/















































































































































































































































































Теги: промышленность химическая промышленность
Год: 1974




Текст
мин iicTi-:re тво
мидицин< к<>и
ПРОМ Ы 111.1 КН Hotтн
СПЕЦИАЛЬНОЕ
ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
ХИМИКО-
ФАРМАЦЕВТИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
Ц Б Н
М Е Д П Р U М
В КАТАЛОГЕ ОПИСАНЫ КОНСТРУКЦИИ, ПРИНЦИПЫ ДЕЙСТВИЯ И ОСНОВНЫЕ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВА-
НИЯ, СЕРИЙНО ИЗГОТОВЛЯЕМОГО ПРЕДПРЯТИЯМИ МИНИСТЕРСТВА МЕДИЦИНСКОЙ
ПРОМЫШЛЕННОСТИ И ШИРОКО ПРИМЕНЯЕМОГО В ХИМИКО-ФАРМАЦЕВТИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ.
ОФОРМЛЕНИЕ ЗАКАЗОВ НА ОБОРУДОВАНИЕ ПРОИЗВОДИТСЯ ЧЕРЕЗ МИНИСТЕРСТ-
ВО МЕДИЦИНСКОЙ ПРОМЫШЛЕННОСТИ.
ЗАВОД-ИЗГОТОВИТЕЛЬ ИМЕЕТ ПРАВО ВНОСИТЬ НЕБОЛЬШИЕ КОНСТРУКТИВНЫЕ
ИЗМЕНЕНИЯ, НАПРАВЛЕННЫЕ НА УЛУЧШЕНИЕ КАЧЕСТВА ВЫПУСКАЕМОЙ ПРОДУК-
ЦИИ.
КАТАЛОГ ПРЕДНАЗНАЧЕН ДЛЯ ИНЖЕНЕРНО-ТЕХНИЧЕСКИХ РАБОТНИКОВ, ЗАНИ-
МАЮЩИХСЯ ПРОЕКТИРОВАНИЕМ И ЭКСПЛУАТАЦИЕЙ ОБОРУДОВАНИЯ ДЛЯ МЕДИЦИН-
СКОЙ, ХИМИЧЕСКОЙ, ПИЩЕВОЙ, МИКРОБИОЛОГИЧЕСКОЙ И РЯДА ДРУГИХ ОТРАСЛЕЙ
ПРОМЫШЛЕННОСТИ.
Замечания и предложения по каталогу следует направлять по адресу:
123317, Москва, Д-317, ул. Антонова-Овсеенко, 13, Центральное бюро
научно-технической информации медицинской промышленности.
© Центаральное бюро научно-технической информации, 1974.
В РАЗДЕЛЕ ШИРОКО ПРЕДСТАВЛЕНО СПЕЦИАЛЬНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБО-
РУДОВАНИЕ, ПРИМЕНЯЕМОЕ ДЛЯ ПРИГОТОВЛЕНИЯ ТАБЛЕТОЧНЫХ МАСС: ВРАЩА-
ТЕЛЬНО-ВИБРАЦИОННОЕ СИТО, ГРАНУЛЯТОР, СУШИЛКИ С ПСЕВДООЖИЖЕННЫМ
СЛОЕМ ЧЕТЫРЕХ ТИПОВ, АППАРАТ, ВЫПОЛНЯЮЩИЙ ЧЕТЫРЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССА: СМЕШЕНИЕ, ГРАНУЛИРОВАНИЕ, СУШКУ И ОПУДРИВАНИЕ ТАБЛЕТОЧ-
НЫХ СМЕСЕЙ. В РАЗДЕЛЕ ПРЕДСТАВЛЕНЫ АВТОМАТЫ ЧЕТЫРЕХ ТИПОРАЗМЕРОВ ДЛЯ
УПАКОВКИ ТАБЛЕТОК В МИКРОПАЧКИ, АВТОМАТИЧЕСКИЕ ЛИНИИ ПО УПАКОВКЕ
ТАБЛЕТОК В ПОЛИМЕРНУЮ ПЛЕНКУ И ФОЛЬГУ, СТЕКЛЯННЫЕ ТРУБКИ, МИКРОПАЧ-
КИ; ШЕСТЬ ТИПОВ ТАБЛЕТОЧНЫХ МАШИН ОТ ЛАБОРАТОРНЫХ ДО КРУПНОТОННАЖ-
НЫХ, КОТОРЫЕ ДОПОЛНЯЮТСЯ РАЗЛИЧНЫМИ ПРЕСС-ИНСТРУМЕНТАМИ.
В РАЗДЕЛЕ ПРЕДСТАВЛЕНО ТАКЖЕ ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗАЦИЙ ВСПО-
МОГАТЕЛЬНЫХ РАБОТ: КАНТОВАТЕЛИ, АВТОМАТЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕНАЛОВ
И ПОЛИЭТИЛЕНОВЫХ ПРОБОК.
ранулятор универсальный ГР-1
_—.—— — —--------------— ....... , -----------
На-качение. Предназначен для получения гранулированных материалов из аморфных продуктов.
1 — станина:
2 — привод редуктора;
3 — винтовая передача;
4 — регулятор вариатора;
5 — крышка гранулятора;
6 — барабаны;
7 — бункер засыпной;
8 — валы натяжения;
9 — сито металлическое;
10 — бункер приемный
5
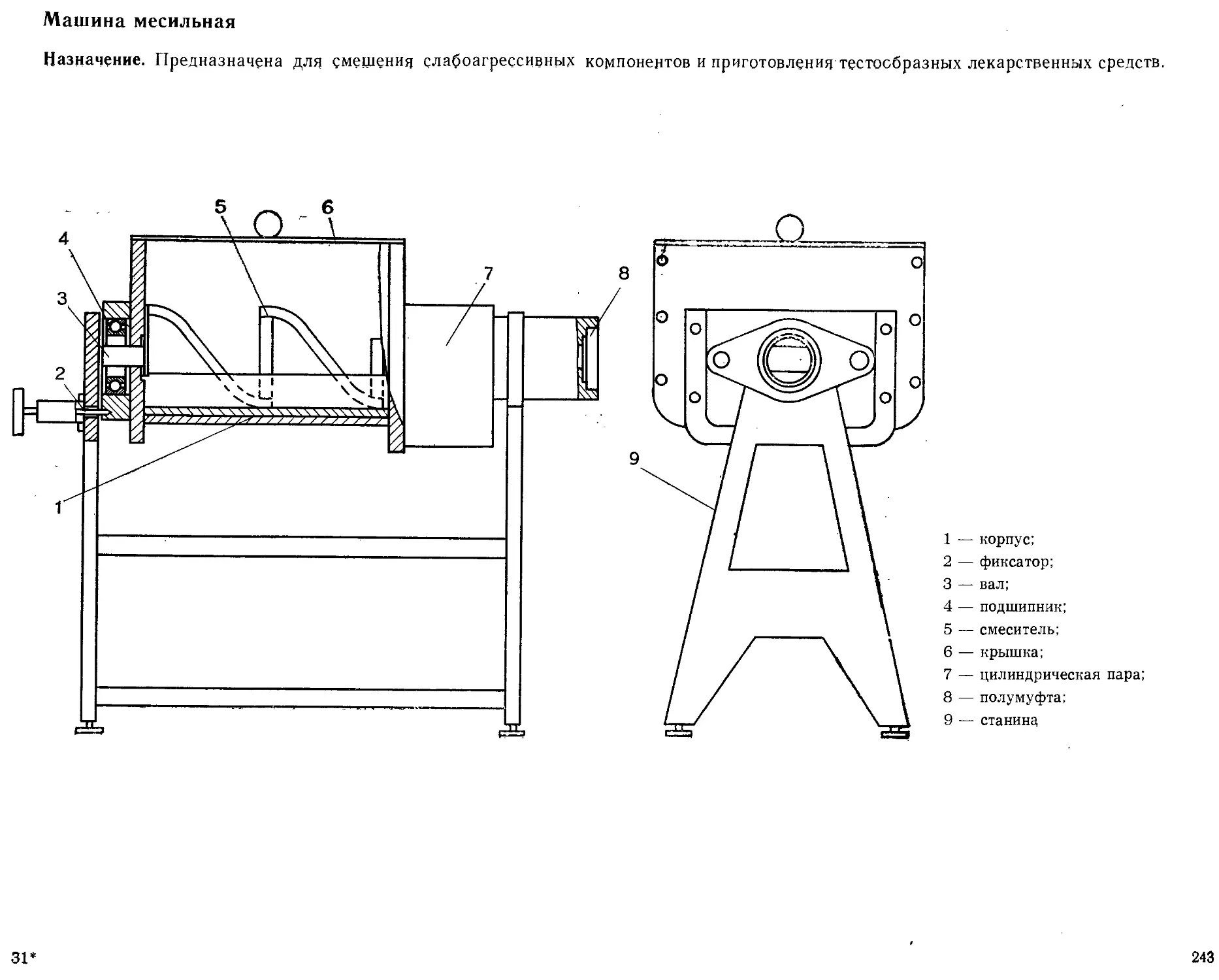
Принцип действия. Аморфный продукт подается в засыпной
бункер (7) и при помощи двух барабанов (6), вращающихся во
взаимно противоположном направлении, продавливается через ме-
•галлическов~ситтг’( Эфу ъ' результате-чего- обр а эу ется- гранул нт. По-
лученный гранулят через приемный бункер (10) попадает в уста-
новленную на тележке емкость, используемую- в сушилках типа
СП, что исключает перегрузку сырья из гранулятора в сушилку.
Описание конструкции. На станине (1) расположены все ос-
новные узлы гранулятора. Привод червячного редуктора (2) слу-
жит для передачи вращения от электродвигателя через вариатор
на червячный редуктор. При помощи регулятора вариатора (4)
через винтовую передачу (3) возможно плавно изменять скорость
вращения барабанов, что позволяет гранулировать продукты с
различными физическими свойствами. Барабаны (6) — основные
рабочие части гранулятора — представляют собой два диска, со-
единенные по периметру стержнями. Они вращаются во взаимно
противоположном направлении. Постоянство размеров зерен гра-
нулята -обеспечивается применением металлических -сит (9) с-ка-.
либрованными отверстиями. Сита крепятся к корпусу при помощи
валов натяжения (8). Бункеры, засыпной (7) и приемный (Ю),
представляют собой сварные конструкции, они служат, соответ-
ственно, для подачи материалов в рабочую зону и направления
полученного гранулированного материала в емкость. Оба бункера
можно легко снимать и очищать, что позволяет последовательно
обрабатывать несколько видов продуктов. Все узлы и детали гра-
нулятора, соприкасающиеся с материалом, выполнены из нержа-
веющей стали. ' - .
Гранулятор обслуживает 1 человек.
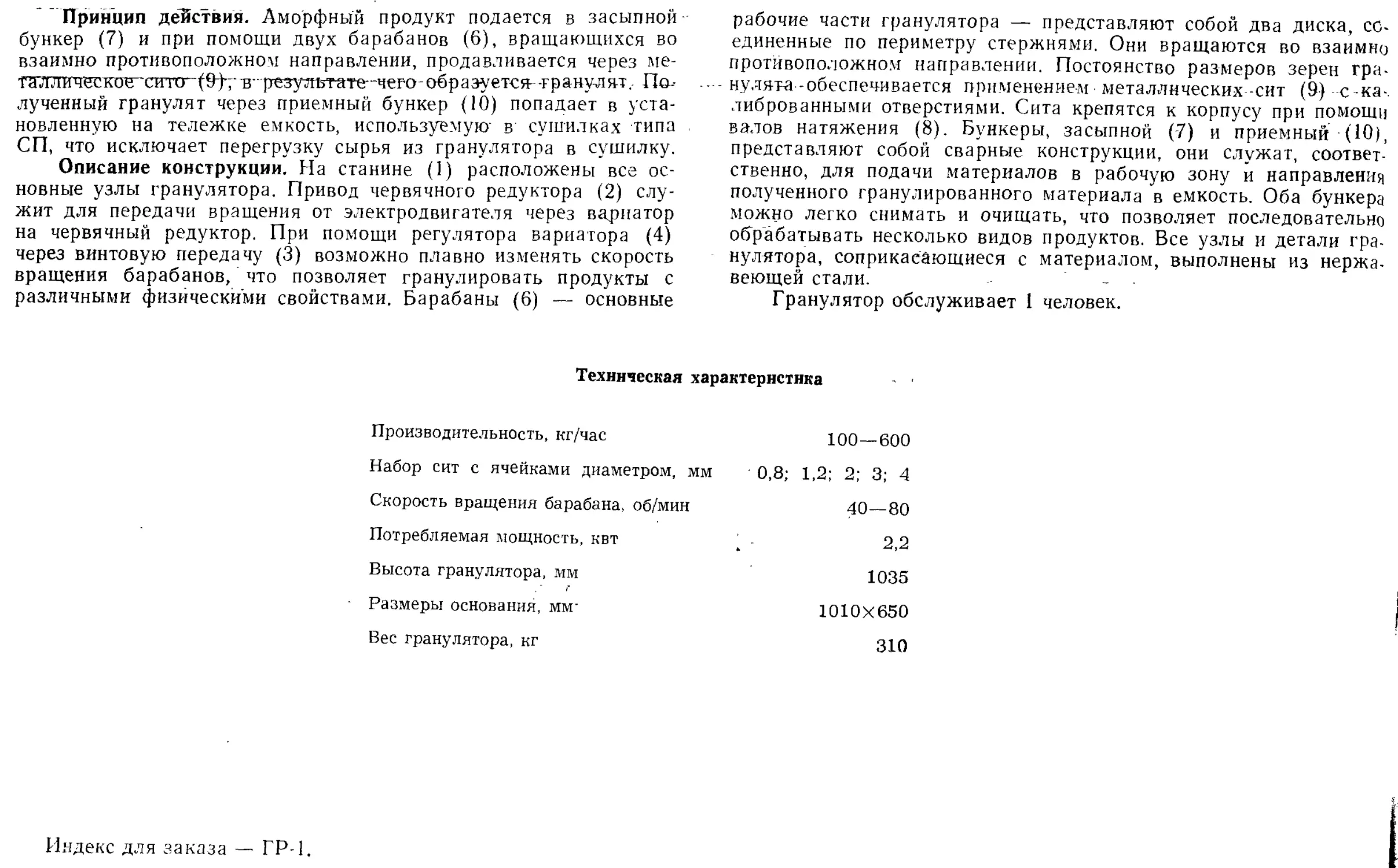
Техническая характеристика
Производительность, кг/час
Набор сит с ячейками диаметром, мм
Скорость вращения барабана, об/мин
Потребляемая мощность, квт
Высота гранулятора, мм
Размеры основания, мм-
Вес гранулятора, кг
100—600
0,8; 1,2; 2; 3; 4
40—80
2,2
1035
1010X650
310
Индекс для заказа — ГР-1,
Вращательно-вибрационное сито ВС-2
Назначение. Предназначено для просеивания порошкообразных масс.
1 — привод;
2 — вибратор;
3 — сито;
4 — камера;
5 — бункер;
6 — крышка;
7 — корпус верхний,
8 — лоток;
9 — корпус нижний;
10 — конус приемника
Принцип действия. Просеиваемый материал засыпают в бун-
кер (5), откуда он поступает на сито (3), где за счет работы двух
дебалансов вибратора (2) создается вибрация, которая застав-
ляет вращаться порошок по ситу и конусу приемника (10). Про-
сеиваемый порошок и отсев подаются в разные лотки (8), с ко-
торых ссыпаются в заранее приготовленную тару. Частота коле-
баний регулируется двухручьевым шкивом привода (1), а ампли-
туда колебаний — углом раствора дебаланса вибратора (2).
Описание конструкции. Вращательно-вибрационное сито со-
стоит из верхнего корпуса (7), закрываемого крышкой (6), и ниж-
него корпуса (9), в котором находится привод (1), «состоящий из
электродвигателя и системы шкивов. Привод приводит в действие
вибратор (2), на котором в камере (4) смонтированы сито (3)
и конус приемника (10).
Сито обслуживает 1 человек.
Техническая характеристика
Производительность, кг/час 80—300
Число колебаний в минуту 1410—2500
Амплитуда колебаний, мм 0,1—3
Потребляемая мощность, квт 0,4
Высота вибросита, мм 915
Размеры основания, мм 625X625
Вес сита, кг 132
Индекс для заказа — ВС-2.
Сушилки порционные
с псевдоожиженным слоем
СУШИЛКА ПОРЦИОННАЯ СП-2
Назначение. Предназначена для сушки порошкообразных и гранулированных материалов в псевдоожиженном слое.
1 — пульт управления;
2 — корпус;
3 — фильтр матерчатый;
4 — клапан предохранительный;
5 — фильтр воздушный;
6 — вентилятор;
7 — механизм встряхивания;
8 — камера матерчатого фильтра;
9 — резервуар;
10 — сетка;
11 — электропечь;
12 — основание
2 Зак. 1575
9
Принцип действия. Поток воздуха всасываемый в сушилку
вентилятором (6), подогревается в электропечи (11), проходит
через воздушный фильтр (5) и направляется под сетчатое дно
(10) резервуара (9) с продуктом. Проходя сквозь отверстия в дни-
ще, воздух приводит гранулят во взвешенное состояние. Увлаж-
ненный воздух выводится из рабочей зоны сушилки через матер-
чатый фильтр (3), а сухой продукт остается в резервуаре. Элект-
ростатический заряд, возникающий в результате трения частиц
материала, снимается непосредственно с резервуара (9).
Описание конструкции. В корпусе смонтированы Основные уз-
лы и пульт управления (1) сушилки. Резервуар (9) для грануля-
та расположен на основании (12), на котором смонтирована
также электропечь (И) для нагревания воздуха до 100°. Матер,
чатый фильтр (3), служащий для предотвращения уноса мелких
частиц, высушиваемого продукта, периодически встряхивается спе-
циальным механизмом (7). Вентилятор (6) выбрасывает воздух
из сушилки.
Сушилку обслуживает 1 человек.
Техническая характеристика
Вес загружаемого материала, кг 2
Продолжительность сушки, мин 20—60
Производительность вентилятора, м3/час 180
Потребляемая мощность, квт 5
Поверхность фильтров, м2
матерчатого 0,316
воздушного 0,08
Нагрузка фильтров, м3/час-м2
матерчатого 570
воздушного 2250
Высота сушилки, мм 1606
Размеры основания, мм 600X890
Вес сушилки, кг 160
Индекс для заказа — СП-2.
10
СУШИЛКИ ПОРЦИОННЫЕ СП-ЗОМ, СП-60, СП-100
Назначение.
Предназначены для сушки порошкообразных и гранулированных материалов в псевдоожиженном слое.
1 корпус;
2 — пульт управления;
3 — тележка;
4 — резервуар;
5 — ворошитель;
6 — фильтр рукавный;
7 — вентилятор; 9 — калориферная установка;
8 — механизм встряхивания; 10 — фильтр воздушный
2*
11
Принцип действия. Поток воздуха, всасываемый в сушилку
вентилятором (7), подогревается в калориферной установке (9),
проходит через воздушный фильтр (10) и направляется под сет-
чатое дно резервуара (4) с продуктом. Проходя через отверстия
в днище, воздух приводит гранулят во взвешенное состояние. Ув-
лажненный воздух выводится из рабочей зоны сушилки через ру-
кавный фильтр (6), сухой продукт остается в резервуаре.
Описание конструкции. Сушилки СП-ЗОМ, СП-60 и СП-100
однотипны как по конструкции, так и по принципу действия и
отличаются только размерами и техническими данными. В кор-
пусе сушилок располагаются все основные узлы и выносной пульт
управления (2), а также смонтирована калориферная установка
(9) для нагревания воздуха до 70°, состоящая, в зависимости
от типа сушилки, из 1—4 калориферов. Нагретый воздух подает,
ся в рабочую зону сушилки через воздушный фильтр (10). Ре-
зервуар (4), в котором находится гранулят, расположен на те-
лежке (3) и снабжен ворошителем (5) для перемешивания обра-
батываемого продукта с целью интенсификации сушки материа-
лов, склонных к комкообразованию. Рукавный фильтр (6) служит
для предотвращения уноса мелких частиц высушиваемого про-
дукта и периодически встряхивается механизмом встряхивания
(8). Вентилятор (7) выбрасывает воздух из сушилки Электро-
статический заряд, возникающий в результате трения частиц ма-
териала, снимается непосредственно с резервуара (4).
Сушилку обслуживает 1 человек.
Техническая характеристика
СП-ЗОМ СП-60 СП-100
Вес загружаемого материала, кг 30—60 60—100 100—200
Продолжительность сушки, мин 20—60 20—60 20—60
Расход пара, кг/час 80 135 200
Давление пара, атм 2 — 3 2—3 2—3
Производительность вентилятора, м3/час 1400 2500 4500
Потребляемая мощность, квт 4 И 17
Поверхность фильтров, м2 рукавного 4 8 12
воздушного 0,4 0,6 0,9
Нагрузка фильтров, м3/час • м2 рукавного 350 312,5 375
воздушного 3500 4150 5000
Высота сушилки, мм 2295 2736 2980
Высота пульта управления, мм 1350 1350 1350
Размеры основания сушилки, мм 1780X1030 1306x2236 1730X1854
Размеры основания пульта управ- ления, мм 930X420 930x420 830x420
Вес установки, кг 800 1610 2030
Индексы для заказа — СП-ЗОМ; СП-60; СП-100.
12
Кантователи емкостей к сушилкам
КАНТОВАТЕЛЬ ЕМКОСТЕЙ КЕ-30-60
Назначение. Предназначен для механизации процессов перегрузки продуктов при работах на сушилках СП-ЗОМ и СП-60.
* механизм опрокидывания;
3 — подвижная каретка;
затвор;
5 бункер;
7 — резервуар;
8 — тележка;
9 — рама;
10 — ходовой винт
13
Принцип действия. К кантователю на тележке (8) подвозят
резервуар (7) с продуктом от сушилки СП-ЗОМ или СП-60. При
перемещении кареТки (3) по ходовым винтам (10) на емкость
опускается бункер (5) с обечайкой и крепится к ней специаль-
ными захватами (6). После закрепления емкость поднимается на
необходимую высоту и поворачивается на 180°. При этом про-
дукт высыпается в бункер (5) кантователя. Освободившаяся те-
лежка откатывается в сторону, а на ее место устанавливается
приемная емкость, в которую при открывании затвора (4) бун-
кера (5) высыпается продукт.
Описание конструкции. На раме (9) кантователя смонтиро-
ван подъемный механизм, состоящий из привода (1) и двух хо-
довых винтов (Ю), на которых смонтирована подвижная карет-
ка (3) с бункером (5) и механизмом опрокидывания (2). Канто-
ватель может свободно перемещаться по цеху.
Техническая характеристика
Грузоподъемность, кг
Время опрокидывания резервуара, сек
Время разгрузки емкостей, мин
Потребляемая мощность, квт
Высота помещения для установки кантователя, мм
Размеры основания, мм
Радиальный размер, мм
Вес кантователя, кг
КЕ-30-60
(459 Р-М)
150
14
1,2
2200
2050X1270
746
Индекс для заказа — 459 Р-М.
14
КАНТОВАТЕЛЬ ЕМКОСТЕЙ КЁ-166
Назначение. Предназначен для механизации процессов перегрузки продуктов при работах на сушилке СП-100.
1 — привод;
2 — механизм подъема;
3 — каретка;
4 — стойка;
5 — затвор;
6 — механизм поворота;
7 — бункер с обечайкой;
8 — резервуар;
9 — тележка
15
Принцип действия. К кантователю на тележке подвозят ре-
зервуар (8) с продуктом от сушилки СП-100. Резервуар подается
под бункер с обечайкой (7), крепится к ней специальными захва-
тами, поднимается и механизмом поворота (6) переворачивается.
При этом продукт высыпается в бункер (7). Под бункер подают
тару и, открывая ручной затвор (5) бункера (7), загружают ее.
Описание конструкции. На стойке (4) смонтирована карет-
ка (3) для подъема и поворота (или опрокидывания), которая пе-
перемещается по стойке при помощи механизма подъема (2). Me-
ханизм поворота (6) действует от специального привода. Ре-
зервуары к обечайке каретки крепятся вручную специальными
захватами. Разгружается емкость в бункер (7), закрепленный с
противоположной стороны обечайки.
Кантователь обслуживает 1 человек.
Техническая характеристика КЕ-100 426 Р-М
Грузоподъемность, кг \ 250
Время опрокидывания резервуара, сек —
Время разгрузки емкостей, мин' 5
Потребляемая мощность, квт 5
Высота помещения для установки кантователя, мм 3200 — 4800
Размеры основания, мм —
Радиальный размер, мм 1710
Вес кантователя, кг ; 700
Индекс для заказа — 426Р-М.
16
СХЕМА ПОЛОЖЕНИЯ МЕХАНИЗМОВ КАНТОВАТЕЛЕЙ
ПРИ РАБОТЕ С СУШИЛКАМИ
1057
КАНТОВАТЕЛЬ КЕ-30-60, СУШИЛКА СП-ЗОМ
КАНТОВАТЕЛЬ КЕ-100, СУШИЛКА СП-100
Эзак. 1575
17*
1365
КАНТОВАТЕЛЬ КЕ-30-60, СУШИЛКА СП-60
16,
Аппарат для гранулирования и сушки однокомпонентных
таблеточных смесей в псевдоожиженном слое
Назначение. Предназначен для смешения, гранулирования, су шки и опудривания таблеточных смесей.
1 — пульт управления;
2 — пневмоцилиндр;
3 — калориферная установка;
4 — тележка;
5 — резервуар,
6 — насос;
7 — ресивер; , .
8 — корпус;
9 — компрессор;
10 — воздушный фильтр;
11 — вентилятор;
12 — встряхивающее устройство;
13 — рукавный фильтр;
14 — форсунка;
15 — обечайка распылителя;
16 — рычажная система
3*
19
Принцип действия. Поток воздуха, всасываемый вентилято-
ром (П), проходит через воздушный фильтр (10), калориферную
установку (3) и, попадая непосредственно под дно резервуара (5)
с продуктом, проходит через резервуар снизу вверх. При этом
продукт приходит во взвешенное состояние. Затем в «кипящий
слой» через форсунку (14) насосом (6) подается гранулирующая
жидкость. По окончании грануляции подача жидкости прекра-
щается и форсунку продувают сжатым воздухом из ресивера (7).
Затем гранулят сушат в «кипящем слое». При этом увлажненный
воздух проходит через установленный над форсункой (14) ру-
кавный фильтр (13), исключающий возможность уноса мелких ча-
стиц гранулируемого и высушиваемого вещества, и через вен-
тиляционный канал выбрасывается в атмосферу. Аппарат может
быть также использован для нанесения покрытий на таблетки.
При этом используется тележка со специальным резервуаром,
снабженным аппаратом, позволяющим направлять движение таб-
леток.
Описание конструкции. Аппарат представляет собой цельно-
сварную металлическую конструкцию (8). Разряжение внутри ап-
парата создает вентилятор (И), стоящий на выходе из аппарата;
воздух подогревает калориферная установка (3), состоящая из
двух калориферов. Между резервуаром (5) для продуктов и обе-
чайкой, в которой расположен рукавный фильтр (13), вмонтиро-
вана обечайка распылителя (15), в которой находится форсун-
ка (14). Имеется набор сменных форсунок, позволяющих прово-
дить гранулирование при различных технологических режимах.
Гранулирующую жидкость в аппарат подает дозирующий на-
сос (6), форсунка после гранулирования продувается воздухом из
компрессора (9). Подъем резервуара (5) и уплотнение его
верхнего флянца с нижним фланцем обечайки распылителя (15)
осуществляется через рычажную систему (16) пневмоцилиндром
(2). Резервуар (5) ставится на тележку (4) и перемещается
по цеху. После загрузки продукта тележку (4) с резервуа-
ром (5) закатывают на рабочее место и фиксируют. Аппа-
20
рат снабжен встряхивающим устройством (12), которое приво-
дится в действие вручную или автоматически. Для снятия избы-
точного давления из внутренней полости аппарата на верхней
плоскости корпуса имеется взрывной клапан. Электростатический
заряд, возникающий в результате трения частиц материала, сни-
мается непосредственно с резервуара (5). Аппарат снабжен пуль-
том управления и контроля (1).
Аппарат обслуживает 1 человек.
Техническая характеристика
Вес загружаемого материала, кг Продолжительность цикла, мин 30 18—25
Потребляемая мощность, квт 4,7
Поверхность фильтров, и2 *
воздушного 0,5
рукавного 4,0
Нагрузка фильтров, м3/час-м2
воздушного 2800
рукавного 350
Производительность вентилятора, м3/час 1500
Напор вентилятора, мм вод. ст. 350
Высота аппарата, мм 2845
Размеры основания, мм 1640X1700
Вес аппарата, кг 1100
Индекс для заказа — СГ-30.
Таблеточные машины
ТАБЛЕТОЧНАЯ МАШИНА ТП-1М. Назначение, Предназначены для изготовления таблеток из порошкообразных материалов.
1 — узел регулировки высоты
таблетки;
2 — питатель с бункером;
3 — регулятор давления,
4 — толкатель верхний;
5 — блок прессования;
6 — толкатель нижний;
7 — лоток;
8 — станина
21
Принцип действия. Таблеточная машина ТП-1М работает на
принципе возвратно-поступательного движения, которое сообщает-
ся питателю с бункером (2) через рычажную систему от копира
цилиндрической зубчатой передачи, в результате матричная ка-
мера блока прессования (5) заполняется порошкообразным ма-
териалом и готовые таблетки сбрасываются на наклонный ло-
ток (7).
Описание конструкции. Трехскоростной двигатель, располо-
женный в станине (8) машины, через ременную передачу, проме-
жуточный вал и цилиндрическую зубчатую передачу приводит в
движение главный вал, на кривошипе которого смонтирован ре-
гулятор давления (3). Через ползун регулятор соединяется с верх-
ним толкателем (4), несущим пуансон. При изменении положе-
ния эксцентрикового червячного колеса регулятора давления (3)
меняется давление от 0 до 1700 кг в камере матрицы, закреплен-
22
ной в блоке прессования (5). По зеркалу блока прессования (5)
перемещается питатель с бункером (2), который получает воз-
вратно-поступательное движение через рычажную систему от ко-
пира цилиндрической зубчатой передачи, обеспечивая заполнение
матричной камеры порошкообразным материалом и сброс гото-
вой таблетки на наклонный лоток (7). В питателе (2) смонтиро-
ван ворошитель, который способствует лучшему заполнению мат-
рицы и предупреждает зависание порошков, склонных к слежи-
ванию. Глубина заполнения матрицы, то есть дозирование по-
рошка, определяется положением постоянно находящегося в мат-
рице нижнего пуансона, который соединен с механизмом доза-
тора. Дозирование осуществляется узлом регулировки высоты таб-
летки (1) и контролируется по шкале заполнения матричной ка-
меры.
Машину обслуживает 1 человек.
ЕОТбРНЫЁ ТАБЛЕТОЧНЫЕ МАШИНЫ
1 — приемный бункер;
2 — стойка;
3 — регулятор давления:
4 — питатель;
5 — портал;
6 — бункер;
7 — ротор;
8 — пульт управления;
9 — станина
23
Принцип действия. При вращении ротора толкатели, с укреп-
ленными на них пуансонами, проходят систему копиров, в про-
филе которых запрограммирован весь цикл технологического про-
цесса от заполнения матрицы до выдачи готовой таблетки в при-
емную тару. Материал из питающего бункера (6) поступает в пи-
татель (4), в котором смонтирован ворошитель, вращающийся от
индивидуального привода. При вращении ротора (7), матрицы,
проходя под питателем (4), заполняются пресс-материалом на оп-
ределенную глубину, которая задается положением нижних што-
ков, опирающихся на нижний копир. Прессование происходит при
прохождении верхних штоков и нижних роликов давления, при
этом пуансоны уплотняют пресс-материал, находящийся в матри-
це. Таблетка формуется за один оборот ротора.
Описание конструкции. Роторные таблеточные машины раз-
работаны на основе прессов ТП-40М, работающих в течение 10 лет
на химико-фармацевтических предприятиях. При усовершенство-
вании конструкции были учтены многочисленные предложения,
внесенные предприятиями, которые выпускают витамины и гото-
вые лекарственные средства. Машина РТМ-41М2 для прямого
прессования, разработанная на основе пресса РТМ-41, позволяет
прессовать материалы (типа аспирина, аскорбиновой кислоты
и др.) без предварительного гранулирования. Как и на всех ос-
тальных машинах этой серии, на машине РТМ-41М2 могут изго-
товляться таблетки из всех пригодных для таблетирования масс
с постоянным рабочим давлением, постоянным весом и постоян-
ной твердостью. На станине (9) смонтирован привод, питатель
(4), ротор (7) и система копиров. Машины снабжены загрузоч-
ными устройствами, в которых встроены ворошители с плавно ре-
гулируемым числом оборотов, что весьма важно при переработке
легко склеивающихся масс. Машины имеют от одного до трех по-
токов выхода готовых таблеток и снабжены пылесосом для улав-
ливания пыли, в результате чего улучшаются условия работы и
удлиняется срок службы машин. Машины снабжены цепными ва-
риаторами дистанционного управления для автоматического ре-
гулирования скорости таблетирования.
Машину обслуживает 1 человек.
Техническая характеристика
ТП-1М РТМ-12 РТМ-24* ТП-40М РТМ-41 РТМ-41 М2
Производительность, табл./час 3000—5000 9000—23 000 17 000—40 000 50 000—100 000 51 000—200 000 54 000—230 000
Количество пар пресс-инстру.мента, шт. 1 12 24 40 41 41
Диаметр таблеток, мм 8—12 6—14 5—14 5—14 6—20 5—20
Скорость вращения ротора, об/мин — 16—32 12—28 8; 10; 12; 24 10—42 10—46
Максимальное усилие прессования, т 1,7 5 5 3,4 5 8
Глубина заполнения матриц, мм 15 18 1,5—9 15 18 18
Число потоков, шт. 1 1 2 3 2 2
Потребляемая мощность, квт 1,1 2,2 3 2,2 2,8 4
Высота пресса, мм 1350 1600 1450 1650 1700 1600
Размеры основания, мм 450X500 800X620 870X840 1100X1100 900X900 980X960
Вес пресса, кг 280 790 1100 1300 1800 1500
* Машина выпускается по специальному заказу.
Индексы для заказов — ТП-1М; РТМ-12; РТМ-24; ТП-40М; РТМ-41; РТМ-41М2.
24
Пресс-инструмент
для таблеточных машин
Назначение. Предназначен для формования таблеток на таблеточных машинах типа РТМ-12, РТМ-41, РТМ-41М2, K-VH-A
(Табакуни), Дрейкот, Манести.
