/








































































































































































Теги: станки станок трубонарезной
Год: 1989
Текст
ВНИМАНИЕ ! ЧАСТОТУ ВРАЩЕНИЯ
ШПИНДЕЛЯ 355 мин4 ПРИМЕНЯТЬ
ТРУб.
ТОЛЬКО ДЛЯ ТРУБ ф 70... 75 мм И ДЛЯ ЯЛЮМИНИЕВЫХ
ВНИМАНИЕ/
НЕОБХОДИМО
СТРОГО
ПРИДЕРЖИВАТЬСЯ РЕКОМЕНДАЦИЙ, РУКОВОДСТВЕ.
л
4
1
и
ПРЕДПИСАНИЙ
ИЗЛОЖЕННЫХ
в
Класс точности
станка Н по ГОСТ 8-80.
Bud климатического исполнения УХЛЧ по ГОС? 15150-6Я.
Сборочный чертёж станка 1ЙЯ83 .00.000 СБ прилагается.
S
§
$
ГТ
|М1тгАшжа1»4Дж.иЕЬ|
'•!*ч\Ъ:г!\№сМ!<-м У?оап
1АЯ83 .00.000 РЭ
! 4
Министерство станкостроительной и инструментальной промышленности
38-f8^80006
СасоВский станкостроительный заёод
СТАНОК СПЕЦИАЛИЗИРОВАННЫЙ ТРУБОНАРЕЗНОЙ
МОДЕЛИ 1А983
Руководство по эксплуатации
1А983 ' .ОО.ОООРЭ
к
/ Общ, НЕ СВЕДЕНЫ 9 05 ОБОРУДОВАНЫ О
О та но с специализированный трудонарез-токарно/и модели АА^И предназначен ~ обработки труб и дета лей соединений, бклнэчря нарезание резьб и мелкосерийного
i
ной для токарной трубных ( S ‘ услобияз единичного произбодстб а.
Станок используется 6 отраслях народного хозяйстба, из готоблибающих и ремонти-1 ру/Ощих труды и детали трубных соедине ний, а также б отраслях металлообоабатыбаю -щей промышленности, где труда используется i качестве. заготовки.
Обрабатыбаемая труба пропускается через полый шпиндель, зажимается -дбумя механи зиробанными патронами и Драшается бмеоте со шпинделем Другой конец труды уста-Н обладаете Я на люнетДпостабляется по спец, заказу). „ Станок имеет конусную линейку~3ля
-.обработки конических поберхностей и нарезания конических резьб.
б конструкции станка предусмотрены ' автоматизация отдельных элементоб многопроходного цикла резьбонарезания -ые канизск <ия подачи---задней—бабки-----за—еиет—сцепления
—яё--О ^рреткой---для--ебсряылона- расточных
• работ.»
дредусматрибсегез также механизация устано-
ц9(юйл. hodn. и дата ’ |^зж инкм- |лбу/trfyfiiXMn. у Earner । "~ '&&?№ ~" • fc Г"7"
по спец. заказ.
. оа ооо to
1ист
Т
ВНИМАНИЕ ! ЧАСТОТУ ВРАЩЕНИЯ
ШПИНДЕЛЯ 355 мин4 ПРИМЕНЯТЬ
ТРУб.
ТОЛЬКО ДЛЯ ТРУБ ф 70... 75 мм И ДЛЯ ЯЛЮМИНИЕВЫХ
ВНИМАНИЕ/
НЕОБХОДИМО
СТРОГО
ПРИДЕРЖИВАТЬСЯ РЕКОМЕНДАЦИЙ, РУКОВОДСТВЕ.
л
1
и
ПРЕДПИСАНИЙ
ИЗЛОЖЕННЫХ
в
Класс точности
4
станка Н по ГОСТ 8-80.
Bud климатического исполнения УХЛЧ по ГОСТ 15^50-во.
СВорочный чертёж станка ГЙ083 .00.000 СБ прилагается.
S
§
$
ГТ
|М1тгАшжа1»4Дж.иЕЬ|
':^\’и:.т\^сркнн У?оап
ШЗ .00.000 РЭ
! 4
г ОСНОВНЫЕ ТЕШ ЧЕ СМ Е ДвННЬ1Е' И MPMTEPUCTUKU.
§ 5»
<?/ Техническая характеристика станка. Показатели качества. ;
2.1.1 Показатели назначения. '
2J.U Показатели заготовки, обрабатываемой на станке.
1) Условный диаметр обрабатываемой трубы, мм, наибольший 1
наименьший t 73
г) Наибольший диаметр заготовки, устанавливаемой над станиной в переднем патроне, мм, не менее 800
з) Наибольший диаметр заготовки устанавливаемой и обрабатываемой над суппортом (при зажиме в патроне с поджимной задней бабкой), мм, не менее У50
2.1.1.2 Показатели инструмента, устанавливаемого на станке.
1) Наибольшая высота резцов, мм 52
г) Наибольший диаметр сверла, мм 40
2.11.5 Показатели рабочих и установочных , перемещений.
у) Наибольшая длина точения без конусной линейки, мм, не менее 800
д) Наибольшая длина точения с конусной линейкой, мм, не менее 42Q
3) Наибольшее перемещение суппорта, мм, не менее: в поперечном направлении 500
.00.000 РЭ
5;
I
дов... до
0024. 0036
/ " г
/... 22 • 2<S
1
$
5
й
5
з зд5
/6
на
/9,47
но
3 продольном надроблена/ роо
2И./.Ч. Показатели асноднь/х и дспомоеа тельных движений стан ха
/)'Пределы частот бращения шпинделя мин 4. 555, ^Пределы рабочих подач сугтоуто, мм /об продольных поперечных д^ЛреЗелы шагоб нарезаемых резьд метри че с^их , мм дюй мо дыхt и и топ на дюйм.
Ц) Пределе/ скоростей быстрых перемещений суппорта , мм /мин.
д продольном награблении 5300
д поперечном напрадяенс/и 2200
2.115 Показатели силодай характеристики станка
/)Паидбльи/ий крутящий момент но шпинделе, кдм
ё)Мощность елабноео npudo2ai кбт
^Суммарная мощность уста медленных станке электроддиеателей , кбт
2. Н6. Показатели еабарита и массы станка
/) Гадариггные размеры станка , мм (без. отдель-расположенноео оборудования <0
длина 36003 50
ширина /у/о 3 30
Зысота ' /555 г 2s
е; Масса станка (Ьместе с отдельно расположенным одорудоЬанием) , ке при постабке станка без люнета-поооержки пои комплектации станка люнетом-
3600 3/50
s/eoot /5р
'-Игрист Х?докун yio'dn.
.оаооо рэ
[to?
2.11.7 Показатели точности и шероховатости обработки образцов - изделий.
1) Пос тонне тво диаметра ё поперечном
сечении, мкм 2D
s) Постоянство диаметра ё людом сече-
нии на длине 300 мм, мкм 30
3) Параметр шероховатости поверхностей
{наружных, Внутренних и торцовых) R? 20
2.1.2. Эргономические показатели.
2.12.1. Уровень звука на рабочем месте,
8БА, не долее 82
2.12.2. Корректированный 'уровень звуно-
вой мощности, дБА, не долее чо2 .
2.1.3. Показатели стандартизации и
унификации.
Коэффициент применяемости по составным частям, о/о, 87,5
&.1. У. Показатели безопасности.
Показатели, обеспечивающие соблюдение общих требований безопасности при эксплуатации станков В соответствии С требованиями ГОСТ 12.2.003- 80.
3
Примечание.
ч.
размеры станка с отдельно оборудованием не указаны
что они определяются при
Габаритные р асп оложе ннь /м в связи с тем, установке люнета- поддержки (В зависимости от длины обрабатываемой труды) и электрашка-<ра у заказчика.
1А983 . ОО.ОООРЭ
Присоеди ни тельные размеры для патрона и режущего инструмента показаны на рис. 2. / и 2. 2.
Установочный уертеж станка показан на рис. 2.3.
tf*<fy<fr. fl&to. с/да/гк?
♦'
МУ23 ..ОО.ОООРЗ
If
2.2. Шн/ядем передней fadtu (puC; '2j}
'tlW
|Й
37
5
Д,
1°73Q'
/5»
_1
si
293
353
z%?
2S0
322
/3»
I
pStffiD, Of2j
V
•§
\Puc.2./.
Торшоне мп ww/edf/Lf - i//w/mef
Тил ро^аТм/н poAweie - r/ie/wfae no гм77222/-<$o
ТазЖ/Об/ />e/w9/ c99-212ОТ
/9мшес/т)Ро />£W//&7 - 9
2.3- /Pptpmb/ р/шщуомш?
ТаЗл/ца 2: /
§
Резиа^еие/^ wp/p/nt/
fw3e//”
f/fyetoMw-
//bpofaa nodav
Т/п муртд/
3731 082-/9 'Oujmj
/Уа/перекм м&ргнослх/ mpuaf
fMwee/n/o поРерымгл/
9
2. /fyoetwew-
Pop no у £
Э77У 112/2-29
(2шор
Слпанб ло
<yr>aM
9
s § a
3.9e/vnt/ieoig-м/г ofya/n-И02£> юЗа
<fyprr>p/t
ЭТМ 102--M (2u>vn'J
9
J
фзА/исгЛр-доьун. piti.i. tfaix
/9383 ОО.ОООРЭ
гН Суппорп fрис.г.2)
Рис. 2.2 , Росло резооР, устмоРшРаемсш Р резцобои гонКпе
0,05
300
5
I
220
С 30
/
ч
У
Цена одного Зеленая лимдо /шзуим " ропере оное леремещеноё), м$
Церемгшенае за один сдсрот аамда, мм продмбнос (wpe/nrt/J жеребое оооззо/и/^р
/РасЖжаш продыбям леремщ&ш/г РрхиеР у.veто суллор/по, мн МаоРо/ци/оО угол по/оротр градус 4^/й? одного деле/ш* и/мзб/ саРорс/пр градус.
Персмгиумх Рсрзнеи цоо то суппорро засдоу оборот роюо, мм.
Цена од//ого дс/!е//ол ммРо^м
2. 5 РРаРла зад ляг
'' /РаоРолбзсге огргмсуеооо /х/ммц мм Пере мешеное whom зо одон оборот /находок а, мм. '
ПоогресУос смещни/С мм.
Конус под уентр Р понозо (Ршоандме*) Корзед
*Плз задней до дао с Рраша/сщимся шлаидёмм.
1&Я777 ш:
Q05
240(/25*)
/MSI 00. 000 М \ 1 Жло/нд/п Tfv
зг /он
60 ио
Условные обозначения
---- Контур станины
----- Контур стопка
Контур фу нда нец та
Открывающиеся крышка и
—Электро SSod
Рис $.3 УстаноЁочныи
перенеси, ающие\я
чер теок
S.&. Техническая Характеристика электрооборудования дана В руководстве по эксплуатации электрооборудования 1Й98Ъ ..00.000РЭ{
Р.7. Техническая характеристика системы омЪзрсдерия : <
^Подача смазочно- охлаждающей рейд кости
*в зону резания, л/мин} не менее 9
<?) Объём заливаемое смазочно- охлаждающей Жидкости, хг _
08 Техническая '. характеристика системы смазки. | -изол
7) Марка масла для смазки ГОСТ эо^я-75
' , плостинчатый
S) Тип насоса смозки 1SP ГОСТ rH67-SZE
Ь) Производительность насоса смазку л/мин 8
ч) Тип фильтра тамгой очистхи ^ГМй 6-10К
S.9 Техническая характеристика еидрооборудо-вания дана в руководстве по эксплуатации ^идрооборудования: 1Й083 Ф10.00.000 РЭЪ.
(/ja /Лл 4 л* tftor S//VI /А
1ШЗ. .00.000 РЭ
/2
2.10 СВЕДЕНИЯ 0 СОДЕРЖАНИИ ДРАГОЦЕННЫХ МАТЕРИАЛОВ. ' ' Таблица г. г
Наименование Обозначение Сборочные единицы Масса 8 Тинп, г Мака 8 изделии, 2 Примечание
Обозначение
/ г 3 А 5. 6 7
I I 1 i 1 j F 1 | (jure 1 _te X . Золото Диод Диод сбетоизлуч. Реле бремени Серебро Выключатели абтоматич. Выключ путебой Кнопки упрабл. Пускатели Реле бремени Реле тона-. Усгрбо сбетоыгн. Д 243 А АЛ 307 В.Л- 64 АЕгочъм . А 63-Mi ВПП-ООО0 КИЕ - одноцепные АМЕ - дбухцепные ПМА - 4100 ПМА-чеоо пил- нов ВЛ-6Ч * ртчо/го УПС-2 4A9S3.SO.OOO ч®- 1A9E3.SO.DOD 6 & 0 i ч г 8 6 1‘ 1 5 2 1 2 0,003 0,005 0,003 3.S 1,4 0,18 0,0! 0,0/7 9.6 9.S 0,62 0,405 0,07 0,16 0,0/3 0,040 0,006 бреч" 3,6 3,6 0,36 0,03 0035 9,8 9,8 3,1 0,81 0,07 0,32 зздгЁ *
МШ&-93 De^g^r 9.0S4 fiac/n 4A9S5-. .ОО.ОООРд ц
/ 5ом вами
ЧЗк /исп. недмум. wn. garni
г.77 сведения о содержании цветных «еталаов
Таблица 5.3
’’r'"W ' fl jj 4 I •' i j ji Й = ’sk j Л Il *’C ft fttKiHeHoSoHue Обозначение Сборочные единицы Обозначение КОЛ- 50 0 изделии Носса § /шт, KZ Касса в изЗелиц, кг Примечание
f Z 3 4 5 6 7
ДлЮНИ HUU Щиток Скребок Щиток Скребок .Колпачок .Колпачок &юк пятерых ууркроВыключ м/с к и гое л и Kt KjJh > к /%ле тока ТРязгены шгепс.' * Колодки *% вСтаёки <H3S3 50. <02 1Н983. 50. ЮЗ 1H9S3. 50. <04 1Н983.50.Ю5 7Н383. 50. <06 /H9S3.50. <07 ВПН27- 046 ПНА «00 Она - 2<оо ПНА - 4700 ОНА - 4200 ртчг/го ШР60ПЧ7 эшг ШР55О373ШЗ ШР55ПЗ< ЭГЗ ШР60ПЧ7 ЭГ2 WPS5 У3< НГЗ ШР6ОУЧ7 НГ2 ШР55 93< НШЗ U1P60 ИЧ7 НШ2 !А383 .57. 000 /А983 54. 000 <А933 . вО. ООО 7 2 / г / / 7 5 2 7 7 1 < / 1 7 7 7 7 7 0 60 0,25 0,30 0,15 0,30 0,76 0,55 00007! 0,007 0,362 0,362 0,073 0,0467 0,0467 0,0640 0,0467 0,203! 0,22 <6 0,203! 0,22! 6 0,6о 0,50 0,30. о,3о 0,30 0,<6 0,55 0,0039 0,002 0,362 0,362 0,073 0,0467 0,0467 0,0640 0,0467 0,203! 0 22 <6 0,203! 0,22 <6
У;—.--------- ..... -------------------------------------J—
g .00.000 РЭ
Продолжение та6"/1. 2.3
.< г 3 •ч S 6 7
Трансформатор ЭлектродВигатет res- огз 4зпс1бонб из <3933 .30.000 '< < 0, 709 S:000 0,703 -^2— 10, 28 <
• - —
'S Медь Заклепка Заклепка TpgSa /НЗЗЗ,Н- <оо мэм. го. as 1Н333.73.<78/< 1Н383.73. 132 1Н383. 73. аз 1Н933.73. <34 /3333 <0.000 fH333.2O.OOO <3333<&O. 74. 000 /3933 <PW.74. 000 3 20 Ч 1 < / 1 0,003 0,004 0,004 0,075 о,гзг 0,060 0,053 * 0,034 0,03 0,016 0,075 о,1зг 0,060 0053
г ч § Тру 8° Г0СТ6П- 72 ДКРНН4»05НД «3 /9933 St ООО /Н933.20.000 ?38н 5н 0,049 0,043 0,146 0,245
1. ъ $ л Гр</8а ГОСТ 617- 73 ДКРННЗХ{НД пз /нзЬ.го.ооо fA3'33S/.OOO /зззз; -.63.000 (ЗЗЗЗ ФЮ. 74.000 <3933 .45.000 7,3н 7,fSrt tn 1,4н 73н О,<96 0,196 0,196 0,196 0,<96 0,157 0,033 1,<76 0 274 0 157
•
fc ! > , У ;5йн hdWj.01ЧМ 13 933 ; . 00. 000 РЭ ' 2icm
и? ''h.-^СП' №док.ун. pfiTr. '-. '.55
Продолжение таГл. 2.3
/ 2 3 Н 5 6 7
Труба ПХТ6Г7-Т2 ЦКРННТОННДНЗ тез. го. ооо (,ен 0,252 0,450
Труба ГОСТ6Г7-72 цкрннтехтнд нз тез i-.TO.ooo г,гп 0,307 0,675
тнзез.го. ооо г,3п 0,307 0,706
ТАзез. ез.ооо 1,5Н 0,307 2,303
Лаппа Н02Н-60 ТА383 .80.000 Т ' 0,00008 0,00008
Пускатели ПН/1' ТТоо 5 0,0830 О,ЗТ7
ППА - 2100 г 0,Т08 о,гтб
ПНА - 4100 / 0,087 0,084
‘ПНА - 4200 0,ТЗЗ 0,ТЗЗ
рт 40/го рп 21- ООН Т 0058 0058
Реле тока реле <6 0,0030 2,0034
£ Устройство упс-г г 0,004 3,2 0,088 3,2
Электродвигатель 4А нс те о не из 1
1 £. "ПроВода ПВЗ 0,75 ПЁЗ 1,0 ЗТЗН ЗЗп 0,0067 0,0088 2,130 0,820
ПЁЗ 1,5 32п О,отзз ^425
g П&З 2,5 ЗН 0,0222 0,060
1 ПЁЗ н,о ‘тн 0,0356 0,1 но
ч Лбз е,о ' НВН-0,5 ЗЗп 0,053 2,230
§ К8п 0,0045 2,080
*? 3 Кабель КГВЁ 3x0,75 2 6п 0 0^0 т 0,120
sj ~^5~
ъ $ 1
I?"
1////Л Л^ м й* 1 8 ! •':> ттг'гп.Н-исхуу 1 п 1 1А983 .ОО.ОООРЭ 1:СТ^7) рг
/ 2
' Латунь *
Винт Сетка Лаппа 1нз83. го. 1г?> 1Н 383 73 178/3 КП 48- 50 КМ 60-50 МО 24-60
Переключатели пгт-i ~ "
-Разъемы штепс. -
Колодки шрбоич! зшг
v ШР55П31 ЭШЗ ШРЗЗПЗГ ЭГЗ ШР6ОПЧ7ЭГ6
£ •s ВстаВки и1Р55УЗ< нгз
i flocto. at L. ШР608Ч1 нгг ШР55 УЗ! НШЗ ШР6ОЗЧТНШ2
i Транарорнатор ГСЛМ 0,25
I
L к । -
,4> > -J i Дан ussy, опт
Продолжение тв5л.2.3
3 ч 5 6 7
ГП383- 20. 000 ГАЗЗЗЧМОЛЧ.ООО 3 /. 0,006 0,013 • 0,054 0,013
/Л383 .80.000 1 Г У 0,0004 0,0004 0,00015 0,0004 0,0004 0,000/5
г 0,015 0,0/5
/ / / / 00421 0,0566 0,0301 00860 0,0421 00566 6,0301-0,0860
/ /. / / 0,0427 0,0568 ЦО301 00860 0,0427 0,0568 0,0301 0,0860
/ 00040 0,0040
'0^518
•
1Л983 .QQ.000P3 Г7Г
Продолжение mali ll
( г
Бронз о Накладка Накладка (низ. го. (оо (нззз. го. юг
Накладка (нззз. го. {оч
На кладка Накладка Втулка втулка сухдрь КОЛЬЦО KOHTOKTHOt втулка Гайка втулка Втулка Колесо червячное Втулка Втулка Гайка Гайка' ГНЗЗЗ. 20. (05 (Н ЗЗЗ. 73. юо Mgs. и. <74 (Н383. ((. (75 (Н383. 20. (О( '(ВЗЗЗ. 20. (22 (НЗЗЗ. 20.231 (НЗЗЗ. 60. ЦО 1H63.Q6.(Q6 (нвЗ. Об. {(3 1Н63. Об. Н5 (Н63. Об. 1(3 (Н63- 61. (ОО (Н383.50. (ОО (НЭ83 5О.Ю1
Втулка (А383°Р10.43.(41
к Втулка ^333^10.43.151
4
к Арнотура АНЕ
блок путеВых никроперем/оч. Бпнг(-О4б
5 Переключатель пгт- (
* * резистор ПЭВР-SO
А 3 Реле РП21- 004
3 у 5 6 7
(НЗЗЗ. 20. 000 2 0,03 0,(3
2 0,(4- 0,28
2 0,10 0,20
4 0,(5 0,60
(А383Ч>(О.74.ООр 2 0,06- Q12
(А333 (0.ООО 1 /0,(3 0,(3
* / 0145 0,(45
(нззз. го. ооо ( 6, н 0,(1
1 0,067 0067
2 о,11ч 0,228
(А 333 . 60.000 1 г, о 2,0
1 0,33 0,33
/ 0,35 0,35
1 (,2О 1,20
1 0,55 0,55
2 0,33 0,76
(АЗЗЗ .51.000 1 0,75 0,75
1 0,62 0,62
1АЗЗЗ . .45.000- 1 0,06 0,06
1 0 04$ 0,045
(АЗЗЗ .30.000 г 0003(2 0 00624
1 0,0(44 0,0(44
1 0,00034 0,00034
2 0,0062 0,0(24
« <6 0,00(7 0,0273
\&ZKYe i &u!f/fj»r<k .1 .-Чй., 1 _ i - -'-- - Продолжение табл. 2 3 1
7 г 3 ♦ S 6 7
Роззепы uimenc. Колодки Негладки * л К ! I iT'WwTW ШР6ОП97ЭШ2 ШР55П37ЭШЗ wpssnsf эгз шреожэгг ШР55У37НГЗ шрвотцгг ШР 55 нзМшг. ШР60НЦ7НШ2 1А933 - .30.000 {fl 933 -0ОЛ / 1 { 7 / 7 7 7 ЮОР 0^0372 орочго 0,05933 00297 7 0,00372 0,00920 0,05938 0,0297 3 0,00372 0,00920 0,05938 00297 0,00372 0,00920 005983 0,0297 Гт,,. ’iiS
5. комплектность* Таблица 3. /
•~s=> Обозначение Наименование Кол-Ко Примечание
Ш8Ъ Станок 6 сборе 1
Отдельно pc еполозссенное об о руд о ба чие
V снятые составные ч etc ти станка
л И) пзгъ-о/ зб. ооо 1708. 70. 056СБ ГКТ1284.1-80 ГОСТ 13214-73 ' Материалы Станция управления Ключ для электрошкасра Ремень С (КУ 2120 Т Центр 7032- 0035 для бнешнеео монтааь ( 2 9 1 -.а
16383. 81. 200 1А983.81.200-01 Кабель Кабель 1 /
§ I I 4 1 4 Входят S кс 'мплект и стоимость с тцнка
e- 16983 .88. 000 1А983Ф1О. 91000 Запасные части Электроаппаратура запасная (комплект согласно спецификации) Комплект запасных частей (комплект согласно спецификации) 1 1
§ I § I 4 8: '4 И983ФЮ32000 Принадлежности Комплект принадлежностей ( комплект , согласно спецификации)
1, u Ч3*\1исл\№докун. у?&М. ЦалЦ /яггоо . . ии- иии г j го
ъ, ъ
§
-S
§
ч-
£
4
1 $
\РоЗпц J
1
ч
► J »
Продолжение тадл 3 /
Обозначение 'Наименование - Кол-Во Примеч.
