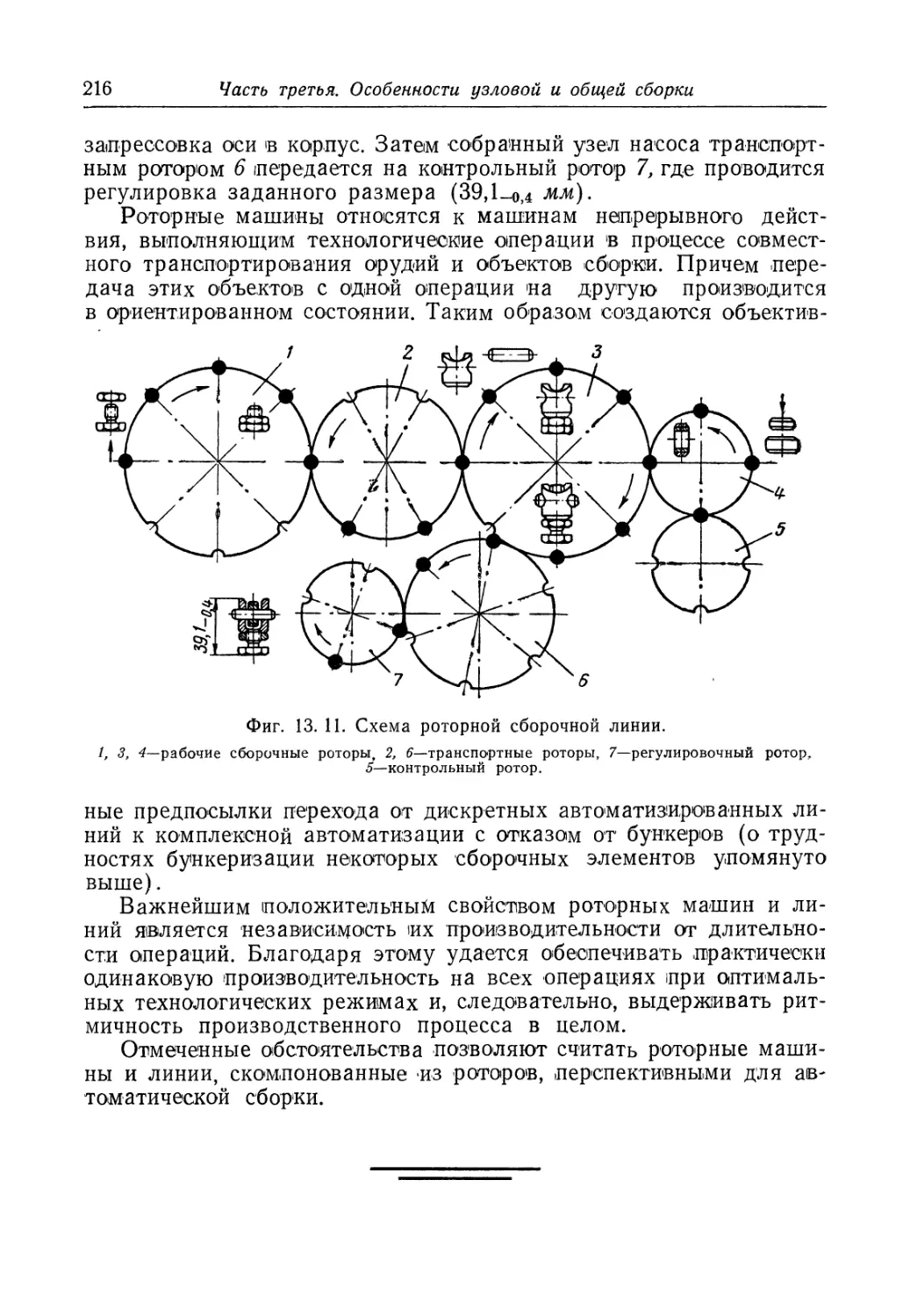
/



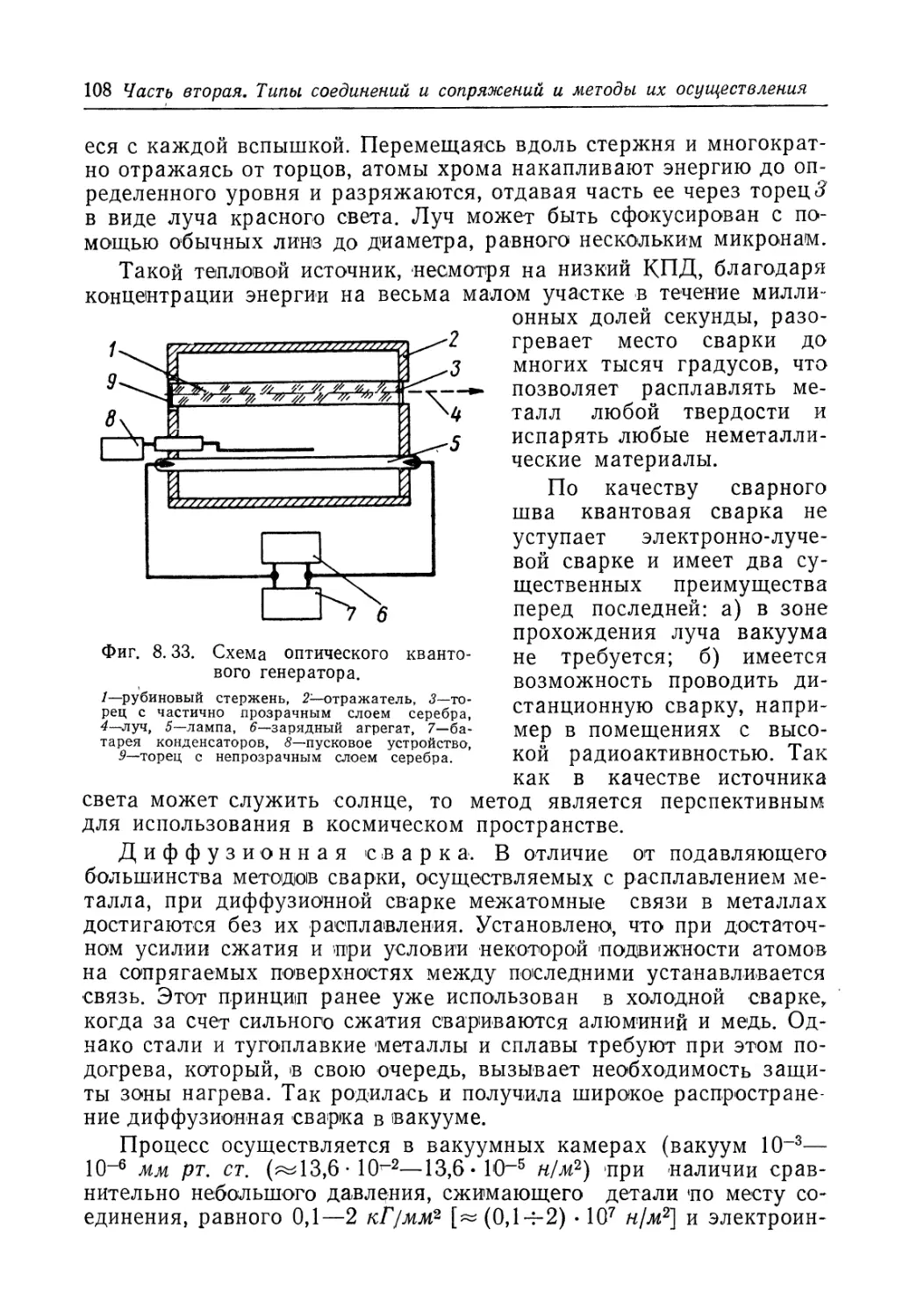







Текст
ТЕХНОЛОГИЯ АВИАДВИГАТЕЛЕСТРОЕНИЯ
В. Н. БЕЛИКОВ и А. Н. НИКИТИН
СБОРКА
АВИАЦИОННЫХ
ДВИГАТЕЛЕЙ
Допущено Министерством
высшего и среднего специального образования РСФСР
в качестве учебного пособия
для авиационных вузов и факультетов
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ*
Москва 1 964
УДК 629.13:629.194.3.002.2(075.8)
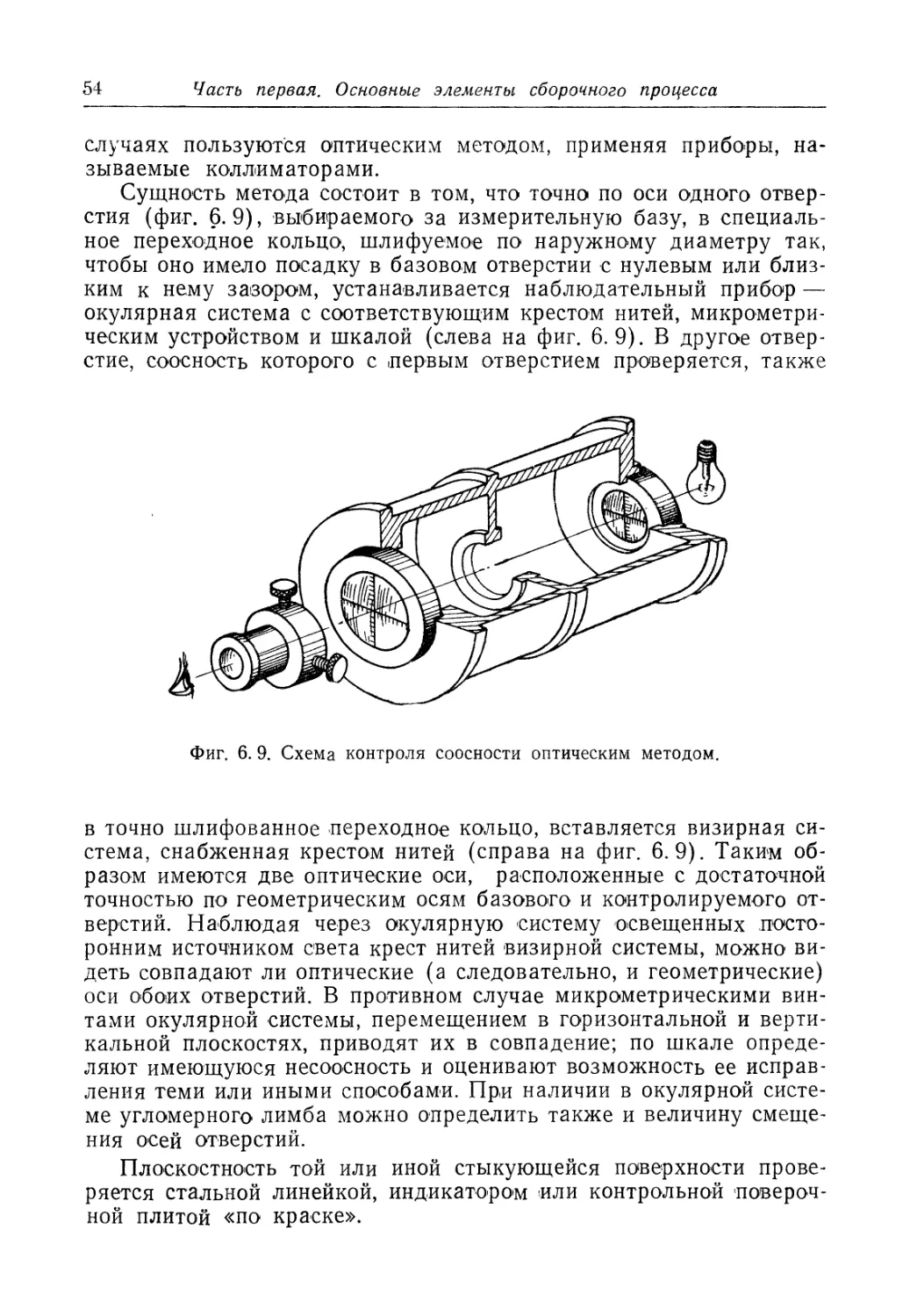
В книге содержатся сведения об основных типах
соединений, применяемых при сборке авиационных двигателей, и
методах их выполнения. Приводятся данные по проектированию
и организации технологического процесса сборки.
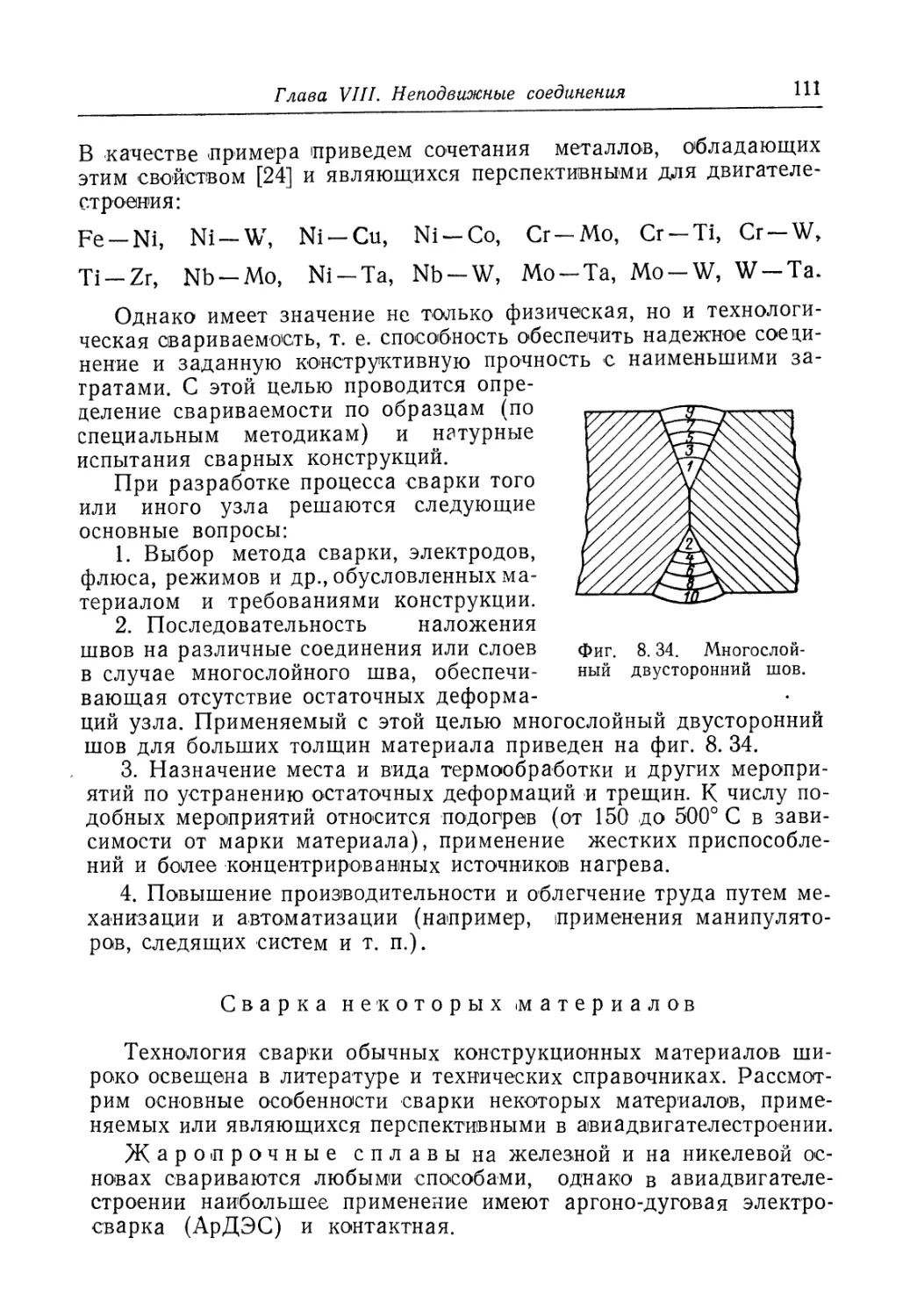
Рассматриваются вопросы точности сборки. Описываются
подготовительные операции и приводятся примеры узловой и общей сборки
двигателей нескольких типов.
Книга является учебным пособием для студентов
авиационных институтов и факультетов. Она может также
представить интерес для инженерно-технических работников
авиационной промышленности.
Рецензенты: кафедра «Производство авиадвигателей»
Куйбышевского авиационного института и доц. Г. П. Жадин
Редактор инж. М. А. Колосов
ПРЕДИСЛОВИЕ
Учебный курс «Технология авиадвигателестроения» состоит из
пяти разделов:
1- Основы лроекпирова'ния технологических процессов
механической обработки.
2. Основы проектирования приопо!соблений.
3. Методы обработки поверхностей..
4. Изготовление деталей и узлов авиадвигателей,
5. Сборка авиадвигателей.
Первые три раздела охватывает учебник В. П. Фираго *,
четвертый изложен в учебном пособии под редакцией А. В. Подзея 2.
Настоящая книга является учебным пособием по пятому
разделу. Она посвящена сборке авиадвигателей, являющейся
последней стадией их изготовления.
Надежность работы двигателя и сроки его службы во многом
зависят от качества сборки. Кроме того, во время сборки
выявляются технологичность конструкции и дефекты предшествующих
технологических процессов. Это предъявляет особые требования
к сборщикам и качеству всего комплекса технологического
процесса сборки, ибо его несовершенство или произвольные отступления
от него, как .правило, приводят к выходу двигателя из строя. Вот
почему организации сборки на двигателестроительных заводах
уделяется особое внимание.
Дисциплина «Сборка авиационных двигателей» носила вначале,
как и другие технологические дисциплины, главным образом
практический характер. Однако по мере развития авиационного двигк-
телестроения -появилась возможность выявлять объективные
закономерности сборки двигателей, изучать их и научно обобщать.
Сборка не является процессом простого соединения деталей
или узлов. Она представляет собой ряд операций, часто весьма
сложных, выполняемых методами, основанными на теоретических
расчетах и практическом опыте. В процессе сборки должны обеспе-
1 В. П. Фираго, Основы проектирования технологических процессов и
приспособлений. Методы обработки поверхностей, Оборонгиз, 1963.
2 М. И. Евстигнеев, И. А. Морозов, А. В. Под з ей, А. М. С у л и м а,
И. С. Цуканов. Изготовление основных деталей и узлов авиадвигателей,
Машиностроение, 1964.
1806
Предисловие
чиваться заданные геометрические, физические и другие сборочные
параметры. Путем разработки и внедрения наиболее дрогрессив-
ных приемов, отвечающих уровню современной техники, процессы
сборки все более совершенствуются. Большую роль в этом играют
изучение и обобщение опыта передовиков и новаторов
производства.
Ускоренное развитие машиностроения, в частности двигателе-
строения, обусловлено степенью механизации и автоматизации
производственных процессов. Особое значение это имеет для
технологического процесса сборки, состоящего пока еще в
значительной степени ;ш ручных операций.
Введение механизации и автоматизации не только повышает
производительность труда, но и улучшает качество продукции и
повышает ее надежность, что особенно важно для двигателей
летательных аппаратов.
Данное учебное пособие имеет целью ознакомить студентов
с методами построения технологического процесса сборки, органи-
зацией сборочных работ, с общими приемами сборки, приемами
сборки типовых узлов и всего двигателя в целом и с основами
механизации и автоматизации операций сборки.
Главное внимание в книге уделено теоретическим и
практическим вопросам сборки тех или иных соединений и сопряжений,
общих для двигателей любых типов. Приемы же сборки узлов,
агрегатов и двигателей различных конструкций — газотурбинных и
ракетных (типов РД-3, ВК-1, V-2 и «Корпорэл», РД-5 и РД-10)
приводятся лишь в качестве примеров, иллюстрирующих основные
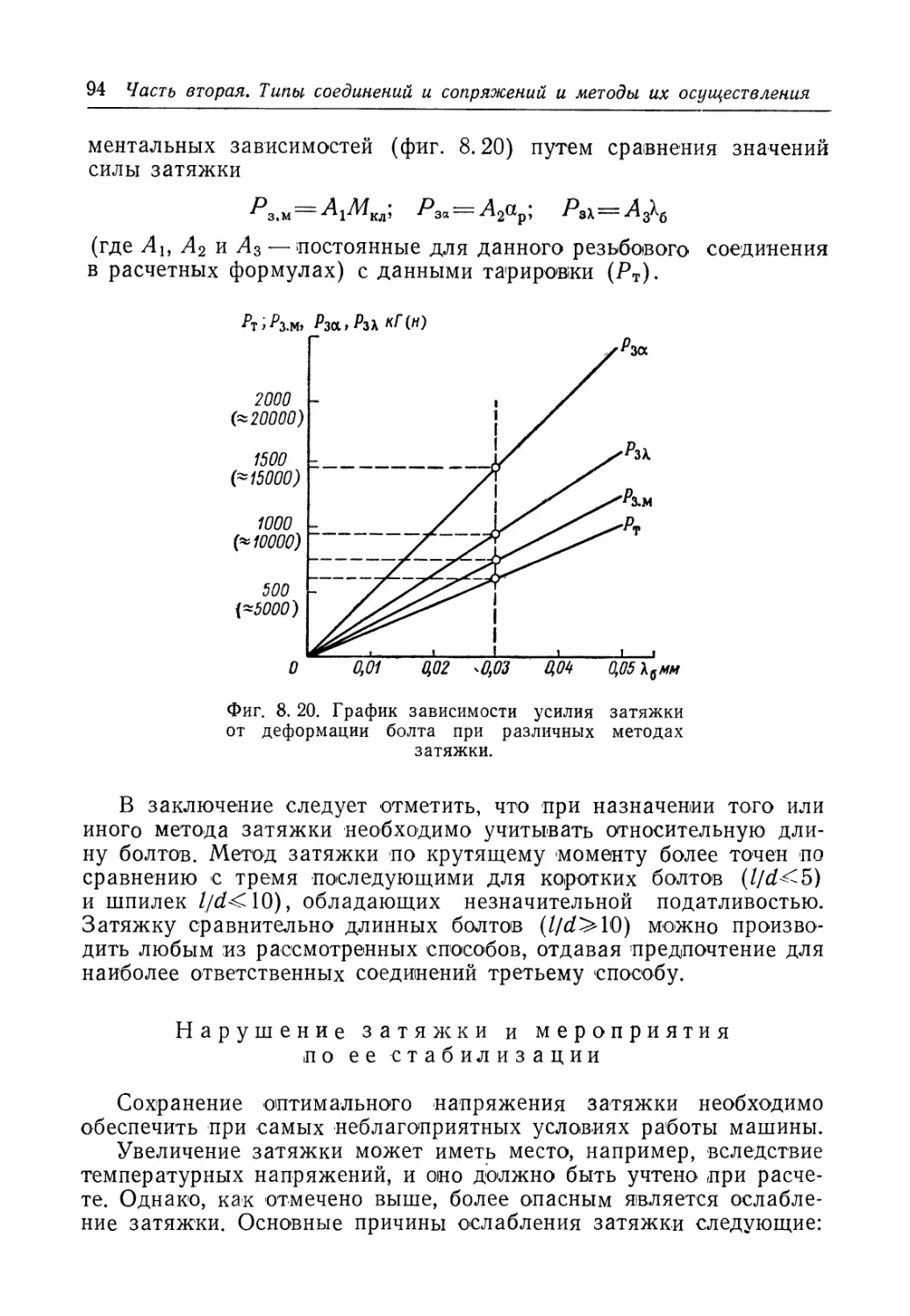
положения курса.
В книге была использована как отечественная, так и
иностранная литература.
Авторы выражают признательность коллективу кафедры^
Московского авиационного института, а также рецензентам —
коллективу кафедры Куйбышевского авиационного института — зав.
кафедрой доценту А. С. Шевелеву, доцентам В. А. Шманеву,
В* П. Александрову и В. А. Захарову и зав. кафедрой Казанского
авиационного института доценту Г. П. Жадину за ценные
замечания по рукописи, способствовавшие ее улучшению.
Авторы с благодарностью примут замечания и предложения
по улучшению учебного пособия и просят направлять их по
адресу Москва, И-51, Петровка, 24, издательство «Машиностроение».
Часть первая
ОСНОВНЫЕ ЭЛЕМЕНТЫ СБОРОЧНОГО ПРОЦЕССА
Глава I
ОБЩИЕ ВОПРОСЫ ПРОЦЕССОВ СБОРКИ
Прежде чем перейти к изложению материала, необходимо
условиться относительно применяемых терминов, так как в технической
литературе можно встретить различную трактовку одних и тех же
понятий.
В основном применяемые ниже термины соответствуют
утвержденным ГОСТами или Комиссией .по терминологии Академии Наук
СССР. В книге приведены специальные термины, связанные с
данной узкой дисциплиной.
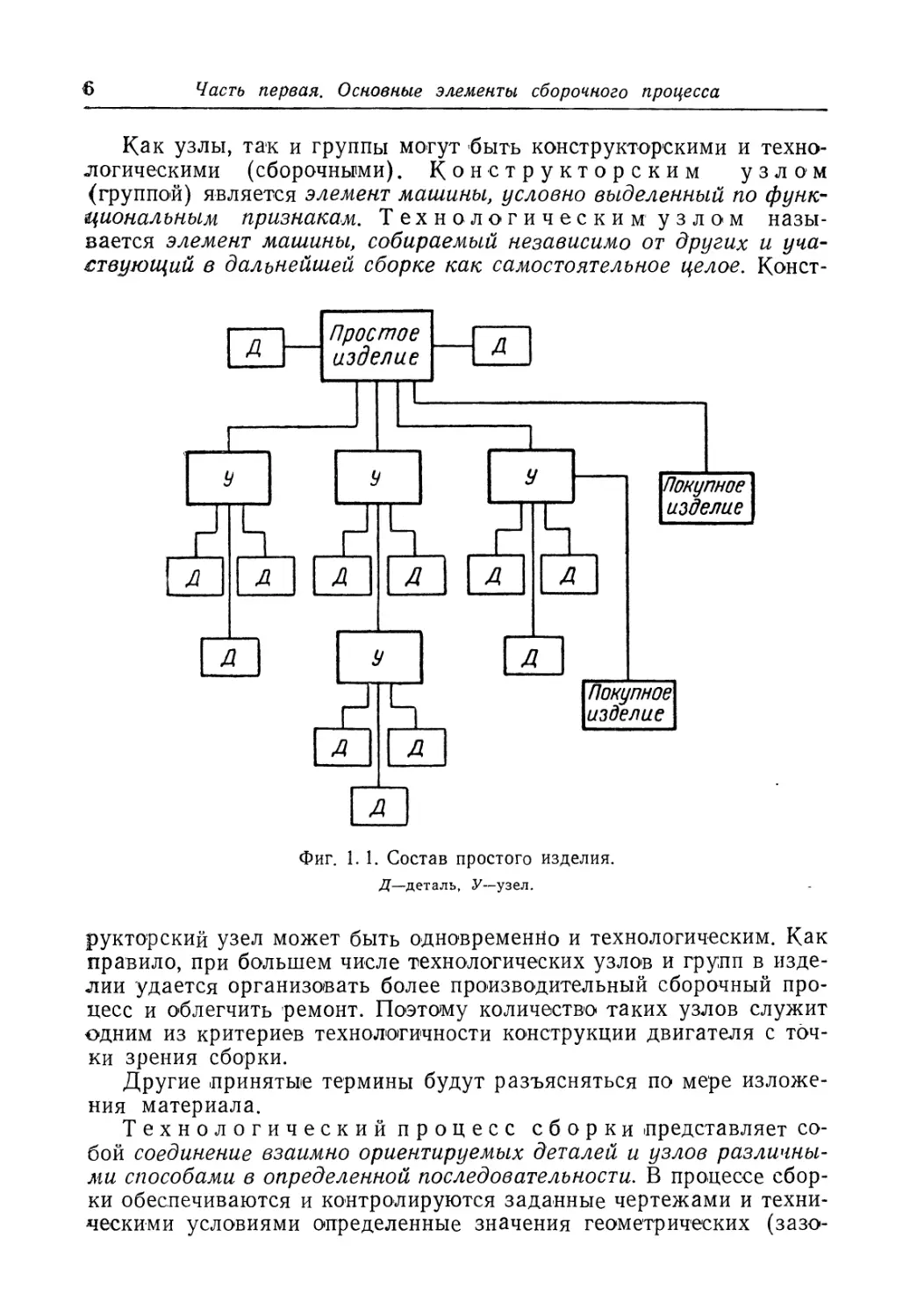
Конечный объект какого-либо производства называется
изделие м, в состав которого входят детали, узлы и группы, а
также изделия, приобретаемые на стороне, или так называемые
покупные изделия (ГОСТ 5290—60). Изделие может быть
простым и комплексным. В первом; случае в его состав входят
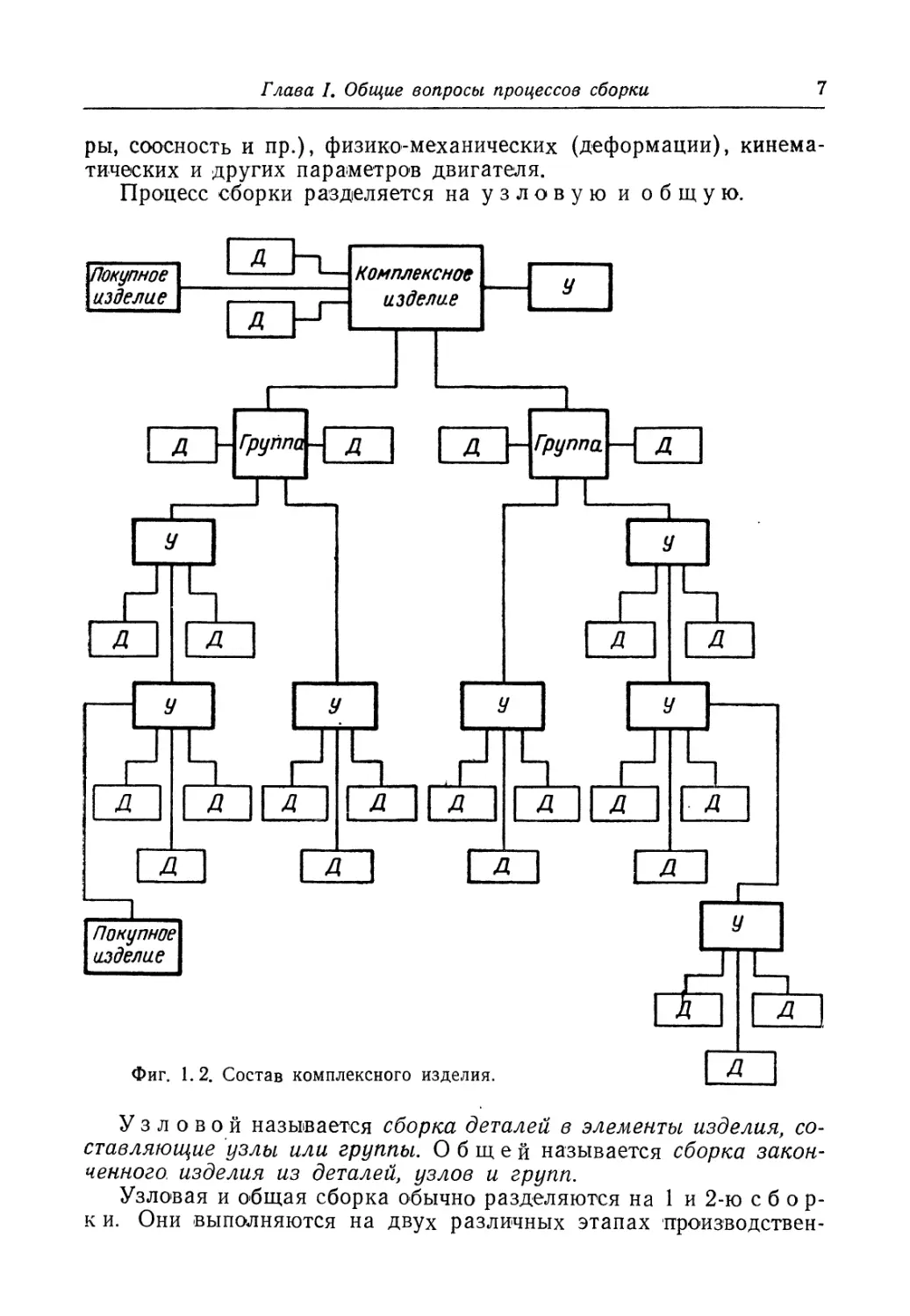
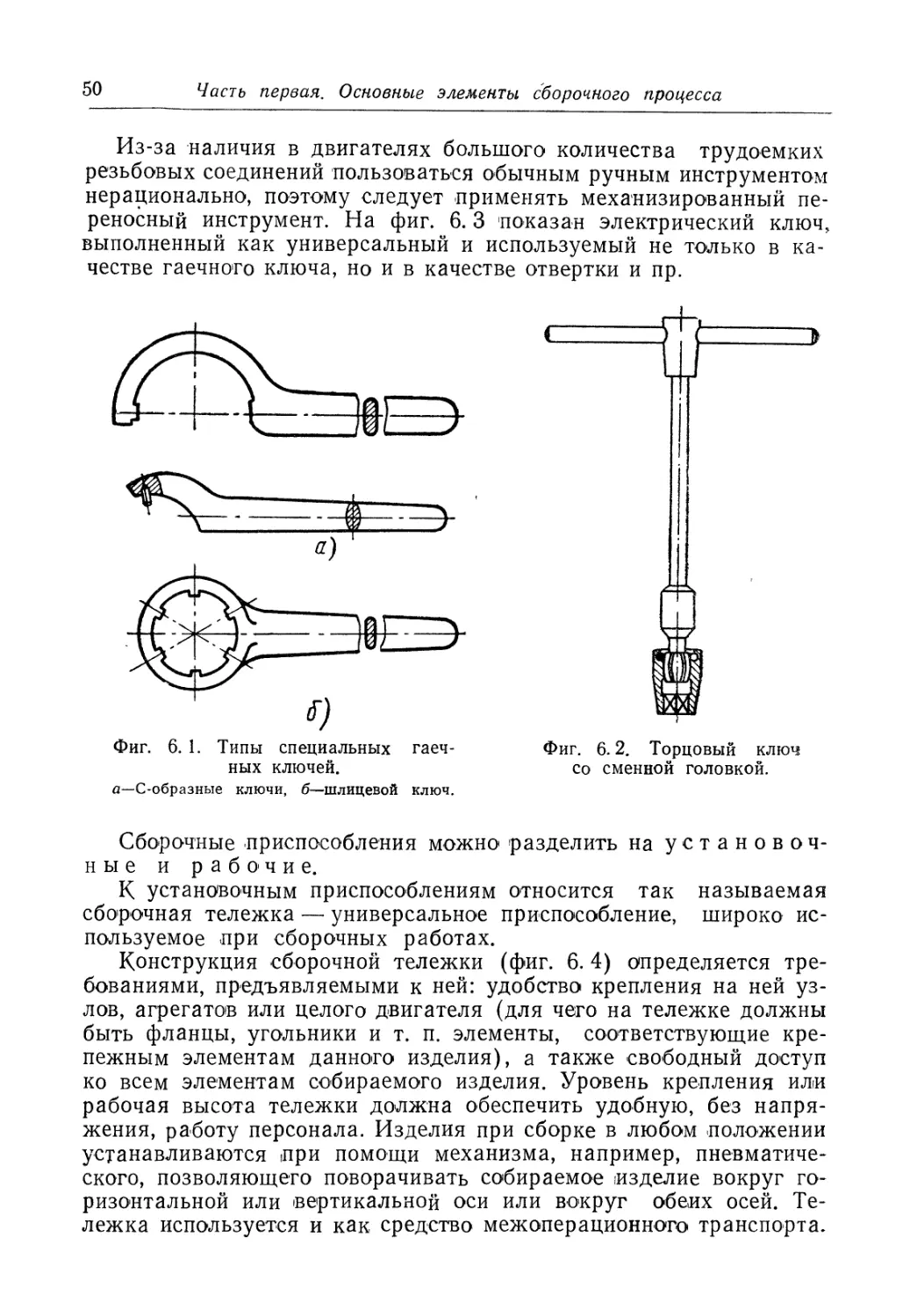
только детали и узлы и покупные изделия (фиг. Г. 1). В
комплексное изделие входят еще и группы (фиг. 1.2).
Деталью называется часть изделия, изготовленная без
применения сборочных операций.
Узел — разъемное или неразъемное соединение составных
частей изделия. В простейшем виде узел состоит из двух деталей.
В-общем случае в него могут входить несколько деталей, а также
другие узлы и покупные изделия.
Группа — разъемное или неразъемное соединение составных
частей изделия, образующих в совокупности основную его часть,
предназначенную для выполнения определенной функции (камера
сгорания, турбина и т. п.). Группы называются простыми, если
в них не входят другие группы и (или) изделия, кроме покупных.
В дротивном случае они будут комплексными.
Среди терминов, относящихся к составу изделия, в практике
применяется также термин агрегат, которым обозначается
часть изделия, имеющая самостоятельное значение,
предназначенная для его обслуживания и поддержания нормальной работы.
Агрегаты двигательных установок (генераторы, насосы, регуляторы
и -пр.) используются также для обслуживания летательного
аппарата в целом.
6 Часть первая. Основные элементы сборочного процесса
Как узлы, так и группы могут быть конструкторскими и
технологическими (сборочными). Конструкторским узлом
(группой) является элемент машины, условно выделенный по
функциональным признакам. Технологическим узлом
называется элемент машины, собираемый независимо от других и
участвующий в дальнейшей сборке как самостоятельное целое. Конст-
Д
Простое
изделие
м
Ч
д
д
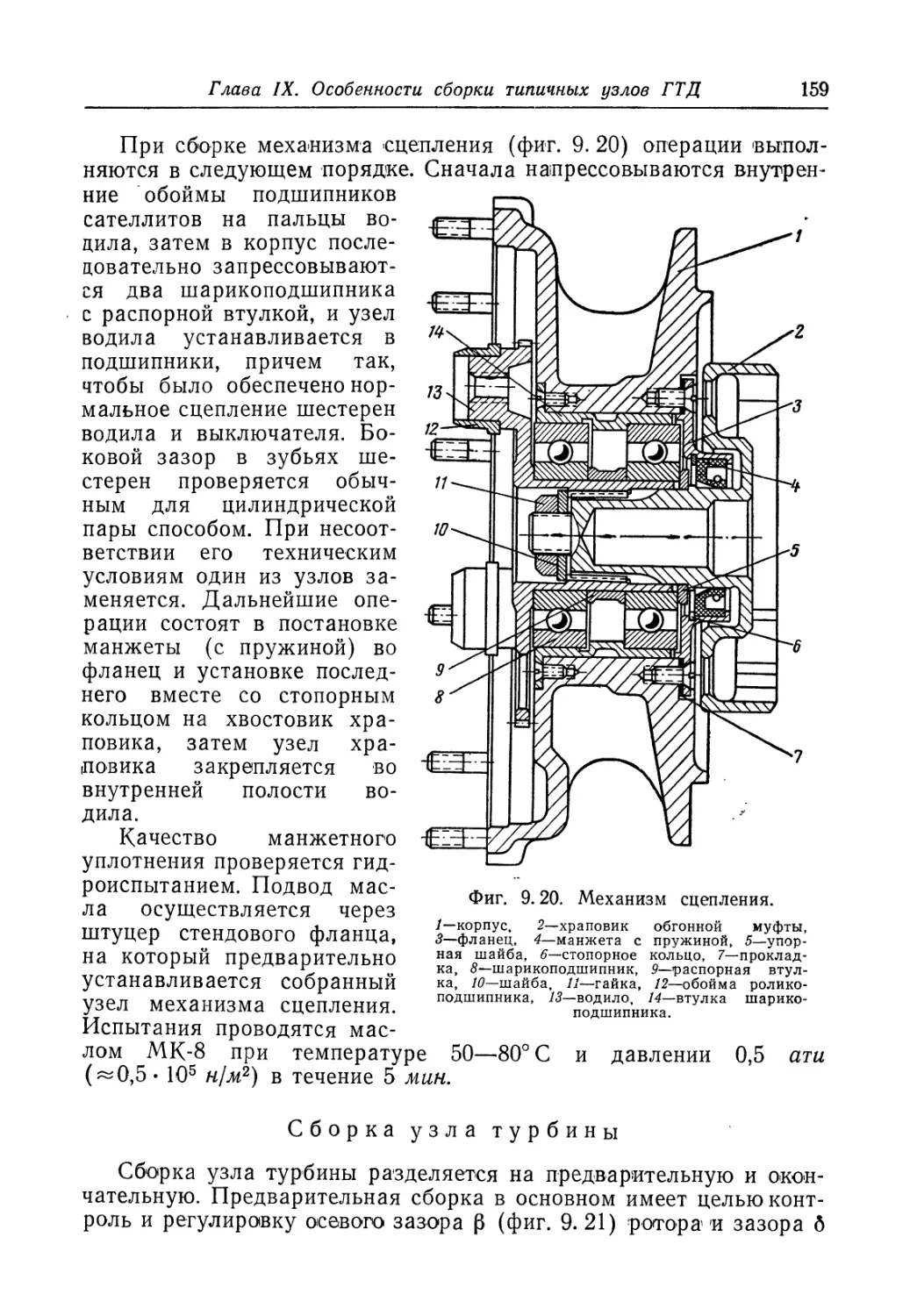
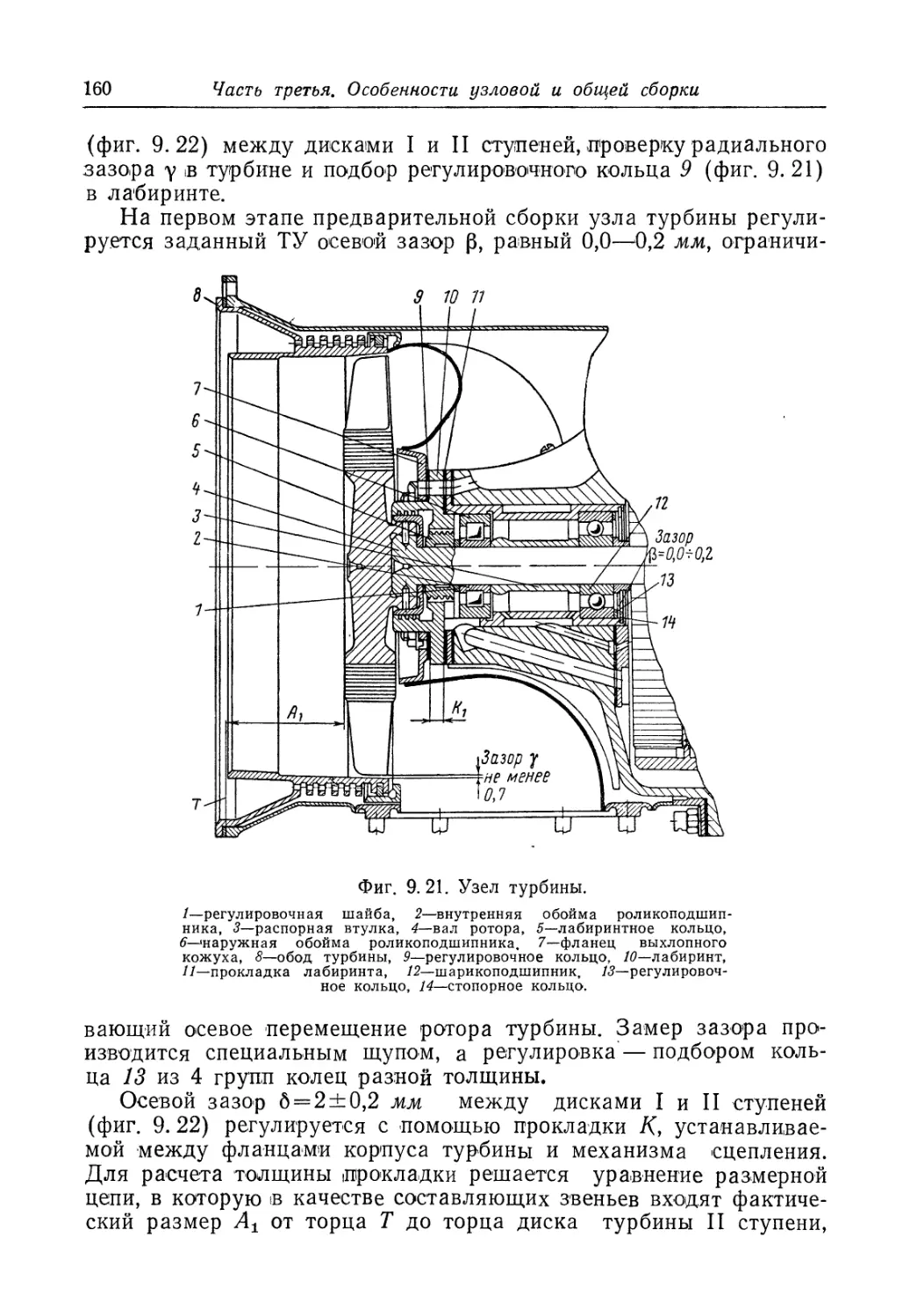
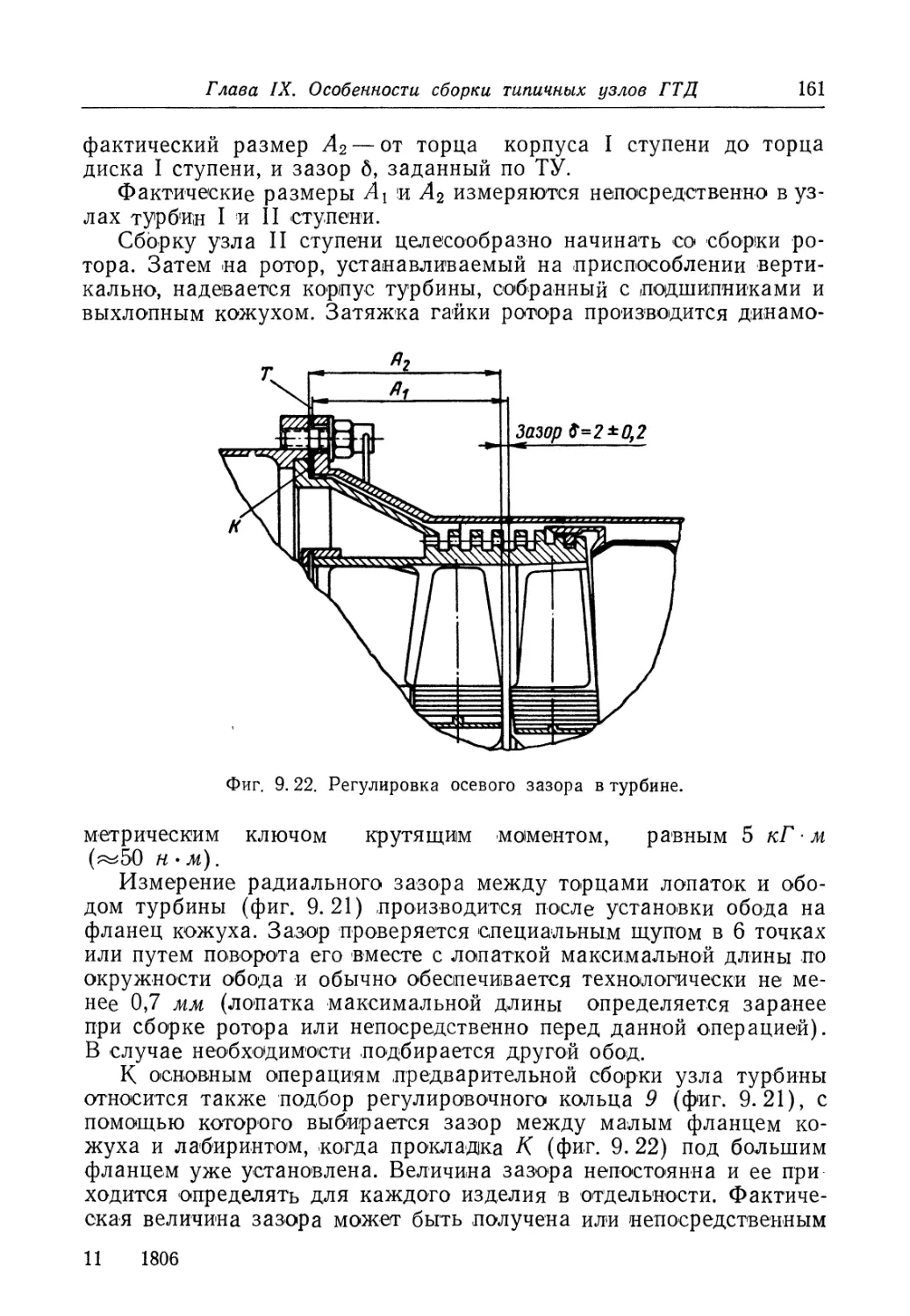
д
Д
Н__Е
д
д
д
Б.
Покупное
изделие
Покупное
изделие
Д
Д
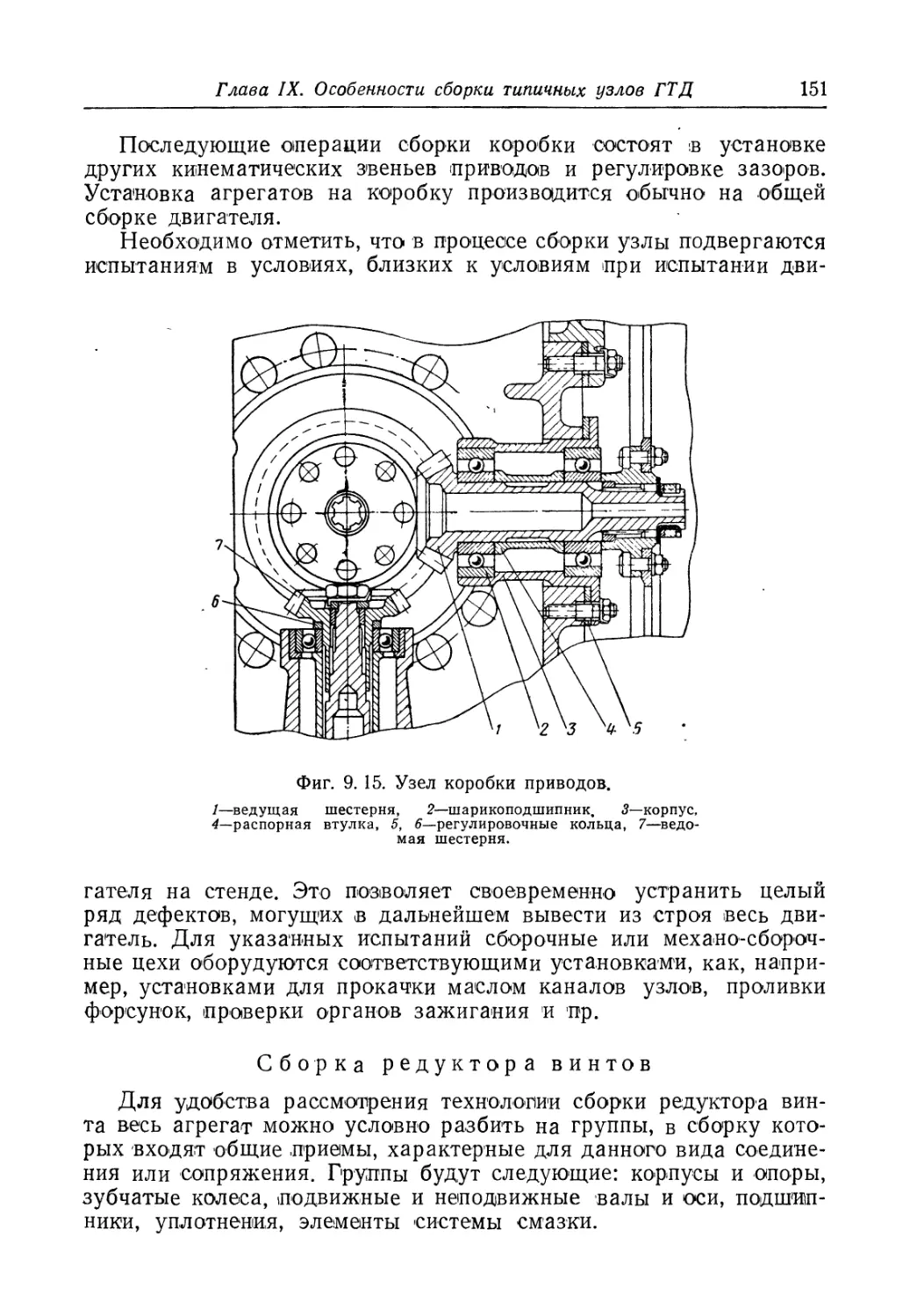
Фиг. 1.1. Состав простого изделия.
Д—деталь, У—узел.
рукторский узел может быть одновременно и технологическим. Как
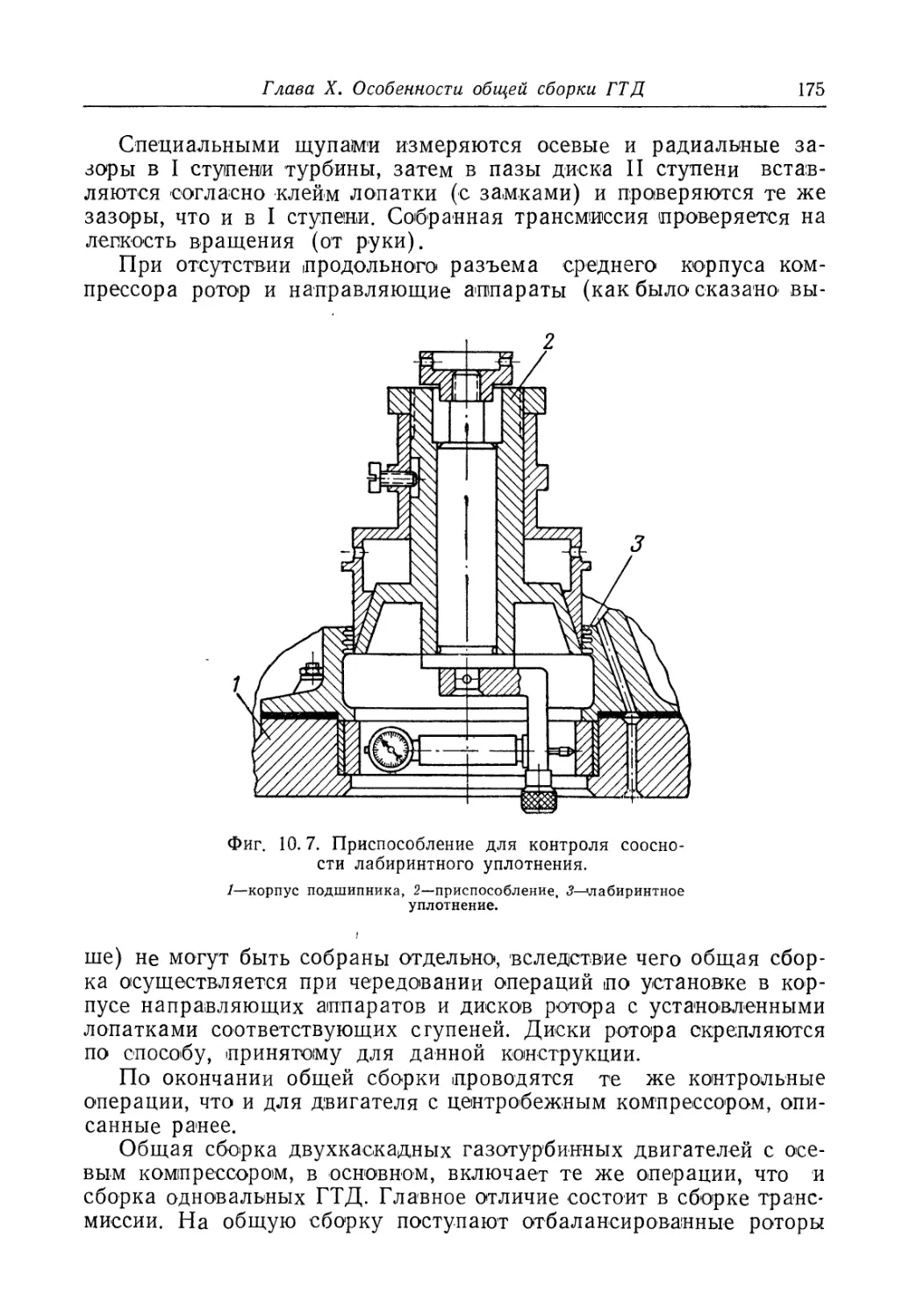
правило, при большем числе технологических узлов и групп в
изделии удается организовать более производительный сборочный
процесс и облегчить ремонт. Поэтому количество таких узлов служит
одним из критериев технологичности конструкции двигателя с
точки зрения сборки.
Другие принятые термины будут разъясняться по мере
изложения материала.
Технологический процесс сборки «представляет
собой соединение взаимно ориентируемых деталей и узлов
различными способами в определенной последовательности. В процессе
сборки обеспечиваются и контролируются заданные чертежами и
техническими условиями определенные значения геометрических (зазо-
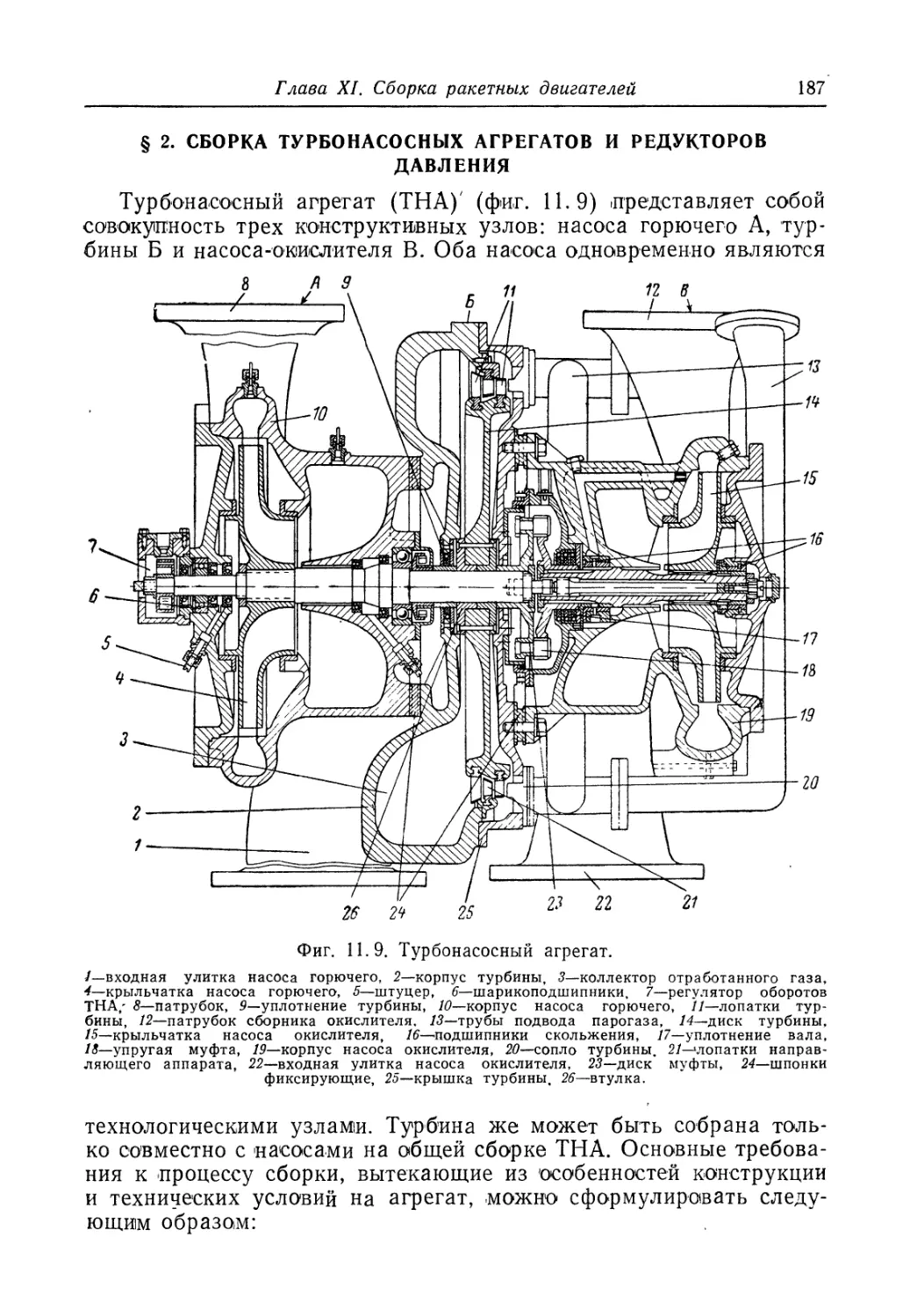
Глава I. Общие вопросы процессов сборки
ры, соосность и пр.), физико-механических (деформации),
кинематических и других параметров двигателя.
Процесс сборки разделяется на узловую и общую.
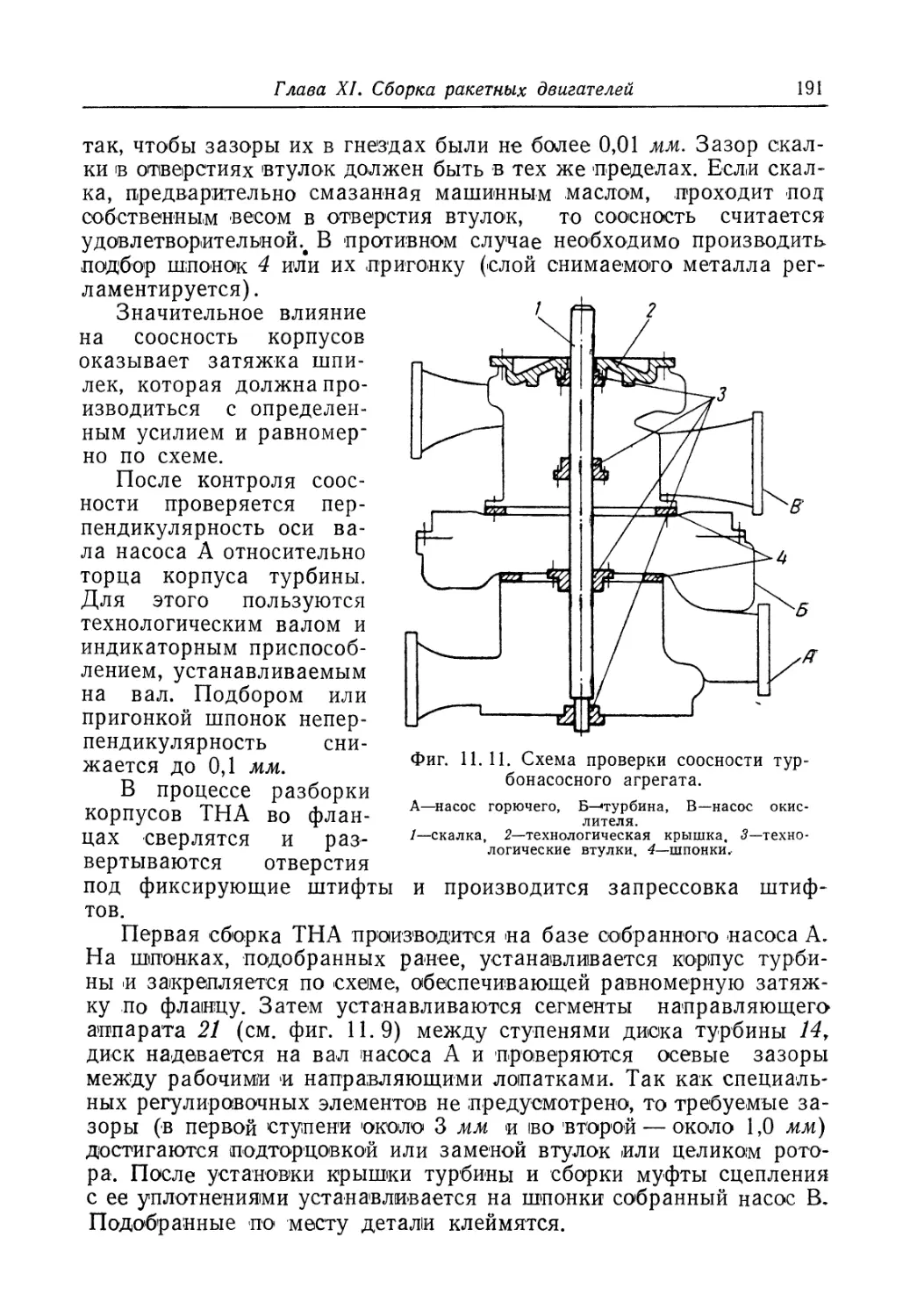
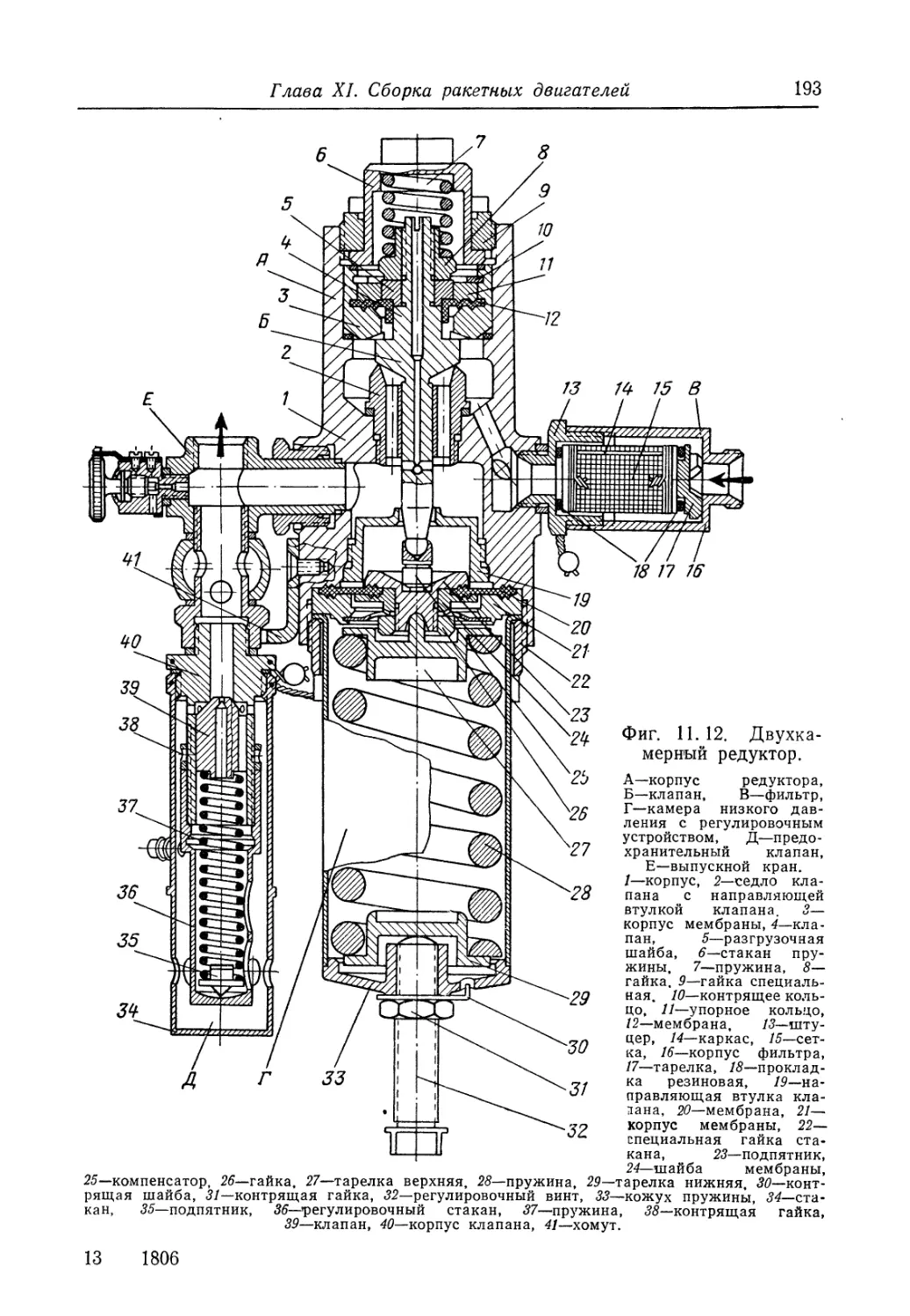
Покупное
изделие
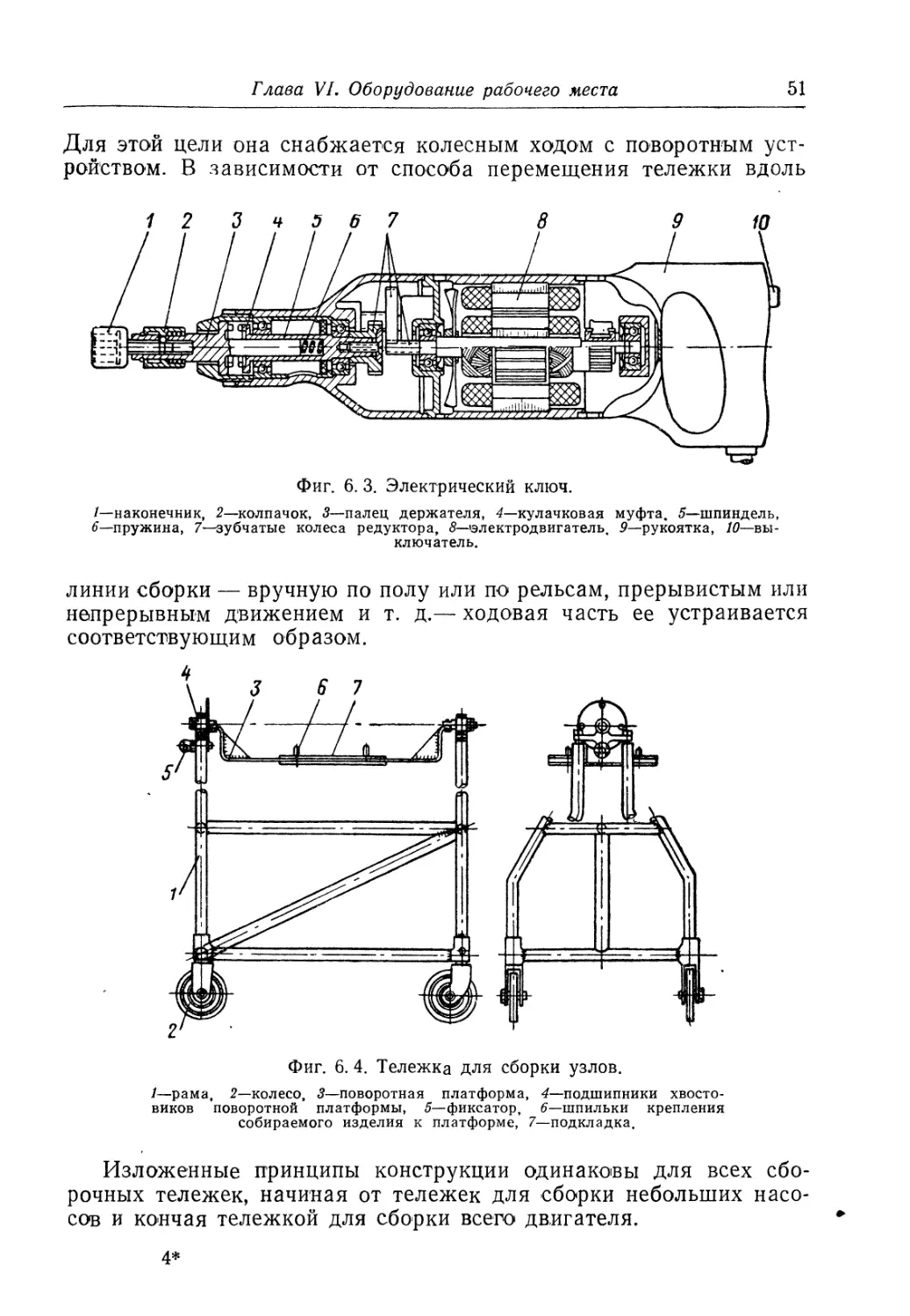
Комплексное
изделие
Фиг. 1.2. Состав комплексного изделия.
Узловой называется сборка деталей в элементы изделия,
составляющие узлы или группы. Общей называется сборка
законченного, изделия из деталей, узлов и групп.
