклепанном холоднокатаном материале полосы, получения требуемой структуры металла и необходимых механических свойств после холодной прокатки применяют отжиг (рулонов или листов). В некоторых случаях (главным образом для тонких листов и жести) для получения высококачественной поверхности перед отжигом полосу используют электролитическую очистку в щелочных растворах (для удаления остатков масла и загрязнений на поверхности после холодной прокатки). Для получения гладкой поверхности, повышения механических свойств п улучшения штампуемости отожженные полосы (в рулонах) и листы подвергают дрессировке (холодной прокатке с небольшим обжатием и без смазки).
После дрессировки рулоны поступают на агрегаты резки полосы на листы мерной длины или на агрегаты покрытия.
Современным способом получения холоднокатаной продукции является рулонный способ, который обеспечивает высокую производительность как собственно прокатных станов, так п различ
144
ных технологических агрегатов — травления, отжига, дрессировки, нанесения покрытий, резки и др., установленных в цехе холодной прокатки, а также увеличение выхода годного. Операция резки рулонной полосы на листы мерной длины является одной из последней в технологическом цикле цеха холодной прокатки.
Основным агрегатом цеха холодной прокатки, определяющим его сортамент, качество продукции и производительность, является стан холодной прокатки. В настоящее время к современным типам станов холодной прокатки относятся: непрерывные четырех-, пяти-и шестиклетевые и реверсивные, чаще всего одноклетевые, четырехвалковые и многовалковые (главным образом двадцативалковые).
Непрерывные станы холодной прокатки устанавливают в цехах большой производительности для выпуска полос и листов специализированного сортамента. Непрерывные станы отличаются от реверсивных большей степенью механизации и автоматизации и более высокими техническими параметрами по массе рулона, скорости прокатки, мощности главного привода; производительность этих станов выше, чем у реверсивных.
Непрерывные четырехклетевые четырехвалковые станы применяют для холодной прокатки тонких полос (минимальной толщиной 0,22—0,25 мм) шириной 1370—2350 мм и массой до 30— 35 т; готовая продукция в виде листоа предназначается в основном для автомобильной промышленности. В соответствии с требуемой шириной полосы длину бочки валков станов принимают равной 1525—2500 мм; скорость прокатки достигает 20—25 м/с.
Непрерывные пятиклетевые четырехвалковые станы применяют как для прокатки тонких полос (для автолистов и др.) минимальной толщиной 0,17—0,23 мм, шириной до 2150 мм и массой до 40—60 т со скоростью до 25—30 м/с при длине бочки валков до 2000—2200 мм, так и для прокатки жести и полос из электротехнической (трансформаторной и динамной) стали минимальной толщиной 0,15—0,18 мм, шириной до 1300 мм и массой до 15 т со скоростью до 30—37 м/с при длине бочки валков до 1200— 1420 мм.
Непрерывные шестиклетевые четырехвалковые станы используют для прокатки тонкой жести толщиной 0,08—1,0 мм, шириной 500—1300 мм и массой до 30—46 т (по проекту) со скоростью до 30—40 м/с (длина бочки валков—до 1320—1450 мм). Тонкую жесть применяют в промышленности как готовую продукцию (в консервной, химической и других отраслях промышленности) или как подкат для получения особо тонкой жести толщиной 0,04—0,075 мм. Производительность непрерывных станов для холодной прокатки тонких полос достигает 1,5—2,5 мли. т в год, а для прокатки жести 0,7—1,0 млн. т/год.
Для получения при холодной прокатке тонких полос с Гладкой поверхностью и точным» размерами толщины (по ширине и длине
145
полосы) валки и рабочая клеть должны характеризоваться значительной жесткостью. С этой целью применяют четырехвалковые станы с опорными валками большого диаметра и станинами закрытого типа. Для возможности «выкатки» тонких полос валки должны иметь минимально возможный диаметр, определяемый прочностью шейки прокатного валка при передаче крутящего момента.
Рабочие и опорные валки изготовляют из кованой легированной стали со шлифованными бочками. Твердость (по Шору) бочки валков: рабочих 95—105 и опорных 50—60. Рабочие клети в непрерывном стане располагают на расстоянии 4500—5000 мм. Рабочие валки каждой клети снабжены приводом от электродвигателя (одного или двух) постоянного тока мощностью 3—5 тыс. кВт с регулированием скорости в широких пределах через шестеренную клеть (или без нее) и универсальные шпиндели.
Рулоны протравленной полосы устанавливают при помощи мостового крана или электрокара (с рычажным захватом) на транспортер и поочередно подают их к разматывателю стана. Валки всех клетей вначале вращаются с заправочной скоростью (0,5— 1 м/с). Передний конец полосы на рулоне отгибают (магнитным или скребковым отгнбателем), через проводковый (роликовый или плоский) стол подают последовательно в валки каждой клетн и заправляют на барабан моталки. При прокатке тонкой полосы (до 0,5 мм) конец заправляют не в щель барабана, а наматывают на барабан (первые 2—3 витка) при помощи ременного захлесты-вателя.
С целью автоматического регулирования толщины полосы между клетями установлены ролики для измерения натяжения полосы и летучие микрометры (толщиномеры за первой и последней клетями). Между последней клетью и моталкой предусмотрен направляющий ролик. После заправки переднего конца полосы на барабан моталки скорость валков всех клетей увеличивают до максимальной рабочей скорости. Процесс прокатки рулона продолжается 5—10 мин и более в зависимости от массы рулона. Перед окончанием прокатки скорость валков уменьшают; рулон прокатанной полосы сталкивают с барабана моталки и направляют на отжиг или электролитическую очистку.
Для уменьшения усилия прокатки п возможности «выкатки» тонкой полосы в валках относительно большого диаметра в процессе прокатки на полосу подают смазку (при прокатке жести — пальмовое масло или его заменители, при прокатке более толстых полос — масляную эмульсию).
Как правило, прокатку полосы на непрерывном стане осуществляют за одни проход. В некоторых случаях (например, прн прокатке кремнистой электротехнической стали) для получения требуемых толщины готовой полосы и ее свойств (магнитных, механических) после первого прохода рулон подвергают отжигу и затем прокатывают вторично иа этом же стане.
146
Одиоклетевые реверсивные четырехвалковые станы (реже — двуклетевые) по конструкции аналогичны непрерывным. Прокатку иа этих станах осуществляют в несколько реверсивных проходов, поэтому иа выходной стороне стана устанавливают моталку, а на входной, — кроме разматывателя, еще и вторую моталку.
Реверсивные станы холодной прокатки устанавливают в цехах прн небольшом объеме производства (50—120 тыс. т/год) с широким сортаментом полос из малоуглеродистых, легированных и электротехнических сталей. В ряде случаев реверсивные стаиы устанавливают в цехах холодной прокатки большой производительности в дополнение к непрерывным станам. По конструкции реверсивные стаиы подразделяют на станы с приводом через рабочие валки п через опорные валки.
Реверсивные четырехвалковые станы изготавливают в основном с длиной бочки валков от 1000—1200 до 2000—2300 мм, которые обеспечивают прокатку полос с отношением ее ширины к толщине 6000 и более; масса рулонов 30—45 т и скорость прокатки до 10—20 м/с.
Для прокатки тонкой (до 0,2 мм) и узкой (до 500 мм) полосы применяют также реверсивные четырехвалковые стаиы, но с небольшим диаметром рабочих валков (80—100 мм). Так как приводными такие валки сделать трудно (ввиду недостаточной прочности на кручение шеек валков), то привод их осуществляют через опорные валки.
В связи с большим спросом различных отраслей промышленности на тонкую (толщиной 0,1—0,5 мм) и тончайшую (до 1,0 мк) полосу (леиту и фольгу) из трудиодеформируемых сплавов, в том числе из высокоуглеродистых и коррозионностойких сталей повышенной твердости, широкое распространение получили многовалковые реверсивные станы. Основным преимуществом этих станов является малый диаметр рабочих валков (3—50 мм), благодаря чему снижается требуемое усилие прокатки и появляется возможность достигнуть большого обжатия за один проход — до 40—50 % и суммарного обжатия (без промежуточной термообработки) до 90 %.
Поскольку многовалковые (двенадцати- и двадцативалковые) клети снабжены рабочими валками небольшого диаметра, опирающимися на несколько рядов опорных валков и опорных роликов, то привод стана через рабочие валки осуществить практически невозможно, поэтому приводными делают четыре опорных валка двух промежуточных рядов. Станина рабочей клети представляет собой массивный стальной моноблок с большой жесткостью. Напряжение в станине при прокатке допускается не более 2,5 МПа, т. е. в 20 30 раз меньше, чем в станинах четырехвалковой клетн. Применение рабочих валков минимального диаметра и высокая жесткость валковой системы и станины обеспечивают возможность холодной прокатки на этих станах тонкой и тончайшей высокопрочной полосы (при большом натяжении ее моталками до 300—400 кН).
147
Двадцативалковые клети с длиной бочки валков до 2300 мм используют для прокатки тонких полос шириной до 2200 мм, а с меньшей длиной бочки — для прокатки тончайших полос шириной до 100 мм; масса рулонов достигает 15 т, а скорость прокатки составляет 1—15 м/с.
Следует отметить прежде всего широкое строительство станов с четы рехвал новым и клетями непрерывного типа в составе четырех и пяти клетей для производства полос и пяти п шести клетей для производства жести. Наиболее совершенными являются пятиклетевые листовые станы 1700—2200, рассчитанные па прокатку полос в рулонах массой до 45—60 т со скоростью до 30 м/с и шестиклетевые жестекатальные четырехвалковые станы 1320— 1450, рассчитанные иа прокатку жести в рулонах массой до 33— 46 т со скоростью до 38—40 м/с; впервые в мире в 1971 г. на фирме «Nippon Кокай» (Япония) введен в строй полностью автоматизированный непрерывный пятиклетевой стан 1420 с управлением от ЭВМ для «бесконечной» прокатки жести толщиной 0,15—1,6 мм со скоростью до 30,5 м/с.
В области реверсивных станов холодной прокатки за рубежом широко применяют многовалковые (двадцативалковые) станы. Применяют также стаиы типа MKW конструкции фирмы «Schloe-тапп — Siemag» (ФРГ) с рабочими валками небольшого диаметра (125—250 мм), смещенными по отношению к вертикальной оси опорных валков и опирающимися дополнительно на боковые подпорные валки, и с приводом через опорные валки.
В СССР построены различные типы современных станов холодной прокатки: непрерывные четырехклетевые типа 2500 и 1700; пятиклетевые 1700 и 1200, а также реверсивные четырехвалковые и многовалковые. В последние годы пущены цехи холодной прокатки с непрерывным пятиклетевым станом 2030 для прокатки
Рис. IV. 15- План цеха холодной прокатки с непрерывным четырехклетевым станом 2500 кон 1 — конвейер горячекатаных рулонов; 2 — стыкосварочный агрегат; 3. 4 — непрерывные рехклетевой стан 2500; 7 — колпаковые печи для отжига; 8 — дрессировочный стан дольной резки: 13 — агрегаты сортировки листов; 14 — линии раскроя листов; 15 —
148
высокими техническими параметрами; весьма важной технологической особенностью этих станов является применение процесса «бесконечной» прокатки полос.
Цехи для производства автомобильных и конструкционных листов и полос
Цех холодной прокатки с непрерывным четырех клетевым станом 2500 конструкции ВНИИметмаш— НКМЗ (рис. IV. 15) предназначен для производства холоднокатаных листов толщиной 0,6—2,5 мм, шириной 1000-—2300 мм и длиной 1,5—6 м (в пачках) и полос с размерами 0,6—2,5х 1000—2300 мм в рулонах массой до 25 т из углеродистой стали, характеризуемой временным сопротивлением до 500 МПа и пределом текучести до 300 МПа; исходной продукцией являются горячекатаные полосы толщиной 1,5— 5,0 мм и шириной 1050—2350 мм, поступающие с непрерывного широкополосового стана 2500 горячей прокатки.
В состав основного оборудования цеха входят: конвейер горячекатаных рулонов; стыкосварочный агрегат; два непрерывных травильных агрегата; непрерывный четырехклетевой стан с четырехвалковыми клетями 2500; колпаковые печи для отжига рулонов и листов; три дрессировочных стана с четырех валковыми клетями: 2500 — для рулонов, 2500 — для листов и 1700 — для' рулонов; пять агрегатов резки: три — для поперечной резки полос на листы длиной 1,5—6м и укладки их в стопы массой до Ют, два — для продольной резки широких полос на узкие полосы; агрегат сортировки листов повышенного качества. Кроме того, в цехе установлены: агрегат поперечной резки горячекатаных полос толщиной 2,5—6 мм (непосредственно после травления), агрегат продольной резки (раскроя) листов, ножницы для разделки проб, конвейер с кантователем, пакетирпресс, весы и передаточные тележки грузоподъемностью от 20 до 120 т.
В непрерывных травильных агрегатах с сернокислотным раствором скорость движения полосы составляет от 0,5 м/с (залравоч-
струкцни ВНИИметмаш — НКМЗ:
травильные агрегаты №1и 2; 5 — агрегаты поперечной резки (1,5x2350 мм); б — четы-2500; 9 — то же, 1700: 10, 11 — агрегаты поперечной резин № 1 и 2: 12 — агрегаты про-передаточное устройство для рулонов
149
Рис. IV. 16. Непрерывный четырехклетевой четырехвалковый стал 2500:
1 — рабочая четырехпал новая клеть: 2 — лроводковыЯ стол: ? — летучий микрометр;
пая) до 7,5 м/с (рабочая иа участке до первой петлевой ямы); для ломки и разрыхления окалины в каждом агрегате имеются по одной дрессировочной четырехвалковой клети 500/1400x2500. Средняя производительность агрегата травления 1,2 млн. т в год; масса механического оборудования агрегата около 2200 т.
Для получения рулонов горячекатаной полосы большой массы (до 15—25 т) за агрегатами травления установлен сварочный агрегат для сварки встык полос двух-трех рулонов массой 5—Ют.
Непрерывный стан 2500 (рис. IV. 16) состоит из четырехвалковых клетей 500 X 1500 x 2500 мм, расположенных последовательно одна за другой на расстоянии 5000 мм. Каждый рабочий валок клети приводится от двухъякориого электродвигателя мощностью 2х 1800 кВт и частотой вращения 200—465 об/мин через
150
4 — тензометр; 5 — моталка
редуктор и универсальный шпиндель. Передаточные числа редукторов соответственно номерам клетей (от № 1 до № 4) равны: 1,16; 1,32; 1,48 и 1,61. Наибольшее усилие прокатки достигает 35 МН, а скорость прокатки на выходе из последней клети 21 м/с. Перед первой клетью установлены разматыватель со скребковым отгибателем конца рулона, правильно-тянущие ролики н роликовый проводковый стол; между клетями расположены тензометры натяжения полосы для автоматического регулирования толщины полосы и летучие бесконтактные микрометры для непрерывного измерения толщины полосы; за последней клетью находятся моталки и сииматель рулона.
На агрегате поперечной резки полосы толщиной 0,6—2,5 мм и шириной 1050—2350 мм режут на листы мерной длины 1,5—6 мм
151
летучими ножницами. Скорость движения полосы перед ножницами 1,6—6,4 м/с, а листов за ножницами 1,9—7,6 м/с. Средняя производительность агрегата поперечной резки 160 т/ч, или 850 тыс. т в год; масса агрегата 1250 т.
На агрегате продольной резки осуществляют обрезку боковых кромок всех полос и роспуск полос шириной до 1800 мм иа полосы шириной до 100 мм (число одновременно разрезаемых полос — до 9 шт. при толщине 2—2,5 мм и до 15 шт. при толщине полосы менее 2 мм) со скоростью резания 1,6—6,4 м/с. Масса агрегата продольной резки 500 т.
Цех холодной прокатки с непрерывным четырех клетевым станом 2000 конструкции УЗТМ, поставленным для завода «Бокаро» (Индия), предназначен для производства холоднокатаных листов (в пачках) и полос (в рулонах) толщиной 0,4—2 мм, шириной до 1850 мм из горячекатаных углеродистых полос толщиной 1,8— 6 мм, шириной 900—1850 мм в рулонах массой до 35 т, поступающих с непрерывного широкополосового стаиа 2000 горячей прокатки.
Холоднокатаная продукция производится по следующему технологическому процессу: травление горячекатаных полос в непрерывном травильном агрегате,, холодная прокатка на непрерывном стаие, светлый отжиг холоднокатаных рулонов в колпаковых печах, дрессировка полос на одноклетевом дрессировочном стаие, резка полос на листы в агрегатах поперечной резки (или на узкие полосы в агрегатах продольной резки), упаковка готовой продукции в упаковочных агрегатах.
Травление полосы (в средней части агрегата) осуществляется в 14—25 %-ном растворе серной кислоты при температуре 90— 95 °C. Скорость движения полосы в головной части агретата составляет 90—600 м/мни и в хвостовой части 45—300 м/мин. В состав оборудования этого агрегата входят стыкосварочная машина для сварки концов (укрупнения) рулонов, а также главная линия рабочей двухвалковой клети для прокатки полос с небольшими обжатиями (до 5 %), обеспечивающими разрушение окалины на ее поверхности и, следовательно, интенсификацию процесса травления в кислотных ваннах.
Собственно непрерывный стаи 2000 состоит из четырех четырехвалковых клетей 600X 1600 x 2000 мм; наибольшее усилие прокатки достигает 30 МН, а скорость прокатки на выходе из последней клети 20 м/с. Стан оборудован системой регулирования толщины полосы, обеспечивающей производство продукции высокой точности.
Рулоны холоднокатаных полос проходят в дальнейшем светлый отжиг в колпаковых печах с защитной атмосферой. После отжига полосы в рулонах поступают на дрессировочный стан 2000, рабочая клеть которого полностью унифицирована с конструкцией рабочей клети стана. На дрессировочном стане полоса прокатывается с обжатием до 5 %. Подвергнутые дрессировке полосы ре-
152
Рис. IV. 17. Схема непрерывного пяти клетевого стана 2000 холодной «бесконечной» прокатки фирмы «Schloemann — Siemag» (ФРГ):
/—два разыатывателя (для режима «бесконечной» прокатки)'. 2— стыкосварочная мвшмна; 3 — накопитель полосы (с петлевыми тележками); 4 — двухпоэиционпый размяты патель (для поруленного режима прокатки); 5 — рабочие клети; 6 — летучие ножницы; 7 — две моталки
жут на агрегате продольной резки дисковыми ножницами со скоростью до 6 м/с иа более узкие полосы или иа двух агрегатах поперечной резки 0s4—1,2x1850 и 0,6—2x1850 летучими барабанными ножницами со скоростью до 5 м/с (с одновременной обрезкой боковых кромок) на листы мерной длины (1—6 м).
На Новолипецком металлургическом комбинате построен цех холодной прокатки углеродистых сталей с современным непрерывным пятиклетевым четырехвалковым станом 2030 «бесконечной» прокатки полосы (рнс. IV. 17).
Стаи предназначен для производства холоднокатаных полос толщиной 0,4—3,5 мм и шириной 900—1850 мм в рулонах массой до 45 т различного назначения из углеродистых сталей обыкновенного качества, а также качественных конструкционных сталей. Исходной продукцией стана являются горячекатаные протравленные полосы толщиной 2—6 мм и шириной 900—1850 мм в рулонах массой до 45 т; проектная скорость прокатки иа выходе из последней (пятой) клети достигает 33 м/с.
Основным отличием состава механического оборудования стана с «бесконечным» процессом прокатки от обычного непрерывного стана является установка перед рабочими клетями стационарной стыкосварочной машины н петленаколителя с натяжными тележками (запас полосы в петлеиакопителе 800 м), обеспечивающих полностью непрерывную («бесконечную») прокатку сваренных встык горячекатаных полос без заправок в стан передних концов каждого рулона и пауз между прокатываемыми рулонами.
На входной стороне стана установлены два разматывателя консольного типа для «бесконечной» прокатки и один двухпози-циониый разматыватель для обычной поруленной прокатки (в случае ремонта оборудования, обеспечивающего «бесконечную прокатку»). В процессе сварки полос натяжные тележки перемещаются (справа налево) и выдают запас петли в стан без его остановки; когда процесс сварки заканчивается, вновь осуществляется набор петлн за счет перемещения тележек (слева направо).
Рабочие клети четырехвалковые, имеющие валки 615Х1600Х X 2000 мм с индивидуальными приводами; максимальное усилие 153
Рис. IV. IB. Непрерывный пяти клетевой стан с четырех валковыми клетями 1700 конструкции 1.9 — передаточные тележки; 2 — подающий транспортер; 3 — отгн бетель концов новая клеть; 7 — моталка; в. 10 — цепные транспортеры Ni 1 н 2; II — весы; 12 — сни-
прокатки 30 МН, а суммарная мощность приводов стана 48500 кВт. Клети оборудованы гидравлическими нажимными устройствами, обеспечивающими: высокое быстродействие; повышение и понижение жесткости клети в широких пределах; ускорение разведения валков при перевалках иа стаие; уменьшение динамики процесса прокатки при входе полосы в клети и выходе ее из клетей и др. Чистое машинное время при «бесконечной» прокатке составляет 90 %, в то время как при порулониой прокатке не превышает 78 %. За счет повышения срока службы валков число перевалок сокращается примерно в 5 раз. Пределы допусков по толщине полосы после холодной прокатки составляют (по проекту) 0,006—0,035 мм, допускаемые отклонения по планшетности 2—4 мм
На выходной стороне стаиа расположены летучие ножницы для резки полосы иа ходу при замедлении скорости прокатки до 5 м/с. За ножницами установлены две моталки с ременными за-хлестывателями и оборудование для попеременной задачи полосы нв моталки, а также транспортировки, обвязки и взвешивания рулонов. Наружный диаметр рулонов 2100—2200 мм.
Проектная производительность стана составляет 2,5 млн. т/год.
Цех холодной прокатки с непрерывным лятиклетевыми станом 1700 конструкции УЗТМ предназначен для прокатки листов и полос (в рулонах) толщиной 0,4—2 мм и шириной 700 1550 мм из углеродистой и низколегированной стали с временным сопротивлением до 650 МПа (в том числе конструкционной углеродистой стали), а также упаковочной ленты толщиной 0,4—1.0 мм и шириной 20—60 мм (после продольной резки); исходной продукцией
154
УЗТМ:
полосы: 4 — разыатывагель; 5 — правильно тянущая машина; 6 — рабочая четырехвал-матель рулонов
является горячекатаная полоса толщиной 2—6 мм, шириной 700—1550 мм и массой до 23 т, поступающая в цех по межцеховому конвейеру с непрерывного широкополосного стана 1700 горячей прокатки.
Холоднокатаную продукцию производят в основном по тому же технологическому процессу, что и продукцию в цехе с непрерывным четырехклетевым четырех валковым станом 1700; характерной особенностью процесса является применение операции механизированной упаковки продукции.
К непрерывному травильному агрегату горячекатаные полосы поступают в рулонах с наружным диаметром 1550 2200 мм и массой до 23 т, а выходят из него (после укрупнения на стыкосварочной машине) в рулонах с наружным диаметром до 2700 мм и массой до 45 т; скорость движения полосы в головной части агрегата составляет 90—550 м/мин. Агрегат в своем составе имеет также два петлевых устройства горизонтального типа — перед и за технологической частью агрегата, дрессировочную клеть с натяжными пятироликовымп устройствами и две моталки с «плавающими» барабанами и натяжным двухроликовым устройством (перед моталками).
Непрерывный пятиклетевой стаи с четырехвалковыми клетями 1700 (рис. 1V.18) выполнен с валками 600 X 1500 х 1700 мм, приводимыми во вращение индивидуальными главными приводами общей мощностью 44 200 кВт; рабочие клети рассчитаны иа усилие прокатки до 25 МН, скорость прокатки иа выходе из последней клети стана 25 м/с. Перед станом установлен разматыватель (с раз-
155
.амп) с диаметром барабана 750 мм, а за станом — гром барабана 600 мм; мощность привода моталки । кВт Проводковые столы стана максимально абочим валкам и имеют вертикальные ролики для юлосы при задаче ее в стан. В отводящий транс-гроены весы грузоподъемностью 50 т Прокатные пот двумя машинами лентой в радиальном иаправ-ужиостн.
и системами автоматизации по сопровождению олщнны полосы, точной остановки конца полосы е, контроля распределения натяжения по ширине ля профиля рабочих валков н противоизгиба регулирования толщины полосы в продольном также тремя системами приготовления и подачи ia или эмульсии иа полосу в процессе холодной я производительность систем 32 000 л/мии) и моющего раствора иа все клети стаиа (произво-гемы 1000 л/мии).
ювлеи также одиоклетевой дрессировочный стаи 1500 x1700 мм н главным приводом мощностью чивающий дрессировку полос размерами 0,4—2х го скоростью до 25 м/с при натяжении на разма-Н и иа моталке до 60 кН; мощность привода раз-оталки соответственно равна 2000 и 2100 кВт; ния стана 1550 т. Для порезки холоднокатаной сты длиной I—6 м и для продольной резки и рос-*.хе установлены два агрегата поперечной резки и дольной резки. Пачки листов длиной до 2 и 4 м и рулоны шириной 2—80, 80—300 и 700—1500 мм ть агрегатов упаковки и далее иа склад готовой
юдства жести и электротехнической стали
детва жести и состав оборудования цеха жести гичны описанным выше процессам производства гчие заключается в том, что после дрессировки сатаной полосы поступают на агрегаты лужения м) и лакирования.
.инском металлургическом комбинате построен тельный цех жести с непрерывным шести клете-ггырехва л новыми клетями 1400 и двуклетевыми и прокатно-дрессировочным станами с четырех ии 1400 конструкции УЗТМ. Цех жести (рис. IV. 19) я производства готовой продукции основного ной 700—1200 мм в листах и рулонах, а именно: жести толщиной 0 1 0,36 мм, хромированной и й жести толщиной 0,08—0,32 мм, черной полнро-
Рис. IV.91 План цеха жести с 1 шестхклетсЕьа^жмлетсвым станом 1400 Сесконс
струкцни УЗТМ:
I — непрерывный травильный ai регат; 2 — и -- 2 — непрерывный шестиклете
вы Л стан Н00; 3 — агрегаты зле тктролитичес» тической очистки № 1—3: 4
для отжига; 5 — непрерывные ai грегиты otwi_________] отжига № 1 в 2: 6 — двух
дрессировочный стан 1400; 7 — г ------ л.ву ж к петгво ной дрессировочный стан
подготовки рулонов № 1—3; S — ---- агрегаты -> —гагаты электролитического луж
электролитического хроми ровен я: 11 — агре— — агрегаты поперечной резки
гаты упаковки пачек жести № 1-------------1; 13 — агр, агрегат упаковки рулонов;
тиронин К» 1—3', 15 - агрегат на 1Куумного ял — что алюминирования; 16 - но
IH — стенды для охлаждения ру. донов после меле отжига; /9 — поперечна
ванной жести (без покрь= ггия) тпл» толщиной 0,08—0,36 i таиых листов и рулонов- i из консл юиструкиилниой. дека кровельной стали толщ» _ _1ной 0 25 ^=0,25—0,6 мм. Исходи'
для холодной прокатки являются=-------чотся горячекатаные г
ной 1,8—3 мм, шириной 700 -125(^^^^^ 1250 мм в рулонах л
поступающие в цех жест------и по меж межцеховому траиспо]
рывиого широкополосовс^^^^^™эго стана гапа 1700 горячей пре ложенпого в соседнем ш ехе комби----омбината.
Горячекатаную полем- *у виачал~ • ячале подвергают Tpai
творе соляной кислоты в nenpej— ^прерывном травилыц
укрупняют рулон (масс ой до 30 ) 30 т).
Холодную прокатку жести то _ _и толщиной 0 1—0,6
толщиной 1,8—Змм осу--------ществляк ~нляют на непрерывно
вом стане 600/1400x401 ) с макси^= аксимальным усилием
20 МН прн проектной ск------еоростп д< —гп до 25 40 м/с. Все 1
клетей — четырех вал ков^^^^^ые одннг--- >динаковой конструкт
днвидуальиый привод рг ^=»бочих ва» х валков от двухъяко]
. J 6 #9 9 V VtttQ 13
Рнс. IV.20. Схема непрерывного шести клетевого стана 1400 бесконечной прокатки жести конструкции УЗТМ:
/ — разматыватели: 2 — электростыкосварочиая машина; 3 — натяжные ролики; 4 — направляющие ролики. 5 — петлевое устройство; 6 — Подающие ролики; 7 — размвты-вателъ, В — гильотинные ножницы; 9 — проводковый стол; 10 — рабочие четырехвалко вые клети 600/1500X1400 мм; II — натяжные ролики; 12 - летучие ножницы; 13— моталки; 14 — измеритель толщины полосы; 15— измеритель натяжения полосы
двигателей мощностью 2x2000 кВт (клеть № 1), 2 x 3000 кВт (клеть № 2) и 2 x 4000 кВт (клети № 3—6) и частотой вращения 190/500, 285/500 и 400/800 об/мин соответственно через редукторы с передаточным числом 1,57; 1,32; 1,26; 1,045; 0,785 и 0,625.
На непрерывном шестиклетевом стаие 1400 наряду с обычной (порулоииой) прокаткой предусмотрена прокатка «бесконечной» полосы со скоростью до 25 м/с, которая обеспечивается за счет установки соответствующего оборудования: иа входной стороне стана — двух разматывателей, стационарной стыкосварочиой машины, петлевого устройства (накопителя), а также роликовых натяжных устройств и на выходной стороне — роликового натяжного устройства, летучих ножниц, а также двух моталок (рис. 1V.20). Два разматывателя и стыкосварочиая машина, сва ривающая задний конец полосы одного рулона с передним концом полосы другого рулона, создают условия для получения «бесконечной» полосы, которая, образуя петлевой накопитель (перед станом), задается в стан и затем иа одну из моталок. Когда необходимо осуществить последующую сварку неподвижных концов полосы двух рулонов, тележку петлевого устройства перемещают вперед (по направлению к рабочим клетям стана) и выдают запас полосы в стан, не прекращая процесса прокатки. После окончания сварки полос тележку вновь возвращают в исходное положение для создания запаса под следующую операцию сварки. После того как на одной из моталок смотан рулон требуемой массы, установленные за последней клетью стаиа летучие ножницы режут полосу «на ходу», после чего полосу заправляют на другую моталку.
Процесс «бесконечной» прокатки позволяет повысить качество прокатываемой полосы (т. е. уменьшить разнотолщиииость по длине из-за стабильности процесса прокатки) и выход годного, сократить расход валков (по износу) и число трудоемких операций по заправке полосы в стан и вследствие этого увеличить производительность стана, так как прокатку полосы ведут с постоянной скоростью и непрерывно, снижают ее только при прокатке сварных швов и при резке на летучих ножницах.
На непрерывном шести клетевом четы рехвал ковом стане 1400 прокатывают жесть толщиной до 0,1—0,6 мм. После отжига в ие-
158
прерывном агрегате жесть подвергают дрессировке с усилием до 20 МН на двуклетевом четырех вал новом стане 600 х 1400х 1400 мм с проектной скоростью до 40 м/с и покрытию оловом, хромом или алюминием в соответствующих агрегатах.
Более тонкую жесть получают путем двукратной прокатки: вначале на шестиклетевом стане 1400 до толщины 0,14—0,3 мм н затем иа двуклетевом прокатно-дрессировочном стаие 600X X 1400X1400 мм до толщины 0,08—0,16 мм в рулонах массой до 30 т со скоростью прокатки до 25—40 м/с; в дальнейшем эту жесть направляют в рулонах на агрегаты покрытия.
Для покрытия и отделки готовой продукции в цехе жести предполагается установить три агрегата продольной резки и подготовки рулонов к покрытию, три агрегата электролитического лужения, агрегат электролитического хромирования, агрегат вакуумного алюминирования, четыре агрегата поперечной резки, три агрегата продольной резки, агрегат сортировки жести и пять агрегатов упаковки пачек листов и рулонов.
Для получения продукции высокого качества в проекте цеха жести заложены средства комплексной механизации и автоматизации технологических процессов прокатки и отделки. Проектная производительность цеха жести с непрерывным шестиклетевым станом 1400 составляют 750 тыс. т в год.
Из зарубежных станов для прокатки жести следует отметить непрерывный шестиклетевой стан 1450 фирмы «Rasselstein» (ФРГ). Стан рассчитан иа прокатку белой жести толщиной 0,15—1,0 мм, шириной 600—1300 мм со скоростью до 40,1 м/с. Исходной продукцией стана являются горячекатаные полосы толщиной 1,5— 3,5 мм, шириной 600- 1300 мм в рулонах массой до 46 т (по проекту).
Рабочие клети стана имеют валки (615—565) X (1450—1300) X X 1450 мм с индивидуальными приводами: клеть № 1 — от двух электродвигателей постоянного тока (мощностью по 1560 кВт, 0—200—600 об/мин) через редуктор с передаточным числом 1,759; клеть № 2 — от двух двигателей (мощностью по 2540 кВт, 0—250—600 об/мии) через редуктор с i = 1,353; клеть № 3 — от двух двигателей (мощностью по 2540 кВт, 0—250—600 об/мин) через редуктор с i = 1,0; клеть № 4 — от двух двигателей (мощностью по 2540 кВт, 0—200—450/600 об/мии) через редуктор с i = 1,353; клеть № 5 — от четырех двигателей (мощностью по 1560 кВт: 0—200—450/600 об/мин) безредукторным приводом на опорные валки; клеть № 6 — от четырех двигателей (мощностью по 1560 кВт, 0—200—530/600 об/мин) с безредукторным приводом иа опорные валки.
Перед первой клетью установлены два разматывателя с приводом от двух двигателей постоянного тока каждый мощностью по 390 кВт; диаметр барабана равен 710 мм, наружный диаметр рулона достигает 2800 мм. За последней клетью установлена моталка с приводом от трех двигателей постоянного тока мощностью по
159
Рнс. IV.21. Общий вид реверсивного 20-валкового стана 1200 конструкции ВИИИмет-1 — приемный стол; 2, 6, В— моталки; 3 — разматыватель; 4 — подающий транспортер: транспортер: 10 — сннматель рулонов
465 кВт; диаметр барабана моталки 610—450 мм, наружный диаметр рулона 2200 мм. Проектная производительность стана 1450 составляет 720 тыс. т в год.
Особой разновидностью станов холодной прокатки являются многовалковые станы, из которых наибольшее распространение в мире получили реверсивные двадцативалковые для прокатки тонкой ленты из легированных сталей и труднодеформируемых сплавов. В ряде случаев эти станы применяют для холодной прокатки тонкой полосы и ленты шириной 1000—2200 мм. а также фольги с минимальной толщиной 0,001—0,003 мм.
В СССР для производства ленточной продукции ВНИИмет-машем и СКМЗ созданы современные реверсивные двадцативалковые станы с диаметром рабочих валков 3—55 мм и длиной бочки до 1500 мм, отличающиеся большой жесткостью рабочих клетей и обеспечивающие высокую точность прокатываемой полосы ± (0,0025—0,0030) мм. За рубежом широкое применение получили аналогичные станы типа «Sendzimir» (США). В Японии на металлургическом заводе в Сюнане эксплуатируется многовалковый стан с четырьмя непрерывными двадцативалковыми клетями для холодной прокатки полос толщиной 1,5 мм и шириной до 1270 мм со скоростью до 10 м/с.
160
маш — СКМЗ:
5 — правильная машина с тянущими роликами; 7 — рабочая клеть; У — отводящиГ
Многовалковые станы работают как самостоятельно, так и совместно с четырех-пяти клетевыми непрерывными станами в цехах холодной прокатки.
На рис. 1 V.21 дан общий вид реверсивного двадцативалкового стана 1200 конструкции ВНИИметмаш — СКМЗ, предназначенного для цеха холодной прокатки тонкой полосы из электротехнической кремнистой стали с пределом текучести до 500 МПа. На стаие прокатывают полосу толщиной 0,1—0,5 мм и шириной до 1000 мм (из исходной полосы толщиной 1—3,5 мм) в рулоне массой до 15 т со скоростью до 7,5 м/с.
В состав рабочей клетн станов входят станина, валковый узел, состоящий из двух (верхней и нижией) валковых пирамид, нажимное устройство, механизм компенсации износа, профилирования и уравновешивания валков и опорных роликов, привод валков, проводки, системы смазки и охлаждения, средств контроля технологических параметров и автоматизации стана и др.
Рабочие клети современных многовалковых станов по конструктивному исполнению стаиииы и механизма регулирования межвалкового зазора подразделяют и а две группы: со станинами в виде единого монолитного блока и с разъемными стаиииами, состоящими из двух частей.
6 Заказ 224
161
пассивную станину большой .моноблока (рис. IV.22, а). <и) расположено 20 валков их не приводных диаметром рй хромовольфрамовой стали зетыре (2x2) промежуточных 0 мм; шесть (2 х 3) промежу-лз которых крайние четыре з приводными; восемь (2x4) которых шесть прецизионных В00 мм, шириной по 200 мм : роликами. Четыре привод-я от двух электродвигателей Вт каждый, 190/415 об/мин пестереиную клеть (i = 0,5) = Максимальный крутящий тем, равен 30 кН-м.
ме повышен-той деформации « распределение деформации зх роликов и соответственно 1атываемой ленты.
инна станины имеют форму :ие скосов в нижней и верх-но увеличивает деформацию зияет поперечную разиотол-
-вого узла является то, что zсвободно, без опор по краям к. Усилие прокатки от рабо-гочные валки передается на
ие через фрикционную пере-уточных валков, способных т при больших скоростях, зет собой набор специальных ыми кольцами и опор между к осях (рис. IV.22, б). Подымают нагрузку от вторых ।опоры передают ее иа жест-тктически исключает прогиб шомериые жесткие допуски
зазора между рабочими Балтия прокатки и сборки вал- используют эксцентричную -эвку осей опорных роликов, зорных роликов устанавли- зазор, а также передается
Ряс. IV.22. Рабочая клеть (п) и узел опорного ролика (б) 20-валкового стана 1200 конструкции ВННИметмаш — СКМЗ:
I — станина; 2 — опорные ролики и валки; 3 — проводка; 4 — рабочие валки: 5 — нажимной механизм; 6 — наружное кольцо ролика; 7 — опора
6*
163
усилие прокатки. Нижний рабочий валок устанавливают и а уровень прокатки поворотом осей иижних средних опорных роликов валков. Компенсация переточек валков и сборки валков пирамид осуществляются вращением осей крайних опорных роликов.
Поворот средних (верхних и иижних) опорных роликов производится с помощью закрепленных на краях осей зубчатых сегментов или шестерен и реек, жестко связанных с плунжерами гидравлических цилиндров, установленных в верхней и нижней частях клети. Цилиндры, перемещающие рейки, управляются гидравлическими сервомеханизмами, которые фиксируют величину межвалкового зазора и поддерживают ее постоянно в процессе прокатки. Усилие металла иа валки регистрируется гидравлической месдозой, позволяющей после замены одного из рабочих валков независимо от его диаметра установить прежний межвалковый зазор.
Крайние опорные ролики имеют попарный, симметричный относительно вертикальной оси привод от редукторов через червячные или зубчатые пары. С целью обеспечения равномерного распределения нагрузки по длине бочки валков все элементы опорных роликов и расточки станины изготовляют с высокой точностью
При прокатке масло подают в зону деформации металла через отверстия в проводках такое же масло подают иа валки н в роликовые подшипники. Из рабочей клети оно самотеком поступает в бак-отстойник циркуляционной системы.
С обеих сторон рабочей клети расположены ролики для измерения натяжения полосы и моталки. Каждая моталка приводится от двух электродвигателей мощностью по 1000 кВт каждый, 190/480 об/мин через редуктор (i = 3,68). Максимальное натяжение полосы 0,25 МН. При прокатке узкой полосы с небольшим натяжением каждая моталка приводится одним двигателем (второй отключают при помощи расцепиой зубчатой муфты).
Производительность стаиа 10—20т/ч (в зависимости от толщины полосы н скорости прокатки).
Среди многовалковых станов с клетями, имеющими разъемные станины, наиболее распространены стаиы конструкции фирмы «Sundwig» (ФРГ).
Станины двадцати валковой клети этой фирмы (рис. IV.23) выполнены в виде двух отдельных блоков, соединенных между собой четырьмя колоннами, которые одновременно выполняют функции направляющих и нажимного устройства. Верхний подвижной блок с валковой пирамидой может перемещаться относительно нижнего неподвижного блока. Это позволяет существенно увеличить диапазон изменения диаметров рабочих и первых промежуточных валков и значительно расширяет технологические возможности оборудования.
Электромеханический привод нажимного устройства позволяет одновременно и в отдельности на каждой нз четырех колонн включать механизмы установки валков, что дает возможность при лю-
164
бом профиле подката получать ленту с минимальной поперечной разнотолщиниостью. Тонкое регулирование профиля рабочего валка в процессе прокатки осуществляют профилированием крайних опорных роликов, для этого используют эксцентриковые втулки или клиновые механизмы, имеющие гидравлический привод.
С целью обеспечения равномерной деформации четырех колонн, воспринимающих основную нагрузку в процессе прокатки, их изготавливают из высококачественной стали одной плавки. Это позволяет использовать точные измерительные устройства для контроля усилия прокатки (тензометрические датчики встроены непосредственно в колонны) и в совокупности с конструкцией опорных роликов обеспечить высокую поперечную жесткость клетн и минимальные допуски проката. Предусмотрена возможность оснащения отдельных
Рис. IV.23. Рабочая клеть 20-валко-вого стана 1250 конструкции фирмы «Sundwiij» (ФРГ):
!. 3 — блоки станины: 2 — колонны: 4 — нажимной механизм
и всей клети в це-
элементов
лом различными механизмами предварительного напряжения. Одной разновидностью многовалковых станов является стан с шести вал ко вой рабочей клетью типа НС, разработанный в Японии. В рабочей клети между рабочими и опорными валками установлены два дополнительных промежуточных валка (рис. IV. 24). Перемещая промежуточные валки в осевом направлении относительно кромок полосы, можно активно воздействовать и а поперечный профиль полосы. Верхний и нижний промежуточные валки перемещаются с помощью гидроцилиндров в противоположных направлениях таким образом, чтобы расстояние между началом конических фасок промежуточных валков было равно ширине полосы. При прокатке более узкой полосы промежуточные валки выдвигают из клети, при прокатке более широкой вдвигают в клеть В четырехвалковцх клетях диаметр бочкн рабочих валков составляет от 0,35 до 0,5 ширины прокатываемой полосы, в шести валковых диаметр бочки рабочих валков больше или равен 0,2 ширины полосы, что благоприятно влияет на ее планшетиость. Твердость бочкн рабочих валков составляет 95, промежуточных 75—80 и опорных 60—65 единиц по Шору.
В шестивалковой клети предусмотрен протнвонзгиб рабочих валков. По сравнению с четырехвалковыми клетямн поперечная
165
Рис. IV.24. Шестивалковая рабочая клеть става холодной прокатки типа НС:
1 — станина; 2 — опорный валок: 3 — промежуточный валок; 4 — рабочий валок: 5 — прокатываемая полоса: б — плунжеры устройства для противоизгиба рабочих валков
НС с рабочими клетямн
X 400—1420
разнотолщинность проката, полученного в шестивалковой клети, на 50 °ь меньше. Регулирование продольной разнотолщинности полосы осуществляют с помощью гидравлического нажимного устройства. Перевалку рабочих и промежуточных валков (отдельно от опорных) осуществляют с помощью передвижной платформы с двумя парами рельсовых направляющих, а опорные валки переваливают краном с помощью С-образной скобы.
В настоящее время в Японии эксплуатируются шестивалковые станы типа 100—440/130—510/300—1420 х
мм, на которых ведется холодная прокатка стальных
или алюминиевых полос со скоростью 3,4—20,0 м/с. Там прове-
дена также реконструкция ряда шире ко полосе вых станов горячей прокатки с применением шести валковых клетей в чистовых груп-
пах.
5. СТАНЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
К станам этой группы относят стаиы, служащие для прокатки колес, бандажей, гнутых профилей, листов и профилей переменного сечения, шаров, винтов, шестерен, червяков, сверл, фасонных профилей высокой точности, типа турбинных лопаток и пр., часть из которых (колесо-, осе- н шаропрокатные, а также профиле-гнбочные) устанавливают на металлургических заводах, а другую часть (станы для прокатки винтов, ребристых труб, шестерен, червяков, сверл и др.) — на машиностроительных заводах. Ряд станов специального назначения размещают как на металлургических, так и на машиностроительных заводах (например, профи ле-гнбочные, шаропрокатные, для прокатки точных фасонных профилей и пр.).
Приоритет в области создания и широкого внедрения в промышленность новых технологических процессов прокатки принадлежит ВНИИметмаш. Здесь впервые в мировой практике разработаны новые процессы прокатки и конструкции станов специального назначения для получения экономичных профилей и изделий машиностроения широкого сортамента.
166
Профилегибочные агрегаты
Тонкостенные профили сложной фасонной конфигурации. в том числе и пустотелые, получить горячей нли холодной прокаткой во многих случаях невозможно. Значительно экономичнее изготовление таких профилей способом гибки (т. е. профилированием) полосы на профи легибочиых агрегатах.
Гнутые профили в СССР и за рубежом нашли большое распространение в различных отраслях машиностроения (автотракторостроении, авиастроении, транспортном машиностроении), а также для изготовления строительных конструкций и изделий широкого потребления.
Применение гнутых профилен в строительстве и машиностроении взамен горячекатаных снижает расход металла в среднем на 25 %. В ряде случаев одии гнутый профиль может заменить узел конструкции, состоящий из нескольких катаных элементов, соединенных сваркой, клепкой н пр.
Следует отметить, что процесс профилирования нельзя отождествлять с процессом прокатки: при прокатке в каждой клети изменяется не только форма полосы, но и ее поперечное сечение (уменьшается толщина), а при формовке и профилировании последовательно изменяется только форма поперечного сечения полосы, а толщина полосы остается постоянной. Важным преимуществом этого процесса является также и то, что в результате холодного профилирования металл упрочняется, что позволяет уменьшить массу металлоконструкций н деталей, изготовленных из гнутых профилей. В каждой паре валков клетн форму сечения полосы можно изменить незначительно, поэтому для получения сложного профиля необходимо применять гибку полосы (профилирование) во многих парах валков, т. е. использовать многоклетевые непрерывные профилегнбочные агрегаты в составе до 20 и более клетей. В настоящее время на таких агрегатах изготавливают профили из полосы толщиной 0,5—20 мм и шириной до 2000 мм.
Во всех этих агрегатах профилирование листов или полосы осуществляют в миогоклетевом непрерывном агрегате с горизонтальными и вертикальными валками. Валки этих клетей образуют калибры для последовательного изгиба листа (полосы) и получения соответствующего открытого или закрытого готового профиля (рис. IV.25). При последовательном изгибе материал листов и полосы испытывает напряжения, близкие к пределу текучести не по всему сечению, а только иа участках последовательной деформации. Усилия на валки, возникающие при последовательных изгибах, небольшие, поэтому конструкция клетей непрерывного стана проста и легка. На станах для профилирования узких листов и полос валки (ролики) в клетях устанавливают консольно. В станах для профилирования широкой полосы применяют клети с двухопорным расположением валков между станинами открытого типа.
167
Скорость формовки выбирают с учетом материала, толщины и ширины листов и полосы, сложности профиля, качества валков (их износа) и т. д. Обычно скорость формовки принимают равной 0,5—3 м/с. Для облегчения условий деформации металла и уменьшения износа валков (профилированных роликов) при формовке применяют смазку (5—10 %-ная масляная эмульсия, мыльные растворы и т. п.). Тонкие полосы можно формовать без
Рис. IV.25. Калибровка валков для получения гнутых профилей открытого (с) и закрытого (б) типов:
/ — верхние валки; 2 — нижние валки
смазки.
Для профилирования используют также листы п полосы оцинкованные, луженые и покрытые пластиками. Перед формовкой в листах н полосе при помощи специальных устройств, встроенных в поточную линию, можно пробивать отверстия, узоры н пр., т. е. изготавливать перфорированные профили.
Для профилирования горячекатаных и холоднокатаных полос применяют агрегаты поштучного и непрерывного профи-
лирования.
В СССР наиболее современными про-филегибочиыми агрегатами являются агрегаты типа 2—8x100—600 и I—4x50— 300 конструкции ВНИИметмаш — СКМЗ.
На рнс. IV.26 представлена схема расположения оборудования профилегнбоч-ного агрегата 2—8x100—600, предназначенного для изготовления гнутых профилей высотой до 180 мм и длиной 5—12 м
(после мерной резки) со скоростью профилирования 0,5—2,5 м/с из горячекатаных полос толщиной 2—8 мм и шириной 100—600 мм (с пределом прочности до 650 МПа) в рулонах массой до 5 т.
В комплекс оборудования агрегата
входят собственно непрерывный формовочный (профилегибочный)
стаи и машины головной и хвостовой частей, предназначенные для подготовки полосы к профилированию, резке, отделке и уборке готовой продукции. Машины, входящие в состав агрегата, выполнены с учетом обеспечения непрерывности процесса, максимальной механизации и автоматизации технологических операций.
Со склада заготовок рулоны партиями краном подают иа загрузочные устройства для доставки по одному к двухпозицноиному разматывателю. Рулой центрируют иа разжимном консольном
168
1? 13
Рис. IV.26. Схема располояеиия оборудования профилегибочного агрегата 2—8X100— 600 мы конструкции ВНИИметыаш— СКМЗ:
/ — двухпозиционный размгшьатель; 2.6 — правильные машины; 3 — ножницы с нижним резом; 4 — стыкосваро’ная машина; 5 — петлеобразоветель; 7 — летучие ножницы; 8 — непрерывный формовочный стан в составе 14 клетей; 9 — устройство для сдува эмульсин; 10 — участок инспекции; 11 — машина для промасливания гнутых профилей; 12 — участок набора ряд©! профилей; 13 — рольганг; 14 — укладчик
вращающемся барабане, причем пока на одной позиции разматы-вателя первый рулен разматывают, другой второй рулон подготавливают к размотке, т. е. его установке барабан и отгибанию конца полосы. После этого полосу первого рулона задают в дев яти роликовую правильную машину, затем направляют к ножницам поперечной резки для обрезки переднего и заднего концов полосы под следующую операцию сварки методом оплавления на стыкосварочной машине со встроенным в нее гратоеннмателем для зачистки грата. Для создания запаса полосы (длиной до 236 мм), обеспечивающего непрерывную работу агрегата во время обрезки и сварки концов полюсы, в агрегате (в туннеле под станом) установлен петлеобразователь. Летучие ножницы перед формовочным станом позволяют вести процесс профилирования с максимальной скоростью (до 2,5 м'с).
По промежуточному рольгангу полосу из петлеобразователя подают в формовочный стан, состоящий из 14-ти клетей (десяти двухвалковых и четырех четырехвалковых с горизонтальными приводными валками). Все клети имеют групповой привод с двумя электродвигателями постоянного тока. После каждой клетн установлены вертикальные холостые ролики, удерживающие профилируемую полосу по оси прокатки. За последней клетью стана расположена правильно-калибровочная клеть для направления возможного скручивания готового профиля. Число клетей, участвующих в процессе профилирования, и скоростной режим работы стана определяют в зависимости от сложности и размеров профиля, механических свойств металла и требований к качеству поверхности. Процесс профилирования ведется с подачей эмульсии.
За формовочным станом предусмотрено место для летучей пыли, предназначенной дл-i резки закрытых и сложных профилей со скоростью до 1,2 м/с. Порезанные иа мерные длины готовые профили поступают на выходной рольганг, а затем к устройству для удаления эмульсин с профиля сжатым воздухом.
Головные профили проходят выборочный контроль на инспекционном участке, промасливание в промасливающей машине и далее поступают на участок набора рядов, которые передают
169
к укладчику. С укладчика пакет массой профилей до 5 т краном, транспортируют на склад готовой продукции.
Производительность профилегибочного агрегата2—8 ' 100—600 составляет 150—200 тыс. т в год, масса механического оборудования 1350 т, общая мощность главных приводов формовочного стана 1000 кВт.
Профилегибочный агрегат 1—4 <50—300 предназначен для изготовления гнутых профилей высотой до 120 мм со скоростью профилирования до 2,5 м/с из полос толщиной 1—4 мм н шириной 50—300 мм.
Формовочный стан агрегата состоит из четырнадцати основных и трех дополнительных двухвалковых клетей с горизонтальными приводными валками. Между этими клетями расположены вертикальные направляющие холостые ролики. Все семнадцать клетей снабжены групповым приводом от двух электродвигателей мощностью по 140 кВт каждый н частотой вращения 640 об/мин через цилиндрические редукторы, трансмиссионные валы с коническими шестернями, комбинированные коипческо-цилнндрические шестеренные клети и универсальные шпиндели. Число клетей, участвующих в профилировании, зависит от размеров и сложности формы профиля. За последними клетями установлены роликовые обоймы с горизонтальными и вертикальными роликами, предназначенные для точной калибровки профиля.
Часовая производительность профилегибочного агрегата 1—4х Х50—300 составляет 10 т/ч, масса механического оборудования 500 т.
Деталепрокатные станы
Станы для прокатки круглых периодических профилей. Дли различных отраслей машиностроения требуются в большом количестве заготовки — круглые профили с переменным по длине диаметром (для изготовления полуосей автомобилей, конических и ступенчатых валов и т. п.). Эти заготовки изготовляют ковкой и штамповкой, однако при этом теряется большое количество металла на облой и припуски на последующую механическую обработку. Более экономичным и высокопроизводительным способом изготовления таких заготовок является поперечно-винтовая прокатка на трехвалковых станах конструкции ВНИИметмаш (рис. 1V.27).
Три рабочих валка стана (оси которых смещены на 3—6° по отношению к плоскости, проходящей через ось заготовки) конической или дискообразной формы приводят во вращение от электродвигателя при помощи трех универсальных шпинделей. Круглую заготовку, нагретую до 900—1000 °C, обжимают валками и одновременно перемещают в направлении своей оси, т. е. осуществляют процесс поперечно-винтовой прокатки, поэтому через зону деформаций в валках последовательно проходят все сечения заготовки 170
Рис. IV.27. Схема процесса (а) поперечно-винтовой прокатки круглых периодических профилей (б) на трехвалковом стаие с коническими валками:
/ — гидропривод сближении валков; 2 — валки; 3 — готовый профиль: 4 — линейка— копир: 5 — зажимной патрон: 6 — гидроцилиндр для осевого натяжения заготовки при прокатке; 7 — шпиндели'
по длине. Гидравлические нажимные устройства изменяют положение валков, синхронно приближая их к оси заготовки или удаляя от нее посредством линейки — копира, профиль которой соответствует профилю требуемого изделия. Заготовку прокатывают прн одновременном осевом растяжении ее гидравлическим патроном, что улучшает условия деформации металла валками н способствует получению более плотной его структуры.
Получаемые поперечно-винтовой прокаткой профили переменного по длине сечения характеризуются весьма точными размерами с небольшим припуском под последующую механическую обработку. Производительность стана определяется скоростью осевого перемещения заготовки, которую принимают равной 2—10 м/мин.
Рис- IV.28. План расположения оборудования цеха с трехввлковым станом 120 для производства круглых периодических профилей:
I — ремонтно-механическая мастерская: II — машинный зал: III —масляный подвал; IV — насосно-аккумуляторная станции: V — склад заготовок: V] — пролет стана: VII — склад готовой продукция; I — стеллажи для заготовок; 2 — загрузочная решетка; 3 — пресс-ножиицы: 4 — индукторы для нагрева заготовок: 5 — рольганг; 6 — главные электродвигатели привода валков; 7 — рабочая клеть стана 120; в — холодильник; $ — шлеп-перы; 10 — фрезерно-отрезной станок; 11 — кармаа; 12 — тележка; 13 — правильный пресс; 14 — весы; 15 — стеллаж для зачистки; 16— стенд для обвязки и упаковки; 1, — станки для резки профилей: 18—мостовой кран: 19— железнодорожный путь; 20 — колодец для окалниы
Типовыми станами конструкции ВНИИметмаша являются станы 10, 20, 50, 70, 80, 100, 150, 250 (по диаметру прокатываемой заготовки). На них прокатывают заготовки длиной до 6 м.
В СССР на металлургических заводах построены цехи с крупными трехвалковыми станами 150 и 250 для получения круглых профилей переменного сечения диаметром 50—250 мм.
На рис. IV.28 представлен план расположения оборудования цеха с трехвалковым станом 120- Со склада заготовки краном подают на загрузочные решетки и по одной направляют по рольгангу к ножницам для обрезки переднего конца.
Нагретую в индукторе заготовку длиной до 4 м прокатывают иа стане 120 с тремя коническими валками диаметром 160 мм, приводимыми во вращение индивидуальными электродвигателями постоянного тока мощностью по 180 кВт каждый и частотой вращения 800/1100 об/мин через редукторы и универсальные шпиндели. Наибольшее усилие прокатки составляет 300 кН, а усилие натяжения заготовки 200 кН. Скорость прокатки (выхода профиля из валков) равна 3—6 м/мин; масса клетн с главным приводом 40 т.
После прокатки круглые профили охлаждают на холодильнике и направляют либо в карман, либо шлепперами подают к фрезерноотрезному станку для отрезки переднего и заднего концов — недокатов. Прн необходимости профили правят на прессе, зачищают на стенде, взвешивают иа весах, разрезают на мерные длины на станках, обвязывают в пачки на стенде и краном готовые профили загружают в вагоны.
На Днепровском металлургическом комбинате эксплуатируется цех с трехвалковым станом 250 для производства крупных заготовок осей железнодорожного транспорта широкой колеи (рнс. IV.29). Стан рассчитан иа прокатку заготовок осей диамет-
172
Рис. IV.29. Трехвалковый стан 250 для прокатки круглых заготовок осей железнодорожного транспорта конструкции ВНИИметыаш — ПО «Электростальтяжмаш»
ром 140—250 мм и длиной 2200 -2600 мм из исходных круглых заготовок диаметром 230—300 мм и длиной 800—2000 мм.
Агрегат размещен в корпусе с пролетами шириной 30 м и включает следующие отделения:
1) подготовки заготовок, в состав оборудования которого входят станки для резки заготовок на мерные длины и станки для зачистки наружной поверхности исходных заготовок, имеющих наружные дефекты; 2) прокатное с газовой печью для нагрева заготовок, машиной для гидросбива окалины, трехвалковым станом 250, пилой для отрезки концов и машиной для клеймения; 3) термическое с кольцевой печью для нормализации осей и холодильниками; 4) отделки осей, в которой установлены прессы для горячей прокатки осей, холодильники, оборудованне для очистки, контроля и ремонта готового проката, *а также для упаковки и отгрузки.
Опыт работы осепрокатиого цеха показал правильность заложенных в проект технологических параметров и надежность конструктивных решений.
На основе полученных результатов можно сделать следующие выводы о преимуществах производства осей винтовой прокаткой:
1) обеспечивается значительная экономия металла исходной заготовки, которая может составлять 15—20 кг для чистовой оси с массой 415 кг;
2) уменьшаются съем стружки при механической обработке каждой оси тех же размеров на 40—60 кг и потери металла при последующем ее переплаве;
3) сокращается парк кузнечно-прессового оборудования или дорогостоящих радиально-ковочных машин;
173
Прав.-?-
4) значительно уменьшается станочный парк и соответственно число рабочих-станочников;
5) повышается стойкость режущего инструмента при обработке строго цилиндрических прокатанных заготовок;
6) достигается экономия в транспорта ых р асх одах;
7) по пределу выносливости шеек чистовые катаные оси, упрочненные методом накатывания на специальном устройстве конструкции ВНИИметма-ша, превосходят оси, накатанные стационарным роликом с последующей шлифовкой.
С вводом этого цеха впервые в мире осуществлено поточное автоматизированное производство заготовок осей но
рме. (V.30. Схема процесса по- ВЫМ МЕТОДОМ -
перечной прокатки шаров иа СтаНЫдлЯ Прокатки ШОрвв. Для МНО-дпухвалковом стане с вмнтовы- „ г г
мн калибрами гих отраслей промышленности в большом
количестве (до 500—600 тыс. т в год)
требуются стальные шары диаметром 25—125 мм (для помола
руды, угля и цемента в шаровых мельницах) и шарики диаметром 25—50 мм (для подшипников качения). Изготовление крупных шаров ковкой или отливкой и шариков ковкой (на прессах или молотах) малопроизводительно и сопровождается значительной потерей металла (при разливке стали, иа облой при ковке). Способ получения шаров поперечной прокаткой из круглой заготовки экономичен. Он отличается большой производительностью благодаря возможности его осуществления на непрерыв-
ных полностью автоматизированных агрегатах, в состав которых входит двухвалковый шаропрокатный стан поперечной прокатки конструкции ВНИИметмЗша, в котором валки выполнены с винтовыми калибрами переменного шага, вращающиеся в одном направлении (рис. IV.30).
Исходной заготовкой являются цилиндрические прутки Диаметром на 2—4 мм меньше диаметра прокатываемых шаров и длиной 3—5 м. Заготовки нагревают до 950—1000 °C в индукционной печи и толкателем задают в валки со стороны привода. Пруток захватывают валками, вращают ими и одновременно продвигают вдоль его оси. Благодаря тому, что высота гребней калибра постепенно увеличивается, гребни захватывают металл, разрезают штангу на куски, по объему равные объему шара, обжимают металл н придают кускам форму шара. За каждый оборот валков прокатывают один шар; частота вращения валков 60—150 об/мин, производительность стана 60—150 шаров в минуту. У готовых шаров остаются небольшие перемычки, которые легко удаляются
174
при загрузке массы шаров во вращающийся барабан и их перекатывании.
Станы конструкции ВНИИметмаша 15—30, 25—50, 40—80, 80— 125 (по диаметру прокатываемых шаров, мм) являются типовыми (если в качестве заготовки применять трубу, то на стане с винтовыми калибрами можно получать длинные заготовки, состоящие из ряда колец-втулок цилиндрического или переменного профиля; можно также прокатывать цилиндрические и цилиндре-конические детали).
На металлургических заводах страны построены специализированные цехи с высокопроизводительными шаропрокатными станами для производства шаров диаметром свыше 25 мм.
На рис. IV.31 представлен план расположения оборудования с тремя двухвалковыми шаропрокатными станами 25—50, 40—80 и 80—125 для выпуска стальных шаров диаметром 25—125 мм из углеродистых (более 0,4% С) и легированных сталей. В состав цеха входят три непрерывные автоматизированные линии с шаропрокатными станами соответствующего назначения, т. е. производства шаров диамет
175
ром 25—50, 40—80 и 80—125 мм по одному технологическому процессу. Со склада заготовки (круглую сталь в прутках) краном подают на загрузочную решетку с дозатором и затем направляют по рольгангу для загрузки (в три нитки) в газовую проходную печь, в которой происходит нагрев заготовок до температуры 1000— 1100 °C. Из печи заготовки поштучно выдают на наклонную решетку и в желоб, расположенный между шпинделями стана, из которого пневматическим толкателем заготовки задают в валки стана. Прокатанные шары на выходе из валков по наклонному желобу попадают в ванну с водой для закалки. Из ваниы шары элеватором поднимают вверх и по наклонному желобу направляют в бункера, из которых электромагнитным краном шары выгружают в вагоны.
Примерно средняя годовая производительность трех линий с шаропрокатными станами (одинаковой конструкции, но различных по техническим характеристикам и размерам) типа 25—50, 40—80 и 80—125 соответственно равна: 10 тыс. т (около 50 млн. штук при средней массе одного шара 0,21 кг), 50 тыс. т (около 50 млн. штук при массе одного шара 1,0 кг) и 140 тыс. т (около 50 млн. штук при массе одного шара 3—5 кг), т. е. общая производительность цеха с тремя шаропрокатными станами составляет 200 тыс. т или около 150 мли. шаров в год. Все оборудование размещено в здании с шириной пролета 30 м и длиной 228 м; масса механического оборудования цеха равна около 2,0 тыс. т.
Станы для прокатки ребристых труб. Для изготовления теплообменников различного вида применяют ребристые трубы со спиральными и кольцевыми ребрами. Оребрение трубы выполняют навивкой и спайкой тонкой полосы с трубой. Этот способ малопроизводителен и ие обеспечивает достаточной прочности стыковых швов между ребрами и трубой. Во ВНИИметмаше разработан новый технологический процесс изготовления ребристых труб путем прокатки бесшовной трубы в трехвалковом стане (рис. IV.32).
Формовку (накатывание ребер) ребристой трубы осуществляют прокаткой бесшовной трубы на оправке тремя приводными валками, оси которых наклонены к оси трубы на некоторый угол, называемый углом подачи, равный углу подъема винтовой поверхности ребер по среднему их диаметру. Чтобы упростить изготовление валков, их выполняют наборными из дисков различной толщины по окружности различного диаметра. Все три валка вращают в одном направлении, захватывают ими заготовку-трубу и сообщают ей вращение и осевое перемещение. При этом происходит постепенное образование ребер заданного профиля и снятие готовой трубы с оправки.
Для прокатки ребристых труб применяют наборные (из дисков) валки двух видов: с кольцевыми и винтовыми калибрами.
Валки с кольцевыми калибрами используют для прокатки труб с однозаходиымн или многозаходными ребрами большой вы-
176
Рис. TV.32. Схема процесса поперечно-винтовой прокатки ребристых труб на трехвалко-всм стане:
1 — валок: 2 — оправка: 3 — ребристая труба
соты. Валки с винтовыми калибрами применяют для получения труб с кольцевыми и винтовыми ребрами с шагом > 5 мм.
Ребристые трубы в горячем состоянии прокатывают из стали и специальных труднодеформируемых сплавов, а ребристые трубы в холодном состоянии прокатывают из алюминия, меди и биметаллов: сталь—алюминий, алюминий—латунь и др.
Типовыми станами конструкции ВНИИметмаша являются станы (с номинальным внутренним диаметром трубы в мм): 12—-20 мм длиной 5 м; 20—40 мм длиной 6 м; 6—12 мм неограниченной длины (планетарный стан для прокатки исходной трубы, свернутой в бунт). Производительность станов составляет 1—6 м/мин.
Станы для накатки крупной резьбы. При изготовлении крепежных деталей (винтов, болтов, шпилек) с мелкой резьбой (с шагом до 5 мм) широко применяют способ накатки резьбы. Однако детали с более крупной резьбой изготовляют на станках, при этом в стружку теряется большое количество металла. От применяемых ранее способов накатки мелкой резьбы способ, разработанный ВНИИметмашем, отличается тем, что прокатка резьбы осуществляется не сразу по всей длине заготовки, а последовательнонепрерывным накатыванием одного витка за другим. Благодаря этому уменьшается усилие при накатывании резьбы и, кроме того, можно накатывать резьбу на заготовке, имеющей неограниченную длину.
Накатку резьбы осуществляют иа двухвалковом или трехвалковом станах поперечно-винтовой прокатки (рис. IV.35), оси валков которых наклонены к оси заготовки под небольшим углом (3—6°), равным разности углов винтового профиля на валке и на готовом изделии.
Способ непрерывной прокатки применяют для накатки винтов автомобильных домкратов, ходовых винтов для станков, червяч-
177
ных фрез, червяков для редукторов и т. п. Прокатку резьбы с шагом до 8 мм осуществляют в холодном состоянии, а свыше 8 мм — в горячем состоянии. Резьбу выполняют с требуемой по ГОСТ точностью и повышенной механической прочностью (так как при накатывании волокна металла не перерезаются). Производительность станов составляет 0,5—1,2 м/мин, т. е. она во много раз больше, чем при нарезании резьбы на станках.
Станы для прокатки зубьев
кис. IV.зз. Схема процесса поперечно- п <-•_ а и.
внитопоИ прокиткн изделий с винтовой ШССШврСН. При обработке Зубьев поверхностью: шестерен и зубчатых колес на ме-
таллорежущнх станках большое количество металла расходуется на образование стружки. Замена обработки металла резанием обработкой давлением — весьма актуальная задача. Во ВНИИмет-маше разработаны два способа и соответствующие прокатные стаиы для прокатки зубьев на нагретых заготовках (рис. IV-34). По первому способу зубья формуют осевым перемещением длинной заготовки (штанги или набора колец) между рабочим инструментом, состоящим из двух вращающихся зубчатых шестерен, межцентровое расстояние которых является постоянным. Нагретую в высокочастотном индукторе заготовку вращают благодаря кинематической связи приводной делительной шестерни с редуктором привода зубчатых валков рабочего инструмента. Для облегчения входа заготовки в валки предусмотрена коническая их форма на входной стороне. Диаметр заготовки равен среднему диаметру зубьев готового изделия. Этим способом накатывают зубья с модулем до 4 мм на заготовках диаметром до 200 мм.
178
По второму способу нагретую цилиндрическую заготовку п мешают между двумя вращающимися зубчатыми валками (р бочнм инструментом). Заготовке сообщается принудительное вр щение, причем скорость ее соответствует передаточному чис. между шестерней и валками. При вращении шестерни рабоч валки постепенно сближают. При этом зубья валков углубля! в нагретую заготовку, вследствие чего на ней образуются впадиг от зубьев. Вытесняемый металл образует головки зубьев с эвол вентным профилем. Этим способом прокатывают зубчатые к леса диаметром до 1000 мм с модулем до 10 мм и зубчатые зве дочки с шагом до 25,4 мм для сельскохозяйственных комбайне
Станы для прокатки фасонных профилей высокой точности
Специальные фасонные профили высокой точности постоянно сечения с площадью 100—10000 мм2 характеризуются весьма ш роким сортаментом по форме сечения и маркам стали. Эти пр фили, как экономичные заготовки с формой сечения, близк к форме готового изделия, полученные способами горячей и > лодной прокатки, горячей прокатки и волочения, а также сг собами горячего и холодного прессования, могут быть испог зованы во всех без исключения отраслях народного хозяйсте способствуя значительной экономии металла при изготовлен из них готовых деталей машин и сооружений. После холоди деформации точность геометрических размеров фасонного пр филя достигает 6—9 квалитетов (ГОСТ 8051—81) и шерохов тость поверхности Ra — 0,32 — 2,5 мкм (ГОСТ 2789—73).
В СССР построен ряд цехов по производству точных фасоннь профилей, оборудованных специализированными станами гор чей и холодной прокатки, волочильными станами, а также пре совым оборудованием.
За рубежом фасонные профили высокой точности произвол в различных странах мира (США, Японии, ФРГ, Франции, Ил лии и др.) на станах горячей прокатки (непрерывного, после! вательного н линейного типов) и на станах холодной прокат (в основном одноклетевых), а также на волочильных станах прессах (гидравлического типа).
Фирмой «8сЬ1оётапп» (ФРГ) были созданы специализнрованн малогабаритные станы для получения горячекатаных фасоню профилей небольшого сечения с допуском ±0,25 мм из кругл стали диаметром от 5 до 30 мм в бунтах за один-два прохода скоростью 0,1—0,3 м/с. Стан (рис. IV-35) имеет разматыватег правильное устройство, устройство для электроконтактного в грева, две рабочие двухвалковые клети 150 (с горизонтальны! и вертикальными валками); ножницы барабанного типа, мотал и холодильник. На новых станах предусмотрена установка ст косварочной машины, создающая условия процесса «бесконечно прокатки и повышающая выход годного с 95 до 98—99 %.
Рис. IV.35. Схема расположения оборудования двухклетевого стана 150 горячей прокатим фасонных профилей конструкции фирмы «Schloemann» (ФРГ):
I — разматыватель: 2 — правильное устройство; 3 — устройство для контактного нагрева заготовок; 4 — рабочая двухвалковая Клеть С горизонтальными валками: 5 — рабочая клеть с вертикальными валками: 6 — моталки: 7 — летучке ножницы. <? — устройства уборки готовых профилей
Производительность стана составляет 1500 т в год; производственная площадь около 170 м2, масса оборудования стана около 10 т.
6. ВОЛОЧИЛЬНЫЕ И КАЛИБРОВОЧНЫЕ СТАНЫ
Волочильными станами называются машины, служащие для волочения металлов и сплавов, т. е. протягивания катаных или прессованных заготовок через отверстия рабочего инструмента (волоки), размеры которых меньше размеров сечения заготовок исходного материала. У заготовок, подвергающихся обжатию при волочении, изменяются профиль и размеры поперечного сечеиия и увеличивается длина.
В настоящее время применяют стаиы барабанного типа (с наматыванием обрабатываемого металла на барабан и станы линейного типа с прямолинейным движением протягиваемого материала).
Стаиы барабанного типа используют в основном для волочения проволоки, некоторых видов специальных профилей и труб небольшого диаметра. В зависимости от числа барабанов и характера их работы станы этого типа подразделяются и а следующие виды: однократные; многократные, работающие со скольжением, многократные, работающие без скольжения; многократные, работающие с противонатяжением.
Однократными волочильными станами называют станы, в которых волочение осуществляется в один проход, а многократными— станы, в которых волочен не выполняется в несколько проходов через ряд последовательно установленных волок.
Станы с прямолинейным движением обрабатываемого материала служат для волочения (калибровки) прутков, труб и различных фасонных профилей из черных и цветных металлов. Основное конструктивное различие этих станов относится к типу привода тележки стаиа.
В современных конструкциях тележку соединяют с тянущей цепью крюка только для совершения рабочего хода, т. е. только
180
на время волочения. Ускоренный возврат тележки для следующего хода совершается другим устройством. Ценные станы с крюковой тележкой получили наиболее широкое распространение.
Современные волочильные цехи представляют собой комплекс, состоящей из агрегатов, обеспечивающих все стадии технологического процесса изготовления проволоки из низкоуглеродистых, высокоуглеродистых и легированных марок стали.
В процессе подготовки поверхности проволоки к волочению проводят ряд операций: травление, горячую и холодную промывку, желтение, известкование или покрытие жидким стеклом, сушку. Для увеличения производительности агрегатов, служащих для выполнения этих операций, создают непрерывные линии. На непрерывных линиях совмещают ряд операций, в том числе термическую обработку и подготовку поверхности проволоки к волочению, травление и ианесеиие защитных покрытий. После подготовки проволоки к волочению ее передают в волочильное отделение цеха, где проводится собственно волочение. В зависимости от назначения проволоки ее после волочения подвергают термической обработке нли промасливанию, увязке и упаковке, если она предназначается к отправке потребителю в наклепанном состоянии. Если часть проволоки используют другие цехи завода, например канатные или гвоздильные, то проволоку передают в эти цехи на катушках. План расположения оборудования сталепроволочного цеха показан на рис. IV.36. Оборудование занимает шесть пролетов шириной 24, длиной 327 м.
В современных калибровочных цехах устанавливают 15—20 станов различной мощности и разнообразное отделочное и вспомогательное оборудование. В цехе несколько поточных линий. План расположения оборудования калибровочного цеха показан на рис. IV.37.
Создание агрегатных линий способствует совмещению различных операций в одну непрерывную линию. Так, при обработке цветных металлов совмещают волочение, отжиг, лужение и процесс нанесения изоляции на проволоку. Операции проводят на высоких скоростях и непрерывно на вгрегатах, снабженных разматывающими и наматывающими устройствами, обеспечивающими непрерывную подачу в агрегат и съем с агрегата готовой проволоки без его остановки.
Каждая из агрегатных линий состоит из основного и вспомогательного оборудования. К основному оборудованию относят машины и установки, на которых осуществляется операция волочения, а к вспомогательному — устройства для разматывания, наматывания и острения проволоки, смазки н упаковки буитов, обрезки и сварки проволоки н др.
Основным видом оборудования волочильных цехов являются волочильные станы, у которых обрабатываемый материал наматывается на барабан. Независимо от кратности включения и типа стана все барабанные волочильные станы состоят из следующих
181
Рис. IV-36. План расположения оборудования сталепроволочного цеха:
1 —склад катанки; II—травильная установка: Ill — агрегаты для патентирования: цинкования: VII — агрегат для низкотемпературного отпуска: VIII — двухкамерные вейер; XI — сортировочная площадь; XII — склад готовой продукции
основных узлов: протягивающего барабана; редуктора, через который вращение от двигателя передается барабану; двигателя постоянного или переменного тока (если применяют индивидуальные двигатели — на каждый барабан) или-группового двигателя в сочетании с общей трансмиссией для приведения в действие всех барабанов стана.
В зависимости от назначения н условий эксплуатации волочильных машин они могут быть универсального или специализированного типа. Для цехов и заводов большой мощности с узким сортаментом продукции целесообразно применять специализированное оборудование, а для цехов с широким сортаментом целесообразнее использовать также установки универсального типа.
На рис. IV.38 представлена конструкция беспетлевого прямоточного стана многократного волочения с противен атяжеиием. Стан предназначен для волочения высокоуглеродистой проволоки. Барабаны стана имеют индивидуальный привод от двигателей постоянного тока, последовательно соединенных между собой.
182
IV — волочильные станы: V — размоточные устройства; VI — агрегат для юрячсго шахтные ne'iw; IX — конвейеры цепные пластинчатые; X — крюковой поднес >юй кон-
Питание двигателей постоянного тока осуществляется от генератор-двигательной нлн ртутной выпрямительной установки.
На этом стане на каждый барабан наматываются 6—10 витков, что достаточно для создания необходимой силы трения между барабаном и проволокой, чтобы можно было протягивать проволоку без проскальзывания па барабане. Проволока направляется с одного барабана непосредственно к другому через волоку без петлеобразующнх н направляющих роликов. Такое направзенне проволоки исключает возможность ее скручивания при переходе с одного барабана па другой.
На петлевых станах протпвонатяжение создается пружинами, установленными на регуляторах скорости. Величина и пределы регулирования противоиатяжения прн помощи пружин ограничены. На стане рассматриваемой конструкции противонатяжение создается двигателями стана, что позволяет применять более значительные протнвонатяження и регулировать нх величину в более широких пределах. Отсутствие на этом стане различных натяжных и направляющих роликов облегчает заправку стана при во-
183
Рис IV.37. План расположения оборудования калибровочного цеха:
[—склад подката: 11 —оборудование травильного отделения; III — квли-'риво' VI — печи темного отжига: VII — поточные линии шлифовки: VIII — поточные л« ная линия правки н испытания металла; XII — склад готопоЯ пр дукцин
лечении толстой высокопрочной проволоки. Использование про-тивонатяжения особенно эффективно при волочении некоторые видов проволоки, не допускающих применения больших обжатий Большое заднее натяжение, достигающее 20—30 % от усилия волочения, может быть применено при волочении проволоки щ нержавеющей стали. Для массовых сортов проволоки из пизко и высокоуглероднстой стали применяемые противонатяжения не превышают 10—15 % от усилия волочения.
На прямоточных станах скорость устанавливают только на чистовом барабане. На остальных барабанах скорость устанавливается автоматически в завнснмостн от скорости вращения чистового барабана и осуществляемых обжатий в каждой волоке. Во время заправки стана каждый двигатель регулируют до тех пор, пока его момент не будет достаточным для того, чтобы протянуть проволоку через волоку и развить в ней небольшое до-184
ставы: IV — поточная л ввив аачясткн местных деф< V — печи св отжига отделки: IX — упаковочная машина; К — станы одтного волочен! — поточ.
полнительное натяжение, помогающеовернуть идущий барабан, т. е. создающее заднее натяж. Наличие его натяжения уменьшает давление и трение юке, а таю) нагревание. Меньшее нагревание волоки пояет работав больших скоростях, чем это мокно осущесь на стана1ботаю-щнх без заднего натяжения. На такомне барабаиволоки охлаждают водой, а проволока, находяа барабана:лажда-ется потоком воздуха, что снижает темпуру прово и способствует повышению ее предела прети.
На рис. IV.39 представлена констру! волочильщепного стана. Высокая производительность э стаи а овляется одновременной протяжкой трех прутков<лиеволоче),ЗМН, мощность электродвигателя 115 кВт; г/смотрена ная регулировка скорости двигателя от 0 до мин’1. Станюднтся в движение через двухступенчатый ртор. В веальные
1Я5
Рис. IV -38. БеспетлеьоА прямоточный стан многократного волочения:
I — кронштейн; 2 — Напранляющий ролик; 3 — вентилятор; 4 — мыльница ступенчатого барабана 5 — затягивающие клещи: 6 — блок барабана с редуктором: 7 — барабан сту» пенчатый S — мыльница: 9 — барьерный выключатель; 10 — ножной барьер; П — барабан промежуточный; 12 — барабан чистовой; 13 — съемник проволоки: 14 — поворотный кран
пазы стойки / вставляют блок с набором волок. На каретке уста-навлияают блок с числом захватов, соответствующим числу волок. На конце станины 2 устанавливают блок с волоками 3 (в стоике /) и непрнводную звездочку 4, на другом конце — приводную звездочку 5. Между приводной и непрнводной звездочками натянута бесконечная цепь 6, верхняя часть которой движется по направлению от волоки к приводной звездочке.
Движение цепи осуществляется вращением приводной звездочки 5 с электродвигателем 7 через двухступенчатый редуктор 8. Крепление блоков с захватами устроено весьма просто, поэтому переход от одинарного волочения к двойному нли тройному тре-186
6yei затраты нескольких минут. Редуктор 8 — закрытого типа, с подшипниками качения. Ведущая звездочка 5 расположена вне коробки редуктора. Возврат тележки осуществляется механизированным приводом. Каретки современных цепных станов с клещевыми и платковыми захватами снабжаются автоматическим захватом прутка н цепи.
В настоящее время все большее распространение находят волочильные станы с двумя боковыми цепями и с усилием волочения от 80 до 1000 кН. Это связано с эксплуатационными преимуществами данной конструкции станов по сравнению со станами обычной конструкции. У обычных волочильных станов ось волочения находится над осью, проходящей через центр тяжести станины волочильного стана. Усилие волочения через тянущую цепь передается на тележку также эксцентрично. Поэтому станина воспринимает значительную изгибающую нагрузку. Волочильную цепь располагают посередине станины волочильного стана, что исключает возможность удаления со стана готовых изделий свободным падением вниз. Поэтому на новых станах применяют устройства для съема готовых изделий и подачи их в сборные карманы.
Помимо частых неполадок устройств для сбрасывания заготовок, они могут повреждать поверхность готовых изделий. Особенно нежелательны эти повреждения при волочении высококачественного материала. Способ соединения и рассоединения тележки с тянущей цепью на обычных станах также недостаточно совершенен н надежен, что затрудняет автоматизацию работ на Этих станах. Все эти недостатки, присущие станам обычных конструкций, отсутствуют в станах с двумя боковыми цепями. Ось волочения совпадает с осью стана. Кроме того, готовые изделия свободно падают в карманы.
При калибровке прутков в поточных линиях совмещаются операции калибровки, правки, резки на мерные длины, полировки, определения марки материала, отбраковки дефектных прутков, промасливания и увязки в пакеты. Наиболее высокую производительность на таких линиях можно получить, когда процесс протекает непрерывно, без всяких пауз между прутками или бунтамн.
Поточные линии, предназначенные для волочения из бунта, обычно состоят из следующих основных механизмов: сдвоенного разматывателя поворотного типа с двумя фигурами, установленными на противоположных концах переворачивающейся платформы, подающих роликов, роликовой машины предварительной правки, волочильного стана, правильной машины окончательной правки, летучих ножниц, правильно-полировальной машины, инспекционных столов с дефектоскопами, промасливающих устройств и пакетовяжущих машин.
На рис. IV.40 показана поточная линия для обработки прутков диаметром 6—16 мм из бунта. Наличие двухпозицпоиного разматывателя дает возможность подготавливать к волочению и ус-
187
Рис. IV.39. Волочильный цепной стан
танавливать последующий бунт иа вторую фигурку во время разматывания первого бунта с первой фигурки. У каждой фнгуркн установлены отгибатели концов бунта, которые зажимают их и подают к тянущим роликам Как только тянущие ролики захватили конец бунта, отгнбатель освобождается и возвращается в исходное положение. Тянущие ролики начинают разматывать бунт, а передний конец его заталкивающими роликами задается в волоку без предварительного острения конца.
За волокой пруток попадает в зажимы тянущих цепей стана. Цепи непрерывно перемещаются, поэтому процесс волочения также протекает непрерывно. Так как ролики заталкивающего устройства подают проволоку в волоки с той же скоростью, с которой производят волочение, то между бунтами большого разрыва нет. После волочильного стаиа проволока поступает в правильную
188
s
машниу с вертикальными и горизонтальными правильными роликами. Затем летучими ножницами ее разрезают иа мерные длины. Ножницы имеют две режущие головки, укрепленные и а непрерывно движущихся со скоростью волочения цепях. Расстояние между режущими головками регулируется в зависимости от требуемой длины отрезанного прутка. После резки прутки проверяют на наличие поверхностных дефектов; годные прутки направляются на наклонный стеллаж, а со стеллежа — в конвейерный желоб
Рис. IV.40. Поточная линия для обработки прутков из бунта с гусеничным тянущим устройством:
1 — размоточные устройства; 2 — отгибатель конца; 3 — проталкивающие ролики: 4 — тянущие устройства: 5. 6 — вертикальная и горизонтальная правильные машины;
7 — промасливающее устройство; я — летучие ножницы: 9 — стеллажи: 10 — конвейер пакетов: it — пакетовяэальная машина
определенной емкости. Затем пруткн из желоба конвейера перемещают к устройству увязки их в пакеты.
189
Глава V
РАБОЧИЕ КЛЕТИ И ИХ ПРИВОД
1. ПРОКАТНЫЕ ВАЛКИ
Основные размеры валков
Основные размеры валков — диаметр н длина бочки. Диаметр бочки валков определяют всходя из сортамента проката, условий естественного захвата металла валками, их прочности н жесткости с тем, чтобы обеспечить устойчивый режим работы и необходимую точность размеров профиля
Для обжимных, сортовых, толстолнстовых станов, а также для черновых клетей широкополосовых станов горячей прокатки прн выборе диаметров валков принимают во внимание допустимые (предельные) углы захвата, определяемые величиной коэффициента контактного трення, исходя нз известного соотношения:
где Aft — абсолютное обжатне; а — угол захвата, рад.
Для обеспечения при прокатке «естественного» захвата металла валкамн (без принудительного заталкивания металла в валки) необходимо соблюдение следующего условия:
tg а « а < р,т,
(V.2)
т. е. угол захвата (в радианах) должен быть меньше коэффициента контактного трения ит.
Из уравнений (V.1) н (V.2) получим
bh/R < р*.
(V.3)
где R — радиус валка.
При горячей прокатке слнтков на обжимных станах (блюмингах и слябингах) применяют стальные валки с насечкой нли наваркой швов на их поверхности (для улучшения условий захвата металла). Поэтому можно считать, что коэффициент трения прн захвате является максимальным р.т = 0,5 : 0,6 (в зависимости от температуры прокатываемого металла) В этом случае, согласно соотношению (V.3), получим t^hJR = 0,25^0,36 прн а1Пах = = 28:34°.
При горячей прокатке сортового металла и толстых листов используют стальные нли чугунные валки с хорошим качеством поверхности, поэтому коэффициент контактного трения в этих случаях меньше: ит = 0,3-М),45 и Aft//? = 0,10,2 прн а = = 16^-18°.
Для обеспечения необходимой производительности прокатного стана желательно применять повышенные обжатия металла Aft за каждый проход его через валки. Однако величина максималь-
но
кого допустимого обжатия зависит от много факторов: качества (химического состава и механических свойств) прокатываемого металла, усилия прокатки, прочности валков, мощности главного двигателя и т. п. Поэтому в каждом конкретном случае для стана данного типа и назначения после выбора диаметра валков (D = ~ 27?), исходя нз их прочности, рассчитывают обжатня, согласно формулам (V.1) н (V-3) с учетом указанных выше соображений
Для станов холодной прокатки (двух-, четырех- и многовалковых) условие естественного захвата металла валками (а < рт) не является лимитирующим, так как практически прн прокатке тонких листов угол захвата а всегда значительно меньше коэффициента трения (рт = 0,1). Основными факторами здесь являются прочность н жесткость валков, а также возможность прокатки листов (полосы) минимальной толщины.
При холодной прокатке тонких полос 1 и особенно при прокатке металла с высоким пределом текучести происходит значительное упругое сжатие валков прн контакте с полосой. Величина радиального упругого сжатия валка может стать соизмеримой с толщиной прокатываемой полосы. Существует определенный предел толщины полосы Лпред, которая может быть прокатана нз данного материала иа валках заданного диаметра и в данных условиях.
Следовательно, возможность прокатки полосы минимальной толщины Лш1п зависит от упругого контактного сжатия рабочих валков в очаге деформации. В этом случае диаметр валка D может быть определен, например, г.о формуле А. А. Королева:
^иред == ^min = 1,54С (/?ср * *7ср)^Ит1 (V 4)
где k = 1,15 1(от0 + от1)/2| — средний предел текучести металла, упрочняющегося при прокатке (ат0 — предел текучести металла иа входе в очаг деформации; от1 —то же, на выходе); 9ср ~ (?о + 9i)/2 — среднее удельное натяжение полосы (q0 — заднее натяжение; qr — переднее); рт — коэффициент трення; С = 8 [(1 — v|)/n£B |.
Для стальных валков (нз углеродистой или легированной стали) можно принять коэффициент Пуассона vB — 0,3 н модуль упругости первого рода £в - 21,5-104 МПа *. Тогда С = 1,08 X X 10-Б МПа,
Лщщ = 1,66- 10-'(fecp — Оцт, (V.5)
где kcp н </Ср выражены в МПа, a D и h — в мм.
1 В ряде случаев и при горячей прокатке в последних чистовых клетях широкополосовых станов или в последних проходах на реверсивных стаяах.
* Для чугуна Ев = 1 • Ю6 МПа, для твердых сплавов (на основе карбидов вольфрама) Ев — 6,5- I06 МПа
191
Длина бочки валков листового стана определяется прежде всего максимальной шириной прокатываемого листа (полосы)
L = Ьтах + a, (V.6)
где а — различно в зависимости от ширины листа (при b ~ = 400 — 1200 мм а т 100 мм; при b > 1200 мм а — 200 — —400 мм).
Длина бочки валков обжнмиых и сортовых станов зависит главным образом от условий калибровки н ширины раската.
Одной иэ важных характеристик прокатных валков является отношение длины бочки L к ее диаметру D. При выборе рациональных отношений L/D следует стремиться к обеспечению высокой прочности валков при их минимальной упругой деформации.
Для прокатных станов различного назначения практикой установлены следующие соотношения между длиной бочки валков и ее диаметром на обжимных 2,2—2,7; на сортовых 1,6—2,5; на толстолистовых 2,0—2,8; иа четырехвалковых: для рабочих валков 3—5; для опорных валков 0,9—2,5.
Диаметр шейки валков с подшипниками скольжения открытого типа выбирают в зависимости от диаметра бочки валка: для обжнмиых и сортовых станов <2Ш = (0,55^-0,63) D, для листовых (1Ш ~ (0,7-ь-0,75) D.
Длину шейкн обычно принимают равной ее диаметру. Диаметр шейкн валков с подшипниками качения и подшипниками скольжения закрытого типа принимают, исходя из конструктивных соображений, а в первом случае — ив зависимости от габаритов подшипников качения.
После определения основных размеров валков по приведенным выше формулам их окончательные размеры необходимо согласовать с данными по ГОСТ 5399—69 и затем провести проверочный расчет валков на прочность и деформацию.
Валки обжимных и сортовых станов
Валки обжимных и сортовых прокатных станов классифицируют по назначению, материалу, твердости и изменению (спаду) твердости по поперечному сечению валка.
По назначению в соответствии с ГОСТ 9487—70 сортовые валки можно подразделить на: 1) валки блюмингов, слябингов и заготовочных станов; 2) рельсобалочных и крупносортных станов; 3) средиесортных станов; 4) мелкосортных станов; 5) проволочных станов; 6) штрипсовых станов.
Основной характеристикой сортовых валков являются номинальный (средний) диаметр Da и длина бочкн L. Если стан состоит из нескольких рабочих клетей с валками различных диаметров, то определяющим является номинальный диаметр валков чистовой клети.
192
1=1 1=1
gel
Рис. V.t. Взаимосвязь диаметров прокатных н шестеренных валков ► Рис. V.2. Металлическая форма для отливки чугунных валков с отбеленным поверхностным слоем
Поскольку вследствие износа в процессе эксплуатации и последующих переточек диаметр валков изменяется, размер сортопрокатного стана иногда характеризуют диаметром шестеренных валков или расстоянием между их осями Do. При нормальном положении валков номинальный диаметр Он равен расстоянию между осями шестеренных валков Do (рис. V.1).
Номинальный диаметр Da сортового валка больше рабочего
диаметра Dp, измеренного по дну ручья (см рис. 1.5, б), по которому происходит соприкосновение с прокатываемым металлом. Обычно отношение номинального диаметра к рабочему, характеризующее глубину вреза ручья, во избежание чрезмерного ослабления поперечного сечения валка принимают равным Du/Dv 1,4.
Рабочий диаметр валка определяют с учетом допустимого угла захвата, используя соотношение (IV. 1).
По материалу сортовые валки подразделяют на стальные (кованые или литые) и чугунные.
Стальные валки, особенно кованые, обладают высокой прочностью, поэтому их широко применяют прежде всего на блюмингах, слябингах, заготовочных станах, в черновых клетях сортовых станов. Стальные валки имеют повышенный коэффициент трения в контакте с прокатываемым металлом, что также положительно сказывается при их применении на клетях, где осуществляются высокие обжатия.
Чугунные валки характеризуются пониженной прочностью, но высокой износостойкостью, поэтому их применяют главным образом на предчистовых и чистовых клетях, а иногда и в промежуточных группах клетей.
Валки для ряда сортовых станов отливают в металлических формах (рис. V.2) с черновыми калибрами, приближающимися по форме к конфигурации ручьев будущих калибров. Такие валки особенно целесообразно отливать из чугуна, так как тогда по всему ручью будет определенная толщина отбеленного слоя.
7 Заказ 224
193
Врез ручья в «спрофилированную бочку валка приводит к снятию наиболее износостойкого слоя материала валка высокой твердости.
В зависимости от назначения валки обжимных и сортовых станов изготовляют из сталей различных марок:
Марка стали
Поковки
50, 55, 55Х, 50ХН и 60ХН
50, 55, 55Х, 40ХН. 50ХН, 60ХН, 9Х и 9ХФ
50, 55, 55Х и 50ХН
50, 55, 55Х и 60ХГ
50, 9Х, 9ХФ и 9Х2МФ
50, 60ХГ
Литье
150ХНМ
Станы (назначение валков)
Блюминги, слябинги и заготовочные станы Рельсобалочные и крупносортные
Среднесортные
Мелкосортные
Проволочные
Штрипсовые
Непрерывно-заготовочные, среднесортные, мелкосортные, штрипсовые и проволочные
Валки поставляются прокатным цехам термически обработанными. Их механические свойства и твердость регламентируются. Так, валки из стали марки 9ХФ должны иметь твердость НВ241-^-4-285; из углеродистой стали 55—НВ215н-255, а валки из стали 9Х2МФ — НВ352 --429.
Валки чугунные для сортовых станов горячей прокатки изготавливают из чугуна различных марок и соответствующих групп. Применяют валки из нелегироваиного (СП, СШ), а также из легированного (СПХН, СШХН) чугуна.
Буква С означает, что валки предназначены для сортовых станов: П и Ш — означают структуру графита (пластинчатый или шаровидный); ХН — легирующие элементы — хром и никель (либо другие элементы). Так, например, валки мелкосортных и средиесортных станов изготовляют из чугуна марки СПХН-60 (химический состав, %: С 3,9; Si 0,7; Мп 0,8; Р 0,5; Сг 0,16; Ni 0,4—1,0; Мо 0,6—1,2) с твердостью рабочего слоя по Шору 60—70.
Материал прокатных валков имеет большое значение для обеспечения необходимого качества проката, заданных режимов обжатий заготовки и высокой стойкости валков. Материал валков выбирают в каждом конкретном случае с учетом фактических условий эксплуатации. Обычно для обжимных и черновых клетей валки изготавливают из стали (литые или кованые), для промежуточных — из полутвердого чугуна и для чистовых — из полутвердого или закаленного чугуна.
На современных сортовых станах, характеризующихся высоким темпом прокатки, для обеспечения заданной точности проката по допускам и качеству поверхности применяют прокатные валки повышенной прочности и износостойкости, изготовленные
194
из заэвтектоидиой стали (вместо стальных кованых и литых чугунных валков).
Следует отметить, что в практике работы зарубежных металлургических заводов кованые валки иа сортовых стаиах горячей прокатки используют мало; применяют литые валки в основном из заэвтектоидных (так называемых адамитовых) марок сталей. В ряде случаев стальные литые валки применяют даже на блюмингах и слябингах.
Эффективным направлением повышения стойкости прокатных валков является применение технологических смазок при прокатке; износостойкость валков повышается в 1,5—2 раза.
По твердости (качеству) сортопрокатные валки подразделяют на мягкие, полутвердые, твердые и сверхтвердые.
Мягкие валки с твердостью ниже НВ 270 применяют в основном на обжимных станах, в обжимных клетях и в ряде случаев в черновых клетях сортовых станов. Их изготавливают из кованой и литой стали. Для повышения стойкости рабочие поверхности мягких валков обычно подвергают наплавке высокопрочными материалами (ЗХ2В8, 18ГСА и др.).
Для черновых клетей при небольших нагрузках мягкие валки могут быть изготовлены чугунными с перлито-графитным рабочим слоем.
Полутвердые валки с твердостью НВ 270-=-420 применяют на чистовых, предчистовых и черновых клетях сортовых станов. Это основной тип валков рельсобалочных и крупносортных станов. Кроме того, полутвердые валки широко применяют на средие-сортных и черновых клетях мелкосортных и проволочных станов. Такие валки изготавливают из половинчатого чугуна, а также из заэвтектоидиой стали.
Твердые валки с твердостью НВ 420-=-600 применяют на чистовых и предчистовых клетях проволочных и мелкосортных станов. Их изготовляют из отбеленного чугуна однослойными и двухслойными.
Сверхтвердые валки с твердостью по Шору более 100 изготовляют из металлокерамических сплавов на основе карбида вольфрама. Такие валки в ряде случаев применяют иа чистовых клетях проволочных станов. Стойкость валков нз металлокерамических сплавов в несколько десятков раз выше стойкости валков из отбеленного чугуна.
В процессе эксплуатации калибры сортовых прокатных валков изнашиваются. При выработке (износе) калибров валков нарушается расчетный режим обжатия и ухудшается качество поверхности проката. Поэтому выработанные валки подвергают переточке на специальных вальцетокарных станках.
Число переточек сортовых валков зависит от типа стана, качества валков и условий их эксплуатации и колеблется в широких пределах (от 3—4 до 8—9 и более). В результате многократных переточек валков их исходный (максимальный) диаметр РШах
Таблица V. I. Химический состав стали для валков листовых станов, %
Млрка сталн с Мп Si s р Сг
не более
{5ХНМ ЭПХМФ I50XHM 75ХМ 45Х2СВ2МФ 0,40—0,50 0.55—0.G5 0,50—0,80 0 50-0-80^ 0,17—0,37 0,17—0,37 0,040 СЦШ- 0,040 -0.1ЫА 1,30—1,70 -Jl.fiQ^P.90
0,80—0,90 1,40—1,60 0,70—0,80 0,40—0,50 0,20—0,45 0,50-0.80 0,15—0,45 0,40—0,60 ТШ-СТ4 0,25—0,50 0,25—0,60 0,40—0,60 0,040 0,040 0,040 0,035 0,040 0,040 0,040 0,035 1,40-^Г,7Г 0,90—1,25 1,40—1,70 2.00—2,50
уменьшается до минимального Величина, или допустимый коэффициент переточки, определяется следующим соотношением:
К = (Dmax - DmXn)/Dv. (V.7)
Для обжимных станов (блюмингов) допустимый коэффициент переточки К = 0,Юн-0.16; для сортовых стаиов К = 0,08—0,10 для проволочных станов Л = 0,05 : 0,08. Если исходить из условия равного перекоса шпинделей для новых (Dmax) и многократно переточенных (Dmln) валков, то их среднее значение должно быть равно номинальному диаметру валков Da или расстоянию между осями шестеренных валков £>0:
(^raax + Dm,r);2 = DH. (V.8)
Величины £)тах и £>т1п определяются из совместного решения уравнений (V.7) и (V.8) относительно Dinax и Dmlfl
DIvax = DH[1 + (K/2)l; PmlD = Dn [1 ~(K/2)].
Валки листовых станов горячей прокатки
Прокатка листов, характеризуется большими усилиями и значительными термическими воздействиями иа валки. В этих условиях предъявляются высокие требования к качеству прокатных валков — по механическим свойствам, структуре, износостойкости, качеству поверхности и твердости. Чем выше стойкость валков, тем меньше простоев при перевалке валков и, следовательно, тем выше производительность стана, меньше расход валков и лучше технико-экономические показатели производства.
Широкий сортамент листов по толщине и ширине, значительное число листовых станов, отличающихся по расположению, числу и конструкции рабочих клетей, предопределяют большое число размеров валков и соответствующие требования, предъявляемые к их качеству.
В зависимости от условий прокатки, сортамента и требований, предъявляемых к качеству готового листового проката, прокатные 196
Ni Мо Другие
1,20—1,60 1,00—1,50 0,10—0,20 —
до U,“3U 0,80—1.20 до 0,30 "0,20—0,30 0.10—0,30 0,20—0.30 0,80—2,50 0,10—0,20 V 1,80—2,5 W; 0,60—0,60 V
Для стали каждой марки и валков
валки для листовых станов изготовляют стальными или чугунными.
Рабочие валки изготовляют цельиоковаииыми или литыми, а опорные — цельнокован ными, литыми или составными — с кованым или литым бандажом и кованой осью.
В зависимости от назначения и условий эксплуатации валки изготовляют из сталей разных марок (табл. V I). каждого размера стандартом
предусмотрены соответствующие виды термической обработки. Чугунные валки для листовых станов горячей прокатки изготовляют литыми (индекс Л) из нелегироваиного чугуна с пластинчатым графитом (ЛП), из нелегированного с шаровидным графитом (ЛШ) и из легированного чугуна с пластинчатым графитом (ЛПХН). Обозначения легирующих элементов ставят после первых двух букв. Если чугун легировал молибденом или только никелем, то после первых двух букв идут обозначения соответственно М или Н. Обозначение двухслойных валков, изготовленных с сердцевиной из низколегированного или нелегироваиного чугуна, дополняется индексом «д», например ЛПХНд.
Твердость поверхности бочек валков, глубина отбеленного (рабочего) слоя и химический состав являются основными показателями качества чугунных валков, определяющими эксплуатационную стойкость валков в работе. Эти требования с учетом условий работы, сортамента и нагрузок на валки оговариваются специальными стандартами или техническими условиями (табл. V-2).
Таблица V.2. Твердость, глубина рабочего слоя и химический состав некоторых типов чугунных валков
Тип н исполнение валков Твердость рабочего слоя ио Шору Глуби а а отбеленного рабочего слоя, ММ Химическим состав, %
с Si Мп Р 1s Другие
не олее
ЛПХНМд77 77—88 10—30 3,0—3,4 0,5—1.0 0,3—1,0 0,10 0,10 1,4—1,8 Сг; 4.2—4,8 Ni; 0,3—0,5 Мо
ЛП57 57—65 10—25 2.7—3,4 0,4—0,7 0.2—0,5 0.50 0,10 —
ЛШМ58 58—65 12—32 2.9—3,4 0,4—1.0 0,3—0,9 0,20 0,02 0.3—0,5 Мо
ЛШ57 57—65 12—32 2,9—3,4 0,4—1,0 0,3— 0,9 0,40 0,02 —
197
Цифры после буквенных обозначений типа и исполнения вал* ков означают пределы твердости для валков в состоянии поставки. На валках листопрокатных станов твердость в соответствии с требованиями ГОСТ определяется па глубине от поверхности бочки 5 и 10 мм.
Валки листовых станов холодной прокатки
Валки листовых станов холодной прокатки по назначению делятся на две группы: рабочие и опорные (рис. V.3).
Диаметр валка выбирают по результатам расчетов, при которых учитывают сортамент проката (прежде всего его толщину), условия эксплуатации, механические свойства материала, максимальные усилия, обжатия и конструкцию стана.
Длина бочки рабочих валков зависит от ширины прокатываемых полос, листа, ленты.
Обычно приводными являются рабочие валки. В клетях с отношением длины бочки валка к диаметру, равным или больше 5:1, предназначенных для прокатки тончайшей леиты из легированной стали, а также в многовалковых станах приводными выполняют опорные валки.
У валков, работающих на подшипниках качения, шейки иногда выполняют ступенчатыми; в станах с подшипниками скольжения шейки валков, как правило, гладкие. Для снижения давления иа подшипники и повышения прочности шеек валков, работающих
Рнс. V.3. Рабочий (а) и цельнокованый опорный (б) валки четырехвалковой клети 1700
198
Рмс. V.4. Бандаж (а} и ось (6) составного опорного валка четкрехвалиовой клети 1680
на подшипниках жидкостного трения, шейки имеют максимальные диаметры, а места перехода шейки в бочку — закругленные. Радиус закругления = (0,05-^0,12) dm.
В рабочих валках с бочкой диаметром свыше 160 мм часто выполняют сквозные осевые каналы. В крупных валках эти каналы в зоне бочки переходят в так называемые камеры с диаметром, значительно большим, чем входные отверстия. При выполнении осевых каналов удаляют пористую ликвационную зону слитка, которая может явиться источником концентраторов напряжений при закалке и эксплуатации валка.
Осевые каналы используют также для охлаждения центральной зоны валка при закалке; это обеспечивает появление напряжений сжатия на поверхности осевого канала. Дополнительное охлаждение рабочих валков через осевой канал в процессе эксплуатации может способствовать созданию стабильного теплового режима и повышению стойкости валков.
Опорные валки изготовляют цельноковаными (см. рис. V-3, б), литыми и бандажированными (рис. V.4). К качеству обработки опорных валков предъявляют высокие требования, так как биение бочки опорного валка относительно шеек в значительной мере определяет разнотолщинность прокатываемой полосы. Наибольшее допустимое биение бочки относительно шеек валка диаметром 1500 мм равно 0,03 мм.
Валки для станов холодной прокатки изготавливают из высококачественных сталей, содержащих минимальное количество вредных примесей (табл. V.3). Кроме механических свойств в термически обработанном состоянии, эти стали оценивают по технологическим характеристикам — закаливаемости, прокаливае-мости, склонности к перегреву, чувствительности к деформации при закалке, обрабатываемости, шлифуемости и др.
Важнейшими характеристиками сталей, применяемых для изготовления валков, являются твердость и прокзливаемость. Твердость стали марки 9Х в закаленном состоянии достигает 100 единиц по Шору.
199
Т а б л и ц a V.3. Химический состав сталей, применяемых для изготовления рабочих валков для станов холодной прокатки
Марка стали Содержанке, %
С Мп Si Сг Мо W V
9Х 0,80—0,95 0,2—0,35 0,25—0,45 1,4—1,7
9X2 0,85—0,95 0,2—0,35 0,25—0,45 1,7—2,1 — .— —
9ХФ 0,85—0,95 0,2—0,35 0,25—0,45 1,4—1,7 — — 0,1 — 0,25
9Х2МФ 0,85—0,95 0,2—0,35 0,25—0,45 1,7—2,1 0,2— 0,3 — 0,1— 0,2
9Х2В 0,85—0,95 0,2—0,35 0,25—0,45 1.7 2,1 — 0,3-0.6 —
9Х2СВФ 0,85—0,95 0,2—0,35 1,3—1,6 1,7—2,1 — 0.3-0,6 0,1— 0.2
60Х2СМФ 0,57—0,65 0,2—0,40 lol—1,3 1,8—2,1 0.25— 0,35 — 0,1— 0,2
Примечание. Во всех приведенных марках стали содержание серы и фосфора не более чем по 0,03 %.
Рабочие валки многовалковых станов в СССР, как правило, изготовляют из стали марок 9Х и 9ХФ. За рубежом для их изготовления используют инструментальные, среднелегироваи-ные и быстрорежущие стали. Твердость рабочей поверхности после термической обработки достигает HRC 61—66.
В последние годы все большее распространение получают рабочие валки из металлокерамических твердых сплавов иа основе карбида вольфрама. Изготовление валков из твердых сплавов осуществляют, как правило, горячим прессованием или спеканием пластифицированных заготовок. Количество кобальтового порошка обычно принимают равным 8-=-15 % (остальное WC).
Износостойкость валков из твердых сплавов в 30—50 раз выше, чем валков из легироваииой стали. Кроме этого, при прокатке в таких валках можно получить наивысший класс шероховатости поверхности прокатываемой леиты.
Валкн из твердых сплавов изготовляют цельными и составными. В качестве рабочих валков многовалковых стаиов, как правило, применяют цельные металлокерамические валки. При разработке конструкций валков из'твердого сплава прежде всего учитывают определенные соотношения диаметров шейки и бочки (не менее 0,6) и диаметра и длины бочки (не более 4).
Основным недостатком металлокерамических валков является повышенная хрупкость, что исключает возможность эксплуатации их при наличии толчков, ударов, больших прогибов. При установке валков в клеть необходимо полностью устранить перекосы, влияющие на качество прокатываемого металла.
200
Опорные валки для станов холодной прокатки обычно изготавливают из стали марок 9X2, 9ХФ, 75ХМ, 65ХНМ. В последние годы сталь марки 75 ХМ для изготовлния цель ио ков а иных опорных валков получила наиболее широкое распространение.
Оси составных (бандажированных) опорных валков малых и средних размеров изготавливают из сталей марок 40ХНМА, ,55Х, 50ХГ и стали 70; для изготовления осей крупных опорных валков тяжел оиагруженных станов применяют стали марок 45ХНВ и 45ХНМ.
Бандажи составных опорных валков изготавливают из стали марок 9Х, 9ХФ, 75ХН, 9X2, 9Х2Ф и 9Х2В (см. табл. V.3). Твердость поверхности бандажей после окончательной термической обработки 60—85 единиц по Шору.
Целесообразно применять литые опорные валки, так как они дешевле кованых и в большинстве случаев обладают значительно большей износостойкостью. Крупные литые опорные валки изготавливают из хромоникельмолибденовых и хромомарганцевомолибденовых сталей. Так, фирма «Alan Wood Steel» (США) изготовляет опорные валки из стали типа 65ХНМЛ, которые после термической обработки имеют твердость 45—60 единиц по Шору.
Опорные валки миоговзлковых станов изготавливают, как правило, из инструментальной стали, содержащей 1,5 % С и 12 % Сг; твердость после термической обработки HRC 56—62.
Упругая деформация и прочность двухвалковом системы
Прогиб валков
Под воздействием больших усилий прокатки валки прогибаются, поэтому толщина прокатываемого металла неравномерна по ширине. Влияние прогиба валков необходимо учитывать, особенно при прокатке тонких листов и полос, так как в этом случае по ГОСТу допускается небольшая их разиотолщииность по ширине.
Наибольший прогиб валков происходит под действием изгибающих моментов. Однако, так как диаметр валков по сравнению с длиной бочки относительно велик (DIL = 0,4-н1), то необходимо также учитывать прогиб, возникающий под действием перерезывающих сил, вызывающих неравномерные касательные напряжения в поперечных сечениях валка и относительный сдвиг их. Таким образом, суммарный прогиб валка в любом сечеини на расстоянии х от опоры (рис. V.5) равен
= + (V.9)
гДе Утл — прогиб в результате действия изгибающих моментов; У в* — прогиб вследствие действия поперечных сил.
Из курса сопротивления материалов известно, что прогибы балок, согласно теореме Кастильяпо, можно определить из сле-дущих уравнений:
Ув1 = ТГ Ув2 = J ~д^ dx' (v-10)
201
Рис. V.5. К расчету упругой деформации и прочности двухвалковой системы:
а — ручьевой валок: б листовой валок
где Ма — изгибающий момент; Рф — фиктивная сосредоточенная нагрузка в месте определения прогиба, соответствующая этому прогибу; Q — перерезывающая сила.
Определим прогиб в середине бочки валка относительно точек, в которых приложены равнодействующие реакции опор. При равномерной нагрузке валка qa (прокатка листа шириной В) в середине его нет сосредоточенной нагрузки. однако скорость изменения момента при изменении нагрузки (т. е. dM/dP) можно определить, если принять, что в середине валка приложена бесконечно малая фиктивная сила Рф, дающая фиктивную реакцию = Рф/2. Эта бесконечно малая сила не изменит величину прогиба от действительной равномерной нагрузки, ио позволит определить фиктивный момент в сечении х: Мх= (Рф/2) х, а также dMB/dP$= = х/2 и dQldPft = 1/2. Подставляя эти значения в уравнение (V.10), получим Ув1 = J t/B2 —- 2Gp J
(V.11)
Определим этн прогибы в середине валка, учитывая различные значения Ми при изменении х от 0 до а/2 и симметричность нагрузки относительно точки х = а!2 (при Р = qnB):
а—В С 2
Ув1 = 2£Vm f ~2ХХdx+ 2£J6 I -^-xxdx + 0 £
af2
a—В 2
a—В C 2
Ува = 2GFш J T+ 2Gfс I “2'dx + 0 c
a/2
+-2ck j [4-<h(x -dx-
a—В
202
В результате интегрирования получим формулы А. И. Целикова:
^ = ^7F[8c3-4fiB2 + B3 + 64c3(7^-1)]: <V12>
*'»=-^[а-4+2с«-1)]> <v-13)
где Е и G — модули упругости и сдвига для материала валков; Ja — rcZ)4/64 — момент инерции сечеиия бочки валка; Jm = = зт^ш/64 — момент инерции сечения шейки валка.
Достоинством этих формул является то, что в иих учтено влияние шейки валка, диаметр которой меньше диаметра бочки, а также расположение нагрузки qai которая распределена не по всей длине бочки.
Подставляя а=В = Ьис = ®, получим известные из курса сопротивления материалов формулы для двухопорной балки с распределенной нагрузкой по всей длине:
5 PL.3 . I PL /v . ..
^в1 — 384 EJ ' Ут — 8 GF " (Л-14)
Обычно t/B2 = (0,1--0,4) t/B1.
Для компенсации прогиба листовых валков бочку их часто делают выпуклой при шлифовке на станке со специальным копировальным приспособлением.
Однако во многих случах (для профилировки бочки) нас интересует не суммарный прогиб в середине бочки валка, а разность между суммарным прогибом в середине и суммарным прогибом у края листа (на расстоянии В/2 от середины). Разность прогибов приводит к получению листа неодинаковой толщины (по его ширине) при прокатке. Во избежание этого необходимо при шлифовке валков придать бочке такую выпуклость, чтобы при длине ее, равной ширине листа, эта выпуклость компенсировала указанную выше разность прогибов, возникающую при прокатке.
Прогибы середины бочки валка относительно края прокатываемого листа, возникающие под действием изгибающих моментов At/B1 и поперечных сил Az/B2, определяют по следующим формулам:
= ПЕШ5Г <12оВ2 - 7В’); <v-15>
Р R
А^ва = nGD2 (V-16)
Можно принимать для стальных валков Е — 2,15-103 МПа и G « 3/8£ = 0,82-105 МПа.
Подставляя эти значения в вышеприведенные формулы, получим суммарный прогиб середины бочки относительно края прокатываемого листа:
А^в = А ул + А ув2. (V. 17)
203
Прогиб середины бочки валка относительно ее края (прогиб на длине бочки) можно определить по формулам
Ж = -З8йтг(12а£а - 8£3+ fis): (V.18)
^=^-^-4)- (VI9>
Статическая прочность валков
Напряжение изгиба в бочке валка определяют по формуле
Он. 6 — Л4и. б/^7 б — Л1И. с/0,1D3,
(V.20)
где Мв е — изгибающий момент, действующий в рассматриваемом сечении бочкн валка; — момент сопротивления поперечного сечения бочки валка на изгиб.
Напряжение кручения в бочке валка не подсчитывают ввиду его незначительной величины по сравнению с напряжением изгиба.
При расчете ручьевых валков в формулу (V-20) надо подставлять значение максимального изгибающего момента, для чего необходимо определить изгибающие моменты, действующие при прокатке в различных калибрах (см. рис. V.5, а), по формуле
Ми.0 = />^-(а-х), (V.21)
где Р — усилие прокатки в данном калибре.
Для листовых двухвалковых станов максимальный изгибающий момент будет в середине бочки валка_(см. рис. V.5, б)
.. Р а Р в р L
Л,"° — 2 2 2 4 — 4 \а 2 )•
(V.22)
где Р — максимальное усилие прокатки.
Шейку валка рассчитывают на изгиб сечения 1—1 и кручение (принимая с ш L/2) по следующим формулам:
Р 1Ш
п _ 2 2 Р1щ .
сн.ш ~ ~ 0,1< 0,4^ ’
тк ш = = Мк. щ/0,2<&,
к К. ш
(V.23)
где и dm— длина и диаметр шейки; [Л4К.Ш — крутящий момент, прикладываемый к валку (шейке) со стороны привода. Результирующее напряжение определяют по формулам:
-для стальных валков — по 4-н теории прочности
Срез = / Он +ЗТ^; (V.24)
для чугунных валков — на основании теории Мора:
Орез = о,375си + 0,625 j/cTh + 4т4
204
(V.25)
Результирующее напряжение, определенное таким расчетом (на максимальные статические усилия), не должно превышать допустимого для данных валков.
Допустимые напряжения в валках принимают, исходя из пятикратного запаса прочности их, т. е.
1о] = Ов/5,
где ов — временное сопротивление материала валка на изгиб.
На основании изложенного допускаемое напряжение можно принимать следующим:
для кованых валков из легированной стали, имеющей ов = 7004-750 МПа;
[о] = 1404-150 МПа;
для кованых валков из углеродистой стали, имеющей сгв = 6004-650 МПа;
[ст] = 1204-130 МПа;
для валков из стального углеродистого литья, имеющего сгв = 5004-600 МПа;
[а] = 1004-120 МПа;
для чугунных валков, имеющих сгв = 3504-400 МПа [а] = 704-80 МПа.
Упругая деформация и прочность четырехвалковой системы1
Межвалковое давление
Характерной особенностью четырехвалковой системы (как и любой другой многовалковой системы) является неравномерное распределение погонной нагрузки (межвалкового давления) по длине контакта валков.
Экспериментальные исследования, проведенные в Московском институте стали и сплавов с помощью поляризационно-оптического метода н физического моделирования, позволили вскрыть характер взаимодействия валков четырехвалковой системы. Так, в четырехвалковых станах с цилиндрическими рабочими и опорными валками (рис. V.6) при малых значениях Пра6/£)оц (или BIL) эпюра межвалкового давления имеет максимум посередине бочки, а при больших — максимальные значения по краям бочки; в частности, при оптимальных значениях Dra6/Don (или BIL) межвалковое давление распределяется равномерно по длине бочки валков (рис. V.7).
Экспериментальные исследования позволили обоснованно подойти к разработке инженерной расчетной методики для определения межвалкового давления. Прежде всего, стало ясно, что эпюры межвалкового давления могут быть в большинстве случаев ---------- g?jhr-’
1 Здесь формулы и механические характеристики приведены в метрической системе, так как входящие в формулы коэффициенты определены в этой системе.
205
описаны полиномом второй степени (параболой) Было установлено также, что рабочий валок по схеме нагружения и деформации подобен балке, лежащей на упругом основании.
Учет специфических особенностей упругой деформации валков четырехвалкового стаиа путем экспериментального определения величии, характеризующих жесткость валков, позволил получить формулы, приемлемые для инженерных расчетов. Расчетная схема показана на + /н = L\ lv — lE = В.
Рис. V.6. К расчету ыежсалкового давления н упругой деформации четырехвалковой системы
рис. V.6; из схемы имеем 1К
Формулы В. П. Полухина, которые приведены ниже, даны для половины длины бочки валков [в данном случае (см. рис. V-6) — для левой половины], поскольку рассматриваем систему валков, симметричную относительно середины бочки. При этом х изменяется от 0 до L/2.
В практических расчетах удобно пользоваться безразмерными величинами:
£ = x/L -— приведенная абсцисса перемещающейся точки; рн = = 1B1L -— приведенное расстояние от левого конца балки до начала распределенной нагрузки; рк = IJL — то же, до конца распределенной нагрузки.
Межвалковое давление qM (х) [или qM (В) 1 в точке с произвольной координатой х (В) определяем по формуле:
9м (*) = 9м (В) = й» + ~ 4-)2 = “о + - °-5)2- <v-26>
Из формулы (V.26) видно, что межвалковое давление по середине бочки валков (| = 0,5) = а0, на краю бочки qM (В = = 0) = п0 + п2.
Параметры а0 и сц определяем по формулам:
(8252 — 34а) дм_ ср — 13 44ОВоа . '
а°= 13 440 +29а; ’ (V.27)
Па = 3 Ср По),
где ^м.ср Р! L,
Во = (₽к - ₽») - > (₽К - ₽н) - -§-(0,5 - ₽„)•; (V.28)
1 Указанное справедливо дли станов с короткой бочкой валков, а также для станов типа 1200, 1400, 1700, 2000 и др., у которых отношение L/Don 2,0. 206
Рис- V.7. Распределение межвалкового давления ?м прн различных отношениях ^раб/^оп и B'L для четырехвалковых станов:
а— 1200 (номинальное отношение ^раб/^оп = 0*30; б— 1700 (0.52); в —
2000 (0,5); 1 — B/L = 0.5; 2 — B/L = 0.7; 3 — B/L = 0,9
<7п = Р1В-.
“=A^t^rfC3260^-38-5)
— (5330-fi- - 127) + f 2300 ---183) 1. (V.29)
\ Ь'оп / Uoa \ 170П / J
Здесь Ораб и £раб> ^оп и £<ш — коэффициенты Пуассона и модули упругости материалов соответственно рабочего и опорного валков.
Показатель а можно записать в другом виде, если жесткость опорного валка оценивать не только отношением LlDon, а учесть также расстояние между точками приложения реакций опор а (или расстояние между осями иажимиых винтов), т. е. ввести более универсальный безразмерный показатель aon£/Don
Тогда
<х= !~^я5 /°° [(878 + 1480)
1 — <*О1, £рао 1Д Do„ л Don >
— (1440-5^- + 2350j + (618 + 885)].
Используя приведенные формулы, можно рассчитать межвалковое давление для цилиндрических рабочих и опорных валков.
207
Эти формулы можно использовать также при расчетах меж-валкового давления в случае, когда между шейками рабочих валков приложены усилия Qp принудительного изгиба (противо-изгиба) валков (рис. V.6). Тогда
, (8252 - 34а) ср — 13 440^а _ 1
а°- 13 440 + 29а ’ I (у.ЗО)
<+ 3 (q'„. ср — aS), ]
. ЭД, .
где ср — ср । £—»
о' о I ^paQ .
— усилие принудительного изгиба, действующее на шейку рабочего валка; aQ — плечо приложения усилия Qp (см. рис. V-6).
Видно, что при =- 0 формулы (V.30) обращаются в формулы (V.27).
Сопоставление расчетных эпюр межвалкового давления с эк-
спериментальными показало хорошее нх совпадение и подтвердило применимость формул (V.26)—(V.30) для выполнения инженерных расчетов.
Следует отметить, что формулы (V-ЗО) могут быть использованы с некоторым приближением и для расчетов межвалкового давления, когда усилия Qp приложены между шейками рабочих и опорных валков. В этом случае следует поменять знак Qp на «минус».
Важно учитывать влияние иа распределение межвалкового давления действительного профиля валков с учетом их начальной профилировки, теплового расширения и износа.
Считая, что абсолютные величины профилировки (начальной и тепловой) или износа валка несоизмеримо малы по сравнению с его радиусом, и пользуясь принципом суперпозиции, решаем эту задачу следующим образом.
Разбиваем валок по длине иа и частей, равных Дх = Lin, и решаем сначала вспомогательную задачу. Строим график зависимости <7м. вспом = / (б), используя для расчета деформации сжатия (сближения осей) соприкасающихся цилиндров (валков) одно из известных решений, например решение Б. С. Коваль-
ского:
6 = [т (1П + °-407) (1п + °-407)] >
(V.31) где 6 — деформация сжатия (сближение осей) соприкасающихся цилиндров (валков); b — полуширина площадки контакта валков, определяемая по формуле
6=1.128|/1W„^-
1-Oj , 1-Oj
31 “ £, 1 £а
(V.32)
(V.33)
208
Здесь и f>2, Ei и ESt и J?2 — соответственно коэффициенты Пуассона, модули упругости и радиусы соприкасающихся цилиндров (валков); qM — нагрузка на единицу длины цилиндров (PIL).
Под б в данном случае понимаем абсолютные величины профилировки или износа бочки валка в каждой части п, т. е. те величины, на которые надо сблизить оси валков, чтобы они соприкоснулись по всей длине бочки. Тогда из графика зависимости qM_ вспом = f (6) получаем значения межвалкового давления <7м.вспом для каждой части п.
Далее уменьшаем усилие прокатки на величину усилия, необходимого для сближения валков до соприкосновения их по всей длине бочки (площадь эпюры вспом)- После этого находим межвалковое давление qM для цилиндрических валков и корректируем полученные значения qM (п) в каждой части п наложением qK (л) и qM_ вспом. Получаем эпюру межвалкового давления для действительного профиля валков.
Упругая деформация
Рассмотрим составляющие упругой деформации валков четырехвалковых станов. Прежде всего следует отметить, что деформации валкового узла в значительной степени влияют на качество проката: на его поперечную и продольную разнотолщинность и плоскостность.
