/












































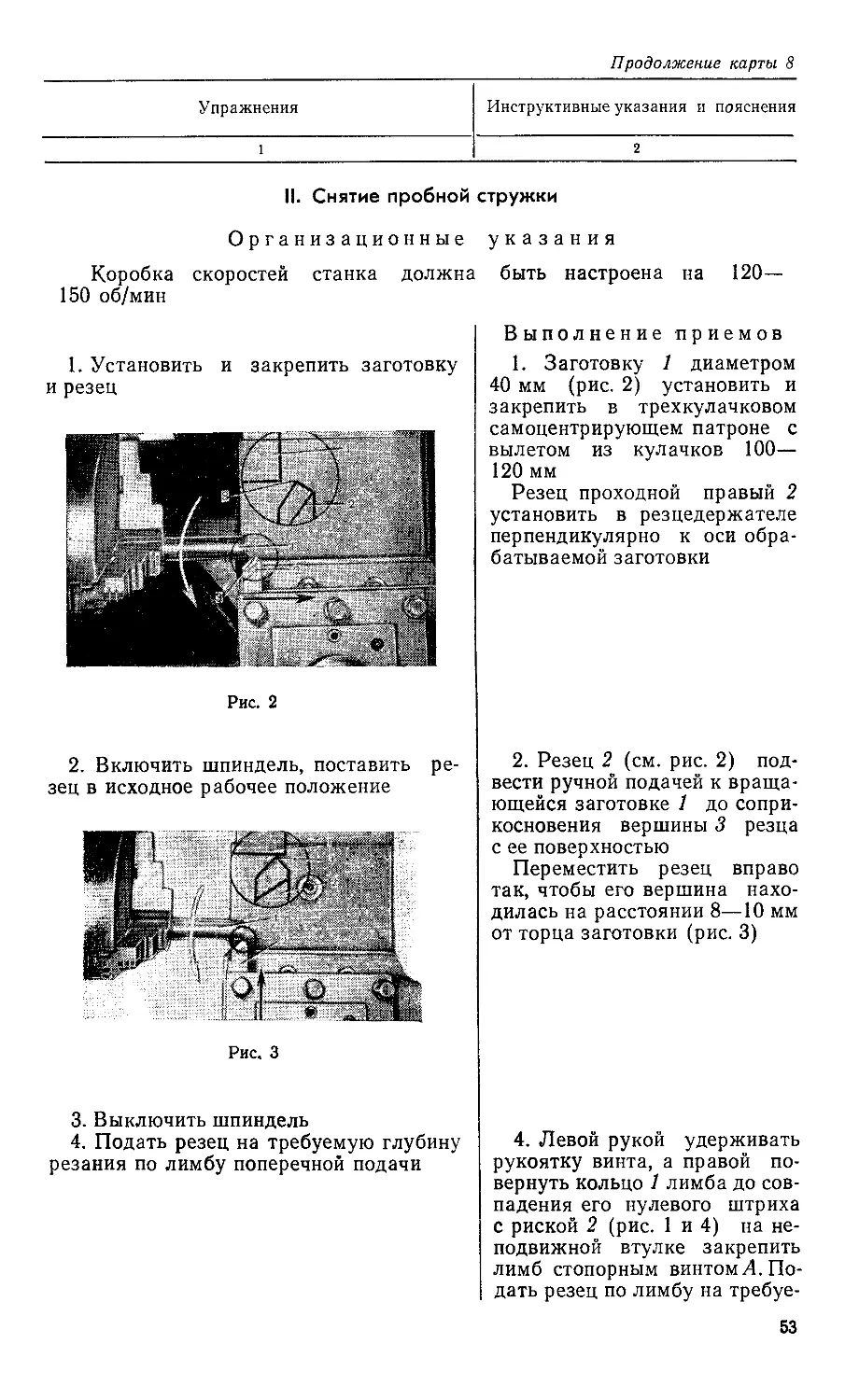













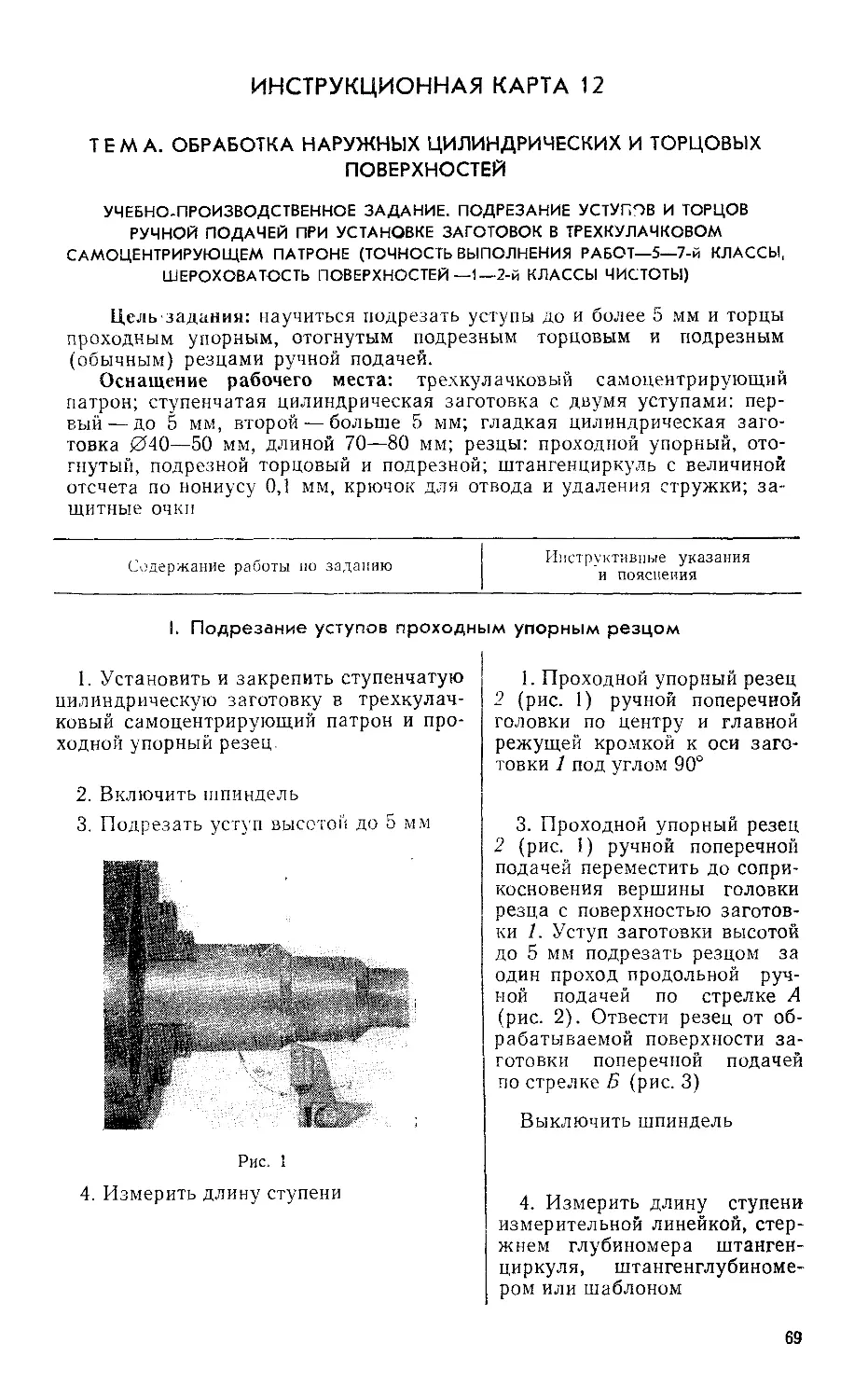























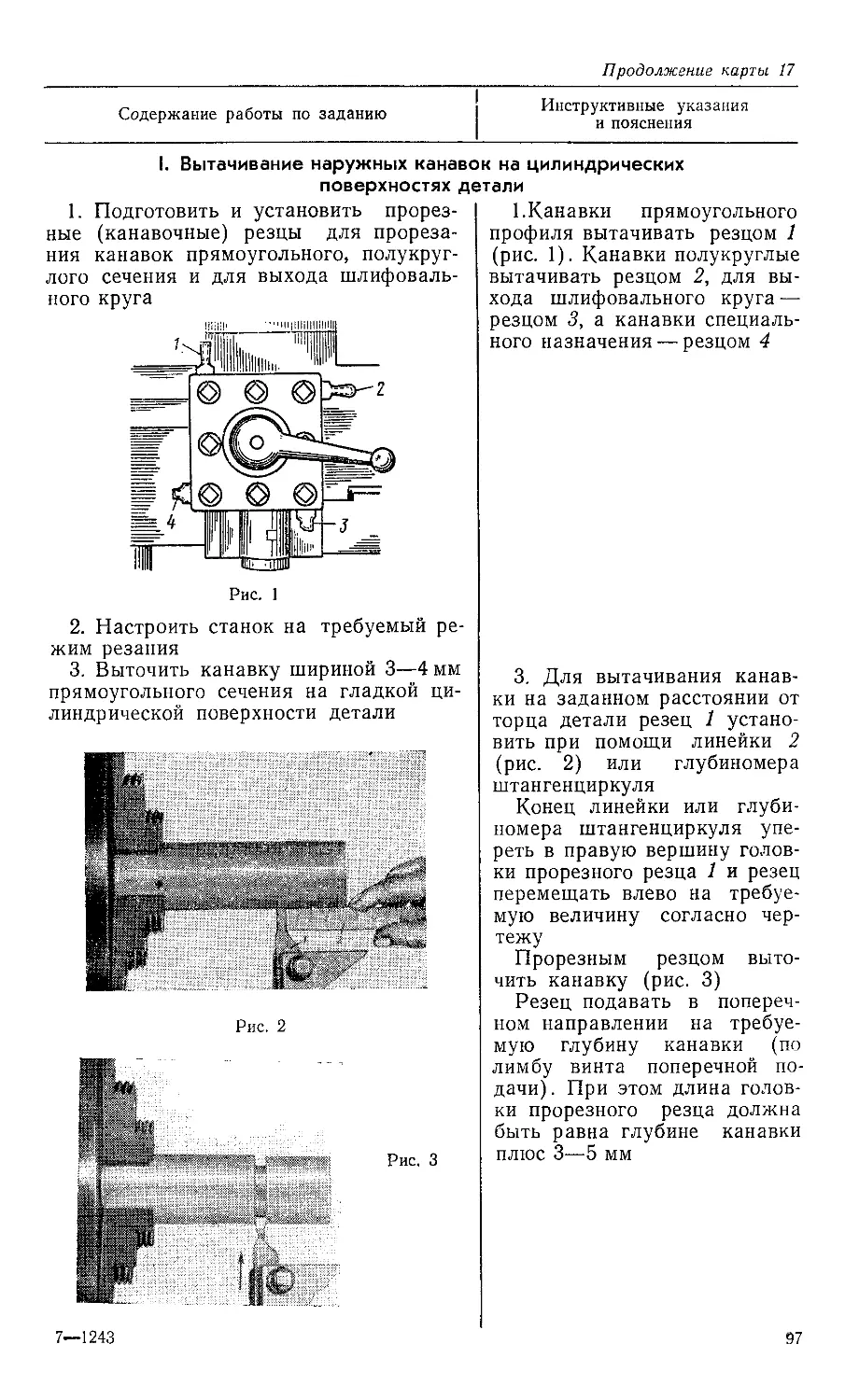

















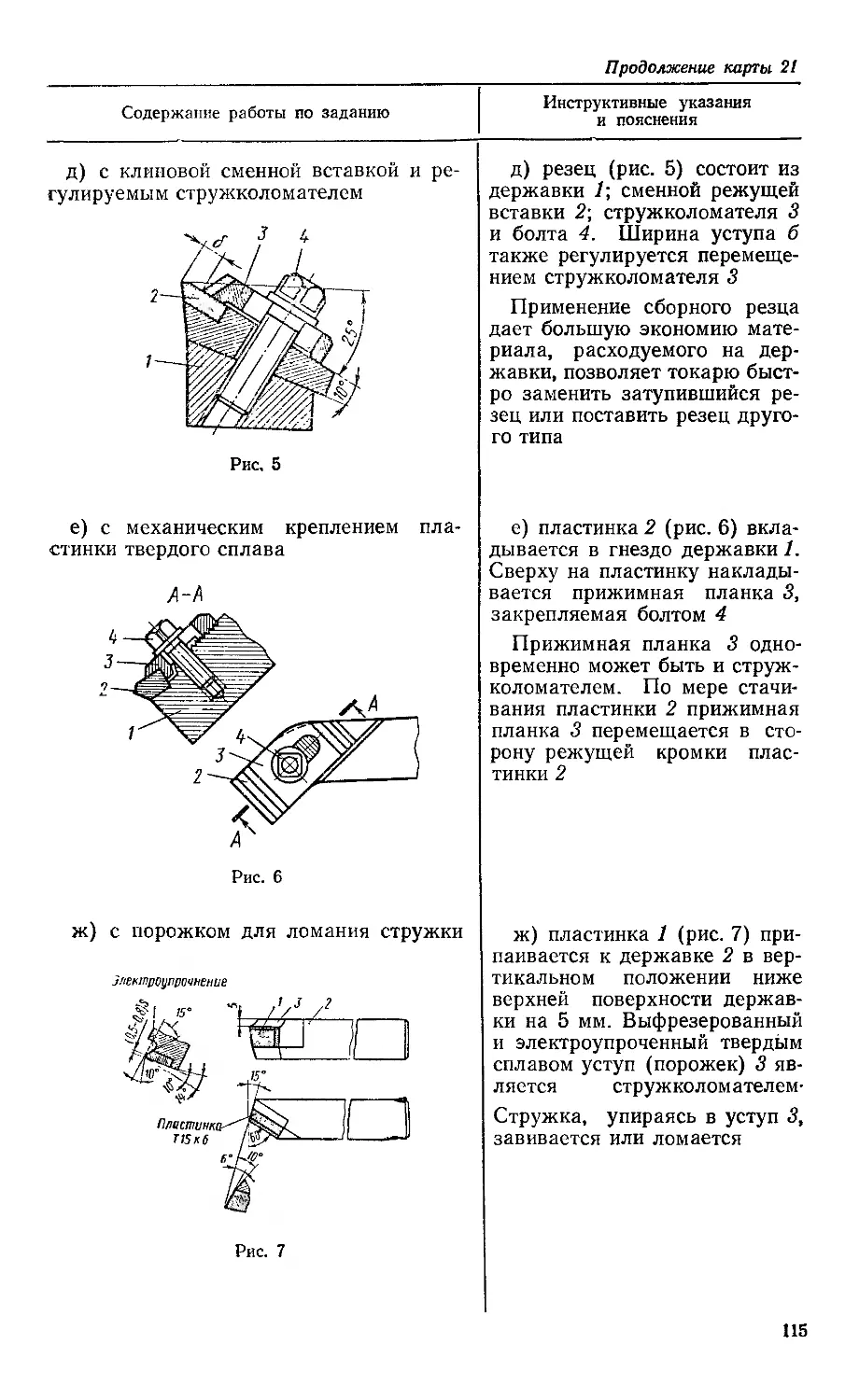

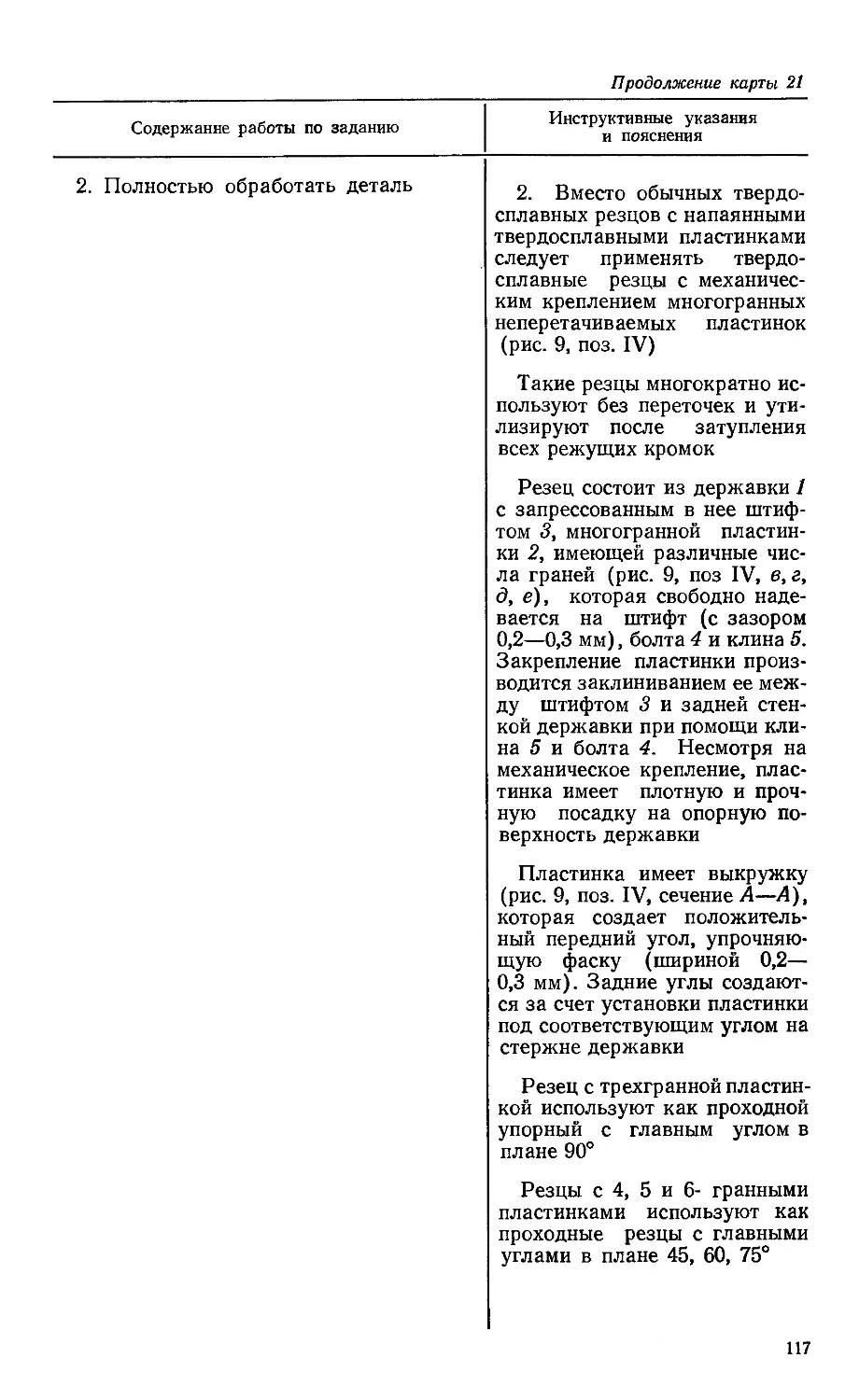
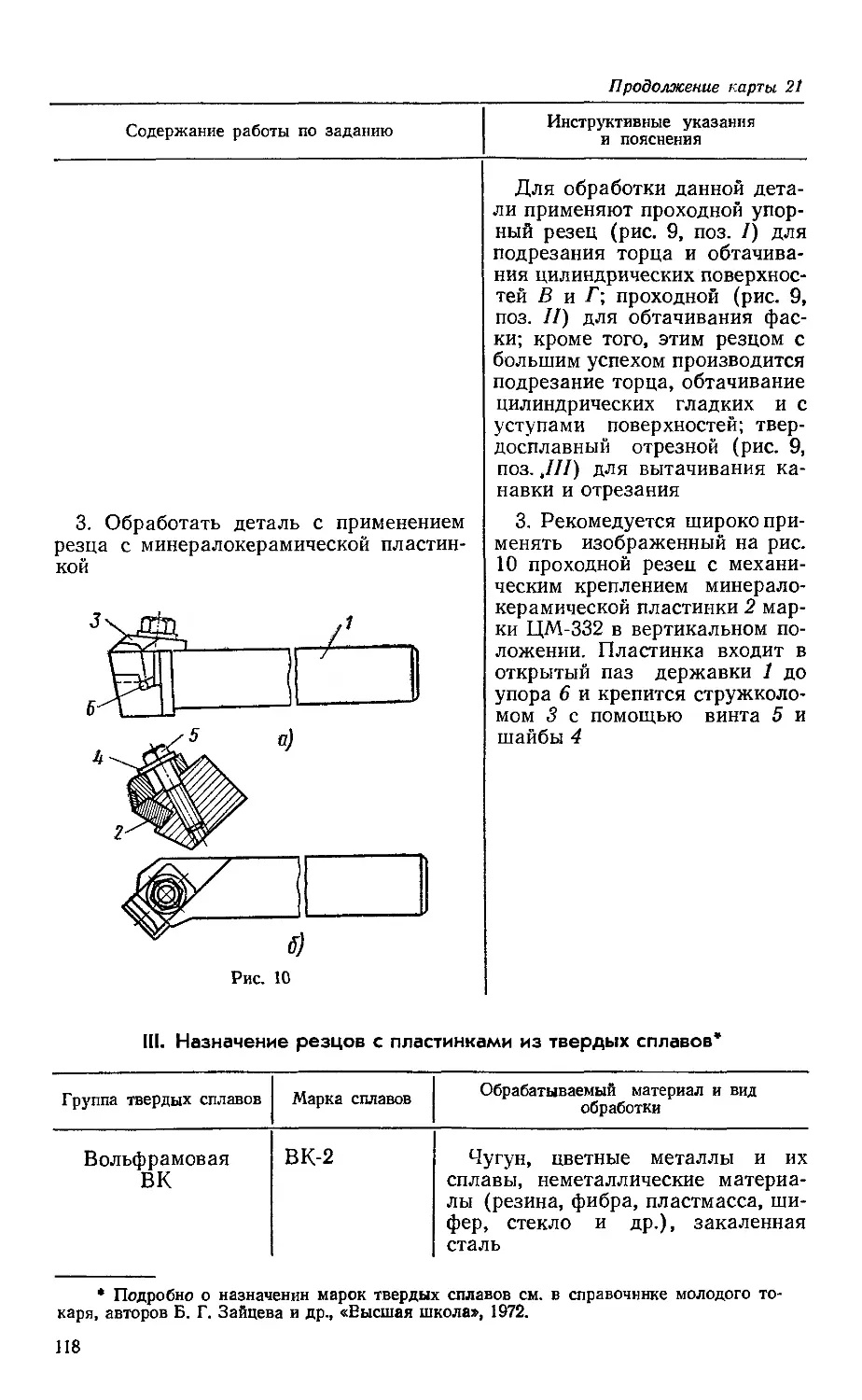



















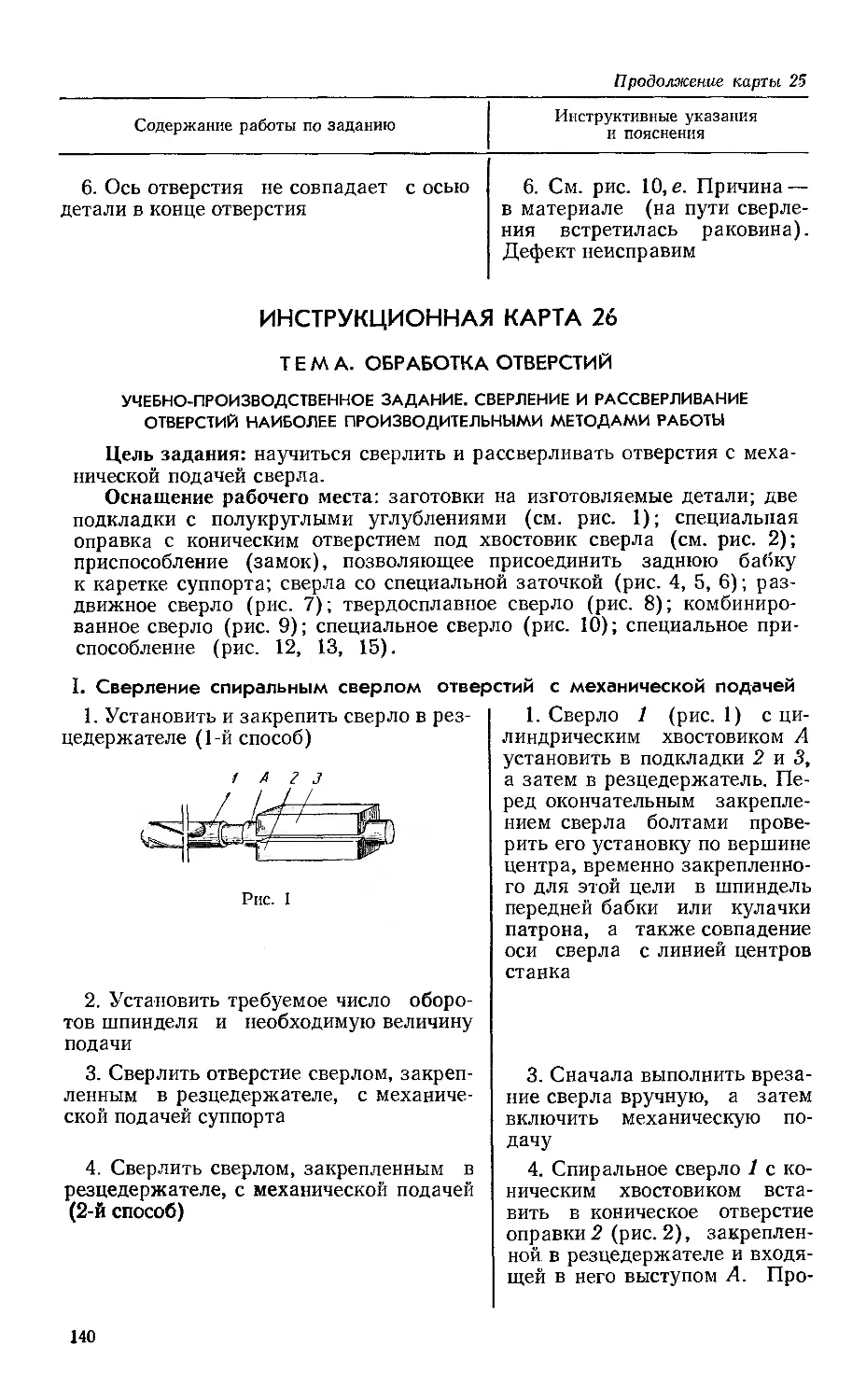


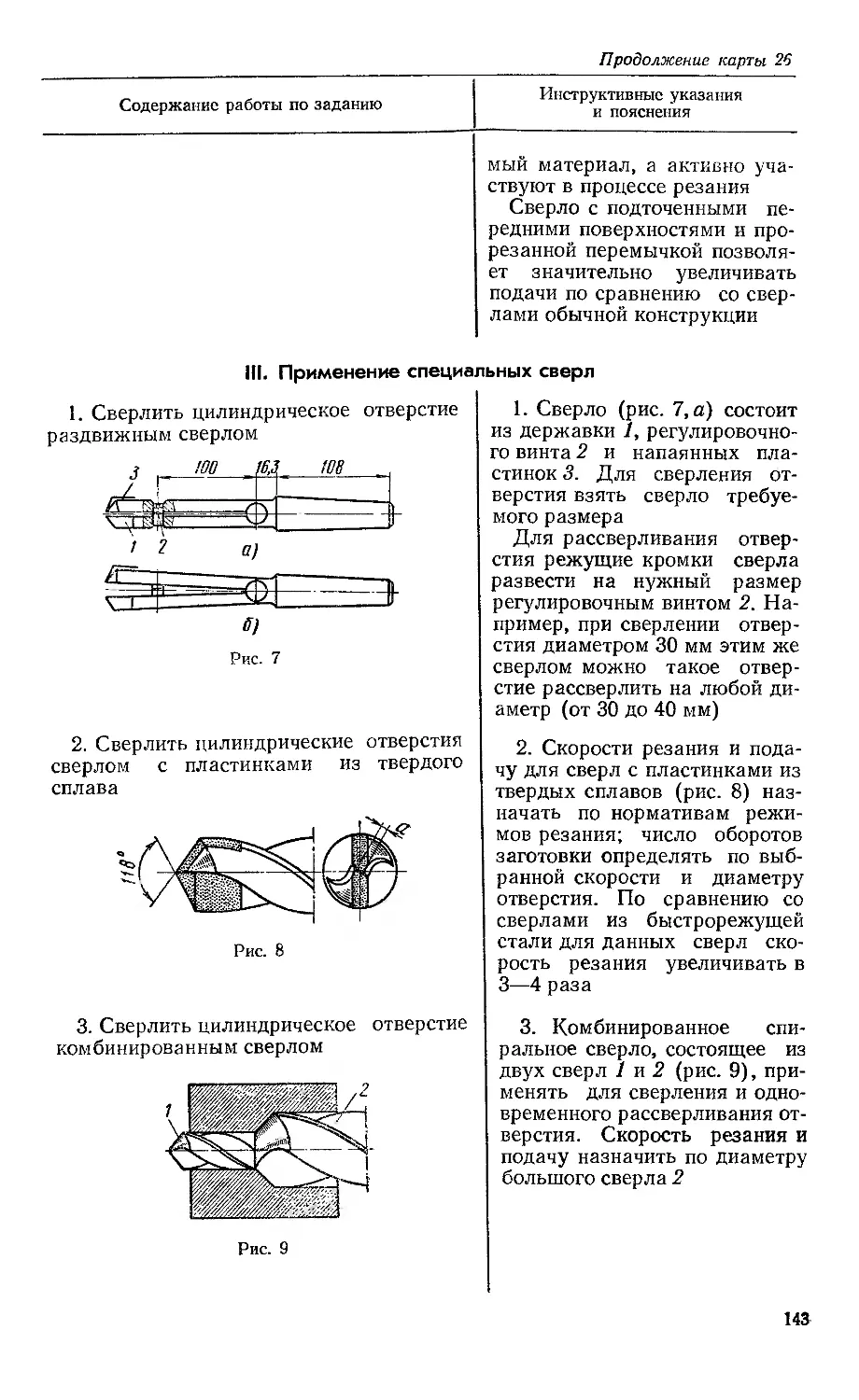





































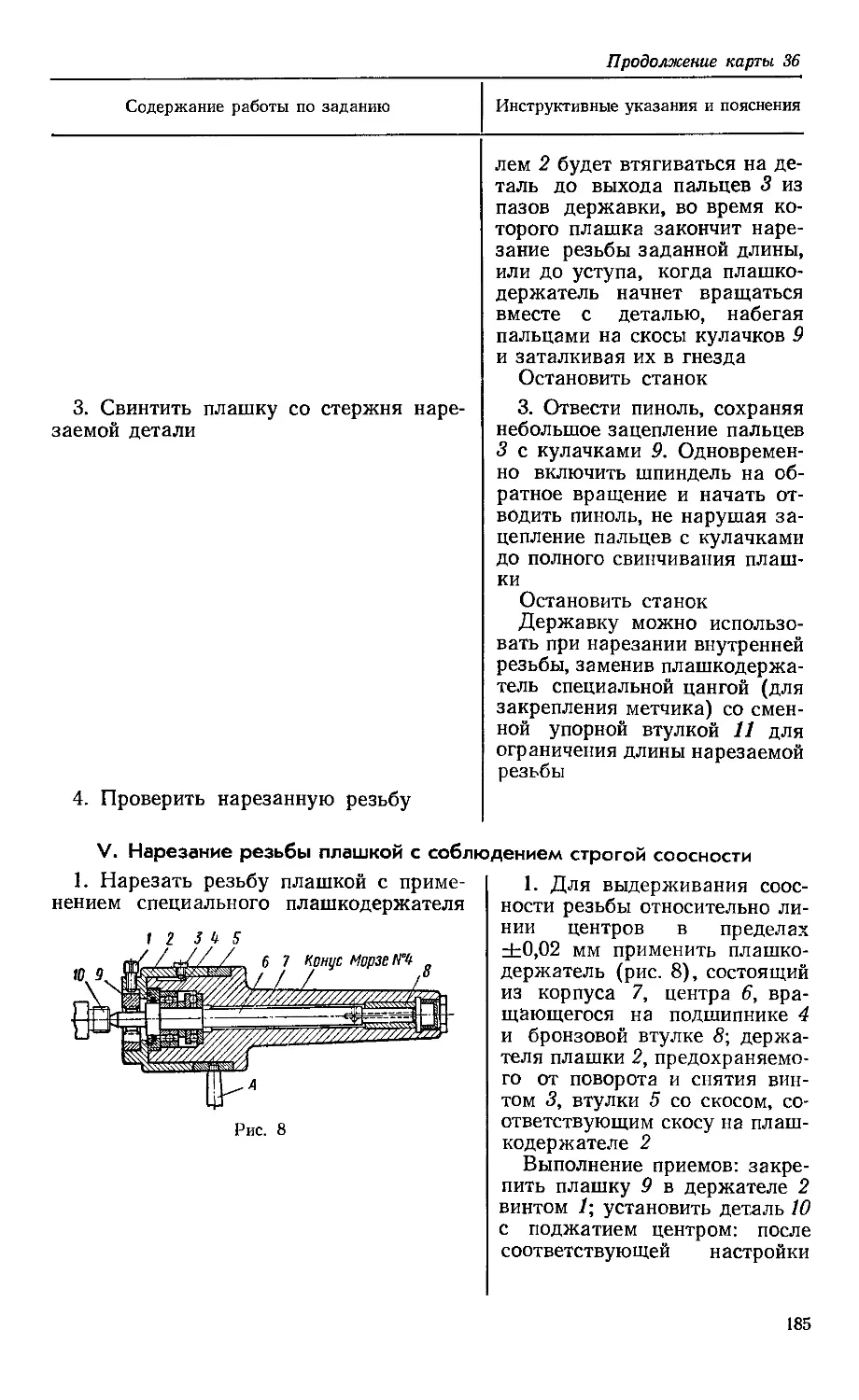

























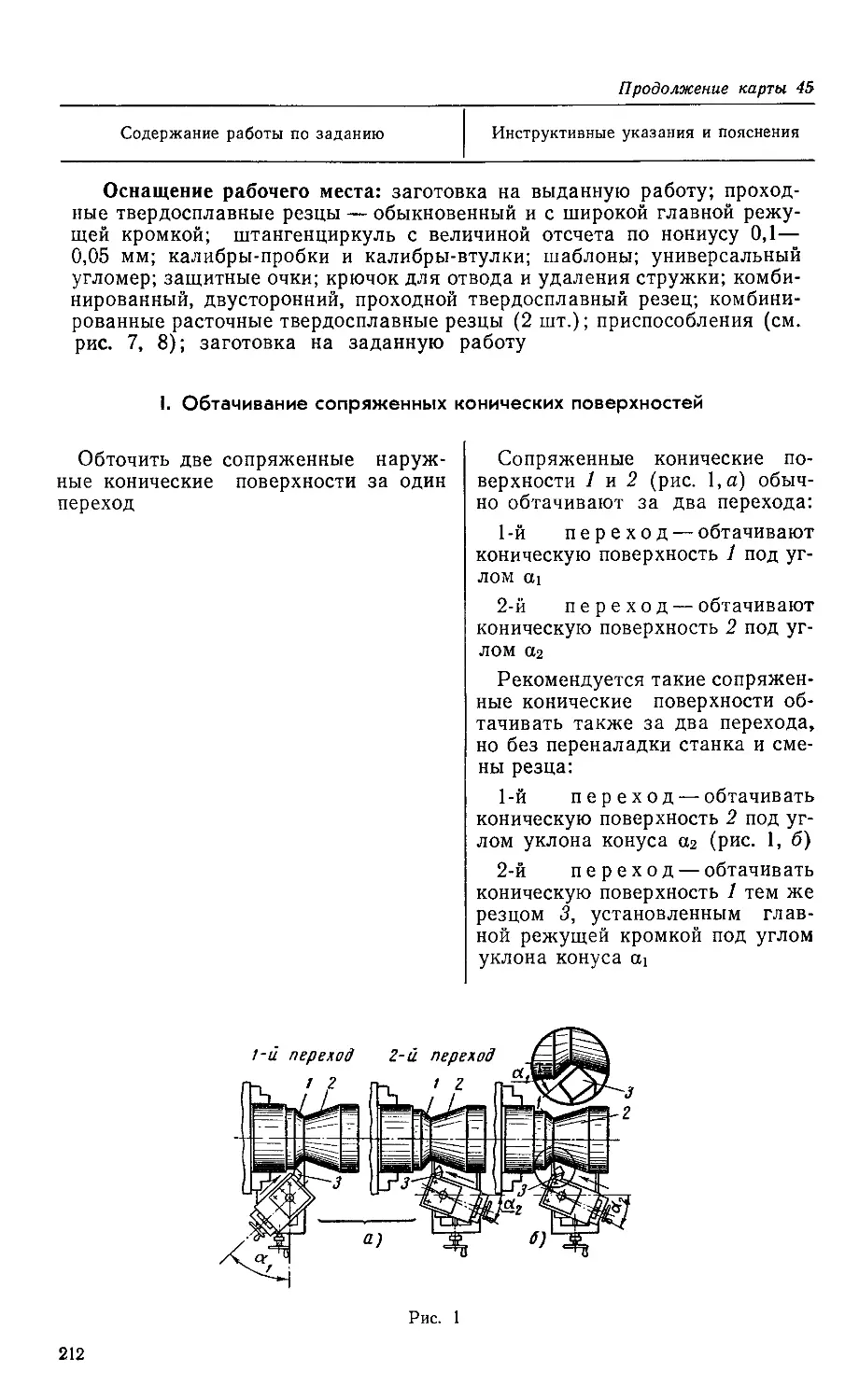






















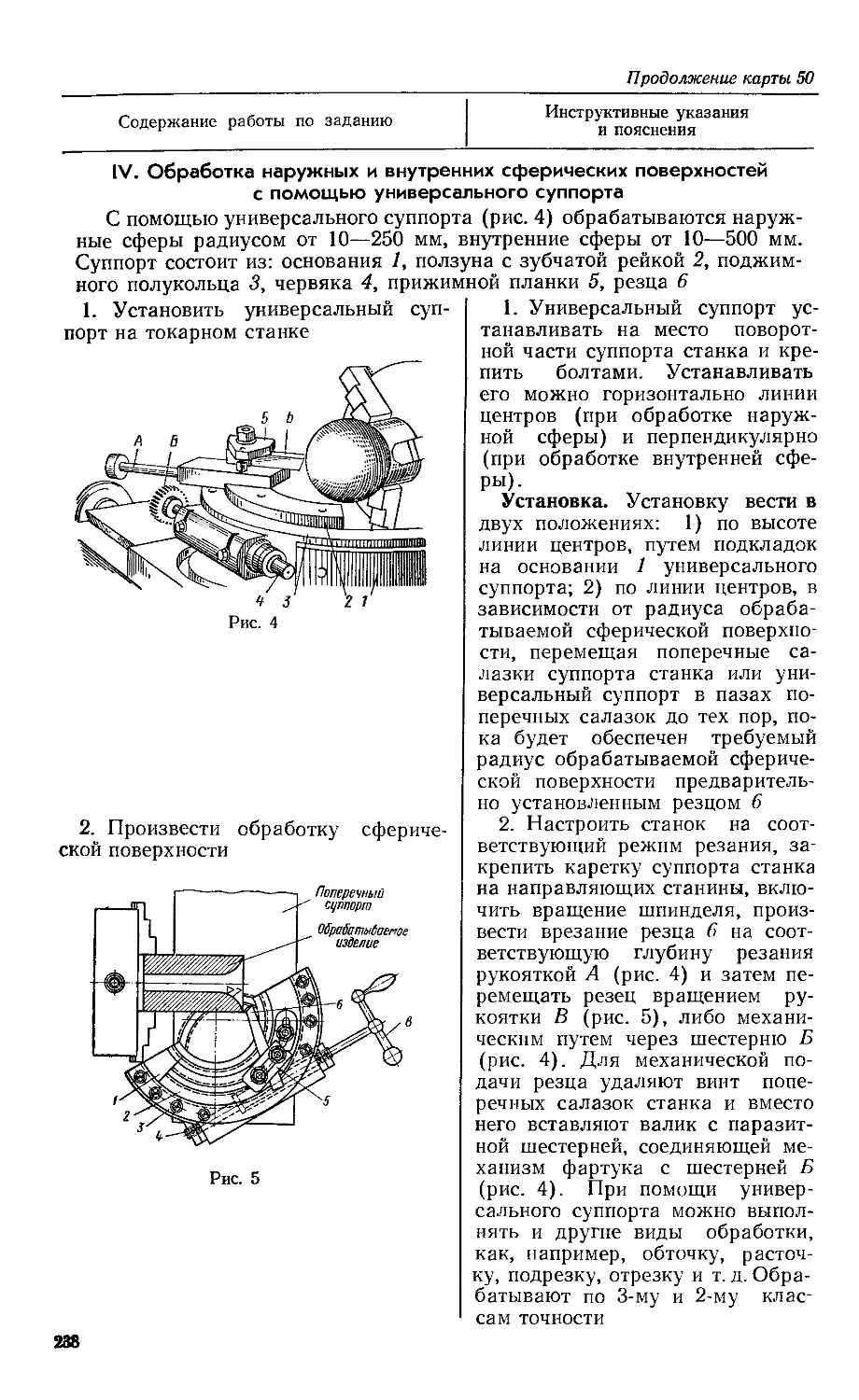




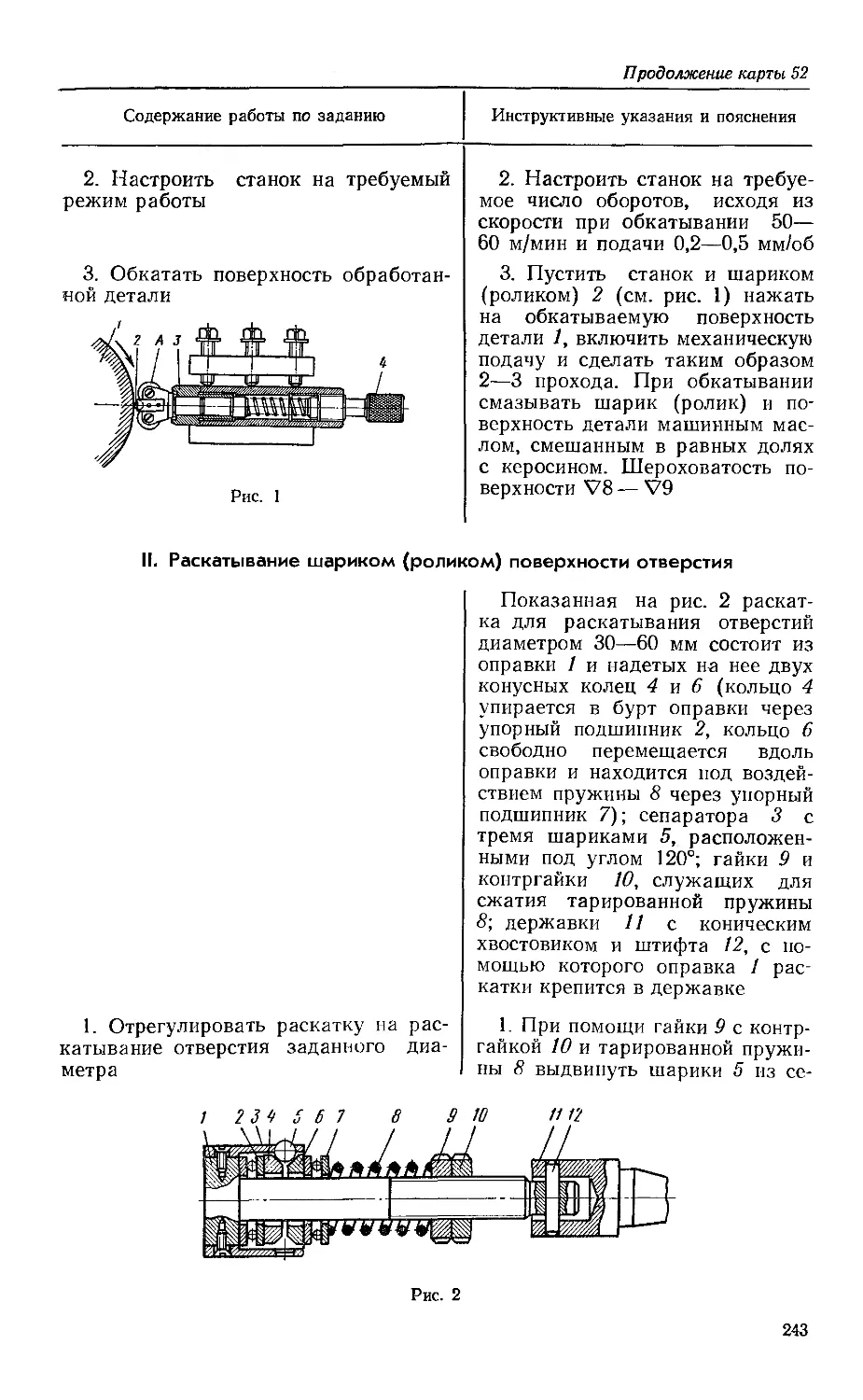




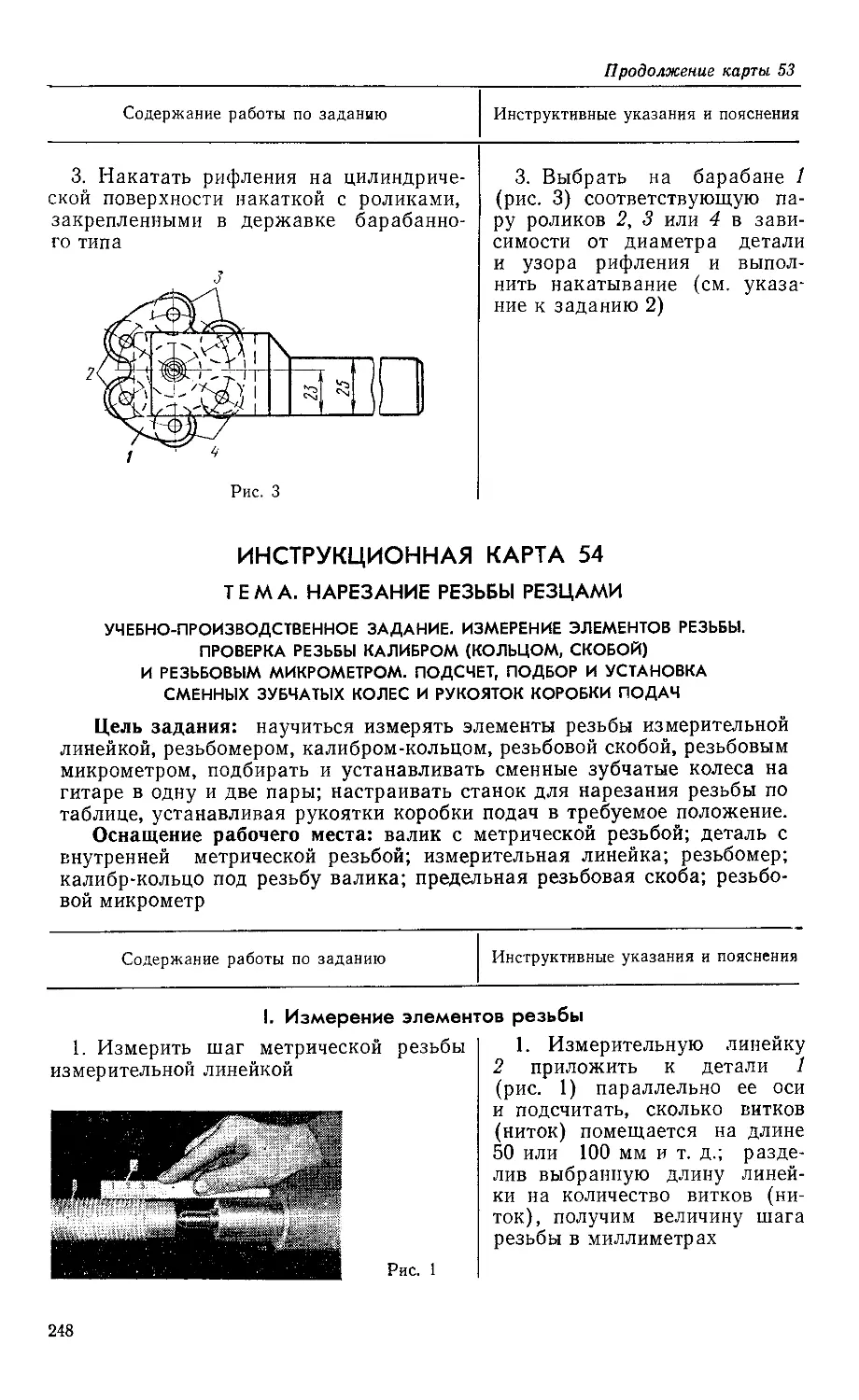




























































































Текст
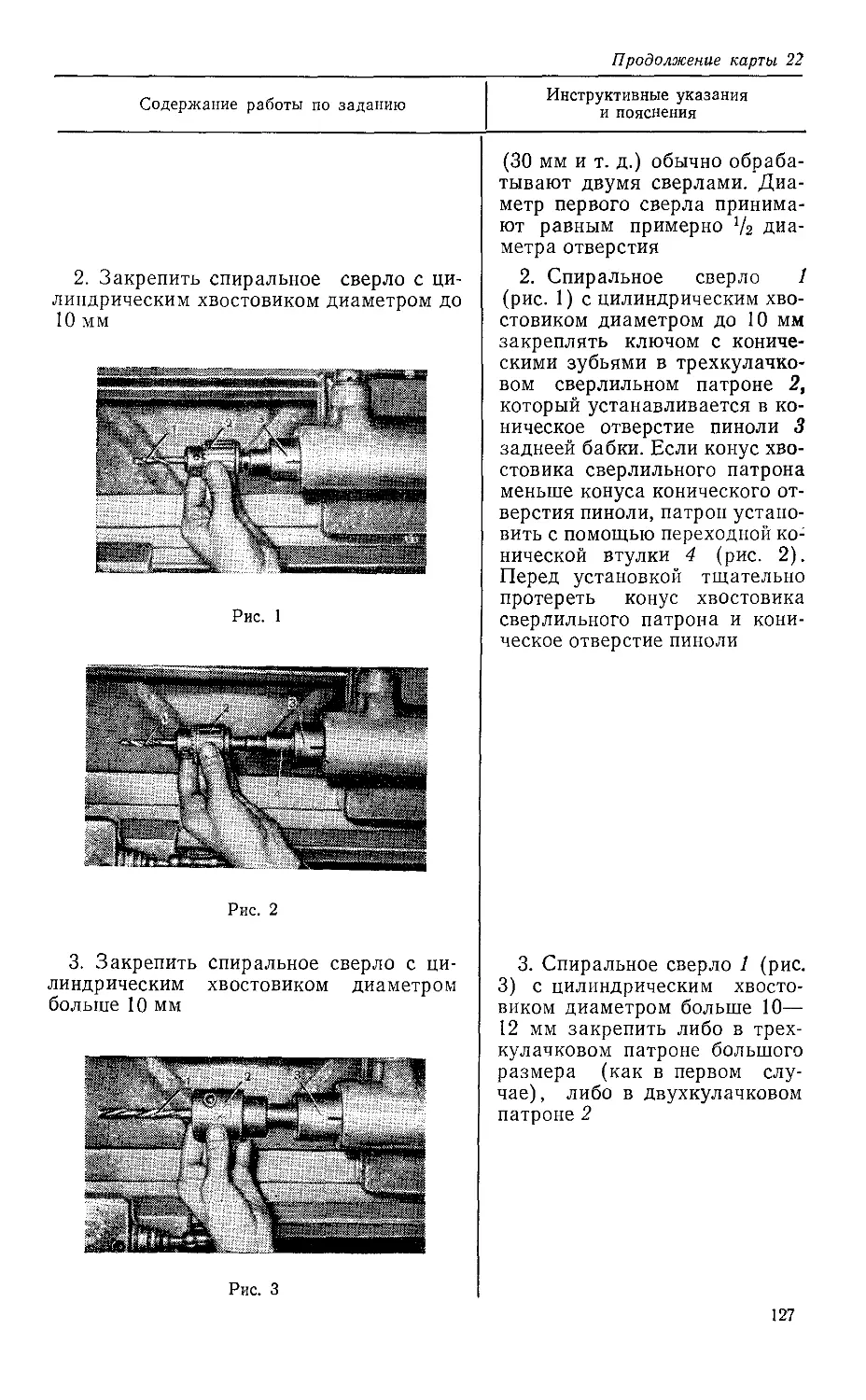
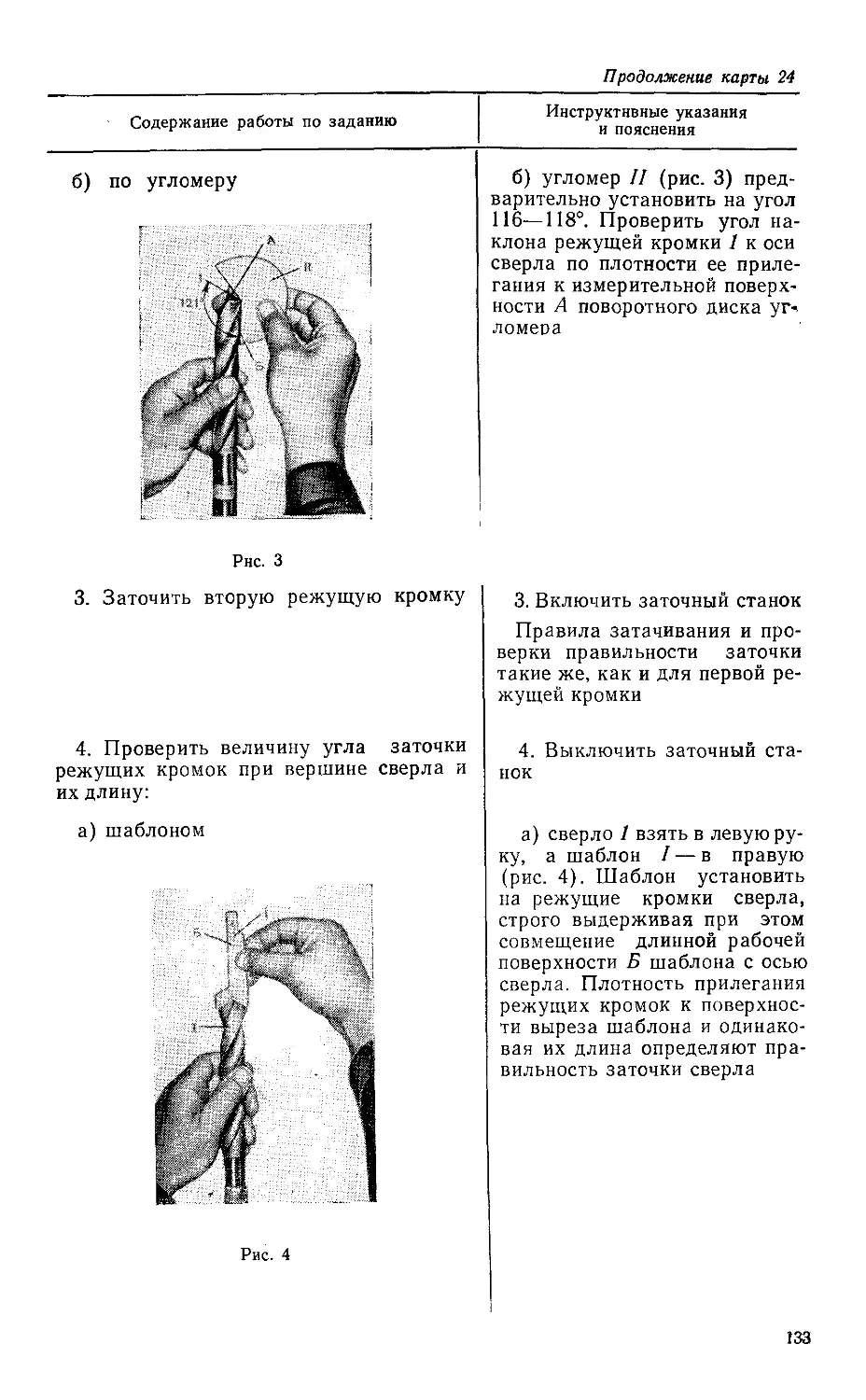
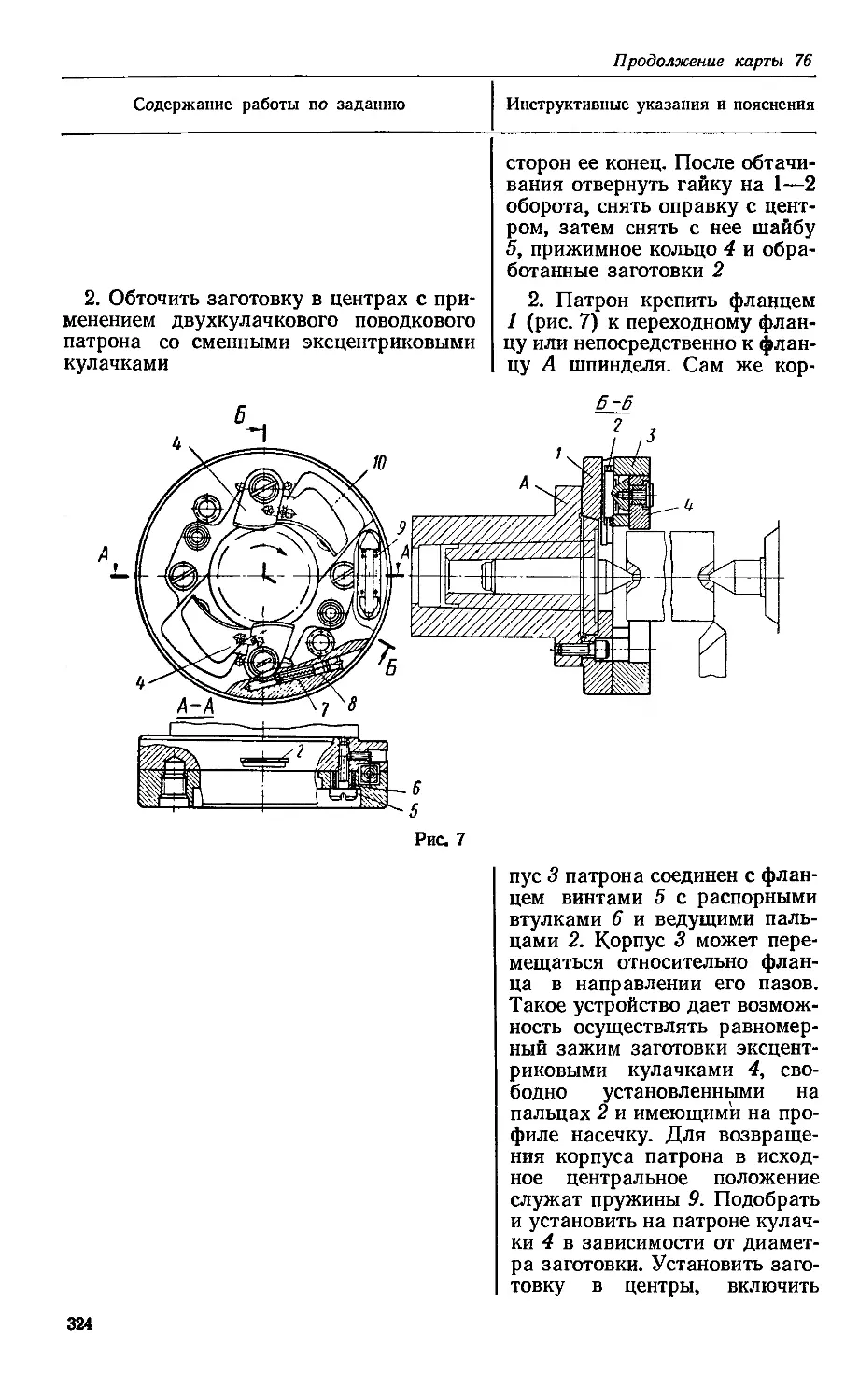
ПРОФТЕХОБРАЗОВАНИЕ
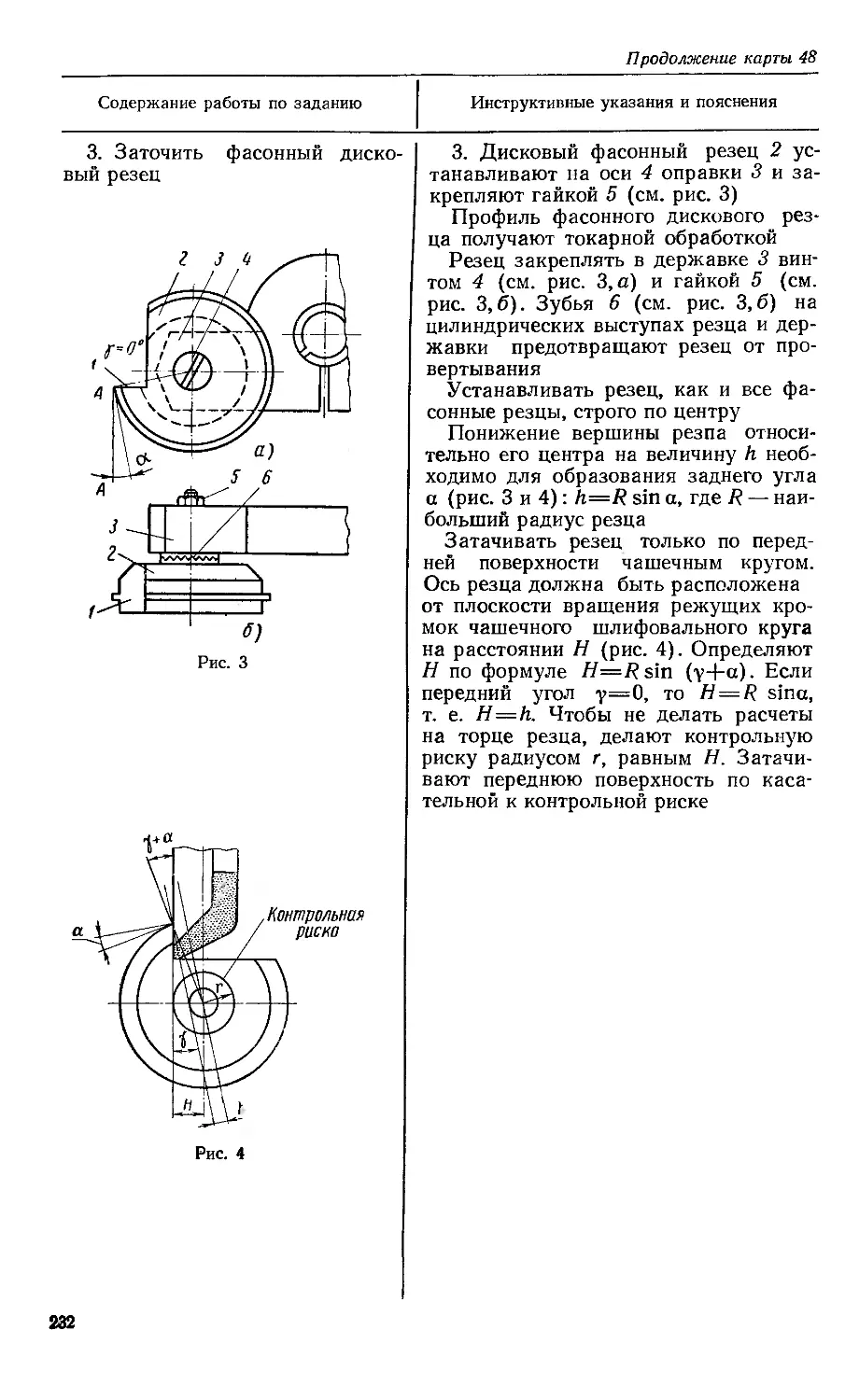
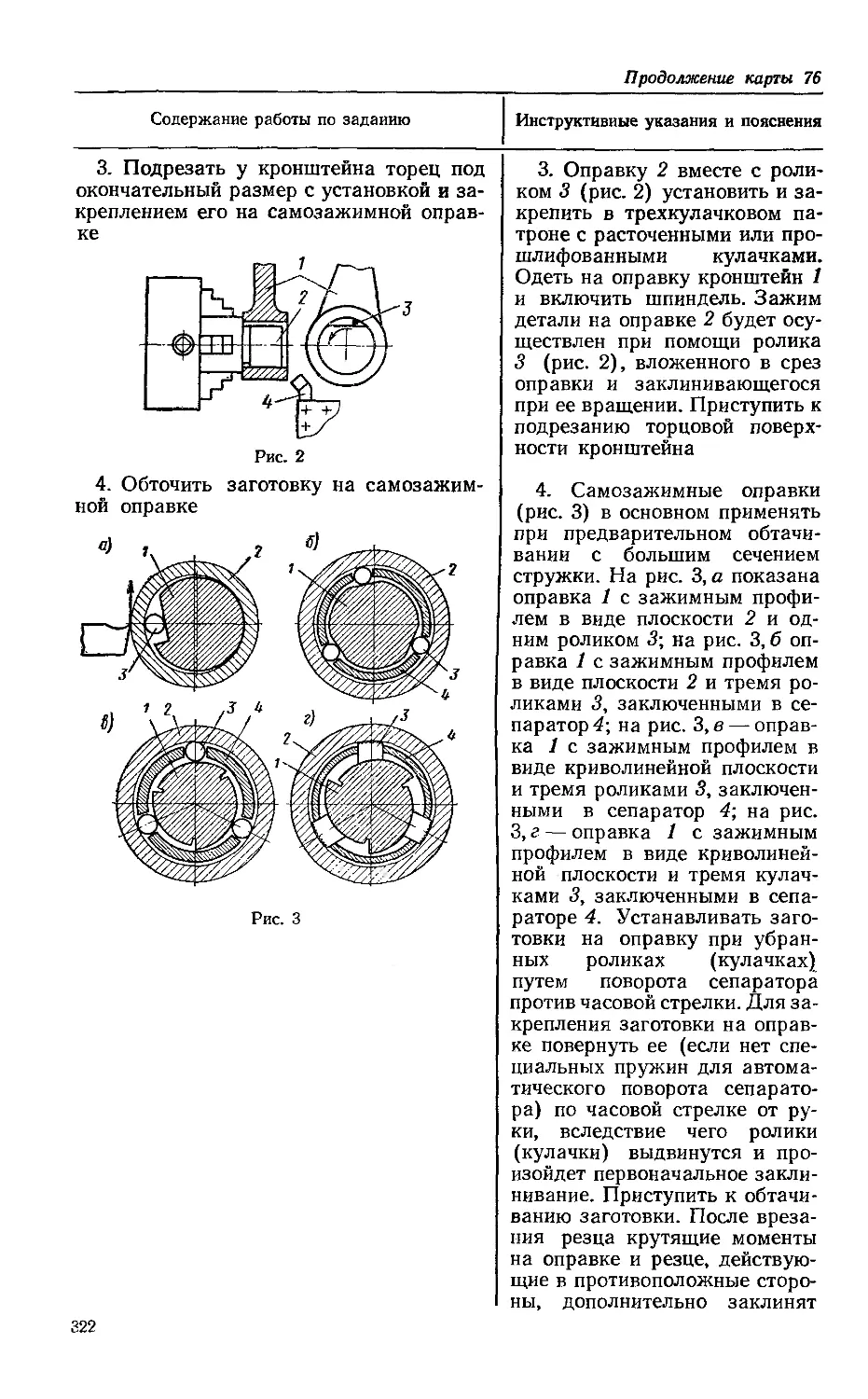
О
ОБРАБОТКА МЕТАЛЛОВ
РЕЗАНИЕМ
В-А-СЛЕПИНИН
РУКОВОДСТВО
ДЛЯ ОБУЧЕНИЯ
ТОКАРЕЙ
Ю Mt (АЛЛУ
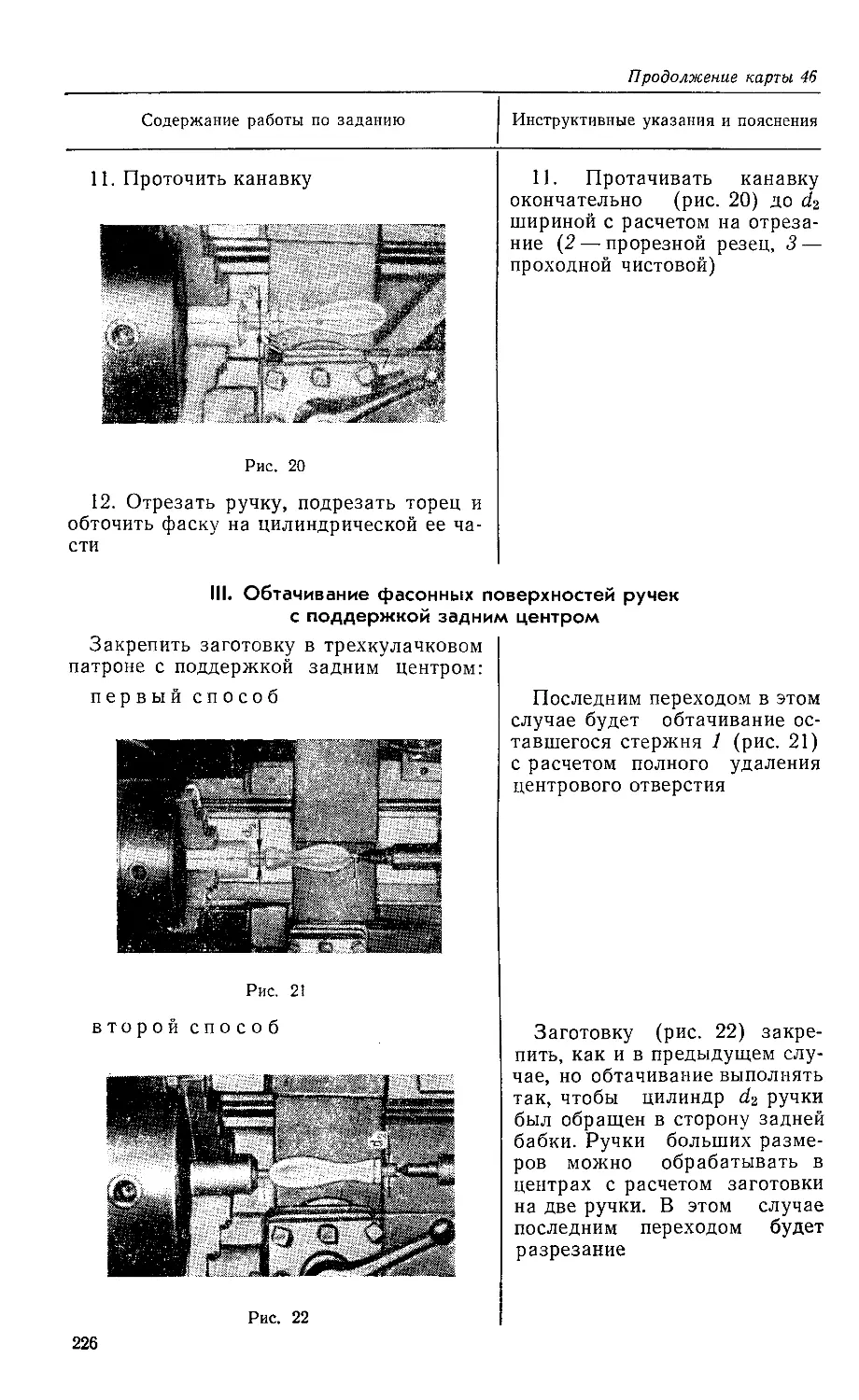
6П4.61
С47
Отзывы и замечания просим присылать по адресу: Москва,
К-51, Неглинная ул., 29(14, издательство «Высшая школа».
Слепйнин В.А.
С47 Руководство для обучения токарей по
металлу. Учеб, пособ. для средн, проф.-техн.
учеб, заведений. Изд. 3-е, перераб. М.,
хВысш. школа», 1974.
352 с. с ил.
Руководство содержит указания по обучению работе на
токарных станках в соответствии с учебной программой для
подготовки токарей в профессионально-технических учили-
щах.
В инструкционных картах показано выполнение приемов
управления станком, иаладки и настройки токарного станка,
а также приемы обработки деталей, приведены сведения об
организации рабочего места, технике безопасности и конт-
роле выполнения токарных работ.
31207—143
С ----------
052(01)—74
81—74
6П4.61
© Издательство «Высшая школа,, 1974
ПРЕДИСЛОВИЕ
«Руководство для обучения токарей по металлу» написано
с целью помочь учащимся профессионально-технических учебных
заведений и молодым рабочим, обучающимся на производстве, бы-
стрее освоить приемы управления токарным станком, выполнения
токарных операций, правила организации рабочего места и техни-
ки безопасности.
Руководство построено с таким расчетом, чтобы на базе тео-
ретических знаний учащихся, полученных на уроках специальной
технологии, рассмотреть чисто практические приемы управления
станком, его наладки и настройки, приемы заточки режущего ин-
струмента, измерения углов заточки резцов и выполнения работ на
токарных станках. Характерная особенность данного руководст-
ва — насыщенность иллюстрациями, которые позволяют наглядно
представить приемы работы.
На первой странице каждой карты в верхней части указана те-
ма программы, содержание, цель упражнения и оснащение рабо-
чего места.
Следовательно, мастеру производственного обучения ясно, ка-
кая тема и подтема программы рассматриваются в данной ин-
струкционной карте, а учащийся по карте может определить цель
упражнения и подготовить на рабочем месте необходимые инстру-
менты, приспособления, принадлежности, материалы и т. д.
В первой колонке карты указывается последовательность вы-
полнения приемов заданного упражнения, во второй колонке —
приводятся инструктивные указания и контроль выполнения.
На занятиях по производственному обучению в вводном ин-
структаже мастер показывает на своем рабочем месте выполнение
определенных приемов в соответствии с учебной программой. За-
тем мастер раздает инструкционные карты учащимся, разъясняет,
как ими пользоваться при изучении данного вида работ, указыва-
ет, на что обратить внимание.
Получив задание, учащийся на своем рабочем месте, пользуясь
указаниями инструкционной карты, проверяет оснащенность рабо-
чего места необходимыми инструментами, приспособлениями, заго-
товками и вспомогательным материалом; готовит станок к работе,
устанавливает подвижные узлы и рукоятки управления станком
согласно указаниям инструкционной карты. Далее учащийся при-
ступает к выполнению приемов работы, показанных мастером про-
3
изводственного обучения в вводном инструктаже, контролируя по-
следовательность своих действий по инструкционной карте.
Инструкционные карты как бы продолжают и повторяют объ-
яснения и показ приемов выполнения работ мастера производст-
венного обучения, облегчая учащимся усвоение новых видов ра-
бот. Особенно полезны инструкционные карты тем учащимся, ко-
торые медленно воспринимают комплекс приемов, показываемых
мастером производственного обучения, или по каким-либо причи-
нам пропустили ранее изученные темы или подтемы учебной про-
граммы. Эти учащиеся, пользуясь инструкционными картами, смо-
гут самостоятельно овладеть приемами выполнения заданных ви-
дов работ. В этом случае мастер производственного обучения объ-
ясняет задание специально для отстающих учащихся, выдает им
инструкционные карты на пропущенную тему или подтему и объ-
ясняет, на что необходимо обратить внимание.
Руководство заканчивается производственными заданиями для
учащихся. В конце занятий группы в мастерской мастер конкре-
тизирует задание (вычерчивает эскиз детали и сообщает марку
материала заготовки). По данному производственному заданию
учащиеся должны вычертить эскизы детали и заготовки, подоб-
рать режимы резания, режущий и измерительный инструменты,
определить углы заточки режущего инструмента, сделать макет
головки резца, сверла (без винтовых канавок) и т. д.
Проверка заданий может быть выборочной (во время проведе-
ния вводного инструктажа) или полной (во время теоретических
занятий группы). За производственные задания следует выстав-
лять оценки. Проверенные работы нужно выдавать учащимся в
этот же день.
Инструкционные карты окажут большую помощь молодым мас-
терам производственного обучения. По ним мастер производствен-
ного обучения сможет правильно организовать рабочее место, по-
добрать необходимый инструмент, приспособления, заготовки,
вспомогательный материал, правильно наладить и настроить ста-
нок, уточнить выполнение тех или иных упражнений или трудовых
приемов.
ИНСТРУКЦИОННАЯ КАРТА 1
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. УПРАВЛЕНИЕ ТОКАРНО-ВИНТОРЕЗНЫМ СТАНКОМ (1К62, 1А616)
Учебные задачи упражнений: научиться правильно определять соот-
ветствие станка росту рабочего, принимать рабочее положение у стан-
ка, включать и выключать электродвигатель, пускать и останавливать
привод главного движения станка при прямом и обратном вращении
шпинделя, включать и выключать механическую подачу суппорта в по-
перечном и продольном направлениях
Упражнения Инструктивные указания и пояснения
1 2
Токарно-винторезные станки 1К62, 1А616
I. Подготовка к выполнению упражнений
Организационные указания
С помощью мастера производственного обучения проверить наличие
и исправность кожухов, закрывающих привод и гитару, установить все
рукоятки управления в нейтральное (нерабочее)* положение
Выполнение приемов
1. Проверить соответствие высоты стан- ка своему росту JL Им ‘ 1. Подобрать подножную ре- шетку так, чтобы ладонь руки, согнутой в локте, находилась не ниже оси центров станка (рис. 1) Рис. 1
Нейтральное положение в дальнейшем будем называть средним.