I * ЧА98 Э , .ОО.ОООРЭ чаозз :-:оо.ооорэч 'I 0 чмзз. оо. ооорэг ЧА983.<РЮ.ОО.ОООР93 По осоКомс Документы РукоёодстВо по эксплуатации РукоВодстВо по Эксплуатации. Электрооборцдооание РукоВодстВо по эксплуатации. Материалы по запасным частям РукоВодстВо по эксплуатации. Гидроодорудобанце f заказу за отдельную / Ч .4 Ч rtuiami Б
ЧН933.6Ч000 • чрдзъ.зр.ооа ЧА 9815.89. 000 Люнет- поддержка Бабка задняя Электроаппаратур а . запасная (комплект согласно спецификации} ч У Ч / Ч !"ВВДНЙИ»% Вместо tAS33.34.000
поставки ориентироВочный.
.00. 000 ДУ
• * Комплект > . . . t Полный комплект постаёки см. 1А983
ЧА983 .ОО.ОООРЭ
X
$
I
С
1
I
&
I
# Резание мер безопасности.
® Безопасность труда на станке модели достигается его соответсвием требованиям ГОСТ (2.2.009-SO, ГОСТ 12.2.099-80. Требования Безопасности труда при эксплуатации станка устанавливаются соответствующими разделами настоящего руководства, руководством по эксплуатации„ Электрооборудование’ руководством по эксплуатации „ Гидроооорудованиё:’ *
9.1. Треда вопия безопасности при установке оборудования на месте эксплуатации и подготовке' его к работе. '<
9.1.1 Перед, транспортированием и монтажом с тонка _ на месте эксплуатации следует~дзнакд~ миться с указаниями о разделе, Порядок цстаноо-TP^TTamToaS^
9.12. При расконсервации станка следует руководствоваться требованиями безопасности по ГОСТ 9.0^-?8.
9.2. Требования безопасности при‘работе оборудования
9.2.1 Средства защиты, входящие в конструкцию (конкретизация пунктов
ГОСТ 1S.S.009-80)
9.2.11 Ременная передана привода главного двиз/сония, еитара зудчотых колёс снабэ(еены_ оерорсдения ми, предохраняющими От травмирования при работе указанных устройств.
& ч
К^ий^хФмух
г
ем< 1 т
1№&Ъ C.6Q0.00QРЭ
tir/B
22
421.2 Внешние торцы протекторов каретки и суппорта окрашены ё желтый цёет. в желтый цёет окрашены также наружные торцеёые поверхности шкибоВ ременной передачи, задний торец станины под гитарой зуВчатых калес, приклок, Внутренняя поверхность махоёика фартука, Внутренние поёерхности дёерок ограждения патрондё.
Hai наружной поверхности съемной крышки гитары зубчатых колес предусмотрена установка предупреждающего знака опасности по ОСТ2 952-3-8ЧЕ.
у <? 13 На станке установлены защит-ные устройства Патронов и защитное усТпройстВо, ограждающее зону обработки Впп^отле'тающеи стружки и COOK, обеспечивающие' удобстВа ине снижающие технологических Возможностей станка.
4 2.14 Включение Вращения шпинделя осуществляется только после окончания закрепления Заготовки и Вывода из зацепления Вала зажима патроноВ.
4.2.15 На передней бабке В расположении Органоё упраВления устаноВлена таблица, показывающая недопустимость переключения рукояток упраВления при Вращении шпинделя.
1Д983 . 00.000РЭ
\2б
л
if. 2. 1. 6 Рукоятки и другие органы управления станка снабжены надежными фиксаторами, не допускающими само произвольных перемещении органов у правле ния.
4.2.17 Для закрепления и выверки заготовки в станке предусмотрено кратковременное включение главного движения ( толчковый режим)
4.2.13 Шкаф с электрооборудованием имеет специальный запор, закрывающийся С помощью специального ключа.
7.2.1.9 /да станке установлены кнопки „ Стоп "(аварийные) с грибовидным толкателем увеличенного размера, находящиеся на Пульте управления передней дайки и на пульте, расположенном на каретке.
7.S. 1.10 Насос системы смазки сблокирован с электродвигателем главного движения.
4. 2. 1. 11. Шкаф Электрооборудования и Клеммная ко ройка имеют исполнения по степени защиты. ТР5Ц по ГОСТ 14250- 30.
4. 2.1.12 Со стороны, противоположной рабочему месту, 'зона обработки ограждена защитным экраном от отлетающей стружки и СОЖ.
и
1 г
85
*
W 1А983 .ОО.ОООРЭ
teem
И
it. 8.1.73 W злектрошкасре у Вводного автомата и'У .ВВо^ных клеммных надороВ установлены знаки напряжения .по.
ОСТ г 359-В-2ЧЕ.
Ч. 2.1.74. На Командойнпарате механизма резьдонарЬзанця имеются аВарийные кулачки, отключающие подачу Каретки В том случае, если не срадотал Конечной Выключатель ' леВого или праВого положения Каретки В цикле резьдо-_норезания.
3. 2.2. При одрадотке на станке . длинных труд с использованием люнета- поддержки зона расположения Выступающего Конца труды должна Ьы'тЬ ограждена ' защитным ограждением, окрашенным В желтый уВет но гост чг, ч. ого- 76
стаВляется).
’TfcTrno ft1. Tto&l. Ц dcm<?.
г' 3- ПрщоЗрадотке На станке 'коротких тоц) и деталей Вез применения -заднего патрона
Пр ГОСТ <2. Ч. 0ZS-76 / со
Для исключения Возможности Вылета килачка ё задний патрон неооходимо зохатЬ заеогпойкд; ДЁДВ^Ддз,’р~ tQD
(Со станком не постаВляетоя).
43. Требования безопасности при ремонтных работах и техническом обслуживании.
Ха и
4 3.1 Персонал, допущенный £ установленном порядке на данном предприятии к работе на станке, а так же него ремонту обязан:
/) получить инструктаж по технике безопасности ё еоот&ететбии с заводскими инструкциями, разработанными на осноёании типовых инструкций по охране труба,
г) ознакомиться с пробелами эксплуатации и ремонта станка и указаниями по безопасности труда, которые содержатся S настоящем рукоёодстёе, S рукоьодстбе по эксплуатации „ 3лектрооборудоёание и „ Гидрооборудо-ёание ' U.S эксплуатационной документации к устройствам и комплектующим изделиям, Входящим В состаё станка.
4. 3.S Перед осмЪтром или ремонтом стан-неодходимо Выключить ВВодной автомат Выёесить предупреждающий плакат „ НЕ ЗКЛкЬаТЬ - РАБОТАЮТ ЛЮЛИ "
Зак рыть дёерць/ Элек троил кара на замок Специальным Вынимающимся ключом.
1А9В5 . ОО. ООО РЭ
ВцС/П
II.
• - - - - - - Продолжение тадл. £7
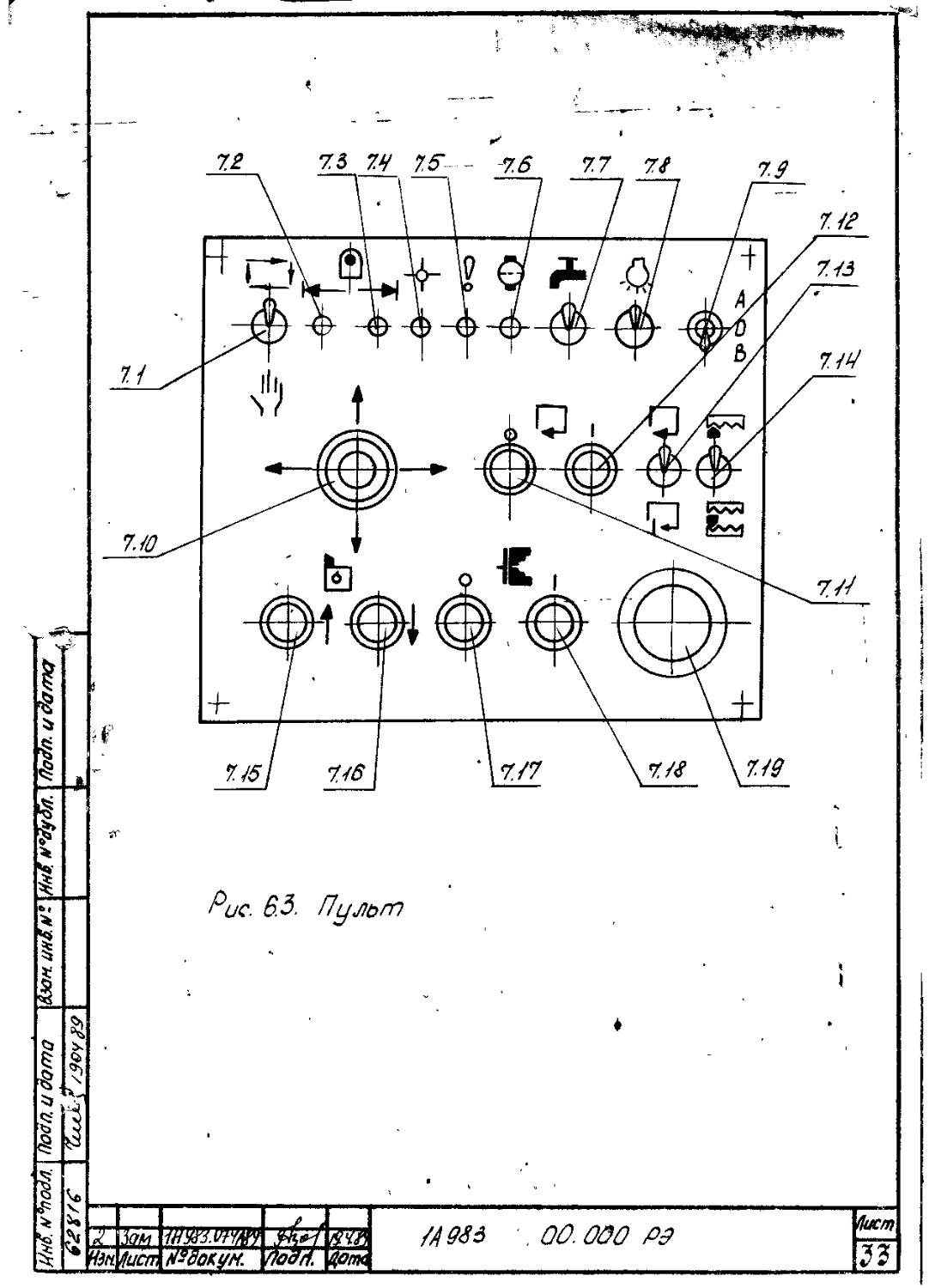
Поз. рис.6.4.'.. 6.* Органы управления и ил назначение
7,2y5.i Сёетодиод „ Контроль лебого положения каретки. “
7.8,153 СбетоЗиод „ Контроль пробою положения каретки"
7.5 СЬетодиод „ Исходное положение резца "
7.5,75.1 Светодиод 6 / бориима-Я ЗПясг "
'’ 7'6 СЬетодиод , Контроль засорения ррильтра на еидропанелс
1 7.7 Переключатель,, Управление охлаждением “
78 Переключатель ,, Освещение станка "
. rS Переключатель „ Подача б - подача д :
7.70 ' 'r^t — " Иерес^ючс/тель^прсголе^ие кареткой <~f оуппо/эгцол*
- (каретка блебо- каретка стоп- каретка бпрадо;
суппорт 6перед- суппорт назад; ускоренный ход))
7.11 Кнопка „-Стоп цикла ".
7.12 Кнопка ,, Пуск цикла".
£ 7. 73 Переключатель „ 3 ыб ор цикл а
§ (цикл непрерывный - цикл одиночныйJ
7..1Ц Переключатель &ида резьды 6 цикле резьдо-
нарезания (наружная - внутренняя)
I 7.75 Кнопка ,, Резцедержко дперед"
ч 7.75 Снопка и Резцедержка назад
7.17 Кнопка ' Стоп шпинделя “
7.78 Кнопка „ Пуск шпинделя "
§ * 7.79 Кнопка „ Одиций стоп 5
i. _
*
И 8 Ручное перемещение резцодыр салазок
9 Крепление пиноли задней Падки .
/0 Ручное пере мещение пиноли
* £ •< Й! 5 41 73к t/ar. /7°8окум. Wrf. 3)923.. .ОП.М79 2g
• ' Продол жение /падл. 6. У
ПОА. PucMJ.5 Органы у проблема я и им назначение
Н Поборот и крепление резцобой еолобке/.
12 Ручное г перемещение поперечных салазок.
13 Ручное р оодольное перемещение каретки с
• суппортом
14 йключение маточной гайки
15.... Пастрой ко цапле/ резьбонарезаниЯ
(командооппорат J —
15 -домок перемещений Задней бабки (по спец, занозу
,1Т Рукоятка настройки на беличину шаео резьбы
и отключения бращения цодобоео бинта
18 Рукоятка настройки на величину подачи
fO- и шаеа резьбы
19 Рукоятка Ь а/бора типа резьдц&еличины подачи
£ и Ьключения чсодобого бинта на пр я му/о
20 '' Рукоятке 1 выбора бели чины подачи и
it. LL/oea резь^б/
1* 21 - Рукоятка настройки на беличину подачи и
4 1 1 шага резьбы }
22 Настройка люнета- поддержки.
I £3 Таблица „Сцепить гайку с бинтом"
I 24 Таблица „ Расцепить еайку/ с бантом/"
25 Таблица Осторожно / Электрическое * напряжение
П 26 Та блица „ Знак заземления "
24 Таблица подач.
g 28 Таблица резьб.
§ . g £
* i S’- 12 Чзк Im Ждакум. Под Л. Ы ТА 983 .00.00029
Продолжение табл. SA
/7^3.
Duc.6J... 6.5
di
J/
Органо/ упраблени^ и их нознааенс/е Таблица • Осторожно ! /Троаие опасности *
Ррои. 6а ты сцелле-ш-Я- заднее/ /додои с оулпорга/н-Таблица „ до Нодой болио’
......... .. - ..- t ' ..........-_____-
*
I
&
I
I
Q
1
41
т Я
1 ]ам ЧЖ&'Ж га
Цисгг РЗочун. ftaSrr. Дсгпк
<A9S3 .оаахтрр
to?
- Зд
_________: _______________лягэ
Ршррпироц УзЯр.и'зн^гмзнпно^ ошорпироц Vp0IJ.lt }НЦ
63. Перечень графических самбо лоб, указываемых на таблицах или панелях '(- табл. 6:2)
ы °подл. /lodp, и (torna н~ pfrfr trtfy&r, По&п. и Earner
&<?£fC “~ /зоузу »”
Таблица 6.2
Поз. Сн.рис.б.! Символы Наименование
'б сэ* Электропривод
/к Зажим, зажато
“ А ' < Разжим, разжато *
Толчковый режим
вращательное движение
Ц, 7 £ Шпиндель с Кулачковым патроном
1 Включение при кратковременном нажатии
о Выключение
7 Направление движения
Ручное управление (.работа от кнопок)
Исходное положение, резца в цикле резьвонарезания
^t^uenK ^aa^H. yiodfi.
, ЕЯ SE?a VlL'ltfSlfo. BZZ7i Э2Щ i
ммз .оаооярэ
5
a
Продолжение, табл. 6. 2
ПОЗ СП. рис. 6.1 Символы Наипенование.
7 Единичный цикл
Фильтр •
S’ Нарезание наружной резьбы
п Нарезание Внутренней -резьбы
ЁГ 1 Резцедерэ/ска
0 Суппорт
/Сг^4 Освещение
□ Непрерывный цикл
о Работа S полуовтонатическон цикле
^Ев 1 . _ ! Охлаждение
1,29 0 Внимание ! Осторожно !
31 1 "' Кодовой Волик
? \3ам
;i5
№№
ШИ .QQ.000P3
W ]Smtt
Jj „
* Pin лстЖЗокун. i,№>
Пройола/семие табл
/юз. см.рисб/ Сиболы //аимемРате
23 ’ Сцепить гайку с бинтом
2Р Расцепить гайку с Пиктом
25 PjcKmyaee/nb подкклааела
? $6 -^Г Заземление
1— Tov&we пупйомтае
: 27 Точение полеченное
* тт 1^) Тойона на оТорат Т мм
27 28 Рукоятки лероклюнемия
- и 5_ Резьба метринескоя
& - га Резьбе дюймовая
t* -.- '
1Ш оо.ооорэ 3j;
ахмма/п Ay
1^1
Цнб. ы °подл | /7o</4 Homo |Д*и инИ/Л Hut. н°</ц£л. Повп. и Лгтд Д *
"Tl
»
a*
3!
ft
ft
§
.ft ft
iHs
*
ft
S
ft <?
i § h
& §
si о ъ
i
4 г
$
Ц * rt
Isi’’ 3
1 I
1 § ft ^1 $ 1
? I
<ъ
vf
11
5j $
$ <\) I
<
I.
I * § I i
§
•§
ft
£
L § 8 ^>л ft^ s. §
ft
§
§
ъ i
* §
I
£
5
1
I §
i
ft
£ $
<? &
I
§
N>
ft S § 's s A
§
«;>
ft
ft
&
5
ъ I §
5
* <**
ft
ft
ft
114^ s
.1
&
§
1
S4: й
s S S S £ IJ < s s
|S $ у
*1 I
§
§ ъ
I
s
ft ft
I
a
Hi
ч S ; $ * S'H К'И ,.
§-s
. * 5
S
I § м * о *
5
I
<\J i
гъ
J I ГЪ
i
I
4
1
1
i
5j
1
<b
§
ft
ft
I § ft
i
Si
рЦЦ Перечень зубчато/х колес и чербякоб к кинем ати чес кои схеме крибебен 3 таблице 6.3.
6 6 5. Перечень коррегиробаннсм-х чуЗчатб/я колес 6 таблице 6. И.