Узловая и общая сборка обычно разделяются на 1 и 2-ю с б о р-
к и. Они выполняются на двух различных этапах производствен-
8
Часть первая. Основные элементы сборочного процесса
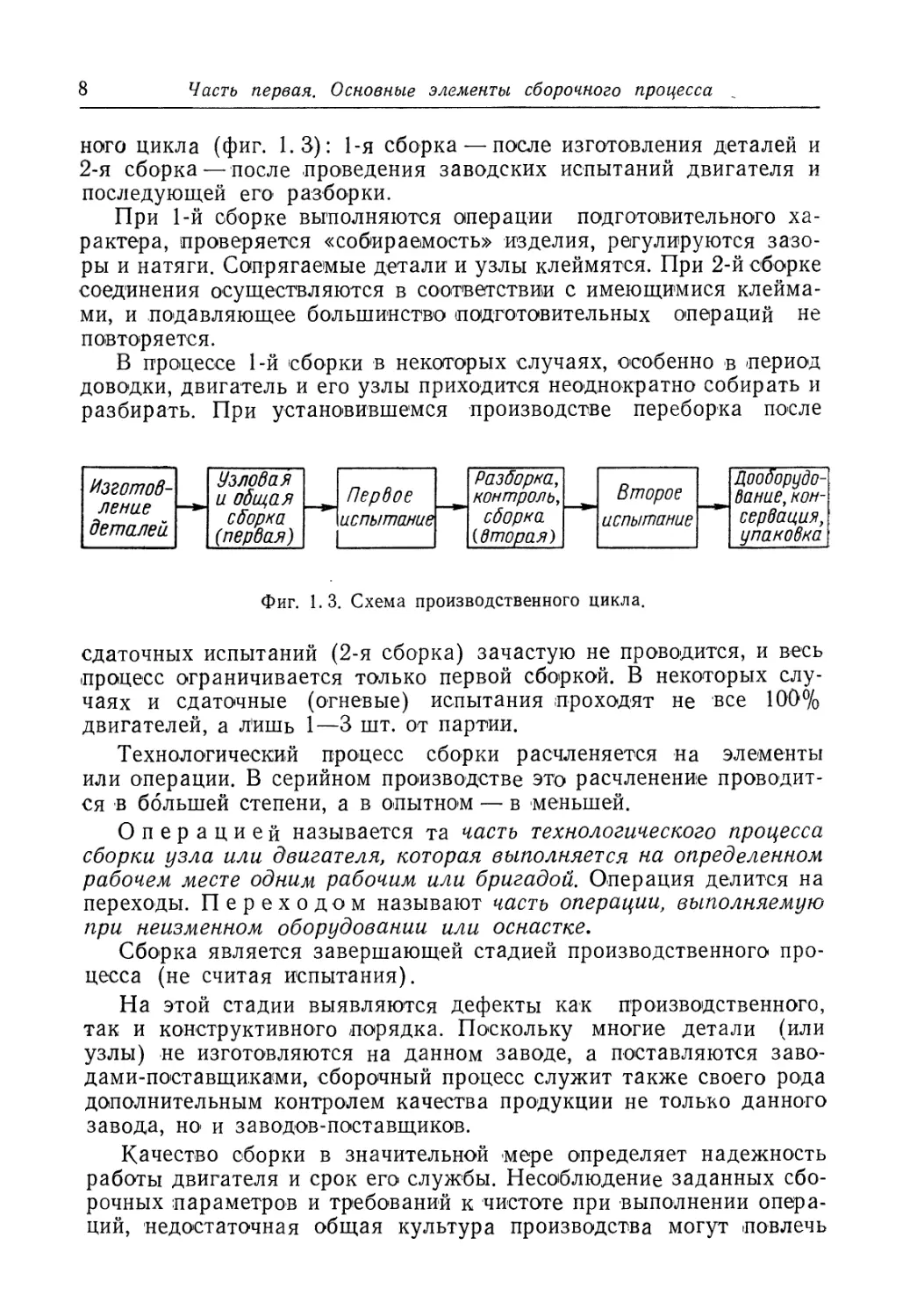
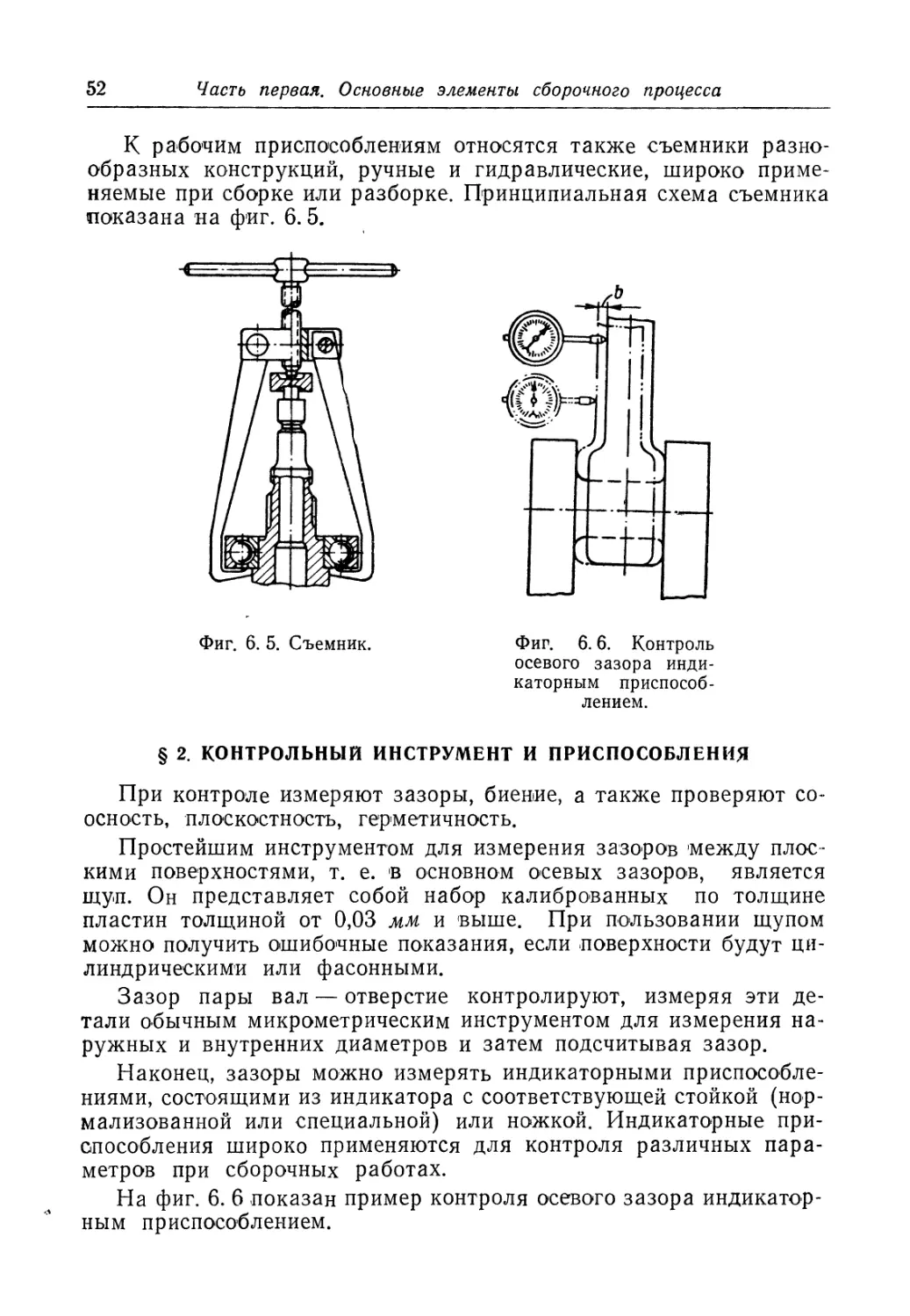
наго цикла (фиг. 1.3): 1-я сборка — после изготовления деталей и
2-я сборка — после '.проведения заводских испытаний двигателя и
последующей его разборки.
При 1-й сборке выполняются операции подготовительного
характера, проверяется «собираемость» изделия, регулируются
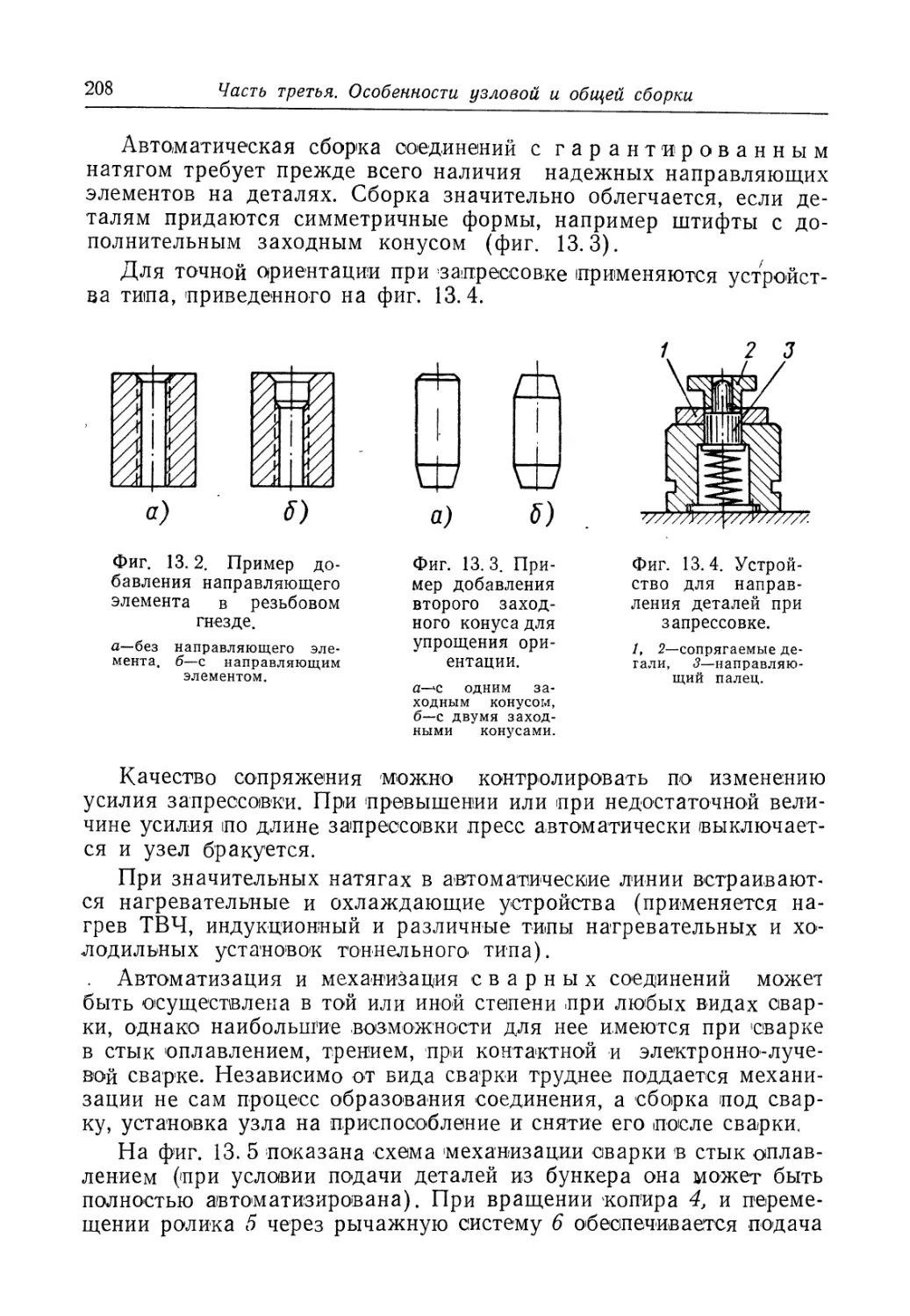
зазоры и натяги. Сопрягаемые детали: и узлы клеймятся. При 2-й сборке
соединения осуществляются в соответствии с имеющимися
клеймами, и подавляющее большинство (подготовительных операций не
повторяется.
В процессе 1-й сборки в некоторых случаях, особенно в период
доводки, двигатель и его узлы приходится неоднократно собирать и
разбирать. При установившемся производстве переборка после
Изготовление
деталей
Узловая
и общая
сборка
(первая)
Первое
испытание
Разборка,
контроль,
сборка
{вторая)
Второе
испытание
Дооборудование,
консервация,
упаковка
Фиг. 1.3. Схема производственного цикла.
сдаточных испытаний (2-я сборка) зачастую не проводится, и весь
лроцесс ограничивается только первой сборкой. В некоторых
случаях и сдаточные (огневые) испытания проходят не все 100%
двигателей, а л'ишь 1—3 шт. от партии.
Технологический процесс сборки расчленяется на элементы
или операции. В серийном производстве это расчленение
проводится в большей степени, а в опытном — в меньшей.
Операцией называется та часть технологического процесса
сборки узла или двигателя, которая выполняется на определенном
рабочем месте одним рабочим или бригадой. Операция делится на
переходы. Переходом называют часть операции, выполняемую
при неизменном оборудовании или оснастке.
Сборка является завершающей стадией производственного
процесса (не считая испытания).
На этой стадии выявляются дефекты как производственного,
так и конструктивного /порядка. Поскольку многие детали (или
узлы) не изготовляются на данном заводе, а поставляются
заводами-поставщиками, сборочный процесс служит также своего рода
дополнительным контролем качества продукции не только данного
завода, но и заводов-поставщиков.
Качество оборки в значительной мере определяет надежность
работы двигателя и срок его службы. Несоблюдение заданных
сборочных параметров и требований к чистоте при выполнении
операций, недостаточная общая культура производства могут .повлечь
Глава II. Организационные формы сборочных работ 9
не только преждевременный выход двигателя из строя, но и
тяжелые аварии с человеческими жертвами.
Поэтому сборка является одним из самых ответственных
процессов производственного цикла.
Глава II
ОРГАНИЗАЦИОННЫЕ ФОРМЫ СБОРОЧНЫХ РАБОТ
При изложении данного раздела рассматриваются в основном
методы, принятые в серийном производстве; разъясняются также
формы организации работ и при других видах производства, как,
например, опытном, единичном и др.
Наиболее простой формой организации работ является
бригадная сборка, применяемая преимущественно при
единичном и опытном производствах. При бригадной сборке все
операции по сборке узлов, групп и всего (двигателя в целом выполняются
последовательно одной бригадой на одном рабочем месте.
Длительность всего процесса сборки может быть определена
по формуле
яас
где tv ^.../„ — трудоемкость сборки отдельных узлов в
человеко-часах;
to — трудоемкость общей сборки;
Вь Въ . .. £л —число рабочих, занятых на сборке отдельных
узлов;
Во — число рабочих, занятых при общей сборке.
Как видно из формулы, общая длительность процесса может
снижаться в основном за счет увеличения числа рабочих. Это не
всегда возможно, так как одновременная работа нескольких
рабочих над одним узлом затруднена из-за недостатка места.
Расширение фронта работ и, следовательно, увеличение
производительности возможно при проведении некоторых работ
параллельно.
Наилучшей организацией бригадного метода работы может быть
такая, когда отдельные члены бригады работают параллельно над
отдельными узлами, подобранными по длительности сборочных
операций, и все члены бригады заканчивают свою работу
одновременно к моменту начала общей сборки. В этом случае суммарное
число рабочих, работающих параллельно на сборке узлов, не
должно превышать числа рабочих, которые могут одновременно
работать на общей сборке всего двигателя. Однако расчленение узло-
10 Часть первая. Основные элементы сборочного процесса
вой сборки, обеспечивающее строю равномерную загрузку всех
членов бригады, представляет значительные трудности.
Недостатками бригадного метода являются малая
'производительность при использовании труда рабочих высокой квалификации
и, наконец, невозможность проводить работы непрерывно (в
нерабочее время бригады двигатель, собираемый данной бригадой,
«простаивает»).
Этот метод применяется как единственно возможный при
опытном или единичном (производствах, когда ограниченная программа
не вызывает необходимости расширения фронта работ и
проведения параллельной сборки узлов.
Более совершенной формой организации сборки является
операционная. В этом случае двигатель разбивается на узлы или
группы, сборка которых ведется параллельно на линиях узловой
сборки, а технологический процесс расчленен на операции.
Суммарное время на сборку двигателя определяется по формуле
с в +в0'
где /тах — трудоемкость сборки наиболее трудоемкого узла.
Анализируя эт^ формулу, видим, что по сравнению с
бригадным методом общая длительность сборки сократилась вследствие
выполнения сборки узлов параллельно.
Касаясь разбивки двигателя на узлы и группы, нужно указать,
что при проектировании сборочного процесса берут за основу
технологические (сборочные), а не конструктивные узлы, различие
между которыми пояснялось выше.
Операционный метод ведет к организации поточной сборки,
являющейся непрерывным и потому наиболее прогрессивным
(Процессом.
Закономерной тенденцией развития социалистического
производства является то, что поточные методы не застывают на первой
стадии, а переходят на высшую ступень в результате применения
новой техники и широкой механизации и автоматизации труда.
Предпосылкой внедрения поточных методов являются
крупносерийное и массовое производство и соответствующее им разделение
труда.
Переход на поточное производство обеспечивает возможность
улучшения качества продукции, широкой механизации и
автоматизации производства, совершенствования организации и
повышения производительности труда.
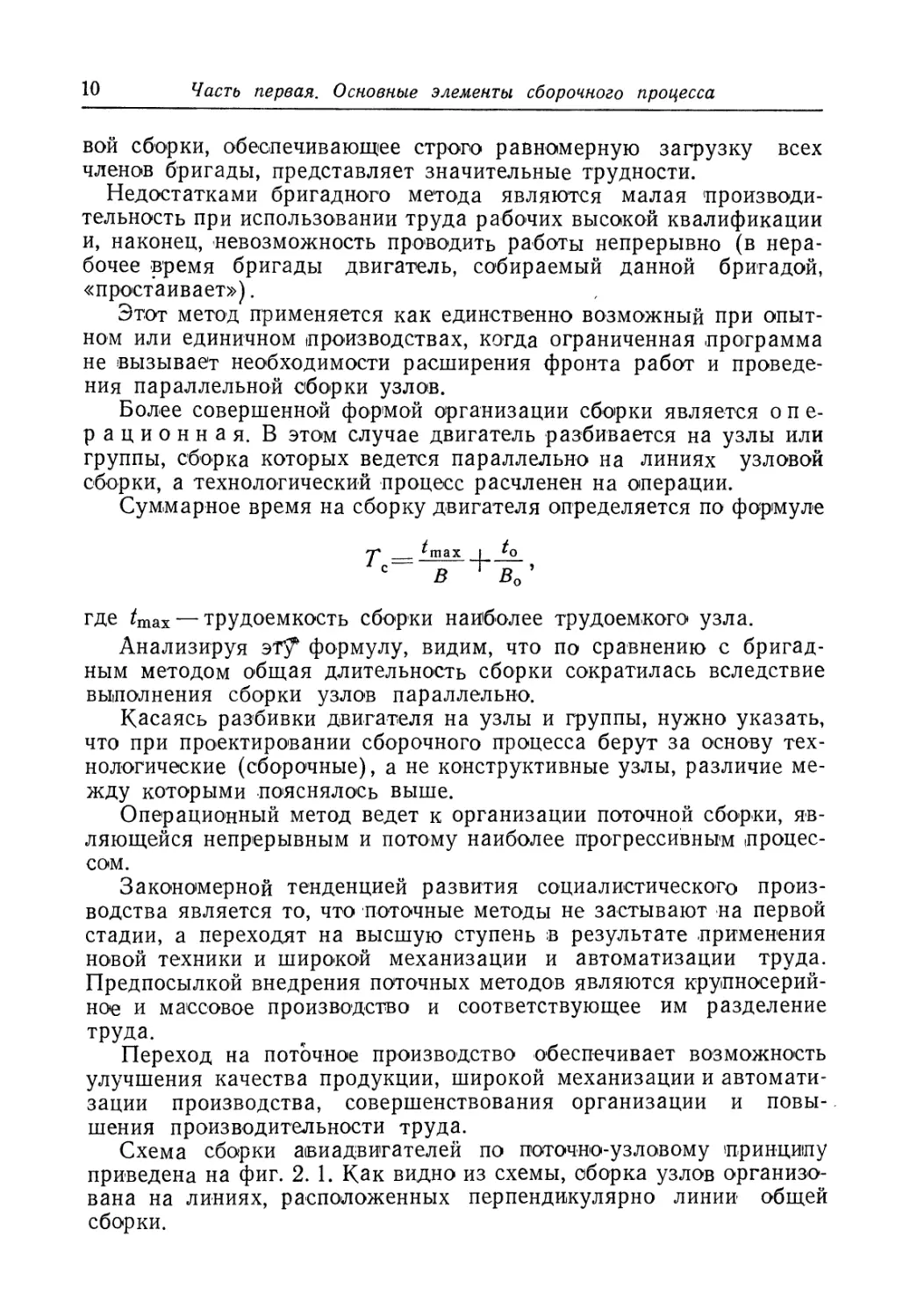
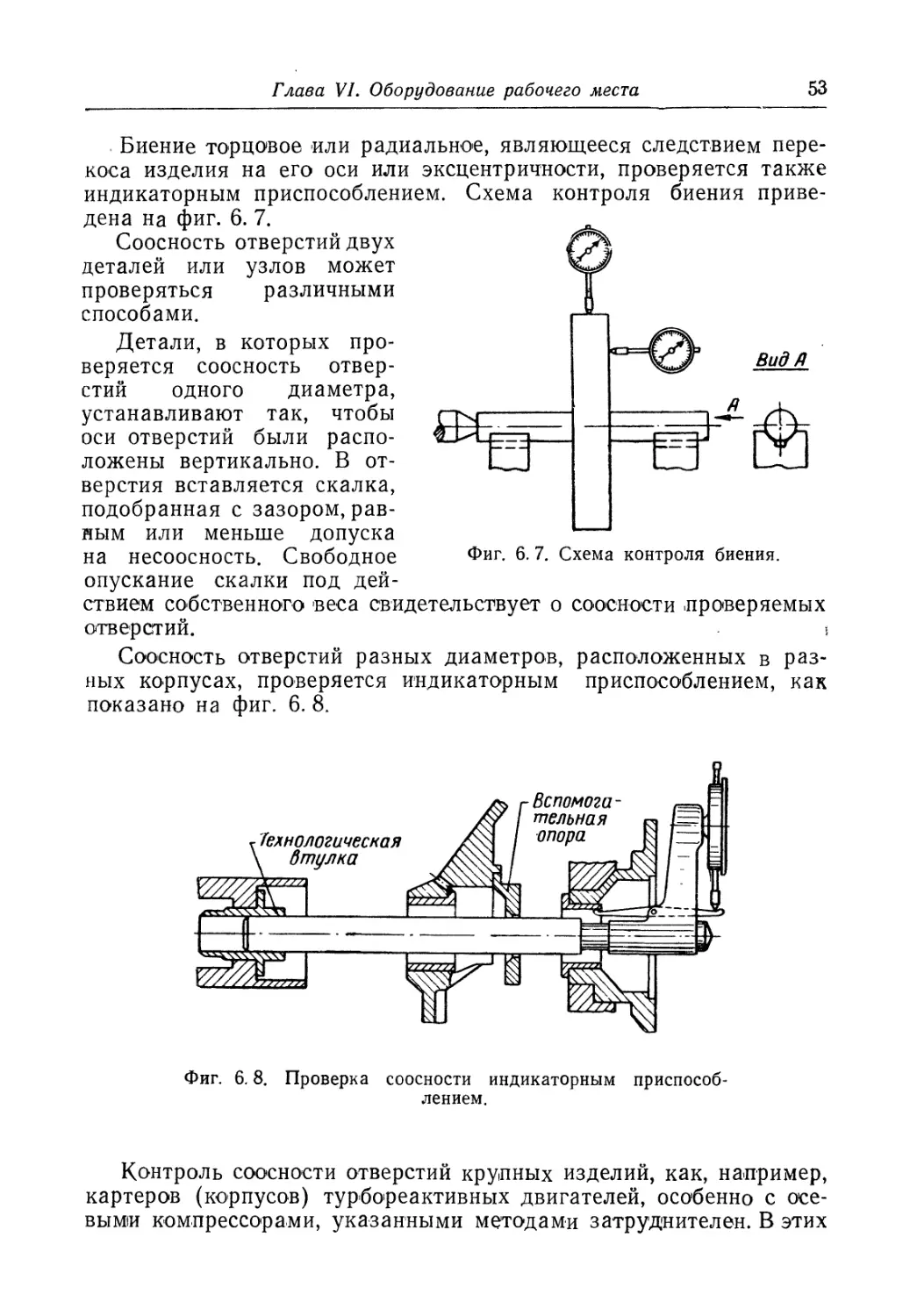
Схема сборки авиадвигателей по поточно-узловому принципу
приведена на фиг. 2. 1. Как видно из схемы, сборка узлов
организована на линиях, расположенных перпендикулярно линии общей
сборки.
Глава II. Организационные формы сборочных работ
11
Для дальнейшего изложения принята следующая терминология:
Такт — промежуток времени (интервал) между выпуском
изделий в поточном производстве.
Т е м in — число выпускаемых изделий в единицу времени.
Ритм — степень равномерности выпуска продукции, т. е.
степень поддержания установленного такта или темпа.
Склад готовых деталей.
Линии спорна узлов
Линия об'щей сборки
Фиг. 2. 1. Схема поточно-узловой сборки.
Таким образом, такт оборки определяется по формуле
Ф .
т = — 7] мин/шт,
где Ф — фонд рабочего времени (сменный, дневной и т. д.)> в мин\
N — программа 'выпуска изделий за время Ф;
т] — коэффициент, учитывающий потери времени
(обслуживание рабочего места, перерывы).
Анализируя схему шоточно-узлового метода сборки, необходимо
отметить следующее.
Относительное расположение линий сборки узлов определяется
последовательностью установки этих узлов на двигатель на линии
общей сборки. Длина (протяженность) линий характеризуется
трудоемкостью сборки узла. Такт на линиях узловой сборки
определяется тактом выпуска изделия с линии общей сборки и должен
быть равен или кратен ему. Так как трудоемкость сборки
отдельных узлов неодинакова, то различна и степень расчленения сборки
этих узлов на операции или (переходы.
12 Часть первая. Основные элементы сборочного процесса
Общее время сборки узла разбивается таким образом, чтобы на
каждом рабочем месте линий узловой сборки можно было
выполнить одну операцию за определенный промежуток времени,
равный такту. Если длительность данной операции не укладывается
в та'кт, то нужно или увеличть число рабочих на данном рабочем
месте или увеличить число рабочих мес'т, на которых выполняется
данная операция ('параллельная дифференциация), или разделить
данную операцию, .перенеся выполнение части работ на следующее
рабочее место (последовательная дифференциация).
Однако в условиях высокомеханизированного производства
(процесс дальнейшей дифференциации становится часто
нецелесообразным, так как может привести к такому увеличению затрат
рабочего времени на вспомогательные операции, что общие затраты
времени на сборку узла повысятся. С развитием техники
преобладающим становится не расчленение технологического процесса на
более мелкие операции, а объединение отдельных операций. Такая
технологическая концентрация операций, выполняемых
последовательно на одном рабочем месте (без изменения такта сборочной
линии) ведет к сокращению числа рабочих мест и, в конечном
счете, к сокращению общей длительности сборки, т. е. к повышению ее
производительности.
Иллюстрацией может служить сборка бензофильтра на одном
из заводов. В фильтре имеется набор кольцевых пластин с
углублениями 0,05 мм, которые при сборке не должны совпадать, а
каждая последующая пластина должна- укладываться на предыдущую
с поворотом на 180°. При установленном такте производства
ручная сборка фильтра, занимавшая 30 мин, была расчленена на
несколько рабочих мест. При введении автоматического станка,
штампующего и собирающего пластины в фильтре, длительность
операции сократилась до 2 мин. Такая концентрация операций
позволила значительно уменьшить общее число рабочих мест.
Итак, при поточной сборке параллельная дифференциация
операций позволяет расширить фронт работ и сократить общую
длительность сборки изделия, а последовательная — уложиться в
заданный такт сборки.
Длительность сборки узла, определяется по формуле
Г0=/гт,
где п — число рабочих мест;
т— такт сборки.
Анализируя эту формулу, можно прийти к выводу, что
увеличения производительности при данном такте сборки можно
достигнуть, iB основном, сокращением числа рабочих мест. Это
достигается, как было указано выше, механизацией и автоматизацией
трудоемких процессов.
Глава II. Организационные формы сборочных работ
13
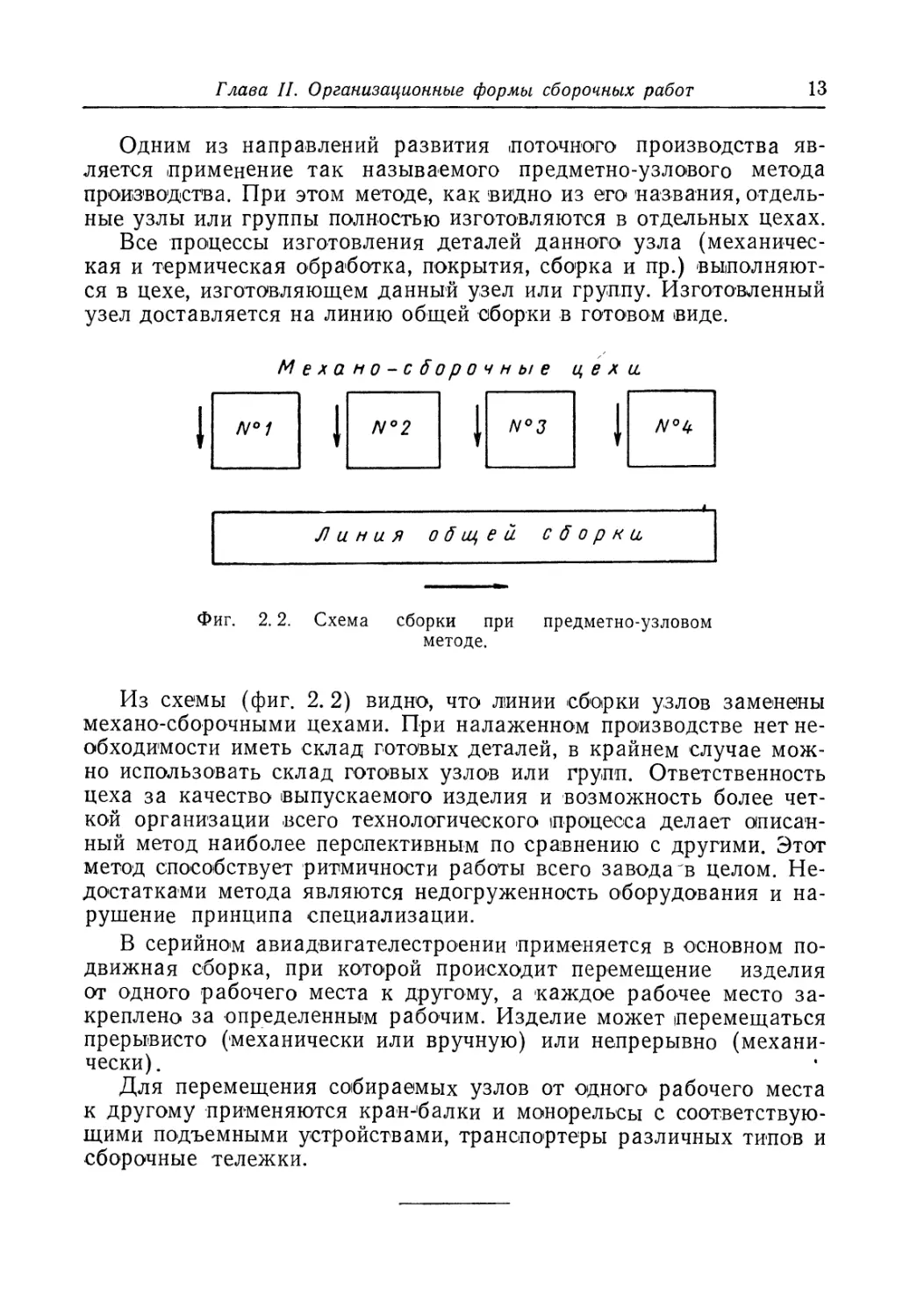
Одним из направлений развития (Поточного производства
является применение так называемого предметно-узлового метода
производства. При этом методе, как видно из его названия,
отдельные узлы или группы полностью изготовляются в отдельных цехах.
Все процессы изготовления деталей данного узла
(механическая и термическая обработка, покрытия, сборка и пр.)
'выполняются в цехе, изготовляющем данный узел или группу. Изготовленный
узел доставляется на линию общей сборки в готовом виде.
М е х а н о -с бор очные цели
Линия общей сборки
Фиг. 2.2. Схема сборки при предметно-узловом
методе.
Из схемы (фиг. 2. 2) видно, что линии сборки узлов заменены
механо-сборочными цехами. При налаженном производстве нет
необходимости иметь склад готовых деталей, в крайнем случае
можно использовать склад готовых узлов или групп. Ответственность
цеха за качество выпускаемого изделия и возможность более
четкой организации всего технологического процесса делает
описанный метод наиболее перспективным по сравнению с другими. Этот
метод способствует ритмичности работы всего завода в целом.
Недостатками метода являются недогруженность оборудования и
нарушение принципа специализации.
В серийном авиадвигателестроении 'применяется в основном
подвижная сборка, при которой происходит перемещение изделия
от одного рабочего места к другому, а каждое рабочее место
закреплено за определенным рабочим. Изделие может перемещаться
прерывисто (механически или вручную) или непрерывно
(механически).
Для перемещения собираемых узлов от одного рабочего места
к другому применяются кран-балки и монорельсы с
соответствующими подъемными устройствами, транспортеры различных типов и
сборочные тележки.
14 Часть первая. Основные элементы сборочного процесса
Глава III
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ
§ 1. ИСХОДНЫЕ ДАННЫЕ
Для разработки технологического процесса сборки необходимо
иметь следующие исходные данные:
1. Чертежи узлов с индексацией и спецификацией всех
входящих в них деталей и с указанием натягов и зазоров в сопряжениях.
2. Чертежи общего вида двигателя с индексацией и
спецификацией узлов и деталей и указанием натягов и зазоров, которые
должны быть выдержаны при общей сборке, а также с габаритными
размерами изделия.
3. Рабочие чертежи деталей.
4. Технические условия на сборку двигателя и узлов.
5. Спецификация деталей и узлов с указанием их .полного
наименования, индекса и количества, идущего на одну сборочную
единицу.
6. Размер годового задания (программа) по изготовлению
двигателя.
Проектирование значительно облегчается, если имеется макет
будущего двигателя.
§ 2. ЭТАПЫ ПРОЕКТИРОВАНИЯ
Одним из первых этапов разработки технологического процесса
сборки является изучение и критический анализ чертежей узлов,
общего вида двигателя и технических условий.
Если основными объектами при проектировании и расчете
изделия являются конструкторские узлы, то в основу проектирования
сборочного процесса кладутся узлы технологические, которые
намечаются в результате анализа исходных данных. Следует
отметить, что в существующих конструкциях двигателей значительное
количество групп и узлов не являются сборочными. Так, камера
сгорания трубчато-кольцевого и кольцевого типов может считаться
конструкторским узлом (группой), так как имеет определенные
конструктивные признаки и характеристики. Однако она не ярляет-
ся технологическим узлом, так как окончательная сборка ее
отдельно от изделия часто невозможна и проводится при общей
сборке двигателя. То же относится к узлам и группам компрессоров.
Некоторые узлы после их сборки и контроля приходится даже
частично разбирать, чтобы осуществить общую сборку (ротор ком-
,прессора типа ВК, ротор турбины типа РД-5 и др.). Такие узлы и
группы, как, например, коробки приводов, камеры сгорания труб-,
чатого типа, будучи конструкторскими, одновременно являются и
Глава Ш. Проектирование технологических процессов сборки 15
технологическими узлами и могут участвовать в общей сборке в
законченном виде.
Членение изделия на технологические узлы связано также
с размером годового задания. Чем больше размер годового
задания, тем выгоднее иметь с целью расширения фронта работ (иря
прочих равных условиях) возможно большее число
технологических узлов. Это лишний раз указывает на необходимость
постоянного повышения требований к технологичности конструкций
проектируемых объектов. В случае неоправданного усложнения сборки,
вызванного нетехнологичностью того или иного узла, по
согласованию с конструкторским бюро в конструкцию изделия вносятся
необходимые изменения.
Составление ллана или перечня сборочных и контрольных
операций в их последовательности, а также разработка каждой
операции в отдельности являются основными этапами в разработке
технологического процесса. Последовательность операций должна
быть такой, чтобы предыдущая операция не затрудняла
выполнения последующей. Что касается первой операции, то она связана
с выбором базовой детали (или 'базового узла в случае общей
сборки).
Базовой называется деталь, которая служит исходной для
начала сборочного процесса и относительно которой ориентируются
другие детали,и узлы. Для удобства сбо>рки она обычно
устанавливается на сборочное (приспособление и несет на себе весь
собираемый узел. Базовая деталь должна обладать достаточной
жесткостью и при выбранном способе установки на сборочном
(приспособлении должна позволить провести максимум сборочных
операций без открепления ее от приспособления.
Точность взаимного расположения сопрягаемых деталей
зависит от способа установки и положения базовой детали в
приспособлении. Известно, например, что центровка узлов ГТД при общей
сборке значительно упрощается при вертикальном положении оси
базового узла и других сопрягаемых с ним узлов. Способ
установки базовой детали (узла) определяет в значительной степени
также и конструкцию сборочного приспособления.
В зависимости от размера годового задания сборочный процесс
разрабатывается с различной степенью детализации. В опытном
производстве, которое по своему характеру является единичным,
обычно ограничиваются лишь разделением сборочного процесса
укрупненно на операции. В серийном и массовом производствах
расчленение процесса доводится сначала до операций, а затем до
переходов и даже приемов. При этом стремятся к тому, чтобы
штучное время /Шт было равно или кратно такту на общей сборке.
Штучное время сборки не всегда можно определить с помощью
нормативов, как это имеет место при механической обработке де-
16 Часть первая. Основные элементы сборочного процесса
талей, и его приходится устанавливать по опыту сборки
однотипных двигателей, а затем корректировать с учетом особенностей
производства и конструкции или проводить пробную сборку.
При наличии отработанных нормативов время Т, потребное на
сборку партии узлов (или двигателей), можно определить по
формуле
где /Шт —штучное время на операцию, равное сумме времени:
оперативного ton (при сборке основное технологическое и
вспомогательное время не разделяются), обслуживания
рабочего места £Об и перерывов tnep (последние два
принимаются в среднем около 4% от tou), т. е. £шт = £оп+*+
+
р
п — число узлов (двигателей) в партии;
Тц.з — «подготовительно-заключительное время на сборку
каждой партии.
Одним из завершающих этапов проектирования
технологического процесса является определение трудоемкости сборки (в
человеко-часах) , лотребного количества рабочих и их квалификации.
В то же время решается ряд других организационно-технических
задач: устанавливается организационная форма сборки,
проектируется специальный инструмент и (приспособления. Последнее, для
ускорения подготовки производства, целесообразно выполнять
параллельно с разработкой операций.
§ 3. ДОКУМЕНТАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В результате разработки технологического процесса
составляется следующая технологическая документация:
1. Сборочные чертежи (с техническими условиями на сборку) и
их части в форме эскизов к операциям.
2. Планы и операционные карты оборки.
3. Инструкции по проведению особо сложных операций,
требующих дополнительных пояснений.
4. Чертежи специальных приспособлений и инструмента.
5. Спецификация оборудования, инструмента, приспособлений
и вспомогательных материалов.
6. Технологические схемы сборки.
Непосредственно в ходе самой сборки оформляются паспорта,
протоколы испытаний, формуляры и другие документы, в которых
регистрируются те или иные технические данные сборочных
элементов и двигателя в целом.
Глава III. Проектирование технологических процессов сборки
17
Основным документом технологического процесса является
операционная карта, которая по своей структуре в принципе не
отличается от операционной карты механической обработки. Образцы
операционных карт сборки (Приведены ниже.
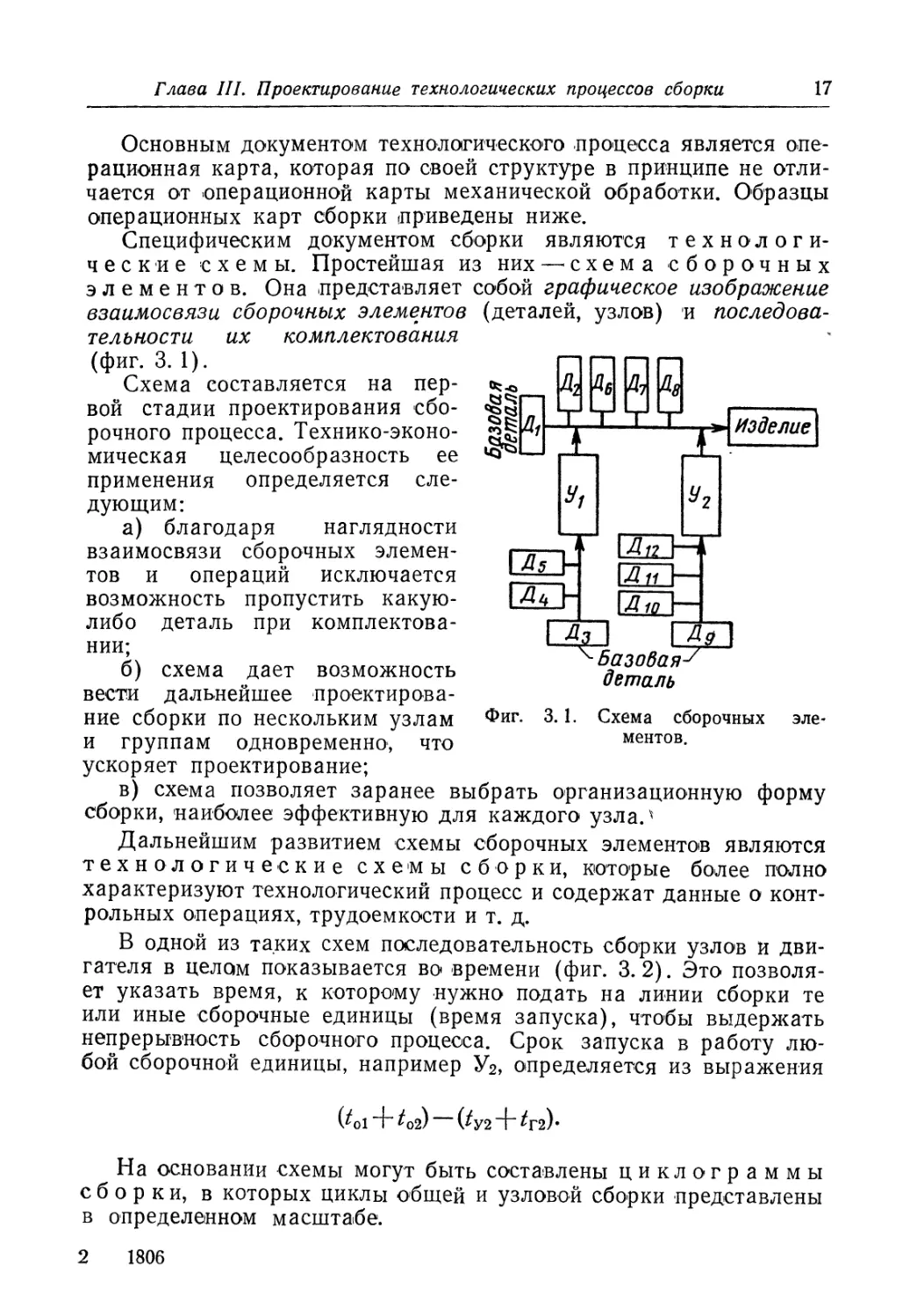
Специфическим документом сборки являются
технологические схемы. Простейшая из них — схема сборочных
элементов. Она представляет собой графическое изображение
взаимосвязи сборочных элементов (деталей, узлов) и
последовательности их комплектования
(фиг. 3. 1).
Схема составляется на
первой стадии проектирования
сборочного процесса.
Технико-экономическая целесообразность ее
применения определяется
следующим:
а) благодаря наглядности
взаимосвязи сборочных
элементов и операций исключается
возможность пропустить какую-
либо деталь при
комплектовании;
б) схема дает возможность
вести дальнейшее
проектирование сборки по нескольким узлам
и группам одновременно, что
ускоряет проектирование;
в) схема позволяет заранее выбрать организационную форму
сборки, 'наиболее эффективную для каждого узла.^
Дальнейшим развитием схемы сборочных элементов являются
технологические схемы сборки, которые более полно
характеризуют технологический процесс и содержат данные о
контрольных операциях, трудоемкости и т. д.
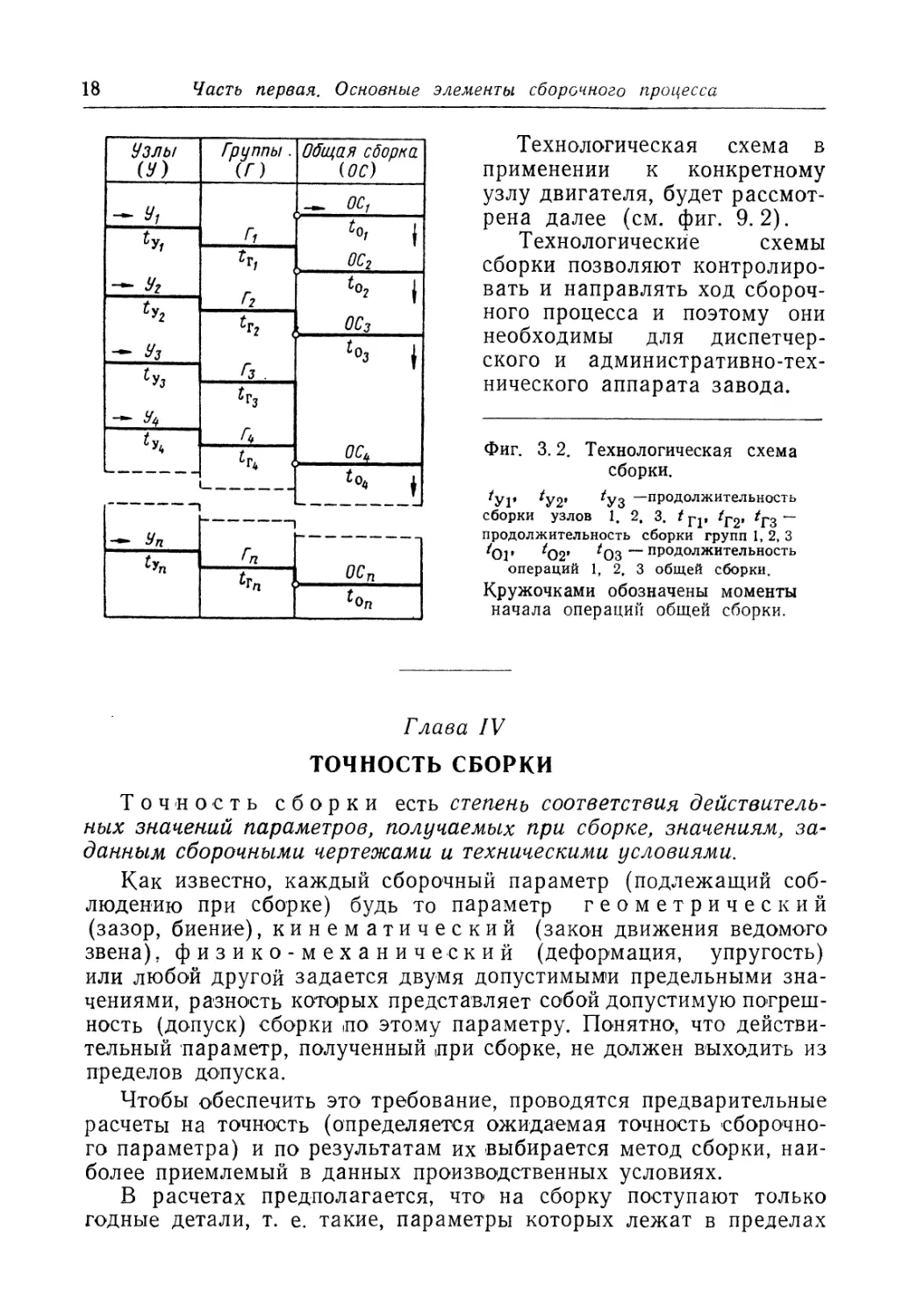
В одной из таких схем последовательность сборки узлов и
двигателя в целом показывается во времени (фиг. 3.2). Это
позволяет указать время, к которому нужно подать на линии сборки те
или иные сборочные единицы (время запуска), чтобы выдержать
непрерывность сборочного процесса. Срок запуска в работу
любой сборочной единицы, например У2, определяется из выражения
На основании схемы могут быть составлены циклограммы
сборки, в которых циклы общей и узловой сборки представлены
в определенном масштабе.
Фиг. 3.1.
-Базовая-
деталь
Схема сборочных
ментов.
эле-
1806
18
Часть первая. Основные элементы сборочного процесса
Узлы
{У)
— Уд
Гриппы.
(Г)
Гз .
Общая сборка
{ОС)
Ч
0С2
Ч |
ОСз
to
0Си
осп
Технологическая схема в
применении к конкретному
узлу двигателя, будет
рассмотрена далее (см. фиг. 9.2).
Технологические схемы
сборки позволяют
контролировать и направлять ход
сборочного процесса и поэтому они
необходимы для
диспетчерского и
административно-технического аппарата завода.
Фиг. 3.2. Технологическая схема
сборки.
'У1*
сборки
—продолжительность
узлов 1. 2, 3. tr
/Г2,
продолжительность сборки групп 1, 2, 3
*Ог ^02* ^03—продолжительность
операций 1, 2, 3 общей сборки.
Кружочками обозначены моменты
начала операций общей сборки.
Глава IV
ТОЧНОСТЬ СБОРКИ
Точность сборки есть степень соответствия
действительных значений параметров, получаемых при сборке, значениям,
заданным сборочными чертежами и техническими условиями.
Как известно, каждый сборочный параметр (подлежащий
соблюдению при сборке) будь то параметр геометрический
(зазор, биение), кинематический (закон движения ведомого
звена), физико-механический (деформация, упругость)
или любой другой задается двумя допустимыми предельными
значениями, разность которых представляет собой допустимую
погрешность (допуск) сборки по этому параметру. Понятно, что
действительный параметр, полученный лри сборке, не должен выходить из
пределов допуска.
Чтобы обеспечить это требование, проводятся предварительные
расчеты на точность (определяется ожидаемая точность
сборочного параметра) и по результатам их выбирается метод сборки,
наиболее приемлемый в данных производственных условиях.
В расчетах предполагается, что на сборку поступают только
годные детали, т. е. такие, параметры которых лежат в пределах
Глава IV. Точность сборки 19
установленных допусков ], и различные значения сборочного
параметра получаются вследствие рассеивания параметров сопрягаемых
деталей, а также погрешностей, связанных со сборочным
процессом (инструментом, оборудованием и т. д.).
Следует отметить, что наиболее желательным был бы расчет
ожидаемой точности сборки с учетом влияния действительных
погрешностей деталей и узлов на эксплуатационные характеристики
двигателя (экономичность, стабильность регулирующих систем,
уравновешенность и т. д.). Это должен быть комплексный расчет,
в котором точность сборочного параметра (например,
геометрического) определялась бы с учетом влияния на него погрешностей по
другим параметрам (например, физико-механическим).
Однако такая задача весьма сложна, если принять во внимание,
что до настоящего времени .параметры конструктивной прочности
реальных деталей и состояния их материала слабо увязаны с
точностью.
По этой причине во многих случаях наивыгоднейшее значение
сборочного параметра (например, зазора, деформации и т. п.) не
известно и поэтому не известно и наивыгоднейшее значение
допустимого отклонения параметра. Только для таких погрешностей
как биение, легерметичность и т. п. минимальное значение
является наилучшим.
Ниже приводятся сведения о существующих методах расчета
на точность некоторых геометрических параметров2 и
практические -приемы, обеспечивающие заданную точность сборки
применительно к двигателям летательных аппаратов. Расчеты, как
правило, выполняются в стадии проектирования двигателя, но
неизбежные изменения конструкции и неучтенные факторы требуют
проведения расчетов в процессе производства.
§ 1. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
Расчеты на точность размеров сборочных элементов и изделия
в целом основаны на теории размерных цепей.
Размерной цепью называется замкнутая цепь размеров/
связывающих поверхности деталей и узлов или координирующих
их положение в изделии.
Рассмотрим одномерную линейную цепь, которая чаще всего
встречается при разработке технологических процессов сборки
двигателей летательных аппаратов.
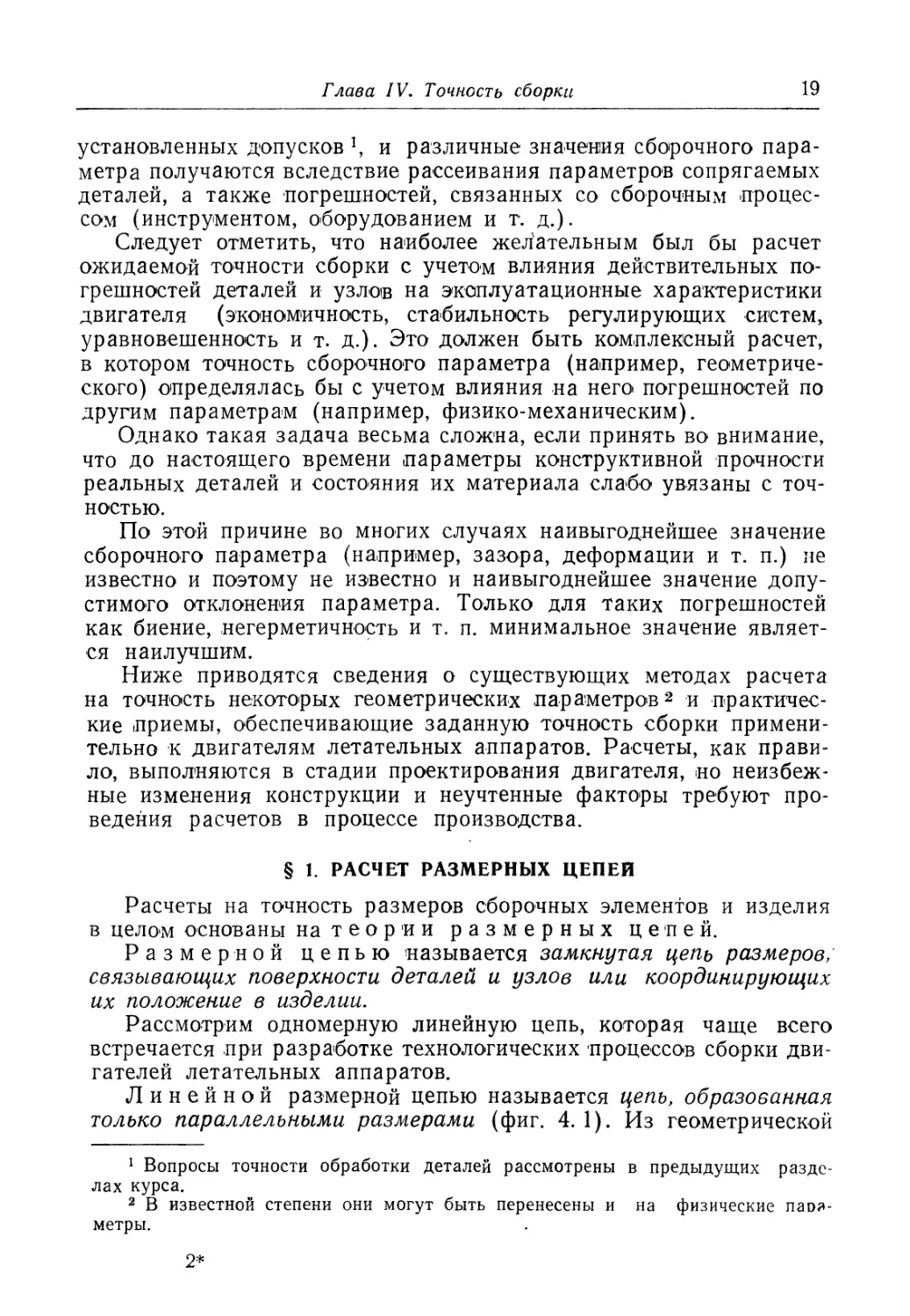
Линейной размерной цепью называется цепь, образованная
только параллельными размерами (фиг. 4. 1). Из геометрической
1 Вопросы точности обработки деталей рассмотрены в предыдущих
разделах курса.
2 В известной степени они могут быть перенесены и на физические
метры.
2*
20
Часть первая. Основные элементы сборочного процесса
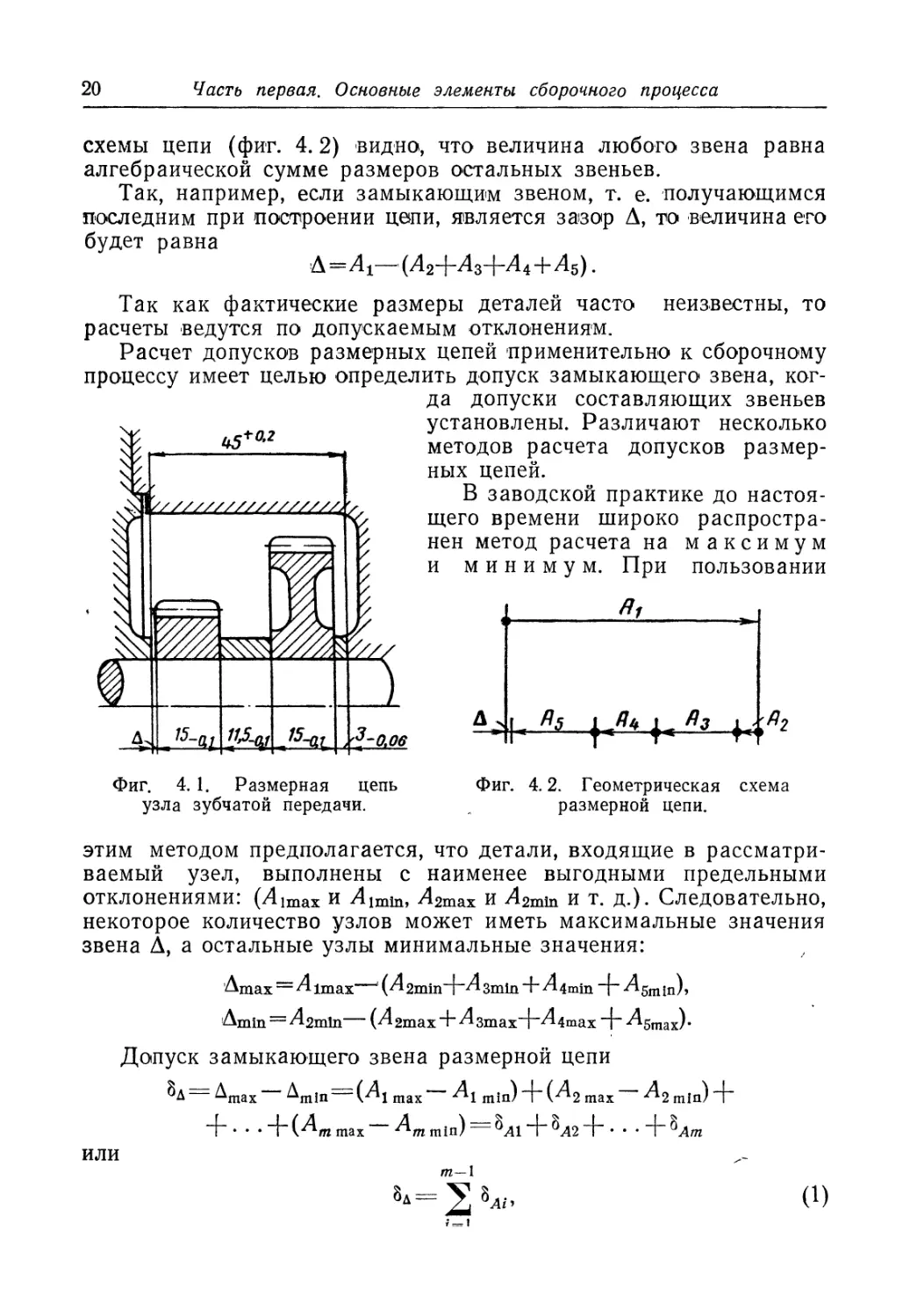
схемы цепи (фиг. 4. 2) видно, что величина любого звена равна
алгебраической сумме размеров остальных звеньев.
Так, например, если замыкающим звеном, т. е. получающимся
последним при построении цепи, является зазор А, то величина его
будет равна
дЛ(
Так как фактические размеры деталей часто неизвестны, то
расчеты ведутся по допускаемым отклонениям.
Расчет допусков размерных цепей применительно к сборочному
процессу имеет целью определить допуск замыкающего звена,
когда допуски составляющих звеньев
установлены. Различают несколько
методов расчета допусков
размерных цепей.
В заводской практике до
настоящего времени широко
распространен метод расчета на максимум
и минимум. При пользовании
+ОЛ
Фиг. 4. 1. Размерная цепь
узла зубчатой передачи.
Фиг. 4.2. Геометрическая схема
размерной цепи.
этим методом предполагается, что детали, входящие в
рассматриваемый узел, выполнены с наименее выгодными предельными
отклонениями: (Л1тах и Л1тщ, Л2тах и Л2т1п и т. д.). Следовательно,
некоторое количество узлов может иметь максимальные значения
звена А, а остальные узлы минимальные значения:
—' (Д 2min~r"^ 3min + ^
== Д lmax
Amin ^ <™2mln— (^2max + ^3maxT^4max г ^
Допуск замыкающего звена размерной цепи
^Д г= Ащах Дтт = (^1 max ^1 min) "Г (^2 max ^2 min) ~Ь
ИЛИ
т-\
Глава IV. Точность сборки 21
т. е. допуск замыкающего звена равен сумме допусков
составляющих звеньев.
В качестве примера рассчитаем на максимум и минимум
размерную цепь, показанную на фиг. 4. 1. Пользуясь формулой (1),
находим
бд =0,2+0,1+0,1 +0,1+0,06=0,56 мм.
Этот метод неточен, так как вероятность появления наименее
выгодных предельных отклонений всех размеров деталей крайне
мала, и результаты расчетов сильно расходятся с практическими.
По данным Н. А. Бородачева расчет дает преувеличенные (до 10-
кратного) значения предельных отклонений замыкающего звена
против фактически получающихся при сборке.
Более точен метод квадратичного сложения, в
котором в известной степени учитывается случайный характер
отклонений размеров.
Метод заключается в том, что допуски звеньев размерной цепи
суммируют не арифметически, а квадратично, т. е. извлекают
квадратный корень из суммы их квадратов. Если рассеивание размеров
деталей подчиняется закону нормального распределения (Гаусса)
и центр группирования отклонений размеров совпадает с
серединами полей соответствующих допусков, то допуск замыкающего
звена определяется ло формуле
Допуск, рассчитанный по формуле (2) для узла, приведенного
на фиг. 4.1, составит:
&д=У0,22+0,12+0,12+0
Недостаток метода состоит в том, что точные результаты
получаются только при соблюдении условий, указанных выше. В других
случаях этот метод часто дает заниженные (в 2—3 раза) значения
отклонений размеров искомого звена против действительных.
Н. А. Бородачев [5] разработал более общий метод, в основу
которого положены следующие правила суммирования
случайных величин:
а) алгебраическое суммирование величин,
характеризующих центры группирования отклонений (т. е. координат середин
полей допусков);
б) квадратичное суммирование величин,
характеризующих рассеивание отклонений (т. е. половин размеров полей
допусков) .
22 Часть первая. Основные элементы сборочного процесса
В частном случае, т. е. при симметричном распределении
фактических отклонений © полях допусков по закону 'нормального
распределения, уравнение для расчета допусков имеет вид:
где а{ — координата середины поля допуска/-го звена относительно
его номинала;
§л//2-~половина абсолютной величины поля допуска /-го звена.
В общем случае, когда рассеивание следует закону, отличному
от нормального, рекомендуется вводить в расчетное уравнение
поправочные коэффициенты.
Эти коэффициенты (относительного рассеивания и
относительной асимметрии) могут быть получены на основе систематизации
статистических данных. Для некоторых типов кривых рассеивания
они даны в справочной литературе (например, ЭСМ, т. 5).
Применим приведенное уравнение для решения ранее
рассмотренной размерной цепи. Предполагая, что отклонения в полях
допусков распределяются симметрично по закону нормального
распределения и расстояния середины полей допусков от
номинального размера у звеньев Л2, Аъ> Л4 и Л5 равны 0,05 мм, а у звена А\
равно 0,125 мм, получим
=0,325 + 0,136 MMt
Метод расчета, предложенный Н. А. Бородачевым, дает
наиболее достоверные результаты, но дая расчета требуется знание
законов рассеивания размеров деталей, 'входящим в узел. Однако,
принимая во внимание, что обработка деталей в авиадвигателестрое-
нии в основном ведется на станках, настроенных на размер,
характер рассеивания размеров получается наиболее близким к закону
Гаусса.
Для сравнения ниже приводятся расчеты допуска осевого
зазора в последней ступени компрессора одного из типовых двигателей
(РД-5) на максимум и минимум и по методу, основанному на
теории вероятностей.
Звенья размерной цепи имеют следующие значения (фиг. 4. 3):
1 мм, Л2=48±0,2 мм, Л8=20,5±0,15 мм,
Л4 = 28_о,28 мм, Л5 = 152±:0,1 мм, A6 = 3,2_0f048 мм,
Л7—40+0'1 мм, Л8=0,3_ого4 мм.
Глава IV. Точность сборки
23
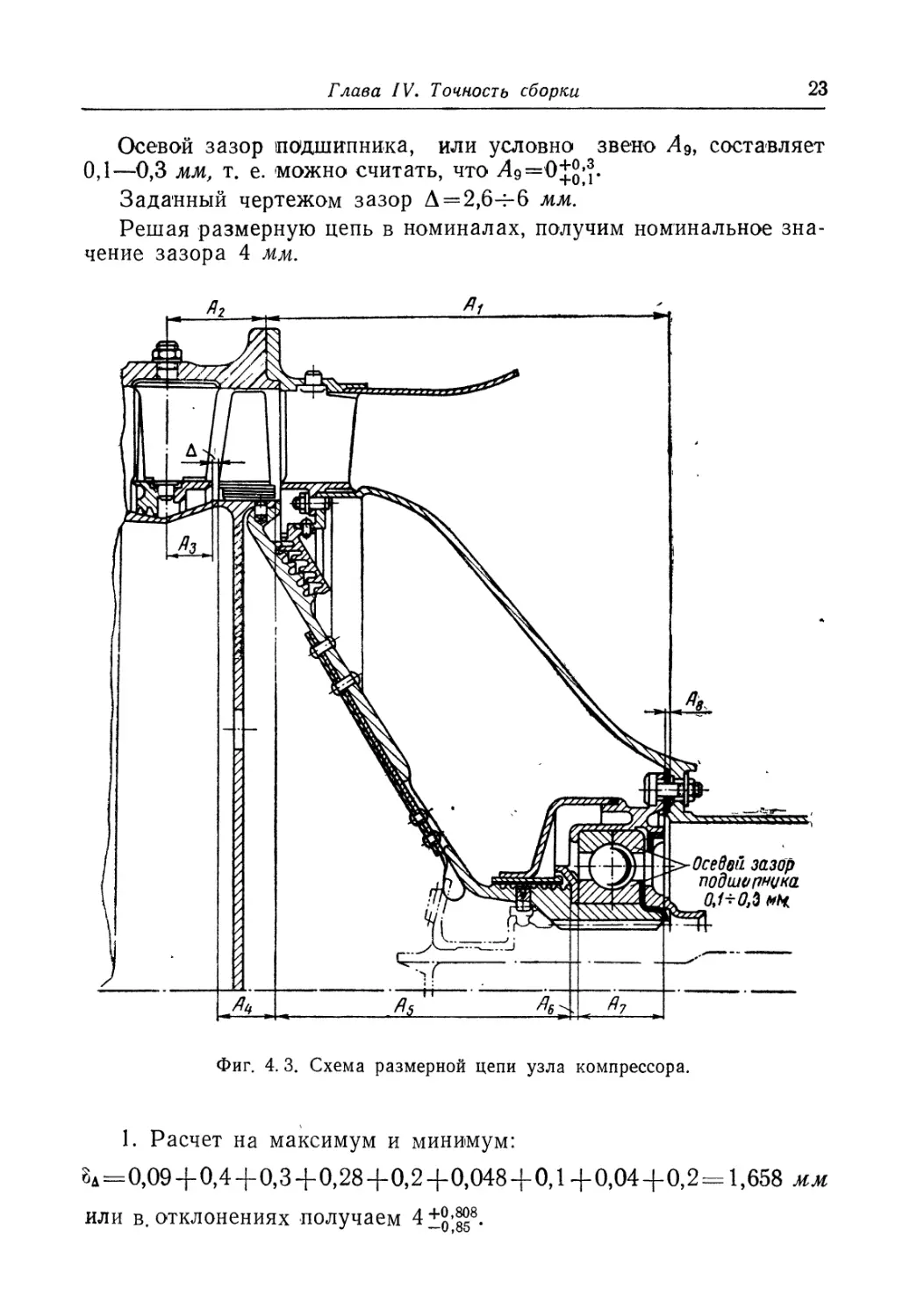
Осевой зазор подшипника, или условно звено Л9, составляет
0,1—0,3 мм, т. е. можно считать, что Л9=0+^р
Заданный чертежом зазор A = 2,6-f-6 мм.
Решая размерную цепь в номиналах, получим номинальное
значение зазора 4 мм.
>- Осевой, зазор
подшорнука
J мы.
Фиг. 4. 3. Схема размерной цепи узла компрессора.
1. Расчет на максимум и минимум:
Зд=0,09+0,4+0,3+0,28+0,2+0,048+0,1 +0,04+0,2= 1,658 мм
или в. отклонениях получаем 4+g'^8.
24 Часть первая. Основные элементы сборочного процесса
2. Расчет методом Н. А. Бородачева (при симметричном
распределении отклонений в полях допусков по закону Гаусса):
8Д= +0,045-(-0,14-0,024 + 0,05-0,02+0,2) ±
=0,021+0,328 мм.
Таким образом, максимальное значение зазора, определенного
первым методом, равно 4,808 мм, а минимальное 3,15 мм,
соответственно вторым методом — 4,307 мм и 3,651 мм, причем значения,
полученные в первом случае, практически никогда не будут
встречаться при сборке данного двигателя. Следовательно, при
заданных допусках на размеры звеньев зазор А можно выдержать в
более узких пределах, чем задано конструктором.
§ 2. МЕТОДЫ СБОРКИ, ОБЕСПЕЧИВАЮЩИЕ ЗАДАННУЮ ТОЧНОСТЬ
Добившись тем или иным методом равенства правой и левой
частей уравнений типа (1), (2), (3), т. е. решив размерную цепь,
определяют ожидаемую точность замыкающего звена. Дальнейшая
задача состоит в том, чтобы обеспечить в реальном узле возможно
близкое^ совпадение действительных значений замыкающего звена
с ожидаемым (или заданным, если его значение было задано
помимо предварительного расчета).
Существуют пять методов сборки, обеспечивающих заданную
точность замыкающего звена:
1) полной взаимозаменяемости;
2) неполной взаимозаменяемости;
3) подбора;
4) компенсаторов;
5) подгонки.
Метод полной взаимозаменяемости
Метод сборки, при котором любая деталь, включаемая в
качестве звена в размерную цепь, обеспечивает заданную точность
замыкающего звена без какой-либо пригонки или подбора,
называется методом лолной взаимозаменяемости.
Этому методу удовлетворяет расчетное уравнение «на
максимум и минимум», в котором учитываются самые неблагоприятные
сочетания предельных отклонений составляющих звеньев.
Очевидно, что при заданном допуске замыкающего звена точность
составляющих звеньев должна быть тем выше, чем больше их число
и при достаточно большом числе деталей в узле стоимость их
обработки резко возрастает (как известно, точность и себестоимость
связаны гиперболической зависимостью). Требуемая точность об-
Глава IV. Точность сборки 25
работки может даже оказаться технически недостижимой для
имеющихся станков. Поэтому сборка по методу полной
взаимозаменяемости рациональна в случае сравнительно коротких размерных
цепей. В связи с этим уместно 'напомнить, что при проектировании
нового изделия одним из принципов, которым руководствуются
конструкторы и технологи, является «принцип наикратчайшего пути»,
заключающийся в том, что решение задач, связанных с достижением
точности (при конструировании, обработке деталей, сборке),
необходимо осуществлять при помощи размерных цепей, содержащих
наименьшее количество звеньев.
Метод полной взаимозаменяемости широко применяется в
массовом и крупносерийном производствах, которым присуща высокая
технологическая культура и где затраты на совершенное
оборудование и специальную оснастку, повышающую точность обработки,
окупаются.
Положительные особенности метода следующие:
1. Удешевление и упрощение сборочных операций, благодаря
чему отпадает необходимость в высококвалифицированных
сборщиках.
2. Простота нормирования операций; упрощение организации и
планирования >всего (производства; большая возможность перевода
сборки «а поток.
3. Облегчение и удешевление ремонта двигателей.
4. Расширение возможностей кооперирования между заводами.
Метод неполной взаимозаменяемости
При методе неполной взаимозаменяемости
допуски на детали, входящие в узел, увеличивают до экономически
приемлемых, вследствие чего некоторый процент собранных узлов может
иметь допуск замыкающего звена больше допустимого. Тем не
менее этот метод сборки практически целесообразен, так как процент
некондиционных узлов сравнительно невелик, а экономический
эффект от снижения себестоимости изготовления деталей окупает
издержки из-за возможной переборки и исправления некондиционных
узлов.
Имея в виду случай, когда рассеивание размеров деталей,
поступивших на сборку, подчиняется закону нормального
распределения, сущность метода можно иллюстрировать на следующем
примере.
В многозвенном механизме требуется выдержать допуск
замыкающего звена б»д = ±0,03 мм (фит. 4.4).
В данных производственных условиях невозможно
обрабатывать детали с точностью, необходимой для получения столь малого
допуска. Предположим, что после увеличения допусков на размеры
деталей сборка по принципу полной взаимозаменяемости могла
26
Часть первая. Основные элементы сборочного процесса
быть проведена, но уже с новым допуском замыкающего звена,
равным ±0,05 мм. Так как последний допуск не соответствует
требованиям технических условий, то был принят метод неполной
взаимозаменяемости.
