/





















































































































































































Текст
ПРАКТИКУМ
ПО МЕТАЛЛООБРАБОТКЕ
ПРАКТИКУМ ПО МЕТАЛЛООБРАБОТКЕ
Б. А. СОКОЛОВ, А. В. РУМЯНЦЕВ
ПРАКТИКУМ
ПО МЕТАЛЛООБРАБОТКЕ
УЧЕБНОЕ ПОСОБИЕ ДЛЯ УЧАЩИХСЯ 9 И 10 КЛАССОВ
Издание 5-е, переработанное и дополненное
Scan AAW
6П4(075) С59
Рекомендован Главным управленцем школ • Министерства просвещения СССР
От редакции
Введение, разделы III, IV, V, VI, VII написаны Соколовым Б. А. Разделы I и II — Румянцевым А. В.
Соколов Б. А. и Румянцев А. В.
С59 Практикум по металлообработке. Учеб, пособие для учащихся 9 и 10 кл. Изд. 5-е, перераб. и доп. М., «Просвещение», 1975 г.
176 с. с ил.
60601—513
~ инф. письмо 103(03)—75
6П4(075)
ВВЕДЕНИЕ
Металлообработка — это общее название технологических способов переработки металлов и их сплавов в изделия (например, детали, механизмы, машины, сооружения). Основные из них: литье, обработка давлением, резанием, сварка, термическая и химико-термическая обработка, электрохимические, электрофизические и другие способы.
В нашей стране уже в X в. ремесленники славились искусством изготовления оружия и предметов домашнего обихода из различных металлов.
В XII в. русские мастера широко применяли специальные приспособления с ручным и ножным приводом для сверления и точения заготовок.
В XIV—XVI вв. на заводах использовали токарные и сверлильные станки с приводом от водяных мельниц. В России тех далеких времен созданы непревзойденные шедевры литья. Так, в 1586 г. мастер литейного дела Андрей Чохов создал замечательный памятник .русского литейного искусства царь-пушку массой около 46 т. В 1733—1735 гг. русские мастера И. Ф. и М. И. Моторины отлили царь-колокол массой свыше 200 т.
Большой вклад в развитие отечественной металлообрабатывающей техники и технологии внесли в XVII—XVIII вв. механики А. К. Нартов, М. В. Сидоров и др.
Гениальный русский ученый М.. В. Ломоносов (1711—1765) сконструировал и построил сферотокарный, лоботокарный и шлифовальный станки. * '
Русский теплотехник И. И. Ползунов (1728—1766) изготовлял многие детали первой в мире паровой машины на цилиндрорасточном и других станках своей конструкции.
Искусными мастерами прославились тульские оружейники в Отечественную войну 1812 г. Так, например, из большой партии брали примерно 30 ружей, замки которых разбирали, а детали перемешивали. 'После сборки замков из разрозненных деталей они имели «ход столь же свободный, как если бы части каждого одна с другой нарочно были прилажены».
Развитие отечественной металлургии неразрывно связано с именем инженера П. П. Аносова (1797—1851). Он разработал технологию выплавки высококачественной стали, установил зависимость свойств, металлов от их кристаллического строения, впервые применил микроскоп для изучения строения стали. Ученый-металлург Д. К. Чернов (1839—1921) заслуженно считается «отцом металлографии» железа и стали. Он первым научно объяснил процессы нагрева и охлаждения металлов, указал способы управления этими процессами. ?
^Становлению технологии металлообработки во многом способствовали исследования проф. Петербургского горного института И. А. Тиме, а его труд «Основы машиностроения. Организация машиностроительных фабрик в техническом и экономичен ском отношении и производство в них работ» (1885 г.) является первым фундаментальным трудом по металлообработке.
Советские академики А. А. Байков и Н. С. Курнаков разработали современную теорию образования сплавов и методы их физико-химических исследований.
Технология машиностроения базируется на исследованиях ученых А. П. Соколовского, А. И. Каширина, М. Е. Егорова, Б. С. Балакшина, В. М. Кована и др.
В области производства стали, чугуна, цветных металлов и их сплавов, машиностроения Советский Союз сделал гигантский скачок.
Если в царской России в 1913 г. выплавлялось: чугуна 4,2 млн. т, стали — 4,2 млн. т, то в СССР в 1974 г. соответственно 99,9 млн. т и 136 млн. т.
По выплавке стали Советский Союз опередил все страны Западной Европы и США. Так же быстро развивается производство чугуна, цветных и редких металлов (например, меди, алюминия, вольфрама, титана).
Развитие авиационной, реактивной и ракетной техники потребовало разработки технологических процессов обработки давлением тугоплавких металлов (например, молибдена, ниобия, тантала, вольфрама).
Наше машиностроение по праву гордится успехами в области прессостроения. Так, только Советский Союз выпускает гидропрессы, развивающие силы более 75 тыс. т. Предел прочности деталей, полученный на таких прессах, на 50...80 н/жж2 выше, чем у кованых деталей. Это позволило, например, уменьшить массу самолета «Антей» на несколько тысяч килограммов!
Рис. 1 наглядно иллюстрирует рост станкостроения.
В то же время, как отмечено в Отчетном докладе ЦК КПСС XXIV съезду партии, «Современное производство предъявляет быстрорастущие требования не к одним лишь машинам, технике, но и прежде всего к самим работникам, к тем, кто эти машины создает и этой техникой управляет. Специальные знания, высокая профессиональная подготовка, общая культура чело-
230...250
Рис. 1, Рост выпуска металлорежущих станков в СССР,
века превращаются в обязательное условие успешного труда все более широких слоев работников»д.
Средней общеобразовательной, трудовой политехнической школе принадлежит важная роль в решении этих задач.
Практикум по металлообработке вместе с такими предметами, как физика, химия, математика, черчение, познакомит вас с научными основами современного производства, его техникой и технологией.
В данном пособии приведены основные понятия о машиностроительных материалах, элементах технологии металлов, общетехнические сведения, а также сведения по машиностроительному черчению,, технике и технологии механической обработки металлов резанием, сборочных работ, организации и экономике машиностроительного производства.
Помещенные в пособии лабораторные работы помогут выработать навыки самостоятельного решения вопросов, связанных с материаловедением и обработкой материалов на станках.
Знания и умения, полученные при изучении практикума, позволят учащимся по окончании школы в короткий срок овладеть одной из профессий металлообработки и машиностроения.
1 Материалы XXIV съезда КПСС М., 1971, с. 41.
РАЗДЕЛ ПЕРВЫЙ
МАШИНОСТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
Г л а в а I. СТРОЕНИЕ МЕТАЛЛОВ И СПЛАВОВ
$ 1. ОБЩИЕ СВЕДЕНИЯ
Материалы, из которых изготовляют детали машин, механизмов и приборов, называют машиностроительными. К ним относятся металлы и их сплавы, древесина, пластмассы, резина, картон, бумага, стекло.
Из металлов наиболее распространены железо и алюминий, менее — медь, магний, титан, цинк, свинец, олово. Металлы используют главным образом в виде сплавов и значительно реже — технически чистые.
Все металлы и сплавы делят на черные и цветные. К первым относятся железо и сплавы на его основе — чугуны и стали, ко вторым — остальные металлы.
$ 2. КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВ И СПЛАВОВ
Металлы и их сплавы в твердом состоянии имеют кристаллическое строение, т. е. атомы их располагаются в пространстве в строго определенном порядке, образуя пространственную или кристаллическую решетку. Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Железо при температуре ниже 910 ° С и интервале 1400... 1539 ° С, титан при 885... 1720 ° С, вольфрам, ванадий, хром, калий, натрий и некоторые другие металлы имеют кубическую объемно-центрированную решетку (рис. 2, а). Железо при 910... 1400 ° С, медь, золото, серебро, алюминий, свинец, никель, кальций и некоторые другие металлы имеют кубическую гранецентри-ров^нную решетку (рис. 2, б). Для большинства металлов с кубическими решетками размеры элементарных ячеек лежат в пределах (2,8...6) • 10“8 см. Магний, бериллий, кадмий и некоторые другие металлы имеют гексагональную решетку (рис. 2, в).
Так как в кристаллической решетке атомы расположены правильно, их число в элементарной кристаллической ячейке в раз-6
Рис. 2. Элементарные кристаллические ячейки: ч
а — объемно-центрированная; б — гранецентрированная; в — гексагональная.
ных направлениях неодинаково. Поэтому многие свойства кристаллов (например, механические, химические, магнитные) в указанных направлениях также различны. Это свой-ствО| называется анизотропией.
Кристаллическое строение металлы приобретают при переходе из жидкого состояния в твердое; этот процесс называется кристаллизацией.
Кристаллизация происходит при охлаждении жидкого металла. Кристаллы начинают образовываться обычно одновременно во многих местах. Вначале *они растут свободно, не мешая друг другу, имеют геометрически правильную форму и отличаются один от другого размерами й ориентировкой. По мере увеличения кристаллы соприкасаются и рост одних мешает росту дру-
гих, в результате чего их правильная форма нарушается. '
Железо, олово, марганец, титан и другие металлы в твердом состоянии могут иметь не одну, а* несколько форм кристаллической решетки. При нагревании такого металла до определенной температуры (критической точки) атомы перестраиваются и образуют новую кристаллическую решетку, что сопровождается изменением физико-механических свойств металла. Перекристаллизация повторяется каждый раз при медленном нагреве и охлаждении металла до критической точки. Этот процесс называется аллотропией металла.
Например, чистое железо при затвердевании (1539 ° С) образует б-железо с кристаллической решеткой объемно-центрированного куба, которая сохраняется до температуры 1401 °C. Охлаждение ниже этой температуры приводит к образованию у-железа с кристаллической решеткой гранецентрированного куба. При температуре 910 ° С происходит следующее аллотропическое превращение. Ниже этой критической точки железо имеет кристаллическую решетку объемно-центрированного куба. Причем в интервале температур 910...' 768 °C оно (^-железо) немагнитно, а ниже 768° С магнитно (a-железо). У у-железа сторона куба кристаллической ячейки несколько больше, чем у а-же-
леза.
$ 3. МЕТОДЫ ИССЛЕДОВАНИЯ СТРОЕНИЯ МЕТАЛЛОВ
Существуют макроскопический и микроскопический методы изучения строения металлов. Макроскопический метод — исследование строения металла невооруженным глазом или при помощи лупы, увеличивающей в 5... 10 раз. Микроскопический метод— изучение строения металла при помощи микроскопа.
Макроскопическим исследованием (макроанализом) выявляют дефекты в отливках, расположение волокон в поковках, качество сварки и т. д.
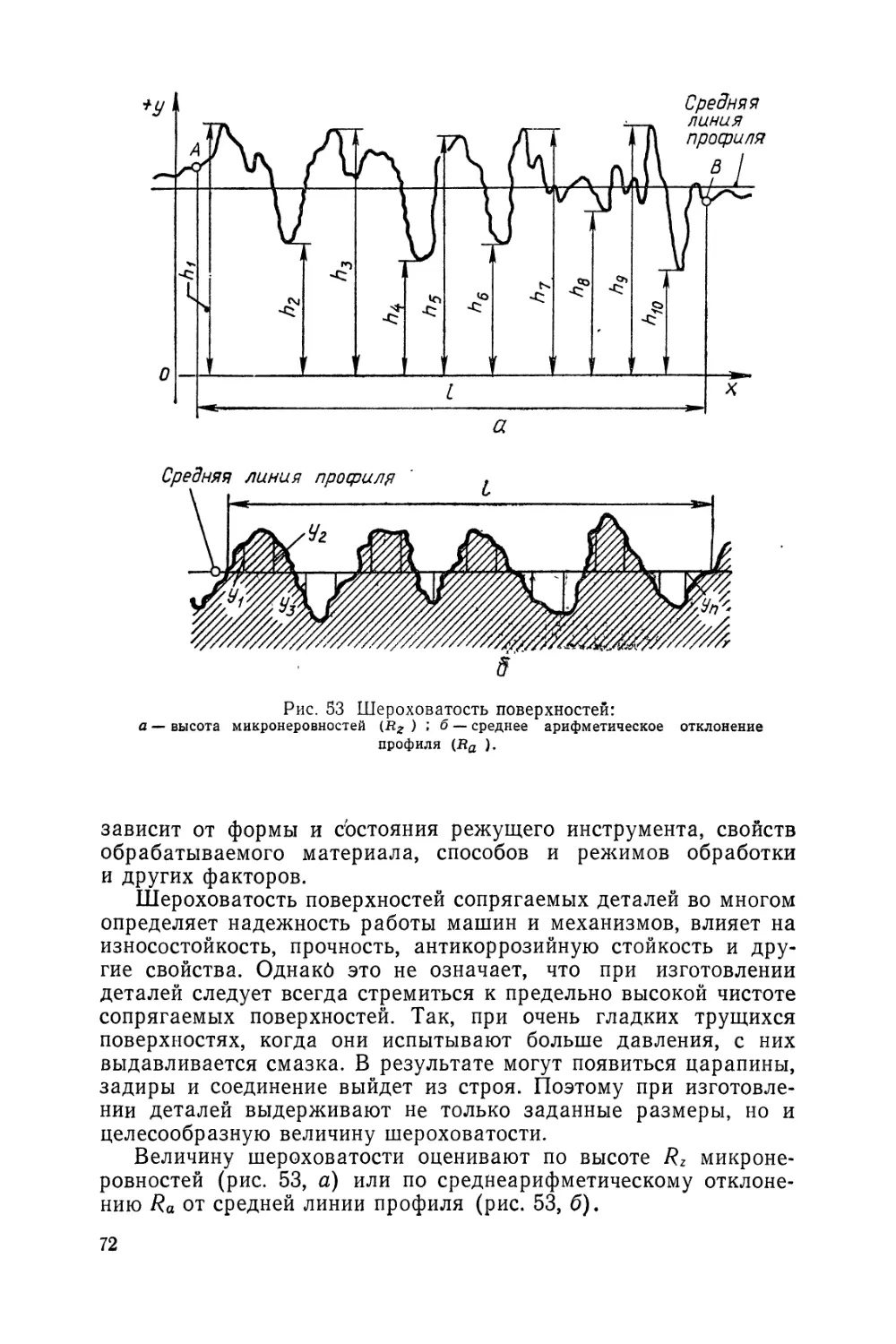
Рис. 3. Макроструктура поковки полуоси автомобиля; протравленной 50-процентным раствором соляной кислоты. Направление волокон повторяет внешние очертания поковки.
Рис. 5. Общий вид микроскопа МИМ-7:
1 — корпус; 2 — предметный столик для крепления исследуемого образца; 3 —окуляр для визуального наблюдения; 4—-рукоятка грубой подачи предметного столика;
5 — винт точной настройки изображения поверхности.
Рис. 4. Микроструктура некоторых сплавов:
а — включения в литой оловянной бронзе; б — поры и трещины, нарушающие сплош-. ность металла, в — структурные составляющие литой бронзы с 10% алюминия,
Макроструктуру чаще всего изучают на вырезанных образцах — темплетах. Исследуемую поверхность делают плоской на металлорежущем станке, шлифуют и травят реактивами (например, растворами кислот и их смесями в горячем или кипящем состоянии). В результате получают четкую картину кристаллического строения металла (рис. 3).
Микроскопическим исследованием (микроанализом) определяют величину и форму кристаллов, выявляют пороки, нарушающие сплошность металла (трещины, раковины, неметаллические включения), а также структурные составляющие по их специфической форме и характерному окрашиванию реактивами (рис. 4).
Рассматривают и фотографируют микроструктуру при помощи металлографических микроскопов (рис. 5).
Оптические микроскопы обеспечивают увеличение до 2000 раз. Сильнее увеличивают электронные микроскопы.
Контрольные вопросы
I. Какие кристаллические решетки может иметь железо?
2Ч В каких интервалах температур железо имеет объемно-центрированную и гранецентрированную решетку?
3. Что понимают под макроскопическим и микроскопическим методами исследования строения металлов?
Глава II. СПОСОБЫ ПОЛУЧЕНИЯ ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ
§1. ПРОИЗВОДСТВО ЧУГУНА
Чугуном называется сплав железа с углеродом, содержащий 2,0...6,67% углерода. На практике используют чугуны с 2,5... 4,5% С. Кроме того, в чугуне имеются Постоянные примеси: кремний, марганец, фосфор и сера.
Главным исходным материалом для выплавки чугуна служат железные руды, которые состоят из рудного вещества и пустой породы. Рудным веществом являются: безводный оксид железа (III) Ре2О3; водный оксид железа (III) Fe2O3-mH2O; оксид железа . (II—III) Fe3O4 и др. Пустая порода обычно состоит из кварцита или песчаника с примесью глинистых веществ.
Чугун из железных руд получают в доменных печах (домнах) (рис. 6).
Доменную печь загружают через засыпной аппарат 1 слоями коксом, рудой и флюсом (обычно известняком СаСО3), который вводят для удаления пустой породы в шлак, снижения ее температуры плавления и сплавления с золой топлива. Через фурмы (отверстия) 8, расположенные в нижней части доменной печи -— горне 11, подается горячий воздух, обогащенный кислородом.
Рис. 6. Схема доменной печи:
1 — засыпной аппарат; 2 — труба для отвода колошникового газа; 3 — колошник;
4 — шахта; 5 — распар; 6 — воздухопровод;
7 —заплечики; 8 — фурма; 9— чугунная летка;• 10 — шлаковая летка; И —• горн.
Вблизи фурм ПОЛНОСТЬЮ сгорает топливо:
С+О2=СОа.
Поднимаясь, углекислый газ, соприкасаясь и реагируя с раскаленным коксом, переходит в оксид углерода (II):
СО24-С=2СО.
Газообразный оксид углерода (II) восстанавливает железо из его оксидов:
3Fe2O3+СО= 2Fe3O4 4- СО2;
Fe3O4 + СО=3FeO 4- СО2;
FeO4-CO=Fe4-CO2.
Часть железа восстанавливается за счет углерода кокса, соприкасающегося с рудой, или углерода сажи, образованного при разложении оксида углерода (II): '
FeO + C=Fe + CO.
Восстановленное железо науглероживается. Образуется чугун, каплями стекающий в нижнюю часть домны, откуда его выпускают через чугунную летку (отверстие) 9.
Пустая порода, взаимодействуя с флюсом, образует легкоплавкий шлак, скапливающийся сверху жидкого чугуна, который в нужный момент выпускают через летку 10.
§ 2. ПОЛУЧЕНИЕ СТАЛИ
Сталью называют сплав железа с углеродом, содержащий менее 2% углерода. В обычной углеродистой стали по сравнению с чугуном содержится меньше кремния, марганца, серы и фосфора.
Основной исходный продукт для получения стали — чугун. Дополнительно используют чугунный и стальной лом, железную РУДУ-
Сущность получения стали из чугуна заключается в следующем. При высоких температурах окисляются углерод и другие элементы:
2СО4-О2—2СО;
Si 4“ O2=SiO2;
2Мп + 02=2МпО;
4Р + 5О2=2Р2О5.
Одновременно окисляется железо:
2Fe+O2=2FeO.
Для окисления в зону плавки подают кислород или воздух.
Образовавшийся оксид железа (II) также является окислителем углерода и примесей:
2F еО+Si=SiO2 + 2Fe;
FeO+Мп=МпО+Fe;
5FeO+2Р=Р2О8+5Fe;
FeO+С=СО+Fe.
Чтобы освободиться от остатков оксида железа (II), после окислительных реакций проводят раскисление стали. Этого достигают введением в жидкую сталь раскислителей: ферромарганца (сплав железа с марганцем), ферросилиция (сплав железа с кремнием), алюминия и др. В процессе раскисления восстанавливается железо и образуются оксиды: MnO, SiO2, AI2O3 и др.
Кислород
Рис. 7. Схема кислородного конвертора:
Iводоохлаждаемая фурма; 2 — горловина; 3 — выпускное отверстие,
Рис. 8. Мартеновская печь:
1 — газовый канал; 2 — воздушный канал; 3 — свод; 4 — рабочее пространство; 5 — рас-* плавленная сталь; 6 — расплавленный шлак; 7 — загрузочное окно; 8 под.
В результате окислительных и восстановительных реакций получают сталь необходимого химического состава. Оксиды примесей, образованные в процессе плавки, переходят в шлак, который, как более легкий, скапливается сверху жидкой стали.
В металлургической промышленности сталь получают в конверторах, мартеновских и электрических печах.
Кислородный конвертор (рис. 7) представляет собой грушевидный сосуд из листовой стали, выложенный изнутри огнеупорным кирпичом.
Через горловину 2 заливают жидкий чугун и загружают другие исходные материалы (лом, флюс). После этого опускают фурму, по которой подают кислород для окисления углерода и примесей. Необходимая температура процесса поддерживается за счет экзотермических окислительных реакций. Продолжительность плавки 30...40 мин. После окончания процесса поднимают фурму, наклоняют конвертор и выпускают готовую сталь.
Мартеновская печь (рис. 8) имеет плавильное пространство 4 в виде ванны. Исходные материалы (жидкий и твердый чугун, лом, железная руда, флюсы) загружают через окна 7 в передней стенке. Готовую жидкую сталь выпускают через отверстия в задней стенке. Необходимую температуру в. печи поддерживают за счет сжигания мазута или подогретого газа. Общая продолжительность плавки в зависимости от емкости печи составляет 6...12 ч.
Электрические печи для плавки стали бывают дуговые и индукционные. Шире используют в металлургической промышленности первые (рис. 9).
Загружают шихту в дуговых печах сверху (свод печи в этом случае снимают) или через боковое загрузочное окно 6. Нагревают ^расплавляют щих-ту электрические дуги, которые горят между вертикальными угольными или графитированными электродами 5 и металлической шихтой. Выдускают сталь через летку и желоб 5, расположенные в противоположной от загрузочного окна стенке печи; при этом печь поворачивают вокруг горизонтальной оси.
Рис. 9. Схема электродуговой сталеплавильной печи:
1 — станина; 2 — подина; 3 — желоб;
4 — арочный свод; 5 — электроды; 5 — загрузочное окно; 7 — металлическая шихта;
8 — корпус.
В электрических печах выплавляют высококачественные стали с низким содержанием вредных примесей (серы, фосфора), включая стали, содержащие тугоплавкие металлы (например, вольфрам, молибден).
§ 3. ПРОИЗВОДСТВО АЛЮМИНИЯ
Производство алюминия состоит из трех самостоятельных технологических процессов: 1) выделение из алюминиевых руд чистого глинозема AI2O3; 2) получение алюминия электролизом расплавленного глинозема; 3) рафинирование полученного алюминия.
Чистый глинозем выделяют различными способами, из которых наиболее распространен щелочной. При этом способе глинозем, входящий в состав руды, обрабатывается щелочами и связывается в алюминат натрия А12ОзМа2О, который переходит в водный раствор. Отделенный от шлама раствор алюмината натрия при определенных условиях разлагается с выделением в осадок гидроксида алюминия А1(ОН)з, который отфильтровывают и прокаливают; образуется чистый глинозем:
2А1 (OH)s^A12O3+H2O.
Электролиз глинозема производят в жидком криолите при температуре около 950° С. Чистый глинозем плавится при температуре 2050° С, а с криолитом образует относительно легкоплавкий электролит.
Электролизер (рис. 10)—ванна прямоугольной формы, выложенная угольными блоками. В дно ванны вмонтированы
толстые медные стержни, соединенные с отрицательным полюсом источника тока (катодом). Сверху в ванну опущены угольные электроды (аноды), соединенные с положительным полюсом источника тока.
Под действием электрического тока растворенный в криолите глинозем диссоциирует на ионы. Образовавшиеся положительные ионы алюминия А1+3 переносятся электрическим полем к катоду на дно ванны, где и выделяется жидкий металлический ' алюминий:
А1+34-Зе~А1.
Рис. 10. Схема электролизной ванны для получения алюминия:
1 — шина, подключенная к отрицательному полюсу источника тока; 2 и 9 — Токопроводящие стержни; 3 — жидкий алюминий; 4 — кожух; 5 — твердый электролит; 6 — жидкий электролит;
7 — глицозем; 8 — угольный анод; 10 — шина, подключенная к положительному полюсу источника тока.
На анодах выделяется кислород.
Электролизер работает непрерывно. По мере надобности сверху порциями загружают глинозем. Криолит в процессе электролиза не расходуется. Примерно через двое-трое суток накопившийся жидкий алюминий откачивают специальными устройствами.
Полученный алюминий содержит примеси, ухудшающие его свойства. Для очистки алюминий продувают хлором, отслаивают в ковшах и печах, а также производят электролитическое рафинирование.
Контрольные вопросы
1. Что называют чугуном, сталью?
2. В каких печах получают чугун, сталь?
3. Какое топливо используют в печах для получения чугуна, стали?
4. Какие исходные продукты перерабатывают в чугун, сталь?
5. Из какого вещества получают алюминий электролизом?
Глава III. СПЛАВЫ МЕТАЛЛОВ, НЕМЕТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ И ИХ СВОЙСТВА
§ 1. ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ
Для рационального использования металлов и сплавов необходимо знать их физические, механические, химические и технологические свойства.
К физическим ’ свойствам относят плотность, температуру плавления, тепловое расширение, теплопроводность, электропроводность и др. В табл. 1 приведены физические свойства наиболее распространенных в промышленности металлов.
Таблица 1
Некоторые физические свойства металлов
Названий металлов Плотность, г/см3 (кг/м3) Темпера* тура плавления, °C (К) Температурный коэффициент линейного расширения а, К"1 Теплопроводность, калием‘СекХ X (вт/м-К) Удельное электрическое сопротивление при 20 °C, ом'ммъ/м (ом>м)
Алюминий 2,7(2700) 658(931) 0,0000238 0,57(204) 0,0288 (2,8-IO-8)
Вольфрам , 19,3(19 300) 3380(3653) 0,0000044 0,31(129) 0,055(5,5-10-8)
Железо 7,8(7800) 1539(1812) 0,0000120 0,16(78) 0,099 (9,9-10_8)
Магний 1,74(1740) 651(924) 0,0000261 0,376(155) 0,045*4,5-10—8)
Медь 8,9(8900) 1083(1356) 0,0000165 0,92(390) 0,017(1,7-10-8)
Никель 8,9(8900) 1452(1725) 0,0000128 0,142(58) 0,073(7,3-10-8)
Олово 7,3(7300) 232(505) 0,0000267 0,157(64) 0,124(12,4-10-8)
Свинец 11,35(11 350) 327(600) 0,0000292 0,083(35) 0,227 (22,7-10-8)
Титан 4,5(4500) 1660(1933) 0,00000835 0,036(15) 0,036 (3,6-10-8)
Цинк 7,14(7140) 419(692) 0,0000286 0,27(113) 0,060(6,0-10-8)
Механические свойства характеризуются прочностью, пластич-
ностью, вязкостью, твердостью и др., которые выражаются через ряд показателей (например, предел прочности при растяжении, изгибе, относительное удлинение, ударная вязкость).
Предел прочности при растяжении ав определяют на разрыв
ной машине как отношение наибольшей растягивающей силы Р,
которую выдерживает образец перед разрушением, к его первоначальной площади Fq поперечного сечения (рис. 11, а):
Предел прочности при изгибе ои определяют разрушением установленного на двух опорах образца, нагруженного ч посередине сосредоточенной нагрузкой Р (рис. 11, б). Значение аи для образцов прямоугольного и круг-
Рис. 11. Схёмы испытания образца: а — на разрыв, б — на изгиб.
лого сечений вычисляют соответственно по формулам:
3 Pl • 8PZ
2 bh ла3
где I — расстояние между опорами;
b — ширина сечения образца;
й —высота сечения образца;
d — диаметр образца.
Для испытания на изгиб можно использовать любой пресс или универсальную испытательную машину.
Относительное удлинение 6 определяют на образцах, испытуемых на растяжение, и представляет собой отношение приращения длины образца перед разрывом к первоначальной длине^ выраженное в процентах:
где /0 — первоначальная длина образца;
4 — длина образца перед разрывом.
Ударная вязкость ан — отношение работы Лн разрушения стандартного образца к площади F его поперечного сечения в
месте разрушения:
Рис. 12. Схема испытания образца на ударную вязкость (а) и установка его на опорах (б): / — станина 2 — шкала-: 3 — маятник;
4 — стре'лка; 5 — образец.
Испытывают на маятниковом копре по схеме, показанной на рис. 12. Надрезанный образец 5 устанавливают'на опорах так;, чтобы надрез приходился против маятника 5. Маятник поднимают в исходное положение на высоту Н. Падающий маятник ударяет по образцу,- разрушает его и поднимается на высоту й. Работа, затраченная на разрушение образца, будет в этом случае равна разности энергии маятника в исходном и конечном положениях:
A^GH — Gh,
где G — сила тяжести маятника.
Твердость характеризует способность металла сопротивляться проникновению в него более твердого тела. В большинстве случаев твердость измеряют на приборах типа Бринелля (рис. 13) или Роквелла (рис. 14).
Рис. 13. Определение твердости на приборе типа Бринелля:
а — схема прибора; б — схема процесса вдавливания шарика в испытуемый материал; в — измерение диаметра отпечатка лупой с делениями; / — станина; 2 —маховичок; 3 — подъемный винт; 4 — опорный столик; 5 — шарик; 6 — шпиндель; 7 — рычаг; сменные чугунные грузы; 9 — электродвигатель,
Рис. 14. Схема определения твердости на приборе типа Роквелла:
й — прибор; б — вдавливание алмазного конуса; в — вдавливание стального шарика; 1 станина;> 2 — гайка; 3 — винт подъемного стола; 4 — сменный стол; 5 — шарик или алмазный конус; 6 — индикатор для отсчета чисел твердости; 7 — грузовой рычаг;
8 — амортизатор, 9 — стойка; 10 — грузы.
На приборе Бринелля в испытуемый материал вдавливают шарик диаметром 2,5; 5 или 10 мм под'определенной нагрузкой. По диаметру отпечатка (рис. 13, бив), полученного на испытуемом материале, по специальным таблицам определяют число твердости, которое обозначают буквами НВ.
На приборе Роквелла в испытуемый материал вдавливают алмазный конус с углом при вершине 120° (рис. 14, б) либо стальной шарик диаметром 1,588 мм (рис. 14, в). За критерий оценки твердости принимают глубину отпечатка. Число твердости обозначают HRC или HRA в зависимости от нагрузки при испытании алмазным конусом. Число твердости, определенное при вдавливании стального шарика, обозначают HRB.
Если необходимо, можно по таблицам перевести числа твердости с одной шкалы на другую. Для примера в табл. 2 помещены значения твердости некоторых слесарных инструментов.
Таблица 2
Твердость слесарных инструментов
Инструмент Материал НВ, кёс]мм2 (Мн/м2) HRC HRA
Ключ гаечный (рабочая часть) Сталь 50 375. ..429 40...45 70...73
Зубило слесарное: хвостовая часть Сталь У8 (3750.. 286. ..4290) ..375 30...40 66...70
рабочая часть (2860.. 520. ..3750) ..555 53...56 77...79
Сверло: хвостовик Быстрорежущая сталь Р18 (5200.. 286. . .5550) ..429 30...45 / 66...73
рабочая часть. (2860.. 601. ./4290) ..653 60*. ..64 82...84
(6010.. ..6530)
Из химических свойств для машиностроительных материалов наиболее важны их взаимодействия с кислотами и щелочами, а также антикоррозионная стойкость. ’
К технологическим свойствам материалов относятся ковкость (способность, не разрушаясь, поддаваться обработке давлением), обрабатываемость резанием, свариваемость и др.
§ 2. СПЛАВЫ ЖЕЛЕЗА С УГЛЕРОДОМ
Как упоминалось ранее, к сплавам железа с углеродом относятся чугун и сталь,
Чугунные детали машин и приборов получают литьем. Литейный чугун в твердом состоянии делится на белый, £ерый, ковкий, высокопрочный с шаровидным графитом.
Рис. 15. Ферритный серый чугун. Травлёниё 4-процентным сйиртовым раствором азотной кислоты.
В белом чугуне- содержится много цементита РезС, что обусловливает большую твердость и хрупкость чугуна. Он плохо поддается обработке резанием. Поэтому белый чугун применяют в машиностроении и приборостроении очень редко.
В сером чугуне часть углерода содержится в виде пластинчатого графита (рис. 15). Пластинки графита расчленяют металлическую основу (феррит) и действуют как трещины. Поэтому серый чугун с пластинчатым графитом обладает невысокими прочностью (ов =
= 12...44 кгс/мм2, или 120...440 Мн/я2) и твердостью ЯВ=143... 289 кгс/мм2 (1430...2890 Мн/м2} и лишен пластичности. Он хорошо обрабатывается резанием. Из серого чугуна изготовляют станины станков, корпуса электродвигателей, маховики, зубчатые колеса, блоки цилиндров двигателей внутреннего сгорания.
Серый чугун маркируют буквами и двумя двузначными числами: первое обозначает (в килограмм-силах на квадратный миллиметр) предел прочности при растяжении, второе — пре^ дел прочности при изгибе. Например, марка СЧ21-40 обозначает серый чугун, у которого ов = 21 кгс)мм2 (210 Мн/м2), сги=*= =40 кгс1мм2 (400 Мн/м2).
В структуре ковкого чугуна также имеются включения граг фита, но, в отличие от серого, в виде обособленных хлопьев (рис. 16). При такой форме графита чугун имеет повышенную прочность ов = 30...75 кгс/мм2, или 300...750 Мн/м2), некоторую пластичность (6 = 2... 12%) и обладает сопротивлением ударным нагрузкам.
Название «ковкий чугун» условно и указывает лишь на то, что он пластичнее серого чугуна. В действительности ковкий чугун обработке давлением не подвергается. Из ковкого чугуна отливают детали, работающие в условиях переменных и ударных нагрузок, а также высокого давления пара, газов, воды (например, коленчатые валы, звенья цепей, тормозные колодки, гайки, тройники, угольники).
Высокопрочный чугун содержит графит в виде отдельных включений шаровидной формы (рис. 17). Обособленные включения графита и специальные добавки делают чугун Высокопрочным (<ув = 38...12О кгс!мм2, или 380...1200 7Ин/ж2) и пластичным (б = 2... 17%). Из высокопрочного чугуна отливают Ответственные детали: коленчатые валы, зубчатые колеса, детали штампов, турбин и др.
Ковкий и высокопрочный чугун маркируют буквами КЧ и ВЧ соответственно и двумя числами: первое число показывает предел прочности при растяжении в килограмм-силах на квадратный миллиметр, второе — относительное удлинение в процентах. Например: КЧ45-6 (ов = 45 кгс)мм29 или 450 Мн/м2, 6 = 6%), ВЧ60-2 (ов=60 кгс/мм2, или 600 Мн!м2, 6=2%).
Сталь разделяют по химическому составу на углеродистую и легированную, по назначению — на конструкционную, инструментальную и специальную, по качеству — на сталь обыкновенного качества, качественную и высококачественную.
Сталь обыкновенного качества обладает невысокой прочностью (ов = 30...75 кгс!мм2, или 300...750 Мн/м2). Используют для изготовления заклепок, шайб, болтов, гаек, валиков, строительных конструкций.
Сталь обыкновенного качества маркируют буквами Ст с порядковым номером и буквами, указывающими степень раскисления при выплавке: кп — кипящая; пс — полуспокойная; сп — спокойная (например, Ст.4кп). Спереди могут стоять буквы М, Б и Д, обозначающие соответственно способ выплавки: мартеновский, бессемеровский, конверторный (например, КСт.бпс), В марке стали, которая гарантирует механические свойства и химический состав, дополнительно ставят букву В (например, ВМ. Ст.Зпс).
Углеродистая конструкционная качественная сталь прочнее стали обыкновенного качества (ов^ 115 кгс)мм2, или 1150 Мн/м2). Применяют для изготовления деталей машин и приборов, к которым предъявляют повышенные требованйя по механическим свойствам и подвергают термической обработке.
Углеродистую конструкционную качественную сталь марки
Рис. 16. Ковкий чугун. Шлиф нетравлен.
Рис. 17. Высокопрочный чугун. Шлиф нетравлея.
руют в соответствии с содержанием углерода в сотых долях процента. Так, стали 20, 30, 50 содержат соответственно 0,2; 0,3; 0,5% углерода. К углеродистой также относится сталь с повышенным содержанием марганца (Мп = 0,7...1,2%), упрочняющего ее. В этом случае после цифр, указывающих содержание углерода, ставят букву Г (например, 20Г; ЗОГ; 50Г).
Углеродистую инструментальную сталь используют для изготовления зубил, ножовочных полотен, напильников, сверл, метчиков, плашек, молотков и других инструментов.
Углеродистую инструментальную сталь маркируют буквой У и числом, указывающим десятые доли процента углерода. Например, У8,.У8А (С = 0,8%), У13, У13А (С=1,3%). Буква А означает, что сталь высококачественная, с пониженным содержанием вредных примесей: 0,02%; Р^0,03%.
Легированная сталь содержит один или несколько специальных элементов, улучшающих ее свойства (например, прочность, твердость, упругость, жаропрочность, антикоррозийность). Легирующие элементы обозначают следующими буквами: X — хром; Г — марганец; Н — никель; Ф — ванадий; М — молибден; В — вольфрам; Ю — алюминий; С —кремний; Д— медь; П — фосфор; К — кобальт; Т — титан; Р — бор; Ц — цирконий; Ч — редкоземельные.