"б^7^~р57^ /9оу?$ " ~г~' ' I
Т ПН. l№-^&
1ит H-Soni/Н. WSri. Ifamn
//ШЗ M. ПООРЭ
Lrz SS™ //<$4 пп ппп Pl HhF
___________|3y t
g /Co^po^ar. >Pi i. аюрма/п AVx V
ezwe I MlH UH& ft! *hS floJn. и darrxj 7
-f /SWtf 4U _3fc 1
;• ) r --- 5 BaSna передняя
i 1 .к | гъ гъ ♦ tv 85 Co Ta 35 <04 » Ao x 4 <> °o *ы O> t>> <04
<Cp t4 <л 9> C3 c§ <3-» C3 tS Й lo> CM Ob O< r\> Ob .62 £> Ao -t-<Q Aj гъ iS СЛ <04 O1
« . 0000DP3 -t -t- 04 o4 UM <04 -t- съ C8> -t- -t- -t i>« СЭ» S^* O) O! Ob 5-м O|
<o4 b£ Ao По 1 иг As As £ C>4 4i «Э cr> *o <04 О» <04 CM O> Й s гъ 2n
--
§
входит 1 Перечень основных характеристик и параметров элементов к схеме кинематической принципиальной ' , Таблица в.Ъ •
Лэ Поз. обозначение' см. рис. 6.Ц
гъ Пэ Число зубьев зубчатых колес или заходов червяков, ходовых винтов и гаек
й; Нодуль'или шаг, ММ
s Ширина обода** зубчатого колеса, омметр червяка, мм ’
Передаточное отношение
Примечание
. ,Л tide* йн& ft 4'4^ * /7г л? и Л?
esgrg 1 .„a,. —.... W
Ed 00000..
fl
Гипюра зубчатых колёс Патрон Куда Входит
<Э4 лэ 1м Сэ Пэ Ц5 Пэ Пэ о> * » Поз. обозначение см. рис. 6. И
ё {Ъ —ж. *- Si О| Число зуВьев Зубчатых колёс или захрдоВ черВя-ков, ходоёых ВинтоВ и саек.
Лэ Лэ Пэ О» Лэ **> О| СЪ съ -t Модуль или шаг^ мм
Пэ Пэ Пэ Нэ ПЭ Пэ Пэ Пэ «Л 3 гь <jj ПЭ Ширина обода зубчатого колеса, диаметр черВяка, мм
Передаточное отношение
* Примечание
Продолжение то 8л. 6.3
&?/?
Ц &П71? у
ком. и#8 *1
*Й
и
1М83- ' 00 000 РЭ
1 Станика. -— ;— ;—-г— Короока подач Куда Sходит
Оч ta 03 • ”** * * оз «3 о °о V о» -* 8 Si сз» * сл 04 Й § а ж Ь| о» * J ? t й 5 Одз. обозначение см. рис. 6.4
$ Ы Рейка 1 С5 л» § UM о! S Оэ о» Й «ъ л» <л ГЪ 8 (Л Й 04 Un Oj 03 л» ип ди ело зубьев зубчатых колёс или заходов червяков, ходовых винтав/ заем
О* -t ЛЭ Лэ *-л Un Аэ о» л» Д» ип л> Л» По О» Лэ о> л> о» № :<э» Лэ 04 Пэ Лэ Un Лэ v> Лэ О| 04 Лэ oi № О1 им OJ Модуль или шаг, мм
‘S й . < 1 09 Ф ’в» о? 04 Si 8> Оъ <Sr <& Со Si 05 Й 05 UJ1 ин Оо Ширина оЗада** зубчатого колесо, диаметр червяка, мм
- Передаточное., отношение
- j Примечание _Л
Продолжение та8л. б.Ъ
Инк. №nodA * tiodn ц do та Ьзам. un5 *3 yfal) viftfS/i' | /й?Ул г/ tfandp j '. o
1 • » i i_~
t; Задняя дадксг /fapemna ! I' • Фадтух 1 ! Куда 6-ходит Продолжение табл, б.д
f XI $ § 105** rtW**| § * * 102** \ c5 § co Co Sg «О <o Ob kj" o> <g 5° Cm £ fXs -5 § $ % Ob ss 4 < £ 1 <?/” % Ci 3 /7оз. обозначение сп. рис. 6. ¥
3 8- Ss § •*- •*- <\> «\a Ci <§ \э Лэ <*> § N» Cm a •M Ob I Si a Co Si ?> fb 8! _y 'Ч Ла <b Оис/го зудьеё зуёчатых нанес они заходоё"'" чердяноб Ходобых SuHmoS и заел
e'oooo oo'' •f/zS’A'/ Лэ Лз Oj o> O1 СЛ V* CM Cm Cm h© *0 N5 h© ч Cm г Cm f\o Cm Cm Cm Cm Cm Cm *- См <5 Модуль или шаз, мм
eg § <o/ Ch Ob C* o! Cm •4 *O Ci 4 ч5 c£ 5S Cb «» Cm Ci Ширина обода** зубчатого ноле ср • диаметр чербяка, мм
Передаточное « отношение
i г
Суппорт Задняя 5а8ка Иуда Sxodum 1 Продолжение таПл. 6.3 ,
SJ сь $ X гъ * s Поз. обозначение си. рис. 6.4
% ъ | ovnarf | <x Съ •*< •%. Час/to чуВрлв. зубчатых ноле$ или засроЗоб |' черёялоЗ, хода 4 Зых ёинтоё lA гаек ; ।
*3 Sb *0 5; Ц 4 bi 4s Модуль или 1 шаг, мм
сь $ $ 4» o> ss s Ci/ирина обода** зубчатого нале-са, Зиаметр иербяна, мм
Передало о чное отношение
1 1 1
Г
Перечень коррегиро&анных колес. . - .
То5лица 6.4.
5?
й,
T
Поз. см. рис. 6.4
6
9
10
41
12
13 15' 22
23 24 '
25
26
46
47
49
' 51
53
56
59
61
64
61
68
69
71
72
73
14
82 ..41
42
Число зудьеВ
22 и 12^
26 J
73___
26___
73___
75___
IS
18
26___
135
135
42 •
28___
24
24___
36
30 '
42___
50
60 .
‘fO-Мч? -*55. __40. __32_ __40
40
12
~зт 24
Модуль, мм
3,5 3,5
_4___
>____
4 .
. 6 .
4_____.
4
4
4
4_____.
2,5
. g5 __
3
3
г, 75
2,75
2_____
2
2,25
г,?5
2,5___
2,5
2,5.
2,5
2,75 ..
2,5
4
2,5
~Т5^~
Мозсрсрициент смещения исходного - контура
~ + 0,45 , -
-0,45 ;
i‘ 0,5
— 0,5 - ;
>0,5 ,
.‘..-0,6
- > Q<?7g \
‘ + 0,б' + 5~ г 0,6. • _
• +0,5 -0,8’^+ -0,8 .
. +0,498
-0,6 .
- +70,53: ?;
_ +0,53 _
. -0,26
+0,233
- - 0,411
-М.........
-0,475
. +0,233
. +Q15. -
, -ЧЦ5,: : : +10966
+ 0,5 л *4033.
+0,25 ,
+0,955 ~
+0,8. - -
1Р58Ъ 00.000 -рэ
ff. 5. Cm а ни и a.
Цн^и°поЗл\1Ыпррота ^пинек!унВ.югубп.\поЗп.иЗотщ I
Стану на станка бы полнено о попереч ными ребрами п-образного сечения, обеспечивающими большую же с ткость конструкции'
Станина имеет дбе закаленные нопрабляю-щие - для каретки (одну призмоти ческую и одну плоскую) и дбе напрабляюийие для задней бадки (также одну призматическую и одну плоскую).
бнутри станины имеются наклонные люки для отбадр стружки и охлаждающей жидкости & старо ну про ти бололож ную рабочему месту.
& одной нише станины _ под передней бабкой установлен электродбиеатель ела б ново прибода станка.’
6 другой нише находятся насос смазки передней бабки, электронасос и резербуар . для охлаждающей жидкости.
Корыто для сбора охлаждающей жидкое -ти отлито -заодно целое со станиной, б средней 'части станины установлен ручной рксцентрикобый тормоз шпинделя. Лрддбой бинт станка no-мере износа его учцетка, расположенного Ближе к шпинделю, целесообразно переуста побить к
шпинделю менее изношенным участком.
6.6. Задка передняя
Бабка передняя установлена на лебой части ст а минь/. Зыберка шпинделя 6
горизонтальной плоскости осущестблЯет-ся за счет- разбор'ота Задки при помощи
Т 35й т
dulfucnj Н-дыун. ОаЗЛ. фт,
SA&S3 ' .00.000 РЭ . »
§
4"
3
Sc
I
g
I
устаноВочных Винтоб, находя щихся снизу ладней части бобки. Jl&uxewe о/p ялектро-д&игател-я передается клинобыми ремнями- ичси&у о пускобой электромагнитной тур той на д адке, о долее внутри корпусе/ через шестерённьнй механизм шпинделю и коробке подач. lP/пиндель может получить /Ускоростей как прямоео, так и/ обратного Вращения.
Изменение частоты Дращения шпинделя производится за счет перемещения блохой шее терен по иллицедым Валам при помощи ЗВцх рукояток, быВеденнь/х на переднюю стенку коробка скоростей.
В ключе ние прямого и обратного Вращений шпинделя осуществляется с помощью кнопок упрабления 'расположенных ' на пульте управления. ’
Для побышения коэрхриииента полезного действия и удобства обслуживания стояка балы передней дайки Вращаются . 6 шарикобых и ролцкобых под ши пниках.
Сталь ной пусто те ль/й шпиндель омонти-” роба я. -на дбух ко нииеских роликобых падшип ни к ах бо/сакоео класса точности.
В корпусе передней дадкч расположен механизм зажимА патроноб. - Ртот механизм i, электрод Вига те л ем, расположенным иебои Стенке передней Забей.
Механизм зажима поочередно осуществляет зожчм обраба ты Ваемой трубы В праВ.ом механизма патрон осуществляется рукояткой расположенной на передней ьтенке бабки
Для исключения Возможности одновременного
за жим А
прибодится В дВижение отдельным ’ , 'на
передней Забей.
обраба ты Ваемой трубы В
и ледом па,троне Переключение зажима .на прабь/й и лебыи
бабки
Чист
avjfeaz ЯЗЗощ/н. СоЗЛ
Уд
/А.936 .00.000 РЭ
(Ti,
%
ёклвойения механизма зажима и привода гипин-для включение механизма режима рукояткой 1 t (рис. 6, /У сдлокиро&ано с пусковой электромагнитной муртой г л айн ого привода
в. 7. Бадка- задняя.
Байка Задняя жесткой конструкции закрепляется.. на направляющих станины при помощи двух планок четырьмя' долтами.
\ р Папе речное смещение Корпуса дайки относительно мостика производится с помощью винтов и гаек, установленных в мостике.
Перемещение пиноли производится от руки маховиком 10, стопорение - рукояткой 9(см. рис.в/) Подачу при сверлении и зенкеровании-можно-осуществлять или вручную- выдвигая пиноль по-
воротом маховика Юрм.рис. S. {) шли®механически— юуекляя—заднюю дайку и Руп порт с помощью
г . По особому заказу за отдельную плату может поставляться задняя дайка со (строенным в пиноль вращающимся шпинделем, § котором имеется прорезь для лапок хвостовика осевого режущего инструмента.
При этом для сверления, зенкерования, развер-ты&ания неодходимо:
- выдвинуть пиноль вперед на 25-30мм;
— слегка вращая шпиндель, установить инстру-' мент в его отверстие. При этом хвостовик инструмента перемещает толкатель 3 и включает зужатую муфту, жестко соединяющую шпиндель с. пинолью (рис. 10.2). '
(A 983. do. попрЭ
49
4
/7ри смене i/ентра или инструмента айном, 'Необходимо вдвинуть в корпус даОки до отказа. При отом толкатель дб/тан кидает центр ши инструмент из шпиндели
Перемещение задней диски ддоль направляющих отар инь/ может осуществляться от редуктора ручного перемещения вращением валика /6 f ем. рис.5./) '(/7ри комплектовании станка задней дадкой с вращающимся шпинделем). , . .
68. Суппорт, .каретка и линейка конусная.
£ £
Суппорт может перемещаться виродоль-ном' направлении вместе с кареткой Но направляющим ото нимб/ и-в поперечном направлении дместе—с.прлеречньчми салазками по направляющим на каретке. Продольное и поперечное перемещения могут производиться как механически, так и вручную. *
Механические перемещения имеются как рабочие, так и ускоренные.
Двя ручного поперечного перемещения суппорта необходимо поборотом ручки поз. 2 (рис. 6.5) вокруг своей оси или нажатием кнопки 3 привести в действие меканиям сриксации рукоятки/ и поборотом данной
1
В
*
W/уж/од
far/n \6б
76983 . 00. 000 РЗ
рукоятки осушес тбита перемещение су ппорта б нужную сторону.
Для ручного продольного переме ице-су п пор та необходимо £>о/дд ину та
Уб, (рис. б.-f) вперед до еео При этом происходит шестерен рарппука . Переме-осущес тбляе тс л поборо-
ни я махобик фиксации. сцепление ецение суппорта том маяобика
Инк. M’riodpbodnypimo ^3aHUHiittYHin°d!/fn.\AoSn.u^ama (‘гг/е ЪсД) -.wr? ~~~~ *
UhS. 1/°по1)л ПоПп jAfto/vg boHUHi/ti Мiity!h. ПоИп.иЪатд ,1.', £~^f€ /двггз _________> f
I
3J
о
ч
I
а
< n> S ^4»
<| hm
$ Hi > J s i
-8> /1^ 1Н1Й M-hh
* s i^S. 5 $ s s 4
=5 I
^’4 *
Gk cr Й S 'X C\
4 ч
$
1 i
:^«U«x «L?r Л t41 § ^1*1 ^1 4§ 1Й9 ЛйНШ^
> S й 4 * Q M
*>HVo4 > J?
>( S S * Ъ Л 'SS 2
%; 01Й1
I 5it h>4 * 11>
IM hi
him
55 S> Ч к
M
M s
к й *
?
ч
<ь ч
ч 'Ъ I ч
&
*
л 1^ и Ы-^ i
<ъ I
й
Q ч
5 §
Ч)
$ >
о
h Й
5 §
<у й $ 5 I ?
I в
5 S’ $ > X
I
1 л л
?£ ч>|
I
§
I
§
8
I Н ?, s г>
г>
1н НШ t^fh 'Ъ -s х
i
£
£
Uf
£>
5
5 ШН
'S
Ч г
ч
I
:
:’ ч
ЯI S
J>
ИМ 41 | b ч Л ' ti
s I
S
£
V S
ц о
§1
?
s
i "Wl|l ml II lull j j A.'iWBt, И -------------------
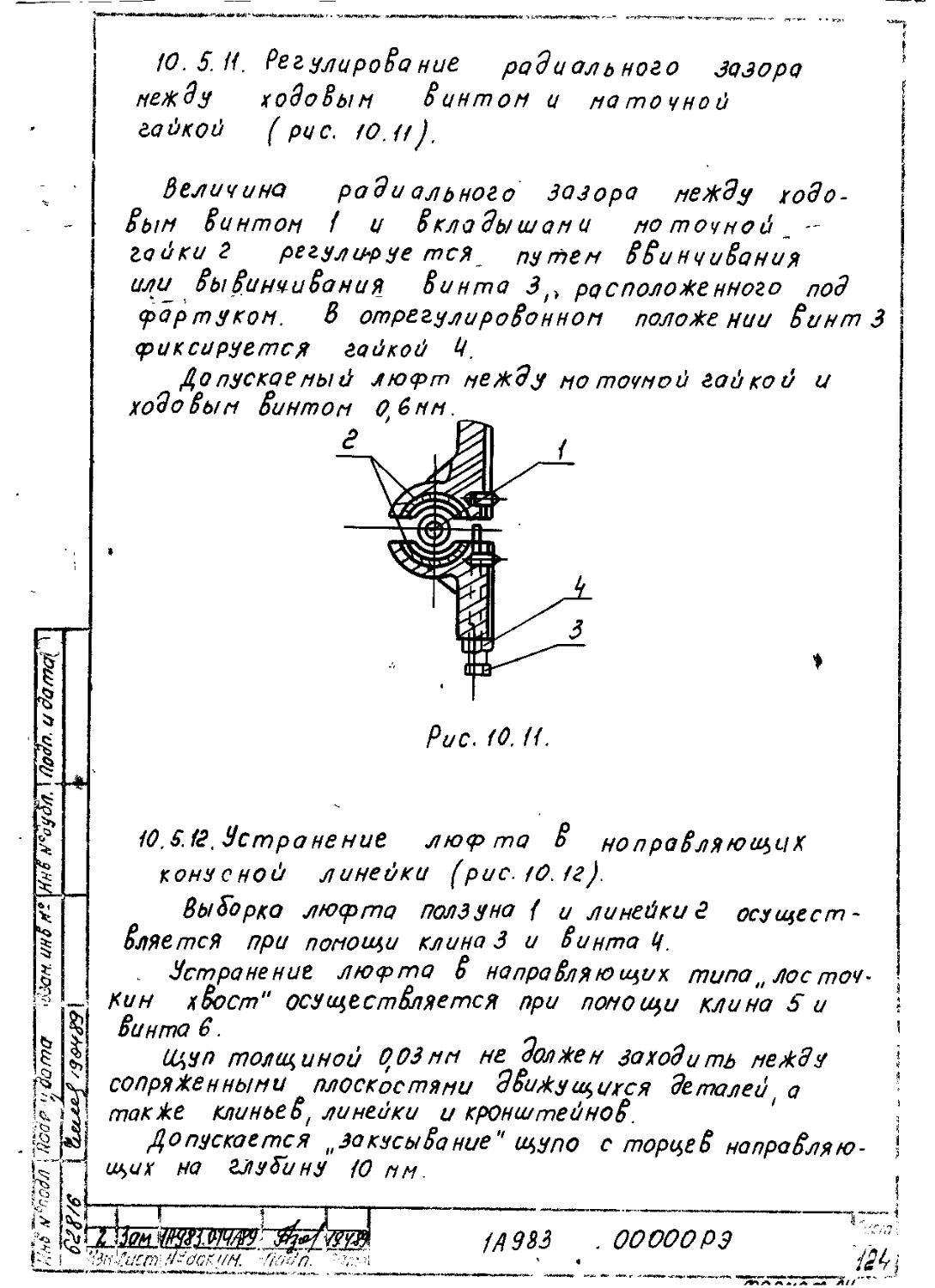
ff. 3 Фартук.
1 ^ojo/zy/t закрытого типа co сзрмной передней
1"». Стенкой f крышкой}. Движение суппорту передается через фартук от ходового винта или ходового вала.
При работе с ходовым валом fточение) крестовый переключатель на пульте 7. /о (см. рас. 5. р' управляет четырьмя электромагнитнь/ми муфтами, рас-. положенными в фартуке. При работе с ходовым винтом (нарезка резьбь/J крестовый переключатель перекдЫмутируется с управления электромагнитными муфтами фартука на управление золотниками гйдроуилиндров у/и //в. Причем направления отклонения рукоятки переключателя совладают С направлениями движения подачи и резьбонареза-ния.
При работе с кодовым валом дополнителбнб/м нажатием кнопки, встроенной в крестовый пере-r-j— ключатель, включается ускоренный код суппорта. Ь Благодаря Наличию в фартуке обгонной муфта, . | включение ускоренного хода возможно при вклю-ченной подаче.
| Электрическая блокировка исключает возмож-', _ L посте одновременного включения быстрого переме-• § щения суппорта и подачи от ходового вала при е сцепленной гайке ходового винта.
Л'
е.Ю. Удюнет- поддержка.
S -дюнет- поддержка устанавливается на отделы-
| . ном фундаменте, распалржсенном от станка на ---' расстоянии, определенном длиной обрабатываемых «а труб.
| о, Уюнет служит для поддерживания свеи/иваю-ir-i^ щееоря кону а трубы, вднеу трубы опирается на § | два ролика, расположенных под углом дб° к — — вертикальной Оси.
| $ -г-- I " ''"] z I I----—:Е
т S. -fp удз . оо. ооорэ -рк
_______________________________££.
'< У/
П UpDg\ HQf^ DUJDp n’UpOUVVpOU^/i ^НЦ
UHSninodA\nodn.u<ioma ^ан.ии8х±у№,Х’3!/Лг.\ЛоЯп.идата, UHe ,?v lfc ft ~
6. if. /Городка подач.
/Городка подач одеспечивает .наслпройку на следующие виды радою Г нарезание резьды -метрической, дюймовой, точение-.
й/естеремный механизмнрродки подач состоит из надорного механизма множителб-, ных механизмов, привада ходового винта и ходового дала и механизма выдора ди да радары - нарезание резеды или точение.
. /Уножителено/й' механизм привода ходового дала с наджен двумя злектромагнитнечми муфтами, управление которыми осуществляется е пуль та на' каретке.
• деличина подачи при переключении электромагнитных му yarn изменяется в два раза.
выдор дида радот, величин подач и резьд осуществляется по таблицам 40.2; /0.3.
6 /S. /Гор одка ре дер с а.
/Городка реверса крепится к корпусу коробки подач и передает последней движение от гитары.
в кородке реверса имеется кулачковая одно-зудая -муфта, которая дает дозможность при нарезании резьд отд о дить каретку £ исходное положение -дез дыключения маточной гайки и редерса шпинделя. /Гулачкодая муфта f находящаяся на валу, который делает такое же число оборотов, какое делает шпиндель станка) при переключении гарантирует попадание резца в нитку при всех резбдах, нарезаемых от коровки подач.
II 1,11 '' \!ист
7Щ WM Tfi&L /р. 983 .ОО. ООйРЗ рр
чЫр,иаЛ,1КЗо£ун. у№<!п. |^<М_ 1?ч
I llcop^tdamcj Mjoh. инки* №h£ Wy^r. I fladn. цdamaj]
Переключение однозуЗой мууЬты производится с помощью гидроцилиндра ц/ 3 цте резь-оонарезания или 8 ручном режиме от лресто-вого переключателя 7/0(см.рис. 6.3}
Нарезку левой резьды , производить следа направо 8 ручном режиме от крестового переключателя' 770 и кнопок 7 75; 7 70 /см. рис. в.д}
При радоте с ходовй/м валом ('точение) одно-зуд ая мурта включается автоматически.