0
1 — шток нижний:
2 — гайка;
3 — колпачок;
4 - пуансон;
5 — шток верхний;
6 — маслосборник
4 Зак. 1575
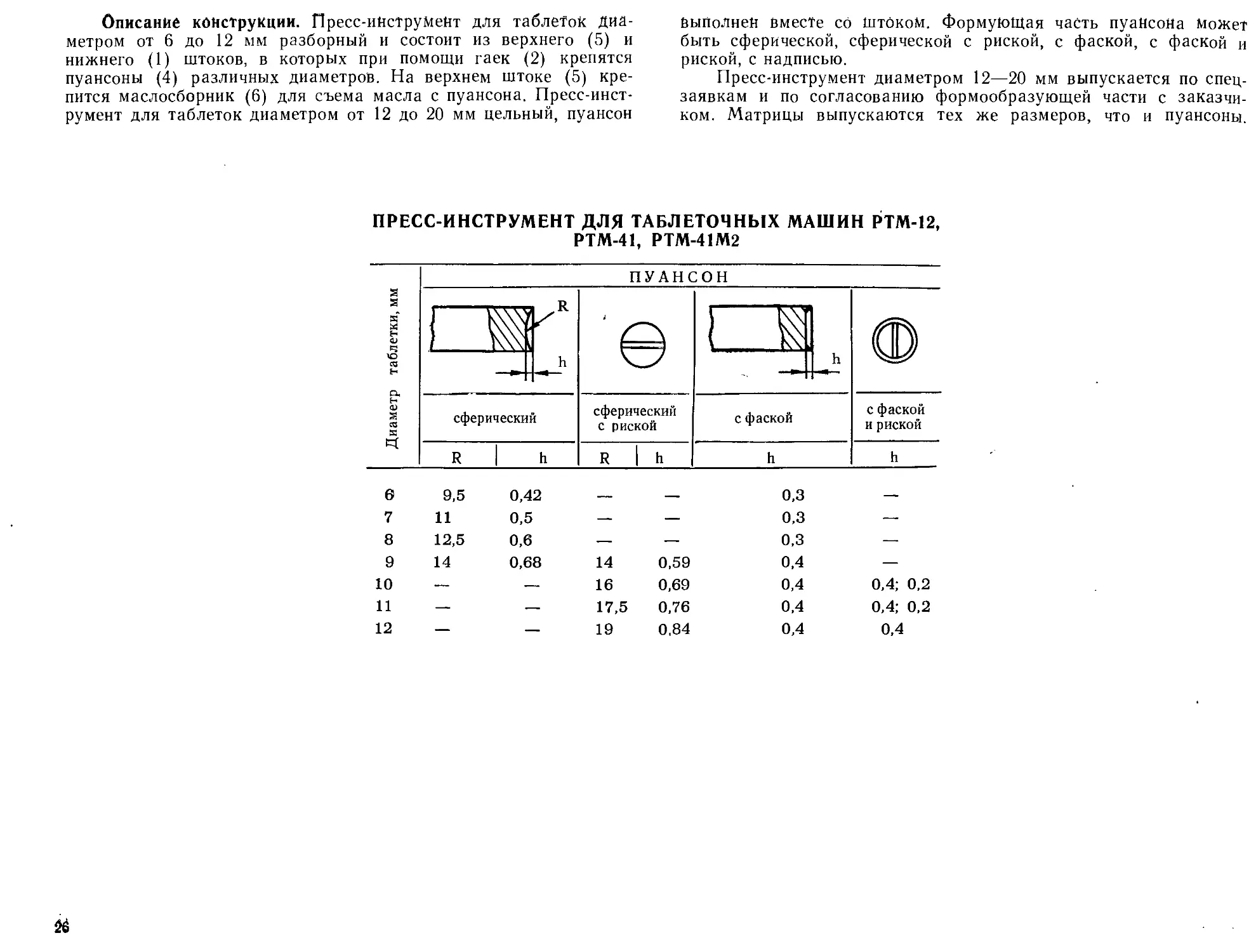
Описание конструкции. Пресс-инструмент для таблеток диа-
метром от 6 до 12 мм разборный и состоит из верхнего (5) и
нижнего (1) штоков, в которых при помощи гаек (2) крепятся
пуансоны (4) различных диаметров. На верхнем штоке (5) кре-
пится маслосборник (6) для съема масла с пуансона. Пресс-инст-
румент для таблеток диаметром от 12 до 20 мм цельный, пуансон
выполнен вместе со ШтОкоМ. Формующая часть пуансона Может
быть сферической, сферической с риской, с фаской, с фаской и
риской, с надписью.
Пресс-инструмент диаметром 12—20 мм выпускается по спец-
заявкам и по согласованию формообразующей части с заказчи-
ком. Матрицы выпускаются тех же размеров, что и пуансоны.
ПРЕСС-ИНСТРУМЕНТ ДЛЯ ТАБЛЕТОЧНЫХ МАШИН РТМ-12,
РТМ-41, РТМ-41М2
s
s
ПУАНСОН
6 9,5 0,42 — — 0,3 —
7 11 0,5 — — 0,3 —
8 12,5 0,6 — — 0,3 —
9 14 0,68 14 0,59 0,4 —
10 — — 16 0,69 0,4 0,4; 0,2
11 — — 17,5 0,76 0,4 0,4; 0,2
12 — — 19 0,84 0,4 0,4
26
ПУАНСОНЫ ДЛЯ ТАБЛЕТОЧНЫХ МАШИН K-VII-A (ТАБАКУНИ)
ПУАНСОН
нижний
ВЕРХНИЙ
Диаметр
таблетки, мм
8- § L-J in Q о
о -н -н
-н in СМ in см
0 0
плоский сферический сферический
с риской
8 о II 1
-н 8 ^77
0
0
0
8
о
-н 1
сферический
с фаской
плоский
с фаской
и риской
6 ВП-6 ВС-6 — ВФ-6 — НП-6 НС-6 НФ-6
7 ВП-7 ВС-7 — ВФ-7 — НП-7 НС-7 НФ-7
8 ВП-8 ВС-8 — ВФ-8 — НП-8 НС-8 НФ-8
9 ВП-9 — ВР-9 — ВФР-9 НП-9 НС-9 НФ-9
10 ВП-10 — ВР-10 — ВФР-10 НП-10 НС-10 НФ-10
11 ВП-11 — ВР-11 — ВФР-11 НП-11 НС-11 НФ-11
12 ВП-12 — . БР-12 — ВФР-12 НП-12 НС-12 НФ-1£
4
27
МАТРИЦЫ ДЛЯ ТАБЛЕТОЧНЫХ МАШИН K-VII-A (ТАБАКУНИ)
Диаметр тафгетки, мм
трехместный
трехместный
6 М-П-6 М-Ш-6 —
7 M-II-7 М-Ш-7 —
8 М-П-8 — , M-III-8
9 M-II-9 — М-Ш-9
10 М-П-10 — M-III-10
И М-П-11 — М-П1-11
12 М-П-12 т- М-Ш-12
28
ПРЕСС-ИНСТРУМЕНТ ДЛЯ ТАБЛЕТОЧНЫХ МАШИН «МАНЕСТИ»
ПУАНСОН
МАТРИЦА
ВЕРХНИЙ
Диаметр _таблетки, мм
плоский
сферический
НИЖНИЙ
6 ВПМ-6 ВСМ-6 НПМ-6 НСМ-6 ММ-6
7 ВПМ-7 ВСМ-7 НПМ-7 НСМ-7 ММ-7
8 ВПМ-8 ВСМ-8 НПМ-8 НСМ-8 ММ-8
9- ВПМ-9 ВСМ-9 НПМ-9 НСМ-9 ММ-9
10 ВПМ-1О ВСМ-10 НПМ-10 НСМ-10 ММ-10
11 ВПМ-11 ВСМ-11 НПМ-11 НСМ-11 ММ-11
12 ВПМ-12 ВСМ-12 НПМ-12 НСМ-12 ММ-12
29
ПРЕСС-ИНСТРУМЕНТ ДЛЯ ТАБЛЕТОЧНЫХ МАШИН «ДРЕЙКОТ»
6 ВПД-6 ВСД-6 НПД-6 НСД-6 МД-6
7 ВПД-7 ВСД-7. НПД-7 НСД-7 МД-7
8 ВПД-8 ВСД-8 НПД-8 НСД-8 МД-8
9 ВПД-9 ВСД-9 НПД-9 НСД-9 МД-9
10 ВПД-10 ВСД-10 НПД-10 НСД-10 МД-10
11 ВПД-11 ВСД-11 НПД-11 НСД-11 МД-11
12 ВПД-12 ВС Д-12 НПД-12 НСД-12 МД-12
30
Установка для
обеспыливания таблеток
Назначение. Установка предназначена для
обеспыливания таблеток.
1 — приемная тара; ’
2 — корпус;
3 — перфорированный барабан;
4 — лоток;
5 — бункер;
6 — привод;
7 — штатив
31
Принцип действия. Таблетки попадают на лоток (4), если
установка расположена непосредственно около таблеточной ма-
шины, или их загружают в бункер (5), если установка работает
отдельно. Затем они проходят через вращающийся перфорирован-
ный барабан (3), где удаляется пыль (заусенцы и неровности),
которая отсасывается из корпуса обеспыливателя пылесосом.
Описание конструкции. Установка для обеспыливания табле-
ток состоит из аппарата обеспыливания таблеток и пылесоса. Кор-
пус аппарата обеспыливания (2) укреплен на штативе (7). В кор-
пусе смонтирован перфорированный барабан (3), который вра-
щается от электродвигателя привода (6). Пылесос, в котором на-
ходится рукавный фильтр и вентилятор, соединяется шлангом
с корпусом аппарата обеспыливания таблеток. Установка для
обеспыливания таблеток изготовляется в двух вариантах: с лот-
ком (4) — для работы непосредственно около таблеточных машин
и с бункером (5) — для работы отдельно от таблеточных машин.
Установку обслуживает 1 человек.
Техническая характеристика
I вариант II вариант
Производительность, табл./час 50000—200000
Производительность, кг/час 100
Скорость вращения перфорированного бара- бана, об/мин 70 70
Диаметр ячеек барабана, мм 3; 5; 8 ' 3: 5; 8
Поверхность рукавного фильтра, м- 1,32 1,32
Емкость сборника пыли, л 8 8
Напор вентилятора пылесоса, мм вод. ст. 200 200
Потребляемая мощность, квт 0,88 0,88
Высота пылесоса, мм 1300 1300
Размеры основания, мм 600x600 660X600
Вес установки, кг 200 200
Индекс для заказа — 448Р-К.
Автомат для упаковки
таблеток в микропачки
I ВАРИАНТ
Назначение. Предназначен для завертывания таблеток в бумажный крестообразный вкладыш
обечайку.
и упаковки его в бумажную
1 — Станина;
2 — внбропнтателй;
3 — механизм подачи н формо-
вания вкладыша;
4 — механизм Загрузки таблеток;
5 — механизм закрывания вкладыша;
6 — пульт управления;
7 — механизм подачи заготовок обечаек;
8 — механизм нанесения серии;
9 — клеевая ванна;
10 — механизм формования обечайки;
11 — бункер приемный;
12 — привод
6 Зак. 1575
33
Принцип действия. Из бункера крестообразный вкладыш за-
хватывается механизмом подач ни формования (3), к которому
подведен вакуум, и подается на устройство для формования вкла-
дыша, где передний и задний лепестки вкладыша поднимаются.
Таблетки, поступающие по двум лоткам от вибропитателей (2),
попадают на боковые лепестки вкладыша, а затем сдвигаются к
середине. Лепестки вкладыша закрываются и он подается на сле-
дующую операцию. Заготовка обечайки из бункера извлекается
механизмом подачи (7) и подается на направляющие транспор-
тера, в углублении которого движется носитель с находящимися
во вкладыше таблетками. Развернутая обечайка вместе с вкла-
дышем проходит через механизм (8), где на нее наносятся пас-
портные данные препарата. Затем на обратную сторону заготовки
обечайки наносится полоска клея. Далее механизм формования
обечайки (10) по заранее нанесенным рицовкам формует обечай-
ку, накладывая один ее лепесток на другой и склеивая их.
В результате вкладыш с таблетками оказывается внутри получен-
ного пенала. Процесс образования микропачки закончен; готовая
микропачка попадает в приемный бункер (11), где происходит
окончательное склеивание обечайки.
Описание конструкции. Автомат представляет собой машину
линейного типа непрерывного действия. На станине (1) находит-
ся пульт управления (6), в ее нижней части расположен привод
(12), состоящий из электродвигателя, вариатора, промежуточного
вала и главного приводного вала. Механизм подачи и формова-
ния вкладыша (3) предназначен для выемки из бункера вклады-
шей, предварительного их формования и укладывания на но-
сители транспортера и состоит из секторного вакуумного бара-
бана и двух гладких дисков, сидящих на одном валу и вращаю-
щихся синхронно с движением транспортера. Механизм загрузки
таблеток (4) переносит таблетки из вибропитателя (2) по лоткам
во вкладыш и состоит из двух непрерывно вращающихся звездо-
чек с гнездами для 3 или 5 таблеток. Механизм (5) закрывает
лепестки крестообразного вкладыша, заполненного таблетками.
Он состоит из фигурных формующих роликов, двух секторных ди-
сков и двух пар пластинчатых неподвижных копиров. Механизм
подачи заготовок обечаек (7) предназначен для поштучного из-
влечения обечаек из бункера и укладывания их на завернутые во
вкладыш таблетки; состоит из вакуумного барабана, золотникового
устройства для отсоса воздуха и бункера заготовок обечаек. Ме-
ханизм нанесения серии (8) служит для нанесения паспорт-
ных данных на развернутые обечайки и состоит из двух непрерыв-
но вращающихся роликов, между которыми проходит заготовка
обечайки. На заготовку с верхнего ролика наносятся паспортные
данные в виде рельефного оттиска. Клеевая ванна (9) предназна-
чена для нанесения полоски клея на заготовку обечайки. Меха-
низм (10) служит для формования обечайки вокруг закрытого
34
вкладыша с таблетками и состоит из двух фигурных формую-
щих роликов и двух секторных дисков, работающих с неподвиж-
ными копирами. Автомат выпускается четырех типоразмеров для
изготовления микропачек различных размеров.
Автомат обслуживает 1 человек.
Характеристика исходных материалов
Материал
Номер ГОСТа или ТУ
Марка
Технические данные
Картон ГОСТ 7933-56
Бумага папочная ГОСТ 6290-58
хромэрзац толщина, мм .... 0,4
или коро-
бочный А
Б плотность, г/м2 . . 160
Техническая характеристика
Ц2226 Ц2373 Ц2385 Ц2386
Производительность, упаковок/час 3600—6000 4500—7200 3600—6000 4500—7200
Диаметр таблеток, мм 12 12 9 9
Количество таблеток в микро- пачке, шт. 10 6 10 6
Размеры микропачки, мм
длина 62 38 47 29
ширина 26 26 20 20
высота 6,5 6,5 6 6
Разряжение в системе, кг/см2 0,7 0,7 0,7 0,7
Потребляемая мощность, не более квт 0,5 0,5 0,5 0,5
Размеры основания, мм 2450X908 2450 X 908 2450 X 908 2450x908
Вес автомата, кг 900 900 900 900
Индекс для заказа — Ц 2226; Ц 2373; Ц 2385; Ц 2386.
II ВАРИАНТ
Назначение. Предназначен для механизации процесса упаковки таблеток в микропачки.
1 — станина;
2 — привод;
3 — пульт управления;
4 — механизм размотки бумаги;
5 — вибробункеры;
6 — механизм подачи таблеток;
7 — штамп;
8 — ротор;
9 — устройство сборки микропачек;
10 — механизм раскрытия обечаек;
11 — механизм подачи обечаек;
5*
35
Принцип действия. Бумажная лента с механизма разматыва-
ния (4) поступает в штамп (7), где из нее вырубается крестооб-
разный вкладыш, на который из двух вибробункеров (5) по лот-
кам механизма подачи таблеток (6) поступают таблетки. Толка-
тели формуют вкладыш, закрывают клапаны и подают вкладыш
в ротор (8). Одновременно механизм (10) раскрывает обечайку,
подаваемую механизмом подачи обечаек (11), а устройство
сборки микропачек (9) заталкивает в нее вкладыш с таблетками.
Описание конструкции. На станине (1) расположены привод
(2) и пульт управления автоматом (3). Вибробункеры (5) служат
для подачи таблеток через два лотка механизма подачи табле-
ток (6) на крестообразный вкладыш. Механизм (4) предназначен
для установки и и размотки рулона бумаги диаметром не более
300 мм. Штамп (7) служит для вырубания из бумажной ленты
крестообразного вкладыша. Механизм (11) служит для подачи
обечаек, а механизм (10) — для раскрытия обечаек и подачи их
на позицию заталкивания бумажного вкладыша с таблетками
в обечайку. Ротор (8) и устройство сборки микропачек (9) соби-
рают микропачки и выдают готовую продукцию. Управление про-
цессом упаковки осуществляется с пульта управления (3), распо-
ложенного на станине (1).
Автомат обслуживает 1 человек.
36
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Технические данные
Бумага Бобина ГОСТ 6290-58 толщина, мм плотность, г/м2 диаметр, мм наружный внутренний ширина, мм 0,25 80—100 350 60 60
Техническая характеристика
Производительность, упаковок/час 3600—4800
Диаметр таблеток, мм 12
Количество таблеток в микропачке, шт. 6
Размеры микропачки, мм
длина . 38
ширина 27
высота 7
Потребляемая мощность, квт 0,6
Высота автомата, мм 1440
Размеры основания, мм 1530x690
Вес автомата, кг 560
Индекс для заказа — 396Р-К-
Автомат для обандероливания микропачек целлофановой лентой
Назначение. Предназначен для обандероливания микропачек ' целлофановой лентой.
1 — корпус;
2 — узел размотки ленты;
3 — бункер;
4 — магазин головки;
5 — лоток
37
Принцип действия. Микропачки из бункера (3) подаются в
магазин головки автомата (4), откуда захватами ротора увлека-
ются вместе с целлофановой лентой, промазываются клеем и при
помощи узла отрезания и обтяжки ленты обандероливаются, после
чего поступают на лоток (5) или на скребковый транспортер (в
случае установки автомата в линию).
Описание конструкции. В корпусе (1) автомата смонтирова-
ны все рабочие узлы. Бункер (3) предназначен для подачи мик-
ропачек в магазин головки автомата (4). ;
Автомат обслуживает 1 человек.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Лента целло- фановая ГОСТ 7730-63 нелакиро- ванная А или Б диаметр рулона, мм 1 ширина ленты, мм 50 20
Клей раствор крахмала в воде, % 5
38
Техническая характеристика
Производительность, шт./час 5200—8000
Размеры микропачек, мм
длина 28,; 36; 42; 62
ширина 20; 27; 20; 26
высота 7; 7; 7; 7
Потребляемая мощность, квт 0,2
Высота автомата, мм 1430
Размеры основания, мм 660 X 430 .
Вес автомата, кг 80
Индекс для заказа — 319C-KJ.
Автомат для укладывания
микропачек в коробки
Назначение. Предназначен для механизации процесса упаков-
ки определенного количества микропачек в коробки. Автомат мо-
жет работать как в составе линии, так и самостоятельно.
1 — вибробункер;
2 — блок перемещения коробок;
3 — пульт управления;
4 — лоток;
5 — станина;
6 — механизм подачи коробок;
7 — механизм подъема и опускания стола;
8 — механизм отсчета и подачи микро-
пачек
39
Принцип действия. Микропачки из вибробункера (1) по лот-
ку (4) поступают на рейку механизма (8), где набираются в ряд
и подаются в предварительно подготовленную коробку. Коробка
устанавливается на блок перемещения (2), откуда механизмом (6)
подается на позицию укладки. Коробка размещается на столе
механизма (7) и вместе с последним может подниматься и опус-
каться, а также перемещаться в горизонтальной плоскости. В ко-
робку механизмом (8) загружается один ряд микропачек. За
счет горизонтального перемещения стола механизма (7) на вели-
чину, равную ширине микропачки, в коробке освобождается
место для укладывания в нее следующего ряда микропачек.
После заполнения в коробке нижнего слоя микропачками меха-
низм (7) опускает стол на высоту микропачки, и цикл укладки
повторяется. После укладывания последнего слоя микропачек
механизм (7) поднимает стол до уровня блока перемещения ко-
робки, а механизм выталкивания коробки выталкивает ее со стола.
Описание конструкции. На станине (5) расположен вибро-
бункер (1) с лотком, по которому микропачки подаются в меха-
? низм отсчета и подачи микропачек. Кроме того, на станине рас-
положен пульт управления (3), блок перемещения коробок (2),
механизм подачи коробок (6), механизм подъема и опускания
стола (7).
Автомат обслуживает 1 человек.
40
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Картон ГОСТ 7933-56 В толщина, мм 0,9
Техническая характеристика
Производительность, коробок/час 23
Количество микропачек в коробке, шт. 400
Размеры микропачки, мм
длина 38
ширина 27
высота 7
Размеры коробки, мм
длина 200
ширина 165
высота 110
Потребляемая мощность, квт 0,2
Высота автомата, мм 1255
Размеры основания, мм 1830x995
Вес автомата, кг 940
Индекс для заказа — 401Р-К-
Линия для упаковки таблеток
в микропачки с оцеллофаниванием их
и укладыванием в коробки
Назначение. Предназначена для механизации процессов упаковки таблеток в микропачки, обандероливания микропачек цел-
лофановой лентой и укладывания их в картонные коробки.
1 — автоматы для упаковки таблетоа
в микропачки;
2 — транспортер горизонтальный;
6 Зак. 1575
3 — автомат для обандероливания мик-
ропачек целлофановой лентой;
4 — пульт управления;
5 — транспортер скребковый;
6 — автомат для укладывания микро-
пачек в коробки
41
Принцип действия. Микропачки с упакованными в них на
автоматах (1) таблетками поступают на горизонтальный транс-
портер (2), который подает микропачки к автомату (3) для их
обандероливания целлофановой лентой. Обандероленные микро-
пачки попадают на скребковый транспортер (5), откуда посту-
пают в автомат (6), где отсчитываются и укладываются по 400
штук в коробки.
Описание конструкции. Линия состоит из двух автоматов Для
упаковки таблеток в микропачки (396Р-К или Ц 2373) (1), авто-
мата для обандероливания микропачек целлофановой лентой (3),
автомата для укладывания микропачек в коробки (6) и двух
транспортеров для межоперационной передачи микропачек (2, 5).
Линию обслуживают 4 человека.
Техническая характеристика
Производительность, коробок/час > , 18
Размеры микропачки, мм
длина ' ' ' 38
ширина 27
высота 7
Количество микропачек в коробке, шт. 400
Размеры коробки, мм
длина 200
ширина 165
высота 110
Потребляемая мощность, квт 2
Длина линии, мм 4800
Размеры основания, мм 2250x1500
Вес линии, кг 2500
Индекс для заказа — 442Р-К.
Автомат для изготовления
картонных пеналов
Назначение. Предназначен для изготовления картонных пеналов из заготовок.
1 — станина;
2 — аппарат клеевой;
3 — самонаклад;
4 — механизм загибки;
5 — транспортер выводной;
6 — кассета приемная;
7 — привод
6*
43
Принцип действия. Заготовки загружают на стол самонакла-
да (3), откуда они по одной при помощи вакуума подаются на
диски, а затем в механизм загибки (4), где попадают в направ-
ляющие ролики. Снизу на заготовки наносится слой клея, после
чего они, двигаясь вдоль роликов, загибаются специальными
планками и обжимаются роликами. Из механизма загибки (4) за-
готовки по одной поступают на ленточный транспортер, двигаясь
по которому они попадают под вторую ленту, и в клеевой аппа-
рат (2), где происходит окончательная склейка. Готовые пеналы
движутся между двумя лентами к приемной кассете (6).
Описание конструкции. Все узлы автомата расположены на
станине (1), внутри которой находится также привод (7), состоя-
щий из электродвигателя, системы валов и шестерен. Самонаклад
(3) предназначен для подачи заголовок в механизм загибки 'пе-
налов и состоит из раздвижных упоров, позволяющих применять
заготовки пеналов различных размеров; системы дисков и вакуум-
ного устройства, благодаря которому заготовки подаются по од-
ной в механизм загибки пеналов (4). Механизм загибки состоит
из специальных загибочных Планок и направляющих роликов.
Транспортер выводной (5) предназначен для приема готовых пе-
налов с механизма загибки и подачи их в приемную кассету (6);
состоит из двух бесконечных лент, движущихся с разными скоро-
стями. Клеевой аппарат (2) предназначен для нанесения клея на
заготовки и состоит из бачка для заливки клея и съемной клеевой
ванны, на которой закреплен передвижной нож для регулирова-
ния толщины слоя клея на диске. Кассета приемная (6) пред-
назначена для приема склеенных пеналов.
Автомат обслуживает 1 человек.
44
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Картон МРТУ 13-04-39-66 хромэрзац плотность, г/м2 300
Картон Полнвннил ацетат ная эмульсия МРТУ 13-04-39-66 Другие марки - ГОСТ 10002-62 СВ плотность, г/м2 240—300
Техническая характеристика
Производительность, шт./час
Размеры пеналов, мм
длина
ширина
высота
Потребляемая мощность, квт
Высота, мм
Размеры основания, мм
Вес автомата, кг
7200
60—123
12—53
12—53
1
1100
2430x730
720
Индекс для заказа — 410Р-К-
Автоматическая линия для фасовки и упаковки таблеток
и драже в полимерную пленку и фольгу
Назначение. Предназначена для механизации процесса упаковки таблеток различной формы и драже в полихлорвиниловую
термопластичную пленку и алюминиевую фольгу.
1 — станина;
2 — питатель для таблеток;
3 — механизм формования ячеек
в пленке;
4 — бункер;
5 — механизм термосклеивания;
6 — узел размотки фольги;
7 — механизм нанесения паспортных
данных;
8 — вырубной штамп;
9 — нож;
10 — тянущие ролики;
11 — механизм ориентации;
12 — узел размотки пленки
45
Принцип действия. Термопластичная полихлорвиниловая плен-
ка разматывается при помощи узла размотки пленки (12) и
подается на механизм формования ячеек (3), где при перемен-
ной подаче в форматный барабан горячего воздуха (130°) и
вакуумирования в пленке формуются ячейки в соответствии с
формой и расположением их на форматном барабане. Таблетки,
поступающие из бункера (4) через питатель для таблеток (2), за-
полняют ячейки. Качество заполнения ячеек таблетками контро-
лируется фотоэлементом. Затем пленка вместе с таблетками по-
ступает в механизм термосклеивания (5). Одновременно с узла
размотки фольги (6) в механизм термосклеивания подается
алюминиевая фольга, покрытая с одной стороны термосклеива-
ющим пищевым лаком, и склеивается с пленкой. Затем механизм
(7) выдавливает на каждой упаковке паспортные данные. Эти
процессы происходят непрерывно. Лента с таблетками специаль-
ным механизмом (11) ориентируется относительно вырубного
штампа (8), который периодически высекает по три упаковки.
Отходы ленты вытягиваются тянущими роликами (10) и измель-
чаются ножом (9). Вырубленные упаковки из штампа попадают
в приемную тару и поступают на автомат для групповой упаковки
в пенал.
Описание конструкции. На станине (1) смонтированы привод
и все основные механизмы подготовки и формования упаковки из
пленки и фольги. Узел размотки пленки (12) предназначен
для равномерной подачи ее в механизм формования ячеек (3),
который представляет собой барабан глубокой вытяжки. В этом
механизме в соответствующих зонах происходит разогрев пленки,\
формование ячеек, отделение пленки от барабана. Питатель таб-'.
леток (2) служит для подачи их в ячейки и состоит из бунке- ,
ра (4) и наклонного лотка. Наличие таблеток в ячейках контро-
лируется фотоэлементом, при отсутствии таблеток в ячейке по-
дается звуковой сигнал и линия останавливается. Механизм тер-
москлеивания пленки и фольги (5) состоит из валков термосклей-
ки и нижнего форматного барабана. В верхнем валке располо-
жены нагревательные элементы. Механизм нанесения паспортных
данных (7) состоит из валка с вмонтированным трехрядным на-
бором цифр. Тянущие ролики (10), вращающиеся в три раза бы-
стрее барабана глубокой вытяжки, выбирают петлю, образующую-
ся перед вырубным штампом. Вырубной штамп (8);приводится в
действие прессом, работающим от общего привода линии. Отходы—
измельчает нож гильотинного типа (9), работающий от общего
привода.
Линию обслуживает 1 человек.
Индекс для заказа — 397Р-К.
46
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Технические данные
Пленка поливиннлхло- ТУ 6-01-2-297-72 ридная для упаковки медикаментов Фольга алюминиевая пе- ТУ 48-21-270-73 чатная н лакированная толщина, мм 0,2+0,15 ширина, мм 127; 135; 140 толщина, мм 0,03 ширина, мм 112+ 1; 135± 1
Зависимость размера упаковки от диаметра таблетки ।
Размер упаковки, мм
Форма таблетки н ее диаметр, мм
обозначение на чертеже
А | Б | С
Плоскоцилиндрическая 7 9 12 72 72 90 29 29 36 5 ' 5 6
_ Чичевицеобразная - 9 72 24 5
Техническая характеристика
Производительность, упаковок/час
Количество таблеток или драже в одной упаковке,
шт.
Потребляемая мощность, квт
Высота, мм
с вибропроводом
без вибропровода
Размеры основания, мм
Вес линии, кг
3600—7200
10
5,7
2350
1870
2540X1200
2000
Автомат для укладывания упаковок
из полимерной пленки и фольги в пеналы
Назначение. Применяется для групповой укладки упаковок из полимерной
плоских предметов аналогичных размеров в картонные пеналы.
пленки и фольги с таблетками, а также других
2
12
1 — станина;
2 — питатель;
3 — транспортер упаковок;
4 — пульт управления;
5 — бункер пеналов;
6 — механизм формования пеналов;
7 — механизм заводки упаковок
в пеналы;
8 — механизм нанесения паспортных
данных;
9 — транспортер пеналов;
10 — механизм закрывания боковых
клапанов пеналов;
11 — транспортеры торцовки;
12 — привод
47
Принцип действия. С автоматической линии упаковки табле-
ток в полимерную пленку и фольгу наклонным транспортером упа-
ковки тремя ручьями подаются в магазин питателя (2). Питате-
лем (2) упаковки в зависимости от заданной программы, по 2, 3.
4 или 5 штук подаются в каждую ячейку транспортера упако-
вок (3). Механизмами формования (6) пеналы из бункера пена-
лов (5) подаются в движущийся параллельно транспортеру упа-
ковок (3) транспортер пеналов (9). Во время движения механизм
заводки упаковок (7) загружает пеналы упаковками, механизм
(8) наносит паспортные данные на пенал, а механизм (10) за-
крывает боковые клапаны пеналов. Готовые изделия транспор-
терами торцовки (11) выводятся из автомата.
Описание конструкции. Автомат состоит из следующих основ-
ных узлов: питателя (2), транспортера упаковок (3), пульта уп-
равления (4), бункера пеналов (5), механизма заводки упако-
вок в пеналы (7), механизма закрывания боковых клапанов пе-
налов (10), транспортеров торцовки (И), механизмов формова-
ния пеналов (6), транспортера пеналов (9), механизма нанесения
паспортных данных (8), привода (12). Все узлы расположены на
станине (1). Автомат снабжен блокировками на поддержание
уровня упаковок в бункерах питателя, согласование наличия упа-
ковок и пеналов, а также на превышение усилия при работе ме-
ханизмов формования пеналов и заводки упаковок. При пере-
полнении бункеров упаковки направляются в приемную тару, при
понижении уровня упаковок ниже контролируемого автомат от-
ключается. Автомат входит в состав автоматической линии вместе
с автоматом упаковки таблеток и драже в полимерную пленку
и фольгу, он может работать также самостоятельно, для чего
требуется переоборудовать загрузочное устройство.
Автомат обслуживает 1 человек.
4s
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Картон МРТУ 13-04-39-66 хромэрзац плотность, г/м2 240—300
толщина, мм 0,3—0,4
Техническая характеристика
Производительность, пеналов/час 900—3600
Количество упаковок в пенале, шт. Размеры пеналов, мм 2; 3; 4; 5
длина 65—100
ширина 29—45
высота 15—40
Потребляемая мощность, квт Высота автомата, мм 4 1600
Размеры основания, мм Вес автомата, кг 3500X1300 2000
Индекс для заказа — 511Р-К.
Литьевая машина для переработки
термопластичных полимерных материалов
Назначение. Машина предназначена для формования из полиэтилена пробок, идущих на укупорку медицинских препаратов.
1 — распределительный вал;
2 — станина;
3 — ротор;
4 — колонки;
5 , 7, 8 — плиты;
6 — пружина;
9 — литьевой цилиндр;
10 — стойки;
11 — пульт управления;
12 — привод;
13 — упоры;
14 — пресс-форма;
15 — плунжер;
16 — храповое колесо;
17 — собачка
7 Зак. 1575
49
Принцип действия. Распределительный вал (1), вращаясь от
привода (12), поднимает траверсу, на которой закреплен ротор
(3) с шестнадцатью пресс-формами, до смыкания с соплом лить-
евого цилиндра (9). Одновременно плита (5) с плунжером (15)
под действием пружины (6) опускается вниз, и плунжер (15) уп-
лотняет гранулы полиэтилена, поступающие из бункера в лить-
евой цилиндр (9). После полного смыкания пресс-формы (14)
с соплом литьевого цилиндра (9) плунжер (15) продолжает дви-
гаться вниз, и, уплотнив гранулы, выдавливает разогретую массу
из литьевого цилиндра (9) в пресс-форму (14). Затем происхо-
дит выдержка под давлением, после чего ротор (3) под действи-
ем собственного веса начинает двигаться в нижнее положение,
а плита, сжимая пружину (6), под действием колонок (4) под-
нимается в верхнее положение. Плунжер (15), поднимаясь вместе
с плитой (5), открывает отверстия литьевого цилиндра (9) и бун-
кера для подачи очередной порции гранул. Ротор (3) при опу-
скании при помощи собачки (17) и храпового колеса (16) пово-
рачивается на 716 оборота. После непродолжительного выстоя в
нижнем положении, ротор (3) начинает подниматься вверх, при
этом изделие выталкивается упорами (13) и цикл повторяется.
Описание конструкции. Литьевая машина состоит из пресса,
привода (12) и пульта управления (11). Прессовая часть маши-
ны состоит из картера, распределительного вала (1) с кулачка-
ми, плит (5, 7, 8), пружины (6), бункера, литьевого цилиндра
(9), ротора (3) с шестнадцатью пресс-формами (14), стоек (10)
и колонок (4). Станина (2) представляет собой сварную конст-
рукцию, на которой смонтирован привод (12), состоящий из элек-
тродвигателя и редуктора, и пульт управления (11), где смонти-
рованы приборы для контроля и регулирования температурного
5Q
режима обогрева литьевого цилиндра (9) и включения приво-
да (12).
Литьевую машину обслуживает 1 человек.
Характеристика исходных материалов
Материал Номер ГОСТа Технические данные
Полиэтилен ГОСТ 16337-70 температура пластикации, °C 260
Техническая характеристика
Производительность, шт./час Количество пресс-форм, шт. Объем отливки, см3 Площадь отливки, см2 Давление литья, кг/см2 Ход ротора, мм Расход воды, м3/час Пластикационная производительность, кг/час Потребляемая мощность, квт Высота, мм Размеры основания, мм ' Вес машины, кг 2500 16 4 15 400 45 *4 0,8 2,5 4,1 2030 1500X545 1100
Индекс для заказа — 10-72-00-00.
Автомат для фасовки
таблеток в стеклянные трубки
Назначение. Предназначен для
фасовки таблеток в стеклян ные трубки и укупорки их полиэтиленовыми пробками.
1 — станина;
2 — виброплита;
3 — механизм подачи трубок;
4 — пульт управления;
5 — бункер трубок;
6 — бункер таблеток;
7 — вибробункер пробок:
8 — лоток для таблеток;
9 — ротор;
10 — устройство для фотоконт-
роля качества заполне-
ния и укупорки трубок;
11 — механизм подачи и забив-
ки пробок;
12 — механизм выдачи трубок
51
Принцип действия. Стеклянные трубки из бункера (5) при
помощи вибропланки попадают в ячейки звездочки механизма по
дачи (3), который, вращаясь, передает трубки в вырезы ротора
(9). Ротор (9), двигаясь прерывисто, перемещает трубки на по-
зиции заталкивания таблеток. Таблетки по лотку (8), имеющему
20 ручьев, попадают на позиции заталкивания из наклонно уста-
новленного бункера таблеток (6) при помощи зубчатого вала пи-
тателя и виброплиты (2). В момент выстоя ротора толкатель по-
дает по одной 10 или 20 таблеток в трубку, прижатую к ро-
тору (9) лентой. На 21 позиции выстоя каждая трубка подвер-
гается фотоэлектронному контролю на полноту заполнения при
помощи устройства (10), а на следующей позиции механизм (11)
закрывает трубку пробкой, после чего при помощи устройства
(10) контролируется качество укупорки трубки. Пробкц для, уку-
порки поступают из вибробункера (7). '
Описание конструкции. Автомат состоит из следующих узлов:
бункера трубок (5) и механизма подачи трубок (3), бункера таб-
леток (6) и лотка для таблеток (8), вибробункера пробок (7) и
механизма подачи и забивки пробок (11), механизма выдачи тру-
бок (12), ротора (9), устройства для фотоконтроля качества за-
полнения и укупорки трубок (10), привода автомата и пуль-
та управления (4). Все узлы и привод смонтированы на ста-
нине (1). Привод ротора (9) и механизмов подачи и выдачи стек-
лянных трубок осуществляется комплектом ПМЦ5М7 через
электромагнитную муфту и главный вал, на котором установ-
лены кулачки, передающие движение толкателям таблеток и
пробок. Скорость вращения главного вала регулируется бессту-
пенчато с пульта управления (4). Отсутствие таблеток и пробок
фиксируется фотоэлектронными элементами, сигналы от которых
52
поступают в механизм (10). Механизм (10) подает сигнал, и
трубки поступают на лоток бракованных трубок.
Автомат обслуживает 1 человек.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Технические данные
Трубки стеклянные ТУ 64-2-182-72 диаметр, мм 15
Трубки полиэтиленовые со спиралью и амортизатором ОСТ 64-2-87-72 высота, мм 10
Техническая характеристика
Производительность, трубок/час 7200
Диаметр таблеток, мм 12
Высота таблеток, мм 4—5
Диаметр трубок, мм 16± 1
Количество таблеток в трубке, шт. 10; 20
Потребляемая мощность, квт 1,5
Высота автомата, мм 2100
Размеры основания, мм 1700X1875
Вес автомата, кг 1050
Индекс для заказа — 472Р-К-
Автомат для наклеивания этикеток на стеклянные трубки
Назначение. Предназначен для механизации операций нанесения паспортных данных на этикетки и наклеивания этикеток на
стеклянные трубки (или цилиндрические изделия аналогичных размеров) и может работать самостоятельно или в составе линии
по фасовке таблеток в трубки.