Конструкционная легированная сталь, из которой изготовляют особо ответственные детали машин и приборов, маркируют двумя цифрами, обозначающими содержание углерода в сотых долях процента, и буквами, указывающими легирующие элементы. Количество каждого легирующего элемента обозначают после соответствующей буквы в целых процентах. Если легирующего элемента содержится 1% или меньше, то цифру после буквы, указывающей этот легирующий элемент, не ставят. Например, сталь 15Х2ГН2ТА содержит 0,15% углерода, около 2% хрома, 1 % марганца, около 2% никеля, 0,1 % титана. Буква А в конце марки так же, как и в углеродистой стали, обозначает, что сталь высококачественная.
Инструментальная легированная сталь идет на изготовление штампов, металлорежущих и других инструментов. Инструменты, изготовленные из этой стали, сохраняют красностойкость при нагреве до 300...400° С.
Маркировка инструментальной легированной стали отличается от маркировки конструкционной легированной стали только тем, что содержание углерода обозначают в десятых долях процента (например, сталь 9ХС содержит 0,9% углерода). Если углерода более 1%, в марке его не показывают. /
Металлорежущие, инструменты, у которых режущие кромки в процессе работы нагреваются до 600° С (например, токарные резцы, фрезы, сверла), изготовляют из быстрорежущей стали. Она содержит 8,5... 19% вольфрама, хром, ванадий и другие легирующие элементы. Наиболее распространены стали
марок Р9 и Р18. Буква Р означает, что сталь 6bicTpopen<ymaHi а число — содержание вольфрама в процентах.
Для различения марок стали на металлургических заводах на торцах стальных прутков выбивают клеймо марки, окрашивают условным цветом (торцы или по окружности прутка).
С химическим составом и механическими свойствами любой стали можно ознакомиться в специальных справочниках и соответствующих ГОСТах.
Ориентировочно марку стали можно определить по форме и цвету искр (см. цветной рисунок между стр. 32 и 33), получаемых при соприкосновении стали с вращающимся абразивным кругом. Обращают внимание на цвет, форму и длину нитей искры, характер и количество звездочек, конфигурацию концов нитей и сравнивают с искрами от образцов (эталонов) стали, марки которых известны.
§ 3. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Из цветных металлов и их сплавов в машиностроении и приборостроении наибольшее значение имеют: алюминий, магний, титан, медь и их сплавы.
Алюминий имеет небольшую плотность, высокие теплопроводность и электропроводность (см. табл. 1). Прочность и твердость алюминия низкие (ов = 8...Ю кгс/мм2, или 80...100 Мн/м2, НВ —20 кгс/мм2, или 200 Мн/м2), а пластичность высокая (б«40%).
Из сплавов алюминия широко известны силумины и дур-алюмины.
Силумины (сплавы алюминия с кремнием)—литейные сплавы, из которых получают отливки сложной формы (например, поршни, головки и блоки двигателей внутреннего сгорания), имеющих ов — до 90 кгс/мм2, или 900 Мн/м\
Дуралюмины (сплавы алюминия с медью, магнием, марганцем) относятся к деформируемым сплавам, из которых получают различные детали обработкой давлением. Прочность и твердость дуралюмина намного’’выше, чем у алюминия (ов— до 45 кгс/мм2, или 450 Мн/м2\ НВ — до 115 кгс/мм2, или 1150 Мн/м2).
Магний наиболее легкий металл, применяемый в технике (см. табл. 1). Из-за низких механических свойств чистый магний не используют. Сплавы магния (например, с алюминием, цинком, марганцем, кремнием) обладают гораздо лучшими механическими свойствами: ов— до 30 кгс/мм2, или 300 Мн/м2. Наиболее широко сплавы магния применяют в приборо- и авиастроении.
Титан по сочетанию прочности (ов = 25 кгс/мм2, или 250 Мн/м2) и пластичности (6 = 55%) превосходит другие чистые металлы, что особенно ценно ввиду его низкой плотности (см. табл. 1).
В авиации и ракетостроении широко используют сплавы титана с алюминием, цирконием и другими элементами, так как эти легкие сплавы обладают высокой прочностью (ов — до 150 кгс!мм2, или 1500 Мн/м2), сохраняемой и при высокой температуре.
Медь — металл характерного красного цвета с относительно большой плотностью, высокими тепло- и электропроводностью (см. табл. 1), очень пластичен (6 = 45...50%). Медь используют в электро- и радиопромышленности. В технике широко-применяют сплавы на основе меди — латунь и бронзу.
Латунь — сплав меди с цинком. Цинк повышает прочность и вязкость Сплава, облегчает и удешевляет его. В некоторых латунях, кроме меди и цинка, имеются и другие элементы. Изделия из латуни изготовляют литьем, обработкой давлением, резанием. Наиболее характерные латунные детали: трубки; шестерни, арматура, втулки, подшипники скольжения, коррозионно-стойкие детали в судостроении и общем машиностроении.
Латуць маркируют буквой Л и буквами, обозначающими специально вводимые элементы. Элементы обозначают буквами: О — олово; С — свинец; Ж— железо; Мц— марганец; Я никель; К. — кремний и др. После ;букв ставят цифры, указывающие процент меди и специальных элементов (например, состав латуни ЛАЖМц 66-6-3-2: Cu=66°/0; Al=6%, Fe=3%, Мп=2%, остальное Zn).
Бронза — сплав меди с оловом, алюминием, свинцом, кремнием, марганцем и другими элементами, кроме цинка (в некоторых бронзах присутствует незначительное количество цинка, который обозначают буквой Ц). Бронза обладает высокими антифрикционными, механическими свойствами, а также хорошей коррозионной стойкостью. Большая часть литой и обработанной бронз идет на изготовление арматуры и частей механизмов, работающих во влажной атмосфере, морской и пресной воде, паре и других агрессивных средах.
Бронзу маркируют буквами Бр с. условными обозначениями и соответственно содержанием элементов, входящих в состав сплава (например, бронза Бр. АЖН 10-4-4 состоит из 10% А1, 4% Fe, 4% Ni, остальное Си),
§ 4. МЕТАЛЛОКЕРАМИЧЕСКИЕ (ТВЕРДЫЕ) СПЛАВЫ
Металлокерамические сплавы получают методом порошковой металлургии. Исходные материалы в виде порошков тщательно перемешивают в определенной пропорции, прессуют, а затем спекают при температуре около 1900 ° С. Полученные изделия обладают высокими твердостью (88... 92 HRA) и красностойкостью (около 800... 1000°С).
В технике широко применяют порошковые твердые сплавы: вольфрамовые (например, ВК2, ВК4, ВК6, ВК8, ВК15), состоя
щие из карбида вольфрама и кобальта; титановольфрамовые — Т5К10, Т14К8, Т15К6, Т30К4 и др., из карбида титана, карбида вольфрама и кобальта. Марки твердых сплавов расшифровывают гак: ВК2—2% Со, остальное, т. е. 98% WC; Т5К10 — 5%TiC, 10% Со, остальное, т. е. 85% WC. Титановольфрамовые сплавы менее вязки, чем вольфрамовые, но имеют более высокие износостойкость, красностойкость и твердость.
Из твердых порошковых сплавов изготовляют пластинки для резцов, сверл, фрез, волоки для волочения проволоки, буровой и измерительный инструменты.
§ 5. ПЛАСТМАССЫ И ДРУГИЕ НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Пластмассы — искусственные материалы, получаемые на основе полимеров — смол.
Полимеры — вещества с высокой молекулярной массой, молекулы которых состоят от сотен до тысяч атомов и называются макромолекулами.
В пластмассы, кроме полимеров, могут входить наполнители, вводимые для повышения физико-механических свойств изделия. Наполнителями служат волокнистые или порошкообразные материалы: древесные опилки, бумага, ткань, асбест, отходы хлопка, стекловолокно, мел и др. Помимо наполнителей, пластмассы могут содержать красители', пластификаторы, повышающие пластические свойства; стабилизаторы, обеспечивающие сохранение пластмассами основных свойств в течение длительного времени; специальные составы (например, светящиеся).
По поведению при нагревании различают термопластичные (термопласты) и термореактивные (реактопласты) пластмассы.
Термопласты при нагревании размягчаются, переходя сначала в высокоэластичное, а затем в вязкотекучее состояние; при охлаждении они затвердевают' Этот процесс можно повторять многократно.
Реактопласты при нагревании сначала переходят в вязкотекучее состояние, а затем затвердевают. Процесс этот является необратимым, т. е. при повторном нагреве такие пластмассы не размягчаются.
Из термопластов наиболее широко применяют полиэтилен, винипласт, фторопласт, органическое стекло, полиамиды.
Полиэтилен получают из газа этилена при давлении 120...250 кгс/см2 (1200...2500 Мн/м?}. Полиэтилен — мягкий, эластичный материал, обладающий хорошими диэлектрическими свойствами, малой плотностью (920...960 кг/м?}, достаточной прочностью (ов= 1,3...4,0 кгс/мм2, или 13...40 М.н/м2}, химической стойкостью и водостойкостью. Применяют для изоляции проводов, кабелей, изготовления емкостей, пленок, труб, листов.
Винипласт — разновидность поливинилхлорида. Сырьем для получения этих полимеров служит дихлорэтан и ацетилен.
Винипласт обладает значительной механической прочностью (ав==4...6 кгс/мм\ или 40...60 Мн/ж2), высокой химической стойкостью, диэлектрическими свойствами. Используют винипласт для изготовления листов, труб, пленок. Его широко применяют в установках химической промышленности в качестве антикоррозионного материала при температуре О...6О°С.
Фторопласт-4 — полимер газа тетрафторэтилена. Изделия из фторопласта-4 имеют белый цвет и жирную скользящую поверхность.
Фторопласт-4 обладает высокими антифрикционными свойствами и теплостойкостью (до 260°С), хорошими диэлектрическими свойствами, по химической стойкости соответствует золоту и платине. Из фторолласта-4 изготовляют уплотнительные прокладки, электро- и радиотехнические детали, химически стойкие трубы, краны, насосы.
Органическое стекло (плексиглас) относится к полимерным соединениям эфиров метакриловой кислоты. Этот прозрачный полимер пропускает ультрафиолетовые лучи, устойчив к действию бензина и масла, обладает значительной прочностью (ов = 5,5...7,5 кгс/мм2, или 55...75 Л4н/ж2), легко штампуется при нагреве 60...70° С, режется, сваривается и склеивается. Выпускают в виде листов.
Из органического стекла изготовляют смотровые окна, стекла фар, часов, защитных очков, детали приборов.
Полиамиды (капрон, нейлон) обладают высокими физикомеханическими свойствами, низким коэффициентом трения и хорошей прирабатываемостью. Исходными веществами при получении капрона и нейлона являются фенол, бензол, анилин, цикло-гёксан и фурфурол.
Полиамиды эффективно применяют для изготовления трущихся деталей (например, подшипников скольжения, втулок, шестерен), в качестве прокладочного и уплотнительного материалов, получения тканей., канатов, сетей.
Из реактопластов широко известны текстолит, гетинакс, стеклопластики, которые относятся к слоистым пластмассам.
Текстолит получают горячим прессованием нескольких слоев хлопчатобумажной ткани, пропитанной фенолформальдегидной смолой. Его выпускают в виде листов и плит толщиной до 70 см, а также в виде стержней и труб. Это легкий материал (плотность 1,4 г/см3), обладающий высокой прочностью (ов = = 8,5...10 кгс!мм2, или 85...100 Мн!м2), стойкостью к вибрационным нагрузкам, хорошими антифрикционными и диэлектрическими свойствами. Из текстолита ^изготовляют шестерни, подшипники, прокладки, электроизоляционные изделия, электропанели, щитки. Фасонные изделия из текстолита изготовляют механической обработкой.
Гетинакс получают прессованием бумажных листов, пропитанных термореактивной смолой (например, фенолформаль-
дегидной). Свойства гетинакса сходны со свойствами текстолита. Гетинакс идет на изготовление зубчатых колес, прокладок, электроизоляционных, трансформаторных и телефонных деталей, а также радиодеталей печатных схем телевизоров.
Стеклопластики изготовляют из стекловолокна или • стеклоткани, пропитанных связующим веществом (эпоксидная, полиэфирная, фенольная, кремнийорганическая и другие смолы). Стеклопластики обладают наибольшей среди пластмасс прочностью на разрыв (ов = 25...29 кгс/мм2, или 250...900 Мн/м2)> высокой теплохимической и влагостойкостью, хорошими диэлектрическими свойствами. Применяют в различных отраслях промышленности для изготовления корпусов, емкостей, цистерн, . баков, трубопроводов, в качестве кровельного и облицовочного материалов.
Резина представляет собой продукт, переработки (обычно при температуре 140... 150° С) каучука с вулканизирующими и специальными добавками.
Вулканизирующими добавками являются сера, металлический натрий и другие элементы, которые обусловливают в каучуке физические и химические явления (вулканизацию), превращая его в резину. Изменяя количество серы в смеси, можно получить резину различной эластичности. Так, мягкие сорта резины делают при введении 2...8% серы, при увеличении количества серы до 25...50% изготовляют твердую резину — эбонит.
Специальные добавки ускоряют вулканизацию, повышают долговечность резины, а как наполнители удешевляют ее. В качестве наполнителей широко применяют сажу, мел, каолин и др.
Резина имеет высокие эластичные свойства, хорошо противостоит истиранию; она обладает газо- и водонепроницаемостью, химической стойкостью и диэлектрическими свойствами. В зависимости от назначения резину условно делят на универсаль-’ ную, используемую для шин, 'покрышек, ремней, транспортных лент, обуви, и специальную: масло- и нефтестойкую, морозо-стойкую, теплостойкую и др. Из специальной резины изготовляют, например, сальники, манжеты, мембраны, шланги для подачи нефтепродуктов, пара.
Из силикатных материалов в машиностроении применяют стекло, стекловолокно и ситаллы.
Стекло после закалки обладает повышенной ударной прочностью, что позволяет использовать его для остекления различных транспортных средств, изготовления изоляторов, водомерных стекол для паровых котлов.
Стекло, содержащее до 99,95% SiO2, называют кварце-в ы м. Оно обладает высокой* теплопроводностью, малым коэффициентом термического расширения, высокой химической стойкостью и хорошими диэлектрическими свойствами. Такое стекло 26
незаменимо для высоковольтных изоляторов, химической аппаратуры, оптических приборов.
Для производства специальных тканей, технической ваты, стеклопластиков широко применяют стекловолокно. Его получают вытягиванием из стеклянной массы через отверстия диаметром в несколько микрометров. Стекловолокно в 4...6 раз прочнее волокон из хлопка, натурального шелка, капрона.
В различных машинах, приборах можно встретить подшипники без смазки, поршни и цилиндры двигателей внутреннего сгорания и другие детали, работающие при высоких температурах и в сложных механических условиях. Все чаще такие детали изготовляют из ситаллов (стеклокристаллических материалов). Ситаллы получают сплавлением неорганических окис-дов. Изготовленный материал подвергают затем управляемой кристаллизации. Усиливают кристаллизацию введением в ситаллы, помимо обычных окислов, тонкодисперсных примесей (например, AgCl, Au). Содержание кристаллической фазы в ситаллах может достигать 95%.
Механические свойства ситаллов (например, предел прочности при изгибе) иногда могут быть выше, чем у серого чугуна и некоторых алюминиевых сплавов.
Контрольные вопросы
1. Что понимают под твердостью материала, пределом прочности на разрыв и относительным удлинением?^
2. Как маркируют серый, ковкий, высокопрочный чугун?
3. Почему ковкий и высокопрочный чугун пластичнее серого чугуна?
4. Как обозначают конструкционную углеродистую и легированную стали?
5. Как маркируют инструментальную углеродистую и легированную стали?
6. Что такое латунь, бронза и как их обозначают?
7. Как называются пластмассы, размягчаемые и не размягчаемые при повторном нагреве?
Г л а в а IV. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
§ 1. ДИАГРАММА СОСТОЯНИЯ СПЛАВОВ ЖЕЛЕЗА С УГЛЕРОДОМ
Для характеристики изменения строения сплавов в зависимости от состава и температуры строят диаграмму состояния. В диаграмме состояния по оси ординат откладывают температуры, а по оси абсцисс — состав сплавов. Таким образом, каждая точка диаграммы отвечает определенным составу и температуре сплава.
На цветном рисунке между стр. 32 и 33 показана упрощенная диаграмма состояния сплавов железа с углеродом. На ри
сунке области, ограниченные сплошными линиями и отмеченные римскими цифрами, соответствуют различным фазовым составам (фазам). Фазой называется однородная часть системы, отделенная от других частей поверхностью раздела.
Выше линии ACD (область I) все сплавы находятся в жидком состоянии.
Область II соответствует жидкому сплаву с твердыми кристаллами аустенита. Аустенит — твердый раствор углерода в у-железе. Твердым раствором называется структура сплава, у которого атомы растворимого элемента размещаются в кристаллической решетке растворителя. Аустенит имеет кубическую гранецентрированную кристаллическую решетку (см. рис. 2, б). Атомы железа находятся по углам и в центре каждой его грани, а углерод располагается в центре куба. Аустенит мягок и пластичен: НВ— 160...200 кгс!мм2, или 1600...2000 АГн/ж2, б = = 40...50%.
Область III — жидкий сплав с твердыми кристаллами химического соединения железа с углеродом — цементита Fe3C. Цементит обладает высокой твердостью (НВ>800 кгс/мм\ или 8000 Мн/м2) и хрупкостью.
Область IV занимает одна фаза — аустенит.
Область VIII — механическая смесь кристаллов аустенита с ферритом. Феррит — твердый раствор углерода в a-железе. Так как максимальное количество углерода, , растворяемого в a-железе, составляет около 0,02%, то область одной фазы — феррита на диаграмме не показана. Кристаллическая решетка феррита — объемнд-центрированный куб (см. рис. 2, а): Феррит — мягкая, пластичная фаза: НВ—80 кгс/мм2 (800 Мн/м2).
Области V, VI, VII, ограниченные линиями SECF и SK, занимает механическая смесь твердых кристаллов аустенита и цементита.
Области IX, X, XI, XII, находящиеся ниже линии PSK,— . механическая смесь кристаллов феррита с цементитом. Причем, так же как и в области III, чем больше углерода в сплаве, тем больше цементита.
§ 2. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Термическая обработка стали сводится к ее нагреву до определенной температуры и охлаждению до комнатной температуры с разной скоростью. В стали происходят изменения внутреннего строения, физических, механических и других свойств. Термически обрабатывают полуфабрикаты — заготовки для снижения твердости, улучшения обрабатываемости и изготовленные детали и инструмент с целью придания им требуемых свойств. Основные виды термической обработки стали: отжиг, нормализация, закалка и, отпуск.
Отжигом снижают твердость, улучшают обрабатываемость, повышают пластичность, снимают внутренние напряжения стали. При отжиге сталь нагревают обычно до температуры выше линии GSK на 30...50° С, выдерживают при этой температуре и медленно охлаждают вместе с печью. Сущность отжига заключается в том, что образовавшийся при нагреве выше линии GSR аустенит при медленном охлаждении полностью превращается в мелкозернистую феррито-цементитную смесь. Сталь освобождается от внутренних напряжений, становится мягкой и вязкой.
Нормализацией называется нагрев стали на 30...50° С выше линии GSE, выдержка при этой температуре и охлаждение на спокойном воздухе. Охлаждение на воздухе способствует образованию более мелкозернистой структуры, большей прочности и меньшей пластичности по сравнению с отожженной сталью.
В машиностроении нормализация распространена шире отжига, так как на нее требуется меньше времени, а печи используют только для нагрева стали.
Закалка — нагрев стали на 20...30° С выше линии GSK, выдержка и сравнительно быстрое охлаждение в различных средах (например, воде, масле, соляных растворах) с целью увеличения ее прочности, твердости и износостойкости.
Нагретая сталь должна охлаждаться настолько быстро, чтобы аустенит не успел превратиться в феррито-цементитную смесь, т. е. углерод остался растворенным в железе. При этом кубическая гранецентрированная решетка аустенита перестраивается в объемно-центрированную решетку a-железа. Но так как в кубической объемно-центрированной решетке а-железа углерод растворяется незначительно, то избыточное его количество искажает эту решетку. Такой пересыщенный твердый раствор углерода в a-железе называется мартенситом. Он обладает очень высокой твердостью (до 65 HRC) и большой хрупкостью. С уменьшением углерода твердость мартенсита снижается. Поэтому стали с содержанием углерода менее 0,3% не закаливают.
Выбор закалочной среды зависит от марки стали. Так, углеродистую <?таль обычно закаливают в воде, а большинство легированных сталей — в минеральном масле. Чтобы обеспечить однородность закалки всей поверхности детали, необходимо ее перемещать в закалочной среде или создавать циркуляцию последней.
Отпуском называется нагрев закаленной стали ниже температуры 723° С (линии PSR) с последующим охлаждением. При этом из мартенсита частично выделяется углерод, что уменьшает искажение кристаллической решетки, снижает твердость, повышает вязкость и устраняет внутренние напряжения стали.
§ 3. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Химико-термической обработкой называется процесс изменения химического состава, структуры и свойств поверхностных слоев стальных деталей. К химико-термической обработке относятся: цементация, азотирование, цианирование.
Цементация — насыщение углеродом поверхности стальных деталей из низкоуглеродистой стали (0,1...0,25% С). Цементированный слой закаливают, и деталь становится снаружи высокоуглеродистой, твердой, износостойкой, а внутри остается малоуглеродистой, вязкой, хорошо выдерживающей удары.
Цементацию производят, путем нагрева стальных деталей в углеродосодержащей среде, в зависимости от-которой различает цементацию твердую, газовую и др.
При твердой цементации детали укладывают в стальные ящики, пересыпают карбюризатором (смесью древесного угля с углекислыми солями), закрывают, ставят ящики в печь и при температуре 880...950° С выдерживают несколько- часов. При высокой температуре карбюризатора образуется атомарный углерод, который адсорбируется поверхностью детали и диффундирует на глубину 0,5.:.2,0 мм.
Шире применяют газовую цементацию, когда неупакованные детали нагревают в печи, через которую пропускают цементирующие газы, содержащие окись углерода (СО), метан (СН4) и другие углеводороды. При индукционном высокочас-tqthom нагреве цементация завершается за 30...40 мин.
Азотирование — насыщение поверхностного слоя стальных деталей азотом путем нагрева их в потоке аммиака (NH3) при 480...650° С. Азотируют для создания очень твердого, износостойкого и хорошо сопротивляющегося коррозии слоя толщиной 0,1...0,5 мм.
Цианирование — насыщение поверхности стальных деталей одновременно углеродом и азотом, обычно на глубину 0,1...0,2 мм для повышения поверхностной твердости и износостойкости.
Контрольные вопросы
1. Что такое феррит, аустенит, цементит?
2. Что понимают под закалкой, отпуском, отжигом, нормализацией?
3. Что называют цементированием, азртированием, цианированием?
РАЗДЕЛ ВТОРОЙ
ЭЛЕМЕНТЫ ТЕХНОЛОГИИ МЕТАЛЛОВ
Г л а в а I. ПОНЯТИЕ О ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
§ 1. ОБЩИЕ СВЕДЕНИЯ
Сущность литейного производства — заготовки и детали получают путем заливки расплавленного металла в форму, последующего его охлаждения и затвердевания. Очертания и размеры полости литейной формы соответствуют конфигурации и размерам заготовки или детали. Для получения в отливке отверстия или углубления в форму помещают стержень соответствующей конфигурации. Металл в форму заливают через каналы литниковой системы.
Литейные формы изготовляют чаще всего из формовочной смеси, состоящей в основном из песка, глины и воды. Такая форма служит только один раз и разрушается при извлечении отливки. Металлические формы используют многократно.
Литьем получают изделия сложной конфигурации, которые при помощи других видов обработки изготовить значительно труднее или невозможно. Отливки могут быть массой от нескольких граммов до сотен тонн. Литьем изготовляют мелкие детали приборов, двигателей внутреннего сгорания (например, блоки цилиндров, головки блоков, поршни), лопатки газовых турбин, станины станков и др.
Различают следующие виды литья: в землю, в кокиль, под давлением, по выплавляемым моделям, в оболочковые формы, центробежное.
§ 2. ЛИТЬЕ В ЗЕМЛЮ
Под этим понимают литье, при котором форму изготовляют из песчано-глинистой смеси. Данное литье наиболее распространено й включает несколько способов формовки. Наиболее характерные из них — ручная и машинная в 'опоках. Опока — жесткая рамка, в которую набивают формовочную смесь.
Ручную формовку применяют для получения одной или нескольких отливок в, опытном производстве или при ремонте. Модель — это приспособление, конфигурация которого соответствует форме отливки. Модели бывают неразъемные и разъем-
Рис. 18. Формовка в опоках по разъемной модели: а — заформованная в нижней опоке часть модели (полуформа); б — перевернутая на 180° нижняя полуфору а; в — полуформа с установленными на ней верхней опокой и обеими частями модели отливки и литниковой системы; г — полу формы после извлечения модели; д — форма в сборе со стержнем (для получения в отливке отверстия) .
ные. Изготовляют их обычно из древесины, а также металлов и других материалов.
На рис. 18 показана последовательность изготовления формы по разъемной модели.
Преимущества ручной формовки — не требуются сложные оснастка и оборудование. Основные недостатки — низкая производительность и тяжелые условия труда.
При машинной формовке формовочная смесь уплотняется в опоке и модель извлекается из формы машинами, например встряхивающими (рис. 19).
Недостатки литья в землю: низкая чистота поверхности, невысокая точность, невозможность получить отливки со стенками тоньше 4 мм.
§ 3. ЛИТЬЕ В КОКИЛЬ, ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Кокиль — это разъемная металлическая форма, в которую заливают жидкий металл. После затвердевания металла кокиль раскрывают и заготовку извлекают. Обычно кокиль делают из двух частей с горизонтальной или вертикальной плоскостью разъема.
На рис. ЙО показана схема действия кокиля с вертикальной плоскостью разъема. После заливки и затвердевания жидкого металла подвижная часть 1 кокиля со стержнем 4 и отливкой 3 отходит от неподвижной части 2. При дальнейшем перемещении плита 5 с выталкивателями упирается в неподвижные стержни 6, и отливка выталкивается из подвижной части. Распространены кокильные установки, в которых механизированы открывание и закрывание кокилей и удаление отливок. Привод этих установок может быть пневматическим, гидравлическим или электрическим.
Стойкость кокилей зависит от заливаемого металла. Так, при получении отливок из алюминиевых сплавов кокиль выдерживает до 50 000 ...70 000 заливок.
Диаграмма состояния сплавов железа с углеродом:
7 — жидкий сплав; II — жидкий сплав и кристаллы аустенита; 777 — жидкий сплав и кристаллы первичного цементита; 7V — кристаллы аустенита; V — кристаллы аустенита и вторичного цементита; VI — кристаллы аустенита и цементита на фоне ледебурита; VII — кристаллы первичного цементита на фоне ледебурита; VIII — кристаллы феррита и аустенита; IX — кристаллы феррита и перлита; X — кристаллы вторичного цементита и перлита; XI — кристаллы цементита и перлита на фоне ледебурита; XII — кристаллы первичного цементита на фоне ледебурита; A, G, Р, S, Е, С, D, F и К — критические точки.
Стали 2 и 3
Искры светло-желтые, разветвления более развиты и тоньше , чем нити искры. Звездочек нет.
Искры светло-желтые, разветвления тоньше нитей и гуще, чем у сталей 2 и 3. Звездочек нет.
Искры светло-желтые с немногими разветвлениями. Немного звездочек.
Искры светло-желтые, разветвлений и звездочек больше, чем у стали 10.
Искры светло-желтые, разветвлений и звездочек больше, чем у сталей 15 и 20.
Искры темно-красные небольшого разветвления. Звездочек нет.
Искры светло-желтые, разветвления сильно развиты, имеются крупные звездочки,концы нитей острые
Искры желтые, на концах искр имеются стрелочки. Звездочек нет.
Пробы стали на искру.
Рис. 19. Схема работы встряхивающей формовочной машины:
а — начало подъема поршня под действием сжатого воздуха; б положение поршня в верхней мертвой точке; в — момент удара стола о цилиндр, уплотнение формовочной смеси; 1 — цилиндр; 2 — поршень со столом 5; 4 — модельная плита; 5 — опока; 6 наполнительная рамка; 7 — канал для подачи сжатого воздуха; 8 — буртик цилиндра; 9 — выпускное отверстие.
Рис. 20. Схема работы кокиля:
/«подвижная часть кокиля; 2 — неподвижная часть кокиля; 3 —-отливка; 4 «подвижный стержень; 5 —плита; 6 неподвижный стержень.
Литье в кокиль производительнее, размеры получаются точнее и меньше шероховатость поверхности, чем при литье в песчаные формы.
Из-за высокой стоимости изготовления кокилей использовать этот вид литья целесообразно только в серийном и массовом производствах.
Литьем в кокиль получают фасонные отливки из стали, чугуна, сплавов меди, алюминия, магния.
5
г
Рис. 21. Схема работы машины с горизонтальной камерой прессования: а — заливка металла в камеру прессования; б — прессование^ в раскрытие формы; а « выталкивание отливки.
Литье под давлением применяют для получения фасонных отливок массой до 16 кг обычно из легкоплавких сплавов и цветных металлов. При этом способе расплавленный металл подается в рабочую полость стальной формы под давлением до 500 Мн/м2 и со скоростью до 80 м/сек.
Существуют несколько типов машин для литья под давлением. На рис. 21 показана схема работы поршневой машины с горизонтальной камерой прессования. Через специальное отверстие (рис. 2Г, а) расплавленный металл заливают в камеру прессования и он под действием поршня запрессовывается в форму (рис. 21, б). При раскрытии формы (рис. 21, в) и выходе поперечного стержня отливка выталкивается наружу (рис. 21, г).
Литье под давлением — высокопроизводительный процесс, не требующий в подавляющем большинстве случаев механической обработки отливок. Применяется литье под давлением в серийном и массовом производствах.
§ 4. ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литье по выплавляемым моделям применяют для получения деталей сложной конфигурации массой от нескольких грам-34
Рис. 22. Получение формы по выплавляемым моделям: а — блок легкоплавких моделей; б —> готовая форма.
мов до нескольких килограммов из стали, сплавов цветных металлов и труднообрабатываемых материалов.
Сущность процесса следующая. В пресс-формах изготовляют модели из легкоплавкого состава (например, парафина, стеарина). Модели склеивают в виде блока с общей литниковой системой (рис. 22, а), покрывают составом из гидролизованного этилсиликата с пылевидным кварцем и посыпают кварцевым песком. Толщина слоя составляет 3...4 мм. После этого блок моделей просушивают при комнатной температуре в течение 5...6 ч, затем из затвердевшей корки выплавляют легкоплавкий состав горячим воздухом, паром или горячей водой.
Пустую корку — форму (рис. 22, б) сушат на воздухе и укладывают в металлический жакет. Не занятый‘коркой объем жакета заполняют песком, чтобы заливаемый жидкий металл не прорвал тонкостенную корку.
Готовую форму прокаливают при температуре 850...900° С для выжигания остатков легкоплавкого состава. Внутренняя поверхность формы становится гладкой и твердой.
Прокаленную форму заливают жидким металлом. При извлечении затвердевшей отливки корку разрушают.
Точность отливок, изготовленных по выплавляемым моделям, выше, чем при литье в песчаные формы.
Этот способ литья трудоемок и дорог, но полученные отливки почти не нужно подвергать механической обработке.
§ 5. ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ
При этом способе жидкий металл заливают в тонкостенные формы, изготовляемые по нагретым металлическим моделям из кварцевого песка, смешанного со связующим веществом — фенольной термореактивной смолой. Данный связующий материал при нагревании до 100° С оплавляется; когда же температура нагрева превышает 160° С, он необратимо затвердевает.
Отливки, полученные в оболочковых формах, по сравнению с литьем в песчаные формы имеют более точные размеры и чистые поверхности, малые припуски на механическую обработку. Литье в‘ оболочковые формы применяют в массовом и крупносерийном производствах для изготовления ответственных фасонных отливок черных и цветных металлов. В то же время этот способ не рекомендуется для легкоплавких сплавов, цветных металлов (например, свинцовых, оловянных, цинковых), так как более качественные отливки и лучшие экономические показатели обеспечивают литье под давлением и в металлические формы.
$ 6. ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
При этом способе литья жидкий металл заливают во вращающуюся, чаще всего металлическую форму. Вследствие инерции вращающийся вместе с формой металл заполняет ее. При затвердении образуется отливка. Отливка получается более чистой по сравнению с другими видами литья, так как из жидкого металла удаляются неметаллические включения (например, пузырьки воздуха, шлак), которые, будучи значительно легче металла, сосредоточиваются у внутренней поверхности отливки и удаляются при механической обработке.
Рис. 23. Схема работы установки для центробежного литья: а — с вертикальной осью вращения; б — с горизонтальной осью вращения.
Форма может вращаться вокруг вертикальной и горизонтальной осей (рис. 23).
Центробежным литьем в большинстве случаев изготовляют цилиндрические отливки с внутренним отверстием заданного диаметра (втулки, трубы). Причем' отверстия выполняются без использования стержнец, что невозможно при других способах литья.
Получают отливки из стали, чугуна, цветных металлов и сплавов.
Контрольные вопросы
L В чем заключается сущность литейного производства?
2. Для чего служат опоки, модели, стержни?
3. На каких машинах изготовляют песчано-глинистые формы и каков принцип их действия?
4. Что представляет собой кокиль?
5. Каковы достоинства и недостатки кокильного литья?
6. Каковы особенности литья под давлением?
7. В чем заключается принцип получения литья по выплавляемым моделям?
8. Из какого материала изготовляют модели при литье по выплавляемым моделям?
9. Что представляет собой оболочковая форма и как ее готовят?
10. Каковы особенности центробежного литья?
Глава II. ПОНЯТИЕ ОБ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ
§ 1. СУЩНОСТЬ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Обработка металлов давлением — получение деталей и заготовок изменением формы металла за счет пластической деформации, вызываемой действием внешних сил (например, ударом бойка молотка, давлением ползуна пресса).
При обработке давлением изменяются форма, структура и свойства металла.
В зависимости от свойств металл обрабатывают в холодном или нагретом до определенной температуры состоянии.
При холодной обработке давлением под действием пластической деформации изменяется форма зерен: они измельчаются и вытягиваются в направлении наибольшей деформации. Становятся другими механические и физико-химические свойства исходного металла. Так, увеличиваются прочность, твердость, электрическое сопротивление и химическая активность, а уменьшаются пластичность, ударная вязкость. Совокупность изменений этих свойств в результате пластической деформации называют наклепом (упрочнением). Он затрудняет дальнейшую деформацию и может привести к разрушению металла.
Наклеп устраняется при повышенной температуре. Во время нагрева наклепанного металла взамен деформированных возни-
кают и растут новые зерна с неискаженной кристаллической решеткой. В результате снимается упрочнение, твердость металла снижается, а пластичность повышается. Это явление называется рекристаллизацией. Для чистых металлов температура рекристаллизации:
* Т «04Т
1 рекр ~ пл,
где Тпл — абсолютная температура плавления, К.
С явлением наклепа и рекристаллизации связаны понятия холодной и горячей обработки давлением.
Холодная обработка давлением происходит при температурах ниже температуры рекристаллизации и сопровождается наклепом.
Горячая обработка давлением проводится при температурах выше температуры рекристаллизации и не сопровождается наклепом.
При горячей обработке изменяются также структура и свойства металла. В результате пластической деформации в нем завариваются микротрещины, пустоты, газовые раковины; неметаллические включения вытягиваются в направлении наибольшей деформации, образуя волокнистую структуру. Такая структура делает, свойства металла анизотропными, т. е. неодинаковыми в разных направлениях (например, механическая прочность металла вдоль волокон выше, чем поперек).
На практике металлы и их сплавы подвергают холодной и горячей обработкам давлением. Основные виды обработки металлов давлением: прокатка, прессование, волочение, свободная ковка, объемная и листовая штамповка.
§ 2. ПРОКАТКА
Прокатка —деформация металла, пропускаемого между вращающимися валками (рис. 24), с зазором меньше толщины
обрабатываемой заготовки. Металл втягивается в зазор за счет сил трения, возникающих между валками и заготовкой.
Валки бывают гладкие для прокатки листов, лент и ручье-
Рис. 24. Схема прокатки гладкими валками.
вые (с вырезами, рис. 25) для получения более сложного профиля.
Валки являются деталями прокатных станов.
Прокатные станы классифицируют по разным признакам, и в частности по выпускае-
мой продукции.
На обжимных про-
за
катывают-стальные слитки массой до 25 т в крупные заготовки. к обжимным станам относятся блюминги и слябинги. На блюмингах производят квадратные заготовки — блюмы; на слябингах — прямоугольные заготовки — слябы.
На листопрокатных прокатывают слябы и более Мелкие прямоугольные заготовки в листы. Различают листовой прокат’— толстол истовой — .(лист толще 4 мм) и тонколистовой (лист тоньше 4 мм).
Рис. 25* Ручьевые прокатные валки,
На проволочных прокатывают проволоку • диаметром 5...10 мм.
На сортовых получают сортовой прокат из блюмов и более мелких заготовок. К сортовому относится прокат с поперечными сечениями: квадрат, круг, прямоугольник, треугольник, полукруг, сегмент, ромб, уголок, швеллер, двутавр, тавр, рельс.
На трубопрокатных производят бесшовные и сварные (шовные) трубы.
На специальных получают отдельные детали и всевозможные заготовки (например, железнодорожные колеса, кольца и шарики для шарикоподшипников).