Управление направлением движения каретки. и суппорта осуществляется крестовым переключателем. 7. /0}рис. 6.3}
ВНИМАНИЕ/1 НЕВЕНС ХЕЕ О ЗОЕЙ ВИН7) НЕ ПРОИЗВОДИТЬ НА ХОДУ ПНИ УЗСТОТЕ ВРАЩЕНИЯ ШПИНДЕЛЯ СВЫШЕ /25мин
6. /3. 'ПхслажВ&ные.
♦
Для охлаждения радочего инструмента 3 станке под передней Зайкой установлен электронасос производитель костью 23л/мин, подающий охлаждающую жидкость из резер-8уара станины по труЗолроЗоду к резцу.
Стекающая после охлаждения жидкость попадает 3 корб/то станины, откуда жидкость сно-За поступает 3 резерЗуар.
€ 74. Пи тара.
Гитара зудчатых колес 3 данном станке служит Зля соединения выходного вала передней Задки с Выходным Волом кородки реверса. Передаточное отношение гитары 1:2.
/ШЗ 00.000РЗ
6. is Патрон
i & i
4 k>
£
§
I
I
I
У«
Станок имеет два зажимных четырехкулачко-Вых самоцентрирующих механизированных патрона, установленных на концах шпинделя
Патронное зубчатое колесо, приводящее посредством спирального диска в движение кулачки, получает вращение от зубчатого колеса, скользящего Вала передней давки.
В конце зажима трубы происходит отключение электродвигатрелЯ зажима, контроль зажима осуществляется с помощью реле максимального тока.
Помимо концентричного движения относительно оси спирального диска Кулачки могут перемещаться в отдельности с помощью винтов относительно : ползуше к.
После отключения электродвигателя дополнительный зажим и центрирование заготовки осуществляется перемещением кулачков с помощью винтов, вращаемых вручную патронным ключом.
внимание! В целях предотвращения поломки . механизма зажима патронов категорически запрещается ПОВТОРНО ВКЛЮЧАТЬ ЭЛЕКТРОДВИГАТЕЛЬ ЗАЖИМА. ' ДОЗАЖАТИЕ ЗАГОТОВКИ ПРОИЗВОДИТЬ ТОЛЬКО ВРУЧНУЮ.
Задний Патрон отличается от переднего направлением спирали, диска и кулачков. Наибольший 'диаметр детали, зажимаемой в патррне, 300мм.
S. /6 Принадлежности. л
Державка IH983.92.15g, поставляемая со станком, Может obi mb использована при Обработке Внутренних поверхностей. Диаметр устанавливаемой1 в державку оправки в0мм, Вершина резца должна находиться на оси оправки. Оправка 1Н983.92.ISO предназначена для крепления 8 ней инструмента при обработке внутренних поверхностей и нарезании Внутренних резьВ.
“1—\ ~—Г~7Ч—Г--------------------------
18983 .ОО.ОООРЭ
wiazsFA
ST
^ЖЛиСпГКСдоЕуН. -,fr-
МИМНДИММММДЫДО|Ь.......ih|iyil||RWWnimw.. I, ..
g (7 Механизм' аб.том’атилации одного резьб онарезноео ‘-.прохода.
С целью увеличения производительности , тру до на стансе устаноблен еидробли-ч ее кий механизм. абтоматизации ддноео
резьбонарезного прихода (май). 1
Работать с данным механизмом можно как б цикле, так и б ручном режиме.
При работе 6 ручном режиме упрабление осущестбляется с пульта 1 (см.рщс.б.-/t расположенного на каретке с помощью /снопок 7. Ну 7.16 - а крестобого переключателя 7.70 (рм.рис. б.з). Переключатель 7.1 6 этом случай должен быть 3 положении „ Ручной режим'
При работе б цикле резьбонарезония переключатель 7.-/ стабится & • положение
работа 'б'^йкле'' ’ -> >
л, Переключателем 7.(6 выбирается цикл работы : непрерывный или одиночный •
Переключателем 7.1П . выбирается бид резьбы : бнутренн я я или наружно я.
Предварительно. резец должен быть быбеден б ручном .режиме б исходное пола- .. жение - загораете я ебетодиод - 7У (ем. ри<?. б.б)
Исходное положение- ..каретка спраба, .резец подбеден к детали. -р"
/Снопкои 7.72 бкл/Очается цикл резьбе нарезания.
Циклограммы обработки бнутренней и наружной резьб и схема расположения кулачкой показаны на рис. 6.7 •
! :г'т~~'1~77
Ыст
§ 'о 43tfaua№8oM/H. фоВллбагк
И 963 .ОО.ОООРЭ
Циклограмма одра дотки, а) (внутренняя резьва:
Кн „Пуск у икса
ЗлеНо (прямой код) с ММ
Каретка 8право(овратно/йход) YI2 3 SPO
Нейтраль »
Ргзцедержка вперед)отвод резца} V5 1SQ6
назад(подвод резца) № « JW
ffj наружная резьба:
кн-„ tycK Цикла
Кареткц НлеНо)прямой код) хн |_С ион
вправо}'обратный зод) с JSQS
Нейтраль
Резцедержка ёперед(подвод резца) У/5 зоб^
назад (отвод резца) Yf6 ^307.
I Т* 1
SQi- кулачок абарциноео положения каретки 6 цикле резьдонареза ни я -
, сродатыбает при проскакибаНии ко-ре т г ой кро,и него положения
При наезде на этот кулачок происходит ос тан од каретки и шпинделя и отд од резца от одра Затыдаемой поверхности. ' .< ’
Чтобы продолжить работу, необходимо при помощи махобика 13 (рис. 6.1) передбинуть каретку от фдарииного кулачка.
При необходимости остановить цикл (каретка дби же тс я 6ледо) необходимо нажать кнопку д.11-(см. рис. б.з).
При этом произойдет отбод резца от детали и 6уход б исходное положение.
Для аварийного отключения бсех прибодоб б людом из режимоб предусмотрена кнопка
„ Одщий стоп."
& 18. П’омандоаппара^/. (см. рис. 6.Sj
а) командааппарат продольно/х перемещений расположен на передней поверхности станины
под рартуком.
/А 983 . .ОО.ОООРЭ.
503- а барий ное положение паре тки SQ4- ле бое положение каретки SQ5- прабое ( исходтее) положение каретки
&
ч
1
эд
Л
Настройка командоаппарата на обработку резьбы произбодится б ручном режиме следующим образом:
Резец подбодитея к исходной точке - 52 мм араб ее начала резьбы
Ос ла би б бинты7, перемещаем кулачок 5 (SQ5) блебо по пазу линейки 2 до тою момента, пока он не нажмет на соотбетстбующий кулачок блока путебых микробыключателей. 1
Момент замыкания контакта определяется по зажиганию сбетодиодоб 7.3 рем рис. б. 3/ и 75.3frH.piK.6J) б этом положении затя гадаем бинть/, закрепляющие кулаиок на линейке.
Перемещаем каретку блебо, поддодр pe^gy к лебому краю резьбы.
Перемещаем кулачок 77fsyy) бпрабо аналог ич- ным образом до момента зажигания с^лЗодиодоб 7.2 (см. рис. 6.3) и 75.2 (см. рис. 5,7} Закрепляем кулачок. Пузанок 3 крепим лебее кулачки у, а кулачок 6 проб ее кулачка 5 на расстоянии) /о. ,20мм ( 6 забисиности от расе тояния, допустимого для перебега резца на конкретной детали/.
б/ Помандоаппарат, контролирующ^и\ перемещение резца б поперечном налраблении/ расположен на берхней части суппорта 7 под нджу-хом б (см. рис. 6.9/
pi
Ц985-: . 00. 000 Р 3
Рис. 6.9.
&
1
L
I
В ели и и ну хода ползу ш пи А при быстром отбоде резца регулируют бинтами б, ббернутыми б кронштейн, зокрепленна/й на полз ушке, и упирающимиса & жесткий упор 6, установленный но Верхней части суппорта.
Выдача сигнала при подходе и отбоде резца осуществляется бесконтактными конечнь/ми Вьтлю иателями, Взаимодей стоую-щими С срлажками 7j конечные Вь/кпючатели
имеют Возможность перемещатас я по пазу кронштеина 9 с Вдоль сбоей оси.
s
$0
5
[глгяэvamuBnmi i
jairt^gg/zjV-<?g<jW Won.
1A 9<3B .OO.OOOP?
Чист
62
§
5»
*
д
I
7 ЭЛЕКТРООБОРУДОВАНИЕ
См. отдельный альбоко 1А 983. 00. ОООРЭ-!.
8. ГИДРОСИСТЕМА И СМАЗОЧНАЯ СИСТЕМА
8 / Гидросистема.
См. отдельный альбом /АЗЯЗЧИООО ОООРЭЗ.
8. г. Смазочная -система.
8.21. Общие сведен up
Механизмы станка должны 5ыть хорошо смазаны, при этом обслуживающий персонал обязан помнить, что своевременная и достаточная смазка механизмов обеспечивает надежную работу и увеличивает долговечность станка. Масло, заливаемое в резервуары ^станка, должно быть рекомендуемых Марок и отфильтровано от посторонних частиц с абсолютным "размером долее 25мкм. Категорически запрещается ШмаМ. мас3° Непосредственно цз.брчр&.___
При смазывании механизмов станка необходимо пользоваться схемой смазки (рис. дй) в которой указаны все точки смазки и места наполнения. • масла, места слива отработанного маела и смазывания отдельных точек.
8.2.2. Схема смазки принципиальная "’показана А а рис. 8.2.
В таблицах82и 8 3 указан и элементов системы, а также смазки.
8. 2.3 Описание работы.
Смазку станка обеспечивают системы
о) циркуляционная система смазки механизмов зубчатых Колес и подшипниковых опор бабки передней. Данная система обеспечивает работу гидроцилиндров МАР
перечень точек периодичность
следующие.
\^,Л.исгй^-докум. yjaan.'^i
Ш85 ОО.ОООРЭ
\БЗ
1
£
-Л
*
Насосом пластинчатымв1из резервуара 3 через фильтр -Н и гидропанель 70 смазка подается /г гидроцилиндрам МАР (см. 1А983Ф10. ОО. ООО ГЗ), в подшипниковые опоры шпинделя и S ванну распределительную 7, а из нее к другим смазываемым точкам РО. Пройдя через смазываемые точки, масло собирается на дне корпуса бабки (резервуар з).
броме того, смазка деталей производится разбрызгиванием.
Контроль за подачей смазки и ее уровнем в резервуаре осуществляется визуально с помощью маслоуказателей 2(e) и в. Залив масла в резервуар производится через отверстие в крышке бабки d(t), а слив- через отверстие 72/6
SJ циркуляционная система смазкиt механизма , коробки подач
Плунжерный насос 23 приводится в действие от эксцентрика, закрепленного на вводном валу коробки реверса. /Заело, всасываемое насосом из резервуара ( подается в ванну распределительную 2/ из которой производится дождевая смазка подшипников и зуб-. чатых колес; Пройдя через смазываемые танки И, масло собирается на дне корпуса коробки по'дач/резер-вуар >)
Контроль за подачей масла и его уровнем в резерв вуаре осуиуеотвляется визуально с помощью масхо-ук аз ателеи 6 и 2ft) валив масла в резервуар производится через отверстие в крь/шке коробки подач з(з), а слив- через отверстие /2(2). -----------
в/ циркуляционная система смазки механизма -фартука.
Плунжерный насос 20 приводится/ действие
, я .........................
Ш83 00. ОООРЭ
facm й)
£>WDp ГГЪрОЦ 'UgfyqN дин if! $ЦП VOf^ DU/op >7 'U0OU j VpOUaN gHtf
от эксцентрика, связанного с валом- шестерней фартука. Масло, всасываемое насосом через фильтр 21(1) из резервуара 17 подается в распределительную Ванну 18, из которой по трубкам к смазываемым точкам 43 . механизма фартука.
Пройдя через смазываемые точки фартука, масло содирается на дне'фартука (резервуар 17) Контроль за подачей масла и-его уровнем осуществляется Визуально с помощьюнаслоуказа-телей 2(з) и 19.
Залив масла В резервуар производится через отверстие 9(ъ), а слив - через отверстие 12/з); „
г) периодическая система. смазки направляющих продольного перемещения 'суппорта, винтовой пары и задней поджимной планки каретки от плунжерного насоса. Залив масла производится через отверстие 3(e) (см.рис. 8.в), контроль уровня-масло-указателем 48;
д) периодическая система смазки опор скольжения ходового Винта поперечного суппорта, подшипника скольжения шестерни поперечного перемещения суппорта, винта и гайки продольного перемещения Верхней части суппорта, подшипника скольжения, ходового винта продольного перемещения Верхней части суппорта, направляющих поперечной ползушки, поворотной части суппорта, спиральных дисков патронов, механизма резцедерж-ку, механизма перемещения пиноли.
". Смазка "осуществляется с помощью пресс-масленок 15,25,27, заполняемых ручным шприцем (см. рис. 8.1) и заливом масла через отверстия 9(9), 9(5), 9(6).
/4 985 .ОО.ОООРЭ
\8эан. инб.Ш \Ннё'. к°Ууо/1.\Па#п. и дата j &2&S6 I 'tUce/ /УДУ5У J j» ' ..*
e) фитильная система смазки правой опоры ходового Винта и вала, состоящая из ванночки 19 и фитиля 26, ж) Периодическая система густой смазки подшипников шкива бабки передней 5; подшипников и зубчатых колес гитары Ч, 51; механизма электродвигателя дыстрых ходов' 16; подшипников роликов люнета 94; механизма перемещения задней бабки- 1 50 осуществляется набивкой вручную смазки универсальной солидол Ж ГОСТЮ 33-73 в смазываемые точки; в подшипники шпинделя бадки задней закладывается смазка Л Л С-2 ТУ 38. 471- 80.
з) направляющие люнета, направляющие станины под заднюю бабку, направляющие конусной линейки, ходовой Винт, ходовой Вал смазываются периодически поливом из масленки.
8.2. Я Указания по монтажу и эксплуатации системы смазки.
Перед пуском станка необходимо:
- резервуары 1 5. 17 наполнить фильтрованным маслом заливные
отверст^я^Гз^У^дов^жй риски масло-указателей 6, 8,19 ;
- залить через заливные отверстия 9{н), 9/5) и 9(g) масло Индустриальное Н-308 для смазки винтовой пары поперечных салазок, направляющих поперечной ползу шки и Винтовой пары перемещения задней бабки;
- I заполнить маслом Индустриальное И-ЗОА ГОСТ20799-75 места ежедневной смазки 15. 23...38, 49;
- набить смазку универсальную солидол Ж в смазываемые точки Ч, 5,16,50,51.
!
Т- 1/1983 ОО.ОООРЭ fc I
уюдп. rj<7/77^ 1лз о рб '
§
1
%
- отсоединить выходной патрубок плунжерного насоса 23 Коробки реверса и залить масло Индустриальное Н- 30А. После заполнения насоса маслом вровь присоединить выходной патрубок.
Для смазки станка необходимо применять только фильтрованное масло.
Контроль работы плунжерного насоса коробки реверса осуществляется при П= 250 мин"/
при работе станка контролировать: уровень масла по указателям В, 8, -/9, Наличие подачи масла по указателям 2/'/)... 2(з)
Контроль работы плунжерного насоса (фартука осуществляется при быстром перемещении суппорта.
Резервуар 95 наполнить фильтрованным маслом Индустриальное И-50А через заливное отверстие 9р() до верхней риски маслоуказателя 98.
Для обеспечения правильной работы электромагнитных муфт фартука нужно следить за тем, чтобы в резервуар фартука заливалось масло Индустриальное И-30А или соответствующее ему по вязкости.
в зиннее время в случае заметного повышения вязкости против нормальной, а также для уменьшения перебегов суппорта рекомендуется использовать масло с более низкой вязкостью, например, масло Индустриальное И-20А.
Применение масел с повышенной вязкостью вызывает замедленное расцепление висков нуфт и, вследствие этого, перебеги суппорта после отключения или реверсирования его движения.
Смени, масла в резервуарах / 3 /7 производить
X"-*1.Ь*»И№ГМ.111Г!.*Г11ЩЬ1МИ , Jи-
пербыи раз поем, 10уней jjwambt* о торой-после 20 дней, а затем г через кажЗь/е У О дней, ~ .
йагтшкжа
1А983 OOOODP3
Залиб масла & резервуар 3 - 7л, SрезерВуа/В -3 -65л., 5 резервуар 77- 5л, 3 резервуар 45-0,2л.
Для побышения раВномерности и плабности перемещения каретки, что особенно бажно при резьбонарезных работах, рекомендуется 6 качестбе смазки ходоВого Винта и направляю щих станины применять масло 7/НСп-40 (Вязкость кинематическая 6 СОТ не менее 76, 5 при 50‘С и 4,5 при -ЮО°с)
При переходе на другой сорт масла необходимо очистить смазочные поверхности от масла ИНСп- НО.
2.2.5. Перечень Возможных нарушений В работе система! смазки (табл. В.Т),
Таблицу 2. 7
_________•_________________в&ьа&'Дзгы, элх.?.? ПшррП upou Vpewsn/ЛiflU" Mwl DUJOpriupou УрОи„Л$НИ
Возможное Вероятная Метод нарушение причина устранения Примечание
Отсутствие Выход из строя Заменить потока масла насоса насос. В указателе2(г) Отсутствие масло Залить В резервуаре. MacJ,a' Загорелся сЗетодиод Засорение рильтра Промыть на пульте на гидропанели срильтр, йен. рис. 6.3) г ОтсутстВие по- Поломка пру- Заменить тока масла В ^аны плун/нер- пружину. указателях 2/ч) "ое° тсОса' и?(з\ Засорение масло-Прочистить ' прободоВ трубки. Засорение Промыть срильтроВ <рильтры.
Чист
Чокун. Qaen. qam
МВ 7А 923 .ООрООРЭ
№
есШ'оо. weft
луемэ ewxj
' / 'хема расположения элементов смазки на станке.
ж /!ист л^Уокум /Wit. Harm
ГА М3
OQ (ХХС Р9
ФСЗнат лз
6$j
Перечень эле не нтоЬ системы смазей
Таблица д.д
Поз обозначение Обозначение Г/аименоЗание « Гол до Примечание
1 1А983. Ч>10. 75 Рез ер 6уар / У = 7л
Ы.г® ОСТ 2 С 51-1-84 ПЬслоуказатели контроля
наличия и подачи смазей 30 3
3 1М983. 20 Резерёуар / У=55л
4.5 ! . Точен смазей См. табл. 3. 3
6; 8,19 ОСТ2С51-1-24 Маслоуказатели 30 3
7 х 1/1983. 20. 222 . Зан пара определитель низ 1
З'олидное отдерстие 4
10 18983.9/0.63.100 Гид рол а нельЗ 1
11 1Н983.20.239 Фильтр сетчатый 1
тгМ...1г!ь} Слиднае отверстие 3
13, 16 Точки смазки Ом. /падл. 8. 3
Цнб. к'побл. nadn, й йота им& и- |^у/ nty&n. farin. it Йатд .£tz/6 /g&vg? ______ , i ,
ОТ 18 £0 2lM
22 23
24 26
Занча Зля фитиля
/А 983: . 60 Резербуар 1 У‘5Л
бонна распределительная 1
Насос плунжерный 1
1М63.06. 295 Фальта сетчатый 1
12,5 Г0СТ13167-826 Насос пласта ниатый 1 0:8л/мин;Р‘53 Нен2
Паса с плунжерный 1
Зан на распределительная 1
Точки смазей см. табл. 8- 3
'525,27 ГОСТ 19853-74 Масленка с,2,£. Ц6 Хр S - 14 0
Точки смазки Ом. main, г з
г9...3В io.JA:V9 Точки смазки Ом. mag л 8. 3
W 1Н 98 3.I 64 Точки смазки Ом. табл. 8.3
46- Точки смазки См. табл.г.З
46 Рсзербуар У=Ц2ь
АТ Насос плунжерный 1 1
' w 14983. 50.217 Маслоуказатель .1
60:51 Точки смазки См. гпаСс?. 3
ТА 923 . .00.000Р9
4
\ЙнГ у 1поУл. i tlodn. // damp uhS. У- HhS trt/y&t. ОоЗп. и да met Д J
1 ’S <> § i 3- 8- CacoSc кий ста н кос трои тельный завод КАРТА СМАЗКИ 1 * ТаЗлица в. 3 !А 983 |.
Станок спеи,иолиЗи роВанньп 1 тру За на ре зной нов.