Здесь и в дальнейшем будем различать следующие составляющие упругой деформации валков четырехвалковых и многовалковых систем (рис. V.8):
прогиб оси опорного валка уоа уоп — стрела прогиба середины бочки соответственно относительно линии действия реакций опоры и края бочкн, т. е. на длине бочки валка);
совместное упругое сжатие рабочего и опорного валков д (Дб — стрела неравномерного совместного сжатия валков; бр — сжатие при равномерном распределении межвалкового давления Ям = PILY
прогиб оси рабочего валка z/pa6 Q/£e6 , */раб — соответственно стрела прогиба на длине бочки и на ширине полосы);
упругое сжатие рабочего валка в контакте с полосой браб (Дбраб — стрела неравномерного сжатия; браС. р — сжатие при равномерном распределении погонной нагрузки, qn = PI В).
Совместное упругое сжатие рабочего и опорного валков в общем случае неравиомерио по длине бочки и качественно соответствует характеру распределения межвалнового давления. Сжатие рабочего валка в контакте с полосой также в общем случае неравномерно.
Продольная разнотолщинность полосы определяется теми составляющими упругой деформации, которые вызывают (при изменении усилия прокатки) смещение рабочего валка как жест-
14 Заказ 224 209
в
кого тела от первоначального его положения, т. е. одинаковое смещение краев и середины бочки валка. К таким составляющим относятся: проседание опорного валка (£fapoc.on — прогиб края бочки опорного валка относительно линии действия реакций опор), равномерная составляющая эпюры сближения осей рабочего и опорного валков бр и равномерная составляющая упругого сжатия рабочего валка в контакте с полосой браС.р. Взаимным изложением указанных трех составляющих и определяется смещение рабочего валка как жесткого тела. Это смещение (в общем случае) может быть скомпенсировано при одновременной синхронной работе правого и левого нажимных винтов прокатной клети.
На поперечную разнотолщинность полосы влияют неравномерные по длине бочки валка (или по ширине полосы) составляющие упругой деформации валков. Взаимное изложение этих составляющих (рис. V.9) и определяет профиль щели между валками (профиль активных образующих рабочих валков). Стрела прогиба оси рабочего валка относительно края бочкн определяется наложением двух составляющих:
Рраб = Уоп ± А6. (V.34)
Наложением на прогиб оси рабочего валка стрелы неравномерного сжатия валка в контакте с полосой определяется стрела активной образующей валка на ширине полосы:
А а о = Ураб ± Абраб- (V.35)
Причем A6pafl может либо увеличивать стрелу прогиба (когда Абрао одного знака с г/раб), либо, как правило, частично компенси-210
щих упругой деформации валков, влияющих ня поперечную раэнотолщия-ность полосы (а. о. — активная образующая рабочего валка)
ровать #рае. На рис. V.8 и V.9 схематично показаны эти составляющие деформации, когда прогиб рабочего валка иа ширине полосы частично компенсируется неравномерным совместным сжатием валка в контакте с полосой, т. е. когда справедливо соотношение Да. о = А ~ Дбраб- (V.36)
Анализ упругой деформации валков четырехвалковых станов позволяет сделать следующий вывод: в обычных условиях про
катки (B/L — 0,6-^-0,7) прогиб рабочего валка зависит ие только от прогиба опорного валка, но и от их неравномерного совместного сжатия. Вследствие этого, например, прогиб цилиндрического рабочего валка больше прогиба опорного в стане 1200 в 4 раза, в стане 1700 — в 2,5 раза и в стане 2800 — в 2 раза (при одинаковых значениях BIL и D раскол) -
Рассмотрим некоторые расчетные методики для определения отдельных составляющих упругой деформации валков (см. рис. V-8).
Расчет прогиба оси опорного валка может быть выполнен с использованием наиболее распространенного решения, предложенного А. И. Целиковым [формулы (V.12), (V.13), (V-18) и (V.19) 1 *.
Совместное упругое сжатие рабочего и опорного валков с достойной для практики точностью рассчитывается по формулам Б. С. Ковальского (V.31) и (V.32). Точный расчет деформации совместного сжатия валков может быть выполнен с использованием численных методов и ЭВМ.
В. П. Полухиным была разработана инженерная методика расчета прогиба рабочего валка четырехвалкового стана. Расчетная схема показана на рис. V.6, некоторые особенности полученного решения описаны выше.
Прогиб оси рабочего валка относительно края бочки может быть рассчитан по формуле
„ „• Г / о0 [ 420а2 I I р2 i
#раС = а [-gp - + -gj---НФ + ёГ()+-480'ё <
+ V - (6 - 0,5)» + г„н > G - ₽„)»], (V.37)
* В работах И. М. Мееровича и В А. Ромащенко показано, что в ряде случаев при расчете прогиба опорного валка оказывается необходимым учитывать смещение точки приложения равнодействующей реакции опоры от оси нажимного впита в сторону бочки валка.
211
где вспомогательные члены определяются из выражений ^-[а-рвУ-а-РхЯ;
Грн=1,0 при £>Р„; Грд = 0 при Е<₽„.
Параметры а0 и а.2 определяют по формулам (V.27)—(V.29). Показатель гибкости а' (см2/тс) находят по формулам, полученным на основе обобщения экспериментальных данных (при L!Doa == = 0,9-2,0):
или с учетом расстояния между точками приложения вующих реакций опор аои (см. рис. V.6)
(V.38) равнодейст-
(V.39) показателя
Необходимо обратить внимание на размерность гибкости а', которую следует учитывать при расчете по формуле (V.37).
Часто при расчете упругих деформаций рабочих валков определяют прогиб середины бочки валка относительно ее края (стрела прогиба валка), т. е. определяют //раб при х = L/2 (или при £ — = 0,5). В этом случае формула (V.37) несколько упрощается, так как один ее член, содержащий сомножитель (В — 0,5), обращается в нуль. При определении стрелы прогиба на ширине прокатываемой полосы из прогиба рабочего валка в середине бочки (^е=0>5) вычитается прогиб его на краю полосы, т. е. ураб при Е = ₽в.
Заметим, что прогиб рабочего валка, рассчитанный по формуле (V-37), включает в себя прогиб опорного и неравномерное совместное сжатие рабочего и опорного валков.
Для расчета иеравномерного упругого сжатия рабочего валка в контакте с полосой необходимо знать характер распределения нагрузки (давления прокатки) по ширине полосы. Известны работы, в которых предложены методы и сделана попытка аналитического решения объемной задачи прокатки тонкой полосы.
В практических расчетах задача об упругом сжатии рабочего валка в контакте с полосой обычно решается приближенно; принимается, что нагрузка по ширине полосы распределена равио-
212
мерно (интенсивность нагрузки (?а = P/В), и затем рассчитывается упругое сжатие валка. Понятно, что рассчитанная таким образом величина 6раб. р в общем случае превышает 6рао. р (см. рис. V.8); зто обстоятельство следует учитывать при анализе жесткости клети в целом.
Для приближенного расчета 6раб. ₽ можно использовать формулу Хичкока:
6Р.С Р = , (V.40)
где ₽раб и 7?раб — соответственно радиусы рабочего валка после деформации и до нее; ДЛ — абсолютное обжатие полосы; 6рао ~ = (1 — $раб)/(л£раЕ). здесь АраБ и Ерйб — соответственно коэффициент Пуассона и модуль упругости материала рабочего валка.
Можно было бы привести и другие инженерные решения (например, решение Б. С. Ковальского для цилиндра и плоскости), однако каждое такое решение дает результаты, близкие к действительным, лишь при определенных условиях прокатки.
Точный расчет неравномерного упругого сжатия рабочего валка в контакте с полосой может быть успешно выполнен лишь иа основе совместного анализа пластической деформации полосы и упругой деформации валков (с применением ЭВМ).
Расчет прокатных валков на циклическую прочность
Прокатные валки в процессе работы испытывают длительное воздействие переменных во времени нагрузок. Если циклические напряжения, возникающие в валке от этих нагрузок, превышают определенный уровень, то в материале валков через определенное число циклов начинают появляться микротрещины, которые, постепенно развиваясь, вызывают в итоге быстро протекающее разрушение. Это явление названо усталостным разрушением.
В большинстве случаев величина циклических напряжений, при которых возникает усталостное разрушение, значительно меньше временного сопротивления материала валка. Поэтому, кроме расчета валков на статическую прочность, необходимо проводить расчет их на циклическую прочность или выносливость.
Расчет на выносливость обычно приводят в форме проверки коэффициента запаса прочности.
При совместном действии изгиба и кручении общий запас прочности определяют по следующей формуле:
п nonJYnl (V.41)-
где па и пт — частные коэффициенты запаса прочности по нормальным напряжениям при изгибе и касательным напряжениям при кручении:
(V-42)
=т-> / Та+ (V-43)
213
Таблица V.4. Значение масштабных факторов прн различных диаметрах валка
Напряженнее состояние (материал) Значения £о н et при диаметре, мм
50 70 100 200 300 400 500
Изгиб (углеродистая сталь) Изгиб (высокопрочная легированная сталь); кручение — 0,81 0,76 0,70 0,64 0,63 0,62 0,61
все стали 0.70 0 66 0.62 0,57 0,55 0,64 0,53
Примечание. Для диаметров >500 мм е0 — ет 0.5 — 0.4.
Таблица V.5,i Эффективные коэффициенты концентрации
(по Д. Н. Решетову) при ступенчатом переходе шейкн валка в бочку (см. рис. V.10)
Напряженное состояние Sr МПа При отношении r/dm
0.01 0.02 0,03 0.05 0,10 0,01 0,02 0,03 0.05
Изгиб (Лс) 6/r = 1 6/r = 2
500 1,35 1,45 1,65 1.6 1 45 1,55 1.8 1.8 1,75
700 1.4 1,5 1,7 1.7 1,55 1,6 1.9 1,95 1.9
900 1,45 1,55 1,8 1.8 1,65 165 2,0 2.05 2,0
1200 1,5 1,6 1,9 1.9 1,8 1,7 2,15 2,25 2,2
Ь/r = 3 b/r -5
500 1.9 1,95 1.95 - 2,1 2,15 -—
700 2,0 2,1 2,1 —- — 2,25 2,3 — —
900 2,1 2,2 2,25 - — 2,35 2,45 —. —
1200 2,2 2.4 2,45 — — 2,50 2,65 — —
6/г = 1 6/Г - 2
Кручение 700 1.3 1,3S 1.4S 1.45 1.4 1.4 1.6 1.6 1.6
(*т) 1200 1.3 1.4 1.5 1,55 1.5 1,45 1.7 1.7 1,75
в/r = 3 6/r = 5
500 1,55 1.6 1,65 .— 2,2 2.1 —. —
700 1,6 1.7 1 7 .—- -— 2.3 2.15 —. —
900 1,6b 1.75 1,75 - — 2,4 2,25 -—. —
1200 1.75 1,85 1,9 — — 2.6 2,4 — —
Здесь Cj и — пределы выносливости соответственно прн изгибе и кручении с симметричным циклом изменения напряжений для гладких образцов. Величины а_х н т_х можно определить из следующих соотношений (по А. И. Целикову и В. В. Смирнову): = (0,45 >0,55) ав; = О.бо^. Меньшие значения
относятся it вязким сталям, большие — к твердым и хрупким; <та и то — амплитуды цикла напряжений при изгибе и кручении;
214
Рис. V.10. Ступенчатый Ркс. V.l ]. Зависимость коэффициента качества поверхности Н переход шейки валка в от способа механической обработки и временного сопротивле-бочну имя ов материала валка:
I — полировка; S — тонкое шлифование: 3 — тонкое обтачивание; 4 — грубое обтачивание; 5 — необработанная поверхность с окалиной
ат и тга — средине напряжения цикла при изгибе и кручении; ео и ет — масштабные факторы прн нзгнбе и кручении, учитывающие влияние размеров сечения валка (табл. V.4); ka и kx — эффективные коэффициенты концентрации напряжений при изгибе и кручении в ступенчатом переходе шейки валка в бочку (табл. V.5 и рис. V-10); фо и — коэффициенты, характеризующие чувствительность материала к асимметрии цикла напряжении. Обычно принимают для углеродистых сталей фо — 0 1 ^-0,2;
== 0-г-0,1; для легированных — 0,2-нО.З и = 0,1-:-0,15;
р — коэффициент качества обработки поверхности (рис. V.11) Запасы прочности для валков на основе выражений (V.41)— (V.43) определяют в опасных сечениях по следующим формулам.
В сечении по бочке опорного валка (отсутствие кручения)
л = ₽е0С-1/пт„, (V .44>
где огаах — максимальное напряжение цикла прн изгибе.
В сечении по шейке опорного валка в месте перехода в бочку (отсутствие кручения)
Л = fit „O_Jk.fi та. (У .45)
В сечении по шейке валка:
при реверсивной работе стана (напряжения изгиба н кручения изменяются по симметричному циклу)
Л„ = (₽е,О-1) (^а^); л, = (V.46>
при нереверсивной работе стана (напряжения изгиба изменяются по симметричному циклу, а напряжения кручения — по пульсирующему)
Peao_i ________
° koc^ ’ / kx
где т111ах — максимальное напряжение цикла при кручении.
В сечении приводного конца валка:
при реверсивной работе стана
П = РЕтТ—1/^хТп}ах»
(V.47>
(V.48>
215
при нереверсивной работе стана
= (v-49>
Запас прочности для чугунных валков также можно определить по формуле (V.41), но с учетом коэффициента Кг
п = Кг п°Пх , (V.50)
J "г+п?
гдеТЛ’г « 0,85:1 0 — коэффициент, зависящий от отношения О-1/Т-! И тгаах/агпах (по С. В. Серенсену).
Поскольку чугунные валкн мало чувствительны к надрезам и качеству поверхности, для ннх принимают Ка = Кх ~ Р = 1
Вычисленные по указанным формулам запасы прочности не должны превышать минимально допустимых запасов прочности Ягп1п-
Для валков можно принять ят1п = 1,3—2,5 (по С. В. Серенсену); прн этом менынне значения выбирают при высокой достоверности определения напряжений и механических характеристик материала, а также прн его однородности, большие — прн пониженной точности расчета, ориентировочной оценке механических свойств, пониженной однородности материала (лнтье) н для валков диаметром >500 мм.
Контактные напряжения в валках
Прокатные валки работают в условиях совместного действия остаточных, контактных, изгибающих напряжений, тепловых нагрузок и крутящего момента.
Рнс. V. 12- Распределение максимальных касательных напряжений ттах (в сечениях наибольших значений ттах) в контакте рабочего валка с полосой (1) и с опорным валком (2) прн холодной прокатке стали 08кп в первой клети четырехвалкового стана 1700 (500Х1300Х X 1700 мы)
Рнс, V.13- Схема контакта рабочего и опорного валков для определения давлений по ширине площадки контакта валков
216
Рнс. V.14. Положение координатных осей относительно площадки контакта рабочего и опорного валков
Напряжения в валках можно разделить на две группы:
1) возникающие в процессе изготовления валков главным образом в результате термической обработки (остаточные напряжения);
2) возникающие в процессе эксплуатации. Эти напряжения вызваны двумя факторами: силовым (усилие прокатки, натяжение полосы, крутящий момент) и тепловым (нагрев валков за счет тепла, выделяющегося в процессе пластической деформации прокатыва
емого металла, н охлаждения их водой). Изгиб валковой системы, обусловленный усилием прокатки, как правило, оказывает влияние на прочность бочек н шеек опорных валков. На стойкость рабочих валков наибольшее влияние оказывают контактные напряжения, которые особенно велнкн прн холодной прокатке (иногда они достигают предела усталостной прочности материала валка). В этом и заключается главная причина низкой стойкости рабочих валков н выход нх из строя в результате поверхностных разрушений. Максимальные контактные напряжения ттах возникают, как правило, не в зоне взаимодействия валка с прокатываемым металлом, а у поверхности контакта рабочего и опорного валков, так как при одинаковом усилии площадь контакта между рабочим и опорным валками значительно меньше площади контакта рабочего валка с прокатываемым металлом в зоне деформации (рис. V.12). Обратная картина наблюдается лишь при прокатке полосы, ширина которой значительно меньше длины бочки валков.
Для приближенного расчета контактных напряжений используют теорию Герца- Беляева о сжатии двух гладких цилиндров бесконечной длины.
Прн первоначальном контакте валков по линии (по всей длине бочкн) под действием усилия прокатки происходит упругое сжатие валков и появляется полоса контакта шириной 2Ь (рис. V.13), которую рассчитывают по формуле (V-32) и (V-33).
Эпюра распределения давлений по ширине площадки контакта рабочего н опорного валков принята (по Герцу—Беляеву) эллиптической (см. рис. V.13). Максимальное давление находится в середине площадки н равно
Считаем, что длина площадки контакта бесконечна; в этом случае напряжения не зависят от осевой координаты г.
Максимальные напряжения возникают в точках, лежащих в плоскости х—.у (рнс. V.14), в которой действует максимальное давление р0 (при у = 0)
217
Для этих точек значения напряжений рассчитывают по формулам:
°* Р° У I+W»)1 ’
„ _ Г l+2(W пП.
Й,й+да “2 »Г
«« = —Ро2р [l' If (х.'ЬУ — -у];
Чсу = Ту* = Ххг = Xtx — ХуХ = Хгу = 0.
(V.52)
Следовательно, для точек, лежащих в плоскости симметрии двух соприкасающихся цилиндров, ох, uv, иг являются главными нормальными напряжениями. Чтобы определить запас прочности, необходимо найти эквивалентное напряжение, воспользовавшись одной нз теорий прочности. В данном случае можно применить третью теорию прочности, т. е. теорию максимальных касательных напряжений, согласно которой эквивалентное напряжение определяется как разность максимального oL и минимального о3 главных нормальных напряжений: оэкн = — о3.
Из рнс. V.15 видно, что наибольшая разность главных нормальных напряжений находится не на поверхности валка, а на некоторой глубине от нее, где максимальным является окружное напряжение cv, минимальным — радиальное напряжение их. Расчеты с использованием теории максимальных касательных напряжений показывают, что координата наиболее напряженной точки х = 0,786.
Подставив это значение х в уравнения (V.52), получим
= —0,78ро = <т3;
<Уу = — 0,18р0 = Oj; иг = —0,288ро = оа
(V.53)
откуда
О'ЭКН @3 ~ ^>6ро-
Максимальное касательное напряжение
Тщах == (Чертах = ^ЭКв/2 = ОдЗрр»
Из системы уравнений (V.52) видно, что напряженное состояние наиболее нагруженных точек зоны контакта валков — трехосное сжатие. Особенность такого напряженного состояния заключается в том, что если абсолютная величина сжимающего напряжения ох = uv станет больше под действием какого-либо другого фактора (например, от температурных илн остаточных напряжений), то разность — о3 нли эквивалентное напряжение, уменьшится, в результате чего возрастет запас усталостной прочности поверхностного слоя валка.
218
При выводе формул Герца— Беляева были приняты следующие допущения: длина площадки контакта двух цилиндров бесконечна: усилие по ее длине не меняется и касательные силы трения в зоне контакта отсутствуют. В реальных условиях при прокатке на четырех вал ковом нли многовалковом стане между опорным и рабочим валками действуют касательные силы трення н, кроме того, совместное действие изгиба и упругого сжатия валков приводит к неравномерному распределению межвалкового давления по длине их контакта
Влияние касательных сил трения на напряженное состояние валков выражается в приближении точки с наибольшим каса-
Рис. V. 15. Распределение контактных напряжений на поверхности к по глубине валка
тельным напряжением из глубины к поверхности соприкасающихся тел н в возрастании величины этого напряжения с увеличением коэффициента трения р (рнс. V.16). Максимальное межвалковое давление может превышать среднее в 1,5 раза и более.
Следовательно, при определении р0 по формуле (V.51) н по формуле (V.32) необходимо ориентироваться на максимальные значения qM по длине бочки (с учетом действительного профиля контактирующих валков).
С учетом этих поправок и уточнений применение теории Герца—Беляева для практических расчетов в большинстве случаев оправдано.
Рис. V.16. Влияние коэффициента треняя ц. иа величину и характер распределения гп!), в сечениях наибольших значений 1И||Х (условия прокатки те же. что и для рис. V.12)
219
Таблица V.6. Допускаемые контактные напряжения в зависимости от твердости поверхности бочки опорного валка
Твердость Допускаемое ма кси ма льное давление koi- МП> Допускаемое эквивалентное напряжение |°эвв1- МПа
по Бринеллю по Шору но Роквеллу
170 30 17 1500 950
250 40 28 2000 1200
350 60 39 2200 1300
550 85 57 2400 1450
Контактные напряжения должны быть не больше допускаемых, которые выбирают с учетом материала и твердости валков.
На основании практических данных (табл. V.6) можно, например, выбрать допускаемые напряжения в зависимости от твердости поверхности бочкн опорного валка.
Ранее была отмечена особенность напряженного состояния в контактной зоне прокатного валка, которая заключается в том, что если сжимающее напряжение ох увеличивается по абсолютной величине под действием какого-либо фактора (например, от температурных напряжений), то разность ot — о3 (нлн эквивалентное напряжение) уменьшится, в результате чего возрастает запас усталостной прочности поверхностного слоя.
Прн изменении знака поверхностных напряжений и уменьшении абсолютной величины запас усталостной прочности может уменьшится. Таким образом, действие дополнительных температурных напряжений может оказаться решающим для прочности валков, даже если эти напряжения в сравнении с контактными невелики. Эквивалентное напряжение может превысить предел усталостной прочности материалов валков, что приведет к преждевременному их разрушению (выкрашиванию, трещинам, отколам) и выходу из строя.
Если температурные напряжения в поверхностном слое сжимающие, то они оказывают благоприятное воздействие на проч ность валков. И напротив, если они растягивающие, то эквивалентное напряжение возрастает, а запас усталостной прочности снижается.
На станах горячей прокатки контактные напряжения обычно меньше, чем иа станах холодной прокатки, из-за меньшего сопротивления металла пластической деформации при высоких температурах. Однако в связи с большой температурой прокатываемого металла и поверхности бочки и более значительными колебаниями температуры в период работы температурные условия работы валков этих станов более напряженные.
Температурные напряжения возникают в валках под действием неравномерного по сечению валка температурного поля. Температура в любой точке прокатного валка может быть рассчн-
220
тана в результате решения дифференциального уравнения теплопроводности.
Исследования показали, что за исключением поверхностного слоя толщиной <1 % от радиуса бочки, основная зона валка имеет осесимметричное температурное поле.
Поэтому особенность решения дифференциального уравнения теплопроводности для этого случая заключается в том, что решение представляют в виде суммы двух составляющих: осесимметричной и неосеснмметричной. Осесимметричное температурное поле зависит от ритма прокатки, режима н способа охлаждения валков, а неосесимметрнчное — от частоты вращения валка и характера граничных условий: углов установки проводок, площади контакта с полосой и т. д.
2. ПОДШИПНИКИ ПРОКАТНЫХ ВАЛКОВ
Подшипники опор валков прокатных станов передают усилия, возникающие прн деформации металла, от валков на станину и другие узлы рабочей клети и удерживают валки в заданном положении.
Особенностью работы этих подшипников является высокая удельная нагрузка (в несколько раз превышающая нагрузку подшипников общего назначения), которая обусловлена сравнительно малыми габаритами шейки валка и большими усилиями прокатки. К выбору материала подшипников прокатных валков и их конструкции предъявляют особые требования. В настоящее время для прокатных валков практически применяют подшипники трех типов" подшипники скольжения с неметаллическими вкладышами, подшипники жидкостного трения (ПЖТ) и подшипники качения.
Подшипники скольжения открытого типа
По конструктивному исполнению подшипники скольжения бывают двух видов: открытые и закрытые (ПЖТ). Выбор подшипников того или иного вида зависит от конструкции клети, усилий прокатки, требуемой точности размеров проката н ряда экономических факторов.
Рабочей частью подшипников скольжения открытого типа являются вкладыши. Выбор материала для вкладыша зависит от нагрузки на подшипник и конструктивных особенностей стана.
Для изготовления неметаллических вкладышей подшипников применяют текстолит, лигнофоль или лигностон.
Подшипники скольжения открытого типа выполняют в виде наборных вкладышей или цельноштампованнымн. Подшипники скольжения с неметаллическими вкладышами охлаждают водой. Коэффициент трения текстолитовых подшипников равен 0,004— 0,006.
221
Основным недостатком подшипников скольжения с неметаллическими вкладышами является их высокая упругая деформация и низкие допустимые удельные давления. Поэтому они находят применение в станах с небольшими усилиями прокатки и невысокой точностью прокатываемых профилей.
Подшипники скольжения закрытого типа — подшипники жидкостного трения
ПЖТ в последние годы широко применяют в прокатных станах. Особенностью этих подшипников является то, что независимо от условий работы (прн небольших удельных давлениях и даже небольших скоростях скольжения шейкн в подшипнике) между телом шейкн н материалом подшипника всегда сохраняется (не выдавливается) масляная пленка, в результате чего шейка как бы плавает в подшипнике. Состояние жидкостного трення обеспечивается в этих подшипниках благодаря тщательной (зеркальной) обработке трущихся деталей и совершенно закрытой (герметичной) конструкции самого подшипника. При вращении шейкн валка в таких подшипниках ей приходится преодолевать незначительное трение в масляной пленке, зависящее от вязкости масла.
Наиболее распространенными ПЖТ прокатных станов являются подшипники гидродинамического типа. Благодаря высокой точности обработки н малой шероховатости поверхности вкладыша и цапфы, а также хорошей очистке масла трущиеся поверхности в подшипнике всегда разделены тонким слоем смазкн. Сопротивление вращению цапфы оказывает только внутреннее трение (вязкость) самого масла, поэтому коэффициент трення ПЖТ весьма незначителен (0,001—0,005, т. е. меньше, чем в роликовых подшипниках), а износа трущихся поверхностей практически нет. При правильной эксплуатации долговечность ПЖТ составляет 10—20 лет, т. е. во много раз больше, чем роликовых подшипников качения.
Существенным преимуществом перед последними является также и то, что ПЖТ особенно хорошо работают при высоких частотах вращения цапфы, так как с увеличением частоты возрастает нх несущая способность [см. формулу (V.54) 1.
Рассмотрим принципиальную н расчетную схемы ПЖТ (рис. V.I7). Для обеспечения свободного вращения цапфы ее диаметр делают меньше диаметра втулки — вкладыша dB на величину двух радиальных зазоров 2бпжт, т. е. dB — da = 2бпжт (рнс. V.17).
В положении покоя цапфа, нагруженная внешней силой Y, лежит во вкладыше; центр цапфы смещен вниз на величину радиального зазора 6п»т = гв — гц- При вращении цапфы смазка, подаваемая под давлением 10—20 Н/см2, затягивается в суживающийся зазор между цапфой и вкладышем. Масло нагнетается в образующийся масляный клин; давление в клине с увеличением
222
Рис. V.17. Принципиальная и расчетная схемы ПЖТ:
а — цапфа не вращается; б — цапфа вращается; 1 — масляный клин: 2 —• эпюра радиальных давлений
скорости повышается (гидродинамический эффект) и, преодолев внешнюю нагрузку Y, заставит цапфу сместиться влево (по направлению вращения) по отношению к вертикальной оси, проходящей через центр вкладыша. Эпюра радиальных давлений рф в масляном клине будет иметь куполообразный вид с максимумом, достигающим 1000—2000 Н/сма и расположенным между вертикальной осью подшипника и минимальным радиальным зазором (вершиной масляного клипа), в котором толщина масляного слоя равна Лтда (рис. V.17, б).
Согласно закону течения вязкой жидкости Ньютона—Рейнольдса градиент давления (тангенс угла наклона касательной к кривой рф) возрастает с увеличением вязкости масла и частоты вращения и с уменьшением толщины смазочного слоя. Очевидно, что сумма вертикальных проекций радиальных давлений рф будет уравновешивать внешнюю нагрузку на цапфу Y.
В результате суммирования (интегрирования) и после некоторых упрощений для ПЖТ с рабочей длиной I и отношением l/d = 0,7-=-1,0 получим
Y - pjd = I f р„ cos yr *р яв 0,4т]аМ (^жтАм) ~ 1 _ (V.54)
0 6ПЖТ
где рп — среднее давление в подшипнике (по проекции его диаметра; d — номинальный диаметр подшипника (равный d4); т] — вязкость (абсолютная, динамическая) масла; о •— частота вращения цапфы.
Анализируя это уравнение, можно сделать следующие выводы: 1) несущая способность масляного клина (или грузоподъемность ПЖТ, равная У) увеличивается с увеличением вязкости
223
масла, частоты вращения, длины и диаметра подшипника;
2) для ПЖТ, изготовленного с определенным номинальным радиальным зазором бцжт» грузоподъемность масляного клина увеличивается с уменьшением минимальной толщины масляного СЛОЯ Amln.
При теоретическом отношении бпжтЛтю = 2, соответствующем максимальной грузоподъемности F, относительный эксцентриситет цапфы е0 = е/6пжт = 0,5. Однако для предотвращения вибрации цапфы желательно, чтобы 6Пхт/Лга1п>2 и е0> 0,5. Практически принимают бпжт/Лтш = З-ь-15, при котором е0 == = 0,67-^-0,93 (чем выше частота вращении цапфы, тем больше е0).
При конструировании и расчете ПЖТ обычно внешняя нагрузка на цапфу Y (которую должен выдержать масляный клин), размеры подшипника I и d, а также частота вращения цапфы to заданы. Таким образом, задача сводится к выбору сорта масла (его вязкости при рабочей температуре 50—60 °C) и номинального радиального зазора 6пжт, необходимого для определения номинального диаметра и правильной расточки вкладыша. Для ПЖТ прокатных станов применяют масло двух сортов: турбинное УТ с малой вязкостью и специальное прокатное П-28 (брайтсток) с повышенной (в 8—10 раз по сравнению с УТ) вязкостью.
Конструктивные элементы ПЖТ
Подшипник состоит из двух основных деталей (рис. V.18, а):
1) сменной втулки-цапфы 5, насаженной (иа шпонке) на коническую шейку валка и вращающейся вместе с ним. Наружный
224
диаметр^цапфы является номинальным диаметром подшипника. Согласно нормалям заводов тяжелого машиностроения и ГОСТ 7999—70, предусмотрено изготовление подшипников диаметром 0,14—1,18 м при отношении l/d, равном 0,6 и 0,75. После обработки с предельным отклонением —18—45 мкм рабочая поверхность втулки-цапфы становится зеркальной, средняя высота микронеровностей не более 0,25 мкм по ГОСТ 2789—73.
2) втулки-вкладыша 1 с заливкой (центробежным способом) толщиной 3—5 мм, наготовленной нз высокооловянистого баббита марки Б83 (83 % Sn; 6 % Си; 1 % Sb). Поверхность баббитовой заливки обрабатывают до шероховатости Ra < 0,8 мкм, и после приработки в подшипнике она также приобретает зеркальный вид. Номинальный внутренний диаметр втулки dB = d1{ + 26пжт» где 6ПЖТ — радиальный зазор в подшипнике; обычно принимают бпжт - 100-5-200 мкм.
Для передачи осевых усилий от валка 3 на корпус подушки (закрепленной в станине 4) иа втулке-цапфе 5 предусмотрен кольцевой бурт, опирающийся с одной стороны иа кольцо 9 (из двух полуколец), с другой — на кольцо-крышку 8. Торцы этих колец также выполнены с баббитовой заливкой. Для предохранения от осевого смещения втулка-цапфа закреплена на цапфе резьбовым кольцом 6 с полукольцами 7. Для обеспечения полной герметичности рабочих поверхностей и исключения проникновения пыли и влаги предусмотрены надежные уплотнения в торцовых крышках 8 и 10.
Для улучшения условий подачи и «затягивания» масла в масляный клин во втулке-вкладыше предусмотрены масляные карманы 2 (на длине ~0,8/) с обеих сторон (для возможности реверсивного вращения цапфы), образуемые расточкой вкладыша из центров, смещенных на величину А! — 15-:-25 мм. Смазка под давлением 0,1—0,3 МПа (избыточным) поступает в масляные карманы через отверстия во втулке, соединенные с кольцевыми полостями в корпусе подушки; к торцу последней смазка подается по маслопроводу из циркуляционной смазочной системы после тщательной (тонкой) очистки в фильтрах. Из подшипника масло удаляется в осевом направлении вкладыша на участке с максимальным радиальным зазором, т. е. со стороны, противоположной масляному клииу.
Для увеличения грузоподъемности масляного клина желательно, чтобы значения /imln были наименьшими (менее 10 мкм). Однако чрезмерные уменьшения /imln при работе недопустимы, так как прн этом может возникнуть контакт неровностей поверхностей трення н нарушение режима жидкостного трення. Поэтому более рациональным является уменьшение радиального зазора бпжт = гв — гц в области трения, для чего приходится усложнять технологию обработки втулки, применяя обработку ее из смещенных по вертикали центров на величину Д2 = 100ч-400 мкм (для подшипников с d> 0.3 м), как показано на рис. V. 18, б.
8 Заказ 224 225
При этом зазор по диаметру в ие-иагруженной зоне будет значительным, что необходимо для
обеспечения лучшей прокачки масла через подшипник и интенсивного его охлаждения, т. е. для того, чтобы предупредить повышение рабочей температуры и понижение вязкости масла, а значит, и понижение грузоподъемности масляного клина [см. формулу (V.59)l. При соблюдении приведенных выше технологических требований по изготовлению подшипников н правильной их эксплуатации (высококачественная очистка масла двойным тонким фильтрованием, тщательные торцевые уплотнения и т. д.) подшипники будут работать в условиях жидкостного трения, т. е. практически без износа. Срок службы такого подшипника составляет 50—100 тыс. ч и более. При смене валков узел подшипников не надо разбирать. Ои остается герметичным. Ревизия (осмотр поверхностей трения) осуществляется в специальных помещениях не чаще одного раза в 2—3 года.
Из сказанного следует, что грузоподъемность масляного клина достигается в результате гидродинамического эффекта (т. е. при затягивании масла вращающейся цапфой). Поэтому перед пуском стана значительная внешняя нагрузка на цапфы (предварительное поджатие валков) недопустима, так как при этом масло выдавливается из-под цапфы и в момент пуска и разгона стана подшип
226
ники работают в условиях полужидкостного трения, что влечет за собой износ трущихся поверхностей и ухудшение в дальнейшем условий работы в режиме жидкостного трения (снижение грузоподъемности масляного клнна ввиду увеличения высоты микроиеровиостей н h^).
На рис. V.19, а показаны каналы подвода и отвода масла в подшипнике. Из подводящих маслопроводов (вверху и слева внизу) масло поступает в полукольцевые расточки в корпусе подушкн, а нз них через радиальные отверстия попадает в масляные карманы в баббитовой заливке. При вращении шейки с конической втулкой масло «затягивается» (нагнетается) и коническая втулка оказывается как бы плавающей в масляной пленке. Масло уходит вдоль подшипника и на концах баббитовой заливки попадает в кольцевые полости, из которых оио отводится в трубу большого диаметра (так как масло выходит из подшипника самотеком, а не под давлением).
Шейки валков изготовляют коническими по следующим соображениям:
1) для того чтобы легко было снять подшипники с шейки валка, на которую подводится смазка по небольшим радиальным отверстиям;
2) коническая шейка в сечении около бочки валка прочнее цилиндрической, так как диаметр ее больше.
Величина коэффициента трення в подшипнике зависит от вязкости масла (рис. V.19, б). В большинстве случаев для тяже-лонагружениых подшипников прокатных станов применяют хорошо очищенное вязкое масло П-28 (брайтсток); масляная пленка в подшипнике способна выдерживать давление до 25 МПа. Для высокоскоростных и легко нагруженных подшипников можно применять менее вязкое турбинное масло марки УТ.
Для ПЖТ устанавливают отдельную маслиную систему.
Для валков прокатных станов применяют подшипники жидкостного трения двух типов — горизонтальные и вертикальные, причем для восприятия возможных осевых усилий они имеют на концах шеек радиально-упорные шариковые (для небольших ПЖТ) или радиально'упориые роликовые конические (для средних и крупных ПЖТ) подшипники.
Применение упорных узлов в ПЖТ (рис. V.20 и V.21) крайне необходимо на высокоскоростных рабочих клетях. В противном случае, как правило, наблюдается сильный разогрев ПЖТ с потерей их несушей способности, а также разогрев краев бочек опорных валков, что приводит к нестабильности нх теплового профиля.
ПЖТ, собранный в подушке, легко монтируется на шейку валка — внутренняя втулка-цапфа имеет шпоночное соединение с конической шейкой валка и вращается в наружной цилиндрической втулке-вкладыше, имеющей баббитовую заливку по внутренней поверхности. Для облегчения демонтажа подшипника на S* 227
7 б > л J Z
Рис. \ .20. ПЖТ конструкции ПО «Злектростальтяжмаш» диаметром 140—400 мм:
/ — втулка-вкладыш: 2 — втулка-цапфа; 3 — упорный узел шарикоподшипников; 4 — гайка для установки максимальнрго осевого зазора в подшипнике; 5 — резьбовые полукольца; 6 — гайка для фиксации конусной втулки на валке; 7 — узел поперечной крышки с манжетами уплотнения; 8 — кольцо-насадка: Р — узел задней крышки с радиальными (манжетным) и торцевым (текстолитовым) уплотнениями: 10 — шпонка
сопрягаемые по шпонке конические поверхности подается смазка через отверстие в конусной втулке.
Со стороны бочки валка на втулке-вкладыше имеется сменное кольцо-насадка для фиксации резиновых уплотнений (рис. V.20).
Радиальная нагрузка воспринимается баббитовой заливкой (максимальное давление 20 МПа) и передается иа подушку; осевая нагрузка радиально-упорными подшипниками качения, наружные кольца, которых фиксируются резьбовым кольцом — гайкой. Подшипник полностью герметизирован с передней и задней стороны уплотнениями, которые не допускают проникновения влаги, пыли и вытекания масла. На конце шейки валка ПЖТ фиксируется при помощи резьбовых полуколец и гайки.
В крупных ПЖТ (см. рис. V.21) двухрядный конический роликоподшипник своим внутренним кольцом установлен на втулке, опирающейся высоким фланцем в торец втулки-вкладыша с баббитовой заливкой; по наружным кольцам роликоподшипник установлен в специальном стакане, предназначенном для передачи осевых усилий на переднюю крышку и затем на подушку, зафиксированную в окне станины упорными планками.
228
Рис. V.21. ПЖТ конструкции ПО «Электростальтяжыаш» диаметром -150—1320 мм:
1 — втулка-вкладыш; 2 — втулка-цапфс; 3 — кольцо-насадка; 4 — узел задней крышки с радиальными (манжетным) и торцовым (текстолитовым) уплотнениями; 5 — упорный узел с роликовым коническим подшипником; б — стакан; 7 — фиксирующая крышка; 8 — фиксирующая гайка: 9 — кольца. 10 — разъемные полукольца; 11 — крышка-кожух: 12 — передняя насадка; 13 — узел передней крышки: 14 —[втулка: 15, 16 — шпонки
Основными параметрами ПЖТ являются диаметр и длина баббитовой заливки (d X I). Для устранения влияния прогиба валка на работу ПЖТ подушки с ПЖТ вверху и внизу опираются на сферические подпятники (рис. V.22).
Гидродинамические ПЖТ обеспечивают жидкостное трение между втулкой и цапфой при высоких скоростях, когда вращающаяся с большой скоростью цапфа увлекает за собой смазку и образуется масляный клип, давление в котором уравновешивает внешнюю нагрузку. В переходных режимах работы прокатного стана (при пуске, реверсе, при заправочной скорости под полным усилием прокатки) жидкостное трение не обеспечивается, увеличивается момент трения в подшипниках и затрудняется их эксплуатация.
При изменении частоты вращения валков и усилия прокатки изменяется толщина смазочного слоя в подшипниках и вследствие этого толщина прокатываемой полосы (образуется разиотол-щиниость)
1 См. гл. IV. и. 7 (т. 3, I-е изд., 1981 г.).
229
Рис. V.22. Подпятники для самоуста-новки верхней (с) н нижней (б) подушек
Гидростатические ПЖТ (без образования масляного клина) для уравновешивания внешней нагрузки требуют постоянного высокого давления смазки в специальных карманах во втулке подшипника. Однако обеспечение надежной и непрерывной работы сложной системы смазки при высоком давлении практически невозможно, поэтому эти подшипники в опорных валках прокатных станов ие применяют.
Гидростатодинамические ПЖТ являются подшипниками комбинированного типа: смазка под высоким давлением подается в подшипник только в период переходных режимов работы стаиа (прн пуске, торможении и при работе на небольших скоростях); при установившемся режиме работы стана (при больших скоростях) насос, обеспечивающий высокое давле
ние смазкн, автоматически выключается и жидкостное треиие в подшипнике обеспечивается масляным гидродинамическим клипом.
Рис. V.23. Схемы гидростатодннамяческого ПЖТ и дополнительной системы гидростатического подпора:
I — цапфа валка; 2 — втулка подшипника; з — корпус подшипника (подушка валка); * ~~ Дуговые узкие карманы; 5 — капиллярные трубки: 6 — сливные карманы; 7 — предохранительный клапан: 8 — манометр: 9 обратный клапан; 10 — насос высокого давления; 11—электродвигатель
230
образующимся прн высоких частотах вращения цапфы и при подаче смазки под обычным для ПЖТ давлением 0,1—0,15 МПа. Схемы гидростатодинамического ПЖТ и дополнительной системы гидростатического подпора показаны на рис. V.23. На рабочей (нижней) поверхности втулки имеются четыре углубления (кармана), в которые при переходных режимах подается смазка под давлением 50 МПа. Карманы выполнены в виде узких канавок на дуге около 40°, что незначительно уменьшает рабочую опорную площадь вкладыша, воспринимающую внешнюю нагрузку; расход смазки на один подшипник — около 8 л/мии.
Распределение смазки между карманами осуществляется капиллярными трубочками, предотвращающими утечку масла через какой-либо один карман при перекосе подшипника.
Обычная система смазки ПЖТ имеет дополнительную систему высокого давления: насос, обратный клапан и манометр. Насос включается автоматически, когда скорость прокатки снижается до определенной величины (2—3 м/с); питание насоса — от подшипника по общему сливному трубопроводу. Насос выключается также автоматически, когда скорость цапфы оказывается достаточной для создания гидродинамического режима подшипника (образования масляного клина).
Подшипники качения
Подшипники качения широко применяют в листовых четырехвалковых станах горячей и холодной прокатки, а также в тонколистовых двухвалковых, заготовочных и сортовых станах. Для валков этих станов применяют исключительно роликовые подшипники с коническими роликами (двухрядные и четырехрядные), так как они хорошо самоустанавливаются и способны воспринимать большие осевые нагрузки.
Роликовые подшипники для прокатных валков изготовляют на подшипниковых заводах по специальным заказам, так как они должны соответствовать специфическим требованиям: выдерживать большие нагрузки при прокатке и иметь малые габариты, необходимые для монтажа их в подушках валков.
Например, для больших четырехвалковых станов холодной прокатки один подшипник должен выдерживать усилие до 15— 20 МН. Наружный диаметр такого подшипника составляет более 1 м н масса его превышает 3 т.
В четырехвалковых станах горячей и холодной прокатки подшипники жидкостного трения (ПЖТ) устанавливают только на опорных валках; на рабочих валках вследствие сравнительно небольшого усилия на шейке и ограниченности габаритов подшипники жидкостного трения применяют весьма редко, вместо иих устанавливают конические роликовые подшипники.
На рис. V.24, а показана установка рабочего валка четырехвалкового стана 2800 на роликовых конических подшипниках (шейка валка цилиндрическая).
231
Рис. V.2d. Установка рабочего (о) и опорного (б) валков четырехвалкового стана 2800 на роликовых конических подшипниках
На каждой шейке рабочего валка установлен четырехрядный конический роликовый подшипник. Смазка подшипников осуществляется от автоматической централизованной системы густой смазки.
На рис. V.24, б показана установка опорного валка того же стана. Четырехрядный конический роликоподшипник закреплен на подушке наружным упорным 1 н внутренним распорным кольцом 2. Распорное кольцо прижимается к внутреннему кольцу роликоподшипника другим кольцом 3, навинчиваемым на полукольца 4, укрепленные в расточке на конце валка.
Для предохранения подшипника от пыли с обеих сторон в подушке предусмотрены севаннтовые уплотнения.
232
При установке отдельных элементов подшипника на шейке п в корпусе необходимо соблюдать порядок расположения деталей подшипника согласно маркировке. В случае, если дистанционные кольца не будут поставлены на свои места, появится «осевая игра» между отдельными рядами роликов и нарушится условие равномерного распределения нагрузки между четырьмя рядами роликов.
Для облегчения монтажа и демонтажа подшипниковых узлов и повышения прочности шеек рабочих валков четырехвалковых станов в последние годы стали применять роликовые конические подшипники с внутренней конической посадочной поверхностью.
Так как валки вследствие их износа необходимо часто менять н перешлифовывать или перетачивать на станке, то с целью удобства монтажа и демонтажа роликовые подшипники обычно устанавливают с гарантированным посадочным зазором (см. рнс. V.24, б). Приостановке подшипника его внутреннее отверстие п шейку валка смазывают тонким слоем густой смазки. Однако при работе внутренние кольца подшипника часто проворачиваются, что приводит к задирам и износу посадочных поверхностен, особенно шеек валка. Для уменьшения износа этих поверхностей к ним подводят смазку (из осевого канала-резервуара от торца шейки) с различными присадками (графит, сернистый молибден), делают винтовые канавки на посадочных поверхностях и т. и.
Многорядные подшипники с цилиндрическими роликами имеют внутренние кольца, взаимозаменяемые по наружному диаметру, т. е. обработанные с большой точностью. Внутренние кольца монтируются на шейки валков по посадке с натягом: прн смене валков внутренние кольца остаются на шейках валков. При переточке и перешлифовке бочкн валок устанавливают в люнетах станка по наружному (весьма точному) диаметру внутренних колец, поэтому эксцентричность бочки валка может^быть полностью исключена, что в результате повышает точность проката (уменьшается разнотолщинность полосы). Детали подшипника (цилиндрические ролики и внутренние кольца) имеют весьма простую конфигурацию, поэтому их можно обрабатывать с высокой точностью.
Указанные достоинства позволяют применять многорядные подшипники с цилиндрическими роликами в опорных валках при больших скоростях прокатки (30—40 м/с) на листовых, сортовых и проволочных станах.
Как известно, подшипники типа ПЖТ имеют существенный недостаток: при изменении частоты вращения цапфы изменяется толщина масляного клина, что отрицательно влияет на точность проката (изменяется толщина полосы). Точно изготовленные (прецизионные) подшипники с цилиндрическими роликами не имеют этого недостатка, поэтому на станах горячей и холодной прокатки тонкой полосы иногда вместо ПЖТ устанавливают под-
233
Рис. V.25. Фиксирующая] опора валка на четырехрядном подшипнике с цилиндрическими роликами (шейка валка коническая или цилиндрическая с диаметром под подшипник 500—950 мы)
шипники качения с цилиндрическими роликами не только на рабочих валках, но и на опорных.
С целью повышения нагрузочной способности и улучшения отвода тепла в подшипники качения необходимо подавать жидкую, а не густую смазку. Весьма рациональной является смазка масляным туманом; подача распыленного воздухом масла (тумана) в этом случае осуществляется специальными насадками, смонтированными в корпусе подшипника и имеющими отверстия определенного диаметра.
Для восприятия осевых усилий в фиксирующих опорах валков (со стороны перевалки) рядом с многорядными подшипниками (с цилиндрическими роликами) устанавливают шариковые или роликовые раднально-упорные подшипники (рис. V.25). В нефиксированных (плавающих) опорах для удержания подушки на шейке валка рядом с многорядным подшипником (с цилиндрическими роликами) устанавливают однорядные радиальные подшипники.
На новых высокоскоростных прокатных станах применяют неподвижную посадку роликового подшипника на шейку, что исключает износ посадочных поверхностей. Легкость монтажа и 234
де оитажа подшипника обеспечивается применением гидрораспора, прн котором распрессовка неподвижных соединений осуществляется при помощи масла, подаваемого под высоким давлением (50—100 МПа). Следует, однако, указать, что этот способ эффективен только для напрессовки и распрессовки соединений с конусными посадочными поверхностями и распрессовки (демонтажа) цилиндрических соединений; напрессовку (монтаж) последних легче всего осуществить посадкой на цилиндрическукщиейку предварительно нагретого (до 80- 90}°С) подшипника с цилиндрическим внутренним отверстием.
Смазка подшипниковых узлов
Для смазки прокатного оборудования, в том числе и подшипниковых узлов, применяют минеральные (не растительные н не животные, которые очень дороги) масла, получаемые прн переработке нефти. После возгонки бензина и керосина при переработке нефти остается мазут, являющийся исходным сырьем для получения различных масел.
Жидкие масла (прокатные марки П-28 нли брайтсток, спецвапоры 2200 и 2900, цилиндровое 24, автотракторное АК-10 и турбинное марки УТ) одновременно служат я для охлаждения трущихся поверхностей. По сравнению с густыми смазками они имеют ряд преимуществ: допускают более высокие частоты вращения валков, более высокие температуры внутри подшипника, лучше работают в условиях низких температур (густые смазки загустевают и вызывают излишний расход энергии на трение). Подача жидкой смазки к узлам треиия и возврат ее для очистки и охлаждения осуществляется циркуляционными автоматическими системами.
Густые консистентные смазки (мази) получают в результате смешивания жидинх минеральных масел с загустителями (калиевые для солидолов и натриевые мыла). Густые смазки по сравнению с жидкими маслами применяют реже. Преимущество густых смазок в том. что оии не требуют сложных уплотнений И сами являются уплотнениями, защищая трущиеся поверхности (подшипники качения) от попадания пылн, грязи и воды. Так как осуществление циркуляции густых смазок невозможно, то густая смазка, подаваемая в подшипниковые узлы трения, расходуется безвозвратно. Для этих узлов применяют специальную густую смазку ИП-1, периодически подаваемую автоматическими централизованными станциями.
Чтобы жидкая смазка не вытекала из узлов трения, а также для предохранения их от воды, пыли и окалины, применяют специальные уплотнительные кольца из маслостойкой резины- Резиновые манжетные уплотнения (кольца) более стойки, чем кожаные, последние быстро изнашиваются и крошатся. Резиновые уплотнения применяют двух типов: бескаркасные и с металлическим распорным кольцом. Первым свойственна меньшая жесткость, чем вторым. Постоянное давление на вал, обеспечивающее герметичность уплотнения, создается при помощи стальной витой пружины (браслета), соединенной замком в кольцо. Если в подшипниковом узле избыточное давлеине масла превышает 100 кПа, то для предотвращения прогиба резиновой манжеты применяют дополнительное поддерживающее штампованное металлическое кольцо.
3. МЕХАНИЗМЫ ДЛЯ УСТАНОВКИ И УРАВНОВЕШИВАНИЯ ВАЛКОВ
Чтобы процесс прокатки протекал нормально, валки должны занимать в рабочей клети определенное положение. Для этого в каждой рабочей клети предусмотрены механизмы и устройства для вертикальной установки валков (нажимные механизмы), осевой’установки валков и уравновешивания верхнего валка.
235
Нажимные механизмы
Установка валков в вертикальной плоскости на большинстве станов осуществляется при помощи специального механизма с нажимными винтами.
На всех листовых, полосовых и обжимных станах положение нижнего валка с подушками и подшипниками в рабочей клети постоянно. Поэтому раствор между валками регулируется перемещением только верхнего валка при помощи нажимного механизма.
На четырехвалковых станах, прокатывающих длинные полосы, для получения заданной толщины полосы корректировка обжатия осуществляется в процессе прокатки поэтому нажимной механизм верхнего валка должен быть рассчитан на преодоление максимального усилия, действующего на валкн в процессе прокатки.
На сортовых двух- н трехвалковых станах положение валков при прокатке не изменяется; необходимое расстояние между ними, определяемое калибровкой валков, устанавливают заранее, при настройке стана.
На сортовых двухвалковых станах для сохранення линии прокатки на постоянном уровне необходимое расстояние между' валками при прокатке заданного профиля устанавливают перемещением верхнего и нижнего валков.
На сортовых трехвалковых станах средний валок устанавливают неподвижно, а настройку осуществляют перемещением верхнего н нижнего валков
На тех станах, где положение верхнего валка, должно изменяться после каждого прохода металла через валки (блюминги, реверсивные четырехвалковые станы и т. д.), это перемещение происходит во время пауз между проходами.
Очевидно, что для увеличения производительности стана время, затрачиваемое на установку верхнего валка, должно быть минимальным. Поэтому перемещение верхнего валка должно происходить с большой скоростью (например, на блюмингах эта скорость достигает 250 мм/с). Однако на некоторых станах, прокатывающих тонкие листы и полосы, скорость перемещения верхнего валка ограничивается необходимой точностью установки валков в определенном положении, поэтому эта скорость должна быть очень небольшой (на тонколистовых четырехвалковых станах холодной прокатки она составляет ~0 1 мм/с).
Кроме того, скорость перемещения нажимных винтов зависит также от длины пути, который должен пройти нажимной винт при установке валка. Этот путь на обжимных станах во много раз больше чем на листовых и тонколистовых. Поэтому с целью возможного сокращения пауз при прокатке скорость перемещения нажимных винтов у обжимных станов принимается большей, чем, например, у листовых станов.
23G
На сортовых станах, где валки устанавливают только при настройке стана, скорость перемещения валков ограничивается требуемой точностью их настройки.
На практике применяют следующие скорости перемещения (установки) верхнего валка, мм/с:
Блюминги . ..... .... . . 100—250
Слябинги . . .... . 100—150
То л стол истовые станы ................. 5—25
Сортовые станы двух- и трех вал новые.......... 2—5
Тонколистовые чстырехвалковые станы ...........0,05—1,0
На блюмингах, слябингах и тонколистовых станах перемещение верхнего валка происходит после каждого пропуска металла через валки, поэтому с целью сокращения паузы между проходами для установки верхнего валка применяют быстроходные нажимные механизмы с приводом от вертикальных фланцевых электродвигателей через цилиндрические шестерни.
На рис. V.26, а приведены кинематические схемы нажимных механизмов I и II типов, а на рис. V.26, б — общий вид нажимного механизма II типа для блюминга 1150 конструкции УЗТМ. Литой стальной корпус / закреплен на станинах рабочей клети н сцентрирован с ними с помощью двух установочных колец 2. В корпусе размещена горизонтальная косозубая цилиндрическая передача, состоящая нз семи зубчатых колес и приводимая двумя вертикальными фланцевыми электродвигателями 3, смонтированными на верхней части корпуса / Шестерни 4 (рис. V.26, а) насажены непосредственно на концы валов электродвигателей н сцепляются с паразитными колесами 5. которые в свою очередь передают вращение зубчатым венцам 7, посаженным на высокие ступицы 8 с квадратными отверстиями. При вращеинн колес 7 и ступиц 8 осуществляется вращение винтов в нажимных гайках 9 п поступательное перемещение нажнмных винтов 10.
Соединительная шестерня 6 свободно посажена иа ось, которая одновременно является плунжером 11 двух гидравлических цилиндров 12, вмонтированных в корпус нажимного устройства и предназначенных для вывода шестерен 5 из зацепления при необходимости раздельной работы винтов (одного правого или левого). При работе стана полости верхних цилиндров заполнены маслом, выход которого из них перекрыт, а из нижних цилиндров масло вытеснено в бак, установленный сверху на площадке. Практика эксплуатации блюмингов показала, что. несмотря на наличие тормозов на электродвигателях, происходит самоотвнн-чпванне нажимных винтов вследствие больших динамических нагрузок на ннх при прокатке. С целью предохранения от самоотвии-чивания на концах нажимных винтов сделаны сферические пяты 14 увеличенного диаметра, в результате чего несколько увеличивается момент трения в пяте. Для удобства сборки и разборки пяту делают отъемной и закрепляют на нажимном винте торцовой ШПОНКОЙ 13 и сквозным штифтом 15.
237
Z=2ff
Рве. V.26. Быстроходные нажимные механизмы блюминга 1150 конструкции УЗТМ
Указатель обжатий присоединен к нажимному устройству через промежуточную коническую передачу 16.
Нажимное устройство имеет привод от двух электродвигателей вертикального типа мощностью 180—270 кВт (п ~ 500-:-750/1000 об/мнн). Смазка жидкая циркуляционная. Наружный диаметр нажимного винта 440 мм, резьба однозаходная, шаг 48 мм, диаметр пяты 550 мм, передаточное отношение от электродвигателя к нажимному винту 4,5; скорость перемещения винтов до 250 мм/с.
Тихоходные нажимные механизмы (рис. V.27) с приводом от электродвигателя через глобоидные червячные передачи приме-238
тонколистовых и полосо-
вых четырехвалковых станах горячей и холодной прокатки, где скорость перемещения валков невелика (ввиду необходимости точной регулировки толщины листов и полос). На рис. V.27, а приведена кинематическая схема, а на
239
рис. V.27, б — общий вид механизма для установки верхних валков рабочей клетн четырехвалкового стана 2500 холодной прокатки конструкции НКМЗ. Привод нажимных винтов осуществляется от двух электродвигателей 2 типа МП-82 мощностью по 115^кВт частотой вращения 500 об/мин при 100 % ПВ. Двигатели установлены на одной оси и соединены между собой электромагнитной муфтой /, рассчитанной на крутящий момент, равный 3 кН-м. Вращение от электродвигателей к нажимным винтам 6 передается через зубчатые муфты 3 н червячные глобоидные редукторы 4, 5. Общее передаточное число от двигателя к нажимному винту i — 1122; скорость перемещения нажимного винта 0,11—0,22 мм/с.
Диаметр нажимного винта равен 560 мм, шаг резьбы 12 мм. Редукторы нажимного механизма смонтированы в отдельных корпусах, установленных на верху станины. Между редукторами установлен гидроцилиндр уравновешивания валков //. Крайнее верхнее положение нажимного винта (ход винта 530 мм) фиксируется командоаппаратом 10, соединенным со ступицей червячного колеса через коническую шестеренную передачу 7 и редуктор 8.
У этого нажимного устройства нет циферблата на самой станине и положение валков контролируется сельсином-датчиком 9. передающим импульс иа сельсин-мотор, установленный на пульте управления п снабженный диском с цифровыми делениями.
Привод сельсина-датчика^аналогичен приводу командоаппа-' рата. При необходимости работы одним нажимным винтом (для настройки валков) электромагнитная муфта выключается.
В отличие от сортовых прокатных станов на листовых станах при прокатке тонких листов и полосы верхний валок часто приходится устанавливать, когда металл находится между валками, что необходимо для выравнивания толщины прокатываемой полосы.
Таким образом, механизмы привода нажимных винтов должны быть рассчитаны на максимальное усилие, возникающее при прокатке. В данном случае этот механизм рассчитан на усилие прокатки 35 МН (на оба нажимных винта). Вследствие применения в приводе каждого внита двух червячных передач к. п. д. таких нажимных механизмов значительно ниже, чем к. и. д. нажимных механизмов блюминга, у которого в приводе винтов предусмотрены цилиндрические шестерни. С целью повышения к. п. д. привода применяют глобоидные червячные редукторы.
Для повышения быстроты и точности установки валков па некоторых станах применяют нажимные механизмы с червячно-цилиндрическим приводом, двухскоростные и комбинированные (гидромеханические).
Гидравлические и гидромеханические нажимные механизмы
В процессе прокатки толщина выходящей из валков полосы непрерывно изменяется вследствие непостоянства толщины подката при входе в валки, механических свойств полосы по длине рулона, условий смазки валков и полосы и т. п. Для определения толщины полосы и ее изменения (разнотолщипности) на стане перед и за валками устанавливают летучие микрометры (контактные и бесконтактные толщиномеры) различного тина (индуктивные, рентгеновские и др.)- Изменение толщины полосы можно также фиксировать косвенным способом путем измерения усилия прокатки эдес дозами, установленными под нажимные впиты (или под подушки нижнего валка).
Показания (электрические сигналы датчиков измерения толщины) этих приборов можно использовать в системах автоматического регулирования толщины (САРТ) полосы в процессе прокатки с целью снижения продольной и поперечной разнотолщин-ности.
В нажимных механизмах электромеханического типа, в которых нажимные вннты приводятся от электродвигателей (см. рис. V.26 и V.27), эти сигналы используют для включения (выключения) электродвигателей, т. е. для вращения нажимных вянтов и изменения обжатия полосы в процессе прокатки. Практика показывает, что САРТ с использованием нажимных винтов с электроприводом имеет существенный недостаток — запаздывание регулирования разнотолщипности вследствие инерционности электромеханического привода нажимных винтов (включение электродвигателей от импульсов измерительных приборов и разгон редукторного привода нажимных винтов требуют 0,5—1 с; за этот период при скорости прокатки 10—30 м/с полоса пройдет путь 5—30 м).
В 'некоторых случаях работа САРТ при наличии электромеханических нажимных механизмов вообще мало эффективна вследствие чрезвычайно интенсивного износа резьбовой пары нажимной винт-гайка.
С целью повышения быстродействия САРТ (что особенно важно при высоких скоростях прокатки) в последние годы получили распространение гидравлические (без нажимных винтов и их электропривода) и комбинированные (гидромеханические) нажимные механизмы, обладающие значительно меньшей инерционностью.
На рис. V.28, а показан гидравлический нажимной механизм четырехвалкового стана 1200 холодной прокатки тонкой полосы конструкции ВНИИметмаша — НКМЗ.
Усилие прокатки непосредственно воспринимают гидравлические цилиндры / (вместо нажимных винтов, см. рис. V.27); под поршни 2 от аккумулятора подается рабочая жидкость (масло)
241
валков (при относительно большом вертикальном перемещении нажимных винтов);
2) функцию плунжера (поршня) гидравлического цилиндра, опирающегося на станину; в этом случае при подаче рабочей жидкости (масла) в полость между заплечиком внутренней гайки-плунжера и внешним цилиндром гайка-плунжер (вместе с нажимным винтом) может перемещаться по вертикали (на 1—4 мм) в гидравлическом цилиндре 4 (для точной настройки валков при регулировании разиотолщинности полосы). К торцу нажимного винта 2 прикреплен кинематический шток-винт 5, на который опирается двуплечий рычаг 6, соединенный с гидрораспределителем 7, задатчиком 8 и шаговым электродвигателем 9. Эта система выполняет функцию обратной связи перемещения гайки-плунжера в соответствии с включением шагового электродвигателя н перемещением золотника гидрораспределителя. Описанный нажимной механизм применяется в чистовых клетях непрерывного шнрокополосового стана горячей прокатки полосы толщиной более 2 мм.
Следует отметить, что точность работы нажимных механизмов в САРТ в значительной степени определяется точностью и надежностью приборов, применяемых для прямого (толщиномеры) или косвенного (месдозы) измерения толщины и разнотолщинностп прокатываемой полосы.
Нажимные винты и гайки
Нажимной винт воспринимает усилие, приходящееся на одну шейку валка при прокатке, и передает его через нажимную гайку станине. Поверхности трения (пяте нажимного винта) придана сферическая форма для лучшей самоустановки подушки с подшипником по оси нажимного винта.
На блюмингах, слябингах и черновых клетях толстолистовых станов диаметр сферических подпятников делают больше диаметра винта. Практика показывает, что, несмотря на небольшой угол подъема винтовой линии (не более 2° 30') и теоретически са-мотормозящуюся пару винт-гайка, при динамических нагрузках наблюдается «отход» (самоотвинчнвание) нажимных винтов. При увеличении диаметра подпятника и применении густой смазки резьбы (вместо жидкой) возрастает момент трения, т. е. уменьшается возможность самоотвинчивания винтов (см. рис. V.26). Для листовых станов нажимные винты делают с мелкой резьбой и небольшим углом подъема (менее Г), поэтому самоотвинчива ние их не происходит; для уменьшения потерь на трение при вращении винта под сферическую пяту подводят густую смазку.
Гайки нажимных винтов — наиболее быстроизнашивающпеся детали. Их изготовляют из литой бронзы марок БрАЖ9-4 п БрАЖМц10-3-1,5.
Для экономии бронзы целесообразно делать нажимные гайки составными. Наружные бандажи изготовляют из высокопрочного
244
Рис. V.29. Составные нажимные гайки и формы верхнего конца нажимного винта:
« — бандажированнзя с полостью для водяного охлаждения (слева) п с внутренней бронзовой заливкой (справа); б — квадратный конец нажимного винта с направляющими плоскостями нз бронзовых планок или бронзовых наплавок и конец нажимного винта со шлицами
П 6
чугуна (рнс. V.29, а, слева), иногда применяют заливку бронзы в стальной ступенчатый бандаж (рис. V.29, а, справа). Охлаждение водой бандажированных гаек значительно уменьшает износ их резьбы. Практикой установлено также, что при жидкой смазке пары нажимной випт-гайка износ их резьбы в 1,5—2 раза меньше, чем при густой. Однако во многих случаях применение жидкой смазки нажимной гайки нежелательно, так как при этом может возникать самоотвинчивание нажимных винтов.
Для предотвращения проворачивания в расточке станины гайку крепят снизу при помощи торцовых планок, как показано па рис. V.27.
Нажимной вннт вращается ступицей центральной шестерни или червячного колеса н перемещается в ней по вертикали. Верхний конец нажимного винта делают квадратным (у обжимных станов) или цилиндрическими со шлицами (у листовых станов, рнс. V.29, б). Для уменьшения трения (в быстроходных нажимных механизмах) на квадратном конце иногда предусматривают направляющие, наплавляя бронзу или прикрепляя винтами бронзовые планки; в этом случае ступнца может быть отлита нз стали.
Резьба нажнмных винтов н гаек однозаходная упорная или трапецеидальная. Трапецеидальный профиль (как более прочный) применяют для нажимных винтов и гаек тонколистовых станов холодной прокатки, так как в этих станах вннты и гайкн прн прокатке воспринимают большие усилия. В быстроходных нажимных механизмах блюмингов иногда используют двухзаход-ную резьбу.
Диаметр нажимного винта определяют в зависимости от максимального'усилия, действующего на пего прн прокатке Утах:
d, = )<4Гп,ах/л[с]1, = 1,13 । Vin„/|c]„, (V.55)
где dj — внутренний диаметр резьбы нажимного винта; (о )н — Допускаемое напряжение на сжатие впита.
Нажимные винты изготовляют из кованой стали марок Ст.5. 40Х и 40ХН с пределом прочности оя 600 : 750 МПа. Исходя нз пятикратного запаса прочности, допускаемое напряжение на сжатие материала винта 1о)я можно принимать равным 120 : -:-150 МПа. Определенный расчетом диаметр нажимного винта необходимо согласовать затем с ГОСТом.
245
Диаметр нажимной гайки Dr и высоту ее Нг обычно определяют из следующих соотношений: Dr = (1,5-^-1,8) dBt Н, — = (0,95-?-1,1) Dr, где dB — наружный диаметр резьбы нажимного винта.
Для вращения нажимного винта, когда на него (по поверхности пяты) действует усилие У. к верхнему концу нажимного винта необходимо приложить определенный крутящий момент, который можно рассчитать по формуле
Л1„=Y + -фр)], (V.56)
где da — диаметр пяты нажимного винта; ри — коэффициент трения в пяте; dcp — средний диаметр резьбы нажимного винта; <хр — угол подъема резьбы (tg ар ~ zPv/3idcp, здесь г — число заходов; Рр — шаг резьбы); срр — угол трення в резьбе (tg <рр = = рр, здесь рр — коэффициент трення в резьбе между нажимной гайкой н винтом; обычно, прн нормальной смазке резьбы, принимают j.ip =0,1, тогда = 5° 40')-
Усилие У, действующее на нажимной вннт, определяют для разных станов по-разному:
1. Когда нажимной винт перемещается только во время паузы между проходами (на блюмингах, толстолнстовых станах) на него не действует усилие прокатки. Однако в это время на него действует усилие со стороны устройства для уравновешивания верхнего валка. Это усилие обычно бывает на 20—40 % больше массы уравновешиваемых деталей.
Таким образом: У = Q — G/2 = (0,2н-0,4) G/2, где Q — усилие на одну подушку валка со стороны механизма уравновешивания; G — масса уравновешиваемых деталей (верхнего валка, его подушек н нажимных винтов).
2. Когда нажимной винт перемещается во время процесса прокатки (в тонколистовых станах), на него действует усилие, равное половине усилия прокатки, т. е. У = Р/2.
Определив по формуле (V.56) крутящий момент, требующийся для вращения нажимного винта, можно затем определить н мощность двигателя, необходимую для привода всего установочного механизма. Так как скорость перемещения нажимного вннта задана, то крутящий момент двигателя для привода винта можно определить по следующей формуле:
(V.57) где i — передаточное число привода от двигателя к винту; т] — к. п. д. передачи от двигателя к винту.
Мощность двигателя, кВт:
N№ -= А1дво>дь, (V.58)
где Л1дн — крутящий момент двигателя. Н м; содв—-угловая частота; юдв = л/30лдв, здесь лпв — частота вращения двигателя, мии 1.
246
Соответствующие тип и характеристику двигателя подбирают по каталогам.
Для установочных механизмов, работающих в повторно-кратковременном режиме (на блюмингах, слябингах, обжимных клетях рельсобалочных станов и т.д.), мощность и момент двигателя необходимо определять нз условия нагрева двигателя по среднеквадратичной силе тока, а также нз условия обеспечения достаточно быстрого разгона двигателя, чтобы продолжительность установки валков была минимальной. В этом случае прн определении момента двигателя надо учитывать динамическую нагрузку, возникающую при ускорении вращения деталей в приводе от двигателя до нажимного ниита, по следующей формуле:
^ДВ — “I- Мди» •
(V.59)
где Л1ст — статический момент на валу двигателя, определяемый по формуле (V.57), Н -м; Л4ДИ11 — динамический момент на валу двигателя. Нм:
mDj
“4 edi»
(V.60>
здесь J —- момент инерции массы всех вращающихся деталей привода, приведенный к валу двигателя, кг-м2: J = mRt = = Епр — угловое ускорение привода прн разгоне, 1/с®г
равное dw dt.
Устройство осевой установки валков
Для совмещения осей калибров валков при настройке сортового стана валки устанавливают в осевом направлении.
В зависимости от частоты подъема верхнего валка, типа подшипников валков и других факторов применяют несколько способов осевой регулировки валков.
На непрерывных сортовых станах для осевой установки валков используют рычажное устройство (рис. V.30). При вращении гайки I резьбовые тяги 2 и 3 (одна с левой резьбой, другая с правой) раздвигаются или, наоборот, смыкаются и поворачивают рычаги 4. Рычаги 4 лапами удерживают подушку 5 за заплечики и при вращении перемещают ее в требуемом направлении. Предел регулирования валка в осевом направлении ±10 мм.
Рабочий валок фиксируют установочным механизмом только с одной непри-водиой стороны, где имеется доступ к механизму. Со стороны привода клети механизм осевой регулировки ие устанавливают.
Устройство для осевой регулировки валка спаренное: одно предназначено для смещения валка в одном направлении, например в сторону привода, другое — в обратном. Осевая регулировка валков осуществляется на стенде при настройке клети, а также в линии прокатки, когда по каким-либо причинам (неравномерная выработка калибров валков, произвольное смещение валков) нарушено заданное сопряжение ручьев.
247
Рис. V.30. Рычажное устройство осевой установки валков
Механизмы уравновешивания валков
Если тем нли иным способом подушки верхнего валка были бы подвешены к концам нажимных винтов п установка верхнего валка происходила бы только перемещением винтов вверх п вниз, то возникли бы следующие отрицательные явления:
1) при холостом ходе стана иод действием массы верхнего валка и его подушек между торцами нажимных винтов и их подпятников а также в резьбе нажимной гайки обязательно образовались бы зазоры. При последующей задаче металла в валки возникали бы динамические нагрузки на шейки валка и на нажимные винты, которые сопровождались бы сильными ударами;
2) раствор между валками никогда не соответствовал бы требуемому обжатию вследствие неизвестной величины указанных зазоров.
Во избежание этих отрицательных явлений у всех рабочих клетей, предусмотрены специальные устройства для уравновеши-
248
ваипя верхнего валка н его подушек. Прн помощи таких устройств подушки верхнего валка всегда плотно прижаты к торцам нажимных винтов и зазоры в соединениях шейки валка с нажимной гайкой не образуются.
Для уравновешивания верхнего валка с подушками применяют грузовые, гидравлические н пружинные устройства.
Грузовое уравновешивание применяют при перемещении верхнего валка на большую высоту (до 2000 мм на блюмингах и слябингах); конструкция этого устройства проста и оно надежно в эксплуатации. В то же время грузовому уравновешиванию свойственны следующие недостатки: инерция контргрузов большой массы вызывает динамические нагрузки в системе; расположение больших рычагов с контргрузами требует углубления и усложнения фундамента под рабочей клетью; невозможно осуществлять перемещение валка независимо от нажимного
Рис. V.31. Устройство гндранлнче-ского уравновешивания верхнего опорного валка с подушками (четырехвалкового стана 2500 конструкции НКМЗ) при помощи одного верхнего цилиндра
механизма.
Гидравлическое уравновешивание применяют как при большом ходе верхнего валка (на обжимных станах), так н прн небольшом растворе валков (на листовых станах). Оно не обладает указанными выше недостатками, свойственными грузовому уравновешиванию, работает бесшумно и без толчков, имеет небольшие габариты н легко управляемо при работе стана В качестве рабочей жидкости применяют масло-водяную эмульсию илн веретенное масло (в зависимости от климатических условий района, в котором расположен завод).
Недостатком этой системы является то, что для питания цилиндров уравновешивания необходима установка насосно-аккумуляторной станции. Однако во многих прокатных цехах такие станции имеются независимо от применения системы гидравлического уравновешивания (например, для гидропривода смены валков), поэтому указанный выше недостаток ие является существенным.
На рис. V-31 приведено устройство гидравлического уравновешивания верхнего опорного валка четырехвалкового стана 2500 конструкции НКМЗ.
249
Рнс. V.32. Общий вид устройства для гидравлического уравновешивания верхних рабочих и опорных валков четырехвалкового става 1700 прн поыощн плунжеров между подушками валков:
1 — подушка опорного валка; 2 — подушка рабочего валка; 3 — гидравлический плу-жер уравновешивания верхнего опорного валка: 4 — то же, верхнего рабочего валка
5 — гидравлический цилиндр; 6 — защелка для осевой фиксации подушки рабочего валка в направляющих подушки опорного валка
Гидравлический цилиндр 1 расположен на верху рабочей клети н смонтирован в траверсе, соединяющей станины. К, верхней части плунжера 2 шарнирно прикреплена траверса 3, к концам которой подвешены две тяги 4. С этими тягами шарнирно соединены поперечные балки 5, конечные участки которых входят в окна станин и воспринимают массу подушек и валков. У подушек валков прн этой системе уравновешивания наверху сделаны Г-образные приливы 6, которыми они опираются на концевые участки поперечных балок.
Необходимое давление масла в цилиндре гидравлического уравновешивания ру определяют по формуле:
(1V.61)
4(1,24- 1.4)0
откуда ру=
Ч
где G — масса уравновешиваемых деталей, т; dn — внутренний диаметр цилиндра, мм; 1,2-г-1,4 — коэффициент «переуравновеши-вания», принимаемый с целью обеспечения прижатия подушек к нажимным винтам. Обычно принимают ру = 5ч-Ю МПа.
При смене полного комплекта опорных и рабочих валков вместе с подушками весь этот комплект поднимается на некоторую высоту гидравлическим уравновешивающим устройством для введения под подушку нижнего опорного валка направляющих брусьев.
250
После этого комплект валков н подушек опускается на эти направляющие брусья и вытягивается нз рабочей клетн специальным механизмом.
Давление масла в гидравлическом цилиндре при комплектной смене валков должно быть увеличено до 15—=—16 МПа.
При уравновешивании верхнего опорного валка описанным способом верхний рабочий валок уравновешивается самостоятельными гидравлическими плунжерами, расположенными в подушках нижнего рабочего валка.
На рис. V.32 приведен общий вид устройства для гидравлического уравновешивания верхних рабочих н опорных валков четырехвалкового стана 1700 при помощи плунжеров между подушками валков. В этом случае уравновешивание опорных и рабочих валков осуществляется с помощью гидравлических плунжеров, расположенных между подушками опорных и рабочих валков. Гидравлические цилиндры для этих плунжеров вмонтированы в самих подушках валков.
Высокое давление в гидравлических цилиндрах создается специальным грузовым или воздушным аккумулятором (рис. V.33), установленным поблизости от рабочих клетей стана.
Требуемая масса груза в грузовом аккумуляторе значительно меньше массы уравновешиваемых деталей, так как диаметр плунжера аккумулятора обычно делают меньше диаметра плунжера гидравлического цилиндра. Для пополнения потерь масла в системе вследствие его утечки через уплотнения аккумуляторную систему снабжают насосом. Пополнение масла осуществляется
251
Рис. V.34. Устройство пружинного уравновешивания верхнего валка клети 530 непрерывного знготовочнего Стана 700/500
они безопасны в работе; нет
при разгруженной системе. В воздушном аккумуляторе давление рабочей жидкости в баллоне создается сжатием воздуха, подаваемого периодически компрессором; насос включается также периодически для восполнения утечки масла через уплотнения. При опускании верхнего валка (прн помощи нажимных винтов) жидкость вытесняется из цилиндра в баллон воздушного аккумулятора. Прн ходе нажимных винтов вверх жидкость под действием давления воздуха в баллоне поднимает плунжер и прижимает подушки верхнего валка к сферическим торцам нажимных винтов. Чтобы давление в системе изменялось незначительно, объем вытесняемой жидкости не должен изменять уровень и объем воздуха в баллоне более чем на 10 %.
Грузовые аккумуляторы не требуют сжатого воздуха, поэтому еобходи мости и в насосе высокого
давления, так как восполнение утечкн жидкости осуществляется обычным насосом прн разгруженной системе. Однако грузовым аккумуляторам свойственны следующие недостатки: изменение давления в системе возможно только в результате изменения массы контргрузов; при работе возникают гидравлические удары, вызываемые инерцией грузов; уплотнения плунжера цилиндра аккумулятора требуют постоянного наблюдения.
Воздушные аккумуляторы свободны от этих недостатков и, кроме того, позволяют легко регулировать давление в системе путем выпуска части воздуха из баллона. Однако для их работы требуется установка компрессора и насоса высокого давления.
Пружинное устройство для уравновешивания верхнего валка является более простым. Его применяют в том случае, если перемещение валков н масса уравновешиваемых деталей невелики (на заготовочных, сортовых, проволочных н листовых двух-н трехвалковых п ленточных четырехвалковых станах). На рис. V.34 показано устройство пружинного уравновешивания верхнего валка клети 530 непрерывного заготовочного стана 700/500.
Верхний валок уравновешивается прн помощи четырех пружин, опирающихся на траверсу, соединяющую вверху две станины. Пружинам сообщается предварительная затяжка с помощью
252
гаек, предусмотренных на концах двух тяг. К концам этих тяг шарнирно прикреплена траверса, соединяющаяся с подушками верхнего валка.
Прн верхнем положении валка пружины поджаты настолько, что обеспечивают плотное поджатие подушек к торцам нажимных винтов с коэффициентом переуравиовешивании, равным 1,05. При максимальной переточке валка (с целью сохранения линии прокатки постоянной) его вместе с подушками необходимо опустить иа определенную величину при помощи нажимного устройства. Прн этом пружины будут сжаты почти до соприкосновения витков н коэффициент переуравновешнвания увеличится до 1,65.
Пружинное уравновешивание применяют также на четырехвалковых клетях с небольшим перемещением валков (например, на дрессировочных станах).
4. СТАНИНЫ РАБОЧИХ КЛЕТЕЙ
Характеристика станин
Станины рабочей клетн — самые ответственные детали прокатного стаиа. В них монтируют подушки валков стана, а также другие устройства н механизмы, обеспечивающие заданную точность прокатки и производительность стана. Все усилие прокатки воспринимается станинами. Поэтому прн конструировании н изготовлении станин особое внимание уделяется их прочности и жесткости.
По конструкции станины делят на две группы: закрытого и открытого типа
Станина закрытого типа представляет собой литую массивную жесткую раму; в середине ее сделано окно для установки в нем подушек валков, внизу станина имеет приливы (лапы). В приливах предусмотрены отверстия для болтов, которыми станину крепят к плитовинам.
Станины этого типа, как более прочные и жесткие, применяют в рабочих клетях блюмингов, слябингов, тонколистовых станов горячей и холодной прокатки и иногда заготовочных н сортовых станов.
Станина открытого типа состоит нз двух частей: собственно станины и крышки. Крышку скрепляют со станиной болтами н клиньями, устанавливаемыми с затяжкой.
Этн станины характеризуются меньшей жесткостью по сравнению со станинами закрытого типа, однако они дешевле в изготовлении н позволяют осуществлять перевалку валков непосредственно краном (вверх) прн снятой крышке. Станины этого типа применяют в клетях сортовых и рельсобалочиых станов.
1 Станины рабочих клетей многовалковых станов существенно отличаются от рассматриваемых здесь (см. гл. V, п. 4).
253
Рис. V.35. Уэет станин рабочей четырехпал новой клети стана 2500 Конструкцнн’НКМЗ
Размеры станки определяются возможностью размещения в окне станины подушек валков и конца нажимного винта, а также требуемой прочностью н жесткостью
Верхнюю н нижнюю части станин называют поперечинами (в станинах открытого типа верхней поперечиной является крышка), а боковые — стойками.
Сечение стоек делают обычно двутавровым илн прямоугольным. Стойки прямоугольного сечения легче отливать, вследствие чего их чаще применяют, особенно для четырехвалковых станов.
На рис. V.35 показан узел станин рабочей четырехвалковой клети стана 2500 конструкции НКМЗ. Сечение стоек станин прямоугольной формы. Станины — закрытого типа, соединены между собой траверсами внизу н вверху. С внутренней стороны стоек станины прикреплены направляющие планки для подушек опорных валков. Масса каждой станины 130 т. Общая масса станин в сборе с плитовииамн и траверсами 312 т. В верхних поперечинах станин сделаны расточки для установки бронзовых гаек нажимных винтов. *
Диаметр болтов, скрепляющих станины с плитовинами и плн-товины с фундаментом, обычно определяют из соотношения
о = (0,09-е-0,15) £>раб + Ю мм где £>раС —диаметр рабочих вапков, мм-
254
Расчет станины закрытого типа на прочность н жесткость
Ввиду сложности конфигурации станины прокатных станов не поддаются точному расчету; для оценки напряженного состояния станины сложной конфигурации применяют электротензометрию или поляризационно-оптический метод. Однако выполнение расчетов, хотя до некоторой степени и приближенных, необходимо для того, чтобы быть уверенным, что принятые при конструировании размеры станины обеспечивают ее прочность и жесткость.
Станины рассчитывают на максимальное вертикальное усилие, действующее при прокатке на шейку валка.
Горизонтальными усилиями, действующими на валки и станину в момент захвата и при прокатке с натяжением, обычно пренебрегают, так как по сравнению с вертикальным усилием их величина незначительна
Для упрощения расчета станину закрытого типа представляют в виде жесткой прямоугольной рамы (или с закруглениями по углам), состоящей из двух одинаковых стоек и двух одинаковых поперечин (рис. V.36).
Со стороны нижней подушки иа ннжнюю поперечину и со стороны нажимного винта иа верхнюю поперечину станины действуют вертикальные силы Y, равные максимальному усилию, воспринимаемому шейкой валка прн прокатке. В листовых станах
Рис. V.36. К расчету станины закрытого типа
255
это усилие равно половине максимального усилия прокатки, т. е. У = В сортовых и обжимных станах Y = R, где R — максимальное усилие, действующее на шейку валка (R > > PwJZ).
Под действием силы F в углах жесткой рамы возникнут статистически неопределимые моменты Л/о, направленные, как показано на рис. V-36, б. Эти моменты изгибают стойки внутрь окна станины, а поперечины — против действия сил Y. На рис. V.36 показаны нейтральные линии сечений поперечин и стоек станины, проведенные через центры тяжести сечений, п их изменение при деформации станины.
Каждая стойка станины растягивается под действием силы У/2 и изгибается постоянным по всей стойке моментом Мо. Напряжение растяжения в любом сечении по высоте стойки равно Ост = (У/2) (F2), где Е2 — площадь сечения стойки.
Под действием изгибающего момента Мо наружная сторона стойки будет испытывать напряжения сжатия, а внутренняя — напряжения растяжения. Это растягивающее напряжение от изгиба оёт = MQIW2, где W2 — момент сопротивления сечения стойки.
Напряжение растяжения от изгиба Ост складывается с напряжением растяжения Ост от действия силы У/2 и суммарное напряжение растяжения иа внутренних поверхностях стоек (точка А со стороны окна станины) равно
Отах = y'2F2 + MO!WZ. (V.62)
Статически неопределимый момент Мс находим следующим образом. Представляем жесткую раму разрезанной в углах и образующей четыре свободные двухопорные балки (рис. V.36, б). Для учета влияния жестких углов в соединениях поперечин со стойками приложим к отрезанным балкам в опорах моменты Мй. Таким образом, система стала статически определимой, и мы можем рассчитывать ее известными способами.
Рассмотрим, чему равны углы поворота поперечины и стойки при изгибе. Поперечина изгибается наружу силой У и внутрь моментом Mt>, т. е. действие их противоположно. Стойка изгибается внутрь рамы моментом 7И0.
Из курса «Сопротивление материалов» известно, что угол наклона 6 касательной к изогнутой оси в точке опоры равен опорной реакции /?ф от фиктивной моментной нагрузки, деленной на жесткость балки EJlt т. е. 0 = R$IEJX.
При изгибе двухопорной балки сосредоточенной силой моментная нагрузка будет равна площади эпюры моментов YR/4-R/2. а фиктивная реакция на опоре — половине моментной нагрузки, т. е. R$ = У/[/16. Таким образом, угол поворота оси балки на опоре равен О' — YFJlbEJy.
Если балка изгибается не силой У, а моментом Мо, приложенным на опорах, то площадь эпюры моментов равна MoR', фиктивная 256
опорная реакция /?ф = A40/i/2, а угол наклона оси выражается формулой 6" = Mnlj2EJx.
Прогибы балки от действия силы Y и моментов на опорах направлены в разные стороны, поэтому результирующий угол поворота равен 6, = У^НвЕ^—
По аналогии с предыдущим случаем угол поворота стойки высотой /2, изгибаемой моментами Мо, приложенными иа опорах, равен 62 =
Так как в жесткой раме опоры в углах принадлежат поперечине (длиной /1) и стойке (длиной /2), то их углы поворота должны быть равны между собой. Приравнивая 0х = 62, получим формулу для подсчета статически неопределимого момента Л40:
Ylv 4
(V.63)
Если у станины углы соединения поперечин со стойками значительно закруглены (см. рис. V.41, а), то момент Мо рассчитывают по формуле А. Й. Целикова: •
2L+_±/'i_0 + _^
,М„ V 8/1 / \2-------<---(V.64)
Z1 _|_ z* I пг
Jl JS
Из анализа формулы (V-69) видно, что если г — 0, то она аналогична формуле (V.68).
Каждая поперечина станины подвергается только изгибу от действия силы Y н момента Мо. Реактивный момент Мо, приложенный в углах станины, будет уменьшать изгибающее действие силы Y. В результате максимальный момент в середине поперечины определим по формуле
.Ил = -^--.М„, (V.65)
и максимальное растягивающее (или сжимающее) напряжение в середине поперечины, возникающее в результате действия изгибающих моментов, равно
оп = Mn/Wi. (V.66)
где ХГд — момент сопротивления сечення поперечины.
В тонколистовых и полосовых станах горячей н особенно холодной прокатки имеет значение не только прочность станин (характеризуемая величиной возникающих в инх напряжений), но и их жесткость, т. е. величина деформации при прокатке.
Деформация от растяжения стойки станины силой Y/2 равна
62 = Yl2/2EFB, (V.67)
где Е — модуль упругости материала станины; для стального литья (Е = 2-10s МПа).
9 Заказ 224
257
Прогиб в середине каждой поперечины (двухопорной балки) ог изгиба силой Y равен разности моментов от фиктивных нагрузок R и Рф/2 (половина площади моментов), деленной на жесткость балки
(Рф = -^-4 = ^-; R Р*'2 У#16);
.. Мф 1 Г „I. Рф / 1 ЛЧ1- Ylj
1 “ EJj ~ EJi i X 2 2 <3 2 /J ~ 48ЕЛ *
Прогиб в середине каждой поперечины от изгиба моментами Л40, приложенными на опорах, определим аналогичным способом.
Так как балка (поперечина) на всей длине 4 нагружена постоянным моментом Мо, то фиктивная реакция от моментной нагрузки Рф (площади прямоугольной эпюры) равна R = M0R/2 = = Pqfo- Изгибающий момент от фиктивной моментной нагрузки в середине балки равен (при х = 112)
поэтому 61 = Мф/EJt = Moli/SEJj.
Разность прогибов в середине каждой поперечниы от изгиба силой У и моментами Мо
6, = 6J - 6J = (FZ, - Мо). (V.68)
Так как поперечина имеет большую толщину по сравнению с длиной 4, то необходимо также учесть деформацию в середине каждой поперечины от действия поперечных (перерезывающих) сил согласно известной из курса сопротивления материалов формуле 6Э = k (M/GFi), где G — модуль сдвига (для стального литья G = ®/в£ = 0,75* 10s МПа).
Максимальный момент посередине поперечины от изгиба силой Y равен М = У4/4. поэтому получим
Ь = (V.69)
для прямоугольного сечения коэффициент формы сечения можно принимать k = 1,2.
Суммарная вертикальная деформация станины равна растяжению стойки и деформациям верхней и нижней поперечин:
SCT = 62 + 2 (6Х + 63). (V.70)
Как правило, станины изготовляют из стального углеродистого литья. Механические свойства стали следующие: временное сопротивление о8 = 500-ь600 МПа, удлинение 65 = 12 : 16 %. Для мелкосортных и средиесортных станов станины могут быть изготовлены нз высокопрочного чугуна, содержащего шаровидный графит
258
Станину следует выполнять с большим запасом прочности. Пй:_ поломке валков материал станин не должен давать остаточн^ напряжений. ю—
Если для валков коэффициент запаса статической прочное ер принимают >>5, то для станин этот коэффициент должен бь?аТО ^>10. Таким образом, для стального литья допускаемое Iй’ пряжение в станинах принимают равным [а]ст = 50 ;-60МГ1Я Для станин из высокопрочного чугуна с шаровидным графиня допускаемое напряжение [а]ст = 404-50 МПа.
л
5. ПРОВОДКИ
Проводки (валковая арматура) должны удовлетворять следующим требовани р беспрепятственно передавать раскат из клети в клеть, устойчиво удержив раскат в требуемом положении, иметь высокую износостойкость, обеспечив хорошее качество поверхности проката. Кантующая валковая арматура, пом| перечисленных условий, должна обеспечивать точную кантовку полосы. । :т
По назначению проводки разделяют'на вводные и выводные; иеобход! |Т также арматура для передачи полосы нз клети в клеть (промежуточные сто желоба). _
По роду трения валковую арматуру подразделяют на арматуру сколыке) “ и иачения. Значительное распространение получила арматура качения, имеюи О1 ряд преимуществ по сравнению с арматурой скольжения. J
На крупных ставах, прокатывающих блюмы, слябы и толстые листы, мет;
задается в валин роликами рольганга и выходит из валков тоже на ролики ро на этих
рангов. Специальных проводок станах нет, так как металл направляется в валки рольгангом иля С помощью линеек манипулятора. Чтобы заполнить пространство между валками и первыми родинами рольгангов, на этих станах устанавливают направляющие брусья, которые предохраняют ролики от удара о них переднего конца прокатываемой полосы.
На других станах (сортовых, полосовых) для направления металла в валки устанавливают специальные проводки, а на листовых станах — так называемые проводковые столы.
Проводки листовых станов
На рис. V.37 показаны проводки чистовой четырехвалковой клети толстолистового стана 2800, предназначенные для направления толстой полосы в валки и приема ее из валков прн реверсивной прокатке. Проводки / на рычагах 6 прижимаются к верхнему рабочему валку при помощи гидравлических цилиндров, плунжеры которых соединены с зубчатой рейкой 3. Нижние проводки 4 одним концом опираются на бочку валка, а другим — на поперечные брусья 5 между станинами.
При прокатке полосы в чистовой группе непрерывных широкополосовых
9*
Рве. V.37. Проводки чистовой ревц енвной четырехвалковой клети толе листового стана 2800
2»-
И
Рис. V.38. Проводки, направляющие линейки и роликовый петлвдержатель между чисто* выми клетями непрерывного широкополосового стана 1700 горячей прокатки конструкции НКМЗ
станов вследствие несогласования скоростей прокатки между клетями образуется петля металла. Для поддержания петли под некоторым натяжением между клетями устанавливают петледержатель (рис. V.38).
При помощи выводных проводок /, боковых линеек 5 и вводных проводок 6 полоса, выходящая из предыдущей клети, направляется в валки последующей клети. При этом электромагнитные регуляторы автоматически включают электродвигатель, поворачивающий вал 2 и рычаг 3 с холостым роликом 4 на конце. Последний будет стремиться занять положение, показанное пунктиром, благодаря чему весь период прокатки полоса будет находиться под некоторым (небольшим) натяжением. С целью недопущения образовании большой петли полосы на одном конце вала 2 установлен сельсин-регулятор, который прн увеличении угла поворота рычага 3 с роликом 4 дает им пульс (команду) на уменьшение (увеличение) частоты вращения главного электродвигателя привода валков предыдущей (последующей) клети. Наибольшее усилие на ролиин петледержателя 85 иН.
На рис. V.39, а показан общий вид роликового проводкового стола перед первой клетыо четырех клетевого стана холодной прокатки 2500. Проводковый стан предназначен для направления и задачи в валки переднего конца полосы, размотанной из рулона, и для создания заднего натяжении.
260
261
Проводковый стол состоит из роликового стола / с холостыми роликами 2 и направляющих проводок 3 и 4. Верхняя часть стола 5 рычагами 7 и шарнирами 8 удерживается над нижней частью стола.
Для направления полосы по длине бочки валков установлены вертикальные холостые ролики 5 В зависимости от ширины полосы ролики могут сближаться при помощи винтового механизма 10.
Нижняя часть стола 6 и 11 установлена на направляющих 12 неподвижной рамы 13. Перемещение роликового стола по направляющим 12 осуществляется с помощью пневматических цилиндров 14, установленных на раме 13. После того как полоса точно направлена вертикальными роликами 9 и конец ее вышел из проводок 3 и 4, при помощи пневматических цилиндров опускается верхний роликовый стол, и полоса зажимается между проводками 3 и 4. Усилие зажима полосы регулируется поджатием пружин 15. При ходе вправо штоков 16 пневматических цилиндров 14 поворачивается вал 17, который при помощи боковых кривошипов и рычагов 7 заставит опуститься верхний стол 5 я прижать полосу между роликами 1 и проводками 3 и 4. При дальнейшем ходе вправо штока 16 верхний стол уже не может опускаться вниз; тогда начнет двигаться вперед весь стол 1 по направляющим 12, благодаря чему коиец полосы проводками 3 и 4 подводится к вращающимся валкам и захватывается ими. После захвата полосы валками ролики создадут небольшое заднее натяжение полосы, а зажатие полосы проводками 3 и 4 станет слабее в результате упора верхних рычагов с пружинами в кронштейны 21, закрепленные на стойках станин.
Прн смене валков стол и рама 13 выдвигаются нз рабочей клети влево при помощи ручного привода валка 18, на иотором предусмотрена шестерня 19, находящаяся в зацеплении с зубчатой рейкой 20 внкзу рамы 13.
Этот стол предназначен для задачи полосы толщиной 1,5—6 мм и шириной до 2360 мм при скорости заправки около 0,25 м/с. Максимальное натяжение полосы, создаваемое проводками 3 и 4, составляет 40 кН. Ход стола вправо при заправке полосы 50 мм, ход вниз верхнего стола с роликами 125 мм.
Вместо роликового проводкового стола на некоторых непрерывных станах для холодной прокатки жести и цветных металлов у первой клети устанавливают плоский проводковый стол (см. рис. V.39, б).
Проводки сортовых станов
Проводковые брусья и крепление арматуры. Прокатываемая полоса прн входе в валии и выходе из них оказывает значительное давление на детали ввлковой арматуры. Основная часть усилий, возникающих при авариях в клети (застревание полосы, обматывание раскатом валка и т. п.), воспринимается проводковым брусом. В связи с этим проводковые брусья выполняют с запасом прочности, позволяющим выдержать максимальные нагрузки без остаточной деформации или поломки бруса.
0f8ff
Pur. V.4I. Вводной пропуск при задаче овальной полосы к <ре-1|>ппыГ| опал»
Рис. V.42. Вводная роликовая коробка
Для унификации валковой арматуры брусья каждой группы клетей многониточных непрерывных мелкосортных станов имеют идентичную конструкцию. Брус черновой клети (рис. V.40) позволяет осуществлять установку пропусков и проводок непосредственно в гнезда, шаг которых соответствует размещению калибров на валнах. Число гнезд соответствует числу одновременно прокаты
ваемых полос в клетн. Такая конструкция брусьев упрощает переход на прокатку
в новых калибрах. При этом вводной брус вместе с установленными в нем пропусками перемещается на величину шага между калибрами. Также производится и демонтаж выводной арматуры, носки проводок выводят из калибров валков, брус перемещают вдоль валка н проводки устанавливают на новые калибры.
Пропуски и проводки в гнездах крепятся клиньями. Положение бруса в вертикальной плоскости регулируется винтовыми домкратами. Верхний уровень поперечины бруса при установке последнего в рабочее положение на клети соот-
ветствует оси прокатки.
Брусья чистовых клетей для установки в них арматуры скольжения имеют конструкцию, аналогичную рассмотренной.
Прокатные клети с вертикальной установкой валков обычно имеют стационарно установленные массивные станины и перемещающиеся кассеты с рабочими валками. На этих клетях брусья стационарно крепят к неподвижным станинам. Смену квлибров или валков осуществляют соответственно перемещением илн заменой подвижной кассеты с валками.
Вводные проводки. Вводные проводки подводят полосу к калибру в определенном положении и удерживают ее в процессе прокатки.
Конструкция вводной арматуры во многом определяется калибровкой валков.
Вводной пропуск по длине можно разделить на три участка: воронка, направляющая часть и рабочая часть (рис. V.4I).
Воронка пропуска обеспечивает улавливание переднего конца полосы. Поверхности направляющей части пропусков обеспечивают переход от воронкн к рабочим частям, которые удерживают и направляют полосу в калибр.
Носки рабочей части пропусков обеспечивают направление полосы в калибр, поэтому конструктивное выполнение их имеет большое значение. Верхняя и нижняя поверхности носка пропуска описываются радиусом, который определяется конструктивно в зависимости от диаметра валков (с учетом зазора между ними) и расстояния от оси их до носка вводного пропуска.
Широкое распространение получили проводки качения (роликовые), которые имеют следующие достоинства: свободное я легкое продвижение переднего конца раската к валкам независимо от наличия на нем дефектов; устойчивое и прочное удержание полосы при прокатке от осевого смещения и скручивания; удобство и простоту настройки; большой срок службы; хорошее состояние поверхности готового проката.
263
Вводная роликовая коробка (рис. V.42) состоит нз двух направляющих линеек, закрытых сверху и снизу фигурными плитами. Направляющие линейкк крепят в пропуске коробки двумя болтами, которые одновременно являются их осями. Гладкие ролики для удержания полосы прямоугольного сечения вмонтированы в направляющие линейки.
Нужное расстояние между роликами устанавливают регулировочными болтами. Тарельчатые пружины под регулировочными болтами поглощают удары проходящей полосы об арматуру и обеспечивают прохождение переднего конца раската с возможными дефектами.
Стойкость такой роликовой коробки до первого ремонта в 10 раз выше стойкости пропусков скольжения, изготовленных из стали 35.
Выводные проводки. Выводные проводки предназначены для отделения выходящего конца полосы от поверхности калибра и придания ей правильного направления.
Проводки клетей черновой группы в зависимости от их расположения относительно оси прокатки делятся на нижние и верхние.
Форма рабочих поверхностей проводок соответствует сечению полосы. Для обеспечения свободного скольжения полосы и предотвращения наваривания металла ширину рабочей поверхности проводки выполняют на 3—5 мм больше ширины полосы. Нижнюю проводку устанавливают на 3—4 мм ниже диа калибра.
Для кантовки крупных сечений после каждой четной клети черновой группы сортового стана применяют кантующие ролики (рис. V.43). Шейки роликов 2 установлены в подушках I и 4, помещенных в проемах рамы 3, закрепленной на станине рабочей клети. Ролики установлены в подшипниках качения 6, смазка подается от централизованной системы.
Зазор между роликами регулируется вручную нажимными винтами 5. Уравновешивающее устройство 7 верхнего валка — пружинное. Кантующие ролики изготовляют из списанных по износу низколегированных стальных прокатных валков. Калибры кантующих роликов по своим размерам соответствуют сечению прокатываемой полосы и размещены в соответствии с шагом калибров рабочих валков.
В черновой группе клетей сортового стана в качестве выводной арматуры применяют также арматуру качения (рис. V.44). Особенностью этой конструкции является применение толстостенной трубы 1 в качестве приемной части, на конце которой закреплена кантующая головка 2 с роликами 4. Трубу с головкой крепят
264
в специальной скобе 3, установленной на выводном брусе. Необходимый угол кантовки полосы получают поворотом головки. Ролики (из стали Ст5) установлены на подшипниках качения. Положение роликов относительно принятой плоскости кантовки регулируют винтовой резьбой на подвижных осях 5. Зазор между роликами изменяется винтами 6, что позволяет применять роликовую коробку для кантовки различных сечсннй.
Охлаждающая вода на поверхности роликов подается через тело роликодер-жателей 7. Кантующая головка быстро и легко может быть заменена новой. Стойкость кантующих роликов значительно выше стойкости обычных проводок. Кроме того, применение кантующих роликов исключает налипание металла на рабочую поверхность проводок н полностью устраняет поверхностные дефекты проката, неизбежные при использовании арматуры скольжения.
Чистовая группа стана состоит из чередующихся клетей с горизонтальными и вертикальными валками, что устраняет необходимость кантовки полосы. В клетях этой группы вместо направляющих проводок и коробок устанавливают вводные трубки. Внутренний диаметр трубок выбирают в зависимости от максимального размера прокатываемых полос. Входные сечения отверстий трубок соответствуют форме калибров.
Работа той или иной конструкции арматуры во многом зависит от выбранного материала. При прокатке рядовых сталей для арматуры скольжения черновых клетей наиболее широкое применение находит литая марганцовистая сталь. Стальную арматуру ремжтнруют путем наплавки. что резко увеличивает срок службы. Арматуру скольжения иногда изготавливают из серого перлитного
265
чугуна. Такая арматура обладает невысокой стоимостью и исключает наваривание на ней прокатываемого металла, что сокращает простои стана.
Стойкость роликов арматуры качения определяет срок службы и рентабельность арматуры Наиболее широко используют ролики, изготовленные нз различных литых и кованых легированных сталей.
Пропуски скольжения чистовых клетей высокопроизводительных станов на многих заводах изготавливают из хромистых чугуна (~20 % Сг) или стали (13 14 % Сг).
6. МЕХАНИЗМЫ ДЛЯ СМЕНЫ ВАЛКОВ
Регулярная смена (перевалка) валков — необходимая операция при работе каждого прокатного стана. Особен но большое значение имеет своевременная смена рабочих валков на листовых станах холодной прокатки, так как от состояния и формы поверхности этих валков в значительной мере зависит качество готовой продукции Практически на этих станах рабочие валки сменяют через каждые 4—8 ч.
Смена валков требует остановки стана на определенное время, в результате чего снижается его производительность. Поэтому смену валков следует выполнять в минимально короткое время.
На среднесортных, мелкосортных и проволочных станах часто применяют комплектную смену не валков, а всей рабочей клети. Запасные клети заранее подготавливают в настраивают на стенде около стана и потом с помощью крана весьма быстро меняют местами заменяемую и запасную клети. В рабочих клетях сортовых станов со станинами открытого типа смену валков выполняют также быстро, снимая краном крышки со станин и устанавливая новые валки иногда прямо вместе с подушками и подшипниками.
Значительно сложнее осуществить смену валков в больших рабочих клетях со станинами закрытого типа. В этом случае валки при помощи того или иного приспособления извлекают из клетн в горизонтальном положении, переносят их краном, а на их место ставят другие.
На рис. V.45 показан цепной механизм для комплектной смены валков блюминга 1300 конструкции УЗТМ. Механизм расположен ниже уровня пола цеха и накрыт сверху плитами. Сварная стальная рама / одним конном опирается на поперечину 2 между плитовинами у станины, а другим — на корпус редуктора 3. Верхние направляющие плоскости на раме находятся на одном уровне с нижней поверхностью окна станины. По направляющим движется коромысло 4, шарнирно соединенное со звеньями цепи: в середине коромысла предусмотрено отверстие для шкворня 5, вставляемого в проушину на подушие нижнего валиа.
Ведущие звездочки 6 для цепей, расположенные на концах тихоходного вала цилиндрического редуктора, приводятся от электродвигателя со скоростью
266
Рис. V.46 Механизм для комплектной смены рабочих (а) и опорных (б) валков четырехвалковой клети непрерывного шнрокополосового станв 2000
50 мм/с; ход коромысла 6125 мм. Холостые звездочки 7 для цепей установлены на переднем конце рамы в подшипниках, соединенных с винтовым устройством 8 для натяжения цепей.
При смене валков между их подушками вставляют распорки Р, на которые опираются нижние части подушек верхнего валка (верхние част» остаются подвешенными к нажимным винтам). Коромысло соединяют с проушиной нижней подушки, комплект валков вытягивают из рабочей клети цепным приводом и поднимают краном. Новый комплект валков вдвигают в рабочую клеть в обратном порядке. Смена валков занимает 30—40 мни и выполняется в ремонтные дни.
Аналогичное устройство применяют для смены валков блюминга 1150 и слябинга 1150.
Смену рабочих валков иа четырехвалковых станах осуществляют муфтой с противовесом или прн помощи специальной тележки / (рис. V.46 а), перемещающейся по рельсам против рабочей клети. На тележке установлена каретка 2 с электроприводом (с кабельным барабаном 7) и реечным зацеплением с боковыми направляющими 3. Комплект валков с подушками извлекается из рабочей клети и устанавливается на платформу 4; эта платформа на своих катках 5 передвигается поперек основной тележки /, при этом установленная ранее на платформе новая пара валков совмещается с осью рабочей клети и затем вводится в окна станин. На смену валков требуется 5—7 ми». Тележка по рельсам 6 перемещается вправо от рабочей клети, и сменный комплект валков убирается краном. Для точного совмещения лопастей на концах валков с головками шпинделей на последних имеется специальное устройство, позволяющее проворачивать шпиндели и устанавливать их в положение, соответствующее свободному сочленению головок шпинделей с лопастями при смене валков
Смену опорных валков осуществляют 1—2 раза в месяц при помощи длинного гидроцнлиилра / (рис. V.46, б), шток 2 которого имеет ход 5 6 м. После взвле-
267
чения рабочих валков (с подушками) верхний опорный валок опускается вниз, при этом его подушки соединяются с подушками нижнего опорного валка (при помощи штырей или промежуточных вставок). Конец штока 2 имеет постоянное сочленение (открытой скобой) с салазками 3, на которые опираются подушки нижних опорных валков. Комплект валков с подушками штоком извлекается из рабочей клети по боковым направляющим на поперечинах 4 и убирается краном. Новый комплект валков устанавливается краном на направляющие 4 и вталкивается штоком в окна станины. Вся операция смены комплекта валков занимает 15—20 мин. Давление жидкости в гидроцилиндре прн извлечении комплекта валков 20 МПа, при вталкивании комплекта валков 10 МПа.
На рис. V.47 показан механизм для комплектной смены валков (с подушками) сортового стана 350.
Перед рабочей клетью ниже уровня пола (под плитным настилом) установлена тележка, на которой можно одновременно разместить два комплекта валков. Сменяемый комплект валков 2 на катках нижних подушек извлекают из рабочей клети при помощи длинного штока гндроцилиндра / н устанавливают на тележку, на которой сбоку заранее установлен новый комплект валков. При помощи второго (бокового) гидроцилиндра тележка перемещается по рельсам. Новый комплект валков точно устанавливают против окна станины и заталкивают в рабочую клеть штоком гидроцилиндра /. Смену комплектов валков осуществляют за 10— 12 мин, при этом необходимо предусмотреть устройства для точной фиксации шпинделей и приводных концов валков и быстрого присоединения маслопроводов к подушкам валков. Использование мостового крана при такой смене валков не требуется.
На мелкосортных и проволочных станах смена валков осуществляется путем подъема мостовым краном рабочей клети и установки на плитовину запасной (заранее подготовленной) клети с новыми рабочими валками.
Станины рабочей клети к плитовипам крепят четырьмя клиновыми пружинно-гидравлическими зажимами (по два па каждой станине).
7. РАСЧЕТ РАБОЧИХ КЛЕТЕЙ
Расчет упругих деформаций
Расчет составляющих упругой деформации рабочей клети необходим для правильной настройки стана, для расчета профилировки валков, а также для обеспечения эффективной работы си
268
(V.71)
стем регулирования толщины и профиля полосы. Помимо этого, анализ деформаций отдельных элементов клети позволяет более обоснованно подходить к конструированию отдельных узлов клети 1.
На зазор между валками оказывает влияние деформация клети в вертикальном направлении 5КЛ (вдоль осей нажимных винтов), которая в общем случае состоит из следующих частей:
s„„ = s„. У Я- $ст ’ у “Ц ^под ^подхп I ' ^др. вл
где SB.у, Sct> ^п.у» ^под» *^подш> ^др.эл упругая деформация со* ответственно валкового узла, станины, деталей нажимного устройства, подушек, подшипников, подпятника, подкладок и других элементов.
К перечисленным упругим деформациям элементов клети относится только та их вертикальная составляющая, которая может быть скомпенсирована перемещением нажимных винтов.
Составляющая упругой деформации валков, неравномерно распределенная вдоль бочки, не может быть устранена перемещением нажимных винтов и относится к прогибу валков. Поэтому принято различать суммарную упругую деформацию клети вдоль оси нажимных винтов, посередине бочки валков либо в каком-либо другом сечении по длине бочки (например, на краю прокатываемой полосы).
В общем случае упругая деформация валкового узла определяется прогибом опорного валка, неравномерным упругим сжатием рабочего и опорного валков в месте их контакта исплющива-нием рабочего валка под полосой (см. рис. V.8).
Прн расчете прогиба опорного валка пользуются формулами А. И. Целикова:
для расчета стрелы прогиба середины валка относительно осей нажимных виитов yln— формулы (V.12) и (V.13);
для расчета прогиба середины бочки валка относительно края бочки Уоп — формулы (V.18) и (V.19);
стрела прогиба края бочки относительно осей нажимных винтов («проседание» опорного валка) определяется как разность а /
Уоп У ОН-
В преобразованном виде эти формулы запишем так:
f/прос. оп ~ I/прос. оп 1 “1~ £/прос. ОП2»
Ущюс.ош -= ТадЁЩГ { 19,16 + 2,34 [( йш°оп ) ~ *] }’ (V.72)
1/прос. оп 2 = 0,68PL/nGdL on. (V.73)
Упругое сжатие 6Р опорного и рабочего валков в месте их контакта можно определить по формулам (V.31)—(V.33) Б. С. Ко-
J Раздел написан по материалам исследований, выполненных в МИСиСе.
269
Рис. V.48. Схема к расчету упругих деформаций четырехвалковых клетей
вальс кого. Межвалковое давление при этом определяют, например, по формулам (V.26) и (V.30).
Деформацию сжатия рабочего валка под полосой также можно определить по формуле Б. С. Ковальского, принимая, что давление по ширине полосы распределено равномерно:
х (1п^£+ 0.407),
либо по формуле (V.40). Суммарную деформацию валкового узла SP. у определяем, исходя из равномерно распределенной вдоль бочкн части упругой деформации валкового узла, по формуле SB. у = 2 (f/npoc-сн 6р - браб. р)- (V.74)
Для исследования поперечного профиля полосы необходимо также учитывать неравномерно распределенную вдоль бочки часть упругой деформации валкового узла, т. е. стрелу прогиба рабочего валка — формула (V.37).
Основными составляющими упругой деформации станины в вертикальном направлении являются растяжение стоек станины и изгиб поперечин, вызываемый изгибающим моментом и поперечным усилием.
Для расчета упругой деформации станины закрытого илн открытого типа обычно используют формулы А. И. Целикова (см. (V.67)—(V-69)]. В этом случае общая деформация станины будет равна
$ст = 62 + 2 + бэ), (V.75)
где — деформация верхней и нижней поперечин от действия изгибающего момента; бв —то же, от действия поперечных сил; ба — деформация (растяжение) стоек станины.
В ряде случаев (см. ниже) удобно иметь эквивалентную расчетную схему станины, в которой сохранены все основные геометрические размеры, но сложные сечения поперечин и стоек замены прямоугольными с теми же площадью и моментом инерции.
Рассмотрим переход к эквивалентной расчетной схеме станины. Станину в расчетной схеме принимаем прямоугольной (рис. V.48). Высоту н толщину эквивалентного сечения определяем нз уравнений Jn ~ «пЬп/12; Fa = anba, где аа н Ьа — толщина и высота поперечины с эквивалентным сечением; Jn = J®; Fa = F® = = F”; ап = 1^/12/п; bn = Ц 12Jn/Fn.
270
Аналогично для стойки: ает = j FcJ12Jc.c-, brc = j 12JCT/FCT, где ост и Ьст — толщина и ширина стойки с эквивалентным сечением.
Прн построении эквивалентной расчетной схемы станины принимаем высоту и ширину окна станины неизменными. Тогда длина поперечин и высота стоек по нейтральной линии в эквивалентной расчетной схеме равны /пп = Ьок + Ьст; 1СТ = Нов + + Ьцц, где Ьок и Яок — ширина и высота окна станины.
Полученная эквивалентная расчетная схема станины не вносит больших ошибок в расчет упругой деформации станины. Металлоемкость эквивалентной станины незначительно отличается от исходной- Например, для четырехвалковой клети 1700 металлоемкость реальной станины равна 10,9 м8, а эквивалентной 10,8 м3.
Деформацию деталей нажимного устройства определим из
выражения
$н.У = т+би.Р), (v.76)
где Р6Г— деформация гайки нажимного винта;
ht — 1,87Sp> г
6г " 2(₽ст.Лт.г + £6р.гР<1р.г) ’ (V'77)
в—деформация нажимного винта;
в = 2ЛН. »EU. BJ (V.78)
Здесь hr — высота гайки нажимного вннта, мм; Sp. г — шаг
резьбы гайки нажимного вннта, мм; hB_ в — высота сжимаемой части нажимного винта, мм; йн в— диаметр нажимного винта, мм; Ев в, £ст.г, £бр.г — модули упругости материалов нажимного винта, стальной и бронзовой частей гайки, МПа; Fcr. г. F6p. г — площади поперечных сечений стальной и бронзовой частей гайки, мм2.
Суммарную упругую деформацию подшипников качения опорных валков в направлении действия усилия прокатки можно определить по формуле Р. Д. Бейзельмана и Б. В. Цыпкина, мм: Зпошп = 2,61-10-4^ X
•рол
х [157 lg _________________________________Ы (V-79)
L ₽ад X Ррол /?ВН / X Ярол Рнар / J
где Ррад — радиальное усилие на наиболее нагруженный ролик, кгс; /рол —длина ролика (в многорядных подшипниках умножается на число рядов роликов), м; Rp0JI — средний радиус ролика подшипника, м; Рви, /?нар — соответственно средний радиус дорожки внутреннего и наружного кольца, м.
Радиальное усилие на наиболее нагруженный ролик определяют по формуле
Ррад = kP/2n cos Р, (V.80)
271
Рис. V.49. Схема (<j) к расчету линейной величины контактной деформации в подшипниках жидкостного трения и график (б) изменении угловой ширины площадки контакта
где Р— усилие прокатки; п — число роликов подшипника; Р — угол наклона образующей дорожки, град.
Значение коэффициента распределения нагрузки k определяют из условия
k ~ п/( 1 + 2 cos5/2 ТР -Ь 2 coss/2 2ур - - • • • J- 2 cos5/2 пур), (V.81) где ур — угол расположения ролика относительно вертикальной нагрузки, равный 360/л, град.
Для приближенной оценки суммарной линейной величины контактной деформации в подшипниках жидкостного трения £пжт (рис, V.49, а) можно воспользоваться методикой И. Ф. Приходько, основанной на решении И. Я Штаермана:
Хпжт 1^1 — (гдС°8’й>+®пжт)],
(V.82)
где /?вкл, Гц — соответственно радиусы вкладыша и цапфы подшипника жидкостного трения, <р0 — угловая ширина половины площадки контакта цапфы ГОКТ с вкладышем, град; бПжт = ~ Гц.
Угловая ширина площадки контакта 2<р0 зависит от величины сжимающего усилия <?пжт. приходящегося на единицу длины контакта (<?Пжт = Р/2£Пжт, где Р — усилие прокатки; Ьпжт — длина подшипника жидкостного трения), среднего значения модуля упругости Еср материалов вкладыша Еаи„ и цапфы подшипника жидкостного трения £Ц1 т. е. Еср = 0,5 (£ВК1 + £п) и величины 5пжт- Для определения величины <р0 пользуются графиком, представленным на рис. V-49, б.
Формула (V-82) действительна при 0 < <р0 < п/2.
Упругую деформацию сжатия двух подушек опорных валков определим по формуле
SDOH = P(6D.D I бв.п), (V.83)
272
где PSB. п — деформация верхней подушки опорного валка:
6B.n = *B.n/2EB.nFB.n; (V.84)
Р6НП— деформация нижней подушки опорного валка:
Сп. п — FH. ц/2£н. nF н. п.
(V.85)
Здесь йв.п и йнп —средняя высота верхней и нижней подушек опорного валка, мм; FB. п н FH п — средняя площадь поперечного сечения верхней и нижней подушек опорного валка, мм2; £в. п и £п п — модули упругости материала верхней и нижней подушек опорного валка, МПа.
Для определения упругой деформации подпятника, стакана и других элементов клети воспользуемся выражением
*^др. эл ~ Р (®иоцп h ®стак ~f- ®меод • •)» (V.86)
где Рбподп — деформация подпятника:
бподп --- 2/?поДп/Я€1пОДп£пОДП;
Рбстак — деформация стакана:
®стэк — «ак/2£ета«£стаю
(V.87)
(V.88)
Р6месд - УпРУгая деформация элементов месдозы.
Здесь /гПОдп. Лстак — высота подпятника и стакана соответственно, мм; йподп— диаметр подпятника, мм; £поди, £С1ак—-модули упругости подпятника и стакана соответственно, МПа; FCTHK — площадь поперечного сечения стакана, мм2
Упругая деформация элементов месдозы может быть определена по формуле
е ________ 2 (4н. М ~1~ + ^м)
МЕСД
где — высота корпуса месдозы, мм; /г3 — высота чувствительного элемента месдозы, мм; hM — высота основания месдозы, мм; п, d . к — наружный и внутренний диаметры чувствительного элемента, мм; £м — модуль упругости материала месдозы, МПа.
Упругую деформацию клети представляют в виде функции 5КЛ = f (Р). Теоретически эта зависимость не является линейной, так как упругая деформация валковой системы изменяется нелинейно в зависимости от усилия прокатки. Однако отличие действительного закона SKn = f (£) от линейного незначительно, поэтому зависимость упругой деформации («пружины») клети от усилия прокатки выражают прямой линией, за исключением небольшого начального участка (рис. V.50). Нелинейный характер
(V.89)
Рис. V.50. Зависимость упругой деформации («пружины») клети Sjyj от усилия прокатки Р
273
изменения упругой деформации клети при небольших усилиях прокатки является следствием наличия люфтов и изменения контактных условий в местах соприкосновения нагруженных деталей. Угол наклона <ркл прямой $кя = / (Р) определяет интенсивность увеличения упругой деформации («пружины») клетн с ростом усилия прокатки Р, т. е. жесткость клети. Тангенс угла называют модулем (или коэффициентом) жесткости клети ТИрл, МН/мм:
Мкл = tgg»™ = Р/5КЛ. (V.90)
Модуль жесткости клети характеризует величину усилия прокатки, вызывающую упругую деформацию клети, равную 1 мм.
Для характеристики жесткости отдельных деталей (или узлов) клети также пользуются понятием «модуль жесткости», представляющим отношение усилия прокатки к упругой деформации соответствующей детали (нли узла). Если известны модули жесткости отдельных деталей, то модуль жесткости клети может быть подсчитан из очевидного соотношения:
1 = 1 1 , 1__________________। 1 1 1 । 1
Мил ^В. у Мст 1 /Мпод Л1110ДШ Л1ц. У ^ДР- ЭЛ
(V.91) где М,.у1 М„, Мпод, М„. у, Л1ПГ1.|Л — соответственно
модуль жесткости валковой системы, станины, подушек, подшипников, узла нажимного устройства и других элементов клети (подпятников, месдоз, подкладок и др.), МН/мм.
Величина 1/А1нл, обратная жесткости, называется податливостью клети. В соответствии с соотношением (V91) податливость всей клети равна сумме податливостей ее отдельных деталей.
Модуль жесткости клети 7Иил, определяемый из соотношений (V.74), (V.90) и (V.91), называют статическим модулем.
Кроме статического, различают также динамический модуль жесткости, учитывающий влияние толщины масляной пленки в подшипниках жидкостного треиия на изменение зазора между рабочими валками в процессе прокатки. Динамическим модулем жесткости характеризуются те клети, валки которых установлены в ПЖТ гидродинамического типа.
При конструировании станов возникает задача обеспечения требуемой жесткости рабочей клети. Для этого необходимо иметь представление об относительной доле упругой деформации отдельных элементов клети в ее общей упругой деформации.
В табл. V.7 представлены данные по упругой деформации системы валков как в целом, так и по отдельным ее элементам; в этой же таблице дано сопоставление расчетных н экспериментальных величин деформации других элементов клети.
Сопоставление расчетных и экспериментальных данных свидетельствует о приемлемости приведенных выше расчетных мето-дяк для оценки упругих деформаций прокатных клетей листовых станов.
274
Таблица V.7. Экспериментальные и расчетные значения упругих деформаций узлов четырехвалковой клетн 1700 при В — 1360 мм и Р = 20 МН
Узлы клети Экспериментальные значения Расчетные значения
мм % мм %
Система валков . - 2,05 52 2,45 57
В том числе: прогиб рабочих, валков ... 0.33 8 0,30 7,0
проседание опорных вал коп . . . 1.14 29 1,37 31
сжатие по контакту рабочих и опорных валков 1 . 0,58 15 0,78 18
Станина 0,70 18 0,79 18
Нажимной узел . . 0,56 14 0,47 11
Подушки опорного валка 0,05 1 0,05 1
Подшипники верхнего опорного вал- ка 0,31 8 0,28 7
Суммарная упругая деформация клети . . 3,93 100 4,32 100
1 Здесь нз эпюры совме.тного упругого сжатии валков учитывается только равно-
мерно ра пределенная чагть, фиксируемая под нажимными винтами. Деформацию ynpv-
того сжатия рабочих валков и в контакте с прокатываемой пологой не учитывали.
На основании этих результатов можно сделать следующие выводы:
1. Решающее значение для жесткости клети листового стана имеет жесткость системы валков: на ее долю приходится более 50 % от общей упругой деформации клети (см. табл. V.7).
2. Большую роль в упругой деформации клети играет проседание опорного валка (прогиб края бочки опорного валка относительно точки приложения реакции опоры). Проседание опорного валка (в данном случае, когда отношение диаметра шейки к диаметру бочки валка равно ^Ш.оц/Роп = 0,52) составляет 30 % от общей упругой деформации клети и свыше 50 % от суммарной деформации валкового узла.
3. Доля деформации станины в суммарной упругой деформации клети сравнительно невелика — до 20 %.
Следует отметить, что суммарная упругая деформация клети, а следовательно, и коэффициент жесткости (модуль) ее зависят от ширины прокатываемой полосы. Влияние ширины полосы в этом случае проявляется через упругую деформацию валкового узла (неравномерное совместное сжатие валков и в некоторой степени проседание опорного валка).
Определение некоторых оптимальных соотношений в системе валков четырехвалковой клетн
Если проанализировать упругую деформацию отдельных элементов рабочей клетн с точки зрения повышения точности размеров проката, то очень часто оказывается, что система валков имеет
275
B/L
Рис. V.SI. Соотношения мл.+.ду диаметрами валкой, их длиной и шириной полосы для области А с максимумом давления посередине бочки валка и дли области Б с максимумом давления по краям бочки; I — клеть 1200; II — 1700; III —2800
Было установлено также,
наименьший запас по жесткости и ограничивает вследствие этого возможности дальнейшего уменьшения поперечной и продольной разнотол-щинности проката. Именно поэтому при определении оптимальных соотношений размеров элементов рабочей клети основное внимание прежде всего необходимо уделять выбору оптимальных соотношений в системе валков. Следует еще раз отметить, что упругие деформации валков (в отличие от других деталей и узлов клети) одновременно влияют на поперечную и продольную разнотол-щинность проката.