5
Продолжение карты 1
Упражнения Инструктивные указания и пояснения
1 2
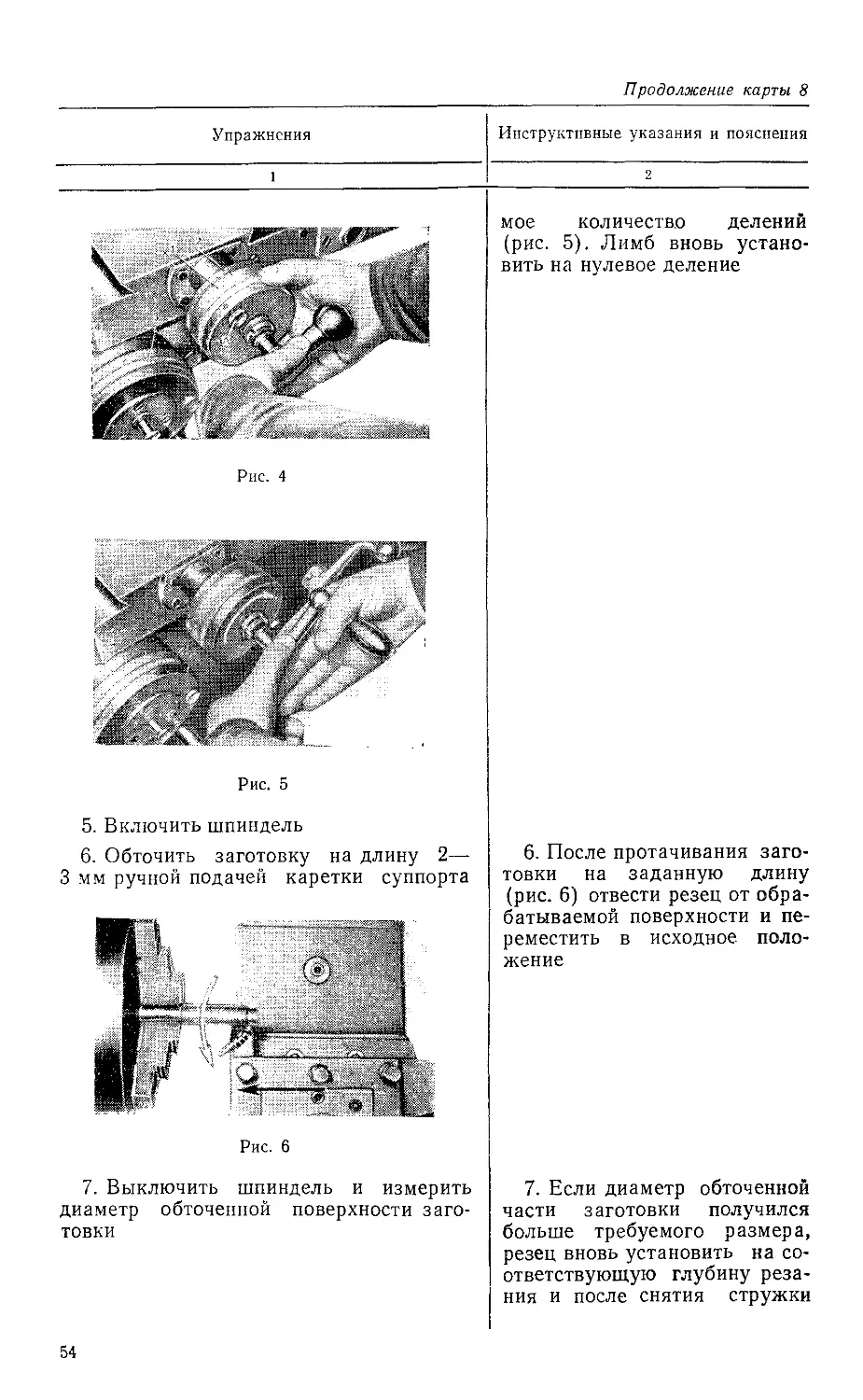
2. Принять рабочее положение у станка 2. Встать устойчиво, немного расставив ноги, на подножной решетке против суппорта стан- ка на расстоянии 80—100 мм от рукоятки винта поперечной подачи (рис. 2, а, б)
Рис. 2
II. Подключение электродвигателя станка к электросети
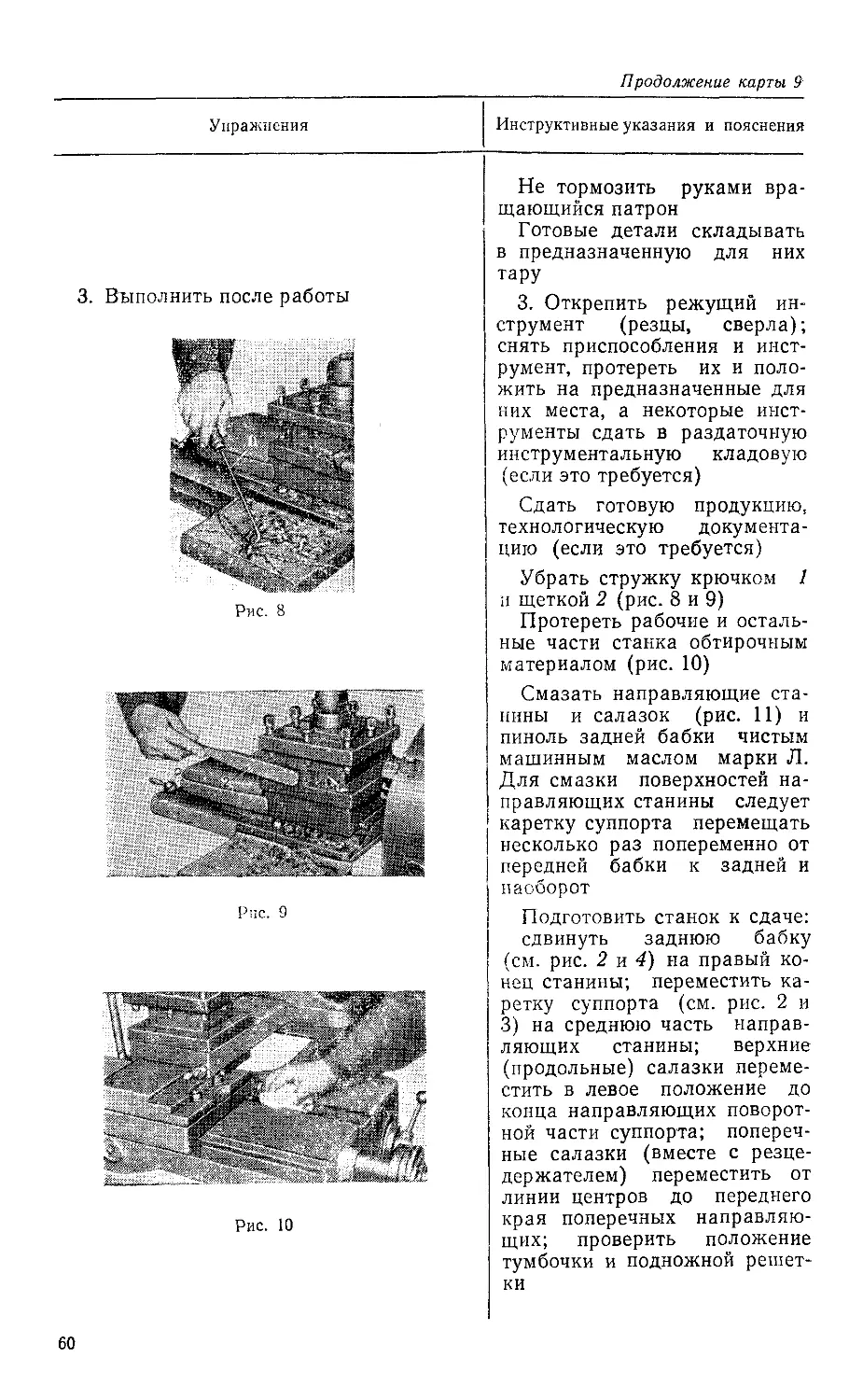
Подключить электродвигатель станка
к электросети
Выполнение приемов
Ст. 1К62
Повернуть правой рукой ру-
коятку Б линейного выключа-
теля по часовой стрелке до
«щелчка» (рис. 3, а). Рукоятка
А служит для включения ох-
лаждения, рукоятка В — для
включения местного освещения
Рис. 3
6
Продолжение карты 1
Инструктивные указания
и пояснения
Упражнения
2
111. Включение и выключение электродвигателя
1. Включить электродвигатель
Рис. 4
2. Выключить электродвигатель
Ст. 1К62
1. Указательным пальцем
правой руки нажать до отказа
и отпустить черную кнопку
(или кнопку с надписью
«Пуск») кнопочной станции 1
(рис. 4)
Ст. 1А616
Повернуть правой рукой
рукоятку Д выключателя по
часовой стрелке до «щелчка»
(см. рис. 3,6). Рукоятка Г
служит для включения охлаж-
дения, рукоятка Е — для вклю-
чения местного освещения
Ст. 1К62
2. Указательным пальцем
правой руки нажать до отказа
и отпустить красную кнопку
(или кнопку с надписью
«Стоп») кнопочной станции /
(см. рис. 4)
Ст. 1А616
Повернуть рукоятку Д вы-
ключателя по часовой стрелке
до «щелчка» (рис. 3, б)
IV. Включение и выключение шпинделя станка
Организационные указания
С помощью мастера проверить, не оборван ли заземляющий провод,
надежно ли закреплены патрон на шпинделе и кулачки в патроне; ус-
тановить минимальное число оборотов шпинделя при нейтральном по-
ложении рукоятки 1 (рис. 5)
Рис. 5
7
Продолжение карты 1
Упражнения
Инструктивные указания
и пояснения
1. Включить электродвигатель
2. Включить шпиндель станка на пря-
мое вращение
Рис. 6
1. См. указания к упражне-
нию III — 1 и рис. 4
2. Левой рукой (при поль-
зовании рукояткой около ко-
робки подач) или правой (при
пользовании рукояткой с пра-
вой стороны фартука) повер-
нуть рукоятку 1 из среднего
положения I (рис. 5) вверх до
отказа, в положение II (рис. 6).
Вращение шпинделя должно
быть против часовой стрелки
(прямым)
3. Выключить шпиндель станка
4. Включить шпиндель станка на об-
ратное вращение
3. Левой рукой (или правой)
повернуть рукоятку 1 из поло-
жения II (см. рис. 6) вниз, в
среднее положение I. Шпин-
дель через некоторое время
остановится. Нельзя приторма-
живать патрон рукой
4. Переключать вращение
шпинделя с прямого на обрат-
ное можно только после пол-
ной остановки шпинделя. Ле-
вой рукой (или правой) по-
вернуть рукоятку I из средне-
го положения I вниз до отказа
(рис. 7), в положение III. Вра-
щение шпинделя должно быть
по часовой стрелке (обратным)
Рис. 7
5. Выключить шпиндель станка
5. Левой рукой (или правой)
повернуть рукоятку 1 из поло-
жения III (рис. 7) вверх, в
среднее положение I (см.
рис. 5)
8
Продолжение карты 1
Упражнения Инструктивные указания и пояснения
1 2
6. Выключить электродвигатель
V. Включение и выключение механической продольной подачи суппорта
Организационные указания
Сдвинуть заднюю бабку в конец станины, но так, чтобы она не вы-
ступала за пределы направляющих станины.
Установить каретку суппорта посреди станины.
С помощью мастера производственного обучения установить на
ст. 1К62 80-5-100 оборотов в минуту прямого вращения шпинделя, а на
ст. 1А616—90-5-112 оборотов в минуту и величину прямой продольной
подачи—0,11-5-0,13 мм за 1 оборот шпинделя (мм/об); отвести в нера-
бочее положение светильник и приборы охлаждения.
У ст. 1К62 рукоятка 3 (рис. 8, а) должна находиться в среднем (вер-
тикальном) положении; у ст. 1А616 рукоятки 2 и 3 (рис. 8,6) должны
быть повернуты вниз (от себя)
Рис. 8
1. Включить электродвигатель станка
2. Включить шпиндель станка на пря-
мое вращение
3. Включить прямую продольную по-
дачу суппорта
Выполнение приемов
Ст. 1К62
3. Правой рукой повернуть
рукоятку 3 из среднего поло-
жения / (см. рис. 8, а) влево
до отказа, в положение II
(рис. 9)
Ст. 1А616
Правой рукой повернуть ру-
коятку 3 (см. рис. 8,6) вверх
на себя. Суппорт должен пере-
мещаться справа налево (от
задней бабки к передней бабке
станка)
При подходе каретки суп-
порта на расстояние 200—
150 мм до передней бабки не-
2—1243
9
П родолжение карты 1
Упражнения Инструктивные указания и пояснения
1 2
4. Выключить прямую продольную по-
дачу
5. Включить продольную обратную по-
дачу
медленно приступить к выпол-
нению следующего приема.
В дальнейшем перемещение
суппорта к передней бабке бу-
дем называть прямой продоль-
ной подачей, а перемещение от
передней бабки — обратной
продольной подачей
4. Правой рукой повернуть
рукоятку 3 ст. 1К62 (рис. 9)
из положения II вправо, в сре-
днее положение I, а рукоятку
3 ст. 1А616 (рис. 8, б) — повер-
нуть вниз от себя
Ст. 1К62
5. Правой рукой повернуть
рукоятку 3 из среднего поло-
Рис. 10
жения I вправо до отказа, в
положение III (рис. 10, а)
Ст. 1А616
Сначала повернуть среднюю
рукоятку реверса подачи на
панели передней бабки (рис.
10,6) в крайнее правое поло-
жение, а затем рукоятку 3 (см.
рис. 8, б) вверх на себя
При подходе каретки суп-
порта на расстояние 200—
150 мм к задней бабке немед-
ленно приступить к выполне-
нию следующего трудового
приема
Ст. 1К62
10
Продолжение карты 1
Инструктивные указания
и пояснения
Упражнения
1
2
6. Выключить продольную обратную
подачу
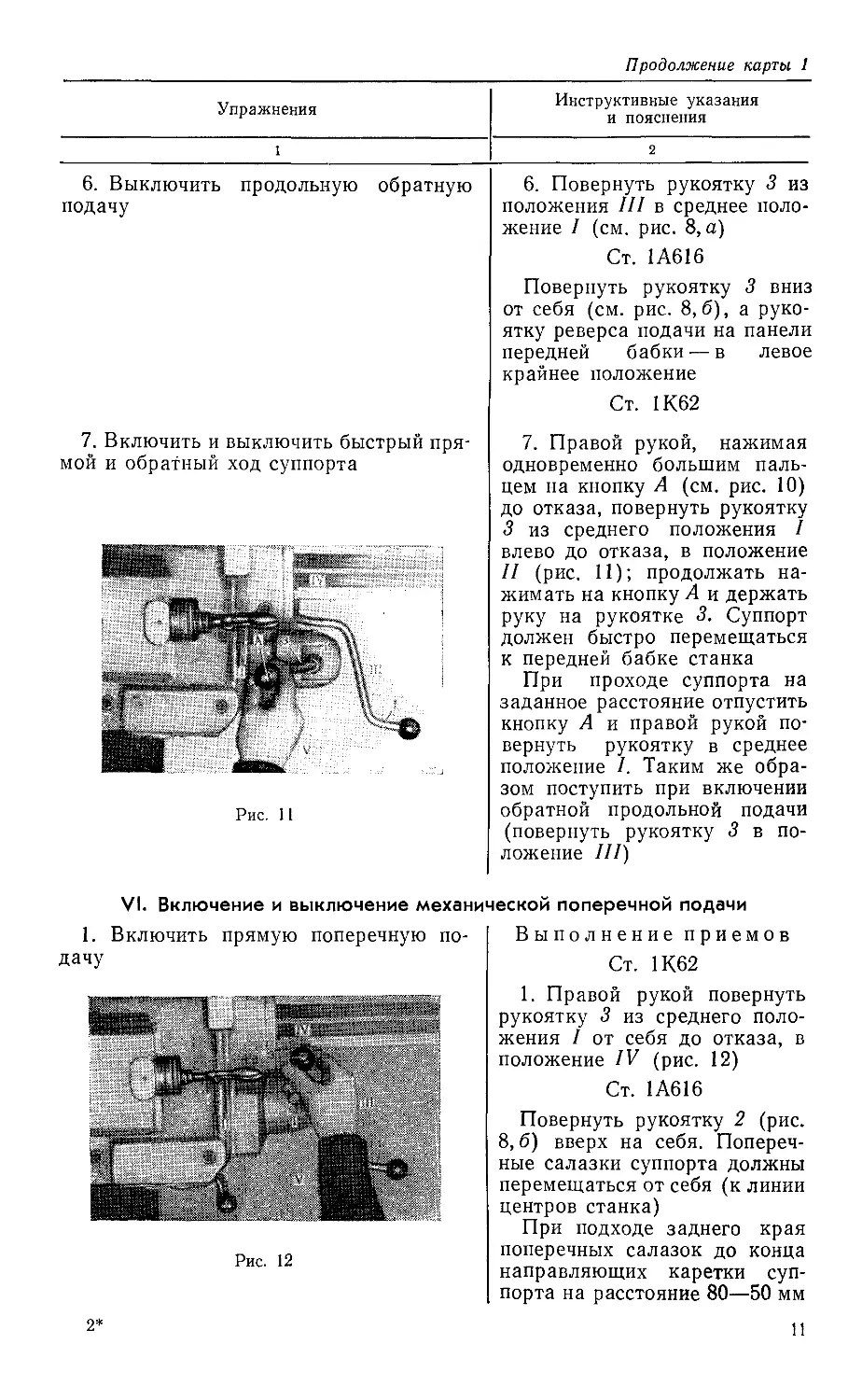
7. Включить и выключить быстрый пря-
мой и обратный ход суппорта
Рис. 11
6. Повернуть рукоятку <3 из
положения III в среднее поло-
жение I (см. рис. 8, а)
Ст. 1А616
Повернуть рукоятку 3 вниз
от себя (см. рис. 8,6), а руко-
ятку реверса подачи на панели
передней бабки — в левое
крайнее положение
Ст. 1К62
7. Правой рукой, нажимая
одновременно большим паль-
цем на кнопку А (см. рис. 10)
до отказа, повернуть рукоятку
<3 из среднего положения I
влево до отказа, в положение
II (рис. 11); продолжать на-
жимать на кнопку А и держать
руку на рукоятке <3. Суппорт
должен быстро перемещаться
к передней бабке станка
При проходе суппорта на
заданное расстояние отпустить
кнопку А и правой рукой по-
вернуть рукоятку в среднее
положение I. Таким же обра-
зом поступить при включении
обратной продольной подачи
(повернуть рукоятку 3 в по-
ложение III)
VI. Включение и выключение механической поперечной подачи
1. Включить прямую поперечную по-
дачу
Рис. 12
Выполнение приемов
Ст. 1К62
1. Правой рукой повернуть
рукоятку <3 из среднего поло-
жения I от себя до отказа, в
положение IV (рис. 12)
Ст. 1А616
Повернуть рукоятку 2 (рис.
8,6) вверх на себя. Попереч-
ные салазки суппорта должны
перемещаться от себя (к линии
центров станка)
При подходе заднего края
поперечных салазок до конца
направляющих каретки суп-
порта на расстояние 80—50 мм
2*
11
Продолжение карты 1
Инструктивные указания
и пояснения
Упражнения
2
2. Выключить прямую поперечную по-
дачу
3. Включить обратную поперечную по-
дачу
Рис. 13
немедленно приступить к вы-
полнению следующего трудо-
вого приема
Ст. 1К62
2. Правой рукой повернуть
рукоятку 3 из положения IV
на себя до среднего положе-
ния / (см. рис. 12)
Ст. 1А616
Повернуть рукоятку 2 (рис.
8, б) вниз от себя. Поперечные
салазки остановятся
Ст. 1К62
3. Правой рукой повернуть
рукоятку 3 из среднего поло-
жения / до отказа, в положе-
ние V (рис. 13)
Ст. 1А616
Повернуть рукоятку ревер.
са подачи на панели передней
бабки (см. рис. 10,6) в край-
нее правое положение, а затем
рукоятку 2 (см. рис. 8,6) вверх
на себя. Поперечные салазки
должны перемещаться на себя
(от линии центров станка)
При подходе переднего края
поперечных салазок на рас-
стояние 30—20 мм до передне-
го края направляющих карет-
ки суппорта немедленно при-
ступить к выполнению следу-
ющего трудового приема
Ст. 1К62
4. Выключить обратную поперечную
подачу
5. Выключить шпиндель станка
4. Повернуть рукоятку 3 из
положения V в среднее поло-
жение I (см. рис. 13)
Ст. 1А616
Повернуть рукоятку 2 вниз
от себя, рукоятку на панели
передней бабки возвратить в
левое крайнее положение (см.
рис. 8,6)
12
Продолжение карты 1
Упражнения Инструктивные указания и пояснения
1 2
6. Выключить электродвигатель 7. Отключить электродвигатель стан- ка 1К62 от электросети 7. Повернуть правой рукой рукоятку Б (см. рис 3) по ча- совой стрелке до «щелчка»
ИНСТРУКЦИОННАЯ КАРТА 2
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. УСТАНОВКА ЗАГОТОВОК В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ
Учебные задачи упражнений: научиться устанавливать трехкулач-
ковый самоцентрирующий патрон на шпинделе станка; снимать и уста-
навливать кулачки в трехкулачковом патроне; устанавливать, выверять
по диаметру и торцу и закреплять заготовки типа дисков и валиков в
трехкулачковом самоцентрирующем патроне, раскреплять и снимать
заготовку и патрон.
Оснащение рабочего места: патрон трехкулачковый самоцентриру-
ющий; ключ (торцовый) патронный; оправка направляющая шпиндель-
ная; молоток с бронзовым или алюминиевым бойком; латунный пру-
ток (выколотка) для удаления направляющей оправки; крючок специ-
альный для прочистки резьбы патрона; заготовки: диаметром 60—
70 мм и длиной 40—50 мм—1 шт.; диаметром 40—50 мм и длиной
100—120 мм —1 шт.; мел кусковой; деревянный щиток или специальная
подставка; обтирочный материал
Упражнения
Инструктивные указания
и пояснения
I. Установка трехкулачкового самоцентрирующего патрона
на шпинделе станка
Организационные указания
Выключить электродвигатель главного привода. Отключить электро-
двигатель от электросети. Выключить привод подач
1. Протереть резьбу или конический
конец шпинделя
Выполнение приемов
1. Взять в обе руки длин-
ный и тонкий кусок обтироч-
ного материала, слегка смо-
13
Продолжение карты 2
Инструктивные указания
и пояснения
2
Упражнения
1
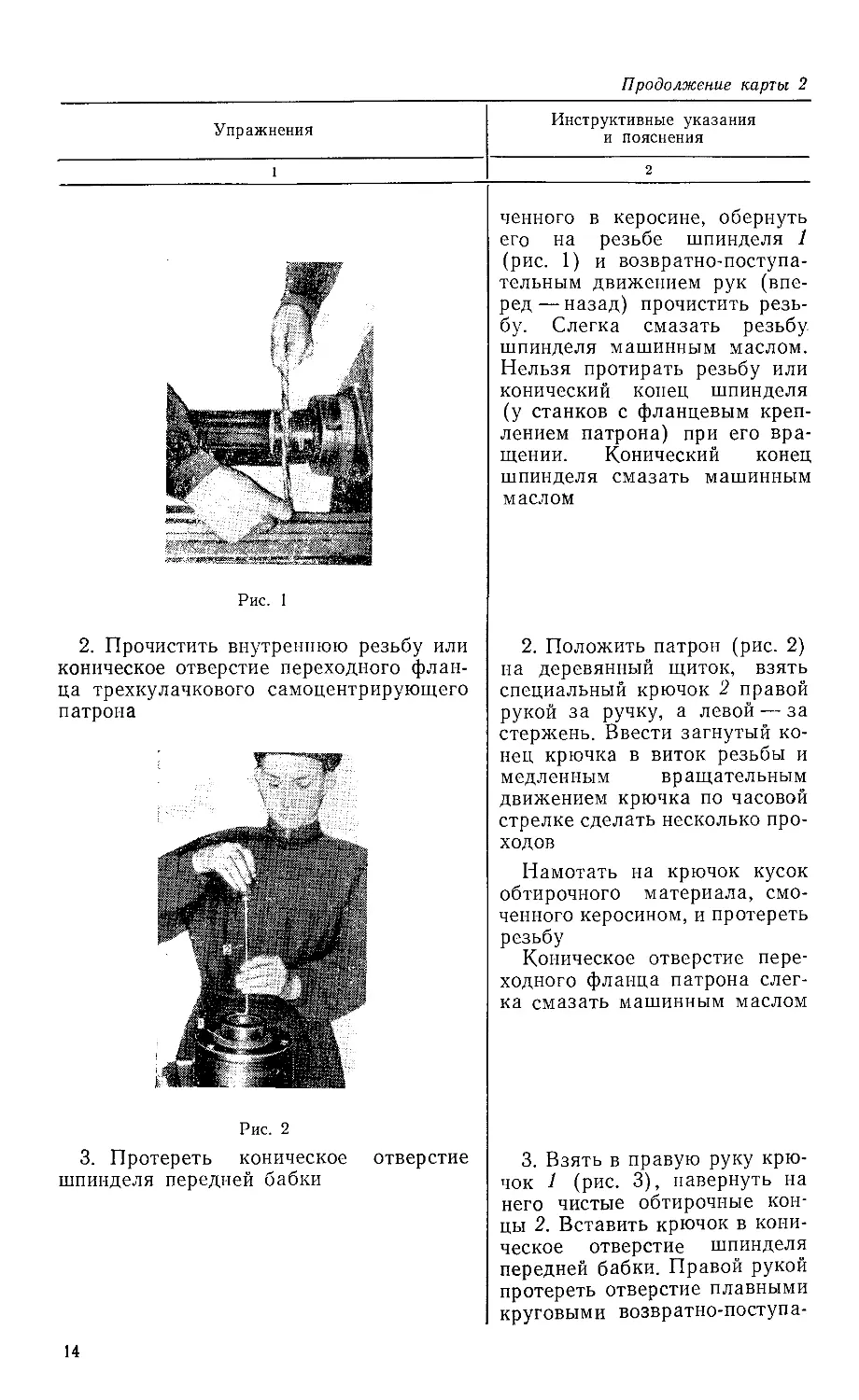
2. Прочистить внутреннюю резьбу или
коническое отверстие переходного флан-
ца трехкулачкового самоцентрирующего
патрона
Рис. 2
3. Протереть коническое отверстие
шпинделя передней бабки
ченного в керосине, обернуть
его на резьбе шпинделя 1
(рис. 1) и возвратно-поступа-
тельным движением рук (впе-
ред — назад) прочистить резь-
бу. Слегка смазать резьбу
шпинделя машинным маслом.
Нельзя протирать резьбу или
конический конец шпинделя
(у станков с фланцевым креп-
лением патрона) при его вра-
щении. Конический конец
шпинделя смазать машинным
маслом
2. Положить патрон (рис. 2)
на деревянный щиток, взять
специальный крючок 2 правой
рукой за ручку, а левой — за
стержень. Ввести загнутый ко-
нец крючка в виток резьбы и
медленным вращательным
движением крючка по часовой
стрелке сделать несколько про-
ходов
Намотать на крючок кусок
обтирочного материала, смо-
ченного керосином, и протереть
резьбу
Коническое отверстие пере-
ходного фланца патрона слег-
ка смазать машинным маслом
3. Взять в правую руку крю-
чок 1 (рис. 3), навернуть на
него чистые обтирочные кон-
цы 2. Вставить крючок в кони-
ческое отверстие шпинделя
передней бабки. Правой рукой
протереть отверстие плавными
круговыми возвратно-поступа-
14
Продолжение карты 2
Упражнения
Рис. з
4. Вставить в коническое отверстие
шпинделя направляющую оправку
Рис. 4
5. Установить трехкулачковый само-
центрирующий патрон диаметром до
320 мм с резьбовым креплением па шпин-
деле станка (рис. 5)
Рис. 5
6. Закрепить патрон от самоотвинчи-
вания
Инструктивные указания
и пояснения
2
тельными движениями, поддер-
живая и направляя стержень
крючка левой рукой. Не раз-
решается протирать кониче-
ское отверстие шпинделя при
его вращении
4. Взять направляющую оп-
равку 1 с чистым коническим
хвостовиком в обе руки. Рез-
ким движением влево вставить
ее коническим хвостовиком в
отверстие шпинделя 2 (рис. 4).
Желательно на направляющую
оправку запрессовать латун-
ную втулку, наружный диаметр
которой на 1—2 мм меньше
внутреннего диаметра резьбы
шпинделя станка. Малогаба-
ритные патроны можно уста-
навливать без направляющей
оправки
5. Взять патрон двумя рука-
ми и осторожно надеть его на
направляющую шпиндельную
оправку 1 (рис. 5). Перемещая
патрон влево и вращая его,
достичь совмещения первых
ниток резьбы шпинделя и пат-
рона; двумя руками, как пока-
зано на рис. 5, навернуть пат-
рон на шпиндель до упора.
Вставить патронный ключ в
квадратное гнездо патрона и
повернуть его резким движе-
нием от себя до отказа. Вынуть
ключ, вытереть выступившее
масло обтирочным материалом
6. Вставить зубья стопорных
сухарей в пазы шпинделя и
прочно закрепить винтами
15
Продолжение карты 2
Упражнения
1
Инструктивные указания
и пояснения
2
7. Удалить направляющую оправку из
отверстия шпинделя
8. В работе токаря применять безопас-
ный патронный ключ (рис. 6)
Рис. 6
7. Вытолкнуть направляю-
щую оправку латунным прут-
ком
8. Для предотвращения
оставления ключа в патроне
следует применять ключ, пока-
занный на рис. 6
Ключ состоит из корпуса 3,
сердечника 2 и пружины 1
Вставить ключ в патрон с
легким нажимом (вследствие
чего конец сердечника 2 пере-
местится во внутрь ключа) и
закрепить заготовку
Ослабить нажим на ключ
(сердечник под действием пру-
жины займет исходное поло-
жение) и снять вытолкнутый
сердечником ключ из гнезда
патрона
9. Установить трехкулачковый само-
центрирующий патрон диаметром до
320 мм на шпинделе станка с фланцевым
креплением (рис. 7)
Рис. 7
10. Установить патрон диаметром бо-
9. Как видно из рис. 7, шпин-
дель станка имеет правый ко-
нический конец А и фланец 1
с отверстиями, четыре из кото-
рых предназначены для прохо-
да через них шпилек 4 пере-
ходного фланца 3 патрона, и
два резьбовых отверстия, в ко-
торые ввинчены болты 2 для
закрепления шайбы 5, когда
работают без патрона
Для установки патрона вна-
чале совместить круглые от-
верстия шайбы 5 с отверстия-
ми на фланце шпинделя, за-
тем взять патрон обеими ру-
ками, одеть на конец шпинде-
ля, пропустив четыре шпильки
через отверстия фланца. Под-
держивая патрон правой ру-
кой, левой рукой повернуть
шайбу 5 против часовой стрел-
ки до отказа. Завернуть в пе-
рекрестном порядке гайки 6
10. Для установки патрона
К»
Продолжение карты 2
Инструктивные указания
и пояснения
Упражнения
2
лее 320 мм на шпинделе станка при по-
мощи съемника
Рис. 8
взять стальную втулку 1
(рис. 8), диаметр отверстия
которой больше диаметра оп-
равки 2 на 0,1—0,3 мм, одеть
ее на оправку, а затем втулку
вместе с оправкой закрепить в
прямых кулачках 4 самоцен-
трирующего трехкулачкового
патрона
Поднять патрон коромыслом
3, имеющимися подъемными
средствами, завести оправку
конусом в гнездо шпинделя и,
подперев ее задним центром,
снять коромысло
Патрон с резьбовым крепле-
нием навернуть на шпиндель
до отказа и закрепить от само-
отвинчивания
Патрон с фланцевым креп-
лением посадить на конус
шпинделя и закрепить
Отвести задний центр, откре-
пить втулку /, снять оправку
II. Съем и установка кулачков в трехкулачковом
самоцентрирующем патроне
Организационные указания
Установить на станине станка под трехкулачковый патрон деревян-
ный щиток
1. Снять кулачки из пазов патрона
2. Установить кулачки в пазы патрона
Рис. 9
Выполнение приемов
1. Вращением патронного
ключа против часовой стрелки
вывести кулачки из пазов пат-
рона, снять их и положить на
деревянный щиток
2. Разместить на щитке ку-
лачки в порядке нанесения на
них пометок 1, 2 и 3 (или то-
чек: одна, две, три)
При помощи патронного
ключа, вставленного в квад-
ратное глухое отверстие одно-
го из трех малых конических
зубчатых колес, вращать боль-
шое коническое колесо, на об-
ратной стороне которого име-
ется спиральная прямоуголь-
17
Продолжение карты 2
Упражнения Инструктивные указания и пояснения
1 2 ная резьба. Как только начало витка этой резьбы покажется в пазе патрона, необходимо по- вернуть немного колесо в об- ратном направлении, вставить первый кулачок 1 (рис. 9) в паз и продолжать вращать ко- лесо так, чтобы выступы ку- лачка вошли в спиральную ка- навку резьбы до подхода витка резьбы к следующему пазу Затем так же, как и первый кулачок, вставить второй (см. рис. 9) и третий кулачки
III. Установка, выверка на торцовое биение и закрепление заготовки
диаметром 60—70 мм, длиной 40—50 мм в трехкулачковом
самоцентрирующем патроне. Съем заготовки
Организационные указания
Электродвигатель включить в электросеть и настроить коробку ско-
ростей на минимальное число оборотов шпинделя.
Выключить привод подач.
Отвести суппорт в правое крайнее положение станины
1. Установить заготовку в патроне
Выполнение приемов
1. Обеими руками, вращая
равномерно против часовой
стрелки патронный ключ, раз-
вести кулачки патрона на ве-
личину, несколько превышаю-
щую диаметр закрепляемой за-
готовки (рис. 10)
Правой рукой взять и вста-
вить заготовку 1 (рис. 11) в
кулачки патрона, а левой ру-
кой вращать патронный ключ
по часовой стрелке до полно-
го захвата заготовки кулачка-
ми. Вращая обеими руками
патронный ключ по часовой
стрелке, предварительно за-
крепить заготовку кулачками
патрона. Заготовка должна
входить в кулачки патрона не
менее чем на 20—30 мм
Если при закреплении заго-
товки прямые кулачки выхо-
дят из пазов патрона более
1
чем на — своей длины, при-
менять обратные кулачки
18
Продолжение карты 2
Упражнения
Инструктивные указания
и пояснения
Рис. И
2. Выверить и закрепить заготовку в
патроне
Рис. 12
Рис. 13
3. Открепить и снять заготовку
2. Включить привод главно-
го движения станка. Взять в
правую руку кусочек мела 3
(рис. 12); правой рукой опе-
реться на кисть левой руки,
которой, в свою очередь, опе-
реться на станину
Подвести мел к краю враща-
ющегося торца заготовки 1 до
образования метки 2. Выклю-
чить вращение шпинделя
Если меловая метка обозна-
чена не по всей поверхности
торца заготовки, то легкими
ударами молотка 3 (рис. 13)
по меловой метке 2 несколько
сместить заготовку 1. Повто-
рять действие до тех пор, пока
на ее торце не получится спло-
шная меловая метка
Вставляя поочередно пат-
ронный ключ во все три квад-
ратные отверстия патрона и
вращая его вручную по часовой
стрелке, окончательно закре-
пить заготовку
3. Вставить патронный ключ
в патрон и обеими руками рез-
ким движением повернуть
ключ против часовой стрелки
19
Продолжение карты 2
Упражнения Инструктивные указания и пояснения
1 2
на половину оборота. Поддер- живая правой рукой заготов- ку, левой рукой продолжать вращать ключ против часовой стрелки до освобождения за- готовки от зажима кулачками патрона Снять заготовку
IV. Установка, выверка на радиальное биение и закрепление
в трехкулачковом самоцентрирующем патроне заготовки диаметром
40—50 мм и длиной 100—120 мм. Съем заготовки
Организационные
ния III
указания те же, что и для упражне-
1. Установить и предварительно закре-
пить заготовку
2. Выверить и закрепить заготовку в
патроне
Выполнение приемов
1. Предварительно закреп-
ленная заготовка должна вхо-
дить в кулачки патрона не ме-
нее чем на 30—40 мм и иметь
вылет из кулачка не более
80—90 мм
2. Включить вращение шпин-
деля. Подвести мел к враща-
ющейся цилиндрической по-
верхности заготовки до обра-
зования метки 2 — рис. 14 (по-
ложение рук см. в указании к
упражнению III — 2). Выклю-
чить вращение шпинделя. Если
меловая метка обозначена не
по всей цилиндрической по-
верхности заготовки, то легки-
ми ударами молотка 3 (рис. 15)
по меловой метке несколько
сместить заготовку 1
Повторять действие до тех
пор, пока на ее цилиндрической
поверхности получится сплош-
ная меловая метка. Вращая
обеими руками ключ по часо-
вой стрелке, окончательно за-
крепить заготовку
20
Продолжение карты 2
Инструктивные указания
н пояснения
Рис. 16 .
2
3. Указания к упражнению
III — 3 и рис. 16
V. Съем трехкулачкового самоцентрирующего патрона со шпинделя
передней бабки станка
Организационные указания
Отключить электродвигатель станка от электросети, рукоятку вклю-
чателя шпинделя поставить в среднее положение;
рабочее место обеспечить деревянным щитком; установить мини-
мальное число оборотов шпинделя
1. Вставить направляющую оправку в
коническое отверстие шпинделя
Рис. 17
2.- Снять патрон диаметром до 320 мм
при резьбовом его креплении на шпин-
деле
Выполнение приемов
I. Левой рукой развести ку-
лачки патрона, чтобы направ-
ляющая оправка могла сво-
бодно вставляться в кониче-
ское отверстие шпинделя. Рез-
ким движением правой руки
влево вставить оправку 1
(рис. 17) коническим хвосто-
виком в отверстие шпинделя
2. При съеме патрона снача-
ла отвернуть винты и вывести
зубья сухарей из кольцевого
паза шпинделя. Вставить па-
тронный ключ в гнездо патро-
на и рывком на себя двумя ру-
ками сдвинуть с места патрон
(рис. 18). Вынуть ключ
21
П родолжение карты 2
Упражнения
Рис. 19
3. Снять патрон диаметром до 320 мм
при фланцевом его креплении на шпин-
деле
4. Удалить направляющую оправку из
отверстия шпинделя
5. Снять патрон диаметром более
320 мм при резьбовом или фланцевом его
креплении
Инструктивные указания
и пояснения
Поддерживая патрон левой
рукой (рис. 19), правой, пооче-
редно захватывая за верхнюю
часть кулачков, свинтить его
на оправку 1, а затем снять и
поставить на полку инструмен-
тальной тумбочки
3. Для снятия патрона необ-
ходимо ослабить гайки 6
(рис. 7), повернуть по часовой
стрелке до упора шайбу 5 и
снять патрон на оправку, пе-
ремещая его в осевом направ-
лении
4. Легкими толчками выко-
лотки выбить направляющую
оправку из конического отвер-
стия шпинделя
5. Вставить в коническое от-
верстие шпинделя оправку 2
(рис. 8) вместе с втулкой
Поджать оправку задним
центром
Закрепить втулку в патроне
Снять патрон на оправку
Подвести коромысло 3 под
оправку, отвести задний центр,
снять патрон
Открепить втулку. Оправку
вместе с втулкой и коромыс-
лом убрать
22
ИНСТРУКЦИОННАЯ КАРТА 3
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. УСТАНОВКА ЗАГОТОВОК ТИПА ВАЛОВ В ЦЕНТРАХ
Учебные задачи упражнений: научиться устанавливать центры в
шпиндель передней бабки и пиноль задней бабки и удалять их, уста-
навливать поводковый патрон на шпинделе передней бабки станка; про-
верять правильность установки центров; научиться перемещать, закреп-
лять и откреплять бабку, устанавливать заготовку в центры и сни-
мать ее.
Оснащение рабочего места: поводковый патрон; центры жесткие—
2 шт.; хомутики с прямым и загнутым хвостовиками; гаечные ключи
для хомутика и задней бабки; крючок специальный для чистки резьбы
поводкового патрона; латунный пруток (выколотка) для удаления пе-
реднего центра; заготовка зацентрованная; тавотница с тавотом или
машинным маслом, смешанным с мелом, обтирочный материал.
Упражнения Инструктивные указания и пояснения
1 2
I. Установка центров и поводкового патрона на шпиндель
Организационные указания те же, что и к упражнению I
карты 2.
1. Протереть посадочные места повод-
кового патрона и переднего конца шпин-
деля
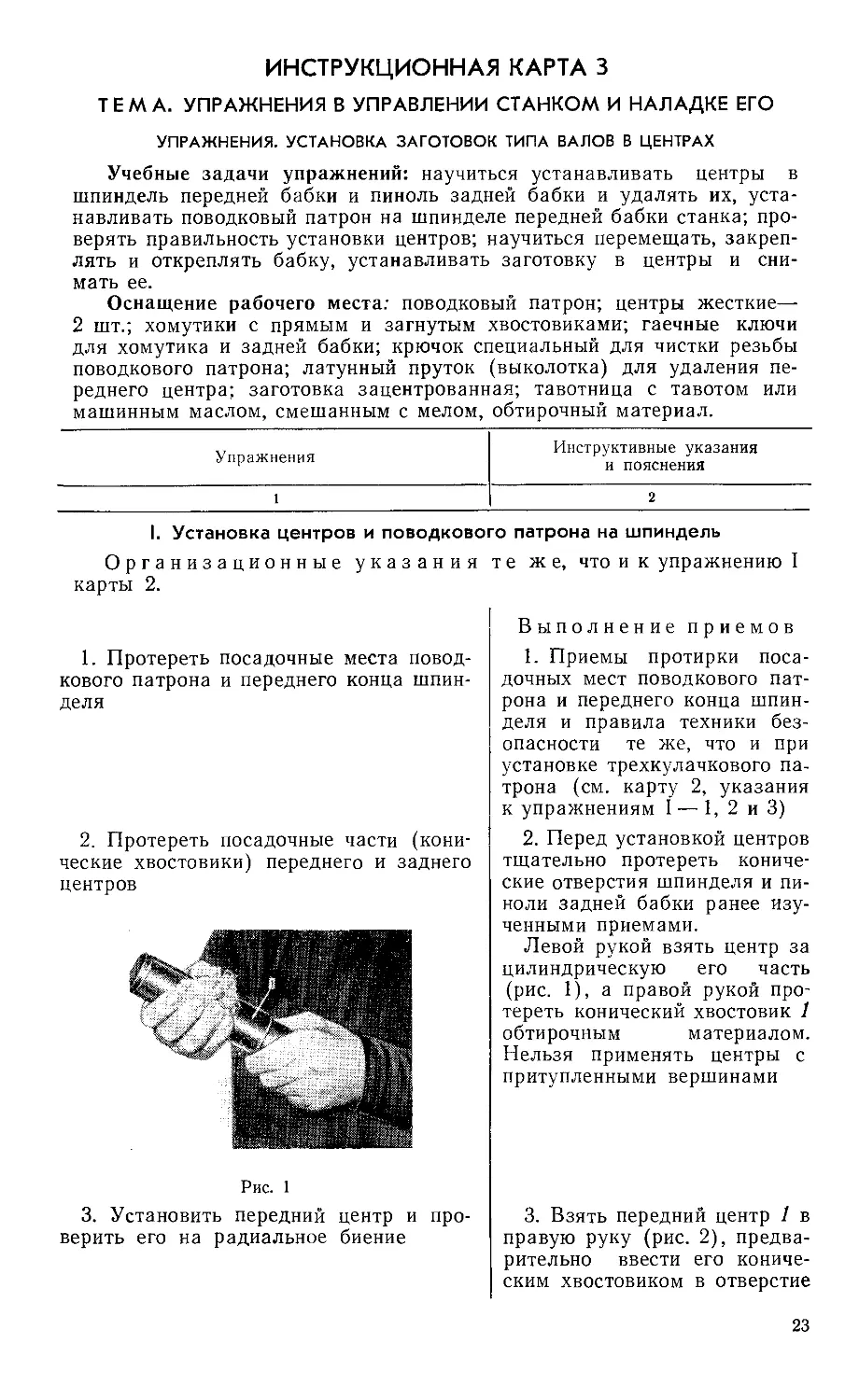
2. Протереть посадочные части (кони-
ческие хвостовики) переднего и заднего
центров
Рис. 1
3. Установить передний центр и про-
верить его на радиальное биение
Выполнение приемов
1. Приемы протирки поса-
дочных мест поводкового пат-
рона и переднего конца шпин-
деля и правила техники без-
опасности те же, что и при
установке трехкулачкового па-
трона (см. карту 2, указания
к упражнениям I — 1, 2 и 3)
2. Перед установкой центров
тщательно протереть кониче-
ские отверстия шпинделя и пи-
ноли задней бабки ранее изу-
ченными приемами.
Левой рукой взять центр за
цилиндрическую его часть
(рис. 1), а правой рукой про-
тереть конический хвостовик 1
обтирочным материалом.
Нельзя применять центры с
притупленными вершинами
3. Взять передний центр 1 в
правую руку (рис. 2), предва-
рительно ввести его кониче-
ским хвостовиком в отверстие
23
П родолжение карты 3
Упражнения
Инструктивные указания
и пояснения
4. Установить поводковый патрон на
шпинделе передней бабки
Рис. 3
5. Установить задний центр в пиноль
задней бабки
шпинделя передней бабки и
резким движением (броском)
вставить в отверстие. Вклю-
чить вращение шпинделя и
проверить центр на радиаль-
ное биение. Если центр бьет,
то выбить его латунным
прутком и повернуть на 30—
45° вокруг оси. Вновь устано-
вить центр, проверить на бие-
ние, и, если потребуется, до-
полнительно выправить его вы-
шеуказанным способом. Ра-
диальное биение центра про-
верить индикатором
4. Приемы предварительной
установки поводкового патро-
на и правила техники безопас-
ности те же, что и при установ-
ке трехкулачкового патрона.
Для окончательного закрепле-
ния поводкового патрона с
резьбовым креплением на
шпинделе станка взяться пра-
вой рукой за поводковый па-
лец 2 (рис. 3), а левой рукой с
противоположной стороны —
за планшайбу 1 и вращать ее
до полного навинчивания на
резьбу шпинделя
Рекомендуется применять
поводковый патрон с предохра-
нительным кожухом. Поводко-
вый патрон с фланцевым креп-
лением устанавливается на
шпинделе так же, как и трех-
кулачковый патрон
5. Перед установкой центра
2 (рис. 4), вращая правой ру-
кой маховичок 3 по часовой
стрелке, выдвинуть пиноль 1
задней бабки на 40—50 мм
Левой рукой взять центр за
цилиндрическую часть и рез-
ким движением (броском)
вставить коническим хвостови-
ком в отверстие пиноли задней
бабки
Рис. 4
24
Продолжение карты 3
Инструктивные указания
и пояснения
Упражнения
1
2
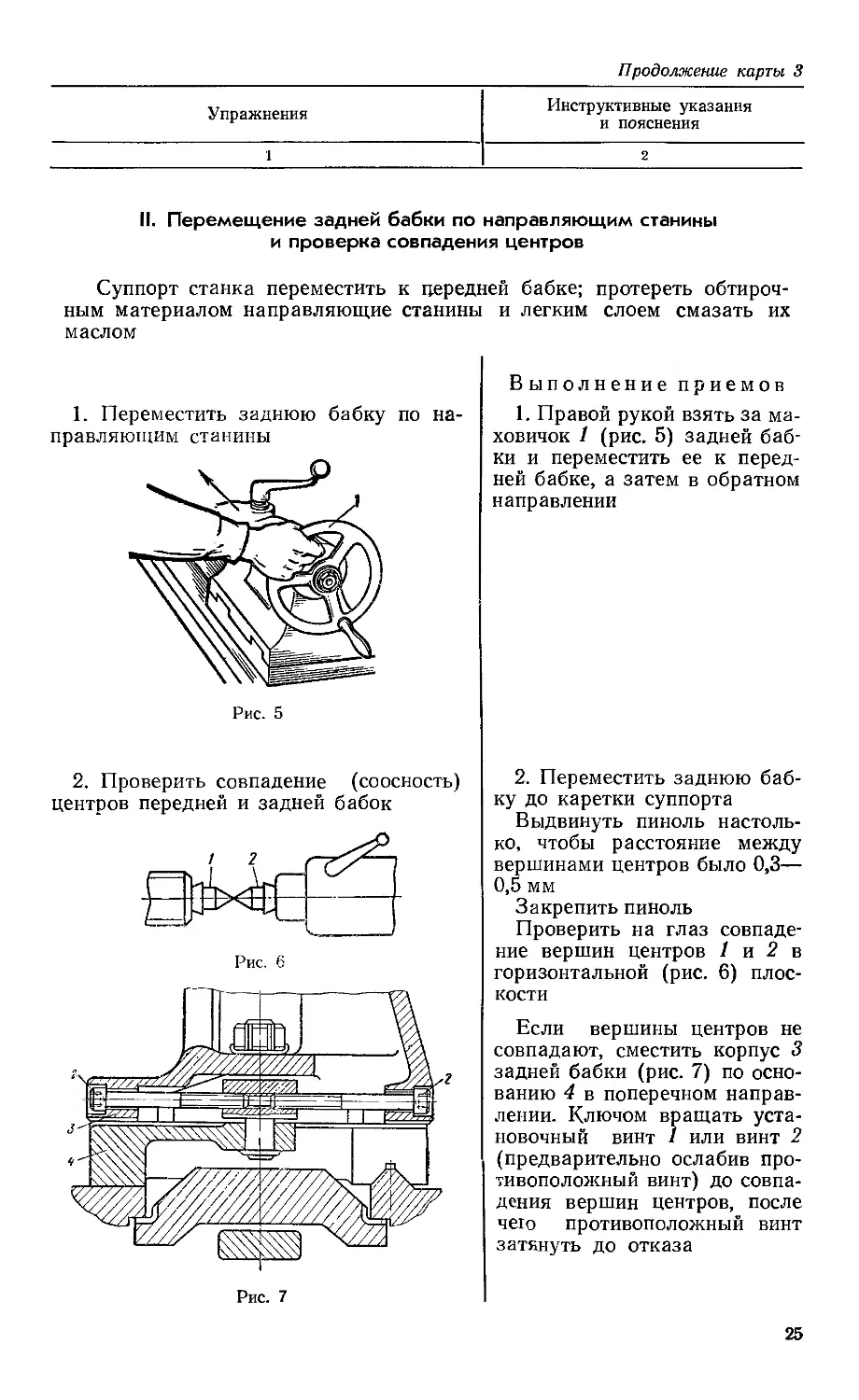
II. Перемещение задней бабки по направляющим станины
и проверка совпадения центров
Суппорт станка переместить к передней бабке; протереть обтироч-
ным материалом направляющие станины и легким слоем смазать их
маслом
1. Переместить заднюю бабку по на-
правляющим станины
Рис. 5
2. Проверить совпадение (соосность)
центров передней и задней бабок
Рис. 6
Выполнение приемов
1. Правой рукой взять за ма-
ховичок 1 (рис. 5) задней баб-
ки и переместить ее к перед-
ней бабке, а затем в обратном
направлении
2. Переместить заднюю баб-
ку до каретки суппорта
Выдвинуть пиноль настоль-
ко, чтобы расстояние между
вершинами центров было 0,3—
0,5 мм
Закрепить пиноль
Проверить на глаз совпаде-
ние вершин центров 1 и 2 в
горизонтальной (рис. 6) плос-
кости
Если вершины центров не
совпадают, сместить корпус 3
задней бабки (рис. 7) по осно-
ванию 4 в поперечном направ-
лении. Ключом вращать уста-
новочный винт 1 или винт 2
(предварительно ослабив про-
тивоположный винт) до совпа-
дения вершин центров, после
чею противоположный винт
затянуть до отказа
Рис. 7
25
Продолжение карты 3
Упражнения
Инструктивные указания
и пояснения
Рис. 8
3. Переместить заднюю баб-
ку вправо.
Закреплять заднюю бабку
на станине поворотом рукоят-
ки 2 (см. рис. 14) на себя. До-
полнительно закреплять затя-
гиванием ключом 1 гайки 2
(рис. 8)
Откреплять — поворотом ру-
коятки от себя и отвертывани-
ем гайки 2
III. Установка заготовки в центрах токарного станка
Организационные указания
Заднюю бабку установить и закрепить так, чтобы расстояние меж-
ду вершинами центров было примерно равно длине заготовки и обес-
печивало бы минимальный вылет пиноли из корпуса задней бабки и
возможность подвода резца к правому торцу заготовки
1. Надеть и закрепить хомутик на заго-
товке
Выполнение приемов
1. Винт 2 (рис. 9, а, б) уста-
новить так, чтобы хомутик 1
свободно можно было надеть
на заготовку 3. Взять заготов-
ку, надеть на нее хомутик и
гаечным ключом 4 затянуть
винт 2
Рис. 9
26
Продолжение карты 3
Упражнения
Инструктивные указания
и пояснения
2. Смазать центровое отверстие заго-
товки
3. Установить заготовку на передний
центр
Рекомендуется применять
хомутики с загнутым концом
(рис. 9, в)
Чтобы не было вмятины на
обработанной поверхности от
нажима винта хомутика, под
него кладут подкладку из цвет-
ного металла или насаживают
разрезную втулку
Быстродействующие хому-
тики с эксцентриком (рис. 9, г).
В этом случае зажим детали
производится автоматически
кулачком 2, который, упираясь
своим концом в поводковый па-
лец 1, поворачивается около
оси и прижимает деталь к при-
зматическому вырезу в корпу-
се 3 хомутика
2. Заполнить центровое от-
верстие, обращенное к заднему
невращающемуся центру, таво-
том или машинным маслом,
смешанным с мелом
3. Заготовку 1 (рис. 10)
взять левой рукой около хому-
тика, а правой — за другой ко-
нец и установить ее центровым
отверстием на передний центр
2 так, чтобы палец поводкового
патрона опирался на хвостовик
хомутика
Рис. 10
4. Поджать заготовку задним центром
и закрепить пиноль задней бабки
Рис. И
4. Заготовку поддерживать
левой рукой (рис. 11) и напра-
влять центровым отверстием
на вершину заднего центра.
Вращая маховичок по часовой
стрелке (от себя), ввести зад-
ний центр в центральное отвер-
стие заготовки. Заготовка дол-
жна вращаться свободно, но
без слабины (проверять вруч-
ную, покачивая заготовку за
хомутик левой рукой)
27
Продолжение карты 3
Упражнения
Инструктивные указания
и пояснения
2
Рис. 12
5. Включить и выключить вращение
шпинделя
Правой рукой резким пово-
ротом рукоятки 1 (рис. 12) на
себя закрепить пиноль в кор-
пусе задней бабки
5. Прежде чем включить вра-
щение шпинделя, необходимо
настроить коробку скоростей
на минимальное число оборо-
тов его. Включить электродви-
гатель и шпиндель. Наблюдать
некоторое время за вращением
заготовки с правой стороны
каретки суппорта. Выключить
шпиндель и электродвигатель
IV. Съем заготовки, хомутика, удаление центров,
открепление задней бабки, съем поводкового патрона
1. Снять заготовку с центров токарного
станка
2. Снять хомутик с заготовки
Выполнение приемов
1. Открепить пиноль. Под-
держивая заготовку левой ру-
кой (рис. 13), вращением махо-
вичка против часовой стрелки
вывести задний центр из цент-
рового отверстия заготовки,
снять ее
2. В левую руку взять заго-
товку 3 с хомутиком (см. рис.
9, а). Правой рукой надеть
ключ 4 на головку винта 2.
Вращая ключ против часовой
стрелки, отвернуть винт и ос-
вободить заготовку
28
Продолжение карты 3
Инструктивные указания
и пояснения
Упражнения
2
3. Удалить центр из конического отвер-
стия шпинделя передней бабки
4. Удалить центр из пиноли задней
бабки
Рис. 14
5. Снять поводковый патрон
Рис. 15
3. Легкими толчками выбить
центр латунным прутком и по-
ложить его на место
4. Открепить заднюю бабку
и переместить ее в исходное
(правое крайнее) положение
Удалить центр 1 вращением
маховичка (рис. 14) против ча-
совой стрелки (на себя) до тех
пор, пока центр не будет вы-
жат из пиноли винтом
5. Резким движением (рыв-
ком) правой руки на себя по-
вернуть поводковый патрон (с
резьбовым креплением) за по-
водковый палец 1 (рис. 15),
поддерживая его левой рукой,
а затем свинтить и положить
патрон на место
Поводковый патрон с флан-
цевым креплением на шпинде-
ле снимается так же, как и
трехкулачковый патрон
ИНСТРУКЦИОННАЯ КАРТА 4
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. УСТАНОВКА РЕЗЦА В РЕЗЦЕДЕРЖАТЕЛЕ И ПРЕДВАРИТЕЛЬНОЕ
ЕГО ЗАКРЕПЛЕНИЕ. ПРОВЕРКА УСТАНОВКИ РЕЗЦА И ОКОНЧАТЕЛЬНОЕ
ЕГО ЗАКРЕПЛЕНИЕ
Учебные задачи упражнений: научиться устанавливать резец в рез-
цедержателе по высоте центров станка; откреплять, поворачивать и за-
креплять резцедержатель; откреплять и снимать резец с подкладками.
Оснащение рабочего места: передний и задний центры; проходной,
отогнутый, черновой правый резец; подкладки разных размеров по тол-
щине; ключ патронный и торцовый для крепления болтов резцедержа-
теля.
20
Продолжение карты 4
Упражнения Инструктивные указания и пояснения
1 2
I. Установка резца в резцедержателе по высоте центров станка
Организационные указания
Электродвигатель станка отключить от электросети, заднюю бабку
отодвинуть вправо, в крайнее положение.
1. Вставить центр в пиноль задней
бабки
2. Переместить суппорт к задней бабке
Выполнение приемов
1. Пиноль задней бабки пред-
варительно выдвинуть на 80—
100 мм и закрепить
2. Вращая маховичок (рис.
1) фартука правой рукой по
часовой стрелке, переместить
каретку суппорта к задней
бабке
3. Отвернуть крепежные винты резце-
держателя
3. Правой рукой, вращая тор-
цовый ключ 3 (рис. 2) против
часовой стрелки, отвернуть
винты 2 резцедержателя на
расстояние от его опорной по-
верхности /, позволяющее сво-
бодно вставить резец
Рис. 2
30
Продолжение карты 4
Инструктивные указания
и пояснения
Упражнения
2
1
4. Установить резец в резцедержателе
без его закрепления
4. Резец 4 (рис. 3) устано-
вить в резцедержателе перпен-
дикулярно оси центров и с вы-
летом от края опорной поверх-
ности резцедержателя не более
чем на 1—1,5 высоты головки
резца
По положению вершины го-
ловки резца (которая должна
находиться на оси центров
станка) относительно вершины
центра задней бабки (рис. 3)
определить, нужны ли под-
кладки
5. Выбрать (при необходимости) под-
кладки и подложить их под опорную по-
верхность резца
Рис. 4
5. Подкладки 5 (рис. 4) с
параллельными хорошо обра-
ботанными поверхностями вы-
брать соответствующей толщи-
ны, одинаковой длины и шири-
ны (не более 2 шт.)
Подобранные подкладки ро-
вно сложить по длине и шири-
не и подложить их под тело
резца так, чтобы они не выхо-
дили за пределы опорной по-
верхности 1 резцедержателя
(рис. 4)
6. Закрепить резец предварительно
7. Закрепить резец окончательно
6. Двумя руками, вращая
торцовый ключ 3 (см. рис. 4)
по часовой стрелке, завернуть
первый винт 2 резцедержателя
до легкого соприкосновения с
резцом 4
Затем таким же образом за-
вернуть остальные винты (ре-
зец может быть закреплен не
менее чем двумя винтами)
Проверить установку резца
относительно оси центров
7. Затягивать винты резце-
держателя постепенно и после-
довательно
Проверить установку резца
31
Продолжение карты 4
Упражнения Инструктивные указания и пояснения
1 2
II. Открепление, поворачивание и закрепление резцедержателя;
открепление и снятие резца и подкладок
Организационные указания
Переместить заднюю бабку вправо в исходное
центр задней бабки.
положение и снять
1. Открепить, повернуть и закрепить
резцедержатель
Рис. 5
2. Открепить и снять резец и подкладки
Выполнение приемов
1. Зажимную рукоятку 6 рез-
цедержателя (рис. 5) повер-
нуть против часовой стрелки
правой рукой — сначала рез-
ким толчком, затем с последу-
ющим замедлением движения
Резцедержатель повернуть
против часовой стрелки на 90°
и закрепить поворотом рукоят-
ки 6 с нарастающим усилием
по часовой стрелке
Повторять поворачивание
резцедержателя до тех пор, по-
ка резец 4 займет свое перво-
начальное положение
2. Отвести поперечные са-
лазки суппорта на себя, к пе-
реднему краю направляющих
Вращая ключ 3 двумя рука-
ми против часовой стрелки, от-
вернуть последний болт 2 (рис.
4 и 5), и т. д.
Снять резец и подкладки
III. Установка рёзца по оси центров станка по шаблонам и рискам
Установить резец по оси центров
1. Непосредственно по шаблону или
рискам на пиноли или корпусе задней
бабки
1. На вертикальной стороне
1 шаблона (рис. 6) нанесена
миллиметровая шкала
Нулевой штрих от опорной
поверхности 3 (рис. 6) нижней
части шаблона должен отсто-
ять на величину h, равную рас-
стоянию, от опорной поверхно-
сти 2 (рис. 7) резцедержателя
до оси центров станка 1
Резец 2 (см. рис. 6) опорной
поверхностью поместить на
шаблон и по штриху, против
которого находится вершина
Рис. 6
32
Продолжение карты 4
Упражнения
Инструктивные указания
и пояснения
Рис. 7
2. При помощи простых шаблонов, ус-
танавливаемых на станке
Рнс. 8
резца, определить толщину
требуемой подкладки (подкла-
док)
Для установки резцов по
оси центров станка можно ис-
пользовать горизонтальную
риску, проведенную на пиноли
или корпусе задней бабки, или
риску на пластинке, прикреп-
ленной к ней.
2. Шаблон 1 (рис. 8) устано-
вить одним концом на попереч-
ные салазки и по другому кон-
цу с миллиметровыми делени-
ями и вершине головки резца
3, определить толщину требуе-
мых подкладок
Если пользоваться шабло-
ном 2 (см. рис. 8) без делений,
то его следует установить на
плоскость резцедержателя и
по торцовой поверхности ко-
роткого конца шаблона и вер-
шине головки резца опреде-
лить размер толщины под-
кладки (подкладок)
3. По универсальному шаблону, уста-
навливаемому на станке
3. Показанный на рис. 9 уни-
версальный шаблон для уста-
новки резцов по центру пред-
ложен новатором ленинградс-
кого Кировского завода П. А.
Зайченко
Шаблон установить план-
кой 3 на плоскость резцедер-
жателя
Опустить подвижную ско-
бу 2 с делениями так, чтобы ее
нижняя плоскость находилась
на уровне оси центров станка,
и закрепить винтом 1
Снять шаблон с резцедержа-
теля и против нулевого (или
другого) деления нанести рис-
ку на планке 3
Для облегчения и ускорения
точной установки резца по оси
центров станка применять две
клиновые подкладки 4 и 5, из-
готовленные из стали 50, тер-
33
3—1243
Продолжение карты 4
Упражнения Инструктивные указания и пояснения
1 2
мически обработанные до твер- дости HRC 40—45 и одновре- менно прошлифованные Угол клина подкладки ра- вен 3° Рекомендуется каждую од- новременно прошлифованную пару подкладок клеймить
ИНСТРУКЦИОННАЯ КАРТА 5
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. УПРАВЛЕНИЕ СУППОРТОМ
Учебные задачи упражнений: научиться регулировать зазоры в со-
пряжениях направляющих верхних и поперечных салазок суппорта;
равномерно перемещать верхние и поперечные салазки, вращая руко-
ятки винтов одной и двумя руками; перемещать каретку суппорта дву-
мя руками; откреплять, устанавливать на заданный угол и закреплять
верхнюю поворотную часть суппорта.
Оснащение рабочего места: отвертка; масленка, обтирочный мате-
риал; гаечный ключ под гайки верхней поворотной части суппорта.
I. Регулирование зазоров в сопряжении направляющих салазок
суппорта
Организационные указания
Электродвигатель отключить от электросети.
Выключить шпиндель. Переместить заднюю бабку в крайнее правое
положение. Направляющие поперечных и верхних салазок суппорта хо-
рошо протереть и смазать тонким слоем масла
1. Отрегулировать зазор в сопряжении
направляющих салазок суппорта
Выполнение приемов
1. Поперечные салазки суп-
порта переместить от передне-
го края поперечных направля-
ющих каретки на 50—60 мм. В
правую руку взять отвертку 2
Продолжение карты 5
Инструктивные указания
и пояснения
Упражнения
2
Рис. 1
2. Отрегулировать зазор в сопряжении
направляющих верхних салазок суппорта
Рис. 2
(рис. 1), левой поддержать ее
и установить в шлицевой паз
регулирующего винта 1. Для
уменьшения зазора в сопряже-
нии направляющих винт 1 за-
вертывать, предварительно от-
вернув винт с противополож-
ной стороны салазок. По окон-
чании регулировки зазора на-
правляющих противополож-
ный винт завернуть до отказа.
Для увеличения зазора посту-
пать в обратном порядке
Нормально отрегулирован-
ные салазки должны при вра-
щении рукоятки винта переме-
щаться с небольшим усилием
и не иметь люфта
2. Регулировать либо отвер-
тыванием, либо завертывани-
ем винта 1 клиновой планки
(рис. 2)
II. Равномерное перемещение верхних и поперечных салазок
суппорта вручную
1. Переместить верхние салазки суп-
порта в крайнее положение (в сторону
задней бабки) одной рукой
1. Взяться большим, указа-
тельным и средним пальцами
правой руки (рис. 3) за одну
из ручек рукоятки 1 винта
верхних продольных салазок
суппорта; вращать рукоятку
равномерно и непрерывно на
себя, т. е. против часовой
стрелки; салазки вместе с рез-
цедержателем должны переме-
щаться вправо — в сторону
задней бабки
Рис. 3
3*
35
П родолжение карты 5
Упражнения Инструктивные указания и пояснения
1 2
2. Переместить верхние салазки суп-
порта в крайнее левое положение (в сто-
рону передней бабки) одной рукой
3. Возвратить верхние салазки в край-
нее правое положение (в сторону задней
бабки) одной рукой
4. Переместить верхние салазки влево
в крайнее положение одновременно дву-
мя руками
Рис, 5
2. Вращать рукоятку / винта
верхних салазок суппорта
(рис. 4) равномерно и непре-
рывно от себя, т. е. по часовой
стрелке; салазки должны пере-
мещаться влево — в сторону
передней бабки; перемещать
салазки до конца направляю-
щих поворотной части суп-
порта
3. Перемещать верхние са-
лазки в крайнее правое поло-
жение ранее изученными прие-
мами (см. указание к упраж-
нению II — 1 и рис. 3)
4. При выполнении упражне-
ния держать рукоятку винта
верхних салазок суппорта, как
показано на рис. 5; большой
палец левой руки охватывает
ручку 1 рукоятки, а указатель-
ный и средний пальцы упира-
ются в ручку 2; средний и бе-
зымянный пальцы правой ру-
ки; наоборот, упираются в руч-
ку 1, а большой и указатель-
ный пальцы охватывают руч-
ку 2
При повороте рукоятки на
половину оборота перехватить
ее сначала правой, а затем ле-
вой рукой, при этом пальцы
рук должны занять первона-
чальное положение. Салазки
должны перемещаться равно-
мерно и непрерывно
36
П родолжение карты 5
Инструктивные указания
и пояснения
Упражнения
2
5. Переместить поперечные салазки
суппорта в сторону линии центров станка
одной рукой
5. Держать ручку 1, свобод-
но охватив ее пальцами правой
руки (рис. 6). Рукоятку вра-
щать равномерно по часовой
стрелке
6. Возвратить поперечные салазки в
первоначальное положение
7. Переместить поперечные салазки
суппорта в сторону линии центров станка
двумя руками одновременно
6. Перемещать салазки в
первоначальное положение,
вращая рукоятку 1 против ча-
совой стрелки одной рукой
(правой или левой)
7. В начале выполнения уп-
ражнения держать рукоятку
так, как показано на рис. 7:
большой палец правой руки
охватывает ручку сверху, а ос-
тальные пальцы прижимаются
к рукоятке; указательный и
средний пальцы левой руки ох-
ватывают шаровой конец руко-
ятки, большой палец упирает-
ся в ее шаровую среднюю
часть. После поворота рукоят-
ки на пол-оборота перехватить
ее сначала правой рукой, а за-
тем левой. После перехвата —
большой палец правой руки
охватывает шаровой конец ру-
коятки, остальные прижима-
ются к ней; большой палец ле-
вой руки упирается в шаровую
середину рукоятки, остальные
пальцы охватывают ручку. По-
сле следующего пол-оборота
пальцы рук возвращаются в
первоначальное положение.
Рукоятку вращать по часовой
стрелке. Упражнения повто-
рять несколько раз до выра-
ботки умения вращать рукоят-
ку равномерно, несмотря на
перехват рукоятки руками во
время ее вращения
3?
Продолжение карты 5
Инструктивные указания
и пояснения
Упражнения
2
8. Возвратить поперечные салазки в
первоначальное положение
9. Переместить поперечные салазки в
сторону линии центров станка, а верх-
ние — влево (в сторону передней бабки)
одновременно двумя руками
Рис. 8
8. См. указания к упражне-
нию II — 6.
9. Поставить в исходное по-
ложение рукоятку винта верх-
них салазок суппорта. Распо-
ложить пальцы рук на рукоят-
ках, как показано на рис. 8
Пальцами правой руки рав-
номерно поворачивать рукоят-
ку винта верхних салазок по
часовой стрелке на ’/з—'Л обо-
рота. В это время пальцами ле-
вой руки равномерно повора-
чивать рукоятку винта нижних
поперечных салазок по часовой
стрелке на !/з—!/2 оборота
Перехватывать руками ру-
коятки нужно быстро, сохра-
няя при этом равномерное пе-
ремещение салазок
III. Перемещение каретки суппорта вручную двумя руками
1. Переместить каретку суппорта вруч-
ную влево в сторону передней бабки дву-
мя руками
Рис. 9
I. Обеими руками (рис. 9)
взяться за маховичок так, что-
бы большие пальцы охватыва-
ли обод с внутренней стороны,
указательные пальцы находи-
лись на ободе, средние были
прижаты к нему с внутренней
стороны. Медленно и равно-
мерно вращать маховичок до
тех пор, пока левая рука не
окажется в нижнем положении
(рис. 10), а правая — в верх-
нем
Рис. 10
38
Продолжение карты 5
Упражнения Инструктивные указания и пояснения
1 2
2. Сделать перехват левой рукой
Рис. 11
3. Сделать перехват правой рукой
Рис. 12
4. Продолжать перемещение каретки
суппорта
2. Перехват делать пример-
но через пол-оборота махович-
ка во время вращения его пра-
вой рукой (рис.11)
3. Перехват сделать во вре-
мя вращения маховичка левой
рукой (рис. 12)
4. Перемещать каретку, не
доводя ее до передней бабки
на расстояние 100—150 мм
Каретку возвратить в перво-
начальное положение ручной
подачей двумя руками
IV. Поворот верхней части суппорта на заданный угол
Организационные указания
Суппорт установить в среднее положение направляющих станка.
Поперечные салазки установить на 30—40 мм от края направляю-
щих каретки со стороны фартука.
Протереть опорный фланец поворотной части суппорта.
Подобрать гаечный ключ соответствующих размеров (по гайкам
опорного фланца)
39
Продолжение карты 5
Упражнения
Инструктивные указания
и пояснения
1. Отвернуть гайки опорного фланца
поворотной части суппорта
Выполнение приемов
1. Вращая правой рукой га-
ечный ключ 1 против часовой
стрелки, отвернуть гайки 2
(рис. 13) на 1—2 оборота
2. Повернуть поворотную часть суппор-
та против или по часовой стрелке на 30°
2. Поворачивать поворотную
часть суппорта обеими руками
(рис. 14) до совпадения 30-го
деления на опорном фланце
с риской 2 (рис. 15) на попе-
речных салазках
Рис. 14
3. Затянуть гайки опорного фланца по-
воротной части суппорта
3. Гайки завертывать после-
довательно и постепенно вра-
щением гаечного ключа по ча-
совой стрелке усилием одной
правой руки. После затяжки
гаек проверить совпадение
30-го деления градуированной
шкалы с риской опорного
фланца поворотной части суп-
порта
4. Отвернуть гайки опорного фланца
поворотной части суппорта
40
Продолжение карты 5
Инструктивные указания
и пояснения
Упражнения
2
5. Повернуть поворотную часть суппор-
та в прежнее положение
Рис. 15
5. Поворачивать верхнюю
часть суппорта (по часовой
или против часовой стрелки)
до совпадения нулевого деле-
ния 1 опорного фланца с рис-
кой 2 на поперечных салазках
(см. рис. 15)
6. Затянуть гайки опорного фланца по-
воротной части суппорта
ИНСТРУКЦИОННАЯ КАРТА 6
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. НАСТРОЙКА СТАНКА НА ЗАДАННОЕ ЧИСЛО ОБОРОТОВ
ШПИНДЕЛЯ (ПАТРОНА) И ЗАДАННУЮ ПОДАЧУ
Учебные задачи упражнения: научиться пользоваться таблицами
на станке
I. Настройка станка на заданное число оборотов шпинделя в минуту
Организационные указания
Установить рукоятку включения шпинделя в среднее положение, ру-
коятки включения продольных и поперечных подач — в нерабочее поло-
жение. Проверить наличие, надежность крепления и исправность ограж-
дающих и защитных устройств, а также заземление станка
Упражнения Инструктивные указания и пояснения
1 2
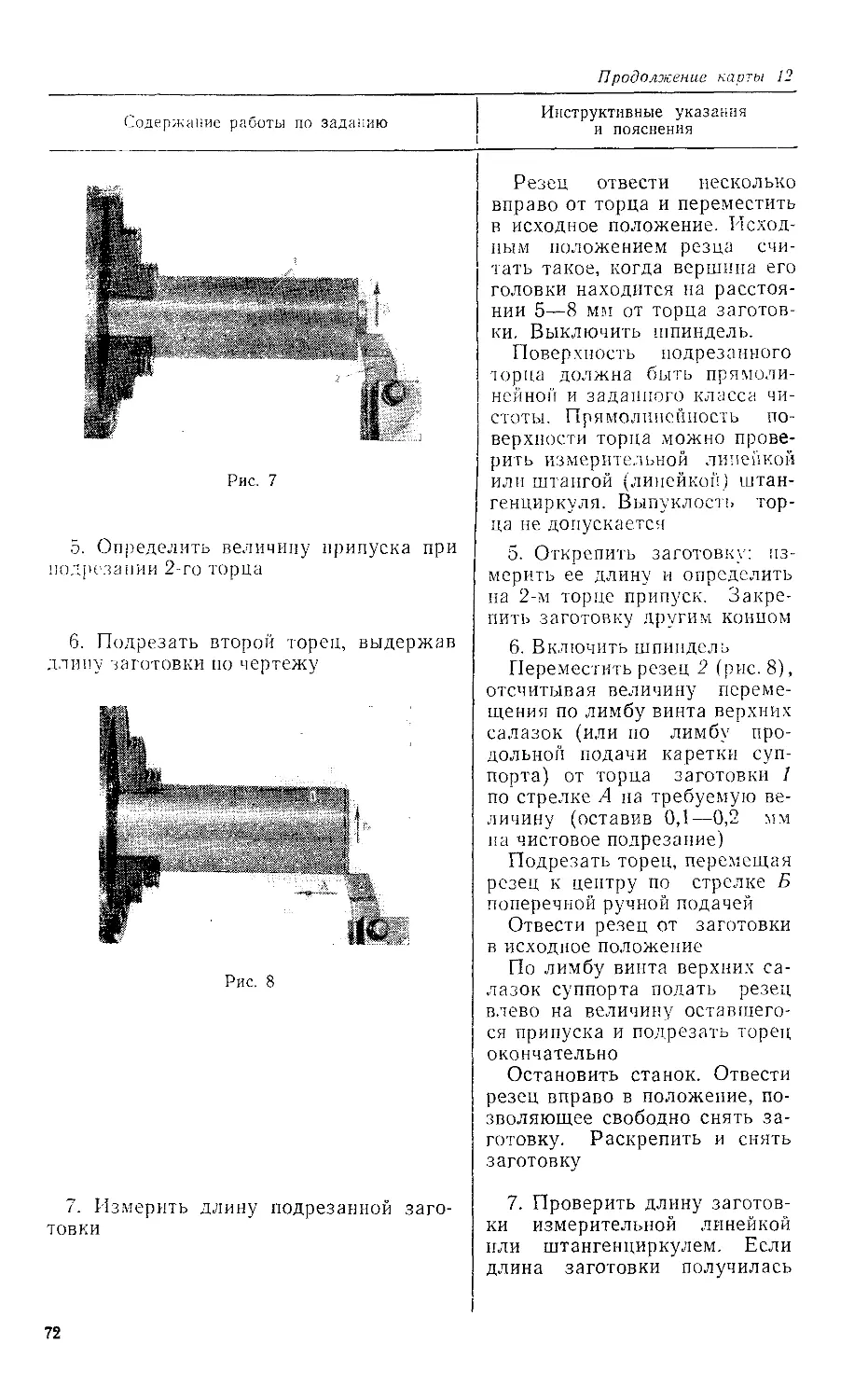
1. Настроить коробку скоро- стей на требуемое число оборо- тов шпинделя в минуту Выполнение приемов Ст. 1К62 1. Для настройки станка к примеру на 1000 оборотов шпинделя в минуту следу- ет рукоятку 2 (рис. 1) вначале отклонить
4—1243
41
Продолжение карты 6
Упражнения Инструктивные указания и пояснения
1 2
от себя, а затем повернуть влево до ряда чисел оборотов 630—2000, а рукоятку 1 риской А повернуть до окошечка, в ко- тором будет цифра 1000 Рукоятка 2 отклоняется от себя только при повороте ее на ряд чисел 630—2000, в остальных случаях этого делать не тре- буется
А
Увели-
ченный
шаг
Положение
Для
многозо-
ходной
резьбы
Норма-
льный
шае
Нормальный
шаг левый.
Увеличен-
ный шаг.
правый
Нормальный
шаг правый
Увеличен-
ный шаг
левый
630
800
1000
1250
1600
2000
12,5
16
20
25
31,5
40
50
63
80
100
125
160
200
250
315
ООО
500
630
Сменные
шестерни
ШМИГ-1
Включение
на код винт
Сменные
шестерни
специальные
97
Указатель положения рукоятки
Подача
Таблица подач
Подача полеречная=й5продольнои
Подача
Сменные
шестерни
62x50
Архимедова
спираль
Сменные
шестерни
стиральные
о
Резьйы
метрические:
Смен шест
02*50
Модульная
см шест 64*57
Резьбы
дюймовые
Смен шест
02*50
патчевая
смен.шп.60*97
k,16 3,8 368\3,12 2,8 W 2,28
2,08 1,9 miso 1,0 w in
1,0k 0.95 ОД1\0,18 0,7U oj)1 0.57
§
fz
0,52
«47
«м
839
«J4
030
828
so-ieo
32.5-2000
Б
В
А
Б
Д
в
А
Падача поперечная =0,5 n радальт Подаче поперечная=0,5продольной
k,1b 38 300 312 2,8 2JI A в
200-630
B.26 0.23 0.21 0,n 0,15 0,1k 6 Г 0.13 0,12 0.71 ЦОП 0,08k ЦОЪ SSL 12,5-2080
Рис. 1
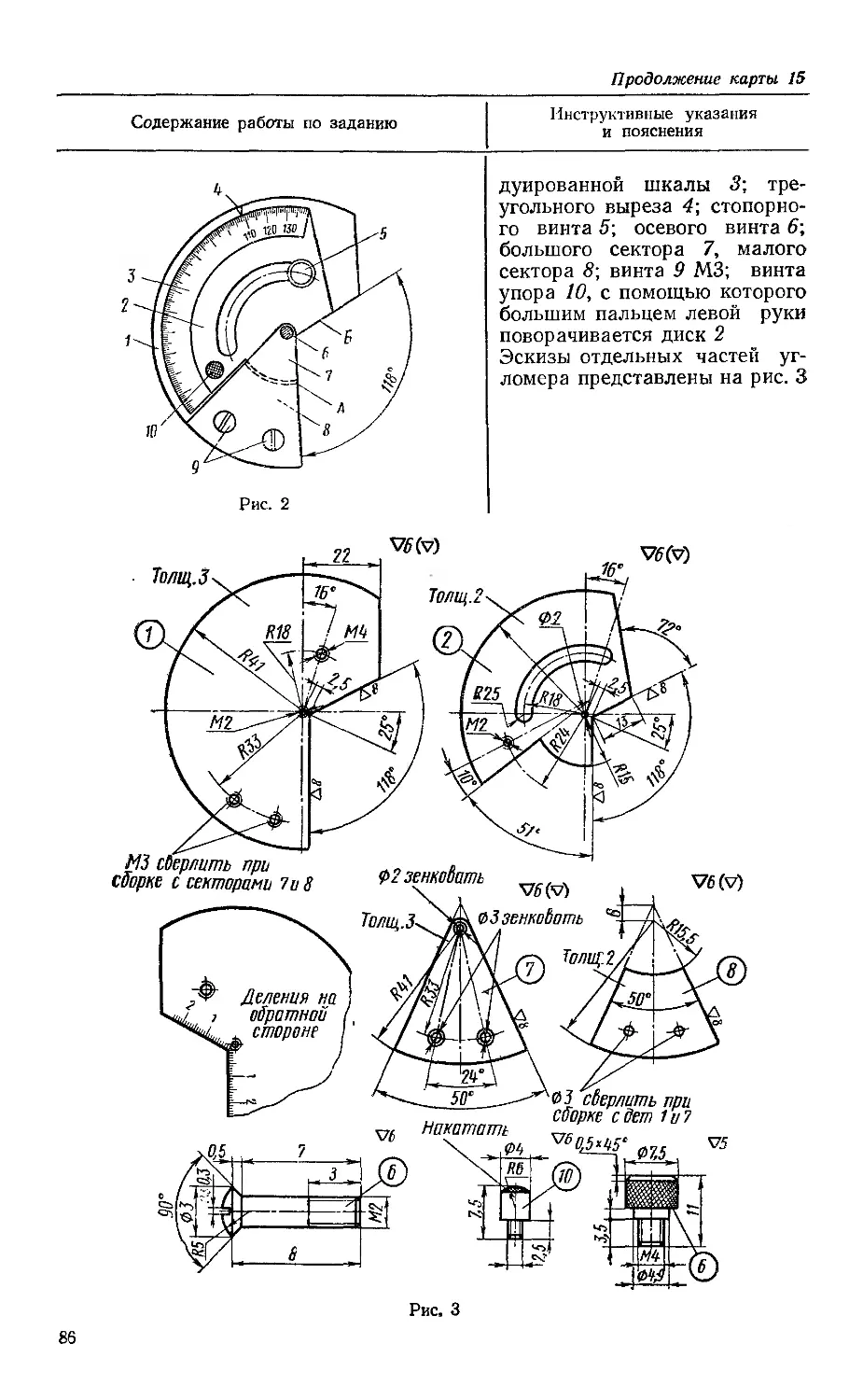
Ст. 1А616
Для настройки станка (к примеру) на
1800 оборотов шпинделя в минуту следу-
ет рукоятку 1 (рис. 2) повернуть вправо
42
Продолжение карты 6
Упражнения
Инструктивные указания и пояснения
1
2
до совпадения ряда чисел оборотов 45—
2240 с указателем В, рукоятку 2 поста-
вить на букву Б, а рукоятку 5 (перебора)
повернуть до положения II
Строго запрещается настраивать ста-
нок на требуемое число оборотов при
вращении шпинделя
Рис. 2
2. Включить шпиндель на
прямое вращение
3. Выключить шпиндель
4. Настроить коробку скоро-
стей
2. Наблюдать в течение 1—2 мин за
вращением шпинделя (патрона) для зри-
тельного представления о быстроте вра-
щения шпинделя при установленном чис-
ле оборотов в минуту. При наблюдении
за вращением шпинделя стоять на под-
ножной решетке против суппорта стан-
ка, а не против вращающегося патрона
3. Ни в коем случае нельзя тормозить
патрон руками
4. При настройке пользоваться указа-
ниями п. 1
После каждой настройки включать
шпиндель на 0,5—1 мин
Станок
Число оборотов
шпинделя в минуту
1К62
1А616
12,5 100 400 1600
11,2 112 450 1800
4*
43
Продолжение карты 6
Упражнения Инструктивные указания и пояснения
1 2
II. Настройка станка на заданную подачу (продольную и поперечную)
Организационные указания
Переместить заднюю бабку до правого конца станины, каретку суп-
порта к задней бабке на расстояние от нее 100—150 мм.