лс-move к по схеме ОЗъект смазки Смазачныи материал (ноипенобение, »арки1 К?стандарт или ТУ) Способ’ сназки Периодичность смазки Расход сна-зочного нате-риала за уста ноыен. период
ч 5 Подшипники гитары М^чатык колес Подшипники шкива передней дадки Сназка сояиЗол X ПОСТ (ОЗУ- 73 то же ручной If . Один раз/ Один раз в год loocK/idd 12Осн3/ео8
edooooo' £?ВУ 16 1S S6 &(<) гч(г) Пиноль, упорные подшипники и Вал неханизна перенещения задней Задки Подшипники и зуЗчатые колеса дВиеателя выстрыг ход о В Задняя опора axtdoSoeo Винта и Вала Винт и еайка поперечны* ' салазок. Направляющие поперечной полз ушки Наело инРусгриальное у-золгоегготзз- 7,s, сназка солидол *. ГОСТ 1033-19 Наело индустриальное и-зол Тастгот-rs та *е * ч ручным шприцом ручлоб набивкой сри тилем поливом и ежедневно один раз в год еЖоедневно еткедневно ежедневно 100 onfe
гя(з) Гайка механизма перемещения пиноли )1 И ежедневно
' \3зом инКт\Hi.£ вП^уб/Г. Ч1аЗпУи&йпа 7 V ’ Y '
__ ^xt \ , ~| I? | _________________.__________ р
1 в/\ . . * ... 'Voo/jl HKioisfi;ы,пис< рУ Ed ООО 00 Мб V/ - 1 -—'" . . —, , ,,„ . —, l Продолжение та8л. 8. 3
точек no схеме О.Въект смазки Смазочный материал (наименование, марка, м- стандарта илу 74) Способ смазки Периодичность смазки расход сма-вочного материала ва уст. период
29 30... 33 33 34 35 36, 49 37 38 39 ' 40 Спиральный диск патрона Опоры скольжения ходового Санта поперечноео суппорта Подшипник скольжения шестерни поперечного перемещения суппорта Винт и гайка продольного перемещения Верхней части суппорта Подшипник скольжения ходового Винта продольного перемещения Верхней части суппорта , Направляющие продольного' ~ перемещения Верхней части суппорта, , . . Поворотная часть' суппорта Механизм резцедерокки Направляющие, конусной линейки Подшипникй и зуВчатые Колеса । Вадки передней 1 Масло Индустриальное н-зол гоетгогзз-ге то же 4 м ; н н Ч ' н ч - н ч шприцем п н ч и РЖ из масленки палибом и разЬрызеиба-наем ежедневно еяеедне&но ежедневно ежедневно ежедневно ежедневно ежедневно ежедневно ежедневно ежедневно
Цн9.н°лодл. Паапр’рата.ъ ЗзанинЗнг ИнБ.нЧд&л. flo&n. и^та А?) i '
<»• )
ж: я 1 Продолжение табл <£ 3 .«.... - • __.....
а: :
Ч тачек смазки Объект смозки Смазочный материал (наиненобание, марка, Нестандарта или ТУ) Способ смазки depi/одач-ность смазки Расход смамм наго материала за установленных лфф,
1 и S J т §
чг 43 W 46 50 51 Подшипники и зубчатые колеса городка подай Напрабля/ощие ста ни но/ Подшипники и зубчатые колеса рартука Направляющие люнета Гайки рортуко и ходабой Оинт Зубчатые колеса, а опора/ сколыжения меха низмо перемещения задней бобки по станине Зубчатые колеса гитары > Масло индустриальное- Я-50 А ГОСТ 20799- 75 Масло индустриала -ное U-SO А ГОСТ 20799-75 Масло индустриоль -ное У- 30 А ГОСТ 20799 76 то же Масео индустриальное 4- 50 А г ГОСТ 20799- 75 Смазка Солидол Л ГОСТ 9033- 79 то же Полибом и раздрызга-банием । ПолибоМ' с помои^ю насоса плунжерноео и ручным полисом из ^ос^енка Полном а разбрызеиба-' наем пени бои из * масленки ''Лълй&дм' !. из масленки Ручной набибкой 1 j —//—U ехеднебно ежеднебно ежедневно ежедневно ежеднебно один раз ' б год Один роз 5 д&е неде- ли 720 мГгод
1 <4 Ci 5 § ч ч
9 ПОРЯДОК. УСТАНОВКИ
ЭЛ Особенности и меры предосторожности при распакоВке.
-4 .
F-
*
во избежание поВрождения у па ко Ванного станка распакоВочным инструмен том вскрытие рекомендуется производить 6 еле-дующей последовательности:
l) снять-.. планки, крепящие Влагонепроницаемый материал на крышке Ящика.
б) снять - с ящика металлические уголки, _ металлическую зенту;
~3)~ снять Верхний щит упа коВочного '• Ящика;
У) снять бокоВые и торцеВые щиты;
у) отдернуть гайки крепления стонка к брусьям осноВания ящика.
3.2. Особенности и мерь/ предосторожности при тронспортироВании.
Перед транспортировкой роспокоВанного станка необходимо наружным осмотром продери mb его состояние и убедиться В том, что перемещающиеся части (бабка задняя, каретка) надежно за креплены 6 крайнем праВом положении ( рис. 3.7, 3. з).
9.2.1. При транспортироВке уЗлоВ стонка необходимо обращать особое Внимание на Выбор канатоВ, подбирая их В зоВисимости от Веса узла, подлежа щего транспортироВке.
t £
£
При транспортировке узлоё следует между канатами и острыми углами деталей под кла- дыВоть дереВянны_е_ бруски.
9.2.2. Транспортировка станка (рис 9.1)
При погрузке и Выгрузке ящика со станком нельзя сильно наклонять ящик В стороны) ‘Запускать , удары дном или Тока ни, сильных сотрясении и рыВкоВ при опускании или подъеме.
При транспортировке станка необходимо следить За тем', Чтобы канатами не были поВреждены Выступающие части станка и отработанные поВерхноети, Зля чего В соотВетстВующих нестбх падкладыВатЬ дереВянные бруски размером 80 х 100 х 500мм. g
Во избежании поВрез/сдения канатами заднего коЯсуха при транспортировке не Лсд у уаднеО стенкой шпиндельной и канатом необходимо подкладыВать бруски размером 280х 280х 500нм.
Диаметр стальных штанг из подъема станка должен быть d 95мн, df не более 7!мн. Материал
Сталь 10 ГОСТ 1050- 7Ц или Cm3 Ст.З ГОСТ380-71.
Длина штанг не менее L - 1боомм.
Количества- д штуки; Р - 2080 кгс.
Вылет штанг до точки захВата .не более
В : 250 мн.
Диаметр' стального каната не менее бк:13,бнн ГОСТ 3073 - 80.
Длина каната Г- (1 - 5800нм. Длина строп 3)- 34.10мн Всего строп- 3. Угол Я не Лсд у ВетВя ни каната дол Ясен быть менее 90°
станка бабки
деревянные
трубы для не менее.
штанг.:
я
5?;'—!—
____________________ jOue/i. •сот.
{А 983 ' . ОООООРЭ
С/г^олальщиММпрого СоМюсРи Схему Ст/збядСги и мст/>ухцию по /пехлихе Резоласносспи. •
CoemoSuji PfioSepax Зо^. о/л&елом Технолог OfnAerovp^sefti
1 ТБ^Г'Р-З'
1Д
Схемы
станса
Б
Вив А
вив Б
ееео
Масса 9200гг
S
3-3
§
ш »йз ахтяяи'а кгги шел'
АЛ983-: ..ОО.ОООРБ
ffaM> пз
.ьЗВВЯЕк.
Масса 150 кг
Схема зачалива ния злектрош ка<ро
It
Рис. 9. г
5
Диаметр стальной подъема злектрошкасра о! не менее ее мн, d< - не долее Юнн. Материал штанги: сталь !0 гост<050-7!< или сталь Ст. 3 ГОСТ ЗЗО-ТС
Длина штанги L не долее 750 мн; Р-1/Окг вылет штанг до точки захвата С не дол^е гОмм. Диаметр стального каната dn не менее ЦДнн. ГОСТ 26 88- 80. Длина ветви втроп А и Б - L’t не менее ггоОмм. всего строп г. Угол меокдц ветвями каната Эол Усе н выть менее За °
1АЭЗЗ : . 00.000рэ
'W
Схема ст ропо 1>ки люнете
Рис. 9.3
Диаметр стального каната не менее dK= 6,3 нм ГОСТ 2688‘ 80.
Длина строп А и Б не менее 21Р0 нм.
всего строп 2.
Угол меэкду ёетРями Каната должен быть менее 30°
/А 983 . 00.000РЭ
\79
3 3. Способы удаления антикоррозионных покрытий.
Перед установкой станка необходимо:
1) снять ограждение гитары зубчатых колес, ограждение глаВного приВода, ограждение каретки конусной линейки, раскрепить заднюю дайку и каретку. Передвигать суппорт, тиноль Задней дайки и каретку на неочищенные от антикоррозионного покрытия поверхности
ко тегорически запрещается.
г) снять с законсерВ ироВанных поверхнос-
тей йунагу и тщател.ьно очистить от
антикоррозионных покрытий обрадотанные поверх-
ности, на продляющие станины, суппорта, ходо-Вой Винт, ходоВой Вал, резцедерЖку зеркало срартуко', сменные шестерни.
Антикоррозионное покрытие, нанесенное на од радо тан ные поВерхности станка снимается путем протирания поверхностей Ветошью и концами, смоченными В уойт- спирите, а также дереВянной лопаткой.
Категорически запрещается употреблять для очистки станка не таллические пред меть/ или наждачную йунагу. Во избежание коррозии Все очищенные поВерхности покрыть тонким слоем наела И-30А ГОСТ 20199- 75.
После удаления антикоррозионного покрытия установи mb снятые коЖуха.
/а 933 . ОО.ОООРЭ
9. Ц. Установка, монтаж.
Точность работы станка В Зна чительной мере зависит от про Вольной его установки.
Станок цстаноВлиВается на веспонный Фчниаменгп и укрепляется фундаментными болтами (рис.Э.^к •лудина Заложения фунда-0 0 Р ' fi ' '-
мента устана.рмлрется^о ^qo ценности от ^Рунта. "фундаментные. дЪлты к станку не
II
точностью 0,03 ни на длине 300 пн поверх ноет и оправки
контроля Выставки аналогичен проверки В норн точности станка.
ВыВерки станка <р унда нентные
3
пр илаеаются.
^<^ммм^ниимаЫ1'|»1М»|. । in-tni. |»"L,;MW4|wi*|iiij^
При установке на фундамент станок Выверяется В овей к плоскостях при помощи уровней.
ЯроВни располагать на нос тике, ус тороВлиВае-мом на направляющих каретки (рис 9. 9) Отклонение
. недолечено преВышать 0,04 нм надлине {00 О мн
§ Вер тикальной и гориВонспальной плоскостях. Мостик со станком не поставляется. ВыстаВку голоВной части производить
по оправке, зажатой В потроне с точностью 0,0<5нн на длине 300 мн по ВокоВой поверхности и с по Верхней Метод
С нетодон
После
Волглы заливаются цементным раствором.
Когда раствор ' за твердеет, Следует затянуть гайки фундамент пых долтов, проверяя положение станка по уровню. ЗатяЖко Вол то В долЖна производиться равномерно и плавно. Затем подливают цементный раствор под корыто
ЧА 983 . 00000РЭ
.ВТ!
вокруг станка zz производят отделки ц околей- ~
После установки станка необходймо откре: пить " заднюю бабку и каретку, которые были Закреплены в целях предохранения от перемещений при транспортиройонии.
Люнет- поддержку установить согласно пункту 6.10 и рис. 2.3: Остановка фундаментных болтов люнета - поддерЫски а налогич на устанодке фундаментных болтов станка.
Электрошкаф установить согласно рис. S. 3.
Установка фундаментных ВолтоВ электро-шкафа аналогична установке фундаментных болтов. станка. ' • .
Примечание:
фундаментныея волглы изготавливаются заказчиком согласно рис. 9.5 и 9.6
После установки электрошкафа необходимо вывернуть два рым-болта 1 и установить их в Кронштейне на внутренней стенке Элек троихкафа ।
3580
6 Шаи So 830. 0505ГОСТ11377- 78 73
S Гой ко ИЗО-6Н. 605ПОТ538Т- 70 13
4 Ufa йГа ?. /г 05.05Г0СТИЗ 7Т- 78 3
3 Гайка МП-CHIOS ГОСТ5327- 70 Ч
г Стерэкень 13
/ Стер окень Ч
Поз. Наине ноёа ние ОКозна ve ние Кол. Принечание
/Л 983 00. 000РЭ
_______________________________::2У?ЛГ,7/7?и..
flodft zl’/TVj
/5 г о
б60
А - А по!>ерн9 то
300,
1100
1230
300
260
10 В <
Усладные обозначения [-«-------------
--- контур <рзнЗо нента
---- контур станка
---открывающиеся и перемещающиеся части станка S крайних положениях
® электровдод
У
Рис. 9.4 <ри
£ " глицина' заложения фундамента принимается S задцсиности от грунта
L- не долее 3260 мн
нданент станка.
Цн$.№пойл. hodn./'domQ- Лом.ан&/& HhS. иЧуЯл. flo&n. ufama £22/6. _______
I
!
»
Рис. д. 7.
Засрмзгиис заЗ^и Зсгдси лер ед т/>амло/>пи/>о&оё)
L_L—_______-ZlJZ^z. ...J Uuon
/Щ. -МОООРЗ _____________________
____ _ ‘X>O^^Cir~l 43
Рис. 9.8
Закрепление каретки перед транспортировкой
> ffi 983 .ОО-ОООРЭ
I £
, С
§
8
Мостик для установки угодней
а>
©л Чиса. li-fioiyH. ~ /loan. Чащ
4А 933'- . 00. D00P9
1ист
1?
95 Указания по монтажу электрооборудования смазочной системы, гидросистемы даны 8 соответствующих разделах руководства.
9.6 Общие требования к испытаниям на точность и жесткость в соответствии с ГОСТ 8- 82и ГОСТ 7035-75.
Методы проверки и средства измерения в соответствии с ГОСТ22287-76 ~ ®
Испытания станка на соответствие нормам точности по ТУ2- 024 463768/. 001-88.
Проверка Т. Прямолинейность продольного перемещения суппорта в горизонтальной плоскости.
X———— кклаах Дхп'П, МТУ
Ьи/bpn ugoi/ 'УрИмinfillJgnvw^ Ошорп opou\ vpon,H '3HI1
Допустимое отклонение Тбмкм В сторону оси центров. Метод проверки.
8 центрах передней У и задней 5 вавок устанавливают оправки 2 с цилиндрической измерительной поверхностью). Резцедержатель должен дытЬ расположен возможно ближе к оси центров станка. На суппорте 1 (врезцедержателе) укрепляют индикатор 3 так, чтовы его измерительный наконечник касался доковой образующей- оправки и выл направлен к ее оси перпендикулярно образующей. Показания индикатора на концах Оправки должны дыть одинаковыми. Суппорт перемещают в продольном направлении да всю длину хода.
* Отклонение Определяют как наибольшую алгебраическую разность показаний индикатора.
1
дляа.<не-ю
/знУШсп\№ды:ун. \floun.
ТА 985 ОО.ОООРЭ
facfii
7&
Проверка 2. Прямолинейность продольного перемещения Суппорта В Вертикальной плоскости.
Допустимое отклонение - SSmkm.
Метод проВерки.
3 центрах передней У и задней 5 Бабок устанавливают опраВку 2 с цилиндрической измерительной поВерхностью. Резцедержатель должен Выть расположен Возможно Влиже к оси центроВ станка. На суппорте 1 ( В резцедержателе) укрепляют индикаторЗ. так, чтобы его измерительный наконечник касался Верхней (нижней) образующей опраВки и Выл направлен к ее оси перпендикулярно оВразующей. Суппорт перемеицают В продольном напраВлении на Всю длину хода. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. (Если показания индикатора на Концах опраВки не одинакоВь/, то из результатов отклонений следует Вычесть погрешность, Вызванную устаноВкой опраВки).
Вогнутость не допускается.
Проверке! 3. Одно6ь!сотность оси шпинделя передней дойки и оси пиноли (шпинделя/ Задней дудки относительно напровоЯЮи/их станины.
HhfOO
Допустимое отклонение ро мкм.
~ Ось пиноли задней Задки может дь/ть только выше оси шпинделя передней дайки.
^Положение, линии отсчета (относительно Направляющих станинь/у устанавливается выше оси шпинделя передней Задки на 20 Мкм.
Метод проверки
давнюю Задку 3 с полностью вдвинутой и закрепленной пинолью у станов ла -дают на направляющих в таком поло-женци, чтоды расстояние ат тора а ле -ре хо дно го фланца установленного на 'конус шпинделя передней Задки до торца пиноли (шпинделяр задней Заедки ОЬ/ло равно или дальше наиЗ= КОО мм воднюю Задку закрепляют. •
3 коническое отверстие- 'переходного фланца. 4 и д, отдрстие под центр пиноли ( шпинделяJ 'Задней Задки бставл я ют оправки 2и& с цылиндрии'еской из мери-
1fl923. DO. ОООРЭ
WO'l
тельной подерхностью одинакодого ~
I •
укреллЯюМ индикатор j Мак, чтобы • его измерительный наконечник касался берхней или ни жнеи образующей контрольных Опрабок поочередно о сечениях I иП, расположенных на расстоянии 250мм от торца переходного орланца д /пиноли или шпинделя задней бабкиу измерительный наконечник должен дыхь направлен к оси опрабки перпендикуляр-но образующей Для определения наибольшего показания индикатора оерхнноно часть Суппорта перемещают д' поперечном напраолении.
измерены я прододЯт ддажды. Перед бторым измерением шпиндель с опрадкой поборачиаают на ХЛОр а апраЗки, ’Зстаблённуно 3 пиноль задней бабки Зы ни мают г/ поЗорачиЗаЮт на П?О° Зокрцг её оси.
Отклонение от одноЗь/сотнасти раЗна разности дЗух средних арисрме-тичееких Значений показаний индикатора, полученных при измерении 6 сечениЯх Г ид
Ь I
,: > j __________________________________________
//клез оо. опор б
*4 i.
wM
Ж-
Проверка В. Эквидистантность траекторий перемещений задней давки и суппорта
Ср б Вертикальной плоскости
О) в горизонтальной плоскости
ж»
Допустимое отклонение:
а) б вертикальной плоскости РОмкм
о) В горизонтальной плоскости 26мкм
Л Ъ ъ
Метод проверки
I
е
Суппорт J и заднюю дадку й устаноЗ -кивают 6 крайнее исходное положение на направляющих станины.
Пиноль 3 вдвигают д Заднюю давку на Q3 хода и зажимают.
На суппорте укрепляют индикатор ?. так, чтоды его измерительный/ наконечник касался Пиноли задней/ дадки и рыл напраблен к её оси перпендикулярно од-разующед.
Суппорт и зоднюдэ радку перемещают одновременно или последобательно на всю длину хода. Измерение производят не реже, чем ч$ое^ Q.2 длины хода
1Д9#Э. оо.ооорэ
Vi'Xm
|?2
Задней давки. Во время измерения задняя дадко должна (дь/ть зажата.
Отклонение от эквидистантности равно наибольшей алгебраическойразности показаний индикатора на заданной длине перемещения; в танках измерения,/
Проверка 5. Радиальное биение наружной фазирующей поверхности шпинделя передней Задки (под патрону
а /
Допустимое отклонение 35мкм
I 5J
Метод проверки
< '
<§ й
§
§
;з
L/ндикатор 4 устанадлиЗа/от на неподвижной иасти станка так, итоды его измерительный наколенник касался проде -ряеМой поверхности и дь/л перпендикулярен оси 3 плоскости измерения Шпиндель приводят до вращение 3 радо иен напраолении со скоростью, позволяющей регистрировать показания индикатора. Шпиндель подораииЗанзт не менее уем на два оборота.
Шзмерения проводят в двух взаимно , перпендикулярных плоскостях
М. №983. оо. ооарэ
V)4,Jiu:niX-doKyH. Vlodn. Шт4
\fuicni
Радиальное биение. райпо наибольшей алгебраической разности показание'/ индикатора д плоскостях а и б.
Продерко 6 Оседав биение шпинделя передней бабки.
Допустимое отклонение ЗОмкм
Метод продер к и
На коническую поверхность шпинделя передней бабки через переходной ерла-нец д 'устанадлибают контрольную опрадку 2 С центродым отдерстием ' под шарик б
На неподвижной части станка, устанаблибают индикатор 3 так, Чтобы его плоский измерительный наконечник касался шарика, дстадпенного 3 аентро-дое отберстие опрабки.
Шпиндель подорачиЗоют 3 рабочем на продлений не менее чем на а За обора-та.
Осе Зое биение род но наибольшей
Ъок дм.
ШЗд ОО.ОООРЭ
апгедраическои разности показании индикатора.
Проверка 7 Торцовое биение опорное/ поверхности шпинделя передней бабки
допустимое отклонение ООмкм
fifa? л°по£л j Пест и 'fa/ng &зам. ин8. tt \/fa£ v °д$5л. | Подл. и дата .
Метод проверки
а
индикатор устанавливают на неподвижной части станка тар чтодь/ его измерительный наконечник касался пробе -ряемоО поверхности и бь/л перпендикулярен кЪнеи. измерительные наконец -Ник должен отстоять от оси вращения на возможно большее расстояние. Шпиндель поворачивают не менее че/ч на дба оборота со скоростью, позволяющее/ регистрировать показания индикатора.
L/змерениЯ проводят не менее йен/ б четырех точках, равномерно распо-
'а —-----1--------,-----
Л?
Р tiipumpSa/i/H. y/acU.
-• //7W 00. ОООРЭ
ло/кенных ПО окружности. Точек монгт рыть больше четь/peXj но обязательно Четное число.
За торцовое биение приниманот наибольшую алгебраическую разность показаний индикатора из полученных б разных /почках.
Проверка <?. Прямолинейность и параллельность траектории продольного перемещения суппорта относительно оси шпинделя передней бабки
aJ б бяртикальной плоскости р) б wpu зонтальной плоскости
j chrna l&OV ЦН& xf ^gg>?. Z/ <^7/7Й7^' |
Допустимое отклонение;
О/ & вертикальной плоскости - ЗОмкм
о) в горизонтальной плоскости- /5мкм
длина измерения 300мм
свободный конещ оправки может отклонять сЯ вверх и 6 направлении к резцу
Метод проберки.