§ 3. ПРЕССОВАНИЕ И ВОЛОЧЕНИЕ
Прессование (рис. 26)—выдавливание металла в горячем состоянии из замкнутой области приемника 1 (контейнера) через отверстие матрицы 5, соответствующее сечению выдавливаемого профиля. Прессованием изготовляют прутки различного профиля “И трубы разнообразного сечения. Прессованию подвергают цветные металлы и их сплавы: меди, алюминия,
Рис. 26. Схемы прямого (а) и обратного (б) способов прессования: / — контейнеры; 2 « заготовки; 3 « матрицы; 4 — пуансоны; 5 = изделия.
а
Рис. 27. Схема прессования трубы прямым способом:
а — загрузка заготовки; б — начало прошивания; в — конец прошивания; г— выдавливание; 1 ~ матрицедержатель; 2 — матрица; 3 — контейнер?
4 — иглодержатель? 5 «пуансон; 6 « пресс-шайба; 7 «игла; 8 — заготовка;
5 —отход; 10—• труба.
цинка и других легкоплавких металлов. Заготовкой для прессования служит слиток, прокат круглого или квадратного сечения.
На рис. 27 показана схема прессования трубы. В контейнер 3 помещают сплошную или с осевым отверстием заготовку 8. При прессовании игла 7, расположенная на переднем конце пуансона 5, прошивает заготовку или входит в ее отверстие. Движущийся * поступательно пуансон выдавливает металл в кольцевой зазор между иглой и стенками матрицы — и получается труба.
Прессованные изделия получаются точнее прокатанных. Прессуют в основном на гидравлическйх прессах.
Волочение — протягивание заготовки через отверстие инструмента— волоки, сечение отверстия которого меньше сечения заготовки (рис. 28).
Волочение производят преимущественно в холодном состоянии. Заготовками служат прокат в виде прутков, труб, проволоки, а также прессованные прутки и трубы. Обрабатывают волочением сталь, цветные металлы и их сплавы.
Волочением изготовляют проволоку диаметром от 0,002 до 10 мМ, калибруют трубы диаметром до 500 мм и прутки
Рис. 28. Схема волочения трубы на'плавающей оправке:
1 — волока; 2 труба; 3 « оправка.
диаметром до 150 мм. Сечение их может быть круглым, прямоугольным, и др.
Оборудование, на котором осуществляют волочение, называют волочильными станами.
§ 4. СВОБОДНАЯ КОВКА И ОБЪЕМНАЯ ШТАМПОВКА
Свободной ковкой называют деформирование горячей заготовки между бойками молота или пресса.
Рис. 29. Операции свободной ковки:
а — осадка; б — высадка; в —- протяжка; г — протяжка (раскатка) на оправке; д —протяжка с оправкой, е — гибка; ж — закручивание; зарубка; и, к —• прошивка,
В зависимости от формы и размеров поковки ее можно изготовить, применяя перечисленные ниже ковочные операции (рис. 29).
Осадка (рис. 29, а)— уменьшение высоты заготовки за счет увеличения площади ее поперечного сечения. Разновидность осадки — высадка (рис. 29, б), при которой осаживают только часть заготовки. Высадкой обычно получают головки болтов, буртики, фланцы.
Протяжка (вытяжка, рис. 29, в, г и д) — увеличение длины заготовки за счет уменьшения ее поперечного сечения. Протягивают последовательными ударами или нажатиями на
участки заготовки, примыкающие один к другому.
Гибка (рис. 29, е) — придание заготовке изогнутой формы по заданному контуру.
Закручивание (рис. 29, ж)—поворот одной части заготовки относительно другой под определенным углом вокруг общей оси.
Рубка (рис. 29, з) — отделение одной части заготовки от другой при помощи топоров.
Прошивка (рис. 29, и, к) — получение в заготовке отверстия.
Ковку осуществляют на ковочных молотах или гидравлических прессах при помощи разнообразных интрументов: бойков, обжимок, раскаток, топоров, прошивней и др.
К падающей части ковочного молота — бабе крепят верхний боек, а нижний боек к плите, установленной на массивном шаботе. Обрабатываемую заготовку удерживают на нижнем бойке. Верхний боек вместе с бабой молота движется возвратно-поступательно, нанося удары по заготовке. В зависимости от массы обрабатываемую заготовку удерживают вручную или при помощи механизмов.
Свободную ковку применяют в индивидуальном и мелкосерийном производствах. Это единственный способ изготовления поковок массой 250 т и более (например, валов гидрогенераторов).
Объемная штамповка — обработка давлением, при • которой поковки получают в закрытых полостях (ручьях) рабочего инструмента — штампа.
В зависимости от оборудования различают штампы для молотов, прессов и горизонтально-ковочных машин.
На рис. 30 показан штамп для молота. В верхней 2 и нижней 3 частях штампа выполнены по одному или несколько вырезов (ручьев) соответствующей конфигурации. Верхнюю часть крепят к бабе 1 молота, нижнюю — к плите 4 шабота. Нагретую заготовку укладывают в ручей нижней части штампа. При ударах верхней части штампа по заготовке металл заполняет ручей, формируя поковку.
Простые поковки получают в одноручьевых штампах, слож-
Рис. 31. Схема высадки заклепок на автомате:
1 — пруток; 2 — отрезная матрица; 3 — упор;
4 — нож; 5 — пуансон; 6 — высадочная матрица; 7 — выталкиватель.
ные — в многоручьевых.
Горячую объемную штамповку широко применяют в машиностроении, так как она обеспечивает получение поковок с высокими механическими свойствами и по конфигурации близких к готовой детали. Горячей штамповкой изготовляют поковки массой до 400...500 кг, а иногда до 2 т.
Так как штампы стоят дорого, горячая объемная штамповка экономически целесообразна только в крупносерийном и массо-
вом производствах.
Много изделий получают на высадочных автоматах, на которых металлы обрабатывают давлением обычно в холодном состоянии. Холодной высадкой изготовляют заклепки (рис. 31), болты, шурупы, винты, гвозди, шарики, ролики, колпачки. Заготовками для высадки служит преимущественно калиброванный материал диаметром 0,6...38,0 мм.
Пруток 1 подается механизмом подачи через отверстие отрезной матрицы 2 до регулируемого упора 3. Движущийся нож 4 отрезает от прутка заготовку, которая передается на линию высадки. Пуансон 5 подает заготовку в отверстие высадочной матрицы 6 до выталкивателя 7 и при дальнейшем перемещении высаживает головку заклепки. При обратном ходе ползуна выталкиватель удаляет из матрицы высаженную заклепку. Производительность автоматов высадочных 30...400 заклепок в
Минуту.
§ 5. ЛИСТОВАЯ ШТАМПОВКА
Листовой штамповкой называют получение изделий из -листового или полосового материала при помощи штампов. Металл тоньше 8...10 мм штампуют в холодном состоянии, а толще — с подогревом.
При листовой штамповке материал деформируется между пуансоном и матрицей, выполняющими одну элементарную
Рис. 32. Операции листовой штамповки:
я —вырубка; б —пробивка; в —гибка; г — вытяжка; д — отбортовка; е — формовка растяжением; /«пуансоны; 2 — матрицы; 3 — обрабатываемый металл; 4 — прижим;
5 — резиновый пуансон.
операцию. Листовая штамповка любой детали складывается из одной или нескольких таких операций (рис. 32).
Вырубка (рис. 32, а)—отделение по замкнутому контуру части заготовки, идущей на изделие.
Пробивка (рис. 32, б) — получение в заготовке отверстия нужной формы.
При вырубке и пробивке рабочие кромки пуансона и матрицы должны быть острыми, а зазор на сторону между пуансоном и матрицей значительно меньше толщины заготовки. Под давлением пуансона металл срезается по контуру отверстия матрицы.
Гибка—(рис. 32, в)—придание заготовке нужной изогнутой формы.
Вытяжка (рис. 32, г) — получение из плоской заготовки полой пространственной детали. Глубокую вытяжку производят за несколько переходов.
Отбортовка (рис. 32, д) — получение борта по внутреннему контуру изделия.
формовка растяжением (рис. 32, е)—расширение полых деталей или трубчатых заготовок с целью получения простран
ственной детали нужной формы. Формуют резиновым пуансоном, в разъемной матрице или жестким секционным пуансоном.
Штампы устанавливают на кривошипных, эксцентриковых, винтовых фрикционных, гидравлических прессах.
Листовую штамповку широко применяют в .машино- и приборостроении. Листовой штамповкой получают детали из стали, меди, никеля, алюминия, титана, их сплавов. Штампуют и неметаллические материалы (например, бумагу, картон, гетинакс, текстолит, стеклотекстолит, органическое стекло, кожу).
Контрольные вопросы
1. Как влияет холодная и горячая обработка давлением на структуру и свойства металлов?
2. В чем заключается сущность прокатки металла?
3. Как классифицируются прокатные станы по выпускаемой продукции?
4. Какую основную продукцию можно получить в прокатном производстве?
5. Какими способами получают трубы?
6. В чем сущность прессования?
7. Что представляет собой волочение?
8. Какую продукцию получают волочением?
9. Какие существуют операции свободной ковки и в чем их сущность?
10. Как производится объемная штамповка?
11. Какие оборудование и инструмент используют при объемной штамповке?
12. Какие существуют элементарные операции листовой штамповки?
Глава III. ПОНЯТИЕ О СВАРОЧНОМ ПРОИЗВОДСТВЕ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Сварка — основной способ получения неразъемных соединений в технике. Сваркой соединяют от мельчайших металлических деталей приборов до деталей тяжелого машиностроения, а также металлы с неметаллами (керамикой, стеклом, пластмассами).
Каждая сварная конструкция состоит из различных сварных соединений (рис. 33): стыковых, тавровых, угловых, внахлестку.
Сущность сварки — получение неразъемного соединения деталей за счет использования межатомных сил сцепления. Условия, создаваемые при сварке, обусловливают сближение атомов материалов соединяемых частей на расстояния, соизмеримые с параметрами кристаллической решетки.
Различают сварку плавлением и сварку давлением.
При сварке плавлением расплавляют кромки свариваемых заготовок и присадочный (дополнительный) материал, заполняющий зазор между ними. Образуется общая сварочная ванна из жидкого металла. В результате охлаждения и затвердевания этой ванны получается прочное соединение. К способам сварки
Рис. 33. Сварные соединения: а, б, в, г, д и е <— стыковые; дас и з ==» тавровые; и — угловое; к и л — внахлестку; м и н — прорезные; о — отбортовкой кромок.
Рис. 34. Ручная дуговая сварка:1
/ — предохранительный щиток; 2 — электрод; 3 свариваемое изделие; 4 — сварочный трансформатор.
плавлением относятся: элек-тродуговая сварка, газовая, электрошлаковая, электроннолучевая сварка и др.
При сварке давлением производится совместная пластическая деформация соединяемых поверхностей. Материал в зоне соединения, как правило, нагревают с целью повышения пластичности. В процессе деформации сминаются неровности и разрушаются окисные пленки на свариваемых поверхностях, что обеспечивает плотный контакт между ними и возникновение межатомных связей. К способам сварки давлением относятся: электро-контактная сварка, ультразвуковая и др.
§ 2. ЭЛЕКТРОДУГОВАЯ СВАРКА
При электродуговой сварке местный нагрев и расплавление металла в зоне сварки осуществляет электрическая дуга. Дуга является мощным электрическим разрядом в ионизированной газовой среде и характеризуется ярким свечением и температурой около 6000° С.
В зависимости от степени механизации процесса и способа защиты расплавленного металла от воздействия окружающей среды различают сварку ручную, под флюсом и в среде защитных газов.
В настоящее время ручную дуговую сварку (рис. 34) в основном осуществляют по способу, разработанному русским инженером Н. Г. Славяновым.
Вначале зажигают дугу мгновенным соприкосновением находящихся под электрическим напряжением электрода и основного металла и последующим их разъединением на расстояние устойчивого горения дуги. Длина дуги зависит от диаметра электрода. Так, для электродов диаметром 4...5 мм нормальная длина дуги 5...6 мм.
Устойчивый дуговой разряд сварщик поддерживает, опуская электрод по мере его сжигания. Кроме того, электрод перемещают вдоль оси шва для его заполнения и сообщают электроду колебательные движения для лучшего проплавления свариваемых кромок и получения уширенного валика. Электрод держат наклонно к вертикали в направлении сварки.
Все ответственные сварочные работы выполняют качественными электродами (металлическими стержнями с покрытиями).
Качественное покрытие повышает устойчивость горения дуги; создает вокруг нее газовую оболочку, что защищает расплавленный металл от вредного влияния окружающего воздуха; на поверхности сварочной ванны образует слой шлака, который, взаимодействуя с жидким металлом, улучшает его свойства и замедляет остывание шва.
Сваривают металлическими электродами на постоянном й переменном токе. В зависимости от технологических условий при сварке на постоянном токе может быть прямая полярность (минус на электроде, плюс на свариваемых заготовках) и обратная (плюс на электроде, минус на свариваемых заготовках).
Источниками питания дуги при сварке постоянным током служат сварочные генераторы и выпрямители, а при сварке переменным током — сварочные трансформаторы.
Горение сварочной дуги сопровождается излучением видимых ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей, поэтому для защиты глаз и кожи лица от их вредного влияния и попадания брызг расплавленного металла сварщики пользуются предохранительными щитками или масками со светофильтрами.
При сравнительно простом оборудовании ручной дуговой сваркой выполняют сварные швы в любых пространственных положениях, соединяя детали различных размеров. Это определяет широкое применение ручной дуговой сварки в промышленности и особенно в строительстве.
Производительнее автоматическая сварка под флюсом, которую ведут непокрытой электродной проволокой, подаваемой механически в зону сварки.
Дугу и сварную ванну защищает флюс.
Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов на металлических заготовках толщиной 2... 100 мм. В этом случае автоматическая сварка производительнее ручной до 20—25 раз.
Под флюсом сваривают углеродистые и легированные стали, медь, алюминий и их сплавы.
При сварке в среде защитных газов расплавленный металл в зоне сварки защищают от вредного влияния окружающего воздуха путем создания вокруг дуги атмосферы инертных (аргон, гелий) или активных газов (например, азот, углекислый газ).
Сваривать в среде защитных газов можно неплавящимися и плавящимися электродами.
В первом случае дуга горит между вольфрамовым электродом и свариваемым металлом. Для образования шва в дугу подается присадочная проволока. Через кольцевой мундштук (держатель электрода) вводят защитный газ, который обволакивает всю зону дуги и сварочную ванну.
Во втором случае дуга горит в среде защитного газа между сварочной проволокой и основным металлом. В зону сварки про-^ волока подается механически.
Процесс сварки в среде защитных газов бывает ручным, механизированным, полуавтоматическим и автоматическим.
Дуговую сварку в среде защитных газов широко применяют для получения сварных соединений из углеродистых и легированных сталей, сплавов алюминия, меди, титана, циркония, тантала, ниобия, магния.
§ 3. ГАЗОВАЯ СВАРКА И РЕЗКА
Сущность газовой присадочный металл
Рис. 35. Ручная газовая сварка:
/ — ацетиленовый баллон; 2 — кислородный баллон; 3 — шланги; 4 — горелка; 5 — присадочный материал; 6 — редуктор.
сварки — кромки свариваемых заготовок и расплавляются за счет теплоты пламени, выделяемой при сгорании смеси горючих газов с кислородом.
В качестве горючего газа чаще всего используют ацетилен, обладающий большей теплотворной способностью, чем природный газ, пары бензина и керосина.
Основной инструмент газосварщика — газовая горелка, в которой горючий газ смешивается с кислородом и, сгорая, образует сварочное пламя.
Сварочные горелки соединены резиновыми шлангами либо с кислородным баллоном и ацетиленовым генератором, в котором из карбида кальция получается
4Й
Рис. 36. Схема газокислородной резки:
1 *" заготовка; 2 — канал режущего кислорода; 3 — мундштук; 4 — подогревающее пламя; 5 — режущий кислород;
6 — рез, образующийся в металле;
7 — расплавленный металл и окислы.
ацетилен, либо с кислородным и ацетиленовым баллонами (рис. 35).
Характерная особенность газовой сварки — сравнительно медленный нагрев свариваемого металла, что особенно важно при сварке стальных заготовок небольшой толщины и из легкоплавких металлов.
Газовой сваркой соединяют заготовки из стали толщиной 0,5...3,0 мм, чугуна, алюминия, меди, их сплавов, магниевых сплавов. В промышленности автоматически сваривают трубы. При помощи специальных горелок нагревают кромки заготовок труб, а при их сдавливании образуется сварной шов.
Газокислородная резка основана на способности металла сгорать в струе технически чистого кислорода с выделением значительного количества теплоты.
Металл нагревают в месте реза пламенем газокислородной смеси до температуры воспламенения в кислороде (рис. 36), выходящей по каналам, смещенным от оси мундштука резака. Затем
по осевому каналу подают режущий кислород, который вступает в контакт с нагретым металлом и сжирает его, а образовавшиеся жидкие окислы выдувает из места реза.
Для нормальной резки необходимо, чтобы температура плавления металла была выше температуры его сгорания в струе кислорода, а температура плавления окислов была ниже температуры плавления металла. Этим требованиям удовлетворяют железо, титан, углеродистые стали, с содержанием углерода до 0,7%, низколегированные стали. Чугун, большинство легированных сталей, алюминий, медь и их сплавы газокислородной резке не поддаются.
В промышленности газокислородную резку применяют для: устранения дефектов с поверхности проката, слитков, отливок, сварных швов; образования осевых отверстий в поковках, глубоких отверстий в металле; вырезания фасонных заготовок из стальных листов толщиной 20 мм и более. При этом используют ручную, механизированную и автоматизированную резку.
4 Заказ 648
49
§ 4. ЭЛЕКТРОКОНТАКТНАЯ И УЛЬТРАЗВУКОВАЯ СВАРКА
Электроконтактная сварка относится к сварке давлением и основана на использовании теплоты, выделяющейся в месте соприкосновения соединяемых заготовок при прохождении через них электрического тока.
% Существуют различные виды электроконтактной сварки, из которых наиболее распространены точечная и шовная (роликовая).
> При точечной сварке (рис. 37, а) заготовки собирают внахлестку и зажимают между медными электродами, по которым пропускают электрический ток.
Проходя от электрода к электроду сквозь заготовки, ток в месте их контакта встречает наибольшее сопротивление. Вследствие этого металл в точке соприкосновения поверхностей заготовок между электродами интенсивно нагревается до пластического состояния и частично до плавления. После отключения электрического тока под действием давления образуется литая сварная точка. Затем заготовки освобождают и перемещают в новое положение, и процесс повторяется.
Точечную сварку широко применяют для выполнения штампосварных соединений, когда отдельные листоштампованные заготовки соединяют сварными точками. Сваривается сталь, медь, алюминий и их сплавы. Толщина свариваемых заготовок составляет 0,5...6,0 мм.
При шовной сварке (рис. 37, б) используют электроды в виде медных роликов. При сварке ролики вращаются, а заготовки перемещаются между ними. При пропускании электрического тока образуются сварные точки, которые перекрывают друг друга и образуют сплошной шов.
Шовную сварку применяют в массовом производстве при
Рис. 37. Схемы электроконтактной сварки:
точечная; б-* шовная; / — трансформаторы; 2 —место сварки; 3 — верхний электрод; 4 — нижний электрод; 5 и 6 — свариваемые заготовки; 7 — роликовые электроды; 8 — сварной шов.
изготовлении различных сосудов, труб и других герметичных изделий толщиной 0,3...3,0 мм из стали, алюминиевых и медных сплавов.
Ультразвуковая сварка. Ее сущность — к предварительно сжатым участкам заготовок подводятся ультразвуковые колебания частотой 15... 170 кгц. В результате в месте сварки поверхностные пленки разрушаются и развивается повышенная температура, материал* размягчается и под действием сжимающей силы пластически деформируется и сваривается.
Ультразвуковая сварка обладает рядом достоинств. Так, ею соединяют заготовки различной толщины (например, фольгу с толстыми заготовками), сваривают разнородные металлы (например, алюминий с медью, цинком, оловом, медь со сталью, никель с вольфрамом). Широко используют ультразвуковую сварку для соединения пластмасс.
§ 5. ДРУГИЕ ВИДЫ СВАРКИ И РЕЗКИ
Электрошлаковой сваркой соединяют заготовки толщиной 50...2000 мм. В основу этой сварки положен процесс расплавления основного и присадочного материалов за счет теплоты, выделяющейся при прохождении электрического тока через шлаковую ванну.
Сваривают при вертикальном расположении шва. Сверху в зазор между заготовками, составляющий 20...40 мм, подают один или несколько электродов. В процессе сварки нижние концы электродов находятся в жидком шлаке, расположенном сверху металлической ванны. Жидкий металл ограничен снизу затвердевшим швом, а с боков — свариваемыми поверхностями заготовок и медными, охлаждаемыми водой ползунами. К электродам подводится электрический ток. При его прохождении сквозь шлаковую ванну выделяется теплота, достаточная для расплавления кромок заготовок и присадочного материала — электродов. По мере плавления электродов и заполнения зазора жидким металлом ползуны, охлаждающие его, перемещаются вверх, оставляя затвердевший сварной шов.
Электроннолучевую сварку применяют для соединения вольфрама, молибдена и других тугоплавких металлов, а также разнородных металлов со значительной разницей толщин, температур плавления и других теплофизических свойств (например, сваривают медь с алюминием, медь со сталью).
Сущность этого способа — место сварки бомбардируют бы-стродвижущиеся в высоком вакууме электроны.
Свариваемые заготовки помещают в вакуумную камеру внутри которой размещена электронная пушка. При определен ных условиях между катодом пушки и анодом — свариваемыми заготовками образуется электронный луч, который расплавляет их кромки. Так как .электронный луч может фокусироваться на 4* 51
круге диаметром менее 0,001 см, то при перемещении заготовок образуется шов шириной 1...2 мм. Толщина свариваемых заготовок может составлять 0,01... 100,0 мм.
Плазменная сварка и резка основана на использовании теплоты плазменной струи. Плазмой называется высокотемпературный поток электрически заряженных частиц: отрицательных — электронов и положительных — ионов.
Для сварки и резки применяют плазменные головки. В канале головки горит электрическая дуга, и через него пропускают газ (например, аргон, гелий, азот, водород, метан). Проходя по каналу сквозь горящую электрическую дугу, газ ионизируется и выходит из сопла головки в виде плазменного факела с температурой, достигающей 10 000...30 000° С.
Плазменной струей сваривают тонколистовые металлы и главным образом разрезают различные материалы. Режут цветные металлы и сплавы, высоколегированные стали, тугоплавкие металлы, керамику'и др. Процесс резки основан на расплавлении (с частичным испарением) и выдувании расплавленного металла плазменной струей из места реза. Скорость резки достигает нескольких сотен метров в час.
Контрольные вопросы
1. В чем заключается сущность сварки плавлением и сварки давлением?
2. Каково назначение покрытий электродов для ручной дуговой сварки?
3. В чем состоит сущность газовой сварки, газокислородной резки?
4., Какие материалы можно подвергать газокислородной резке?
5. В чем заключается сущность электрошлаковой сварки? Когда ее применяют?
6. Какие физические явления (процессы) лежат в основе электроннолучевой, плазменной и ультразвуковой сварки?
Г л а в а IV. ФИЗИКО-ХИМИЧЕСКИЕ СПОСОБЫ
ОБРАБОТКИ МЕТАЛЛОВ
§ 1. ЭЛЕКТРОЭРОЗ ИОННАЯ ОБРАБОТКА
В основе электроэрозионной обработки лежит процесс электроэрозии— разрушение поверхностей электродов при электрическом разряде между ними.
Эту обработку выполняют на электроэрозионных (например, электроискровых, электроимпульсных) станках. Заготовку помещают в ванну с непроводящей электрический ток жидкостью (керосином, минеральным маслом). К заготовке подводят электрод-инструмент, зеркально отображающий форму требуемой поверхности. Электрод-инструмент обычно изготовляют из меди, латуни, бронзы, алюминия, меднографитовых композиций.
Электрод-инструмент и электрод-заготовка подключены в станке к источнику электрического тока. При сближении инстру
мента и заготовки, когда искровой промежуток становится очень малым, между ними происходит электрический разряд. В результате температура на обрабатываемой поверхности мгновенно достигает 8000... 10 000° С, что приводит к местному расплавлению, частичному испарению и взрывоподобному выбросу мик-
Рис. 38. Схема электроискровой обработки:
/ — инструмент (катод); 2 — рабочая жидкость; 3 —• обрабатываемая заготовка
(анод); 4 источник тока,
рочастиц, с поверхности заготовки. , Выброшенные частицы металла в жидкой среде затвердевают и осе-
дают на дно ванны.
При подаче электрода-ин-
струмента искровые разряды многократно повторяются и образуют в заготовке лунку, отображающую профиль инструмента ,(рис. 38).
Электроэрозионную обработку широко применяют для получения различных отверстий, пазов, углублений в твердых токопроводящих материалах, трудно обрабатываемых режущим инструментом. Так, электроэрозионную обработку используют при изготовлении штампов, пресс-форм, кокилей, твердосплав-
ных волок.
Рис. 39. Схемы электрохимической размерной обработки:
а — в электролитической ванне; б — при прокачивании электролита; / — инструменты (катоды); 2 — электролит; 3 — заготовки; 4 — межэлектродный промежуток;
5 — отверстие для прокачивания электролита; 6 =« изоляция инструмента.
§ 2. ЭЛЕКТРОХИМИЧЕСКАЯ РАЗМЕРНАЯ ОБРАБОТКА
Электрохимическая обработка основана на способности электрического тока, проходящего через погруженные в электролит металлические проводники, растворять металл с поверхности анода.
Существует несколько разновидностей такой обработки. Из них большое значение имеет электрохимическая размерная обработка.
Схемы электрохимической размерной обработки зависят от формы обрабатываемой поверхности (рис. 30).
Данную обработку применяют при изготовлении деталей из механически труднообрабатываемых сплавов. Преимущества такой обработки: отсутствие структурных изменений в обработанной поверхности, так как она не подвержена воздействию высоких температур, и неограниченный срок службы инстру* мента.
§ 3. АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
При анодно-механической обработке сочетаются электроэро-зионный и электрохимический процессы.
Наиболее распространенная операция анодно-механической обработки — резка металлов.
К разрезаемой заготовке, подключенной к положительному полюсу источника постоянного тока, подводят почти до касания металлический диск — инструмент, присоединенный к отрицательному полюсу того же источника тока. В зазор между диском и заготовкой подается раствор силиката натрия (жидкого стекла).
Электрический ток, проходя через электролит, разлагает его и растворяет-поверхность обрабатываемой заготовки — анода.
Йа обрабатываемой поверхности непрерывно образуется непроводящая пленка силикатов металла и гидроокиси кремния. Вращающийся, диск — катод механически срывает эту пленку. В наиболее слабых ее местах происходит пробой, возникает импульсный разряд электрического тока, что обусловливает протекание и электроэрозионного процесса. Все происходцт при постепенном внедрении диска в заготовку.
Важные особенности такой резки — независимость скорости обработки от твердости разрезаемого материала и отпадает надобность в режущих инструментах высокой твердости.
§ 4. УЛЬТРАЗВУКОВАЯ РАЗМЕРНАЯ ОБРАБОТКА
Этот вид обработки основан на воздействии на материал ультразвуковыми механическими колебаниями с частотой 16...30 кгц.
Для получения ультразвуковых механических колебаний применяют магнитострикционные преобразователи, в которых используется свойство некоторых материалов (например, никеля, пермендюра) изменять свои размеры в магнитном поле (магнитострикция).
На рис. 40 показан ультразвуковой станок для размерной обработки. Электрический ток ультразвуковой частоты протекает по обмотке магнитострикционного преобразователя 3, собранного из пластин магнитострикционного материала. Пе
Рис. 40. Ультразвуковой станок:
1— стол; 2 — инструмент; 3 —> магнитострикционный преобразователь? 4 — станина;, 5 -г шланг для подачи жидкости с абразивом; 6 -» каретка; 7 — генератор.
ременное электромагнитное поле, наведенное этим током, заставляет с такой же частотой колебаться магнитострикционный преобразователь с амплитудой около 10 мкм.
Механические колебания передаются инструменту через волновод-концентратор, увеличивающий их амплитуду до 30...80 мкм.
Между колеблющимся инструментом и обрабатываемой поверхностью вводится смесь воды и мелких твердых абразивных частиц. Колебания инструмента передаются частицам абра-
зива, которые, как миниатюрные долота, выкалывают материал из поверхности заготовки и тем самым воспроизводят в ней отпечаток инструмента. Инструмент изготовляют из стали, меди,
латуни.
Размерная ультразвуковая обработка эффективна для хрупких твердых материалов (например, стекла, кварца, керамики, алмаза, германия, кремния, твердых сплавов). Для мягких вязких материалов такая обработка не применима, так как абразивные частицы в этом случае не оказывают выкалывающего действия, а вдавливаются в обрабатываемую поверхность.
Контрольные вопросы
1. Какие физические явления лежат в основе электроэрозионных методов размерной обработки?
2. Какова область применения электроэрозионной обработки?
3. Как производится электрохимическая размерная обработка?
4. В чем заключается сущность анодно-механической обработки?
5. В чем состоит сущность и какова область использования ультразвуковой размерной обработки?
РАЗДЕЛ ТРЕТИЙ
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
Глава). ПОНЯТИЕ О СТАНДАРТИЗАЦИИ
$ 1. ОБЩИЕ СВЕДЕНИЯ
Все отрасли промышленности, сельского хозяйства, энергетики, транспорта, связи производят или используют машины, механизмы, приборы различного назначения. Все они состоят из деталей, число которых достигает десятков, сотен, нередко — тысяч.
Создание и эксплуатация техники в народном хозяйстве были бы невозможны, если детали для каждой машины или механизма изготовляли, не учитывая определенные требования к их форме, размерам, прочности, жесткости.
Поэтому необходимы нормы и правила, способствующие реализации этих требований.
Процесс установления и применения обязательных норм и-правил, которым должны удовлетворять виды, размеры и качественные характеристики изделий, называется стандартизацией. В СССР существует «Государственная система стандартизации».
Различают следующие стандарты: государственные (ГОСТы), отраслевые (ОСТы), республиканские (РСТ) и предприятий (СТП).
Например, ГОСТ 2.101—68 устанавливает виды изделий всех отраслей промышленности при выполнении конструкторской документации. В этом ГОСТе цифра 2 обозначает класс стандартов (в данном случае — классификацию и обозначение изделий в конструкторских документах), цифра 1 (после точки) —-шифр группы стандартов, 01—порядковый номер стандарта в данной группе, 68 (после тире)—год регистрации стандарта.
Объектами стандартизации являются, например: конкретная продукция, нормы, правила, требования, методы, термины, обозначения.
Стандартизация направлена на решение следующих основных задач:
установление 'единства терминов, определений и величин в науке, технике, технологии, производстве; -
выработку научно обоснованных норм, требований и методов с целью улучшения качества проектирования и производства изделий;
установление единства измерений;
уменьшение количества типов и размеров одноименных деталей;
определение единой системы показателей качества продукции, способов ее испытания и контроля;
облегчение эксплуатации машин, упрощение и удешевление ремонта путем замены стандартных деталей, вышедших из строя, другими, взятыми со склада.
§ 2. ВЗАИМОЗАМЕНЯЕМОСТЬ, УНИФИКАЦИЯ, АГРЕГАТИРОВАНИЕ
Стандартизация — сложный процесс, проявляющийся во взаимозаменяемости и унификации деталей, агрегатировании, универсализации, блочном принципе построения машин, механизмов.
Взаимозаменяемость — это свойство деталей или сборочных единиц, обеспечивающее возможность их использования при сборке или ремонте машин, механизмов, приборов без дополнительной обработки.
Взаимозаменяемость — один из основных принципов машиностроения.
Рис. 41. Унифицированные узлы агрегатных станков специализированного назначения:
1 — насадки; 2 силовая головка; 3 — наклонный кронштейн; 4 — вертикальный кронштейн; 5 — фильтр-масленка; 6 — электрошкаф; 7 — делительный стол; 8 — станина; 9 — пульт управления; 10 — основание; 11 — ось; 12 — башмаки;
13 — промежуточные плиты.
Рис. 42. Агрегатированные машины разного назначения на базе двухосного тягача МоАЗ-542:
/ — ковшовый погрузчйк; 2 —буровая установка; 3тягач с прицепами; 4 — путепрокладчик; 5 — корчеватель; 6 —- бульдозер; 7 — МоАЗ-542 со снегоочистителем; 8 —. МоАЗ-542 с экскаватором; 9— погрузчик-смеситель; 10 — вилочный захват для лесал 11 — вилочный погрузчик,
Под унификацией понимают устранение излишнего многообразия типоразмеров и марок продукции.
Унификация позволяет использовать детали и сборочные единицы, ранее спроектированные и испытанные, при конструировании новых машин. На основе унификации можно создавать комплекты машин, включающие минимальное число стандартных деталей и сборочных единиц, из которых можно монтировать максимальное количество видов машин с добавлением специальных узлов. Рис. 41 дает представление об унификации на примере создания агрегатных станков.
Агрегатирование — это метод конструирования, позволяющий создавать отдельные машины и целые их системы (комплексы) из конструктивно независимых стандартных блоков. Рис. 42 иллюстрирует агрегатирование на базе двухосного тягача МоАЗ-542, выпускаемого Могилевским автомобильным заводом.
Универсализация — свойство деталей или сборочных единиц выполнять различные технические или технологические функции. К универсальным стандартизованным приспособлениям относятся машинные тиски, поворотные делительные столы, делительные головки, универсальные патроны. В машиностроении широко применяют универсально-наладочные, универсально-сборные приспособления (см. разд. VI, гл. II, § 3).
Блочный принцип построения машин позволяет улучшить их эксплуатационные и ремонтные качества (например, современные электронно-вычислительные машины, станки с программным управлением).
Глава II. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
И ТЕХНИКА ИЗМЕРЕНИИ
§ i: ОБЩИЕ СВЕДЕНИЯ
Технические измерения необходимы для точного изготовления машин, механизмов, взаимозаменяемых деталей к ним. При выполнении технических измерений требуется знать основные и производные единицы линейных и других величин, принцип действия, устройство измерительных инструментов и приборов, а также технику измерений.
В СССР с 1 января 1963 г. рекомендуется для предпочтительного применения во всех областях науки, техники и производства Международная система единиц СИ (Система Интернациональная).
В машиностроении линейные размеры определяют в миллиметрах. Размеры, выраженные в миллиметрах, записывают только в цифровом выражении (без наименования).
Размеры в других производных единицах записывают с соответствующими наименованиями (например, 1 см).
В зависимости от способа определения линейного размера различают прямые и косвенные измерения. При прямых измерениях искомый размер получают непосредственно, пользуясь, например, линейкой, штангенциркулем, микрометром, а при, косвенных — вычисляют по результатам прямых измерений. Так, расстояние между осями отверстий нельзя измерить непосредственно, и его находят, делая замеры между стенками отверстий.
Прямые измерения бывают абсолютные и относительные.
При абсолютных измерениях искомый размер определяют по показаниям измерительного инструмента (например, диаметр вала, измеренный микрометром). При относительных измерениях — по значению отклонений измеренной величины от нулевого положения (например, измеряемую индикатором величину биения шейки вала относительно оси вращения).
Точность показаний измерительных инструментов различна, поэтому любые измерения мы выполняем с некоторым приближением к истинному значению размера, т. е. с погрешностью. Ее величина зависит от состояния поверхности измеряемой детали, температурных влияний на материал детали и инструмента» приемов измерений и других факторов.
Чтобы уменьшить погрешности, нужно строго учитывать все условия, влияющие на точность измерений. Рекомендуется измерить деталь одним инструментом в одном месте несколько раз и определить среднее арифметическое значение.
§ 2. ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
При изготовлении деталей, сборке, регулировке, наладке и ремонте машин, механизмов применяют различные измерительные средства — инструменты и приборы.
Измерительные средства обладают определенными метрологическими 1 свойствами. К измерительным средствам относятся: штангенинструменты, микрометры, калибры, лекальные линейки, поверочные плиты и др.
Основные характеристики измерительных средств:.деление и цена деления шкалы, начальное и конечное значения шкалы, диапазон показаний шкалы, пределы измерения.
Деление шкалы — расстояние между двумя соседними ее штрихами.
Цена деления шкалы — значение измеряемой величины, соответствующее двум соседним отметкам шкалы.
Начальное и конечное значения шкалы — наименьшее и наибольшее значения измеряемых величин, указанные на шкале прибора.
Диапазон показаний шкалы — область значений шкалы, ограниченная конечным и начальным ее значениями.
Пределы измерения — наибольшая и наименьшая величины, которые можно проверить измерительным средством (например, у штангенциркуля ШЦ-1 пределы измерения 0...125 мм).
К наиболее распространенным шкальным инструментам относятся: масштабные линейки, штангенциркули, штангенглуби-номеры, микрометры, штихмасы и др.
Штангенциркуль — универсальный измерительный инструмент для определения наружных и внутренних диаметров, длины, толщины, глубины и высоты деталей. Выпускают штангенциркули с точностью измерений до 0,1; 0,05 и 0,02 мм.
Штангенциркуль (рис. 43, а) состоит из штанги 6 с масштабной линейкой и двумя неподвижными губками 1. По штанге 6 перемещается рамка 4, снабженная нониусом 7 и двумя подвижными губками 2. Когда губки сомкнуты, нулевые деления нониуса и штанги совпадают. Шкала нониуса длиной 19 мм разделена на 10 равных частей, т. е. каждое деление ндниуса короче двух делений штанги на 0,1 мм.