Установить на гитаре постоянные для всех подач сменные зубча-
тые колеса: Ст.1К62—42 : 50; Ст.1А616—25:60
1. Настроить станок на пря-
мую продольную и поперечную
подачи выбранной величины
Ст. 1К62
1. Для настройки станка на выбранную
продольную подачу (к примеру)
0,12 мм/об требуется диск барабана 5
(рис. 1) оттянуть за рукоятку Б на себя
и затем повернуть его до ряда на таблице
с подачей 0,12 мм/об (см. внизу таблицу
подач, расположенную на барабане 5)
так, чтобы риска диска совместилась с
риской барабана, после чего диск по-
дать вперед (от себя) в прежнее поло-
жение, рукоятку 6 повернуть и поставить
в положение «на подачу», рукоятки ко-
робки скоростей 3 — на букву Б, рукоят-
ку 4 — на букву Г
При одной и той же настройке попереч-
ная подача равна половине продольной
Ст. 1А616
Для настройки станка на требуемую
продольную подачу (к примеру)
0,16 мм/об следует повернуть барабан 6
(рис. 3) за рукоятку А до совпадения
второго ряда (0,16 мм/об) таблицы подач
с указателем Б, затем рукоятку 7 поста-
вить на метрическую резьбу; рукоятку 8
44
Продолжение карты 6
Упражнения Инструктивные указания и пояснения
1 2
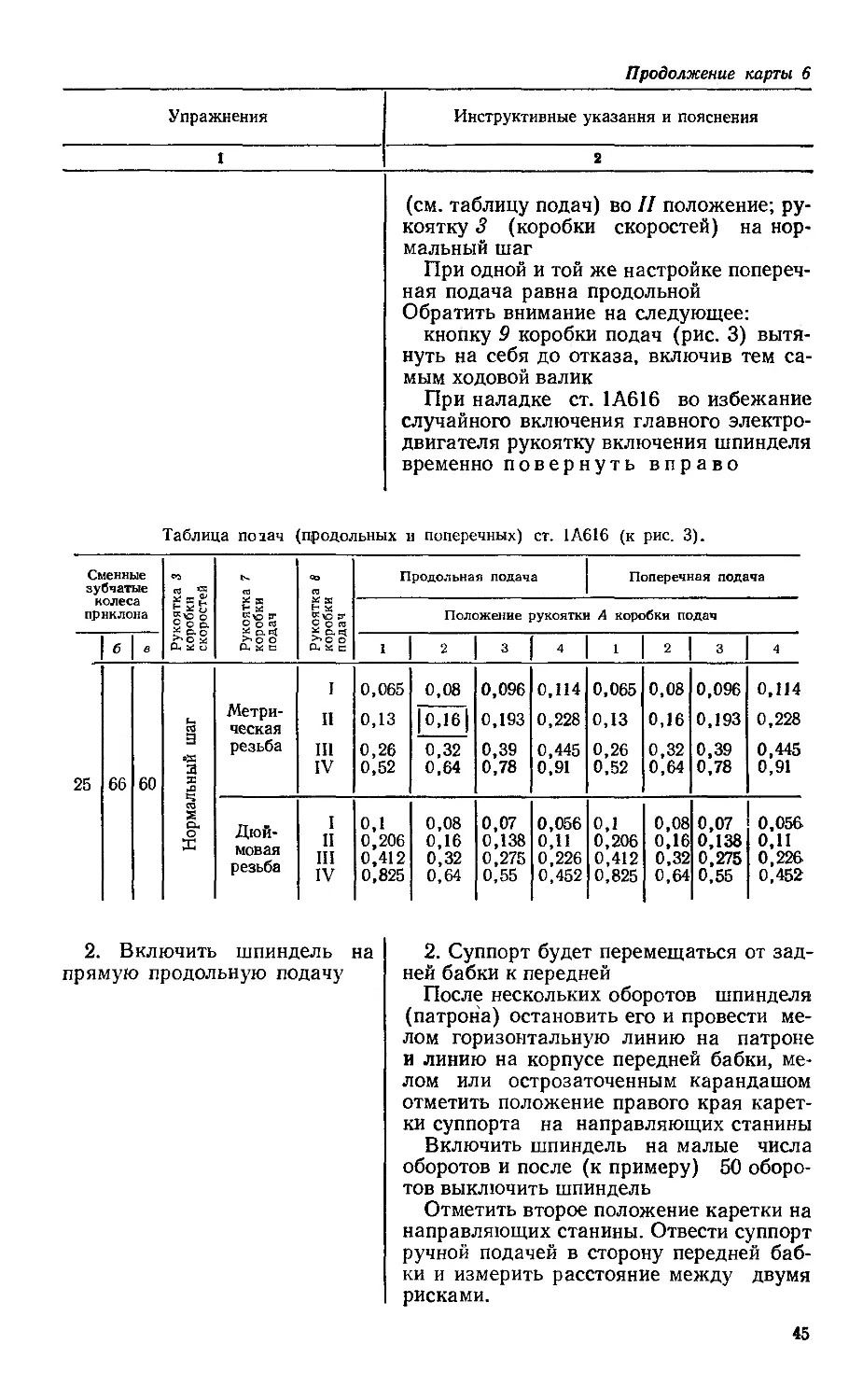
(см. таблицу подач) во II положение; ру- коятку 3 (коробки скоростей) на нор- мальный шаг При одной и той же настройке попереч- ная подача равна продольной Обратить внимание на следующее: кнопку 9 коробки подач (рис. 3) вытя- нуть на себя до отказа, включив тем са- мым ходовой валик При наладке ст. 1А616 во избежание случайного включения главного электро- двигателя рукоятку включения шпинделя временно повернуть вправо
Таблица поаач (продольных и поперечных) ст. 1А616 (к рис. 3).
Сменные зубчатые колеса прнклона га ВД ай £ 5 о g о о. га « X ь « в- о о w га ЙЙ X © ° га Продольная подача Поперечная подача
Положение ЭУКОЯТК! А коробки подач
б в /Г* ой ьй о >• о ° с 1 2 3 4 4 2 3 4
Метри- ческая I 0,065 0,08 0,096 0,114 0,065 0,08 0,096 0,114
Ь- ГО II 0,13 1 0,16 | 0,193 0,228 0,13 0,16 0,193 0,228
Э резьба III 0,26 0,32 0,39 0,445 0,26 0,32 0,39 0,445
3 IV 0,52 0,64 0,78 0,91 0,52 0,64 0,78 0,91
25 66 60 5
го X о X Дюй- I II 0,1 0,206 0,08 0,16 0,07 0,138 0,056 0,11 0,1 0,206 0,08 0,16 0,07 0,138 0,056 0,11
МоВЙЯ резьба III 0,412 0,32 0,275 0,226 0,412 0,32 0,275 0,226
IV 0,825 0,64 0,55 0,452 0,825 0,64 0,55 0,452
2. Включить
шпиндель на
прямую продольную подачу
2. Суппорт будет перемещаться от зад-
ней бабки к передней
После нескольких оборотов шпинделя
(патрона) остановить его и провести ме-
лом горизонтальную линию на патроне
и линию на корпусе передней бабки, ме-
лом или острозаточенным карандашом
отметить положение правого края карет-
ки суппорта на направляющих станины
Включить шпиндель на малые числа
оборотов и после (к примеру) 50 оборо-
тов выключить шпиндель
Отметить второе положение каретки на
направляющих станины. Отвести суппорт
ручной подачей в сторону передней баб-
ки и измерить расстояние между двумя
рисками.
45
Продолжение карты 6
Упражнения Инструктивные указания и пояснения
1 2
На ст. 1К62 оно должно равняться 6 мм, так как 0,12X50=6 мм, а на ст. 1А616 — 8 мм, так как 0,16X50= = 8 мм
Переместить суппорт в сред- нее положение направляющих станины Перемещать суппорт ручной подачей, вращая маховичок фартука по часовой стрелке
3. Настроить коробку подач на поперечную подачу выбран- ной величины 3. Устанавливать поперечную подачу на станках 1К62 и 1А616 так же, как и на продольную подачу
4. Включить шпиндель на прямую поперечную подачу 4. Перемещаться салазки будут к ли- нии центров станка После нескольких оборотов шпинделя (патрона) выключить шпиндель и отме- тить мелом или острозаточенным каран- дашом положение поперечных салазок суппорта и положение патрона относи- тельно передней бабки Включить шпиндель на малые обороты и после (к примеру) 50 оборотов выклю- чить шпиндель. Проверить величину пе- ремещения салазок (см. упражнение II) Не допускать перехода передней части резцедержателя за линию центров станка
5. Возвратить салазки в пре- жнее положение 5. Возвращать поперечные салазки в прежнее положение вращением рукоятки винта поперечной подачи против часовой стрелки
ИНСТРУКЦИОННАЯ КАРТА 7
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. ПОЛЬЗОВАНИЕ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫМИ ИНСТРУМЕНТАМИ
Учебные задачи упражнений: научиться измерять длину заготовки
и длинных уступов ступенчатой цилиндрической заготовки измеритель-
ной линейкой, длину коротких уступов и диаметров заготовки штанген-
циркулем с величиной отсчета по нониусу 0,1 мм.
Оснащение рабочего места: трехкулачковый, самоцентрирующий
патрон; центры, хомутик, поводковый патрон; заготовка с подрезанны-
ми торцами; измерительная линейка; штангенглубиномер, шаблоны;
штангенциркуль с величиной отсчета по нониусу 0,1 мм; заготовка со
ступенчатой цилиндрической поверхностью зацентрованная; детали ти-
па втулки и валика
46
Продолжение карты 7
Упражнения Инструктивные указания и пояснения
1 2
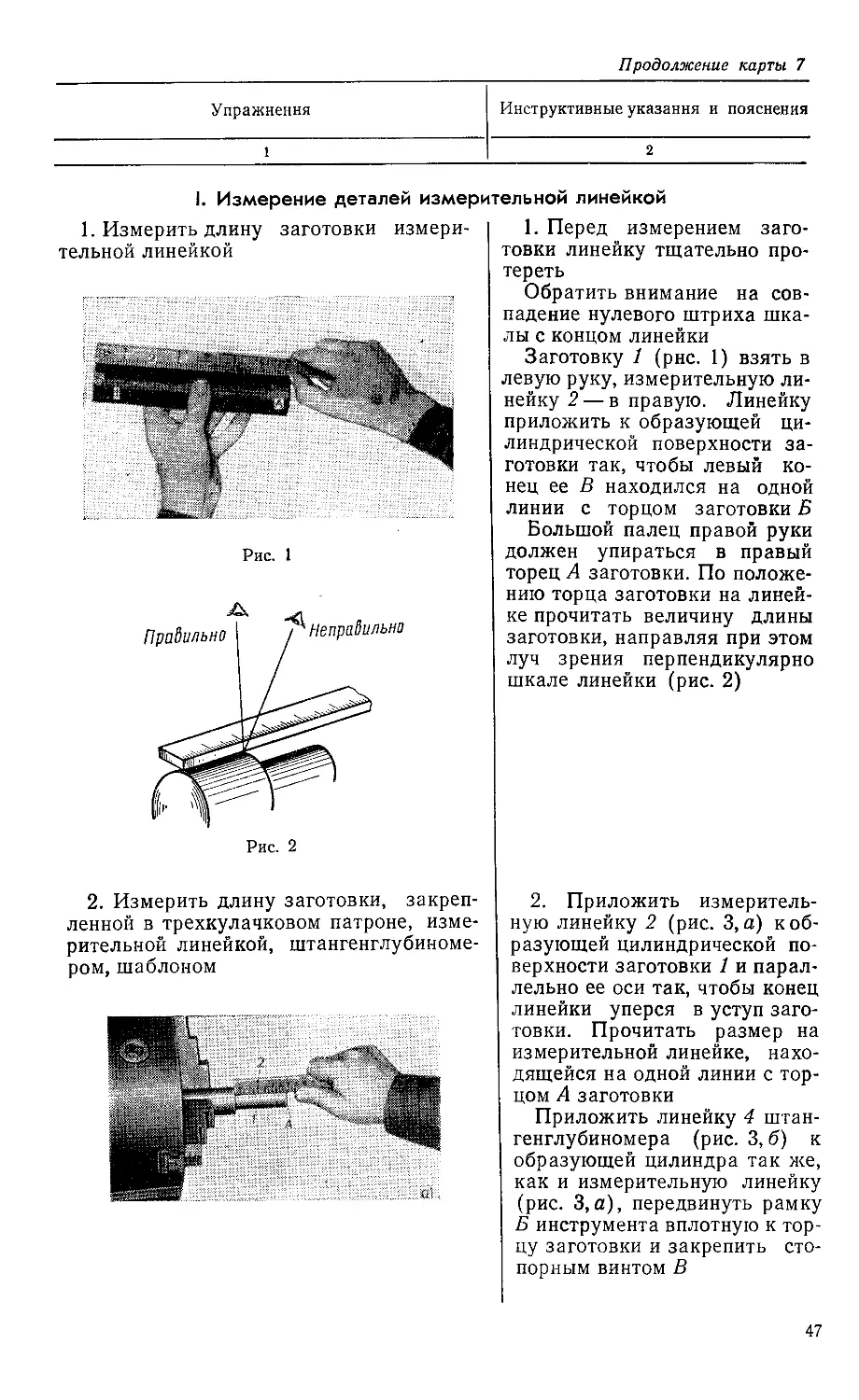
I. Измерение деталей измерительной линейкой
1. Измерить длину
тельной линейкой
заготовки измери-
2. Измерить длину заготовки, закреп-
ленной в трехкулачковом патроне, изме-
рительной линейкой, штангенглубиноме-
ром, шаблоном
1. Перед измерением заго-
товки линейку тщательно про-
тереть
Обратить внимание на сов-
падение нулевого штриха шка-
лы с концом линейки
Заготовку 1 (рнс. 1) взять в
левую руку, измерительную ли-
нейку 2 — в правую. Линейку
приложить к образующей ци-
линдрической поверхности за-
готовки так, чтобы левый ко-
нец ее В находился на одной
линии с торцом заготовки Б
Большой палец правой руки
должен упираться в правый
торец А заготовки. По положе-
нию торца заготовки на линей-
ке прочитать величину длины
заготовки, направляя при этом
луч зрения перпендикулярно
шкале линейки (рис. 2)
2. Приложить измеритель-
ную линейку 2 (рис. 3, а) к об-
разующей цилиндрической по-
верхности заготовки 1 и парал-
лельно ее оси так, чтобы конец
линейки уперся в уступ заго-
товки. Прочитать размер на
измерительной линейке, нахо-
дящейся на одной линии с тор-
цом А заготовки
Приложить линейку 4 штан-
генглубиномера (рис. 3,6) к
образующей цилиндра так же,
как и измерительную линейку
(рис. 3,а), передвинуть рамку
Б инструмента вплотную к тор-
цу заготовки и закрепить сто-
порным винтом В
47
Продолжение карты 7
Упражнения
Инструктивные указания и пояснения
2
Снять инструмент и прочи-
тать размер
Проверить можно и шабло-
ном 2 (рис. 4, б)
3. Измерить длину первой ступени за-
готовки, установленной в центрах
Рис. 4
3. Если диаметр заготовки
несколько больше диаметра
заднего центра, длину первого
уступа измерить измеритель-
ной линейкой/ (рис. 4, а), в
противном случае — измерить
специальным шаблоном 3 (рис.
4,б). В крайней необходимости
отвести задний центр и изме-
рить линейкой, штангенглуби-
номером, шаблоном
4. Измерить длину второй, третьей сту-
пеней и т. д. заготовки
4. Измерить длину второго,
третьего и т. д. уступов заго-
товки измерительной линейкой
(рис. 4, а), штангенглубиноме-
ром (рис. 3,6), шаблоном 2,
3 — (рис. 4,6)
При выполнении указанных
в карте упражнений и вообще
при работе на станке измерять
обрабатываемые заготовки
(детали) только после останов-
ки шпинделя
II. Чтение размера на штангенциркуле и штенгенглубиномере
1. Прочитать размер, установленный на
штангенциркуле с величиной отсчета по
нониусу 0,1 мм
1. Цифры на шкале штанги
обозначают десятки мм
Каждое деление нониуса чи-
тается как 0,1 мм
Общий размер складывается
из размеров, прочитанных по
шкале штанги и нониусу. Ну-
левой штрих нониуса перешел
48
Продолжение карты 7
Упражнения Инструктивные указания и пояснения
1 2
Шкала штанги (линейт) ТГ° 4 —L-l-1 1 1 1 1 lfi)l 1 1 1 1 1 1 1 1 1 1 1 1 1 1 | | I | первый штрих после штриха с цифрой 3. Размер А по шкале штанги равен 31 мм Третий штрих нониуса сов- пал со штрихом шкалы штанги Размер а по нониусу равен 0,1 -3=0,3 мм Общий размер: 31-(-0,3= = 31,3 мм 2. Перед измерением инстру- мент тщательно протереть. Из- мерять обрабатываемую по- верхность только после полной остановки шпинделя (заго- товки) Прижимать губки штанген- циркуля к измеряемой поверх- ности с небольшим усилием; при точной обработке измерять детали только после их охлаж- дения, в конце работы штан- генциркуль нужно хорошо об- тереть, слегка смазать техни- ческим вазелином, а затем уложить в футляр
। । । ‘l‘ 'l1 у у iiii A r 0 1 2(3)456789 10 Нониус Рис. 5 2. При измерении штангенциркулем вы- полнить правила пользования инструмен- том
III. Измерение деталей штангенциркулем с величиной отсчета
по нониусу 0,1 мм
1. Измерить штангенциркулем диаметр
предварительно обработанного ступенча-
того цилиндрического валика, закреплен-
ного в трехкулачковом патроне
Рис. 6
1. Протереть измерительные
поверхности губок 2, 3 и 5
(рис. 6) штангенциркуля и
проверить его на точность, для
чего подвести подвижную губ-
ку к неподвижной, проверить
их измерительные поверхности
на просвет и совпадение нуле-
вого и десятого деления нониу-
са соответственно с нулевым
и девятым делением штанги
(линейки)
Штангенциркуль (рис. 6)
расположить в перпендикуляр-
ной плоскости к оси заготовки
1, затем сдвинуть большие из-
мерительные губки 5 вплотную
к измеряемой поверхности, за-
крепить рамку стопорным вин-
том 4. Снять штангенциркуль
и прочитать размер
49
Продолжение карты 7
Упражнения
Инструктивные указания и пояснения
2
2. Измерить длину уступа ступенчатого
валика штангенциркулем
3. Измерить штангенциркулем диамет-
ры ступенчатого валика, закрепленного
в центрах
2. Штангенциркуль (рис. 7)
взять в правую руку за штан-
гу, упереть концом штанги в
торец детали 1 так, чтобы
штангенциркуль был располо-
жен параллельно ее оси
Большим пальцем правой
руки перемещать рамку до тех
пор, пока стержень 4 глубино-
мера не упрется в выступ де-
тали.
Снять штангенциркуль и
прочитать размер.
В конце упражнения (рабо-
ты) штангенциркуль тщатель-
но вытереть и уложить в фут-
ляр
3. Измерять нужно со сторо-
ны задней бабки (рис. 8) ранее
изученными приемами (см. уп-
ражнение II — 1, рис. 5)
Рис. 8
4. Измерить диаметр отверстия детали
штангенциркулем
4. Установить и закрепить
в трехкулачковом патроне де-
таль 1 (рис. 9) типа втулки со
ступенчатым цилиндрическим
отверстием
Штангенциркуль взять в
правую руку так, чтобы боль-
шой палец упирался в рифле-
ный выступ рамки; левой ру-
кой штангенциркуль поддер-
живать за измерительную
длинную губку б; развести ко-
роткие измерительные губки 2
и 3 до упора по диаметру без
перекоса и строго параллель-
но оси отверстия. Закрепить
рамку стопорным винтом 5
(рис. 9 и 11). Снять штанген-
циркуль и прочитать размер
50
Продолжение карты 7
Упражнения
Инструктивные указания и пояснения
5. Измерить глубину уступа цилиндри-
ческого ступенчатого отверстия глубино-
мером штангенциркуля
5. Приемы измерения глуби-
ны ступени цилиндрического
ступенчатого отверстия (рис.
11 и 12) те же, что и при изме-
рении длины ступени цилинд-
рического ступенчатого вали-
ка (см. указания к упражне-
нию 1—III—2 и рис. 7)
Рис. 11 Рис. 12
ИНСТРУКЦИОННАЯ КАРТА 8
ТЕМ А. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. УСТАНОВКА РЕЗЦА НА ГЛУБИНУ РЕЗАНИЯ ПО ЛИМБУ.
СНЯТИЕ ПРОБНОЙ СТРУЖКИ
Учебные задачи упражнений: научиться устанавливать резец на за-
данную глубину резания по лимбу; снимать пробную стружку на дли-
не 4—5 мм, снимать стружку на длине 40—50 мм по лимбу продольной
подачи
51
Продолжение карты 8
Упражнения Инструктивные указания и пояснения
1 2
Оснащение рабочего места: резец проходной, прямой, правый,
штангенциркуль с величиной отсчета по нониусу 0,1 мм; измерительная
линейка; заготовка типа вала 030—40 мм, длиной 100—120 мм; защит-
ные очки, крючок для отвода и удаления стружки; кусковой мел.
I. Подача резца на заданную глубину резания и длину
обрабатываемой поверхности с отсчетом по лимбам
Организационные указания
Электродвигатель отключить от электросети.
Заднюю бабку установить в правое крайнее положение.
Суппорт станка установить в среднее положение направляющих ста-
нины; протереть и тонким слоем смазать направляющие станины и суп-
порта
1. Определить число делений лимбов
поперечной и продольной подач, на кото-
рое необходимо повернуть лимбы при об-
работке заготовки по заданным разме-
рам
Лин5 поворотной части
суппорта
Одно дслеоие=0,05нм/
Рис. 1
1. Обточить начисто предва-
рительно обработанную заго-
товку диаметром 42 мм до
окончательного диаметра
41,2 мм на длину первой ступе-
ни (62 мм) за один проход.
Ст. 1К62 и ст. 1А616 (выпуска
1972 г.)
Цена деления лимба винта
поперечной подачи 0,05 мм на
диаметр. Поэтому для нахож-
дения числа деления лимба
для приведенного выше приме-
ра необходимо разделить раз-
ность диаметров до и после об-
работки на 0,05 мм или умно-
жить
на 20 f—— = 20^
\ 0,05 )
42 — 41,2 0,8
= = 16 делении;
0,05-------0,05
0,8-20= 16 делений
Если полученное число деле-
ний равно или больше 200
(200 — число делений на лим-
бе), то необходимо разделить
его на 200
Пример. D=62, d—50.
D — d 62 — 50 12
0,05 = 0,05 0,05 =
= 240 делений;
240 40
= 1- , т. е. 1об, + 40 делений
200--------200
Число делений продольной
подачи будет равно 62 мм, так
как цена одного деления лим-
ба 3 равна 1 мм (рис. 1)
52
Продолжение карты 8
Упражнения Инструктивные указания и пояснения
1 2
II. Снятие пробной стружки
Организационные указания
Коробка скоростей станка должна
150 об/мин
быть настроена на 120—
1. Установить и закрепить заготовку
и резец
Выполнение приемов
1. Заготовку 1 диаметром
40 мм (рис. 2) установить и
закрепить в трехкулачковом
самоцентрирующем патроне с
вылетом из кулачков 100—
120 мм
Резец проходной правый 2
установить в резцедержателе
перпендикулярно к оси обра-
батываемой заготовки
2. Включить шпиндель, поставить ре-
зец в исходное рабочее положение
Рис. 3
2. Резец 2 (см. рис. 2) под-
вести ручной подачей к враща-
ющейся заготовке / до сопри-
косновения вершины 3 резца
с ее поверхностью
Переместить резец вправо
так, чтобы его вершина нахо-
дилась на расстоянии 8—10 мм
от торца заготовки (рис. 3)
3. Выключить шпиндель
4. Подать резец на требуемую глубину
резания по лимбу поперечной подачи
4. Левой рукой удерживать
рукоятку винта, а правой по-
вернуть кольцо 1 лимба до сов-
падения его нулевого штриха
с риской 2 (рис. 1 и 4) на не-
подвижной втулке закрепить
лимб стопорным винтом Л. По-
дать резец по лимбу на требуе-
53
Продолжение карты 8
Упражнения
Инструктивные указания и пояснения
мое количество делений
(рис. 5). Лимб вновь устано-
вить на нулевое деление
Рис. 5
5. Включить шпиндель
6. Обточить заготовку на длину 2—
3 мм ручной подачей каретки суппорта
Рис. 6
7. Выключить шпиндель и измерить
диаметр обточенной поверхности заго-
товки
6. После протачивания заго-
товки на заданную длину
(рис. 6) отвести резец от обра-
батываемой поверхности и пе-
реместить в исходное поло-
жение
7. Если диаметр обточенной
части заготовки получился
больше требуемого размера,
резец вновь установить на со-
ответствующую глубину реза-
ния и после снятия стружки
54
Продолжение карты 8
Упражнения Инструктивные указания и пояснения
I 2
8. Включить шпиндель 9. Обточить заготовку на длину 40— 50 мм ручной подачей суппорта 10. Выключить шпиндель, электродви- гатель; открепить и снять заготовку, ре- зец и подкладки 11. Привести в порядок рабочее место измерить величину диаметра обточенной поверхности. Так продолжать до получения за- данного размера 9. Для выдерживания задан- ной длины обрабатываемой по- верхности продольный лимб нужно установить нулевым штрихом против риски 4 (рис. 1, 4), когда вершина резца бу- дет находиться против торца заготовки или после касания режущей кромкой проходного упорного резца поверхности торца. Закрепить лимб стопор- ным винтом Б (рис. 4). Равно- мерно, с небольшой ручной продольной прямой подачей, перемещать каретку суппорта с резцом, выдерживая длину обтачиваемой поверхности Когда резец переместится на величину заданного размера, подачу каретки суппорта пре- кратить. Резец отвести от об- рабатываемой поверхности на себя и переместить в исходное положение 11. Крупную (вьющуюся) стружку удалять специальным крючком, мелкую стружку — щеткой Протереть резцедержатель, поперечные направляющие суппорта и направляющие ста- нины станка сначала чистым сухим обтирочным материа- лом, а затем слегка смоченным машинным маслом. Суппорт, заднюю бабку, верхние и ниж- ние салазки поставить в преж- нее положение
55
ИНСТРУКЦИОННАЯ КАРТА 9
ТЕМА. УПРАЖНЕНИЯ В УПРАВЛЕНИИ СТАНКОМ И НАЛАДКЕ ЕГО
УПРАЖНЕНИЯ. ОРГАНИЗАЦИЯ ТРУДА, УХОД ЗА СТАНКОМ И РАБОЧИМ МЕСТОМ
Учебные задачи упражнений: научиться выполнять свои обязанно-
сти до, во время и после работы и правила техники безопасности.
Оснащение рабочего места: обтирочный материал; специальный
крючок для удаления стружки; требуемый инструмент, приспособления;
щетка; масленка; специальный шприц
Упражнения
Инструктивные указания и пояснения
Обязанности токаря до, во время и после работы
Организационные указания
Каждое рабочее место обеспечить специальными деревянными щит-
ками 1 и 4 (см. рис. 1) с измерительной линейкой, штангенциркулем,
чертежом, заготовкой, двумя-тремя резцами с подкладками, ключами
(патронным, зажимным от резцедержателя, гаечными), отверткой.
По мере выполнения упражнения учащиеся должны все разложить
со щитка на соответствующие места
1. Выполнить до работы
1. Надеть рабочую одежду,
застегнуть обшлага и запра-
вить ее так, чтобы она плотно
облегала тело и не было свиса-
ющих и развевающихся концов
Убрать волосы под головной
убор
Убрать все лишние предме-
ты со станка, инструменталь-
ной тумбочки, стеллажа
56
Продолжение карты 9
Упражнения
Инструктивные указания и пояснения
Рис. 2
Получить чертеж, технологи-
ческую карту, инструменты,
приспособления
Выслушать инструктаж мас-
тера
Укрепить чертеж на план-
шете 2, (рис. 1, а, б и рис. 2),
а измерительный инструмент
из пенала 6 (рис. 1, б) поло-
жить на полочку 3. Планшет
и полочку можно расположить
на инструментальной тумбочке
1 (рис. 1, а, б), на суппорте
(рис. 1, а), либо прикрепить
к станине станка (рис. 2)
На основании требований
НОТ (научной организации
труда) планшет с полочкой
следует помещать на инстру-
ментальную тумбочку, если
станки мелкие и средние; не-
посредственно на суппорт, ес-
ли станки средние и крупные;
прикреплять к станине, если
станки средние и крупные при
наличии на них защитных эк-
ранов. Выдвинуть из тумбочки
ящик 7 (рис. 1, б), вынуть из
него и расположить на полках
тумбочки и на щитках 1 и 4
(рис. 1, « и рис. 2) режущий
инструмент, подкладки и т. д.
Ящик поставить на полку
тумбочки по стрелке А так,
чтобы он стоял открытой
стороной наружу и из него
было бы удобно брать полу-
фабрикаты-заготовки, зажим-
ной инструмент. Передний и
задний центры В, товотница Г
должны всегда находиться на
верхней наклонной полке
(столешнице); крючок Д, вы-
колотка Е подвешены на одной
из боковых сторон тумбочки и
предназначены для общего
пользования. Готовые детали
укладывают на специальные
стеллажи или помещают на
полки тумбочки (по стрелке
Ь)
57
П родолжение карты 9
Упражнения
Инструктивные указания и пояснения
Весь крепежный инстру-
мент—ключи, отвертка и т. д.—
должны вообще находиться на
верхней наклонной полке тум-
бочки на специальных штырях.
До работы требуемый инстру-
мент расположить на щитки 1
и 4 (см. рис. 1,а), при этом
патронный ключ положить на
щиток 1, а ключ от резцедер-
жателя — на щиток 4
Заднюю бабку, систему ох-
лаждения II и электролампоч-
ку III (рис. 2) установить в
исходное положение
Протереть станок, смазать
места трения и направляющие
станины при помощи масленки
I или специального шприца
(рис. 3)
Смазать один раз в смену
трущиеся части суппорта (см.
рис. 3) и винт 1 поперечной
подачи суппорта; поперечные
направляющие 2; резьбу гайки
и винта <3 поперечной подачи;
резьбу винта и гайки 4 рез-
цедержателя;
винт 5 верхних (продоль-
ных) салазок суппорта
Смазать один раз в смену
части задней бабки (рис. 4)
пиноль, винт и гайку пиноли 6,
шейку винта 7;
направляющие основания 8
задней бабки
Смазать подшипники 9 хо-
дового винта и ходового вали-
ка (рис. 5)
Проверить наличие необхо-
димых ограждений зубчатых
колес, приводных ремней и
прочность закрепления или
целостность заземляющего
провода
Обратить внимание на нали-
чие и исправность подножной
решетки 5 (см. рис. 1) и уста-
новить ее в удобном для рабо-
ты положении
Проверить исправность стан-
ка включением и выключени-
ем шпинделя, механической
Рис. 5
58
Продолжение карты 9
Упражнения
Инструктивные указания и пояснения
продольной и поперечной по-
дачи; проверить действие ма-
ховичков и рукояток
Отрегулировать клиновыми
планками движение салазок
суппорта и каретки
2. Соблюдать порядок и
чистоту на рабочем месте
Не снимать предохранитель-
ных ограждений
Помещать детали, инстру-
мент и т. д. на свое место
Применять защитные очки
при обработке металлов, даю-
щих отлетающую стружку
(скалывания и надлома), или
пользоваться защитным экра-
ном 1 (рис. 6)
Применять предохранитель-
ные кожухи 1 на поводковые
и трехкулачковые патроны
(рис. 7)
При обработке заготовок
массой более 20 кг запрещает-
ся одному поднимать их и
устанавливать; следует поль-
зоваться подъемным устройст-
вом
Надежно закреплять обра-
батываемую заготовку и инст-
румент
Перед включением электро-
двигателя выключить все ры-
чаги управления
Применять режимы резания,
указанные в технологической
карте, или выбирать их для
данного вида обработки по
нормативам
Не оставлять станок без
надзора
Обязательно выключать вра-
щение шпинделя при смене
режущего инструмента, уста-
новке и снятии обрабатывае-
мой заготовки, уборке, чистке
и смазке станка
Не удалять со станка струж-
ку руками
Не класть на направляющие
станины заготовки, детали и
инструмент
59
Продолжение карты 9
Упражнения
Инструктивные указания и пояснения
Рис. 10
Не тормозить руками вра-
щающийся патрон
Готовые детали складывать
в предназначенную для них
тару
3. Открепить режущий ин-
струмент (резцы, сверла);
снять приспособления и инст-
румент, протереть их и поло-
жить на предназначенные для
них места, а некоторые инст-
рументы сдать в раздаточную
инструментальную кладовую
(если это требуется)
Сдать готовую продукцию,
технологическую документа-
цию (если это требуется)
Убрать стружку крючком 1
и щеткой 2 (рис. 8 и 9)
Протереть рабочие и осталь-
ные части станка обтирочным
материалом (рис. 10)
Смазать направляющие ста-
нины и салазок (рис. 11) и
пиноль задней бабки чистым
машинным маслом марки Л.
Для смазки поверхностей на-
правляющих станины следует
каретку суппорта перемещать
несколько раз попеременно от
передней бабки к задней и
наоборот
Подготовить станок к сдаче:
сдвинуть заднюю бабку
(см. рис. 2 и 4) на правый ко-
нец станины; переместить ка-
ретку суппорта (см. рис. 2 и
3) на среднюю часть направ-
ляющих станины; верхние
(продольные) салазки переме-
стить в левое положение до
конца направляющих поворот-
ной части суппорта; попереч-
ные салазки (вместе с резце-
держателем) переместить от
линии центров до переднего
края поперечных направляю-
щих; проверить положение
тумбочки и подножной решет-
ки
60
Продолжение карты 9
Упражнения
Инструктивные указания и пояснения
Не мыть руки эмульсией,
маслом, керосином и не выти-
рать их чистым и использован-
ным обтирочным материалом
Сдать рабочее место уча-
щемуся-сменщику или масте-
ру; обязательно сообщить при
этом о замеченных недостат-
ках в работе станка
ИНСТРУКЦИОННАЯ КАРТА 10
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА НАРУЖНЫХ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С РУЧНОЙ ПОДАЧЕЙ ПРИ УСТАНОВКЕ
ЗАГОТОВКИ В ТРЕХКУЛАЧКОВОМ САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ —5—7-Й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ —1—2-Й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться предварительно обтачивать с ручной пода-
чей гладкие цилиндрические детали, закрепляемые в трехкулачковом
самоцентрирующем патроне
Оснащение рабочего места: трехкулачковый самоцентрирующий
патрон; требуемые на рабочем месте ключи, отвертка, подкладки и т. д.;
заготовки (согласно чертежу на выданную работу); резец проходной,
отогнутый, правый, черновой; штангенциркуль с величиной отсчета по
нониусу 0,1 мм, измерительная линейка; чертеж на обрабатываемые
детали
!. Подготовка рабочего места и наладка станка
Организационные указания
Установить рукоятку включения шпинделя станка в среднее поло-
жение.
Ознакомиться с таблицами «Припуски на черновое обтачивание ва-
лов из проката» и таблицами-нормативами для подбора скорости ре-
зания
Упражнения
Инструктивные указания и пояснения
1. Принять рабочее место
2. Установить трехкулачко-
вый патрон на шпинделе стан-
ка
61
Продолжение карты 10
Упражнения
Инструктивные указания и пояснения
3. См. карту 9
3. Расположить на рабочем
месте чертеж, измерительный
и режущий инструмент, при-
способления, инструмент и т. д.
4. Проверить соответствие
размеров заготовки чертежу
на предстоящую работу
5. Установить, выверить и
закрепить заготовку в трехку-
лачковом самоцентрирующем
патроне
6. Установить и закрепить
проходной резец в резцедер-
жателе
7. Настроить коробку скоро-
стей станка на требуемое чис-
ло оборотов шпинделя в мину-
ту
4. Проверить, соответствуют ли диа-
метр и длина заготовки чертежу и табли-
це припусков на предварительную обра-
ботку
Пример. Для заготовки диаметром 35—
40 мм и длиной 120 мм, согласно ГОСТ 2590—57,
припуск на черновое и чистовое обтачивание на
диаметр должен составлять не менее 3 мм по
длине 4—5 мм
Для определения припусков при обра-
ботке различных деталей пользоваться
специальными таблицами припусков
5. Вылет заготовки из кулачков пат-
рона не должен вызывать дрожания при
обтачивании, а также подрыва заготовки
резцом
Рекомендуется вылет делать величи-
ной не более 2,5—3 диаметров изготовля-
емой детали, а не заготовки
6. Резец вершиной установить строго
по высоте центров* стана с вылетом из
резцедержателя приблизительно на 1—
1,5 высоты головки резца
7. Подобрать скорость резания в за-
висимости от обрабатываемого материа-
ла, материала резца, глубины резания
и подачи. Определить число оборотов
шпинделя по формуле
1000-и ,,
п =------об/мин или
tiD
318-и ,,
п =------об/мин
D
или по таблицам чисел оборотов
* В дальнейшем выражение «По высоте центров» для краткости будет заменено
на «По центру», а выражение «К линии, от линии центров станка» — на «К центру от
центра».
II. Предварительное обтачивание цилиндрической поверхности
Организационные указания те же, что и к заданию I. При
данном виде обработки обратить внимание на то, чтобы халат был хо-
рошо пригнан и застегнут, волосы убраны под головной убор; необхо-
димо иметь специальный крючок для удаления стружки, защитные оч-
ки или экран для предохранения глаз от сходящей и отлетающей струж-
ки и т. д.
62
Продолжение карты 10
Упражнения
Инструктивные указания и пояснении
1. Включить прямое враще-
ние шпинделя
2. Установить резец на за-
данную глубину резания
3. Обточить поверхность за-
готовки на длину 3—5 мм при
ручной подаче резца
4. Отвести резец от заготов-
ки и переместить в исходное
положение. Остановить станок,
измерить диаметр обточенной
части заготовки штангенцир-
кулем
5. Переместить резец на вре-
зание ручной продольной по-
дачей, включить шпиндель и
обточить гладкую цилиндриче-
скую поверхность на заданную
длину
2. Глубину резания и число проходов
определить согласно чертежу и разме-
рам заготовки
3. Ручная подача резца осуществляет-
ся равномерным вращением маховичка
фартука против часовой стрелки
4. Если диаметр получился больше
требуемого размера, резец установить в
первоначальное положение по лимбу,
вторично подать на требуемую глубину
резания, затем выполнить вторичный
проход и вновь измерить диаметр обра-
ботанной поверхности
При получении требуемого диаметра
приступают к обработке заготовки на
требуемую длину ручной подачей резца
5. Вращать маховичок с перехватом
рук до окончания обтачивания на задан-
ную длину гладкой цилиндрической по-
верхности заготовки. По окончании об-
тачивания резец отвести от обрабатыва-
емой поверхности поперечной подачей на
себя и продольной подачей вправо воз-
вратить в исходное рабочее положение
6. Выключить шпиндель и
электродвигатель
7. Закончить выполнение
задания
7. Открепить и снять заготовку и ре-
зец, убрать станок и привести в порядок
рабочее место
ИНСТРУКЦИОННАЯ КАРТА 11
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ СТУПЕНЧАТОГО ВАЛИКА С МЕХАНИЧЕСКОЙ ПОДАЧЕЙ РЕЗЦА,
С КРЕПЛЕНИЕМ ЗАГОТОВКИ В ТРЕХКУЛАЧКОВОМ САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—5—7-й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ—1—2-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться обтачивать с механической подачей резца
цилиндрические заготовки, закрепленные в трехкулачковом самоцентри-
рующем патроне.
Оснащение рабочего места: трехкулачковый самоцентрирующий
патрон, заготовки (согласно чертежу); резец проходной черновой пра-
вый; измерительная линейка; крючок для отвода и удаления стружки;
защитные очки
63
Продолжение карты 11
Содержание работы по заданию
Инструктивные указания
и пояснения
1. Подготовка рабочего места и наладка станка
Организационные указания
Установить рукоятку включения шпинделя в среднее положение.
Ознакомиться с плакатами-таблицами «Припуски на черновое обта-
чивание валов из проката».
Подготовить и наладить станок для обработки наружной цилиндри-
ческой поверхности
II. Обтачивание наружных цилиндрических поверхностей
без подрезания торцовой поверхности
1. Установить вершину головки резца
на расстояние, равное сумме длин 1-й,
2-й ступени
2. Включить шпиндель
3. Выточить круговую риску на по-
верхности заготовки
Выполнение приемов
1. Если эта длина неболь-
шая (до 150 мм), то вместо
линейки можно использовать
стержень глубиномера штан-
генциркуля I (рис. 1). Выдви-
нуть стержень глубиномера на
требуемую величину, штанген-
циркуль взять в правую руку
и упереть концом штанги в
торен заготовки так, чтобы
стержень и сама штанга рас-
положились параллельно оси
заготовки. Резец 2 перемещать
до совпадения его вершины с
концом стержня глубиномера.
Все указанные выше действия
нельзя выполнять при враще-
нии шпинделя (заготовки)
3. Резец 2 (рис. 2) переме-
щать в поперечном направле-
нии до тех пор, пока его вер-
шина немного врежется в по-
верхность заготовки /, тем са-
мым обозначится круговая
риска 4, до которой и следует
обтачивать цилиндрическую
ступень
Отвести резец от обрабаты-
ваемой поверхности и пере-
местить в исходное положение
Рис. 2
64
Продолжение карты 11
Инструктивные указания
и пояснения
Содержание работы по заданию
4. Обточить цилиндрическую поверх-
ность до риски
5. Выключить шпиндель
6. Измерить диаметр и длину обрабо-
танной поверхности
4. Резец 2 (рис. 3) подать
на требуемую глубину резания
по лимбу. Включить прямую
продольную подачу и обточить
заготовку, наблюдая за обра-
зованием гладкой и ровной
обработанной поверхности.
Получившуюся сливную, вью-
щуюся стружку удалить крюч-
ком. При образовании мелкой
отлетающей стружки (скалы-
вания и надлома) следует на-
девать защитные очки или
пользоваться защитным экра-
ном. При подходе резца к рис-
ке на расстояние 2—3 мм вы-
ключить подачу, резец довести
до риски вручную, после чего
отвести его от обработанной
поверхности. Обточить цилинд-
рическую ступень за один или
несколько проходов в зависи-
мости от величины припуска
на обработку
6. Диаметр измеряют штан-
генциркулем, длину ступени —
линейкой (рис. 4) или стерж-
нем глубиномера (рис. 5) от
торца заготовки 1 до верхней
кромки наклонного уступа
(рис. 4 и 5) при этом нужно
учитывать ширину линейки.
Возвратить резец в исходное
положение
Рис. 5
Рис. 4
5—1243
65
Продолжение карты 11
Инструктивные указания
и пояснения
Содержание работы по заданию
7. Установить вершину головки резца
от торца заготовки на расстояние, равное
длине 1-й ступени, и выточить круговую
риску
7. См. указание к заданию
II—I—1,2 и 3, рис. 1 и 2
Рис. 6
8. Обточить цилиндрическую поверх-
ность 1-й ступени
8. См. указание к заданию
II—4, 5 и 6, рис. 3, 4, 5.
В том случае, когда величи-
на перепада диаметров ступе-
ней небольшая (до 5—8 мм),
обтачивание заготовки целесо-
образно производить, начиная
с первой ступени, затем второй
9. Выключить шпиндель и электро-
двигатель
10. Открепить и снять заготовку и ре-
зец
10. Для удобства снятия
заготовки и резца — суппорт
переместить вправо на середи-
ну направляющих станины
III. Обтачивание наружных цилиндрических поверхностей заготовок,
закрепленных в патроне с поджатием задним центром
1. Установить и закрепить заготовку в
патроне с поджатием задним центром
1. Этот способ применяется
в тех случаях, когда вылет за-
готовки из кулачков патрона
превышает в 3—4 раза величи-
ну диаметра
66
Продолжение карты 11
Содержание работы по заданию
Рис. 8
Инструктивные указания
и пояснения
Зацентрованную заготовку
2 установить одним концом в
патроне, другим на задний
центр. Обточить предваритель-
но конец, расположенный у
заднего центра на длину, зави-
сящую от формы детали (у
гладких валов на 40—50 мм
(рис. 8,а). Переставить заго-
товку обточенным концом в
патрон, другим на задний
центр (рис. 8, а и б)
Для равномерного зажима
всеми кулачками заготовки и
уменьшения погрешности уста-
новки применяют расточенные
кулачки (рис. 8. в)
Для предотвращения осево-
го перемещения заготовки, при
снятии стружек большего сече-
ния, применяют передний
центр или упор. В качестве упо-
ра используют и уступы расто-
ченных кулачков (см. рис. 8, в)
IV. Установка резцов на размер по диаметру и длине ступени
при помощи упоров
1. Выдержать заданные величины ди-
аметров при помощи поперечных упоров
Рис. 9
1. Поперечные упоры реко-
мендуется применять при обра-
ботке партии деталей.
Первую ступень 0 30 мм
(рис. 9) обточить со снятием
пробных стружек и необходи-
мыми замерами
Не изменяя положения рез-
ца, подвести поперечный упор
2 вплотную к упору 1 на по-
перечных нижних салазках
суппорта и закрепить его. Для
обтачивания второй ступени
0 35 мм между упорами по-
местить плитку размером
—^—=2,5 мм, а для третьей
ступени 0 42 мм — плитку раз-
42—30 „
мерой —-—=о мм
Для повышения точности
обработки и производительно-
сти труда пользуются упорами:
5'
67
Продолжение карты II
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 10
2. Выдержать заданные длины ступе-
ней при помощи продольного многопози-
ционного упора
а) многопозиционным (рис. 10),
на котором обозначены цифра-
ми 1 — сухарь, укрепленный
неподвижно на нижних по-
перечных салазках суппорта;
2— валик с несколькими канав-
ками 3; 4—упоры, закреплен-
ные в положение, установлен-
ное предварительно для каждо-
го из них по заданному диамет-
ру детали
б) индикаторными, описание
которых приведено ниже. Про-
изводительно обтачивание с
применением механического
копировального устройства,
гидрокопировального суппорта,
электрокопировального прибо-
ра и станков с программным
управлением
2. Продольные упоры 1
(рис. 11) применяют, так же
как и поперечные, при обработ-
ке партии ступенчатых дета-
лей. После обычного обтачива-
ния первой ступени на задан-
ную длину, не изменяя поло-
жения резца, вывернуть один
из винтов 6 (рис. 11) диска 4,
укрепленного на барабане 5, на
максимальную величину, пос-
ле чего установить и закрепить
упор / болтами 2 на направля-
ющих станины так, чтобы винт
упора 3 подошел вплотную к
головке упорного болта 6.
Плотность прилегания винта
можно регулировать поворотом
его за головку А. Повернуть
диск 4 по часовой стрелке (на
себя) на четверть оборота (в
данном случае). После выдер-
живания заданной длины вто-
рой ступени, так же как и в
первом случае, вывернуть вто-
рой упорный болт диска до упо-
ра с винтом 3 и так поступать
при обтачивании всех ступеней
обрабатываемой заготовки
68
ИНСТРУКЦИОННАЯ КАРТА 12
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПОДРЕЗАНИЕ УСТУПОВ И ТОРЦОВ
РУЧНОЙ ПОДАЧЕЙ ПРИ УСТАНОВКЕ ЗАГОТОВОК В ТРЕХКУЛАЧКОВОМ
САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—5—7-й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ—1—2-й КЛАССЫ ЧИСТОТЫ)
Цель-задания: научиться подрезать уступы до и более 5 мм и торцы
проходным упорным, отогнутым подрезным торцовым и подрезным
(обычным) резцами ручной подачей.
Оснащение рабочего места: трехкулачковый самоцентрирующий
патрон; ступенчатая цилиндрическая заготовка с двумя уступами: пер-
вый— до 5 мм, второй — больше 5 мм; гладкая цилиндрическая заго-
товка 040—50 мм, длиной 70—80 мм; резцы: проходной упорный, ото-
гнутый, подрезной торцовый и подрезной; штангенциркуль с величиной
отсчета по нониусу 0,1 мм, крючок для отвода и удаления стружки; за-
щитные очки
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Подрезание уступов проходным упорным резцом
1. Установить и закрепить ступенчатую
цилиндрическую заготовку в трехкулач-
ковый самоцентрирующий патрон и про-
ходной упорный резец.
2. Включить шпиндель
3. Подрезать уступ высотой до 5 мм
Рис. 1
4. Измерить длину ступени
1. Проходной упорный резец
2 (рис. 1) ручной поперечной
головки по центру и главной
режущей кромкой к оси заго-
товки 1 под углом 90°
3. Проходной упорный резец
2 (рис. 1) ручной поперечной
подачей переместить до сопри-
косновения вершины головки
резца с поверхностью заготов-
ки 1. Уступ заготовки высотой
до 5 мм подрезать резцом за
один проход продольной руч-
ной подачей по стрелке А
(рис. 2). Отвести резец от об-
рабатываемой поверхности за-
готовки поперечной подачей
по стрелке Б (рис. 3)
Выключить шпиндель
4. Измерить длину ступени
измерительной линейкой, стер-
жнем глубиномера штанген-
циркуля, штангенглубиноме-
ром или шаблоном
69
Продолжение карты 12
Инструктивные указания
и пояснения
Содержание работы по заданию
о. Подрезать уступ больше 5 мм
Рис. 4
5. Проходной упорный резец
2 (рис. 4) установить главной
I режущей кромкой к оси заго-
товки под углом 95°, за нес-
колько проходов резца подре-
зать наклонный уступ продоль-
I ной подачей по стрелке А
(рис. 4 и 5). Для окончательно-
• го подрезания уступа резец
। ручной поперечной подачей по-
! дать до соприкосновения его
! вершины с цилиндрической
j поверхностью ступени меньше-
i го диаметра, прямой продоль-
| ной подачей резец переместить
! до неглубокого врезания в
J предварительно подрезанный
| уступ (см. рис. 5) и ручной по-
j перечной подачей —на себя
подрезать его окончательно
Выдержать длину ступени
так же, как и при подрезании
ступени до 5 мм
Выключить шпиндель
i
Рис. 5
70
Продолжение карты 12
Инструктивные указания
и пояснения
Содержание работы по заданию
II. Подрезание торцов
а) техника безопасности при подрезании торцовых поверхностей
1. При подрезании торцов выполнять правила техники безопасности 1. Правильно и прочно за- креплять заготовки в патроне. Не выверять с помощью мо- лотка или рейсмуса устанав- ливаемые заготовки на ходу станка Быть внимательным при под- резании торца, близко распо- ложенного к кулачкам патрона во избежание захвата одежды, врезания резца в кулачки пат- рона, поломки резца, получе- ния травмы
б) подрезным отогнутым торцовым резцом
1. Установить цилиндрическую заготов-
ку в трехкулачковый самоцентрирующий
патрон
2. Установить подрезной торцовый
отогнутый резец
3. Установить на станке требуемое чис-
ло оборотов шпинделя
Рис. 6
1. Заготовку установить и
закрепить в патроне с вылетом
из кулачков не более 40—
50 мм. Окончательно закреп-
лять заготовку, последователь-
но вставляя ключ во все три
квадратные глухие отверстия
патрона и вращая ключ по ча-
совой стрелке обеими руками
2. Устанавливать подрезной
отогнутый торцовый резец вер-
шиной А[ (рис. 6) по центру
станка так же, как и проход-
ной упорный резец
3. Число оборотов шпинделя
определить по выбранной ско-
рости резания и диаметру об-
рабатываемой заготовки
4. Включить шпиндель
Коснуться вершиной головки
резца 2 (см. рис. 6) торца за-
готовки /, отвести резец на се-
бя, затем влево по стрелке А
установить на требуемую вели-
чину срезаемого слоя металла
и подавать его по стрелке Б
ручной поперечной подачей,
уменьшая величину подачи
при подходе вершины резца к
оси заготовки (рис. 7)
71
Продолжение парты 12
Содержание работы по заданию
5. Определить величину припуска при
подрезании 2 го торца
6. Подрезать второй торец, выдержав
длину заготовки по чертежу
Рис. 8
7. Измерить длину подрезанной заго-
товки
Инструктивные указания
и пояснения
Резец отвести несколько
вправо от торца и переместить
в исходное положение. Исход-
ным положением резца счи-
тать такое, когда вершина его
головки находится на расстоя-
нии 5—8 мм от торца заготов-
ки. Выключить шпиндель.
Поверхность подрезанного
торца должна быть прямоли-
нейной и заданного класса чи-
стоты. Прямолинейность по-
верхности торца можно прове-
рить измерительной линейкой
или штангой (линейкой) штан-
генциркуля. Выпуклость тор-
ца не допускается
5. Открепить заготовку: из-
мерить ее длину и определить
на 2-м торце припуск. Закре-
пить заготовку другим концом
6. Включить шпиндель
Переместить резец 2 (рис. 8),
отсчитывая величину переме-
щения по лимбу винта верхних
салазок (или по лимбу про-
дольной подачи каретки суп-
порта) от торца заготовки 1
по стрелке А на требуемую ве-
личину (оставив 0,1—0,2 мм
па чистовое подрезание)
Подрезать торец, перемещая
резец к центру по стрелке Б
поперечной ручной подачей
Отвести резец от заготовки
в исходное положение
По лимбу винта верхних са-
лазок суппорта подать резец
влево на величину оставшего-
ся припуска и подрезать торец
окончательно
Остановить станок. Отвести
резец вправо в положение, по-
зволяющее свободно снять за-
готовку. Раскрепить и снять
заготовку
7. Проверить длину заготов-
ки измерительной линейкой
или штангенциркулем. Если
длина заготовки получилась
72
Продолжение карты 12
Содержание работы по заданию
Инструктивные указания
и пояснения
больше требуемой по чертежу,
подрезать дополнительно 2-й
торец
8. Выключить электродвигатель
9. Раскрепить и снять резец
в) проходным упорным отогнутым резцом
1. Установить и закрепить резец и за-
готовку
Рис. &
1. При снятии небольшого
слоя металла проходной упор-
ный резец 2 (рис. 9) устано-
вить главной режущей кромкой
к поверхности торца заготовки
1 под углом 10—15°
2. Подрезать торец снятием небольшо-
го слоя металла
3. Подрезать торец
снятием значитель-
ного слоя металла
2. Врезаться вершиной резца
в торец около его центра по
стрелке А на требуемую глу-
бину
Переместить резец сначала
к центру, затем от центра по
стрелке Б (рис. 9)
3. В этом случае проходной
упорный резец 2 (рис. 10) ус-
тановить так, чтобы главный
угол в плане был равен 95°;
подрезать торец несколькими
проходами, каждый раз пода-
вая резец на подачу по стрел-
ке А, врезание по стрелке Б
(т. е. подрезать ступеньками)
и так до самого центра
В центре подать резец на
небольшое врезание и обрат-
ной подачей (от центра к по-
верхности) подрезать торец
окончательно
Рис. 10
4. Выключить электродвигатель, рас-
крепить и снять заготовку (деталь) и ре-
зец
6—1243
73
Продолжение карты 12
Инструктивные указания
и пояснения
Содержание работы по заданию
г) подрезным отогнутым резцом
1. Установить подрезной отогнутый ре-
зец в резцедержатель и полуцентр в пи-
ноль задней бабки
Рис. 11
2. Выключить шпиндель
1. Подрезной отогнутый ре-
зец 2 (рис. 11) установить и
закрепить в резцедержателе
так, чтобы главный угол в пла-
не был равен примерно 95—
100°; задний центр 3 срезом
должен быть обращен в сторо-
ну резца
Установить заготовку (де-
таль) 1 в трехкулачковый пат-
рон с поддержкой задним
центром
Пустить станок и подрезать
торец, выдерживая заданную
длину заготовки
2. Открепить и снять деталь,
резец, центр
д) проходным отогнутым резцом с многогранной неперетачиваемой
пластинкой твердого сплава
1. Проверить размеры заготовки
2. Установить, выверить и закрепить
заготовку в патроне и резец в резцедер-
жателе
1. Диаметральные и линей-
ные размеры заготовки прове-
рять согласно чертежу детали
2. Резцы установить в проти-
воположные пазы резцедержа-
теля
3. При черновом подрезании
торца а на заготовке 2 (рис. 12)
резец 1 перемещать от наруж-
ной ее поверхности к центру
(по стрелке Д) ручной или ме-
ханической подачей. При чи-
стовом подрезании рекоменду-
ется снимать небольшой слой
металла, а резец перемещать
от центра к наружной поверх-
ности заготовки по стрелке Б
Рис. 12
74
Продолжение карты 12
Инструктивные указания
и пояснения
Содержание работы по заданию
4. Проверить прямолинейность торца
4. Прямолинейность торца а
заготовки 2 после обработки
проверить измерительной ли-
нейкой <3 (рис. 13). Выпуклость
торца а не допускается (рис.
14)
Выпуклость можно обнару-
жить покачиванием измери-
тельной линейки или штанги
штангенциркуля на центровой
части торца. Вогнутость торца
допускается незначительная
Рис. 14
5. Открепить заготовку, переставить
другим концом и закрепить
6. Подрезать второй торец, выдержав
размер длины заготовки
6. При подрезании второго
торца следить за тем, чтобы
его поверхность была парал-
лельна поверхности первого
торца, что достигается тща-
тельной выверкой обработан-
ного торца. Если позволяет
длина и диаметр, заготовку
вставить в корпус патрона до
упора
6*
75
Продолжение карты 12
Содержание работы по заданию
Инструктивные указания
и пояснения
III. Подрезание торцов твердосплавным резцом с механическим
креплением пластинки с применением упоров
I.Установить и закрепить трехкулачко-
вый патрон, заготовку; установить на
станке требуемое число оборотов шпин-
деля в минуту и величину поперечной по-
дачи
1. При установке и закреп-
лении заготовки в трехкулач-
ковом патроне обратить вни-
мание на биение торца б (рис.
15), обращенного к патрону.
Допускается незначительное
его биение. Число оборотов оп-
ределить в зависимости от ско-
рости резания и диаметра за-
готовки
2. Подрезать первый торец окончатель-
но
3. Подрезать второй торец, выдержав
заданную длину заготовки
первый способ: установить заго-
товку до упора в корпус трехкулачкового
патрона и закрепить ее
2. Торец а заготовки (см.
рис. 15) можно подрезать про-
ходным отогнутым (как пока-
зано на рисунке), проходным
упорным или подрезным рез-
цом в зависимости от характе-
ра обработки, величины припу-
ска на обработку, длины и диа-
метра заготовки
Рис. 16
Торец а заготовки 1 (боль-
шого диаметра, рис. 16) дол-
жен упираться в корпус патро-
на 2, а торец б — выходить из
кулачков патрона до обработ-
ки и после нее. Первую заго-
товку подрезать на заданную
длину, измеряя ее размер
штангенциркулем, а затем ус-
тановить на направляющих
станины между корпусом пе-
редней бабки 3 и кареткой суп-
порта 5 специальный упор или
соответствующей длины стер-
жень 4. Специальный упор
(или упор-стержень) будет ог-
раничивать продольное пере-
мещение каретки суппорта, а
следовательно, и резца
76
Продолжение карты 12
Содержание работы по заданию
Инструктивные указания
и пояснения
Если каретку суппорта под-
вести до упора и резец займет
положение несколько левее от
поверхности торца обработан-
ной заготовки или не дойдет до
нее, то его положение можно
подправить перемещением ве-
рхних салазок суппорта. При
подрезании торца следить, что-
бы каретка суппорта находи-
лась в контакте с упором
Второй способ: установить заго-
товку до металлического упора-кольца
Рис. 17
Кольцо-упор 2 (см. рис. 17)
взять диаметром на 2—3 мм
меньше, чем диаметр заготов-
ки 1, и поместить его между
корпусом патрона и торцом а
заготовки. Толщина кольца-
упора должна быть такой, что-
бы вылет заготовки из кулач-
ков патрона позволил подре-
зать торец б под окончатель-
ный размер. Торцовые поверх-
ности кольца-упора должны
быть строго параллельны меж-
ду собой. Установить на на-
правляющих станины станка
между корпусом передней баб-
ки и кареткой суппорта специ-
альный упор или упор-стержень
и подрезать второй торец заго-
товки до заданной длины
Третий способ: установить заго-
товку до уступа на кулачках патрона и
закрепить ее
Установить в трехкулачко-
вый патрон кулачки с уступом
2 (рис. 18). Уступ на кулачках
будет служить одним упором.
Другой (специальный) упор
установить и закрепить на на-
правляющей станины или при-
менить стержень-упор между
корпусом передней бабки и ка-
реткой суппорта и подрезать
второй торец заготовки 1 до
заданного размера
Рис. 18
77
Продолжение карты 12
Инструктивные указания
и пояснения
Содержание работы по заданию
Четвертый способ: установить
заготовку до упора в шпиндельную ко-
нусную оправку с регулируемым диском
и закрепить ее
Рис. 19
Оправку 2 вставить в кони-
ческое отверстие шпинделя и
ее диск (рис. 19) отрегулиро-
вать так, чтобы вылет заготов-
ки 1 (детали) позволил подре-
зать торец б под окончатель-
ный ее размер
Установить упор на направ-
ляющую станины и подрезать
второй торец а
ИНСТРУКЦИОННАЯ КАРТА 13
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ МЕХАНИЧЕСКОЙ ПОДАЧИ
(ТОЧНОСТЬ ОБРАБОТКИ —5—7-й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —2—3-й КЛАССЫ ЧИСТОТЫ)
Цель задания: науциться налаживать станок и обрабатывать глад-
кие цилиндрические поверхности заготовки в центрах с применением ме-
ханической подачи.
Оснащение рабочего места: поводковый патрон; передний и задний
центры; хомутик; штангенциркуль с величиной отсчета по нониусу
0,1 мм; цилиндрические заготовки гладкие (согласно чертежу на выдан-
ную работу); резец проходной отогнутый черновой правый; крючок для
отвода и удаления стружки; защитные очки
Содержание работы по заданию Инструктивные указания и пояснения
1. Наладить станок для обработки за- готовки в центрах 1. Установить передний и задний центры. Выверить зад- нюю бабку на соосность цент- ров по делениям, нанесенным на основании 1 и риске I на корпусе 2 задней бабки (рис. 1)
73
Продолжение карты 13
Содержание работы по заданию
Инструктивные указания
и пояснения
или по линейке. Установить по-
водковый патрон, проходной
отогнутый резец, а также заго-
товку в центры
2. Определить:
2.
а) припуск на черновое обтачивание
б) режим резания при черновом обта-
чивании
а) для определения припус-
ка (на диаметр) на черновое
обтачивание требуется внача-
ле определить величину диа-
метра под чистовое обтачива-
ние, который будет равен окон-
чательной величине диаметра
детали (к примеру) 32,4 мм
плюс припуск на чистовое об-
тачивание — для данного при-
мера 1,5 мм («Справочник мо-
лодого токаря» автора Зайце-
ва Б. Г., табл. 49, стр. 113),
т. е. 32,4+1,5 = 33,9 мм
Величину припуска на обра-
ботку определить путем вычи-
тания из величины диаметра
заготовки (в данном примере
38 мм) величины диаметра под
чистовое обтачивание, т. е.
38—33,9=4,1 мм;
б) режим резания для чер-
нового обтачивания назначить
по нормативным таблицам
«Справочника молодого то-
каря»
3. Настроить станок для черновой обра-
ботки заготовки
3. По выбранной скорости
резания и диаметру обрабаты-
ваемой заготовки определить
число оборотов. Настроить
станок
79
Продолжение карты 13
Инструктивные указания
и пояснения
Содержание работы по заданию
4. Выполнить правила техники безопа-
сности
4. Сливную (вьющуюся)
стружку удалять специальным
крючком. Запрещается тормо-
зить поводковый патрон ру-
ками
При временной остановке
станка, при установке приспо-
соблений и т. д. выключать
электродвигатель
При обработке металлов,
дающих мелкую, отлетающую
стружку (стружка скалыва-
ния, надлома), надевать за-
щитные очки (рис. 2) или
пользоваться специальным эк-
раном, устанавливаемым на
каретке суппорта станка
Не измерять обрабатывае-
мые поверхности на ходу
станка
Следить за состоянием цент-
ров и смазывать центровое от-
верстие заготовки (детали)
для заднего центра
На голове должен быть бе-
рет, обшлага рукавов халата
застегнуты
Соблюдать чистоту и поря-
док на рабочем месте
5. Окончательно проверить соосность
центров
Рис. 3
5. Включить шпиндель
Взять пробную стружку и
обточить заготовку на три чет-
верти ее длины, с механиче-
ской подачей резца
Глубину резания при взятии
пробной стружки устанавли-
вать из расчета снятия неболь-
шого слоя заготовки 1 (рис. 3).
После обтачивания остановить
станок и измерить диаметры d,
и d2 обработанной поверхности
заготовки. Диаметры должны
быть равны. Если диаметр di
заготовки у задней бабки
меньше, чем у передней d2, то
корпус 2 задней бабки нужно
сместить по делениям на осно-
вании 1 (см. рис. 1) в попереч-
ном направлении (от себя)
Продолжение карты 13
Содержание работы по заданию
Инструктивные указания
и пояснения
6. Обточить заготовку на три четверти
ее длины с припуском на чистовую обра-
ботку
7. Обточить необработанную часть за-
готовки с припуском на чистовую обра-
ботку
6. Включить шпиндель
Установить резец на глубину
резания (в зависимости от при-
пуска и числа проходов)
Обточить заготовку (рис. 3)
Выключить шпиндель
7. Переставить хомутик на
обработанный конец заготовки
и установить заготовку необ-
работанным концом к заднему
центру (рис. 4)
Включить шпиндель и обто-
чить заготовку (рис. 5)
8. Выключить шпиндель и электродви-
гатель
ИНСТРУКЦИОННАЯ КАРТА 14
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЧИСТОВОЕ ОБТАЧИВАНИЕ НАРУЖНЫХ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ТОЧНОСТЬ ОБРАБОТКИ -5-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —3—4-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться обрабатывать гладкие и ступенчатые ци-
линдрические детали без применения и с применением упоров.
Оснащение рабочего места: предварительно обработанные заготов-
ки одинаковой длины и с одинаковыми по форме и размерам центровы-
ми отверстиями; передний (плавающий) и задний (вращающийся) цент-
ры; резцы чистовые: прямой, отогнутый, с широкой режущей кромкой;
линейка, штангенциркуль, с величиной отсчета по нониусу 0,1 мм; обти-
рочный материал; крючок для отвода и удаления стружки; защитные
очки
81
Продолжение карты 14
Содержание работы по заданию
Инструктивные указания
и пояснения
1. Наладить станок для чистового об-
тачивания гладких и ступенчатых ци-
линдрических поверхностей
Рис. 1
Рис. 2
1. Установить передний по-
водковый плавающий (рис.
2—5), задний вращающийся
центры и чистовые резцы: пря-
мой 1 (рис. 1), отогнутый 2,
с широкой режущей кром-
кой 3. Резцы 1 и 2 с радиусом
закругления головок 1—5 мм
применяются с подачами 0,05—
0,2 мм/об. Прямой резец 1 при-
меняется при обтачивании отк-
рытых мест при работе в обе
стороны; отогнутый резец 2 —
для обтачивания труднодосту-
пных мест. Резец <3 с широкой
режущей кромкой используют
для обработки с большими по-
дачами (2—5 мм/об) жестких
деталей; при этом ширина ре-
жущей кромки должна быть
больше выбранной подачи
(см. рис. 1). При обработке
данным резцом достигается по-
верхность с шероховатостью
по 7-му классу чистоты. Необ-
ходимо тщательно устанавли-
вать резец, широкая режущая
кромка должна быть строго
параллельна оси обрабаты-
ваемой заготовки (детали)
4. Обточить цилиндрические поверхно-
сти ступеней валика
4. Установить проходной чи-
стовой отогнутый резец
(рис. 3) в исходное рабочее по-
ложение. Обточить первую
ступень выдержать ее длину /ь
потом вторую ступень на дли-
ну 12. Измерение производить
в последовательном порядке:
Zi от правого торца заготовки,
/2 от уступа первой ступени.
Длина оставшейся цилиндри-
ческой поверхности валика Z3
получится сама собой
5. Обточить цилиндрические поверхно-
сти ступеней валика с применением упо-
ров
5. Для установки упора /
(рис. 4) обточить первую сту-
пень (у первой детали из всей
партии) на длину 1\, после че-
82
Продолжение карты 14
Инструктивные указания
и пояснения
Содержание работы по заданию
а) обточить первую ступень валика
б) обточить вторую ступень валика
Рис. 5
го упор вместе с плиткой II,
длина которой должна быть
равна 12, переместить к карет-
ке и закрепить
а) при обтачивании первой
ступени (рис. 4) выключить
продольную подачу, не допус-
кая подхода каретки суппорта
до плитки II на 2—3 мм.
Вплотную до плитки II карет-
ку довести вручную
б) при обтачивании второй
ступени плитку II снять и об-
работку вести с выключением
подачи так же, как и при обта-
чивании первой ступени
При обработке можно при-
менять многопозиционные упо-
ры. Применение продольных
упоров сокращает вспомога-
тельное время на измерение
линейных размеров при обра-
ботке партии заготовок (дета-
лей), кроме того, размеры вы-
держиваются более точно
ИНСТРУКЦИОННАЯ КАРТА 15
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ И ПРОВЕРКА
ПРАВИЛЬНОСТИ ЗАТОЧКИ ПРОХОДНЫХ РЕЗЦОВ
Цель задания: научиться затачивать проходные резцы, проверять
величины заточки выбранных углов, заправлять и доводить режущие
кромки головки резца.
Оснащение рабочего места: отогнутые проходные резцы; шаблон
или универсальный угломер для проверки углов заточки резцов; мелко-
зернистый оселок из зеленого карбида кремния; защитные очки
83
Продолжениг карты 15
Содержание работы по заданию
I. Проверить техническое состояние за-
точных станков
Инструктивные указания
и пояснения
I. На заточном станке долж-
ны быть установлены:
а) защитные прозрачные эк-
раны 1 (рис. 1) с вставленны-
ми в них пластинками из орг-
стекла;
б) подручники 3 (в хорошем
состоянии)
Правильно отрегулирован-
ное расстояние между подруч-
ником и шлифовальным кам-
нем должно составлять не бо-
лее 2 мм
По высоте подручник дол-
жен устанавливаться так, что-
бы при заточке по пластинке
режущая кромка была на вы-
соте оси вращения шлифоваль-
ного круга в горизонтальной
плоскости; при заточке по дер-
жавке на высоте оси вращения
шлифовального круга должна
находиться опорная поверх-
ность державки;
в) шлифовальные круги 2,
один из которых электрокорун-
довый (зернистость — 50—40,
твердость СМ1 —СМ2, окруж-
ная скорость 25 м/с) для за-
точки по державке под углом
а+5° (рис. 4); другой круг из
черного корбида кремния (зер-
нистость 40—25, твердость
М3 — СМ-1, окружная ско-
рость 12—15 м/с) для предва-
рительной заточки по пластин-
ке; третий и четвертый круги
из зеленого карбида кремния
(зернистость 25—16, твердость
М3 — СМ-1, окружная ско-
рость 12—15 м/с) для оконча-
тельной заточки по пластинке;
г) специальный кран для
подвода охлаждающей жидко-
сти (эмульсия или 1—2%-ный
раствор кальцинированной со-
ды в воде);
д) хорошо работающее отса-
сывающее устройство (венти-
лятор)
Примечание. Для заточ-
ки быстрорежущих резцов ис-
84
Продолжение карты 15
Содержание работы по заданию Инструктивные указания и пояснения пользовать электрокорундовые шлифовальные круги средней твердости и зернистостью 40—25; е) заземление станка; ж) хорошо действующие кнопки «Пуск — Стоп»
2. Соблюдать правила техники безопас- ности 2. Затачиваемый резец опи- рать на подручник, а не дер- жать на весу. Подручник дол- жен устанавливаться в нуж- ных случаях под требуемым углом Рабочая поверхность шли- фовального круга должна быть ровной В случае биения и неровной рабочей поверхности шлифо- вальный круг следует править искусственными алмазами, специальными шарошками с металлическими звездочками, либо твердым абразивным бруском из зеленого карбида кремния. При затачивании ре- зец перемещать возвратно-по- ступательным движением вдоль поверхности круга Резец не следует сильно при- жимать к вращающемуся шли- фовальному кругу Следует непрерывно и обиль- но охлаждать затачиваемый резец водой. Не допускается периодическое охлаждение по- гружением сильно нагретого резца в воду Если невозможно применять непрерывное охлаждение, ре- комендуется сухая заточка. В случае порчи защитного экра- на следует обязательно наде- вать защитные очки; при обна- ружении каких-либо неисправ- ностей или неполадок немед- ленно сообщить мастеру-меха- нику или дежурному слесарю
3. Устройство угломера для измерения углов заточки режущих инструментов 3. Угломер (рис. 2) состоит из основного диска 1, на кото- ром имеются специально сде- ланные градуированные деле- ния; поворотного диска 2; гра-
85
Продолжение карты 15
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 2
дуированной шкалы 3; тре-
угольного выреза 4; стопорно-
го винта 5; осевого винта 6;
большого сектора 7, малого
сектора S; винта 9 М3; винта
упора 10, с помощью которого
большим пальцем левой руки
поворачивается диск 2
Эскизы отдельных частей уг-
ломера представлены на рис. 3
Рис. 3
86
Продолжение карты 15
Содержание работы по заданию
Инструктивные указания
и пояснения
4. Заточить проходной твердосплавный
отогнутый правый резец по главной зад-
ней поверхности (по державке)
4. Заточку твердосплавных
резцов рекомендуется прово-
дить по нижеприведенной схе-
ме (рис. 4), имея при этом в
виду, что заточку тройных уг-
лов производят по главной зад-
ней поверхности, двойных — по
передней
Включить заточный станок на-
жатием черной кнопки (вык-
лючать— красной). Некото-
рые точильные станки включа-
ются при опускании защитного
экрана, а выключаются при
поднятии
Резец 1 (рис. 5) взять за стер-
жень правой рукой и поме-
стить на подручник 3 так, что-
бы он имел наклон несколько
вниз и чтобы ось державки
резца составляла с осью вра-
щения шлифовального круга
угол 45° (это будет соответст-
вовать главному углу в плане
резца)
Большим пальцем левой руки
прижимать резец к подручни-
ку, а остальные пальцы распо-
ложить, как показано на рис. 5.
Задний главный угол по дер-
жавке должен быть равен
сс+50
Рис. 5
5. Выключить заточной станок, прове-
рить величину заднего угла:
а) угломером
а) установленный угломер /
(рис. 6) для измерения величи-
ны главного заднего угла, рав-
ного а+5°, взять в левую руку,
резец 1 — в правую и помес-
тить его головку между рабо-
чими измерительными плоско-
стями А и Б угломера. Плот-
ность прилегания задней глав-
ной поверхности резца и на-
клонной рабочей плоскости Б
угломера покажет правиль-
ность заточки главного задне-
го угла. При большей или
меньшей величине угла заточ-
ку резца повторить
Рис. 6
87
Продолжение карты 15
Содержание работы по заданию
Инструктивные указания
и пояснения
б) шаблон // взять в левую
руку (рис. 7), резец 1 — в пра-
вую. Поставить шаблон и ре-
зец на хорошо обработанную
плоскость 2 и по плотности
прилегания главной задней по-
верхности резца к скошенной
стороне А шаблона проверить
величину заточки главного
заднего угла. Проверить вели-
чину заточки вспомогательно-
го заднего угла теми же спо-
собами, что и величину главно-
го заднего угла
6. Заточить резец по вспомогательной
задней поверхности (по державке)
Рис. 8
6. Резец расположить так
(рис. 8), чтобы угол между
главной и вспомогательной по-
верхностями (режущими
кромками) был примерно ра-
вен 90° (вид по стрелке Л)
7. Проверить величины углов заточки:
вспомогательного заднего и угла при вер-
шине между главной и вспомогательной
задними поверхностями
7. Величину вспомогательно-
го заднего угла проверить, как
показано на рис. 6 и 7
Для проверки угла в плане
взять резец 7 правой рукой
(рис. 9) , в левую руку взять
угломер I для проверки углов
заточки, установленный для
измерения угла, равного 90°,
и проверить правильность за-
точки
Рис. 9
88
Продолжение карты 15
Инструктивные указания
и пояснения
Содержание работы по заданию
8. Заточить резец ио передней поверх-
ности
8. Затачивать на длину 3—
5 мм под углом у . (рис. 4, б).
Резец I (рис. 10) взять за
стержень правой рукой, боль-
шим пальцем левой руки при-
жимать резец к шлифовально-
му кругу 2. Резец должен быть
установлен при заточке так,
чтобы главная режущая кром-
ка а была расположена парал-
лельно плоскости вращения
шлифовального круга
Рис. 10
9. Проверить величину заточки перед-
него угла по углу заострения
а) угломером
9. По назначенному передне-
му углу у (к примеру 6°), зад-
нему углу а (к примеру 8°) оп-
ределить угол заострения р
Р = 90° — (у+аг) =
= 90° — (6°+ 13°) = 71°
при <х2 = <х° ~г 5° = 8° +5°-=13°
а) универсальный угломер I
(рис. 11) или специальный
шаблон II (см. рис. 12) взять
в левую руку и правой вста-
вить резец 1 задней главной
и передней поверхностями в
угломер между рабочими из-
мерительными поверхностями
А и Б (см. рис. 11) или в соот-
ветствующий вырез шаблона
(см. рис. 12);
Рис. И
б) шаблоном
б) по показанию угломера
или по вырезу шаблона опре-
делить правильность заточки
резца
89
Продолжение карты 15
Содержание работы по заданию
Инструктивные указания
и пояснения
10. Окончательно заточить по главной
и вспомогательной задней поверхности
(по пластинке)
Рис. 13
12. Довести по фаске переднюю поверх-
ность
13. Довести по ленточке главную зад-
нюю поверхность
14. Выдержать угол наклона главной
режущей кромки относительно вершины
головки резца
10. Приемы заточки задних
углов по пластинке под угол
а+2° (рис. 4, г) такие же, как
показано на рис. 5, а проверка
величины заточки, как на
рис. 6
11. Резец 7 установить на
подручник 3 и удерживать обе-
ими руками в перпендикуляр-
ном направлении к оси враще-
ния шлифовального круга 2
(рис. 13)
Подвести резец к кругу и слег-
ка нажимать на него ребром
головки, образованной от пе-
ресечения задних главной и
вспомогательной поверхностей.
Для закругления ребра, а сле-
довательно, и вершины голов-
ки хвостовую часть стержня
резца покачивать вправо и вле-
во
12. Выбранную величину пе-
реднего угла фаски уф выдер-
живать путем доводки на уча-
стке передней поверхности,
прилегающей к главной режу-
щей кромке, по узкой фаске f
(рис. 4, в) величиной примерно
0,2—0,5 мм; точную величину
фаски определять по справоч-
нику молодого токаря авт.
Зайцева Б. Г. Проверять вели-
чину угла заточки, как показа-
но на рис. 9
13. Заданный главный зад-
ний угол а получается путем
доводки части задней главной
поверхности, прилегающей к
режущей кромке по фаске j
(рис. 4, д) величиной 3—5 мм
(точнее определить по справоч-
нику молодого токаря авт.
Зайцева Б. Г.)
14. Главную режущую кром-
ку Г (рис. 14, позиция I, а)
при заточке сделать нак-
лонной вниз относительно вер-
шины В головки резца, т. е. с
отрицательным углом — К. Та-
кой резец применяют при об-
90
Продолжение карты 15
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 14
15. Затачивание резца на специальных
заточных станках абразивными и алмаз-
ными шлифовальными кругами
работке заготовки из мягкого
и средней твердости вязкого
металла (сталь, алюминий и
его сплавы) или в том случае,
если стружку необходимо на-
править влево, в сторону обра-
батываемой поверхности (рис.
14, позиция 1,а) и тем самым
предотвратить ее наматывание
на обрабатываемую заготовку
Главную режущую кромку Г
(рис. 14, позиция II, б) при за-
точке сделать горизонтальной,
без угла наклона, относитель-
но вершины В головки резца,
т. е. =0°
Таким резцом обрабатывают
твердый и мало вязкий металл
(твердая сталь) с образовани-
ем стружки в виде отдельных
колец (стружка скалывания,
рис. 14, позиция II, б) или
твердый и хрупкий металл
(чугун, бронза) с образовани-
ем стружки в виде отдельных
кусочков (стружка надлома);
кроме того, его применяют
в тех случаях, когда стружку
следует направить перпенди-
кулярно главной режущей
кромке, как, например, при от-
резании
Главную режущую кром-
ку Г (рис. 14, позиция III,в)
при заточке сделать наклонной
относительно вершины В
вверх, т. е. с положительным
углом + К
Такой резец применяют в
тех случаях, когда сливную
вьющуюся стружку требуется
направить вправо при обтачи-
вании поверхности заготовки
около кулачков патрона или
при подрезании торцовых по-
верхностей с целью предотвра-
щения схода стружки на обра-
батываемую поверхность
15. На рис. 15 показана за-
точка резца по главной задней
поверхности (рис. 15,а); по
вспомогательной задней по-
91
Продолжение карты 15
Содержание работы по заданию
Инструктивные указания
и пояснения
верхности (рис. 15,6); по
передней поверхности (рис.
15, в); закругление вершины
(рис. 15,г); по главной задней
поверхности шлифовальным
кругом, состоящим из метал-
лического или пластмассового
корпуса и алмазоносного коль-
ца (рис. 15,6)
Рис. 15
16. Заправить режущие кромки и вер-
шину головки резца
16. Заправляют режущие
кромки головки резца 1
(рис. 16 и 17) возвратно-посту-
пательным движением мелко-
зернистого оселка 2 (из зеле-
92
Продолжение карты 15
Содержание работы по заданию
Инструктивные указания
и пояснения
Рис. 18
ного карбида кремния), смо-
ченного минеральным маслом
так, чтобы оселок плотно при-
легал к соответствующей по-
верхности головки резца
Заправлять главную режу-
щую кромку А (рис. 16) и
вспомогательную следует со-
ответственно по главной и
вспомогательной задним по-
верхностям и передней поверх-
ности (см. рис. 17). При за-
правке вершины головки резца
оселок 2 (рис. 18) прижимать
вплотную к ребру головки рез-
ца, чтобы избежать притупле-
ния (завала) вершины. Для
закругления вершины оселок
при возвратно-поступательном
его движении слегка покачи-
вать
17. Довести предварительно заточен-
ные твердосплавные резцы
17. Доводку производить по
образуемым при заточке узким
фаскам / на передней и глав-
ной задней поверхностям
вдоль главной режущей кром-
ки и по радиусу вершины го-
ловки резца.
Доводочный диск—притир 2
(рис. 19) из мелкозернистого
93
Продолжение карты 15
Содержание работы по заданию
Рис. 19
Инструктивные указания
и пояснения
серого чугуна перлитной струк-
туры (диаметр 250—300 мм)
смочить керосином и при пово-
роте притира нанести на его
поверхность абразивный поро-
шок, либо одну из паст (ГОИ,
абразивную — карбид бора —
85%, парафин — 15%, алмаз-
ную АП40 — АП28), после че-
го шаржировать (натирать,
насыщать) с помощью чугун-
ного диска (диаметром 75—
100) поверхность притира ука-
занным порошком либо па-
стой
Резец 1 закрепить в специ-
альном подручнике и стол, на
котором подручник закреплен,
повернуть на заданный угол
доводимой поверхности и сме-
стить так, чтобы режущая
кромка резца находилась на
уровне или несколько ниже
центра доводочного диска —
притира
Притир должен вращаться
со скоростью 1,5—2,5 м/с и на-
бегать под режущую кромку
(т. е. от державки к пластин-
ке), в противном случае режу-
щая кромка резца будет со-
скабливать абразивные зерна
или пасту и резать притир
Подвести резец к вращаю-
щемуся притиру с легким при-
жимом к его поверхности и
плавно перемещать в радиаль-
ном направлении притира
Контроль качества доводки
контролировать по резцам-
эталонам. Доводка произво-
дится на универсально-заточ-
ных станках мелкозернистыми
I шлифовальными кругами ЧК
I (чашечной конической фор-
' мы), изготовленными из мате-
риалов КЗ (карбид кремния
зеленый) или АС (алмаз син-
тетический)
При необходимости струж-
козавивающие канавки обра-
зовывать абразивными круга-
94
Продолжение карты 15
Содержание работы по заданию Инструктивные указания и пояснения
ми тарельчатой формы Т либо алмазными плоскими кругами АП с двусторонним кониче- ским или полукругло-выпук- лым профилем
ИНСТРУКЦИОННАЯ КАРТА 16
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ ПОДРЕЗНЫХ РЕЗЦОВ
Цель задания: научиться затачивать подрезные отогнутые резцы,
проверять величины выбранных углов заточки и заправлять режущие
кромки головки подрезного резца.