1 — корпус;
2 — пульт управления;
3 — барабаны подачи трубок;
4 — бункер;
5 — клеевой аппарат;
6 — барабан наклейки;
7 , 9 — вакуумные барабаны;
8 — магазин этикеток;
10 — печатающий аппарат;
11 — механизм увлажнения
этикеток;
12 — транспортер прикатки;
13 — привод
53
Принцип действия. Стеклянные трубки выбираются из бун-
кера (4) первым барабаном подачи (3) и через остальные три
барабана подаются в ячейки роторного барабана наклейки (6).
Одновременно вакуумный барабан (9) извлекает из магазина (8)
этикетку, при этом на нее печатающим аппаратом (10) наносятся
паспортные данные, после чего она поступает на другой вакуум-
ный барабан (7), который протягивает ее мимо клеевого аппа-
рата (5), наносящего полоски клея на оборотную сторону эти-
кетки. Затем этикетка подается к барабану наклейки (6), где
наклеивается на трубку и прикатывается к ней. Во время при-
клеивания этикетка увлажняется механизмом (11) для смягче-
ния. Из барабана наклейки (6) трубка подается в транспортер
прикатки (12), где происходит окончательная прикатка этикетки,
и трубка выводится из автомата.
Описание конструкции. Автомат состоит из магазина этике-
ток (8), печатающего аппарата (10), вакуумных барабанов (7,9),
клеевого аппарата (5), четырех барабанов подачи трубок (3) из
бункера (4), барабана наклеивания этикеток (6), транспортера
прикатки наклееных этикеток и выдачи трубок с наклейными
этикетками (12), механизма увлажнения этикеток (11). Все
устройства автомата расположены в корпусе (1) и приводятся в
движение от одного электродвигателя через систему валов и ше-
стерен. Аппараты управления и сигнализации размещаются на
пульте управления (2), установленном на передней панели авто-
мата. Автомат снабжен блокировками на случай отсутствия тру-
бок или перегрузки ремней прикатки.
Автомат обслуживает 1 человек.
54
Характеристика исходных материалов
лл ™ 1 Номер ГОСТа Материал | и/и ту Марка Технические данные
Трубка стеклянная ТУ 64-2-182-72 - Бумага для этикеток типографская №2 плотность, г/м2 60
матовая Эмульсия поливинил- ГОСТ 10002-62 СВ ацетатная Краска типографская СТУ 26-13-777-62 Техническая характеристика
Производительность, шт./час Размеры трубок, мм диаметр длина Размеры этикеток, мм длина ширина Число знаков печатающего автомата, шт. 3600—7200 16 50; 60; 70 40—45 40; 50; 60 7
Потребляемая мощность, квт Высота автомата, мм Размеры основания, мм Вес автомата, кг 1 1415 1500X680 470
Индекс для заказа — 450Р-К-
Автомат для укладывания
стеклянных трубок в пенал
Назначение. Предназначен для механизации процессов укладки укупоренных стеклянных трубок с таблетками (или другой
аналогичной продукцией) и инструкции в картонный пенал, нанесения на него паспортных данных и закрывания клапанов пена-
лов. Автомат может работать как в линии, так и самостоятельно.
1 — транспортер подачи;
2 — питатель;
3 — барабан питателя;
4 — пластинчатый транспортер;
5 — пульт управления;
6 — бункер Инструкций;
7 — аппарат фальцевальный;
8 — буикер пеналов;
9 — механизм заводки трубки
в пеиал;
10 — механизм закрывания боковых
и большого клапанов;
11 — вертикальные Транспортеры;
12 — корпус
55
Принцип действия.-Трубки из автомата наклейки этикеток
транспортером (1) подаются в бункер питателя (2) и барабаном
питателя (3) укладываются по одной в ячейки пластинчатого
транспортера (4), который подает их к механизму заводки трубки
в пенал (9). Инструкция из бункера (6) подается в фальцеваль-
ный аппарат (7), который ее фальцует и подает под ячейку пла-
стинчатого транспортера (4) с трубкой, где инструкция по мере
движения транспортера изгибается в виде подковы в вертикаль-
ной плоскости. Одновременно склеенная заготовка пенала из бун-
кера пеналов (8) подается на механизм формования пеналов.
Открытый с двух сторон картонный пенал попадает в ячейку тран-
спортера. При укладывании на транспортер боковые клапаны пе-
нала со стороны заводки трубки разводятся в стороны и охваты-
вают ячейку, в которой находится трубка с таблетками, парал-
лельно движущемуся транспортеру (4). Во время движения пе-
нала на транспортере большой клапан проходит через механизм
маркировки пеналов, который наносит на него паспортные дан-
ные, а с тыльной стороны механизм (10) закрывает боковые кла-
паны. Со стороны заводки трубки толкатели механизма (9) за-
талкивают трубку в пенал, после чего механизмом (10) закрыва-
ются сначала боковые, а затем и большой клапаны. С транс-
портера упакованный пенал попадает между лентами вертикаль-
ных транспортеров (11), где принимает окончательный вид.
Описание конструкции. Автомат приводится в действие от од-
ного электродвигателя с вариатором, который позволяет регу-
лировать производительность машины, согласуй ее с производи-
тельностью линии. Привод расположен в корпусе (12) и пере-
дает движение на вал пластинчатого транспортера (4), от кото-
рого также работает механизм заводки трубки в пенал (9). От
главного вала приводятся в действие механизмы закрывания бо-
ковых и большого клапанов (10), вертикальные транспортеры
56
(11), механизм укладывания пенала в ячейки транспортера. Ав-
томат снабжен системой сигнализации, отключающей его при от-
сутствии трубки в транспортере, пенала или инструкции.
Автомат обслуживает 1 человек.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Картой МРТУ 13-04-39-66 хромэрзац плотность, г/м2 300
другие плотность, г/м2 240—300
марки
Бумага для плотность, г/м2 30—40
инструкций
Техническая характеристика
Производительность, упаковок/час Размер трубок, поступающих в автомат, мм диаметр длина Размер пеналов, мм сечение длина Размер бумаги для инструкции, мм Потребляемая мощность, квт Высота автомата, мм Размеры основания, мм Вес автомата, кг 3600—7200 15—19 40—110 18X18; 20X20; 22x22 60—120 100X110 4 1600 3340X1300 2000
Индекс для заказа — 455Р-К.
Автоматическая линия для упаковки
таблеток в стеклянные трубки
Назначение. Предназначена для фасовки таблеток в
дывания их в пеналы.
стеклянные трубки, наклеивания этикеток на стеклянные трубки и укла-
1 — автомат для фасовки таблеток
в стеклянные трубки (472Р-К);
2 — транспортеры;
3 — автомат для наклеивания этикеток
на стеклянные трубки (450Р-К);
4 — автомат для укладывания стеклян-
ных трубок в пеналы (455Р-К)
® Зак. 1575
6?
Принцип действия. Таблетки и трубки загружают в бункеры
автомата (1). Заполненные трубки попадают на транспортер (2),
который подает их в автомат (3), где на них наклеиваются эти-
кетки. Затем трубки с инструкцией укладываются на автомате
(4) в пеналы и на пеналы наносятся паспортные данные.
Описание конструкции. Автоматическая линия состоит из ав-
томата для фасовки таблеток в стеклянные трубки (1), автомата
для наклеивания этикеток на стеклянные трубки (3) и автомата
для укладывания стеклянных трубок в пеналы (4), соединенных
транспортерами (2).
Автоматическую линию обслуживают 3 человека.
(Описание конструкции и принципа действия каждого авто-
мата см. на с. 51, 53, 55).
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Пробирки из дрота (трубки стеклянные) ТУ 64-2-182-72 диаметр, мм 16±1
Пробки полиэтиленовые ОСТ 64-2-87-72 Пробка со спиралью диаметр, мм высота, мм 15 10
Бумага этикетировочная для печати, типограф- ская № 2 Эмульсия поливинил- ацетатная Краска типографская ГОСТ 10002-62 СТУ 26-13-777-62 Л св плотность, г/м2 260
Картой Бумага для инструкций МРТУ 13-04-39-66 хромэрзац плотность, г/м2 плотность, г/м2 300 30—40
58
Техническая характеристика
Производительность, упаковок/час 7200
Количество таблеток в трубке, шт- 10; 20
Диаметр таблеток, мм 12
Высота таблеток, мм 4—5
Размеры пеналов, мм
сечение 18X18; 20X20; 22X22
длина 60—120
Размеры инструкции, мм 100x110
Потребляемая мощность, квт 6,5
Высота линии, мм 2100
Размеры основания, мм 6540X800
Вес линии, кг 3520
Индекс для заказа — 480Р-К.
ОБОРУДОВАНИЕ
ДЛЯ ПРОИЗВОДСТВА
ЛЕКАРСТВЕННЫХ
СРЕДСТВ
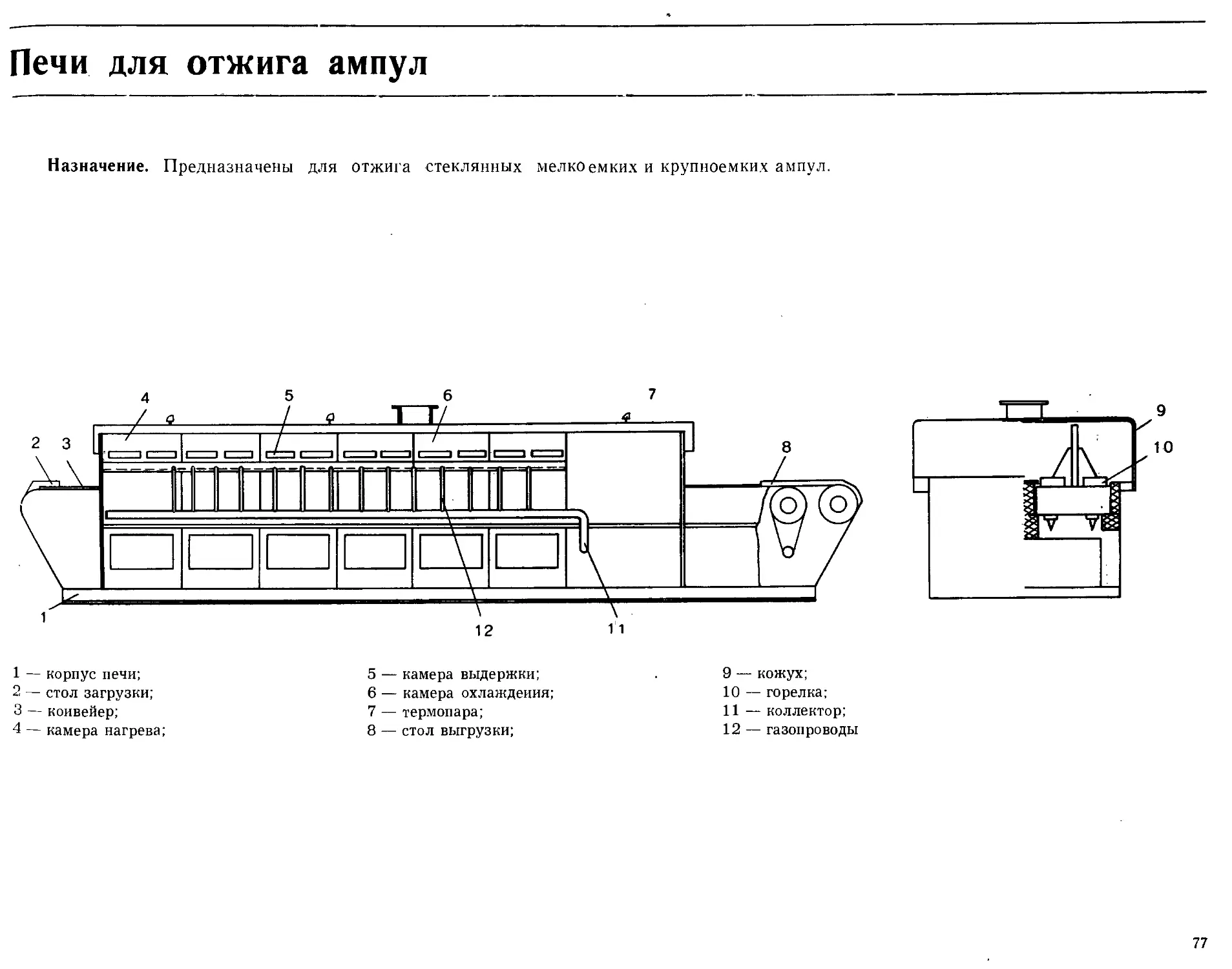
В АМПУЛАХ
В РАЗДЕЛЕ ПРЕДСТАВЛЕНО ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОД-
СТВА ЛЕКАРСТВЕННЫХ СРЕДСТВ В АМПУЛАХ: ОТ ПОДГОТОВКИ СРЕДЫ ДО УПАКОВ-
КИ АМПУЛ. ШИРОКО ПРЕДСТАВЛЕНО ФИЛЬТРАЦИОННОЕ ОБОРУДОВАНИЕ, В ТОМ ЧИС-
ЛЕ ТЕПЛООБМЕННИКИ, РЕЗКО СОКРАЩАЮЩИЕ РАСХОД ОХЛАЖДАЮЩЕЙ ВОДЫ (ПЕН-
НЫЙ ТЕПЛООБМЕННИК-ДИСТИЛЛЯТОР), СУПЕРДИСТИЛЛЯТОРЫ, ПОЗВОЛЯЮЩИЕ ПО-
ЛУЧАТЬ ХИМИЧЕСКИ ЧИСТУЮ ДИСТИЛЛИРОВАННУЮ И АПИРОГЕННУЮ ВОДУ; ФИЛЬТР-
ПРЕССЫ ДЛЯ ВЫСОКОКАЧЕСТВЕННОЙ ФИЛЬТРАЦИИ ИНЪЕКЦИОННЫХ РАСТВОРОВ И
ВОДЫ. ПРЕДСТАВЛЕН НАБОР СРЕДСТВ ДЛЯ МЕХАНИЗАЦИИ ПРОЦЕССОВ ИЗГОТОВ-
ЛЕНИЯ АМПУЛ И ПОДГОТОВКИ АМПУЛ К НАПОЛНЕНИЮ (УСТАНОВКА ДЛЯ МОЙКИ
И СУШКИ СТЕКЛОДРОТА, ПЕЧИ ДЛЯ ОТЖИГА АМПУЛ, АВТОМАТЫ И ПОЛУАВТОМАТЫ
ДЛЯ ВНУТРЕННЕЙ И НАРУЖНОЙ МОЙКИ АМПУЛ). ВЫПУСКАЮТСЯ МАШИНЫ ДЛЯ
НАПОЛНЕНИЯ И ЗАПАЙКИ АМПУЛ С ИНЕРТНОЙ СРЕДОЙ, ГРУППОВОЙ ЗАПАЙКИ АМ-
ПУЛ, АВТОКЛАВЫ-СТЕРИЛИЗАТОРЫ И Т. Д. ДЛЯ ОБЛЕГЧЕНИЯ УСЛОВИЙ ПРОСМОТРА
ВЫПУСКАЮТСЯ МАШИНЫ ДЛЯ ВИЗУАЛЬНОГО КОНТРОЛЯ АМПУЛ. БЛАГОДАРЯ ИС-
ПОЛЬЗОВАНИЮ АВТОМАТИЧЕСКИХ ЛИНИЙ ПО УПАКОВКЕ АМПУЛ В ДЕСЯТИМЕСТНЫЕ
КОРОБКИ И АВТОМАТОВ ПО УПАКОВКЕ АМПУЛ В ПОЛИМЕРНУЮ ПЛЕНКУ И ФОЛЬГУ
ПОЛНОСТЬЮ МЕХАНИЗИРУЮТСЯ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОРОБОК, НАНЕСЕНИЯ
ПЕЧАТИ НА АМПУЛЫ И ИХ УПАКОВКА.
Пенный теплообменник (дистиллятор)
Назначение. Предназначен для получения дистиллированной воды с использованием небольшого количества
воды,
охлаждающей
1 — корпус;
2 — коллектор;
3 — перфорированная решетка;
4 — пластины теплообменника;
5 — вентилятор
А, В, В, Г, Д, Е — штуцера
61
Принцип действия. Пар поступает в полость теплообменной
пластины (4), через коллектор (2), затем барботирует через слои
дистиллята, образуя двухфазную пароводяную систему, и конден-
сируется при соприкосновении с охлаждаемой поверхностью пла-
стины (4), создавая поток дистиллята, который сливается в спе-
циальную емкость. Теплообменная пластина (4) охлаждается воз-
душно-водяной пеной, которая образуется при прохождении по-
тока воздуха под небольшим давлением через перфорированную
распределительную решетку (3) и слой охлаждающей воды. Воз-
душно-водяная пена обеспечивает интенсивный переход тепла от
поверхности пластины к пузырькам воздуха. При разрушении воз-
душно-водяной пены образуется теплый насыщенный водяными
парами воздух, который уносит тепло из сферы теплообмена, и
горячая вода. Применение теплообменника такой конструкции вме-
сто жидкостного позволяет в 8—10 раз уменьшить расход охлаж-
дающей воды. Пенный теплообменник, работая в режиме эконо-
мии охлаждающей воды, экономит 24 000 м3 водопроводной воды
в год при круглосуточной работе. Кроме того, теплообменный блок
пенного теплообменника не чувствителен к жесткости охлаждаю-
щей воды, и обслуживание пенного теплообменника заключается
лишь в периодической замене перфорированной решетки, покры-
той слоем накипи, на чистую, что занимает 5—10 минут.
Описание конструкции. Пенный теплообменник (дистиллятор)
состоит из корпуса (1) и вентилятора (5), смонтированных на
общей раме. В корпусе (1) установлены теплообменный блок, со-
стоящий из пластин теплообменника (4), и барботажная распре-
делительная решетка (3). Теплообменник имеет штуцера для под-
вода пара, охлаждающей воды и отвода дистиллята и горячей
воды.
Теплообменник обслуживает 1 человек.
62
Сравнительные данные эффективности пенного и жидкостного
теплообменника (по данным ХНИХФИ)
Параметры Теплообменник
жидкостный | пенный
Поверхность теплообмена, м2 3 3
Производительность, л/час 144 220
Расход охлаждающей воды на 1 л дистиллята, л 24 2,9
Температура дистиллята, град 70 70
Температура воды на выходе, град 40 61
Штуцера Количество, шт. dy, мм
А — для выхода воды 1 50
Б — для входа пара 1 50
В — для выхода воздуха 1 300
Г — для выхода дистиллята 1 20
Д — для входа охлаждающей воды 1 25
Е — для входа воздуха 1 305
Техническая характеристика
Производительность, л/час 200
Рабочая поверхность теплообменника, м2 3
Расход охлаждающей воды, л/час 450
Давление пара, кг/см2 7
Потребляемая мощность, квт 1,7
Высота теплообменника, мм 1600
Размеры основания, мм 1300X1300
Вес теплообменника, кг 355
Индекс для заказа
412Р-К.
Супердистилляторы
Назначение. Предназначены для получения химически чистой дистиллированной и апирогенной воды.
1 — основание теплообменника;
2 — теплообменник;
3 — основание конденсатора;
4 — паронагреватель;
5 — конденсатор;
6 — регулятор уровня воды;
7 — мановакуумметр;
8 — водосборник;
9 — испаритель;
10 — компрессор;
11 — сборник дистиллята;
12 •— колонна давления;
13 — электронагреватели
63
Принцип действия. Питающая вода из трубопровода посту-
пает в водосборник (8) и заполняет регулятор уровня воды (6),
откуда поступает в основание теплообменника (1). По трубам
теплообменника (2) вода поднимается вверх, заполняет основание
конденсатора (3) и конденсатор (5). При помощи электронагре-
вателя (13) или паронагревателя (4) вода в трубках конденсато-
ра (5) доводится до кипения. Образовавшийся пар поднимается
вверх, проходит отражательные перегородки испарителя (9), на
которых задерживаются захваченные с паром частицы воды, и
собирается в верхней части испарителя (9). После прогрева су-
пердистиллятора запускается компрессор (10), при помощи ко-
торого пар из испарителя (9) нагнетается в межтрубное прост-
ранство конденсатора (5). Ввиду того, что в паровом простран-
стве испарителя (9) создается разряжение, вода закипает при
96°. После сжатия компрессором (10) температура пара подни-
мается до 120°. В результате того, что температура пара, ко-
торый конденсируется вокруг пучка трубок, выше, чем темпера-
тура кипящей воды; вода' в трубках превращается в пар. Раз-
ность температур (около 6°) достаточна, чтобы полностью ис-
пользовать скрытую теплоту парообразования для испарения по-
ступающей воды. Количество образовавшегося пара в испарите-
ле (9) равняется (по весу) количеству конденсата в конденсаторе
(5). Конденсат, собирающийся в нижней части конденсатора, по-
ступает в колонну давления (12), в которой отделяются некон-
денсируемые газы, и поступает в теплообменник (2), где пере-
дает оставшееся тепло поступающей холодной воде. По трубо-
проводу дистиллят стекает в сборник дистиллята (11).
Описание конструкции. Супердистиллятор состоит из следу-
ющих основных частей: испарителя (9), конденсатора (5), осно-
вания конденсатора (3), теплообменника (2), основания теплооб-
менника (1), компрессора (10), колонны давления (12), водосбор-
ника (8), регулятора уровня воды (6), системы трубопроводов и
шкафа с электрооборудованием и приборами автоматического уп-
равления. В цилиндрическом корпусе испарителя (9) расположе-
ны отражательные перегородки. Корпус соединяется с конденса-
тором (5) при помощи фланца. Конденсатор (5) состоит из
ряда трубок, расположенных в трубных решетках, которые
заключены в цилиндрический корпус. Конденсатор (5) соединяет-
64
ся с основанием (3). В конденсаторе (5) расположены змеевик
для нагрева паром и электронагреватель (13). Корпус теплооб-
менника (2) имеет рубашку. Внутри корпуса вмонтированы труб-
ные решетки, в которых расположены трубы. Днище теплообмен-
ника служит его основанием. Компрессор (1Q) приводится в дей-
ствие электродвигателем и имеет два вала — ротор и распреде-
литель, соединенные шестернями. Один фланец компрессора со-
единен с конденсатором (5), а другой — с испарителем (9) по-
средством всасывающей трубы. В колонне давления (12) проис-
ходит отделение неконденсируемых газов от конденсата. Водо-
сборник (8) представляет собой прямоугольный бачок с поплав-
ковыми механизмами для регулирования подачи воды в суперди-
стиллятор. Регулятор уровня воды (6) автоматически регулирует
уровень воды в конденсаторе (5). Шкаф с электрооборудованием
представляет собой электрический блок автоматического управле-
ния супердистиллятором. Супердистиллятор имеет два вида обо-
грева: электрически?! и паровой. Супердистиллятор снабжен элек-
трическими блокировками на случай отсутствия питающей воды
или прекращения подачи электрической энергии.
Супердистиллятор обслуживает 1 человек.
Техническая характеристика
I вариант III вариант
Производительность, л/час 150 1500
Расход электроэнергии, квт/час 6—7 40
Расход питающей воды, л/час 180 1900
Температура пара в испарителе, град 96 96
Температура пара в конденсаторе, град 102 102
Минимальная температура питающей воды, град 18 18
Расход пара, кг/час 35 35
Высота супердистиллятора, мм 2730 4230
Размеры основания, мм 1300X1400 3400X3000
Вес супердистиллятора, кг 1120 8000
Индексы для заказа — I вариант; III вариант.
Установка для фильтрации
инъекционных растворов
Назначение. Предназначена для фильтрации водных
инъекционных растворов в ампульном производстве.
1 — емкость сливная;
2 — сборник фильтрата;
3 — вентиль;
4 — коллектор;
5 — фильтры;
6 — рама;
7 — емкость промежуточная;
8 — емкость постоянного уровня;
9 — бак напорный;
10 — пульт управления
А, Б, В, Г — штуцера
9 Зак. 1575
65.
Принцип действия. Напорный бак (9) запОЛНЯёТся рйСтйОрОм
при помощи вакуума. Когда уровень раствора дойдет до верхнего
датчика уровнемера, поступление раствора автоматически прекра-
щается. Из напорного бака (9) раствор поступает в промежуточ-
ную емкость (7) по принципу сообщающихся сосудов. Затем от-
крывают вентиль подачи раствора в емкость постоянного уров-
ня (8). Как только раствор в ней достигнет верхнего уровня, от-
крывают вентиль подачи раствора на фильтр (5). Раствор через
фильтр (5) поступает в коллектор (4) и сливную емкость (1)—
происходит вывод фильтра на режим (расфильтрация). Время
расфильтрации колеблется от 20 минут до 2 часов в зависимости
от свойств фильтруемого раствора. При выходе фильтра на ре-
жим, о чем можно судить по анализу проб на чистоту раствора,
открывают вентиль для подачи профильтрованного раствора в сбор-
ник фильтрата (2). Как только отфильтрованный раствор в сбор-
нике фильтрата поднимается выше датчика уровнемера, о чем
сигнализирует красная лампа, раствор отбирают в ампульное про-
изводство. При заполнении сборника фильтрата (2) излишки ра-
створа будут поступать в сливную емкость (1). За уровнем ра-
створа в сборнике фильтрата (2) следят по указателю уровня.
При понижении уровня раствора до датчика уровнемера заго-
рается красная сигнальная лампа, указывающая, что в' сборни-
ке (2) раствора осталось только на один цикл работы вакуум-
аппарата в ампульном производстве. Второй фильтр включается в
работу точно так же, при этом необходимо отрегулировать поступ-
ление раствора в емкость постоянного уровня (8) таким образом,
чтобы всегда небольшой излишек раствора переливался в сливную
емкость (1), что обеспечивает постоянный напор на фильтры (5).
При понижении уровня раствора в напорном баке (9) до нижнего
датчика уровня автоматически происходит его заполнение из сбор-
ника раствора или из сливной емкости (1). Если раствор в слив-
ной емкости (1) поднялся до верхнего датчика уровня, то по-
следующее заполнение напорного бака производится из сливной
емкости (1) до тех пор, пока уровень раствора в ней не понизит-
ся до нижнего датчика. Заполнение напорного бака (9) произво-
дится из сборника раствора, пока в сливной емкости (1) раствор
не. поднимется до верхнего датчика и т. д. Таким образом вся
партия раствора будет отфильтрована.
66
Описание конструкции. На раме (6) смонтированы напбрный
бак (9), емкости (1, 7, 8), сборник фильтрата (2), два фильтра
(5), два коллектора (4), пульт управления (10). Емкости соеди-
нены между собой трубопроводами. В качестве фильтрующего эле-
мента использован марлевый фильтр ХНИХФИ. Постоянный на-
пор подаваемой жидкости поддерживается автоматически. Систе-
ма автоматического управления установкой выполнена на элект-
ромагнитых и электропневматических реле. Уровни растворов в
емкостях контролируются электронными сигнализаторами. Уста-
новку обслуживает один человек, который перезаряжает фильт-
ры (5), регулирует расход жидкости в емкости постоянного
уровня (8) и переключает работу фильтров (5) со сливной емко-
сти (1) на сборник фильтрата. Емкости и трубопроводы, сопри-
касающиеся с раствором, выполнены из стали XI8H10T.
Штуцера
Количество, .
шт. мм
А — для слива жидкости 1 32
Б — для подключения вакуум-аппарата 1 50
В — для подачи фильтрованного раствора
в вакуум-аппарат 1 32
Г — для подачи раствора из сборника 1 50
Техническая характеристика
Производительность, л/час 150—300
Давление на фильтры, мм вод. ст. 1400
Давление сжатого воздуха, кг/см2 4—5
Высота установки, мм 35—75
Размеры основания, мм 1650x925
Вес установки, кг 500
Индекс для заказа — 433Р-АК-1.
Фильтр-пресс
для инъекционных растворов
Назначение. Предназначен для высококачественной фильтрации инъекционных растворов и воды.
1 — плита подвижная;
2 — манометр;
3 — смотровой фонарь;
4 — плита неподвижная;
5 — насос;
6 — тележка;
7 — электродвигатель;
8 — трубопровод для пара;
9 — пластины с опорными листами;
10 — фильтрующая пластина;
11 — трубопровод для фильтрата;
12 — фильтрующий патрон;
13 — трубопровод для раствора;
14 — заглушка
9*
67
Принцип действия. Инъекционный раствор или вода по тру-
бопроводу (13) поступает на фильтр-пресс, проходит через пла-
стины с опорными листами (9) и фильтрующие пластины (10) для
очистки от твердых частиц, а затем через титановые фильтры (12),
где происходит окончательная очистка раствора; после чего фильт-
рат попадает в трубопровод (11). В зависимости от вида сборки
фильтр-пресс можно использовать: для последовательной фильт-
рации через асбестоцеллюлозные пластины (10) и титановые фильт-
ры (12), для двукратной фильтрации через асбестоцеллюлозные
пластины (10) или для двукратной фильтрации через асбестоцет-
люлозные пластины с последующей фильтрацией через титановые
патроны.
Описание конструкции. Фильт-пресс состоит из двух плит:
подвижной (1) и неподвижной (4). Между плитами установлены
фильтрующие пластины (10) и пластины с опорными листами (9),
которые сжимаются подвижной плитой (1) при помощи винта.
В полости неподвижной плиты размещены трубчатые титановые
фильтры (12) для предотвращения пбпаданий в раствор частичек
асбестоволокнистых пластин. Блок фильтров крепится на тележ-
ке (6), на которой также установлен насор (5), приводимый в
действие электродвигателем (7). В качестве фильтрующих пла-
стин (10) применяются асбестоцеллюлозные пластины Ф-1 *и
СФ-3, а в качестве фильтрующих патронов (12) — титановые пат-
роны ФТ-4. Лабиридт+ю-вихревой насос (5) создает в системе на-
пор 6 м вод. ст. Все узлы фильтр-прессй выполнены из нержа-
веющей стали Х18Н10Т. Установка обслуживается одним челове-
ком; легко разбирается; стерилизуется острым паром.
Техническая характеристика
Производительность, л/час 500
Давление на фильтре, кг/см2 0,5
Потребляемая мощность, квт 0,4
Размеры фильтрующих пластин, мм 400x400
Высота фильтра, мм ИЗО
Размеры основания, мм 1630x750
Вес фильтра, кг 212
Индекс для заказа — 475Р-АК.
Фильтрационная установка
Назначение. Предназначена для высококачественной фильтра ции воды и инъекционных растворов.
1 — вентиль выходной;
2 — вентиль входной;
2 — станина;
4, 6 — фильтрующий элемент;
5 — блок предварительной фильтрации;
7 — блок тонкой фильтрации;
8 — патрубок
«9
Принцип действия. Фильтруемая жидкость, попадая в фильт-
рующий блок предварительной фильтрации (5) через входной вен-
тиль (2) под давлением, проходит через пластины (4) в централь-
ный сливной канал и через выходной вентиль (1) выходит из бло-
ка (5). По патрубку (8), связывающему выходной вентиль (1)
блока (5) с входным вентилем (2) блока, жидкость поступает
в блок фильтрации (7), где окончательно очищается, и через вен-
тиль (1) подается в ампульное производство.
Описание конструкции. Установка состоит из следующих ос-
новных узлов: двух блоков предварительной фильтрации (5), в
которых помещены фильтрующие диски с асбестоцеллюлозными
фильтрующими пластинами (4), одного блока тонкой фильтра-
ции (7), в котором помещены фильтрующие диски с ультрафильт-
рующими пластинами (6), трех станин (3) и тележки. Кроме того,
установка комплектуется приспособлением для обрезки фильтру-
ющих пластин и двумя лабиринтно-вихревыми насосами. Стани-
на (3) является основной несущей конструкцией, на которой уста-
навливаются и укрепляются фильтрующие блоки. Блок предвари-
тельной фильтрации (5) представляет собой герметичную емкость,
на которой укреплены два вентиля: входной (2) и выходной (1).
Внутри емкости установлены девять цилиндрических дисков, в ко-
торых помещены асбестоцеллюлозные фильтрующие пластины
(4). Средняя полость фильтрующих дисков (полость между двумя
фильтрующими пластинами) связана каналами с центральным от-
верстием. При наборе дисков центральные отверстия благодаря
уплотнениям образуют сливной канал, связанный с каждой сред-
ней полостью фильтрующего диска и сливным клапаном. Фильт-
рующие пластины предварительно закрепляются в фильтрующем
диске прижимным диском с байонетным устройством. Сливной
вентиль (1) патрубком связан с входным вентилем (2) блока тон-
кой фильтрации (7). Блок тонкой фильтрации (7) сконструирован
аналогично блоку фильтрации (5). В блоке тонкой фильтрации
(7) установлены десять фильтрующих дисков с ультрафильтрую-
щими пластинами. В отличие от блока предварительной фильтра-
ции, блок тонкой фильтрации имеет два входных вентиля (2),
так как производительность 10 ультрафильтрующих дисков равна
70
производительности 18 фильтрующих дисков, установленных в
двух фильтрующих блоках (5). В зависимости от особенности
технологического процесса фильтрации, вязкости фильтруемой
жидкости, производственных условий, предусмотрена возможность
раздельного размещения фильтрующих блоков, а также различ-
ных комбинаций соединений фильтрующих блоков. Для съема,
установки и транспортировки фильтрующих блоков в помещение
перезарядки и подготовки имеется тележка, оборудованная подъ-
емным столом.
Установку обслуживает 1 человек.
Характеристика исходных материалов
Материал Номер ГОСТа Технические данные
Асбестоцеллюлозные пластины ГОСТ 480-68 диаметр, мм 240
Пластины нитроцеллюлозные ГОСТ 8985-59 диаметр, мм 142
Техническая характеристика
Производительность, л/час 500
Количество фильтрующих дисков, шт.
н блоке предварительной фильтрации 9
н блоке тонкой фильтрации 10
Количество блоков, шт.
предварительной фильтрации 2
тонкой фильтрации 1
Давление подаваемого раствора, кг/см2 0,5—1
Высота установки, мм 1310
Размеры основания, мм 1800x519
Вес установки, кг 300
Индекс для заказа — 517Р-АК-
Установка для мойки
и сушки стеклодрота
Назначение. Предназначена для мойки и сушки стеклодрота.
1 — корпус;
2 — пульт управления;
3 — распределитель;
4 — душирующее устройство;
5 — дверь;
6 — пиевмоцилиндр для перемещения
тележки;
7 — пневмоцилиидр для перемещения
душирующего устройства;
8 — вентилятор;
9 — электродвигатель;
10 — дозировочный бак;
11 — емкость для воды с моющим
раствором;
12 — контейнеры;
13 — тележка;
14 — емкость для отработанной воды;
15 — емкость для регенерированной
обессоленной воды
А, Б, В, Г, Д, Е — штуцера
71
Принцип действия. Стеклодрот загружают в три контейнера
(12), которые при помощи тельфера устанавливаются на тележку
(13). Пневмоцилиндр (6) перемещает тележку (13) в корпу-
се (1) установки. Задается автоматический режим работы, и в
течение двух часов через перемещающееся устройство (4) проис-
ходит душирование дрота обессоленной водой с моющим составом.
Затем в течение 20 минут вентилятор (8) подает воздух в корпус
(1), стеклодрот сушится, а моющий раствор подается на регене-
рацию.
Описание конструкции. В корпусе (1) расположены емкости
для воды с моющим раствором (И), отработанной воды (14),
регенерированной обессоленной воды (15). Загрузка и выгрузка
стеклодрота в установку механизирована за счет применения уни-
фицированных контейнеров {12) и пневмоцилиндра (6). В корпу-
се (1) смонтирован пневмоцилиндр (7), который сообщает воз-
вратно-поступательное движение душирующему устройству. Режим
работы установки автоматический, управление осуществляется с
пульта (2).
Установку обслуживает 1 человек.
721
Штуцера
Количество,
шт, dy, мм
А — для подачи пара 1 80
В — для термометра сопротивления 1 50
Б — для слива воды 1 80
Г — для подачи воздуха 1 50
д- для подачи воды 1 50
Е — для слива накипи 1 50
Техническая характеристика
Количество загружаемого дрота, кг
Высота дрота, мм
Диаметр дрота, мм
Время рабочего цикла, мин
Рабочий объем камеры, м3
Расход воды, м3/час
Потребляемая мощность, квт
Высота установки, мм
Размеры основания, мм
Вес установки, кг
Вес установки в рабочем состоянии, кг
250 — 350
1500 + 50
9—21
140
3
40
9
2880
2300x2750
2360
6000
Индекс для заказа — 129Р-К
Кассеты АП16
Назначение.
Предназначены
для удержания ампул в вертикальном положении на операциях ампулирования.
КАССЕТА! АП-16- 6-0
’о Зак. 157-Й
75
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
3
о
о
о
о
о о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
360
КАССЕТА АП-16-8-0
КАССЕТА АП-16-4-0
Типы кассет
Тип Емкость ампул, мл Назначение Вес, кг
АП 16-4-0 1; 2; 5; 10; 20 Для удержания ампул на операциях запайки, стерилизации, контроля на гер- метичность и просмотра 1,6
АП 16-5-0 1; 2 Для транспортирования ампул и удер- жания их капиллярами вниз на опера- циях мойки, наполнения и сушки 1,1
АШ 6-6-0 20 То же 2,1
АП 16-7-0 5; 10 » 1,9
АП 16-8-0 1; 2; 5; 10; 20 Для транспортирования ампул и удер- жания их на операциях запайки и мар- кировки 2,2
Индекс для заказа — АП16-4-0; АП16-5-0; АП16-6-0; АП16-7-0; АП16-8-0.