Выше было отмечено, что в общем случае в зависимости от соотношения некоторых основных параметров валков и полосы возможны три вида эпюр межвалкового давления: с максимумом посередине бочки, с максимумами по краям и равномерное распределение (см. рис. V.7). что при прокатке на четырехвалко
вом стане (с определенным соотношением L/D оп) каждому диаметру рабочего валка (пли отношению £>раб/£)оп) соответствует вполне определенная ширина прокатываемой полосы (нли отношение BIL), при которой достигается равномерное распределение межвалкового давления по длине контакта валков (см. рис. V.7). В обобщенном виде совместное влияние диаметра рабочего валка и ширины прокатываемой полосы применительно к четырехвалковым клетям 1200, 1700 и 2800 иллюстрируется графиками, приведенными на рис. V.51, построенными по экспериментальным данным. Из этих графиков видно, что равномерное распределение межвалкового давления может достигаться как изменением диаметра рабочего валка (или отношения D^rj/Doa), так и изменением ширины полосы (нли отношения Bit). С ростом диаметра рабочего валка при одном и том же диаметре опорного для сохранения равномерного межвалкового давления ширина прокатываемой полосы должна уменьшаться.
Если полоса имеет ширину меньше оптимальной, то эпюра имеет максимум посередине бочки валков (область А на рис. V.51), а если больше, то максимум наблюдается иа краях бочки (область Б на рис. V.51).
Кривая, разделяющая эти области, представляет собой геометрическое место точек, для которых характерно равномерное распределение межвалкового давления.
276
Т а б л п ц a V.8. Классификация четырехвалковых листовых станов по отношению £/£>оп
Группа Тип стаиа (Г, мм)
I 1200, 1270, 1320, 1370 0.9—1,1
11 1680, 1700. 2000. 2030 1.2—1.4
111 2500 1.8—2,0
IV 2690, 2600, 3025. 3200. 3350 2.0—2,2
V 3550, 3660. 3810, 4200, 4350 2,35—2,5
VI 5000 2.5—2.8
При меч а ни е. Как правило, одинаковые отношения LfDon характерны для указанных типов станов горячей прокатки, холодной прокатки и дрессировочных.
Наиболее общим критерием, по которому можно классифицировать листовые станы по жесткости их валков, является отношение длины бочки к диаметру опорного валка L!DQ^. По этому критерию листовые станы можно разделить на шесть групп, причем в каждой группе изменение LlDca составляет всего 0,2 (табл. V.8).
Графики, приведенные на рнс. V-52, характеризуют влияние параметра L/Doa на соотношения Dpa6/Don и BIL, при которых обеспечивается равномерное распределение межвалкового давления по длине контакта рабочих и опорных валков в четырехвалковых станах. Графики получены расчетом по формулам (V.26)—(V.30).
В данном случае, т. е. при равномерном распределении межвалкового давления а2 — 0 [см. формулу (V.26) ], и
а =_______8188?мср___ (V 99)
63<ы.ср+ 13 440В, • 17
Рис V.52- К определению оптимальных значений Dpac. Don. L н В для четы-рехвалконмх станов:
« - Ораб/Яои = f (^>0пУ 6~B/L=f (Гра0/Ооп)
277
Рис. V.53. Зависимость стрелы прогиба середины относительно кран бочки рабочего валка четырехвалкового стана ]200 (500X X1300Х1200 мм) от ширины прокатываемой полосы BfL и от-,««« Врео/Ощ,:
сплошные кривые — Р — 8МН; штриховые — Q' — 133.3 кН/см
Видно, что с увеличением L!t)im и при постоянном отношении BIL для сохранения равномерного распределения межвалкового давления следует увеличить отношение Ора6/£)о11. Интересно отметить, что на практике н аб лю-дается именно такая тенденция. Так, если у клетей 1200 отношение £)рае/£>11П составляет 0,31—0,38 (Ормб = 400 :-500 мм, £)ои = 1300 мм), то у клетей типа 2800, 3660, 4200 это отношение доходит до 0,55—0,6; причем это достигается преимущественно за счет увеличения диаметра рабочего валка.
По графикам, приведенным на рис. V.51, удобно выбирать параметры валков и полосы для четырех валкового стана (Dpa6, £>оп, В, L), исходя из условия равномерного распределения межвалкового давления.
Однако этот выбор еще не дает окончательного решения вопроса об оптимальных параметрах полосы н валков тонколистового стана. В дополнение к этому необходимо проанализировать совместное влияние отношений
OpaC/Dou и B/L на величину прогиба рабочих валков. Известно (см. гл. V, п. 1), что неравномерное совме-
стное сжатие валков качественно повторяет характер распределения межвалкового давления. В свою очередь неравномерностью совместного сжатия валков определяется разница в прогибах рабочего и опорного валков. Если совместное сжатие валков имеет максимальное значение посередине бочки, то прогиб рабочего валка превышает прогиб опорного. В том случае, когда совместное сжатие максимально по краям бочки, прогиб рабочего валка меньше прогиба опорного При равномерном по длине бочки совместном сжатии прогибы рабочего и опорного валков равны. На рис. V-53 представлена зависимость стрелы прогиба середины относительно края бочки рабочего валка у^ от ширины прокатываемой полосы (BIL) и отношения ОраБ/Ъоп. При постоянном усилии прокатки Р с увеличением ширины полосы прогиб рабочего валка монотонно уменьшается, причем абсолютная величина прогиба резко падает с увеличением диаметра рабочего валка, особенно в области малых отношений BIL. При постоянной нагрузке иа единицу ширины полосы эта закономерность изменения прогиба рабочего валка в общем сохраняется, но при B/L 0,6 кривые имеют максимум. Семейство указанных кривых пересекает отштриховаиная кривая, представляющая собой
278
0,25 0,28 0,5/ 0,34 0.37 0,42 0,4/ 0,52 0,57 0,63 Врав I Bon
320 360 400 440 480 520 585 650 7f5 780
Врае. НН
0,40 0,45 0.50 0.55 0,60
640 720 500 880 960
Ряс. V.54. Зависимость стрелы прогиба середины бочки рабочего валка относительно края бочки (сплошные линии) и края полосы (Штриховые линии) от диаметра рабочего палка и ширины полосы:
а — стан 1200 (©оп = 1300 мм. DpaC li0ll = 400 мм); 6 — 1700 роп = 1250;
-^раб. ном = 65®>; * ~ 20°° (Яоп = 1600. Dpa6 аоы = 800)
геометрическое место точек, выражающих величину прогиба рабочего валка при равномерном распределении межвалкового давления (в этом случае прогибы рабочего и опорного валков равны).
Выше отштрихованной кривой и справа от нее располагается область А, где эпюры межвалкового давления имеют максимум посередине бочки; прогиб здесь получается максимальным. Область слева и снизу Б характеризуется максимумом межвалкового давления по краям бочки (минимальный прогиб).
Аналогичные результаты, характеризующие стрелу прогиба рабочих валков клетей станов 1200, 1700 и 2000, приведены на рис. V.54. Здесь особенно интересны графики, показывающие влияние BIL и Dpa^/Don на прогиб середины бочки валка относительно края полосы (прогиб на ширине полосы)Видно, что
1 Именно такие данные используют ria практике при расчете профилировки валков листовых станов.
279
прогиб рабочего валка на ширине полосы (прн постоянном усилии прокатки) имеет минимальное значение при B/L = 0,5 и увеличивается с ростом отношения ЫЬ\ причем прогибы при BIL = 0,7 и 0,9 примерно равны. Указанная зависимость прогиба рабочего валка по ширине полосы от BIL объясняется совместным влиянием на величину прогиба нагрузки на единицу ширины полосы, собственно ширины полосы и неравномерного упругого сжатия рабочего и опорного валков.
Таким образом, при равномерном распределении межвалкового давления по длине контакта валков обеспечивается равномерное совместное упругое сжатие рабочего и опорного валков, равенство их прогибов, минимальные контактные напряжения в валках и равномерный наклеп поверхности бочек валков \ что важно с точки зрения их стойкости; равномерное распределение межвалкового давления — самый благоприятный случай с точки зрения усталостной прочности валков. Следовательно, параметры валков (DpaC, Dod, L) и полосы (В), прн которых достигается равномерное распределение межвалкового давления, являются в этом смысле оптимальными.
Данные, приведенные выше, со всей очевидностью свидетельствуют о том, что с точки зрения обеспечения минимального прогиба рабочих валков, облегчения условий для регулирования поперечного профиля полос н листов (с помощью устройства для противоизгиба валков) 2 и повышения стойкости валков четырехвалковые листовые станы целесообразно специализировать по ширине проката пли ограничивать диапазон изменения ширины полосы относительно ее оптимального значения.
Если не представляется возможным специализировать стан по ширине проката, то в конструкции рабочих клетей следует предусматривать возможность применения рабочих валков разного диаметра илн возможность применения рабочих и опорных валков с различной длиной бочки.
Для практических расчетов оптимальных параметров валков Н полосы в четырехвалковых станах удобно использовать номограммы, приведенные на рис. V.55. На этих номограммах отштри-хованной линией отделена область таких соотношений £)р;|П и для которых не достигается равномерное распределение межвалкового давления (при иепрофилированных валках).
Очень важно при определении оптимальной жесткости валков четы рехвал нового стана в каждом конкретном случае принимать во внимание такие взаимно связанные факторы, как усилие прокатки, толщина прокатываемых полос и допуски иа разиотол-
1 В работах К. Н. Ткалича, А. Брэдда и др. установлено, что характер изменения твердости поверхности бочки опорных валков в процессе их работы на стане соответствует эпюрам межвалкового давления
г При оптимальной ширине полосы для регулирования ее профиля требуются минимальные усилия, приложенные к шейкам валков (см. п. 8 данной главы).
280
ПОп, МП
noo
1300
900
500
800 lOOODpag.nn
Рис. V.55. Номограммы к определению оптимальных соотношения в валковых узлах четырех-ваяковых станов 1700 (в), 2000 (б) и 2500(e):
сплошные линии — геометрическое место точек, отвечающих соотношениям между Оряб Don я B/L. при которых обеспечивается равномерное распределение межвалксвого давления
щинность. Кроме того, следует также учитывать тепловое расширение валков.
Прн заданных пара-метрах валков абсолютная величина усилия прокатки определяет значения контактных напряжений в валках.
Изменение усилия в процессе прокатки по различным причинам или в результате перехода с прокатки одного металла на другой вызывает изменение упругой деформации валков и разнотолщинность полос. Поэтому для стана с определенной жесткостью валков прн выборе оптимального отношения B/L следует ориентироваться иа допустимые контактные напряжения в валках и на поле допусков по разнотолщнниости полос. Это позволит при установленных параметрах валков СОрвС/£)оИ и L/Don) изменять отношение BIL в некотором диапазоне, когда любое возможное изменение усилия прокатки не вызовет превышения допустимых контактных напряжений, а разнотолщинность полосы не выйдет из поля допусков. Этот диапазон изменений B/L для стана холодной прокатки будет значительно уже, чем
281
для стана горячей прокатки, имеющего такие же параметры валков (£)pJf, О0п и UDO^. При определении оптимальных параметров валков необходимо учитывать также износ валков станов горячей прокатки, который является одним из важных факторов, определяющих характер распределения межвалкового давления. Следует учитывать также конструктивные особенности валков (например, осевой канал в валках) и их профилировку (в том числе конические скосы по краям бочек валков). На практике часто прокатку на четырех валковых станах ведут при частичном использовании длины бочки валков (BIL
0,5-^-0,6). При таких отношениях BIL н прн заданных диаметрах валков невозможно добиться равномерного распределения межвалкового давления и минимального прогиба рабочих валков (см. например, рис. V. 54). В этих случаях применение конических скосов большой протяженности по краям бочек опорных валков [длина скоса доходит до (L — В)/21 является вынужденным мероприятием, способствующим снижению поперечной раз-нотолщинности проката. Конические скосы по краям бочки валков уменьшают активную длину бочки и способствуют (при прочих равных условиях) более равномерному распределению межвалкового давления.
В целом существующую практику прокатки с неполным использованием длины бочки валков (при которой получаются самые невыгодные условия с точки зрения прогиба рабочего валка н неравномерного распределения межвалкового давления) нельзя признать рациональной. Результаты, приведенные иа рис. V.51 н рис. V.54 свидетельствуют в частности, о том, что при прокатке в цилиндрических валках на четырехвалковых станах типа 1200, 1700, 2000 и 2500 для обеспечения равномерного распределения межвалкового давления ширина полосы должна быть не ме.юе0,8£. Это обстоятельство лишний раз подтверждает целесообразность специализации листовых станов по ширине проката.
Рассмотрим теперь влияние диаметра опорного валка Doa и диаметра его шеек 4Ш. оп на упругую деформацию валка н упругую деформацию рабочей клети в целом.
В табл. V-7 была показана большая доля (30 %) прогиба края бочки опорного валка относительно точки приложения реакции опоры (проседания опорного валка) в общей упругой деформации рабочей клети стана 1700 горячей прокатки. В данном случае это свидетельствует о весьма недостаточной жесткости опорного валка и особенно его шеек (dm. oa/Doa = 0,52).
Для того чтобы проследить влияние увеличения диаметров опорного валка и его шеек на величину проседания, по формуле А. И. Целикова был проведен расчет и построены графики (рис. V.56). Для уменьшения проседания опорного валка стана с длиной бочки валка 1700 мм при dm,oa/Dr.a ~ const его диаметр целесообразно увеличивать не более чем иа 20—30 %. Дальней-
282
Рнс. V.56. Зависимость проседания опорного валка с длиной бочки 1700 мм от его диаметра (о) и от отношении диаметров шейки и бочки (б) (расстояние между осями нажимных винтов равно 28и0 мм)
шее увеличение диаметра опорного валка для указанного стана будет неэффективно.
При заданном диаметре опорного валка увеличение диаметра его шейки резко уменьшает величину проседания. В связи с этим
целесообразно вместо роликовых подшипников, при которых отношение dm.on/Dоп = 0,52, применять ПЖТ. Для еще большего повышения жесткости надо применять ПЖТ без внутренней конической втулки. При малых радиальных габаритах таких подшипников 4u.on/Don У них достигает 0,8.
Увеличением диаметра шеек опорного валка с 0,5£)оп ДО 0,81)оп (при неизменном диаметре £)оп = 1250 мм) можно в 2,5 раза уменьшить проседание опорных валков. Увеличение диаметра шеек опорного валка более чем 0,8Ооп не имеет смысла, так как при этом незначительно уменьшится проседание валка.
Совместное влияние размеров валкового узла и станины на упругую деформацию клети
Выше было показано (см. табл. V.7), что наибольший удельный вес в общей упругой деформации клети имеет упругая деформация валкового узла. Увеличение диаметра опорного валка Don, диаметра шейкн опорного валка dm. оп и диаметра рабочего валка £)рас существенно влияет на упругую деформацию рабочей клети (табл. V.9). Увеличение диаметра опорных валков примерно на 20 % и диаметра их шеек до 0,8£>оя уменьшило проседание опорных валков в 3,5 раза (с 1,14 до 0,32 мм для случая прокатки листов шириной 1290—1360 мм). Прн этом уменьшились деформации подшипников с 0,57 до 0,06 мм (подшипники качения заменены ПЖТ), прогиб рабочих валков (при незначительном увеличении их диаметров) и деформации станины (за счет увеличения сечения стоек по конструктивным соображениям в связи с увеличением диаметра шейкн опорного валка и в соответствии с этим диаметра подшипника и его длины). В результате увеличился модуль жесткости клети стана с 5,09 до 8,44 МН/мм.
Однако увеличение указанных размеров валков требует изменения размеров окна станины и, следовательно, приводит к увеличению ее упругой деформации. Поэтому при анализе общей
283
Таблица V.9. Сравнение упругих деформаций четырех валковых клетей стана 1700 с параметрами валков 650/1250X1700 мм (числитель) и 725/1525Х 1700 мм (знаменатель) при усилии прокатки 20 МН
Элементы клетн и показатели ее упругой деформации Упругая деформация (мм) прн ширине ПОЛОСЫ. ММ
970 ( 1360 )** \ 1290 / 1550
Рабочие валки (прогиб) 0.56 0,33 0.20
0.42 0.25 0,13
Опорные валки (проседание) 1,28 0.32 1,14 0,32 1,12 0.31
Сжатие по контакту рабочих и опор- 0,44 0,58 0.54
ных валков1
0,48 0,59 0,55
4150 см’ \ 0,70 0,70 0,70
Ставит 6500см,)-- 0,54 0,54 0,54
Нажимной узел, включая подушку 0,56 0,56 ’ 0,56
верхнего опорного валка . . . 0,56 0,56 0.56
Подушка нижнего опорного валка 0,05 0,05 0,05
0,05 0,05 0,05
Подшипник верхнего опорного валка 0,31 0,31 0,31
0,03 0.03 “оЖ
Подшипник нижнего опорного валка 0,26 0,26 0,26
0,03 0,03 0,03
Суммарная упругая деформация кле- 4,16 3,93 3.74
Изменение суммарной упругой дефор- 2,44 2,37 2,20
мацнн клетн прн изменении усилия +0,166 +0,157 +0,149
прокатки на ДР = 0.08Р ±0,098 ±0,095 ±0,088
•* Ширина полосы при равномерном распределении межвалкового давления. •* Величина изменения усилия Др установлена экспериментально на стане 1700. См. сноску к табл V.7
упругой деформации четырех валковой клети необходимо учитывать совместное влияние на нее размеров валкового узла и станины.
Проанализируем влияние изменения размеров валкового узла н станины в четырех валковой клети на упругую деформвцию клети в целом н отдельных ее элементов.
Использовали следующую расчетную схему: станина принимается прямоугольной, сложные сечения поперечин и стоек станины заменены прямоугольными с эквивалентными моментами инерции н площадью Исследования проводили применительно
284
Таблица V.10. Номинальные размеры валковых узлов четырехвалковых клетей стана 1200 холодной прокатки и станов 1700 и 2000 горячей прокатки (обозначения — по рис. V.48)
Стан Параметры, мм
L ®раб доп on °оп fon
1200 1200 400 1300 800 / 900 \ 2250 525
0,92 0,31 0.615 к 0.692 ) 1,73 0.4
1700 1700 650 1250 650 2850 575
1,36 0,52 0,52 2,28 0 46
2000 2000 800 1600 1050 1 1180 \ 3270 635
1,25 0,5 0.656 к 0,74 1 2,04 0,4
Примечание. Числитель — размер в миллиметрах; знаменатель — в долях от £>оп. Без скобок максимальный диаметр конической шейки опорного валив; в скобках — наружный диаметр конической втулки ПЖТ (размер ПЖТ)
к четырех валковым клетям станов 1200, 1700 и 2000; номинальные размеры валковых узлов и станин клетей типовых станов 1200, 1700 и 2000 приведены в табл. V.10 и V.11; согласно табл. VII в расчетах принимали ширину окна Вок = 1,ЮРП, а высоту #ок = 2,6 (Dpao + Don).
Расчет упругой деформации станины закрытого типа проводили по формулам А. И. Целикова (V-67)—(V.69). Прн расчете деформации валкового узла учитывали те ее составляющие, которые могут быть скомпенсированы перемещением нажимных винтов [формула (V.75)).
Деформацию подушек и деталей нажимного устройства рассчитывали на упругое сжатие [см. (V-76) и (V.83) ].
Расчет вертикальной составляющей перемещения шейки опорного валка в ПЖТ показал, что в области рабочих скоростей и нагрузок стана жесткость масля и ой пленки настолько велика, что изменением положения шейки опорного валка в ПЖТ можно пренебречь. Так, например, расчетный коэффициент жесткости масляной пленки ПЖТ стана 2000 при скорости прокатки 10 м/с и при усилии, действующем иа подшипник, 10 МН равен220 МН/мм. Однако необходимо учитывать, что прн разгоне стана н больших колебаниях нагрузки перемещение шейки опорного валка может достигнуть значительной величины, соизмеримой с общей упругой деформацией клетн.
Например, при разгоне стаиа (при изменении скорости прокатки от нуля до 10 м/с) вертикальная составляющая перемещения шейки опорного валка в подшипнике будет равна 0,14 мм при усилии на подшипник 10 МН.
На рис. V.57 представлена зависимость составляющих упругой деформации станины и валкового узла четырехвалковой клетн
285
Таблица V.li. Номинальные размеры элементов станин клетей стана 1200 горячей прокатки (обозначения по рис. V 48)
Параметры, мм •*
^ок
/Ст
*ст
ест
1200
1700
2000
4800 3,69 4850
3,88 6200
3,88
1360 1,05 1390 1J1 1730
1,08
5810 4.46
6050 4,84 7400 4,63
630 0,485 740 0,592 790 0,494
740
0.57
560
0,448
800
0,5
4660 1,54
4140 1,69
6320 8,29
1990
1,53
2130
1.7
2520
1,57
1010 0,777
1200 0,96 ]200 0,75
885 0,68 ИЗО 0,905
1323 0,828
8 850
13 600
16 000
*' В знаменателе указан размер соответствующего параметра станины в долях от высоты комплекта валков 2 (Ораб + Don) для стана J20D составляет 1,41; 1700 —1,28; 2000 соответствующего элемента станины, мм*. •• J — момент инерции сечения соответствующе
2000 от диаметра опорного валка *. Из рис. V.57 видно, что с увеличением диаметра опорного валка составляющие упругой деформации валкового узла значительно уменьшаются, однако прн этом составляющие упругой деформации станины, естественно, растут в результате увеличения размеров окна станины. Итак, при анализе упругой деформации клети нужно оценивать суммарный эффект от увеличения диаметра опорного валка.
На рнс. V.58 представлена зависимость суммарной упругой деформации станины и валкового узла четырехвалковых клетей от диаметра опорного валка при различном отношении on/Don. Из приведенных кривых видно, что наиболее эффективно увеличение диаметра опорного валка н отношения dra. on/Don в области малых значений диаметра опорного валка. УвеличениеОц^иа свыше 0,8 не приводит к существенному уменьшению суммарной деформации клети (см. также рнс. V.55).
Рассмотрим влияние изменения площади поперечного сечения поперечин и стоек станины на упругую деформацию клети. Размеры окна станины, а также отношение сторон поперечного сечения стоек н поперечин сохраняли неизменными. При изменении площади поперечного сечения стойки изменение расстояния между осями нажимных винтов (точки приложения реакций подшипников) принимали равным изменению толщины стойки.
1 Здесь и далее рассматриваются только те составляющие упругой деформации к пеги, которые зависят от исследуемого параметра. Не рассматривается, в частности, упругая деформация нажимного узла, доля которой в общей деформации клети приведена в табл. V.7.
286
холодной прокатки и станов 1700 и 2000
7,56
16,31
19,35
1990
1,53
2130
1,7
2520
1,57
1200 0.92 1275 1,02
1200 0,57
740 0,57
560
0,448
800 0.5
8880
6860
9600
10,66
9,32
11.52
05 0,6 0.7 Ofi 0,9 tO UBMfL
DOn. •* Высоте окна станины WOK в долях от —1,29. •• F — площадь поперечного сечения го элемента станины, мм4-
Рис. V.57. Зависимость составляющих упругой деформации станины и вал нового узла четырех валковой клети 2000 от диаметра опорного валка (Р = = l0MH;din.on/Don = 0-7; B/L = = 0.7):
i — проседание опорного валка; 2 — сближение осей рабочего н опорного валков: 3 — прогиб опорного валка на длине бочки; 4 — деформация стойки станины: 5 — деформация поперечины станины
287
О 2500 5000 750010000F„,ch2
Рис. V.59. Зависимость упругой деформации станины и валкового узла четы рехввлковой клети 2000 (В00,1600х Х2000 мм) от площади поперечного сечения стойки (Р 10 МН: с?ш оп/О = -- 0,7; В/L = 0.7):
1 — суммарная деформация станины и валкового узла; 2 — деформация валкового узла; 3 — суммарная деформация станины 4 — деформаций поперечины; 5 — деформация стойки
На рис. V.59 в качестве при мера представлена зависимость упругой деформации станины и валкового узла четырех валковой клетн 2000 от площади поперечного сечения стойки. При увеличении площади поперечного сечения стойки (примерно до 6000 сма) упругая деформация станины значительно уменьшается за счет уменьшения деформации стойки. При дальнейшем увеличении площади поперечного сечения стойки упругая деформация станины практически не изменяется в связи с увеличением деформации поперечин. Деформация валкового узла при увеличении площади поперечного сечения стойки возрастает нз-за увеличения
расстояния между точками приложения реакций опор. В результате прн некотором значении FCT уменьшение деформации станины будет скомпенсировано увеличением деформации валкового узла. Так, для данного стана увеличение площади поперечного сечения стойки свыше 7500 см2 приводит даже к некоторому увеличению суммарной упругой деформации станины и валкового узла (см. рис. V.59).
Зависимость упругой деформации станины и валкового узла клетей от диаметра опорного валка и площади поперечного сечения стойки станины представлена на рнс. V 60. Из приведенных графиков следует, что наиболее эффективно уменьшение упругой деформации клети достигается при одновременном увеличении диаметра опорного валка и площади поперечного сечения стойки станины. Для станов 1200 и 1700 приемлемая величина площади поперечного сечения стойки станины находится в пределах 4000— 5000 см2 (при DOB соответственно 1250 и 1500 мм), а для стана 2000 — в пределах 5000—6000 см2 (при Doa = 1600 мм). Интересно отметить, что увеличение диаметра опорного валка больше 1600 мм (для стана 2000) несущественно сказывается на уменьшении упругой деформации клетн.
На рнс. V-61 приведены графики, характеризующие упругие деформации станины SCT, валкового узла SB.y и их суммарную деформацию yj S = SCT + <SB.y при одинаковом пропорцио-
нальном изменении диаметра опорного валка и поперечного сечения стоек и поперечин станины. Одновременное увеличение Dcat FCT н Fm на 20 % относительно номинальных их значений приводит к уменьшению суммарной упругой деформации станины и валкового узла иа 10 % для стана 1200, на 20 % для стана
288
Площадь поперечного i счения стойки FCT. сяг
Рис. V.60. Зависимость упругой деформации станины и валкового узла клетей 1200(a), 1700 (б). 2000 (в) от диаметра опорного валка и площади поперечного сечения 'тойки станины (Р = 10 МН: B/L = 0,7; аш On/Don= 0.7)
1700 и на 15 % для стана 2000. Последующее увеличение размеров указанных элементов клетн еще на 20 % не способствует существенному снижению суммарной £ это снижение составляет 5 % для стана 1200 и 10 % для станов 1700 и 2000.
Причем изменение £ S прн одновременном увеличении размеров элементов клетн происходит за счет изменения упругой деформации валкового узла. Уменьшение упругой деформации станины прн увеличении Don/Don. ном, F^Fст. пом и Лш/Лш. ном с 1,0 до 1,2 и с 1,2 до 1,4 постоянно и составляет ~20 % для станов 1200, 1700 и 2000.
Возможности варьирования размеров элементов клетей для нахождения оптимальных их соотношений, определяющих заданную жесткость клети, расширяются прн использовании соответствующих математических методов н расчетов на ЭВМ.
Рнс. V.6I. Упруги я деформация станнин SCT, валкового узла SB у и их суммарная деформация XS при одновременном пропорциональном изменении диаметра опорного валка Ооп. площади поперечного сечения стойки н поперечного сечен ня станины:
а — клеть 1200; б — 1700: в — 2000
10 Заказ 224
289
Оптимизация иа ЭВМ основных конструктивных размеров клети, обеспечивающих заданную ее жесткость
Известные расчетные методики дают возможность с достаточной для практики точностью определить упругую деформацию прокатной клети какого-либо конкретного стана (см. например, табл. V.7). Такая задача возникает в связи с разработкой режимов настройки и перестройки прокатного стана и мероприятий по повышению точности размеров проката. По-иному ставится задача расчета упругой деформации клети при проектировании нового стана. В этом случае параметры элементов и узлов клети заранее не известны. Задача сводится к многовариантному расчету упругой деформации клети при изменении основных параметров в определенных диапазонах. В итоге должны быть найдены такие параметры, прн которых, например, упругая деформация клети минимальна. Задача несколько упрощается тогда, когда существует уже какой-либо аналог проектируемого стана: основные параметры аналога могут быть приняты в качестве первого приближения для параметров проектируемого стана. Но даже в этом случае обоснованное решение указанной задачи представляет большие трудности. Отмеченные трудности успешно преодолеваются при использовании математических методов нахождения экстремума функции многих переменных и применении быстродействующих ЭВМ.
Рассмотрим задачу оптимизации основных конструктивных параметров четырехвалковой клети с целью обеспечения ее определенной жесткости, удовлетворяющей заданным требованиям по точности размеров листового проката.
Упругая деформация клети прокатного стана S является функцией многих переменных: S — f (xlt ..., xit .... хп), где xt — параметры клети (варьируемая переменная); п число параметров.
Задача оптимизации сводится к определению экстремума названной функции. Необходимым условием достижения экстремума является равенство нулю всех частных производных функций S по всем варьируемым параметрам, т. е. dS/dxi = 0. Таким образом, программа поиска экстремума должна прежде всего определять частные производные функции S по варьируемым параметрам. Прн этом знак производной определяет направление, в сторону которого следует изменять параметр, а величина производной может служить мерой удаления значения функции от экстремума. Если частная производная dSjdXt = 0, то изменять величину параметра не следует.
Для решения этой задачи можно использовать метод Гаусса— Зейделя, сущность которого состоит в том, что положение экстремума функции ищут последовательно по каждому из оптимизируемых параметров. Сначала определяют положение экстремума по первому оптимизируемому параметру (dS/dXi = 0) прн не-290
изменных остальных значениях параметров. Затем, зафиксировав значение хг, ищут значение х2, прн котором dSjdx^ — О, И т. д.
Как правило, за одни цикл , поиска, т. е. последовательного изменения всех оптимизируемых параметров, не удается найти их значения, соответствующие минимуму исследуемой функции. Поэтому необходимо многократное повторение указанных циклов.
Алгоритм оптимизации по методу Гаусса—Зейделя можно представить в виде следующей формулы:
xt, 1 = Xi, 1-1 + Sign (AS|, A1); (V.93)
где Xt,j — значение i-того оптимизируемого параметра на /-том шаге поиска; Ах, — величина шага по i-тому параметру; ASt,— приращение функции на (/ — 1)-м шаге поиска; =
— sign —функция знака:
{1, если £/z> О
О, если у = О
—1, если 4/<0.
Из формулы (V.93) видно, что схема оптимизации сводится к следующему: шаг делают в направлении уменьшения функции; если же предыдущий шаг привел к увеличению функции, то осуществляется реверс т. е. очередной шаг делают в обратном направлении и т. д. Переход на оптимизацию по очередному параметру осуществляется прн отсутствии приращения функции или при ее увеличении, т. е. при ASf 0.
При проведении оптимизации основными варьируемыми параметрами четырехвалковой клети могут быть приняты диаметр рабочего валка, соотношения сторон поперечного сечення, стоек н поперечин станины.
В качестве основного критерия оптимальности размеров валкового узла можно, например, принять условие получения равномерной эпюры межвалкового давления.
Прн определении параметров валкового узла необходимо задать допустимые границы нх изменения. Так, предельные значения Ораб могут быть найдены из условий устойчивого захвата металла валками, прокатки полосы заданной минимальной толщины и устойчивости рабочих валков против свободного бокового изгиба в горизонтальной плоскости. Диаметр опорного валка принят производной величиной н определяется по значению диаметра рабочего валка из условия получения равномерной эпюры межвалкового давления.
Остальные параметры станины н валкового узла в их взаимосвязи принимали производными от названных выше и определяли из следующих соотношений (см. рис. V 48):
Док = klDon't — 2^2 (^раб “F -^оп);
^ПП ~ Док Ч" ^СТ« ^ст — Д©К Г ^пп’
^Ш. ОП ЙдОоп; ^оп = ^4Д -1- ^ст»
10* 291
где kt, kt, k3, k4 — коэффициенты взаимосвязи между параметрами клети (см. табл. V.10, V.11).
| При проведении оптимизации параметров клети увеличение размеров некоторых узлов (это в первую очередь относится к станине) приводит к значительному увеличению массы оборудования, что может оказаться нерациональным, а в ряде случаев превзойти технологические возможности машиностроительных заводов. В то же время пропорциональное увеличение геометрических размеров всех элементов клети, как было показано выше, ведет к несущественному уменьшению ее упругой деформации. В связи с этим при проведении оптимизации необходимо ввести ограничения на некоторые соотношения, исходя из металлоемкости элементов клети.
Ограничение массы деталей валкового узла является нецелесообразным по двум причинам: во-первых, на долю валкового узла приходится основная часть упругой деформации клети, и поэтому повышение жесткости валкового узла может дать наибольший эффект в повышении жесткости клети, и, во-вторых, максимальный диаметр рабочего валка (а следовательно, и опорного) ограничивается, исходя из указанных выше технологических соображений.
Ограничение же массы станины является необходимым, так как в противном случае можно получить значительное увеличение массы клети при несущественном уменьшении ее упругой деформации. Условие сохранения определенной металлоемкости станины 1Гстан можно записать в виде (см. рис. V.48): №стан =
2 (ДппЬпп^пп ~Г Дст^ст^ст) == Const.
Помимо условия постоянной металлоемкости, на соотношения размеров станины должны быть наложены н другие ограничения. Например, для ПЖТ требуется соблюдение определенных соотношений между размерами окна и толщиной стойки станины рабочей клети.
Алгоритм оптимизации конструктивных параметров четырех-валковой клети выглядит следующим образом.
Перед началом расчета задают основные параметры исследуемого стана (длину бочки, ширину листа, числовые константы, характеризующие механические свойства деталей клети, и коэффициенты взаимосвязи между основными параметрами клети), начальные приближения варьируемых параметров, границы изменения варьируемых параметров, а также требуемую точность определения варьируемых параметров.
Начальные приближения варьируемых параметров задают произвольно в пределах тех границ, которыми они лимитируются. Однако при задании начальных условий необходимо удовлетворить условие, согласно которому сохраняется постоянной металлоемкость станины.
Границы изменения варьируемых параметров должны быть заданы обязательно. Если на какой-либо параметр по конструк
292
тивным или технологическим соображениям не накладывается ограничение, то соответствующая граница может быть задана произвольно, ио так, чтобы она не ограничивала оптимизируемый параметр.
После этого определяются исходные размеры станины и валкового узла, металлоемкость станины и начальный шаг изменения варьируемых параметров. Начальный шаг изменения варьируемых параметров задается числом на которое делится интервал изменения варьируемого параметра Начальное значение шага будет равно
Ai = (Ь£ — а£)/п{,
где н bi — ннжний и верхний пределы изменения варьируемого параметра
Если объем станины является исходным, то ее металлоемкость не определяют, а проводят расчет сопряженных параметров и упругой деформации клетн.
По исходным размерам рассчитывают упругую деформацию клети, после чего изменяют варьируемые параметры в следующей последовательности: диаметр рабочего валка, толщина стойки станины, высота поперечины, ширина стойки станины. Каждому варьируемому параметру станины присваивают индекс в той последовательности, в которой происходит его изменение.
Прн варьировании диаметра рабочего валка и параметра аст определяют оптимальный диаметр опорного валка из условия равномерного распределения межвалкового давления. Затем рассчитывают размеры станины из условий ее постоянной металлоемкости и сопряжения основных размеров. Прн варьировании параметров Ьдп и /цд определяются только размеры станины.
После каждого шага по одной из переменных происходит анализ результата. Если Sitj < направление изменения переменной сохраняется (где SifJ — упругая деформация
клети для двух последующих шагов). Если то восстанавливается предыдущее значение аргумента, и направление изменения варьируемой переменной меняется на обратное.
В случае, когда направление изменения варьируемой переменной сохраняется, происходит анализ индекса переменной, изменение переменной на величину шага н проверка условия «^<Х|<^.
Если варьируемая переменная не выходит за границы at и bit то определяют вспомогательные размеры в клетн н снова рассчитывают ее упругую деформацию. Если же это условие не выполняется, восстанавливается значение аргумента н делается реверс, т. е. направление изменения варьируемой переменной меняется на обратное. После проведения реверса анализируют знак величины Ах4. Прн Ах, > 0 происходит переход иа варьирование другой переменной. Во время этого перехода происходит анализ
2J3
Таблица V.12. Сравнение основных параметров четырехвалковых клетей 1700 и 2000 до оптимизации (а) и после (б, в)1 (см. рис. V.48)
Тип стана Вариант расчета Ораб-мм ®ОП' мм ®ОП' аст. мм &СТ’ FcT, см* °ПП" мм йпп-мм СМ*
1700 а 650 1250 2850 560 740 4140 изо 1200 13 600
б 800 1450 2702 412 810 3340 612 1600 9 800
в 825 1515 2850 560 616 3450 538 1760 9 450
2000 а 800 1800 3200 800 790 6320 1320 1200 16 000
б 875 1565 2901 501 1025 5150 769 1063 15 900
в 937 1710 3200 800 670 5350 737 2020 14 900
Тип стана Варнант расчета X -Рх X о - ж ж со ж со я ж х • « ч> ®ст + SBi у. мм Я S S as 1 Ъ 3!
1700 а 1.89 16,31 0,264 1,321 1,585 2,037 4,91 0,133
б 1,84 20,8 0,432 0,884 1,317 1.768 5.65 0,043
В 1.32 24,3 0,429 0,993 1,322 1,773 5,64 0,033
2000 а 3.29 19,35 0,294 1,015 1,309 1,695 5,90 0,089
б 4.51 57.5 0,308 0,741 1.049 1,435 6,97 0.047
в 2,61 50,7 0,312 0.752 1,064 1,450 6,89 0,034
• С учетом упругой деформации нажимного узла и подушек опорных валков.
индекса переменной. Когда кончается цикл прохода по всем переменным (I > 4), происходит сравнение результата данного цикла с результатом предыдущего. Если S?/ Ф т. е. величины упругой деформации в двух последующих циклах отличаются друг от друга, происходит повторная оптимизация по всем параметрам с тем же шагом, что и в предыдущем цикле. Прн S?/ = St/"1 анализируется точность А определения аргумента, т. е. величина шага по каждому параметру сравнивается с заданной точностью определения аргумента. Если условие точности не удовлетворяется, происходит деление шага изменения варьируемых параметров и повторяется оптимизация. Если условие точности удовлетворяется по всем аргументам, осуществляется печать результата.
По описанному алгоритму, реализованному на ЭВМ, был произведен ряд расчетов. Использовали расчетную схему четырехвалковой клети, показанную на рис. V.48.
В табл. V.12 приведены некоторые результаты расчета для четырехвалковых клетей 1700 и 2000.
Расчет вели прн следующих исходных данных: = 1,1; kz = 1,3; k3 = 0,7; ka = 1,2; P = 10 MH; B/L = 0,7; 1Гстан = ~ 15 m3 (или ~120 t).
2Г-1
Варианты расчета: а — номинальные параметры клетей; б — параметры клети после оптимизации без ограничений; в — параметры клети после оптимизации с ограничением толщины стойки номинальным размером.
Сравним, к примеру, номинальные параметры клети 2000 (табл. V.12, вариант а) и параметры, полученные прн оптимизации без ограничений, исходя из условия равномерного распределения межвалкового давления (вариант б). Видно, что равномерное распределение межвалкового давления достигается при некотором увеличении диаметра рабочего валка по сравнению с номинальным (соответственно £>р8б = 875 и 800 мм) и при незначительном уменьшении диаметра опорного валка (£>оа = 1565 и 1600 мм). Общая высота комплекта валков 2 (£>рн0 + £)оп) увеличивается иа 80 мм. Площадь поперечного сечения стойки при этом уменьшается на 1170 см8; соответственно уменьшается (на 300 мм) расстояние между точками приложения реакций опор к подушкам опорных валков.
Таким образом, незначительное изменение диаметров рабочего и опорного валков четырехвалковой клети 2000 прн обеспечении равномерного распределения межвалкового давления и при некотором уменьшении расстояния между точками приложения реакций опор приводит к довольно существенному уменьшению суммарной упругой деформации клети и к увеличению ее модуля на 18 %. Стрела прогиба середины бочки рабочего валка относительно края бочкн уменьшается при этом в два раза.
В другом случае при весьма значительном увеличении диаметров рабочего и опорного валков по сравнению с номинальными (£)раС = 937 н 800 мм; Doa — 1710 и 1600 мм) жесткость клети остается такой же, как и в рассмотренном выше примере, а стрела прогиба рабочих валков уменьшается всего иа 28 %.
Приведенные примеры свидетельствуют о том, что только за счет рациональной компоновки четырехвалковой рабочей клетн (при сохранении постоянной металлоемкости станины) можно заметно снизить упругую деформацию клети н прогиб рабочих валков.
Рассмотрим еще один пример использования разработанной методики оптимизации конструктивных параметров четырехвалковых клетей.
Анализ литературных данных показывает, что основные параметры рабочих клетей могут существенно отличаться для различных станов с примерно одинаковой длиной бочки, хотя в общем имеется тенденция к увеличению всех размеров основных элементов клети при увеличении длины бочки валков.
Проанализируем изменение оптимальных (с точки зрения получения минимальной упругой деформации клети) параметров четырехвалковых клетей в зависимости от длины бочки валков, металлоемкости станины н некоторых ограничений, наложенных на основные размеры клети.
295
При проведении оптимизации за основные варьируемые пара-метры принимали диаметр опорного валка, размеры сторон поперечного сечения стоек и поперечин станины. Остальные параметры станины п валкового узла определяли из условия сохранения постоянной металлоемкости станины с учетом диаметра рабочего валка.
Расчетную схему клетн принимали аналогичной схеме, показанной на рис. V.48.
Оптимизацию проводили для трех значений металлоемкости станины: 15; 22,5 и 30 м3, что соответствует массе станины в 120, 180 и 240 т. Диаметр рабочего валка принимали равным 800 мм. Остальные параметры клети задавали следующими соотношениями:
^пп — “F ^ст» ^ст — 2,6 (£?раб ‘ j 7)оп) ^пп>
оп = 0,7£>оп.
Влияние длины бочки валков на оптимальные параметры четырехвалковых клетей и их упругие деформации проанализировали при постоянной металлоемкости станины. Оказалось, что с увеличением длины бочки (при Т^стан = 15 м3) происходит значительное увеличение диаметра опорного валка (от 1750 мм при L = 2000 мм до 2340 мм при L = 4000 мм). В результате этого увеличиваются размеры окна станины, что вызывает уменьшение размеров поперечин и стоек, а также ведет к росту упругой деформации станины SCTBH. Упругая деформация валкового узла SB. у при увеличении длины бочки уменьшается. Это связано с тем, что при увеличении длины бочки погонная нагрузка на валкн уменьшается (при Р = const) и вызывает уменьшение межвалкового упругого сжатия и сжатия рабочего валка под полосой. При этом компенсируется некоторое увеличение прогиба опорного валка. В результате суммарная упругая деформация валкового узла и станины £ S при увеличении длины бочки ие претерпевает значительного изменения.
Однако следует учитывать, что прн увеличении длины бочки валков при одном и том же обжатии происходит пропорциональное увеличение усилия прокатки. Поэтому для оценки жесткости четырехвалковой клети при увеличении длины бочки целесообразно ввести показатель, который характеризовал бы жесткость клети в относительных единицах. Такой характеристикой может служить жесткость клети, отнесенная к длине бочки валков:
^кл. п = ^кл/^»
где Д4КЛ.П— жесткость клети на 1 м длины бочки, (МН/мм)/м; Л4КЛ — жесткость клети, МН/мм; L — длина бочки валков, м.
При увеличении длины бочкн валков происходит значительное уменьшение жесткости четырехвалковой клети на 1 м длины бочки.
296
Характер зависимости оптимальных параметров четырехвалковой клети от длины бочки валков одинаков для станины с различной металлоемкостью.
При этом рассмотрели изменение оптимальных параметров четырехвалковых клетей, упругой деформации валкового узла и станины, а также жесткости клети от длины бочки валков при увеличении металлоемкости станины пропорционально длине бочки (Т^стан = •б.О^м3^. Оказалось, что суммарная деформация узла валков и станины уменьшается при увеличении длины бочки валков. Деформация станины остается практически неизменной, а уменьшение суммарной деформации происходят в основном за счет снижения деформации валкового узла. Жесткость клети на 1 м длины бочкн при увеличении длины бочки валков уменьшается, однако менее интенсивно, чем при постоянной металлоемкости. Таким образом, при увеличении длины бочки валков для сохранения прежней величины жесткости рабочей клети на 1 м длины бочки одного только пропорционального увеличения металлоемкости станины недостаточно.
Расчет рабочей клети на опрокидывание
При захвате металла валками возникают большие инерционные усилия, которые стремятся опрокинуть рабочую клеть, установленную иа плитовинах. Максимальное инерционное усилие равно суммарной силе трения в очаге деформации (рис. V.62, а): / = = Map/R.
Опрокидывающий момент от действия этого усилия
Моп = Ia = Мар (a/R). (V.94}
Опрокидывающий момент возникает также прн прокатке с натяжением. В случае при То > 7\ (рис. V.62, б):
Моп = (Т’о - Л) с- (V.95)
В процессе прокатки иа рабочую клеть может также действовать опрокидывающий момент, возникающий от неравномерного распределения крутящего момента между валкамн (рис. V.62, в). В этом случае моменты, опрокидывающие рабочую клеть, равны разности прикладываемых моментов: Д4ОП = М1 —- Mz.
В двухвалковых станах моменты, прикладываемые к верхнему и нижнему валкам, часто практически равны между собой (ДД = = Af2) и опрокидывающий момент равен нулю, т. е. рабочая клеть устойчиво стоит на плитовинах в процессе прокатки. В двухвалковых станах с верхним холостым валком весь момент прокатки передается только нижнему валку, значит Д4, = 0 и Мй = == Д4ир и рабочая клеть опрокидывается моментом, равным:
— Д^2 = Д^пр-
297
Рис. ¥-62- К с пределению опрокидывающего момента, действующего па рабочую клеть: а — в момент захвата металла валками; б — при прокатке с натяжением; в — при прило* жении к валкам различных (по величине и направлению) крутящих моментов
Однако и в других двухвалковых станах возможен случай, когда весь момент прокатки будет хотя бы кратковременно передаваться только через один валок, например, при поломке одного из шпинделей; тогда прокатка некоторое время продолжается за счет инерции вращающихся частей привода. В этом случае (при Afj = 0 или при ЛТ2 = 0) опрокидывающий момент также равен полному моменту прокатки, т. е.
Моп = (V.96)
Таким образом, в момент захвата металла валками, согласно формуле (V.94), максимальный опрокидывающий момент равен Л1ОП = АТПр (я/Я), а в аварийном случае при поломке одного из шпинелей Моа = А4пр.
Вследствие того, что обычно а > /?, очевидно, что первый момент больше второго, поэтому расчет на прокидывание рабочей клети надо вести по моменту, определяемому формулой (V.94).
Под действием опрокидывающего момента станины рабочей клети стремятся оторваться от плитовины. Усилие, с которым лапы станин растягивают болты, скрепляющие их с плитовинами равно
Q = (Моп/6) - (Окл/2), (V.97)
где бкл — вес рабочей клети.
Каждая станина прикрепляется к плитовине, а плнтовина — к фундаменту болтами. Болт должен быть рассчитан иа затяжку с усилием, на 20—40 % большим, чем усилие от действия Q, т. е.
Q6 = (1,2 - 1,4) Q/n6. (V.98)
Возникающее напряжение в болтах
об = 4QB/nt& (V.99)
298
где dc — внутренний диаметр болта; пс — число болтов с одной стороны клети.
Это напряжение не должно превышать допускаемого для болтов из стали марок Ст2 или СтЗ: [о!с = 70:80 МПа.
8. ПОВЫШЕНИЕ ТОЧНОСТИ РАЗМЕРОВ ПРОКАТА
Факторы, влияющие иа точность размеров проката
В процессе прокатки под действием усилия прокатки возникают упругие деформации элементов рабочих клетей: станин, валков, подшипников, нажимных винтов и др. В результате этих деформаций предварительно установленный зазор между валками изменяется. При прокатке тонких листов изменение зазора, как правило, соизмеримо не только с допусками на готовый продукт, но н с его конечной толщиной. Причины, вызывающие изменение усилия прокатки, а следовательно, и толщины полосы, весьма разнообразны: неравномерность толщины подката, непостоянство условий смазки в процессе прокатки, непостоянство настройки клети вследствие эксцентриситета (биения) валков и натяжения полосы, неравномерность нагрева полосы (при горячей прокатке), упругие деформации и износ валков и др. Практически колебания усилия прокатки на листовых станах достигают 10—15 % от номинальной величины.
При прокатке на непрерывных станах необходимо осуществлять одновременную настройку всех клетей непрерывной группы. Изменение настройки, вызванное упругими деформациями клети, приводит не только к прокатке немерного металла, но часто приводит к обрывам полосы или образованию складок. Это в свою очередь отрицательно влияет на производительность стана и стойкость валков. Кроме того, изменения зазора между валками вследствие упругих деформаций клети влияют на скорости входа металла и выхода его нз них, что вызывает изменения межклетевого натяжения или величины петли.
Указанные факторы приводят к изменению номинальной толщины полосы и толщины по ширине полосы и по длине рулона.
Для обеспечения необходимого обжатия полосы при прокатке необходимо, чтобы сумма раствора между рабочими валками до прокатки So и упругой деформации клети 5КЛ была бы равна толщине полосы после прокатки hlt мм * **:
/i!=S0 + SK„. (V.100)
В зависимости от соотношения между конечной толщиной полосы hi и упругой деформацией клети прокатка может осуществляться при наличии So > 0 (рис. V.63, а) илн отсутствии So = 0 (рис. V-63, б) зазора между валками либо в предварительно прижатых валках So < 0 (рис. V.63, в, г).
*г При допущении, что упругая деформация клети по ширине прокатывае-
мой полосы остается неизменной.
299
a tij h 6 h, h 6 hf h £ hf h
Рис. V.63. Зависимость конечной толщины полосы от упругой деформации клети для различных случаев прокатки
При наличии зазора между валками, согласно рис. V-63, а, толщина полосы hj определяется нз уравнения.
= So + Si + Рг/Мкл, (V. 101)
где Pi — усилие при прокатке в данной клети нли в данном проходе, Л4КЛ — модуль жесткости клети, МН/мм.
Сумма Si + PifMKn представляет собой упругую деформацию («пружину») клети при усилии прокатки Рг,
В частном случае, когда So = 0 (рис. V.63, бу.
= S, + Р[/Мкл. (V.102)
При отсутствии зазоров в сочленяемых деталях клетн (SL = 0) функция SKJ] = f (Р) выражается прямой линией (на рнс. V-63 показана штриховой линией). Тогда уравнение (V.101) можно представить в виде
hi= S0 + P/MKJT. (V.103)
Зависимость (V.103) известна как уравнение Головина—Симса.
Когда прокатку проводят в предварительно прижатых валках, то часть «пружины» клети 51{Л. предв устраняется усилием предварительного прижатия РПредв, а толщину полосы ht определяют из условия (рис. V-63, в, г)
— Зкп — £кл. предв- (V.104)
В зависимости от величины усилия предварительного прижатия валков «пружина» клетн 5кл.предВ может быть меньше или больше величины 317 характеризующей величину зазоров в сочленяемых деталях клети. Для определения толщины полосы ht в этих случаях могут быть использованы уравнения:
а) ^нл, предв Sj (см. рис. V.63,e),
hi = Si — SKJI. предв “Г Pj^KJii (V. 105)
б) 5Кл. предв > Si (см. рис. V.63, а)
h. =Р1~Рдраг-- (V.106)
™кл
Уравнения (V.101)—(V.103), (V.105) и (V.106), устанавливающие связь между толщиной прокатываемой полосы и же
300
сткостью клети, называют уравнениями жесткости или уравнениями упругой линии клети.
Уравнение упругой линии клети содержит два неизвестных — толщину прокатываемой полосы h* и усилие прокатки Р. Дли решения этого уравнения необходимо знать связь между параметрами и Р
р = f м.
(V.107)
Уравнение (V. 107) называют уравнением пластической деформации металла при прокатке. Часто кривые, выражающие связь Р = f (hj)t называют «кривыми пластичности». Известно, что усилие прокатки зависит от предела текучести прокатываемого металла, коэффициента трения в очаге деформации, толщины полосы, радиуса рабочих валков, угла захвата, натяжения и других факторов. Поэтому кривые пластичности могут быть построены только для конкретных условий прокатки, т. е. при заданном сочетании величин параметров, определяющих усилие прокатки.
Для построения кривых пластичности используют известные расчетные методики (А. И. Целикова, А. А. Королева и др.), применяют численные методы и ЭВМ для решения дифференциального уравнения прокатки, в некоторых случаях связь между Р и определяют экспериментальным путем.
Таким образом, для однозначного определения величин и Р необходимо решить систему:
На рис. V.64, а дано графическое решение системы уравнений (V.108). Первое уравнение изображается прямой 1 . Тангенс угла наклона прямой / численно равен модулю жесткости клети Л4НЛ, а точка пересечения ее с осью Л, соответствует величине исход-
Рис. V.64. Графическое решение системы уравнений упругой линии клети и пластической деформации полосы;
а — при постоянном значении модуля жесткости клетн; б — при различных значениях модуля жесткости клет
301
ного раствора валков Sc. При прокатке полосы с исходной толщиной h0 зависимость Р = f (hj) представляется в виде кривой 2. Точка пересечения кривой 2 с прямой 1 (точка nJ определяет толщину полосы после прокатки.
При прокатке полосы с большим пределом текучести (или с большим коэффициентом трения) при той же исходной толщине заготовки (раската, подката) зависимость Р = f выражается кривой 3. Пересечение кривой 3 с прямой 1 в точке а{ свидетельствует об увеличении усилия прокатки Р{, что вызывает увеличение толщины полосы Jia выходе из валков до h[. Для получения полосы тоолщиной hY в этих условиях необходимо уменьшить величину исходного раствора валков So до So- При растворе валков So упругая линия клети представится в виде прямой Г. Точка пересечения прямой Г с кривой 3 определяет величину усилия прокатки Р\ и толщину полосы hi = прн новой установке валка. Как видно из рис. V.64, а (точка аД получение полосы с конечной толщиной в рассматриваемом случае обеспечивается при большей величине усилия прокатки (Р{ > Р\ >
При увеличении толщины исходной заготовки от h0 до h‘Q зависимость Р = f (hj) изобразится кривой 4. Точка пересечения этой кривой с прямой 1 показывает, что увеличение толщины заготовки способствует росту усилия прокатки до Р", что вызывает увеличение конечной толщины полосы до h“.
На рис. V 64, б представлено графическое решение системы (V.108) при различных модулях жесткости клети. Прямые 1 и 2 являются уравнениями упругой деформации клети соответственно с меньшей н с большей жесткостью (7ИКЛ1 < Л1ил2) Кривые 3 и 4 выражают зависимость Р = f (hj соответственно при исходной толщине заготовки hD и ho.
Из рис. V.64, б, видно, что при прокатке в клети с меньшей жесткостью (прямая /) увеличение толщины исходной заготовки от h0 до ho вызывает увеличение толщины полосы после прокатки от hj до hi. При прокатке в клети с большей жесткостью (прямая 2) увеличение толщины иа входе от h0 до ho вызывает рост толщины на выходе из валков от до ht. Однако приращение конечной толщины полосы в последнем случае Sh” значительно меньше приращения толщины полосы 6Л', полученного при прокатке в клети с меиьшей жесткостью. Это свидетельствует о том, что с повышением жесткости клети колебания толщины полосы на входе вызывают меньшие колебания толщины полосы после прокатки.
При увеличении модуля жесткости клети до бесконечности упругая линия клети займет вертикальное положение. Тогда любое изменение толщины исходной заготовки 6А0 будет сглаживаться в процессе прокатки н конечная толщина полосы будет равна заданной hL, так как 6hr = 0.
Из анализа следует, что для получения листов н полос с минимальными колебаниями толщины в продольном направлении
302
модуль жесткости рабочих клетей полосовых и листовых станов должен быть достаточно высоким.
На точность прокатки, кроме того, оказывает влияние динамика процесса прокатки.
Часто стремятся к повышению жесткости клетей листовых станов за счет увеличения диаметров валков и размеров станин. Однако чрезмерное увеличение жесткости рабочей клети может привести к тому, что биение опорных валков (которое в ряде случаев достигает 0 1—0,2 мм) будет отрицательно сказываться на качестве проката вследствие циклической разнотолщинности полосы При определенных условиях для уменьшения влияния биения опорных валков на разнотолщинность полосы следует уменьшать жесткость прокатных клетей. Следует стремиться также к сокращению допусков на эксцентриситет бочек и шеек опорных валков при изготовлении их на машиностроительных заводах и переточках валков в прокатных цехах.
При установке опорных валков в ПЖТ гидродинамического типа толщина полосы в значительной степени зависит от изменения скорости прокатки. Это особенно проявляется в переходные периоды (разгона и торможения), часто повторяющиеся главным образом на станах холодной прокатки при прохождении сварных швов
Поперечная разнотолщинность полос зависит от упругих деформаций валков, ширины полосы, профиля подката и многих других факторов. Практика эксплуатации тонколистовых станов показала, что даже при прокатке в жестких клетях целесообразно проведение некоторых мероприятий и применение дополнительных устройств, обеспечивающих получение полос требуемого поперечного сечения при изменении различных технологических факторов.
Эффективным мероприятием, обеспечивающим уменьшение поперечной разнотолщинности полос, является принудительный изгиб (противоизгиб) рабочих или опорных валков в процессе прокатки (см. ниже).
В ряде случаев значительному снижению поперечной разнотолщинности проката способствует профилировка валков, в частности, применение профилировки опорных валков с длинными коническими скосами по краям бочки.
Из сказанного следует, что к выбору размеров станины, диаметра валков, ПЖТ и ряда других технологических и конструктивных параметров рабочих клетей необходимо подходить с точки зрения обеспечения оптимальной жесткости клети.
В общем случае оптимальная жесткость клети должна определяться исходя из прокатываемого сортамента, требуемой точности размеров полосы с учетом величины обжатия и биения валков, а также возможностей автоматического регулирования толщины полосы н других параметров процесса прокатки»
303
Модуль жесткости рабочих клетей современных листовых станов оценивается следующими величинами, МН/мм:
Толстолистовые................................. 6—10
Широкополосовые непрерывные и полунепрерывные горячей прокатки .... -..........................5—7,5
Непрерывные и реверсивные холодной прокатки 6—8
Влияние различных факторов иа продольную и поперечную разнотолщинность проката
Продольная разнотолщинность проката является следствием изменения усилия прокатки и зазора между рабочими валками в процессе прокатки. В связи с этим продольную разнотолщни-иость полосы при прокатке можно представить (по И.М.Мееро-вичу и др.) как полный дифференциал первого уравнения системы (V.108)
d/i1 = dS0 + -jj^---,,Р . (V.109)
1 ° 1 Мкл Мкл Мкл ' >
Если пренебречь изменением модуля жесткости клети А4КЛ вследствие изменения температуры деталей клети в процессе прокатки, а также изменения толщины масляной пленки в (ПЖТ), то можно пренебречь последним членом уравнения (V. 109). Тогда выражение для определения продольной разиотолщннности примет вид
dht = dS0 + dP!Mvn (V. 110)
или (в конечных разностях)
= 6S0 + 6Р/Л4КЛ. (V.111)
Уравнение (V.110) известно как основное уравнение продольной разнотолщи нности.
Для четырехвалковых клетей зазор между рабочими валками So определяют из условия
Sq = Con Tip. н — Яш,. н — £)р. в /?оп. в» (V Л2)
где аоп — расстояние между осями опорных валков, мм; Пр Е, Пр в — соответственно диаметры нижнего и верхнего рабочих валков, мм; Яоп. н> Яоп. в — соответственно радиусы нижнего и верхнего опорных валков мм.
Изменение зазора между рабочими валками dS0 в процессе прокатки представляет собой полный дифференциал уравнения (V.112)
dS^ = dnov — dDp, и — dRoa. п — dDp. в — dROUt в. (V. 113)
Величина daov численно равна изменению расстояния между осями опорных валков в процессе прокатки и определяется изменением длины стоек станин в результате их нагрева или охлаждения, а также точностью установки валков перед прокаткой.
304
Величины dDP'B, dDp,B, dRo„,n и еШоц.в характеризуют изменение размеров валков в процессе прокатки и определяются упругим сжатием валков, совместным биением шеек и бочек валков, изменением температуры валков н их неравномерным износом по окружности.
Для решения уравнения (V.110) необходимо найти величину dP. Из теории прокатки известно, что усилие прокатки является функцией следующих величин:
Р = f (h0, h,, Rt„ В, а,, ц, Т„, 7,),
Рис. V.65. Зависимость продольной разнотолщинности полосы от изменения зазора между рабочими валками
(V.114)
где То, Tj — полное заднее н переднее натяжения.
Полный дифференциал уравнения (V. 114) равен
dP = dha + dh, + dRp + dB + d«r +
+ + (V.115)
После подстановки выражения (V.115) в уравнение (V.110) и соответствующих преобразований получим
л, = 1 dh„ + J*- dRp+dB +
м™“-алГ
+ ^^ + <-^+^-^. + ^-<17,). (V.116)
Выражение в скобках представляет собой изменение усилия прокатки ЬР вследствие изменения различных параметров прокатки, кроме толщины полосы на выходе из клети. С учетом сказанного уравнение (V.116) можно записать в виде
dhx = 6Р/(МКЛ — дР/dhJ. (V. 117) -
Зависимость продольной разнотолщинности полосы dht от изменения зазора между рабочими валками dSQ представлена на рис. V.65. При стабильных условиях процесса усилие прокатки равно Р1г а толщина полосы на выходе из клети h^. Изменение зазора между валками на dSG (например, вследствие опускания нажимных винтов) вызывает увеличение усилия на 6Р, в результате чего толщина полосы уменьшается на dhr.
Отметим, что производная dPldhlt входящая в уравнение (V. 117), численно равна тангенсу угла наклона Р кривой Р = f (hj к оси hT (рис. V-65). По аналогии с жесткостью клети назовем абсолютную величину производной dPldhr модулем жесткости полосы Л4П0Л.
305
Учитывая, что тангенс угла наклона кривой Р = f (hy) отрицателен, запишем
дР ldhr = -tg ₽ = -Мпол. (V. 118)
С учетом условия (V.118) уравнение (V.117) представим в виде
dhr = 6Р/(МКЛ + Мпол). (V-119)
Если разделить числитель и знаменатель правой части уравнения (V.119) на Мкл и учесть, что 6Р/МКЛ = dS0, то получим
= (V .120)
Ли /Икл ' '
Отношение dSJdhi = ka называется передаточным коэффициентом клети прн регулировании продольной разнотолщинности. Прн прокатке в упругой клети коэффициент ka всегда больше единицы.
Передаточный коэффициент клети ks показывает, что при изменении зазора между валками на dSQ происходит изменение толщины полосы на dhlt причем dht меньше dS0 на величину, зависящую от соотношения модулей жесткости полосы и клети. При прокатке в абсолютной жесткости клети (Мкп —> оо) передаточный коэффициент равен единице. С уменьшением модуля жесткости клети разница между перемещением нажимных винтов dSo и соответствующим ему изменением толщины полосы dht увеличивается. В последнем случае регулирование разнотолщинности перемещением нажимных винтов малоэффективно.
Передаточный коэффициент 1га является исходной характеристикой для расчета параметров нажимного устройства, работающего в системе автоматического регулирования толщины полосы (САРТ).
Для оценки влияния исходной продольной разнотолщинности подката 6Л0 на конечную разнотолщинность полосы пользуются коэффициентом выравнивания продольной разнотолщинности kB. Он представляет собой отношение относительной разнотолщинности полосы до и после прокатки
<v-121>
Коэффициент kB может принимать следующие значения: kK > 1 — исходная относительная разнотолщинность больше конечной, следовательно, клеть выравнивает полосу; /гв = 1 — исходная относительная разнотолщинность равна конечной, клеть не выравнивает полосу; /гц <Z 1 — исходная относительная разнотолщинность меньше конечной, клеть увеличивает относительную продольную разнотолщинность.
Значения коэффициента выравнивания могут быть определены по формуле
k. = (1 Т Мш/Мт!) ±=2., (V.122)
306
Рис. V.66. Графическое решение уравнений поперечной разнотолщннности, упругой линии клети н пластической деформации полосы
кромки и середины полосы не
где е — относительное обжатие; а—безразмерный коэффициент; а = (dPIdhMdP/dhJ.
Возможный диапазон изменения коэффициента выравнивания определяется из условия (1 — e)/a<fea < оо. (V-123)
Знание величины коэффициента выравнивания необходимо для расчета оптимальной жесткости клети и выбора оптимальных режимов обжатий. Жесткость клети и режимы обжатий должны обеспечивать kB > 1;
Выше было показано, что упругие деформации клети дл:
являются одинаковыми. Величина зазора между рабочими валками до прокатки в общем случае также не постоянна. В соответствии с этим уравнения упругой линии клети для кромки и середины полосы могут быть записаны в виде:
^p = Sop + P/MkS; (V.124)
= (V.125)
где — соответственно толщина полосы у кромки и
середины, мм; S«₽, — соответственно первоначальный зазор
между рабочими валками у кромок и середины полосы, мм;
Л1кл — соответственно модуль жесткости клети у кромок и середины полосы, МН/мм.
Разность между величинами и h** — поперечная разнотолщинность мм
6М'" = SSP - SJP + P/Mfo - P/MS, = + Р/М'., (V.126)
AS0 — первоначальная вогнутость (выпуклость) валков, мм; Мв — модуль жесткости валковой системы на участке, равном ширине полосы, МН/мм.
Уравнение (V-126) называют основным уравнением поперечной разнотолщиниости. Для решения его (при известных AS0 н 7И;) необходимо знать усилие прокатки Р. Величину Р определяют из совместного решения системы уравнений упругой линии клети и пластической деформации полосы (V.108).
На рис. V.66 даио графическое решение уравнений поперечной разнотолщннности, упругой линии клети и пластической деформации полосы. Поперечная разнотолщинность представляет собой абсциссу точки пересечения прямой (V.126) с кривой, характеризующей усилие прокатки при соответствующей толщине выходящей полосы.
г
307
Запишем уравнение (V.126) в дифференциальном виде
d (6ft,) = d(AS0) + dP/М.. (V.127)
Для оценки эффективности системы регулирования профиля валка пользуются передаточным коэффициентом k™, представляющим отношение изменения исходной вогнутости (выпуклости) валков d (AS0) к изменению поперечной разнотолщинности
fe™ = d (HSL)/d (6й;ш)- (V.128)
Величина передаточного коэффициента Л?пп может быть найдена из условия
= 1 - dPld = 1 +~^- . (V. 129)
где Л4П — модуль жесткости полосы, МН/мм; dhx — изменение толщины полосы после прокатки при регулировании поперечной разнотолщинности, мм.
В зависимости от знака производной dh^d (бЛ™) передаточный коэффициент /?°п может быть больше или меньше единицы.
Влияние поперечной разйотолщинности подката ё/г°п на поперечную разнотолщинность готовой полосы 6/г™ характеризуют коэффициентом выравнивания поперечной разнотолщинности k™ = d(6ftS")/d(6A7“). (V.130)
В зависимости от условий прокатки значения коэффициента выравнивания поперечной разнотолщинности могут быть меньше, больше единицы или равны ей. Если k™ > 1, клеть уменьшает поперечную разнотолщинность, при /?""<!. клеть увеличивает поперечную разнотолщинность. Когда = 1. величина поперечной разнотолщинности в процессе прокатки не меняется.
Способы уменьшения разнотолщинности проката
Из уравнения (V-109) видно, что на продольную разнотолщинность полосы можно влиять:
1) подбором жесткости клети;
2) регулированием положения нажимных винтов в процессе прокатки (постоянство зазора между валками);
3) регулированием иагрузки на клеть (постоянство нагрузки на нажимные винты).
В последних двух случаях регулируемыми параметрами являются зазор между валками So и усилие прокатки Р.
Требования к жесткости клетей могут быть различными. Они зависят от требований, предъявляемых к точности геометрических размеров и стабильности механических свойств прокатываемых листов и полос. В одних случаях предпочтительнее клети с мень
308
шей жесткостью, т. е. с мягкими характеристиками, в других — клети с большей жесткостью, т. е. с жесткими характеристиками. Мягкие характеристики требуются тогда, когда биение валков является основным фактором, влияющим на продольную разнотолщинность (например, при прокатке фольги и дрессировке). При незначительной величине биения валков применяют клети с более жесткими характеристиками.
Требуемую жесткость клети подбирают, исходя из заданной величины коэффициента выравнивания /?и. Если фактическая жесткость клети не обеспечивает получения заданной величины /?в, прибегают к изменению (чаще всего к увеличению) модуля жесткости клети.
Эффективность увеличения жесткости клети существенно зависит от жесткости полосы. Для оценки степени снижения выходной разнотолщинности полосы при увеличении модуля жесткости клети в т раз пользуются коэффициентом t;p> представляющим отношение коэффициента выравнивания k‘B клети с модулем жесткости тМкп к коэффициенту выравнивания клетн с модулем жесткости Мкл
я, = ^.= 1+т+^л- (v-131)
Анализ результатов расчетов, выполненных по уравнению (V.131), показывает, что повышение жесткости клетн наиболее эффективно для станов горячен прокатки, где имеется благоприятное соотношение жесткостей полосы и клети.
Регулирование зазора между валками производится нажимным устройством клети по сигналу, поступающему от датчика толщины или от датчика усилия прокатки.
В системах регулирования продольной разнотолщинности, основанных на изменении зазора между рабочими валками, используют также регулирующее воздействие натяжения. Изменение натяжения вызывает изменение усилия прокатки, что также способствует изменению зазора между рабочими валками в процессе прокатки и обеспечивает получение полос с более высокой точностью.
Регулирование продольной разнотолщинности полосы путем регулирования нагрузки на клеть осуществляется за счет того, что клеть нагружается дополнительным усилием РреГ. Величина этого усилия регулируется в соответствии с колебаниями усилия прокатки Р таким образом, чтобы обеспечивалось постоянство нагрузки иа клеть
Р + /’per = Const. (V.132)
Усилием Ррег желательно нагружать детали и узлы клети, воспринимающие усилия прокатки. В противном случае возможно появление ошибок при регулировании из-за разницы деформаций клети от усилия Р и Ррег.
309
Рис. V.67. Схемы гидравлического профилирования валков четырехввлковых клетей
Если условие (V.132) выполняется, то уравнение упругой линии клети в этом случае имеет вид
— So 4“ 4- рег> (V.133)
где Afper — модуль жесткости деталей (узлов) клети, на которые действует усилие Ррег.
Для уменьшения поперечной разнотолщинности листового проката применяют станочное, тепловое и гидравлическое профилирование валков.
Сущность станочного профилирования состоит в том, что образующей бочки валка придается определенная форма в соответствии с заданной выпуклостью (вогнутостью). Однако при расчете или выборе исходной выпуклости (вогнутости) валков трудно учесть все переменные факторы» влияющие на профиль активной образующей в процессе прокатки. В связи с этим станочное профилирование валков обеспечивает получение необходимого поперечного профиля полосы как правило, при определенных условиях прокатки.
В основу теплового профилирования положен перепад температур по длине бочки валка» что обеспечивает ее определенную тепловую выпуклость (вогнутость). В отличие от станочного тепловое профилирование позволяет воздействовать на профиль активной образующей валков в процессе прокатки. Тепловое регулирование профиля валков в процессе прокатки осуществляется подачей на поверхность их бочек охлаждающей жидкости или нагревом валков с помощью газовых горелок, нидукторов и т. д» Подачу охлаждающей жидкости или тепла производят дифференцированно по длине бочек валков, причем расход жидкости или тепла регулируют. Наиболее эффективно тепловое профилирование валков при прокатке «мягких» металлов (например, алюминия). Гидравлическое профилирование валков четырехвалковых клетей отличается быстродействием, эффективностью и легкостью автоматизации.
Сущность гидравлического профилирования состоит в том, что шейкам валков прикладывают дополнительные усилия, создаваемые гидравлическими домкратами с целью частичной или
310
полной компенсации стрелы прогиба активной образующей рабочего валка. Гидравлическое профилирование, как правило, осуществляют в сочетании с исходной и тепловой профилировкой валков. На действующих и вновь проектируемых станах, оборудованных четырехвалковыми клетями, применяют несколько схем гидравлического профилирования валков четырехвалковых клетей (рис. V.67).
1. Усилие Q прикладывают между подушками рабочих валков — противоиз-гиб рабочих валков (рис. V.67, а).
Рис. V.68- Схема гидравлического регулирования профиля активной образующей с приложением усилия противоизгиба к шейкам рабочих валков
2. Усилие Q приклады-
вают между подушками опорных и рабочих валков — дополнительный изгиб рабочих валков (рис. V.67, б).
3. Усилие Q прикладывают к удлиненным шейкам опорных валков — противоизгиб опорных валков (рис. V.67, в). Возможна
комбинация первых двух систем»
Наиболее простой в конструктивном исполнении является схема противоизгиба рабочих валков. Такая схема зарекомендовала себя наиболее эффективной, как это следовало из результатов экспериментальных исследований с применением физического моделирования для регулирования профиля валков на широкопол особых станах горячей прокатки, а также на станах холодной прокатки и дрессировки с длиной бочки до 2000 мм (отношение UDOB С 2,0). В качестве рабочих органов применяют гидравлические домкраты, встроенные в подушки нижних рабочих валков, либо используют плунжеры системы уравновешивания верхнего рабочего валка (при увеличении давления масла в системе уравновешивания). Выбор конструкции и размеров рабочих органов зависит от конструктивных особенностей и размеров подушек рабочих валков, а также от силовых условий процесса прокатки.
На рис. V-68 приведена одна из возможных схем гидравлического регулирования профиля активной образующей с приложением усилия противоизгиба к шейкам рабочих валков. Гидравлические домкраты 1, создающие усилие противоизгиба Ораб- питаются от насосной установки 2 через основной клапан 3. Необходимое давление жидкости в гидравлических домкратах поддерживается регулирующим клапаном 4 контролирующим расход жидкости» Работа регулирующего клапана автоматизиро
311
вана и осуществляется следующим образом. Импульс от мес-доз 5, измеряющих усилие прокатки, поступает в усилитель 6 и преобразовывается в угловое отклонение вала сельсииа-дат-чика 7. Далее преобразованный импульс передается сельсином-приемником <9 на электродвигатель .9, который управляет регулирующим клапаном. Питание электродвигателя осуществляется от системы управления 10.
Величина усилия противоизгиба ограничивается работоспособностью подшипников рабочих валков и обычно не превышает 10—20 % (на обе шейки) от усилия прокатки. Это объясняется тем, что подшипники рабочих валков не рассчитывают на радиальную нагрузку.
Описанная система отличается простотой конструкции, что позволяет использовать ее на действующих станах.
Известны и другие системы противоизгиба рабочих валков.
При дополнительном изгибе рабочих валков (см. рис. V.67, б) усилие, создаваемое гидравлическими домкратами, прикладывается между подушками рабочих и опорных валков. Рабочие валки в этом случае должны иметь увеличенную выпуклость, так как профиль активной образующей регулируется отжимом рабочих валков от опорных. Величина усилия противоизгиба Q пропорциональна усилию прокатки.
Дополнительный изгиб рабочих валков.является эффективным способом повышения точности поперечного профиля полосы. Наличие дополнительных распирающих усилий Q несколько увеличивает жесткость клети, что способствует некоторому уменьшению и продольной разнотолщинности. Размещение гидравлических домкратов в подушках опорных валков исключает необходимость отсоединения магистрали высокого давления при перевалке рабочих валков. Это создает определенные удобства прн обслуживании и эксплуатации рассматриваемой схемы регулирования. Однако при выходе заднего конца полосы из очага деформации происходит соударение рабочих валков, так как усилие изгиба иижнего н верхнего рабочих валков направлены друг против друга. Это является недостатком схемы дополнительного изгиба рабочих валков. Кроме того, регулирование изгиба рабочих валков происходит только в одном направлении.
Если на одном стаие ведут прокатку полос с большим диапазоном изменения ширины, то для регулирования профиля активной образующей целесообразно применять комбинацию двух указанных систем (см. рис. V.70 и V-71). Комбинированная схема регулирования профиля активной образующей лишена недостатков отдельно взятых схем.
Устройствами противоизгиба опорных валков оборудованы некоторые зарубежные главным образом толстолистовые станы. Регулирование профиля активной образующей с помощью противоизгиба опорных валков может быть использовано только на новых станах, так как для размещения различных устройств
312
необходимо создание новой клети. Кроме того, применение устройств противоизгиба опорных валков увеличивает время перевалок и затрудняет обслуживание стана, так как усложняется доступ персонала к валкам. По этим причинам, а также вследствие больших эксплуатационных затрат устройства противоизгиба опорных валков в настоящее время почти не используют.
Во всех схемах гидравлического профилирования валков давление рабочей жидкости обычно не превышает 35 МПа.
Обычно устройствами противоизгиба оснащают чистовые клети толстолистовых станов и последние клети непрерывных станов горячей н холодной прокатки.
Совмещенное регулирование продольной и поперечной разнотолщииностей полосы
При совмещенном регулировании продольной и поперечной разно-толщинностей задача сводится к однозначному определению трех неизвестных величин: поперечной разнотолщинности 6й™, толщины полосы после прокатки ht и усилия прокатки ,Р. Для нахождения указанных величин необходимо решить систему уравнений:
6ЛГ = ASo-S-P/M; h1 = S,s + PIMm Р-НЫ
(V.134)
где So — первоначальный раствор между валками, мм; Л4„л, Мв — соответственно модуль жесткости клети и валковой си-стемы на участке, равном ширине полосы, МН/мм.
Запишем систему (V.134) в дифференциальных уравнениях:
d(W') =d(ASo) + dP/X dhi^dSo + dP/M^ dP = f ih^dhi.
(V.135)
Как видно из системы (V.135), изменение какого-либо из параметров прокатки влечет за собой изменение толщины прокатываемой полосы и ее поперечной разнотолщинности.
Из уравнения (V.120) определяем изменение толщины полосы на выходе из валков d/b —— (ISn 7 j Tj 0 1+Afn/MKJI
Изменение поперечной разнотолщинности находят из уравнений (V.128) и (V-129)
Л!'. 4(6Л?")
(V.136)
(V.137)
313
Отношение dhj/d (б/i™), характеризующее изменение продольной и поперечной разнотолщинности, называют передаточным коэффициентом совмещенной продольной и поперечной разнотолщинности /ге°вм. Учитывая, что d (6S0)/d (6/i?n) = /£овм, из выражения (V.137) находим
ft™ = 1 + lf°m, (V.138)
(V.139)
где k™ — передаточный коэффициент клети при регулировании поперечной разнотолщинности.
С учетом уравнения (V.120) зависимость (V-138) примет следующий вид:
Ьпп — 1 м' .совы _ Ks 1 в “ Л,-1 мкл
Из уравнения (V-139) видно, что передаточный коэффициент клети при совмещенном регулировании продольной и поперечной разнотолщинностей kgOat> зависит от величины передаточных коэффициентов при раздельном регулировании продольной ks и поперечной (/£п) разнотолщинностей и от отношения модулей жесткости системы валков и клети. Значения коэффициента k^al* могут быть положительными и отрицательными. При одновременном уменьшении или увеличении продольной и поперечной разнотолщинностей значения Z?s°B“ положительны. Когда увеличение продольной разнотолщинности сопровождается уменьшением поперечной разнотолщинности или имеет место обратная зависимость, значения отрицательны.
При отключенной системе регулирования поперечной разнотолщинности (k™ = 0) получаем
Свм = -М;/(*в-1)Мнл. (V.140)
Если не работают одновременно системы регулирования продольной и поперечной разнотолщинности (k8 = 0; = 0), то
^овы = Мв/Мкл. (V.141)
Из последнего уравнения следует, что когда толщина полосы не регулируется, изменение усилия прокатки будет вызывать изменение продольной разнотолщинности в Мв/Мил раз больше, чем изменение поперечной разнотолщинности. Это показано иа рис. V-69, представляющем графическое решение системы уравнений (V. 134).
При стабильных условиях прокатки толщина полосы hx и усилие прокатки Рх определяются соответственно абсциссой и ординатой точки пересечения упругой линии клети (/ij — So + + Р/Мкл) с уравнением пластической деформации [сплошная
314
кривая Р = f (hj)]. Величина поперечной разнотолщинности 6Л"П равна абсциссе точки пересечения прямой бЛ1;'1 = AS0 + Р!МВ с ординатой Р. Изменение условий прокатки (например, температуры, коэффициента трения, натяжения и т. д.) приводит к изменению положения уравнения пластической деформации [штриховая кривая Р = f (hi) ]. Это изменение в рассматриваемом случае
вызывает увеличение усилия прокатки до Р{ и толщины выходящей полосы до hi.
В результате увеличения уси-
Рнс. V.69. Графическое решение системы уравнений (V.134), характеризующей поперечную и продольную^разно-толщинность полосы
лия прокатки появляется продольная разнотолщинность рав
ная dhi, а поперечная разнотолщинность полосы увеличивается на d (бйпп). При этом dht > d (бА"п), так как модуль жесткости клети 7ИКЛ меньше модуля жесткости валковой системы М’в-
Регулироваиие формы полосы
Регулирование поперечной разнотолщинности наиболее эффективно при горячей прокатке. Изменение поперечного профиля полос и листов в процессе холодной прокатки и дрессировки не целесообразно, так как это вызывает значительное искажение формы (увеличение неплоскости)’ последних. Изменение поперечного профиля полос и листов в этом случае возможно только за счет уменьшения неплоскостности исходного подката. Однако исследования показывают, что изменение поперечной разнотолщинности холоднокатаных полос и листов вследствие уменьшения фактической неплоскостности подката на один — два порядка меньше фактической разнотолщинности по ширине. Можно считать, что регулирование поперечного профиля листов и полос в процессе холодной прокатки и дрессировки практически не производится- В связи с этим одной из важнейших задач регулирования при холодной прокатке и дрессировке является получение плоских листов и полос (ровных).
При симметричном процессе прокатки необходимым условием получения ровных листов и полос является постоянство скоростей выхода металла из валков по ширине полосы
Vi,f = vBi (1 + S<) = const, (V.142)
где vBi — окружная скорость по ширине полосы i-того элемента валка; S; — опережение i-того элемента полосы.
В общем случае vBi и Sf переменны по ширине полосы. Для получения ровных листов и полос необходимо, чтобы произведение
315
vBl (I + Sz) в любом продольном сеченни очага деформации i было величиной постоянной. Учитывая, что vBi = f (Dt), где Di—диаметр i-того элемента валка, уравнение (V.142) после Дифференцирования будет иметь вид:
^ + -^«. + ^О,=0. (V.143)
Для выполнения условия (V.143) необходимо, чтобы
о0{р£ — const, (V.144)
где voi, pf — соответственно скорость входа и коэффициент вытяжки i-того элемента полосы.
Переменные voi и fif также являются функциями ширины полосы, поэтому уравнение (V-144) может быть записано в виде
+ = (V.145)
Анализ уравнений (V.143) и (V.145) показывает, что получение ровных листов и полос определяется характером распределения вытяжек и кинематическими условиями прокатки по ширине полосы. Очевидно, что соблюдение одного только условия постоянства вытяжек по ширине полосы не обеспечивает ровных листов и полос. Из уравнений (V.143) и (V.145) следует, что регулирование формы полосы и листов может быть достигнуто изменением профиля валков, а также регулированием опережения и скорости входа металла в валки по ширине полосы. Известные в настоящее время системы автоматического регулирования формы полосы основаны на изменении профиля активной образующей рабочих валков. Для воздействия на профиль активных образующих применяют гидравлические домкраты.
Успешная работа систем автоматического регулирования формы полосы зависит прежде всего от эффективности оперативного контроля неплоскостности в процессе прокатки. Прямое измерение неплоскостности полосы в промышленных условиях затруднительно. Поэтому для контроля неплоскостности полосы пользуются косвенными методами, основанными на измерении вытяжек, скоростей или удельных натяжений по ширине полосы. Наибольший практический интерес представляет метод контроля неплоскостности, основанный на изменении характера распределения удельных натяжений.
^Регулирование формы полосы сопровождается обязательным (хотя и незначительным) изменением ее поперечного профиля. Поэтому системы автоматического регулирования формы полосы известны в литературе как системы автоматического регулирования профиля и формы полосы|(САРПФ).
На рис. V.70 приведена схема электрогидравлической системы автоматического регулирования профиля и формы полосы (САРПФ).
316
В рассматриваемой системе импульсами для изменения профиля активной образующей валков служат сигналы от бесконтактных магяитоанизотропных датчиков удельного натяжения ДУН, расположенных под движущейся полосой на участке между последней клетью стана и моталкой. Например, одинаковые показатели всех пяти датчиков удельного натяжения Д± — Дь свидетельствуют о том, что выходящая полоса является ровной. Появление разности натяжений по ширине полосы свидетельствует об ухудшении ее формы, причем чем больше эта разность, тем выше не плоскостность.
Система САРПФ, представленная на рис. V.70, может работать в режимах автоматического и ручного управления. В случае автоматического управления система работает следующим образом. При появлении неплоскостности полосы появляется разница удельных натяжений на выходе ДУН. Эта разница в виде электрического сигнала поступает на вход блока усиления и логической обработки информации БУ. Здесь происходит усиление и сравнение сигналов с заданным алгоритмом. Далее разность сигналов с датчиков' удельного натяжения поступает на вход усилителя небаланса УН, в электрическом преобразователе ПЭГ она преобразуется в изменение давления жидкости в гидравлических цилиндрах ГЦИРВ или ГЦПРВ, приводящее соответственно к дополнительному изгибу или противоизгибу рабочих валков с целью уменьшения неплоскостности полосы. Обратная связь давления жидкости в гидроцилиндрах и дополнительного нзгиба (ГЦИРВ) или противоизгиба (ГЦПРВ) рабочих валков осуществляется при помощи преобразователя давления ПД с электрическим выходом, сигнал которого поступает на вход УН. Когда давление жидкости в гидравлических цилиндрах примет значение, выходящее за пределы диапазона регулирования, от реле давления ИДГ загораются сигнальные лампочки, указывающие, в какую сторону изменилось давление. В этих случаях
317
Рис. V-71. Схема расположения гидравлических цилиндров дли дополнительного изгиба и противоизгиба рабочих валков
возврат давления рабочей жидкости в середину диапазона регулирования производится соответствующим перемещением нажимных винтов. Снабжение гидравлической системы маслом осуществляется насосами источника маслоснабжения ИМС.
При ручном управлении системой сигналы иа изменение давления рабочей жидкости в гидравлических цилиндрах ГЦИРВ и ГЦПРВ в УН подаются от дистанционного задатчика давления ЗД.
Регулирование профиля активной образующей в рассматриваемой системе осуществляется по комбинированной схеме, т. е. дополнительным изгибом и противоизгибом рабочих валков (рис. V.71). Дополнительный изгиб рабо-
чих валков осуществляется восемью гидравлическими цилиндрами 1 с плунжерами 2, расположенными в подушках 3 и 4 соответственно верхнего и нижнего опорных валков. Противоизгиб рабочих валков производится гидравлическими цилиндрами 5, вмонтированными в подушках нижних рабочих валков.
9. ШПИНДЕЛИ
Характеристика шпинделей
Шпиндели предназначены для передачи валкам рабочей клети вращения и крутящих моментов от шестеренной клети или непосредственно от главных электродвигателей. На прокатных станах применяют шпиндели двух основных типов: универсальные шарнирные и зубчатые.
В основу конструкции универсальных шпинделей положен принцип шарнира Гука; эти шпиндели могут передавать вращение и крутящий момент под углом наклона до 8—10°.
Благодаря шарнирной конструкции универсальные шпиндели работают плавно; вместе с тем они позволяют передавать большие крутящие моменты; поэтому их применяют для привода валков листовых и сортовых станов (при угле наклона около 1—2° и моменте 50—200 кН-м), обжимных, толстолистовых и заготовочных станов (при угле наклона 3—10° и моменте 500—3000 кН-м).
318
Рис. V.72. Схема установки универсальных шпинделей и конструктивные элементы шарниров:
а — открытый шарнир со стороны валков; б — глухой шарнир со стороны привода; в — сечение головки шпинделя с ребром жесткости посередине расточки
Длину шпинделя (по осям шарниров) определяют, исходя из допустимого или принятого угла наклона его и высоты перемещения одного из шарниров, характеризуемой высотой подъема верхнего валка при прокатке металла наибольшей толщины, согласно рис. V.72 и соотношению
Wfimu- (V.146)
Например, при прокатке слябов на ребро иа новых слябингах высота подъема верхнего валка доходит до 2000 мм, поэтому длина шпинделя при максимальном допустимом угле наклона 10° составит 12 м, а масса его примерно 40 т. Для уменьшения угла наклона верхнего шпинделя и создания примерно одинаковых условий работы нижний шпиндель также устанавливают под углом (меньшим, чем верхний).
Шпиндельные устройства в приводах прокатных станов работают в очень тяжелых условиях. При крайне ограниченных габаритах и значительных перекосах в шарнирных муфтах они передают большие динамические нагрузки.
Так как шпиндели передают большие крутящие моменты, то шарниры их должны быть весьма прочными. Наружный диаметр шарнира шпинделя со стороны привода ограничивается межосевым расстоянием шестерен шестеренной клети (или валов электродвигателей), как показано на рис. V.72, а со стороны рабочей клети — диаметром валков (когда верхний валок лежит на нижнем). Так как в процессе работы стана валки изнашиваются и диаметр их уменьшается при переточках, то со стороны рабочей клети диаметр шарнира шпинделя должен быть несколько меньше диаметра переточенного валка. Таким образом, диаметр шарнира шпинделя со стороны рабочей клети всегда меньше, чем со сто
319
роны привода, поэтому прочность Первого также меньше прочности второго. Рассчитывать на прочность надо именно шарнир, расположенный со стороны валков.
Конструкции шпинделей
Большое распространение в прокатном производстве получили универсальные шпиндели с шарниром трення скольжения, отличающиеся высокой прочностью шарнирных элементов и компактностью.
Шарнир трения скольжения с бронзовыми вкладышами (рис. V.72, а и рис. V-73) образуется лопастью / со стороны валка или лопастью 2 со стороны привода; головкой (вилкой) 3 шпинделя, имеющей цилиндрическую расточку; бронзовыми сегментными вкладышами 4 и сухарем 5. Поскольку при прокатке расстояние Н между валками и угол наклона бщц шпинделя изменяются, то один шарнир должен быть «плавающим» в осевом направлении, а другой — фиксированным. Так как смена валков осуществляется чаще всего в горизонтальном (осевом) направлении, плавающим делают шарнир со стороны валка — в лопасти его предусматривают прорезь для перемещения сухаря 5 (см. рис. V.72, а). Со стороны привода (рис. V.72, б) в фиксированном шарнире лопасти предусмотрено глухое (круглое или прямоугольное) отверстие для сухаря 5- Эти сухари на концах снабжены цапфами для соединения с вкладышами 4. Для уменьшения износа сухаря его облицовывают бронзовыми планками или помещают в бронзовые стаканы; применяют также наплавку бронзы на боковые грани сухаря- Принцип шарнира Гука достигается благодаря возможности поворота в двух перпендикулярных плоскостях относительно оси расточки головки шпинделя и оси сухаря. Для монтажа бронзовых вкладышей 4 в собранном виде с сухарем 5 необходимо, чтобы просвет между щеками (вилками)
Рис. V.73. Шарнир треиия скольжения с бронзовыми вкладышами универсального шпинделя реверсивной четырехвалковой клетн 1700
320
головки шпинделя был несколько больше хорды (ширины) вкладыша (т. е. чтобы п > /и — по рис. V-80). С целью повышения прочности головки шпинделя в середине ее расточки иногда оставляют ребро жесткости А (рис. V.72, б); в этом случае каждый бронзовый вкладыш состоит из двух половин, которые можно менять местами при их неравномерном износе; смена вкладышей осуществляется сбоку и не требует демонтажа шарнира.
Диаметр расточки в головке обычно равен половине диаметра головки, а толщина лопасти составляет 0,26£)шп. Конструктивные размеры шпинделя после проверки его прочности необходимо согласовывать с ГОСТ 8059—83.
Шарниры с бронзовыми вкладышами имеют ряд недостатков: затруднения с подводом смазки к трущимся поверхностям; неравномерный и большой износ вкладышей, вызывающий значительный расход дорогостоящей и дефицитной бронзы (масса каждого вкладыша на больших станах достигает 300 кг).
Недостатки универсальных шпинделей усугубляются при высоких скоростях работы, характерных для современных прокатных станов. Все это побуждает изыскивать более рациональные конструкции шарниров.
Опыт замены бронзовых вкладышей пластмассовыми (текстолитовыми) не дал положительных результатов ввиду затруднений с подводом смазкн и охлаждением шарниров.
В последнее время широкое распространение получили универсальные шпиндели с шарнирами на подшипниках качения (по типу карданных валов автомобилей).
Конструкция шпиндельных устройств на подшипниках качения для прокатных станов, имеет по сравнению с известными следующие особенности: углы перекоса шарнирных муфт могут изменяться в широких пределах; стойкость подшипниковых узлов достаточно высока; шпиндели легко и быстро соединяются с прокатными валками; в подшипниковых узлах удерживается смазка; шпиндели центрируются и просты в эксплуатации.
Большая грузоподъемность подшипниковых узлов достигается благодаря рациональной конструкции шарнирных муфт: подшипниковые узлы расположены у наружной поверхности муфты, благодаря чему удается установить мощные подшипники.
Шпиндельное устройство состоит из двух шарнирных муфт, промежуточного вала и двух фланцев, один из которых соединяется с приводным концом прокатного валка, а второй — с валом шестеренной клети. Шарнир (рнс. V.74) состоит нз двух полумуфт 1 и 2, цельной крестовины 3 н четырех подшипниковых узлов. В подшипниковый узел входит подшипник качения 4, болты — стяжной 5 и стопорный 6 и уплотняющие крышки 7 и 8. В крышку 8 вставлено стандартное уплотнение 9.
Наружные кольца подшипников монтируют в проточках проушин полумуфт, а внутренние — на пальцах крестовины. Торцы проушин имеют прямые срезы, причем ширина проушин в каждой
11 Заказ 224
321
Рис. V.74. Шарнир универ сального шпинделя на подшипниках качения полумуфте на 6— 10 мм меньше расстояния между ними. Такое исполнение позволяет не только упростить изготовление полумуфт, но и обеспечить нормальную сборку и разборку шарнирных муфт.
Работоспособность
шпинделей и стабильность работы станов
(особенно трубопрокатных) в большой степени зависит от точности центровки вращающихся масс.
В описываемой конструкции центровка полумуфт достигается тем, что кольца одного из противоположных подшипников установлены фиксированно; при этом наружное кольцо упирается в бурт полумуфты, а внутреннее прижимается к выступу крестовины. Расстояние от оси до выступов при изготовлении выдерживают строго определенным. Зазоры в подшипниках регулируют перемещением внутреннего кольца противоположного подшипника.
В предложенной конструкции шпинделя с наружной стороны, куда отбрасывается смазка при вращении, применена глухая крышка, а с внутренней — стандартное резиновое уплотнение.
322
Рис. V.75. Шпиндельное соединение с зубчатыми муфтами для привода валков стена поперечно-винтовой прокатки
Следует отметить, что в применении шарниров на подшипниках качения для передачи больших крутящих моментов (до 2—3 МН - м) имеются трудности, связанные с ограниченной грузоподъемностью подшипников качения.
Для привода валков чистовых клетей широкополосовых станов (крутящий момент на одном шпинделе 0,3—0,5 МН-м), валков жестепрокатных и дрессировочных станов при больших скоростях прокатки (до 30 м/с) применяют шарниры типа удлиненных зубчатых муфт, зубья которых обработаны снаружи по сфере и имеют сечение бочкообразной формы.
Используют также зубчатые шпиндели, включающие, помимо обычной зубчатой муфты н промежуточного вала, предохранительную муфту со срезными болтами. Однако некоторые конструкции муфт не обладают достаточной работоспособностью. Причина этого заключается в низкой точности установки срезных болтов. Кроме того, срезные болты воспринимают радиальные усилия от массы промежуточной части шпинделя и усилия, возникающие в зубчатом зацеплении муфты из-за неточности изготовления и неконцентричности установки. На практике это приводит к смятию срезных болтов и частой замене их (каждые сутки или смену) независимо от режима работы стана.
Шпиндельное соединение с зубчатыми муфтами, показанное на рис. V.75, содержит: соединительный вал 1, зубчатую муфту, состоящую из зубчатой втулки 2, зубчатой обоймы 3 и распорного кольца 4‘, предохранительную муфту со срезными пальцами, состоящую из зубчатой втулки 5, зубчатой обоймы 6, сферического роликоподшипника 7, размещенного на шейке вала /; предохранительных болтов 8 и центровочных втулок 9. Между зубчатой обоймой 6 и полумуфтой 10, устанавливаемой на валу главного
Н* за?
привода, размещена промежуточная обойма 11 со сферическим роликоподшипником 12, наружное кольцо которого контактирует с зубчатой обоймой 6.
Для привода валков чистовых клетей непрерывных мелкосортных и проволочных станов, работающих при больших частотах вращения (до 2000 об/мин), универсальные шпиндели с бронзовыми вкладышами и шпиндели с шарнирами на подшипниках качения (карданные валы) должны обладать повышенной надежностью; первые — ввиду неудовлетворительных условий смазки и быстрого износа вкладышей, а вторые — ввиду незначительной долговечности крестовин с подшипниками качения. При применении этих шпинделей возникает сильная вибрация валков при прокатке. На некоторых из указанных выше станов была сделана попытка применить шариковые (или роликовые) универсальные шпиндели. Конструкция шарикового шпинделя показана на рис. V.76. В шарнир шпинделя непрерывно подается густая смазка от централизованной системы через стационарное среднее кольцо. Вибрация шпинделей и валков полностью устранена. Другие конструкции шариковых шпинделей (для 6ШП > 3°) разработаны ПО «Электростальтяжмаш».
Уравновешивание шпинделей
Универсальные шпиндели характеризуются большими размерами: масса их составляет 5—40 т. Для уменьшения износа бронзовых вкладышей н расточки шарниров, а также разгрузки подшипников рабочих и шестеренных валков (или электродвигателей) применяют уравновешивание шпинделей: грузовое, пружинное и гидравлическое.
На рис. V.77 показан общий вид шпиндельного устройства слябинга 1150 с грузовым уравновешиванием верхнего шпинделя и пружинным уравновешиванием нижиего. Каждый шпиндель передает номинальный крутящий момент
324
10200
2570
пустимых перегрузках возможна поломка вилки (головки), то шпиндели сделаны составными: головки насажены на вал по прессовой посадке. Вал шпинделя опирается на два подшипника с баббитовой заливкой. Корпуса подшипников верхнего вала своими цапфами опираются на боковые продольные брусья, со стороны привода концы брусьев шарнирно уравновешиваются двумя рычажно-пружинными устройствами. В средней части вала брусья шарнирно опираются на вертикальную стойку рычажно-грузового уравновешивания. При перевалке валков (верхнее положение контргруза) конец, рычага засто-
поривается роликовым кривошипом с приводом поворота от электродвигателя через червячно-винтовую передачу. В этом положении шпиндели фиксируются, и новые валки своими лопастями с прорезями вводятся в головки шпинделей.
На рис. V.78 приведен общий вид шпиндельного устройства с пружинным уравновешиванием шпинделей четырехвалковой клети стана 2500 холодной прокатки. Баббитовые подшипники уравновешивающего устройства и шарниры шпинделей смазываются густой смазкой.
Рассмотренные грузовые и пружинные устройства дли уравновешивания шпинделей обладают рядом недостатков. Так, грузовое уравновешивание не пригодно для работы па высокоскоростных станах из-за значительной инерционности. Пружинные устройства конструктивно очень громоздки и подвержены воздействию воды и окалины.
Указанных недостатков лишены гидравлические и торсионные уравновешивающие устройства.
На рис. V.79 приведен общий вид шпиндельного устройства с гидравлическим уравновешиванием чистовой реверсивной четырехвалковой клети стана 2800 для прокатки алюминия. В средней части шпиндели опираются на подшипники с баббитовой заливкой. Подшипник нижнего шпинделя опирается на плунжер гидравлического цилиндра, установленного в стойке на фундаменте. Верхний шпиндель уравновешивается двумя боковыми гидравлическими цилиндрами.
325
Сторона привода
Рис. V.78. Общий вид шпиндельного устройства с пружинным уравновешиванием шпинделей четыр прокатки
Рассмотренное гидравлическое устройство уравновешивания работает плавно и отличается большой надежностью, однако применять его целесообразно только тогда, когда в цехе действует насосно-аккумуляторная станция высокого давления, обслуживающая другие механизмы и устройства (гидравлическое уравновешивание валков, гидросбив окалины и т. д.)_
327
Расчет универсальных шпинделей с шарнирами на бронзовых вкладышах
На рнс. V.80 представлена схема к расчету шарнира универсального шпинделя. Показано действие сил на щеки головки шпинделя прн передаче нми крутящего момента Мв. На все щеки головки шпинделя действует усилие Ршп. возникающее в результате давления лопасти на бронзовый вкладыш и бронзового вкладыша на щеку по цилиндрической поверхности их соприкосновения.
Момент, передаваемый шпинделем, равен Ма = Ршпа, где Ли — усилие, с которым нижний бронзовый вкладыш давит на нижнюю щеку головкн шпинделя, а верхний вкладыш—на верхнюю щеку; а — расстояние между точками приложения сил.
Принимаем, что удельные давления вклыдаша на щеку шарнира распределяются по трапеции и сила приложена в плоскости центра тяжести этой трапеции.
Обычно с « Ь/4 и f = 0,35Ь; а — 2f = 0,7Ь.
Прн передаче шпинделем крутящего момента МЕ вкладыш давит на щеку шпинделя с силой Ршп, которая равна
Ршп = мв/а = 1.43MB/b. (V.147)
Таким образом, при передаче шпинделем крутящего момента в сеченин щеки /—I на расстоянии х от оси шарнира возникают напряжения и от кручения, и от изгиба.
Напряжение кручения в сеченнн /—I равно
ткр = Л4в/21Гкр, (V.148)
где №1<р — момент сопротивления кручению сечения 7—7.
Для определении момента сопротивления кручению по заданным размерам головки шпинделя сечеиие 7—7 изображено отдельно в виде сегмента.
Определить точное значение момента сопротивления кручению сечения, имеющего форму сегмента, трудно, поэтому обычно сегмент приравнивают равновеликому по площади прямоугольнику высотой hn и шириной Ь± + Момент сопротивления кручению сечения прямоугольника определяют по формуле
+ (V.149)
где коэффициент у зависит от отношения ширины прямоугольника к его высоте.
При (Ьг 4- b^!ha = 2-г-6 величина % = 0,25-е-0,3.
Напряжение изгиба в сечении щеки 7—7 равно оизг = = МИЗг/^изг. где №изг — момент сопротивления нзгнбу сечения 7—7
Из рис. V.80 видно, что момент изгиба сечения 7—7 равен произведению силы Рша на плечо х; согласно формуле (V.147), получим
м„г = = 1.434s- X. fV. 150)
Определить точно момент сопротивления изгибу сечения I—7, имеющего форму сегмента, весьма трудно, поэтому пользуются приближенной формулой. Для этого сегмент заменяем равновеликой по площади транециен с основанием + 2ЬЯ н высотой йп.
Момент сопротивления изгибу сечения трапеции равен
_ з*?ч-бу2+а>з 2 м/изг — 6(3/»14-4t1) п
(V.151)
Расчетное напряжение в сечении щеки 7—7 от действия изгиба и кручения определяют по формуле орасч = и °изг + ЗТкР.
Шпиндели обычно изготавливают нз углеродистой кованой стали марки 40 или легированных сталей 40X, 40ХН, 40ХНМ, 35ХНВ. Предел прочности этих сталей равен 650—850 МПа.
Принимая пятикратный запас статической прочности, получим, что допустимое напряжение в щеке шпинделя будет равно [о] = 130-^-170 МПа; полученное по формуле расчетное напряжение не должно быть выше этого допустимого.
Из рис. V.80 видно, что максимальные напряжения будут возникать в каком-то сечении шпинделя на расстоянии х от оси шарнира. Так как с увеличением расстояния х изгибающий момент увеличивается, но одновременно с этим возрастают и моменты
329
сопротивления этого сечения, то заранее нельзя сказать, на каком расстоянии х напряжения будут максимальными. Для этого надо взять несколько сечений (/—/, If—II и т. д.) и рассчитать напряжения в них по приведенной выше схеме
Кроме определения напряжений в сечении I—I, необходимо также проверить напряжения в теле шпинделя. Очевидно, что тело шпинделя работает только на кручение, н напряжение в любом сеченнн по длине шпинделя между его шарнирами равно ^нр. шп — Л^в/^нр. шп — (V. 152)
где dmn — диаметр тела шпинделя.
Рассчитанное по этой формуле напряжение не должно превышать указанных выше допустимых напряжений.
Так же как и при расчете щеки головкн шпинделя, при расчете лопастн примем, что удельные давления от вкладыша распределяются на поверхности каждой вилки по трапеции и сила Ръ действующая на вилку прн передаче лопастью крутящего момента Л4В> равна
Рг = Мв/2/0. (V.153)
Сила Pj приложена эксцентрично относительно центра сечения вилки толщиной sB. Очевидно, что эта сила будет скручивать сечение вилки моментом ^кр. В Р 1^1
где е — эксцентриситет приложения силы Рг относительно центра тяжести сечения вилки (определяется по чертежу).
Этот момент скручивает сечение вилки и создает в ней напряжение кручения Вместе с тем сила Рг создает изгибающий момент относительно сечения I—I, н в этом сечении возникают напряжения изгиба.
Таким образом, при передаче лопастью крутящего момента в сечеиии I—I вилки возникают напряжения кручения и изгиба.
Напряжения кручения в сечении I—I определяют по формуле
Ьф1 = Л4ир1/и7кр1 = Ptf/W^. (V. 154)
Момент сопротивления сечения I—I вилки лопасти кручению можно определить, приравняв это сечение прямоугольнику высотой sB и шириной
Напряжение изгиба в сечении вилки I—I равно
^иаг I — Миаг l/U^Har j. (V.155)
На рис. V.80 видно, что изгибающий момент в сечении I—I равен
Мизг1 = Рух. (V.156)
330
Момент сопротивления изгибу прямоугольного сечения вилки лопасти определяют по формуле
^1 = (V.157)
Кроме определения напряжений в сеченин /—/, необходимо также проверить напряжения в сечении П—И.
Это сечение передает полный крутящий момент Л4нр. в и в нем возникают только напряжения кручения, которые можно определить по формуле
ткр. 11 = М|ф. в/№ кр. ц. (V 158)
Момент сопротивления на кручение этого прямоугольного сечения равен
И’крп xMi, (V.159)
где коэффициент х зависит от отношения ширины сечения Ьо к его высоте sB; значения этого коэффициента указаны выше.
Иногда шестеренные и рабочие валки изготавливают как одно целое вместе с лопастями для шарниров шпинделей, поэтому допустимые напряжения для лопастей надо брать такими же, как и для шеек шестеренных и рабочих валков.
10. ШЕСТЕРЕННЫЕ КЛЕТИ И РЕДУКТОРЫ
Шестеренные клети предназначены для разделения крутящего момента, получаемого от главного двигателя, и привода валков стана. Шестеренные клети предусмотрены во всех прокатных станах, за исключением станов с индивидуальным приводом валков, осуществляемым непосредственно от двух двигателей (большие блюминги, слябинги и в некоторых случаях толстолистовые. четырехвалковые станы).
Во всех шестеренных клетях приводной от главного двигателя является нижняя шестерня (за исключением трехвалковых сортовых станов, в которых приводной иногда делают среднюю шестерню).
Шестерни шестеренной клети часто называют шестеренными валками.
Диаметр начальной окружности шестерен шестеренной клети зависит от диаметра валков стана и наибольшего расстояния между ними при прокатке. Так как высота подъема верхнего валка в процессе прокатки изменяется, то диаметр шестеренных валков нужно выбирать, исходя из условия, что угол наклона верхнего шпинделя (см. рис. V.72) не должен превышать допустимой величины (8—10°).
Практически установлены следующие соотношения между диаметром начальной окружности шестерен d0, диаметром новых валков Du, диаметром переточенных (до допустимого предела)
331
валков D„ и максимальной высотой подъема верхнего валка Н: для малых блюмингов и других обжимных (черновых) двухвалковых станов
Gfl 2 “^8-=-10’ (V.160)
Для остальных станов, у которых расстояние между валками изменяется незначительно (только за счет переточки или пере-шлифовки валков)
(Jo=D!1+D!I_ ..(V161>
В шестеренных клетях применяют, как правило, шестерни с шевронным зубом, без дорожки или с дорожкой в середине.
Угол наклона шевронных зубьев иа делительном цилиндре шестерни обычно принимают равным 30°; профильный угол эвольвенты в торцовом сечении ссш = 20°.
В шестеренных клетях передаточное число зацепления равно единице (i = 1), поэтому диаметр начальной окружности шестерни d0 равен межосевому расстоянию шестерен шестеренной клети
Число зубьев — 18-^29.
Поскольку шестерни одного и того же диаметра предназначены для передачи различных усилий и крутящих моментов (в зависимости от назначения прокатного стана), на практике их изготавливают различной ширины. По ширине их подразделяют на три типа: узкие при отношения — 1-*-1,25, средние 1,6— 2,0 и широкие 2,5. Применение более широких шестерен нежелательно, так как при этом увеличивается их прогиб и ухудшаются условия передачи нагрузки зубьями.
Обычно шестерни шестеренных клетей изготавливают из сталей 45, 40ХН, 37XH3A, 38ХГН с поверхностной закалкой до твердости НВ 450—570. Механические свойства заготовок из этих сталей (после нормализации) следующие: временное сопротивление ств = 600-5-800 МПа, предел текучести стт = 320 МПа, относительное удлинение 6 >15 %, ударная вязкость ан > 45 Н-м/см2; твердость НВ 170—195, предел выносливости = 280 МПа.
Расчет зубчатого зацепления
Основные параметры шестерен шестеренной клети (межосевое расстояние или диаметр начальной окружности d0, модуль, число зубьев, ширину шестерен) выбирают по конструктивным соображениям в соответствии с ГОСТом в зависимости от типа стана, диаметра рабочих валков, высоты их подъема и передаваемого крутящего момента. После этого необходимо выполнить поверочный расчет передачи. Как показывает опыт эксплуатации, зубчатые передачи в большинстве случаев выходят из строя не
332
вследствие поломки зубьев (что бывает редко), а вследствие разрушении (выкрашивания) их рабочих контактных поверхностей. Поэтому зубья передач всех типов рассчитывают сначала на прочность контактных поверхностей по наибольшим напряжениям, а затем уже на прочность по опасному сечению, т. е, по основанию зуба (рис. V.81).
Расчетной нагрузкой является передаваемый зубчатым зацеплением максимальный крутящий момент
Мрасч Мдац/^зац»
(V.162)
где Л1зац — максимальный момент, передаваемый зубчатым зацеплением; йэац — расчетный коэффициент йаац = k^k^k^, (V.163) здесь kx — коэффициент ширины шестерни (колеса); при Bm!d0 = = 1,25; 2,0 н 2,5 = 1,4; 1,55 и 1,65 соответственно; k2 — коэф-
фициент концентрации напряжений, равный 1 + 0,li; k3 — коэффициент качества; для 2-го класса точности изготовления k3 = ~ 1,2; для 3-го класса k3 = 1,4. Таким образом, для шестеренных валков с передаточным числом i = 1, изготовленных по 2-му классу точности и при Вш/{10 = 2, расчетный коэффициент Лаац = = 1,551,1 1,2 « 2.
Проверочное определение контактного напряжения в поверхностном слое зубьев шестерни (при угле эвольвенты аш — 20°, угле наклона зубьев ₽ш 30° и перекрытии 0 да 1,35) выполняют по формуле
— 27 •1031 мр*сч О + О8 оЬОНт. ш - у Вш i
(V.164)
где о„Онт.ш. МПа; Л4расч. Н-см; и Вш, см.
333
Напряжения изгиба у основания зубьев шестерен с числом зубьев гш и нормальным модулем ти
^изг. ш ~ 10Мр„с,$1ут1гшВш, (V.165)
где Л4расч, Нем, а тк и Вш, см; ф — коэффициент концентрации напряжений у основания зубьев; прн нарезке шестерни долбяком ф = 1,5, червячной фрезой ф = 1,6, пальцевой или дисковой фрезой ф = 1,8; у — коэффициент формы зубьев шестерни; определяется в зависимости от так называемого приведенного числа зубьев; гприв = zm/cos3 ₽ш = гш/0,б49 » 1,54г.
Для гш = 18-4-29 можно принять у = 0,35^-0,42, для г = - 30-?-50 у = 0,43-:-0,45; для г > 50 у = 0,45 : 0 48 (для редукторов).
Проверку напряжений в зубьях редукторов (шевронных, с дорожкой посередине для выхода червячной фрезы) выполняют по тем же формулам, как и для шестеренных клетей. Однако следует отметить, что иногда шестерни редуктора изготавливают ие с шевронными, а с односторонними косыми зубьями, и угол наклона их меньше (обычно Рр = 8° 6' 34"), кроме того, коэффициент перекрытия таких косозубых шестерен больше (0 = 1,5-=--4-1,6). В этом случае коэффициенты в формулах (V.19) н (V.20) для редукторов другие (для колеса и шестерни):
28,5-10s , ГМрЛсч (i + 1)’ . /VI Ай»
аКОнт. Р----у ----------------2---. (V. 166)
ГДС ^иоит. р И ^иэг, р> МПа.
Допускаемые напряжения для материалов зубчатых шестерен и колес твердостью НВ 200—350: в поверхностном слое зубьев [о]конт « 2<гт; на изгиб в опасном сечеиии у ножки зуба [о]взг » « 0,5от.
Для указанных выше сталей от = 450 МПа. Зубчатые колеса редукторов изготавливают бандажированными или цельнолитыми из углеродистой стали марки 45Л, для которой механические свойства и допускаемые напряжения иа 15—20 % ниже указанных выше, а также из легированной стали марки 35ХГСЛ.
Между диаметром шестерни d0, торцовым модулем тТ и числом зубьев г существует следующая зависимость: d0 = m^z.
Для шестеренных клетей d0 = Дш, поэтому d0 = Дш = штгП!.
Нарезку шестерен выполняют обычно на станках инструментом с нормальным модулем в виде целого числа (реже с торцовым). Межосевое расстояние выражают следующими формулами (прн mT = mH/cos р):
для редукторов
л + ™ zi + zi ти zt 4- Zj. v
Др = —— = j- - (V-168>
334
для шестеренных клетей
Лш = тТ-гш = т„-^-. (V. 169)
COS рш
Из этих формул можно сделать следующий вывод. Межосевое расстояние будет целым числом (его легче контролировать прн сборке), если (zt + za)/cos рр или zm/cos рш — также целое число. В редукторах во избежание появления больших осевых усилий угол наклона в односторонних косозубых парах шестерен желательно принимать минимальным. Часто этот угол берут равным 8° 6' 34", потому что косинус этого угла равен 0,99. Тогда сумму чисел зубьев шестерни zt и колеса za надо брать обязательно равной Zj + z2 = 99 или zY + za = 198 с тем, чтобы (z1 + za)/cos всегда было целым числом (100 или 200). Для шестеренных клетей принимают = 28° 2Г 30" (зубья коррегированные).
После расчета зубчатого зацепления по заданной передаваемой нагрузке окончательный выбор номера ряда шестеренной клети необходимо согласовать с нормативными материалами: 1-й ряд для vnp < 5,0 м/с. а 2-й и 3-й ряды — для повышенных скоростей.
Расчет шестеренного валка на прочность
Шестерни шестеренной клетн передают большие крутящие моменты; их изготавливают как одно целое с шейками для подшипников и часто называют шестеренными валками» Размеры шеек шестеренных валков определяют расчетом их на прочность. В том случае, когда применяют роликовые конические подшипники для шестеренных валков, размеры шейки необходимо согласовать также с внутренним диаметром этих подшипников. На концы шестеренных валков насаживают головки шарниров шпинделей или лопасти для соединения со шпинделями.
Рассмотрим усилия, действующие на зубья шевронной шестерни. При расчете шейки вала на прочность коэффициент концентрации ks напряжений в зубьях ие учитываем. Угол в торцовом сечении шестерни (см. рис. V-81):
♦ст „ _ _*8аш _ 1620° _ 0.36397 g .ст 1. а — 23°
tg“T ' 0.866 ~иЛ21’
Зная ат, определим усилие, действующее в зубьях, в этом сечении. Из рис. V.81, б находим
PT = XT/COSaT, (V.170)
где ХТ— максимальное окружное усилие в зацеплении шестерен-Значение ХТ можно определить из крутящего момента, передаваемого зацеплением:
= ^aai|/(do/2) = 2AfM1|/d0.
335
При txT ~ 23° cos ат = 0,92, поэтому формула (V.170) имеет вид
Рч = 2,17М8М/4. (V.171)
Это усилие, направленное под углом ат = 23° к горизонтали, изгибает шейки шестеренного валка и воспринимается подшипниками. На каждую шейку действует усилие, равное
R=PVI2. (V.172)
Максимальное напряжение изгиба в сечении 1—1 между шейкой и шестерней равно
Оюг I = мтг г/0,1<£. (V. 173)
Изгибающий момент в этом сеченин будет равен произведению силы R, действующей на шейку, на расстояние от оси шейки до опасного сечения 1—I. Эго расстояние можно принять равным половине длины шейки шестеренного валка, т. е. /ш/2, тогда Миэг1 = Rc& /?/ш/2. (V.174)
Подставляя значение из формулы (V.172), получим формулу для определения напряжения изгиба в опасном сечении шейки:
к ло Мват^ш р
°изг I ~ 5,43 ——g , (V.175)
где /ш и (1Ш — длина н диаметр шейки шестеренного валка.
Кроме напряжений изгиба в шейках шестеренных валков возникают также напряжения кручения. Максимальное напряжение кручения будет в шейке шестерни со стороны двигателя (или редуктора)
Тир = A1KP/O,2dl- (V.176)
гдеТЛ!Кр = 2Л1зац — максимальный крутящий момент, передава-емыйшейкой двум шестерням от ведущего вала (или редуктора).
Результирующее напряжение в этой шейке от действия изгибающего н крутящего моментов будет равно
арез = Т/а2и,г1 +3тк2р. (V.177)
Хотя напряжения в остальных шейках меньше, чем в шейке валка со стороны двигателя (или редуктора), одиако из условия однотипности применяемых подшипников размеры шеек обоих валков принимают одинаковыми.
Допускаемое напряжение для шеек при изготовлении шестеренных валков из кованой стали 40 или 40X можно принимать равным 1о] т 130—150 МПа.
Результирующее напряжение должно быть меньше допускаемого.
336
Конструкции шестеренных клетей и редукторов
Шестеренные клети делают открытыми (со съемной крышкой). Они состоят из следующих основных элементов: станины, крышки, шестерен (шестеренных валков) и подушек с подшипниками. Станины н крышки отливают из высокопрочного илн модифицированного чугуна (марок В445-5, СЧ32-52); шестерни изготавливают из кованой легированной стали марки 40ХН и зубья подвергают поверхностной закалке, подшипники — роликовые конические или (реже) баббитовые (если конструктивно нельзя применить роликовые ввиду их больших габаритов). К подшипникам и зубчатому зацеплению непрерывно подается жидкая смазка (брайтсток) от центральной циркуляционной смазочной станции, располагаемой обычно в подвале цеха вблизи рабочей и шестеренной клетей. Для шестерен и подшипников должно быть предусмотрено хорошее уплотнение, не допускающее утечки масла, оказывающего разрушающее действие иа фундамент.
На рис. V.82 показана шестеренная клеть для привода рабочих валков четырехвалковой клети стана 2500 .холодной прокатки. Межосевое расстояние — 500 мм, длина бочки^шестерен 1200 мм, угол наклона зубьев рш = 30°, гш = 21, тт — 24 мм, зубья корригированные. Максимальный крутящий момент иа приводном валу 400 кН-м.
*На рис. V.83 показана конструкция шестеренной клети с межосевым расстоянием 4m^= 500 мм для$привода валковДзабочей двухвалковой клети 500 среднесортного стана 350. Максимальный
2050
Р»к. V.82. Шестеренная клеть для приводя рабочих валков четырсхвалковой клети стана 2500 холодной прокатки
037/7
337
338
крутящий момент иа иижнем ведущем валу 200 кН-м, = 25; ти = 18 мм, тг = 20 мм, = 25° 5Г.
В отличие от рассмотренной выше в конструкции этой клети роликовые конические подшипники для шеек шестеренных валков установлены непосредственно в расточках корпусов самой клети (подушки исключены). По условиям монтажа подшипников корпус сделан составным из трех частей. Ввиду исключения подушек для подшипников и с целью избежания выработки гнезд под подшипники все три части корпуса отлиты не из чугуна, а из стали марки ЗОЛ. Для восприятия возможных осевых усилий иа одной опоре роликовый подшипник зафиксирован.
Почти во всех групповых приводах станов винтовой прокатки в шестереииых клетях применяют зубчатые передачи шевронного типа. Опыт эксплуатации таких шестеренных клетей показал, что при работе интенсивно изнашиваются и часто ломаются зубья только одной части шестерни и колеса (со стороны электродвигателя), другая же половина шестерни и колеса практически ие изнашивается.
Как известно, при прошивке заготовок рабочие валки воспринимают осевые усилия, противоположные направлению прокатки. Величина этих усилий достигает 25—35 % от усилия прокатки. Под действием осевых усилий рабочий валок смещается в сторону шестеренной клети, так как практически во всех известных конструкциях рабочих клетей в системе рабочий валок — кассета — барабан — станина имеются значительные зазоры. Считалось, что возможность перемещения валков компенсируется подвижным шлицевым соединением шпинделя, благодаря чему исключаются осевые нагрузки иа шпиндель и зубчатую передачу. Однако расчеты показывают обратное, поскольку при осевом перемещении в шлицевом соединении необходимо преодолеть значительное усилие защемлеиня, определяемое по формуле
2Л4нп
Qaan = —j—~—/шл. (V.178)
ИШЛ
где — диаметр шлицев по делительной окружности; —-
коэффициент треиия в шлицевом соединении.
Применительно к прошивному стану ТПА 30-102 при — = 0,2, Л4Кр = 150 кН-м и rfmjI = 200 мм величина QaftMX составляет 300 кН. При таком усилии защемления не обеспечивается перемещение одной части подвижного соединения относительно другой и при прокатке система валок — шпиндель — зубчатое колесо смещается до упора в противоположные зубья ведущей шестерни. Поэтому в таких станах нагрузка от ведущей шестерни к рабочим валкам передается одной стороной зубьев, а вторая сторона зубьев в передаче нагрузок практически ие участвует.
Осевые усилия прокатки неблагоприятно сказываются также иа работоспособности шпиндельных устройств, поскольку они достигают величии, соизмеримых с усилиями, вызываемыми кру-
339
Рис. V.84. Комбинированная шестеренная клеть-редуктор для привода четырех крайних валков 20-валкового стана 50 X мм kdhctdvkhhh ВНИИметмаша
тящнм моментом прокатки. Действительно, па прошивном стане ТПА 30-102 при крутящем моменте прокатки, равном 150 кН-м, усилие в шарнирах шпинделей составляет 440 кН, а осевое усилие, действующее на шпиндель, достигает 250— 300 кН.
Анализ, проведенный при конструировании, показал, что радикальным средством повышения работоспособности шестеренной клети и шпиндельных устройств является создание рабочих клетей, в которых было бы исключено осевое перемещение рабочих валков. Улучшить условия работы шестеренных клетей существующих прошивных станов можно применением в этих клетях косозубых
передач. В этом случае обеспечивается нормальная работа зубчатых передач, независимо от величины осевых усилий прокатки. Проведенные исследования позволили рекомендовать для прошивного стаиа ТПА 30-102 косозубую передачу вместо шевронной при создании новой шестеренной клети. Применение косозубой передачи наряду с увеличением межцентрового расстояния с 1000 до 1300 мм повысило работоспособность клети в 4—5 раз. Конструкция шестеренной клети выполнена с поворотом ее относительно осн прокатки.
В том случае, если выбранный для привода валков электродвигатель характеризуется значительно большим числом оборотов в минуту (Пдн), чем частота вращения валков (пЕ) при прокатке, в главной линии стана устанавливают понижающий редуктор; если пдв < п-в, применяют повышающий редуктор. Во многих случаях, когда передаточное число редуктора меньше четырех и мощность привода небольшая, редуктор объединяют с шестеренной клетью в одном корпусе. Такие комбинированные шестеренные клети — редукторы применяют в приводе многовалковых и четырехвалковых станов.
В многовалковых (двенадцати- и двадцативалковых) станах для холодной прокатки тонкой полосы приводными являются не рабочие валки малого диаметра, а опорные валки промежуточного ряда. Ввиду этого конструкция шестеренных клетей для привода валков, отличается от рассмотренных выше.