Оснащение рабочего места: заготовки подрезных резцов — один из
цельного прутка обычной углеродистой стали, другой с пластинкой из
быстрорежущей стали; шаблон или универсальный угломер для измере-
ния углов заточки; мекозернистый оселок из зеленого карбида кремния;
защитные очки
Содержание работы по заданию
1. Заточить подрезной торцовый резец
по главной задней плоскости
Инструктивные указания
и пояснения
Выполнение приемов
1. Включить заточный ста-
нок
Резец 1 взять рукой за стер-
жень (рис. 1), установить на
подручник 3 с наклоном стерж-
ня резца вниз на 8—10° и пер-
пендикулярно к оси вращения
шлифовального круга правой
рукой прижимать резец к вра-
щающемуся шлифовальному
кругу 2, а левой перемещать
его возвратно-поступательным
движением вдоль рабочей по-
верхности круга 2 (рис. 1)
2. Проверить величину главного зад-
него угла
3. Заточить резец по вспомогательной
задней поверхности
2. Проверку производить
так же, как и у проходного
резца (см. карту 15, п. 5)
3. Включить заточный ста-
нок
95
Продолжение карты 15
Содержание работы по заданию
Рис. 2
4. Проверить величину вспомогатель-
ного заднего угла
5. Заточить резец по остальным по-
верхностям, закрутить вершину головки
резца, а также заправить режущие
кромки
Инструктивные указания
и пояснения
Подрезной отогнутый резец
1 взять левой рукой за стер-
жень (рис. 2), установить его
на подручник 3 (см. рис. 1)
с наклоном стержня от себя
примерно на 10—15е
Большим пальцем правой
руки прижимать резец к под-
ручнику и шлифовальному
кругу, а левой рукой равно-
мерно перемещать его воз-
вратно-поступательным дви-
жением вдоль рабочей по-
верхности 2 круга. Угол на-
клона вспомогательной зад-
ней поверхности б относитель-
но оси стержня должен состав-
лять 15° (см. вид по стрелке Д)
4. Проверять так же, как и
у проходного резца
5. Приемы затачивания и за-
правки такие же, как при за-
точке и заправке проходного
резца
Резцы с пластинками твер-
дого сплава затачивают в той
же последовательности, как и
проходные резцы
ИНСТРУКЦИОННАЯ КАРТА 17
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ВЫТАЧИВАНИЕ НАРУЖНЫХ КАНАВОК
ПРЯМОУГОЛЬНОГО ПРОФИЛЯ И ПОЛУКРУГЛЫХ НА ЦИЛИНДРИЧЕСКИХ
И ТОРЦОВЫХ ПОВЕРХНОСТЯХ И КАНАВОК ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
(ТОЧНОСТЬ ВЫПОЛНЯЕМОЙ РАБОТЫ -5-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —3—4-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться вытачивать и измерять канавки различ-
ного профиля на наружных цилиндрических и торцовых поверхностях
деталей
Оснащение рабочего места: поводковый патрон; хомутик; прорез-
ные (канавочные) резцы для прямоугольных, полукруглых канавок и
канавок для выхода шлифовального круга; детали для вытачивания ка-
навок с установкой их в патроне и центрах (см. рис. 2—9); центры —
передний и задний (жесткие); измерительная линейка, штангенциркуль
с величиной отсчета по нониусу 0,1 мм, шаблоны для проверки канавок;
защитные очки
96
Продолжение карты 17
I
Содержание работы по заданию I
Инструктивные указания
и пояснения
I. Вытачивание наружных канавок на цилиндрических
поверхностях детали
1. Подготовить и установить прорез-
ные (канавочные) резцы для прореза-
ния канавок прямоугольного, полукруг-
лого сечения и для выхода шлифоваль-
ного круга
Рис. 1
1.Канавки прямоугольного
профиля вытачивать резцом 1
(рис. 1). Канавки полукруглые
вытачивать резцом 2, для вы-
хода шлифовального круга —
резцом 3, а канавки специаль-
ного назначения — резцом 4
2. Настроить станок на требуемый ре-
жим резания
3. Выточить канавку шириной 3—4 мм
прямоугольного сечения на гладкой ци-
линдрической поверхности детали
Рис. 2
Рис. 3
3. Для вытачивания канав-
ки на заданном расстоянии от
торца детали резец 1 устано-
вить при помощи линейки 2
(рис. 2) или глубиномера
штангенциркуля
Конец линейки или глуби-
номера штангенциркуля упе-
реть в правую вершину голов-
ки прорезного резца 1 и резец
перемещать влево на требуе-
мую величину согласно чер-
тежу
Прорезным резцом выто-
чить канавку (рис. 3)
Резец подавать в попереч-
ном направлении на требуе-
мую глубину канавки (по
лимбу винта поперечной по-
дачи) . При этом длина голов-
ки прорезного резца должна
быть равна глубине канавки
плюс 3—5 мм
7—1243
97
Продолжение карты 17
Содержание работы по заданию
4. Измерить глубину или диаметр ка-
навки
Рис. 5
5. Выточить широкую канавку
Рис. 6
Инструктивные указания
и пояснения
4. Измерять глубину канав-
ки глубиномером а штанген-
циркуля II (рис. 4).
Для определения глубины
канавки (если она не обозна-
чена на чертеже) следует взять
лолуразность диаметров, т. е.
из диаметра поверхности, на
которой протачивается канав-
ка, вычесть диаметр внутрен-
ней поверхности канавки и раз-
делить на два.
Величину диаметра канав-
ки измерить длинными губка-
ми б (рис. 5) штангенцирку-
ля 1
5. Расположение резца с
правой стороны канавки от
торца детали установить из-
мерительной линейкой или
стержнем а глубиномера
штангенциркуля / (рис. 6).
Подавать резец по лимбу
поперечной подачей (см.
рис. 3) на глубину, меньшую
на 0,5 мм, чем задано по чер-
тежу (припуск для чистового
прохода)
Отвести резец на себя в ис-
ходное положение и измерить
глубину канавки (см. рис. 4
и 5)
Переместить резец влево на
ширину канавки левой вер-
шиной головки при помощи
98
Продолжение карты 17
Содержание работы по заданию
Инструктивные указания
и пояснения
6. Измерить ширину
моугольной канавки
и глубину пря-
Рнс. 7
глубиномера штангенцирку-
ля или его коротких губок ли-
бо линейки
Подать резец по лимбу по-
перечной подачи на полную
глубину канавки и, переме-
щая его слева направо, обра-
ботать канавку окончательно
(начисто)
6. Измерять ширину и глу-
бину канавки можно соответ-
ственно короткими губками и
стержнем глубиномера штан-
генциркуля. При изготовле-
нии подобных деталей боль-
шими партиями проверять
размеры канавок шаблоном II
(рис- 7). Если выступ шаблона
б вошел вплотную в канавку,
а его заплечики а упираются в
поверхность детали, размеры
канавки выдержаны
7. Выточить канавку (любого профи-
ля) на цилиндрической поверхности де-
тали около уступа
7. На ступенчатых валиках
обычно канавки вытачивают в
конце уступов. Поэтому резец
соответствующего профиля ус-
тановить против конца уступа
и, если ширина резца соответ-
ствует ширине канавки, прото-
чить ее за один проход попе-
речным перемещением резца
по лимбу винта поперечных
салазок. Измерять размеры
канавки так же, как и в пре-
дыдущих случаях
II. Вытачивание фасонных канавок
1. Выточить канавки:
а) для выхода шлифовального круга
а) при вытачивании канав-
ки для выхода шлифовально-
го круга применяют резец,
изображенный на рис. 8, а.
У резца не должно быть ост-
рых вершин (обязательное
условие) и главная режущая
кромка должна иметь наклон
к оси детали под углом 45°.
Подача резца поперечная
7*
9S
Продолжение карты 17
Инструктивные указания
и пояснения
Содержание работы по заданию
б) специального назначения
б) S) г)
б) канавки фасонного про-
филя больших размеров
(рис. 8, г) обрабатывают в
три перехода: вытачивание ка-
навки прямоугольного сече-
ния (рис. 8,6); закругление
дна канавки фасонным рез-
цом (рис. 8,в); закругление
прямоугольных выступов ка-
навки тоже фасонным резцом
(рис. 8, г)
Во всех трех переходах по-
дача резца поперечная
III. Вытачивание канавок на торцовых поверхностях детали
1. Установить и закрепить деталь и
резец, заточенный для вытачивания ка-
навок на торце
Рис. 10
1. Прорезной резец (рис. 9)
для вытачивания канавок на
торце детали отличается от
простого прорезного резца
задними криволинейными бо-
ковыми вспомогательными по-
верхностями (см. рис. 9)
Левая боковая поверхность
(смотреть на резец по стрелке
А со стороны головки) затачи-
вается по/?> -уна 5—8 мм, а
правая боковая поверхность по
7?! < ~на 5—8 мм (рис. 9, 11)
Ширину режущей кромки
резца по возможности заточить
по ширине вытачиваемых ка-
навок
Установить резец 1 режу-
щей кромкой строго по линии
центров станка и перпендику-
лярно к торцу детали 2
(рис. 10). Обратить внимание
на параллельность режущей
кромки АА головки резца
торцовой поверхности детали
100
Продолжение карты /7
Инструктивные указания
и пояснения
Содержание работы по заданию
2. Поставить резец в исходное рабо-
чее положение и выточить первую ка-
навку
Рис. 12
3. Проверить размеры канавки по ди-
аметру, ширине и глубине
2. Резец 1 переместить от
центра на расстояние, равное
радиусу меньшего диаметра
первой канавки детали 2
(рис. 10 и 11). Конец стержня
а глубиномера штангенцирку-
ля (рис. 12) (или линейки)
должен упираться в боковую
поверхность головки резца.
Подавать на глубину канавки
по лимбу верхних салазок или
лимбу продольной подачи
Перемещать резец в исход-
ное рабочее положение для
вытачивания канавок на тор-
цовой поверхности можно так-
же по лимбу винта нижних са-
лазок от наружной поверхно-
сти детали или по специально-
му шаблону
3. Проверять размеры канав-
ки по диаметру — штанген-
циркулем; ширине — линей-
кой, шаблоном, штангенцирку-
лем и глубине — шаблоном,
штангенциркулем
ИНСТРУКЦИОННАЯ КАРТА 18
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ВЫТАЧИВАНИЕ НАРУЖНЫХ КАНАВОК
НА ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ПО УПОРАМ
(ТОЧНОСТЬ ВЫПОЛНЯЕМОЙ РАБОТЫ -5-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —3—4-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться вытачивать канавки высокопроизводитель-
ными приемами с применением упоров.
Оснащение рабочего места: трехкулачковый патрон с расточенны-
ми калеными или сырыми кулачками; детали для вытачивания канавок
с установкой их в патроне, в центрах; резец прорезной (канавочный)
для вытачивания канавок прямоугольного сечения; штангенциркуль
с величиной отсчета по нониусу 0,1 мм; центр задний; продольный упор
4 и две мерные плитки 5 и 6 (рис. 2); два (/ и 2) поперечных упора;
защитные очки
101
Продолжение карты 18
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Вытачивание нескольких наружных канавок по упорам
на цилиндрической поверхности детали с установкой ее
в патроне с поддержкой задним центром
1. Наладить станок для вытачи-
вания на цилиндрической поверх-
ности детали канавок по упорам
Рис. 1
2. Установить требуемое число
оборотов шпинделя и величину по-
дачи
1. Установить центр, резец про-
резной, закрепить заготовку в пат-
роне до упора ее торца в уступ
кулачков с поддержкой задним
центром
Прорезной резец 3 (см. рис. 2)
должен быть установлен и закреп-
лен перпендикулярно к оси заго-
товки (линии центров), а его ре-
жущая кромка должна быть па-
раллельна обрабатываемой поверх-
ности. Смазать центровое отверстие
заготовки у упорного заднего цент-
ра. Наладить станок и выточить
канавки согласно эскизу детали
(рис. 1)
На поперечных направляющих
суппорта установить и закрепить
неподвижный упор 1 (см. рис. 2),
а на поперечных салазках — регу-
лируемый упор 2 с таким расчетом,
чтобы при сближении упоров вплот-
ную прорезной резец 3 вытачивал
канавку нужной глубины или диа-
метра
Если диаметры канавок различны
по глубине, то начинать вытачива-
ние нужно с канавки наименьшего
диаметра. При вытачивании других
канавок между упорами 1 и 2 уста-
навливать плитки, равные глубине
соответствующей канавки
На направляющих станины уста-
новить упор 4, а между ним и ка-
реткой две мерные плитки 5 и 6.
Длина плитки 6 должна равняться
величине x+h, а плитки 5 — величи-
не х-\-13 (см. рис. 1)
2. Перемещать каретку суппорта
влево, пока прорезной резец пра-
вой вершиной головки отойдет от
торца заготовки на расстояние,
равное Ц
Закрепить упор вместе с мерны-
ми плитками 6 и 5 на направляю-
щих станины станка
102
Продолжение карты 18
Инструктивные указания
и пояснения
Содержание работы по заданию
3. Выточить на цилиндрической
поверхности детали три канавки
по заданным размерам:
выточить 1-ю канавку
Рис. 3
Пустить станок и подавать про-
резной резец 3 (см. рис. 2) к цент-
ру, вращая рукоятку винта попе-
речной подачи до подхода упора 2
вплотную к упору 1. Отвести резец
на себя. Остановить станок и по-
ставить резец в исходное рабочее
положение
Снять с направляющих станины
мерную плитку 6 (см. рис- 2), пере-
местить каретку суппорта вплотную
к мерной плитке 5 (рис. 3) и выто-
чить 2-ю канавку
выточить З-ю канавку
Снять с направляющих станины
мерную плитку 5 (см. рис. 3), пере-
местить каретку суппорта вплотную
к упору 4 (рис. 4) и выточить З-ю
канавку
Рис. 4
4. Выточить канавки на цилинд-
рической поверхности детали око-
ло уступов
4. Если канавки вытачивают в
конце каждого уступа (рис. 5), то
их длина выдержана
Вытачивают канавки на задан-
ную глубину (диаметр) по упорам
1 и 2 (см. рис. 4) так же, как и в
103
Продолжение карты 18
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 5
предыдущем случае, или при помо-
щи лимба винта поперечной пода-
чи
II. Вытачивание канавок по упорам на цилиндрической поверхности
детали с установкой в патроне без поддержки задним центром
1. Выточить канавки на цилинд-
рическом валике
1. Установить упор в коническое
отверстие шпинделя или расточить
с уступом кулачки 1 патрона
Уступ на кулачках или шпин-
дельный упор будет служить од-
ним из упоров. Порядок вытачива-
ния такой же, как в задании 1—2,
3, 4
Расстояние первой канавки от
правого торца заготовки можно
выдерживать при помощи стержня
глубиномера штангенциркуля
(рис. 6)
Рис. 6
канавку 2. Установить и закрепить про-
резной резец 1 (рис. 7) в передний
резцедержатель, а проходной пря-
мой 2 — в задний резцедержатель
передней поверхностью вниз
Выточить канавку прорезным
(капавочным) резцом 1
Проходным фасонным резцом 2
(при прямом вращении шпинделя
Рис. 7 и подаче резца к центру) профили-
ровать канавку
2. Выточить наружную
двумя резцами
104
ИНСТРУКЦИОННАЯ КАРТА 19
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ ПРОРЕЗНЫХ
КАНАВОЧНЫХ РЕЗЦОВ
Цель задания: научиться затачивать прорезной (канавочный) резец,
проверять величины выбранных углов заточки и заправлять режущие
кромки головки резца.
Оснащение рабочего места: заготовка прорезного резца с прива-
ренной головкой из быстрорежущей стали; заготовка прорезного резца
с пластинкой из быстрорежущей стали; шаблон или универсальный уг-
ломер для проверки углов заточки резца; мелкозернистый оселок из
зеленого карбида кремния; защитные очки
Содержание работы по заданию
1. Проверить и подготовить заточный
станок (точило)
2. Заточить резец по главной зад-
ней поверхности
Инструктивные указания
и пояснения
1. Проверить биение шлифо-
вального круга, расстояние под-
ручника от круга, наличие экра-
на, исправность отсасывающего
устройства
Налить эмульсию в коробки,
укрепленные на корпусе заточ-
ного станка (точила) или около
него, протереть стекла экранов
или защитных очков
Выполнение приемов
2. Включить заточный станок
(точило)
Взять резец 1 (рис. 1) за стер-
жень большим, указательным и
средним пальцами левой руки и
пальцами правой руки
Большим пальцем левой руки
резец прижимать к подручнику
3 и одновременно всеми тремя
пальцами перемещать возврат-
но-поступательным движением
вдоль рабочей поверхности 2
круга
Правой рукой удерживать ре-
зец с наклоном стержня вниз под
углом примерно 8—10°
Прижимать резец главной зад-
ней поверхностью к рабочей по-
верхности круга
8—1243
105
Продолжение карты 19
Содержание работы по заданию
3. Проверить величину главного
заднего угла шаблоном и угломером
4. Заточить резец по передней по-
верхности, выдержав заданный пе-
редний угол резца
5. Проверить величину заточки уг-
ла заострения резца
6. Заточить вспомогательные задние
поверхности резца
7. Проверить вспомогательные зад-
ние углы резца;
Инструктивные указания
и пояснения
Режущая кромка должна быть
под углом 90° к оси головки рез-
ца (см. рис. 1, вид по стрелке Л)
и горизонтальна
3. Выключить заточный станок
Проверять, как указано в кар-
те 15, п. 5, рис. 6 и 7
4. Включить заточный станок
Затачивать переднюю поверх-
ность (передний угол), как указа-
но в карте 15, в задании 8—9, на
рис. 10
5. Выключить заточный станок
Резец 1 вставить в измеритель-
ные поверхности А и Б угломера
II. Вращая большим пальцем ле-
вой руки подвижный диск а, дове-
сти до полного прилегания изме-
рительной поверхности Б угломе-
ра к передней поверхности голов-
ки резца (см. карту 15, рис. 11,
12). Показание на шкале угломе-
ра покажет величину заточки уг-
ла заостроения. При необходимо-
сти дополнительно заточить под
углом (или закрутить) главную
режущую кромку
6. Включить заточный станок
См. карту 15, указание к за-
данию 5, рис. 8
7. Заточный станок выключить
а) левой вспомогательной поверх-
ности
Рис. 2
а) угломер II (рис. 2) предва-
рительно установить на угол 91 —
92° и резец поместить между его
измерительными поверхностями
А и Б. Плотность прилегания
боковой поверхности головки
резца к измерительным плоско-
стям угломера покажет правиль-
ность заточки
106
Продолжение карты 19
Инструктивные указания
и пояснения
Содержание работы по заданию
б) правой вспомогательной поверх-
ности
б) проверять правильность за-
точки задней правой вспомога-
тельной поверхности так же, как
и левой, только в этом случае
универсальный угломер // по-
вернуть на себя обратной сторо-
ной (рис. 3)
8. Проверить
вспомогательные уг-
лы в плане
9. Заправить режущие кромки го-
ловки резца
8. См. предыдущие указания
об установке угломера II для
измерения угла заточки 1—2°
Резец 1 правой рукой вставить
между измерительными поверх-
ностями А и Б угломера (см.
рис. 3) и по плотности их при-
легания к задним (левой и пра-
вой) вспомогательным поверх-
ностям головки резца устано-
вить углы заточки поверхностей
к телу резца
9. Заправлять режущие кром-
ки головки резца следует так же,
как и у проходного резца (см.
карту 15, п. 16, рис. 16 и 17)
ИНСТРУКЦИОННАЯ КАРТА 20
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОТРЕЗАНИЕ ПРИ ПРЯМОМ И ОБРАТНОМ
ВРАЩЕНИИ ШПИНДЕЛЯ. ЗАТАЧИВАНИЕ ОТРЕЗНЫХ РЕЗЦОВ
Цель задания: научиться устанавливать заготовку в трехкулачко-
вом патроне с требуемым вылетом ее из кулачков; отрезать короткие
и длинные заготовки при прямом вращении шпинделя одной попереч-
ной подачей резца, поперечной и продольной подачами, резцом с на-
клонной главной режущей кромкой; надрезать заготовки при обратном
вращении шпинделя; затачивать отрезные резцы.
8*
107
Оснащение рабочего места: заготовки — прутковой материал; два
отрезных резца с пластинками из быстрорежущей стали; резец с на-
клонной головкой режущей кромки (рис. 5); резец с изогнутой голов-
кой; резец токаря Кузовкина; измерительная линейка и штангенцир-
куль с величиной отсчета по нониусу 0,1 мм; центр — задний, жесткий,
специальная оправка, вставляемая в пиноль задней бабки (рис. 4); мел-
козернистый оселок из зеленого карбида кремния; защитные очки
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Отрезание заготовок
1. Вставить круглый прокат-пруток
в отверстие шпинделя и закрепить в
патроне. Установить и закрепить отрез-
ной резец
Рис. 1
1. Пруток (рис. 1) вставлять
в отверстие шпинделя с левой
стороны коробки скоростей. Вы-
лет прутка из кулачков на дли-
ну L включает длину Ц отрезае-
мой заготовки 1, ширину канавки
(резца) а и расстояние б от ле-
вой канавки до кулачков, кото-
рое должно примерно равняться
диаметру заготовки
Отрезной резец 2 установить
строго по линии центров станка
и перпендикулярно к оси заго-
товки 1 (см. рис. 1) При этом
длина головки отрезного резца
равна 0,5 диаметра отрезаемой
заготовки плюс 3—4 мм
2. Настроить станок на требуемый
режим резания
3. Отрезать заготовку на заданную
длину:
Первый способ — только попе-
речной (без резгонки резцом) пода-
чей
Рис. 2
2. Подобрать скорость реза-
ния и по ее величине и диамет-
ру заготовки определить число
оборотов шпинделя в минуту
Переместить отрезной резец 2
(см. рис. 1) правой вершиной го-
ловки от торца заготовки на ее
длину и ручной поперечной пода-
чей отрезать заготовку 1 (рис.2)
108
Продолжение карты 20
Инструктивные указания
и пояснения
Содержание работы по заданию
Второй способ — поперечной и
продольной подачами с разгонкой
резцом
Резец 2 (рис. 3) установить в
исходное рабочее положение и
поперечной подачей сделать вре-
зание с последующим его переме-
щением влево, опять врезание и
перемещение вправо до левого
торца заготовки 1 и так до полно-
го обтачивания стержня между
заготовкой и прутком 3. Нельзя
отламывать заготовку на ходу
станка
4. Разрезать требуемый пруток на
отдельные длинные заготовки
5. Отрезать заготовку заданной
длины
Рис. 5
4. При отрезании длинной заго-
товки 1 ее конец может изогнуть-
ся и нанести ранение рабочему.
Чтобы этого не случилось, пере-
местить влево заднюю бабку так,
чтобы правый конец заготовки
вошел в цилиндрическое отвер-
стие специальной оправки 3
(рис. 4)
Как только обтачиваемый стер-
жень между левым торцом заго-
товки и торцом прутка останется
небольшого диаметра (2—3 мм),
отвести резец 2 от центровой ли-
нии (на себя), выключить станок,
переместить заднюю бабку не-
сколько вправо и заготовку от-
ломить
5. Чтобы не оставался стерже-
нек а (рис. 5) на торце отрезан-
ной заготовки 1, режущую кром-
ку резца 2 затачивать под углом
5—10° относительно оси враще-
ния заготовки (см. рис. 5).
В этом случае правая вершина
головки резца будет опережать
левую вершину, торец заготовки
1 будет гладким. Оставшийся на
торце прутка конический выступ
подрезать поперечной подачей
резца
109
Продолжение карты 20
Содержание работы по заданию
Инструктивные указания
и пояснения
6. Надрезать пруток на несколько
заготовок
Рис. 6
6. Левый конец прутка 1
(рис. 6) закрепить в патроне, пра-
вый поддерживать задним цент-
ром 3
Вытачивать канавки, выдержи-
вая требуемую толщину колец за-
готовок, до диаметра на 1—2 мм
меньше будущего отверстия де-
тали
7. Разрезать круглый прокат-пру-
ток большого диаметра на отдельные
заготовки при обратном вращении
шпинделя
7. Установить изогнутый отрез-
ной резец 2 (рис. 7) вниз режу-
щей кромкой А и перпендикуляр-
но к оси заготовки. Отвести резец
от правого торца прутка на за-
данную длину заготовки, пустить
станок на обратное вращение
шпинделя по направлению стрел-
ки В и прямой поперечной пода-
чей резца по стрелке Б отрезать
заготовку 1
Чтобы улучшить процесс реза-
ния и уменьшить дрожание рез-
ца, необходимо подтянуть клинья
суппорта. Применять смазочно-
охлаждающую жидкость
8. Разрезать круглый прокат-пру-
ток большого диаметра отрезным рез-
цом конструкции токаря Кузовкина
8. Резец токаря-новатора Ку-
зовкина (рис. 8) затачивается с
двумя наклонными режущими
кромками, имеющими отрица-
тельный передний угол 30°. От-
резать заготовку резцом при по-
вышенной скорости резания, рав-
ной 300 м/мин при подаче резца
от 0,1 до 0,2 мм/об, что способст-
вует повышению производитель-
ности в 1,5—2 раза
110
Продолжение карты 20
Инструктивные указания
и пояснения
Содержание работы по заданию
9. Использовать при отрезании пла-
стинчатые отрезные резцы:
а) закрепленный в державке
Рис. 9
9. Вложить в державку (рис.
9) пластинчатый отрезной резец
1 и вставить клин 3
Державку вместе с резцом и
клином установить и закрепить
винтом 2 в резцедержателе, как
и обычный отрезной резец
б) сделанный из выбракованных
отрезных фрез
Закрепить в державке 1 (рис.
10) отрезную фрезу 4 болтом 3
и гайкой 5
Застопорить шайбами 6, 7 и
болтом 2; левая сторона шайбы 6
должна опираться на фрезу 4, а
правая — на пластинку 8, толщи-
на которой должна примерно рав-
няться толщине резца (фрезы)
10. Отрезать заготовку отрезным
(составным) изогнутым резцом
10. Прикрепить к державке 1
отрезного резца (рис. 11) болта-
ми 4 сменный сектор 2 с напаян-
ной режущей пластинкой 3. Резец
установить по линии центров
станка режущей кромкой вниз и
выполнить отрезание при обрат-
ном вращении шпинделя
111
Продолжение карты 20
Инструктивные указания
и пояснения
Содержание работы по заданию
11. Применить сборный отрезной ре-
зец
Рнс. 12
12. Вырезать кольца из предвари-
тельно надрезанной заготовки
Рнс. 13
И. Резец (рис. 12, а) состоит из
державки 3 (сечением 20X14;
14X14; 22X20) с основанием А
для поддержания сменной встав-
ки 1 (рис. 12,а и б), что дает воз-
можность отрезать заготовки с
высокой скоростью резания, при-
хвата 2, с помощью которого и
дополнительного болта произво-
дится быстрая замена сменной
вставки.
Вставки штампуют и к ним при-
паивают пластинки из твердого
сплава или быстрорежущей ста-
ли. Сборный резец обеспечивает
большую жесткость; резкое повы-
шение производительности труда;
сокращение расхода металла
12. Кольца 2 (рис. 13) с боль-
шим внутренним диаметром выре-
зать из предварительно надрезан-
ной заготовки 3 изогнутым отрез-
ным резцом 1, перемещая его про-
дольной подачей
Оставшийся стержень 4 от за-
готовки использовать для изго-
товления других деталей
13. Отрезать заготовки с примене-
нием откидного упора
Рис. 14
13. Откидной упор / установить
в пиноль задней бабки (рис. 14).
На станине установить продоль-
ный упор 3. Пруток 4 подать до
упора, откинуть назад головку 2
упора 1 и отрезать заготовку за-
данной длины
112
Продолжение карты 20
Содержание работы по заданию
Инструктивные указания
и пояснения
II. Затачивание отрезного резца
1. Заточить отрезной резец 1. Затачивать отрезной резец следует приемами, применяемыми при затачивании прорезных рез- цов (карта 19), с той только раз- ницей, что у отрезного резца го- ловка будет длиннее Боковые задние вспомогатель- ные поверхности головки резца должны иметь одинаковый угол наклона к вертикальной оси го- ловки
ИНСТРУКЦИОННАЯ КАРТА 21
ТЕМА. ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБТАЧИВАНИЕ ГЛАДКИХ И СТУПЕНЧАТЫХ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ, ПОДРЕЗАНИЕ УСТУПОВ И ТОРЦОВ,
ВЫТАЧИВАНИЕ КАНАВОК И ОТРЕЗАНИЕ
Цель задания: научиться данное учебно-производственное задание
выполнять высокопроизводительными приемами и методами.
Оснащение рабочего места: обычные твердосплавные резцы с напа-
янными пластинками и с механическим креплением разных типов и ма-
рок. Резцы с минералокерамическими пластинками, твердосплавные
резцы с многогранными неперетачиваемыми пластинками, механически
закрепляемыми на державках; предварительно обработанная заготовка
диаметром (примерно) 40 мм, длиной 120—130 мм
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Обработка наружных поверхностей твердосплавными резцами
1. Для наружного обтачивания приме-
нить твердосплавные проходные резцы
с напаянными пластинками и с механи-
ческим креплением их:
а) с узкой фаской у режущей кромки
и канавкой на передней поверхности
1. Обработку наружных по-
верхностей вести с применени-
ем твердосплавных резцов с
напаянными пластинками и с
пластинками с механическим
креплением, снабженных
стружкозавивателями и струж-
коломателями
а) такой конструкции резцы
с узкой фаской и канавкой ре-
комендуется применять в тех
случаях, когда требуется либо
завивать (при обработке мяг-
кого и вязкого материала), ли-
бо ломать стружку (при обра-
ботке материала средней твер-
дости и твердого материала).
113
Продолжение карты 21
Содержание работы по заданию
б) с плоской передней поверхностью
и припаянной пластинкой
в) с плоской передней поверхностью и
укрепленным над резцом щитком
г) с плоской передней поверхностью и
накладным стружколомателем
Рис. 4
Инструктивные указания
и пояснения
Величину фаски и радиус ка-
навки выбирают по таблицам
справочника молодого токаря
б) пластинку 2 (рис. 2, а, б,
в) из твердого сплава или ин-
струментальной стали припаи-
вают к пластинке 1 с образова-
нием уступа б, ширина которо-
го выбирается в зависимости
от режимов резания. При рас-
положении припаянной плас-
тинки параллельно режущей
кромке пластинки 1 она будет
стружкозавивателем (рис. 2,
б), а если под углом 10°
(рис. 2, в) — стружколомате-
лем
в) такой резец со щитком
(рис. 3) применяется при обра-
ботке твердых и хрупких ме-
таллов (чугун, бронза), когда
образуется стружка надлома (в
виде отдельных мелких кусоч-
ков неправильной формы). От-
летающие мелкие кусочки уда-
ряются об укрепленный над
резцом 1 щиток 2 (из тонкой
металлической полосы); тем
самым предотвращаются воз-
можные травмы
г) стружколоматель А (рис.
4) с припаянной твердосплав-
ной пластинкой 2 накладыва-
ется на пластинку 1 и прижи-
мается к ней болтом 3
В зависимости от режимов
резания ширина уступа б регу-
лируется перемещением струж-
коломателя А к режущей кром-
ке пластинки 1 или от нее
114
Продолжение карты 21
Инструктивные указания
и пояснения
Содержание работы по заданию
д) с клиновой сменной вставкой и ре-
гулируемым стружколомателем
Рис, 5
д) резец (рис. 5) состоит из
державки 1; сменной режущей
вставки 2; стружколомателя 3
и болта 4. Ширина уступа б
также регулируется перемеще-
нием стружколомателя 3
Применение сборного резца
дает большую экономию мате-
риала, расходуемого на дер-
жавки, позволяет токарю быст-
ро заменить затупившийся ре-
зец или поставить резец друго-
го типа
е) с механическим креплением пла-
стинки твердого сплава
А-А
Рис. 6
е) пластинка 2 (рис. 6) вкла-
дывается в гнездо державки 1.
Сверху на пластинку наклады-
вается прижимная планка 3,
закрепляемая болтом 4
Прижимная планка 3 одно-
временно может быть и струж-
коломателем. По мере стачи-
вания пластинки 2 прижимная
планка 3 перемещается в сто-
рону режущей кромки плас-
тинки 2
ж) с порожком для ломания стружки
Зпектроупро чнение
Рис. 7
ж) пластинка 1 (рис. 7) при-
паивается к державке 2 в вер-
тикальном положении ниже
верхней поверхности держав-
ки на 5 мм. Выфрезерованный
и электроупроченный твердым
сплавом уступ (порожек) 3 яв-
ляется стружколомателем-
Стружка, упираясь в уступ 3,
завивается или ломается
115
Продолжение карты 21
Содержание работы по заданию
з) с большим наклоном главной ре-
жущей кромки
Инструктивные указания
н пояснения
з) резец с большим накло-
ном главной режущей кромки
вверх (относительно вершины
головки резца) на 40° (рис. 8)
с главным углом в плане 40°
и положительным передним уг-
лом 10—12° следует применять
при обтачивании заготовок с
неравномерным припуском (с
ударной нагрузкой), например
квадратная заготовка и т. д.
При врезании резца в обра-
батываемую поверхность удару
подвергается часть главной ре-
жущей кромки, наиболее уда-
ленной от вершины головки
резца, с постепенным вступле-
нием в работу всей режущей
кромки. Для данного резца ре-
комендуется применять твердо-
сплавную пластинку Т5К10
II. Обработка наружных поверхностей с применением
твердосплавных многогранных неперетачиваемых пластинок
с механическим их креплением
1- Установить и закрепить заготовку в
трехкулачковом патроне
1. При обработке детали
(рис. 9, б) заготовку (рис. 9, а)
закрепить в обычный трехку-
лачковый самоцентрирующий
патрон. Деталь будет обраба-
тываться с одной установки
Рис. 9
116
Продолжение карты 21
Содержание работы по заданию Инструктивные указания и пояснения
2. Полностью обработать деталь 2. Вместо обычных твердо- сплавных резцов с напаянными твердосплавными пластинками следует применять твердо- сплавные резцы с механичес- ким креплением многогранных неперетачиваемых пластинок (рис. 9, поз. IV) Такие резцы многократно ис- пользуют без переточек и ути- лизируют после затупления всех режущих кромок Резец состоит из державки 1 с запрессованным в нее штиф- том 3, многогранной пластин- ки 2, имеющей различные чис- ла граней (рис. 9, поз IV, в, г, д, е), которая свободно наде- вается на штифт (с зазором 0,2—0,3 мм), болта 4 и клина 5. Закрепление пластинки произ- водится заклиниванием ее меж- ду штифтом 3 и задней стен- кой державки при помощи кли- на 5 и болта 4. Несмотря на механическое крепление, плас- тинка имеет плотную и проч- ную посадку на опорную по- верхность державки Пластинка имеет выкружку (рис. 9, поз. IV, сечение А—Л), которая создает положитель- ный передний угол, упрочняю- щую фаску (шириной 0,2— 0,3 мм). Задние углы создают- ся за счет установки пластинки под соответствующим углом на стержне державки Резец с трехгранной пластин- кой используют как проходной упорный с главным углом в плане 90° Резцы с 4, 5 и 6- гранными пластинками используют как проходные резцы с главными углами в плане 45, 60, 75°
117
Продолжение карты 21
Инструктивные указания
и пояснения
Содержание работы по заданию
3. Обработать деталь с применением
резца с минералокерамической пластин-
кой
Рис. 10
Для обработки данной дета-
ли применяют проходной упор-
ный резец (рис. 9, поз. Г) для
подрезания торца и обтачива-
ния цилиндрических поверхнос-
тей В и Г; проходной (рис. 9,
поз. II) для обтачивания фас-
ки; кроме того, этим резцом с
большим успехом производится
подрезание торца, обтачивание
цилиндрических гладких и с
уступами поверхностей; твер-
досплавный отрезной (рис. 9,
поз. ,111) для вытачивания ка-
навки и отрезания
3. Рекомедуется широко при-
менять изображенный на рис.
10 проходной резец с механи-
ческим креплением минерало-
керамической пластинки 2 мар-
ки ЦМ-332 в вертикальном по-
ложении. Пластинка входит в
открытый паз державки 1 до
упора 6 и крепится стружколо-
мом 3 с помощью винта 5 и
шайбы 4
III. Назначение резцов с пластинками из твердых сплавов*
Группа твердых сплавов
Марка сплавов
Обрабатываемый материал и вид
обработки
Вольфрамовая
ВК
ВК-2
Чугун, цветные металлы и их
сплавы, неметаллические материа-
лы (резина, фибра, пластмасса, ши-
фер, стекло и др.), закаленная
сталь
* Подробно о назначении марок твердых сплавов см. в справочнике молодого то-
каря, авторов Б. Г. Зайцева и др., «Высшая школа», 1972.
118
Продолжение карты 21
Группа твердых сплавов Марка сплавов Обрабатываемый материал и вид обработки
Получистовое, чистовое точение при непрерывном резании и чисто- вое с малым сечением среза (типа алмазной обработки)
ВК-6М Нержавеющая сталь, твердые чу- гуны, твердая бронза, пластмасса. Чистовая и получистовая обработка
ВК-8 Чугун, цветные металлы и их сплавы, неметаллические материа- лы, нержавеющая сталь (аустенит- ного класса), жаропрочная сталь, закаленная сталь. Черновая обра- ботка при неравномерном сечении среза и прерывистом резании (с ударами)
Титано-вольфра- Т5КЮ Сталь (поковки, штамповки, от-
мовая ТК ливки)—обработка по корке и ока- лине Черновое точение при неравно- мерном сечении среза и прерыви- стом резании с ударами
Т15К6 Сталь. Получистовое и чистовое точение при непрерывном резании
Т30К4 Незакаленные и закаленные угле- родистые и легированные стали Чистовое точение с малым сече- нием среза (типа алмазной обработ- ки)
Титано-тантало- ТТ10К8Б Труднообрабатываемые легиро-
вольфрамомая ТТК ванные нержавеющие стали, жаро- прочные стали и сплавы Черновая и получистовая обра- ботка
IV. Обработка наружных цилиндрических поверхностей
Содержание работы по заданию Инструктивные указания и пояснения
1. Обточить деталь типа вала: а) с креплением в трехкулачковом патроне с поджатием задним центром од- новременно двумя резцами 1. Установить и закрепить заготовку 1 (рис. 11) в пат- роне, два проходных отогну- тых (или упорных) резца 2 и 3 в резцедержателе с таким расчетом, чтобы расстояние между вершинами головок резцов равнялось длине (в данном случае) второй сту- пени и вершина головки треть-
119
Продолжение карты 21
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. И
его резца выступала вперед
относительно вершины головки
второго резца на величину,
равную полуразности диамет-
ров обрабатываемых поверх-
ностей
б) с креплением в цанговом патроне
б) установить цанговый пат-
рон 1 (рис. 12) его коническим
хвостиком 1 в коническое от-
верстие шпинделя
Подобрать цангу 3 по диа-
метру закрепляемой заготов-
ки 4
Отрегулировать упор 6 до
выхода уступа заготовки за то-
рец гайки 2 на 5—6 мм, а винт
5 до свободного продольного
перемещения цанги 3
Установить и закрепить в
резцедержателе резец 7. Вста-
вить заготовку в цангу и закре-
пить ее гайкой 2
Приступить к обработке, ис-
пользуя продольный упор на
направляющих станины. Цан-
говые патроны могут быть пу-
стотелыми, с расчетом на об-
работку деталей из длинного
пруткового материала
Рис. 12
120
Продолжение карты 21
Инструктивные указания
и пояснения
Содержание работы по заданию
в) с установкой заготовки в центры:
передние — рифленный, плавающий, са-
мозажимной; задний — вращающийся
Рис. 13
в) вставить в коническое от-
верстие шпинделя рифленый
центр 1 (рис. 13,а),а в пиноль
задней бабки — вращающийся
центр 3
В центры установить и за-
крепить заготовку 2 с глухим
или сквозным отверстием. При
вращении шпинделя рифленый
центр имеющимися на нем
зубьями будет вращать заго-
товку
На рис. 13,6 показан веду-
щий плавающий передний
центр 2. В корпус центра встав-
лена пружина 1 и закреплена
на нем головка 3 (с двумя или
более острыми закаленным»
штифтами 4). В этом случае
заготовка (или деталь) не обя-
зательно должна быть пусто-
телой или иметь с одной сторо-
ны глухое отверстие
Заготовку 5 установить в
центры. Поджимая задним
центром, перемещать ее, а
вместе с ней и центр 2 влево-
до вдавливания острия штиф-
тов в поверхность торца
При вращении шпинделя
штифты головки корпуса пе-
реднего центра будут вращать,
обрабатываемую заготовку
На рис. 13,6 показан само-
зажимной передний центр, со-
стоящий из корпуса 1, кулач-
ков 2 и грибка 3
Для закрепления заготовку
(деталь) сначала установить,
на передний центр, а затем —
на задний
Зажать заготовку с помо-
щью пиноли задней бабки, а
отжимать в обратном порядке
121
Продолжение карты 21
Содержание работы по заданию Инструктивные указания и пояснения
г) с установкой заготовки в центры: пе- редний—плавающий с зубчатым повод- ком; задний — вращающийся г) отрегулировать гайкой 9 (рис. 14,6) нажатие пружины 8 на плавающий центр 2 с рас- четом на вдавливание центра с усилием. Установить центр (рис. 14, а) в коническое отвер- стие шпинделя; вращающийся центр 5 — в пиноль задней бабки Установить и закрепить ре- зец 7 в разцедержателе Установить заготовку на пла- вающий центр 2 (рис. 14,6) и поджимать ее задним враща- ющимся центром до тех пор, по- ка зубья головки поводка 3 слегка врежутся в торец заго- товки
При этом плавающий центр 2 будет несколько смещен внутрь корпуса. Снимать заго- товку в обратном порядке. Приступить к обработке заго- товки, вращение которой бу- дет осуществляться торцовыми зубьями головки поводка 3
Рис, 14
122
Продолжение карты 21
Инструктивные указания
и пояснения
Содержание работы по заданию
д) с установкой заготовки в центры:
передний — обратный рифленый; зад-
ний — вращающийся
Рис. 15
д) установить обратный риф-
леный центр 1 (рис. 15) в ко-
ническое отверстие шпинделя,
вращающийся центр 3— в пи-
ноль задней бабки
Установить и закрепить ре-
зец в резцедержателе
Установить заготовку левым
концом в коническое рифленое
отверстие переднего центра,
поджав задним центром до
легкого врезания зубьев перед-
него центра в заготовку, что
обеспечит вращение заготовки
и предохранит ее от провора-
чивания во время обтачивания
Приступить к обработке за-
готовки
е) с установкой в центры: передний —
обратный; задний — обратный вращаю-
щийся
е) данный способ установки
и закрепления обрабатывае-
мой заготовки (рис. 16) при-
меняется при обработке не-
больших по размерам деталей,
чистовой обработке и при ус-
ловии наличия на торцах заго-
товок фасок, по которым бази-
руются конические поверхнос-
ти обратных конусов
Установить центры 1 и 2
(рис. 16), резец 4 с многогран-
ной неперетачиваемой твердо-
сплавной пластинкой с механи-
ческим креплением. Устано-
вить заготовку 3 между цент-
рами и закрепить за счет осе-
вого усилия, создаваемого под-
жатием вращающегося задне-
го центра
Приступить к обработке за-
готовки
123
Продолжение карты 21
Содержание работы по заданию
Инструктивные указания
и пояснения
V. Подрезание торцов и уступов
1. Подрезать торец с одновременным
обтачиванием фаски
1. Заточить многолезвийный
(комбинированный) резец с
тремя режущими кромками 1,
2 иЗ (рис. 17). Режущей кром-
кой 1 подрезать торец при по-
даче резца от наружной по-
верхности к центру; режущей
кромкой 2 — от центра на се-
бя; режущей кромкой 3 обто-
чить фаску в тот момент, когда
вершина резца приближается
к центру заготовки
2. Подрезать торец одновременно дву-
мя проходными отогнутыми левыми рез-
цами
Рис. 18
2. Два проходных отогнутых
левых резца 1 и 2 (рис. 18) ус-
тановить вершинами к плоско-
сти торца на расстоянии друг
от друга, несколько большем
половины протачиваемой по-
верхности торца. Переместить
резец 1 в исходное рабочее по-
ложение, после чего произвес-
ти врезание на требуемую
глубину резания и подавать
нижние салазки к центру (от
себя)
3. Подрезать торец и уступ за один
проход
Рис. 19
3. Установить и закрепить в
державке 1 (рис. 19) левый
проходной упорный резец 2 и
проходной прямой левый резец
3 с таким расчетом, чтобы вы-
лет вершины головки резца 2
был больше вылета вершины
головки резца 3 на величину
расстояния между торцом 4
отверстия и торцом уступа 5
Торцы подрезать одновре
менно двумя резцами
124
Продолжение карты 21
Содержание работы по заданию
Инструктивные указания
и пояснения
VI. Отрезание одновременно двумя резцами
1. Отрезать пустотелую заготовку двумя
резцами без применения упоров
2. Отрезать за один проход двумя рез-
цами две заготовки на кольца
Рис. 21
1. Установить и закрепить
(рис. 20) отрезной 1 и левый
проходной 2 резцы в державке
<3 на расстоянии друг от друга,
равном длине заготовки
Державку закрепить в рез-
цедержателе
Подрезать торец проходным
резцом 2 и отрезным резцом 1
отрезать заготовку заданной
длины
2. Установить и закрепить в
державке 1 два отрезных рез-
ца 2 и <3 (рис. 21) правыми вер-
шинами головок на расстоянии
друг от друга, равном ширине
заготовки; державку с резца-
ми в резцедержателе; откид-
ной упор 4 в резцедержателе
на расстоянии его откидной ча-
сти (головки) 5 от вершины
отрезного резца <3, равном ши-
рине заготовки. Продольный
упор в этом случае не требует-
ся. После подачи заготовки до
упора дисковую головку 5 от-
кинуть на себя. Отрезной ре-
зец <3 должен иметь вылет го-
ловки из резцедержателя на
1—2 мм больше по сравнению
с резцом 2
VII. Обработка наружных поверхностей комбинированным резцом
1. Обточить цилиндрическую поверх-
ность и выточить канавку комбинирован-
ным резцом
1. Комбинированный резец,
изображенный на рис. 22, име-
ет три режущие кромки с плав-
ными переходами
Режущей кромкой 1 произ-
водят обтачивание прямой
продольной подачей наружных
цилиндрических поверхностей;
кромками 2 и <3 вытачивают по-
перечной подачей канавку для
выхода (в данном случае)
шлифовального круга
125
Продолжение карты 21
Содержание работы по заданию
Инструктивные указания
и поиснения
VIII. Обработка наружной цилиндрической поверхности
с применением калибрующего приспособления
1. Обточить цилиндрическую ступень
валика тремя резцами за один проход
Рис. 23
1. Приспособление состоит
из: корпуса I (рис. 23) с кони-
ческим хвостовиком, в котором
имеется отверстие 3 для выхо-
да обратываемой заготовки;
трех резцов 1, закрепляемых
болтами 2
Для работы приспособление
установить в пиноль задней
бабки
По образцу детали или проб-
ными проходами установить и
закрепить резцы на обтачива-
ние ступени заготовки задан-
ного размера
Подавать приспособление
на заготовку вращением махо-
вичка задней бабки
В конце обточки приспособ-
ление возвратить в исходное
положение и выключить шпин-
дель. Проверить размеры.
Снять заготовку
ИНСТРУКЦИОННАЯ КАРТА 22
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПОДБОР, УСТАНОВКА И ЗАКРЕПЛЕНИЕ
СВЕРЛ В СВЕРЛИЛЬНЫХ ПАТРОНАХ И В ПИНОЛИ ЗАДНЕЙ БАБКИ,
ПОДБОР СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
Цель задания: научиться подбирать, устанавливать и закреплять
сверла несколькими способами; подбирать смазочно-охлаждающую
жидкость.
Оснащение рабочего места: трехкулачковый сверлильный патрон;
двухкулачковый сверлильный патрон; спиральные сверла диаметром’
8 мм (1 шт.), 15 мм (1 шт.) с цилиндрическим хвостовиком и диамет-
ром 20 мм (1 шт.) с коническим хвостовиком; заготовка диаметром 20—
30 мм, длиной 60—70 мм; проходной отогнутый резец; переходная ко-
ническая втулка Морзе № 2/з или %
Содержание работы по заданию Инструктивные указания
и пояснения
1. Подобрать сверло для сверления
сквозного цилиндрического отверстия
1. Сверление отверстий диа-
метром до 20 мм выполнять
одним сверлом (такого же ди-
аметра, что и отверстие). От-
верстия большего диаметра
126
Продолжение карты 22
Содержание работы по заданию
2. Закрепить спиральное сверло с ци-
линдрическим хвостовиком диаметром до
10 мм
Инструктивные указания
и пояснения
(30 мм и т. д.) обычно обраба-
тывают двумя сверлами. Диа-
метр первого сверла принима-
ют равным примерно V2 диа-
метра отверстия
2. Спиральное сверло 1
(рис. 1) с цилиндрическим хво-
стовиком диаметром до 10 мм
закреплять ключом с кониче-
скими зубьями в трехкулачко-
вом сверлильном патроне 2,
который устанавливается в ко-
ническое отверстие пиноли 3
заднеей бабки. Если конус хво-
стовика сверлильного патрона
меньше конуса конического от-
верстия пиноли, патрон устано-
вить с помощью переходной ко-
нической втулки 4 (рис. 2).
Перед установкой тщательно
протереть конус хвостовика
сверлильного патрона и кони-
ческое отверстие пиноли
3. Закрепить спиральное сверло с ци-
линдрическим хвостовиком диаметром
больше 10 мм
3. Спиральное сверло 1 (рис.
3) с цилиндрическим хвосто-
виком диаметром больше 10—
12 мм закрепить либо в трех-
кулачковом патроне большого
размера (как в первом слу-
чае), либо в двухкулачковом
патроне 2
Рис. 3
127
Продолжение карты 22
Содержание работы по заданию
4. Установить спиральное сверло с ко-
ническим хвостовиком:
Первый способ
Рис, 4
Второй способ
Рис. 5
5. Проверить установку сверла
Рис. 6
Инструктивные указания
и пояснения
Сверло 1 (рис. 4) с коничес-
ким хвостовиком установить в
коническое отверстие пиноли
3. Коническое отверстие пино-
ли и конус хвостовика сверла
предварительно протереть
Если конус 1 хвостовика
сверла меньше конического от-
верстия пиноли 3 (рис. 5),
сверло установить при помо-
щи переходной конической
втулки 4 Морзе № 2/з или 3Д и
т. д., т. е. внутренний конус
втулки будет соответственно
2-го или 3-го номера, а наруж-
ный — 3-го или 4-го
5. Сверло должно быть уста-
новлено строго по линии цент-
ров станка. Это можно прове-
рить подводом сверла к верши-
не переднего центра или к точ-
но установленной детали с от-
верстием. Передний центр мож
но заменить стержнем 6 не-
большого диаметра и длины,
закрепленным в патроне и об-
точенным с конца на конус А
(рис. 6). Главная режуща?
кромка а резца 5 должна быта
установлена к оси детали
(стержня) под углом пример
но 30—45°
128
ИНСТРУКЦИОННАЯ КАРТА 23
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ
СКВОЗНЫХ ОТВЕРСТИЙ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТЫ -5-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —2—3-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться подготовлять торец заготовки под сверле-
ние, сверлить и рассверливать сквозные цилиндрические отверстия.
Оснащение рабочего места: проходной отогнутый резец — 1 шт.; ко-
роткое спиральное сверло—1 шт.; прямоугольный стержень для уста-
новки в резцедержателе; сверла диаметром 15 мм (1 шт.) и 25 мм
(1 шт.) с пластинками из быстрорежущей стали и твердых сплавов; за-
готовка диаметром 40—50 мм и длиной 60—70 мм; пруток диаметром
20—30 мм и длиной 50—60 мм; крючок для отвода и удаления стружки
Содержание работы по заданию
1. Подрезать торец заготовки и сде-
лать в центре его углубление конической
формы
Рис. 1
2. Настроить коробку скоростей станка
на требуемое число оборотов шпинделя
Инструктивные указания
и пояснения
1. Предварительно подрезать
торец заготовки 1 проходным
отогнутым резцом 2 с большим
поднутрением вспомогательной
вершины А (рис. 1). При пере-
мещении резца комбинирован-
ной подачей верхних и нижних
салазок суппорта произвести
постепенное его врезание к
центру торца, в результате че-
го образуется коническое уг-
лубление для направления
сверла (см. рис. 1 в кружке)
2. Подачи и скорости резания
подбирать по таблицам норма-
тивов. По скорости резания и
диаметру сверла определить
число оборотов по формуле
1000» , ,, .
п =------ (об/мин)
л-D
или по сокращенной формуле
318» / л/ а
п =------(об/мин)
9—1243
129
Продолжение карты 23
Инструктивные указания
н пояснения
Содержание работы по заданию
3. Надсверлить заготовку коротким
сверлом (2-й способ)
Рис. 2
3. Надсверлить отверстие за-
готовки 1 коротким сверлом <3,
закрепленным в пиноли 4 зад-
ней бабки (рис. 2) или в свер-
лильном патроне. Подачу свер-
ла производить, вращая махо-
вичок задней бабки по часовой
стрелке
4. Надсверлить заготовку спиральным
сверлом выбранного диаметра (3-й спо-
соб)
Рис. 3
5. Сверлить сквозное отверстие с при-
менением смазочно-охлаждающей жид-
кости
4. Установить и закрепить
заготовку 1 в трехкулачковом
патроне (рис. 3), а сверлиль-
ный патрон 3 (с закрепленным
в нем спиральным сверлом 2)
в коническом отверстии пино-
ли 4 задней бабки. Закрепить
в резцедержателе прямоуголь-
ный стержень-упор 5. Пустить
станок
Вращением маховичка 6
задней бабки по часовой стрел-
ке перемещать пиноль вместе
со сверлом
Как только сверло начнет
врезаться в торец заготовки,
вращая винт нижних попереч-
ных салазок левой рукой, под-
вести стержень-упор 5 вплот-
ную к сверлу. Продолжать вра-
щать маховичок и одновре-
менно подавать вперед упор до
тех пор,пока сверло не устано-
вится точно по линии центров
станка. Как только вершины
режущих кромок сверла уг-
лубятся в просверливаемое от-
верстие, упор отвести от сверла
5. Измерить величину диа-
метра надсверленного отверс-
тия. Если диаметр получился
больше чем на 0,2—0,3 мм,
сверло переточить
130
Продолжение карты 23
Инструктивные указания
и пояснения
Содержание работы по заданию
6. Рассверлить отверстие
Рис. 5
7. Выполнять правила техники безопа-
сности при сверлении и рассверливании
отверстий
Подавать сверло 3 с пи-
нолью 4 вращением маховичка
6 задней бабки (рис. 4). В про-
цессе сверления сверло охлаж-
дать смазочно-охлаждающей
жидкостью, подаваемой по
гидроприводу 7 станка
Периодически выводить свер-
ло из отверстия, чтобы удалить
накопившуюся в спиральных
канавках стружку. В конце
сверления подачу сверла
уменьшить до минимальной
При появлении металличес-
кого визга сверление прекра-
тить и переточить сверло
6. Рассверлить отверстие с
подачей, большей в 1,5—2 раза
по сравнению с подачей сверла
такого же диаметра при свер-
лении отверстия в сплошном
материале. Сверло 3 и заготов-
ку (деталь) 1 (рис. 5) охлаж-
дать. Скорость резания при
рассверливании выбирать та-
кую же, как и при сверлении
сверлом одинакового диаметра
7. Не удалять пальцем на-
копившуюся в спиральных ка-
навках стружку А (рис. 6)
Для удаления стружки А
(рис. 7) пользоваться крючком
Б или небольшим деревянным
стерженьком
Охлаждать сверло при помо-
щи системы охлаждения (на-
соса)
Рис. 6
Рис, 7
9*
131
ИНСТРУКЦИОННАЯ КАРТА 24
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ СПИРАЛЬНЫХ СВЕРЛ.
ПРОВЕРКА ПРАВИЛЬНОСТИ ЗАТОЧКИ ПО СПЕЦИАЛЬНОМУ ШАБЛОНУ И УГЛОМЕРУ
Цель задания: научиться затачивать спиральное сверло и прове-
рять величины выбранных углов заточки.
Оснащение рабочего места: спиральное сверло требуемого диамет-
ра; шаблоны (рис. 2, 4, 8 и 10) или угломер (рис. 3,5—7,9); защитные
очки
Содержание работы по заданию
Инструктивные указания
и пояснения
1. Заточить одну из режущих кромок
спирального сверла
Рис, 1
2. Проверить угол наклона режущей
кромки к оси сверла:
а) по специальному шаблону
1. Включить заточный ста-
нок (точило)
Сверло 1 взять правой рукой
за хвостовик, а левой за
рабочую часть (рис. 1) и уста-
новить его на подручник 3 так,
чтобы ось сверла с осью вра-
щения шлифовального круга 2
составляла угол примерно 60°.
Большим пальцем левой руки
прижимать сверло к поверхно-
сти подручника 3, а правой на-
жимать сверлом на рабочую
поверхность шлифовального
круга. При заточке режущей
кромки хвостовик сверла пе-
риодически опускать несколь-
ко вниз, одновременно повора-
чивая сверло около его верши-
ны по часовой стрелке пример-
но на */6 оборота
а) остановить заточный ста-
нок
Сверло 1 взять в левую руку,
а шаблон / в правую (рис. 2)
Приложить длинную рабо-
чую поверхность Б шаблона к
боковой поверхности сверла и
по плотности прилегания ко-
роткой рабочей поверхности
шаблона к режущей кромке А
сверла определить правиль-
ность затачивания
Рис. 2
132
Продолжение карты 24
Инструктивные указания
и пояснения
Содержание работы по заданию
Рнс. 3
б) угломер II (рис. 3) пред-
варительно установить на угол
116—118°. Проверить угол на-
клона режущей кромки 1 к оси
сверла по плотности ее приле-
гания к измерительной поверх-
ности А поворотного диска уг»
ломеоа
3. Заточить вторую режущую кромку
3. Включить заточный станок
Правила затачивания и про-
верки правильности заточки
такие же, как и для первой ре-
жущей кромки
4. Проверить величину угла заточки
режущих кромок при вершине сверла и
их длину:
а) шаблоном
4. Выключить заточный ста-
нок
а) сверло 1 взять в левую ру-
ку, а шаблон I — в правую
(рис. 4). Шаблон установить
на режущие кромки сверла,
строго выдерживая при этом
совмещение длинной рабочей
поверхности Б шаблона с осью
сверла. Плотность прилегания
режущих кромок к поверхнос-
ти выреза шаблона и одинако-
вая их длина определяют пра-
вильность заточки сверла
Рис. 4
133
Продолжение карты 24
Содержание работы по заданию
Инструктивные указания
и пояснения
б) угломером
б) угол при вершине сверла
1 можно проверить угломером
11, как показано на рис. 5.
Для одновременной проверки
угла при вершине и длины ре-
жущих кромок угломер нужно
повернуть к себе обратной сто-
роной (рис. 6)
Рис. 5
Рис. 6
5. Проверить задние углы
5. Задние углы а (рис. 7)
при заточке образуются на-
клоном задних поверхностей 2.
При правильной заточке точки
Б задних поверхностей долж-
ны быть несколько ниже вер-
шин А режущих кромок, как
это показано на рис. 7, и угол
наклона поперечной кромки
для сверл диаметром до 15 мм
должен быть 50°, а свыше
15 мм — 55° (рис. 8)
Рис. 8
134
Продолжение карты 24
Содержание работы по заданию
Инструктивные указания н пояснения
6. Проверить углы заточки спирально-
го сверла шаблоном другой конструкции
Рис. 9
6. На рис. 9 показаны прие-
мы проверки углов заточки
сверла 1 специальным шабло-
ном III:
а — угла при вершине и
длины режущих кромок;
б — величины заднего угла;
в — угла между перемычкой
и режущей кромкой
7. Проверить
сверла пробным сверлением
правильность заточки
а) а)
Рис. ю
7. После проверки углов за-
точки и длины режущих кро-
мок сверла угломером либо
шаблоном рекомендуется до-
полнительно проверить углы
наклона режущих кромок к
оси сверла путем пробного
сверления. Взять из отходов
круглый кусок металла не-
большой длины и диаметром
больше сверла в два, три раза
и закрепить в патроне. Устано-
вить сверло и начать сверление.
Если угол наклона режущих
кромок коси сверла одинако-
вый, то стружка будет выхо-
дить из отверстия по двум спи-
ральным канавкам (рис. 11, а),
а если углы неодинаковые, то
стружка будет выходить из од-
ной канавки (рис. 11,6)
Рис, 11
135
ИНСТРУКЦИОННАЯ КАРТА 25
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ
ГЛУХИХ ОТВЕРСТИЙ С КОНИЧЕСКИМ И ПЛОСКИМ ДНОМ
НА ЗАДАННУЮ ГЛУБИНУ (ДЛИНУ)
Цель задания: научиться сверлить и рассверливать цилиндрические
глухие отверстия с разной формой дна на определенную глубину
(длину).
Оснащение рабочего места: спиральные сверла требуемых размеров
(диаметров); сверла с углом при вершине 118 и 180°; проходной отогну-
тый правый резец; штангенциркуль с величиной отсчета по нониусу 0,1 —
0,05 мм; заготовки (согласно чертежам на выданную работу); крючок
для отвода и удаления стружки
Содержание работы по заданию
Инструктивные указания
и пояснения
I.
Сверление глухого отверстия
с коническим дном
1. Установить и закрепить заготовку в
трехкулачковом патроне; проходной ре-
зец в резцедержателе и спиральное свер-
ло в коническом отверстии пиноли зад-
ней бабки
1. При сверлении на опре-
деленную глубину при кониче-
ском дне отверстия глубину
сверления выдерживать по
метке /, намеченной на сверле
1 мелом от вершины режущей
кромки а (рис. 1) или по деле-
ниям 2, нанесенным на поверх-
ности пиноли задней бабки.
Перед установкой сверла хо-
рошо протереть его хвостовик
(или хвостовик сверлильного
патрона) и коническое отверс-
тие пиноли задней бабки
2. Подрезать торец заготовки, в центре
торца сделать резцом углубление для на-
правления сверла
2. После выточки углубле-
ния А (рис. 2) подвести свер-
ло 1 к выточке и проверить
совпадение оси сверла с осью
детали. Для совпадения осей
соответственно сместить кор-
пус задней бабки либо от себя,
либо на себя
Рис. 2
136
Продолжение карты 25
Инструктивные указания
и пояснения
Содержание работы по заданию
3. Установить на станке требуемое чис-
ло оборотов шпинделя для сверления от-
верстий в заготовках
4. Сверлить в заготовке отверстие на
заданную глубину (длину)
Рис. 3
5. Измерить глубину (длину) просвер-
ленного отверстия
Рис. 4
3. По таблицам нормативов
подобрать скорость резания,
подачу и определить число
оборотов детали (шпинделя)
4. Как только вершины ре-
жущих кромок а и б войдут
в просверливаемое отверстие
на 3—5 мм (рис. 3), сверло вы-
вести из отверстия, остановить
станок и проверить размер по-
лучаемого отверстия; затем
включить станок, продолжать
сверлить, выдерживая глубину
сверления от вершин а и б ре-
жущих кромок до торца дета-
ли. Применять смазочно-охла-
ждающую жидкость
5. Вывести сверло из отвер-
стия, остановить станок
За глубину просверливаемо-
го отверстия (с коническим
дном) принять расстояние I
(рис. 4) от торца детали до
конца цилиндрической части
отверстия
II. Сверление глухого отверстия с плоским дном
1. Сверлить предварительно сверлом
с обычной заточкой
1. Длину I цилиндрического
отверстия с плоским дном из-
мерять от торца детали (рис.
5) до вершины А конического
дна отверстия
Рис. 5
10—1243
137
Продолжение карты 25
Инструктивные указания
и пояснения
Содержание работы по заданию
2. Заточить и установить сверло со спе-
циальной заточкой
Рис. 6
2. Для окончательного свер-
ления отверстия с плоским
дном взять сверло 1 (рис. 6)
такого же диаметра, что и для
предварительного сверления,
и заточить его с углом при вер-
шине 180°
!Н. Сверление и рассверливание
3. Сверло подавать ручной
подачей, вращая маховичок
задней бабки по часовой
стрелке (рис. 7). Длину (глу-
бину) отверстия измерять глу-
биномером штангенциркуля от
торца детали до плоского дна
приемом, показанным на рис. 4
глухого отверстия с коническим дном
1. Окрлить глухое ступенчатое отвер-
стие сверлом меньшего диаметра
Рис. 8
1. Подрезать у детали 2
(рис. 8) торец резцом 3; выто-
чить углубление в центре тор-
ца для направления сверла;
сверлить отверстие, выдержав
его глубину I, как и в преды-
дущих случаях
2. Рассверлить глухое ступенчатое от-
верстие
2. При рассверливании вы-
держивать длину ступени
(рис. 9) от торца детали до
вершины а л б режущих кро-
мок сверла
138
П родолжение карты 25
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 9
IV. Возможные дефекты при сверлении отверстий
спиральными сверлами
1. Диаметр просверленного отверстия
намного больше диаметра сверла
2. Ось отверстия не совпадает с осью
детали
Рис. ю
3. Диаметр отверстия больше диаметра
сверла и коническое дно ступенчатое
4. Ось отверстия не совпадает с осью
детали в конце сверления
5. По краям отверстие больше по раз-
мерам, чем в середине
1. См. рис. 10, а. Причина —
режущие кромки сверла неоди-
наковой длины. Дефект неисп-
равим
2. См. рис. 10, б Причина —
сверло увело в сторону в нача-
ле сверления. Дефект неиспра-
вим
3. См. рис. 10, в. Причина —
неодинаковые длина и наклон
режущих кромок к оси сверла.
Дефект неисправим
4. См. рис. 10,г. Причина —
неодинаковые наклон к оси
сверла и длина режущих кро-
мок. Дефект неисправим
5. См. рис. 10, д. Причина —
сверло установлено выше или
ниже линии центров станка
или корпус задней бабки сме-
щен на себя или от себя. Де-
фект неисправим
10*
Продолжение карты 25
Содержание работы по заданию Инструктивные указания и пояснения
6. Ось отверстия не совпадает с осью детали в конце отверстия 6. См. рис. 10, е. Причина — в материале (на пути сверле- ния встретилась раковина). Дефект неисправим
ИНСТРУКЦИОННАЯ КАРТА 26
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ
ОТВЕРСТИЙ НАИБОЛЕЕ ПРОИЗВОДИТЕЛЬНЫМИ МЕТОДАМИ РАБОТЫ
Цель задания: научиться сверлить и рассверливать отверстия с меха-
нической подачей сверла.
Оснащение рабочего места: заготовки на изготовляемые детали; две
подкладки с полукруглыми углублениями (см. рис. 1); специальная
оправка с коническим отверстием под хвостовик сверла (см. рис. 2);
приспособление (замок), позволяющее присоединить заднюю бабку
к каретке суппорта; сверла со специальной заточкой (рис. 4, 5, 6); раз-
движное сверло (рис. 7); твердосплавное сверло (рис. 8); комбиниро-
ванное сверло (рис. 9); специальное сверло (рис. 10); специальное при-
способление (рис. 12, 13, 15).
I. Сверление спиральным сверлом отверстий с механической подачей
1. Установить и закрепить сверло в рез-
цедержателе (1-й способ)
Рис. 1
1. Сверло 1 (рис. 1) с ци-
линдрическим хвостовиком А
установить в подкладки 2 и 3,
а затем в резцедержатель. Пе-
ред окончательным закрепле-
нием сверла болтами прове-
рить его установку по вершине
центра, временно закрепленно-
го для этой цели в шпиндель
передней бабки или кулачки
патрона, а также совпадение
оси сверла с линией центров
станка
2. Установить требуемое число оборо-
тов шпинделя и необходимую величину
подачи
3. Сверлить отверстие сверлом, закреп-
ленным в резцедержателе, с механиче-
ской подачей суппорта
4. Сверлить сверлом, закрепленным в
резцедержателе, с механической подачей
(2-й способ)
3. Сначала выполнить вреза-
ние сверла вручную, а затем
включить механическую по-
дачу
4. Спиральное сверло / с ко-
ническим хвостовиком вста-
вить в коническое отверстие
оправки 2 (рис. 2), закреплен-
ной в резцедержателе и входя-
щей в него выступом А. Про-
140
Продолжение карты 26
Инструктивные указания
и пояснения
Содержание работы по заданию
5. Сверлить сверлом, установленным в
коническое отверстие пиноли задней
бабки
Рис. 3
верить установку сверла, как
и в предыдущем случае. Сна-
чала выполнить врезание свер-
ла вручную, а затем включить
механическую подачу
5. Сверло 1 (рис. 3) вставить
в коническое отверстие пино-
ли 2 задней бабки. Заднюю
бабку подвести вплотную к
приспособлению 3 (замку)
суппорта и штифтом 4 соеди-
нить с пальцем А приспособле-
ния. Врезание сверла сделать
вручную при помощи махович-
ка 5 задней бабки, а затем
включить механическую по-
дачу
II. Применение спиральных сверл со специальной заточкой
1. Сверлить цилиндрическое отверстие
спиральным сверлом, имеющим стружко-
разделительные канавки на задних по-
верхностях сверла
1. Спиральное сверло (рис.
4) со стружкоразделительны-
ми канавками 1 на задней по-
верхности установить в пиноль
задней бабки, коробку скоро-
стей настроить на заданное
число оборотов шпинделя в
минуту и как обычным свер-
лом сверлить отверстие
Канавки 1 затачивать с та-
ким расчетом, чтобы их рас-
стояния от перемычки не были
одинаковыми на обеих задних
поверхностях. Такой способ за-
точки способствует дроблению
стружки и более легкому ее
удалению из просверливаемого
отверстия
141
Продолжение карты 26
Содержание работы по заданию
Инструктивные указания
и пояснения
2. Сверлить цилиндрическое отверстие
спиральным сверлом, имеющим ступенча-
тую заточку режущих кромок
2. Режущие кромки 1 сверла
заточить ступенькой (рис. 5),
что позволит также дробить
стружку и облегчит ее выход
из просверливаемого отверстия
3. Сверлить цилиндрическое отверстие
спиральным сверлом с двойной заточкой
Рис. 6
3. При сверлении отверстий
сверлом с двойной заточкой
станок налаживать, как при
сверлении обыкновенным свер-
лом. Заточка дополнительных
вторых режущих кромок под
углом 70° (рис. 6) должна вы-
полняться так,, чтобы длина
их не превышала 0,2 D сверла.
Сверло с двойной заточкой по-
зволяет значительно увеличить
подачу и скорость резания,
так как при увеличении шири-
ны стружки и уменьшении ее
толщины уменьшается износ
уголков режущей кромки
4. Сверлить цилиндрическое отверстие
спиральным сверлом с подточенной и
поорезанной перемычкой
4. Величина подточки К (см.
рис. 6) не должна превышать
Уз длины режущей кромки.
Подточка на передней поверх-
ности делается для уменьше-
ния трения задних поверхно-
стей сверла у перемычки с по-
верхностью резания заготовки
за счет уменьшения длины пе-
ремычки
Ширина и глубина п паза
прорези (см. рис. 6) должны
быть не более 0,12—0,15 диа-
метра сверла. Образованные
две небольшие режущие кром-
ки (вместо прежней перемыч-
ки) не сминают обрабатывае-
142
Продолжение карты 26
Инструктивные указания
и пояснения
Содержание работы по заданию
мый материал, а активно уча-
ствуют в процессе резания
Сверло с подточенными пе-
редними поверхностями и про-
резанной перемычкой позволя-
ет значительно увеличивать
подачи по сравнению со свер-
лами обычной конструкции
III. Применение специальных сверл
1. Сверлить цилиндрическое отверстие
раздвижным сверлом
2. Сверлить цилиндрические отверстия
сверлом с пластинками из твердого
сплава
Рис. 8
1. Сверло (рис. 7, а) состоит
из державки 1, регулировочно-
го винта 2 и напаянных пла-
стинок 3. Для сверления от-
верстия взять сверло требуе-
мого размера
Для рассверливания отвер-
стия режущие кромки сверла
развести на нужный размер
регулировочным винтом 2. На-
пример, при сверлении отвер-
стия диаметром 30 мм этим же
сверлом можно такое отвер-
стие рассверлить на любой ди-
аметр (от 30 до 40 мм)
2. Скорости резания и пода-
чу для сверл с пластинками из
твердых сплавов (рис. 8) наз-
начать по нормативам режи-
мов резания; число оборотов
заготовки определять по выб-
ранной скорости и диаметру
отверстия. По сравнению со
сверлами из быстрорежущей
стали для данных сверл ско-
рость резания увеличивать в
3—4 раза
3. Сверлить цилиндрическое отверстие
комбинированным сверлом
Рис. 9
3. Комбинированное спи-
ральное сверло, состоящее из
двух сверл 1 и 2 (рис. 9), при-
менять для сверления и одно-
временного рассверливания от-
верстия. Скорость резания и
подачу назначить по диаметру
большого сверла 2
143
Продолжение карты 26
Инструктивные указания
и пояснения
Содержание работы по заданию
4. Рассверлить цилиндрические отвер-
стия сверлом с приваренным длинным
круглым стержнем
Подача детали
Рис. 10
4. Сверло применять при
рассверливании детали 3 (рис.
10), устанавливаемой в под-
кладках 1 и 5 и закрепляемой
в резцедержателе
Стержень 2 сверла 4 про-
деть с правой стороны детали 3
через предварительно просвер-
ленное отверстие и закрепить
в кулачках патрона; деталь за-
крепить в приспособлении, ус-
тановленном на суппорте
Настроить станок на режим
для рассверливания отверстия
Пустить станок и включить
обратную (к задней бабке) ме-
ханическую подачу суппорта
IV. Сверление и рассверливание ступенчатого отверстия
1. Сверлить отверстие с рациональной
последовательностью переходов
Рис. 11
1. При обработке отверстия
диаметром до 25—30 мм
(рис. 11) рекомендуется при-
менять последовательность пе-
реходов, показанную на рис.
11, в, а не на рис. 11,6
В первом случае (см.
рис. 11,6) длина сверления
сверлами диаметром 10 и
20 мм составит 50 мм+
+30 мм=80 мм; во втором
случае (см. рис. 11, в) длина
сверления указанными сверла-
ми будет равна 30 мм+
+20 мм=50 мм. Применение
этого метода сверления ступен-
чатого отверстия значительно
повышает производительность
труда
V. Применение специальных приспособлений для закрепления сверл
1. Сверлить отверстия с применением
специального приспособления
1. Приспособление (рис. 12)
применять при сверлении от-
верстий малого диаметра руч-
ной подачей. Вставить приспо-
собление в пиноль задней баб-
ки своим коническим хвостови-
ком 2, и закрепить сверло в
патроне 1. Подавать сверло
144
Продолжение карты 26
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 12
2. Сверлить и рассверливать цилиндри-
ческие гладкие и ступенчатые отверстия
с применением комбинированного при-
способления в виде шара
Рис. 13
ручной подачей рукояткой 3.
Применение приспособления
повышает производительность
труда и облегчает условия тру-
да
2. Корпус приспособления 1
(рис. 13) установить коничес-
ким хвостовиком в пиноль зад-
ней бабки 6; чтобы корпус не
провертывался, его следует за-
крепить зажимной рукояткой 3
Если диаметр спирального
сверла (рис. 14) меньше 25 мм,
то обрабатывать ступенчатое
отверстие в такой последова-
тельности:
1-й проход — сверление свер-
лом 5;
2-й проход — сверление свер-
лом 2;
3-й проход — сверление свер-
лом 4
Рис. 14
145
Продолжение карты 26
Содержание работы по заданию
Инструктивные указания
и пояснения
3. Рассверливать с применением кон-
дукторной втулки
/
Рис. 15
3. При сверлении и рассвер-
ливании ступенчатого отвер-
стия, имеющего большой диа-
метр 25—30 мм, следует начи-
нать сверлить отверстие боль-
шего диаметра и так в после-
довательном порядке до само-
го наименьшего отверстия.
Для направления сверла целе-
сообразно перед сверлением
второго отверстия вставить
кондукторную втулку 1 (рис.
15) в предварительно просвер-
ленное отверстие большего ди-
аметра, а затем сверлить ос-
тальные отверстия
ИНСТРУКЦИОННАЯ КАРТА 27
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. РАЗМЕТКА ЦЕНТРОВ С ПОМОЩЬЮ
ЦИРКУЛЯ, ЦЕНТРОИСКАТЕЛЯ, ПРИСПОСОБЛЕНИЯ (КОЛОКОЛЬЧИКА)
И ЦЕНТРОВАНИЕ НА ЦЕНТРОВОЧНОМ СТАНКЕ И МЕТОДОМ
ХОЛОДНОГО ВЫДАВЛИВАНИЯ
Цель задания: научиться центровать заготовки различными спосо-
бами.
Оснащение рабочего места: заготовки диаметром больше и меньше
диаметра отверстия шпинделя; разметочный циркуль, керн, молоток,
кусочки мела; центроискатель (угольник с линейкой) и чертилка; при-
способление (колокольчик); спиральное сверло; зенковка; комбиниро-
ванное центровочное сверло; сверлильный патрон; проходной правый
отогнутый резец, пуансон для центровых отверстий; комбинированные
центровочные сверла (рис. 7); крючок для отвода и удаления стружки
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Разметка и накернивание центрового отверстия
а) циркулем и керном
а) заготовку 2 (рис. 1,а) за-
крепить в тисках /, взять разме-
точный циркуль 3 и развести его
ножки на величину, несколько
146
Продолжение карты 21
Содержание работы по заданию
б) центроискателем (угольником с
линейкой)
Инструктивные указания
и пояснения
меньшую или большую радиуса
заготовки. Циркуль ножкой А
упереть в боковую поверхность
заготовки. Поддерживая ножку А
большим пальцем левой руки,
правой рукой при помощи заост-
ренной ножки Б прочертить дугу
около центра торца заготовки и
так сделать еще три раза, каж-
дый раз переставляя изогнутую
ножку на ’/4 окружности торца
заготовки. Начерченные дуги об-
разуют криволинейный четырех-
угольник (рис. 1,6) в центре ко-
торого нужно керном 5 с помо-
щью молотка 4 (рис. 1, в) накер-
нить центр отверстия. Керн уста-
навливать перпендикулярно к
плоскости торца
б) центроискатель 2 (рис. 2)
приложить к торцу заготовки 4 и
провести риску 3 чертилкой 1.
Поворачивая центроискатель
примерно на 90° и проведя вто-
рую риску, получить центр отвер-
стия, затем его накернить указан-
ным способом
Накернить центр отверстия без раз-
метки
Приспособление / — колоколь-
чик (рис. 3) — установить на тор-
це детали 2 в вертикальном поло-
жении; ударом молотка по голов-
ке А керна 1 наметить центр от-
верстия
147
П родолжение карты 27
Содержание работы по заданию
Инструктивные указания
и пояснения
II. Сверление и зенкерование центрового отверстия
1. Подобрать спиральное сверло и
зенковку для центрового отверстия
2. Сверлить центровое отверстие
зенковать
Рис. 6
1. Диаметр спирального сверла
(рис. 4, б), длину сверления L
(рис. 4, а) и диаметр зенковки D
определить по таблице. Зенковку
(рис. 4, в) взять с углом конуса
60°. Сверло (см. рис. 4, б) и зен-
ковку устанавливать, закреплять
ранее разобранными способами
Рис, 5
и
3. Центровать центровочным комби-
нированным сверлом
Рис. 7
2. Центрование выполнять в
такой последовательности (рис.
5): сверлить заготовку сверлом
определенного диаметра на тре-
буемую длину (глубину); зенко-
вать зенковкой до требуемого
большего диаметра D (см.
рис. 4, а)
Пример. Зацентровать заготовку
диаметром 32 мм с двух сторон. По таб-
лице «Размеры центровых отверстий»
определяем:
диаметр спирального сверла d — З мм;
длину (глубину) сверления £ = 7,5 мм;
диаметр большого основания зенковки
£> = 7,5 мм
3. Комбинированное центровоч-
ное сверло (рис. 7) закрепить
в сверлильном патроне 2 (рис. 8).
Патрон установить в коническое
отверстие пиноли 3 задней бабки.