74
Приставка к стеклоформующему
полуавтомату ИО-7
Назначение. Предназначена для обрезки и оплавления капилляров ампул после выхода из стеклоформующего полуавтомата
и последующего набора ампул в кассеты.
1 — станина;
2 — грейфер;
3 — сбрасыватель;
4 — транспортер;
5 — механизм нанесения риски;
6 — механизм термоудара;
7 — механизм кронштейнов;
8 — механизм подачи ампул;
9 — механизм набора ампул в кассету;
10 — установка кассет;
11 — механизм оплавки;
12 — поддон
Ю*
75
Принцип действия. Приставка устанавливается рядом со стек-
лоформующим автоматом ИО-7, с лотка которого ампулы попа-
дают на транспортер (4), который через сбрасыватель (3) на-
правляет ампулы на неподвижные линейки механизма подачи
ампул (8), откуда ампулы грейфером (2) приводятся во враща-
тельное движение и одновременно механизмом подачи ампул (8)
транспортируются на позицию нанесения риски. Затем ампулы
нагреваются горелкой механизма термоудара (6), у них отламы-
вается стебель, и механизм (11) оплавляет капилляр. После это-
го ампулы при помощи механизма (9) набираются в кассеты (10).
Бракованные ампулы сбрасываются в поддон (12).
Описание конструкции. Приставка состоит из следующих ос-
новных узлов: транспортера (4), сбрасывателя (3), грейфера (2),
механизма нанесения риски (5), механизма подачи ампул (8), ме-
ханизма термоудара (6), механизма кронштейнов (7), механизма
оплавки (11), механизма набора ампул в кассету (9), механизма
установки кассет (10), станины (1). Транспортер (4) служит для
доставки ампул от стеклоформующего автомата ИО-7 к сбрасы-
вателю (3) и состоит из ведущего и ведомого шкивов, соединен-
ных бесконечной лентой. Сбрасыватель (3) служит для перекла-
дывания ампул с ленты транспортера на подвижные линейки и
состоит из качающегося рычага и прикрепленной к нему планки.
Грейфер (2) служит для транспортирования ампул вдоль при-
ставки и обеспечивает вращательное движение ампул на пози-
циях нанесения риски и оплавления. Грейфер состоит из главного
вала с закрепленными на нем кулачками, конических передач,
эксцентриковых дисков, подвижных линеек и дисков для враще-
ния ампул на позиции нанесения риски и оплавки. Механизм (5)
служит для нанесения риски на стебель ампулы и состоит из ме-
таллического дискового ножа, электродвигателя и двух планок.
Дисковый нож вместе с электродвигателем совершает колеба-
тельное движение от соответствующего кулачка. Механизм (8)
служит для подачи вращающейся ампулы к дисковому ножу; со-
стоит из коромысла, груза, рычага, оси, масляного амортизатора,
неподвижной планки и линейки. Усилие прижатия ампулы к ножу
регулируется перемещением груза. Конструкция механизма по-
зволяет регулировать длину ампуы. Механизм (6) служит для от-
76
.намывания стебля ампулы по риске при помощи термоудара. Ме-
ханизм состоит из горелки, неподвижной планки, направляющей
планки, стойки рычага, винта и оси. Колебательное движение
горелки обеспечивается от кулачка толкателя. Механизм (11) слу-
жит для оплавления стебля ампулы после его отламывания и со-
стоит из горелки, планок и стоек. Механизм набора ампул в кассе-
ту (9) состоит из рычага, толкателя, электромагнита и фиксатора.
Рычаг с толкателем получают движение от пружины, а возвратное,
движение — от кулачка главного вала. Установка кассет (10)
служит для набора ампул и съема кассеты и состоит из плиты,
кассеты, направляющих планок и зажимов. Станина (1) представ-
ляет собой сварную конструкцию и служит для крепления всех
узлов машины.
Приставку обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность, ампул/час
Емкость кассеты, ампул
для ампул емкостью 1 мл
для ампул емкостью 2 мл
для ампул емкостью 5 мл
для ампул емкостью 10 мл
для ампул емкостью 20 мл
Расход природного газа, м3/час
Давление газа, мм вод. ст.
Потребляемая мощность, квт
Высота приставки, мм
Размеры основания, мм
Вес приставки, кг
1; 2; 5; 10; 20
1000—3000
1250
1100
650
480
320
0,078
260
0,28
1300
1430x1000
260
Индекс для заказа —408 Р-К.
Печи для отжига ампул
Назначение. Предназначены для отжига стеклянных мелко емких и крупноемких ампул.
1 — корпус печи;
2 — стол загрузки;
3 — конвейер;
4 — камера нагрева;
5 — камера выдержки;
6 — камера охлаждения;
7 — термопара;
8 — стол выгрузки;
9 — кожух;
10 — горелка;
11 — коллектор;
12 — газопроводы
77
Принцип действия. Кассеты с ампулами устанавливают на
стол загрузки (2). По верхней части стола проходит цепной замк-
нутый конвейер (3), который, беспрерывно двигаясь, подает кас-
сеты в камеру нагрева (4), где ампулы нагреваются до темпера-
туры 600—620°. В камере (5) ампулы выдерживают при этой
температуре, а в камере (6) охлаждают до 60°. Затем кассеты
с ампулами подаются на стол выгрузки (8), откуда они снимают
и направляют на следующую операцию.
Описание конструкции. Печь состоит из следующих узлов: сто-
ла загрузки (2), камер нагрева (4), выдержки (5), охлаждения
(6), стола выгрузки (8). Стол (2) предназначен для загрузки кас-
сет с ампулами и рассчитан на 12-минутный запас кассет. Он
имеет направляющие упоры для ориентирования кассет при входе
в камеру (4). Камеры нагрева (4) и выдержки (5) представляют
собой теплоизолированный туннель со встроенными газовыми го-
релками (10) инфракрасного излучения ГИИВ-I, к которым по
газопроводам (12) из коллектора (II) поступает газ. На входе
в камеру (4) установлены трубопроводы вентиляционной системы,
создающие воздушную завесу. Для отсоса продуктов горения в
верхней части камер сделаны окна, соединенные с вытяжной вен-
тиляцией.
Камера охлаждения (6) снабжена устройством для интенсив-
ного охлаждения ампул за счет принудительного обдувания ампул
тонкими струями воздуха, выходящего из отверстий перфориро-
ванных труб, которые горизонтально расположены над кассетами
с ампулами. Стол выгрузки (8) служит для приема ампул после
отжига. Транспортное устройство представляет собой цепной за-
мкнутый конвейер (3), приводимый в действие электродвигателем.
Для газоснабжения печи используется коллектор (11), подающий
газ под давлением 70—250 мм вод. ст. Газ в горелках (10) за-
жигается электрозапальниками. Кроме того, применяется система
контроля за горением каждой из горелок (10). При исчезновении
78
пламени клапаны закрываются, подача газа прекращается. Отсос
продуктов сгорания принудительный и производится вентилятором
через систему патрубков, соединяющих зону горения с вытяжной
трубой. Температура во всех камерах печи контролируется тер-
мопарами (7).
Кроме того, схемой управления предусматривается отключе-
ние печи при снижении давления газа ниже допустимого, а также
при нарушении тяги. Печь снабжена выносным шкафом управ-
ления, в котором размещены сигнальные лампы, контрольно-из-
мерительные приборы и кнопки управления.
Печь обслуживает I человек.
Техническая характеристика
398Р-К 418Р-К
Производительность, ампул/час 23800 24000
Емкость ампул, мл 1; 2 5; 10; 20
Ширина кассеты, мм 400 500
Скорость конвейера, мм/мин 100 160
Расход природного газа, м3/час 13 39
Тепловыделение в помещение, ккал/час 15000 15000
Потребляемая мощность, квт 1,6 4,8
Поверхность воздушного фильтра, м- 0,48 0,45
Количество горелок, шт. 32 68
Расход воздуха на охлаждение, м3/час 700 6000
Высота печи, мм 1926 1965
Размеры основания, мм 7515X1930 9830X2300
Вес печи, кг 3490 7135
Индекс для заказа — 398Р К; 418-К.
Автоматы для резки, оплавления капилляров
и набора ампул в кассеты
Назначение. Предназначены для резки и оплавления капилляров ампул, калибровки их по наружному диаметру и набора ампул
в кассеты.
1 — горелка;
2 — станина;
3 — установка ножа;
4 — пульт управления;
5 — загрузочный бункер;
6 — барабан подачи;
7 — барабан резки;
8 — барабан промежуточный;
9 — барабаны транспортные;
10 — барабаны калибрующие;
11 — направляющие;
12 — перекладчики
79
Принцип действия. В бункер (5) загружают из кассет необ-
резанные ампулы. Барабан подачи (6) захватывает их и пере-
дает на барабан резки (7). Ампула, перемещаясь в барабане,
получает вращение, при этом металлический диск установки ножа
(3) касается капилляра ампулы и наносит на него риску. Затем
конец капилляра обламывается и ампула подается к горелке (1),
оплавляющей конец капилляра. Транспортный барабан (9) по-
дает ампулу к первому калибрующему барабану (10), который
захватывает ампулы большего диаметра и по направляющим (11)
подает их в первый перекладчик (12). Ампулы меньшего диаметра
передаются вторым транспортным барабаном ко второму калиб-
рующему барабану и т. д. После заполнения перекладчика (12)
загорается сигнальная лампочка, и автомат останавливается.
Вручную присоединяют к перекладчику (12) кассету с отверстия-
ми для капилляров ампул и наклоняют ее к себе. Ампулы ка-
пиллярами попадают в отверстия кассеты, защелку кассеты от-
крывают и перекладчик (12) устанавливают в первоначальное
положение, на ампулы надевают обойму и снимают кассету. На
ее место ставят пустую кассету.
Описание конструкции. На сварной станине (2) под углом
в 30° установлена Стальная плита, на которой закреплены все
механизмы автомата: шесть перекладчиков (12), в которые
поступают ампулы после калибровки, шесть транспортных бара-
банов (9), узел установки ножа (3) и барабан резки (7) с го-
релкой оплавки (1). Аппаратура управления выведена на лице-
вую панель автомата. Снятые кассеты подсчитываются счетчиком,
а их заполнение контролируется микропереключателем.
Автомат обслуживает 1 человек.
Размеры обрабатываемых ампул
Емкость ампул, мл Диаметр, мм Длина не- обрезанной ампулы, мм Номер пе- рекладчика Калиброванный размер, мм Общая длина после обрезки, мм
корпуса ампулы капилляра
5 13,5—15 3,75 + 0,75 148 + 1 1 ДО 14,9 105
2 до 14,6
3 ДО 14,3
4 ДО 14,0
5 ДО 13,7
6 менее 13,7
10 15—16,5 3,75 + 0,75 195±1 1 до 16,7 130
2 до 16,4
3 до 16,1
4 до 15,8
5 до 15,5
6 менее 15.5
20 19—20,5 4,75+0,75 180+2 1 до 20,7 150
2 до 20,4
3 до 20,1
4 до 19,8
5 ДО 19,5
6 менее 19,5
Техническая характеристика
Емкость обрабатываемых ампул, мл 5 10 20
Производительность, ампул/час 1800 14400 11500
Емкость кассеты, ампул 496 397 232
Интервал сортировки по диаметру, мм 0,3 0,3 0,3
Потребляемая мощность, квт 1,4 1,4 1,4
Высота автомата, мм 1760 1760 1760
Размеры основания, мм 2380X885 2380X885 2380 х8Е
Вес автомата, кг 625 625 625
Примечание. При оформлении заказа необходимо указать емкость обр;
батываемых ампул
Индекс для заказа — 403Р-К.
Полуавтомат для наружной
мойки ампул АП-2М2
Назначение. Предназначен для наружной мойки ампул и другой стеклянной мелкоемкой тары.
1 — корпус;
2 — промежуточная емкость;
3 — кассета с ампулами;
4 — душирующее устройство;
5 — крышка;
6 — рабочая емкость;
7 — система клапанов
И Зак, 1575
81
Принцип действия. Кассету с амНуЛамй, набранными капил-
лярами вниз, устанавливают в рабочую емкость (6) полуавтома-
та и закрывают крышкой (5). Через душирующее устройство (4)
в емкость (6) подается струя моющей жидкости, которая застав-
ляет кассеты с ампулами вращаться.
Описание конструкции. В корпусе (1) полуавтомата смонти-
рована рабочая емкость (6) с крышкой (5), система клапанов (7)
и трубопроводов для подачи моющей жидкости и сжатого возду-
ха. В рабочей емкости (6) установлено душирующее устройство
(4). Процесс мойки автоматический.
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность (для ампул емкостью 1; 2 мл),
ампул/час
Давление моющей жидкости, кг/см2
Давление сжатого воздуха, кг/см2
Разряжение, мм рт. ст.
Температура моющей жидкости, град
Потребляемая мощность, квт
Высота полуавтомата, мм
Размеры основания, мм
Вес полуавтомата, кг
1; 2; 5; 10; 20
30 000
2,5—3,5
3
500—700
50—70
0,2
995
1075x824
126
Индекс для заказа — АП-2М2.
82
Полуавтомат для пароконденсационной
мойки ампул АП-ЗОМ
Назначение. Предназначен для кассетной мойки внутренней поверхности ампул пароконденсационным методом.
1 — труба душевая;
2 — емкость промежуточная;
3 , 9 — обратный клапан;
4 — ловитель стекла;
5 — вкладыш для ампул;
6 — кассета с ампулами;
7 — пневмоцилиндр;
8 — конденсатор;
10 — крышка;
11 — станина;
12 — пульт управления
дз
U*
Штуцера Количество, шт. dy, мм
А — для подачи горячей дистилированной воды 1 40
Б — для подачи сжатого воздуха 1 25
В — для подачи холодной водопроводной воды 1 32
Г — для подачи пара 1 40
д- для подачи горячей обессоленной воды 1 40
Принцип действия. Кассету с ампулами (6), набранными ка-
пиллярами вниз, помещают в рабочую емкость аппарата, из ко-
торой воздух вытесняется паром. С целью интенсификации про-
цесса заполнение ампул обессоленной и дистиллированной водой,
нагретой до 80—90°, происходит за счет вакуума, создаваемого
при конденсации в ампулах пара, и сопровождается гидравличе-
ским ударом моющей жидкости о стенки ампул и вскипанием
моющей жидкости, ранее заполнявшей ампулы. Мгновенное вски-
пание всего объема жидкости обеспечивает интенсивную обработ-
84
ку стенок ампул с отслоением частиц от стенок благодаря кави-
тации и бурное вытеснение жидкости из ампул вместе с нахо-
дящимися в ней во взвешенном состоянии механическими части-
цами.
Описание конструкции. На станине (11) смонтированы все
узлы, пульт управления (12), рабочая и промежуточная (2) емко-
сти, конденсатор (8). В емкости, в которую вставляется кассета
с ампулами (6) и в которой происходит процесс пароконденсаци-
онной мойки, смонтировано устройство (4) для предотвращения
попадания стекла в систему. Эта емкость закрывается крышкой
(10) при помощи пневмоцилиндра (7) через блок пневмопривода.
В промежуточной емкости (2) смонтирован обратный клапан (3)
и душевая труба (1). Система емкостей патрубками соединена
с конденсатором (8), в котором смонтирован обратный клапан (9).
В систему через пневмопровод подается очищенный сжатый воз-
дух.
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность (для ампул емкостью 1; 2 мл),
ампул/час
Давление пара, кг/см2
Температура обессоленной и дистиллированной во-
ды, град
Давление сжатого воздуха, кг/см2
Длительность цикла обработки, мин
Расход горячей воды на цикл мойки, л
Потребляемая мощность, квт
Высота полуавтомата, мм
Размеры основания, мм
Вес полуавтомата, кг
Расход холодной воды на цикл мойки, л
1;2;5;10; 20
20 000
2
80—90
3
2,5—3,0
20
0,2
1575
1115X760
479
10
Индекс для заказ — АП-ЗОМ,
Полуавтомат для внутренней
мойки ампул АП-ЗМ2
Назначение. Предназначен для внутренней мойки ампул и другой мелкоемкой стеклянной тары.
1 — корпус;
2 — промежуточная емкость;
3 — обратный клапан;
4 — подкассетник;
5 — кассета с ампулами;
6 — крышка;
7 — рабочая емкость;
8 — клапан электромагнитный
с фильтром;
9 — клапан воздушный;
10 — клапан двухходовой
.'85
Принцип действия. Кассету с ампулами (5), набранными ка-
пиллярами вниз, устанавливают в рабочую емкость (7) полу-
автомата и закрывают крышкой (6). Из рабочей емкости через
трубопровод отсасывается воздух, при этом концы капилляров
ампул погружаются в моющую жидкость. Принцип мойки основан
на разности давлений в рабочей емкости и ампулах. При уста-
новлении в рабочей емкости (7) через клапан (9) атмосферного
давления моющая жидкость поступает в ампулы.
Описание конструкции. В корпусе (1) смонтирована рабочая
емкость (7) с крышкой (6), обратный клапан (3), группа кла-
панов (8, 9, 10), система трубопроводов для подачи моющей жид-
кости, сжатого воздуха и вакуумирования. Процесс мойки осуще-
ствляется автоматически.
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность (для ампул емкостью 1; 2 мл)
ампул/час
Давление моющей жидкости, кг/см2
Давление сжатого воздуха, кг/см2
Разряжение, мм рт. ст.
Температура моющей жидкости, град
Высота полуавтомата, мм
Размеры основания, мм
Потребляемая мощность, квт
Вес полуавтомата, кг
1; 2; 5; 10; 20
16 000
1,5—3,0
3
500—700
50—60
990
1025X841
0,2
162
Индекс для заказа — АП-ЗМ2.
86
Полуавтомат для наполнения
ампул AII-4M
Назначение. Предназначен для вакуумного наполнения ампул инъекционными растворами.
. 2 1
1 — электрощит;
2 — станина;
3 — трубопроводы;
4 — система клапанов;
5 — крышка;
6 — рабочая емкость;
7 — кассета с ампулами;
8 — ложное дно;
9 — сливная труба
87
Принцип действия. В рабочую емкость (б) устанавливают кас-
сету с ампулами (7), набранными капиллярами вниз, которые
при подаче раствора в аппарат касаются ложного дна (8). Пе-
ред наполнением из рабочей емкости автоматически отсасывает-
ся воздух. Затем в рабочую емкость подается профильтрованный
раствор, который обмывает ложное дно и внутреннюю поверх-
ность емкости. Рабочую емкость вакуумируют, затем восстанав-
ливают в ней атмосферное давление и подают инъекционный раст-
вор. Вследствие разности давлений в рабочей емкости и ампулах
раствор заполняет ампулы через капилляры. Программа напол-
нения ведется по определенному циклу и заданным параметрам.
Цикл наполнения ампул:
— создание вакуума (Bj) в полуавтомате и отсос воздуха
из рабочей емкости и ампул;
— подача раствора в рабочую емкость при уменьшении ва-
куума до величины В2 с одновременным обмыванием ложного
дна и поверхности емкости;
— отсасывание воздуха до величины вакуума В3, необходи-
мой для наполнения ампул;
— стравливание вакуума с В3 до атмосферного давления че-
рез воздушный фильтр с одновременным наполнением ампул до
необходимого объема, и слив остатков раствора в сливную ем-
кость полуавтомата.
Величина вакуума В] и В2 зависит от свойств и количества
раствора, подаваемого в рабочую емкость полуавтомата. Вели-
чина вакуума В3 зависит от объема ампул и отношения объема
раствора, необходимого для наполнения каждой ампулы, к объ-
ему ампулы. Параметры — Вь В2, В3 — задаются установкой
подвижных контактов двух электроконтактных вакуумметров, ,при
этом разность В2—В] определяет количество раствора, подавае-
мого в емкость полуавтомата. Полуавтомат позволяет автомати-
зировать операцию промывки рабочей емкости перед наполнением
каждой кассеты с ампулами, вести процесс по заданным пара-
метрам, исключить контакт инъекционного раствора с металлом
и сократить его расход при наполнении ампул.
Описание конструкции. Полуавтомат для наполнения ампул
состоит из следующих основных узлов: рабочей емкости (6) из
винипласта со сферическим днищем, в которое вварена сливная
труба (9) из винипласта, имеющая на конце обратный клапан,
электрощита (1) и системы клапанов (4). По центру сливной тру-
бы в емкости установлена винипластовая трубка для подачи ра-
88
створа, на конец которой, находящийся в емкости, надевается
ложное дно (8) с насадком из оргстекла. Насадок имеет отвер-
стия для выхода раствора. К емкости приварены опорные крон-
штейны для установки кассеты с ампулами (7). Станина полу-
автомата представляет собой сварную конструкцию, изготовлен-
ную из профильного проката и облицованную кожухом из ли-
стовой стали. Крышка (5) состоит из обода, изготовленного из
нержавеющей стали, к которому винтами крепится штампованная
сфера из оргстекла. Крышка имеет противовес на горизонтально
расположенной поворотной оси для облегчения ее открывания.
Ось оканчивается штуцером и имеет внутри канал, соединяющий-
ся с герметизируемой емкостью полуавтомата, по которому отса-
сывается воздух. Электрощит (1) монтируется внутри полуавто- ,
мата с передней стороны и закрывается крышкой, выполняющей
функцию панели управления. Изнутри панель с электроэлемен-
тами защищена от попадания влаги. На ней размещаются эле-
менты управления, автоматики, а также понижающий трансфор-
матор и предохранители. Крышка имеет окца, через которые вы-
ведены наружу элементы управления, пакетный выключатель,
кнопку «пуск», сигнальную лампочку «процесс окончен» и шкалы
двух электроконтактных вакуумметров. В полуавтомате примене-
ны пневмоэлектрические исполнительные клапаны. Внутри полу-
автомата имеется сварная винипластовая сливная емкость с тру-
бой и крышкой из оргстекла. Для ампул емкостью 1; 2; 5; 10;
20 мл предусмотрены соответственно, сменные рабочие емкости.
Емкости крепятся винтами, что позволяет быстро их заменять.
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость наполняемых ампул, мл 1; 2; 5; 10; 20
Производительность (для ампул емкостью 1 мл),
кассет/час 40—60
Длительность цикла, сек 40
Потребляемая мощность, вт 50
Высота полуавтомата, мм 1140
Размеры основания, мм 1025x880
Вес полуавтомата, кг 105
Индекс для заказа — АП-4М.
Полуавтомат для продавливания раствора из
капилляров в ампулы с газовой защитой АП-5М2
Назначение. Предназначен для продавливания раствора из капилляров в ампулы и заполнения свободного пространства
ампул инертным газом.
*2 Зак. 1575
1 — корпус;
2 — промежуточная емкость;
3 — обратный клапан;
4 — кассета с ампулами;
5 — крышка;
6 — рабочая емкость
89
Принцип действия. Кассету с ампулами (4) устанавливают
в рабочую емкость (6) полуавтомата и закрывают крышкой (5).
В рабочую емкость (6) автоматически подается очищенный воз-
дух, затем воздух отсасывается и подается инертный газ. Увели-
чение концентрации инертного газа достигается повторным ва-
куумированием и подачей инертного газа. ।
Описание конструкции. В корпусе (1) смонтирована рабочая
емкость (6) с крышкой (5), обратный клапан (3), система тру-
бопроводов для подачи сжатого воздуха, инертного газа и ва-
куумирования. Процесс продавливания раствора из капилляров
в ампулы осуществляется автоматически.
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность (для ампул емкостью 1; 2 мл),
ампул/час
Давление воздуха в камере, кг/см2
Давление инертного газа, кг/см2
Разряжение в камере, мм рт. ст.
Потребляемая мощность, квт
Высота полуавтомата, мм
Размеры основания, мм
Вес полуавтомата, кг
1;2;5; 10; 20
40 000
2—5
0,1
400—500
0,2
1776
1175X930
660
Индекс для заказа — АП-5М2.
90
Машина для запайки и укладывания
ампул в кассеты АП-6М
Назначение. Предназначена для запайки ампул и укладывания их в прямоугольные кассеты.
1 — корпус;
2 — укладчик ампул в кассеты;
3 — направляющая;
4 — бункер загрузочный;
5 — ороситель;
6 — ванна;
7 — щиток;
8 — транспортерная лента;
9 — шкивы;
10 — горелка;
11 — панель управления
12*
91
Принцип действия. Ампулы, заполненные лекарственным ве-
ществом, загружают в бункер (4), из которого они попадают в
гнезда движущейся транспортерной ленты (8). При движении ам-
пулы омываются водой из оросителя (5), затем запаиваются, пе-
редвигаясь по направляющей (3) над газовой горелкой (10), по-
сле чего попадают в укладчик ампул (2), где заполняют прямо-
угольные кассеты.
Описание конструкции. В корпусе (1) размещены бункер (4),
транспортерная лента (8), натянутая между двумя шкивами (9),
газовая горелка (10) и ороситель (5) с ванной (6). Транспортер-
ная лента (8) и шкивы (9) сменные, их можно быстро сменить
при изменении емкости обрабатываемых ампул. В корпусе (1)
расположены газовый редуктор, электродвигатель, панель управ-
ления (11). К панели корпуса (1) крепится укладчик ампул в кас-
сеты.
Машину обслуживает 1 человек.
Техническая характеристика
Емкость запаиваемых ампул, мл
Производительность, ампул/час
Скоростные режимы машины, м/мин
Потребляемая мощность, квт
Высота машины, мм
Размеры основания, и
Вес машины, кг
1;2;5; 10; 20
7700—19300
3,2; 3,6; 4,2
0,2
1100
1646x530
190
Индекс для заказа — АП-6М.
92
Полуавтомат для групповой
запайки ампул АП-28
Назначение. Предназначен для запайки ампул непосредствен но в прямоугольной кассете.
1 — газовая панель;
2 — емкость;
3 . 6 — пневмоцилиндр;
4 — ролики направляющие;
5 — пневматическая панель;
7 — станина;
8 — транспортер;
9 — кожух горелки;
10 — кассета с ампулами:
11 — горелка;
12 — привод горелки
93
Принцип действия. Кассета с ампулами (10) устанавливается
на направляющие шагового транспортера (8), который передает
ее в зону запайки. Далее под кассету (10) подается емкость (2),
заполненная водой, а над кассетой (10) по каретке привода го-
релки (12) перемещается газовая горелка (11) специальной кон-
струкции, запаивая ампулы. Затем емкость (2) с водой опускает-
ся пневмоцилиндром (3), и кассета с запаянными ампулами (10)
шаговым транспортером (8) выносится из зоны запайки.
Описание конструкции. Машина состоит из следующих основ-
ных узлов:
— механизма передвижения горелки, в состав которого вхо-
дит каретка, с закрепленной на ней горелкой (11), приводимой
в действие приводом (12); сверху горелка закрывается кожухом
(9), присоединенным к общецеховой вентиляционной системе; газ
в горелке зажигается запальником;
— механизма передвижения кассет, состоящего из шагового
транспортера (8), на направляющие которого ставится кассета
с ампулами (10), транспортер приводится в действие пневмоци-
линдром (6);
— механизма передвижения емкости, который приводится в
действие от второго пневмоцилиндра (3) и состоит из емкости (2),
направляющих роликов (4) и трубопроводов для подачи воды в
емкость (2) и слива ее в сливную емкость;
— пневматической панели (5), в состав которой входят два
воздухораспределителя, подающих воздух к пневмоцилиндру (3)
для перемещения емкости (2) и пневмоцилиндру (6) для пере-
94
мещения шагового транспортера (8); система дросселей с обрат-
ными клапанами ; влагоотделитель; маслораспылитель и регуля-
тор давления;
— газовой панели (1), в состав которой входит система по-
дачи газа в горелку, состоящая из газопроводов и системы вен-
тилей.
Машина смонтирована на станине (7), закрыта сверху кожу-
хом и снабжена пультом управления, установленным па лицевой
панели машины. Загрузка и выгрузка кассет осуществляется вруч-
ную, а процесс запайки — автоматически.
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность (для ампул емкостью 1; 2 мл),
ампул/час
Давление газа, мм рт. ст.
Давление воздуха, кг/см2
Давление воды, кг/см2
Потребляемая мощность, квт
Высота полуавтомата, мм
Размеры основания, мм
Вес полуавтомата, кг
1;2;5;10; 20
30 000
200
3
0,2
1,2
1380
2360X1370
479
Индекс для заказа — АП-28.
Машина для запайки ампул
с инертной средой
Назначение. Предназначена для запайки ампул, заполненных растворами нестойких лекарственных веществ и замещения воз-
духа в ампулах инертным газом.
1 — станина;
2 — горелка;
3 — направляющая;
4 — ротор запайки;
5 — панель кассет;
6 — короб вытяжной;
7 — бункер;
8 — устройство для замещения
воздуха инертным газом;
9 — пульт управления;
10 — ротор промежуточный
95
Принцип действия. Ампулы, заполненные лекарственным ве-
ществом, из бункера (7) направляются в устройство (8), где про-
исходит замещение воздуха инертным газом. Затем через проме-
жуточный ротор (10) ампулы попадают в ротор запайки (4) и,
проходя по направляющей (3) над пламенем горелки (2), запаи-
ваются, после чего укладываются в кассету, установленную на
панели (5).
Описание конструкции. На станине (1) смонтированы бункер
(7), пульт управления (9), система роторов (4, 10), устройство
для замещения воздуха инертным газом (8), горелка (2), панель
кассет (5) для установки пустых кассет, в которые помещают
запаянные ампулы. Устройство для замещения воздуха инертным
газом (8) состоит из камеры питающего ротора и уплотняющей
ленты, которая герметизирует камеру. Вокруг камеры питающего
ротора выфрезерованы пазы, соединенные с линией вакуума и
линией подачи инертного газа, через которые при помощи распре-
делителя камеры попеременно соединяются с линией вакуума и
линией подвода инертного газа, в результате чего из ампул уда-
ляется воздух и свободное пространство замещается инертным
99
газом. Проходя зону запайки по направляющей (3), ампулы
вращаются вокруг своей оси. Роторы машины приводятся в дей-
ствие электродвигателем.
Машину обслуживает 1 человек.
Техническая характеристика
Емкость ампул, мл 1; 2
Производительность, ампул/час 8600—13200
Вакуум, мм рт. ст. 650—700
Давление углекислого газа, кг/см3 0,03—0,05
Расход природного газа, л/час. 400
Расход воздуха, м3/час 4,0
Расход инертного газа, кг/1000 ампул 0,5
Потребляемая мощность, квт 0,6
Высота машины, мм 1510
Размеры основания, мм 1550X760
Вес машины, кг 370
Индекс для заказа — 432Р-К.
Автоклав-стерилизатор АП-7
Назначение. Предназначен для стерилизации паром ампул с инъекционными растворами.
1 — корпус;
2 — крышка;
3 — камера рабочая;
4 — теплоизоляция;
5 — клапан предохранительный;
6 — пульт управления
13 Зак. 1575
Принцип действия. Ампулы в кассетах загружают на стел-
лаж, установленный на тележке, которую закатывают в автоклав.
Камера (3) герметично закрывается крышками (2) с двух сторон,
и в автоклав подается насыщенный пар. Процесс ведется автома-
тически по заданным параметрам. После стерилизации из авто-
клава удаляется воздух, благодаря чему ампулы сушатся.
Описание конструкции. В корпусе (1) автоклава-сТерилизато-
ра проходного типа, закрытого с двух сторон крышками (2), рас-
положена рабочая камера (3) из нержавеющей стали, выложен-
ная снаружи теплоизоляцией (4). Автоклав-стерилизатор имеет
пульт управления (6) и предохранительный клапан (5).
Автоклав обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность, ампул/час
Температура стерилизации, град
Вакуум в рабочей камере, мм рт. ст.
Время вакуумирования, мин
Давление пара, кг/см2
Размеры кассет, мм
Количество кассет в автоклаве, шт.
Потребляемая мощность, квт
Высота автоклава, мм
Размеры основания, мм
Вес автоклава, кг
1;2;5; 10; 20
10 000
132
300—400
4-6
2
360x260x80
72
1,8
1870
3220X1155
2868
Индекс для заказа — АП-7.
96
Установка для стерилизации
и контроля ампул на герметичность АП-18
Назначение. Предназначена для стерилизации и контроля ампул с инъекционными растворами на герметичность
1 — трубопровод;
2 — емкость;
3 — насос;
4 — электродвигатель;
5 — автоклав
13*
99
Принцип действия. Ампулы в кассетах загружают на стел-
лаж-тележку, которую закатывают в автоклав (5). Стерилизация
ампул производится насыщенным паром при температуре 100—
132°. Затем в автоклав (5) из емкости (2) подается контрольная
жидкость. Контроль на герметичность основан на изменении окра-
ски инъекционного раствора в ампулах при попадании в ампулу
контрольной жидкости.
Описание конструкции. Установка для стерилизации и конт-
роля ампул на герметичность состоит из проходного автоклава
(5), закрытого с двух сторон крышками, емкости (2), в которой
находится вода и контрольный раствор, и насоса (3). приводимо-
го в действие электродвигателем (4). Рабочая камера авто-
клава выполнена из нержавеющей стали и выложена снаружи
теплоизоляцией. Автоклав (5) соединен с емкостью (2) и насо-
сом (3) трубопроводом (1).
Установку обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл Производительность, ампул за цикл для ампул емкостью 1; 2 мл для ампул емкостью 5; 10; 20 мл Время полного цикла (стерилизация и контроль на герметичность), мин Время контроля на герметичность, мин Разряжение в рабочей камере, мм рт. ст. Давление пара в рабочей камере, кг/см2 Температура стерилизации, град Потребляемая мощность, квт Высота, мм автоклава 1:2; 5; 10; 20 89 280 13 800 110; 140 50 300—400 2 100—132 5 1990
емкости 2113
насоса Размеры основания, мм автоклава 520 3250X1230
ем кости 4100X1338
насоса Вес, кг автоклава 1700X1000 2868
емкости 1715
насоса 300
Индекс для заказа — АП-18.
100
Машина для маркировки ампул АП-20М
Назначение. Предназначена для нанесения печати быстросохнущей краской на стеклянные ампулы с инъекционными раство-
рами, а также на другую цилиндрическую тару аналогичных размеров.
1 — корпус;
2 — регулирующее устройство;
3 — ванна;
4 — ракель;
5 — формный цилиндр;
6 — офсетный цилиндр;
7 — бункер;
8 — барабан подачи ампул;
9 — направляющие
101
Принцип действия. Запаянные ампулы загружают в бункер
(7), откуда гнездами вращающегося барабана (8) они подаются
к офсетному цилиндру (6), прижимаются к нему и на ампулах
остается оттиск. Дальше ампулы по направляющим (9) подаются
в приемную тару. Краска на офсетный цилиндр (6) подается
с формного цилиндра (5), смачиваемого краской в ванне (3).
Излишняя краска снимается ракелем (4).
Описание конструкции. На лицевой панели корпуса (1) ма-
шины для маркировки ампул находятся бункер (7), барабан по-
дачи ампул (8), офсетный (6) и формный (5) цилиндры, ванна
(3) для краски. Формный цилиндр (5) снабжен ракелем (4), уси-
лие прижатия которого к цилиндру (5) можно регулировать
устройством (2). Барабан подачи ампул (8) и цилиндры (5, 6)
приводятся в действие электродвигателем, расположенным в кор-
пусе (1) машины.
Машину обслуживает 1 человек.
Техническая характеристика
Емкость обрабатываемых ампул, мл
Производительность, ампул/час
для ампул емкостью 1; 2 мл
для ампул емкостью 5; 10 мл
для ампул емкостью 20 мл
Потребляемая мощность, квт
Высота машины, мм
Размеры основания, мм
Вес машины, кг
1;2;5; 10; 20
13700
9700
6900
0,2
660
450X515
90
Индекс для заказа — АП-20М.
102
Транспортеры
ленточные АП-14М и АП-15М
Назначение. Предназначены для транспортировки кассет с ампулами и пустых кассет.
1 — приводная станция;
2 — ролик опорный;
3 — лента транспортерная;
4 — секция транспортера;
5 — промежуточная секция
6 — станция натяжения
Принцип действия. Кассеты пустые или с ампулами устанав-
ливают на бесконечную транспортерную ленту (3), которая на-
тянута между приводной станцией (1) и станцией натяжения (6).
Описание конструкции. Транспортер состоит из двух или че-
тырех секций (4), двух или четырех промежуточных секций (5),
приводной станции (1), в которой смонтирован электродвигатель
и привод, станции натяжения (6), позволяющей регулировать сте-
пень натяжения транспортерной ленты (3). Транспортерная лен-
та (3) опирается на ролики (2) и приводится в действие привод-
ной станцией (1).
Транспортер обслуживает 1 человек.
Техническая характеристика
Скорость движения ленты, м/мин 4 4
Потребляемая мощность, квт 0,6 0,6
Высота транспортера, мм 757 757
Длина транспортера, мм 11300 21300
Ширина транспортера, мм 700 700
Вес транспортера, кг 635,2 975
Индекс для заказов — АП-14; АП-15.
104
Машина для визуального контроля ампул
Назначение. Предназначена для механизации процессов визуального контроля ампул.