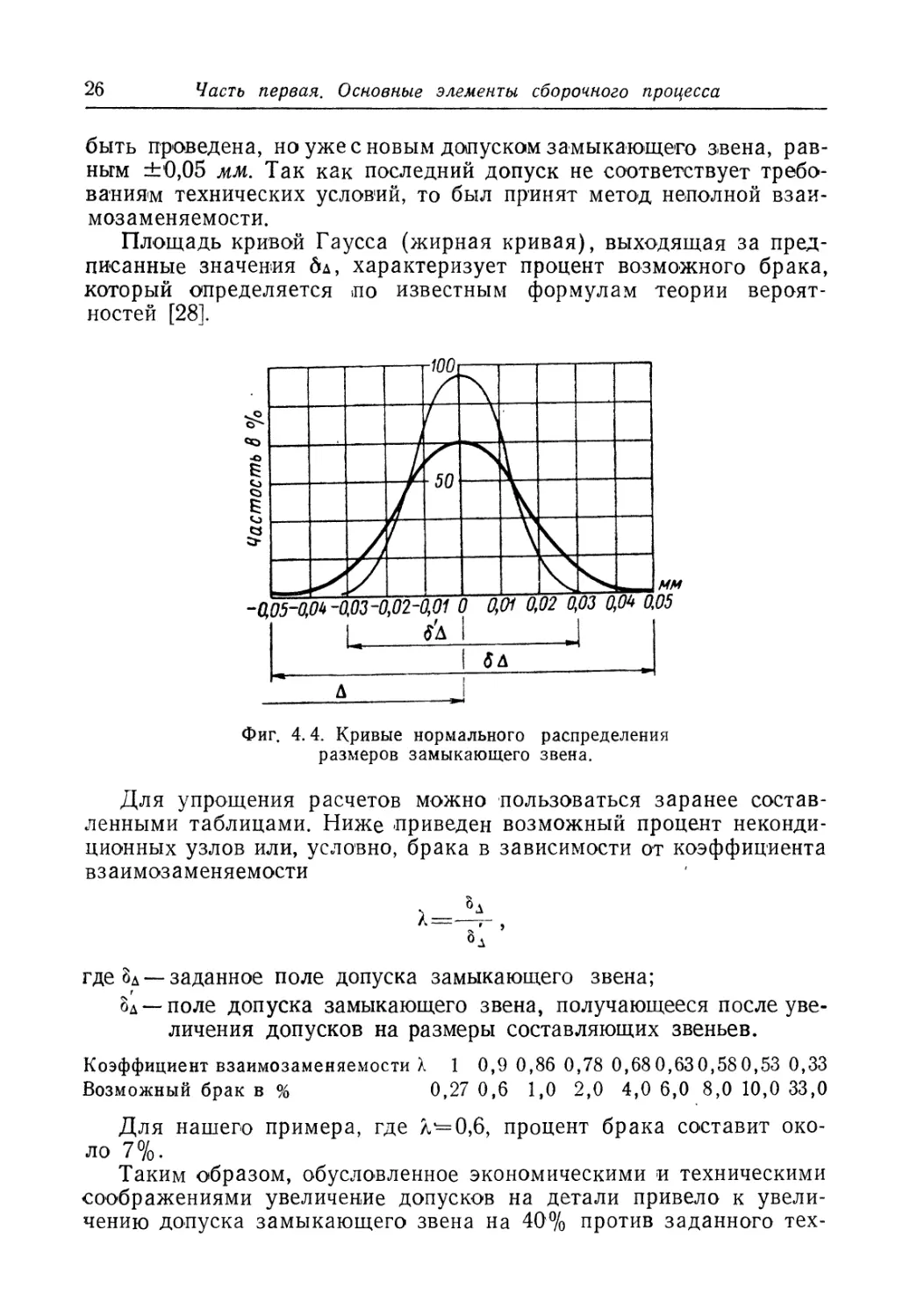
Площадь кривой Гаусса (жирная кривая), выходящая за
предписанные значения 6д, характеризует процент возможного брака,
который определяется ло известным формулам теории
вероятностей [28].
мм
Фиг. 4.4. Кривые нормального распределения
размеров замыкающего звена.
Для упрощения расчетов можно пользоваться заранее
составленными таблицами. Ниже приведен возможный процент
некондиционных узлов или, условно, брака в зависимости от коэффициента
взаимозаменяемости
где Вд — заданное поле допуска замыкающего звена;
од —поле допуска замыкающего звена, получающееся после
увеличения допусков на размеры составляющих звеньев.
Коэффициент взаимозаменяемости X 1 0,9 0,86 0,78 0,68 0,63 0,58 0,53 0,33
Возможный брак в % 0,27 0,6 1,0 2,0 4,0 6,0 8,0 10,0 33,0
Для нашего примера, где Я^=0,6, процент брака составит
около 7%.
Таким образом, обусловленное экономическими и техническими
соображениями увеличение допусков на детали привело к
увеличению допуска замыкающего звена на 40% против заданного тех-
Глава IV. Точность сборки 27
ническими условиями, но на оборке окажется лишь около 7%
узлов, в которых этот допуск выйдет за (Пределы технических
условий. При этом, если брак исправим, имеется возможность
использовать первоначально забракованные узлы. Если бы была
поставлена обратная задача, т. е. повышения точности сборки, не прибегая
к уменьшению допусков на составляющие звенья, то ее можно
решать, задавшись предварительно процентом риска.
Метод подбора
Метод подбора или селективной сборки может быть
пожарный и групповой. Этот метод предусматривает
проведение сборки из деталей, обработанных с экономически
приемлемыми допусками на размеры.
При попарном методе сборщик непосредственно на рабочем
месте подбирает сопрягаемые детали друг к другу. Групповой подбор
в свою очередь имеет две разновидности. Первая, наиболее
распространенная, заключается в том, что сопрягаемые детали
предварительно рассортировываются на группы в более узких пределах
допуска, а затем узлы собираются из деталей соответствующей
группы, чем и обеспечивается высокая точность сопряжения.
Число групп m рассортировки выбирается таким образом,
чтобы при сопряжении деталей любой группы был обеспечен
требуемый допуск посадки 6л (зазора, натяга), т. е. чтобы выдерживалось
соотношение
где Ьвпг и о0 m — соответственно допуски сопрягаемых вала и
отверстия в пределах группы;
но так как
где \ и ^ — соответственно допуски на изготовление вала и
отверстия,
то
m
Таким образом, при селективной сборке получают как бы
соединение из других деталей, имеющих допуск в m раз меньше
допуска на изготовление.
28 Часть первая. Основные элементы сборочного процесса
Эффективность селективной сборки снижается при
несоответствии закона распределения размеров обеих сопрягаемых деталей,
так как количество охватывающих деталей в каждой группе не
будет соответствовать количеству охватываемых и часть деталей
окажется неиспользованной.
Сборка осложняется, если деталь подбирается одновременно по
нескольким размерам.
Несмотря на эти недостатки и на дополнительные расходы,
связанные с организацией дополнительного
контрольно-измерительного хозяйства, метод подбора остается одним из наиболее
экономичных при сборке малозвенных узлов высокой точности. Метод
широко применяется также при подборе деталей по весу.
Вторая разновидность группового подбора отличается тем, что
рассортировке на группы подвергаются не все участвующие в
данной размерной цепи детали, а только одна. Не рассортированные
же детали измеряются «а рабочем месте часто непосредственно
в собираемом узле и по результатам этих измерений подбирается
рассортированная деталь соответствующей группы. В данном
случае расширяются возможности применения метода 'подбора для
размерной цепи с числом звеньев больше двух, упрощается система
хранения и транспортировки деталей.
Приведем пример подбора по размерам сопрягающейся пары
вал—отверстие. Отверстие изготовляется диаметром 40,1+°>02 мм,
т. е. наибольший диаметр равен 40,12 мм, а наименьший — 40,1 мм.
Диаметр вала 40,00_о,оз5 мм, наибольший его размер равен 40,00,
а наименьший — 39,965 мм. Следовательно, наибольший зазор
будет равен 0,155, а наименьший — 0,100 мм, и колебание зазора
данного сопряжения составит 55 мк. Если в соответствии с
требованиями эксплуатации предел колебания зазоров [должен быть
снижен, например вдвое (без повышения точности'изготовления),
то сопрягаемые детали подбираются по двум группам. Детали
сортируются автоматами или вручную предельными
калибрами и универсальным измерительным инструментом. Калибры
для ручной рассортировки деталей на две группы показаны на
фиг. 4.5.
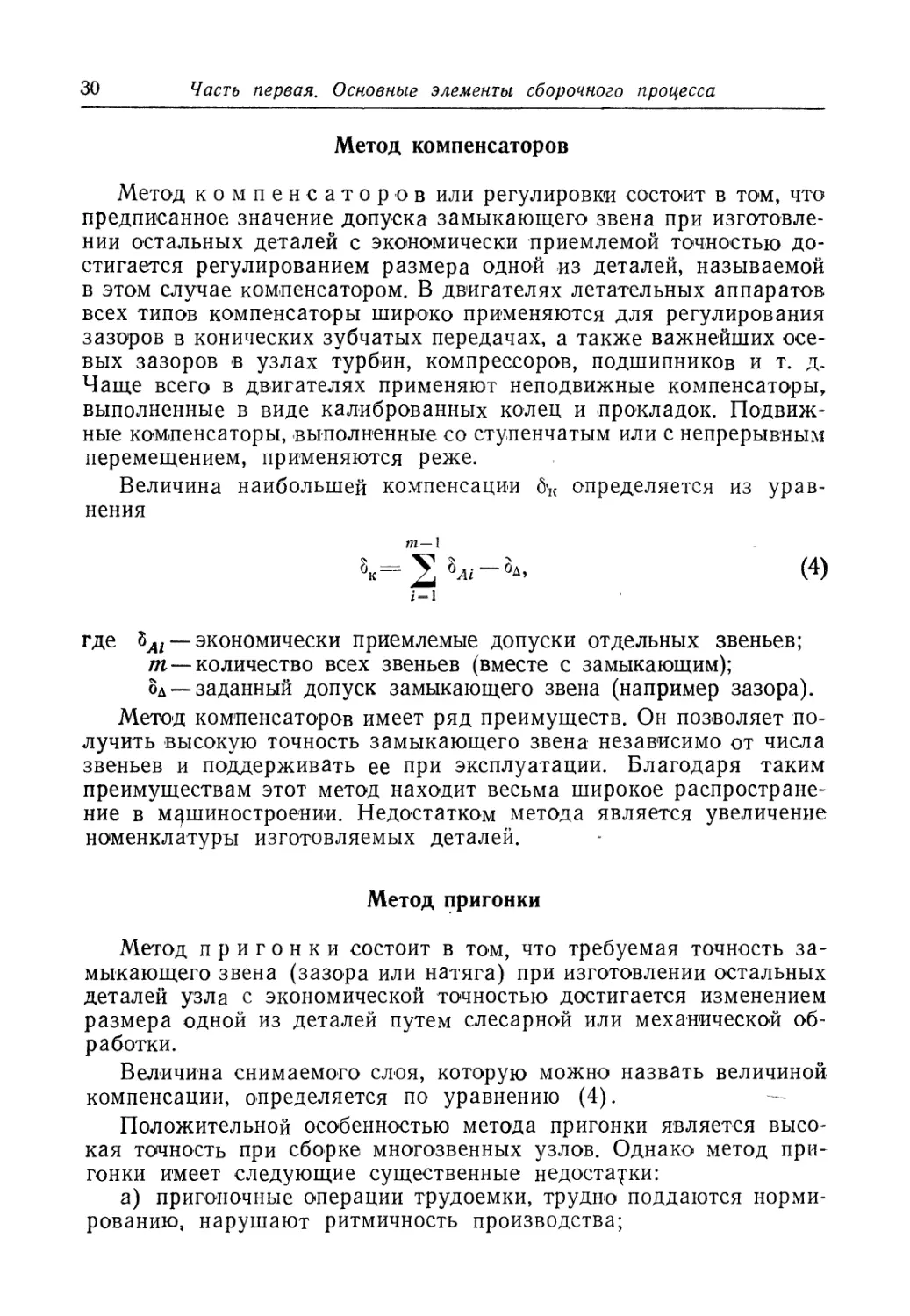
Другим примером служит подбор деталей по размерам при
сборке резьбовых соединений с гарантированным натягом. Так,
стальные шпильки с резьбой УТ8Х1,25, предназначенные для
ввертывания в алюминиевые корпусы, имеют схему рассортировки,
приведенную на фиг. 4. 6.
Таков же принцип подбора деталей по массе ], обеспечивающий
более точную уравновешенность узлов. Например, лопатка
газовой турбины изготовляется с допуском по массе 10—12 г. При сбор-
1 Термин «масса» использован вместо неправильно применяемого в практике
термина «вес». Последний меняется с высотой, масса же остается неизменной.
Глава IV, Точность сборки
29
ке ротора турбины лопатки данного комплекта подбирают с
допуском 2—3 г. Более того, для лопаток, устанавливаемых
диаметрально противоположно, допуск берется еще жестче—порядка
0,2—0,75 г.
Примером подбора по физическим параметрам является подбор
по упругости деталей типа уплотнительных колец или пружин. Как
известно, критерием упругости служит сила, сжимающая деталь до
получения рабочего зазора в замке (кольцо) ил>и заданной высоты
Фиг. 4.5. Калибры для
рассортировки деталей на две
группы.
25
50
75
100
/ группа
Пгруппа К
1
IIIIIIIIIIIIIIN
/ группа
ИНИПшНН
Л гриппа
111111 ж 111111
Шпилька Отверстия*
Фиг. 4.6. Схема рассортировки
шпилек по среднему диаметру
резьбы.
(пружина). При наличии нескольких одинаковых деталей в
комплекте для получения одинакового результата их действия
допускается незначительное расхождение в упругости.
Рассортированные детали клеймятся условными знаками или цифрами и в
дальнейшем хранятся в специальной таре. Такой подбор деталей
обеспечивает необходимую точность работы узла, без повышения
точности изготовления деталей.
Все указанные виды подбора трудоемкости, .ввиду чего
требуется максимальное 'применение средств механизации и
автоматизации.
Одним из примеров автоматизации подбора деталей сто размерам
является автомат для подбора и сборки шарикоподшипников. В
автомат одновременно поступают наружные и внутренние кольца
подшипника, определяется' разность их размеров, а затем в
зависимости от разности размеров автоматически из бункера
вызывается комплект шариков соответствующей группы. Таким образом
осуществляется автоматическая сборка по оптимальному зазору
вместо многодиапазонной рассортировки. Другие примеры автоматов
приведены ниже ,в разделе автоматизации сборочных
процессов.
30 Часть первая. Основные элементы сборочного процесса
Метод компенсаторов
Метод компенсаторов или регулировки состоит в том, что
предписанное значение допуска замыкающего звена при
изготовлении остальных деталей с экономически приемлемой точностью
достигается регулированием размера одной из деталей, называемой
в этом случае компенсатором. В двигателях летательных аппаратов
всех типов компенсаторы широко применяются для регулирования
зазоров в конических зубчатых передачах, а также важнейших
осевых зазоров в узлах турбин, компрессоров, подшипников и т. д.
Чаще всего в двигателях применяют неподвижные компенсаторы,
выполненные в виде калиброванных колец и прокладок.
Подвижные компенсаторы, выполненные со ступенчатым или с непрерывным
перемещением, применяются реже.
Величина наибольшей компенсации 6<к определяется из
уравнения
т-\
hi~< (4)
где ЬА1 — экономически приемлемые допуски отдельных звеньев;
m — количество всех звеньев (вместе с замыкающим);
од —заданный допуск замыкающего звена (например зазора).
Метод компенсаторов имеет ряд преимуществ. Он позволяет
получить высокую точность замыкающего звена независимо от числа
звеньев и поддерживать ее при эксплуатации. Благодаря таким
преимуществам этот метод находит весьма широкое
распространение в машиностроении. Недостатком метода является увеличение
номенклатуры изготовляемых деталей.
Метод пригонки
Метод пригонки состоит в том, что требуемая точность
замыкающего звена (зазора или натяга) при изготовлении остальных
деталей узла с экономической точностью достигается изменением
размера одной из деталей путем слесарной или механической
обработки.
Величина снимаемого слоя, которую можно назвать величиной
компенсации, определяется по уравнению (4).
Положительной особенностью метода пригонки является
высокая точность при сборке многозвенных узлов. Однако метод
пригонки имеет следующие существенные недостатки:
а) пригоночные операции трудоемки, трудно поддаются
нормированию, нарушают ритмичность производства;
Глава V. Подготовительные и специальные операции 31-
б) пригонка выполняется высококвалифицированными
рабочими;
в) при пригонке собираемые узлы загрязняются стружкой или
абразивом.
Ввиду отмеченных недостатков метод пригонки применяется
в основном в опытном производстве.
При крупных масштабах производства, как правило, никакие
пригоночные работы типа шабрения, припиловки и пр. в авиадви-
гателестроении не допускаются. В отдельных случаях производит»
ся притирка, соосное или обычное развертывание или зачистка.
Притиркой достигается плотное соприкосновение поверхностей
деталей, необходимое в основном для обеспечения герметичности.
При притирке применяются специальные пасты, например, паста
ГОИ (Государственного оптического института) с абразивами той
или иной крупности. Притирка производится специальным
притиром (чугунным) или путем перемещения одной детали по
поверхности другой, с ней сопрягающейся. Примером может являться
притирка различных клапанов, фланцев и пр. Притирочные работы
весьма трудоемки и должны быть <по возможности
механизированы.
Совместное развертывание при сборочных работах
применяется, в основном, при сборке фланцевых соединений, скрепляющие
болты которых имеют посадку в отверстии с малым или даже
с нулевым зазором, что исключает появление изгибающих
напряжений в болте. В этих случаях отверстия изготовляются с
некоторым .припуском и затем при сборке развертываются совместно для
получения требуемой соосности.
Совместное развертывание отверстий требуется иногда
техническими условиями после частичной сборки узла, например, в тех
случаях, когда было невозможно заранее расточить совместно
втулки, запрессованные в различные корпусы.
Глава V
ПОДГОТОВИТЕЛЬНЫЕ И СПЕЦИАЛЬНЫЕ ОПЕРАЦИИ
Детали и узлы авиационного двигателя перед поступлением их
на линии узловой сборки подвергаются целому ряду
подготовительных операций, от правильной организации которых зависит
поддержание ритмичности производства и получение готовых
изделий высокого качества. Эти работы должны выполняться на
вспомогательных линиях, с учетом принятого такта сборки, однако не
исключена возможность выполнения их на линиях сборки узлов.
32 Часть первая. Основные элементы сборочного процесса
К подготовительным операциям 1 относятся: подбор деталей по
массе, размерам и физическим параметрам, клеймение, промывка,
консервация, расконсервация и пригонка. К специальным
операциям относится уравновешивание.
§ 1. ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
Подбор деталей по размерам и другим параметрам, а также
пригонка деталей вызываются необходимостью обеспечения
заданной точности сборки. Указанные операции были рассмотрены выше
(глава IV).
На разных стадиях изготовления и сборки детали необходимо
клеймить. Клеймо может определять номер детали по чертежу,
метку, указывающую на (Положение данной детали в двигателе
(номер по порядку расположения, правая или левая сторожа и
т. д.), метку, указывающую на взаимное положение собранных
деталей или их элементов, данные о массе деталей их группы и т. п.
Основными требованиями к клеймению являются выбор места
и способа клеймения. При выбора 'места клеймения необходимо
учитывать следующее: расположение клейма не должно нарушать
нормальной работы детали, клеймо должно быть видно в
собранном узле, we должно уничтожаться при износе детали или
загрязнении (нагарообразовании) и не должно быть перепутано со
стоящими рядом клеймами.
Выбор способа клеймения связан с материалом детали (его
твердостью) и размерами детали.
Основными способами клеймения являются механический,
электрический и химический (травление). Детали из цветных
сплавов и нетвердой стали, крупногабаритные или имеющие
достаточно плоские места для размещения клейма, клеймятся
механическим способом. Детали с твердой поверхностью, как например,
цементированные, детали небольших габаритов или детали с тонкими
стенками, которые могут быть повреждены при клеймении,
механическим способом не клеймятся.
Широко распространен электрический способ нанесения клейма,
в основном на стальные детали, с помощью электрографа, работа
которого основана на электроерозионном действии электрического
разряда (дуги). Ограниченное применение этого метода связано
с возможностью местного изменения микроструктуры металла из-за
повышения его температуры при чрезмерно длительном
(Применении электрокарандаша.
1 Хотя в некоторых случаях сборочные операции чередуются с операциями
механической обработки, последние не могут быть причислены к
подготовительным и потому здесь не разбираются.
Глава V. Подготовительные и специальные операции 33
Нанесение клейм химическим способам, обычно путем травления
кислотами, является универсальным, его можно применять для
любых деталей, изготовленных из любого материала.
Для получения высокого качества сборки чистота деталей
должна быть безупречной. Детали промываются или обезжириваются
на разных стадиях производства.
, Детали могут быть загрязнены смазочно-охлаждающей
жидкостью или частицами металла после механической обработки и
случайными посторонними веществами. Они могут быть специально
покрыты противокоррозионными составами. Наконец, они могут
быть загрязнены маслом и нагаром, образующимся при испытании
двигателя. Промывка является трудоемким процессом, особенно
когда детали загрязнены при испытании. Поэтому промывочные
операции должны быть организованы поточным методом с
широким применением механизации.
Выбор промывочного состава связан с материалом детали,
родом загрязняющего вещества (масло, эмульсия, стружка, нагар,
пыль и т. д.), экономичностью процесса промывки и требованиями
охраны труда и пожарной безопасности.
Для промывки пользуются щелочными растворами, нефтяными
продуктами (бензин, керосин) и специальными составами (при
обезжиривании паром).
Щелочные растворы, в состав которых входит каустическая
сода в разной концентрации, могут применяться для промывки как
стальных деталей, так и деталей из алюминиевых и медных
сплавов. Однако применение их для деталей из магниевых сплавов
исключается вследствие недостаточной коррозионной стойкости
последних. Щелочные промывочные составы сравнительно недороги,
они неядовиты и не воспламеняются, поэтому их применение
наиболее желательно. Однако они не всегда эффективны лри
промывании деталей, загрязненных нагаром. В этом случае применяются
составы, описываемые ниже.
Нефтяные продукты, хотя и служат хорошими растворителями
жировых веществ, неэкономичны, опасны в пожарном отношении и
вредны для здоровья, ввиду этого их применение следует
ограничивать.
Способ промывки может быть ручным — путем погружения или
пульверизации, и механизированным — в специальных
промывочных машинах. В условиях крупносерийного производства и при
включении промывки в поток предпочтение следует отдать
последнему методу.
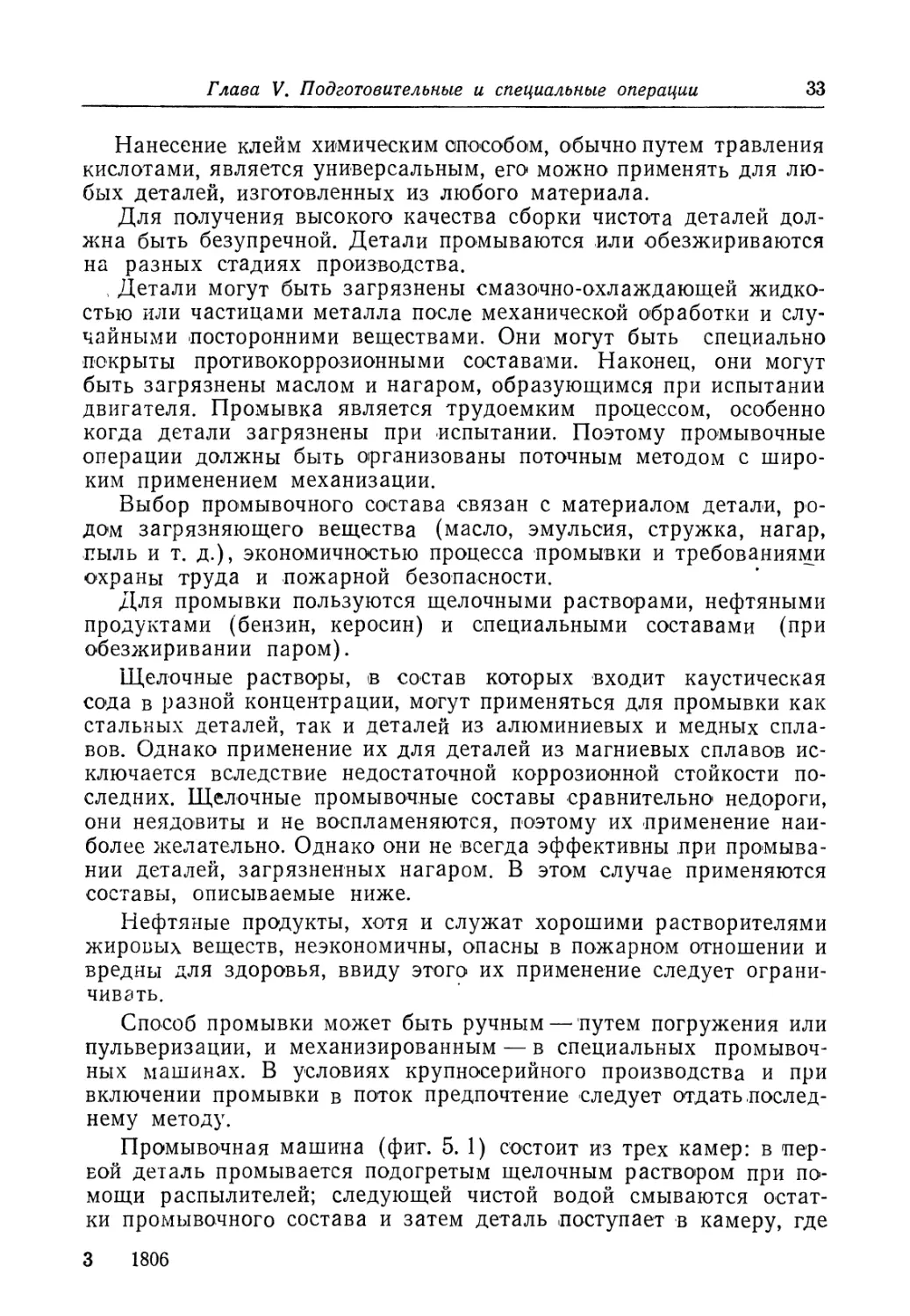
Промывочная машина (фиг. 5. 1) состоит из трех камер: в <пер~
бой деталь промывается подогретым щелочным раствором при
помощи распылителей; следующей чистой водой смываются
остатки промывочного состава и затем деталь .поступает в камеру, где
3 1806
34
Часть первая. Основные элементы сборочного процесса
просушивается сжатым воздухом (холодным или подогретым).
Движение детали через все камеры промывочной машины
непрерывное и осуществляется с помощью того или иного типа
транспортера. Подобная машина может включаться в поточную линию.
Машина должна быть снабжена устройствами для подогрева
промывочного состава, для подачи состава в распылители и для его
очистки и циркуляции.
Детали необходимо тщательно очищать от щелочных лромы-
вочных составов, которые, случайно оставшись в каких-либо полос-
Фиг. 5. 1. Схема промывочной машины.
1—«камера для промывки щелочным раствором, 2—камера для
промывки чистой водой, 3—сушильная камера.
тях или карманах детали, могут при работе омыливать смазочное
масло в двигателе и вызывать вспенивание.
Ручная промывка нефтяными продуктами должна
производиться в вытяжных шкафах с учетом всех требований пожарной
безопасности. Обезжиривание производится парами химических
растворителей — трихлорэтилена и перхлорэтилена. Первый из них,
имеющий температуру кипения около 85° С, является прекрасным
растворителем жиров и обладает слабой токсичностью.
Обезжиривание производится следующим образом.
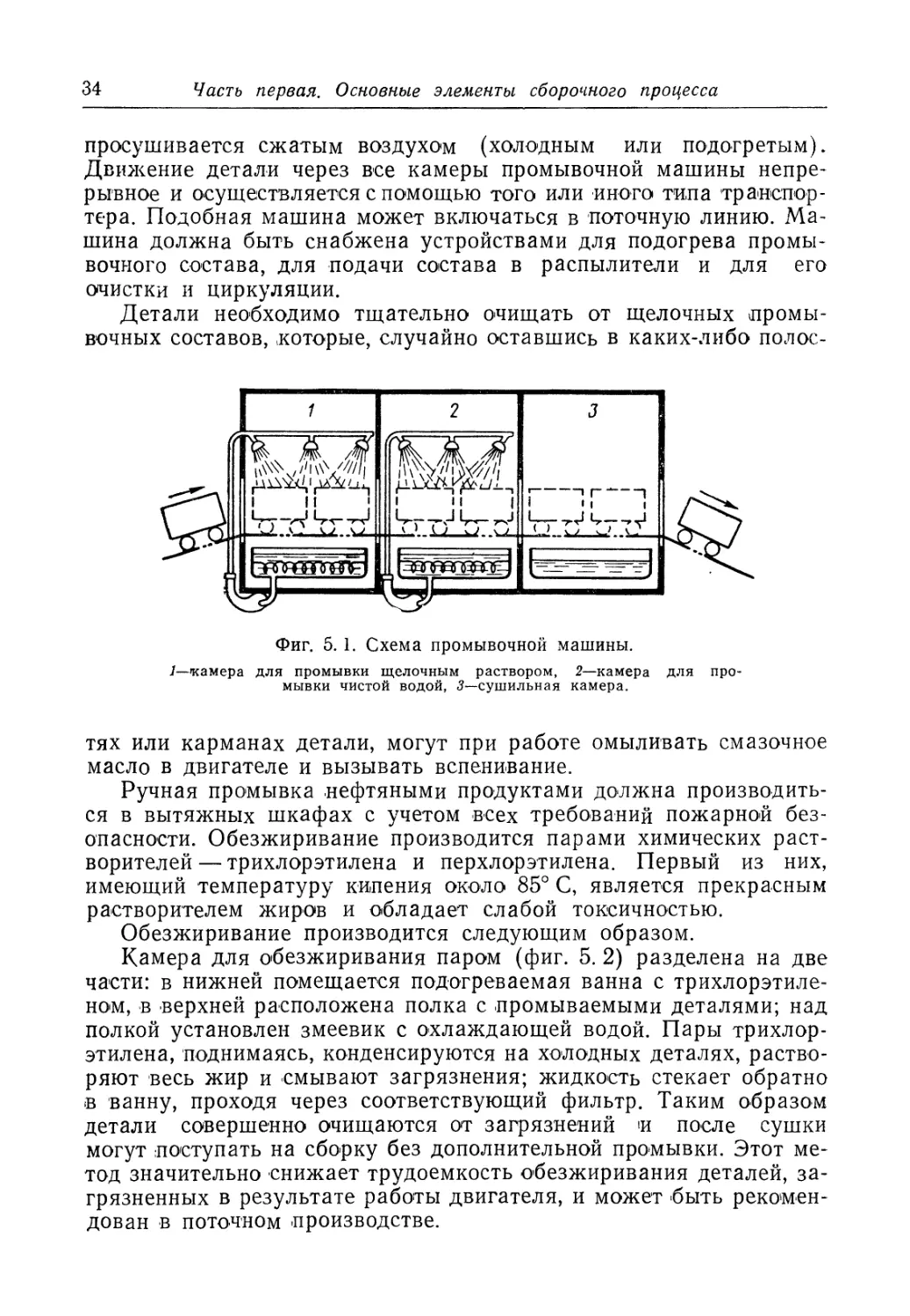
Камера для обезжиривания паром (фиг. 5. 2) разделена на две
части: в нижней помещается подогреваемая ванна с трихлорэтиле-
НО'М, в верхней расположена полка с промываемыми деталями; над
полкой установлен змеевик с охлаждающей водой. Пары
трихлорэтилена, поднимаясь, конденсируются на холодных деталях,
растворяют весь жир и смывают загрязнения; жидкость стекает обратно
в ванну, проходя через соответствующий фильтр. Таким образом
детали совершенно очищаются от загрязнений «и после сушки
могут поступать на сборку без дополнительной промывки. Этот
метод значительно снижает трудоемкость обезжиривания деталей,
загрязненных в результате работы двигателя, и может быть
рекомендован в поточном производстве.
Глава V. Подготовительные и специальные операции
35
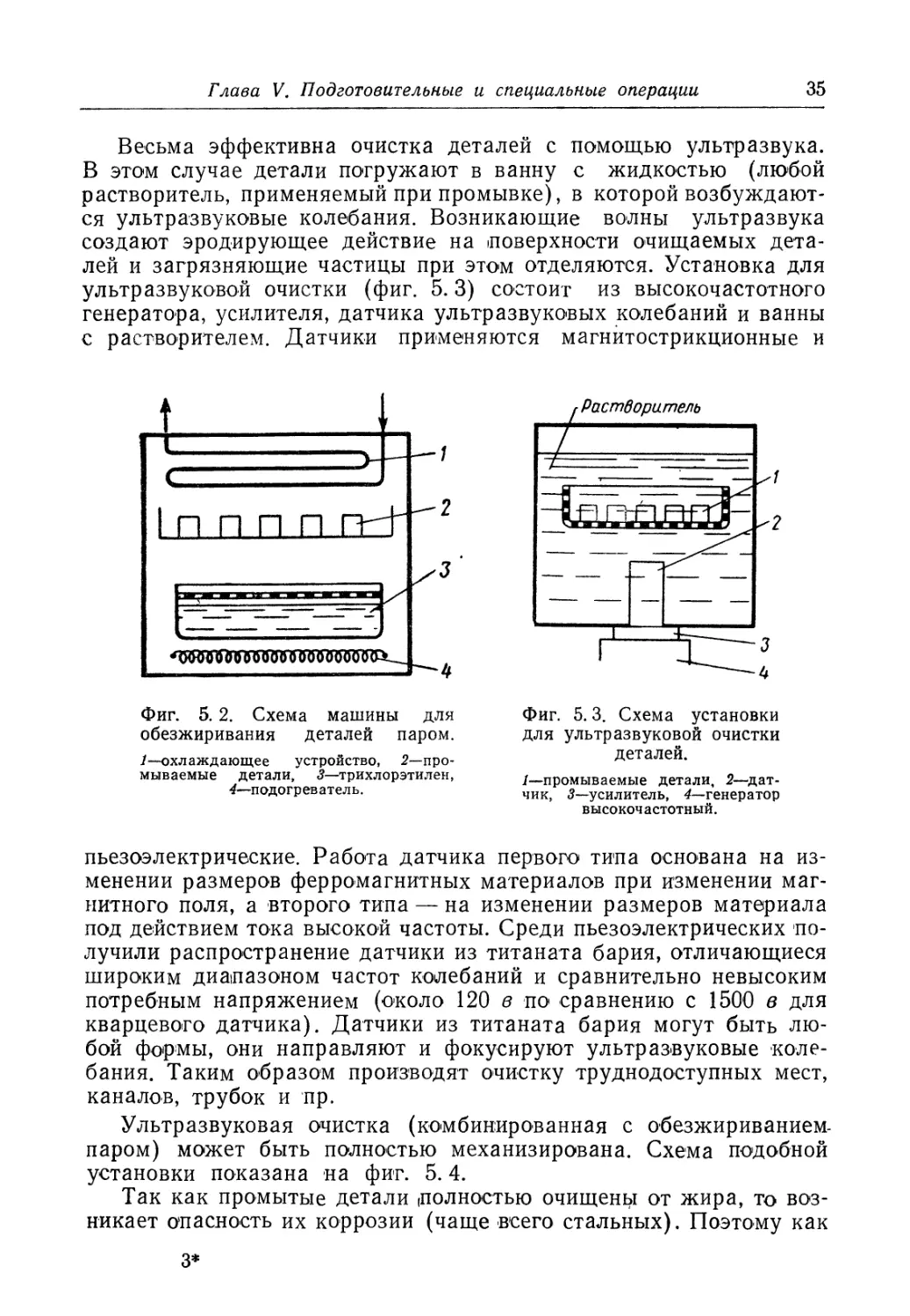
Весьма эффективна очистка деталей с помощью ультразвука.
В этом случае детали погружают в ванну с жидкостью (любой
растворитель, применяемый при промывке), в которой
возбуждаются ультразвуковые колебания. Возникающие волны ультразвука
создают эродирующее действие на поверхности очищаемых
деталей и загрязняющие частицы при этом отделяются. Установка для
ультразвуковой очистки (фиг. 5.3) состоит из высокочастотного
генератора, усилителя, датчика ультразвуковых колебаний и ванны
с растворителем. Датчики применяются магнитострикционные и
у Растворитель
I п п п п гН~
•OOO00000000000000O000O-S
■/
■г
1
—_
—
.,
—
r--_
Фиг. 5.2. Схема машины для
обезжиривания деталей паром.
1—охлаждающее устройство,
2—промываемые детали, 3—трихлорэтилен,
4—подогреватель.
Фиг. 5.3. Схема установки
для ультразвуковой очистки
деталей.
1—промываемые детали,
2—датчик, 3—усилитель, 4—генератор
высокочастотный.
пьезоэлектрические. Работа датчика первою типа основана на
изменении размеров ферромагнитных материалов при изменении
магнитного поля, а второго типа — на изменении размеров материала
под действием тока высокой частоты. Среди пьезоэлектрических
получили распространение датчики из титаната бария, отличающиеся
широким диапазоном частот колебаний и сравнительно невысоким
потребным напряжением (около 120 в по сравнению с 1500 в для
кварцевого датчика). Датчики из титаната бария могут быть
любой формы, они направляют и фокусируют ультразвуковые
колебания. Таким образом производят очистку труднодоступных мест,
каналов, трубок и пр.
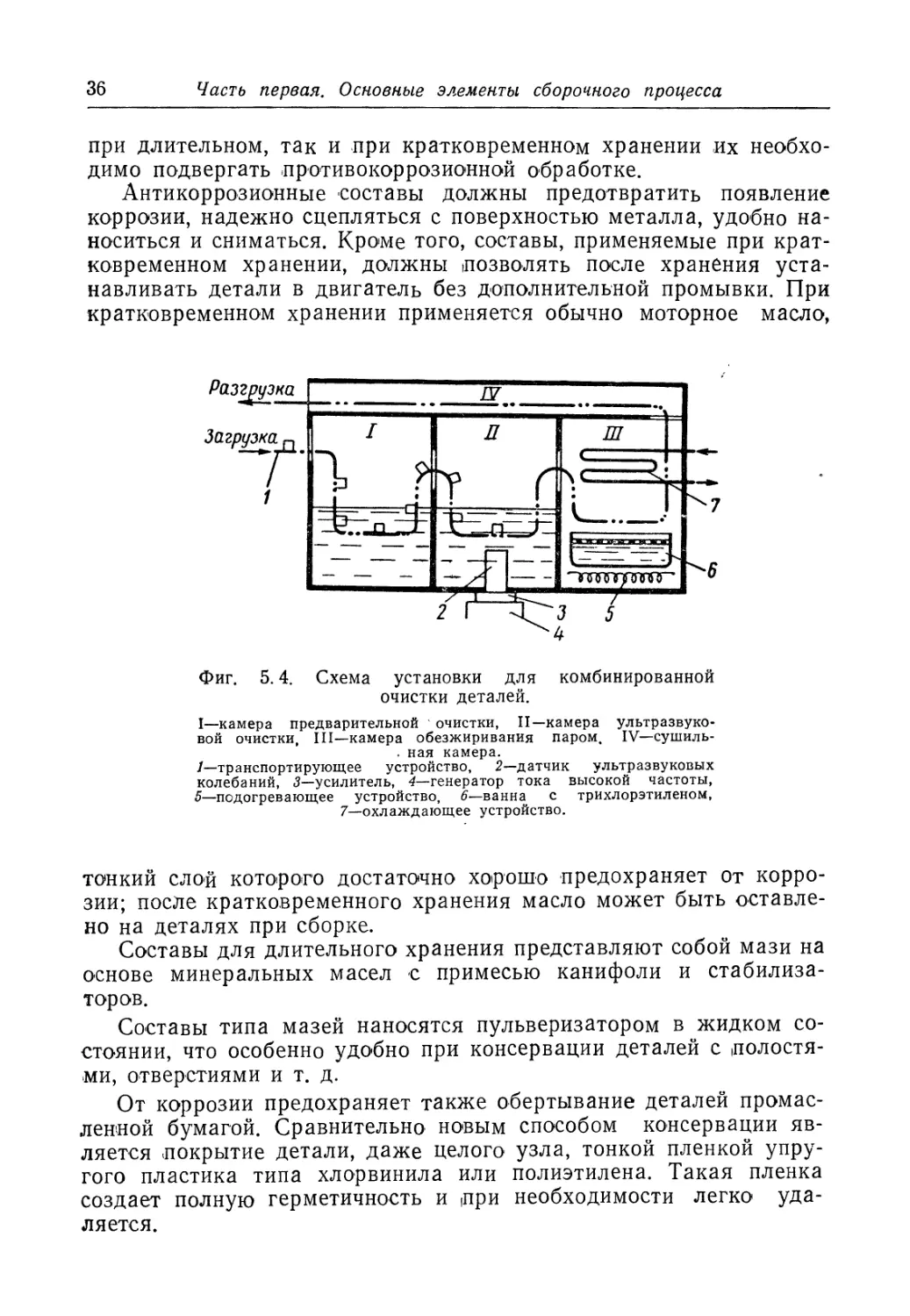
Ультразвуковая очистка (комбинированная с обезжириванием-
паром) может быть полностью механизирована. Схема подобной
установки показана на фиг. 5.4.
Так как промытые детали (Полностью очищены от жира, то
возникает опасность их коррозии (чаще всего стальных). Поэтому как
3*
36
Часть первая. Основные элементы сборочного процесса
при длительном, так и при кратковременном хранении их
необходимо подвергать .противокоррозионной обработке.
Антикоррозионные составы должны предотвратить появление
коррозии, надежно сцепляться с поверхностью металла, удобно
наноситься и сниматься. Кроме того, составы, применяемые при
кратковременном хранении, должны (Позволять после хранения
устанавливать детали в двигатель без дополнительной промывки. При
кратковременном хранении применяется обычно моторное масло,
Разгрузка
Загрузка^
Фиг. 5.4. Схема установки для комбинированной
очистки деталей.
I—камера предварительной очистки, II—камера
ультразвуковой очистки, III—камера обезжиривания паром. IV—сушиль-
. ная камера.
/—транспортирующее устройство, 2—датчик ультразвуковых
колебаний, 3-усилитель, 4—генератор тока высокой частоты,
5—подогревающее устройство, 6—ванна с трихлорэтиленом,
7—охлаждающее устройство.
тонкий слой которого достаточно хорошо предохраняет от
коррозии; после кратковременного хранения масло может быть
оставлено на деталях при сборке. о
Составы для длительного хранения представляют собой мази на
основе минеральных масел с примесью канифоли и
стабилизаторов.
Составы типа мазей наносятся пульверизатором в жидком
состоянии, что особенно удобно при консервации деталей с
.полостями, отверстиями и т. д.
От коррозии предохраняет также обертывание деталей
промасленной бумагой. Сравнительно новым способом консервации
является покрытие детали, даже целого узла, тонкой пленкой
упругого пластика типа хлорвинила или полиэтилена. Такая пленка
создает полную герметичность и ,при необходимости легко
удаляется.
Глава V. Подготовительные и специальные операции
37
В заключение необходимо еще раз подчеркнуть значительный
удельный вес подготовительных операций в общем объеме
сборочных работ, что требует их хорошей организации.
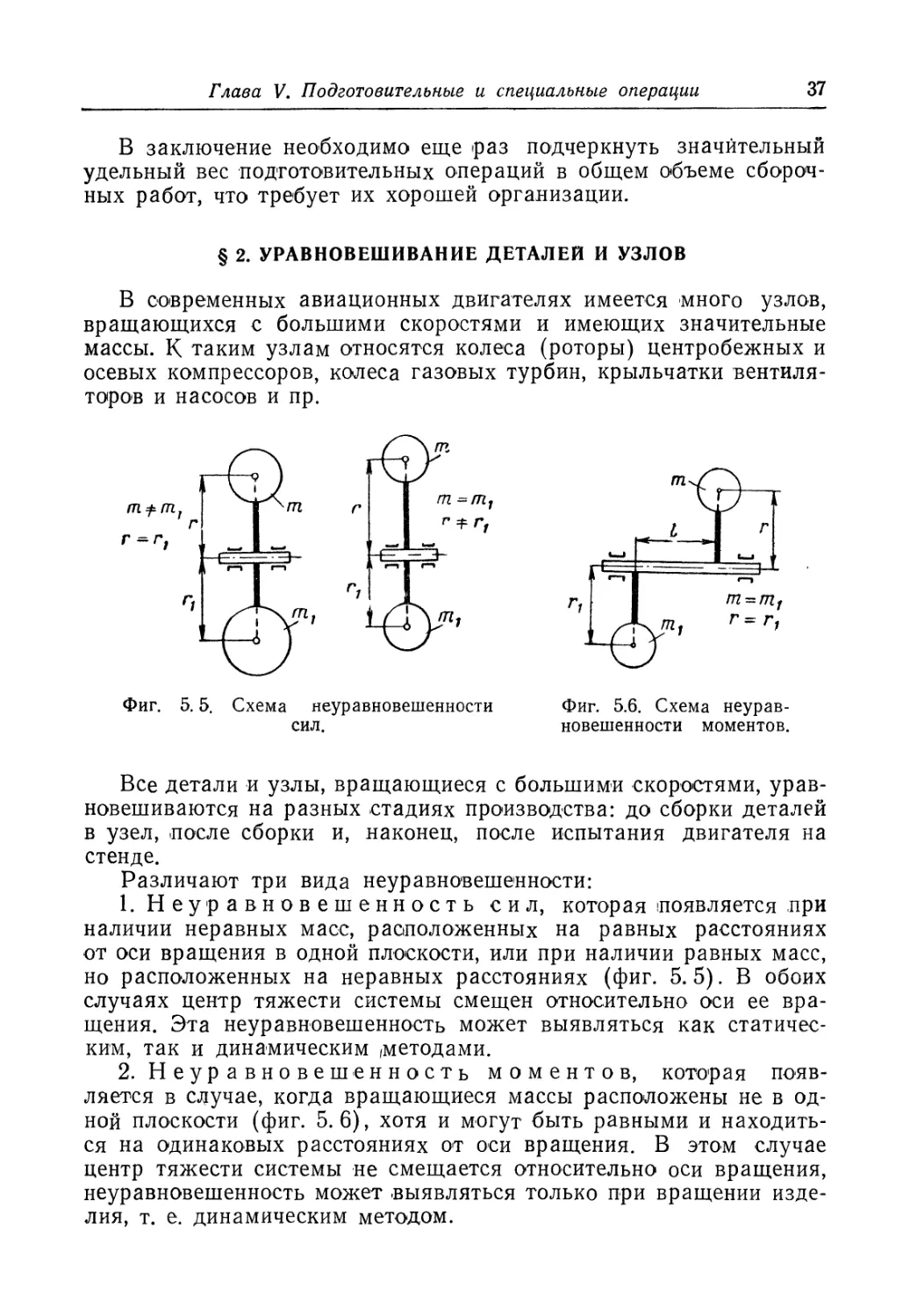
§ 2. УРАВНОВЕШИВАНИЕ ДЕТАЛЕЙ И УЗЛОВ
В современных авиационных двигателях имеется много узлов,
вращающихся с большими скоростями и имеющих значительные
массы. К таким узлам относятся колеса (роторы) центробежных и
осевых компрессоров, калеса газовых турбин, крыльчатки
вентиляторов и насосов и пр.
т
т =пх1
г* Г,
Luy*,
Фиг. 5.5. Схема неуравновешенности
сил.
т-т1
Фиг. 5.6. Схема
неуравновешенности моментов.
Все детали и узлы, вращающиеся с большими скоростями,
уравновешиваются на разных стадиях производства: до сборки деталей
в узел, после сборки и, наконец, после испытания двигателя на
стенде.
Различают три вида неуравновешенности:
1. Неуравновешенность сил, которая появляется при
наличии неравных масс, расположенных на равных расстояниях
от оси вращения в одной плоскости, или при наличии равных масс,
но расположенных на неравных расстояниях (фиг. 5.5). В обоих
случаях центр тяжести системы смещен относительно оси ее
вращения. Эта неуравновешенность может выявляться как
статическим, так и динамическим /методами.
2. Неуравновешенность моментов, которая
появляется в случае, когда вращающиеся массы расположены не в
одной плоскости (фиг. 5.6), хотя и могут быть равными и
находиться на одинаковых расстояниях от оси вращения. В этом случае
центр тяжести системы не смещается относительно оси вращения,
неуравновешенность может -выявляться только при вращении
изделия, т. е. динамическим методом.
38
Часть первая. Основные элементы сборочного процесса
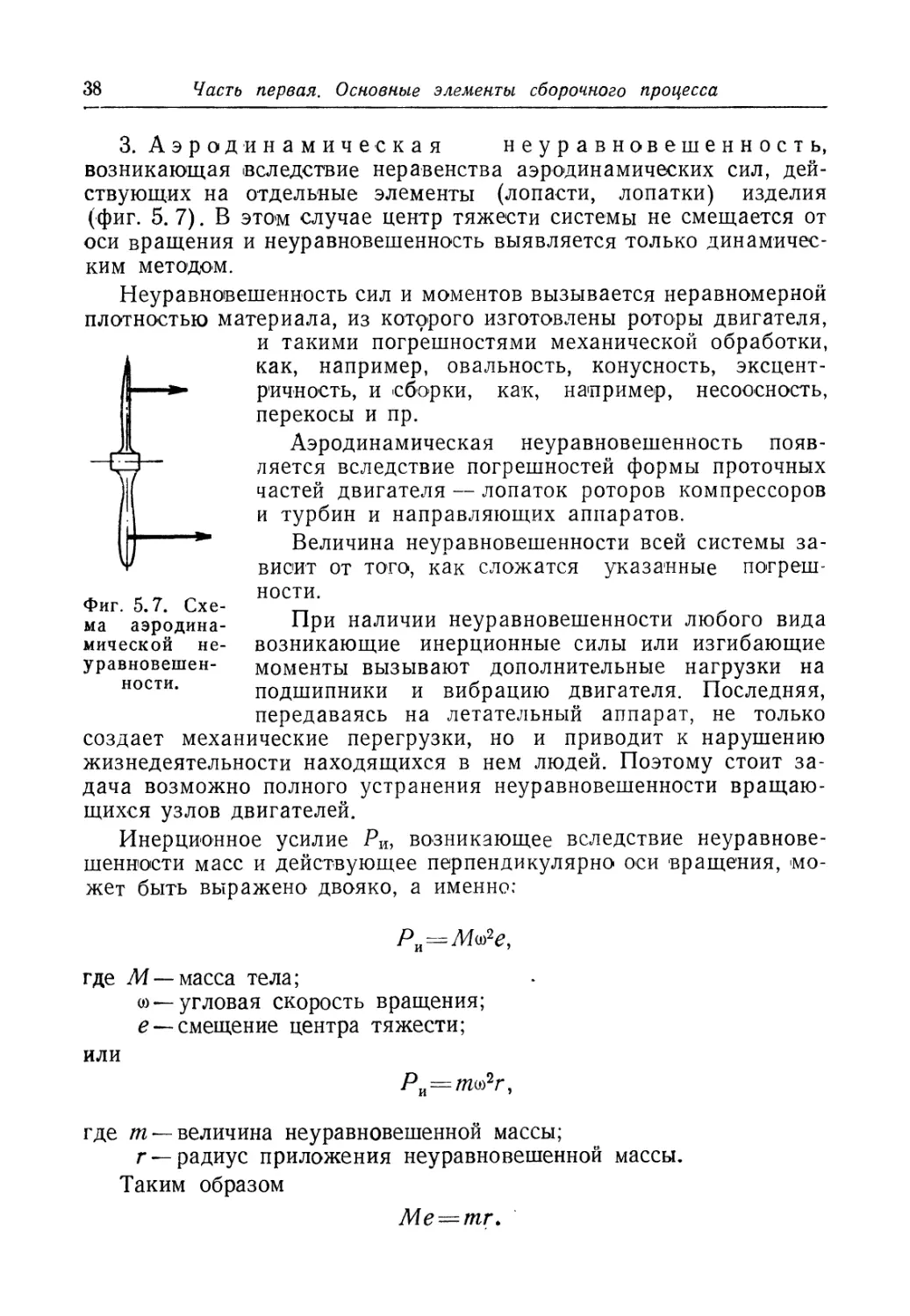
3. Аэродинамическая неуравновешенность,
возникающая вследствие неравенства аэродинамических сил,
действующих на отдельные элементы (лопасти, лопатки) изделия
(фиг. 5. 7). В этом случае центр тяжести системы не смещается от
оси вращения и неуравновешенность выявляется только
динамическим методом.
Неуравновешенность сил и моментов вызывается неравномерной
плотностью материала, из которого изготовлены роторы двигателя,
и такими погрешностями механической обработки,
как, например, овальность, конусность,
эксцентричность, и сборки, как, например, несоосность,
перекосы и пр.
Аэродинамическая неуравновешенность
появляется вследствие погрешностей формы проточных
частей двигателя — лопаток роторов компрессоров
и турбин и направляющих аппаратов.
Величина неуравновешенности всей системы
зависит от того, как сложатся указанные
погрешности.
При наличии неуравновешенности любого вида
возникающие инерционные силы или изгибающие
моменты вызывают дополнительные нагрузки на
подшипники и вибрацию двигателя. Последняя,
передаваясь на летательный аппарат, не только
создает механические перегрузки, но и приводит к нарушению
жизнедеятельности находящихся в нем людей. Поэтому стоит
задача возможно полного устранения неуравновешенности
вращающихся узлов двигателей.
Инерционное усилие Ри, возникающее вследствие
неуравновешенности масс и действующее перпендикулярно оси вращения,
может быть выражено двояко, а именно;
Фиг. 5.7.
Схема
аэродинамической
уравновешенности.
где М — масса тела;
о —угловая скорость вращения;
£ —смещение центра тяжести;
или
где т — величина неуравновешенной массы;
г —радиус приложения неуравновешенной массы.
Таким образом
Глава V. Подготовительные и специальные операции 39
Обозначая величину mr через q, характеризующую
неуравновешенность или дисбаланс, получим
Me=q,
или
м •
Величина q/M называется удельной
неуравновешенностью и, как видно, она численно равна величине смещения
центра тяжести. Пользование величиной удельной
неуравновешенности удобно для сравнений, так как при этом масса тела уже
принята во внимание. Величину леуравновешенности q принято
выражать в г • см, а смещение центра тяжести е — в мк.
Рассмотрим методы определения неуравновешенности, оценки
допускаемой ее величины, применяемую аппаратуру и методы
устранения неуравновешенности.
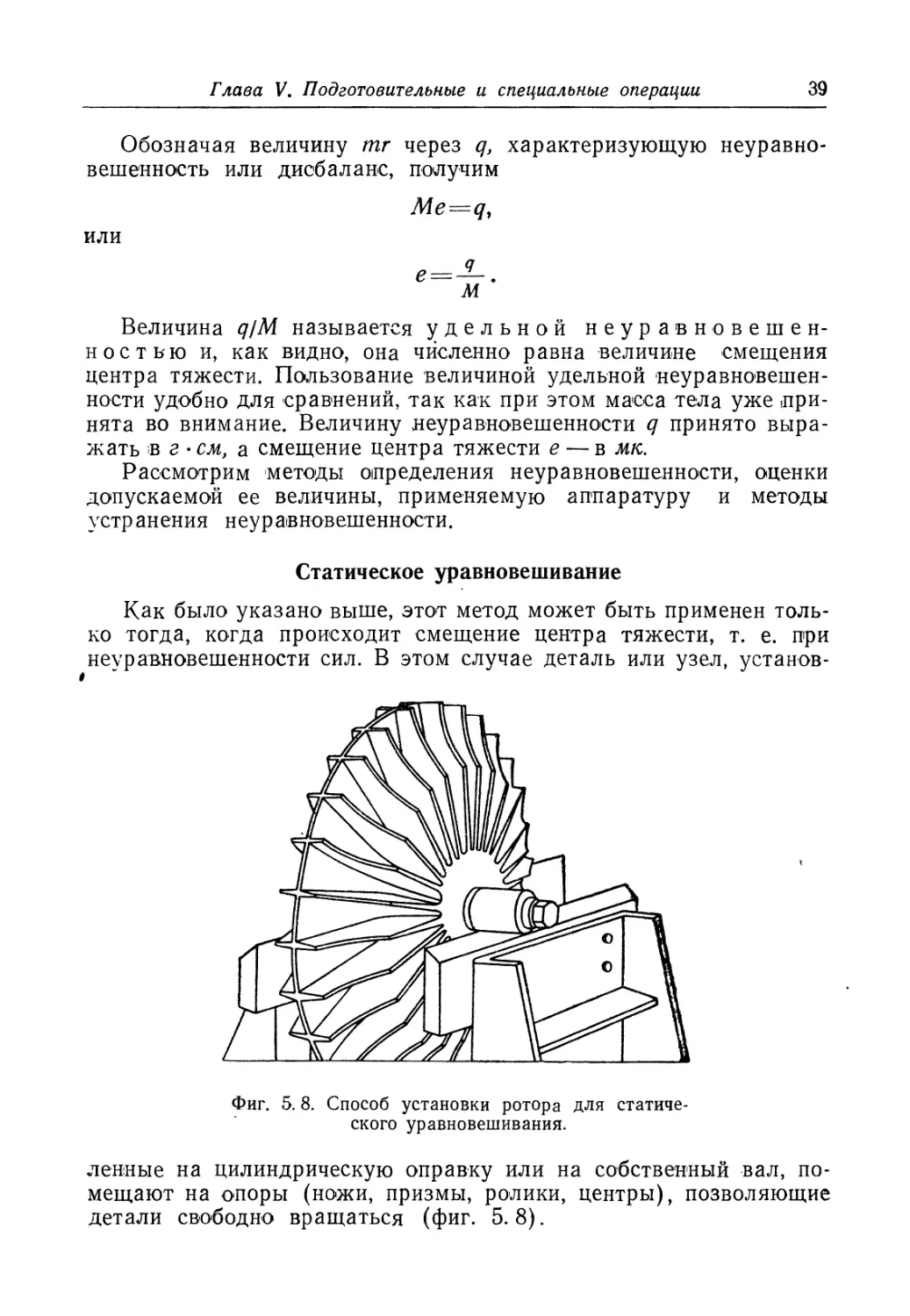
Статическое уравновешивание
Как было указано выше, этот метод может быть применен
только тогда, когда происходит смещение центра тяжести, т. е. при
неуравновешенности сил. В этом случае деталь или узел, установ-
Фиг. 5.8. Способ установки ротора для
статического уравновешивания.
ленные на цилиндрическую оправку или на собственный вал,
помещают на опоры (ножи, призмы, ролики, центры), позволяющие
детали свободно вращаться (фиг. 5. 8).
40
Часть первая. Основные элементы сборочного процесса
Неуравновешенная деталь при этом будет 'поворачиваться так,
что ее тяжелое место займет самое нижнее положение. Прикрепляя
в противоположном (легком) месте кусочек воска или пластилина,
добиваются состояния безразличного равновесия. Масса
прикрепленного кусочка в г, умноженная на расстояние от его центра
тяжести до оси вращения в см, даст величину неуравновешенности
q в г • см.
Неуравновешенность устраняется снятием металла,
ввертыванием специальных пробок или-штифтов и т. д. в местах,
указанных конструктором.
\^т
V//////////////////////X
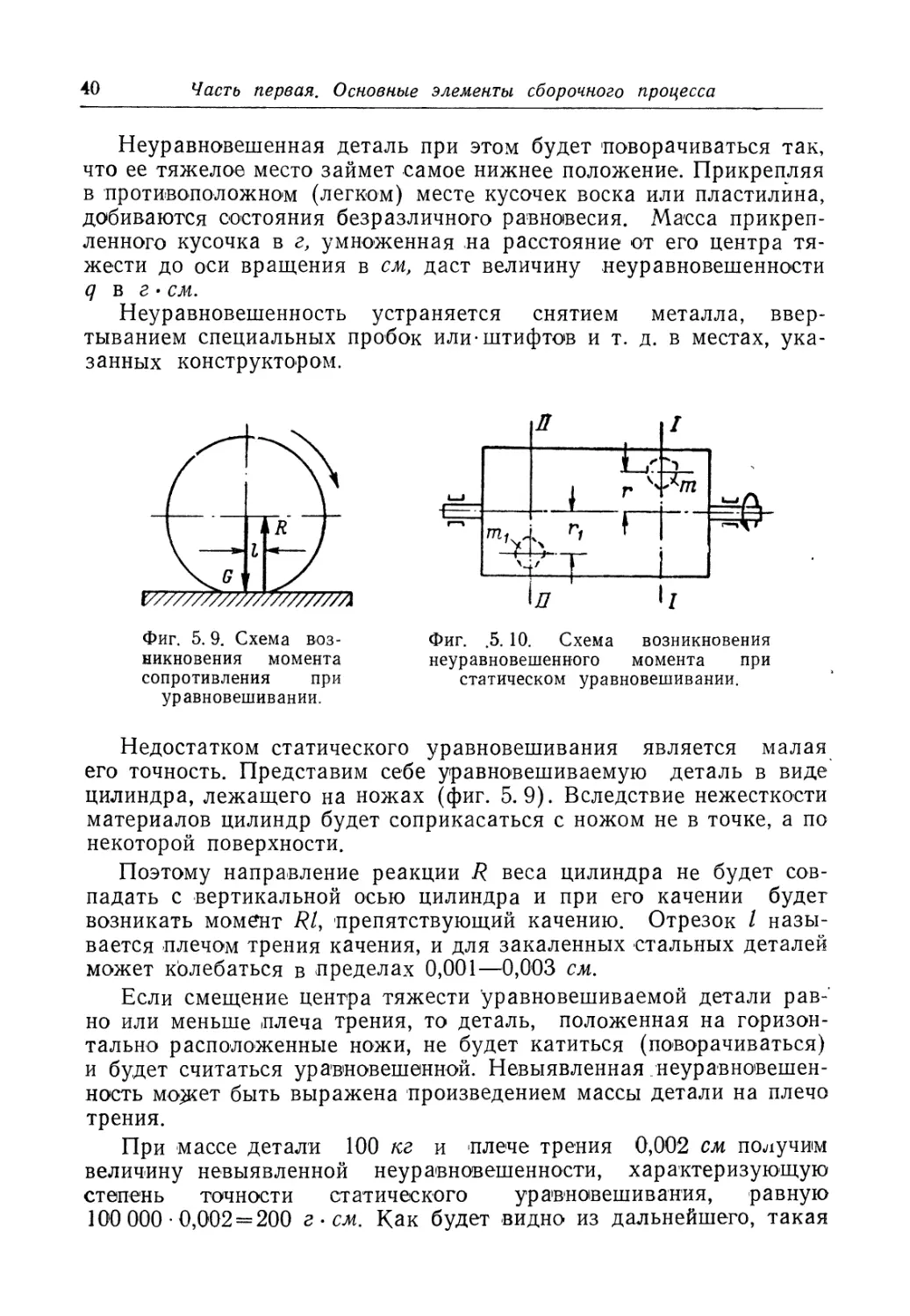
Фиг. 5.9. Схема
возникновения момента
сопротивления при
уравновешивании.
\п
I/
Фиг. .5. 10. Схема возникновения
неуравновешенного момента при
статическом уравновешивании.
Недостатком статического уравновешивания является малая
его точность. Представим себе уравновешиваемую деталь в виде
цилиндра, лежащего на ножах (фиг. 5.9). Вследствие нежесткости
материалов цилиндр будет соприкасаться с ножом не в точке, а по
некоторой поверхности.
Поэтому направление реакции R веса цилиндра не будет
совпадать с вертикальной осью цилиндра и при его качении будет
возникать момент RI, препятствующий качению. Отрезок /
называется плечом трения качения, и для закаленных стальных деталей
может колебаться в пределах 0,001—0,003 см.