На конус шпинделя передней бабки Через переходной срланец / устанадли-дают контрольную оправку 3 с цилиндрической измерительной поверхностью
ЧАдвз. оо. ооорэ узрмисгп), док, ум. 'flaop.
•to?
16
|^%VSg?z'pS3z(~{?'gz?7g \вмн.ин&учУ<нгл<‘гуКл.\Пос/п.и<?аггк!
укрепляют индикатор £ так, итодь/ '. , его измеритель нь/й наконечник касался осдразртщеО/ опраЗки и di/л напраблен к её оси перпендикулярно одразуьощед/.
Суппорт перемещают д продольном направлении на длину L-300 мм.
измерения производят по дЗум диаметрально протиооположнь/м одразующим ' РГраЗки ( с. поЗоротом шпинделя с опрсгЗ-Код на . -
Суммарное отклонение от прямолинейности и параллельности раЗно среднему арисрметическому дЗух знамений наидоль-ией алгебраической разности показаний индикатора, полученньу при измерении до и после поборота опрабки z /7ри зхпом для каждого положения опра&ки Рдо подорожо и после ^со) определяют наги-бдлииую апгедраиуегкую разлосмз> ноклмхиии гхидаКажора о пределах. длины перенесения.
,4
I $
jffggz О О. ОООР9
'{m’fucrri) Лвдиун. угМЗ. ________________
Част 5?
Проверка 9. Прямолинейность и параллельность траектории перемещения берх-них салазок суппорта относительно оси шпинделя передней Падки д вертикальной плоскости.
Допустимое откпонение - ДОмкм Длина измерения - 220 мм
Метод проверка
На конус шпинделя передней бабка через переходной фланец И устанадлидают контрольную опрабку 3 с цилиндрической измерительной подерхноетью.
/-/а суппорте 9 (д.резцедержателеу укрепляют индикатор 2 так, чтодь/ его измерительный наконечник касался образующей опрадки и был направлен к её оси перпен - . дикулярно образующей.
Верхние салазки суппорта перемещают бдопь оси шпинделя на длину й- 220мм.
измерения праизбодят ко ддум диаметрально противоположным образующим опрадки f с поборотом шпинделя с опрабкой Ha tfooj. ~
Суммарное отклонение от прямолинейности и параллельности раоно среднему арифметическому ддух значений наиболь-б'ей алгебраической разности показаний индикатора, полученнь/х при измерении до -и после поборота Опрадки Ури этом
//7 933 ОО. ОООРЭ тУСГГ-П'-СОХ UM pfadp t'Jnp
9S
для каждого положения опрадки (до поборота о после его) определяют наибольшую алгесбэаиаескую разность показалий индикатора д пределах длиньг .перемещения.
Проверка -Ю. Эквидистантность траекторий Перемещений пиноли задней бабки и суппорта.
0.1 Ь Ьертикальнод плоскости
5) б горизонтальной плоскости
&
§ £
40 мкм
*
Допустимое отклонение: > aJ б дерти калькой плоскости 0( 8 горизонтальной плоскости 45мкм
Длило измерения ( - 400 мм дйододный коней пиноли может отклоняться бберх и б нопраблении к резцу.
Метод лроберки
Заднюю бабку р а бдбинутой пинолью устанаблибают на расстоянии большем или рабном 800 мм от торца шпинделя передней Задки до торца пиноли (шпинделя} Задней бабКи. Заднюю бабку и пиноль Зажимают. »
Индикатор 2 устанаблибают на Щппорте 1(6резцедержателе) так, Чтооы его измерцтельнь/й наконецник Касолея Паоерхноати пиноли и дб/л налрад-лен к ее. оси перпендикулярно образующей
\09
feW- //7ЛРЗ оо ООО РЭ сюр.
5?
Пиноль 3 осбодождают, дь/дбигают на длину, большую L и a-юда зажимают.
Суппорт перемешают б продольном /-/ап -раолении. б сторону. юереднедударбаи на длину L со скоростью, пиздо/рющеи регистрировать показания ординатора, измерения проводят непрерывна на deed длине п^оемвще-ни я суппорта.
отклонения от эквидистантности рабуо наидольшеШ ал/гетрзаимескод разности показаний индикатора, на заданного длине перемеи/ениЯ.
।
к„:
00. 000 РЭ
г
1
ч t
I
'А и;
Проверка Н. Прямолинейность и параллельность траектории перемещения суппорта Относительно оси конического отверстия пиноли (шпинделя) задней вавки:
_ а) в вертикальной плоскости
5) в горизонтальной плоскости.
г з
а,
3-
Допустимые отклонения:
а) О Вертикольнов плоскости -дОмкм
8) в горизонтальной плоскости - 30 мкм
Длина измерения й-ЗООмИ
Отклонение сВододнаго копир оправки допускается лишь вверх и В сторону резца.
Метод проверки
Заднюю водку с полностью вдвинутой затратой г пинолью устанавливают на расстоянии валымем или равном 800 мм от торца шпинделя передней давки до торца пиноли (шпинделя) задней вавки.
В отверстие пиноли (шпинделя) 3 вставляют контрольную оправку / с цилиндрической измерительной поверхностью
На суппорте И (врезцедержателе) укрепляют индикатор $ так; чтовы его измерительный наконечник касался образующей оправки и выл направлен к её оси перпендикулярно овразующей..
Суппорт перемещают в продольном направлении но длину L - 300 мм.
Суммарное отклонение от прямолиней-
сшум.
ЖВ.00.000 РЭ
vucm
U01
ногти и параллельности рабно наидоль -шей алгебраической разности показаний индикатора на . бееи длине перемещения , суппорта , ,
в случае задней дадки с. дращанлщимся шпинделем измерения производят по дд/м диаметрально пратибопаложнз/м одразуьо-цим опрадки ( с поборотом и/пинделЯ а апрабкой на 4?ор. Отклонение при атом определяют как среднюю арифметическую ддйх Значений наидолыией алгебраической разности показаний индикатора. полученных при измерении 'до и 'после поборото опра&ки,-/7ри этом -для каждою положения - олра&ки /до поборота и после него/ Определяют наибольшую алгебраическую'разность показаний индикатора на бсей длине
. перемещения eynnop,
\UhS. n°ruM\nodn.i\damo
УвёТбд' к ~~~
Проверка 42. Точность кинематической 'цепи шпиндель - кододой бинт.
Допустимые отклонения :
а) ТОмкм на длине /_, - /оомм
др 9Дмкм на длине о - 300нм \ ' Метод лроорки
В центрах передней и задней дадок * устйна&лидают контрольный цилинд-у/У^ 00- 000Р3 I _____________________ I
рхлг-w w
рический бинт
индикатор устанаолиоанот на суппорте так, чтобы eta измерительный наконечник через углобай рычаг касался до-кобой стироны профиля Зин та. -г
'/.одсбомч бинту сообщают Вращение от шпинделя с передачей, рабной отношению шага контрольного Занта к шаги ход об о го бинта.
отклонение определяют как наибольшую разность показании индикатора на дли не ЯООмм и 300 мн.
Проберка 63. Радиальное биение подерх-НОсти конического отдерет и я шпинделя, б Монтированного 3 пиноль задней баб-Ки '
300мм.
Допустимый отклонена я: а) 62мм у тории пиноли о) 20мкм на длине L
Метод проберки
||
♦*
b коническое отдеретие (под центрJ • шпинделя р дмонтироЗаннога д пиноль, бстаблЯЮт контрольную опрабку 2 е. цилиндрической измерительной подеру ностью.
На неподВижной части станка
бдддд. оо. ааорз
‘ЧСпУ
!Wj
истанадлибанст индикатор 3 так, и годе/ его измерительные на коне они к касался измерительное поверхности опрадки соответственно у торца или/-/делЯ и на расстоянии 1тЗОО мм и рь/л напрог лен к её. оси перпендикулярно одразую-
Шпиндель приводят 6о брожение.
При каждом измерении й/пиндель должен сделать не менее двух оборотов.
Отклонение Определяют как ноиддль-Ч'рсхииескуно разность показа -'.атора д каждом из его лоло-
Женив.
при комплектовании заднее'/ дадвор с. драь/спощимся итмное.-лем.
&
'fflMd. ОО. ОООРЭ
точность отцл-из/мия
Rpobsp^a Постоянство диаметров одразиД — йздемя
alb поперечных сечениях,
а!б л^дых сечениях ____
pjXH&.yb'ioJjl ~^odn1,- dama tix:» wlидатд ,
3.
Образец предварительно обработан Рдпчстчные отклонения) 0)1 20мпн
J/ дОмкм
Метод промер м.
На станке & патроне закрепляют образец и производят обработку- ио наружной , цилиндри -ческой поверхности рпояскоЬ шириной 20 нн)
, Проверяй/' постоянства диаметра одрасПотан' *" нои поверхности производят с помощы-о мипронгт ра. Отклонение определяет по разности диа-'. метроЬ осоадотачных поверхностей’.
для продеопц а* - ft людом поперечном сечении
для прс&'ер/йи &; -д Mxfbix д&ух и долее попе вечных сечениях
S5 t
Y^Pn.
Ж 00 000 РЭ
Проверка 15. Прямолинейность гтюрцоЬой поверхности образца - изделий,
допустимое отклонение -ЗОмкм, Алина измерения - зоо нм, выпуклость. не допускается.
Не mod - прдЬгрки.
* Образец 'закрепляет на станке ;Ь патроне и производят. обработку9 торцодой пойгахности
ПроЬ&СКУ прямолинейности пройзЬодят ' не
Снимая образец . со станка.- '
индикатор Укрепляет' на суппорте так, чтобы его, измерительный. чаконеиник касался ПлясенЯ^МОи ^дерхности и был ей перпендику-
Суппорт перемещает / поперечном напраЬ-' лгнии на длину. раЬчумо диаметра образца.
измерения проЬодйт не 'немее йен b д^Ук ОсеЬыА сечениях, полученных ' путем поворота шпинделя.
Огрмонение от прямолинейности определяет х как .noaoduHiy наиоольшей алгебраической разности показаний индикатора при его перемещении 6 дЗух сеиенийк.
ШЗ .дд.ОдО РЗ.
________,
У',ст
Лро&ерка /6. Прямолинейность одразунощеи ко-нонескои поберхности образца - изделия.
Допустимое отклонение -SOhkm,
Длина измерения - ->00 им.
^М-6
производят одрадотну его наружной яонйиеской
Mr,tn^, , , Г, гл, .jrurjf линейки.
Проверку • Отклонения' от прямолинейности
^изЪодйт при помощи контрольной пли/
№mod про Берна ♦
Нэ Станке 6 центрах, закрепляют образец и тоБерхнОоти с 'помещено . конусной пройзЬодйт при помощи контрольной плиты и концеЬых мер длины, плиток или щцпа.
§
i
1
с
I
концеЬых мер длины, плйтон или щупа.
Проверка 17 Томность шага резыды нарезаной одраще - о^делии.^ i50 ' '
на
f
£-
5э
»»
Образец предварительно одродотан.
Допустимое отклонение, a/ppMnM^ia длине £5,4 нм SiiOmrh, на длине womh Метод' лроЬерми,
Одразец 'за^реплянот Ь центрах ц нарезает вони-честью оезьдч с конусностью 1:5 иаеом £,35мм. После иис-тоьои одрадотли проЬерЯЮт раЬномерность резьды на длинОмерной машине'или но Уни&ероаиьнон нилрост-пе!1Уим-Ц,"пореьультатон измерений Определяют погрешность.
Т я*
ЧмЩсгт.,
W3.00 000 РЗ
1ист
1т
I
9.7. /fc/76/тания станка //a соотдетстЗие нормам жесткости ло 7V2-02U 7687987. (W-88.
/7ро8ерка 78. (дтноситемное леремегуение лад нагрузкой резцедержателя и страйки, установленной : о) 8 латроне л средней дадки ;
8J 8 отйер’етиа л анона /шланделя) задней Задки.
д/алра^ление а_точка ллоскостях Т-£ и p-J7.
Индикатор для отноои-тельных перемещений
Усилие 8 ллдскости Т-Т Р^/боокГс;
F-17- Р- 7/20кГс ,
РА 983- .00.0(70 Р9
Чист
Допустимое отклонение:
A 70 мни на длине /СО мм;
470 нкм на длине 300мм
7
1
4
5
*
a)
S)
в
Метод продерни
патроне передней падки / и отВерстиы пиноли д шпинделя) ладней Задки уетанадлидают опрадки 3 и'д. Устройство для нагружающей сило/ закрепляют ; д леВом пазу резцедержателя 3 или В положении резца следа- у передней да6ни, 3 положении резца справа - у задней Задки. Для измерения Величины нагружающей силы используются радочие динамометре/. Асе поддижнь/е части суппорта, пиноль, корпус задней дадки Вместе с мостиком перед каждь/м испытанием лере мера-ют и устанавливают В заданные положенуя, а шпиндель поВорачиВают. /7ри зтом салазки суппорта подВодят А положение продерни, перемещая их к линии центра# станка. Допускается продольное /Вдоль линии центра#} смещение Верхней части суппорта В пределах 02 длины хода. । Закрепление задней дадки и пиноли В дадке, а также резцедержателя произВВдят дез применения удлинителей 7г ключам и рукояткам. Между шпинделем и резцедержателем под углом ВО ° к напраёлению поперечной подачи создают плаВно Возрастающую до заданного предела силу Р.
Одновременно при помощи индикатора измеряют (# плоскости действия силы) относительное перемещение резцедержателя и опрадки В радиальном направлении, параллельном направлению подачи да Величину относительных перемещений принимают среднюю арифметическую результата# дВух испытаний.
$Q
Удыун. ррс/п. ЦолМ
Цист
SA3B3 0О.0ООРЭ
8 5». !
4S
Г
s
8
&
3J ТреЕоданиэ относящиеся к подготобке и пербонайальному пуску станке.
Перед пуском станка 6 работу необходимо : . /) ознакомиться с назначением органод у продления . , на станке ; J
Д под дерзнуть наружному ос'мотру электро-оборудование станка убедиться' 6 отсутствии повреждений изоляциии коротких замыканий-
3J заземлить станок- подключением к общей цех обой системе заземления;
подключить станок к электросети , продерид содтбетстёиенапряжения сети и электрооборудования станка; . '
хД проёёрить ёручнунЭ работу ёсех механизмов Станка; ^.й , -- _ ------~
б) проверить работу электродбиеателя насоса охлаждениэ/ предварительно _зали6 охлаждающую жидкость 6 резервуар стонцйи обхождения, i) выполнить требования, относящиеся к
подготовке и- пербо начальному пуску станка, которые изложены б разделах рукободстба
„ блектраоборудование", „ Смазка ", „ Гидроооорудо-Ьание
проверить работу системы смазки.• дНдМёНЫЕ1 ПР1й ОТСУТСТвМ МАСЛА МАСЛОУКАЗАТЕЛЯЛ РАБОТА НЕДОПУСТИМА, gj Дыючить станок но минимальную частоту вращения шпинделя, хо) пробелить на холостом ходу работу меха-J низ моб г лад но го движения и подач, у) обкатать станок А течение часа постепенно уб ели чи бая частоту дрьащения шпинделя;
i
5? So
Чц^сп^н^зонум. frWA t^g/aj
/4<?<f3 .OOOOO P3
facxi
TiO
ч %
внимание! не допускается переключение v X/, РУКОЯТОК НА ХОДУ, Г К, ЭТО МОЖЕТ ПРИВЕСТИ •'' * , К ПОЛОМКЕ ЗУБЬЕВ ШЕСТЕРЕН.
is) заменить маяло & резербуарах;
. т уВедибшись 6 нррмалоной работе Scex механизмов отонкр можно при строить к настройке- станка врр раЗоть/.
47. ПОРЯДОК РАБОТЫ.
<Г<?Л^ ’ . ' ~ t-
/03. РпрЪВление станком и настройка еео механизма В должна/ производиться в соответствии о данным руководством по эксллуатсг-ции а надписями, расположенными но механиз -мах.
/0.2. достройка необходимой иастоты Вращения шпинделя осущес твляется рукоятками ё и 5 дем рис. S.7) по таблице 30.3.
30. В. достройка величин падай осуществляется рукоятками 37,/В, /9, ёО, 2/ (рчс.дз) ц переключа/е-лем 7 9. (см. рис. в.в) ло тадлице /О. ё.
Рукоятка /7 (рчсб.з) устанавливается в положение 3 3 „ ходовой .Валик " (рис.в./J
Рукояткой /9 выдирается 'один из двух рядов имеющихся подай (положения Си Д).
Рукояткой 20, имеющей четыре положения (, W, VHt дИ и рукоятками 32 и 23, имеющими соответственно положения I,/f и Е, Р выдирается искомая вемиина подачи, которая переключателем 7.9, имеющим положения А и В, может дыть увеличена или уменьшена - В два раза дез останова станка под ноерувкой.
/0.3. Растроика неодходимоео шаеа резьбы производится по таблице /С.5 рукОЯт-кати 39, /7, ЗВ, 39, 20, 2/ (рис. в.З)
Рукояткой 39 маточно й гайки
Рукоятка В 39 . , ,
ческих или дюймоВых резьд ( с или й).
Рукоятка 37 устанавливается в положение /7/ или Р.
производится Включение . ходоВога Винта.
Выдирается 'ряд метри-
linV.ucniit/Sdo^yH. Паа Л. fam<
ЗА 925 . .. СО. ООО РУ
1ист
ТГ2
§
1
/ ад лица ¥0, /
f
У П/п //сложение рчхО-Ятоп Обозначение рукояток * дасло одоротод шпинделя 6 минусу (од/мин) ^осрет РО/и /сод* Начдол^шии долусеоенсл крутящий момент но шпон деле . Снм) дбрректибна я мощность на шпинделе (Квт\ Наиболее сладое лдено (И- по канемат слеме-рис.дМ
С©э по прибоду по наидо jee сладо мч збену
,8 VI 8 011 3000 88,88 2.43 80
г V 2,92
3 IV- <ф 86 4,8
6*у ‘ ill 224 5,75
*5 11 58,5 9,8
1 45 2490 88,68 дбиг.
ТТ VI 05. 0806 8822 /8,68
!Т~ V 90 9276
IV > 825 980
ГГ <sv, III 880 646
',. ft II 250 452
^3 - 1 855 323
f
1
£пд дерется с учетом расхода мощности на подачу
^продление мех&низмом еладноео ЗЬи же на я
ISO I Tz J 1~">--------------------------------------
*Ш»”1 ЖЭТ/Ж СТ 983 • оо. ООО РЭ
\ twHytUaT%“~vQKyn. y/w/7. {4^^
ЛЛ»1в«»«тлы»в1Я»«кж^»«'г»ч1в ।
ho 'dn.- /toта взам. йн&& Нн£tffijffih '/Ь&ьи&атд " Ъ. '9ечю 1|
Табмца /0.2
тт/(^) ttjl
%р А Е В Е В F А Е В Е В F
с I V Ц07 0/4 0,28 4037 0,052 0/24
VI 0,08 0,77 0,34 0,039 0,078 0/56
VII 0/0 0,27 0/2 0,046 0,092 7)784
VIII 0/5, 0,25 0,5 0,057/ 0/08 0,2/6
й V 0,28 0,57 7/4 4726 0,252 ’ 2Г527?
V/ 0,30 7077 7/2 0/58 03/6 0,633-
vy 0/3 0,85 772 0,27)2 0407/ 0,8778
УШ 0,50 /00 2 0,237/ 0468 0/36
0 1 VIII 0,06 0/2 024 0.028 0,056 0/72
Ун 0,075 0/5 0,3 0,033 0,066 0/32
V! 0,779 0.78 036 0.040 0080 0/60
V 0/7 022 0.7/7/ 0,050 0/00 0200
к УШ 0,26 0,57 7,02 0.772 0224 0/48
VII 0,3 0,60 0,734 0,268 0.536
VI 0,36 0,72 7/4 0,759 0378 0,636
V 0/5 0,90 7,8 0,799 0,398 0,796
Таблица подаа
<'
II I z J I /ст
SEjgfeg »ЯК М. 000/3 Тй
г f .-.»——4 —---------------(ЫАм&ТЛ Ач
. 4 i* Duippn ироц щИрддни i/T)nn муу| РШС, t’ ироц j vpouaf, sw\
Таблица TO. 3
_ 4.
V С E E F D E. Б F D G
. 1- III V 2 is 8 11
VI 1.25 25 20 1&
VII 1.5 5 24 12 '
VJII 1,75' 3.5 28 14 1
IV V 2 4 8 4 5,5
VI 1,5 5 10 5
W 3 6 12 6
VIII 3.5 7 14 7
, II III V 4 8 4 2
VI 5 10 5 2.5
VII 6 12 6 3
VIII 7 14 T 3.5
IV V г 16 2 1
VI 10 20 2.5 4,25
VII 12 24 3 1,5
VIII 14 ' 28 3,5 1,75
Таблица резьб
/Л ЫА ОО.ОООРЭ
facm
1
•Ж'
§
4
г
Рукояткой йй>, имеющей иеть/ре: положения
. *У t , YP- а руко утками /S и РУ, имеющи-;ми - аоотбететбенно положения. 7 J и Р Р. О 6ы-’бираетсл иском-оя белииино шага резьба/.
е0.5 По истечении некоторого бремени работы станка может потребоваться регулиро&ание механизмов с целью обеспечения нормальных зазороб и компенсации износа. Риже даются указания по регулированию отдельных механизмов .