При измерении рамку перемещают на штанге, пока рабочие
1 Метрология — наука о точных измерениях. Ее задачи — установление систем единиц измерений, создание и хранение эталонов этих единиц, обеспечение проверки точности практических измерений,
Деталь
а —с точностью отсчета 0,1 мм;'б — с точностью отсчета 0,02 мм; Л,—внутренний размер; В — наружный размер; / — неподвижные измерительные губки; 2 — подвижные измерительные губки; 3 — стопорные винты; 4 — рамки; 5 — глубиномер; 6 — штанги; 7 —нониусы; 5 —хомутик; 9 — микрометрический винт подвижной рамки.
'поверхности губок плотно не коснутся детали, и закрепляют рамку винтом 3. Целые миллиметры отсчитывают до нулевого (первого) штриха нониуса, а десятые доли миллиметра определяют по штриху нониуса, совпавшему со штрихом штанги. Допустим, что нулевой штрих нониуса прошел 28-й штрих на штанге и не дошел до 29-го штриха, а 3-е деление нониуса совпало с одним из штрихов штанги. Измеряемый размер будет 28,3 мм.
•Для измерения внешних размеров пользуются внутренними поверхностями тупых губок, а для измерения внутренних размеров— наружными поверхностями острых губок. Острые губки используют также при делении на части линий и углов, разметке дуг окружностей, параллельных линий. Глубину отверстий измеряют выдвижным глубиномером 5, причем результат читают так же, как и при измерениях губками.
Рис. 44. Микрометр:
1 — скоба; 2 — пята; 3 — стебель; 4 — микрометрический винт;
5 барабан; 6 « трещотка; 7 — гайка; 8 — стопорное кольцо;
9 — стержень.
Так же измеряют штангенциркулем с точностью 0,02 и 0,05 мм, штангенглубиномером, штангенрейсмасом, штанген-зубомером.
Микрометром определяют наружные размеры с точностью до 0,01 мм. Микрометр состоит из скобы 1 (рис. 44) со стеблем 3 и неподвижной пятой 2. В стебле по резьбе перемещается микрометрический винт 4, один конец которого заканчивается стержнем 9, а на другом (гайкой 7) закреплен барабан 5. Трещотка 6 обеспечивает равномерное нажатие стержня 9 на измеряемую поверхность. Если сила нажатия превышает 0,9 н, трещотка проворачивается вхолостую с характерным звуком.
Цена каждого деления стебля 0,5 мм. Круговая шкала на скосе барабана 5 имеет 50 делений, и за полный его оборот стержень 9 перемещается вдоль оси на 0,5 мм. При измерениях показания с точностью до 0,5 мм отсчитывают по шкале на стебле, а сотые доли миллиметра по круговой шкале барабана 5. Микрометрический винт стопорится в любом положении кольцом 8. На скобе микрометра указаны пределы измерения.
Перед пользованием тщательно протирают измерительные поверхности микрометра и при помощи трещотки соединяют их. При этом продольная риска на стебле исправного микрометра должна точно совпадать с нулевым делением барабана.
При пользовании микрометром вращением барабана измерительные поверхности подводят к поверхностям детали, а затем винтом трещотки прижимают до появления характерного треска, указывающего, что она поворачивается вхолостую. После этого читают показания микрометра.
Так же измеряют внутренние размеры микрометрическими штихмасом и глубиномером.
Рычажно-индикаторными инструментами, к которым относятся индикаторы, индикаторные нутромеры и миниметры, 62
производят относительные измерения.
Индикатором определяют отклонения от заданного размера. Головка индикатора состоит из измерительного стержня 6 (рис. 45, а), корпуса 5 (в котором размещены передающие механизмы), циферблатов 2 и 4, указательных стрелок 1 и 3. Цена деления циферблата 2 равна 0,01 мм, а полный оборот его стрелки 1 соответствует перемещению стержня 6 на 1 мм. Передвижение стержня на целые миллиметры показывает шкала малого циферблата 4.
Для измерения головку индикатора закрепляют на стойке 7 и прижимают стержень 6 к проверяемой детали. Устанавливают шкалу индикатора на нуль (поворачивают наружную обойму большого циферблата до совпадения нулевого деления с указательной стрелкой 1). Перемещая деталь или индикатор, определяют величины отклонений (положительных или отрицательных) от нулевого положения (рис. 45, бив).
На этом принципе основаны измерения и другими рычажно-индикаторными инструментами.
К угломерным инструментам относятся угольники, угломеры, шаблоны. Ими измеряют углы и конусы.
Угольники используют для проверки и разметки прямых углов, контроля прямолинейности деталей. Проверяют на просвет (по световой щели между угольником и деталью).
Нониусные угломеры (рис. 46) — наиболее удобные универсальные угло-
Рис. 45. Головка индикатора (а) и измерение отклонений индикатором (бив):
1 и 3 — указательные стрелки; 2 и 4 — циферблаты;
5 — корпус; 6 — измерительный стержень; 7 — стойка.
мерные инструменты. Градусы отсчитывают по шкале дуги 3, а минуты — по нониусу 2. Переставляя угольник 1 и линейку 5, можно измерять углы от 0 до 320°. Существуют угломеры и других конструкций.
Угловые шаблоны изготовляют разной формы, в зависимости от величины измеряемого угла и конфигурации детали.
Размеры и форму изделий проверяют бесшкальными инстру-
ментами.
К наиболее распространенным бесшкальным инструментам, позволяющим устанавливать отклонения от заданного размера^
формы и взаимного расположения частей изделия, относятся калибры (например, шаблоны; щупы, предельные калибры).
Шаблонами контролируют на просвет правильность изготовления фигурных контуров деталей, профилей зубьев зубчатых колеса, углов заточки инструмента, профилей резьб, радиусов скругления деталей, пазов, выступов. Шаблоны изготовляют из листовой стали. Величину отклонения определяют с высокой точ-
тт , ностью, так как просвет в
Рис. 46 Нониусныи угломер: 0,01 ММ легко обнаружи-
7 —угольник; 2 — нониус; 3 —дуга; 4 — изме- г
рительная планка; 5 —линейка; 6 —. хомутики. ВаеТСЯ ГЛаЗОМ.
Пластинчатыми щупами, состоящими из набора тонких стальных пластинок строго определенной толщины, контролируют зазоры между поверхностями сопрягаемых деталей. В набор входят 8... 16 пластинок толщиной от 0,03 до 1,0 мм. На каждой пластинке обозначена ее толщина. Чтобы определить за
Рис. 47. Предельные калибры: а — калибр-пробка; 6 — калибр-скоба.
зор, в него поочередно вводят пластинки, пока одна из них или несколько сложенных вместе не окажутся равными зазору.
Предельными калибрами (рис. 47) контролируют детали, изготовляемые по предельным допустимым отклонениям. Для этого служат два калибра или два конца одного калибра. Размер одного из них соответствует наименьшему допускаемому размеру, и калибр называют проходным, а размер другого — наибольшему допускаемому размеру, и калибр называют н е п р о х о д н ы м. Калибрами - пробками (рис. 47, а) проверяют размеры отверстий, калибрами-скобами (рис. 47, б) — наружные диаметры.
Рассмотренные контрольно - измерительные
инструменты и приборы относятся к простейшим измерительным средствам. В последние годы в машиностроении получили широкое распространение более сложные, точные и универсальные приборы для измерения и контроля деталей, машин и механизмов. К ним можно отнести: рычажно-оптические и пневматические измерительные приборы (например, оптиметры), а также электроконтактные, индуктивные, фотоэлектрические, пневмоэлектрические преобразователи и различные автоматические измерительные устройства.
Глава III. ПОНЯТИЕ О ДОПУСКАХ И ПОСАДКАХ
§ 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Величина и форма детали определяются размерами и взаимным расположением ее поверхностей. Необходимые сведения о размерах и форме детали указывают в рабочих чертежах. Однако изготовить деталь в абсолютно точном соответствии с чертежом невозможно. На поверхностях всегда остаются следы обработки в виде выступов и впадин (микронеровности), могут иметь место отклонения по форме у цилиндрических и плоских поверхностей (макронеровности).
При сборке и ремонте машин необходимо, чтобы сопрягаемые (соединяемые) детали подходили одна к другой без дополнительной обработки (пригонки). Сопрягаемые детали приобретают свойство взаимозаменяемости, если заранее учесть условия их работы и достаточную точность. Для этого конструктор указывает в чертежах машины допустимые отклонения в размерах ее деталей, т. е. допуски в размерах, или допуски.
В результате отпадает необходимость обрабатывать все детали машин с предельно возможной высокой точностью (рис. 48).
Рис. 48. Примеры поверхностей, требующих разной точности обработки.
Рис. 49. Допуски.
В Советском Союзе разработана система, характеризующая требуемую точность изготовления деталей и их соединения при сборке (ГОСТ 7713—62). Ниже помещены основные термины и определения этой системы.
Номинальный размер — общий для сопрягаемых деталей размер, который служит началом отсчета отклонений (рис. 49). Иными словами — это основной размер, указанный на чертеже, определенный расчетом и назначением детали.
Действительный размер — размер детали, полученный при измерении с допустимой погрешностью.
Действительное отклонение — это алгебраическая разность между результатом измерения и номинальным размером.
Предельными размерами называют два предельных значения размера, между которыми должен находиться действительный размер. Большее из них называется наибольшим предельным размером, меньшее — наименьшим предельным размером.
Верхнее предельное отклонение —'алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижнее предельное отклонение — алгебраическая разность между наименьшим предельным и номинальным размерами.
Допуск размера, или допуск,— разность между наибольшим и наименьшим предельными размерами. Следует помнить, что 66
допуск всегда положителен, а нижнее и верхнее отклонения могут быть положительными и отрицательными.
Поле допуска — зона между наибольшим и наименьшим предельными размерами. Допуск позволяет изготовить деталь с отклонениями от номинального размера в допустимых пределах, ограниченных полем допуска.
Если верхнее и нижнее отклонения от номинального размера одинаковы, то допуск на обработку обозначают, например, 46+4),01. В этом случае допуск равен 0,02 мк. Если «нижнее отклонение равно нулю или наименьший предельный размер равен номинальному, то допуск на обработку, равный 0,03 мм, можно записать 46+0>03.
Знак плюс показывает, что предельный размер больше номинального, а знак минус — что предельный размер меньше номинального.
Величины допусков и предельных отклонений в зависимости от размеров сопрягаемых деталей, характера их соединения и класса точности изготовления приведены в специальных таблицах.
Поясним сказанное примерами:
Пример 1. Требуется изготовить вал 060 it©*!о •
Это значит, что:
1. Наибольший допустимый размер равен 60,05.
2. Наименьший » » » 59,90.
3. Допуск размера составляет 60,05—59,90=0,15.
4. Верхнее предельное отклонение равно 60,05—60,00=4*0,05.
5. Нижнее предельное отклонение равно 59,90—60,00 = —0,10.
6. Действительный размер вала (Вд) должен быть в поле допуска:
60,05>Вд>59,90.
Пример 2. Определить годные детали с отверстиями, если: а) предельные размеры отверстия — ДНб = 60,08; ДНм=60,03; б) действительные размеры отверстий — 60,09; 60,07; 60,01; 60,08; 60,03; 60,02; 60,06..
Решение. Годными являются детали с размерами отверстий, удовлетворяющими требованию:
/4нб>4д> Л нм*
Ответ. 1. Годные детали с отверстиями: 60,08 >60,08; 60,07; 60,06; 60,03 >60,03.
2. Бракованные детали с отверстиями: 60,01; 60,02; 60,09.
Пример 3. На чертеже указан размер 46^002 Это значит, что можно выполнить размер детали от 46,014 до 46,002 мм. Отклонение +0,014 называется верхним, а +0,002 — нижним.
§ 2. СИСТЕМЫ ДОПУСКОВ И ПОСАДОК
В соединении двух деталей (если одна деталь входит в другую) различают охватывающую и охватываемую поверхности. Для цилиндрических и конических деталей охватывающая поверхность носит общее название «Отверстие», а охватываемая поверхность — «Вал» (например, в сопряжении цилиндр — поршень двигателя поверхность цилиндра является отверстием, а наружная поверхность поршня — валом).
Названия «Отверстие» и «Вал» условно применимы и к другим охватывающим и охватываемым поверхностям (например, в сопряжении шпоночная канавка (паз) вала — шпонка отверстием называют поверхности шпоночной канавки, а валом — поверхность шпонки).
Если размер отверстия больше размера вала, их разность называется зазором. Он дает возможность свободного относительного перемещения соединяемых деталей. Если до сборки деталей размер вала больше размера отверстия, их разность называется натягом. После сборки натяг не позволяет одной детали смещаться относительно другой.
Посадкой называется характер соединения деталей, определяемый величиной его зазоров или натягов. Посадки с зазором между отверстием и валом называют подвижными (рис. 50, а). Их применяют, когда нужно, чтобы соединяемые детали взаимно перемещались. Посадки с натягом называют неподвижными (рис. 50, б). Они должны обеспечивать неподвижное соединение деталей, не давая возможности смещаться одной относительно другой. В переходных посадках, занимающих промежуточное положение между подвижными и неподвижными посадками, средние натяги близки к нулю, и неподвижность соединения обеспечивается крепежными деталями (например, шпонками, шплинтами).
Рис. 50. Посадки деталей-а — подвижная; б — неподвижная.
Рис. 52. Система вала: а — ходовая посадка; б — посадка скольжения; в —’ прессовая посадка.
Рис. 51. Система отверстия: а — ходовая посадка? б — посадка скольжения; в « прессовая посадка.
Системами допусков и посадок установлено, что в каждом сопряжении у одной из деталей (основной) одно из предельных отклонений равно нулю. В зависимости от того, какая из сопрягаемых деталей принята за основную, различают систему отверстия и систему вала.
Системой отверстия (рис. 51) называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (для одного класса точности и номинального размера), а различные посадки получают, изменяя предельные отклонения валов. В этой системе нижнее отклонение отверстия всегда равно нулю, и такое отверстие называется основным.
Системой вала (рис. 52) называют совокупность посадок, в которых предельные отклонения валов одинаковы (для одного класса точности и номинального размера), а разные посадки получают, изменяя предельные отклонения отверстий. В этой системе верхнее отклонение вала равно нулю, и такой вал называют основным.
Систему отверстия обозначают буквой Д, систему вала — буквой В. Чтобы получить различные посадки сопряжений, проще и экономичнее изменять размеры валов, оставляя постоянными размеры отверстий. Поэтому конструкторы, назначая допуски на обработку, преимущественно пользуются системой отверстия. Степень точности обработки деталей называется классом точности.
Величина допуска в пределах одного класса точности меняется, в зависимости от номинального размера детали. В системе допусков и посадок для деталей размером от 1 до 500 мм установлены следующие классы точности (табл. 3) (в порядке убывания точности):
Таблица 3
Классы точности, стандартизованные в СССР для интервала диаметров 1...500
Диаметры, мм Классы точности гост
1...500 02; 03; 04; 05; 06; 07; 08; 09 11472—69
1; 2; 2а; 3; За; 4; 5; 7; 8; 9 ОСТы: 1011—1017; 1021—1027; 1041—1044; 1069
Классы точности для деталей размером 0,01...0,1; 0,1... 1; 500...10 000 мм определены соответственно ГОСТами: 8809—71; 3047—66; 2689—54. Чем ниже класс точности и больше размер детали, тем значительнее допуск и меньше точность ее изготовления.
Чтобы получить представление о сущности классов точности, рассмотрим некоторые способы обработки металлов и соответствующие им примерные детали.
Так, 9...7-Й классы точности получают при литье стальных и чугунных деталей, сварке металлоконструкций, горячей штамповке, обдирке и отрезании заготовок. Эти способы обработки применяют в заготовительных цехах.
5-й класс точности допускается в предварительной обработке заготовок или для получения деталей, используемых при «грубой» сборке (корпусные детали, нерабочие поверхности станин, черновое сверление, точение, строгание).
4-й класс точности можно достичь при сверлении, обточке, расточке, чистовом строгании, фрезеровании, изготовлении деталей тихоходных машин и механизмов, а также деталей узлов, не требующих точных сопряжений.
За и 3-й классы точности получают чистовым точением, грубым шлифованием, холодной штамповкой, фрезерованием и строганием. По этим классам точности обрабатывают штампы, детали передачи и преобразования движения в станках.
2а и 2-й классы точности достигают при тонком обтачивании и растачивании, чистовом шлифовании и развертывании, литьем под давлением. По этим классам обрабатывают шейки валов и осей, посадочные поверхности втулок в станках.
1-й класс точности — высший. Его применяют в точном приборостроении и машиностроении. Примерами поверхностей, обработанных по 1-му классу, являются рабочие поверхности измерительных инструментов, ролики и кольца шарикоподшипников. Добиваются такой высокой точности ручной доводкой, полированием, притиркой, хонингованием, калибровкой и другими способами.
Каждый класс точности имеет определенное число посадок, а каждая посадка — свое наименование и условное обозначение (табл. 4),
Т а б л и ца 4
Посадки для размеров 1...500 мм (2-й класс точности ГОСТ 7713—62)
Наименование
Обозначение
Неподвижные посадки (с натягом)
Горячая................................. Гр
Прессовая............................... Пр
Легкопрессовая ......................... Пл
Переходные посадки
Глухая ......................• •
Тугая ..........................
Напряженная . . ................
Плотная.........................
Г Т н п
Подвижные посадки (с зазором)
Скользящая......................
Движения.........................
Ходовая ........................
Легкоходовая....................
Широкоходовая...................
Тепловая ходовая ...............
С д
X л ш Тх
Классы точности показывают цифровыми индексами при основании буквенного обозначения системы отверстия (или вала) или посадки. Второй класс точности индекса не имеет.
Примеры. А3 — система отверстия, 3-й класс точности; С — скользящая посадка, 2-й класс точности; Л4 — легкоходовая посадка, 4-й класс точности.
Когда на чертеже проставлен размер с условным обозначением посадки и класса точности, величину допуска или предельные отклонения находят по таблицам. На рабочем чертеже обычно проставляют предельные отклонения возле размеров, определяющих величину и расположение сопрягаемых поверхностей. У размеров несопрягаемых поверхностей предельные отклонения не проставляют.
§ 3. ШЕРОХОВАТОСТЬ ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ
На обработанных поверхностях деталей имеются различные по величине и форме микронеровности — шероховатости. Это следы, оставляемые режущими инструментами (например, резцами, фрезами, напильниками), Характер микронеровностей
Рис. 53 Шероховатость поверхностей:
а — высота микронеровностей (Rz ) ; б -— среднее арифметическое отклонение профиля (Яд ).
зависит от формы и состояния режущего инструмента, свойств обрабатываемого материала, способов и режимов обработки и других факторов.
Шероховатость поверхностей сопрягаемых деталей во многом определяет надежность работы машин и механизмов, влияет на износостойкость, прочность, антикоррозийную стойкость и другие свойства. Однакб это не означает, что при изготовлении деталей следует всегда стремиться к предельно высокой чистоте сопрягаемых поверхностей. Так, при очень гладких трущихся поверхностях, когда они испытывают больше давления, с них выдавливается смазка. В результате могут появиться царапины, задиры и соединение выйдет из строя. Поэтому при изготовлении деталей выдерживают не только заданные размеры, но и целесообразную величину шероховатости.
Величину шероховатости оценивают по высоте Rz микронеровностей (рис. 53, а) или по среднеарифметическому отклонению Ra от средней линии профиля (рис. 53, б).
Р (/ц + ^з + +^9)—(^2+^4+ “• +^ю)
-------------------------------.
Rz вычисляют как среднее расстояние между пятью высшими и пятью низшими точками выступов и впадин, измеренное от средней линии профиля на длине I.
D j'l+j,2+j's+ ••• +>Л
К а - .
п>
Ra вычисляют как среднее значение расстояний точек измеряемого профиля (z/i, у2 ... уп) от его средней линии и высоты неровностей.
В зависимости от величины отклонений Ra и Rz ГОСТом 2789—59 установлены 14 классов чистоты поверхности для металлических деталей. Для классов 1...5, 13 и 14 определяют RZi а для 6...12 — Ra.
ГОСТ 2.309—68 устанавливает следующие правила обозначения шероховатости поверхностей на чертежах:
V5— класс чистоты поверхности;
V6...8 — ограничение наибольшего и наименьшего классов чистоты;
V—шероховатость грубее 1-го класса i чистоты поверхности с указанием высоты неровностей, например \/;
схэ—обозначение поверхностей, не подвергающихся дополнительной обработке (после прокатки, ковки, отливки, штамповки).
полировать— указание на единственный способ обработки V поверхности.
Если большинство поверхностей имеет одинаковую шероховатость, то знак (например, V6) записывают в верхнем правом углу чертежа.
Приведем наиболее распространенные способы получения поверхностей разной шероховатости и обозначения соответствующих классов чистоты.
V I...3 — грубая поверхность со следами обработки обдирочным резцом, напильником, с насечкой №,0 или 1, абразивным кругом (проходные отверстия, поверхности прилегания кожухов и др.).
V 4...6 — получистая поверхность с малозаметными следами обработки чистовым резцом, разверткой, зенкером, напильниками с насечкой № 2 или 3, шлифовальным кругом (например, отверстия под подшипники и втулки, направляющие отверстия и поверхности).
V 7...9 — чистая поверхность без видимых следов обработки, достигнутая шлифованием, полированием, скоростной обточкой и расточкой, чистовым развертыванием, шабрением (шейки валов, цилиндры и - поршни, места под подшипники качения,
внутренние поверхности втулок и подшипников скольжения и т. д.);
V10 — очень чистая поверхность, достигнутая тонким шлифованием, полированием, притиркой, доводкой на оселках, обработкой бархатными напильниками с маслом и мелом (поверхности трения плунжеров насосов, рабочие поверхности измерительного и контрольного инструмента). ,
VII.’..14 классы чистоты поверхности достигают, например, зеркальной доводкой, тонким хонингованием, двукратным суперфинишированием.
Лабораторная работа 1. Определение величин допусков.
Цель. Научиться пользоваться справочными таблицами допусков и посадок.
Оборудование. Чертеж детали с условными обозначениями допусков и посадок, таблицы допусков и посадок.
Последовательность выполнения работы. 1. Начертите в тетради эскиз детали.
2. Определите систему, по которой осуществляются сопряжения с другими деталями (система отверстия или система вала).
3. Найдите по таблицам и проставьте на эскизе величины допусков.
4. Ответьте письменно на следующие вопросы:
Какие детали называют сопрягаемыми?
В чем состоит принцип взаимозаменяемости деталей?
Что такое предельный размер?
Что такое допуск и поле допуска?'
Лабораторная работа 2. Определение размеров и допусков на обработку деталей.
Цель. Отработать умения измерять детали различным инструментом и пользоваться таблицами допусков и посадок.
Оборудование. Комплект и чертежи деталей узла машины (например, задней бабки токарного станка), таблицы допусков и посадок, масштабная линейка, кронциркуль, нутромер, штангенциркуль, микрометр.
Последовательность выполнения работы.
1. Изучите чертеж одной из деталей узла. Определите ее основные размеры, пользуясь масштабной линейкой, штангенциркулем, микрометром.
2. Найдите на чертеже номинальные и предельные размеры детали.
3. Сравните действительные (измеренные) размеры детали с номинальными и предельными размерами.
4. Измерьте две сопрягаемые детали и определите по таблицам наибольшие и наименьшие предельные размеры сопряжений, предварительно установив систему и вид посадки.
5. Результаты измерений и вычислений запишите в тетради по следующей форме:
Название измеряемой детали Каким инструментом измеряли Размеры, мм Допустимые предельные размеры, мм
номинальный действительный наибольший наименьший
Контрольные вопросы
1. Что такое стандартизация и ГОСТ?
2. Назовите примеры взаимозаменяемости, унификации, агрегатирования, универсализации.
3. Сколько микрометров содержится в 1,25 мм; 0,05 см; 0,035 мм?
4. Определите цену делений на шкалах штангенциркуля и микрометра.
5. Что такое допуск, поле допуска?
6. Какие посадки должны быть при соединении деталей штангенциркуля?
7. Какими способами металлообработки можно получить 4-й класс точности?
8. Какими способами металлообработки можно получить V4...6 классы чистоты?
9. Какие сведения можно получить из описания устройства сборочной единицы, а какие из внешнего осмотра?
Глава IV. СВЕДЕНИЯ О МАШИНОСТРОИТЕЛЬНЫХ ЧЕРТЕЖАХ
§ 1. ПОНЯТИЕ О ЕСКД
Единая система конструкторской документации (ЕСКД) представляет собой комплекс государственных стандартов, который устанавливает ^основные правила и положения для разработки, оформления различной документации (чертежей, нормативно-технических, технологических и других документов).
Основные виды изделий машиностроительной и других отраслей промышленности определены ГОСТом 2.101—68. К ним относятся: детали, сборочные единицы, комплексы и комплекты.
Деталь — изделие, выполненное из однородного материала без применения сборочных операций (например, винт, гайка, валик, литой корпус).
Сборочная единица — изделие, составные части которого соединяют между собой в процессе сборки путем свинчивания, паяния, сварки, склеивания и др. (например, редуктор, сварной корпус, автомобиль, электрооборудование станка).
Комплекс — два и более изделия, предназначенные для выполнения взаимосвязанных функций (например, поточная линия станков, бурильная установка, корабль).
Комплект — набор из двух и более изделий, имеющих общее эксплуатационное назначение вспомогательного характера
Рис. 54. Виды и структура изделий.
(комплект запасных частей, измерительной аппаратуры, инструмента и принадлежностей и т. д.).
Виды и структуру изделий можно представить схемой (рис. 54).
На изделия всех отраслей промышленности ГОСТ 2.102—68 устанавливает следующие графические и текстовые документы: чертеж детали, сборочный чертеж, чертеж общего вида, схема, спецификация, технические условия.
Чертеж детали — содержит ее изображение и другие данные, необходимые для изготовления и контроля.
Сборочный чертеж — представляет собой изображение сборочной единицы и другие данные для ее сборки (изготовления) и контроля.
Чертеж общего вида — определяет конструкцию, взаимодействие основных частей и пояснений принципа работы изделия.
Схема — документ, на котором условными обозначениями показаны составные части изделия и связи между ними.
Спецификация — раскрывает состав сборочной единицы, комплекса или комплекта. <
Технические условия — отражают требования к изготовлению, контролю и приемке изделия.
Кроме этих, в машиностроении применяют геометрические, габаритные, монтажные чертежи, таблицы, расчеты и другие документы.
В зависимости от способа выполнения и характера использования конструкторская документация делится на: оригиналы, подлинники, дубликаты, копии.
§ 2. ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ
В машиностроении используют чертежи следующих основных форматов (ГОСТ 2.301—68): 44(А0)—1189X841; 24(А1) — —594X841; 22(А2)—594X420; 12(АЗ)—297X420; 11(А4)—297Х Х210. Все детали, сборочные единицы и другие изделия изображают на чертежах в определенном масштабе (ГОСТ 2.302—68). Масштаб выбирают из следующего ряда.
Масштабы уменьшения 1:2; 1 : 2,5; 1 : 4; 1 : 5; 1 : 10; 1 : 15; 1 : 20; 1 : 25; 1 : 40; 1 : 50; 1 : 75; 1 : 100; 1 : 200; 1 : 400; 1 : 500; 1 : 800; 1 :1000
Натуральная величина 1 : 1
Масштабы увеличения 2: 1; 2,5: 1; 4: 1; 5: 1; 10: 1; 20: 1; 40: 1; 50: 1; 100: 1
Стандартизованы и буквенные обозначения на чертежах. ГОСТом 2.306—68 предусмотрены графические обозначения материалов и правила их нанесения.
§ 3. РАЗРЕЗЫ И СЕЧЕНИЯ
Изделия изображают на чертеже по методу прямоугольного проецирования на основные плоскости проекций. Для выявления формы и внутреннего очертания изображаемого изделия его мысленно рассекают плоскостями и вычерчивают соответствующие разрезы и сечения.
Разрез (рис. 55) —это условное изображение предмета, мысленно рассеченного плоскостью (или несколькими плоскостями), которое показывает то, что находится в секущей плоскости
t»
--f Стойка 5-Б
Рис. 55. Разрезы: а ** горизонтальный; б — местный.
Рис. 56. Сечения:
а —> наложенное; б — вынесенное.
и расположено за ней. Если необходимо выявить лишь форму элемента на небольшом участке (например, отверстие 0 14 на рис. 55, б), выполняют местный разрез.
Сечение (рис.‘56) —это изображение изделия, получающееся при мысленном рассечении его плоскостью (или несколькими плоскостями), которое показывает только то, что получается непосредственно в секущей плоскости.
В зависимости от расположения сечения на чертеже различают наложенные (рис. 56, а) и вынесенные (рис. 56,6) сечения.
$ 4. КИНЕМАТИЧЕСКИЕ СХЕМЫ
Любая машина, механизм состоит из определенного количества деталей и сборочных единиц, соединенных между собой и взаимодействующих при работе.
Взаимодействующими являются зубчатые и червячные колеса, шкивы, ходовые винты и другие детали, передающие и преобразующие механические движения. Их называют звеньями. Кинематические связи между ними показывают при помощи условных обозначений (ГОСТ 2.701—68, ГОСТ 2.703—69 и др.). Условное изображение всех механически взаимодействующих звеньев называется кинематической схемой. Примеры таких схем приведены в разд. IV, гл. II, § 3.
РАЗДЕЛ ЧЕТВЕРТЫЙ
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Г л а в а I. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ РЕЗАНИЯ
§ 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Обрабатывают металлы резанием на станках или вручную при помощи различных инструментов.
Резание металлов на станках называют механической обработкой резанием. Обработку металлов, например, напильниками, зубилами, шаберами, электрифицированными и пневматическими инструментами, называют слесарной или ручной.
Детали машин изготовляют из заготовок, получаемых литьем, ковкой, прокаткой и другими способами.
При резании с заготовки удаляют излишек материала, называемый припуском на обработку.
Для механической обработки резанием заготовку и режущий инструмент крепят соответственно, например, в патроне, резцедержателе станка и сообщают им необходимые движения. В зависимости от вида обработки движения могут быть поступательные, возвратно-поступательные, вращательные, прерывистые.
Различают рабочее v (главное движение, или движение резания) и вспомогательное (движение подачи s) движения заготовки и режущего инструмента. Так, главным движением при токарной обработке (рис. 57, а) является вращательное движение заготовки, а движением подачи — поступательное перемещение резца; при фрезеровании (рис. 57, г) главное движение — это вращение фрезы, а движение подачи — поступательное перемещение заготовки.
На заготовке различают обрабатываемую, обработанную поверхности и поверхность резания.
Поверхность заготовки, подлежащую обработке режущим инструментом, называют обрабатываемой (рис. 58). Обработанной называют поверхность заготовки, полученную в результате обработки.
Поверхность заготовки, образуемую главной режущей кромкой инструмента в процессе обработки, называют поверхностью резания.
ё
Рис. 57. Схемы основных видов механической обработки металлов резанием:
а — точение; б — строгание; в — сверление; г — фрезерование; д — протягивание; е — шлифование; 1 — обрабатываемые поверхности; 2 — поверхности резания; 3 — обработанные поверхности; v — направление перемещения заготовки (инструмента) ; s подача.
§ 2. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ
Элементами режима резания являются: глубина, подача и скорость резания. Наиболее наглядно и просто элементы резания можно рассмотреть на примере точения (рис. 58).
Глубиной резания t (мм) называют расстояние между обрабатываемой и обработанной поверхностями, соответствующее толщине слоя металла, снимаемого за один проход инструмента
Ky/ia чковый Обрабатываема я
патрон поверхность
I / — / Направление
г д_ [Щ 5
Обработанная поверхность
Поверхность / резания /
Подача s
Задняя бабка
____13
Рис. 58. Схема точения.
и измеренное в направлении, перпендикулярном обработанной поверхности.
При обтачивании, растачивании, рассверливании, зенкерова-нии и развертывании:
— 2 ’
где D — диаметр обрабатываемой поверхности заготовки,мм; d — диаметр обработанной поверхности, мм.
При сверлении /=— (где D — диаметр сверла, мм).
Подачей $ при точении называют величину перемещения инструмента вдоль обработанной поверхности за один оборот заготовки. Подачу измеряют в миллиметрах за один оборот (мм/об).
Глубина резания и подача определяет номинальную площадь f (мм2) полученного сечения стружки:
f=ts.
Скоростью резания v называется величина перемещения режущей кромки инструмента относительно обрабатываемой поверхности в единицу времени.
Если заготовке сообщить частоту вращения п (об/мин), то скорость резания (м/мин) составит:
nDn о~-----,
1000 ’
где D — диаметр обрабатываемой поверхности заготовки, мм; п — частота вращения заготовки, об/мин;
---коэффициент перевода.
Для настройки станка на заданную скорость резания необходимо вычислить частоту вращения (об/мин) шпинделя станка по формуле:
lOOOw
П =-------
rcD
Пример 1. Определить скорость резания (в м)мин) при обтачивании на токарном станке стального вала £> = 86 мм, если шпиндель станка делает 450 об/мин.
Решение. Вычисляем скорость резания:
3,14-86-450 1О1 к ,
----------=121,5 м мин.
1000 ‘
Пример 2. Какую частоту вращения можно сообщить сверлу диаметром £>=10 мм из быстрорежущей стали при выполнении отверстия в чугунной заготовке?
Решение. По таблице находим, что максимально допустимая скорость резания при выполнении отверстий в чугуне сверлами из быстрорежущей стали v = 20 м/мин.
Частота вращения сверла: .
1000-v 1000-20
п =------=-------=640 об мин.
siD 3,14-10 '
Следовательно, станок нужно настроить на работу с' частотой вращения шпинделя не более 640 об/мин.
Если на указателе чисел оборотов шпинделя станка нет вычисленного значения частоты, берут ее ближайшее меньшее значение и находят фактическую скорость резания.
§ 3. ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛОВ
При резании металлов происходят механические, тепловые, электрические, магнитные и другие физические процессы.
Русские ученые И. А. Тиме, К. А. Зворыкин, В. Г. Усачев исследовали упругие и пластические деформации в материале
Рис. 59. Схема действия клина,
заготовки и режущем инструменте, процессы преобразования и распределения теплоты в зоне резания, изменение структуры поверхности обрабатываемой заготовки и др.
В настоящее время процессы резания исследуют на молекулярном и атомарном уровнях.
Основой всякого режущего инструмента является клин (рис. 59), позволяющий получать значительный выигрыш в силе F при относительно небольшой прилагаемой к нему силе Р.
Рис. 60. Схема процесса резания и элементы клинообразной рабочей части режущего инструмента: / — обрабатываемая заготовка; 2 — стружка; 3 — клин резца; а—задний угол;1 Р—угол заострения; Y—передний угол; д— угол' резания; Р — сила, приложенная к инструменту; h — глубина наклепа.
Для режущего инструмента большое значение имеет величина угла заострения р режущей части. Чем он меньше, тем легче клин проникает в металл. Режущий инструмент должен быть тверже обрабатываемого материала. Поэтому важнейшими свойствами материала, из которого делают инструмент, являются твердость и прочность.
Действие рабочей части режущего инструмента на обрабатываемый материал зависит также от длины режущей кромки и положения клина относительно обрабатываемой поверхности, направления действия силы Р, приложенной к основанию клина, и ее составляющих сил F. Чем длиннее режущая кромка клина, тем шире стружка и нужно прилагать большую силу при реза-? нии металла.
По передней поверхности клина (рис. 60) сходит стружка. Угол между его передней поверхностью и обработанной поверхностью заготовки называется углом резания б. Угол между передней поверхностью и плоскостью, проведенной через режущую кромку перпендикулярно обработанной поверхности, называется передним углом у.
Задняя поверхность клина касается обрабатываемой поверхности только режущей кромкой, иначе возникло бы вредное трение между ней и обработанной поверхностью. Угол, образуемый задней поверхностью клина и обработанной поверхностью, называется задним углом а.
Под действием силы P(F) слой материала сжимается передней поверхностью клина, и, когда сила резания превышает силы сцепления частиц, сжатый элемент материала скалывается 'и сдвигается передней поверхностью вверх. Клин, продвигаясь вперед под действием силы Р9 продолжает сжимать, скалывать и сдвигать элементы материала, образуя стружку.
Рис. 61. Стружки: а —надлома; б *— скалывания; в «’-сливная.
Решающее влияние на процесс резания оказывает угол резания б. Чем он меньше, тем легче снимается стружка. В результате смятия и сдвига сильно изменяется форма срезаемого слоя, стружка укорачивается, утолщается — происходит ее усадка.
Под давлением режущего инструмента слой металла, расположенный ниже линии среза, уплотняется на глубину h. Уплотненный металл становится прочнее и тверже — наклепывается, так что инструмент фактически режет более твердый материал. Чем мягче и пластичнее металл, тем сильнее он наклепывается. Наклеп поверхностного слоя металла — явление положительное, так как уменьшается износ трущихся поверхностей и повышается прочность детали.
К слесарной обработке резанием относят: рубку, разрезание ножовкой, опиливание, сверление, зенкование, зенкерование, развертывание, нарезание резьбы, шабрение, притирку. К механической обработке резанием относят: точение, фрезерование, сверление, строгание, шлифование, протягивание, зенкерование, зенкование и др.
При обработке резанием разных материалов образуются стружки различной формы. Хрупкие материалы (чугун, бронза) дают стружку надлома (рис. 61, а) в виде мелких кусочков; твердые, маловязкие металлы (например, твердая сталь) образуют стружку скалывания (рис. 61, б) из слабосвязанных кусочков. Если резать вязкий материал (например, мягкую сталь, алюминий), получают сливную стружку в виде ленты (рис. 61, в).
Работающий инструмент изнашивается — затупляется.
Стойкостью инструмента Т (например, сверла, резца) называется время его непрерывной работы при данном режиме резания до момента затупления. Иногда стойкость инструмента определяют как продолжительность непосредственного резания инструментом от заточки до переточци. Стойкость инструмента зависит от свойств материала его и заготовки, сечения стружки и других факторов, но главным образом от скорости резания.