Если смещение центра тяжести уравновешиваемой детали
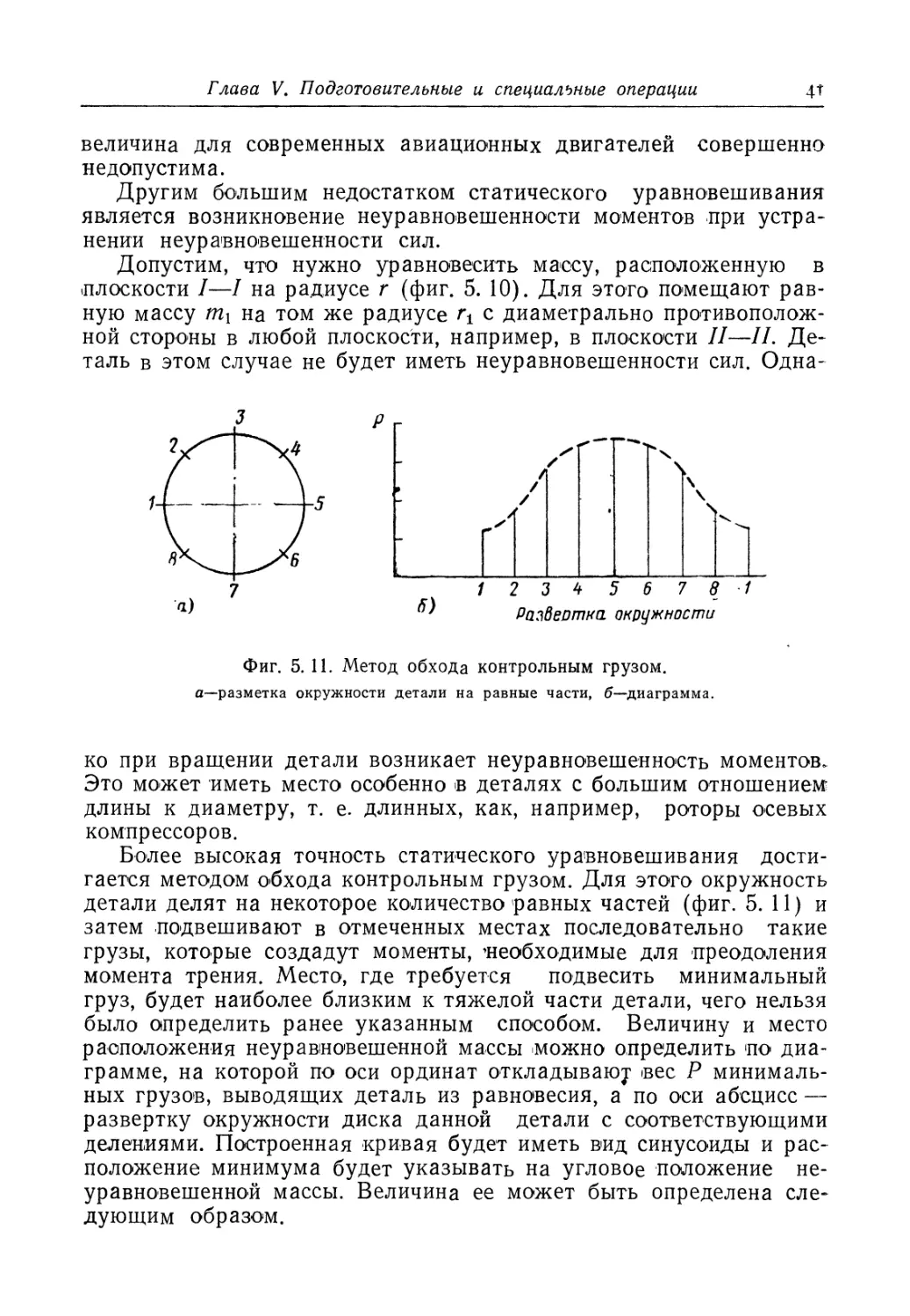
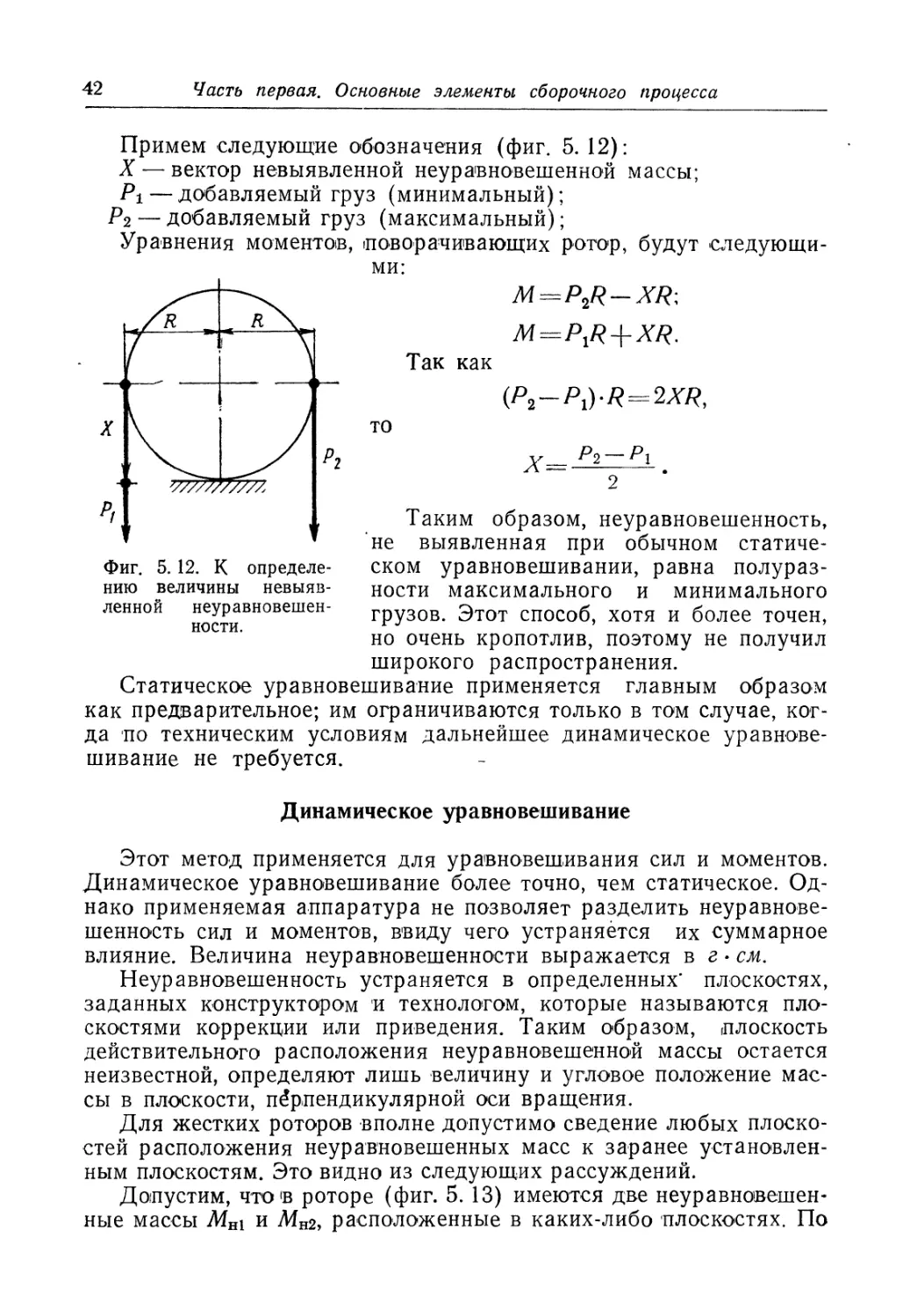
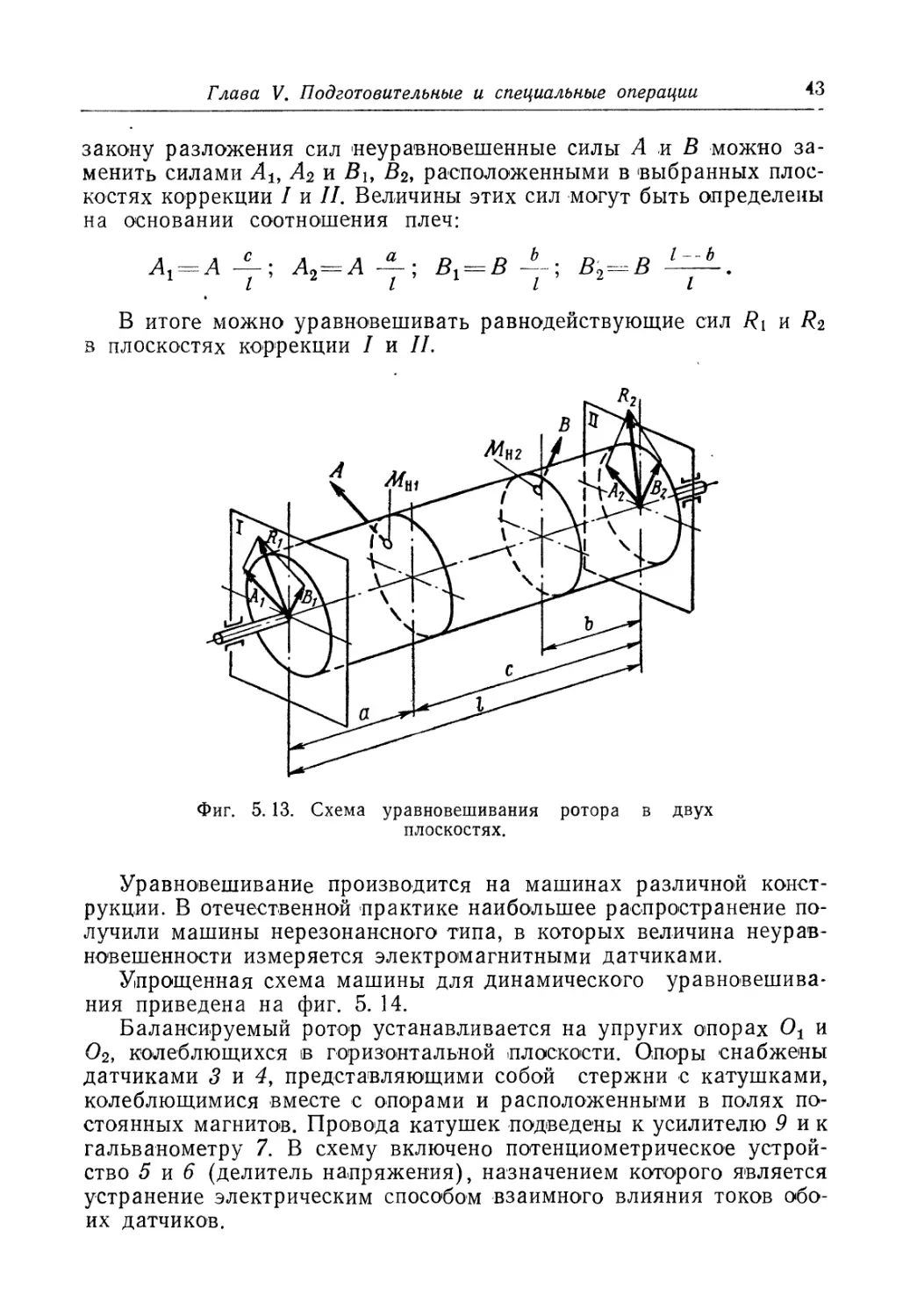
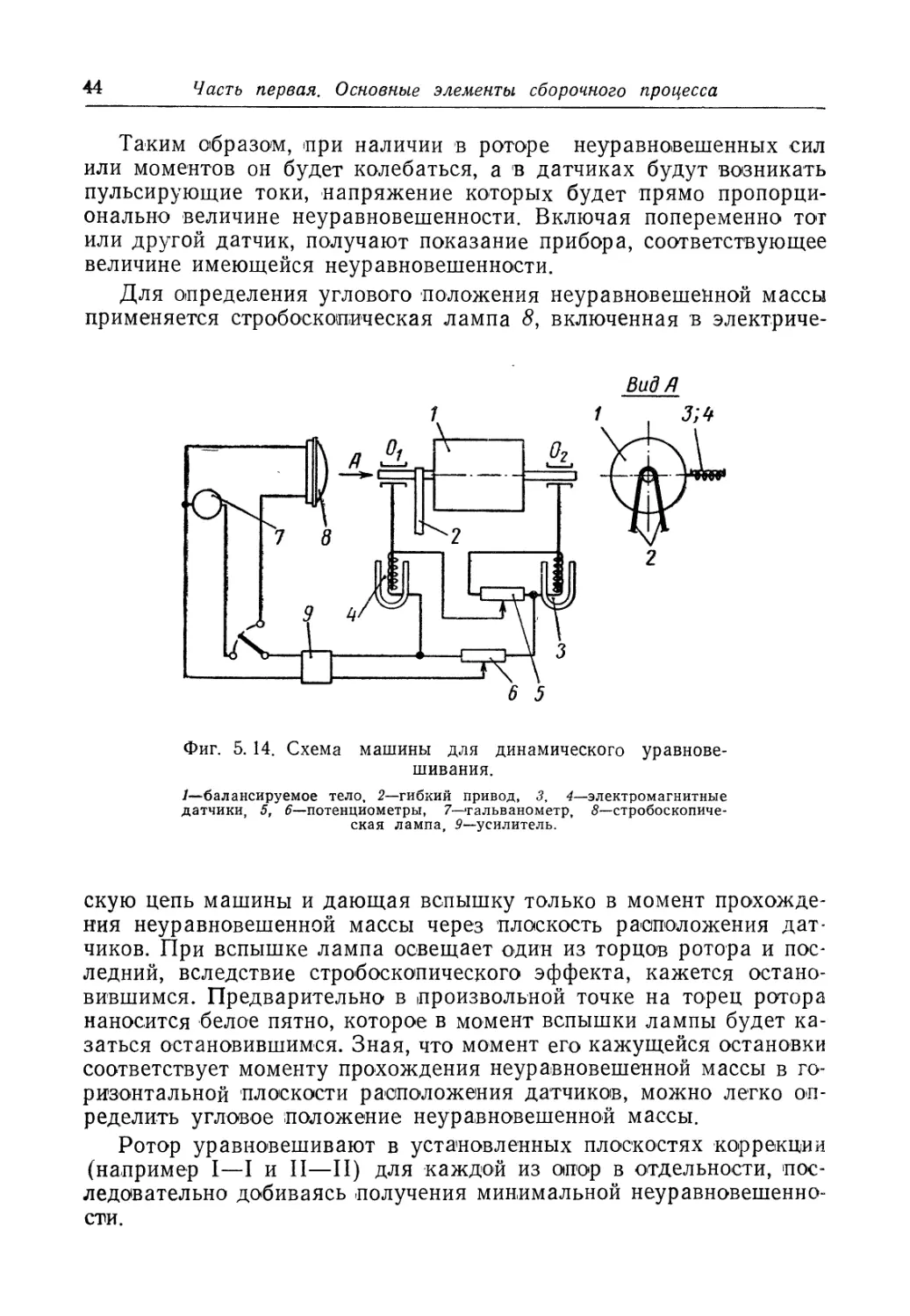
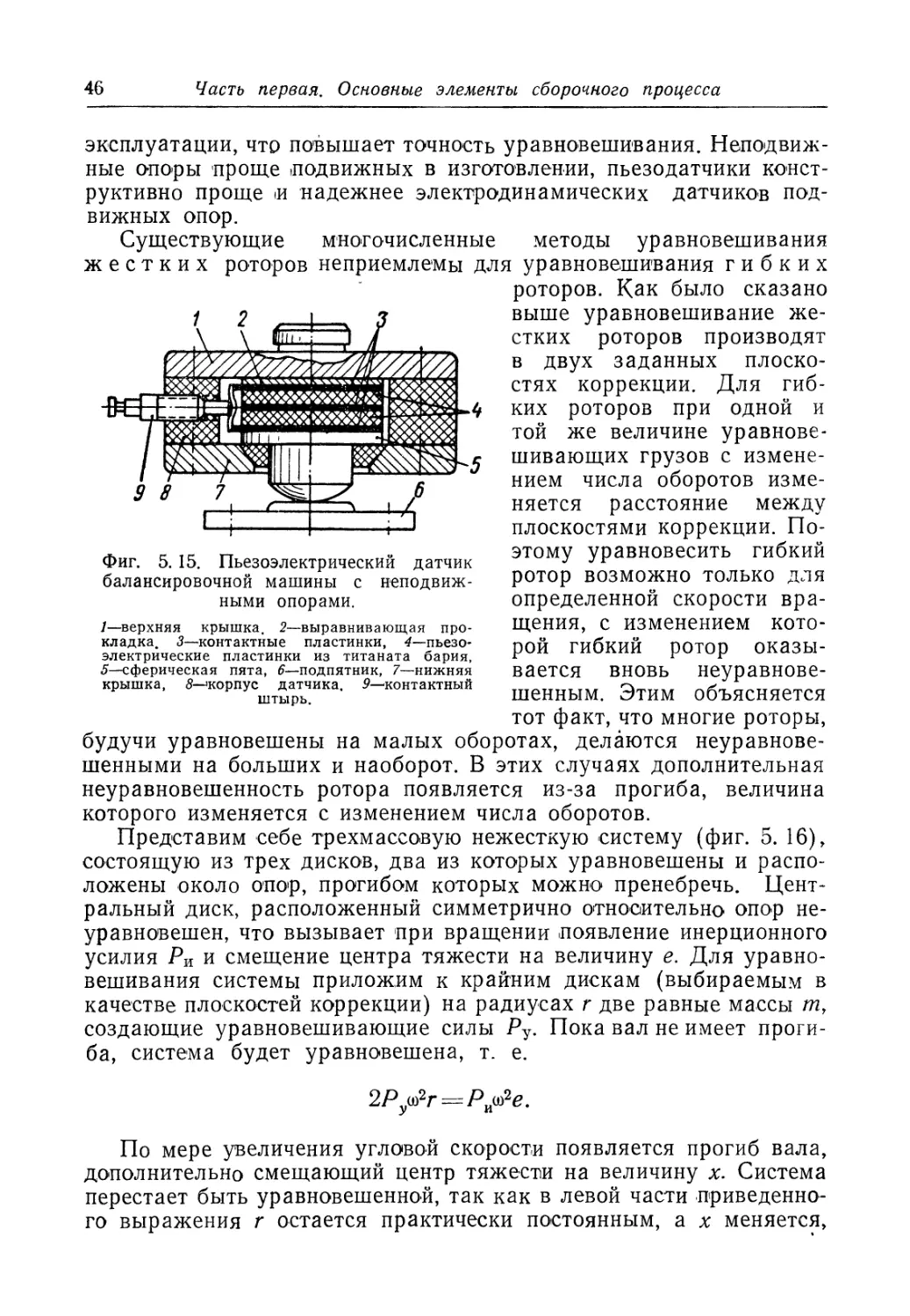
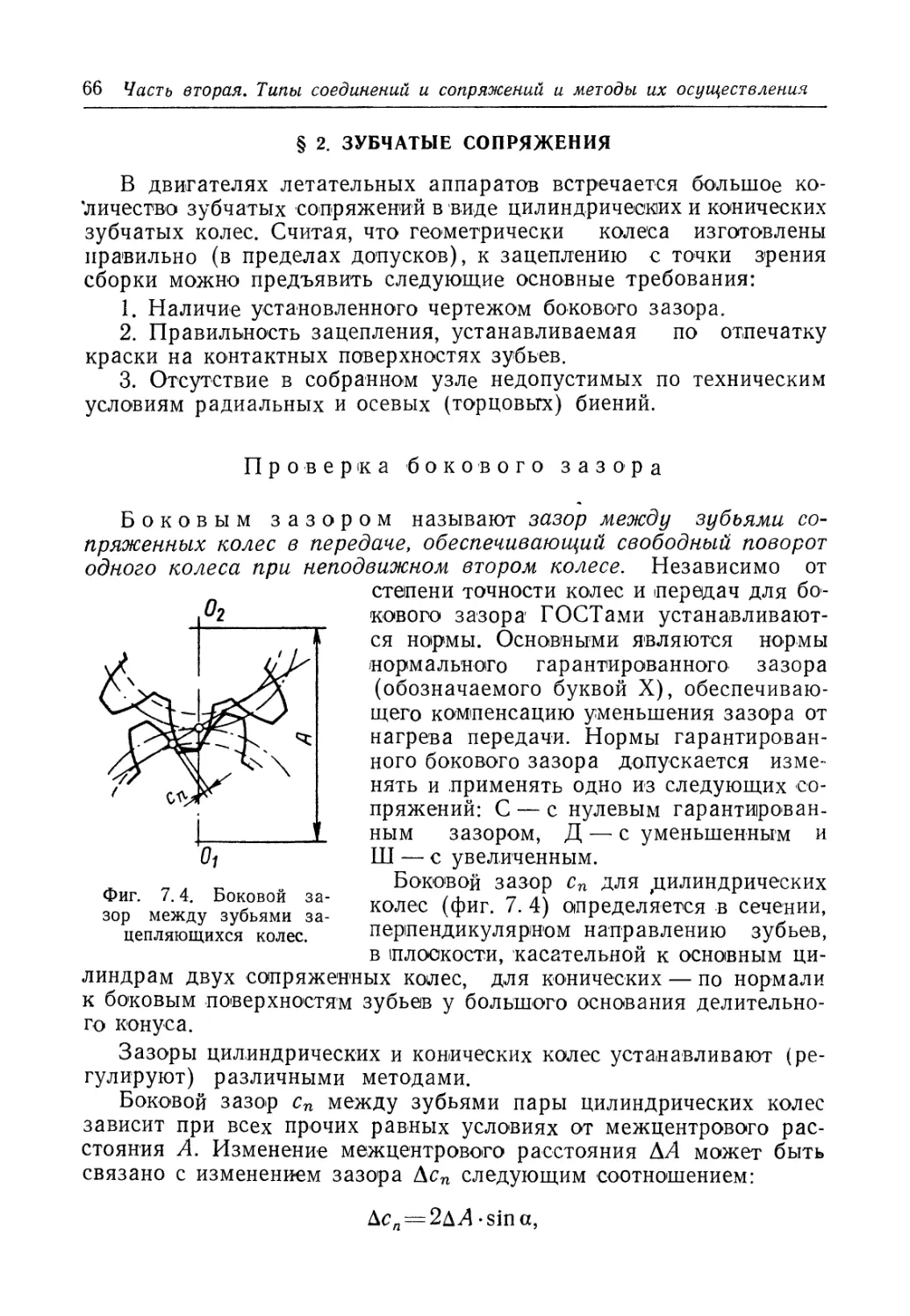
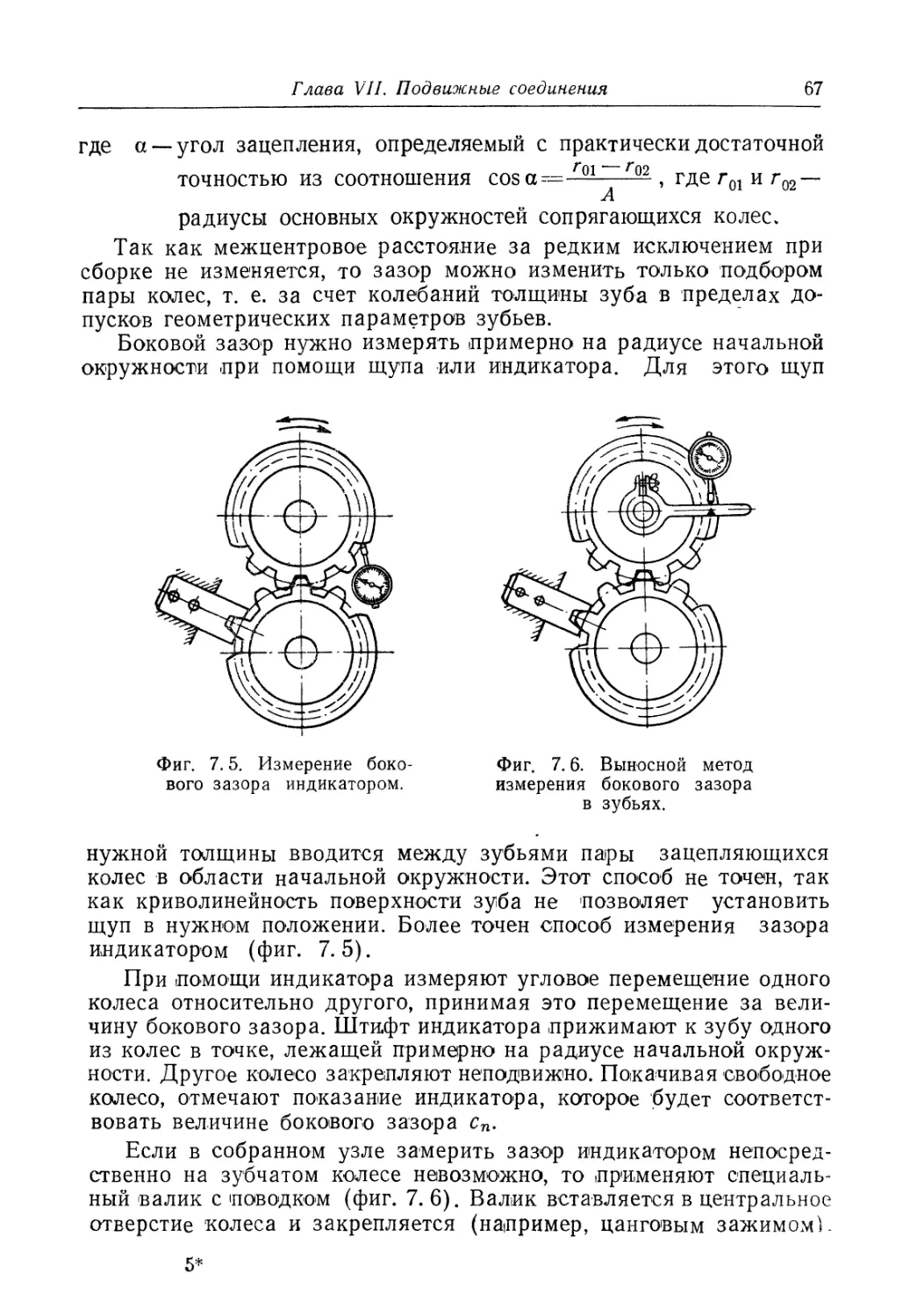
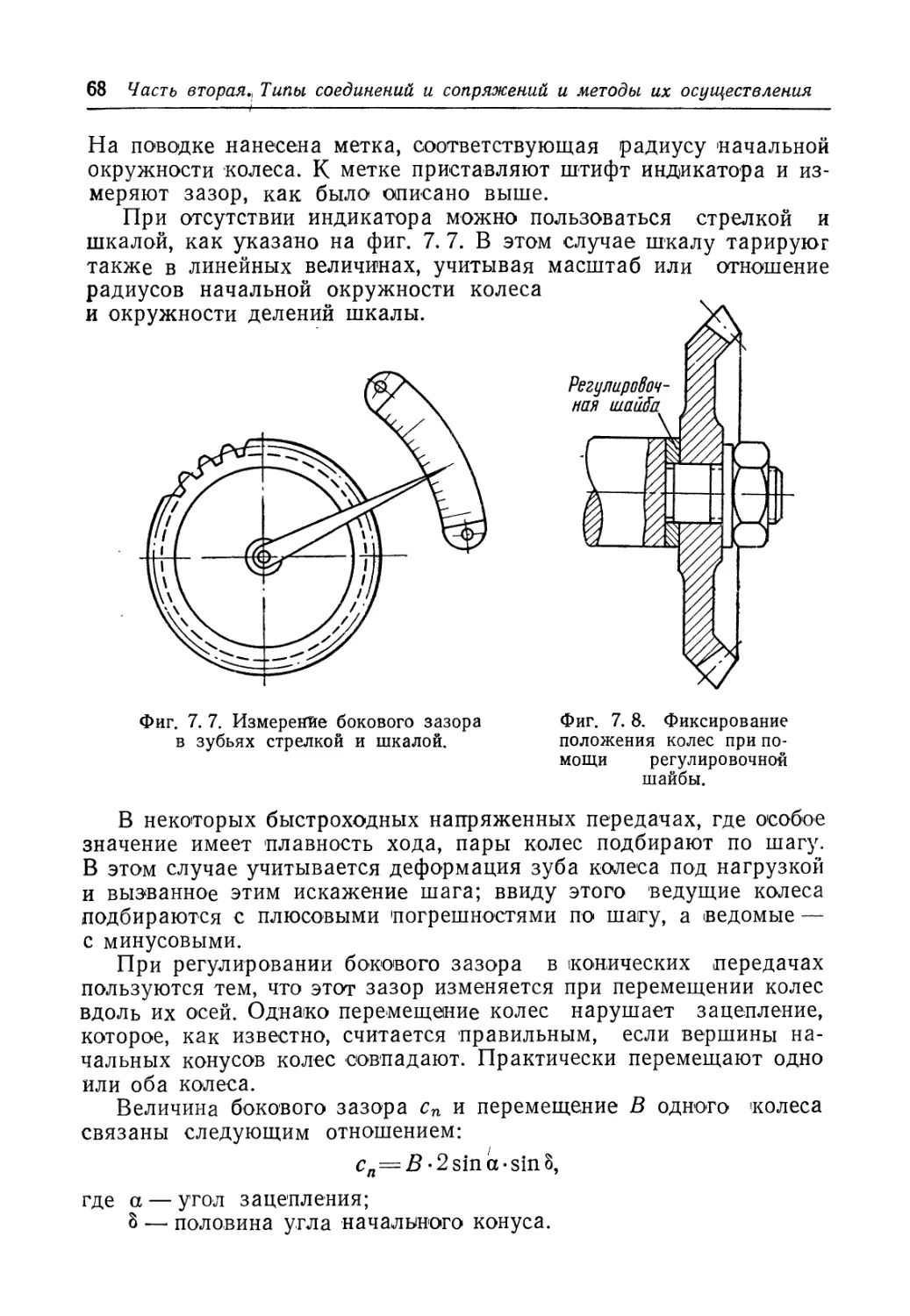
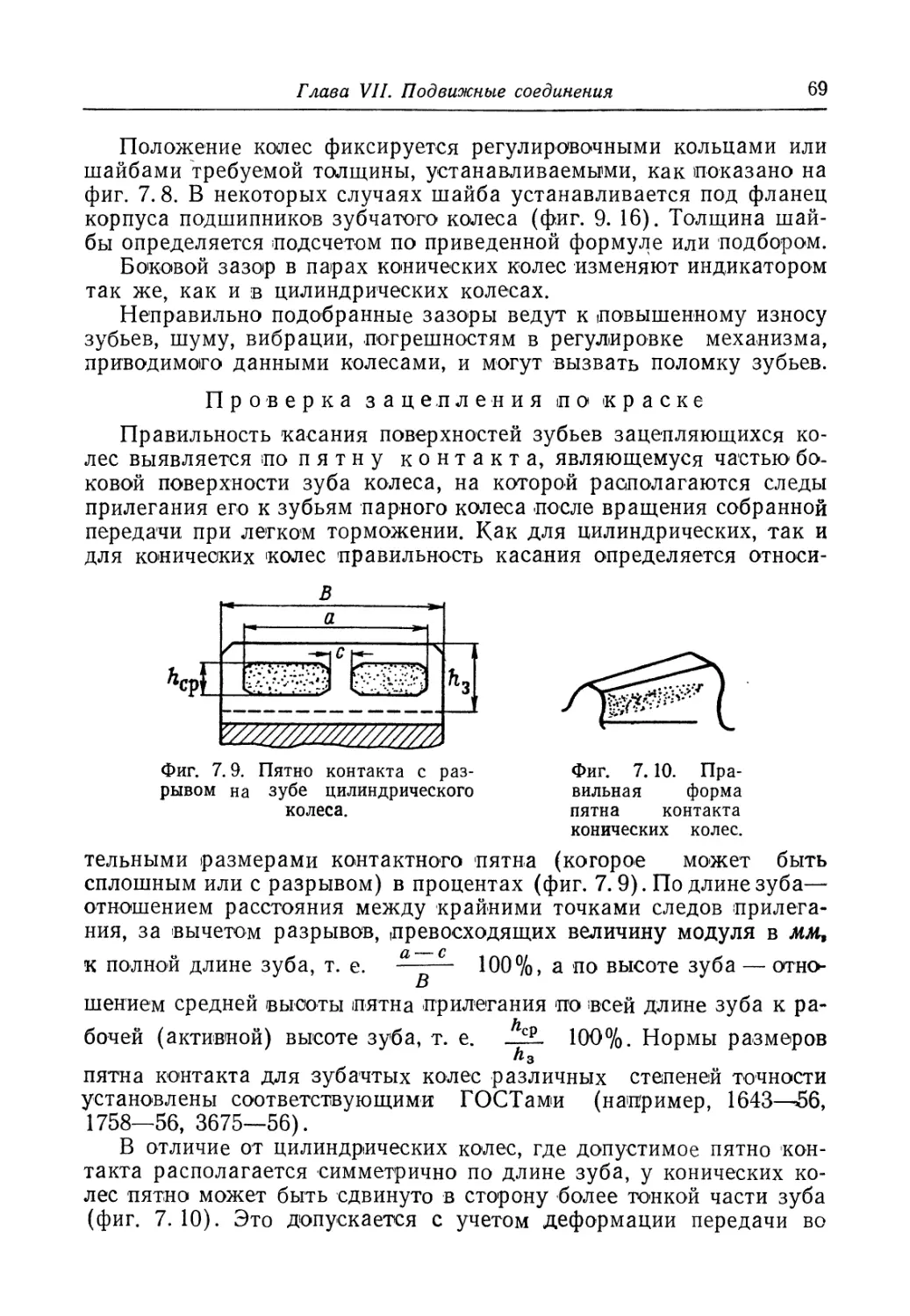
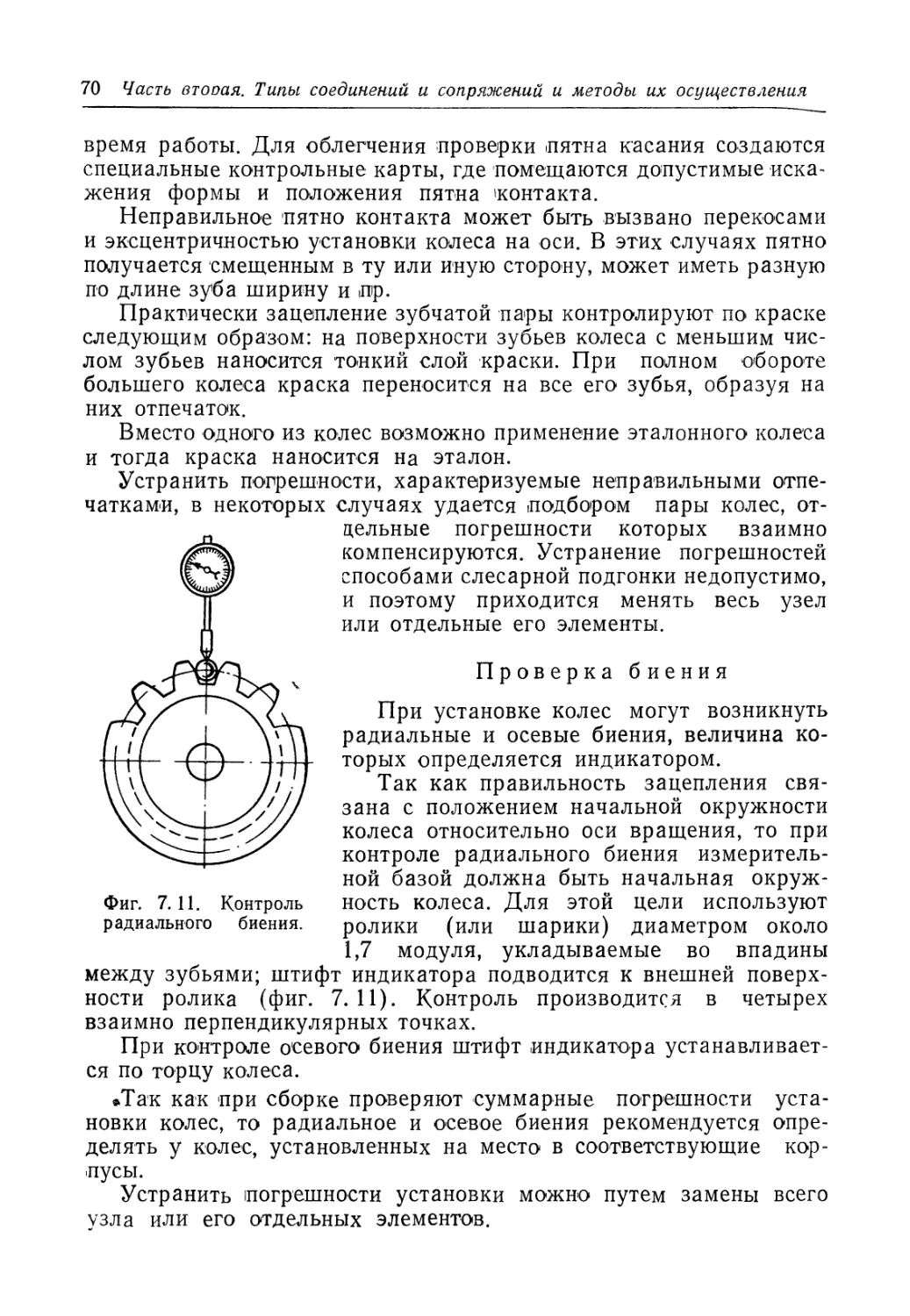
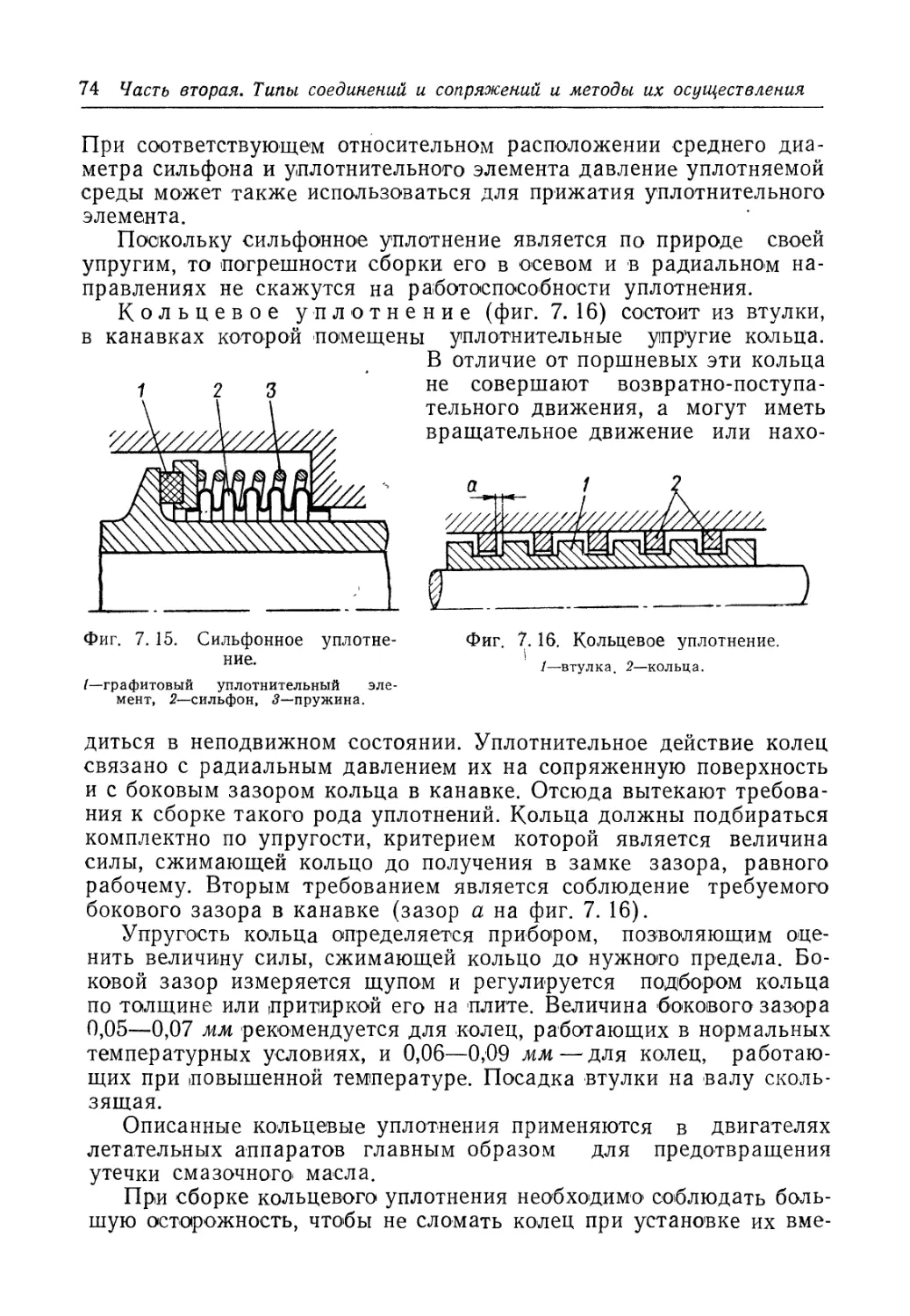
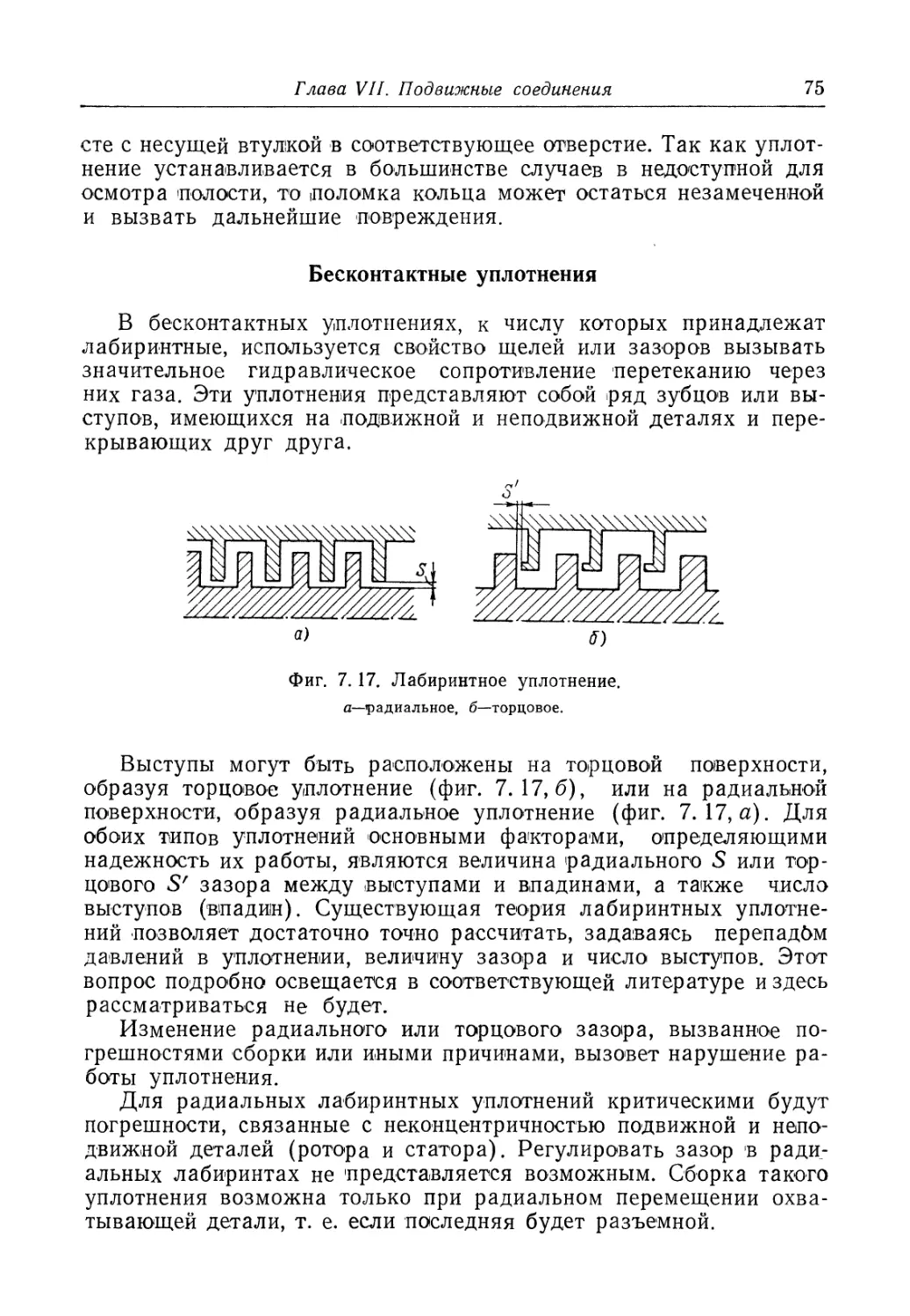
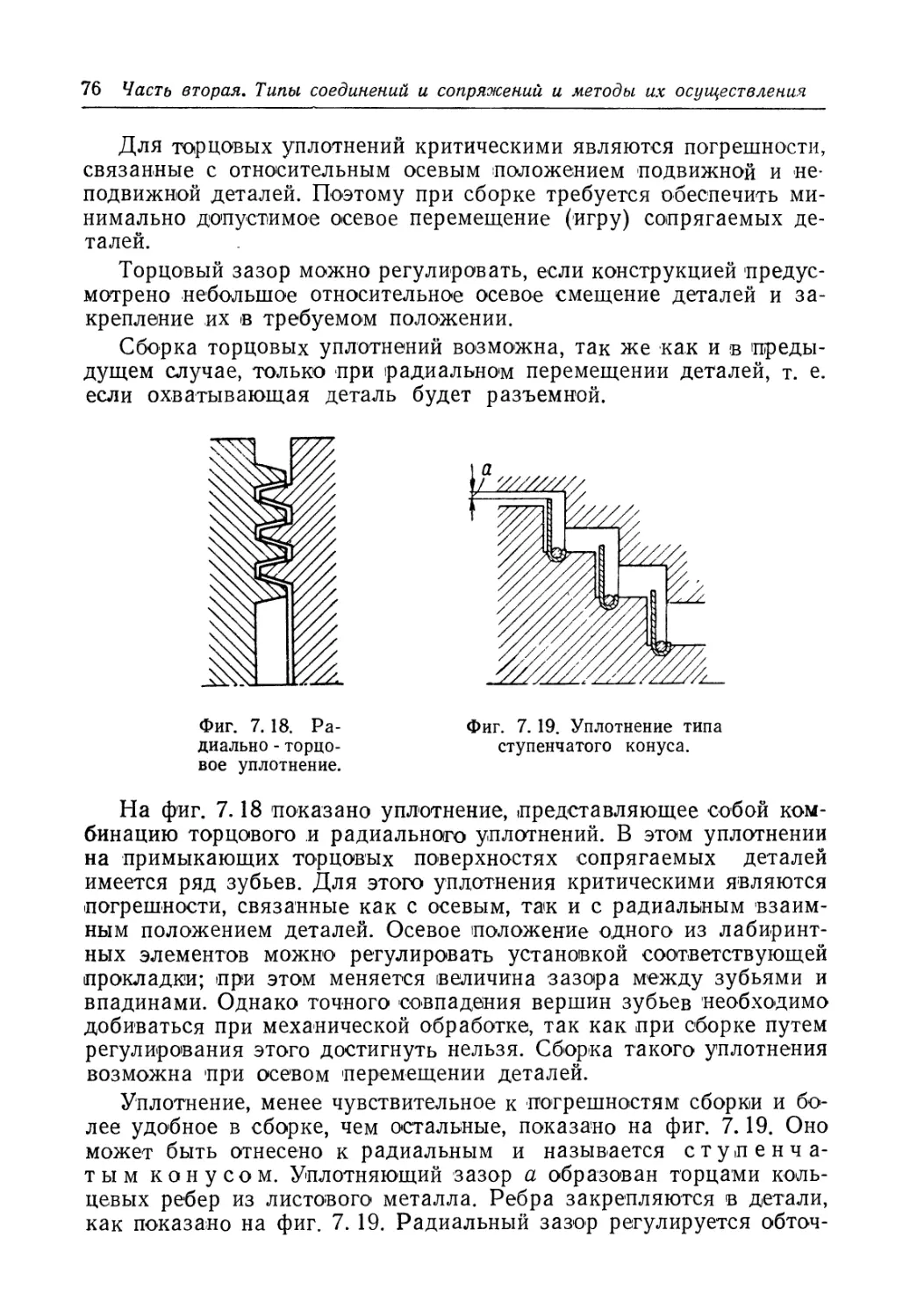
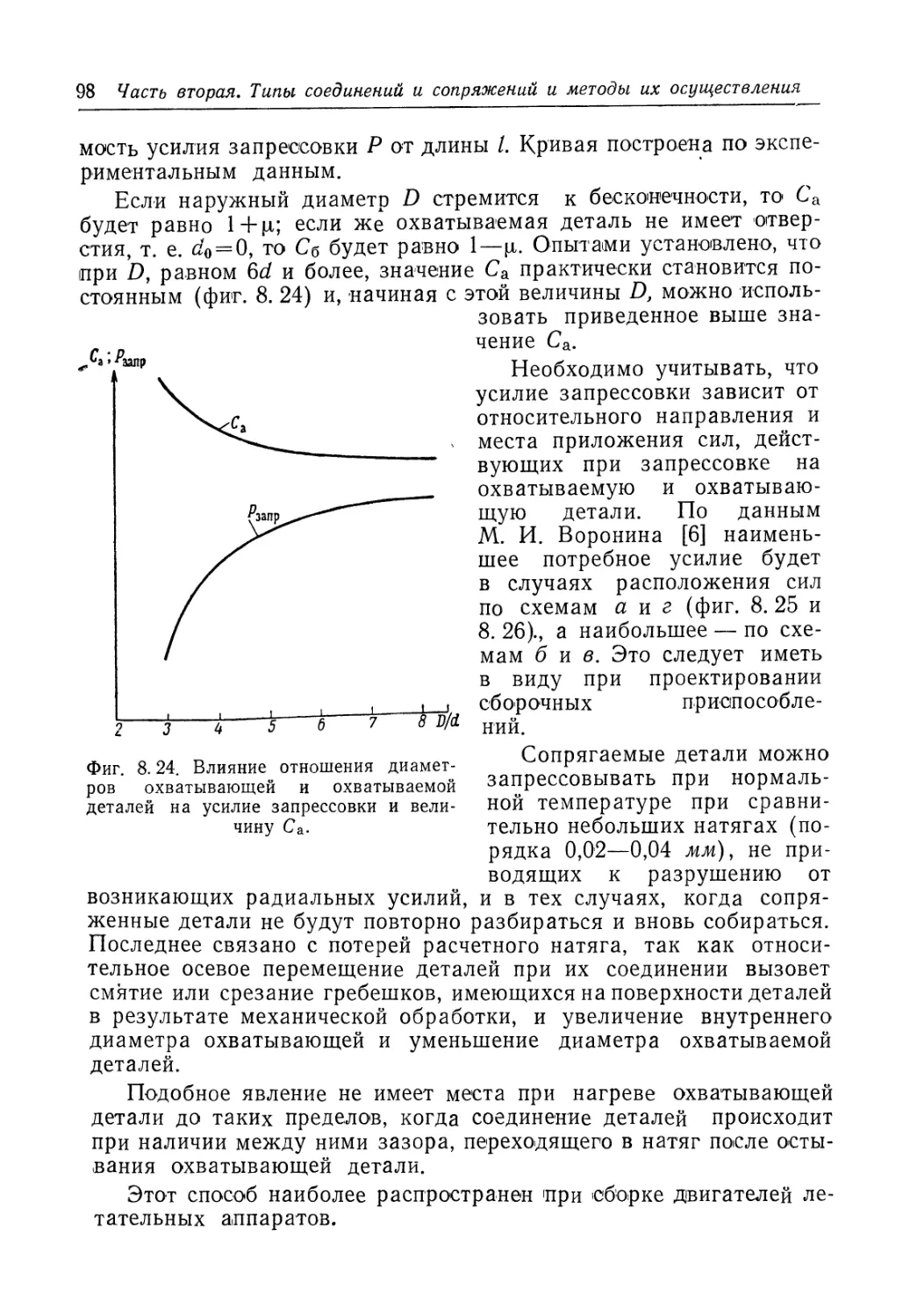
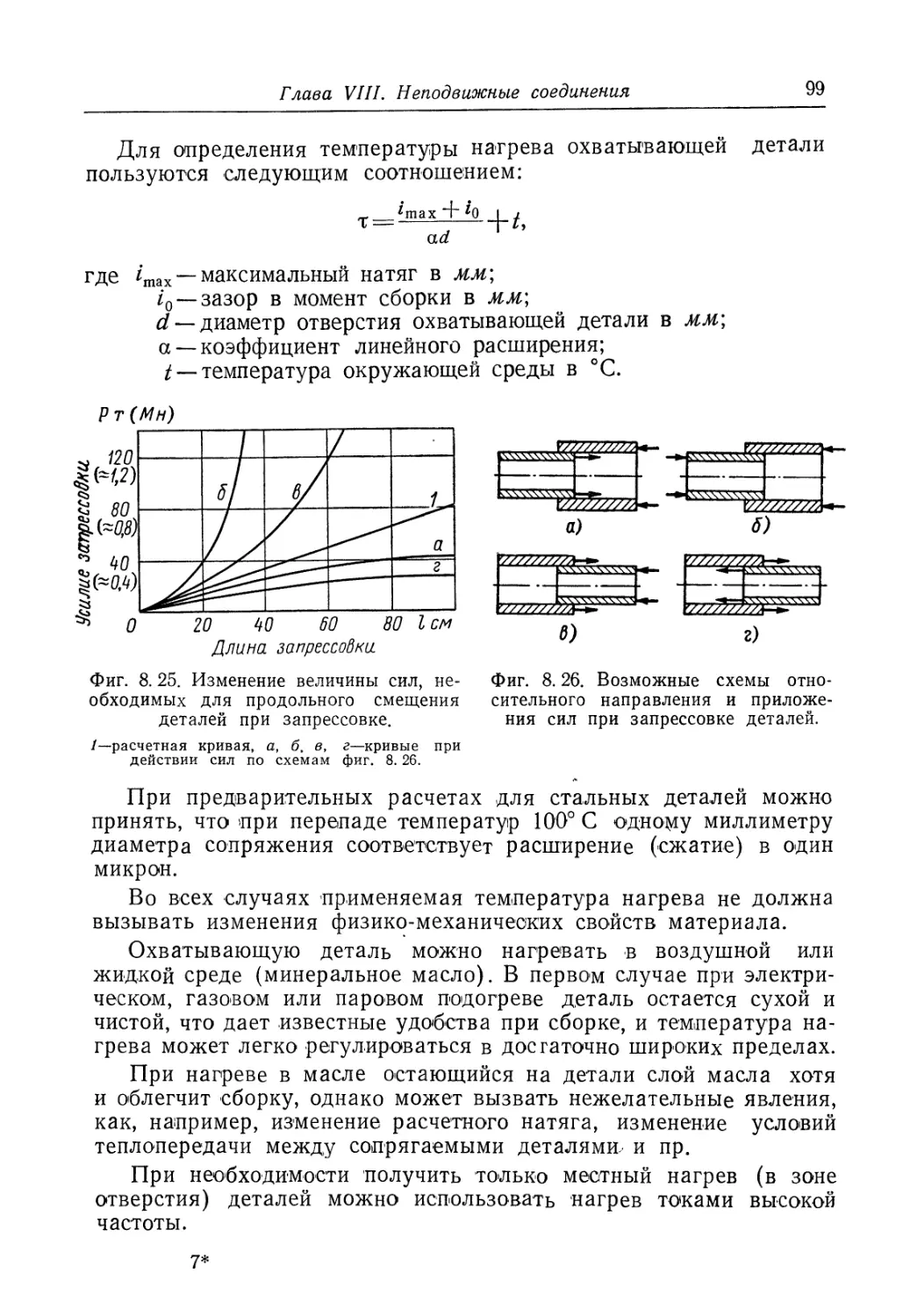
равно или меньше длеча трения, то деталь, положенная на
горизонтально расположенные ножи, не будет катиться (поворачиваться)
и будет считаться уравновешенной. Невыявленная
неуравновешенность мо^кет быть выражена произведением массы детали на плечо
трения.
При массе детали 100 кг и плече трения 0,002 см получим
величину невыявленной неуравновешенности, характеризующую
степень точности статического уравновешивания, равную
100 000 0,002 = 200 г - см. Как будет видно из дальнейшего, такая
Глава V. Подготовительные и специальные операции
4Т
величина для современных авиационных двигателей совершенна
недопустима.
Другим большим недостатком статического уравновешивания
является возникновение неуравновешенности моментов при
устранении неуравновешенности сил.
Допустим, что нужно уравновесить массу, расположенную в
.плоскости /—/ на радиусе г (фиг. 5. 10). Для этого помещают
равную массу Ш\ на том же радиусе г± с диаметрально
противоположной стороны в любой плоскости, например, в плоскости //—//.
Деталь в этом случае не будет иметь неуравновешенности сил. Одна-
Р г
/
/
; [I
-*—
ч
\
2 3*56781
Раздеоглиа окружности
Фиг. 5. 11. Метод обхода контрольным грузом,
а—разметка окружности детали на равные части, б—диаграмма.
ко при вращении детали возникает неуравновешенность моментов.
Это может иметь место особенно в деталях с большим отношением
длины к диаметру, т. е. длинных, как, например, роторы осевых
компрессоров.
Более высокая точность статического уравновешивания
достигается методом обхода контрольным грузом. Для этого окружность
детали делят на некоторое количество равных частей (фиг. 5. 11) и
затем подвешивают в отмеченных местах последовательно такие
грузы, которые создадут моменты, ^необходимые для преодоления
момента трения. Место, где требуется подвесить минимальный
ГРУ3> будет наиболее близким к тяжелой части детали, чего нельзя
было определить ранее указанным способом. Величину и место
расположения неуравновешенной массы можно определить <по
диаграмме, на которой по оси ординат откладываю^ iBec P
минимальных грузов, выводящих деталь из равновесия, а по оси абсцисс —
развертку окружности диска данной детали с соответствующими
делениями. Построенная кривая будет иметь вид синусоиды и
расположение минимума будет указывать на угловое положение
неуравновешенной массы. Величина ее может быть определена
следующим образом.
42
Часть первая. Основные элементы сборочного процесса
Примем следующие обозначения (фиг. 5. 12):
X — вектор невыявленной неуравновешенной массы;
Р± — добавляемый груз (минимальный);
Р2 — добавляемый груз (максимальный);
Уравнения моментов, (поворачивающих ротор, будут
'Следующими:
Так как
то
Фиг. 5. 12. К
определению величины
невыявленной
неуравновешенности.
Таким образом, неуравновешенность,
не выявленная при обычном
статическом уравновешивании, равна
полуразности максимального и минимального
грузов. Этот способ, хотя и более точен,
но очень кропотлив, поэтому не получил
широкого распространения.
Статическое уравновешивание применяется главным образом
как предварительное; им ограничиваются только в том случае,
когда по техническим условиям дальнейшее динамическое
уравновешивание не требуется.
Динамическое уравновешивание
Этот метод применяется для уравновешивания сил и моментов.
Динамическое уравновешивание более точно, чем статическое.
Однако применяемая аппаратура не позволяет разделить
неуравновешенность сил и моментов, ввиду чего устраняется их суммарное
влияние. Величина неуравновешенности выражается в г - см.
Неуравновешенность устраняется в определенных* плоскостях,
заданных конструктором и технологом, которые называются
плоскостями коррекции или приведения. Таким образом, [Плоскость
действительного расположения неуравновешенной массы остается
неизвестной, определяют лишь величину и угловое положение
массы в плоскости, перпендикулярной оси вращения.
Для жестких роторов вполне допустимо сведение любых
плоскостей расположения неуравновешенных масс к заранее
установленным плоскостям. Это видно из следующих рассуждений.
Допустим, что'в роторе (фиг. 5. 13) имеются две
неуравновешенные массы Мъ\ и МН2, расположенные в каких-либо плоскостях. По
Глава V. Подготовительные и специальные операции
43
закону разложения сил неуравновешенные силы А и В можно
заменить силами Аъ А2 и Ви В2, расположенными в «выбранных
плоскостях коррекции / и //. Величины этих сил могут быть определены
на основании соотношения плеч:
1 / 2 I1 I
l — b
I
В итоге можно уравновешивать равнодействующие сил R\ и
в плоскостях коррекции / и //.
Фиг. 5. 13. Схема уравновешивания ротора в двух
плоскостях.
Уравновешивание производится на машинах различной
конструкции. В отечественной практике наибольшее распространение
получили машины нерезонансного типа, в которых величина
неуравновешенности измеряется электромагнитными датчиками.
Упрощенная схема машины для динамического
уравновешивания приведена на фиг. 5. 14.
Балансируемый ротор устанавливается на упругих опорах О± и
О2, колеблющихся ов горизонтальной (плоскости. Опоры снабжены
датчиками 3 и 4, представляющими собой стержни с катушками,
колеблющимися вместе с опорами и расположенными в полях
постоянных магнитов. Провода катушек подведены к усилителю 9 и к
гальванометру 7. В схему включено потенциометричестое
устройство 5 и 6 (делитель напряжения), назначением которого является
устранение электрическим способом взаимного влияния токов
обоих датчиков.
44
Часть первая. Основные элементы сборочного процесса
Таким образом, ори наличии в роторе неуравновешенных сил
или моментов он будет колебаться, а в датчиках будут вовникать
пульсирующие токи, напряжение которых будет прямо
пропорционально величине неуравновешенности. Включая попеременно тот
или другой датчик, получают показание прибора, соответствующее
величине имеющейся неуравновешенности.
Для определения углового положения неуравновешенной массы
применяется стробоскопическая лампа 5, включенная в электриче-
видл
Фиг. 5. 14. Схема машины для динамического
уравновешивания.
/—балансируемое тело, 2—гибкий привод, 3, 4—электромагнитные
датчики, 5, 6—потенциометры, 7—гальванометр,
8—стробоскопическая лампа, 9—усилитель.
скую цепь машины и дающая вспышку только в момент
прохождения неуравновешенной массы через плоскость расположения
датчиков. При вспышке лампа освещает один из торцов ротора и
последний, вследствие стробоскопического эффекта, кажется
остановившимся. Предварительно в произвольной точке на торец ротора
наносится белое пятно, которое в момент вспышки лампы будет
казаться остановившимся. Зная, что момент его кажущейся остановки
соответствует моменту прохождения неура!вновешенной массы в
горизонтальной плоскости расположения датчиков, можно легко
определить угловое положение неуравновешенной массы.
Ротор уравновешивают в установленных плоскостях коррекции
(например I—I и II—II) для каждой из опор в отдельности,
последовательно добиваясь получения минимальной
неуравновешенности.
Глава V. Подготовительные и специальные операции 45
Уравновешивание производится при скорости вращения ротора
450—650 об/мин [(450—650) — рад/сек]. Возможная точность ба-
30
лансировки 2—3 г • см.
Допуск на дисбаланс или, иначе, допускаемое смещение центра
тяжести определяется следующим образом.
Из приведенного ранее выражения
откуда
Л />„ /V 302.
где со —угловая скорость в рад)сек;
е—допустимое смещение центра тяжести в мк;
п — число оборотов в мин (— рад\сек\.
Как видно величина е для данной угловой скорости связана с
отношением PJM, размерность которого равна м/сек2, и она, по
существу, является линейным ускорением а, вызываемым
неуравновешенной массой. Задаваясь определенной величиной допустимого
ускорения а, можно вычислить величину е.
Практически задаются не самой величиной а, а ее отношением
к ускорению силы тяжести g, называемым коэффициентом
виброперегрузки. Считается, что вредного влияния ускорение а не
окажет, если О'но не превышает 0,3g. Так например лри и = 9000 об!мин
(9000- — рад/сек) и а = 0,3 получим е около 3 мк. За последнее
время начали распространяться балансировочные машины с двумя
неподвижными опорами [32]. На этих машинах величина и фаза
динамического воздействия дисбалансов ротора измеряется не по
амплитудам колебания опор, как это было описано выше, а .по
динамическим давлениям на .пьезоэлектрические датчики неподвижных
опор (фиг. 5. 15). При определенном выборе режима работы
машины полностью устраняется динамическое влияние массы ротора,
вследствие чего закон взаимного влияния плоскостей коррекции
значительно упрощается. Это взаимное влияние определяется
чисто геометрически только расстоянием плоскостей коррекции от
опор и между собой.
Для машин с неподвижными опорами характерен большой диа-
.пазон весов уравновешиваемых роторов,. Условия уравновешивания
на неподвижных опорах приближаются к условиям эксплуатации,
что повышает надежность уравновешивания, особенно гибких
роторов. Соосность опор шпинделя осевого привода машины с
неподвижными опорами легко устанавливается и хорошо сохраняется в
46
Часть первая. Основные элементы сборочного процесса
эксплуатации, что повышает точность уравновешивания.
Неподвижные опоры проще лодвижных в изготовлении, пьезодатчики
конструктивно проще и надежнее электродинамических датчиков
подвижных опор.
Существующие многочисленные методы уравновешивания
жестких роторов неприемлемы для уравновешивания гибких
роторов. Как было сказано
выше уравновешивание
жестких роторов производят
в двух заданных
плоскостях коррекции. Для
гибких роторов при одной и
той же величине
уравновешивающих грузов с
изменением числа оборотов
изменяется расстояние между
плоскостями коррекции.
Поэтому уравновесить гибкий
ротор возможно только для
определенной скорости
вращения, с изменением
которой гибкий ротор
оказывается вновь
неуравновешенным. Этим объясняется
Фиг. 5. 15. Пьезоэлектрический датчик
балансировочной машины с
неподвижными опорами.
/—верхняя крышка. 2—выравнивающая
прокладка. 3—~ контактные пластинки,
4—пьезоэлектрические пластинки из титаната бария,
5—сферическая пята, 6—подпятник, 7—нижняя
крышка, 5—^корпус датчика. 9—контактный
штырь.
тот факт, что многие роторы,
будучи уравновешены на малых оборотах, делаются
неуравновешенными на больших и наоборот. В этих случаях дополнительная
неуравновешенность ротора появляется из-за прогиба, величина
которого изменяется с изменением числа оборотов.
Представим себе трехмассовую нежесткую систему (фиг. 5. 16),
состоящую из трех дисков, два из которых уравновешены и
расположены около опор, прогибом которых можно пренебречь.
Центральный диск, расположенный симметрично относительно опор
неуравновешен, что вызывает при вращении появление инерционного
усилия Ри и смещение центра тяжести на величину е. Для
уравновешивания системы приложим к крайним дискам (выбираемым в
качестве плоскостей коррекции) на радиусах г две равные массы ту
создающие уравновешивающие силы Ру. Пока вал не имеет
прогиба, система будет уравновешена, т. е.
По мере увеличения угловой скорости появляется прогиб вала,
дополнительно смещающий центр тяжести на величину х. Система
перестает быть уравновешенной, так как в левой части
приведенного выражения г остается практически постоянным, а х меняется,
Глава V. Подготовительные и специальные операции
47
достигая максимума при критических оборотах. Выражение примет
вид
Следовательно, при увеличении со уравновешивающие массы
будут недостаточны, а при оборотах выше критических они окажутся
даже вредными, так как прогиб вала получит обратное
направление.
PvT
а)
-ЦТ
U-
-т
Ру
6)
Фиг. 5. 16. Влияние нежесткости системы на
уравновешенность.
а—наличие уравновешенности до появления изгиба вала,
б—возникновение неуравновешенности при изгибе вала.
Ввиду изложенного нужно устранять дисбаланс в плоскости
фактического его расположения или, в крайном случае,
возможно ближе к ней.
Существует несколько методов уравновешивания гибких
роторов, основой которых являются замеры прогибов и фаз колебаний
48
Часть первая. Основные элементы сборочного процесса
вращающегося ротора или замеры вибрации вала и его опор с
последующим выбором и установкой пробных и уравновешивающих
грузов, распределенных вдоль вала ротора в соответствии с
формами его собственных колебаний. Однако измерение упругой
деформации ротора под действием сил инерции неуравновешенных масс
на рабочей скорости вращения связано с потреблением больших
мощностей или с созданием специальных вакуумных
балансировочных установок. Методы уравновешивания роторов на больших
оборотах следует развивать и усовершенствовать, однако наряду с
i
1 1
1—1
А
1
2
3
i i
i i
Л
В
Фиг. 5. 17. Схема последовательной балансировки.
этими сложными методами на практике возможно применять и
более простые методы низкооборотното уравновешивания. К ним
относится метод раздельного или поэлементного уравновешивания
роторов с учетом возможной их деформации [32].
При раздельном уравновешивании в многомассовых системах
(фиг. 5. 17) дисбаланс устраняют последовательно в каждой из
масс /, 2, 3 и 4, после чего окончательно уравновешивают всю
систему.
При обычном уравновешивании дисбаланс массы 2 устранялся
бы в заданных плоскостях коррекции, как например, в
плоскостях А—А и В—В. При работе двигателя на критических оборотах
сила Ри вызывала бы прогиб вала, появление дополнительного сме<
щения центра тяжести и нарушение уравновешенности, как это
было указано ранее. При последовательной балансировке этого не
случится, так как масса 2 будет уравновешиваться в длоскости
фактического расположения дисбаланса или вблизи нее.
Для оценки неуравновешенности в рабочих условиях, т. е. при
работе двигателя на станке, используют соотношение
а=-
ФА
500
где а — ускорение колебаний в м/сек2;
п — число оборотов в сек (2я рад/сек);
А — амплитуда колебания в мм.
Глава VI. Оборудование рабочего места . 49
При определении а используют электродинамические датчики
сейсмического типа, устанавливаемые на двигателе в точках
максимальной амплитуды колебаний. Допустимые значения а
колеблются в пределах 1,5—3,0 м/сек2.
Метод устранения аэродинамической неуравновешенности в
настоящее время недостаточно разработан, и лоэтому в
производственных условиях аэродинамическая неуравновешенность не
устраняется (за исключением воздушных винтов).
Глава VI
ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА
§ 1. СБОРОЧНЫЙ ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Качество сборки и производительность труда рабочих на
сборочных линиях во мнотом зависят от надлежащего оснащения рабочих
мест сборочным инструментом и приспособлениями. Современные
двигатели летательных аппаратов имеют огромное количество
соединений, расположенных в труднодоступных местах, а также
соединений с фасонными крепежными и контрящим,и деталями. Все
это вызывает необходимость применения специального
инструмента, предназначенного только для данного типа двигателя. Строгое
-применение для данного соединения только определенного типа
инструмента не только облегчает труд рабочего и повышает
.производительность, но и предохраняет детали от повреждений.
Основную массу специального иструмента составляют
фасонные ключи для завертывания гаек. Из них можно отметить ключи
типа звездочки с 12-гранным отверстием, С-образные (фиг. 6. 1,а),
шлицевые (фит. 6. 1,6) и пр.
Широко распространен комплект ключей, в который входят
торцовые головки различных размеров, соединяемые с рукояткой при
помощи шарнира (фиг. 6.2). Ключи, обеспечивающие заданное
усилие затяжки, описаны -при изложении вопросов сборки
резьбовых соединений.
Наличие в двигателе большого количества деталей из легких
сплавов с тонкими стенками и фланцами наряду с деталями,
требующими ударного действия инструмента при сборке, вызывает
необходимость применения так называемого мягкого инструмента.
К нему относятся кожаные, фибровые и пластмассовые молотки,
-молотки из нехрупких цветных сплавов, выколотки неметаллические
или из мягких металлов и т.. д.
Рабочие места оснащаются как специальным, так и обычным
нормализованным инструментом, описание которого не приводится.
4 1806
50
Часть первая. Основные элементы сборочного процесса
Из-за наличия в двигателях большого количества трудоемких
резьбовых соединений пользоваться обычным ручным инструментом
нерационально, поэтому следует применять механизированный
переносный инструмент. На фиг. 6. 3 показан электрический ключ,
выполненный как универсальный и используемый не только в
качестве гаечного ключа, но и в качестве отвертки и пр.
С
Фиг. 6. 1. Типы специальных
гаечных ключей.
а—С-образные ключи, б—шлицевой ключ.
Фиг. 6.2. Торцовый ключ
со сменной головкой.
Сборочные приспособления можно разделить на
установочные и рабочие.
К установочным приспособлениям относится так называемая
сборочная тележка — универсальное приспособление, широко
используемое при сборочных работах.
Конструкция сборочной тележки (фиг. 6. 4) определяется
требованиями, предъявляемыми к ней: удобство крепления на ней
узлов, агрегатов или целого двигателя (для чего на тележке должны
быть фланцы, угольники и т. п. элементы, соответствующие
крепежным элементам данного изделия), а также свободный доступ
ко всем элементам собираемого изделия. Уровень крепления или
рабочая высота тележки должна обеспечить удобную, без
напряжения, работу персонала. Изделия при сборке в любом положении
устанавливаются (при помощи механизма, например,
пневматического, позволяющего поворачивать собираемое изделие вокруг
горизонтальной или вертикальной оси или вокруг обеих осей.
Тележка используется и как средство межоперационного транспорта.
Глава VI. Оборудование рабочего места
51
Для этой цели она снабжается колесным ходом с поворотным
устройством. В зависимости от способа перемещения тележки вдоль
1 2
Фиг. 6. 3. Электрический ключ.
/—наконечник, 2—колпачок, 3—палец держателя, 4—кулачковая муфта. 5—шпиндель,
6—пружина, 7—зубчатые колеса редуктора, 5—электродвигатель, 9—рукоятка,
10—выключатель.
линии сборки — вручную по полу или по рельсам, прерывистым или
непрерывным движением и т. д.— ходовая часть ее устраивается
соответствующим образом.
Фиг. 6. 4. Тележка для сборки узлов.
1—рама, 2—колесо, 3—поворотная платформа, 4—подшипники
хвостовиков поворотной платформы, 5—фиксатор, 6—шпильки крепления
собираемого изделия к платформе, 7—подкладка.
Изложенные принципы конструкции одинаковы для всех
сборочных тележек, начиная от тележек для сборки небольших
насосов и кончая тележкой для сборки всего двигателя.
4*
52
Часть первая. Основные элементы сборочного процесса
К рабочим приспособлениям относятся также съемники
разнообразных конструкций, ручные и гидравлические, широко
применяемые при сборке или разборке. Принципиальная схема съемника
показана на ф*иг. 6.5.
Фиг. 6. 5. Съемник.
Фиг. 6.6. Контроль
осевого зазора
индикаторным
приспособлением.
§ 2. КОНТРОЛЬНЫЙ ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
При контроле измеряют зазоры, биение, а также проверяют
соосность, плоскостность, герметичность.
Простейшим инструментом для измерения зазоров между
плоскими поверхностями, т. е. в основном осевых зазоров, является
щуп. Он представляет собой набор калиброванных по толщине
пластин толщиной от 0,03 мм и выше. При пользовании щупом
можно получить ошибочные показания, если поверхности будут
цилиндрическими или фасонными.
Зазор пары вал — отверстие контролируют, измеряя эти
детали обычным микрометрическим инструментом для измерения
наружных и внутренних диаметров и затем подсчитывая зазор.
Наконец, зазоры можно измерять индикаторными
приспособлениями, состоящими из индикатора с соответствующей стойкой
(нормализованной или специальной) или ножкой. Индикаторные
приспособления широко применяются для контроля различных
параметров при сборочных работах.
На фиг. 6. 6 показан пример контроля осевого зазора
индикаторным приспособлением.
Глава VI. Оборудование рабочего места
53
Вид Й
Биение торцовое или радиальное, являющееся следствием
перекоса изделия на его оси или эксцентричности, проверяется также
индикаторным приспособлением. Схема контроля биения
приведена на фиг. 6. 7.
Соосность отверстий двух
деталей или узлов может
проверяться различными
способами.
Детали, в которых
проверяется соосность
отверстий одного диаметра,
устанавливают так, чтобы
оси отверстий были
расположены вертикально. В
отверстия вставляется скалка,
подобранная с
зазором,равным или меньше допуска
на несоосность. Свободное
опускание скалки под
действием собственного веса свидетельствует о соосности .проверяемых
отверстий. i
Соосность отверстий разных диаметров, расположенных в
разных корпусах, проверяется индикаторным приспособлением, как
показано на фиг. 6. 8.
Фиг. 6. 7. Схема контроля биения.
Технологическая
втулка
Фиг. 6.8. Проверка соосности индикаторным
приспособлением.
Контроль соосности отверстий крупных изделий, как, например,
картеров (корпусов) турбореактивных двигателей, особенно с
осевыми компрессорами, указанными методами затруднителен. В этих
54 Часть первая. Основные элементы сборочного процесса
случаях пользуются оптическим методом, применяя приборы,
называемые коллиматорами.
Сущность метода состоит в том, что точно по оси одного
отверстия (фиг. 6.9), выбираемого за измерительную базу, в
специальное переходное кольцо, шлифуемое по наружному диаметру так,
чтобы оно имело посадку в базовом отверстии с нулевым или
близким к нему зазором, устанавливается наблюдательный прибор —
окулярная система с соответствующим крестом нитей,
микрометрическим устройством и шкалой (слева на фиг. 6. 9). В другое
отверстие, соосность которого с лерБым отверстием проверяется, также
Фиг. 6. 9. Схема контроля соосности оптическим методом.
в точно шлифованное переходное кольцо, вставляется визирная
система, снабженная крестом нитей (справа на фиг. 6.9). Таким
образом имеются две оптические оси, расположенные с достаточной
точностью по геометрическим осям базового и контролируемого
отверстий. Наблюдая через окулярную систему освещенных
посторонним источником света крест нитей визирной системы, можно
видеть совпадают ли оптические (а следовательно, и геометрические)
оси обоих отверстий. В противном случае микрометрическими
винтами окулярной системы, перемещением в горизонтальной и
вертикальной плоскостях, приводят их в совпадение; по шкале
определяют имеющуюся несоосность и оценивают возможность ее
исправления теми или иными способами. При наличии в окулярной
системе угломерного лимба можно определить также и величину
смещения осей отверстий.
Плоскостность той или иной стыкующейся поверхности
проверяется стальной линейкой, индикатором или контрольной
поверочной плитой «по краске».
Глава VI. Оборудование рабочего места 55
Герметичность стыков изделий контролируют в большинстве
случаев гидравлическим способом, устанавливая изделие в
специальное приспособление. При контроле создается давление на 30—
50% выше рабочего. В качестве жидкости применяется смесь
керосина и масла, которая обеспечивает достаточную текучесть
жидкости наряду с хорошей проницаемостью и предохраняет металл от
коррозии.
Установка для контроля герметичности должна обеспечить
подачу жидкости под нужным давлением (ручной или приводной
насос), иметь средства подогрева этой жидкости (электрические или
паровые), средства очистки жидкости (фильтры) и устройства для
подведения жидкости к изделию и заглушения имеющихся в нем
отверстий.
§ 3. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
При сборке применяется целый ряд вспомогательных
материалов, прокладочные, противокоррозионные, обтирочные и пр.
Как правило, при сборке детали смазывают тем маслом, на
котором двигатель работает. Масло на деталь наносится
погружением ее в масло или рукой. Не рекомендуется применять кисть, т. к.
на смазываемой детали случайно могут остаться волоски. Масло,
применяемое при сборке, должно быть чистым. В некоторых
случаях при сборке требуется применение специального масла с
коллоидальным графитом, это снижает износ в первые часы работы
двигателя.
Среди других применяемых при сборке смазочных материалов
отметим специальные жидкости, облегчающие сборку резьбовых
соединений. К таким жидкостям (или смазкам) можно отнести
смесь керосина и белил, чистый керосин, баранье сало чистое или
с графитом, белила и сурик.
Противокоррозионные материалы были описаны выше. При
сборке иногда возникает необходимость замены прокладок,
материал которых выбирается в зависимости от активности среды
(бензин, масло, гавы и пр.), рабо'чей температуры деталей, соединяемых
с прокладками, а также прочностных требований к данному
соединению. Применяются прокладки бумажно- и медно-аобестовые, из
искусственной и натуральной резины, свинцовые, пробковые, из
бумажной кальки, из специальных пластиков, из красной меди,
стальные и др.
Ставить для устранения негерметичности прокладку там, где
это не предусмотрено чертежом; не разрешается. Установка такой
прокладки может вызывать нарушение правильной работы
деталей.
56 Часть первая. Основные элементы сборочного процесса
К прокладочным материалам относятся и особые
герметизирующие составы, называемые герметиками. Они представляют собой
вязкую, клейкую массу, наносимую на стыки сопрягаемых деталей.
К таким составам предъявляются следующие требования:
сравнительная быстрота высыхания, стойкость против действия масла,
достаточная растворимость при смывании обычными
растворителями и, наконец, небольшая прочность сцепления с металлом,
чтобы можно было без труда осуществить разборку смазанных
составом поверхностей.
Часть вторая
ТИПЫ СОЕДИНЕНИЙ И СОПРЯЖЕНИЙ И МЕТОДЫ
ИХ ОСУЩЕСТВЛЕНИЯ
Процесс сборки авиационного двигателя любого типа или era
узлов и групп можно представить себе как ряд операций по
выполнению тех или иных соединений или сопряжений. Выяснив
технологические особенности соединений или сопряжений, можно
установить приемы сборки любого двигателя или его узла и агрегата.
Однако необходимо учитывать особенности, свойственные данной
конструкции. Такое понимание процесса сборки упрощает
сравнительную оценку технологичности (с точки зрения сборки)
конструкции данного двигателя.
Изделие
Подвижные соединения
Неподвижные соединения I
неразъемные
Разъемные
Гладкие с
зазором
уплот-\ \ Мех аи и -
нения I ческие
гичесние
Пазовые \Глад"иес\
пазооые \тшгом\
1
Твердая
i
мягкая
Типы соединений и сопряжений, встречающихся в авиадвига-
телестроении, можно классифицировать, как это показано на
схеме.
58 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Все соединения делятсяVHa подвижные и неподвиж-
н ы е. Подвижные соединения делятся на гладкие
соединения с зазором, зубчатые сопряжения и
уплотнения — особый вид соединений, имеющий важное значение в
конструкции реактивных двигателей.
Неподвижные соединения делятся на разъемные и
неразъемные; 'под неразъемными подразумеваются такие
соединения (например, сварные), разборка которых связана с
разрушением связей между деталями или их элементами, но к неразъемным
соединениям нельзя относить такие, которые не разбираются *по
эксплуатационным (например, тугая резьба) условиям.
Разъемные соединения подразделяются на резьбовые,
пазовые и гладкие с натягом. Пазовые соединения
отнесены к неподвижным, так как подразумеваются соединения,
назначением которых является передача крутящего момента, а
перемещение по оси отсутствует.
Неразъемные соединения разделяются на механические,
металлургические и химико-физические. К
механическим соединениям относятся заклепочные и соединения,
осуществляемые методом развальцовки и гибки. Металлургические
соединения делятся на сварные и паяные. Из химико-физических
соединений рассматривается только клеевое.
Ниже рассматриваются особенности тех или иных соединений
и сопряжений, методы их осуществления, допускаемые зазоры (или
натяги) и пр. Вопросы, связанные с допусками и посадками,
освещены в курсе «Допуски и посадки», поэтому рассматриваться
здесь не будут.
Глава VII
ПОДВИЖНЫЕ СОЕДИНЕНИЯ
§ 1. ГЛАДКИЕ СОЕДИНЕНИЯ С ЗАЗОРОМ
К этому роду соединений относятся главным образом
подшипники скольжения и качения.