Подрезать торец заготовки 4 про-
ходным отогнутым резцом 5 и
сделать в центре торца углубле-
ние. Сверлить на требуемую дли-
ну ручной подачей, вращая махо-
вичок задней бабки
148
Продолжение карты 27
Инструктивные указания
и пояснения
Содержание работы по заданию
Рис. 8
4. Сверлить центровые отверстия в
заготовке, диаметр которой больше
диаметра отверстия шпинделя
Рис. 9
4. Сверлильный патрон 2
(рис. 9) с комбинированным
центровочным сверлом 1 устано-
вить в коническое отверстие
шпинделя. Заготовку 3 с накер-
ненным центровым углублением
на правом торце левой рукой упе-
реть в задний центр 4, а центро-
вое углубление на левом торце
направить на сверло. Все это сде-
лать после предварительной ус-
тановки требуемого числа оборо-
тов шпинделя
Включить станок и ручной по-
дачей, вращая маховичок задней
бабки, перемещать пиноль вместе
с центром и заготовкой на свер-
ло Г, сверлить центровое отверстие
с одной стороны на определенную
глубину; после этого, опирая за-
готовку на задний центр и вра-
щая маховичок против часовой
стрелки (на себя), отвести ее от
сверла, затем все повторить для
другого конца заготовки
III. Получение центровых отверстий на специальных
центровочных станках и методом холодного выдавливания
1. Сверлить центровые отверстия на
специальном центровочном станке
1. Центровочный станок имеет
две бабки 1 и 6 (рис. 10), на ко-
торых имеются шпиндели для за-
крепления в них сверлильных па-
тронов с комбинированными цен-
тровочными сверлами; тиски 2 и
4 для закрепления заготовок; ма-
ховичок 5 для перемещения
шпинделей навстречу друг другу
Выполнение приемов центрова-
ния (сверления):
149
Продолжение карты 27
Содержание работы по заданию
Рис. 10
2. Получить центровочные отверстия
путем холодного выдавливания
Рис. 11
Инструктивные указания
и пояснения
установить сверлильные патро-
ны с подобранными и закреплен-
ными в них центровочными свер-
лами в шпиндели бабок; заготов-
ку 3 (рис. 10) в тисках 2 и 4\
включить вращение шпинделей;
при помощи маховичка 5 переме-
щением шпинделей засверлить
сразу оба центровых отверстия
2. Станок состоит из корпуса
(рис. 11), в бабках которого за-
креплены втулки 5 вместе с пуан-
сонами 4, призмы 2 прижима 3
Выполнение приемов:
установить и зажать прижимом
3 заготовку /; включить рабочее
перемещение (пуансоны не вра-
щаются) пуансонов навстречу
друг другу к торцам заготовки;
как только пуансоны под дейст-
вием рабочего усилия образуют
центровые отверстия, выключить
шпиндели на обратное перемеще-
ние их в исходное положение;
раскрепить и снять заготовку
Новый способ получения цент-
ровых отверстий дает возмож-
ность не применять центровоч-
ные комбинированные сверла и
специальные центровочные стан-
ки; автоматизировать технологи-
ческий процесс; улучшить качест-
во изготовляемых деталей; повы-
сить производительность при цен-
тровании заготовок в 5—6 раз
ИНСТРУКЦИОННАЯ КАРТА 28
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЧЕРНОВОЕ И ЧИСТОВОЕ РАСТАЧИВАНИЕ
СКВОЗНЫХ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—4-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ ДЛЯ ЧИСТОВОГО РАСТАЧИВАНИЯ —4—5-й
КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться подбирать и устанавливать необходимые
расточные резцы, растачивать у заготовок гладкие цилиндрические от-
верстия и проверять их; растачивать отверстия с применением специ-
альной державки
Оснащение рабочего места: заготовки с просверленным отверстием;
расточные проходные резцы — черновой и чистовой; штангенциркуль
с величиной отсчета по нониусу 0,1—0,05 мм; гладкий предельный ка-
либр-пробка; расточная державка; крючок для отвода и удаления
стружки
Содержание работы по заданию Инструктивные указания и пояснения
I. Черновое растачивание гладких цилиндрических отверстий
1. Определить величину снимаемого слоя металла при черновом растачива- нии 1. Определить по нормативам припуск под чистовое растачива- ние и вычесть величину его из ве- личины диаметра окончательно расточенного отверстия — полу- чим величину диаметра после чернового растачивания. Вычесть из нее величину диаметра отвер- стия заготовки и разделить на 2 — получим припуск на одну сто- рону отверстия при черновом рас- тачивании Пример. Отверстие заготовки диаметром 41 мм должно быть расточе- но до окончательного размера диаметра 45 мм. Припуск (по таблице нормати- вов) на чистовое растачивание (на диа- метр) равен 1,2 мм. Величина диаметра после чернового растачивания 45—1,2= =43,8 мм. Припуск (с одной стороны отверстия) иа черновое растачивание равен: 43,8 — 41 , . ’ = 1,4 мм 2
2. Определить по нормативам режи- мов резания подачу, скорость резания и подсчитать число оборотов шпинде- ля в минуту для обработки заданного отверстия 2. Число оборотов шпинделя определить по ранее известной формуле
151
Продолжение карты 28
Содержание работы по заданию
Инструктивные указания
и пояснения
3. Расточной проходной резец
(рис. \,а, б) с пластинкой твер-
дого сплава по форме подобен
обычному проходному отогнуто-
му резцу. Вылет резца из резце-
держателя должен быть больше,
чем длина растачиваемого отвер-
стия, на 5—10 мм
На рис. 1,а показана главная
режущая кромка 1, вспомогатель-
ная 2, вершина головки резца А
4. Установить и закрепить заготовку
в трехкулачковом патроне
5. Установить и закрепить расточной
проходной резец
6. Настроить станок на назначен-
ный режим резания и поставить резец
в исходное рабочее положение
7. Установить по лимбу резец на
требуемую глубину резания и снять
пробную стружку
8. Проверить размер диаметра от-
верстия
9. Расточить отверстие
5. Ось резца при его установке
должна быть параллельна оси за-
готовки, а вершина А находиться
на высоте линии центров, т. е. ус-
тановлена по центру
6. Исходным рабочим положе-
нием резца считать расположение
головки резца от торца заготовки
на расстоянии 5—10 мм
7. При снятии пробной стружки
растачивать отверстие в заготов-
ке на 3—5 мм (рис. 1,6)
8. Измерить штангенциркулем
с величиной отсчета по нониусу
0,1—0,05 мм. Если действитель-
ный размер отверстия не равен
заданному-—вторично снять
пробную стружку и так до полу-
чения требуемой величины диа-
метра отверстия
9. Ввести резец в отверстие
(рис. 1,6) и выполнить продоль-
ное врезание резцом вручную, по-
том включить механическую по-
дачу и расточить отверстие на
всю длину. После окончания рас-
тачивания выключить механиче-
152
Продолжение карты 28
Инструктивные указания
и пояснения
Содержание работы по заданию
10. Расточить отверстие расточным
упорным резцом
Рис. 2
скую подачу, вращение шпинделя
и резец переместить к оси заго-
товки (от себя) поперечной пода-
чей. Вывести резец из отверстия
и вторично проверить размер
расточенного отверстия.
10. Резец (рис. 2) устанавли-
вать так же, как и расточной про-
ходной; резец 2 имеет главную
режущую кромку /, расположен-
ную к обрабатываемой поверхно-
сти под углом 95°, вспомогатель-
ную — 2, вершину А
II. Чистовое растачивание отверстий
1. Настроить станок на чистовое рас-
тачивание отверстия: установить пода-
чу и требуемое число оборотов шпин-
деля
2. Установить и закрепить в резце-
держателе чистовой резец
3. Взять пробную стружку
4. Проверить размер получаемого
отверстия
Рис. 3
1. Подбор подачи и определе-
ние числа оборотов шпинделя —
см. указания к заданию I—2
2. Резец главной вершиной А
установить точно по линии цент-
ров
3. Пробную стружку при чисто-
вом обтачивании брать так же,
как и при черновом (см. указания
1 — 7,8, рис. 1,6)
4. Проверит® получаемый раз-
мер отверстий у детали 1 (рис. 3)
проходной стороной А предельно-
го калибра-пробки II. Проходная
сторона А должна проходить в
отверстие без особых усилий, а
непроходная (узкая пробка) —
не проходить
5. Расточить отверстие на всю
длину
5. Приемы растачивания те же,
что и при черновом растачивании
(см. указания к заданиям I—
7—9). Вывести резец и вторично
проверить размер расточенного
отверстия
153
Продолжение карты 28
Инструктивные указания
и пояснения
Содержание работы по заданию
III. Растачивание длинных отверстий
1. Расточить цилиндрическое сквоз-
ное отверстие с применением специ-
альной державки
Рис. 4
1. Державку / (рис. 4) устанав-
ливать подобно расточному про-
ходному резцу в резцедержате-
ле 4. Расточной резец 2 вставить
в отверстие державки и закре-
пить болтом 1
Приемы чернового и чистового
растачивания отверстия 3 детали
такие же, как и при растачивании
стержневыми расточными рез-
цами
ИНСТРУКЦИОННАЯ КАРТА 29
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЧЕРНОВОЕ И ЧИСТОВОЕ РАСТАЧИВАНИЕ
СКВОЗНЫХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ С УСТУПАМИ
Цель задания: научиться подбирать и устанавливать необходимые
расточные резцы; растачивать и проверять у деталей ступенчатые ци-
линдрические отверстия; растачивать отверстия с применением специ-
альной державки и упоров.
Оснащение рабочего места: заготовки с просверленными отверстия-
ми; расточные подрезные резцы — черновой и чистовой; измерительная
линейка; штангенциркуль с величиной отсчета по нониусу 0,1—0,05 мм;
штангенглубиномер с величиной отсчета 0,1 мм; шаблон и гладкий ци-
линдрический предельный калибр-пробка; специальная расточная дер-
жавка (рис. 6); крючок для отвода и удаления стружки; специальная
щетка
I. Черновое растачивание отверстия с уступами
Содержание работы по заданию
1. Определить величину снимаемо-
го слоя металла при черновом раста-
чивании
2. Подобрать по нормативам режи-
мов резания подачу, скорость реза-
ния; определить число оборотов шпин-
деля в минуту. Установить на станке
требуемое число оборотов шпинделя и
величину подачи
Инструктивные указания
и пояснения
1. См. карту 28, указания к за-
данию I—1
2. См. карту 28, указания к за-
данию I—2
154
Продолжение карты 29
Инструктивные указания
и пояснения
Содержание работы по заданию
3. Подобрать расточные упорные
резцы для растачивания цилиндриче-
ских отверстий с уступами
3. Расточной упорной чисто-
вой резец отличается от черно-
вого закруглением вершины А
Длина стержня 2 резца долж-
на быть такой, чтобы можно бы-
ло растачивать на заданную глу-
бину (длину) ступенчатое отвер-
стие 1 (см. рис. 1)
4. Установить и закрепить заготов-
ку в трехкулачковом патроне
5. Установить и закрепить подрез-
ные расточные резцы в резцедержа-
теле
Рис. 1
6. Расточить сквозное цилиндричес-
кое отверстие с уступом высотой до
5 мм
5. При уступе отверстия с вы-
сотой до 5 мм (рис. 1,а) резец
устанавливать режущей кромкой
перпендикулярно к оси заготов-
ки или параллельно уступу от-
верстия или предварительно под-
резанному торцу
При растачивании глухих ци-
линдрических отверстий или
сквозных отверстий 1 с уступами
высотой больше 5 мм (см. рис.
1, б) ось стержня расточного рез-
ца должна совпадать с осью заго-
товки (линией центров станка),
а режущая кромка должна быть
под углом 5° к уступу. Подача
резца в этом случае производится
сначала в продольном направле-
нии по стрелке Б (см. рис. 1,6) и
йри подходе резца к уступу — в
поперечном по стрелке В
6. Расточной упорный резец
(см. рис. 1,а) установить режу-
щей кромкой параллельно пред-
варительно подрезанному торцу
заготовки
Резец установить на требуе-
мую глубину резания и подавать
продольной подачей по стрелке
Б, выдерживая размер от торца
детали до уступа, либо по про-
дольному лимбу, либо до про-
дольного упора. Уступ будет об-
разовываться главной режущей
кромкой головки резца
7. Измерить расстояние от торца
детали до уступа:
7. Размер от торца детали до
уступа не измерять при враще-
нии детали
155
Продолжение карты 29
Содержание работы по заданию
Инструктивные указания
и пояснения
Стружку из отверстия пальца-
ми не удалять, а пользоваться
для этого крючком или специ-
альной щеткой
а) измерительную линейку /
расположить параллельно обра-
зующей отверстия (рис. 2), ле-
вым концом (нулевым штрихом)
упереть в уступ и по местораспо-
ложению торца детали 1 опреде-
лить действительный размер от
торца до уступа
б) штангенциркулем
б) штангенциркуль II (рис. 3)
подставить к торцу детали и пе-
ремещать рамку б до упора
стержня глубиномера а в уступ
отверстия. Прочитать размер, ко-
торый будет соответствовать дей-
ствительному расстоянию от тор-
ца до уступа
в) штангенглубиномером
Рис. 4
в) штангенглубиномер lit
(рис. 4) заплечиками а и б под-
ставить к торцу детали I и вдви-
нуть штангу 4 до упора в уступ
отверстия. Закрепить рамку 3
стопорным винтом 2, снять ин-
струмент и прочитать размер
г) шаблоном
г) шаблон IV (рис. 5) вставить
в отверстие правой рукой
156
Продолжение карты 29
Инструктивные указания
и пояснения
Содержание работы по заданию
Если левый конец шаблона
IV упирается в уступ отверстия,
а заплечик а шаблона подойдет
вплотную к торцу детали 1, то
глубина (длина) цилиндричес-
кого уступа отверстия выдер-
жана
Рис. 5
8. Установить и закрепить заготов-
ку с отверстием, имеющим глухое дно
или уступ высотой более 5 мм, и рас-
точить отверстие
9. Расточить ступенчатое цилиндри-
ческое отверстие с применением рас-
точной державки
8. См. указания к заданиям
1—1—7
При последнем проходе, в мо-
мент подхода резца к уступу,
продольную механическую пода-
чу выключить и резец ручной
продольной подачей по стрелке
Б доводить до некоторого вреза-
ния в уступ, а затем поперечной
подачей по стрелке В подавать
его к центру (рис. 1,6) для об-
разования прямого угла между
поверхностью уступа и образую-
щей цилиндрического отверстия
9. Для растачивания глубоких
отверстий и отверстий большого
диаметра (сквозных, с уступами,
глухих) применять специальную
расточную державку I (рис. 6),
Резец 1 вставить в квадратное
(или круглое) отверстие держав-
ки и закрепить стопорным бол-
том 2. Растачивать и измерять
отверстия с применением расточ-
ной оправки ранее изученными
приемами и методами
II. Растачивание отверстий с применением упора-кольца
и регулируемого упора
1. Установить заготовку для раста-
чивания отверстия с применением упо-
ра-кольца
1. Толщина упора-кольца 1
(рис. 7, а) должна быть такой,
чтобы можно было прочно за-
крепить заготовку за буртик А
157
Продолжение карты 29
Инструктивные указания
и пояснения
Содержание работы по заданию
2. Расточить отверстие детали
3. Установить заготовку для раста-
чивания с применением универсально-
го упора
4. Расточить отверстие в заготовке
III
Растачивание цилиндрических отверстий с применением
различных упоров
Рис. 8
2. Расточить ступенчатое отверстие
с использованием уступа разрезной
втулки
3. Универсальный регулируе-
мый упор с тремя винтами и гай-
ками установить в коническое
отверстие шпинделя, винты 2
(см. рис. 7,6) отрегулировать с
таким расчетом, чтобы устанав-
ливаемую заготовку можно было
прочно закрепить в кулачках за
цилиндрическую наружную по-
верхность Б
1. Токари-универсалы приме-
няют различные упоры, позволя-
ющие более быстро обрабаты-
вать отверстия с требуемой
точностью и чистотой обрабаты-
ваемых поверхностей за счет сок-
ращения вспомогательного вре-
мени на измерение
Нанести риску на стержне рез-
ца (рис. 8, а) на расстоянии от
вершины А резца, равном рассто-
янию от торца заготовки до усту-
па. Механическую подачу суппор-
та выключить, ие допуская подхо-
да риски до торца детали. Дово-
дить резец до совпадения риски с
торцом детали ручной подачей
2. При обработке тонкостен-
ных втулок и в том случае, ког-
да за чистовую базу принимают
158
Продолжение карты 29
Содержание работы по заданию Инструктивные указания и пояснения
3. Расточить ступенчатое отверстие с применением упора — плоской план- ки, закрепленной в резцедержателе 4. Расточить ступенчатое отверстие с применением упора — шпиндельной оправки обработанную наружную цилин- дрическую поверхность втулки, применяют разрезную втулку (рис. 8,6) В данном случае применить два упора: уступ 2 разрезной втулки (см. рис. 8,6) и другой — продольный, устанавливаемый на направляющих станины 3. Плоскую планку-упор (см. рис. 8, в) закрепить в резцедер- жателе вместе с резцом и раста- чивать до тех пор, пока торец планки не подойдет вплотную к торцу детали 4. Шпиндельный упор (см. рис. 8, а) установить в коническое отверстие шпинделя, а на направ- ляющие станины установить и за- крепить продольный упор. Шпин- дельный упор будет служить для заготовки, а продольный упор на станине — для суппорта (резца)
ИНСТРУКЦИОННАЯ КАРТА 30
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ВЫТАЧИВАНИЕ ВНУТРЕННИХ КАНАВОК
Цель задания: научиться подбирать и устанавливать расточные ка-
навочные резцы; вытачивать в гладких цилиндрических отверстиях уз-
кие и широкие канавки; измерять размеры вытачиваемых канавок раз-
личными инструментами.
Оснащение рабочего места: заготовки с предварительно расточенны-
ми отверстиями; расточной канавочный резец; измерительная линейка;
штангенциркуль с величиной отсчета по нониусу 0,1 мм; шаблон; крю-
чок для отвода и удаления стружки; щетка
Содержание работы по заданию
Инструктивные указания
и пояснения
1. Установить и закрепить в резце-
держателе расточной канавочный ре-
рец
I. Осевая линия А А головки
резца 2 (рис. 1) должна быть
параллельна торцу детали 1 и
перпендикулярна к осн детали.
Режущую кромку резца устано-
вить строго по центру
15»
Продолжение карты 30
Содержание работы по заданию
Инструктивные указания
и пояснения
2. Установить требуемое число обо-
ротов шпинделя и величину подачи
3. Выточить узкую канавку в глад-
ком цилиндрическом отверстии
Рис. 2
4. Выточить широкую канавку
Рис. 3
3. Ввести резец 2 по направ-
лению стрелки А (рнс. 2) в от-
верстие на величину I от левой
вершины головки резца до от-
метки а, отмеченной на стержне
резца
Поперечной подачей по стрел-
ке Б на себя произвести по лим-
бу врезание резца на глубину
канавки. Вводить резец в отвер-
стие на определенную величину
можно другим способом: кос-
нуться левой вершиной головки
резца торца детали 1, немного
отвести резец в направлении оси
детали и переместить его на за-
данную величину по лимбу про-
дольной подачи или по лимбу
винта верхних салазок суппорта
4. Как и в предыдущем слу-
чае, резец 2 (рис. 3) ввести в от-
верстие на расстоянии I от тор-
ца детали 1 и выточить канавку,
не доводя резец до полной глу-
бины ее на 0,2—0,1 мм
Отвести резец 2 в направле-
нии оси детали 1 и переместить
его правой вершиной головки
вправо на ширину канавки при
помощи лимба продольной пода-
чи либо лимба винта верхних са-
лазок суппорта. Выполнить по
лимбу винта поперечной подачи
врезание резца на полную глу-
бину канавки (рис. 4) и переме-
стить его до левой стенки канав-
ки (рис. 5), затем резец 2 отве-
сти в направлении оси детали 7
160
П родолжение карты 30
Содержание работы по заданию
Инструктивные указания
и пояснения
Рис. 4
и вывести из отверстия. Если ши-
рина канавки больше чем в два
раза ширины режущей кромки
канавочного резца, то расширять
канавку следует в несколько по-
перечных проходов резца
Перед проверкой размеров ка-
навки удалять стружку из от-
верстия щеткой, обтирочным ма-
териалом, намотанным на метал-
лический крючок или на дере-
вянный стержень, при полной
остановке станка
Рис. 5
5. Измерить размеры выточенной
канавки:
а) измерительной линейкой
Рис. 6
а) измерительную линейку /
(рис. 6) ввести в отверстие де-
тали 1, прижимая ее боковой
стороной к поверхности отвер-
стия так, чтобы конец линейки
упирался в левую стенку канав-
ки. По расположению правой
стенки канавки на линейке оп-
ределить ее ширину, а по распо-
ложению торца — величину I
11—1243
151
Продолжение карты 30
Содержание работы по заданию
б) штангенциркулем
Рис. 7
в) специальным шаблоном
Рис. 8
Инструктивные указания
и пояснения
б) ввести штангенциркуль II
(рис. 7) в отверстие детали / и
короткими губками измерить ши-
рину канавки
в) шаблон III (рис. 8) взять
пальцами правой руки и ввести
его выступающей частью б в ка-
навку. Если шаблон плотно вхо-
дит в канавку и опирается за-
плечиками а и в в поверхность
отверстия, размеры ширины и
глубины канавки выдержаны
правильно
ИНСТРУКЦИОННАЯ КАРТА 31
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ РАСТОЧНЫХ РЕЗЦОВ
Цель задания: научиться затачивать расточные резцы—проходной,
упорный и прорезной (канавочный); проверять величины полученных
углов заточки и заправлять режущие кромки головки резцов.
Оснащение рабочего места: расточные резцы — проходной, упорный
и канавочный с пластинками из твердого сплава; угломер и шаблон для
измерения углов заточки резцов; мелкозернистый оселок из зеленого
карбида кремния; защитные очки
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Геометрия расточного проходного и подрезного резцов
1. При затачивании расточных рез- I
цов выдерживать величины углов: |
162
Продолжение карты 31
Содержание работы по заданию
Инструктивные указания
и пояснения
Рис. 1
а) главный угол в плане <р=
=75° (рис. 1), вспомогательный
Ф1=15°; величины переднего уг-
ла у, заднего а, величины фаски
выбирать по нормативным таб-
лицам. Угол А, (рис. 1, вид А)
делать отрицательным для на-
правления стружки от обраба-
тываемой поверхности в отвер-
стие
б) у расточного упорного резца
Рис. 2
б) угол ф=95°; ф1 = 15°; вели-
чины остальных углов и фаски
подбирать по таблицам. Угол А,
делать положительным для на-
правления стружки от поверхно-
сти уступа или глухого дна в от-
верстие
II. Затачивание расточного проходного резца
1. Заточить резец по главной зад-
ней поверхности
Рис. 3
2. Проверить величину главного
заднего угла по угломеру или шаб-
лону
1. Резец 1 взять в руки, как
показано на рис. 3, установить
на подручник 3 и наклонить его
стержень вниз примерно на 8—
15° с поворотом влево так, что-
бы главная режущая кромка а
была к оси стержня резца под
углом 60° (см. вид по стрелке А)
При заточке несильно прижи-
мать резец к шлифовальному
кругу и непрерывно его переме-
щать влево — вправо вдоль ра-
бочей поверхности 2 круга с на-
клоном стержня резца вниз для
закругления задней поверхности
2. Проверять так же, как и у
проходного резца для наружной
обработки поверхностей
11*
163
Продолжение карты 31
Содержание работы по заданию
Инструктивные указания
и пояснения
3. Заточить по вспомогательной зад-
ней поверхности
4. Заточить по передней поверхно-
сти
5. Проверить величину переднего
угла
6. Закруглить вершину головки
резца
7. Заправить режущие кромки и
вершину головки
3. Затачивать вспомогатель-
ную заднюю поверхность, а сле-
довательно, и вспомогательную
режущую кромку б (рис. 4) с по-
воротом стержня резца 1 влево
и наклоном передней поверхно-
сти в горизонтальной плоскости
на себя примерно на 8°. Вспомо-
гательная режущая кромка б
должна располагаться к главной
а под углом примерно 90°. Во
время заточки резец непрерывно
охлаждать
4. Головку резца 1 опереть на
подручник 3 так, чтобы главная
режущая кромка а (рис. 5, поз.
I) была параллельна плоскости
вращения шлифовального кру-
га 2. В процессе затачивания ре-
зец непрерывно охлаждать
Обратить внимание (как и у
проходного резца для наружного
обтачивания) на образование
лунки на передней поверхности
в направлении, параллельном
главной режущей кромке. Если
передняя поверхность головки
резца 1 должна быть плоской, то
в этом случае ее следует зато-
чить, как показано на рис. 5,
поз. II
5. Проверять ранее изученны-
ми приемами
6. Удерживая резец 1 за стер-
жень левой рукой, установить
его на подручник 3 (рис. 6) па-
раллельно оси вращения шлифо-
вального круга 2
Большим пальцем правой ру-
ки слегка прижимать головку
резца к кругу, а левой рукой те-
ло резца покачивать в горизон-
тальной плоскости около верши-
ны на себя и от себя
7. Заправлять режущие кром-
ки мелкозернистым оселком из
зеленого карбида кремния
164
Продолжение карты 31
Инструктивные указания
и пояснения
Содержание работы по заданию
III. Затачивание расточного прорезного (канавочного) резца
1. Обработать главную заднюю по-
верхность (выдержать главный зад-
ний угол)
Рис. 7
1. Резец 1 взять за стержень
в левую руку, установить на под-
ручник 3 так, чтобы стержень
резца (рис. 7) был расположен
параллельно оси вращения кру-
га 2 (см. вид по стрелке А).
Большим пальцем правой руки
прижимать головку резца к шли-
фовальному кругу 2, одновре-
менно поворачивая ее левой ру-
кой вверх на себя. Затачивать
главную заднюю поверхность
(главную режущую кромку а)
резца возвратно-поступательным
его движением в продольном на-
правлении и охлаждать
2. Проверить величину заточки
главного заднего угла
3. Обработать переднюю поверх-
ность (выдержать передний угол)
Рис. 8
2. Проверять по шаблону или
угломером
3. Резец 1 установить на под-
ручник 3 в вертикальном поло-
жении (рис. 8). Большим и ука-
зательным пальцами левой руки
удерживать резец за стержень
и создавать легкий нажим голов-
ки на угловую часть рабочей по-
верхности круга 2
При затачивании следить, что-
бы главная режущая кромка бы-
ла параллельна плоскости вра-
щения круга 2. Величина угла
заострения 0 (см. вид по стрел-
ке А) должна равняться разно-
сти между 90° и суммой заднего
и переднего углов
При заточке плоской передней
поверхности Б (см. вид на стрел-
ке А) головку резца 1 устано-
вить на подручник 3 (рис. 9)
В процессе затачивания голов-
ку резца охлаждать и пользо-
ваться экраном или защитными
очками
165
Продолжение карты 31
Содержание работы по заданию
Инструктивные указания
и пояснения
4. Проверить величину переднего
угла
5. Заточить по вспомогательной
задней поверхности б
Рис. Ю
4. Проверять шаблоном или
угломером
5. Вспомогательную заднюю
поверхность б резца 1 (рис. 10)
затачивать на торцовой поверх-
ности круга 2 (как единственное
исключение). Резец держать ле-
вой рукой за тело, установив его
на подручник <3; большим паль-
цем правой руки поддерживать
стержень. Легкий нажим резца
на камень создавать левой ру-
кой, перемещая резец влево. По-
сле правильной заточки угол
между главной задней поверх-
ностью а и вспомогательной зад-
ней б должен примерно состав-
лять 85—87° (см. вид по стрел-
ке Л)
6. Заточить по вспомогательной
задней поверхности в
Рис. И
6. В процессе затачивания ре-
зец охлаждать
Резец 1 взять за стержень
правой рукой и установить его на
подручник 3 с небольшим накло-
ном вниз и вправо (рис. 11)
Нажим резца на круг 2 созда-
вать усилием правой руки. При
затачивании вспомогательной
задней поверхности в сообщить
резцу возвратно-поступательное
движение в продольном направ-
лении и охлаждать
После правильной заточки
угол между главной а и вспомо-
гательной в задними поверхностя-
ми должен составлять примерно
85—87° (см. вид по стрелке А)
166
Продолжение карты 31
Содержание работы по заданию Инструктивные указания и пояснения
7. Заправить режущие кромки го- ловки резца 7. Заправлять режущие кром- ки мелкозернистым оселком из зеленого карбида кремния
ИНСТРУКЦИОННАЯ КАРТА 32
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОПРЕДЕЛЕНИЕ ПРИПУСКОВ
ПОД ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ, УСТАНОВКА ЗЕНКЕРОВ
И РАЗВЕРТОК НА ТОКАРНОМ СТАНКЕ. ВЫБОР РЕЖИМА РЕЗАНИЯ
Цёль задания: научиться определять припуск под зенкерование и
развертывание; устанавливать зенкер или развертку в пиноль задней
бабки, специальную втулку или в качающуюся оправку; подбирать ско-
рости резания и подачи по нормативам.
Оснащение рабочего места: заготовки с отверстиями, подготовленны-
ми под зенкерование и развертывание; машинная развертка; зенкер;
специальная втулка с коническим отверстием под конус хвостовика раз-
вертки; проходной отогнутый резец; качающаяся оправка
Содержание работы по заданию Инструктивные указания и пояснения
1. Определение припусков
1. Определить припуск под зенке- рование и развертывание 1. При обработке отверстий методом зенкерования и развер- тывания соответственно припуск под указанные виды обработки определять по таблицам Пример. Для зенкерования отвер- стия диаметром 35 мм припуск (на диа- метр) будет составлять 1,5 мм Для развертывания того же диа- метра общий припуск будет равен 0,25 мм; на черновое развертывание при- пуск составит 0,18 мм и на чистовое — 0,07 мм, обычно черновой припуск сос- тавляет 2/з, чистовой */з общего припуска Черновое, а затем чистовое развертывание применять для получения более высокого клас- са чистоты обрабатываемой по- верхности и класса точности
2. Подобрать зенкер и развертку в зависимости от диаметра отверстия 2. Если зенкер предназначен для предварительной обработки отверстия после сверления под развертывание, то диаметр его брать меньше номинального диа-
167
Продолжение карты 32
Содержание работы по заданию Инструктивные указания и пояснения
метра отверстия на величину припуска под развертывание. Ес- ли зенкер предназначен для окончательной обработки отвер- стия, диаметр его выбирать с учетом допуска отверстия и ве- личины разбивки. Так, напри- мер, для окончательной обра- ботки отверстия диаметром 35 мм зенкером диаметр его бе- рется 34,75*. Диаметр развертки для предварительного разверты- вания берется с учетом припус- ка на окончательное развертыва- ние и величину разбивки. Диа- метр развертки для окончатель- ного развертывания берется с учетом допуска на отверстие и величины разбивки. Припуски на развертывание и величину разбивки отверстия в зависимо- сти от диаметра выбрать по таб- лицам Развертки выбирать по клас- сам точности обрабатываемого отверстия А1г А2, А$.
II. Установка и закрепление инструментов
1. Установить зенкер или развертку
в коническое отверстие пиноли задней
бабки
Рис. 1
1. Зенкер или развертку 2
(рис. 1) коническим хвостовиком
вставить в коническое отверстие
пиноли, предварительно проте-
рев хвостовик инструмента и от-
верстие пиноли обтирочным ма-
териалом
Ось зенкера или развертки
должна совпадать с осью отвер-
стия детали 1. При несовпадении
осей перемещать корпус задней
бабки либо на себя, либо от
себя
2. Закрепить развертку в качаю-
щейся оправке
2. Качающуюся оправку / ко-
ническим хвостовиком 4 (рис. 2)
вставить в коническое отверстие
Блюмберг В. А. Справочник токаря. Лениздат, 1969, стр. 220, табл. 94.
168
Продолжение карты 32
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 2
пиноли 5, предварительно проте-
рев хвостовик оправки и отвер-
стие пиноли обтирочным мате-
риалом. Вставить в коническое
отверстие оправки / развертку 1
коническим хвостовиком а. На-
личие у оправки свободно сидя-
щего в отверстии стержня 2 и
шарика 3 позволяет развертке
занимать положение строго по
линии центров
III. Выбор режима резания
1. Подобрать подачи и скорости ре-
зания для зепкерования или развер-
тывания отверстий цилиндрическими
зенкерами и развертками из быстро-
режущей стали
2. Подобрать смазочно-охлаждаю-
щую жидкость для зенкерования и
развертывания цилиндрических от-
верстий
1. Подачи и скорости резания
подобрать по таблицам норма-
тивов
На основании подобранной
величины скорости резания и по
диаметру обрабатываемого от-
верстия определить по формуле
число оборотов шпинделя
2. Подбирать смазочно-охлаж-
дающую жидкость по специаль-
ным таблицам
Подавать жидкость непрерыв-
ной струей
ИНСТРУКЦИОННАЯ КАРТА 33
ТЕМА. ОБРАБОТКА ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗЕНКЕРОВАНИЕ СКВОЗНЫХ
И ГЛУХИХ ОТВЕРСТИЙ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—4-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ —5—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться зенкеровать сквозные и глухие цилиндри-
ческие отверстия в сплошных заготовках, поковках и литых заготовках,
из-под сверла, после растачивания.
Оснащение рабочего места: заготовки на выданную работу; зенкер;
штангенциркуль с величиной отсчета по нониусу 0,1—0,05 мм; расточ-
ной (проходной) резец; крючок для отвода и удаления стружки, щетка
Содержание работы по заданию ИНСТ₽УиТоясненУияа3аНИЯ
I. Зенкерование просверленных отверстий
1. Установить заготовку в трехкулач-
ковом патроне и сверлить отверстие под
зенкерование
1. В заготовке 1 (рис. 1)
сверлить отверстие диамет-
ром, равным диаметру буду-
12—1243
169
Продолжение карты 33
Инструктивные указания
и пояснения
Содержание работы по заданию
2. Подобрать режим резания при зен-
керовании
3. Зенкеровать отверстие
4. Проверить размер обработанного
отверстия
щего отверстия минус припуск
под зенкерование
2. См. карту 32, указания
к заданиям III—1,2
Подобрать подачу, скорость
резания и определить число
оборотов при зенкеровании;
установить на станке требуе-
мое число оборотов и величи-
ну подачи*; подобрать смазоч-
но-охлаждающую жидкость
3. Зенкер 2 (рис. 1) пода-
вать равномерной ручной по-
дачей, вращая маховичок зад-
ней бабки по часовой стрелке
Не выводить зенкер из от-
верстия при обратном враще-
нии шпинделя во избежание
задира поверхности отверстия
Не удалять из канавок зен-
кера стружку пальцами, поль-
зоваться для этой цели специ-
альным крючком или щеткой
4. Проверять размер отвер-
стия штангенциркулем или
калибром-пробкой
II. Зенкерование цилиндрического отверстия в поковке
или в литой заготовке
1. Предварительно расточить отвер-
стие на длину 10—15 мм и зенкеровать
1. Отверстия в поковке или
в литой заготовке обычно рас-
положены не концентрично,
т. е. бьют, поэтому для направ-
ления зенкера их нужно рас-
тачивать на небольшую длину
* Фраза «Установить на станке требуемое число оборотов и величину подачи»
в последующих картах для краткости будет заменена на «Настроить станок».
170
Продолжение карты 33
Инструктивные указания
и пояснения
Содержание работы по заданию
III. Зенкерование насадным зенкером
1. Зенкеровать отверстие большого
диаметра
Рис. 2
1. Зенкерование отверстий
большого диаметра произво-
дить насадным зенкером А
(рис. 2), оснащенным пластин-
ками твердого сплава и с при-
менением смазочно-охлажда-
ющей жидкости. Зенкер Л на-
саживается на оправку 1 с ко-
ническим хвостовиком до
сцепления своими торцовыми
кулачками с кулачками под-
вижной втулки 4
Подвод к зубьям зенкера
смазочно-охлаждающей жид-
кости происходит через труб-
ку 2, большое отверстие оп-
равки, закрытое заглушкой 5,
и четыре отверстия непосред-
ственно в самом зенкере
Снимать зенкер для его за-
мены или заточки вращением
гайки 3
ИНСТРУКЦИОННАЯ КАРТА 34
ТЕМА. ОБРАБОТКИ ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ —3 и За КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —7—9-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться развертывать сквозные и глухие цилиндри-
ческие отверстия.
Оснащение рабочего места: заготовки с отверстиями; расточной ре-
зец; развертка машинная и развертка с подточенным торцом со сторо-
ны заборной части; штангенциркуль с величиной отсчета по нониусу
0,05 мм и калибр-пробка под требуемый диаметр отверстия
Содержание работы по заданию
Инструктивные указания и пояснения
I. Развертывание сквозного отверстия
1. Установить и закрепить заготовку
в трехкулачковом патроне
1. Заготовку 1 (рис. 1) ус-
тановить с наименьшим бие-
нием. При закреплении заго-
товки с обточенными поверх-
ностями пользоваться сырыми
12*
171
Продолжение карты 34
Содержание работы по заданию
Инструктивные указания и пояснения
2, Расточить отверстие под разверты-
вание
3. Назначить режим резания для чер-
нового и чистового развертывания
4. Подобрать и установить черновую
развертку
5. Предварительно развернуть отвер-
стие
кулачками или специальными
разрезными втулками
2. Величину диаметра от-
верстия под развертывание по-
лучить путем вычитания из
окончательного размера от-
верстия по чертежу припуска
на диаметр под развертывание
Пример. Припуск под развер-
тывание (черновое и чистовое) для
отверстия диаметром 25+°’045 мм ра-
вен 0,20 мм (0,14 мм на черновое раз-
вертывание, 0,06 мм на чистовое).
Следовательно, диаметр отверстия
под развертывание равен 25—0,20==
= 24,8 мм
3. Скорость резания, пода-
чу и смазочно-охлаждающую
жидкость подобрать по нор-
мативам. Определить число
оборотов шпинделя в минуту
для чернового и чистового
развертывания
4. См. карту 32, указания к
заданию 1-2
Установить развертку 2 (см.
рис. 1) в коническое отверстие
пиноли задней бабки. Пере-
местить заднюю бабку к пе-
редней и закрепить в удобное
для работы положение
5. Настроить станок для
чернового развертывания
Развертку подавать ручной
подачей, вращая маховичок
задней бабки по часовой
стрелке (см. рис. 1). Смазоч-
но-охлаждающую жидкость
подавать на рабочую часть
развертки и в отверстие не-
прерывной струей шлангом 3
насоса. После выхода полови-
ны рабочей части развертки
с противоположного торца де-
тали вывести развертку из от-
верстия
172
Продолжение карты 34
Содержание работы по заданию
Инструктивные указания и пояснения
6. Подобрать и установить чистовую
развертку
7. Окончательно развернуть отверстие
8. Проверить диаметр окончательно
развернутого отверстия
Рис. 3
II. Развертывание комбинированной
1. Развернуть отверстие комбиниро-
ванной разверткой
2. Развернуть отверстие насадной раз-
верткой
6. См. карту 32, указания
к заданию I—2.
7. Настроить станок для чи-
стового развертывания отвер-
стия
См. указание к заданию
1—5
8. Проверять проходной
пробкой А калибра 7 (рис. 2).
При вставлении пробки в от-
верстие детали 1 калибр надо
как бы ввинчивать в отвер-
стие, а при выведении — вы-
винчивать
Проходная пробка А долж-
на войти в отверстие, а непро-
ходная пробка Б — не входить
(рис. 3). Если проходная проб-
ка А не проходит, сменить
развертку
Если непроходная пробка
Б проходит, проверить уста-
новку развертки по линии
центров либо сменить разверт-
ку. Допускается проход непро-
ходной пробки Б в отверстие
детали 1 не более чем на 1—
2 мм. Шероховатость поверх-
ности должна быть 7—9-го
классов чистоты
и насадной развертками
1. Комбинированной раз-
верткой (рис. 4) обработку от-
верстия делать за один про-
ход: черновое развертывание
рабочей частью 7; чистовое —
рабочей частью 2. Сочетание
в одном инструменте и черно-
вой развертки и чистовой спо-
собствует резкому повыше-
нию производительности тру-
да при развертывании
2. По конструкции, способу
подвода смазочно-охлаждаю-
173
Продолжение карты 34
Содержание работы по заданию
Инструктивные указания н пояснения
щей жидкости непосредствен-
но к зубьям насадная разверт-
ка подобна насадному зенке-
ру, за исключением большого
количества зубьев (см. карту
«Зенкерование отверстий»)
III. Развертывание глухого отверстия
1. Сверлить и расточить отверстие
2. Выточить канавку
1. См. указания к заданию
1—1, 2
2. Выточить в отверстии б
канавку а (рис. 5), если это
требуется по чертежу
3. Развернуть
отверстие
глухое цилиндрическое
3. См. указания к заданиям
1—3, 4, 5, 6, 7, 8
Если в отверстии б есть ка-
навка а (рис. 5), разверты-
вать нормальной разверткой;
если канавки нет — пользо-
ваться разверткой со специ-
альной заточкой заборной ча-
сти
ИНСТРУКЦИОННАЯ КАРТА 35
ТЕМА. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ И МЕТОДЫ
ПРИ СВЕРЛЕНИИ И РАСТАЧИВАНИИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. СВЕРЛЕНИЕ ОТВЕРСТИЙ,
РАСТАЧИВАНИЕ СПЕЦИАЛЬНЫМИ РЕЗЦАМИ И С ПРИМЕНЕНИЕМ УПОРОВ,
РАСТАЧИВАНИЕ КОМБИНИРОВАННЫМИ РЕЗЦАМИ
Цель задания: научиться сверлить сверлами с охлаждающими канав-
ками, одновременно сверлить и обтачивать наружную поверхность, рас-
тачивать отверстия спиральными и комбинированными расточными
!74
резцами, растачивать точные отверстия с применением индикаторного
упора.
Оснащение рабочего места: спиральное сверло с охлаждающими ка-
навками; приспособление — угольник с двумя резцами (рис. 2); спи-
ральные расточные резцы (рис. 3); державка с двумя расточными рез-
цами и роликом; расточный резец с крученым стержнем; индикаторный
упор (рис. 6); комбинированные резцы (рис. 8, 9, 10, 11); заготовки
цельные и с отверстиями, согласно выданному заданию штангенциркуль
с величиной отсчета по нониусу 0, 1 мм; защитные очки; крючок для сня-
тия и удаления стружки
Содержание работы по заданию
Инструктивные указания и пояснения
I. Сверление спиральным сверлом с охлаждающими канавками
1. Сверлить отверстие с применением
смазочно-охлаждающей жидкости
Рис. 1
1. При сверлении обычным
сверлом отверстий сравни-
тельно большой длины прихо-
дится часто выводить его для
удаления накопившейся стру-
жки, а также и для охлажде-
ния. Для уменьшения време-
ни на вспомогательные прие-
мы работы следует приме-
нять сверло с охлаждающими
канавками 1 (рис. 1). Сверло
вставить в специальное при-
способление, установленное
в пиноль задней бабки, и пос-
ле врезания сверла в заготов-
ку на 5—10 мм включить по-
дачу смазочно-охлаждающей
жидкости (5%-ный раствор
эмульсола в воде при подаче
5 литров в минуту), которая,
кроме охлаждения сверла и
заготовки, будет хорошо уда-
лять (вымывать) стружку из
отверстия
II. Совмещение двух видов обработки — обтачивания и сверления
1. Обточить ступенчатую цилиндриче-
скую поверхность с одновременным свер-
лением отверстия
1. Сверло 4 (рис. 2) уста-
новить в переходную втулку
5, которую вставить в пиноль
задней бабки 6. В оправку 3,
установленную на переходной
втулке 5, закрепить два резца
1 и 2. При сверлении одновре-
менно обтачивать две цилин-
дрические поверхности
Рис. 2
175
Продолжение карты 35
Содержание работы по заданию
Инструктивные указания и пояснения
III. Растачивание отверстий спиральными расточными резцами
и одновременно двумя резцами
Спиральные расточные резцы (см. рис. 3) изготовляются разных се-
чений и длины и обладают большими преимуществами по сравнению
с обычными расточными резцами: значительно увеличивается срок их
эксплуатации, обеспечивается хороший выход стружки по спиральной
канавке 3, резцы виброустойчивы, так как режущая кромка 1 располо-
жена по нейтральной оси державки и имеющейся винтовой спирали 2
1. Расточить отверстие спиральным
расточным резцом
1. Устанавливать спираль-
ные расточные резцы и раста-
чивать отверстия теми же при-
емами, что и для обычных
расточных резцов. По мере
износа резцы затачивать вкру-
говую по спирали
Рис. 3
2. Расточить сквозное цилиндрическое
отверстие одновременно двумя резцами
Рис. 4
2. На торце оправки 1 (рис.
4) заготовки закрепить ро-
лик 2, диаметр которого дол-
жен быть в незначительной
степени меньше диаметра,
имеющегося в заготовке от-
верстия
Установить и закрепить в
оправке два резца 3 с пла-
стинками из твердого сплава:
один резец должен выступать
на половину величины всего
срезаемого слоя, а другой —
на всю величину, т. е. на всю
глубину резания
Отверстие растачивать за
один проход
Подобрать режим резания.
Настроить, пустить станок и
расточить отверстие, применяя
механическую продольную по-
дачу суппорта
176
Продолжение карты 35
Содержание работы по заданию
Инструктивные указания и пояснения
IV. Растачивание отверстий расточным резцом с усиленным стержнем
1. Расточить цилиндрическое сквозное
отверстие расточным резцом с крученым
стержнем
Рис. 5
1. Показанный на рисунке
расточный резец имеет стер-
жень 1 такого же сечения, что
и тело 2 резца, но только по-
вернутый на 45°, что придает
резцу жесткость. Резец такой
конструкции допускает повы-
шенную нагрузку, т. е. может
работать с большей глубиной
резания и подачей, чем обык-
новенный расточный резец
V. Растачивание цилиндрических точных отверстий
с применением индикаторного упора
1. Закрепить металлическую пластин-
ку с козырьками; установить стойку и в
ней укрепить индикатор
Рис. 6
2. Расточить отверстие
1. К направляющим верх-
них салазок суппорта прикре-
пить металлическую пластин-
ку 3 (рис. 6) с прямоугольной
прорезью (окном) и двумя ко-
зырьками: Б — обращенным
вверх и Г — обращенным вниз.
На стойку /, закрепленную на
поперечных направляющих
суппорта, установить индика-
тор 2 так, чтобы он стержнем
В уперся в нижний козырек Г
пластинки <3
2. Установить резец на сня-
тие стружки под требуемый
точный размер, поставив при
этом циферблат индикатора
на нулевое деление, затем рас-
точить отверстие
При растачивании последу-
ющих детален резец 4 уста-
навливать по нулевому деле-
нию индикатора, перемещая
нижние салазки суппорта от
линии центров (на себя)
VI. Обработка отверстий комбинированными резцами
1. Обработать деталь по заданным 1. Для обработки детали
размерам (рис. 7, а) принять следую-
177
Продолжение карты 35
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 7
2. Расточить отверстие / двусторон-
ним резцом
Рис. 8
3. Расточить отверстие сложной фор-
мы комбинированным резцом
Рис. 9
4. Расточить отверстие универсальным
расточным резцом
щий порядок обработки:
а) предварительное растачи-
вание плоским (в виде пла-
стинки) двусторонним резцом
и обтачивание резцом 1 (рис.
7,6); б) предварительное рас-
тачивание плоским комбини-
рованным резцом 3 (рис. 7, в)
и окончательное обтачивание
резцом 5; в) окончательное
растачивание плоским резцом
3 и отрезание резцом 4 (рис.
7, а)
2. Комбинированным рез-
цом (рис. 8) вести двусторон-
нее растачивание, используя
для этой цели обратное пере-
мещение суппорта. Режущей
кромкой 1 растачивать отвер-
стие при прямой продольной
подаче, кромкой 2 — при об-
ратной
3. Сложной формы отвер-
стия детали (рис. 9) обраба-
тывать комбинированным рез-
цом: режущей кромкой 1 рез-
ца подрезать торец А, расто-
чить фаску В; режущей кром-
кой 2 растачивать отверстие
Г и подрезать торец Б
4. Резец имеет две режу-
щие кромки 1 и 2 (рис. 10,а),
расположенные на нейтраль-
ной оси державки, что способ-
ствует хорошему выходу
стружки из отверстия, и две
вершины А и Б. Резец доста-
точно виброустойчив и реко-
мендуется его применять при
растачивании отверстий от
35—50 мм. Для растачивания
178
Продолжение карты 35
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 10
отверстия наибольшего диа-
метра резец установить на
черновой проход так, чтобы
выборку металла из места бу-
дущего отверстия производи-
ли обе режущие кромки 1 и 2
(рис. 10,6)
После сверления отверстия
приступить к окончательной
расточке, поверхности отвер-
стия, снятию фасок, подрезке
торца и т. д. Для растачива-
ния отверстия наименьшего
диаметра резец установить
вершиной Б по центру, как
показано на рис. 10, в.
лом
5. Расточить отверстие резцом-свер-
5. Резец (рис. 11) приме-
нять как при обработке отвер-
стий в сплошном материале,
а также для растачивания
предварительно обработанных
отверстий диаметром 51 мм и
более. Резец имеет три непе-
ретачиваемые четырехгранные
твердосплавные пластинки /,
2 и 3 (рис. 11, б, в), которые
свободно надеваются на штиф-
ты державки и закрепляются
специальными винтом (пла-
стинка 2), клиньями с винта-
Рис. 11
179
Продолжение карты 35
Содержание работы по заданию Инструктивные указания и пояснения
ми (пластинки 1 и 3). Пла- стинка 3 (рис. 11,6) обраще- на передней поверхностью вниз Выполнение приемов: уста- новить резец вершиной А пла- стины 2 по центру и продоль- ной подачей сделать выборку металла из отверстия. На рис. 11,в показана схема распре- деления припуска между тре- мя пластинками
ИНСТРУКЦИОННАЯ КАРТА 36
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАРЕЗАНИЕ ТРЕУГОЛЬНОЙ РЕЗЬБЫ
ПЛАШКАМИ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ -3-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —4—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться нарезать треугольную резьбу плашками на
деталях, закрепляемых в трехкулачковом патроне с подачей плашки при
помощи пиноли задней бабки и суппорта.
Оснащение рабочего места: плашки — цельная (1 шт.) и разрезная
(1 шт.) согласно нарезаемой резьбе; плашкодержатель; заготовки для
нарезания резьбы; штангенциркуль с величиной отсчета по нониусу 0,1—
0,05 мм; гильза-упор; приспособления (рис. 6, 7, 8)
Содержание работы по заданию Инструктивные указания и пояснения
I. Подбор и подготовка режущего инструмента
1. Подобрать и закрепить плашку в
плашкодержателе
1. Выбирать плашку по си-
стеме резьбы, по направлению
витков (левое или правое), по
диаметру и шагу резьбы
Клеймо на плашке должно
соответствовать нарезаемой
резьбе. По плашке выбрать
плашкодержатель. Проверить,
нет ли на плашке сорванных
зубьев
Тщательно протереть плаш-
кодержатель и плашку
Вставить плашку в плашко-
держатель пазом против цент-
рального винта 1 (рис. 1)
Рис. 1
180
Продолжение карты 36
Содержание работы по заданию Инструктивные указания и пояснения
Закрепить плашку в плаш- кодержателе сначала цент- ральным винтом без затяжки, затем — боковыми регулиро- вочными винтами
II. Наладка и настройка станка для нарезания правой резьбы плашкой
1. Наладить станок для нарезания
резьбы плашкой
Рис. 2
2. Настроить станок для нарезания
резьбы плашкой
3. Выполнить правила по технике без-
опасности
4. Нарезать резьбу плашкой
1. Установить и закрепить
в трехкулачковом патроне за-
готовку 4 (рис. 2) с обрабо-
танной наружной поверхно-
стью под резьбу, на конце
которой должна быть обяза-
тельно обточена фаска (вели-
чина фаски зависит от диа-
метра и шага нарезаемой
резьбы) под углом 45°
Снять резцедержатель; пе-
реместить (и закрепить) зад-
нюю бабку к правому концу
заготовки с таким расчетом,
чтобы между пинолью 3 зад-
ней бабки (выдвинутой из кор-
пуса на 40—50 мм) и торцом
заготовки можно было вста-
вить плашкодержатель 1
Переместить нижние салаз-
ки до положения, при котором
можно будет опереть рукоят-
ку 1 плашкодержателя на
верхние салазки 2 суппорта
2. Подобрать скорость реза-
ния: для стали 3—4 м/мин; чу-
гуна—2,5 м/мин и латуни —
9—15 м/мин. Настроить ко-
робку скоростей
3. Нельзя удалять рукой
стружку с нарезаемого стерж-
ня детали
Включать шпиндель на об-
ратное вращение можно толь-
ко после полной его остановки
Запрещается проверять на-
резанную резьбу калибром-
кольцом или ранее нарезанной
гайкой при вращении детали
4. Установить плашкодер-
жатель с плашкой ее заборной
частью на фаску заготовки
и вплотную с обратной сторо-
181
Продолжение карты 36
Содержание работы по заданию
Инструктивные указания и пояснения
5. Свинтить плашку с нарезанной ча-
сти детали
X' £
вы поджать плашкодержатель
пинолью задней бабки
Рукоятку 1 (рис. 3) плашко-
держателя опереть на верхние
салазки суппорта 2
Включить шпиндель на пря-
мое вращение левой рукой и
одновременно правой, вращая
маховичок задней бабки по ча-
совой стрелке, перемещать
плашку по стрелке А на вра-
щающуся заготовку 4
Как только плашка начнет
самонавинчиваться, прекратить
принудительную подачу плаш-
ки пинолью задней бабки
Внимательно следить за пе-
ремещением плашки
Нарезав резьбу, не доходя
до уступа на 1 —1,5 шага наре-
заемой резьбы, выключить
шпиндель. Отвести пиноль в
исходное положение. Переме-
стить суппорт на себя. Враще-
нием плашкодержателя наре-
зать резьбу до конца
Применять смазочно-охлаж-
дающую жидкость: для сталь-
ных деталей — эмульсию, рас-
тительные п смешанные масла,
осерненпое масло; для чугун-
ных деталей — без охлаждения
пли керосин; для латунных —
сурепное масло; для бронзо-
вых— без охлаждения или су-
репное масло; для алюминия и
его сплавов — без охлаждения,
керосин или сурепное масло
5. Переместить суппорт в
прежнее положение, рукоятку
плашкодержателя упереть на
верхние салазки суппорта.
Придерживая рукой плашко-
держатель, включить шпин-
дель на обратное вращение и
свинтить плашку (рис. 4)
Если нарезанная разрезан-
ной плашкой резьба получится
полнее, то следует слегка от-
жать центральный винт, а два
боковых поджать, т. е. несколь-
ко сжать плашку. Если же
резьба получится ослабленной,
то в этом случае плашку нуж-
Рис. 4
Продолжение карты 36
Содержание работы по заданию
Инструктивные указания и пояснения
но регулировать в обратном
порядке
При нарезании резьбы плаш-
кой не в упор выключать шпин-
дель в момент перемещения
плашки на всю требуемую дли-
ну резьбы
Нарезание плашкой левых
резьб выполняется при обрат-
ном вращении шпинделя, а
свинчивание плашки — при
прямом вращении
6. Калибр-кольцо 5 (рис. 5)
плавно вращать пальцами пра-
вой руки, навинчивая его на
проверяемую резьбу заготов-
ки 4
Кольцо со сплошной наруж-
ной накатаной (рифленой) по-
верхностью, на котором стоит
клеймо ПР, должно легко без
усилий навинчиваться, а коль-
цо с канавкой на наружной по-
верхности и с клеймом НЕ —
не должно навинчиваться
III. Нарезание резьбы плашкой, установленной в специальном
приспособлении
1. Установить приспособления в кони-
ческое отверстие пиноли задней бабки
Рис. 6
а)
2. Установить и закрепить плашку в
плашкодержателе
3. Подвести к заготовке заднюю баб-
ку и закрепить
1. Перед установкой приспо-
собления I (рис. 6) проверить
правильность положения кор-
пуса задней бабки на ее плите
Это приспособление приме-
нять хорошо для нарезания
резьбы не в упор (рис. 6, а)
или резьб со свободным выхо-
дом
2. Плашка 1, имеющая за-
борный конус с одной стороны
(см. рис. 6), должна быть об-
ращена клеймом наружу
3. Пиноль выдвинуть на ми-
нимальную величину; заднюю
бабку переместить так, чтобы
плашка была на 3—5 мм от
конца заготовки
183
Продолжение карты 36
Содержание работы по заданию Инструктивные указания и пояснения
4. Нарезать резьбу 4. Пустить станок и, вращая маховичок задней бабки, пере- мещать плашку на заготовку до ее самонавинчивания; после этого, вращая маховичок в об- ратную сторону, поставить пи- ноль в первоначальное положе- ние Нарезать резьбу на задан- ную длину и остановить ста- нок
5. Свинтить плашку с детали 5. Переключить станок на обратное вращение шпинделя. Не разрешается переключать шпиндель с прямого вращения на обратное без остановки станка
6. Проверить нарезанную резьбу 6. См. указания к заданию II—6
IV. Нарезание резьбы плашкой, установленной в специальном
приспособлении
1. Установить приспособление в кони-
ческое отверстие пиноли задней бабки
Рис. 7
2. Нарезать резьбу
1. Перед установкой приспо-
собления (рис. 7) проверить
правильность положения кор-
пуса задней бабки на ее пли-
те. Приспособление (держав-
ка) состоит из корпуса 4, вин-
та 5 для ограничения переме-
щения пл ашко держателя 2,
пальцев 3, запрессованных в
головку плашкодержателя, ко-
торые перед нарезанием резь-
бы должны быть введены в
пазы оправки; закаленных упо-
ров 7, привернутых винтами 6
и предназначенных для на-
правления кулачков; двух ку-
лачков 9, находящихся под
действием пружин 8, зафикси-
рованных от поворота винтами
10 и служащих упорами для
кулачков при свинчивании пла-
шки с нарезанной резьбы
2. Пустить станок и, вращая
маховичок задней бабки, пере-
местить плашку на нарезае-
мый стержень до ее самона-
винчивания
Плашка 1 с плашкодержате-
184
Продолжение карты 36
Содержание работы по заданию
Инструктивные указания и пояснения
3. Свинтить плашку со стержня наре-
заемой детали
лем 2 будет втягиваться на де-
таль до выхода пальцев 3 из
пазов державки, во время ко-
торого плашка закончит наре-
зание резьбы заданной длины,
или до уступа, когда плашко-
держатель начнет вращаться
вместе с деталью, набегая
пальцами на скосы кулачков 9
и заталкивая их в гнезда
Остановить станок
3. Отвести пиноль, сохраняя
небольшое зацепление пальцев
3 с кулачками 9. Одновремен-
но включить шпиндель на об-
ратное вращение и начать от-
водить пиноль, не нарушая за-
цепление пальцев с кулачками
до полного свинчивания плаш-
ки
Остановить станок
Державку можно использо-
вать при нарезании внутренней
резьбы, заменив плашкодержа-
тель специальной цангой (для
закрепления метчика) со смен-
ной упорной втулкой 11 для
ограничения длины нарезаемой
резьбы
4. Проверить нарезанную резьбу
V. Нарезание резьбы плашкой с соблюдением строгой соосности
1. Нарезать резьбу плашкой с приме-
нением специального плашкодержателя
1. Для выдерживания соос-
ности резьбы относительно ли-
нии центров в пределах
±0,02 мм применить плашко-
держатель (рис. 8), состоящий
из корпуса 7, центра 6, вра-
щающегося на подшипнике 4
и бронзовой втулке S; держа-
теля плашки 2, предохраняемо-
го от поворота и снятия вин-
том 3, втулки 5 со скосом, со-
ответствующим скосу на плаш-
кодержателе 2
Выполнение приемов: закре-
пить плашку 9 в держателе 2
винтом 1; установить деталь 10
с поджатием центром: после
соответствующей настройки
185
Продолжение карты 36
Содержание работы по заданию
Инструктивные указания и пояснения
станка включить вращение
шпинделя, затем постепенно
поднимать ручку А втулки 5
вверх, скосы на втулке и дер-
жателе создадут продольное
перемещение плашки на наре-
заемую часть детали; несколь-
ко не доходя до конца наре-
заемой резьбы переключить
вращение шпинделя на обрат-
ный ход и ручку А возвратить
в исходное положение
ИНСТРУКЦИОННАЯ КАРТА 37
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ
В СКВОЗНЫХ ОТВЕРСТИЯХ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ -3-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —4—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться нарезать резьбу метчиками в деталях, за-
крепляемых в трехкулачковом патроне с поддержкой и направлением
метчика центром задней бабки.
Оснащение рабочего места: заготовка деталей для нарезания внут-
ренней резьбы; метчики машинные; вороток; задний жесткий центр;
резьбовой калибр-пробка
Содержание работы по заданию
Инструктивные указания и пояснения
I. Сверление отверстия под резьбу, настройка и наладка станка
для нарезания резьбы
1. Сверлить отверстие под резьбу
2. Наладить станок для нарезания
резьбы метчиком
1. Диаметр сверла для сверле-
ния отверстий под резьбу подоб-
рать по соответствующей таб-
лице
2. Вставить задний центр 4
(рис. 1) и переместить заднюю
бабку к передней на расстояние,
позволяющее установить метчик
2 вместе с воротком 3 между де-
талью 1 и задним центром 4. За-
крепить заднюю бабку станка.
Снять метчик вместе с воротком
Рис. 1
186
Продолжение карты 37
Содержание работы по заданию
Инструктивные указания и пояснения
3. Настроить коробку скоростей
станка на заданное число оборотов
шпинделя в минуту
3. Коробку скоростей станка
сначала настроить на минималь-
ное число оборотов шпинделя в
минуту для овладения навыками
нарезания резьбы метчиками. За-
тем подобрать скорость резания
по таблицам нормативов и опре-
делить требуемое число оборотов
шпинделя в минуту
II. Нарезание резьбы метчиком
1. Выполнять правила техники без-
опасности
1. Включать шпиндель на об-
ратное вращение только после
полной его остановки
Нельзя удалять рукой стружку
из отверстия
Не разрешается проверять на-
резанную резьбу калибром-
пробкой или ранее нарезанным
винтом при вращении детали
2. Пустить станок, взять левой
рукой метчик с надетым на хвос-
товик воротком; центровым от-
верстием метчик установить на
вершину центра задней бабки
(рис. 2 и 3). Поддерживая мет-
чик левой рукой и задним цент-
ром и опирая рукоятку воротка
на верхние салазки, постепенно
вводить заборную часть метчика в
отверстие перемещением пиноли
задней бабки, вращая маховичок
по часовой стрелке правой рукой
После врезания на 1—2 нитки
резьбы метчик будет самозатяги-
ваться (см. рис. 2, 3), поэтому
нужно следить за тем, чтобы вер-
шина заднего центра не выходи-
ла из центрового отверстия мет-
чика. Применять смазочно-ох-
лаждающую жидкость: для наре-
зания деталей, из стали — эмуль-
сию, сульфофрезол; для деталей
из чугуна, бронзы и алюминия —
эмульсию или керосин (или без
охлаждения)
Желательно устанавливать
метчик в специальную державку
(см. карту 36 указание к зада-
нию III—1, рис. 6, карту 37),
указание к заданию III—4,
(рис. 8)
187
Продолжение карты 37
Содержание работы по заданию
Инструктивные указания и пояснения
3. Снять деталь и удалить метчик
4. Проверить размеры резьбы ка-
либром-пробкой
3. После выхода метчика из от-
верстия снять заготовку и уда-
лить метчик. При нарезании резь-
бы в глухих отверстиях метчик
удалять путем обратного враще-
ния шпинделя или вручную
4. Равномерно вводя враща-
тельным движением резьбовой
калибр-пробку I в нарезанное
отверстие детали 1 (рис. 4), про-
верить годность резьбы. Проход-
ная пробка должна легко ввин-
чиваться, а непроходная (уз-
кая) — не должна ввинчиваться
Если проходная пробка не
ввинчивается, значит резьба мет-
чика с заниженными размерами
(износ)
Следует взять другой метчик
и прокалибровать нарезаемую
резьбу
III. Нарезание резьбы специальными метчиками
1. Нарезать резьбу метчиком с вин-
товой канавкой
Рис. 5
Применение метчика (рис. Ь)
с винтовой канавкой 1 обеспечи-
вает свободный выход стружки
по спирали и исключает возмож-
ность срыва резьбы при обрат-
ном выходе метчика из нарезае-
мого ступенчатого или глухого
отверстия. Нарезать резьбу мет-
чиком с винтовой канавкой так
же, как и обычным метчиком
2. Нарезать резьбу нережущим мет-
чиком
Рнс. 6
2. Нережущий метчик 1 не име-
ет канавок (рис. 6). При работе
этим метчиком стружка не обра-
зуется и резьба получается вслед-
ствие ее выдавливания в деталях
с отверстиями от 1 до 10 мм
Сверлить отверстие под резь-
бу не по внутреннему диаметру
188
Продолжение карты 37
Содержание работы по заданию Инструктивные указания и пояснения
3. Нарезать резьбу машинным мет- чиком, установленным в трехкулачко- вом патроне резьбы, а по среднему. Нарезать резьбу как и обычным метчиком 3. Закрепить в патрон 1 (рис. 7) оправку 2 с вкладышем 4, имеющим цилиндрическое и квадратное отверстия для на- правления и установки метчика Застопорить вкладыш 4 вин- том 3 и установить оправку 7 с шестигранным отверстием (для гайки) и цилиндрическим отвер- стием (для свободного выхода метчика) в пиноль 8 задней баб- ки
Рис. 7
4. Нарезать резьбу метчиком с ис-
пользованием специальной державки
Рис. 8
Вставить метчик 5 в отверстие
вкладыша 4, а гайку 6—в шести-
гранное отверстие оправки 7
Настроить станок на требуе-
мый режим работы и нарезать
резьбу в деталях до тех пор, пока
на стержень метчика нельзя
будет нанизывать нарезаемые
гайки
Остановить станок
Снять из вкладыша метчик,
ссыпать с него в стеллаж гайки
и вновь нарезать резьбу в дру-
гой партии гаек и т. д.
4. Державку вставить кониче-
ским хвостовиком 1 (рис. 8) в
пиноль задней бабки
Повернуть барабан 4 квадрат-
ным отверстием требуемого раз-
мера под метчик до совпадения
его с линией центров
Барабан всякий раз при пово-
роте должен фиксироваться в
требуемом положении шариком 3.
Вставить метчик в квадратное
отверстие барабана и после на-
стройки станка на нужный режим
189
Продолжение карты 37
Содержание работы по заданию
Инструктивные указания и пояснения
5. Нарезать резьбу метчиком-накат-
ником
резания начать нарезать резьбу.
Как только метчик войдет в на-
резаемое отверстие двумя-тремя
нитками, ручную подачу его прек-
ратить. Метчик вместе с голов-
кой 3 и цилиндрической ее частью
2 будет самозатягиваться в отвер-
стие, перемещаясь в продольном
направлении по хвостовику 1. От
проворачивания втулку 2 будут
удерживать направляющие шпон-
ки Б
5. Нарезание резьбы метчи-
ком-накатником (рис. 9) произ-
водить теми же приемами, что и
при нарезании обычным метчи-
ком. Резьба будет образовывать-
ся путем выдавливания (без
стружкообразования) нитками
метчика поверхностного слоя ме-
талла
Метчик-накатник состоит из
конической заборной части /1 и
цилиндрической колибрующей —
/2- Для уменьшения трения на
рабочей части метчика выполне-
на огранка (сечение А—А) к=
=0,2—0,6 мм. При накатывании
резьбы метчиком-накатником
скорость резания увеличивать
примерно в 1,5 раза по сравнению
с нарезанием такой же резьбы
обычным метчиком. Долговеч-
ность метчиков-накатников выше
обычных метчиков того же раз-
мера в два раза. Накатанная
резьба вследствие уплотнения
поверхностного слоя металла бо-
лее износостойкая и прочная
ИНСТРУКЦИОННАЯ КАРТА 38
ТЕМА. ОБРАБОТКА НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБТАЧИВАНИЕ НАРУЖНЫХ
КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ПРИ ПОМОЩИ ПОВОРОТА ВЕРХНЕЙ
ЧАСТИ СУППОРТА (ТОЧНОСТЬ ВЫПОЛНЕНИЯ ЧИСТОВЫХ РАБОТ —4-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —4—5-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться налаживать станок для обработки наруж-
ных конических поверхностей при помощи поворота верхней части суп-
190
порта; проверять обрабатываемую коническую поверхность по размерам
штангенциркулем, калибром (втулкой), универсальным угломером.
Оснащение рабочего места: заготовки на выданную работу: проход-
ные, отогнутые резцы — черновой и чистовой; штангенциркуль с величи-
ной отсчета по нониусу 0,1—0,05 мм; конусные калибры-втулки; изме-
рительная линейка; универсальный угломер; защитные очки; крючок
для отвода и удаления стружки
Содержание работы по заданию
Инструктивные указания и пояснения
I. Наладка станка
1. Установить и закрепить в трехку-
лачковом патроне заготовку и резец в
резцедержателе
2. Определить угол поворота верхней
части суппорта по данным чертежа обра-
батываемого конуса
3. Повернуть верхнюю поворотную
часть суппорта на требуемый угол укло-
на конуса, когда вершина конуса обра-
щена к задней бабке
1. Вершину головки резца
установить на уровне линии
центров станка
2. Определить тангенс угла
уклона конуса а по формуле
S 2
По таблице тангенсов углов
установить величину угла ук-
лона конуса а
3. Если конус 2 (рис. 1)
детали вершиной обращен в
сторону задей бабки, то верх-
нюю поворотную часть 3 суп-
порта повернуть от себя на ве-
личину угла уклона конуса а
Резец 1 установить в резце-
держателе строго по центру
Рис. 1
191
Продолжение карты 38
Содержание работы по заданию
Инструктивные указания и пояснения
4. Повернуть верхнюю поворотную
часть суппорта на требуемый угол, когда
конус вершиной обращен в сторону пе-
редней бабки
Рис. 2
4. Если конус 2 (рис. 2) де-
тали вершиной обращен в сто-
рону передней бабки, верхнюю
поворотную часть 3 суппорта
повернуть на себя на величину
угла уклона конуса а. Резец 1
установить в резцедержателе
строго по осевой линии станка
5. Повернуть верхнюю поворотную
часть суппорта на требуемый угол по об-
разцу (по готовой детали)
5. Взять изготовленную и
проверенную деталь, устано-
вить, выверить и закрепить ее
в трехкулачковом патроне.
Установить и закрепить про-
ходной резец
Верхние салазки перемес-
тить в крайнее правое положе-
ние, а всю верхнюю поворот-
ную часть суппорта повернуть
на угол, .приблизительно ори-
ентируясь при этом на парал-
лельность образующей конуса
направляющим верхних сала-
зок (см. рис. 1)
Резец 1 подать на деталь с
таким расчетом, чтобы верши-
на его не дошла до конической
поверхности на 0,3—0,5 мм
Переместить резец 1 ручной
подачей (см. рис. 1) вдоль об-
разующей конуса 2 по линии
АА. Если вершина резца 1 пе-
ремещается параллельно обра-
зующей конуса, поворот верх-
ней части 3 суппорта сделан
правильно. В противном слу-
чае наладку станка повторить
192
Продолжение карты 38
Содержание работы по заданию
Инструктивные указания и пояснения
II. Обтачивание и проверка обработанной конической поверхности
1. Обточить коническую поверхность
детали предварительно
1. Обтачивать коническую
поверхность ручной подачей,
вращая винт верхних салазок
суппорта обеими руками
(рис. 3) по часовой стрелке
Рис. 3
2. Проверить конусность по получае-
мым размерам
3. Проверить конусность калибром-
втулкой по меловым линиям
2. При измерении диаметров
оснований конуса штангенцир-
кулем установить правиль-
ность настройки станка для
обработки конической поверх-
ности
Полученная разность диа-
метров оснований конуса долж-
на равняться разности диа-
метров оснований конуса чер-
тежа при одинаковом расстоя-
нии между диаметрами
3. Меловые линии а (три-
четыре, рис. 4) наносить рав-
номерно по всей конической
поверхности параллельно оси
конуса. Линии можно нано-
сить карандашом
Надеть на коническую по-
верхность калибр-втулку III
(рис. 5) и повернуть ее на Уз—
'/2 часть оборота вперед (от
себя) и назад (на себя) не-
сколько раз
13—1243
193
Продолжение карты 38
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 5
Рис. 6
4. Проверить угол конуса универсаль-
ным угломером
5. Обточить коническую поверхность
начисто
При точной конусности ли-
нии а должны стираться по
всей длине образующей кону-
са 2
В данном случае (рис. 6)
линии стерлись в правой части.
Требуется верхнюю поворот-
ную часть суппорта повернуть
дополнительно от себя и снова
обточить поверхность
Регулировать поворот верх-
ней поворотной части суппор-
та следует до равномерного
стирания каждой линии по
всей ее длине
Нанесенные линии не стер-
лись в средней части кониче-
ской поверхности — это ука-
зывает на установку вершины
резца выше или ниже линии
центров станка. Образующая
конуса получилась непрямоли-
нейной
4. Универсальный угломер
IV (рис. 7) предварительно
установить на требуемый угол
конуса и по плотности приле-
гания измерительных поверх-
ностей А и Б линеек к обра-
зующей конической поверхнос-
ти детали 2 определить вели-
чину угла конуса. Линейки
угломера можно установить
непосредственно по обрабаты-
ваемой детали, а затем по по-
казанию на градуированной
шкале определить величину
полученного угла конуса
5. Настроить станок на чи-
стовой режим резания, уста-
новить и закрепить в резцедер-
жателе чистовой проходной ре-
зец. При обтачивании ручной
подачей следить за равномер-
ным перемещением верхних
салазок и получением гладкой
и чистой обрабатываемой по-
верхности
194
Продолжение карты 38
Содержание работы по заданию
Инструктивные указания и пояснения
6. Проверить коническую поверхность
(конус) по размерам
6. Надеть коническую ка-
либр-втулку V (рис. 8) иа ко-
ническую поверхность заго-
товки
При правильном выдержи-
вании размеров конической по-
верхности торец 2 заготовки
не должен выходить за пределы
торцов А и Б уступа калибра-
втулки V. Если торец 2 заго-
товки не доходит до торца А
или выходит за торец Б калиб-
ра, то в первом случае заготов-
ку следует дополнительно об-
точить, а во втором заготовка
окажется с неисправимым де-
фектом
ИНСТРУКЦИОННАЯ КАРТА 39
ТЕМА. ОБРАБОТКА НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБТАЧИВАНИЕ НАРУЖНЫХ
КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ НЕБОЛЬШОЙ ДЛИНЫ
ШИРОКОЙ РЕЖУЩЕЙ КРОМКОЙ РЕЗЦА
Цель задания: научиться устанавливать проходной резец с широкой
режущей кромкой на требуемый угол уклона конуса относительно оси
заготовки (линии центров); обтачивать коническую поверхность переме-
щением резца одной поперечной подачей; проверять обтачиваемую кони-
ческую поверхность.
Оснащение рабочего места заготовки; резец с широкой режущей
кромкой; шаблон для установки резца; штангенциркуль с величиной от-
счета по нониусу 0,1—0,05 мм; защитные очки; крючок для отвода и уда-
ления стружки
Содержание работы по заданию Инструктивные указания и пояснения
I. Обтачивание конической поверхности небольшой длины
широкой режущей кромкой резца
1. Установить заготовку в трехку-
лачковый патрон и закрепить ее, пред-
варительно установить и закрепить ре-
зец в резцедержателе
1. Заготовку 2 (рис. 1) перед
обтачиванием конуса обточить до
величины большого основания
конуса
13»
195
Продолжение карты 39
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить резец на требуемый
угол уклона конуса по шаблону
2. Резец 1 взять с режущей
кромкой шириной больше обра-
зующей конуса на 3—4 мм
Шаблон / (см. рис. 1) подста-
вить к обточенной цилиндриче-
ской поверхности 2
Резец 1, предварительно уста-
новленный и закрепленный в рез-
цедержателе по центру, подвести
к шаблону и подправить его уста-
новку так, чтобы главная режу-
щая кромка вплотную прилегала
к скошенной стороне шаблона
Окончательно закрепить резец
Можно шаблон / подставить
к цилиндрической поверхности
пиноли задней бабки (рис. 2)
3. Закрепить суппорт
Рис. з
3. Чтобы предотвратить сме-
щение суппорта, закрепить его
зажимными болтом 2 (рис. 3)
при помощи торцового ключа 1.
Если зажимного болта нет, вы-
ключить механизм подачи и вклю-
чить либо механическую продоль-
ную подачу (ходовой валик),ли-
бо разъемную гайку (ходовой
винт)
196
Продолжение карты 39
Содержание работы по заданию
Инструктивные указания и пояснения
4. Обточить коническую по-
верхность
Рис. 4
4. Резец 1 (рис. 4) подавать
поперечной подачей, вращая ру-
коятку винта нижних салазок
суппорта обеими руками
5. Проверить размеры и угол
уклона конуса или угол конуса
обточенной конической поверх-
ности
5. Размеры и конусность прове-
рять либо шаблоном I, либо ка-
либром-кольцом, либо универ-
сальным угломером
ИНСТРУКЦИОННАЯ КАРТА 40
ТЕМА. ОБРАБОТКА НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБТАЧИВАНИЕ НАРУЖНЫХ
КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ПРИ ПОМОЩИ СМЕЩЕНИЯ
КОРПУСА ЗАДНЕЙ БАБКИ
Цель задания: научиться определять направление (от резца или на
резец) смещения и смещать на определенную величину корпус задней
бабки по делениям на ней, линейке и готовой детали; обтачивать и про-
верять длинные пологие конусы деталей (точность —5—4-й классы, чи-
стота поверхности —4—5-й классы).
Оснащение рабочего места: заготовки зацептрированные; центры
жесткие и вращающиеся; проходные резцы — черновой и чистовой; из-
мерительная линейка; штангенциркуль с величиной отсчета по нониусу
0,1—0,05 мм; конусные калибры-втулки; образец готовой детали; защит-
ные очки; крючок для отвода и удаления стружки
Содержание работы по заданию Инструктивные указания и пояснения
I. Определение величины и направления смещения корпуса задней
бабки, режима резания при наружном обтачивании конических
поверхностей
1. Определить величину сме-
щения корпуса задней бабки
1. Величину h смещения корпуса зад-
ней бабки определить по формуле
/г = L(D~d) (мм)
197
Продолжение карты 40
Содержание работы по заданию
Инструктивные указания и пояснения
2. Подобрать режим резания
(глубину резания, подачу, ско-
рость резания и число оборо-
тов)
3. Сместить корпус задней
бабки по делениям на ней на
себя
4. Сместить корпус задней
бабки от себя
5. Сместить корпус задней
бабки, отсчитывая величину
смещения по измерительной
линейке
2. Скорость резания и подачу подби-
рать по нормативам для наружного ци-
линдрического обтачивания поверхностей.
По выбранной скорости резания и диамет-
ру заготовки определить число оборотов
шпинделя для черновой и чистовой обра-
ботки конических поверхностей (сначала
настроить станок на режим резания для
чернового обтачивания)
3. Смещение корпуса 1 задней бабки
по направляющим ее основания 2 на себя
(рис. 1) применять при обработке кону-
сов, устанавливаемых большим диамет-
ром конуса в сторону передней бабки
4. Смещение корпуса 1 бабки от себя
(рис. 2) соответственно применять при
обработке конусов, обращенных боль-
шим диаметром конуса к задней бабке
5. Линейку / взять в левую руку
(рис. 3) и упереть в основание 2 задней
бабки, а правой рукой в это время при
помощи ключа смещать корпус 1 в нуж-
ном направлении на требуемую величину
Рис. 1
Рис. 2
198
Продолжение карты 40
Содержание работы по заданию
Инструктивные указания и пояснения
Величину смещения корпуса задней
бабки можно измерять между вершинами
конусов переднего 3 и заднего 4 центра
(рис. 4), отсчитывая величину смещения
измерительной линейкой /, имеющей две
миллиметровые шкалы по обе стороны
Рис. 3 Рис. 4
II. Обтачивание конической поверхности
1. Установить и закрепить
заготовку и проходной резец
1. При установке заготовки в центры
обратить внимание на смазку заднего
центрового отверстия; целесообразнее
применять задние центры с шаровой вер-
шиной или вращающиеся
Размеры и конусность проверять по ка-
либру-втулке
ИНСТРУКЦИОННАЯ КАРТА 41
ТЕМА. ОБРАБОТКА НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБТАЧИВАНИЕ КОНИЧЕСКИХ
ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ КОНУСНОЙ ЛИНЕЙКИ
(ТОЧНОСТЬ—5—4-й КЛАССЫ, ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ—4—5-й
КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться определять направление поворота и повора-
чивать на определенную величину в градусах или миллиметрах конус-
ную линейку; обтачивать и проверять наружные конические поверхности
деталей.
Оснащение рабочего места: заготовки зацентрованные; резцы проход-
ные — черновой и чистовой; штангенциркуль с величиной отсчета по но-
ниусу 0,1—0,05 мм; калибры-втулки; защитные очки; крючок для отвода
и удаления стружки
199
Продолжение карты 41
Содержание работы по заданию
Инструктивные указания и пояснения
I. Наладка станка для обтачивания наружных конических
поверхностей с помощью конусной линейки
1. Определить угол уклона конуса
2. Наладить станок на обтачивание
наружной конической поверхности
а) поперечные салазки суппорта без
паза для гайки винта поперечной по-
дачи
Рис. 1
б) поперечные подачи салазок суп-
порта с пазом для гайки винта попе-
речной подачи
1. См карту 38 указания к за-
данию I—2
2. Отвинтить гайки 1 (рис. 1)
на 1—2 оборота, повернуть линей-
ку 6 около ее оси 5, пользуясь
градуированной шкалой 7, на
угол а завинтить гайки
а) верхнюю поворотную часть
суппорта 9 повернуть к линии
центров под углом 90°
Вынуть винт 8 поперечной по-
дачи нижних салазок 10 суппорта
Закрепить гайкой 3 нижние са-
лазки 2 с ползуном 4
б) для поворота линейки 6 от-
винтить гайку 1 и по шкале 7 по-
вернуть линейку 6
После поворота линейки 6 и
верхней части суппорта 9 (рис. 2)
отвинтить винт 11 крепления гай-
ки винта поперечной подачи ниж-
них салазок, который в этом слу-
чае не удален
Прорезь А позволяет переме-
щаться салазкам 10, а следова-
тельно, и резцу вместе с ползуном
4 и тягой 2
Закрепить гайку 3. Закрепить
нижнюю часть линейки на стани-
не при помощи кронштейна 5
Если на линейке нет градусных
делений, величину поворота ли-
нейки С определить по формуле
С=2Н£^(ММ)>
где Н—расстояние от оси линей-
ки до ее конца (см. рис. 1);
I — длина конической поверхнос-
ти конуса обрабатываемой детали
200
П родолжение карты 41
Содержание работы по заданию
Инструктивные указания н пояснения
II. Обтачивание конической поверхности
Обточить коническую поверхность
Резец подавать на требуемую
глубину резания, вращая рукоят-
ку 8 винта верхней поворотной ча-
сти суппорта (см. рис. 1, 2)
См. карту 38, указания к зада-
ниям II—2, 3, 4, 5, 6
ИНСТРУКЦИОННАЯ КАРТА 42
ТЕМА. РАСТАЧИВАНИЕ И РАЗВЕРТЫВАНИЕ КОНИЧЕСКИХ
ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. РАСТАЧИВАНИЕ КОНИЧЕСКИХ
ОТВЕРСТИЙ ПРИ ПОМОЩИ ВЕРХНЕЙ ПОВОРОТНОЙ ЧАСТИ СУППОРТА
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ —4-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ 4—5-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться подготовлять цилиндрическое отверстие для
дальнейшей обработки конической поверхности; предварительно и окон-
чательно растачивать и проверять пологие и крутые внутренние кониче-
ские отверстия под дальнейшее развертывание; определять возможные
случаи получения дефектных деталей, меры их предупреждения и устра-
нения.