1 — корпус;
2 — пульт управления;
3 — механизм подачи ампул;
4 — загрузочный бункер;
5 — механизм просмотра ампул;
6 — поворотная рамка;
7 — сменная кассета;
8 — механизм загрузки ампул
в кассету
!4 Зак. 1575
105
Принцип действия. Транспортер с ячейками механизма по-
дачи ампул (3), расположенный под загрузочным бункером (4),
забирает ампулы по одной из бункера и подает их к механизму
просмотра ампул (5). Поворотная рамка (6) механизма просмот-
ра (5) во время выстоя транспортера зажимает пять или восемь
ампул и поворачивает их в вертикальное положение, в котором
оператор просматривает ампулы. Бракованные ампулы оператор,
нажимая кнопки на пульте управления (2), сбрасывает в сборник
бракованных ампул, расположенный под рамкой. При необ-
ходимости можно повторно повернуть рамку. После окончания
просмотра рамка (6) возвращается в исходное положение, транс-
портер выносит просмотренные ампулы из рамки (6) и подает их
в механизм загрузки ампул в кассету (8). Одновременно непро-
смотренные ампулы подаются в рамку (6). Во время выстоя транс-
портера толкатель механизма загрузки (8) заталкивает просмот-
ренные ампулы в кассету. После полного заполнения кассеты (7)
машина останавливается, и заполненная кассета с просмотренны-
ми ампулами направляется на следующую технологическую опе-
рацию. Ампулы можно просматривать в ручном и автоматическом
режимах. При автоматическом режиме необходимо установить
время просмотра на шкале при помощи регулятора времени, рас-
положенного на левой стенке привода. При необходимости можно
включить дополнительный поворот рамки (6) во время просмотра.
В ручном режиме время просмотра ампул определяется работ-
ницей, а управление сменой ампул и поворотом рамки (6) про-
изводится с пульта управления (2). Выбрасывание бракованных
ампул из зажимов рамки в сборник бракованных ампул осуще-
ствляется вручную.
Описание конструкции. Машина состоит из следующих узлов:
механизма подачи ампул (3), механизма просмотра ампул (5), ме-
106
акра.
ампул
ханизма загрузки ампул в кассету (8), главного вала и привоя
смонтированных в корпусе (1). Механизм подачи ампул состо
из загрузочного бункера (4), транспортера с ячейками и прив081
транспортера. Механизм просмотра ампул (5) состоит из повоп^*
ной рамки (6) с зажимами для ампул, лампы подсветки
па и сборника бракованных ампул. Механизм загрузки
в кассету (8) состоит из сменной кассеты (7), толкателя и меха"1
низма закрепления кассеты. К главному валу машины относятс'
вал, приводная звездочка, кулачки привода всех механизмов ма
шины и две однооборотные муфты. Привод машины состоит
электродвигателя, клиноременной передачи, червячного
ра, цепной передачи и регулятора времени просмотра,
ние машиной осуществляется с пульта (2).
ИЗ
РеДукто.
i правле-
Машину обслуживает 1 человек.
Техническая характеристика
Емкость просматриваемых ампул, мл 1;2 5:10
Производительность, ампул/час 3000 2000
Количество одновременно просматриваемых ампул, шт. 5 8
Потребляемая мощность, квт 0,4 0,22
Высота машины, мм 1350 1460
Размеры основания, мм 1000X770 1185x940
Вес машины, кг 262 300
Индекс для заказа — 404Р-К1; 404Р-К2.
Установка для регенерации ампул
Назначение. Предназначена для вскрытия запаянных ампул и извлечения из них лекарственного раствора с целью повторного
использования ампул и раствора в производстве.
корпус;
механизм надрезки капилляра
ампул;
устройство скалывания надрезан-
ных капилляров;
устройство поджимное;
5 — пульт управления;
6 — загрузочный бункер;
7 — ротор;
8 — перекладчик;
9 — устройство для загрузки вскрытых
ампул в перекладчик;
10 — каркас;
11 — штуцер сливной;
12 — емкость промежуточная;
13 — ловитель стекла;
14 — рабочая емкость;
15 — кассеты с ампулами;
16 — крышка;
17 — пневмоклапан;
18 — блок автоматического
управления
14*
107
Принцип действия. Ампулы, подлежащие регенерации, укла-
дывают в загрузочный бункер (6) автомата вскрытия ампул. Из
бункера (6) ампулы поступают в вырезы ротора (7). Ротор (7),
вращаясь, проносит ампулы перед механизмом (2), который над-
резает их и устройство (3) скалывает надрезанные капилляры.
Далее при помощи устройства (9) вскрытые ампулы загружаются
в перекладчик (8). Как только перекладчик (8) наполнится ампу-
лами, срабатывает конечный выключатель и автомат прекращает
работу. После этого на ампулы в перекладчике вручную наде-
вают кассету и опрокидывают перекладчик (8) в горизонтальное
положение. Кассета с ампулами (15) отсоединяется от переклад-
чика (8), который возвращается в исходное положение. Затем
кассеты с ампулами (15) укладывают капиллярами вниз в ра-
бочую емкость (14) полуавтомата для отсоса раствора из ампул.
Рабочая емкость (14) вакуумируется, раствор из ампул отсасы-
вается и поступает в промежуточную емкость (12), откуда через
штуцер (11) направляется на регенерацию в ампульное производ-
ство. Аппарат для отсоса раствора из ампул работает автомати-
чески. По окончании отсоса содержимого ампул крышка аппа-
рата открывается.
Описание конструкции. Установка регенерации ампул состоит
из автомата для вскрытия ампул и набора их в кассеты, а также
полуавтомата для отсоса содержимого вскрытых ампул. В кор-
пусе (1) автомата для вскрытия ампул смонтированы все ос-
новные узлы: загрузочный бункер (6), ротор (7), механизм
надрезки капилляра ампул (2), устройство скалывания надрезан-
ных капилляров (3), устройство для загрузки вскрытых ампул
в перекладчик (9), перекладчик (8) и пульт управления (5). Кон-
струкция автомата позволяет обрезать ампулы различной емко-
сти, что достигается применением сменных роторов (7), механиз-
мов надрезки капилляра (2) и устройств скалывания надрезан-
108
ных капилляров (3). Ротор (7) и механизм (2) приводятся в дей-
ствие от различных электродвигателей, управление ими осуществ-
ляется с пульта (5). Автомат снабжен устройством, позволяющим
контролировать степень заполнения перекладчика (8). Полуавто-
мат для отсоса раствора из ампул представляет собой стационар-
ную установку. На сварном каркасе (10) аппарата расположены:
рабочая емкость (14) для отсоса содержимого ампул, проме-
жуточная емкость (12), пневмооборудование для подъема и опу-
скания крышки, клапан сброса вакуума в баке, сливной клапан,
блок автоматического управления процессом отсоса раствора из
ампул (18).
Установку для регенерации ампул обслуживает 1 человек.
Техническая характеристика
Емкость ампул, мл Производительность (для ампул емкостью 1; 2 мл), ампул/час Потребляемая мощность, квт Расход сжатого воздуха, м3/час Давление сжатого воздуха, кг/см2 [Разряжение в рабочей емкости, мм рт. ст. Высота установки, мм Размеры основания, мм Вес установки, кг 1; 2; 5; 10; 20 1; 2; 5; 10; 20 8000 15000—30000 0,27 0,16 — 1 — 3—4 — 500—600 1200 1010 670X780 1140X840 153 150
Индекс для заказа — 443Р-АК; АП-13М.
Машина для оплетки капилляров ампул
Назначение. Предназначена для механизации процессов оплетки капилляров ампул.
1 — станина;
2 — приводной шкив;
3 , 4, 5 — ролнкн;
6 . 10 — ролики смачивающие;
7 — бункер;
8 — ротор;
9 — барабан с ячейками;
11 — лоток;
12 — натяжной ролик;
13 — ремень;
14 — пульт управления
109
Принцип действия. Барабан с ячейками (9), расположенный
под бункером (7), при помощи ротора (8) забирает ампулы по
одной из бункера и подает их к позиции намотки, при этом ампулы
опираются на ролики барабана и приводятся во вращение рем-
нем (13), охватывающим барабан (9). При прохождении ампул
мимо первого смачивающего ролика (6) капилляр ампулы смачи-
вается фиксативом. Механизм подачи волокна вытягивает вискоз-
ный жгут, преобразует его в ленту, отрывает мерный кусок и по-
дает к позиции намотки. На позиции намотки кусок волокна встре-
чается с ампулой, капилляр которой смочен фиксативом. В резуль-
тате вращения ампулы волокно прилипает к капилляру и наматы-
вается на него. При дальнейшем движении ампулы второй смачива-
ющий ролик (10) смачивает фиксативом полученную оплетку
сверху. В результате вращения ампулы и взаимодействия оплетки
с формующей направляющей происходит формование оплетки. Го-
товая продукция выносится ремнем (13) из машины.
Описание конструкции. Машина состоит из следующих узлов:
механизма подачи ампул, механизма подачи волокна, механизма
вращения ампул, механизма формования оплетки, которые смон-
тированы на станине (1) и приводятся в действие приводом. Ме-
ханизм подачи ампул состоит из бункера (7), барабана с ячей-
ками (9) и привода барабана. На барабане (9) по обеим сто-
ронам ячеек расположены ролики, на которые опираются ампулы
во время вращения. Механизм подачи волокна состоит из трех
пар роликов, привода роликов и механизма блокировки, выклю-
чающего весь механизм подачи волокна при отсутствии ампулы
в ячейке барабана. Первая пара роликов (5) вращается непре-
рывно, вторая (4) — периодически, а в третьей паре (3) верхний
ролик периодически отводится от нижнего. Механизм вращения
ампул состоит из ремня (13), приводного шкива (2), натяжного
НО
ролика (12), отклоняющего ролика и привода. Механизм формо-
вания оплетки состоит из ванночки для фиксатива, смачивающих
роликов (6, 10) и формующей направляющей. Привод состоит из
электродвигателя, червячного редуктора и клиноременной пере-
дачи. Машина управляется с пульта (14), расположенного на
лицевой панели машины.
Машину обслуживает 1 человек.
Характеристика исходных материалов
Материал
Номер ГОСТа
или ТУ
Технические данные
Волокно вискозное шта- ГОСТ 10546-63 в виде ленточки с чесальных ма-
пельное шин
Ампулы стеклянные (с ГОСТ 18122-72 емкость, мл 1
пережимом)
Поливиниловый спирт ГОСТ 10779-69 раствор в воде, % 3
Техническая характеристика
Емкость оплетаемых ампул, мл 1
Производительность, ампул/час 3600
Потребляемая мощность, квт 0,27
Высота машины, мм 1825
Размеры основания, мм 670x650
Вес машины, кг 135
Индекс для заказа — 494Р-К-
Автомат для упаковки ампул
емкостью 1 мл в полимерную пленку и фольгу
Назначение. Предназначен для упаковки ампул (или других цилиндрических предметов аналогичных размеров) в пятимест-
ные упаковки из полимерной пленки и фольги.
1 — узел размотки пленки;
2 — станина;
3 — нагреватель;
4 — форматный барабан;
5 — ротор;
6 — питатель;
7 — датчик;
8 — валик термосклейки:
9 — валик маркировки;
10 — узел размотки фольги:
11 — вырубной штамп;
12 — валки тянущие;
13 — нож;
14 — лоток
111
Принцип действия. С узла (1) термопластичная пленка, обра-
ботанная нагретым до 130° воздухом, подается в форматный ба-
рабан (4). Пластифицированная пленка проходит над зоной ва-
куумирования форматного барабана (4) и принимает форму ячеек
барабана. В следующей зоне в ячейки подается холодный воздух,
в результате чего пленка легко отделяется от барабана (4). Плен-
ка с отформованными ячейками проходит по направляющим под
бункерами питателей, из которых ротором (5) ампулы подаются
в ячейки. Наличие ампул в ячейках контролируется датчиком (7).
Пленка, заполненная ампулами, и фольга склеиваются вали-
ками термосклейки (8). В зоне склейки специальным валиком
(9) наносятся номера серии. Все перечисленные выше процессы
происходят непрерывно. Последняя операция — вырубка упаков-
ки из ленты — производится вырубным штампом (11) и совер-
шается периодически. Вырубленные упаковки по лотку (14) попа-
дают в приемную тару.
Описание конструкции. Автомат состоит из следующих основ-
ных узлов: подачи пленки (1) и фольги (10), двух питателей (6),
валиков термосклейки (8), валика маркировки (9), тянущих
валков (12), вырубнго штампа (11) и ножа (13). Все узлы рас-
положены на станине (2), автомат управляется с выносного
пульта управления. Рулоны пленки и фольги насаживаются на
осевые фланцы узлов размотки пленки (1) и фольги (10), уста-
новленные на лицевой панели автомата. Пленка разогрева-
ется на форматном барабане за счет непрерывной подачи
воздуха в нагреватель (3). При нормальном режиме темпера-
тура барабана должна быть около 60°С. Поток воздуха ре-
гулируется при помощи воздушных кранов так, чтобы не пере-
гревались нагревательные элементы и равномерно нагревалась
термопластичная пленка. При перегревании барабана включается
воздуходувка для охлаждения. Ячейки из пленки формуются на
форматном барабане (4). При прохождении барабаном первой
зоны ячейки барабана соединяются со спаренными вакуум-насо-
сами. Под воздействием вакуума во второй зоне пластифициро-
ванная пленка принимает форму ячеек барабана. В третьей зоне
воздуходувкой в ячейки подается холодный воздух и пленка легко
отделяется от барабана. Барабан цепью связан с общим при-
водом. Питатели (6) с роторами (5) служат для заполнения
ампулами пленки с отформованными ячейками. Наличие ампул
в ячейках контролируется датчиком. При отсутствии ампулы в
одной из ячеек подается звуковой сигнал, и автомат отключается.
Пленка, заполненная ампулами, склеивается с фольгой валиками
термосклейки (8). В рабочем положении верхний горячий валик
электромагнитом прижимается к нижнему форматному барабану.
Валик нагревается пятью вмонтированными внутри нагреватель-
ными элементами, мощностью 150 вт каждый. Работу электрона-
гревательных элементов контролирует амперметр, расположенный
112
на пульте управления. Номер серии наносится на каждую упа-
ковку специальным валиком с двухрядным набором цифр (9) в
зоне склейки. Валик приводится в движение от нижнего формат-
ного барабана, который в свою очередь приводится в действие
цепью общего привода. Упаковки вырубаются штампом (11), ко-
торый приводится в действие прессом, составляющим единое целое
с общим приводом машины. Петля из ленты, образуемая перед
вырубным штампом (И), вытягивается тянущими валками (12),
вращающимися от общей приводной цепи. Скорость вращения
валков (12) в три раза больше скорости вращения форматного
барабана. Нож (13) гильотинного типа приводится в движение
общей приводной цепью.
Автомат обслуживает 1 человек.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Технические данные
Пленка полининилхло- ТУ 6-01-2-297-72 температура пластн-
ридная для упаковки фикации, град 120—135
медикаментон толщина, мм 0,3
диаметр бобины, мм
наружный 250—500
внутренний 70
Фольга алюминиевая ТУ 48-21-270-73 толщина, мм 0,03
печатная и лакиро- диаметр бобины, мм
ванная наружный 250
внутренний 70
ширина бобины, мм 175
Техническая характеристика
Емкость упаковываемых ампул, мл
Производительность, упаковок/час
Количество ампул в упаковке, шт.
Размеры упаковки, мм
Потребляемая мощность, квт
Высота установки, мм
Размеры основания, мм
Вес установки, кг
1
3000
5
110X80X12
10
1870
2540X1200
2000
Индекс для заказа — 510Р-К.
Автоматические линии для упаковки
ампул в десятиместные коробки
Назначение. Предназначены для изготовления десятиместных картонных коробок с гофрированными вкладышами нанесения
надписей на ампулы и упаковки их в коробки.
1 — узел размотки картона;
2 — механизм перфорации;
3 — ванна клеевая;
4 — узел размотки бумаги;
5 — механизм формования горфры;
6 — механизм резки и формования
коробки;
7 — механизм укладывания пилочек:
8 — механизм укладывания ампул;
9 — механизм печати;
10 — пульт управления;
11 — ванна клеевая;
12 — механизм подачи бандеролей;
13 — механизм обандероливания;
14 — станина
15 Зак. 1575
113
Принцип действия. Картонная лента подается с узла (1) и
проходит через клеевую ванну (3), где на нее наносятся полоски
клея для приклеивания гофрированного вкладыша. Затем перфо-
рирующие ножи механизма (2) наносят на ленту рицовки буду-
щих сгибов, а ролики клише механизма печати накатывают пас-
портные данные в виде рельефных оттисков. Одновременно с бо-
бины узла (4) в механизм формования гофры (5) подается бу-
мажная лента для изготовления гофрированного вкладыша. В этом
механизме формуется гофра, нижняя часть которой встречается
с гладкой смазанной клеем картонной лентой корпуса коробки.
Далее обе ленты продвигаются вместе и корпус коробки склеива-
ется с гофрированной лентой. Для ускорения сушки через калори-
фер в зону склейки подается теплый воздух. Склеенная комбини-
рованная лента проходит через механизм резки (6) и разрезается
на заготовки коробки. При помощи упоров коробки продвигаются
по направляющим к механизму укладывания пилочек (7), где в
каждую коробку вкладывается одна пилочка. Затем коробки под-
водятся под барабан механизма (8), который укладывает ампулы,
с нанесенными на них паспортными данными, в гнезда. Паспорт-
ные данные на ампулы наносятся механизмом (9) на пути движе-
ния ампул от загрузочного бункера к коробке. Заполненные ам-
пулами коробки проходят через две пары гибочных роликов, кото-
рые закрывают коробки по линиям сгибов. Закрытые коробки
попадают в зону транспортера-ускорителя, служащего продолже-
нием транспортера резки и формования коробки, который подводит
коробку под вакуумный барабан механизма подачи бандеролей
(12). Этот механизм захватывает бандероли из бункера и накла-
дывает их на коробки. На пути движения из бункера к коробке
на бандероль наносятся полоски клея. Бандероль наклеивается
так, чтобы свешивающиеся концы ее были одинаковыми. Затем
коробка с бандеролью продвигается к механизму обандеролива-
ния (13), где концы бандероли перегибаются под прямым углом
и обклеивают торцы коробки. Коробки вынимаются из бункера
по мере накопления.
Описание конструкции. Автоматическая линия состоит из от-
дельных механизмов непрерывного действия, связанных несколь-
кими транспортерами, имеющими общий привод. Станина (14),
на которой установлены все механизмы, представляет собой свар-
ной каркас. Клеевая ванна (3) предназначена для нанесения по-
114
досок клея на ленту корпуса коробки и представляет собой ре-
зервуар с крышкой, на которой смонтирован клеевой ролик и
нож для регулирования толщины клеевого слоя. Механизм пер-
форации (2) предназначен для нанесения на картон линий сгиба
коробки и паспортных данных и состоит из четырех дисковых
перфорирующих ножей и роликов клише механизма печати. Ме-
ханизм формования гофры (5) предназначен для формования гоф-
рированной ленты и приклеивания ее к ленте корпуса коробки.
Он состоит из формующей звездочки, формующего и ленточного
транспортера. Механизм резки и формования коробки (6) пред-
назначен для разрезания комбинированной ленты на заготовки и
формования- коробок. Механизм состоит из двух непрерывно вра-
щающихся барабанов, на одном из которых закреплены два но-
жевых полотна, а другой служит упором при разрезании ленты;
механизма обгона; транспортера с носителями, продвигающего
коробки по направляющим; системы гибочных роликов, формую-
щих коробки по линиям сгиба. Механизм укладывания пилочек
(7) служит для подачи пилочек в коробки и состоит из бункера,
в который загружаются пилочки, и толкателя. Механизмы пе-
чати (9) и укладывания ампул (8) наносят паспортные данные
на ампулы и укладывают их в коробки. Механизм (9) состоит из
устройства подведения ампул к механизму печати, клише глубо-
кой печати и копиров, заталкивающих ампулы в гофры. Ванна
клеевая (11) предназначена для нанесения клея на бандероль
и состоит из резервуара для клея, двух роликов и ножа, регули-
рующего толщину слоя клея на клеевом ролике. Механизм подачи
бандероли (12) служит для захвата бандеролей (этикеток) из
бункера, подвода их к ролику клеевой ванны и накладывания их
на закрытые коробки. Он состоит из барабана с отверстиями для
подвода вакуума, вакуум-распределителя и механизма контроля
наличия бандероли. Механизм обандероливания (13) служит для
обклеивания сформованной коробки бандеролью и набора в стопу
готовых коробок. Он состоит из подающего стола, обглаживаю-
щих роликов и вертикального приемного бункера-накопителя.
Транспортер-накопитель служит для подачи закрытой коробки
к вакуум-барабану и механизму обандероливания (13) и состоит
из двух цепей, лапок и копиров.
Линию обслуживают 2 человека.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные Индекс линии
Ц 2123 I Ц 2357 | Ц2358
Картон коробочный ГОСТ 7933-56 А толщина, мм диаметр бобины, мм ширина, мм 0,5 200+1 200 + 1 0,6—0,8 600+1 305+1 0,6—0,8 600 ±1 342 + 1
Бумага пачечная ГОСТ 6290-58 Б плотность, г/м2 диаметр бобины, мм ширина бобины, мм 190 400 80 + 1 190 450 132+1 190 450 147±1
Бумага этикеточная односторонняя ГОСТ 7625-55 А или Б длина бандероли, мм ширина бандероли, мм 205±0,5 72 + 0,5 296+0,5 130±0,5 378+0,5 144+0,5
Пилочки Поливинилацетатная. ГОСТ 10002-62 СВ толщина, мм длина, мм ширина, мм стрела прогиба, мм 0,6+0,05 50±0,5 7+0,1 0,1 0,6+0,05 50+0,5 7+0,1 0,1 0,6+0,05 50±0,5 7+0,1 0,1
эмульсия
Техническая характеристика
Емкость упаковываемых ампул, мл 1,2 10 20
Количество ампул в упаковке, шт. 10 10 10
Размеры упаковки, мм
высота 14 19 22
размеры основания 140X82 209,5X130 279,4x150
Производительность, упаковок/час 720; 900; 600; 720; 480; 600;
1200 900 720
Давление в пневмосистеме, кг/см2 1 1 1
Разряжение в вакуум-системе,
кг/см2 0,6—0,8 0,7—0,8 0,7—0,8
Потребляемая мощность, квт 2 2 2
Высота линии, мм 1520 1560 1440
Размеры основания, мм 4900X820 5214X895 5214X895
Вес линии, кг 1600 1600 1600
Индекс для заказа — Ц 2123, Ц 2357, Ц 2358.
15*
115
В РАЗДЕЛЕ ПРЕДСТАВЛЕНО ОБОРУДОВАНИЕ ДЛЯ МОЙКИ И СУШКИ СТЕКЛЯН-
НОЙ ТАРЫ, ДОЗИРОВАННОГО РОЗЛИВА ЖИДКИХ МЕДИКАМЕНТОВ ВО ФЛАКОНЫ,
А ТАКЖЕ ОБОРУДОВАНИЕ ДЛЯ УКУПОРКИ И СТЕРИЛИЗАЦИИ ФЛАКОНОВ.
ПРЕДСТАВЛЕН РЯД МАШИН И АВТОМАТОВ, ИЗ КОТОРЫХ МОЖНО СОСТАВИТЬ
ПОТОЧНУЮ ЛИНИЮ РОЗЛИВА ЛЕКАРСТВЕННЫХ СРЕДСТВ.
Установка для мойки и сушки
стеклянной тары
Назначение. Предназначена для мойки и сушки стеклянной тары.
1 — корпус машины мойки;
2 — транспортер ленточный;
3 — камера мойки;
4 — привод машины мойки;
5 — камера сушки;
6 — корпус машины сушки
119
Принцип действия. Флаконы загружают на сетку ленточного
транспортера (2), который при помощи устройства ориентации за-
талкивает по 15 флаконов в стаканы шагового транспортера, ко-
торый продвигает их последовательно через четыре зоны шприце-
вания камеры мойки (3). В первой зоне флаконы отмачиваются
горячей водой, во второй зоне обрабатываются моющим раство-
ром, после чего продуваются изнутри сжатым воздухом. В третьей
зоне происходит шприцевание горячей водой и в последней зоне —
шприцевание обессоленной водой и продувание сжатым воздухом.
После прохождения зон промывки флаконы выгружаются из ста-
канов шагового транспортера и передаются на транспортер маши-
ны сушки. Проходя последовательно через три камеры, флаконы
вначале нагреваются, а затем охлаждаются до заданной темпе-
ратуры, в результате чего высушиваются.
Описание конструкции. Установка состоит из двух последо-
вательно соединенных машин мойки и сушки. К машине мойки
относятся: транспортер (2) для загрузки, подачи и ориентации
флаконов; механизм для переноса флаконов на шаговый транс-
портер, доставляющий их в зоны мойки камеры (3) и далее
в машину сушки; механизм выгрузки для подачи флаконов на
транспортер машины сушки; привод и пневмогидроузел для подачи
сжатого воздуха и моющих средств в машину мойки. Транспортер
(2) состоит из ведущего и ведомого барабанов, транспортерной
сетки, натяжного ролика, привода и направляющих планок, слу-
жащих для ориентации флаконов. Механизм подачи содержит
устройство подъема флаконов и устройство заталкивания их в
стаканы шагового транспортера. Транспортер шаговый состоит из
цепного транспортера, на котором крепятся стаканы для флако-
нов, и механизма выталкивания. Механизм выгрузки состоит из
рам, направляющих планок и системы рычагов для передачи дви-
жения от привода машины мойки. В пневмогидроузле смонтиро-
ваны системы трубопроводов подачи моющих растворов для на-
ружного и внутреннего шприцевания; компрессоров; мембранных
клапанов, а также устройство для регулирования подачи моющих
средств в, каждую из зон и комбинированной подачи моющих
средств по зонам, что обеспечивает определенный режим мойки
флаконов.
Машина сушки состоит из камеры нагрева и охлаждения,
привода транспортера, транспортера и воздуходувок. Камеры
нагрева и охлаждения представляют собой три самостоятельные
камеры, в которых происходит последовательно сушка, предва-
рительное и окончательное охлаждение. Все три камеры после-
довательно соединены между собой и для уменьшения тепловых
потерь теплоизолированы. Привод транспортера состоит из элект-
ропривода, червячных редукторов и цепной передачи. Аппаратура
управления механизмами машин размещается на пультах управ-
ления, расположенных с торцов машин.
Установку обслуживают 2 человека.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ
Флакон стеклянный
Моющий раствор ОП-7
ОСТ 64-2-71-72
ТУ МХП 3553-53
Техническая характеристика
Емкость обрабатываемой тары, мл 20; 30; 50
Производительность установки, шт./час 6000—9000
Рабочее давление моющих средств, кг/см2 1,5—2,0
Рабочее давление воздуха, кг/см2 1,5—2,0
Расход моющего раствора, л/час 500
Расход обессоленной воды, л/час 500
Расход водопроводной воды, л/час 1500
Расход сжатого воздуха, м3/час 6
Температура моющих средств, град 55 — 65
Температура воздуха в камере сушки, град 120—200
Потребляемая мощность, квт 34
Высота установки, мм 1925
Размеры основания, мм 8600x1475
Вес установки, кг 4000
Индекс для заказа — 388Р-К.
120
Машина для турбулентной мойки и сушки
стеклянной тары
Назначение. Предназначена для мойки и сушки стеклянной тары.
1 — станина;
2 — транспортер;
3 — механизм подачи;
4 — шаговый транспортер;
5 — механизм уплотнения:
6 — привод;
7 — механизм выгрузки;
8 — пульт управления
16 Зак. 1575
121
Принцип действия. Стеклянные флакбны сТайяТ на ТрайсйОр-
тер (2), доставляющий их к механизму подачи (3), который за-
талкивает флаконы в стаканы шагового транспортера (4). Ша-
говый транспортер (4) проносит флаконы через зоны предвари-
тельного обогрева, обработки паром и горячей водопроводной во-
дой; обработки паром и горячей дистиллированной водой и через
зону охлаждения и сушки. Мойка флаконов происходит при тур-
булентном режиме жидкости. Затем флаконы выпадают из ста-
канов и механизмом выгрузки (7) ставятся на стол выдачи.
Описание конструкции. Машина состоит из следующих основ-
ных узлов: транспортера (2), механизма подачи (3), шагового
транспортера (4), механизма уплотнения (5), механизма периоди-
ческой подачи пара, привода (6), механизма выгрузки (7). Все
узлы и пульт управления (8) смонтированы на станине (1). Ме-
ханизм периодической подачи пара и транспортер (2) имеют са-
мостоятельные приводы от отдельных электродвигателей с ре-
дукторами. Остальные механизмы приводятся в движение от глав-
ного кулачкового вала через системы рычагов. Машина снабжена
автоматическими устройствами для поддержания температуры го-
рячей водопроводной и дистиллированной воды в ваннах. Управ-
ление технологическим процессом автоматизировано и осущест-
вляется по заранее заданной программе.
Машину обслуживает 1 человек.
Ж
Характеристика йСхоДййх йатерййлбй
Материал Номер ГОСТа или ТУ
Флакон стеклянный Техническая характеристика Производительность, флаконов/час Емкость флаконов, мл Температура моющих средств, град Давление пара, атм Расход пара, кг /час Расход дистиллированной воды, л/час Потребляемая мощность, квт Высота машины, мм Размеры основания, мм Вес машины, кг ОСТ 64-2-71-72 7200 20; 30; 50 70—90 1,2 3,5 250 2,4 1690 3542x1930 2645
Индекс для заказа — 445Р-К.
Машина для нанесения
паспортных данных на этикетки
Назначение. Предназначена для нанесения на этикетки номера серии, срока годности и других паспортных данных.
1 — корпус;
2 — привод;
3 — механизм подачи этикеток;
4 — бункер загрузочный;
5 — транспортер;
6 — печатающий механизм;
7 — бункер приемный
123
Принцип действия. Этикетки загружают в бункер (4), из ко-
торого механизмом (3) по одной они подаются на транспортер
(5) и перемещаются к печатающему механизму (6), который
наносит на них паспортные данные, после чего поступают в бун-
кер (7).
Описание конструкции. Машина состоит из корпуса (1), в ко-
тором смонтированы: бункер загрузочный (4), бункер приемный
(7), транспортер (5), механизм подачи этикеток (3) и механизм
печатающий (6). Все узлы приводятся в движение от природа (2).
Машину обслуживает 1 человек.
Техническая характеристика
Производительность, шт./час Размеры этикеток, мм длина 7200 60—70
ширина Емкость бункеров, шт. Потребляемая мощность, квт Высота машины, мм Размеры основания, мм Вес машины, кг 30—40 1000 0,3 480 600x435 55
Индекс для заказа — Ц2212.
124
Стол загрузочный
Назначение. Предназначен для подачи флаконов на транспортер машины для дозирования жидких лекарственных средств.
1 — вал;
2 — обечайка;
3 — привод;
4 — корпус;
5 — центральная пластина;
6 — направляющая:
7 — транспортер
125
Принцип действия. Флаконы устанавливают на вращающийся диск загрузочного стола, где центральной пластиной (5) флаконы прижимаются к обечайке (2) и по направляющим (6) подаются на транспортер (7) машины для дозирования жидких лекарст- венных средств. Описание конструкции. В корпусе (4) стола смонтирован при- вод (3), сообщающий вращение валу (1), на котором установлен диск стола. На поверхности диска расположена центральная плас- тина (5), которая прижимает флаконы к боковому ограждению, выполненному в виде обечайки (2). Стол обслуживает 1 человек.
Техническая характеристика
Скорость вращения стола, об/мин Расстояние диска стола от пола, мм Потребляемая мощность, квт Высота стола, мм Диаметр стола, мм Вес стола, кг 2 800 0,4 900 1000 218
Индекс для заказа — Ц2274.
126
Машина для дозирования
жидких лекарственных средств
Назначение. Предназначена для дозированного розлива жидких лекарственных средств в стеклянные флаконы с винтовым
горлом. <
1 — механизм блокировки;
2 — привод;
3 — ловитель;
4 — станина;
5 — дозатор;
6 — передний отсекатель;
7 — задний отсекатель;
8 — транспортер
127
Принцип действия. Пустые флаконы устанавливают на загру-
зочный стол, затем транспортер (8) перемещает их к дозатору
(5), передний отсекатель (6) открывается и пропускает два фла-
кона на заполнение. При дозировании поршень нагнетает отме-
ренный объем во флаконы. По окончании дозирования ловители
(3) поднимаются, открытый задний отсекатель (7) пропускает на-
полненные флаконы, которые передаются транспортером (8) на
дальнейшие технологические операции или их снимает с транс-
портера аппаратчик.
Описание конструкции. На станине (4) размещаются: загру-
зочный стол, транспортер (8), дозатор (5), передний (6) и зад-
ний (7) отсекатели и ловители (3). Процесс отмеривания дозы
и заполнения ею флакона осуществляется автоматически. В слу-
чае отсутствия флаконов на транспортере (8) дозатор отключает-
ся механизмом блокировки (1).
128
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Технические данные
Флакон стеклянный
ОСТ 64-2-71-72 емкость мл 30; 50; 100
Техническая характеристика
Емкость флаконов, мл
Производительность, флаконов/час
Величина дозы, мл
Точность дозы, °/о
для флаконов емкостью 30; 50 мл
для флаконов емкостью 100 мл
Количество дозаторов, шт.
Количество дозирующих комплектов, шт.
Потребляемая мощность, квт
Высота машины, мм
Размеры основания, мм
Вес машины, кг
30; 50; 100
1680—4560
30 — 100
±2
±1
2
3
0,4
1025
1710x658
195
Индекс для заказа — Ц2176
Универсальная фасовочная машина
для жидкостей и мазей
Назначение. Предназначена для фасовки мазей и жидкостей в тару различной емкости и конфигурации.
17 Зак. 1575
1 — поршень;
2 — корпус;
3 — дозатор;
4 — бункер;
5 — привод;
6 — эксцентрик
129
Принцип действия. Поршень (1) дбзатсфа (3) пблучаёт вбЗ-
вратно-поступательное движение от привода (5) через эксцентрик
(4). Кран дозатора (3) открывается и происходит заполнение ем-
кости.
Описание конструкции. Машина состоит из следующих основ-
ных узлов: клапанно-поршневого дозатора (3), поршня (1), бун-
кера (4) и ЗкёЦентрйка (6). Ёсе узлы и йрйвод (5) смбн'Гйрбва-
ны в корпусе (2). Производительность регулируется изменением
передаточного числа на клиноременной передаче. Величина дозы
регулируется величиной хода поршня (1).
Машину обслуживает 1 человек.
Техническая характеристика
Пределы дозирования, мл 10 —170
Точность дозирования, %
для доз 10—50 мл ±2
для доз 50—100 мл ±1
для доз 100—170 мл ±0,5
Максимальная доза, мл
для жидкостей 170
для мазей 150
Производительность при максимальной дозе,
доз/мин
для жидкостей 25
для мазей 10
Потребляемая мощность, квт 0,27
Высота машины, мм 640
Размеры основания, мм 900x360
Вес машины, кг 90
Индекс для заказа — 2-00-00.
i3o
Автомат для укупорки флаконов
Назначение. Предназначен для укупорки пластмассовыми кр ышками флаконов с винтовым горлом.
1 — станина;
2 — транспортер;-
3 — шнек-разделитель;
4 — вибропитатель;
5 — загрузочная звездочка;
6 — карусель;
7 — патрон;
8 — разгрузочная звездочка
9 — пульт управления;
17”
131
Принцип действия. С транспортера (2) через шнек-раздели-
тель (3) флаконы по одному подаются на карусель (6) загрузоч-
ной звездочкой (5). На горло флакона опускается патрон (7),
в котором находится пластмассовая крышка, предварительно по-
данная Туда по лотку вибропитателя (4), и крышка навинчивает-
ся. Разгрузочная звездочка (8) захватывает укупоренный флакон
и передает его па транспортер (2).
Описание конструкции. Автомат для укупорки представляет
собой машину карусельного типа непрерывного действия и со-
стоит из транспортера (2), двух звездочек (5, 8); соответствен-
но, левого и правого редукторов; шнека-разделителя (3),. вибро-
питателя (4); устройства для завертывания крышки — патрона (7);
карусели (6). Все узлы автомата, пульт управления (9) и при-
вод (10) смонтированы на станине (1). :
Автомат обслуживает 1 человек.
132
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка
Флакон стеклянный ОСТ 64-2-71-72 Крышка пластмассовая с пласт- массовой прокладкой ТУ 64-2-183-72 КПРА-20
Техническая характеристика
Емкость укупориваемых флаконов, мл Производительность, шт./час Потребляемая мощность, квт Высота автомата, мм Размеры основания, мм Вес автомата, кг 30;50; 100 2400—5940 0,6 1592 4300X840 580
Индекс для заказа — Ц2156.
Полуавтомат для отбраковки флаконов
Назначение. Предназначен для отбраковки укупоренных флаконов с жидкими лекарственными средствами и используется не-
посредственно в поточной линии розлива жидких лекарственных средств.