Основным фактором, обеспечивающим .исправную работу
подшипника скольжения, является наличие определенного
диаметрального зазора между валом и подшипником. Величина этого
зазора рассчитывается так, чтобы обеспечить жидкостное трение
между поверхностями вала и подшипника.
Согласно гидродинамической теории смазки, разработанной
русским ученым, профессором Н. П. Петровым (1836—1920 гг.), при
вращении в подшипнике вал будет занимать положение, локазан-
Глава VIL Подвижные соединения
59
ное на фиг. 7. 1, т. е. центр вала будет несколько смещен по
отношению к центру отверстия подшипника в сторону вращения; при
этом образуется как бы масляный клин, минимальная толщина
которого, или иначе минимальный радиальный зазор между валом и
подшипником, зависит от различных факторов — от
диаметрального зазора, числа оборотов вала, вязкости масла и пр.
Для обеспечения жидкостного трения необходимо, чтобы
толщина масляного слоя s в точке минимального зазора была не
меньше определенной критической
величины. Если толщина слоя будет меньше,
то начнется полусухое трение. Однако
чрезмерное увеличение диаметрального
зазора ведет к снижению величины s, так
что, хотя в других местах подшипника
толщина .масляного слоя будет
достаточна, она может оказаться критической в
точке минимального зазора, т. е. может
•возникнуть касание трущихся
-поверхностей.
Другим фактором, ограничивающим
величину диаметрального зазора между
валом и -подшипником, является
выносливость подшипника, или, вернее, его
антифрикционного слоя. По условиям
выносливости этот зазор должен быть
минимальным, что не соответствует требованиям
гидродинамической теории смазки. Ввиду этого конструктор выбирает некоторый
диаметральный зазор, величина которого может быть связана с
диаметром вала следующим выражением:
Фиг. 7. 1. Положение
вала в подшипнике.
где 8 — диаметральный зазор в мм;
d — диаметр вала в мм;
С — величина постоянная для данного подшипника,
характеризующая режим работы подшипника и зависящая от
вязкости масла, среднего удельного давления и окружной
скорости.
Величина диаметрального зазора для наиболее
распространенных подшипников авиационных двигателей колеблется в пределах
0,06—0,1 мм у для быстроходных подшипников — 0,15—0,22 мм.
Так как современные подшипники скольжения, залитые
антифрикционным слоем баббита, свинцовистой бронзы или серебра,
имеют окончательно обработанную поверхность, часто луженую,
освинцованную и пропитанную индием, то подгонка шабрением или
60 Часть вторая. Типы соединений и сопряжений и методы их осуществления
развертыванием не допускается. Требуемый диаметральный зазор
устанавливается только подбором вкладыша подшипника.
В авиационных двигателях, имеющих несколько подшипников
одинакового внутреннего диаметра, необходимо подбирать сходные
диаметральные зазоры, т. е. лежащие в более узких пределах, чем
предусматриваемые производственными допусками. Для этого
подшипники подбираются по группам, как это было описано выше.
Обусловливается это эксплуатационными требованиями, по
которым подшипники после определенного срока работы заменяются
одновременно, и разные величины зазоров, хотя бы и лежащие
в пределах назначенных конструктором допусков, вызвали бы
разные условия работы подшипников, разное время
выработки их ресурса и необходимость их смены в различные
сроки.
На исправную работу подшипника, кроме диаметрального
зазора между валом и вкладышем, влияют также другие факторы.
Вкладыш подшипника должен садиться в гнездо с определенным
натягом (0,03—0,05 мм); такая посадка обеспечивает снижение
деформации вкладыша и повышает его выносливость. Этот натяг
должен распределяться равномерно по всей площади касания
вкладыша; данное требование определяется площадью
прилегания в процентах от общей площади (например 80—90%) и
контролируется по отпечатку краски, нанесенной тонким слоем на
гнездо и переходящей на поверхность вкладыша (такой контроль
возможен лишь в случае разъемного вкладыша).
В некоторых быстроходных газотурбинных двигателях для
компенсации возможной несоосности подшипников применяются так
называемые плавающие подшипники скольжения. Они
выполняются в виде втулок и устанавливаются в гнездо не с натягом, а с
зазором, так что масляный слой располагается как между валом и
подшипником, так и между подшипником и гнездом.
Сборка остальных типов подшипников скольжения (типа
втулок), не залитых антифрикционным сплавом, осуществляется
также при соблюдении требуемого диаметрального зазора между
валом и подшипником и натяга или зазора по посадочной
поверхности. Величина требуемого диаметрального зазора может
регулироваться как подбором втулок, так и развертыванием, в частности со-
осным, когда имеется несколько подшипников одинакового размера,
расположенных на одной оси, но в разных корпусах.
За последнее время увеличивающееся распространение
получили подшипники скольжения с газовой или воздушной смазкой. Не
рассматривая разнообразных случаев их применения, отметим
лишь, что они особо оправдывают себя в случаях, где жидкостная
смазка не пригодна из-за условий повышенной температуры,
агрессивных сред и пр., а также если данная машина, например насос,
Глава VII. Подвижные соединения 61
служит для работы с газом, который сам может быть использован
как смазывающая среда.
Газовые подшипники можно разделить на гидродинамические
и гидростатические. В первых нагрузка воспринимается
гидродинамическим давлением газ'а, возникающим в зазоре благодаря
вязкостному сдвигу газовой пленки. Давление будет только в том
случае, если газ затягивается в зазор изменяющейся величины. При
нулевой скорости грузоподъемность гидродинамического
подшипника равна нулю.
В гидростатических подшипниках нагрузка воспринимается
гидростатическим давлением газа, подаваемого от внешнего
источника, в зазоре вала и подшипника. Вал при нагрузке занимает
эксцентричное положение в .подшипнике « перераспределение
давлений в зазоре способствует восприятию нагрузки. Эти подшипники
применяются в машинах, где удельное давление превышает 0,4—
0,5 кГ/см2 [~ (0,4-^0,5) • 105 я/ж2] и где машина работает в широком
диапазоне оборотов (до нулевых), при частых остановках -и пусках.
При малом зазоре в подшипнике и больших скоростях вращения
возникает гидродинамический эффект, значительно повышающий
грузоподъемность.
В обычных гидростатических подшипниках газ «ли воздух
подается под давлением через ряд мелких отверстий. Однако такой
способ имеет недостатки, так как отверстия могут засоряться,
кроме того их трудно изготовить и пр. Для устранения этих
трудностей был разработан так называемый «ступенчатый» подшипник,"
в котором с сбеих сторон шейки вала или корпуса (подшипника
делаются выступы. Кольцевая канавка, выполненная по середине
подшипника, действует как газосборник, откуда газ проходит в
зазор между шейкой и подшипником. До подачи газа вал покоится
на ступеньках с нижней стороны подшипника. При подаче давления
образуется некоторый его перепад, так как в верхней части
подшипника имеется большая утечка газа через зазор, чем в нижней. Как
только перепад достигнет определенной величины, вал поднимется
и начнет «плавать». Величина подъема вала является функцией
нагрузки, давления подаваемого газа и геометрии подшипника. Для
нагрузки, действующей вниз по вертикали, грузоподъемность
определяется перепадом давления на верхнюю и нижнюю проекции
площади подшипника. Для увеличения грузоподъемности нужно
повысить перепад давления или увеличить давление в нижней части
подшипника и уменьшить его в верхней. По мере увеличения
эксцентриситета положения вала увеличивается и перепад. Однако
для устойчивости работы подшипника желательно сохранить
положение оси вала близко к геометрической оси подшипника, для чего
существует ряд способов. В одном из них используется подшипник
с центральной ступенькой на шейке (фиг. 7.2). При этом наращи-
62 Часть вторая. Типы соединений и сопряжений и методы их осуществления
вание давления в верхней части подшипника ограничивается, а в
нижней поддерживается давление додачи (фиг. 7.3). Канавка для
подачи газа под давлением делается в нижней части корпуса.
Как видно из самой сущности работы подшипника с газовой
смазкой, его работоспособность определяется, в основном, радиальными
Фиг. 7.2. Валик ступенчатого газового
подшипника с центральной ступенькой.
зазорами между шейкой вала и корпусом, обеспечивающими
правильное распределение давления газа как в гидродинамическом,
так и в гидростатическом режимах. Ввиду этого лри сборке
необходимо обеспечить с возможно большей точностью, путем подбора,
требуемые величины зазоров, некоторые примеры которых
приведены ниже. Концевые утечки газа нужно свести к минимуму,
поэтому следует тщательно собирать предусмотренные концевые
уплотнения и проверять герметичность в рабочем состоянии. Ввиду
малых величин зазоров, отверстий и каналов при сборке этих
подшипников нужно соблюдать особую чистоту.
TZP
Давление с
нижней
стороны
я w ^ь
-Подвод газа
а)
Фиг. 7. 3. Распределение давления газа в ступенчатых подшипниках.
а—валик с двумя концевыми ступеньками, б—валик с третьей, центральной
ступенькой.
Ниже приводятся некоторые конструктивно-технолотические
параметры подшипников с газовой смазкой [35].
Радиальный зазор между шейкой и корпусом — 0,04—0,06 мм.
Оптимальный зазор, обеспечивающий .получение
гидродинамического эффекта в гидростатическом подшипнике,— 0,04 мм.
Глава VII. Подвижные соединения 63
Количество 1И диаметр отверстий подачи газа или воздуха: 6
отверстий 0 1,25—1,30 мм, равномерно расположенных по
окружности.
Давление подачи воздуха — 0,7—4,9 ати [—(0,7-^4,9) • 105 я/ж2].
В подшипниках с центральной ступенькой для получения
оптимальной грузоподъемности рекомендуются следующие размеры:
Высота наружных ступенек — 8—18 мк.
Разница в высоте наружных и центральной ступеньки — 5—
8 мк.
Размер канавки в нижней части подшипника — не более 90° по
окружности и 50% длины подшипника.
Ширина наружной ступеньки — около 0,1 диаметра
подшипника.
Зазор в ступеньке — примерно 0,7 зазора в выточке.
Отношение длины к диаметру — около 1.
Другим типичным примером гладкого соединения с зазором
является подшипник качения. Этот узел стандартизованный и
полностью изготовляется на специализированных заводах, ввиду чего
вопросы сборки собственно подшипника здесь затрагиваться не
будут; речь будет идти в основном о методах подбора подшипников
по размерам и установки его в гнездо.
Тщательность подбора и установки подшипников качения
приобретает особое значение для газотурбинных двигателей ,и турбо-
насосных агрегатов. Это связано главным образом со следующими
тремя факторами.
1. С возможностью нарушения уравновешенности
вращающихся деталей при неправильно подобранных радиальных зазорах в
подшипниках.
2. С наличием значительных градиентов температур в различных
точках двигателя .при установившихся и при переменных режимах
работы двигателя, вызывающих неодинаковое изменение зазоров в
подшипниках.
3. С наличием длинных соосных корпусов, в которых
располагаются подшипники.
Как уже было сказано ранее, смещение центра тяжести
вращающихся масс (даже порядка 1—2 мк) может вызвать появление
вредных вибраций. Это вызывает необходимость подбора
.подшипников в двигателе по минимальному радиальному зазору. Однако
это не всегда возможно по условиям теплового состояния
подшипника при работе. В газотурбинном двигателе даже при
установившемся режиме работы подшипники одной -и той же вращающейся
системы находятся в разных температурных условиях. Например,
передний подшипник ротора компрессора работает при
сравнительно низких температурах, задний же подшипник работает при более
высоких температурах, и, наконец, подшипник, расположенный воз-
64 Часть вторая. Типы соединений и сопряжений и методы их осуществления
ле турбинного колеса или в районе камер сгорания, работает в
условиях высоких температур. При остановке двигателя
подшипники компрессора начинают остывать, подшипники, расположенные
в горячей части двигателя, продолжают некоторое время
нагреваться, так как им передается тепло от еще горячих, но уже не
охлаждаемых потоками воздуха частей двигателя. Если вслед за
остановкой следует быстрый пуск двигателя, то он происходит не при
тех зазорах в подшипниках, которые были установлены при сборке
в холодном состоянии и даже 'не при зазорах, которые были при
установившемся режиме работы.
Опоры главных подшипников двигателя расположены в
отдельных корпусах, -имеющих длину до 2—3 м. Поэтому несоосность
посадочных поверхностей корпусов и подшипников выше допустимой
вызывает .преждевременный износ подшипников.
Для компенсации указанных .погрешностей выгоден был бы
подбор подшипников по максимально допустимому радиальному
зазору, однако, как указано выше, это не всегда желательно и даже
может быть вредным.
Все изложенное показывает, что при выборе подшипников
необходимо руководствоваться не только расчетами, но и
эксплуатационным опытом с учетом в каждом отдельном случае
конструктивных особенностей того или иного двигателя.
В авиационных двигателях и их агрегатах встречаются главным
образом два вида посадки подшипников: в первом случае
внутреннее кольцо подшипника сажается на вал с натягом, а наружное
кольцо — в корпус с зазором, во втором случае внутреннее кольцо
сажается на вал с зазором, а наружное — в корпус с натягом.
Возможна также свободная посадка по обеим посадочным
поверхностям. Выбор посадки зависит, в частности, от удобства
сборки того или иного узла.
Радиальный зазор подшипника качения, с которым он
выпускается заводом-изготовителем (называемый чертежным зазором),
изменяется после установки подшипника в двигатель. Зазор
изменяется из-за упругих деформаций наружного и внутреннего колец
подшипника при осуществлении посадки с натягом, -а также из-за
температурных деформаций при работе двигателя.
Следовательно, чертежный радиальный зазор h больше
действительного зазора q на сумму
где Ad2 — уменьшение зазора от расширения диаметра желоба при
посадке внутреннего кольца на вал с натягом;
/ — изменение зазора из-за изменения температуры
подшипника.
Глава VII. Подвижные соединения 65
Таким образом
Величина Ad2 может быть определена из следующего
соотношения:
АЛ2= Sdl //,
где // — эффективный натяг, равный 80% теоретического, в мм;
dx — внутренний диаметр внутреннего кольца в мм;
S=d1jDl — отношение внутреннего диаметра внутреннего кольца к
наружному диаметру (равное примерно 0,75 для
подшипников авиационных двигателей).
Величина / может быть выражена следующим соотношением:
где d2 — диаметр желоба внутреннего кольца в мм;
а — коэффициент линейного расширения, равный для стали
0,000011;
/ — расчетная разность температур.
Часто измерить монтажный радиальный зазор в установленном
на двигатель подшипнике трудно, ввиду чего (Пользуются
косвенным показателем, а именно, осевым зазором. Осевой и радиальный
зазоры (для случая однорядного, «идеального» подшипника)
связаны следующим соотношением:
где О—осевой зазор в мм;
г — радиус желоба в мм;
d0—диаметр шарика в мм;
А —радиальный зазор в мм.
Для практических целей можно пользоваться таблицами,
дающими связь осевых и радиальных зазоров стандартных
подшипников [12]. Для однорядных подшипников, наиболее часто
встречающихся в авиационных двигателях, осевой зазор в 15—20 раз больше
радиального.
Для нормальной работы подшипника существенное значейие
имеет правильность посадки его -в гнездо, поэтому при сборке
следует тщательно следить, чтобы подшипник был установлен без
перекоса.
Общие требования к сборке всех подшипников качения —
соблюдение идеальной чистоты.
5 1806
66 Часть вторая. Типы соединений и сопряжений и методы их осуществления
§ 2. ЗУБЧАТЫЕ СОПРЯЖЕНИЯ
В двигателях летательных аппаратов встречается большое
количество зубчатых сопряжений в виде цилиндрических и конических
зубчатых колес. Считая, что геометрически колеса изготовлены
правильно (в пределах допусков), к зацеплению с точки зрения
сборки можно предъявить следующие основные требования:
1. Наличие установленного чертежом бокового зазора.
2. Правильность зацепления, устанавливаемая по отпечатку
краски на контактных поверхностях зубьев.
3. Отсутствие в собранном узле недопустимых по техническим
условиям радиальных и осевых (торцовых) биений.
Проверка бокового зазора
Боковым зазором называют зазор между зубьями
сопряженных колес в передаче, обеспечивающий свободный поворот
одного колеса при неподвижном втором колесе. Независимо от
степени точности колес и передач для
бокового зазора ГОСТами
устанавливаются -нормы. Основными являются нормы
нормального гарантированного зазора
(обозначаемого буквой X),
обеспечивающего компенсацию уменьшения зазора от
нагрева передачи. Нормы
гарантированного бокового зазора допускается
изменять и применять одно из следующих
сопряжений: С — с нулевым
гарантированным зазором, Д — с уменьшенным и
Ш — с увеличенным.
Боковой зазор сп для ^цилиндрических
колес (фиг. 7. 4) определяется в сечении,
перпендикулярном направлению зубьев,
в плоскости, касательной к основным
цилиндрам двух сопряженных колес, для конических — по нормали
к боковым поверхностям зубьев у большого основания
делительного конуса.
Зазоры цилиндрических и конических колес устанавливают
(регулируют) различными методами.
Боковой зазор сп между зубьями пары цилиндрических колес
зависит при всех прочих равных условиях от межцентрового
расстояния А. Изменение межцентрового расстояния АЛ может быть
связано с изменением зазора Асп следующим соотношением:
Фиг. 7.4. Боковой
зазор между зубьями
зацепляющихся колес.
-sinа,
Глава VII. Подвижные соединения
67
где а —угол зацепления, определяемый с практически достаточной
точностью из соотношения cos а-— -
гдег01иг02-
радиусы основных окружностей сопрягающихся колес.
Так как межцентровое расстояние за редким исключением при
сборке не изменяется, то зазор можно изменить только подбором
пары колес, т. е. за счет колебаний толщины зуба в пределах
допусков геометрических параметров зубьев.
Боковой зазор нужно измерять (Примерно на радиусе начальной
окружности при помощи щупа или индикатора. Для этого щуп
Фиг. 7.5. Измерение
бокового зазора индикатором.
Фиг. 7.6. Выносной метод
измерения бокового зазора
в зубьях.
нужной толщины вводится между зубьями пары зацепляющихся
колес в области начальной окружности. Этот способ не точен, так
как криволинейность поверхности зуба не позволяет установить
щуп в нужном положении. Более точен способ измерения зазора
индикатором (фиг. 7.5).
При помощи индикатора измеряют угловое перемещение одного
колеса относительно другого, принимая это перемещение за
величину бокового зазора. Штифт индикатора прижимают к зубу одного
из колес в точке, лежащей примерно на радиусе начальной
окружности. Другое колесо закрепляют неподвижно. Покачивая свободное
колесо, отмечают показание индикатора, которое будет
соответствовать величине бокового зазора сп.
Если в собранном узле замерить зазор индикатором
непосредственно на зубчатом колесе невозможно, то применяют
специальный валик с поводком (фиг. 7. 6). Валик вставляется в центральное
отверстие колеса и закрепляется (например, цанговым зажимом).
68 Часть вторая., Типы соединений и сопряжений и методы их осуществления
На поводке нанесена метка, соответствующая радиусу начальной
окружности колеса. К метке приставляют штифт индикатора и
измеряют зазор, как было описано выше.
При отсутствии индикатора можно пользоваться стрелкой и
шкалой, как указано на фиг. 7. 7. В этом случае шкалу тарируют
также в линейных величинах, учитывая масштаб или отношение
радиусов начальной окружности колеса
и окружности делений шкалы.
Регулиробоч-
ная ишМа
Фиг. 7. 7. Измерение бокового зазора
в зубьях стрелкой и шкалой.
Фиг. 7. 8. Фиксирование
положения колес при
помощи регулировочной
шайбы.
В некоторых быстроходных напряженных передачах, где особое
значение имеет -плавность хода, пары колес подбирают по шагу.
В этом случае учитывается деформация зуба колеса под нагрузкой
и вызванное этим искажение шага; ввиду этого ведущие колеса
подбираются с плюсовыми погрешностями по шагу, а ведомые —
с минусовыми.
При регулировании бокового зазора в конических передачах
пользуются тем, что этот зазор изменяется при перемещении колес
вдоль их осей. Однако перемещение колес нарушает зацепление,
которое, как известно, считается правильным, если вершины
начальных конусов колес совпадают. Практически перемещают одно
или оба колеса.
Величина бокового зазора сп и перемещение В одного колеса
связаны следующим отношением:
сл = /?. 2 sin a-sin 8,
где a — угол зацепления;
8 — половина угла начального конуса.
Глава VII. Подвижные соединения
69
Положение колес фиксируется регулировочными кольцами или
шайбами требуемой толщины, устанавливаемыми, как показано на
фиг. 7.8. В некоторых случаях шайба устанавливается под фланец
корпуса подшипников зубчатого колеса (фиг. 9. 16). Толщина
шайбы определяется подсчетом по приведенной формуле или подбором.
Боковой зазор в парах конических колес изменяют индикатором
так же, как и в цилиндрических колесах.
Неправильно подобранные зазоры ведут к «повышенному износу
зубьев, шуму, вибрации, погрешностям в регулировке механизма,
приводимого данными колесами, и могут вызвать поломку зубьев.
Проверка зацепления то краске
Правильность касания поверхностей зубьев зацепляющихся
колес выявляется по пятну контакта, являющемуся
частью'боковой поверхности зуба колеса, на которой располагаются следы
прилегания его к зубьям парного колеса после вращения собранной
передачи при легком торможении. Как для цилиндрических, так и
для конических колес правильность касания определяется относи-
В
СР!
1'
а
у/////////////////////
Фиг. 7.9. Пятно контакта с
разрывом на зубе цилиндрического
колеса.
Фиг. 7.10.
Правильная форма
пятна контакта
конических колес.
тельными размерами контактного пятна (которое может быть
сплошным или с разрывом) в процентах (фиг. 7.9). По длине зуба—
отношением расстояния между крайними точками следов
прилегания, за вычетом разрывов, превосходящих величину модуля в мм,
к полной длине зуба, т. е. а~~° 100%, а по высоте зуба — отно-
в
шением средней высоты пятна прилегания тго всей длине зуба к
рабочей (активной) высоте зуба, т. е. ср 100%. Нормы размеров
h3
пятна контакта для зубачтых колес различных степеней точности
установлены соответствующими ГОСТами (например, 1643—56,
1758—56, 3675—56).
В отличие от цилиндрических колес, где допустимое пятно
контакта располагается симметрично по длине зуба, у конических
колес пятно может быть сдвинуто в сторону более тонкой части зуба
(фиг. 7.10). Это допускается с учетом деформации передачи во
70 Часть втооая. Типы соединений и сопряжений и методы их осуществления
время работы. Для облегчения проверки пятна касания создаются
специальные контрольные карты, где помещаются допустимые
искажения формы и положения пятна 'контакта.
Неправильное пятно контакта может быть вызвано перекосами
и эксцентричностью установки колеса на оси. В этих случаях пятно
получается смещенным в ту или иную сторону, может иметь разную
по длине зуба ширину и др.
Практически зацепление зубчатой пары контролируют по краске
следующим образом: на поверхности зубьев колеса с меньшим
числом зубьев наносится тонкий слой краски. При полном обороте
большего колеса краска переносится на все его зубья, образуя на
них отпечаток.
Вместо одного из колес возможно применение эталонного колеса
и тогда краска наносится на эталон.
Устранить погрешности, характеризуемые неправильными
отпечатками, в некоторых случаях удается «подбором пары колес, от-
цельные погрешности которых взаимно
компенсируются. Устранение погрешностей
способами слесарной подгонки недопустимо,
и поэтому приходится менять весь узел
или отдельные его элементы.
Проверка биения
При установке колес могут возникнуть
радиальные и осевые биения, величина
которых определяется индикатором.
Так как правильность зацепления
связана с положением начальной окружности
колеса относительно оси вращения, то при
контроле радиального биения
измерительной базой должна быть начальная
окружность колеса. Для этой цели используют
ролики (или шарики) диаметром около
1,7 модуля, укладываемые во впадины
между зубьями; штифт индикатора подводится к внешней
поверхности ролика (фиг. 7.11). Контроль производится в четырех
взаимно перпендикулярных точках.
При контроле осевого биения штифт индикатора
устанавливается по торцу колеса.
©Так как при сборке проверяют суммарные погрешности
установки колес, то радиальное и осевое биения рекомендуется
определять у колес, установленных на место в соответствующие кор-
лусы.
Устранить погрешности установки можно путем замены всего
узла или его отдельных элементов.
Фиг. 7. И. Контроль
радиального биения.
Глава VII. Подвижные соединения 71
Все перечисленные особенности сборки и контроля зубчатых
колес можно отнести к любым колесам, имеющимся в разнообразных
узлах двигателя, как, например, в коробках приводов, в редукторах,
вспомогательных передачах, шестеренчатых насосах и пр.
§ 3. УПЛОТНЕНИЯ
Уплотнением называется устройство, служащее для
уменьшения или предотвращения проникновения газа или жидкости из
одной полости в другую или в атмосферу через граничащую
поверхность подвижной и неподвижной деталей.
В двигателях летательных аппаратов встречается большое
количество уплотнений. Такие детали как валики насосов — топливных,
масляных и для охлаждающих жидкостей, колеса компрессоров,
газовых турбин и т. д. требуют устройств, не допускающих
или уменьшающих перетекание жидкости или газа через стыки.
Перетекание может вызывать нарушение исправного действия данного
агрегата, загрязнение внешних частей двигателя и, наконец, может
быть вредным для персонала, обслуживающего двигатель.
Последнее может иметь место особенно лри использовании вредных
для здоровья специальных топлив или окислителей, таких как
этилированный бензин, азотная кислота, концентрированная перекись
водорода, анилин и др.
Для рассмотрения особенностей сборки различные типы
уплотнений можно классифицировать на контактные и бесконтактные
или щелевые.
Контактные уплотнения
Из контактных уплотнений рассмотрим сальниковые,
манжетные, сильфонные и кольцевые.
В сальниковых и манжетных уплотнениях развивается большое
количество тепла, в результате трения между уплотнительным
элементом и валом, и для увеличения срока службы уплотнения
нужно снизить 1величину энергии, превращаемой в тепло. Развиваемое
тепло уходит в основном в вал, и если теплоотвод недостаточен, то
происходит значительное местное увеличение температуры.
Уменьшения этой температуры можно достигнуть снижением давления и,
следовательно, трения между материалом уплотнения и вала.
Учитывая, что уменьшение давления в уплотнении снизит его
эффективность, нужно идти ло пути шодбора материала уплотнения по
материалу вала для получения пары с минимальным
коэффициентом трения и лодбора качества поверхности вала.
Сила трения в уплотнении состоит из двух компонентов —
адгезивного и гистерезисного. Как показали опыты, для материалов
повышенной упругости изменение гистерезисного компонента с из-
72 Часть вторая. Типы соединений и сопряжений и методы их осуществления
менением шероховатости поверхности очень мало (фиг. 7. 12а);
адгезивный же компонент, который зависит от фактической площади
контакта, уменьшается по мере увеличения шероховатости, и
суммарная сила трения также уменьшается. Для материалов
'пониженной упругости, где дотери «а гистерезис велики, имеется
оптимальная шероховатость поверхности, дающая минимальную
суммарную силу трения (фиг. 7.126). Если поверхность вала довольно
гладкая, то превалирующим оказывается адгезивный компонент,
Шероховатость
поверхности
а)
Шероховатость
поверхности
6)
Фиг. 7.12. Влияние шероховатости
поверхности на компоненты сил
трения.
а—«материал повышенной упругости, б—
материал пониженной упругости.
адгезивный компонент;
гистерезисный компонент;
——— суммарный компонент.
Фиг. 7. 13. Сальниковое
уплотнение.
У—сальниковая втулка, 2— набивка.
но по мере увеличения
шероховатости большее влияние
оказывает гистерезисный
компонент.
Потеря работоспособности данного типа уплотнения связана
также с коррозией поверхности стального вала, вызываемой
материалом уплотнения. Эта коррозия является главным образом
электрохимической и может вызываться не только базовым материалом
сальника (например, тем или иным полимером), но и присадками,
которые используются для повышения качества работы уплотнения.
Сальниковое уплотнение изображено на фиг. 7. 13.
Для эффективности такого уплотнения необходимо уменьшать
радиальный зазор между валиком и сальниковой набивкой, т. е.
нужно сильнее затягивать сальниковую втулку. Но увеличение затяжки
вызовет увеличение трения между набивкой и валиком, что может
привести к .полной остановке валика и поломке узла. Поэтому
степень затяжки сальниковой втулки должна обеспечить отсутствие
течи, но в то же время не вызывать увеличения трения сверх
допустимых пределов.
Для правильной сборки сальниковых уплотнений нужно было
бы нормализовать силу затяжки втулки, как это делается в
резьбовых соединениях. Однако подсчет удельного давления на валик
затруднен, так как давление связано со свойствами применяемого
Глава VII. Подвижные соединения
уплотняющего материала. Разнообразие этих материалов
(эластомеры, кожа, пробка и пр.) -привело бы к необходимости для
каждого материала указывать усилие затяжки сальниковой втулки или
пользоваться рядом эмпирических коэффициентов. Поэтому при
затяжке уплотнения руководствуются опытными данными.
В манжетном уплотнении (фиг. 7. 14) уплотняющий
элемент (манжета) выполняется из синтетического материала типа
каучука, отличающегося стойкостью при воздействии на него
активных жидкостей и не теряющего своих свойств ,при низких
температурах. Манжете придается
желаемая форма прессованием в
штампах с одновременной или
последующей вулканизацией. Манжета
может армироваться металлическими
элементами или снабжаться
пружинками. Если две манжеты
расположены друг против друга, то
просочившаяся жидкость,
находящаяся под известным давлением,
будет увеличивать уплотняющее
действие, так как загнутая часть
манжеты, разгибаясь, будет
прижиматься к поверхности корпуса, в
котором расположена манжета.
Сборка этих уплотнений проста, и осевые или радиальные
погрешности сборки .мало влияют на эффективность работы
уплотнений.
Надежность работы уплотнений -приведенного типа
определяется по величине утечки (обязательно при вращении валика). При
достаточно свободном вращении валика утечка должна
отсутствовать или находиться в пределах, допустимых техническими
условиями.
Сильфонные уплотнения используются как осевые и
предназначены для подвижных соединений, пары которых могут
иметь относительное вращательное движение,
возвратно-поступательное и угловое. Эти уплотнения могут работать при низких и
высоких температурах (например, от 180 до 750° С), в условиях
вакуума и высоких давлений (от 10~6 мм рт. ст. до 175 ати) (^ от
13,6 • 10~5 до 175 • 105 н/м2) и в агрессивных средах. Сильфон,
изготовляемый из различных материалов — нержавеющей стали,
бронзы и пр., заменяет органический уплотнительный элемент, который
может разрушаться агрессивными средами или нагревом. На
фиг. 7. 15 изображено сильфонное уплотнение вала, в сочетании с
графитовым торцовым уплотнительным элементом, прижимаемым
пружиной. Сам сильфон .может также использоваться как пружина.
Фиг. 7. 14. Манжетное
уплотнение.
У—фасонная манжета,
2—армирующий элемент. 3—пружинка.
74 Часть вторая. Типы соединений и сопряжений и методы их осуществления
При соответствующем относительном расположении среднего диа-
хметра сильфона и уплотнительного элемента давление уплотняемой
среды может также использоваться для прижатия уплотнительного
элемента.
Поскольку сильфонное уплотнение является по природе своей
упругим, то погрешности сборки его в осевом и в радиальном
направлениях не скажутся на работоспособности уплотнения.
Кольцевое уплотнение (фиг. 7. 16) состоит из втулки,
в канавках которой помещены уплотнительные упругие кольца.
В отличие от поршневых эти кольца
12 3 не совершают
возвратно-поступательного движения, а могут иметь
У///У//У// вращательное движение или нахо-
Фиг. 7. 16. Кольцевое уплотнение.
/—втулка. 2—кольца.
Фиг. 7. 15. Сильфонное
уплотнение.
/—графитовый уплотнительный
элемент, 2—сильфон, 3—пружина.
диться в неподвижном состоянии. Уплотнительное действие колец
связано с радиальным давлением их на сопряженную поверхность
и с боковым зазором кольца в канавке. Отсюда вытекают
требования к сборке такого рода уплотнений. Кольца должны подбираться
комплектно по упругости, критерием которой является величина
силы, сжимающей кольцо до получения в замке зазора, равного
рабочему. Вторым требованием является соблюдение требуемого
бокового зазора в канавке (зазор а на фиг. 7. 16).
Упругость кольца определяется прибором, позволяющим
оценить величину силы, сжимающей кольцо до нужного предела.
Боковой зазор измеряется щупом и регулируется подбором кольца
по толщине или притиркой его на плите. Величина бокового зазора
0,05—0,07 мм рекомендуется для колец, работающих в нормальных
температурных условиях, и 0,06—0,09 мм — для колец,
работающих при (повышенной температуре. Посадка втулки на валу
скользящая.
Описанные кольцевые уплотнения применяются в двигателях
летательных аппаратов главным образом для предотвращения
утечки смазочного масла.
При сборке кольцевого уплотнения необходимо соблюдать
большую осторожность, чтобы не сломать колец при установке их вме-
Глава VII. Подвижные соединения
75
сте с несущей втулкой в соответствующее отверстие. Так как
уплотнение устанавливается в большинстве случаев в недоступной для
осмотра (полости, то доломка кольца может остаться незамеченной
и вызвать дальнейшие повреждения.
Бесконтактные уплотнения
В бесконтактных уплотнениях, к числу которых принадлежат
лабиринтные, используется свойство щелей или зазоров вызывать
значительное гидравлическое сопротивление перетеканию через
них газа. Эти уплотнения представляют собой 1ряд зубцов или
выступов, имеющихся на .подвижной и неподвижной деталях и
перекрывающих друг друга.
а)
Фиг. 7. 17. Лабиринтное уплотнение,
а—радиальное, б—торцовое.
Выступы могут быть расположены на торцовой поверхности,
образуя торцовое уплотнение (фиг. 7Л7, б), или на радиальной
поверхности, образуя радиальное уплотнение (фиг. 7. 17, а). Для
обоих типов уплотнений основными факторами, определяющими
надежность их работы, являются величина радиального S или
торцового S' зазора между выступами и владинами, а также число
выступов (впадин). Существующая теория лабиринтных
уплотнений позволяет достаточно точно рассчитать, задаваясь перепадам
давлений в уплотнении, величину зазора и число выступов. Этот
вопрос подробно освещается в соответствующей литературе и здесь
рассматриваться не будет.
Изменение радиального или торцового зазора, вызванное
погрешностями сборки или иными причинами, вызовет нарушение
работы уплотнения.
Для радиальных лабиринтных уплотнений критическими будут
погрешности, связанные с неконцентричностью подвижной и
неподвижной деталей (ротора и статора). Регулировать зазор в
радиальных лабиринтах не 'представляется возможным. Сборка такого
уплотнения возможна только при радиальном перемещении
охватывающей детали, т. е. если последняя будет разъемной.
76 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Для торцовых уплотнений критическими являются погрешности,
связанные с относительным осевым положением подвижной и
неподвижной деталей. Поэтому при сборке требуется обеспечить
минимально допустимое осевое перемещение (игру) сопрягаемых
деталей.
Торцовый зазор можно регулировать, если конструкцией
предусмотрено небольшое относительное осевое смещение деталей и
закрепление их в требуемом положении.
Сборка торцовых уплотнений возможна, так же как и в
предыдущем случае, только при радиальном перемещении деталей, т. е.
если охватывающая деталь будет разъемной.
Фиг. 7. 18. Ра-
диально -
торцовое уплотнение.
Фиг. 7. 19. Уплотнение типа
ступенчатого конуса.
На фиг. 7.18 показано уплотнение, представляющее собой
комбинацию торцового и радиального уплотнений. В этом уплотнении
на примыкающих торцовых поверхностях сопрягаемых деталей
имеется ряд зубьев. Для этого уплотнения критическими являются
погрешности, связанные как с осевым, так и с радиальным
взаимным положением деталей. Осевое положение одного из
лабиринтных элементов можно регулировать установкой соответствующей
прокладки; при этом меняется величина зазора между зубьями и
впадинами. Однако точного совпадения вершин зубьев необходимо
добиваться при механической обработке, так как при сборке путем
регулирования этого достигнуть нельзя. Сборка такого уплотнения
возможна при осевом перемещении деталей.
Уплотнение, менее чувствительное к погрешностям сборки и
более удобное в сборке, чем остальные, показано на фиг. 7.19. Оно
может быть отнесено к радиальным и называется
ступенчатым конусом. Уплотняющий зазор а образован торцами
кольцевых ребер из листового металла. Ребра закрепляются в детали,
как показано на фиг. 7. 19. Радиальный зазор регулируется обточ-
Глава VIII. Неподвижные соединения 77
кой ребер. Продольная игра или осевое .перемещение не являются
критическими. Сборка может осуществляться любым способом,т.е.
перемещением деталей радиально (если охватывающая деталь
разборная) или sb осевом направлении. Ребра могут располагаться как
на подвижной, так и на неподвижной детали; последнее особенно
важно при высоких окружных скоростях.
В некоторых типах лабиринтных уплотнений зубцы
располагаются только на одной детали, а сопрягающаяся поверхность
другой детали делается гладкой. В этом случае основным является
радиальный зазор между вершинами выступов (гребешков) и
сопрягающейся поверхностью. Этот зазор не регулируется и
устанавливается только подбором. Для данного типа уплотнений
критическими являются 'погрешности, связанные с эксцентричным
расположением сопрягающихся деталей.
В последнее время применяют способ саморегулирования
зазоров по всей окружности лабиринтного уплотнения, так как
равномерный зазор не всегда можно выдержать, учитывая требования
конструкторов о минимальных зазорах, изменяющихся вследствие
температурных деформаций. Гладкая поверхность лабиринтного
уплотнения покрывается специальным составом, хорошо
сцепляющимся с металлом и достаточно стойким (при повышенных
температурах. Поверхность детали, (Покрытая этим составом,
обрабатывается до размера, дающего минимальный возможный зазор в
лабиринтном уплотнении. Если зазор оказывается меньше
требуемого, то при вращении деталью снимается некоторый слой состава
и таким образом, устанавливается нужный зазор.
Зазоры в лабиринтных уплотнениях проверяются при помощи
щупов, а в недоступных местах — при помощи пластилина или
другого мягкого материала, как это было указано выше.
Глава VIII
НЕПОДВИЖНЫЕ СОЕДИНЕНИЯ
§ 1. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Резьбовые соединения
Требования, предъявляемые к резьбовым
соединениям. Резьбовые соединения являются наиболее
распространенным видом неподвижных соединений деталей и узло-в
машин. В современных двигателях летательных аппаратов,
главным образом газотурбинных, насчитывается до нескольких тысяч
резьбовых деталей, среди которых имеются ответственные болты и
78 Часть вторая. Типы соединений и сопряжений и методы их осуществления
шпильки, определяющие надежность работы и ресурс двигателя
в целом.
Независимо от вида 'посадок неподвижные резьбовые
соединения должны отвечать следующим основным требованиям:
1. Стык деталей, скрепляемых при помощи резьбового
соединения, не должен расходиться под действием рабочей нагрузки.
2. При наличии церемонной нагрузки крепежные элементы
(болты, шпильки) должны обладать достаточной выносливостью.
3. Стык, подверженный действию жидкостей или -газов, должен
быть герметичным.
4. Элементы резьбового соединения не должны произвольно
ослабляться.
Выполнение этих требований достигается путем проведения
конструктивных и технологических мероприятий. Одним из
важнейших технологических мероприятий является затяжка1
резьбового соединения при сборке, т. е. создание значительных упругих
растягивающих напряжений в болте и сжимающих в сопрягаемых
деталях до приложения внешней (рабочей) нагрузки.
Ниже приводится анализ действующих в резьбовом
соединении сил и рассматривается роль и значение силы затяжки.
Силы, действующие в резьбовом соединении
Рассмотрим простейшее резьбовое соединение в стадиях
последовательного нагружения и действующие на него силы (фиг. 8. 1).
Фиг. 8. 1. Резьбовое соединение в стадиях
последовательного нагружения.
Предположим, что, затягивая гайку, создают силу
затяжки Р3, тогда болт растянется на величину Яб, а сопрягаемые
детали сожмутся (на величину Яд.
Напряжение при затяжке не превышает предела
.пропорциональности, поэтому диаграммы усилие —деформация изобразятся
1 В литературе применяется также термин «предварительная затяжка».
Глава VIII. Неподвижные соединения
79
прямыми линиями (фиг. 8.2). Углы наклона линий характеризуют
жесткость напряженных деталей резьбового соединения:
^3 П
(5)
где Сб и Сд — коэффициенты жесткости1 соответственно болта и
стягиваемых деталей.
деформация в мм
дхд.
Фиг. 8. 2. Диаграммы деформаций болта и стягиваемых.
деталей под нагрузкой.
^
ДА6=ДХд-
Предположим теперь, что на систему, находящуюся в упругом
состоянии, будет действовать некоторая внешняя сила Р
(например, сила инерции или давления газов), разъединяющая стык.
Тогда болт дополнительно удлинится на величину АЯб, а стык
разожмется на ту же величину, и деформация его будет равна Х'л.
В этом случае сила,
нагружающая , болт,
увеличится и будет равна Р\
а сила, сжимающая детали,
уменьшится и будет
равна Ро.
Соотношение сил и
деформаций приведено на
фиг. 8.3, полученной из
фиг. 8. 2 путем совмещения
точек А и Б.
При возрастании
внешней силы Р болт может
получить удлинение, равное
Дещормацпядмм
м
при котором детали
Фиг. 8.3. Совмещенная диаграмма
деформаций болта и стягиваемых деталей.
1 Коэффициент жесткости — отношение нагрузки к вызываемой ею
деформации.
80 Часть вторая. Типы соединений и сопряжений и методы их осуществления
полностью разожмутся. Дальнейшее увеличение силы вызывает
раскрытие стыка.
Значение внешней силы Ртах, при котором еще не образуется
зазор в стыке сопрягаемых деталей, очевидно, следует считать
максимально допустимым. Обычно значение Р известно из
технической характеристики машины, и ib задачу технолога входит
определение потребной силы затяжки.
Из фиг. 8.3 следует, что деформация
или, принимая во внимание выражение (5) для коэффициентов
жесткости Сб и Сд,
Рр рг р
з * О i з
_ __ | _ ^
Сд Сд Сб
но P'—P-\-POt следовательно, расчетная величина силы затяжки
Р3, обеспечивающая условие неразмыкания стыка и сохранение
в нем некоторого натяга при действии внешней силы, будет равна
(б)
Сб/Сд + 1
Величину остаточной силы затяжки Ро выбирают сообразно
условиям работы соединения в зависимости от величины внешней
силы
Коэффициент k, рекомендуемый для различных условий,
колеблется обычно в пределах 1,1—1,8.
При выбранном значении Ро напряжение от силы Р7,
нагружающей болт, не должно превышать допускаемого напряжения при
растяжении и кручении болта. Данные о коэффициентах жесткости
болтов и стягиваемых деталей, выполненных из различных
материалов, приведены в технической литературе, например в ЭСМ
(том 2).
Из выражения (6) следует, что чем больше жесткость
сопрягаемых деталей и чем меньше жесткость болта, тем больше расчетная
сила затяжки.
Затяжка резьбовых соединений и повышение
выносливости болтов
известно, при переменных нагрузках детали машин иногда
разрушаются при напряжениях, не превышающих предела
прочности или даже предела упругости металла. Известно также, что
90% всех поломок болтовых соединений происходит от действия
Глава VIII. Неподвижные соединения
81
пульсирующих и зйакопеременных нагрузок. В связи с этим к
резьбовым соединениям (Предъявляются высокие требования в
отношении выносливости или усталостной прочности.
Пределом выносливости принято считать то максимальное
напряжение (считая от нуля), которое деталь может выдержать при
знакопеременной симметричной нагрузке произвольно долгое
время (десять и более миллионов циклов). Пределы выносливости
определяются экспериментально.
В действительных условиях работы двигателей напряжения
обычно колеблются в некоторых пределах, не снижаясь до нуля
КГ/ММ'
Напряжена
V\
r\ -
Время в сек
Фиг. 8. 4. Изменение напряжения при
асимметричной нагрузке.
(асимметричное нагружение), и деталь имеет постоянное среднее
напряжение ат с пульсацией напряжения, равной двойной
амплитуде оч (фиг. 8. 4).
В двигателях летательных аппаратов практически все
крепежные элементы нагружаются в процессе работы переменными
силами.
Рассмотрим влияние циклической нагрузки на прочность
болтового соединения (фиг. 8.5).
Можно считать, что при изменении внешней нагрузки от 0 до
р
Р. в затянутом болте действует переменное напряжение ао = — и
постоянное ат = РСр//7, где F — расчетное сечение болта в мм2.
Переменная часть Рн усилия, действующего на болт после
приложения рабочей нагрузки, определяется из фиг. 8. 5:
Подставив значение Р3 из формулы (6), получим
(7)
1806
82 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Для повышения выносливости резьбового соединения нужно
стремиться к снижению амплитуды колебания напряжения в
болтах, т. е. к уменьшению переменной составляющей Рп.
/
/ р
<
\
\
Ро
А
Рн
♦
\
V j,
WJ
у 1
/• О
Деформация в мм
время веек
Фиг. 8.5. Изменение напряжения в болте под рабочей
нагрузкой.
Известны и широко применяются конструктивные приемы
повышения выносливости. Из анализа формулы (7) видно, что с
увеличением жесткости болтов и уменьшением жесткости деталей
переменная составляющая растет. Поэтому при конструировании
Десрормация в мм
Время в сен
Фиг. 8.6. Влияние жесткости болтов на величину переменной
составляющей Рв.
резьбовых соединений стремятся соблюдать правило: «жесткие
детали — .податливые болты».
ли — .податливые оолты».
Влияние коэффициента жесткости С$ на величину Рн графи
ски представлено на фиг. 8.6,
[че-
Глава VIII. Неподвижные соединения
83
Важнейшим технологическим средством повышения
(выносливости резьбовых деталей двигателей летательных аппаратов являет*
ся предварительная затяжка значительной величины.
Чрезвычайно важная роль, отводимая затяжке соединений,
работающих при переменной нагрузке, объясняется следующим:
1. Ослабление и тем более раскрытие стыка приводит к
появлению дополнительных напряжений ударшго характера и в
конечном счете — к разрушению узла.
Деформация в мн
Фиг. 8.7. Увеличение переменной составляющей при
недостаточной силе затяжки.
2. При недостаточной силе затяжки переменная составляющая
Рп начинает очень быстро раст (фиг. 8. 7), что приводит к
резкому снижению выносливости соединений. Очевидно, сила затяжки
должна быть настолько большой, чтобы выполнялось условие
3. Дальнейшее увеличение силы затяжки Р3 при неизменных
величинах внешней нагрузки и коэффициентов жесткости болта и
соединяемых деталей не меняет величины переменной
составляющей Рн (фиг. 8.8). Однако отношение величины Рн к постоянной
составляющей РСр будет при этом уменьшаться, так как
Рн/Рср1<^н/Рср. В пределе цикл будет приближаться к условиям
статического нагружения.
Таким образом, с точки зрения повышения выносливости
соединений, желательно максимальное повышение напряжения затяжки
болта оз (например до 0,9сго,2 материала болта). Но существующие
методы затяжки пока еще не дозволяют выдержать это наивыгод-
6*
84 Часть вторая. Типы соединений и сопряжений и методы их осуществления
нейшее напряжение в узких пределах допуска во избежание
возможных пластических деформаций болтов. На основании опытных
Деформация в мм
Фиг. 8.8. Уменьшение относительного значения
переменной составляющей при увеличении силы затяжки.
данных напряжение затяжки болтов 'принимается равным сг3 =
=0,5—0,6(Т0,2.
Контроль усилия затяжки
Из сказанного выше следует, что при сборке резьбового
соединения должно быть обеспечено оптимальное усилие затяжки.
В производстве двигателей летательных аппаратов применяются
методы затяжки, позволяющие контролировать заданное усилие Р3 по
следующим параметрам:
1) по крутящему моменту;
2) по углу поворота гайки;
3) по удлинению болта (шпильки);
4) по тарированному штифту;
" 5) по деформации тарированной шайбы.
В задачу технолога входит выбор способа, наиболее
подходящего в данных конкретных условиях.
Первый способ предусматривает приложение к гайке такого
крутящего момента, который создает в шпильке (болте) заданную
силу затяжки. Для этой цели применяются предельные ключи
(фиг. 8. 9, а ГОСТ 7068—54 и 8. 9, б), отрегулированные на
определенный крутящий момент, а также динамометрические ключи
(фиг. 8. 10,а, б), снабженные динамометром, .дозволяющим
регистрировать величину крутящего момента в процессе затяжки.
Подсчет крутящего момента, соответствующего заданной силе
затяжки, производится исходя из условия, что крутящий момент
на ключе Л1КЛ равен сумме моментов трения по торцу гайки Мт
и |Ш> резьбе Мрез, т. е.
Флг. 8. 9. Предельные ключи.
а) ключ боковой.
/—сменная торцовая головка, 2—кулачок, 3—ролик, 4—стержень, 5—пружина, 6—штифт, 7—нажимной винт, 8—заглушка,
9—рукоятка.
б) ключ торцовый,
/—толовка, 2—стержень, 3—ютакан ведомый, 4—стакан ведущий, 5—штифт, 6—пружина, 7—вороток.
86 Часть вторая. Типы соединений и сопряжений и методы их осуществления
5 6
Фиг. 8. 10. Динамометрические ключи.
а) с отклоняющимся указателем,
/—головка, 2—упругий стержень, 3—корпус, 4— шкала, 5—стрелка-указатель,
6—рукоятка.
б) с неотклоняющимся измерительным прибором.
1—рукоятка, 2—сферическая шайба, 3— фиксирующий штифт, 4—корпус,
5—упругий стержень, 6—индикатор, 7—кронштейн, 8—головка.
Крутящий момент по торцу для заданного Р3 может быть
найден путем интегрирования элементарных моментов трения dMT на
участках кольцевой опорной поверхности (фиг. 8. 11) с радиусом г.
dMT=dSpfr = rdadrpfr,
_ удельное давление на кольцевой опорной поверхности
в кГ/мм2 или в я/ж2;
— коэффициент трения на опорной поверхности.
где
D/2 2тс
=р/ \ гЧг J da=pf
d/2 0
где D — диаметр опорной поверхности в мм;
d0— диаметр отверстия под болт в мм.
Так как P3=p—(D2-dl), то, проводя соответствующую
дстановку и сокращения, получим
М.=Р.
D'i-dl
■/•
Глава VIII. Неподвижные соединения
87
Крутящий момент по резьбе определяется из условия
равновесия сил (при движении тела по накланной (Поверхности
5 +г
ltd,
ср
2 w'^r'
где dcp —средний диаметр резьбы в мм:
a=SJKdcp — угол подъема резьбовой нитки с шагом S;
Q = arctg/' — угол трения;
/' — коэффициент трения в резьбе (приведенный),
учитывающий угол профиля резьбы Р;
cos
/п — коэффициент трения в прямоугольной резьбе, обычно
принимаемый равным /.
Таким образом, суммарный крутящий момент равен
-Т+-
киср
Для предварительной оценки крутящего момента 'пользуются
приближенным значением Мкл = 0,2Р3 • d, где d—наружный
диаметр резьбы в мм.
Этот способ производителен,
прост в выполнении, легко
поддается механизации, благодаря
чему получил большое
распространение. Однако он не всегда
обеспечивает высокую точность затяжки,
так как коэффициенты трения,
входящие в расчетную формулу, могут
колебаться в широких пределах
(от 0,05 до 0,4 и более) в
зависимости от состояния трущихся
поверхностей, как, например, чистоты
обработки, смазки, рода покрытий
и пр., а также числа затяжек. В результате для одноименных
резьбовых пар действительная сила затяжки может значительно
изменяться.
•rd&dr
Фиг. 8. 11. К расчету
крутящего момента трения.
Часть вторая. Типы соединений и сопряжений и методы их осуществления
Опыты показали, что пределы колебания коэффициентов трения
можно сузить при условии стабильной шероховатости трущихся
поверхностей и применения Ш'крытий (кадмирования, омеднения)
в сочетании со смазкой.
Следует рекомендовать также экспериментальное определение
коэффициентов трения в каждом конкретном случае.
Второй способ затяжки — по углу поворота гайки,
состоит в том, что гайку завертывают от руки до упора во фланец, а
[
N
Ы
//A
щ
Щ
1
J
ш
7/-
w
1
T
J
Фиг. 8. 12. Ключ для
затяжки по углу поворота
гайки.
Фиг. 8.13. К расчету
длины болта.
затем поворачивают ключом на угол, величина -которого
рассчитывается в зависимости от заданной силы затяжки и коэффициентов
податливости 1 болта и деталей. Для отсчета угла 'поворота
пользуются градуированным диском или барабаном, неподвижно
укрепляемым на детали, и стрелкой, закрепленной на ключе (фиг. 8.12).
Угол поворота гайки для осуществления заданной силы
затяжки рассчитывается по формуле
где
5 I F6E6
—шаг резьбы в мм;
FAEA
360°,
1 Коэффициент податливости — величина, обратная коэффициенту жесткости.
В частности для болта он равен //^ Е
Глава VIII. Неподвижные соединения
89
податливости
резьи
/б, /д — соответственно длина болта (шпильки) и толщина
фланцев стягиваемых деталей в мм;
F6, FА — соответственно площади сечения болта и стягиваемых
деталей в мм2;
/Гб, ЕА — соответственно модули упругости материала болта и
стягиваемых деталей в кГ\мм2 или в н\м?.
Расчетная длина болта принимается обычно равной /6 = /1-f-/2
(фиг. 8. 13), а для коротких болтов, с учетом длины свинчивания
/б = /i + *2+(0,3-4-0,5) h.
Однако это последнее
уточнение является
недостаточным, поскольку оно
не учитывает
коэффициента
бы.
Определение FK в
случае деталей типа втулок
(фиг. 8. 14, а) с
наружным диаметром DB,
равным диаметру торца
гайки D затруднений не
вызывает. Но чаще стяги- * ^ч
ваемые детали представ- ' ^
ляют собой фланцы.
В этом случае принято
считать, что деформация
от усилия затяжки захватывает «конус давления», образующие
которого составляют с основанием угол 45° (фиг. 8. 14, б). Для
упрощения конус условно заменяется полым цилиндром с
диаметром Dn=D + ty и площадь сечения его принимается в качестве
расчетной площади стыка:
Фиг. 8. 14. К определению площади
ния стягиваемых деталей.
сече-
где / — толщина фланца в мм.
Преимуществом данного метода затяжки по сравнению с
первым является отсутствие в расчетных формулах коэффициентов
трения, которые, как уже отмечено, вследствие колебания их
значений снижают точность расчетов. Кроме того, метод не требует
применения сравнительно дорогих динамометрических ключей.
Однако он страдает серьезными недостатками, к которым прежде
всего следует отнести погрешности субъективного характера,
связанные с трудностью определения -начала отсчета угла,
соответствующего началу вытяжки болта, и, во-вторых, указанные выше
условности, к которым прибегают при определении коэффициентов
податливости деталей и болтов.
90 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Повышения точности затяжки можно достичь уточнением
расчетов. Так, некоторые исследователи [4, 20] рекомендуют
пользоваться методикой расчета, более согласующейся с результатами
опытов, и принимать угол конуса давления равным 26°.
Расчет податливости болта рекомендуется производить с
учетом коэффициента податливости резьбы Яр, который (для случая
Еб = ЕД = Е), по данным И. Г. Старостина [21], выражается
уравнением
0,49
Тогда общая -податливость для болта 'выразится как сумма
С целью уточнения угла ар необходимо вводить поправку по,
так называемому, исходжжу углу ао.
Как было указано выше, отсчет угла затяжки ар начинают
после завертывания гайки от руки до упора во фланец.
Опыты по затяжке шпилек, проведенные авторами в
лаборатории МАИ, показали, что начало вытяжки не совпадает с моментом
упора торца гайки во фланец. Вытяжку удается зарегистрировать
после дополнительного поворота гайки ключом на некоторый угол
а0, который иногда составляет 25—30% от ар. Определение этого
угла производится при многократных затяжках для каждого типа
соединений с одновременным замером деформации болта Кб и угла
затяжки. В координатах А,, а строится кривая (фиг. 8. 15). Отрезок
на оси абсцисс (Л = 0), отсекаемый кривой, характеризует искомую
величину ао.
Таким образом, полный угол затяжки а3 с учетом поправки
получается равным
Экспериментальное определение исходного угла затяжки вполне
осуществимо в обычных производственных условиях и его следует
рекомендовать .при назначении рассматриваемого метода для
ответственных резьбовых соединений.
С целью уменьшения влияния на затяжку упруго-пластических
деформаций поверхностей в стыке резьбового соединения
рекомендуется 2—3-кратное предварительное «обжатие» деталей иод
нагрузкой, близкой *к расчетной.
Третий способ затяжки основан на измерении
деформации болта под действием силы затяжки. Связь между силой за-
Глава VIII. Неподвижные соединения
91
тяжки и удлинением болта, имеющим одинаковое сечение >по длине,
выражается формулой Гука следующим образом:
В отличие от предыдущего способа коэффициент податливости
деталей в данную формулу не входит, и погрешности, связанные
с его расчетом, отсутствуют. Однако имеются (Погрешности, связан-
0,02
0
J
г /
у
10 211 3
о
~7
/
/
/
0 1*0 50
Y
р
с
Фиг. 8. 15. К определению исходного угла затяжки.
ные с подсчетом податливости болта. Влияние их будет тем
больше, чем короче болт (чем меньше отношение hid). Для уточнения
расчетов рекомендуется, как и в предыдущем способе, вводить
поправку, учитывающую податливость резьбы Х$ на длине
свинчивания.
Для контроля удлинения болтов (фиг. 8. 16) пользуются
микрометрами, индикаторными приспособлениями и другими
измерительными средствами.
В двигателях летательных аппаратов этим способом
пользуются при затяжке таких ответственных резьбовых соединений, как
стяжные болты компрессоров, шпильки крепления корпусов и др.
Применение его иногда ограничивается трудностью контроля
удлинения в собранном двигателе или узле. Необходимость пройзво-
92 Часть вторая. Типы соединений и сопряжений и методы их осуществления
дить несколько измерений делает этот способ сравнительно мало
производительным.
Четвертый способ, в сущности не отличаясь от предыдущего
(расчетное уравнение остается тем же), .предусматривает
контроль удлинения болта относительно базы, пренадлежащей
закрепляемому внутри болта (фиг. 8. 17) специальному штифту,
длина которого остается
неизменной.
В данном случае
конструкция резьбового
соединения несколько
усложняется, но зато упрощается
процесс измерения, а в
отдельных случаях даже имеется
Фиг. 8. 16.
Схема контроля
вытяжки болта.
Фиг. 8. 17.
Контроль затяжки с
помощью
тарированного
штифта.
Фиг. 8. 18. Контроль
затяжки с помощью
тарированной шайбы.
возможность контроля затяжки во время работы
машины.
Пятый способ состоит в том, что заданная сила затяжки
обеспечивается за счет 'пластической деформации специальной
тарированной шайбы одноразового действия. В соединении (фиг. 8. 18)
помимо обычных шайб устанавливаются тарированная шайба / и
вспомогательная 2, имеющая толщину на величину б меньшую,
чем тарированная. Размер 6 рассчитывается так, что при
достижении заданной силы Р3 тарированная шайба получает пластическую
деформацию, равную 6. Этот момент регистрируется по
прекращению проворачивания (вследствие зажатия) вспомогательной
шайбы. Проворачивание производится в процессе затяжки резьбового
соединения с помощью штифта 3, вставляемого в радиальные
отверстия вспомогательной шайбы.
Способ достаточно 'производителен и не требует специального
инструмента. Однако точность его зависит от точности тарировки
шайбы.
Глава VIII. Неподвижные соединения
93
10
Таким образом можно отметить, что строго идентичные
значения силы затяжки не могут быть получены во всех рассмотренных
случаях, имея в виду допущения и погрешности расчетных
параметров формул, приведенных
выше.
Поэтому при
необходимости выбрать тот или иной
метод целесообразно
пользоваться данными эксперимента.
На фиг. 8. 19 показана
установка конструкции И. Г.
Старостина [20], с помощью
которой представляется
возможным сравнить расчетные
значения силы затяжки с
фактическими и оценить по точности
первые три метода.
Установка состоит из
массивной плиты / и втулки 5,
в отверстие которой
вставляется'опытный болт 4,
предварительно тарированный на
эталонном динамометре для
получения зависимости
деформации болта Кб от растягиваю- J
щего усилия — Рт. В процессе
затяжки болта
динамометрическим ключом индикаторы 3
и 10 регистрируют удлинение
болта, а ключ через упор 8
подвижного кольца //
поворачивает стрелку 7, которая
указывает угол поворота по
градуированному диску 6.
Таким образом осуществляется
одновременный контроль усилия
дами.
Опытные затяжки проводятся для нескольких интервалов
крутящего момента (в диапазоне рабочих нагрузок болта) и для
каждого из них регистрируется среднее (из трех опытов) значение
следующих измеряемых величин: Мкл, а3 ;и Яб=Яб.в—А,б.н, где Яб.в и
А,б.н соответственно показания верхнего и нижнего индикаторов.
Определяется также исходный угол а0 для данного резьбового
соединения.
Анализ точности методов производится 'на основании экспери-
Фиг. 8. 19. Установки для исследования
методов затяжки.
/—плита, 2—стойка индикаторная,
5—индикатор нижний, 4—болт, 5—втулка, 6—диск
градуированный, 7—кггрелка, 5—упор для
ключа, 9—винт стопорный. ./0—индикатор
верхний, //—кольцо подвижное.
затяжки тремя мето-
94 Часть вторая. Типы соединений и сопряжений и методы их осуществления
ментальных зависимостей (фиг. 8.20) путем сра!внения значений
силы затяжки
Ра.и=А1МКЛ; Рз« = А2ар; РзХ=А31б
(где Аи А2 и As — постоянные для данного резьбового соединения
в расчетных формулах) с данными тарировки (Рт).
2000
(* 20000)
1500
(-15000)
1000
(* 10000)
500
{^5000)
0
0,01 0,02 «0,03 W 0,05 \6
Фиг. 8. 20. График зависимости усилия затяжки
от деформации болта при различных методах
затяжки.
В заключение следует отметить, что при назначении того или
иного метода затяжки необходимо учитывать относительную
длину болтов. Метод затяжки по крутящему моменту более точен но
сравнению с тремя последующими для коротких болтов (l/d^5)
и шпилек ljd<lO), обладающих незначительной податливостью.
Затяжку сравнительно длинных болтов (l/d>W) можно
производить любым :из рассмотренных способов, отдавая предпочтение для
наиболее ответственных соедииений третьему способу.
Нарушение затяжки и мероприятия
по ее стабилизации
Сохранение оптимального напряжения затяжки необходимо
обеспечить при самых неблагоприятных условиях работы машины.
Увеличение затяжки может иметь место, например, вследствие
температурных напряжений, и оно должно быть учтено при
расчете. Однако, как отмечено выше, более опасным является
ослабление затяжки. Основные причины ослабления затяжки следующие:
Глава VIII. Неподвижные соединения 95
а) остаточные деформации в болте и деталях, появляющиеся
при резком увеличении нагрузки;
б) еамоотвинчивание гаек вследствие вибраций и .перекосов
опорных поверхностей.
в) релаксация напряжений в болтах и деталях при работе в
условиях повышенных температур.
С целью стабилизации напряжения затяжки применяют ряд хме-
роприятий, главные из которых следующие:
1. Увеличение напряжения затяжки и точный контроль его.
2. Соблюдение определенной схемы затяжки в групповых
резьбовых соединениях.
3. Тщательная пригонка стыковых поверхностей и «осадка»
сопрягаемых деталей (перед затяжкой путем нагружения их силой,
равной расчетной силе затяжки.
4. Применение упругих болтов и упругих элементов в «системе
болта».
5. Надежное стопорение крепежных элементов (шплинтами,
лепестковыми и пружинными шайбами, контргайками, проволокой
и пр.
6. Уменьшение количества стыков.
Пазовые соединения
Этот вид соединений охватывает в основном шлицевые
соединения, ненапряженные и не 'передающие осевых усилий. В
современных авиационных двигателях применяются главным образом
следующие типы шлицев: прямоугольные, эвольвентные и треугольные.
В соединениях с прямоугольными шлицами применяется
центрирование до наружному или внутреннему диаметру шлицев вала.
Выбор способа центрирования определяется технологическими
соображениями и не связан существенно с работой соединения.
Однако в современных газотурбинных двигателях и агрегатах, с
точки зрения уравновешенности, имеет большое значение сведение
к минимуму радиальных погрешностей установки вращающихся
масс на валах.
При сборке необходимо следить за соблюдением необходимого
натяга или зазора между центрирующими поверхностями. По
указанным выше условиям уравновешенности в соединениях с
зазором стремятся выдержать зазор по минимальному допуску.
Какие-либо виды механической подгонки шлицев—припиловка
или шабрение — не допускаются, так как меняют геометрию
шлицев. Поэтому зазоры (натяги) обеспечиваются методом подбора.
Наибольшее распространение получили эвольвентные шлицы.
В этом случае центрирование может осуществляться как по
профилю, так и по наружному диаметру вала. Еще в большей степени,
96 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Фиг. 8.21. Соединения
торцовыми шлицами.
чем для прямоугольных шлицев, в данном случае недопустима
механическая подгонка при сборке.
В соединениях частей валов, дисков компрессоров и турбин
между собой и с валами и пр. для передачи крутящего момента
используются торцовые шлицы (фиг.
8.21). При действии крутящих и
изгибающих моментов шлицы стремятся
выйти из зацепления, т. е. стык стре-
М'ится разъединиться. Для избежания
этого необходимо скрепить стык
соответствующим стягивающим элемен -
том, что обеспечит нагружение стыка
осевой силой. Величина этой осевой
силы выбирается из условия, чтобы
при действии крутящего или
изгибающего момента в стыке сохранялось
некоторое минимальное напряжение
смятия.
Контроль усилия затяжки осуществляется одним из методов,
описанных ранее.
Гладкие соединения с натягом
В авиационных двигателях встречается много соединений, в
которых связь между деталями осуществляется путем трения, т. е.
ори наличии натяга между деталями. Эти соединения являются по
существу разъемными, хотя в ряде случаев такое соединение не
разбирается при обычных разборках двигателя.
Для получения соединений с натягом применяются следующие
способы запрессовки:
а) при нормальной (комнатной) температуре обеих
сопрягаемых деталей;
б) с нагревом охватывающей детали;
в) с нагревом охватывающей и с охлаждением охватываемой
детали;
г) с глубоким охлаждением охватываемой детали.
При выборе способа запрессовки руководствуются
следующими соображениями. Главным фактором является величина натяга
в данном соединении. Повышенный натяг затрудняет сборку,
поэтому при сборке его стараются временно уменьшить. Другими
факторами, влияющими на выбор метода, являются конструкция
деталей (толщина стенок, габаритные размеры и т. п.), а также
физико-механические свойства материалов деталей. Неправильно
выбранный способ запрессовки может повести к поломке деталей
.при сборке, к потере натяга в работе или при повторных разборках
и в некоторых случаях к нарушению исправной работы деталей.
Глава VIII. Неподвижные соединения
97
Перед выбором способа запрессовки нужно оценить потребное
усилие запрессовки Р (фиг. 8.22). Оно подсчитывается по формуле
где / — коэффициент трения;
d— диаметр сопряжения в мм;
/ — длина сопряжения в мм;
Ру — удельное давление на сопрягаемых поверхностях в кГ/мм2
или в н\м?.
р *
РкГ(н).
, J000
(-30000)
2000
0*20000)
1000
)
7
'X
r
У
К
10
15 1мм
Фиг. 8.22. К определению
усилия запрессовки.
Фиг. 8.23. Зависимость усилия
запрессовки от длины соединения.
d=20 мм, материал — сталь ЗОХГСА,
А—запрессовка, Б—распрессовка.
Удельное давление может быть выражено следующим образом:
Р —-
где / — натяг в мм;
^а и £б~~м°ДУли упругости материалов сопрягаемых деталей в
кГ\мм2 или в н\м2;
d — диаметр сопряжения в мм;
d*-4
D — наружный диаметр охватывающей детали в мм;
dQ—внутренний диаметр охватываемой детали в мм;
[х — коэффициент Пуассона, равный 0,3.
Таким образом, усилие запрессовки связано с материалом
деталей (коэффициент трения, упругие свойства), с натягом и
размерами сопрягаемых поверхностей. На фиг. 8.23 показана зависи-
7 1806
98 Часть вторая. Типы соединений и сопряжений и методы их осуществления
гаапр
мость усилия запрессовки Р от длины /. Кривая построена по
экспериментальным данным.
Если наружный диаметр D стремится к бесконечности, то Са
будет равно 1 + [х; если же охватываемая деталь не имеет
отверстия, т. е. ао = 0, то С б будет равно 1—\i. Опытами установлено, что
при Д равном hd и более, значение Са практически становится
постоянным (фиг. 8. 24) и, начиная с этой величины D, можно
использовать приведенное выше зна-
г . „ чение Са.
Необходимо учитывать, что
усилие запрессовки зависит от
относительного направления и
места приложения сил,
действующих при запрессовке на
охватываемую и
охватывающую детали. По данным
М. И. Воронина [6]
наименьшее потребное усилие будет
в случаях расположения сил
по схемам а и г (фиг. 8. 25 и
8. 26)., а наибольшее — по
схемам бив. Это следует иметь
в виду при проектировании
сборочных
приспособлений.
Сопрягаемые детали можно
запрессовывать при
нормальной температуре при
сравнительно небольших натягах
(порядка 0,02—0,04 мм), не
приводящих к разрушению от
возникающих радиальных усилий, и в тех случаях, когда
сопряженные детали не будут повторно разбираться и вновь собираться.
Последнее связано с потерей расчетного натяга, так как
относительное осевое перемещение деталей при их соединении вызовет
смятие или срезание гребешков, имеющихся на поверхности деталей
в результате механической обработки, и увеличение внутреннего
диаметра охватывающей и уменьшение диаметра охватываемой
деталей.
Подобное явление не имеет места при нагреве охватывающей
детали до таких пределов, когда соединение деталей происходит
при наличии между ними зазора, переходящего в натяг после
остывания охватывающей детали.
Этот способ наиболее распространен 'при сборке двигателей
летательных аппаратов.
—$ i 5 б 7 TT/d
Фиг. 8.24. Влияние отношения
диаметров охватывающей и охватываемой
деталей на усилие запрессовки и
величину Са.
Глава VIII. Неподвижные соединения
99
Для определения температуры нагрева охватывающей детали
пользуются следующим соотношением:
ad
где /max-—максимальный натяг в мм;
/0 — зазор в момент сборки в мм;
d — диаметр отверстия охватывающей детали в мм;
а — коэффициент линейного расширения;
/ — температура окружающей среды в °С.
Р т (Мн)
ПО
О
1
5
/ /
И
/
-—-—
/
——■—■
—^
1 -
а
у//у///л
/7/////)
а)
рад
б)
лЧ\^\\\\Уу
в)
г)
Фиг. 8.26. Возможные схемы
относительного направления и
приложения сил при запрессовке деталей.
20 40 60 ВО 1см
Длина запрессовки
Фиг. 8. 25. Изменение величины сил,
необходимых для продольного смещения
деталей при запрессовке.
/—расчетная кривая, а, б, в, г—кривые при
действии сил по схемам фиг. 8.26.
При предварительных расчетах для стальных деталей можно
принять, что при перепаде температур 100° С одному миллиметру
диаметра сопряжения соответствует расширение (сжатие) в один
микрон.
Во всех случаях применяемая темлература нагрева не должна
вызывать изменения физико-механических свойств материала.
Охватывающую деталь можно нагревать в воздушной или
жидкой среде (минеральное масло). В первом случае при
электрическом, газовом или паровом подогреве деталь остается сухой и
чистой, что дает известные удобства при сборке, и температура
нагрева может легко регулироваться в достаточно широких пределах.
При нагреве в масле остающийся на детали слой масла хотя
и облегчит сборку, однако может вызвать нежелательные явления,
как, например, изменение расчетного натяга, изменение усло*вий
теплопередачи между сопрягаемыми деталями, и пр.
При необходимости получить только местный нагрев (в зоне
отверстия) деталей можно использовать нагрев токами высокой
частоты.
7*
100 Часть вторая. Типы соединений и сопряжений и методы их осуществления
В зависимости от необходимой степени охлаждения
охватываемые детали охлаждаются в воздушной или жидкой среде,
охлаждаемой простым льдом с рассолом, твердой углекислотой (сухим
льдом), жидким воздухом, азотом и лр. Иней, появляющийся на
детали при извлечении ее из холодильного аппарата, удаляется
струей спирта.
Охлаждение охватываемых деталей особенно удобно, когда
приходится запрессовывать большое количество мелких деталей в
сравнительно большие корпусные детали (нагрев которых потребовал
бы мощного и дорогого
нагревательного оборудования).
Как показали опыты,
посадка с нагревом или
охлаждением дает более прочные
соединения ((примерно в 2,5
раза), чем запрессовка при
нормальной температуре
сопрягаемых деталей.
Встречаются соединения
конических деталей с натягом
(фиг. 8.27), когда натяг зави-
Фиг. 8.27. Соединение коническим СИТ ОТ ИХ относительного ОСе-
штифтом. вого положения. Для
соблюдения требуемого натяга
необходимо выполнение условий, обеспечивающих это относительное
положение. Предварительную сборку конических деталей
осуществляют так называемым тарированным ударом. В этом случае
детали сообщают однократный или двукратный удар грузом
определенного веса, падающим с некоторой высоты. Осаженная таким
образом деталь займет определенное положение в отверстии. Это
положение характеризуется выступанием или утопанием одной
детали относительно другой, что и будет служить контрольной
величиной при сборке.