Оснащение рабочего места: заготовки с подрезными торцами; сверла
на 2—3 мм меньше размера меньших оснований конусов согласно раз-
мерам конических отверстий; калибр-пробка Морзе согласно чертежу
конического отверстия; штангенциркуль с величиной отсчета по нониусу
0,1—0,05 мм; расточные резцы; крючок для отвода и удаления стружки
Содержание работы по заданию
Инструктивные указания н пояснения
I. Предварительная обработка конического отверстия
1. Сверлить отверстие под следую-
щее растачивание конического отвер-
стия с пологим конусом
Рис. 1 I
1. Спиральное сверло (рис. 1)
взять диаметром меньше на 14-
4-2 мм меньшего диаметра отвер-
стия обрабатываемого коническо-
го отверстия
14—1243
201
Продолжение карты 42
Содержание работы по заданию
Инструктивные указания и пояснения
2. Расточить коническое отверстие
предварительно
Рис. 2
2. Поворотную часть суппорта
(рис. 2) повернуть (на себя) на
угол уклона конуса а
Переместить верхние салазки в
крайнее правое положение
Настроить станок на требуемый
режим резания, установить и за-
крепить расточный черновой про-
ходной резец
Подать резец 2 на врезание,
проверить получаемый размер и
расточить отверстие в заготовке
1 предварительно
Салазки подавать равномерно,
вращая рукоятку их винта обеими
руками по часовой стрелке
II. Проверка получаемой конусности
1. Нанести на поверхность калибра-
пробки меловые линии
Рис. 3
1. Коническую калибр-пробку/
(рис. 3) взять в левую руку, а ку-
сочек мела — в правую. С легким
нажимом провести на поверхно-
сти калибра-пробки несколько ме-
ловых линий (три-четыре). Сле-
дить, чтобы на проведенных лини-
ях не оставались крупинки мела
Вместо меловых линий можно
нанести на поверхности калибра
тонкий слой краски
2. Вставить калибр-пробку в отвер-
стие
Рис. 4
2. Коническую калибр-пробку/
(рис. 4) вставить в коническое от-
верстие детали 1 плавным дви-
жением, затем повернуть ее на
7з—Уг оборота от себя (по часо-
вой стрелке) и на себя (против
часовой стрелки) один или два
раза
202
Продолжение карты 42
Содержание работы по заданию
Инструктивные указания и пояснения
3. Вынуть калибр-пробку из отвер-
стия и по стиранию меловых линий оп-
ределить правильность конусности от-
верстия
Рис. 6
3. Меловые линии стерлись
равномерно на всей конической
поверхности калибра-пробки. Ко-
нусность конического отверстия
выдержана правильно (рис. 5).
Продолжать растачивать отвер-
стие до получения требуемых раз-
меров
Если меловые линии стерлись
посередине поверхности калибра,
то это значит, что резец установ-
лен выше или ниже линии цент-
ров. В этом случае резец следует
установить правильно и только
после этого продолжать растачи-
вать коническое отверстие
Линии стерлись со стороны
большого диаметра конуса ка-
либра-пробки (рис. 6)
Поворотную часть суппорта не-
сколько повернуть по часовой
стрелке и снова взять пробную
стружку и так поступать до полу-
чения требуемой конусности от-
верстия
4. Расточить коническое отверстие
окончательно
4. Настроить станок на чисто-
вой режим резания, установить
расточный чистовой проходной
резец
Растачивать отверстие ручной
подачей резца равномерно, вра-
щая рукоятку винта верхних са-
лазок обеими руками
Следить за получением гладкой
и чистой поверхности
14*
203
Продолжение карты 42
Содержание работы по заданию
Инструктивные указания и пояснения
5. Проверить конусность и размеры
окончательно расточенного коническо-
го отверстия
5. Отверстие по размерам
выдержано, если торец заготовки
1 (рис. 7) находится в пределах
рисок А, нанесенных на калибре/
111. Растачивание конического отверстия под развертывание
1. Измерить размер отверстия штан-
генциркулем
Рис. 8
1. При проверке диаметра
большого основания конуса изме-
рительные губки а штангенцирку-
ля II (рис. 8) расположить около
самого торца детали 7 и их тол-
щину прибавить к прочитанному
размеру
Диаметр большого основания
конического отверстия должен
быть меньше на величину остав-
ляемого припуска под разверты-
вание
Пример. Коническое отверстие с
конусом Морзе № 5 должно иметь диа-
метр большого основания конуса, рав-
ный 44,4 мм. Под развертывание выдер-
жать размер диаметра 44,1 мм
204
Продолжение карты 42
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 9
2. На конусную калибр-пробку
/ (рис. 9) нанести меловую метку
Б на том месте поверхности, где
размер ее равен величине диамет-
ра D отверстия, растачиваемого
под развертывание
Растачивать до тех пор, пока
меловая метка Б не совпадает с
торцом детали 1
IV. Растачивание конического отверстия с большим
углом уклона конуса
1. Сверлить отверстие
2. Расточить отверстие под развер-
тывание или под окончательный раз-
мер
1. Сверлить сверлом диамет-
ром меньше, чем диаметр мень-
шего основания конуса, на 14-
4-2 мм
2. При окончательном растачи-
вании отверстия добиться получе-
ния гладкой и чистой поверхности
конического отверстия
V. Возможные дефекты при обработке конических поверхностей
1. Конусность выдержана, размеры
отверстия меньше, чем должны быть
Рис. 10
1. Рис. 10, а. Причина — невни-
мательность (оплошность) тока-
ря
Дефект исправим путем допол-
нительного растачивания
2. Размер большого основания кони-
ческого отверстия выдержан, конус-
ность не выдержана
2. См. рис. 10, б. Причина — не
правильно была установлена по
воротная часть суппорта
Дефект исправим
205
Продолжение карты 42
Содержание работы по заданию
Инструктивные указания и пояснения
3. Размер меньшего отверстия вы-
держан, конусность не выдержана
4. Конусность выдержана, а разме-
ры диаметров оснований не выдержа-
ны
3. См. рис. 10, в. Причина не-
правильно была установлена по-
воротная часть суппорта
Дефект неисправим
4. См. рис. 10, г. Причина—не-
внимательность (оплошность) то-
каря
Дефект неисправим
ИНСТРУКЦИОННАЯ КАРТА 43
ТЕМА. РАСТАЧИВАНИЕ И РАЗВЕРТЫВАНИЕ КОНИЧЕСКИХ
ОТВЕРСТИЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. РАСТАЧИВАНИЕ КОНИЧЕСКИХ
ОТВЕРСТИЙ С ПРИМЕНЕНИЕМ КОНУСНОЙ ЛИНЕЙКИ
Цель задания: научиться обрабатывать конические отверстия с при-
менением конусной линейки различной конструкции.
Оснащение рабочего места: заготовки с цилиндрическими отверсти-
ями; расточные твердосплавные резцы: черновой и чистовой; штанген-
циркуль с величиной отсчета по нониусу 0,1—0,05 мм; калибры-пробки,
соответствующие размерам обрабатываемого конического отверстия
(согласно чертежам); защитные очки; крючок для отвода и удаления
стружки
Содержание работы по заданию
Инструктивные указания и пояснения
Наладка станка
1. Определить угол уклона
конического отверстия и наст-
роить станок
1. Различие в наладке станка для об-
работки конического отверстия по срав-
нению с наладкой для обработки наруж-
ных конических поверхностей состоит в
изменении направления поворота конус-
ной линейки 6. Для обработки наружных
конусов правую часть линейки 6 повора-
чивали в направлении от резца, а при об-
работке отверстий нужно повернуть ее на
угол а в направлении к резцу (рис. 1 и
рис. 1, карта 41)
206
Продолжение карты 43
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить и закрепить
деталь I, резец и предваритель-
но расточить коническое отвер-
стие
3. Расточить коническое от-
верстие начисто
4. Расточить коническое от-
верстие без переналадки стан-
ка после обтачивания наруж-
ной конической поверхности
2. Для устойчивого положения резца II
(см. рис. 2) верхние салазки поворотной
части суппорта и нижние поперечные са-
лазки отрегулировать
Проверять конусность и размеры, как
и при обработке конусов, при помощи
верхней поворотной части суппорта
3. Перед растачиванием отверстия по-
добрать режим резания и настроить ста-
нок для чистовой обработки
Установить чистовой резец
Конусность и размеры конического от-
верстия проверять калибром-пробкой
4. Для точной обработки двух сопря-
гаемых конических поверхностей (наруж-
ной и внутренней) использовать настрой-
ку станка для обработки наружной кони-
ческой поверхности
Растачивать коническое отверстие тем
же (прямым) вращением шпинделя, но
резцом II (рис. 2), обращенным к проти-
воположной стороне отверстия и установ-
ленным режущей кромкой (передней по-
верхностью) головки резца вниз
207
Продолжение карты 43
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 2
ИНСТРУКЦИОННАЯ КАРТА 44
ТЕМА. РАСТАЧИВАНИЕ И РАЗВЕРТЫВАНИЕ КОНИЧЕСКИХ
ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. РАЗВЕРТЫВАНИЕ
КОНИЧЕСКИХ ОТВЕРСТИЙ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ —3, За КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —7—9-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться развертывать комплектом разверток поло-
гие конические отверстия.
Оснащение рабочего места: спиральное сверло диаметром в соответ-
ствии с размером диаметра меньшего основания конического отверстия
по чертежу; комплект конических разверток (3 шт.); двухперный нож-
развертка; хомутик или вороток; щетка для уборки мелкой стружки
Содержание работы по заданию Инструктивные указания и пояснения
1. Сверление отверстия под ра: режима ра !вертывание и назначение боты
1. Сверлить отверстие 1. Диаметр сверла взять мень- ше, чем диаметр меньшего осно- вания конического отверстия, на 0,5—1 мм
2. Подобрать режим резания для развертывания и настроить станок 2. Для определения числа обо- ротов брать больший диаметр ко- нического отверстия
208
Продолжение карты 44
Содержание работы по заданию
Инструктивные указания и пояснения
II. Развертывание конического отверстия комплектом
конических разверток
1. Выполнять правила техники безо-
пасности
2. Установить черновую развертку и
развернуть отверстие
1. Не выводить развертку на
ходу станка
Не удалять из отверстия струж-
ку, масло, грязь пальцами рук
Не измерять и не проверять
размеры развертываемого отвер-
стия на ходу станка
Применять задний центр в хо-
рошем состоянии
2. На квадрат хвостовика чер-
новой развертки 2 (рис. 1) надеть
хомутик 3 или вороток
Отрегулировать положение задне-
го центра
Вставить развертку вместе с хо-
мутиком в отверстие заготовки 1
и центровым отверстием устано-
вить на задний центр
Перемещать нижние салазки от
себя до тех пор, пока в поверх-
ность 4 верхних салазок можно
будет установить хвостовик а хо-
мутика или рукоятку воротка
Левой рукой, поддерживая раз-
вертку 2 за хвостовик, прижать ее
к центру задней бабки
Включить станок
Правой рукой, вращая маховц-
чок задней бабки, перемещать
развертку вдоль оси отверстия за-
готовки
Развернуть отверстие предвари-
тельно до диаметра, равного диа-
метру большого основания кони-
ческого отверстия минус припуск
(0,5—1 мм) на развертывание по-
лучистовой разверткой
Применять смазочно-охлажда-
ющую жидкость: эмульсию или
сульфофрезол (при обработке
сталей)
Остановить станок и, поддер-
живая левой рукой хвостовик раз-
вертки за хомутик, вывести ее из
отверстия
209
Продолжение карты 44
Содержание работы по заданию
Инструктивные указания и пояснения
3. Развернуть
вой разверткой
отверстие получисто-
Рис. 2
Стружку из отверстия удалять
пальцами нельзя. Для этого поль-
зоваться металлическим или де-
ревянным стержнем или специ-
альной щеткой
3. Получистовой разверткой 2
(рис. 2) развертывать отверстие
до диаметра с учетом оставления
припуска (0,1—0,2 мм) на развер-
тывание чистовой разверткой
4. Развернуть отверстие окончатель-
но чистовой разверткой
4. Подавать развертку 2 (рис.
3) равномерно, вращая махови-
чок задней бабки обеими руками
Проверять размеры соответст-
вующим калибром-пробкой
Поверхность конического отвер-
стия должна отвечать по точности
3 и За классам, по чистоте —7—
9-му классам
Рис. 3
5. Проверить конусность и размеры
окончательно развернутого отверстия
5. См. карту 42, указания к за-
даниям II—1, 2, 3, 4, 5
III. Развертывание конических отверстий двухперыми
ножами-развертками
В инструментальных цехах мно-
гих заводов конические отверстия
развертывают под конус Морзе
№ 0, 1, 2, 3, 4 и 5 двухперыми но-
жами-развертками (рис. 4) после
соответствующего сверления за
один проход. Материал рабочей
части развертки — быстрорежу-
щая сталь
210
Продолжение карты 44
Содержание работы по заданию
Инструктивные указания и пояснения
1. Сверлить отверстие под последу-
ющее развертывание
2. Подобрать режим резания для
развертывания и настроить станок
3. Установить двухперый нож-раз-
вертку и развернуть коническое отвер-
стие
1. См. указание к заданию I—1
2. Скорость резания для раз-
вертывания двухперым ножом-
разверткой (см. рис. 4) выбирать
в пределах 25—30 м/мин. Хвосто-
вик двухперого ножа-развертки
делается из углеродистой стали
3. Двухперый нож-развертку
установить или в пиноли задней
бабки, или в приспособлении для
сверления, или в шпинделе перед-
ней бабки. Развертывать за один
проход с применением смазочно-
охлаждающей жидкости—эмуль-
сии, при ручной подаче ножа-раз-
вертки, равной 1—1,5 мм/об
ИНСТРУКЦИОННАЯ КАРТА 45
ТЕМА. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
ПОДТЕМА. ПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ И МЕТОДЫ РАБОТЫ
ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПРИМЕНЕНИЕ НАИБОЛЕЕ
ПРОИЗВОДИТЕЛЬНОГО ОПЫТА РАБОТЫ ПРИ ОБРАБОТКЕ
СОПРЯЖЕННЫХ И СОПРЯГАЕМЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—4-й КЛАСС,
ШЕРОХОВАТОСТЬ ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ—4—5-й КЛАССЫ ЧИСТОТЫ)
Цель задания: овладеть высокопроизводительными приемами и мето-
дами работы при обработке сопряженных и сопрягаемых наружных ко-
нических поверхностей комбинированными резцами, с помощью специ-
альных приспособлений и комбинированной подачей резца.
211
Продолжение карты 45
Содержание работы по заданию
Инструктивные указания и пояснения
Оснащение рабочего места: заготовка на выданную работу; проход-
ные твердосплавные резцы — обыкновенный и с широкой главной режу-
щей кромкой; штангенциркуль с величиной отсчета по нониусу 0,1—
0,05 мм; калибры-пробки и калибры-втулки; шаблоны; универсальный
угломер; защитные очки; крючок для отвода и удаления стружки; комби-
нированный, двусторонний, проходной твердосплавный резец; комбини-
рованные расточные твердосплавные резцы (2 шт.); приспособления (см.
рис. 7, 8); заготовка на заданную работу
I. Обтачивание сопряженных конических поверхностей
Обточить две сопряженные наруж-
ные конические поверхности за один
переход
Сопряженные конические по-
верхности 1 и 2 (рис. 1,а) обыч-
но обтачивают за два перехода:
1-й переход — обтачивают
коническую поверхность 1 под уг-
лом СС1
2-й переход — обтачивают
коническую поверхность 2 под уг-
лом 02
Рекомендуется такие сопряжен-
ные конические поверхности об-
тачивать также за два перехода,
но без переналадки станка и сме-
ны резца:
1-й п е р е х од — обтачивать
коническую поверхность 2 под уг-
лом уклона конуса аг (рис. 1, б)
2-й переход — обтачивать
коническую поверхность 1 тем же
резцом 3, установленным глав-
ной режущей кромкой под углом
уклона конуса си
Рис. 1
212
Продолжение карты 45
Содержание работы по заданию
Инструктивные указания и пояснения
II. Обтачивание наружной и внутренней сопрягаемых
поверхностей без переналадки верхней поворотной части суппорта
1. Обточить наружную коническую
поверхность детали 1
Рис. 2
2. Расточить коническую поверхность
отверстия детали, сопрягаемой с пер-
вой деталью
Рис. 3
1. Для обработки конической
поверхности детали 1 проходным
резцом 2 (рис. 2) верхнюю пово-
ротную часть 3 суппорта повер-
нуть от себя на угол уклона ко-
нуса а
После соответствующей наст-
ройки станка обточить коничес-
кую поверхность
2. Не изменяя угла поворота
верхней части 3 суппорта, уста-
новить расточной резец 2 (рис.З)
вниз режущей кромкой и раста-
чивать коническую поверхность 1
с противоположной стороны от-
верстия при прямом вращении
шпинделя
III. Обтачивание наружных конических поверхностей
двусторонним резцом
Обточить наружную коническую по-
верхность с использованием обратного
перемещения резца
Проходной, прямой, двусторон-
ний резец 2 (рис. 4) должен иметь
две режущие кромки А и Б-, плас-
тинка (из быстрорежущей стали
или твердого сплава) должна
быть немного наклонена в сторо-
ну тела резца
Рис. 4
213
Продолжение карты 45
Содержание работы по заданию
Инструктивные указания и пояснения
IV. Растачивание внутренних поверхностей (цилиндрической
и конической) комбинированным резцом
Расточить цилиндрическую и кони-
ческую поверхности одним и тем же
резцом
Рис. 5
Рис. 6
Расточным резцом 1 (рис- 5, по-
ложение резца 1) вершиной Б
растачивать цилиндрическое от-
верстие при прямом вращении
шпинделя
Специально заточенной режу-
щей кромкой В резца обточить ко-
ническую поверхность при обрат-
ном вращении шпинделя (см. по-
ложение резца //, изображенное
на рисунке штриховыми линиями)
На рис. 6 показана обработка
отверстия резцом 1 при прямом
вращении шпинделя
Режущей кромкой Б с верши-
ной А (см. рис. 6) растачивать
ступенчатое отверстие, подрезать
торцы, а режущей кромкой В рас-
точить коническую поверхность 2
V. Обработка конических отверстий с применением
специальных приспособлений
1. Расточить коническое отверстие с
применением механической подачи
резца
1. Установить приспособление
с фланцем 1 (рис. 7) на место по-
воротной части суппорта
Закрепить на станине стойку 8
вместе с вилкой 7 и рейкой 6, ко-
торую соединить с зубчатым ко-
лесом 3
Установить ползун 2 вместе с
резцедержателем на требуемый
угол наклона конуса
Установить и закрепить соот-
ветствующий резец, настроить
станок на нужный режим работы,
включить станок, а затем подачу
суппорта и обрабатывать внут-
реннюю или наружную поверх-
ность
214
Продолжение карты 45
Содержание работы по заданию
Инструктивные указания и пояснения
При движении суппорта и не-
подвижном положении рейки 6
будут вращаться зубчатые коле-
са 4 и 3, вследствие чего рейка 5
вместе с ползуном (резцом) полу-
чит прямолинейное перемещение
2. Расточить глубокое коническое от-
верстие при помощи специального ко-
пира и борштанги
2. Закрепить в патроне (рис. 8)
обрабатываемую заготовку 2 с
поддержкой неподвижным люне-
том 4
Рис, 8,
215
Продолжение карты 45
Содержание работы по заданию
Инструктивные указания и пояснения
3. Развернуть коническое отверстие
по упору
Рис. 9
Установить копир 3 левым кон-
цом в игольчатый подшипник, за-
крепленный в шпиндельной оп-
равке 1, а правым концом (с на-
детой на него бронзовой втулкой
10) в отверстие борштанги 6, ко-
торую установить в опорном лю-
нете 7 и в специальной стойке 9,
закрепленной на суппорте станка
Вставить в гнезда борштанги
три расточных резца 11 и закре-
пить их кольцевой пружиной 5,
предохраняющей резцы от выпа-
дания в нерабочем положении
Настроить станок на требуемый
режим работы, пустить станок,
включить продольную подачу и
расточить глубокое коническое
отверстие
При перемещении борштанги
резцы 11 будут скользить по ко-
нусу и постепенно раздвигаться,
обрабатывая поверхность отвер-
стия с заданным углом уклона ко-
нической поверхности копира
После растачивания борштангу
поставить в первоначальное поло-
жение и копир тягой 8 втянуть в
ее отверстие
Раскрепить и снять деталь
3. Установить на хвостовике
развертки 3 упор 1 (рис. 9), за-
крепленный в державке 2, по пер-
вому обработанному отверстию и
закрепить винтом 4
При развертывании отверстий
отпадает необходимость в измере-
ниях, так как развертка будет ра-
ботать до упора
VI. Обработка конусов на станках с механическим перемещением
верхних салазок суппорта
1. Определить необходимые данные
для настройки станка:
а) угол поворота верхних салазок
суппорта;
1. Конусы с высотой в пределах
перемещения верхних салазок
суппорта обрабатываются с меха-
нической подачей верхних сала-
зок, установленных под углом к
оси станка, равным углу уклона
обрабатываемого конуса
216
Продолжение карты 45
Содержание работы по заданию
Инструктивные указания и пояснения
б) подачу для настройки коробки по-
дач по выбранной подаче;
в) число оборотов шпинделя по выб-
ранной скорости резания;
г) положение переключателя «ко-
нус»
Рис. 10
При обработке конусов, высота
которых превышает наибольшее
перемещение верхних салазок
суппорта, резцу сообщается одно-
временно два движения — про-
дольная подача всего суппорта и
подача верхних салазок суппорта,
установленных под определенным
углом р к оси станка (рис. 10).
Угол р определяется по формуле:
Р = ± а + arcsin (A sin а),
где р — угол поворота верхней
части суппорта, град.;
а — угол уклона обрабаты-
ваемого конуса, град;
А — отношение продольной
подачи к подаче верх-
них салазок суппорта.
У станка 163 А=3,19.
Знак плюс брать при обработке
прямых конусов (рис. 10, а) Знак
минус — при обработке обратных
конусов (рис. 10,6)
Подача для настройки коробки
подач определяется по следую-
щим формулам:
а) для обработки конуса толь-
ко с механической подачей верх-
них салазок
sK.n = ^-s
где sK.n— подача, на которую
настроить коробку
подач;
А— отношение продоль-
ной подачи к подаче
верхних салазок;
s — выбранная подача
б) для обработки конуса с дву-
мя механическими подачами
sK „ = ——— мм/об
п Л-cos Р
217
Продолжение карты 45
Содержание работы по заданию Инструктивные указания и пояснения
2. Настройка и наладка станка (при- мер ст. 163) на обработку конуса высо- той в пределах наибольшего перемеще- ния верхних салазок суппорта 2. Установить поворотную часть суппорта на угол уклона обрабатываемого конуса Переключатель, расположен- ный на электрошкафе, поставить в положение «цилиндр». Настро- ить коробку скоростей на вы- бранную скорость резания. На- строить коробку подач на вы- бранную подачу. Установить и закрепить резец. Установить ре- зец на глубину резания пробного прохода. Выключить ходовой винт поперечной подачи. Вклю- чить ходовой винт верхних сала- зок. Включить поперечную пода- чу в нужном направлении и снять пробную стружку. Проверить конусность. В слу- чае получения неправильной ко- нусности подналадить станок. Об- точить конус до требуемых раз- меров. При установке резца на глубину резания для последую- щих проходов каждый раз вы- ключать ходовой винт верхних салазок и включать винт попереч- ных салазок суппорта
3. Настройка и наладка станка на обработку конуса высотой, превышаю- щей наибольшую величину перемеще- ния верхних салазок суппорта 3. Настройка отличается от предыдущий (п. 2) установкой поворотной части суппорта на угол, отличный от угла уклона обрабатываемого конуса, и уста- новкой переключателя в соответ- ствующее положение «конус» Пример. Требуется обточить пря- мой конус с конусностью 1 : 10; опреде- лить угол поворота верхней части суп- порта. 1. sin а=0,04994; 2. Z.a=2°51'45"; 3. 3,19 sin а =0,15931; 4. arcsin(3,19sina) =9°Ю'ОО"; 5. Z. Р —a +arcsin(3,19 sina ) = = +2о51,45,,+9о10,00"=12о01'45" Для того же примера, но для обточ- ки обратного конуса Z. 0 = —2°51'45"+ +9°10,00"=6о18,15"
218
ИНСТРУКЦИОННАЯ КАРТА 46
ТЕМА. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБТАЧИВАНИЕ ВЫПУКЛОЙ,
ВОГНУТОЙ И СЛОЖНЫХ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ
МЕТОДОМ КОМБИНИРОВАННЫХ ПОДАЧ РЕЗЦА
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ —3—4-й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —4—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться обрабатывать выпуклые, вогнутые и слож-
ные фасонные поверхности комбинированной подачей (одновременной
подачей резца в продольном и поперечном направлении двумя руками).
Оснащение рабочего места: заготовки на выданные работы; резцы:
прорезной с закругленной режущей кромкой, проходной черновой и чи-
стовой; штангенциркуль с величиной отсчета по нониусу 0,1—0,05 мм;
шаблоны для проверки шаровой поверхности и фасонной поверхности
ручки; защитные очки; крючок для удаления стружки
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обтачивание выпуклой фасонной поверхности
1. Установить заготовку
Рис. 1
2. Установить и закрепить резцы в рез-
цедержателе
2. Резцом 4 (рис. 2) проход-
ным отогнутым обточить заго-
товку предварительно; резцом
5 прорезным вытачивать ка-
навку и предварительно обта-
чивать шаровую поверхность,
резцом 6 проходным прямым,
чистовым обтачивать фасон-
ную поверхность начисто
Рис. 2
219
Продолжение карты 46
Содержание работы по заданию
Инструктивные указания и пояснения
3. Обточить заготовку предварительно
Рис. 3
3. Обтачивать заготовку 1
резцом 4 с припуском £>+2 на
чистовую обработку шаровой
поверхности и по длине на от-
резание (рис. 3)
4. Проточить канавку предварительно
4. Прорезной резец 5 (рис. 4)
переместить от торца головки
2 будущей детали на длину
/1=£>-|-2 мм. Припуск 2 мм ос-
тавлять для чистового обтачи-
вания. Канавку делать диамет-
ром d-j-1 мм (см. рис. 4) и
длиной до проточенной части
заготовки
5. Проточить канавку или наметить ме-
лом метку
5. Проходным резцом 4
(рис. 5) проточить посередине
части 2 неглубокую канавку а
(или наметить мелом риску а}
Рис. 5
220
Продолжение карты 46
Содержание работы по заданию
Инструктивные указания и пояснения
6. Обточить предварительно правую
часть поверхности шара
Рис. 6
6. Резец 5 прорезной (рис. 6)
подвести вплотную к поверхно-
сти 2 и поставить против риски
а. Комбинированной пода-
чей — левой рукой вращать по
часовой стрелке рукоятку вин-
та нижних поперечных сала-
зок, а правой — против часо-
вой стрелки рукоятку верхних
салазок — обточить правую
часть поверхности шара, про-
веряя обработанную поверх-
ность соответствующим шаб-
лоном
7. Обточить предварительно левую
часть поверхности шара
Рис. 7
7. Резцом 5 (рис. 7) от риски
комбинированной подачей (ле-
вой рукой вращать рукоятку
винта нижних поперечных са-
лазок по часовой стрелке, а
правой — рукоятку винта верх-
них салазок — то же, по часо-
вой стрелке) обточить левую
часть поверхности шара, про-
веряя полученный диаметр
штангенциркулем, а шаровую
поверхность — соответствую-
щим шаблоном
8. Обточить окончательно правую часть
поверхности шара
8. Резец 6 проходной, пря-
мой, чистовой (рис. 8) подве-
сти к поверхности 2 заготовки
против риски и коснуться ее
Подать резец на врезание по
лимбу на требуемую глубину
резания, комбинированной по-
дачей вправо по стрелке обто-
чить поверхность окончатель-
но, проверяя обработанную по-
верхность соответствующим
шаблоном, и возвратить резец
в исходное рабочее положение
Рис. 8
221
Продолжение карты 46
Содержание работы по заданию
Инструктивные указания и пояснения
9. Проверить обточенную поверхность
шаблоном
9. Сферическая поверхность
шаблона I (рис. 9) должна
плотно прилегать к обточенной
поверхности 2
Рис. 9
10. Обточить начисто левую часть по-
верхности шара
Рис. 10
10- Резец 6 (рис. 10) пода-
вать от середины поверхности
2 влево по стрелкам комбини-
рованной подачей так же, как
и при предварительной обточ-
ке, проверяя обработанную фа-
сонную поверхность по соот-
ветствующему шаблону
11. Проверить всю обточенную поверх-
ность шара
11. Рабочая поверхность
шаблона II (рис. 11) должна
прилегать к обточенной по-
верхности 2 заготовки 1 без
просвета; полученный диаметр
проверить штангенциркулем
Рис. 11
222
Продолжение карты 46
Содержание работы по заданию Инструктивные указания и пояснения
12. Обточить начисто цилиндрическую часть и отрезать изготовленную деталь 12. Отрезать деталь в раз- мер отрезным резцом с режу- щей кромкой, расположенной под углом 80—82° к оси голов- ки резца. Необходимо, чтобы бобышка оставалась на заго- товке, а деталь имела гладкую торцовую поверхность
II. Обтачивание сопряженной (выпуклой и вогнутой)
фасонной поверхности
1. Заготовку закрепить в трехкулачко-
вом патроне без поддержки задним цент-
ром
Рис. 12
2. Установить и закрепить резцы: про-
ходной черновой, прорезной и проходной
чистовой
3. Подрезать торец заготовки, обточить
предварительно наружную цилиндричес-
кую поверхность
4. Обточить правый конец ручки с при-
менением комбинированной подачи
1. Обтачивать фасонную
комбинированную поверхность
(рис. 12) по примеру обтачи-
вания шаровой поверхности
одновременно двумя подачами
резца, вращая маховичок фар-
тука суппорта и рукоятку вин-
та нижних поперечных сала-
зок. Данный способ распрост-
ранен при изготовлении дета-
лей с фасонной поверхностью
в единичном производстве
2. См. указания к заданию
1—2
3. Обточить заготовку до
диаметра £>4~1 мм на требуе-
мую длину L (рис. 13)
4. Проходным резцом на об-
точенной поверхности нанести
риски а, б и в, расположенные
от торца на расстоянии 12,
1з — см. рис. 13 (эти величины
определять по чертежу)
Обтачивание вести от риски
а к осевой линии по направле-
нию стрелки прорезным рез-
цом с закругленной режущей
кромкой, проверяя фасонную
поверхность соответствующим
шаблоном
Рис. 13
223
Продолжение карты 46
Содержание работы по заданию
Инструктивные указания и пояснения
5. Проточить канавку
Рис. 14
5. Проточить проходным 4
или прорезным резцом 5 на по-
верхности 1 против рисок б и
в (см. рис. 13) канавку 3
(рис. 14) до£Л+1 мм и шири-
ной /3
6. Предварительно обточить левую
часть фасонной поверхности ручки
Рис. 15
6. Обтачивать левую часть
фасонной поверхности ручки с
применением комбинированной
подачи резца 6 (рис. 15) по на-
правлению стрелок А и Б, на-
чиная от риски а (2—прорез-
ной резец)
Чтобы избежать отталкива-
ния резца, фасонные поверхно-
сти рекомендуется обтачивать,
перемещая резец от наружной
поверхности по направлению к
центру
7. Окончательно обточить буртик ручки
7- Обтачивать буртик до d3
(рис. 16)
Рнс. 16
224
Продолжение карты 46
Содержание работы по заданию
Инструктивные указания и пояснения
8. Окончательно обточить правую часть
фасонной поверхности ручки, проверить
обточенную поверхность шаблоном
Рис. 17
8. Обтачивать правую часть
(рис. 17) фасонной поверхно-
сти ручки нормальным проход-
ным чистовым резцом так же,
как и при предварительном ее
обтачивании. Добиться плотно-
го прилегания шаблона I к об-
рабатываемой поверхности
9. Окончательно обточить левую часть
фасонной поверхности ручки; проверить
обточенную поверхность шаблоном
Рис. 18
9. Обтачивать левую часть
фасонной поверхности (рис. 18)
так же, как и при предвари-
тельном ее обтачивании. До-
биться плотного прилегания
шаблона II к обрабатываемой
поверхности
10. Окончательно обточить всю фасон-
ную поверхность ручки. Проверить обто-
ченную поверхность шаблоном
10. Добиться дополнитель-
ным обтачиванием обоих уча-
стков фасонной поверхности
плотного прилегания шаблона
/// (рис. 19) к обрабатываемой
поверхности и точных разме-
ров согласно чертежу
Рис. 19
15—1243
225
Продолжение карты 46
Содержание работы по заданию
Инструктивные указания и пояснения
11. Протачивать канавку
окончательно (рис. 20) до d2
шириной с расчетом на отреза-
ние (2 — прорезной резец, 3 —
проходной чистовой)
12. Отрезать ручку, подрезать торец и
обточить фаску на цилиндрической ее ча-
сти
III. Обтачивание фасонных поверхностей ручек
с поддержкой задним центром
Закрепить заготовку в трехкулачковом
патроне с поддержкой задним центром:
первый способ
Рис. 21
второй способ
Последним переходом в этом
случае будет обтачивание ос-
тавшегося стержня 1 (рис. 21)
с расчетом полного удаления
центрового отверстия
Заготовку (рис. 22) закре-
пить, как и в предыдущем слу-
чае, но обтачивание выполнять
так, чтобы цилиндр d2 ручки
был обращен в сторону задней
бабки. Ручки больших разме-
ров можно обрабатывать в
центрах с расчетом заготовки
на две ручки. В этом случае
последним переходом будет
разрезание
Рис. 22
226
ИНСТРУКЦИОННАЯ КАРТА 47
ТЕМА. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА НАРУЖНЫХ ФАСОННЫХ
ПОВЕРХНОСТЕЙ ФАСОННЫМИ РЕЗЦАМИ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—3—4-й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —5—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться обтачивать фасонные поверхности предва-
рительно обычными резцами и окончательно фасонными стержневыми и
призматическими с проверкой поверхностей шаблоном и радиусомером.
Оснащение рабочего места: заготовки на выданную работу, предва-
рительно обработанные; резцы: стержневые, обычный проходной и про-
резной, фасонные стержневые и призматические; штангенциркуль с ве-
личиной отсчета по нониусу 0,1—0,05 мм; радиусомер; защитные очки;
крючок для отвода и удаления стружки
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 1
1. Предварительно обточить фасонную
поверхность 1
Рис. 2
Фасонные поверхности 1, 2 и
3 (рис. 1) небольшой длины
(при изготовлении большой
партии деталей) обтачивать
фасонными резцами. Рекомен-
дуется перед окончательной
обработкой все фасонные по-
верхности заготовок обточить
предварительно
1. Предварительно обтачи-
вать фасонную поверхность 1
прямым проходным резцом 4
(рис. 2) методом комбиниро-
ванной подачи резца по стрел-
ке. Допускается небольшая не-
ровность поверхности
15*
227
Продолжение карты 47
Содержание работы по заданию
Инструктивные указания и пояснения
2. Предварительно обточить фасонную
поверхность 3
2. При обтачивании фасон-
ной поверхности 3 (рис. 3) ре-
зец 4 можно подавать от сере-
дины выступа (буртика) сна-
чала вправо, а затем влево.
Допускается небольшая неров-
ность поверхности
3. Предварительно обточить фасонную
поверхность 2
Рис. 4
3. Протачивать вогнутую фа-
сонную поверхность 2 (рис. 4)
прорезным резцом 5 или черно-
вым фасонным соответствую-
щего профиля комбинирован-
ной или поперечной подачей
резца
Проверять размеры штан-
генциркулем. Допускается не-
большая неровность обтачива-
емой поверхности
4. Окончательно обточить фасонную по-
верхность 1 с проверкой шаблоном
Рис, 5
4. Назначить режим резания
для обтачивания фасонных по-
верхностей фасонными резца-
ми
Настроить коробку скоро-
стей на заданное число оборо-
тов шпинделя
Фасонный стержневой резец
6 режущей кромкой а (рис. 5)
установить строго по центру
(ось головки резца должна
быть расположена перпендику-
лярно к оси детали). Подавать
резец только поперечной пода-
чей к центру. Обрабатывать
фасонную поверхость с приме-
нением смазочно-охлаждаю-
щей жидкости. Проверять диа-
228
Продолжение карты 47
Содержание работы по заданию
Инструктивные указания и пояснения
5. Окончательно обточить фасонную по-
верхность 2 с проверкой радиусомером
Рис. 7
метральный размер штанген-
циркулем, а профиль — специ-
альным шаблоном 1 (рис. 6),
который должен плотно приле-
гать к обработанной фасонной
поверхности. При неплотном
прилегании шаблона обратить
внимание на установку и за-
точку фасоного резца
5. Назначение режима реза-
ния, установку фасонного рез-
ца 7 (рис. 7) и применение
смазочно-охлаждающей жид-
кости (см. в указаниях к пре-
дыдущему заданию 4 данной
карты)
Проверять обработанную по-
верхность соответствующей
пластинкой II радиусомера
(рис. 8) Выпуклая рабочая по-
верхность пластинки должна
плотно прилегать к фасонной
поверхности 2
Рис. 8
229
Продолжение карты 41
Содержание работы по заданию
Инструктивные указания и пояснения
6. Окончательно обточить фасонную по-
верхность 3 с проверкой радиусомером
Рис. *1
6- Назначить режим резания,
установить фасонный резец 8
(рис. 9; а — режущая кромка
резца) и обтачивать фасонную
поверхность с применением
смазочно-охлаждающей жид-
кости
Проверять обработанную
фасонную поверхность 3 соот-
ветствующей пластинкой III
радиусомера (рис. 10). Рабо-
чая поверхность пластинки
должна плотно прилегать к
проверяемой .поверхности
Рис. 10
7. Обточить сложную фасонную поверх-
ность фасонным призматическим резцом
Рис. 11
7. Фасонную поверхность 2
(рис. 11) предварительно об-
точить
Назначить режим резания
для работ фасонными резцами
и настроить коробку скоростей
станка на требуемое число
оборотов шпинделя. Приме-
нять смазочно-охлаждающую
жидкость
Проверять размеры штанген-
циркулем, а профиль фасонной
поверхности — специальным
фасонным шаблоном
230
ИНСТРУКЦИОННАЯ КАРТА 48
ТЕМА. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ И ЗАПРАВКА
ФАСОННЫХ РЕЗЦОВ
Цель задания: научиться затачивать фасонные резцы — стержневые,
призматические и дисковые.
Оснащение рабочего места: фасонные резцы — стержневые, призма-
тические и дисковые, защитные очки
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. I
1. Переднюю поверхность 3 заточить
под углом 90° к плоскости резания
А А; передний угол, следовательно,
будет равен 0°
Заднюю поверхность 1 фасонного
стержневого резца (рис- 1,а) заточить
под углом а с выдерживанием назна-
ченного фасонного профиля 2 (рис.
1,6)
Проверить заточку контршаблоном
5 (рис. 1,в). Шаблон 6 использовать
для проверки профиля фасонной по-
верхности детали
Если переднюю поверхность зато-
чить по штриховой линии 4 (см. рис.
\,а), профиль главной режущей кром-
ки резца изменится. После заточки
поверхности заправить оселком. Слож-
ную фасонную главную заднюю по-
верхность затачивать на специальных
заточных станках
2. Заточить фасонный призма-
тический резец
Рис. 2
2. Профиль фасонной главной зад-
ней поверхности 5 (рис. 2) делают в
основном слесарной обработкой так,
чтобы она была параллельна «ласточ-
кину хвосту» 3 (рис. 2, а и б)
Резец устанавливать в державке 2
так, чтобы выступающая точка режу-
щей кромки была на уровне линии
центров станка, и закреплять болтом
4 (рис- 2, а и б)
Пророзь 6 у державки позволяет
прочно закреплять резец. Проверять
обрабатываемую фасонную поверх-
ность шаблоном 8 (рис. 2, в), контршаб-
лон 7 использовать для проверки фа-
сонного профиля главной задней по-
верхности резца
Фасонные призматические резцы
после затупления главной режущей
кромки затачивать только по перед-
ней поверхности рабочей части (голов-
ки) резца
231
Продолжение карты 48
Содержание работы по заданию
Инструктивные указания и пояснения
3. Заточить фасонный диско-
вый резец
3. Дисковый фасонный резец 2 ус-
танавливают на оси 4 оправки 3 и за-
крепляют гайкой 5 (см. рис. 3)
Профиль фасонного дискового рез-
ца получают токарной обработкой
Резец закреплять в державке 3 вин-
том 4 (см. рис. 3, а) и гайкой 5 (см.
рис. 3,6). Зубья 6 (см. рис. 3,6) на
цилиндрических выступах резца и дер-
жавки предотвращают резец от про-
вертывания
Устанавливать резец, как и все фа-
сонные резцы, строго по центру
Понижение вершины резпа относи-
тельно его центра на величину h необ-
ходимо для образования заднего угла
а (рис. 3 и 4): h=R sin а, где R — наи-
больший радиус резца
Затачивать резец только по перед-
ней поверхности чашечным кругом.
Ось резца должна быть расположена
от плоскости вращения режущих кро-
мок чашечного шлифовального круга
на расстоянии Н (рис. 4). Определяют
Н по формуле H=R sin (у+а). Если
передний угол у=0, то H=R sina,
т. е. H=h. Чтобы не делать расчеты
на торце резца, делают контрольную
риску радиусом г, равным Н. Затачи-
вают переднюю поверхность по каса-
тельной к контрольной риске
Рис. 4
232
ИНСТРУКЦИОННАЯ КАРТА 49
ТЕМА. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ФАСОННЫХ
ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ КОПИРОВАЛЬНЫХ УСТРОЙСТВ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—3—4-й КЛАССЫ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —4—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться обрабатывать фасонные поверхности с при-
менением копиров — двустороннего, одностороннего, ролика-упора, гид-
рокопировального суппорта.
Оснащение рабочего места: резцы нормальные (стержневые) проход-
ные и расточные, черновые и чистовые из быстрорежущей стали и твер-
дых сплавов; шаблоны для фасонных профилей; штангенциркуль с вели-
чиной отсчета по нониусу 0,1—0,05 мм; копировальные приспособления;
защитные очки; крючок для отвода и удаления стружки
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обтачивание фасонных поверхностей
1. Обточить фасоную поверх-
ность с применением двустороннего
копира
Рв»ик
°езец
Продольная
Т подача
Попарные
линейна
Деталь
X Поперечная
подача
Рис. 1
1. К задним направляющим ста-
нины (рис. 1) прикрепить кронш-
тейн, на котором установить две ко-
пирные линейки; профиль канавки
должен строго соответствовать фа-
сонному профилю обрабатываемой
заготовки. На концевой части попе-
речных направляющих закрепить
ролик. Поворотную часть суппорта
повернуть и закрепить под углом
90° к оси заготовки. Установить про-
ходной резец в резцедержателе
Вывинтить (удалить) винт попе-
речной подачи нижних салазок суп-
порта
Установить предварительно обра-
ботанную заготовку в центры. На-
строить коробку скоростей на за-
данное число оборотов шпинделя и
коробку подач на заданную величи-
ну подачи
Установить резец на нужную глу-
бину резания, вращая рукоятку
винта верхних салазок. Включить
станок и продольную подачу и обто-
чить фасонную поверхность заготов-
ки. Проходной резец совершает
сложное движение по копиру
16—1243
233
Продолжение карты 49
Содержание работы по заданию
Инструктивные указания и пояснения
2. Обточить фасонную поверх-
ность с применением односторонне-
го копира
Рис. 2
2. Копир 6 установить с помощью
кронштейна 8 на передние направ-
ляющее станины станка (рис. 2).
Чтобы копир 6 равномерно прижи-
мался к ножу 5, а щуп-упор 4—к
фасонной поверхности копира, ус-
тановить на поперечные направляю-
щие дополнительный кронштейн 2
и пружины 3
Повернуть поворотную часть
суппорта под углом 90° к осп заго-
товки (на рисунке не показано)
Установить заготовку 1 в центрах,
резец 7 — в резцедержателе
Настроить коробку скоростей на
заданное число оборотов шпинделя
и коробку подач на заданную вели-
чину подачи
Включить станок, установить ре-
зец на требуемую глубину резания
Включить продольную подачу и
обточить фасонную поверхность
II. Обработка фасонных поверхностей по жестким копирам,
установленным в пиноли задней бабки
1. Обточить фасонную поверх-
ность по копиру-ручке
Рис. 3
1. Подобрать из изготовленных
или специально сделать эталонную
фасонную ручку 2 (рис. 3, а) с наи-
большей точностью обработки и ус-
тановить ее в пиноль задней бабки.
Закрепить в резцедержателе дер-
жавку со щупом 3 и резцом 1. Ре-
зец и щуп должны иметь одинако-
вую форму в плане, равный вылет
из державки, находиться своими вер-
шинами в одной горизонтальной
плоскости и должны быть установ-
лены точно по центру. Обтачивать
фасонную поверхность ручки сов-
мещением вручную продольной (по
стрелке В) и поперечной (по
стрелкам А, Б) подач резца, под-
держивая щуп в постоянном сопри-
косновении с копиром, вследствие
чего резец / будет воспроизводить
на заготовке фасонную поверх-
ность, соответствующую профилю
копира. Равномерное прижатие щу-
па 3 к копиру 2 можно осуществить
за счет специально установленных
пружин (см. рис. 2).
234
Продолжение карты 49
Содержание работы по заданию
Инструктивные указания и пояснения
2. Обточить фасонную поверх-
ность по специальному копиру
2. Специально изготовленный ко-
пир 3 (рис. 3, б) установить в пи-
ноль задней бабки. Верхнюю пово-
ротную часть суппорта повернуть
«на себя» на 90°. Установить и за-
крепить в резцедержателе ролик-
щуп 2 и резец 1. Обтачивание фа-
сонной поверхности начать с цент-
ра, для чего после врезания резца
на требуемую глубину резания под-
вести копир 3 вплотную к ролику-
щупу 2 и закрепить заднюю бабку.
Перемещать резец механической
или ручной обратной поперечной по-
дачей, вследствие чего ролик-щуп
2 будет обкатываться по вогнутой
поверхности копира и отводить суп-
порт так, что резец будет копиро-
вать путь ролика-щупа.
ИНСТРУКЦИОННАЯ КАРТА 50
ТЕМА. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
ПОДТЕМА. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ И МЕТОДЫ
РАБОТЫ ПРИ ОБРАБОТКЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПРИМЕНЕНИЕ ПЕРЕДОВОГО ОПЫТА
РАБОТЫ ПРИ ОБРАБОТКЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
Цель задания: овладеть высокопроизводительными приемами и ме-
тодами работы при обработке фасонных поверхностей с применением
набора копиров, устанавливаемых на кронштейне, и приспособления, ус-
танавливаемого и закрепляемого в державке.
Оснащение рабочего места: копиры, устанавливаемые на кронштей-
не; специальные приспособления (рис. 2, 3, 4, 5); штангенциркуль с ве-
личиной отсчета по нониусу 0,1—0,05 мм; фасонные шаблоны; наждачная
шкурка; резец проходной правый; проходные (вставные) резцы—2 шт.;
защитные очки; крючок для отвода и удаления стружки
Содержание работы по заданию Инструктивные указания и пояснения
I. Сокращение до минимума времени на наладку станка
при обработке нескольких деталей с различными
фасонными поверхностями
Наладить станок для обтачивания
деталей с различными фасонными по-
верхностями
К нижним поперечным салаз-
кам 4 (рис. 1) прикрепить (по-
добно форме салазок) планку 3,
в конце которой ввернуть регу-
16*
235
Продолжение карты 50
Инструктивные указания
и пояснения
Содержание работы по заданию
лировочный винт 2 с роликом 7
и прикрепить планку 1 вместе с
крючком для пружины 5
На станине станка укрепить
кронштейн А, на который уста-
новить несколько копиров 6 для
обработки различных фасонных
поверхностей
Разъединить нижние попереч-
ные салазки с винтом поперечной
подачи
Повернуть поворотную часть
8 суппорта на 90° и закрепить
Установить пружину между
планкой 1 и кареткой суппорта
Установить регулировочный
винт на соответствующий копир
и обтачивать детали с заданной
фасонной поверхностью
II. Обтачивание внутренней сферической поверхности
с применением центровой державки
1. Установить и закрепить в резце-
держателе резец
Рис. 2
1. В резцедержатель <3 (рис. 2)
державки 4 вставить и закрепить
специальный прямой проходной
резец 2 передней поверхностью
вниз и с вылетом из резцедержа-
теля, равным радиусу обрабаты-
ваемой сферической поверхности
2. Установить и закрепить заготов-
ку, державку и соединительную план-
ку-поводок
2. Заготовку 1 установить и за-
крепить в патроне (см. рис- 2),
державку коническим хвостови-
ком— в пиноли задней бабки и
на передний центр; соединитель-
ную планку 5 (поводок) —в рез-
цедержателе 6 суппорта
236
Продолжение карты 50
Инструктивные указания
и пояснения
Содержание работы по заданию
3. Подобрать режим резания, наст-
роить станок, пустить станок и обто-
чить сферическую внутреннюю поверх-
ность детали
3. После пуска станка вклю-
чить прямую продольную подачу
и внимательно наблюдать за пе-
ремещением резца; как только
резец 2 выйдет из отверстия де-
тали 1, немедленно выключить
механическую подачу
III. Растачивание сферической поверхности
при помощи специального приспособления
1- Установить и закрепить заготовку
и приспособление
Рис. з
1. Заготовку Б установить и за-
крепить в патроне (рис. 3), а
приспособление А — в резцедер-
жателе 5
2. Установить и закрепить прямой
проходной резец
3. Подобрать соответствующий ре-
жим резания и настроить станок
4. Пустить станок и расточить сфе-
рическую поверхность
2. Выдвинуть специальный пря-
мой проходной резец 1 (см. рис. 3)
настолько, чтобы расстояние
от вершины резца до центра чер-
вячного зубчатого колеса 3 было
равно радиусу обрабатываемой
сферической поверхности. Закре-
пить резец
3. Подобрать по нормативам
для расточных работ скорости
резания, и по скорости резания и
диаметру растачиваемого отвер-
стия определить число оборотов
шпинделя. Глубина резания бу-
дет равна величине слоя метал-
ла, оставленного для обработки
4. Продольной ручной подачей
произвести врезание резца в об-
рабатываемую поверхность, а за-
тем, вращая вручную рукоятку 4,
расточить сферическую поверх-
ность.
5. Остановить станок, снять деталь и
приспособление
237
Продолжение карты 50
Инструктивные указания
и пояснения
Содержание работы по заданию
IV. Обработка наружных и внутренних сферических поверхностей
с помощью универсального суппорта
С помощью универсального суппорта (рис. 4) обрабатываются наруж-
ные сферы радиусом от 10—250 мм, внутренние сферы от 10—500 мм.
Суппорт состоит из: основания 1, ползуна с зубчатой рейкой 2, поджим-
ного полукольца 3, червяка 4, прижимной планки 5, резца 6
1. Установить универсальный суп-
порт на токарном станке
Рис. 4
2. Произвести обработку сфериче-
ской поверхности
Рис. 5
1. Универсальный суппорт ус-
танавливать на место поворот-
ной части суппорта станка и кре-
пить болтами. Устанавливать
его можно горизонтально линии
центров (при обработке наруж-
ной сферы) и перпендикулярно
(при обработке внутренней сфе-
ры).
Установка. Установку вести в
двух положениях: 1) по высоте
линии центров, путем подкладок
на основании 1 универсального
суппорта; 2) по линии центров, в
зависимости от радиуса обраба-
тываемой сферической поверхно-
сти, перемещая поперечные са-
лазки суппорта станка или уни-
версальный суппорт в пазах по-
перечных салазок до тех пор, по-
ка будет обеспечен требуемый
радиус обрабатываемой сфериче-
ской поверхности предваритель-
но установленным резцом 6
2. Настроить станок на соот-
ветствующий режим резания, за-
крепить каретку суппорта станка
на направляющих станины, вклю-
чить вращение шпинделя, произ-
вести врезание резца 6 на соот-
ветствующую глубину резания
рукояткой А (рис. 4) и затем пе-
ремещать резец вращением ру-
коятки В (рис. 5), либо механи-
ческим путем через шестерню Б
(рис. 4). Для механической по-
дачи резца удаляют винт попе-
речных салазок станка и вместо
него вставляют валик с паразит-
ной шестерней, соединяющей ме-
ханизм фартука с шестерней Б
(рис. 4). При помощи универ-
сального суппорта можно выпол-
нять и другие виды обработки,
как, например, обточку, расточ-
ку, подрезку, отрезку и т. д. Обра-
батывают по 3-му и 2-му клас-
сам точности
238
ИНСТРУКЦИОННАЯ КАРТА 51
ТЕМА. ОТДЕЛКА ПОВЕРХНОСТИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПОЛИРОВАНИЕ И ПРИТИРКА (ДОВОДКА)
НАРУЖНЫХ И ВНУТРЕННИХ ПОВЕРХНОСТЕЙ АБРАЗИВНОЙ ШКУРКОЙ,
АБРАЗИВНЫМИ ПОРОШКАМИ И ПАСТАМИ
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ ПРИ ПРИТИРКЕ —3-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ ПРИ ПОЛИРОВАНИИ—8—9-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться применять абразивную шкурку в зависимо-
сти от требуемой чистоты поверхностей; полировать поверхности деталей
вручную и с применением жимков; притирать наружные и внутренние
поверхности деталей.
Оснащение рабочего места: абразивная шкурка разных марок и зер-
нистости; изготовленные детали; жимок; притиры для наружных и внут-
ренних поверхностей; абразивный порошок и паста ГОИ
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Полирование абразивной шкуркой
1. Ознакомиться с видами шлифо-
вальных шкурок и способами их при-
менения
1. Шлифовальные шкурки из
электрокорунда марок Э5, Э4,
ЭЗ применяют для шлифования
стали и цветных металлов. Для
шлифования чугуна и хрупких
металлов применяют шкурки из
зеленого или черного карбида
кремния марок К37, К36, К38,
К39 (зеленого карбида кремния)
и К45, К47, К48 (черного карби-
да кремния)
Маркировка шлифовальных
шкурок указана на обратной сто-
роне листа и включает: наимено-
вание шкурки, марку абразивно-
го материала и номер зернисто-
сти
В зависимости от требуемой
шероховатости поверхностей при-
меняют различные номера зер-
нистости абразивного материала
(см. таблицу).
Шероховатость поверхности Номер зернистости
Зачистка необрабо- танной поверхности 50; 40
V4 25; 20; 16
V5, V6 12; 10; 8; 6
V7— V10 5; 4; 3; М40
239
Продолжение карты 5!
Инструктивные указания
и пояснения
Содержание работы по заданию
2. Полировать наружные поверхно-
сти деталей абразивной шкуркой
Рис. 1
3. Соблюдать правила техники бе-
зопасности при полировании поверх-
ностей вручную
4. Полировать наружные поверхно-
сти деталей обеими руками
Рис. 2
2- Установить и пустить станок
на среднее или на максимальное
число оборотов шпинделя. Взять
кусочек абразивной шкурки 2
(рис. 1) и, прижимая его к по-
верхности детали 1 тремя паль-
цами, перемещать равномерно
влево — вправо до получения
требуемой чистоты. При жестком
заднем центре 3 следить за его
смазкой
При окончательном полирова-
нии поверхности использовать
шкурку, натертую мелом
3. Абразивную шкурку нельзя
прижимать к полируемой поверх-
ности пальцами в обхват, так как
она может намотаться на деталь
1 и защемить пальцы
4. Абразивную шкурку 2 на по-
лотне, удерживая за концы обеи-
ми руками, с небольшим усили-
ем (рис. 2) прижимать к детали
1 и выполнять руками медленное
прямолинейное возвратно-посту-
пательное движение вдоль поли-
руемой поверхности до получе-
ния требуемой чистоты
5. Полировать наружные поверхно-
сти деталей жимком
5. В полукруглые углубления
жимка 3 (рис. 3) вложить абра-
зивную шкурку 2 или нанести на
них абразивный порошок, сме-
шанный с маслом
Правой рукой удерживать и
перемещать жимок, а левой пере-
мещать жимок и сжимать его
ручки
Пустить станок и медленным
прямолинейным возвратно-по-
ступательным перемещением
жимка полировать поверхность
детали 1 до требуемого класса
чистоты
Рис. 3
240
Продолжение карты 51
Содержание работы по заданию
Инструктивные указания и пояснения
II. Притирка (доводка) поверхностей
1. Притереть (довести) наружную
поверхность детали
Рис. 4
2. Притереть (довести) внутреннюю
поверхность детали
1. Для деталей диаметром от
10 до 20 м оставлять припуск на
притирку (доводку) до 0,015 мм
на диаметр, а для деталей диа-
метром от 20 до 75 оставлять
припуск до 0,025 мм
Притир 2 (рис. 5) делать из
чугуна — для закаленной стали,
из бронзы, латуни, красной ме-
ди— для остальных металлов и
сплавов
Внутренний диаметр притира
должен быть больше диаметра
притираемой поверхности на
0,15 мм при черновой и на 0,05 мм
при чистовой притирке
Толщина стенок притира долж-
на составлять от Ve до ’/в разме-
ра его диаметра- Втулку-притир
2 (см. рис. 4) смазать изнутри
тонким равномерным слоем мел-
кого абразивного порошка, сме-
шанного с маслом, или доводоч-
ной специальной пастой ГОИ
Вставить втулку-притир в жи-
мок 3, надеть его на деталь 1
Настроить и пустить станок на
требуемое число оборотов и, слег-
ка подтягивая жимок 3 гайкой
4, перемещать его медленным
прямолинейным возвратно-по-
ступательным движением вдоль
поверхности детали. Скорость
притирки (доводки) устанавли-
вать 10—20 м/мин.
Рекомендуется смазывать по-
верхность детали жидким мас-
лом или керосином. Притирку
выполнять до получения требуе-
мого размера и класса чистоты
поверхности детали
2. Наружный диаметр оправки
1 (рис. 5) делать с конусностью
Узо
Наружный диаметр притира
должен быть меньше диаметра
притираемого отверстия детали
на 0,15 мм при черновой и на
0,05 мм при чистовой притирке
241
Продолжение карты 51
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 5
Толщина стенок притира от */е
до */в его диаметра. Длина при-
тира должна быть больше длины
отверстия
Наружную поверхность прити-
ра 2 покрыть абразивным мелким
порошком, смешанным с маслом,
или специальной доводочной пас-
той ГОИ и установить на кониче-
скую оправку. Одеть на притир
обрабатываемую деталь и отре-
гулировать диаметр притира осе-
вым перемещением его с помо-
щью гаек 4 и 5 (рис. 5)
Установить требуемое число
оборотов шпинделя и, пустив
станок, перемещать деталь пря-
молинейным возвратно-поступа-
тельным движением вдоль по-
верхности притира до получения
требуемого размера и класса чи-
стоты поверхности отверстия
ИНСТРУКЦИОННАЯ КАРТА 52
ТЕМА. ОТДЕЛКА ПОВЕРХНОСТЕЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБКАТЫВАНИЕ ПОВЕРХНОСТЕЙ
ШАРИКАМИ (РОЛИКАМИ). НАКАТЫВАНИЕ РИФЛЕНИЙ НА ЦИЛИНДРИЧЕСКИХ
И КОНИЧЕСКИХ ПОВЕРХНОСТЯХ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ ПРИ
ОБКАТЫВАНИИ—3-й КЛАСС, ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ ПРИ
ОБКАТЫВАНИИ —8—10-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться обкатывать наружные поверхности с целью
получения высокого класса чистоты поверхностей, подбирать рифленые
ролики и накатывать цилиндрические и конические поверхности прямым
и перекрестным узором; определять виды брака и принимать меры по
его предупреждению и устранению.
Оснащение рабочего места: державки (обкатка, раскатка) с шари-
ком или гладкими роликами; накатки; детали для обкатки и раскатки
поверхностей, детали для накатывания рифлений на поверхностях
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обкатывание шариком (роликом) наружной
обработанной поверхности
1. Установить и закрепить в резце-
держателе специальную державку (об-
катку)
1. Державку 3 (см. рис. 1) ус-
тановить и закрепить по линии
центров станка и перпендикуляр-
но к оси детали
242
Продолжение карты 52
Содержание работы по заданию
Инструктивные указания и пояснения
2. Настроить станок на требуемый
режим работы
3. Обкатать поверхность обработан-
ной детали
Рис. 1
2. Настроить станок на требуе-
мое число оборотов, исходя из
скорости при обкатывании 50—
60 м/мин и подачи 0,2—0,5 мм/об
3. Пустить станок и шариком
(роликом) 2 (см. рис. 1) нажать
на обкатываемую поверхность
детали 1, включить механическую
подачу и сделать таким образом
2—3 прохода. При обкатывании
смазывать шарик (ролик) и по-
верхность детали машинным мас-
лом, смешанным в равных долях
с керосином. Шероховатость по-
верхности V8 — V9
II. Раскатывание шариком (роликом) поверхности отверстия
1. Отрегулировать раскатку на рас-
катывание отверстия заданного диа-
метра
Показанная на рис. 2 раскат-
ка для раскатывания отверстий
диаметром 30—60 мм состоит из
оправки 1 и надетых на нее двух
конусных колец 4 и 6 (кольцо 4
упирается в бурт оправки через
упорный подшипник 2, кольцо 6
свободно перемещается вдоль
оправки и находится под воздей-
ствием пружины 8 через упорный
подшипник 7); сепаратора 3 с
тремя шариками 5, расположен-
ными под углом 120°; гайки 9 и
контргайки 10, служащих для
сжатия тарированной пружины
8; державки 11 с коническим
хвостовиком и штифта 12, с по-
мощью которого оправка 1 рас-
катки крепится в державке
1. При помощи гайки 9 с контр-
гайкой 10 и тарированной пружи-
ны 8 выдвинуть шарики 5 из се-
Рис. 2
243
Продолжение карты 52
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить раскатку в рабочее
положение
3. Настроить станок на требуемый
режим работы
4. Раскатать поверхность отверстия
паратора 3 до требуемого разме-
ра раскатываемого отверстия,,
создав при этом требуемое дав-
ление шариков на раскатывае-
мую поверхность
2. Раскатку можно устанавли-
вать хвостовиком в резцедержа-
теле в специальной конической
втулке, как это делается при
сверлении и т. д. (в этом случае
следует достичь строгого совпа-
дения осевой линии раскатки с
осевой линией детали)
Раскатку можно устанавливать
и в пиноли задней бабки при руч-
ной и механической подаче, а
также в коническое отверстие
шпинделя (в последнем случае
вращаться будет раскатка, а де-
таль — перемещаться в продоль-
ном направлении на раскатку)
3. См. указание к заданию I—2
4. См. указание к заданию I—3
Применяют раскатку и с одним
роликом (рис.З)
III. Накатывание рифлений на цилиндрической поверхности,
прямой накаткой
1. Подобрать, установить и закре-
пить в резцедержателе державку с од-
ним роликом
>?{3 А Л’л & .
1. Взять державку 2 (рис. 4)
с одним роликом, имеющим на-
сеченные прямые зубчики (см.
рис. 4, вид по стрелке Б) с ша-
гом, соответствующим диаметру
накатываемой поверхности; уста-
новить ее по линии центров, пер-
пендикулярно к оси детали
Рис. 4
244
Продолжение карты 52
Содержание работы по заданию Инструктивные указания и пояснения
2. Настроить станок на требуемый режим работы 2. Настроить коробку скоро- стей станка на требуемое число оборотов шпинделя (определяе- мое по окружной скорости и диа- метру накатываемой поверхно- сти, выбранным по нормативам) и подачу (то же, подобранную по нормативам)
3. Накатать рифления на цилиндри- ческой поверхности детали 3. Подвести державку к дета- ли и пустить станок. Поперечной подачей с усилием вдавить ролик в накатываемую поверхность и проверить попадание зубчиков ролика при нескольких оборотах в сделанные им насечки, затем включить механическую подачу. Так повторить 2—3 раза Рабочую поверхность ролика смазывать веретенным или ма- шинным маслом Перед повторным накатывани- ем очистить ролик проволочной щеткой или заостренной прово- локой от застрявших между зуб- чиками частиц металла
IV. Накатывание рифлений на цилиндрической поверхности
перекрестной накаткой
1. Подобрать соответствующую дер-
жавку
2. Установить державку в резцедер-
жателе
1. Взять державку 1 (см.
рис. 4) с двумя роликами, имею-
щими наклонные насеченные
зубчики (см. рис. 4, вид по стрел-
ке Д). Ролики должны быть точ-
но расположены один под дру-
гим и подобраны с соответству-
ющим шагом, величина которого
зависит от диаметра и ширины
накатываемой поверхности
2. Державку 1 установить пер-
пендикулярно к оси станка. Оба
ролика должны касаться нака-
тываемой поверхности 2 (см.
рис. 5)
Рис. 5
245
Продолжение карты 52
Содержание работы по заданию Инструктивные указания и пояснения
3. Подобрать режим работы и вы- полнить накатывание 3. См. указания к заданиям III—2, 3 Правильность накатки опреде- лить на глаз: выступы (ромби- ки) должны быть чуть притуп- ленными
V. Накатывание рифлений на конической поверхности
прямой или перекрестной накаткой
1. Наладить станок
1. Поворотную часть суппорта
3 (рис. 6) повернуть на угол а
уклона конуса детали 1
Рис. 6
2. Подобрать и установить держав-
ку и накатать коническую поверхность
2. См. указания к заданию
III—1, 2, 3; IV— 1, 2, 3
Поперечной подачей с усили-
ем вдавить ролики 1 (см. рис. 6)
в накатываемую поверхность и
проверить попадание зубчиков
роликов при нескольких оборо-
тах в сделанные ими насечки, за-
тем подавать (перемещать) верх-
ние салазки с державкой, равно-
мерно обеими руками вращая
рукоятку винта салазок. Так по-
вторить 2—3 раза
Рабочую поверхность ролика
(роликов) смазывать веретен-
ным или машинным маслом
Перед повторным накатывани-
ем очистить ролик (ролики) про-
волочной щеткой от застрявших
между зубчиками частиц ме-
талла
246
ИНСТРУКЦИОННАЯ КАРТА 53
ТЕМА. ОТДЕЛКА ПОВЕРХНОСТЕЙ
ПОДТЕМА. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ И МЕТОДЫ
РАБОТЫ ПРИ НАКАТЫВАНИИ,
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ.
ПРИМЕНЕНИЕ ПЕРЕДОВОГО ОПЫТА РАБОТЫ ПРИ НАКАТЫВАНИИ
Цель задания: овладеть высокопроизводительными приемами и мето-
дами накатывания рифлений на поверхностях роликами бочкообразной
формы, роликами усовершенствованной конструкции и роликами, за-
крепленными в кулачках трехкулачкового патрона в державке усовер-
шенствованной конструкции и в державке барабанного типа.
Оснащение рабочего места: державки (накатки) с бочкообразными
роликами и роликами на игольчатых (роликовых) подшипниках; пря-
мые кулачки к трехкулачковому патрону с вделанными в них роликами
с насечкой, державка барабанного типа
Содержание работы по заданию
Инструктивные указания и пояснения
1. Накатать наружную цилиндриче-
скую поверхность роликами бочкообраз-
ной формы и с вогнутой зубчатой поверх-
ностью
2. Накатать рифления на цилиндриче-
ской поверхности державкой усовершен-
ствованной конструкции с рифлеными
роликами
1. Приемы работы при на-
катывании такие же, что и
для роликов цилиндрической
формы, а режим несколько
повышенный
Для прямой накатки приме-
нять ролик, показанный на
рис. 1,а, для перекрестной —
два ролика одновременно
(рис. 1,6). Для накатывания
выпуклой поверхности приме-
няются ролики, показанные
на рисунке 1, в
Шаг накатки определять по
таблице в зависимости от диа-
метра накатываемой поверхно-
сти
2. Державку 1 установить
перпендикулярно к оси станка
2. Оба ролика должны касать-
ся накатываемой поверхности.
Накатать цилиндрическую по-
верхность ранее разобранны-
ми приемами
Периодически смазывать
игольчатые подшипники 4 ро-
ликов 3 через отверстие 5 та-
вотом или техническим вазе-
лином при помощи специаль-
ного шприца
Рис. 2
247
Продолжение карты 53
Содержание работы по заданию
Инструктивные указания и пояснения
3. Накатать рифления на цилиндриче-
ской поверхности накаткой с роликами,
закрепленными в державке барабанно-
го типа
Рис. з
3. Выбрать на барабане 1
(рис. 3) соответствующую па-
ру роликов 2, 3 или 4 в зави-
симости от диаметра детали
и узора рифления и выпол-
нить накатывание (см. указа-
ние к заданию 2)
ИНСТРУКЦИОННАЯ КАРТА 54
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ИЗМЕРЕНИЕ ЭЛЕМЕНТОВ РЕЗЬБЫ.
ПРОВЕРКА РЕЗЬБЫ КАЛИБРОМ (КОЛЬЦОМ, СКОБОЙ)
И РЕЗЬБОВЫМ МИКРОМЕТРОМ. ПОДСЧЕТ, ПОДБОР И УСТАНОВКА
СМЕННЫХ ЗУБЧАТЫХ КОЛЕС И РУКОЯТОК КОРОБКИ ПОДАЧ
Цель задания: научиться измерять элементы резьбы измерительной
линейкой, резьбомером, калибром-кольцом, резьбовой скобой, резьбовым
микрометром, подбирать и устанавливать сменные зубчатые колеса на
гитаре в одну и две пары; настраивать станок для нарезания резьбы по
таблице, устанавливая рукоятки коробки подач в требуемое положение.
Оснащение рабочего места: валик с метрической резьбой; деталь с
внутренней метрической резьбой; измерительная линейка; резьбомер;
калибр-кольцо под резьбу валика; предельная резьбовая скоба; резьбо-
вой микрометр
Содержание работы по заданию
Инструктивные указания и пояснения
I. Измерение элементов резьбы
1. Измерить шаг метрической резьбы
измерительной линейкой
1. Измерительную линейку
2 приложить к детали 1
(рис. 1) параллельно ее оси
и подсчитать, сколько витков
(ниток) помещается на длине
50 или 100 мм и т. д.; разде-
лив выбранную длину линей-
ки на количество витков (ни-
ток), получим величину шага
резьбы в миллиметрах
248
Продолжение карты 54
Содержание работы по заданию
Инструктивные указания и пояснения
2. Определить шаг наружной метриче-
ской резьбы резьбомером
Рис. з
2. На каждой пластинке
резьбомера для метрической
резьбы с углом профиля 60°
(рис. 2) указана величина ша-
га резьбы в миллиметрах
Подобрать приблизительно
пластинку и приложить ее к
резьбе (рис. 3)
Если зубья пластинки 2
плотно войдут во впадины из-
меряемой резьбы 1, то шаг
резьбы будет соответствовать
шагу, указанному на пла-
стинке
3. Определить шаг внутренней резьбы
3. См. рис. 4 и указание к
заданию 1—2
резьбомером
4. Проверить наружную резьбу (шаг и
средний диаметр) калибрами-кольцами
4. См. карту 36, рис. 5, ука-
зания к заданию II—6
Рис. 5
249
Продолжение карты 54
Содержание работы по заданию
Инструктивные указания и пояснения
5. Проверить наружную резьбу (шаг
и средний диаметр) резьбовой скобой
5. В правую руку взять резь-
бовую скобу I (рис. 6) и плав-
ным движением опустить ее
на резьбу
Нижние ролики 2—2 дол-
жны пройти, на верхних ро-
ликах 1—1 скоба должна за-
держаться
II. Измерение среднего диаметра наружной резьбы
резьбовым микрометром
Рис. 7
В резьбовой микрометр
(рис. 7, а) в неподвижную пят-
ку и микрометрический винт
вставить соответствующие на-
конечники 1 и 2
На стержнях наконечников
(рис. 7, г) обозначены преде-
лы измеряемых резьб: напри-
мер М5-6 означает, что дан-
ной парой наконечников мож-
но измерять резьбы метриче-
ские с шагом: 5; 5,5 и 6 мм
При измерении резьбы на-
конечник 1 с вырезом должен
находить на выступ витка
(нитки) резьбы (рис. 7,6), а
наконечник 2 с конусом —
входить во впадину резьбы
Перед измерением следует
протереть все части и наконеч-
ники микрометра и проверить
его на точность измерения сле-
дующим образом:
у микрометра с пределом
измерения от 0 до 25 мм све-
сти наконечники до плотного
их прилегания друг к другу,
при этом нулевой штрих на
барабане 4 (рис. 7, а) должен
совпадать с нулевым делени-
ем шкалы, нанесенной на
стебле <?;
у микрометров с пределом
измерения от 25 до 50 мм, от
50 до 75 мм и т. д. между на-
конечниками вставлять эта-
лон А (рис. 7, в)
250
Продолжение карты 54
Содержание работы по заданию
Инструктивные указания и пояснения
1. Измерить наружную резьбу (сред-
ний диаметр) детали, закрепленной в
патроне
2. Измерить наружную резьбу (сред-
ний диаметр) детали, закрепленной в
центрах
Нулевые деления на бара-
бане и стебле должны сов-
падать
1. Левой рукой удерживать
микрометр за скобу 1 (рис. 8),
а правой, вращая барабан за
трещотку 3, ввести наконеч-
ник микрометрического винта
2 во впадину резьбы; наконеч-
ник пятки в это время левой
рукой навести на выступ
резьбы
Как только трещотка 3 нач-
нет свободно провертываться
(трещать), закрепить стопор-
ное кольцо 2 (рис. 9), снять
микрометр 1 и прочитать раз-
мер (величину среднего диа-
метра резьбы)
2.Микрометр 1 держать в
вертикальном положении, под-
держивая его снизу за скобу
левой рукой (рис. 10)
См. указание к заданию
II—1
251
Продолжение карты 54
Содержание работы по заданию
Инструктивные указания и пояснения
III. Настройка токарно-винторезного станка
с коробкой подач для нарезания резьбы
1. Настроить токарно-винторезный
станок 1А616 для нарезания резьбы с
шагом S=l,5 мм
Рис. 11
Таблица настройки стайка 1А616 для нарезания
резьбы (к рис. 11)
(приводится для примера часть таблицы)
Метрическая резьба, мм
1. По таблице настройки
станка для нарезания резьбы
(см. рис. 11 и табл.) найти за-
данный шаг резьбы. На табли-
це он обведен жирным прямо-
угольником. По стрелке А от
1,5 установить (рис. 11,6) ру-
коятку 4 коробки подач в по-
ложение III. По стрелке Б от
1,5 установить рукоятку 2 ко-
робки подач в положение 3;
рукоятку 3 коробки подач по-
ставить в положение «метри-
ческая резьба»; рукоятку 1
на панели передней бабки по-
ставить в положение «нор-
мальный шаг»; установить на
гитаре сменные зубчатые ко-
леса 25 : 60
Кнопку 5 «Переключения
ходового валика и ходового
винта» вытянуть на себя, т. е.
переключить на ходовой винт
Кнопку «Выключения рееч-
ного зубчатого колеса» на
фартуке суппорта вытянуть
на себя, т. е. разъединить ре-
ечную шестерню с рейкой, ук-
репленной на станине станка
Таким же образом настраи-
вать станок для нарезания
других резьб
Сменные зубчатые колеса
25-.60 155:36 25-.60
Нормальный шаг Увеличенный
шаг
2. Проверить настройку токарно-винто-
резного станка для нарезания резьбы с
шагом S= 1,5 мм
2. Настроить коробку скоро-
стей на минимальное число
оборотов шпинделя станка-
Суппорт отвести в сторону
задней бабки. Включить вра-
щение шпинделя, соединив
252
Продолжение карты 54
Содержание работы по заданию Инструктивные указания и пояснения
3. Настроить токарно-винторезной ста- нок 1 К62 для нарезания резьбы с шагом 5=1 мм разъемную гайку ходового винта и выключить вращение шпинделя На передней бабке и патро- не провести горизонтальную линию мелом, а сзади каретки на направляющих станины провести карандашом линию в поперечном направлении. Пустить станок и сделать точ- но (к примеру) 10 оборотов шпинделя так, чтобы прове- денные горизонтальные линии на передней бабке и патроне совпали Сзади каретки провести вто- рую линию карандашом, разъ- единить разъемную гайку, а суппорт отвести в сторону пе- редней бабки. Измерить полу- ченное расстояние между дву- мя рисками (15 мм) и разде- лить его на число оборотов (10) шпинделя, получим чис- , - / 15 мм , г \ ло 1,5 =1,5 мм —шаг \ 10 об ) нарезаемой резьбы. Следова- тельно, коробка подач настрое- на правильно, так как за один оборот шпинделя резец, за- крепленный в резцедержателе, пройдет расстояние 1,5 мм, равное шагу нарезаемой резь- бы Проверку настройки станка можно сделать резьбомером после пробного прохода на- резаемой резьбы резьбовым резцом на дефектной заготов- ке 3. По таблице резьб и подач ст. 1К62 (рис. 12), которая вообще укреплена на бара- бане А, резьба с шагом 1 мм обозначена жирным четырех- угольником (см. в правой крайней колонке). Для на- стройки станка на заданный шаг нарезаемой резьбы снача- ла диск 5 (барабана Л) за две рукоятки вытянуть на се- бя, затем повернуть его до ря- да на таблице с шагом резь-
253
254
Таблица резьб и подач
Резьбы Положение рукояток Резьбы Положение рукояток
ПИТЧ. А увелич. шаг 12,5—40
2 3/4| 2 1 /2|2 1 /4| 2 1 1 3/4 | 50—160
12 11 10 9 8 7 Б норм шаг 24 22 20 18 16 14 12,5—2000
3 2 ниток 1" Б норм шаг 6 5 4 1/2 4 3 1/2 3 1/4 12,5—2000
модульн А увелич шаг 48 44 40 36 32 28 26 12,5—40
12 11 10 9 8 7 6,5 50—160
3 2,75 2,5 2,25 2 1,75 Б норм, шаг 1,5 1,25 1 12,5—2000
метрич А увелич шаг 192 176 160 144 128 112 12,5—40
48 44 40 36 32 28 50—160
12 11 10 9 8 7 Б норм шаг 6 5,5 5 4,5 4 3,5 12,5—2000
подача поперечная=0,5 продольной подача поперечная =0,5 продольной
4,16 3,8 3 48 3,12 2,8 2,42 2,28 подача А в 50—160
2,08 1,9 1 ,74 1 ,56 1,4 1,21 1.14 Б д
1,04 0,95 0,87 0,78 0,7 0,61 0,57 Б г 0,52 0,47 0,43 0,39 0,34 о,3 0,28 12,5—2000
Резьбы Положение рукояток Резьбы Обороты шпинделя
1 1/2 1 1/4 А увелич шаг 3 2 3/4 2 1/21 2 1/4 2 1 3/4 12,5—40
6 5 4 3 1/2 50—160
48 44 40 36 32 28 Б норм шаг 96 88 0 72 64 56 12,5—2000
12 н 10 9 8 ни гэк на 1" норм шаг 24 22 20 18 16 14 12,5—2000
24 22 20 18 16 14 13 А увелич. шаг 12 И 10 9 8 7 6,5 12,5—40
6 5,5 5 4,5 4 3,5 3,22 50—160
0,5 Б норм шаг 12,5—2000
96 88 80 72 64 56 А увелич шаг 48 44 40 36 32 28 12,5—40
24 22 20 18 16 14 50—160
3 2,5 2 1,75 Б норм. Ш31 1 ,5 1 ,25 А 1 Б 12,5—2000
подача поперечная=0,5 продольной подача поперечная=0,5 продольной
4,16 3,8 3,48 3,12 2,8 2,28 А в 200—630
0,26 0,23 0,21 0,195 0,17 0,14 Б г 0,13 0,12 0,11 0,097 0,084 0,074 0,07 12,5—2000
255
Продолжение карты 54
Содержание работы по заданию
Инструктивные указания и пояснения
бы 1 мм, совместить риску В
диска с риской Б барабана и
диск подать вперед, в преж-
нее положение. Затем повер-
нуть барабан 6 до совмещения
колонки таблицы «Метриче-
ская резьба». Сменные зубча-
тые колеса 42 : 50. По таблице
установить положение рукоя-
ток 2, 3 и 4 на панели передней
бабки. По стрелке Л от 1 мм
рукоятку 3 поставить в положе-
ние Б — нормальный шаг. По
стрелке Б от 1 мм рукоятку 2
поставить влево на ряд чисел
оборотов 12,5—2000; рукоятку
4 в положение Д — нормаль-
ный шаг правый
На гитаре проверить смен-
ные зубчатые колеса 42 : 50
(см. на таблице барабана 6).
Кнопку «Выключение реечной
шестерни» на фартуке суппор-
та вытянуть на себя. Прове-
рить настройку станка так же,
как и в предыдущем случае
Пилоюент
Для
А
Убели- ..
ценный мнагоза-
шаг
хоВной
резьбы
Б
норма-
льный
шаг
В
НорналыыО
шаг лебый
Медичен-
ньш шаг
правый
Г А
НормальвьЯ
~ шагпрабыи
Убеличен-
- ный.шаг
левый
взо
600
woo
1250
woo
2000
12,5
16
20
25
31,5
00
50
63
SO
т
125
160
200
250
315
400
500
'630.
-?