При резании металла происходят сложные тепловые процессы. Теплота выделяется при деформировании срезаемого припуска, 84
при трении резца о поверхность резания и стружку, при возникновении вихревых электрических токов в заготовке, резце и стружке. Величина механической работы, совершаемой при резании и преобразуемой в теплоту, зависит от свойств материала заготовки и режущего инструмента, от формы последнего, скорости и глубины резания, от других факторов.
Установлено, что теплота, выделяемая при резании, распределяется в зоне резания в основном между стружкой (50...86%), резцом (4О...1О%), заготовкой (9...3%) и окружающей средой (~ 1 %).
В результате тепловых процессов режущий инструмент
Рис. 62 Силы резания при точении: Рх— осевая; Ру — радиальная; Рг — вертикальная.
может нагреваться до сотен
градусов, что неизбежно приводит к снижению его стойкости. Эти причины обусловливают применение смазочных и охлаждающих жидкостей (СОЖ).
§ 4. СИЛЫ И МОЩНОСТЬ РЕЗАНИЯ
Сопротивление материала снятию стружки преодолевает сила резания Р (рис. 62), приложенная к главной режущей кромке резца. Величина этой силы зависит от свойств обрабатываемого материала, сечения стружки, формы резца и др. Силу резания можно разложить на составляющие: вертикальную силу Pz, осевую силу Рх и радиальную силу Ру. По вертикальной силе резания определяют расход мощности на резание, величину крутящего момента на шпинделе станка и рассчитывают станок на прочность.
Удельное давление резания (Мн/м2, или кгс/мм2):
где f=ts — номинальная плопщдь поперечного сечения струж-кд, мм2.
Приближенно величину вертикальной силы резания [«(кгс)] можно определить по формуле:
где Л — коэффициент резания (табл. 5),
Значения К
Таблица 5
Обрабатываемый материал Пв> Мн/м2 (кгс/мм2) НВ, Мн/м' (кгс/мм2) Коэффициент резания К, Мн/м2 (кгс/мм2)
Сталь 400...500(40...50) 1450(145)
конструк- 500...600(50...60) —- 1570(157)
ционная 600...700(60...70) — 1700(170)
700...800(70...80) — 1910(191)
800...900(80...90) — 2000(200)
900... 1000(90... 100), — 2260(226)
1000...1100(100...ПО) — 2460(246)
1100...1200(110...120) —— 2600(260)
Чугун — 1400...1600(140...160) 810(81)
— 1600...1800(160...180) 860(86)
— 1800...2000(180...200) 920(92)
— 2000...2200(200...220) 980(98)
— 2200...2400(220...240) 1040(104)
2400...2600(240...260) 1080(108)
Алюминий —— 400(40)
Бронза — —— 550(55)
Медь — 1 1050(105)
Пример. Определить вертикальную силу резания Р2 при обтачивании вала из углеродистой конструкционной стали [ав= =550 Мн/м2, (55 кгс/мм2)}, если глубина резания £=4 мм, а подача s=0,5 мм/об.
Решение. По табл. 5 находим, что К = 1570 Мн/м* (157 кгс/мм2). Следовательно,
Рг=1570’ 10е-4-10-3-0,5-10—3=3140 н(314 кгс).
Мощность резания 2Vpe3 (кет) можно определить, зная скорость о и вертикальную силу резания Рг:
N = __
рез 1000-60
Пример 1. Определить мощность резания /Урез, потребную при точении вала, если вертикальная сила резания Рг=9520 скорость резания я=30 м/мин.
Решение. Мощность резания4.
N рез
РгУ
1000-60
9520-30
1000-60
4,76 кет.
Пример 2. На токарном станке обтачивают вал из конструкционной стали ов=7-50 Мн/м2 (75 кгс/мм2). Диаметр * заготовки £>=110 мм, глубина резания t=2 мм, подача s=0,3 мм/об, скорость резания о=190 м/мин. Определить частоту вращения шпинделя станка-и потребную мощность резания.
Решение. Число оборотов шпинделя станка:
1000у п=--------
12^_S50»e/m
3,14-110
Вертикальная сила резания:
P2=Kts= 1910-106-2-10-3 0,3.10“3= 1150 н (115 кгс).
Потребная мощность резания:
AU— р 1000-60
1150-190
1000-60
3,6 кет.
Задача. На токарном станке обтачивают стальной вал ав=600 Мн/м2 (60 кгс/мм2). Диаметр заготовки D=95 мм, глубина резания Z=l,5 мм, подача $=0,25 мм/об. Шпиндель станка совершает 480 об!мин. Определить вертикальную силу Рг, потребную мощность резания
Отв. Р2=640 н (64 кгс). ^Рез=1>5 кет.
§ 5. ПОНЯТИЕ О ГЕОМЕТРИИ РЕЖУЩЕГО ИНСТРУМЕНТА
Обрабатывают металлы резанием инструментами различной формы и конструкции: резцами, фрезами, сверлами, метчиками, протяжками, шлифовальными кругами и др. У всех режущих инструментов общее — клинообразная форма режущей части. Простейшую форму имеет резец для токарных (рис. 63, а) или строгальных работ. Большинство других режущих инструментов являются многорезцовыми (рис. 63, б). Это хорошо видно, например, из сопоставления элементов токарного резца и фрезы.
Ниже рассмотрены основные элементы токарного резца (рис. 63, а).
Рис. 63. Элементы режущего инструмента:
а — токарного резца; б — фрезы; А — стержень; Б — головка; В — зуб, 1 — передняя поверхность; 2— вспомогательная режущая кромка; 3— вспомогательная* задняя поверхность; 4 — главная задняя поверхность; 5 — вершина резца; 6 — главная режущая кромка.
Рис. 64. Образующие плоскости:
077 — основная; 77Р — резания; ГС — главная секущая.
Рис. 65. Углы резца: а — главные; б — в плане.
Стержень А — часть резца, закрепляемая в резцедержателе. Головка Б — рабочая часть резца, участвующая в резании. Передняя поверхность 1 — поверхность головки резца, по которой сходит стружка.
Главная задняя поверхность 4 — поверхность головки резца, обращенная к поверхности резания.
Вспомогательная задняя поверхность 3 — поверхность головки резца, обращенная к обработанной поверхности заготовки.
Главная режущая кромка 6 — линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка 2 — линия пересечения передней и вспомогательной задней поверхностей.
Вершина резца 5 — точка пересечения режущих кромок.
Основание резца — опорная поверхность резца.
Высота резца h — расстояние от вершины до основания резца.
Режущие свойства инструмента во многом зависят от углов, под которыми пересекаются его поверхности.
Для определения углов резца различают исходные плоскости: основную, резания, главную и вспомогательную секущие.
Основная плоскость ОП (рис. 64) совпадает с основанием резца.
Плоскость резания ПР (рис. 64) касательна поверхности резания и проходит через главную режущую кромку.
Главная секущая плоскость ГС (рис. 64) перпендикулярна проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость ВС — плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Углы резца по отношению к рассмотренным выше плоскостям делятся на главные и углы в плане.
Главные углы резца измеряют в главной секущей плоскости (рис. 65, а), перпендикулярной плоскостям резания и основной.
Угол заострения £ — угол между передней и главной задней поверхностями резца.
Задний угол а — угол между главной задней поверхностью резца и плоскостью резания.
Передний угол у — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку. Передний угол может быть положительным, равным нулю и отрицательным.
Угол резания 6 — угол между передней поверхностью резца и плоскостью резания. ,
Углы в плане (рис. 65, б) измеряют в основной плоскости.
Главный угол в плане ср — угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане <pi — угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
От выбора углов резца зависит его стойкость, производительность и силы резания. С увеличением переднего угла у улучшается сход стружки, уменьшается сила резания и повышается качество обработки, но из-за уменьшения угла заострения (3 ослабляется режущая часть резца. С уменьшением угла <р стружка «становится тоньше и шире, что улучшает отвод теплоты, однако возрастают силы резания. Чем больше угол у и чем меньше угол 6, тем легче срезается стружка. С увеличением скорости резания и переднего угла у уменьшается наклеп. С возрастанием подачи и затуплением инструмента наклеп увеличивается.
Задачи.
1. Чему равен угол резания 6, если угол заострения 0=60°, а задний угол а=12°? Чему равен передний угол у?
2. Если угол резания 6=102°, каким будет передний угол у?
3. Определить скорость резания при сверлении отверстия диаметром 6 мм, если шпиндель станка делает 450 об!мин.
Отв. v = 8,5 м/мин.
4. На сверлильном станке сверлят отверстие диаметром 15 мм со скоростью резания у = 30 м/мин и подачей s= = 0,2 мм/об. Определить глубину отверстия, обрабатываемого 15 сек.
Отв. й=130 мм.
ГлаваП. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
§ 1. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущие станки являются технологическими машинами для механической обработки металлов резанием. В современных станках широко используют механические, гидравлические, пневматические, электрические, электронные и другие устройства, при помощи которых осуществляется процесс резания металла и управление им.
Обрабатываемые на станках детали представляют собой тела вращения, фасонные, винтовые, плоские поверхности или их сочетания. По этому признаку различают сверлильные, расточные, токарные, строгальные, долбежные и фрезерные станки.
На сверлильных получают и обрабатывают цилиндрические отверстия в заготовках.
•На расточных обрабатывают цилиндрические или плоские поверхности корпусных деталей.
На токарных — детали круглого поперечного сечения.
На строгальных и долбежных — преимущественно плоские поверхности.
На фрезерных — плоские, фасонные, винтовые, спиральные и другие поверхности.
Металлорежущие станки классифицируют по степени универсальности, автоматизации управления, точности, массе и размерам.
По степени универсальности различают: универсальные, специализированные и специальные станки.
Универсальные станки широкого назначения (например, токарно-винторезные, универсально-фрезерные, шлифовальные) используют для обработки деталей разнообразных форм и размеров.
На специализированных станках обрабатывают однотипные детали и поверхности (зубообрабатывающие, резьбонарезные и др.).
На специальных станках (например, копировальных, зубофрезерных) обрабатывают детали одного типоразмера или выполняют работы одного вида.
По степени автоматизации управления металлорежущие станки можно разделить на станки с ручным управлением, полуавтоматы и автоматы. Здесь особо следует выделить станки с программным" управлением (автоматы и полуавтоматы}, которые легко переналаживать для разных видов обработки однотипных и различных деталей.
Станки различают также по степени точности обработки деталей: нормальной точности Н, повышенной — 77, высокой — В, особо высокой — А и особо точные С.
Отличительный признак металлорежущих станков —их масса. Легкими считают станки массой до 0,5 т, средними — до 4 т,
крупными — до 15 т, тяжелыми—15 т и выше. Так, легкие станки применяют, например, в школьных мастерских, в инструментальном производстве и приборостроении.
Производимые в СССР станки классифицированы по группам и типам.
Многообразие моделей металлорежущих станков (гаммы), даже в пределах одной группы, вызывает необходимость обозначать их шифром. В нашей стране принят цифровой шифр (или сочетание цифр и букв).
Все металлорежущие станки по назначению разделены на 9 групп, и в каждой, из них имеется до 9 типов станков (например, 2А135, 1К62, 6М82, 7635). Расшифровывают модели следующим образом.
Первая цифра обозначает номер группы станка: 1 — токарные; 2 — сверлильные; 3 — шлифовальные и полировальные; 4 — комбинированные; 5 — зубо- и резьбообрабатывающие; 6 — фрезерные; 7 — строгальные, долбежные и протяжные; 8 — разрезные; 9 — разные. Вторая цифра указывает на тип станка в группе; третья (иногда третья и четвертая) цифра характеризует технические особенности станка (например, высоту центров над станиной для токарных станков, максимальный диаметр отверстия, которое можно получить на данном сверлильном станке), буква говорит об усовершенствовании (модернизации) основной базовой модели станка, а в конце шифра — модификацию основной модели.
Так, под шифром 2А135 понимают, что данный станок сверлильный (2), усовершенствованный (А)—с вертикальным расположением шпинделя (/), .максимальный диаметр сверления — 35 мм.
Модель 1К62Р обозначает, что это токарный станок (группа /, тип 6),у которого центры расположены на высоте 200мм над станиной. Станок модернизирован (К)—увеличена точность и плавность изменения частоты вращения шпинделя по сравнению с базовой моделью; Р — станок с револьверной головкой.
§ 2. ПОНЯТИЕ ОБ УСТРОЙСТВЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Каждый металлорежущий станок состоит из привода, передаточного механизма, исполнительного (рабочего) органа и органа программного управления (для станков с программным управлением). Металлорежущие станки относятся к развитым технологическим машинам.
Привод — приводит в действие рабочие органы. Различают приводы: механический, гидравлический, пневматический, электрический. Для современных станков используют преимущественно электропривод.
Механизмы передачи и преобразования движения передают движение от электропривода к рабочему органу станка (инстру-
Рис. 66. Трехкоординатный фрезерный станок модели 6441 ПР с блоком а цифрового программного управления:
/ — станина; 2 — стол; 3 — стойка для крепления заготовки; 4 — шпиндель; 5 — неподвижная стойка; 6 — шпиндельная бабка с коробкой скоростей; 7 — привод поперечных перемещений шпиндельной бабки.
агенту) и преобразуют это движение. Необходимость преобразования движения обусловлена тем, что главным движением в станках может быть не только вращательное, но и возвратно-поступательное.
Исполнительные (рабочие) органы: резцы, фрезы, шлифовальные круги или другие инструменты с приспособлениями для их закрепления на станке непосредственно выполняют резание металла.
Орган программного управления (для станков с программным управлением) представляет собой пульт или блок (рис. 66, а) с программой работы, записанной на магнитной фото-, перфоленте, перфокарте или набранной при помощи кнопок, штекеров, тумблеров.
Рассматривая различные токарные, фрезерные, сверлильные и другие металлорежущие станки, можно обнаружить, что многие их механизмы, узлы и детали выполняют одинаковые функции, хотя и отличаются конструктивно.
Станина — чугунное или стальное основание, на котором
крепят все механизмы станка. Обеспечивает точность их взаимного расположения и перемещения.
Электропривод состоит из электродвигателя, аппаратуры управления им и механической передачи. В легких и средних металлорежущих станках используют преимущественно асинхронные электродвигатели с короткозамкнутым ротором. В крупных и тяжелых — электродвигатели постоянного тока или гидродвигатели.
Коробки скоростей изменяют передаточное отношение между ведущими и ведомыми звеньями (обычно валами), что позволяет регулировать частоту вращения обрабатываемой заготовки (например, на токарном станке) или инструмента (например, фрезы на фрезерном станке).
Коробки подач изменяют передаточное отношение в цепи подачи, чем ‘ регулируют поступательное движение режущего инструмента или заготовки.
Общность основных узлов металлорежущих станков разных типов позволяет создавать комбинированные станки. В качестве примера можно привести станок модели 1М95 (рис. 67). Он состоит из взаимосвязанных токарно-фрезерного, вертикально-сверлильного агрегатов и долбежного приспособления.
Функциональная общность основных узлов различных типов металлорежущих станков позволяет лучше разобраться в устройстве и работе каждого из них.
§ 3. КИНЕМАТИЧЕСКИЕ СХЕМЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Составные части станков и связи между ними изображают в виде документа — кинематической схемы. Чтение кинематических схем не сводится к простой расшифровке отдельных условных обозначений, а предполагает выяснение физического смысла и количественных отношений, которые реализованы (заложены) при соединении таких изображений в единую кинематическую цепь.
Для выяснения количественных отношений необходимо знать следующие основные зависимости (рис. 68).
1. Передаточное отношение iPeI1 при передаче плоским (рис. 68, а) и клиновым (рис. 68, б) ремнями:
*р.п = — (без учета скольжения);
tp.n= Q 9”25— (с учетом скольжения);
где tp.n — передаточное отношение ременной передачи;
Dj и Й2 —диаметры ведущего (DJ и ведомого (D2) шкивов, мм-, пг и п2 — частота вращения валов / и II, об/мин-,
0,985 — коэффициент, учитывающий скольжение ремней.
2. Передаточное отношение для зубчатой (t3.n) и цепной (t4.n) передач (рис. 68, в, г и д):
Рис. 67. Комбинированный станок модели 1М95:
а — настроенный для токарных работ; б —. долбежное приспособление; в — вертикально-фрезерная головка; г — оправка с фрезой для горизонтального фрезерования; 1 — валик для вертикального перемещения передней бабки;
2 — сверлильный агрегат, смонтированный на передней бабке; 3 — передняя бабка; 4 — вертикальная стойка для крепления передней бабки; 5«стол-суппорт; 6 — задняя бабка; 7 вертикальная стойка для крепления задней бабки; 8 — винт для перемещения задней бабки.
Рис.- 68. Кинематические схемы передач:
а и б — ременных; в — цепной; г — цилиндрической зубчатой; д — конической зубчатой; е — червячной; ж — клиноременной с изменяющимся передаточным отношением; з — пример передачи; и — кулисный механизм; 1—V1I — валы; z\ — z8 —• зубчатые колеса; zq — число заходов червяка; zq к — число зубьев червячного колеса.
I = 21_- I =-?!-• ‘'З.ц- > ‘'Ц.п-- »
г2 z2
n2=Щ13 , об/мин:,
?2
П2 = П1Гц.п=П1—, об/мин, г2
где и г2 — числа зубьев соответствующих колес и звездочек (ведущего и ведомого г2).
3. Передаточное отношение t4.n для червячной передачи (рис. 68г е):
гч.к
П2 = П1ГЧ<К=: , Об/миН,
гч.к
где гч — число заходов червяка;
гч к — число зубьев червячного колеса.
4. Передаточное отношение £ф.п для фрикционной передачи (рис. 68, ж):
' i -Л-
ф,п R2 ’
па=п1г’ф.пр, =nj —(0,96 ... 0,98), об]мин
с учетом трения, где ц— коэффициент трения скольжения.
5. Уравнение кинематической цепи для механизма, состоящего из последовательно расположенных ременной, зубчатой и других передач (рис. 68, з):
Щ ^1р.п * 0,985 • ^23.П^ЗЗ-П^43.П^5з«П^вЧ.П> ^-.0,985• — Лз. Л5. Jl _Ь_.
22 ^4 ^6 2^ч. К
6. Средние скорости рабочего и обратного ходов ползуна (м/мин) для кулисного механизма (рис. 68, и):
__ Ап360° .
Vpa6~ а 1000 ’
_ £«360° С’обр— рюоо ’
а=180° + 2<р; 0=180° — 2<р ;
L sm<p=—, т 2/
где L — ход ползуна, мм\
I — длина кулисы, мм\
п — число двойных ходов ползуна в минуту;
а и р — углы поворота кулисно-зубчатого колеса во время рабочего хода (а) и обратного хода (0);
Ф— угол отклонения кулисы от среднего положения.
Ниже помещены задачи на чтение кинематических схем и выполнение при их помощи несложных расчетов.
Задача 1. Вал масляного насоса вертикально-сверлильного станка модели 2А135 (рис. 69) вращается через зубчатую передачу ?!=24 и г2=48. Определить частоту вращения этого вала.
Отв. п2=730 об/мин.
Задача 2. Вычислить частоту вращения ведомого вала (рис. 70) коробки скоростей токарно-винторезного станка модели 1К62, зная, что диаметр ведомого шкива Z)2=254 мм, а ведущий шкив диаметром 142 мм вращается от вала электродвигателя с частотой /1! = 1450 об/мин.
Отв. п2=800 об/мин.
Задача 3. Вал электродвигателя (AZ=0,6 кет) универсально фрезерного станка модели 6М80 (рис. 71) вместе с зубчатым колесом z1=20 вращается с частотой %= 1420 об/мин. Найти частоту вращения ведомого колеса г2=73.
Отв. 389 об/мин.
Рис. 69. Кинематическая схема сверлильного станка модели 2А135.
7
Заказ 648
V>25b
Рис, 70. кинематическая схема токарно-винторезного станка модели 1К.62,
Рис. 71. Кинематическая схема универсально-фрезерного станка модели 6М80,
Задача 4. В поперечно-строгальном станке модели 7Б35 (рис. 72) для возвратно-поступательных движений ползуна с резцом применен кулисный механизм. Ход ползуна L=400 мм, число двойных ходов ползуна в минуту — 20, углы поворота кулисного зубчатого колеса а=208°, (3=152°. Определить скорость ползуна при рабочем и обратном ходах.
Отв. ураб= 13,85 м!мин-, °обр= 19 м/мин.
Задача 5. Вычислить угол отклонения кулисы от среднего положения и углы поворота зубчатого колеса кулисного механизма (рис. 72) при длине кулисы /=850 мм, ходе ползуна L=500 мм.
Отв. sin<p=0,294;
Ф=17° 8';
а=214°16';
Р= 145°44'.
Рис, 72. Кинематическая схема поперечно-строгального станка модели 7Б35,
Задача 6. Найти частоты вращения круглого стола плоскошлифовального станка модели 3756 (рис. 73).
Отв. «х=5,03об/мин-, «2=7,22 об/мин-, , «3= 10,6 об/мин-,
nt= 14,7 об/мин-, п5=21 об/мин-, «в=29,4 об/мин.
Задача 7. Составить уравнение кинематической цепи вертикальной подачи шпиндельной бабки круга плоскошлифовального станка модели 3756 (рис. 73). Мощность электродвигателя М=2,7 кет, «=930 об/мин, через червячную пару гч= 1, гч.к = 18, карданный вал 3 и т. д.
Рис. 73. Кинематическая схема плоскошлифовального станка модели 3756:
1 — стол; 2 — шлифовальный круг; <3—карданный вал.
Контрольные вопроры и задачи
1. Укажите на схеме (рис. 69) кинематическую цепь ручной подачи шпинделя сверлильного станка модели 2А135.
2. Назовите элементы кинематической цепи фартука токарно-винторезного станка доодели 1К62 (рис. 70).
3. Как передается вращательное движение от электродвигателя универсально-фрезерного станка модели 6М80 (рис. 71) шпинделю VII?
4. Как регулируют ход ползуна поперечно-строгального станка модели 7Б35 (рис. 72)?
5. Какие функции выполняют электродвигатели плоскошлифовального станка модели 3756 (рис. 73); 2Vi=?sl6 кет; Nz=2J квт\ #3=1,8 кет; N4=2,7 кет?
РАЗДЕЛ ПЯТЫЙ
СПОСОБЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
Г л а в а I. ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
§ 1. ОБЩИЕ ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
Обрабатывают металлы резанием на сверлильных, токарных, фрезерных и других станках, строго соблюдая обязательные, утвержденные Министерством просвещения СССР в 1973 г. «Правила по технике безопасности и производственной санитарии для школьных учебных и учебно-производственных мастерских, а также для учебных комбинатов, цехов (пролетов, участков) и предприятий, в которых проводится трудовая подготовка учащихся».
Безопасная и высокопроизводительная работа на любом станке зависит, прежде всего, от правильной организации рабочего места станочника, которая способствует успешному овладению приемами работы, облегчает ее, воспитывает культуру труда.
Рис. 74. Рабочее место учащегося: 1« станок; 2 « стеллаж; 3 решетка; 4 *= тумбочка.
Рабочим местом станочника (рис. 74) называется часть объема помещения, занимаемого производственным подразделением мастерской, цеха, участка, пролета для выполнения работы одним рабочим, в котором расположены: станок, технологическая оснастка (приспособления и инструмент); устройства для размещения инструмента, приспособлений, заготовок, готовых деталей (шкафчик, тумбочка или стеллаж); защитные приспособления, обеспечивающие безопасность труда; подставка (решетка) для регулирования высоты в соответствии с ростом работающего.
В учебных мастерских для обучения токарей площадь на одно рабочее место составляет не менее 6 м\ фрезеровщиков и шлифовщиков — 9... 12 м2, слесарей-инструментальщиков, сборщиков, ремонтников — не менее 4 м2. Рабочие места нельзя загромождать материалами, заготовками и отходами производства (например, стружкой); все предметы, не относящиеся к выполняемой работе, должны быть удалены.
Учащийся обязан работать только исправным, правильно заточенным инструментом. Хранить инструмент следует в специальных ящиках, на столиках или подставках, а там, где это предусмотрено конструкцией станка, — внутри него.
Школьникам категорически запрещается ремонтировать электрическую аппаратуру на станках, светильники общего и местного электрического освещения, заменять электрические лампы и предохранители.
Масса тяжестей, переносимых вручную, не должна превышать:
Пол и возраст
Девушки 15-летние....................
» 16—18-летние.................
Юноши 15-летние......................
» 16—18-летние.................
Масса» кг
5,0
10,2
8,2
16,4
Подробные правила безопасной работы излагают в инструкциях, вывешиваемых на видных местах в мастерских.
Каждый учащийся обязан перед работой на станках или другом оборудовании получить соответствующий инструктаж по технике безопасности.
§ 2. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННОЙ ОДЕЖДЕ
Учащиеся на время трудового обучения, производственной практики получают хлопчатобумажные халаты, фартуки или комбинезоны, рукавицы и защитные очки.
Размер этой одежды должен строго соответствовать росту учащегося. Одежда не должна иметь свисающих или развеваю
щихся концов (например, полы халата, галстук, концы косынок, передники, тесемки), которые могут быть захвачены движущимися частями станков и обрабатываемыми заготовками. Волосы должны быть аккуратно подобраны и закрыты плотно облегающим головным убором (беретом, косынкой). Если на станке нет защитного экрана, работающий обязан надеть очки.
Учащимся запрещается работать без производственной одежды и предохранительных очков.
§ 3. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА СТАНКАХ
Основные опасности при работе на металлорежущих станках создаются движущимися частями машин, отлетающей металлической стружкой, прикосновением к неизолированным деталям электрической арматуры или проводам, пользованием неисправным инструментом и другими причинами. В результате чего возникают травмы — ушибы, ранения, поражения электрическим током, ожоги. Например, ранения: глаз стружкой во время обработки заготовок или частичками абразивных инструментов при шлифовании деталей и заточке инструмента; рук и других частей тела при плохом закреплении заготовки в патроне, тисках или других приспособлениях.
До начала работы учащийся обязан:
1. Правильно надеть производственную одежду (халат, фартук, с нарукавниками или комбинезон, берет (девочки — косын-»У).-
2. Проконтролировать, надежно ли соединено защитное заземление (зануление) с корпусом станка.
3. Проверить надежность крепления защитных ограждений (например, кожухов ременной передачи, зубчатых колес).
4. Надежно закрепить режущий инструмент (например, сверло, резец, фрезу).
5. Проверить работу станка на холостом ходу и исправность пусковой коробки путем включения и выключения кнбпок «Пуск», «Стоп».
6. Прочно закрепить заготовку в патроне токарного станка, на столе, в машинных тисках или кондукторе сверлильного, фрезерного станков.
7. Установить в рабочее положение защитный экран или надеть очки.
8. Перед обработкой заготовок на фрезерном, строгальном станках разметить заготовки, а перед сверлением накернить центры отверстий.
Во время работы: 1. Не пользоваться неисправным инструментом.
2. После того как шпиндель станка набрал полную частоту вращения, резец, сверло, фрезу (или заготовку к инструменту) подавать плавно, без рывков.
3. Быть особо внимательным и осторожным в конце сверле* ния отверстия или отрезания готовой детали вручную. Подачу сверла, резца, фрезы следует уменьшить.
4. Запрещается:
а) наклонять голову к вращающейся заготовке или инструменту (сверлу, фрезе);
б) выполнять работу в рукавицах;
в) класть ключи, измерительные инструменты, посторонние предметы на станину, коробку скоростей или подач станка;
г) смазывать или охлаждать режущий инструмент мокрыми тряпками;
д) тормозить руками вращающуюся заготовку, патрон или инструмент;
е) отходить от станка, не остановив его и не отключив электродвигатель от сети.
5. При прекращении подачи энергии немедленно выключить электродвигатель.
6. Перед остановкой станка необходимо отвести режущий инструмент от обрабатываемой заготовки, после чего остановить и отключить станок от сети.
По окончании работы учащийся обязан:
1. Удалить стружки со станка, пользуясь щеткой (в пазах стола станка стружки удаляют металлическим крючком). Запрещается сдувать стружки ртом или сметать их рукой.
2. Снять режущий инструмент со станка и сдать станок учителю (дежурному).
Г л а в а II. ТОКАРНЫЕ РАБОТЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Точением называют обработку материалов резанием на токарном станке, при которой с заготовки снимают припуск резцом. При точении заготовке сообщают вращательное движение резания v и поступательное движение подачи s режущему инструменту (резцу). Сочетая движения v и s на токарных станках, можно изготовить валики, оси, втулки (цилиндрические детали), конические шпильки, валики с шейкой под коническое отверстие» переходные втулки, центры (детали с наружными или внутренними коническими поверхностями), подрезать торцы и уступы, нарезать резьбу, изготовлять фасонные детали.
На рабочем месте должны находиться (см. рис. 74): станок, шкафчик с инструментом, принадлежности к станку и приспособления, стеллаж для деталей и заготовок, решетка (подставка) под ноги.
Ниже описаны принадлежности к станку, используемые при токарных работах.
J
Рис. 75. Патроны для закрепления заготовок:
а — трехкулачковый самоцентрирующий; б — четырехкулачковый с независимым перемещением кулачков; 1 — зубчатое колесо со спиральной канавкой; 2 — кулачки; 3 — корпус; 4 — коническое зубчатое колесо; б —переходный фланец; 6 — опоры; 7 — винты; D^~ диаметр патрона; В —> ширина патрона.
Патроны (рис. 75) трехкулачковые и четырехкулачковые служат для закрепления заготовок.
Центры (рис. 76, а, б и в) служат опорой для обтачиваемой длинной тонкой заготовки.
Поводковые планшайбы 3 используют при обработке заготовки в центрах.
Поводки (хомутики) 4 передают вращение от планшайбы к заготовке.
Кроме того, на рабочем месте должны быть: патронный ключ, подкладки для установки резцов, гаечные ключи, отвертки, стальной и медный (алюминиевый) молотки, напильники, крючок для удаления стружек, совок, волосяная щетка для очистки станка, ящик для стружек, масленка, обтирочный материал.
§ 2. ТОКАРНЫЕ СТАНКИ
Основные размеры, характеризующие токарный станок: наибольший допустимый диаметр обрабатываемой заготовки; высота центров над станиной и расстояние между ними.
По этим размерам можно определить максимальные диаметр и длину заготовки, которую можно установить и обработать н'а данном станке.
По высоте центров различают: мелкие (высота центров до 150 мм); средние (высота центров 150 ... 300 мм) и крупные (высота центров свыше 300 мм) токарные станки.
В учебных мастерских используют преимущественно мелкие и средние станки. На машиностроительных заводах наиболее распространены средние токарные станки. Крупные станки при-
меняют главным образом на заводах тяжелого машиностроения.
Характер выполняемой работы* зависит от типа токарного станка. На токарных (без ходового винта) производят все основные токарные работы, кроме нарезания резьбы резцом. На токарно-винторезных (с
ходовым винтом) производят все основные токарные работы, включая нарезание резьбы резцом. На многорезцовых одновременно обрабатывают заготовки несколькими резцами. На токарно-карусельных и лобовых обрабатывают короткие заготовки большого диаметра. На токарноревольверных обрабатывают отдельные заготовки поочередно несколькими инструментами. На токарных автоматах и полуавтоматах изготовляют большие партии деталей из пруткового материала. На специальных токарных станках производят только один вид работ.
Станки одного типа могут иметь свои конструктивные особенности, поэтому их еще различают по моделям (например, 1К62, 1А616, 165).
Рис. 76. Центры (а — обыкновенный; б — обратный; в — вращающийся) и установка заготовки, обтачиваемой в центрах (г):
1 — передний центр; 2 — обрабатываемая заготовка; 3 — поводковая планшайба; 4 —походок (хомутик).
Основные данные некоторых станков токарной группы приведены в табл. 6 (см. стр. 108).
Один из распространенных средних токарно-винторезных станков — станок модели 1К62 (рис. 77), выпускаемый московским заводом «Красный пролетарий». Станок предназначен для универсальных работ: получения наружных и внутренних гладких цилиндрических и конических поверхностей, нарезания резьбы разного профиля и шага. Мощность электродвигателя позволяет использовать возможности современных
режущих инструментов, оснащенных пластинками, из твердого сплава.
Станок снабжен дополнительным электродвигателем мощностью 1 кет для быстрых перемещений каретки суппорта, включают который нажатием кнопки 9, расположенной в верхней части рукоятки 10, При сверлильных работах можно механически подавать заднюю бабку со сверлом, подсоединив ее к суппорту.
Ниже описаны основные детали, узлы и механизмы токарновинторезного станка.
Таблица 6
Технические характеристики токарных и токарно-винторезных станков
Параметры Модель станка
ТВ-4 1600 1604 1И611П 1А616 1К62 165
Наибольший диаметр устанавливаемой детали, мм: над станиной .... 140 100 200 250 320 400 1000
над суппортом .... 64 50 ПО 125 180 220 650
Расстояние между центрами, мм: наименьшее 125 350 500 710 5000
наибольшее 300 — — 500 1000 1400 —
Частота вращения шпинделя, об/мин: наименьшая 120 630 44 20 11,2 12,5 5
наибольшая 710 6300 3000 2000 2240 2000 500
Подача, мм/об: наименьшая 0,12 0,14 0,01 0,08 0,07 0,2
наибольшая 0,8 — 1,9 3,0 2,6 4,16 3,05
Мощность электродвигателя главного движения, кет: 1,1 0,12 1,0 2,8 4,5 10,0 28,0
Габарит, мм: длина . 1440 560 1310 1790 2140 2522, 8050
ширина 470 475 690 670 1225 3212 1166 2000
высота 1020 210 1280 1170 1220 1324 1760
Масса станка, кг ... . 280 25 565 1100 1500 2400 14 800
Станина (рис. 77, м) — чугунное основание, на котором смонтированы все узлы и* механизмы станка. По направляющим станины перемещаются суппорт и задняя бабка.
Передняя бабка б — чугунная коробка, в которой смонтированы коробка скоростей и основной вал станка — шпиндель в.
Привод а передает вращение от электродвигателя к коробке скоростей.
Задняя бабка е поддерживает правый конец обрабатываемой заготовки; используют также для установки сверл и другого инструмента.
Коробка подач ж. В ней смонтирован механизм для передачи вращения ходовому винту или ходовому валу с разной частотой.
Фартук и преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
Суппорт д перемещает закрепленный в держателе резец в продольном и поперечном направлениях.
Управление станком. Токарно-винторезный станок модели 1К62 — сложная технологическая машина, на которой можно получить 24 различные частоты вращения шпинделя и 48 подач 108
23 22 27
Рис. 77. Основные детали, узлы и механизмы токарно-винторезного станка модели 1К62 и органы управления им:
а — привод; б — передняя бабка; в — шпиндель; г — патрон; д — суппорт; е — задняя бабка; ж — коробка подач; и — фартук; к — ходовой винт; л — ходовой вал; м — станина; 1 и 4 — рукоятки установки частоты вращения шпинделя; 2 —• рукоятка установки шага резьбы; 3 — рукоятка установки правой и левой резьб и подачи; 5 — маховичок ручного перемещения каретки; 6рукоятка поперечной подачи суппорта; 7— рукоятка поворота и зажатия резцовой головки; 8— рукоятка подачи верхних салазок суппорта; Р—-кнопка включения ускоренного перемещения каретки суппорта; 10 — рукоятка управления перемещением суппорта; 11 — рукоятка крепления пиноли задней бабки; 12 — выключатель насоса охлаждения; 13 — выключатель электросети; 14 — рукоятка крепления корпуса задней бабки; 15 — выключатель местного освещения; 16 — маховичок перемещения пиноли задней бабки; 17 и 21 — рукоятки включения, остановки и реверса шпинделя; 18 — рукоятка включения разъемной (маточной) гайки; 19 -г кнопочная панель главного привода («Стоп», «Пуск»); 20 — кнопка включения реечного зубчатого колеса и рейки при нарезании резьбы; 22 — рукоятка установки величины подачи и шага резьбы; 23 — рукоятка установки подачи или шага резьбы.
суппорта с резцом. Органы управления станком расположены на передних панелях коробок скоростей (рис. 78) и подач.
При работе с нормальными подачами рукоятка 3 должна всегда находиться в положении Б (нормальный шаг), а рукоятка 4 — в положении Г.
Когда устанавливают заданные частоты вращения шпинделя, йадо предварительно выключить фрикцион и электродвигатель, затем перемещением рукоятки 2 установить необходимый диапазон частот (например, 630 ... 2000; 50 ... 160). Перемещать рукоятку 2 следует плавно, без рывков, добиваясь фиксации ее в каждом из четырех положений. Затем, вращая рукоятку 1, устанавливают заданную частоту вращения шпинделя (например, 630).
Если при включении станка шпиндель не вращается, необходимо проверить:
фиксацию рукоятки 2;
совпадение стрелки на рукоятке 1 с заданной частотой вращения шпинделя.
1
2
Рис. 78. Схема расположения рукояток на панели коробки скоростей , станка модели 1К62:
1 и 2 — рукоятки установки частоты вращения шпинделя; 3 — рукоятка установки шага резьбы (нормального и увеличенного) и деления на многозаходные резьбы;
4 — рукоятка для установки правой (левой) резьбы и подачи.
Справа на панели коробки подач (рис. 79) расположен барабан для установки требуемой величины шага резьбы или подачи. На барабане нанесены числа, указывающие величину шага резьбы и различные подачи (нормальные и ускоренные). На первой строке барабана расположены наиболее используемые величины подач (от 0,07 до 1,0 мм1об). При повороте барабана необходимо следить, чтобы каждое из четырех положений четко фиксировалось. Переключать подачу надо при выключенном фрикционе. При настройке на заданную подачу барабан следует располагать так, чтобы таблица подач с требуемым диапазоном чисел находилась в верхней его части (должна быть видна сверху).