1 — привод;
2 — отсекатели;
3 — стол;
4 — толкатель;
5 — поворотная рамка;
6 — осветитель;
7 — станина;
8 — пульт управления
J33
Принцип действия. Флаконы движутся по транспортеру, по-
падают в толкатель (4) и задерживаются передним отсекателем
(2). Задний отсекатель отделяет четыре флакона, толкатель (4)
передвигает флаконы в гнезда рамки (5), которая переворачи-
вает их вниз горлышком. При этом в световом поле контролер
видит продукты загрязнения и дефекты укупорки. Затем флаконы
поворачиваются в исходное положение и поступают на транспор-
тер, а бракованные флаконы контролер снимает с ленты транс-
портера.
Описание конструкции. Полуавтомат состоит из транспортера
подачи и разгрузки флаконов, двух отсекателей (2), поворотной
рамки (5), толкателя (4), стола контролера (3) и осветителя (6).
На станине (7) расположены привод (1) и пульт управления (8).
Полуавтомат обслуживает 1 человек.
Техническая характеристика
Емкость просматриваемых флаконов, мл Производительность, шт./час Потребляемая мощность, квт Высота полуавтомата, мм Размеры основания, мм 30; 50; 100 3000 — 6000 0,6 1550 1120X800
Вес полуавтомата, кг 550
Индекс для заказа — Ц2215.
134
Автоклав для стерилизации флаконов
Назначение. Предназначен для стерилизации паром флаконов с инъекционными растворами.
1 — крышка;
2 — пульт управления;
3 — предохранительный клапан;
4 — корпус;
5 — рабочая камера;
6 — теплоизоляция
135
Принцип действия. Флакойы Загружают На СТёЛЛаж ИЛи Тё-
лежку, затем их закатывают в автоклав. Камеру (5) герметично
закрывают крышками (1) с двух сторон, и в автоклав подают
насыщенный водяной пар. Процесс ведется автоматически по за-
данным параметрам. После стерилизации в автоклаве создается
вакуум, благодаря чему флаконы сушатся.
Описание конструкции. В корпусе (4) автоклава проходного
типа, закрытого с двух сторон крышками, расположены две ра-
бочие камеры (5) из нержавеющей стали, выложенные снаружи
теплоизоляцией (6). В корпусе (4) установлен вакуум-насос п
бак для воды. Кроме того, автоклав снабжен пультом управле-
ния (2) и предохранительным клапаном (3).
Автоклав обслуживает 1 человек.
Техническая характеристика
Емкость стерилизуемых флаконов, мл
Производительность, ампул/час
Температура стерилизации, град
Разряжение в рабочей камере, мм рт. ст.
Время вакуумирования, мин
Давление пара, кг/см2
Потребляемая мощность, квт
Высота автоклава, мм
Размеры основания, мм
Вес автоклава, кг
30; 50; 100
10 000
132
300—400
4—6
2
2,5
1875
3040x2900
3000
Индекс для заказа — АП-7М.
Стол передаточный
Назначение. Предназначен для накопления и передачи флаконов с транспортера укупорочного автомата на транспортер авто-
мата для наклеивания этикеток на флаконы.
1 — корпус;
2 — вал;
3 — обечайка;
4 — привод;
5 , 8 — транспортер;
6 — центральная пластина;
7 — микропереключатель
18 Зак. 157Й
137
Принцип действия. С транспортера (5) укупорочного автома-
та флаконы поступают на диск вращающегося стола, прижимают-
ся центральной пластиной (6) к обечайке (3) и направляются на
транспортер (8) следующего автомата.
Описание конструкции. В цилиндрическом корпусе стола (1)
смонтирован привод (4), сообщающий вращение диску стола (2).
На поверхности вращающегося стола расположена центральная
пластина (6), которая прижимает флаконы к боковому Огражде-
нию, выполненному в виде обечайки (3). В случае перегрузки
передаточного стола флаконами центральная пластина отходит и
нажимает на микропереключатель (7), который останавливает
предыдущий автомат.
Стол обслуживает 1 человек.
Техническая характеристика
Скорость вращения стола, об/мин
2,6
Потребляемая мощность, квт 0.4
Расстояние диска стола от пола, мм 800
Высота стола, мм 900
Диаметр стола, мм 1000
Вес стола, мм 210
Индекс для заказа — Ц2177.
188
Автомат для наклеивания
этикеток на флаконы
Назначение. Предназначен для наклеивания этикеток на флаконы (или другую цилиндрическую поверхность аналогичных раз-
меров). Автомат может использоваться как отдельный агрегат или входить в состав линии розлива жидких лекарственных средств.
1 — транспортер;
2 — вакуумный барабан;
3 — аппарат клеевой;
4 — механизм контроля этикеток;
5 — привод;
6 — стаиииа;
7 — шиек;
8 — пульт управления;
9 — механизм блокировки;
10 — механизм подачи этикеток
18*
139
Принцип действия. Укупоренные флаконы с транспортера (1)
шнеком (7) подаются на позицию наклейки. Одновременно с
флаконами на позицию наклейки механизм (10) подает этикетки.
Ролик клеевого аппарата (3) наносит на этикетки клей. На по-
зиции наклеивания этикетка с вакуумного барабана (2) наклеи-
вается на флакон.
Описание конструкции. На станине (6) автомата расположены
все основные узлы: вакуумный барабан (2) для захвата этике-
ток, механизм подачи этикеток (10), клеевой аппарат (3). Меха-
низм (4), контролирует наличие этикетки, на позиции наклейки.
В случае отсутствия этикетки на вакуумном барабане (2) сраба-
тывает механизм блокировки (9) и автомат останавливается. Ав-
томат приводится в действие приводом (5), расположенным на
станине (6).
Автомат обслуживает 1 человек.
140
Характеристика исходных материалов
Материал
Номер ГОСТа
или ТУ
Марка
Технические данные
Флакон стеклянный ОСТ 64-2-71-72 емкость, мл 30; 50; 100
Бумага этикеточная
односторонняя ГОСТ 76-25-55 Б плотность, г/м2 70
Техническая характеристика
Производительность, шт./час
Емкость флаконов, мл
Размеры этикеток, мм
длина
ширина
Вакуум в системе, кг/см2
Потребляемая мощность, квт
Высота автомата, мм
Размеры основания, мм
Вес автомата, кг
3000—6000
30;50; 100
от 60±0,3до 70±0,3
от 32±0,3до 40± 0,?
0,6
0,2
1058
2860X856
650
Индекс для заказа — Ц2159.
Линия розлива жидких
лекарственных средств
Назначение. Предназначена для дозированного наполнения стеклянных флаконов, их укупорки, просмотра, нанесения на эти-
кетки паспортных данных и приклеивания этикеток на флаконы,
1 — стол загрузочный (Ц 2274):
2 — машина для дозирования жидких
лекарственных средств (Ц2176);
3 __ стол передаточный (Ц 2177);
4 — автомат для укупорки флако-
нов (Ц2156);
5 — полуавтомат для отбраковки фла-
конов (Ц2215);
6 — автомат для наклеивания этикеток
на флаконы (Ц 2159);
7 — машина для нанесения паспортных
данных на этикетки (Ц2212)
141
Принцип действия. Флаконы с винтовым горлом загружают
на стол (1), с которого они подаются на транспортер машины для
дозирования жидких лекарственных средств (2). Затем заполнен-
ные флаконы поступают на первый передаточный стол (3), явля-
ющийся накопителем для автомата укупорки флаконов (4). В ав-
томат (4) загружаются крышки, в которые предварительно укла-
дываются уплотнительные прокладки. Укупоренные флаконы про-
ходят через полуавтомат для отбраковки флаконов (5) и посту-
пают на второй передаточный стол (3), с которого подаются на
автомат (6), для наклеивания этикеток на флаконы, затем маши-
на (7) наносит на этикетки, паспортные данные.
Описание конструкции. Поточная линия розлива жидких ле-
карственных средств компонуется из серийно выпускаемых авто-
матов, машин и полуавтоматов. Линия состоит из загрузочного
стола (1), машины для дозирования жидких лекарственных средств
(2), двух передаточных столов (3), автомата для укупорки фла-
конов, полуавтоматов для отбраковки флаконов (5), автомата
для наклеивания этикеток на флаконы (6) и машины для нане-
сения паспортных данных на этикетки (7).
Поточную линию обслуживают 5 человек.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Флакон стеклянный Крышка пластмассо- вая с пластмассовой прокладкой Бумага этикеточная односторонняя ОСТ 64-2-71-72 ТУ 64-2-183-72 ГОСТ 76-25-55 КПРА-20 Б емкость, мл 30; 50; 100 плотность, г/м2 70
Техническая характеристика
Емкость флаконов, мл
Производительность линии, тыс. флаконов/час
Размеры этикетки, мм
длина
ширина
Разряжение в системе, кг/см2
Потребляемая мощность, квт
Высота линии, мм
Размеры основания, мм
Вес линии, кг
30; 50; 100
3—5
от 60±0,3до 70+0,3
от32±0,3 до40±0,3
0,6
5,06
1592
9710X1050
2688
Индекс для заказа — линия розлива жидких лекарственных средств.
142
В РАЗДЕЛЕ ПРЕДСТАВЛЕНЫ ТИПОВЫЕ ВЕРТИКАЛЬНЫЕ И ГОРИЗОНТАЛЬНЫЕ ЕМ-
КОСТНЫЕ АППАРАТЫ С ЭЛЛИПТИЧЕСКИМИ ДНИЩАМИ ДЛЯ РАБОТЫ ПОД ДАВЛЕНИ-
ЕМ 3 кг/см2. В ЗАВИСИМОСТИ ОТ УСЛОВИИ РАБОТЫ АППАРАТЫ ИЗГОТОВЛЯЮТСЯ ИЗ
УГЛЕРОДИСТОЙ СТАЛИ МАРКИ ВМСтЗкп ИЛИ КОРРОЗИОННОСТОЙКОЙ СТАЛИ Х18Н10Т.
АППАРАТЫ ИЗГОТОВЛЯЮТСЯ ЕМКОСТЬЮ ОТ 25 л ДО 16000 л. ФЛАНЦЫ ШТУЦЕРОВ, ОБЕ-
ЧАЕК И КРЫЩЕК АППАРАТОВ ИМЕЮТ ГЛАДКУЮ УПЛОТНИТЕЛЬНУЮ ПОВЕРХНОСТЬ:
ПО ТРЕБОВАНИЮ ЗАКАЗЧИКА ОНИ МОГУТ БЫТЬ ИЗГОТОВЛЕНЫ С УПЛОТНИТЕЛЬНОЙ
ПОВЕРХНОСТЬЮ ШИП-ПАЗ.
АППАРАТЫ МОГУТ ИЗГОТОВЛЯТЬСЯ С НИЖНИМ СПУСКОМ, ТРУБОЙ ПЕРЕДАВЛИ-
ВАНИЯ, НА ОПОРНЫХ СТОЙКАХ ИЛИ БОКОВЫХ ЛАПАХ, ЧТО ОБУСЛАВЛИВАЕТСЯ ЗА-
КАЗЧИКОМ ПРИ ОФОРМЛЕНИИ ЗАКАЗА. АППАРАТЫ НЕ КОМПЛЕКТУЮТСЯ КОНТРОЛЬ-
НО-ИЗМЕРИТЕЛЬНЫМИ ПРИБОРАМИ, КРЕПЕЖНОЙ АРМАТУРОЙ И ДЕТАЛЯМИ.
Сборники горизонтальные
с эллиптическими днищами
Назначение. Предназначены для хранения жидких и газообразных продуктов под давлением 3 кг/см2 и выдачи жидких про-
дуктов передавливанием газами.
!9 Зак. 1575
145
Описание конструкции. Сборники представляют собой цилин-
дрические сосуды с эллиптическими отбортованными днищами.
Сборники имеют люк, трубу передавливания, колонку для термо-
метра и предохранительного клапана, указатели уровня жидкости
и различные штуцера.
Основные размеры сборников, мм
Емкость, м3 Внутрен- ний диа- метр, мм Обозначение на чертеже СЗ га вз CQ га » Индекс для заказа
D а б в Г д Ж И К Р С hi 1 Н L L, S st
1 900 590 550 915 100 200 175 — — 400 170 1000 1250 1465 1750 2365 6 6 413 Т 201.914
о 1200 730 550 915 150 - 200 175 — — 400 170 1400 1250 1765 1900 2365 6 8 613 Т201.915
3,2 1400 832 850 1250 180 220 175 — 200 650 450 1602 1600 1965 2380 2785 6 8 822 Т 201.916
4 1400 832 900 1700 180 220 175 1200 200 650 450 1602 2100 2140 . 2880 3285 6 8 965 Т 201.917
5 1400 832 1030 2000 еоо 268 250 1500 200 700 450 1602 2800 2140 3580 4030 6 8 1110 Т 201.918
6,3 16С0 934 1030 2000 2Е0 268 250 1500 200 700 450 1808 2500 2335 3580 3385 6 8 1248 Т 201.025
ПО 0000 /1436 1000 2100 2201 268 250 1500 200 700 450 2212 2500 2745 3580 3985 8 10 2280 Т 201.026
16 2000 1136 1000 2.100 275 305 250 1500 200 700 450 2212 4200 2745 3280 5710 8 10 2840 Т 20.1.027
Назначение штуцеров и их диаметры, мм
Емкость, сборников, м3 Внутрен- ний диа- метр, мм ' Диаметр люка, мм Для наполне- ния Для трубы передав- j ливания Труба 1 передав- | ливания Для под- соединения колонки Для мано- метра' " Для подачи сжатого воздуха Для предо- хранитель- ного кла- пана 1 Для выхода или входа воздуха Резерв- ные Для ука- зателей уровня жидкости Для вы- хода про- дукта Для спуска остатка Для пере- лива про- дукта Для ука- зателей уровня жидкости
D А Б в г д Е ж и к Л[, Л2 м — м4 н О п р
1 900 400 2 1200 400 3,2 1400 400 4 1400 500 5 1400 500 6,3 1600 500 16 2000 500 50 80 50 65 М20Х1.5 50 50 50 — 15 50 50 80 dy 100 или 50 80 50 65 М20Х1.5 50 50 50 — 15 50 50 80 М24Х1.5 50 80 50 65 М20Х1.5 50 50 50 — 15 50 50 80 50 80 50 65 М20Х1.5, 50 50 50 125 15 80 50 80 80 100 65 65 М20Х1.5 50 50 50 125 15 80 50 125 80 100 65 65 М20Х1.5 50 50 50 125 15 80 65 125 80 125 80 65 М20Х1.5 50 50 50 125 15 80 65 125 100 150 100 65 М20Х1.5 50 50 50 125 15 100 65 ' .150
Ж
Сборники горизонтальные
с приварными эллиптическими днищами
Назначение. Предназначены для приема и хранения жидких продуктов под давлением 3 кг/см2 и выгрузки их передавлива-
нием сжатым воздухом или через нижний спуск.
19*
147*
Описание конструкции. Сборники представляют собой цилин-
дрические сосуды с приварными эллиптическими днищами. Сбор-
ники имеют: люк, трубу для передавливания, указатель уровня
жидкости и различные штуцера. Сборники изготовляются в четы-
рех вариантах.
Варианты выпускаемых сборников
С трубой для передав-
ливания и поплавком
С трубой для пе-
редавливания и
указателем уров-
ня вентильного
типа
Штуцера
Обозначе- ние Назначение d у , мм
А Люк 400
Б Для трубы передавливания 80
В Для колонки 40
Г Для наполнения 50
Д Для поплавкового указателя уровня 100
Ж Для указателя уровня 25
3 Нижний спуск 50
С нижним спус-
ком и поплавком
С нижним спус-
ком и указате-
лем уровня вен-
тильного типа
Основные размеры сборников, мм
Емкость, л Диаметр мм Обозначение на чертеже Вес, кг Индекс для заказа
D С 1 Ь 1 1з 1 '< 1 Is 1 Si | S2 1 S 1 1 1 L 1 Н
из нержавеющей стали
1000 900 1250 256 900 175 541 5 4 4 880 1766 2010 330 17-1000-(1-5)
1600 1000 1500 281 1000 250 576 из 5 6 углеродистой стали 6 980 2086 2195 430 17-1600(1-5)
1000 900 1250 256 900 175 541 6 6 6 880 1766 2010 385 18-1000-( 1-5)
1600 1000 1500 281 1000 250 576 6 6 6 980 2066 2195 450 18-1600-(1-5)
143
Сборники вертикальные
с эллиптическими днищами
Назначение. Предназначены для хранения жидких и газообразных продуктов под давлением 3 кг/см2 и выгрузки жидких про-
дуктов передавливанием сжатым воздухом.
И Е
149
Описание конструкции. Сборники представляют собой цилин-
дрические сосуды с эллиптическими днищами. Сборники имеют:
люк, трубу передавливания, колонку для манометра и предохра-
нительного клапана, указатель уровня жидкости и различные
штуцера.
Основные размеры сборников, мм
Емкость, м3 Внутренний диаметр Обозначен и е на чертеже Вес, кг Индекс для заказа
D Н3 h S Si Н Т м п D, R hi h<
1 1000 1450 900 6 6 2000 1300 385 190 920 330 1: 1270 390 430 Т 201.078
2 1200 1900 1250 6 8 2505 1500 465 220 1100 400 1680 485 672 Т 201,079
3,2 1600 1880 1000 6 8 2405 1905 625 380 1416 560 1490 570 860 Т 201.938
4 1600 2280 1400 6 8 2855 1905 625 380 1410 560 1890 620 1075 Т 201.080
5 1600 2680. 1800 6 8 3255 1905 625 380 1410 560 2290 620 1170 Т 201.939
6,3 1600 3380 2500 6 8 4025 1905 625 380 1410 560 2290 690 1350 Т 201.081
10 2000 3580 2500 8 10 4270 2310 785 540 1810 710 3370 860 1915 Т 201.082
Назначение штуцеров и их диаметры, мм
Емкость сборника м3 Диаметр сборника, мм Диаметр люка, мм Для на- полнения Для тру- бы пе- редавли- вания Труба пере- давли- вания Для под- соедине- ния ко- лонки Для ма- номет- ра Для пре- дохрани- тельного клапана Для выхода или входа воздуха Резерв- ный Для указа- телей уров- ня жид- кости Для вы- хода продук- та Для спуска остатка Для пере- лива про- дукта
D А Б в г д Е и к л Mi—м4 н О п
1 1000 ““900 ” —до' "80 50 В5 ~ М20Х1.5 50 М30Х2 125 15 50 50 80
2 1200 500 50 80 50 65 М20X1,5 50 М30Х2 125 15 50 50 80
3,2 1600 500 50 80 50 65 М20Х1.5 50 50 125 15 50 50 80
4 1600 500 50 80 50 65 М20Х1.5 50 50 125 15 50 50 80
5 1600 500 50 80 50 65 М20Х1.5 50 50 125 15 50 50 “ 80
6,3 1600 500 80 100 65 65 М20Х1.5 50 50 125 15 80 50 125
10 2000 500 80 125 80 65 М20Х1.5 50 50 125 15__ .ДР "Б5 Т2Д‘
150
вертикальные с приварными эллиптическими
днищами и отъемными эллиптическими крышками
Назначение. Предназначены для хранения жидких продуктов под давлением 3 кг/см2,
перелавливанием.
выгрузки их через нижний спуск или
151
Описание конструкции. Сборники представляют собой цилин
дрические сосуды с приварными эллиптическими днищами и отъ-
емными эллиптическими крышками. Сборники имеют: трубу для
передавливания, указатель уровня жидкости и различные шту
цера. Сборники изготовляются в четырех вариантах.
Назначение штуцеров н нх диаметры, мм
Емкость сборника, л Диаметр сборника, мм Диаметр люка, мм Для ко- лонки Для тру- бы пере- давли- вания Для поплавко- вого ука- зателя уровня Запасной Для указателя уровня Для спуска Для напол- нения
D А Б в г Д ж 3 и
250 600 150 25 70 100 40 20 40 40
400 700 150 25 80 100 50 20 50 50
630 800 150 40 80 100 50 20 50 50
1000 1000 250 40 80 100 50 20 50 50
1600 1200 250 40 80 100 50 20 50 50
Основные размеры сборников, мм
Емкость, л Диаметр, мм Обозначение на чертеже Вес, кг Индекс для заказа
D Dj | d2 1 D3 1 1 li h 1 13 1 >6 1 17 1 1я 1 s 1 S, 1 s2 | L
250 600 720 680 400 1200 800 нз 179 нержавеющей стали 300 285 190 710 4 4 4 2735 195 15-250-(1-5)
400 700 830 785 500 1350 900 204 300 335 220 820 4 4 4 3040 270 15-400-(1-5)
630 800 930 885 600 1750 1250 229 300 385 250 920 4 4 4 3840 320 15-630-(1-5)
1000 1000 1145 1095 700 1900 1250 281 300 485 290 ИЗО 5 6 6 4050 480 15-1000-(1-5)
1600 1200 1350 1300 850 2000 1250 331 300 575 350 1372 6 8 8 4260 768 15-1600-(1-5)
250 800 720 680 400 1200 806 НЗ 179 углеродистой стали 300 285 190 710 4 4 4 2745 185 16-250-(1-5)
400 700 830 785 500 1350 906 204 300 335 220 820 4 4 4 3042 260 16-400-(1-5)
630 800 930 885 600 1750 1258 229 300 385 250 920 4 4 4 3843 320 16-630-('1-5)
1000 1000 1145 1095 700 1900 1258 281 300 485 290 ИЗО 6 6 6 4060 510 16-1000(1-5)
1600 1200 1350 1300 850 2000 1258 331 300 580 350 1372 6 8 8 4270 712 16-1600-(1-5)
Варианты выпускаемых сборников
1 2 4 5
С трубой для С трубой для передав- С нижним С нижним спуском
передавливания ливаиия и указателем спуском и и указателем
и поплавком уровня вентильного типа поплавком уровня вентиль-
ного типа
J52
Мерники с приварными эллиптическими днищами
и отъемными эллиптическими крышками
Назначение. Предназначены для хранения жидких продуктов под давлением 3 кг/см2, и выгрузки их через нижний спуск или
передавливанием.
МЕРНИКИ с нижним СПУСКОМ ПРОДУКТА
20 Зак. 1575
Описание конструкции. Мерники представляют собой цилин-
дрические сосуды с приварными эллиптическими днищами и отъ-
емными эллиптическими крышками. Мерники снабжены различ-
ными штуцерами и измерителями уровня.
153
Основные размеры мерников, мм
Емкость, л Диаметр, мм D Обозначение на чертеже Вес, кг Индекс для заказа
D, 1 d2 1 D3 1 11 1 12 1з 1 14 । kill S S, 1 s2 1 L
из нержавеющей стали
25 400 515 475 250 500 129 300 500 190 800 4 4 4 885 65 МК-1-25-00
63 400 515 475 250 500 129 300 500 190 800 4 4 4 1036 73 МК-1-63-00
100 400 515 475 250 ' 700 129 300 500 190 1100 4 4 4 1380 90 Н И-4а
160 500 620 580 350 750 154 300 600 240 1200 4 4 4 1481 118 . Н 11-5
250 600 720 680 400 800 179 300 710 285 1200 4 4 4 1530 140 Н 11-6
400 700 830 785 500 900 204 300 820 335 1530 4 4 4 1680 200 • Н 11-7
630 800 930 885 600 1250 229 300 920 385 1750 4 4 4 2080 265 Н 11-8
1000 1000 1145 1095 700 1250 281 300 ИЗО 485 1900 5 6 6 2208 385 Н 11-10
1600 1200 1350 1300 850 1250 333 300 1350 580 2000 6 8 8 2312 615 Н 11-12
из углеродистой стали
25 400 515 475 250 500 129 300 500 190 800 4 4 4 830 65 М-1-25-00
63 400 515 475 250 500 129 300 500 190 800 4 4 4 980 66 М-1-63-00
100 400 515 475 250 700 129 300 500 190 1100 4 4 4 1383 83 Н 12-4а
160 500 620 580 350 756 154 300 600 240 1200 4 4 4 1483 ПО Н 12-5
250 600 720 680 400 806 179 300 710 285 1200 4 4 4 1533 130 Н12-6
400 700 830 785 500 906 204 300 820 335 1350 4 4 4 1683 200 Н 12-7
630 800 930 885 600 1256 229 300 920 385 1750 4 4 4 2084 265 Н 12-8
1000 1000 1145 1090 700 1258 281 300 ИЗО 485 1900 6 6 6 2213 430 Н 12-10
1600 1200 1350 1300 850 1258 333 300 1360 580 2000 6 8 8 2316 613 Н12-12
Назначение штуцеров и их диаметры, мм
Емкость мерника, л Для наполнения Для КОЛОНКИ Для указателя уровня Для спуска
А Б в г
25 25 20 20 25
63 25 20 20 25
100 40 25 20 40
160 40 25 20 40
250 40 25 20 40
400 50 25 20 50
630 50 40 20 50
1000 50 40 20 50
1600 50 40 20 50
154
МЕРНИКИ С ТРУБОЙ ПЕРЕДАВЛИВАНИЯ
Б
20*
155
Основные размеры мерников, мм
Емкость, л Диаметр, мм 0 б о з н а че н не на черте? к е Вес, кг Индекс для заказа
D Di 1 d2 1 L I 1, 1 h 1 1з 1 l< 1 S 1 S, s2
25 400 515 475 из 1085 300 нержавеющей стали 129 436 500 4 4 4 71,6 МК-П-25-00
63 400 515 475 1236 300 129 587 500 4 4 4 80,0 МК-П-63-00
25 400 515 475 ИЗ 1050 300 углеродистой стали 129 401 500 4 4 4 71,7 М-П-25-00
63 400 515 475 1200 300 129 561 500 4 4 4 75,5 М-П-63-00
Назначение штуцеров н их диаметры, мм
Емкость мерника, л Для наполнения Для указателя Для трубы передавливания Труба для передавли- вания Для колонки
А Б в г Д
25 25 20 50 32 20
63 25 20 50 32 20
IS6
В РАЗДЕЛЕ ШИРОКО ПРЕДСТАВЛЕНЫ ФЕРМЕНТЕРЫ РАЗЛИЧНОЙ ЕМКОСТИ, РЕ-
АКТОРЫ С РАЗЛИЧНЫМИ ВИДАМИ МЕШАЛОК, КРИСТАЛЛИЗАТОРЫ. КОРПУСА ФЕР-
МЕНТЕРОВ ИЗГОТОВЛЯЮТСЯ из КИСЛОТОСТОЙКОЙ СТАЛИ МАРКИ XI8H10T, А ПАРО-
ВЫЕ РУБАШКИ — ИЗ УГЛЕРОДИСТОЙ СТАЛИ МАРКИ ВМСтЗ И ОБЕСПЕЧИВАЮТ ПРО-
ВЕДЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОД ДАВЛЕНИЕМ НЕ БОЛЕЕ 3 кг/см2 И ПРИ
ТЕМПЕРАТУРЕ НЕ ВБ1ШЕ 150°С. С ЦЕЛЬЮ УМЕНЬШЕНИЯ ТОЛЩИНЫ СТЕНОК КОРПУ-
СА АППАРАТА ПАРОВЫЕ РУБАШКИ ВЫПОЛНЯЮТСЯ ОДНО-, ДВУХ- ИЛИ ТРЕХСЕКЦИ-
ОННЫМИ. ФЕРМЕНТЕРЫ ВЫПУСКАЮТСЯ ЕМКОСТЬЮ ОТ 630 ДО 15000 л.
РЕАКТОРЫ, В ЗАВИСИМОСТИ ОТ СВОЙСТВ СРЕДЫ И ТРЕБОВАНИЙ СТЕРИЛЬНО-
СТИ, ИЗГОТОВЛЯЮТСЯ ИЗ УГЛЕРОДИСТОЙ СТАЛИ МАРКИ ВМСтЗ ИЛИ XI8H10T, С ПА-
РОВОЙ РУБАШКОЙ ИЛИ БЕЗ НЕЕ. РЕАКТОРЫ МОГУТ ИЗГОТОВЛЯТЬСЯ НА БОКОВЫХ
ЛАПАХ ИЛИ СТОЙКАХ, С НИЖНИМ СПУСКОМ ПРОДУКТА ИЛИ С ТРУБОЙ ПЕРЕДАВ-
ЛИВАНИЯ. ЕМКОСТЬ ВЫПУСКАЕМЫХ РЕАКТОРОВ — 100—6300 л.
КРИСТАЛЛИЗАТОРЫ ВЫПУСКАЮТСЯ ЕМКОСТЬЮ 630 И 850 л. КОРПУСА КРИСТАЛ-
ЛИЗАТОРОВ ИЗГОТОВЛЯЮТСЯ из КИСЛОТОСТОЙКОЙ СТАЛИ МАРКИ XI8H10T, А ПАРО-
ВАЯ РУБАШКА — ИЗ СТАЛИ МАРКИ ВМСтЗ.
Ферментер-инокулятор емкостью 630 л
Назначение. Предназначен для получения
ной ферментации.
антибиотиков или проведения других микробиологических процессов методом глубиц-
2570
159
Выпускаемые фермейтеры-ййокуляторы
Вариант Устройство для выгрузки продукта Вид опоры
I Труба передавливания Лапы подвесные
II Нижний спуск Лапы подвесные
III Труба передавливания Стойки опорные
IV Нижний спуск Стойки опорные
Техническая характеристика
Емкость ферментера-инокулятора, л 630
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 3
Мощность электродвигателя, квт 3
Скорость вращения мешалки, об/мин 260
Вес ферментера-инокулятора, кг 750
Индекс для заказа — 904-112.
160
Диаметры штуцеров
Обозна- чение Назначение Кол-во шт. dy, мм
А Люк 1 150
Б Окно смотровое 2 80
В Для трубы передавливания 1 70
Г Для манометра с разделительной мембраной 1 80
Д Для трубы барботера 1 50
Е Для выхода воздуха 1 32
Ж Для посева 1 32
3 Для взятия пробы 1 20
И Для гильзы термометра 1 50
к Для термометра сопротивления 1 М 27x2
л Для нижнего спуска 1 40
м Для очистки смотровых окон 2 10
н Для входа пара или выхода охлаждающей воды 2 40
о Для выхода конденсата или охлаждающей воды 1 40
Ферментер емкостью 1000 л
Назначение. Предназначен для получения
ной ферментации.
антибиотиков или проведения других микробиологических процессов методом глубин-
2900
21 Зак. 1575
161
Выпускаемые ферментеры
Вариант Устройство для выгрузки продукта Вид опоры
I - труба передавливания
II нижний спуск
лапы подвесные
лапы подвесные
Техническая характеристика
Емкость ферментера, л 1000
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 3
Мощность электродвигателя, квт 3
Скорость вращения мешалки, об/мин. 260
Вес ферментера, кг 1050
Индекс для заказа — 904-113.
162-
Диаметры штуцеров
Обоз- наче- ние Назначение Кол-во, шт. dy, мм
А Люк 1 250
Б Для трубы барботера 1 50
В Для загрузки питательной среды 1 32
Г Для загрузки пеногасителя 1 25
д Для колонки 1 40
Ж Для посева 1 32
3 Резервный 1 200
и Для отбора проб 1 20
к Для гильзы термометра 1 50
л Для выхода конденсата 1 25
м Для входа пара 2 25
н Смотровое окно 2 80
о Для очистки смотровых окон 2 10
п Для трубы передавливания > 1 70
р Резервный 1 М 33X2
с Для манометра 1 25
т Для нижнего спуска 1 25
Ферментер емкостью 2000 л
Назначение. Предназначен для получения антибиотиков или проведения других микробиологических процессов методом глубин-
ной ферментации.
3650
~г
L
400
21-
0 1200
6
0 1300
£63
Диаметры штуцеров
Обоз- наче- ние Назначение Кол-во, шт. dy, мм
А Окно смотровое 2 80
Б Для манометра 1 80
В Для гильзы термометра 1 50
Г Для входа пара 2 40
Д Для загрузки посевного материала 1 25
Е Для трубы передавливания 1 100
Ж Для трубы передавливания 1 50
И Резервный 1 50
К Для выхода воздуха 1 32
л Для наполнения 1 50
м Для термометра сопротивления 1 25
н Для пробника 1 20
0 Для выхода конденсата 1 40
п Резервный 1 200
р Для очистки смотровых окон 2 10
с Люк 1 400
Техническая характеристика
Емкость, ферментера, л 2000
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 3
Мощность электродвигателя, квт 3
Скорость вращения мешалки, об/мин 270
Вес ферментера, кг
- 500
Индекс для заказа — 904-114,
164
Ферментер емкостью 3200 л
4050
Назначение. Предназначен для получения антибиотиков или проведения других микробиологических процессов методом глубин-
ной ферментации.
500
165
Выпускаемые ферментеры
Вариант Устройство для выгрузки продукта Вид опоры
I Нижний спуск II Труба для передавливания Лапы подвесные Лапы подвесные
Техническая характеристика
Емкость ферментера, л 3200
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке,кг/см2 3
Мощность электродвигателя, квт, 10
Скорость вращения мешалки, об/мин 170
Вес ферментера, кг 2300
Индекс для заказа — 904-115.
166
Диаметры штуцеров
Обозна- чение Наименование штуцеров Кол-во, шт. dy, мм
А Люк 1 • 400
Б Смотровое окно 2 80
В Для трубы барботера 1 150
д Для загрузки пеногасителя 1 25
Е Для загрузки питательной среды и посев- ного материала 1 40
ХП, Для посева 1 11/4
3 Для трубы передавливания 1 80
к Резервный 1 250
л Для отбора пробы 1 20
н Для манометра 1 25
о Для гильзы термометра 1 50
п Для термометра сопротивления 1 МЗЗХ2
р Для очистки смотровых окон 2 10
с Для входа пара или выхода охлаждающей воды 2 40
т Для вывода конденсата или входа охлаж- дающей воды 1 40
У Для выхода воздуха 1 50
ф Для нижнего спуска 1 50
Ферментер емкостью 5 м3
Назначение. Предназначен для получения антибиотиков или проведения других микробиологических процессов методом глубин
ной ферментации.
4490
Выпускаемые ферментеры
Вариант Устройство для выгрузки продукта Вид опоры
I Труба для передавливания Лапы подвесные
II Нижний спуск Лапы подвесные
Техническая характеристика
Емкость ферментера, м3 5
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 3
Мощность электродвигателя, квт 10
Скорость вращения мешалки, об/мин 170
Вес ферментера, кг 3150
Индекс для заказа — 904-116.
tea
Диаметры штуцеров
Обозна- чение Назначение - Кол-во, шт. dy, мм
А Люк 1 400
Б Для входа охлаждающей воды 1 50
В Для выхода охлаждающей воды 2 50
Г Для загрузки питательной среды 1 50
д Для пеногасителя 1 25
Е Для барботера 1 - 150
Ж Для барботера 1 50
3 Окно смотровое 2 125
и Для взятия пробы 1 20
к Для взятия пробы 1 10
л Для термометра сопротивления 1 М 33X2
м Для выхода воздуха 1 80
н Для трубы передавливания 1 150
о Для трубы передавливания 1 70
п Для манометра 1 80
р Для гильзы ртутного термометра 1 50
с Для нижнего спуска 1 50
т Для посева 1 32
Ферментер емкостью 10 м3
Назначение. Предназначен для получения антибиотиков или проведения других микробиологических процессов методом глубин-
ной ферментации.
6940
22 Зак. 1575
169
Выпускаемые ферментеры
Вариант Устройство для выгрузки продукта Вид опоры
I Нижний спуск II Труба передавливания Стойки опорные Стойки опорные
Техническая характеристика
Емкость ферментера, м3 Рабочее давление в корпусе, кг/см2 Рабочее давление в рубашке, кг/см2 10 3 3
Мощность электродвигателя, квт Скорость вращения мешалки, об/мин. Вес ферментера, кг 17 170 6500
Индекс для заказа — 904-117.
170
Диаметры штуцеров
Обозна- чение Назначение Кол-во, шт. dy, мм
А Люк 1 500
Б Окно смотровое 2 150
В Для загрузки добавок 1 50
Г Для трубы барботера 1 250
Д Для трубы барботера 1 80
Е Для загрузки пеногасителя 1 25
Ж Для крепления бачка пеногасителя 3 60
И Для выхода воздуха 1 100
К Для загрузки питательной среды и посевного
материала 1 50
Л Для датчика рН-метра 1 100
м Для КИП 2 70
и Резервный 1 250
о Для гильзы ртутного термометра 1 50
п Для манометра 1 25
р Для взятия пробы 1 20
с Для взятия пробы 1 10
т Для термометра сопротивления 1 МЗЗХ2
У Для очистки смотровых окон 2 10
ф Для входа охлаждающей воды 1 70
X Для выхода охлаждающей воды 2 50
ц Для нижнего спуска 1 70
ч Резервный для трубы передавливания 1 150
ш Для трубы передавливания 1 70
Ферментер емкостью 15 м3
Назначение. Предназначен для: получения антибиотиков или проведения других микробиологических процессов методом глубин-
поп ферментации.
8540
22*
171
Диаметры штуцеров
Обозна- чение Назначение Кол-во, HIT. dy, мм
А Люк 1 500
Б Окно смотровое 2 140
В Для гильзы термометра 1 50
Г Резервный 1 50
Д Для диафрагменного манометра 1 70
Е Для трубы передавливания 1 150
Ж Для трубы передавливания 1 70
3 Для регулятора давления 1 50
И Для выхода воздуха 1 80
к Для входа пеногасителя 1 80
л Для наполнения 1 70
м Для посева 1 50
н Для датчика пеногасителя 2 70
О Для барботера 1 200
п Для нижнего барботера 1 100
р Для нижнего спуска 1 25
с Для взятия пробы 1 25
т Для взятия пробы 1 80
У Для входа охлаждающей воды и выхода конденсата 2 70
ф Для входа пара и выхода воды 4 70
X Для термометра сопротивления 2 М 33X2
ц Для датчика рН-метра 2 35
ч Для очистки смотровых окон 2 10
Техническая характеристика
Емкость ферментера, м3 15
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 3
Мощность электродвигателя, квт 22
Скорость вращения мешалки, об/мин 170
Вес ферментера, кг 8000
Индекс для заказа — 2924-0000.