РО.б.У.Регулиробание подшип ни ко 6 шпинделя (рис.Ю.у)
Рггулиробание , подшипникоб производится S оборе •' шпиндельного узла а корпусом передней бабки д следующей последо&атгл^рости:
Затягибоется до отказа еайка передней шпиндельной опора/ радиусным' ключом о плечом £= ибО мм.
Регулируются подшипники пооргдетбом еайки У задней опоры до значения отжима шпинделя 0006 мм. 6 дер ~ тикальной плоскости у передней'опоры относительно корпуса передней бабки от нагрузки 400кге, приложенной •= г шейке шпинделя <р>350 мм и действующей б напрабле-нии снизу бберх б плоскости измерения отжима. Ори этом вращение шпинделя от руки ^должно быть легким, без заеданий. /
S
S
1
i
§
I
Ь ——____________
?J i UlfW 17ДД7. П~ГЛП , f6nlfi/ari №с1ы;дн.
fofeoj №дакун. ffflM. $алк
. Рис. /о. /
/А 945 . .ОО.ОООРЭ
1ист
Цнк.у°подл. фзан. ин$.1Я\Ин& мЧдЯл, Мл и Earner ? 1
'&'***-*-{ г i
Примечание. S случае, есл^при регуяиродке подшипники передней и Задней спор дудут перетянуто/ (шпин-дела туго проборачибается от руки} гайкой / задней опоры роопуска/отся подшипники и их регулиробка поб/по-ряется с одновременной проберкой отжима шпинделя у передней опори/ до значения 0,005мм от усилия дООкее.
/0.5.2. РегумроЬание подшипникоб шпи мд ер я задней 8ад ли (рис. /Ой} постабляемои по спей, заказу
Регумрюбание подшипникоб задней дайки Прдбодится еайкой /, с под шли ройкой и установкой компенсатора £ Ури отриеулиробанной передней шпиндельной . 'опоре отжим шпинделя допускается 6 пределах 0,005- ОО/’мм. При определении /порта к шейке шпинделя приклада/дается усилие 30 ке б плоскости измерения отжима При этом брасце ние шпинделя от руки должно Выть лееким , дез заеданий . 6 слуиае, если шпиндель прооораиибается от руки туео, регулировку неодмдимо повторить
/А 9S3 ОО.ОООРЭ
1аст
т
‘ /]ереЗ рм^о^ошм пусковой мурлы/ peafao-fe " быш '
/ , Срртз peppy со щлабоь-, ^л, <? /боллллылпб фершмяе ограждемс ом-аба
рр- '-рреблзродбагал^елл.
/й.5-4. бшпабла оса щлал&еря перебрей бабла (рис. sayj'
бра епралслорлпаробле / процессе работы мМ&п. //apyuMvoc# парамо мюым и/ла^ем отрооитемло рапрабмющах ста^иоб/. 3 талап сауоае оембм/от бее бшмщ соедаямощае перед-/МЛ бобсу со старое/. О Ci и/лилдем бА/стаб-рлетсл с помощью Dw/лоб /f ббо/ыешых б шоблу<?, расоолорсемро род пред леи баблои о левого _лорс/а а рлеелпло сблзолм/ю с пооледлед/.
§
I
*
г
g
В
£ " Г I ..I j Г1----’------
| r w№/y yfem ШООРЭ
^^itt]pUCn\ti~dQf.yM. yiaan.}fiom^ ///>/ь/>/. - .ww WWW
tyjcm
Р
7
M. ь,еподл\ flodn( йота \Ьон uh^kZ У'дуЬл. Подо. utia/ng" dZf/^ I I j»
Рис, 40.9
/0.5.5. Устано^са оса пинм/ задней да0cu (рас. 40. 5),
Поперечное смещение задней Надси производит он при нас трои се на точение сонуооР с помещен) ьинтоР (, оонадиНИ один из ниеА и подтига/ин другой. При у^танойее задней Зады саама с осело и/пиндем передней дадпи саамес/пите рис си нанесемте за па а тисах корпуса дай си и мости со.
0С6 пином находится йо/а/е оси шпинделя.
ПолооНеение аании amove та см мойер м 3 g разделе 9.6.
Puc. 40.5
[у<>адглшет
фЗнЦисгтМ-докун. У1одп'. \fidi
,д 9S5 ОдйддРЭ________
'. саоамат р/
105.6. Рггулиробамие опорных тодпруснс и пенных подшипниноб задней даб ни (рис. 10.6)
Побгц\8зан.ин5. *- \Инб A^yJ/zJ ЛаЗп. идатсГ\
• ё процессе работы или после ремонта может потребозатбоя регулцоодна степени сжатия цириндричеепих пружин 2,3 опорно/х подпру-Жи не иных пода/ипнихоб у бмоитиробаиных б уостин задней бадей с целые обеспечения уегности п'гредбмжения задней бадей б'дом станины.
Для этого необходимо: р а
ослаби/М бинт о/ хрепрения 5а&ы/‘, бы дернуто передний бинт б (см рис. 10.6)1 осторожно сддину mi яаднлон) бабху по мостину тар чтобы был свободен доступ до регулировочных ёинтоб б, поборачидаи соторыг абеепгчиба/от легноетб перед/ижения бодни по станине при мини-малбных зазорах между напраблялосуими' мостина и станины. Эта операция производится поочередно для передних и задних под шип.ни-но/. /
/ШЗ. .60.00063
/0.5.7 Регуниробание зазора Р направляю-
щих поперечных" салазок (рис. Ю 7).
• Зазор- между налрабляющими каретки и поперечном салазокрегулируется путем подтягивания клина / с по-МОЩЗН) дбух /антоб2, расположенных на обоих торцах салазок
Щуп толщиной о, 03 мм не должен заходить между сопря-э/ееннеми поверхностями wemtu и попереине/х салазок.
Ропускается «оахуОй/йание'' щупа с торцед напраеЛЯН)-ецин на глубину, го мм. _____ 2
I 5»
• . ; Рис. /0.7
(0.5.8. Регулирование зазора Р напрабляизщих резуобо/х саиазоК суппорта (рис. ?0.8).
При появлении зазора / налуайямщик резервах сала-зод произ/одится подтяжки клина / бинтом 2, после чего положение риксируетия бинтом3.
Щуп толщиной ррзмм не должен заходите между сопря-зкенимми плоскостями поборотнм? и резцобых салазок.
Попускается ракусб/дание" щупа аторцед налрабляющик наглуся/ну /дмм^
i
В
$
РисМ .
г
80.5. У (fanранение ,, мерт&го хода" бинта поперечного перемещения суппорта (puo.KOPj
„Мертбый хор"- бинта поперечного суппорта, бозника/ощим при износе sae% /и 2, может быть устранен поворотом. чербяка 5 против
i
т$: .OD.DOOP3
facm ТЙР
часа 0ой стрелки, для чего необходимо предварительно отдернутЗ етопорм/й бинт л/.
Регул про б су произ Родиту когда люут
рукоятки превышает 5 делении по лимбу.
5 делении по лимбу.
А-А
Рис. /0.9.
/О 5. /0. Регулирование зазора^’б направляющих Рерхнем и химией полобин гайки ходоРого бинта (рш./о./0.J
Оря ослаблении произбодится подтягибание планки б тремя бинтами 2 с фиксацией послебяих /сонтргайкамиб. ' ибуп толщинойцОЗмм не должен заладите между плоскостями матоиной гайки и корпуса
I
РА 983. 00.00093
Рис. /0. /О
10.5. У. Регулирование радиального зазора между ходоВын Винтон и паточной гайкой ( рис. !0.ц).
Величина радиального зазора между ходо-Вын Винтон / и Вкладышам и но точной _ -га йки 2 регул up уе тся пу тем ВВи нч иВания
или Вы ВинчиВания Винта 3lt расположенного под фартуком. В отрггулироВоннон положении Винт 3
S
е> е л
I
й
фиксируется гайкой У.
Рис. 10. К.
и
10.5.12.Устранение люфта В нопраВляющих конусной линейки (рис. 10.1г).
УыВорка люфта ползуна { и линейки 2 осуществляется при помощи клина 3 и Винта У.
Устранение лю<рта В напраВляющик типа нло с точки н хьост" осуществляется при полощи клино S и Винта 6.
Ицуп толщиной рОЗнн не должен заходить неЖду сопряженными плоскостями дВиЖущихся деталей а также клиньеВ, линейки и кронштейноВ. '
Допускается ^закусыВание" щупо с торце В напраВляю-щих на глудйну ю нм.
тайм
ЙТЙетг! II-ЛИ. НН. fi.
1A9i3 . 00000РЭ
А-А
Рис. <о.<г
10.5.13. гасполаакение штуцеров электромагнитных муфт и регулировка (рис. 10.13)
Рис. (О. 13
1
&
£
i
л
Щеткодер.Усатель 1 - питающий электромагнитную муфту продольного, перемещении каретки справа налево. Щеткодерь/сатель ё- питающий Электромагнитную муфту продольного перемещения каретки слева направо, Щеткодерокатель 3-питающий электромагнитную муфту перенеице-ния поперечных салазок и Верхнего суппорта
/Л 9&$ ОО- ОООРЭ
№
от рабочего на изделие. Щетк оде родитель питающий электромагнитную нусрту перемещений поперечных 'салазок и Верхнего суппорта от изделия на рабочего,
В случае отказа В работе электромагнитных нуфт фартука необходимо, Выключить станок, Вывернуть ще тко держа тель той му гр ты, которая неиспров на. ®
Вывернутые щеткодержатели пробери mb на плавность перемещения щетки J> держателе, проберить прилегание щетки к кон так тному
КОЛЬЦУ.
10.5. 14 Регул и роВо ние подачи масла на ходовой Винт (риС. 10. I1)):,
Вращение Винта 1 по часовой стрелке уменьшает подачу масла, а против часовой стрелки увеличивает Подачу масла.
При Выключенном ходовом Винте Винт 1 Завернуть до отказа. 1
1ШЗ ОООООРЭ
io, 5.15 Регулирование, и эксплуатация ремней привода главного Пвиркения (рис. 70.15)
Перед установкой ремней канавки шкивов дол Ясны З'ытЬ очищены ат консервации.
РЬнни устанавливаются на шкивы вручную в йена прялке ином состоянии дез каких- лиЗо инструментов.
Натяжение ремней при эксплуатации необ'ходи-
fto периодически контролировать и регулировать, ововенно в первые 1/8 часов раЗоты.
в соответствии с ГО^Т7287.8 - 80 натяэкение ремуей контролируют по проеиЗу ветви /под воздействием Определенной силы ц.
S й
£
5
3 I $
a : 680 мн - незкцентровое расстояние у
О - 70 Н
j- с 7О...72нн.
При выходе из строя одного ремня рекомендуется снимать весь комплект. Использование но Пых ренней с ремнЯни1 Нывшими 8 употребление недопустимо.
Ренни бывшие 8 употребленииt подбира ются Отдельны ни. комплектами.
g соответствии с ГОСТ728У. Л 80 наибольшая разность неэкду длинами ремней одного комплекта 7 мм. tr-
to
Л-1
улЭЛ
J
1A983 .ОО.ОООРЭ
727
':• • . „ <t ’
' //; возможные: неисправности и
•МЕТОДЫ ИХ УСТРАНЕНИЯ.
// f. 8 станке могут быть различного рода неисправности. Многие из них возникают из-за несоблюдения * указаний по тех-—Кгегческому обслуживанию, эксплуатации и ремон-
ту. ‘ ~ * ~~ " ;
8 любом случае' прежде, чем приступить к устранению неиспра£но-оти,нговха8имо ознакомиться с соответствующими', раздела ни . "•Устройство, работа изделия и его '.составнь/х частей " и „ Порядок работы
Указания о мерах устранения возможных норуииений нормальной работы злектрообору-Зевания, смазки гидрооборудавания даньХ 8 соответствующих частях руководства.
При инденюичнасти характера возник шей неисправности с описанной в пункте И. ё нужна воспользоваться предлагаемыми методами устранения.
!
/в 983 ОО.ПООРЭ
/гз
I. г ч * £ в 1 и i 1 №людд/ hi и ш 111 ц f ;йЙ ii:i 1^|г 0 В |> !> ’X й 1 1 it
I 1 "1 1 к й ч§ S !*> II 11 <р§ й ^1 & |Н S SXS 1 о; |ф ',?К да>§ ^ама/novwe rttow-ре/wti/ § h й й §5
J IIs S»S1 н И Л§ ЦЙ' Hl |Ж ми
Продолжение то5л. Н. /
Характер неиепраёности Причины РозникноИеник Методы устранения
Не запускается цикл резьоонареза-ния Резец не S исходном положении Вь/Дести резец 8 исходное положение [загорится сВетодиад 7.9 рис. 8 3)
hedn.k 'рота бзанинйЯ Ннб. tfffyiHa. ПаЗп. оЗатд /у X9^f3 . _____________________________ '?<\'"1'ПП^~,~ I
I—I-----Г~П
^яяшзмйшмкзяжш,
Н’докум. yicvn. щапк
U9Z3- ОО.ОООРЭ
Цист
750
/<?. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ СТАНКА ПРИ РЕМОНТЕ
12 Z В случае разборки станка необходимо иметь б биду следующее:
/) прежде чем приступить к разборке станка обязательно отключить его от электросети Годным выключателем;
2) при разборке станка надлежит руКобод-стбоёатьоя сборочными чертежаму прилагаемыми к настоящему руКободстбу.
F-
/22. Дам/ыо a //az/Po/foc o/n&momfo///6/x деталях c/namea. Tadouya /2/
tfauMMMoMA и орозяаиемл Otemaw /famepua// Ttpo/иоееяаз ofyadomM римио/ая операция, i/ucmoma и mov//oom6
. / г 3 4
t 1 1 4 s I i 1 s £ * 1 1 «1 1 111^6/}^ I jf/jvy / С/ПОШО /М<?3 cveo/wr /4/2Р5 ♦ /5-$г///ц « pon//ct пряюлияамое/пи шЬями о^раэ^мецих по/ерх//оеа>е& w/wntu £ бер/пим/бпой и $M>U30#/naM#ot/njoePoe/nxz qO/5/vm иа /ОООм/н и 0,03 ра Рези > параме/б^осюи лоо&ж/шг а(/>ацюаи/г Ою£е/>хм)С/»еа яораая/ялхцол хам/п/и 0,0/5л1м rtf /ООО/и/» и 0,02 ха /ее а дм/хе. 4оп</сг ларсшыбяое/пи ооРгрхяоо/т&яалраРхя/ои/их заЗяги Мы о/моеи/поняо проЗоя6яо/х оРра/рзоа/их поРг/>хяое/пеа хмра/лящцш гаоеяж/ ор/5/им ха/ооо мм Уц02ха/ееё/ дяимо. Роп/рп парапзозб //ости лоРерххоот//мдрсраро£хр rtpnyca лерей/еи оаопи отхоои/пезбяо пррЗозбхо/х оРразрощих пояерхяоотеи хапраЗзязои/из /сарет/иорг ропрсп паразяезбяооти поРерхяоотей под п/шимнщ пмхои парепми о/пяоситозб//о родозш/х о/Ррозрзоа/их по Рерхяоотеи яапраЗзя/ouiua паре/мор02.
M9M 00.000РЭ /д^,исп\^докун. YlaOtf. 1-32
Ммн.аиб.1<!рн1.1/°</двл. iffaifa иОата
Продолжение табл. 32.1
3 2 3 4
.♦ i Допуск профиля лродоль -него оеигния попрхностей оризл/алпочеслих напрабляю/цих rwe/nta о задней дадм лри /cio fyote алабммм не долее аозлгм под щул. dawae ллоолоо/пноо/ли по/е^яноо/пи под р/ельано/еь/ юрлрюа лередней Здбзи qosmh Ше/яхо&мюолм подерхюе/пеЬ пмезхзх а мизма.mwectux иалрадмющих паре/и щзаб-ней Задео и лаЗЗерхноетей под устано/tpf горпусалд-ред/зее/даРни с/ под прижим-мз/е пханеи третей з,е5р
* 1 <0 2 tyowc зиЖзро.обз 0420 ГОСТ 3332-35 /70-243/34 donyot одаль ноет и и поне/-соо/оазлтупо п/пдере/пий поо и/пииделм<о/е опоро/ 0,033 мм йЗерохомрость по&ерцнхг^ о/п^ро/пиез под шпи/здммь/е опоре/
3. Шпиндель 333943.20.350 Труба зюгебоптъ дНЗШКГ&З) 47- 52ННСЭ 2-72 '-74 Pom/c/t n/yenoonw и допуск прориля продольного сеие-^ ния лоеадочиь/х поверхностей под поди/ипниси о,оо4мм. йЗераходалоость лооадочнь/х позерхнослпес/ под подшипники °'6\/
A. 3, 3o xoc 992 wPol/ 3.33.370 Cm/шМЩ 30CT35W3 komupolMUt h 0,3-0,5 55... 59Wo Т/аполлениаяпогрешность на длине '-до 25мм- 0,М/ мм. доЗООмм-0,032мм. дО300мм -О, 034мм , ШгромРаторть рорриеи тьер. хноо/пи &НПХО','У
4 & I >9fg /тот зЬтп ’ //1933. 00. 000 fid ffi/ent
/Зп tuca. з^донум. loari. [game ззз
j i ! 1 И 11^ й! •h 1ЙШ ti РШ1Ш ШШШ ШШШЙ? шшШЬ
'Ъ ^1д W ш
ог
§>*>5 <1 *<> '”' 4
К;'
%*- ' ’''#^
••
’-DUJDpnupOU UQfy'K ЯНН ;H }НП MX$\ DIUOp ti $DOU I p-oW$HH
/5. сведения по запасным
ЧАСТЯМ @
Ст отдельный альбом /Ав83. 00.000РЭ2
_______________ &!лв& ззяг.э iDwop п ироц У1йр,н знц гп чип vorg ошор Л Проц \урочах 3НН
32983. .00.000РЭ
РиСГТ} ж
Цн%. v °nod.‘ . Ъсп-.г jioma &?1&в I
вмн uxts! Ннй УЧуЯп, По&п. и вата *
-L
• %. СВЕДЕНИЯ О ПРИЕМКЕ C£itfte/7w>6c/7>£o о &>/ход#ом icOH/vpo/ie
v' Электрооборудование быполнено no: Принципиальной сю не @ Сюне соединении /Н983-0180.00055-Б' станка ; шзмооооч Электродвигатели
Обозначение оо схеме Назначение Тип Мощносп, окт Томи-мттТи тол 4 Ток, к
Х^остоЬ Нагрузка
4 г
Ж ГЛаЛм/U привод ШШ№ 16,0 36,1 /Л
ж Цбигатель зажима за-готоНи шл <тшб£ !,.U — —' !
t it 4 $ К O' £ & b М5 ЪМигатен уиценшго перемещения тРдомуз и гр6 -— ।
Примечание ж У. При нагруженном изделие/ 2 При максимальной нагрузке * При П шпинделя НО°(/мин Испь/танир повышенным напряжением лромыи/лен- । ной частоты ШУТТ В/ проведено ' Сопротивление изоляции лрободоб отноеитель- [ но земли: ! Силобые цели -_/„.... МОм, Цепи управления J.— ли» Электрическое сопротивление между бинтом , заземления и металли ческами частями, к-ото- .. рл/е могут Оказаться под напряжением обУ2д не плебыи/ает оУ Ом гменШШ!нп! Орувз .ОО.ОООРЭ ... . — — • - —- - Л . /
&Ы&ОД : Электродного/пели, омар/Оте/; мостам эмтрооборрдоболщ? I/ его i/епб/толол соот-НетотПр/ют общим /ттоииеоеим требо/о-/Шм < э^/о/’ообо/у'до/о'/ш/о с/псг//ы£
/fcni//narttf лроб?л О'О'&Яо Додощб р^/па______
\Цр. u°nodJi |notitlpnoma «WtKt 1/4//к^цЯл.\ПоЗп. идапкг T’'
П '/7Л Ч^ивЦ'а Ш.-ГОЛЛЛ,
'^ucnjii’doKi/N. y?QSrf. ^jam^
/Ш - оо.аю/>э
iucm lit /ПААЛе/Ч Лл Ли ~
t
CВйдетельст Во о приемке-
С ганок специализированный трубонарезной подели М383 ЗаSod'ской номер ЪТО
На осноВании осмотра и проведенных испытаний Оборудование признано годным для эксплуатации и экспорта.
Станок соответствует требованиям
ГОСТ 7533- 82; ГОСТ13.3.003- 80 и технический
УСЛоВиям ТУЗ-034. ЧбЫ681 001- #8
Станок укомплектован согласно техническим
условиям ТУЗ- 024.4681681. 001-88
(Зато пригны) /Начальник ОТК Руководитель ОГПП
Штамп ОТК ( °^к
Штамп Гасприенки
Ннё. uhS.^одп. удалю / &£#/е &ьылл-[/9&*гу$ —-- .
СЗ ИДЕТЕ/МТЬО О ШСЕРМЦИИ
Стаио/с елециа/н/зироЗаниб/и трубоиорез-нои модем/ /6933заЗодсноо номер подЗергну/Р-. ноиоерЗае/ог/ согласно туебоРа-HUHMj лредуемол)уе//иб//и дгОо/оРуяза/ал/а #оу/натаР//о-теннисе снам/ досумен/яа/иа а нао/поящего уумР'оОо/пёа'.
. Jama ноноер/^аса C3§9$.
СуОР заа/атб/ Рез пеуенонсеуРо////// -/год.