Принимая обозначения, показанные на фиг. 8. 27, можно
выразить величину выступания 5 следующим образом:
с
2tga
где i — натяг в мм.
Если размеры деталей не обеспечивают требуемого натяга для
осуществления неподвижного соединения, то детали скрепляются
дополнительно штифтом. Таким образом получается смешанное
соединение, основанное на трении и механическом креплении.
Соединение с натягом осуществляется ударным способом или
давлением; первый способ не рекомендуется, так как может
вызвать повреждение собираемых деталей и узло-в.
Глава VIII. Неподвижные соединения
101
При выборе оборудования для второго способа
руководствуются величиной потребного усилия запрессовки, габаритами изделия»
удобством подхода к данной детали и пр.
Основным оборудованием для создания давления являются
механические (рычажные, реечные и винтовые), гидравлические и
лневматические прессы соответствующей мощности.
Аналогичное оборудование применяется также и для разборки
соединений с натягом.
• При любых способах соединения с юатягом необходимо
обеспечить точное центрирование собираемых деталей.
Как и во всех процессах сборки, чистота играет здесь большую
роль, так как попадание между сопрягаемыми поверхностями
посторонних частиц не только увеличивает усилие запрессовки, но и
вызывает повреждение деталей.
§ 2. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Как указывалось выше, из неразъемных соединений будут
рассматриваться механические, металлургические и
химик о-ф изические.
Механические соединения
Из механических соединений наиболее распространены
заклепочные, хотя в авиадвигателестроении они применяются в
сравнительно небольшом объеме. Различные виды заклепочных
соединений приведены на фиг. 8.28.
г)
Фиг. 8.28. Различные виды заклепочных соединений.
а—заклепка простая, б—заклепка с отверстием, в—«пустотелая
сквозная (трубчатая) заклепка, г—заклепка с донышком.
Операции соединения заклепками трудоемки, так как содержат
значительное количество переходо!в: разметку и сверление или
просечку отверстий, их ■соосное развертывание, образование лунки или
фаски под головку, установку заклепок и образование
замыкающей головки. Однако большинство этих переходов поддается меха-
Л02 Часть вторая. Типы соединений и сопряжений и методы их осуществления
низации и часть из них может выполняться последовательно одним
и тем же инструментом: так, например, клепальным инструментом
выполняется просечка отверстий, выдавливание лунки и
образование замыкающей головки.
Качество заклепочного соединения контролируется
просвечиванием рентгено- и гаммаграфическим способами или выборочным
механическим испытанием образца шва.
е)
Фиг. 8. 29. Различные виды механических соединений.
а—соединение развальцовкой, б—соединения трубчатых деталей с листами,
в—соединение внахлестку замком, г—соединение отбортовкой, д—проволочная
сшивка, е—соединение отогнутыми усиками.
Заклепочные соединения применяются в деталях, выполненных
из листового материала (кожухи, корпуса и т. .п.), и в основном
там, где герметичность не является основным требованием.
Близки к заклепочным соединения с использованием
развальцовки, гибки, раскатки и т. п. Такие соединения (фиг. 8. 29)
используются <в основном для деталей из листового материала и
требования к ним аналогичны требованиям к заклепочным соединениям.
Металлургические соединения
К металлургическим соединениям относятся сварные и
паяные. Эти соединения получают распространение в различных
отраслях машиностроения и особенно в двигателестроении, где они
являются основным видом неразъемных соединений.
Преимуществом таких соединений является более рациональное
использование рабочего сечения элемента детали, уменьшение веса
Глава VIII. Неподвижные соединения 103
конструкции, герметичность швов, снижение трудоемкости и
удешевление технологического процесса, возможность его механизации
и автоматизации.
Сварные соединения
Сварка есть процесс неразъемного соединения элементов
изделия путем местного нагревания их до расплавленного или
пластического состояния (>в последнем случае для соединения
требуется применение механического усилия). При этом происходит
взаимопроникающая кристаллизация материалов, образование
в шве твердых растворов, эвтектик и химических соединений.
Преимущества этого процесса до последнего времени не
использовались полностью, так как методы сварки имели и
существенные недостатки. В частности, в результате взаимодействия
металла с кислородом и азотомЫвоздуха при расплавлении и нагреве
до высокой температуры снижались пластические свойства шва,
происходило выгорание легирующих элементов, ухудшение
структуры околошовной зоны, сопровождавшееся снижением
физико-механических свойств материала. Неравномерный нагрев при сварке
вызывал остаточные напряжения и коробление сварных
конструкций.
С развитием техники методы сварки совершенствуются,
создаются новые методы, в которых подобные недостатки или
отсутствуют, или сведены к минимуму.
Методы сварки являются предметом изучения в других
дисциплинах. Однако, имея в виду, что некоторые перспективные для
двигателей летательных аппаратов методы пока еще недостаточно
освещены в основной учебной литературе, они будут кратко рас- •
смотрены ниже наряду с технологическими особенностями сварных
соединений. -^
Виды сварки, применяемые в двигателестроении и являющиеся
перспективными, указаны на схеме (стр. 57).
Сварка электронным лучом. Сущность 'процесса
сварки электронным лучом в вакууме состоит в использовании
тепловой энергии, образующейся при интенсивной бомбардировке
быстродвижущимися электронами места соединения в глубоком
вакууме.
На фиг. 8. 30 показана схема установки для
электронно-лучевой сварки (ЭЛУ), состоящей из электронной пушки, вакуумной
камеры, систем питания и управления.
Принцип действия установки состоит в следующем.
При нагреве катода 7 происходит эмиссия электронов и между
катодом и анодом 2, которым служит свариваемое изделие,
возникает электронный |Погок (луч). Высокое напряжение тока,
подводимого к полюсам от высоковольтного трансформатора (25—
104 Часть вторая. Типы соединений и сопряжений и методы их осуществления
150 кв,), сообщает электронам большую скорость. Фокусирующая
электромагнитная линза 4У установленная на пути прохождения
потока, концентрирует его в пучок и тем самым повышает его
удельную энергию. Для точного наведения луча на место сварки
(а при необходимости и перемещения его но заданному контуру)
служит отклоняющая линза 3. Перемещение луча осуществляется
5
Отсос
6оэдуЖ~
8 9 10
Фиг. 8.30. Схема установки для сварки
электронным лучом.
1—камера, 2—свариваемое изделие (второй анод),
3—отклоняющая система, 4—фокусирующая линза,
5—анод (первый), 6—электронная пушка, 7—катод
(вольфрамовая спираль), 8—трансформатор,
9—конденсатор, 10—высоковольтный трансформатор, 11—
кенотрон, 12—трансформатор кенотрона.
также поворотом всей пушки (в зарубежных ЭЛУ). Свариваемое
изделие, установленное в (Приспособлении, может совершать с
помощью механизмов подачи в процессе сварки вращательное и
прямолинейное движение. Вакуум в камере ) (от 10~3 до 10~6 мм рт.
ст. или я^ от 13,6 • 10—2 до 13,6-10~5 я/ж2) создается системой
вакуумных насосов.
Основные преимущества метода.
1. Высокая удельная мощность теплового источника (от единиц
до миллионов киловатт на см2), Об этом говорят следующие
сравнительные данные.
Глава VIII. Неподвижные соединения
105
Вид сварки
Наименьшее поперечное
сечение свариваемой
детали
Наибольшая плотность
квт/см*
Газовая
Электродуговая
Электронно-лучевая
0,25
0,1
0,000001
2
20
3187
Высокая концентрация тепловой энергии позволяет не только
быстро расплавить и испарить металл любой твердости, но и
локализовать нагрев. В зависимости от заданных условий луч
фокусируется до диаметра 0,01 мм и даже 0,001 мм. В пределах одного
миллиметра от центра луча температура в обрабатываемом
материале уменьшается от нескольких тысяч градусов до 200° С и
менее. В результате энергоемкость процесса оказывается
сравнительно небольшой, уменьшается объем расплавленного металла,
сужается зона термического влияния и соответственно снижаются
остаточные напряжения и деформация изделия.
Высокая концентрация тепла позволяет также
интенсифицировать процесс. Скорость сварки может быт^> 100 м/ч и более.
2. Высокая степень вакуума обеспечивает минимальное
поступление примесей из атмосферы и удаление газов, выделяющихся в
процессе сварки из металла. Отсутствуют электроды, вносящие
загрязнение в металл шва. В результате швы отличаются высокой
пластичностью, отсутствуют дефекты в виде пор, газовых
включений и пр.
3. Возможность широкой регулировки температуры и скорости
сварки, что позволяет автоматизировать процесс.
4. Возможность сварки вакуумных приборов и емкостей без
специальной операции вакуумирования после сварки.
5. Небольшая по площади и значительная по глубине зона про-
плавления позволяет получить такие типы соединений, которые
нельзя осуществить другими промышленными методами сварки.
На фиг. 8.31 приведены некоторые типы сварных соединений,
встречающихся в двигателях летательных аппаратов и узлах
атомных реакторов, выполненные на ЭЛУ.
К недостаткам метода следует отнести необходимость
специальной защиты при работе на ЭЛУ. Кроме того их стоимость
относительно высока.
Сварка электродугой, сжатой газовым
потоком (плазменная). В основу метода положена аргоноду-
говая сварка, в которой температура дуги повышена за счет
принудительного сжатия ее газовым потоком. При горении обычной
сварочной дуги между плавящимся или неплавящимся вольфрамовым
106 Часть вторая. Типы соединений и сопряжений и методы их осуществления
(фиг. 8. 32, а) электродом и изделием (анодом), она приобретает
размерны, зависящие от электрических параметров. Температура
такой дуги не превышает 5000—6ОО0р С.
г)
Фиг. 8.31. Типы сварных соединений выполняемых на ЭЛУ.
а—тавровое соединение с приваркой стенки через лист, б—'сварка
перемычки в труднодоступном месте, в—сварка трех перемычек за один
проход, г—сварка трубки с пластиной из тугоплавкого металла.
При 'принудительном сжатии дуги температура ее значительно
повышается. Это достигается двумя способами. Первый из них —
ограничение диаметра столба дуги за счет специального сопла
а)
Фиг. 8. 32. Схемы процессов сварки.
а—аргоно-дуговая неплавящимся электродом, б—дугой, сжатой газовым потоком,
анод на изделии, б—дугой, сжатой газовым потоком, анод на сопле.
/—вольфрамовый электрод, 2—цанга, 3—сопло, 4—дуга, 5—изделие.
{фиг. 8.32,6). Защитный газ, подаваемый внутрь горелки,
дополнительно сжимает столб, изолируя его от стенок. В этом случае
температура повышается до 30 000° С и выше. Второй способ—лриме-
Глава VIII. Неподвижные соединения 107
нение специального сопла, одновременно служащего анодом
(фиг. 8. 32, в), что обеспечивает большую независимость дуги.
Температура ее достигает 15 000° С и более. Таким образом, если
при обычной аргоно-дуговой сварке электрические параметры
дуги взаимосвязаны и «произвольно не могут быть изменены, при
сварке сжатой дугой расширяется возможность регулировки
температуры, скорости сварки и формы струи с помощью независимых
параметров — размеров и формы сопла и т. д.
Метод сварки сравнительно прост, не требует сложного
оборудования. Сварочные головки универсальны (могут быть
использованы для резки, плавки, и т. д.) и позволяют вести сварку со
скоростью 40 м/ч и более.
Сварка трением. Сварка прением основана на
использовании тепла, выделяемого в процессе трения свариваемых
поверхностей.
Свариваемые детали устанавливаются соосно, причем одна из
них закрепляется неподвижно, а вторая приводится во- вращение
и детали сжимаются заданным усилием. По достижении
пластического состояния осевое усилие резко увеличивается, а вращение
мгновенно прекращается и соединение остывает при сохранении
осевого усилия.
Преимуществом метода является локальный характер нагрева
и малое потребление электроэнергии (в 10 раз меньше, чем при
сварке в стык оплавлением). Сваркой трением наиболее хорошо
соединяются детали сплошного или трубчатого сечения,
•изготовленные из сталей, цветных металлов и пластмасс. Соединения
обладают высокими механическими свойствами (например, предел
прочности шва стальной и латунной детали равны прочности
основного материала). В двигателях летательных аппаратов этим методом
можно с успехом сваривать детали роторов турбин и компрессоров
(диски с валом и с пакетом лопаток).
Недостатком сварки трением является ограничение размеров и
конфигурации соединяемых деталей, в частности, свариваемый
элемент одной из деталей должен иметь форму тела вращения.
Квантовая сварка. Многообещающей является сварка с
помощью новых источников нагрева — квантовых оптических
генераторов (лазеров), дающих сверхмощные пучки световой энергии.
Квантовый генератор на рубине (фиг. 8. 33) состоит из
источника света 5 и рубинового стержня 1 (кристалла корунда), в
котором часть атомов алюминия (около 0,05%) заменена атомами
хрома. Торцы стержня 3 и 9 точно обрабатываются и серебрятся,
причем на одном торце 3 покрытие делается частично прозрачным.
Возбуждение световых колебаний осуществляется вспышкой
лампы 5 (длительностью около 0,001 сек). Свет облучает стержень и
атомы хрома приходят в «возбужденное» состояние, усиливающе-
108 Часть вторая. Типы соединений и сопряжений и методы их осуществления
еся с каждой вспышкой. Перемещаясь вдоль стержня и
многократно отражаясь от торцов, атомы хрома накапливают энергию до
определенного уровня и разряжаются, отдавая часть ее через торец3
в виде луча красного света. Луч может быть сфокусирован с
помощью обычных линз до диаметра, равного нескольким микробам.
Такой тепловой источник, несмотря на низкий КПД, благодаря
концентрации энергии на весьма малом участке в течение
миллионных долей секунды,
разогревает место сварки до
многих тысяч градусов, что
позволяет расплавлять
металл любой твердости и
испарять любые
неметаллические материалы.
По качеству сварного
шва квантовая сварка не
уступает
электронно-лучевой сварке и имеет два
существенных преимущества
перед последней: а) в зоне
прохождения луча вакуума
Фиг. 8.33. Схема оптического
квантового генератора.
1—рубиновый стержень, 2^-отражатель,
3—торец с частично прозрачным слоем серебра,
4—луч, 5—лампа, 6—зарядный агрегат,
7—батарея конденсаторов, 8—пусковое устройство,
9—торец с непрозрачным слоем серебра.
не требуется; б) имеется
возможность проводить
дистанционную сварку,
например в помещениях с
высокой радиоактивностью. Так
как в качестве источника
света может служить солнце, то метод является перспективным
для использования в космическом пространстве.
Диффузионная сварка. В отличие от подавляющего
большинства методов сварки, осуществляемых с расплавлением
металла, при диффузионной сварке межатомные связи в металлах
достигаются без их расплавления. Установлено, что при
достаточном усилии сжатия и при условии некоторой 'ПОД1вижности атомов
на сопрягаемых поверхностях между последними устанавливается
связь. Этот принцип ранее уже использован в холодной сварке,
когда за счет сильного сжатия свариваются алюминий и медь.
Однако стали и тугоплавкие 'металлы и сплавы требуют при этом
подогрева, который, в свою очередь, вызывает необходимость
защиты зоны нагрева. Так родилась и получила широкое
распространение диффузионная сварка в вакууме.
Процесс осуществляется в вакуумных камерах (вакуум 10~3—
Ю-6 мм рт. ст. (^13,6- Ю-2—13,6- Ю^5 я/ж2) при наличии
сравнительно небольшого давления, сжимающего детали 'по месту
соединения, равного 0,1—2 к£/мм* [~ (0,1-ь2) . Ю7 н/м2] и электроин-
Глава VIII. Неподвижные соединения 109
дукнионного (или другого) нагрева деталей до температуры,
несколько превышающей температуру рекристаллизации наиболее
легкоплавкого из соединяемых материалов.
Этим способом можно соединять не только металлы, но и
керамические материалы и сочетания металлов с керамикой. Благодаря
этим положительным особенностям метода он является одним из
перспективных в производстве двигателей летательных аппаратов.
Ядерная сварка. Синтетические материалы находят все
большее применение в промышленности, заменяя сталь, цветные
сплайы, стекло. Однако образование надежных неразъемных со<-
единений полимеров встречает затруднения. В частности,
возникают трудности при соединении деталей из обычных 'Пластмасс со
стеклом и новых полимеров (например, тефлона, являющегося
отличным антикоррозионным материалом) со сталями. В АН СССР
разработан способ сварки полимеров между собой и с другими
материалами при 'помощи облучения их медленными нейтронами.
Сущность метода состоит в том, что на поверхности соединяемых
деталей наносится тонкий слой соединений лития или бора,
который является своеобразным «ядерным» клеем. При облучении
нейтронами в этих химических элементах возникают ядерные
реакции, сопровождающиеся большим выделением энергии (в в-иде
кинетической энергии альфа-частиц и других ядер, образующихся
при захвате нейтронов бором и литием). Длина пути таких ядер
в соединяемых материалах составляет несколько микрон.
Благодаря мгновенному выделению большой энергии вдоль этого пути на
очень короткое время (менее десятимиллиардной доли секунды)
возникает разогрев на сотни и даже тысячи градусов. За это время
в (пограничном слое молекулы успевают перемешаться, а иногда и
образовать между собой новые химические связи. Прочность (на
разрыв) ядерной сварки достигает 150 кГ/см2 (^150 • 105 н/м2).
Таким образом удается сварить тефлон с полиэтиленом,
полистиролом, кварцем, алюминием и некоторыми другими материалами.
Метод не может быть применен для тех соединяемых
материалов, которые сами приобретают значительную радиоактивность при
облучении нейтронами.
Особенности процесса изготовления сварных
конструкций
Процесс образования сварного соединения состоит из
следующих операций:
1. Подготовка деталей под сварку.
2. Сборка под сварку.
3. Формирование соединения—сварка.
4. Термообработка и зачистка шва.
5. Контроль сварного соединения.
110 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Операции подготовки под сварку включают правку, очистку
свариваемых поверхностей и разделку кромок. Очистка
производится механическим способом или травлением в щелочах и
кислотах. Разделка кромок производится в зависимости от метода
сварки, рода и толщины материала и в соответствии с ГОСТом 5264—
58 и ГОСТом 8713—58 и ведомственными нормативами. Выбор
типа сварного соединения определяется конструктивными
соображениями, но выполняется оно также в соответствии с ГОСТом и
нормативами.
Необходимо отметить, что при изображении тех или иных типов
сварных соединений, на сборочных чертежах, руководствуются
ГОСТом 5263—58 и оно не может быть произвольным.
Сборка под сварку. Основные требования при сборке под
сварку состоят в обеспечении заданного взаимного положения
свариваемых деталей, а также максимально допустимого смещения их
кромок и зазора в стыке (с увеличением зазора увеличиваются
остаточные деформации). Например, для аргоно-дуговой сварки
(АрДЭС) листовой жаропрочной стали в стык, зазор и смещение
кромок не должны превышать 0,1 толщины материала, а зазор при
сварке внахлестку и тавр не должен быть более 0,5 толщины
материала.
Сборка под сварку производится в основном с помощью
сборочных приспособлений и стапелей. В опытном производстве
применяется иногда сборка по разметке.
Сварка. При обработке элементов сварных узлов двигателя^
в особенности когда предусматривается использование
разнородных новых материалов, необходима проверка их свариваемости.
Свариваемость — способность металлов образовывать неразъемные
соединения путем установления между ними металлической
связи. С точки зрения физической, свариваемостью обладают те
металлы и сплавы, в состав которых входят элементы, обладающие
неограниченной взаимной растворимостью как в жидком, так и в
твердом состоянии, т. е. образующие непрерывный ряд твердых
растворов. С этой точки зрения для свариваемости необходимо
наличие следующих условий:
1. Металлы должны «меть одинаковые кристаллические
решетки.
2. Атомные радиусы их не должны отличаться более, чем на
10—15%.
3. Во избежание образования хрупких интерметаллических
соединений они должны иметь близкие электрохимические свойства
(находиться в одной или родственных группах таблицы
Менделеева).
Сведения о металлах, образующих непрерывный ряд твердых
растворов, имеются в специальной литературе по металловедению.
Глава VIII. Неподвижные соединения
111
В качестве .примера приведем сочетания металлов, обладающих
этим свойством [24] и являющихся перспективными для двигателе-
строения:
Fe-Ni, Ni-W, Ni —Cu, Ni —Co, Cr-Mo, Cr-Ti, Cr — W,
Ti-Zr, Nb-Mo, Ni —Та, Nb-W, Mo-Ta, Mo —W, W —Та.
Однако имеет значение не только физическая, но и
технологическая свариваемость, т. е. способность обеспечить надежное
соединение и заданную конструктивную прочность с наименьшими
затратами. С этой целью проводится
определение свариваемости по образцам (по
специальным методикам) и натурные
испытания сварных конструкций.
При разработке процесса сварки того
или иного узла решаются следующие
основные вопросы:
1. Выбор метода сварки, электродов,
флюса, режимов и др., обусловленных
материалом и требованиями конструкции.
2. Последовательность наложения
швов на различные соединения или слоев
в случае многослойного шва,
обеспечивающая отсутствие остаточных
деформаций узла. Применяемый с этой целью многослойный двусторонний
шов для больших толщин материала приведен на фиг. 8. 34.
3. Назначение места и вида термообработки и других
мероприятий по устранению остаточных деформаций и трещин. К числу
подобных мероприятий относится подогрев (от 150 до 500° С в
зависимости от марки материала), применение жестких
приспособлений и более концентрированных источников нагрева.
4. Повышение производительности и облегчение труда путем
механизации и автоматизации (например, «применения
манипуляторов, следящих систем и т. п.).
Фиг. 8.34.
Многослойный двусторонний шов.
Сварка некоторых .материалов
Технология сварки обычных конструкционных материалов
широко освещена в литературе и технических справочниках.
Рассмотрим основные особенности сварки некоторых материалов,
применяемых или являющихся перспективными в авиадвигателестроении.
Жаропрочные сплавы на железной и на никелевой
основах свариваются любыми способами, однако в авиадвигателе-
строении наибольшее применение имеют аргоно-дуговая
электросварка (АрДЭС) и контактная.
112 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Одна из проблем при сварке жаропрочных сталей — межкри-
сталлитная коррозия. В зоне шва может происходить выпадение
карбидов хрома, вследствие чего границы зерен обедняются
хромом и сталь теряет антикоррозионные свойства.
Чтобы их сохранить, проводится термообработка (закалка)
после сварки. Необходимость в этой операции отпадает для сталей
с очень малым содержанием углерода (менее 0,1%) или
легированных титаном (1Х18Н9Т) или ниобием (1Х18Н11Б), связывающими
углерод. Склонность к потере антикоррозионных свойств
снижается, если сварка ведется методами с более концентрированными
источниками нагрева.
При сварке жаропрочных сплавов швы имеют повышенную
чувствительность к возникновению горячих трещин. Объясняется это
тем, что легкоплавкие эвтектики (например, NiS),
располагающиеся по границам зерен, /переходя из жидкой фазы в твердую,
сокращаются в объеме с образованием микротрещин. Для
предупреждения этого явления необходимо применять материалы с
минимальным содержанием серы и вводить присадки из элементов, могущих
связывать серу (например, Мп), в более тугоплавкие соединения.
Сварка жаропрочных сплавов ведется в отожженном состоянии
(для сплава типа ЭИ437 выдержка 15 мин 'при 1050° С).
Термообработка после сварки, состоящая из обработки на
твердый раствор и старения (для сплава типа ЭИ437 выдержка 15 мин
при* 1050° С и 16 час при 700° С), значительно повышает качество
-шва. Длительная прочность термообработанных соединений не
уступает прочности основного материала; без термообработки она
может лонижаться на 25—50%. Однако ino технологическим
соображениям, главным образом из-за опасности появления
деформаций в готовых сварных узлах, термообработку часто приходится
производить в начале процессами назначать ее место с учетом
особенностей конструкции и условий эксплуатации изделия. Сварка
термообработанных (частично или полностью) сплавов требует
более точного соблюдения режимов процесса, обеспечивающих
минимальные остаточные напряжения в околошовной зоне. Для
снятия их проводится высокий отпуск с кратковременным (во
избежание деформации) нагревом.
Большое значение имеет тщательная подготовка кромок под
сварку и их очистка, так как аргон не обладает флюсующими
свойствами. Для травления можно пользоваться составами: H2SO4 —
110 г, NaCl — 20 г, NaNO3 — 20 г на 1 л воды при подогреве до
70—75° С. Применяются многослойные швы, причем каждый
предыдущий шов тщательно зачищается перед наложением
последующего.
Сборочно-сварочные 'приспособления должны быть жесткими;
при установке свариваемых деталей должен обеспечиваться
плотный контакт между колодками приспособления и кромками; в ,при-
Глава VIII. Неподвижные соединения
ИЗ
споооблении предусматриваются,каналы для подачи арго<на к
обратной стороне шва с целью его защиты от окисления и
улучшения провара. Аргон и гелий 1-го состава, применяемые для сварки,
изготавливаются по ТУ МХП 4315—64.
Ниже приводятся данные о режимах, кратковременной и
длительной прочности и пластичности стыковых сварных соединений
жаропрочного сплава, полученных аргоно-дуговой сваркой.
1Материал
Сплав типа
ЭИ437
листовой толщиной
1,6 мм
отожженный
тока в
Зила
100
я*
сх,
л §
§а
ю£
н ч
иаме
эго а
2,4
сть сва^
гн
коро
О ^
200
5 аргоне
о *
8
Прочность и пластичность
При
нормальной
температуре
1 Г
ение
длин
>
>> 3*
при 750° С
х f
l|i
s|
« >■>
Я си
V СО «а
Он СЗ «
Сварное соединение
без
термообработки
78,5
8
после
ение
к
ч
термообработки
20,5
22
Основной материал
102
26
20,5
14,5
1-2
1—2
Кратковременная и длительная прочность сварных соединений
из сплава типа 1Х18Н9Т при правильном проведении процесса
АрДЭС может быть равной соответствующей прочности основного
материала.
Контактная точечная и роликовая сварка (ТЭС и РЭС)
жаропрочных сталей и сплавов имеет сво'и особенности, обусловленные
их электрическими и механическими свойствами. Высокое
электросопротивление и низкая теплопроводность позволяют применять
более короткий цикл сварки по сравнению с тем, который
применяется для обычных конструкционных сталей. Сварные точки можно
располагать значительно ближе друг к другу, не вызывая
шунтирования тока. Высокая механическая прочность при повышенных
температурах заставляет создавать высокие давления на электроды, в
два раза превышающие давления при сварке обычных сталей. Так
как жаропрочные стали и сплавы ^немагнитны, сборочно-сварочные
1 Здесь и в дальнейшем дается приближенное значение предела прочности
и аналогичных величин в я/ж2 (величину, взятую из таблицы, надо умножить
на 107).
1806
114 Часть вторая. Типы соединений и сопряжений и методы их осуществления
приспособления рекомендуется выполнять также из немагнитных
материалов (чтобы уменьшить индуктивное сопротивление
вторичной цепи). Окисные пленки сильно-повышают электросопротивление
и резко ухудшают качество шва, поэтому они тщательно
удаляются.
Детали из жаропрочных материалов (1Х18Н9Т, ЭИ602, ЖС6 и
др.), имеющие форму тел вращения или элементы такой
формы, могут свариваться также и трением. Полученные соединения
из одноименных металлов вполне надежны и равнопрочны с
основным материалом. При сварке металлов с разными теплофизически-
ми свойствами применяется подогрев детали из более тугоплавкого
материала.
Необходимость обеспечения высокой точности заданных
параметров сварки обусловило применение устройств и машин с
автоматическим управлением циклом сварки при любых методах.
При сварке алюминиевых и магнитных сплавов вследствие
активного взаимодействия алюминия и магния с кислородом даже
при нормальной температуре на 'поверхности образуется
тугоплавкая окисная пленка, затрудняющая сплавление. При сварочном
нагреве окись образуется более интенсивно и попадает в шов.
Одновременно вследствие насыщения газами повышается склонность
к образованию трещин и пор, что в совокупности приводит к
резкому снижению пластических свойств соединения. Поверхностная
окисная пленка должна быть удалена на подготовительных
операциях, например, травлением (для травления алюминиевых сплавов
можно использовать ванны следующего состава: едкий натрий —
50 г, фтористый натрий — 45 г на 1 л воды при температуре 60° С
.с выдержкой в течение 1 мин). Для повышения качества шва
вводятся флюсы, растворяющие окислы, присадки, а в зону сварки
подаются инертные газы, способствующие диспергированию окиси.
В связи с этим эффективной оказалась аргоно-дуговая сварка;
применение же ацетилено-кислородной и атомно-водородной весьма
ограничено. Прочность сварных соединений резко изменяется в
зависимости от рода сплава; так, для сплавов АМц и В95 она
составляет соответственно около 100% и 40% от прочности основного
материала. Сравнительно высокая пластичность швов получается
при электронно-лучевой импульсной сварке.
Перспективные алюминиевые сплавы из группы САП, имеющие
предел длительной прочности при температуре 400° С, в 4—5 раз
превосходящей предел прочности сплава Д16, и коэффициент
линейного расширения 19- 10~6, позволяющий использовать их в
конструкциях в контакте со сталями, хорошо свариваются в стык
оплавлением (прочность соединения равна прочности основного
материала). При специальной термообработке и применении флюсов
надежные соединения САП получаются также при АрДЭС.
Глава VIII. Неподвижные соединения
115
Имеются сведения об удовлетворительных результатах сварки
трением алюминия со сталями типа 1Х18Н9.
Титановые сплавы обладают хорошей свариваемостью и
сравнительно малой склонностью к образованию горячих трещин.
Защита зоны сварки и обратной стороны шва от воздействия
атмосферных газов (азота, кислорода и водорода), снижающих
пластичность соединения,— обеспечивается применением АрДЭС.
Кроме того, металл, используемый для сварных конструкций, должен
содержать минимальное количество этих газов. В связи с тем, что
контактная сварка протекает быстро (как и на режимах для
жаропрочных сталей), она может проводиться без защитной среды.
Хрупкий поверхностный слой, свойственный титану,
образовавшийся вследствие диффузии кислорода и азота, ухудшает
свариваемость. Он снимается ©месте с окалиной перед сваркой в ваннах
следующего состава: 300 см3 соляной кислоты, 50 г фтористого
натрия на 1 л воды. При качественной очистке и защите при сварке
соединения титановых сплавов равнопрочны основному материалу,
что видно из следующего:
Материал
ВТ5
ОТ4
Кратковременная прочность
соединения в кГ/мм2 (н/м2-10~7)
при 20° С
80-95
70-90
при 350° С
41-45
42-44
Угол загиба в град
основного
материала
60-70
80-90
шва
75—85
80—100
Интересно отметить, что прочностные и пластические свойства
шва разнородного соединения (ВТ5 + ОТ4) иногда выше, чем
однородного.
Высокое качество шва получается при сварке в среде аргона в
предварительно вакуумированной камере.
Медь и ее сплавы, нашедшие применение в авиадвига-
телестроении, свариваются в основном г е л и е в о-д у г о в о й
сваркой.
При сварке чистой меди получение качественных швов
затруднено вследствие образования пор, так как растворенные в ней или
абсарбированные газы не успевают выделиться при ее быстром
остывании. Устранения пористости добиваются предварительным
подогревом, тщательной подготовкой кромок и другими
технологическими мероприятиями. Медные сплавы, в частности, хромистые
и марганцевые броизы обладают хорошей свариваемостью как с
присадкой, так и без нее и ,не склонны к образованию пор и трещин.
При автоматической сварке неплавящимся (вольфрамовым) элек-
116 Часть вторая. Типы соединений и сопряжений и методы их осуществления
тродом бронзовых деталей малой толщины -присадочный материал
обычно предварительно укладывается по стыку или лодаеггся в зону
дуги. В первом случае присадка изготавливается в виде
'Профилированной проволоки (фиг. 8.35), при этом формирование шва
происходит за счет расплавления проволоки и оплавления
соединяемых кромок.
Для сварки хромистых бронз применяются .присадки из никель-
циркониевой бронзы. Режим сварки и свойства соединения БрХ0,5,
толщиной 1,5 м следующие:
Вид
сварки
АрДЭС
Присадка
Никельцир-
кониевая
бронза
Сила тока
а
220
Скорость
сварки
м/час
32
Предел
прочности
кГ/мм2
(Я/Л12.10-7)
24
Угол
загиба
град
180
При сварке бронз со сталями и жаропрочными сплавами,
например, 1Х18Н9Т, ЭИ654, ЭИ435 и др. применяются присадки из
сплавов на основе меди (никельциркониевых
бронз) или из сплавов на основе никеля
(ЭИ334) или основного материала, при этом
качество шва получается вполне
удовлетворительным. Ввиду того, что теплофизические
свойства этих материалов резко различны
(например, теплопроводность медного сплава
в 10 раз выше, а температура плавления
почти в полтора раза ниже, чем стали), для
правильного формирования шва необходимо
подвести к медному сплаву больше тепла.
С этой целью электрод смещается на 2—3 мм
от линии стыка в сторону бронзы.
АрДЭС меди с алюминием
осуществляется плавящимся силуминовым
электродом после предварительного покрытия меди слоем серебряного
припоя толщиной около 0,8 мм.
Медь и ее сплавы удовлетворительно свариваются также
диффузионным методом. Примерные режимы следующие: давление
сжатия 0,1 — 1,0 кГ/мм* [~ (0,1 — 1,0) • 107 я/ж2], температура
нагрева 700—800° С, вакуум 10"3—10~4 мм рт. ст. [~ (136—
13,6) • 10~3 н/м2]. При этом предел кратковременной прочности
соединения получается равным 15—20 кГ/мм2 [~ (15—20) • 107 н/м2].
Так можно соединять медь с алюминием, титаном и
металлокерамикой.
Фиг. 8. 35. Установка
профилированной
присадки.
/—присадка,
2—свариваемые детали.
Глава VIII. Неподвижные соединения 117
Сварка тугоплавких и специальных
материалов. Применяемые в космических двигателях металлы Мо,
Nb, Та, W и др. относятся к числу наиболее трудносвариваемых.
Обычные методы электродуговой сварки не обеспечивают
надежности соединений этих металлов, так как швы получаются весьма
хрупкими. Это объясняется главным образом активным
взаимодействием металлов с кислородом и азотом при повышенных
температурах, причем металл шва может насыщаться газами из инертной
атмосферы (при АрДЭС), где они присутствуют в виде
примесей.
При сварке плавлением (особенно Мо и W) необходимыми
условиями образования удовлетворительного соединения являются
следующие:
1. Чистота основного металла и присадки, отсутствие в них
вредных примесей, газов, неметаллических включений, приводящих
к охрупчиваеию, образованию пор -и горячих трещин. Причиной
образования пор, в частности, является окись молибдена (МоОз),
которая ори температуре выше 1155° С кипит.
2. Применение технологии сварки, обеспечивающей возможно
лучшую защиту и локальность нагрева металла. Содержание
примесей в инертной атмосфере должно быть менее 0,001%.
3. Отсутствие напряженного деформированного состояния, так
как нагрев в этом случае сопровождается рекристаллизацией с
интенсивным ростом зерна. Это приводит к уменьшению площади
границ зерен, к увеличению плотности охрупчивающих частиц
(окислов, нитридов), располагающихся по границам и, как
следствие, к резкой потере 'пластичности.
Выполнение перечисленных условий достигается применением
для сварных узлов весьма чистого металла (например, прошедшего
зонную очистку), применением сварки в вакууме —
электронно-лучевой, диффузионной или в контролируемой атмосфере в
предварительно вакуумиро'ванной камере, а также проведением
технологических мероприятий, повышающих пластичность после
рекристаллизации. В частности, некоторого повышения пластичности удается
достичь кратковременным (5—6 сек) нагревом шва на ЭЛУ при
температуре 750—900° С. Рекомендуется повышение скорости
сварки до 70 м/ч. По некоторым данным, отличное качество шва
получается при значениях скорости 200—300 м/ч.
Прочность сварных соединений в деталях из литого молибдена,
выполненных на ЭЛУ и в -контролируемой атмосфере, при
нормальной температуре не превышает 50% прочности основного металла;
пластичность соединений получается невысокая. При повышении
температуры прочность (и (пластичность) соединений повышается и
становится близкой к 'прочности основного металла. Об этом
говорят следующие данные.
118 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Показатели
Температура
°С
Кратковременная
прочность кГ/мм2
(Л/Л2.Ю-7)
20
22,3
Сварка на
600
12,5
700
17,8
ЭЛУ
1200
15,3
1450
7
Сварка в
контролируемой атмосфере
в вакуумированной
камере
22
17,2
655
17,5
1390
6,5
1440
8,1
Контактная сварка листового молибдена толщиной более
0,2 мм требует вакуума или защитной атмосферы—водорода, 4-
хлористого углерода, аргона, гелия. Ввиду высокой электропро*вод-
ности применяются прокладки по стыку из фольги тантала, никеля,
циркония или нержавеющей стали. Это позволяет осуществить
контактную сварку как с перечисленными металлами, так и с
алюминием, медью, инваром, марганцем, никелированной латунью,
серебром, вольфрамом,
Меньшие трудности, по сравнению с молибденом и особенно
вольфрамом, 1встречаются ори сварке ниобия и тантала, благодаря
чему они находят значительное применение в сварных
конструкциях. Ниобий и тантал могут свариваться на ЭЛУ и АрДЭС,
причем в последнем случае для тантала рекомендуется использовать
электрод из тантала, а для ниобия — из вольфрама, а также
непременно защищать обратную сторону шва. Большое значение
имеет тщательная очистка перед сваркой. Прочность сварных
соединений тантала и ниобия с 'повышением температуры 'возрастает.
Начиная с 1100° С она соизмерима с прочностью основного металла, а
при 1800° С равна ей и составляет около 5 кГ/мм2 (^5* 107 н/м2).
Пластичность соединений получается удовлетворительной как при
сварке на ЭЛУ, так и АрДЭС и достигает по углу загиба 180°.
При сварке разнородных тугоплавких металлов
руководствуются условиями свариваемости, изложенными выше.
Следует отметить, что при выборе тех или иных сочетаний
тугоплавких металлов в сварных конструкциях, работающих в
активных окислительных средах, определяющим, помимо свариваемости,
является коррозионная стойкость. В средах, содержащих кислород
(водяные пары, воздух, окись углерода и т. п.), стойкость
вольфрама, молибдена, тантала, ниобия и их сварных соединений весьма
низка (при 500—600° С за 100 час работы толщина окисной лленки
иногда доходит до 0,5—1,0 мм). Поэтому применяются легирование
и защитные покрытия металлов, что затрудняет сварку.
Данные о поведении сварных соединений и основных
тугоплавких металлов в некоторых окислительных средах приводятся ниже.
Глава VIII. Неподвижные соединения
119
Коррозионная
среда
H2SO4
HNO3
HCI
HF
КОН
Н2
N2
Состояние
среды
Холодная
Горячая
Холодная
Горячая
Холодная
Горячая
Холодная
Горячая .
Холодная
Горячая
Холодная
Горячая
Коррозионная стойкость металлов
W
Хорошая
Посредственная
Посредственная
Плохая
Отличная
Посредственная
Очень
хорошая
Хорошая
Отличная
Отличная
Мо
Хорошая
Посредственная
Посредственная
Плохая
Хорошая
Посредственная
Хорошая
Хорошая
Очень
хорошая
Очень
хорошая
Нейтральны
Отличная
до 2000° С
Отличная
до 1500°С
Та
Хорошая
Посредственная
Отличная
Очень
хорошая
Очень
хорошая
Очень
хорошая
Плохая
Плохая
Очень
хорошая
Плохая
Nb
Хорошая
Плохая
Отличная
Очень
хорошая
Хорошая
Посредственная
Плохая
ч
• Плохая
Хорошая
Плохая
Охрупчиваются
Охрупчиваются
Сварка циркония осуществляется на ЭЛУ, трением, а при
толщинах до 0,1 мм ультразвуком. Сварка циркония со сталью,
алюминием и другими металлами затруднена из-за образования
хрупких интерметаллических соединений в шве.
Бериллий и его с л лавы находят наиболее широкое
применение в производстве космических двигательных установок
120 Часть вторая. Типы соединений и сопряжений и методы их осуществления
благодаря замечательным ядерным свойствам и высокой удельной
прочности. Сварка бериллия затруднена из-за образования в шве
пор и трещин. Особенностью бериллия и его сплавов является
токсичность и летучесть. Поэтому при сварке его требуется
специальная защита, например, с помощью пластмассового кожуха,
наполненного нейтральным газом (при контактной сварке). Летучесть
ограничивает применение глубокого вакуума в сочетании с
концентрированным нагревом. Очистка поверхности металла вперед
сваркой может проводиться в ваннах из смеси азотной и плавиковой
кислот.
При АрДЭС бериллия и его сплавов рекомендуется
использовать удаляемые подкладки из нержавеющей стали, покрытые
тонким слоем окиси алюминия во избежание прилипания бериллия.
Качество шва сильно зависит от текстуры; более высокая
прочность получается, когда шов направлен перпендикулярно волокнам.
Это учитывается при раскрое. Применяемые скорости сварки: при
ручной АрДЭС — 25 мм/мин, автоматической — 100—400 мм/мин.
Прочность сварного соединения при АрДЭС не превышает
28 кГ/мм2 (я^28 • 107 н/м2). Контактная сварка применяется для
материала толщиной 0,3—1,5 мм, при этом осуществляется защита
всей рабочей зоны станка. Рекомендуется предварительный нагрев
'деталей. При соблюдении этих условий усилие на отрыв сварной
точки (при толщине материала 0,4 + 0,4 мм, диаметре ядра 2,5 мм)
составляет 50—55 кГ ( — 500—550 н) и имеется возможность
сварки пакета из 3 листов.
Хорошие результаты дает диффузионная сварка; прочность
соединения из бериллиевой бронзы (1,8—2% Be, остальное — медь
или кобальт) при 830° С составляет 55—59 кГ/мм2 [~ (55,0—-
59,0) • 107 н/м*].
Графит, а также керметы можно сваривать между собой и с
металлами диффузионной сваркой в вакууме. С помощью ЭЛУ
можно сваривать графит с титаном, цирконием, молибденом,
нержавеющей сталью и другими металлами.
Для сварки пластмасс типа поливинилхлорида (винипласта),
полиэтилена, полиизобутилена, плексигласа, полистирола и др.
могут быть применены следующие методы: с подогревом газом или
воздухом, нагревательным элементом (в виде линейки или
стержня) с непрерывным или -импульсным нагревом, трением или
ультразвуком. Некоторые пластмассы, например, (полиэтилен, могут
свариваться ТВЧ. При первом методе 'источником нагрева служит
воздушный поток, нагретый до 300° С, причем применяются присадки
в виде прутка. Прочность полученных соединений составляет 30—•
60% от прочности основного материала.
Сварка трением осуществляется при скорости вращения около
400 об/мин (я^40 рад /сек) в течение 15—25 сек под очень малым
Глава VIII. Неподвижные соединения
121
давлением. Предел прочности на растяжение сварных соединений
труб из винипласта составляет 45—50%, а на сжатие до 100%
прочности основного материала. Сварка пластмасс ультразвуком
производится ino схеме, отличной от [Принятой для сварки металлов.
В данном случае направление механических колебаний и давления
совмещаются и действуют перпендикулярно свариваемым
поверхностям. С помощью ультразвука осуществляется сварка как
однородных, так и разнородных пластмасс толщиной от 0,1 до 10 мм.
Надежные соединения, равнопрочные с основным материалом,
.получены при сварке изделий сложной формы с труднодоступными:
стыками (например, закрытых крыльчаток ТНА из нейлона и
других термопластиков).
Контроль сварных соединений
В настоящее время контроль сварных соединений является еще
проблемой, так как отсутствуют надежные активные методы
контроля процесса. В .-производстве двигателей летательных аппаратов,,
помимо обычных методов контроля
внешним осмотром, контроля
геометрических параметров шва,
необходимы металлографическое
исследование, а также различные
физические методы контроля соединения и
изделия в целом. Применяются два
основных способа контроля и
испытания: без разрушения сварного
соединения и с разрушением (1—2
изделия от партии). При этом
руководствуются ГОСТами 7122—54,
3242—54, 7512—55 и 6996—54.
Наиболее широко в производственных
условиях применяется контроль
сварных соединений рентгеновскими
(фиг. 8. 36) и гамма-лучами. Этому
способствовала возможность
получения объективного контрольного
документа, каким является снимок
шва. Однако этот метод трудоемок,
требует специальной защиты
обслуживающего персонала, трудно поддается автоматизации. Из других
известных методов можно отметить ультразвуковой,
люминесцентный, магнитный и электромагнитный. В производстве сварных
узлов двигателей нашли -применение методы контроля швов
керосином, испытания образцов сварных узлов и натурные технологиче-
Фиг. 8.36. Схема контроля
сварного соединения
рентгеновскими лучами.
/—трубка, 2—рентгеновские лучи,
3—сварное изделие. 4—экраны,
5—'рентгеновская пленка,
6—кассета.
122 Часть вторая. Типы соединений и сопряжений и методы их осуществления
ские испытания под давлением ;на прочность (водным раствором
хромпика) и на герметичность (воздухом), которые будут
рассмотрены ниже в разделе сборки узлов двигателей.
Паяные соединения
Пайка представляет собой процесс неразъемного соединения
деталей, осуществляемый при температуре ниже точки плавления
ах материала за счет расплавления промежуточной металлической
связки-припоя.
По сравнению со сваркой пайка имеет то преимущество, что
структура основного металла в шве не изменяется и отсутствует
литая структура, свойственная сварному соединению. Кроме того,
сравнительно невысокая температура процесса уменьшает
возможность появления остаточных напряжений и деформаций изделия.
При динамических нагрузках паяные швы более выносливы, чем
сварные. Процесс пайки более (Производителен за счет возможности
одновременного формирования нескольких швов изделия и даже
нескольких изделий.
В зависимости от температуры плавления 'припоя различают
мягкую (до 400° С) -и твердую (выше 600° С) пайки; в данном
пособии будет рассматриваться только твердая пайка.
Припой должен хорошо смачивать основной металл.
Температура его плавления должна быть не менее чем на 50° С ниже
температуры ллавления основного металла. Обычно припой
представляет собой сплавы различных металлов.
Процесс пайки включает следующие основные операции:
подготовка деталей под пайку, сборка, пайка и контроль паяных
соединений.
Перед пайкой детали подвергаются зачистке и обезжириванию.
Для растворения и удаления окислов и загрязнений с поверхности
деталей, защиты поверхности от окисления и улучшения
смачивания используют различные флюсы. Некоторые припои являются
самофлюсующимися.
При сборке под пайку необходимо строго выдерживать
требуемые зазоры в шве, правильно рассчитать количество и место
наложения припоя.
Основное требование при выборе величины зазо.ра сводится к
тому, что он должен быть весь заполнен припоем, удерживаемым
там в жидком состоянии капиллярным действием. Регулировать
величину зазора практически очень трудно. При пайке с нагревом
ТВЧ или горелкой до известной степени удается исправить влияние
неправильного зазора: слишком большого — добавлением
излишнего припоя, слишком малого — применением более «текучего»
припоя.
Глава VIII. Неподвижные соединения 123
Для получения правильного зазора нужно учитывать несколько
факторов, а именно: характеристику лрипоя, тип соединяемых
материалов, площадь, которую должен покрыть припой, качество
поверхности и взаимное положение спаиваемых деталей.
Основным фактором, определяющим величину зазора, является
припой. Существует большое количество разнообразных ирипоев.
При температурах, слегка превышающих температуру ликвидуса,
вязкость припоев разная и некоторые проникают лучше, другие
хуже. Например, медные и низжшлавкие серебряные пршгои опрони-
кают лучше, чем бронзовые или алюминиевые. При всех прочих
равных условиях меньшие зазоры задаются для медных и
серебряных припоев, большие — для бронзовых и алюминиевых. В
некоторых случаях медь проходит в стык даже «при посадке с натягом.
Зазоры между грубо обработанными поверхностями должны
быть меньше, чем между шлифованными и полированными, так
как смачиваемость грубо обработанных или (протравленных
поверхностей выше, чем гладких, и, кроме того, в соединении таких
поверхностей образуется больше капиллярных каналов.
На конструкцию шва также влияет взаимная растворимость,
т. е. сплавление основного материала с припоем, когда часть
основного материала или его составляющих растворяется в
расплавленном припое или когда расплавленный припой диффундирует в
твердую поверхность детали. Например, при пайке меди и нержавеющей
стали припоем на основе золота медь вступает в реакцию с припоем
и этим самым меняет его точку плавления и текучесть. То же
получается лри пайке никелевых сплавов никелевыми «припоями. При
таком сплавлении припой становится более вязким и поступление
его в стык уменьшается по мере взаимного растворения. Кроме
того, зазор в стыке уменьшается или вообще стык становится
«непроходимым» по мере застывания припоя на поверхности стыка.
Поэтому, при возможном появлении взаиморастворения зазор
должен быть больше нормального.
Большое значение имеет длина участка, который должен
заполнить припой. Если припой должен пройти небольшое расстояние от
места его наложения, то он быстро заполнит зазор, до момента
взаиморастворения, и тогда зазор не требуется увеличивать.
Зазоры, установленные при сборке под шайку, в процессе
нагрева изменяются, что wособенно заметно при лайке материалов с
разными коэффициентами линейного расширения.
При нагреве в печах может возникнуть нарушение
капиллярного действия. При слишком быстром или медленном нагревах
припой может не потечь или протечь слишком быстро. Поэтому нужно
учитывать каждый раз свойства данных материалов. Например,
никелевые припои имеют тенденцию отвердевать при взаимном
растворении, если нагрев вести очень медленно.
124 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Одним из способов повышения капиллярного действия является
обдувка дробью 'поверхности или увеличение шероховатости
например путем накати (фиг. 8. 37) при неизменных размерах. Если
зазор слишком велик, можно заполнить излишнее пространство
порошковой смесью железа или никеля или других материалов,
составляющих основу припоя. Более практичным является замена
данного припоя другим, предназначенным для больших зазоров.
Необходимо, чтобы соединение, наиболее подходящее для данного
конкретного узла и выбранного «процесса лайки создавалось
конструктором шв'местно с металлургом.
Для аналитического определения величины
зазора иод пайку можно руководствоваться
следующими соображениями.
Как уже отмечалось, величина зазора
связана с высотой подъема припоя и не должна
превышать определенное значение, при
котором припой целиком заполняет зазор. Исходя
из условия, что капиллярное и гадростатиче-
Фиг. 8.37. Спираль- ское давления должны уравновешивать др\т
ная накатка, улуч- ^ J^ ^J
шающая капилляр- ДРУ™, чтобы удержать жидкость в капилляре,
ность при пайке (по- величину зазора А можно определить из сле-
садка деталей прес- дующего уравнения:
совая).
Припой
где с?н—-сила сцепления припоя с материалом в дин\см (Ю~5н1см).
(Определяется экспериментально. Надежные соединения
получаются, если ан при пайке в вакууме составляет
1000 дин\см (0,01 hjcm), а при пайке с флюсами —
500 дин/см (0,005 н\см)\
£ —ускорение силы тяжести —9,81 м\сек2\
h — высота столба жидкости (высота шва) в см;
Q —плотность жидкости в г\см? (103 кг\мъ).
Если соединяемые металлы разнородны, то изменение величины
зазора А' вследствие разности коэффициентов линейного
расширения будет равно:
где /?— радиус окружности сопрягаемых деталей (окружности
охватывающей и охватываемой деталей приняты условно
равными);
Т — температура нагрева в °С;
с/^'и а2 — коэффициенты линейного расширения материала
охватываемой и охватывающей деталей.
Глава VIII. Неподвижные соединения
125
Припои, как правило, хорошо -выдерживают напряжения
сжатия, но плохо сопротивляются растяжению (кроме серебряных
припоев, допускающих удлинение до 25%). Поэтому следует по
возможности детали с меньшим коэффициентом линейного
расширения располагать снаружи. Для уменьшения растягивающих
напряжений рекомендуется изготовление деталей с 'канавками
(фиг. 8.38). Увеличения высоты подъема припоя можно достичь
сужением зазора. В некоторых случаях рекомендуется применять
дополнительную подачу припоя (фиг. 8. 39) -и пайку на подъем и
спуск (фиг. 8.40).
i
л
г
V
\
\
\
\
\
\
\
\
X
^.
U
2
/
L
У/УУУ/////Х
©н-*
Фиг. 8.38.
Кольцевые компенсирующие
канавки.
/—канавки, 2—крышка
(сталь). 3—трубка (медь).
Фиг. 8.39.
Дополнительная
двусторонняя подача
припоя.
Фиг. 8.40. Пайка на
подъем' и спуск.
Практически при пайке нержавеющих сталей и сплавов
припоями на никелевой и серебряной основе можно рекомендовать
зазоры в пределах 0,02—0,08 мм.
Повышенные (более 0,2 мм) зазоры резко снижают прочность
и пластичность шва.
Сборку деталей под пайку рекомендуется вести в
приспособлениях, конструкция которых не должна вызывать излишний отвод
тепла при нагреве иод пайку; материал приспособления должен
иметь коэффициент линейного расширения, близкий к
коэффициенту основного металла.
Припой изготовляется в виде листового материала (фольги),
пасты и проволоки. Способ наложения припоя зависит от его вида.
Фольга накладывается на место спая и закрепляется обычно
электроконтактной сваркой. Паста наносится путем обмазки или
окунанием детали целиком. На поверхности, имеющие форму тел
вращения, припой может наноситься методом металлизации с помощью
электродугового или ацетиленового металлизатора. Причем
операция полностью или частично автоматизируется благодаря
механизации подачи припоя (проволоки) к распылителю и перемещения
головки металлизатора.
26 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Место наложения припоя должно обеспечить его
распространение по зазору шва капиллярным действием. Этим регулируется
количество и равномерность распределения припоя в шве и время
контакта с основным металлом.
Нагрев при пайке может производиться в печах с защитной
атмосферой или вакуумом, погружением в солевые ванны и токами
высокой частоты.
Пайка в печах ъ вакууме может осуществляться тремя
способами:
1. Путем вакуумирования контейнера, в котором помещается
паяемое изделие.
Фиг. 8.41. Схема установки для пайки.
/—контейнер, 2—осушитель, 3—раскислитель,
4—водород, 5—азот, 6—изделие.
Фиг. 8.42. Пайка лопаток
сектора соплового аппарата
высокотемпературным припоем.
2. За счет вакуумирования самого паяемого изделия, когда все
открытые полости герметизируются (обычно с помощью сварки) и
через специальный штуцер, соединяемый с вакуумными насосами в
полости пайки создается разрежение.
3. В специальных вакуумных печах. Во всех случаях
целесообразно сообщать изделию то или иное движение (например,
вращение), обеспечивающее лучшее и более равномерное растекание
припоя.
На фиг. 8.41 приведена схема установки для пайки в защитной
атмосфере сухого водорода припоем типа Ni—Сг—В. Вначале лечь
подогревают до температуры 1200° С. Узел помещают в контейнер,
который продувают сначала азотом, а затем водородом.
Количество азота и водорода для продувки равно тройному объему
контейнера. Затем контейнер герметизируют и помещают в печь, во
время пайки в контейнере (Поддерживается атмосфера водорода.
По истечении времени, необходимого для пайки, его извлекают.
Глава VIII. Неподвижные соединения 127
Когда температура узла снизится примерно до 370° С, контейнер
продувают азотом и извлекают из него изделие.
В качестве примера можно привести пайку соплового аппарата
турбины (фиг. 8.42) высокотемпературным припоем в печи в
атмосфере сухого водорода. Лопатки собирают секторами -по 4—6 шт.
и устанавливают с зазором в стыке 0,05 мм во внутренние и
наружные кольца; припой в виде пасты наносится вдоль
шва.
Пайка в вакууме имеет преимущества по сравнению с пайкой в-
атмосфере сухого водорода, так как нет необходимости в
трудоемкой операции высокой осушки водорода и, KpoiMe того, отсутствует
реакция со стенками паяльной печи. Швы получаются более
однородные и высокого качества как для нержавеющей стали, так и
целого ряда жаростойких и трудно спаиваемых материалов.
Потребный вакуум от 1СН до 10~5 мм рт. ст. (^13,6 • 10~3—
13,6- Ю-4 я/ж2).
Пайка деталей, где деформации почти не допускаются,
производится в соляных ваннах. Этот способ используется также для
изделий из алюминиевых сплавов. Натрев изделия происходит
быстро и равномерно, почти без деформаций. Соли одновременно
являются флюсом.
Пайка с нагревом ТВЧ позволяет хорошо контролировать
температуру и время нагрева, и поднять скорость нагрева.
Недостатками являются концентрированный нагрев, вызывающий деформацию
изделий, и ограничения по размерам паяемых деталей.
Пайка находит широкое применение при изготовлении
большинства основных узлов жидкостных ракетных двигателей и может
быть использована для электрических ракетных двигателей. Она
обладает более широкими возможностями (по сравнению со
сваркой) соединения разнородных материалов.
Рассмотрим в качестве примера особенности пайки некоторых специальных
металлов — бериллия и вольфрама и керамических материалов.
Специфические свойства бериллия, отмеченные выше, в разделе сварки,
заставляют выбирать методы и режимы пайки в зависимости от конструкции узла
и тщательно выполнять подготовительные операции, которые состоят из
обезжиривания в горячем (70—80° С) щелочном растворе в течение 2 мин, промывки
в проточной холодной воде, травления в 10%-ном растворе соляной кислоты в
течение 10—15 сек, промывки в дистиллированной воде и сушки теплым воздухом.
В качестве припоев для рабочих температур до 790° С применяется серебро
и его сплавы, например, 7,3% Cu+0,2% Li+Ag остальное или 5% А1+
+0,2% Mn+Ag остальное и другие, приготавливаемые в виде фольги толщиной
0,05—0,1 мм.
Пайка может производиться в электровакуумных печах, в высокочастотных
бесконтейнерных печах в среде аргона, и в электрических муфельных печах
о контейнерами, заполненными аргоном. Применяется аргон повышенной
очистки. Вакуум не менее 10~3 мм рт. ст. («13,6- 10~2 н/м2). Некоторые данные
о паяных соединениях бериллия приведены ниже.
128 Часть вторая. Типы соединений и сопряжений и методы их осуществления
Сочетание
металлов
Ве+ВТ5
Ве+ВТ5
Be-(-нержавеющая сталь
Ве+Ве
Припой
Ag
Ag—Cu—Li
Ag
Ag—Си—Li
Температура
пайки
°С
927
897
921
945
Источник
нагрева
ТВЧ
ТВЧ
Вакуумная печь
ТВЧ
Время
выдержки
мин
10
10
32
5
Прочность
на разрыв
кГ/ммЦн/м*-10~~)
при
570° С
3,7
10,7
при
20° С
16
В качестве припоев для пайки вольфрама применяются сплавы:
а) Ni —83%; Сг —7%; Fe — 2,5%; В — 3'%.; Si — 5%; С — 0Д5«/о —
температура пайки 1066° С;
б) Мп —68%; Ni—16%; Со—16%; В — 0,5% — температура пайки 1066°С;
в) Ni —70%, Сг —20%, Si—10%, Fe—1% —температура пайки 1185°С.
Для повышения жаропрочности паяного соединения тугоплавких металлов
{вольфрам) применяют последующую диффузионную обработку (диффузионную
сварку) паяного шва при температуре, не превышающей температуры
рекристаллизации металла.
Для пайки и диффузионной обработки используются обычные электропечи
и предварительно вакуумированные контейнеры с проточным сухим водородом
или аргоном, а также высокочастотные бесконтейнерные печи с защитной средой.
Паяные и диффузионно обработанные соединения (пайка припоем «в» в
течение 5 мин, затем нагрев до 1060° С и выдержка 4 часа) выдерживают
температуры до 2760° С; их прочность на срез при комнатной температуре выше
прочности основного материала.
v При пайке металлов с керамикой обычно применяется предварительная
металлизация керамических деталей.
Процесс пайки жаропрочных сплавов с керамикой состоит из следующих
операций:
1. Поверхность сопряжения предварительно обезжиренной керамики
шлифуется и на нее наносится, погружением в ванну, равномерный слой смеси
(консистенции краски) тонко размельченного и отсеянного порошка металла (Мо,
Fe, Mn или Со) с коллодием.
2. Керамическая деталь выдерживается около 0,5 часа в печи с защитной
средой при температуре порядка 1300—1400° С. Для лучшего закрепления слоя
иногда наносят второй слой (никеля) по той же технологии. Затем следует
отжиг в среде водорода при Г=1000°С.
3. На деталь из жаропрочного сплава или стали электролитическим
способом наносится слой никеля толщиной около 0,008 мм, а затем слой серебра
толщиной около 0,005 мм. Деталь нагревается до 1000° С для расплавления и
равномерного растекания серебра.
4. Сборка соединения под пайку с зазором в стыке 0,02—0,05 мм.
5. Пайка в печах с защитной средой или в вакуумных печах.
Глава VIII. Неподвижные соединения
С целью уменьшения коробления и разрушения металлической
детали она должна обладать эластичностью.
Качество паяного шва проверяется рентгенографическим
методом. Паяные узлы подвергаются испытаниям на прочность и
герметичность без разрушения. Часть образцов шва проходит
механические испытания.
Химико-физические соединения
К этому виду соединений относится склеивание металлов
и других материалов тем или иным видом клеящего состава.
Преимущества клеевых соединений, выполняемых, как
правило, внахлестку, состоят в снижении веса изделия, по сравнению с
соединениями клепкой, пайкой и сваркой, в получении герметичных
швов, отсутствии дополнительных напряжений, вызываемых
нагревом (сварка, пайка), сверлением или просечкой отверстий под
заклепки и пр. При вибрационных нагрузках клеевые соединения
имеют преимущества перед клепаными и сварными, снижая
вибронапряжения.
К недостаткам клеевых соединений нужно отнести низкую
.прочность при отрыве (отслаивании), необходимость нагрева изделий
для отверждения большинства типов клеев, отсутствие надежных
методов контроля качества склеивания без разрушения изделия и
некоторая токсичность клеев.
Склеивающее действие основано на явлениях к о г е з и и и
адгезии. Под первой понимаются силы молекулярного сцепления,
независящие от свойств склеиваемых материалов и характеризую-
щие клеящий состав. Понятие адгезии охватывает разнообразные
явления, которые действуют на границе раздела двух плотно
соприкасающихся материалов. Различают два типа адгезионной связи —
электростатический и диффузионный, сущность которых
определяется самим названием. Имеется также ;адсорбционная связь —
чисто поверхностный процесс образования прочной связи между ад-
гезивом и субстратом в результате действия межмолекулярных сил.1
В настоящее время считают, что наиболее вероятной причиной
адгезии являются чисто электрические явления [27].
8 природе адгезии большую роль играют также химические
факторы.
Прочность клеевого соединения зависит от следующих
факторов:
а) равномерность загружающих напряжений;
б) -степень адгезии или прилипания клея к соединяемым
элемент ам;
9 1806
130 Часть вторая. Типы соединений и сопряжений и методы их осуществления
в) степень изменения химико-физических свойств отвержденного
клеевого шва в зависимости от толщины клеевого слоя,
температурных и других режимов работы соединения;
г) изменение (прочности клеевого слоя в зависимости от
технологического процесса.
Клеи должны иметь простую технологию применения и
обладать жизнеспособностью, позволяющей их использовать в течение
не менее 2 час после составления. В составе клеев желательно
отсутствие токсических веществ. Клеевые соединения металлических
конструкций должны обладать хорошей выносливостью, стойкостью
к старению и длительным нагрузкам в интервале температур от—60°
до + (60—80)° С. Большое значение имеют клеи с теплостойкостью
до 350Р С 'И выше.
Клеи должны обеспечивать получение непрерывного клеевого
соединения при возможном наличии зазоров (до 1 мм) между
неплотно прилегающими деталями.
Материалами, применяемыми в качестве клеев, являются высо-
кополимеры. Встречаются различные классификации клеев,
например холодного и горячего отверждения, по принадлежности
основного компонента соответственно к термопластичным или
термореактивным продуктам, на основе полимеров, получаемых реакцией
полимеризации или поликонденсации и пр. Удобной считается
классификация, принятая для органических соединений [27].
У нас распространены бутварно-фенольные клеи, называемые
сокращенно БФ. Приводим некоторые данные по прочности
соединений клеем марки БФ-2.
Склеиваемые материалы
Сталь ЗОХГСА
Сталь 1Х18Н9Т
Прочность на сдвиг в кГ'/'см2 (н/м2-10~5)
»,при температурах
—60°
127
152
20°
, 405
366
60°
145
165
Прочность при симметричном отрыве 450—500 кГ/см2 [~(450—
500) 105 н/м2].
Широкое распространение получили клеи на основе эпоксидных
смол, так как они легко полимеризуются как при их нагреве, так и
при нормальной температуре без существенной усадки.
Приведем некоторые параметры отечественных и зарубежных
клеев этого типа.
Глава VIII. Неподвижные соединения 131
Марки .клеев, применяемых у нас,— ВК-32-ЭМ, Эпоксид II и
ПР [27], за рубежом — Аральдит. Эти клеи не содержат
растворителя.
Прочность на сдвиг при 20°С
кГ/см* (н/м2)
Эпоксид ПР . 218 («218-105)
Аральдит 211 («21Ы05)
Большой интерес представляют эпоксидно-фенольные клеи,
обладающие более (высокой теплостойкостью, чем немодифицирован-
ные полиэпоксидные композиции.
Повышенную теплостойкость имеют клеи на основе кремний-
органических соединений, как например клеи ВС-10-М, ВС-350 и
др. При склеивании стали ЭИ654 с такой же сталью ма'ксимальная
прочность при 20° С составляет 200 кГ/см? («200-105 н/м?) и
60 кГ/см2 ( — 60- 105 н/м2) при 300° С. Эти клеи, обладая хорошей
текучестью, способны заполнять зазоры и неровности, не требуя
высоких давлений. При склеивании при помощи jipecGOB или
вакуумных мешкав, в зависимости от конфигурации склеиваемых
.поверхностей и качества пригонки, применяется удельное давление 0,65—
3 кГ/см2 [~ (0,65—3)105 н/м2]. При склеивании деталей сложной
конфигурации следует придерживаться верхнего предела давлений.
Оптимальная температура отверждения для клея ВС-10 180° С, а
для ВС-350—200° С. Продолжительность выдержки под прессом —
примерно 2 часа. Технология склеивания состоит в следующем:
1. Подготовка поверхности.
2. Нанесение клея.
3. Отверждение клея — выдержка под давлением при
температуре склеивания.
Стальные поверхности пригоняются, обезжириваются, опеско-
струиваются или зашкуриваются. Для некоторых
коррозионно-стойких сталей требуется нанесение защитного покрытия в виде
цинкования или кадрирования. Затем кистью наносится слой клея и
поверхности выдерживаются при комнатной температуре «примерно
1 час для удаления раство!рителя. Опыт показал, что для 'получения
прочных теплостойких клеевых соединений следует наносить клей
двумя тонкими равномерными слоями, с часовой промежуточной
«открытой» выдержкой. После открытой выдержки в течение 1
часа с момента нанесения второго слоя клея поверхности
складывают и прессуют при заданной температуре.
Расход клеев составляет примерно 70—80 г сухого вещества на
1 м2 склеиваемой поверхности. Оптимальная толщина клеевой
прослойки — 0,03—0,15 мм.
Клеи изготовляются в виде растворов, порошков, пасты и
твердых прутков. Для повышения прочности при неравномерном отрь-
9*
132 Часть вторая. Типы соединений и сопряжений и методы их осуществления
ве (асимметричном) используют клеи в виде пленки, армированной
стеклопластишм. Это повышает 'прочность на отрыв почти вдвое.
Вначале на поверхность металла наносят тонкий слой жидкого клея
и дают открытую выдержку на воздухе. После этого 'кладут
клеевую пленку и спрессовывают изделия при заданных давлении и
температуре.
Для повышения прочности при асимметричном отрыве иногда
используют дополнительные крепления по краям нахлестки в виде
заклепок 'или точечной сварки.
В дефектоскопии клееных соединений используются методы:
вакуумный, 'при котором непроклеенное место выпучивается под
действием вакуума; метод свободных колебаний, создаваемых в
изделии пневматически, при котором при наличии дефекта меняется
характер собственных колебаний и, следовательно, излучаемого
звука; метод сквозного прозвучивания, ультразвуковой
резонансный метод и другие.
Часть третья
ОСОБЕННОСТИ УЗЛОВОЙ И ОБЩЕЙ СБОРКИ
В настоящем разделе будут рассмотрены особенности узловой и
общей сборки газотурбинных и ракетных двигателей. Эти
особенности, вызывающие применение (Некоторых специальных методов
сборки, связаны как с конструкцией двигателей, так и с условиями
их работы. К последним следует отнести большую динамическую и
тепловую напряженность деталей и узлов.
Глава IX
ОСОБЕННОСТИ СБОРКИ ТИПИЧНЫХ УЗЛОВ
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Особенности узло!вой сборки рассматриваются на примерах
компрессоров, камер сгорания, газовых турбин, корпусов и коробок
передач.
§ 1. СБОРКА КОМПРЕССОРА
В современных ГТД встречаются два типа компрессоров —
осевые и центробежные. Несмотря на их конструктивные различия, с
точки зрения требований к сборке и основных сборочных операций,
компрессоры имеют много общего. Вращающиеся узлы
компрессоров (роторы) должны быть тщательно уравновешены. С этой
целью необходимо обеспечить в них при сборке весовую симметрию,
а также точность расположения деталей относительно цапф
(валов) и соосность последних.
Центробежные компрессоры
Компрессор центробежного типа состоит из корпуса с
направляющим аппаратом и диффузором и ротора. Ротор включает
колесо, вращающийся направляющий аппарат, опорные цапфы,
колесо вентилятора, а также приводную муфту. Один из типичных
роторов центробежного компрессора (двигателя ВК-1) показан на
фиг. 9.1, порядок сборки которого (укрупненный) приведен на
операционной карте (стр. 134—135) и технологической схеме (фиг. 9.2).
Операция № | Сборка ротора компрессора
№
перехода
1
2
3
4
5
6
Наименование переходов
Провести статическую балансировку
колеса
Установить передний вал на колесо
компрессора
Установить передний ВНА на колесо
компрессора
Произвести тарированную затяжку
гаек; при этом:
а) удлинение шпилек после затяжки
0,15—0,17 мм;
б) зазор между перьями ВНА и
колесом 0,05—0,07 мм;
в) свисание перьев ВНА
относительно лопаток 0,15 мм
Повернуть узел на 180°
Повторить переходы 2, 3 и 4
Оборудование
Электротельфер,
Балансировочные ножи
Сборочный
стенд
Сборочный
стенд
Сборочный
стенд,
Электротельфер
Сборочный
стенд
Приспособление
Оправка
Спецприспособление
Подъемное
приспособление
Инструмент
сборочный
Ключ
Молоток
Оправка
Молоток
Оправка
Спецключ
измерительный
Весы
Щупы
Индикатор
10
11
12
Установить регулировочное кольцо н
задний вал
Установить на задний вал колесо вен
тилятора
Установить контрящую шайбу на зад
ний вал
Затянуть гайку крепления колеса вен
тилятора
Произвести контроль биения
относительно поверхностей Б и В:
а) поверхности А не более 0,06 мм;
б) поверхности К не более 0,06 мм;
в) поверхностей Д и М не более
0,1 мм
Провести динамическую балансировку
)отора компрессора с точностью до
0 г-см
Сборочный
стенд
Сборочный
стенд
Сборочный
стенд
Сборочный
стенд
Электротель
)ер
Электротель-
ер
Балансиро-
очная машина
Призмы
Зажимные
центра
Индикаторное приспособ
ление
Молоток
Оправка
Спецключ
Индикатор
136
Часть третья. Особенности узловой и общей сборки
К основным сборочным операциям ротора относятся:
последовательное соединение передней и задней цапф и вращающихся
направляющих аппаратов (забор'ников) с колесом компрессора;
сборка колеса вентилятора; установка подшипников; установка
приводной (ведомой) муфты; динамическая балансировка.
А
\
10
Фиг. 9. 1. Ротор центробежного компрессора.
/, //—шпильки крепления направляющих аппаратов, 2—ведомая зубчатая втулка,
3—тайка крепления колеса вентилятора, 4—контрящая шайба, 5—колесо вентилятора,
е—регулировочное кольцо, 7—задний вал, 8—задний направляющий аппарат.
9—колесо компрессора, 10—передний направляющий аппарат, 12—передний вал.
А Д, М, К—поверхности, по которым контролируется биение относительно опор
Б и В.
Цапфы при их установке центрируют по буртикам колеса
компрессора, а направляющие аппараты — ;по конусам, имеющимся
на цапфах. •
Для обеспечения надежного соединения колеса, цапф и
направляющих аппаратов крепежные гайки затягивают по определенной
схеме (фиг. 9.3) с усилием, обеспечивающим вытяжку шпилек в
Глава IX. Особенности сборки типичных узлов ГТД
137
пределах 0,10'—0,16 лш. Вытяжка шпилек контролируется
индикаторным (приспособлением в процессе затяжки. Гайки контрятся
шплинтами. Если после затяжки отверстия гайки и шпильки под
шплинт не совпадают, то необходимо установить под гайку
калиброванную регулировочную шайбу.