На рис. V.84 показана комбинированная шестеренная клеть-редуктор для привода четырех крайних валков двадцативалкового
340
стана 50 х 1200 мм конструкции ВНИИметмаша, расположенных в двух промежуточных рядах. Приводным является нижний шестеренный валок, а верхние шестерни попарно приводятся от нижней. Передаточное число каждой нижней пары шестерен i = 0,5. Характеристика шестерен: zx = 50, z2 = 25, mT = 12 мм, тп = 11,88 мм. Так как шестерни с косыми зубьями, то для восприятия осевой нагрузки правый нижний подшипник зафиксирован в своей опоре.
В линиях рабочих клетей с приводом от электродвигателей
Рис. V.85. К расчету шестеренной клети на опрокидывание
большой мощности, если идв > пв устанавливают отдельные редукторы (ие в комбинации с шестеренной клетью).
Расчет шестеренной клети на опрокидывание
Как было сказано выше, в шестеренных двухвалковых клетях приводным обычно является нижний шестеренный валок и в исключительно редких случаях — верхний. Шейка приводной шестерни получает со стороны двигателя (или редуктора) крутящий момент, равный Л4кр и передает его двум шестерням, а последние —• двум валкам (Л4пр) через универсальные шпиндели.
Таким образом, на шестеренную клеть действуют следующие моменты: Мкр = Л4пр — со стороны двигателя; этот момент приложен к нижнему валку и имеет положительное значение (по часовой стрелке, рис. V.85); Мг и Л4в — реактивные крутящие моменты со стороны валков; один из иих положительный, а другой отрицательный.
Опрокидывающий момент, действующий на клеть, равен алгебраической сумме этих моментов:
Мопр = Мкр + Мг - Мя. (V.I79)
Если момент Л4кр, получаемый шестеренной клетью со стороны главного двигателя, распределяется поровну между верхней и нижней шестернями (т. е. между рабочими валками), как это происходит при простом процессе прокатки, то тогда Adj = Л12 и
Мовр = Мкр = Мпр. (V. 180)
Значит, при простом процессе прокатки момент, опрокидывающий шестеренную клеть, равен моменту прокатки (или моменту привода валков).
341
Рассмотрим два частных случая:
1. Предположим, что верхний шпиндель сломался, но некоторое время прокатка еще продолжается; тогда = 0 и весь момент привода передается только одному нижнему валку, т. е. Л42 = ~ Л^кр-
В этом случае, согласно формуле (V.179), Л4опр = 0.
2. В случае поломки нижнего шпинделя (Л42 = 0, — Л4пр)
опрокидывающий момент, действующий на шестеренную клеть, равен двойному моменту прокатки (т. е. двойному моменту привода валков):
Мопр-2Мпр. (V.181)
Таким образом, в аварийных случаях опрокидывающий момент шестеренной клети в два раза больше момента, опрокидывающего рабочую клеть.
Момент, прокидывающий шестеренную клеть, стремится оторвать шестеренную клеть от фундамента или плитовииы, т. е. растягивает фундаментные болты.
Обозначим число фундаментных болтов с одйой стороны шестеренной клети через п и диаметр болта — через d^.
Усилие, действующее иа один фундаментный болт, равно
<2е = 4(^-^-)> <VJ82)
где bo — расстояние между болтами; бп! — масса шестеренной клети.
Для того чтобы лапы плитовин ие отходили от фундамента, каждый болт надо затянуть с усилием на 20—40 % больше растягивающего усилия, т. е. Qe — О»2-5-1»4) Q-
11. МУФТЫ главной линии
Муфты главной линии рабочей клети предназначены для соединения валов главных электродвигателей с шестеренными валками или с ведущими валами редукторов, а также ведомых валов с шестеренными валками.
Благодаря простоте конструкции н возможности передачи больших крутящих моментов (до ЗМН-м) при некотором перекосе валов самое широкое применение в прокатных станах получили зубчатые муфты.
В зависимости от назначения и конструкции зубчатые муфты разделяют на два типа (рис. V.86):
1) муфты для непосредственного соединения цилиндрических концов валов (типа М3);
2) муфты для соединения валов посредством промежуточного вала (типа МЗП).
342
Рве. V.86. Зубчатые муфты:
а — для непосредственного соединения концов валов: б — для соединения концов валов прн помощи промежуточного вала; в — внутреннее зацепление зубьев; / — зубчатые обоймы; 2 — отверстия для проверки соосности ввлов: 3 — зубчатые втулки; 4 — крышка; 5 — уплотнение; б — промежуточный вал
В зависимости от технологии изготовления зубчатые муфты разделяются на кованые и литые.
Муфта типа М3 состоит из двух зубчатых втулок с зубьями эвольвеитного профиля н двух зубчатых полумуфт (обойм), соединенных между собой болтами и сцепляющихся с соответствующими зубчатыми втулками.
Муфта типа МЗП состоит из двух одинаковых полумуфт и промежуточного вала. Эти муфты применяют в тех случаях, когда расположение приводных валов ие позволяет осуществить их непосредственное соединение нормальной муфтой типа М3 (например, на блюминге 1000), когда главный двигатель установлен в машинном зале, а шестеренная клеть — в пролете стаиа.
Полумуфты (обоймы) по цилиндрической поверхности впадин в зубьях опираются иа сферическую поверхность выступов зубьев втулок (радиальный зазор весьма незначителен). Сечение зубьев втулки — прямолинейной или эллиптической (бочкообразной) формы. Муфты с внутренним зубчатым зацеплением допускают реверсивное вращение валов.
Достоинством зубчатых муфт является то, что они могут передавать большие крутящие моменты при наличии перекоса валов до 0° 30' и при радиальном смещении осей валов от 1 до 10 мм.
Опыт эксплуатации зубчатых муфт показывает, что наряду с достоинствами (простота конструкции, компенсирующие свойства при перекосах валов) они имеют также недостатки: необходимость частой заправки смазкой, динамические нагрузки при выборе боковых зазоров в зубьях при реверсивной работе, ненадежность узлов уплотнения, сложность технологии изготовления.
Глава VI
МАШИНЫ И МЕХАНИЗМЫ
ДЛЯ ПЕРЕМЕЩЕНИЯ СЛИТКОВ И ПРОКАТА
1. СЛИТКОВОЗЫ
Слитки, нагретые до температуры прокатки, из нагревательных колодцев клещевым краном подаются на слитковоз, который подвозит их к приемному рольгангу блюминга или слябинга и укладывает иа ролики рольганга. Затем слиток по рольгангу подается к рабочей клети стаиа.
За последние годы производительность блюмингов и слябингов значительно возросла и для одноклетевого двухвалкового реверсивного стана составляет 5,0—6,0 мли. т и более в год. При такой производительности продолжительность прокатки слитка равна 40—90 с. Число групп колодцев блюминга составляет 12—16, а длина здания нагревательных колодцев 150—180 м. Чтобы обеспечить указанную ритмичность прокатки, слитковоз должен иметь скорость передвижения 5—6,5 м/с.
Мероприятием, облегчающим работу слитковоза, является установка иа участке нагревательных колодцев приемного рольганга со стационарным опрокидывателем, встроенным в рольганг и укладывающим слитки на ролики рольганга по оси прокатки. Слитки подают иа опрокидыватель с помощью клещевого крана, минуя слитковоз.
В результате уменьшается пробег слитковоза, а стационарный опрокидыватель позволяет осуществить подачу слитков из первых групп колодцев на приемный рольганг клещевыми кранами, что также облегчает работу слитковоза-
Широкое распространение на обжимных станах большой производительности получила так называемая кольцевая слитко-подача, при которой по замкнутому вытянутому кольцу непрерывно движутся четыре слитковоза. При помощи колодцевого клещевого крана нагретый слиток укладывают иа раму слитковоза в горизонтальном положении; в этом же положении у закругленного участка рельсового пути, расположенного сбоку от приемного рольганга, слиток при помощи стационарного бокового толкателя сталкивают с рамы слитковоза и подают на ролики приемного рольганга.
На рис. VI-1, а показан общий вид слитковоза блюминга 1300 конструкции УЗТМ. Слитковоз движется по замкнутому кольцевому рельсовому пути. Один из прямых участков пути расположен вдоль фронта нагревательных колодцев, другой — на противоположной ветви пути, находящейся снаружи здания нагревательных колодцев. Один из закругленных (радиальных) участков пути рас положен сбоку от приемного рольганга, другой — за последним нагревательным колодцем.
344
Ряс. VI.I. Общий вид слнтковоза блюминга 1300 конструкции УЗТМ (а) и слябинга 1250 конструкции HKM3 (б)
Слитковоз представляет собой самоходную тележку с горизонтальной сварной платформой. В отличие от слитковозов, применяемых ранее на блюмингах, на слитковозе нет вертикальной люльки с опрокидывателем, и слиток укладывается колодце-вым клещевым краном на поперечные брусья платформы в горизонтальном положении вдоль рамы тележки. Платформа слитковоза опирается на два ската, четыре ходовых колеса которых соприкасаются с тяжелыми рельсами специального профиля. Задний скат (задняя ось с насаженными на нее колесами) приводится от расположенного под платформой электродвигателя постоянного тока. На прямых участках пути слитковоз может двигаться со скоростью до 5,4 м/с.
345
Для возможности самостоятельного движения слитковоза на закругленных участках пути предусмотрены два холостых бегунка: внутренний, расположенный под тележкой вблизи не-првводной оси переднего ската, и наружный, расположенный на конце оси заднего приводного ската. Соответственно для этих бегунков на каждом закругленном участке пути предусмотрены средний и внутренний рельсы, расположенные выше рельсов на прямых участках пути.
При приближении к закругленному участку пути средний бегунок начинает опираться на средний постепенно повышающийся рельс; при этом передняя часть слитковоза приподнимается и передний скат не будет соприкасаться с рельсами. Затем наружный боковой бегунок начинает опираться на внутренний рельс, а левое колесо приводного ската остается без опоры, так как конец прямого рельса находится в начале этого участка и не продолжается далее по радиусу. Таким образом, при движении по закругленному участку пути со скоростью 1,5—2,0 м/с для слитковоза предусмотрены три опоры: правое внешнее ведущее колесо, левый боковой бегунок (вместо левого колеса на приводном скате) и приводной средний бегунок. При этом сцепление с рельсом образуется только у одного правого (по движению) колеса, а четыре боковых ролика среднего бегунка будут поворачивать весь слитковоз соответственно радиальному направлению среднего рельса. Переход с закругленного участка иа прямой путь будет происходить в обратной последовательности.
При подходе к закругленному переднему участку пути слитковоз останавливается, и слиток при помощи бокового стационарного толкателя сталкивается на роляки приемного рольганга стана.
^Достоинства описанного слитковоза:
1) простота конструкции (отсутствие люльки-опрокидывателя со сложным шатунно-кривошипным механизмом для опрокидывания слитка) н надежность в эксплуатации, необходимые для бесперебойной работы;
2) небольшая масса (26,5 т) и небольшой расход энергии на его передвижение;
3) возможность включения в автоматический цикл кольцевой подачи слитков несколькими слитковозами, обеспечивающей высокую производительность блюминга;
4) возможность укладки слитка иа платформу в горизонтальном положении, соответствующем последующему положению слитка при транспортировании его рольгангом к стану для прокатки.
На слябингах прокатывают тяжелые слитки (16—40 т), поэтому укладка слитков, вынимаемых колодцевым клещевым краном нз колодцев в вертикальном положении, на горизонтальные тележки-слитковозы весьма затруднительна и вызывает удар слитка о раму тележки.
346
На слябинге 1250 конструкции НКМЗ для кольцевой слитко-подачи применен слитковоз комбинированного типа: кольцевым клещевым краном слиток устанавливается в люльку 1 слитковоза в вертикальном (наклонном) положении (рнс. VI.1, б). При подходе к приемному рольгангу люлька со слитком при помощи гидропривода 2 поворачивается на 90° вокруг оси вала 5; при этом слиток укладывается на горизонтальную раму 4 слитковоза н затем боковым сталкивателем сталкивается на приемный рольганг.
2. РОЛЬГАНГИ
Рольганги предназначены для транспортирования металла к прокатному стану, задачи металла в валки, приема его из валков н передвижения к ножницам, пилам, правильным и другим машинам. Современные прокатные станы характеризуются поточным технологическим процессом обработки металла, поэтому общая длина рольгангов весьма значительна, а масса их иногда достигает 20—30 % от массы механического оборудования всего прокатного стана.
По назначению рольганги разделяют на рабочие и транспортные. Рабочими называют рольганги, расположенные непосредственно у рабочей клети стана и служащие для задачи прокатываемого металла в валкн и приема его из валков. Транспортными называют все остальные рольганги, установленные перед рабочей клетью и за ней и связывающие между собой отдельные вспомогательные машины и устройства стана.
Рольганги выполняют с групповым и индивидуальным приводом роликов и с холостыми роликами.
При групповом приводе все ролики одной секции рольганга, состоящей нз 4—10 роликов и более, приводятся от одного электродвигателя через конические шестерни и трансмиссионный вал. Рольганги с групповым приводом применяют при небольшой скорости транспортирования на сравнительно коротком промежутке пути (например, подводящий рольганг блюмингов).
При индивидуальном приводе каждый ролик (или два) данной секции рольганга приводится от отдельного электродвигателя. Такие ролики широко применяют в быстроходных транспортных рольгангах для передвижения раскатов, длина которых после прокатки значительна, а также в качестве первых роликов рабочих рольгангов у обжимных станов.
В отличие от рольгангов с групповым приводом рольганги с индивидуальным приводом имеют простую конструкцию. Каждый ролик установлен на отдельной раме и может быть легко заменен; из типовых роликов-блоков можно составить рольганг любой длины с любым шагом роликов.
На рис. VI.2 приведены ролики рольгангов с индивидуальным приводом. Часто ролики изготавливают из труб, к которым приваривают концевые ступицы, насаженные на вал; иногда концы
347
Рис. VI.2. Ролики рольгангов с индивидуальным приводом:
а — от фланцевого электродвигателя через зубчатую муфту: б — от электродвигателя через карданный вал
труб обжимают для цапф. Шейки роликов устанавливают на конические или сферические роликоподшипники.
На сортовых станах применяют рольганги с приводом роликов от электродвигателей через обычный карданный автомобильный вал (рис. VI.2, б). Лапы двигателя расположены на плите ниже уровня ролика, поэтому над электродвигателями рольганга может быть расположен транспортер (шлеппер) для перемещения проката.
Максимальные скорости транспортирования полосы по рольгангу возможны при работе всех роликов рольганга. При этом тянущее усилие данного рольганга будет наибольшим.
По технологическим условиям прокатки рольганг иногда делят на несколько секций. Каждая секция имеет отдельную схему управления. Такая разбивка общего рольганга на несколько секций выполняетсн, например, для обеспечения поточности движения заготовок от приемной решетки к нагревательной печи (подводящий рольганг у печи) или для создания разрыва между движущимися одна за другой полосами от летучих ножниц к холодильнику. Последнее условие необходимо для осуществления поочередного сброса полос на холодильник.
Рольганги с холостыми роликами применяют как транспортные; их располагают с небольшим уклоном к горизонтали, и перемещение- металла по ним происходит под действием собственного веса, поэтому рольганги называют также гравитационными.
Ролики рольгангов изготавливают цельноковаными, литыми, составными (бандажированными), а также из труб.
348
Рольганги блюмингов и слябингов
Рольганги блюмингов и слябингов расположены с передней и задней сторон рабочих клетей. Они служат для подачи слнтков к прокатным валкам, перемещения прокатываемой полосы во время прокатки, транспортирования прокатанной полосы к ножницам и блюмов или слябов от ножниц на склад. В соответствии с выполняемыми операциями различают рольганги: приемные, рабочие и транспортные.
Приемный рольганг принимает слиток от слитковоза и передает на подводящий рольганг, который транспортирует его к рабочему рольгангу перед клетью. Первые ролики этого рольганга принимают на себя удары при опрокидывании на них слитков, и поэтому нх делают цельноковаными. Часто по образующей их бочки выполняют продольное рифление, что способствует лучшему сцеплению со слитком.
Практика эксплуатации рольгангов с групповым приводом роликов через конические шестерни от трансмиссионного вала показывает, что им свойственны недостатки: ввиду неравномерного температурного нагрева зубчатые зацепления конических шестерен быстро изнашиваются, смена роликов или трансмиссионного вала затруднительна и требует много времени. Поэтому на обжимных и крупносортных станах стали применять рольганги с групповым приводом от встроенных илн отдельных редукторов с цилиндрическими шестернями.
На рис. VI.3 показан ролик приемного рольганга слябинга 1150 конструкции НКМЗ. Рольганг имеет групповой привод
Рпс. VJ.3. Ролик приемного рольганга с пружинными амортизаторами иод подшипниковыми опорами слябинга 1150 конструкции НКМЗ
349
Рис. Vl-4. Рабочий рольганг блюминга 1300 конструкции УЗТМ:
1 — валки; 2 — слиток; 3.4 — станинные ролики; 5 — редуктор; 6 — зубчатые шпиндели (муфты); 7 — станины рабочей клетн; 8 — универсальные шпиндели от главных электродвигателей; 9 — рабочий рольганг: 10 — раскатной рольганг
через два редуктора с цилиндрическими шестернями н состоит из двух секций с четырьмя и тремя роликами. Ролики каждой секции приводятся от одного электродвигателя. Для восприятия больших ударных нагрузок при подаче слитков массой до 28 т на рольганг не слитковозом, а непосредственно колодцевым клещевым краном предусмотрена амортизация опор роликов при помощи тарельчатых пружин.
На новых блюмингах и слябингах применяют рабочие рольганги двух типов. В первом из них все ролнки (8—10 шт.) имеют индивидуальный привод от отдельных расположенных сбоку тихоходных электродвигателей. Вращение передается через зубчатые муфты с удлиненным валом. Такой рольганг требует установки большого числа двигателей завышенной мощности (для надежного привода каждого ролика) и, кроме того, больших площадей для размещения этих двигателей перед рабочей клетью и за ней. У рольгангов второго типа первые два — три ролика, расположенных рядом со станинными роликами, имеют индивидуальный привод, а остальные 6—8 роликов — групповой 350
привод через отдельный редуктор с цилиндрическими шестернями и зубчатые муфты удлиненного типа. Привод такого рольганга занимает меньшие площади, суммарная мощность электродвигателей меньше и, кроме того, при прокатке относительно коротких слитков в первых проходах можно использовать только первые ролики с индивидуальными приводами, групповой привод включается только при последующих проходах, когда длина раската становится большой (более 5 м).
На рис. VI.4 показан рабочий рольганг блюминга 1300 конструкции УЗТМ.
Рабочий рольганг состоит из восьми роликов 1—8. Первые два ролика 1, 2 имеют индивидуальный привод от электродвигателей постоянного тока мощностью 135/43 кВт (470/150 об/мнн, ПВ = 100 %) через зубчатые муфты удлиненного типа; максимальная окружная скорость роликов — 3,9 м/с. Остальные шесть роликов 3—8 имеют групповой привод от электродвигателя типа МПС 5400-1000 мощностью 200 кВт (500 об/мнн, ПВ — 100 %) через редуктор (i = 82/38-49/25 = 4,24) и паразитные промежуточные шестерни (z = 37); окружная скорость роликов 3,1 м/с. Все ролики цельнокованые, их диаметр 500 мм, длина бочки 2800 мм. Они установлены на двухрядных сферических роликоподшипниках, которые хорошо воспринимают динамические нагрузки на ролики и их прогиб. Смазка редуктора жидкая, проточная; зубчатых муфт — жидкая, заливная; подшипников роликов рольганга — густая.
Транспортные рольганги (подводящие и отводящие) обжимных станов снабжены групповым приводом. Они отличаются облегченной конструкцией, так как они транспортируют длинную полосу (блюм, сляб) и нагрузка, приходящаяся на один ролик, меньше. На всех транспортных рольгангах сделаны боковые направляющие стальные лннейки, предназначенные для направления движущейся полосы.
Основными параметрами рольгангов являются: диаметр бочки и ее длина, шаг между роликами и скорость нх вращения. С целью снижения массы рольганга и уменьшения мощности привода диаметр роликов целесообразно брать наименьшим, насколько позволяет прочность ролика. Длину бочки роликов принимают для рабочих рольгангов равной длине бочки валков, для транспортных рольгангов — на 150—200 мм больше ширины транспортируемой полосы (или ширины уложенных в ряд нескольких профилей, заготовок). Шаг роликов выбирают из условия, что раскат должен лежать не менее чем на двух роликах, однако он не должен быть очень большим, иначе раскат будет прогибаться.
Скорость вращения роликов рабочих рольгангов должна быть на 10—15 % выше скорости выходящего из валков металла, а у транспортных рольгангов она принимается в зависимости от типа и назначения стана и характера выполняемых технологических операций. Например, для подводящих рольгангов блюмин
351
га, транспортирующих тяжелые слитки, скорость равна 1,5— 2 м/с, а у отводящих за непрерывным широкополосовым станом горячей прокатки — до 30 м/с.
Станинные ролики
Станинными называют первые ролики, расположенные справа н слева от валков стана (по одному нли по два с каждой стороны); обычно подшипники этих роликов смонтированы в самих станинах. Станинные ролики применяют только на крупных обжимных станах, предназначенных для прокатки слитков и заготовок относительно небольшой длины, и на черновых клетях толстолистовых станов.
При помощи станинных роликов металл задают в валки со скоростью, близкой к окружной скорости валков, н принимают по выходе нз них. При приеме металла ролики должны вращаться с той же скоростью, с каком металл выходит из валков, иначе они сами могут оказаться приводными, что повлечет за собой быстрый их износ и даже поломку деталей привода.
Указанным выше требованиям удовлетворяют станинные ролики с приводом непосредственно от индивидуальных электродвигателей, скорость которых регулируется в соответствии со скоростью прокатки; привод такого типа наиболее совершенный, и в настоящее время его применяют иа всех новых обжимных станах и в некоторых случаях в обжимных клетях крупносортных станов (см. рис. VI.4).
Станинные ролики работают в очень тяжелых условиях, они должны задавать тяжелый слиток (на блюмингах массой до 13—15 т, а на слябингах 16—40 т) в валки, воспринимать удары на выходе слитка из валков; прн этом сами ролики и их опоры находятся под воздействием высокой температуры (1200—1250 °C). Конструкция роликов и их опор должна быть надежной, учитывая, что габариты их ограничены размерами рабочей клети.
Для надежной задачи слнтка в валки станинные ролики следует располагать как можно ближе к валкам стана. С этой целью для размещения опор первого станинного ролика в стойках станин с каждой стороны рабочей клети делают отверстия; опоры второго ролика размещают в кронштейнах на наружной стороне стоек станин.
Применяют два типа опор станинных роликов: с пружинными амортизаторами и жесткие. Пружинные амортизаторы уменьшают напряжение в бочке ролика от динамической нагрузки при ударе переднего конца слнтка илн при падении выходящего из валков слитка. Кроме того, в этом случае подшипники опор испытывают меньшие нагрузки. Однако практика показывает, что прн надежной конструкции жесткие опоры станинных роликов также работают вполне удовлетворительно.
С каждой стороны черновой клетн тол сто л истового стаиа располагают так называемые ребристые ролики. Ролики сделаны ребристыми для уменьшения их нагрева от лежащего сляба или толстого листа. Ролики установлены в литой стальной раме, расположенной в пазах изнутри станин и опирающейся на амортизаторы с тарельчатыми пружинами.
Пакетирующие рольганги
Пакетирующие рольганги устанавливают обычно перед ножницами (для подачи на резку профилей пачками) илн за ножницами (для передачи пачек профилей на холодильник). Ролики рольгангов расположены под углом (по отношению к движению металла), поэтому поступающий на рольганг металл движется одновременно вдоль и поперек его.
Пакетирующий рольганг непрерывного заготовочного стана 700/500 предназначен для пакетирования (собирания в пачки) заготовок мерной длины после резки их на ножницах. Рольганг состоит нз десяти роликов, расположенных под углом 75° к его оси и имеющих групповой привод от электродвигателя через редуктор и трансмиссионный вал с коническими шестернями; скорость роликов 2,5 м/с.
352
Движущиеся от ножниц (слева направо) заготовки (длиной до 6 м) косорас-положенными вращающимися роликами направляются к правым (смотря по движению металла) бортовым линейкам и своими передними концами упираются в выступающую над рольгангом плиту-улор. После набора пачки заготовок (8— 10 шт.) плита-упор опускается ниже уровня роликов, и пачка заготовок передается на следующий рольганг-холодильник.
Рольганг-холодильник для толстых листов
Для транспортирования толстых горячих листов (к ножницам, правильной машине и т. д.) применяют рольганги с ребристыми (дисковыми) роликами. Диски роликов соприкасаются частью поверхности с горячим металлом, поэтому коробление роликов незначительно.
Рольганг-холодильник с ребристыми роликами, установленный перед машиной горячей правки толстых листов на толстолистовом стане 2800, состоит из 14 дисковых роликов с групповым приводом. Сверху над рольгангом и снизу под ним установлены коллекторы с форсунками для охлаждения толстого листа и роликов: вода распыляется в форсунках сжатым воздухом.
Рольганги широкополосовых станов
В широкополосовых станах рольганги применяют для транспортирования прокатываемого металла в соответствии с технологическим процессом к нагревательным печам, рабочим клетям черновой и чистовой групп стаиа н моталкам.
Для эксплуатации загрузочных рольгангов более удобен групповой привод через конические передачи с трансмиссионным валом, при применении которого можно рационально расположить примыкающие к рольгангу механизмы для загрузки слябов (штабелирующий стол, толкатель, сталкнватель).
Отдельные секции рольганга состоят из 9—12 роликов. Длину секций выбирают в зависимости от необходимой установки между печами так называемых «буферных» секций, служащих для накопления слябов перед загрузкой их в печь.
В станах с механизированной выдачей нагретых слябов из печи на рольганг при помощи приемников апябов приемные рольганги выполняют с групповым приводом на два или трн ролика и с отдельно установленным цилиндрическим редуктором или с редуктором, встроенным в раме рольганга.
Схема со встроенным редуктором проще, так как при этом можно расположить привод приемника слябов ближе к рольгангу и таким образом уменьшить размеры приемника.
Рольганг, расположенный между печной группой стана и черновым окалиноломателем, выполняют с групповым приводом через коническую передачу и с групповым приводом на три ролика с отдельно установленным цилиндрическим редуктором. В последнем случае облегчается ремонт редуктора, что является достоинством этого рольганга.
В связи с тем что после обжатия в черновых клетях сляб увеличивается по длине н нагрузка на каждый ролик снижается,
12 Заказ 224 353
что увеличивает надежность транспортирования, рольганги за черновым окалиноломагелем и далее по всей линии стана выполняют с индивидуальным безредукторным приводом как на непрерывных, так и на полунепрерывных широкополосовых станах.
Между чистовой группой стана и моталками устанавливают отводящий рольганг для транспортирования полос к моталкам. Каждый ролик вместе с двигателем устанавливают иа отдельной сварной раме. На станах, где полоса движется со скоростью 10 м/с, ролики отводящего рольганга располагают горизонтально, при скорости 18 м/с и выше ролики устанавливают с перекосом в вертикальной и горизонтальной плоскостях. При таком расположении роликов на поверхности полосы создается усилие, стремящееся возвратить полосу в исходное положение (сдвинуть в направлении, противоположном ее смещению). Таким образом полоса центрируется по оси прокатки.
Диаметры роликов загрузочного и приемного рольгангов принимают следующие: прн массе сляба 25 т—400 мм, при 40 т— 450 мм.
Ролики рольгангов в линии стана подвергаются значительному износу и ударным нагрузкам, на величину которых оказывает влияние, как и в загрузочных рольгангах, угол встречи раската с роликом. Диаметр ролика рабочего рольганга принимают равным 450 мм.
На отводящем рольганге длину бочки роликов выбирают на 200 мм больше длины бочки валка, так как при больших скоростях движения возможно поперечное колебание полосы вдоль ролика.
Шаг роликов загрузочного и приемного рольгангов выбирают, исходя нз длины самого короткого сляба всего прокатываемого сортамента. При перемещения по рольгангу сляб должен опираться не менее чем на два ролика.
Скорость вращения роликов рольгангов черновой группы изменяется при каждом пропуске в зависимости от скорости прокатки.
Скорость вращения роликов промежуточного рольганга также переменная. Она снижается прн подходе раската к ножницам от скорости прокатки в последней черновой клети до скорости реза.
Скорость роликов отводящего рольганга изменяется в широких пределах. Так как заправка полосы в моталку осуществляется при скорости 10—12 м/с, то первую часть цикла отводящий рольганг работает на этой скорости, транспортируя полосу к моталке. После захвата конца полосы моталкой начинается увеличение скорости вращения валков клетей, роликов отводящего рольганга и моталки до скорости прокатки. После выхода заднего конца полосы из валков последней чистовой клети дается импульс на торможение первой группе роликов рольганга до скорости заправки. По мере прохождения полосой последующих секций рольганга дается команда на перевод нх на работу с пониженной скоростью.
354
Расчет основных параметров рольгангов
Нагрузка на ролики
Нагрузка на один ролик обратно пропорциональна числу роликов, которые одновременно соприкасаются с прокатываемым металлом. После каждого прохода массы раската распределяется между большим числом роликов и соответственно уменьшается крутящий момент на каждый отдельный двигатель (прн индивидуальном приводе).
Для большей надежности работы рольганга прн определении крутящих моментов выбирают вариант наибольшей нагрузки на ролики. С достаточной для прокатки точностью можно считать, что в приемных и рабочих рольгангах первых двух черновых клетей на один ролик приходится половина веса сляба; для рольганга, расположенного между третьей и четвертой универсальной клетью, принимают нагрузку на ролик, равную х/з массы раската, а для рольганга, расположенного между четвертой и пятой клетями, массы раската.
Вследствие того, что прн удлиненном раскате некоторое число роликов непосредственно не соприкасается с раскатом ввиду его неровности, для раскатных и промежуточных рольгангов допускают предположение, что только 70 % общего числа роликов находятся в контакте с прокатом и разгоняют его. Столько же роликов, соприкасающихся с полосой, принимают и для отводящего рольганга Первые ролики рольганга, препятствуя отклонению раската вниз, подвергаются дополнительной нагрузке, которую определяют из условия пластического изгиба раската.
По режиму работы рабочего рольганга необходимо предусмотреть возможность свободной пробуксовки роликов, которая возникает от несоответствия скоростей роликов и валков.
Момент, необходимый для осуществления буксовки определяется не только весом раската, но и усилием, с которым он прижимается прокатными валками к рольгангу. Так как в рабочем рольганге ролики подпружинены, то эта сила прижатия не может быть меиыие усилия пружин. Во избежание заклинивания роликов от давления на них изогнутого конца раската двигатель должен обеспечить буксовку при данной характеристике пружины, выбранной в соответствии с возможным искривлением раската н энергией удара раската по ролику.
Момент и мощность привода роликов
Момент и мощность привода роликов рольганга определяют с учетом трех факторов:
I) потерь на трение в подшипниках при передвижении металла по рольгангу:
Л1тр.р- (<2»,-FnpGp)Ho.p-^-. (VI.1)
12*
355
где QM — вес транспортируемого металла (при индивидуальном приводе каждого ролика от отдельного электродвигателя QM — вес металла, приходящийся на один ролик); Gp — вес ролика; «р — число роликов, приводимых от одного электродвигателя; ^п.р — диаметр круга трения в подшипниковых опорах ролика;
Рп-р—коэффициент трення в подшипниках ролика; для роликовых подшипников рп.р = 0,005—0,008;
2) возможного буксования роликов по металлу прн случайном упоре металла в препятствие, например, в направляющие линейки, установленные по длине рольганга
Л1ву„.Р = <2мРС.р-4-’ (VI.2)
где р — коэффициент трения ролика прн буксовании (0,3 по горячему металлу и 0,15—0,2 по'холодному), dp — диаметр бочки ролика.
Эти моменты составляют статическую (неизменную, постоянную при v ~ const) нагрузку привода
Л4СТ. р = -Mrp. р -|- Мбук. pi (VI.3)
3) возможности транспортирования металла с ускорением, для чего к роликам необходимо приложить динамический момент, кН-м:
Mm = Jga = J-%-, (VI.4)
где J — момент инерции масс т, вращающихся с ускорением, Н-м2; ga — угловое ускорение вращающейся массы, рад/с
D2
J = mRi = т —~, (VI.5)
где Di — диаметр инерции вращающейся детали; для детали, имеющей форму цилиндра, /?f = г!\^2 0,7г; D,- = 2/? л? 1,4г (г — наружный радиус цилиндра). Выражение тЬ* называется маховым моментом вращающейся массы.
Прн ускорении вращения роликов рольганга находящийся на них металл движется с ускорением поступательно. Для приведения момента инерции поступательно движущегося металла к оси вращения ролика будем считать, что масса металла приложена к точке (по образующей )на окружности ролика. Тогда динамический момент (кН м) для разгона (движения с ускорением) самих роликов и находящегося на них металла равен, согласно формулам (VI .4) и (VI .5):
Л1дВН = (7р + J„) ga = -Г [Лр m^fp]g,„, (VI.6)
где тр н тм — масса ролика и металла.
356
.Если задано не угловое ускорение роликов gl0, а ускорение поступательно движущегося по ним (без пробуксовки) металла /, то при пользовании формулой (VI .6) надо иметь в виду следующее соотношение (при v = tor):
j = (dv/dx) = (dco/dx) r = g^r; = j/r = (2//d) 1 /<®
где j выражено в м/с2; d — в м.
Если угловое ускорение g^o ~ dnjdx измеряют в об/мин, то для перехода от этого ускорения glM к ускорению gw получим (при (о = лл/30)
g& = dto/tfr = (л/30) (dn/di) ~ (л/30) ga(i.
Для того чтобы заставить металл двигаться по роликам рольганга с ускорением, ролики должны преодолеть силу инерции металла, равную JM = mMj.
Но прн движении металла по роликам (без проскальзывания) сила инерции не может быть больше силы трения между роликом и металлом, равной FTp = ppQ = i^m^g, т. е. <1 FTV, или / 'C Ppff = 9,8рр. Отсюда следует, что максимальное ускорение металла на роликах рольганга не может быть больше произведения коэффициента трення ролика по металлу на ускорение силы тяжести g.
Прн рр = pfi. р получим для холодного металла / = 0,15 х X 9,8 » 1,5 м/с2; для горячего металла / = 0,3-9,8 « 3,0 м/с2.
Таким образом, суммарный момент (кН-м) привода пр роликов рольганга будет равен, согласно формулам (VI.I), (VI .2) н (VI.6)1 ^рол = 4“ Мдкн- (VI.7)
Мощность, требующаяся для вращения роликов, кВт:
Wp»n = А1го.,юр, (VI.8)
где <Ор — угловая частота вращения роликон, 1/с.
Мощность электродвигателя для привода роликов
Мд, = ЛрОЛ/|1, (VI .9)
где т] — к. п. д. передачи от двигателя к роликам.
Окончательный выбор мощности двигателя необходимо проводить с учетом характера работы рольганга (длительный, кратковременный, повторно-кратковременный), т. е. с учетом не только допустимой кратковременной перегрузки двигателя по моменту, но также н с учетом допустимого его нагрева по среднеквадратичному току (моменту).
Расчет ролика рабочего рольганга на прочность
При кантовке центр тяжести слитка (блюминга, сляба) опускается иа величину hc. В конце падения слитка, т. е. в момент соприкосновения его с роликом рольганга, кинетическая энергия его падения равна
Е - m"t’° (VI. 10)
357
где v0 — } 2ghc— скорость падения слитка в момент соприкосновения его с роликом, м/с; тм н Q — масса (кг) и вес (Н) металла (слитка), приходящиеся на один ролик.
После удара слнтка о ролик часть энергии удара расходуется на пластическую деформацию (смятие) слитка, а слиток вместе с роликом двигается со скоростью pt, так как ролик упруго изгибается
Из курса «Сопротивление материалов» известно, что при подсчете прогиба балки постоянного сечения для учета влияния веса самой балки надо к действующему в середине балки грузу прибавить половину (точнее 17/35) веса самой балки. Таким образом, кинетическая энергия системы слиток — ролик после удара слитка равна
тм 4-Mip 2
~------2---(VI. И)
где kt 0,5 — коэффициент приведения массы ролика к массе слитка.
Эта энергия переходит в потенциальную энергию упругой деформации ролика и его опор.
Очевидно, что разность Ес— Еу— есть энергия, израсходованная на пластическую деформацию (смятие слнтка).
В уравнении (VI.И) неизвестной является скорость системы и, после удара. Определим ее из закона сохранения количества движения. Количество движения системы до удара равно количеству движения ее после удара: /пми0 = (mM + k3mp) откуда
»1 = Ц,---(VI.12)
1 +*2 —
тм
где k2 = 0,625 (или 5/8) — коэффициент приведения скорости ролика к скорости металла.
Подставляя это значение vx в уравнение (VI.11), получим
1 + —
= Ъ-,----------------------Ч- • (VIJ3)
I + ~ 1+^2 ——
\ ' тм
Из рассмотрения этой формулы следует, что энергия системы после удара тем больше, чем меньше отношение массы ролика к массе слитка (металла). Если, например, тр = \/2тк, то получим Еу 0,8Ео, т. е. 80 % энергии удара воспринимается роликом и его опорами и только 20 % энергии теряется на смятие слитка. Отсюда следует, что при изгибе ролика в нем будут возникать значительные напряжения.
Ролики рольганга обычно устанавливают на жестких опорах (на подшипниках качения), поэтому можно считать, что кинетическая энергия £у полностью переходит в потенциальную энер
358
гию прогиба только самого ролика, г. е. деформацией опор можно пренебречь. Представляя ролик в виде двухопорной балки постоянного сечения, получим, что потенциальная энергия его прогиба равна половине произведения динамической силы удара на величину прогиба, т. е.
U=Pypl2. (VI. 14)
Опыты показывают, что деформация двухопорной балки при ударной нагрузке протекает так же, как и прн статической, т. е. прогиб пропорционален действующей силе
у = PP/4SEJ, (VI.15)
поэтому потенциальная энергия ролика прн ударе
U = p2/3/96EJ, (VI. 16)
где I — расстояние между опорами балки; EJ — жесткость балки.
Приравнивая кинетическую энергию Iуравнение (VI. 13)1 потенциальной, т. е. = U, получим формулу для определения динамической силы удара:
Р = kamlQ, (VI. 17)
где динамический коэффициент
km„= (р + Л1,Ор)2 - И.8| i, (Q+^Gp)’ (VI.18)
здесь Gp — вес ролика.
Как показывают расчеты, для роликов рабочих рольгангов £дПн 25 ь-50; отсюда следует, что динамическое усилие на ролик рабочего рольганга в 25—30 раз больше приходящегося на него веса падающего слитка.
Станинные ролики работают в очень тяжелых условиях — они непрерывно воспринимают на себя удары выходящего нз валков слитка, причем в первых пропусках весь вес слитка при ударе практически воспринимается первым роликом. Для поглощения динамической нагрузки на ролик подшипник последнего устанавливают на жестких нли подрессоренных пружинами опорах.
Кинетическую энергию системы слиток •— ролик Е?, переходящую в работу упругой деформации, подсчитывают так же, как и при кантовке слитка на рабочем рольганге. Далее подсчитывают потенциальную энергию упругой деформации ролика в предположении, что у него жесткие опоры, и по формуле (VI. 17) определяют фиктивную динамическую силу Р. Практика расчетов потенциальной энергии пружинных опор показала, что потенциальная энергия пружин в 20—30 раз превосходит потенциальную энергию ролика, т. е. при ударе ролик деформируется очень мало п большая часть нагрузки воспринимается пружинами. При расчете станинного ролика на прочность можно принимать,
359
что он изгибается фиктивной нагрузкой Р, равной только г/й динамической нагрузки, рассчитанной из условия наличия жестких опор.
3. ТРАНСПОРТЕРЫ И ХОЛОДИЛЬНИКИ
Для перемещения металла в процессе прокатки, отделки и охлаждения применяют транспортеры и холодильники различных типов и конструкций.
Шлепперы
Для перемещения заготовок и крупносортных профилей металла поперек цеха (от подводящего рольганга к отводящему, к уборочному карману нли в соседний пролет цеха) применяют канатные или цепные транспортеры, называемые шлепперами. Шлепперы во многих случаях выполняют и функцию охлаждения металла, в этом случае их называют шлепперными холодильниками.
Канатный шлеппер (рис. VI.5, а) состоит нз 6—8 канатов, натянутых между рядом приводных барабанов 1 и рядом натяжных блоков 2. На всех канатах в один ряд закреплены шлепперные тележки 3 с упорными пальцами 4. Прн ходе тележек вперед (налево) упорные пальцы 4 перемещают металл от рольганга 5 к рольгангу 6. При обратном ходе тележек пальцы «утапливаются» и проходят под металлом. Конструкция многих шлепперных тележек позволяет поднимать пальцы 4 в любом месте между рольгангами и перемещать сколько угодно заготовок и профилей по рельсовому настнлу (стеллажу) между канатами.
При непрерывной реверсивной работе со скоростью перемещения тележек 1—2 м/с каиатный шлеппер отличается маневренностью н позволяет накапливать и а стеллаже и перемещать большое количество металла прн одновременном его охлаждении.
Рис. VI.Б. Схема канатного шлеппера (с) и конструкция тележки (б)
Л-л
360
Рнс. VI.6. Ценной шлеппер для сбрасывания холодного сортового проката с рольганга в уборочный карман
Перемещение металла по настилу стеллажей и холодильников, оборудованных канатным шлеппером, осуществляется, как указано выше, тележками, прикрепленными к канатам и скользящими по рельсовым дорожкам.
Тележка с подвижным упором для утапливания пальца (рис. VI-5, б) перемещается на катках 1 и состоит из корпуса 2 и охватывающего его сверху упора 3. В крайнем правом положении упор 3 опирается на выступы в корпусе 2. Прн ходе тележки назад палец 4 всегда будет находиться в наклонном (утопленном) положении, так как он упирается в упор 3. При ходе вперед упор 3 сначала остается на месте, поэтому палец 4 повернется и займет вертикальное рабочее положение.
Цепной шлеппер применяют для тех же целей, что и канатный. Цепи более теплоустойчивы при перемещении горячего металла, чем канаты, одиако нормально оин могут работать прн натяжении нх звездочками только в одну сторону, поэтому цепные шлеп пер ы являются нереверсивными н менее маневренными.
На рнс. VI.6 показан цепной шлеппер для сбрасывания холодного сортового проката с рольганга 1 в уборочный карман 3. Шлеппер состоит из шести цепей, движущихся со скоростью 1,1 м/с. Шаг между захватами 2 равен 1200 мм; шаг между рядами цепей 2000 мм; длина транспортируемого проката 5—12 м, масса его 1200 кг. Передняя звездочка приводится от электродвигателя мощностью 30 кВт.
При большом расстоянии между подводящим н отводящим рольгангами применяют спаренные шлепперы.
В отлнчне от цепных шлепперов, цепи которых передвигают металл по неподвижному настилу (из плнт или рельсов), цепные транспортеры непосредственно воспринимают массу перемещаемого металла своими цепями, т. е. металл лежит на цепях, а не скользит по настилу (см. ниже).
Холодильники
Для охлаждения сортовых профилей применяют холодильники реечного н роликового типов.
361
На холодильнике выполняются следующие операции: прием прокатанных полос, охлаждение, передача полос по рейкам холодильника на отводящий рольганг, транспортирование остывших пачек полос к отделочным агрегатам.
Холодильник является связующим звеном между прокатным станом н агрегатами для отделки проката. Для обеспечения синхронной работы стана и этих агрегатов необходимо иметь холодильник оптимальных размеров, которые зависят от продолжительности охлаждения прокатываемого металла.
Удельная масса холодильника в общей массе оборудования стаиа довольно значительная н составляет от 35 до 50 %. К холодильникам современных сортовых станов предъявляют следующие требования: а) обеспечение нужного темпа прокатки на стане; б) механизация и автоматизация всех работ по приемке металла на холодильник, охлаждение его и транспортирование к участку отделки; в) получение ровных, нескрученных полос. Необходимость сохранения прямолинейности готовых полос в процессе охлаждения на холодильнике приобретает особую важность на современных высокоскоростных сортовых станах в связи с увеличением длины холодильника до 150 м. Искривление полосы на холодильнике требует установки дополнительных правильных машин н, кроме того, затрудняет ритмичную работу холодильника.
Прн прокатке полос из некоторых специальных сталей к холодильникам предъявляется также требование регулирования режима охлаждения полос.
Реечные холодильники
На реечном холодильнике охлаждение полос происходит на подвижных зубчатых рейках, совершающих качательно-поступательное движение. Важным достоинством реечного холодильника является также правка полос в процессе охлаждения. Реечные холодильники, несмотря иа сложный механизм привода реек и значительную массу, получили наибольшее распространение на высокопроизводительных сортовых непрерывных станах. Реечные холодильники бывают одно и двусторонние; по числу одновременно принимаемых ниток одно- и многониточные.
На рис. VI-7 представлен поперечный разрез реечного холодильника мелкосортного стана 250. Длина холодильника 125 м (в направлении длины охлаждаемых профилей) и ширина 16 м. О и состоит из подводящего рольганга, собственно холодильника и отводящего рольганга.
Консольные ролики / подводящего рольганга установлены с шагом 1000 мм и имеют индивидуальный привод. Холодильник состоит из системы подвижных реек <?, неподвижных реек, расположенных между подвижными, и устройств для набора пачек охлажденного проката и перекладывания их на отводящий рольганг. Подвижные шагающие рейки совершают возвратно-поступательное движение по круговой траектории прн помощи эксцен-
362
Рис. VI.7. Поперечный разрез реечного холодильника мелкосортного стаиа 250 конструкции ПО <Электростальтяжмаш»
триковых механизмов 4, приводимых электродвигателем Между роликами подводящего рольганга расположены клапаны 7, осуществляющие подъем и опускание проката при помощи вертикальных тяг 6, соединенных с рычажным кривошипно-шатунным механизмом 5, приводимым электродвигателем 8.
По выходе из последней клетн мелкосортного стана полоса разрезается летучими ножницами на длины, соответствующие длине холодильника (100—120 м), поступает на холодильник по рольгангу 1 и при одновременном подъеме всех клапанов 7 сбрасывается на гребенку 2, расположенную рядом с роликами рольганга по всей длине холодильника.
С гребенок прокат забирается системой «шагающих» реек и перекладывается на неподвижные рейки. При каждом ходе подвижных реек прокат перемещается с неподвижных реек на расстояние 120 мм, равное шагу зубьев реек. Прн перемещении по холодильнику прокат охлаждается до 80—120 °C, собирается в пачки до 10—20 полос и перекладывается на отводящий рольганг, ведущий к ножницам для холодной резки сортовых профилей на мерные длины.
На многих холодильниках подъем н опускание клапанов осуществляются при помощи тягового устройства со многими шарнирными связями, подверженными температурным воздействиям. В рассмотренной конструкции для привода клапанов вместо тягового устройства применен продольный вал, который значительно меньше подвержен тепловым и механическим деформациям, благодаря чему обеспечивается одновременный подъем всех клапанов по длине подводящего рольганга и параллельное перекладывание длинного сортового проката с рольганга 1 на зубья гребенки 2.
В США получили распространение универсальные реечные холодильники. Все рейки у такого холодильника являются подвижными, взаимно уравновешенными п могут совершать воз
363
вратно-поступательное движение в направлении ширины холодильника и возвратно-качательное — в направлении длины холодильника. Холодильник такого типа позволяет регулировать скорость охлаждения металла и может быть использован также для медленного охлаждения прутков.
Длина холодильника с поперечным перемещением металла определяется максимальной длиной прокатанных полос ина действующих непрерывных мелкосортных станах достигает 125—150 м. Средняя площадь реечного холодильника на 1 т мелкосортной стали в час составляет 19 м2.
Важным параметром, определяющим работу холодильника, является его расстояние от летучих ножинц. Это расстояние определяет тормозной путь полосы, т е. участок, на котором вышедшая из летучих ножниц полоса со скоростью, несколько большей скорости прокатки, уменьшит скорость до необходимого минимума при сбросе ее на холодильник.
При малом тормозном пути полоса не успевает затормозиться перед началом сброса, ударяется об упор в конце приемного рольганга и запутывается. Для увеличения тормозного пути на действующих станах повышают число сбрасывающих клапанов со стороны летучих ножниц. На непрерывных станах 250 расстояние от летучих барабанных ножниц до холодильника стана составляет 30—40 м.
Длина тормозного пути LT.п = v„. n/2fxg, где ^.„ — скорость выхода полосы нз летучих ножниц; /х и g — соответственно коэффициент трения и ускорение свободного падения.
Роликовые холодильники
На многих среднесортных станах применяют роликовые холодильники. Роликовый холодильник состоит нз длинных приводных роликов небольшого диаметра (100—120 мм), расположенных под углом 35—40° к осн подводящего рольганга. На концах роликов предусмотрены конические шестерни, находящиеся в зацеплении с коническими шестернями, установленными на общем трансмиссионном валу, приводимом от электродвигателя через редуктор.
Полоса в процессе охлаждения одновременно движется поступательно и поперек холодильника (от подводящего рольганга к отводящему). Главным достоинством роликового холодильника является простота конструкции: отсутствуют сложные механизмы, связанные с качательным днжением реек, упрощается фундамент. Существенным технологическим достоинством является непрерывное изменение поверхности соприкосновения полос с роликами холодильника, в результате чего предотвращается местное охла ждение полос. Это свойство холодильника особенно важно при прокатке полос из легированных сталей Продолжительность охлаждения полос можно регулировать скоростью вращения роликов.
364
Ширина роликового холодильника может быть доведена до 10 м. Ширина реечного холодильника составляет всего 6—8 м (между осями загрузочного и разгрузочного рольгангов), в связи с этим охлаждающая поверхность роликового холодильника на 30—50 % больше, чем у реечного. Кроме того, роликовый холодильник допускает более плотную укладку металла, что примерно в 5—10 раз увеличивает эффективность использования площади холодильника.
К недостаткам следует отнести то, что в процессе охлаждения в отличие от реечного холодильника роликовые холодильники не обеспечивают правку полос.
Несмотря на простоту конструкции, роликовые холодильники имеют большие габариты н очень дорогие. Поэтому там, где имеется возможность установить холодильник любого типа, предпочтение отдают реечному.
Устройства для транспортировки рулонов
К характерным особенностям систем уборки горячекатаных ру лонов, в которые входят различные транспортные устройства, относятся сравнительно большое расстояние перемещения рулонов от моталок к складу рулонов, разветвленность конвейерных линий н многозвенность системы уборкн, т. е. чередование в ней транспортных устройств непрерывного и прерывистого движения.
Кроме конвейеров, в систему уборки рулонов входят приемники рулонов, подъемно-поворотные столы, весы, устройства для сдваивания рулонов, передающие устройства и др.
На рис. VI.8, а показана схема расположения оборудования в системе уборкн горячекатаных рулонов шнрокополосового стана. Рулоны от моталок передаются на параллельный линии прокатки конвейер 3, работающий в шаговом режиме, а затем при помощи подъемно-поворотных столов 9 направляются конвейером либо на склад агрегата резки, либо к травильным агрегатам цеха холодной прокатки. Средний подъемно-поворотный стол в зависимости от направления потоков рулонов совершает поворот на 90 или 180°.
Передача рулонов в цех холодной прокатки осуществляется с помощью трех подъемно-поворотных столов, причем через средний стол проходит основной поток рулонов, по существу не меняя направления движения по конвейеру, что является недостатком данной системы уборки. Достоинством системы является значительное снижение повреждений полосы ввиду отсутствия в этой системе рольгангов. Кроме этого, к достоинствам системы следует отнести применение подъемно-поворотных столов, которые, помимо уменьшения повреждения кромок, позволяют также лучше центрировать рулоны по оси отводящего конвейера, чем поворотные рольганги.
На схеме рис. VI.8, б показано, как от первого подъемноповоротного стола 9 рулоны направляются в цех холодной про-
365
Рис. VI.8. Схемы расположении оборудования в системах уборкн^горячек.птанмх рулонов широкополосовых станов:
1 — моталки; 2 — кантователь: 3 — приемный конвейер; 4 — приемник рулонов; 5 — межцеховой конвейер: б. 7 — наклонный конвейер; С — разгрузочный конвейер: 9 — подъемно-поворотный стол; 10 — приемно-передакяцее устройство; 11 — весы: 12 — устройство дли сдваивании рулояов; 13 — разгрузочный рольганг: 14 — рольганг-накопитель; 15 — упор: 16 — поворотный конвейер: /7 — поворотный рольганг: 18 — рулоновязальная машина
катки н в цех разделки горячекатаной полосы. От второго подъемно-поворотного стола, установленного в цехе разделки, в противоположных направлениях отходят вдоль склада две ветки конвейеров. Наличие на складе двух разгрузочных конвейеров позволяет увеличить фронт разгрузки рулонов, уменьшить пробег мостовых кранов и, следовательно, сократить время, необходимое для разгрузки рулонов.
Правая и левая ветки могут работать независимо одна от другой. Это придает уборочной системе гибкость в работе. Каждая ветка состоит из системы наклонных и горизонтальных конвейеров, соединенных между собой цепными переходными секциями. В начале первого горизонтального конвейера, расположенного обычно на уровне пола цеха, устанавливают устройство для сдваивания рулонов. Сдвоенные рулоны поступают на разгрузочный конвейер, который в отличие от наклонных конвейеров работает с остановками (шаговый режим работы). У разгрузочного конвейера 8
366
скорость перемещения больше, чем у стыкующегося с ним конвейера, работающего непрерывно. В результате увеличивается пауза н облегчается разгрузка рулонов с конвейера мостовыми кранами. Изменение скоростей движения рулонов на стыке конвейеров, работающих в разных режимах, достигается установкой переходной секции, которая, кроме этого, позволяет уменьшить шаг между рулонами и увеличить емкость разгрузочных конвейеров. В конце разгрузочного конвейера размещают рольганг с холостыми роликами, на который поступают рулоны, оставшиеся на конвейере в случае задержки мостовых кранов.
Схема уборки рулонов на участке с двумя дополнительными моталками, установленными во время реконструкции одного из непрерывных широкополосовых станов 1700 и предназначенных для сматывания в рулоны толстых полос, показана на рнс. VI.8, в. Наличие второй группы моталок позволяет увеличить диапазон прокатываемых на стане полос и, кроме того, улучшить гибкость работы стана, в особенности при прокатке полос средней толщины, которые можно сматывать в рулоны в моталках обеих групп.
На рис. VI.8, г изображена система уборки рулонов, в которой от каждой моталкн рулоны транспортируются отдельными конвейерами 3. Каждая линия уборки может работать независимо одна от другой, что упрощает работу передаточных устройств, транспортирующих рулоны от моталок к приемным конвейерам. На каждую линию конвейеров приходится половина рулонов, получаемых со стана, что дает возможность работать конвейерам на малой скорости н увеличить время остывания рулонов (на конвейере). Однако для размещения конвейеров в два ряда требуется большая площадь в районе склада рулонов, а также значительно увеличивается масса оборудования, что можно отнести к ее недостаткам.
Еще одна система уборки с отдельными для каждой моталки приемными конвейерами изображена на рис. VI.8, d. С приемных конвейеров 3 на продольный рулоны транспортируются передающим устройством. Продольный и приемные конвейеры работают в шаговом режиме. В зависимости от направления движения отводящего конвейера последний соединяется с продольным конвейером при помощи переходной секции или подъемно-поворотного стола. Данная система уборки имеет те же достоинства, что и предыдущая. Однако в этой системе конвейеры занимают меньшую площадь в районе склада рулонов. Изменяя шаг рулонов на приемных конвейерах, можно увеличить емкость последних и, следовательно, увеличить время остывания рулонов на конвейере. Упрощается конструкция устройств, предназначенных для передачи рулонов от моталок на приемные конвейеры. На зарубежных станах на приемных конвейерах установлены рулоновязальные машины 18.
В некоторых схемах вместо подъемно-поворотных столов в местах изменения направления движения рулонов прямые участки
367
конвейеров соединяют короткими поворотными конвейерами 16, которые обеспечивают полную непрерывность транспортирования рулонов без промежуточного нх манипулирования (рис. VI.8, е).
Большая масса и высокая температура рулонов обусловливают применение для нх транспортирования конвейеров специальной конструкции с тяжелыми цепями.
Скорость движения цепи конвейеров выбирают в зависимости от ритма прокатки н от параметров транспортных, загрузочных и передающих устройств, с которыми связаны конвейеры. Обычно у большинства систем уборки рулонов современных шнрокополосо-вых станов приемный конвейер, расположенный вблизи моталок, и разгрузочный конвейер на складе рулонов работают в шаговом режиме со скоростью 0,05—0,25 м/с, промежуточные конвейеры работают непрерывно со скоростью 0,05—0,1 м/с.
Прн выборе основных параметров (скорости н шага рулонов) приемного конвейера анализируют загрузку конвейера рулонами при различных вариантах работы моталок и при различной скорости движения конвейера. Анализ систем уборкн многих широкополосовых станов показывает, что шаг между рулонами на приемном конвейере следует принимать равным половине расстояния между соседними моталками.
4. МАНИПУЛЯТОРЫ И КАНТОВАТЕЛИ
Манипулятор предназначен для передвижения металла по роликам рольганга параллельно их бочек с целью последующего направления металла в валки (или их калибры). Одновременно с этим линейки манипулятора выпрямляют прокатываемую полосу (блюм, сляб, заготовку), если она искривилась при прокатке. Манипуляторы применяют при прокатке слитков и относительно толстой заготовки и полосы, т. е. на блюмингах, слябингах, рельсобалочных, крупносортных н тол стол истовых станах.
Кантователи в линиях прокатки служат для поворота (кантовки) прокатываемой полосы относительно ее продольной оси перед задачей в следующий калибр валка. Такие кантователи применяют на блюмингах, слябингах, рельсобалочных и сортовых станах.
В линиях отделки проката н на листовых станах используют кантователи и манипуляторы различных типов в зависимости от их назначения (для кантовки толстых листов, рулонов, рельсов и т. д.).
Манипуляторы и кантователи обжимных станов
Схема расположения манипуляторов и кантователя показана на рис. VI-9.
Манипуляторы установлены с передней и задней сторон рабочей клети. Каждый манипулятор снабжен двумя массивными стальными литыми линейками (массой по 15—40 т). установленными по бокам рабочего рольганга н передвигаемыми при помощи длия-
368
ных штанг с зубчаты.ми рейками. Передние и задние линейки как со стороны привода валков, так и со стороны привода роликов рабочих рольгангов попарно приводятся от общего электродвигателя при помощи зубчатых шестерен, находящихся в зацеп-леини с рейками. Таким образом, левые н правые линейки передвигаются одновременно. Эти линейки могут передвигаться навстречу одна другой и «зажимать» металл либо удаляться одна от другой. Металл, направляемый в валки, передней парой лннеек. с другой стороны клети принимается задней парой линеек и затем передвигается ими к следующему калибру валков. Средняя штанга с зубчатой рейкой соединена с валом кантователя и приводится от электродвигателя.
На блюмингах и слябингах
Рис. VI.9. Схема расположения манипуляторов и кантователя у обжимного стана
применяют кантователи крюкового типа, принцип действия которых заключается в следующем (рис. VI. 10, с): в линейке манипулятора (со стороны привода) предусмотрены направляющие пазы (обычно четыре или пять), в которых могут вертикально передвигаться кантующие крюкн /; подъем и опускание крюков осуществляются поворотом вала 2, на котором закреплены рычаги 3, шарнирно соединенные с крюками. Вал 2 со своими подшипниками смонтирован на линейке манипулятора 4 и поворачивается влево при ходе штангн 5 нлн телескопическим шпинделем, соединенным с электродвигателем. В исходном положении гребенка находится между роликами 6 рольганга. Прн кантовке крюки / поднимаются, захватывают нижнюю часть слитка (блюма) и поворачивают (опрокидывают, кантуют) его относительно нижнего левого ребра; для уменьшения динамического удара о ролики рольганга слитки кантуют на левую линейку, которая при этом отодвигается. У направляющей 7 сделан наклонный скос в верхней части; в верхнем положении (после кантовки) гребенка крюка входит в паз на рабочей поверхности 8 линейки, благодаря чему можно передвигать скантованный слиток линейкой 4, не дожидаясь опускания крюков в исходное положение. Крюк в исходном положении остается до конца пропуска металла через валки. Крюкн опускаются в нижнее исходное положение во время паузы между пропусками н реверсирования
369
Рис. VI. 10. Схема крюкового кантователя (а) н правки блюма (сляба) линейками манипулятора (б)
двигателя, т. е. эти операции совмещаются во времени. Манипулятор блюминга (см. рис. VI.9), расположенный перед рабочей клетью 4 или за ней, состоит из двух массивных стальных литых линеек 2 и 6, которые передвигаются вдоль бочки роликов рабочего рольганга 1 (условно показаны только два ролика) при помощи штанг 16 и 17, в нижней части которых сделаны зубчатые рейки 19, находящиеся в зацеплении с шестернями 8 и 9. Штанги 17, соединенные с линейками 6, являются толкающими, приводятся непосредственно от тихоходного электродвигателя 14, питаемого от отдельного выпрямителя. Штанги 16, соединенные с линейками 2, являются тянущими и приводятся от аналогичного электродвигателя 15. Синхронность перемещения лннеек обеспечивается валами 7, соединенными зубчатыми муфтами. Перед манипулятором расположены станинные ролики 3.
Кантователь с пятью крюками 26 установлен на правой линейке перед рабочей клетью с валками 5. Вал кантователя 20 поворачивается в своих подшипниках при перемещении штаигн 26; при этом происходит подъем илн опускание крюков 25, т. е. осуществляется кантовка раската 24.
Штанга кантователя 26 с зубчатой рейкой приводится в движение от двух механизмов, кинематически воздействующих на одну реечную шестерню 21, являющуюся планетарной шестерней дифференциально-планетарного редуктора. Когда передвигается правая линейка 6 манипулятора, одновременно вращается шестерня 10 на валу 7 и перемещается штанга 26 кантователя, т. е. планетарная шестерня 21 должна при этом вращаться с той же скоростью, что н шестерни 8 и 9.
Для кантовки слитка (блюма) необходимо повернуть вал- 20 с крюками кантователя. Поворот вала 20 осуществляется движением вперед штаигн 26 с рейкой при вращении планетарной шестерни 21; в данном случае это вращение сообщается шатуиио-кривошнпным механизмом 12, приводимым электродвигателем 13.
370
При включении этого электродвш ателя и повороте кривошипа 22 шатун 23 поворачивается влево; при этом планетарная шестерня 21 станет ведущей, н при обкатывании по нижней шестерене 11 она заставит рейку и штангу 26 кантователя двигаться вперед (влево), т. е. поворачивать вал кантователя 20. Ход лннеек в крайних положениях ограничивается командоаппаратамн. Энергия удара поглощается пружинными буферами. Для автоматического управления манипуляторами и кантователем на их передних валах установлены силовые сельсины 27.
Для предохранения механизма кантователя от поломок в подшипнике шатуна предусмотрены срезные шпильки. Чтобы уменьшить трение прн передвижении линеек манипуляторов, их передние концы опираются на ролики 18, встроенные в рамы рольгангов. После кантовки крюки кантователя при подъеме в верхнее положение полностью заходят в продольный паз в линейке, благодаря чему линейкой можно передвигать слиток (блюм) по рольгангу, не дожидаясь опускания крюков в нижнее положение; последняя операция (опускание крюков) совмещается затем с временем паузы между пропусками металла через валки. Максимальное усилие на линейки при выпрямлении раската 1,4 МН; на линейке расположено пять крюков на различном расстоянии один от другого, что позволяет одновременно кантовать два слитка прн так называемой парной их прокатке.
Конструкция манипуляторов и кантователей блюминга 1150 и слябинга 1150 аналогична конструкции манипуляторов и кантователей блюминга 1300. Преимуществом рассмотренного выше привода линеек манипулятора является применение безредук-торного соединения тихоходных электродвигателей непосредственно с зубчатыми рейками, что значительно уменьшает маховый момент привода и снижает длительность времени разгона н торможения электродвигателей при тяжелом поворотно-кратковременном режиме их работы.
Во время прокатки при помощи линеек манипулятора выправляют раскат, если он вышел из валков искривленным (рис. VI. 10, б). Усилие на линейках, требующееся для выпрямления полосы, можно определить из соотношения
Мизг.„ = PJJi = ст^п,
где 1а — длина полосы (прн длине полосы, превышающей длину линейки манипулятора, необходимо принимать ее равной длине линейки), мм; от — предел текучести стали при температуре правки (изгиба) полосы, МПа; Wa — пластический момент сопротивления сечения полосы; для прямоугольного сечения 1УП = = 0,25bnftn. где /п и ha— ширина и высота сечения, мм.
Таким образом, для выпрямления полосы необходимо усилие
(VI.19)
*п
371
Расчеты показывают, что для блюмингов можно принимать Рл = 1,2 — 1,5 МН.
Кантователи проката заготовочных и сортовых станов
На заготовочных н сортовых станах для кантовки заготовки млн профильной полосы на ходу во время движения ее от предыдущей клети к последующей применяют кантователи типа так называемой кантующей роликами рольгапга. На рис.
VI. 11 показана кантующая втулка конструкции ВНИИметмаша, применяемая иа полунепрерывном мелкосортном стане
350 для каитовкн на 45 нли 90° заготовки, движущейся по рольгангу со скоростью 0,5—0,8 м/с; максимальное сечение исходной заготовки (перед первой клетью) 170X170 мм, масса ее до 1350 кг и длина 6 м. Кантующая разъемная втулка вместе со своей буксой встроена в одно плечо параллелограммного шарнирного механизма, поворачивающегося вокруг неподвижной точки при помощи шатунно-кривошипного механизма, приводимого от электродвигателя через редуктор. Прн входе во втулку полоса засвечивает фотореле, от импульса которого автоматически включается электродвигатель. При этом втулка поворачивается на заданный угол, фиксируемый командоаппаратом на валу редуктора. Время кантовки полосы па угол 90° равно 1,3 с. По выходе скантованной полосы нз кантователя и прекращении засвечивания фотореле снова включается двигатель, и параллелограмм-ный механизм вместе с втулкой возвращается в исходное положение.
Так как ось нижнего левого шарнира параллелограмма совпадает с осью боковых катков буксы, а последние опираются на дуговые направляющие, служащие копиром, то прн повороте параллелограмма букса со втулкой будет поворачиваться н одновременно приподниматься (при кантовке на 45°) и затем опускаться (при кантовке на 90е). Достоинством кантователя такой конструкции является то, что благодаря примирению параллелограммного механизма продольная ось кантуемой заготовки будет всегда находиться в одной и той же вертикальной плоскости, совпадающей с плоскостью (осью) прокатки).
Конструкция кантующих втулок, применяемых на заготовочном стане, аналогична описанной выше.
На рис. VI. 12 показана универсальная кантующаяся втулка, крупносортного полунепрерывного стана 600. Кантователь позволяет осуществлять кантовку любого профиля на любой угол
372
Ось проттт
Рнс. VI. 12. Универсальная кантующая втулке крупносортного стана €00
в пределах до 90° со смещением или без смещения кантуемой заготовки по длине бочки роликов рольганга.
Левый нижний угол сменной втулки (проводки) 1 совмещен с центром вращения кантующей шайбы 2, опирающейся на четыре ролика 3. При повороте шайбы шатуном 4, соединенным с кривошипом 5, закрепленным на валу редуктора 6, происходит кантовка полосы со смещением ее влево от оси прокатки. Если смещение не требуется, то одновременно с кантовкой ее происходит перемещение вправо иа катках 7 всей тележки 8 кантователя. Это перемещение осуществляется вторым шатуном 9, один конец которого шарнирно закреплен па стойке 10 внутренней рамы 11, а другой — шарнирно соединен со вторым кривошипом 12. Величина перемещения всей тележки вправо регулируется изменением плеча кривошипа 12 винтом 13, соединенным с шарниром 14 (прн кантовке со смещением этот шарнир должен быть совмещен с осью выходного вала редуктора). Для приема и кантовки полосы, выходящей из того илн иного калибра валков, внутренняя рама 11 может перемещаться по направляющим внутри неподвижной наружной рамы 15 при помощи гидроцилиндра 16. Если кантовка не нужна, то при помощи этих же гидроцилиндров кантователь отводится вправо и иа место кантующей втулки устанавливается направляющий желоб 17, расположенный на конце внутренней рамы 11.
Угол поворота кривошипа 5 фиксируется командоаппаратом 18, воздействующим на электродвигатель 19.
Манипуляторы и кантователи крупносортных и рельсобалочных трехвалковых станов
На трехвалковых станах реверсивная прокатка осуществляется в валках с постоянным направлением их вращения. В нечетных пропусках металл прокатывается между нижним и средним валками, а в четных — между средним и верхним. Задача металла
373
Рис. VI. 13. Схема устроЯстаа подъемво-ки-чающнхся столов трех валковоЯ клети
в валки п прием его нз валков осуществляется подъемно-качающимися столами, установленными спереди н сзади клетн. на которых расположены ролики рабочих рольгангов, а также манипуляторы н кантователи.
Подъемный стол, расположенный с передней стороны стана, служит для подъема
прокатываемой полосы и задачи ее в валкн (между верхним н средним валком). Подъемный стол, расположенный с задней стороны стана, предназначен для приема выходящей из валков полосы, опускания ее н задачи в валкн (между средним н ннжним валкамн). На сортовых трехвалковых станах подъемно-качающиеся столы устанавливают: на крупных станах (например, рельсобалочных н заготовочных) — с обеих сторон, как и на листовых трехвалковых станах; на крупносортных станах с валками диаметром менее 600 мм — с одной передней стороны стана. В последнем случае с задней стороны стана устанавливают рычажный или ступенчатый кантователь, который принимает полосу из верхней пары валков и опускает вниз для последующей задачи ее между средним н нижинм валкамн.
На среднесортных и мелкосортных трехвалковых станах подъемно-качающиеся столы не применяют, и прокатываемый металл передается из нижней пары валков в верхнюю с помощью автоматических проводок.
Схема устройства подъемно-качающихся столов трехвалковых клетей среднесортных и крупносортных станов показана на рис. VI.13.
Стол 1, приводимый в движение от электродвигателя через редуктор 5, поднимается н поворачивается относительно оси 2 прн помощи вертикальной тягн 3 н крнвошнпно-рычажной передачи 4. Подъем н опускание стола происходят прн повороте кривошипного вала редуктора 5 на 180°. Для уравновешивания стола .применяют контргрузы 6\ с целью разгрузки кривошипного вала редуктора 5 контргрузы устанавливают не на валу основного кривошипа, а на отдельном рычаге 7, поворачивающемся вокруг дополнительного вала 8 кривошипом 9.
Если подъемно-качающиеся столы установлены с обеих сторон рабочей клетн, привод стола, расположенного на другой стороне, осуществляется по такой же схеме. Для обеспечения синхронной работы столов привод переднего стола связан с приводом заднего тягой 10\ в этом случае оба стола приводятся в движение одним и тем же электродвигателем через редуктор 5 н кривошипную передачу 4.
На рис. VI. 14, а показана схема привода манипуляторов и кантователя, расположенных на подъемно-качающемся столе 374
Манипурят;};' Л'°Кани1оЪагле;и Маиирумтор Н°2
Рис. VI. 14. Схема расположения манипуляторов и кантователя на пидъемно-качающемся столе крупносортного трехвалкового стана 650:
й — схема привода передвижения кареток между роликами рольганга на столе; б — схема манипулятора; а — схема кантователя
крупносортного трехвалкового стана 650 конструкции ПО «Элект-ростальтяжмаш». Между роликами 1—-9 рольганга находятся направляющие, по которым при помощи реечного привода одновременно передвигаются на катках три каретки. На крайних каретках смонтированы манипуляторы, предназначенные для перемещения вышедшей из валков клети профильной полосы вдоль роликов рольганга перед задачей ее в другую пару валков этой клети при подъеме или опускании стола. На средней каретке смонтирован кантователь, предназначенный для поворота полосы на 90° вокруг продольной оси. Все три рейки приводятся от электродвигателя через редуктор и общий трансмиссионный вал с реечными шестернями.
Манипулятор вильчатого типа (рис. VI. 14, б) состоит из корпуса каретки /, ползуна 2, двух рычагов 3, расположенных
375
в виде вилки и имеющих и а своих верхних концах холостые ролики 4. Рычаги 3 шарнирно соединены с ползуном 2 и рычагами 5; последние свободно установлены на оси 6, закрепленной в корпусе 1. Ползун 2 приводится от гидравлического цилиндра 7. Верхняя полость цилиндра постоянно находится под давлением жидкости от магистрали, поэтому в исходном положении манипулятор всегда находится внизу. Для захвата полосы к магистрали подключается инжняя полость цилиндра. Так как площвдь поршня 8 больше площади кольцевого сечеиня между цилиндром и штоком, то поршень будет подниматься и перемещать вверх ползун 2 и рычаги 3; при этом роликн Сбудут сближаться и зажимать полосу. Зажим полосы может осуществляться на ходу, т. е. при выходе переднего конца полосы из валков; при этом поверхность полосы не испытывает трения о ролики 4, так как оии вращаются на подшипниках скольжения. После выхода всей полосы нз валков манипуляторная тележка перемещается рейкой вдоль роликов рольганга и останавливается против соответствующего калибра валков.
Кантователь клещевого типа (рис. VI. 14, в) с зажимными роликами состоит из корпуса каретки /, ползуна 2, двух рычагов 3 и 4, расположенных в виде вилки. На верхних концах их находятся холостые ролики 5. Рычаг 3 свободно установлен в боковинах ползуна 2 на цапфах 6 и при помощи шарнира 7 соединен с рычагом 4. Последний своими шарнирами 7 и 8 соединен со штоками гидравлических цилиндров 9 и 10. Ползун 2 перемещается вверх и вниз плунжером гидравлического цилиндра 11. Исходным является нижнее положение (I) ползуна. При соединении с магистралью нижних полостей всех трех цилиндров ползун поднимается, и кантующие рычаги поворачиваются (II). Зажим полосы роликами осуществляется прн ходе вниз плунжера правого цнлнидра. При движении вниз плунжеров цилиндров 9 и 10 происходит кантовка (III) полосы
В качестве рабочей жидкости гидропривода применяют воду, что исключает возможность возникновения пожаров при обрыве шлангов.
Манипуляторы трехвалковых клетей 800 рельсобалочиого стаиа конструкции УЗТМ в основном аналогичны описанным выше. Кантователь отличается от кантователя трех валковой клети 650 тем, что для кантовки применяют сменную профильную буксу-скобу, установленную иа верхнем звене параллелограм-много четырехзвениого механизма. Шарниры звена этого механизма опираются на штоки двух боковых гидроцилиндров, а кантователь поднимается иа них иад рольгангом или опускается ниже его уровня прн помощи подвижного среднего гидроцилиидра (при неподвижном штоке). Поворот кантующей скобы осуществляется при помощи подъема илн опускания плунжера одного из боковых цилиндров, закрепленных в траверсе среднего цилиндра и перемещающихся вместе с ним.
376
Преимущество роликового кантователя по сравнению с буксовым заключается в том, что ролики создают меньшее сопротивление при движении металла после кантовки; кроме того, роликами клещевого механизма можно кантовать любой профиль, между тем как на буксовом кантователе требуется замена букс при прокатке различных профилей.
Манипуляторы
толстолистового стана
Для правильного направления сляба и толстого листа в валки (посередине их бочки) спереди и сзади черновой реверсивной двухвалковой клети и чистовой реверсивной четырехвалковой клетн толстолистового стаиа 2800 конструкции УЗТМ, установлены манипуляторы и гидроприводы.
На рис. VI. 15 показан манипулятор чистовой универсальной четырехвалковой клетн 2800. Боковые линейки манипулятора, передвигающие толстый лист вдоль бочки роликов рольганга, соединены каждая с двумя штангами / и 2, на концах которых снизу предусмотрены зубчатые рейки 3. Эти рейки находятся в зацеплении с шестернями 4 и 5. На валу правых шестерен 4 есть звездочка 6, приводимая во вращение пластинчатой роликовой цепью 7. Конец верхней ветви цепи присоединен к траверсе 8, соединенной с концом плунжера 9 гидроцилнндра обратного хода 10 диаметром 60 мм. Конец нижней ветви цепи таккм же образом присоединен к траверсе//, соединенной с концом плунжера /2цилиндра рабочего хода 18. Правые штангн / соединены прн помощи жестких тяг 14 и нижних зубчатых реек 15 с левыми шестернями 5. Таким образом, при движении двух правых штанг вперед (к оси рольганга) две левые штанги будут копировать это движение, т. е. тоже будут двигаться вперед.
Верхний, неуправляемый цилиндр обратного хода постоянно находится под давлением (8 МПа) рабочей жидкости. Для хода штаиг вперед масло подается в полость нижнего рабочего цилиндра и плунжер его перемещается вправо. Для возвращения штанг в исходное положение полость рабочего цилиндра подсоединяют к сливному баку; прн этом под действием давления в цилиндре обратного хода ведущая звездочка 6 будет вращаться в обратном направлении. С целью сокращения времени на установку листа точно посередине бочки валков исходное положение правых и левых штанг в зависимости от ширины листа регулируют при помощи специального ограничителя хода штаиг. приводимого от пневматического цилиндра.
Рис. VI.15. Общий вид (о) и схема гидропривода (б) мяиипулятора чистовой универсальной чстырехвалкопой клети стана 280V
377
Кантователи в линиях отделки проката
В линиях отделки н контроля проката применяют различные кантователи и манипуляторы, конструкция которых определяется их назначением. Рассмотрим некоторые устройства, применяемые на прокатных станах с целью механизации операций кантовки и исключения тяжелого физического труда рабочих.
Кантователь сортового проката на инспекционном рольганге
Кантователь конструкции ВНИИметмаша предназначен для кантовки пачек сортового проката (швеллеров, уголков, двутавровых балок ит. п.) при визуальном осмотре качества их поверхности иа инспекционном рольганге за холодильником (рис. VI. 16).
Кантующий механизм состоит из вилки /, в полости которой разместить можно ряд профилей с общей шириной 850 мм; зубчатого сектора 2, служающего основанием вилки; промежуточной шестерни 5, находящейся в зацеплении с сектором 2 и иижией рейкой 4; каретки 5, передвигаемой на катках 6 по направляющим рельсам 7 между роликами рольганга 8 при помощи цепей 9, соединенных звездочкой 10, одна из которых является ведущей.
При вращении ведущей звездочки и передвижении кареткн шестерня 3 обкатывается по нижней рейке, поворачивает зубчатый сектор вместе с кантующей вилкой. При этом пачка проката, зажатая в вилке, кантуется и укладывается на то же место и а рольганге. Зажим профилей в вилке осуществляется специальным ры-чажио-пружииным механизмом, воздействующим на правую стойку
Рнс. VI-16. Контователь сортового прокат:! на и испеки ионном рольганге (положение во время кантовки)
378
вилки при помощи роликового копира. При подаче пачки проката шлеппером иа рольганг щель вилки раскрыта на НО мм. При кантовке щель уменьшается до 76 мм и прокат зажимается правой стойкой вилки вследствие освобождения пружинного рычажного механизма от воздействия среднего профильного ролика.
Кантователь в линии рольганга состоит из двух секций (по шесть кантующих вилок в каждой) и кантует пачки проката длиной до 24 м. При кантовке проката длиной до 12 м секции разъединяются при помощи пневматического привода муфты, соединяющей приводные валы звездочек.
Кантователь толстых листов
При визуальной оценке качества верхней и ипжией поверхностей толстых горячекатаных листов массой до 8 т и длиной 10—20 м после их охлаждения иа холодильнике каждый лист надо сканто-вать и а 180° для осмотра его иижией поверхности.
Кантовку толстых листов иа стаие 2800 конструкции УЗТМ осу-
ществляют двумя системами рычагов при перекладывании листа с одного инспекционного рольганга иа другой (рнс. VI. 17).
В исходном иижием положении рычаги находятся между роликами левого и правого рольгангов в различных плоскостях. Поворот рычагов осуществляется двумя шатунами, соединенными с двумя кривошипами на концах выходного вала редуктора, причем в исходном положении и । j
кривошипы находятся в ди а- Направление кантовки листа
метральио противоположных по- ''"WffiF'''*7’
ложеииях. Кантовке листа иа 180° соответствует один оборот кривошипа, для чего требуется 10 с. При кантовке
Рис. VI. 17. Кантователь толстых листов на инспекционных рольгангах
379
рычаги левого ряда встречаются с рычагами правого ряда под углом 5° от вертикали (в этот момент правый ряд рычагов занимает крайнее положение) и затем поворачиваются вместе по дуге в 10°, переходя вертикаль (не перекрещиваясь, т. е. не образуя «ножниц»); в это время лист перекладывается с рычагов левого ряда на рычаги правого ряда. При дальнейшем вращении кривошипов и встречном движении шатунов рычаги «расходятся» и прн включении электродвигателя командоаппаратом занимают исходное положение.
Кантователь может работать в реверсивном режиме при изменении направления вращения кривошипов.
Кантователи рулонов
С ростом производительности широкополосовых станов уборка рулонов от моталок приобрела особое значение, так как за малый промежуток времени необходимо передать на транспортирующее устройство большое число рулонов без их повреждений. Обычно рулоны от моталок передают на цепной конвейер; передачу рулонов на рольганг почти не применяют вследствие повреждения кромки рулонов прн дальнейшей транспортировке. Рулон передают на конвейер в горизонтальном или в вертикальном положении. В по-
Ряс. VI. 18- Схемы приема рулонов кантователем от моталок:
а — на ролики, расположенные V-образно: б — на поверхность, выполненную по радиусам; о — иа V-образную поверхность; г — на ролики; д — центрователем с гидро-цилиндрими. по внутреннему диаметру: е — иа ролики хобота кантователи; ж — не оправку
380
следнем случае после выдачи рулона из моталкн его обязательно кантуют.
Устройства для приема (или съема) рулонов с барабана моталки, кантования н передачи их на конвейер называют кантователями рулонов.
Конструкции кантователей рулонов зависят от расположения приемного конвейера и способа передачи рулонов.
Кантователи разделяют на кантователи для легких рулонов (массой до 15 т) и кантователи для тяжелых рулонов (массой свыше 15 т).
Кантователи для легких рулонов принимают рулоны, снятые с барабана моталкн сталкнвателем.
В отличие от них кантователи для тяжелых рулонов получают рулоны, снятые с барабана моталки с помощью тележки. Способ съема рулона с барабана моталкн существенно влияет на конструкцию кантователя.
Рулоны, снятые с барабана моталки, кантователь принимает либо по их наружному диаметру, либо по внутреннему (рнс. VI. 18). Схемы а—в, ж применяют для съема легких рулонов, схемы г—д — для тяжелых, схему е — для легких н тяжелых рулонов.
Уборку рулонов от моталки иа конвейер, расположенный перпендикулярно оси прокатки, осуществляют стационарным кантователем, кантователем челночного типа и те лежкой-кантователем. Уборку рулонов от моталки на конвейер, расположенный параллельно оси прокатки, выполняют кантователем с передаточной тележкой, передвижным кантователем.
Совершенствование конструкций кантователей рулонов связано с совершенствованием конструкций моталок, а также с повышением требований к качеству рулонов. Так, уменьшение числа формирующих роликов в моталке позволило осуществить съем рулона с барабана при помощи тележки вместо сталкивателя в тем самым уменьшить износ барабана н устранить вероятность повреждения кромок рулона при его съеме.
На рис. VI. 19 показан стационарный кантователь горячих рулонов установленный около моталки непрерывного широкополосового стаиа 1700. С моталки горячий рулон массой до 15 т сталкивается на консольный рычаг, укрепленный на валу с двумя отдельными опорами. Со стороны одной из опор вала предусмотрен кривошип, поворачиваемый на угол 125° шатуном соединенным с коленчатым валом, приводимым во вращение электродвигателем через редуктор.
1 Опоры коленчатого вала, редуктор и электродвигатель установлены иа фундаменте. Между опорами приводного вала напротив кантующего рычага находится тележка, передвигаемая по рельсам при помощи штока пнемоцнлнндра. Рама тележки имеет С-об-разиую форму, открытая часть которой обращена в сторону проходящего рядом в перпендикулярном иаправлеиии пластинчатого цепного транспортера (для рулонов).
381
Рис. VI. 19. Кантователь горячих рулонов, установленные! около моталки непрерывного шкрокололосового стана 1700
Ось моталки
При помощи шатунно-кривошипного механизма вал и рычаг поворачиваются вправо, рулон кантуется из горизонтального положения в вертикальное и укладывается на верхнюю часть С-образиой рамы тележки. Затем штоком пиевмоцилиидра тележка и рулон передвигаются вправо. При этом нижняя удлиненная часть рамы проходит между верхними и нижннми цепями транспортера, а верхняя часть рамы располагается выше верхних цепей транспортера. Гидравлический подъемник, установленный между цепями транспортера, приподнимает рулон, тележка возвращается в исходное положение к моталке, а рулон опускается подъемником на верхнюю часть транспортера. Для кантовки рулона требуются 15 с, а для передвижения тележки вперед 7 с. Полный цикл кантовки и установки рулона на транспортер осуществляется приблизительно за 40 с.
Стационарные кантователи широко применяют и для тяжелых рулонов.
Кантователь челночного типа используют для уборки рулонов от двух или трех моталок, т. е. в отличие от всех других кантователей ои является общим для всех моталок. Кантователь состоит из двух шариирио соединенных между собой тележек с приемными люльками, квадратного вала, установленного в стойках, рельсового пути, приводов передвижения тележек и кантования приемной люльки.
На широкополосовых станах применяют также тележки-каи-тователи и передвижные кантователи. Каждый из указанных типов кантователей имеет свои достоинства и недостатки.
382
Кантователи рулонов работают в тяжелых условиях. Кроме наличия воды и высокой температуры, работа кантователя сопровождается большими статическими и динамическими нагрузками, возникающими как в процессе кантования, так и в большинстве случаев при приеме рулонов от моталок.
В последние годы отдают предпочтение кантователям с простой кинематической схемой, преимущественно стационарного типа.
Кантование рулона должно происходить плавно, без рывков и в момент установки рулона кантователем на конвейер или другое устройство скорость его должна быть минимальной. Прием рулона кантователем от моталки должен осуществляться без ударов для предотвращения повреждения кромок рулона.
В некоторых случаях рулоны холодной полосы хранятся в вертикальном положении на складе нлн около агрегатов травления и резки. В таком же положении их переносят электромагнитами мостовых кранов. Однако для задачи полосы в травильную непрерывную линию или агрегат правки и резки рулоны должны быть расположены горизонтально, чтобы удобно было разматывать полосу.
Рис VI 20 Кантователь холодных рулонов секторного Г-обрвпного типа
383
Кантовка рулонов из вертикального положения в горизонталь-иое (или наоборот, если это требуется) осуществляется кантователем секторного Г-образного типа (рнс. VI.20). Рама кантователя в форме неполной окружности опирается на боковые холостые ролики; снизу к раме прикреплена дуговая зубчатая рейка, сцепляющаяся с шестерней, приводимой от электродвигателя через червячный редуктор.
Рулой полосы посредством электромагнита мостового крана укладывают в вертикальном положении на горизонтальный роликовый стол рамы В начале поворота рамы вправо рулон будет опираться своими образующими иа два ряда наклонных роликов иа вертикальном секторе рамы., в конце поворота рамы на 90° рулон окажется скантованиым и будет в горизонтальном положении. При дальнейшем повороте рамы на 3—5° рулон сползет по наклонным холостым роликам н переместится иа склиз нли рольганг по направлению к разматывателю.
5. ПОВОРОТНЫЕ И ПОДЪЕМНЫЕ МЕХАНИЗМЫ
На блюмингах и слябингах слитки из отделения нагревательных колодцев подают слитковозом на приемный рольганг в некоторых случаях широким концом вперед (слитки спокойной стали). Для уменьшения обрези «нездорового» металла иа ножницах за блюмингом (слябингом) эти слитки прокатывают узким концом вперед, чтобы прибыльная часть нх, расположенная на широком конце, была позади прокатанного блюма и сляба.
Рис. VL21- Общий вид поворотного стола для слитков
384
На рис. VI.21 показан общий вид поворотного стола для слитков массой до 20 т Поворотный стол установлен непосредственно за приемным рольган гом и предназначен для поворота слитка на 180° в гори зонтальной плоскости с целью последующего его направления к стану узким концом вперед.
Рама поворотного стола опирается на четыре катка и центрирована на литой стальной втулке, установленной на фундаментной плнте. Снизу к раме прикреплен зубчатый венец, сцепляющийся с конической шестерней. Привод поворота стола осуществляется от электродвигателя переменного тока
Рис. VI.22- Общий вид подъемно поворотного стола для рулонов горячекатаной полосы
мощностью 16 кВт через двух-
ступенчатый редуктор и коническую передачу; стол поворачивается на 180° за 48,5 с. На столе смонтированы четыре ролика диаметром 600 мм, предназначенные для приема слитка и передачи его (после поворота на 180°) на подводящий рольганг к стану. Прокатанные на слябинге н порезанные на ножницах на мерные длины слябы с отводящего рольганга при помощи стал кива-теля подают на подъемный штабелирующий стол.
На рис. VI.22 представлен общий вид подъемно-поворотного стола для рулонов горячекатаной полосы. Стол установлен за моталками непрерывного широкополосового стана 1700, в линии разветвления отводящего конвейера для горячих рулонов, и
13 Звквз 224
385
предназначен для подъема, поворота и передачи рулонов на другую ветвь конвейера, расположенную под углом 9(Г к подводящему конвейеру. Положение рулонов вертикальное. Подъем верхйей крестовины стола и рулона осуществляется плунжером гидравлического цилиндра. Поворот крестовины и рулона осуществляется от электродвигателя. Для подъема и опускания стола требуются 9 с.
На станах холодной прокатки для точной установки рулона (в горизонтальном положении) по осн разматывателя или моталки применяют подъемные столы с гидравлическим или пневматическим приводом.
На рнс. VI.23 показан общий вид приемного подъемного стола разматывателя рулонов четырехвалкового стана 500Х1300Х X 1200 мм. Стол предназначен для приема очередного рулона массой до 15 т с цепного транспортера и подъема рулоиа до совмещения его осн с осью конусных головок разматывателя. Рулон с транспортера скатывается на седло гидравлического подъемного стола; после этого плунжер цилиндра поднимает седло с рулоном, и одновременно конусы разматывателя входят во внутреннее отверстие рулона с его торцов.
Глава V11
МАШИНЫ ДЛЯ РЕЗАНИЯ ПРОКАТА
1. НОЖНИЦЫ С ПАРАЛЛЕЛЬНЫМИ НОЖАМИ
Назначение и основные параметры
Для поперечной резки горячего проката квадратного, прямо угольного и круглого сечения после прокатки его на блюмингах, слябингах, заготовочных н сортовых станах применяют ножницы с параллельными ножами. Эти ножницы используют также и для поперечной резки холодного проката — в этом случае профиль ножа соответствует форме поперечного сечення разрезвемого проката.
В процессе резаиия на этих ножницах плоскость, в которой движется нож (плоскость резания), является неизменной (рнс. VI 1.1). Температура металла, поступающего на ножницы, составляет обычно 800—1000 °C. Для углеродистых сталей с временным сопротивлением в холодном состоянии ов — 400-5--н500 МПа прн указанных температурах <ув = ЮОн-50 МПа; для легированных сталей с временным сопротивлением в холодном» состояннн до он = 1000 МПа при указанных температурах сгв = 130-4-80 МПа.
Отсюда следует, что при выборе типа и характеристики ножниц следует учитывать их назначение, чтобы правильно определить максимальное усилие резания.
386
Рис. VII-1. Схема резки раската на ножницах с параллельными ножами:
1 — прижим; 2 — верхний суппорт с ножом; 3 — передвижной упор; 4 — нижний суппорт с ножом
Основными параметрами ножниц являются: максимальное усилие резания Р, ход ножей Н, длина ножа L н число ходов (резов) в минуту п (производительность ножниц).
Допускаемые размеры поперечного сечения проката, разрезаемого нв ножницах данного типа, определяются максимальным усилием резания, на которое рассчитаны ножницы.
Ход ножей выбирают с учетом возможности беспрепятственного прохода проквта максимального сечения под лапой механического (гидравлического) прижима и перекрытия ножей в конце резания (А = 104-20 мм).
Длину иожей принимают равной:
а) для небольших ножниц с усилием реза 0,5—2,0 МН — 3—4-кратной максимальной ширине заготовки, исходя нз условия возможности резки на них заготовок более мелких сечений, уложенных в несколько рядов (пачками):
б) для средних н крупных ножниц с усилием реза до 16 МН, применяемых на блюмингах, 2—2,5-кратной ширине блюма максимального сечения;
в) для ножниц слябингов с усилием реза до 20 МН — на 150—200 мм больше максимальной ширины слябов.
Поперечное сечение ножей обычно принимают из соотношения s/б = 2,54-3, где s — высота, а б — толщина ножа.
Форму ножей принимают в виде симметричного прямоугольника, чтобы можно было при резании использовать все четыре угла. Угол заострения делают равным 90°. Ножи изготавливают нз стали марок 6ХНМ, 6ХВ2С н др. с твердостью после термообработки до НВ 400.
По конструкции ножницы поперечной резки с параллельными ножами можно разделить на две основные группы: а) ножницы с верхним подвижным ножом (верхним резом); б) ножницы с нижним подвижным ножом (нижним резом).
Ножницы с верхним резом просты по конструкции. Принцип работы этих ножниц состоит в следующем (рнс. VII.2, а): нижний иоЖ установлен неподвижно в станине ножниц; верхний нож укреплен в суппорте (ползуне) н при помощи кривошипного нлн гидравлического привода движется вниз и разрезвет металл. Следует отметить, что этим ножницам свойственны два существенных недостатка: 1) после резки металла на иижней грани сляба (блюма, заготовки) образуется заусенец, который мешает при дальнейшем продвижении метвлла по рольгангу; 2) нз схемы
13* 387
б
Рис. VI 1.2. Схема резки раската на ножницах:
а — с верхним резон: б — с ннжннм резом; 1 — прижим; 2 — верхний суппорт; 3 — нижний суппорт; 4 — задний подъемно-качающийся рольганг с грузовым уравновешиванием
видно, что резку металла можно осуществить лишь при наличии качающегося стола за ножницами, что усложняет конструкцию всей установки.
Ножницы с нижним резом не имеют этих недостатков и поэтому получили более широкое применение. Принцип работы ножниц заключается в следующем (рис. VI 1.2, б): нижний нож смонтирован на суппорте (ползуне), который может подниматься вверх при помощи кривошипного илн гидравлического привода; верхний иож установлен в верхнем суппорте (ползуне) и также может перемещаться по вертикали.
Перед началом резания ножи раскрыты и металл проходит между ними по рольгангу; иижний нож при этом находится ниже уровня поверхности (образующей) роликов рольганга и не мешает движению металла. Затем металл останавливается в необходимом положении (при помощи передвижного упора, см. рис. VIIЛ), н суппорт верхнего ножа опускается до соприкосновения с металлом; дальнейшее продвижение верхнего суппорта прекращается и начинает двигаться суппорт нижнего ножа; при этом происходит резание металла.
Ножницы с параллельными ножами конструктивно выполняют двух типов: с электромеханическим и гидравлическим приводами.
Методика определения усилия резания
Процесс резання состоит из трех периодов (рис. VI 1.3): 1) вмятия ножей в металл; при этом усилие на ножи постепенно увеличивается до максимального значения Ртах; длительность этого периода характеризуется коэффициентом е8, равным отношению глубины внедрения ножей в металл при вмятнн гв к исходной высоте сечения металла, т. е. ев = гв/Л; 2) собственно резания (сдвига металла по плоскости резания); при этом усилие резания уменьшается по мере уменьшения высоты (площзди) сечения металла; 3) скалывания (отрыва) оставшейся неразрезанной части сечения.
Момент окончания собственно резания и начала отрыва (скалывания) характеризуется коэффициентом надреза ен, равным от-388
Рнс. V11.3. Схема резки раската иа ножницах с параллельными ножами (о, б) и изменение усилия на ножи при резании (в) в зависимости от глубины внедрения ножей:
А — экспериментальная кривая: В — прямая на участке собственно резания
ношению глубины внедрения ножей в конце резания га (начало отрыва) к исходной высоте сечения металла.
т. е. etl = zB/h. Максимальное усилие в конце периода вмятия равно усилию в момент начала резания (сдвига) металла по плоскости резания, поэтому можно написать, что
*тах — Тщах/7 рез — kjUvF рез«
(VII.1)
где ттах — максимальное касательное сопротивление при резании (сдвиге) металла; Fpe3 — сечение металла в момент начала собственно резання (сдвига) металла; kt — коэффициент, kt — = т111ах/ов — 0,6-г-0,7; для мягких металлов kx 0,6; для твердых металлов kx ~ 0,7.
В момент окончания вмятия ножей (начало соответственно резания) высота сечения металла равна ft — zB = ft (1 — ев), поэтому площадь сечения, испытывающего напряжение среза, равна ^рез = Л (1 — е) ь, где b — ширина разрезаемого сечения металла.
При определении расчетного максимального усилия резания, действующего на ножи, надо учесть влияние затупления ножей и увеличения зазора между ними при длительной работе ножниц. Поэтому расчетная формула максимального усилия резания будет иметь следующий вид:
Fmax= kik2ksuBbh (I — ев), 0 11.2)
389
Таблица VII.I. Экспериментальные данные коэффициентов вмятин еа и надреза е*
Горячее резание Холодное резание
Материал ев «и ев ен
Сталь 10 0.32—0.40 0,75—1,0 0,30 0,5
Сталь 20 0,30—0.35 0,75—0.95 0,25 0.35—0.45
Сталь 50 0,25—0.3 0.70—0,95 0.20 0,30—0.40
55С2 0,23-0,28 0.65-0.90 0.2 0.25—0.30
I2X18H9T 0.25—0,30 0,70—0.80 0,35 0.45
ШХ15 0.20—0,25 0,65-0,70 0.15 0,30
Медь 0.35 0,95 0,30 0„45
Цинк 0,30 0,70 0.20 0,40
Дюралюминий 0,25 0,50 0,15 0.25
где Л2 — коэффициент, учитывающий увеличение усилия резан ня прн затуплении ножей в процессе длительной работы ножниц; Лз — то же, прн увеличении бокового зазора между ножами.
На основании практических данных можно принимать следующие значения этих коэффициентов: прн горячем резвннн = = k^~ 1,15-5-1,25; при холодном резаннн = 1,15ч-
4-1,25; ks = 1,2ч-1,3.
Для случаев резания металла непрямоугольного сечения (например, круга) это сечение необходимо привести к равновеликому по площади прямоугольному сечению, т. е. принять, что Fce, = bh.
Для определения работы и мощности резания надо знать характер изменения усилия на ножи в различные моменты времени в периоды вмятня ножей и собственно резания металла. Аналитического решения этой задачи в настоящее время не существует. Экспериментальные данные показывают, что в период вмятня ножей усилие резания возрастает по выпуклой кривой параболического вида, а в период собственно резания эта кривая становится еще круче и обрывается в сечении, соответствующем окончанию собственно резания и началу отрыва (скалывания).
В табл. VII. 1 приведены максимальные значения коэффициентов вмятия ев н надреза ен, полученные экспериментальным путем при резаннн различных металлов. Эти данные следует считать ориентировочными, так как они получены с различной степенью точности, в некоторых случаях при резаннн образцов небольшого сечения (25x25 мм).
Прн вмятии ножей полоса (заготовка, блюм) будет стремиться повернуться вправо под действием момента, равного Ра. При этом со стороны кромок ножей будут возникать горизонтальные усилия Т, создающие момент Тс = Ра.
Ввиду того, что величины плеч пне неизвестны, точно определить значения силы Т не представляется возможным. На ос-390
нованин экспериментальных данных можно принимать, что Т =* = 0 15:0,25Р.
Для уменьшения боковых распирающих горизонтальных усилий на ножи Т на ножинцах применяют механические или гидравлические устройства для прижима металла с усилием Q при резании. В этом случае можно принимать Т = (0,14-0,15) Р\ Q = = (0,034-0,05) Р.
Конструкция иожниц
Наиболее широкое применение получили ножницы с ннжннм резом и электромеханическим приводом эксцентрикового вала (нижнего илн верхнего суппорта).
Устройство и работу этих ножниц рассмотрим на примере анализа типовых ножниц; этн ножницы имеют нижний приводной эксцентриковый вал, гидравлическое уравновешивание ползунов и гидравлический прижим. Ножницы рассчитаны на максимальные усилия резания 12,5, 16,0 и 20,0 МН; кинематические схемы этих ножниц аналогичны. Эксцентриковый (плавающий) вал приводится от электродвигателя.
Рассмотрим кинематическую схему ножниц прн круговом режиме резання (рис. VII.4).
1. В исходном положении гидравлические цилиндры 5 уравновешивания верхнего 10 и нижнего 1 ползунов (суппортов с ножами) и цилиндр прижима 9 находятся под постоянным давлением жидкости (10 МПа). Ннжняя плоскость лапы прижима 8 находится на одном уровне с нижней плоскостью верхнего ножа, что достигается предварительной настройкой. Эксцентриситет приводного эксцентрикового вала 2 направлен вверх, что соответствует верхней мертвой точке кривошипа. Мерная длина отрезаемого металла устанавливается прн помощи передвижного упора.
Л
Рис. VII.4. Кинематическая схема ножниц с яижням резом. гидравлическими прижимами и уравновешиванием верхнего и нижнего ползунов:
а — шатун (разрез по приводному валу!; б — исходное положение; • — крайнее положение верхнего суппорта и прижима: г — окончание резания
391
Плунжер 9 прижима 8 под давлением жидкости в цилиндре находится в крайнем верхнем положении.
2. Включение электродвигателя привода эксцентрикового вала ножниц на резание осуществляется оператором с пульта управления илн автоматически от фотореле после установки передвижного упора на соответствующее расстояние от плоскости резания. Верхний ползун 10 одновременно с прижимом двигается вниз, не меняя своего исходного взаимного положения; нижний ползун / неподвижен (так как вся система неуравновешена и опирается на ннжний стул с прокладками). Шатун 3 отклоняется влево, заставляя ось верхнего ползуна 4 опускаться вниз. Прн движении вниз верхнего ползуна 10 (с прижимом) н жесткого рычага 6 жидкость из цилиндров уравновешивания 5 верхнего ползуна 10 вытесняется в аккумулятор (сами цилиндры неподвижны, так как онн закреплены в станине ножниц //и установлены не как показано на рис. VI 1.4, а в плоскости резання, перпендикулярной чертежу).
Не доходя 30—50 мм до разрезаемого металла, верхний ползун и прижим останавливаются, так как в этот момент запирается жидкость в цилиндрах уравновешивания верхнего ползуна и вытеснение ее из цилиндров прекращается (нмпульс на закрытие клапана в гидросистеме цилиндров уравновешивания верхнего ползуна поступает от командоаппарата на эксцентриковом валу после поворота этого вала на некоторый, заранее определяемый угол). Таким образом, перед началом резания прижим и верхний нож не упираются в металл н не давят на ролики рольганга 12, 13.
3. Вследствие запирания жидкости в гидроцилнндрах уравновешивания и остановки верхнего ползуна (с прижимом) при дальнейшем вращении эксцентрикового вала и опускании его кривошипной точки К вниз начнет подниматься нижний ползун. При этом сначала он поднимет металл (сляб) на 30-50 мм, прижмет его к верхнему ползуну н прижиму; затем при движении вверх начнется резанне ннжним ножом (ннжний рез); при этом верхний ползун будет оставаться по-прежнему неподвижным, а прижим под действием давления от металла н ннжнего ползуна будет двигаться вверх, вытесняя жидкость нз своего гндроци-лнидра в аккумулятор (этот цилиндр смонтирован на кронштейне верхнего ползуна шарнирно на цапфах, что не показано иа рис. VII.4; при опускании коромысла 7 цилиндр будет поворачиваться на небольшой угол в плоскости чертежа).
По окончании резания, когда кривошипная точка К эксцентрикового вала займет крайнее положение (нижняя мертвая точка при повороте на 1806), образуется перекрытие ножей, равное 15 мм, необходимое для гарантирования получения полного резання металла по всей высоте сечения.
4. При дальнейшем вращении эксцентрикового вала на 180° вся система возвращается в исходное положение. Остановка
электродвигателя в этом положении осуществляется вторым кома ндоап пар атом, расположенным на свободном конце эксцентрикового вала.
Очевидно, что ход ножей равен двойному эксцентриситету эксцентрикового вала, т е.2е 350 мм; раскрытие ножей при предусмотренном их перекрытии 15 мм равно 335 мм. Круговой режим резания, рассмотренный выше, применяют, когда толщина разрезаемого металла составляет 0,7—0,8 от раскрытия иожей.
Качательный режим применяют при резании относительно тонких слябов (125—150 мм) с целью сокращения времени цикла одного резания. Для уменьшения раскрытия (хода) ножей эксцентриковый вал предварительно поворачивают на определенный угол, и при этом верхний суппорт (с прижимом) уже опущен вниз на некоторую величину. По окончании резания эксцентриковый вал останавливается, когда нижний суппорт еще не дойдет до своего крайнего положения, и затем реверсируется в исходное положение.
На рис. VI 1.5 показаны ножницы с ннжннм резом усилием 20 МН для горячей резки слябов толщиной до 250 мм и шириной до 1800 мм.
Ножницы имеют плавающий эксцентриковый вал, приводимый двумя электродвигателями мощностью 2x880 = 1760 кВт, с частотой вращения 400 750 мин-1 — через два редуктора с общим передаточным числом i = 35. Ход ножей 350 мм, перекрытие ножей 15 мм, число полных ходов в минуту 8—12, число резов в минуту 5—8.
Передача вращения и крутящего момента от выходного вала редуктора нижнему эксцентриковому валу осуществляется универсальным шпинделем (плавающим, т. е. перемещающимся вместе с эксцентриковым валом) с гидравлическим уравновешиванием.
Литые стальные станины / соединены между собой вверху и внизу сварными траверсами. Механизм резания состоит из верхнего 2 и нижнего 3 суппортов (ползунов) с ножами и прижима 4 с гидравлическим приводом от цилиндра с плунжером 10. Правильное положение сляба (посередине ножей) достигается перемещением боковых гидравлических толкателей 11. Нижний суппорт 3 с эксцентриковым валом 7 уравновешивается двумя нижними гидравлическими цилиндрами (на чертеже не видны). Верхний суппорт 2 с боковыми шатунами 9 уравновешивается верхними гидравлическими цилиндрами, закрепленными на станине (на чертеже не показаны, см. рис. VI 1.4). Ножи 5 и сменные планки 6 (предохраняющие суппорт от износа прн высокой температуре) закреплены в суппортах болтами и непрерывно охлаждаются водой. Верхний суппорт перемещается по боковым направляющим в станинах, а иижннн суппорт и прижим — по боковым направляющим в верхнем суппорте.
Нижний эксцентриковый вал 7 и ось верхнего суппорта 8 соединены между собой боковыми шатунами 9; усилие резания
393
Рис. VII.5. Ножницы с параллельными ножами и нижним резом усилием 20 МН конструкции НКМЗ для горячей резки слябов
воспринимается этими шатунами и на станину не передается.
Механизм резания уравновешен не полностью, поэтому верхний н нижний суппорты всегда стремятся опуститься вниз; перед резанием нижннй суппорт опирается иа нижнюю траверсу (через набор прокладок). Степень неуравновешенности механизма резания регулируется прн настройке гидросистемы; при этом достигается условие, чтобы при повороте эксцентрикового вала сначала двигался вниз верхний суппорт.
394
Достоинства ножниц следующие: 1) резание совершается при ходе вверх иижнего ножа. При этом разрезаемый металл приподнимается нижним суппортом над рольгангом и ролики рольганга не испытывают никаких усилий при резании; 2) прижим затрудняет искривление металла при резании и способствует получению ровного (не косого) торцового сечения; 3) усилие резання и боковые распирающие усилия воспринимаются только механизмом резания (шатунами н суппортами) и иа станину и фундамент не передаются; 4) расположение эксцентрикового вала на нижнем суппорте упрощает установку привода на низком фундаменте.
Ножницы аналогичной конструкции усилием 12,5 и 16 МН применяют на блюмингах.
Для резания горячих заготовок и блюмов небольшого сечения (100x1004-200 x 200 мм) применяют рычажные ножницы открытого типа с нижним резом усилием 2,5—6 МН. У ножниц станина расположена только с одной стороны рольганга, поэтому ножи ножниц и ролики рольганга доступны для обслуживания.
Гидравлические ножницы по конструкции значительно проще механических ножниц с электроприводом и их широко применяют в прокатных цехах на зарубежных заводах. На наших заводах их не применяют ввиду того, что нет уверенности в надежности нх работы в условиях резкого изменения температуры в прокатных цехах (лето—зима). Однако можно полагать, что в дальнейшем этот вопрос будет разрешен в пользу установки гидравлических ножниц (на южных заводах), так как они отличаются важными преимуществами перед механическими ножницами с электроприводом (большее число ходов в минуту, т. е. большая производительность, простота конструкции, меньшая масса оборудования и меньшая площадь, занимаемая ножницами в цехе).
2. НОЖНИЦЫ С НАКЛОННЫМ НОЖОМ (ГИЛЬОТИННЫЕ)
Назначение и классификация
Гильотинные ножницы конструктивно выполняют двух типов: открытого и закрытого.
Ножницы открытого типа (рис. VI 1.6, а} имеют короткие иожи и одну станину с боковым просветом, через который подается разрезаемый металл; их применяют главным образом для резки сутунки и сортового металла в холодном состоянии; в последнем случае форма ножей соответствует профилю сечения разрезаемого металла. Верхний (подвижный) нож — наклонный с углом наклона 2—5°.
Ножницы закрытого типа (рис. VI 1.6, б) имеют две станины, соединенные снизу траверсой; в просвете между станинами перемещается суппорт с ножом. Эти ножницы применяют для поперечной резки широких полос и листов в холодном, полуостывщем или горячем состоянии.
395
Рис. VII.6. Схемы гильотинных ножниц открытого (а) и закрытого (б) типов я процессов резания гильотинным (в) и шевронным (г) ножами, а также схема К определению хода ножей (<J>
В зависимости от назначения ножницы закрытого типа конструктивно выполняют с верхним или нижним подвижным ножом.
Ножницы с верхним подвижным ножом применяют главным образом как отдельно стоящие в прокатном цехе, а также в поточных линиях для поштучной резки листов на нужные размеры и обрезки боковых кромок листов.
396
Ножницы с нижним подвижным ножом обычно устанавливают в линии рольганга прокатного стана или в агрегатах резки полосы, т. е. в поточных технологических линиях; таким образом, на этих ножницах осуществляется только поперечная резка полосы иа листы или отрезка переднего и заднего концов у длинных полос; обрезка боковых кромок полосы в этом случае осуществляется дисковыми ножницами, установленными за поперечными ножницами.
В ножницах с верхним подвижным ножом этот нож установлен наклонно, а нижний нож — горизонтально. Угол наклона принимают в пределах 1—6° в зависимости от толщины разрезаемых листов (чем больше толщина, тем больше угол наклона) с целью уменьшения усилия резания 1см. табл. VII.2 и формулу (VI 1.5)1.
В ножницах с нижним подвижным ножом он установлен прямо (а верхний наклонно, как в первом случае) или наклонно (а верхний прямо). Практика показывает, что при резании верхним наклонным ножом полоса (лист) выгибается и рез получается косой; при резании нижним наклонным ножом полоса (лист) прижимается к верхнему прямому ножу и рез получается прямым (перпендикулярным). Поэтому на новых ножницах с нижним подвижным ножом этот нож устанавливают наклонно.
Материал ножей — сталь марок 5Х2ВС, 55ХНВ и др.; твердость после закалки HRC 48—52.
Методика определения усилия резания
При резании металла на ножницах с одним наклонным ножом сопротивление резанию оказывает не вся площадь сечения листа bh, как при резании параллельными ножами, а только небольшая часть его в виде треугольника АВС (см. рис. VI 1.6, в). Очевидно, что благодаря наклону ножа усилие резания значительно уменьшается. Кроме того, при погружении ножа в металл собственно резание (сдвиг) происходит ие по всему сечению треугольника АВС, а только по части его в виде трапеции ABED, так как у вершины треугольника по линии ED наступает отрыв (скалывание) металла. Величина z = Л — ED характеризует глубину надреза, при которой наступает отрыв, а отношение ен — z/h называется относительной глубиной надреза и зависит от пластических свойств металла.
Таким образом, площадь трапеции ABED оказывающей сопротивление резанию, равна
р h + (h~z) г 2— «в 1л /утт
Г-------“2 iga - 2lgct * (VU.dJ
а усилие резания
Р = тсрЛ (VI 1.4)
где тср — среднее сопротивление резанию (сдвигу) по сечению трапеции (тср « ттлх)
397
Т аблица VII.2. Основные параметры гильотинных ножниц
Параметр Максимальное усилие
20 63 120 250
Усилие прижима листа (полосы), кН 10 20 50 100
Угол наклона ножей, град Толщина листа (полосы), 1 1—1,5 1—2 1—2
мм 0,8—1,5 1.5—2,5 2,5—4,0 4-6
Ход ножа, мм 50 70 80 90
Ширина листа (полосы), мм Крутящий момент на колен- 1100—1600 1600—2500 1600—2500 1600—2500
чатом (эксцентриковом) валу, кН-м 0,4—0.8 1—3 1,5—3 2—5 -
Примечание. Для стали Cfi=5O0 МПа.
Вводя коэффициенты kt, kz, k3, получим расчетную формулу для определения усилия резания
Р = kjijis eH/i‘aB, (VII. 5)
где kj — Тщах/Ов = 0,6^0,75 — для мягких и твердых материалов соответственно
k2 = 1,2-5-1,3— коэффициент, учитывающий повышение усилия при притуплении ножей;
/г3 = 1,1-=-1,2 — то же, при увеличении бокового зазора между ножами прн длительном их использовании.
Значения ен для различных металлов приведены в табл. VII. 1.
Так как в процессе резания верхний гильотинный нож отгибает и низ отрезаемую часть листа, то для совершения работы изгиба требуется дополнительное усилие. Это усилие учтем, принимая несколько повышенное значение коэффициента Л3 в пределах k2 = 1,4-5-1,6 (для углов наклона ножа а = 64-1,5°).
Формула (VI 1.5), как это ясно из вывода уравнения (VI 1.3), справедлива для всех случаев, когда tg а > h/b\ при tga < hlb следует пользоваться формулой (VII.2) для случая резания параллельными ножами.
Из анализа формулы (VII.5) можно сделать следующие выводы: 1) с увеличением глубины надреза (характеризуемой коэффициентом ея) и временного сопротивления разрезаемого материала усилие резания увеличивается; 2) усилие резания пропорционально квадрату толщины листа (с увеличением толщины листа, например в два раза, усилие резания повышается в четыре реза); 3) усилие резания обратно пропорционально тангенсу угла наклона ножа, т. е. с увеличением угла наклона ножа усилие резания уменьшается. Однако так как при этом появляется горизонтальное усилие, выталкивающее лист из-под ножей, то практи-
398
резания Р. кН
SCO 1000 1600 2Б00 4000 6300
150 1,5-2,5 200 2—3 250 2,5-3,5 300 3-4 4—5 5 6
6—Ю 105 2200—3200 10—16 125 2200—3200 16—25 175 2500—4000 25—32 220 2500—4500 32—40 260 2700—5000 40—60 400 2700—5000
10—18 20—100 120—250 300—400 300—500 400—800
чески угол наклона ножа не принимают свыше 6°, при котором это усилие не превышает 11 % от Ртах.
В некоторых случаях предпочитают применять более сложный в изготовлении двухнаклонной (шевронный) верхний (или нижний) нож (рис. VII.6, г).
Очевидно, что при резании таким ножом лист занимает более устойчивое положение (горизонтальные силы X действуют в противоположные стороны). Ввиду того что сопротивление резанию оказывают одновременно два сечения в форме трапеции, в формулу (VI 1.5) для определения усилия резания необходимо ввести коэффициент 2, т. е.
Р = (VII.6)
Однако это не значит, что при этом усилие резання увеличивается в два раза; так как при применении шевронного ножа можно принимать большие углы наклона, чем для гильотинного ножа, то в знаменателе tg а увеличивается, и общее усилие резания по формуле (VII.6) будет почти такое же, как по формуле (VII.5).
Как видно из рис. VI 1.6, д, при гильотинном резании листа ход верхнего наклонного ножа (см. табл. VI 1.2)
Н = h & tg а + + Д, (VI1.7)
где у — минимальная открытая высота от нижней кромки ножа до верхнего угла листа максимальной толщины h (расстояние от листа до ножа); конструктивно принимают у = 15н-30 мм в зависимости от толщины листа; Ь — максимальная ширина листа. Для нижнего ножа длиной L принимают L = b + (50-^150) мм (в зависимости от ширины листа); А — перекрытие ножей для обеспе-399
чения надежного резания сечения листа по всей ширине; принимают Л = 5-5-10 мм в зависимости от ширины листа.
При приводе суппорта ножниц от эксцентрикового или кривошипного (коленчатого) вала эксцентриситет (радиус кривошипа) должен быть равен
e=r=Hl2. (VII.8)
Боковой зазор между ножами при резании стальных листов принимают равным 6 = (0,04 5-0,05) h.
При резании шевроииым ножом в формулу (VII.7) вместо ширины b необходимо подставлять Ы2 (см. рис. Vi 1.6, г).
Однако так как угол наклона шевронного ножа аш в 1,5—2 раза больше угла наклона гильотинного ножа аг (tg <zm > tg аг), то фактически ход верхнего ножа в обоих случаях почти одинаков.
Как будет показано ниже, особенно целесообразно применение шевронного ножа при резании полосы на летучих ножницах (барабанных и рычажио-кривошипиых), у которых ножи движутся по круговым (или близким к ним) траекториям
Конструкция НОЖНИЦ
На рис. VII.7 показаны гильотинные иожиицы с верхним резом усилием 6 МН.
Ножницы имеют нижний нож длиной 3000 мм н верхний наклонный иож с наклоном 1 : 10 (5° 42'); максимальная толщина разрезаемого листа 50 мм; предел прочности разрезаемого металла до 800 МПа
Ножницы предназначены для поперечной резки толстых листов при длине реза до 3000 мм. Ножницы этого типа установлены в поточной линии отделки толстых листов толстолистового стана 2800.
Станина состоит из двух стальных (литых или сварных из толстых листов) стоек, установленных на фундаменте. Внизу стойки соединены траверсой (суппортом) для нижнего иожа; вверху стойки соединены стяжными болтами и траверсой, на которой установлен редуктор. Стальной литой суппорт верхнего ножа установлен в направляющих станины и двумя шатунами соединен с коленчатым валом. Суппорт имеет грузовое уравновешивание.
Коленчатый вал установлен в станине на подшипниках скольжения. На одном конце вала свободно вращается зубчатое колесо и имеется кулачковая муфта включения. Исходное положение вала фиксируется грузовым ленточным тормозом с электромагнитом. Ножницы включаются на резание пневматическим цилиндром, поршень которого соединяет кулачковую муфту, сидящую на шпонках на коленчатом валу, с зубчатым колесом. Муфта включается автоматически после поворота коленчатого вала на 360°.
400
о Рис. VI 1.7. Гильотинные ножницы с верхним реэом усилием ь МН конструкции УЗТМ для резки толстых листов
I 2220
Стальной литой корпус прижима прикреплен к станине; в корпусе размещены пять пневматических цилиндров диаметром 400 мм; штоки цилиндров прижимают лист к нижнему суппорту перед резкой. На одном цилиндре установлен конечный выключатель; включение ножниц на резание возможно только при опущенном прижиме.
Ножницы приводятся от электродвигателя переменного тока мощностью 280 кВт и частотой вращения 900 мин-1 через двухступенчатый редуктор и пару цилиндрических шестерен (i = 71), большая шестерня которых вращается непрерывно и соединяется с муфтой включения. На быстроходном валу редуктора расположены два маховика с маховым моментом 75 МН-м. Общая масса ножниц 300 т.
На рис. VII.8 показаны гильотинные ножницы усилием 0,2 МН с нижним наклонным подвижным ножом конструкции ВНИИмет-маша — СКМЗ.
Ножницы установлены в поточной линии поперечной резки полосы на листы мерной длины; наибольшая ширина полосы 2350 мм; толщина 6 мм; предел прочности материала полосы 500 МПа. Ход нижнего ножа 135 мм, длина режущей кромки 2500 мм. Наклонным (с углом Г 40’) является нижний нож 6, поэтому прижим 9 установлен на суппорте 10 нижнего ножа и при резании прижимает полосу к верхнему прямому ножу 8 и верхней траверсе Z. Ножи изготовлены из стали марки Х12М-Ножницы приводятся электродвигателем переменного тока мощностью 30 кВт и частотой вращения 725 мин'1 через двухступенчатый редуктор (i — 20). Ножницы включаются на резание оператором и останавливаются в исходном положении при помощи командоаппарата, установленного на тихоходном валу редуктора.
При вращении эксцентрикового вала 12 с частотой 36 мин-1 кольца 11 эксцентрикового вала обкатываются по опорным планкам 4 снизу суппорта. Для обеспечения возврата суппорта в нижнее исходное положение предусмотрены боковые хомуты 3, которые вверху прикреплены к йижнему суппорту, а внизу опираются поперечиной 2 на кольцо.
Прижим 9 при резании прижимает лист в верхней траверсе при помощи пневматических цилиндров 13 (воздух под избыточным давлением 0,4 МПа попадает в ннжнюю полость). Передний немерный конец полосы (имеющий форму «языка») сбрасывается в нижний короб путем опускания стола 5 при помощи пневматического цилиндра 1.
Ножи имеют симметричное сечение всех четырех рабочих граней согласно ГОСТ 7785—72. Масса ножниц 13,5 т с приводом — 39 т. При вмятии ножей в металл происходит изгиб разрезаемого листа относительно плоскости резания. С целью обеспечения перпендикулярности резания применяют специальные устройства для прнжнма листа к верхнему суппорту: пружинные и пневматические.
40£ *
Рис. V11.8. Гильотинные ножницы усилием 0,2 МН с нижним наклонным подвижным ножом для резки тонких листов
Ж«?мн ' »»«»»» открытого
Пружинные прижимы весьма просты по конструкции, однако имеют следующий недостаток: при ходе нижнего суппорта вверх усилие сжатия пружины увеличивается в несколько раз, вследствие чего повышается расход мощности резания и от планки прижима возможно образование вмятин на листе.
Пневматические прижимы работают при постоянном усилии прижатия планки к листу: при ходе поршия вверх и повышении давления воздуха часть его выходит в атмосферу через разгрузочный клапан в трубопроводе. Недостатки прижима следующие: а) водные пары в атмосфере цилиндра конденсируются н в зимних условиях иногда замерзают; б) уплотнения цилиндра быстро изнашиваются, особенно от косых ударов при задаче листа в ножницы.
На новых ножницах с ннжним резом конструкции СКМЗ применен усовершенствованный прижим, состоящий из шарнирного параллелограмма, одно звено которого опирается на небольшую пружину, а два противоположных шарнира обкатываются по копирам; этот прижим не имеет указанных выше недостатков.
На рис. VII.9 показаны сортовые гильотинные ножницы открытого типа усилием 5 МН конструкции УЗТЛА, предназначенные для холодной резки на мерные длины балок, швеллеров, угловой стали и узкой полосы из стали с пределом прочности до 600 МПа. Число ходов верхнего суппорта в минуту 24; число резов в минуту 6. Ножницы имеют маховичный привод от электродвигателя переменного тока мощностью 70 кВт и частотой вращения 735 мин'1 через редуктор и зубчатые шестерни (/ = 29,7).
Большая шестерня свободно насажена на конец коленчатого вала и вращается непрерывно. Включение ножниц на резание осуществляется кулачковой муфтой при помощи пневматического цилиндра. Верхний суппорт уравновешен контргрузом; положение нижнего ножа по горизонтали можно регулировать при помощи реечно-винтовой передачи с приводом от пневматического цилиндра. Масса ножниц 116 т.
3. ЛЕТУЧИЕ НОЖНИЦЫ
Назначение и классификация
Летучие ножницы предназначены для резки металла на ходу («на лету^>) прн его движении с большой скоростью. Во многих случаях работоспособность этих иожннц определяет производительность прокатного стана (иапример, непрерывного заготовочного).
Ниже рассмотрены следующие основные типы летучих ножниц: барабанные, рычажио-кривошипные, с плавающим кривошипом, планетарные и маятниковые.
Барабанные летучие ножницы
Барабанные (двухбарабанные) ножницы являются одной из первых машин для резания металла, весьма простой по конструкции и надежной в эксплуатации. Они получили широкое применение
405
Рнс. VII.10 Схема барабанных летучих ножниц (а) и схема резания полосы (б): / — подающие ролики: 2 — барабанные ножницы; 3 — ножи: 4 — ролики рольганга
для горячей резки широких стальных полос толщиной до 30 мм, холодной резки стальных полос толщиной до 3 мм н горячей резки мелких сортовых профилей.