Чтобы получить требуемую подачу, необходимо:
диск барабана плавно вытянуть за рукоятки 22 «на себя»;
Подача Сменные колеса 47...5Q
Пит8 5ез разрешения учителя не переключать.!
Рис. 79. Схема расположения рукояток на панели коробки подач станка модели 1К.62 (обозначение деталей то же, что и на рис. 77): Z — диск в рабочем положении (вдвинут); //«диск выдвинут для настройки на подачу.
Рис. 80. К лабораторной работе 3.
повернуть диск до совпадения риски с числом, указывающим нужную подачу;
плавно подать диск вперед «от себя» до исходного положения.
Лабораторная работа 3. Изучение устройства токарно-винторезного станка.
Цель. Ознакомиться с техническими данными станка.
Оборудование, Токарно-винторезный станок и его схема (рис. 80), штангенциркуль, кронциркуль, нутромер, линейки на 300 и 1000 мм, набор нормальных конусов.
Последовательность выполнения работы
Определите Указания
Тип станка Назовите группу, к которой относится станок, его тип и типоразмер
Модель станка Запишите и расшифруйте условное обозначение модели
Завод-изготовитель Назовите завод и город, в котором он расположен
Инвентарный номер станка Основные детали, узлы и механизмы станка и их назначение Пользуясь схемой (рис. 80), найдите на станке: станину, переднюю бабку с коробкой скоростей, заднюю бабку, суппорт, фартук, резцедержатель, коробку подач, привод, ходовой вал, ходовой винт, патрон, шпиндель. Объясните назначение каждого
из них
Высоту центров, мм Измерьте расстояние А от линии центров до верхней поверхности станины
Определите Указания
Наибольшее расстояние между центрами, мм Измерьте расстояние Б, отодвинув заднюю бабку в крайнее положение (заподлицо со станиной), полностью вдвинув пиноль
Наибольший диаметр прутка, проходящего через шпиндель, мм Наибольшую длину обточки заготовки, мм Номер конуса шпинделя Номер конуса пиноли задней бабки Наибольший рабочий ход пиноли, мм Перемещение пиноли за один оборот маховичка ' Поперечное смещение корпуса задней бабки Измерьте диаметр внутреннего отверстия шпинделя В и возьмите 0,98 от этого размера Измерьте расстояние между крайними положениями вершины резца, зажатого в резцедержателе Измерьте, пользуясь набором нормальных конусов То же Измерьте линейкой наибольший вылет пиноли при вращении маховичка Вычислите как среднее арифметическое за несколько оборотов Измерьте величину смещения от нулевой риски до крайних положений, после чего поставьте корпус задней бабки в нулевое положение
Составьте письменный отчет о работе.
§ 3. ТОКАРНЫЕ РЕЗЦЫ
Наиболее распространенным режущим инструментом для токарных работ являются резцы. Они предназначены для черновой, чистовой и точной обработки цилиндрических, конических, резьбовых и фасонных наружных и внутренних поверхностей.
Резцы изготовляют из быстрорежущей стали или оснащают головку резца твердосплавными, минералокерамическими или алмазными пластинками.
По характеру обработки резцы делят на черновые, чистовые, для тонкого точения. Чистовые резцы отличаются от черновых большим радиусом закругления вершины (для чистовых г =1,5...2,0 мм, для черновых — 0,5... 1,0 мм).
По видам обработки различают следующие резцы (рис. 81): проходные а, резьбовые б, подрезные в, прорезные г, отрезные д, фасонные е, расточные ж, галтельные з.
По направлению подачи резцы делят на левые (рис. 81, и) и правые (рис. 81, к).
По форме , головки различают резцы прямые, отогнутые (рис. 81, л и м).
По способу изготовления резцы бывают: цельные, сварные, наплавные, цельнопаяные и сборные.
Отверстия в заготовке на токарном станке получают при помощи сверл, а обрабатывают отверстия расточными резцами, зенкерами, зенковками, развертками.
Рис. 81. Токарные резцы:
д — проходной; б — резьбовой; в — подрезной; s •— прорезной; д отрезной; е — фасонный; ок — расточной; з — галтельный; и — прямой левый; ««прямой правый; л —отогнутый левый; л «отогнутый правый.
8 Заказ 648
§ 4. ПОДГОТОВКА СТАНКА К РАБОТЕ
Последовательность подготовки:
1. Переместить заднюю бабку вправо, чтобы она не мешала установке заготовки.
2. Проверить, достаточны ли длина, прямолинейность заготовки и припуск на обтачивание, нет ли трещин.
3. Правильно установить в патроне, центрах или другим способом и надежно закрепить заготовку.
4. Включить вращение шпинделя и на глаз убедиться, что нет биений заготовки.
5. Установить в резцедержателе резец (сверло в пиноли задней бабки) и проверить прочность его крепления. Вершина режущего инструмента должна находиться строго на высоте оси центров.
6. Настроить станок на заданное число оборотов шпинделя и подачу (резец устанавливают обычно в левой части резцедержателя). Вылет резца — выступающая из резцедержателя часть — не должен превышать 1,5 толщины его стержня. Большой вылет может быть причиной вибрации резца, и обработанная поверхность будет неровной (волнистой).
Высоту установки резца регулируют прокладками (стальные пластинки длиной 150...200мм и толщиной 1...5л«л). О правильности установки резца судят по совпадению его вершины с острием центра задней бабки.
В самоцентрирующем патроне (рис. 82, а) обрабатывают заготовку, длина которой не превышает 4...5 диаметров заготовки.
Порядок установки:
1. Левой рукой вставить ключ в патрон и раздвинуть кулачки.
2. Правой рукой поместить заготовку между кулачками.
3. Вращая ключ обеими руками по движению часовой стрелки, закрепить заготовку в кулачках.
Рис. 82. Обтачивание заготовок:
а <— в самоцентрирующем патроне; б — в центрах; 1 — трехкулачковый патрон; 2 — поводковая планшайба; 3 — поводок: 4 — центры; 5 — прижимной болт; 6 — обрабатываемые заготовки
4. Обязательно вынуть ключ из патрона и положить на тумбочку у станка.
Заготовку обрабатывают в центрах (рис. 82, б), если ее длина превышает диаметр в 5 или более раз. Для очень длинных заготовок используют люнеты.
. Последовательность установки:
1. Осторожно свинтить трехкулачковый (самоцентрирующий) патрон.
2. Протереть отверстия в шпинделе и пиноли задней бабки.
3. Установить центры в шпиндель и пиноль задней бабки и проверить их установку, сведя вершины центров.
4. Навинтить поводковую планшайбу.
5. Переместить и закрепить заднюю бабку на станине соответственно длине заготовки.
6. Надеть на заготовку и закрепить поводок (хомутик).
7. Смазать солидолом правое центровое отверстие заготовки.
8. Установить заготовку в центрах.
9. Проверить крепление заготовки (она должна вращаться свободно, но не слабо).
§ 5. ОБТАЧИВАНИЕ И РАСТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
На токарно-винторезном станке можно обтачивать наружные цилиндрические поверхности, растачивать внутренние цилиндрические поверхности, подрезать торцы, уступы, обтачивать конусы, фасонные поверхности, нарезать резьбу, сверлить, зенкеро-
вать и т. д.
Гладкий валик в 3-кулачковом патроне обтачивают при ручной или механической подаче резца. Так изготовляют большинство деталей, имеющих наружную цилиндрическую поверхность (например, оси, валы, втулки, заготовки для болтов),
Гладкий валик в центрах
обтачивают так же, как и заготовку в 3-кулачковом патроне. Для обработки части заготовки под хомутиком его надевают на другой конец заготовки, поворачивают ее на 180° и вновь устанавливают в центрах.
Гладкие валики с уступами обтачивают в 3-кулачковом патроне или в центрах так же, как и гладкие валики без уступов. Особенность — выбор последовательности обтачивания ступеней,. Наиболее целесооб
3-й припуск
/ 2-й припуск
/ 1-й припуск
Ло/юс&ой ходJttZUZ Ш
Рис. 83. Рациональная последовательность обтачивания валика с уступами.
разная последовательность показана на рис. 83. В этом случае длина рабочего и холостого ходов у резца наименьшая. Обтачивать валики с уступами удобно подрезными резцами.
Растачивание цилиндрических отверстий — это обработка резанием предварительно просверленного или необработанного отверстия расточными резцами (см. рис. 81, ж).
Форма рабочей части и размеры (сечение стержня, вылет) расточного резца определяются соответственно размерам обрабатываемого отверстия. Стержень резца должен быть наибольшего возможного диаметра, но не касаться стенок отверстия. Вылет резца должен на 5...10 мм превышать глубину растачиваемого отверстия. Стержень резца должен располагаться строго параллельно оси центров станка, а его режущая кромка — точно на высоте центров.
Режимы резания при обтачивании и растачивании цилиндрических поверхностей помещены в табл. 7 и 8. Режимы резания указаны применительно к работе резцами из твердых сплавов: при черновой обработке из сплава Т5К10, а для чистовой — из сплава Т15К6.
Таблица 7
Обтачивание наружных цилиндрических и конических поверхностей
Обрабатываемые детали Диаметр заготовки, мм Режимы обработки
п, об/мин S, ММ/об
черновой чистовой черновой чистовой
Втулки, валики, кольца, 6. ..10 2000 2000 0,25 0,20
гайки, круглые шайбы, 11. ..16 1200 1200 0,25 0,20
крышки, штифты, винты 17. ...25 960 960 0,25 0,20
и т. д. 26. ..30 770 770 0,25 0,20
31. ...56 600 600 0,30 0,20
57. ...90 450 480 0,40 0,20
91. ..120 350 370 0,50 0,20
Таблица 8
Обтачивание внутренних цилиндрических и конических поверхностей
Обрабатываемые детали Диаметр заготовки, мм Режимы обработки
п, об/мин S, мм/об
черновой чистовой черновой чистовой
Кольца, втулки, крыш- 30...36 770 800 0,22 0,20
ки, шайбы и др. 37...48 630 770 0,25 0,20
49...56 600 630 0,30 0,20
57...100 315 380 0,40 0,20
Зависимость шероховатости поверхности от условий обработки детали. При обработке цилиндрических поверхностей возможны случаи, когда шероховатость обработанной поверхности не соответствует указанной на чертеже. Это может произойти при затуплении, плохой заточке и доводке резца, недостаточном закруглении его вершины, неправильных углах заострения (заточки), большой подаче, вылете или непрочном креплении резца и если он расположен не на высоте оси центров станка, а также по другим причинам. Все перечисленные выше причины отклонений можно предотвратить, если работать внимательно..
Смазочно-охлаждающие жидкости, используемые при токарных работах, приведены в табл. 9 и 10.
Таблица 9
Смазочно-охлаждающие жидкости, используемые при обтачивании наружных ________________________ поверхностей_____________________________
Обрабатываемый материал Смазочно-охлаждающая жидкость
Сталь углеродистая Сталь легированная Серый чугун и латунь Бронза Алюминий и его сплавы Смазочно-охлаждающ и развер' Эмульсия, сульфофрезол Эмульсия, сульфофрезол, составное масло Всухую, эмульсия, керосин Всухую, эмульсия Всухую, керосин Таблица 10 не жидкости, используемые при растачивании гывании внутренних поверхностей
Обрабатываемый материал Смазочно-охлаждающая жидкость
Сталь углеродистая Сталь легированная Серый чугун и латунь Бронза Алюминий и его сплавы Эмульсия, сульфофрезол, сурепное масло Эмульсия, составное масло, льняное масло Всухую, сурепное масло Всухую, эмульсия, сурепное масло Скипидар с керосином (4:5), сурепное масло
Лабораторная работа 4. Обтачивание цилиндрических поверхностей.
Цель. Выяснить зависимости шероховатости поверхностей деталей от формы заточки резца, подачи, величин вылета и установки резца относительно оси центров станка.
Оборудование. Токарно-винторезный станок; штангенциркуль; линейка 300 мм\ эталоны шероховатости поверхности; резцы проходные из твердых сплавов: а) с вершиной без радиуса, <р=45°, у=5°, а=8°; б) с переходной режущей кромкой, выполненной в виде радиуса при вершине; резцы проходные из быстрорежущей стали с вершиной без радиуса; в) ф=45° у=20°, а=8°; г) ф=45°, 10°, а=8°. ’
Последовательность выполнения работы
I. Выясните зависимость шероховатости4 поверхности от формы заточки резца при вершине:
а) резец с пластинкой из твердого сплава с вершиной без радиуса
а) Обточите заготовку до 0 40 мм.
Режим резания: v = 40 м/мин, t = 3 мм, s ~ 0,1 мм/об.
Углы резца: ф — 45°, у ~ 5°, а = 8°.
Длина обточки I = 25 мм.
б) резец с пластинкой из твердого сплава с переходной режущей кромкой в виде радиуса при вершине резца
Определите класс ной поверхности по ните случаи а) и б)
чистоты обточен-эталонам и срав-
б) Обточите заготовку до 0 40 мм резцом с радиусной вершиной.
Режим резания: v ~ 40 м/мин, t = 3 мм, s = 0,1 мм!об.
Углы резца: ср = 45°, у = 5°, а = 8°, Длина обточки 1 = 25 мм
II. Выясните зависимость шероховатости поверхности от величины подачи:
а) $ == 0,1 мм/об\
б) з = 0,8 мм/об.
Определите класс чистоты обточенной поверхности по эталонам и сравните случаи а) и б)
Обточите заготовку до 0 40 мм резцом без радиусйой заточки при вершине.
Режим резания: и == 40 м/мин, t = 3 мм.
Длина обточки 1 = 25 мм
III. Выясните зависимость шероховатости поверхности детали от величины переднего угла резца при работе резцами из быстрорежущей стали с вершиной без радиусной заточки:
а) Ф ~ 45°, у = 20°, а = 8°;
б) ф=45°, —10°, а=8°.
Обточите заготовку до 0 40 мм.
Режим резания: v = 25 м/мин, t — 2 мм, s = 0,2 мм/об.
Длина обточки 1 = 25 мм
Определите класс чистоты обточенной поверхности по эталонам и сравните случаи а) и б)
IV. Выясните зависимость шероховатости поверхности детали от величины вылета резца:
а) вылет резца равен 1,5 высоты его стержня;
б) вылет резца равен 2,5...3,0 высоты его стержня.
Определите класс чистоты обточенной поверхности по эталонам и сравните случаи а) и б)
Обточите заготовку до 0 40 мм резцом с пластинкой из твердых сплавов.
Углы резца: <р = 45°, у = 5°, а = 8°.
Режим резания:. v — 40 mImuh, t=3 мм, s=0,2 мм/об.
Длина обточки 1 = 25 мм
V. Выясните зависимость шероховатости поверхности детали от установки резца относительно оси центров станка:
а) ниже центра ~3 мм;
б) выше центра ~3 мм;
в) точно по оси центров
Обточите заготовку до 0 40 мм резцом с пластинкой из твердых сплавов.
Углы резца: = 45°, у — 5°, а == 8°,
Режим резания: v == 40 м! мин, t = 3 мм, s == 0,2 мм!об.
Длина обточки I = 25 мм
Определите класс чистоты обточенной поверхности по эталонам и сравните случаи а), б) и в)
Составьте письменный отчет о проделанной работе.
§ 6. ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ, ОТРЕЗАНИЕ
Торцы и уступы обрабатывают подрезными резцами (см. рис. 81, в) для получения ровной поверхности, которая при дальнейшей обточке явится измерительной базой, или для придания заготовке (например, для болта) определенной формы. Если обрабатывают торцы заготовок диаметром 10...15 мм, главную режущую кромку резца устанавливают под углом примерно 5° к торцу и подрезают при поперечной подаче резца. Для подрезания уступов режущую кромку резца располагают под прямым углом к оси центров станка. Подрезать торцы можно также отогнутым проходным резцом.
Подрезание торцов
Таблица 11
Наименование деталей Диаметр заготовки, мм Режимы резания
п, об1ми,н S, мм^об
Болты, ВИНТЫ, шпильки, 6...24 1200 0,2
штифты, пробки, кольца, гайки, 25...36 770 0,2
шайбы, крышки, втулки и др. 37...42 480 0,3
43...48 380 0,3
49...75 300 0,3
76...100 250 0,4
Таб лица 12
Отрезание заготовок и готовых деталей
Режимы резания
Наименование деталей
Диаметр заготовки, мм
п, об/мин S, MM^Q'3
Кольца, шайбы, втулки, гай- 8. ..14 600 0,10
ки, пробки, шпильки, болты 15. ..18 480 0,10
и т. п. 19. ..25 300 0,12
26. ..40 180 0,12
41. ..60 96 0,12
61. ..110 58 0,15
Наружные канавки вытачивают прорезными резцами (рис. 81, г). Чтобы улучшить условия резания, головку резца сужают к стержню под углом 1...2° с каждой стороны. Но в этом случае снижается прочность резца, поэтому работать такими резцами надо осторожно. Несколько повышается прочность резца при увеличении высоты его головки.
При вытачивании канавок из-за малой жесткости резца и плохих условий для отвода теплоты снижают режим резания. Так, для точения стали средней твердости при работе резцами из быстрорежущей стали с обильным охлаждением эмульсией рекомендуют скорость резания и, равную 25...30 м/мин, и подачу s=0,07 мм)об\ для чугуна и=20...25 м/мин и $=0,07 мм]об.
Отрезают прутковый материал, сильно деформированные концы заготовок, готовые детали отрезными резцами (рис. 81, д), головки которых должны быть несколько больше радиуса разрезаемой заготовки.
Ширину режущей кромки отрезного резца выбирают в зависимости от диаметра заготовки (3...4 мм при диаметре заготовки до 40 мм и 5...6 мм при диаметре заготовки до 80 мм). Резец работает в тяжелых условиях (большое трение, плохой отвод теплоты), поэтому необходимо применять жидкости с высокими 120
охлаждающими и смазывающими свойствами. Чугунные заготовки отрезают всухую.
Режимы резания при подрезании и отрезании резцами из быстрорежущей стали Р18 указаны в табл. 11 и 12.
§ 7. ОБТАЧИВАНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Конусные поверхности могут быть наружные и внутренние, полные и неполные (усеченный конус). Элементы конуса показаны на рис. 84.
Зависимости между отдельными элементами конуса:
Угол уклона (половина угла при его вершине) определяют по формуле:
где а — угол уклона конуса, град-,
D — диаметр большого основания конуса, мм-, d — диаметр малого основания конуса, мм;
I — расчетная длина конуса, мм.
Конусность:
/<=Д=*.
Конусность обозначают, например, < 1:5; >1:10; острый угол знака направляют в сторону вершины конуса.
Уклон конуса:
. D — d 1 =-----.
2/
Таким образом величина уклона конуса i численно равна tga.
Для практических расчетов необходимо знать следующие зависимости:
tga=^-; D=2Ztga + d;
D=Kl+d\ d=D — Kl.
Конические поверхности ряда деталей стандартизованы, и их
называют нормальными. Так,
Рис. 84. Элементы конуса.
для инструментов с коническими хвостовиками (например, сверл, разверток) установлены по ГОСТу 2.847—67 инструментальные конусы Морзе и метрические.
Конусы Морзе имеют семь размеров (№ 0; 1; 2; 3; 4; 5; 6). Угол а у этих конусов различен и находится в пределах от 1°25'43" до 1°30,26,/.
Рис. 85. Обтачивание конических поверхностей:
а — широким резцом; б — при повороте верхней части суппорта; в — смещением корпуса задней бабки; г — при помощи копирно-конусной линейки; 1 — кулачковый пат-рой; 2 — верхняя часть суппорта; 3 — шкала; 4 — резцедержатель; 5 — повоДковыЙ патрон; 6 хомутик; 7 — кронштейн; 8 — конусная линейка; 9 ползушка; а « угол уклона конуса.
Метрические конусы обозначают: № 4 и 6 (малые конусы), № 80; 100; 120; 160; 200. У всех этих номеров одинаковая конусность (/<=1:20); 2tga=0,05; угол наклона а=Г25'56"; угол конуса 2а=2° 51' 51".
Способы обтачивания наружных конических поверхностей. В зависимости от длины конусной части и угла уклона конические поверхности можно обтачивать широким резцом, поворотом верхней части суппорта, поперечным смещением корпуса задней бабки, при прмощи копирно-конусной линейки.
Широким резцом (рис. 85, а) обтачивают, если заготовка очень жесткая и длина образующей конуса не превышает 15‘... 18 мм. Главную режущую кромку резца при этом способе затачивают и устанавливают в резцедержателе под заданный угол уклона а.
Поворотом верхней части суппорта обтачивают (рис. 85, б) короткие конические поверхности с любым углом уклона а.
Верхнюю часть суппорта устанавливают на рассчитанный или заданный угол по градусным делениям, нанесенным по окружности опорного фланца суппорта (минуты устанавливают на глаз).
Поперечным смещением корпуса задней бабки (рйс. 85, в) пользуются для получения длинных и с небольшим углом уклона конических поверхностей.
При этом способе обтачивания резец движется так же, как при обработке цилиндрической поверхности. В результате смещения оси заднего центра заготовки получают коническую поверхность. Так, при смещении корпуса задней бабки, а следовательно, и центра «от себя» диаметр D большого основания конуса образуется на правом конце заготовки, а при смещении «на себя» — на левом. Величина поперечного смещения корпуса задней бабки (ш<):
_Е) — d £t
~ ~~ 2 Г *
где D — диаметр большого основания конуса, мм;
d — диаметр малого основания конуса, лии;
L — расстояние между центрами (длина всей детали), мм;
I — длина конической части, мм.
Если вся деталь коническая, т. е. L=l, то
S=^=±.
2
Если известны или а, то:
5=^ и S=Ltga.
Величину смещения корпуса задней бабки устанавливают, используя деления на торце ее плиты или при помощи линейки, измерив смещение вершин центров.
При помощи копирно-конусной линейки (рис. 85, г) обтачивают конические поверхности, когда требуется высокая производительность (например, при изготовлении большого числа конических деталей в массовом производстве).
Растачивают конические отверстия так же, как и цилиндрические отверстия. Все расчеты для обтачивания наружных конических поверхностей справедливы и для внутренних.
Режимы резания при обработке конических поверхностей указаны в табл. 7 и 8 (см. стр. 116).
Лабораторная работа 5. Обработка конических поверхностей поворотом верхней части суппорта.
Цель. Научиться обтачивать короткие конические поверхности с большим углом уклона при повернутых верхних салазках суппорта.
Оборудование. Токарно-винторезный станок с принадлежностями к нему, штангенциркуль, масштабная линейка, проходные и отрезные резцы.
Последовательность выполнения работы
Задание 1, 1. Подготовьте станок к работе. Установите по длине заготовки или отодвиньте заднюю бабку в крайнее положение, если заготовка закреплена в патроне.
2. Установите (поверните) верхнюю часть суппорта относительно оси центров станка последовательно на углы 5°; 8° 30'; 14° 50'; 15° 48'; 21° 12'. После каждого поворота закрепите продольные салазки суппорта гайками и проверьте установку.
Задание 2. 1. Установите и закрепите заготовку в патроне (или в центрах).
2. Установите проходной и отрезной резцы точно по оси центров. Если резец установлен ниже или выше линии центров, образующая конической поверхности будет непрямолинейна.
3. Определите угол и направление поворота верхней части суппорта. (Диаметры £>, d и длину I заготовки или К дает учитель.)
4. По градусным делениям установите и закрепите продольные салазки суппорта на рассчитанный угол а.
5. Настройте станок на требуемое число оборотов шпинделя.
6. Обточите заготовку по размеру D.
7. Равномерно подавая верхние салазки суппорта' вручную, обточите конус предварительно.
8. Проверьте угол конуса. Если конусность отличается от заданной, отверните гайки поворотной части суппорта, отрегулируйте положение верхних салазок и вновь затяните гайки.
9. Обточите конус начисто и проверьте размеры.
Лабораторная работа 6. Обработка конических поверхностей при поперечном смещении корпуса задней бабки.
Цель. Научиться определять направление смещения задней бабки в зависимости от расположения диаметра основания конуса. Научиться смещать корпус задней бабки на требуемую величину по делениям на его торце и опорной плите, а также при помощи масштабной линейки.
Оборудование, Токарно-винторезный станок и принадлежности к нему, штангенциркуль, масштабная линейка, проходные резцы.
Последовательность выполнения работы
Задание 1. 1. Определите направление смещения задней бабки для получения конусов а п б.
2. Найдите величину смещения 5 задней бабки, если:
a) D= 100 мм, d=80 мм, Л = 300 мм, 1=200 мм;
б) D = 200 мм, d=40 мм, L=1=250 мм.
3. Передвиньте заднюю бабку на 5=12 мм и проверьте смещение по делениям на торце ее корпуса.
4. Сместите заднюю бабку на 10 и 15 мм и проверьте смещение линейкой.
Задание 2. 1.'Наладьте .станок на обработку со смещенной задней бабкой, определите по таблице частоту вращения и подачу. (Размеры конуса D, d, L и I дает учитель.)
2. Обточите заготовку на конус предварительно.
3. Проверьте полученный угол конуса и, если нужно, отрегулируйте смещение задней бабки, выполнив дополнительные пробные проходы и проверив результаты.
4. По лимбу установите резец на глубину резания для чистового прохода.
5. Обточите конус окончательно на механической подаче.
6. Проверьте размеры конуса.
7. Окончив работу, переместите заднюю бабку на место и установите ее корпус так, чтобы вершины центров располагались на одной линии.
§ 8. ОБРАБОТКА ОТВЕРСТИЙ
На токарном станке можно сверлить, а также обрабатывать отверстия (рассверливать, развертывать, зенкеровать, зенковать, выполнять цилиндрическое и коническое растачивание). Заготовки могут быть с отлитыми или штампованными отверстиями. Если предварительно полученных отверстий нет, их сверлят.
Просверливаемую заготовку закрепляют в 3-кулачковом са-моцентрирующем патроне, а сверло — в коническом отверстии пиноли задней бабки при помощи переходных втулок (рис. 86, а) или специального патрона (рис. 86, б).
Рассверливают отверстия на токарном станке, если их диаметр более 30 мм. При этом в заготовке предварительно выполняют сверлом отверстие вдвое меньшего диаметра, а затем уже рас-.
сверливают до заданного.
При рассверливании облегчается процесс резания, так как материал срезается лишь частью режущей кромки сверла, а поперечная кромка (перемычка) не участвует в работе. В результате умень-
шаются сила резания и от-
Рис. 86. Обработка сверлом установлен- клонение сверла, ным в пиноли задней бабки (а), и патрон , р F
для закрепления сверл с цилиндрическим Сверлить и рассверли-хвостовиком (б). вать отверстие следует с од-
ной установки заготовки, иначе нарушится соосность сверла и отверстия.
Конические отверстия в сплошном материале получают в результате предварительного просверливания и последующего ступенчатого рассверливания (рис. 87, а, б и в) сверлами диаметром меньше малого диаметра конуса на 2...3 мм.
Затем конические отверстия растачивают так же, как и цилиндрические отверстия (рис. 87, г). Коническую поверхность получают чаще всего поворотом верхней части суппорта. Расчеты, связанные с этим поворотом, те же, что и при обтачивании наружных конических поверхностей.
Режимы резания при работе сверлами из быстрорежущей
Лабораторная работа 7. Сверление сквозных отверстий.
Цель.
сверления сквозных отверстий при подаче сверла вручную и проверке качества работы.
Оборудование. Токарно-винторезный станок, спиральное сверло с коническим хвостовиком, переходные втулки, штан
стали Р9 указаны в табл. 13.
Научиться приемам
Рис. 87. Рассверливание и растачива* ние конических отверстий: а — г — последовательность обработки.
генциркуль, центры для пиноли задней бабки и шпинделя станка, подрезной резец, упор.
Таблица 13
Сверление и рассверливание отверстий
Обрабатываемые детали Вид обработки Диаметр обрабатывав-мого отверстия, мм Режимы резания
п, об/мин S, мм! об
Гайки, кольца, втулки, Сверление 6...10 760 0,07
шайбы и т. п. 11...20 600 * 0,15
21...30 300 0,25
Рассверливание 31...35 230 0,20
36...45 150 0,40
46...58 120 0,45
Последовательность выполнения работы
1. Проверьте соосность шпинделя и задней бабки станка.
2. Установите в резцедержателе упор для направления сверла и подрезной резец. Осевая линия упора должна находиться на высоте линии центров станка.
+ + + + + + + “1$
3. Закрепите заготовку в 3-кулачковом патроне.
4. Установите сверло в пиноли задней бабки, если необходимо, используйте переходную втулку.
5. Подрежьте торец заготовки.
6. Подведите сверло к торцу заготовки и углубите его на 1...3 мм. При биении сверла плавно подведите к нему упор и осторожно надавливайте упором на сверло до тех пор, пока не прекратится его биение. Углубляйте в материал сверло на длину его заборной части, одновременно сдерживая упором сверло от покачивания. Отведите упор от сверла и, если оно не бьет, продолжайте сверление, включив подачу охлаждающей жидкости.
При сверлении длинных отверстий нужно периодически выводить сверло из отверстия, не останавливая станка, и удалять из канавок стружки. Длина отверстия не должна превышать
длины спиральной части сверла, иначе стружки не смогут выходить из канавок и сверло сломается.
7. Замерьте диаметр полученного отверстия и толщину стенок в 3—4 местах.
Лабораторная работа 8. Исследование процесса резания при сверлении.
Цель. Выяснить влияние разной заточки сверл на качество и размеры отверстия.
Оборудование. Токарно-винторезный станок, правильно заточенное сверло, сверло с неодинаковыми режущими кромками, сверло с подточенной перемычкой, втулка (образец), штангенциркуль, нутромер.
Последовательность выполнения работы
1. Измерьте в 4—6 местах внутренний и наружный диаметры втулки-образца. По этим размерам изготовьте втулку из соответствующей заготовки, установив правильно заточенное сверло точно по оси заготовки. Измерьте внутренний и наружный диаметры полученной втулки в 4—6 местах. Сравните результаты измерений на образце и изготовленной втулке
2. Изготовьте вторую втулку по тем же размерам. При сверлении внутреннего отверстия установите сверло с небольшим биением, величину которого покажите предварительно учителю. Измерьте в 4—6 местах наружный и внутренний диаметры изготовленной втулки. Сравните результаты измерений на образце и полученной втулке. Проверьте параллельность осей отверстия и наружной поверхности втулки
3. Выясните влияние неправильной заточки сверла на размеры полученного отверстия, для чего сверлите отверстие во втулке сверлом, у которого режущие кромки неодинаковой длины (заточены под разными углами). Сверло установите точно по оси заготовки. Сравните результаты 4—6 измерений наружного и внутреннего диаметров втулки-образца и изготовленной втулки
4. Выясните влияние подточенной перемычки сверла на процесс обработки, для чего при изготовлении очередной втулки половину глубины отверстия выполните сверлом с подточенной перемычкой, а другую — нормально заточенным сверлом. Сравните в обоих случаях силы, затрачиваемые при работе, и качество поверхности отверстия
Х28
Глава III. ФРЕЗЕРНЫЕ РАБОТЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Фрезерованием называют операцию механической обработки материалов резанием (поверхностей тел вращения, плоских, фасонных, винтовых и спиральных поверхностей) при помощи многолезвийных режущих инструментов — фрез. При фрезеровании инструмент совершает главное (вращательное) движение резания,-а заготовка — поступательное движение, перпендикулярное оси вращения — движение подачи. Процесс фрезерования Характеризуется шириной и глубиной срезаемого слоя (рис. 88).
Рабочее место' фрезеровщика организуют и оснащают подобно рабочему месту токаря.
§ 1 ФРЕЗЕРНЫЕ СТАНКИ
Наиболее распространены станки для обработки плоских и криволинейных поверхностей: консольно-фрезерные,, бесконсоль-но-фрезерные, продольно-фрезерные и копировально-фрезерные. Основные размеры универсального фрезерного станка — это размеры рабочей поверхности его стола (табл. 14, см. стр. 130). ,
Обозначение модели фрезерного станка расшифровывают следующим образом.
Первая цифра 6 указывает на принадлежность станка к группе фрезерных.
Вторая цифра обозначает тип станка: 1 — консольные вертикально-фрезерные; 2 — фрезерные непрерывного действия; 3— свободная группа; 4 — копировально- и гравировально-фрезерные; 5 — вертикальные бесконсольные; 6 — продольно-фрезерные;
Рис. 88. Фрезерование (а — цилиндрическое; б — торцовое) и элементы фрезы (в):
I — режущая кромка; 2 — передняя поверхность зуба; 3 —« задняя поверхность зуба; 4 — ленточка (фаска); 5 — обработанная поверхность; а—задний угол; 0—-угол заострения; Y—передний угол; б — угол резания; t — глубина фрезерования; b — ширина фрезерования; з — подача.
Универсальные консольно-фрезерные станки
Таблица 14
Размер Модель Завод- изготовитель Ширина стола, мм
0 6М806; 6М80; 6М10; 6П80Ш; 6П10К Вильнюсский станкостроительный завод «Жальги- 200
1 6Н81Г; 6Н81; 6Н11; 6НПК; бНППр рис» ДмитровсНий завод фрезерных станков (ДЗФС) 250
2 6М82Г; 6М82; 6М82ГБ; 6М82Ш; 6М12П; 6М12ПБ; 6М12К' Горьковский завод фрезерных станков (ГЗФС) 320
3 61Ч8ЗГ; 6М83; 6М83Ш; 6М13П; 6М13ПБ То же 400
4 6Н84Г; 6Н14 Ульяновский завод тяжелых консольно-фрезерных станков 500
7 — консольно-фрезерные операционные станки; 8 — универсальные консольно-фрезерные; 9 — разные фрезерные станки.
Третья цифра, а для крупных станков и четвертая условно обозначает основные размеры станка (например, станок 6М83Г имеет стол размером 400X1600 мм).
Буква между первой и второй цифрами указывает, что основную модель усовершенствовали.
Буква в конце номера модели также указывает на особен-
Рис. 89. Горизонтально-фрезерный станок:
1 — станина; 2 — фреза; 3 — хобот; 4 — стол; 5 — консоль; 6 — коробка подач; 7 — кнопочный пульт; 8 — привод а коробка скоростей.
ности модели (например, буква Г обозначает, что станок горизонтально-фрезерный).
Ниже кратко описаны основные детали, узлы и механизмы горизонтально-фрезерного станка (рис. 89 и 71).
Станина 1 — основание, на котором закреплены узлы станка. На передней стенке станины расположены вертикальные направляющие для перемещения консоли, а наверху — горизонтальные направляющие для хобота.
Консоль 5 — жесткая чугунная отливка, установленная на
вертикальных направляющих станины; на ней крепят стол и механизмы его перемещения в продольном и поперечном направлениях.
Хобот 3 служит для установки и поддержки фрез на оправке.
Стол 4. На нем закрепляют обрабатываемые заготовки, используя Т-образные пазы, зажимные и другие устройства. Стол перемещается в продольном и поперечном направлениях на салазках, а вертикально по консоли.
Шпиндель — вал для закрепления и вращения фрезы. Шпиндель получает вращение от коробки скоростей.
Коробка скоростей 8 передает вращение от электродвигателя на шпиндель, изменяет частоту его вращения путем введения в зацепление зубчатых колес с разным числом зубьев.
Коробка подач 6 сообщает столу станка движения подачи и изменяет величину подачи в вертикальном, продольном и поперечном направлениях. Современные фрезерные станки имеют отдельные электродвигатели для механизма подачи.
§ 3. ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ
В зависимости от формы и профиля поверхности изготовляемой детали применяют разные фрезы, например:
для открытых поверхностей — цилиндрические (рис. 90, а);
для сопряженных поверхностей, расположенных на разных уровнях (грани куба, шестигранники, скосы, уступы и т. п.),— торцовые (рис. 90, б);
для пазов и уступов, полуоткрытых поверхностей, канавок, полировальных работ — концевые (рис. 90, ж)\
Рис. 9,0. Фрезы:
а — цилиндрическая; б—‘Торцовая; в, г и д — дисковые; е — прорезная; ж ~ концевая; з <=> угловая; и — фасонная.
Рис. 91. Крепление фрез при помощи:
а — установочных колец (1 — подшипник серьги; 2 — гайка; 3, 4, 6 и 7 — установочные кольца; 5 — фреза; 8 — конический хвостовик оправки); 3 переходной втулки (9 — оправка; 10 — шпонка; 11 — болт; 12 — кольца); в —патрона. '
для отрезных работ, прорезания шлицев и узких щелей — дисковые (рис. 90, в, г и д) и прорезные (рис. 90, е).
Крепят фрезы на станке при помощи оправок. Цилиндрические фрезы отверстием надевают на оправку и устанавливают в рабочем положении, пользуясь установочными кольцами (рис. 91, а). Такие фрезы называют насадными.
Торцовые фрезы диаметром 3...20 мм изготовляют с цилиндрическим хвостовиком, а 16...50 мм — с коническим и крепят в шпинделе длинным зажимным винтом (шомполом). При несовпадении номеров конуса хвостовика фрезы и шпинделя приме* няют переходные конусные втулки (рис. 91, б). Фрезы, работающие зубьями, расположенными на торцовой поверхности, крепят в шпинделе при помощи концевых оправок.
Фрезы с цилиндрическим хвостовиком крепят при помощи патрона (рис. 91, в). Заготовки прямоугольной формы крепят на столе фрезерного станка чаще всего в машинных тисках или при помощи прихватов, угольников и призм, а сложной формы в специальных приспособлениях.
Устанавливать заготовку в машинных тисках надо в таком порядке:
развести губки тисков специальным гаечным ключом на величину, несколько большую размера заготовки;
протереть губки и направляющие тисков; поместить подкладку/учитывая высоту заготовки;
расположить между губками на подкладке заготовку и слегка зажать ее;
осадить заготовку, легко ударяя медным (алюминиевым) молотком;
окончательно закрепить заготовку в тисках.