172
Реакторы с пропеллерными или турбинными мешалками,
трубами передавливания и съемными крышками
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
173
Диаметры штуцеров, мм
Обоз- наче- ние Назначение Для реактора емкостью, л
100 160 250 400 I 630 1 1000 1600
А Технологический 50 50 50 50 70 100 125
Б Для трубы передавливания 70 70 70 70 80 80 80
50 50 50 50 50 50 50
В Для колонки 40 40 40 40 40 40 40
Г Для входа пара 25 25 25 25 25 40 40
д Смотровое окно 50 50 50 80 100 100 100
Е Люк 80 80 150 150 150 150 250
Ж Для гильзы термометра 50 50 50 50 50 50 50
И Для наполнения 40 40 40 50 50 50 50
К Для выхода конденсата 25 25 25 25 25 25 25
Техническая характеристика
205-2003 205-2004 205-2005
РКР-100-00 РКР-160-00 РКР-250-00 РКР-400-00 (20-1003) (205-1004) (205-1005)
Емкость, л 100 160 250 400 630 1000 1600
Тип редуктора ВО-1 ВО-1 ВО-1 ВО-1 ВО-1 ВО-1 ВО-1
Потребляемая мощность, квт 0,6 0,6 1,7 1,7 3 3 3
Скорость вращения мешалки, об/мин 270 270 270 270 260 260 260
Диаметр мешалки d, мм 200 200 200 200 200 250 300
Диаметр реактора D, мм 500 500 600 800 900 1000 1200
Диаметр паровой рубашки Dt, мм 600 600 700 900 1000 1100 1300
Высота рабочей части реактора Hi, мм 750 750 750 850 1050 1375 1575
Высота реактора Н, мм 2295 2595 2750 2750 2850 3230 3500
Толщина стенки реактора St, мм 4 4 4 5 6 8 10
Толщина стенки паровой рубашки S2, мм 4 4 4 4 6 6 6
Вес реактора, кг 235 270 375 482 750 1125 1560
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из нержавеющий стали, в скобках — из угле-
родистой стали.
174
Реакторы цельносварные с пропеллерными или
турбинными мешалками и трубами передавливания
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
175
Диаметры штуцеров, мм
Обоз- наче- ние Назначение Для реактора емкостью, л
2000 3200 4000 5000 6300
А Технологический 150 150 150 150 150
Б Для трубы передавливания 150 150 150 150 150
70 70 70 70 70
В Для колонки 40 40 40 40 40
Г Для входа пара 50 50 50 50 50
д Смотровое окно 100 100 100 100 100
Е Люк 400 400 400 400 400
Ж Для гильзы термометра 50 50 50 50 50
И Для наполнения 70 70 70 70 70
К Для выхода конденсата 25 25 25 25 25
Техническая характеристика
205-1010 205-1011 205-1012 205-1013 3028-00
(205-2010) (205-2011) (205-2012) (205-2013) (3050-00)
Емкость, л 2000 3200 4000 5000 6300
Тип редуктора ВО-П ВО-П ВО-П ВО-П ВО-П
Потребляемая мощность, квт 5,5 5,5 5,5 5,5 10
Скорость вращения мешалки, об/мин 170 170 170 170 170
Диаметр реактора D, мм 1400 1400 1600 1800 2000
Диаметр паровой рубашки Di, мм 1500 1500 1700 1900 2100
Высота рабочей части реактора Hi, мм 1530 2250 2250 2380 2400
Высота реактора Н, мм 3360 4080 4090 4220 4850
Толщина стенки реактора S,, мм 10 10 12 12 12
Толщина стенки паровой рубашки S2, мм 6 6 6 8 8
Диаметр мешалки d, мм 300 400 400 400 600
Вес реактора, кг 1600 2060 2500 2900 3450
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из углеродистой стали, в скобках — из кисло-
тостойкой стали.
176
Реакторы с пропеллерными или турбинными мешалками,
нижними спусками продукта и съемными крышками
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
23 Зак. 1575
177
Диаметры штуцеров, мм
Обоз- наче- ние Назначение Для реактора емкостью, л
100 160 250 400 630 1000 1600
А Технологический 50 50 50 50 70 100 125
Б Резервный 80 80 80 80 80 80 80
В Для колонки 40 40 40 40 40 40 40
Г Для входа пара 25 25 25 25 25 40 40
д Смотровое окно 50 50 50 80 100 100 100
Е Люк 80 80 150 150 150 150 "250
Ж Для гильзы термометра 50 50 50 50 ' 50 50 50
И Для наполнения 40 40 40 40 50 50 50
К Для выхода конденсата 25 25 25 25 25 25 25
Л Для выхода продукта 50 50 50 50 50 50 50
Техническая характеристика
205-1017 205-1018 205-1019
РКР-1- 100-00 РКР-1- 160-00 РКР-1- -250-00 РКР-1- -400-00 (205-1017) (205-1018) (205-1019)
Емкость реактора, л 100 160 250 400 630 1000 1600
Тип редуктора ВО-1 ВО-1 ВО-1 ВО-1 ВО-1 ВО-1 ВО-1
Потребляемая мощность, квт 0,6 0,6 1,7 1,7 3 3 3
Скорость вращения мешалки, об/мин 270 270 270 270 260 260 260
Диаметр реактора D, мм 500 500 600 800 900 1000 1200
Диаметр паровой рубашки D ь мм 600 600 700 900 1000 1100 1300
Высота рабочей части реактора Ht, мм 750 750 750 850 1050 1375 1575
Высота реактора Н, мм 2295 2595 2750 2750 2840. 3300 ' 3420
Толщина стенки реактора St, мм 4 4 4 5 6 8 10
Толщина стенки паровой рубаш- ки Sg, мм 4 4 4 4 6 6 6
Диаметр мешалки d, мм 200 200 200 200 200 250 300
Вес реактора, кг 230 264 365 472 730 1100 1500
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из кислотостойкой стали, в скобках — из уг-
леродистой стали.
178
Реакторы цельносварные с пропеллерными или
турбинными мешалками и нижними спусками продукта
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
23*
179
Диаметры штуцеров, мм
Обоз- наче- ние Назначение Для реактора емкостью, л
2000 3200 4000 5000 6300
А Технологический 150 150 150 150 150
Б Резервный 100 100 100 100 100
В Для колонки 40 40 40 40 40
Г Для входа пара 50 50 50 50 50
д Смотровое окно 100 100 100 100 100
Е Люк 400 400 400 400 400
Ж Для гильзы термометра 50 50 50 50 50
И Для наполнения 70 70 70 70 70
К Для выхода конденсата 25 25 25 25 25
Л Для выхода продукта 70 70 70 70 70
Техническая характеристика
205-1024 205-1025 205-1026 205-1027 3028-00
(205-2024) (205-2025) (205-2026) (205-2027) (3050-00)
Емкость, л 2000 3200 4000 5000 6300
Тип редуктора ВО-П ВО-П ВО-П ВО-П ВО-П
Потребляемая мощность, квт 5,5 5,5 5,5 5,5 10
Скорость вращения мешалки, об/мин 170 170 170 170 170
Диаметр реактора D, мм 1400 1400 1600 1800 2000
Диаметр паровой рубашки Dt, мм 1500 1500 1700 1900 2100
Высота рабочей части реактора Hi, мм 1530 2250 2250 2380 2400
Высота реактора Н, мм 3320 4040 4050 4170 4780
Толщина стенки реактора Si, мм 10 10 12 12 12
Толщина стенки паровой рубашки S2, мм 6 6 6 8 8
Диаметр мешалки d, мм 300 400 400 400 600
Вес реактора, кг 1530 1850 2665 2800 3450
Примечание. Без скобок указаны индексы тостойкой стали. для заказа реакторов, изготовленных из углеродистой стали, в скобках — из кисло-
180
Реакторы с рамными мешалками, трубами передавливания
и съемными крышками
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
181
Диаметры штуцеров, мм
Обоз- наче- ние Назначение Для реактора емкостью, л
100 250 400 630 1000 1600
А Технологический 50 50 50 70 100 125
Б Для трубы передавливания 50 50 50 80 80 80
25 25 25 50 50 50
В Для колонки 40 40 40 40 40 40
Г Для входа пара 25 25 25 25 40 40
Д Смотровое окно 50 50 80 100 100 100
Е Люк 80 150 150 150 150 250
Ж Для гильзы термометра 50 50 50 50 50 50
И Для наполнения 50 50 50 50 50 50
К Для выхода конденсата 25 25 25 25 25 25
Техническая характеристика
205-1033 205-1034 205-1035
РКР-Ш-1- -100-00 РКР-Ш-1- РКР-Ш-1- -250-00 -400-00 ’ (205-1033) (205-1034) (205-1035)
Емкость реактора, л 100 250 400 630 1000 1600
Тнп редуктора ВД-1 ВД-1 ВД-1 вд-п вд-п МПО2-15ВК '
Потребляемая мощность, квт 0,6 0,6 1,0 1,5 1,5 5,5
Скорость вращения мешал- ки, об/мин 53 53 53 46 46 46
Диаметр реактора D, мм 500 600 800 900 1000 1200
Диаметр паровой рубашки Db мм 600 700 900 1000 1100 1300 ।
Высота рабочей части реак- тора Нь мм 750 750 850 1050 1375 1575 . , I
Высота реактора Н, мм 2105 2550 2565 2590 3160 3400 !
Толщина стенкн реактора Sb мм 4 4 5 6 8 1 10 ‘ '
Толщина стенки паровой ру- башки S2, мм 4 4 4 6 6 6 !
Диаметр мешалкн d, мм 400 500 500 650 800 950 '
Вес реактора, кг 234 374 503 690 1100 1500
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из кислотостойкой стали, в скобках — нз vr
леродистой стали.
182
Реакторы цельносварные с рамными мешалками
и трубами передавливания
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
1вЗ
Диаметры штуцеров, мм
Обозна- чение Назначение Для реактора емкостью,л dy (мм)
2000 | 3200 | 4000 5000
А Технологический 150 150 150 150
Б Для трубы передавливания 150 150 150 150
70 70 70 70
В Для колонки 40 40 40 40
Г Для входа пара 50 50 50 50
д Смотровое окно 100 100 100 100
Е Люк 400 400 400 400
Ж Для гильзы термометра 50 50 50 50
И Для наполнения 70 70 70 70
к Для выхода конденсата 25 25 25 25
Техническая характеристика
205-1040 205-1041 205-1042 205-1043 3038-00
(205-2040) (205-2041) (205-2042), (205-2043) (3060-60)
Емкость, л 2000 3200 4000 5000 6300
Тип редуктора МПО2-15вк МПО2-15вк МПО2-15вк МПО2-15вк ВД-V
Потребляемая мощность, квт 5,5 5,5 5,5 5,5 5,6
Скорость вращения мешалкн, об/мин 46 46 31 31 31
Диаметр реактора D, мм 1400 1400 1600 1800 2000
Диаметр паровой рубашки Db мм 1500 1500 1700 1900 2100
Высота рабочей части реактора Нь мм 1530 2250 2250 2380 2400
Высота реактора Н, мм 3360 4040 4040 4160 4300
Толщина стенки реактора Sb мм 10 10 12 12 14,12
Толщина стенки паровой рубашки S2, мм 6 6 6 8 8
Диаметр мешалки d, мм 1100 1100 1300 1500 1650
Вес реактора, кг 1600 2000 2500 3070 3550/3400
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из углеродистой стали, в скобках — из кисло-
тостойкой стали.
184
реакторы с рамными мешалками, нижними спусками продукта
и съемными крышками
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
24 Зак. 1575
Диаметры штуцеров, мм
Обоз- наче- ние Наименование Для реактора емкостью, л
100 160 250 400 630 1000 1600
А Технологический 50 50 50 50 70 100 125
Б Резервный 50 80 80 80 80 80 80
В Для колонки 40 40> 40 40 40 40 40
Г Для входа пара 25 25 25 25 25 40 40
Д Смотровое окно 50 50 50 80 100 100 100
Е Люк 80 80 150 150 150 150 250
Ж Для гильзы термометра 50 50 50 50 50 50 50
И Для наполнения 50 50 50 50 50 50 50
К Для выхода конденсата. 25 25 25 25 25 25 25
л Для выхода продукта 25 25 25 50 50 50 50
Техническая характеристика
205-2047 205-2048 205-2049
РКР-Ш- -100-00 РКР-1П- -160-00 РКР-Ш- -250-00 РКР-Ш- -400-00 (205-1047) (205-1408) (205-1049)
Емкость, л 100 160 250 400 630 1000 1600
Тип редуктора ВД-1 ВД-1 ВД-1 ВД-1 вд-п ВД-П МПО2-15вк
Потребляемая мощность, квт 0,6 0,6 1,0 1,0 1,5 1,5 5,5
Скорость вращения мешалки, об/мин 53 53 53 53 46 46 46
Диаметр реактора D, мм 500 500 600 800 900 1000 1200
Диаметр паровой рубашки Di,mm 600 600 700 900 1000 1100 1300
Высота рабочей части реактора Hi, мм 750 750 850 850 1050 1375 1575
Высота реактора Н, мм 2040 2340 2490 2500 2560 3100 3300
Толщина стенки реактора Si, мм 4 4 4 5 6 8 10
Толщина стенки паровой рубаш- ки S2, мм 4 4 4 4 6 6 6
Диаметр мешалки d, мм 400 400 500 650 650 800 950
Вес реактора, кг 225 260 337 460 660 1030 1470
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из кислотостойкой стали, в скобках — из уг
леродистой стали.
15$
реакторы цельносварные с рамными мешалками
и нижними спусками продукта
Назначение. Предназначены для проведения процессов, требующих перемешивания продуктов.
24'
187
Диаметры штуцеров, мм
Обоз- наче- ние^ Наименование Для реактора емкостью, л
2000 3200 4000 5000 6300
А Технологический 150 150 150 150 150
Б Резервный 100 100 100 100 100
В Для колонки 40 40 40 40 40
Г Для входа пара 50 50 50 50 50
Д Смотровое окно 100 100 100 100 100
Е Люк 400 400 400 400 400
Ж Для гильзы термометра 50 50 50 50 50
И Для наполнения 70 70 70 70 70
К Для выхода конденсата 25 25 25 25 25
л Для выхода продукта 70 70 70 70 70
Техническая характеристика
205-1054 205-1055 205-1056 205-1057 3038-00
• (205-2054) (205-2055) (205-2056) (205-2057) (3060-00)
Емкость, л 2000 3200 4000 5000 6300
Тип редуктора МПО2-15вк МПО2-15вк МПО2-15вк МПО2-15вк вд-v
Потребляемая мощность, квт 5,5 5,5 5,5 5,5 5,5
Скорость вращения мешалки, об/мин 46 46 31 31 21
Диаметр реактора D, мм 1400 1400 1600 1800 2000
Диаметр паровой рубашки Db мм 1500 1500 1700 1700 2100
Высота рабочей части реактора Нь мм 1530 < 2250 2250 2380 2400
Высота реактора Н, мм 3200 3900 3900 4045 4200
Толщина стенки реактора Sb мм 10 10 12 12 14, 12
Толщина стенки паровой рубашки S2, мм 6 6 6 8 8
Диаметр мешалки d, мм 1100 1100 1300 1500 1650
Вес реактора, кг 1550 1940 2440 3000 3500; 3320
Примечание. Без скобок указаны индексы для заказа реакторов, изготовленных из углеродистой стали, в скобках — из кисло-
тостойкой стали.
188
Кристаллизатор емкостью 630 л
Назначение. Предназначен для выделения из раствора твердой фазы при охлаждении.
1260
189
Описание конструкции. Кристаллизатор представляет собой
сварной цилиндрический вертикальный сосуд с коническим дни-
щем, рубашкой для охлаждения, перемешивающим устройством
рамного типа и набором технологических штуцеров.
Техническая характеристика
Емкость кристаллизатора, л 630
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 3
Потребляемая мощность, квт 1,5
Скорость вращения мешалки, об/мин 32
Вес кристаллизатора, кг 710
Индекс для заказа — 4714-00.
190
Диаметры штуцеров
Обозна- чение Назначение Кол-во, шт. dy, мм
А Для входа продукта 1 70
Б Для колонки 1 40
В Резервный 1 40
Г Для гильзы термометра 1 50
д Для выхода продукта 1 70
Е Для выхода теплоносителя 2 40
Ж Для входа теплоносителя 1 40
Кристаллизатор емкостью 850 л
OLSZ
Назначение. Предназначен для выделения из раствора твердой фазы при охлаждении.
191
Описание конструкции. Кристаллизатор представляет собой
сварной цилиндрический вертикальный сосуд с коническим дни-
щем, рубашкой для охлаждения, перемешивающим устройством
рамного типа и набором технологических штуцеров.
Техническая характеристика
Емкость, л 850
Рабочее давление в корпусе, кг/см2 2
Рабочее давление в рубашке, кг/см2 2
Потребляемая мощность, квт 5,5
Скорость вращения мешалки, об/мин 45,5
Вес кристаллизатора, кг 1150-
Индекс для заказа — 4952-00.
192
Наименование и диаметры штуцеров
Обозна- чение Назначение Кол-во, шт. dy, мм
А Для выхода продукта 1 70
Б Для входа продукта 1 70
В Для воздушника 1 50
Г Для термометра 1 40
д Для манометра 1 25
Е Для входа конденсата -- - 2 25
Ж Для входа пара 2 25
ТЕПЛООБМЕННАЯ
АППАРАТУРА
В РАЗДЕЛЕ ПРЕДСТАВЛЕНЫ ГОРИЗОНТАЛЬНЫЕ И ВЕРТИКАЛЬНЫЕ КОЖУХОТРУБ-
ЧАТЫЕ ТЕПЛООБМЕННИКИ С НЕПОДВИЖНЫМИ РЕШЕТКАМИ, А ТАКЖЕ ТЕПЛООБМЕН-
НИКИ ТИПА «ТРУБАСТ ТРУБЕ». ТЕПЛООБМЕННИКИ, РАССЧИТАННЫЕ НА ДАВЛЕНИЕ 3 И
6 КГ/СМ2 В ТРУБНОМ И МЕЖТРУБНОМДЦЮСТРАНСТВЕ, С ПОВЕРХНОСТЬЮ ТЕПЛООБ-
МЕНА 4; 6 М2 ИЗГОТОВЛЯЮТСЯ С ПЛОСКИМИ, ДНИЩАМИ, А С ПОВЕРХНОСТЬЮ ТЕПЛО-
ОБМЕНА 10; 16; 20; 25; 32; 40; 50 М2 ИЗГОТОВЛЯЮТСЯ С ЭЛЛИПТИЧЕСКИМИ ОТБОРТОВАН-
НЫМИ ДНИЩАМИ. ВЕРТИКАЛЬНЫЕ И ГОРИЗОНТАЛЬНЫЕ ТЕПЛООБМЕННИКИ ОТЛИ-
ЧАЮТСЯ ТИПАМИ ОПОР. ВНУТРЕННИЕ ТРУБЫ ТЕПЛООБМЕННИКОВ «ТРУБА В ТРУБЕ»
ИЗГОТОВЛЯЮТСЯ ИЗ КИСЛОТОСТОЙКОЙ СТАЛИ МАРКИ Х18Н10Т (ГОСТ 9941-62), НАРУЖ-
НЫЕ ТРУБЫ — ИЗ СТАЛИ МАРКИ СТ 10 (ГОСТ 8732-58). НАРУЖНЫЕ ТРУБЫ ТЕПЛООБ-
МЕННИКОВ С ИНДЕКСОМ 2897-00 ИЗГОТОВЛЯЮТСЯ ИЗ СТАЛИ МАРКИ Х18Н10Т.
Таблица- 1 Таблица 2
Типы крышек и их сочетания Цифра индекса Материал Уплотнитель- ная поверх- ность Цифра индекса
Дне камерные сварные с плоским до- Сталь углеродистая плоская 1
нышком 1 шип-паз 2
Сталь кислотостойкая плоская 3
Две эллиптические 2 шип-паз 4
Сталь кислотостойкая в плоская 5
ОДна камерная сварная и одна эллипти- трубном пространстве шип-паз 6
веская О Сталь кислотостойкая в плоская 7
межтрубном простран- шип-паз 8
стве
Примечание. Пример-обозначения заказа: теплообменник кожухотрубчатый вертикальный
TH101 032.il. Первые три цифры в индексе изделия (101) обозначают тип теплообменника TH. Вто-
рые три цифры (032) характеризуют параметры и основные размеры теплообменника. Последние циф-
ры (11) показывают тип крышек, материал, тип уплотнительных поверхностей и соответствуют дан-
ным таблиц 1 и 2.
494
Теплообменники кожухотрубчатые одноходовые
Назначение. Предназначены для проведения теплообменных процессов при давлении 3 кг/см2.
Л
25*
195
Поверхность теплообмен- ника, м2 Диаметр теплообмен- ника, мм Обозначе- ние разме- ра штуцера Размер штуцера, мм
А Б в
dy 80 100 32
4; 6 273 1, к 140 140 140 160 —
1з — — 140
dy 100 150 40
400 li 140 140 —
I2 140 175 —
1з — — 140
dy 250 200 70
4; 6 600 h b 140 150 140 210
1з — — 140
dy 200 250 80
800 I, I2 140 175 140 250
1з -— — 140
Основные размеры теплообменников
Поверх- ность ус- ловная, м2 Диаметр наружный, мм Размеры, мм Количество трубок, шт. Диаметр труб- ки, мм Вес, кг Индекс теплообменника
Fy D Н 1 1 п d
4 273 1620 1000 42 25X2 213 TH 101.026.11-18
6 273 2620 2000 42 25X2 309 TH 101.032.11-18
10 400 1260 1000 121 25X2 390 TH 101.102.21-28
16 400 2260 2000 121 25X2 557 TH 101.108.21-28
20 400 2760 2500 121 25X2 640 TH 101.111.21-28
600 1870 1500 121 38X2,5 568 TH 101.201.21-28
25 400 3260 3000 121 25X2 724 TH 101.114.21-28
32 600 1870 1500 283 25X2 1020 TH 101.129.21-28
600 2870 2500 121 38X2,5 1398 TH 101.207.21-28
40 600 2370 2000 283 25X2 1209 TH 101.132.21-28
600 3370 3000 121 38X2,5 1588 TH 101.210.21-28
50 600 2870 2500 283 25X2 1398 TH 101.135.21-28
800 2470 2000 211 38X2,5 2082 TH 101.228.21-28
196
Теплообменники кожухотрубчатые двухходовые
Назначение. Предназначены для проведения теплообменных процессов.
197
Диаметр внутренний, мм Обозначе- ние разме- ра штуцера Размер штуцера, мм
D А 1 Б 1 в | Г
dv 100 150 40 25
li 140 140 — 70
400 1г 140 175 — —
1з — — 140 —-
dy 150 200 70 32
1, 140 140 — 80
600 I2 150 210 — —
1з — — 140 —
Основные размеры теплообменников
Поверх- ность ус- ловная, м2 Диаметр внутренний, мм Размеры, мм Количест- во тру- бок, шт. Диаметр трубки, мм Вес, кг Индекс теплообменника
Fy D Н | 1 И d
10 400 1260 1000 по 25X2 359 TH 101.402.21-28
16 400 2260 2000 по 25x2 512 TH 101.408.21-28
20 400 2760 2500 по 25X2 589 TH 101.411.21-28
25 400 3260 3000 110 25X2 666 TH 101.414.21-28
32 600 1870 1500 266 25x2 938 TH 101.426.21-28
40 600 2370 2000 266 25X2 1148 TH 101.429.21-28
50 600 2870 2500 266 25X2 1286 TH 101.432.21-28
198
Теплообменники кожухотрубчатые четырехходовые
Назначение Предназначены для проведения теплообменных процессов.
196
Диаметр внут- ренний, мм Обозначение размера шту- цера Размер штуцера, мм
D А 1 Б | в
dy 100 150 40
li 140 140 —
400 140 . 175 —
1з — — 140
dy 250 200 70
1: 140 140 —
600 150 210 —
1з — — 140
dy 200 250 80
1, 140 140 —
800 12 175 250 —
1s — — 140
Основные размеры теплообменников
Поверхность условная, м2 Диаметр внутрен- ний, мм Размеры, мм । н S cl 3 Ч Ь -Г Лоо * ИЮ Диаметр трубки, мм Вес, кг Индекс теплообменника
Fy D Н 1 1 и d
10 400 1470 1000 100 25x2 360 TH 101.602.31-38
16 400 2470 2000 100 25x2 520 TH 101.608.31-38
20 400 2970 2500 100 25x2 600 TH 101.611.31-38
25 400 3970 3500 100 25X2 710 TH 101.614.31-38
32 400 4470 4000 100 25x2 1380 TH 101.617.31-38
40 600 2620 2000 260 25x2 1112 TH 101.626.31-38
50 600 3120 2500 260 25x2 2050 TH 101.629.31-38
Теплообменники горизонтальные одноходовые
Назначение Предназначены для проведения теплообменных процессов.
26 Зак. 1575
201
Основные размеры теплообменников
Поверх- ность ус- । ловная, м2 Диаметр внутреп- 1 НИЙ, мм Размеры, мм S CL °, о о ш \о Диаметр ] трубки, мм „ -1 Вес, кг Индекс тепло- обменника
Fy D Н I 1 п d
1 200 1320 990 17 25 80 НХ-87-0
2 300' 1370 990 35 25 138 НХ-91-0
3 300 1870 1490 35 25 180 НХ-95-0
5 400 1920 1490 59 25 292 НХ-99-0
Примечание. Рабочее давление в
пространстве — 3 ати или вакуум.
трубках и межтрубном
202
Выпускаемые теплообменники
Две жидкости I
Пары в вакууме в трубках и жидкость в межтруб-
ном пространстве II
Пары в вакууме в межтрубном пространстве и жид-
кость в трубках III
Пары в трубках и жидкость в межтрубном . прост-
ранстве IV
Пары в межтрубном пространстве и жидкость
в трубках V
Теплообменники горизонтальные двухходовые
Назначение Предназначены для проведения теплообменных процессов.
26*
203
Основные размеры теплообменников
Поверх- I ность услов- ная. м2 Диаметр внутрен- ний, мм Размеры, мм Количест- во, шт. Диаметр трубки, мм Вес, кг Индекс тепло- обменника
' Fy D Н 1 п d
1 200 1295 990 14 25 81 НХ-89-0
2 300 1325 990 30 25 140 НХ-93-0
3 300 1835 1490 30 25 179 НХ-97-0
5 400 1905 1490 52 25 280 НХ-101-0
Примечание. Рабочее давление в
пространстве — 3 ати или вакуум.
трубках и межтрубном
204
Выпускаемые теплообмеииики
Режим теплообмена Вариант
Две жидкости I
Пары в вакууме в трубках и жидкость
в межтрубном пространстве II
Пары в вакууме в межтрубном пространстве и жид-
кость в трубках III
Теплообменники типа „труба в трубе"
Назначение. Предназначены для теплообмена между двумя теплоносителями с целью нагревания или охлаждения одного
из них.
205
Для входа продукта
Б Для выхода продукта
В Для входа пара
Г Для выхода пара
Основные размеры теплообменников
Поверхность теплообмена, м2 Количество секций, шт. Диаметр труб, мм Основные размеры, мм Вес, кг Ивдекс тепло- обменника
внутрен- ний наружный L Н С
Fy
12 1 57X3 89X4 3020 2375 500 1010 920-1234
20 1 76X3 133x5 4010 2530 700 2470 2897-000
20 1 76X3 133X5 3880 2530 700 2290 2897-000
20 1 76X3 133X4 3900 249 700 2000 2897-000
40 2 76X3 133x4 4010 2530 700 5165 920-1380
60 2 76X3 108x4 5925 4665 520 5650 4436-000
206
В РАЗДЕЛЕ ПРЕДСТАВЛЕНО СПЕЦИАЛЬНОЕ ХИМИЧЕСКОЕ ОБОРУДОВАНИЕ: ДРУК-
ФИЛЬТРЫ: КУБЫ С РЕКТИФИКАЦИОННЫМИ КОЛОННАМИ; ПЕРКОЛЯТОРЫ; РАЗЛИЧ-
НЫЕ ВЫПАРНЫЕ АППАРАТЫ И ШНЕКОВЫЙ ЭКСТРАКТОР. ДРУК-ФИЛЬТРЫ ИЗГОТОВ-
ЛЯЮТСЯ ИЗ КИСЛОТОСТОЙКОЙ СТАЛИ МАРКИ Х18Н10Т (ГОСТ 5632-61). ПО ТРЕБОВА-
НИЮ ЗАКАЗЧИКА. АППАРАТЫ ИЗГОТОВЛЯЮТСЯ С ПАРОВОЙ РУБАШКОЙ ИЛИ БЕЗ НЕЕ.
ПАРОВАЯ РУБАШКА ИЗГОТОВЛЯЕТСЯ ИЗ СТАЛИ ВМСтЗкп (ГОСТ 380-60) И ОБЕСПЕЧИВА-
ЕТ НАГРЕВ ДО ТЕМПЕРАТУРЫ НЕ ВЫШЕ 150°С ПРИ РАБОЧЕМ ДАВЛЕНИИ НЕ БОЛЕЕ
3 КГ/СМ2. КУБЫ С РЕКТИФИКАЦИОННЫМИ КОЛОННАМИ изготовляются ИЗ УГЛЕ-
РОДИСТОЙ СТАЛИ МАРКИ ВМСтЗкп (ГОСТ 380-60).
КОРПУСА ПЕРКОЛЯТОРОВ изготовляются из КИСЛОТОСТОЙКОЙ СТАЛИ МАРКИ
Х18Н10Т (ГОСТ 5632-61), А ПАРОВЫЕ РУБАШКИ — ИЗ СТАЛИ МАРКИ ВМСтЗкп (ГОСТ 380-
60). РАБОЧЕЕ ДАВЛЕНИЕ В КОРПУСЕ И РУБАШКЕ НЕ БОЛЕЕ 3 КГ/СМ2, ТЕМПЕРАТУРА
НЕ ВЫШЕ 150°С. БОКОВЫЕ ЛАПЫ К АППАРАТУ ПРИВАРИВАЮТСЯ НА МЕСТЕ МОНТАЖА.
МАТЕРИАЛ ДЕТАЛЕЙ И УЗЛОВ ВЫПАРНЫХ АППАРАТОВ, А ТАКЖЕ ШНЕКОВЫХ ЭК-
СТРАКТОРОВ И ТРАНСПОРТЕРОВ, СОПРИКАСАЮЩИХСЯ С ДИСТИЛЛЯТОМ И ПРОДУК-
ТОМ,— СТАЛЬ МАРКИ Х18Н10Т.
В РАЗДЕЛЕ ПРЕДСТАВЛЕН ТАКЖЕ КОМПЛЕКТ ЛАБОРАТОРНОГО ОБОРУДОВАНИЯ ДЛЯ
ПОЛУЧЕНИЯ РАЗЛИЧНЫХ ЛЕКАРСТВЕННЫХ СРЕДСТВ В ЛАБОРАТОРНЫХ УСЛОВИЯХ,
КОТОРЫЙ СОСТОИТ ИЗ АППАРАТОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИССЛЕДОВАНИЙ, ПРО-
ВЕРКИ И ОТРАБОТКИ ТЕХНОЛОГИЧЕСКИХ РЕГЛАМЕНТОВ НА ИЗГОТОВЛЕНИЕ СУХИХ,
ЖИДКИХ И МАЗЕОБРАЗНЫХ ВЕЩЕСТВ. В КОМПЛЕКТ ВХОДЯТ ДВЕНАДЦАТЬ АППАРА-
ТОВ И ПРИБОРОВ, КОТОРЫЕ ПРИВОДЯТСЯ В ДЕЙСТВИЕ ОТ ЕДИНОГО УНИВЕРСАЛЬНО-
ГО ПРИВОДА. КРОМЕ ТОГО, ПРЕДСТАВЛЕНЫ ПРИБОРЫ ДЛЯ ОПРЕДЕЛЕНИЯ ВЛАЖНОС-
ТИ ТАБЛЕТОЧНЫХ МАСС, РАСПАДАЕМОСТИ ТАБЛЕТОК И НАЛИЧИЯ МЕТАЛЛИЧЕСКИХ
ВКЛЮЧЕНИЙ В НИХ. ЭТИ ПРИБОРЫ ПОЗВОЛЯЮТ КОНТРОЛИРОВАТЬ КАЧЕСТВО ТАБЛЕ-
ТОЧНОЙ МАССЫ И ВЫПУСКАЕМЫХ ТАБЛЕТОК.
203
Друк-фильтры
Назначение. Предназначены для фильтрования различных продуктов под давлением.
27 Зак. 1575
1 — сосуд;
2 — днище;
3 — фильтр;
4 — решетка;
5 — противовес
209
Описание конструкции. Друк-фильтры представляют собой ци-
линдрические вертикальные сосуды (I) с откидывающимися дни-
щами (2). Продукт фильтруется через специальную ткань, закреп-
ленную на решетке (4). Друк-фильтры могут выпускаться с па-
ровой рубашкой или без нее. Друк-фильтры снабжены противове-
сами (5).
Диаметры штуцеров
Обозна- чение Назначение Количест- во, шт. dy, мм
А Для наполнения 1 50
Б Для колонки 1 50
В Резервный 1 50
Г Для пара 1 20
д Для конденсата 1 20
Е Для пара 1 20
Ж Для конденсата 1 20
3 Для нижнего спуска 1 50
21Й
Техническая характеристика
Диаметр друк-фильтра D, мм 900 1000 1000
Диаметр паровой рубашки D,, мм 950 1100 —
Длина рычага L, мм 1385 1600 1600
Высота рабочей части друк-фильтра Н, мм 1145 1100 1120
Высота друк-фильтра Hi, мм 1315 1260 1290
Толщина стенки друк-фильтра Sb мм 6 6 5
Толщина паровой рубашки S2. мм 6 6 —
Поверхность фильтра, м2 0,6 0,8 0,8
Вес друк-фильтра, кг 650 920 760
Индекс для заказа друк-фильтров с рубашкой — 454-98; 3732-00;
без рубашки — 3843-00.
Куб с ректификационной колонной емкостью 400 л
Назначение. Предназначен для разделения компонентов жидких продуктов.
27-
211
Диаметры штуцеров
Обозна- чение Назначение Количест- во, шт. dy, мм
А Люк 1 150
Б Смотровое окно 2 80
В Для колонки 1 40
Г Резервный 1 70
Д Для наполнения 1 50
Е Для гильзы термометра 1 50
Ж Для нижнего спуска 1 50
3 Для входа пара 2 40
И Для выхода конденсата 1 40
К Резервный 1 300
л Для флегмы 1 32
м Резервный 1 100
н Для бобышки 1 М 27X2
212
Техническая характеристика
Емкость куба, л 400
Рабочее давление в корпусе, кг/см2 3
Рабочее давление в рубашке, кг/см2 6
Диаметр куба D, мм 900
Диаметр паровой рубашки Di, мм 1000
Диаметр колонны D2, мм 300
Высота рабочей части куба Н,, мм 790
Высота куба с колонной Н, мм 4640
Вес куба, кг 900
Индекс для заказа — 3802-00.
Куб с ректификационной колонной емкостью 1500 л
Назначение. Предназначен для разделения компонентов жидких продуктов.
213
Диаметры штуцеров
Обозна- чение Назначение Количест- во, шт. dy, мм
А Люк 1 250
Б Для наполнения 1 50
В Для КИП 1 50
Г Резервный 1 100
Д Для гильзы термометра 1 50
Е Для флегмы 1 32
Ж Для регулятора давления пара 2 40
3 Для колонки 1 40
и Для входа пара 1 25
к Для выхода конденсата 1 15
л Для выгрузки 1 50
м Резервный 1 300
н Для указателя уровня 1 20
О Люк 1 400
п Резервный 1 М 27X2
214
Техническая характеристика
Емкость куба, л Поверхность теплообмена, м2 Диаметр колонны D, мм Высота ректификационной колонны Н, мм Диаметр куба D,, мм Высота куба Нь мм Вес куба, кг 1500 2 300 7200 1400 1485 1000
Индекс для заказа — 920-243.
Перколятор емкостью 250 л
Назначение. Предназначен для проведения процессов экстракции из растительного сырья при производстве настоек.
215
Диаметры штуцеров
Обозна- чение Назначение Количест- во, шт.
А Для выхода паров 1
Б Для наполнения 1
В Для воздушника 1
Г Для пара 1
д Для конденсата 1
Е Для нижнего спуска 1
Ж Для барботера 1
Индекс для заказа — 2904-00.