Устройство и принцип работы этих ножниц состоят в следующем (рнс. VII. 10, а). На двух барабанах по нх образующим радиально закреплены ножи (по одному или по несколько на каждом барабане). Полоса движется непрерывно и подается к ножницам подающими роликами (или валкамн последней клетн непрерывного стана) с постоянной скоростью ир = ип. Прн встрече верхнего и нижнего ножей происходит резание полосы. Для создания разрыва между отрезанными листами скорость выходного рольганга ирг должна быть больше скорости полосы ип перед ножницами.
Так как барабаны вращаются равномерно с постоянной угловой скоростью и вращающиеся массы полностью уравновешены, то этн ножницы позволяют резать металл со скоростью 15 м/с и более. Однако этн ножницы имеют следующие недостатки:
I. Траекторией движения режущих кромок ножей являются окружности, поэтому при встрече с горизонтально движущейся полосой резание будет происходить при переменном угле н плоскость резання на полосе не будет вертикальной (рис. VII. 10, б). Однако этот недостаток не является существенным при резке тонких полос.
2. Резанне полосы осуществляется параллельными ножами, т. е. одновременно по всей ширине ее, вследствие чего возникают большие усилия резання при динамическом их приложении. Для уменьшения усилия резання желательно одни нож делать наклонным (по принципу гильотинных ножниц) или шевронным, однако прн резании широких полос на больших скоростях (прн изменении угла ср по ширине полосы в процессе резання) осуществление этого принципа требует увеличения бокового зазора между ножами, что не всегда желательно.
При резании металла барабанные летучие ножницы могут работать в двух основных режимах: I) периодических запусков и остановок; 2) непрерывного вращения барабанов (непрерывный).
406
Режим периодических запусков применяют только в двух случаях: I) прн отрезке короткого переднего конца полосы (некондиционного, имеющего неправильную форму); 2) прн резке полосы на длинные кускн при небольшой скорости ее движения.
По этому режиму ножницы запускают в ход для каждого единичного реза и затем останавливают. Прн отрезке переднего конца запуск
Рис. VII.И. Схема установки фотореле (ФР) для автоматического запуска ножниц прн отрезке переднего (короткого) конца полосы
ножниц осуществляется прн помощи
фотореле, установленного перед ножницами (рис. VII.II). Требуемую длину переднего куска определяют прн этом по формуле
L = ^пТрвзг — Ьф, (VII. 9)
где тразг — время разгона иожннц от исходного положения барабанов до момента встречи ножей (известно из характернстнкн ножниц); Иц — скорость движения полосы.
Если поТравг < то фотореле следует установить за нож-
ницами.
Если требуется разрезать полосу на длинные кускн (н при небольшой скорости), то ножницы запускаются не непосредственно от фотореле, а от реле времени (например, через определенный промежуток времени после передачи импульса).
Режим запусков для барабанных ножниц применяют редко; основным для нх работы является непрерывный режим.
Прн непрерывном режиме полоса поступает к ножницам с постоянной скоростью vn (см. рис. VII. 10, а), а резанне происходит периодически через каждые т с, поэтому длина отрезаемых листов £ = ипт. (VII. 10)
Таким образом, длина отрезаемых листов зависит только от промежутка времени между двумя последовательными резамн. Введем следующие обозначения: k — коэффициент пропуска реза; он характеризует число оборотов барабана за время между двумя последовательными резами; например, если рез происходит за каждый оборот, то k = 1; если рез происходит через каждые два оборота (когда барабаны имеют разные диаметры и диаметр нижнего ведущего барабана в два раза меньше диаметра верхнего барабана), то k = 2; если иа барабанах по два ножа, тогда k = 0,5;ь)н — угловая скорость ножей барабанов за время между двумя последовательными резами; если барабаны имеют различные диаметры, то юн — угловая скорость приводного барабана меньшего диаметра (ннжнего нлн верхнего).
Очевидно, что за время между двумя резами нож барабана совершит путь, равный L. « nD-k прн окружной скорости vB = - (Ов/2).
407
Рис. VII.12. Схема установки ножей н барабанов различных диаметров
Промежуток времени между двумя резами составит т — = Ln/vB = 2л (А/юн). поэтому формула (VII. 10) получит следующий вид:
Л = 2лрп-А-. (Vll.ll)
Таким образом, при постоянной скорости полосы (vn = const) длина отрезаемого листа зависит от коэффициента пропуска реза и угловой скорости ножа приводного барабана.
Из рис. VII. 10, б следует, что наиболее желательным будет такой процесс резания, когда горизонтальная составляющая скорости резания (окружной скорости ножа) равна или на 2—3 % (в среднем) больше скорости движения полосы, т. е.
vxa = Ц, cos «р AS (I -j- 1,03) ип:
при этом условии в материале полосы не будут создаваться большие растягивающие усилия и в то же время в момент резания полоса не будет изгибаться.
Рассмотрим этот случай, полагая, что va = vK = (DH/2);
длину отрезаемых прн этом листов прн k = I будем считать основной и обозначим через £осн. Из формулы (VII.II) следует, что: при k = 1
Лоси =
а при k 1
lL = nD„k: (VII. 12)
т е. длина отрезаемых листов при k =£= 1 зависит от диаметра барабана D„ н коэффициента пропуска реза k и она равна основной длине (при k — I). умноженной на коэффициент пропуска реза k.
Изменение величины k осуществляют двумя способами: а) установкой различного числа ножей на барабанах; б) применением барабанов различного диаметра (рис. VII. 12).
Если барабаны имеют одинаковые диаметры и по одному илн по два ножа, то рез будет происходить через каждый оборот или 408
пол-оборота барабанов (k — I и 0.5): длина листа будет равна £-осп — л7)н, Loch = 0,5л£)и.
Например, прн DH = 500 мм получим LOCH = 1540 и £*сн = = 770 мм.
Если диаметр малого барабана Dn будет постоянным н минимально возможным (исходя нз условия его динамической прочности), а диаметр ведомого барабана будет различным ID — = (2; 3/2; 4/3) DHJ, то при различных комбинациях ножей на барабанах можно получить следующие значения, k = 1; 1,5; 2; 3; 4; длины отрезаемых листов при этом равны (соответственно) Loch = (1; 1.5; 2; 3; 4) л£)4. Например, при DH = 500 мм получим Loch = 1540; 2310; 3080; 4620; 6160 мм.
Следует отметить, что при значительном нзмененнн межосевого расстояния А барабанов практическое осуществление этого варианта требует изготовления отдельных (самостоятельных) летучих ножниц и последующей комплектной замены их на одиом н том же рабочем месте в поточной линии.
Если конструктивно станина ножниц позволяет применять различные комбинации диаметров барабанов DilD% = 1/1; 1/2; 2/3; 3 4; 4/5 при постоянном межосевом расстоянии А = 1/2 (Dt + + Da), причем на каждом барабане имеется только одни иож, то ножн будут встречаться н рез будет происходить через каждые k = 1, 2, 3, 4, 5 оборотов малого барабана; длина листов согласно формуле (VII. 12) будет равна соответственно (1; 4/3; 12/5; 24/7; 40/9) яА Например, при Dr = 500 мм, D2 = W00 мм, А — 750 мм получим (соответственно) = 2355; 3150; 5620; 8100; 10 420 мм. Практически ограничиваются первыми тремя значениями k и LOCH.
Из предыдущего анализа следует, что если в формуле (VII. 12) изменять только величину k (комбинацией числа ножей на барабанах н диаметров барабанов), то можно получать различные, но вполне определенные длины отрезаемых листов с большими ннтерваламн размеров этих длин.
Однако, согласно требованиям ГОСТов, прокатные цехи должны поставлять различным отраслям народного хозяйства листы разнообразного сортамента с весьма малыми интервалами по длине (например, через каждые 5—10 мм при длине 1—10 м)
Возвращаясь к формуле (VII. 11), мы видим, что промежуточные длины листов можно получить только за счет изменения угловой скорости вращения ножей (барабанов) (он нли, вернее, отношения цо/«н (нли Юн/цп).
Выразим (он через 2v„/Dn, тогда формула (VII. 11) будет иметь следующий вид (DH — диаметр круговой траектории ножей малого барабана);
= = (VII.13)
VB \ vn /
409
Таким образом, требуемые различные промежуточные длины можно получить только предварительным подбором необходимых отношений скоростей (ия/ай)» каждое нз которых в процессе резания листов заданной длины должно быть строго постоянным с целью получения точных допусков по длине листов.
До недавнего времени это отношение принимали по величине меньше единицы (еп/ц, < I) и допускали его в пределах valvR = = 0,5-i-l (отношение 1:2). Прн ип ~ const это означает, что скорость барабанов ножей увеличивается в интервале ии — (14-2) ип для получения различных промежуточных длин листов в интервале
Л = (0,51,0) л£с„.
Прн таких режимах скорость ножей всегда значительно больше скорости полосы, т. е. ножницы работают с опережением до 200 % и в материале полосы в период ее резания возникают большие растягивающие напряжения. Прн большом опережении ножей этн напряжения могут превосходить предел прочности материала полосы н в этих случаях может произойти разрыв полосы раньше окончания ее резання. Очевидно, что прн этом ножницы испытывают удары в момент встречи ножей с полосой н большие почти горизонтальные усилия, которые увеличивают крутящий момент на барабанах н расход энергии электродвигателя. Кроме того, практика показала, что при таком резко динамическом режиме работы ножниц точность размеров листов по длине значительно понижается, особенно при скоростях полосы больше 3 м/с (получается большой «разброс» размеров длины листов).
Учитывая этн недостатки, конструкторы ВНИИметмаша, УЗТМ н СКМЗ прн разработке летучих ножниц уменьшили допустимое максимальное опережение ножей до va = 1,5оп и одновременно ввели режим работы ножниц с отставанием ножей в пределах 0—35 %, при котором скорость ножей может снижаться до vn = 0,75vn; прн этом ножницы будут работать с «подпором», т. е. с некоторым выпучиванием полосы перед ножами. Таким образом, общий предел максимального н минимального отношения va/va остался прежинм (1—ь-2) н на ножницах можно получать любые промежуточные длины в пределах L = (0,67-н -5-1,34) Loen, т. е. с изменением этих длин в два раза. Однако следует отметить, что если раньше регулированием (увеличением) скорости ножей по отношению к скорости полосы можно было получать длину листов только меньше основной длины (при ин ;> цп), то по новому режиму можно получать длины меньше и больше основной длины.
Синхронизация скоростей. Выше отмечалось, что для получения требуемой определенной длины листов выбранное отношение vafvB (например, равное 0,8 или 1,1) должно быть строго постоянным за все время резания данной полосы с тем, чтобы точ-
410
Рис. VII. 13. Схемы приводе летучих ножниц с подающими роликами:
1 — правильная машина: 2 — подающие ролики: 3 — летучие ножницы: 4 — силовой редуктор: fi — электродвигатель: 6 — коробка скоростей с набором различных передаточных чисел; 7 — редуктор в линии подающих роликов; 8 — электродвигатель привода Правильной машины
иость размеров (допуски по длине) была в заданных пределах. Для поддержания отношения va/vK постоянным применяют синхронизацию двух видов: электрическую н механическую.
Электрическую синхронизацию применяют, когда летучие ножницы установлены за последней клетью непрерывного стана (например, непрерывного заготовочного) и имеют свой привод, механически не связанный с приводом валков клети. В таком случае при помощи различных сельсинных синхро нно-следящих систем обеспечивается снихрониое изменение скоростей двух отдельных электродвигателей для привода последней к лети стана и для привода летучих ножниц. Однако электрическая синхронизация пока еще не является достаточно точной и надежной, поэтому ее применяют только для летучих ножниц при горячей резке полосы (заготовки, сорта), когда не требуется большая точность реза (тем более, что при остывании полосы происходит уменьшение ее линейных размеров на 4—5 %), а также при отрезке только переднего конца полосы.
Механическую (жесткую) синхронизацию применяют в поточных агрегатах холодной резки рулонной полосы на листы небольшой длины при непрерывном вращении барабанов иожннц. В этих случаях в комплект установки летучих ножниц обязательно входят подающие ролики, причем ножницы и подающие ролики имеют привод от одного общего электродвигателя постоянного тока (серии МП) через различного типа (конические, цилиндрические) зубчатые редукторы, механически (жестко) связанные между собой муфтами (рис. VII.13).
Промежуточные длины и точность резания. При холодной резке рулонной полосы шириной 1000—2350 мм, толщиной 0,2— 0,3 мм на листы длиной от 500 до 8000 мм интервалы длины, согласно ГОСТу, составляют 3—30 мм. Очевидно, что для получения такого широкого сортамента листов (по длине) требуется широкий интервал синхронизации отношения скоростей ножей к скорости полосы нлн к скорости подающих роликов = vH/up (при = vv).
411
Как это осуществляется? Для ответа на этот вопрос представим основную формулу (VI 1.11) в следующем виде [заменяя Ч; = и,, = Шр (Dp/2) ]:
L = пОрЛ = nDk (ip. „), (VI1.14)
где ip. и — отношение (передаточное число) угловых скоростей подающих роликов и ножа на ведущем барабане; Dp — диаметр подающих роликов.
Поскольку подающие ролики и ведущий барабан ножниц приводятся от одного электродвигателя, передаточное число можно представить следующим образом:
i = =___________________!__= Д«. (VII.15)
Р н <ия<Одв ^дв/^р ip *
где ip — передаточное число от двигателя к подающим роликам /р = 0)дВ/(0р -= пла/пр; i — передаточное число от двигателя к ведущему барабану ножниц i = (йдв/й)н = naii/nn.
Подставляя значение tp. „ в уравнение (VII.6), получим весьма важную формулу для синхронизации привода подающих роликов с приводом ножниц:
L nDpk(in/ip). (VII.16)
Из анализа этой формулы следует: I) для данных значений диаметра подающих роликов Dp и коэффициента пропуска реза k любую промежуточную длину листа при резании полосы на ножницах можно получить при определенном значении отношения передаточных чисел редукторов между двигателем и ножницами iH и между двигателем н подающими роликами (ip); 2) длина мерных листов не зависит от абсолютных величин скоростей полосы, ножниц н электродвигателя.
Значит, широкий диапазон мерных длин листов при резании на летучих ножницах можно получить двумя способами: 1) изменением (при tp = const); 2) изменением ip (при = const). Для этого в линии привода ножинц нлн в линии привода подающих роликов устанавливают многоступенчатый редуктор (коробка скоростей), который позволяет получить 200—400 различных передаточных чисел. Так как при работе ножниц максимальное допустимое превышение скорости ножей по отношению к скорости полосы должно составлять не более 200 % (о чем сказано выше), то этот диапазон различных передаточных чисел должен находиться в пределах от 1 до 2.
Например, иа летучих ножницах в агрегате резки прежней конструкции применен многоступенчатый редуктор, который позволяет получить 400 различных передаточных чисел в пределах от 1 до 2 со следующими значениями iD == 1,0025; 1,005; 1,01 и т. д.
412
При этих передаточных числах летучие ножницы могут резать полосу на листы длиной 1002,5; 1005; 1010 мм и т. д., т. е. через каждые 2,5 мм. Редуктор (коробка скоростей) весьма сложный: он состоит из двух блоков шестерен в виде конусов Нортона и специального планетарного дифференциального редуктора. Учитывая этот недостаток, на новых летучих ножницах применены более простые коробкн скоростей без конусов Нортона н дифференциальных планетарных редукторов. Так, в приводе летучих ножниц для резки жести конструкции УЗТМ (рис. VII. 13, а) коробка скоростей имеет набор только одних цилиндрических зубчатых шестерен н позволяет получить 201 передаточное число с большим диапазоном (0,371—0,901). Выбор требуемого передаточного числа осуществляется переключением шестерен (согласно имеющейся таблице) при помощи ручных рукояток.
Прнменяют два типа установок летучих ножниц, отличающихся только местом расположения многоступенчатого редуктора (коробки скоростей): 1) редуктор установлен в линии привода подающих роликов (рис. VII. 13, а); 2) редуктор установлен в линин привода ножниц от электродвигателя (рис. VII.13, б).
Во втором случае многоступенчатый редуктор передает большие нагрузки (моменты), возникающие при резании на ножницах, поэтому имеет значительные габариты. В первом случае для привода подающих роликов требуется небольшая мощность, поэтому габариты многоступенчатого редуктора (коробки скоростей) небольшие.
Очевидно, что схема привода ножниц по первому типу является более предпочтительной. Применяют также схему привода, показанную на рис. VII. 13, в, являющуюся разновидностью схемы второго типа. Согласно этой схеме, перед подающими роликами установлена многороликовая правильная машина с приводом роликов от того же электродвигателя.
Из сравнения этих схем следует, что при конкретном выборе одной из ннх предпочтение надо отдать той, в которой многоступенчатой редуктор передает меньшую мощность. Следует отметить, что за последние годы в приводе летучих ножниц для жести получили применение механизмы для выравнивания скоростей и бесступенчатого регулирования передаточного числа при помощи цепных вариаторов скоростей.
Каждую конкретную установку летучих ножниц проектируют и устанавливают для резання полосы, толщина которой может изменяться от hmw до обычно диапазон сортамента листов по толщине, разрезаемых на данных конкретных ножницах, принимают в пределах hmax/hmln = 4-г-б. Скорость резания (скорость подачи полосы подающими роликами) принимают различную в зависимости от качества и толщины полосы; минимальной толщине соответствует максимальная скорость, и наоборот. Однако при резании полосы определенной толщины скорость резания
413
Рис. VII. 14. Схема резания полосы на барабанных летучих ножницах
(подачи полосы в ножницы) должна быть строго постоянной (ип = — const).
Усилия и момент резания. Распорное усилие между ножами Т ял 0,2 Р; это усилие при подсчете момента резания можно ие принимать во внимание (силы Т направлены противоположно и их надо учитывать только при определении результирующего усилия на опорах барабана).
Прн резании полосы на барабанных летучих ножницах процесс резания происходит в весьма короткие периоды времени (0,01—0,001 с) при динамическом возникновении усилия резания и при некотором падении скорости резания в этот период. Очевидно, что работа резания в значительной доле будет совершаться живой силой вращающихся барабанов и всего привода. Таким образом, привод будет работать в маховичном режиме, поэтому окончательный выбор номинальных значений момента и мощности электродвигателя надо проводить не по статическому моменту, а с учетом приведенных маховых масс и упругой деформации валов, т. е. с учетом динамики привода. Однако ориентировочно можно считать, что максимальный момент двигателя постоянного тока (с учетом допустимого коэффициента перегрузки) не должен быть меньше максимального статического момента, приведенного к валу двигателя.
Схему резания полосы на летучих барабанных ножницах (рнс. VII. 14) рассмотрим в сравнении со схемой резания дисковыми ножницами (см. рнс. VII.28). Поскольку на барабанных ножницах ножи установлены параллельно осям барабанов и резание происходит на небольших дугах траекторий ножей, можно считать, что ножи внедряются в металл навстречу одни другому. Тогда максимальное усилие резания можно определять по формуле (VI 1.2) при резаннн параллельными ножами: Р = XoBbh (1 — ев). При резании ножами, из которых один (верхний) наклонный, согласно формуле (VII.5):
Ря = М2Аво,
прн резаннн ножами, из которых одни шевронный, согласно формуле (VH.6): Рш = 2РП, где kL = ъ 0,6ч-0,7; kz и 4 — коэффициенты, учитывающие повышение усилия резания при затуплении ножей и увеличении бокового зазора между ними;
1,14-1,3; а — угол наклона ножа; ев — относительная глубина вмятия, прн которой усилие резания и сопротивление резанию тср достигают максимальных значений (см. табл. VII. I); ен — относительная глубина внедрения ножей, прн которой про-414
Рнс. VII. 15. Схема барабанных летучих ножннц для поперечной резки тонких полос и жести конструкции УЗТМ
исходит отрыв неразрезанной части металла; bh — площадь поперечного сечення разрезаемой полосы (h — толщина полосы) .
Конструкция ножниц. На рис. VII. 15 показана схема барабанных летучих ножннц, предназначенных для поперечной резки тонких полос н жести (толщиной 0,18—0,6 мм, шириной 1000 мм; см. рнс. VII. 13, а). Основные длины отрезаемых листов: при установке по одному ножу н по два ножа иа каждом барабане—1520 и 760 мм. Максимальная скорость полосы, подаваемой подающими роликами, 5 м/с; диаметр окружности режущей кромки ножей 500 мм; длина ножа 1200 мм, предел прочности материала разрезаемой полосы 800 МПа; максимальное усилие
резания 300 кН; максимальный момент на приводном валу ножннц 10 кН-м. Станина ножниц состоит из нижнего стального литого корпуса /, правой н левой стоек 2 и общей крышки-траверсы 3, стягиваемых между собой шпильками 4 диаметром 76 мм и болтами 5. Барабаны установлены иа конических роликовых подшипниках; приводным является нижний барабан. Для устранения зазоров (люфтов) в роликовых подшипниках верхнего барабана 6 на шейках его рядом с основными подшипниками установлены дополнительные конические роликовые подшипники в подпружиненных опорах. От ннжнего приводного барабана вращение верхнему барабану передается прн помощи цилиндрических шестерен с косыми зубьями, установленных на концах валов барабанов с приводной стороны. Осевые нагрузки, возникающие в косозубом зацеплении шестерен, воспринимаются дополнительными упорными шариковыми (в новых конструкциях ножниц — роликовыми) подшипниками, расположенными на концах валов обоих барабанов с неприводной стороны. Регулирование тангенци- ' ального зазора между ножами осуществляется резьбовым устройством, расположенным на конце вала верхнего барабана с непрн-водной стороны. При вращении резьбовой гайки с упорным шариковым (роликовым) подшипником верхний барабан будет перемещаться в осевом направлении и одновременно поворачиваться вокруг своей осн до полного соприкосновения ножей по всей длине их перекрытия (при застопоренном нижнем барабане).
415
При торможении ножниц (уменьшении частоты вращения нижнего приводного барабана) верхний барабан под действием запасенной кинетической энергии будет стремиться обогнать нижний барабан; при этом в зубчатом зацеплении появится зазор между основными эвольвентными рабочими поверхностями и верхний нож будет «набегать» на нижний. Для нормальной работы ножниц необходимо исключить возможность появления этого зазора. С этой целью рядом с основной шестерней на валу верхнего барабана свободно посажена вспомогательная узкая шестерня; на торце ее имеются две пружины, опирающиеся одним концом в штыри, соединенные с основной шестерней, а другим концом в штыри, закрепленные на торце вспомогательной шестерни; таким образом, под действием пружин вспомогательная шестерня всегда будет «прижимать» зубья основной верхней шестерни к зубьям ведущей шестерни. Для резания жести и тонких листов радиальное перекрытие ножей устанавливают в пределах 0,05— 0,2 мм, а тангенциальный зазор — в пределах 0—0,02 мм. Для проталкивания заднего конца полосы через ножницы с входной их стороны установлены ролики 7. Верхний из них приводится дополнительной шестерней на валу нижнего барабана, а нижний (холостой) прижимается к верхнему прн помощи пневматического цилиндра. Смазка подшипников качения и зубчатых зацеплений— жидкая циркуляционная. Масса ножниц 17,4 т.
На рис. VII. 16, а представлена схема барабанных летучих ножниц конструкции ВНИИметмаша горячей резки сортовых профилей.
Ножницы установлены за последней клетью мелкосортного стана 280 и предназначены для горячей резки круглого профиля диаметром до 30 мм и квадрата 30 x 30 мм прн скорости их подачи подающими роликами до 12 м/с; максимальное усилие резания 200 кН.
Барабаны 4 с закрепленными иа них ножами 7 при помощи серег 3 соединены с ведущими втулками (водилами) 2, приводимыми шестернями 1 от электродвигателя постоянного тока через редуктор н нижиюю муфту. Внутри барабанов н воднл на роликовых подшипниках 8 и 9 установлены эксцентриковые валы 6, приводимые шестернями 5 от отдельного электродвигателя через редуктор. Для устранения зазоров в зацеплении верхняя шестерня сделана разрезной с пружинным распирающим устройством на торце.
Вследствие эксцентричного расположения осей барабанов относительно осей водил угловая скорость барабанов и (ножей) будет переменной прн постоянной угловой скорости водил.
Кинематическая схема связи барабанов с воднламн при помощи серег 3 выполнена таким образом, что момент реза металла соответствует пересечению траекторий верхнего и нижнего ножей. Сельсины 10 на осях эксцентриковых валов синхронно вращаются с сельсинами в линнн привода водил барабанов.
416
Рнс. VII-iG. Схема барабанных летучих ножниц для горячей резки сортовых профилей
14 Заказ 224 417
Таким образом, механическая связь двух приводов здесь заменена электрической (так называемым электрическим валом). Отличительной особенностью ножинц является наличие эксцентриковых приводных валов для пропуска реза.
Если барабаны с ножами и внутренние эксцентриковые валы вращаются синхронно с одинаковой угловой скоростью, то ложи встречаются при каждом обороте н режут сортовую полосу на мерные длины, равные 2 м. При резке полосы на мерные длины, равные 4,6 и 8 м, эксцентриковые валы вращаются с угловой скоростью, в 2, 3 и 4 раза меньшей, чем угловая скорость барабанов; при этом ножи, двигаясь по сложной траектории, будут сходиться и резать полосу через каждые 1, 2 н 3 оборота. Промежуточные длины можно получать за счет обгона, т. е. сообщения барабанам большей скорости, чем скорость подачи полосы подающими роликами. Электрическая схема автоматического управления предусматривает также резание переднего конца необходимой длины.
На рис. VII. 16, б показаны летучие мелкосортные ножницы с параллелограммпым механизмом резания, имеющие эпицнклоид-ный механизм пропуска реза.
Принцип механизма пропуска реза состоит в следующем: при качении внешней окружности радиусом и (без скольжения) по внутренней неподвижной окружности радиусом b исходная точка До описывает кривую, называемую эпициклоидой. Уравнение эпициклоиды в функции параметра а — угла между осью у н прямой, проходящей через центры окружностей, для любой точки М при равенстве дуг ba = сф, р = ba/a, имеет вид:
у = (а {- b) cos а — a cos (а - ft); у/а — A cos а — cos Да;
х — (a 4- b) sin a - a sin (а 4- р); х/а = A sin а - ь1п Да;
4^ = 4 2А [ 1 - cos (ba/a)],
где Р — угол поворота внешней окружности вокруг своей оси; А = (а + b)/a — 1 4- b/а. Отношение b/а может быть различным, например 3/2, 5/4 и т. д. Для Ь/й = 3/2 при а = 0°; 240° и 480°, cos 1,5а =4 1, поэтому координаты х и у расположены на внутренней окружности х2 4- tf = Ьй; при а = 120°; 360° и 600° cos 1,5а = —1, координаты х н у расположены иа внешней окружности № 4- if - (Ь -[- 2й)2; между этими окружностям и расположены три эпициклоиды, протяженностью каждая 240’, т. е. трем оборотам (6л) внешней окружности вокруг собственной оси соответствует два оборота (4л) этой окружности вокруг внутренней неподвижной окружности.
Ось эксцентрика шарнирно соединена с головкой шатуна, на которой закреплен нож. При непрерывном вращении эпициклопд-пого механизма шатуны будут совершать сложное поступательно-возвратное движение, причем ножи будут всегда занимать вертикальное положение и в точке Д3 (соответствующей возврату тре-
418
тьей эпициклоиды в исходное положение при а — 9) произойдет резание металла.
По своей конструкции ножницы являются кривошнпно-ша-туиными; режущие головки имеются на двух шатунах-спарниках, образующих плоский параллелограмный механизм резання, благодаря которому ножн внедряются в металл оставаясь параллельными, и плоскость резання является строго вертикальной, что необходимо особенно при резке фасонных профилей, например, уголков.
Прн радиусе оси ведущих кривошипов г — а + b = 500 мм номинальная мерная длина отрезаемого горячего профиля равна L -- 2лг-2 (4) = 6,3 (12,6) м.
Скорость проката при резании — до 20 м/с; усилие резания 60 кН. При резании прокатываемого профиля на большие длины (соответствующие длине холодильника) летучие ножницы работают периодически с запуском на каждый рез; в этом случае резка охлажденного проката на короткие мерные длины осуществляется на обычных ножницах, установленных за холодильником.
Кривошипно-рычажные летучие ножницы
Ножницы для резки толстой полосы
При описании барабанных летучих ножниц отмечалось, что ввиду движения ножей по круговой траектории в момент резания они встречаются с полосой под некоторым углом, вследствие чего возникают большие динамические нагрузки и плоскость резания не является вертикальной; по этой же причине установка одного ножа наклонно (как на гильотинных ножницах) с целью уменьшения динамических усилий прн резании встречает большие затруднения .
Для того чтобы плоскость резання полосы была бы возможно более ровной и вертикальной (особенно при резанин толстых полос) и можно было бы при этом применить гильотинное резание (один нож расположить наклонно по отношению к другому), необходимо, чтобы ножи в период резания сближались, оставаясь параллельными друг Другу, и составляли угол 90° с движущейся полосой.
Этим требованиям удовлетворяют рычажно- кривошипные летучие ножницы, ножи которых двигаются по сложной эллипсовидной траектории, а на участке резания эта траектория почти совпадает с горизонтальным движением полосы (ножи движутся поступательно, сближаясь по вертикали).
На рис. VII. 17, а, б приведены схемы режущего механизма рычажно-кривошипных летучих ножниц. Жесткие рычаги АВС и А'В'С' шарнирно соединены в точках А и А' с рычагами (серьгами) АО н Л'О', а в точках В и В' с кривошипами BOt н В’О\, центры которых В и В’ вращаются по окружностям вокруг центров Ог и О\.
14*
419
Рнс. VII.17. Рычажно-кривошипные летучие ножницы:
а — схема построения эллипсовидных траекторий, описываемых режущими кромками ножей: б — схема перемещения ножей в зоне резания
При вращении шарниров В и В' по окружностям рычаги АВ н А'В' будут качаться вправо и влево вместе с серьгами АО и А'О’-, при этом ножи, закрепленные на коротких плечах жестких рычагов АВС н А'В’С', будут двигаться по сложным траекториям в виде наклонных вытянутых эллипсов; на участке резаиия эти траектории становятся весьма пологими (почти горизонтальными), поэтому ножи будут двигаться почти горизонтально поступательно, оставаясь параллельными друг другу: благодаря этому плоскость резания будет вертикальной, а с целью уменьшения усилия резания один нз ножей (обычно верхний) можно устанавливать наклонно по отношению к другому. Боковой зазор между ножами можно регулировать изменением расстояния между шарнирами А и О; для этого шарнир О установлен на эксцентриковой осн.
На рис. VII. 18 показаны рычажно-кривошипные летучие ножницы для резания горячей полосы.
Суппорт / с ножом установлен на роликовых подшипниках, расположенных на концах оси 2; последняя эксцентрично закреплена на боковых втулках 5, опирающихся на роликовые подшипники, установленные в боковые стойки станины ножниц. Втулки 3 торцамн соединены с боковыми шестернями 4, находящимися в зацеплении с двумя ведущими боковыми шестернями 5 (I = 3,94) на валу 6; последний приводится от электродвигателя мощностью 630 кВт через редуктор (I — 2,54) и удлиненную зубчатую муфту.
420
Рис. VII. 18. Рычажно-кривошнпные летучие ножницы 28XI7C0 мм конструкции СКМЗ для резания толстой горячей полосы
Для устранения изгиба полосы при резании предусмотрен пружинный прижим.
Ножницы предназначены для обрезкн на ходу переднего и заднего концов у горячен полосы (950—1000 °C) толщиной до 28 мм и шириной до 1550 мм и установлены перед чистовым ока-линоломателем непрерывной чистовой группы широкополосового стана 1700. Ножницы работают с автоматическим пуском на каждый рез н перед включением двигателя ножн занимают строго фиксированное положение, контролируемое сельсином. Скорость движения полосы 0,6—2 м/с; длина ножей 1700 мм, верхний нож наклонный (1 : 50); окружная скорость ножен соответствует скорости полосы; перекрытие ножей 3—5 мм; точность резання
421
+ 25 мм; обрезки длиной 300—500 мм падают вниз н по желобу направляются в короб, установленный в колодце фундамента.
Существенным недостатком рассмотренных выше ножниц является большая инерционность механизма резания при неравномерном движении ножей, поэтому такие ножницы применяют только для резания полосы при скорости не более 2 м/с.
Ножницы для резки тонкой полосы
Ножницы, подобные рассмотренным выше, но имеющие специальный механизм пропуска реза, применяют при тех же скоростях для непрерывного резания тонкой холодной полосы (толщиной 2,5—8 мм) на листы мерной длины (прн толщине менее 2,5 мм целесообразно применять более простые барабанные летучие ножницы). Ввиду большой инерционности движущегося возвратно-поступательного механизма резания на этих ножницах не допускается работа с большим опережением или отставанием ножей, как на барабанных ножницах. Для нормальной работы этих ножинц необходимо соблюдение условня*<чтобы на участке резания скорость ножей была только иа 1—3 % больше скорости движения полосы. Поэтому на ножницах для холодной резки применяют еще один специальный механизм, предназначенный для выравнивания скорости ножей и полосы в момент резания.
На рнс. VII. 19 показана схема режущего механизма летучих рычажно-крнвошипных ножниц со скользящим кривошипом.
При непрерывном вращении боковых приводных барабанов / суппорты 2, шарнирно соединенные с кривошипами 3, будут совершать плоское возвратно-поступательное движение; прн этом ножи будут описывать эллипсовидные траектории, пересекающиеся в момент резания (см. рис. VII. 17, а), т. е. резание полосы будет происходить за каждый оборот кривошипа 3, серьги 4 и 5 совершают качательное движение относительно шарниров и О2.
Эти шарниры расположены в боковых вертикальных пустотелых штангах 6, которые могут перемещаться по направляющим вниз и вверх (так называемые скользящие кривошипы) при помощи шатунно-кривошипного механизма 7.
Если не требуется резать полосу, боковые штанги 6 опускаются вниз; при этом ножи разойдутся; верхний нож вместе со своим суппортом отклонится вправо, и нижний влево; при непрерывном вращении приводных барабанов / ножн по-прежнему будут описывать эллиптические траектории, но они не будут пересекаться между собой на участке резания.
Если требуется резать полосу не за каждый оборот барабанов /, а через один оборот (резка листов «двойной длины»), то соответственно после каждого реза надо опускать в нижнее крайнее положение боковые штанги 6 н потом после одного оборота кривошипов 3 и пропуска одного реза поднимать их вверх в исходное положение да я того, чтобы следующий рез произошел в конце второго оборота кривошипов 3. Таким образом, при ре-
422
Рнс. VII. 18. Схема режущего механизма летучих рычажио-крино-шипиых ножниц со скользящим кривошипом: а — момент реза; б — момент пропуска реза
заиии «двойных длин» боковые вертикальные штанги 6 совершают непрерывное возвратно-поступательное движение через один оборот приводных барабанов 1 и кривошипов 3; прн этом ннжннй кривошип 8 должен вращаться с угловой скоростью, в два раза меньшей, чем кривошип 3; верхнее положение штанг 6 соответствует резанию полосы, а нижнее — пропуску реза. Очевидно, что для резання полосы на листы длиной в 3 нлн в 4 раза большей, необходимо, чтобы вертикальные штанги после очередного реза опускались вниз н возвращались в исходное положение соответственно после двух н трех оборотов крнвошнпов 3. Такой режим резания листов большой длины с двойным н тройным пропуском реза полосы возможен, но на практике его не применяют ввиду следующих конструктивных затруднений. Прн работе с одним пропуском реза в нижнем положении штанг ножи «расходятся» (см. рнс. VII. 19, б) и между ними образуется достаточное расстояние для беспрепятственного прохождения полосы. Прн работе с двойным нли тройным пропуском реза в момент пропусков реза штангн не будут находиться в крайнем нижнем положении — они будут подниматься вверх; прн этом расстояние между ножами будет недостаточным для свободного прохождения полосы
423
Рис. VII.20. Схема приводя летучих ножниц с двухкривошлппым кулисным механизмом выравнивания скоростей полосы и ножей в момент резания:
а — ведущий кривошип направлен в сторону, обратную смещению двухкрнвошипного вала; б — промежуточное положение; е — ведущий кривошип направлен в сторону смещения двухяривошнлного вала
между ними. С целью увеличения этого расстояния необходимо илн увеличить длину хода штанг вниз, или применить другой вид их привода (например, при помощи профилированных кулачков), однако этн мероприятия вызывают конструктивные усложнения ножниц.
Как уже указано выше, для получения листов любой промежуточной длины между одинарными и двойными длинами (с интервалом 5—10 мм), согласно формуле (VII. 13), при k~ const необходимо изменять отношение скорости полосы к горизонтальной скорости ножей (пп/ин); однако при этом в момент резання это отношение должно быть равно или несколько меньше единицы ОЛ = 1-н0,97).
Очевидно, что это условие можно выполнить только при неравномерном вращении ножей в течение каждого одного оборота.
Из рис. VII. 17, а видно, что ножн описывают сложную траекторию и на участке резания она почти горизонтальная, поэтому иожн здесь будут двигаться поступательно, сближаясь друг с другом. Для того чтобы поступательная скорость ножей совпадала со скоростью полосы, применяют специальным двухкрнвошипный кулисный механизм (рис. VII.20) нлн привод с эллиптическими шестернями.
424
Механизм состоит из двух кулис I и 3, двухкривошипиого вала 2, установленного в ползуне 9; иа концах кривошипов имеются пальцы 4 с ползунами, скользящими в пазах кулис. Ведущая кулиса / приводится зубчатым колесом 5, находящимся в зацеплении с шестерней 6, сидящей на валу силового редуктора, соедииеиного с электродвигателем. Ведомая кулиса соединена с шестерней 7, сидящей и а приводном валу ножниц, и приводит шестерню 8, насаженную иа конце барабана ножниц. Ось ведущего вала кулисы 1 (зубчатого колеса 5) точно совпадает с осью ведомого вала кулисы 3 (осью шестерни 7). С помощью спе-
рме. V11.2I. Изменение мгновенного отношения угловых скоростей £ ведомой J, к ведущей кулнее <о, — const в функции угла поворота вала привода летучих ножниц при относительном эксцентриситете е = 1/3: 1 —- для кривошипно-кулнемого механизма; 2 — для одной пары эллиптических зубчатых колес
циайьного винтового механизма ползун вала 2 можно перемещать и тем самым изменять эксцентриситет (смещение) е.
Если ползун 9 передвинуть вправо (на поз. 9 против стрелки) до ебвмещения оси двухкривошипиого вала с осью обеих кулис, то эксцентриситет будет равен нулю (е = 0); угловая скорость ведомой кулнсы 3 будет совпадать с угловой скоростью ведущей кулисы Г, при этом ножницы будут резать полосу иа основные минимальные длины (без пропуска реза или с пропуском одного реза). Если ползун переместить влево так, что ось вращения кулис 1 и 3 и ось двухкривошипного вала образуют эксцентриситет е, то при равномерном вращении ведущей кулисы 1 угловая скорость кривошипа 10 с ползуном 4 ие будет постоянной, так как ползун (камень) 4 будет скользить в пазу кулисы и его расстояние от оси кулисы будет переменным. Очевидно, что скорость вращения кривошипа 11 с ползуном 4 и ведомой кулисы 3 будет также переменной.
На рис. VII.21 представлены кривые синусоидального характера, наглядно показывающие изменение мгновенного передаточного числа двухкривошипного механизма за один оборот ведомой кулисы. Обычно ножницы настраивают таким образом, что положение сведенных иожей (момент резания) соответствует смещению и кулисы в сторону эксцентриситета кривошипного вала (как на рис. VI 1.20, а) Таким образом, резание совершается при iinax, т. е. когда кривые t = f (а) имеют максимум.
Следует при этом отметить, что средняя угловая скорость ведомой кулисы 3 будет равна постоянной угловой скорости ведущей кулисы /, так как за одно и то же время кулисы совершают один оборот. Отсюда можно сделать следующий вывод: при постоянной скорости полосы (un = const) и постоянной частоте вращения ведущей кулисы (riij = const) средняя угловая скорость ведомой кулисы и средняя угловая скорость ножниц (а следова
425
тельно, и длина отрезаемых листов) не зависят от настройки эксцентриситета е кривошипного механизма; последний необходим только для подгонки максимальной угловой скорости ведомой кулисы (и максимальной поступательной скорости иожей) к постоянной скорости полосы цп.
Предположим, что прн той же скорости полосы vu — const мы хотим резать полосу и а любые мерные длины, большие основной длины L > Locn. Тогда, согласно формуле (VII. 13), мы должны уменьшить среднюю (за один оборот) скорость иожей в отношении L/LOCB; в этом же отношении надо уменьшить скорость, ведущей кулисы 1 и среднюю скорость ведомой кулисы 3. При этом необходимо соблюдать условие, чтобы максимальная скорость иожей, соответствующая максимальной скорости ведомой кулисы прн ее неравномерном вращении, совпадала со скоростью полосы (или на 1—3 % больше). Это условие можно выполнить, если перемещением ползуна установить следующий эксцентриситет двухкривошипного механизма
со-Ze», = L/Loa, = imax = (1 + у)/(1 - у). (VII. 17)
Из анализа этого уравнения следует, что (при vt = vu = const): а) при резаини листов основной длины L = Loc„ (при k = 1 или k = 2) эксцентриситет (отношение е/r) должен быть равен нулю. Ножницы настраивают так, что этому положению соответствует основная (номинальная) скорость ведущей кулисы и равенство скоростей ножей и полосы (uj = vn vH); б) при резаннн полосы иа листы длиной L > £осн, например, при £/£осн = 9/8; 5/4; 4/3; 3/2; 5/3; 2, необходимо:
1) уменьшить скорость как ведущей кулисы, так и среднюю скорость ведомой кулнсы и ножниц в этом же отношении [т. е. увеличить время между двумя последовательными резами согласно формуле (VII. 10)1; 2) одновременно увеличить эксцентриситет двух кривошипного вала, установив его равным efr — 1/17; 1/9; 1/7; 1/5; 1/4; 1/3; при этих значениях е/r мгновенная горизонтальная скорость иожей в момент резания будет равна скорости полосы.
Если необходимо резать полосу на листы длиной L < LnCH (при k= 1), то, согласно формуле (VII. 17), отношение е/r будет отрицательным. Это означает, что для того чтобы в момент резания скорость движения иожей была бы равна скорости полосы, необходимо двух кривошипный вал сместить в противоположную сторону по отношению к положению, показанному на рис. VII.20, т. е. вправо; резание будет происходить при минимальном значении »Мгн (например, при I — 0,5), т. е. при весьма большой скорости ведомой кулисы и иожииц. Так как при этом будут возникать значительные ускорения и динамические моменты от неравномерно вращающихся барабанов и шестерен ножниц, что будет
426
отрицательно влиять иа работу ножниц» п, кроме того» после резания и потери при этом энергии пришлось бы наращивать скорость, что невыгодно, то режим резания полосы на листы длиной L < £осы (при ft = 1) применять не рекомендуется.
Конструкция ножниц
На рис. VII.22 представлены кинематическая схема и общий вид рычажпо-кривошиппых иожииц Ножницы предназначены для холодной поперечной резки стальной полосы (ов до 600 МПа) со скоростью до 2,5 м/с; толщина полосы 2,5—6,0 мм, ширина до 1550 мм, максимальное усилие резання 1 МН. Оба ножа установлены с наклоном (1 : 140), длина ножей 1700 мм.
Если принять, что средний радиус траектории ножей будет равен эксцентриситету кривошипа, равному 245 мм, то при непрерывной работе иожииц рез будет происходить за каждый оборот кривошипа (при k = I) и минимальная основная мерная длина листов будет равна, согласно формуле (VII. 12), Еосп = 6,97n2Rk = = 1500 мм. Дополнительные длины листов с интервалом через каждые 10 мм можно получить уменьшением скорости иожннц (скорости ведущей кулисы) в пределах (1—0,5) (оссн; при этом максимальная длина листов будет равна 3000 мм; для выравнивания мгновений скорости иожей со скоростью полосы в двух-крнвошипиом механизме необходимо установить соответствующий эксцентриситет согласно формуле (VII. 17).
Эксцентриковый вал шатунно-кривошипного механизма пропуска реза приводится от шестерни, расположенной на торце иижией ведущей втулки иожииц (передаточное число шестерен 1:2). При работе иожииц с одним пропуском реза (k = 2) основная мерная длина листов будет равна 3000 мм, дополнительные длины листов в пределах до 6000 мм можно получить, как и в первом случае, изменением скорости иожииц (ведущей кулисы).
Полоса подается в ножницы подающими роликами с постоянной скоростью в пределах 1—2,5 м/с. Для обеспечения синхронности скоростей ножницы и подающие ролики приводятся от одного общего электродвигателя постоянного тока мощностью 250 кВт. Ввиду того, что приводной момент ножниц значительно больше приводного момента подающих роликов, коробка скоростей установлена в линии привода подающих роликов (см. рис. VII. 13, а), а не в линии привода иожииц (как на рис. VII. 13, б).
Кривошипно-рычажные ножницы с механизмами пропуска реза и выравнивания скоростей ножей и полосы наиболее целесообразно применять для холодной резки полосы толщиной более 3 мм. Одиако оин весьма сложные н вследствие наличия больших неуравновешенных масс и неравномерного вращения суппортов при работе иожииц возникают большие динамические нагрузки, что ограничивает возможность применения этих ножниц при скорости выше 2,6 м/с.
427
710
Pirc VII.22. Кинематическая схема (п) и общий вид (б) ры-чаж но-кривошипных летучих но а. ниц Ь 1700 мм конструкции СКМЗ:
— двухкрввошипный механизм привода ножниц (показан в положении окончания резания: пунктиром изображена ведущая кулиса со стороны электродвигателя): 2 — приводной вал ножниц с шестерней—кулисой: 3 — криношнпно-шатунный привод вертикального перемещения штаигн (пропуск реза): 4 — штанги; 5 — суппорт верхнего ножа; 6 — кривошип: 7 — суппорт нижнего ножа; « — подающие ролики
428
Летучие ножницы для горячей резки заготовок и сортовых профилей
Ножницы с радиальным бесступенчатым выравниванием скорости резания
Как было указано выше, при резании полосы на листы любой промежуточной длины между £1Г1ах и Ьоси путем соответствующего увеличения скорости ножниц двухкривошипиый кулисный механизм позволяет выравнивать скорость в момент резания со скоростью полосы Однако этот механизм имеет существенный недостаток, заключающийся в том, что вследствие неравномерной угловой скорости ведомой кулисы возникают большие ускорения и весьма значительные динамические нагрузки в ножницах.
За последние годы для выравнивания скоростей стали применять другой способ, так называемый радиальный
Сущность радиального способа выравнивания скоростей заключается в следующем.
Из уравнения (VII.11) (при k = 1)
L = 2nvB (1/<ов)
следует, что уменьшение длины листов (при ип = const) можно получить только увеличением угловой скорости ножниц шн. Однако так как сон = »и/гн, то при радиусе траекторий ножниц rH = const увеличение угловой скорости повлечет увеличение окружной скорости ножей и„. Для того, чтобы в момент резания соблюдалось отношение vD/v„ = 1 = const (выравнивание скоростей), необходимо уменьшить радиус траектории во столько раз, во сколько раз была увеличена скорость ножей. Иными сло-
Рнс. VII.23. Схема резания полосы на летучих ножницах с радняльным выравниванием скорости ножей и полосы: ,
а — максимальной длины (при 6 — промежуточной длины (прн /?а): мини-
мальной ДЛИНЫ При
429
вами, в момент резания произведение <uur„ должно быть постоянным (ЫцГц = const).
С этой целью в барабанах ножей применяют эксцентриковые втулки, которые вращаются в том же направлении, что и иожи.
Если эксцентриситет е втулок радиусом г направлен в сторону разрезаемой полосы (рис. VI 1.23, а), то радиус траектории ножей будет максимальным: 7?та.х = г + е.
При этом ножницы будут резать полосу на листы максимальной длины Ещзх 2л/?НиХ.
Если эксцентриситет втулок направлен в обратную сторону (рис. VII.23, в), то радиус траектории иожей будет минимальным: #min — г — е‘, ножницы будут резать полосу иа листы минимальной длины Lraln == 2nRmln.
Отношение этих длин
^nm/Emln = (г 4- е)/(г — ё) -= (1 4- е/г)/(\ — e/r), (VII. 18)
т. е. такое же, что н при применении двухкривошиппого механизма (см. формулу VII 17).
В. любом промежуточном положении эксцентриковых втулок при угле а (рис. VI 1.23, б) радиус траектории Ra ~ е cos а + 4- 1 — е® sin2 сс и длина листов (при соответствующем увели-
чении сон)
La = 2л Ra.
Таким образом, изменение угла положения эксцентриковых втулок в период одного оборота ножей позволяет получать любые промежуточные длины листов, т. е. радиальный способ обеспечивает бесступенчатое регулирование длины реза и синхронность скоростей иожей и полосы. Для того чтобы иожн встречались при резании, необходимо соответствующим образом изменять расстояние Аа между центрами эксцентриковых втулок; изменение Аа осуществляется специальным винтовым механизмом. Для осуществления пропуска реза (получение двойных и тройных длин) расстояние Аа увеличивается другим механизмом (при неизменном взаимном положении эксцентриковых втулок).
Летучие ножницы с бесступенчатым радиальным выравниванием скорости применяют на некоторых заготовочных станах в США.
Кривошипно-рычажные ножницы с радиальным ступенчатым выравниванием скорости резания. Для прокатки сортовых профилей (круг, квадрат, фасонные профили) иа сортовых станах целесообразно применять исходные заготовки определенного сортамента по сечению при весьма узком сортаменте на длине в пределах 6—42 м (например, 6,9 и 12 м) для удобства нагрева в печах, имеющих определенную ширину пода. Таким образом, нет необходимости устанавливать иа непрерывных заготовочных станах сложные летучие ножницы с бесступенчатым регулированием скорости ножей для получения заготовок любой длины.
430
Более целесообразно для непрерывной резки заготовок применять летучие ножницы со ступенчатым регулированием мериЬгх длин заготовок при соблюдении синхронности скоростей ножей и разрезаемой полосы (длинной заготовки).
Рассмотрим устройство таких ножниц конструкции ВНИИ-метмаша (рис. VII. 24).
Ножницы кривошипио-рычажного типа с параллельно-поступательным перемещением ножей в зоне резания; профиль иожей соответствует сечению разрезаемой заготовки (квадрат, квадрат иа ребро, круг). Ножи 15 закреплены в головках (суппортах) на концах шатунов 8 (рычагов); вторые концы шатунов шарнирно соединены с качающимися серьгами 7, подвешенными к станине ножниц- Головки (суппорты) ножей свободно установлены на пальцах 5 двух кривошипов 9. Таким образом, прн вращении кривошипов ножи будут описывать сложные эллипсовидные траектории, а на участке резаиия они будут перемещаться параллельно-поступательно, что необходимо для получения перпендикулярного (ие косого) реза заготовки (см. рис. VI 1.17).
Оси кривошипов на роликоподшипниковых 16 в эксцентричных расточках двух валов 12, приводимых шестернями 13, 14 от электродвигателя (через редуктор пропуска реза и расцепную муфту, установленные вне ножниц). Сами кривошипы приводятся водилами 10 при помощи серег 6 (АВ) с шарнирами 3, 4 (серьги конструктивно необходимы, так как оси вращения водил и кривошипов не совпадают). Водила приводятся шестернями 1, 2 и 11 от того же электродвигателя, что и эксцентриковые валы 12.
Угловая скорость вращения воднл, соответствующая скорости полосы, устанавливается автоматически регулированием скорости электродвигателя ножниц в функции скорости прокатки заготовок в последней клети стаиа (в функции скорости главного двигателя этой клети) по сельсииио-тахометрической схеме. Выравнивание скорости ножей (относительно скорости поступающей нз клети заготовки) и ступенчатое изменение длины отрезаемых заготовок осуществляются одним и тем же эксцентриковым устройством, что является преимуществом этих ножниц. Рассмотрим более подробно работу ножниц для резки заготовок максимальным сечением 100 X100 мм.
Ножницы установлены за последней клетью непрерывного заготовочного стана 850/700/500 и предназначены для резки заготовки сечением от 60x60 до 100Х 100 мм, движущейся из последней клети стана со скоростью, соответственно 5,2—1,8 м/с. Длина отрезаемых заготовок 2,5; 3,0; 5; 6,0; 7,5; 9,0; 10,0 и 12,0 м (в холодном состоянии, т. е. после охлаждения на стеллажах).
1. Если эксцентриковые валы 12 повернуты своими эксцеитрм-систетами в сторону разрезаемого металла и неподвижны (привод их отключен от электродвигателя), то при непрерывном вращения воднл ножи будут встречаться при каждой обороте кривошипа D и резать заготовку.
431
Рис. VI 1.24. Кинематическая схема рычажно-кривошипных летучих ножниц для резки горячей заготовки с радиальным ступенчатым выравниванием скорости ножей
За основную длину примем минимальную длину заготовки Lock = 2,5 м. Резание осуществляется при температуре металла 900—950 °C, при которой длина заготовки LOCH = L'OCH (1 + -I- а/0) = 2500 (1 + 12 X 10-е-900) ~ 2525 мм, где а — коэффициент температурного расширения стали. Заготовка 100x100 мм разрезается в положении иа ребро (по диагонали); при наличии закруглений по углам заготовки высота диагонали d = 135 мм. При резании заготовки сечением 60x60 мм d = 70 мм. Диагональ среднего сечения dcp = 102 мм. Принимаем, что синхронность горизонтальной скорости ножей и полосы наступает в момент, когда ножи внедрились в металл на 1/3 высоты диагонали. Тогда ход каждого ножа для резания оставшегося сечения составит Hi2 — %dcp/2 — 51 мм.
Требующийся минимальный радиус кривошипа определим по формуле г = LOCH/2n -Т Af/2 = 435 мм.
2. Если эксцентриковые валы повернуть эксцентриситетами в противоположную сторону и оставить их неподвижными, то при вращении водил А ножи ие будут встречаться, т. е. ие будут резать заготовку.
3. Если одновременно вращать (с разной угловой скоростью) водила А (т. е. кривошип D) и эксцентриковые валы С, резание будет происходить только тогда, когда при прохождении зоны резания максимальный эксцентриситет будет находиться вблизи вертикального диаметра.
Предположим, что требуется резать заготовку на двойные длины; тогда, очевидно, угловая скорость эксцентрикового вала должна быть в два раза меньше угловой скорости водила А и кривошипа D и коэффициент пропуска реза будет k = 2. При этом длина реза составят L = L(lCUk =- 5050 мм.
При угловой скорости эксцентрикового вала в 3 и 4 раза меньше чем скорость вращения кривошипа (k = 3 и 4), получим тройные и четверные длины, т. е. 7575 и 10 100 мм (или в холодном состоянии 5,0; 7,5 и 10,0 м).
4. При вращении эксцентрикового вала с угловой скоростью, равной угловой скорости кривошипа, радиус кривошипа будет равен гБР = г + е = 435 + 85 = 520 мм и минимальная основная длина LIICII = 2л (гвр — /7/2) ~ 3050 мм.
5. При вращении эксцентрикового вала с угловой скоростью, большей скорости кривошипа, получим длины, большие LOCII. Например, яри <оэ/(йкр = 3/2; 4 3 и 5/4 получим (прн k = 2,3 и 4) L 6100; 9150 п 12200 мм (или в холодном состоянии 3,0; 6,0; 9,0 и 12,0 м).
Для резания заготовки иа длины, кратные 2,5 (5; 7,5 и Юм) и 3 (6; 9 и 12 м), между ножницами н электродвигателем установлен редуктор пропуска реза с набором шести передаточных чисел, необходимых для уменьшения скорости ножниц при резаиии двукратных, трехкратных и четырехкратных длин.
Планетарные летучие иожиицы
Планетарные летучие иожиицы конструкции ВНИИметмаша применяют для резания заготовок (усилие резания 1,0-ь1,5 МН) и сортовых профилей (усилие резания 120-: 500 кН).
На рис. VI 1.25 представлена кинематическая схема планетарных ножниц для резания горячих заготовок. Ножницы установлены в технологическом потоке прокатки за последней клетью непрерывного заготовочного стаиа 900/700/500 и предназначены для резаиия на ходу заготовок сечением 80x80 и 120Х120 мм со скоростью соответственно 7,0 и 3,1 м/с, а также плоских заготовок сечением 100X120—100x150 мм и круглых заготовок диаметром 100—140 мм (для заготовок из легированной стали скорость иа 25 % меньше). Пропускная способность ножниц соответствует производительности блюминга 1300 и непрерывного заготовочного стаиа 900/700/500 (около 5,5 мли. т в год).
По условиям массового производства однотипных заготовок для обеспечения ими непрерывных сортовых станов (установленных за непрерывным заготовочным станом) сортамент заготовок по длине ограничен двумя основными размерами: 6 и 12 м (требующиеся в небольшом количестве заготовки длиной от 5 до 6 м и от 10 до 12 м получаются путем резания с опережением скорости ножей по отношению к скорости заготовки, выходящей из последней клети стаиа).
Механизм резания планетарных ножниц состоит из двух ведущих барабанов, приводимых с одной стороны зубчатыми шестернями с диаметром начальной окружности 3030 мм; нижияя шестерня приводится от электродвигателя типа МП мощностью 1300 кВт и частотой вращения 200 об/мин через редуктор с передаточным числом i = 3,7. Внутри каждого барабана 2 (иа рис. VII.25, а барабан представлен в виде рамки дифференциала) имеется планетарная зубчатая передача, состоящая из солнечной (центральной) 3, промежуточной (паразитной) 4 и планетарной 5 шестерен. Валы всех шестерен установлены на роликовых подшипниках; вал планетарной шестерни имеет три опоры; между двумя крайними опорами на валу этой шестерни жестко закреплена режущая головка (суппорт) с ножом. Ножницы могут работать в двух режимах: а) без пропуска реза; б) с пропуском реза.
Работа ножниц без пропуска реза. Солнечные (центральные) шестерни 3 неподвижны: при вращении зубчатых колес 1 н 8 барабанов (рамки дифференциалов 2 с балансиром 7) планетарные шестерни 5 и суппорты с ножами 6 совершают плоское поступательное движение по круговой траектории, радиус которой равен расстоянию между центрами солнечной и планетарной шестерен (положение иожей ие изменяется, см. рис. VII.25, б}. При радиусе этой траектории г = 1050 мм и при синхронности скоростей ножей и полосы ножи будут встречаться в конце каждого оборота и
434
435
Рис, VI 1.25. Кинематическая схгмг летучих планетарных ножниц для резания горячей заготовки
резать полосу (заготовку) на основные длины Ln(ll - 2л (г — — d/2) = 6090 мм, raed = 160 мм — высота разрезаемого сечения (диагональ ромба с учетом закругления углов); с учетом температурной усадки после охлаждения будет LOCH т 6000 мм.
Работа ножниц с пропуском реза. В конструкции ножниц предусмотрена возможность резки только с одним пропуском реза (k ~ 2), при этом длина реза составит L = 2LOCK = 12 180 мм.
Пропуск реза осуществляется следующим образом. Кривошип приводится во вращение от редуктора пропуска реза (редуктор на рнс. VII.25. в не показан), приводимого от того же электродвигателя через сцепную муфту, с угловой скоростью, в два раза меньшей угловой скорости барабанов (и зубчатых колес 1 и 8). В конце первого оборота барабанов кривошип А займет положение В (поворот на 180°); при этом при помощи шарннрно-рычаж-ной системы (выполненной по схеме антипараллелограмма) солнечные и планетарные шестерни (а значит, и суппорты с ножами) повернутся в противоположных направлениях, обеспечивая возможность свободного прохода заготовки между раздвинутыми ножами. В конце второго оборота барабанов кривошип из положения В перейдет в исходное положение А (поворот на 180°, рис. VI 1.25, а), произойдет резание заготовки на двойные длины.
При необходимости получения более коротких заготовок (в интервале 5—6 и 10—12 м) допускается работа ножниц «с обгоном». При этом ножи будут испытывать дополнительные (кроме усилия расклинивания ножей) горизонтальные усилия вследствие движения их по дуге резания со скоростью, значительно превышающей скорость заготовки. С целью частичной компенсации этих усилий в шатун 9 введен упругий элемент — пружина, которая позволяет (при сжатии) ножам повернуться на небольшой угол в направлении движения металла (см. рис. VII.25, б) и тем самым уменьшить усилие, растягивающее заготовку при резании с обгоном.
Ножницы рассчитаны на максимальное усилие резаиия 1,5 МН. Эксплуатация ножниц на новых непрерывных заготовочных станах 900/700/500 показала их надежность и точность резания +30 мм.
Ножницы подобного типа конструкции ВНИИметмаша — СКМЗ, но для резания заготовок сечением до 100х 100 мм на большие количества мерных длин (в пределах от 6 до 12 м) установлены также на других непрерывных заготовочных станах отечественных и-зарубежных заводов.
По сравнению с рассмотренными выше кривошипно-рычажными (эксцентриковыми) летучими ножницами (см. рис. VII.24) планетарные ножницы имеют некоторые преимущества: двухопорное расположение вращающихся барабанов (с шестернями 1 и 8, а также планетарными шестернями с суппортами внутри); более уравновешенная система режущего механизма (нет возвратно-поступательно движущихся масс). Эти преимущества позволяют применять планетарные ножницы для резания металла, движу
436
щегося с большой скоростью; для резання заготовок — со скоростью до 7 м/с и простых сортовых профилей (круг, квадрат овал) — до 20 м/с. Недостатком этих ножниц является более сложная конструкция механизма резаиия и больший суммарный маховой момент (момент инерции) вращающихся масс ножниц, что требует применения электродвигателя большей мощности.
На рис. VI 1.26 представлен общий вид быстроходных планетарных ножниц конструкции ВНИИметмаша —СКМЗ с усилием резаиия 1,5 МН, схема которых дана иа рис. VII.25.
Стальные литые станины 9 соединены траверсами 3 и 25 и сверху закрыты крышками 4. В подушках 1 и 2 на роликовых подшипниках установлены верхний 5 и нижний 6 барабаны. Внутри каждого барабана на подшипниках качения установлены планетарные механизмы, состоящие из солнечных (центральных) 24 промежуточных 23 и планетарных 22 шестерен. Корпус режущей головки (суппорта) 21 выполнен за одно целое с валом планетарной шестерни. Каждый нож 20 имеет два профильных режущих калибра (один из них запасной). Устранение люфтов в планетарном механизме осуществляется при помощи специального устройства, состоящего из шестерен 18, торсионного (крутильного) вала 16 (проходящего внутри расточки вала солнечной шестерни), рычага 15, закрепленного на шлицах на конце торсионного вала, и двух спиральных пружин сжатия. Одноплечий рычаг 13 и двуплечий рычаг 10 соединены со втулками 14 срезными (предохранительными) пальцами 12. Рычаги и тяга 11 образуют антипарал-лелограммную систему, замыкающую планетарные механизмы. Двуплечий рычаг 10 соединен с кривошнпиым приводом через упругий шатун (см. рис. VI 1.25, в). Барабаны приводятся во вращение замыкающими зубчатыми колесами (i = 1). Нижний бара-бая и нижнее зубчатое колесо 19 приводятся от комбинированного редуктора и электродвигателя через зубчатую муфту на конце пустотелого вала нижнего барабана. Балансировка барабанов (с планетарными механизмами, расположенными асимметрично внутри барабанов) осуществляется при помощи контргрузов 77, закрепляемых в расточках в приливах барабанов, расположенных со стороны, обратной положению планетарных механизмов. Вал 8 шатунно-крнвоши иного механизма пропуска реза (см. рнс. VI 1.25, в) установлен на подшипниках 7 на лапе станины.
Комбинированный редуктор (на рис. VI 1.25 и VII.26 не показан) с межцентровым расстоянием А = 1800 мм передает вращение от электродвигателя к нижнему барабану (t = 3,714) и имеет дополнительную двухступенчатую передачу от верхнего вала первой передачи (t = 2) к валу кривошипного механизма пропуска реза (через расцепную зубчатую муфту, выключаемую при помощи гидроцилиндра, когда ножницы работают без пропуска реза; одновременно при этом механизм пропуска реза застопоривается для недопущения поворота солнечных шестерен). Скорость резания (скорость электродвигателя ножниц) автоматически синхро-
437
низируется со скоростью прокатки металла в последней клети стана (или со скоростью подающих роликов, т- е. со скоростью электродвигателя клети или подающих роликов) при помощи сельсинно-следящей системы, установленной в цепи управления электродвигателями.
438
Рис. VII.26. Общий вид быстроходных планетарных ножниц с усилием резания 1,5 МН для горячей резки заготовок
3030
Маятниковые тихоходные летучие ножницы
Маятниковые летучие ножницы имеют простую конструкцию и надежны в эксплуатации, однако вследствие большой инерционности движущихся масс они весьма тихоходны и применяются для резания на ходу металла, движущегося со скоростью не более 2,5 м/с.
На рис. VI 1.27 представлена схема маятниковых тихоходных летучих ножниц конструкции ВНИИметмаша—СКМЗ. Ножницы установлены перед второй группой клетей непрерывного заготовочного стаиа и предназначены для отрезки переднего (неровного) конца горячей заготовки сечением до 150x150 мм. Максимальное усилие резания 2,0 МН скорость заготовки при ре-ании — до 2.5 м/с.
439
Рис. VI1.27. Схема маятникоиых тихоходных летучих ножниц
На среднем эксцентрике верхнего приводного вала 1 подвешен шатун с суппортом н верхним ножом 2. На двух боковых эксцентриках вала подвешен нижний суппорт с ножом 3. При повороте эксцентрикового вала на 360° верхний суппорт 4 опускается вниз (на величину двойного эксцентриситета), а нижний суппорт 5 поднимается вверх и возвращается в исходное положение; в промежуточном положении при сближении ножей произойдет резание заготовки. Так как верхний суппорт 4 перемещается в направ
ляющих пазах 6 нижнего суппорта, то при резании движущейся заготовки суппорта, занимавшие перед резанием наклонное положение, будут двигаться вправо (по движению заготовки) подобно маятнику, подвешенному на верхнем приводном валу. Возврат маятника в исходное положение (левое) обеспечивается моментом от контргруза 7 (вместо рычажно-пружинных систем в ножницах старого типа). Крайние положения маятника фиксируются амортизаторами 8. Ножницы работают в режиме запусков электродвигателя от фотореле, установленного перед ножницами и засвечиваемого передним концом горячей заготовки, движущейся по рольгангу.
4. ДИСКОВЫЕ НОЖНИЦЫ
Дисковые ножницы применяют для обрезки кромок у широких полос и резки этих полос, вдоль на несколько более узких полос (роспуска).
Для получения качественной резки (прямой рез без заусенцев) дисковые ножи устанавливают с радиальным перекрытием Д = 1-4-3 мм (чем толще полоса, тем меньше перекрытие ножей; при h > 10 мм применяют отрицательное перекрытие) и с небольшим боковым (горизонтальным) зазором 6 = (0.05—0,08) h (при резании полосы толщиной менее 0,2 мм ножи устанавливают плотно» без зазора). Толщину диска принимают в пределах 0,06—0,1£). Ножи изготавливают из хромовольфрамовой стали марки 5ХВ2С с твердостью после термообработки HRC 50—52; угол заострения ножей принимают 90° (ножи строго цилиндрические).
Если центры дисковых ножей будут установлены в вертикальной плоскости (рис. VII.28, а), то полоса на выходе из ножей будет изгибаться вверх (хотя и незначительно), а обрезаемая боковая кромка пойдет сначала горизонтально, а потом вниз (под собственной тяжестью). Для того чтобы полоса после резания выхо-
440
дила прямо, верхний нож смещают по направлению ее движения, относительно нижнего ножа (рис. VII .28, б), обрезаемая кромка будет направляться под большим углом вниз (кромкокрошнтель и кромкомоталки устанавливают поэтому ниже уровня ножниц).
Для обрезки кромок применяют двухпарные дисковые ножницы, а для роспуска широкой полосы — многопарные.
Методика определения усилия резания. Дуги АС и ВС (рис. VI 1.28, в) заменим соответствующими хордами, в таком случае процесс резания дисковыми ножами будет аналогичен процессу резания наклонными ножами (см. рис. VII.6, в).
При некотором перекрытии ножей Д скалывание (отрыв) в сечении ED будет происходить при величине коэффициента относительного надреза сечения ен = 2 ((z/2)z/i) = z/h; площадь среза (сдвига) равна площади трапеции ABDE:
ft -Ь ft (I ен) ft£H 2 ~ еи „ 1,2
2 2tga ” 4iga 11 '
(VII. 19)
По аналогии с формулой (VI 1.5) для гильотинных ножниц максимальное усилие резания дисковыми ножницами с одной парой ножей можно определять по формуле
Р = k,k.k3o„ e„h2.
1 - J и 4 iga
(VII.20)
441
Значения коэффициентов kt, k.2, k3 такие же, что и для случая резания на гильотинных ножницах; значения ен приведены в табл. VI 1.1.
Из сравнения формул (VI 1.3), (VI 1.5) и (VII. 19), (VII.20) следует, что прн всех равных величинах площадь и усилие резания на дисковых ножницах в два раза меньше, чем на гильотинных (в знаменателе 4tg а вместо 2tg а). Определим теперь угол а наклона хорд ВС и АС и угол захвата металла дисками.
Из рис. (VII.28, в) видно, что:
а) угол перекрытия дисковых ножей cos у -= (/? — Д/2)//? = = 1 — Д/2Я; у ъ j &/R-
б) межцентровое расстояние между дисками А = 2R — Д = 2R cos сс0 + Л, откуда угол захвата, принимая
1 — со5а„ = 2,1п2а„/2«а2/2; cosa„ = 1 —
аа я: ) (Л -t- Д)//?;
в) угол наклона хорд ВС н АС (принимая а а' при у = 0)
При резанни без перекрытия ножей Д = 0, у = 0 и~а = aJ2.
Зависимость диаметра дисков от толщины разрезаемой полосы можно представить так:
2/?“D=-r4^~4(/> i-д).’ (VH.21)
I LUa U q-
Дисковые ножницы предназначены для резания полос определенного диапазона по толщине от Лпнп до ^тах- Для полос максимальной толщины перекрытие ножей может быть принято равным нулю. Кроме того, обычно угол захвата металла дисками равен 8—12°, т. е. afl = 0,14 : 0,19, поэтому, согласно формуле (VI 1.21), на практике принимают, что D = (50 . 100) h.
Зная усилие резаиия одной парой ножей, нетрудно определить момент, который нужно приложить к обоим дискам для их вращения при резании. Резание металла одним диском происходит на участке дуги (хорды) BE (в точке Е наступает скалывание — отрыв). Равнодействующие усилий на диски приложены посередине дуг BE н AD, поэтому момент для вращения двух дисков (см. рис. VI 1.28, в)
МрРЭ = 2Ра,
где а = R sin р — плечо приложения силы Р (р — угол приложения силы Р).
Сечение FG является средним для трапеции ABED, поэтому FG — Л-+2£Д = л + = Л(1
442
Так как прн резании с перекрытием ножей
Л 2Я-Д-2/?cos₽ l-FG 2flcos₽ -J-h (1 — ,
то получим
COS 0 = 1
COS0 « /(Л(1-^.)-д)/я
При ен = 0 (скалывание без резания) р с^; при eu = 1 (резание по всему сечению без скалывания) р = а.
Момент трения в опорах приводных валов при резании одной парой дисков /Итр = Pfid, где р и d — коэффициент и диаметр треиия в подшипниках опор приводных валов.
Мощность электродвигателя для привода ножниц (кВт) имеющих п пар дисков диаметром D = 2R, вращающихся с окружной скоростью V (м/с) Н угловой скоростью <1>и s» v„{R = 2v/D (1/с), определим по следующей формуле (моменты выражены в кН м): /V= ftn(MpeJ + MTp)^-, (VII.22)
где т) — к. п. д. привода ножниц (редуктора, шестеренной клетн, муфт); т] = 0,85:- 0,95; k -= 1,1 -н 1,2— коэффициент, учитывающий потери мощности на трение дисков о разрезаемый металл.
При выборе электродвигателя надо иметь в виду следующие два режима работы ножниц:
1. Ножницы для резания толстых полос (Л 3> 4 мм) работают с различной скоростью в зависимости от толщины полосы, т. е при переменном статическом моменте и постоянной мощности ЛГДВ = ЛГН. В таком случае в формулу (VII.22) следует подставлять /Ир^з тах. и шн. mim соответствующие резанию полосы максимальной толщины; двигатель ножниц должен иметь регулирование скорости прн постоянной мощности (изменением возбуждения); передаточное число редуктора привода ножниц определяют из условия
® (^дв- max)/(^H mln)*
2. Ножницы для резания тонких полос (Л< 4 мм) в агрегатах резки должны работать при максимальной скорости и при максимальной нагрузке по моменту при резании любой толщины заданного сортамента. В этом случае в формуле (VII.22) необходимо подставлять М11Ргта и со,,.maxi шунтовой электродвигатель должен иметь регулирование своей угловой скорости при постоянном моменте Мди = Мн путем изменения напряжения; мощность двигателя, подсчитанная по формуле (VI 1.22), должна соответствовать номинальной мощности по каталогу (/VH), а передаточное число редуктора следует определять из соотношения i =
Лдв. вомМм. п>»х-
443
1ПЛП-МПП
Рис. VII.29. Дисковые двухпарные ножницы 25 X Х2600 мм для обрезки боковых кромок у толстой полосы:
а — общий вид; б — узел ножей
о
б
Конструкция дисковых и кромкокро-иштельных ножниц. На рис. VII.29 показаны дисковые двух-парные ножницы 25 X 2600 мм конструкции УЗТМ для обрезки боковых кромок у толстых полос
(толщиной 4—25 мм, шириной 1000—2600 мм); предел прочности материала листов 800 МПа. Диаметр дисковых ножей 1 равен 1000—920 мм. Ножницы приводятся от электродвигателя мощностью 200 кВт через редуктор и вал 3(1 = 23,9) и шестерни 4, встроенные в ножницы (1 = 2,63); скорость резаиия 0,3 м/с. Настройка ножниц иа заданную ширину полосы осуществляется при перемещении правой станины 5 по направляющим плитови-иам 6 при помощи ходового винта, приводимого электродвигателем мощностью 3,5 кВт через редуктор. Дисковые ножи закреплены на приводных валах 7. установленных на роликовых подшипниках 2 в эксцентриковых втулках 3. Перекрытие иожей регулируют, изменяя расстояние между осями ножей, поворотом эксцентриковых втулок червячными венцами 9; эти венцы приводятся червяками (на чертеже не показаны), соединенными с электродвигателем 10 мощностью 1 кВт. Боковой зазор между ножами регулируют путем смещения в осевом направлении эксцентрико-444
Рис. VII.30. Дисковые четырехларные ножницы для обрезки боковых кромок и роспуска ТОНКОЙ ПОЛОСЫ
вых втулок (вместе с приводными валами) при повороте внутренних червячных венцов 11 с резьбой ручными штурвалами 12, соединенными с червяками. Для направления и прижима полосы при резке имеются холостые верхние и нижние ролики 13. С целью направления отрезанных боковых кромок вниз (в кромкокроши-тельные ножницы) верхние дисковые ножи смещены по отношению к нижним на 150 мм по направлению движения полосы. Общая масса ножниц 87 т.
На рис. VI 1.30 представлены дисковые многопарные (четырехпарные) ножницы для обрезки боковых кромок у полосы шириной 1000 мм и толщиной 0,2—0,6 мм н роспуска ее вдоль на три узкие полосы шириной по 300 мм.
Дисковые ножи 20 х 250 установлены на цилиндрических оправках (на шпонках); расстояние между ножами фиксируется дистанционными кольцами; оправки установлены на сферических роликоподшипниках и приводятся электродвигателем мощностью 5,8 кВт через редуктор (t = 3,5) и шестеренную клеть; скорость резания 1—5 м/с. Установка оправок с ножами по вертикали осуществляется нажимными винтами с ручным приводом.
При резке полосы на дисковых ножницах отрезаемые кромки (отходы) удаляют от ножниц двумя способами: а) сматыванием
445
Ряс. VI 1.31. К ромкокрошительиые ножницы для резки боковых кромок у толстой полосы: а — общи Ci вид; б — разрез ножниц
кромок на барабаны специальными кромкомоталками; б) резкой их на короткие куски непосредственно за ножницами и направлением кусков в установленный внизу короб.
Первый способ применяют только при обрезке кромок у тонкой полосы (толщиной до 0,5 мм). За дисковыми ножницами (обычно внизу, в подвале) устанавливают кромкомоталку с приводом наматывающего шпинделя от электродвигателя. Кромки от ножниц поступают вниз непрерывно, накапливаются в желобе и периодически их концы заправляются в паз на шпинделе. По окончании наматывания шпиндель (при помощи винтового или электрического привода) выдвигается из бунта в сторону, бунт сталкивается в короб, который периодически вынимается из подвала при помощи мостового крана.
По второму способу кромку убирают от ножниц резкой ее на простых по конструкции летучих ножницах (кромкокрошптелях).
На рис. VI 1.31 показаны кромкокрошительные ножницы, установленные за дисковыми ножницами (см. рис. VI 1.29) и ниже их. Они предназначены для резки на короткие куски (длиной < 1200 мм) неровных боковых кромок толщиной 4—25 мм н шириной 10—150 мм, отрезаемых дисковыми ножницами от широких толстых полос. Правая станина 1 ножниц может передвигаться по плитовинам 2 от электродвигателя через винтовой привод 3.
446
Приводной кулачковый вал 4 приводится от электродвигателя переменного тока мощностью 197 кВт и частотой враще-ния 500 мин-1 через редуктор (I = 23,5).
В станинах профилированные кулачки 5 смещены иа 180° по отношению друг к другу с целью поочередной резки.
По кинематике ножницы являются летучими, так как они режут кромку при ее движении (на ходу). Корпус 6 ножниц со-
Рис. VI1.35. Кромкокрошнтель для резки тонких кромок
вершает качательное движение со скоростью, равной скорости движения кромки (0,3 м/с); качательное движение создается левым
приводным профилированным кулачком 7. Нижний нож 8 от кулачка 5 движется поступательно и при встрече с верхним ножом происходит резание кромки. Куски кромки по желобу поступают в короб, периодически удаляемый при помощи мостового крана.
На рис. VI 1.32 приведен общий вид кромкокрошителя для резки тонких кромок (толщиной до 4 мм) шириной 20—50 мм. установленного за дисковыми ножницами (см. рис. VII.30).
Приводной вал между опорами имеет форму неправильного прямоугольника, что позволяет осуществить крепление ножей и регулировку при помощи винтов. Ножницы имеют две пары ножей для измельчения двух боковых кромок; неподвижные ножи закреплены на стойке рамы, установленной на фундаменте. Ножи одного суппорта смещены относительно ножей другого суппорта на 90°, так что за один оборот вала совершаются поочередно четыре реза (по два реза правой и левой кромок). Вал приводится от электродвигателя мощностью 7 кВт через редуктор с маховиками; скорость движения кромки 0,3—1 м/с.
5. ДИСКОВЫЕ ПИЛЫ
Ввиду того, что при резании на ножницах фасонных профилей происходит смятие кромок и стенок этих профилей, для резки на мерные длины двутавровых балок, рельсов, заготовок квадратного и круглого сечений и других фасонных профилей, а также для обрезки нх концов применяют дисковые пилы.
Пилы разделяют на две группы (в зависимости от конструкции диска): для горячего резания и для холодного резания (пилы трения). У пил, относящихся к первой группе, диски зубчатые. У пил второй группы диски гладкие; резание происходит вследствие расплавления металла при трении быстровращающегося диска. Производительность этих пил значительно меньше производитель-
447
Рис. VI1.33. к определению растягивающих напряжений и диске пилы от центробежных сил при вращении с большой скоростью
кольцо будет равномерно
ности пил горячего резания с зубьями.
Скорость вращения диска должна быть максимально высокой для увеличения производительности пилы.
Определим растягивающее напряжение в диске пилы при его вращении с угловой скоростью ю и линейной (окружной) скоростью. Если пренебречь влиянием закрепления диска в концевых зажимных шайбах и представить его в виде тонкого кольца (рис. VI 1.33), то при вращении это нагружено радиально направлен
ными центробежными силами qt
q т —,
где tn — масса кольца на единицу длины его окружности, кг/м; q — центробежная сила на единицу длины окружности кольца, Н/м.
Разрежем кольцо по горизонтальному диаметру и отбросим его нижнюю половину; для соблюдения условия равновесия верхней половины кольца приложим в сечениях разреза две силы Р.
Возьмем на окружности бесконечно малый элемент дуги длиной rdq и составим условие равновесия верхней половины диска, спроектировав действующие иа нее силы на вертикаль:
я/п
2Р — 2 J q sin <р г dtp — 2qr, о
откуда Р = qr.
Напряжение растяжения в сечении разреза (как н в любом другом радиальном сечении) будет
и = P/F,
где F — площадь сечения.
Массу кольца на единицу длины его окружности можно представить следующим образом: tn — Fy, где у — плотность материала кольца (диска), т/м3;
тогда центробежная сила на единицу длины окружности кольца будет q ~ Fyv?r.
Так как v = <ог, то получим
Р = Fyu®.
448
Напряжение растяжения в диске
G = ?С2.
Для стального диска у = 7,85 т/м8, поэтому получим
о = 0,00785 V МПа. (VI 1.24)
Напряжение в диске при его вращении с большей скоростью должно быть не выше допустимого [о] = 160 МПа, поэтому максимальная скорость диска пилы не должна превышать
V 0,000785 = 140 М/С-
Практическая скорость вращения дисков находится в пределах 100—120 м/с. Во избежание нагрева диска при вращении с большой скоростью при резании применяют интенсивное охлаждение его водой.
Производительность пилы при горячем резании стальных профилей равна 2000—5000 мм2/с.
При резании дисковой пилой диск надо прижимать к разрезаемому металлу с усилием Q, т. е. непрерывно подавать диск «на металл» с некоторой скоростью и. По контактной поверхности металла с диском возникают окружное усилие резания Р и радиальное усилие R.
Мощность по окружности диска пилы Pv эквивалентна мощности резання металла сечением sh при подаче его со скоростью и и давлении в контакте резания р, поэтому
Pv = pshu,
откуда находим окружное усилие Р на диске (формула А. И. Целикова) с учетом размерностей скоростей v и и
P=Psh-V^’ <VI1-25)
где р — давление резания, отнесенное к 1 мма сечения стружки; его определяют по опытным данным и оно зависит от механических свойств разрезаемого металла, его температуры, скорости резания, формы зубьев диска и т. д.; для ориентировочных расчетов можно принимать р = (40 60) сгв, где ов — временное сопротивление
металла при данной температуре резания; s — ширина прорезн, мм; можно принимать, что s равно толщине диска плюс 2—4 мм; и — скорость подачи диска пилы; в зависимости от толщины разрезаемого металла, жесткости конструкции пилы и ее производительности и принимают в пределах 30—300 мм/с; h — толщина сечения разрезаемого металла, мм.
Мощность электродвигателя привода диска пилы (кВт) можно определить по формуле
N = Pe/n, (VI 1.26)
15 Заказ 224
449
Рис. VI 1.34. Усилии, действующие на диск прн резавин металла
где Р — окружное усилие, кН; v — окружная скорость диска пилы, м/с; *] — к. п. д. привода диска; при непосредственном приводе диска от двигателя т] = 0,99.
Радиальное усилие, воспринимаемое диском пилы, на основании опытных данных для горячего резания стали принимаем равным/?=(8-ь15) Р.
Усилие подачи, согласно рис.
VI 1.34, можно определить по уравнению
Q - Qo — Qi = R cos а — Р sin а,
(VII.27)
где угол а находят графическим путем для каждого конкретного случая резания металла заданного профиля.
Основные параметры дисковых пил: диаметр, толщина и ход диска, допустимые размеры разрезаемых профилей и т. д.
Наиболее широкое распространение в прокатных цехах получили салазковые дисковые пилы; в которых привод диска расположен на подвижной раме с направляющими (салазках). Жесткость направляющих станины и самих салазок исключает боковое биение диска, что является основным достоинством этих пил.
На рис. VI 1.35 показана салазковая дисковая пнла конструкции УЗТМ, предназначенной для горячей резки на мерные длины рельсов, балок и других профилей.
Диск жестко закреплен на конце двухопорного вала, приводимого в движение электродвигателем переменного тока мощностью 185 кВт и частотой вращений 975 мин-1. Диаметр диска 2000— 1800 мм, максимальная окружная скорость 100 м/с. Для обеспечения безопасной работы диск сверху закрыт кожухом; при работе зубья диска интенсивно охлаждаются водой. Диск вместе с приводом установлен на жесткой стальной раме (салазках) 2, перемещаемой по направляющим в станине 4 при помощи зубчатой
Рис. VII.35. Дисковая салазковая пила
450
передачи от электродвигателя 5 мощностью 14— 28 кВт и частотой вращения 710—1420 мин-1 (с регулируемым напряжением) через цилиндре-конический редуктор с общим передаточным числом i = 100; скорость передвижения салазок 135—270 мм/с. Регулирование скорости подачи при резании осуществляется автоматически в зависимости от нагрузки иа диск при резании. Вес салазок вос
Ряс. VII.36. Дисковая роторная пяла
принимается катками диа-
метром 350 мм и не передается на реечное зацепление. Пила установлена на двух направляющих балках (плитовинах), может передвигаться по ним при помощи реечного привода от электродвигателя 3 переменного тока мощностью 5 кВт и частотой вращения 910 мин-1; скорость передвижения 34 мм/с (перемещение необходимо при резке профилей на различные мерные длины несколькими пилами одновременно). На салазках установлены насосы / для подачи жидкой и густой смазки в узлы трения. Для резки горячего проката’ крупных сечений (квадрат 200 х х200—300 x 300 мм, круг 200—350 мм) из углеродистой и легированной сталей (с временным сопротивлением до 120 МПа при 900—1000 °C) применяют роторные дисковые пилы конструкции ВНИИметмаша (рис. VI 1.36).
Диск пилы / диаметром 2000—2500 мм, толщиной 10—12 мм вращается со скоростью 50—100 м/с; шаг зубьев 50—100 мм; зубья подвергают закалке при нагреве токами высокой частоты и отпуску на специальной установке. Подшипники диска 2 установлены на конце сбалансированного рычага-водила 3, вал которого 4 смонтирован в раме 5 на подшипниках качения и приводится от электродвигателя постоянного тока мощностью 110 -400 кВт через редуктор 6. Диск приводится во вращение от электродвигателя через клииоременную передачу 7 с натяжным роликом, имеющим винтовой механизм перемещения.
Электродвигатель водила работает в режиме запуска иа каждый рез заготовки; к моменту резания скорость подачи диска на металл 0,5—1 м/с; после резания водило останавливается в фиксированном положении при помощи комаидоаппарата.
Центр диска пилы вращается по круговой траектории относительно оси приводного вала рычага-водила 3. Благодаря большой скорости подачи (в 50—100 раз большей, чем у салазковых пил)
15* 451
время собственно резания металла составляет 0,2—0,3 с. Цикл одного резания 5—8 с (вместо 15—20 с при резании салазковыми пилами). Таким образом, производительность роторных пил значительно выше, чем салазковых.
Глава VIII
ПРАВИЛЬНЫЕ МАШИНЫ И ПРЕССЫ
1. МАШИНЫ ДЛЯ ПРАВКИ ЛИСТОВ
Назначение и классификация
Листоправильные многороликовые машины разделяют на две группы: с параллельным расположением роликов и наклонным (рис. VIII.I). На первых осуществляют правку толстых (свыше 12 мм) и в некоторых случаях предварительную правку тонких листов, иа вторых правку тонких листов и полосы (до 4 мм).
На машине с параллельным расположением роликов лист прогибается одинаково под всеми роликами. В машине с наклонными роликами лист получает наибольший прогиб между первыми роликами; дальше по мере продвижения листа прогиб его уменьшается и у последних роликов кривизна (коробоватость, волнистость) полностью выправляется — в этом состоит преимущество правки листов (полосы) на этих машинах по сравнению с правкой иа машинах с параллельным расположением роликов.
Основными параметрами листоправильных миогороликовых машин являются: диаметр роликов D', шаг роликов /; число роликов п; длина бочки роликов L и толщина листов h, подвергаемых правке на данной машине.
Диаметр и шаг роликов обусловливают качество правки и усилия иа ролики правильной машины. Слишком большие шаг и диаметр роликов не обеспечивают требуемой точности правки, а при уменьшении их увеличивается давление на ролики и усложняется конструкция машины.
Теория определения оптимальных величин шага и диаметра роликов еще недостаточно разработана, поэтому их значения выбирают иа основании практических данных в зависимости от толщины листов, подвергаемых правке иа данной машине. Шаг роликов обычно принимают равным t ж 1.1D.
Точность правки обусловлена также числом роликов в одной машине: чем больше роликов, тем лучше качество правки. Обычно для правки листов толщиной более 4 мм принимают 9—11 роликов, а при правке тонких листов 13—17 роликов (в некоторых случаях для особо качественной правки 19—29 роликов).
Скорость правки выбирают в зависимости от производительности машины и толщины листов. На основании практических 452
Рис. VlII.l. Схемы листоправильных машин с параллельным (о) и наклонным (б) расположением роликов
данных можно принимать следующие значения скорости правки: для тонких листов (0,5—4 мм) 6—0,5 м/с; для толстых листов (4—30 мм) при холодной правке 0,5—0,1 м/с и при горячей 1,0— 0,3 м/с.
Качество правки зависит также от качества поверхности рабочих роликов и степени нх износа. Так как при холодной правке износ роликов зависит от контактных напряжений, то эти напряжения ие должны быть слишком большими. Ориентировочно их можно определить по формуле Герца, предполагая, что упруго-деформируемый ролик (цилиндр) радиусом R и длиной бочки I лежит на несжимаемой плоскости (лист) и нагружен силой Р:
оКОЕТ = 0,418 yTPEjbR < 2от, (VIII.1)
где Ь — ширина листа; R — радиус ролика; Е — модуль упругости материала ролика; огт— предел текучести материала листа, подвергаемого правке; Р — максимальное давление на ролик [см. формулу (VIII. 10)1.
Подсчитанное по этой формуле максимальное контактное напряжение не должно превышать удвоенного предела текучести материала полосы.
Дли повышения жесткости л исто правильной машины и достижения требуемого качества и точности правки рабочие ролики опираются на опорные ролики. Диаметр опорных роликов принимается равным или больше диаметра рабочих роликов. Длина бочки рабочих роликов определяется максимальной шириной выправляемых листов. Длина бочки опорных роликов определяется конструктивно в зависимости от их количества по длине бочки рабочих роликов.
Рабочие и опорные ролики изготавливают из стали марок 9Х, ШХ15, 12ХН2А (последняя для роликов диаметра менее 90— 100 мм), имеющей повышенную прочность, высокую твердость н повышенное сопротивление изнашиванию Бочки роликов подвергают поверхностной закалке с нагрева токами промышленной или высокой частоты до твердости HRC 55—65.’Ролики для горячей правки изготавливают из среднеуглеродистой стали и наплавляют твердыми сплавами.
453
При выборе основных параметров листоправильных машин следует руководствоваться соответствующими таблицами (нормалями), составленными ВНИИметмашем и заводами — изготовителями этих машин—СКМЗ и УЗТМ.
Основы теории правки полосы
Процесс правки на много роликовых машинах основан на упругопластическом знакопеременном изгибе полосы, движущейся между роликами, расположенными в шахматном порядке (рис. VIII.2). Для изгиба полосы к ней надо приложить такой внешний изгибающий момент, который преодолел бы момент внутренних сил, возникающих вследствие появления в полосе внутренних напряжений противоположного знака.
Чему равны эти внутренние напряжения и как оии распределяются по толщине полосы?
Когда между двумя роликами лист изгибается третьим роликом (рис, VIII.2, а), то возможны следующие три случая распределения внутренних напряжений: 1) при упругом изгибе; 2) при пластическом изгибе; 3) при упругопластическом изгибе.
I. Упругий изгиб полосы (рис. VIII.2, б) — наружные слои металла сжимаются (растягиваются), в нейтральном сечении деформация и напряжение равны нулю.*
и 1 a j а I
6 в г
Рис \ II 1.2. Схемы напряжений н деформаций при правке полос знакопеременным взг гисом
454
Так как деформация упругая, то напряжения будут возрастать от середины полосы к периферийным слоям по закону Гука, т. е. прямо пропорционально деформациям слоев металла. Изменение напряжений в металле будет выражаться треугольником сжатия (волокна ближе к ролику) н треугольником растяжения, причем на поверхности полосы эти напряжения могут быть близки к пределу текучести от.
Возьмем бесконечно малый слой металла dy по толщине полосы на расстоянии у от среднего нейтрального сечения (рис. VIII.2, б). Элементарная площадь этого слоя равна bdy, где b — ширина изгибаемой полосы. При упругом изгибе в этом сечеиин имеется напряжение оу н на площадку действует сила, равная dT = o^dF — = Gybdy. Эта сила относительно средней нейтральной оси создает элементарный момент, равный dM = dTу = Gyby dy.
Суммируя (интегрируя) все элементарные моменты, действующие по высоте полосы, получим упругий момент внутренних сил: M, = 2b ( a,ydy. (VIII.2)
О
Напряжение оу можно выразить через напряжение в поверхностном слое, равное пределу текучести <гт. Так как напряжения распределяются по прямой линии, проходящей через нейтральное сеченне, то справедливо соотношение подобных треугольников:
У
ст h]2 h *
откуда
Подставляя это значение в предыдущее уравнение, получим Ь/2
Mr = 4oT-£-J уЧу = От-У?-. (VIII.2O)
О
Так как bbz/6 = — моменту сопротивления сечения полосы
при упругом изгибе относительно нейтральной оси, то получим известное выражение момента изгиба полосы прямоугольного сечения:
= о Л7У. (VIII.3)
Таким образом, момент упругого изгиба пропорционален квадрату толщины полосы, т. е. при увеличении толщины полосы в два раза момент, необходимый для ее изгиба, увеличивается в четыре раза.
455
Так как деформация при изгибе упругая (обратимая), то после снятия нагрузки (например, после подъема среднего ролика) полоса примет свою первоначальную форму и сечение 11—11 снова совместится с сечением /—/.
2. Пластический изгиб (рис. VIII.2, в) — напряжения в металле по всему сечению равны пределу текучести <ту = ст, = const и после изгиба материал получает остаточную деформацию. Подставляя это значение о, в уравнение (VIII.2) получим
й/2 г
Мп = 2сгт6 | ydy = оТ^-, (VIII.4)
о
Выражение ЬЯ2/4 (по аналогии с W? при упругом изгибе) называется пластическим моментом сопротивления сечения относительно нейтральной осн и обозначается WD, т. е. Wn = bh?/4, поэтому формулу (VIJI.4) можно написать так;
Ма = от^п. (VIII.5)
Отношение моментов изгиба и моментов сопротивления при пластическом и упругом изгибе для полосы прямоугольного сечеиня равно MjMy = Wn/Wv = 3/2. (VIII.6)
Таким образом, момент внутренних сил при пластическом изгибе полосы прямоугольного сечения в 1,5 раза больше максимального момента при упругом изгибе.
3. Упруго-пластический изгиб (рис. VIII.2, г). Пластическая (остаточная) деформация не проникает насквозь через всю толщину полосы: поверхностные слои деформируются пластически (напряжение постоянно и равно пределу текучести от), а внутренние — упруго. Правка металла иа правильных машинах происходит именно по этой схеме упруго-пластического изгиба.
Граница между упругой и пластической зонами находится иа некотором расстоянии z от нейтральной оси.
Введем следующее обозиачеине;
А —2
Ап=т = 1—г-
Назовем эту величину коэффициентом проникновения пластической деформации, так как он показывает отношение высоты пластической зоны ко всей толщине полосы.
При чисто упругом изгибе z = Л/2 и ka =0; при чисто пластическом изгибе 2 = 0 н Ац = 1.
Прн упруго-пластическом изгибе коэффициент ko будет иметь какое-то промежуточное значение Лп< I. При правке полосы ие может быть чисто пластического изгиба <ту = от = const по всему сечению (что возможно только прн пластическом растяжении), так как при любом наклоне сечення II—lI (см. рис. VIИ.2, б)
456
Рис. VI1I.3. К определению усилий иа ролики и моментов изгиба полосы
к нейтральной оси (исключая как нереальный случай, когда этот угол равен нулю) существует упругое ядро сечення, в котором напряжения следуют закону Гука (по прямой линии) н достигают максимума оу = от только на границе между упругой н пластической зонами сечення.
Очевидно, что момент упруго-пластического изгиба больше момента упругого изгиба и меньше пластического изгиба Л4И >
Для получения прямолинейной (гладкой) полосы, имевшей до правки волнистость и местную коробоватость на поверхности, знакопеременный поперечный изгиб ее между роликами должен уменьшаться от второго ролика к предпоследнему.
Рассмотрим методику определения усилий на ролики прн правке полосы (рис. VIII.3). Составляя уравнения момента последовательно для сечения 2,3,4,... (п — 2), (п—1) и п, получим (смотря налево и учитывая знаки эпюры моментов на рнс. VII 1.3): P14 = +M2; Р,= 4^=
Pit - Р>^- = -At,; Р, = 4(Мз+ 2М,);
p14<-^+^4 =+'v,4: /5з=4<л,‘+2Л,»+л^: ит д-
Р,21 - Р2 4t -> Рэ| - Р4 4 = -Л!й р« = 4 (М, + 2М, + Msy, p6=4(M« ।
Pi = 4(Wi+i + 2M, ].«„);
Pn-i=4(0 Ь2Л4п_, I Mn_2)',
Л. =4 (°+ <) + «„-,).
457
Моменты и Мп равны нулю, так как под первым и последним
роликами нет деформации полосы.
Суммарное давление на все верхние н нижние ролики
п
Р = £Л = 4(Л,» + Л,«+ М* + +«»-> + Л4п-1). (VIII.8)
1
где М2, ... , — моменты упруго-пластического изгиба i-тым
роликом.
Для листоправильных машин с большим числом роликов (п> И) с достаточной точностью можно принимать, что: 1) под первыми тремя роликами (вторым, третьим н четвертым) все сечение полосы деформируется (правится) пластически и моменты Л42, М3 и определяются по формуле (VIII.4); 2) под последними тремя роликами (п — 3, п — 2нп-— 1) все сечение полосы деформируется только упруго и моменты Л4п-з> Л4П_2 и A4n-1 определяются по формуле (VII.2); 3) под остальными средними (п — 8) роликами значение момента изгиба среднее между пластическим и упругим моментами.
Подставляя эти значения моментов в основную формулу (VIII.8), получим
Р =4<п-2)°’-Т- (VIII.9)
Выясним теперь, какой ролик при правке полосы испытывает максимальное усилие.
Так как первые три ролика изгибают полосу почти пластически ( М2 = Ms = М. = Мп = о, ^-),
то из анализа уравнения (VIII.7) для Р2, Р3 и Р4 следует, что максимальное усилие будет испытывать третий ролик; это усилие Р3 = ^-Мп = 2а^. (VIII. 10)
Мощность и крутящий момент иа всех (п — 2) роликах (кроме первого н последнего, которые не изгибают полосу) при правке полосы со скоростью v можно определять по формулам:
9 9
°т
Мдеф = vbhkae(^ ^4деф ~ bhDkppfyf (VIIIoll)
где £деф — результирующий (суммарный) коэффициент пластической деформации при правке полосы
ЛдефЯ^Цг^ + Мл-З)], (VIII.12)
здесь k2 — 0,8 -4- 0,6 — коэффициент проникновения пластиче-ческой деформации под вторым роликом.
458
Очевидно, что Мощность и момент правки пропорциональны сечеиию полосы и квадрату предела текучести материала полосы.
При определении мощности электродвигателя для привода правильной машины, кроме мощности деформации пластического изгиба (формула VIII. 11), необходимо учесть потери мощности на трение в подшипниках Мподш и мощность трения качения роликов по полосе Мкач для всех п роликов, а также т]— к. п. д. редуктора и шестеренной клети, имеющихся в линии привода машины:
л'д.с = (Лиф ; + л^„„) I/»). (Уш. 13)
Мощность потерь иа трение в подшипниках всех п рабочих роликов
= Л1ТРЫ = Рц ф ы. (VIII.14)
где ц — коэффициент трения в подшипниковых опорах роликов; для шариковых подшипников р = 0,003; для роликовых у, = = 0,005; для игольчатых р = 0,01; для подшипников скольжения р — 0,08-5-0,1; d— днаметр треиия в подшипниковых опорах; со — угловая скорость вращения роликов.
В том случае, если рабочие ролики опираются на опорные, следует принимать, что все усилие Р передается от рабочих роликов опорным (т. е. опоры рабочих роликов полностью разгружены).
Мощность трения качения роликов по полосе
Мкйч = Мкачсо = Рты, (VIII. 15)
где т — коэффициент трения качения; с учетом возможного проскальзывания между роликами и полосой следует принимать: для стальной полосы т = 0,8—1 мм; для полосы из цветных металлов т — 0,09 -i-1,2 мм.
Конструкции роликовых листе правильных машин
На рис. VIII.4 показана роликовая листоправнльная машина 50 x 2600 мм конструкции УЗТМ с параллельно перемещающейся верхней траверсой /. Машина предназначена для холодной н горячей правки толстых листов шириной до 2600 мм и толщиной 25—50 мм при пределе текучести материала листов соответственно 48-н 120 МПа.
В машине предусмотрено пять приводных рабочих роликов 2 диаметром 400 мм (два средние вверху и три внизу): верхние крайние ролики 4 диаметром 450 мм неприводные и предназначены для горизонтального направления металла и устранения общей кривизны выходящего листа; эти ролики перемещаются независимо в вертикальном направлении при помощи нажимных винтов, снабженных ручным приводом нажимных гаек. Для уменьшения прогиба рабочих роликов к ним предварительно прижимают опорные
459
заплечиками, внизу "колонны Благодаря горячей затяжке
Рис. VIII.4. Листопрапильная 7-ролнкопая машина 50X2600 мм с параллельно перемещающейся верхней траверсой для горячей правки толстых листов
ролики 3 диаметром 650 мм. Все ролики установлены в опорах иа самоустакавливающихся сферических роликоподшипниках.
Верхние ролики смонтированы в верхней подвижной траверсе: нижние — в нижней траверсе 5, опирающейся на фундамент. В нижней траверсе по углам смонтированы четыре жесткие колонны 6 диаметром 320 мм; вверху оии опираются на траверсу своими соединены с траверсой гайками, гаек в плоскости стыка запле
чиков 7 с траверсой предварительно созданы напряжения сжатия.
460
поэтому при растяжении колони усилием правки плотность стыка заплечиков с траверсой сохраняется, что необходимо для обеспечения жесткости всего соедииеиия и повышения точности правки. Для установки необходимого раствора между рабочими роликами верхняя траверса перемещается параллельно по вертикали при помощи червячных передач 8, 5, установленных на концах колонн и приводимых от электродвигателя 10 мощностью 22 кВт и частотой вращения 690 мин-1, скорость перемещения 20 мм/мии. При этом нижняя гайка-ступица 11 приводится от червяка и при помощи промежуточного кольца 12 с внутренним зубчатым зацеплением передает вращение верхней гайке 13; последняя, вращаясь и перемещаясь вверх (вниз) по резьбе втулки, поднимает (опускает) траверсу с роликами. Таким образом, резьбовое червячное колесо (ступица) 11 не воспринимает усилий от массы траверсы.
Рабочие ролики приводятся в движение пятью универсальными шпинделями, соединенными с комбинированным редуктором — шестеренной клетью; последний приводится от электродвигателя постоянного тока мощностью 100 кВт н частотой вращения 475/950 мии-1; скорость роликов (скорость правки) 0,4—0,8 м/с. Достоинством этой машины является то, что верхняя траверса вместе с приводом ее перемещения может быть легко снята при помощи крана, что упрощает ремонт машины и смену роликов.
В листоправильных машинах конструкции СКМЗ аналогичного назначения для регулирования поджатия опорных роликов вместо нажимных винтов применены клиновые устройства.
На рис. VII 1.5 показана правильная машина новой конструкции УЗТМ, предназначенная для правки толстых листов после их термообработки: толщина листов 12 32 мм, ширина до 2600 мм, предел текучести материала листов до 650 МПа. Как и описанная выше, эта машина имеет четыре колонны: нижияя часть станины состоит из двух стоек 1, соединенных внизу траверсой 2 и вверху стяжками 3. В стойках станины путем горячей затяжки нижинх гаек 4 предварительно созданы напряжения сжатия для уменьшения результирующей деформации станины при растяжении колонны во время правки. На стойке сверху установлены две траверсы 5, закрепленные на колоннах гайками 6, опирающимися на сферические шайбы.
Для увеличения жесткости машины и повышения качества правки применены опорные ролики (валки) большого диаметра. Нижние два опорных ролика 7 диаметром 930 мм установлены в подушках на четырехрядных конических роликоподшипниках и могут перемещаться по вертикали при помощи нажимных винтов, приводимых от электродвигателя; при прогибе этих роликов их подушки имеют возможность самоустановки на сферических подпятниках нажимных винтов.
Три нижиих рабочих ролика 8 и 9 имеют различные диаметры: крайние 368 мм и средний 538 мм; крайние ролики 8 установлены
461
462
Рис. VII!.5. Лнстопра-вильиая 7-роляковая маигияа 32X2600 ни для правки толстых листов после термообработки
на подшипниках скольжения в подушках, расположенных в пазах опорных роликов; средний ролик 9 не имеет подшипников, он установлен во впадине, образуемой бочками двух крайних рабочих роликов.
В верхнем ряду установлены четыре рабочих ролика 10 и 11 различного диаметра,- крайние 490 мм и средние 445 мм. Крайние ролики установлены в подушках и а четырехрядных конических роликоподшипниках и могут перемещаться по вертикали при помощи нажимных устройств, приводимых от электродвигателя 12; подушки имеют пружинное уравновешивание. Средние рабочие ролики с каждой стороны установлены в общей подушке на подшипниках скольжения и опираются и а верхний опорный ролик 13 большого диаметра (1600 мм); прижим верхних роликов к опорному осуществляется при помощи штырей, которые внизу опираются на стойки станины через тарельчатые пружины.
Верхний опорный ролик (валок) 13 установлен на четырехрядных конических роликоподшипниках, расположенных в расточках верхних траверс 5; ролик имеет большую жесткость; для уменьшения его массы он сделан полым; ролик состоит из гильзы, к которой электрошлаковой сваркой приварены цапфы. Шаг нижних опорных роликов больше двух шагов рабочих роликов, что создает большую устойчивость системы роликов. Все семь роликов приводятся от двух электродвигателей через комбинированный редуктор и универсальные шпиндели.
Достоинством этой правильной машины является большая жесткость всей конструкции благодаря применению опорных роликов и их опор большого диаметра, а также массивных станин, траверс и колонн; все это позволило повысить допускаемые усилия на ролики при правке и тем самым расширить диапазон выправляемых листов по толщине. По сравнению с машиной, имеющей только параллельное перемещение верхней траверсы с роликами (см. рис. VIII.4), на этой машине возможно регулирование положения верхних роликов и нижних опорных роликов при помощи механизированных устройств с приводом от электродвигателей, благодаря чему повышается качество праики.
На рис. VIII.6 показана рабочая клеть листоправильиой машины с параллельно перемещающейся траверсой конструкции СКМЗ. Станина I состоит из двух частей, соединенных поперечными балками 2 вверху и 3 внизу. Подушки 4 с подшипниками для нижних рабочих валков 5 установлены непосредственно в станине. Подшипники 6 инжних опорных роликов 7 смонтированы в карманах нижней траверсы 3. Для регулирования прогиба рабочих роликов имеются клиновые устройства 8. Подвижная траверса 9 подвешена к поперечной балке 2 при помощи четырех пневматических цилиндров 10; к траверсе крепятся подушки верхнего ряда рабочих роликов и своими концами она входит в направляющие окна станины. Верхние опорные ролики имеют рлиновые устройства, аналогичные нижиим. Настройка рабочих
463
к
Рис. VIII.6. Лнстолравильнаи 9-роликовая машина 30X2300 мм с параллельно перемещающейся верхней траверсой
роликов осуществляется при параллельном перемещении траверсы нажимными винтами, имеющими привод от электродвигателя мощностью 7,5 кВт и частотой вращения 900 мин-1 через червячные редукторы. Для обеспечения более надежной задачи листа в машину (а также во избежание изгиба при выходе его) крайние (передний и задний) верхние ролики имеют независимое вертикальное перемещение от двух электродвигателей мощностью 2,2 кВт и частотой вращения 885 мин-1, что потребовало конструктивно расположить опорные ролики над рабочими строго в одной плоскости.
На рис. VII 1.7 представлена листоправильиая машина конструкции УЗТМ с подающими роликами и наклонной верхней траверсой. Машина установлена в линии поперечной резки тонких листов и жести перед летучими ножницами и предназначена для правки полосы толщиной 0,25—0,6 мм и шириной до 1000 мм при скорости до 5 м/с. Диаметр рабочих и опорных роликов 68 мм, шаг 70 мм, длина рабочих роликов 1200 мм, опорных 600 мм.
Станина состоит из двух частей: нижней 1 и верхней 2, соединенных четырьмя стяжными болтами 3 и зафиксированных шпонками 4. Все ролики установлены иа игольчатых подшипниках качения. Верхние рабочие н опорные ролики смонтированы в верхней траверсе 5, имеющей боковые цилиндрические поверхности (диаметр 750 мм). Для повышения качества правки в машине предусмотрены два устройства: для наклона верхней траверсы с роликами и для предварительного прогиба рабочих роликов. Регулирование наклона траверсы достигается при помощи перемещения ее четырьмя нажимными винтами 6, приводимыми попарно нажимными устройствами 7 с ручным приводом штурвалов 8; траверса имеет пружинное уравиовешиваиие. причем пружины расположены на стяжных болтах внутри станины. Предварительный прогиб рабочих роликов опорными осуществляется регулированием прижима опорных роликов при помощи винтов 9. расположенных в верхней и иижией траверсах в местах опор этих роликов.
Правильная машина и подающие ролики имеют общий синхронизирующий привод от электродвигателя привода летучих ножнип.
На рис. VIII.8 показана 17-роликовая листоправильиая машина конструкции ВНИИметмаша для правки тонких листов (1—4 мм) шириной до 1500 мм и длиной 2—4 м. В машине предусмотрено 17 рабочих роликов (9 в верхнем ряду и 8 в нижнем) диаметром 75 мм (длина бочки 1700 мм, шаг роликов 80 мм). В отличие от рассмотренных выше машин в этой конструкции опорные ролики расположены в шахматном порядке по ’’отношению к рабочим. Такое расположение следует считать более рациональным для машин, у которых диаметр рабочих роликов невелик так как при этом достигается большая устойчивость рабочих роликов в горизонтальной плоскости. Опорные ролики (57 Шт.) расположены в три ряда по длине бочки рабочих роликов; диаметр
465
Ось подающих роликов
Да подающих роликов
466
Sj Рнс. V11I.8. Листоправильная 17-роликовая машина I — 4 X 1500 мм с тремя рядами опорных роликов, расположенных в шахматном порядке-н с верхней наклонной траверсой
опорных роликов 75 мм, длина бочки 350 мм. Опускание верхней траверсы и нажим роликов на листы осуществляются четырьмя нажимными винтами. В отличие от машины, рассмотренной выше (см. рис. VIII.4), здесь привод каждого нажимного винта осуществляется от- отдельного фланцевого электродвигателя мощностью 2,8 кВт и частотой вращения 1420 мин"1, скорость перемещения винта 0,3 мм/с. Подъем верхней траверсы осуществляется четырьмя пружинами, расположенными внизу в станине. Нажимные винты вверху н внизу опираются на сферические шайбы, предусмотренные для их самоустановки при наклоне верхней траверсы; нижние гайки зафиксированы в станине от проворачивания. Индивидуальный привод каждого винта дает возможность изменять наклон траверсы в двух направлениях, что необходимо для повышения точности правки отдельных листов. Кроме того, для повышения точности правки предусмотрена возможность предварительного местного прогиба рабочих роликов, причем для каждого ряда опорных роликов предусмотрена отдельная регулировка: с этой целью опорные ролики каждого одного ряда установлены в отдельной траверсе, которая может перемещаться нажимными винтами с ручным приводом штурвалов. Регулирование наклона всей верхней траверсы н поджима каждого ряда опорных роликов позволяет править отдельные листы с различной волнистостью, а также местную коробов атость, что является достоинством конструкции этой машины.
Листоправильные машины для правки растяжением
Правку растяжением применяют для стальных листов и листов из цветных металлов (например, дюралюминия), которые трудно править на роликовых машинах. При правке растяжением в материале листа необходимо создать напряжение, равное пределу текучести от. поэтому к листу необходимо приложить растягивающее усилие, равное Р = u^F, где F = bh — площадь сечения листа.
Для правки листов растяжением применяют растяжные гидравлические машины с зажимами концов листа двух типов: механическим и гидравлическим-
На рис. VII 1.9 показана листоправильная растяжная машина конструкции УЗТМ. Машина предназначена для правки растя-' жением толстых листов дюралюминия (4—12 мм) шириной до 2700 мм и длиной 2—10 м; максимальное усилие растяжения 10 МН.
Сварная (из толстых листов) станина 1 состоит из нескольких частей, соединенных между собой болтами в горячем состоянии. Станина установлена иа фундаментные балки двумя опорами (из которых одна, правая, подвижная). Задняя (правая) головка 2 при растяжении листа неподвижна. Предварительно в зависимости от длины листа она устанавливается на станине н закрепляется пальцами (фиксаторами), входящими в гнезда (отверстия) в ста*
468
Рис. VI11.9. Листоправильиая растяжная машина усилием 10 МН с гидравлическими зажимами листа
ииие; перемещение головки и ее фиксация осуществляются при помощи задних вспомогательных гидроцилиидров «3.
Передняя (левая) зажимная головка 4, осуществляющая растяжение листа, соединена тягами с траверсой на плунжере 5 рабочего цилиндра; ход плунжера и головки 850 мм; давление масда в цилиндре до 16,5 МПа; скорость перемещения плунжера 10 м/с (при работе двух насосов).
В передней и задней головках расположены зажимные клиновые механизмы (а = 12°). Зажимные губки 6 сближаются (зажимают
4G9
лист) и расходятся при помощи шарнирного привода от двух гидро* цилиндров 7, расположенных на боковых сторонах зажимной головки. Гидроцилиндры создают только предварительный зажим листа в губках; окончательный зажим происходит при растяжении листа в результате самозаклииивания губок между наклонными плоскостями клинового устройства; расклинивание (отжим) губок осуществляется обратным ходом плунжера 8. Подача толстых и длинных листов к машине н заправка их в зажимные головкн осуществляются при помощи механизированных тележек.
Преимущество правки растяжением перед правкой знакопеременным изгибом состоит в том, что она позволяет в большей степени устранить коробоватость поверхности листов благодаря возможности достижения большой пластической деформации по всей ширине (1—4 %) без следов (царапин) на поверхности, поэтому правильно-растяжные машины находят широкое применение для правки листов из малопластичиых высокопрочных материалов: легированной стали, дюралюминия, сплавов титана и др.
Недостатки правки на растяжной машине: 1) жесткий зажим концов листа в рифленых стальных закаленных губках вызывает локальные концентрации напряжений, порчу поверхностей по концам и обрывы концов; 2) поштучная установка н правка листов не позволяют применять растяжные машины в поточных технологических линиях.
С целью устранения этих недостатков во ВНИИметмаше созданы новые растяжные машины, в которых: а) вместо рифленых стальных губок применены гладкие текстолитовые пластины, зажим листа в которых осуществляется при помощи гидрофрикциоиного устройства; под губку устанавливают эластичные камеры, в которые подается жидкость под давлением, создающим равномерное удельное усилие, ие превышающее 10 % от предела текучести материала листа, что исключает порчу поверхности концов листа; б) между зажимными головками машины установлено несколько роликов, что обеспечивает большую устойчивость листа при правке и позволяет править растяжением не только листы, но и длинные полосы из рулона (путем последовательного «перехвата» участков полосы, проходящей через щели в зажимных головках при помощи подающих роликов).
Для правки листов из нержавеющей стали с пределом прочности до 1000 МПа (толщина 1,5—5 мм, ширина до 2500 мм, длина до 6 м) на комбинате «Запорожсталь» успешно применяют пра-вильно-растяжиую машину усилием 10 МН конструкции УЗТМ (подобная показана на рис. VIII.9). Зажнм концов листа осуществляется плоскими стальными (иерифлеными) губками клинового механизма (а = 9°), имеющего принудительное перемещение от мощных гидропЪлиндров (вместо самозатяжки клиньев на рис. VIII.9).
2. МАШИНЫ И ПРЕССЫ ДЛЯ ПРАВКИ СОРТОВОГО ПРОКАТА
Назначение и классификация
Роликовые сортоправильные машины применяют для холодной правки сортового металла всех сечений, предусмотренных соответствующими ГОСТами (рельсов, балок, швеллеров, угловой стали, квадратных и круглых профилей и т. д.).
Сортоправильные машины с профилированными роликами конструктивно выполняют двух типов: а) с открытым консольным расположением роликов; б) с закрытым расположением роликов на валах между двумя опорами последних.
У правильных машин с консольными однорядными роликами наиболее нагружены передние опоры. Эти машины более удобны в эксплуатации (легко доступны для наблюдений и смены роликов), поэтому их применяют не только для правки мелких и средних, но н крупных профилей (например, рельсов).
Правильные машины закрытого типа позволяют монтировать на приводных валах несколько рядов роликов для правки различных профилей, что сокращает время на смену и настройку роликов (по сравнению с машиной, имеющей консольные ролики).
Основными параметрами сортоправильных машин являются: шаг роликов /, максимальная высота выправляемого профиля h, момент сопротивления сечения профиля W, диаметр роликов D, скорость правки v и число роликов п.
Для правки рельсов и крупных сортовых профилей применяют правильные машины с 7-9 роликами, а для правки средних и мелких профилей —с II—13 роликами. Скорость правки в зависимости от требуемой производительности машины принимают в пределах 0,5—0,3 м/с.
При выборе сортоправильной машины для конкретных требований производства следует руководствоваться таблицами (нормалями) ВНИИметмаша и заводов-изготовителей этих машин (УЗТМ и СКМЗ). На рис. VIII. 10 показана правильная машина конструкции УЗТМ с консольными роликами для правки рельсов в вертикальном положении их сечения. Максимальный момент сопротивления сечения рельса 300 см8, предел текучести материала рельсов 500 МПа В правильной машине 6 роликов с номинальным диаметром 740 мм. Шаг роликов 1200 мм, скорость движения рельсов при правке 1—1,6 м/с. Привод роликов осуществляется от электродвигателя постоянного тока мощностью 150 кВт и частотой вращения 500—1000 мин-1 через специальную комбинированную шестеренную клеть с встроенной в иее двухступенчатой цилиндрической передачей.
Ролики установлены консольно иа приводных валах с опорами на роликоподшипниках (радиальных и осевых). Верхний вал каждого ролика установлен в эксцентричной кассете-втулке, приводимой в движение от двигателя мощностью 2,2 кВт и частотой вращения 833 мин-1 через цилиндрические шестерни и червяч-
471
иую пару, встроенные в станину. Таким образом, вращением эксцентричной втулки достигается радиальная (вертикальная) установка верхних роликов.
Для направления профиля в машину и частичной доправки его в горизонтальной плоскости перед машиной и за ней установлены в направляющих по два вертикальных холостых ролика. Каждый из этих роликов устанавливают на необходимый размер профиля при помощи винтов, вращающихся в гайках, смонтированных в ползунах; привод осуществляется таким же электродвигателем мощностью 2,2 кВт и частотой вращения 883 мин-1 через двухступенчатый цилиндрический редуктор.
Корпус машины и направляющие вертикальных роликов литые стальные, а корпус шестеренной клетн — литой из модифицированного чугуна.
На рнс. VIII. 11 показана сортоправильиая машина закрытого типа конструкции СКМЗ. Машина предназначена для холодной правки профилей различного сечения (что достигается установкой сменных роликов), момент сопротивления которых не более 50 см’, предел прочности 450 МПа н предел текучести не превышает 260 МПа, а скорость правки 2 м/с.
Профилированные ролики установлены между опорами валов.
472
Приводными являются шесть роликов (два верхних и четыре нижних); привод осуществляется от электродвигателя мощностью 60 кВт и частотой вращения 725 мин'1 через редуктор с передаточным числом i = 8,466 и шпиндели с пружинным уравновешиванием. Холостыми являются два верхних ролика — второй и четвертый. Диаметр роликов 450 мм, шаг 500 мм. Вертикальная регулировка верхних роликов осуществляется ручным нажимным устройством; уравновешивание верхних подушек и валов с роликами пружинное.
473
Методика расчета сортоправильных машин
Усилия иа ролики Р1г Ръ, ... , Рп (рис. VII 1.12, а) можно определять по тем же формулам, что и для листоправ ильных машин.
Формула (VIII.8) для определения общих давлений Р на все ролики будет справедлива и для сортоправильных машин, одиако в этом случае значительно труднее определить изгибающие моменты Л42, Afs, необходимые для правки профилей
сложного (непрямоугольного) сечеиня, ввиду отсутствия экспериментальных данных о величине коэффициента проникновения пластической деформации ka.
С целью получения простых расчетных формул принимаем, что первые три ролика (второй, третий и четвертый) изгибают полосу пластически, а последние (п — 5) роликов — упруго (исключая первый и последний, где А4ИЭР = 0). Тогда формула (VIII.8) получит следующий вид:
Р = оД [3/? + (п — 5)1 8/Z,
(VIII. 16)
где k ~ W-JW^ — отношение моментов сопротивления сечеиия при пластическом и упругом изгибах (для сложных профилей).
Из курса «Сопротивление материалов«» известно, что пластический момент сопротивления сечения равен удвоенному статическому моменту полусечения профиля:
Й7П = 2S = 2-^.
(VIII.17)
Рис. VIII.12. К определению усилий на роликах сортоправильной машины:
а — схема действия усилий; б — пластические моменты сопротивления простых симметричных профилей
474
Для прямоугольного сечения
„ 1 г- 1 Л М8
S — 2 Fyc — 2 bh 4 — 8 ,
поэтому U7n = 2S = ,
где ус— координата центра тяжести полусечения. Для круглого сечения (см. рис. VIII.12, б):
__2^- q1 nd2 2 d _ d3 .
Ус ~ 3 л * d 2 4 3 я “ 12 ’
лз
^O = 2S=-|-
Ед
Wy
d3-32
6 nd3
В справочниках по сортаменту проката приведены данные по размерам и упругому моменту сопротивления сечения различных профилей. Для определения IFn по формуле (VIII. 17) необходимо определить S, зная размеры полусечения, приводимые в справочниках. Для ориентировочных подсчетов можно принимать следующие значения k = lFn/lFy для некоторых профилей:
Круг................. 1,7
Квадрат (на ребро) . . 2,0
Швеллер (лежа) .... 1.2
Уголок .... 1,4
Двутавр (лежа) .... 1,4
Рельс (на подошву) . . 1,6
Работу (мощность) правки можно определить по формуле (VIII. 11), которая в данном случае получит следующий вид:
^пр — 2£ ^^деф»
(VIII. 18)
где F — площадь поперечного сечения профиля.
Машины для правки профилей в двух плоскостях и правки косым изгибом
Сортовые профили в процессе их прокатки .термообработки и охлаждения приобретают местную и общую кривизну и изогнутость в различных плоскостях по длине. Исправление геометрической формы профилей осуществляют правкой их на многороликовых правильных машинах и дополнительной правкой на вертикальных (крупные профили: рельсы, балки) или горизонтальных (средние профили: балки, швеллеры) прессах.
Правка профилей на многороликовых машинах осуществляется путем последовательного знакопеременного поперечного изгиба их между роликами, расположенными в шахматном порядке (рис. VIII. 13, о). Очевидно, что прн этом может быть достигнуто выпрямление профиля только в одной плоскости (обычно в плоскости наименьшей жесткости, т. е. в положении профиля «лежа»). Этот метод правки можно считать достаточным только для правки
475
a
Рис. VIII. 13. Схемы правки сортовых фасонных профилей:
а — одноплоскостная правка на много роликовой правильной машине с роликами, рас* положенными в шахматном порядке; б — дополнительная правка во взаимно перпендикулярных плоскостях на прессе; в — двухплоскостная правка на двухсекционной правильной машине (I н II — отдельные секции с горизонтальными и вертикальными роликами); г — правка косым изгибом (стесненным кручением) на ыногоролнковой правильной машине (/. 3. 5, 7 — стационарные ролики; S, 4, 6 — поворотные ролики)
простых сортовых профилей (круг, квадрат). Для фасонных сортовых профилей (рельсы, балки,- швеллеры) применяют дополнительную правку во взаимно перпендикулярных плоскостях двумя способами: 1) на прессах путем местного изгиба профиля бойком между двумя опорами (рис. VIII. 13, б): этим способом исправляют отдельные искривленные участки и добиваются общей прямолинейности профиля по длине; 2) вторичной правкой профиля на многоролнковой правильной машине, настроенной на правку в другой плоскости. Для осуществления правки по этому способу за последние годы получили применение так называемые правильные машины двухплоскостной правки (рис. VIII. 13, в). Эти машины состоят из двух отдельных секций: первая с горизонтальными роликами и вторая с вертикальными роликами. Ролики в этих секциях, как в обычных правильных машинах, расположены в шахматном порядке (иа некоторых машинах предусмотрена возможность изменения шага между роликами в зависимости от величины сечеиня и требуемого качества правки).