§ 4. ОСНОВНЫЕ ВИДЫ ФРЕЗЕРНЫХ РАБОТ
На горизонтально-фрезерном станке можно обработать поверхности разной формы, в том числе горизонтальные, вертикальные и наклонные поверхности, пазы, уступы, канавки, разрезать заготовки. Наиболее распространено фрезерование поверхностей.
Фрезерование поверхности цилиндрической фрезой. Установить заготовку в машинных тисках, отвернуть гайку 2 (рис. 91, а) и надеть последовательно на оправку необходимое количество колец, фрезу (учитывая направление вращения шпинделя) и остальные кольца, навинтить и закрепить гайку’на оправке. Установить оправку в шпинделе станка.
Настроить станок на заданную частоту вращения шпинделя и подачу.
Установить глубину фрезерования. Для этого включить станок, положить промасленную бумагу на обрабатываемую поверхность (рис. 92, а) и плавно подвести ее под фрезу, осторожно перемещать в вертикальном направлении стол, легко постукивая по рукоятке его подъема (рис. 92, б), пока бумага не сорвется с заготовки. Остановить станок, отвести заготовку из-под фрезы, установить необ
ходимую глубину фрезерования и обработать поверхность.
Фрезерование торцовых поверхностей. Установить машинные тиски губками перпендикулярно зеркалу станины и зажать заготовку широкой стороной в тисках на подкладках. Выбрать, проверить и установить торцовую фрезу. Наладить станок на необходимую частоту вращения шпинделя и подачу, установить требуемую глубину фрезерования.
Профрезеровать торец предварительно. Проверить его по угольнику, если необходимо, подналадить тиски с заготовкой и профрезеровать торец окончательно.
Фрезерование наклонных поверхностей угловыми фреза
б
Рис. 92. Установка глубины фрезерования:
а и б«последовательность работ.
ми. Установить, выверить и закрепить заготовку в тисках или другим способом.
Выбрать, проверить и закрепить угловую фрезу (см. рис. 90, з).
Наладить станок на требуемую частоту вращения, шпинделя, подачу, глубину фрезерования и обработать поверхность предварительно.
Проверить угол наклона, если необходимо, подналадить установку заготовки и профрезеровать поверхность окончательно.
Фрезерование прямоугольных уступов дисковыми фрезами. Установить машинные тиски так, чтобы неподвижная губка была параллельна зеркалу станины, и, выверив по рейсмасу положение заготовки, зажать ее в тисках.
Тщательно установить дисковую трехстороннюю фрезу и убедиться, что она не бьет. Профрезеровать уступ предварительно. Проверить правильность установки и, если нужно, подналадить.
Установить окончательную глубину и ширину уступа, переместив по лимбу стол станка. Закрепить поперечные и вертикальные салазки. Профрезеровать уступ окончательно.
Фрезерование прямоугольных и фасонных пазов. Открытые (сквозные) прямоугольные пазы обрабатывают дисковыми фрезами, ширина которых должна быть на 0,15...0,20 мм меньше требуемой, так как биение оправки и фрезы увеличивает размер паза.
Перед установкой фрезы на оправку необходимо тщательно протереть торцы фрезы и установочных колец. При получении прямоугольного паза фрезу устанавливают между рисками размеченного паза и, слегка коснувшись заготовки вращающейся фрезой, контролируют правильность ее расположения.
Установив фрезу, необходимо закрепить стол в поперечном направлении, а после касания фрезой заготовки поднять стол на полную глубину паза (по лимбу), закрепить стопорные болты вертикальной подачи и фрезеровать прямоугольный паз.
Фрезерование шпоночных канавок производят дисковыми фрезами. Выбирают и устанавливают фрезу на оправке (торцовое биение фрезы не должно превышать 0,05 мм). Закрепляют заготовку (например, вал) в призмах, чтобы не смять ее поверхность, необходимо применять медные или латунные нагубни-ки. Устанавливают глубину фрезерования и, плавно подводя фрезу к валу, чтобы избежать поломки ее зубьев, фрезеруют канавку.
Отрезные работы на горизонтально-фрезерном станке выполняют, пользуясь тонкими дисковыми фрезами. Особо тщательно надо выверять машинные тиски и не допускать большого торцового биения фрезы. Если отрезают тонкой фрезой, не охлаждая, то отрезаемая поверхность не будет иметь должной шероховатости.
$ S. РЕЖИМЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
Скорость резания (м]мин), т. е. окружная скорость фрезы, измеренная по наружному диаметру:
siDn V—------.
- 1000 ’
где D — наружный диаметр фрезы, мм;
п — частота вращения фрезы, об/мин.
Подача — перемещение обрабатываемой заготовки относительно вращающейся фрезы.
Различают следующие подачи при фрезеровании:
на один зуб фрезы s2, мм/зуб;
на один оборот фрезы s0, мм/об (s0=szz, где г— число зубьев фрезы);
за одну минуту (минутная подача) sM, мм/мин (sM—son= — szzn, где п — частота вращения фрезы, об/мин).
Глубина фрезерования t (см. рис. 88) —толщина слоя материала, снимаемого с обрабатываемой заготовки за один проход фрезы.
Ширина фрезерования Ь — ширина обрабатываемой поверхности в направлении, параллельном оси фрезы.
Для определения частоты вращения п шпинделя при заданной скорости резания v и выбранном диаметре D фрезы удобно пользоваться диаграммами (рис. 93),
Рис. 93. Лучевая диаграмма для фрезерных станков 2-го и 3-го размеров (6М82, 6М82Г, 6М12П, 6М13П и др.).
РАЗДЕЛ ШЕСТОЙ
ЭЛЕМЕНТЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Глава I. ОСНОВНЫЕ ПОНЯТИЯ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
§ 1. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
Производственным процессом называется совокупность действий людей и машин, связанных с переработкой сырья и полуфабрикатов в заготовки, готовые детали, узлы, механизмы и машины на данном предприятии.
Производственный процесс состоит из основных и вспомогательных операций. К основным операциям можно отнести изготовление деталей, сборку машин и др., к вспомогательным — ремонт оборудования, изготовление и заточку инструментов, транспортирование изделий внутри завода, цеха и т. п.
Технологическим процессом называют часть производственного процесса, непосредственно связанную с изменением формы, размеров, свойств, внешнего вида поверхности материала или полуфабриката от момента поступления в обработку до получения изделий.
На машиностроительных заводах технологическими процессами являются: литье, обработка металлов давлением, механическая обработка резанием, сборка и др.
§ 2. ВИДЫ ПРОИЗВОДСТВ
В зависимости от потребностей народного хозяйства изделия изготовляют в различных количествах. В связи с этим различают единичное, серийное и массовое производства.
Единичное производство имеет следующие характерные признаки:
выпуск продукции широкой номенклатуры, но в небольших количествах (например, несколько машин в год);
преобладание разнообразных работ на каждом станке и соответственно потребность в использовании высококвалифицированных рабочих;
использование универсального оборудования, приспособлений, инструмента, оснастки;
высокий процент ручных работ.
Примерами продукции единичного производства могут быть: экспериментальные образцы машин, прокатные станы, крупные станки, гидротурбины, электрогенераторы.
Серийное производство характеризуется периодически повторяющимся выпуском машин и деталей партиями (сериями). Этот вид производства отличается:
применением специальных инструментов, приспособлений и оборудования наравне с универсальными;
использованием рабочих средней квалификации;
более высокий (чем в единичном производстве) уровень механизации и автоматизации производства.
Примерами серийного производства могут быть станкостроение и тепловозостроение.
Массовое производство характеризуется длительным выпуском больших количеств одних и тех же изделий по неизменным чертежам.
Предприятия массового производства отличаются:
специализацией рабочих мест, поточным расположением оборудования;
закреплением одной или нескольких простых операций за рабочими и соответственно более низкой их квалификацией;
использованием специализированного оборудования, приспособлений, инструмента.
Народному хозяйству в равной мере необходимы все три вида производств, так как наряду с повышением серийности и массовости выпускаемой продукции всегда будет существовать потребность в создании небольшого количества новых разнообразных машин.
§ 3. СТРУКТУРА И ЭЛЕМЕНТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технология машиностроительного производства складывается из самостоятельных, но взаимосвязанных процессов обработки материалов и сборки изделий. Разные технологические процессы имеют'общую структуру. Так, каждый технологический процесс состоит из операций, установок, позиций, переходов, проходов, рабочих приемов.
Операция — законченная часть технологического процесса обработки заготовки, выполняемая на одном рабочем месте. Так, вал со шпоночной канадкой изготовляют в две операции: точением и фрезерованием.
Установка — часть операции, производимая при одном закреплении заготовки (например, в патроне токарного станка или на столе фрезерного станка).
Позиция — часть операции, выполняемая без изменения положения обрабатываемой заготовки относительно станка и зажимного устройства (например, при использовании делительных
головок, специальных патронов для нарезания многозаходных резьб).
Переход — часть операции, осуществляемая при обработке одной поверхности одним инструментом, не изменяя режима резания.
Прй обработке заготовки припуск можно снимать «в одну стружку» или «в несколько стружек», не изменяя режима резания. В этом случае говорят об одном или нескольких проходах.
Проход — часть перехода или полный переход, когда стружку снимают за одну установку резца на глубину резания и подачу.
Рабочий прием (например, установка, снятие заготовки, замена инструмента, контрольный замер) — законченное действие рабочего, необходимое для выполнения операции, перехода или прохода.
Г л а в а II. ПОНЯТИЕ О ПРОЕКТИРОВАНИИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
§ 1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ЕГО ПОСЛЕДОВАТЕЛЬНОСТЬ
Основные исходные, документы для проектирования технологического процесса: рабочий чертеж и технические условия на изготовление детали и чертеж заготовки. Технологический процесс проектируют применительно к конкретным условиям данного производства, учитывая его возможности (например, объем выпуска изделий, наличие и характеристика имеющегося оборудования, способы получения заготовки).
Разрабатывают технологический процесс в таком порядке: определяют размер партии или такт (периодичность) выпуска деталей;
устанавливают вид, размеры и способ получения заготовок;
определяют рациональную последовательность обработки (технологический маршрут);
выбирают станки, приспособления и инструмент;
разбивают операции на структурные элементы (например, переходы, проходы);
определяют припуски на обработку и режимы резания;
производят техническое нормирование, сравнительные экономические расчеты;
оформляют техническую и технологическую документацию (например, технологические, операционные карты).
Технологический процесс требует строгого соблюдения технологической дисциплины, т. е. ведения производства в соответствии с разработанными документами. От этого зависят качество продукции, трудоемкость и экономичность производства.
При выборе оборудования, приспособлений и инструмента учитывают: наиболее рациональный вид обработки заготовок (например, токарная, фрезерная, слесарная); паспортные данные станка, чтобы получить максимальную производительность, выполнить технические требования к изделию и полностью использовать возможности станка.
Важной задачей проектирования технологического процесса является выбор приспособлений. Так, в массовом производстве целесообразно применять пневматические, гидравлические, электромагнитные и другие быстродействующие приспособления. Относительно высокая их стоимость быстро окупается.
Приспособления должны обеспечить удобства для работы, надежность крепления -заготовки,, способствовать повышению производительности оборудования.
Т а б л и ц а115
Типовой комплект деталей УСП
№ группы Наименование групп деталей Количество в группе
типов типоразмеров деталей
I Базовые (плиты квадратные прямоугольные, круглые, шарнирные угольники) ' . 11 16 200
II Опорные (например, подкладки квадратные и прямоугольные, призмы, кольца, штыри, параллелепипеды) Установочные (шпонки, пальцы, штыри, фиксаторы) 28 96 2000
III 13 168 2800
IV Направляющие (кондукторные планки и втулки) ; . . 5 89 600
V Прижимные (например, прихваты обыкновенные, эксцентриковые, шарнирные, фасонные) 14 21 800
VI Крепежные (шпильки резьбовые, винты, болты, гайки, шайбы) . . . Разные (планки шарнирные и откидные, оси, центры, вилки эксцентриковые) 19 85 12 000
VII 24 41 1200
V111 Неразборные узлы (например, фиксаторы с делительными' дисками, угловые поворотные плиты, тисочные зажимы, державки шарнирных болтов) 36 45 400
Итого . . . 150 561 20 000
Режущий инструмент подбирают в зависимости от вида обработки, конструкции оборудования, свойств материала заготовок, требований к точности и шероховатости деталей.
Инструмент выбирают так, чтобы максимально использовать его режущие свойства, а себестоимость была минимальной.
Для единичного и мелкосерийного производств целесообразно применять универсальный измерительный инструмент, а для массового — специальный.
Рис 94 Универсально-сборные приспособления (УСП):
а — унифицированные летали и у<лы УСП, * — присно( обления, собранные из УСП для / — фрезерования, 2 — сборки каркаса прибора; 3 — свержения двух отверстий.
§ 3. ПОНЯТИЕ ОБ УНИВЕРСАЛЬНО-СБОРНЫХ ПРИСПОСОБЛЕНИЯХ
Технологический процесс механической обработки деталей предусматривает применение различных приспособлений для закрепления заготовок и инструментов. Такие .приспособления к металлорежущим станкам обеспечивают не только быстрое и правильное закрепление заготовок, но и увеличивают точность обработки деталей, повышают производительность оборудования, облегчают труд, позволяют использовать рабочих более низкой квалификации и решать задачи механизации и автоматизации производства.
На предприятиях машиностроения широко 'распространены различные универсальные приспособления, в том числе универсально-сборные (УСП).
УСП оснащают сверлильные, токарные, фрезерные, строгальные, шлифовальные и другие станки (табл. 15, см. стр. 139).
Унифицированные детали и сборочные единицы УСП, а также некоторые приспособления, собранные из них, показаны на рис. 94.
Глава III. ОСНОВНЫЕ ПОНЯТИЯ О СБОРКЕ
§ 1. ОРГАНИЗАЦИЯ ПРОЦЕССА СБОРКИ
Сборка изделий — заключительная часть производственного процесса. Это технологический процесс соединения отдельных деталей, сборочных единиц, комплексов и комплектов в законченное изделие (например, механизм, машину). Его осуществляют в строгой последовательности по чертежам, техническим условиям на сборку, технологическим схемам. В машиностроении объем сборочных работ составляет 20...40% общей трудоемкости изделий.
В сборочном чертеже, используемом при изготовлении механизма или машины, указаны способы соединения отдельных деталей. Недостаточно тщательное и точное соединение отдельных деталей при сборке (даже очень точно изготовленных) приведет к тому, что механизм, машина не будет работать или ее надежность и другие эксплуатационные качества резко снизятся.
§ 2. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СБОРКИ
Технологический процесс сборки изделия начинается с разработки технологической схемы его сборки, на которой условно изображают последовательность соединения сборочных элементов. Эта схема должна отвечать требованиям спецификации деталей и сборочного чертежа. На рис. 95, а и б показан пример технической документации (сборочный чертеж и технологическая схема) на сборку натяжного ролика. Процесс сборки условно изображен здесь в виде отрезка прямой, соединяющей
a
Рис 95 Техническая документация на сборку натяжного ролика: а — сборочный чертеж; б — технологическая схема сборки; в — схема технологическое го процесса,
базовый элемент «Ось ролика» (начало сборки) с элементом «Натяжной ролик в сборе» (окончание сборки). К этому отрезку примыкают в последовательности сборки остальные элементы.
Изделие называют технологичным, если его можно собирать из предварительно соединенных элементов (сборочных единиц, комплексов). Это позволяет ускорить общую сборку изделия, так как отдельные элементы можно собирать одновременно в разных местах, параллельно (рис. 95, в). На основе технологической схемы сборки разрабатывают общий технологический процесс, в котором выделяют операции, переходы и т. д.
§ 3. ВИДЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ ПРИ СБОРКЕ
При сборке выполняют разные виды соединения деталей в сборочные единицы. В машиностроении различают неподвижные и подвижные соединения, которые в свою очередь делятся на разъемные и неразъемные.
' Неподвижными неразъемными называют соединения, которые нельзя разъединить, не разрушив сопряженные детали. К ним относятся: заклепочные, сварные, паяные соединения, соединения запрессовкой, фальцовкой и др.
Неподвижными разъемными называют соединения, которые можно разобрать, не нарушив сопряженных деталей и соединительных элементов.
Неподвижные разъемные соединения получают, применяя соединительные элементы (например, болты, винты, гайки, шпильки, шпонки), а также особые посадки: глухую Г, тугую Т, напряженную Н и плотную П.
Подвижными называют соединения, которые обеспечивают взаимное перемещение сопряженных деталей. Такие соединения получают за счет посадок: скольжение С, движения Д, легкоходовая Л, широкоходовая Ш.
Глава IV. ПОЛУЧЕНИЕ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
§ 1. КЛЕПКА
Клепка — получение неподвижных неразъемных соединений деталей при помощи заклепок. Клепку используют при сборке металлических конструкций, закреплении фрикционных тормозных дисков и лент, для прикрепления проушин, петель, ограждений из листового материала. Процесс клепки состоит в просверливании отверстий в скрепляемых листах или деталях, постановке в отверстия заклепок и расклепывании свободных концов их стержней.
Заклепка (рис. 96) состоит из стержня 1 и закладной головки 3. Замыкающую головку 2 образуют при расклепывании.
Рис. 96. Заклепки:
а — с полукруглой закладной головкой; б — с потайной закладной головкой; в — с цилиндрической закладной головкой; г и д — с пустотелым стержнем;
d — диаметр стержня заклепки: 1 — стержень; 2 — замыкающая головка; 3 — закладная головка.
Рис. 97. Заклепочные швы:
а — внахлестку однорядный; б — внахлестку двухрядный; в — встык с одной накладкой однорядный; г — встык с двумя накладками двухрядный.
Заклепки делают из стали, цветных металлов и сплавов. Закладные головки бывают: полукруглые, потайные, цилиндрические. В холодном состоянии детали соединяют заклепками с диаметром d стержня до 10... 12 мм. Диаметр стержня такой заклепки должен быть на 0,1... 0,2 мм меньше диаметра d0 отверстия.
Заклепки с диаметром стержня более 12 мм нагревают до 800...900°С (горячая клепка). Диаметр стержня такой заклепки должен быть на 0,5... 1,0 мм меньше диаметра отверстия.
Чтобы получить правильную полукруглую замыкающую головку, длина свободного конца стержня должна составлять (1,2...1,5) d, для потайной головки — (0,8... 1,2) d.
Место соединения деталей заклепками называют заклепочным швом (рис. 97). Различают швы прочные (выдерживающие большие нагрузки), плотные (герметичные) и прочноплотные (рассчитанные на одновременное действие высоких давлений и больших механических нагрузок). Заклепочные швы бывают внахлестку и встык с накладками.
Шаг заклепочного шва (расстояние между центрами заклепок) должен составлять 3d, а в многорядном—4d. Расстояние от центра заклепки до края склепываемой детали должно быть l,5d.
Соотношение диаметров заклепки и отверстия под нее должно быть следующим:
Диаметр заклепки, мм .... 2,0 3,0 4,0 5,0 6,0 7,0 8,0
Диаметр отверстия, мм ... 2,1 3,1 4,1 5,2 6,2 7,2 8,2
Длина I стержня заклепки для образования замыкающей полукруглой головки: Z=S+(l,2...1,5)d;
для потайной головки:
Z=S+(0,8...1,2)d,
где Z — длина стержня заклепки, мм\
S — толщина склепываемых листов, мм\
d — диаметр заклепки, мм.
Последовательность клепки:
1. Подгоняют поверхности склепываемых листов или деталей (например, правят, прийиливают, срубают заусенцы).
2. Размечают центры отверстий под заклепки, просверливают отверстия. Вставляют заклепку головкой на поддержку.
3. Ударяя молотком по натяжке, плотно сжцмают склепываемые, листы (рис. 98, а).
4. Сняв натяжку, сильными ударами молотка осаживают заклепку (рис. 98,6 и в).
5. Часто ударяя молотком по обжимке, формируют замыкающую головку заклепки (рис. 98, г).
В механизированном производстве клепают пневматическими молотками.
При клепке возможны такие виды брака:
смещение оси головки заклепки (причина— косо просверлено отверстие);
смещение замыкающей головки (из-за скоса торца стержня);
частично расплющился стержень между склепываемыми деталями (причина — детали слабо прижаты друг к другу);’
мала замыкающая головка (при недостаточной длине свободной части стержня заклепки);
Рис. 98. Процесс клепки: а — сжатие листов; б и в — осаживание заклепки; г <— формирование головки.
неплотно прилегает замыкающая головка (причина — неправильно осажен свободный конец стержня заклепки).
Лабораторная работа 9. Склепывание двух стальных листов.
Цель. Научиться приемам клепки.
Оборудование, Слесарный верстак, сверлильный станок, струбцины, молоток, сверла, зенковка, линейка, чертилка, кернер, поддержка, натяжка, обжимка, два стальных листа, заклепки.
Последовательность выполнения работы.
1. Подгоните поверхности склепываемых листов.
2. Рассчитайте шаг шва и длину заклепок.
3. Разметьте центры отверстий под заклепки, соблюдая шаг шва и расстояние до края склепываемого листа.
4. Просверлите отверстия под заклепки, сжав листы струбцинами.
5. Вставьте последовательно заклепки в отверстия, сжимая при помощи натяжки соединяемые листы.
6. Осадите ударами молотка последовательно все заклепки и сформируйте, пользуясь обжимкой, замыкающие головки.
7. Проверьте соединение, обратив внимание на плотность скрепления листов и качество замыкающих головок.
§ 2. ПАЯНИЕ
Паяние — способ получения неподвижного неразъемного соединения металлических деталей при помощи сплавов (припоев), температура плавления которых ниже, чем у соединяемых деталей. Различают паяние мягкими и твердыми припоями.
Паяют мягкими припоями главным образом при соединении деталей из цинка, меди, латуни, жести, оцинкованной стали. Эти соединения очень плотные, но малопрочные, не выдерживают ударов и могут применяться в узлах, рабочая температура которых не превышает 100° С.
Твердые припои плавятся при температуре выше 700° С, дают плотные, прочные швы. Ими соединяют детали из стали, чугуна, меди, медных и твердых сплавов.
Припои хорошо соединяются только с чистой, не окисленной поверхностью. Для защиты металлов от окисления и растворения их окислов в процессе паяния применяют специальные химические вещества— флюсы (табл. 16).
Паяние мягкими припоями. При паянии мягкими припоями для их расплавления пользуются медным паяльником, обладающим высокой теплопроводностью и хорошо облуживающимся. Последовательность работы:
1. Зачистите спаиваемые поверхности напильником или наждачным полотном.
2. Нанесите на очищенный поверхности слой флюса.
3. Очистите в нашатыре или травленой соляной кислоте заостренный конец паяльника, нагретого до температуры 300... 400° С.
4. Расплавьте на паяльнике и перенесите на соединяемые поверхности припой.
5. Медленно водите паяльником пр месту соединения поверхностей, пока они не прогреются и припой равномерно не распределится по всему шву.
6. После застывания припоя зачистите шов напильником и промойте его водой для удаления остатков флюса.
Таблица 16
Флюсы для паяльных работ
Наименование
Соляная кислота (раствор в воде)
Хлористый цинк (травленная цинком соляная кислота)
Нашатырь (хлористый аммоний)
Канифоль
Бура кальцинированная
Область применения
Паяние мягкими припоями цинка и оцинкованной стали
Паяние мягкими припоями жести, меди, латуни
Паяние мягкими припоями меди, латуни, облуживание паяльников
Паяние мягкими припоями меди и латуни
Паяние твердыми припоями медных, латунных, бронзовых, стальных, чугунных и из твердых сплавов деталей
Порядок паяния твердыми припоями. 1. Зачистите и припилите (подгоните) соединяемые поверхности.
2. Соедините и закрепите спаиваемые поверхности, покрой-' те соединяемое место флюсом (бурой) и медленно прогрейте его (газовой горелкой, электрической дугой, плазменной струей, индукционным нагревателем или другим теплоносителем).
3. Наложите на место паяния припой и нагревайте, пока он не расплавится и не зальет зазор в соединении.
4. Дайте соединению остыть, зачистите шов, промойте в воде и высушите изделие.
Описанные способы не применимы к паянию деталей из алюминия и его сплавов, так как их поверхности интенсивно окис-' ляются и образуется твердая и тугоплавкая окисная пленка.
Алюминиевые детали паяют ультразвуковыми вибрационными паяльниками с применением специальных флюсов.
§ 3. СКЛЕИВАНИЕ
Склеивание — получение надежных неподвижных неразъемных соединений деталей, изготовленных из одинаковых .или различных материалов (например, из стали, алюминиевых и медных
сплавов, чугуна, пластических масс, фибры, кожи, стекла). Склеивание обеспечивает герметичность швов, снижает массу соединения и трудоемкость работ.
Металлические детали соединяют клеями БФ-2, БФ-4, ВК-32-ЭМ, карбинольным; металлические детали с пластмассовыми—клеями ВС-10-М, ИПЭ-9, БКФ-9, ЭФ-9, К-10.
Асбестовые фрикционные накладки соединяют со стальными колодками клеем ВС-ЮТ; резину с металлами, древесиной и пластмассами — клеем марки 88 и т. д.
Процесс склеивания обычно складывается из:
подготовки склеиваемых поверхностей (очистка от грязи, обезжиривание в ацетоне или в, горячем щелочном растворе, подгонка соединяемых поверхностей и придание им шероховатости) ;
нанесения ровного и в одну сторону слоя клея (во избежание попадания в него пузырьков воздуха) на соединяемые места вручную кистью, шпателем или пульверизатором;
выдергивания деталей на воздухе при комнатной температуре (для удаления из клея летучих веществ и влаги и чтобы он приобрел необходимую вязкость и давал меньшую усадку);
соединения склеиваемых поверхностей (детали устанавливают в приспособления и сжимают с определенным давлением, неодинаковым для разных марок клея);
выдерживания сжатых деталей при определенной температуре (время и температура для разных марок клея неодинаковы);
очистки деталей от наплывов клея и проверки прочности соединения (особенно важно убедиться в отсутствии несклеен-ных участков).
§ 4. ЗАПРЕССОВЫВАНИЕ
Запрессовывание — получение неподвижных неразъемных соединений деталей, сопрягаемых по цилиндрическим поверхностям. Неподвижность деталей обеспечивают силы трения в соответствии с натягом.
При запрессовывании прилагают осевую силу к соединяемым деталям.
Мелкие детали можно запрессовывать вручную ударами молотка, пользуясь прокладками или оправками.
Большинство деталей запрессовывают под давлением прессов. Холодное запрессовывание надо выполнять медленно, без перекосов и только под конец следует сильно и быстро нажать деталь, чтобы она села на место.
Перед запрессовыванием следует проверить, нет ли на поверхностях забоин и грязи, сделать на торцах фаски, облегчающие центрование деталей, смазать сопрягаемые поверхности минеральным маслом.
При горячем запрессовывании размер отверстия увеличивают, нагревая охватывающую деталь в горячем масле или в «печи. Остывающая охватывающая деталь сжимает охватываемую, обеспечивая неподвижность соединения. Чем чище обработаны поверхности, тем прочнее соединение. Запрессовывать надо быстро, чтобы температура соединяемых деталей не уравнялась.
Контрольные вопросы и задачи
1. Как готовят детали к склепыванию?
2. Какова последовательность клепки, если диаметр d стержня заклепки равен 14 мм>
3. Рассчитайте длину стержня диаметром 6 мм заклепки с полукруглой головкой, предназначенной для соединения листов толщиной 4 мм при помощи двух накладок толщиной 3 мм каждая.
Отв. /max =19 ММ,
4. Вычислите длину стержня диаметром 8 мм заклепки с потайной головкой для приклепывания тормозного диска толщиной 5 мм к стальному диску толщиной 3,5 мм, Какого диаметра должно быть отверстие под такую заклепку?
Отв. /«20 мм, dQ=8,2 мм.
Г л а в а У. СБОРКА РАЗЪЕМНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ
§ 1. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения осуществляют болтами, гайками, винтами, шпильками, шурупами. Благодаря простоте и надежности их широко используют в машинах и приборах.
Перед началом сборки нужно убедиться, что соприкасающиеся поверхности соединяемых деталей гладкие и чистые, резьба полного профиля, без забоин и сорванных витков, грани на головках болтов и гаек не смяты и не забиты. Гайка должна от небольшой силы свободно навинчиваться на болт до места посадки. Гайку, навинчиваемую очень легко, надо заменить. При тугом навинчивании резьбу гайки нужно «прогнать» со смазкой вручную метчиком, а болта — плашкой.
После этого следует проверить совпадение осей отверстий в деталях под болт. Если отверстия совпадают, левой рукой снизу вставляют болт или слегка ударяют по его головке киянкой.
Для равномерного распределения давления на большую площадь на стержень болта правой рукой надевают шайбу 2 (рис. 99, а) и навинчивают гайку 1, которую довертывают ключом до соприкосновения с шайбой и затягивают. При проворачивании головки болта гайку придерживают вторым ключом, взятым левой рукой.
Если детали стягивают несколькими болтами, нужно последовательно слегка затянуть все болты, а затем их дотянуть: сначала средние, затем попарно слева и справа постепенно
Рис. 99. Стопорение резьбовых соединений:
а — контргайкой? б и в -— шплинтом; гид — проволокой; г — корончатой гайкой; ас— винтом; з — пружинной шайбой; а — шайбой с отгибаемыми краями; / — гайка; 2 — шайбы; 3контргайка; 4 — шплинты; 5 — корончатая гайка; 6 — пружинная шайба; 7 -= шайба с отгибаемыми краями.
приближаясь к краям. При сильной перетяжке болт может разорваться, поэтому запрещается применять рычаги (например, удлинять рукоятки ключей).
Работающая машина испытывает сотрясения и вибрации. В результате могут ослабнуть и самоотвинтиться резьбовые соединения, поэтому их стопорят.
Стопорение гайки контргайкой (рис. 99, а). После затяжки крепежной гайки на стержень навинчивают контргайку. Стопорение происходит за счет сил трения, возникающих на резьбе болта и гаек, а также на опорных поверхностях гаек.
Стопорение шплинтом (рис. 99, бив). Через застопориваемые детали пропускают разводной шплинт (через отверстие в свободном конце стержня болта или через сквозное сверление в гайке и болте). Если закрепляют несколькими болтами, через отверстия пропускают проволоку, стопорящую одновременно все гайки (рис. 99, гиб). Применяют также корончатые гайки (рис. 99, е).
Стопорение винтом (рис. 99, ж) позволяет закрепить гайку в любом положении.
Стопорение пружинной шайбой (рис. 99, з). Вследствие упругости несколько разведенной разрезной шайбы на торце гайки возникает дополнительная сила трения, а закаленные концы шайбы врезаются в опорную поверхность и препятствуют само-отвинчиванию.
'Стопорение шайбой с отгибаемыми краями (рис. 99, и) применяют, если можно отогнуть на грань детали края или выступ шайбы.
§ 2. ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шпонками соединяют валы со шкивами, маховиками, зубчатыми колесами, звездочками, муфтами и т. д Шпонки передают крутящий момент от вала к ступице шкива, зубчатого колеса или от ступицы к валу. Применяют (рис. 100) клиновые, призматические, сегментные и другие шпонки. Для получения шпоночного.соединения на валу и в ступице делают шпоночный паз.
Клиновая шпонка (рис. 100, а) должна быть несколько уже шпоночного паза (чтобы были боковые зазоры) и по всей длине плотно прилегать к дну пазов вала и ступицы. Собирают соединение, забивая шпонку в пазы вала и ступицы, сильно ударяя молотком по медной или алюминиевой прокладке, чтобы не смять головку шпонки.
Недостаток клиновых шпонок — смещение оси ступицы относительно оси вала, создающее биение этого звена в машине.
Призматические шпонки (рис. 100, б) не имеют уклона. Они не гарантируют неподвижность соединения в осевом направлении. Призматическую шпонку сажают в паз вала без боковых зазоров, с натягом, легко ударяя молотком по медной прокладке. На шпонку насаживают ступицу охватывающей детали. Между дном паза ступицы и шпонкой должен быть небольшой
зазор.
Сегментные шпонки (рис. 100, в) применяют для валов диаметром до 60 мм. Шпонка должна плотно сидеть в пазу вала. Порядок сборки такой же, как и для призматических шпонок,
Шлицевые соединения (рис. 101) имеют то же назначение, что и шпоночные, но они надежнее и при сборке почти не требуют подгонки. Соединения подвижны в
Рис. 100. Шпонки: а — клиновая; б — призматическая; в — сегментная.
осевом направлении, если зазор между шлицами вала и ступицы обеспечивает
г-
Рис. 101. Шлицы и шлицевое соединение:
а — прямоугольные шлицы; б — эвольвентные; в — треугольные; г —^шлицевое соединение; 1 шлицевой вал; 2 «= зубчатое колесо.
скользящую или ходовую посадку. В этом случае собирают соединение вручную. Неподвижные соединения собирают напрессовыванием ступицы на вал. При сборке нельзя пользоваться молотком, так как могут появиться перекосы насаживаемой детали, задиры на шлицах и смятие торцов.
§ 3. ТРУБНЫЕ СОЕДИНЕНИЯ
По трубопроводам, состоящим из труб и частей, позволяющих соединять трубы, менять направление, разветвлять их и т. д., подают воду, пар, топливо, смазочное масло, газ, сжатый воздух, охлаждающие жидкости. Трубы бывают чугунные, стальные, медные, латунные, алюминиевые, пластмассовые, керамические, стеклянные, резиновые, а также из резинотканевых материалов. Медные, латунные и алюминиевые трубы выпуска-
Рис. 102. Фланцы и фитинги:
/ — фланцы с заглушками и прокладками; 2 — крестовина; 3 — муфта; 4 —\ угольник;
5 « пробка; 6 манометр,
ют малых диаметров и используют в машинах для подачи масла, топлива и охлаждающей жидкости.
Трубы стальные и из цветных металлов бывают сварные и бесшовные (цельнотянутые). Бесшовные трубы легко гнутся и выдерживают высокие давления. Сварные применяют там, где давление не превышает 1,5 Мн/м2 (15 кгс/см2}, а трубопровод не имеет изгибов. Если трубопровод не требует разборки, трубы соединяют сваркой, если потребует,— фланцами и фитингами.
Фланцы — дисковые наконечники, присоединяемые к концам труб и снабженные от
верстиями для стягивания их болтами. Фланцы приваривают или присоединяют на резьбе к концам труб. Между фланцами ставят картонные, клингеритовые или резиновые прокладки, чем достигают герметичности соединения.
Стальные трубы соединяют также фитингами, (рис. 102) — промежуточными частями, изготовленными из ковкого чугуна или стали, позволяющими соединять трубы одинаковых и разных диаметров под любыми углами и напрямую (крестовины, муфты, угольники, тройники, пробки и др.).
В трубопроводах ставят также арматуру (например, вентили, задвижки, краны, клапаны, водомеры, манометры), которую присоединяют к трубам на резьбе или на фланцах.
§ 4. ПОДШИПНИКИ СКОЛЬЖЕНИЯ
Подшипники скольжения (рис. 103) бывают неразъемные (цельные) и разъемные. В первом случае — это втулка, изготовленная из сплава с малым коэффициентом трения (антифрикционный сплав), во втором — это , вкладыши (две разъемные половинки).
Втулку запрессовывают в отверстие корпуса подшипника, шкива или зубчатого колеса ударами молотка через мягкую прокладку или под прессом. От проворачивания втулку удер-
Рис. 103. Подшипники скольжения:
а — неразъемные; б — разъемный; в — тонкостенные вкладыши; 1 — втулки; 2 — корпуса; 3 — толстостенные вкладыши; 4 — крышка подшипника.
2
Рис. 104. Подшипники качения:
а — шариковый; б — роликовый; в — радиальный однорядный; г — радиальный двухрядный; д — радиальный однорядный роликовый; е — радиальный двухрядный сферический (самоустанавливающийся) роликовый; эю — радиально-упорный однорядный шариковый; з — радиально-упорный с коническими роликами; и — однорядный упорный шариковый; к — радиальный однорядный с витыми роликами; л — радиальный однорядный с игольчатыми роликами; 1 — внешнее кольцо; 2 — внутреннее кольцо;
3шарик; 4 — сепаратор; 5 — ролик.
живают силы трения или стопорящие устройства (винты, штифты).
Разъемные подшипники могут быть с толстостенными или тонкостенными вкладышами. Толстостенные вкладыши изготовляют из чугуна, стали или бронзы и заливают по внутренней поверхности слоем баббита толщиной 0,7...3,0 мм. Установленные в подшипник толстостенные вкладыши окончательно обрабатывают под шейку вала шабрением или растачиванием.
Тонкостенные вкладыши изготовляют из листовой стали и заливают слоем баббита или другого антифрикционного сплава толщиной 0,5...0,7 мм. Они не требуют дополнительной обработки при сборке и являются полностью взаимозаменяемыми.
В разъемных подшипниках зазор между шейкой вала и вкладышами регулируют, изменяя количество тонких латунных или стальных прокладок, закладываемых между вкладышами.
§ 5. ПОДШИПНИКИ КАЧЕНИЯ
Подшипники качения (рис. 104) изготовляют шариковые, роликовые (радиальные, упорные и радиально-упорные). Подшипники (кроме игольчатых) бывают однорядные, двухрядные и многорядные. Их применение упрощает сборку, уменьшает трение, сокращает расходы на смазку, экономит цветные металлы.
Стенку отверстия в корпусе под наружное кольцо подшипника и шейку вала обтачивают или шлифуют. Они должны быть гладкими, чистыми, без задиров и трещин. Если нарушить заданные посадки, наружное кольцо сожмется, а внутреннее расширится, произойдет защемление шариков или роликов.