64 47
itWii
1Ь£Й
Полпк
ВТ
•И
Указатель положения рукоятки
Подачи
Включение на
хоОобой бинт
Сменные
шестерни
спеииальные
Архимедово
спираль
Сменные
шестерни
Сменные
шестерни
42» 50
РезыСы
метрическая
Смен шест
42*50
модульная
смен шест 6Ы97
Резьбы
дюймовые
Смен шест
42»50
специальные
Сменные
шестерни
Рис, 12
256
ИНСТРУКЦИОННАЯ КАРТА 55
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. УСТАНОВКА РЕЗЦОВ,
ОПРЕДЕЛЕНИЕ РЕЖИМА РЕЗАНИЯ, ЧЕРНОВОЕ И ЧИСТОВОЕ НАРЕЗАНИЕ
НАРУЖНОЙ ТРЕУГОЛЬНОЙ РЕЗЬБЫ РЕЗЦОМ СО СВОБОДНЫМ ВЫХОДОМ ЕГО
(ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ -3-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —5—6-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться устанавливать резьбовые резцы; назначать
режим резания; нарезать наружную треугольную резьбу стержневым
резцом начерно и начисто.
Оснащение рабочего места: заготовка для нарезания резьбы; резьбо-
вые резцы для нарезания метрической резьбы из быстрорежущей стали
и твердых сплавов; шаблон для установки резьбовых резцов; калибры-
кольца, резьбовой микрометр
Содержание работы но заданию
Инструктивные указания и пояснения
I. Установка и закрепление заготовки,
резьбового резца, настройка станка на требуемый режим резания
1. Установить и закрепить заготовку и
резьбовой резец
Рис. I
2. Настроить коробку подач токарно-
винторезного станка на шаг нарезаемой
резьбы
3. Проверить настройку станка на шаг
нарезаемой резьбы
1. Установить заготовку 1
(рис. 1) в центрах станка
Предварительно установить
и закрепить резьбовой резец 2
в резцедержателе
Взять шаблон 3 в левую ру-
ку и подставить к поверхности
заготовки 1
Перемещая салазки суппор-
та, ввести головку резца в тре-
угольный вырез резьбового ша-
блона 3
Установить резец, переме-
щая его в резцедержателе так,
чтобы его боковые стороны
плотно прилегали к стенкам
выреза шаблона, а вершина
резца находилась строго по
центру, затем резец закрепить
окончательно
2. Настройку коробки подач
на шаг нарезаемой резьбы см.
в карте 54, указание к зада-
ниям III—1,3
3. Проверку настройки стан-
ка на шаг нарезаемой резьбы
см, в карте 54, указание к за-
данию III—2
17—1243
257
Продолжение карты 55
Содержание работы по заданию Инструктивные указания и пояснения
4. Настроить коробку скоростей на тре- буемое число оборотов шпинделя в ми- нуту 4. По таблицам нормативов подобрать скорость резания для чернового нарезания резь- бы и количество проходов. По скорости резания и диаметру заготовки определить число оборотов для чернового наре- зания резьбы
II. Черновое нарезание треугольной резьбы
1. Выполнить правила техники безопас-
ности
2. Установить резец на глубину реза-
ния для первого прохода
Рис. 2
Рис. 4
1. Прочищать резьбу дере-
вянным стерженьком или спе-
циально предназначенной для
этой цели щеткой
Не проверять резьбу на ходу
станка
2. Пустить станок и, вращая
рукоятку винта поперечной по-
дачи, подвести резец 2 (рис. 2)
до касания с поверхностью за-
готовки 1
Рис. 3
Отвести резец вправо, рас-
положить его от правого торца
заготовки на расстоянии 10—
15 мм (рис. 3)
Подать резец в поперечном
направлении (рис. 4), вращая
рукоятку винта поперечной по-
дачи по часовой стрелке, на
заданную величину 0,5—0,4 мм
в зависимости от шага наре-
заемой резьбы для первого
прохода
Установить лимб на нуль
258
Продолжение карты 55
Содержание работы по заданию
Инструктивные указания и пояснения
3. Сделать первый проход при нареза-
нии наружной треугольной резьбы на-
черно
3. Включить станок и разъ-
емную гайку и сделать первый
проход резьбового резца 2
(рис. 5)
Как только резец 2 начнет
входить в канавку заготовки 1,
остановить станок и вывести
резец из канавки на себя
(рис. 6)
Рис. 5
Рис. 6
4. Возвратить резьбовой резец в исход-
ное рабочее положение для второго про-
хода
4. Если резьба кратная (т. е.
шаг резьбы ходового винта Sx
делится без остатка на шаг
нарезаемой резьбы SH или чис-
ло ниток на 1" нарезаемой
резьбы пн делится без остатка
на число ниток ходового винта
пх, разъемную гайку выклю-
чить, резец переместить в ис-
ходное положение вручную, по-
дать его на глубину резания,
установить снова лимб на ну-
левое деление. Вновь включить
разъемную гайку в любой мо-
мент вращения детали и неза-
висимо от положения суппорта
на направляющих станины
сделать второй и т. д. проходы
Если резьба некратная, то
необходимо вывести резец из
канавки, переключить враще-
ние шпинделя станка на обрат-
ный ход и резец переместить в
исходное рабочее положение
для 2-го прохода и т. д.
5. Нарезать резьбу резцом начерно
5. Сделать второй, третий
и т. д. проходы резца. Величи-
на подачи резца при втором
17*
259
Продолжение карты 55
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 7
Рис. 8
Рис. 9
проходе от 0,4 до 0,3 мм, при
третьем, четвертом и последу-
ющих проходах — от 0,3 до
0,1 мм
При нарезании резьбы с ша-
гом до 2 мм резец подавать
одной поперечной подачей, как
показано на рис. 4, на виде а.
Резьбу в данном случае мож-
но нарезать окончательно
При нарезании резьбы с ша-
гом больше 2 мм резьбовой ре-
зец подавать комбинированной
подачей: поперечной (основ-
ной) и дополнительно про-
дольной (рис. 7, позиция а),
поворачивая рукоятку винта
верхних салазок суппорта на
одно меньшее деление лимба
за каждый проход
Резьбовой резец можно так-
же подавать только рукояткой
винта верхних салазок, уста-
новленных под углом 30° к ли-
нии центров (рис. 8, пози-
ция а)
Отводить резец на себя в
конце прохода и перемещать
его в рабочее исходное поло-
жение рукояткой винта по-
перечной подачи,устанавливая
каждый раз лимб на нулевое
деление
Нарезать резьбу до получе-
ния притупленных вершин
(витков) резьбы (см. рис. 9)
Применять смазочно-охлаж-
дающую жидкость:
для стальных деталей —
эмульсию, масло, сульфофре-
зол;
бронзовых и латунных — без
охлаждения или сурепное
масло;
чугуна — без охлаждения
или керосин
III. Чистовое нарезание наружной треугольной резьбы
1. Установить заготовку с предвари-
тельно нарезанной резьбой
1. Смазать центровое отвер-
стие для заднего жесткого
центра
260
Продолжение карты 55
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить и закрепить чистовой
резьбовой резец
Рис. 10
3. Настроить коробку токарно-винто-
резного станка на заданное число оборо-
тов шпинделя для чистового нарезания
резьбы
4. Ввести резец в канавку предвари-
тельно нарезанной резьбы
Рис. 11
5. Возвратить резец й исходное рабо-
чее положение
6. Сделать первый проход при чисто-
вом нарезании наружной треугольной
резьбы
Установить заготовку в цент-
рах токарно-винторезного
станка
2. Предварительно устано-
вить и закрепить чистовой
резьбовой резец 2 в резцедер-
жателе по центру
Установить резец по шабло-
ну 3, подставленному к пино-
ли 4 задней бабки, и оконча-
тельно закрепить (рис. 10)
3. Подобрать скорость реза-
ния для чистового нарезания
резьбы. Определить число про-
ходов. Определить по выбран-
ной скорости и наружному диа-
метру резьбы число оборотов
заготовки (шпинделя)
4. Пустить станок и вклю-
чить разъемную гайку; суппорт
переместится на несколько
витков в продольном направ-
лении. Остановить станок. По-
перечной и продольной пода-
чей (рис. 11) ввести резьбо-
вой резец 2 во впадину резьбы
заготовки 1. Рукоятку винта
нижних салазок вращать ле-
вой рукой, а рукоятку винта
верхних салазок — правой ру-
кой по часовой стрелке
5. Вывести резец из впадины
обратной поперечной подачей
Пустить вращение шпинделя
коробки скоростей на обрат-
ный ход
6. См. указания к заданию
II —3
Подавать резец на глубину
резания при первом и после-
26!
Продолжение карты 55
Содержание работы по заданию
Инструктивные указания и пояснения
7. Окончательно нарезать резьбу
8. Проверить нарезаемую резьбу
9. Нарезать левую резьбу
Рис. 12
дующих проходах от 0,1 до
0,02 мм
См. указания к заданию
II — 4, рис. 5 и 6
7. Сделать второй, третий
и т. д. проходы резца
Подавать резец на врезание
при каждом проходе только
прямой поперечной подачей
Применять смазочно-охлаж-
дающую жидкость
См. указание к заданию
II— 5
8. Проверять резьбу калиб-
ром-кольцом или резьбовым
микрометром
9. Включить обратную про-
дольную подачу каретки суп-
порта
Резьбовой резец 2 поставить
в исходное положение с левого
конца резьбы, т. е. против ка-
навки А (см. указания к зада-
ниям I — 1, 2; II — 1, 2, 3, 4;
III —1—9)
На рис. 12 показано положе-
ние резца в конце прохода
ИНСТРУКЦИОННАЯ КАРТА 56
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАРЕЗАНИЕ ТРЕУГОЛЬНОЙ
РЕЗЬБЫ СПЕЦИАЛЬНЫМИ РЕЗЬБОВЫМИ РЕЗЦАМИ
Цель задания: научиться нарезать треугольную резьбу стержневыми,
дисковыми, призматическими резьбовыми резцами и гребенками.
Оснащение рабочего места: заготовки, предварительно обточенные
под нарезанные резьбы; резьбовые резцы; стержневой, дисковый, приз-
матический, гребенка; резьбовой шаблон; калибры-кольца резьбовые.
Содержание работы по заданию
Инструктивные указания и пояснения
I. Нарезание резьбы дисковыми и призматическими резцами
1. Нарезать резьбу дисковым или
призматическим резьбовым резцом
262
1. Дисковый резец 2 (рис. 1,а, б)
или призматический 2 (рис. 1,в) за-
Продолжение карты 56
Содержание работы по заданию
Инструктивные указания и пояснения
крепить каждый в державках 3 и
установить их вершинами по центру
Устанавливать резцы относитель-
но оси заготовки 1 по шаблону, как
и в предыдущих случаях при наре-
зании резьбы
Приемы нарезания, режим наре-
зания и смазочно-охлаждающие
жидкости те же, что и при нареза-
нии резьбы стержневыми резьбовы-
ми резцами (см. карту 55, указания
к заданиям I, II, III)
II. Нарезание резьбы гребенками
1. Наладить станок для нареза-
ния резьбы призматической резьбо-
вой гребенкой
Рис. 2
1. Установить и закрепить заго-
товку 1 (рис. 2)
Установить и закрепить резьбо-
вую призматическую гребенку 2
вершинами по центру
2. Настроить коробку подач стан-
ка на шаг нарезаемой резьбы
3. Проверить настройку станка на
шаг нарезаемой резьбы
4. Настроить коробку скоростей
станка на требуемое число оборотов
шпинделя в минуту
2. Настройку станка на шаг наре-
заемой резьбы см. в карте 54 (ука-
зания к заданию III—1, 3)
3. Проверку настройки станка на
шаг нарезаемой резьбы см. в карте
54 (указания к заданию III—2)
4. Подобрать по соответствующим
табличным нормативам скорость ре-
зания и количество проходов. По
скорости резания и наружному диа-
метру резьбы определить число обо-
ротов
263
Продолжение карты 56
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 3
6. Нарезать резьбу дисковой
(круглой) резьбовой гребенкой
5. Пустить станок. Подать гребен-
ку 2 так, чтобы она коснулась по-
верхности заготовки 1, и отвести
вправо (рис. 2)
Подать гребенку по лимбу на пол-
ную глубину нарезания, установить
лимб на нулевое деление, включить
разъемную гайку, нарезать резьбу
(рис. 3). В конце нарезания выклю-
чить разъемную гайку, отвести гре-
бенку 2 от детали 1, остановить ста-
нок. Переместить суппорт в исход-
ное положение для нарезания резь-
бы па следующей заготовке
Применять те же смазочно-охлаж-
дающие жидкости, что и при наре-
зании резьбы стержневыми резьбо-
выми резцами (см. карту 55, указа-
ния к заданию II — 5)
6. При нарезании наружной резь-
бы на заготовке 1 дисковую (рис. 4)
гребенку 2 брать с обратным (по
отношению к детали) направлением
резьбы (у детали резьба правая, а
у гребенки—левая)
При нарезании внутренней резьбы
гребенку брать с направлением рез-
бы, одинаковым с направлением
резьбы заготовки (если у заготовки
внутренняя резьба правая, то и гре-
бенку брать с правой резьбой)
Приемы нарезания резьбы такие
же, как и при нарезании резьбы
призматической гребенкой (см. ука-
зания к заданиям II — 1, 2, 3)
ИНСТРУКЦИОННАЯ КАРТА 57
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ И ПРОВЕРКА
ЗАТОЧКИ РЕЗЦОВ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ ТРЕУГОЛЬНОЙ РЕЗЬБЫ
Цель задания: научиться затачивать и проверять углы заточки резь-
бовых резцов для черного и чистового нарезания правой и левой тре-
угольной резьбы.
Оснащение рабочего места: заготовки; резьбовые резцы для черно-
вого и чистового нарезания резьбы из быстрорежущей стали и твердых
264
Содержание работы по заданию
Инструктивные указания и пояснения
сплавов —2 шт.; резьбовой шаблон; шаблон или универсальный угло-
мер для проверки углов заточки; мелкозернистый оселок из зеленого
карбида кремния — 1 шт.
I. Определение величин углов заточки резьбовых резцов
1. Определить величины правого
и левого заданных углов и перед-
него угла (для чернового и чистово-
го нарезания резьбы)
1. Задние боковые поверхности за-
тачивать с выдерживанием углов
си и а2 (рис. 1,в)
При нарезании правой резьбы
угол ai (рис. 1,в, г) должен рав-
няться углу наклона винтовой ли-
нии т плюс 1—2°, а угол а2 в этом
случае делать равным 1—2°
При нарезании левой резьбы угол
а2 (рис. 1,в и д) должен равняться
углу наклона винтовой линии т плюс
1—2°, а угол си в этом случае де-
лать 1—2°
При черновом нарезании на пе-
редней поверхности рекомендуется
делать канавку под углом у (рис.
1,а), величину которого назначать
в зависимости от обрабатываемого
материала так же, как и для про-
ходных резцов
При чистовом нарезании перед-
ний угол делать равным 0° (рис.
1, б), т. е. передняя поверхность дол-
жна быть плоская, горизонтальная
II. Затачивание резьбовых резцов для нарезания
наружной треугольной резьбы
1. Заточить резец по передней по-
верхности
2. Заточить резец по левой зад-
ней поверхности
3. Заточить резец по правой зад-
ней поверхности
1. Приемы затачивания передней
поверхности (переднего угла у) см.
в карте 15, указания к заданию
I — 8, рис. 10
2. Приемы затачивания задней по-
верхности (заднего угла си) см. в
карте 15
Твердосплавные резцы затачивать
на шлифовальном круге из черного
или зеленого карбида кремния
Выполнять правила техники без-
опасности при затачивании резцов
3. Приемы затачивания задней
поверхности (заднего угла а2) см.
в карте 15 (только затачивать на
левом шлифовальном круге заточ-
ного станка)
18—1243
265
Продолжение карты 57
Содержание работы по заданию
Инструктивные указания и пояснения
4. Проверить угол, образованный
задними поверхностями
4. Резьбовой шаблон 2 (рис. 2)
взять левой рукой, а в правую руку
взять резец 1. Вставить резец голов-
кой в один из треугольных вырезов
шаблона. По плотности прилегания
боковых сторон (режущих кромок)
к поверхности выреза определить
правильность заточки резца
Угол заточки должен быть равен
углу профиля резьбы: для метриче-
ской а = 60°; для дюймовой а = 55°
5. Заправить режущие кромки го-
ловки резца
5. Заправлять режущие кромки
головки резца мелкозернистым осел-
ком из зеленого карбида кремния
ИНСТРУКЦИОННАЯ КАРТА 58
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ОТВЕРСТИЯ
ПОД НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРЕУГОЛЬНОЙ РЕЗЬБЫ;
ВЫБОР РЕЖИМА РЕЗАНИЯ; ЧЕРНОВОЕ НАРЕЗАНИЕ РЕЗЬБЫ
И КАЛИБРОВАНИЕ ЕЕ МЕТЧИКОМ
Цель задания: научиться растачивать отверстие под нарезание резь-
бы резцом; выбирать режим резания; устанавливать резьбовой резец по
шаблону; нарезать резьбу начерно с последующим калиброванием ее
метчиком.
Оснащение рабочего места: расточный резец; резьбовой шаблон —
60°; резьбовые резцы для нарезания внутренней резьбы из быстрорежу-
щей стали и твердых сплавов; метчик требуемого размера; вороток; за-
готовки изготовляемых деталей; штангенциркуль с величиной отсчета по
нониусу 0,1—0,05 мм
Содержание работы по заданию Инструктивные указания и пояснения
I. Обработка отверстия заготовки для нарезания
внутренней треугольной резьбы
1. Наладить станок на обработку
отверстия заготовки под резьбу
2. Обработать торец и отверстие
заготовки для нарезания внутрен-
ней треугольной резьбы резцом
1. Установить и закрепить заго-
товку и расточные резцы: проход-
ной, канавочный, подрезной
2. В заготовке 1 подрезать торец
(рис. 1), расточным подрезным рез-
цом 2 расточить отверстие I под
внутренний диаметр резьбы
266
Продолжение карты 58
Содержание работы по заданию
Инструктивные указания и пояснения
Выточить канавку / канавочным
расточным резцом
Диаметр канавки должен быть
равен наружному диаметру резьбы,
а ширина — примерно двум ша-
гам нарезаемой резьбы
3. Настроить:
коробку подач станка на шаг на-
резаемой резьбы (проверить, как
выполнена настройка);
коробку скоростей станка на тре-
буемое число оборотов шпинделя в
минуту
4. Установить резьбовой резец
Рис. 2
Рис. 3
3. См. карту 54 (указания к за-
даниям III—1, 2 и 3)
См. карту 55 (указания к зада-
нию I —4)
4. Резьбовой резец 2 (рис. 2)
предварительно установить и закре-
пить в резцедержателе
Резьбовой шаблон 3 левой рукой
подставить к торцу заготовки 1
Продольным и поперечным пере-
мещениями резца 2 ввести его го-
ловку в треугольный вырез шабло-
на 3
Устанавливать резец до тех пор,
пока его головка войдет плотно в
вырез шаблона
Окончательно закрепить резец
Устанавливать резец по шаблону
можно, как показано на рис. 3 (ес-
ли это позволяет сделать головка
резца)
Нанести на резце мелом риску А
на расстоянии от вершины головки,
равном длине резьбы
II. Черновое нарезание внутренней треугольной
резьбы и калибрование ее метчиком
1. Выполнять правила техники
безопасности
1. Запрещается удалять стружку
рукой из отверстия
Нельзя проверять резьбу калиб-
ром-пробкой или нарезанным вин-
том на ходу станка
18:
267
Продолжение карты 58
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить резец на врезание
для первого прохода
При проверке резьбы рекоменду-
ется резьбовой резец отводить не к
задней бабке, а на себя, чтобы избе-
жать ранения руки о резец
2. Пустить станок и резец 2
(рис. 4) подвести так, чтобы он кос-
нулся поверхности отверстия / за-
готовки 1
Рис. I
3. Сделать первый проход при на-
резании внутренней треугольной
резьбы начерно
Рис. 7
Рис. 5
Остановить станок и отвести ре-
зец вправо от торца заготовки на
10—15 мм
Поперечной подачей подать ре-
зец на глубину резания от 0,5 до
0,2 мм, затем лимб установить на
нулевое деление (рис. 5)
3. Пустить станок и включить
разъемную гайку. Как только рис-
ка А на резце начнет приближаться
к торцу (рис. 6) (при некратной
резьбе) левой (или правой) рукой
остановить станок
Вращением рукоятки винта по-
перечной подачи отвести резец 2 от
нарезаемой поверхности (рис. 7) и
в то же время правой (или левой)
рукой включить станок на обратное
вращение шпинделя
Остановить станок при выходе
резца из отверстия на 10—15 мм от
торца и обратной поперечной пода-
чей переместить резец в исходное
рабочее положение, поставив лимб
на прежнее нулевое деление (рис. 8)
268
Продолжение карты 58
Содержание работы по заданию
Инструктивные указания и пояснения
4. Сделать второй, третий и т. д.
проходы при нарезании внутренней
треугольной резьбы начерно
5. Калибровать резьбу метчиком
6. Проверить нарезанную внут-
реннюю резьбу
4. Подать резец на врезание по
лимбу от 0,3 до 0,1 мм, сделать вто-
рой, третий проходы и так продол-
жать до получения притупленных
вершин ниток резьбы.
Резец I подавать на врезание по-
перечной подачей, если шаг резьбы
до 2 мм, и комбинированной пода-
чей, если шаг резьбы больше 2 мм.
Применять смазочно-охлаждающую
жидкость (см. карту 55, указания
к заданию II — 5)
5. Калибровать резьбу метчиком
ранее показанными приемами
6. Проверить резьбу калибром-
пробкой. Проходная (широкая)
пробка должна ввинчиваться, а не-
проходная (узкая) не должна ввин-
чиваться. В этом случае резьба счи-
тается годной. Если проходная не
ввинчивается, либо непроходная
ввинчивается, следует заменить
метчик (см. карту 37, указания к
заданию II—4)
ИНСТРУКЦИОННАЯ КАРТА 59
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЧИСТОВОЕ НАРЕЗАНИЕ ВНУТРЕННЕЙ
ТРЕУГОЛЬНОЙ РЕЗЬБЫ (ТОЧНОСТЬ ВЫПОЛНЕНИЯ РАБОТ—3-й КЛАСС,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ —5—7-й КЛАССЫ ЧИСТОТЫ)
Цель задания: научиться нарезать внутреннюю треугольную резьбу
начисто стержневым резьбовым резцом, проверять резьбу калибром-
пробкой.
Оснащение рабочего места: детали с предварительно нарезанной резь-
бой; резьбовой чистовой резец, резьбовой калибр-пробка для проверки
нарезаемой резьбы.
Содержание работы по заданию Инструктивные указания и пояснения
I. Настройка станка для чистового нарезания внутренней
треугольной резьбы
1. Настроить:
коробку подач на шаг нарезае-
мой резьбы (проверить настройку);
коробку скоростей на требуемое
число оборотов шпинделя в минуту
1. См. карту 54, указания к зада-
ниям III—1, 2 и 3
См. карту 55, указания к заданию
1—4
269
Продолжение карты. 59
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить и закрепить заго-
товку и резьбовой резец
2. Установить заготовку 1 (рис. 1)
без радиального и торцового бие-
ния. Чистовой резец 2 должен иметь
передний угол 0°. Установить его
так же, как и черновой (см. карту
58, указание к заданию I—4)
II. Чистовое нарезание внутренней треугольной резьбы
1. Ввести резец в впадину пред-
варительно нарезанной резьбы
Рис. 1
2. Подать резец на глубину реза-
ния для первого прохода
Рис. 2
3. Сделать первый проход при на-
резании внутренней треугольной
резьбы начисто
1. Пустить станок и включить
разъемную гайку, суппорт (резец)
переместить на три-четыре нитки
резьбы (рис. 1)
Остановить станок н, не выключая
разъемной гайки, комбинированной
подачей резца 2 по направлению
стрелок А и Б ввести его головку
вплотную во впадину резьбы
Поставить лимб на нулевое деле-
ние
Отвести резец от нарезаемой по-
верхности заготовки, пустить ста-
нок на обратный ход и возвратить
резец в исходное положение
2. Резец 2 (рис. 2) подать на глу-
бину резания винтом поперечной
подачи, отсчет выполнять по лимбу
Врезание за каждый проход де-
лать на величину от 0,1 до 0,02 мм
3. См. рис. 3 и карту 58, указания
к заданию II — 3
Рис. 3
270
Продолжение карты 59
Содержание работы по заданию
Инструктивные указания и пояснения
4. Нарезать внутреннюю треуголь-
ную резьбу
5. Проверить резьбу калибром-
пробкой
4. При нарезании резьбы приме-
нять смазочно-охлаждающую жид-
кость. См. карту 55, указания к за-
данию II — 5
Врезание резца производить вин-
том поперечной подачи (на себя)
5. Очистить резьбу в отверстии
детали от мелкой стружки деревян-
ным стерженьком или щеткой
Запрещается прочищать резьбу
на ходу станка
ИНСТРУКЦИОННАЯ КАРТА 60
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПОДГОТОВКА ПОВЕРХНОСТИ
ЗАГОТОВКИ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ ПРЯМОУГОЛЬНОЙ РЕЗЬБЫ.
ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ НАРЕЗАНИЕ РЕЗЬБЫ
Цель задания: научиться налаживать станок при нарезании наруж-
ной прямоугольной резьбы; устанавливать резьбовые резцы при черно-
вом и чистовом нарезании резьбы; пользоваться державкой с поворот-
ной головкой; нарезать и проверять резьбу.
Оснащение рабочего места: заготовки деталей для нарезания прямо-
угольной наружной резьбы; резьбовые резцы, черновые и чистовые из
быстрорежущей стали и твердых сплавов; специальная державка с по-
воротной головкой; шаблон для установки резьбовых резцов; шаблон
для проверки резьбы; штангенциркуль с величиной отсчета по нониусу
0,1—0,05 мм
Содержание работы по заданию
Инструктивные указания и пояснения
I. Наладка станка для нарезания
1. Установить заготовку в центрах
2. Установить резьбовой резец для
нарезания резьбы с шагом до 5 мм
Рис. 1
наружной прямоугольной резьбы
2. Резьбу с шагом до 5 мм наре-
зать одним резцом предварительно
и окончательно. Устанавливать ре-
зец строго по центру и параллельно
режущей кромкой аб оси заготов-
ки (рис. 1,/). Обратить внимание на
выдерживание бокового левого уг-
ла (при нарезании правой резьбы),
равного углу т+2°. Боковой правый
угол в этом случае должен быть
равен 2—3°. Ширина режущей кром-
ки аб должна быть на 0,01—0,04 мм
больше половины шага резьбы. Пе-
редний угол у=0°.
271
Продолжение карты 60
Содержание работы по заданию
Инструктивные указания и пояснения
3. Настроить:
коробку подач на шаг нарезаемой
резьбы (проверить настройку);
коробку скоростей на требуемое
число оборотов шпинделя в минуту
4. Нарезать резьбу
3. См. карту 54, указания к зада-
ниям III—1, 2 и 3
См. карту 55, указания к зада-
нию I—4
4. Нарезать резьбу приемами,
применяемыми при нарезании тре-
угольной резьбы (см. карту 55, ука-
зания к заданию II — 1, 2, 3, 4, 5 и
к заданию III — 7, 8 и 9).
II. Установка резцов для нарезания резьбы
с шагом больше 5 мм
1. Установить резьбовые резцы:
прорезной (канавочный) и чистовой
(резьбовой) для нарезания прямо-
угольной резьбы с шагом больше
5 мм
Рис. 2
III. Предварительное нарезание наружной прямоугольной резьбы
с шагом больше 5 мм
1. Настроить:
коробку подач на шаг нарезае-
мой резьбы (проверить настройку);
коробку скоростей на требуемое
число оборотов шпинделя в минуту
2. Установить резец на глубину
резания для первого прохода
1. Резьбу с шагом больше 5 мм
нарезать двумя резцами: прорез-
ным предварительно и чистовым
окончательно. Чистовой резец уста-
навливать, как и в предыдущем слу-
чае, а прорезной — с наклоном его
режущей кромки а'б' под углом 90°
к боковым сторонам резьбы (рис.
1,//). Для наклона резца на угол
т + 2° использовать специальную
державку (рис. 2). Закрепленный
болтом 3 резец 1 наклонить на тре-
буемый угол при помощи поворота
головки 2, использовав для этой це-
ли риску 4 и градуированную шка-
лу 5. Ширина режущей кромки а'б'
резца должна быть на 0,2—0,3 мм
меньше половины шага резьбы. Пе-
редний угол у=4—6°
1. См. карту 54, указания к зада-
ниям III—1, 2 и 3
См. карту 55, указания к зада-
нию I — 4
2. Подвести резец 2 (рис. 3) до
касания с поверхностью заготовки
1, затем отвести его вправо так, что-
бы он сошел с поверхности на 10—
15 мм от торца заготовки 1. Подать
резец поперечной подачей на вреза-
ние от 0,5 до 0,3 мм для первого про-
хода. Поставить лимб на нуль
Рис. 3
272
Продолжение карты 60
Содержание работы по заданию
Инструктивные указания и пояснения
3. Сделать первый проход при на-
резании наружной прямоугольной
резьбы
3. См. карту 55, указание к за-
данию II—3 и рис. 4.
Рис. 4
4. Вывести резец из канавки
5. Возвратить резец в исходное
положение, поставив лимб на преж-
нее нулевое деление
4. См. карту 55 «Нарезание тре-
угольной резьбы» (указание к зада-
нию II — 3)
5. То же указание к заданию
II — 4 и рис. 5
Рис. 5
6. Нарезать прямоугольную резь-
бу предварительно
6. Сделать второй, третий и т. д.
проходы резца
Величина подачи резца при вто-
ром и последующих проходах от 0,4
до 0,2 мм. Подавать резец на глу-
бину резания в поперечном направ-
лении
Отсчет вести по лимбу винта по-
перечной подачи (рис. 6), устанав-
ливая каждый раз лимб на нулевое
деление
Нарезать резьбу до неполной
глубины впадины
7. Проверить размеры вытачивае-
мой впадины прямоугольной резьбы
7. Измерять глубину и ширину
канавки (ширина должна быть
273
Продолжение карты 60
Содержание работы по заданию
Инструктивные указания и пояснения
меньше половины шага резьбы на
0,3—0,5 мм) штангенциркулем или
специальным шаблоном
Применять смазочно-охлаждаю-
щую жидкость (см. карту 55, ука-
зания к заданию II — 5)
IV. Окончательное нарезание наружной прямоугольной резьбы
Нарезать наружную прямоуголь-
ную резьбу окончательно
Рис. 7
Подавать резец на глубину реза-
ния от 0,2 до 0,02 мм (см. карту 55,
указания к заданиям III — 1, 2, 3, 4,
5, 6, 7, 9)
Проверить нарезаемую резьбу 1
калибром-кольцом или шаблоном I
(рис. 7), который заплечиками а
должен опираться на вершины ни-
ток (выступов), а выступом войти
вплотную во впадину резьбы на
полную глубину профиля
ИНСТРУКЦИОННАЯ КАРТА 61
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПОДГОТОВКА ПОВЕРХНОСТИ
ОТВЕРСТИЯ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ ПРЯМОУГОЛЬНОЙ РЕЗЬБЫ
И НАРЕЗАНИЕ РЕЗЬБЫ
Цель задания: научиться подготавливать поверхность отверстия и
настраивать станок при нарезании внутренней прямоугольной резьбы;
устанавливать резьбовой резец; нарезать и проверять резьбу.
Оснащение рабочего места: заготовки деталей с предварительно про-
сверленными отверстиями; резьбовые внутренние резцы из быстрорежу-
щей стали и твердых сплавов; штангенциркуль с величиной отсчета по
нониусу 0,1—0,05 мм; шаблон для заточки и установки резьбового рез-
ца; шаблон для проверки резьбы
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Подготовка заготовки, наладка и настройка станка
для нарезания внутренней прямоугольной резьбы
1. Обработать отверстие заготовки
для нарезания внутренней прямоуголь-
ной резьбы
1. Установить и закрепить за-
готовку и резцы расточные —
проходной упорный и канавоч-
ный, подрезать и расточить пред-
варительно просверленное отвер-
стие; выточить канавку для вы-
хода резца (см. карту 58, указа-
ния к заданию I — 1, 2, рис. 1)
274
Продолжение карты 61
Инструктивные указания
и пояснения
Содержание работы по заданию
2. Настроить:
коробку подач на шаг нарезаемой
резьбы (проверить настройку);
коробку скоростей на требуемое чис-
ло оборотов шпинделя в минуту
3. Установить и закрепить резьбовой
резец для нарезания внутренней пря-
моугольной резьбы
Рис. 1
2. См. карту 54 (указания к за-
даниям III — 1, 2 и 3)
См. карту 55, указания к зада-
нию I —4
3. Резьбовой резец 2 устано-
вить предварительно. Шаблон
(рис. 1) подставить к торцу за-
готовки 1. Резец должен свободно
входить в канавку шаблона, без
перекоса головки. Окончательно
закрепить резец
На стержне резца провести ме-
ловую метку А, которая будет
обозначать длину отверстия от
левой стороны головки резца
II. Нарезание внутренней прямоугольной резьбы
1. Выполнять правила техники без-
опасности
2. Установить резец на глубину ре-
зания для первого прохода
Рис. 2
1. Не разрешается: удалять
стружку из отверстия руками,
проверять резьбу при вращении
детали. При проверке резьбы
резьбовой резец отводить не к
задней бабке, а на себя, чтобы
избежать ранения руки о резец
2. См. карту 58, указания к за-
данию II — 2; рис. 4 и 5
Рис. 2 данной карты соответст-
вует рис. 5 карты 58
275
Продолжение карты 61
Содержание работы по заданию
Инструктивные указания
и пояснения
3. Сделать первый проход при наре-
зании внутренней прямоугольной резь-
бы
3. См. карту 58 (указания к за-
данию II — 3; рис. 6, 7 и 8)
Рис. 3 данной карты соответ-
ствует рис. 7 карты 58, а рис. 4 —
рис. 8
Рис. 3
Рис. 4
4. Нарезать внутреннюю прямо-
угольную резьбу
Рис. 5
4. Сделать второй, затем третий
проходы (рис. 5) и так продол-
жать до окончательного нареза-
ния резьбы
Подавать резец на врезание от
0,2 до 0,02 мм поперечной пода-
чей
Применять смазочно-охлаж-
дающую жидкость (см. карту 55,
указания к заданию II — 5)
5. Проверить нарезаемую резьбу
Рис. 6
5. Проверять резьбу либо ка-
либром-пробкой, либо шаблоном
II (рис. 6), который заплечиками
а должен опираться на вершины
ниток резьбы, а прямоугольным
выступом войти вплотную во впа-
дину резьбы на полную глубину
профиля резьбы. Резьбу также
можно измерять ранее изготов-
ленным винтом
276
ИНСТРУКЦИОННАЯ КАРТА 62
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ, ПРОВЕРКА УГЛОВ
ЗАТОЧКИ И ЗАПРАВКА РЕЖУЩИХ КРОМОК ГОЛОВКИ У РЕЗЬБОВЫХ РЕЗЦОВ
ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ ПРЯМОУГОЛЬНОЙ РЕЗЬБЫ
Цель задания: научиться затачивать, заправлять и проверять углы
заточки резьбовых резцов для нарезания прямоугольной формы.
Оснащение рабочего места: заготовки резьбовых резцов из быстроре-
жущей стали для нарезания наружной прямоугольной резьбы; штанген-
циркуль с величиной отсчета по нониусу 0,1—0,05 мм; микрометр 0—
25 мм; шаблон для проверки углов заточки; мелкозернистый оселок из
зеленого карбида кремния; защитные очки
Содержание работы по заданию
Инструктивные указания и пояснения
I. Затачивание и проверка углов заточки резцов
1. Заточить резец по главной зад-
ней поверхности, выдержав задан-
ный задний главный угол
верхности
1. Заточить резец по главной зад-
ней поверхности 1 — выдержать
главный задний угол а (рис. 1), а
также и по остальным поверхно-
стям приемами, применяемыми при
затачивании прорезных (канавоч-
ных) резцов. Величина главного
заднего угла от 4 до 8° в зависимо-
сти от материала и диаметра наре-
заемой детали. Проверять заточку
шаблоном или универсальным уг-
ломером
3. Заточить резец по вспомога-
тельным задним поверхностям
2. Для чернового резца переднюю
поверхность 4 (см. рис. 1) можно
обрабатывать под углом у, равным
6—8°. Для чистового резца перед-
ний угол равен 0°
3. Задние вспомогательные по-
верхности 2 и 3 обрабатываются под
разными задними вспомогательны-
ми углами си и аг (см. рис. 1)
При нарезании правой резьбы бо-
ковая поверхность 3 (сечение по
АА) затачивается под углом сц, рав-
ным углу т подъема винтовой ли-
нии плюс 2—3°
Боковая поверхность 2 в этом слу-
чае затачивается под углом 02, рав-
ным 2—3°. Ширина главной режу-
щей кромки а должна быть на 0,01 —
0,04 мм больше половины шага
резьбы для чистового резца, а для
чернового резца — на 0,2—0,4 мм
меньше половины шага резьбы
277
Продолжение карты 62
Содержание работы по заданию
Инструктивные указания и пояснения
4. Проверить заточку вспомога-
тельных задних углов
Рис. 2
4. Проверить величину заточки
вспомогательных задних углов оц и
а2 резца универсальным угломером
I (рис. 2) или специальными шаб-
лонами (А и Б — измерительные по-
верхности угломера)
II. Заправка режущих кромок головки резца
Заправить режущие кромки резца
оселком
Заправлять режущие кромки рез-
ца мелкозернистым оселком из зе-
леного карбида кремния
См. карту 15, указания к заданию
1 — 16, рис. 16, 17 и 18
ИНСТРУКЦИОННАЯ КАРТА 63
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАРЕЗАНИЕ НАРУЖНОЙ
ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Цель задания: научиться устанавливать трапецеидальные резцы; на-
резать мелкую трапецеидальную резьбу одним, а крупную — двумя и
тремя резцами; проверять нарезанную резьбу
Оснащение рабочего места: заготовки для нарезания резьбы; резь-
бовые трапецеидальные резцы; черновые (2 шт.) и чистовые (2 шт.) из
быстрорежущей стали и твердых сплавов; прорезные резцы (2 шт.) из
быстрорежущей стали и твердых сплавов; штангенциркуль с величиной
отсчета по нониусу 0,1—0,05 мм; шаблоны для заточки резцов (1 шт.)
и для проверки резьбы (1 шт.)
Содержание работы по заданию
Инструктивные указания
и пояснения
I. Наладка станка для нарезания наружной трапецеидальной резьбы
1. Установить заготовку в центрах
1. Заготовка должна быть об-
работана по наружному диамет-
ру с выточенной канавкой для
выхода резьбового резца соглас-
но размерам чертежа
278
Продолжение карты 63
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить и закрепить трапеце-
идальный резец для нарезания резьбы
с шагом до 5 мм
Рис. 1
2. Предварительно установить
и закрепить резец 2 (рис. 1) по
центру. Подставить к цилиндри-
ческой поверхности заготовки 1
шаблон I
Резец ввести в канавку шабло-
на поперечной и продольной по-
дачами
Установить его режущими
кромками по профилю шаблона
без просвета
Окончательно закрепить резец
II. Нарезание трапецеидальной резьбы с шагом до 5 мм одним резцом,
имеющим профиль трапецеидальной резьбы
1. Настроить:
коробку подач на шаг нарезаемой
резьбы (проверить настройку);
коробку скоростей на требуемое чис-
ло оборотов шпинделя в минуту
2. Сделать первый проход при наре-
зании трапецеидальной резьбы с ша-
гом до 5 мм
См. карту 54, указания к зада-
ниям III — 1, 2 и 3
См. карту 55, указания к зада-
нию I — 4
2. Пустить станок и установить
резец 2 (рис. 2) на глубину реза-
ния для первого прохода резца
1. См. карту 55, указание к за-
данию II —2, 3
Рис. 2
3. Вывести резец из канавки и воз-
вратить в исходное положение, поста-
вив лимб на прежнее нулевое деление
4. Нарезать трепецеидальную резьбу
окончательно
3. См. карту 55, указания к за-
данию II — 4
4. Сделать второй, третий
и т. д. проходы резца. Величина
подачи резца при втором прохо-
де от 0,4 до 0,2 мм, при треть-
ем— от 0,3 до 0,1 мм, четвер-
том — от 0,1 до 0,02 мм и т. д. до
окончательного нарезания резь-
бы. Подавать резец на глубину
резания в поперечном направле-
279
Продолжение карты 63
Содержание работы по заданию
Инструктивные указания и пояснения
5. Проверить нарезанную резьбу
Рис. з
нии, отсчет вести по лимбу винта
поперечной подачи, устанавливая
каждый раз лимб на нулевое де-
ление. Применять смазочно-ох-
лаждающую жидкость (см. кар-
ту 55, указание к заданию II — 5)
5. Проверять резьбу 1 либо ка-
либром-кольцом, либо шаблоном
II (рис. 3). Шаблон должен тра-
пецеидальным выступом плотно
войти во впадину резьбы и опе-
реться заплечиками а на верши-
ны ниток (выступов) резьбы
III. Нарезание трапецеидальной резьбы с шагом больше 5 мм
двумя резцами
1. Установить и закрепить заготовку
в центрах
2. Установить и закрепить прорезной
(канавочный) резец
3. Установить и закрепить профиль-
ный трапецеидальный резец
4. Настроить:
коробку подач на шаг нарезаемой
резьбы (проверить настройку);
коробку скоростей на требуемое чис-
ло оборотов шпинделя в минуту
5. Установить прорезной (канавоч-
ный) резец на глубину резания для
первого прохода
6. Сделать первый проход, вывести
резец из впадины и возвратить в ис-
ходное рабочее положение
280
1. Заготовки должны быть об-
работаны по наружному диамет-
ру, с выточенной канавкой для
выхода резца согласно размерам
чертежа
Вершина заднего центра долж-
на точно совпадать с вершиной
переднего центра
2. Прорезной канавочный ре-
зец 2 (рис. 2) должен иметь ре-
жущую кромку шириной, равной
ширине впадины резьбы
3. Резец установить точно по
центру и шаблону I (см. рис. 1)
4. См. карту 54, указания к за-
даниям III — 1, 2 и 3
См. карту 55, указания к за-
данию I — 4
5. См. карту 55, указания к за-
данию II — 2
7. См. карту 55, указания к за-
данию II — 3, 4, 5
Продолжение карты 63
Содержание работы по заданию
Инструктивные указания и пояснения
7, Выточить винтовую впадину окон-
чательно
7. Сделать второй, третий
и т. д. проходы резца
Величина подачи резца 2
(рис. 4) при втором и последую-
щих проходах от 0,4 до 0,2 мм
Подавать резец на врезание
прямой поперечной подачей, уста-
навливая каждый раз лимб на ну-
левое деление
Выточить впадину 1 на полную
глубину резьбы
8. Настроить станок на нарезание
трапецеидальной резьбы
9. Ввести трапецеидальный резец в
винтовую впадину
10. Вывести резец из впадины и воз-
вратить его в исходное положение
11. Сделать первый проход при чис-
товом нарезании трапецеидальной
резьбы с шагом более 5 мм
12. Нарезать трапецеидальную резь-
бу окончательно
Рис. 5
8. См. карту 54, указания к за-
данию III — 1, 2, 3
9. Вводить резец в винтовую
впадину комбинированной пода-
чей, одновременно вращая ру-
коятки винтов верхних и нижних
салазок
10. См. карту 55, указания к
заданию III — 5
11. Подавать резец на глубину
врезания при первом и последую-
щих проходах от 0,2 до 0,02 мм
прямой поперечной подачей
12. Сделать второй, третий
и т. д. проходы резца
Резец 2 подавать на глубину
резания при каждом проходе
(рис. 5) только в поперечном
направлении. Применять сма-
зочно-охлаждающие жидкости
(см. карту 55, указание к зада-
нию II—5).
13. Проверить нарезанную трапеце-
идальную резьбу
13. Проверять резьбу калиб-
ром-кольцом либо шаблоном
(см. указание к заданию II—5,
рис. 3)
281
Продолжение карты 63
Содержание работы по заданию
Инструктивные указания и пояснения
IV. Нарезание трапецеидальной резьбы с крупным шагом
(более 12 мм) тремя резцами
1. Установить и закрепить заготов-
ку в центрах
2. Установить и закрепить широкий
и узкий прорезные (канавочные) рез-
цы)
Рис. 6
3. Установить и закрепить профиль-
ный трапецеидальный резец
4. Настроить станок для вытачива-
ния винтовой впадины резьбы
5. Установить широкий прорезной
(канавочный) резец на глубину реза-
ния для первого прохода
6. Сделать первый проход, вывести
резец из канавки и возвратить в исход-
ное положение
7. Выточить широкую винтовую впа-
дину на глубину канавки резьбы по
среднему диаметру
8. Ввести узкий прорезной резец в
середину выточенной широкой винто-
вой канавки
Рис. 7
1. См. указание к заданию
III —1
2. Широкий прорезной (кана-
вочный) резец 2 (рис. 6) должен
иметь режущую кромку, равную
ширине впадины резьбы по сред-
нему диаметру минус 0,2—0,3 мм,
а узкий — режущую кромку, рав-
ную ширине впадины резьбы.
Резцы устанавливать точно по
центру (головка резца должна
быть расположена перпендику-
лярно к оси заготовки)
3. Резец установить точно по
центру и по шаблону (см. рис. 1)
4. См. карту 54, указания к за-
даниям III — 1, 2 и 3
См. карту 55, указания к зада-
нию I — 4
5. См. карту 55, указания к за-
данию II — 2
6. См. карту 55, указания к за-
даниям II — 3, 4, 5
7. Глубину канавки (см. рис. 6)
измерять стержнем глубиномера
штангенциркуля или специаль-
ным шаблоном
8. См. карту 55, указания к за-
данию III — 4
На рис. 7 узкий прорезной ре-
зец обозначен цифрой 2
282
Продолжение карты 63
Содержание работы по заданию Инструктивные указания и пояснения
9. Сделать первый, второй, третий и т. д. проходы резца до неполной глу- бины вытачиваемой винтовой впадины на 0,1—0,2 мм по внутреннему диа- метру резьбы 10. Нарезать трапецеидальную резь- бу профильным трапецеидальным рез- цом 10. См. рис. 8, указания к за- даниям III — 8, 9, 10, 11 и 12
11. Проверить нарезанную резьбу
11. Проверять трепецеидальную
резьбу шаблоном
См. указание к заданию II — 5,
рис. 3
ИНСТРУКЦИОННАЯ КАРТА 64
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАРЕЗАНИЕ ВНУТРЕННЕЙ
ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Цель задания: научиться устанавливать трапецеидальные резцы для
нарезания внутренней резьбы; нарезать внутреннюю трапецеидальную
резьбу.
Оснащение рабочего места: заготовки для нарезания внутренней тра-
пецеидальной резьбы; резьбовые внутренние трапецеидальные резцы из
быстрорежущей стали и твердых сплавов; штангенциркуль с величиной
отсчета по нониусу 0,1—0,05 мм; шаблон для заточки и установки резь-
бового резца; шаблон для проверки резьбы
Содержание работы по заданию
Инструктивные указания и пояснения
I. Подготовка заготовки, наладка и настройка станка
для нарезания внутренней трапецеидальной резьбы
1. Обработать отверстие заготовки
для нарезания внутренней трапецеи-
дальной резьбы
1. Установить и закрепить за-
готовку и резцы расточные: про-
ходной и канавочный, подрезной;
подрезать торец и расточить
283
Продолжение карты 64
Содержание работы по заданию
Инструктивные указания и пояснения
2. Настроить:
коробку подач на шаг нарезаемой
резьбы (проверить настройку);
коробку скоростей на требуемое
число оборотов шпинделя в минуту
3. Установить и закрепить резьбо-
вой резец для нарезания внутренней
трапецеидальной резьбы
Рис. 1
предварительно просверленное
отверстие; выточить канавку для
выхода резьбового резца
2. См. карту 54, указания к за-
даниям III — 1, 2 и 3
См. карту 55, указание к зада-
нию I—4
3. Резьбовой резец 2 (рис. I)
установить по центру предвари-
тельно
Шаблон 3 подставить к торцу
заготовки 1 и резец подправить
так, чтобы он свободно входил в
трапецеидальную канавку шаб-
лона без перекоса головки
Окончательно закрепить резец
На стержне резца провести ме-
ловую риску А, которая будет
обозначать длину отверстия от
левой стороны головки резца
(см. карту 58, указания к зада-
ниям I—4, рис. 2, 3)
II. Нарезание внутренней трапецеидальной резьбы
1. Установить резец на глубину ре-
зания для первого прохода
1. См. рис. 2 и карту 58, ука-
зания к заданию 11—2
Рис. 2
284
Продолжение карты 64
Содержание работы по заданию
Инструктивные указания и пояснения
2. Сделать первый проход при на-
резании внутренней трапецеидальной
резьбы
2. См. рис. 3 и карту 58, указа-
ние к заданию II—3
Рис. 3
3. Нарезат'ь внутреннюю трапецеи-
дальную резьбу окончательно
3. Подавать резец на вреза-
ние с подачей от 0,2 до 0,02 мм;
сделать второй, затем третий
проходы (рис. 4, 5) и так про-
должать до окончательного на-
резания резьбы. Применять сма-
зочно-охлаждующую жидкость
(см. карту 55, указание к зада-
нию II—5)
Рис. 4
Рис. 5
4. Проверить
нарезаемую резьбу
4. См. карту 61, указание к за-
данию II—5, рис. 6
Проверять шаблоном, предназ-
наченным для трапецеидальной
резьбы
ИНСТРУКЦИОННАЯ КАРТА 65
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ, ПРОВЕРКА УГЛОВ
ЗАТОЧКИ И ЗАПРАВКА РЕЖУЩИХ КРОМОК ГОЛОВКИ РЕЗЦОВ
ДЛЯ НАРЕЗАНИЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Цель задания: научиться затачивать, проверять углы заточки и за-
правлять режущие кромки головки резьбовых резцов для нарезания
трапецеидальной резьбы.
285
Оснащение рабочего места: заготовки резьбовых резцов для наруж-
ной резьбы из быстрорежущей стали и твердых сплавов; шаблон и уни-
версальный угломер для проверки углов заточки; мелкозернистый осе-
лок из зеленого карбида кремния; защитные очки
Содержание работы по заданию
Инструктивные указания и пояснения
I. Затачивание и проверка углов заточки резьбового резца
для нарезания правой трапецеидальной резьбы
1. Заточить резец по главной зад-
ней поверхности, выдержав заданный
задний угол для нарезания трапецеи-
дальной резьбы
1. При заточке главной задней
поверхности 1, т. е. заднего глав-
ного угла а (рис. 1), пользовать-
ся теми же приемами, что и при
заточке такой же поверхности у
прорезного или у отрезного рез-
ца (см. рис. 1 карты 62)
См. карту 19, указания к зада-
нию I—1, 2
Величина главного заднего уг-
ла от 4 до 8°
2. Проверить величину заточки
главного заднего угла
2. Резец поставить на измери-
тельную поверхность А универ-
сального угломера (рис. 2). Диск
угломера 7 вращать большим
пальцем левой руки до тех пор,
пока его измерительная рабочая
поверхность Б не подойдет вплот-
ную к главной задней поверхно-
сти 1 резца. На градуированной
шкале прочитать величину угла
заточки главного заднего угла
Рис. 2
3. Заточить резец по передней по-
верхности 4, см рис. 1 (передний
угол у)
3. Приемы заточки передней
поверхности (переднего угла у)
см. в карте 15 (указания к зада-
нию I—8, рис. 10)
Рекомендуется на передней по-
верхности вытачивать канавки
вдоль режущих кромок, соблю-
дая их прямолинейность и гори-
зонтальность
В этом случае передние углы
у режущих кромок будут равны
10—15°
286
Продолжение карты 65
Содержание работы по заданию
Инструктивные указания и пояснения
4. Заточить по вспомогательной бо-
ковой поверхности 3, (см. рис. 1) вы-
держав заданный вспомогательный
задний угол «I
5. Проверить величину заточки
вспомогательного заднего угла ои
Рнс. з
6. Обработать вторую заднюю вспо-
могательную поверхность резца, вы-
держав заданный вспомогательный
задний угол а,2
7. Проверить величину заточки
вспомогательного заднего угла а2
Рис. 4
4. Приемы заточки вспомога-
тельной задней боковой поверх-
ности (вспомогательного заднего
угла) см. в карте 15 (указания
к заданию I—6, рис. 8)
При заточке резец системати-
чески охлаждать и пользоваться
защитными очками или предо-
хранительным экраном
Величина угла заточки си (для
правой резьбы) должна равнять-
ся углу т подъема винтовой ли-
нии плюс 2—3°
5. Резец (рис. 3) вставить в
универсальный угломер I и, вра-
щая диск, довести его измери-
тельную поверхность Б до плот-
ного прилегания к задней вспо-
могательной поверхности 3 го-
ловки резца (см. рис. 3). По гра-
дуированной шкале прочитать ве-
личину заточки вспомогательного*
заднего угла оц
6. Приемы заточки вспомога-
тельной боковой поверхности
(вспомогательного заднего угла
а2) см. в карте 15 (указания к
заданию I—6, рис. 8). В данном
случае Z.a2 должен быть равен
2—3°
7. Резец (рис. 4) поставить на
измерительную поверхность А
универсального угломера /. Вра-
щая диск, довести его измери-
тельную поверхность Б до плот-
ного прилегания к задней вспо-
могательной поверхности 2 го-
ловки резца
На градуированной шкале про-
читать величину вспомогательно-
го заднего угла а2
287
Продолжение карты 65
Содержание работы по заданию
Инструктивные указания и пояснения
8. Проверить угол профиля головки
резьбового резца
Рис. 5
8. Шаблон II (рис. 5) взять
левой рукой, резец I—правой,
вставить резец в канавку шаб-
лона
Головка резца должна плотно
войти в шаблон без какого-либо
просвета и перекоса головки
II. Заправка режущих кромок головки резца
Заправить режущие кромки головки
резца мелкозернистым оселком
Заправлять режущие кромки
головки резца мелкозернистым
оселком из зеленого карбида
кремния (см. карту 15, указания
к заданию I—16, рис. 16, 17 и 18)
ИНСТРУКЦИОННАЯ КАРТА 66
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАСТРОЙКА СТАНКА
ДЛЯ НАРЕЗАНИЯ МНОГОЗАХОДНОЙ РЕЗЬБЫ И НАРЕЗАНИЕ
ДВУХЗАХОДНОЙ РЕЗЬБЫ
Цель задания: научиться делить многозаходную резьбу на заходы
при помощи сдвоенной планшайбы с градуированной шкалой, сменных
зубчатых колес, плоскопараллельных плиток и индикатора, кольца с де-
лениями (станок 1К62), а также нарезать и проверять многозаходную
резьбу.
Оснащение рабочего места: резьбовые резцы из быстрорежущей ста-
ли для нарезания требуемой резьбы; двойной поводковый патрон с гра-
дуированной шкалой; индикатор и две-три плоскопараллельные плитки;
калибр-пробка (2 шт.); первый — с одной ниткой, второй — с двумя
нитками
Содержание работы по заданию Инструктивные указания и пояснения
I. Наладка станка для нарезания двухзаходнои
трапецеидальной резьбы
1. Установить заготовку в цент-
рах токарно-винторезного станка
1. Заготовка 4 должна быть об-
работана согласно чертежу под
резьбу по наружному диаметру,
иметь канавку для выхода резьбо-
вого резца при нарезании резьбы
(см. рис. 1)
288
Продолжение карты 66
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить и закрепить резь-
бовой резец для нарезания двухза-
ходной трапецеидальной резьбы с
шагом 5 мм и ходом 10 мм
Рис. 1
2. Обратить внимание па выдер-
живание вспомогательного заднего
угла «1 головки резца (при нареза-
нии правой резьбы), равного углу
подъема винтовой линии т плюс
2—3°
Угол т при нарезании двухзаход-
ной, трехзаходпой и т.д. резьб оп-
ределяется не по шагу резьбы S,
а по ходу резьбы Н (рис. 1), т. е.
где.Н — ход резьбы;
d2 — средний диаметр резьбы
Вспомогательный задний правый
угол а2 в этом случае должен быть
равен 2—3°
II. Нарезание двухзаходной трапецеидальной резьбы
с ходом 10 мм
1. Настроить:
коробку подач на ход нарезаемой
резьбы (проверить настройку);
коробку скоростей на требуемое
число оборотов шпинделя в минуту
2. Сделать первый проход
3. Сделать второй, третий и т.д.
проходы резца до окончательного
нарезания рвого захода двухза-
ходной трапецеидальной резьбы
1. См. карту 54, указания к за-
даниям III—1, 2 и 3
См. карту 55, указания к зада-
нию I—4
2. Для первого прохода устано-
вить резец на глубину резания для
получения первой винтовой впади-
ны двухзаходной трапецеидальной
резьбы, пустить станок, включить
разъемную гайку ходового винта
Вывести резец из канавки, воз-
вратить его в исходное рабочее по-
ложение. Второй, третий и последу-
ющие проходы делать так же, как
и при нарезании однозаходных раз-
личных резьб по профилю
III. Деление двухзаходной резьбы для получения
следующей винтовой впадины при помощи:
поводкового патрона со специаль-
ными прорезями
После нарезания первой винтовой
впадины, не выключая резъемной
гайки, остановить станок, снять за-
готовку с переднего центра и повер-
нуть ее на 180° так, чтобы загну-
тый конец хомутика вошел в проти-
воположную прорезь
Вновь установить заготовку на
передний центр
19—1243
289
Продолжение карты 66
Содержание работы по заданию
Инструктивные указания и пояснения
делительного поводкового патро-
на с градуированной шкалой
Рнс. 2
Нарезание первой винтовой впа-
дины на заготовке 4 (см. рис. 2)
производится при совпадении нуле-
вого штриха кольца 5 с риской 1,
нанесенной на планшайбе 6
Для нарезания второй винтовой
впадины необходимо, не выключая
разъемной гайки, отвинтить гайки 7
на один-два оборота и повернуть
кольцо 5 на 180° относительно рис-
ки 1 на неподвижной (в это время)
планшайбе 6
Завинтить гайки
Повернуть хомутик 3 с заготов-
кой до соприкосновения с поводко-
вым пальцем 2 и нарезать вторую
винтовую впадину.
При установке заготовки на
передний центр обратить внима-
ние на расположение конца хому-
тика 3 за поводковым пальцем 2
(см. рис. 2)
Данный способ деления резьбы
на заходы следует применять в том
случае, если число зубьев ведущего
колеса Z\ (рис. 3) делится без ос-
татка на число заходов нарезаемой
резьбы. На рис. 3 колесо Z\ имеет
18 зубьев. После нарезания перво-
го захода, не выключая разъемную
гайку, остановить станок и на зубе
колеса zx и против соответствующей
впадины колеса z2 сделать мелом
метки 4 и 5
От метки 4 колеса z1 отсчитать
в данном случае 9 зубьев и сделать
вторую метку 3
Отвинтить гайку 1 на один-два
оборота и гитару 2 опустить немно-
го вниз, чтобы разъединить зубча-
тые колеса zx и z2.
Завинтить (временно) гайку 1.
Повернуть шпиндель вместе с де-
талью до совпадения помеченного
риской 3 зуба колеса Z\ с впадиной
помеченной риской 5, зубчатого ко-
леса z2 (см. рис. 3). Поставить ги-
тару на прежнее место, закрепить
гайку 1 и нарезать вторую винто-
вую канавку
290
Продолжение карты 66
Содержание работы по заданию
Инструктивные указания и пояснения
плоскопараллельных концевых
плиток и индикатора
Рис. 4
кольца с делениями
Рис. 5
После нарезания первой винтовой
впадины, не выключая разъемной
гайки, переместить каретку суппор-
та влево до упора наконечника ин-
дикатора 1 (см. рис. 4) в пристав-
ленную к патрону 4 плитку 2 произ-
вольного размера
Циферблат индикатора устано-
вить нулевым делением против
стрелки
Отвести наконечник индикатора
вправо, снять плитку 2 и вместо
нее приставить к патрону 4 плитку
меньше или больше первой плитки
2 на один шаг резьбы (не на ход)
Рукояткой винта верхних сала-
зок перемещать их до тех пор, пока
наконечник индикатора не упрется
в плитку 3 и стрелка не установит-
ся точно против нуля циферблата.
Нарезать вторую винтовую впади-
ну. Такими способами можно де-
лить резьбу на требуемое число за-
ходов
У станка 1К62 делить многоза-
ходную резьбу на заходы по кольцу
с делениями (рис. 5), укрепленно-
му на шпинделе передней бабки с
левой стороны
IV. Проверка нарезанной наружной и внутренней
двухзаходной трапецеидальной резьбы
1. Проверить нарезаемую наруж-
ную двухзаходную трапецеидаль-
ную резьбу
1. Для проверки наружной двух-
заходной трапецеидальной резьбы
применять двухниточные калибры-
кольца (втулки)
19*
291
Продолжение карты 66
Содержание работы по заданию
Инструктивные указания и пояснения
2. Проверить нарезаемую трапе-
цеидальную резьбу
Рис. б
2. При нарезании первой винто-
вой впадины проверить однониточ-
ным резьбовым калибром-пробкой
(рис. 6,а), а при нарезании второй
винтовой впадины — двухниточным
калибром-пробкой (рис. 6,6)
Как однониточный, так и двухни-
точный калибры-пробки должны
ввинчиваться и вывинчиваться без
качки, с небольшим усилием
ИНСТРУКЦИОННАЯ КАРТА 67
ТЕМА. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ
И МЕТОДЫ РАБОТЫ ПРИ НАРЕЗАНИИ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПРИМЕНЕНИЕ ОПЫТА РАБОТЫ
ТОКАРЕЙ-НОВАТОРОВ ПРИ НАРЕЗАНИИ ТРЕУГОЛЬНОЙ РЕЗЬБЫ РЕЗЦАМИ
Цель задания: овладеть высокопроизводительными приемами и мето-
дами нарезания треугольной резьбы: наружной — отогнутым твердо-
сплавным резцом, внутренней — резцом с крученым стержнем, одновре-
менно тремя резцами, несколькими резцами, устанавливаемыми по ин-
дикатору.
Оснащение рабочего места: заготовки на выполняемые работы; рез-
цы: резьбовой отогнутый, блок резцов из 3 штук, крученый резьбовой для
внутренней резьбы; перечисленные резцы из быстрорежущей стали и
твердых сплавов; калибры-кольца и пробки; защитные очки; крючок для
отвода и удаления стружки
Содержание работы по заданию Инструктивные, указания н пояснения
i. Точная проверка установки резьбового резца окуляром
Рис. 1
1. Установить призму 1 (рис. 1)
к поверхности обрабатываемой за-
готовки I
Подвести резец 5 под прозрач-
ный вкладыш 3 до совпадения од-
ной из его рисок (под углами 30°,
55°, 60°) с профилем резца
Наблюдая через окуляр 2, уста-
новить резец на точное совпадение
его профиля с требуемой риской
вкладыша 3
292
Продолжение карты. 67
Содержание работы по заданию
Инструктивные указания и пояснения
Закрепить резец и приступить к
нарезанию точной резьбы (для луч-
шей видимости профиля резца по-
верхность 4 корпуса призмы окра-
шена в белый цвет)
II. Нарезание наружной треугольной резьбы
1. Нарезать метрическую резьбу
твердосплавным отогнутым резцом
2. Нарезать метрическую резьбу
одновременно тремя резцами
Рнс. 2
3. Применять рациональный спо-
соб проверки нарезаемых резьб на
заготовке, установленной в центрах
1. Резец с углом заточки по
профилю 59° установить выше цент-
ра примерно на 0,5 мм так, чтобы
осевая линия его головки была пер-
пендикулярна к оси заготовки
2. При нарезании резьбы приме-
нять режимы резания для твердо-
сплавных резцов
Нарезать мелкую метрическую
резьбу с шагом S до 2 мм за один,
два прохода
Первый резец (рис. 2) должен
иметь угол заточки 70°, второй 65°,
третий 59°. При скоростном нареза-
нии угол профиля резьбы получит-
ся 60°, несмотря на угол заточки
третьего резца в 59°
Подобрать скоростной режим ре-
зания и настроить станок для на-
резания резьбы
Нарезать резьбу за один-два про-
хода
3. Чтобы не нарушать наладку
станка при проверке наружной
резьбы на заготовке, нужно калиб-
ры-кольца помещать на удлиненный
задний центр или на пиноль задней
бабки, предварительно надев пре-
дохранительный манжет из плотной
материи или резины
Такое расположение калибра-ко-
лец позволит токарю проверять на-
резанную резьбу, не снимая заго-
товки и не разлаживая станок
III. Нарезание внутренней треугольной резьбы
1. Нарезать внутреннюю метри-
ческую резьбу резцом с крученым
стержнем
1. При нарезании внутренней
резьбы крученым резьбовым рез-
цом (рис. 3) с пластинкой из твер-
дого сплава применять повышен-
ные в Р/г—2 раза скорости резания
и величины врезания резца при
каждом проходе по сравнению с
обычной конструкцией резьбовых
293
Продолжение карты 67
Содержание работы по заданию
Инструктивные указания и пояснения
внутренних резцов с пластинками
из твердого сплава
За каждый проход подавать ре-
зец на врезание от 0,5 до 0,02 мм
Рис. 3
"2. Нарезать внутреннюю резьбу
одновременно несколькими резцами
2. Резцы 2 и 3 (рис. 4) устано-
вить в последовательности от пат-
Рис. 4
рона: резец 2 расточной, резцы 3
резьбовые с углом профиля: 75°,
70°, затем 65° и последний (пра-
вый) с углом 60°
Резцы 3 установить и закрепить
в державке 4 с таким расчетом,
чтобы расстояние между их верши-
нами было равно одному или не-
скольким шагам нарезаемой резьбы
294
Продолжение карты 67
Содержание работы по заданию
Инструктивные указания и пояснения
Кроме этого, следует установить
и закрепить резцы по их вылету из
державки при помощи индикатора
9: резец 2 — по усмотрению токаря;
вершины же резцов 3 должны вы-
ступать вперед по отношению к вер-
шине резца 2 на расстояние от
0,1 мм до полной глубины резьбы
Резьбу в заготовке 1 нарезать за
один проход с применением смазоч-
но-охлаждающей жидкости
Для отвода резцов в исходное ра-
бочее положение нужно рукоятку 7
повернуть на себя. Эксцентрик 8
рукоятки отведет салазки 5, а вмес-
те с ними и резцы по направлению
к центру
Суппорт поставить в прежнее по-
ложение, рукоятку 7 повернуть от
себя, тогда пружина 6 переместит
салазки, а вместе с ними и резцы в
исходное рабочее положение
Проверить резьбу калибром-
пробкой
ИНСТРУКЦИОННАЯ КАРТА 68
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
ПОДТЕМА. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ И МЕТОДЫ
РАБОТЫ ПРИ НАРЕЗАНИИ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПРИМЕНЕНИЕ ОПЫТА РАБОТЫ
ТОКАРЕЙ-НОВАТОРОВ ПРИ НАРЕЗАНИИ НАРУЖНОЙ И ВНУТРЕННЕЙ
ТРЕУГОЛЬНОЙ РЕЗЬБЫ РЕЗЦАМИ С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА
Цель задания: овладеть высокопроизводительными приемами и мето-
дами нарезания наружной и внутренней треугольной резьбы.
Оснащение рабочего места: резьбовые резцы для нарезания наруж-
ной и внутренней треугольной резьбы (правые) и один внутренний резь-
бовой — левый с пластинками из твердого сплава; штангенциркуль с ве-
личиной отсчета по нониусу 0,1—0,05 мм; калибры-кольца и пробки резь-
бовые; заготовки на выполняемые работы
Содержание работы по заданию
Инструктивные указания и пояснения
I. Нарезание наружной резьбы в упор
1. Установить и закрепить
заготовку и резьбовой резец
1. Заготовку 2 установить и закрепить
в патроне или в центрах (рис. 1)
Резьбовой резец 1 установить и закре-
пить в резцедержателе передней поверх-
ностью головки вниз
295
Продолжение карты 68
Содержание работы по заданию
Инструктивные указания и пояснения
2. Нарезать резьбу
2. Нарезать резьбу (правую) от перед-
ней бабки к задней (см. рис. 1) при об-
ратном вращении шпинделя (см. кар-
ту 55)
II. Нарезание внутренней резьбы в глухом отверстии
1. Нарезать резьбу в глухом
отверстии
1. Резьбовой внутренний левый резец
1 установить передней поверхностью го-
ловки вверх (рис. 2)
Резец переместить до канавки отвер-
стия заготовки 2 и подать на врезание,
установив лимб на нулевое деление (см.
карты 58 и 59)
Включить станок на обратное враще-
ние шпинделя, включить разъемную гай-
ку и сделать первый проход от передней
бабки к задней
Резец подать несколько на себя и воз-
вратить прямой продольной и попереч-
ной подачами в исходное рабочее поло-
жение, для чего целесообразно приме-
нить планку, закрепленную вместе с рез-
цом относительно торца заготовки или
по риске, нанесенной на стержне резца
Подать резец на врезание, сделать вто-
рой и т. д. проходы до окончательного
нарезания резьбы
ИНСТРУКЦИОННАЯ КАРТА 69
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
ПОДТЕМА. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ПРИЕМЫ И МЕТОДЫ
РАБОТЫ ПРИ НАРЕЗАНИИ РЕЗЬБЫ РЕЗЦАМИ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПРИМЕНЕНИЕ ОПЫТА РАБОТЫ
ТОКАРЕЙ-НОВАТОРОВ ПРИ НАРЕЗАНИИ НАРУЖНОЙ
И ВНУТРЕННЕЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Цель задания: овладеть высокопроизводительными приемами и мето-
дами нарезания наружной и внутренней трапецеидальной резьбы с ис-
пользованием резца с отрицательными фасками, двумя и тремя резцами
одновременно с использованием обратного хода суппорта.
Оснащение рабочего места: трапецеидальный резьбовый резец с от-
рицательными фасками; державка с прорезным и профильным резьбо-
вым резцом (2 шт.); комбинированный двойной резьбовой резец — про-
резной и профильный; специальные державки (рис. 4, 5 и 7). Перечис-
ленные резцы с пластинками из твердого сплава и быстрорежущей стали.
296
Продолжение карты 69
Содержание работы по заданию
Инструктивные указания и пояснения
I. Нарезание наружной трапецеидальной резьбы
с применением высокопроизводительных методов работы
1. Нарезать резьбу твердосплав-
ным резцом с отрицательным перед-
ним углом, с повышенной скоростью
и глубиной резания
Рис. 1
2. Нарезать резьбу двумя резца-
ми: профильным и прорезным
Затачивать резцы, предназначен-
ные для нарезания высокопроизво-
дительными приемами и методами,
рекомендуется после упражнений
по заточке подобных резцов из про-
стой стали
1. Скорость резания для стали и
других металлов устанавливать от
100 до 400 м/мин
Заготовка 1 (рис. 1) должна быть
предварительно обработана по на-
ружному диаметру, на ней должна
быть выточена канавка Б для ввода
резьбового резца 2, как показано на
рисунке в крайнем левом его поло-
жении I
Заготовку установить и закрепить
в патроне без радиального биения с
поджатием задним центром 3
Резец установить по центру и по
шаблону передней поверхностью
вниз (при наладке станка преду-
смотреть, чтобы при нахождении
резьбового резца в крайнем правом
его положении II расстояние между
кареткой и корпусом задней бабки
составляло примерно 150 мм, что не-
обходимо для переключения обрат-
ного вращения шпинделя на пря-
мое)
Нарезать трапецеидальную резьбу
при обратном вращении шпинделя
по стрелке А от передней бабки к
задней с требуемым числом оборо-
тов и поперечной подачей резца.
Возвращать резец из положения II
в исходное рабочее положение I при
прямом вращении шпинделя по
стрелке В
Передовик производства токарь
завода ЗИЛ С. Бушуев нарезал тра-
пецеидальную резьбу данным мето-
дом при 1000—1200 оборотах шпин-
деля в минуту с поперечной подачей
резца 0,7—0,5 мм за один проход
2. Профильный резец 1 (рис. 2)
установить первым, а за ним — про-
резной 2. Обычно такие резцы уста-
навливают наоборот
Профильный резец при первом
проходе начнет резать первым, а за
20—1243
297
Продолжение карты 69
Содержание работы по заданию
Инструктивные указания н пояснения
Рис. 2
3. Нарезать резьбу двумя резца
ми: прорезным и профильным
ним прорезной будет углублять ка-
навку на 0,25 мм. При втором и по-
следующих проходах профильный
резец будет только расширять ка-
навку двумя боковыми режущими
кромками, что во многом облегчит
процесс резания. Окончательный
профиль резьбы получится после на-
резания резьбы одним профильным
резцом
3. В этом случае прорезной резец
1 (рис. 3) будет первым, а за ним—
профильный 2
Достоинства этого метода: как
прорезной 1, так и профильный ре-
зец 2 имеют на передних поверхно-
стях канавки, которые во многом
способствуют повышению произво-
дительности труда
4. Нарезать резьбу двумя резца-
ми с использованием обратного хода
суппорта
5. Нарезать резьбу двумя резца-
ми с использованием обратного хода
суппорта и державки с откидной
головкой
4. В диск 4 приспособления 6
(рис. 4) вставить два резца: прорез-
ной 1 и профильный 8, которые за-
крепить болтами 2. Диск можно по-
вертывать вокруг оси 3 за рукоят-
ку 5 и закреплять болтом 7
Прорезным резцом 1 вытачивать
канавку на прямом ходу при враще-
нии детали по стрелке А
После прохода прорезного резца
диск за рукоятку 5 опустить вниз
Профильным резцом 8 нарезать
резьбу при обратном вращении де-
тали по стрелке Б и перемещении
резца от передней бабки к задней
5. В державку I (рис. 5) закре-
пить два резца (прорезной 2—в от-
кидную головку, профильный 1 — в
жесткую головку передней поверх-
ностью головки вниз). Прорезной
резец 2 должен выступать впереди
профильного на 0,05—0,1 мм.
Последовательность нарезания
резьбы:
в конце прохода прорезной резец
2 откинуть на себя в вертикальное
положение;
Рис. 5
298
Продолжение карты 69
Содержание работы по заданию
Инструктивные указания и пояснения
6. Нарезать модульную резьбу
тремя резцами
Рис. 6
II. Нарезание внутренней
1. Нарезать резьбу двумя резца-
ми с использованием обратного хода
суппорта
Рис. 7
включить обратный ход станка и
ввести в работу профильный резец 1
и так продолжать до окончательно-
го нарезания резьбы.
6. В резцедержатель (рис. 6) ус-
тановить три резца: первый — с уг-
лом профиля 20—25°; второй — с уг-
лом профиля 40°, но меньше по раз-
мерам, чем резец, третий — то же
профильный с углом 40° и точный по
размерам резьбы
Порядок нарезания резьбы:
за два-три прохода выточить ка-
навку двумя резцами 1 и 2;
за два-три прохода резьбу наре-
зать окончательно чистовым про-
фильным резцом 3
трапецеидальной резьбы
1. В державку 3 (рис. 7) закре-
пить два резца прорезной 1 и про-
фильный 2; при этом резцы располо-
жить друг от друга на половину ша-
га нарезаемой резьбы
После прохода прорезным резцом
державку 3 переместить на противо-
положную сторону, включить обрат-
ный ход суппорта и в работу ввести
профильный резец и так продолжать
до окончательного нарезания резьбы
ИНСТРУКЦИОННАЯ КАРТА 70
ТЕМА. ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ДЕТАЛЕЙ
С УСТАНОВКОЙ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ
Цель задания: научиться устанавливать, выверять и закреплять за-
готовки в четырехкулачковом патроне и обрабатывать наружные поверх-
ности.
Оснащение рабочего места: четырехкулачковый патрон; заготовки
(согласно чертежу); патронный торцовый ключ; резцы: проходной ото-
гнутый, упорнопроходной и подрезной; кусочки мела; рейсмус; индика-
тор; центровая оправка; защитные очки; крючок для отвода и удаления
стружки.
20*
299
Продолжение карты 70
Содержание работы по заданию
Инструктивные указания и пояснения
I. Установка и выверка заготовки с помощью мела
1. Установить четырехкулачковый
патрон на шпинделе станка
1. Устанавливать и снимать
патрон такими же приемами, что
и трехкулачковый самоцентри-
рующий патрон
2. Развести кулачки (ориентиро-
вочно) по размерам заготовки
Рис. 1
2. Измерить заготовку / (в по-
перечном сечении) и по получен-
ным величинам предварительно
развести кулачки 1, 2, 3, 4 четы-
рехкулачкового патрона (рис. 1),
использовав для этой цели риски,
нанесенные на торцовой поверх-
ности планшайбы патрона
3. Установить и закрепить заготов-
ку в патроне
Рис. 2
3. Левой рукой вращать с по-
мощью ключа винт перемещения
кулачка, а правой — поддержи-
вать заготовку I (рис. 2). Как
только кулачок 1 коснется по-
верхности заготовки, повернуть
вручную на себя патрон на поло-
вину оборота и поджать кулачок
3 (рис. 2). Также поступить с ку-
лачками 4, 2, т. е. поджать кула-
чок 4, а потом кулачок 2 (или
наоборот)
Настроить коробку скоростей
на минимальное число оборотов
шпинделя, пустить станок
300
Продолжение карты 70
Содержание работы по задаввю
Инструктивные указания и пояснения
4. Выверить заготовку с помощью
мела
Рис. 3
4. Взять кусочек мела пальца-
ми правой руки и опереть ее на
кисть левой руки (рис. 3). Осто-
рожно подвести мел к медленно
вращающейся заготовке I.
Если меловая метка не обоз-
начится по всей окружности, за-
готовку необходимо выверить
Если меловая метка находит-
ся против кулачка 1 (рис. 4), то
остановить станок, кулачок 3 не-
много отпустить, а кулачок 1
поджать до полного закрепления
заготовки. Пустить станок и
вновь проверить установку заго-
товки, и так делать до образова-
ния на цилиндрической поверх-
ности заготовки сплошной мело-
вой метки
Рис. 4
5. Окончательно закрепить заготов-
ку поджатием кулачков в последова-
тельности 1—3 и 2—4
6. Приступить к обработке торцо-
вых и цилиндрических поверхностей
5. Если меловая метка будет
находиться между кулачками 3
и 4 (см. рис. 4), то следует оста-
новить станок, кулачок 1 отпус-
тить, кулачок 3 поджать, кула-
чок 2 отпустить, кулачок 4 под-
жать. Отпускать кулачки нужно
на небольшую величину, чтобы
заготовка не могла упасть из
них. Проверять установку заго-
товки следует до тех пор, пока
по всей ее окружности не полу-
чится сплошная меловая метка
6. См. карту 12, указания к за-
даниям II, III
301
Продолжение карты 70
Содержание работы по заданию
Инструктивные указания и пояснения
II. Выверка заготовки с помощью рейсмуса
1. Предварительно установить заго-
товку и рейсмус
Рис. 5
1. Рейсмус II установить на
продольные направляющие 1
станины (рис. 5) либо на карет-
ку 2 суппорта (рис. 6)
Настроить коробку скоростей
на медленное вращение шпинде-
ля, пустить станок
Рис. 6
2. Выверить заготовку
2. Подвести чертилку А
(рис. 6) к поверхности вращаю-
щейся заготовки I, оставляя за-
зор между ними 0,3—0,5 мм. Сле-
дить за изменением зазора и со-
ответственно отпускать одни и
поджимать другие кулачки до
получения равномерного зазора
по всей окружности заготовки.
Остановить станок, окончатель-
но закрепить заготовку
3. Приступить к обработке торцо-
вых и цилиндрических поверхностей
302
Продолжение карты 70
Содержание работы по заданию
Инструктивные указания и пояснения
III. Выверка заготовки с помощью индикатора
Деталь А (рис. 7) с нерав-
номерным прямоугольным по-
перечным сечением установить в
четырехкулачковом патроне (ку-
лачки 1 и 3 переставлены на 180°,
а кулачки 2 и 4 установлены
обычно)
Выверку индикатором Б вы-
полнять при точной установке
заготовки (детали)
Точность выверки, мм, при чи-
стовом обтачивании мелких за-
готовок должна быть от 0,02 до
0,04; средних — от 0,03 до 0,06;
крупных — от 0,05 до 0,08. Уста-
навливать индикатор на станке
так же, как и рейсмус. Биение
(точность выверки) определять
как разность наибольшего и наи-
меньшего показаний индикатора
IV. Выверка заготовки с помощью переднего и заднего центров
Предварительно размеченную и
накерненную заготовку устано-
вить в центры. Осторожно под-
вести к заготовке один из ку-
лачков, затем с противоположной
стороны — другой, поджав его
потуже
Таким же образом подвести к
заготовке два других кулачка.
Окончательно закрепить каждый
кулачок
Отвести задний центр и при-
ступить к намеченной обработке
установленной заготовки
V. Выверка заготовки с помощью цилиндрической оправки
Заготовку 2 (рис. 8) предва-
рительно надеть на цилиндриче-
скую центровую оправку 3 и ус-
тановить в центрах
Осторожно и равномерно, как
и в предыдущем случае, закре-
пить заготовку в кулачках пат-
рона 1
Отвести заднюю бабку вместе
с центром в исходное положение,
вынуть оправку и приступить к
обработке заготовки (детали)
Рис. 8
303
ИНСТРУКЦИОННАЯ КАРТА 71
ТЕМА. ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ДЕТАЛЕЙ НА ПЛАНШАЙБЕ
Цель задания: научиться устанавливать, выверять, закреплять и об-
рабатывать заготовки симметричной и несимметричной формы на план-
шайбе с применением прижимных планок; обрабатывать по заданию в
плите отверстия с точным расположением их осей.