Правка профилей осуществляется последовательно в первой секции — в вертикальной плоскости, во второй — в горизонтальной плоскости. Эти машины обладают большой производительностью и обеспечивают качественную правку всех нормальных фасонных (открытых) профилей (рельсов, балок, швеллеров, угловой и зетовой стали).
Тонкостенные профили как и обычные нормальные профили, обладают большой жесткостью (большим моментом инерции), но
476
имеет более тонкие стенки; применение таких профилей прн строительстве промышленных сооружений позволяет сэкономить 10—15 % металла.
При прокатке и охлаждении тонкостенные профили ие только искривляются (как обычные профили), но приобретают дополнительную пространственную кривизну (скрученность по винтовой лнннн). Практика показывает, что выправить такие профили путем знакопеременного изгиба в двухсекционных машинах оказывается во многих случаях невозможным.
Для правки тонкостенных профилей (балок, швеллеров, уголков) предложен и уже применяется на практике так называемый способ стесненного кручения (или косого изгиба) (рис. VIII. 13, г). Сущность этого способа заключается в том, что при правке на мно-горолнковой правильной машине к сечению профиля прикладывается крутящий момент, направленный в сторону, обратную углу скручивания профиля до правки. Конструктивно это выполняется следующим образом. Правильная машина имеет несколько пар консольных роликов соответствующего профиля, причем ролики расположены не в шахматном, порядке (как на обычных правильных машинах), а один над другим. Нечетные пары правильных роликов установлены в стационарных станинах, а четные — в станинах, имеющих возможность поворачиваться (вместе со своими консольными роликами) относительно продольной оси выправляемого профиля. Таким образом, каждая последующая пара роликов может быть установлена под некоторым углом к вертикали (по отношению к предыдущей паре роликов). Соответствующей профилировкой наклонных роликов движущемуся профилю сообщается косой изгиб относительно продольной оси, т. е. закручивание его иа определенный угол между предыдущей н последующей парами роликов, установленных в стационарных станинах.
3. ПРАВИЛЬНЫЕ ПРЕССЫ
Правильные прессы применяют для дополнительной правки концов сортовых профилей, недостаточно качественно выправленных на роликовых машинах, а также правки сортовых профилей (балок, швеллеров) в плоскости наибольшей жесткости нх поперечного сечення.
Правильные прессы бывают двух типов: вертикальные и горизонтальные; в обоих случаях нх выполняют шатунно-эксцентрн-ковымн.
На вертикальных прессах выправляемый профиль устанавливают на двух роликовых опорах, расположенных на ннжнем неподвижном столе пресса. Правку осуществляют приложением усилия Р посередине между опорами путем перемещения верхнего ползуна с призмой, соединенного с эксцентриковым валом.
На горизонтальных прессах схема правки аналогична описанной выше, но ползун с крнвошнпно-шатунным приводом располо-
477
3275
2600
жен горизонтально. На рис. VIII. 14 представлен горизонтальный пресс конструкции УЗТМ для правки крупных профилей; максимальное усилие пресса 2,9 МН.
Правая массивная стальная линейка 6 совершает возвратно-поступательное движение от шатунно-эксцентрикового механизма 7, приводимого электродвигателем мощностью 70 кВт. Ход линейки 50 мм, скорость 28 ходов в минуту. Левую линейку 3 предварительно устанавливают на определенном расстоянии от правой (в зависимости от сечення профиля н его кривизны) при помощи нзжимного винта 2, приводимого электродвигателем мощностью 28 кВт через червячную передачу /.
Максимальное расстояние между крайними опорами (призмами) на концах линеек 2800 мм. В зависимости от направления кривизны выправляемого профиля посередине линеек устанавливают левый 4 или правый 5 бойкн (призмы)- Выдвижение бойков осуществляется тягами Р, шарнирно соединенными с реечным приводом 8, расположенным внизу.
Горизонтальный оесс установлен в линии рольганга за сорто-правильиой машиной и после настройки работает непрерывно при движении профилей по рольгангу.
478
Глава IX
МАШИНЫ ДЛЯ СМАТЫВАНИЯ ПОЛОС И КАТАНКИ
Моталки применяют для сматывания прокатанного металла в рулоны (полоса, лента, штрипс) и бунты (катанка, мелкосортные профили).
По назначению и конструкции моталки можно разделить на четыре группы: 1) ролико-барабанные моталки для горячей полосы; 2) барабанные моталки для холодной полосы; 3) моталки — свертывающие машины для горячей полосы-штрипса; 4) моталки для сматывания в бунты горячих мелкосортных профилей (круг, квадрат) и проволоки (катанки).
Разматыватели (с отгибателямн) предназначены для приема н центрирования рулонов, отгибания переднего конца рулона с целью направления полосы в прокатный стаи (или агрегат резки, отжига, покрытия и т. д.) н создания натяжения полосы при разматывании рулона.
I. РОЛИ КО-БАРАБАННЫЕ МОТАЛКИ ДЛЯ ГОРЯЧЕЙ ПОЛОСЫ
Моталки являются весьма ответственными машинами непрерывного широкополосового стаиа. От их работы зависят успешная эксплуатация всего стана н качество готовой полосы.
На современных широкополосовых станах скорость прокатки полосы достигает 20—25 м/с, масса рулона 30—50 т.
Конструкция моталок должна обеспечивать следующие технологические и эксплуатационные требования:
1) рулой должен быть плотным, без телескопычиости витков; с этой целью сматывание необходимо производить при натяжении полосы и прн правильном ее направлении специальными устройствами. При неплотном рулоне облегчается доступ кислорода воздуха к внутренним виткам, образуется окалина, ухудшается микроструктура металла вследствие неравномерного охлаждения витков; при наличии телескопических витков кромки полосы повреждаются прн последующей транспортировке рулонов и нх хранении на складе; 2) при захвате полосы моталкой и сматываини ее в рулон не должны образовываться петли и складки полосы иа рольганге перед тянущими роликами; 3) моталка должна иметь жесткую и износостойкую конструкцию в условиях непрерывной работы прн высоких температурах (500—700 °C), при охлаждении водой, наличии окалины и при динамических нагрузках; 4) ремонт моталок должен производиться в минимальное время; 5) прнемно-передающие устройства должны сохранять правильную форму рулона (без повреждения).
Учитывая большие габариты н массу вращающихся деталей моталки, качество ремонта моталкн должно быть весьма высоким. Горизонтальные оси и образующие цилиндрические поверхности
479
верхних тянущих роликов, барабана моталки и формирующих прижимных роликов должны быть строго параллельными. Только при выполнении этого условия можно смотать полосу в плотный рулон без телескопнчности его витков. Перед началом наматывания переднего конца полосы окружные скорости тянущих роликов, барабана моталки и формирующих роликов должны быть больше скорости полосы (на 10—20 %). Для обеспечения захвата переднего конца полосы зазор между верхними тянущими роликами необходимо точно регулировать, что способствует также уменьшению динамических нагрузок.
Сматывание горячекатаной полосы на барабан моталки в плотные рулоны можно осуществить двумя способами: 1) барабаном моталки, создающим натяжение (без прижима к полосе формирующих роликов); 2) формирующими роликами, плотно прижатыми к полосе на барабане моталки, но без натяжения полосы барабаном моталки.
Практика показывает, что при сматывании полосы рулон имеет эксцентричность, которая вызывает динамические нагрузки иа формирующие ролики, поэтому по первому способу моталки работают более спокойно.
При сматывании относительно тонкой горячей полосы (I—4 мм) после образования 2—3 первых витков формирующие ролики отводятся от рулона и дальнейшее сматывание осуществляется с натяжением полосы барабаном моталки; верхние тянущие ролики при этом работают в генераторном (тормозном) режиме или же они имеют зазор между роликами. Формирующих роликов достаточно двух с концентрическими проводками между ними (рис. IX. 1).
Сматывание более толстой полосы (5—16 мм) можно осуществлять по этому первому способу, но при этом потребуется большая мощность электродвигателя привода барабана моталки. Поэтому в большинстве случаев сматывание толстой полосы осуществляется по второму способу, причем в моталке устанавливают 2—3 пары прижимных роликов более жесткой конструкции. После захвата переднего конца полосы барабаном моталки прижимные ролики остаются прижатыми к полосе и сматывание ее в рулон с натяжением осуществляется как прижимными роликами, так и барабаном моталки; верхние ролики в этом случае работают в режиме тянущих для полосы иа рольганге и подающих для полосы, направляемой в моталку.
Очевидно, что для упрощения конструкции на непрерывном широкополосном стане целесообразно применять моталки двух типов: для сматывания полос толщиной 1,2—4 и 4—16 мм; последние должны быть удалены от перЪых на 30—50 м для обеспечения охлаждения более толстой полосы перед сматыванием.
По выходе нз последней чистовой клети и при движении по отводящему рольгангу к моталке передний конец полосы изогнут кверху. Для улучшения захвата переднего конца полосы верхний ролнк тянущего устройства имеет увеличенный диаметр по сравне-
480
Полоса
Рис. IX.1. Схемы 8-роликопой (о). -1-роликовой (б) и 2-роляко-uofl (л) барабанных моталок дли сматывания горячей полосы: 1 — подающие ролики: 2 — формирующие ролики; 3 — барабан: 4 — проводки
нню с нижиим роликом; для этой же цели верхний ролик смещают на угол 15—20° вперед (по направлению движения полосы) по отношению к нижнему ролнку. Прн изменении направления движения (нз горизонтального перед роликами в наклонное за роликами по проводке к барабану моталки) полоса испытывает пластический изгиб в натяжных роликах относительно осн нижиего ролика. Для того чтобы не было проскальзывания роликов по полосе (что приводит к появлению рисок на поверхности полосы), необходимо, чтобы окружная скорость верхнего ролика (со стороны растянутых волокон металла) была несколько больше (с учетом толщины полосы) окружной скорости нижнего ролика. Это требование может быть выполнено только в том случае, если верхний и нижний ролики имеют индивидуальный привод от отдельных электродвигателей постоянного тока с автоматическим регулированием их скорости в зависимости от скорости и толщины полосы.
В прежних конструкциях натяжных роликов привод роликов осуществляли от одного электродвигателя через редуктор, передаточное число которого определяли из условия равенства окружных скоростей роликов, имеющих различные диаметры. Эта схема привода имеет существенный недостаток, так как между полосой и роликами всегда имеется проскальзывание, вызывающее дефекты на поверхности полосы.
Чтобы рулон не имел по торцам телескоп ичностн витков, необходимо, при наматывании правильно направлять полосу на барабан моталки, т. е. сохранять нензмеииое положение полосы перед н за тянущими роликами. Для этого иа рольганге перед моталкой устанавливают направляющие линейки, которые имеют двойной привод: электрический и пневматический.
16 Заказ 224 481
Расстояние между линейками предварительно в зависимости от ширины полосы устанавливается при помощи электропривода, перемещающего два ползуна, имеющего гайкн, в которых вращается винт; ползуны перемещаются при этим ио круглым направляющим. При приближении переднего конца полосы к тянущим роликам автоматически включаются пневматические цилиндры штоки которых перемещают линейки и центрируют полосу относительно тянущих роликов в течение периода сматывания полосы в рулон. Консольный барабан имеет большую жесткость с целью уменьшения его прогиба от массы рулона и натяжения полосы при сматывании.
Для снятия рулона с барабана моталкн применяют тележки-съемники (вместо ранее применявшихся сталкнвателей, повреждавших кромки витков).
Формирующие ролики и барабан моталки имеют безредуктор-ные приводы от электродвигателей, не требующие зубчатых зацеплений высокой точности.
2. БАРАБАННЫЕ МОТАЛКИ ДЛЯ ХОЛОДНОЙ ПОЛОСЫ
Назначение моталок
Барабанные моталки применяют для сматывания в рулоны длинных полос н ленты при холодной прокатке. Этн моталки не только наматывают (или сматывают) полосу, но н одновременно сообщают ей натяжение, что необходимо для устойчивого процесса прокатки, получения плотного бунта и правильного направления полосы прн входе ее в валки н при выходе из валков. Создание переднего (на выходе металла нз валков) и заднего (на входе металла в валки) натяжений полосы желательно также и потому, что за счет натяжения снижается давление на валкн при прокатке.
Барабанные моталкн применяют при холодной прокатке длинных полос и ленты (сматываемых в рулоны) на реверсивных и нереверсивных станах.
На реверсивных одноклетевых станах моталки устанавливают по обеим сторонам рабочей клети (рис. IX.2, а). Холодная прокатка на этих станах ведется в такой последовательности: горячекатаная полоса (лента) в виде рулона подается к стану, рулон устанавливается на разматыватель и с него полоса подается либо прямо в валки, либо перематывается на моталку для получения более плотного бунта н создания большего заднего натяжения при прокатке. Заправка переднего конца полосы в валки и затем в моталку происходит без обжатия этих участков полосы.
После того как конец ленты зажат во второй моталке, установленной за станом, начинается прокатка полосы в одну п другую стороны.
Роль моталок при этом все время меняется: из ведущей (передней) одна из моталок становится ведомой (задней), а ведомая (задняя) становится ведущей (передней). Таким образом, осуще-
482
Рис. IX.2. Схема расположения барабанных моталок на станах холодной прокатки полосы:
я — реверсивном; б — нереверсивном одноклетевом; в — непрерывном многоклетевом; 1 — моталки; 2 — направляющие холостые ролики; 3 — прижимной стол с проводками; 4 — разматывателы 5 — гидроцилиндр
ствляется прокатка (в 3—5 проходов в зависимости от толщины ленты, ее обжатия и степени наклепа), после чего рулой с одной из моталок снимают и направляют на отжиг для снятия наклепа. Недостаток реверсивного процесса холодной прокатки рулонов состоит в том, что передний и задний концы полосы оказываются непрокатанными. Для уменьшения количества отходов применяют рулоны большой массы (например, на станах 2000 массой до 45 т) или докатывают концы после каждого пропуска полосы через валки в одном направлении.
На нереверсивных одноклетевых станах и многоклетевых непрерывных станах (рнс. IX.2, б и в) имеется только по одной передней моталке; на входной стороне станов установлены разма-тыватели и проводковые столы, создающие небольшое заднее натяжение. Масса рулонов на современных трех-шестиклетевых непрерывных станах достигает 15—60 т и прокатка осуществляется на больших скоростях (максимальная скорость на трехклетевых станах доходит до 15 м/с и на шестиклетевых до 45 м/с).
Так как рулон полосы после прокатки, снимается с моталки, то очевидно, что по своей конструкции барабан моталки может быть только консольного типал т. е. с опорами только на одной стороне. С целью уменьшения прогиба консольного вала и барабана моталки на станах, прокатывающих широкую полосу (при большом натяжении), применяют так называемую отводную опору: эта опора подводится к свободному концу вала моталки перед наматыванием на нее полосы и отводится в сторону при снятии рулона. Откидные (отводные) опоры обычно шарннрио соединяют с кронштейном на станине рабочей клети.
Холодная прокатка полосы в рулонах осуществляется при постоянной скорости н неизменном натяжении полосы при входе ее в валки и при выходе нз валков. Так как окружные скорости сматывания полосы с одной моталки и наматывания полосы на другую постоянны, диаметр рулона при прокатке на одной моталке уменьшается, а на другой увеличивается и, следовательно, число оборотов в минуту этих моталок должно непрерывно изменяться: на одной увеличиваться, а иа другой уменьшаться. Кроме того, при этом натяжение полосы на входе и выходе должно оставаться постоянным. Эти весьма сложные условия ведения процесса прокатки требуют чрезвычайно точного и чувствительного элек
16* 483
трического регулирования привода самих моталок. На станах холодной прокатки полосы в рулонах применяют самостоятельный привод каждой моталки, осуществляемый от отдельного электродвигателя со сложной электрической аппаратурой автоматического регулирования, обеспечивающей постоянство скорости наматывания и натяжения полосы. В процессе прокатки задняя моталка создает тормозящее действие при входе полосы в валки, т. е. создает заднее натяжение. Значит, при наличии отдельного привода ее электродвигатель при этом будет работать как генератор, т. е. он будет отдавать энергию торможения задней моталки в сеть. Это является также преимуществом привода моталок от отдельных электродвигателей.
Расчет мощности двигателя моталки
При сматываннн полосы в рулоны материал по всей толщине полосы испытывает напряжения, близкие к пределу текучести, т. е. получает пластический изгиб, момент которого (кН-мм) выражается формулой Мизг = отЦ7п = ст (bhz/4), где b — ширина полосы, мм; h — толщина полосы, мм; сгт — предел текучести материала полосы, МПа.
Так как момент изгиба полосы действует в плоскости, перпендикулярной горизонтальной оси барабана моталки, то его можно переносить в пределах этой плоскости н считать, что этот момент приложен к валу привода барабана.
Сматываине происходит с натяжением полосы, поэтому необходимо учесть еще момент, возникающий от усилия натяжения Т: Мнат = TR oaFR = uBbhR кН-мм, (IX. 1)
где сгн — удельное натяжение полосы, кН/мм2; обычно при сматывании полосы толщиной более 1 мм принимают <гн — 0,1 — 0,3<тт; при сматываннн полосы толщиной менее 1 мм оЕ = 0,3 -г- 0,8от; R — радиус барабана моталки (рулона), мм.
Мощность электродвигателя привода барабана моталкн (кВт) можно определять по формуле
МДЕ = (МИзг+МВат)-^-ф-. (IX.2)
где (МИ8Г + Мнат) — выражено в кН-м; v — скорость наматывания полосы, м/с; D — диаметр барабана моталки (рулона), м; 1] — к. п. д. привода моталки.
Конструкция моталок
На рис. IX.3, а показан барабан моталки непрерывного пятиклетевого четырехвалкового стана 500 х 1300 х 1200 мм конструкции УЗТМ для холодной прокатки жести толщиной 0,15—0,5 и шириной 1000 мм при скорости 10—30 м/с. Диаметр барабана 500 мм, максимальное натяжение полосы 70 кН.
484
Рис. IX.3. Барабаны моталок четырехвалковых станов для холодной прокатки: а — тонкой жести; б — полосы толщиной 0.5 + 2 мы; в—д — барабаны с конусным нли пирамидальным валом
В жестком приводном валу барабана 1 два шарнирных сегмента 4 и 7 стянуты пружинами 8. В нижней части на эти сегменты установлен неподвижный клин 5, на который опирается подвижный клин 6, соединенный со штоком 3, проходящим внутри вала барабана 1. Передний конец полосы (при толщине ее свыше 0,25 мм) заводится в щель между корпусом барабана 1 и сегментом 4 (или 7) и зажимается губками 2 при раздвижении сегмента клином 6. Перемещение штока 3 с клином 6 осуществляется устройством, состоящим из гидравлического цилиндра, под поршнем которого
485
расположены тарельчатые пружины. При подаче масла в цилиндр поршень сжимает тарельчатые пружины и перемещает шток 3 с клином 6. При этом спиральные пружины 8 стягивают между собой сегменты 4 и 7, что соответствует уменьшению диаметра барабана иа 11 мм. При снятии давления масла в цилиндре тарельчатые пружины, разжимаясь, будут перемещать шток с клином в обратном направлении. При этом сегменты будут «расходиться», растягивая пружины, и барабан примет форму цилиндра диаметром 500 мм. Таким образом, операции зажима конца полосы и поворота сегментов являются взаимозависимыми, так как осуществляются одним и тем же приводом перемещения штока 3 с клином 6.
Такая конструкция барабана моталки приемлема только длн наматывания тонкой полосы (до 1 мм). При более толстой полосе (свыше 1—2 мм) при зажатии конца полосы губками 2 сегменты 4 и 7 не смогут полностью повернуться вокруг осей своих шарниров, т. е. диаметр барабана моталки не будет точно равен 500 мм. Вследствие этого при наматывании полосы витки рулона не будут строго концентрическими и при «биении» барабана изменяется натяжение полосы. Это нежелательно, так как влечет за собой изменение толщины полосы при прокатке в валках последней клети; кроме того, будет весьма трудно поддерживать „автоматическое уменьшение угловой скорости вращения барабана при увеличении диаметра рулона (при и = const).
При толщине полосы менее 0,25 мм ее конец не заводится в щель и не зажимается губками; в этом случае для создания натяжения первые два — три витка полосы вокруг барабана моталки образуются при помощи специального устройства — ременного заправщика, установленного рядом с барабаном. На новых непрерывных высокоскоростных станах применяют моталки с без редукторным приводом барабана непосредственно от электродвигателя. Ввиду невозможности размещения в этом случае гидравлического поршня с тарельчатыми пружинами на конце приводного вала для осевого перемещения последнего применяют более сложные пружинногидравлические устройства.
Интересна конструкция барабана моталки четырехклетевого непрерывного четырехвалкового стана 2500 (см. рис. IX.3, б). Зажим переднего конца полосы губками 1 и 2 и разжатие сегмента 6 и 4 осуществляются одним двусторонним клиновым устройством, перемещаемым штоком 7: при этом верхний клин 3 зажимает полосу, а нижний клин 5 сводит или разводит сегменты 4 и 6. Благодаря этому уменьшается или увеличивается диаметр барабана. Козырек 9 предназначен для облегчения задачи переднего конца полосы в губки и закрытия щели при наматывании полосы на барабан моталки.
При наматывании рулона массой до 25 т с натяжением до 160 кН необходимо, чтобы приводной вал 8 барабана был очень прочен и отличался повышенной жесткостью. С этой целью его попереч-486
ное сечение значительно увеличивают, используя пространство между сегментами 6 и 4
При наматывании полосы с натяжением детали барабана моталки в поперечном сечении испытывают большие напряжения изгиба, что приводит иногда к заклиниванию деталей и потере правильной формы барабана. С целью повышения несущей способности барабана его детали изготавливают из хромоникелевой стали с упрочняющей термообработкой контактных поверхностей.
* Как показали расчеты и исследования, выполненные наСКМЗ, наибольшей прочностью обладают барабаны, приводной вал которых не имеет внутреннего осевого отверстия для штока, при помощи которого осуществляется перемещение наружных сегментов при увеличении н уменьшении диаметра барабана (при намотке полосы и снятии рулона).
В новых конструкциях моталок, разработанных ВНИИметмашем и СКМЗ, применены барабаны, приводной вал которых имеет пирамидальную или конусную форму (см рис. IX .3, в—д).
На рис. IX.4 представлена моталка современного высокоскоростного стана холодной прокатки конструкции УЗТМ. С целью уменьшения маховых мо-
JllSCQ
Рис. IX.4. Моталка с безредукториым приводом
487
Рис. IX..». Поноротная дополнительная опора для консольного барабана моталки и съемник рулонов
меитов и мощности элек
тродвигателя моталка выполнена безредукториой, с непосредственным приводом от электродвигателя несущего вала / прн помощи вал-гильзы 2, соединенного с ним направляющей шпонкой 3. Барабан 4 консольный (с концевым подшипником 5 для дополнительной ОТВОДНОЙ опоры), трех- или четырехсегментного типа (см. рис. IX .3, а). Осевое перемещение вала/ барабана 4 осуществляется плунжерами 6 гидроцилнндров 7 и возвратными пружинами 8. Для перемещения вала /
влево (сжатие клинового барабана) плунжеры 6 нажимают на упорный диск 9; последний перемещает диск 10 и внутреннюю чеку // вала /, проходящую через отверстие в гильзе 2; при этом пружина 8 сжимается. Обратное перемещение вала / (разжатие клинового барабана) осуществляется (при уменьшен ин давления рабочей, жидкости в гидроцилиндрах 6) при разжатии пружин 8. Приводной вал-гильза 2 смонтирован иа подшипниках
488
скольжения 12 в корпусе 13. Моталка предназначена для сматывания тонкой полосы (0,5—2,0 мм) шириной до 1550 мм при скорости до 25 м/с, масса рулона 45 т.
Выше было указано, что, поскольку рулон необходимо снимать с моталки в осевом (горизонтальном) положении, вал барабана моталки конструктивно может быть только консольным. Для увеличения его прочности и уменьшения прогиба перед наматыванием полосы к концу вала барабана (см. например, рис. IX.4) подводят дополнительную опору и, таким образом, барабан моталки становится двухопорным (вернее, трехопорным, так как со стороны привода уже есть две опоры).
На рис. IX.5 показано устройство поворотной дополнительной опоры для консольного барабана моталки четырехклетевого непрерывного стана 2500 конструкции ВНИИметмаша и НКМЗ н съемника рулонов.
На конце вала барабана / находится коническая втулка 2. На эту втулку надвигается корпус 12 с двухрядным коническим роликовым подшипником. Корпус соединен с кронштейном 5, поворачиваемым на оси 7 при помощи гидравлического цилиндра 6; последний шарнирно установлен на кронштейне 5, прикрепленном к стойке станины последней (четвертой) клети непрерывного стана. Перед снятием рулона с барабана моталки дополнительная опора отводится в сторону.
Съемник состоит из тележки 9, в корпусе которой расположен гидравлический цилиндр 10, стола 3, скобы съемника //и штока 4 гидравлического цилиндра. Перед снятием рулона стол поднимается и упирается в иижнюю часть рулона. Затем при помощи штока тележка движется вправо, при этом рулон будет сниматься (сдвигаться) с барабана моталки скобой (вилкой).
3. РАЗМАТЫВАТЕЛИ
Для разматывания рулонов при холодной прокатке полосы илн резке ее, а также в агрегатах очистки и отжига применяют раз-матывателн различного типа.
На рнс. IX.6 показан двухконусный разматыватель рулонов конструкции УЗТМ, предназначенный для разматывания полосы толщиной 1,5—5 и шириной до 1500 мм со скоростью до 1 м/с.
При помощи поперечного транспортера рулон подается к раз-матывателю, устанавливается на стол 2 и поднимается винтовым приводом до совмещения оси рулона с осью конусов. Затем при помощи другого винтового (в некоторых случаях гидравлического) привода левая 1 и правая (на рисунке не видно) бабки сближаются и конуса центрируют и зажимают по всей поверхности рулон Для создания н натяжения полосы при разматывании рулона электродвигатель включен в сеть для работы в качестве генератора, т. е. он будет служить тормозом при разматывании.
469
Рнс. IX.6. Двухконусвый разматыватель рулонов
При уменьшении скорости разматывания (например, со стороны стаиа) маховой момент привода будет уменьшаться за счет притормаживания конусов колодочными тормозами.
Двухконусные разматывателн применяют при натяжении полосы не более 30 кН; так как осуществлять конусами (головками) большее натяжение практически невозможно, поскольку при этом сминаются и портятся торцы внутренних витков рулона.
В том случае, если масса рулона превышает 15 т и он подается к разматывателю боковым транспортером, т. е. его можно надвигать на барабан с торца, применяют стационарные консольные разматыватели с клиповым механизмом раздвижения сегментов.
На рис. IX.7 показан консольный разматыватель рулонов конструкции УЗТМ с барабаном клипового типа и с редукторным приводом.
Вал / барабана приводится от электродвигателя 2 через двухступенчатый редуктор 3, смонтированный на корпусе разматы-вателя 4. С целью большей устойчивости рулона (при разматывании внутренних витков с большим натяжением) применен клиповой барабан с четырьмя сегментами 5. Расклинивание барабана (увеличение или уменьшение его диаметра) осуществляется осевым перемещением ведущего вала 1 в направляющих втулках 6 и 7, смонтированных в гильзе 3, опирающейся на роликовые подшипники 9 в корпусе раз.матывателя 4\ гильза соединена с валом направляющей шпонкой 10 и имеет шпоночное соединение с ведомой шестерней редуктора. Вал барабана перемещается внутри гильзы при помощи поршня 11 концевого гидроцилиндра 12 двойного действия.
С целью постоянного совпадения оси барабана (рулона) с осью агрегата, перед которым установлен разматыватель (прокатный стан, агрегаты резки, цинкования, отжига и т. п.), предусмотрена возможность перемещения корпуса разматывателя по направляющим станины 13. Это перемещение («плавание») осуществляется гидроцилиндром, установленным па кронштейне 14,
490
Рис. 1 Х.7. Консольный разматыаатель рулонов с барабаном клинового типа
при помощи автоматической следящей системы. Для обеспечения возможности «плавания» барабана при разматывании полосы дополнительная опора должна предусматривать свободное перемещение в ней концевого подшипника 15 вала 1.
Разматыватель предназначен для разматывания рулонов массой до 45 т со скоростью до 7 м/с; ширина полосы до 1500 мм, толщина до 2 мм, натяжение до 25 кН.
4. ОТГИБАТЕЛИ КОНЦА ПОЛОСЫ НА РУЛОНЕ
Как указано выше, протравленную относительно толстую полосу (2—4 мм) свертывают в рулоны, которые подаются затем к разма-тывателю стана холодной прокатки (реверсивного или непрерывного). После установки рулона в разматывателе (двухконусном или консольном) необходимо отогнуть передний конец полосы и задать его в валки стана для дальнейшей прокатки полосы. Отгибание конца полосы осуществляется специальными механизмами двух типов: электромагнитным нли скребковым.
На рис. IX.8 представлен электромагнитный отгибатель конца полосы на рулоне, установленный у двухконусного разматывателя перед непрерывным пяти клетевым станом 1200 холодной прокатки жести конструкции УЗТМ.
Отгибатель состоит из собственно магнитного отгибателя 3 и правильно-тянущих роликов, из которых верхний 10 приводится от электродвигателя мощностью 15 кВт, а нижние ролики 9 и 7 холостые. Перед отгибанием переднего конца полосы толщиной до 4 мм и шириной до 1000 мм нижние ролики 9 и 7 опускаются вниз прн помощи кривошипно-шатуиного механизма 8, поворачиваясь вокруг оси 6 направляющего ролика 5. Электромагнит 4 закреплен иа двух боковых рычагах 2, 3, соединенных между собой
Рнс. IX.8. Электромагнитный отгибатель конца полосы на рулоне
492
распорными трубами 1 и поворачивающихся вокруг осн 11 при помощи боковых рычагов, соединенных с двумя гидравлическими цилиндрами, цапфы 12 которых шарнирно соединены с кронштейнами сбоку траверс 13. Поворачиваясь вокруг оси И, электромагнит опускается вниз до соприкосновения с рулоном, захватывает конец полосы, отгибает его и затем поднимает вверх. После этого при помощи шатуна иижиие ролики поднимаются и прижимают полосу к верхнему приводному ролику 10', при вращении последнего полоса разматывается с разматывателя, правится роликами (три ролика способны выправлять только одностороннюю рулонную кривизну полосы) н подается к стану для прокатки. Скорость разматывания 0,5 м/с; давление на верхний ролик при правке 100 кН; масса рулона до 15 т.
На многих станах холодной прокатки прокатывают полосу из обычных магнитных (углеродистая сталь), а также и немагнитных материалов (например, нержавеющая сталь). В этом случае применяют скребковые отгибатели.
На рнс. IX.9 показан скребковый отгибатель конца полосы, установленный у разматывателя дрессировочного четырехвалкового стаиа 2500 конструкции ВНИИметмаша и НКМЗ.
Скребок /, изготовленный из легированной стали, хорошо сопротивляющейся износу (например, хромовольфрамомарганцо-
493
впстой), прикреплен к головке 2, шарнирно установленной на конце рычажной рамы 6. Прн помощи рычажно-параллелограмм -ного механизма 4, приводимого гидравлическим цилиндром 5, скребок прижимается к рулону и при вращении барабана разма-тывателя отгибает конец полосы; последний прижимается затем нижним роликом 3 к верхнему приводному ролику 7 и направляется этими роликами к валкам стана.
Конструкция скребкового отгибателя весьма проста и надежна в эксплуатации; скребковые отгибателп подобного типа применяют также на станах, прокатывающих немагнитные цветные металлы и сплавы (например, дюралюминий).
5. МОТАЛКИ — СВЕРТЫВАЮЩИЕ МАШИНЫ
Для свертывания горячекатаной протравленной полосы в рулон в конце непрерывных травильных агрегатов ранее устанавливали моталки роликогнбочного типа. Они работали без натяжного барабана и не сматывали, а свертывали полосу в рулон, поэтому их называли также свертывающими машинами.
Такие моталки весьма просты по своей конструкции и в эксплуатации, однако на них нельзя получить рулоны с плотным прилеганием витков, поэтому целесообразно вместо них применять обычные барабанные моталки консольного типа (см. рис. IX.4).
На новых непрерывных штрипсовых (узкополосных) стаиах горячей прокатки из последней клети полоса выходит е большой скоростью (до 20 м/с). Сматывание штрипсовой полосы в бунт обычной моталкой барабанного типа при такой скорости невозможно. Для этого весьма подходящей является свертывающая роликовая моталка.
На рис. IX. 10 показана роликогибочная моталка, установленная в конце отводящего рольганга непрерывного штрипсового стана конструкции ВНИИметмаша.
Моталка предназначена для свертывания в рулон горячей полосы, движущейся со скоростью 7—21 м/с; толщина полосы 2—8, ширина 116—400 мм, масса рулона до 3,8 т.
Моталка состоит из подающих гибочных роликов 8 и 7 (оба приводные) и боковых сегментов 2 и 5. Эти сегменты свободно установлены иа конце приводных роликов 1 и 6, при помощи рычагов и контргрузов прижимаются вверху друг к другу своими холостыми роликами 3 и 4.
Полоса по желобу 9 направляется в моталку. При помощи гибочных роликов передний конец ее изгибается и подается внутрь камеры, образуемой сегментами; таким образом, при непрерывной подаче полоса будет свертываться в рулон.
Так как бунт штрипса является готовой продукцией данного стана, то для транспортирования его потребителю необходимо, чтобы он был плотным (с нераспущенными витками).
Для получения плотного бунта в моталке предусмотрена рычажно-грузовая система, плечи которой подобраны таким образом.
494
J
что с увеличением диаметра рулона поджатие к нему расходящихся боковых сегментов будет непрерывно увеличиваться. По окончании свертывания полосы в рулон вводится сбоку горизонтальная штанга консольного к ран а-подъемника; при помощи этой штанги рулон поднимается вверх и затем переносится краном на цепной транспортер. На стане установлены две моталки, работаю щие поочередно. Направление переднего конца полосы в одну или другую моталку осуществляется перемещением вводного желоба прн помощи пневматического цилиндра 10.
6. ПРОВОЛОЧНЫЕ И МЕЛКОСОРТНЫЕ МОТАЛКИ
Для сматывания в бунты горячей проволоки (вернее, катанки) диаметром 6—10 мм и круглой стали диаметром 10—25 мм за последними клетями проволочных и мелкосортных станов устанавливают моталки двух типов: с вращающимся или с неподвижным бунтом.
Из-за больших вращающихся и неуравновешенных масс <буит, барабан и т. д.) моталкн первого типа применяют для сматывания проволоки при скоростях только до 10 м/с. Преимущество их в том что, кроме проволоки н круглой стали, на них можно сматывать и мелкие профили квадратного сечения.
На рис. IX.И показана проволочная моталка с неподвижным бунтом, установленная на непрерывном проволочном стане. Моталка предназначена для сматывания проволоки диаметром 5—10 мм. Масса буита 200—500 кг. Пустотелый вал моталки 4 приводится через зубчатую передачу; к концу этого вала прикреплен конус 2, вращающийся вместе с валом (на некоторых моталках вместо конической применена цилиндрическая зубчатая передача).
495
Рис. IX.И. Проволочная моталка с неподвижным бунтом и осевой подачей катанки
Проволока из последней клети стана проходит по трубке 3 внутри полого вала 4 и поступает на конус 2, с помощью которого она витками укладывается вокруг вертикальных пальцев /. Бунт проволоки прн этом будет находиться в горизонтальном положении на плите 5. По окончании сматывания проволоки пальцы опускаются при помощи рычажного механизма, а бунт сталкивается на транспортер.
Преимуществом моталкн этого типа является то, что бунт не вращается и сматывание проволоки может происходить при любой скорости ее подачн. Например, на современных непрерывных проволочных станах проволока выходит из последней клети стана и поступает в моталку со скоростью 25—50 м/с. Кроме того, сбрасывание готового бунта осуществляется на ходу без остановки прн-
496
вода моталки, что позволяет через несколько секунд подавать в моталку новую проволоку.
Следует отметить, что при сматывании в бунт происходит скручивание проката на 360° (на длине nD, где/? — диаметр витка проволоки) за каждый оборот приводного вала 4. Это скручнванне не имеет существенного значения при сматываннн горячей катанки круглого сечения, так как профиль ее прн этом ие изменится, а касательные напряжения в материале катанки будут незначительны. Однако в отличие от моталки с вращающимся бунтом н тангенциальной подачей металла на моталке с неподвижным бунтом нельзя сматыаать простые мелкосортные профили не круглого сечения (например, овальную или квадратную катанку), так как прн скручивании на 360° профиль их будет искажен.
Эксплуатация моталок с неподвижным бунтом показала, что применение тяжелого направляющего конуса 2 не вызывается необходимостью и ухудшает динамику привода моталки. Поэтому на некоторых заводах осуществили следующую модернизацию: удалили конус вместе с концом приводного вала, иа котором он закреплен; вместо конуса применили легкую изогнутую направляющую трубку (показана пунктиром), соединив ее с подводящей трубкой внутри полого приводного вала. В результате такой модернизации качество укладки витков проволоки не ухудшилось, но маховой момент вращающихся масс значительно уменьшился, динамические показатели привода моталки улучшились и облегчились условия работы подшипниковых опор приводного вала.
Прокатка мелкосортных профилей на современных непрерывных и полунепрерывных станах осуществляется при меньшей скорости (15—?0 м/с) по сравнению со скоростью прокатки катанки на непрерывных проволочных станах (>50 м/с). Поэтому для сматывания в бунты простых мелкосортных профилей (круга, каадрата) применяют моталки первого типа, т. е. с вращающимся бунтом и тангенциальной подачей металла.
Глава X
МАШИНЫ И АГРЕГАТЫ ЗАЧИСТКИ, КЛЕЙМЕНИЯ, РЕЗКИ, УКЛАДКИ, УПАКОВКИ И ОБВЯЗКИ ПРОКАТА
Высокое качество готового проката характеризуется однородностью физико-механических свойств металла (прочность, пластичность, коррозионная стойкость), отсутствием дефектов на поверхности (плеиы, риски, закаты, коробоватость) н внутри (расслоения, трещины, пузыри, неметаллические включения), а также правильной геометрической формой сечения по всей Длине полосы (профиля) (прямизна, планшетность).
Нал ичне дефектов в готовом прокате определяется качеством металла в исходных слитках и заготовках, режимом нагрева
497
металла перед прокаткой, технологией холодной и горячей прокатки, совершенством операций по контролю дефектов и отделке готовой продукции.
Современные прокатные станы характеризуются высокой производительностью (скоростью) и высокой степенью механизации и автоматизации технологических операций.
Получение готового проката высокого качества возможно только тогда, когда на всех стадиях технологического процесса в прокатном цехе (начиная от слитка и кончая готовой продукцией) осуществляются контроль качества металла, устранение дефектов и отделка проката в механизированных поточных линиях.
1. МАШИНЫ И АГРЕГАТЫ ЗАЧИСТКИ СЛИТКОВ И ПРОКАТА
Сплошная обдирка слитков и заготовок является самым надежным способом удаления первичных дефектов на поверхности и осуществляется: а) на токарных станках обычной (для круглых слитков н заготовок) и специальной конструкции с подвижными по контуру суппортами (для квадратных н прямоугольных слитков); б) па продольно-строгальных станках; в) на фрезерных станках обычного типа (усиленной конструкции). Операции а—в выполняются с холодным металлом на станках, установленных в специальных отделениях прокатного цеха; г) на термофрезерных станках при помощи фрезерных головок специальной конструкции, имеющих вставные режущие зубья для одновременного фрезерования (зачнсткн) грани и боковой кромки слитка (заготовки). Термофрезерование является наиболее производительным и экономичным способом, так как оно осуществляется прн зачистке горячего металла (слнтка, заготовки) прн поточном его движении в процессе прокатки; д) па машинах огневой зачистки (МОЗ). Этот способ является весьма эффективным при зачистке блюмов, слябов и заготовок в горячем состоянии при поточном движении их через отверстие (соответствующей формы), образуемое газорежущими головками, имеющими щелевидные сопла для подвода природного газа (прн давлении 50 кПа) н кислорода (при давлении 200 :-400 кПа). При скорости движения металла по рольгангу 0,3—1,0 м/с в газорежущен головке сжигается поверхностный слой металла (имеющий дефекты) глубиной 1,5— 3,0 мм; образующийся шлак удаляется прн помощи гндросбива; е) на станках при помощи абразивных кругов; этот способ является малопроизводительным, однако он широко применяется при зачистке заготовок и готового проката. При сплошной зачистке на механических станках (токарных, строгальных, фрезерных, абразивных) потери металла в стружку весьма значительны и составляют 5—15 %; эти способы применяют только для зачистки легированных сталей, к качеству готового проката которых предъявляются высокие требования.
Для слитков, слябов и заготовок из обычных углеродистых сталей применяют горячую огневую и термофрезерную поточные 498
зачистки как наиболее экономичные (отходы 1,5—3 %) н высоко-I ipo п зводнте л ы 1 ые.
Перечисленные выше способы (кроме обточки на токарных станках) применяют также для выборочной зачистки местных дефектов на поверхности холодных слитков, блюмов, слябов, заготовки и готового проката. Такая зачистка позволяет значительно уменьшить отходы металла, но она малопроизводительна н требует применения ручного труда.
Машины огневой зачистки горячих блюмов и слябов
После прокатки слитков па блюминге (слябинге) на поверхности прокатанных блюмоа (слябов) имеются различные дефекты (трещины, закаты окалины п шлака и т. и.).
Перед дальнейшей прокаткой блюмов (слябов) с их поверхности необходимо удалить эти дефекты, что осуществляется двумя способами:
1) зачисткой поверхности холодных блюмов и слябов на складе: ручными авто!енными резаками н пневматическими зубилами обдиркой, строжкой и фрезерованием на станках и т. п.; эти one* рации малопроизводительны и требуют применения тяжелого q изнческого труда,
2) зачисткой поверхности горячих блюмоа (слябов) сраз_\ же после окончания прокатки их иа блюминге (слябише), т. е. в потеке движения металла по рольгангу между станом и ножницами. Эта операция полностью механизирована н частично автоматизирована и поэтому получила за последние годы широкое применение на блюмингах (слябингах).
На рис. Х .1 показана машина огневой зачистки (МОЗ) слябов, установленная за рабочей клетью слябинга (перед ножницами) н предназначенная для зачистки на ходу поверхности слябов шириной до 1500 и толщиной до 250 мм одновременно со всех четырех (или только с двух) сторон; глубина зачистки (толщина поверхностного слоя металла с дефектами) составляет 1,5—3 мм и регулируется путем изменения скорости рольганга (0,25— 0,75 м/с).
Газорежущие блоки верхний 1 и ннжиий 2 установлены на суппортах 3 и 4, перемещаемых по вертикали и горизонтали гидро-цилиндрами 5 и 6. Вертикальные стойки машины 7 установлены на раме 8, скрепленной с рамой 9 двухролнковон секции рольганга 10; если не требуется огневая зачистка металла (а также в случае ремонта), МОЗ может быть смещена с линии потока металла путем передвижения машины по фундаментной плитовине 11 (при помощи реечной передачи); при этом освободившееся место будет занято секцией рольганга 10.
Газорежущие блоки имеют щелевидные сопла, расположенные под углом около 25° к поверхности металла. При движении блоков к металлу автоматически включается подача к соплам кисло-
499
Ряс. Х.1. Машина огневой зачистки слябов
рода и горючего газа (ацетилена, природного или коксового газа), загорающихся от горячего металла. Поверхность металла оплавляется и в этот момент включается подача режущего кислорода (чистотой 96—98 %), в котором сгорает металл, благодаря чему температура пламени повышается до 2500—3000 °C и расплавляется поверхностный слой металла. Одновременно включается система для гндросбпва образующегося шлака водой высокого давления (до 3 МПа).
При сплошной огневой зачистке сжигается поверхностный слой металла толщиной до 2,5 мм; потери металла составляют 1,5—2,5%. Прн такой относительно большой потере металла сплошная огневая зачистка блюмов (слябов) целесообразна только для наиболее дешевой малоуглеродистой стали прн наличии значительных дефектов на поверхности по всей длине блюмов (слябов); во многих случаях, особенно для блюмов (слябов) из качественной стали, применяют огневую зачистку только с двух сторон слябов, выборочную зачистку в потоке (не всех слябов, а только имеющих значительные дефекты), а также выборочную зачистку холодных блюмов (слябов) на складе.
При сплошной огневой зачистке металла удельные расходы составляют: кислорода (при давлении 300 кПа) около 4 м3 на
500
топну металла, ацетилена (при 25 кПа) или природного газа (при 60 кПа) около 0,3 м3/т. Для удаления большого количества образующегося дыма машина огневой зачистки (МОЗ) снабжена вентиляционной системой; кроме того, предусмотрены автоматические системы на случай тушения пожара иа кислородопроводах при помощи азота.
Следует отметить, что на малых блюмингах, прокатывающих слитки из легированной стали, а также на заготовочных станах вместо машины огневой зачистки иногда устанавливают фрезерные многорезцовые (дисковые) станки для механической зачистки (снятия стружки) горячих слитков, блюмов и заготовки (термофрезерованием). Этот способ является весьма эффективным, по требует дальнейшего усовершенствования.
Агрегаты абразивной зачистки слябов из коррозионностойкой (нержавеющей) стали
С целью повышения качества поверхности полосы на непрерывном широкополосовом стане применяемые для горячен прокатки слябы из коррозноиностойкой (нержавеющей) стали перед нх нагревом в печах подвергают зачистке различными способами: строжкой или фрезерованием на станках, огнеаой и абразивной обработкой на специальных установках.
Широко применяется абразивная зачистка слябов на специальных шлифовальных станках, входящих в состав поточных механизированных агрегатов двух типов: для сплошной н выборочной зачистки.
Агрегат для сплошной зачистки верхней и нижней поверхностей слябов (рис, Х.2) состоит нз двух подъемно-опускающнхся столов /, четырех сталкивателей 2, рольгангов 3, двух транспортеров 4, шлифовально-обдирочных станков 5 (левого н правого исполнения), кантователя слябов 6, транспортера 7, направляющих линеек 8 и уборочного рольганга 9.
Со склада слябы подаются мостовым краном на левый подъемно-опускающийся стол /, сталкиваются сталкивателем 2 на рольганг 3, выравниваются направляющими линейками 8 и поступают на транспортер 4, который транспортирует их через группу шлифовальных (обдирочных) станков 5; скорость транспортера 1— 2 м/с
Шлифовально-обдирочные круги крупнозернистого электрокорунда смонтированы в головках маятникового типа и имеют клиноременной привод от синхронных двигателей, окружная скорость круга 30—50 м/с; головки снабжены пневматическим следящим устройством для качественной зачистки слябов, имеющих кривизну на поверхности. За один проход через станки с верхней поверхности слябов снимается слой металла толщиной ло 0,5 мм. По ширине сляба головки установлены с перекрытием и включаются автоматически от пневматических распределителей
501
Рнс. Х.2. Схема агрегата сплошной зачистки слябов нз корроэионностойкой стали
при движении сляба. Зачистка поверхности слябов осуществляется с применением охлаждающей жидкости (воды). После зачистки верхней поверхности сляб кантуется на 180° кантователем 6 иа транспортер 7 и далее зачищается другая широкая сторона при движении сляба на транспортере через вторую группу станков; зачищенный сляб с уборочного рольганга 9 сталкивается на правый подъемно-опускающнйся стол /; стопа зачищенных слябов со стола при помощи мостового пратцен-крана убирается на склад перед нагревательными печами.
Если требуется дополнительная выборочная зачистка слябов, имеющих локальные глубокие дефекты, то сляб сталкивателем подается на тележку 10 и направляется к отдельным абразивным станкам.
Управление работой агрегатов осуществляется операторами с пульта управления. Потери металла прн абразивной сплошной зачистке составляют 2—2,5 %.
Машины зачистки толстых листов
Для выборочной и сплошной зачистки поверхности толстых листов (удаления плен, мелких трещин и других дефектов) применяют машины с абразивным кругом, установленные на самоходных тележках (рис. Х.З).
Машина состоит из рамы-тележкн 1, движущейся по рельсам на ходовых колесах вдоль зачищаемого листа 7. По направляющим рамы перемещается па роликах зачистная тележка 2 (поперек листа) при помощи двух спаренных гидроцнлиндров. На этой тележке смонтирована каретка 3 с гидроприводом перемещения (вдоль листа); на рычаге каретки установлен шпиндель со шлифовальным (абразивным) кругом 8 диаметром 400 мм. Круг к листу (с усилием до 1200 Н) прижимается пневматическим цилиндром;
502
вращение круга со скоростью до 30 м/с создается электродвигателем мощностью 10 кВт. Для отсоса образующейся при зачистке пыли имеется пылеотсасывающее устройство 4, а для питания гидроцилиндров — насосная установка 5. Машиной управляет оператор с пульта 6. При зачистке абразивный круг перемещается адоль и поперек листа и одновременно совершает возвратно-поступательное движение.
Зачистка толстых листов из качественных и легированных сталей выполняется в специальном отделении цеха, в котором установлены механизированные линии с машинами для выборочной (с одним шлифовальным кругом) или сплошной (с двумя кругами) зачистки. Листы из магнитных и немагнитных сталей транс-
Рис. Х.З. Машина зачистки толстых листов
портируются мостовым кра-
ном с траверсой, имеющей вакуум-присосы. После зачистки одной поверхности листы кантуются на стеллаже рычажным
кантователем.
Поточная линия отделки крупного сортового проката
После горячей прокатки п охлаждения на складе на поверхности круглых профилей из легированной стали имеются дефекты в виде мелких трещин (волосовин) н плен. Удаление этих дефектов и выпрямление прутков осуществляются па поточных линиях правки н абразивной зачистки (рис. Х.4, а).
Пакеты круглых профилен (прутков, штанг) краном укладываются на загрузочное устройство / и при помощи передаижпых реек и дозатора по одной штуке подаются в желоб, из которого толкателем 2 задаются в правильную машину 3 с косорасполо-женнымн гиперболоидными роликами. Выправленные круглые профили направляются далее в два параллельных потока; в каждом из них осуществляются подрезка торцов проката на подрезнорасточных станках 4, светлепис сплошное и змейкой поверхности
503
-68600 _____J ff
Рис. X.4. Схемы поточных линий отделки и контроля качества сортового проката
прутка (штанги) на специальном наждачном станке 5 с целью лучшего обнаружения дефектов на наклонном стеллаже 6. При дальнейшей транспортировке проката рольгангом осуществляются: выборочная абразивная зачистка дефектов на восьми шлифовальных станках 7 (по четыре стайка с каждой стороны рольганга); искренне на специальных наждачных станках 5 с целью проверки однородности (марки стали) проката;маркировка проката краской, подаваемой через сопла-распылители; обвязка и взвешивание пачек проката вязальной машиной 9, установленной на весах, и уборка пачек готового проката краном на склад. Если обнаружен неисправимый брак, то прутки (штанги) проката направляются в карман 10. Если по длине проката имеются дефектные участки, то этн участки вырезаются на станке анодно-механической резки 11.
Все технологические и транспортные операции в липин механизированы и частично автоматизированы
Производительность линии отделки круглого легированного проката диаметром 50—ПО мм составляет около 150 тыс. т в год.
На некоторых заводах для зачистки и правки легированного проката (круглого, квадратного и других профилей) применяют аналогичные поточные линии, в которых вместо абразивных станков установлены фрезерные станки или газорежущие головки.
504
Агрегат сплошной шлифовки круглого проката
Агрегат состоит нз двух поточных линий (рис. Х.4. и) для sa-чист кн (шлифовки) круглых штанг диаметром 30—70 мм из коррозионностойкой (нержавеющей) и высоколегированной стали, к качеству поверхности которых предъявляются весьма высокие требования.
Выправленные на правильной машине штанги длиной до 6 м мостовым краном подаются на загрузочный стеллаж 1 и при помощи клапанов-дозаторов 2 периодически поступают на приемный рольганг 8 с косорасположеииымп роликами
При поступательном и вращательном движении по рольгангу штанги замыкают контакты включения шлифовальных головок четырех абразивных станков 4; абразивный круг шлифовальной головки плавно опускается и прижимается к штаиге при помощи гидравлического демпфера; скорость вращения круга 20—50 м/с; за одни проход четырех станков с поверхности штанги снимается слон металла толщиной до 0,3 мм. Сбрасывателем 5 и передающим устройством 6 штанги передаются на вторую линию станков 7 для дополнительной шлифовки и затем поступают в карман 8 готовой продукции.
Производительность агрегата 15 тыс. т в год. Агрегат работает в автоматическом режиме и при необходимости управляется одним оператором с пульта управления.
Поточная линия отделки и контроля круглого и квадратного проката
С целью повышения качества готовой продукции в поточной линии (рис. Х.4, в) осуществляется ультразвуковая н магнитная дефектоскопия поверхности проката.
После правки проката на правильных машинах штанги укладываются на загрузочный стеллаж, подвергаются очистке в дробеструйной машине 1 и ультразвуковому контролю подповерхностных дефектов на автоматической установке 2. На станке 3 абразивным кругом обрезаются неровные концы штанги, а иа установке 4 штанга намагинчнваечся и на ее поверхность наносится флуоресцентный порошок На участке 5 в ультрафиолетовом свете выявляются и отмечаются поверхностные мелкие дефекты. Зачистка более глубоких и мелких поверхностных дефектов осуществляется шлифовальными машинками на абразивных станках 6 н ручными машинками 7. Готовая продукция по рольгангам поступает в карманы 8, обвязывается в пачкн и убирается на склад.
2. МАШИНЫ И МЕХАНИЗМЫ КЛЕЙМЕНИЯ И МАРКИРОВКИ ПРОКАТА
Для клеймения блюмов, заготовок, сортового проката к толстых листов приме няют клеймовочные машины и механизмы, называемые клеймнтелем. При помощи сменных клейм, содержащих буквенные литеры и цифровые знаки, ня прокат
505
наносится (выдавливается) условное обозначение завода изготовителя, марки стали, номера плавки н т. д.. что необходимо для хранения металла на складе и отправки его для дальнейшей обработки или потребителю.
На тонком листовом прокате нанесение клейм выдавливанием соответствующих знаков не допускается: в этом случае листы маркируют, т. е., пользуясь трафаретами, на их поверхность наносят краской соответствующие обозначения.
Механизированные устройства для маркировки листов называют маркировочными машинами или маркировщиками.
Клеймители блюмов и слябов
Ставить клеймо па блюмы и слябы можно либо на их боковой поверхности, либо на торцах. При хранении блюмов и слябов в штабелях на складе удобнее всего торцовые клейма, так как их легко обнаружить визуально. Поэтому клеймение в торец распространено наиболее широко-
Нанесение клеим на раскаленный металл — весьма тяжелая операция, поэтому за последние годы для ее выполнения установлены маятниковые механизированные клеймители различной конструкции, которые можно разделить на три вида: а) клеймители с периодической ручной заменой клейм; б) клеймители с механизированной заменой клейм оператором; в) полностью автоматизированные клеймители.
На рис. Х.Б показан клеймитель блюмов конструкции ВНИИметмаша. Движение молотка 4 маятникового типа происходит при помощи пневматического цилиндра 3. Замена свободного падения принудительным движением от пневмопривода позволяет регулировать скорость движения молотка, т. е. скорость соударения клейма с металлом, получать четкие знаки клейм на металле 7.
В исходном положении пневматический цилиндр 3 прижимает головку молотка к буферу 2, что необходимо для механизации замены клейм. В комплект машины входят четыре обоймы, которые закладывают между зубьями гребенки /; они могут передвигаться по горизонтали по направляющим против гнезда в головке молотка. Подача любой из четырех обойм в гнездо молотка осуществляется
Рис. Х.5. Клеймитель блюмов с механизированной заменой клеймовочных знаков
506
штоком бокового пневматического цилиндра 8. В гнезде молотка обойма фиксируется с помощью стопора. Управление воздушными кранами цилиндров автоматическое, осуществляемое при помощи электромагнитов, получающих сигнал от фотореле, установленного на пути движения блюма по рольгангу.
Положение молотка по высоте сечения блюма можно регулировать с помощью механизма подъема 6, установленного на раме 5.
Машины клеймения обрезков блюмов и слябов
Так как отходы (обрезки) от головной и хвостовой частей блюмов и слябов составляют 10—15 % массы прокатанного металла, то разделение (сортировка) их по маркам стали перед отправкой в сталеплавильнь!й цех на переплавку представляет сложную и трудоемкую операцию.
На блюминге операция клеймения не только механизирована, но и автоматизирована. С этой целью перед ножницами над рольгангом установлен дисковый клеймитель (рис. Х.6), который непрерывно износит клейма на поверхность движущихся по рольгангу блюмов (слябов) на некоторой определенной длине их головной и хвостовой частей (до разрезки на ножницах на мерные длины). На рычаге 1 установлен узкий барабан 2 с восемью дисками 3, расположенными по окружности и снабженными клеймовочными знаками 4. Барабан посредством шагового (углового) привода вращается от электродвигателя 7 через редуктор 5 и карданный вал 6. В процессе клеймения одним из восьми дисков, свободно вращающихся на своей оси, барабан неподвижен. На всех восьми дисках различные клеймовочные знаки (соответствующие условному обозначению марок стали).
Рнс. Х.6. Дисковый клеймитель обрезков блюмов
507
Для установки одного из восьми дисков в нижнее рабочее положение необходимо при помощи карданного вала повернуть барабан иа требуемый угол. Поворот рычага 1 в положение для клеймения осуществляется рычагом 8 с комбинированным пневмогидравлическим приводом 9 к 11. Усилие на рычаге регулируется контргрузами 12. С целью сокращения времени на установку барабана в исходное положение (в зависимости от толщины блюма) применен гидроцилиндр 11. Точное регулирование поворота рычага 8 осуществляется короткоходовым пневмоцилиндром 9. Количество жидкости, подаваемой в полость гидроцилиндра, регулируется специальным устройством 10. В период клеймения сжатый воздух подается в полость б; при этом барабан с дисками приподнимается над металлом. Управление клеймнтелем дистанционное (с пульта) или автоматическое по заданной программе.
Клеймители рельсов и крупносортных профилей
Для клеймения рельсов и крупносортного проката (балок, швеллеров, угловой стали и т. д.) применяют клеймовочно-накатные машины с пневматическим прижимом клеймовочных дисков к движущемуся профилю. Эти машины называют также штемпельными машинами или просто клеймовщиками.
На рис. Х.7 поиазан клеймитель, установленный за дисковыми пилами иа рельсобалочном стаие конструкции УЗТМ. Клеймитель предназначен для клеймения рельсов, крупных балок высотой до 600 мм и швеллеров высотой до 450 мм, а также угловой стали до № 20 и других профилей, движущихся со скоростью до 3 м/с. температура которых 850—900 °C.
Клеймовочным и сменным является верхний диск. Подъем и опускание его осуществляются пневматическим цилиндром с диаметром штока 150 и ходом 200 мм при давлении воздуха 0.3—0.6 МПа. Давление диска на рельс составляет 5— 10 кН.
Кроме обычного заводского клейма, содержащего литерные знаки завода и иомер плавки, на рельс наносят порядковый номер его в слитке. Выдвижение
Клеймение Wjmuflptrf! и шВеллероВ
Рис. Х.7. Клеймитель рельсов н балок
508
клейма, соответствующего порядковому номеру рельса в слитке, осуществляется при помощи специального приспособления, приводимого от пневматического цилиндра с диаметром штока 80 и ходом 50 мм.
3. АГРЕГАТЫ РЕЗКИ И ПРАВКИ ПОЛОСЫ
Готовая продукция (с покрытием или без покрытия) отправляется потребителю в листах или рулонах различных размеров.
Для резки полосы в соответствии с заказами в цехе устанавливают следующие агрегаты: 1) поперечной резки полосы на листы мерной длины; 2) продольной резки (роспуска) широкой полосы на более узкие полосы (ленты), сматываемые в рулоны; 3) комбинированные для поперечной и продольной резки.
Рассмотрим устройство и работу нескольких агрегатов на конкретных примерах.
Агрегат поперечной резки холоднокатаной полосы
Непрерывный агрегат поперечной резки 0,6 — 2,0x1850 мм конструкции УЗТМ (рис. Х.8) предназначен для резки рулонной полосы на листы мерной длины, правки, обрезки боковых кромок и укладки листов в пакеты. Масса рулона до 30 т, наружный диаметр до 2200, внутренний диаметр 600, юлшина полосы 0,6—2,0. ширина 750—1850 мм. Размеры листов: ширина 700—1800, длина 1000—6000 мм с интервалом 3—16 мм. Скорость движения полосы в агрегате 1—6 м/с, масса пакета листов 10 т, предел текучести материала холоднокатаных полос из углеродистой стали до 900 МПа.
При помощи цепного транспортера рулоны подаются к агрегату по оси разматывателя. Очередной рулон при помощи передвижного подъемного гидравлического стола / надвигается на консольный барабан разматывателя 2; последний автоматически расклинивается (увеличивается его диаметр) и поворачивается в положение, необходимое для отгибания переднего конца полосы магнитным отгибателем <3. Передний неровный конец полосы (длиной 1—2 м) отрезается гидравлическими гильотинными ножницами 4, подается роликами на наклонный стол 5 и сбрасывается в боковой короб для обрези. Для создания натяжения полосы разматыватель работает в генераторном режиме. Протягивание полосы на этом участке осуществляют передние тянущие ролики правильной машины 6 для грубой правки полосы.
Боковые кромки полосы отрезают дисковыми ножницами 9 и сматывают в тугие мотки бракомоталкон 10. Окончательная правка полосы осуществляется второй правильной машиной 12, после чего полоса разрезается на листы мерной длины летучими барабанными ножницами 13. Петлевые столы 7 н 8 предназначены для обеспечения возможности выравнивания скорости дисковых ножниц со скоростью обеих правильных машин и дрессировочной клети 11.
509
Рве. Х.8. Непрерывный агрегат поперечной резки рулонной полосы
Пакетирующее устройство состоит из трех секций: первая 18 предназначена для бракованных листов, а остальные две 19 и 20 — для годных. Листы направляются на пакетирующие столы распределительными ленточными транспортерами 16 и 15. Над ннжней ветвью этих транспортеров установлены переключающие электромагниты. Переключение этих магинтов осуществляется от импульса приборов контроля качества поверхности полосы, расположенных на столе 14 перед второй правильной машиной. Перед поступлением на пакетирующие столы годные листы промасливаются в устройствах 17.
При опускании стола поддон с пакетом листов устанавливают па тележку, выкатывают в боковую сторону, взвешивают на весах и крапом переносят на склад.
Агрегат характеризуется высокой производительностью (30— 50 т/ч) и большинство операций на нем выполняется автоматически.
Агрегаты поперечной резки (АПР) предназначены для правки рулонной полосы, поперечной резки ее на листы определенной длины, сортировки (разбраковки) листов по качеству поверхности и укладкн листов в стопы (1-й, 2-й сорт и брак). Обычно иа одном агрегате осуществляют поперечную резку рулонной полосы шириной 1000—1850 мм, толщина которой находится в пределах 1 : 3^-1 : 4 (например, 0,2—0,6; 0,4—1,2; 0,6—2 мм); масса рулона 15—35 т, длина отрезаемых мерных листов 0,5—2 и 1—6 м, временное сопротивление стальных листов до 700 МПа, скорость движения полосы в агрегате резки 2—6 м/с.
Производительность агрегата определяется скоростью движения полосы в агрегате; на практике установлено, что с увеличением скорости полосы ухудшается качество правки полосы в роликовой правильной машине и затрудняется дефектоскопия листов в потоке (по планшетности и поверхностным дефектам) визуальным способом (при скорости свыше 2 м/с).
В существующих агрегатах резки тонкой полосы установлены барабанные летучие ножницы; так как скорость ножей не совпадает со скоростью полосы, точность резания по длине листов при больших скоростях недостаточна (4—6 мм).
При дальнейшем совершенствовании агрегатов поперечной резки необходимо: 1) повысить точность резання на высоких скоростях до 1—2 мм путем применения летучих ножниц, имеющих синхронизацию скорости ножей со скоростью полосы; 2) повысить качество правки путем применения дополнительного устройства для правки изгибом с растяжением; 3) разработать приборы и автоматические системы для дефектоскопии поверхности листов в потоке при скорости 3—5 м/с.
Агрегат продольной резки холоднокатаной полосы
Непрерывный агрегат продольной резки 0,4 — 2,0X1550 мм конструкции УЗТМ (рис. Х.9) предназначен для обрезки боковых кромок рулонной полосы и резки (роспуска) ее на узкие ленты.
511
? J
' 9
10
Рнс. Х.9. Непрерывней агрегат продольной резки рулонной полосы
Параметры исходных рулонов: масса до 30 т, толщина полосы 0,4—2,0, ширина 750—1550 мм. Готовые узкие рулоны имеют массу до Ют, наружный диаметр до 1600, внутренний диаметр 600, ширину 80 мм и более. Скорость полосы в агрегате 1,5—7 м/с, натяжение полосы 5—25 кН, материал полосы имеет от « » 400 МПа.
Исходный рулон устанавливают на барабан разматыватечя /, конец полосы отгибается магнитным отгибателем 2 и обрезается ножницами 3. Для создания натяжения полосы роликами 4 разматыватель работает в генераторном режиме. Полоса проходит через контрольно-маркировочный стол 5, промасливающее устройство 6 и дисковыми многопарными ножницами 7 разрезается (распускается) иа несколько узких лент; боковые кромки сматываются в бунты бракомоталкой 8
Передние концы узких лент захватываются передвижными роликами 9 и заправляются в щель барабана моталками 11. Прн этом ленты отводятся одна от другой иа некоторое расстояние и в образующиеся зазоры опускаются разделительные кольца на подъемном ролике 10; при помощи этих колец образуются ровные торцы узких рулонов. По окончании наматывания рулоны обвязывают узкой полосой и сталкивают на один из трех штырей поворотного пакетирующего устройства. Производительность агрегата 20—40 т/ч.
Агрегаты для продольной резки (АПрР) имеют те же основные параметры, что и указанные выше АПР, они предназначены для обрезки боковых кромок и роспуска (разрезки) широкой рулонной полосы иа узкие полосы и ленты (шириной от 20—60 до 400— 600 мм), сматываемые в отдельные рулоны.
Несмотря на то что рабочая скорость резки иа АПрР такая же, как и иа АПР, производительность их в 5—10 раз меньше. Это объясняется тем, что в общем цикле резания (роспуска) одного рулона (20—40 мин) большую долю времени (до 80 %) составляет время вспомогательных операций: установка рулона на барабан разматывателя, порезка переднего некондиционного конца полосы (имеющего значительную разнотолщинность), уборка обрезков, заправка передних концов отдельных полос иа барабан моталки, уборка отдельных узких рулонов с барабана моталки, обвязка и т. п.
512
Совершенствование конструкций агрегатов продольной резки должно быть направлено на уменьшение времени указанных выше вспомогательных операций.
Комбинированный агрегат резки
Комбинированные агрегаты предназначены для выдачи готовой продукции в рулонах и в листах (пачками) и их применяют: 1) в выходной секции непрерывных агрегатов покрытия полосы (цинкования, лужения) — здесь устанавливают моталки для сматывания готовой полосы в рулоны и летучие ножницы для резки полосы иа листы мерной длины с последующей укладкой их в пачкн; 2) в качестве самостоятельных агрегатов резки, предназначенных для выполнения двух операций поперечной резки рулонной полосы иа листы мерной длины илн продольной резки полосы (роспуска) на более узкие полосы (ленты) с последующей смоткой их в узкие рулоны.
Комбинированный агрегат поперечной и продольной резки полосы (рис Х.10) состоит из двух последовательно расположенных секций соответственно для выдачи готовой продукции в рулонах и листах.
Рулоны горячекатаной или холоднокатаной полосы массой 10—20 т устанавливают на разматыватель /; конец полосы на рулоне отгибают скребковым отгибателем, правильно тянущими роликами 2 задают в правильную машину 3 и отрезают на гильотинных ножницах 4. Далее полоса прн помощи подающих и тянущих роликов 5 и 6 проходит через промасливающую машину 7 н на дисковых ножницах 8 разрезается (распускается) на узкие полосы; последние при помощи разделительного устройства 9 отделяются друг от друга иа 8—12 мм и сматываются на моталке 10 в отдельные узкие рулоны; рулоны обвязываются по диаметру узкой лентой и при помощи тележки 11 снимаются с барабана моталки.
Если исходный рулой необходимо порезать на листы мерной длины, то после отрезки боковых кромок на дисковых ножницах 8 полоса, минуя моталку 10, направляется к летучим барабанным ножницам 12; листы правятся на правильной машине 13 и укладываются в пачки и а укладчиках 14; пачки листов при помощи транспортеров подаются к весам и далее в отделение для упаковки. Скорость полосы 2—5 м/с (в зависимости от назначения агрегата).
Рис. Х.Ю. КоыОннкроввиный агрегат поперечной и продольной резки полосы • 7 Заказ 224
Рис. XII Схема агрегата подготовки полоса к покрытию
Агрегат подготовки рулонов
Для предварительной подготовки рулонов к последующему покрытию полосы в агрегатах цинкования, лужения и т. д. (обрезка боковых кромок, вырезка дефектных мест) применяют специальные агрегаты. Предварительная подготовка рулонов позволяет упростить конструкцию агрегатов покрытия н повысить их производительность.
В агрегате подготовки полосы к покрытию (рис. Х.П) исходные рулоны устанавливают на разматыватель /; дисковыми ножницами 2 обрезают боковые кромки; на контрольном участке 3 визуально н при помощи соответствующих приборов выявляют дефекты на поверхности и отклонения по толщине полосы; с помощью гильотинных ножниц 4 вырезают места с дефектами и затем концы полосы сваривают в сварочной машине 5; далее полоса сматывается в рулон моталкой 6. В некоторых агрегатах перед моталкой устанавливают боковые резцы для снятия заусенцев на кромках полосы. Скорость полосы 2—10 м/с в зависимости от назначения агрегата и массы рулона.
Следует отметить, что средняя скорость полосы и производительность агрегата существенно зависят от качества исходной полосы н системы обнаружения дефектов на контрольном участке 3, которая требует замедления скорости агрегата.
Агрегаты подготовки используют также в качестве контрольноперемоточных для обнаружения и вырезки дефектных мест и а полосе перед отправкой заказчику качественной полосы в рулонах определенной массы.
4. МАШИНЫ УКЛАДКИ И ОБВЯЗКИ ПРОКАТА
Укладчики сортового проката
После разрезки иа мерные длины (6—12 м) и правки сортовой прокат укладывают (пакетируют) в пачки, обвязывают проволокой или узкой лентой и мостовым краном транспортируют на склад или непосредственно в железнодорожные открытые сверху вагоны для отправки потребителю.
Простые профили — круг, квадрат, мелкие уголки обычно укладывают в круглые пачки. Фасонные профили — балки,
514
Рнс. Х.12. Укладчик мелких и средних профилей: а — общий вид. б — схема укладки профилей в лачки
швеллеры, крупные уголки и тп укладывают в прямоугольные пачки. При укладке в пачки пакет должен быть плотным, с ровными торцами.
Для укладки сортового проката в поточных линиях сортовых станов устанавливают специальные машины — укладчики.
На рнс. Х.12 представлен укладчик мелких и средних профилей, установленный иа полунепрерывном сортовом стане 350 конструкции ВНИИметмаша.
Укладчик состоит из подъемного стола с холостыми роликами, двух рольгангов, разделенных средней продольной перегородкой, нижней рамы стола, на которой установлены две направляющие колонны, четыре подъемных виита и электродвигатели привода этих винтов, н двух боковых верхних платформ на катках с направляющими для подъемного стола. Подъемный стол вместе с платформой может передвигаться в результате перемещения рейками нижней рамы стола, установленной своими катками иа рельсах. Продольная перегородка разделяет стол иа два кармана. Исходное положение стола — верхнее.
Чтобы увеличить производительность укладчика, сортовой прокат подается в один из карманов стола пачками (рядами), предварительно уложенными на рольганге прн помощи шлепперов. Для сохранения плотности ряда при подаче его в карман укладчика последние два подающих ролика (первые от укладчика) выполнены электромагнитными.
После укладкн одного ряда, состоящего из 6—10 профилей, стол опускается иа необходимую величину. Во время укладки ряды выравниваются пневматнческнмн толкателями. Прн укладке швеллеров нли балок каждый верхний ряд должен быть смещен относительно нижнего, что достигается горизонтальным перемещением стола прн укладке. Прн штабелирования угловых профилей
П* 515
горизонтальное перемещение стола не требуется. При укладке швеллеров каждый последующий ряд предварительно кантуют на подающем рольганге при помощи кантователей, встроенных между роликами рольганга. После у кладки профилей в пакет в первом кармане стол передвигается н иа линии подающего рольганга устанавливают второй карман стола. Перед заполнением второго кармана стол поднимается в верхнее исходное положение. Прн этом пакет в первом кармане вручную обвязывают катанкой (в 3—4 местах по длине) н убирают краном.
На некоторых сортовых станах установлены укладчики аналогичной конструкция, но без электромагнитных подающих роликов; при этом карманы стола заполняют профилями поштучно. Такие столы характеризуются меньшей производительностью и, кроме того, для подачи проката в карманы необходимы сменные подающие ролнкн, калибры которых соответствуют сечению подаваемых профилей, что усложняет эксплуатацию таких столов-у кладчиков.
Необходимо отметить, что обвязку пакетов (пачек) фасонного сортового металла даже на описанных выше механизированных столах-укладчиках выполняют вручную, что требует много времени. В настоящее время испытывают опытную установку, механизирующую операцию.
Машины обвязки и пакетирования бунтов
Для отправки потребителю бунты горячекатаной проволоки (катанки) н круглой стали должны быть плотно обвязаны по сеченню в двух-четырех местах проволокой диаметром 3—6 мм.
С этой целью за моталками в линии каждого транспортера устанавливают одну нли две буитовязальиые машины для одновременной плотной обвязки бунта в двух диаметральных сечениях.
На рнс. Х.13 показана буитовязальная машина для катанки конструкции ВНИИметмаша.
Рнс. Х.13. Буитовязальная машина для катанки
Б16
Машина состоит нз обводных клещей /, которые в замкнутом положении образуют кольцевой канал, открытый с внутренней стороны, подающих роликов 2, механизма 3 для скручивания проволоки и механизма 4 для вы-13
Ряс. Х.14. Пакетировщик бунтов катанки
таскнвання проволоки
прн реверсе подающих роликов. Сведение и разведение обводных клещей осуществляют пневматическим цилиндром. Прн помощи подающих роликов вязальная проволока вытягивается с фигурки — разматывателя, установленной за машиной, поступает в клещи и по нх внутреннему каналу огибает сечение бунта. При реверсе подающих роликов вязальная петля затягивается вокруг сечення бунта. Затем при вращении вязальной головки с зажатыми в ней концами проволоки происходят обрезка концов этой проволоки и скручивание нх, т. е. образование узла скрутки. Цикл обвязки составляет 10—12 с.
Работа всех механизмов машины полностью автоматизирована.
Эта машина может быть также использована для обвязки круглых пачек простых сортовых профилей (круг, квадрат) мерной длины (6—12 м), уложенных в карманы.
Для пакетирования бунтов проволоки (катанки) и круглой стали применяют пакетировщики (рис. Х.14).
При транспортировании крюковым подвесным конвейером бунты охлаждаются н затем снимаются с крюков и пакетируются. Съем бунта с крюка осуществляется прн помощи рычажного съемника. Прн подходе очередного бунта съемник автоматически включается, рычажный стул поднимается, принимает бунт, снимает его с крюка и при последующем повороте на небольшой угол бунт падает на наклонный штырь.
Пакетировщик состоят нз башнн /, установленной на колонне и несущей четыре шарнирных штыря (штанги) 2. На концах штырей предусмотрены катки на подшипниковых опорах; они опираются на прилив стойки 3, имеющей профиль по нисходящей винтовой линии. Прн повороте башин вместе с ней поворачиваются штыри. Прн этом опорные катки обкатываются по винтовому приливу (копиру).
Снимаемые с крюков конвейера 5 бунты 4 нанизываются (пакетируются) на один из четырех штырей, которые занимают наклонное положение. После пакетирования 7—10 бунтов башня поворачивается на 90°, штырь занимает горизонтальное положение, а его место в наклонном положении займет второй штырь н т. д. Пакет бунтов с горизонтального штыря снимают при помощи мостового крана, снабженного Г-образной подвеской, н транспор-
517
тнруют на склад нли в железнодорожный вагон, открытый сверху.
Съемник бунтов работает автоматически (включается крюком при подходе очередного бунта), а пакетировщиком управляет оператор.
Машины обвязки пачек сортового металла
На рис. X 15 представлена машина обвязкн пачек мелкосортного проката конструкции Укргнпромеза и ПО «Иркутсктяжмаша».
Прутки (профили) длиной 5—10 м укладывают (краном или рольгангом) в карманы, состоящие из трех (четырех, пяти) неподвижных открытых сверху стоек /; концы прутков выравнивают по торцу пачки при помощи упора 2 с вибрирующим золотником. Конец проволоки с катушки (шпульки) 3, установленной на неподвижной раме 4, пропускают через проводки 5 н 6 и соединяют с концом проволоки на такой же катушке 7, установленной на зубчатом секторе 8, который приводится во вращение от электродвигателя 9 через две шестерни /б?, расположенные таким образом, что одна нз них вращает сектор, когда открытая часть сектора находится против второй шестерни.
Сектор вместе с катушкой 7 совершает несколько оборотов вокруг пачки прутков и наматывает на нее проволоку, причем в начале проволока сматывается с катушки 4, а затем с катушки 7.
518
Затем привод узловязателя включают; направляющие ролики 11 выдвигают, они сжимают две нити проволоки и направляют их в прорези шестерен 12 и 13; при вращении шестерен от рейки 14 проволока закручивается. Так как шестерня 13 опережает шестерню 12 (онн имеют разное число зубьев), то узел проволоки разрезается посередине между ними; таким образом, для последующей обвязки пачек концы проволоки между катушками остаются связанными. Пачки обвязывают в трех—пяти местах по длине прутков.
Машины укладки листов
Для укладкн листов в стопы н съема их нз стопы применяют укладчики и раскладчики различной конструкции. На рнс. Х.16 показан реечный лнстоукладчик толстых листов конструкции УЗТМ-
Укладчик состоит из балок 5, снабженных снизу зубчатыми рейками 4, находящимися в зацеплении с шестернями 5, расположенными на трансмиссионном валу, который связан с электродвигателем. Задние концы балок соединены с каретками 2, у которых ролики 1 опираются на нижние профилированные балки. Последние являются направляющими для зубчатых реек 4 и сообщают им необходимую траекторию при перемещении. Прн движении кареток 2 вправо зубчатые рейкн 4 приподнимаются, снимают лист с рольганга и переносят его в карман; прн этом в крайнем правом положении рейкн наклонены под углом 6°. Лист перемещается по верхним холостым роликам до упора в стойку 7t после чего рейки возвращаются в исходное положение, а лист падает иа стеллаж 6. Стопу листов выбирают при помощи мостового крана.
На рнс. Х.17, а представлены лнстоукладчнкн конструкции ВНИИметмаша.
К боковым цепям 1 транспортера, приводимым от электродвигателя через редуктор звездочками 2, присоединены стойки с закрепленными на них узкими ремнями 3; упоры 4 устанавливают между ремнями, образующими наклонный настил. Листы от ножниц подаются на ременный транспортер со скоростью 0,5—2 лист останавливается упорами и задний конец его прогибается под собственной массой. Когда предыдущая секция настнла дви-
Рис. X.16. Реечный лнстоукладчик толстых листов
519
Рис. Х-17- Лнстоукладчики транспортерного типа (а) и с воздушной подушкой (б)
жется к ведущей (правой) звездочке, последующая секция настила надвигается сверху на опущенный конец листа; листы укладывают в пакет на подъемном столе 5. Пакет массой до 4 т убирают из под транспортера при выдвижении подъемного стола по рельсам при помощи гидропривода; одновременно устанавливают второй подъемный стол.
Цепной транспортер-укладчнк оборудован сверху центрирующими линейками, устанавливаемыми на заданную ширину листа.
Лнстоукладчики применяют для укладки в пакеты листов длиной до 6 м из цветных металлов и немагнитных сплавов; достоинством листоукладчика является исключение скольжения листа по листу в процессе укладки листов в пачки (без образования рисок и порчи поверхности).
Для пакетирования листов применяют также укладчики с вакуумными присосами.
После поперечной резки рулонной холоднокатаной полосы на листы мерной длины, их укладывают в пачки иа укладчиках различного типа. Поступающий на укладчик лист иа некоторой части своей длины движется, соприкасаясь с поверхностью предыдущего листа, находящегося сверху пачки (пакета); при этом образуются дефекты на поверхности листов (риски, царапины).
В агрегатах поперечной резки рулонной полосы из высококачественных сталей и цветных металлов и полосы с покрытием (оловом, цинком, алюминием н т. п.) с целью сохранения высокого качества поверхности листов применяют укладку листов в пачки
520
на воздушной подушке, при которой исключается трение укладываемого листа с верхним листом в пакете.
Лнстоукладчик конструкции ВНИИметмаша (рис. Х.17, б) с воздушной подушкой для укладки листов 1,5x1500x3500 мм со скоростью до 2 м/с оборудован центробежным иизконапорным вентилятором 1 производительностью 6000 мя/с (прн давлении воздуха 800 Па). Привод вентилятора от электродвигателя. Воздушная подушка образуется путем подачн воздуха соплами 4 под лист 11 в пространство 7, замкнутое с боков направляющими лниейкамн 5, а снизу — пачкой листов 9. Давление воздуха под листом должно быть достаточным для создания зазора 6 между листами в конце листоукладчика, равного 30—50 мм.
При подаче листа транспортером 12 и ролнкамн 13 передний конец его прогибается н движется к упору 14, не соприкасаясь с верхним листом в пакете 9 (со столом 10). Задний конец листа плавно опускается вниз, пересекая поток воздуха, подаваемого соплами 4; расход воздуха регулируется дроссельным затвором 2, установленным в воздухопроводе 3, а направление воздуха — заслонкой 5. Для укладки листа на пакет воздух подается соплами 6 на задний конец листа. Сопла соединены с общим воздухопроводом 3.
Машины обвязки и упаковки рулонов и пачек листов
Для предохранения от повреждения наружного витка полосы при транспортировке рулона и сохранения плотности витков рулона необходимо обвязывать рулон тонкой узкой лентой (толщиной 0,5—0,8, шириной 20—30 мм). Обвязку рулонов осуществляют различными способами: а) вручную, путем скрепления концов узкой ленты пряжкой-замком; б) ручными устройствами аргоно-дуговой или контактной точечной электросварки концов ленты (или конца полосы к предыдущему витку на узких рулонах); в) при помощи специальных механизированных устройств.
На рис. Х.18 показана машина обвязкн рулона по окружности путем контактной точечной электросварки обвязочной лентой конструкции ВНИИметмаш— СКМЗ; диаметр рулона до 1600, ширина полосы до 2300 и толщина 0,6—2,5 мм. Машина смонтирована на тележке 1, которая при помощи гидроцилиндра 2 перемещается к барабану моталки до упора ролика 3 в рулон. Одно плечо рычага 4 шарнирно соединено со штоками двух гидро-цилиндров 5, а на другом плече имеется эксцентриковый зажим 6, приводимый гидроцилиндром 7. Сварочные трансформаторы расположены внутри тележки. Сварочные головки с электродами соединены с трансформаторами гибкими токоподводящими водоохлаждаемыми шлангами и смонтированы на штоках блока гидро-цнлиндров. Обвязочная лента 8 нз боковой кассеты пропущена через эксцентриковый зажим н проводки 9 ножниц 10. Один электрод расположен против переднего конца обвязочной ленты,
521
Рис. Х.18. Машина обвязки рулонов по окружности прижимая ее к рулону; второй электрод прижат непосредственно к витку полосы на рулоне. После приварки переднего конца обвязочной ленты к рулону эксцентриковый зажим открывается, барабан моталки с рулоном поворачивается на 365°, наматывая обвязочную ленту с перекрытием сваренного участка. После повторной сварки лента отрезается ножницами, зажим закрывается, тележка отодвигается от рулона, а двуплечий рычаг при опускании гидроцилнндром подает конец обвязочной ленты к головкам электрододержателей для следующей сварки. Машина установлена у барабана моталки агрегата продольной резки широкой полосы и может одновременно обвязывать лентой несколько узких рулонов после пропуска широкой полосы. Длительность операции сварки и обвязки рулона 45—50 с.
На рис. Х.19 показана машина конструкции УЗТМ обвязки пачек листов, установленная в линии рольганга. На стойке 1 при помощи гидроцилиндра 2 перемещается консольная балка 3 вместе с катушкой 4 обвязочной ленты 5, подаваемой роликами 6, имеющими привод от электродвигателя через редуктор 7; ролики с приводом перемещаются по балке на тележке 8 с контргрузом 9 и пружинным регулятором натяжения 10. На конце балки расположены механизм зажима соединяемых концов ленты 11 и стопорный механизм.-
Передний конец обвязочной ленты вручную заправляют в тянущие ролики 6; после включения привода роликов лента по проводкам 12 обводится вокруг пачки листов. При этом лента пересекает луч фотоим пульсатор а 13, через реле времени выключается привод роликов 6, а также гидроцилиндр стопорного механизма, подача ленты прекращается и ее конец зажимается; при помощи гидроцилиндра 2 консольная балка опускается, верхняя часть проводки 12 раскрывается и лента свободно ложится на пачку листов; срабатывает конечный выключатель 14, выключается гидроцилнидр 2, включается привод роликов 6 на реверс н происходит затягивание пачки листов лентой; усилие натяжения ограничивается регулятором 10, включается механизм зажима 11, $22
Рис. Х.19. Машина обвязки пачек листов
посредством замка—пряжки соединяются концы ленты и затем ножом этого механизма лента разрезается для подготовки машины к новому циклу обвязки.
Перед отправкой потребителям (машиностроительные, приборостроительные и другие заводы) рулоны холодной полосы необходимо упаковать во влагонепроницаемую бумагу (2—3 слоя) и упаковочную ткань. Операция упаковки рулонов осуществляется в поточных агрегатах при помощи специальных упаковочных машин в цехах холодной прокагкн.
На УЗТМ созданы машины для упаковки узких (шириной до 100 мм) и широких (шириной 600—1500 мм) рулонов; масса рулонов (соответственно) до 0,5—10 т при диаметре 0,7—1,6 м.
Машина упаковки узких рулонов (рис. Х.20) состоит из подъемного стола 1 с приводными роликами 2, внутреннего кольца (дуги) 3, приводимого во вращение шестернями 4, имеющими цепной привод от электродвигателя 5; кольцо вращается в обойме суппорта стола на роликах 6 и имеет холостые ролики (шпули) 7. Верхние стойки 8 с направляющими вертикальными роликами 9 фиксируются на столе соответственно ширине полосы в рулоне.
Оператор заправляет передний конец упаковочного материала (нижний слой — бумага с разматывателя 10, верхний слой — ткаиь с разматывателя 11) через ножницы 12, шпулю 7 н закрепляет конец на крючок 13 на неподвижном суппорте 14 стола 1. При одновременном вращении рулона 15 роликами 2 и внутреннего кольца (дуги с прорезью) 3 происходит наматывание упаковочной двухслойной ленты на верх шпулей дуги и на рулон. При соответствующем согласовании скорости вращения дуги и рулона упаковочная лента обматывает рулой по спирали (с перекрытием). По окончании обматывания упаковочную ленту разрезают ножницами 12\ затем на рулой доматывают упаковочную
523
Рис. Х.20. Машине упаковки увких рулонов
ленту, находящуюся на шпулях внутренней дуги; конец лещ приклеивают и рулон вталкивают в приемный желоб. Часто вращения внутренней дуги до 60 мин-1.
Машина упаковки широких рулонов (рис. Х.21) состоит подъемного стола /, траверсы 2 на коисоли стола, стойки 3, г дроцилиндра 4 для перемещения стола /; в нижних направля] щих траверсы перемещаются две каретки 5, имеющие профил роваиные направляющие желоба для цепи 6; движение цепи ос ществляется от электродвигателя 7 при помощи звездочек находящихся в зацеплении со втулками на осях шпулей 9.
Рулон поступает в машину по рольгангу 10; при этом кои со, стола 1 поднята и каретки 5 разведены. Рулон поднимается диск выми роликами 11, стол 1 опускается гидроцилиндрами 12, к ретки сближаются, проходят через внутренний диаметр рулона замыкают внутренний обводной желоб цепи. Конец упаковочн< ленты от разматывателей пропускают через ножницы, окно лев< каретки между шпулями цепи и закрепляют в зажиме 13 каретк
5
При включении привода вращения рулона роликами // и привода движения цепи последняя, перемещаясь по направляющим желобам кареток 5, обматывает рулон упаковочной лентой (по спирали) и одновременно наматывает ленту наверху шпулей цепи. По окончании обматывания рулона упаковочную ленту разрезают ножницами и на рулон доматывается лента, находящаяся на шпулях цепи. Ширина упаковочного двухслойного материала 150 мм; частота вращения упаковочной цепи 20—60 мни'1
Глава XI
АГРЕГАТЫ ТРАВЛЕНИЯ И ПОКРЫТИЯ ПОЛОСЫ
1. АГРЕГАТЫ ТРАВЛЕНИЯ ПОЛОСЫ
Удаление окалины с поверхности горячекатаной полосы из углеродистой стали осуществляют в непрерывных травильных агрегатах, где окалина химически растворяется в кислотных растворах. Наибольшей активностью обладает 26 %-иый раствор серной кислоты при температуре 95 °C. Для подогрева раствора в него подают по трубам горячий пар
Так как в поверхностных слоях окалины образуются многочисленные трещины и поры, то в иих проникает кислотный раствор, который, реагируя с железом, выделяет водород; последний способствует отрыву окалины от металла и ускорению ее растворения. Для регулирования (замедления) разрушения металла кислотой (проникающей через трещины н поры) применяют так называемые ингибиторы (присадки из органических материалов). При травлении средний расход кислоты составляет 15—25 кг/т полосы.
При понижении концентрации кислоты в растворе до 10 % раствор сливают и заменяют свежим. Отработанный раствор, содержащий H2SO4 и FeSO4, необходимо нейтрализовать известью для получения нерастворимого осадка (гипса) или использовать для регенерации раствора H2SO4 осаждением железного купороса FeSO4 (охлаждением или выпариванием).
Травление горячекатаных полос из легированной стали (кремнистой динамной и трансформаторной, хромистой и хромоникелевой коррозионной и др.) имеет свои особенности.
При разматывании рулонов на полосе из этих сталей образуются поперечные изломы, поэтому для повышения пластических свойств (уменьшения изломов) перед травлением такие полосы необходимо подвергать термической обработке (отжигу — для кремнистых сталей и закалке после нагрева до 1050 °C — для коррозионностойких сталей). На горячекатаной и термически обработанной полосе образуется плотная и плотно соединенная с основным металлом окалина, состоящая из оксидов легирующих элементов.
526
Такую окалину весьма трудно травить в растворе серной кислоты, поэтому применяют специальные растворы, содержащие соляную и азотную кислоты или соли (селитру, поваренную соль).
Процесс травления п в этом случае значительно ускоряется благодаря проникновению раствора к основному металлу через трещины н поры в окалине; выделяющийся при этом водород механически отрывает окалииу от металла.
Для интенсификации процесса выделения водорода и ускорения травления применяют электрический ток, т. е. процесс химического травления дополняют электролитическим процессом.
При электролитическом травлении расходуется меньше кислоты, чем при чисто химическом, и, кроме того, не нужно подогревать раствор паром, так как требуемая температура раствора достигается благодаря электрическому току. Полоса проходит в ваиие между широкими свинцовыми электродами, соединенными с концами вторичной обмотки трансформатора. В качестве электролита используют растворы кислот и солей, хорошо проводящие электрический ток. Плотность тока 0.10—0,12 А/м2 поверхности полосы.
Для полосы из кор розной иостойкой стали широко применяют травление в непрерывных линиях, содержащих (кроме кислотных ванн) ваниы с расплавом щелочи (70 % NaOH) и селитры (30 % NaNOa) при температурах 400—500 °C. Полоса сначала проходит через этот расплав, окалииа становится рыхлой н легко растворимой в последующих ваииах с кислотными растворами (с серной и смеси серной и азотиой кислот).
За последние годы получает широкое применение травление полосы в растворе соляной кислоты (вместо травления в растворе серной кислоты).
На практике выявлены следующие преимущества травлении в соляной кислоте: лучшее качество поверхности после травления, уменьшение потерь металла при травлении на 25 %; снижение стоимости травления (соляная кислота дешевле серной); повышение интенсивности растворения окалины в 1,6—2 раза. Так, при температуре раствора 80—90 °C и концентрации серной кислоты 15—20 % и соляной 5—15 % продолжительность травления в растворе серной кислоты составляет около 60—70 с, а в растворе соляной кислоты около 30—40 с (в зависимости от состояния окалины на поверхности полосы). Благодаря интенсивности процесса травления в растворе соляной кислоты скорость прохождения полосы в вайнах травления н производительность непрерывной линии травления повышаются в 1,5—2 раза.
Для ускорения процесса травления применяют перемешивание раствора в ваине (ультразвуком).
Травление горячекатаной углеродистой полосы осуществляют в непрерывных агрегатах (линиях) двух типов: башенных (вертикальных) и горизонтальных (как травление в серной кислоте).
527
Рис. XI. 1. Схема непрерывного травильного агрегата
Практика эксплуатации показала, что агрегаты травления горизонтального типа имеют существенные преимущества перед агрегатами башенного типа- более простая конструкция, меиьшая стоимость капитальных затрат иа строительство, легче обслуживание и ремонт, выше производительность; кроме того, эти агрегаты могут работать как с использованием серной, так н соляной кислот. Для ускорения травления в агрегатах (как и прн сернокислом травлении) применяют устройства для разрыхления окалины (окалиноломатели и дрессировочные клети с натяжными изгибающими роликами). Для того чтобы избежать повреждения поверхности (ряски, царапины) в линии травления, полоса движется по роликам (роликовые проводковые транспортеры); в местах скольжения полосы установлены направляющие, облицованные латунью или деревом; горизонтальные петлевые устройства имеют натяжные ролики. Так как соляная кислота легко испаряется, предусматриваются условия для полной герметизации травильных ванн и отвода паров кислоты, что необходимо для обеспечения нормальных условий работы обслуживающего персонала и защиты оборудования от коррозии.
На рис. XI. 1 представлена схема непрерывного агрегата (НТА) для травления углеродистой горячекатаной полосы толщиной 1,5—6 мм и шириной 900—1850 мм в растворе соляной кислоты» Агрегат установлен в цехе холодной прокатки полосы иа непрерывном пятиклетевом стане 2000
528
Рулоны горячекатаной полосы со склада прн помощи магнитного краиа устанавливают на транспортер /, который подает их к кантователю 2. После кантовки очередной рулон скатывается иа подъемный стол 3 двухпозициоииого разматывателя 4. При помощи скребкового отгибателя передний конец полосы на рулоне отгибается и поступает затем в окалниоломатель 5 и тянущие ролики 6. Окалниоломатель осуществляет грубую ломку окалииы путем двойного изгиба полосы вокруг роликов небольшого диаметра. Далее полоса правится на правильной машине 7 и поступает к сдвоенным гильотинным ножницам 8 с иижним резом (вторые ножи по движению полосы отрезают передний конец, а первые — задний конец полосы).
Для обеспечения непрерывного процесса травления задний конец полосы предыдущего рулона в стыкосварочиой машине 9 сваривается с передним концом полосы последующего рулона; выступающий грат сварного шва срезается резцами гратосиима-теля 10. Если материал полосы нельзя сварить (например, нержавеющую сталь), концы полос сшивают внакладку на сшивной машине 11. В период сварки (сшивки) полос (1—1,5 мии) непрерывность движения полосы через травильные ванны обеспечивается за счет запаса полосы (~700 м) в горизонтальном петлевого накопителе № I, в котором полоса движется в четыре яруса (петли) под натяжением, создаваемым канатным барабаном иа тележке. Далее полоса тянущими роликами 13 подается в дрессировочную клеть 14. При натяжении полосы роликами 12 и 15 и обжатии ее на I—2 % в дрессировочной клети, служащей вторым окалиноломателем, осуществляются дополнительное разрушение поверхностной окалины н создание в ией многочисленных трещин для ускорения процесса химического травления в ваннах с раствором соляной кислоты. Кроме того, дрессировочная клеть устраняет изломы полосы, образовавшиеся при разматываинн рулона и прохождении ее через окалиноломатель, а также упрочняет (создает наклеп) полосу, что уменьшает возможность образования новых изломов при сматывании ее в рулон после травления.
Перед поступлением в травильную ванну полосу подогревают (для ускорения травления) в индукционной установке 16. Обычно в состав травильных агрегатов входят четыре ванны (№ I—4} с кислотным раствором длиной каждая 25—30 м. Необходимая высота провисания петли в вайнах контролируется при помощи индукционного регулятора 17.
Чтобы ие останавливать непрерывный агрегат при необходимости смены отработавшего кислотного раствора, применяют так называемый каскадный способ обновления раствора: свежий раствор с концентрацией 15—16 % кислоты непрерывно подается в (по движению полосы) ванну № 4. Из этой ванны раствор пониженной концентрации непрерывно переливается через перегородку в ванну № 3, затем из нее в ванну в № 2 и из ванны № 2 в ванну
529
№ 1. Из ваниы № 1 отработанный раствор (концентрация кислоты около 3 %) непрерывно удаляется в отделение для нейтрализации или регенерации.
Травильные ванны имеют сварной корпус из стальных листов толщиной 10 мм; ванны внутри гуммированы резиной от разъедания кислотой и выложены кислотоупорной футеровкой (кирпичом). Вдоль боковых стеиок имеются коллекторы для отсасывания паров кислоты; сверху ваниы плотно на
крыты крышками (с гидравлическим затвором) из кислотоупорного пластика, армированного коррозионностойкой сталью; торцовые щели для входа полосы в ванну № 1 и выхода из ванны № 4 имеют уплотнения из кислотостойкой резины. Травильный раствор подогревается в теплообменниках до температуры 90—95 °C. При движении вдоль ванн полоса опирается на гранитные пороги, установленные на перегородках ванн. При травлении полосы из углеродистой стали выделяются хлористые соли железа (хлориды) и водород. Обедненный раствор соляной кислоты, содержащий воду и хлориды железа, непрерывно поступает на регенерацию. В установке для регенерации хлористое железо разлагается на оксид железа и соляную кислоту. Оксид железа (в виде спрессованного порошка) используют затем в сталеплавильных печах. Соляная кислота снова поступает в кругооборот травильных ванн.
Из ванны № 4 полоса поступает для промывки в ваину /7 с холодной и в ванну 18 с горячей водой. При помощи сопел водой под давлением (10-г—12) - 10Б Па с полосы смываются остатки кислотного раствора и окалнны. С этой же целью в ванне иногда применяют нейтрализацию щелочью остатков раствора. Затем полоса проходит сушильную камеру для сушки горячим воздухом и тянущими роликами подается в петлевой накопитель № 2. Полоса вытягивается роликами 12 н подается к гильотинным ножницам 19 для вырезки мест сшнвки. Боковые кромки полосы обрезаются дисковыми ножницами 20 н разрезаются на мелкие куски кромкокрошителем 21. В установке электростатического промасливания 22 на полосу наносят тонкий (I—2 мкм) слой масла (для предохранения от коррозии прн хранении протравленных рулонов на складе перед станом холодной прокатки). В качестве запасных рядом устанавливают обычные промасливающие ролики.
53(1
На ножницах 23 обрезают передний и задний конец полосы, после чего на моталках 24 полоса сматывается в рулон требуемой массы (15—30 т и более). Затем рулон сталкивают на транспортер и подают к стану холодной прокатки.
Скорость непрерывного движения полосы через травильные ванны равна 3—5 м/с; скорость полосы на головном и хвостовом участках агрегата должна быть больше указанной, так как в даи-
Рнс. XI.3. Схема электрость-речной машины
ном случае необходимы периодические остановки для сварки-цов двух полос и вырезки сварного шва. Производитель» агрегата 1,0 мли. т/год.
Рассмотрим конструкцию отдельных машин и устройст-
прерывного травильного агрегата.
Окалииоломатель — изгибатель полосы (рис. XI.2) конс-цйи ВНИИметмаша — предназначен для устранения попера изгибов на полосе, образующихся при разматывании руло! для ломки окалины иа поверхности горячекатаной полосы -зультате двойного изгиба полосы роликами диаметром 14С Толщина полосы 2,5—4, ширина 1000—2350 мм, предел -чести материала полосы 300 МПа.
После пропуска переднего конца полосы от разматыва в тянущие ролики верхняя траверса / с опорными ролика? опускается при помощи двух гидравлических цилиндров 3, а-иий опорный ролик вместе с первым изгибающим роликом-нимается при помощи двух гидравлических цилиндров 4. Опа ролики приводятся от электродвигателя через редуктор. 0ле} стыкосварочиая машина (рис. XI.3) конструкции ВНИИметг предназначена для сварки встык концов двух полос с целью -печения непрерывного движения полосы через травильные bi и получения больших рулонов (массой 25 т н более) протравле полосы для повышения производительности стана холодной-катки. Прочность шва при сварке должна быть равна проча материала полосы (для исключения разрывов полосы при х* ной прокатке). Концы полос необходимо строго центр ирь при сварке. Толщина их должна быть одинаковой.
Сварка осуществляется оплавлением и сдавливанием ко полос. При помощи роликов 1 и 2 концы полос подаются в маг До упора в калибровочный клин 3, перемещающийся по верти прн помощи рычажно-гидравлического привода. Оба конца ф» руются в медных зажимах; зажимы 4 установлены на иепод иой плите 5, а зажимы 6 — на подвижной плите 7. Плиты и зав электрически изолированы между собой.
Рис. XI.4. Гидравлический пресс для механического соединения коноов двух полос (внакладку)
Медные зажимы присоединены к концам вторичной j6motkh 8 трансформатора 9. Первичная обмотка 10 подключена к сети переменного тока.
После подъема клина 3 плита 7 перемещает зажим 6 к зажиму 4, концы полос сближаются н при их контакте происходит оплавление торцов. Для получения плотного шва торцы «осаживаются» при дальнейшем движении плиты 7 с зажимом 6. Цикл сварки концов (включая обратный ход плиты 7) 25—30 с. Затем при помощи роликов 1 и 2 полоса передвигается к установленному рядом гратоснимателю (резцового или фрезерно-барабанного типа), который снимает грат со сварного шва с обеих сторон полосы.
Полный цикл сварки концов и съема грата занимает 1,0— 1,5 мии, в течение которых в травильные ванны полоса непрерывно подается из петлевого накопителя № 1 (см. рис. XI. 1).
Гидравлический пресс конструкции УЗТМ (рис. XI.4) для механического соединения (сшивки) концов двух полос применяют в том случае, если материал полосы (например, коррозионностойкая сталь) не позволяет осуществлять сварку. В то же время сшивная машина является резервной на случай выхода из строя стыкосварочной машины
Машина представляет собой гидравлический четырех колонный пресс усилием 4,5 МН с подвижной нижней траверсой /.
532
Ход траверсы, опирающейся иа гидроцилиндр 2, равен 90 мм. На нижней траверсе 1 установлен штамп 3 с пуансонами, на верхней траверсе 4 укреплены матрицы. При помощи пневматических цилиндров 5 опускаются упоры, которые фиксируют положение концов двух полос. При ходе траверсы / вверх пуансоны вырубают и отгибают вверх «языки» (соответствующие форме пуансонов и матриц) иа обоих концах полосы. При помощи тянущих роликов место вырубки языков растягивается; при этом языки иа заднем конце полосы упираются в просечки иа верхнем переднем конце полосы (нижняя траверса / опущена). Затем полоса «прокатывается» этими роликами, которые «прижимают» языки, образуя места сшнвки полос. Обычно в штампе устанавливают 7— 9 пуансонов в два ряда в шахматном порядке, и таким образом при сшивке на полосе будет расположено 7—9 языков. После травления полосы перед сматыванием ее в рулой места сшнвки вырезают гильотинными ножницами.
Конструкция машин, входящих в агрегат травления (разматы-вателя, правильных машин, гильотинных ножниц, дисковых ножниц, моталки), аналогична описанным выше.
2. АГРЕГАТЫ ЦИНКОВАНИЯ И АЛЮМИНИРОВАНИЯ ПОЛОСЫ
Покрытие поверхности стальных листов цинком (цинкование) является самым распространенным видом защиты металла от коррозии. Оцинкованные листы можно подвергать гибке, штамповке, сварке, поэтому их широко применяют во всех отраслях народного хозяйства при изготовлении изделий общего назначения (посуда, холодильники), строительстве (кровельный лист), сельском хозяйстве (трубы для орошения полей), машиностроении (приборы, панели, гнутые профили). Для повышения коррозионной стойкости во многих случаих оцинкованные листы покрывают лакокрасками (полимерами).
Современным способом производства оцинкованных листов является непрерывное цинкование движущейся рулонной полосы с последующей выдачей готовой продукции в виде рулонов (определенной массы) илн листов. Поштучное цинкование листов — операция малопроизводительная, и ее применяют иногда только и а устаревших установках.
Современными агрегатами непрерывного цинкования являются агрегаты горячего цинкования движущейся полосы в ванне с расплавленным цинком и электролитического цинкования.
Исходным материалом для цинкования служит холоднокатаная полоса толщиной 0,3—1,5 мм в рулонах, поступающих непосредственно со станов холодной прокатки (минуя агрегаты электролитической очистки и отжига). Обезжиривание (очистка от прокатной смазки) и отжиг полосы осуществляют в самом агрегате цинкования.
На рис. XI.5 представлена схема автоматизированного высокоскоростного агрегата горячего цинкования горизонтального
533
Рис. XI.5. Схема яелрерввного агрегата горячего цннковаивя стальной полосы
двухъярусного) типа конструкции ВНИИметмаша н Сталь-проекта.
Непрерывный агрегат горячего цинкования состоит из следующих технологических секций.
Входная секция (рис. XI.5, а) состоит из двух разматывателей рулонов 1 (масса 30—40 т), работающих поочередно, сдвоенных гильотинных ножниц 2 для обрезки утолщенных концов полосы, правильной машины н подающих роликов 3, электросварочной машины 4 для сварки внахлестку концов полос двух рулонов, небольшой петлевой ямы 5 перед дисковыми ножницами 6 для обрезки боковых крдмок полосы, натяжных роликов 7 и четырехъярусного петлевого устройства 8 (аккумулятора с запасом полосы длиной примерно 300 м).
Во время сварки концов полосы двух рулонов входная секция не работает (40—60 с); последующие секции работают, непрерывно выбирая запас полосы нз накопителя 8.
Электросварочная машина работает в автоматическом режиме при выполнении следующих операций: центрирование концов двух полос, чистовая резка концов, накладка концов, зажнм их и сварка, обжатие сварного шва. Все силовые механизмы имеют привод от гидроцилиндров. Утолщение сварного шва не более 15 % от толщины полосы; прочность шва не менее 85 % от прочности основного металла полосы, что обеспечивает последующее движение полосы в агрегате с натяжением и при высокой скорости.
Горизонтально-петлевой аккумулятор работает в ввтоматн-ческом режиме от системы «слежения» за запасом полосы, регулирующей скорость движения полосы во входной секции. Концевая тележка накопителя перемещается от канатного барабана, имеющего непосредственный (безредукторный) привод от моментного электродвигателя, что обеспечивает постоянное натяжение полосы во всех петлях прн прямом и обратном ходе тележки.
Секция электрохимической очистки (рис. XI.5, 6) состоит из ванн электрохимической очистки (обезжиривания) 9 в щелочном растворе, камеры промывки и сушки 10 и натяжных роликов 11.
Секция термической обработки (рнс. XI.5, в) состоит из регулятора натяжения полосы 12, камеры безокнслительного нагрева 13, камеры нагрева 14, блока струйного охлаждения 15 и камеры выдержки 16. В камере 13 полоса нагревается до температуры 450—470 °C, при которой сгорают остатки смазки на поверхности полосы. В камере 14 производится отжиг полосы при 730—800 °C (для продукции, пригодной для нормальной вытяжки прн штамповке) или нормализация прн 900—950 °C (для полосы, предназначенной для глубокой вытяжкн). Термическая обработка осуществляется в защитной атмосфере, содержащей 10—15 % водорода. Предусмотрена возможность увеличения производительности термообработки (скорость полосы до 3 м/с) путем интенсификации прямого восстановительного нагрева полосы в продуктах неполного сжигания газового топлива в высокотемпературны*
535
Рис. XI.6. Схема непрерывного агрегатв электролитического цинкования стальной полосы
камерах 13 и 14; при этом применяются последующее ступенчатое ускоренное охлаждение в блоке 15, состоящем из вентилятора, водяного холодильника и системы сопел для струйной подачи защитного газа на полосу, и выдержка полосы при температуре около 500 °C в камере 16.
Секция цинкования (рис. XI.5, а) состоит из наклонного канала 17, наполненного защитным газом, ванны 18 с расплавленным цинком и натяжным
роликом 20. По наклонному каналу 17 полоса (не соприкасаясь с воздухом) прн температуре около 500 °C по-
ступает в ванну с расплавленным цинком (температура 440— 460 °Q. Толщина покрытия полосы цинком регулируется при помощи бесконтактного струйного устройства 19 (вместо применявшихся ранее отжимных роликов). Цинковая ванна имеет керамическую футеровку и обогрев при помощи съемных индукторов. Секция охлаждения (рис. XI.5, д) состоит из печи 21 для отпуска (320—350 °C) и камеры охлаждения оцинкованной полосы воздухом. Секция правки н дрессировки (рис. XI.5) состоит из стана 23 для дрессировки полосы и правильно-натяжных роликов 24. Дрессировка (прокатка с небольшим обжатием 0,5— 3,0 %) и правка применяются с целью повышения качества по
верхности полосы (планшетиости), что необходимо для последующего нднесения полимерных покрытий. Контроль степени обжатия (аытяжки) осуществляется при помощи индукционных импульсных датчиков и регуляторов натяжения полосы. Далее полоса проходит через ванну пассивации 25 с раствором хромо-
вого ангидрида для закрепления на поверхности декоративных рисунков («цинковых цветов»), образующихся при кристаллизации цинка в камере охлаждения.
Выходная рулонная секция (рнс. XI.5) состоит из горизонтального петлевика 26, ножниц и плавающих моталок 27 дли поперечной резки и сматывания готовой полосы в рулоны определенной массы. Выходная листовая секция (рис. XI.5) предназначена для получения готовой оцинкованной продукции в листах и состоит из небольшого петлевнка 28, правильных миогороликовых машин 29 и 31, летучих барабанных ножниц 30 н трех укладчиков листов 32 в пачки длиной 1—6 м (1-, 2- и 3-й сорт).
Для правильного направления полосы при ее движении предусмотрены центрирующие ролнкн (в горизонтальных петлевиках,
536
перед печью термической обработки, перед ванной цинкования, перед правильно-дрессировочной установкой). В качестве датчиков положения полосы по отношению оси агрегата применены линейки с набором фотосопротивленпй, засвечиваемых люминесцентными трубками. Скорость движения полосы через ванну с расплавленным цинком 0,5—3 м/с; производительность агрегата 100—200 тыс. т/год.
На рис. Х1.6 представлена схема непрерывного агрегата элек-т олитического цинкования стальной полосы.
Процесс производства электролитически оцинкованной полосы состоит из трех этапов: 1) подготовки поверхностей полосы: очистки (обезжирнаания) в горячем щелочном растворе (едкий натр) или в электролитической ванне с таким же электролитом, а затем травления в растворе серной или соляной кислоты; 2) электролитического покрытия в сульфатном электролите (ZnSOJ. Ток напряжением 12—20 В подводят к движущейся через ванну с электролитом полосе через медный токоподводящий ролик (катод) от выпрямителей 20—30 кА; анодом являются нерастворимые свинцовые пластины в электролите, между которыми движется полоса; 3) обработки покрытия: фосфатирования в ваннах с фосфатом цинка, титана и других металлов, пассивации в растворе хромовой кислоты, промывки и сушки. В результате поверхность приобретает голубоватый или золотистый цвет.
Ванна покрытия внизу имеет цилиндрическую форму н изнутри п крыта листом из сплава свинца (анод). Внутри ванны вращается токоподводящнй приводной барабан диаметром 1500 мм из меди с хромированной поверхностью (катод).
Электролит подается насосом нз бака 5 в зазор 1—8 мм между анодом (свинцовая стенка ванны 4) н катодом (медный барабан 3) непрерывно н вытекает через верхние патрубки 6 в расположенный внизу циркуляционный бак. После очистки, травления н промывки полоса подается роликами 1, 2 в ваину покрытия, плотно огибает центральный барабан (катод) н электролитически покрывается слоем цинка с наружной стороны (первая секция); если необходимо покрытие с противоположной стороны, полоса проходит через вторую ванну (вторая секция). Натяжение полосы 40-^-70 МПа, напряжение 9 В, сила тока 25 кА, толщниа покрытия 1—10 мкм, температура электролита 40—50 °C, скорость полосы 2—3 м/с.
Далее полоса поступает в ванны для обработки покрытия (фосфатирования, хромирования н т. п.).
Производительность современных непрерывных агрегатов электролитического покрытия цинком 50—150 тыс. т/год; расход дефицитного цннка сокращается в 5—10 раз по сравнению с горячим цинкованием.
Горячеоцинкованные листы (с более толстым покрытием) применяют для изготовления деталей, подвергающихся повышенной коррозии. Электролитически оцинкованные листы (с тонким
537
покрытием) применяют в более легких условиях коррозии и для изделий, получаемых глубокой штамповкой. Для повышения антикоррозионных свойств электролитически оцинкованные листы подвергают дополнительному покрытию (краской, лаками, хромом, алюминием, никелем, полимерами).
3. АГРЕГАТЫ ЛУЖЕНИЯ ЖЕСТИ
Лужение жести осуществляют двумя способами: 1) горячим, при погружении в расплавленное олово; 2) электролитическим при прохождении полосы в электролитических ваннах между оловянными электродами, находящимися в сернокислом или щелочном электролите.
Горячее лужение применяют для листов (карточек) и узкой полосы: оно позволяет наносить относительно толстое покрытие оловом (3—5 мкм), необходимое для белой жести, предназначенной для хранения (консервирования) наиболее агрессивных пищевых продуктов (рыбы, компотов, томатов). Расход олова составляет 15—20 кг/т, скорость лужения 0,2—0,3 м/с, производительность агрегата 10—15 тыс. т/год.
Электролитическое лужение в непрерывных агрегатах позволяет наносить иа поверхность полосы весьма тонкий слой олова (0,5—1,5 мкм) при расходе олова 5—8 кг/т. Электролитически луженую жесть применяют в кондитерской, химической и нефтяной промышленности, а также в качестве тары для неагрессивных консервов (мяса, зеленого горошка); скорость полосы при лужении 5—10 м/с. Производительность современного агрегата электролитического лужения составляет 140—160 тыс. т/год, т. е. в 10—15 раз выше, чем агрегата горячего лужения, поэтому электролитический способ является весьма перспективным.
На рнс. XI.7 представлена схема непрерывного агрегата электролитического лужения жести. Как и всякий непрерывный
; полосы
538
агрегат, агрегат электролитического лужения состоит нз трех секций: входной (до первого накопителя), средней технологической и выходной.
Со стеллажа перед агрегатом рулоны массой 15—25 т холоднокатаной полосы толщиной 0,15—0,5, шириной до 1300 мм прн помощи тележек 1 с гидроприводом подают и устанавливают иа барабаны разматывателей 2. Конец полосы от рулона подается роликами 3 илн 4 к гильотинным ножницам 5, обрезают и на электросварочной машине 6 сваривают с концом полосы предыдущего рулона. Далее полоса при помощи подающих роликов 7 поступает в петлевой накопитель 8 (две — три петли по 50—60 м), предназначенный для безостановочной работы средней технологической секции в период сварки концов полос (20—30 с). Последующее движение полосы в средней технологической секции (от натяжных роликов 9) осуществляется тянущими роликами 17. Полоса очищается от остатков прокатной смазки в ваннах 10 электролитического обезжиривания и травления, промывается в щеточномоющей машине //и проходит через ванны 12 электролитического лужения» улавливания избытка электролита, промывки и сушки. При помощи роликового устройства 13 маркируется та сторона полосы, на которой покрытие оловом более тонкое (если это требуется). Покрытие оплавляется на участке токоподводящнх контактных роликов 14 с целью ликвации пор и получения ровной и блестящей поверхности. В ваннах 15 осуществляется пассивация полосы хромовой кислотой для повышения коррозионной стойкости оловянного покрытия; после промывки и сушки полоса проходит через камеру 16 смазки пальмовым или хлопковым маслом в электростатическом поле.
Подающими роликами 18 полоса подается к моталкам 20; при наматывании рулона определенной массы полосу разрезают
Рис. XI.7. Схема непрерывного агрегата электролитического лужения жести
539
гильотинными ножницами 19. При выдаче готовой продукции не в рулонах, а в листах полоса, минуя моталки, разрезается на карточки летучими ножницами 22. Карточки (листы мерной длины) по транспортерам 23 направляются к укладчикам 24, где нх укладывают (по сортам) и упаковывают в пачкн. Хвостовая часть лиини резки полосы на карточки может работать самостоятельно, если рулоны готовой полосы со стеллажей подаются на разматыватель 21.
Агрегат полностью автоматизирован н оснащен приборами технологического контроля (скорости движения, толщины покрытия, сортировки при укладке в пачки и т. д.).
В ваине 12 электролитического покрытия анодом служат электроды нз чистого олова, а катодом — движущаяся полоса (через скользящие контакты — бронзовые ролики). В состав сернокислого электролита входят сернокислое олово, серная кислота и различные добавки поверхностно-активных веществ (диметиламин, фенол и т. д.), повышающих устойчивость электролитов. Сернокислый электролит позволяет применять большую плотность тока 2000—3000 А/м2 и, как следствие, большую скорость движения полосы (8—10 м/с).
Существуют линии, в которых в электролитических ваннах применяют щелочной электролит. Одиако допустимая плотность тока в этом случае невелика 200—300 А/м1, скорость движения полосы не превышает 1,5 м/с, поэтому щелочной процесс не имеет перспективы развития.
За рубежом иногда применяют так называемый галогенный процесс, при котором в качестве электролита используют хлориды и фториды олова; при этом плотность тока превышает 5000 А/м2 и скорость полосы составляет 12 м/с. Полоса движется горизонтально в двух длинных ваииах, расположенных одна над другой (с возвратом), что позволяет получать различную толщину покрытия иа нижней и верхней поверхностях полосы. Однако этот процесс является более токсичным.
Независимо от вида применяемого электролита (кислый, щелочной нли галогенный) для защиты от коррозии в агрессивных консервных средах электролитически луженую жесть покрывают лаком. Толщниа пленки лака составляет 8—9 мкм, расход лака, растворяемого в скипидаре, 15 кг/т. Лакирование осуществляется в отдельных непрерывных агрегатах. Для покрытия применяют лаки на основе эпоксидных и фенольных смол.
За последние годы разработаны новые способы нанесения металлических покрытий на стальную полосу, основанные на испарении металла-покрытия в герметизированной камере н конденсации паров на движущуюся через камеру полосу. Нагрев испаряемых материалов осуществляется токами высокой частоты, пропусканием тока через специальные нагреватели (тигли, содержащие испаряемый материал) нли электродуговым способом. Характеристика испаряемых материалов (числитель — темпе-540
патура плавления, знаменатель — температура испарения): 232/1500 для олова; 320/1300 для кадмия; 420/1400 для цинка; 660/1500 для алюминия; 1450/1800 для никеля; 1800/2000 для титана; 1700/1900 °C для хрома. Одним из таких является способ термовакуумного ианесеиия покрытий на полосу путем электроннолучевого испарения и конденсации материала покрытия. Нагрев полосы, испарение и конденсация материала покрытия производятся в герметизированной камере.
4. АГРЕГАТЫ ПЛАКИРОВАНИЯ ПОЛОСЫ ПОЛИМЕРНЫМИ МАТЕРИАЛАМИ
За последние годы широко развивается производство полос и листов, покрытых различными пластиками (хлорвинилом, полиэтиленом н т. п.).
Плакированные стальные и алюминиевые полосы и листы характеризуются высокими коррозионной стойкостью, звуко-поглощаемостью, электронзоляцией н хорошим внешним видом (цветное покрытие с тиснением рисунков). Такие полосы не требуют ухода при эксплуатации (мойки, чистки и т. п.). Их применяют для отделки автомобилей, автобусов, вагонов, жилых и конторских помещений, мебели, телевизоров, радиоприемников и т. п. Плакированные листы можно сваривать, вальцевать и подвергать штамповке с вытяжкой.
Технологический процесс плакирования состоит нз следующих основных операций: обезжиривания и химической обработки полосы, нанесения клея и нагрева, покрытия пленкой (изготовляемой химическими заводами), прокатки полосы с пленкой при температуре 160—180 °C при давлении до 0,5 МПа и охлаждения.
Плакирование полосы осуществляют в непрерывных агрегатах, аналогичных агрегатам лужения и цинкования, при скорости до 2 м/с.
На рнс. XI.8 представлена схема непрерывного агрегата конструкции ВНИИметмаша н УЗТМ, установленного на комбинате «Запорожсталь».
Агрегат предназначен для покрытия поли хлорвиниловой пленкой стальной (08пс) холоднокатаной полосы толщиной 0,4—1 и шириной 500—1000 мм в рулонах массой до Ют. Полосу покрывают пластмассовой пленкой толщиной до 0,3 мм, разматываемой из рулона массой до 500 кг.
После очистки поверхности, термообработки и дрессировки рулон стальной полосы прн помощи подъемного стола / устанавливают на барабан разматывателя 2. Конец полосы отгибают скребковым отгибателем, подают роликами 3 и отрезают на гильотинных ножницах 4 с пневмоприводом верхнего наклонного иожа. Далее полоса правится иа роликоправнльиой машине 5 и в сварочной машине 6 сваривается с задним концом полосы предыдущего рулона для обеспечения полностью непрерывного
541
1
Рис. XI.3. Схема непрерывного агрегата плакирования стальной полосы пленкой из пластмассы
процесса. В вертикальном (башенном) петлевом устройстве 8 (аккумуляторе) создается запас полосы для обеспечения непрерывного движения ее в последующих устройствах, когда в головной секции линии осуществляются установка нового рулона и сварка концов полосы. Движение и натяжение полосы обеспечиваются подающими и тяиущнмн роликами 7. В секции подготовки полосы перед плакированием производятся электролитическое обезжиривание поверхности в ваине 9, чистка щетками и промывка в вание 10, придание шероховатости путем электролитического травления в ванне 11, промывка в вание 12, пассивация и сушка полосы в ванне 13. На клеевой машине 14 иа одну илн обе поверхности полосы наносится клей; клей подсушивается в камере 15 для улетучивания растворителя. Прн помощи плакирующих роликов 16 на полосу накладывается пленка, разматываемая нз рулонов /7; боковые кромки пленки отрезаются дисковыми ножницами 18. В электролитической печи 19 пленка размягчается и затем «прокатывается» роликами 20 с одновременным тиснением рисунка на поверхности. Далее плакированная полоса проходит через сушилку 21, накопитель 22, разрезается на гильотинных ножницах 23 и сматывается в рулон иа моталке 24. Скорость движения полосы в средней технологической секции плакирования 0,1—1 м/с, в головной и выходной части —до 2 м/с.
Глава XII
АГРЕГАТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
И УСКОРЕННОГО ОХЛАЖДЕНИЯ ПРОКАТА
I. НАЗНАЧЕНИЕ И ТИПЫ АГРЕГАТОВ
Термическая обработка прокатных изделий из углеродистых и низколегированных сталей приводит к существенному повышению их механических свойств. При термическом упрочнении прокатные изделия, нагретые до температуры выше верхней критической точки, интенсивно охлаждают водой. Если изделия охлаждают с прокатного нагрева непосредственно после деформации металла в прокатном стане, то осуществляется процесс высокотемпературной термомеханической обработки. При этом упрочнение, возникающее в результате пластической деформации аустенита в прокатных валках, суммируется с упрочнением, обусловленным быстрым охлаждением стали. При высокотемпературной термомеханической обработке, как правило, повышаются прочность, пластичность и ударная вязкость стали. Если же прокат охлаждают после отдельного (повторного) нагрева, то осуществляется обычная упрочняющая термическая обработка. Эффекта дополнительного упрочнения и увеличения пластичности в этом случае не наблюдается.
543
Современное развитие процессов термического упрочнений в прокатных цехах металлургических предприятий основано на создании:
1) линий н систем для ускоренного охлаждения полупродукта и горячекатаной готовой продукции в потоке прокатных станов; 2) непрерывных агрегатов для термической обработки горяче-и холоднокатаной готовой прокатной продукции с отдельного нагрева в термических отделениях прокатных цехов, в состав которых в ряде случаев входят средства по очистке поверхностей проката и нанесения на них защитных покрытий; 3) непрерывных агрегатов и линий для термомеханической обработки горячекатаной и холоднокатаной готовой прокатной продукции в потоке прокатных станов; 4)специализированного оборудования для размотки н смоткн, правки и резки н других операций отделки термически упрочненного проката; 5) способов н режимов сварки термически упрочненного проката без разупрочнения в зонах сварного шва и термического влияния.