по ГОСТ 0.0/9-73
Зауиант ЗременноО заа/е/лм/ 33-/ Зау/аам/п Знутуенме// упаноРуи ЗУ-/ патееоуан yoHo/a// хуаиеная 7оо гост/5/60-69 /СонеерРаае/ео /роиз/ы ^Р/^^/лодт/сб) — Оборудо Заиие лосле леуехоиееу- \у^~} Зацои лре/иян ^^^^подлисб)
2SZ3
/3 985 .00.00093
Смет
ТГо
С&ИДЕТЕАЬСТбО 05 УЛАКОМЕ
/5. ХРАНЕНИЕ
Категория услобии хранения 7 ла 3X776750-63
Срок защиты без пересонсербац ии 7 год.
При бестарной перебозкЁ гарантийный срок защиты станка дез переконсербации не долее дмес
Не допускается хранение станка 6 упакобан-ном биде сбыи/е срока, действия консербаиии.
I £
I.
о
76. УКАЗАНИЯ ПО ТЕХНМИеоЮМУ ОБС-ЛУЖИ&АНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
76.7. Ьосстанобление работоспособности станку должно прободаться б соотдетстбии с принятой, д СССР „ Единой системой планобо-преЗупредительноео ремонта и рациональной эксплуатации технологического одорудобания машиностроительных предприятий л Машиностроение 7767л и указаний 6 настоящем уукодод-стбг.
<6.6 Наибольшую ырсректидность использобония станка могут обеспечить рациональное передо-бание и периодичность технического одслужиба-ния и планобь/х ремонтоб, быполняемых о учетом конкретных для каждого отдельного станка услобий эксплуатации.
При эксплуатации станка д ооотбетстбии с требобаниями и ре комгндациями, изложенными б предшестбующих разделах и соблюдении про-срилактииеских мероприятий настоящего раздела, его мехергмонтный цикл срок работы до леубого капи тельного ремонта) рабен 70 годом ори
£ £
двухсменной роботе
Зо hep иод межремонтного цикла станок должен 8о/ть поддерг нут шести осмотрам, четырем малым ремонтам и одному среднему.. 5 сроки указанные i рекомендуемом г papa к г плановых ремонтных работ. (pucMS.j)
<«
о
Месяцы0
/S3 при i' 1
4O'f го зо но во ео по го оо #>о /ко его - осмотр
1
г
J
€
<^j - капитальный ремонт
рис. fS.-l
Типовые ремонтные- работы, выполняемые пл аноды х ремонтах,
45.3. /. Осмотр.
' Наружный осмотр без разд орки дли дыябления дере к то д станка 6 целом и по узлам.
Проверка прочности и плотности Неподвижных жестких соединений (станины с <рундаментом, передней дадки и кОродки подач со станиной, каретки с рартуком, шкидоб с ‘балами и т.п)
Открыбание крышек узлоб Зля осмотра и проверку состояния механизмов.
- Выборка люрта д динтобои паре привода поперечных салазок.
Чзн]/!исп\ /НЗдкун.
W 00.000 РЭ
(«ст
t/н^\fhrfii чЯг/п&1£ ^ЬлС^ /9 &<fg\ " t__
Регулирование пускобой мурты.
Подтягибание прижимных планок каретки, плиньеб поперечны.* и резцобых салазок и конусной линейки.
Регулирование зазора & направляющей верхней и нижней поло Suh еейки хододого бинта.
Регулирование радиального зазора между ходобым Ьинтом и маточной гайкой.
Проверка правильности переключена9 рукояток скоростей шпинделя и подач.
Очистка сопрягаемых поверхностей резцедержателя, зачистка Забоин и царапин. ._. .
Проверка состояния направляющих станина/ и каретки, зачистка зодоин, царапин, за дирод
Очистка и промыбка очистителей направляющих на каретке, салазках суппорта и задней Задке.
Подтягибание или замена расслабленных или изношенных крепежных деталей - Зол mod, 6инто&, шпилек, гаек, а также пружин.
' Чистка, натяжение, ремонт или замена ремней привода глабноео дбижения.
Проверка Состояния и мелкий ремонт система/ охлаждения, системы смазки, гидросистемы.
Проверка состояния, оиистка и мелкий ремонт ограждающих кожухоб, щиткод и т.п.
5ыяЬление изношенных деталей, требующих восстановления или замена/ при ближайшем плановом ремонте, эскизиродание или заказ чертежей изношенных деталей и узлоб, подбергающихся разборке.
Проверка контакта токопродоЗящеео кольца электромагнитных мурт со щеткам и, 3 рартуке, ко род кг, подач чг на шкиёе передней бабки.
z^azol'jsfeW
Чзн^исп^НХдакун ЛЛг/ jlwf
/4 Mi . 00.000РЭ
f
i
5 g
I
/6.3.2. Мазо/м ремонт.
/аетианая разборка лереЗиеО бабе а, харетха, ХоробХа nodav, pop тупа, а maxxre другое уаабозее загрязиенио/x уз зоб.
Отхрыбаиае хрыи/еХ а оннтуо хожухо/ Ззя Днутреннего оемотра а промо/био оотазбнме уззоб.
/роберха зазора/ Mefa/ty /азана а /тузхаму замена азноа/енно/х Зтуюх регузаробанме побшсл-нано/ Хааених Рхроне о/лоиОехбиб/и} замена азио-ц/еинб/х
бегузаро/анме -пуохобом муртр боба бее пае доела/ Заооетха зароеиае/ на зрбем шеотереи а а/м/аах Замена аза /оеотаио/ленае азиоа/еннб/х хрелем-рых а реерзаро/оанозх Зетааем резцедерома/пезей.
Зрао/абрнЗанае аза зоюопма регрзаробоаимх
Хзнизе3/ ораханимх лзанол а т.п.
Заааелбха хобо/ого бинта, уобобого база,
/аизпоЗ при бода попереанмх а резробб/х саз азах {репорта-
Заоаотпа а промр/ха посабоонмх лоберхноотем розребермеатезн.
/ро/ерхл работе/ а регрзаро/анае ро/ааео/а рузоятоХ ореаноб рлра/хонар бзоеарр/оа/ар рах-еаррюар/х преЗохранатеззно/х механазио/ ооорана-аатезей, замена аеноа/еннз/х сухарем, а/тартоб, орраран а Зрргах детазем ухаеаннб/х ^еханаз-моб.
»>
Р /3363 00.66633
4Й
Ио</пл ft}та инк*? ЙнВ. и93у3л. Па$п, <7 Й7/т^”Т
| ‘&4^efa Z "“" iW
Замз/за ' азлои/ы/ш* дата fa ыл?о/>м afaxo/Mramea-№ xs/d/afaea/v atfafanaaaa &> owfaweo /мам>Д>го /wyfana.
Заа/е/лл/ за/оа/ Myeextfa задам/ а аа/>алал ха тfa/fa# xa/fa/MM?.#/ xaxfa/faofa/x exiaaafa аа-farfa са/азм qpjmfana а задана Зо/еа
/3/умл? asfafaa/aaar /afafaataxifasfafaa/п.а
Р&уоу/п а /умю/Жо' даллшУд/ муаз/а аулм/шд-faas fataxc.
/зг^/v/awa? wafawrw /ге/и&Шз^моз юрз/пщеа'-мзад муы>л*7, ладт?гз/£?м/з ш/МА? а /?/>а^аА'/>'д/х /ма/ю£.
/^озмз-37 уМ/тюхм/у? азаим/п м зу//а/п4/х /Щф/п /patyaro' a/v/yar/v cw/nw оуазх^а^аж^щ^^ззи. Sj/jM/f&z/f дз/паш/, заммб/ tw swwna-
л/>^ й&жалмш /ма/ю&ш /юю/у/пз. ‘ /тху/W/w д/е/яаю/м c/na^a^/a/ab/x^ д/мгзх /тюш/г /зала/уд/п/у)/
/Ьш/тжм? ъ/памея м?
мХ/з/ /за а/^/^гаг^а/за afatiana/-
/а/мх/ Ззма/// ха /тю/мз/гз aw/'/na/vy a/oafo/nw
/dfiXAPWXd/е ' /fa /тх/уа/а/у /м/уо/т? fawxaxyn-XX /»3- аз г/хазох/з/а- />аХом, ю/тм/Ш? /б/33/faaaxx /аа/п/ххаху/)з>Азуа?///>^хзх> а/пауха, зааххх>(ххаз>х/а-//y^^/^xfaa^/r J/n/wr лам/дма xfaafax; aofa/yx й/зШ/ /з//х>лхх/лбг^/о/з)ех елхуаях-.
//3.3. />у/уоал9
/fa/fax е/пахха ла /waxaerd л fa/ /мз/дры//
/fafasa? азаала л?/>ла/fax Mfaax^M/г/лдfa му/уу/па/у /лза/б/х /з/пазза.
/ал/паахал раз/ofaa Х/пахха.
//#£? zZtfzW/У
|^Г/7?|
&
1
s
1
Окрашибание наружных нерабочих поберхностеи с подшпатлебкои.
Обкатка станка на холостом ходу на бсех скоростях и подачах. - ;
Проберка на шут и нагреб-
Проберка станка нсгсоотбетстбие нормамточнос-та, •
/6.3.4. Гапиталоный ремонт.
Проберка станка на томность перед разборкой.
Измерение износа трущихся поёерхностей перед “ ремонтом базобых деталей
Полная разборка станка и бсех его узлоб.
Промыбка, протирка бсех деталей.
Осмотр бсех деталей.
Уточнение предварительно состобленной (при осмотрах и ремонтах) бедомости дефектных деталей, требующих босстанобления или замены.
босстанобление или рамена изношенных деталей. Ремонт системы охлаждения гидроодорудобаниэ ' Смена насосаб система/ смазки и ее ремонт.
Шлифобанйе или шабрение напрабляющих поберх-ностей станины; каретку салазок суппорта, задней бабки.
Замена очис/ителёй напрабляющих накаретсе, салазках .Суппорта, задней бабке.
Сборка бсех узлоб станка/, проб-бзоимодейстЗия узлоб и механизмов
Шпатлебка и окраска бсех необработанном ноберх-ностей б соотбетстбии с требоб а ниями по отдерке нобого одорудобония.
Обкатка станка на холостой ходу на бсех скоростях и подачах
юности
§
1
Ча
Z . // М3 00 000 РЭ
ЧЗн 1иат. H-SaxyH. у/НдЬ. _________
farm
J
л
Прл&рла ла шум л лагре&
flpo&pra сос/гюям/я ру#За/№Л/лр аслра&ем/е ех> л уа/лола^а е/лалла £ cw/nJ&zna'ndyz/ сраз -Jbw# % мюъаяуего pyta£a&,/»&?.
/63.5. Долмлл/лшм/г /7)pffo&w/p лраЗглбл^-мые з- эжлзрл/лаулу л^тммы-лму ^муж/^ж/л у рмалру е/лалла
//оздерлюме MW/fa paSo/nMYWOfaM fMmaxwv о&ым/&?ыи>я ^ог^оыгмга лро/одум/-/м/ npopMffft/nYMMWM/ мро/рш/пшм/ у лауес/v-Ам/м/м аюдяг/лым оЛщаа/Ажшм.
&ла/ю£ /yafaada/i/o мрамклжж/ под£ерга/пб лрл&р&ш ло мрмам /лоу//ол/лш ужелзлос/лу
^о£хлЗмл 1/з^ё<у/лб раз&рм/ л/ла#*р
олл^лл узллб, олрйыялм!/^^
"^(м/лЗр^лл^/цел^. * ,'
етшб/з з&паш рр,шж>/ хррм//лбы М7 глгул-'алблз/р ’
/з/ллру^р^ лл^лазблл /Ш?: глл?л4щрм>
~~~/)риме^^^л^^/лзлбЛЗ/л илл/лрушеллм/л при fop# ЙМэШЛ &ЛП6 лрл&рыз/ £ лзллрл-лзмбллл ллЗлрл/ллрлл у ллзлзес/лл/ллз/.
7Л, \/ш
'J.iH'4ui:n^l&<3oWM. yiiari \$<w
уаст
Ж
-'•Т?.-1
зм —. ИНСТРУКТИВНО - ТЕХНОЛОГИЧЕСКАЯ КАРТА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ Ставок емциа /ц/зи/ю£&##ъ/1/ трубомарЬзяои модем /3933. * • Рмогтооюз&ммм
. /Уёхам/удслая уамр/./м) .Эяеятршаеыая уастДРэ) Гидразрщеех-ая уастз (Яг)
а 5 21 g
Содерясам/е операции поемдок/гпшнм/пз и метода/ я/тмямая Эмиз операции и тех-hweewe пушМям/я наетм и сред-c/nfa мемнизу-ццг/(мп//умма-MeroeXaJ Умма /етлгра- Разряд зшоуего
1 2 , 3 Я
k 1 е
. !.-"'Г.....'."~. J. ../Г. 7DW дут 'Дм.ДсггДдёс/чН. tflobh. 'Дат ’ , V шзз мою/ц t : 1S0
2
3
4
"ЯГ
§ 5> £
¥
5
0>
л
/fap ту составил_______
(подлиеб)
— /имуеалц <рам/ш.я/
i- - (дату
iktW.gZfflL^W//^3 OO.ODOP3
Нднуисгг. ^дакун. yiood. № - \
.." ....."'. '"-.’--*- /ЛлЛтИх7/?1 27“
jl. dated : КАРТА ПЛАНОВОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ • - Станок специа/и зироЁайиыи трубонарезной Уродом 19983 t -\P(MH/nOOJOMHOO/T>6
IJjftxa/afWMa срстб(Яи) fyeermpuaeexa# чаете (.кз) ПидраУмкеохая цаете (Хе)
Л r % £ § 1 $ t I 4 17,5 *’ 21 9
Операция технического об-сауохибания УзЛ/ (сбороим/е effawao/j А/ош) 'юднгл/кщс/е те'х-шчесхом/ оРонр-хаУам/ча Норма времена (ылопне-нае операций. Количество операций б иные. оЗооряеиааш^ или наиРолеи/ая допе/етимая пе-риодичнос/пе оймуоКиСаиця р/спознигпеле работы (специам тетр
1 2 3 У 5
I 1 f * 1 I £ b * -
Г 19983. ОО.ОООРЭ .
ЧЗп mwwwi мш, Цис1ъ№ооЛЦН уЮт. |4»л
t
£
s ¥
e
К
1
, *
/ 2 3 A £
«. ... • • 4
-
/ Pc ipmtf cocmcrfuji г (подпись) (инициалы, фамилия) (дата)
i n irk чск&ашл vam ш>.
So
'J __ ...._____
^З^иСП\Н-30^Я. к»ЙГКйЙ|
faw
753
Ш23. OD. ОООРЭ
ЯтмПГ
Ннб.n°nodji. nodn„ рата \ронин& нУрнб.доЗпИдата. ;' /gsvfc . ••>.- _ 1
УЧЕТ ОПЕРАТИВНОГО ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ
Месяцы ЦтогоЬыд учет работы по годам
19 _ г. ,19 — г. 19 _ г.
^Ьл. мосоЬ ПвВпись ^алчасоб Подпись €ол.часо6 Подпись
яндарь'" ‘ редраль март апрель май июнь июль а&еуст ее нт ябрь Ост ябрь ноябрь декабрь
U того' <•
УЧЕТ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ И РЕМОНТА ОБОРУДОВАНИЯ
Лита
~1
6ид /пенни ческоео обслуживания и ремонта '_______г__________
Замечания о техничес-
ком состоянии
-
Должность. а>а*илиЯ и подпись О76ЪТ итйеннсно щ.
-•**------
Aff U/l/H'iXW
Й
toj
е</ооооо ш?
< 1 1 1 . V» . ..
£ ?
t
*___________| <>JgZ9 !
“ DutOpn agou ир^р^я /*y| ;л /да wt/i ошср i t/ ?оЯ 'irpo^ n $n/1 j
------------1----------------------
/7 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
ТТзго/по/о/пем га/>о4/п4//301 coo/nSe/n-coi/oo 0070000 cocyoo/aio/oSo/o/ozo o->//fo-30/030030 04)3 ///£3 ь /Т/оИоИоо'ОА/Ъ' 0?O004/OO>-ЯОХ /СмГоо 0/4 C0lh/OdO044 000/0j4O)<?/f0W у cao И1 00 a//00/00)0400; /атк//, o?/00/00/-O74/oSo04/, /1/04/00040.
® fa/000)V00o/0 0/00 000'00/00)04'00-/8/wojo/& ,
//000/0 e0/0#0)00/SOOO C/0/0 30004/00)0000 *00/00'0/30>c/ co до/ Z/o/a 00)0000 f ЭОО0А/-00)040// 00 0<? 003^/033 S' 4000C/0/ d/ff dooe/T)-S//0U///C 0/030/0/0)00 4 3? 430.0O/1/ 3/0 Sm// C07/OJ/4/&/O/ 0/030/4^0000 OO 3//3 00000/0-/0040 00)0000 40 0/040/4/0 0430001?04S_
4
Nil awifea—•--------------------
iimnra a,ooofi) -n '' *. 07\A ЛЫ/)/Y\ ЛП
« ПРИЛОЖЕНИЕ Перечень чертежей и спеце/режяерел/, поета/рнер/ь/л со стаиеам i
kjV/z Е 1 § оАозмчежж Ма1//м//о&7Ж/9 Км. зез. Примера-нее
/ /А933 ' .00 000 Стмое слеце/а/И/змю&м
м/О /п^ЗлюнезнаО' /
2 /9933 -.00. ООООЗ Стаю* смциаиш//ю£<м.
f/еш т/м#ои<?/>ез#ос/ А
3 /К933.20.000ез /йЗка /?ее>еЗ//#н А
М&3.30. 000 СП Па#м заОиня А-
/393332. OOOOS farf/tv заЗинЗ / тему заееза за
- от0М5ж///О ыа/пу
fj" ** 6' ШЗр/ОЛЗОООСй //машзм лйЗ&де
Jfc- - . резце Т
Г — 1 7 /#933/50. 000## #cpj>/7)fa А . —~ _
i
i^L /#933. 90. 000 0# Суппор/п А
§
•? 4 9 /3933.<РЗО. 79. OOOCS #оро#наг ре&реа /
'
b. -4 /z> /9933 ' 33. 000' Эзеетроапоара/пура
1 » замена# А
// /А933?/0.92.000 #о/нлрее/п примд-
леж/нетей /
I 1 /2 /.9933 р/0.9 /000 /Ооимен/п замсныг
уас/пеО /
Ft t ' /3 /9933 00. 000 А9 \УпаеоЗочИбГи мст 2
у 1 -
H '4 40 ию^^двшкмирдвДД 99933. - .00.00099 ^'7 ш
/ПЛаМ/9/П ffLt
С^токоМШ рукоДодстИа и приложений проверил'-
Идущий wcmpgirmop' '(fyu, 'ш/Л/о (подпись, фамилия, дата]
ч—- itiqcm _ регистрации пленений - -
Номера / страниц) ^e~j. juscu>S iKppamu tasx^Mj J/: : 2окум. -у S^Sapjt/u ЦС0,р01&-теАРаскж, чеита’ойтг ffcSo. 4^
изм&е*. Л&Яс ' Z^AT hoSmx ан нули-ар^ннбг.
/ Kt; ess. f —• Wiwa/i <60^9 a ai 89
V ;;i
!
. . ‘«*<r * " ;
1
(
- - • .
•'
1 '
J. ' ’ b,Jf
1 I I i s ' f
< ’ r
t. *.
4 .- i*v -
.
! ” 'v
1 * t V
. -if 1
1 i . . ’’
1 I 1 it ч
W77nr«'W®6ieE Ёйа ' OD.OuOPd
.. № \-9н?г\,*'!?с*г«м. • \f?to.i, - - i3?rr! X* ft! WWW ж ' ' '’fi/n', ~rt • ' 'TDmm,
СОДЕРЖАНИЕ
1. Общие сёгдения оВ оборудовании............3
г Основные технические данные (/характеристики 5
3. Комплектность........................... .20
Ч. Указание мер безопасности..................22
5. Состав оборудования........................27
6. Устройство, работа оборудования и его составных частей. ......................................27
7 Электрооборудование........................63
8. Гидросистема и -смазочная система . . ... .63
9. Порядок 'установки........................ 75
to. Порядок работы. . . . :........... . . .11Z
Н. возможные неисправности и методы их устранения.....................................№
to. Особенности разборки и сборки при ремонте. . Щ /3. Сведения по запасным частям. . ... ""
. /ч. Сведения о приемке...................
fS. Хранение...............................
/6. Указания по техническому обслуживанию. Эксплуатации и ремонту. ...................
17. /орантии изготовителя....................156
/8. Приложение. Перечень чертежей и спецификаций поставляемых со станком.......................151
155
156
162
162
Руководство по зкеплуата ции из отражает незначительных конструктивных изменений в станке, Внесенных изготовителем после подписания к выпуску S сёет данного руководства, а также изменений по комплектующим изделиями документации, поетупаюицеи с ними.
>
5
1ЯЯ№№. №
noon. f Паво , /,,р
/7ро&.
ДидяеА е Старченко^ (
LJan. r^aspai
бальная
1Ш1
1Щ.
Утр,
бАЗвЗ ОООООРЭ
Станок специапизиро-, банный трубонарезной Руководство по эксплуатации.
Иигтт Лв/спм
ZTT 2 /59
СС/С7Б0
Министерство станкостроительной и инструментальной промышленности
33-/8Ш00Б
Сасобский станкостроительный заВод
§ $
СТАНОК СПЕЦИАЛИЗИРОВАННЫЙ ТРУБОНАРЕЗНОЙ
модели 1А983 :
Руководство по эксплуатации
1А985 ' : 00. 000 РЭ
I
I
&
№
1989