Колесо
компрессора
Гайка -
контрящее^
кольцо Г
Кольцо то-
шипника
\3а?лушка
ь
г
р
Контрящее
кольцо
стяжная
втулка
Опорная
втулка
Втулка -
Шири-
Honoaui
Винты
Цферичес -1
кое кольцо]
Группа
Фиг. 9. 2. Технологическая схема сборки ротора центробежного компрессора.
При сборке колеса веитилятора (см. фиг. 9. 1) вначале
устанавливают регулировочное кольцо, затем колесо устанавливают на
шлицы и затягивают гайку. Регулировочное кольцо обеспечивает
требуемый зазор между лопатками колеса и его корпусом. Размер
кольца подбирается окончательно при общей сборке двигателя.
Боковой зазор в шлицах колеса подбирается равным от 0,02 до
0,05 мм, причем рекомендуются минимальные его значения.
Внутренние обоймы подшипников устанавливаются ;на цапфах
с натягом, для чего подшипники нагревают до 100—120° С.
Соединительная муфта компрессора и турбины состоит из двух
частей — ведущей, связанной с ротором турбины, и ведомой,
связанной с ротором компрессора. Ведомая часть муфты соединяется
с задней цапфой ротора с помощью прямоугольных шлицев и
закрепляется стяжным болтом. Один из шлицев, более широкий, яв~
138 Часть третья. Особенности узловой и общей сборки
ляется установочным. В осевом направлении муфта фиксируется
специальной гайкой. Боковые зазоры в шлицах подбираются но
минимальному значению допуска. У собранного ротора
индикаторами проверяется радиальное и торцовое
биение колеса компрессора, колеса
вентилятора и ведомой муфты, для чего
ротор цапфами устанавливается на призмы.
Ротор динамически уравновешивают
в собственных подшипниках с точностью
8—10 г'См. Уравновешивание достигается
ввертыванием балансировочных пробок в
резьбовые отверстия переднего и заднего
направляющих аппаратов, снятием металла
с колеса вентилятора и подбором
фиксирующей гайки ведомой муфты.
Фиг. 9.3. Схема затяж- После уравновешивания фиксируется
ки гаек. взаимное расположение основных
деталей ротора, для чего внутренние
обоймы подшипников, колесо вентилятора, стяжной палец и цапфы
клеймятся.
К узловой сборке компрессора относится также сборка
входных патрубков и соединение их (.предварительное) с корпусом
компрессора.
Компрессоры существующих реактивных двигателей пока еще
не являются технологическими узлами, ввиду чего их полная
сборка осуществляется на линии общей сборки двигателя.
Осевые компрессоры
Компрессоры осевого типа состоят из ротора и корпуса или
статора.
К роторам предъявляются высокие требования в отношении
уравновешенности, а также взаимного расположения поверхностей
дисков и лопаток относительно поверхностей цапф.
Выполнение указанных основных требований достигается
тщательным подбором лопаток по массе и расположению центра
тяжести и последующим уравновешиванием собранных узлов. Диски
между собою соединяются по центрирующим пояскам и торцовым
шлицам, а скрепляются стяжными болтами, радиальными
штифтами или винтами. На определенных этапах технологического
процесса приходится прибегать к механической обработке посадочных
поверхностей в сборке (в узле).
Несмотря на конструктивные различия осевых роторов,
основные операции по их сборке имеют много общего.
Глава IX. Особенности сборки типичных узлов ГТД
139
Рассмотрим сборку роторов осевых компрессоров, скрепляемых
радиальными штифтами (фиг. 9.4), стяжной штангой и
радиальными винтами (фиг. 9, 5).
По техническим условиям статическая балансировка ротора,
показанного на фиг. 9. 4, не предусмотрена. Сборка ib этом случае
может выполняться в следующем ;поряццсе:
1) сборка дисков между собою;
2) установка цапф;
3) установка лопаток;
4) динамическая балансировка.
Фиг. 9.4. Ротор осевого компрессора с радиальными штифтами.
Заданный натяг в соединениях дисков и цапф обеспечивается
подбором деталей по посадочным пояскам. Величина натяга
выбирается в зависимости от диаметра и материала (алюминиевый
сплав, сталь и др.) дисков и колеблется в пределах от 0,05 до
0,7 мм. Диски с охватывающими поясками нагреваются при сборке
до расчетной температуры (130—150° С для дисков из
алюминиевых сплавов) и выдерживаются в течение 10—12 мин.
Фиксирующие штифты подбираются с натягом от 0,01 до
0,03 мм по отверстиям, которые сверлятся и развертываются
в узле.
Цапфы с крайними дисками собираются аналогично с той лишь
разницей, что перед этой операцией дополнительно растачиваются
посадочные пояски под цапфы.
Для контроля сборки дисков ротор устанавливается своими
цаофами на призмы. Допускается биение отдельных поверхностей
не более:
— по торцам цапф—0,01 мм;
— по шейкам цапф — 0,03 мм;
— по периферии дисков — 0,15 мм;
— по периферии барабанов1 — 0,2 мм.
140
Часть третья. Особенности узловой и общей сборки
В комплект каждого диска отбираются лопатки с разностью
массы не более 5 г. В диаметрально противоположные лазы
устанавливаются лопатки с значительно меньшей (до 0,5 г) разностью
масс. Одновременно подбирают лопатки по размерам комлевой
части для О!беспечен1ия требуемой посадки в пазах диска. В дисках
из алюминиевых сплавов, имеющих пазы ти(па ласточкина хвоста,
подбором из двух групп лопаток выдерживается зазор в замке
в пределах от 0,005 до 0,035 мм.
Фиг. 9. 5. Ротор осевого компрессора со стяжной штангой и радиальными винтами.
В стальных дисках, имеющих елочные замки, посадки
контролируются ;по качке лопаток в плоскости диска (качка ко«ца лооатки
не должна .превышать 0,4—0,45 мм), а также то перемещению ло-
паток вдоль пазов, которое не должно быть более 0,4 мм.
Динамическую балансировку ротора предпочитается вести
в собственных подшипниках. Требуемая точность уравновешивания
составляет 5—8 г • см. Уравновешивание достигается подбором
лопаток по весу из соответствующих весовых групп или снятием
металла на деталях ротора в обусловленных !места(х.
При неразъемной конструкции корпуса компрессора ротор
обычно балансируют в своем корпусе с установленными
направляющими аппаратами, так как -при этом исключается необходимость
последующей переборки ротора, ухудшающей его
уравновешенность, ч
Сборка ротора компрессора, диски которого скрепляются
стяжной штангой (см. фиг. 9.5), может осуществляться в следующем
порядке:
1) сборка отдельных дисков с лопатками;
2) сборка переднего и заднего дисков с цапфами;
3) сборка ротора;
4) динамическая балансировка.
Если -по техническим условиям требуется статическое
уравновешивание отдельных дисков, то оно производится после установки
Глава IX. Особенности сборки типичных узлов ГТД 141
лопаток^ Операции сборки диско© и установки лопаток, а также
технические условия на 'подбор лопаток в основном аналогичны
предыдущему примеру.
Сборка ротора состоит в последовательном соединении дисков,
начиная с первого, и стягивании их штангой. Затяжку
контролируют по удлинению штанги на 1,5—1,8 мм.
После этого (проверяется биение поверхностей дисков (ротор
устанавливается на призмы). Если биение превышает допустимое,
то гайка штанги отпускается и проверяемый диск поворачивается
на своем пояске на некоторый угол до такого положения дисков,
при котором биение их будет находиться в пределах допуска.
Затем диски скрепляются стяжной штангой и радиальными
винтами. Усилия затяжки при сборке роторов подобных 'конструкций
весьма значительны и достигают нескольких тонн (для серийных
типов двигателей усилия равны 5—10 Т [~ (5ч-10) 104 н].
Непосредственная затяжка гайкой вызывает пластические деформации в
местах контакта по резьбе и торцу. Поэтому операция затяжки
производится после предварительного создания в стягиваемых
деталях упругих сжимающих напряжений, соответствующих заданным
напряжениям затяжки. Для этого применяются различные прессы
или специальные гидравлические приспособления. При сохранении
напряженного состояния в роторе тайка завертывается до отказа,
а затем нагрузка снимается. Некоторое ослабление напряжения,
происходящее ири этом, заранее учитывается при его расчете.
Корпус компрессора (статор) состоит из собственно корпуса
(литого, сварного или комбинированного) и направляющих
аппаратов до числу ступеней компрессора. Корпус может быть
выполнен целым или разъемным в плоскости, совпадающей с осью
компрессора или перпендикулярной ей. Лопатки направляющих
аппаратов крепятся непосредственно в корпусе, в съемных кольцах или
полукольцах. Крепление лопаток к корпусу осуществляется
сваркой, пайкой или резьбовым соединением, а к кольцам — сваркой,
пайкой или развальцовкой. В некоторых случаях соединение
лопаток с внутренним кольцом делается подвижным.
В разъемных корпусах собранные направляющие аппараты
устанавливаются при узловой сборке, в неразъемных корпусах —
при общей сборке, последовательно со ступенями ротора.
§ 2. СБОРКА КАМЕР СГОРАНИЯ
Камера сгорания представляет собой один из важнейших узлов
газотурбинного двигателя. От правильности ее сборки во многом
зависят качественные показатели двигателя и надежность работы
как самой камеры, так и всего узла газовой турбины.
Камера должна обеспечить равномерное горение в пределах
определенной зоны и не иметь местных перегревов. Поэтому тре-
142
Часть третья. Особенности узловой и общей сборки
бования, предъявляемые к сборке камеры, сводятся в основном
к соблюдению травильного взаимного расположения ее частей и
форсунки.
В существующих двигателях приняты камеры трубчатого
типа, кольцевые и комбинированные (трубчато-кольцевые). Все
эти камеры имеют много общего с точки зрения сборки, но» между
ними имеется существенная разница. Камеры трубчатого типа
представляют собой пример совпадения конструкторского и
технологического узлов. Они собираются полностью на узловой сборке, а
Фиг. 9. 6. Камера сгорания.
/—центрирующая втулка, 2—кожух, 3—жаровая труба, 4—центрирующая
втулка (телескопическая), 5—горловина, 6—сферическое кольцо.
на общей 'производится их установка. Кольцевые и
комбинированные камеры в основном собираются на линии общей оборки. Ниже
рассматриваются лишь особенности сборки камер первого и
третьего типов.
Основными частями камер трубчатого типа (фиг. 9. 6)
являются: жаровая труба, кожух и горловина, ори соединении которых
требуется обеспечить радиальную и осевую фиксацию.
Жаровую трубу подбирают так, чтобы при установке ее в
кожух обеспечить требуемый зазор А, замеряемый в восьми точках
индикаторным приспособлением, настроенным на данный размер.
После установки жаровой трубы к кожуху крепится горловина
камеры сгорания.
Жировая труба со стороны входного патрубка кожуха
центрируется и крепится при помощи двух телескопических втулок
(фиг. 9.7) и центрирующей втулки, которая укреплена на кожухе
камеры сгорания и входит в центральную муфту, приваренную
к жаровой трубе.
Глава IX. Особенности сборки типичных узлов ГТД
143
Со стороны газосборника жаровая труба заканчивается поясом
с выступами Б (см. фиг. 9.6), которыми она центрируется в
нижней части кожуха камеры огораиия. Между выступами и кожухом
должен быть зазор, проверяемый щупом.
Фиг. 9.7. Узел крепления камер сгорания.
Чтобы избежать .перекосов камеры относительно 'входного
патрубка и перенапряжений крепящих ее болтов при сборке и в
работе, на горловину камеры устанавливается сферическое кольцо.
Комбинированные, трубчато-кольцевые камеры включают
элементы индивидуальных и кольцевых камер (фиг. 9.8). Они
состоят из наружного 2 и внутреннего 4 кольцевых корпусов камеры
Фиг. 9. 8. Трубчато-кольцевая камера сгорания.
1—форсунка, 2—наружный корпус, 3—жаровая труба, 4—внутренний корпус,
5—входная часть.
(являющихся обычно и силовыми элементами двигателя) и
расположенных между ними отдельных жаровых труб 3, аналогичных
рассмотренным выше. Камеры такого типа собираются с сопловым
аппаратом I ступени на узловой сборке. При этом внимание
обращается на то, чтобы было обеспечено надежное замыкание
лепесткового замка их фланцев. При общей сборке изделия, во избежа-
144
Часть третья. Особенности узловой и общей сборки
Фиг. 9.9. Сборка узла камеры его
рания.
/—камера сгорания, 2—задний корпус ком
прессора, 3—сопловой аппарат, 4—спец
болты.
ние самопроизвольного размыкания замка, камера и сопловой ап-
ларат стягиваются спецболта1ми 4 (фиг. 9.9), которые затем
снимаются.
§ 3. СБОРКА ГАЗОВЫХ ТУРБИН
Одноступенчатые турбины
Характерными узлами турбины, на которых целесообразно
показать методы сборки, в частности, для двигателя с центробежным
компрессором, являются шпловой аппарат с газосборником и
ротор турбины. Газосборник (фиг. 9. 10) служит опорой для камер
сгорания.
В процессе сборки в окна корпуса 'вставляются (втулки 2, а
затем на шпильки корпуса устанавливаются патрубки 3.
Соосность основных частей газосборника и соплового аппарата
обеспечивается кольцом 5 и центрирующими поясами на со/прягае-
мых деталях.
При сборке газосборника обращают особое внимание на
соблюдение радиальных и осевых зазоров, обеспечивающих свободное
расширение деталей при их нагреве в работе.
Сопловой аппарат турбины состоит из 'внешнего и внутреннего
ободьев, лопаток, лабиринтного и регулировочного колец и
крепежных болтов. Внутренний обод крепится к заднему фланцу
барабана газосборника, а наружный — к крышке газосборника.
Глава IX. Особенности сборки типичных узлов ГТД
145
Лопатки соплового аппарата устанавливаются между
внутренним и наружным ободом (фиг. 9. 11). Для выполнения этой
операции внутренний обод устанавливается .предварительно на 3—4
центрирующих болта. После установки всех лопаток во внутренний
обод устанавливается наружный обод и ободья закрепляются
окончательно.
^Отверстия для Воздушных
патрубков
Фиг. 9. 10. Газосборник.
/—корпус, 2—направляющая втулка, 3—^патрубки, 4—крышка,
5—направляющее кольцо, 6—барабан.
Качка смонтированных лопаток .в ободьях допускается в трех
взаимно перпендикулярных направлениях для компенсации
разности температурных расширений деталей во время работы
двигателя. Правильность сборки определяется наличием качки лопаток и
соответствующего проходного сечения, которое измеряется
индикаторным приспособлением у каждой лопатки в пяти поясах,
расположенных на определенных диаметрах (фиг. 9. 12). Эти требования
обеспечиваются подбором лопаток.
При сборке внутреннего обода с барабаном необходимо
обеспечить их соосность. Для этой цели у обода 1 имеется
цилиндрический поясок (см. фиг. 9. 11), который одновременно служит опорной
поверхностью для замков лопаток при установке их во внутренний
обад. При сборке узла уплотнения выдерживаются осевой -и
радиальный зазоры <в лабиринте.
10 1806
146
Часть третья. Особенности узловой и общей сборки
Осевой зазор А (см. фиг. 9. 11), равный 1,2—1,3 мм, измеряется
щупом и обеспечивается подбором регулировочного кольца 4.
Радиальный зазор определяется по величине смятия свинцовых
пластин, уложенных на выступы кольца лабиринтного уплотнения при
предварительной сборке.
Ротор турбины состоит из диска, набора лопаток с елочными
замками, вала и ведущей шлицевой муфты.
Фиг. 9. 11. Узел турбины.
/—внутренний обод, 2—наружный обод,
3—корпус турбины, 4—лабиринтное кольцо,
5—регулировочное кольцо.
В процессе сборки ротора диск сажается на шлицы вала и
стягивается прецизионными болтами. Центровка диска и вала
обеспечивается фланцами с центрирующими поясками.
Лопатки ротора подбирают по массе и величине качки в пазах
диска. Разность масс диаметрально расположенных лопаток не
должна превышать .примерно 0,2 г, а разность масс лопаток в
комплекте допускается не более 10 г.
Качка лопаток (фиг. 9. 13) контролируется индикаторным
приспособлением. Радиальная качка логпаток в холодном состоянии
допускается не более 1,2—1,3 мм. Подобранные лопатки клеймятся
порядковым номером, соответствующего гнезда диска.
Ведущая муфта с контрящим кольцом подбирается «по шлицам
вала турбины и имеет широкий паз, который определяет ее
положение на валу турбины.
Глава IX. Особенности сборки типичных узлов ГТД
147
Фиг. 9. 12. Контроль проходных
сечений соплового аппарата.
Фиг. 9. 13. Контроль качки лопаток турбины.
10*
148 Часть третья. Особенности узловой и общей сборки
После окончательной оборки ротор турбины динамически
уравновешивают с точностью от 8 до 10 г-см, подбором
балансировочных пробок, ввинчиваемых в специальные резьбовые отверстия
диска турбины, и снятием металла на фланце ведущей муфты.
При уравновешивании ротор турбины устанавливается на
одном собственном подшипнике и другом вспомогательном
подшипнике машины.
Многоступенчатые турбины
В одноступенчатой турбине технологический узел ротора
соответствует конструкторскому. Что касается двух- и
многоступенчатой турбин, то при неразъемной конструкции соплового аппарата
собрать его с готовым ротором не представляется возможным.
Поэтому узлы ротора или соплового аппарата дособираются на
общей сборке.
Можно отметить три конструктивных варианта
многоступенчатой турбины:
1. Разъемный ротор при неразъемных сопловых аппаратах.
2. Неразъемный ротор, а сопловые аппараты — разъемные в
плоскости, совпадающей с осью турбины.
3. Сопловые аппараты неразъемные, а ротор поступает на
сборку частично разобранным (лопатки установлены лишь в первой
ступени).
Если конструктором .выбран первый вариант, то сборка турбины
содержит операции по установке дисков ротора, чередующиеся
с операциями установки соответствующих ступеней сопловых
аппаратов.
При втором варианте сборка турбин мало отличается от сборки
компрессора с разъемным корпусом.
При третьем варианте последовательность операций сборки
узла ротора, поступающего на общую сборку, может быть
следующей:
1) сбор'ка дисков между собой;
2) соединение вала с дисками;
3) установка предварительно подобранных лопаток;
4) динамическое уравновешивание;
5) снятие лопаток с диска I и последующих ступеней.
Лопатки с диском I ,и всех последующих ступеней
окончательно собираются на общей сборке при чередовании с операциями
установки соответствующих сопловых аппаратов.
Предварительно лопатки подбираются по массе и по зазору
в замке. Разность масс лопаток в комплекте допускается от 5 до
Глава IX. Особенности сборки типичных узлов ГТД
149
10 г, а разность масс диаметрально противоположных лопаток не
должна превышать 0,5—1 г. Качка лопаток в плоскости диска
допускается для всех ступеней не более 0,35—1,0 мм. Перемещение
лопаток вдоль паза допускается не более 0,05 мм.
Диски в многоступенчатых турбинах соединяются несколькими
способами (с помощью центрирующих поясков, треугольных
торцовых шлицев и т. п.) и крепятся радиальными штифтами,
шпильками или винтами. Широко
распространен способ
соединения с помощью
силовых колец (фиг. 9. 14).
Диски с силовыми
кольцами собирают с
подогревом охватывающей детали
для обеспечения натяга по
центрирующему пояску в
пределах от ОД до 0,16 мм.
Точное взаимное
расположение дисков ротора
достигается растачиванием
силового кольца в сборе перед
посадкой каждого диска.
Операция выполняется при
установке узла (см. фиг.
9. 14) на приспособлении
по поверхности 1 с упором
в поверхность 2 и
закреплением по поверхности 4.
Обтачивание посадочных
поверхностей 5 и б с заданной
точностью производится
после выверки установки по
поверхности 3. Биение ее
не должно превышать
0,015 мм. Затем по
окончании сборки всех дисков,
постановки вала и
лопаток ротор направляется
Фиг. 9. 14. Соединение дисков ротора
силовыми кольцами.
1—посадочная поверхность, 2—упорная
поверхность, 3—контрольная поверхность установки,
4—'поверхность закрепления, 5, 6—обрабатываемые
посадочные поверхности.
на динамическую балансировку.
Одновременно с динамической балансировкой проверяются
радиальные и осевые биения лопаток. Уравновешивание достигается
заменой лопаток или снятием слоя металла © установленном
месте.
У лопаток, замененных из-за дисбаланса, качка и биение
должны быть в пределах допуска. После динамической балансировки
лопатки считаются окончательно подобранными.
150 Часть третья. Особенности узловой и общей сборки
§ 4. СБОРКА КОРПУСОВ, КОРОБКИ ПРИВОДОВ, РЕДУКТОРОВ ВИНТОВ
И ТРУБОПРОВОДОВ
Сборка корпусов
Основным требованием, предъявляемым к сборке корпусов,
является их соосность. У газотурбинных двигателей обычно имеются
от 2 до 4 основных корпусов, в которых размещены подшипники.
В процессе сборки подшипники качения подбирают с
определенной посадкой по гнездам корпусов, после чего устанавливают в
корпусы. Затем корпусы соединяют и проверяют соосность при
помощи скалки или оправки с индикатором (см. ниже гла'ву 10 § 2 и
фиг. 10.6, 10.7.
Диаметральные зазоры между валом и гребешками уплотнения
должны быть в пределах допуска. Это достигается подбором
лабиринтных уплотнений.
Масляные каналы корпусов проверяются на герметичность
смесью трансформаторного масла (65%) и керосина (35%) при
давлении от 3,5 до 4 ати [(^3,5-^4) 105 н/м2] в течение нескольких
минут.
Сборка коробки приводов
Короб-ка приводов предназначена для передачи крутящего
момента агрегатам, обслуживающим двигатель и самолет. В коробке
имеется несколько приводов; каждый из них предназначен для того
или иного агрегата и представляет собой комплект зубчатых колес,
валиков и подшипников. Ввиду этого при сборке необходимо
соблюдать требования, предъявляемые к сборке узлов из указанных
деталей, в частности, зубчатых колес, где главным является
соблюдение бокового зазора в зубьях, правильность пятна касания и
отсутствие биения.
На фиг. 9.15 показана часть коробки приводов двигателя с
узлами приводов к топливной и масляной помпам. Узел привода
топливной помпы, включающий ведущую шестерню 1,
шарикоподшипники 2, корпус 3 и распорную втулку 4, собирается независимо от
аналогичных узлов других приводов. Узел устанавливается в
коробку вначале предварительно с целью контроля бокового зазора
в зацеплении ведущей 1 и ведомой конических шестерен 7. При
этом ставится любое взятое из набора регулировочное кольцо 5.
Контроль зазора производится методами, рассмотренными выше
в разделе сборки зубчатых сопряжений. Если зазор не
соответствует заданному по техническим условиям (в среднем от 0,1 до
0,25 мм), то подбирается (в соответствии с расчетом) нужное
регулировочное кольцо и узел привода закрепляется окончательно.
Регулировка зазора в приводе маслопомпы осуществляется
аналогично, но используется регулировочное кольцо 6, расположенное
непосредственно под ступицей ведомой шестерни 7 маслопомпы.
Глава IX. Особенности сборки типичных узлов ГТД
151
Последующие операции сборки коробки состоят © установке
других кинематических звеньев приводов и регулировке зазоров.
Установка агрегатов на коробку производится о'бычно на общей
сборке двигателя.
Необходимо отметить, что в процессе сборки узлы подвергаются
испытаниям в условиях, близких к условиям при испытании дви-
Фиг. 9. 15. Узел коробки приводов.
/—ведущая шестерня, 2—шарикоподшипник, 3—корпус,
4—распорная втулка, 5, 6—регулировочные кольца,
7—ведомая шестерня.
гателя на стенде. Это позволяет своевременно устранить целый
ряд дефектов, могущих в дальнейшем вывести из строя ^весь
двигатель. Для указанных испытаний сборочные или механо-сбороч-
ные цехи оборудуются соответствующими установками, как,
например, установками для прокачки маслом каналов узлов, проливки
форсунок, проверки органов зажигания и пр.
Сборка редуктора винтов
Для удобства рассмотрения технологии сборки редуктора
винта весь агрегат можно условно разбить на группы, в сборку
которых входят общие .приемы, характерные для данного вида
соединения или сопряжения. Группы будут следующие: корпусы и опоры,
зубчатые колеса, подвижные и неподвижные валы и оси,
подшипники, уплотнения, элементы системы смазки.
152 Часть третья. Особенности узловой и общей сборки
Для корпусов и опор характерными являются гладкие
сопряжения с натягом, резьбовые и штифтовые соединения и соединения
с тем или иным видом шлиц (торцовых и, осевых) и др.
Для зубчатых колес, подвижных и неподвижных, ведущих и
ведомых, характерными особенностями сборки являются подбор
колес по зазорам в зубьях (учитывая, что здесь, наряду с
зацеплением пары колес, имеется одновременное зацепление многих колес
с одним) и контроль этих зазоров, проверка качества зацепления
по пятну контакта, 'проверка радиальных и осевых биений
собранных колес и способ установки их на оси (шлицевые соединения и
гладкие соединения с натягом или зазором).
Для валов и осей характерны методы их соединения с дисками,
зубчатыми колесами или другими деталями (болтовые, штифтовые
и шлицевые соединения), методы осевой фиксации, проверка
биения в собранном состоянии, способы посадки их в опорные
элементы и методы контроля. Подшипники качения, роликовые и
шариковые, получаемые в собранном виде со стороны, подбираются
согласно техническим условиям на сборку по радиальным зазорам
шариков или роликов в обоймах и по посадке внутренней обоймы на
вал и наружной в корпус.
У собранных узлов (зубчатые колеса—валы—подшипники)
подлежит проверке суммарный осевой зазор (игра).
Для подвижных уплотнений, главным образом кольцевого типа,
характерными являются подбор колец по упругости и по зазорам
в канавках и способ осуществления и контроля посадок втулок
кольцедержателей на валы.
Элементами системы смазки могут быть каналы, выполненные
в корпусах и валах, и различного вида трубки и жиклеры.
Характерными особенностями являются методы соединения трубок
между собой и с корпусами, способы их установки в корпусах и
проверка герметичности всех соединений, а также пропускной способ-
• ности каналов. Необходима исключительная чистота всех масло-
проводящих трактов.
Контровка резьбовых соединений всего редуктора должна
выполняться с особой тщательностью.
Приведем укрупненный план сборки редуктора, передающего
крутящий момент двум соосным винтам (фиг. 9.16).
1. Промывка и осмотр деталей.
2. Комплектовка блоков сателлитов и блоков подшипников по
весу, а зубчатых колес по основным шагам.
3. Сборка диска, соединяющего барабан редуктора и венцовое
зубчатое колесо.
4. Динамическая балансировка вала переднего винта.
5. Постановка маслопроводов.
6. Сборка зубчатых колес редуктора.
Глава IX. Особенности сборки типичных узлов ГТД
153
7. Проверка боковых зазоров
в зубьях и осевого зазора между
сателлитами и венцовым
зубчатым колесом.
8. Сборка приводного вала
(идущего от компрессора к
редуктору) .
9. Проверка герметичности
узла валов переднего и заднего
винтов.
Сборка трубопроводов
Узлы трубопроводов,
состоящие из труб, штуцеров,
угольников и других деталей,
соединяются с помощью резьбы, сварки
(фиг. 9. 17, а), пайки (фиг.
9.17,6), а иногда и свободной
посадки с уплотнением (фиг.
9. 17, в).
Опыт показывает, что в процессе испытаний и эксплуатации
двигателей вследствие вибраций нередко происходит нарушение со-
Фиг. 9. 16. Схема редуктора
с двумя соосными винтами.
1—вал заднего винта, 2—вал
переднего винта, 3—соединительный диск,
4—венцовое колесо. 5—блбк
сателлитов, 6—приводной вал.
^f Ч х ч Ч
+)|
н
1
Л\\\\\ХУ
Фиг. 9.17. Типы соединений трубопроводов.
единений трубопроводов, которое влечет за собой необходимость
выключения двигателей. Поэтому к трубопроводам предъявляют-
154 Часть третья. Особенности узловой и общей сборки
ся высокие требования в отношении их герметичности и вибропроч-
ности.
Технологический процесс, независимо от типа тех или иных
соединений трубопроводов, состоит из подготовительных операций,
сопряжения, контроля и испытаний. Основные требования,
выполняемые при осуществлении сварных и паяных соединений,
следующие:
1. Тщательная очистка сопрягаемых поверхностей деталей.
Очистка производится непосредственно перед сборкой под сварку
(пайку) механическим способом или травлением с последующим
обезжириванием в бензине, ацетоне или спирте. Разделка кромок
под сварку производится в соответствии с ГОСТами или
нормативами.
2. Обеспечение правильной геометрической формы и заданных
размеров соединяемых деталей. Овальность концов соединяемых
труб не должна быть более 2% раамера наружного диаметра. При
большей овальности производится калибровка с помощью шарика.
В местах изгиба допускается овальность до 10—15%, но при
условии прохождения калиброванного шарика.
Неперпендикулярность торцов и осей труб должна быть в
пределах 0,15 мм при диаметре трубы до 10 мм, соответственно
0,2 мм при диаметре до 20 мм и 0,25 мм при диаметре до 50 мм.
3. Обеспечение заданного взаимного положения деталей в узле
трубопровода. С этой целью широко применяются еборочно-свароч-
ные приспособления и стапели (реже разметка), согласованные
с эталонными узлами. Несоосность трубы и наконечника (штуцера)
для вышеупомянутых диаметров труб не должна быть более
0,2 мм.
4. Тщательный контроль геометрических размеров и испытания.
Контроль мест соединения начинается с внешнего осмотра (обычно
с помощью лупы) и проверки узла шаблонами. Окалина, забоины,
риски, следы коррозии глубиной более 0,1 мм не допускаются. Рент-
геноконтроль производится на разрезанных вдоль оси
трубопроводах (1—2 штуки от партии).
Испытания на прочность производятся 1—2%-ным раствором
хромпика (ГОСТ 2652—48) в чистой воде, под давлением в 1,5 раза
превышающим рабочее, в течение 3—5 мин. Для трубопроводов из
нержавеющей стали, может применяться чистая вода без добавки
хромпика. Герметичность проверяется обычно сжатым воздухом
в аквариуме, помещаемом в бронекамере. Сначала в течение 3 мин
внутрь трубопровода подается давление 2—3 ати
]W(2-^3) • 105 я/ж2], затем оно поднимается до значения, близкого
к рабочему, и выдерживается также около 3 мин.
Применяемый воздух должен быть относительно сухим (точка
росы около —40° С. Вместо погружения узла в аквариум для выяв-
Глава IX. Особенности сборки типичных узлов ГТД 155
ления дефекта применяется также обмыливание мест соединений,
доступных осмотру. Мыльная иена приготовляется или из
мыльного корня (ОСТ 4303), или из обычного мыла с содержанием
щелочи не более 0,05%.
После испытаний трубопроводы продуваются воздухом, и
просушиваются отри температуре около 150° С.
Дефекты, обнаруженные в сварных и паяных соединениях,
устраняются путем подварки (или соответственно перепайки). Затем
узел вторично испытывается на прочность и герметичность. В
последнюю очередь производится антикоррозионное покрытие
трубопровода (если оно предусмотрено чертежом и техническими
условиями).
§ 5. СБОРКА АГРЕГАТОВ ГТД
В системах запуска, питания и регулирования двигателя
имеются различные агрегаты (насосы, стартеры, редукторы давления и
др.), необходимые для его нормальной работы. Имеются также
агрегаты, предназначенные для обслуживания летательного
аппарата, связанные так или иначе с двигательной установкой (например,
источники питания и др.).
В ГТД агрегаты обычно размещаются на одной или нескольких
специальных коробках приводов агрегатов (см. стр. 150). Такое
расположение облегчает сборку агрегатов с двигателем на заводе,
а также ремонт и замену их в полевых условиях. Чаще подобные
агрегаты изготовляются на специальных агрегатных заводах и
в сборочных цехах двигателестроительных заводов приходится
только в отдельных случаях производить их переборку. Но
имеется также значительное количество агрегатов, которые проходят
все этапы изготовления, до /испытаний включительно, вместе с
обслуживаемым ими изделием. Необходимо отметить, что перед
установкой на двигатель все агрегаты, »как правило, подвергаются
технологическим испытаниям на специальных установках,
имитирующих работу их на двигателе. Это позволяет выявить степень
влияния сопряженных узлов (приводов, коммуникаций и пр.) на те или
иные параметры агрегата с тем, чтобы привести их в соответствие
с техническими условиями.
В данном параграфе рассматриваются особенности сборки
одного из агрегатов ГТД — турбостартера, а ниже в гл. 11 приводятся
особенности сборки редуктора давления и турбонасооного
агрегата ракетного1 двигателя.
Сборка турбостартера
Турбостартер (фиг. 9. 18), предназначенный для запуска
газотурбинных двигателей, представляет собой малогабаритный ГТД
с двухступенчатой газовой турбиной. I ступень турбины служит для
156
Часть третья. Особенности узловой и общей сборки
привода центробежного компрессора я имеет с ним общий вал,
образуя узел турбокомпрессора, а II ступень (свободная турбина)
предназначена для раскрутки ротора основного двигателя. Каждая
ступень турбины .в совокупности с другими механизмами стартера
образуют самостоятельные конструктивно-технологические узлы
(I и II ступени ТС), которые собираются независимо друг от друга,
а затем соединяются на общей сборке турбостартера.
113^56
Фиг. 9. 18. Схема турбостартера.
/—электродвигатель, -2—муфта сцепления, 3—воздуховод, 4—храповой механизм,,
с с форсунка, 7—свеча, 8—камера сгорания, 9—уплотнение, 10—сопло-
/—электродвигатель, 2—муфта сцепления, 3—воздуховод, 4—храповой ме
5—компрессор, 6—форсунка, 7—свеча, 8—камера сгорания, 9—уплотнение, 10-
вой аппарат, //—ротор I ступени, 12—ротор II ступени, 13—уплотнение, 14—
ная * улитка, /5—редуктор, 16—выключатель, 17—«муфта.
-выхлоп-
Узел I ступени состоит из пускового электродвигателя,
фрикционной муфты с храповым устройством, воздуховода,
турбокомпрессора (ТК) с кольцевой камерой сгорания. Основные требования
к сборке узла обусловлены высокими рабочими оборотами
турбокомпрессора (до 50 000 об/мин) и состоят в тщательном подборе
лопаток турбины по размеру и весу, правильной посадке
крыльчатки компрессора на валу турбины, балансировке ротора ТК и
контроле радиальных и осевых зазоров. Эти требования в основном
обеспечиваются средствами и приемами, применяемыми при
узловой и общей сборке ГТД.
Узел II ступени (фиг. 9.18) состоит из ротора и корпуса II
ступени турбины, планетарного редуктора, выхлопного кожуха,
механизма сцепления и центробежного электровыйлючателя. При
сборке этого узла основное внимание обращается на обеспечение
зазоров в зубчатых .передачах редуктора, точность настройки
центробежного выключателя, а также выполнение тех требований,
которые являются общими для сборки узлов турбин.
Некоторые из основных технических условий на сборку II
ступени ТС приводятся ниже.
Глава IX. Особенности сборки типичных узлов ГТД 157
А. Механизм сцепления (фиг. 9. 19, 9.20)
1. Баковой зазор в зубьях шестерен центробежного
выключателя и водила — от 0,25 до 0,6 мм.
2. Негерметичность манжеты не допускается.
3. Центробежный выключатель должен выключать ТК при
оборотах (на выходном валу ТС), соответствующих числу оборотов
двигателя на режиме малого газа (без учета передаточного
отношения от ТС к двигателю).
Б. Турбина (фиг. 9.21, 9.22)
1. Осевой зазор ротора турбины — от 0,0 до 0,2 мм.
2. Радиальный зазор лопаток турбины и корпуса — не менее
0,7 мм.
3. Крутящий момента затяжки гайки ротора — 5+°>5 кГ • м
(^50+5 н-м).
4. Осевой зазор между дисками I и II ступени — 2±0,2 мм.
В. Редуктор (фиг. 9.23, 9.24)
1. Боковой зазор в зубьях 3 сателлитных (и паразитных)
шестерен и зубчатого венца — от 0,25 до 0,6 мм.
2. Боковой зазор в зубьях ведущей ('и ведомой) шестерни х и
каждой из сателлитных (или, соответственно, каждой из
паразитных) шестерен — от 0,07 до 0^26 мм.
3. Осевой зазор зубчатого венца — от 0,3 до 0,5 мм.
Сборка II ступени ТС состоит из следующих основных этапов:
1. Сборка и настройка центробежного выключателя.
2. Сборка механизма сцепления.
3. Сборка узла турбины предварительная.
4. Сборка редуктора предварительная.
5. Окончательная сборка узлов турбины и редуктора и II
ступени в целом.
Далее-производится соединение I и II ступеней ТС.
Настройка центробежного выключателя на заданные обороты
отключения ТС может быть проведена с собственным водил ом (и с
этой целью он должен быть предварительно собран с
подшипниками в общем корпусе механизма сцепления) или с использованием
стендового зубчатого привода. В последнем случае обращается
особое внимание на правильность зацепления шестерен привода
выключателя. Настройка проводится на установке (фиг. 9.19),
которая работает с возрастающим числом оборотов. При ее
включении загорается сигнальная лампочка. По достижении
определенного числа оборотов концевой выключатель под действием
центробежного механизма срабатывает и лампочка затухает. Если
обороты отключения не соответствуют заданным ш> ТУ, то посредст-
158
Часть третья. Особенности узловой и общей сборки
Фиг. 9. 19. Схема установки для настройки выключателя.
а—схема установки.
/—механизм сцепления, 2—коробка концевого выключателя,
3—сигнальная лампочка, 4—трансформатор, 5—электродвигатель.
б—центробежный механизм с концевым выключателем.
/—привод, 2—центробежный регулятор, 3—«коромысло.
4—концевой выключатель, 5—гайка-лимб.
вом гайки-лимба микровыключатель перемещается (в сторону
сближения иди удаления) относительно контакта коромысла.
Соответственно происходит уменьшение или увеличение оборотов
отключения. Настройка облегчается, когда известна цена деления
лимба (например, одно деление равно 50 об/мин (?^5 рад/сек) на
выходном валу ТС).
Глава IX. Особенности сборки типичных узлов ГТД
159
При сборке механизма сцепления (фиг. 9. 20) операции
выполняются в следующем порядке. Сначала напрессовываются
внутренние обоймы подшипников
сателлитов на пальцы
водила, затем в корпус
последовательно
запрессовываются два шарикоподшипника
с распорной втулкой, и узел
водила устанавливается в
подшипники, причем так,
чтобы было обеспечено
нормальное сцепление шестерен
водила и выключателя.
Боковой зазор в зубьях
шестерен проверяется
обычным для цилиндрической
пары способом. При
несоответствии его техническим
условиям один из узлов
заменяется. Дальнейшие
операции состоят в постановке
манжеты (с пружиной) во
фланец и установке
последнего вместе со стопорным
кольцом на хвостовик
храповика, затем узел хра-
довика закрепляется во
внутренней полости
водила.
Качество манжетного
уплотнения проверяется
гидроиспытанием. Подвод
масла осуществляется через
штуцер стендового фланца,
на который предварительно
устанавливается собранный
узел механизма сцепления.
Испытания проводятся
маслом МК-8 при температуре 50—80° С и давлении 0,5 ати
(~0,5 • 105 н/м2) в течение 5 мин.
Сборка узла турбины
Сборка узла турбины разделяется на предварительную и
окончательную. Предварительная сборка в основном имеет целью
контроль и регулировку осевого зазора р (фиг. 9. 21) ротора 'и зазора б
Фиг. 9.20. Механизм сцепления.
/—корпус, 2—храповик обгонной муфты,
3—фланец, 4—манжета с пружиной,
5—упорная шайба, 6—стопорное кольцо,
7—прокладка, 8—шарикоподшипник, 9—распорная
втулка, 10—шайба, 11—гайка, 12—обойма
роликоподшипника, Л?—водило, 14—втулка
шарикоподшипника.
160
Часть третья. Особенности узловой и общей сборки
(фиг. 9.22) между дисками I и II ступеней, проверку радиального
зазора у 'В турбине и подбор регулировочного кольца 9 (фиг. 9. 21)
в лабиринте.
На первом этапе предварительной сборки узла турбины
регулируется заданный ТУ осевой зазор р, равный 0,0—0,2 мм, ограничи-
72
Зазор
'=0,0+0,1
Фиг. 9.21. Узел турбины.
/—регулировочная шайба, 2—внутренняя обойма
роликоподшипника, 3—распорная втулка, 4—вал ротора, 5—лабиринтное кольцо,
6—'наружная обойма роликоподшипника, 7—фланец выхлопного
кожуха, 8—обод турбины, 9—регулировочное кольцо, /0—лабиринт,
//—прокладка лабиринта, 12—шарикоподшипник,
13—регулировочное кольцо, 14—стопорное кольцо.
вающий осевое перемещение ротора турбины. Замер зазора
производится специальным щупом, а регулировка — подбором
кольца 13 из 4 групп колец разной толщины.
Осевой зазор б = 2±0,2 мм между дисками I и II ступеней
(фиг. 9. 22) регулируется с -помощью прокладки /С,
устанавливаемой между фланцами корпуса турбины и механизма сцепления.
Для расчета толщины прокладки решается уравнение размерной
цепи, в которую в качестве составляющих звеньев входят
фактический размер А± от торца Т до торца диска турбины II ступени,
Глава IX. Особенности сборки типичных узлов ГТД
161
фактический размер А2 — от торца корпуса I ступени до торца
диска I ступени, и зазор б, заданный по ТУ.
Фактические размеры А{ «и А2 измеряются непосредственно в
узлах турбин I и II ступени.
Сборку узла II ступени целесообразно начинать со сборки
ротора. Затем на ротор, устанавливаемый на .приспособлении
вертикально, надевается корпус турбины, собранный с (Подшипниками и
выхлопным кожухом. Затяжка гайки ротора производится динамо-
Фиг. 9.22. Регулировка осевого зазора в турбине.
метрическим ключом крутящим моментом, равным 5 кГ • м
(^50 н-м).
Измерение радиального зазора между торцами лопаток и
ободом турбины (фиг. 9.21) производится после установки обода на
фланец кожуха. Зазор проверяется специальным щупом в 6 точках
или путем поворота его вместе с лопаткой максимальной длины по
окружности обода и обычно обеспечивается технологически не
менее 0,7 мм (лопатка максимальной длины определяется заранее
при сборке ротора или непосредственно перед данной операцией).
В случае необходимости подбирается другой обод.
К основным операциям предварительной сборки узла турбины
относится также подбор регулировочного кольца 9 (фиг. 9.21), с
помощью которого выбирается зазор между малым фланцем
кожуха и лабиринтом, когда прокладка К (фиг. 9. 22) под большим
фланцем уже установлена. Величина зазора непостоянна и ее при
ходится определять для каждого изделия в отдельности.
Фактическая величина зазора может быть получена или непосредственным
11 1806
162 Часть третья. Особенности узловой и общей сборки
измерением или расчетам размерной цепи (составленной из
фактических размеров), включающей зазор как звено. Первый способ
проще, но доступ со щупом к зазору в данном случае затруднен.
Поэтому измерение ведут, пользуясь ложным (технологическим)
лабиринтом. Ложный лабиринт представляет собой деталь,
выполненную в форме фланца с хвостовиком, аналогичным валу ротора.
Ложный лабиринт вместе с прокладкой устанавливается и
закрепляется вместо ротора. Толщина регулировочного кольца h
определяется по результатам измерений на -основании выражения:
где / —замеренный зазор между фланцами ложного лабиринта
и кожуха;
k\ — толщина фланца лабиринта;
k2 — толщина фланца ложного лабиринта;
/ — требуемый натяг (от 0,0 до 0,1 мм) между фланцем
кожуха и регулировочным кольцом.
По результатам расчета подбирается нужное регулировочное
кольцо. Затем ложный лабиринт снимается. Окончательной
сборке предшествует также .проверка зазоров в шестернях
планетарного редуктора.
Сборка планетарного редуктора
Основные сборочные и контрольные операции ро редуктору
-выполняются в ^следующем порядке:
1. Сборка трех сателлитов и контроль зазоров в зубьях
сателлитов и венца.
2. Установка ведущей шестерни ротора и контроль зазора в
зацеплении ее с сателлитами.
3. Сборка трех паразитных шестерен и контроль зазоров
в зубьях шестерни и венца.
4. Установка ведомой шестерни ротора и контроль зазора в
зацеплении ее с паразитными шестернями.
Сателлитные шестерни вместе с регулировочными кольцами и
наружными обоймами роликоподшипников устанавливаются
согласно номерам пальцев водила.
Для проверки бокового зазора в зубьях на три сателлитные
шестерни ставится зубчатый венец, а в один из сателлитов (1-й)
вставляется разжимное '(Приспособление с выносным рычагом 3
(фиг. 9.23). При измерении стержень индикатора устанавливают
на риску рычага 3 приспособления, нанесенную на расстоянии
равном радиусу начальной окружности сателлита. С помощью другого
приспособления, устанавливаемого на фланец корпуса, зубчатый
венец отжимается винтом / в сторону 1-й сателлитной шестерни
Глава IX. Особенности сборки типичных узлов ГТД
163
(номера шестерен обозначены на их торцах). Таким образом венец
оказывается зафиксированным, а 1-й сателлит свободно
поворачивается в пределах бокового зазора. Если зазор не соответствует
ТУ, то подбирается другой сателлит. Зазоры в зацеплениях 2-го и
3-го сателлитов с венцом проверяются аналогично.
Схема контроля
Направление
отжатая
Фиг. 9. 23. Контроль зазоров в редукторе.
Проверка бокового зазора в зубьях сателлитов 9 (фиг. 9. 24) и
ведущей шестерни 14 производится при снятом венце 8 с помощью
ложного вала 16. На ложный вал, вставленный в подшипник,
надевается ведомая шестерня 15 с кольцом, ведущая шестерня 14,
колпачок и затягивается гайка. Сателлитная шестерня (1-я), с
которой начинается проверка, фиксируется от проворачивания
специальным стопором. Затем корпус ротора II ступени с ложным
валом ставится (при этом шестерни вводятся в зацепление) и
закрепляется на корпусе механизма сцепления. При проверке зазора
И*
164
Часть третья. Особенности узловой и общей сборки
стержень индикатора устанавливается на риску Р2, нанесенную на
рычаге ложного вала на расстоянии, соответствующем радиусу
начальной окружности ведущей шестерни. Затем фиксируются
последовательно 2-я и 3-я шестерни и зазоры проверяются аналогично,
после чего ложный вал вынимается.
Боковые зазоры в зубьях венца и паразитных шестерен
проверяются точно так же, как и для сателлитов, но для отжатия
15 П 13
Фиг. 9.24. Узел редуктора.
/—пальцы кронштейна, 2—шарикоподшипники, 3—паразитные шестерни,
4—регулировочные кольца, 5—корпус ротора II ступени, 6—прокладка,
7—корпус механизма сцепления, 8—зубчатый венец, 9—сателлитные
шестерни, /0—роликоподшипники, Л—регулировочные кольца сателлитов,
12—водило, 13—гайка, 14—ведущая шестерня, 15—ведомая шестерня,
16—ложный вал.
аенца используется рычаг 2 приспособления. (Схема отжатия на
фиг. 9.23 условно показана в перевернутом виде).
Для проверки зазора ц (фиг. 9. 24) решается уравнение
T| = Bi— (В2 + В3),
где Bi —размер от торца N корпуса, ротора до торца паразитной
шестерни 3 (задается по ТУ в пределах £+0'24 мм);
82 — толщина опорного пояска зубчатого венца 8;
83 — размер от торца N корпуса ротора до торца сателлитной
шестерни 9.
Зазор г\ выдерживается за счет (Подбора регулировочных колец
сателлитов в пределах от 0,3 до 0,5 мм. Размеры В{ и В3 соответст-
Глава X. Особенности общей сборка ГТД 165
веено для трех паразитных и трех сателл'итных шестерен не
должны отличаться более, чем на 0,1 мм. Это требование обеспечивается
также за счет подбора колец при сохранении зазора ц в заданных
пределах.
Окончательная сборка узла II ступени
Укрупнению окончательную сборку можно представить
состоящей из сборки корпуса турбины с ротором, установки шестерен
планетарного редуктора и соединения узлов турбин и механизма
сцепления.
На корпусе турбины (см. фиг. 9.21) собираются три паразитные
шестерни с подобранными регулировочными кольцами и затем он
устанавливается на )вал ротора (положение оси вала
вертикальное), на который надеты лабиринтное кольцо, 'подобранная
регулировочная шайба, обойма роликоподшипника и распорная втулка.
После установки ведомой и ведущей шестерен гайка вала
затягивается на крутящий момент 5+0'5 кГ • м (^50+5 н»м)у и на три
паразитные шестерни устанавливается зубчатый венец.
Узел механизма сцепления, собранный отдельно (вместе с са-
теллитными шестернями), закрепляется на приспособлении так,
чтобы ось водила располагалась горизонтально. В таком положении
с ним соединяется узел турбины. При этом сателлитные шестерни
вводятся одновременно (в зацепление с венцом и ведущей
шестерней. Затем через храповую муфту проверяется вращение шестерен;
оно должно быть плавным без заеданий и постороннего шума.
Глава X
ОСОБЕННОСТИ ОБЩЕЙ СБОРКИ ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ
Общая сборка является завершающим и наиболее
ответственным этапом производства авиационных двигателей. Конструкция
двигателя накладывает свои особенности на технологический
процесс сборки и они учитываются m каждом коикретнем случае.
Можно отметить следующие основные требования, которые приходится
выполнять при общей сборке любого газотурбинного двигателя.
1. Тщательное совмещение клейм опареннооги сопрягаемых
деталей и узлов. Особое значение это имеет для узлов, которые
прошли балансировку и подверглись частичной разборке (не
сборочные узлы). В этом случае на общей сборке должна быть полностью
сохранена ранее достигнутая уравновешенность,
2. Соблюдение осевых и радиальных зазоров в каждой ступени
компрессора и турбины, а также в лабиринтных уплотнениях.
166 Часть третья. Особенности узловой и общей сборки
3. Обеспечение соосности опор подшипников и лабиринтных
уплотнений.
4. Равномерная затяжка всех ответственных резьбовых
соединений с определенным усилием и по определенной схеме
(центрирующие болты при сочетании их с обычными крепежными должны
затягиваться в первую очередь).
5. Герметичность мест соединения всех топливных и масляных
трубопроводов, а также агрегатов, заглушек и т. п.,
расположенных на внешнем контуре двигателя.
При составлении технологического процесса общей сборки
рекомендуется все важнейшие зазоры, указанные в конструкторском
чертеже, проверить путем решения размерных цепей по методике,
изложенной в гл. 4. По результатам расчетов в операционных
эскизах (а иногда и в чертежах изделия) надлежит проставить
технологически обоснованные зазоры.
Укрупненная общая сборка двигателя включает оборку
корпуса компрессора с ротором и направляющими аппаратами,
установку корпусов с подшипниками, сборку турбины, камер сгорания,
коробки .передач, реактивной трубы и монтаж агрегатов.
Как отмечалось выше, компрессор, турбина и ряд других
агрегатов не являются технологическими узлами и не могут быть
окончательно собраны на узловой сборке. Некоторые узлы после их
сборки и балансировки приходится частично разбирать перед общей
сборкой двигателя. Примером могут служить рассматриваемые
ниже ротор компрессора двигателей типа ВК-1, с которого снимают
колесо вентилятора и ведомую шлицевую муфту при сборке
его с корпусом компрессора, а также ротор двуступенчатой
турбины, у которого снимают лопатки II ступени перед общей сборкой
гтд.
§ 1. СБОРКА ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ С ЦЕНТРОБЕЖНЫМ
КОМПРЕССОРОМ1
К узлам, поступающим на общую сборку, относятся роторы
компрессора и турбины, корпусы переднего, среднего «и заднего
подшипников, корпусы турбины и компрессора, входные патрубки, камеры
сгорания и другие узлы и агрегаты.
Переходя к частным особенностям и последовательности общей
сборки, необходимо указать, что корпус 'компрессора крепится на
специальные опоры сборочного станка или тележки и
устанавливается в исходное положение, при котором его передняя часть
обращена вниз.
1 Материалы по сборке двигателей с центробежным компрессором
подготовлены доцентом М. Е. Левитом.
Глава X. Особенности общей сборки ГТД 167
Поставив задний входной патрубок, корпус поворачивают на
180°. Затем в него (вставляются диффузор и ротор компрессора,
крышка и передний 'входной патрубок (фиг. 10. 1).
Корпус 'компрессора с входными патрубками является силовой
часть двигателя, к которой крепятся остальные узлы. Поэтому
после установки переднего входного патрубка через корпус
компрессора и фланцы патрубков вставляются стяжные болты,
обеспечивающие надежность соединения. Болты затягивают при крутящем
моменте в пределах от 5 до 8 кГ • м (^б0ч-80 н- м).
При установке ротора компрессора в корпус между лопатками
колеса и корпусом допускаются зазоры: передний — от 0,6 до
0,8 мм, задний от 1,9 до 2,1 мм. Величина этих зазоров
обеспечивается в там случае, если осевое суммарное перемещение ротора в
корпусе составляет 2,1—3,29 мм, которое проверяется с помощью
приспособления.
Требуемый зазор от 0,2 до 0,4 мм «между колесом вентилятора
и корпусом создается путем подбора соответствующего
регулировочного кольца 3 (фиг. 10.2). Вначале колесо устанавливают на
вал без регулировочного кольца и измеряют его выступание
относительно плоской части корпуса вентилятора. Затем, надев на вал
одно из регулировочных колец 3 из комплекта, вторично измеряют
выступание колеса и определяют пригодность 'поставленного
регулировочного кольца.
Величина зазора (0,2—0,4 мм) при дальнейшей сборке
двигателя меняется в зависимости от переднего зазора между колесом и
корпусам компрессора.
При установке колеса вентилятора на вал ротора особое
внимание должно обращаться на балансировочные клейма.
Корпус среднего подшипника (см. фиг. 10. 2) служит опорой для
задней цапфы ротора компрессора. Положение шарикоподшипника
с крышкой и регулировочным кольцом 4 в корпусе обусловливает
требуемые зазоры между колесом и корпусом компрессора.
Предварительные расчеты толщины регулировочного кольца 4 при
заданном зазоре в компрессоре производятся на основании
решения уравнения размерной цепи (фиг. 10.1) по методике,
изложенной выше, © гл. 4. Составляющие звенья цепи имеют следующие
значения в мм:
,1б; А2-= 372_о,25;
Л4=38+0-1; Л5
-A7=4,5_0fi; Л8
Л1о=84,6_о,1; i4n =
х—размер замыкающего звена (регулировочного кольца).
1 1
? 10 11
со
иг. 10. 1. Двигатель с центробежным компрессором.
1—корпус переднего подшипника, 2—передний входной патрубок, 3—крышка корпуса
компрессора, 4—диффузор, 5—корпус компрессора, 6—ротор компрессора. 7—задний входной патрубок,
8—колесо вентилятора, 9—корпус среднего подшипника, ^—корпус заднего подшипника,
//—ротор турбины.
So
о
I
3:
о
1
в*
Глава X. Особенности общей сборка ГТД
169
После напрессовки на цапфу ротора шарикоподшипника
устанавливают регулировочное кольцо 4 и затем внутрь цапфы
вставляют муфту. В соответствии с клеймом ведущая муфта вводится в
зацепление с ведомой, после чего устанавливается предварительно
корпус среднего подшипника. Затягивая гайки крепления крышки
подшипника, проверяют индикатором величину переднего зазора
Фиг. 10. 2. Узел среднего подшипника.
/—шаровая цапфа, 2—муфта, 3, 4—регулировочные кольца,
5—кольцо.
между колесом и корпусом компрессора. Требуемый зазор
обеспечивается подбором регулировочного кольца 4. Затем корпус
среднего подшипника закрепляют окончательно.
На ведущую шлицевую муфту надевают кольцо, фиксирующее
ее на валу турбины в осевом направлении, и устанавливают кориу-
сы заднего подшипника, направляющего аппарата и ротора
турбины.
Роторы турбины и компрессора соединяются шаровым
сочленением, состоящим из шаровой цапфы / (фиг. 10.2) и муфты 2 с
шаровой полостью. Сочленение фиксирует вал турбины в осевом
направлении; 'крутящий момент от турбины к iKOMinpeccopy
передается через соединительные муфты.
170 Часть третья. Особенности узловой и общей сборки
Сборка сочленения проводится в следующем порядке: шипы
шаровой цапфы (вала турбины, расположенные под углом 120°,
совмещают с тремя разами шаровой полости ведомой муфты и доводят
■вал *до упора цапфы в дно полости; затем вал поворачивают «а 60°
и в таком положении сочленение контрят специальным кольцом 5,
находящимся на ведущей !муфте.
После окончательной установки ротора турбины проверяют
радиальный зазор между корпусом и лопаткой турбины, который у
еще неработавшего двигателя должен находиться в пределах от
2,6 до 2,8 мм. У двигателя после испытаний этот зазор
уменьшается вследствие -вытяжки лопаток.
Завершающими операциями общей сборки двигателя являются
установка камер сгорания и форсунок коробки приводов, агрегатов
двигателя, реактивной трубы и пр. Так как камера сгорания и
форсунка не представляют собою единого узла, то сначала
устанавливают камеры в газосборник и закрепляют их на входных
патрубках компрессора, а затем вставляют через окна патрубков
форсунки. После этого соединяют камеры между собою
телескопическими втулками. Топливные и масляные магистрали двигателя
проверяются на герметичность прокачкой топлива и масла под
давлением, несколько превышающим рабочее. После общего внешнего
контроля двигатель поступает на испытание.
§ 2. СБОРКА ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ С ОСЕВЫМ
КОМПРЕССОРОМ
На основании приведенных ранее общих соображений по выбору
базового узла для двигателя с осевым компрессором в качестве
такового может быть использован один из корпусов, не имеющий
продольного разъема, т. е. разъема по плоскости, совпадающей с
осью компрессора. Установка базового узла на сборочном стенде
наиболее целесообразна при вертикальном положении его оси и
соответственно горизонтальном положении поперечных плоскостей
разъема собираемых корпусов. При этом операции по центровке
узлов упрощаются, отсутствует опасность «провисания» двигателя
и перекоса осей подшипников.
Завершающие операции общей сборки (установка агрегатов,
трубопроводов и т. п.) удобнее выполнять при горизонтальном
положении оси двигателя.
В качестве примера рассмотрим сборку двигателя с
двухступенчатой турбиной, имеющего продольный разъем среднего корпуса
компрессора (фиг. 10.3, 10.4).
Основные операции общей сборки на базе переднего корпуса
компрессора выполняются в следующем порядке:
1. Установка ротора компрессора на передний корщус.
СЕ-
Фиг. 10. 3. Осевой компрессор.
/—передний корпус, 2—ротор, 3—средний корпус, 4— задний корпус, 5—задняя цапфа, 6—подвеска. 7—передний
роликоподшипник, 8—передняя цапфа.
Фиг. 10.4.
Двухступенчатая
газовая турбина и
камера сгорания.
/—вал ротора, 2—
корпус среднего
подшипника, 3—камера
сгорания, 4—задний
корпус, 5—корпус
соплового аппарата
первой ступени.
6—сопловой аппарат
второй ступени, 7—*пер-
вая ступень турбины,
в—корпус заднего
подшипника,
9—вторая ступень турбины.
Глава X. Особенности общей сборки ГТД
173
2. Предварительная сборка корпусов компрессора переднего,
среднего (одной из половин) и заднего.
3. Контроль зазоров ,в компрессоре.
4. Окончательная сборка компрессора.
5. Установка камеры сгорания и содлового аппарата I ступени
турбины.
6. Контроль соосности подшипников.
7. Установка ротора турбины.
8. Контроль зазоров в турбине.
9. Установка соплового аппарата II ступени турбины.
10. Установка лопаток в диск II ступени и 'контроль зазоров.
11. Установка реактивного сопла, трубопроводов, агрегатов.
Фиг. 10. 5. Контроль зазоров осевого компрессора.
а—радиальный зазор между торцом лопатки и корпусом, б—радиальный зазор
между барабаном и лабиринтным кольцом.
1П—VIII п —передние осевые зазоры между дисками и торцами направляющих
аппаратов, 13—VIII3—задние осевые зазоры.
Установка ротора компрессора в передний корпус производится
с помощью подъемного механизма и специального приспособления,
вставляемого в заднюю цапфу ротора. Приспособление имеет
конструкцию, повторяющую конструкцию конца вала турбины и
аналогично ему фиксируется в цапфе.
Предварительная сборка компрессора с одной половиной
среднего корпуса проводится для проверки осевых и радиальных зазо->
ров в компрессоре (фиг. 10.5). Правильное взаимное положение
корпусов в данной операции (и последующих) достигается
постановкой сначала прецизионных, а затем обычных крепежных
болтов. При постановке заднего корпуса на средний должно быть
обеспечено правильное положение не только наружных фланцев
корпусов, но также положение внутреннего фланца заднего
корпуса и корпуса среднего подшипника (ранее надетого с
подшипником на заднюю цапфу ротора). Зазоры в плоскости разъема
среднего корпуса измеряют щупами, а зазоры в лабиринтах
внутри корпуса — с помощью пластилина.
174
Часть третья. Особенности узловой и общей сборки
Радиальные зазоры рабочих лопаток внутри корпуса
проверяются по отсутствию задевания о корпус монтажных скобочек
определенной толщины, надеваемых на наиболее длинную лопатку.
Лопатка максимальной длины выявляется заранее при постановке
лопаток в диск и обычно отмечается тем или иным способом.
Осевые зазоры между дисками и торцами направляющих
аппаратов в компрессоре должны быть в пределах от 2,5 до 8 мм,
радиальные зазоры между торцами лопаток и корпусом — от 1,0 до
1,5 мм и между барабаном и лабиринтным уплотнением — от 0,5
до 1,1 мм.
Фиг. 10. 6. Приспособление для контроля соосности подшипников.
/—цанга, 2—задняя цапфа компрессора, 3—средний шарикоподшипник, 4—корпус заднего
подшипника, 5—индикатор, 6—гайка цангового зажима.
Если фактические зазоры не соответствуют техническим
условиям, ротор заменяется целиком. При окончательной сборке
компрессора имеют место, в основном, те же сборочные операции, что
и при предварительной сборке, но с добавлением установки второй
половины среднего корпуса.
Сборке камеры сгорания предшествует установка корпуса
заднего подшипника. Сборка узла камеры сгорания с сопловым
аппаратом I ступени производится отдельно, причем обращается
внимание на правильное взаимное положение их фланцев (замок
должен быть замкнут).
Соосность подшипников и лабиринтных уплотнений
проверяется приспособлениями, приведенными на фиг. 10. 6 и 10. 7.
Операция установки ротора турбины производится при
совмещении широкого шлица ротора с широким пазом цапфы
компрессора (фиг. 10.8). После опускания вала до отказа он фиксируется
муфтой путем поворота ее с помощью спецключа (по часовой
стрелке до упора).
Глава X. Особенности общей сборки ГТД
175
Специальными щупами измеряются осевые и радиальные
зазоры в I ступени турбины, затем в пазы диска II ступени
вставляются согласно клейм лопатки (с замками) и проверяются те же
зазоры, что и в I ступени. Собранная трансмиссия проверяется на
легкость вращения (от руки).
При отсутствии продольного разъема среднего корпуса
компрессора ротор и направляющие аппараты (как было сказано' вы-
Фиг. 10.7. Приспособление для контроля
соосности лабиринтного уплотнения.
/—корпус подшипника, 2—приспособление, ^лабиринтное
уплотнение.
ше) не могут быть собраны отдельно, 'вследствие чего общая
сборка осуществляется при чередовании операций по установке в
корпусе направляющих аппаратов и дисков ротора с установленными
лопатками соответствующих ступеней. Диски ротора скрепляются
по способу, принятому для данной конструкции.
По окончании общей сборки проводятся те же контрольные
операции, что и для двигателя с центробежным компрессором,
описанные ранее.
Общая сборка двухкаскадных газотурбинных двигателей с
осевым компрессором, в основном, включает те же операции, что и
сборка одновальных ГТД. Главное отличие состоит в сборке
трансмиссии. На общую сборку поступают отбалансированные роторы
176
Часть третья. Особенности узловой и общей сборки
компрессора и турбины соответственно каскадам низкого и
высокого давления. В зависимости от конструктивных особенностей
роторов балансировка их проводится или раздельно '.или совместно1 в
каждом каскаде. Последнее, в частности, имеет место, когда ротор
компрессора низкого давления не имеет передней цапфы и
балансировать его отдельно не представляется возможным.
В-ь
Фиг. 10.8. Фиксация вала турбины в цапфе компрессора.
/—рабочий упор, 2—монтажный упор, 3— пластина вала ротора турбины,
4—задняя цапфа, 5—широкий паз задней цапфы, б—вал ротора турбины,
7—специальный ключ, 8—отверстие в заднем корпусе, 9—пружина, 10—муфта.
Основные операции по общей сборке ГТД подобного типа на
базе корпуса задних подшипников выполняются в следующем
порядке:
1. Проверка соосности опор корпусов.
2. Установка ротора компрессора высокого давления.
3. Установка корпуса камеры сгорания и соплового аппарата
I ступени.
4. Установка ротора турбины I ступени.
Глава XI. Сборка ракетных двигателей 177
5. Установка соплового аппарата II ступени.
6. Установка корпусов направляющих аппаратов каскада
высокого давления и проверка зазоров в компрессоре.
7. Установка компрессора низкого давления (без диска I
ступени).
8. Установка переднего корпуса.
9. Установка ротора турбины II ступени.
10. Установка диска I ступени компрессора низкого давления.
Глава XI
СБОРКА РАКЕТНЫХ ДВИГАТЕЛЕЙ
Ввиду .многообразия конструкций невозможно в пределах
данной работы осветить особенности сборки всех существующих типов
ракетных двигателей.
Рассмотрим два известных [17] типа двигателей жидкого
топлива: с насосной (например, как у ракеты V—2) и баллонной
(например, как у ракеты «Корпорэл») подачей топлива, которые условно
обозначены соответственно А и Б.
Двигатель типа А включает в себя следующие основные
элементы: камеры, турбонасосный агрегат (ТНА) с генератором рабочего
тела, а также органы управления и баллоны с сжатым воздухом.
У двигателя тила Б отсутствует ТНА, замененный вытеснительной
системой.
Рассмотрим особенности оборки и технологических испытаний
узлов ЖРД на примере камер, ТНА и редукторов давления.
§ 1. СБОРКА КАМЕР СГОРАНИЯ
Камеры ЖРД (фиг. 11. 1) состоят из головки, камеры сгорания
и сопла.
Детали и узлы камер соединяются сваркой и пайкой. Процесс
образования неразъемных соединений подобного типа, как было
сказано выше в гл. VIII, разделяется на два основных этапа:
предварительную сборку (установку и прихватку деталей) и
формирование соединений или окончательную сборку (лайку и сварку того
или иного вида, выбранного в зависимости от материала,
конструкции камеры и т. д.).
Основные требования, предъявляемые к предварительной
сборке, состоят !в обеспечении заданного взаимного положения
свариваемых деталей, что особенно важно ввиду отсутствия специальных
12 1806
Фиг. П. 1.
Камера двигателя
А—головка, Б—
камера сгорания,
В—'сопло,
/—верхняя полость
горючего,
2—главный клапан
горючего, 3—нижняя
полость горючего,
4—форкамера. 5—
упоры для
передачи силы тяги
на раму,
6—патрубок подвода
горючего,
7—кольцевой пояс, 8—
6 нижний пояс
внутреннего ох-
паждения, 9—•
внутренняя обо-
почка камеры,
10—внешняя
оболочка камеры, //
и 12—пояса
внутреннего
охлаждения.
13—дополнительный пояс
внутреннего ох-
паждения, 14—
верхний пояс
внутреннего ох-
лаждения..
Глава XI. Сборка ракетных двигателей 179
установочных элементов (расточек, буртиков и т. п.) на
большинстве деталей камеры, и ib сохранении некоторого зазора в стыке,
необходимого для правильного формирования шва. Так, например,
при сборке камер с толщиной стенки до 4 мм зазор между
кромками при сварке в стык и зазор между листами при сварке
внахлестку должен быть от 0,1 до 0,15 толщины листа. При сборке
стыковых соединений смещение кромок на всей длине шва не должно
превышать, например, при ручной и автоматической сварке под
слоем флюса соответственно 0,2 и 0,15 толщины листа.
Эти требования выполняются с помощью сборочно-сварочных
приспособлений и стапелей, обеспечивающих необходимую
точность установки, фиксацию и закрепление деталей.
Что касается требований, предъявляемых (к окончательной
сборке—сварке, то они, прежде всего, относятся к самому процессу
сварки (выбор метода, режимы и т. п.). Независимо от метода,
ручную аварку стремятся заменять автоматической, которая, хотя
и требует дополнительных затрат на оборудование и оснастку, но
позволяет получить лучшее качество шва и значительно повышает
производительность. Подробно вопросы технологии сварки
освещены в специальных курсах. Здесь можно отметить следующие
основные требования:
1. Относительный предел прочности сварных соединений в узлах
камер должен быть при соединении в стык не менее 0,9 прочности
основного материала, а при соединении внахлестку — не менее 0,65.
2. Размеры шва, форма и физико-механические качества
оговариваются в технических условиях и подлежат проверке не только
на образцах, но и на изделиях путем их разрушения (1—2 шт. от
партии).
3. При сварке продольных швов оболочек в стык начало* и конец
шва выводятся на технологические припуски, предусмотренные при
раскрое заготовок, или на специально устанавливаемые
технологические пластины.
Особое внимание следует обращать на контроль сварных и
паяных изделий. Рабочие компоненты 'представляют собой химически
активные вещества с большой проникающей способностью,
находящиеся под давлением в несколько десятков и даже сотен
атмосфер. В этих условиях даже незначительные ^дефекты сварки
приводят к авариям. Не допускаются непровары, трещины, поры,
включения и раковины. Подрезы и наплывы допустимы в
определенных пределах (например, допускается подрез на глубине не
более 0,1 толщины листа) и оговариваются техническими условиями.
Обычных методов контроля размеров, формы и внешнего вида
"изделия в данном случае оказывается недостаточно и применяются
Механические и металлографические испытания, просвечивание,
^гнитный и люминесцентный контроль, а также гидравлические
12*
180
Часть третья. Особенности узловой и общей сборки
и пневматические испытания иа прочность и герметичность узлов
и двигателя в целом.
При гидравлическом испытании на прочность применяется 0,3—
1%-ный водный раствор хромпика 'под давлением, на 50—75%
превышающим рабочее. Давление выдерживается в течение 5-www,
затем снижается примерно на одну треть и выдерживается в
течение 20—25 мин.
Фиг. 11.2. Схема испытания на герметичность.
/—манометр рабочий, 2— манометр контрольный, 3—кран
дренажный, 4—вентиль запорный, 5—манометр, 6—клапан
предохранительный, 7—редуктор, 8—манометр на сети,
3—вентиль запорный, /0—резервуар, //—камера,
12—заглушки.
Наиболее распространенными методами контроля
герметичности узлов двигателя являются испытание воздухом под давлением;
и керосином.
В первом случае собранный узел, например камера,
устанавливается иа стенде (фиг. 11.2). Все открытые отверстия камеры,
сообщающиеся с испытуемой полостью, заглушаются, кроме одного,
и через него во внутрь узла подается воздух под давлением около
2 ати («2-10Б н/м2). Негерметичность обнаруживается визуально
по появлению воздушных пузырьков три погружении узла в резер"*
Глава XI. Сборка ракетных двигателей 181
вуар с водой или при нанесении на его .наружную .поверхность
мыльного раствора. Негерметичность можно также определить по
падению давления, регистрируемого ори бор ом, через определенный
промежуток времени. Последний способ не всегда позволяет
установить расположение негерметичного места, но зато- он удобен при
проверке трудно доступных разъемвых и неразъемных стыков.
После пневматических и гидравлических испытаний камера
сушится горячим воздухом, имеющим температуру 50—80° С и
давление 3—5 ати [~ (3-f-5) 105 н/м2], до полного удаления влаги из веех
^полостей -камеры. #
Во втором случае сварные швы со стороны, доступной осмотру,
покрывают мелом, а с обратной стороны обильно смачивают
керосином. Дефекты сварки обнаруживаются по выступ анию темных
пятен керосина на белом (меловом) фоне. Этот способ чаще
применяется на первых этапах технологического процесса сварки.
Одной из особенностей сборки камер является также
необходимость гидравлического пролива дозирующих систем (форсунок,
поясов охлаждения), которым определяют перепад давления на
линиях окислителя и горючего при заданных по техническим условиям
расходах воды (водяных эквивалентов рабочих компонентов).
Рассмотрим технологический процесс сборки камеры
грушевидной формы (см. фиг. И. I), наиболее часто применяемой в
двигателях типа А. Укрупненный план сборки следующий:
1. Сборка головки.
2. Сборка сопловой части.
3. Сборка средней части (камеры сгорания).
4. Сборка камеры сгорания с соплом (блока камеры сгорания).
5. Испытание блока на прочность 1и герметичность.
6. Сборка блока с головкой.
7. Гидравлическое испытание камеры на прочность.
8. Покрытия камеры.
9. Проливка камеры.
10. Испытания камеры на герметичность.
Наиболее сложным как по конструкции, так и в изготовлении
является узел головки. При сборке его, помимо общих требований
к качеству шва, должны быть выдержаны определенные зазоры
между днищами в полости охлаждения, а также направления осей
форсажных камер.