Наиболее рациональным способом осуществления упрочняющей термической обработки прокатных изделий является их интенсивное охлаждение непосредственно на выходе из прокатного стана. В ряде случаев кроме этого охлаждения проводят предварительное подстуживанне металла в процессе прокатки между предпоследним н последним пропусками через стан, а также и между другими пропусками металла в стане. Особенно удобно такое охлаждение осуществлять на непрерывных прокатных станах.
К числу преимуществ термического упрочнении с прокатного нагрева по сравнению с термической обработкой с отдельного нагрева следует отнести: 1) исключение затрат на сооружение и эксплуатацию нагревательных печей в результате использования внутреннего тепла прокатной продукции; 2) сокращение потерь металла вследствие уменьшения окалинообразования после прокатки и его угара при последующем иагреве в печах; 3) получение качественной поверхности проката за счет ускоренного охлаждения непосредственно после прокатки; 4) получение более высоких механических свойств металла в результате использования эффекта термомеханнческого упрочнения. При этом также сокращается цикл термической обработки, уменьшаются производственные площади в потоке станов н на складах прокатных цехов, а также снижается себестоимость проката.
Охлаждающие устройства следует располагать в потоке прокатного стана в непосредственной близости к месту выхода прокатываемого профиля из последней чистовой клети. Они должны обеспечивать высокую скорость охлаждения прокатных изделий, что позволит полностью нлн частично предотвратить рекристаллизацию аустенита; кроме того, будет минимальная длина пути охлаждения проката. В охлаждающих устройствах должно обес
644
печиваться равномерное с одинаковой скоростью охлаждение всех элементов (массивных и тонких) прокатного профиля, что особенно важно для сложных (фасонных) профилей; в то же время это играет существенную роль и для профилей, имеющих большую поверхность (например, для листов большой ширины). Отверстия для подачи воды должны иметь большое сечение; при большом сечении отверстия не засоряются твердыми частицами, находящимися в воде при недостаточно тщательной ее фильтрации.
Наиболее целесообразной охлаждающей средой при упрочнении прокатных изделий является техническая вода. Применение других закалочных сред, например масла, сильно осложнит конструкцию охлаждающих устройств, повысит себестоимость обработки и ухудшит условия труда. Следует также отметить, что охлаждающие устройства должны иметь высокую производительность.
Охлаждающие устройства должны вписываться в габариты существующего стана или цеха там, где расстояние от чистовой клети до холодильника уже предопределено. Длина пути охлаждения может быть уменьшена путем интенсификации охлаждения. Прокатные изделия охлаждают в спокойной н проточной воде, струями воды, водо-воздушной и паро-воздушной смесями, прерывистым охлаждением или купанием (попеременным погружением изделия в воду и извлечением нз нее).
Водоснабжение агрегатов для термического упрочнения проката обеспечивается в большинстве случаев благодаря так называемому оборотному циклу. Воду от взвешенных частиц, которые могут засорить охлаждающие устройства, очищают фильтрацией. Воду в охлаждающие устройства в зависимости от условий термического упрочнения подают под различным давлением. Расход воды изменяют в довольно широких пределах, определяемых формой и размерами изделий.
Конструкция охлаждающих устройств определяется в основном формой изделия. При термической обработке листов охлаждающие устройства располагают сверху и снизу изделия. Для тел цилиндрической формы применяют кольцевые спрейеры. Охлаждающие устройства должны быть ограждены; это устраняет опасность повреждений, которые могут причинить движущиеся прокатные изделия.
На металлургических заводах применяют следующие типы агрегатов и устройств для термического упрочнения: 1) агрегаты и линии для термической обработки рельсов; 2) агрегаты для термической обработки железнодорожных колес; 3) агрегаты и линии для термической обработки листов; 4) линии ускоренного охлаждения полос в потоке широкополосовых станов; 5) линии ускоренного охлаждения катанки в потоке проволочных станов; 6) устройства и линии для термического упрочнения арматурной стали и мелких фасонных профилей в потоке станов; 7) агрегаты для термической обработки труб.
18 Зака* 224
545
2. АГРЕГАТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ
Рельсы подвергаются изнашиванию и значительным ударным нагрузкам; следовательно, они должны обладать повышенным временным сопротивлением и в то же время высокой ударной вязкостью. В наиболее тяжелых условиях работают концы рельсов в стыках. Часто повторяющиеся удары приводят к смятию н износу поверхности катания головки рельсов, что значительно уменьшает срок их службы.
Одним из эффективных способов повышения стойкости концов рельсов против износа и смятия является их закалка. Ранее на металлургических заводах СССР концы всех выпускаемых рельсов подвергали закалке с индукционного или прокатного нагрева. В настоящее время в основном проводят закалку рельсов по всей длине.
Поверхностная закалка головки рельсов по всей длине с печного нагрева
В состав оборудования отделения термической обработки рельсов Днепровского металлургического комбината им. Дзержинского входят нагревательная печь, закалочная н гибочная машины, рольганг и стеллажи. Схема расположения оборудования для термической обработки рельсов приведена на рис. XII.1.
Упрочняющую термическую обработку (закалку) рельсов проводят по следующей технологической схеме: после прокатки рельсы охлаждают на стеллажах до 500—300 °C, затем нх загружают в печь с роликовым подом для нагрева под закалку — температура 820—850 °C, общая продолжительность иагрева 30— 45 мин; головку рельса закаливают в машине водой (35—50 °C) с применением многократного прерывистого охлаждения в течение 25—35 с; после закалки рельсы в горячем состоянии для умень-
Рйс. XII. 1. Схема расположения оборудования в отделения термической обработки рельсов
/ — стеллаж для охлаждения рельсов после прокатки; ? — рольганг для загрузки рельсов в печь; 3 — печь с роликовым подом для нагрева рельсов под закалку; 4 — камера для боковой выдачи нагретых рельсов; 5 — рольганг; ь — кантователь рельсов солонкой вниз; 7 — машина для закалки головок рельсов; 8 — кантователь рельсов головкой набок; 9 — гибочная машина для изгиба рельсов головкой внутрь после аакалки; 10 — рольганг; 11 —- стеллаж дли охлаждения закаленных рельсов; 12 — рольганг для передачи рельсов к правильной машине
546
Рис. ХП.З. Машина для закалки головки рельсов:
1 — рельс; 2 — неприводной ролик; 3 — механизм подъема и опускания роликов; 4 — струйный агрегат для подачи воды под головку рельса; 5— приводной ролик
шения кривизны подвергают изгибу в гибочной машине, затем охлаждают иа стеллажах; после полного охлаждения рельсы правят в роликоправильиой машине и штемпельном прессе и подвергают механической обработке (фрезеровке торцов и сверлению болтовых отверстий).
Печь с роликовым подом для нагрева рельсов под закалку имеет длину 96 м, ширину по рабочему пространству 2,6 м при ширине роликового пода 2,4 м и площади пода 249,4 м2 (рис. XI 1.2). По длине печь условно разбита на семь зон: шесть зои служат для иагрева рельсов (длиной 12,5 м) до 820—
850 °C, а седьмая—обогреваемая служит для предотвращения под-стуживания рельсов при боковой их выдаче по одному для закалки. Пакеты из 8—10 рельсов загружают в печь каждые 5—6 мин; печной рольганг состоит из 80 роликов из жаростойкой стали с индивидуальным двухскоростным приводом: большую скорость (0,65 м/с) применяют при загрузке и выгрузке рельсов, а меиыную (0,12 м/с) — при реверсивном движении рельсов, между операциями загрузки и выгрузки для предотвращения провисания роликов и рельсов между роликами (шаг между роликами 1,2 м), а также для достижения равномерного прогрева рельсов. Производительность печи 5 т/ч.
На рис. ХП.З показана машина для закалкн головки рельсов. Машина представляет собой ряд из 22 роликовых клетей, расположенных в одну линию на расстоянии 1 м одна от другой. Рабочая длина машины 21 м. Каждая роликовая клеть состоит из станины, горизонтальных приводных или неприводных роликов, направляющих (вертикальных) роликов, уравновешивающего нажимного устройства и системы охлаждения пустотелых роликов водой. Нижние горизонтальные ролики клети неподвижны, а верхние могут перемещаться в вертикальной плоскости при помощи нажимного пружинного устройства; это позволяет закаливать рельсы разных типов (Р43, Р50 и Р65) с разной высотой. Вертикальные ролики служат для направления рельса во время его движения в горизонтальной плоскости.
Движение рельсов в закалочной машине осуществляется приводными роликами от общего привода, расположенного в стороне
548
от агрегата; мощность электродвигателя постоянного тока 72 кВт. Нагретые рельсы перед закалочной машиной кантуют головкой вниз. В таком положении их н задают рольгангом в закалочную машину.
Охлаждающие секции выполнены в виде резервуара, в верхней стенке которого размещены сопла, направляющие воду вверх на поверхность катания головки движущегося рельса. Сопла (отверстия диаметром 4 мм) просверлены с таким расчетом, чтобы истекающие через иих струи воды соединялись между собой, образуя на верхней стенке секции длиной 800 мм сплошной слой воды толщиной 40—50 и шириной 90—100 мм. В этот слой воды последовательно погружают (вводят) головку движущегося рельса. При этом в пределах длины секции происходит непрерывное охлаждение поверхности катания головки, а шейка и подошва охлаждаются иа воздухе.
В промежутках между охлаждающими секциями расположены транспортирующие ролики машины, и на этих участках (длиной около 200 мм) головка движущегося рельса водой не охлаждается. Следовательно, охлаждение при закалке головки рельсов прерывистое. Число периодов охлаждения водой равно числу установленных в машине секций, а продолжительность этих периодов (0,3—0,5 с) зависит от скорости движения рельса.
Головка рельса, сокращаясь в процессе закалкн по длине, стремится изогнуть более горячие элементы профиля — шейку и подошву, однако этому препятствуют горизонтальные транспортирующие ролики машины. Концы движущихся рельсов, находясь в промежутках между роликами над охлаждающими секциями, несколько изгибаются вниз в вертикальной плоскости. При этом боковые грани головки концов рельсов на длине до 1 м погружаются в слой воды охлаждающих секций несколько глубже (до 10—15 мм у торцов), чем остальная часть рельса по его длине, удерживающаяся транспортирующими роликами в прямолинейном положении; поэтому твердость на концах рельса получается на НВ 30—40 выше, чем на остальной части его длины.
Уменьшить разницу в твердости на концах и в середине рельса можно нли путем установки над охлаждающими секциями дополнительных холостых роликов, на которые опиралась бы подошва рельса, или путем устройства охлаждающих секций на пружинных подвесках, сохраняющих постоянство зазоров между верхней плоскостью головки и охлаждающими секциями.
При выходе из машины головка рельса быстро нагревается примерно до 500 °C за счет тепла внутренней части шейки н подошвы, благодаря чему обеспечивается достаточный самоотпуск закаленного металла. Прн дальнейшем охлаждении на воздухе головка удлиняется и рельс изгибается подошвой внутрь. Однако в момент такого изгиба рельс поступает в гибочную машину (рис. XI 1.4), в которой изгибается в сторону, противоположную направлению его естественного искривления, т. е. головкой
/23 4 5
Рнс. XI 1.4. Схема устройства гибочной машины:
I — пневматическое нажимное устройство; 2 — рольганг; 3 — рельс; 4 — упор; S — винты для изменения радиуса упора
внутрь. Рольганг гибочной машины примыкает непосредственно к закалочной машине и является продолжением ее роликовой клети. Гибочная машина представляет собой систему выдвижных валов, вмонтированных в^станину.
Сначала рельс поступает на рольганг гибочной машины, затем
давлением двух пневматических цилиндров иа концы рельса осуществляется изгиб вокруг неподвижного упора со стрелой прогиба, подобранной эмпирически так, чтобы конечное искривление рельса после охлаждения было минимальным. Рельсы выдерживают в машине в изогнутом состоянии в течение 5—10 с, затем их подают на стеллажи для полного охлаждения и для последующей правки на роликоправильной машине.
В процессе охлаждения рельсы выпрямляются, практически коробление получается со стрелой прогиба, не превышающей 100—150 мм на длине 12,5 м, т. е. кривизна нх такая же, как и у незакаленных рельсов. Поэтому режим правки на роликоправильной машине для незакаленных и закаленных рельсов практически одинаков. «
Рассмотренное оборудование для термической обработки рельсов, применяемое на Днепровском металлургическом комбинате им. Ф Э. Дзержинского, обеспечивает непрерывность процессов нагрева и закалки, небольшую кривизну закаленных рельсов, возможность закалки рельсов разных типов и любой длины как из углеродистых, так и из легированных сталей, возможность осуществления различных вариантов закалкн рельсов с применением таких охладителей, как вода, нагретая до различных температур и распыленная при помощи форсунок, водо-воздушная смесь, сжатый воздух, водяной пар.
Объемная закалка рельсов в масле
На Нижнетагильском металлургическом комбинате эксплуатируется отделение для термической обработки рельсов длиной 25 м методом объемной закалки в масле по технологии и на оборудова-
550
иин. созданном в СССР. Термическое отделение занимает два пролета: поперечный, примыкающий к рельсобалочному стану, и продольный общей длиной 600 м, расположенный параллельно зданию рельсобалочного стана. В поперечном пролете расположены транспортирующие механизмы передачи и складирования сырых рельсов, а также стеллажи для производства фасок на болтовых отверстиях и загрузочный стеллаж перед печью для нагрева под закалку. В продольном пролете размещено основное технологическое оборудование.
В состав оборудования входят: транспортный рольганг для передачи рельсов с рельсобалочного стана; разгрузочный и загрузочный стеллажи в поперечном пролете склада рельсов; нагревательная печь; закалочная машина в комплексе с вспомогательными механизмами для задачи и выдачи рельсов и оборудованием маслохозяйства; отпускная печь; два холодильника; роликоправильные машины; два вертикально-правильных пресса; два инспекторских стеллажа; установка для контроля твердости; пакетировочная машина; необходимое транспортное и другое вспомогательное оборудование, обеспечивающее поточность технологического процесса; оборудование смазочных подвалов, систем гндроуправления, пиевмоуправлеиия и охлаждения.
Схема расположения оборудования приведена на рис. XI 1.5. Рельсы выдаются из рельсоотделочного отделения на склад 1 «сырых» рельсов. Двумя 50-т магнитными кранами их подают на загрузочный стеллаж 2, где на рольганге перед закалочной печью рельсы комплектуются в пакеты по 10—20 шт. в положении «на боку». В нагревательную печь 3 пакеты подают периодически через 5—8 мин. Нагретые рельсы по одному выдаются из печи, кантуются в положение «на подошве» и по рольгангу 4 передаются в роликоправильную машину горячей правки; затем рельсы задаются в каретки закалочной машины 5; закаленный рельс поступает из машины на закрытый стеллаж 6, где после кантовки в положение «на боку» происходит формирование пакетов по 10—18 шт. для задачи в печь для отпуска. Стеллаж изолирован, чтобы не допустить распространения продуктов возгонки масла по всему отделению. Пакеты закаленных рельсов поступают по рольгангу в печь для отпуска 7, а затем — на холодильники 8 После охлаждения до 60 °C рельсы по одному направляют на роликоправильные машины 9, 10 для двух плоскостной правки и после этого на вертикальные правильные прессы 11 для окончательной правки.
Окончательно выправленные рельсы поступают на инспекторские стеллажи 12, 13, где осуществляют их осмотр и приемку. С инспекторского стеллажа отбирают рельсы для определения твердости на головке. Принятые рельсы на специальном устройстве собирают в пакеты по 25 шт., укладывая их с чередованием в положениях «иа головке» и «иа подошве» в соответствии с правилами погрузки длинномерных рельсов. С пакетирующего
551
устройства рельсы снимают магнитными кранами на склад или непосредственно в вагоны для отгрузки.
Загрузочный стеллаж предназначен для приемки пакетов рельсов, подаваемых магнитными кранами. Рельсы на стеллаж подают в положении «иа подошве». Стеллаж оборудован канатным шлеппером и специальными тележками для кантовки рельсов в положение «на боку». Краны набирают пакеты рельсов на рольганг перед нагревательной печью. Рельсы проходят нагревательную печь спакетированнымн по 10—12 шт.
Роликовая печь производительностью 115 т/ч предназначена для нагрева рельсов перед объемной закалкой. Общая длина печи 186,6, ширина 3,94 м. По длине печь разделена на семь зон, из которых пять предназначены для нагрева, а шестая зона служит для выравнивания температуры рельсов. Седьмая зона представляет собой камеру для боковой выдачи. Рельсы в печн транспортируются с помощью роликового пода, состоящего из 560 роликов, установленных с шагом 1160 мм и находящихся в постоянном покачивании со скоростью 0,2 м/с. Ролики представляют собой иеохлаждаемые трубы (наружным диаметром 600 мм) из жаропрочной стали, цапфы роликов охлаждаются водой. Каждый ролик имеет индивидуальный привод. Печь полностью автоматизирована, передвижение рельсов в печн механизировано.
В составе оборудования печи имеются спецнвльные устройства для выдачи рельсов из нее, а также кантователи для раскантовки рельсов перед подачей их в закалочную машину. Устройство выдачи рельсов из печи предназначено для одиночной укладки их на рольганг. Конструкция устройства позволяет производить надежный захват одного рельса при относительно высокой скорости перемещения вытаскивателя. Кантователь встроен в рольганг перед закалочной машиной и предназначен для кантовки рельсов, выдаваемых нз нагревательной печи, в положение «на подошве». Конструкция кантователя разработана таким образом, что во время кантовки нагретый рельс не деформируется.
Закалочный агрегат для объемной закалкн рельсов в масле состоит нз закалочной машины, устройства для задачи рельсов, выталкивателя, механизма выдачи рельсов н механизмов для обслуживания агрегата.
552
Устройство для задачи рельсов в закалочную машину н выдачи из нее состоит из двух комплектов тянущих роликов, установленных перед и за закалочной машиной, трайб-ап парата, дотал кива-теля рельсов. Тянущие ролики — консольного типа, с двумя парами горизонтальных валов, на концах которых насажены бандажи. Диаметр роликов 700 мм. Скорость на бочке роликов 0,5—2,5 м/с. Давление роликов на рельс 10 кН. Тянущий аппарат установлен со стороны задачи рельсов в закалочную машниу и состоит из двух бортов, корпуса с наклонным отбойником и двумя вертикальными холостыми роликами для фиксирования головки рельса во время его задачи.
Главная составная часть закалочной машины (рнс. XI 1.6) — узел пустотелого закалочного барабана, который обеспечивает строго вертикальное положение рельса при погружении его в масло, не допуская скрученности рельса и изгиба в разных плоскостях, а также значительного его прогиба в вертикальной плоскости.
Закалочный барабан представляет собой пустотелый цнлнндр 1, который покоятся на двух роликовых опорах 2. За каждый цикл подачи рельса барабан поворачивается иа 30°; вращение осуществляется от привода через цилиндрочервячный редуктор 3 и встроенную непосредственно в масляную ванну зубчатую передачу.
Барабан выполнен нз двух половин с фланцевым разъемом посередине н несет шесть 12-лопастных звездочек 4. Каждая звездочка состоит нз двух половин с фланцевым разъемом. По наружному диаметру звездочек подвешены на подшипниках качения шестьдесят кареток 5, обеспечивающих постоянное вертикальное положение рельсов в процессе закалки; это достигается благодаря значительной массе каретки и большому расстоянию от оси вращения до центра тяжести каретки с находящимся в ней рельсом.
553
Рис. ХИ.6. Общий вид закалочной машины
Каретка представляет собой свободно подвешенную на двух цапфах конструкцию, несущую опорные и направляющие ролики. Нижние ролики 6 — опорные (5 шт.) гладкие и предназначены для установки на инх рельса, который свободно опирается всей шириной подошвы. Верхние три ролика 7 служат для направления рельса при перемещении его вдоль кареток. Верхние направляющие ролики снабжены эксцентриковым устройством с регулировкой по высоте в зависимости от профиля закаливаемого рельса.
Узел пустотелого барабана установлен внутри масляной ванны 8 и закрыт сверху специальным перекрытием. Масляная ваниа оборудована маслоподводящим резервуаром 9 и сливной воронкой 10 с соответствующими трубопроводами. Система подачн в ванну масла и удаления излишков закалочной жидкости позволяет непрерывно подавать чистое охлажденное масло для обеспечения нормального ведения технологического процесса. В масляную ванну подается инертный газ, благодаря чему достигается пожарная безопасность (зеркало ванны закрыто инертным газом). Вайна оборудована механизмами для уборки осаждающейся иа дне окалнны и твердых остатков, выпавших в результате охлаждения масла.
Работа закалочной машины состоит в следующем. Ванну заполняют чистым маслом необходимой температуры. Уровень заполнения устанавливают таким, чтобы нагретый рельс, введенный в ванну, находился выше него, а при повороте барабана на 30°
554
оказывался полностью погруженным в масло. Уровень заполнения регулируют при помощи щелевого затвора, расположенного перед сливной воронкой. Подача и слив масла происходят непрерывно в течение всего времени работы установки; интенсивной подачей масла поддерживается его постоянная температура в ванне.
Нагретый в печн рельс при помощи транспортных механизмов подается к закалочной машине и устанавливается в каретках барабана. После этого барабан поворачивается на 30°, и при этом рельс погружается в масло подошвой вниз, сохраняя вертикальное положение. При погружении рельса в масло механизмы машины готовы к приему очередного рельса н цикл повторяется. На одиннадцатом повторении цикла закаленный рельс выталкивается из машины н передается на отпуск. Все операции, выполняемые механизмами закалочной машины, автоматизированы.
Печь для отпуска рельсов после закалки состоит нз десяти зон, пять нз которых предназначены для нагрева и пять — для выдержки. Общая длина печи 262 м, ширина 4,4 м. Под печи роликовый; конструкция его аналогична конструкции пода печи для нагрева рельсов под закалку. Ролики диаметром 300 мм и длиной 4440 мм расположены с шагом 1740 мм; ось роликового печного рольганга находится на высоте 665 мм от уровня пола. Выше уровня осей роликовая печь собрана из съемных секций. Печь отапливается рециркулирующими продуктами сгорания. Каждая зона имеет свою камеру сжигания и эксгаустер для циркуляции газов.
Прямолинейность готовых рельсов обеспечивается правильным агрегатом, состоящим нз шестивалковой машины консольного типа для правки рельсов в вертикальной плоскости и шестн-валковой машины для правки рельсов в горизонтальной плоскости. Машины расположены последовательно одна за другой в технологической линии термического отделения. Применяют также закалку головки рельсов по всей длине с индукционного нагрева токами высокой частоты.
3. АГРЕГАТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ колес
Наиболее распространенным видом термического упрочнения цельнокатаных колес является закалка поверхности катания обода колеса с помощью охлаждения колеса, вращающегося вокруг своей оси в горизонтальной плоскости, струями воды из сопел кольцеобразного охладителя (рис. XI 1.7, а) либо с помощью прерывистого окунания в ванну с водой обода колеса, вращающегося в вертикальной плоскости (рис. XI 1.7, б).
Процесс закатки колеса, вращающегося в вертикальной плоскости, осуществляется иа горизонтальных вращающихся столах (рис. XI 1.8). Ступицу колеса 1 устанавливают в гнездо 2
555
Рис. ХН.7. Схема поверхностной закалки цельнокатаных колес на горизонтальных вращающихся столах (о) и в вертикальном аппарате (б)
и колесо таким образом центрируется. Затем стол приводят во вращение и одновременно подают охлаждающую воду. Частота вращения стола 30 об/мин. Привод осуществляется от электромотора через коническую шестеренную передачу 3. Вода с температурой 20—30 °C направляется на поверхность катания колеса тонкими струйками из патрубков, отходящих от магистральной кольцевой трубы 4. Патрубки расположены по касательной. При необходимости воду подогревают паром. Длительность закалки в зависимости от содержания углерода и марганца в стали составляет 2—2,5 мин.
Этот процесс обеспечивает высокие значения временного сопротивления на поверхности катания обода колеса, но имеет ряд существенных недостатков. Так, поскольку в процессе закалки обода отвод тепла происходит только через поверхность катания, глубина упрочненного слоя не превышает 30—35 мм (при толщине рабочего слоя 50—55 мм). Образующийся в процессе такой закалки большой температурный градиент приводит к возникновению в цельнокатаных колесах значительных остаточных напряжений и зачастую высокого коробления (0,6—1»2 мм). Кроме того, при этом процессе у поверхности катания обода (на глубине до 10 мм) образуются продукты отпуска мартенсита с зернистым строением карбидов, обладающие более низкими износостойкостью и контактной прочностью, чем пластинчатые продукты распада аустенита.
Процесс закалки, осуществляемый погружением в ванну с водой обода вращающегося в вертикальной плоскости колеса, получил название прерывистой закалки. Этот процесс имеет ряд преимуществ перед закалкой на горизонтальных столах: 1) вслед ствне охлаждения обода с трех сторон обеспечивается упрочнение практически на всю его глубину; упрочняются также и боковые грани обода, что предотвращает образование на них наплывов; 2) благодаря прерывистости охлаждения обода в нем резко снижается температурный градиент, чем обеспечивается низкий уровень остаточных напряжений и уменьшается коробление; 3) в процессе такой закалки во всех частях обода образуются пластинчатые структуры распада аустенита, что обеспечивает высокие показатели износостойкости и контактной прочности колеса.
556
рис. XII.8. Горизонтальный стол дли закалки колес
При разработке новой технологии термической обработки облегченных колес основное внимание уделяли выбору способов, позволяющих изменить скорость охлаждения различных элементов колеса в широких пределах для получения необходимого структурного состояния стали и заданного комплекса.свойств. Поэтому в новом технологическом процессе использован способ прерывистой закалки с подачей охлаждающей воды на все элементы колеса через спрейерные устройства. При этом предусмотрена возможность независимого регулирования скоростей охлаждения обода, диска и ступнцы, что создало необходимые условия для получения в колесах минимального уровня остаточных напряжений н коробления.
На рис. XII.9 приведено устройство для закалки колес, вращающихся в вертикальной плоскости. В этом случае обеспечивается улучшение всех элементов колеса путем прерывистой закалки и последующего отпуска. Цельнокатаное колесо 10, нагретое в печи до температуры закалки, укладывают на кантующую площадку 2 и центрируют при помощи направляющих 3. Затем пневмоцилнндром 8 сводят поддерживающие неприводные ролики 1. Кантующая площадка 2 пневмоцилнндром 7 поворачивается в вертикальное положение и устанавливает колесо поверхностью катания обода на приводной ролик 6 Одна часть спрейера 9 установлена иа кантующей площадке 2 н поворачивается вместе с ней и нагретым колесом в рабочее положение. Вторая подвижная часть спрейера 5 в процессе поворота кантующей площадки при помощи рычага 4 подводится к колесу. После этого включают привод 11, который посредством приводного ролика 6 приводит во вращение колесо. Во время вращения колесо удерживается в вертикальном положении роликами 1. На вращающееся колесо частями спрейеров 5 и 9, разделенных внутренними перегородками
557
Рис. XI 1.9. Устройство для закалки колес, вращающихся в вертнкрльиой плоскости
на три самостоятельные камеры, подается охлаждающая вода. Одна сдвоенная камера (по одному отсеку от с прей ер а) охлаждает обод, другая — диск и третья — ступицу. К каждой камере предусмотрен отдельный подвод воды. Количество закалочной жидкости, подаваемой на каждый элемент колеса из камеры, регулируют в зависимости от объема металла этих элементов и площади их поверхности. После окончания закалки подачу воды прекращают, привод выключают и колесо кантующей площадкой возвращается в исходное горизонтальное положение. Затем пневмоцилнндром разводят поддерживающие ролики / и колесо поворотным краном ставят для последующего отпуска.
4. АГРЕГАТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
И УСКОРЕННОГО ОХЛАЖДЕНИЯ ЛИСТОВ И ПОЛОС
В последние годы широкое распространение получил способ термической обработки листов в специализированных агрегатах непрерывного действия. Эти агрегаты включают в себя механизированные и автоматизированные нагревательные печи для нагрева листов под закалку и отпуск, средства ускоренного охлаждения — закалочные прессы или роликовые закалочные машины, конвейеры и тележки для транспортирования листов, правильные машины и другое вспомогательное оборудование.
Нагревательные печи для листов выполняют с роликовым подом. Печные ролики изготовляют диаметром 350—400 мм и шагом 400—600 мм из хромоникелевых сталей. Стоимость роликового пода достигает 25—30 % стоимости всей печи, поэтому стойкости роликов уделяют особое внимание.
Внутреннюю ширину рабочего пространства печи принимают на 300—600 мм больше ширины нагреваемого листа, высоту (от поверхности металла до свода) равной 1000—1500 мм и глубину (от поверхности металла до пода) 900—1200 мм. Длину печи рассчитывают с учетом продолжительности нагрева стальных изделий; обычно продолжительность нагрева принимают 1,0— 1,4 мин на 1 мм толщины листа.
Тепловая мощность большинства печей в расчете на 1 м2 пода при температуре нагрева до 900 °C обычно составляет (63—84) X X 10* кДж/ч, а при температуре более 900 °C до (84—-105) X / X 104 кДж/ч. Производительность нагревательных печей с роликовым подом находится в пределах 10—30 т/ч и более.
В закалочных прессах осуществляют закалку листов по заданному режиму, при этом стремятся получить минимальное коробление. Прессы должны обеспечивать необходимое усилие, действующее на лист, зажатый между стационарной и подвижной рамами с помощью гидравлических цилиндров. Это усилие на существующих прессах выбирают: 50—500 кН на 1 м2 поверхности листа. Вода, подаваемая на лист, должна равномерно распределяться по всей поверхности листа с тем, чтобы уменьшить его коробление.
В СССР для термической обработки толстых листов на ряде металлургических заводов были введены в строй автоматизированные агрегаты — печи и закалочные прессы. Такие агрегаты, предназначенные для осуществления процесса закалки и отпуска листов, прокатываемых на толстолистовых станах 2800 и 2800/1700, работают на Коммунарском металлургическом заводе, Орско-Халиловском металлургическом комбинате и др.
На одном из металлургических заводов США эксплуатируется агрегат для термической обработки толстых листов толщиной До 100 мм. шириной до 3810 мм и длиной до 15 000 мм из углеродистых и легированных сталей. Этот агрегат включает закалоч-
559
Рнс. XII.10. Схема роликовой машины для закалки толстых листов конструкции фирмы «Derver Со» (США):
I — зона охлаждения высокого давления; II — зона охлаждения низкого давления; 1 — ролики рольганга; 2 — ролики правильного устройства; 3 — станина; 4 —души-рующне устройства; 5 — ролики закалочной машины
ную машину с двумя рядами роликов, между которыми лист в процессе закалки в отличие от обычных закалочных прессов совершает возвратно-поступательное движение и подвергается охлаждению водой под более высоким давлением. Это позволяет исключить образование иезакаленных участков в местах контакта роликов машины с термически обрабатываемым листом.
Роликовая машина для закалки толстых листов показана на рнс. XII. 10. Нижинй ряд роликов установлен иа постоянном уровне. Положение в пространстве верхнего ряда роликов регулируется в зависимости от толщины закаливаемого листа. Первые две пары роликов большого диаметра предназначены для правки нагретого примерно до 1000 °C листа, поступающего к машине из печи по рольгангу. Прн дальнейшем перемещении лист попадает в первую зону охлаждения, где на него сверху и снизу из распылительных форсунок подают воду под высоким давлением (до 87,5 МПа) в количестве 3600 м8/ч, т. е. вдвое больше, чем в закалочных прессах.
Система форсунок, расположенных горизонтальными рядами между верхними и нижнимн роликами, снабжена тремя насосами высокого давления. Длительность охлаждения листа средней толщины в первой зоне составляет около 8 с. Далее лист поступает во вторую зону интенсивного охлаждения; в этой зоне давление воды составляет 35 МПа, а расход до 10 200 м®/ч. Распиливающие форсунки также расположены рядами между роликами и снабжены тремя насосами низкого давления. В этой зоне закалка листа может осуществляться как при непрерывном, так и при возвратно-поступательном перемещении его между роликами в те-560
чение необходимого времени. Обычно работают две зоны охлаждения машины. В ряде случаев используют только зону низкого давления.
Применение рассмотренной роликовой закалочной машины наиболее эффективно для термической обработки толстых листов. Благодаря сокращению времени между нагревом и закалкой и уменьшению окалины под действием воды высокого давления применение этой машины обеспечивает высокие прочностные свойства даже при закалке листов из углеродистых и низколегированных сталей с низкой прокаливаемостью. Кроме того, данный способ закалкн обеспечивает получение толстого листа с равномерными механическими свойствами.
Одной из основных трудностей обработки листов на роликовой закалочной машине является устранение деформации после закалки. В зоне низкого давления деформацию можно уменьшить, регулируя расход воды и время пребывания листа в этой зоне; в зоне высокого давления необходимо также учитывать скорость транспортирования листа, давление воды и другие параметры системы охлаждения.
В последнее время получил развитие способ ускоренного охлаждения толстых листов, при котором совмещаются операции горячей прокатки листов в последних проходах (в чистовых клетях) с ускоренным их охлаждением в системе, установленной за рабочей клетью.
На непрерывных и полунепрерывных полосовых станах горячей прокатки полосы подвергают регулируемому ускоренному охлаждению на отводящих рольгангах, расположенных между последней чистовой клетью и моталками, с помощью душиру-ющих устройств, подающих воду на верхнюю и нижнюю поверхности выходящей из стана полосы.
Способы ускоренного охлаждения полосы, применяемые иа современных станах, можно разделить- на следующие типы (рис. XII. 11): верхние со струевой подачей воды низкого (до 200— 400 кПа) или высокого (до 1000—1700 кПа) давления и с ламинарной подачей воды низкого (до 30 кПа) давления, нижние — со струевой подачей воды низкого (до 200—400 кПа) илн высокого (до 1000 кПа) давления.
В верхних системах охлаждения со струевым способом подачи воды в качестве рабочих органов чаще всего используют душиру-ющие устройства, выполненные в виде труб с отверстиями или соплами (коллекторы), воду к которым подводят от магистрального трубопровода. Коллекторы располагают сверху на высоте 750—1500 мм над уровнем роликов рольганга. Они могут быть проложены по осн отводящего рольганга перпендикулярно ему или сбоку роликов.
Продольные коллекторы устанавливают стационарно, а поперечные — в стационарном и подвижном исполнениях, причем в последнем случае можно отводить коллекторы вверх или в сто-
561
Рис. XII. 11. Способы ускоренного охлаждения полос на полосовых станах горячей про" катки:
а—в —’верхний и нижний со струевой подачей воды; г — боковой и ннжний со струевой подачей воды; д — верхний с ламинарной (инерционной) в нижний со струевой подачей воды; е, яс — верхний с ламинарной (безынерционной) и нижний со струевой подачей воды; I — рольганг; 2 — охлаждаемая полоса; 3 — отдельные струи воды: 4 — сопла; 5 — сифонные трубы; 6 — сифонная камера; 7 — сплошная струя воды (по ширине полосы)
роиу. В зависимости от требуемого давления в коллекторах предусмотрены отверстия или сопла. При низком давлении вода подается и а полосу из поперечных коллекторов через отверстия диаметром 3 -6 мм или через сопла, а при высоком продольные или поперечные коллекторы снабжены распиливающими соплами, обеспечивающими истечение воды плоской (веерообразной) или конической (с углом разбрызгивания 60—75°) струями.
562
Верхние струевые системы охлаждения с низким давлением воды характеризуются возможностью «мягкого» охлаждения, ио имеют невысокие коэффициенты теплоотдачи. Кроме того, отверстия и сопла с небольшими выходными сечениями в коллекторах при недостаточной очистке воды засоряются.
Верхние системы охлаждения с ламинарным способом подачи воды снабжены открытыми или закрытыми камерами (баками) с сифонами, через которые вода ламинарными струями подается иа движущуюся полосу с высоты 1200—2220 мм и более. Камеры высотой 300—400 мм располагают поперек рольганга и крепят шарнирно с одной стороны к опорам, обеспечивая в случае необходимости их поворот вверх или в сторону. Внутри камер находятся сифонные трубки внутренним диаметром 18—20 мм и шагом 50—100 мм в один или несколько рядов. Вода в камеры подается от магистрального трубопровода. В системах с открытыми камерами вода при достижении заданного уровня ламинарными струями вытекает через сифоны, а в системах с закрытыми камерами перемещается под воздействием небольшого подпора (0,2— 7,5 кПа). При этом камера заполнена водой.
У нижних систем со струевой подачей воды на полосу обычно в качестве рабочих органов предусмотрены коллекторы, расположенные через шаг между роликами рольганга, ниже их верхнего уровня иа 200—300 мм и менее. В коллекторе выполнены круглые или прямоугольные отверстия. Иногда в коллекторах устанавливают распыл ивающне форсунки низкого или высокого давления. Вода к коллекторам подводится от магистрального трубопровода.
В виде отдельной системы предусмотрено охлаждение роликов рольганга. В этом случае коллекторы расположены в промежутках между роликами рольганга и имеют отверстия, из которых вода одновременно подается на обе стороны, охлаждая два соседних ролика.
Таким образом, линии охлаждения на отводящем рольганге полосовых станов включают в себя верхнюю и нижнюю системы охлаждения полосы и охлаждения роликов рольганга. При этом вода линии охлаждения подается и отводится обычно с помощью системы оборотного цикла воды.
Для непрерывного полосового стана разработана линия ускоренного охлаждения полосе верхней ламинарной подачей воды, которая практически безынерционна, обеспечивает равномерное охлаждение полос по ширине и может работать в автоматическом режиме регулирования температуры полос. Нижняя система охлаждения полос, выполненная со струевой подачей воды, предназначена также и для охлаждения роликов рольганга. Верхняя система охлаждения состоит из двенадцати секций с тремя камерами каждая, которые расположены иа высоте 1500 мм над уровнем роликов рольганга и в случае необходимости могут быть отведены вверх с помощью гидравлических цилиндров, полностью освобождая для обслуживания зону роликов отводящего рольганга. Линия рас-
563
Рис. XII. 12- Линин ускоренного охлаждения катанки 1—3 — секции охлаждения;
считана на охлаждение полос толщиной 1,5—12 и шириной до 1550 мм от температуры конца прокатки до температуры смотки 550—600 °C при скорости прокатки до 18 м/с. Общий расход воды на охлаждение полос сверху и снизу составляет 7500 м3/ч при давлении до 30 кПа. Общая длина линии равна НО м при длине отводящего рольганга стана около 150 м.
Для автоматического управления линия оборудована клапанами с электрическими и пневматическими приводами.
Автоматизация процесса охлаждения полос на отводящем рольганге высокоскоростных широкополосовых станов является важной технологической задачей, без решения которой нельзя обеспечить требуемое качество прокатываемой продукции. Поддержание заданной температуры полос различного сортамента при смотке их в рулоны оказывает решающее влияние на получение высоких физико-механических свойств металла и их равномерность по длине полосы.
Регулирование процесса охлаждения осуществляется посредством аналоговой вычислительной машины, в которой запрограммированы режимы прокатки и охлаждения полос. Программы режимов охлаждения обычно разрабатывают на основе экспериментальных данных, которые накапливаются при исследовании различного сортамента прокатываемых полос на промышленных станах.
На одном из полосовых станов Японии внедрена система автоматического регулирования температуры полосы прн смотке ее в рулон. Стан работает с разгоном яри ускорении 0,5 м/с2 и с заправочной скоростью 5—8 м/с. Охлаждается полоса линией со струевым способом подачи воды на полосу, состоящей из шести секций одинаковых по длине. Особенностью линии является использование быстродействующих клапанов типа открыто — закрыто, причем изменением числа открытых клапанов регулируется интенсивность охлаждения.
5. АГРЕГАТЫ УСКОРЕННОГО ОХЛАЖДЕНИЯ КАТАНКИ И СОРТОВЫХ ПРОФИЛЕЙ
Одним из основных способов улучшения качества катанки при высоких скоростях прокатки является ее регулируемое и ускоренное охлаждение водой с прокатного нагрева. Ускоренное охлажде-
564
в трубах в потоке проволочного стана: 7 — участок отвода воды
я не позволяет получить структуру сорбита, уменьшить окалино-образоваиие и обезуглероживание металла.
Регулируемое и ускоренное охлаждение катанки с прокатного нагрева осуществляют водой прн прохождении катанки нитью через направляющие трубы или в виде распушенного бунта души-рованнем. При охлаждении катанки в направляющих трубах, располагаемых между последней рабочей клетью и моталкой, воду подают в секции охлаждающей линии по направлению движения, против него, а также перпендикулярно движению металла.
На рнс. XII. 12 показана одна из линий, в которой катанка охлаждается в трех секциях с трубами диаметром 25 мм, прячем в первую секцию вода поступает по направлению движения катанки, а во вторую и третью — перпендикулярно ее движению. Длина участка охлаждения составляет 6 м, давление воды 0,8 МПа. В результате ускоренного охлаждения катанки диаметром 5,5 мм нз малоуглеродистой стали при длительности охлаждения 0,23 с и расходе воды 24 м3/ч ее температура понижается с 950 до 765 °C.
Прн высоких скоростях прокаткн и большой массе бунтов с целью обеспечения интенсивного и равномерного охлаждения катанки по всей длине наиболее целесообразно подвергать ее обработке в виде отдельных витков в распушенном виде (рнс. XII.13).
Для высокоскоростных проволочных станов за рубежом применяется способ сорбитизации катанки (Стн л мор-процесс), при котором металл, предварительно охлажденный в трубе, расположенной между последней рабочей клетью и моталкой, попадает в моталку и отдельными витками укладывается на движущийся под моталкой транспортер, где медленно охлаждается воздухом до заданной температуры, а затем собирается в бунт. На основе этого способа на одном из проволочных станов установлена линия для ускоренного охлаждения катанки (см. рнс. XII. 13, а). Линия обеспечивает водяное охлаждение металла в трубе до 780 °C, а затем воздушное охлаждение на транспортере до 315 °C за 1 мин В результате эксплуатация этой ливни структура катанки ничем ие отличается от получаемой прн патентировании. Окал и нообр азованне прн таком способе охлаждения уменьшается в 7—8 раз.
565
Рис. XI 1.13. Линии ускоренного охлаждения катанки в распушенных бунтах в потоке проволочных станов:
I — система водяного охлаждения; 2 — подающий аппарат; 3 — моталка; 4 — транспортер; 5 — приемная камера; 6 — преобразователь витков; 7 — последняя чистовая рабочая клегь проволочного стана
На другом проволочном стане установлена линия для охлаждения катанки, в которой витки, образующиеся в. вертикальной плоскости, опрокидываются на ленточный транспортер, охлаждаясь при этом на воздухе в распушенном состоянии (см. рис. XII. 13, б). Между последней рабочей клетью н преобразователем витков катанка предварительно подвергается водяному охлаждению. В конце транспортера установлено устройство для сбора витков в бунт.
Дальнейшее совершенствование отечественных проволочных станов должно предусматривать широкое внедрение принципа регулируемого и ускоренного охлаждения катанки в потоке стана перед смоткой, основанное на принципе охлаждения распушенного бунта на транспортере. Такая технологическая схема охлаждения катанки позволит: 1) получить бунт с равномерной по длине сорбитной структурой н постоянной твердостью; 2) снизить потерн металла с окалиной до 8—10 кг н менее на 1 т катанки; 3) уменьшить капитальные затраты за счет снижения длины отводящих транспортеров и исключения крюкового транспортера; 4) обеспечить волочение катанки в проволоку при обжатии со степенью деформации до 97—98 % без промежуточного отжига.
566
РНС. XII.14. Линия упрочнения арматурной стали в потоке непрерывного мелкосортного стана 250 Криворожского металлургического комбината;
/ — чистовые группы рабочих клетей: 2 — устройства предварительного охлаждения; 3 — ножницы 4 — переводные стрелки: 5 — сек цив упрочнения проката; S — отсекающие форсунки: 7 — насосная станция; в — холодильник
ц 5 6
В СССР построены лннин для термического упрочнения металла в потоке промышленных станов с использованием тепла прокатного нагрева. Так, на Криворожском металлургическом комбинате построена двухннточная линия, совмещенная с непрерывным мелкосортным станом 250-1 (рис. XII. 14) и предназначенная для упрочнения круглых профилей и арматурной стали диаметром 10—14 мм в двух линиях охлаждения. Каждый ряд линин охлаждения состоит нз тринадцати — пятнадцати секций-труб, в которые подают водо-воздушную смесь при определенном соотношении воды н воздуха. Скорость потока воды на выходе из камеры охлаждения составляет 25 м/с и более (прн давлении 2 МПа). Общая длина охлаждающих секций линия составляет 34 м. На данной линии получают термически упрочненную арматурную сталь. Арматурные стержня диаметром 10 мм нз стали 20ГС после упрочнения характеризуются следующими механическими свойствами: ов 900—1400 МПа; оог^>600-5--5-1200 МПа; 65 = 10:13 %.
Глава XIII
СТАНЫ И АГРЕГАТЫ
ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ
Стальные бесшовные трубы изготовляют горячекатаными, холоднокатаными, холоднотянутыми и прессованными. Для производства труб в трубных цехах металлургических заводов устанавливают соответствующие агрегаты, станы и прессы.
Производство горячекатаных труб диаметром меиее 20 мм экономически нецелесообразно и их изготовляют способами холодной прокатки и волочения. Трубы диаметром свыше 700 мм в большинстве случаев изготовляют сварными, так как производство аналогичных по размерам бесшовных труб требует громоздкого н дорогостоящего оборудования.
Для горячей прокатки, как правило, используют трубные круглые заготовки, обжатые на заготовочных станах. Только на трубных агрегатах периодической прокатки (пнлнгримовых станах) применяют литые слиткн без их предварительного обжатия .
Все технологические схемы прокатки труб включают две основные операции: 1) получение толстостенной гильзы из заготовки или слитка; 2) раскатка гнльзы в черновую трубу.
В дальнейшем черновые трубы подвергаются калибровке, редуцированию, правке н т. д.
Наиболее распространенным способом получения гильз является процесс прошивки на станах винтовой прокатки. В некоторых случаях прошивку осуществляют на специализированных прессах.
568
мируемый металл перемещается
Рис. Х1П-1. Схема винтовой прокатки в бочковидиых валках
Для раскатки гильз в трубы применяют различные станы. В зависимости от способа раскатки различают следующие трубопрокатные агрегаты: автоматические, непрерывные, оправочные, пнлигримовые, реечные.
I. ПРОШИВНЫЕ СТАНЫ
При обычной продольной прокатке валкн вращаются в разные стороны: одни — по часовой стрелке, а другой — против часовой стрелки, прячем дефор-перпеидикулярно нх бочкам.
Прн винтовой прокатке валкн вращаются в одном направлении (например, по часовой стрелке), придавая круглой заготовке вращательно-поступательное (винтовое) движение. Благодаря
этому металл обжимается валками по сечению и удлиняется вдоль их бочкн. Для осуществления винтовой прокатки оси рабочих валков
устанавливают под некоторым углом по отношению к оси заготовки (рис. XIII. 1). Этот угол принято называть углом подачи р.
Основы процесса винтовой прокатки
В случае расположения валков под углом р к оси прокатываемой заготовки окружная скорость валков их раскладывается на составляющие в тангенциальном итх н осевом иоя направлениях. Их величина (см. рис. XIII. 1) определяется по формулам uT.x = nnRx cos р/30, (XIII.1)
ко.х — nnRx sin р/30, (XIII.2)
где п — частота вращения валков; Rx — радиус валка в рассматриваемом сечении х—х.
Поступательную скорость можно определить нз условия постоянства расхода металла в любом сеченин очага деформации, т. е.
Ло, = Лй = РЛ, (XI1I.3)
Рнс. XIII.2. Кинематика винтовой прокатки
составляет всего 2—5° и раз! мальным диаметрами валка
где fj, Fx, Fo—площади заготовки в начальном, промежуточных и конечном сечениях очага дефор-мацни; vlt vx, v0 — скорости поступательного движения металла в соответствующих сечениях.
Отношение FJF^ = к характеризует суммарную вытяжку, которая на прошивных станах достигает четырех и более.
Прн значительном уменьшении площади сечения заготовки в процессе прокатки скорости поступательного движения ее прн входе в валки и выходе из них будут значительно различаться [см. уравнение (XII 1.3)1. Вместе с тем анализ формулы(ХП1.2) показывает, что при постоянной скорости вращения валков п = const и угле подачи р = const осевая составляющая окружной скорости валков по длине бочки изменяется незначительно, так как обычно угол конусности бочки ща между максимальным и мини-е превышает 8 %. Поэтому между
заготовкой и валками неизбежно интенсивное скольжение.
Скорость поступательного движения vx заготовки в любом сеченнн можно определить по формуле
Vx = W'x»
(XIII.4)
где т]Ох — коэффициент осевой скорости в рассматриваемом сеченнн х—лс» численно характеризующий скольжение металла относительно валков.
Если известен коэффициент осевой скорости Г)о. в в сечении выхода из очага деформации, то скорость поступательного движения заготовки можно выразить
= 11о. »«о. в (XIII.5)
или в окончательном виде
о,- Чо-в-^Явзтр-^-. (Х1П.6)
Скорость выхода заготовки обычно меньше осевой составляющей окружной скорости валков в сечении выхода из очага деформации, т. е. величина т]0.в меньше единицы. Поэтому по всей 570
контактной поверхности в осевом направлении скорость металла v0 меньше скорости валка и0, как показано на рнс. XII 1.2.
Для расчетов конструктивных элементов прошивного стана н его главного привода необходимо знать усилия и момент прокатки.
В общем случае усилие прокаткн определяется, как известно, по формуле
Р = Pep/7, (XII 1.7)
где рср — среднее давление прокатки; F — площадь контактной поверхности металла с валкамн.
Для определения давления рс₽ в зоне деформации сплошной заготовки А. И. Целиков рекомендует формулу
/?Ср = 2<гт 11.21П (2г/Ь) + 1,25Ь/2г — 0.251, (XII 1.8)
где от — предел текучести металла при данной температуре прошивки; г — радиус заготовки; b — ширина контактной поверхности.
Эта формула справедлива при соотношении 1 2г/Ь 8,5.
Для участка раскатки гильзы на оправке можно использовать формулу Прандтля:
Рср^2от(1 + 0,5л) а; 5,14от. . (XIII.9)
По экспериментальным данным различных авторов средние по всей контактной поверхности давления при температуре прошивки около 1200 °C 90- 120 МПа для углеродистой стали н 150— 180 МПа для коррозионностойкой стали.
Расчет ширины Ьх контактной поверхности в сечении х—х (см. рис. XIII.2) производят по формуле А. И. Целикова:
Ьх = У2ЯхгхЬгх/(Ях + гх) (XIII. 10)
где рх и гх — соответственно радиусы валка н заготовки в сечении х—х\ &гх — радиальное обжатие заготовки в сечении х—х за половину ее оборота»
Общая длина контактной поверхностн определяется как сумма длин во входном 1Г и выходном 4 конусах очага деформация
Z^P Z2 (XIII.11)
Длина контактной поверхности для очага деформации, образованного коническими валками, оси которых параллельны осн заготовки н лежат с ней в одной плоскости, а угол наклона линии отрыва равен углу наклона образующей валка к его оси и к оси заготовки, определяется по выражениям:
для входного конуса
' = (г, - r„)/tg ф,; (XIII.12)
для выходного конуса
'г = (гг - r„)/tg «₽„ (XIII. 13)
571
где r3, гт и rD—радиусы заготовки и гильзы и половина расстояния между валками в пережиме; фт и <р2 — углы входного н выходного конусов валков.
Разбивая общую длину контактной поверхности на ряд участков длиной AZ и подсчитывая среднюю ширину контактной поверхности для каждого из них, получим
F = Е (Ь;+Ы+1)Д//2. (XIII. 14)
Рис. XIII.3. К определению крутяще- Q ДОСТЗТОЧНОЙ СТСпеНЬЮ ТОЧ-го момента при винтовой прокатке
ности можно полагать, что точка приложения равнодействующей сил Рг находится в плоскости, соответствующей середине длины бочки валка (рнс. XI 11.3). В поперечном сеченни направление результирующей усилия составляет угол ср с линией, соединяющей оси валков, и Рр приложено в середине поверхности контакта е = где Ьср — = F//. Тангенциальная составляющая Ту равнодействующей силы Рр направлена по касательной поверхности валка в точке приложения равнодействующей. Осевая составляющая Тх приложена в этой же точке н направлена параллельно оси прокатки
Таким образом, равнодействующая усилия прошивки Рр составляет с осью каждого валка плечо
a = (Dmax Т- dB) sin ф/2,
(XIII.15)
где Dmax — диаметр валка в пережиме; da — диаметр заготовки в сечении пережима валков.
Из рис. XII 1.3 следует, что sin ф л? bCp/ds, поэтому плечо равно ^тах + ^СР a ~ 2 ' d3 ‘
(XIII.16)
Момент, необходимый для вращения рабочих валков прн прокатке,
Мпр = 2Рра. (Х111.17)
Мощность двигателя, кВт, необходимая для прокаткн, рассчитывается по формуле
Мдв = Мпро)Л] кВт, (XIII. 18)
где Л1пр — момент прокатки, кН-м; со = срп/ЗО — угловая скорость вращения валков прн прокатке, 1/с; Т] — к. п. д. привода прошивного стана.
572
В конце 60-х годов процесс винтовой прокатки усовершенствован в Московском институте стали и сплавов благодаря разработке новых технологических режимов, инструмента и оборудования, обеспечивших его проведение в области повышенных (р == 13 18°) и больших (до 30°) углов подачн. Установлено, что увеличение углов подачн позволяет повысить скорость прокатки практически пропорционально sin Р, улучшить качество гильз и труб по состоянию внутренней поверхности за счет повышения прошнваемостн заготовок, существенно увеличить износостойкость инструмента, в первую очередь прошивных оправок, благодаря резкому сокращению времени его контакта с горячим металлом.
Однако в области больших углов подачи существенно возрастают усилия прокатки и потребляемая мощность, хотя удельный расход энергии при этом сокращается.
В настоящее время новая технология винтовой прокатки получила широкое распространение в трубопрокатном производстве и внедрена иа трубных заводах СССР. Все вновь изготавливаемые и реконструируемые ПО «Электростальтяжмаш» прошивные станы позволяют осуществлять процесс прокатки прн углах подачн до 18°.
Конструкции прошивных станов
Прошивной стан (рис. XIII.4) с индивидуальным приводом рабочих валков состоит из главных электродвигателей /, универсальных шпинделей 2, рабочей клетн 3 и оборудования входной 4 и выходной 5 сторон.
Широкое распространение - получила конструкция рабочей клети прошивного стана (рнс. XIII.5), в которой механизм поворота / барабанов 2 позволяет плавно менять угол наклона осей валков до 17°. Поворот барабанов осуществляется от электродвигателей через два червячных редуктора и ведущую шестерню 3, входящую в зацепление с зубчатым венцом 4, насаженным на барабан. Для смены валков необходимо развернуть барабаны так, чтобы валки оказались в вертикальном положении, после чего нх легко извлечь через проем в крышке станины. В рабочем положении барабаны закрепляются механизмом стопорения 5.
Рабочие валки состоят из съемной кованой бочкн и кованого вала, на одни конец которого насажена шпиндельная вилка. Каждый валок установлен на четырехрядных конических роликоподшипниках, вмонтированных в подушки. Обе подушки каждого валка находятся в общей кассете. Кассеты вставлены в проемы барабанов и могут перемещаться по направляющим барабанов механизмом 6.
Нижняя лннейка устанавливается в держателе на стационарном стуле 7, к которому крепятся также направляющие воронки 8. Верхняя линейка закреплена в траверсе Р, которая может пере-
573
Рис. XIII.4. Прошивной стан с индивидуальным приводом рабочих валков
Рис. XIII.5. Рабочая клеть прошивного стана
мещаться вверх или вниз. Траверсу приводит в движение специальный механизм 10, состоящий из двух установочных винтов, прикрепленных к траверсе и проходящих через гайки, вмонтированные в червячное колесо редукторов.
Большинство прошивных станов имеет групповой привод, в состав которого входят электродвигатель постоянного или переменного тока, главный шпиндель, шестеренная клеть и уни-
575
Рис. XIII-6- Шарнирная муфта универсального шпинделя вв подшипниках яачеякя; 1 — полумуфта; 2 — крестовина; 3 — уплотнение; 4 — радиальный двухрядный сферический подшипник. 5 — подпятник; 6 — упорный шарикоподшипник; 7 — клиновое устройство: 8 — полумуфта; S — фланец
нереальные шпиндели. Прошивные станы прежних конструкций были рассчитаны на небольшую производительность, электродвигатели их 'главных приводов нмелн сравнительно малую мощность, установка углов подачи в них ие превышала 10—12°-Поэтому в таких станах было оправдано применение группового привода.
В современных станах с мощными электродвигателями все большее применение находят индивидуальные приводы. В настоящее время применяют индивидуальные приводы с редукторами и без иих.
При групповом приводе вращение от электродвигателя через главный шпиндель передается зубчатым колесам шестеренной клети и далее через универсальные шпиндели рабочим валкам стана. В наиболее тяжелых условиях работают шпиндели.
Большое распространение на прошнвиых станах получили универсальные шпиндели на подшипниках качения. Они выгодно отличаются от известных (шпиндели с шарниром трения скольжения) по своим эксплуатационным характеристикам.
Шпиндельное устройство состоит из двух шарнирных муфт (рис. XIII.6), промежуточного вала н двух фланцев, одни из которых соединяется с валом рабочего валка, а второй — с валом шестеренной клети.
676
Рнс. XIII.7. Схема осевой выдачи гильз нз прошивного стана
Оборудование входной стороны прошивного стана включает в себя столы, регулируемые по высоте различными механизмами (клиновые, червячные, эксцентриковые и т. д.), и задающие устройства пневматического типа.
Известны два способа выдачи гильз нз стаиа. На станах прежних конструкций применялась схема боковой выдачи гильз, существенным недостатком которой являются большие потери времени на вспомогательные операции по извлечению стержня из гильзы и последующей установке его в исходное положение.
Быстродействующая универсальная конструкция выходной стороны с осевой выдачей гильз (рис. XII 1.7) включает механизм перехвата переднего конца стержня /. центрователи 2, выдающие ролики 3 и упорно-регулировочный механизм 5.
Принцип действия выходной стороны заключается в следующем. В момент окончания прошивки срабатывает замок упорно-регулнровочного механизма 5, освобождая упорную головку. Одновременно первая пара постоянно вращающихся роликов 3 выдающего устройства сводится на гильзу и перемещает ее за пределы механизма переднего перехвата 1 стержня 4. Рычаги механизма перехвата замыкаются иа стержень, удерживая его от осевого перемещения. В это время происходит поворот упорной головки н сведение остальных роликов 3 устройства, которыми гильза без остановки на высокой скорости транспортируется на рольганг на выходную сторон у стана. По мере выдачи гильзы за пределы первого центрователя 2 он зажимает стержень, позволяя раскрыть рычаги механизма перехвата стержня.
Конструкция трехрычажного центрователя стержня и трубы представлена на рис. XIII.8. Основанием центрователя является жесткая литая станина 1 коробчатого типа. В расточках станины на двухрядных конических подшипниках качения смонтированы опорные оси, на которых насажены рычаги 2—4. Одни концы этих рычагов скреплены с корпусами, несущими на осях ролики. Другие концы рычагов шарнирно соединены между собой с помощью двух одинаковых тяг 5. Приводом центрователя служит пневмоцплпндр 6, установленный на стойке 7 и шарнирно соединенный с одним из рычагов центрователя.
На рис. XIII.9 показано устройство для выдачи гильз из стана. Оно состоит из фрикционных роликов 1 механизма кача-
•9 Заказ 224 577
J
Рис. XIII.8. Трехрычажный центрователь стержня и трубы
ния роликов и привода. Механизм качания роликов имеет рычаги 2 и 3, оси качания 4, рычажную шарнирную систему, включающую два рычага 5 н 6f жестко соединенные с осями 4, и тягу 7. Система рычагов 5 и 6 и тяги 7 выбирается и устанавливается так, что ось гильз при их выбрасывании роликами практически не смещается от оси прокатки (незавнснмо от размера гильз). Оси качания роликов находятся в неразъемных корпусах 8, которые прикреплены к специальным боковым площадкам 9 центрователя. Пневмоцнлиндр 10 качания роликов установлен^на специальной площадке на центрователе. Шток пиевмоцилиндра шарнирно соединен с рычагом 11, жестко связанным^ одной^из осей качания 4 роликов. Привод роликов индивидуальный. Он включает элек-
Рнс. XIII.9. Устройство для выдачи гильз из стана
578
6ZS
«61
OriJJX anj
fl 91 I— 9
А-А
Рнс. NIII.10. Упорно-регулировочный механизм
тродвигатель 12, установленный на раме 13 и соединенный с ро ликом 1 через четырехшарнирный кардан 14.
Упорно-регулнровочный механизм (рнс. XIII.10) выполняет две задачи: восприятие осевого усилия металла на оправку и регулирование положения последней в очаге деформации.
В конструкции этого механизма осевые усилия прокатки воспринимают нажимные винты 1 с упорными гайками 2. Осевое регулирование каретки 4 с упорной головкой 5 также осуществляется через нажимные винты специальным механизмом, который перемещает каретку в направляющих станины 3. Механизм перемещения каретки с упорной головкой установлен на хвостовой части станины и состоит из электродвигателя 6 и двух глобоадных редукторов 7, через зубчатые колеса 8 которых проходят нажимные винты. Крутящий момент от колес к винтам передается через шлицевые соединения. Каретка прижата к торцам нажимных винтов с помощью тяг 9, пят 10, пружин //и упорных под
шипников 12.
Каретка в упорно-регулировочном механизме предназначена для перемещения вдоль оси прокатки упорной головки с механизмом отпирания (и запирания. Она выполнена литой и имеет жесткую конструкцию коробчатого типа. К станине каретка прижимается через направляющие специальными планками 13. Упорная головка соединена с кареткой через ось 14 посредством двух подшипников качения /5. Разъем подшипникового узла выполнен так, что усилия прокатки не воздействуют на болты 16 н крышку 17.
2. АВТОМАТИЧЕСКИЕ СТАНЫ
Одним из наиболее распространенных способов раскатки гильз, полученных иа прошивном стане, является продольная прокатка на автоматическом стане. Схема прокатки гильз на автоматическом стане представлена] на рис. Х1П.П. Гильза прокатывается в черновую трубу в круглом калибре на неподвижной короткой оправке (/и II) за два (реже три) прохода. После каждого прохода раскатанную гнльзу возвращают на передний стол автомат-стан а с помощью роликов обратной
Рис, XIII.I1. Схема прокатки гильз на автоматическом стане:
/ — рабочие валки; 2 — ролики обратной передачи; 3 — гильза;
4 — стержень. 5 — оправка
581
передачи (III н IV). Оправку после прокатки снимают и перед следующим проходом устанавливают новую оправку другого диаметра. Перед каждым проходом трубу каитуют на 90°.
Основы процесса прокатки на автоматическом стане
Окружная скорость валков по ширине ручья калибра имеет минимальное значение в вершине калибра и максимальное в местах разъема валков. Средняя окружная скорость валка определяется по формуле (см. рис. XIII. 12)
<Х1П-19)
где « — частота вращения валка; Di — идеальный диаметр валка, равный расстоянию между осями валков; гк —'радиус калибра, условно принятого в виде круга диаметра dH.
Скорость трубы при выходе из валков равна
ок = nDKw/60, (XII 1.20)
где DK —диаметр валка в сечении калибра, в котором скорости валка и трубы совпадают.
Диаметр DK называется катающим и с достаточной степенью точности определяется по формуле £)к = — 0,75d„.
Таким образом, в части калибра, имеющей диаметр, меньший DK, труба опережает валки в направлении прокатки, а в остальной части отстает от них, т. е. весь очаг деформации можно разделить на зону опережения и зону отставания.
В очаге деформации (см. рис. XII 1.12) автоматстана имеются два характерных участка. На первом участке длиной lt осуществляется редуцирование (уменьшение диаметра) гнльзы (трубы) без изменения толщины стенки; на втором участке длиной происходит обжатие стенки валкамн на оправке.
Усилие прокатки определяют раздельно для каждого из этих участков и затем находят полное усилие
Р = PiFi + p2F2, (XIII.21)
где pi ffjp2 — давление соответственно на участках редуцирования и обжатия /2 стеики; и Fz —^горизонтальные проекции площадей контактных поверхностей на этих же участках.
Для упрощения расчетов принимаем, что на участках lt и /2 ширина контактной поверхности одинакова и примерно равна ширине калибра. Тогда’формула (XII 1.21) принимает вид
Р = & (М + PsA) (XIII.22)
где b — средняя^ширина контактной поверхности.
Давление рл для зоны редуцирования определяют по формуле В. П. Анисифорова:
Р1 = -ЧОт.ф-^, (XIII.23)
“ср
582
Рис. XIII.12. Очаг деформации автоматического стала
где от. ф — сопротивление деформации металла при температуре прокатки; определяется с учетом скорости деформации на участке 11, Лр — средний диаметр гильзы па участке по высоте калибра; sr — толщина стенки гильзы перед проходом; т] — коэффициент, учитывающий увеличение среднего удельного давления вследствие влияния внешних зон;
Ч = 1 + 0,9 • (XIII.24)
Давление р2 на участке 1£ об
жатия стенки определяют по номограмме А. И. Целикова. Оно зависит от величины 6, определяемой из выражения
6 = 2p/2/As, (XII 1.25)
(здесь р — коэффициент трения между металлом и валком; As — обжатие гильзы по стенке), и относительного обжатия
е = (As/sr) I00j%.
Сопротивление деформации от.ф определяют с учетом скорости деформации на участке 12.
Общая длина /0 очага деформации (по вершине калибра) равна (рис. XIII.12):
-----------------(XI 11.26) Z г
где dK — диаметр калибра (диаметр трубы).
Длина участка /2 обжатня определяется по формуле
Z2 = cos <р I Л(/?т1„ -sr)a — (/?„,„ + s„—Zn tg <p)a cos2 <p —
— °-5 (flmin + Sk — In tg 4>)sin 2<P. (XI11.27)
где sK — толщина кольцевого зазора между оправкой и калибром (толщина стенкн трубы).
Тогда 4 = /0 —/2. (XIII.28)
Экспериментально установлено, что при прокатке тонкостенных труб величина осевого усилия металла на оправку Q = = (0,4^-0,5) Р, а толстостенных труб Q = (0,15^-0,20) Р.
Полагая, что равнодействующие усилия на участках редуцирования 1 и обжатия стенки 2 трубы приложены в серединах соответствующих этим участкам дуг захвата, крутящий момент для одного валка с учетом осевого усилия (? можно определить по формуле
М = Sin (-°;а° + «о) + PzRmH, Sin Q +
+ °-5«(«mm + ^)- (XIII.29)
583
Анализ формулы (XIII.29) показывает, что на величину крутящего момента прн прокатке иа автоматическом стане наибольшее влияние оказывает осевое усилие.
Конструкции автоматических станов
Автоматический стан имеет в своем составе рабочую двухвалковую клеть, главный привод, передний н задний столы. Рабочая клеть (рнс. XII 1.13) состоит из двух станин / закрытого или открытого типа, связанных между собой стяжными болтами и общей съемной крышкой. Рабочие валки 2 стана малых агрегатов установлены на роликовых подшипниках, а средних п больших — на текстолитовых вкладышах, размещенных в стальных подушках.
Регулирование положения верхнего валка по высоте осуществляется механизмом 3, включающим два нажимных винта, цилиндрический редуктор, червячные передачи и электродвигатель. Нижний валок устанавливается по высоте продольными клиньями или нижними нажимными винтами. На этих станах применяется пружинное 4 пли грузовое уравновешивание верхнего валка.
Рабочая клеть оборудована механизмом перевалки валков цепного типа, предназначенного для замены комплекта 10 верхнего и нижнего валков. Кроме этого, в клети имеется приспособление для перевалки клинового механизма 11.
После первого и второго прохода черновая труба возвращается на передний стол роликами обратной передачи (см. рис. XIII.II). Перед возвратом трубы верхний валок несколько приподнимается, а нижний ролик обратной передачи прижимает трубу к верхнему и последняя передается через увеличенный по высоте калибр на передний стол. Ролики приводятся от электродвигателя 5 через универсальные шпиндели 6 и цилиндрический редуктор 7.
Для ускоренного подъема и опускания верхнего рабочего валка применяют клиновой механизм 8, состоящий из сдвоенного клина, установленного между нажимным винтом и подушкой и перемещаемого вдоль оси валков с помощью горизонтального пневмо-цилиидра 9, укрепленного на кронштейне станины.
Рабочие валки 2 приводятся во вращение от электродвигателя постоянного тока с регулируемым числом оборотов. Прн прокатке труб диаметром до 150 мм мощность двигателя составляет 600— 900 кВт, при прокатке труб диаметром до 250 мм 900— 1500 кВт, при прокатке труб диаметром до 400 мм 1100—1900 кВт.
Вращение валкам передается от электродвигателя через зубчатую муфту одноступенчатым цилиндрическим редуктором, на ведущем валу которого установлен маховик. От редуктора к шестеренной клети вращение передается через предохранительный шпиндель и соединительные муфты. На современных станах шестеренная клеть и рабочие валки соединены универсальными
Рис. XIII. 13, Рабочая клеть автоматического стана
шпинделями, прежде использовали менее совершенные трефовые муфты и шпиндели.
Передний стол служит для подачи гильзы в валки и кантовки ее после каждого прохода. Он выполнен в виде рамы, которую можно перемещать на катках вдоль рабочих валков. На столе установлен вводной желоб, который при перемещении стола может быть установлен перед требуемым калибром. Подача гильзы-трубы в калибр осуществляется с помощью пневматического толкателя с длииноходовым цилиндром и большим ходом штока.
Перемещение стола вдоль рабочих валков при переходе на прокатку труб другого размера осуществляется от электропривода с помощью реечно-зубчатой передачи. Предусмотрено регулирование уровня вводного желоба с помощью отдельного подъемного механизма. Выдача прокатанных труб из желоба автоматического стаиа производится круговым выбрасывателем.
На заднем столе автоматстана установлены трубчатые проводки и упор для закрепления стержня с оправкой. Проводки служат для направления движения трубы при выходе из валков и ограничения продольного изгиба стержня.
3. НЕПРЕРЫВНЫЕ ТРУБОПРОКАТНЫЕ СТАНЫ
Прокатка на непрерывном многоклетевом стане является одним из наиболее перспективных высокопроизводительных способов производства труб. Согласно схеме, приведенной на рис. XIII. 14, гильзу 1 раскатывают на длинной цилиндрической оправке 2 в семи или девяти двухвалковых клетях в черновую трубу 3, длина которой примерно в два раза больше, чем на автоматическом стане. Кинематические и деформационные условия непрерывной прокатки имеют много общего с прокаткой в автоматическом стане.
Основы процесса непрерывной прокатки труб
По аналогии с автоматическим станом в очаге деформации одной из клетей непрерывного стана различают зону редуцирования и зону обжатия стеикн. Длину зоны обжатия /2 определяют из
Рис. X1II-I4. Схема расположения валков в клетях непрерыввых трубопрокатных длни-вооправочных станов:
I — гильза; 2 — оправка-. 3 — труба
Б 86
уравнения (XI11.27) при <р — 0, которое после преобразования принимает следующий вид:
lz 1 (Si-1 - S|) (2/?mln + S|-1+ Si). (X11I.30)
где Sf_i и sf — соответственно толщины стенки трубы до и после прокатки в t-той клети.
Протяженность зоны /х редуцирования в первой клети меньше по сравнению с автоматическим станом и коэффициент вытяжки не превышает 1,30—1,35. В последующих клетях непрерывного стаиа по всей длине очага деформации происходит обжатие стенки.
В процессе непрерывной прокатки в зависимости от настройки клетей могут возникать натяжение или подпор. Обязательным условием нормального протекания процесса является соблюдение постоянства секундных объемов:
FtVg = const. (XIII.3I)
где Fi — площадь сечения трубы при выходе из валков i-той клети; Vi\— скорость трубы на выходе из i-той клети.
Для оценки меры отклонения процесса непрерывной прокатки от свободной, прн которой расчетные секундные объемы во всех клетях одинаковы, служит коэффициент кинематического натяжения Ct:
Cl = DMnttlHPtnM, (XIII.32)
где Dt и £>i+1 — катающие диаметры валков предыдущей и последующей клетей; и ni+l — число оборотов валков в минуту г той и (I + 1)-й клетей; Xi+1—коэффициент вытяжки в (Z 4-1)-й клети.
Анализ уравнения (XIII.32) показывает, что при Сг > 1 возникает межклетевое натяжение, а при С, <• 1 наблюдается подпор. Когда межклетевое натяжение достигает критических величин, происходит разрыв трубы; при чрезмерном подпоре возможно образование так называемой «гармошки».
Экспериментальными исследованиями установлено, что натяжение и подпор оказывают значительное влияние на параметры процесса и в первую очередь на геометрические размеры труб. Это объясняется тем, что при действии на трубу указанных факторов изменяются характер уширения металла и степень заполнения калибра. На практике процесс осуществляется при С, — 0,99-> -4-1.02.
Методика расчета усилий непрерывной прокатки принципиально не отличается от принятой для автоматических станов. Учитывая меньшую протяженность зоны редуцирования при непрерывной прокатке относительно тонкостенных труб, когда усилия в этой зоне невелики, в качестве исходных данных для расчета величины Р принимают горизонтальную проекцию полной контактной поверхности F металла с валком н давление р2
587
для зоны обжатия стенки, определяемое по номограммам А. И. Целикова: Р = p^F-
Влиянием натяжения или подпора на давление /’2 обычно пренебрегают, поскольку коэффициент кинематического натяжения близок к единице.
Установлено, что в зависимости от вытяжки при прочих равных условиях (температура прокатки, химический состав металла, натяжение или подпор и др.) давление меняется от 100 до 250 МПа. Максимальное усилие при прокатке труб из углеродистых сталей отмечается в средних наиболее нагруженных клетях 1000—1600 кН, а в первых клетях оно составляет 600—1000 кН.
Расчет крутящего момента проводят с учетом специфических особенностей процесса непрерывной прокатки труб. Влиянием зоны редуцирования из-за ее малой протяженности пренебрегают и полагают, что равнодействующая усилия Р приложена в середине дуги захвата. Тогда суммарный момент на одном валке любой клети стана можно определить по формуле
М = Pi?mln sin (а0/2) ± (Т3 - Тп) ± QR„ (XIII .33)
где Тп и Тъ — усилия переднего и заднего натяжения («плюс») или подпора («минус»); Q — осевое усилие, возникающее в рассматриваемой клети вследствие движения оправки относительно трубы; /?к — катающий радиус валка; Rmlil — радиус валка по дну калибра; ас — угол захвата.
Когда прокатка происходит одновременно в двух или более клетях, то в одних — труба по всей контактной поверхности опережает оправку, а в других — отстает от нее. Это необходимо учитывать выбором соответствующего знака перед Q в формуле (XIII.33). Величина Q зависит от усилия Р. коэффициента трения f между трубой и оправкой и коэффициента £пр, характерн-зующего^плотность прилегания трубы к оправке:
Qi= (ХШ.34)
где / = 0,08-ж0,10 (определяется видом технологической смазки оправки); = 0,75^-0,80.
Исследования показали, что момент в значительной степени зависит от натяжения и воздействия оправки.
Конструкции1непрерывных станов
Современный непрерывный стан состоит из семи—-девяти двухвалковых рабочих клетей с индивидуальными приводами каждой из них и оборудования входной и выходной сторон. Для исключения операции кантовки трубы клети располагают под углом 90г относительно друг друга, благодаря чему металл поочередно деформируется различными участками калибра.
Известны две схемы взаимного расположения рабочих клетей. По первой схеме рабочие валки поочередно располагают в горн-
588
Рис. XIII.13. Непрерывный стан с наклонным расположением двигателей
зонтальном и вертикальном положениях. По второй схеме клети устанавливают под углом 45° к горизонту, а осп соседних пар валков — под углом 90° (рис. ХП1.14, ХШ.15). Вторая схема получила наибольшее распространение. Как видно на рис. ХШ.15, вращение рабочим валкам 1 передается через комбинированную шестеренную клеть 2 и шпиндельные соединения 3. Для повышения надежности и долговечности стаиа вместо коническо-цилиндрических редукторов применены цилиндрические передачи 4. В этом случае главные двигатели 5 стана располагают наклонно (рнс. ХШ.15).
Один из непрерывных станов имеет девять клетей. Мощность двигателей первой, восьмой и девятой клетей составляет 450 кВт, а остальных — по 1200 кВт.
Все девять клетей аналогичны по конструкции. В станине смонтированы рабочие валки на конических четырехрядных роликовых подшипниках, установленных в подушках. Редукторы главного привода соединены с валками с помощью шпинделей и зубчатых муфт. По мере износа рабочих валков производят перевалку клетями, предварительно подготовленными на стенде.
На входной стороне стана по осн прокатки установлен приемный желоб, оборудованный двумя парами фрикционных роликов для зарядки оправки в гильзу и задачи гильзы с оправкой в стан. Выходная сторона выполнена в виде желоба, конструкция которого обеспечивает боковое смещение прокатанной трубы с оси прокатки.
589
4. ПИЛИГРИМОВЫЕ СТАНЫ
Особенность пилигримовой прокатки состоит в том, что в отличие от непрерывного и автоматического станов деформация осуществляется в ручьях валков переменного радиуса на цилиндрическом дорне. Этот способ характеризуется высокими единичными обжатиями и значительными суммарными вытяжками (более 16), благодаря чему можно получать трубы высокого качества непосредственно из слитков.
Основы процесса пилигримовой прокатки
Очаг деформации пилигримового стана образуется двумя непрерывно вращающимися валками (один — по часовой стрелке, второй — против), как в обычном двухвалковом стане продольной прокатки. Отличие состоит в том, что валки имеют не цилиндрическую форму, а круглый калибр переменного радиуса и переменной ширины (рис. XIII. 16).
По контуру ручья калибра имеется четыре последовательно расположенных участка:
1) передний гребень /, на котором благодаря увеличивающемуся радиусу происходят захват и интенсивная деформация гильзы по диаметру и толщине стенки; 2) полирующий участок // с постоянным радиусом, на котором раскатывается объем металла, смещенный первым участком; 3) участок продольного выпуска Z/Z, предназначенный для плавного отделения валка от трубы; 4) холостой участок IV. на котором калибр, образованный двумя валками, больше наружного диаметра гильзы. Это позволяет при помощи подающего аппарата задавать гильзу в валки на величину подачи (20—35 мм) и одновременно поворачивать ее вместе с дорном на 90°, благодаря чему обеспечивается равномерное обжатие гильзы по всему сечению и всей ее длине.
При непрерывном вращении валков калибр между ними будет непрерывно изменяться; сначала он будет небольшим (на участке гребня), затем постепенно уменьшится (происходят раскатка гильзы и полировка трубы), а затем начнет увеличиваться (холостой участок, происходят подача и поворот гильзы). Это повторяется при каждом обороте валков, поэтому такой способ прокатки называется периодическим (пилигримовым).
Основные стадии процесса показаны на рис. XIII. 17. Они осуществляются в следующей последовательности. Когда калибр валков по диаметру становится максимальным, гильза своим передним концом (вместе с дорном) быстро задается в валки подаю
Рнс. XIII. 16. Элементы калибра валка пилигримового стаиа:
— диаметр бочки валка; Dn— идеальный диаметр валка
590
щим аппаратом. При вращении валков их передние захватывающие гребни сближаются, захватывают металл в точке С (рис. XIII. 17, а) и начинается обжатие по диаметру и толщине стенки, в течение которого гильза с дорном перемещается вправо, а захваченный участок металла раскатывается на дорне влево. При дальнейшем повороте валков происходит сглаживание неровностей на поверхности образованной трубы иа полирующем участке (рис. XIII-17, б, в). Затем раствор калибра валков становится максимальным и в этот момент подающий аппарат снова
подает гильзу с дорном вперед и одновременно поворачивает их на 90° (рис. XIII. 17, г). С начала процесса прокатки величина подачи гильзы постепенно увеличивается н становится постоянной в установившемся режиме прокатки. Обычно подача составляет 20—35 мм (для обжатия) и дополнительно 60—200 мм, соответ-
ствующие отходу гильзы с дорном назад за предыдущий пропуск. В результате миогоцикловой периодической деформации из гильзы получают трубу, у заднего торца которой остается утолщение,
Рнс. XIII.18. Форма н размеры кон-тактнсй поверхности прн пилигрн новой прокатке труб (пунктиром
Рнс XIII.17. Последовательность перемещения и деформирования гильзы при пнлнгримовой прокатке:
о — начальный момент—захват гильзы; б — де- показана вертикальная проекция формация гильзы в переднем конусе; в — деформа- контактной поверхности) ния гильзы в полирующем участке; г — возврат
•5 подача гнльзы; р0 — начальный радиус (р0 = р* — гг); ря — радиус захвата; р — текущий радиус калибра; рп — радиус калибрующего участка валков: 6Ж — центральный угол ХОЛОСТОГО участка
591
называемое пилигримовой головкой. Рассмотрим методику определения усилий и момента пилигримовой прокатки.
На рис. XIII. 18 показаны вертикальные разрезы мгновенных очагов деформации и горизонтальные проекции контактной поверхности, полученные расчетно-графическим методом. Как видно из рисунка, задняя граница очага деформации ие находится в плоскости, проходящей через осн валков. Передняя граница очага деформации представляет собой сложную пространственную кривую, а контактная поверхность имеет характерную языкообразную форму.
Горизонтальная проекция контактной поверхности может быть определена по формуле
froP = ndcpl 2pK&sx, (XI11.35)
где Asx — обжатне стенки гильзы в расчетном сечении; dCI> — средний диаметр калибра в очаге деформации; — радиус валка по вершине калибра для расчетного сечения; — коэффициент формы контактной поверхности, учитывающий площади «языков» контактной поверхности и отклонение задней границы очага деформации от линии центров.
При горячей пилигримовой прокатке тонкостенных труб ц = = 0,96-^1,13. В практических расчетах можно принять i] = 1,05.
Усилие прокатки определяют по известной горизонтальной проекции соприкосновения п среднему давлению:
Р ~~ Рср^гор*
Теоретически определить среднее давление при пилигримовой прокатке труб весьма трудно, поэтому большинство предлагаемых формул является эмпирическими.
Формулу Кольмана—Виноградова с поправкой П. Т. Емельяненко применяют для расчета рср при прокате труб с толщиной стенки до 12 мм:
рср = (ав,3)[15— | 0,283 (/ - 600)] (4,1 - 0,3sT), (XI11.36)
где ов — временное сопротивление металла в холодном состоянии, МПа; t — температура металла, °C; sT — толщина стенки трубы, мм.
Крутящий момент на шпинделях пилигримового стана М складывается из момента прокатки 7Ипр и момента сил трения Мтр в подшипниках валков. Для одного шпинделя
М = Мпр+ /Итр. (XIII.37)
.Момент сил трения в подшипниках валков определяется по формуле
Жтр PfdJ2, (XIII.38)
где Р — усилие прокатки; / — коэффициент треиия в подшипниках; dm — диаметр шейки валка. Величина Мгр в пилигримовых установках составляет 10—12 % от полного момента.
592
Момент прокатки расходуется на преодоление момента от вертикальной составляющей усилия прокатки и момента на преодоление осевого усилия со стороны подающего аппарата. Для одного валка
0,6
Л4пр РЬ -г 0,5QS,
(XI 11.39)
0,2
О го 40 60 80 №0°
где b плечо приложения вертикаль- p«c. xin.is изменение коэф-ной составляющей усилия; S — плечо Фуксита фсм по длине пилигри-приложения горизонтальной составля-
ющей полного усилия, обычно принимаемое равным величине катающего радиуса Q — полисе осевое усилие от действия подающего аппарата и сил инерции.
Расчеты показывают, что величина 0.5QS на большей части ручья изменяется мало и может быть принята для больших установок (8—16") 0,04 Мн-м для средних н малых установок (6— 12") 0.03 МН-м.
Измерение крутящего момента показывает неравномерное его распределение по длине ручья.
Величина крутящего момента достигает максимального значения при угле поворота валков 25—35 . Затем момент прокатки быстро уменьшается.
Прн пилигримовой прокатке давление распределяется по дуге захвата неравномерно, что приводит к смещению точки приложения равнодействующей от входного сечения к выходному по мере поворота валков. Величину этого смещения оценивают коэффициентом фсы (рис. XIII. 19);
tcM bll.
где I — длина дуги захвата.
Конструкции пилигримового стана
В состав пилигримового стана входят рабочая клеть (рис. XIII.20), главный привод и подающий аппарат.
Рабочая клеть состоит из двух массивных станин 1 закрытого типа, в проемах которых установлены подушки 2 рабочих валков 3. Валки вращаются в текстолитовых вкладышах, размещенных в подушках. Установка верхнего валка по высоте осуществляется при помощи нажимного устройства 4, включающего два винта с гайками, червячные редукторы и электродвигатель. Винты 5 упираются в предохранительные стаканы, установленные на подушках верхнего валка. Нижний валок регулируется по высоте прокладками, размещаемыми под подушками. Для уравновешивания и плотного прижатия подушек верхнего валка к нажимным винтам предусмотрен гидравлический цилиндр.
Привод пилигримового стана обычно включает шестеренную клеть, шпиндельное устройство с механизмом уравновешивания.
593
маховик и электродвигатель постоянного тока с регулируемым числом оборотов. Маховик служит для защиты двигателя от пиковых нагрузок, возникающих в процессе прокатки, и для накопления энергии при холостом ходе.
На входной стороне стана по оси прокатки размещен подающий • аппарат, служащий для подачи гильзы в стан и одновременной кантовки ее иа некоторый угол. На пилигримовых стаиах применяют подающие аппараты различных конструкций. В настоящее время все более широкое применение находят аппараты с пневматическим приводом и гидравлическим торможением (рис. XIII.21). Он состоит из корпуса 12, в котором имеются водяная камера 6 и воздушная камера 3. В расточке корпуса вставлена тормозная втулка 4, взаимодействующая с кольцом 5. С корпусом 12 соединена коробка храпового колеса 9, в которой закрепляются защелки 10. Для регулирования рабочего объема воздушной камеры служит камера 3 со сжатым воздухом. К переднему концу плунжера (поршня) 1, уложенного в направляющие 16, устанавливается замок 15 дорна 17, а на заднем конце устанавливается дрель 2 со спиральными плитами, взаимодействующими с храповым колесом. Торможение плуижера и соединенного с ним дорна п гильзы при движении вправо (после окончания прокатки) и разгон при движении влево (к рабочим валкам) происходят под действием сжатого воздуха, а торможение в крайнем левом положении под действием давления жидкости, которая вытесняется поршнем 1 в кольцевую щель между ним и тормозной втулкой 4. снабженной клапанами 7. При движении влево гнльза с дорном поворачивается на угол, равный углу поворота
IlnaJI!
Рпс. XIII.20. Рабочая клеть янлнгрнмового стана 594
Рис. Nil 1.21- Подающий аппарат пилнгрныового стана
храпового колеса^?. Подающий аппарат установлен на корпусе каретки 12, оборудованной цилиндром 8 для подачи и специальным устройством, позволяющим регулировать положение аппарата по высоте. Это устройство состоит нз двух клиньев 14, связанных между собой винтом 11 с правой и левой резьбой. При вращении винта 11с помощью маховичка 13 клинья перемещаются и поднимают (или опускают) корпус аппарата относительно каретки. Использование этого аппарата позволяет: 1) строго согласовать его движение с вращением рабочих валков; 2) обеспечить подачу гильз на требуемую величину в поворот ее на определенный угол; 3) предусмотреть быстрое и плавное торможение подвижных масс аппарвта до остановки в переднем положении.
5. РАСКАТНЫЕ СТАНЫ
Способ винтовой прокатки применяют не только для прошивки сплошных заготовок, но и раскатки гильзы. Процесс раскатки осуществляется в двух- или трехвалковых станах на длинной (плавающей) или на короткой (неподвижной) оправке. Этот способ используют также п для калибрования толстостенных труб без оправки. Основным преимуществом раскатки гильз в трехвалковых станах является получение труб со значительно меньшей разностенностью по сравнению со способами горячей прокатки труб в круглых калибрах. Раскатку (риллиигованпе) в двухвалковых станах применяют для уменьшения разностенности и улучшения поверхности тонкостенных труб.
Основы процесса раскатки
По кинематике раскатные станы винтовой прокатки в основном аналогичны валковым прошивным станам, рассмотренным ранее. В трехвалковом стане каждый из трех равноудаленных друг от друга и от осн прокатки валков вращается в одну сторону и повернут на угол подачн 0. Благодаря этому гильза получает вращательно-поступательное (винтовое) движение. Оси валков наклонены также к осн прокатки и образуют угол 6, называемый
595
Рис. XIII. 22. Схема очага деформации трехвалкового раскатного стана при уменьшающемся (а) к увеличивающемся (б)в направлении прокатки расстоянии между осью валка и осью прокатки
углом раскатки. При положительном значении угла 6 расстояние от осей валков до оси прокатки в направлении движения деформируемого металла непрерывно возрастает, а при отрицательном уменьшается. Принимая во внимание, что угол 6 обычно мал (до 7е), расчет составляющих скоростей прокатки с достаточной степенью точности можно проводить по уравнениям (XII 1.1) и (XIII.2), используемым для анализа кинематики процесса прошивки. Истинные скорости прокатки определяют с учетом осевого и тангенциального скольжения в очаге деформации раскатного стаиа. Коэффициент осевой скорости изменяется в пределах 0.8—1.2, а коэффициент тангенциальной скорости близок к единице.
Специфической особенностью раскатного стана является наличие на валках деформирующего гребня, на котором происходит основная деформация трубы, составляющая 60—80 % от суммарной. Наличие гребня позволяет осуществлять деформацию трубы без существенного увеличения ее периметра.
Очаг деформации металла в трехвалковом раскатном стане для раскатки гильз и трубы на длинной подвижной оправке (рис. X 111.22) обычно состоит из нескольких участков: конуса захвата /. гребня 2, раскатного или калибрующего конуса 3 и выходного конуса 4.
После осуществления захвата гильзы происходит уменьшение ее диаметра — редуцирование, а при дальнейшем продвижении металла — обжатие стенки гильзы. Основная деформация стенки осуществляется гребнем валков.
На раскатном участке очага деформации выравнивается толщина стенки. а на калибровочном уменьшается овализация и происходит скругление профиля.
Таким образом, в очаге деформации существуют две зоны: зона винтовой прокатки полого тела без оправки (редуцирования) и зона винтовой прокатки иа оправке.
Условия деформации металла в этих зонах приближаются к условиям в аналогичных зонах прошивного стана. Можно допустить. что при редуцировании толстостенных труб схема деформации сходна со схемой прошивки сплошной заготовки.
На трехвалковых раскатных станах можно прокатывать только относительно толстостенные трубы с отношением £)/s^10-~12. Дальнейшее увеличение этого отношения приводит к образованию характерных треугольных раструбов и защемлению труб в валках. т. е. к нарушению процесса прокатки.
596
Расчет усилий на валки раскатного стана производят по той же методике, что и для прошивных станов: по формуле (XIII. 14) определяют площадь контактной поверхности металла с валками, принимая £ = 1,03-ь1,05. Среднее давление при раскатке можно определить по формуле (XIII.9). Экспериментально установлено, что среднее давление при раскатке составляет 100—150 МПа. а при прокатке тонкостенных труб в риллинг-станах оно достигает 200—250 МПа. Усилие иа валки при раскатке труб диаметром до 200 мм составляет 0.2—0,5 МН.
Конструкции раскатных станов
В состав трехвалкового раскатного стана входят рабочая клеть, главный привод, состоящий из шестеренной клети, шпинделей, электродвигателя постоянного тока, и оборудование входной и выходной сторон.
Исследованиями МИСнС и ПО «Электростальтяжмаш» показано, что при повышенной жесткости конструкции и возможности плавной регулировки углов подачи в широких пределах можно исключить механизмы подрегулировки углов раскатки, которыми оборудованы все раскатные клети существовавших конструкций. Это позволило создать простую и надежную в работе рабочую клеть (рнс. XIII.23). Она состоит из узла станины 3, в которой устанавливают барабаны 5 с рабочими Валками. Барабан одновременно является и кассетой, обеспечивая тем самым жесткость очага деформации.
Радиальное перемещение рабочих валков относительно оси прокатки осуществляется с помощью нажимного устройства 2, включающего винт, червячный редуктор и электродвигатель. Предусмотрено пружинное уравновешивание / рабочих ввлков. Установка валков на угол подачи осуществляется реечным механизмом 4. Для ускорения перевалки крышка станины отбрасывается в сторону с помощью гидропривода.
На входной стороне стана размещено устройство для ввода оправки в гильзу и последующей совместной подачи гильзы с оправкой в валки. Для приема гильзы и оправки служат два последовательно расположенных по оси прокатки стола, которые регулируются по высоте в зависимости от диаметра прокатываемых труб. Подача оправки в гильзу н гильзы в валки стана осуществляется двумя тележками, перемещаемыми с разными скоростями, причем скорость движения оправки должна быть примерно вдвое больше скорости подачи гильзы, так как оправка должна пройти больший путь. Чтобы исключить осевое смещение гильзы во время введения оправки в гильзу, последнюю прижимают к желобу пневматическим устройством. Оправку вводят в гильзу толкающей тележкой, прижим освобождает гильзу и последняя задается в валки; другая тележка в это время продолжает перемещать оправку к валкам. Как только гильза захватывается валками, тележки отводят в исходное положение.
597
Рнс XI 11.23. Рабочая клеть трехпалнового раскатного стана.
1 — уравновешивающее устройство; 2 — нажимное устройство; 3— станина; -S — механизм поворота барабана; 5 — механизм стопорения барабана: б — барабан с рабочим валком: г — механизм подстройки валков: 8 — фундаментная плита
Выходная сторона раскатного стана оборудована трехроликовыми центрователями. обеспечивающими центрирование трубы с оправкой в процессе прокатки, н устройством для осевого перемещения трубы с оправкой после прокатки. Конструкции цен-трователей и устройств для выдачи гильз и труб аналогичны соответствующим механизмам прошивного стана.
6. РЕДУКЦИОННЫЕ И КАЛИБРОВОЧНЫЕ СТАНЫ
Редуцирование труб применяют почти на всех трубопрокатных агрегатах, а также при изготовлении труб сваркой. Этот способ прокатки рассчитан на получение труб малых размеров, производ-598
ство которых другими известными способами экономически нецелесообразно, а в некоторых случаях практически неосуществимо.
Редуцирование труб проводят на многоклетевых станах без применения оправки. Известно два способа редуцирования: с межклетевым натяжением и без натяжения. Широкое распространение получил первый способ, так как он позволяет наряду с уменьшением диаметра одновременно утонять стенку трубы, т. е. расширить сортамент готовой продукции. Второй способ (свободное редуцирование) используют при производстве относительно толстостенных труб и труб среднего сортамента (диаметром более 70 мм), когда уменьшить толщину стенки за счет натяжения становится затруднительным.
Основы процесса редуцирования
По данным теоретических и экспериментальных исследований стенка трубы с отношением s/D < 0,1 при любой степени свободного редуцирования всегда утолщается, а с отношением s/D >
0,35 всегда утоняется. Изменение толщины стенки труб с отношением s/D = 0,1—0,35 зввисит от степени редуцирования и прн определенных условиях деформации толщина стенки может сохраниться неизменной.
Натяжение при редуцировании оказывает значительное влияние на характер изменения толщины стенки. Степень натяжения количественно оценивается коэффициентом пластического натяжения г:
z = o/k; k = 1,150г,
где о — осевое напряжение в металле; ат — предел текучести металла при температуре прокатки.
Зависимость изменения толщины стенки от степени редуцирования с натяжением можно установить по формуле
s/so = (DTO/DT)°, (Х1П.40)
где а = 0,5-[1 — (3z/j 4 —3z2)]; Пт0 и D3 —диаметр трубы до и после редуцирования; s0 и s — толщины стенки трубы до и после редуцирования.
Анализ формулы (XIII.40) показывает, что при коэффициенте пластического натяжения z = 0,57 толщина стенки остается неизменной. При z < 0,57 происходит утолщение стеикн. В предельном случае (г = 0, прокатка без натяжения) стенка утолщается в наибольшей степени. При г > 0.57 стенка утоняется, причем величину z выбирают не более 0,75—0.80, чтобы предотвратить разрыв трубы.
Для определения производительности стана необходимо знв-ние коэффициентов вытяжки. По закону постоянства секундных
599
объемов в случае свободного редуцирования можно записать -<Г = -%Г-Х” (XIII.41)
где fii н ng_i — число оборотов валков в минуту в /-той и (i—1)-й клетях соответственно; D£ и — катающие диаметры тех же клетей; \ — вытяжка в /-той клети.
С появлением натяжения величина катающих диаметров изменяется из-за возникающей пробуксовки, которую учитывают коэффициентом
(хш-42)
Давление при свободном редуцировании определяют по приведенной ранее формуле (XIII.23), в которую входит коэффициент 1]:
>1 = 1 (ХШ.43)
‘Д r
где /д — ] /?mln AD-rt — длина очага деформации в /-той клети; ADTi — обжатие трубы по диаметру в t-той клети.
Для определения усилия Р при свободном редуцировании наряду с давлением одним из известных способов необходимо найти площадь F контактной поверхности, например, по формуле F = (0,90—0,95) y\.cpsin (л/с), (XIII.44)
где а — число валков в клети; £)т. ср — средний диаметр трубы.
Тогда усилие равно Р — pF.
Давление при редуцировании с натяжением можно определить по формуле
<ХП1Л5)
тде гп и z:j — коэффициент переднего и заднего натяжения.
Анализ формулы показывает, что при редуцировании с максимальным натяжением давление может снизиться примерно в три раза.
Расчет редукционных клетей на прочность следует проводить для случая свободного редуцирования, когда усилия, действующие иа валки, максимальны.
Крутящий момент в каждой клети при отсутствии натяжения определяют по формуле
<М -- Р/ф, (XI 11.46)
где ф — коэффициент, учитывающий положение точки приложения равнодействующей (при свободном редуцировании ф = 0,5).
600
При наличии натяжения появляются осевые усилия, которые необходимо учитывать при подсчете момента. Суммарный крутящий момент может быть рассчитан по формулам
для двухвалкового стана
.И = PD.iV [^- - 2е„) - (1 - 2япе„)] ; (ХШ.47)
для трехвалкового стана
,М = PDTiM з[-^-(^--20в) -(K®_2slneK)], (Х1П.48)
где 6К — угол, характеризующий катающий диаметр; р — коэффициент трения- Da — идеальный диаметр валка (расстояние между осями сведенных валков).
Конструкции калибровочных и редукционных станов
Калибровочные станы имеют в своем составе от трех до двенадцати рабочих клетей обычно двухвалкового типа. Клети устанавливают под углом 45' к горизонту и под углом 90г друг относительно друга, что улучшает условия деформации труб.
Современные калибровочные станы оборудованы, как правило, индивидуальным приводом валков (рис. XIII.24). В этом случае стан состоит из рабочих клетей /, вращение валков в которых передается от электродвигателя 2 через комбинированный редуктор 3 и зубчатые шпиндельные соединения 4. Рабочие клети выполняются со станинами закрытого типа. В них рабочие валки размещены на подшипниках качения.
Число клетей в редукционных станах достигает 29. Существует несколько типов редукционных станов, отличающихся системой привода валков (групповой иля индивидуальный), числом рабочих валков в клети (двух-, трех- н четырехвалковые) (рис. ХШ.25)
Рис. XIII.24 Калибровочный (редукционный) стан трубопрокатного агрегата 140
601
Рис. XIII.25. Схемы расположении валков в клетях редукционных станов: о — двухвалковых; б — трехвалкоьых; а — четырех валковых
и расположением клетей (горизонтально-вертикальное или наклонное — под углом 90° друг к другу и под углом 45° к горизонту). Известно консольное и двухопориое крепление валков в клети.
Рабочая клеть редукционного стана с двухопорным креплением валков (рис. XI 11.26) представляет собой круглую станину 1 закрытого типа, в расточках которой установлены подшипники 2 валков 3.
Рис. XIII.20. Трехвалковая рабочая клеть редукционного стана
€02
Р-с. XIII.27. Схема дифференциально-группового привода редукционного стана
Схема индивидуального привода редукционных станов аналогична приводу калибровочного стана, но групповой привод не применяется, поскольку он крайне затрудняет ведение пропесса прокатки труб с натяжением.
Широкое применение находят также редукционные станы с дифференциально-групповым или дифференциально-гидравлическим приводом. При дифференциально-групповом приводе (рис. XII 1.27) используют два двигателя: главный н вспомогательный. Каждые две смежные клети имеют один дифференциальный редуктор. Вращение от главного двигателя передается коническим шестерням 1 и 2, промежуточному валу с цилиндрической шестерней 3, затем шестерне 4, находящейся на одном валу с ведущей шестерней 6 дифференциала последующей клети. Шестерня 4 вращает шестерню 5. которая закреплена на вал}' ведущей шестерни 7 дифференциала предыдущей клети. Ведущие шестерни 6 и 7 через сателлитные шестерни 8 и 9 передают вращение ведомым шестерням 10 и 11 дифференциалов и рабочим валкам обеих клетей.
Для увеличения числа оборотов ведомых шестерен используется вспомогательный двигатель, вращающий коническую пару 12 и 13, цилиндрические шестерни 14—17 и затем водила дифференциалов двух клетей. Описанная схема привода обеспечивает число оборотов в каждой клетн как сумму оборотов главного и вспомогательного двигателей.
Смену (перевалку) валков редукционного стана осуществляют при помощи клетей, предварительно подготовленных в стендовых условиях. Для предотвращения поломок деталей и узлов в главной линии стана устанавливают муфты предельного момента.
7. ТРУБОПРОКАТНЫЕ АГРЕГАТЫ С АВТОМАТИЧЕСКИМ СТАНОМ
Трубопрокатные агрегаты (ТПА) с автоматическим стаиом предназначены для прокатки бесшовных труб из углеродистых, легированных и коррозионностойких сталей диаметром от 38 до 426 мм,
603
толщиной стенки от 3,5 до 40 мм и длиной до 15 м. Такне трубы предназначены для трубопроводов, котельных и паропроводных установок нефтяной промышленности и бурения, машиностроения и т. п.
Эти агрегаты получили широкое распространение благодаря большой маневренности и универсальности в отношении сортамента прокатываемых труб, а также высокой производительности.
Отечественные и зарубежные агрегаты с автоматическим станом можно условно разделить в зависимости от сортамента прокатываемых труб на малые (типа ТПА-140). средние (типа ТПА-250) и большие (типа ТПА-400). Схема расположения оборудования агрегата с автоматическим станом показана на рис. XIII.28.
Технологический процесс на агрегате осуществляется в следующей последовательности. Заготовки передают на приемный рольганг загрузочной машины / и загружают в кольцевую нагревательную печь 2 для нагрева до 1180—1240 'С. Нагретую заготовку выгружают из печи и по рольгангу подают к пневматическому зацентровщнку 5, который ударом бойка на переднем ее торце наносит центровочное отверстие. Затем центрованная заготовка поступает в приемный желоб прошивного стана 7 и оттуда пневматическим вталкивателем задается в валки стана, где она прошивается в гильзу. По наклонной решетке полученная гильза поступает на передний стол автоматического стана 14.
После промежуточного подогрева в печи до 1100 С гильзу прокатывают на короткой оправке в автоматическом стане в два (иногда три) прохода с кантовкой на 90° после первого прохода. После прокатки на автоматическом стане черновая труба роликами обратной передачи (см. рис. XIII. 11) возвращается на передний стол, откуда по наклонной решетке поступает к одному из обкатных станов 17. Конструкция рабочей клети этого стана аналогична прошивном у стану.
Для окончательной калибровки и получения заданного наружного диаметра после обкатных станов трубу направляют в калибровочный стан 20 и далее на правильный стан и охладительные стеллажи.
Трубы, предназначенные для прокатки в редукционном стане, сбрасывают на наклонную решетку и, минуя калибровочный стан, они поступают в печь для подогрева, а затем — на редуцирование и далее на отделку.
Годовая производительность малых агрегатов с автоматическим станом составляет 100—120, средних 200—250. больших 400 тыс. т.
В последние годы введены в эксплуатацию трубопрокатные агрегаты 140 с принципиально новыми технологическими схемами и конструкциями основного оборудования. В отличие от ТПА с традиционным автоматическим станом в новом агрегате ТПА-140 (рис. XIII.29) применены следующие технологические и конструктивные решения: 1) прошивной стан выполнен с двухопорными
604
26
подводя-
10,
Рис, дШ.28. Схема агрегата с автоматическим станом:
I — загрузочная машина: 2 — кольцевая печь; 3 — выгрузочная __
щнй рольганг; 5 — зацентровщнк; С — наклонная решетка перед нрошинным станом: 7 — прошивной стан; 8 — выходная сторона прошивного стана; ч — наклонная решетка между прошивным станом и аатомат-станом; 10, 12 — италкинателн: Н — печь для подогрева гильз перед автомат-етавом; 13 — передний стол автомат-стана: 14 — автомат-стан; 15 — задний стол аптомат-стапа; 16 ~~ вводные рольганги обкатных станов; Z7 - обкатные станы; 18 — выводные рольганги обкатных станов; tt — рольганг; 20 — калибровочный стан; 21 — выводной рольганг калибровочного стана; ‘22 — вталкиватель труб в подогревательную печь: 23 — подогревательная печь редукционного и калибровочного станов; ?-# - вводной рольганг редукционного стана; 26 — редукционный стаи; 26 — вы-иодной рольганг редукционного стана; 27 — охладительный стол; 28 — правильные станы
На холодильник
грибовидными валками с ыс-пользова и нем водоохлаждаемой несменяемой оправки; 2) автоматический стан заменен двумя последовательно расположенными двухвалковыми клетями с одним калибром; 3) поперечная раскатка труб осуществляется на трехвалковых станах, что обеспечивает уменьшение поперечной разностейности труб; 4) в составе агрегата параллельно калибровочному стану установлен редукционнорастяжной стан; 5) подогрев труб перед редуцированием и калибровкой осуществляется в проходных индукционных печах. что уменьшает образование окалины и улучшает качество наружной поверхности труб.
Для управления технологическим процессом на агрегате в цехе предусмотрены автоматизированные системы с нс пользованием ЭВМ. Производительность указанного агрегата существенно превышает производительность ТПА с ав тематическим станом.
8. ТРУБОПРОКАТНЫЕ АГРЕГАТЫ С НЕПРЕРЫВНЫМ СТАНОМ
Прокатка труб на непрерывных станах является одним из наиболее прогрессивных методов, позволяющим осуществить комплексную автоматизацию всех поточных технологических операций достичь высокой производительности оборудования, получить трубы высокого качества.
Современные агрегаты с непрерывным станом предназначены для массового выпуска горячекатаных бесшовных труб
606
Пуолет — — -ог-релли труб
Рис. XIII.30. Схема расположении ТПА 30-102 с непрерывным станом:
Г,— загрузочные решетки: 2 — рольганги: 3 — нагревательные секционные печи; 4 — делительные ножницы: 5 — прошивной стан; б — непрерывный девятнклетевой стан; 7 — извлекатель оправок; в — ванна для охлаждения оправок; 9 — машина для смазки оправок; 10 — дисковые пилы для обрезки концов труб; II — петлевое устройство; 12 — индукционные нагреватели; 13 — однннадцатнклетевой калибровочный стан; 14 — девятнадцатнклетевой р“чл/кционный стен; 13 — летучая дисковая пила: 16 — холодильник
диаметром 30—168 мм, получаемых из круглой заготовки. ТПА 30-102 (рис. XIII.30) с непрерывным станом конструкции ВНИИметмаша и ПО «Электростальтяжмаш» предназначен для горячей прокатки труб из низкоуглеродистой стали диаметром 30—102 мм с толщиной стенки 3—8 м.м.
Для производства труб всего сортамента применяют исходную круглую заготовку только одного диаметра (140 мм). Благодаря этому уменьшается количество технологического инструмента (валков, оправок, проводок и т. п.) и сокращается время, затрачиваемое на настройку стана. Производительность агрегата весьма высокая и достигает 650 тыс. т в год.
Круглые штанги длиной 9—12 м проходят в три нитки по роликам в каждой из двух секционных печей 3 высокоскоростного нагрева, где они нагреваются до 1200—1250 °C. На делительных ножницах 4 нагретые заготовки режут иа мерные длины 1,5— 3,0 м. Из каждой печи заготовки подают к ножницам попеременно из трех ннток нагрева.
Наряду с секционными печами для нагрева заготовок применяют кольцевые печи с вращающимся подом. В этом случае раскрой металла осуществляется в холодном состоянии.
Далее заготовка зацентровывается с переднего торца ударом бойка пневматического зацентровщика и поступает по наклонным решеткам в приемный желоб прошивного стана 5.
Прошивной стан имеет следующую техническую характеристику: диаметр валков максимальный 950 мм, минимальный 750 м.м; угол подачи 5—18°; частота вращения валков 95— 190об/мии; окружная скорость валков 4—8м/с; скорость прошивки
607
0,6—1,4 м/с: мощность главного двигателя постоянного тока 3600 кВт
Заготовки прошивают на водоохлаждаемой сферической оправке в гильзу только одного (постоянного) диаметра 141 мм при толщине стенки 14—19.5 мм и направляют на девятнклетевой непрерывный стан 6.
В непрерывном стане гильзы прокатывают на длинной плавающей оправке в черновые трубы диаметром 115 мм с толщиной стенки 3.0—8,0 мм. Скорость валков в последней клети 3,9— 6,0 м/с. На участке оправкоизвлекателя оправку извлекают из черновой трубы и передают в ванну для охлаждения и повторного использования для прокатки
После обрезкн заднего конца черновая труба поступает либо к одиннадцати клетевому калибровочному стану 13, либо к девят надцатикзетевому редукционному стану 14.
Осн валков одипнадцатиклетевого калибровочного стана расположены под углом 120 друг к другу. Каждая последующая клеть расположена под углом 60 к предыдущей. Стан снабжен дифференциально-групповым приводом, включающим два электродвигателя.
Перед калибровочным станом черновая труба подогревается в проходной индукционной высокочастотной печи до 900—950 С. После прокатки на стане длина трубы достигает 40 м, наружный ее диаметр 68—108 и толщина стенки 3,0—8,0 мм. Расположенная за станом летучая дисковая пнла режет трубы пополам и далее они передаются на холодильник.
Девятнадцати клетевой редукционный стаи по конструкции аналогичен калибровочному п отличается только числом клетей. Он предназначен для редуцирования труб с большим натяжением. Таким образом на этом стане уменьшается не только диаметр трубы, но и толщина ее стенки.
Перед редукционным станом черновую трубу подогревают в проходной индукционной высокочастотной печи до 900—950 СС. Стан оборудован дифференциально-групповым приводом, включающим два электродвигателя постоянного тока мощностью 2900 кВт.
Из редукционного стана прокатанная труба выходит со скоростью 6—12 м/с; ее диаметр составляет 45—73 мм при толщине стенки 3,0—6,0 мм. а максимальная длина 135 м.
Расположенные за станом летучие ножницы режут трубу без ее остановки на части длиной 16—24 м. Далее трубы поступают на холодильник и затем в пролет отделки.
На этом участке трубы подвергают правке на трубоправильных машинах разрезают на мерные длины и проводят гидравлические испытания и дефектоскопию; часть труб направляют на термообработку.
ТПА с непрерывным станом имеет ряд преимуществ перед другими агрегатами: для всего сортамента готовых труб в преде-608
лак 30—102 мм применяют заготовку, гильзу и черновую трубу постоянных диаметров, что значительно повышает производительность агрегата. Общая вытяжка на агрегате достигает 100.
9. ТРУБОПРОКАТНЫЕ АГРЕГАТЫ С ПИЛИГРИМОВЫМ СТАНОМ
ТПА с пилнгримовым станом (рнс. X1II.31) применяют для производства труб из слитков (реже — из катаной заготовки) многогранного сечения.
Агрегаты условно делят на малые, средние и большие. Последние две группы агрегатов получили наибольшее распространение. Благодаря использованию в качестве исходных заготовок слитков себестоимость труб сравнительно низкая, хотя по производительности эти агрегаты несколько уступают ТПА с автоматическим станом.
Рассмотрим технологический процесс производства труб на современном агрегате (см. рис. XI 11.31) Подготовленные к прокатке слитки с волнистой поверхностью нагревают в одной из двух кольцевых печей до 1240—1280°C и прошивают на горизонтальном прессе в толстостенные гильзы с донышком (стаканы), имеющим толщину не более 100 мм. Прошитый стакан в кольцевой подогревательной печи нагревается до 1220—1260 СС и затем подается в приемный желоб элонгатора, представляющего собой стан винтовой прокатки. Калибр стана образуется двумя рабочими валками и двумя профилированными линейками. Про-
ватальная печь: >0 — одиннадцати клетевой редукционный стан: 11 — семяадца-тнклетевой редукционный стан; 12 — охладительный стол: 13 — правильные машины
1i,2 20 Заказ 224
609
цесс прокатки стакана осуществляется на короткой оправке и в конце прокатки донышко стакана прошивается.
После выхода из элонгатора гильза поступает к установке для внестановой зарядки дорна, расположенной перед каждой из двух пилигримовых клетей.
На пилигриммовом стане осуществляется раскатка гильзы в трубу. После раскатки дорн извлекают из трубы и она поступает в секционную подогревательную печь перед калибровочным или редукционным станом, в которой нагревается до 1000— 1150 °C. В составе ТПА с пилигри.мовым станом 4—10" (см. рис. XI И. 31) имеются семнадцатиклетевой и одиннадцатиклетевой редукционные станы. Многоклетевые двухвалковые редукционные станы, имеющиеся в составе ТПА с пилигримовым станом, по своей конструкции аналогичны рассмотренным ранее.
Далее трубы поступают на охладительный стол, а затем они правятся на семивалковых правильных машинах. Трубы из легированных сталей правят после термообработки.
10. ТРУБОПРОКАТНЫЕ АГРЕГАТЫ С РАСКАТНЫМ СТАНОМ
Особенность трубопрокатных агрегатов с трехвалковым раскатным станом состоит в том, что на всех переделах деформация металла осуществляется винтовой прокаткой. Применение трехвалковых раскатных станов дает возможность получать толстостенные трубы с точными размерами. Допуски иа толщину стенки примерно в 2—2,5 раза меньше, чем для труб, полученных другими известными способами горячей прокатки, и составляют + 6 %.
Агрегаты с раскатным станом используют для производства подшипниковых труб высокой точности, что позволяет при механической обработке уменьшить отходы металла при изготовлении подшипниковых колеи.
На этих агрегатах изготовляют трубы диаметром 40—200 м.м и длиной до 10 м с толщиной стенки 4—50 мм.
Схема расположения ТПА с трехвалковым раскатным станом представлена на рис. XIII.32. Подготовка металла к прокатке, нагрев в кольцевой печи и прошивка заготовок ничем не отличаются от соответствующих операций на других агрегатах.
После прошивки гильза поступаеч на трехвалковый раскатной стаи 7, где раскатывается в черновую трубу на длинной плавающей оправке. Затем труба поступает на двух- или трех валковый калибровочный стан винтовой прокатки 10.
Поскольку величина деформации при калибровке труб сравнительно невелика, мощность привода на этих станах значительно ниже, чем на прошивных и раскатных.
Трехвалковый калибровочный стан винтовой прокатки выгодно отличается от многоклетевого стана продольной прокатки с двумя калиброванными валками в каждой клети тем, что на
610
Рис. XIII.ЗУ. Схема расположения ТПА с трехвалковым раскатным станом;
1 — пресс для ломки заготовок; 2 — кольцевая печь; 3 — машина для загрузки заготовок; 4 — машина для выдачи заготовок; S — зацен-тровщнк; 6 — прошивной стан; 7 — трехвалковый расчетной стан; 8 — оправкоизвлеквтель; 9 — печь с шагающими балками; 10 — калибровочный стан винтовой прокатки; // — охладительный стол; 12 — ванна для охлаждения оправок; /3 — машина для смазки оправок
нем прн переходе на прокатку труб другого диаметра достаточно просто свести нли развести рабочие валки.
Производительность агрегата с трехвалковым раскатным станом при прокатке шарикоподшипниковых труб составляет от 10 до 20 т/ч в зависимости от диаметра трубы.
На Волжском трубиом заводе установлен ТПА для произвол сгва подшипниковых труб, существенно усовершенствованный по сравнению с аналогичным ТПА 50-200 завода им. К- Либкнехта (г. Днепропетровск).
Технологический процесс на этом агрегате осуществляется по следующей схеме.
Заготовки нагревают до 1250 5С в двух кольцевых печах, центруют пневматическим зацентровщиком и прошивают в двухвалковом прошивном стане. Далее гильза направляется к трехвалковому раскатному стану. В цехе предусмотрена установка двух линий раскатных станов.
Раскатанная на длинной оправке труба поступает в печь с шагающими балками, где подогревается до 1000 °C. Трубы диаметром 70—140 мм проходят через двенадцатиклетевой редукционно-калибровочный стан для уменьшения диаметра трубы без натяжения. После редуцирования трубы подогревают в проходной индукционной печи до 960—1040 °C н подвергают калибровке по наружному диаметру в трехвалковом калибровочном стане.
Толстостенные трубы диа.метром более 140 мм транспортируют через печи с шагающими балками без промежуточного подогрева и редуцирования к трехвалковому калибровочному стану.
В составе отделения холодной прокатки установлено шесть станов XПТ-90 и один стан XПТ-55, а также трубоотрезные и труборазрезные станки, инспекционный стол и машины для промасливания труб.
11. АГРЕГАТЫ ДЛЯ ПРЕССОВАНИЯ ТРУБ
Способ прессования нашел широкое применение при производстве труб из цветных металлов. Достоинством этого способа является возможность получения труб самой разнообразной конфигурации из легированных и труднодеформируемых сталей и сплавов, которые нельзя или весьма трудно получить обычными методами прокатки. Более того, прессованием получают биметаллические трубы. Недостатком способа являются его относительно небольшая производительность, повышенная разностейность труб и низкая стойкость рабочего инструмента, работающего в условиях высоких температур и значительных давлений.
Прессование стальных труб проводят на механических (кривошипных) вертикальных прессах и гидравлических прессах горизонтального и вертикального исполнения.
Механические прессы обычно используют для производства труб из углеродистой стали круглого сечения или несложных профилей.
612
Гидравлические прессы по конструкции сложнее механических, однако они имеют большие преимущества перед последними. Максимальная скорость прессования достигает 400 мм/с, что значительно выше, чем на механический прессах, и, что очень важно, она сохраняется неизменной в течение всего рабочего цикла. Это позволяет получать трубы из труднодеформируемых сталей и сплавов, что в сочетании с использованием стеклянных смазок обеспечивает высокое качество поверхности труб. Пределы регулирования усилий прессования, величины рабочего хода и скорости прессования значительно шире по сравнению с механическими прессами, что дает возможность использовать более массивные исходные заготовки и получать трубы большей длины.
В последние годы наметилась тенденция к увеличению усилий гидравлических прессов. Широко используют прессы с усилием 20, 31 и даже 55 МН. Масса исходной заготовки достигает 1000 кг.
Известны также гидравлические прессы для получения труб больших сечений усилием 100 н 300 МН, на которых прессуют заготовки массой 5—13,6 т.
Приведем данные о гидравлических прессах, используемых в промышленности для производства труб:
Прошивной пресс
Номинальное усилие цилиндра, МН ...... 4,45 2,25
Наибольшая скорость хода, мм/с холостого ......................................... 500 600
рабочего................................ ..... 300 300
Наибольший ход, мм................................ 3180 2775
Длина контейнера, мм........................ . 850 850
Внутренний диаметр втулок контейнера, мм ... 150 280 110—200
Пресс для выдавливания
Номинальное усилие главного цилиндра, МН . . - 17,7—31,5 16
Наибольшая скорость хода главного цилиндра, мм/с: холостого ................................. . . 500 500
рабочего............... ... 300 300
Наибольший ход, мм . . . . ........... . 2270 1975
Наибольшая длина слитка, мм . 700 700
Диаметр слитка, мм; наибольший .... . . . 270 190
наименьший .... ...................... 145 100
Максимальная масса слитка, кг . . .... 315 220
Давление рабочей жидкости от насосно-аккумуляторной станции, МПа . 18—32 18—32
Агрегат для прессования труб из жаропрочных сталей диаметром 60—150 мм с толщиной стенки 2,5—8,0 мм и длиной до 10 м состоит из двух гидравлических прессов: вертикального усилием 9000 кН для прошивки отверстия в круглой нагретой стальной заготовке диаметром до 270, длиной 700 .мм и массой до 300 кг; горизонтального усилием 31 500 кН для прессования (выдавливания) трубы через очко матрицы.
После иагрева в индукционной печн заготовки смазывают жидким стеклом и прошивают в полую гильзу на первом вертикальном прессе (операция /, рис. X 111.33). Затем гильзы подогревают
20 Зак«э 224 6l3
Рис. XI 11.33. Последовательность операций прн прессовании труб:
I —- прошивка заготовки и гильзу на вертикальном прессе; II—VII — прессование трубы из гильзы на горизонтальном прессе; / — контейнер; 2 — матрица; 3 — матрицедержа-тель; 4 — игла; 5 — штемпель: б — пресс-шайба; 7 — гнльза; В дисковая пила; У — труба; 10 — пресс-остаток: 11 — гидрозажим: 12 — стол пресса
в соляной ванне, чтобы исключить образование окалины, покрывают порошковым илн волокнистым стеклом и поочередно подают к горизонтальному гидравлическому прессу. Операции прессования гильзы в трубу осуществляются в последовательности, показанной на рис. XI 11.33.
Прессованные трубы поступают на миогоклетевой трехвалковый редукционный стан, обеспечивающий прокатку труб с межклетевым натяжением, равным 3—4,5 %. После редуцирования и правки трубы транспортируют на участок окончательной отделки.
12. СТАНЫ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ И ВОЛОЧЕНИЯ ТРУБ
Станы ХПТ и ХПТР
Холодную прокатку труб осуществляют на станах периодической прокатки валкового (ХПТ) и роликового (ХПТР) типов.
По своей конструкции стан ХПТ представляет собой двухвалковый стан периодического действия, в котором рабочая клеть в процессе прокатки совершает возвратно-поступательное движение при помощи крнвошипно-шатунного механизма.
Установленные на опорах клети рабочие валки посредством шестерен, насаженных на их шейки и входящих в зацепление с зубчатыми рейками на боковых стенках станины, совершают возвратно-поступательное движение и одновременно синхронно
614
поворачиваются на некоторый угол вокруг своих осей. Переменный по ширине и глубине калибр валков формирует трубу на неподвижной конической оправке (рис. XIII.34). Подача и поворот заготовки осуществляются поворотно-подающп.м механизмом.
Станы ХПТ классифицируются в основном по максимальному диаметру прокатываемых труб: ХПТ-32, ХПТ-55, ХПТ-75, ХПТ-90, ХПТ-90П, ХПТ-120, ХПТ-120П, X ПТ-250 и XПТ-450.
Рис. XI 11.34. Схема периодической холодной прокатки труб:
1 — фиксатор: 3 — валок; 3 — рабочий калибр; 4 — труба; 5 — коническая опранка
Цифры означают диаметры трубы; на станах ХПТ-90П и X ПТ-120П прокатывают
трубы
переменного сечения.
В составе станов ХПТ имеются следующие основные узлы: привод, рабочая клеть, кривошипно-шатунный механизм, распре-
делительно-подающии механизм, механизм отвода гильзы, приемный стол и стол выдачи проката.
Основные технические данные станов
ХПТ следующие:
Тип стана ХПТ-32-2 X ПТ-55-2 ХПТ-75-2
Мощность двигателя главного привода, кВт 72 100 92
Число двойных ходов клети в минуту До 120 До 90 49—69
Диаметр рабочих валков, мм 300 364 431,8
Ход клетн. мм 432 625 663,1
Длина рабочей части калибра (по ведущей шестерне), мм . . ... 391,5 528 564
Угол разворота, град 185 213 187
Максимальная длина заготовки, мм 5000 5000 4800
Максимальный наружный диаметр заго- товки, ым 46 73 96
Минимальный и максимальный диаметры готовых труб, мм 16—32 25—55 32—80
Максимальная длина п. свой трубы после порезки, мм 10 000 10 000 25 000
Масса рабочей клети (без калибров), т 1,9 4,1 65,85 7,7
Масса стана, т 57.15 75,55
Основы процесса холодной прокатки труб
Процесс холодной прокатки труб близок к процессу пилигримовой прокатки. Основное отличие состоит в том, что деформация металла осуществляется в данном случае при неподвижной заготовке п возвратно-поступательном движении рабочей клети.
Формоизменение заготовки при холодной прокатке труб происходит следующим образом.