Подшипник на шейку вала напрессовывают (рис. 105) ударами молотка по оправке из мягкого металла или под прессом в холодном состоянии или нагрев в масляной ванне до 80° С.
В корпус подшипник запрессовывают также ударами молотка по оправке или под прессом. Подшипник работает нормально и долговечно, если он надежно защищен от грязи, влаги и пыли. Защищают сальниками, войлочными, фетровыми и кожаными уплотнительными кольцами, препятствующими также вытеканию смазки. Вращаться подшипник должен плавно, без заеданий.
Лабораторная рабо-
та 10. Установка на вал подшипника качения и снятие его.
Цель. Научиться приемам напрессовывания и снятия подшипников качения.
Рис. 105. Монтаж подшипника качения:
а — с применением оправки; б — под прессом; в — масляная ванна для нагревания подшипников; 1 — оправка; 2 — внутреннее кольцо; 3 — наружные кольца; 4 — валы;
5 —» npeqc; 6 наставка; 7 — подкладка.
Оборудование. Слесарный верстак, тиски, медная оправка, молоток, винтовой съемник, машинное масло, бензин, обтирочный материал, вал, подшипник качения.
Последовательность выполнения работы
1. Промойте и насухо протрите подшипник. Проверьте гладкость посадочных мест вала и внутреннего кольца подшипника. Смажьте посадочные места машинным маслом.
2. Закрепите вал в тисках, наденьте на него подшипник и, пользуясь оправкой, наносите легкие удары равномерно по всей окружности внутреннего кольца подшипника, не допуская перекосов, до тех пор, пока подшипник не займет своего места на валу.
3. Проверьте качество сборки.
4. Наденьте винтовой съемник и осторожно снимите подшипник с вала.
§ 6. МУФТЫ
Ими передают крутящие моменты между валами, расположенными на одной оси, или от вала к установленному на нем шкиву, зубчатому колесу и т. д. Если валы не требуется разъединять, применяют глухие (рис. 106, а) и свертные муфты (рис. 106, б, в и г); при необходимости разъединять вращающиеся валы используют сцепные муфты (рис. 106, д и е). Если в процессе работы изменяется угол между осями соединенных валов, применяют шарнирные муфты (рис. 106, ж).
При сборке соединений валов особое внимание обращают на то, чтобы отсутствовали перекосы, точно совпадали отверстия и правильно сопрягались муфты с валами. Муфты обязательно балансируют для устранения дополнительных неуравновешенных сил, появляющихся от несовпадения центра тяжести муфты с осью вращения (в центрах, на призмах или роликах). При этом муфта самопроизвольно поворачивается, пока ее. самая тяжелая часть не окажется внизу. Далее из указанной части высверливают металл или к противоположной стороне (самой легкой части) прикрепляют уравновешивающий груз. Балансировка закончена, когда соединение окажется в состоянии безразличного равновесия.
Муфты насаживают на валы с натягом и фиксируют призматическими шпонками. Муфты также можно закреплять сквозными болтами, шплинтами или винтами и насаживать на квадратный конец вала.
§ 7. ВАЛЫ И ОСИ
Вал — деталь машины, передающая крутящий момент. На валу закрепляют шкивы, зубчатые колеса, маховики и другие детали. Валы бывают гладкие, ступенчатые (рис. 107, а), составные, кулачковые (рис. 107, в), коленчатые (рис. 107, г).
Рис. 106. Муфты:
с_ глухая; б — продольно-свертная; в — поперечносвертная; а*—упругая дисковая; д — кулачковая; е — фрикционная; ж — шарнирная (карданная),
Рис. 107. Валы и оси:
а — сплошной ступенчатый вал; б — полый валу в ~ кулачковый вал? г •-* коленчатый вал; д — неподвижная ось; е ** подвижная ось.
При установке многоопорных валов необходимо проверить по уровню, находятся ли все опоры на одной высоте, иначе вал прогнется. Собранные многоопорные валы должны плавно, без заеданий проворачиваться в подшипниках.
Ось —деталь машины, поддерживающая вращающиеся части, не передающая крутящего момента (рис. 107, д и е). Оси бывают неподвижные (вращающиеся детали свободно насажены на ось, закрепленную в корпусе) и подвижные (вращающиеся вместе с закрепленными на них деталями). Неподвижную ось стопорят винтами, штифтами, шплинтами или запрессовывают в отверстие корпуса. Вращающиеся детали удерживают от осевых смещений буртики, винты, запорные кольца и т. д.
Рис. 108. Зубчатые колеса:
а — цилиндрические с прямым зубом; б — конические; в — цилиндрические с внутренним зацеплением; г — цилиндрические с косым зубом; д — шевронное; е — винтовые; ж — конические гипоидные; з — червячная передача; 1 червяк;
2 — червячное колесо; А — межосевое расстояние,
§ 8. ЗУБЧАТЫЕ ПЕРЕДАЧИ
Зубчатая передача передает вращательное движение посредством зубчатых колес с постоянным или изменяющимся числом оборотов. Она состоит минимально из одной пары зубчатых колес, установленных на валах (осях). В каждой паре одно колесо, приводимое в движение от двигателя, называется ведущим, а другое, вращающее вал,— ведомым. Зубчатые колеса (рис. 108) бывают цилиндрические и конические, с прямыми, косыми, шевронными и винтовыми зубьями, а также гипоидные и червячные. Они могут быть насажены на вал неподвижно или иметь возможность перемещаться в осевом направлении, или свободно вращаться на оси.
Для неподвижного соединения колесо напрессовывают на вал, ударяя молотком через прокладку или под прессом. От проворачивания на валу зубчатые колеса удерживают шпонками или стопорными винтами.
Осевое перемещение зубчатого колеса на валу обеспечивают шлицевым соединением со скользящей посадкой.
У собранной зубчатой передачи не должно быть радиальных и осевых биений колес, качания на валах, забоин и рисок на зубьях колес, слабой затяжки гаек, винтов.
Качество зацепления собранной пары зубчатых колес характеризуют боковой зазор между зубьями и пятно касания.
Зацепление правильное
Боковой зазор определяют пластинчатым щупом, по индикатору или прокатыванием пластинки. Щуп вставляют между зубьями со стороны торца, когда они касаются примерно по середине высоты. Прокатываемая между зубьями свинцовая пластинка расплющивается и показывает величину минимального зазора.
Пятно касания (рис. 109). При его определении наносят тонкий слой краски на зубья одного колеса и, вращая его, получают на зубьях другого колеса отпечатки. По их расположению и величине судят о качестве сборки зубчатой пары. Зацепление правильно, если пятно касания располагается на середине высоты зуба и покрывает его боковую поверхность по высоте на 20...40%, а по
ширине 40...60%. Пятно, смещенное по высоте, свидетельствует о неправильном межосевом расстоянии. При смещении пятна в одну сторону необходимо проверить, не перекошены ли валы.
Червячные передачи (см. рис. 108, з) состоят из червяка и червячного колеса, обладают большими передаточными отношениями и компактностью. Основное требование при сборке червячной передачи — пятно касания должно располагаться на зубе симметрично средней плоскости колеса и покрывать не менее 50...60% его высоты и ширины.
Рис. 109.
сти зацепления зубчатых колес по пятну касания.
Межосебое расстояние, больше портального
Пежо се бое расстояние, пеньте портального
Перекос
Определение правильно-
§ 9. РЕМЕННЫЕ И ЦЕПНЫЕ ПЕРЕДАЧИ
Ременная передача состоит из шкивов, надетых на ведущий и ведомый валы, и ремня, охватывающего шкивы, и служит для передачи вращательного движения с одного вала на другой. Различают ременные передачи (рис. ПО) с плоскими и клиновидными ремнями.
Ремни изготовляют из кожи или из прорезиненной ткани. Концы ремня соединяют в бесконечную ленту путем сшивания, склеивания или другим способом. Лучше соединять ремни склеиванием концов внахлест. Для этого концы по толщине косо срезают так, чтобы, наложенные один на другой, они имели в любом сечении одинаковую толщину, равную толщине ремня в целом месте. Длина склеенной части 100...400 мм.
Клиноременные передачи (рис. ПО, в) значительно долговечнее плоскоременных. Ими передают большие силы и высокие частоты вращения.
Применяя шкивы разных диаметров, изменяют частоту вращения ведомого шкива (передаточное отношение).
Закончив сборку ременной передачи, проверяют натяжение ремня, которое должно соответствовать указаниям заводской инструкции. Натянутый слабо ремень может пробуксовывать, нагреваться и преждевременно выйти из строя. Чрезмерное натяжение ремня вызывает быстрый износ подшипников валов и ускоренное разрушение ремня.
В цепной передаче вращение с одного вала на другой передают установленные на ведущем и ведомом валах звездочки, зубья которых цепляются за звенья цепи специальной конструкции (например, велосипедная цепная передача). Цепная передача в отличие от ременной не пробуксовывает, требует меньшего натяжения, не гигроскопична и не чувствительна к высоким температурам. Но для передачи значительной мощности требуются громоздкие и тяжелые цепи.
Контрольные вопросы и задачи
Рис. НО. Ременные передачи:
а — плоским открытым ремнем; б — плоским перекрестным ремнем; в — клиновидным ремнем,
1. Назовите примеры установки в машинах втулок и разъемных подшипников скольжения.
2. Почему в подшипниках скольжения применяют вкладыши, а не заливают антифрикционные сплавы непосредственно в корпус подшипника?
3. Чем отличается вал от оси? Назовите примеры валов и осей в машинах.
4. Что произойдет, если несбалансированному валу с муфтой сообщить большую частоту вращения? /
5. Какой длины нужно взять отрезок плоского ремня, чтобы склеить из него приводной ремень прямой передачи (открытым ремнем) для работы со шкивами диаметром 375 и 325 мм, если расстояние между центрами шкивов составляет 2730 мм, а длина склеиваемой части — 300 мм?
О т в.—7000 мм.
6. У собранной пары зубчатых колес боковой зазор между зубьями слишком велик, а пятно касания смещено вверх и вправо. Как устранить дефект сборки?
Н Заказ 648 1 61
7. Почему смещение пятна касания зубьев колеса в сторону может свидетельствовать о перекосе валов?
8. Число зубьев ведущего зубчатого колеса равно 60, ведомого — 90. Определить частоту вращения ведомого колеса, если ведущее делает 120 обIмин.
Отв. л2=80 об/мин.
Глава VI. РАЗБОРКА СОЕДИНЕНИЙ ДЕТАЛЕЙ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Независимо от причин износа и состояния деталей разбираемые, механизмы и узлы машины необходимо тщательно очистить от грязи, промыть или протереть.
Разбирать надо внимательно, чтобы не поломать детали и не повредить их поверхности. Разборка машины на детали заключается в разъединении всех разъемных и некоторых неразъемных соединений.
Окончив разборку, все детали полностью очищают от грязи и промывают в щелочных горячих растворах или керосине, так как на чистых поверхностях легче обнаружить изъяны, трещины, вмятины, срывы резьбы. Затем сортируют детали на годные, требующие ремонта, и негодные.
§ 2. РАЗБОРОЧНЫЕ РАБОТЫ
Разборка резьбовых соединений. У зашплинтованного резьбового соединения сначала удаляют шплинты. Для этого плоскогубцами сводят концы шплинта, выдергивают его из отверстия кусачками, плоскогубцами или шплинтодером. Проволочную шплинтовку перекусывают кусачками и извлекают из отверстия по частям.
При стопорении контргайкой сначала отвинчивают ее, а затем уже^ основную гайку. Отвинчивать гайки и болты можно только ключами, которые соответствуют размерам гаек и болтов. Нельзя отвинчивать при помощи зубила и мблотка, так как гайка выйдет из строя. Если детали соединены несколькими болтами (или шпильками), нужно сначала поочередно слегка отпустить, а затем полностью отвинтить все гайки.
Если гайка не отвинчивается, нельзя увеличивать силу путем удлинения рукоятки ключа, так как можно сорвать резьбу или скрутить стержень болта. В этом случае рекомендуется использовать один из следующих приемов:
завинтить гайку на четверть оборота (постараться сдвинуть ее с места), а затем отвинтить;
нанести по граням гайки легкие удары молотком, после чего отвинтить;
залить под резьбу керосин и через 20...30 мин попытаться отвинтить гайку;
Рис. 111. Снятие зубчатого колеса (а — винтовым съемником; б — при помощи оправки и молотка; в — на прессе) и снятие подшипника с вала винтовым съемником (г):
/ — съемники; 2 —снимаемые детали; 3-валы; 4 —оправки.
нагреть паяльной лампой или газовой горелкой и отвинтить гайку.
Выбивать болты нужно через прокладку или выколотку, чтобы не повредить стержень и резьбу. Снятые крепежные детали очищают от грязи, промывают и рассортировывают на годные и негодные.
Шпильки вывинчивают специальными ключами. Сломанные шпильки удаляют одним из следующих способов::
прорубают канавку в торце и вывинчивают шпильку отверткой;
сверлят в шпильке отверстие и забивают в него граненый конический стержень, хвостовая часть которого имеет головку под ключ;
опиливают выступающий конец шпильки на грани под ключ;
приваривают к выступающему концу шпильки гайку или пруток и, вращая его, вывинчивают шпильку.
Шпильку, не вывинчивающуюся указанными способами, вы-сверливают4
Разборка шпоночных соединений. Клиновую шпонку можно выбить из паза, ударяя молотком по прямоугольной выколотке или сдвинув ступицу детали, посаженной на вал, вдоль шпонки, к ее более тонкому концу. Клиновую шпонку, имеющую головку, можно вынуть из паза, пользуясь съемником или клином. Маховики, зубчатые колеса, шкивы снимают с вала, разбирают прессовые соединения при помощи съемников (рис. 111), на прессах или пользуясь молотком и оправкой (выколоткой) из алюминиевого сплава, меди, латуни, чтобы не повредить поверхности разбираемых деталей.
Разборка заклепочных швов. Заклепки срубают, пользуясь зубилом и молотком, и выбивают заклепки при помощи бородка и молотка или высверливают.
Подшипники качения выпрессовывают из гнезда в корпусе или спрессовывают с вала, пользуясь съемниками, чтобы не повредить деталей (рис. 111, г). Снимают подшипник с вала также под пресёом.
Не допускается выпрессовывать подшипники йачения, ударяя молотком по кольцам, так как можно повредить шарики или ролики, поломать кольца или смять дорожки качения.
§ 3. КОНТРОЛЬ И ИСПЫТАНИЕ МАШИН
Каждую собранную машину, механизм подвергают технологическому контролю. Отдел технического контроля (ОТК) проверяет, насколько точность изготовления, форма и взаимодействие деталей при работе соответствует техническим условиям (ТУ). Отклонения могут появиться в результате перекосов, остаточных напряжений, неточности регулировки и других причин.
При полном соответствии сборки техническим условиям ОТК ставит клеймо. Если обнаружены отклонения и дефекты, составляют дефектовочную ведомость, и изделие отправляют для их устранения.
Правильно собранные машины, механизмы регулируют и испытывают.
При регулировании устанавливают взаимодействие и согласованную работу частей.
Цель испытаний — проверка правильности работы машин, механизмов, мощности, производительности, точности. Машины испытывают на холостом ходу, под нагрузкой, на жесткость, мощность, точность.
§ 4. ПОНЯТИЕ О МЕХАНИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Важная задача машиностроения и металлообработки — механизация труда в единичном, серийном и массовом производствах.
Рис. 112. Самоходные тележки: а и б — аккумуляторные с низким и высоким подъемом платформы; в — автоэлектротележка с краном,
Механизация — это направление развития производства, характеризуемое использованием механических приспособлений и машин, заменяющих мускульную энергию рабочего.
К средствам механизации можно отнести: транспортные самоходные тележки для внутрицеховых и межцеховых перевозок единичных грузов (рис. 112, а, бив);
Рис. 113. Тельфер:
1 — крюк; 2 — электродвигатель; 3 — ходовая тележка; 4 — монорельс; 5 — кнопочный пульт управления.
электрические подъемники (тельферы), перемещающиеся по однорельсовому подвесному пути (монорельсу).
На рис. 113 изображен тельфер, управляемый при помощи пульта с пола цеха.
В цехах крупносерийного и массового производств широко применяют скаты и склизы. Это наклонные желобы для передачи деталей от одного рабочего места к другому.
Для механизации непрерывных процессов используют рольганги и конвейеры.
Рольганги — роликовые транспортеры в виде длинных столов, устанавливаемых между рабочими местами.
Конвейеры (цепные, ленточные, пластинчатые), представляющие собой бесконечные цепи, ленты, шарнирно соединенные пластины, при помощи которых транспортируют разные грузы.
Средствами механизации складских работ являются различные погрузочные, штабелевочные машины, краны. Их часто применяют в сочетании с рольгангами, конвейерами.
Средствами механизации заготовительных цехов машиностроительных предприятий (например, литейных, кузнечных, прессовых, термических) служат загрузочные машины, механические сита, виброрешетки, кантователи, ковочные манипуляторы.
Средства механизации цехов механической обработки металлов и сборки можно разбить на три группы.
К первой группе относятся средства механизации подачи и закрепления деталей и инструментов на станках (индивидуальные подъемные механизмы, «механические руки», загрузочные магазинно-бункерные устройства, пневмопатроны и тиски, делительные устройства, поворотные столы с пневмо- или гидроприводом, поворотные резцедержатели, револьверные головки и многие другие).
Вторая группа включает средства механизации установочных и размерных перемещений рабочих органов станков (например, механизмы электромеханических, пневматических, гидравлических приводов, встроенные в суппорты, задние бабки, столы, упоры для ограничения перемещений рабочих органов станков, лимбы, отсчетные линейки).
К третьей группе относятся средства механизации слесарно
сборочных работ (пневматические, электрические, гидравлические дрели, гайковерты, шаберы, напильники, шлифовальные машины и др.).
§ 5. ПОНЯТИЕ ОБ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Автоматизация — это направление развития производства, характеризуемое освобождением человека не только от затрат мускульной энергии для выполнения движений, связанных с производственным процессом, но и от оперативного управления соответствующими механизмами.
В условиях автоматизированного производства рабочий лишь настраивает машины или группы машин и системы управления, включает их и осуществляет оперативный контроль.
В настоящее время создают системы автоматических устройств для управления машинами, механизмами и другими технологическими или транспортными средствами.
Автоматические устройства состоят из воспринимающих (чувствительных) элементов или механизмов, реле, усилителей и исполнительных механизмов.
Воспринимающими (чувствительными) элементами могут быть датчики и воспринимающие механизмы (например, для выключения или переключения кинематических цепей, золотники, краны управления, путевые и концевые выключатели, электрические контакты, индуктивные датчики, датчики давления, фотодатчики, термопары).
Реле — приборы, замыкающие или размыкающие электрические цепи при определенных электрических сигналах. Из них наиболее распространены электромагнитные, магнитоэлектрические и электронные.
Усилители и исполнительные механизмы усиливают сигналы, идущие от датчиков и реле к механизмам, непосредственно приводящим в действие рабочие органы машин, станков, установок.
Примеры усилителей: электромагнитные пускатели, контакторы, электромашинные усилители.
Исполнительными механизмами являются обычные электродвигатели постоянного и переменного тока, гидравлические и пневматические двигатели и т. д.
Системы автоматических устройств в машиностроении и металлообработке разнообразны по назначению и устройству. Ниже перечислены основные из них.
1. Системы автоматического извещения (устройства — контрольные, сигнальные на станках, регистрации температуры, контрольно-сортировочные, автоблокировки на'прессах и др.).
2. Системы автоматического управления (например, центробежные регуляторы частоты вращения валов, регуляторы
температуры, копировальные системы на станках, системы цифрового программного управления станками).
3. Системы связи и управления на расстоянии (дистанционное, телеуправление, телеконтроль).
§ 6. ПОНЯТИЕ О КОМПЛЕКСНОЙ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
Различают частичную (малую) механизацию и полную (комплексную). При частичной механизации заменяют отдельные затраты мускульной энергии, необходимой для осуществления технологического процесса: главные, вспомогательные, установочные движения либо движения, связанные с перемещением материалов, заготовкой деталей и т. д. с одной позиции на другую.
При комплексной механизации ручной труд человека заменяется машинным на всех операциях. Комплексную механизацию применяют в машиностроении не только при металлообработке резанием, давлением, сварке, но и в слесарно-сборочных, транспортных, складских работах, при уборке стружек и т. д.
Комплексная автоматизация выражается в создании автоматических линий.
Автоматическая линия (рис. 114) представляет собой несколько станков автоматов, связанных автоматическими транспортирующими устройствами и единым управлением.
Рис. 114. Автоматическая линия для изготовления зубчатых колес:
1 транспортирующее устройство; 2 пульт управления,
РАЗДЕЛ СЕДЬМОЙ
ПОНЯТИЕ ОБ ОРГАНИЗАЦИИ И ЭКОНОМИКЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Глава I. ОРГАНИЗАЦИЯ ТРУДА
НА МАШИНОСТРОИТЕЛЬНОМ ЗАВОДЕ
§ 1. РАЗДЕЛЕНИЕ ТРУДА, СПЕЦИАЛИЗАЦИЯ И ОРГАНИЗАЦИЯ КОЛЛЕКТИВНОЙ РАБОТЫ
Социалистическое промышленное предприятие — это основное звено народного хозяйства.
Участвуя в коллективном труде, каждый работник завода выполняет свои обязанности в цехе, на участке или отделе. Завод состоит из многих цехов, в каждом из которых трудятся рабочие разных профессий. Мастера и другие инженерно-технические работники руководят производственным процессом. Сотрудники отдела технического снабжения и сбыта обеспечивают производство материалами, инструментом, оборудованием и отправляют потребителям готовую продукцию завода. Конструкторы и технологи подготовляют всю техническую и технологическую документацию. Все это требует согласования и организации.
Организация труда на предприятии выражается в разделении труда и организации коллективной работы в бригадах, на рабочих местах, обеспечении трудовой и технологической дисциплины и др.
Организовать производство — значит правильно расставить работников, распределить работу и обеспечить проверку ее выполнения. Труд рабочих на участке организует мастер, в цехе — начальник цеха. Всем предприятием руководит директор завода через аппарат заводоуправления.
Правильная расстановка рабочих обеспечивает высокую производительность труда каждого из них, согласованность действий всего коллектива, участка, цеха, завода. Количественный состав бригады зависит от объема работы.
Организация труда в бригадах и на рабочих местах зависит также от вида производства (единичное, серийное, массовое).
Разделяют труд и специализируют рабочих, закрепляя за ними однородные работы.
Производственные процессы на машиностроительном заводе, различаясь по содержанию, взаимосвязаны.
§ 2. ПОНЯТИЕ О СТРУКТУРЕ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
Основное производственное подразделение машиностроительного завода — цех.
Цех — это обособленная в административно-хозяйственном отношении производственная часть завода, состоящая из нескольких участков. Каждый цех специализирован для выпуска Определенных изделий (деталей, сборочных единиц) или выполнения однородных технологических процессов (например, термических, гальванических, отделочных). Цехи бывают основные и вспомогательные.
Основными цехами являются, например: литейные, механические, сборочные.
К вспомогательным цехам относят: инструментальные, модельные, ремонтные (механические, строительные, электрические), транспортные, а также электростанции, ТЭЦ, заводские лаборатории, склады и др.
При изготовлении машин выделяют стадии: заготовительную, обработочную и сборочно-отделочную.
Заготовительная стадия включает: производство отливок, горячих штамповок, заготовок (резка, правка, сварка). Эта стадия осуществляется в основных цехах: чугунолитейных, сталелитейных, цветного литья, заготовительных, кузнечно-прессовых и др.
К обработочной стадии относят: механическую обработку резанием, холодную штамповку, электрохимическую обработку, термообработку и др. Основные цехи для этой стадии: штамповочные, механические (механосборочные), термические, гальванические.
На сборочно-отделочной стадии выполняют узловую сборку, электромонтажные работы, регулировку, отделку, испытание. Основные цехи для этой стадии — сборочные.
Г л а в а II. ПОНЯТИЕ О ПЛАНИРОВАНИИ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
§ 1. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ ПРЕДПРИЯТИЯ
Наша социалистическая промышленность развивается по общегосударственному плану. Органы государственного планирования (госплан) составляют перспективные планы развития промышленности на определенные отрезки времени (на год, пятилетку и более длительные сроки). Эти планы строят на основе всестороннего изучения возможностей нашей промышленности, учитывая все новейшие достижения в области науки и техники.
На основе заданий пятилетних планов каждому предприятию утверждаются обязательные технико-экономические показатели, в том числе: объем и номенклатура основных видов продукции, фонд заработной платы, общая сумма прибыли, рентабельность, ввод в действие основных фондов и производственных мощностей, план освоения новой техники, механизация и автоматизация производства, объем капиталовложений и др. '
Технико-экономические показатели тесно увязаны, между собой и отражают как государственные, так и личные интересы работников предприятий.
§ 2. ТЕХПРОМФИНПЛАН
План производственной и хозяйственной деятельности предприятия называется техпромфинпланом. В нем намечают и обосновывают пути и методы выполнения заданий по всем техникоэкономическим показателям.
Годовой техпромфинплан составляют на основе анализа работы цехов, отделов, участков. Он включает следующие основные разделы:
1) основные технико-экономические показатели, определяемые по кварталам;
2) план производства и реализации продукции (поквартально) ;
3) план повышения эффективности производства, включая планы совершенствования и повышения качества продукции, системы управления, внедрение прогрессивной технологии, НОТ, научно-исследовательские работы и т. д.;
4) плановые технико-экономические нормы и нормативы;
5) план капитального строительства;
6) план материально-технического снабжения (потребность в сырье, материалах на программу, нормы запасов и др.);
7) план по труду и заработной плате;
8) план по себестоимости продукции;
9) план по фондам экономического стимулирования;
10) финансовый план (баланс доходов и расходов).
На основании годового техпромфинплана завода каждый цех составляет квартальные и месячные планы, представляющие собой развитие и детализацию техпромфинплана.
В месячном производственном плане цеха указывают не только суммарный выпуск продукции, но и определяют количество и порядок выполнения отдельных работ, а также устанавливают номенклатуру выпускаемой продукции, расходы материалов, инструмента, электроэнергии, сжатого воздуха и т. п.
Чтобы обеспечить ритмичное и бесперебойное выполнение месячного плана, согласовать работу цехов и участков, на заводе организуют календарное планирование выпуска продукции и диспетчерскую службу, которая следит за выполнением кален-
дарных планов и координирует работу цехов и участков, руководствуясь ежедневным графиком выпуска продукции каждым цехом и участком.
Невыполнение плана одним из участков может привести к остановке производства на ряде участков и цехов. Чтобы избежать этого, в цехах разрабатывают сменные задания участкам, бригадам и даже отдельным исполнителям.
§ 3. ПОНЯТИЕ О ХОЗРАСЧЕТЕ
Хозяйственный расчет (хозрасчет) —это метод планового руководства социалистическим заводом, цехом, участком. Хозрасчет основан на строгом режиме экономии, превышении доходов над расходами, на материальном поощрении работников за достижение установленных технико-экономических показателей.
Каждый работник машиностроительного завода должен знать основные данные по экономике своего предприятия (например, стоимость 1 т топлива, 1 м3 воды, 1 квт-ч электроэнергии, режущего инструмента); понимать влияние простоев на уменьшение выпуска продукции и прибыли, во что обходятся заводу, цеху прогулы, нарушения трудовой и технологической дисциплины.
§ 4. СЕБЕСТОИМОСТЬ ПРОДУКЦИИ И ПРИБЫЛЬ
Себестоимость продукции — это денежное выражение затрат предприятия на производство и реализацию продукции. Различают цеховую, заводскую, полную себестоимость и отпускную цену продукции.
Цеховая себестоимость изделий машиностроительного производства складывается из стоимости основных материалов, топлива, энергии всех видов, заработной платы рабочих, отчислений на социальное страхование, расходов по содержанию и эксплуатации оборудования, возмещение износа инструмента и приспособлений, общецеховых расходов.
Заводская себестоимость включает цеховую себестоимость, стоимость потерь от брака и общезаводские расходы.
Полная себестоимость складывается из заводской себестоимости и внепроизводственных расходов.
Отпускная цена состоит из полной себестоимости продукции и прибыли (чистого дохода).
Таким образом при снижении себестоимости увеличивается прибыль.
Основные пути снижения себестоимости: сокращение расходов основных и вспомогательных материалов, общецеховых и общезаводских затрат; совершенствование конструкций машин, 172
механизмов, узлов и деталей, а также технологии; механизация и автоматизация производственных процессов.
Резервы снижения себестоимости изыскивают на рабочем месте, участке, в цехе, йа заводе, а также во всей отрасли машиностроения.
§ 5. ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА
Один из важнейших экономических показателей — производительность труда, определяемая как выработка на одного рабочего я единицу времени. На машиностроительных предприятиях нашей страны непрерывный рост производительности труда — главный источник увеличения выпуска продукции.
Основные факторы, влияющие на повышение производительности труда: внедрение более совершенных и модернизация машин, механизация и автоматизация производства. На рост производительности труда существенно влияют: специализация участков, цехов, заводов, внедрение поточных методов производства, стандартизация, сокращение непроизводительных затрат рабочего времени, повышение квалификации работников.
В. И. Ленин высоко оценил значение производительности труда, он утверждал, что «Производительность труда, это, в последнем счете, самое важное, самое главное для победы нового общественного строя... Капитализм может быть окончательно побежден и будет окончательно побежден тем, что социализм создает новую, гораздо более высокую производительность труда» Ч
1 Ленин В. И. Поли, собр, соч, Изд, 5-е2 т, 39, с. 21.
ОГЛАВЛЕНИЕ
Введение ........................................................... 3
Раздел первый. Машиностроительные материалы
Глава I. Строение металлов и сплавов § L Общие сведения ............................................... 6
§ 2. Кристаллизация металлов и сплавов...........................—
§ 3. Методы исследования строения металлов..................... 8
Глава II. Способы получения черных и цветных металлов § 1. Производство чугуна.......................................... 9
§ 2. Получение стали ...........................................10
§ 3. Производство Алюминия .....................................13
Глава III. Сплавы металлов, неметаллические материалы и их свойства § 1. Физико-химические и механические свойства металлов и сплавов 14
§ 2. Сплавы железа с углеродом.............................. . 18
§ 3. Цветные металлы и сплавы .............................. . 22
§ 4. Металлокерамические (твердые) сплавы................> 23
§ 5. Пластмассы и другие неметаллические материалы .... 24
Глава IV. Термическая и химико-термическая обработка стали .
§ 1. Диаграмма состояния сплавов железа с углеродом .... 27
§ 2. Термическая обработка стали . ........................28
§ 3. Химико-термическая обработка стали..................' . 30
Раздел второй. Элементы технологии металлов
Глава I. Понятие о технологии литейного производства § 1. Общие сведения . .....................................31
§ 2. Литье в землю . —
§ 3. Литье в кокиль, литье под давлением ....... 32
§ 4. Литье по выплавляемым моделям........................... 34
§ 5. Литье в оболочковые формы ........................36
, § 6. Центробежное литье.............................................
Глава II. Понятие об обработке металлов давлением
§ 1. Сущность обработки металлов давлением......................37
§ 2. Прокатка ..................................................38
§ 3. Прессование и волочение....................................39
§ 4. Свободная ковка и объемная штамповка.......................41
§ 5. Листовая штамповка ........................................43
Глава III. Понятие о сварочном производстве § 1. Общие сведения............................................. 45
§ 2. Электро дуговая сварка.....................................46
§ 3. Газовая сварка и резка................................... 48
§ 4. Электроконтактная и ультразвуковая сварка ................ 50
§ 5. Другие виды сварки и резки.............к...................51
Глава IV. Физико-химические способы обработки металлов § 1. Электроэрозионная обработка................,.................52
§ 2. Электрохимическая размерная обработка......................54
§ 3. Анодно-механическая обработка...............................—
§ 4. Ультразвуковая размерная обработка..........................—
Раздел третий. Общетехнические сведения
Глава I. Понятие о стандартизации .
§ 1. Общие сведения............................................ 56
§ 2. Взаимозаменяемость, унификация, агрегатирование .... 57
Глава II. Контрольно-измерительные инструменты и техника измерений § 1. Общие сведения..............................................59
§ 2. Измерительные средства......................................60
Глава III. Понятие о допусках и посадках § 1. Основные понятия и определения..............................65
§ 2. Системы допусков и посадок . ? 68
§ 3. Шероховатость обработанных поверхностей .....................71
Глава IV. Сведена^ о машиностроительных чертежах
§ 1. Понятие q ЕСКД . . • -................................^5
§ 2. Оформление чертежей в .... *........................77
§ 3. Разрезы и сечения..................................... —
§ 4. Кинематические схемы........................................78
Раздел четвертый. Обработка металлов резанием
Глава I. Общие сведения о процессе резания
§ 1. Основные понятия и определения ......... 79
§ 2. Элементы режима резания.....................................80
§ 3. Физические основы процесса резания металлов.................82
§ 4. Силы и мощность резания.....................................85
§ 5. Понятие о геометрии режущего инструмента....................87
Глава II. Металлорежущие станки
§ 1. Классификация металлорежущих станков........................90
§ 2. Понятие об устройстве металлорежущих станков................91
§ 3. Кинематические схемы металлорежущих станков .... 93
Раздел пятый. Способы механической обработки металлов
Глава I. Правила безопасной работы на металлорежущих станках
§ 1. Общие требования техники безопасности . ..................102
§ 2. Требования к производственной одежде......................ЮЗ
§ 3. Правила техники безопасности при работе на станках . . . 104
Глава II. Токарные работы
§ 1. Общие сведения . . .......... . 105
§ 2. Токарные станки ......................................... 106
§ 3. Токарные резцы.............................................112
§ 4. Подготовка станка к работе ................................114
§ 5. Обтачивание и растачивание цилиндрических поверхностей . . 115
§ 6. Обработка торцовых поверхностей, отрезание.................119
§ 7. Обтачивание конических поверхностей........................121
§ 8. Обработка отверстий.......................................125,
Глава III. Фрезерные работы
§ 1. Общие сведения ,.....................•.....................129
§ 2. Фрезерные станки.............................................—
§ 3. Инструмент для фрезерования................................131
§ 4. Основные виды фрезерных работ..............................133
§ 5. Режимы резания при фрезеровании............................135
Раздел шестой. Элементы технологии машиностроения
Глава I. Основные понятия машиностроительного производства
§ 1. Производственный и технологический процессы „ . . . 136
§ 2. Виды производств ............................................—
§ 3. Структура и элементы технологического процесса . . . . 137
Глава II. Понятие о проектировании технологического процесса
§ I. Исходные данные для проектирования технологического процесса и его последовательность ..... ............ 138
§ 2 Выбор оборудования, приспособлений и инструмента . . . 139
§ 3. Понятие об универсально-сборных приспособлениях .... 141
Глава III. Основные понятия о сборке
§ 1. Организация процесса сборки .......... —
§ 2. Технологические схемы сборки'................................—
§ 3. Виды соединений деталей при сборке.........................143
Глава IV. Получение неразъемных соединений
§ 1. Клепка......................................................
§ 2. Паяние ......................................*. * * 146
§ 3.z Склеивание . .............................\ 147
§ 47 Запрессовывание : ’........................................148
Глава V. Сборка разъемных соединений деталей § 1. Резьбовые соединения.................................... « 149
§ 2. Шпоночные и шлицевые соединения........................ 151
§ 3. Трубные соединения ......................................152
§ 4. Подшипники скольжения....................................153
§ 5. Подшипники качения . 155
§ 6. Муфты.................................................. 156
§ 7. Валы и оси .............................................. —
§ 8. Зубчатые передачи........................................159
§ 9. Ременные и цепные передачи . 160
Глава VI. Разборка соединений деталей § 1. Общие сведения..............................................162
§ 2. Разборочные работы.....................................—*
§ 3. Контроль и испытание машин . .............164
§ 4. Понятие о механизации производственных процессов ... —•
§ 5. Понятие об автоматизации производственных процессов . . 167
§ 6. Понятие о комплексной механизации и автоматизации . . . 168
Раздел седьмой. Понятие об организации и экономике машиностроительного производства
Глава I. Организация труда на машиностроительном заводе
§ 1. Разделение труда, специализация и организация коллективной работы........................................................ 169
§ 2. Понятие о структуре машиностроительного завода .... 170
Глава II. Понятие о планировании машиностроительного производства
§ 1. Основные технико-экономические показатели работы предприятия ....... ................... —
§ 2. Техпромфинплан.................................... 171
§ 3. Понятие о хозрасчете................„......................172
§ 4. Себестоимость продукции и прибыль............................—
§ 5. Производительность труда . .............................. 173
Борис Александрович Соколов,
Анатолий Васильевич Румянцев
ПРАКТИКУМ ПО МЕТАЛЛООБРАБОТКЕ
Учебное пособие для учащихся 9 и 10 классов
Редактор В. А. Смелянский Художественный редактор В. М. Прокофьев. Технический редактор Л. Я. Медведев. Корректор Н. И. Котельникова.
Сдано в набор 19/XI 1974 г. Подписано к печати 24/IV 1975 г. бОХЭО1/^. Бумага типогр. № 3. Печ. л. 11+цветн, вкл, 0,125 п. л. Уч.-изд. л. 11,32+цв. вкл, 0,14. Тираж 108 тыс. экз. А 11553.
Ордена Трудового Красного Знамени издательство «Просвещение» Государственного комитета Совета Министров РСФСР по делам издательств, полиграфии и книжной торговли. Москва, 3-й проезд Марьиной рощи, 41
Типография издательства «Уральский рабочий», Свердловск, проспект Ленина, 49.
Заказ № 648. Цена 24 коп.
24 коп.