Оснащение рабочего места: планшайба; детали прямоугольной фор-
мы и типа шатуна; индикатор со специальной державкой; штангенцир-
куль с величиной отсчета по нониусу 0,1—0,05 мм; плоская деталь (пли-
та) с установленными втулками (см. рис. 3); рейсмус
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обработка заготовок некруглой формы на планшайбе
1. Установить, выверить и закре-
пить заготовку
Рис. 1
1. У планшайбы 1 (рис. 1) пазы
2 и отверстия 4 использовать для
установки зажимных болтов 5,
риски 3 — для предварительной ус-
тановки заготовки 8
Заготовку 8 прижать к планшай-
бе задним центром в накерненное
центровое углубление; предвари-
тельно закрепить заготовку при-
жимными планками 7 при помощи
зажимных болтов 5 с гайками и
стоек-vnoDOB 6
2. Расточить и развернуть отвер-
стие заготовки
2. Выверить рейсмусом заготов-
ку по линии центров станка и окон-
чательно закрепить, затем присту-
пить к обработке отверстия
Обрабатывать отверстие ранее
указанными способами
II. Установка и обработка деталей несимметричной формы
на планшайбе
На планшайбе 1 (рис. 2) исполь-
зовать отверстия 9 для крепежных
болтов, риски 8 — для предвари-
тельной установки заготовки, Т-об-
разные пазы 7 для установки спе-
циальных кулачков 5 и противо-
веса 10
304
Продолжение карты 71
Содержание работы по заданию
Инструктивные указания и пояснения
1. Установить, выверить и закре-
пить заготовку шатуна на план-
шайбе
Рис. 2
1. Установить:
а) три кулачка 5 с регулировоч-
ными болтами 6;
б) заготовку шатуна 2, предвари-
тельно закрепив его прижимной
планкой 3 при помощи болтов 4
Установить, отбалансировать и
закрепить противовес 10, застопо-
рив его упором 11, установленным
в Т-образном пазе
Выверить заготовку шатуна по
рейсмусу регулировочными бол-
тами 6
Окончательно его закрепить и
приступить к растачиванию отвер-
стия
2. Расточить отверстие в нижней
головке шатуна
3. Сверлить, расточить и развер-
нуть у плиты три отверстия с точ-
ным расположением осей (отвер-
стий)
2. Для снятия заготовки шатуна
открепить прижимную планку 3 и
только один регулировочный болт
6. Следить за прочным креплением
противовеса 10 и его упора 11
3. На заготовке-плите 2 (рис. 3)
предварительно устанавливаются
на месте будущих отверстий втулки
3, 5 и 6 с точным соблюдением рас-
стояний между осями отверстий
Предварительно установить заго-
товку 2 на планшайбе 1, выверить
ее индикатором 7 по втулке 6, от-
вернуть крепежный ее болт, снять
втулку
Приступить к обработке первого
отверстия- Таким же способом об-
работать и другие два отверстия,
на месте которых установлены
втулки 3 и 5
Рис. 3
305
ИНСТРУКЦИОННАЯ КАРТА 72
ТЕМА. ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ДЕТАЛЕЙ
С УСТАНОВКОЙ НА УГОЛЬНИКЕ
Цель задания: научиться устанавливать, выверять, закреплять и об-
рабатывать заготовки на жестких и регулируемых угольниках.
Оснащение рабочего места: планшайба; угольник под 90° и 60° (см.
рис. 1, 2 и 3); патрубок; кронштейн; трехкулачковый патрон с угольни-
ком (см. рис. 5); рейсмус; штангенциркуль с величиной отсчета по нони-
усу 0,1—0,05 мм; калибры-пробки.
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обработка деталей на угольниках
1. Установить, выверить и закре-
пить заготовку подшипника
Рис. I
1. Угольник 4 (рис. 1) установить
и закрепить на планшайбе 2 бол-
тами 5 так, чтобы осевая линия от-
верстия устанавливаемой на нем
заготовки подшипника 3 находи-
лась по линии центров станка. Вы-
верка заготовки подшипника по ли-
нии центров достигается проверкой
рейсмусом по стрелкам А и В. Кро-
ме этого, заготовку подшипника
следует выверить в плоскости, па-
раллельной плоскости самой план-
шайбы по стрелке Б, затем нужно
хорошо отбалансировать планшай-
бу и закрепить противовес /, засто-
порив его упором 6
2. Расточить отверстие у заготов-
ки подшипника
3. Установить, выверить и за-
крепить угольник и заготовку па-
трубка
2. Растачивать отверстия ранее
изученными приемами
3. На планшайбе 1 установить
угольник 6, имеющий поперечные
ребра 7, и предварительно закре-
пить его болтами с гайками 8
На угольник установить заготов-
ку патрубка 4 и закрепить ее гайка-
ми 5. Установить и закрепить бол-
том и гайкой 2 противовес 3, засто-
порив его упором
Выверить заготовку патрубка,
окончательно закрепить угольник,
затем приступить к растачиванию
отверстия патрубка
Рис. 2
306
Продолжение карты 72
Содержание работы по заданию
Инструктивные указания и пояснения
4. Установить, выверить и закре-
пить угольник и заготовку крон-
штейна- Расточить и развернуть от-
верстие у кронштейна
Рис. 3
4. Установить и закрепить гайка-
ми 3 на угольнике 4 заготовку крон-
штейна 2. Предварительно устано-
вить противовес 1. Выверить уголь-
ник так, чтобы осевая линия отвер-
стия кронштейна находилась по ли-
нии центров станка. Окончательно
закрепить угольник, противовес, за-
стопорив его упором. Приступить к
обработке отверстия заготовки крон-
штейна
II. Применение вместо обычной планшайбы
других приспособлений:
трехкулачкового самоцентриру-
ющего патрона с угольником
У трехкулачкового самоцентриру
ющего патрона 1 (рис. 4) один ку-
лачок снять, вместо него устано-
вить угольник 2 и закрепить его
гайками 3
Регулировать угольник переме-
щением его по пазу патрона
специальной планшайбы с регули-
руемым угольником
Угольник 3 (рис. 5) регулировать
по направляющим 2 винтом 4
(рис. 5, а, б) в горизонтальной пло-
скости и по направляющим корпу-
са планшайбы 1 винтом 5 в верти-
кальной плоскости (рис. 5, а)
Рис. 5
307
ИНСТРУКЦИОННАЯ КАРТА 73
ТЕМА. ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ДЕТАЛЕЙ
С ПРИМЕНЕНИЕМ НЕПОДВИЖНЫХ ЛЮНЕТОВ
Цель задания: научиться устанавливать неподвижные люнеты на ста-
нине станка, устанавливать и обрабатывать длинные нежесткие заготов-
ки (валы) с применением неподвижных люнетов обычной конструкции,
со специальной втулкой, самоцентрирующих, с встроенными в кулачки
шариковыми и роликовыми подшипниками, конструкции В. К- Семинско-
го; обрабатывать длинные и тонкие заготовки без люнета, с применени-
ем специального упора.
Оснащение рабочего места: неподвижный люнет обычной конструк-
ции; вал диаметром 40—50 мм и длиной 800—1000 мм; индикатор на спе-
циальной стойке; цилиндрическая втулка (см. рис. 3); самоцентрирую-
щий люнет (см. рис. 6); люнет с шарикоподшипниками (см. рис. 7); спе-
циальный люнет (см. рис. 8), специальный упор, устанавливаемый в от-
верстие шпинделя передней бабки (см. рис. 9); вращающийся центр;
резцы: проходной, отогнутый правый и проходной упорный; штангенцир-
куль с величиной отсчета по нониусу 0,1—0,05 мм
Содержание работы по заданию
Инструктивные указания н пояснения
I. Обработка нежестких валов с применением
неподвижного люнета
1. Проточить на валу канавку
(шейку) под люнет
Неподвижный люнет применять
при обработке нежестких валов,
т. е. когда длина вала больше его
диаметра в 10—12 и более раз- За-
готовку вала выправить, если име-
ется прогиб
Вершины переднего и заднего
центров должны точно совпадать
1. Установить заготовку вала в
центрах станка, выточить канавку
под кулачки люнета примерно на
‘/г, ’/з Длины вала от передней баб-
ки. Поверхность канавки должна
быть чистой и правильной цилинд-
рической формы при наименьшем
снятии слоя металла
308
Продолжение карты 73
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить неподвижный лю-
нет на направляющих станины
станка
Рис. 1
2. Перед установкой люнета
(рис. 1) кулачки 4 при помощи
винтов 3 развести ориентировочно
под диаметр проточенной канавки
вала и откинуть крышку 5. Устано-
вить корпус 1 на станине против
канавки вала и закрепить планкой
8 и гайкой 7, крышку 5 закрыть и
закрепить гайкой (звездочкой) 6.
Цифрой 2 обозначен винт
3. Установить и закрепить кулач-
ки люнета
4. Обработать нежесткий вал с
применением специальной цилинд-
рической втулки
3. Вращая верхний винт 3*
(рис. 2), подвести кулачок до каса-
ния с поверхностью канавки и за-
стопорить его винтом 2
Вращением боковых винтов 3" и
3'" проделать то же самое, смазать
поверхность канавки маслом и при-
ступить к обработке правой части
вала 8 (поз. 1, 2, 4, 5, 6, 7 те же,
что и на рис. 1)
Для обработки левой части вал
переставить в центрах, кулачки лю-
нета вновь отрегулировать на обто-
ченной поверхности вала
4. Цилиндрическую втулку 1
(рис. 3) применить при обработке
заготовки 1 (когда протачивать ка-
навку нельзя)
Установить втулку на заготовку
и выверить ее по индикатору 2, ус-
тановленному и закрепленному в
резцедержателе станка, при помо-
щи винтов 3
Рис. 3
309
Продолжение карты 7?
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 4
5. Обработать отверстие большо-
го диаметра длинной заготовки, ус-
тановленной одной стороной в пат-
роне, а другой — в неподвижном
люнете
Рис. 5
Установить и закрепить люнет
на направляющих станины станка
(рис. 4)
Подвести кулачки люнета к ци-
линдрической втулке I и закрепить
их винтами 3
Приступить к требуемой обработ-
ке заготовки (вала) 1 до втулки
люнета
После этого откинуть крышку
люнета, снять втулку, переставить
вал другой стороной в центрах, ус-
тановить кулачки люнета по диа-
метру обточенной части вала и при-
ступить к обработке другого его
конца
5. Обработанную по наружной
поверхности заготовку 6 (рис. 5)
установить и закрепить в трехку-
лачковом патроне 7, с расточенны-
ми или прошлифованными кулач-
ками и в люнете 5 (как показано на
рисунке)
Отверстие обрабатывать в такой
последовательности:
подрезать торец резцом /;
сверлить сверлом 2 отверстие;
расточить отверстие расточным
резцом 3, установленным в резце-
держателе 4 до требуемого диамет-
ра и длины (глубины)
II. Применение люнетов усовершенствованной конструкции
при обработке нежестких валов (длинных и тонких)
Обычные люнеты требуют много
времени на регулирование кулач-
ков, малопригодных при скорост-
ной обработке, поэтому токари ча-
сто применяют люнеты усовершен-
ствованной конструкции
310
Продолжение карты 73
Содержание работы по заданию
Инструктивные указания и пояснения
самоцентрирующего люнета
При вращении головки 10 винта
9 (рис. 6), помещенного в корпусе
1 люнета, будет вращаться кольцо
2, имеющее на наружной поверхно-
сти зубья. Кулачок 3 и два других
таких же кулачка имеют штифты
8, входящие в эксцентриковые ка-
навки 7 кольца. Таким образом,
при вращении кольца кулачки бу-
дут либо сходиться к центру, либо
расходиться. В остальном конструк-
ция не отличается от обычного лю-
нета
люнета со встроенными в его ку-
лачки шариковыми или роликовы-
ми подшипниками
Рис. 7
Для скоростного резания мало-
пригодны и обычный и самоцентри-
рующий люнеты даже в том случае,
если в кулачки впаяны пластинки
твердого сплава, поэтому рекомен-
дуется применить люнет, в кулачки
которого встроены шариковые или
роликовые подшипники / (рис. 7).
В остальном устройство, установка,
регулирование кулачков люнета ос-
таются прежними
люнета особой конструкции тока-
ря-новатора В. К. Семинского
Заготовку 2 (рис. 8) через отвер-
стие втулки 5 люнета установить
левым концом в грибковый центр 1,
а правый конец — поддерживать
задним вращающимся центром
У заготовки канавку не протачи-
вать. Для закрепления люнета на
заготовке достаточно завинтить
винт 7 до упора с заготовкой, тогда
кольцо 6 будет вращаться вместе
311
Продолжение карты 73
Содержание работы по заданию
Инструктивные указания и пояснения
с заготовкой, а с кольцом — втулка
5, соединенная с ним шпилькой 8
На втулке 5 посажен роликовый
подшипник 4, который наружным
кольцом встроен в корпус 3 люне-
та. Заготовка вращается без ка-
ких-либо посторонних трений о ее
поверхность
III. Обработка нежестких (длинных и тонких) валов без люнета
Обработать нежесткий (длинный
и тонкий) вал без люнета, приме-
няя специальный упор
Рис. 9
Токарь-новатор В. К. Семинский
добился повышения производитель-
ности труда и высокого качества
продукции при обработке нежест-
ких валов без применения люнетов
Установить в левой части отвер-
стия шпинделя передней бабкн
упор 1 (рис. 9), в пиноль задней
бабки вращающийся центр 7
У заготовки обточить фаски 2 и
6, выточить канавку 4
У патрона 3 расточить или про-
шлифовать кулачки
Установить и закрепить резец 5
в резцедержателе
Одним концом вал упереть в
упор 1, другой конец — поддержи-
вать задним центром 7
Зажать вал кулачками патрона
в месте выточенной канавки 4
Приступить к обработке одного
конца вала
Другой конец вала обрабаты-
вать в том же порядке
312
ИНСТРУКЦИОННАЯ КАРТА 74
ТЕМА. ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ДЕТАЛЕЙ
С ПРИМЕНЕНИЕМ ПОДВИЖНЫХ ЛЮНЕТОВ
Цель задания: научиться устанавливать подвижные люнеты на суп-
порте станка, устанавливать и обрабатывать нежесткие заготовки типа
валов в люнетах обычной конструкции и двухрядном.
Оснащение рабочего места: подвижные люнеты обычной конструкции,
с двумя рядами кулачков, с шарикоподшипником; кронштейн-люнет; за-
готовка нежесткого вала; проходной отогнутый чистовой резец с глав-
ным углом в плане <р—60—70°; штангенциркуль с величиной отсчета по
нониусу 0,1—0,05 мм
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обработка нежестких валов с применением подвижных люнетов
1. Проверить совпадение вершин
переднего и заднего центров
2. Обточить нежесткий вал с при-
менением подвижного люнета
обычной конструкции
Рис. 1
Подвижный люнет применяют
при чистовой обработке и нареза-
нии резьбы на заготовках типа
нежестких валов с постоянным се-
чением
Заготовку вала, имеющую про-
гиб (изогнутость), необходимо вы-
править
1. Установить на каретку суп-
порта подвижный люнет I (рис. 1),
резец 4 — в резцедержателе, заго-
товку 8 — в центры
2. Обточить заготовку со стороны
задней бабки на длину 30—40 мм
Несколько отвести резец на себя,
остановить станок. Подвести при
помощи винтов 1' и 1" кулачки лю-
нета до соприкосновения с обрабо-
таной поверхностью и закрепить
их стопорными винтами 2 (резец
должен находиться впереди кулач-
ков люнета на расстоянии 4—5 мм)
Включить станок, подвести вер-
шину резца до соприкосновения с
обработанной поверхностью, вклю-
чить продольную подачу и продол-
жать обтачивать заготовку вала на
требуемую длину (на рис. 1 пока-
зано конечное положение резца).
Можно обрабатывать очень длин-
ные и тонкие валы с применением
нескольких люнетов: одного, двух
неподвижных и одного подвижного
313
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
3. Нарезать резьбу на нежест-
ком валу с применением люнета
4. Обточить нежесткий вал с при-
менением двухрядного люнета с
шестью кулачками
Рис. 2
5. Обточить нежесткий вал с при-
менением люнета, закрепленного
в резцедержателе
3. Устанавливать и закреплять
подвижный люнет и резец (в дан-
ном случае резьбовой) так же, как
и в предыдущем случае
Нарезать резьбу с автоматиче-
ским возвратом каретки суппорта
(резца) в исходное рабочее поло-
жение без отвода и дополнительно-
го регулирования кулачков в лю-
нете
При значительной длине и малом
сечении вала (как, например, суп-
портные винты станка поперечной
подачи) правый конец заготовки
закреплять в расточенных сырых
кулачках, или в разрезной втулке,
или в специальном зажимном при-
способлении
4. Люнет I имеет сверху два ку-
лачка с прижимными винтами 1'
(рис- 2), сбоку два кулачка с вин-
тами 1", что обеспечивает хороший
упор со всех трех сторон и устраня-
ет возможную вибрацию обрабаты-
ваемого валика. Устанавливать и
закреплять кулачки так же, как и
у простого подвижного люнета
(2 — стопорные винты)
5. В головку 1 люнета (рис. 3, а)
вмонтирован шариковый подшип-
ник 2, в который вставляются смен-
ные втулки 3. Подшипник со смен-
ной втулкой прикрывает предохра-
нительное кольцо 5. В державку
люнета закрепляется резец 4 с оп-
ределенным вылетом его головки
314
Продолжение карты 74
Содержание работы по заданию
Инструктивные указания и пояснения
Рис. 3
Люнет закрепить в резцедержате-
ле так, чтобы вершины резца сов-
пали с линией центров станка. За-
крепить обрабатываемый пруток
6 (рис. 3, б), в трехкулачковый пат-
рон. Ввести правый конец заготов-
ки прутка в сменную втулку 3-
Пустить станок, включить механи-
ческую подачу, обточить круглый
пруток до заданного диаметра и
длины
II. Обработка нежестких валиков с применением специального
кронштейна-люнета конструкции токаря-универсала И. Е. Тхора
Токарь-универсал лауреат Госу-
дарственной премии СССР И. Е.
Тхор применил при обработке не-
жестких валиков диаметром от 4
до 15 мм специальный кронштейн-
люнет (рис. 4), обеспечивающий
расположение резца не слева от ку-
лачков люнета (как обычно), а
справа, что является необходимым
условием при обработке нежестких
валиков малого диаметра (от 1 до
15 мм)
315
Продолжение карты 74
Содержание работы по заданию
Инструктивные указания и пояснения
1. Установить и закрепить крон-
штейн-люнет и резец
Приспособление состоит из
корпуса 1, вставленного в него
бронзового диска 2 с люнетнымц
отверстиями А разных диаметров ц
четырьмя фиксирующими отвер-
стиями Б, стопорного болта 3
1. Кронштейн-люнет (рис. 4)
установить и закрепить так же, как
и обычный подвижный люнет
Повернуть диск 2 до совпадения
осевой линии одного (требуемого)
отверстия с линией центров станка
и закрепить болтом 3 (рис. 4)
Установить и закрепить проход-
ной или проходной упорный резец
4 (рис. 5) так, чтобы он находился
с правой стороны бронзового диска
2 и плотно прилегал к нему
2. Установить и закрепить заго-
товку (пруток) нежесткого валика
3. Обточить заготовку (пруток)
нежесткого валика до заданного
размера
2. Закрепить один конец прутка
3 (см- рис. 5) в патроне, другой ко-
нец вставить в люнетное отверстие
диска 2, но так, чтобы торец прут-
ка 1 совпадал с торцом диска 2
3. Установить резец 4 (см. рис. 5)
иа требуемую глубину резания и
включить станок и автоматическую
подачу, обточить заготовку с диа-
метра d до диаметра di
ИНСТРУКЦИОННАЯ КАРТА 75
ТЕМА. ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ЭКСЦЕНТРИКОВЫХ ДЕТАЛЕЙ
Цель задания: научиться размечать и сверлить центровые отверстия
по главной оси валика и эксцентричной его поверхности; обрабатывать
эксцентриковые валики, коленчатые валы, эксцентриковые втулки с при-
менением центровой оправки и регулируемого трехкулачкового патрона.
Оснащение рабочего места: заготовка эксцентрикового валика; ко-
ленчатые валы; специальное приспособление для обработки коленчатого
вала (см. рис. 3); центровая оправка; штангенциркуль с величиной от-
счета по нониусу 0,1—0,05 мм; микрометры с пределами измерения
0—25 мм и 25—50 мм.
316
Продолжение карты 75
Содержание работы по заданию
Инструктивные указания и пояснения
I. Обработка эксцентриковых деталей типа валика
При обработке эксцентриковых деталей обычно указывается величи-
на расстояния между главной осью детали и осью эксцентричной поверх-
ности. Эта величина расстояния между осями и будет называться экс-
центриситетом
1. Разметить и накернить центры
на главной оси 00 и оси эксцент-
ричной поверхности OiOi
2. Сверлить центровые отверстия
осей 00 и OjOi
1. У заготовки эксцентрикового
валика (рис. 1) с подрезанными
торцами в размер длины 70 мм по-
крыть мелом торцовые поверхности
и положить заготовку на призму,
расположенную на разметочной
плите. Установить на плите штан-
генрейсмус так, чтобы его измери-
тельная поверхность с рамкой каса-
лась наружной поверхности заготов-
ки валика
Опустить измерительную поверх-
ность штангенрейсмуса с рамкой на
V2 диаметра заготовки, т. е. в дан-
ном случае на 17,5 мм, и провести
на торцах горизонтальные линии
Повернуть заготовку на призме
на 90° так, чтобы ранее проведен-
ные горизонтальные линии устано-
вились точно в вертикальное поло-
жение
На торцах заготовки провести
вторые горизонтальные линии той
же высоты. Пересечение двух про-
веденных линий образует на торцах
центры оси OiOi эксцентричной по-
верхности
Опустить рамку с измерительной
поверхностью штангенрейсмуса точ-
но на 5 мм, т. е. на величину экс-
центриситета (см. рис. 1), и прове-
сти на торцах третью линию, пере-
сечение которой с вертикальной ли-
нией теперь образует на торцах
центры главной оси 00 основной
поверхности валика
С помощью кернера и молотка на-
кернить центры осей 00 и O1O1 с
двух сторон
2. Заготовку с накерненными
центрами поочередно подставлять к
заднему центру и, вращая махови-
чок задней бабки, подавать на вра-
щающееся центровое комбиниро-
ванное сверло 0 3 мм (для данного
случая) до образования центровых
317
Продолжение карты 75
Содержание работы по заданию Инструктивные указания и пояснения
3. Установить заготовку валика в центры центровыми отверстиями оси 00, обточить поверхность В и под- резать торец поверхности Б 4. Установить заготовку валика в центрах отверстиями оси OiOj и об- точить эксцентричную поверхность Б отверстий соответствующих разме- ров. Таким же образом сделать центровые отверстия на другом тор- це 3. При обработке массивного экс- центрикового вала с большим экс- центриситетом устанавливать на планшайбу груз (противовес) для предупреждения вибрации вала и эллипсности обтачиваемых поверх- ностей. Для удобства обработки по- верхностей В а Б применить проход- ной упорный резец. В таком же по- рядке обработать другую сторону заготовки А 4. При обтачивании эксцентрич- ной поверхности Б ранее установ- ленный груз заменить другим в за- висимости от величины эксцентрич- ной поверхности Б и эксцентриси- тета
II. Обработка эксцентриковой детали типа коленчатого вала
При обтачивании коренных шеек коленчатого вала рекомендуется
для придания валу жесткости устанавливать распорный стержень 5
(рис. 2)
1. Обточить коренные шейки А и
Б коленчатого вала
Рис. 2
1. Для обтачивания коренных ше-
ек А и Б коленчатый вал устано-
вить в центры центровыми отвер-
стиями 00, на планшайбу прикре-
пить соответствующий груз (проти-
вовес). После обтачивания шеек
снять распорный стержень 5
2. Обточить кривошипную шейку
В коленчатого вала
2. Закрепить на шейках А и Б ва-
ла фланцы 1 и 4 с центровыми от-
верстиями 0[0i (рис. 2), устано-
вить и закрепить распорные стерж-
ни 2 и 3. При необходимости ранее
установленный груз (противовес)
заменить другим
318
Продолжение карты 75
Содержание работы по заданию
Инструктивные указания
и пояснения
III. Применение приспособлений токарей-новаторов
при обработке кривошипных шеек многоколенчатого вала
Приспособление I (рис. 3) состоит из малого диска 1 и большого 3,
в котором сделана выточка для фланца 4 коренной шейки 5 коленчатого
вала. Расстояние между осями дисков должно быть равно расстоянию
между осями коренных и кривошипных шеек, т. е. Oi—О.
1. Обточить и полировать криво-
шипную шейку коленчатого вала
Рис. 3
1. Перед установкой приспособле-
ния 1 (рис. 3) проверить на биение
кулачки патрона. Закрепить приспо-
собление малым диском в трехку-
лучковый патрон, вставить фланец
коленчатого вала в выточку диска 3
и закрепить болтом 2. Другой конец
вала с фланцем установить на зад-
ний центр. При полировании шеек
жимками помнить об эксцентрич-
ном вращении коренных шеек вала
IV. Обработка эксцентриковой детали типа втулки
Эксцентриковая деталь типа втул-
ки показана на рис. 4, из которого
видно, что главной осью является
ось 00 отверстия и поверхности Б,
а осью эксцентричной поверхности А
является ось OiOi
1. Установить и закрепить заго-
товку, подрезать торец и обточить
начерно поверхность А
1. Для установки и закрепления
заготовки использовать трех- или
четырехкулачковый патрон
Заготовку установить с наимень-
шим радиальным и торцовым бие-
нием, подрезать торец до получения
чистой и ровной поверхности
Обточить начерно поверхность А
на длину, равную /+(24-3) мм
(рис. 5)
319
Продолжение карты 75
Содержание работы по заданию
Инструктивные указания
и пояснения
2. Установить заготовку поверх-
ностью А в патрон, подрезать вто-
рой торец, обточить начерно поверх-
ность Б, обработать отверстие В
Рис. 6
3. Насадить заготовку на полого-
коническую оправку, обработать
торцы и поверхности Б и А
Рис. 7
2. При установке заготовки в
трех- или четырехкулачковый пат-
рон ее нужно сместить с основной
оси на двойную величину эксцент-
риситета (рис. 6), подрезать торец,
предварительно просверлить отвер-
стие, расточить, а если потребуется
развернуть отверстие окончательно
3. Взять пологоконическую цент-
ровую оправку (рис. 7) с таким же
точно эксцентриситетом, как и у за-
готовки
При подрезании правого и лево-
го торцов поверхности А и обтачи-
вании поверхности Б оправку уста-
новить на основую ось центровых
отверстий 00, а при обтачивании
эксцентричной поверхности А — на
ось центровых отверстий OiOi
ИНСТРУКЦИОННАЯ КАРТА 76
ТЕМА. ВЫПОЛНЕНИЕ ТОКАРНЫХ РАБОТ СЛОЖНОСТЬЮ 2—3-го
РАЗРЯДОВ
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ОБРАБОТКА ДЕТАЛЕЙ
РАЗНЫХ ПО ФОРМЕ, ХАРАКТЕРУ И СТЕПЕНИ ИЗГОТОВЛЕНИЯ,
СПОСОБУ ЗАКРЕПЛЕНИЯ И МЕТОДУ ОБРАБОТКИ НА ТОКАРНЫХ СТАНКАХ
С ПНЕВМАТИЧЕСКИМ ПРИВОДОМ И С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Цель задания: научиться обрабатывать детали разнообразной формы
с применением различного рода приспособлений: оправок, бугелей; с ус-
тановкой деталей в центрах, быстродействующих патронах; с применени-
ем комбинированных резцов; производить наладку и настройку станков
с пневматическим приводом и программным управлением.
320
Оснащение рабочего места: круглый диск 150X20; квадратный диск
180X20; специальные прижимы (рис. 1); отрезной резец; специальная
оправка с роликом и кронштейн, проходной отогнутый резец (рис. 2);
труба диаметром 180 мм; трехкулачковый патрон, установленный в пи-
ноль задней бабки (рис. 3); патрубок с виброгасящим кольцом (рис. 5);
центровая оправка с планшайбой и пятнадцатью заготовками (рис. 6);
самозажимный поводковый патрон (рис. 7); центровая резьбовая оправ-
ка (рис. 8); разжимные консольные оправки (рис. 9, 10); цанговые оп-
равки (рис. 11); оправки с шариками или роликами, тарельчатыми пру-
жинами, гидропластом; двухкулачковые патроны со специальной налад-
кой
Содержание работы по заданию Инструктивные указания и пояснения
I. Обработка деталей с различными способами их крепления
1. Обточить окончательно диск из круг-
лой заготовки с использованием прижи-
мов трения
1. Круглую заготовку 2 дис-
ка (рис. l,tz) подставить к
упору 1 и предварительно под-
Рис. 1
2. Обточить окончательно диск из квад-
ратной заготовки с использованием план-
шайбы с штифтами для ее крепления
жать к нему прижим 3 с помо-
щью вращающегося центра 4,
вставленного в пиноль задней
бабки. Выверить положение
диска рейсмусом и окончатель-
но поджать, после чего присту-
пить к обтачиванию резцом 5
2. Установить и закрепить
планшайбу с заостренными и
закаленными штифтами 7
(рис. 1,6) в трехкулачковом
патроне. Как и в предыдущем
случае поджать заготовку 2
прижимом 3. Вырезать из
квадратной заготовки отрез-
ным резцом 5 диск с учетом
припуска на обработку и затем
обточить его. Вместо планшай-
бы со штифтами с успехом мо-
жно применить конус 1 с план-
шайбой 6 и штифтами 7 (рис.
1,в), вставленный в коничес-
кое отверстие шпинделя
21—1243
321
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
3. Подрезать у кронштейна торец под
окончательный размер с установкой и за-
креплением его на самозажимной оправ-
ке
Рис. 2
4. Обточить заготовку на самозажим-
ной оправке
Рис. 3
3. Оправку 2 вместе с роли-
ком 3 (рис. 2) установить и за-
крепить в трехкулачковом па-
троне с расточенными или про-
шлифованными кулачками.
Одеть на оправку кронштейн 1
и включить шпиндель. Зажим
детали на оправке 2 будет осу-
ществлен при помощи ролика
3 (рис. 2), вложенного в срез
оправки и заклинивающегося
при ее вращении. Приступить к
подрезанию торцовой поверх-
ности кронштейна
4. Самозажимные оправки
(рис. 3) в основном применять
при предварительном обтачи-
вании с большим сечением
стружки. На рис. 3, а показана
оправка 1 с зажимным профи-
лем в виде плоскости 2 и од-
ним роликом <3; на рис. 3, б оп-
равка 1 с зажимным профилем
в виде плоскости 2 и тремя ро-
ликами 3, заключенными в се-
паратор 4; на рис. 3, в— оправ-
ка 1 с зажимным профилем в
виде криволинейной плоскости
и тремя роликами 3, заключен-
ными в сепаратор 4; на рис.
3,г — оправка 1 с зажимным
профилем в виде криволиней-
ной плоскости и тремя кулач-
ками 3, заключенными в сепа-
раторе 4. Устанавливать заго-
товки на оправку при убран-
ных роликах (кулачках)
путем поворота сепаратора
против часовой стрелки. Для за-
крепления заготовки на оправ-
ке повернуть ее (если нет спе-
циальных пружин для автома-
тического поворота сепарато-
ра) по часовой стрелке от ру-
ки, вследствие чего ролики
(кулачки) выдвинутся и про-
изойдет первоначальное закли-
нивание. Приступить к обтачи-
ванию заготовки. После вреза-
ния резца крутящие моменты
на оправке и резце, действую-
щие в противоположные сторо-
ны, дополнительно заклинят
322
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
5. Обточить трубу большего диаметра и
большой длины
Рис. 4
заготовку. Снимать обработан-
ную заготовку поворотом ее
против часовой стрелки и пере-
мещением вправо
5. В этом случае второй ко-
нец трубы А (рис. 4) укрепить
в патроне 1, установленном на
шарикоподшипниках в держав-
ке 2, которая своим кониче-
ским хвостовиком 3 вставлена
в пиноль задней бабки станка
6. Обточить тонкостенный фланец с ис-
пользованием специального виброгасите-
ля
Рис. 5
6. При обточке подобных де-
талей (рис. 5) из труднообра-
батываемой вязкой стали воз-
никают сильные вибрации, пре-
пятствующие качественной об-
работке. Токари-новаторы для
погашения вибраций применя-
ют особой конструкции вибро-
гаситель 2 (рис. 5), изготов-
ленный из полосовой пружин-
ной стали сечением 1,5X18 мм
в виде стопорного кольца, на
наружной поверхности которо-
го закреплена с помощью клея
Н-88 полоса толстой резины.
Виброгаситель вставляется и
снимается сжатием двумя
пальцами его концов. Присту-
пить к обработке фланца 1 с
использованием пружинного
виброгасителя
II. Обработка на центровых оправках и в центрах
1. Насадить на оправку 3
(рис. 6) пятнадцать (в данном
случае) заготовок 2 для колец.
Одеть через гайку 6 прижим-
ное кольцо 4, вставить между
кольцом 4 и гайкой 6 быстро-
сменную шайбу 5, предвари-
тельно завернув гайку. Устано-
вить оправку в центры и окон-
чательно завернуть гайку 6.
Приступить к обтачиванию за-
готовок для колец. Оправка
будет вращаться поводком 1, в
продолговатое отверстие кото-
рого входит срезанный с двух
21*
323
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
2. Обточить заготовку в центрах с при-
менением двухкулачкового поводкового
патрона со сменными эксцентриковыми
кулачками
сторон ее конец. После обтачи-
вания отвернуть гайку на 1—2
оборота, снять оправку с цент-
ром, затем снять с нее шайбу
5, прижимное кольцо 4 и обра-
ботанные заготовки 2
2. Патрон крепить фланцем
1 (рис. 7) к переходному флан-
цу или непосредственно к флан-
цу А шпинделя. Сам же кор-
Рис. 7
пус 3 патрона соединен с флан-
цем винтами 5 с распорными
втулками 6 и ведущими паль-
цами 2. Корпус 3 может пере-
мещаться относительно флан-
ца в направлении его пазов.
Такое устройство дает возмож-
ность осуществлять равномер-
ный зажим заготовки эксцент-
риковыми кулачками 4, сво-
бодно установленными на
пальцах 2 и имеющими на про-
филе насечку. Для возвраще-
ния корпуса патрона в исход-
ное центральное положение
служат пружины 9. Подобрать
и установить на патроне кулач-
ки 4 в зависимости от диамет-
ра заготовки. Установить заго-
товку в центры, включить
324
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
3. Обточить заготовку окончательно на
центровой оправке
Рис. 8
шпиндель. Кулачки под дейст-
вием центробежной силы, раз-
виваемой грузами 10, зажмут
заготовку и приведут ее во вра-
щение. Обточить заготовку до
заданных размеров. Выклю-
чить шпиндель. При остановке
шпинделя станка кулачки под
действием пружин 8 автомати-
чески раскроются толкателями
7. Наличие сменных кулачков
позволяет использовать патрон
для зажима деталей диаметра-
ми от 30 до 150 мм
3. Завинтить гайку 1 с левой
резьбой (рис. 8) до упора ее в
буртик А оправки 3, затем на-
винтить заготовку 2. Устано-
вить оправку в центры и обто-
чить заготовку до нужных раз-
меров. Для снятия детали с оп-
равки вначале отвинтить гай-
ку 1, а потом свинтить деталь
III. Обработка на консольных оправках
1. Обработать окончательно заготовки
детали типа диска с применением раз-
резных консольных оправок
1. Оправки А и Б (рис. 9) из-
готовляются цельные и дейст-
вуют одна на сжатие детали 3
при помощи винта 1 (рис. 9, а),
другая на разжатие детали 4
при помощи винта 2 (рис. 9,6)
2. Вставить оправку 1 (рис.
10) в коническое отверстие
шпинделя. Одеть на пружин-
ную цилиндрическую разжим-
ную часть оправки стакан 3.
Переместить заднюю бабку на
достаточное расстояние к пе-
редней и закрепить. Поджать
разжимной конус 2 вращаю-
щимся центром задней бабки
325
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
3. Обточить заготовку детали типа
втулки на цанговой оправке
Рис. 11
5. Обточить детали типа
равке с тарельчатыми пружинами
втулки на оп-
Рис. 12
для закрепления заготовки.
Обточить стакан до требуемых
размеров. Отвести задний
центр и снять деталь
3. Вставить оправку 1 (рис.
11) в коническое отверстие
шпинделя; одеть на пружиня-
щую цилиндрическую разжим-
ную часть оправки обрабаты-
ваемую втулку 5. Вращением
гайки 3, в кольцевой паз кото-
рой входит штифт 4, втягивает-
ся разжимной конус 2 внутрь
оправки, расширяя пружиня-
щую цилиндрическую часть ее
и тем самым закрепляя втулку.
Для снятия втулки (после ее
обтачивания) отвернуть гайку
3 на несколько оборотов,
вследствие чего разжимающий
конус переместится вправо и
пружинящая цилиндрическая
разжимная часть займет ис-
ходное положение
5. Для наиболее точного
центрирования и зажима об-
рабатываемых заготовок целе-
сообразно применять оправки
с тарельчатыми пружинами
(рис. 12). Тарельчатая пружи-
на имеет форму усеченного ко-
нуса (вогнутая шайба) с ра-
диальными прорезями (рис.
12,а). В зависимости от раз-
меров обрабатываемых дета-
лей и усилия при резании пру-
жины подбирают и устанавли-
вают на оправку пакетами 1 и
2 (рис. 12,6). Вначале на оп-
равку установить пакет 1
(рис. 12,6), затем одеть втул-
ку 7, пакет 2, нажимное коль-
цо 4 и завинтить болт 6 вместе
с шайбой 5 до упора в кольцо
4. Одеть на оправку заготовку
3 и завинтить болт усилием од-
ной руки. При завинчивании
болта тарельчатые пружины
будут сплющиваться и, следо-
вательно, увеличиваться в раз-
мере по диаметру, чем и будет
достигнуто центрирование и за-
326
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
жим обрабатываемой заготов-
ки. Для снятия обработанной
заготовки отвинтить болт, при
этом тарельчатые пружины
примут первоначальное поло-
жение и деталь легко снимется
6. Обточить окончательно шкив на оп-
равке с гидропластом
Рис. 13
6. Оправки с деформируемой
пластической массой (гидро-
пластом 3, рис. 13) применяют
в тех случаях, когда при окон-
чательной (чистовой) обработ-
ке деталей требуется точная
концентричность базовой и об-
рабатываемой цилиндрических
поверхностей и отсутствие де-
формации заготовки при за-
тяжке. Основной (посадочной)
частью оправки является тон-
костенная центрирующая втул-
ка 2 (рис. 13), укрепленная на
корпусе 1 оправки. Для уста-
новки заготовки 4 одеть ее на
оправку и, придерживая левой
рукой, правой ввинчивать винт
5, который через плунжер 6 бу-
дет сжимать гидропласт. Стен-
ки центрирующей тонкостен-
ной разжимной втулки 2 де-
формируются и прочно центри-
руют и зажимают установлен-
ную на оправку заготовку.
Снятие обработанной заготовки
производить при вывинчива-
нии винта 5. На рис. 13 циф-
рой 7 обозначена резьбовая
пробка. В оправках и патронах
в основном применяется гидро-
пласт марки СМ, состоящий из
полихлорвиниловой смолы мар-
ки М— 20%; дибутилфталата
(пластификатор) —78%; стеа-
рата кальция (стабилиза-
тор) — 2%. Температура плав-
ления гидропласта СМ —
130—140° С, застывания —
120° С. После застывания гид-
ропласт превращается в рези-
ноподобную массу без пор,
слегка прозрачную, коричнево-
го цвета
327
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
IV. Обработка деталей сложной (фасонной) формы
с применением двухкулачковых универсальных патронов
1. Расточить отверстия в заготовках
сложной (фасонной) формы, закрепляе-
мых в двухкулачковых патронах со спе-
циальными наладками
1. Двухкулачковые патроны
/ (рис. 14) со специальными
наладками 3 с большим успе-
хом применяют при обработке
небольших заготовок сложной
(фасонной) формы. Так, на-
пример, на рис. 14, а представ-
лен двухкулачковый патрон с
наладкой 3. На верхнем кулач-
ке цилиндр небольшой длины,
на нижнем — прямоугольная
плитка с вырезом для закреп-
ления и растачивания отвер-
стия у заготовки, изображен-
ной на рис. 14,а. На рис. 14,6—
патрон с наладкой 3 в виде
призматических прижимов на
обоих кулачках для обтачива-
ния выступа и растачивания
отверстия у заготовки, изобра-
женной на рис. 14,6. На рис.
14, в — патрон с наладкой 3.
На верхнем кулачке прижим с
выпусклой фасонной поверхно-
стью, на нижнем — с вогнутой
фасонной поверхностью для
обтачивания цилиндрического
выступа и растачивания отвер-
стия у заготовки, изображен-
ной на рис. 14, в. У патрона
имеется один центральный
винт 2 соответственно с правой
и левой резьбой. При враще-
нии винта по часовой стрелке
кулачки одновременно будут
перемещаться к центру, а при
вращении против часовой
стрелки — от центра. Для ус-
тановки и закрепления заго-
товки (рис. 14, а, б, в) предва-
рительно развести кулачки на
расстояние, достаточное для
установки в них заготовки.
Правой рукой вставить заго-
товку 4 в кулачки, а левой вра-
щать патронный ключ по часо-
вой стрелке. Предварительно
закрепить заготовку и прове-
рить правильное ее положение
в кулачках, после чего обеими
328
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания н пояснения
руками закрепить заготовку.
Приступить к обработке соот-
ветствующих поверхностей
V. Обработка деталей с применением пневматического привода
1. Обработать заготовку по заданию с
применением на станке пневматического
привода
1. Поставить соответствую-
щие сменные кулачки в трехку-
лачковый патрон 4 для зажа-
тия заготовок 5 (см. рис. 15).
В зависимости от материала
заготовки, ее формы опреде-
лить и установить при помощи
регулятора давления 2 и по ма-
нометру 3 (рис. 15) требуемое
давление воздуха в трубопро-
воде от регулятора до распре-
делительного крана 6 и далее.
Например, при обработке заго-
товок из мягкой стали, тонко-
стенных деталей и т. д. на стан-
ке с воздушным цилиндром 1
диаметром 200 мм следует ус-
тановить давление, равное 3 ат,
при усилии на штоке поршня
243 кГ. При обработке массив-
ной детали из твердой стали
установить давление, равное
5 ат, при усилии на штоке пор-
шня 1572 кГ. Для установки
заготовки взять ее обеими ру-
ками и вставить в кулачки пат-
рона. Поддерживая заготовку
правой рукой, одновременно
левой рукой повернуть рукоят-
ку распределительного крана 6
(в сторону закрепления заго-
товки кулачками) и закрепить
заготовку. Следует помнить,
что раскрепление заготовки
осуществлять только при пол-
ной остановке шпинделя, в
противном случае заготовка
вылетит из кулачков патрона и
нанесет работающему тяже-
лую травму
В таблице показана зависи-
мость на штоке усилия от
диаметра цилиндра и давле-
ния воздуха в сети (без учета
потерь на трение)
329
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
Диаметр воздушного Давление в сети, ат
3 4 5
цилиндра, мм Усилие иа штоке поршня, кГ
150 530 707 883
200 943 2256 1572
250 1476 1962 2450
300 2103 2822 3530
400 3762 5035 6280
VI. Обтачивание наружных поверхностей самой разнообразной формы
и торцовых поверхностей с применением гидрокопировального
суппорта ГСП—41
Для повышения производительности труда применяют указанные
суппорты на ст. 1К62 для обтачивания предварительно обработанных де-
талей
1. Установить суппорт ГСП-41 на стан- I 1. При обтачивании наруж-
ке I ных поверхностей суппорт 1
Рис. 16
Рис. 17
(рис. 16) установить на место
верхней поворотной части суп-
порта станка,а при протачива-
нии торцовых поверхностей —
на два фиксирующих отвер-
стия в нижней части суппорта
станка. При этом поворотную
часть А (рис. 17,а) гидросуп-
порта повернуть при обтачива-
нии под углом 60° к направле-
нию продольной подачи, а при
протачивании торцов — под уг-
лом 60°, но к направлению по-
перечной подачи (рис. 17,6).
Соединить гидросуппорт спе-
циальными шлангами с масля-
ным баком 2 (рис. 16). Шаб-
лон-копир Б (рис. 17, в) уста-
новить и закрепить на станине
или на специальном кронштей-
не. Шаблон-копир должен точ-
330
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить и закрепить резцы
3. Назначить режим резания, настроить
станок и обточить наружную поверхность
4. Проточить торцовую поверхность
5. Расточить отверстие
Рис. 18
но повторять форму обрабаты-
ваемых поверхностей ступен-
чатых цилиндрических отдель-
но или вместе с коническими,
фасонными и т. п. поверхно-
стями
2. При обтачивании наруж-
ных и протачивании торцовых
поверхностей резцы устанавли-
вают обычным способом
3. Подвести резец к правому
торцу заготовки поперечной
подачей и пробными стружка-
ми подать его на требуемую
глубину резания, обратив вни-
мание при этом, чтобы щуп
(рис. 17, в) находился в начале
правого конца копира Б
(рис. 17,в). Включить враще-
ние шпинделя, подачу и обто-
чить наружную поверхность
требуемой формы обычным
способом за один проход
4. Как и при обтачивании
наружной поверхности — нала-
дить, настроить станок и про-
точить торцовую поверхность
Шаблон-копир в этом случае
будет закреплен вертикально к
направляющим станины
5. Растачивать при обрат-
ном вращении шпинделя с про-
тивоположной стороны отвер-
стия (рис. 18) обычным спосо-
бом за один проход
VII. Обработка деталей на станке с цифровым
программным управлением
Станки с программным управлением имеют автоматическую систему
управления, с помощью которой через командоаппараты обеспечивается
заранее зафиксированная на программоносителе (перфокарте, перфо-
ленте, магнитной ленте и др.) последовательность обработки и величины
перемещений рабочих органов.
Ниже дается краткое описание станков с программным управлением
и с высотой центров 150—200 мм моделей 1А616, 1Е61, ТВ-01, ТП-1М и
др. Общий вид автоматизированного токарного станка дан на рис. 19.
331
Вместо сменных зубчатых колес, находящихся под кожухом 1 (рис. 19,
а) на гитаре установлен механизм переключения продольных подач суп-
порта с электромагнитной муфтой, позволяющий осуществлять измене-
ние скорости движения подачи на любом этапе автоматического цикла
обработки заготовки. Скорости продольных подач: одна равна настроен-
Рис. 19
ной (при чистовых проходах), другая равна 2,5-s (при черновых прохо-
дах) . Продольная подача суппорта осуществляется при помощи ходового
вала 4, сцепляемого с коробкой подач электромагнитной муфтой, поме-
щенной под кожухом 2. Быстрое продольное перемещение каретки суп-
порта производится электромотором 9 (рис. 19,6), вращением ходового
вала через ременную передачу. Перемещение каретки суппорта на за-
данную длину осуществляется при помощи упора 3 (рис. 19,о), переме-
щающегося по программе дифференциально-суммирующим приводом 6
с электродвигателем 8, сообщающего вращение винту 5, отключенному
от коробки подач. Поперечные салазки суппорта перемещаются также
при помощи дифференциального-суммирующего привода 11 (рис. 19,6),
прикрепленного к задней стенке каретки суппорта и получающего вра-
щение от специального ходового вала 12, который в свою очередь полу-
чает вращение от коробки подач через промежуточную передачу под ко-
жухом 2 и цепную передачу на звездочку, закрепленную на валу 12 под
кожухом 13. В приводе тоже есть механизм переключения поперечных
подач с электромагнитной муфтой. Таким образом, поперечные салазки
имеют четыре скорости движения подачи: 2,5-s; 1,25-s; 0,5-s. При одно-
временном включении продольной и поперечной подач с одинаковой ско-
ростью резец будет обтачивать коническую поверхность с углом конуса
45°, что используется при обработке фасок. Для быстрого перемещения
поперечных салазок служит электродвигатель 10. Кроме того, на по-
перечных салазках устанавливается два резцедержателя: передний
332
(обычный) и задний (на рис. не показан). С правой стороны станка, в
удобном для работающего положении установлен электрошкаф 7
(рис. 19, а) с пультом управления, включающим аппаратуру управления
автоматическим циклом работы станка. В считывающее устройство
(командоаппарат) закладывают перфорированную карту, имеющую
45 строчек и 12 колонок, с определенной комбинацией пробитых отвер-
стий (рис. 20, б).
Содержание работы по заданию
Инструктивные указания и пояснения
1. Установить резцы и настроить станок
для обработки двухступенчатого цилинд-
рического валика
Рис. 20
1. Взять заготовку (рис. 20)
(при обработке в центрах) с
подрезанными торцами и за-
центрованную и установить ее
в центры: передний — плаваю-
щий, задний — вращающийся.
Установить в передний резце-
держатель проходной упорный
твердосплавный резец /, в зад-
ний резцедержатель — кана-
вочный твердосплавный резец
2 так, чтобы они находились в
одной плоскости а—а и на рас-
стоянии 2—3 мм от торца за-
готовки и от линии центров
21 мм. Это расстояние устанав-
ливается в зависимости от диа-
метра заготовки (в данном
случае диаметр заготовки ра-
вен 40 мм). Установить на ос-
новании технологической кар-
ты обработки максимальное
число оборотов шпинделя для
всех переходов. Величины про-
дольных и поперечных подач
устанавливаются автоматичес-
ки командоаппаратом по пер-
фокарте
Величины перемещений Цикловые и техно-
логические команды
128 64 32 16 8 4 2 1
+ + ч- 0 0 0 0 ч- ч- ч- 0 0
+ + ч- 0 0 0 0 ч- 0 0 ч- Ч-
+ + ч- ч- ч- Ч- 0 ч- Ч- 0 0 0
+ + ч- ч- 0 0 Ч- 0 ч- ч- ч- 0
Ч—F ч- ч- ч- 0 Ч- 0 0 ч- 0 0
ч—ь ч- 0 0 ч- 0 0 ч- ч- 0 0
1. Поперечный суппорт вперед на
6 мм — 30 крупных импульсов
2. Продольный суппорт влево иа
30 мм — 30 крупных импульсов
3. Поперечный суппорт назад на
0,4 мм — 2 крупных импульса
4. Продольный суппорт вправо на
31,2 мм — 13 крупных импульсов
5 Поперечный суппорт вперед на
0,05 мм — 5 малых импульсов
6. Поперечный суппорт вперед на
5,4 мм — 27 крупных импульсов
333
Продолжение карты 76
Содержание работы по заданию
Инструктивные указания и пояснения
2. Установить в командоаппарат пер-
форированную карту
2. Перфокарту 2 (рис. 21)
устанавливать на барабан 1
командоаппарата при помощи
клина 3 или другим способом.
Считывание программы будет
осуществляться при помощи
скользящих контактов 4, уста-
навливаемых на передвижной
колодке 5 считывающего уст-
ройства
3. Наладить станок на автоматический
цикл обработки валика
3. Установить на пульте уп-
равления (рис. 22) электро-
Рис. 22
шкафа в паз шаблонодержате-
ля шаблон и закрепить клином
так, чтобы левый торец шабло-
на был прижат к кольцу шаб-
лонодержателя и находился в
горизонтальном положении.
На пульте управления элект-
рошкафа переключатели 1 и 2
установить на «Сеть» и «На-
ладка», после чего по шаблону
определить положение перед-
него резца к заднему (в дан-
ном случае 42 м) или к линии
центров (21 мм). Каретку счи-
тывающего устройства повер-
нуть до совпадения одного из
контактов с отверстием пер-
фокарты, означающим коман-
ду «Начало цикла», после чего
следует проверить работу всех
механизмов автоматики в на-
334
Продолжение карты 76
Содержание работы по заданию Инструктивные указания и пояснения
ладочном цикле. Затем при помощи кнопки 3 (рис. 22) воз- вратить командоаппарат в ис- ходное положение, переключа- тели 1 и 2 на панели управле- ния в положение «Сеть» и «Ав- томат», а переключатель на- ладки пульта 4 в положение «0», после чего включить ста- нок на автоматический цикл обработки детали (в данном случае двухступенчатого ци- линдрического валика)
ЗАДАНИЯ ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ
Тема. Техника безопасности и противопожарные мероприятия
в учебных мастерских
Задание 1. а) Основные правила техники безопасности и поведения
в механических и других мастерских (цехах).
б) Правила техники безопасности при работе на токарном станке.
Тема. Экскурсия на завод
Задание 2.
Ответить письменно (устно) на следующие вопросы:
1. Назвать завод, на котором была проведена экскурсия.
2. Перечислить цехи, которые были осмотрены во время экскурсии,
и указать их отличительные особенности.
3. Как организована работа в механическом цехе?
4. Перечислить наименование и марки металлорежущих станков ме-
ханического цеха.
5. Перечислить имеющиеся в механическом цехе станки новейших
конструкций и кратко раскрыть их конструктивные преимущества.
6. Рассказать о назначении и принципиальном устройстве одного из
приспособлений и инструментов в механическом цехе.
7. Как организовано рабочее место токаря?
8. В чем отличительная особенность организации рабочего места од-
ного из токарей-передовиков производства?
Тема. Ознакомление с устройством токарного станка
Задание 3. Написать названия деталей и узлов станка IA616 (обоз-
наченных на рис. 1 цифрами), указать их назначение.
Задание 4. Назвать принадлежности к станку и указать их назна-
чение.
Задание 5. Какими цифрами на рис. 2 обозначены детали и уз-
лы станка IK62: станина, передняя бабка, коробка подач, суппорт, шкаф
с электрооборудованием, задняя бабка, рукоятки для настройки станка
(шпинделя) на выбранное число оборотов шпинделя, пиноль задней баб-
ки, включатель местного освещения, маховик перемещения каретки суп-
порта ручной подачей, рукоятка управления ходами каретки суппорта,
задний центр, включатель насоса охлаждения, рукоятка включения пря-
мого и обратного вращения шпинделя (патрона), рукоятка ручной пода-
чи поперечных салазок суппорта, рукоятка настройки станка на выбран-
ную подачу каретки суппорта (резца), трехкулачковый самоцентрирую-
щий патрон, линейный включатель, рукоятка включения разъемной гай-
ки, рукоятка ручного крепления задней бабки?
336
Задание 6. Описать (рассказать) назначение и устройство......... (уз-
ла, части станка)
Рис. 1
Рис. 2
Тема. Упражнения в управлении станком и наладка его
Задание 7. Для настройки станка определить число оборотов
шпинделя (детали) при обработке заготовки диаметром 30 мм, со скоро-
стью резания 55 м/мин.
Указ ан ие. От цифры 55 (в таблице крайняя левая колонка — ско-
рость резания) и от цифры 30 (верхняя строка — диаметр детали) про-
водим соответственно горизонтальную и вертикальную линии (по ука-
занным стрелкам), пересечение которых укажет на число, обозначающее
число оборотов шпинделя в минуту, в данном случае оно будет равно
583 об/мин (Таблица чисел оборотов).
Задание 8. Назвать части штангенциркуля, обозначенные на
рис. 3, а цифрами.
Задание 9. а) С какой точностью можно измерять детали штан-
генциркулем, показанным на рисунке 3, а, и почему?
22—1243 337
338 Таблица числа оборотов шпинделя в зависимости от диаметра детали и скорости резания*
• к Диаметр обрабатываемой детали D, ММ
£ s’ w _ р К 10 12 15 18 20 22 25 28 i30l 35 40 45 50 60 80 100 150 200 250 300 400 500
s § бз Число оборотов в минуту
3 96 80 64 53 48 44 38 34 32 27 24 21 19 16 12 9,6 6,4
4 128 106 85 71 64 58 51 46 42 36 32 28 25 21 16 13 8,5 6,4 — —- —. —
5 159 133 106 88 80 72 64 57 53 46 40 35 32 27 20 16 10,6 8,0 6,3 — —. —
6 191 160 127 106 96 87 76 68 64 55 48 43 38 32 24 19 13 9,6 7,6 6,3 — —
7 223 186 148 124 112 101 89 80 74 64 56 50 44 37 28 22 15 11 8,9 7,4 — —
8 255 213 170 141 128 116 102 91 85 73 64 57 51 42 32 26 17 13 10 8,5 6,4 —’
9 287 239 191 159 143 130 114 103 96 82 72 64 58 48 36 29 19 14 11 9,6 7,2 5,8
10 318 265 213 177 159 145 127 114 106 91 80 71 64 53 40 32 21 16 13 11 8,0 6,4
12 382 318 255 212 191 174 153 136 127 109 96 85 76 64 52 38 26 19 15 13 9,6 7,7
18 478 400 318 265 239 217 191 170 159 136 120 106 96 80 60 48 32 24 19 16 12 9,6
15 574 478 382 318 287 260 229 205 191 164 143 128 115 95 72 57 38 29 23 19 14 12
20 636 530 425 354 318 290 254 227 212 182 160 142 127 106 80 64 43 32 25 21 16 13
25 796 665 531 442 399 362 318 285 265 227 199 177 159 133 100 80 53 40 32 26 20 16
30 955 797 636 530 478 434 382 340 318 272 239 212 191 159 120 96 64 48 38 32 24 19
35 1120 930 744 620 558 507 445 398 370 318 279 248 224 185 140 112 74 56 44 37 28 22
40 1275 1060 850 708 638 580 508 455 425 364 318 283 256 213 160 128 85 64 51 42 32 26
45 1435 1200 955 795 716 650 574 510 477 410 359 318 287 238 179 144 96 72 57 47 36 29
50 1590 1330 1060 883 795 723 635 570 530 454 398 354 318 265 199 159 106 80 64 53 40 32
М 1750 1460 1160 972 875 795 700 625 583| 500 438 390 350 292 219 175 116 88 70 58 44 35
60 1910 1590 1270 1060 955 870 763 680 636 545 478 424 382 318 239 191 127 96 76 64 48 38
65 2060 1730 1375 1150 1030 940 826 738 690 590 518 460 414 344 259 206 138 103 83 69 52 41
70 — 1860 1480 1240 1115 1015 890 795 743 635 558 495 446 370 279 223 148 112 89 74 56 46
80 — —. 1700 1410 1280 1180 1020 910 850 730 640 570 510 420 318 255 170 128 102 85 64 51
100 — —. — 1770 1590 1450 1270 1140 1060 910 793 710 633 530 398 318 212 159 127 106 79 63
1 Для V свыше 100 м/мии надо пользоваться данными для диапазона 10— 100 м/мии, умножая на 10 числа оборотов, указанные в таблице.
б) На какой размер на рисунке 3, б установлены губки и стержень
глубиномера штангенциркуля?
в) Вычертить на отдельных листах шкалу линейки (в) и нониус (г)
в масштабе 1:1 или 2:1; вырезать по образующей шкалу и нониус и под-
ТП“ТП_ГТЛ^“Г~ГТ
О 1 2 3 4 5 6 7 8 9 И'
Нониус
г)
Рис. 3
клеить нониус под шкалу на один из размеров (по вариантам): 0,7; 5,3:
3,9; 2,6; 1,2; 4,1.
Задание 10. Определить цену деления лимба поперечной подачи
станка №...., если шаг винта поперечной подачи s равен .... (мм),
а число делений лимба равно . . . . (указать число делений).
Тема. Обработка наружных цилиндрических
и торцовых поверхностей
Подтема. Обработка наружных цилиндрических поверхностей
Задание 11. а) Вычертить эскиз обрабатываемой детали.
б) Определить размеры и вычертить эскиз заготовки на заданную
деталь.
в) Назначить режимы резания для черновой (предварительной)
и чистовой обработки цилиндрических поверхностей.
Указания. Величины режимов резания указать на лицевой или на
обратной стороне эскиза детали.
г) Перечислить правила техники безопасности при обработке наруж-
ных цилиндрических поверхностей с установкой заготовок (деталей) в
патроне и центрах.
Задание 12. а) Выбрать величины заднего и переднего углов за-
точки чернового и чистового резцов из быстрорежущей стали, применяе-
мых при обработке заданной детали.
б) Сделать из дерева или другого материала два макета головки
проходного резца (один прямой — черновой, другой отогнутый — чисто-
вой), выдерживая выбранные величины углов заточки.
22*
339
Указания. I. На деревянных макетах головки резцов поверхности
покрасить краской или цветным карандашом: главную заднюю — в зе-
леный цвет; вспомогательную заднюю — в желтый; переднюю поверх-
ность — в красный.
2. На макете головки резца из другого материала поверхности обоз-
начим цифрами: I—главную заднюю поверхность, 2—вспомогательную
заднюю поверхность, 3— переднюю поверхность.
Пр и м е ч а н и е. Макеты головок резцов делать размерами не менее:
ширина 20 или 30 мм, высота 25 или 35, длина 50—60 мм.
Подтема. Подрезание уступов и торцов проходными
упорными резцами
Задание 13. а) Назначить режим резания при подрезании уступов
и торцов у обрабатываемой заготовки проходными упорными резцами
из быстрорежущей стали.
б) Подобрать соответствующие величины углов (заднего и передне-
го) заточки проходного упорного резца для обрабатываемого материала
детали.
в) Сделать макет головки проходного упорного резца, выдерживая
выбранные углы заточки. Поверхности окрашивать и нумеровать, как
и у макетов проходных резцов.
г) Перечислить правила техники безопасности при подрезании усту-
пов и торцов.
Под тема. Отрезание
Задание 14. а) Вычертить эскиз (наименование детали, заготов-
ки).
б) Назначить режим резания.
в) Определить углы заточки, ширину режущей кромки и длину го-
ловки отрезного резца для отрезания заготовки (детали), показанной
на эскизе.
г) Сделать макет головки резца, выдерживая величины выбранных
углов заточки. Поверхности окрашивать и нумеровать, как и у макетов
проходных резцов.
д) Перечислить правила техники безопасности при отрезании на
прямом и обратном вращении шпинделя (детали).
Тема. Комплексные работы (I)
Задание 15. а) Вычертить эскиз обрабатываемой детали.
б) Установить размеры и вычертить эскиз заготовки на заданную
деталь.
в) Определить технологическую последовательность обработки де-
тали по нижеприводимой форме:
Номер перехода Наименование перехода Приспо- собление Инструмент Режим резания
режущий измери- тельный t S V п 1
Условные обозначения:
t — глубина резания за один проход, мм;
s— подача резца за один оборот детали, мм/об;
340
v — скорость резания, м/мин;
п — число оборотов шпинделя (детали) в минуту;
i — число проходов.
Указание. Режим резания проставлять по одному из переходов при
различной обработке: точении, подрезании уступов, отрезании и т. д.
г) Перечислить правила техники безопасности при затачивании
инструментов на точильном станке.
Тема. Обработка отверстий
Подтема. Сверление и рассверливание отверстий
Задание 16. а) Назначить технологическую последовательность
обработки заготовки по форме задания 15 (определить и проставить
режимы резания):
при сверлении сверлом отверстия диаметром.........в заготовке
из материала (см.эскиз);
при рассверливании отверстия диаметром .........до диаметра
......подобрать смазочно-охлаждающую жидкость.
Задание 17. а) Подобрать величину угла при вершине сверла
при сверлении отверстия диаметром..........в заготовке из материа-
ла (указать материал).
б) Сделать плоский макет рабочей части спирального сверла, выдер-
живая выбранную величину угла при вершине и соблюдая требования,
предъявляемые к сверлу при его заточке.
Подтема. Центрование
Задание 18. а) Определить: диаметр d спирального сверла и дли-
ну L сверления центрового отверстия для обрабатываемой заготовки;
диаметр D раззенкованного отверстия; режим резания.
б) Сделать из фанеры или из картона и т. д. плоские макеты:
центрового отверстия (по подобранным размерам в масштабе 5: 1),
окрашивая его в произвольный цвет;
Уз части центра с конусом, окрашивая его в другой цвет, чем центро-
вое отверстие;
смонтировать на небольшом щитке два сделанных макета так, чтобы
центр был вставлен в центровое отверстие.
в) Перечислить правила техники безопасности при использовании
в работе упорного заднего центра.
Подтема. Растачивание гладких сквозных цилиндрических отверстий
Задание 19. Для предварительного растачивания гладкого сквоз-
ного цилиндрического отверстия диаметром....до диаметра........
в детали (наименование) требуется:
назначить режим резания;
подобрать углы заточки чернового проходного расточного резца
и сделать макет головки резца, выдерживая выбранные углы заточки;
окрашивать или нумеровать поверхности головки резца, как и на маке-
тах проходных резцов;
выбрать требуемый измерительный инструмент;
перечислить правила техники безопасности при растачивании глад-
ких цилиндрических отверстий: сквозных, с уступами и глухих.
341
Задание 20. Выполнить работу по заданию 19, но только для чи-
стового растачивания.
Подтема. Зенкерование и развертывание цилиндрических отверстий
Задание 21. а) Для зенкерования сквозного отверстия диаметром
.........в детали (наименование) из материала................не-
(наименование материала)
обходимо определить:
диаметр отверстия под зенкерование;
подачу и скорость резания при зенкеровании;
число оборотов шпинделя (детали) в минуту;
смазочно-охлаждающую жидкость;
требуемые режущие и измерительные инструменты.
б) Перечислить правила техники безопасности при зенкеровании
Задание 22. а) Для развертывания сковозного отверстия диамет-
ром .... в детали (н а им е н о в а н и е) из материала.......по
(наименование материала)
(указать по какому) классу чистоты необходимо определить:
диаметр отверстия под развертывание;
диаметр развертки (разверток);
подачу и скорость резания при развертывании;
число оборотов шпинделя (детали) в минуту;
смазочно-охлаждающую жидкость;
требуемый измерительный инструмент;
б) Перечислить правила техники безопасности при развертывании.
Тема. Нарезание резьбы плашками и метчиками
Подтема. Нарезание резьбы плашками
За д а н и е 23. а) Вычертить эскиз детали.........
(наименование)
б) Подобрать соответствующую величину наружного диаметра
стержня детали для нарезания на нем заданной резьбы
в) Определить режим резания: скорость резания и число оборотов
шпинделя (детали)
г) Выбрать смазочно-охлаждающую жидкость
д) Подобрать требуемый измерительный инструмент
е) Перечислить правила техники безопасности при нарезании резь-
бы плашками.
Подтема. Нарезание резьбы метчиками
Задание 24. а) Вычертить эскиз детали............
(наименование)
б) Подобрать соответствующую величину диаметра отверстия в за-
готовке для нарезания в нем заданной резьбы.
в) Определить режим резания: скорость резания и число оборотов
шпинделя (детали).
г) Выбрать смазочно-охлаждающую жидкость.
д) Подобрать требуемый измерительный инструмент.
е) Перечислить правила техники безопасности при нарезании резь-
бы метчиком.
342
Тема. Комплексные работы (II)
Задание 25. а) Выполнить работу по заданию 15 (а, б, в).
б) Вычертить эскиз головки одного из применяемых режущих инстру-
ментов, указав выбранные углы заточки.
в) Описать (иллюстрируя эскизами или схематическим изображе-
ниями) передовые методы работы и правила техники безопасности при
выполнении нескольких переходов, согласно разработанной технологи-
ческой последовательности обработки заготовки по заданию.
Тема. Обработка наружных конических поверхностей
Подтема. Обработка наружных конических поверхностей
поворотом верхней части суппорта
Задание 26,. а) На основании эскиза (чертежа) определить:
угол уклона конуса а;
режим резания t, s, v, п и i.
б) Подобрать требуемые режущие и измерительные инстру-
менты.
в) Перечислить правила техники безопасности при обработке дета-
лей с наружными коническими поверхностями поворотом верхней части
суппорта.
Подтема. Обработка наружных конических поверхностей
смещением корпуса задней бабки
Задание 27. а) Для обработки заготовки на два центра Морзе
№ . . . (сообщить номер центра) из............. диаметром...........
(указать материал)
(дать величину диаметра) и длиной..........(указать величину длины
заготовки) вычертить эскиз (или чертеж) заготовки по данным разме-
рам и определить:
величину S смещения корпуса задней бабки для обработки кониче-
ских хвостовиков центров;
режимы резания: /•, s, v, п, i.
б) Подобрать режущие и измерительные инструменты.
в) Перечислить правила техники безопасности при обработке дета-
лей с наружными коническими поверхностями смещением корпуса зад-
ней бабки.
Тема. Растачивание и развертывание конических поверхностей
Задание 28. а) В детали................из материала..........тре-
(наименование) (указать материал)
буется путем растачивания и развертывания получить конические от-
верстия размером D=.............d=..........и длиной Z=............по
............классу чистоты. Определить:
величину большего диаметра D основания конического отверстия
после растачивания;
угол уклона конуса а;
343
режимы резания v и п при развертывании;
смазочно-охлаждающую жидкость при развертывании,
б) Подобрать требуемые режущие и измерительные инстру-
менты.
в) Перечислить правила техники безопасности при развертывании
конических отверстий.
Тема. Комплексные работы (III)
Задание 29. См. содержание задания 25—комплексные рабо-
ты (II)
Тема. Обработка фасонных поверхностей
Задание 30. Для обтачивания поверхности заготовки..............
v (наименование)
имеющей наибольший диаметр D.............., из материала...........
(указать материал)
следует:
определить способ и последовательность обработки;
подобрать величину углов заточки резца;
вычертить схематически головку резца, обозначив и проставив по-
добранные углы заточки;
назначить режим резания и подобрать смазочно-охлаждающую жид-
кость.
Тема. Отделка поверхностей
Задание 31. На поверхности детали............, имеющей диаметр
(наименование)
.... мм, из материала........выполнить отделочные работы, соглас-
(указать материал)
но чертежу. Следует определить:
способ отделки поверхности, необходимые инструменты и материалы;
режим резания;
смазочно-охлаждающую жидкость;
передовые методы (из опыта работы токарей-новаторов производст-
ва) при выполнении различного вида отделки поверхностей.
Тема. Комплексные работы (IV)
Задание 32. См. содержание задания 25 — комплексные рабо-
ты (II).
Тема. Нарезание резьбы резцами
Подтема. Нарезание наружной (внутренней)
треугольной резьбы резцами
Задание 33. а) Выполнить эскиз детали.................
(наименование)
б) Подобрать диаметр стержня (отверстия) под нарезание задан
ной резьбы.
344
в) Подобрать сменные зубчатые колеса, необходимые для настройки
станка, при нарезании резьбы на заготовке, если ходовой винт станка
имеет резьбу с шагом Sx=.........мм, а нарезаемый винт — резьбу
с шагом 5р=...........мм.
г) Назначить режим резания: поперечную ручную подачу резца за
каждый его проход, число проходов, скорость резания и число оборотов.
д) Схематически изобразить головки резьбовых резцов — чернового
и чистового, проставив подобранные углы заточки: передний у, задний
а, боковые cq и а2-
е) Выбрать смазочно-охлаждающую жидкость.
ж) Сделать макеты головок резьбовых резцов (чернового и чистово-
го) , предназначенных для нарезания резьбы по данному заданию.
з) Перечислить (в письменной форме) передовые методы нарезания
наружной (внутренней) резьбы.
Стр.
СОДЕРЖАНИЕ
Предисловие ....... .................... 3
Инструкционная карта 1
Упражнения. Управление токарно-винторезным станком (1К62, 1А616) . . 5
Инструкционная карта 2
Упражнения. Установка заготовок в самоцентрирующем патроне............. 13
Инструкционная карта 3
Упражнения. Установка заготовок типа валов в центрах................... 23
Инструкционная карта 4
Упражнения. Установка резца в резцедержателе и предварительное его за-
крепление. Проверка установки резца и окончательное его закрепление . . 29
Инструкционная карта 5
Упражнения. Управление суппортом.................................... 34
Инструкционная карта 6
Упражнения. Настройка станка на заданное число оборотов шпинделя (пат-
рона) и заданную подачу................................................ 41
Инструкционная карта 7
Упражнения. Пользование контрольно-измерительными инструментами ... 46
Инструкционная карта 8
Упражнения. Установка резца на глубину резания по лимбу. Снятие пробной
стружки................................................................ 51
Инструкционная карта 9
Упражнения. Организация труда, уход за станком и рабочим местом ... 56
Инструкционная карта 10
Учебно-производственное задание. Обработка наружных гладких цилиндри-
ческих поверхностей с ручной подачей при установке заготовки в трехкулач-
ковом самоцентрирующем патроне......................................... 61
Инструкционная карта 11
Учебно-производственное задание. Обработка цилиндрических поверхностей
ступенчатого валика с механической подачей резца и с креплением заготовив
в трехкулачковом самоцентрирующем патроне.............................. 63
Инструкционная карта 12
Учебно-производственное задание. Подрезание уступов и торцов ручной пода-
чей при установке заготовок в трехкулачковом самоцентрирующем патроне . 69
Инструкционная карта 13
Учебно-производственное задание. Обработка цилиндрических поверхностей с
применением механической подачи........................................ 78
Инструкционная карта 14
Учебно-производственное задание. Чистовое обтачивание наружных цилинд-
рических поверхностей ........ ........................................ 81
Инструкционная карта 15
Учебно-производственное задание. Затачивание и проверка правильности за-
точки проходных резцов ................................................ 83
Инструкционная карта 16
Учебно-производственное задание. Затачивание подрезных резцов .... 95
Инструкционная карта 17
Учебно-производственное задание. Вытачивание наружных канавок прямо-
346
Стр.
угольного профиля н полукруглых на цилиндрических н торцовых поверхно-
стях н канавок для выхода шлифовального круга............................ 96
Инструкционная карта 18
Учебно-производственное задание. Вытачивание наружных канавок на цилин-
дрических поверхностях деталей по упорам.............................. 101
Инструкционная карта 19
Учебно-производственное задание. Затачивание прорезных канавочных резцов 105
Инструкционная карта 20
Учебно-производственное задание. Отрезание при прямом и обратном вра-
щении шпинделя. Затачивание отрезных резцов............................ 107
Инструкционная карта 21
Учебно-производственное задание. Обтачивание гладких и ступенчатых ци-
линдрических поверхностей, подрезание уступов н торцов, вытачивание ка-
навок н отрезание..................................................... 113
Инструкционная карта 22
Учебно-производственное задание. Подбор, установка и закрепление сверл
в сверлильных патронах и в пинолн задней бабки, подбор смазочно-охлаж-
дающих жидкостей........................................................ 126
Инструкционная карта 23
Учебно-производственное задание. Сверление н рассверливание сквозных от-
верстий ................................................................ 129
Инструкционная карта 24
Учебно-производственное задание. Затачивание спиральных сверл. Проверка
правильности заточки по специальному шаблону и угломеру................. 132
Инструкционная карта 25
Учебно-производственное задание. Сверление и рассверливание глухих отвер-
стий с коническим и плоским дном на заданную глубину (длину)............ 136
Инструкционная карта 26
Учебно-производственное задание. Сверление и рассверливание отверстий наи-
более производительными методами работы................................. 140
Инструкционная карта 27
Учебно-производственное задание. Разметка центров с помощью циркуля,
центроискателя, приспособления (колокольчика) и центрование на центро-
вочном станке и методом холодного выдавливания.......................... 146
Инструкционная карта 28
Учебно-производственное задание. Черновое и чистовое растачивание сквоз-
ных гладких цилиндрических отверстий................................... 151
Инструкционная карта 29
Учебно-производственное задание. Черновое и чистовое растачивание сквоз-
ных цилиндрических отверстий с уступами ..................... ... <> 154
Инструкционная карта 30
Учебно-производственное задание. Вытачивание внутренних канавок . . . 159
Инструкционная карта 31
Учебно-производственное задание. Затачивание расточных резцов .... 162
Инструкционная карта 32
Учебно-производственное задание. Определение припусков под зенкерование
и развертывание, установка зенкеров и разверток на токарном станке. Вы-
бор режима резания..................................................... 167
Инструкционная карта 33
Учебно-производственное задание. Зенкерование сквозных и глухих отверстий 169
Инструкционная карта 34
Учебно-пронзводственное задание. Развертывание отверстий............... 171
Инструкционная карта 35
Учебно-производственное задание. Сверление отверстий, растачивание спе-
циальными резцами н с применением упоров, растачивание комбинированны-
ми резцами....................................................... 174
Инструкционная карта 36
Учебно-производственное задание. Нарезание треугольной резьбы плашками
347
Инструкционная карта 37
Учебно-производственное задание. Нарезание резьбы метчиками в сквозных
отверстиях............. .. ...........................................
Инструкционная карта 38
Учебно-пронзводственное задание. Обтачивание наружных конических поверх-
ностей при помощи поворота верхней части суппорта......................
Инструкционная карта 39
Учебно-производственное задание. Обтачивание наружных конических по-
верхностей небольшой длины широкой режущей кромкой резца...............
Инструкционная карта 40
Учебно-производственное задание. Обтачивание наружных конических поверх-
ностей прн помощи смещения корпуса задней бабки................. . . .
Инструкционная карта 41
Учебно-производственное задание. Обтачивание конических поверхностей с
применением конусной линейки ....... ..................................
Инструкционная карта 42
Учебно-производствеиное задание. Растачивание конических отверстий при по-
мощи верхней поворотной части суппорта ................................
Инструкционная карта 43
Учебно-производственное задание. Растачивание конических отверстий с при-
менением конусной линейки .............................................
Инструкционная карта 44
Учебно-производственное задание. Развертывание конических отверстий . .
Инструкционная карта 45
Учебно-производственное задание. Применение наиболее производительного
опыта работы при обработке сопряженных и сопрягаемых конических поверх-
ностей ................................................................
Инструкционная карта 46
Учебно-производственное задание. Обтачивание выпуклой, вогнутой и слож-
ных наружных фасонных поверхностей методом комбинированных подач
резца..................................................................
Инструкционная карта 47
Учебно-производственное задание. Обработка наружных фасонных поверхно-
стей фасонными резцами............................................. .
Инструкционная карта 48
Учебно-производственное задание. Затачивание и заправка фасонных резцов
Инструкционная карта 49
Учебно-производствениое задание. Обработка фасонных поверхностей с цри-
мененвем копвровальных устройств . ....................................
Инструкционная карта 50
Учебно-производственное задание. Применение передового опыта работы при
обработке фасонных поверхностей ......... .............................
Инструкционная карта 51
Учебно-производственное задание. Полирование и притирка (доводка) на-
ружных и внутренних поверхностей абразивной шкуркой, абразивными по-
рошками и пастами......................................................
Инструкционная карта 52
Учебно-производственное задание. Обкатывание поверхностей шариками (ро-
ликами). Накатывание рифлений на цилиндрических и конических поверх-
ностях ................................................................
Инструкционная карта 53
Учебно-производственное задание. Применение передового опыта работы при
накатывании .....................................................
Инструкционная карта 54
Учебно-пронзводственное задание. Измерение элементов резьбы. Проверка
резьбы калибром (кольцом, скобой) и резьбовым микрометром. Подсчет, под-
бор и установка сменных зубчатых колес и рукояток коробки подач . . .
Инструкционная марта 55
Учебно-производственное заданве. Установка резцов, определение режима ре-
зания, черновое и чистовое нарезание наружной треугольной резьбы резцом
со свободным выходом его ..............................................
Стр.
186
190
195
197
199
201
206
208
211
219
227
231
233
235
239
242
247
248
257
348
Стр.
Инструкционная карта 56
Учебно-производственное задание. Нарезание треугольной резьбы специаль-
ными резьбовыми резцами ........................................... 262
Инструкционная карта 57
Учебно-производственное задание. Затачивание и проверка заточки резцов
для нарезания наружной треугольной резьбы.............................. 264
Инструкционная карта 58
Учебно-производственное задание. Обработка отверстия под нарезание внут-
ренней треугольной резьбы; иыбор режима резания; черновое нарезание резь-
бы и калибрование ее метчиком , ............................ 266
Инструкционная карта 59
Учебно-производственное задание. Чистовое нарезание внутренней треуголь-
ной резьбы............................................................. 269
Инструкционная карта 60
Учебно-производственное задание. Подготовка поверхности заготовки для
нарезания наружной прямоугольной резьбы. Предварительное и окончатель-
ное нарезание резьбы ..... ............................................ 271
Инструкционная карта 61
Учебно-производственное задание. Подготовка поверхности отверстия для на-
резания внутренней прямоугольной резьбы и нарезание резьбы............. 274
Инструкционная карта 62
Учебно-производственное задание. Затачивание, проверка углов заточки и
заправка режущих кромок головки у резьбовых резцов для нарезания наруж-
ной прямоугольной резьбы............................................... 277
Инструкционная карта 63
Учебно-производственное задание. Нарезание наружной трапецеидальной
резьбы................................................................. 278
Инструкционная карта 64
Учебно-производственное задание. Нарезание внутренней трапецеидальной
резьбы . .............................................................. 283
Инструкционная карта 65
Учебно-производственное задание. Затачивание, проверка углов заточкн и
заправка режущих кромок головки резцов для нарезания трапецеидальной
резьбы............................ ,................................... 285
Инструкционная карта 66
Учебно-производственное задание. Настройка станка для нарезания много-
заходной резьбы и нарезание двухзаходной резьбы........................ 288
Инструкционная карта 67
Учебно-производственное задание. Применение опыта работы токарей-нова-
торов при нарезании треугольной резьбы резцами . ...................... 292
Инструкционная карта 68
Учебно-производственное задание. Применение опыта работы токарей-новато-
ров при нарезании наружной и внутренней треугольной резьбы резцами с
пластинками твердого сплава.......................................... 295
Инструкционная карта 69
Учебно-производственное задание. Применение опыта работы токарей-нова-
торов при нарезании наружной и внутренней трапецеидальной резьбы . . . 296
Инструкционная карта 70
Учебно-производственное задание. Обработка деталей с установкой в четы-
рехкулачковом патроне ...... .......................................... 299
Инструкционная карта 71
Учебно-производственное задание. Обработка деталей на планшайбе . . , 304
Инструкционная карта 72
Учебно-производственное задание. Обработка деталей с установкой на уголь-
нике .................................................................. 666
Стр.
Инструкционная карта 73
Учебно-производственное задание. Обработка деталей с применением непод-
вижных люнетов ........................................................ 308
Инструкционная карта 74
Учебно-производственное задание. Обработка деталей с применением под-
вижных люнетов........................................................ 313
Инструкционная карта 75
Учебно-производственное задание. Обработка эксцентриковых деталей . . . 316
Инструкционная карта 76
Учебно-производственное задание. Обработка деталей разных по форме, ха-
рактеру и степени изготовления, способам закрепления и методам обработки,
на токарных станках с пневматическим приводом и с программным управле-
нием ...................................................................320
Задания по производственному обучению ......................................336
Владимир Александрович Слепинин
РУКОВОДСТВО ДЛЯ ОБУЧЕНИЯ
ТОКАРЕЙ ПО МЕТАЛЛУ
Научный редактор А. А. Пантелеев.
Редактор Л. В. Мясникова.
Художественный редактор В. И. Пономаренко.
Технический редактор Е. И. Герасимова.
Корректор М. М. Малиновская.