20* 615
заготовки (диаметром D, и с толщиной стенки S3) и рабочий конус 1 перемещается в направлении прокатки на расстояние т (рис. ХШ.35, а), при этом внутренняя поверхность рабочего конуса отходит от поверхности оправки 2, образуя зазор А. Для свободного осуществления подачи и поворота трубы в крайнем заднем и переднем положениях клети калибровкой предусмотрены холостые участки с большой глубиной ручья - так называемые зевы.
При движении клети вперед происходит редуцирование рабочего конуса по диаметру до соприкосновения внутренней поверхности его с оправкой, после чего обжатие по диаметру сопровождается обжатием по стенке.
По мере движения клети вперед и поворота валков с рабочим ручьем переменного постепенно уменьшающего сечения происходит деформация металла и участок рабочего конуса, расположенный впереди калибров, движется в направлении перемещения клети (рис. ХШ.35, б).
При этом увеличивается зазор между внутренней поверхностью рабочего конуса и оправкой на участках, расположенных перед калибрами.
Угол захвата 0Э можно разделить на два угла: угол редуцирования 0р и угол обжатия 0О.
В крайнем переднем положении рабочей клети (рис. ХШ.35, в) происходит поворот прокатываемой заготовки вместе с оправкой на 60—90° и клеть начинает двигаться обратно.
В исходном положении рабочей клети (рис. ХШ.35, а) заканчивается прокатка участка трубы (диаметром и толщиной стенкн ST), получаемого за цикл работы стана.
За время одного цикла прокатки (суммарное время подачи, прямого и обратного ходов клети и поворота трубы) за пределы
616
Рис. XII 1.36. Схема очага деформации и контактной поверхности при холодной прокатке труб (ABCDE — горизонтальная проекция полной поверхности контакта металла с валком; KLMNG — горизонтальная проекция контактной поверхности в зоне обжатия стенки трубы)
очага деформации выходит участок готовой трубы, длина которого (линейное смещение) составляет
Д£.т = ^^сум»
где т — величина подачи; Хсум — суммарный коэффициент вытяжки за один цикл, равный отношению площади поперечного сечения заготовки Fg к площади поперечного сечения готовой трубы FT.
Усилие прокатки можно определить по формуле
= PePFK, (XIII.49)
где Рср — среднее давление; FK — горизонтальная проекция контактной поверхности металла с валком.
Различают полную поверхность соприкосновения металла с рабочей поверхностью валка и поверхность контакта металла с валком на участке обжатия толщины
стеики трубы (рис. XIII.36).
Обжатню по стенке (угол 0f) предшествует уменьшение трубы по диаметру (разность 0О 6t). Установлено, что по периметру ручья соприкосновение рабочей поверхности валка и трубы во времени не совпадает. Сначала встречаются сечения, расположенные ближе к боковой поверхности ручья (точки В, D и L, N), и значительно позже центральные сечения (точки С и /И).
С достаточной степенью точности горизонтальную проекцию контактной поверхности можно определить по формулам Ю. Ф. Ше-вакина:
горизонтальная проекция полной поверхности контакта
поли — 'Hs^x 1 / ^х &гX*
(XIII.50)
горизонтальная проекция контактной поверхности для обжатия стенки трубы
^н. оСж ~ ПА<2ЯяД5ж, (XIII.51)
где — 1,26ч-1,30— коэффициент формы контактной поверхности при двухвалковой схеме; Вх, Dx — ширина и диаметр Ручья в рассматриваемом сечении; Дгх, Д5Ж—соответственно полное обжатие и обжатне по толщине стенки трубы; Rx — радиус гребня ручья (см. рнс. XIII.36); Rx == ₽б — гх (здесь -радиус бочки валка).
617
Редуцирование трубы происходит при меньших усилиях, чем обжатие по стенке трубы. Поэтому выражение (ХП.49) для вертикальной составляющей усилия представляют в виде
^2 = Роби.-^и. обж Рртп К. ПОЛИ Fк. обж)» (XIII.52)
где Роби? — давление при обжатии стенки; рред — давление при редуцировании.
Первое слагаемое уравнения (XIII.52) значительно превосходит второе вследствие небольшой степени редуцирования, поэтому для расчетов можно пользоваться только первым слагаемым.
С учетом упругого сжатия инструмента горизонтальную проекцию контактной поверхности можно определить по формуле Ю. Ф. Шевакина:
Р£к =- ^3Da -|- 3,9oBDx [0,393/?б — (Dx/6)] 10 *, (XIIL53)
где ов — временное сопротивление материала трубы при дайной степени деформации.
Давление металла можно определить по эмпирическим формулам Ю. Ф- Шевакина: при прямом ходе клети
РеР = ав[1,15 ‘)Ш /2t&S°P-]: <ХШ-54)
при обратном ходе клети
Рер = ав [1,15 ,- (2,0 - 2,5) |Х (Л. - 1) (^.) ,
(XIII.55) где s3 — толщина стенки заготовки; sx — толщина стенки рабочего конуса в рассматриваемом сечении; р — коэффициент внешнего трения (для стали ц = 0,08-^0,12); Ria— начальный радиус ведущей валковой шестерни; Asnp, Aso6 — обжатие трубы в мгновенном очаге деформации по толщине стенки соответственно при прямом и обратном ходах клети.
Во время обратного хода силы трения со стороны оправки и валков препятствуют течению металла, что учтено в формуле (XIII.55) коэффициентом 2,0—2,5.
Величины обжатий Asnp и Asu6 можно принимать равными Asnp = (0,7 4- 0,8) Asr; ) (XIII.56)
Aso6 = (0,2 0,3) Asv, J
где AsL- — суммарное обжатие трубы по стенке, А$£ = Asnp + 4- Aso6 = (s3 — sT) (здесь sT — толщина стенки трубы).
В процессе холодной прокатки на заготовку со стороны калибров действует значительное осевое усилие, величину которого можно определить по приближенной формуле
Qe» = nQPx, (XIII.57)
618
Рнс. XI 11.37. Схема расположения оборудования стана холодной прокатки труб ХПТ-75 ] I — механизм установки н отвода стержня; 2 — аккумулятор гидроуправления; 3 — плитный настил я ограждение; 4 — гидроцнлиндр; 5 — распределительно-подающий механизм; б — главный привод: 7 — приемный стол; S — приводной механизм; 9 — рабочая клеть; 10 — смазочная станция; It — стол выдачи труб; 12 — дисковая пила
где tiq — коэффициент, зависящий от скоростных условий процесса, равный 0,08—0,10,
Полный момент прокатки (для двух валков), необходимый для деформации металла, можно определить по формулам: при прямом ходе клети
^Хпр ~ PsRpacvijlQ |- Т]а 1,4 Ascp//?pac4), (XIII.58)
при обратном ходе клети
МХоо = 0,85рг/?рас,(цо/0,6 AScp/Rpac, - nQ), (Х1П.59)
где /?расч — расчетный радиус валка:
Крас, =Rc— ^7^-, (Х1П.60)
(здесь /?3 — радиус заготовки; Rv — наружный радиус трубы), Asrp среднее обжатие на цикл:
Ascp = Asv/ntt; (XIIL61)
здесь пя — коэффициент дробности деформации:
яд = З^бж/m (1 4- 2pz),
где /обж — длина обжимной части ручья.
Рассмотрим устройство и принцип работы одного из наиболее распространенных станов для холодной прокатки труб — стана ХПТ-75. Схема расположения оборудования этого стана представлена на рис. XIII.37. Из исходных труб длиной 1,5—5 м, диаметром 90—92 мм и максимальной толщиной стенки 20 мм на нем прокатывают трубы диаметром 36—76 мм с минимальной толщиной стенки 0,75 мм и длиной 10—20 м.
Стан состоит из рабочей клети с приводным механизмом; главного привода с цилиндрическим редуктором; распределитель но-подающего механизма; механизма отвода патрона; механизма установки и перемещения стержня оправки; гидравлического управления механизмами стана.
619
Рнс. XIII.38- Общий вид рабочей клети стана холодней прокатки труб X ПТ-73
Рабочая клеть (рис. XIII.38) имеет жесткую стальную станину 10 рамного типа с нижними приливами, в которых на подшипниках смонтированы катки 3, опирающиеся на брусья 2, закрепленные в пазах нижней опорной рамы 7. Опорная рама укреплена на фундаменте с помощью болтов.
К двум боковым приливам на станине шарнирно присоединены шатуны кривошипно-шатунного механизма, с помощью которого рабочая клеть совершает возвратно-поступательное движение по брусьям 2 на катках 3. Два рабочих валка 4 установлены на четырехрядных роликовых подшипниках. Оба валка по концам связаны между собой двумя парами одинаковых зубчатых (ведомых) колес 8. На шейках нижнего валка закреплены зубчатые шестерни 5, находящиеся в зацеплении с зубчатыми рейками 6, которые неподвижно закреплены в приливах 7 направляющей рамы клети Такое соединение обеспечивает синхронный поворот валков, поэтому положение калибров валков будет всегда вполне определенным и зависящим только от величины перемещения рабочей клетн. Во избежание перекоса клети при движении к направляющей раме прикреплены шлифованные планки 12,
620
Рис. XI11.39. Схема деформирования металла трубы иаеСодиНОПхРоад)Ке П₽Н ХОЛОДНОЙ прока™в 1 - исходное положение; II - установившиеся процесс прокатки: III — окончание процес-
Рнс. XII1-40- Схема определения длины хода рабочей клети стана ХПТ
которые соприкасаются с параллельными направляющими плоскостями по бокам станины рабочей клети. Рабочие калибры И валков закрепляют в пазах бочки при помощи клиньев. Рабочие валки установлены на подшипниках качения
9. Главный двигатель постоянного тока мощностью 118 кВт, 750—1340 об/мпи позволяет регулировать скорость клети от 60 до 120 двойных ходов в минуту; длина хода рабочей клети 705 мм; максимальный крутящий момент на каждом валке 26,4 кН-м, диаметр валков 434 мм, масса рабочей клети около 7,8 т, общая масса стана 100 т.
Рассмотрим основные стадии процесса прокатки труб на стане ХПТ (рис. XIII.39).
Стержень с конической оправкой, закрепленной на конце, вводится в заготовку и вместе с ней подается в калибр валков на величину подачи т. При движении рабочей клети вперед происходит (на рис. XIII.39 — вправо) редуцирование поданного участка заготовки по диаметру и обжатие по стенке в кольцевой постепенно уменьшающейся щели, образуемой ручьем калибров и оправкой В процессе прокатки задний конец заготовки зажат
и неподвижен в осевом направлении.
Подлине очаг деформации можно разделить на четыре участка. Первый — обжимной /, на котором происходит уменьшение диаметра (редуцирование) н толщины стенки; второй - черновой 2, на котором происходит несколько меньшее обжатие стенкн трубы; третий — предотделочный 3, на котором стенка обжимается незначительно (0.05—0,10 мм); четвертый — калибровочный 4, на котором труба приобретает цилиндрический профиль. Рабочие валки и коническая оправка калибруются в соответствии с описанными условиями деформирования. При крайнем правом положении клетн валкн уже не соприкасаются с трубой и в этот момент труба поворачивается на 60°, что необходимо для равномерного обжатия по ее окружности и более равномерного износа
621
оправки. При обратном ходе рабочей клети происходит выравнивание поверхности и толщины стенки трубы. Когда рабочая клеть находится в крайнем положении и в валки на определенную величину (2—25 мм) подается труба, валки также не соприкасаются с ней. Таким образом, оправка находится в неподвижном состоянии в осевом направлении, а труба совершает периодическое поступательное движение на величину подачн при каждом ходе клети и поворачивается на определенный угол. Внутреннюю поверхность трубы смазывают смесью масла с графитом. Наружную поверхность валков охлаждают и смазывают масляной эмульсией.
Длина хода рабочей клети (рис. ХШ 40) определяется по формуле:
^кл ' xmf)X Хпйп» (XIII.62)
где хяих — расстояние рабочей клети от оси Онр кривошипа до ее крайнего правого положения; хш1п — расстояние рабочей клети от оси Окр кривошипа до ее крайнего левого положения где xniajt । ^пип= 1^(4п ^кр)2 длина
шатуна; гкр—радиус кривошипа; е —дезакснал.
Длину £1{Д можно представить как сумму:
£кл = Л*б-Нп.з-НЭ.а, (X 111.63)
где Lpa6 = лрб — при полудисковых калибрах, когда ручей охватывает половину бочки валка; рс — радиус бочки калибра (длина ручья); 1а. а и /З.а — длина выпусков. Если калибр охватывает бочку валка по дуге, не равной 180°, то Lpa6 = рбу, где у — угол ручья калибра в радианах.
Длину хода клети рекомендуется выбирать из следующей зависимости: £кл = (cf3 — dT)lycp, где *4 и — соответственно диаметры заготовки н готовой трубы; уср — средняя конусность рабочего участка, 7ср 0,05-^0,06.
Поскольку станина клети имеет сложную конфигурацию, она не поддается точному расчету. Поэтому проводят приближенный расчет станины па максимальное усилие, действующее на шейку валка и передающееся иа станину через подушки. Горизонтальные усилия от шатунов, действующие на станину, незначительны по сравнению с вертикальными и ими пренебрегают. Станину рассчитывают как раму с жесткими углами.
При возвратно-поступательном движении массивной рабочей клети возникают большие динамические нагрузки. Силы инерции зависят от массы клети и ускорения и определяются по формуле
F = та. (XIII.64)
Ускорение а рабочей клети определяется по следующему выражению:
а = o>2ri;J1 (cos «г ' СОд2<р -Г sin ф), (X Ш.65)
622
где k - — коэффициент, зависящий от соотношения пара-
метров рабочей клети; со — угловое ускорение; <р — текущее значение угла поворота кривошипа.
Деформация производится калибрами, закрепленными в бочке валков различными способами. Исключение составляют так называемые плавающие валки, у которых профильный ручей выполнен в бочке. Бочки изготавливают из стали 40ХН 40Х и ЗОХГСА л подвергаются объемной закалке до твердости НВ 350—320.
Диаметр шестерен, насаживаемых на шейкн валков, принимают равным среднему катающему диаметру калибра и определяют по приближенной формуле:
Рш ~ Ро — 0»7Ят.Ср> (X1II.66)
где рш — радиус начальной окружности шестерни; R^. Ср — усредненный по сортаменту стана и размерам заготовки радиус трубы.
Диаметр бочки валка Dn определяют по эмпирической формуле:
= о./змио- (XIII.67)
где sT ш)п — минимальная толщина стеики трубы; / — коэффициент скольжения; ог — предел текучести материала бочки валка.
Коэффициент скольжения при прокатке в стане ХПТ зависит от условий захвата:
2№-Rt) 100%- (XIII.68)
где Rn — радиус валка; RT — радиус трубы.
Для расчета усилия прокатки и крутящих моментов нужно определить среднее давление и площадь контактной поверхности металла с валками.
Среднее давление прокатки рекомендуется определять по следующей формуле:
(XIII.69)
где s8 и sT — толщина стенки заготовки и трубы; Ro — радиус валка.
Площадь контактной поверхности металла с валками:
Fc - 1,4Ь1АТ KqAs» (XIII.70)
где —1,264-1,3; Dx — диаметр ручья калибра в искомом сечении; As — обжатие.
При холодной прокатке труб происходит сплющивание калибра, что увеличивает площадь контакта на величину, подсчитываемую по формуле
Fen = 3,9- 10-‘овЯх 1(лЛ?0/4) - (2Rx/3)], (XIII.71)
где R* — радиус ручья калибра.
С23
Рис. XI 11.41. Схеме пружинного урав-нопешмвання клети стана ХПТ
Рис. XIII.42. схема пневмогидравлического уравновешивания клети стана ХПТ
Таким образом, общая площадь равна FK = Fcn 4- Fo п усилие металла на валки составляет Pz Рс^к-
Момент прокатки иа валке определяют по формуле
М =0»7Р, (XIII.72)
где s3 — толщина стенки заготовки, мм.
Полученные расчетным и экспериментальным путем величины усилий прокатки и крутящих моментов являются исходными при расчете валков на прочность.
Для уменьшения динамических нагрузок на отдельные механизмы станы ХПТ оборудуют уравновешивающими устройствами. Различают грузовое, пневматическое, пневмогидравлическое, торсионное и пружинное уравновешивание.
Известны так называемые уравновешиватели клети, которые позволяют разгрузить узлы соединения шатунов с рабочей клетью. К примеру, при пружинном уравновешивателе кинетическая энергия движущейся клети переходит в потенциальную энергию сжатой пружины (рис. XIII.41). Большие величины ходов, трудность регулирования и быстрый износ пружин делают этот способ уравновешивания малоэффективным.
Пневмогидравлический уравновешнватель клети (рис. XIII.42) состоит из гидроцилиндра 1, штока 2 с поршнем газовых аккумуляторов 4 и 5 на полостях цилиндра. Шток 2 соединяют с рабочей клетью 5 и он выходит с задней стороны цилиндра. При движении клети в крайнее положение ее кинетическая энергия переходит в энергию сжатого газа в одном из аккумуляторов, которая при возврате клетн переходит в кинетическую энергию поступательно движущейся массы.
Успешная работа стана ХПТ во многом зависит от работоспособности поворотно-подающих механизмов, которые осуществляют подачу трубной заготовки в зону очага деформации и ее поворот.
На станах ХПТ применяются механизмы подачи и поворота самых разнообразных конструкций. Известны поворотно-подающие механизмы рычажного типа, в котором подача и поворот заготовки осуществляются вращающимся кулачком через систему рычагов с большим числом шарнирных соединений и ролико-храповинными муфтами. Эти механизмы имеют ряд конструктивных недостатков и в настоящее время не выпускаются. На совре-
624
меппых станах ХПТ нашли применение более совершенные механизмы редукторного типа.
Операции подачи заготовки в очаг деформации и поворота ее выполняются с помощью патронов подачи, а также передних и промежуточных патронов. Привод всех патронов осуществляется от распределительио-подающих механизмов.
Производительность стаиа определяют по формуле
4 = 60/nXBnft, (XIII.73)
где /я — подача трубы за один ход клети, м; Ав — коэффициент вытяжки (лв - 7ч-8); п — число двойных ходов клети в минуту; k — коэффициент использования стана (k = 0,7:0,75).
Особенности конструкций роликовых станов холодной прокатки труб
Стаи ХПТР периодического действия предназначен для холодной прокатки труб с тонкими н особо тонкими стенками диаметром 4- 120 мм. Техническая характеристика станов ХПТР приведена в табл. XIII.I.
Главная линия стана ХПТР (рнс. XIII.43) состоит из рабочей клети /, приводного механизма 2, механизмов 3 подачи и пово-
Таблица XIII I. Характеристики роликовых станов
Параметр Типы станов
8—15 15—ЗВ 30-60 , СО —120
Минимальный и максимальный диаметр, мм: заготовки ..... 17—9 35—17 68—33 127—64
трубы ....... 8—15 30—15 60—30 120—60
ролика (по дну калибра) - - .30—26 69—60 >01—83 150—180
Ход клети (каретки), мм 450 450 600 180—210 755
Ход сепаратора с роликами, мм 261—274 260—275 350—370 430—510
Максимальная длина, мм: заготовки . . 4000 5000 5000—2500 5000—2000
готовой трубы . . . 8000 8000 8000 10 000
Минимальная толщина стенки трубы, мм 0,10—0,15 0,15-0,30 0,3—0,5 1.2—0.6
Подача трубы за двойной ход клети, мм . . 1,3—8 2—12 2.5—15 2—15
Суммарная вытяжка за проход 3-5 3-6 3—6 3-6
Число двойных ходов клети в минуту . . . 70—140 65—130 60—120 60—120
625
Рис. XII 1.43 Главная линия стана ХПТР
рота трубы, стола 4 для заготовок с механизмами их загрузки, смазочного оборудования, электрооборудования и др.
В конструкциях станов ХПТР п ХПТ много общего. В стаи ХПТР входят рабочая клеть, приводной механизм, механизмы подачи и поворота трубы, механизм зажима патрона заготовки, механизм ускоренного отвода патрона заготовки.
Рабочая клеть стана ХПТР (рнс. XIII.44) состоит из толстостенной втулки 1 с вмонтированными в ней опорными планками 2, по которым перекатываются рабочие ролики 3, удерживаемые сепаратором 4 со шпинделем 5. Шпиндель 5 закреплен в ползуне 6, скользящем вдоль направляющих втулки 1
Втулка 1 вмонтирована в сварную каретку с опорными катками, которая соединена с кривошипно-шатунным механизмом, сообщающим ей возвратно-поступательное движение. К рабочей клети присоединен двуплечий рычаг 7 с тягами 3, шарнирно прикрепленный к станине. Во время движения клети рычаг получает качательиое движение и с помощью тяг обеспечивает перемещение ползуна и сепаратора с роликами внутри рабочей втулки.
Снижение инерционных сил, возникающих при возвратно-поступательном перемещении рабочей клети, можно обеспечить за счет уменьшения длины втулки, ползуна и шпинделя.
Рабочая клеть перемещается от электродвигателя через редуктор, ременную передачу и кривошипно-шатунный механизм. От главного привода стана передача движения на распределительно-подающий механизм осуществляется через цилиндрические и конические зубчатые колеса и трансмиссионный вал.
В распределительно-подающем механизме вращательное движение главного привода передается на мальтийский крест и преобразуется в прерывистое, а через систему зубчатых колес передается иа вал поворота и винт подачи. Винт подачи находится в зацеплении с гайкой, закрепленной в патроне зажима заготовки. При вращении винт перемещает гайку и вместе с ней патрон заготовки и осуществляет подачу. Одновременно вал поворота приводит во вращение шестерни патрона заготовки, поворачивая заготовку на определенный угол. Ускоренное перемещение патрона заготовки осуществляется от отдельного двигателя через вмонтированную в корпусе распределительно-подающего механизма пару цилиндрических зубчатых колес, кулачковую муфту
62G
рис, XI11-44. Рабочая клеть стана ХПТР
переключения и винт подачи. Зажим заготовки патроном осуществляется от электродвигателя через червячный редуктор, вал зажима и шестерни патрона зажима заготовки. При этом шпиндель патрона сдвигается и клиновидными кулачками удерживает заготовку. За распределительно-подающим механизмом располагается патрон стержня оправки, синхронно поворачиваемый с патроном заготовки от вала поворота.
В отличие от станов ХПТ в стане ХПТР в качестве деформирующего инструмента применяют трн ролика с калибром постоянного сечення. Цапфы этих роликов опираются на наклонные направляющие планки 2, смонтированные внутри толстостенной втулки 1. Прн возвратно-поступательном движении кареткн ролики перемещаются, то сближаясь между собой, то удаляясь (см. рис. ХШ 44). При этом калибр то уменьшается, то увеличивается. Во время перемещения каретки вперед ролики, катясь по наклонным направляющим планкам, сближаются и обжимают конец трубы, находящийся в калибре. При ходе кареткн назад труба поворачивается на 45—60°, подается вперед на величину подачи 5—10 мм и далее цикл повторяется.
Станы ХПТР имеют следующие преимущества веред станами ХПТ: 1) значительно меньшие диаметры рабочих валков, что приводит к снижению усилий прокатки, а следовательно, и упругой деформации рабочей клети и валков; 2) простой рабочий инструмент (валки и направляющие планки) и небольшая его масса; 3) отсутствие тяжелонагруженных подшипников рабочих валков; 4) значительно меньшая масса рабочей каретки, что позволяет увеличить число ее ходов в минуту; 5) Минимальное скольжение металла в валках; 6) более полный охват деформируемого материала тремя роликами, что дает возможность прокатывать труд-нодеформируемые высоколегированные стали и сплавы; 7)-возможность прокатки особотонкостеиных труб с толщиной стенки, равной 1/100—1/500 наружного диаметра готовой трубы.
Недостаток — небольшая степень редуцирования труб по наружному и внутреннему диаметру, а также малая пропзводи-627
тельность. Их целесообразно применять для максимально возможного утонения стенки трубы и получения труб повышенной точности .
13. ТРУБОВОЛОЧИЛЬНЫЕ СТАНЫ
Способ волочения труб получил широкое распространение благодаря высокой производительности, простоте оборудования и хорошему качеству получаемых труб- Холодному волочению подвергают бесшовные трубы (в некоторых случаях и сварные трубы) для уменьшения их диаметра п толщины стенки, а иногда только для уменьшения диаметра. Реже этот способ используют для увеличения диаметра (раздача трубы).
Деформирующим инструментом при волочении является волока, которую закрепляют неподвижно в упоре волочильного стана.
Известны пять способов волочения: без оправки, на длинной (подвижной) оправке, на короткой (неподвижной) оправке, на плавающей (самоустанавливающейся) оправке и с раздачей трубы на оправке Некоторые из них схематично представлены на рис. XIII.45.
Безоправочиым волочением уменьшают топько диаметр трубы без изменения толщины стенки. Вытяжка за один проход 1 1— 1,5 (рис. XIII.45, а).
Уменьшение диаметра и толщины стенки трубы достигают’во-лочением иа короткой (неподвижной) оправке путем протяжки трубы через кольцевую щель между оправкой и волокой. Вытяжка за один проход 1,2—1,7; минимальный диаметр протягиваемых труб ограничен размерами оправки и равен 8—10 мм (рис- XIII.45. 6).
Способом волочения на длинной (подвижной) оправке также достигают одновременное уменьшение диаметра и толщины стенки. Для этого труба вместе с длинной оправкой внутри протягивается через волоку Вытяжка за один проход 1.4—2,1 (рис. XIII.45, в).
б
Рис XII]. 15. Способы холодного волочения труб.
/ — труба; 2 — волока;
3 — люнет; 1 — стержень; а — оправка; б — устройство для закрепления трубы при ралдаче
628
Таблица XIII.2. Характеристики волочильных станов
Тин стана (тяговое усилие. нН)
Параметры 30 60 150 300 500 750 1000 1200
Скорость волочения, м/мнн 30 60 30 60 15—60 15—60 12— 10-20 До 12 До 12
Ч цело одновременно протягиваемых труб (число ниток) 1-3 1-3 1-3 1—3 30 1—3 1-2 1 1
Скорость возврата тележки, м/с .... 1.5 1.5— 1.0- 1,0- 1—2 0,5— 0,25— 0,25—
2.0 2.0 2.0 2.0 1,0 1.0 1.0
Для изготовления труб большой длины применяют волочение иа плавающей (самоустанавливающейся) оправке с уменьшением диаметра и толщины стенки. Оправка удерживается в очаге деформации силами, действующими на нее. Вытяжка за один проход 1,2 1,8 (рис. XIII.45, г).
При изготовлении особотонкостенных труб применяют способ раздачи путем протягивания оправки большего диаметра через неподвижную трубу. Наружный диаметр трубы при этом увеличивается всего на 15—20 % в основном за счет некоторого сокращения длины трубы (рис. X 111.45, д).
Операции волочения выполняются на волочильных станах различных конструкций (табл. XIИ.2). Наибольшее распространение получили цепные станы, которые классифицируются по
величине тягового усилия.
Интенсификация процесса волочения труб достигается как за счет увеличения скорости волочения, одновременно протягиваемых труб (число ниток) при высоком уровне автоматизации и механизации всех основных и вспомогательных операций. На рис. ХП 1.46 показана конструкция воло-
так и увеличения числа
Рис. XI 11.46. ВолочнльныП ст.»н с тяговым усилием 1.5 МН
г»29
чильного стана с тяговым усилием 1500 кН. По направляющим станины 1 перемещается тележка 2. Между направляющими движется «бесконечная» цепь 3, приводимая в движение от двигателя 4 через редукторы 5 и ведущие звездочки. На стане имеются устройство для сброса протянутой трубы н упор (люнет), в котором крепится волока. Перед люнетом располагают передний стол (на рис. ХП1.46 не показан), в задней части которого крепят стержень с помощью специального устройства. Перед волочением передний конец трубы подвергают забивке на быстроходном пневматическом молоте или иа специальной ротационно-ковочной машине. Затем трубы подвергают травлению для удаления окалины и последующей промывке в воде н омеднению в ваннах с раствором медного купороса. Далее трубы промывают в воде или известковом растворе. Применяют и другие виды покрытия труб, которые также уменьшают трение при волочении. Кроме этого, используют смазку, наносимую между волокой и трубой.
Труба, надетая на стержень с оправкой, предварительно подготовленным концом задается в волоку и захватывается клещами тележки, которая крюком входит в зацепление с «бесконечной» цепью и движется вместе с ней, протягивая трубу через волоку. Готовая труба сбрасывается в карман, тележка отключается и с большой скоростью с помощью специального механизма возвращается в исходное положение. Далее цикл повторяется
В последнее время находят широкое применение станы для бухтового волочения труб. Для этой цели используют механизированные вертикальные или горизонтальные волочильные барабаны диаметром 2500, 1800, 1500 н 1370 мм. Волочение на барабанах проводят только на плавающих оправках.
Получили также развитие непрерывные волочильные стаиы, производительность которых примерно в четыре раза выше, чем у сравнимого с ним цепного стана. На основе непрерывного стана возможно создание автоматической высокопроизводительной линии безоправочного волочения и отделки труб.
В процессе холодного волочения металл упрочняется, поэтому после двух—четырех проходов трубы подвергают термообработке.
Глава XIV
АГРЕГАТЫ ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ТРУБ
Более 60 % общего объема производства стальных труб составляют сварные трубы, причем производство сварных труб развивается более быстрыми темпами, чем бесшовных. Стальные сварные трубы широко применяют во многих отраслях народного, хозяйства: нефтяной и газовой промышленности, строительной
630
стве и т. д. Современные методы про-
изводства сварных труб позволяют получать трубы, отличающиеся большой точностью во толщине стенки и диаметру, низкой себестоимостью, малым расходом металла. Сварные трубы изготавливают размерами 6—1620 мм по наружному диаметру и толщиной стенки 0,15—,26 мм.
Существуют также трубоэлектросварочные агрегаты для производства труб большего диаметра.
К настоящему времени известно много способов производства сварных труб, которые отличаются друг от друга как применяемыми методами сварки, так и способами формовки листового материала в трубную заготовку -
На рис. XIV. 1 представлена классификация способов производства сварных труб.
1. НЕПРЕРЫВНЫЕ АГРЕГАТЫ ПЕЧНОЙ СВАРКИ ТРУБ
Назначение н конструкция
На агрегатах непрерывной печной сварки изготовляют трубы диаметром 1/8—4" (9—114 мм) с толщиной стенки 2—4 мм из низкоуглеродистой стали марок МСт15 МСт2 с содержанием углерода ие более 0,2 %.
Схема процесса печной сварки труб встык на непрерывных станах показана на рис. XIV.2. Горячекатаный шрипс /, проходя через печь, нагревается до 1300—1340 °C; при этом температура кромок штрипса на 40—80 °C выше температуры основного металла. По выходе из печи кромки штрипса обдувают воздухом, подаваемым через сопла 2, в результате чего за счет протекания химических реакций, сопровождающихся выделением тепла, тем-
C3I
Рис. XIV.2. Схема процесса печной сварки тру О встык на непрерынных станах
пература кромок повышается до 1390—1480 °C. Струя воздуха не только повышает температуру кромок штрипса, но и сдувает с них окалину. Штрипс сворачивается (формуется) в первой паре вертикальных валков 3, называемых формовочными. Сварка давлением, к которой относится печная сварка труб, осуществляется сжатием
кромок, нагретых до пластического состояния. Перед сжатием в следующей паре горизонтальных валков 4 кромки штрипса для разогрева их до температуры 1500—1520 °C (т. е. температуры сварки) подвергают вторичной обдувке через сварочное сопло 5. Плоская часть этого сопла служит одновременно для направления штрипса в валки. На некоторых установках для более интенсивного разогрева кромок через сварочное сопло подают воздух, обогащенный кислородом.
Таким образом, сварка труб осуществляется при прохождении нагретого штрипса через сварочную клеть, состоящую из сварочного сопла и двух горизонтальных валков, расположенных за формовочными валками.
Последующие попарно расположенные валки (от четырех до десяти пар) служат для создания усилия, необходимого для протаскивания штрипса через печь и формовочные валки, а также для дополнительного сжатия (редуцирования), повышающего качество сварного шва.
Процесс деформации трубы 7 в сварочном калибре 6 и последующих редуцирующих калибрах непрерывного стана печной сварки встык аналогичен процессу прокатки труб в круглых и овальных калибрах.
Особенность деформации металла в сварочном калибре заключается в том, что на некотором участке начиная от точки соприкосновения штрипса с валками происходит свертка (деформовка штрипса) и уже далее — обжатие трубы в калибре.
Печную сварку труб проводят на непрерывных полностью механизированных и максимально автоматизированных агрегатах.
На рис. X1V.3 представлена схема непрерывного агрегата 1/2 —2" печной сварки труб конструкции ВНИИметмаша и ПО «Электростальтяжмаш». На этом агрегате выпускают сварные трубы диаметром 21—60 и толщиной стенки 2,75—4,0 мм из штрипса шириной 320 и 400 мм в рулонах диаметром до 1500 мм и массой до 3,8 т.
Рассмотрим технологический процесс производства труб на этом агрегате. По транспортеру 1 рулон штрипса поступает на один из двух разматывателей 2. Конец штрипса отгибают при
632
/
Рис. XIV.3. Схема непрерывного агрегата 1/2—2” для печной сварки труб
помощи отгибателя и тянущими роликами задают в девятивалковую правильную машину 3. После обрезки на гильотинных ножницах 4 концы предыдущего и последующего рулонов сваривают на стыкосварочной машине 5 и получают штрипс «бесконечной» длины. При помощи гратосннмателя 6, снабженного ножами треугольной формы, удаляется образуемый в процессе сварки грат. Протаскивание полосы через стыкосварочную машину и грато-сииматель осуществляется тянущими роликами 7. Во время сварки концов штрипс останавливается, но процесс на остальных машинах агрегата продолжается благодаря запасу штрипса в петлевых горизонтальных 8 и вертикальных 9 устройствах.
Далее штрипс проходит по направляющим водоохлаждаемым трубам через туннельную печь 10 длиной 50 м для нагрева под сварку. За печью расположен формовочно-сварочный стаи 11, состоящий из шести клетей с вертикальными и горизонтальными роликами (рис. XIV.4). Рабочие клети расположены на общей раме под углом 90° друг к Другу и каждая из них приводится от отдельного электродвигателя мощностью 50 кВт. Оси рабочих
Рис. XIV.4. Шестиклетевой непрерывный формовочно-сварочный стен:
1 — клеть с вертикальными роликами: 2 — с горизонтальными
633
5
Рнс. XIV .5. Летучая двухдпсковая пила для резки труб
роликов установлены на подшипниках качения. Блоки всех клетей с механизмами настройки являются взаимозаменяемыми. Рабочие ролики диаметром 350 мм укреплены на консольных валах при помощи разрезных конусных втулок и гаек.
Станины рабочих клетей открытого типа. Регулировка роликов, смонтированных в подушках на конических двухрядных подшипниках, осуществляется с помощью нажимных винтов, причем нижние горизонтальные н левые по ходу трубы вертикальные ролики установлены стационарно и регулировке не подвергаются. Перемещение их относительно оси прокатки производится с помощью специального рычага. Предусмотрено пружинное уравновешивание верхних роликов.
В первой (формовочной) клети полоса сворачивается роликами в трубную заготовку с углом 220—270° кромками вниз с целью удаления окалины из трубы. Во второй клети заканчивается формирование круглой трубы, кромки сдавливаются роликами и свариваются. В последующих клетях происходит обжатие трубы на 4—8 % по диаметру.
После формовочно-сварочного стана труба проходит через охладительное душирующее устройство 12 (см. рис. XIV.3), где температура трубы понижается до 1100—1200 °C, и затем поступает в непрерывный редукционный стан 14. В этом стане четырнадцать клетей: семь вертикальных и семь горизонтальных, установленных последовательно. Труба прокатывается с натяжением, ее диаметр уменьшается на 40—75 %, а толщина стенки на 25—30 %.
После душнрующего устройства 13, где температура трубы понижается до 800—900 °C, она поступает в трехклетевой калибровочный стан 15, состоящий из двух горизонтальных и одной вертикальной клетей, где калибруется по диаметру. Калибры первой клети выполнены овальной формы с целью создания небольшого изгиба сечения трубы и разрушения окалины. Калибры остальных двух клетей круглые, полировочные. Конструк
634
ция всех клетей редукционного и калибровочного станов аналогична конструкции клетей формовочно-сварочного стана.
«Бесконечная» труба, выходящая нз калибровочного стана, разрезается летучей пнлой 16 (см. рис. XIV.3) на трубы мерной длины (8—12 м), которые поступают на стеллаж охлаждения 17.
Летучая двухдисковая пила для резки труб (рис. XIV.5) состоит из главного привода вращения стола 2 и устройств 1 для синхронизации скорости пилы со скоростью выхода трубы из калибровочного стана (80—420 м/мин). Основной частью механизма является стол 3, непрерывно вращающийся в горизонтальной плоскости. На столе находится планетарный редуктор 6, коронная (солнечная) шестерня которого неподвижна. На вертикальных валах двух периферийных шестерен-сателлнтов на столе смонтированы две каретки 4, перемещающиеся параллельно-поступательно при вращении стола. Режущий диск 5 каретки диаметром 600 м и толщиной 3 мм снабжен приводом от электродвигателя переменного тока. При подходе диска к рольгангу движущаяся труба приподнимается специальным механизмом 7 и происходит резание. Все механизмы стола динамически уравновешены, что обеспечивает устойчивую работу пилы при больших скоростях.
Разрезанные на мерные длины трубы поступают на холодильник с интервалом 1—3 с. Поштучное разделение трубы и направление нх на холодильник осуществляются с помощью барабанного сбрасывателя с косорасположенными роликами (рис. XIV.6).
Сбрасыватель представляет собой непрерывно вращающийся цилиндр 1 с продольными ребрами, расположенными ниже уровня роликов рольганга 2. Труба со скоростью до 8 м/с косорасполо-
женными роликами прижимается к направляющей линейке 3, направляется ею по оси барабана и попадает в ячейку между двумя ребрами барабана. За период выхода одной трубы с рольганга
Рис. XIV 6. Барабанный сбрасыватель для поштучной приемки труб с рольганга и сбра-ьынання их II >1 винтовой холодильник
635
барабан поворачивается по часовой стрелке на один шаг между ребрами, принимая последовательно в каждую ячейку по одной трубе. Из ячеек труба подается на винтовой холодильник 4. Охлажденные трубы автоматически разделяются на четыре потока: в каждой поточной линии расположены станки для подрезки торцов труб, нарезки резьбы, навертывания муфт, промасливания и покраски. Часть труб после гидроиспытаиия направляется в непрерывный агрегат для оцинкования; некоторая часть газопроводных труб, предназначенных для укладки в земляные траншеи, поступает на агрегат для нанесения покрытия из жидкого битума н оберточной ленты из изоляционного стекловолокна. Конструкция агрегата печной сварки труб диаметром 1 —4" аналогична описанной выше конструкции агрегата 1/2—2". Общая масса механического оборудования каждого агрегата (без оборудования трубоотделки) составляет около 11 000 т. Общая мощность установленных электродвигателей около 5000 кВт. Средняя годовая производительность агрегата 300 тыс. т/год.
Основы процесса непрерывной горячей формовки
При непрерывной печной сварке труб деформация штрипса начинается на некотором расстоянии /ф (рис. XIV.7) от оси формовочных валков, величина которого зависит от ширины В и толщины s штрипса, а также от диаметра йф формовочного калибра. Процесс пластической деформации в этом случае можно рассматривать как круговой пластический изгиб без упрочнения.
Тогда работа изгиба трубной заготовки в формовочном калибре
Лизг-/фМф(1 (X1V.1)
Мощность, расходуемая на формовку штрипса,
= +^)[1п(1 + (XIV.2)
где Тф — время прохождения материальной точкой расстояния /ф; г'ф = /ф/Тф — скорость движения металла в формовочной клети.
Для получения полной мощности, расходуемой в клети, необходимо добавить потери на трение в калибре и шейках валков, вычисляемые по обычным формулам для продольной прокатки.
Крутящий момент в клети без учета потерь на трение
«ф=^=4М1 + i) М1+i) -1 ] тр (Xlv-3)
636
где <p — угол поворота валка за время прохождения участка ДЛИНОЙ /ф.
2. НЕПРЕРЫВНЫЕ АГРЕГАТЫ ЭЛЕКТРОСВАРКИ ТРУБ
Конструкции агрегатов
К числу способов непрерывной электрической стыковой сварки кромок полосы при производстве прямошовных электросварных труб относятся: 1) электросварка сопротивлением токами промышленной и повышенной часто-
те. XIV-7. Схема формовки штрипса при непрерывной печной снарке (Ьф — высота профиля)
ты; 2) сварка токами высокой частоты; 3) сварка постоянным (выпрямленным) током; 4) дуговая электросварка в среде инертных газов. Перечисленные процессы сварки при производстве электросварных труб применяют в сочетании с процессом «бесконечной» формовки иа непрерывных валково-ролнковых станах. Состав и расположение оборудования всех этих агрегатов аналогичны н не зависят от способа сварки и типоразмера агрегата.
На рис. XIV-8 приведена схема непрерывного агрегата для производства труб электросваркой.
Рис. X1V.8. Схема непрерывного агрегата для производства труб электросваркой;
1 — разматыватель; 1 — правильная машина; 3 — гильотинные ножницы: 4 — злектро-стыкосварочная машина; 5 — тянущие ролики: 6 — петлевой накопитель; 7 — дисковые ножницы для обрезки кромок; 8 — непрерывный формовочный стан; 9 — электросварочная машина; 10 — калибровочный стан; 11 — летучая дисковая пила; 12 — нагревательная проходная печь; 13 — непрерывный стан горячего редуцирования трубы (с натяжением); 14 — стан горячей калибровки; 15 — холодильник
637
Рис. XIV.В. ТрубоэлектросварочныЯ
1 — формовочный стан: 2 — трубосварочная машина*. S — установка локальной термо-головкн
Все оборудование трубоэлектросварочной установки по характеру технологических операций можно разделить на три группы: оборудование подготовительной линии; оборудование участка формовки, сваркн и калибровки; оборудование участка отделки труб. Выпрямленная лента по рольгангу поступает к ножницам поперечной резки. На ножницах обрезают передний и задний концы рулона. Обрезанный конец полосы подается по рольгангу к стыкосварочной машине.
Тянущие ролики, установленные за петлевым устройством, подают ленту в дисковые ножницы продольной резки для обрезки кромок в потоке агрегата, если в этой операции есть необходимость.
Формовочные станы. Формовка полосы имеет важное значение для получения качественного шва при всех способах непрерывной электросварки труб.
В общем случае конструкция формовочного стаиа должна быть такой, чтобы условия формовки в нем трубной заготовки обеспечивали минимальную неравномерность деформации ее продольных волокон. На процесс формовки влияют тип рабочего инструмента (валки, ролики, профилированные воронки и др.)в его калибровка, число рабочих клетей стана н расстояние между ними, качество настройки стана и некоторые другие факторы.
Формовочный стаи типовой конструкции представляет собой ряд последовательно расположенных валковых клетей. В состав формовочных станов различных типоразмеров обычно входят 6—12 горизонтальных (оси валков расположены в горизонтальной плоскости) приводных клетей и чередующихся с ними вертикальных непрнводных клетей.
Рабочие клети станов всех типоразмеров открытого типа, двухвалковые. В двух—трех клетях станов больших типоразме-
638
агрегат (ТЭСA) 203-<i30
обработки шва; 4 — гладильная клеть; 5 — калибровочный стан; б — правильные
ров калибр для уменьшения габаритов валков образуется четырьмя валками: двумя приводными горизонтальными и двумя холостыми вертикальными.
Частота вращения всех иижних валков одинакова. В связи с тем, что диаметры верхних валков ряда клетей' формовочного стана больше диаметра нижних валков, шестеренные редукторы клетей имеют различные передаточные числа. Исключение составляют две—три последние пары формующих валков, которые имеют одинаковые диаметры.
Перед первой формовочной клетью располагается кромкострогальное устройство нли роликн с трапецеидальными канавками, в которых закатываются заусенцы на кромках штрипса, получившихся при обрезке его иа дисковых ножницах.
На рис. XIV-9 показан трубоэлектросварочный агрегат (ТЭСА) 203—530 конструкции ПО «Электросталью ж маш», а ла рис. XIV. 10 различные типы конструкции клетей этого агрегата.
Во всех клетях горизонтальные валки приводятся от индивидуального электродвигателя через шестеренную клеть и шпиндели.
В составе трубоформовочиых станов некоторых крупных агрегатов имеется шовнаправляющая клеть, которая служит для правильного направления заготовки в сварочный узел. Клеть имеет поворотную обойму, где под углом 120° установлены три валка, образующие закрытый калибр. В верхнем валке установлена шовнаправляющая шайба. Валки шовиаправляющей клети не имеют привода.
В ряде современных конструкций трубоформовочных станов число горизонтальных приводных клетей сокращено до 5—7, а вертикальные клети последовательно смонтированы на станине в виде двух—трех клетевой группы. При такой схеме формовки в этих клетях, как и в горизонтальных, производится гибка профиля.
639
2550 а
б
в
Рнс. XIV.10. Рабочие клети ТЭС А 203-530:
а — клеть с закрытым профилем калибра (I — станина; 2 — нижний валок: 3 — верхний валок; 4 — нажимной механизм; 5 — непрнво-дные валки); б — шовсжима-ющая клеть (/ — станина; 2 — плита; 3 — холостые валки*. 4 — механизм Поперечного перемещения плит; 5 — механизм вертикального перемещения плит); о — калибровочная клеть (/ — станина; 2 — холостые валки; 3 — приводные валки;
4 — нажимной механизм)
Все клети формовочного стана настраивают по осевой лииин, согласно которой устанавливают нижние валки всех клетей (диаметр которых по дну калибра одинаков). Остальные валки устанавливают симметрично относительно инжних валков.
Калибровочные станы. Труба, выходящая из сварочного стаиа, имеет поперечное сечение овальной формы. Для придания ей точной формы и размеров служит калибровочный стан. Кроме того, калибровочный стан при соответствующей настройке его клетей обеспечивает предварительную правку труб.
В калибровочном стане приводными являются только горизонтальные рабочие валки. Рабочие клети калибровочных станов по конструкции совершенно аналогичны клетям формовочных станов.
Непосредственно за калибровочным станом установлена роликовая правильно-калибровочная головка,, основное назначение 640
которой—окончательная правка трубы и придание ей чистовых размеров по наружному диаметру. Правильно-калибровочная головка обычно представляет собой двух- или четырехроликовую кассету с холостыми роликами, образующими круглый калибр. На некоторых станах устанавливают две кассеты.
В ряде случаев непосред-
Рис. XIV.lt. Вращающаяся головка с дисковыми ножами (а) и резцами (6) для отрезки труб
ственно в линии трубоэлектросварочного агрегата производят профильные трубы овального, прямоугольного и других сечений. Профилирование осуществляется в клетях калибровочного стаиа и правильной головке с заменой в них валков с круглой калибровкой на валки с соответствующим профильным калибром. В этом случае для разрезки профильных труб в Линин стана применяются дисковые пилы. Отделку профильных труб проводят иа специализированных станках вне общего потока стана.
Механизмы, необходимые для разрезки электросварных труб, можно разбить на три группы: ножницы, пилы н резцовые отрезные устройства.
Ножницы, обычно гильотинного типа применяют'для резки на ходу труб диаметром до 50 мм. Пилы используют для резки на ходу труб диаметром до 100 мм. Наибольшее распространение в производстве электросварных труб получили резцовые отрезные устройства. Отрезные устройства с вращающейся головкой (рис. XIV. 11) дают высокое качество резания и используются при скорости движения трубы до 60—70 м/мин.
Как уже отмечалось ранее к процессам электросварки труб сопротивлением относится и процесс сварки постоянным (выпрямленным) током. На этих агрегатах производят конструкционные углеродистые трубы ответственного назначения для: бензо- и
маслопрвводов, гидравлических систем автомобилей, тракторов, комбайнов, холодильных установок, трубчатых электронагревателей и др.
Технология производства указанных труб и состав оборудо-
вания агрегатов существенно отличаются от описанных ранее тех-
нологических схем производства и рассмотрены на примере агрегата 6—30 фирмы «Wean—Damiron» (Франция). Схема расположения оборудования ТЭСА 6—30 этой фирмы представлена на рис. XIV.12.
Лента с агрегата продольной резки поступает на два двойных загрузочных рычага. Каждый рычаг состоит из подошвы сварной металлоконструкции, на которую опирается посредством оси с шарикоподшипником. Загрузочное устройство 1 оснащено г тропри-водом, при помощи которого осуществляется поворо t 180°. Две загрузочные тележки предназначены для приема ^улона
641
Рис. XIV. 12. Схема расположения оборудования ТЭСА 6—30 фирмы <Wean—Da mi гоп» (Франция) для сварки труб выпрямленным током:
1 — загрузочное устройство; 2 — сварочная машина; 3 — спиральный накопитель ленты;
4 — формовочный стан; 5 — сварочный стан; 6 — редукционно-калибровочный стан;
7 — выходной стол
с двойного загрузочного рычага и подачи его на барабан разматывателя, два двойных поворотных разматывателя—для приема рулона с загрузочной тележки и установки его по оси подготовительной линии агрегата. От разматывателя лента последовательно поступает в две роликовые правильные машины, где правится и передается к сварочной машине. Сварочная машина 2 со встроенными специальными ножницами предназначается для разрезки леит под прямым углом к продольным кромкам и автоматической стыковки нх дуговой сваркой неплавящимся электродом в нейтральной среде. Состыкованная лента при помощи тянущих задающих роликов под заданным углом подается в спиральный накопитель 3.
Спиральный накопитель (рис.Х1У.13) создает запас ленты с целью обеспечения непрерывной работы стана на период выполнения подготовительных операций по стыковке ленты. Максимальный диаметр накопителя 3500, минимальный 1500 мм, диаметр центрального ролика 150, диаметр дефлекторного ролика 400 мм. В состав накопителя входят: приводной вращающийся диск 1 с наружном щекой, направляющим ленту; центральная втулка 2 состоящая из набора холостых роликов 3 с вертикальными осями
642
Рнс. XIV. 14. Приводная горизонтальная клеть формовочного стана
холостой дефлекторный ролик 4 с вертикальной осью; набор реек для поддержания витков леиты в вертикальном положении и привод накопителя. Из спирального накопителя лента через S-образиое натяжное устройство, которое предназначено для создания и регулировки петли перед формовочным станом с целью исключения влияния неустойчивого натяжения со стороны подготовительной линии стана, подается в формовочный стан 4 (см. рис. XIV.12).
Формовочный стан предназначен для непрерывной формовки ленты в трубную заготовку и имеет в своем составе шесть горизонтальных приводных клетей (рис. XIV. 14) и четыре клети с вертикальными неприводиыми валкамн (рис. XIV. 15). Диаметр приводных горизонтальных валов 50 мм, вертикальный ход нижних приводных валов при настройке +15 мм. Валы клетей выполнены из хромоникелевой закаленной цементированной стали с твердостью HRC 60. Валы оснащены коническими роликоподшипниками качения.
Приспособление для вертикальной настройки верхнего вала состоит (для каждого подшипника) из домкрата с винтом и гай-
643
Рис. XIV. 15. Вертиквльная клеть формовочного стана с неприводными валками
кой^отдельного ручного управления и микрометрического нониуса, градуированной рейки и индикатора. Приспособление для вертикальной настройки нижнего вала аналогично, но без микрометрического иониуса.
Холостая вертикальная клеть состоит из станины сварной металлоконструкции и двух вертикальных осей, оснащенных коническими подшипниками качения. Оси закреплены иа двух ползунах, синхронизированных микрометрическим винтом ручного управления. В верхней части оси удерживаются от смещения С-образной скобой.
Формовочный стаи оснащеи съемной передвижной плитой, позволяющей производить сборку, установку и предварительную настройку клетей вне линии стана.
Из формовочного стана заготовка поступает в сварочный стан 5 (см. рис. XIV. 12), который предназначен для сварки выпрямленным током предварительно сформованной трубной заготовки.
Сваренная труба через трубчатый холодильник поступает в восьми клетевой редукционно-калибровочный стан 6 (см. рис. XIV.12), предназначенный для редуцирования труб по диаметру и обеспечения требуемых допусков по их геометрическим размерам. Конструкция горизонтальных клетей редукционно-калибровочного стана аналогична клетям формовочного стана, а вертикальные клети (рис. XIV. 16) приводные и имеют жесткое крепление вертикальных осей рабочих валков.
Далее трубу летучим отрезным устройством режут на мерные длины и она поступает на выходной стол 7 (см. рнс. XIV. 12), а затем на склад в карманы готовой продукции
644
рис. XIV. 16. Приводная вергикальная клеть редукционно-калибровочного стана
В настоящее время отечественная промышленность имеет более 70 ТЭСА с непрерывными валковыми формовочными станами с годовой производительностью 5—8 млн. м труб каждый. Минимально допустимая длина (а следовательно, и минимально допустимое число клетей) формовочного стана ограничена и составляет (40—50) DJiiax, где Dmax — максимальный диаметр трубы в сортаменте данного агрегата.
Это ограничение связано с неизбежностью (при существующем способе формовки) возникновения продольных деформаций и неравномерностью их распределения по ширине формуемого профиля. Последнее обстоятельство в свою очередь приводит к большому расходу технологического инструмента (валков), малому к. я. д. профилирования и практической невозможности удовлетворительной формовки тонкостенных труб (с отношением Dis 50).
Однако основным преимуществом агрегатов этого типа является их высокая производительность, особенно в сочетании со сваркой т. в. ч., и возможность ведения процесса по «бесконечной» схеме.
В МИСнСе совместное УралНИТИ разработаны н реализованы иа ряде отечественных агрегатов новые схемы формовки и унифицированной калибровки валков, позволяющие в четырех— пяти горизонтальных приводных клетях формовать трубы как обычного сортамента, так и тонкостенные. В основу разработок положен способ формовки с ниспадающей (по ходу) траекторией осп формовки и применением роликовой проводки перед первой формовочной клетью с открытым калибром.
645
На рис. XIV.17 показан один из вариантов роликовой проводки, вмонтированной в рабочую клеть формовочного стана.
Под действием верхнего холостого валка и пяти пар нижних холостых валков роликовой проводки создается монотонный очаг деформации, сглаживаются пики напряжений растяжения в кромках, что предупреждает их остаточную деформацию Роликовая проводка, таким угол подгибки в первой без вытяжки кромок-
в первой формовочной клетн. образом. позволяет увеличить клети до 120—180е практически Данная схема формовки предусматривает максимальную уни-
версальность технологического инструмента формовочного стана. Так, роликовая проводка рассчитана на трубы всего сортамента
агрегата, комплект калибров открытых горизонтальных и вертикальных клетей пригоден для целой группы размеров труб (практически не более трех групп размеров труб на сортамент агрегата) и лишь валки чистовых формовочных клетей с закрытыми калибрами рассчитаны на свой типоразмер трубы по диаметру. Это позволило в 2—2,5 раза сократить потребность в парке технологического инструмента формовочных станов и резко снизить затраты,
Рис. XIV-18. Принципиальная схема (а) и калибровка рабочего инструмента (б) формовочного стана агрегата 102-220:
Я 1 — радиусы формовки центрального участка полосы; Rt — радиусы формовки периферийных участков; гТр — радиус готовой трубы
646
связанные с их изготовлением, перевалкой, настройкой, эксплуатацией и др.
Принципиальная схема такого формовочного стана и калибровка его рабочего инструмента агрегата 102—220 представлены на рис. XIV.18.
Основы процесса непрерывной холодном формовки
Процесс формовки заготовки в непрерывном стане является процессом пластического изгиба криволинейного бруса бесконечной длины. Изгиб полосы производится в калиброванных формовочных валках (рис. XIV.19). Деформация начинается в сечении I—I, когда полоса соприкасается одновременно с нижним валком (в двух точках) и с верхним валком (в одной точке). Далее Полоса.
Рис. XIV. 19. Очаг деформации при гибке полосы в валковом формовочном стане;
«в « *н “ радиусы по реборде верхнего к нижнего валков соответственно; и /?„ — радиусы по дну калибров верхнего п нижнего валков; <н и .’н — радиусы кривизны калибров верхнего и нижнего валков
64?
продвигаясь между валками, постепенно деформируется (сечение II—II) и на осевой линии полностью заполняет зазор между валками н принимает форму, соответствующую форме калибра (сечение II/—/ II).
Приравнивая изгибающий момент действующих сил моменту внутренних сил, находим:
усилие формовки
' (XIV.»
крутящий момент
Ли=12ат 12гЭя + к)’ (XIV'5>
где з — толщина полосы; оТ — предел текучести материала.
Для закрытых калибров непрерывного стаиа усилие формовки и крутящий момент можно определять по обычным формулам для продольной прокатки.
Среднее давление в закрытом калибре
Ре₽= 1.15а, (X1V.6)
где dK — диаметр закрытого калибра; dK~L — диаметр предыдущего калибра непрерывного стана.
Величину усилия на сварочном валке можно определить как сумму усилий на доформовку заготовки Рд на длине виеконтакт-ной деформации и на сварку Рсв заготовки на длине очага сварки: Рв = РД Н- Рсв.
При доформовке заготовки в сварочной клети (рис. XIV.20), где на длине внеконтактной деформации имеются участки с упругой и пластической деформациями гиба, общее уравнение для усилия доформовки имеет вид:
(XIV.6a) v 4уи
где /х — текущая длина; 1уп н /пл — участки внеконтактной деформации соответственно при упругой и пластической деформациях; оф — фактическое напряжение в кромках.
Для решения уравнения изменение зазора между кромками от длины внеконтактной деформации примем по прямолинейной зависимости, в связи с чем длины участков определяем по фор-мулам (уп = (4nRi/sT6) (а^/Е) 1$, 1^ = — /уп. где 1Ф — уча-
сток внеконтактной деформации доформовки.
Подставляя в уравнение (XIV»6a) полученные значения /уп и /ил, имеем:
р — 1 L f 1 I п f ди \ I 1 р А___п /
л — 4л дЗ °р*уп < 1 £ /уп / б Л Е I RT
648
Рнс. XIV.20. Расчетная схема для определения усилий в сварочной клети (/?св — радиус сварочных валков)
где 6Р— зазор между кромками заготовки после ее раелружииива-пия. Это уравнение рекомендуется при расчете усилий для формовки ленты с от 700 МПа и отношением D-jsT 70. При формовке ленты нз низкоуглеродистых сталей с отношением Dt/St -< 50 длина участка /уп ~ = /ф и тогда полученное уравнение принимает вид: Рд — (Ve) X Хот (s?/7?T) /фбр, где kp = 1,2 — коэффициент, учитывающий рас тяжение кромок.
можно определить с исполь-
Усилие на сварку заготовки Рсв
зованием арочного коэффициента (ka), учитывая особенности пластической деформации заготовки:
^СВ — 2,ЗОф/св5т^о/Ла|
где
ka = 2bQkake/{20Qkake -j- 1);
ke = Оф/о-г, ka — (l/3)sT/DT.
3. АГРЕГАТЫ ДЛЯ ПРОИЗВОДСТВА ТРУБ ДУГОВОЙ СВАРКОЙ ПОД СЛОЕМ ФЛЮСА
Дуговой автоматической сваркой под слоем флюса производят главным образом трубы большого диаметра, предназначенные для магистральных трубопроводов газа, нефти и нефтепродуктов, а также для сооружения водопроводов, паропроводов низкого давления и др. Этим способом изготовляют трубы одношовные с прямым швом диаметром 426—820 мм и двухшовные с прямым швом диаметром 1020—1620 мм, с толщиной стенки 6—26 мм и длиной 6—12 мм, а также трубы со спиральным швом диаметром до 2500 мм, с толщиной стенки до 32 мм и длиной до 18 м.
Материалом для изготовления труб служит горячекатаный лист из низколегированных или углеродистых марок сталей (табл. XIV.1) со следующими механическими свойствами: предел текучести от = 350—450 МПа, временное сопротивление ов = = 5004-580 МПа, относительное удлинение 6 — 204-26 %, ударная вязкость av = 504-55 Н -м/см®.
Для сварки труб общей технологической операцией является автоматическая электродуговая сварка под слоем флюса.
По видам наложения сварных швов на трубную заготовку можно различить две группы труб: прямошовные н спиральношовные.
21 Зак. 224
649
Таблица XIV.I. Химический состав сталей для производства труб большого диаметра, %
Марка стали с Мп Si Ni Cr
14ГН 0,11—0,16 0,75—1,10 0,2—0,4 0,4—0,8 0,4
16ГН 0.13—0,19 0,9—1,3 0,3—0,6 0,4—0,8 0,4
17ГС 0,15—0,20 1.0—1 5 0,4—0,6 0,3 0,3
ЮГ2СД (М) 0,12 1,3—1.65 0,9-1 2 0,30 0,30
О9Г2С (М) 0,12 1.3—1,7 0,5—0,8 0,30 0,30
15Г2С 0,13—0,17 1,3—1,65 0,9—1,2 0,30 0,30
14ХГС 0,11—0,16 1,0—1,3 0,4—0,7 0,30 0.5—0,8
Примечание. Во всех сталях содержание S, Р и Си не должно превышать 0.04 %.
Прямошовные разделяют на трубы с одним и двумя продольными сварными швами (в зависимости от ширины листа).
Электросварные прямошовные трубы с одним продольным сварным швом изготоаляют из одного листа. Формовка листов в трубную заготовку осуществляется на специальных прессах или на трех-, четырех валковых пирамидальных вальцах. Сварку продольного шва можно выполнять как односторонней, так н двусторонней (т, е. наружный и внутренний швы) в зависимости от назначения труб и применяемого оборудования. Сварные трубы испытывают гидравлическим давлением.
Двухшовные трубы изготовляют из узкого листа. Существуют два способа изготовления двухшовных труб: формовка узких листов в полуцилиндры на прессах или непрерывных валковороликовых станах с последующей их сборкой и сваркой; предварительная сварка узких листов в карты с последующей формовкой на вальцах и сваркой в трубосварочных станах. После сварки трубные заготовки проходят экспаидирование или горячую правку и гидравлическое испытание.
Основы процесса производства труб с прямым швом
В комплекс подготовки листов перед формовкой входят различные операции. Различны и конструкции машин для нх выполнения. Однако в общем случае подготовка листов заключается в нх правке, строжке или обрезке по ширине и длине, очистке кромок или всей поверхности листа от ржавчины, окалины н других загрязнений.
Со склада металла пакет листов подают мостовым краном на стеллажи лнстоукладчика, расположенные по обеим сторонам приемного рольганга (такое расположение стеллажей позволяет во время разгрузки одного из них укладывать листы на другой).
Магниты лнстоукладчика снимают со стеллажей из стопы по одному листу и опускают его на ролики рольганга, который задает лист в правильную машину.
650
Рнс. XIV.21. Схема формовки трубной заготовки на трехвалковых (о) и четырехвалковых (6) гибочных пальцах'
в процессе правки достигается значительное снижение волнистости и коробоватости листов, а на их поверхности частично взламывается окалина.
Пятивалковая машина имеет пару тянущих приводных роликов, подающих лист в машину, пять правящих роликов (из которых только три нижних приводные) и пару тянущих роли
ков, выводящих лист из машины (приводной только нижний ролик). При гибке в вальцах (рис. XIV.21) лист изгибается между тремя или четырьмя валками; опираясь на боковые валки, лист прогибается под действием верхнего среднего валка.
В трехвалковых вальцах верхний валок имеет больший (в 1,5 раза) диаметр, чем нижние валки Его установкой относительно иижннх валков регулируют диаметр формуемой заготовки; диаметр верхнего валка определяет минимальный диаметр формуемой заготовки.
Лист изгибается в вальцах последовательно несколько раз до получения требуемой формы. Скорость движения листа при формовке в вальцах составляет 3,5—5 м/мин.
При формовке в трехвалковых вальцах практически невозможно получать заготовку строго цилиндрической формы, так как края листа на участке, равном расстоянию между точками касания листа с верхним н нижним валками, остаются несформован-ными. Прн формовке в четырехвалковых вальцах за счет соответ ствующей установки крайних холостых валков получают заготовку более правильной формы.
Для улучшения геометрической формы трубной заготовки применяют предварительную формовку краев заготовки на валковом кромкогибочном стане, прессе или, наоборот, последующую до-формовку плоских участков на валковом стане.
Формовка заготовок при производстве сварных труб большого диаметра на мощных гидравлических прессах нашла широкое рас-
Рис. X1V-2S. Схема процесса формовки:
и •— подгибка кромок; б — предварительная формовка; в — окончательная формовка
21* 651
&
ft
Рис. XIV.23. Схема технологического процесса производства труб диаметром 1020—1220 мм из двух полуцилиндров:
/ — склад листов; 2 — листоукладчик; 3 — правильная машина; 4 — ставок для строжки кромок; 5 — кромкогибочиый станок; 6 — пресс предварительной формовки; 7 — пресс окончательной формовки; 8 — сборочное устройство; 9 — станы наружной сварки; Ю — станы внутренней сварки: И — машина для обрезки труб; 12 — машина для торцовки труб; 13 — станок для снятия грата; 14 — гидропресс для раздачи (экспандер); /5 — склад труб
Рнс. XIV.24. Зависимость усилия Р от хода штам- Ряс. XIV.25. Схема для определе-па .V при операции предварительной формовки ния
пространение в последние годы. Преимуществами прессов являются возможность формовки заготовок большой длины (до 12 м) и высокая производительность.
В прессах подгибка кромок осуществляется одновременно по всей длине листа с обеих сторон при помощи штампов. Усилие таких прессов в зависимости от стадии формовки (предварительная или окончательная подгибка), принятого сортамента выпускаемых труб и прочностных свойств листовой стали составляет 5-:-200 МН.
Наибольшее распространение в СССР и за рубежом получила технология формовки, состоящая из трех операций: подгибки кромок листов (рис. XIV.22, а), предварительной формовки U-образиой заготовки (рис. XIV.22, б) и окончательной формовки заготовки правильной цилиндрической формы (рнс. XIV- 22, б).
По такой же технологической схеме осуществляют формовку листа в полуцилиндр при производстве двухшовных труб диаметром до 1220 мм (рис. XIV.23).
При операции предварительной формовки усилие возрастает от момента соприкосновения верхнего штампа с листом и до получения (/-образной формы листа (хт), а затем падает при дальнейшем движении штампа до упора (хв) (рис. XIV.24, XIV.25).
Восходящая ветвь зависимости усилия Р от хода штампа х аппроксимируется выражением вида
Р/Р™* -= (x/xm)a, (XIV.7)
где п — показатель степени, зависящий от материала изгибаемого листа (отношения истинного напряжения оу в момент максимума усилия при испытании на растяжение к пределу текучести ат) н коэффициента треиия р инструмента о лист. Значения коэффициента п следующие:
Отношение ау/ат.................. 1,2 1,4 1,6 1,8 2,0 2,2
Значение п при коэффициенте трения р:
0,1 . ......................... 0,299 0,311 0,322 0,331 0,341 0,349
0,2 0,326 0,340 0,352 0,361 0,371 0,380
0,3 0,338 0,354 0,366 0,376 0,386 0,396
653
Максимальная величина усилия Ртах соответствует моменту окончания формовочной операции. Поэтому ход штампа можно определить как (рис. XIV.25)
хт = s + г -I- R,
(XIV.8)
где г — радиус опорных роликов; s — толщина листа; R — радиус штампа.
Максимальная величина усилия Рщак определяется из рассмотрения механической работы затрачиваемой на изгиб листа:
хт
ЛЮ=У Pdx=, A.3rW, (XIV.9)
О
где Лизг — средняя удельная работа, затрачиваемая на изгиб; W — объем изгибаемой части листа.
После интегрирования и преобразований получим:
nLs8pT(n-|~ 1)
2Z3(s+r+fl) ’
(XIV. 10)
где L — длина листа; от—предел текучести материала листа.
Для приближенного определения максимального усилия, создаваемого прессом окончательной формовки, можно пользоваться фopмyлoЙJ
Р так 2fe(JTsL,
(XIV.И)
где k — коэффициент, показывающий, насколько напряжения в формуемой заготовке превышают предел текучести (обычно k = 1,05).
Правку и калибровку, а также упрочнение труб на наиболее современных станах проводят экспаиднрованнем на прессах-расширителях. Пресс-расширнтель (экспандер) предназначен для калибровки сварных труб методом раздачи внутренним гидравлическим давлением и последующего гидравлического испытания.
Экспандер полностью заменяет применявшиеся ранее прессы для калибровки концов труб и для их испытания. Кроме того, в отличие от калибровочных прессов он производит калибровку трубы по всей длине с одновременным упрочнением и правкой.
Экспандер состоит из двух силовых головок усилием 10 МН каждая, связанных между собой четырьмя колоннами; две верхние колонны подвешены к ферме, две нижние опираются на основные штампы. Штампы пресса закреплены шарнирно, раскрывают и закрывают их гидравлические цилиндры. Для зажима штампов в закрытом состоянии применяют специальные замки.
Процесс гидравлической раздачи состоит из следующих операций. Внутрь трубы вводят специальные конусы, предназначенные для калибровки концов и уплотнения перед наполнением трубы водой. Раздача остальной части трубы совершается водой 654
под высоким давлением. При этом труба, увеличиваясь по диаметру, сокращается по длине.
С помощью специальной следящей системы конусы сдвигаются в процессе раздачи трубы по диаметру, компенсируя тем самым ее укорочение. Одновременно (или после калибровки концов) вся труба закрывается разъемными полуштампами, внутренний диаметр которых в закрытом состоянии равен требуемому наружному диаметру готовой трубы.
Давление раздачи зависит от марки стали, диаметра и толщины стеики трубы, заданной степени деформации и составляет 7-— 15 МПа.
В процессе расширения труба прилегает к пол у штампам, в результате чего осуществляются ее калибровка и правка. Исходная овальность при раздаче на 1 % уменьшается на 60 %, а при раздаче на 2 % — до 80 %.
Наклеп металла трубы, образующейся при раздаче на прессе, повышает прочность последней, что .очень важно при использовании труб в газопроводах.
Трубу выдерживают под давлением раздачи в течение 30 с. После этого давление снимают до расчетного испытательного, раскрывают полуштампы и трубы подвергают гидравлическому испытанию в течение 30 с. Во время выдержки трубу обстукивают по длине механическими молоточками.
Трубы считают, выдержавшими испытания, если при этом не будет обнаружено течи, потеиия или остаточных деформаций, выводящих размеры труб за пределы допусков.
Давление гидроиспытаиия газопроводных труб 6,5—8,5 МПа.
Трубы, не выдержавшие гидравлического испытания, подвергают ремонту и повторному испытанию.
Рассмотрим технологическую схему и особенности оборудования трубосварочного цеха для производства прямошовных труб большого диаметра, который в настоящее время эксплуатируется на Харцызском трубном заводе.
Сортамент цеха — трубы диаметром 1220, 1420 и 1620 мм с толщиной стенки 8—20,5 мм. Исходная заготовка — лист. Ширина листа — половина периметра трубы соответствующего диаметра, предел прочности металла листа 750 МПа. Объем производства в проектном сортаменте 1,5 млн. т труб в год. Цех полностью рассчитан для производства труб иа рабочее давление 7,5 МПа.
В основу технологии в цехе, как уже отмечалось, положен способ производства прямошовных труб из листов конечной длины. Листы со склада поступают на участок селекции по длинам. Здесь же при помощи ЭВМ для каждого листа подбирают парный ему лист одинаковой длины. До настоящего времени такую операцию не применяли, в связи с чем поставщик листа вынужден был обрезать все листы до трех мерных длин: 12,1; 11,8 и 11,5 м. Однако и в этом случае ие исключалась возможность стыковки
655
Рнс. XIV.26. Рабочая клеть формовочного стана ТЗСА 1220—1620 конструкции ПО «Электростальтяичмаш»
двух полуцилиндров разной длины, в результате чего более длинный полуцилиндр необходимо обрезать до длины более короткого! Установка для селекции листов по длинам позволяет исключить обрезь листов как на заводе — изготовителе листа, который может поставлять листы любой длины в интервале 11,5—12,1 м, так и в трубосварочном цехе. Часть листов (выборочно) па специальной установке подвергают yльтpaзвyкoвoмv контролю (УЗК). 656
Цель контроля — проверка достоверности и тщательности ультразвукового контроля листов на заводе — изготовителе листовой
стали.
Листы последовательно проходят правку (в случае необходимости) и строжку кромок, в результате чего обеспечивается заданная ширина листов и снимаются“фаскн на кромках, подлежащих саарке. Далее листы поступают в семи клетевой валково-роликовый стан непрерывной формовки, где приобретают форму полуцилиндров. Рабочая*клеть формовочного стаиа агрегата 1220— 1620 конструкции ПО «Электростальтяжмаш» показана иа рнс. XIV.26, опорные узлы валков рабочей клети — на рнс. XIV. 27.
Каждая пара одинаковых по длине полуцилиндров поступает в сборочное устройство, где их собирают в цилиндрическую за-
готовку и подают в стан для наложения технологического шва. Таких станов в цехе предусмотрено два: одни для сварки кромок токами высокой частоты, другой для дуговой сварки в среде СО.,.
Такое решение принято в связи с тем, что из числа сварочных агрегатов наиболее длительной настройки требуют станы для сварки технологических швов, поэтому во избежание задержки
при перевалках нужны два стана, один из которых заранее го-
товится к производству труб другого диаметра, а другой работает в линии. Одновременно было признано целесообразным опробовать
два способа сварки: ВЧ и в После сварки технологического шва трубы поступают на участок приварки выводных технологических планок и затем иа станы внутренней и наружной дуговой сварки. Впервые оба вида
Рис. XJV.37. Опорные узлы валков рабочей клети формовочного стана: п — верхнего холостого валка; б — нижнего со стороны привода с двумя однорядными коническими роликовыми подшипниками; в — нижнего с двухрядным коническим роликовым подшипником
среде COZ.
657
Рис. XIV.28. Схема стана для производства труб из двух полос конструкции МИСиС— У рал НИТИ:
/ — направляющие ролики; 2 — задающие ролики: 3 — роликовая проводка; 4 — оправка роликовой проводки: 5. 6 — валки формовочной клети с открытыми калибрами; 7—10 — валки формовочной клети с закрытыми калибрами; 11 —7рэлки сварочной клетн
сварочных станов практически полностью унифицированы между собой и предусматривают гибкую регулировку режимов за счет использования приема сварки «на спуск», который значительно улучшает формирование усиления шва. Сваренные трубы подвергаются 100 %-ному УЗК- По результатам этого контроля осуществляют ремонт труб, а участки, подвергнутые ремонту, повторно проверяют на рентгеновских установках. После ремонта осуществляют обрезку концов труб, гидромеханическое экспан-дироваиие, гидроиспыгание, снятие фасок и сдаточный 100 %-иый УЗК- Концы труб просвечиваются дополнительно. В отделочных операциях, контроль качества сварных соединений призван обеспечить высокую надежность выпускаемых труб иа повышенное (до 7,5 МПа) рабочее давление. Гидромеханический экспандер обеспечивает высокую точность труб и достаточную производительность при минимальной массе оборудования. В конструкции гидро испытательных прессов предусмотрена торцовая задача труб. Это дало возможность вводить внутрь трубы специальный сердечник, резко уменьшающий объем, заполняемый жидкостью.
Некоторыми недостатками такой технологической схемы и оборудования Харцызского завода являются разделение трубо-формовочного стаиа и стана сварочного для наложения технологического шва, а также большое число клетей собственно формовочного стана. Первое затрудняет наложение качественного тех-658
Рис. XIV.29- Схема расположения оборудования стана 300 для производства труб из двух рулонов
нологического шва (отсюда нестабильность качества рабочих швов), второе приводит к усложнению настройки и удорожанию стоимости формовочного стана за счет большого парка валкового инструмента.
МЙСиСом совместно с УРАЛ НИТИ разработана технология производства тонкостенных труб из двух рулоиированых полос. Трубы предназначены для оросительных систем.
Принятый способ с криволинейной осью формовки полосы в очаге сворачивания позволяет существенно изменить соотношение продольных напряжений по ширине полосы и создать очаг деформации, близкий к естественному.
Формовочный стан состоит из двух горизонтальных клетей (рис. XIV- 28). Перед первой валковой клетью устанавливают роликовые проводки 3. Роликовые проводки н валки первой клети 5, 6 образуют единый монотонный очаг деформации полосы, что предотвращает вытяжку кромок. В таком очаге не наблюдается характерных пиков деформации и вытяжки кромок формуемой полосы.
Этот способ позволил формовать трубиую заготовку из двух полос в двух клетях 5—10. Значительную часть работы формоизменения выполняет при этом сварочная клеть И.
Длина стана 300 м от начала очага сворачивания до осн сварочной клети 2,6 м. Угол схождения кромок составляет 10—12°. Функции шовиаправляющей клети выполняет вторая формовочная клеть с закрытым калибром.
Сварочная клеть 11 шестивалковая, калибр образован двумя горизонтальными валками и четырьмя боковыми валиамн, расположенными в зоне кромок. Угол охвата трубной заготовки боковым валком составляет 15—20°, что позволяет вести настройку положения свариваемых кромок в широких пределах и тем самым повысить качество электросварных труб. Схема расположения оборудования стана 300 для производства труб из двух рулонов показана на рис. XIV-29.
Технологический процесс производства двухшовных труб осуществляется следующим образом. Рулоны с помощью консольио-поворотиого нли мостового краиа устанавливают в разматыватель 1. Концы полос тянущими роликами задаются в правильную машину 2, где происходит правка разматываемых полос. Обрезку передних и задних концов, а также вырезку бракованных мест 659
осуществляют ножницами 3. Для сварки концов рулонов установлено стыкосварочное устройство 4. Процесс полунепрерывный, стыковка осуществляется автоматической сваркой в СО2 при остановке стана. Через направляющее устройство полосы поступают в формовочный стаи 5, где формируются в два «бесконечных» полуцилиндра, образуя «бесконечную» трубную заготовку. Перед вхождением в сварочную клеть 6 к роликам с помощью скользящих контактов от двух высокочастотных индукторов подается ток, который, проходя через V-образные щели между кромками, нагревает их до температуры сварки. Валками сварочной клети трубная заготовка обжимается и кромки свариваются. Образующийся при сварке грат удаляется с наружной стороны грато-снимателем 7.
Труба, охлаждаясь в холодильнике 8, поступает в калибровочный стан -9, где ей придают правильную геометрию и прямолинейность. Качество сварных швов контролируется двумя феррозондовыми дефектоскопами 10. Бесконечную трубу разрезают на мерные длины плазменной или газовой струей трубообрезного устройства 11, установленного на тележке.
Мерная труба ускорительным рольгангом подается на сбрасыватель и передаточную решетку, с которой годные трубы отгружают или складируют в накопители, а бракованные отправляют на ремонтную площадку.
Проведенные выборочные гидравлические испытания труб 300x4 мм нз СтЗ до разрушения показали результаты, близкие к расчетным (9,8—10,2 МПа).
Основы процесса производства труб со спиральным швом
За последние годы все большее распространение получает способ производства труб большого диаметра путем свертывания под углом рулонной полосы в цилиндрическую трубную заготовку с одновременным наложением сварного спирально расположенного шва. Технология производства труб со спиральным швом выгодно отличается от прямошовной тем, что при изготовлении труб одного к того же диаметра применяют менее широкий рулонный лист.
Кроме того, спиральный шов при одинаковом рабочем давлении в трубопроводе имеет меньшую удельную нагрузку, чем прямой, а труба в целом имеет большую продольную жесткость. Наличие спирального шва за счет повышения конструктивной прочности трубы позволяет применять относительно меиьшую толщину стенки при равных эксплуатационных условиях.
Трубы со спиральным швом производят диаметром 159— 2500 мм и толщиной стенки 4—25 мм при длине до 18 м из углеродистых н низколегированных хорошо свариваемых сталей (до 0,4 % С и до 1,65 % Мп). Спиральной сваркой могут быть изготовлены трубы с отношением D^s = 100 и более.
660
Рве. XIV.30. Схема для определения размеров трубы И ИСХОДНОЙ заготовки
к недостаткам этого метода следует отнести большую, чем у прямошовных труб, протяженность сварного шва и несколько меиьшие скорости сварки.
Для сварки спирального шва применяют токи высокой (радиотехнической) частоты.
Сварка токами высокой частоты обладает рядом преимуществ перед дуговой сваркой под флюсом. Главными из этих преимуществ являются: более высокие скорости сварки и, следовательно, более высокая производительность установок, отсутствие сварочных материалов (флюс и электродная проволока); лучшие условия труда при отсутствии выделений вредных газов от флюса.
Способ производства труб большого диаметра со спиральным швом, сва
ренных токами высокой частоты, весьма перспективен. Технологический процесс производства спиральиошовиых труб автоматической дуговой сваркой под слоем флюса состоит из следующих операций: разматывание рулона, правка полосы, обрезка концов рулонов, стыковка концов рулонов, образование петли для обеспечения непрерывности процесса, обрезка кромок, очистка кромок, снятие фасок иа кромках полосы, формовка трубной заготовки, сварка наружного и внутреннего швов, разрезка «бесконечной» трубы иа заданные длины с последующей отделкой. Формовку трубной заготовки осуществляют путем пластического изгиба полосы в плоскости, расположенной под некоторым углом а к продольной оси листа.
Ширина полосы в зависимости от диаметра цилиндрической заготовки (рис. XIV.30):
В =? nD cos а = L cos а, (XIV 12)
где L — длина окружности (периметр) трубы.
Учитывая, что при спиральной сварке длина сварного шва равна длине полосы, можно легко определить выход труб в метрах при данной длине полосы в рулоне из выражения
L-i — Zmftcosa = L„cosa (XIV. 13)
где !шв — длина шва; Ln — длина полосы.
Выбор угла формовки при производстве спиральиошовных труб оказывает существенное влияние на прочностные свойства трубы и технико-экономические показатели.
Увеличение угла формовки снижает напряжение в сварном шве, что позволяет допускать более высокое внутреннее давление в спиральношовных трубах, а также уменьшает перемещение сварочных головок в процессе сварки при изменении угла входа поло-
661
сы в формующее устройство из-за серповидности.
Однако при этом происходит более быстрое изменение диаметра трубы, уменьшается производительность при одной и той же скорости сварки, увеличивается расходный коэффициент металла, уменьшается составляющая усилия, действующего по оси трубы.
Оптимальные углы формовки находятся в диапазоне 40—60°, т. е. прн отношениях B/Dt=2,25-f -j-1,25 (£>т — диаметр трубы). Этот диапазон изменения угла формовки и
Рис. XIV.31. Схемы формовки спиралъяошоиных ПРИНЯТ В ОТеЧесТВСНИЫХ труб станах при производстве
спиральиошовиых труб.
При производстве труб со спиральным швом применяют две схемы формовки: с верхней (рис. XIV.31, а) и иижией (рис. XIV.31, б) задачей полосы. Формовка с верхней задачей полосы осуществляется в формовочной машине валково-оправочного типа; формовка с нижией задачей производится в формовочных машинах нескольких типов отличающихся конструкцией гибочных элементов. Подача полосы снизу, как показала практика, имеет ряд технологических и эксплуатационных преимуществ, вследствие чего такая схема получила наибольшее распространение.
Процесс формовки полосы в цилиндрическую заготовку диаметром DT осуществляется усилием Рф (см. рис. XIV.30), развиваемым подающей машиной.
Усилия формовки можно рассчитать по следующей формуле:
(XIV. 14)
где а — угол формовки; р = (DT—s)/2s— относительный радиус; k0 = П2/ит — относительный модуль упрочнения, зависящий от механических свойств деформируемого материала и характеризующий интенсивность его упрочнения (здесь /7t — модуль упрочнения, определяемый по диаграмме истинных напряжений при растяжении); С — постоянная учитывающая влияние коэффициента треиия между металлом и рабочей поверхностью инструмента:
С= [1 + (рл/4) 1/[1 — (рл/4) 1.
662
Рнс. XIV.32- Схема расположения оборудования стана 1020 для производстве с пира ль-ношовпых труб конструкции ВНИИметмаша;
/ — разыатыватель; 2 — тянущие ролики; 3 — правильная машина; 4 — ножницы для обрезки концов полосы; 5 — автомат для сварки стыков полосы; 6 — накопитель полосы;
7 — дисковые ножницы для обрезки кромок; 8 — подающая машина; 9 — формовочное устройство; 10 — автомат для наружной сварки; II — автомат для внутренней сварки;
12 — отрезное устройство; 13 — передаточные тележки; 14 — поворотный механизм формовочного стана
При р — 0,1; 0,2 и 0,3 значения С равны 1,27; 1,62 и 2,33 соответственно.
Формула выведена для случая формовки полосы в формующем устройстве пол у втулочного типа. При использовании формующего устройства другого типа усилие формовки будет меньше.
На усилие формовки Рф большое Влияние оказывают факторы, вызывающие изменение угла формовки. Так, значительная серпо-видность полосы приводит к переполнению формующего устройства, увеличивает диаметр трубы и, как следствие, повышает давление на формующее устройство. Поэтому для определения номинального усилия формовки расчетное значение по формуле необходимо увеличить примерно в 1,5 раза.
Технологический процесс производства спирал ьиошовных труб может осуществляться по двум схемам: по непрерывной схеме, когда передний конец последующей полосы приваривают к заднему концу предыдущей полосы без остановок процесса сварки, и по прерывистой схеме, когда стыковку концов двух полос производят при остановке стаиа.
При работе по первой схеме в линии стана устанавливают пет-леобразователь, что усложняет конструкцию. Одиако при этом производительность стаиа примерно иа 20 % выше, чем у стана, работающего по второй схеме. На станах отечественной конструкции процесс осуществляют по первой схеме.
Технологический процесс и оборудование для производства труб со спиральным швом рассмотрим иа примере стаиа 1020 (рис. XIV.32).
При двухсторонней схеме сварки труб диаметром 1020 мм со стенкой толщиной 12 мм скорость сварки 0,8—1,1 м/мин, при этом не устраняется возможность возникновения горячих трещин во внутреннем шве. На стане 1020 применена трехслойная схема сварки спирального шва под флюсом.
663
В местах схождения кромок полосы и первого сформованного витка трубы накладывается первый внутренний технологический шов, через полвитка спирали шва — наружный рабочий, а затем через шаг спирали от первого внутреннего — второй внутренний рабочий шов. Назначение технологического шва — обеспечение соединения сходящихся при формовке кромок и устранение возможности их взаимного перемещения при наложении рабочих швов.
При сварке со скоростью выше допустимой ванна с расплавленным металлом не успевает затвердевать, в результате чего металл стекает. Поэтому применение трех головок позволяет повысить скорость сварки.
В связи с интенсивным плавлением основного металла шов состоит главным образом из основного металла (70—85 %); доля металла электродной проволоки составляет 15—30 %.
Установка трех сварочных головок обеспечивает сравнительно высокую скорость сварки: 1,8—2 м/мии.
Скорость выхода трубы, м/ч:
vT—50Bi»CB/(nD.r)- (XIV. 15)
где гсв — скорость сварки, м/мин.
Внутренние швы накладывают сварочным аппаратом, представляющим собой самоходную тележку, иа длинной штанге которой смонтированы две внутренние сварочные головки. На тележке установлены бункер для флюса, флюсоаппараты и катушки с электродной проволокой. Тележка перемещается на катках по направляющим кронштейна поворотной рамы стаиа.
Передвижением тележки внутренние сварочные головки заводят внутрь формовочной машины и устанавливают там в рабочем положении. Подача флюса к головкам осуществляется расположенными внутри штаиги ленточными транспортерами.
Наружный шов выполняют сварочным аппаратом, установленным на стойке и закрепленным на поворотной раме стана.
Выходящая из формовочной машины труба совершает вращательно-поступательное движение и попадает на цилиндрические ролики отводящего рольганга, оси которых развернуты под углом, обеспечивающим перекатывание трубы по ним без скольжения.
Непрерывно выходящую из стана трубу разрезают па мерные длины (12—18 м) летучим отрезным устройством газо-кислородной либо плазменной резки.
По окончании процесса отрезки трубы включаются электроприводы роликов отводящего рольганга, боковые поддерживающие ролики опускают, после чего рольганг начинает работать как «косой», сбрасывая трубу иа передаточную решетку. По решетке труба перекатывается однониточным шлеппером иа транспортный рольганг, который передает ее в отделение отделки, где проводят следующие операции: удаление флюса из труб, отрезку концов 664
труб со снятием фаски, осмотр и ремонт дефектных швов, гндрав-чическое испытание, поштучное взвешивание и передачу на склад готово й п роду кцн и.
На действующих станах спиральной сварки общий расходный коэффициент металла, включая потерн иа обрезь кромки н концов полосы, составляет примерно 1,1 Выход годного с учетом предельного брака равен 95 %.
Годовая производительность одного стана 1020 составляет 75000 т.
Для производства спиральношовных труб из высоколегированных коррозионностойких сталей применяют аргоно-дуговую сварку. Этим способом изготавливают трубы диаметром 80— 500 мм с толщиной стенки 0,8—5 мм из материала с временным сопротивлением до 800 МПа.
В ряде отраслей промышленности и сельского хозяйства (в шахтной вентиляции, в оросительных и дождевальных системах) при невысоких внутренних давлениях применяют тонкостенные трубы со спиральным замковым швом. Этн трубы наиболее целесообразно изготовлять на стационарных н передвижных портативных установках нз оцинкованной илн плакированной пластмассовой узкой полосы илн путем радиочастотной сварки внахлестку с последующей изоляцией нх пластмассой методом напыления.
Глава XV
ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРОКАТНЫХ
И ТРУБНЫХ СТАНОВ
Проблема снижения трудовых и материальных затрат по производству проката должна прежде всего решаться в направлении экономии металла в результате улучшения его физических н механических свойств н производства таких видов проката, когорые давали бы возможность снижать конструкционную и технологическую металлоемкость машин, строительных конструкций и других металлопотребляющих объектов.
Эта генеральная линия развития черной металлургия, состоящая в коренном улучшения качества производимого металла и потребительских свойств металлопродукции, ие является временной, актуальность ее будет возрастать с каждым годом в следующих направлениях:
1. Повышение точности размеров прокатываемых профилей и труб, т. е. снижение поля допусков на размеры профиля. 2. Придание профилю проката и труб формы, обеспечивающей панлучшее использование металла как в самой конструкции, так и в процессе ее изготовления. 3. Повышение качества металла тер-
665
мическнм или термомехаиическим упрочнением. 4. Нанесение специальных покрытий для придания поверхности требуемых физикохимических свойств и главным образом для защиты нх от коррозии.
Одновременно с проблемой повышения качества металла должна решаться проблема повышения производительности труда и снижения удельных капитальных затрат. Одно из направлений, дающее несомненный экономический эффект, состоит в повышении единичной производительности агрегата.
Рост производительности металлургических агрегатов достигается увеличением размеров агрегата, интенсификацией технологического процесса и переходом на работу агрегата по принципиально новой технологии.
В прокатных станах — это повышение скорости прокатки, снижение продолжительности пауз между выходом предыдущего н входом последующего слитка нли заготовки и времени, затрачиваемого на смену прокатных валков.
Интенсивность процесса прокатки зависит также и от длины или от массы прокатываемой заготовки. Чем больше длина заготовки, тем меньше будет потерь времени иа ее заправку, разгон н торможение стана. Поэтому одновременно с применением более высоких скоростей прокатки, необходимо также осуществить переход на прокатку более тяжелого слитка, сляба или рулона.
Представляется целесообразным создание отечественных станов со следующими скоростями: широкополосных стаиов горячей прокатки до 25—30; широкополосных станов холодной прокатки до 30—40; станов для холодной прокатки жести до 40—50; мелкосортных станов до 20—25; проволочных станов до 80—100 м/с.
Дальнейшим этапом в интенсификации прокатки будет введение беспаузного или бесконечного режима. В этом случае отпадает необходимость частого снижения скорости для заправки полосы. Такой бесконечный режим практически осуществляется или совмещением прокатного стана с машиной для непрерывного литья заготовки, или применением стыковой сварки заготовок перед подачей нх в валки.
В первом случае этот режим работы является следствием самого процесса совмещения непрерывного литься с прокаткой, а во втором ои может быть получен при введении дополнительных операций стыковой сварки и снятия грата и соответствующего оборудования
Стыковая сварка получила широкое применение при производстве сварных труб, на профилегибочных станах, в травильных агрегатах, в проходных термических печах и в агрегатах для нанесения защитных покрытий.
Благодаря стыковой сварке отпадает необходимость в заправочных операциях при подаче полосы из следующего рулона н в то же время обеспечиваются полная непрерывность н, следовательно, большая устойчивость технологического процесса. Сам процесс сварки большей частью осуществляется стационарно установлен-666
1Н машинами; на время сварки предусмотрен запас полосы в виде одной или нескольких петель.
При сварке толстых полос нли заготовок, когда образование петли становится затруднительным, применяются летучие стыкосварочные машины, как, например, на трубоспирально-сварочных станах Волжского трубного завода.
В трубосварочных станах — это интенсификация самого процесса сварки с целью повышения скорости выхода трубы, а также прн производстве труб малых диаметров — применение в потоке за трубосварочным станом последующей прокатки — редуцирования.
Примером первого направления служит так называемая радиочастотная нли высокочастотная сварка.
Второе направление эффективно при производстве труб малых диаметров (до 100 мм) с толщиной стенки не менее 1,5—1,75 мм. Повышение производительности станов прн изготовлении такого рода труб достигается путем увеличения ширины свариваемой полосы и последующего редуцирования трубы с натяжением.
Указанный процесс сварки труб и последующего редуцирования оказался эффективным при совмещении (по предложению ВНИИметмаша) этих процессов в один. Труба при выходе из сварочного стана непрерывно поступает в редукционный стан, после чего летучими пилами режется на мерные длины.
Этот процесс применен, например, прн производстве труб методом печной сварки на стане, разработанном ВНИИметмашем н ПО «Электростальтяжмаш». На стане достигнута общая вытяжка труб при ее горячем редуцировании с натяжением, равная 14. и соответственно скорость выхода трубы диаметром 10 мм 20 м/с, что в 2,5 раза выше, чем иа других станах этого назначения.
Эффективность процесса непрерывного литья слябов, блюмов нли другой заготовки для ее последующей прокатки общеизвестна. Но эта эффективность еще более возрастает прн объединении процесса литья с прокаткой в одном агрегате. Применение такого технологического процесса для получения проката непрерывным методом из жидкого металла открывает большие перспективы в деле повышения эффективности металлургического производства.
При такой технологии удается использовать первичную теплоту слитка для его деформации, исключить промежуточный склад металла и достичь полной непрерывности в процессах литья и прокатки, что обеспечит резкое повышение производительности тРУДа.
Из известных способов совмещения прокатки с непрерывным литьем можно отметить следующие:
1) жидкий металл непосредственно поступает в межвалковое пространство; 2) начало процесса кристаллизации отделено от процесса деформации, ио деформация, т. е. прокатка, начинается, когда сердцевина слитка находится еще в жидком состоянии;
667
Рис. XV. 1. Схемы бесслитковой прокатки алюминиевой полосы с горизонтальным (а) вертикальным (б) кристаллизаторами
3) прокатку непрерывно образующегося слитка осуществлнют после окончания кристаллизации. Первый способ был предложен еще Г. Бессемером и назван бесслитковой прокаткой.
Процесс бесслитковой прокатки был успешно разработай в двух вариантах (рис. XV. 1): а) жидкий алюминий поступает через распределительную коробку в межвалковое пространство, образованное двумя горизонтальными валками, расположенными один над другим. Жидкий алюминий, соприкасаясь с валками, кристаллизуется; затем образующаяся прн этом полоса выходит непрерывно из валков стана; б) способ бесслитковой прокатки отличается от описанного выше тем, что оба валка в этом случае расположены в одной горизонтальной плоскости, а жидкий влюмнний в межвалковое пространство подается снизу вверх. Так же, как н в предыдущем случае, алюминий к валкам подается через распределительную коробку, однако она расположена вертикально»
Второй способ характеризуется частичным разделением процессов кристаллизации и деформации, но деформация, т е. прокатка, начинается тогда, когда сердцевина слитка находится еще в жидком состоянии (рис. XV.2), поэтому валки располагают близ кристаллизатора.
За последние годы не появлялось сообщений о широком распространении этого способа. Для большинства сталей применение его не обеспечивает высокое качество проката.
Третий способ состоит в прокатке непрерывного образующегося слнтка после окончания кристаллизации. Этот способ по сравнению с предыдущими обеспечивает нанлучшее качество металла. Во всяком случае в результате прокатки не снижается однородность непрерывно.!итого металла, улучшаются его механические свойства и расширяется возможный сортамент.
В СССР первый литейно-прокатный агрегат с машиной роторного типа, где были совмещены процессы непрерывного литья н прокатки, был разработан ВНИИметмашем совместно с Запорожским алюминиевым заводом для производства алюминиевой про-
бей
волоки (рис. XV.3). Кристаллизатор сделай в виде обода колеса, обтянутого снаружи стальной лентой.
Благодаря полной непрерывности технологического процесса, при котором проволока прокатывается неразрывным потоком (плавильная печь—миксер -кристаллизатор прокатный стан), резко повысилась производительность труда и практически достигнута полная автоматизация производства.
В дальнейшем ВНИИметмашем был создан более производительный агрегат для непрерывного литья и прокатки алюминиевой проволоки, который прошел испытания в про-
Риг. XV.2. Схема совмещенного процесса непрерывного литья и последующей прокатки металла в двухфазном состоянии:
1 — кристаллизатор; 2 — ролнко-
мышлениых условиях на Иркутском алюминиевом заводе. Его произво-
вая зона вторичного охлаждения;
3 — палки первой клети непрерывного прокатного стана
дительность 4,5—5 т/ч, скорость
выхода проволоки нз валков стана более 7 м/с. Литейно-
прокатные агрегаты с машинами роторного типа применяют также для непрерывного литья медн с последующей ее прокаткой в проволоку. Агрегат такого рода была создан ВНИИметмашем и эксплуатируется на Алмалыкском горно-металлургическом комбинате. Производительность агрегата для медной проволоки составляет около 10 т/ч.
К числу многих преимуществ производства проволоки мето-
дом совмещения непрерывного литья и прокатки следует отнести большую массу бунта, достигающую для алюминия до 1,5—2 т, а для меди до 3—5 т, т. е. в 10—20 раз больше, чем у обычных станов. Это весьма упрощает дальнейшую обработку проволоки, особенно при волочении.
ВНИИметмашем совместно со Всесоюзным научно-исследо-
вательским институтом легких сплавов создана опытно-промыш-лениая машина подобного типа для непрерывного лптья алюминие-
Рис. XV.3. Схема литейио-прокатного агрегата для производства алюминиевой проволоки: / — промежуточная ванна; 2 —дозатор; 3 — кристаллизатор: 4 — поперечное сечение кристаллизатора; 5 — летучие ножницы (аварийные); б — схема расположения валков в двух смежных клетях; 7 — трехвалковый непрерывный стан; 8 — моталка
669
вой полосы шириной до 1000 мм, испытание которой дало'положи-тельные результаты. Скорость выхода полосы толщиной 10— 15 мм можно довести до 5—10 м/мин. При такой скорости становится рентабельной установка прокатного стана за этой машиной для непрерывного лнтья.
При создании станов для объединенных процессов непрерывного литья и прокатки стали возникает больше технических трудностей, чем для цветных металлов, но в то же время решение этой проблемы по ее экономическим преимуществам более актуально.
Главная из этих трудностей заключается в низкой скорости (0,6—5 м/мин) выхода слитка из кристаллизаторов у существующих МНЛЗ, что определяет недоиспользование производительности прокатного стана в случае его расположения в потоке за кристаллизатором. Принципиально возможны два пути решения этой задачи.
Первый наиболее простой путь состоит в применении нескольких кристаллизаторов, установленных в потоке с одним прокатным станом. В этом случае предусмотрена отрезка от выходящего из кристаллизатора слитка возможно более длинных кусков, т.е. слябов, блюмов или заготовок, которые должны поступать поочередно в прокатный стан» Для выравииввния температуры слитков перед входом в валки стаиа требуется их подогрев в печах.
Второй путь состоит в таком соединении МНЛЗ с прокатным станом специальной конструкции, при котором слиток нз кристаллизатора поступает в валки прокатного стана непрерывно без разрезки (в частности, в валки станов периодического действия: планетарный и др.). Предназначенный для осуществления этого процесса агрегат создай ВНИИметмашем для одного из отечественных металлургических заводов. Агрегат состоит из одноручьевой МНЛЗ, планетарного стана с двусторонним обжатием н непрерывного стана для прокатки катанки диаметром от 5 до 12 мм (рис. XV.4).
За последние годы в США и Западной Европе применению литейно-прокатных станов уделяют большое внимание.
Наиболее производительным из них является агрегат, пущенный на заводе фирмы «United States Steel» (США), в котором одноручьевая литейная машина установлена в потоке с подогревательной проходной печью и прокатным станом, состоящим из трех рабочих клетей с горизонтальными валками и четырех клетей с вертикальными валками. В машине осуществляется непрерывное литье слябов двух сечений: 235x1400 н 235X1930 мм, которые при выходе из кристаллизатора подогреваются и в одном потоке прокатываются в слябы разных сечений; прн этом минимальное сечение сляба составляет 150x810 мм.
Повышение точности размеров проката является источником значительной экономии металла.
Современные конструкции и системы регулирования прокатных станов позволяют значительно повысить точность прокатывае-670
Рнс. XV.4. Схема совмещенного агрегата непрерывного литья и прокатки стальной проволоки конструкция ВНИИметыаша:
1 — машина непрерывного литья заготовок; 2 — ножницы летучие гидравлические: 3 — зачистная машина 4 — индукционный нагреватель; 5 — планетарный стан; 6 — тянущие ролики; 7 — ножницы летучие: Я — черновая горизонтальная клеть; 9 — черновая вертикальная клеть: 70— блок чистовых клетей; 71— ножницы летучие барабанные; 12 — моталки сортовые; 13 — устройство для уборки бунтов
мых изделий, т. е. уменьшить поле допусков по сравнению с действующими стандартами.
Основными способами повышения точности размеров проката являются: I) применение возможно более стабильного температурного режима прокатки; 2) повышение жесткости рабочих клетей с целью снижения упругой деформации клетей в результате неизбежного изменения усилий, действующих на валки при прокатке; 3) применение систем автоматического регулирования межвалкового расстояния в зависимости от показаний измерителя профиля нли усилий на валки; 4) автоматическое регулирование натяжения металла в процессе прокатки, сильно влияющего на уширение и усилие прокатки.
Одним из самых главных требований, предъявляемых к конструкции прокатных станов, является повышенная жесткость рабочих клетей, необходимая для того, чтобы неизбежное изменение нагрузки на валки при прокатке вызывало минимальную дополнительную деформацию и у наименьшего числа деталей.
С этой точки зреиня самой простой схемой рабочей клети, обеспечивающей максимальную точность прокатки, следует признать клеть, у которой валки прижаты один к другому ребордами нли другими нерабочими поверхностями усилием, превышающим усилие прокатки. Наиболее совершенными являются клетн с гидравлическими цилиндрами.
Новая двухвалковая клеть бесстанинного типа (рис. XV.5) представляет собой блок, состоящий нз двух узлов прокатных валков с подушками, предварительно напряженными с помощью стяжных болтов и гидравлических гаек. В данной конструкции клетн полностью исключены традиционные нажимные устройства, характеризующиеся малой жесткостью и сложностью настройки и управления. Вместо этих устройств в верхних подушках установлены эксцентриковые втулки, выполняющие одновременно роль червячных передач, синхронный поворот которых на заданный эксцентриситет обеспечивает точную установку и регулиро-
671
Pur XV.5. Конструкция бесстанниной предварительно напряженной рабочей двухвалковой клети конструкции ВНИИметмаша н Череповецкого металлургического комбината
ванне межва л нового зазора. Рассмотренный узел клети выполняет функцию нажимного устройства, характеризующегося высокой жесткостью. В ннжией подушке с фиксированной стороны установлен механизм регулировки валов.
При разработке новых отечественных предварительно напряженных клетей бесстанпниого типа впервые в мировой практике в конструкции клетей проволочных н сортовых станов для восприятия радиальных нагрузок применены несамоустанавливаю-щиеся ПЖТ, а для восприятия осевых нагрузок — гидростатические упорные подшипники двустороннего действия оригинальной конструкции.
Радиальная жесткость новых клетей по сравнению с обычными Сталиными увеличена в 8 раз (1,61 и 0,19МН/мм),а осевая — в 12раз (0,37 и 0,03 МН/мм), что обеспечило в 2—3 раза повышение точности прокатываемых профилей па проволочном стане 250, мелкосортном стане 250 и средпесортиом стане 350 Череповецкого металлургического комбината.
При прокатке полосового металла эффективные результаты дают системы автоматического регулирования межвалкового расстояния в зависимости от показаний измерителя размеров прокатываемого профиля. Примером этого направления повышения точности прокатки является система автоматического регулирования толщины листов (САРТ) у непрерывных станов для холодной прокатки. Применение этой системы регулирования резко 672
Рис XV.6. Схема стана для производства двухслойных спиральъошовных труб для магистральных газопроводов конструкции ВНИИметызша:
1 — рвзматыаатсль: 2 — правильная машина: 3 — ножницы для отрезки концов: 4 — стыкосварочная машина. 5 — дисковые ножницы для отрезки боковых кромок: 6 — механизм для подготовки кромок для сварки; 7 — подающие ролики; 3 — рольганг; 9 — Полосы; 10. 11 — подающие машины; 12 — формовочная машина; 13. 14 — сварочные аппараты (внутренний п наружный); IS — отрезная машина; 16 — поворачивающийся рольганг
снизило продольную разнотолщинность, в результате чего фактическая точность размеров проката повысилась в 4—5 раз по сравнению с регламентируемой действующими стандартами.
Рост выпуска труб опережает производство других видов металлических изделий, в частности проката. Значительные успехи в развитии производства труб в основном достигаются на трубных станах, созданных отечественным машиностроением.
Из различных способов производства труб газопроводных и другого назначения наибольшего внимания заслуживают те способы, прн которых в качестве исходного материала используют рулонную полосу.
ВНИИметмашем предложено изготавливать трубы из рулонной полосы двухслойными дуговой спиральной сваркой. В этом случае в формовочную машину 12 одновременно подают две полосы 9, наложенные одна на другую со смещением (рис. XV.6).
Этот метод изготовления труб диаметром до 2520 мм реализован на опытно-промышленном стане Новомосковского трубного завода.
Из всех освоенных способов производства труб заслуживает внимание спиральная сварка двухслойных труб. В этом случае в качестве исходного материала может быть использована более тонкая рулонная полоса, которая не только дешевле по сравнению с отдельными листами, ио и отличается более высокой прочностью, так как при прочих равных условиях прочность тонких листов всегда выше, чем толстых.
В МИСиСе совместно с УралНИТИ разработаны и внедрены способ и оборудование для производства двухшовных прямошовных труб диаметром 300 мм с толщиной стеики 3 4 мм из рулонного металла сваркой токами высокой частоты по «бесконечной» схеме. «а
Собственно трубоэлектросварочный агрегат для работы ^по предлагаемой схеме состоит из двух формовочных, одной сварочной и двух калибровочных клетей. Для производства труб диа
673
метром от 150 до 1000 мм получил распространение способ, разработанный ВНИИметмашем, с использованием радиочастотной сварки кромок с раздавливанием шва.
Исходным материалом для труб с толщиной стенки меиее 1,5—2,5 мм служит холоднокатаная полоса, а более 2,5—3,5 мм— горячекатаный штрипс.
Трубопрокатные стаиы применяют для производства многих видов стальных труб, которые не удается нли менее выгодно делать сварными.
Из трубопрокатных станов, созданных за последние годы, можно отметить два типа: 1) длиннооправочный непрерывный; 2) короткооправочный тандем.
Длнинооправочиые стаиы в основном предназначаются для прокатки крупных партий тонкостенных труб.
Короткооправочные стаиы тандем системы ВНИИметмаша и ПО «Электростальтяжмаш» могут оказаться выгоднее непрерывных станов для производства бесшовных труб при большом количестве заказов разного сортамента.
Особенности принципиально нового процесса холодной прокатки труб роликами (ХПТР), обеспечившие решение сложной технической проблемы, заключаются в том, что в качестве рабочего инструмента используют валки (ролики) малого диаметра без подшипниковых опор, раскатывающие металл трубной заготовки иа гладкой цилиндрической оправке. Создание и широкое внедрение уникального отечественного оборудования, ие имеющего зарубежных аналогов, в значительной степени ускорили технический прогресс в производстве холоднодеформироваииых труб.
Нанесение различных покрытий на прокат и трубы для придания поверхности требуемых физико-механических свойств и главным образом для защиты от коррозии с каждым годом получает все большее распространение.
За последние годы на металлургических заводах начали широко применять предварительную окраску и лакирование проката, в том числе н сортового, что предохраняет металл от коррозии при перевозке и строительстве и весьма облегчает окончательную отделку готовой конструкции.
В связи с большой эффективностью применения во многих отраслях народного хозяйства проката с нанесенными защитными покрытиями в СССР на ближайшие годы намечено развитие производства этого вида проката более ускоренными темпами по сравнению с металлопродукцией других видов. Прн этом большое внимание будет уделено развитию производства проката с полимерными и различными новыми видами покрытий как металлическими, так и неметаллическими.
В конструировании агрегатов нанесения покрытий следует отметить два основных направления.
Первое — дальнейшее развитие принципа непрерывности вы-
674
полнения технологии нанесения покрытий и вытекающее отсюда стремление к объединению всех операций как по подготовительной обработке проката, так и по нанесению на него покрытий и последующей отделке в одну общую технологическую непрерывную линию бесконечного действия.
Второе — усовершенствование качества покрытий, расширение их видов и разработка новых методов нанесения.
Целесообразно использовать прокатку не только для изготовления профильных металлических изделий, в том числе и труб, но и многих других изделий и особенно заготовок для разных деталей машин.
В связи с дальнейшим развитием в машиностроении массового производства однотипных изделий и необходимости, как это отмечалось выше, снижения расхода металла применение станов назначения с каждым годом расширяется.
Одновременно с увеличением номенклатуры изделий, которые выгодно производить прокаткой, разрабатывают новые схемы прокатки н конструкции прокатных станов соответственно форме изделий.
Особенно большое распространение получают станы для формообразования и обработки изделий, близких к телам вращения. Оказалось, что для значительной части изделий использование методов винтовой прокатки и поперечной прокатки весьма эффективно.
За последние годы созданы и получили широкое распространение многочисленные системы деталепрокатных станов.
Важное значение имеет снижение материалоемкости металлургических машин и агрегатов. Особое место занимает эксплуатационная металлоемкость, обусловленная необходимостью частой замены металлоемких деталей н технологического инструмента вследствие нх износа новыми (прокатные валкн, оправки трубопрокатных станов и др.).
Высокоэффективными современными способами снижения эксплуатационной металлоемкости, повышения надежности деталей и технологического инструмента прокатных стаиов являются плазменная и лазерная обработка рабочих поверхностей 1.
На металлургических заводах достаточно широко применяют плазменную наплавку в качестве операции восстановления изношенных деталей и повышения нх изностостойкостн. Получает распространение плазменная термообработка рабочих поверхностей деталей н технологического инструмента.
Особого внимания заслуживает применение мощных технологических лазеров в прокатном производстве.
Лазерная закалка поверхности деталей и инструмента обладает следующими преимуществами по сравнению с традиционной:
1 Н. С. Бунина, В Б. Владимиров Применение плазмы, лазерного, электронного и других видов излучения в черной металлургии за рубежом Бюл ин-та сЧер.метниформаиия , Черная металлургия, 1086, № 6, с. 20—40.
675
высокой концентрацией энергии, возможностью локального упрочнения и обработки труднодоступных мест, отсутствием коробления и тепловой деформации деталей, возможностью передачи энергии лазерного луча на большие расстояния, устранением необходимости применения закалочных сред. Прн лазерной закалке луч лазера быстро нагревает поверхностный слой до температуры аустенизации. Быстрое охлаждение, необходимое для закалкн, происходит за счет большой массы холодного металла, находящегося под нагретым слоем. В результате такого процесса «само-охлаждения» образуется мелкоигольчатая мартенситная структура с высокой твердостью, обусловливающая повышение износостойкости детали.
Разрабатывают и внедряют также технологии лазерного переплава и лазерного легирования, при которых поверхностные слои детали расплавляют с последующим быстрым затвердеванием расплава в результате отвода тепла в основной металл. Прн этом поверхностные слон получают необходимые эксплуатационные свойства, в них могут возникать метастабильные фазы и аморфные структуры, обладающие чрезвычайно высокой твердостью и обусловливающие высокую износостойкость поверхности детали.
Указанные виды лазерной термообработки позволяют получать значительно более высокую твердость обработанной поверхности по сравнению, например, с индукционной закалкой. Опытио-промышленная проверка технологии лазерной закалки валков многовалкового стана, разработанной в МИСиСе, показала увеличение эксплуатационной стойкости валков в 1,5—2 раза.
Повышение износостойкости деталей и технологического инструмента может быть достигнуто применением лазерной наплавки, осуществляемой, например, путем инжектирования струей инертного газа порошков карбидов вольфрама нли титана в расплавленный лазерным лучом участок поверхностного слоя.
В результате 'лазерной наплавки порошковыми материалами (осуществленной в МИСнСе) прошивных и калибровочных оправок трубных станов, проводок н лннеек сортопрокатных станов увеличилась их стойкость в 3—5 раз, а также появилась возможность замены высоколегированных сталей и специальных сплавов углеродистыми сталями.
В последние годы интенсивно проводятся работы по расширению области применения технологических лазеров в прокатном производстве: для матирования поверхности прокатных валков, обработки резанием высокотвердой поверхности закаленных деталей и валков, обдирки н зачистки слитков и заготовок, порезки проката на мерные длины, обработки концевых участков труб и фасонных профилей, стыковой сварки полосы, улучшения качества листов из электротехнической стали, поверхностного легирования толстых листов и др.
Лазерная обработка металлов в настоящее время является дорогостоящей, прежде всего вследствие большой энергоемкости.
676
Однако пи одна из конкурирующих технологий не может обеспечить такой же гибкости н универсальности, как лазерная технология, где одни и тот же лазер можно использовать для выпол-пения разнообразных операций (термическое упрочнение, наплавка, поверхностное легирование, резка, сварка и др.) при обработке большого количества деталей и металла.
Следует также отметить, что во многих случаях повышение износостойкости деталей достигается не сплошной обработкой поверхности износа лучом лазера, а избирательной в местах наибольшего износа, нанесением «узора» в виде сетки, отдельных полос и др. Это — важное обстоятельство с точки зрения удешевления лазерной упрочняющей обработки и обеспечения ее высокой производительности.
Необходимым условием успешного внедрения мощных лазеров в металлургии является механизация и автоматизация про цессов лазерной технологии на основе применения средств робототехники, что обеспечит стабильность промышленных технологий н высокую нх производительность, расширение областей эффективного применения лазеров, безопасное выполнение работ н улучшение условий труда.
Одно из важных направлений научно-технического прогресса в прокатном производстве — механизация и автоматизация технологических операций и ремонтных работ на основе широкого внедрения средств робототехники.
Внедрение промышленных роботов в прокатное производство 1 осуществляется в трех основных направлениях:
1) роботизация технологических процессов в ремоитно-меха-ннческих цехах и на участках ремонта оборудования; 2) роботизация операций отделки, транспортирования, складирования и отгрузка проката; 3) роботизация отдельных операций, связанных с обслуживанием основной технологической линии прокатного стана.
1 Э. П. Бобриков, Е. В. Зайцева. Особенности и структура роботизированного технологического комплекса процесса прокатки. — Изв. вуз. Черная металлургия, 1986, № 2, с. 41—44.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Боровик Л. И., Добронравов Л. И. Технология подготовки и эксплуа1ацпи валков тонколистовых станов. М.: Металлургия, 1984. 104 с.
Вердеревский В. Л., ГлеЛбер А. 3., Никитин А- С. Трубопрокатные станы. М.: Металлургия, 1983. 253 с.
Гребеник В. М., Цапка В. К- Надежность металлургического оборудования. Справочное издание. М.: Металлургия, 1980. 343 с.
Иванченко Ф. К-, Красношапка В. А. Динамика металлургических машин. М.: Металлургия, 1983. 295 с.
Косое А. М. Механическое оборудование волочильных и лентопрокатных цехов. М - Металлургия. 1980. 310 с.
Коновалов Л. В. Нагруженность, усталость, надежность деталей металлургического оборудования. МЛ Металлургия, 1981 280 с.
Коновалов Ю. В.. Остапенко А. Л., Пономарев В. И. Расчет параметров листовой прокаткк: Справочник. М.: Металлургия, 1986. 430 с.
Королев Л. Л. Конструкция и расчет машин и механизмов прокатных станов.
Учебное пособие для вузов. М.: Металлургия, 1985. 376 с.
Королев Л. Л. Механическое оборудование прокатных и трубных цехов: Учебник для вузов. М.: Металлургия, 1987. 480 с.
Новые процессы деформации металлов и сплавов: Учебное пособие для вузов/ Коликов А. П-, Полухин П. И., Крупин А В. и др. М-: Высшая школа, 1985. 351 с.
Организация технического обслуживания металлургического оборудова-ния/Седуш В. Я, Сопилкин Г. В., Вдовин В. 3. и др. Киев: Техшка. 1986. 124 с.
Плахтин В. Д. Надежность, ремонт и монтаж металлургических машин: Учебник для вузов. М.: Металлургия. 1983. 415 с.
Прокатка на многовалковых станах/Полухин П- И., Полухин В. П., Пименов А. Ф. и др. М.: Металлургия, 1981. 248 с.
Прокатное производство: Учебник для вузов./Полухин П. И., Федосов Н. М., Королев А. А., Матвеев Ю. М. М.: Металлургия. 1982. 696 с.
Прокатка толстых лисгоз/Полухин П. И., Клименко В. М., Полухин В. П. и др. М.: Металлургия, 1984. 288 с.
Робертс В. Холодная прокатка стали: Пер. с англ. М.: Металлургия. 1982. 544 с.
СедушВ- Я. Надежность, ремонт и монтаж металлургических машин. Киев— Донецк: Внща школа. 1981. 264 с.
Теория прокатки: Справочник/£/елнх-<« А. И., Томленое А. Д., Зюзин В. И. и др. М.: Металлургия. 1982. 335 с.
Цеков В. И- Основы восстановления деталей металлургического оборудования. М.: Металлургия. 1984. 328 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агрегат,
зачистки 498, 501
комбинированный 513
литейно-прокатный 669
лужения жести 538
плакирования 541
профилегнбочный 167, 169
подготовки рулонов 514
резки и правки 509, 511
термической обработки 543 , 546, 550, 555, 559
травления 526
678
трубопрокатный 603, 608, 609 , 610
шлифовки 505
Аэлектросварки 637
Автоколебании 85
Автоматическое регулирование профили и формы полосы (САРПФ) 316
Балка 133, 508
Валки прокатные 14 190, 198
давление 205, 207
напряжение 216
опорные 198, 199, 250, 251. 282
прогиб 201, 211
прочность 204 , 213
рабочие 198, 199, 251
уравновешивание 235, 248
Губкина формула 61
Давление межвалковое 205
Двухвалковая система 201
Деформация 33
сжатия 271
сопротивление 47"
упругая 201, 209, 268 , 272, 283
Диаграммы статической нагрузки 68
Динамический модуль жесткости 274
Долговечность 89
Жесткость 74, 75, 255
Жесть <56, <59
Зубчатое зацепление 332
Изгиб полосы 454
момент 458
пластический 456
Кантователь 105, 368, 372, 373
Клеть 17, 253
деформация 283, 286
двухвалковая 17
жесткость 274, 308
рабочая 253 , 268 , 297, 585
расчет 268, 297
трехвалковая 20
универсальная 22
черновая группа 264
четырехвалиовая 20, 275, 284
шестеренная 331, 337, 341, 461
Коэффициент
динамичности 78, 81
надреза 388
наклепа 50
напряженного состояния 54, 60
Кривые пластичности 301
Лазерная обработка 676
Лист 511, 519, 559
толстый 353 , 368, 379, 459, 502, 519
тонкий 422, 465
Манипуляторы 368
Машины
зачистки 498, 499 , 501, 502
непрерывного литья заготовок
(МНЛЗ) 672
обвязки 516, 518, 521
пакетирования 5<6, 518, 521
правильные 452. 459, 468 , 471 475
расчет 474
резки 497
свертывающие 494
Манипулятор 373
Моталки 479
Муфта 372, 576
Ножницы, I
дисковыё 440
конструкция 399. 400, 415, 427. 444
кривошипно-рычажные 419 430
летучие 152, 429
маятниковые 439
планетарные ПЗ 434
эксцентриковые Ю5
Опережение 30
Оптимизация 290
Очаг деформации 26
Пилы дисковые 447
Плазменная обработка 676
Подшипники 221, 272, 275, 284
Полоса 313
алюминирование 533
изгиб 454
плакирование 541
травление 528
цинкование 533
Полухина В. П. методика 211
Прессование тр\'б 612
Прессы 452, 472, 477, 559, 613
Проводки 259
Прокат 11, 308. 344, 471, 569
раэнотолщинность 304, 313, 315
точность размеров 299
Прокатка 65
«бесконечная» 143, 158
винтовая 569
контролируемая 126
момент 65
пилигримовая 590
поперечно-винтовая 171
Профили 12, 13
высокой точности 179
сортовые 564
Прочность циклическая 213
Разматыватель 489
Редуктор 331, 337
Редуцирование, 599
Роботизация 678
Рольганг 347, 553
Стаи
автоматический 581, 603
балочный 130, 134
волочильный 180, 183, 186
горячей прокатки 24, 119
листовой 25, 26, 116, 198, 259,
277
заготовочный 101, ПО
калибровочный 180, 184 , 598, 640
крупносортный 25, 137, 194 , 373 линейный 22
мелкосортный 25, 137, 194
многовалковый 160
непрерывный 24, 140, 141, 145,
148, 150, 304, 606
трубопрокатный 586
679
обжимной 25, 101, 192, 196 одноклетевой 22 последовательный 23 пилигримовый 25, 142, 194 проволочный 25, 142, 194 прошивной 569
радиально-сдвиговой прокатки 113 раскатной 595
редуциоиный 598
рельсобалочный 25, 130, 131, 194, 373
роликовый Г625,
сортовой 192, 237, 247, 262
горячей прокатки 128 среднесортный 137, 139, 194 толстолистовой 122, 127, 237, 304, 377
тонколистовой 121, 125, 191, 237 трубоволочильный 628 трубосварочный 667 узкого назначения 24 универсальный 25 формовочный 638
холодной прокатки 24, 148, 28Е листовой 25, 26, 144, 198 , 259, 277 труб 614, 615, 625 широкополосовой 118, 304, 353, 479 545
штрипсовый 194
Станина 253, 286, 393
Стрела прогиба 278, 311
Трубы 12, 568, 630
Целикова формулы 59, 211, 214, 257, 285
У
К
3{
HI
нс
К' УЧЕБНИК
Александр Иванович ЦЕЛИКОВ, Петр Иванович ПОЛУХИН, Виктор Михайлович ГРЕБЕН НК, Федор Кондратьевич ИВАНЧЕНКО, Михаил Аркадьевич ТЫЛКИН, 54 Андрей Андреевич КОРОЛЕВ, Владимир Петрович ПОЛУХИН, Дмитрий Александро-
вич СТОРОЖИ К, Борис Александрович ПАВЛЕНКО, Андрей Александрович ЦЕЛИ-д{ КОВ, Исаак Маркович ЕЛИНСОН, Владимир Иванович ЗЮЗИН
„ МАШИНЫ И АГРЕГАТЫ МЕТАЛЛУРГИЧЕСКИХ ЗАВОДОВ
Том 3 НН
МАШИНЫ И АГРЕГАТЫ ДЛЯ ПРОИЗВОДСТВА И ОТДЕЛКИ ПРОКАТА
Редактор В. П. Полухин
Редактор издательства Э. М. Щербинина
ЛР Художественный редактор Ю. И- Смурыгин
Технический редактор Г. Б. Жарова
Корректор И. М. Мартынова
Аг ИБ №-2999
Сдано в набор 20.08.87. Подписано в речать И.12.87. Т-24056.
Формат бумаги 60Х90У1(. Бумага типографская Л« 2. Гарнитура литературная.
1 Печать высокая. Усл. печ. л. 42,5. Усл. кр.-отт. 42,5. Уч.*пзд. л. 49,75.
• Тираж 9350 экз. Зак. 1073. Цена 2 р. 10 к. Изд. № 1479
Ордена Трудоного Красного Знамени издательство «Металлургия»
г 119857 ГСП, Москва, Г-34, 2-й Обыденский пер., д. 14
г Отпечатано с набора Ленинградской типографии № 6 ордена Трудового Красного Зна-
мени Ленинградскою объединения «Техническая книга» им Евгении Соколовой Союз-'t нолнграфпрома при Государственном комитете СССР по делам издательств, полиграфия
5 и книжной торговли. 193144, г. Ленинград, ул. Моисеенко. 10, в Ленинградской типогра-
_ фин № 4 ордена Трудового Красного Знамени Ленинградского объединения «Техниче-
ская книга» им. Евгении Соколовой Союзполмграфпром® ври Государственном комитете
„ СССР по делам издательств, полиграфии и книжной торговли. 191125. Ленинград. Со-
678 циа тнстическая ул.. 14.