Основные операции по сборке головки могут выполняться в
такой последовательности: приварка корпуса «главного клапана
горючего к днищам; сварка днищ; рентгеноконтро!ль; гидравлическое
испытание полостей между днищами; термическая «обработка
(высокий отггуск); приварка форсажных камер к днищам; приварка
рубашек охлаждения к форсажным камерам; термическая обработка
(высокий отпуск); установка форсунок; проливка головки.
182
Часть третья. Особенности узловой и общей сборки
Сборка средней части камеры состоит из сварки отдельных
поясов и последующей сварки их с деталями внутренней и наружной
оболочки. При этом штуцеры поясов используются для фиксации.
Характерным элементом сборочно-сварочных приспособлений,
узлов средней и сопловой частей камеры являются разжимные
центрирующие устройства (фиг. 11.3).
Аналогичные приспособления применяются и при общей сборке
камеры из узлов (блоков).
Фиг. 11.3. Приспособление для сборки и сварки поясов камеры сгорания.
В двигателях типа Б обычно жшолшуются более простые в
изготовлении цилиндрические камеры сгорания с плоскими днищами,
в которых отсутствуют форсажные камеры. Сборка головок состоит
в основном из операций по запрессовке форсунок и сварке плоских
днищ. На фиг. 11.4 показано приспособление для сборки и сварки
днищ с фиксацией их по выштампшкам, а на фиг. 11. 5—
приспособление для сварки блока \камеры сгорания и сопла.
Для предохранения от окисления стенок камеры, выполненных
из малолегированной и нелегированной стали, они покрываются
защитной фосфатной пленкой. Так как фосфатная пленка не
устойчива против механических повреждений, то ее необходимо
закреплять лаковыми и эмалевыми покрытиями.
Перед фосфатированием камеры ее промывают, травят в смеси
соляной и серной кислот и обрабатывают хромо ангидридом для
удаления меди.
Гидравлическое испытание камеры производится на
специальном стенде (фиг. 11.6) фильтрованной водой. При проливе линии
Глава XI, Сборка ракетных двигателей
183
окислителя (тракт I) линия горючего (тракт II) должна быть
сообщена с атмосферой и наоборот.
Сопротивление исследуемых участков линий окислителя и
горючего при различных расходах воды оценивается но (показанию ма-
Фиг. 11.4. Приспособление для сборки и сварки днищ.
1—верхняя плита, 2—фиксаторы, 3—днища, 4—электроды, 5—нижняя плита.
нометров 6, установленных в различных участках тракта. Расход
воды регулируется краном дросселя 8 и измеряется шайбой 10 с
дифманометрам 9.
Оригинальной является конструкция камер ЖРД из трубок
{37, 34] или швеллерных элементов [38]. В первом случае камера
собирается из трубок 'нержавеющей стали, прямоугольного пере-
Фиг. 11.5. Приспособление для сварки блока камеры сгорания и сопла.
менного сечения, изогнутых по форме камеры. Трубки собираются,
прихватываются сваркой и затем свариваются или спаиваются в
печи. Снаружи камера охватывается бандажами (фиг. 11.7). Пай-
ка производится в атмосфере сухого водорода или в вакууме.
В первом случае изделие помещается в реторту, заполняемую чис-
184 Часть третья. Особенности узловой и общей сборки
тым сухим водородом, и реторта накрывается колпаком. Для
защиты нагревательных элементов попользуется экзотермический
богатый газ, а для продувки нагревательных элементов —
экзотермический бедный газ. Реторта изготовляется из гофрированного иеконе-
Фиг. 11.6. Схема гидравлического испытания
камеры.
/—патрубок мерный, 2—коллектор, 3—трубопроводы,
4—двигатель, 5—кран дренажный, 6—манометры, 7—труба
мерная, 8—кран дроссельный, 9—дифманометр,
10—шайба мерная, 11—кран запорный, 12—насос. 13—резервуар,
14—заборник, 15—труба сливная.
ля. Молибденовые нагревательные элементы создают температуру
порядка 1100° С. На собранные и прихваченные трубки
накладывается припой на никелевой основе, после чего они помещаются в
реторту. Из реторты выкачивается воздух, она продувается и заполняется
водородом. Колпак предварительно нагревается и заполняется
богатым экзотермическим газом или также водородом. Затем
колпак опускается на реторту и крепится. Температура доводится до
Глава XI. Сборка ракетных двигателей
185
точки плавления припоя. Во время (Процесса пайки через реторту
все время пропускается водород.
После пайки нагревательный колпак удаляется и вместо него
надевается охладительный колпак, внутри которого циркулирует
воздух, а снаружи он
обрызгивается водой. После того
как нужная степень
охлаждения достигнута, реторта
продувается инертным
газом и затем откачивается до
вакуума. Крепящие зажимы
отпускаются и цикл
считается законченным. Суммарная
продолжительность всех
операций составляет примерно
8 час.
Из швеллерных
элементов изготовляют камеры
двигателей, рассчитанных
на тягу 6000—9000 кГ
(^60 000—90000 н). Такой
способ является простым и
точным для создания
охлаждающих каналов,
позволяющих производить
регулирование скорости
охлаждающего компонента, согласно
тепловым условиям,
имеющимся в данном участке
камеры.
Вначале из
нержавеющей стали толщиной 0,2 мм
вырезается прямая полоса,
которой затем в штампе за
один переход придается
{/-образная форма переменного поперечного сечения, а по длине —
изгиб, соответствующий очертаниям камеры. После этого
швеллеры собираются открытой стороной наружу на оправке из
нержавеющей стали, отлитой и обточенной по форме камеры. Затем
швеллеры соединяются разрезными зажимами и прихватываются
точечной сваркой (фиг. 11.8). Сварные точки располагаются
в определенном порядке для получения точной посадки и требуемой
конфигурации.
Собранный узел отжигается в атмосфере водорода и в
горячем состоянии принимает точную форму оправки.
Фиг. 11.7. Камера трубчатой
конструкции.
186
Часть третья. Особенности узловой и общей сборки
Затем камера устанавливается на станок и швеллеры
шлифуются до нужного диаметрального размера по всей длине камеры, в
результате чего обеспечивается точная геометрия каналов для
охлаждающего компонента.
После шлифования
камеру, все еще
находящуюся на станке, туго
обертывают лентой из
нержавеющей стали
толщиной около 0,2 мм.
Лента совместно с лентой
медного припоя подается
автоматически с катушки,
связанной зубчатой
передачей с органами
движения станка. После
обертывания на стыки лент
наносится
разбрызгиванием слой медного
припоя, обеспечивающий
наружную герметизацию
стыка лент. Пайка
производится в сварном
муфеле с контролируемой
атмосферой аргона или
водорода. Пайка ведется
при температуре около
-Фиг. 11.8. Сборка камеры из щвеллерных 1080° С В течение одного
элементов. часа. После пайки камера
медленно охлаждается в
печи до 990° С, чтобы затвердевание припоя не вызвало
напряжений. Затем камера вместе с муфелем охлаждается до комнатной
температуры при непрерывной подаче защитного газа для
получения чистой поверхности.
После этого на камере устанавливаются топливные коллекторы,
усиливающие кольца и фланцы форсунок, и затем ведется второй
процесс пайки медноолоозянистым припоем при температуре около
995° С. После механической обработки под форсунки и лапы
крепления камера термически обрабатывается. На герметичность
камера испытывается гелием под давлением шрядка 14 кГ/смп
(^14- 105 я/ж2), будучи погруженной в бак с водой. Наконец, у
критической части, устанавливается топливный коллектор. Во
время работы двигателя топливо входит в этом месте,
протекает по половине каналов в коллектор у обреза камеры
и возвращается но остальным каналам к форсункам у
верха головки.
Глава XI. Сборка ракетных двигателей
187
§ 2. СБОРКА ТУРБОНАСОСНЫХ АГРЕГАТОВ И РЕДУКТОРОВ
ДАВЛЕНИЯ
Турбонасосный агрегат (ТНА)' (фмг. 11.9) .представляет собой
совокупность трех конструктивных узлов: насоса горючего А,
турбины Б и насоса-окислителя В. Оба насоса одновременно являются
Л 9
п в
20
26 24
22
21
Фиг. 11.9. Турбонасосный агрегат.
/—входная улитка насоса горючего, 2—корпус турбины, 3—коллектор отработанного газа,
4—крыльчатка насоса горючего, 5—штуцер, 6—шарикоподшипники, 7—регулятор оборотов
ТНА,- 8— патрубок, 9—уплотнение турбины, 10—корпус насоса горючего, //—лопатки
турбины, 12—патрубок сборника окислителя. 13—трубы подвода парогаза, 14—диск турбины,
/5—крыльчатка насоса окислителя, /5—подшипники скольжения, 17—уплотнение вала,
18—упругая муфта, 19—корпус насоса окислителя, 20—сопло турбины. 21—уюпатки
направляющего аппарата, 22—входная улитка насоса окислителя, 23—диск муфты, 24—шпонки
фиксирующие, 25—крышка турбины, 26—втулка.
технологическими узлами. Турбина же может быть собрана
только совместно с насосами на общей сборке ТНА. Основные
требования к процессу сборки, вытекающие из особенностей конструкции
и технических условий на агрегат, можно сфо-рмулировать
следующим образом:
188 Часть третья. Особенности узловой и общей сборки
1. Соблюдение и тщательная "проверка герметичности
отдельных узлов и агрегата в целом в связи с применением активных и
самореагирующих компонентов.
2. Соблюдение соосности подшипников, что имеет особое
значение ввиду расположения опор валов в разных корпусах.
3. Необходимость тщательного динамического уравновешивания
роторов, вытекающая из их высокой оборотности.
Общей сборке ТНА предшествует узловая сборка насосов,
которую рассмотрим на примере насоса для горючего (фиг. 11. 10).
Сборка и испытания насоса горючего
Сборка насоса состоит из следующих этапов:
1. Первая сборка.
2. Испытание «а герметичность.
3. Испытание на производительность.
4. Разборка.
5. Вторая сбо-рка и испытание на герметичность.
6. Разборка после горячих испытаний ТНА.
7. Окончательная сборка и проверка герметичности.
При первой сборке выполняются необходимые
.подготовительные операции, например, (подбор уплютнительных колец 5 к
соответствующим буртикам крыльчатки 8 для обеспечения радиальных
зазоров. Затем корпус насоса 7, принимаемый за базовую деталь,
устанавливается на поворотную тележку так, чтобы шпильки
крепления турбины были обращены кверху.
Основные операции можно проводить в следующем порядке:
установка вала в корпус, сборка крыльчатки, установка крышки,
контроль. При установке вала 4 на него предварительно
напрессовывается подшипник 3 и надеваются уплотнительные манжеты;
затем он закрепляется с помощью втулки 2 и крышки /.
Дальнейшую сборку удобно вести, повернув корпус на поворотном
приспособлении на 180°. Крыльчатка S, предварительно уравновешенная
с валом, устанавливается согласно клейм до упора в кольцо 6 и
закрепляется гайкой.
Для обеспечения гарантированного' зазора между торцами
валов насосов (в собранном ТНА) проверяется размер L. При
несоблюдении данного размера подбирается другой вал насоса. Биение
вала по поверхности Д в собранном насосе не должно превышать
0,03 мм.
Герметичность насоса проверяется одним из описанных выше
(см. сборку камер) способов. Однако в данном случае чаще
пользуются способом контроля падения давления, поскольку
приходится проверять такие труднодоступные места, как, например, полости
манжетного уплотнения. Наружные стыки корпусов проверяются
обмылив анием.
Глава XI. Сборка ракетных двигателей
189
Фиг. 11. 10. Насос горючего.
(, 9—крышки, 2—уплотнительная втулка, 3—шарикоподшипник, 4—»вал насоса, 5—уплот-
нительное кольцо, 6—регулировочное кольцо, 7—корпус насоса, 8—крыльчатка. 10—гайка,
//—уплотнительные кольца, 12—шарикоподшипник, 13—регулятор оборотов ТНА.
190 Часть третья. Особенности узловой и общей сборки
Испытания на производительность производятся на
специальном стенде путем прокачки воды (с 1—2%-ным раствором
хромпика).
Насос устанавливается по четырем шпоночным пазам и
получает вращение через монтажную муфту от стендового
электродвигателя. Входной и выходной патрубки соединяются с
соответствующими фланцами магистрали стенда, которая затем; заливается
водным раствором.
В результате испытания устанавливается зависимость
развиваемого насосом напора и потребляемой мощности от расхода и к.п.д.
при постоянном числе оборотов. В случае несоответствия указанных
характеристик требованиям технических условий крыльчатка или
подбирается, или обтачивается по наружному диаметру с
последующей балансировкой ротора. Если испытания дают
удовлетворительные результаты, насос (разбирается, детали просушиваются,
проходят дефектацию и направляются на вторую сборку.
Вторая сборка, в основном, состоит из тех же операций, что и
первая, но монтажные детали (например, крепежные) заменяются
рабочими.
Последующее испытание герметичности, помимо проверки
стыков и уплотнений, предусматривает проверку м;ест соединений
дренажных трубопроводов. Затем насос отправляется на общую
сборку турбонасосного агрегата и проходит огневые испытания на
двигателе.
После огневых испытаний все узлы ТНА, в том числе и
топливный насос, промываются — (нейтрализуются оставшиеся
компоненты) и вторично разбираются. Прокладки, шайбы (одноразового
применения), а также поврежденные детали подлежат замене.
Окончательная сборка (с проверкой герметичности) насоса
содержит, по-существу, те же операции, что и вторая сборка, и
является наиболее ответственным этапом технологического процесса,
поскольку дальнейших испытаний насос не проходит и
отправляется на окончательную сборку ТНА или консервируется.
Общая сборка ТНА
Общая сборка агрегата включает следующие основные опера*
ции:
1. Проверка соосности корпусов.
2. Первая сборка.
3. Проверка герметичности.
4. Горячие испытания на двигателе.
5. Переборка и проверка герметичности.
Соосность корпусов (фиг. 11. 11) проверяется с помощью
специальной оправ-ки 1 (скалки), вставляемой в технологические
втулки 3, установленные в гнездах подшипников. Втулки подбираются
Глава XI. Сборка ракетных двигателей
191
В
так, чтобы зазоры их в гнездах были не более 0,01 мм. Зазор
скалки в отверстиях втулок должен быть в тех же 'пределах. Если
скалка, предварительно смазанная машинным маслом, проходит под
собственным весом в отверстия втулок, то соосность считается
удовлетворительной^ В 'Противном случае необходимо производить
подбор шпонок 4 или их пригонку (слой снимаемого металла
регламентируется).
Значительное влияние
на соосность корпусов
оказывает затяжка
шпилек, которая должна
производиться с
определенным усилием и
равномерно по схеме.
После контроля
соосности проверяется
перпендикулярность оси
вала насоса А относительно
торца корпуса турбины.
Для этого пользуются
технологическим валом и
индикаторным
приспособлением, устанавливаемым
на вал. Подбором или
пригонкой шпонок
неперпендикулярность
снижается до 0,1 мм.
В процессе разборки
корпусов ТНА во
фланцах сверлятся и
развертываются отверстия
под фиксирующие штифты и производится запрессовка
штифтов.
Первая сборка ТНА производится «а базе собранного насоса А.
На щпо'нках, подобранных ранее, устанавливается корпус
турбины <и закрепляется по схеме, обеспечивающей равномерную
затяжку по фланцу. Затем устанавливаются сегменты направляющего
аппарата 21 (см. фиг. 11.9) между ступенями диска турбины 14 у
диск надевается на вал насоса А и проверяются осевые зазоры
между рабочими и направляющими лопатками. Так как
специальных регулировочных элементов не предусмотрено, то требуемые
зазоры (в первой ступени около 3 мм и во второй — около 1,0 мм)
достигаются нодторцовкой или заменой втулок или целиком
ротора. После установки крышки турбины и сборки муфты сцепления
с ее уплотнениями устанавливается на шпонки собранный насос В.
Подобранные по месту детали клеймятся.
Фиг. 11.11. Схема проверки соосности тур-
бонасосного агрегата.
А—насос горючего, Б—«турбина, В—насос
окислителя.
1—скалка, 2—технологическая крышка,
3—технологические втулки, 4—шпонки.
192 Часть третья. Особенности узловой и общей сборки
Огневые испытания ТНА вместе с двигателем проводятся на
специальных стендах в условиях, близких к рабочим. При этом
в турбину подается б а рога з или рабочие компоненты, если они
самореагирующие, и оба насоса нагнетают компоненты в камеру
сгорания, где осуществляется рабочий процесс.
По окончании испытаний агрегат промывается (с
нейтрализацией активных компонентов), просушивается сухим сжатым
воздухом, разбирается и проходит контрольный осмотр (дефектацию).
Технологические и дефектные детали, в том числе все прокладки,
заменяются.
В процессе окончательной сборки выполняются необходимые
контрольные операции (проверка зазоров, соосности и т. д.).
Завершается сборка второй проверкой герметичности, ;после чего ai-
регат поступает в цех общей сборки двигателя.
Сборка редуктора давления
Двухкамерный редуктор давления (фиг. 11.12) предназначен
для понижения давления газа, используемого в вытеснительных
системах ракетных двигателей. Кроме того, он является
регуляторам, поддерживающим постоянное давление в системе независимо
от понижения давления на входе в редуктор. Редуктор состоит из
следующих основных технологических узлов: корпуса А, клапана
высокого давления Б, воздушного фильтра В, камеры низкого
давления Г с регулировочным устройством, предохранительного
клапана Д, выпускного^ крана Е.
Основные технические условия на сборку редуктора требуют
герметичности полостей давления, правильного подбора пружины
по упругости и настройки клапанов на заданное давление. Для
обеспечения герметичности резьбовые поверхности и места
уплотнений перед сборкой покрываются специальной смазкой.
Редуктор собирается на базе корпуса А. Узлы Б, В и Г
собираются независимо друг от друга и затем устанавливаются на
корпус.
При сборке клапана высокого давления Б сначала собирается
узел мембраны, в который входит корпус мембраны <?, мембрана 12,
упорное и контрящее кольца 11 и 10 и: разгрузочная шайба 5.
Затем узел мембраны устанавливается на шток клапана 4 и
затягивается гайкой 8. Шток подбирается так, чтобы в вертикальном
положении он 'перемещался в направляющей втулке седла 2 без
качки под действием собственного веса. На гайку 8 ставится
пружина 7 и полость клапана Б закрывается стаканом б, который
закрепляется гайкой 9.
Сборка (камеры низкого давления Г начинается со сборки узла
подпятника. На подпятник 23 устанавливается мембрана 20 с шай-
Глава XI. Сборка ракетных двигателей
193
Фиг. 11. 12.
Двухкамерный редуктор.
А—корпус редуктора,
Б—клапан, В—фильтр,
Г—камера низкого
давления с регулировочным
устройством,
Д—предохранительный клапан,
Е—выпускной кран.
/—корпус, 2—седло
клапана с направляющей
втулкой клапана. 3—
корпус мембраны,
4—клапан, 5—разгрузочная
шайба, 6—стакан
пружины. 7—пружина, 8—
гайка. 9—гайка
специальная. /0—контрящее
кольцо, //—упорное кольцо,
12—мембрана,
13—штуцер, /4—каркас,
/5—сетка, 16—корпус фильтра,
17—тарелка,
18—прокладка резиновая,
19—направляющая втулка
клапана, 20—мембрана, 21—
корпус мембраны, 22—
специальная гайка
стакана, 23—подпятник,
24—шайба мембраны,
25—компенсатор, 26—гайка, 27—тарелка верхняя, 28—пружина, 29—тарелка нижняя,
30—контрящая шайба, 31—контрящая гайка, 32—регулировочный винт, 33—кожух пружины,
<?4—стакан, 35—подпятник, 36—регулировочный стакан, 37—пружина, 38—контрящая гайка,
39—клапан, 40—корпус клапана, 41—хомут.
А
13 1806
194
Часть третья. Особенности узловой и общей сборки
бой 24, корпусом 21 и затягивается гайка 26. Затем пружина 28 с
двумя тарелками 29 и 27 вставляется в кожух 33, а в подпятник 23
устанавливается компенсатор 25, после чего кожух вместе с узлом
подпятника вставляется в корпус редуктора и закрепляется на нем
гайкой 22. В днище кожуха 33 ввертывается регулировочный
винт 32, который контрится шайбой 30 и контргайкой 31. Дальней-
Фиг, 11. 13. Схема испытания.
1—емкость 75 л, 2— кран, 3— емкость 3 л, 4—манометр входной,
5—редуктор, 6—манометр выходной, 7—емкость 3 л, 5—мерная шайба.
шая сборка редуктора состоит в сборке и установке выпускного
крана Е, предохранительного клапана Д и воздушного фильтра В.
Испытание и настройка редуктора на заданное давление
проводятся на установке, схематически представленной на фиг. 11. 13.
Воздух высокого давления через систему кранов и емкость
подается в полость редуктора. Давление его на выходе регулируется
натяжением пружины 28 (см. фиг. 11. 12) с помощью винта 32,
которая через мембрану 20 воздействует на шток конусообразного кла-
'пана 4. Заданное давление (с отклонением ±5—7%)
контролируется 'манометром.
Глава XI. Сборка ракетных двигателей 195
Настройка предохранительного -клапана Д -производится на дав-
лекие, равное установленному в редукторе, за счет поджатая
пружины 37 с помощью регулировочного стакана 36.
§ 3. ОСОБЕННОСТИ СБОРКИ ЭЛЕМЕНТОВ КОСМИЧЕСКИХ
ДВИГАТЕЛЕЙ
Космические двигательные установки (КДУ) могут включать в
качестве составляющих элементы газотурбинных и ракетных
двигателей химического топлива, Сборка таких элементов «в "принципе
не будет отличаться от сборки соответствующих узлов и груш
двигателей, рассмотренных выше.
Специфическими с точки зрения конструкции и сборки
являются элементы активной зоны ядерных двигательных установок и, в
частности, тепловыделяющие элементы (ТВЭЛ), основные
особенности сборки которых будут ниже рассмотрены.
Активная зона реактора обычно состоит из отдельных ТВЭЛ
или независимых секций, представляющих собой технологические
группы (узлы) ТВЭЛ. Такое конструктивное решение упрощает и
удешевляет сборку и повышает надежность работы, значительно
облегчает возможность замены поврежденных трупп (вследствие
коррозии, радиационного .повреждения и т. п.).
Типы соединений и методы, (Применяемые при сборке отдельных
ТВЭЛ и их групп, зависят от ряда факторов, а именно: рабочей
температуры (внутри активной зоны, коррозионного действия
охладителя в реакторе, влияния облучения потоком нейтронов,
конструкции и формы самих ТВЭЛ, материала их покрытия и т. д.
Наиболее часто применяются соединения сварные, паяные, а также
механические. Все типы соединений имеют свои достоинства и
недостатки, но основным и определяющим для любого типа соединения
является требование, чтобы ери достаточной шрочности срок
службы его при самых неблагоприятных температурных, коррозионных,
радиационных и эрозионных условиях превышал расчетный ресурс
самого ТВЭЛ.
С точки зрения прочности и жесткости ТВЭЛ и их групп
предпочтение отдается сварке. Важными требованиями при
осуществлении сварных соединений являются:
1. Зона плавления и термического влияния в процессе сварки не
должна распространяться в часть ТВЭЛ, где содержится
делящееся вещество или где осуществляется (воспроизводство ядерного
топлива.
2. Сварка не должна понижать верхнюю границу области
допустимых рабочих температур ТВЭЛ.
3. По возможности следует избегать применения разнородных
материалов при изготовлении конструктивных узлов. По той же
причине присадочный материал должен быть по составу однород-
13*
196 Часть третья. Особенности узловой и общей сборки
ным с материалом покрытия и при необходимости компенсировать
его потери и восстанавливать содержание составляющих
элементов.
4. Во избежание коробления, особенно при сварке тонкостенных
длинных ТВЭЛ и их групп, следует игринимать меры,
обеспечивающие снятие или уменьшение напряжений (см. выше, гл. VIII, § 2).
5. Так как при взаимодействии нагретого металла при сварке с
атмосферными газами могут образовываться 'соединения, имеющие
свойства (радиационные, теплофизические, коррозионные),
отличные от свойств материала ТВЭЛ, то процесс необходимо [проводить
•при достаточно глубоком вакууме или в среде с инертными газами
высокой очистки.
Большое распространение имеет пайка ТВЭЛ. Она в основном
применяется в тех случаях, 'когда: а) рабочая температура
сравнительно невысокая; б) вследствие сложности конструктивных
форм доступ со сварочной головкой к месту сварки затруднен;
в) оболочка или толщина слоя покрытия ТВЭЛ недостаточна,
чтобы провести сварку без риска прожечь покрытие.
В качестве механических соединений ТВЭЛ и их групп нашли
применение резьбовые, штифтовые с зажимами и другие,
выполнение которых особых трудностей не вызывает. Однако им
присущи недостатки, главные из которых следующие:
1. В .местах соединений (стыковки) отдельных деталей и групп
ТВЭЛ может развиваться коррозия в процессе работы реактора.
2. По этой причине, а также для того чтобы избежать
механическую обработку в узле, детали ТВЭЛ необходимо изготавливать
с более высокой точностью. С этой же целью требуется
применение компенсаторов, подбор или другие методы, обеспечивающие
заданную точность сборки, что в совокупности приводит к
повышению трудоемкости изготовления и удорожанию изделия.
3. С точки зрения требований ядерной техники и металлургии
крепежные детали (болты, штифты, зажимы и т. л.) должны
выполняться из очень чистых металлов, обладающих возможно
меньшим сечением захвата нейтронов. Это также влечет
усложнение производства и повышает стоимость изготовления ТВЭЛ.
Как уже было сказано, выбор материалов, типов соединений и
методов их выполнения в большой степени связан с родом
теплоносителя. Использование жидкометаллических теплоносителей
(Na, К, Li и др. и их эвтактюк), позволяющих повысить рабочую
температуру рабочей зоны до 1000° С и более, обусловило
применение жаропрочных сталей и сплавов, тугоплавких металлов (Nb,
Zr, Mo и др.) и защитных покрытий и, следовательно,
соответствующих методов соединений. К соединениям предъявляются более
высокие требования в отношении герметичности и коррозионной
устойчивости, имея в виду большую активность жидкого металла
Глава XI. Сборка ракетных двигателей 197
по сравнению с другими средами. В частности, при использований
жидкого натрия яегерметичностъ может вызвать пожар и взрыв
при соединении теплоносителя с водой.
Требование полной герметичности ограничивает применение
разъемных (резьбовых, фланцевых) соединений в узлах установок
с температурой в рабочей зоне выше 250° С.
При проведении сварки непременным условием является
тщательная очистка шва от остатков шлака, 'который способен
выщелачиваться в жидко-металлической среде, что приводит к развитию
коррозии основного материала.
При пайке особое внимание обращается на выбор припоя.
Высокотемпературная пайка жаропрочных материалов серебряными
припоями не может быть применена в случае использования жидко-
металлического натрия и его эвтектик, так как серебро интенсивно
растворяется в жидком натрии. Припои, содержащие в больших
количествах марганец, олово и углерод, также обладают
неудовлетворительной коррозионной стойкостью в жидко-металлических
средах. В данном случае рекомендуется использовать припои на
никелевой основе типа № — 70%, Сг — 20%, Si — 10% (или припои
Ni—Si—В—Fe).
Для рабочих температур до 1500° С хорошей коррозионной
стойкостью обладают такие материалы, как Nb, Mo, Zr, V,
Be и др. Методы сварки и пайки и связанные с ними операции
(подготовка, сборка, формирование шва, контроль) три изготовлении
узлов активной зоны в основном подобны обычным методам,
применяемым для изделий из жаропрочных и тугоплавких
материалов, которые были рассмотрены ранее (гл. VIII, IX, X, XI). В
данном случае предъявляются повышенные требования к материалам,
особенно в отношении их химической и механической чистоты, а
также (к контролю соединений и готовых узлов.
На фиг. 11. 14 показан один из типов трубчатых ТВЭЛ,
предназначенный для работы с жидко-металлическим натрием. Он
включает сердечник, представляющий собой набор кольцеобразных
таблеток из обогащенного и секции природного урана, разделенных по
торцам молибденовыми прокладками, наружную ниобиевую и
внутреннюю ванадиевую оболочки; две переходных втулки и
установочные концевые детали. Сборка проводится после тщательной
очистки всех деталей. Затем к наружной ниобиевой оболочке с
помощью ААрДЭС (применяется аргон особой очистки) в вакуумиро-
ванной камере (фиг. 11.15) приваривается нижняя переходная
втулка. Внутрь помещаются таблетки из обогащенного урана,
секция из природного урана и разделительные молибденовые
прокладки, причем обеспечивается заданный радиальный зазор
сердечника между наружной и внутренней оболочками. Тем же
способом приваривается верхняя втулка и устанавливается внутренняя
198
Часть третья. Особенности узловой и общей сборки
ванадиевая оболочка. Так как при расчетной температуре данного
ТВЭЛ (до 700° С) уран совместим с натрием, 'нет необходимости
герметизации соединения внутренней
оболочки и переходных втулок. Благодаря
этому оболочка может свободно
перемещаться для компенсации
температурных расширений.
Далее ввертываются на резьбе
концевые установочные элементы из
нержавеющей стали, зазоры между
оболочками и сердечником пропитываются
жидким натрием, улучшающим теплоотвод.
ТВЭЛ подвергается контролю и затем
вставляется в активную зону, причем
дистанционирование осуществляется с
помощью ребер, расположенных
поясами на наружной оболочке.
На фиг. 11. 16 показана группа ТВЭЛ
для работы с гелиевым теплоносителем,
состоящая из 7 ТВЭЛ. Каждый из них
представляет собой набор из 75
кольцеобразных таблеток компактной двуокиси
урана, заключенных в общую оболочку,
из нержавеющей стали типа 1Х18Н9,
с радиальным зазором 0,125 мм.
При сборке отдельного ТВЭЛ сначала
оболочка сваривается с нижней
заглушкой, к которой предварительно
припаивается установочный палец. Затем
вставляется нижняя подушка из MgO для
сердечника и набираются таблетки урана
с подбором по радиальному зазору.
После этого приваривается верхняя
заглушка с припаянным к ней
установочным пальцем, и ТВЭЛ проходит
операции контроля. Собранные ТВЭЛ
устанавливаются по отверстиям в нижнюю
плиту и затем на них устанавливается
и закрепляется подвеска.
В ТВЭЛ дисперсионного типа
сердечники изготовлены не из компактного
(концентрированного) металлического
или керамического атомного топлива
(урана, плутония или их сплавов), а представляет собой
гетерогенную смесь материала атомного топлива с
невзаимодействующим с ним инертным разбавителем. Наибольшее применение на-
Фиг. 11. 14.
Тепловыделяющий элемент
(ТВЭЛ).
1—наружная оболочка с
верхней и нижней
переходными втулками,
2—таблетки из обогащенного урана,
3—молибденовые прокладки,
4—'концевые установочные
элементы, 5—секция из
природного урана.
6—внутренняя оболочка, 7—дистан-
ционирующие ребра.
Глава XL Сборка ракетных двигателей
199
шли ТВЭЛ, в которых керамическое горючее диспергировано в
металлической матрице. Не касаясь технологии изготовления
отдельных элементов, отметим лишь следующие основные способы
образования неразъемного соединения между сердечником и
оболочкой:
1. Диффузионная сварка, когда ;при определенном нагреве и
выдержке компоненты материалов матрицы и оболочки
диффундируют друг в друга.
Фиг. 11.15. Схема сварочной вакуумируемой камеры.
/—сварочные головки, 2—цанговые патроны, 3—корпус, 4—'Привод
свариваемого узла, 5—патрубок к вакуумному насосу. 6—оболочка ТВЭЛ,
собранная под сварку.
2. Пайка с помощью припоя, закладываемого между
сердечником и оболочкой.
3. Холодная сварка.
4. Горячая прокатка ('плакирование). Если по условиям
работы материалом оболочки может служить алюминиевый сплав, то
диспергирующим горючим является обогащенный алюминиево-
урановый оплав (получаемый обычно методом порошковой
металлургии) с последующей прокаткой. Соответственно для оболочек
из нержавеющей стали, Nb или Zr, горючее .представляет смесь из
обогащенного урана и порошка стали, Nb или Zr.
На фиг. 11. 17 'показан узел трубчатого ТВЭЛ, собранный из
трубок с дистаздионирующими ребрами. Каждая трубка
собирается с помощью сварки из трех заготовок, полученных горячей
прокаткой с последующей гибкой. Они свариваются по отбартовкам
в сборочно-сварочном приспособлений, обеспечивающем
получение правильной цилиндрической формы трубки.
На фиг. 11.18 показан узел ТВЭЛ, собранный из трубок, дис-
танционированных проволочками. В данном случае каждая трубка
ТВЭЛ изготовлена путем диффузионной сварки стержня и
оболочки после 'их (предварительной сборки м совместного протягивания
(с 20%-ным обжатием). После операции сварки каждый ТВЭЛ
200
Часть третья. Особенности узловой и общей сборки
Я~Я
Б Г
Фиг. 11. 17. Сечение трубчатого ТВЭЛ с дистан-
ционирующими ребрами.
/—оболочка, 2—ребро со сварным швом. 3—топливо.
Фиг. 11. 16. Группа
ТВЭЛ.
/—«подвеска, 2—
установочные пальцы, 3—таблетки
двуокиси урана, 4—ТВЭЛ,
5—оболочка. 6—заглушка,
7—подушка сердечника, 8—
нижняя плита.
Фиг. 11. 18. Сечение трубчатого ТВЭЛ
с дистанционирующими
проволочками.
/—зазор для теплоносителя, 2—топливо,
3—оболочка. 4—проволочка.
Глава XII. Особенности процесса переборки двигателей 201
подвергается ультразвуковому контролю для выявления дефектов
в сварном соединении и испытанию на пористость азотной
'кислотой. Узлы из трубок с дистанционирующими 'проволочками
собираются в приспособлении, где -проволочки прихватываются
точечной сваркой.
Глава XII
ОСОБЕННОСТИ ПРОЦЕССА ПЕРЕБОРКИ ДВИГАТЕЛЕЙ
ПОСЛЕ ИСПЫТАНИЙ
Все собранные двигатели испытываются на специальных
установках для определения соответствия техническим условиям по
мощности или тяге и по расходу топлива^ а также для выявления
тех или иных производственных дефектов, которые не могут быть
выявлены другими методами контроля. При этих испытаниях из-за
их непродолжительности нельзя проверить свойства материалов,
идущих на изготовление двигателей, проверить конструкцию и т. д.
Не касаясь методов и средств -контроля параметров
непосредственно при''испытаниях, покажем лишь приемы м ' особенности
оценки качества двигателя по состоянию его деталей после
испытания.
Так как двигатель ори этом (подвергается полной или
частичной разборке, то следует показать также методы организации
работ разборки — сборки и остановиться на некоторых ее
особенностях.
Отметим, что в условиях установившегося производства можно
ограничиться переборкой после испытания только части
выпускаемых двигателей.
Двигатель после испытания проходит следующие стадии:
разборка (частичная или полная); предварительный контрольный
осмотр деталей и узлов; промывка деталей; контроль состояния
деталей осмотром невооруженным глазом или с помощью
оптических средств, а также обмером или проверкой с применением
специальных приборов для обнаружения дефектов (например,
магнитных или ультразвуковых дефектоскопов и пр.); устранение
дефектов и замена неисправных деталей; сборка (узловая и общая).
Описанные операции заканчиваются вторым испытанием, так
называемым контрольным, целью которого является контроль
качества последней сборки.
Организация работ по переборке двигателя такая же, как и
при 1-й сборке, т. е. гго поточно-узловому методу.
202 Часть третья. Особенности узловой и общей сборки
Однако 'процесс .переборки (и, следовательно, 2-й сборки)
отличается от процесса 1-й сборки. Эти отличия заключаются в
следующем.
Значительная часть подготовительных операций, как-то: подбор
деталей «по весу и размерам, .регулирование зазоров и пр. при 2-й
сборке не производится, и, следовательно, трудоемкость 2-й сборки
по сравнению с 1-й сборкой уменьшается. С другой стороны,
необходимость тщательного контроля состояния деталей двигателя
увеличивает цикл 2-й сборки. Увеличивают цикл и отчасти
трудоемкость промывочные операции, могущие быть весьма длительными.
В целом трудоемкость 2-й сборки, по практическим данным,
меньше трудоемкости 1-й сборки.
Другой особенностью 2-й сборки является то, что почти все
детали, за исключением стандартных крепежных, должны быть
поставлены на тот же двигатель, с которого сняты. Ввиду этого
разборка двигателя на узлы и узлов на детали должна быть
организована так, чтобы снятые детали комплектно проходили все
необходимые операции—промывку, контроль и пр. Для этого
линии переборки снабжаются специальными передвижными
стеллажами, проволочными корзинами и другой тарой, которая может
вмещать все узлы 'и детали перебираемого двигателя.
Процесс разборки ведется по тому же методу, как и 1-я
сборка, т. е. на линии общей разборки двигатель разбирается на узлы
(группы) и затем на линиях узлов — на детали.
Детали промываются и контролируются также поточным
методом, т. е. с соблюдением установленного такта. При этом важную
роль играет максимальная механизация промывочных процессов и
автоматизация контрольного осмотра.
Вопросы промывки рассматривались ранее, и здесь на них
останавливаться не будем.
Касаясь порядка и методов контрольного осмотра деталей,
отметим, что контроль состояния деталей начинается еще до
разборки двигателя. Состояние масляного фильтра доли отстойника
свидетельствует о состоянии трущихся деталей: наличие
металлической пыли на фильтре или в масле, стружек и т. п. является
признаком начавшегося разрушения той или иной детали.
Осмотр непромытых деталей двигателя может выявить
некоторые характерные неисправности, которые не могут быть
установлены на промытых деталях, например ненормальное нагарообразо-
вание вследствие нарушения процесса сгорания, перегрев деталей,
утечку масла или газов через уплотнения и inp.
Промытые детали осматриваются на специальных хорошо
освещенных стеллажах.
Большую роль играет система осмотра. На основании работы с
данным типом двигателя устанавливаются характерные дефекты,
Глава XII. Особенности процесса переборки двигателей 203
возникающие ib тех или иных деталях в определенных местах. На
основании этого 'составляются специальные дефектные ведомости
с перечнем деталей и указанием мест, которые нужно особо*
тщательно осматривать. Этим значительно сокращается время осмотра
и повышается его качество.
Так, например, характерными деталями для осмотра являются
лопатки турбины и компрессора, жаровые трубы камер сгорания,
зубья колес (рабочая поверхность), шарики или ролики
подшипников, лабиринтные или иные уплотнения и пр.
В дефектную ведомость необходимо записывать место и харак-
лер дефекта невозможные причины его появления.
Быстрому устранению дефекта немало способствует
установление его истинных 'причин. Однако установить эти причины очень
трудно, так как не всегда возможно выделить технологические и
конструктивные .причины дефекта. Правильно ".поставленная дефек-
тация деталей разобранного двигателя во многом способствует
установлению истинной .причины дефекта.
В дефектной ведомости указываются также меры ло устранению
дефекта вплоть до замены данной детали.
Средствами контроля состояния ■ деталей являются
лупы, бинокулярные микроскопы для 'поверхностного осмотра
деталей, измерительные инструменты для определения износа
деталей, приборы для обнаружения дефектов типа трещин, основанные
на магнитном, люминесцентном или ультразвуковом принципе и,
наконец, приборы, проверяющие твердость материала детали. Все
это приборы, которые не требуют разрушения детали для ее
контроля (испытания).
Уравновешенность деталей типа крыльчаток, роторов
приходится проверять вновь методами и средствами, описанными выше.
Комплекты деталей, осмотренных и найденных годными,
сосредоточиваются на складе, где к ним добавляются детали взамен
забракованных, и затем они направляются на линии узловой
сборки.
Все дальнейшие .процессы протекают аналогично описанным
для 1-й сборки. Собранный двигатель вновь -направляется на
испытательную, станцию, где проходит окончательное контрольное
испытание. Двигатель, «прошедший испытание, поступает в экспедицию,
консервируется, снабжается запасными частями, комплектом
бортового инструмента и технической документацией, включающей
паспорты, (протоколы испытаний, различные инструкции, и
упаковываются.
Этим завершается производственный цикл двигателя.
204 Часть третья. Особенности узловой и общей сборки
Глава XIII
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ СБОРКИ
Дальнейшее развитие двигателестроения, как и других
отраслей машиностроения, обусловлено уровнем механизации и
автоматизации. Автоматизация облегчает и улучшает условия труда
рабочих, обеспечивает значительное повышение производительности,
снижение себестоимости продукции и повышение ее качества.
Развитие автоматизации ведется по трем основным
направлениям:
1) автоматизация отдельных операций;
2) автоматизация технологических процессов;
3) комплексная автоматизация производства изделий.
Выбор того или иного направления обусловлен главным
образом масштабами и стабильностью производства продукции, а
также конструктивно-технологическими особенностями изделия.
Стоимость проектирования и изготовления автоматических механизмов
и машин быстро окупается и автоматизация дает экономический
эффект при массовом производстве однотипной продукции. В
серийном и тем более единичном производстве даже при
использовании легкопереналаживаемых автоматических машин она может
оказаться нерентабельной. В данном случае автоматизация может
быть оправдана соображениями облегчения труда и устранения
субъективных факторов, влияющих на 'качество изделия (ошибки,
невнимательность и т. п.).
По указанным направлениям в СССР ведется большая работа.
Созданы автоматы, автоматические линии, цехи и целые заводы
с автоматическим циклом производства. Однако автоматизация
охватила в основном процессы 'изготовления деталей (процессы
литья, механической обработки и др.). Процессы узловой и тем более
общей сборки механизированы и автоматизированы в значительно
меньшей степени.
Между тем удельный вес сборки по трудоемкости (в разных
отраслях машиностроения) составляет от 20 до 45%, а в единичном
и опытном производстве, где значительное место занимают
пригоночные операции, он доходит до 60% от общей трудоемкости
изделия. Уровень же механизации и автоматизации сборки весьма
низок: 80—90% сборочных работ выполняются вручную.
В настоящее время сборка сдерживает комплексную
автоматизацию производственных процессов в машиностроении.
Главные причины этого следующие.
Во-первых, недостаточная изученность некоторых явлений,
сопутствующих сборочным операциям. В результате при
проектировании технологического процесса часто не представляется
возможным рассчитать и учесть такие, например, факторы, как упруго-
Глава XIII. Механизация и автоматизация процессов сборки 205
пластический контакт и деформация реальных деталей. Поэтому
возникает необходимость в пробных, опытных сборках узлов и
изделий в 'Каждом конкретном случае.
Во-вторых, многообразие рабочих движений и приемов,
которыми характеризуется сборка (в отличие от 2—3 простейших рабочих
движений при 'механической обработке). Связано это как с
методами осуществления соединений, так и с разнообразием конструкций
сборочных элементов и приводит часто к -неоправданному
усложнению и удорожанию автоматических сборочных механизмов
(особенно когда при конструировании их стремятся воспроизвести все
движения руки рабочего).
В-третьих, сложность конструктивных форм узлов по сравнению
с деталями часто делает вообще невозможным выполнение
некоторых этапов автоматизированного цикла общей сборки изделия,
например, бункеризацию.
В связи с отмеченным обстоятельством взгляд на
технологичность конструкции в отношении сборки (основным принципом
которой является наличие возможно большего числа
технологических, собираемых независимо друг от друга узлов), по-видимому,
нуждается в пересмотре. В отдельных случаях целесообразно
осуществлять общую сборку изделия не из предварительно собранных
технологических узлов, а непосредственно из деталей (или
простейших узлов), которые проще .поддаются бункеризации, ориентации
и транспортировке.
Автоматизация элементов сборочного процесса
При любых выбранных направлениях автоматизации
сборочного процесса прежде всего автоматизируются наиболее трудоемкие
его операции или этапы.
К основным элементам процесса сборки относятся:
1. Подготовительные операции сборочного процесса.
2. Транспортировка деталей узлов и изделий.
3. Распределение деталей и узлов.
4. Ориентация деталей и узлов.
5. Сопряжения деталей и, узлов.
6. Контроль сборочных [Параметров (геометрических,
физических и др.) и их регулировка.
7. Учет, консервация, упаковка и складирование готовых
изделий.
Автоматизация игодготовительных операций, как, например,
расконсервация, промывка, рассортировка и т. д, обычно не встречает
серьезных трудностей. О некоторых примерах ее применения,
в частности, для промывки и рассортировки упоминались выше (см.
гл. V § 1 «Подготовительные операции»).
206
Часть третья. Особенности узловой и общей сборки
На фиг. 13. 1 по-казана схема автомата, предназначенного для
контроля .проходного сечения деталей типа форсунок, сортировки
их по этому параметру на три группы и отбраковки перед сборкой.
Принцип его работы состоит в следующем. Из питателя 1 детали
кривошипом 2 подаются на измерительную позицию к соплу
камеры 3 и прижимаются к нему рычагам 4.УВ зависимости от
проходного сечения детали изменяется расход воздуха из камеры, что
Фиг. 13. 1. Автомат для рассортировки деталей.
/—питатель, 2—кривошипный механизм, 3—камера. 4— рычаг, 5—датчик
переключателя, 6— переключатель, 7—электромагнит, 8—направляющий
лоток, 9—приемный сортовик.
вызывает изменение уровня жидкости в датчике 5 переключателя.
Связанный с датчиком переключатель 6 замкнет электроцепь
магнита 7 и его якорь переместит лоток 8 к соответствующему отсеку
сортовика 9, в «который и направится проверенная деталь. Крайний
левый отсек служит для бракованных деталей.
Наибольший удельный вес по трудоемкости составляют
операции сопряжений: резьбовых, сварных, с натягом и некоторых
других.
Значительная распространенность резьбовых
соединений в из!делиях «машиностроения в частности в ГТД «и ряде
агрегатов и относительная трудоемкость их сборки способствовали
развитию ее механизации и автоматизации.
Создано много различных 'конструкций тарированных ключей и
гайковертов, описанных в справочной литературе. Дальнейшее раз-
Глава XIII. Механизация и автоматизация процессов сборки 207
витие этого вида инструмента привело к созданию
многошпиндельных головок для одновременного завертывания таек, а затем
автоматических установок (с бункерной подачей крепежных
элементов), встроенных в линию.
Однако проблема автоматической сборки резьбовых соединений
полностью не решена, о чем свидетельствуют следующие данные
о составе трудоемкости элементов сборки резьбовых соединений од.-
ного из изделий [25] серийного производства.
Операции и переходы
Предварительное навертывание болтов и гаек вручную
(наживление)
Затяжка механизированным инструментом
Затяжка ручными ключами
Ручная дотяжка
Регулировка затяжкой
Шплинтовка
Прочие работы
Трудоемкость
%
17,2
18,2
20,8
4,1
3,4
2,9
33,4
Анализ .приведенных данных позволяет наметить пути
дальнейшего развития автоматизированной затяжки.
1. Устранение предварительного навертывания «перед
применением механизированного инструмента путем введения устройств
для точной ориентации резьбовых деталей и создания в них
направляющих элементов (фиг. 13.2).
2. Дальнейшее совершенствование механизированного
инструмента с целью полного устранения дотяжки и максимального
сокращения ручной затяжки.
3. Более широкое (применение самотормозящихся резьбовых
деталей, позволяющих полностью освободиться от операции
шплинтовки.
4. Снижение трудоемкости прочих работ (подача деталей в зону
сборки, отвод и откладывание инструмента и др.) благодаря
созданию надежных бункерных, подъемных, (перевертывающих и других
устройств.
При автоматической сборке соединений с
гарантированным зазором 0,2 мм и менее (при больших зазорах операция
затруднений обычно не вызывает) предусматриваются
заталкивающий механизм или вращение одной из сопрягаемых деталей. В
случае тонкостенных деталей применяется вибрационный механизм.
208
Часть третья. Особенности узловой и общей сборки
Автоматическая сборка соединений с гарантированным
натягом требует прежде всего наличия надежных направляющих
элементов на деталях. Сборка значительно облегчается, если
деталям придаются симметричные формы, например штифты с
дополнительным заходным конусом (фиг. 13.3).
Для точной ориентации при запрессовке применяются
устройства типа, приведенного на фиг. 13.4.
'/№V,
i=h
2 J
w ш
6)
о)
Фиг. 13.2. Пример
добавления направляющего
элемента в резьбовом
гнезде.
а—без направляющего
элемента, б—с направляющим
элементом.
Фиг. 13.3.
Пример добавления
второго заход-
ного конуса для
упрощения
ориентации.
а—-с одним
заходным конусом,
б—с двумя заход-
ными конусами.
Фиг. 13.4.
Устройство для
направления деталей при
запрессовке.
/, 2—сопрягаемые де-
гали,
3—направляющий палец.
Качество сопряжения можно контролировать по изменению
усилия запрессов-ки. При превышении или при недостаточной
величине усилия по длине запрессовки пресс автоматически
выключается и узел бракуется.
При значительных натягах в автоматические линии
встраиваются нагревательные и охлаждающие устройства (применяется
нагрев ТВЧ, индукционный и различные типы нагревательных и
холодильных установок тоннельного' типа).
. Автоматизация и механизация сварных соединений может
быть осуществлена в той или иной степени при любых видах
сварки, однако наибольшие возможности для нее имеются при сварке
в стык оплавлением, трением, при контактной и
электронно-лучевой сварке. Независимо от вида сварки труднее поддается
механизации не сам процесс образования соединения, а сборка под
сварку, установка узла на приспособление и снятие его после сварки.
На фиг. 13. 5 показана схема 'механизации сварки в стык
оплавлением (при условии подачи деталей из бункера она может быть
полностью автоматизирована). При вращении копира 4, и
перемещении ролика 5 через рычажную систему 6 обеспечивается подача
Глава XIII. Механизация и автоматизация процессов сборки
209
деталей и проведение цикла сварки (подогрев, оплавление и
осадку) с заданным усилием и скоростью.
Автоматизация точечной сварки разбивается главным образО1М
в направлении применения многоточечной сварки: а) за счет
использования серийных
сварочных машин со
специальными многоточечными
головками, если количество
одновременно свариваемых
точек сравнительно
невелико, и б) за счет создания
специализированных
многоточечных машин и
сварочных прессов для ста и более
одновременно свариваемых
точек.
При электродуговой
сварке (под слоем флюса,
в среде аргона и др.)
автоматизирован процесс
формирования прямолинейных и
концентрических кольцевых швов. Для этого созданы
соответствующие автоматические устройства для перемещения сваривае-
в стык
Фиг. 13.5. Механизация сварки
оплавлением.
/—электродвигатель. 2—привод, 3—редуктор,
4—копир, 5—ролик, 6—рычажная система.
Фиг. 13.6. Автоматизация перемещения сварочной
головки с помощью следящей системы.
/—щуп, 2—направляющая, 3—тгеро, 4—фотоэлемент, 5—источник
света, 6—мундштук сварочной головки, 7—редуктор, 8—ходовой
винт, 9—двигатель, /0—усилитель, //—подающие ролики,
12—редуктор, 13—двигатель подачи проволоки, 14—двигатель хода
автомата, 15—редуктор. 16—ходовые колеса.
мого узла, сварочной головки и подачи электродной проволоки
в зону сварки.
14 1806
210
Часть третья. Особенности узловой и общей сборки
В последнее время уоггешно решается и задача автоматизации
направления сварочного инструмента строго по стыку с помощью
датчиков направления и следящих систем. На фиг. 13.6 показана
схема сварочного аппарата, обеспечивающего автоматическую
сварку криволинейного стыка. Фотоэлемент 4 следящей системы
корректирует по линии, вычерчиваемой пером 2, жестко
связанным со щупом /, перемещающимся непосредственно по стыку,
направление движения сварочного мундштука 6.
Фиг. 13.7. Автоматизация процесса сварки трением.
/—электродвигатель, 2—трехкулачковый токарный патрон,
3— специальный зажим, 4—поршень гидроцилиндра,
5—манометр, 6—золотник, 7—предохранительный клапан,
8—лопастный насос.
Имеются широкие возможности автоматизации
электронно-лучевой сварки благодаря тому, что электрические параметры луча
легко регулируются в сочетании с механизацией подачи
свариваемого узла. Это наряду с другими особенностями процесса
обеспечивает весьма .высокие скорости сварки (100 м/ч и более).
Наиболее просто автоматизируется сварка трением (фиг. 13.7).
В данном случае основные параметры процесса: осевое усилие,
время сварки и скорость вращения легко контролируются и
регулируются.
При автоматизации пайки, как и сварки, основные
затруднения возникают при оборке (под пайку), в особенности когда
применяется припой в виде фольги. Подготовительные операции, как-то:
механическая очистка деталей и их электрополирование, а также
нанесение припоя методом металлизации или путем обмазки
(когда припой применяется в виде паст) и, наконец, сам процесс пайки
могут быть полностью автоматизированы. Причем в тех случаях,
когда пайка ведется в воздушной среде и применяются нагрева-
Глава XIII. Механизация и автоматизация процессов сборки
211
тельные устройства в виде электротечей тоннельного типа, ТВЧ или
соляных ванн, они могут включаться в автоматическую линию.
Решение этой задачи осложняется при пайке в вакууме.
Особенности автоматизации сборки ГТД
Рассматриваемые объекты производства — двигатели
летательных аппаратов — непрерывно претерпевают
конструктивно-технологические изменения и как объекты производства подвержены
частым сменам. Сборка их характеризуется высокой точностью,
требует тщательного контроля и проведения различных технолошчес-
Фиг. 13. 8. Часть линии общей сборки.
/—четырехъярусный конвейер подачи узлов, 2—тележка
с подъемным механизмом, 3—тележка линии общей
сборки, 4—базовый узел.
ких испытаний в ходе сборочного процесса, что в совокупности
создает дополнительные технические трудности автоматизации
процесса по сравнению с объектами общего машиностроения.
Вследствие специфических условий производства механизация
и автоматизация сборки ГТД в основном разрабатывается для
отдельных наиболее трудоемких операций, рассмотренных выше, или
отдельных этапов технологического процесса узлоеой сборки.
Механизация и автоматизация общей сборки разработана
недостаточно.
Можно привести в качестве примера общую сборку реактивных
двигателей «Дженерал Электрик» (США) (фиг. 13.8), в которой
автоматический цикл сочетается на отдельных этапах с
полуавтоматическим и операциями, выполняемыми вручную или с помощью
механизированного инструмента.
Крупные узлы, например ротор турбины, собранные на
конвейерных линиях узловой сборки, промываются, причем (внутри моеч-
14*
212 Часть третья. Особенности узловой и общей сборки
ной машины ротор (перемещается автоматически. Затем узлы
подаются четырехъярусным конвейером 1 к линии общей сборки,
представляющей собой ряд тележек 3 петлеобразного конвейера.
Возле четырехъярусных конвейеров перемещается
тележка-подъемник 2, с помощью которой крупные узлы разгружаются. Первым
на сборочные тележки устанавливается .передний корпус
компрессора, служащий базовым узлом. Дальнейшая общая сборка
ведется на сборочной тележке по вертикальной схеме, что позволяет
экономить производственную площадь и упрощает сборку
корпусов.
В конце линии общей оборки двигатели снимаются я
переставляются на другие тележки, специально предназначенные для
сдаточных испытаний, а свободная сборочная тележка направляется
к исходной позиции общей оборки. После сдаточных испытаний
один из десяти двигателей проходит переборку и контрольное
испытание. Остальные двигатели специальным подъемником
устанавливают на тележки конвейера экспедиции, определяют центр
тяжести двигателей, взвешивают и покрывают тонким слоем быст-
ровысыхающего масла, образующего защитную пленку.
Основные пути и средства автоматизации
Для успешного перехода к автоматической сборке и решения
проблемы комплексной автоматизации производства требуется
выполнение следующих основных условий:
1. Отработка технологичности конструкции деталей -и узлов
с точки зрения возможности и .простоты автоматизации сборочного
процесса. Деталям изделия целесообразно придавать
симметричные (фиг. 13.3) и простые формы, специальные базы для
установки на сборочных позициях, натравляющие элементы (фиг. 13.2),
а также заменять болтовые соединения винтовыми и т. д. Эти
мероприятия упрощают ориентацию деталей !и конструкцию бункерных
и др. устройств, облегчают доступ механизированного инструмента
к крепежным деталям.
2. Пересмотр методов сборки, обеспечивающих заданную
точность. Следует то возможности избегать регулировки, подбора и
особенно пригонки, трудно поддающихся автоматизации, и
собирать по методу полной взаимозаменяемости. Для этого в отдельных
случаях целесообразно (повысить точность изготовления деталей.
3. Классификация узлов и агрегатов изделия по признаку
общности конструктивно-технологических параметров.
4. Разработка типовых технологических процессов для
соответствующих классов узлов и изделий. При этом для упрощения
сборочных механизмов целесообразно предусмотреть дифференциацию
операций и даже приемов, а также наименьшее число перемен
положений базовых деталей и узлов.
Глава XIII. Механизация и автоматизация процессов сборки 213
При решении двух (последних задач следует руководствоваться
принципами типизации технологических процессов,
разработанными А. П. Соколовским и развиваемыми отечественной
технологической Ш'КОЛОЙ.
5. Разработка типовых конструкций сборочных механизмов
(для ориентации, установки, закрепления и сопряжения деталей).
Применение типовых узлов машин и линий имеет решающее
значение особенно для мелкосерийного и серийного производства,
поскольку о'ни должны быть легкопереналаживаемыми с переходом
на новый объект.
6. Выбор рациональной компоновки отдельной сборочной
машины (автомата) или автоматической линии.
7. Расчет экономической целесообразности автоматизации.
Как показал опыт отечественно'го машиностроения,
автоматизация экономически оправдывается, если затраты на ее проведение
равны заработной плате высвобождаемых рабочих за период от 1
до 1,5 лет.
Экономическую эффективность автоматизации отдельной
сборочной операции можно рассчитать по формуле
п = ^ 100,
['1т(/1 + *1)--*2ш(/2+*2)]#
где я —число лет окупаемости затрат на автоматизацию;
s — затраты на автоматизацию в руб;
^1ш» /2ш —• штУчное время до и после автоматизации в мин;
1Ь /2 — основная зарплата обслуживающего рабочего за 1 мин
до и после автоматизации в коп (при отсутствии
обслуживающего рабочего на сборочном автомате /2=0);
zv z2 — накладные расходы, связанные с операцией за 1 мин
до и после автоматизации, в коп;
N— годовая программа выпуска изделий в шт.
Если удельный вес заработной платы сборщиков в
себестоимости изделий мал, а выпуск последних в количественном отношении
невелик, то автоматизации может оказаться не рентабельной.
Следует отметить, что сложные автоматические линии с
большим количеством сборочных машин показывают себя менее
надежными в работе. Наиболее экономичны машины и линии, имеющие
12—20 автоматических сборочных позиций (станций). Для
уменьшения сроков подготовки производства целесообразно
проектирование автоматических линий вести параллельно с разработкой
конструкции объекта.
Средства автоматизации сборочных процессов
Сборочные автоматические машины независимо от их типа и
назначения обычно включают следующие характерные узлы:
214 Часть третья. Особенности узловой и общей сборки
1. Автоматические загрузочные бункерные или магазинные
устройства, которые содержат запас деталей, участвующих в
сборке. В бункерах (применяемых для мелких деталей простой формы),
имеющих специальные ориентирующие устройства, детали
ориентируются и подаются поштучно на сборочные позиции. Узлы, а также
детали сложной конфигурации, закладываются партиями в
ориентированном положении в магазинные устройства. Поштучная
подача из магазинов осуществляется с помощью специальных отсека-
телей.
2. Питательные механизмы, подающие ориентированные детали
(обычно в питателях ориентация не изменяется) на сборочные
позиции. Питательные механизмы, бункерные и магазинные
устройства по конструкции не отличаются от аналогичных узлов
автоматов, предназначенных для механической обработки деталей.
3. Сборочные позиции, состоящие из механизмов,
обеспечивающих заданное взаимное положение сопрягаемых деталей, надежно
удерживающих их при сопряжении и осуществляющих сам процесс
сопряжения (сварку, запрессовку и т. д.). В автоматических линиях
и многоопер анионных автоматах имеются, кроме того,
транспортирующие устройства для передачи собираемого объекта с одной
позиции на другую, а также контрольно-измерительные механизмы
для проверки и регулировки тех или иных сборочных параметров
и отбраковки. Рассортировка деталей на группы обычно
производится специальными контрольными автоматами, устанавливаемыми
перед сборочными автоматами в линии.
Основные типы оборудования
для автоматической сборки
1. Однопозиционные сборочные полуавтоматы с установкой
базовой детали вручную и автоматы с автоматической подачей
деталей из бункеров или магазинов, предназначенные для выполнения
одной операции сборки сравнительно несложных по конструкции
узлов.
2. Многоповиционные полуавтоматы и автоматы (они
отличаются от полуавтоматов в основном способом подачи деталей) и
предназначенные для сравнительно сложных, требующих большого
числа операций узлов и деталей^ Эти типы автоматов выполняются
обычно по типу карусельных (фиг. 13.9) с периодическим
поворотом стола на угол, соответствующий числу позиций. Цикл сборки
заканчивается обычно за один оборот стола.
3. Автоматические (или полуавтоматические) линии сборки для
сложных узлов и изделий, требующих большого числа операций
и переходов. Они могут быть скомпонованы из автоматов
(полуавтоматов), расположенных прямолинейно (фиг. 13. 10, а) или в виде
петли (фиг. 13.10,6). Базовые детали (узлы) закрепляются на
Глава XIII. Механизация и автоматизация процессов сборки
215
приспособлениях (спутниках),
устанавливаемых на транспортере, периодически
перемещающем их от позиции к позиции.
4. Роторные сборочные машины
конструкции Л. Н. Кошкина и роторные сборочные
линии, скомпонованные из рабочих,
транспортных и контрольно-запоминающих роторных
машин.
На фиг. 13.11 представлена роторная
автоматическая линия для сборки узла насоса,
разработанная Львовским политехническим
институтом, состоящая из четырех рабочих,
двух транспортных и одного контрольно-
запоминающего роторов.
На первом рабочем роторе свинчиваются
до отказа регулировочный винт с контровоч-
ной гайкой, поступающие из бункеров.
Транспортным ротором 2 они подаются в
ориентированном положении к рабочим головкам
сборочного ротора 3. Сюда же из бункеров
ротора подаются корпус и ось толкателя.
После ориентации этих деталей винт ввертывается в кориус до
отказа. Затем на сборочную позицию подается и ориентируется
Фиг. 13.9. Схема
12-позиционного
сборочного
полуавтомата.
/—станция ручной
загрузки, 2, 3, 4, 5, 8, 9—
автоматические станции
с бункерной подачей
деталей, 6, 10—* станции
с ручной установкой
деталей,
7—автоматический контроль,
//—автоматическая продувка
и смазка, 12—съем
собранного узла.
Фиг. 13. 10. Схемы полуавтоматической линии сборки.
а—прямолинейного типа, б—петлевого типа.
/—ручная загрузка, 2, 3, 4, 6, 7—автоматическая сборка с
бункерным питанием, 5, 8—ручная сборка, 9—«продувка,
10—контроль, //—смазка, 12—съем собранного узла.
в корпусе узел ролика, собранный и прошедший контроль на
роторах 4 и 5. Последней сборочной операцией на роторе 3 является
216
Часть третья. Особенности узловой и общей сборки
запрессовка оси в корпус. Затем собранный узел насоса
транспортным ротором 6 передается на контрольный ротор 7, где проводится
регулировка заданного размера (39,1-ч>,4 мм).
Роторные машины относятся к машинам непрерывного
действия, выполняющим технологические операции в процессе
совместного транспортирования орудий и объектов сборки. Причем
передача этих объектов с одной операции на другую производится
в ориентированном состоянии. Таким образом создаются объектив-
Фиг. 13. 11. Схема роторной сборочной линии.
/, 3, 4—рабочие сборочные роторы, 2, 6—транспортные роторы, 7—регулировочный ротор,
5—контрольный ротор.
ные предпосылки перехода от дискретных автоматизированных
линий к комплексной автоматизации с отказом от бункеров (о
трудностях бункеризации некоторых сборочных элементов упомянуто
выше).
Важнейшим (положительным свойством роторных машин и
линий является независимость их производительности от
длительности операций. Благодаря этому удается обеспечивать практически
одинаковую производительность на всех операциях при
оптимальных технологических режимах и, следовательно, выдерживать
ритмичность производственного процесса в целом.
Отмеченные обстоятельства позволяют считать роторные
машины и линии, скомпонованные из роторов, перспективными для
автоматической сборки.
ЛИТЕРАТУРА
1. Балакшин Б. С, Технология станкостроения, Машгиз, 1949.
2. Беликов В. Н., Н и к ит и н А. Н., Сборка авиационных двигателей,
Оборонгиз, 1959.
3. Беликов В. Н., Никитин А. Н., Левит М. Е., Руководство к
лабораторным работам, раздел «Сборка двигателей», МАИ, 1962.
4. Биргер И. А., Расчет резьбовых соединений, Машгиз, 1959.
5. Бородач ев Н. А., Анализ качества и точности производства, Машгиз,
1946.
6. Воронин М. И., Определение величины сил при продольном смещении
деталей, «Вестник Машиностроения», 1962,, № 3.
7. Займовский А. С, Калашников В. В.,- Головин И. С,
Тепловыделяющие элементы атомных реакторов, Госатомиздат, 1962.
8. Кован В. М., Технология машиностроения, Машгиз, 1944.
9. Колесник Н. В., Устранение вибраций машин, Машгиз, 1952.
10. Кольцов С. К., Капустин И. И., Основы сборки узлов и
механизмов, Машгиз, 1955.
11. Корсаков В. С, Новиков М. П., Справочник по механизации и>
автоматизации сборочных работ, Машгиз, 1961.
12. Мордвинцев Л. А., Технология сварки и пайки, Оборонгиз, 1957.
13. Николенко Л. К., Соколов В. И., Сборка реактивных двигателей,
Оборонгиз, 1956.
14. Новиков М. П., Основы конструирования сборочных приспособлений,
Машгиз, 1958.
15. Новиков М. П., Основы сборки машин, Машгиз, 1962.
16. Подзей А. В. и др., Технология обработки деталей авиадвигателей,
Оборонгиз, 1957.
17. Саттон Д., Ракетные двигатели, ИЛ, 1952.
18. Синярев Г. Б., Добровольский М. В., Жидкостные ракетные
двигатели, Оборонгиз, 1955.
19. Скубачевский Г. С, Авиационные газотурбинные двигатели,
Оборонгиз, 1955.
20. Старостин И. Г., Исследование методов затяжки резьбовых
соединений авиационных двигателей, Кандидатская диссертация, МАИ, 1958.
21. Старостин И. Г., Определение коэффициента податливости болта
с учетом деформации резьбы, Труды КуАИ, 1957, вып. III.
22. Ф и р а г о В. П., Основы проектирования технологических процессов и
приспособлений, Оборонгиз, 1963.
23. Ф е д о т и к о в А. П., Краткий справочник технолога-машиностроителя,
Оборонгиз, 1960.
24. Шоршоров М. X., Свариваемость металлов, Профиздат, 1960.
25. Автоматизация процессов машиностроения, сборник АН СССР, 1956.
26. Детали машин, сборник п. ред. М. А. Саверина, Машгиз, 1951.
27. Клеи и технология склеивания, сборник под ред. Д. А. Кардашева,
Оборонгиз, 1960.
218 Литература
28. Машиностроение, Энциклопедический справочник, тт. 2, 5. Машгиз,
1947—1948.
29. Сварка цветных металлов и сплавов, сборник статей под ред. Д. С. Бал-
ковца и М. В. Поплавко. Оборонгиз, 1961.
30. Сварка цветных сплавов, редких металлов и пластмасс, сборник под
ред. Г. А. Николаева, Оборонгиз, 1962.
31. Сварка цветных сплавов и некоторых легированных сталей, сборник
под ред. Г. А. Николаева, Оборонгиз, 1962.
32. Теория и конструкция балансировочных машин, сборник под ред.
В. А. Щепетильникова, Машгиз, 1963.
33. Aircraft Engineering, 1962, vol. VII, No. 401.
34. Interavia Review, 1960, vol. XV, No. 2.
35. Machine Design, 1962, l/III, No. 5.
36. Metalworking Production, 1962, 10/X, No. 41.
37. Missiles and Rockets, 1960, 11/1, No. 2.
38. Missiles and Rockets, 1960, 18/1, No. 3.
39. Schweisstechnik, 1963, No. 1.
40. Schweisstechnik, 1963, No. 2.
41. Schweissen und Schneiden, 1962, Nr. 9.
42. Welding Journal, 1955, I, No. 1.
43. Welding Journal, 1962, No. 4.
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Часть первая
Основные элементы сборочного процесса
Глава I. Общие вопросы процессов сборки 5
Глава II. Организационные формы сборочных работ 9
Глава III. Проектирование технологических процессов сборки ..... 14
§ 1. Исходные данные 14
§ 2. Этапы проектирования 14
§ 3. Документация технологических процессов 16
Глава IV. Точность сборки . . . , 18
§ 1. Расчет размерных цепей 19
§ 2. Методы сборки, обеспечивающие заданную точность 24
Метод полной взаимозаменяемости 24
Метод неполной взаимозаменяемости 25
Метод подбора . 27
Метод компенсаторов . 30
Метод пригонки 30
Глава V. Подготовительные и специальные операции 31
§ 1. Подготовительные операции 32
§ 2. Уравновешивание деталей и узлов 37
Статическое уравновешивание . 39
Динамическое уравновешивание 42
Глава VI. Оборудование рабочего места 49
§ 1. Сборочный инструмент и приспособления 49
§ 2. Контрольный инструмент и приспособления 52
§ 3. Вспомогательные материалы . „ 55
Часть вторая
Типы соединений и сопряжений и методы их осуществления
Глава VII. Подвижные соединения . . . . - 58
§ 1. Гладкие соединения с зазором 58
§ 2. Зубчатые сопряжения 66
Проверка бокового зазора 66
Проверка зацепления по краске 69
Проверка биения , л 70
220 Оглавление
Стр.
§ 3. Уплотнения . . . 71
Контактные уплотнения . 71
Бесконтактные уплотнения 75
Глава VIII. Неподвижные соединения 77
§ 1. Разъемные соединения 77
Резьбовые соединения . . . 77
Силы, действующие в резьбовом соединении 78
Затяжка резьбовых соединений и повышение выносливости болтов 80
Контроль усилия затяжки 84
Нарушение затяжки и мероприятия по ее стабилизации . . . . 94
Пазовые соединения . . . . 95
Гладкие соединения с натягом 96
§ 2. Неразъемные соединения * 101
Механические соединения 101
Металлургические соединения . 102
Сварные соединения 103
Особенности процесса изготовления сварных конструкций .... 109
Сварка некоторых материалов 111
Контроль сварных соединений . . . 121
Паяные соединения 122
Химико-физические соединения 129
Часть третья
Особенности узловой и общей сборки
Глава IX, Особенности сборки типичных узлов газотурбинных двигателей 133
§ 1. Сборка компрессора 133
Центробежные компрессоры 133
Осевые компрессоры 138
§ 2. Сборка камер сгорания 141
§ 3. Сборка газовых турбин 144
Одноступенчатые турбины , . . 144
Многоступенчатые турбины 148
§ 4. Сборка корпусов, коробки приводов, редукторов винтов и
трубопроводов 150
Сборка корпусов 150
Сборка коробки приводов . . 150
Сборка редукторов винтов 151
Сборка трубопроводов 153
§ 5. Сборка агрегатов ГТД 155
Сборка турбостартера 155
Сборка узла турбины - 159
Сборка планетарного редуктора 162
Окончательная сборка узла II ступени 165
Глава X. Особенности общей сборки газотурбинных двигателей .... 165
§ 1. Сборка газотурбинных двигателей с центробежным компрессором 166
§ 2. Сборка газотурбинных двигателей с осевым компрессором . . . . 170
Глава XI. Сборка ракетных двигателей 177
§ 1. Сборка камер сгорания 177
§ 2. Сборка турбонасосных агрегатов и редукторов давления .... 187
Сборка и испытания насоса горючего 188
Оглавление 221
Стр.
Общая сборка ТНА 190
Сборка редуктора давления 192
§ 3. Особенности сборки элементов космических двигателей .... 195
Глава XII. Особенности процесса переборки двигателей после испытаний 201
Глава XIIL Механизация и автоматизация процессов сборки 204
Автоматизация элементов сборочного процесса 205
Особенности автоматизации сборки РД 211
Основные пути и средства автоматизации 212
Средства автоматизации сборочных процессов 213
Основные типы оборудования для автоматической сборки .... 214
Литература 217
Василий Николаевич Беликов, Александр Никитич Никитин
СБОРКА АВИАЦИОННЫХ ДВИГАТЕЛЕЙ
Редактор графического материала Г. Л. Виллер
Издательский редактор А. А. Степанова Техн. ред. А. Я. Новик
Г-10652 Подписано в печать 15/V 1964 г. Учетно-изд. л. 13,28
Формат бумаги 60X90/i6=7,00 бум. л.—14,00 печ. л.
Цена 61 коп. Тираж 5000 экз. Тем. план Оборонгиза 1964 г. № 1 Заказ 1806/1823
Московская типография № 26 «Главполиграфпрома»
Государственного комитета Совета Министров СССР по печати
Ул. Чернышевского, 9
Замеченные опечатки
Стр.
26
28
45
65
73
221
Строка
на фиг. 4. 4
13 снизу
14 сверху
9 снизу
9 снизу
5 снизу
Напечатано
5'Д
5Д
трудоемкости
она
[12]
от 180
РД
Должно быть
5Д
5'Д
трудоемки
оно
[26]
от —180
гтд
Заказ 1806/1823