216'
Техническая характеристика
dy, мм Емкость перколятора, л 250
— Рабочее давление в аппарате, кг/см2 3
80 Рабочее давление в паровой рубашке, кг/см2 3
50 Диаметр перколятора D, мм 500
25 Толщина стенки перколятора Si, мм 5
25 Диаметр паровой рубашки Db мм ^50
25 Толщина стенки паровой рубашки S9, мм 4
50 Высота рабочей части перколятора Hi, мм 1665
25 Высота перколятора Н, мм 2215
Вес перколятора, кг 440
Перколятор емкостью 500 л
Назначение. Предназначен для проведения процессов экстракции из растительного сырья при производстве настоек.
28 Зак. 1575
217
Диаметры штуцеров
Обозна- чение Назначение Количест- во, шт. dy, мм
А Для выхода паров 1 80
Б Для наполнения 1 50
В Для воздушника 1 25
Г Для пара 1 25
д Для конденсата 1 25
Е Для нижнего спуска 1 50
Ж Для барботера 1 25
Индекс для заказа — 2864-00.
218
Техническая характеристика
Емкость перколятора, л 500
Рабочее давление в аппарате, кг/см2 3
Рабочее давление в паровой рубашке, кг/см2 3
Диаметр перколятора D, мм 650
Диаметр паровой рубашки Di, мм 700
Толщина стенки перколятора Si, мм 6
Толщина стенки паровой рубашки S9, мм 4
Высота рабочей части перколятора Нь мм 2000
Высота перколятора Н, мм 2550
Вес перколятора, кг 640
Выпарная установка производительностью 300 л
Назначение. Предназначена для выпаривания водных растворов.
1 — конденсатор;
2 — подогреватель;
3 — вакуумный выпарной
аппарат;
4 — эжектор;
5 — кипятильник;
6 — парораспределитель;
7 — пробоотборник
28*
219
Описание конструкции. Установка смонтирована на платфор- (4), кипятильника (5), парораспределителя (6), пробоотборника
ме и состоит из следующих основных узлов: вакуумного выпарно- (7). Аппараты связаны между собой системой трубопроводов,
го аппарата (3), подогревателя (2), конденсатора (1), эжектора
Техническая характеристика
Производительность, л/час 300
Температура испарения в кипятильнике. °C 35
Температура греющего пара, °C 65
Давление острого пара, подаваемого в эжектор,
кг/см2 5
Поверхность иагрева подогревателя, м2 0,9
Поверхность нагрева кипятильника, м2 5,5
Высота установки, мм 5620
Размеры основания, мм 4240x3740
Вес установки, кг 3900
Индекс для заказа — выпарная установка 300 л.
220
Трехкорпусные выпарные установки для получения
дистиллированной или апирогенной воды
Назначение. Предназначены для получения дистиллированной или апирогенной воды.
1 — выпарная колонна;
2 — теплообменник;
3 — сборник
221
Описание конструкции. Установка состоит из трех одинаковых
по конструкции выпарных колонн, включенных последовательно по
пару, одного теплообменника и сборника (для установки произво-
дительностью 3000 кг/час).
Расчетные параметры выпарных колонн
№ колонны Первичный пар Вторичный пар
давление, ата температура, давление, ата температура °C
I 4 142,9 2,83 130,9
II 2,83 130,9 1,93 118,8
III 1,93 118,8 1,3 106,6
Индекс для заказа — трехкорпусная выпарная установка 500 л;
3000 л.
222
Техническая характеристика
Производительность установки, кг/час 500 3000
Давление насыщенного пара, кг/см2 4 4
Режим работы установки для получения дистиллированной воды
Высота установки, мм 3550 4220
Размеры основания, мм 5170X1870 10200X2800
Вес установки, кг 2480 13000
Расход насыщенного пара на первую колон- ну, кг/час 200—250 1220 — 1500
Температура охлаждающей воды, поступаю- щей в теплообменник, °C 20 20
Температура охлаждающей воды, выходящей из теплообменника, °C 90 90
Расход охлаждающей воды, кг/час 1000 6250
Режим работы установки для получения апирогенной воды
Расход насыщенного пара, кг/час 135 500
Расход охлаждающей воды, кг/час 480 15800
Шнековый транспортер
е Назначение. Предназначен для перемещения растительного сырья, сыпучих и гранулированных веществ с различным объемным
1 — шнек;
2 — редуктор;
3 — электродвигатель; 4 — вариатор
22Э
Описание конструкции. Шнековый транспортер представляет
собой расположенный под углом шнек (1), который через редук-
тор (2) и вариатор (4) приводится во вращение электродвигате-
лем (3).
Диаметры штуцеров
Обозна- чение Назначение dy, мм Количест- во, шт.
А Для загрузки сырья 200 1
Б Для выгрузки сырья 200 1
В Для подачи вещества 40 1
Г Для выхода пара, газов, воздуха 175 1
224
Техническая характеристика
Длина шнека L, мм 6000
Диаметр корпуса D, мм Шаг витка шнека, мм Угол наклона оси шнека, град Высота шнека, мм Размеры основания, мм Вес транспортера, кг 600 415 + 10 2°32' 1350 7200X2000 1750
Индекс для заказа — транспортер шнековый.
Вертикальный шнековый экстрактор
Назначение. Предназначен для извлечения различных веществ из растительного сырья и обеспечивает непрерывность технологи-
ческого процесса.
29 Зак. 1575
225
Описание конструкции. Экстрактор представляет собой двух-
колонный вертикальный шнековый агрегат. Внутри колонн распо-
ложены шнеки, приводимые в действие электродвигателями через
редуктор с вариаторами.
Техническая характеристика
Скорость Перемещения массы, м/мин
Диаметр колонны D, мм
Шаг витка шнека, мм
Высота колонны Hi, мм
Высота экстрактора Н, мм
Размеры основания, мм
Вес экстрактора, кг
Индекс для заказа — экстрактор шнековый.
0,5 — 2
1000
450+10
10 250
13 000
4230X2535
15 500
22э
Комплект лабораторного оборудования
Универсальный привод
Назначение. Предназначен для приведения в действие рабочих органов лабораторного оборудования.
227
29*
Описание конструкции. Универсальный привод состоит из ко-
робки скоростей (4), приводного электродвигателя и корпуса (1),
внутри которого смонтировано электрооборудование. Число оборо-
тов выходного вала (3) привода изменяется при помощи переклю-
чателей скоростей. Вращающий момент от привода к рабочим ор-
ганам лабораторного оборудования передается через шестигран-
ник выходного вала (3) привода. Для крепления лабораторного
оборудования на приводе предусмотрены четыре штыря со спе-
циальными гайками (5). Универсальный привод входит в комп-
лект лабораторного оборудования.
Техническая характеристика
Скорость вращения выходного вала, об/мин
I ступень 480
II ступень 360
III ступень 240
IV ступень 160
V ступень 120
VI ступень 80
Потребляемая мощность, квт 0.4
Высота привода, мм 403
Размеры основания 390X380
Вес привода, кг 16
Индекс для заказа — 391Р-АК-
228
Редуктор к универсальному приводу
Назначение. Предназначен для уменьшения числа оборотов универсального привода к лабораторному оборудованию.
1 , 5, 7, 8 — подшипник;
2 , 4, 9, 10 — колесо зубчатое;
3 — корпус;
6 — вал выходной;
11 — полумуфта;
12 — стакан;
13 — крышка
229
Принцип действия. Редуктор посредством полумуфты (11)
присоединяется к шестиграннику выходного вала универсального
привода. Усилие через систему зубчатых колес (2, 4, 9, 10) пере-
дается на выходной вал (6), к которому присоединяется комплект
лабораторного оборудования.
Описание конструкции. Редуктор состоит из прямозубых шес-
теренчатых колес (2, 4, 9, 10), насаженных на валы, концы валов
закреплены в подшипниках (1, 5, 7, 8), которые заключены в ста-
каны (12). Редуктор смонтирован в корпусе (3) и закрыт крыш-
кой (13).
Редуктор входит в комплект лабораторного оборудования.
Техническая характеристика
Скорость вращения выходного вала, об/мин
I ступень 53
II ступень 40
III ступень 27
IV ступень 18
V ступень 13
VI ступень 9
Передаваемая мощность, квт 0,4
Передаточное число 9
Высота редуктора, мм 145
Размеры основания, мм 90x130
Вес редуктора, кг 2,6
Индекс для заказа — 395Р-13.
230
Дробилка
Назначение. Предназначена для размола твердых слабоагрессивных лекарственных веществ и химических реактивов.
10
1 — обечайка;
2 — подшипник;
3 — обойма;
4 — корпус;
5 — фланец;
6 — полумуфта;
7 — вал;
8 — валок;
9 , 11 — гребенка;
10 — крышка
231
Принцип действия. Продукт засыпают в корпус дробилки.
Дробление происходит в зонах дробящих гребенок (9, 11) при
вращении гребенчатых валков (8). Для дробления используется
продукт с частицами не крупнее 15 мм. Помол выходит через обе-
чайку (1) в приготовленную тару. Размеры частиц помола не пре-
вышают 1 мм.
Описание конструкции. Дробилка представляет собой ворон-
кообразный Корпус (1) с крышкой (10) прямоугольного сечения,
в горловине которого находятся вращающиеся гребенчатые вал*
ки (8). Валки (8) выполнены вместе с валом (7), концы которого
закреплены в подшипниках (2), размещенных в обоймах (3).
Обоймы закрываются фланцами (5).
В корпусе расположены две неподвижные гребенки (9, 11).
Зазор между гребенками и рабочими валками (8) меняется.
Дробилка входит в комплект лабораторного оборудования.
Техническая характеристика
Объем загрузочного бункера, л 1,5
Скорость вращения валка, об/мин 360
Потребляемая мощность, квт 0,4
Высота дробилки, мм 235
Размеры основания, мм 250x194
Вес дробилки, кг 8,2
Индекс для заказа — 395Р-Т-1.
212
Мельница шаровая
Назначение. Предназначена для размола и перемешивания твердых слабоагрессивных лекарственных веществ и химических
реактивов.
1 — шар;
2 — вал;
3 — полумуфта;
4, 8 — шкив;
5 — сосуд;
6 — крышка;
7 — подшипник;
9 — стойка
30 Зак. 1575
233
Принцип действия. Фарфоровый сосуд (5) заполняют разма-
лываемым материалом и фарфоровыми шарами (П, закрывают
крышкой (6) и устанавливают на два горизонтальных вала (2),
вращающихся от универсального привода через полумуфту (3) и
клиноременную передачу, соединяющую шкивы (4, 8). Размол
происходит под действием пересыпающихся шаров при вращении
цилиндра.
Описание конструкции. На стойке (9) на подшипниках (7)
смонтированы два горизонтальных вала (2). На одном из валов
(2) закреплен шкив (8), который приводится в действие через кли-
ноременную передачу от шкива (4). Шаровая мельница состоит
из цилиндрического фарфорового сосуда (5), заполненного фар.
форовыми шарами (1) диаметром 30 и 40 мм.
Шаровая мельница входит в комплект лабораторного обору,
дования.
Техническая характеристика
ЁМКОСТЬ, л 9
Насыпная емкость, л 3
Скорость вращения привода, об/мин 5—360
Общее передаточное число 12
Потребляемая мощность, квт 0,4
Высота мельницы, мм 480
Размеры основания, мм 525X280
Вес мельницы, кг 35
Индекс для заказа — 395Р-Т-2.
$34
Мазетерка трехвалковая
Назначение. Предназначена для растирания мазей и пастообразных веществ,
А-А
1 — корпус подшипников;
2 — полумуфта;
3 — станина;
4 — поджим;
5 — скребок;
6 , 7 — валок;
8 — бункер;
9 — регулятор зазора
30*
235
Принцип действия. Мази и пасты растираются в зоне контак-
та вращающихся валков (6, 7) и снимаются с валка (6) скреб-
ком (5).
Описание конструкции. Мазетерка представляет собой систе-
му из трех соприкасающихся валков (6, 7), оси которых лежат
в одной плоскости. Валки расположены на станине (3) и приво-
дятся в действие через вал-шестерню, систему шестерен и полу-
муфту (2) от универсального привода с регулируемым числом
оборотов. Крайние валки (6) прижимаются к среднему шестью
пружинами, оси валков (6) закреплены в подшипниках, смонти-
рованных в корпусе (1). При помощи регулятора (9) зазор между
валками изменяется. Для снятия мазей и паст с валка (6) на
станине закреплен скребок (5), снабженный поджимом (4).
Мазетерка трехвалковая входит в комплект лабораторного
оборудования.
Техническая характеристика
Производительность, кг/час
Скорость вращения среднего валка, об/мин
Потребляемая мощность, квт
Высота мазетерки, мм
Размеры основания, мм
Вес мазетерки, кг
1,5—2
50—300
0,4
180
208X202
7.1
Индекс для заказа — 395Р-Т-3.
236
Вибросито
Назначение. Предназначено для просеивания раздробленных и размолотых твердых слабоагрессивных лекарственных веществ
и химических реактивов.
1 — полумуфта;
2 — тарелка;
3 — ремень;
4 — крышка;
5 — обечайка;
6 — защелка;
7 — сито;
8 — редуктор фрикционный
237
Принцип действия. Вещество загружают в обечайку (5), за-
крывают крышку (4) и защелку (6). Обечайка (5) крепится к та-
релке (2) вибростола стяжным ремнем (3). Вибростол вращается
в горизонтальной плоскости и под влиянием силы инерции при
работе меняет наклон, в результате чего вещество просеивается
через сито (7) и попадает в нижнюю коническую часть обечай-
ки (5).
Описание конструкции. Вибросито состоит из следующих уз-
лов: вибростола, фрикционного редуктора (8) и набора сит (7).
Вибростол представляет собой тарелку (2), закрепленную на ва-
лу, который приводится в действие через фрикционный' редуктор
(8). Фрикционный редуктор (8) приводится в действие от универ-
сального привода с регулируемым числом оборотов.
Вибросито входит в комплект лабораторного оборудования.
Техническая характеристика
Емкость вибросита, л
Размеры ячеек сита, мм
Скорость вращения привода, об/мин
Амплитуда колебаний, мм
Потребляемая мощность, квт
Высота вибросита, мм
Размеры основания, мм
Вес вибросита, кг
6
0,16; 0,28; 0,5; 0,7; 1,0
80—480
8
0,4
520
330X315
8,3
Индекс для заказа — 395Р-Т-4.
238
Смеситель
Назначение. Предназначен для смешивания различных компонентов жидких и сиропообразных слабоагрессивных лекарственных
веществ.
1 — кронштейн;
2 — мешалка;
3 — крышка;
4 — редуктор;
5 — ролик;
6 — емкость;
7 — конический редуктор;
8 — полумуфта
239
Принцип действия. Компоненты загружают в емкость (6), за-
крывают крышкой (3) и замком крепят расположенный на крыш-
ке цилиндрический редуктор (4) к кронштейну (1). Перемешива-
ние происходит за счет вращения во взаимно противоположные
стороны емкости (6) и мешалки (2).
Описание конструкции. На выходной вал конического редукто-
ра (7) насажена цилиндрическая емкость (6), внутри которой по-
мещена специальная мешалка (2). Мешалка (2) вращается от
основного универсального привода через конический редуктор (7),
емкость (6), фрикционный ролик (5) и цилиндрический редуктор
(4). Цилиндрический редуктор (4) состоит из системы шестерен
и валов, смонтирован на крышке (3) емкости (6) и крепится к
кронштейну (1) посредством замка.
Смеситель входит в комплект лабораторного оборудования.
Техническая характеристика
Емкость смесителя, л
Рабочая емкость смесителя, л
Скорость вращения привода, об/мин
Потребляемая мощность, квт
Высота смесителя, мм
Размеры основания, мм
Вес смесителя, кг
6
3
50—360
0,4
445
265X240
7,5
Индекс для заказа — 395Р-Т-5.
Гомогенизатор
Назначение. Предназначен для гомогенизации слабоагрессивных жидких и сиропообразных лекарственных средств.
1 — корпус;
2 — полумуфта;
3 — палец;
4 — шатун;
5 — крышка;
6 — плунжер;
7 — резервуар;
8 — штуцер;
9 — цилиндр
91 Зак. 1576
241
Принцип действия. Лекарственные средства заливают в ре-
зервуар (7), закрывают крышкой (5) и плунжером (6) периоди-
чески продавливают определенную дозу через узкую кольцевую
щель между клапаном и седлом.
Описание конструкции. Гомогенизатор состоит из резервуара
(7), плунжерной пары и кривошипно-шатунного механизма. Все
узды смонтированы в корпусе (1). Кривошипно-шатунный меха-
низм состоит из пальца (3), насаженного на вал, который приво-
дится в действие от шестигранника выходного вала универсально-
го привода, и шатуна (4). На шатуне (4) закреплен плунжер (6),
который совершает возвратно-поступательное движение в цилинд-
ре (9) и продавливает порцию вещества через кольцевую щель
между клапаном и седлом. Клапан прижимается к седлу пружи-
ной, натяжение которой можно регулировать.
Гомогенизатор входит в комплект лабораторного оборудова-
ния.
Техническая характеристика
Емкость резервуара, л
Скорость вращения входного вала, об/мин
Потребляемая мощность, нвт
Высота гомогенизатора, мм
Размеры основания, мм
3,2
50—360
0,4
355
430X135
Вес гомогенизатора, кг
.5,1
Индекс для заказа — 395Р-Т-6.
242
I
Машина месильная
Назначение. Предназначена для смещения слабоагрессивных компонентов и приготовления тестообразных лекарственных средств.
1 — корпус;
2 — фиксатор;
3 — вал;
4 — подшипник;
5 — смеситель;
6 — крышка;
7 — цилиндрическая пара;
8 — полумуфта;
9 — станина
31
243
Принцип действия. Компоненты загружают в корпус (1) сме-
сителя, который закрывают крышкой (6). Вращающиеся внутри
корпуса (1) два смесителя (5) перемешивают компоненты. Для
выгрузки корпус (1) поворачивают вокруг вала (3), для чего
отпускают фиксатор (2).
Описание конструкции. В корпусе (1) вращаются два смеси-
теля (5), выполненные в виде винтовых стержней. Смесители, на-
саженные на валы (3), которые закреплены в подшипниках (4),
приводятся в действие через цилиндрическую пару (7) шестерен
от универсального привода с регулируемым числом оборотов. Кор-
пус (1) к станине (9) крепится фиксатором (2).
Машина месильная входит в комплект лабораторного оборудо-
вания.
Техническая характеристика
Емкость машины, л 4,5
Рабочий объем емкости, л 3
Скорость вращения привода, об/мин 18—40
Высота машины, мм 450
Размеры основания, мм 520X240
Вес машины, кг 22,2
Индекс для заказа — 395-Т-7.
244
Мешалка
Назначение. Предназначена для перемешивания' жидких и сиропообразных слабоагрессивных лекарственных веществ.
1 — емкость;
2 — вал;
3 — полумуфта;
4 — конический редуктор;
5 — сильфон;
6 — крышка;
7 — мешалка
2,45
Принцип действия. В емкость (1) заливают лекарственные ве-
щества, включают мешалку (7) и перемешивают до образования
однородной массы.
Описание конструкции. Мешалка состоит из конического ре-
дуктора (4), собранного в корпусе и закрытого с двух сторон
крышками. Редуктор (4) приводится в действие через полумуфту
(6), насаженную на шестигранник выходного вала универсально-
го привода. При вращении вал (2) воспроизводит коническую по-
верхность, которую повторяет насаженная на конец вала специаль-
ная мешалка (7), опущенная в цилиндрическую емкость (1).
Мешалка входит в комплект лабораторного оборудования,
Техническая характеристика
Емкость резервуара, л 6
Рабочая емкость резервуара, л 3,6
Скорость вращения привода, об/мин 120
Передаточное число редуктора 2
Высота мешалки, мм 330
Размеры основания, мм 210X230
Вес мешалки, кг 4
Индекс для заказа — 395Р-Т-8.
246
Аппарат для розлива суппозиториев и губных карандашей
Назначение. Предназначен для расплавления
вязких лекарственных веществ, перемешивания их и розлива в отливочные формы.
1 — подвижной стол;
2 — штуцер;
3 — смеситель;
4 — дозатор;
5 — станина
247
Принцип действия. Вязкие лекарственные вещества заливают
В смеситель (3) и расплавляют. Отмеренную дозу вещества вы-
пускают из аппарата через штуцер (2) в момент подъема вала
мешалки в десятиместную форму, расположенную на столе (1).
Описание конструкции. Аппарат состоит из смесителя (3) с
электрическим обогревом и механическим приводом, вала мешал-
ки и подвижного стола (1) для перемещения десятиместных форм.
Смеситель (3) имеет двойные стенки между которыми размещен
электрический трубчатый нагреватель и залит теплоноситель —-
глицерин. Температура в смесителе поддерживается автоматиче-
ски. Дозатор приводится в действие с пульта управления при по-
мощи поднимающегося вала мешалки. Мешалка аппарата приво-
дится в действие от универсального привода с регулируемым чис-
лом оборотов.
Аппарат входит в комплект лабораторного оборудования.
Техническая характеристика
Рабочий объем, л
4
Скорость вращения мешалки, об/мин. 0—360
Потребляемая мощность, квт 3
Допустимая температура нагрева, °C 130
Время нагрева от 10° до 100°С, мин 25—30
Ход подвижного стола, мм 400
Ширина стола, мм 115
Высота аппарата, мм 465
Размеры основания, мм 750X260
Вес аппарата, кг 10,2
Индекс для заказа — 395Р-Т-9.
248
Аппарат для смешения и дражирования таблеточных масс
Назначение. Предназначен для смешения лекарственных веществ в виде порошков или гранул, а также для их дражирования.
1 — гайка специальная,
2 — полумуфта;
3 — подшипник;
4 , 6 — корпус;
5 — колесо зубчатое;
7 — винт;
8 — кубовый смеситель
32 Зак. 1575
249
Принцип действия. В кубовый смеситель (8) засыпают твер-
дые лекарственные вещества, и приводят куб во вращение. При
необходимости кубовый смеситель (8) можно заменить дражиро-
вочным котлом.
Описание конструкции. Аппарат состоит из редуктора, распо-
ложенного в корпусе (4, 6), выходной вал которого может менять
направление оси на 60° по направлению к оси входного вала полу-
муфты (2). Редуктор приводится в действие универсальным при-
водом с регулируемым числом оборотов через полумуфту (2).
На выходной конец вала может быть насажен либо дражировоч-
ный котел, представляющий собой емкость сферической формы,
либо смеситель (8) в форме куба.
Аппарат входит в комплект лабораторного оборудования.
Техническая характеристика
Емкость кубового смесителя, л
полная 3,3
рабочая 1,6
Емкость дражировочного котла, л
полная 8,2
рабочая 4
Скорость вращения привода, об/мин 40
Высота аппарата, мм 250
Размеры основания, мм 470x225
Вес аппарата, кг 6,5
Индекс для заказа — 395Р-Т-10.
250
Аппарат для влажного гранулирования
Назначение. Предназначен для гранулирования увлажненных порошкообразных слабоагрессивных лекарственных веществ
12
13
14
1,4 — водило;
2, 8 — корпус;
3 — шатун;
5 — полумуфта;
6, 7 — крышка;
9 — кнопка поворотная;
10, 14 — сетка;
11 — штифт;
12 — спица;
13 — диск
251
32:
Принцип действия. Вещество засыпают на гранулирующую
сетку. Ротор получает колебательное движение от кривошипно-
шатунного механизма, в результате чего вещество продавливает-
ся сквозь калиброванные отверстия гранулирующей сетки, обле-
гающей ротор.
Описание конструкции. Аппарат состоит из двух корпусов (2,
8) с крышками (6, 7), соединенных четырьмя стержнями, которые
выполняют роль натяжного устройства для гранулирующей сетки
(14). В переднем корпусе (2) размещен кривошипно-шатунный
механизм, приводимый в действие через полумуфту (5) универ-
сальным приводом с регулируемым числом оборотов. Кривошипно-
шатунный механизм состоит из водил (1, 4), шатуна (3) и систе-
мы валов. В заднем корпусе (8) размещено устройство с вра-
щающимся центром. Ротор представляет собой два диска (13),
соединенных спицами (12). Сетки (10, 14) надеваются на штифты
(11) фланца переднего корпуса.
Аппарат входит в комплект лабораторного оборудования.
Техническая характеристика
Производительность, кг/час
Скорость вращения привода, об/мин
Размеры отверстий сменных сеток, мм
Потребляемая мощность, квт
Высота аппарата, мм
Размеры основания, мм
Вес аппарата, кг
25—30
80—360
1;. 1,5; 2; 3; 4; 5
0,4
250
550X300
16,5
Индекс для заказа — 395Р-Т-Ц.
252
Гранулятор
Назначение. Предназначен для гранулирования слабоагрессивных слабоувлажненных таблеточных смесей.
1 — терка;
2 — заслонка:
3 — винт;
4 — ось;
5 — ручка;
6 — емкость;
7 — полумуфта;
8 — вал;
9 — кнопка;
10 — щиток
253
Принцип действия. Таблеточную массу загружают в корпус
(6) и при помощи нажимной заслонки (2) продавливают через
отверстия вращающейся терки (1).
Описание конструкции. Гранулятор состоит из емкости (6),
имеющей форму четверти полого тороида. Внутри емкости (6)
проходит вал (8), который приводится во вращение при зацеп-
лении полумуфты (7) за шестигранник выходного вала универ-
сального привода с регулируемым числом оборотов. На другом
конце вала (8) винтом (3) закреплена терка (1), представляющая
собой диск с перфорированными полусферообразными ножами-
скребками. Терка (1) закрывается откидным щитком (10). Для
продавливания гранулируемой массы в емкости имеется нажим-
ная заслонка (2), которая приводится в действие поворотом ручки
(5).
Гранулятор входит в комплект лабораторного оборудования.
Техническая характеристика
Производительность, кг/час
Размеры ячеек терки, мм
Скорость вращения привода, об/мии.
Высота гранулятора, мм
Размеры основания, мм
Вес гранулятора, кг
25
2; 3; 4
360
250
200X275
4
Индекс для заказа — 395Р-Т-12.
254
Влагомер теплофизический для определения
влажности таблеточных масс
Назначение. Предназначен для экспрессного определения влажности таблеточных масс.
1 — блок измерительный;
2 — пресс винтовой;
3 — пресс-форма;
4 — датчик
255
Принцип действия. В основу работы прибора положена одно-
значная функциональная связь между скоростью нагрева тела с
малой теплоемкостью, находящегося в контакте с испытуемым
образцом и нагреваемого источником постоянной тепловой мощ-
ности, с одной стороны, и влажностью материала, с другой. С мо-
мента включения источника питания в измерительной термоэлект-
рической цепи датчика (4) начинает действовать изменяющаяся
во времени ЭДС, которую в любой момент можно представить как
алгебраическую сумму трех ЭДС: определяющей, характеристиче-
ской, компенсационной.
Изменение во времени определяющей ЭДС обусловлено изме-
нением температуры спаев первой ветви термоэлектрической цепи,
I — определяющая ЭДС; II — характеристическая ЭДС; III —
компенсационная ЭДС; IV — алгебраическая сумма трех состав-
ляющих ЭДС, находящихся в контакте с базовым элементом. Вре-
менный ход его не зависит от влажности материала, находящегося
в контакте с пластиной. Временный ход характеристической ЭДС
соответствует изменению температуры спаев первой ветви термо-
электрической цепи, находящихся в контакте с пластиной. Темп
ее возрастания в значительной степени зависит от влажности ис-
пытуемого материала. Временный ход компенсационной ЭДС оп-
ределяется возрастанием температуры спаев второй ветви термо-
электрической цепи, имеющих контакт с нагреваемым краем плас-
тины. Он также зависит от влажности пробы материала. В пресс-
форме (3) помещаются испытуемый материал и датчик (4), в ней
создается стандартное уплотнение материала. Сигнал с датчика
(4) снимается измерительным блоком (1).
Описание конструкции. Влагомер состоит из следующих ос-
новных узлов: датчика (4), пресс-формы (3), пресса (2), измери-
тельного блока (1). Датчик представляет собой прямоугольную
медную пластину размером 40X70 мм, толщиной 0,5 мм. На один
край пластины намотана греющая обмотка датчика (4). К проти-
воположному краю пластины приклеены однозначные (отрица-
тельные) спац первой ветви дифференциальной термоэлектриче-
ской медно-константановой цепи. Другой ряд однозначных (по-
ложительных) электроизолированных спаев термоэлектрической
цепи имеет тепловой контакт с базовым элементом цепи, включен-
ным параллельно греющей обмотке. Последовательно с первой
ветвью термоэлектрической цепи включена вторая ветвь, отрица-
тельные спаи которой имеют тепловой контакт через постоянное
термосопротивление с нагреваемым краем пластины. Датчик (4)
укреплен на гетинаксовом каркасе и помещен в дюралюминиевый
корпус. Датчик имеет гибкий кабель, которым присоединяется к
измерительному блоку. Пресс-форма . (3) предназначена для по-
мещения испытуемого материала и датчика и для создания кон-
такта между чувствительным элементом датчика и испытуемым
материалом при одинаковом давлении. Пресс-форма (3) состоит
из цижней обоймы, верхней обоймы, двух пуансонов. Датчик (4)
помещается в прорезь, образованную верхней и нижней обойма-
ми. В пресс-форме установлены два замка, запирающие обоймы.
Пресс (2) предназначен для стандартного уплотнения материала
в пресс-форме непосредственно перед измерением влажности. Из-
мерительный блок (1) выполнен в настольном варианте. На пе-
редней панели блока расположен пульт управления. Принципи-
альная схема измерительного прибора влагомера состоит из бло-
ков усилителя, стабилизатора и питания.
Техническая характеристика
Диапазон измерения влажности, % абс 0—15
Чувствительность по влажности, % абс 0,3
Время измерения не более, мии 3
Вес пробы материала, г 80
Усилие сжатия пресса, кг 100
Потребляемая мощность, вт 100
Высота влагомера, мм 263
Размеры основания, мм 660X420
Вес влагомера, кг 22
Индекс для заказа — 2012-АК.
256
Прибор для автоматического обнаружения
металлических включений в таблетках
Назначение. Предназначен для непрерывного автоматического обнаружения металлических включений в таблетках и устанавли-
вается на таблеточных машинах.
1 — датчик с усилителем;
2 —' блбк питания
33 Зак. 1676
Принцип действия. Работа прибора основана на фиксации
мгновенного искажения электромагнитного поля. При обнаруже-
нии в таблетке металлических включений подается световой сиг-
нал и таблеточная машина останавливается. Металлические вклю-
чения в таблетках могут иметь ферро-, пара- и диамагнитные
свойства.
Описание конструкции. Прибор состоит из двух блоков: дат-
чика с усилителем и блока питания. Датчик с усилителем пред-
ставляет собой стабильный генератор. Схема температурной ста-
билизации обеспечивает высокую стабильность режима генератора
при повышении температуры окружающей среды. Блок питания
выдает стабилизированное напряжение раздельно на высококаче-
ственный генератор и усилитель.
Техническая характеристика
Средняя скорость непрерывного потока таблеток
таблеток/час 100000
Величина металлических включений не менее, мм 0,5
Быстродействие, м/сек 1,25
Потребляемая мощность, вт 3
Диаметр контролируемых таблеток, мм 4—14
Высота контролируемых таблеток, мм 1,5—6
Высота, мм
датчика с усилителем 120
блока питания 150
Размеры основания, мм
датчика с усилителем 110X120
блока питания 270X170
Вес прибора, кг 3,4
Индекс для заказа — 456Р-А,
25&
ivci ел
Автомат для оцеллофанивания пеналов
Назначение. Предназначен для упаковки пеналов с медицинскими препаратами и лейкопластырем в термосклеивающийся цел-
лофан с разрывной ленточкой.
1 — станина;
2 — загрузочный транспортер;
3 — узел размотки разрывной
ленточки;
4 — механизм подачи и резки цел-
лофана; .
5 — узел склеивания;
6 — узел размотки целлофана;
7 — механизм загибки;
8 — механизм термосклеивания;
9 — приводная группа;
10 — пульт управления
33*
Принцип действия. Пеналы поступают от упаковочной маши-
ны или загружаются вручную на загрузочный транспортер (2),
который подает их на стол автомата. Первый пенал подается в
зону действия продольного толкателя. Лента целлофана сматы-
вается с бобины (6) при помощи валиков размотки механизма по-
дачи и резки целлофана (4). Одновременно к ней в узле (5) при-
клеивается растворителем разрывная ленточка. Во время непре-
рывного разматывания целлофановой ленты на ней вырубается
язычок, а затем отрезается кусок целлофана для обертывания
пенала. Отрезок целлофана подхватывается пеналом, который пе-
редвигается при помощи продольного толкателя, и вводится в
неподвижные направляющие, которые загибают целлофан на пе-
нале сверху и снизу. Затем механизм (7) загибает задние
клапаны, при этом происходит термосклеивание образовавшегося
шва при помощи механизма (8). После этого механизм загибки
боковых клапанов загибает боковые клапаны и частично завер-
нутый пенал проталкивается в неподвижные направляющие. По
мере продвижения пенала, обернутого целлофаном, между направ-
ляющими загибаются остальные боковые клапаны и склеиваются
механизмом термосклеивания (8). Оцеллофаненные пеналы посту-
пают на транспортер, который подает их на позицию укладыва-
ния в тару.
Описание конструкции. Автомат состоит из следующих основ-
ных узлов: разматывания целлофана и разрывной ленточки (3, 6),
механизма подачи и резки целлофана (4), транспортера (2), при-
водной группы (9), электрооборудования. Механизмы автомата
имеют привод от главного вала, который вращается от электро-
двигателя через червячный редуктор. Узел размотки целлофана
и разрывной ленточки (3, 6) состоит из устройств для крепления
бобин целлофана и разрывной ленточки, ванночки для раствори-
теля, узла склеивания (5) и роликов. Механизм подачи и резки
целлофана (4) состоит из механизма вырубки язычка, валиков
размотки и механизма отрезки, соединенных шестернями. Меха-
низм может быть настроен на отрезание целлофана определенной
длины, он приводится в действие от главного вала через цепную
передачу. Ленточный транспортер (2) укреплен шарнирно на ста-
нине автомата так, что высота его загрузочного конца может
регулироваться. Транспортер приводится в действие от главного
вала через цепную передачу. Приводная группа (9) состоит из
следующих узлов: механизма продольной подачи и загибки боко-
вых клапанов, который состоит из кареток с рабочими органами,
движущимися по общим направляющим и приводимыми в дейст-
вие кулачками главного вала, и поперечного толкателя, укреплен-
ного на каретке с роликами. Механизм загибки состоит из меха-
низмов загибки нижнего и верхнего задних клапанов. Механизм
загибки нижнего заднего клапана выполнен в виде рычага с за-
гибателем, приводимым в действие кулачком главного вала. Ме-
ханизм загибки верхнего заднего клапана представляет собой
рычаг, приводимый в действие кулачком главного вала. Направ-
ляющие выполнены в виде фигурных пластин, служащих для за-
гибки боковых клапанов, установлены на верхней плите. Рас-
стояние между пластинами можно регулировать в зависимости от
типоразмера пеналов. Механизм термосклеивания (8) служит для
склеивания боковых клапанов и состоит из двух нагревателей,
укрепленных на рычагах, которые приводятся в действие кулач-
ком главного вала. Главный вал состоит из вала, кулачков, звез-
дочек, шестерен, механизма ручного поворота и приводится в
действие электродвигателем через червячный редуктор и ременную
передачу. Станина (1) выполнена в виде двух сварных рам, на
которых закреплена верхняя плита; на плите смонтированы все
механизмы автомата. Температура нагревателей регулируется ав-
томатически, предусмотрена также блокировка на отсутствие пе-
налов на загрузочном транспортере. Аппаратура управления, сиг-
нализации, приборы контроля и регулирования установлены на
панели управления, коммутационная аппаратура — на панели пита-
ния. Обе панели размещены в пульте управления, установленном
рядом с автоматом.
Характеристика исходных материалов
Материал Номер ГОСТа или ТУ Марка Технические данные
Целлофан лаки- рованный Этилцеллозоль ГОСТ 7730-63 ГОСТ 8313-60 А А или Б Вес 1 м2, кг . . . 46,5—55
Техническая характеристика
Производительность, пеналов/час
Размеры пенала*), мм
длина 1
ширина b
высота h
Диаметр бобины с целлофаном, мм
наружный
внутренний
Ширина бобины с целлофаном, мм
Длина отрезка целлофана, мм
Диаметр катушки с ленточкой, мм
наружный
внутренний
Ширина катушки, мм
ДИирина ленточки, мм
Потребляемая мощность, квт
. Высота автомата, мм
Размеры основания, мм
Вес автомата, кг
3600
63—125±1
40—85±1
12—53±1
250—300
70
73—180
138—245
60—120
14
82
2—3
1815X700
530
* Автомат работает только при следующих соотношениях сторон пе-
налов: 1 > b > h; Ь — h > 10 мм; 116 мм > b + h >65 мм
Установка для покрытия таблеток
защитными оболочками в кипящем слое
Назначение. Предназначена для нанесения на таблетки водных растворов с одновременной сушкой,
в результате чего на таблетках образуется защитная оболочка.
1 — устройство выгрузки готовых таблеток;
2 — аппарат кипящего слоя;
3 — клапан;
4 — пульт управления;
5 — загрузочное устройство;
6 — циклон;
7 — калорифер;
8 — вентилятор;
9 — фильтр;
10 — трубопровод;
11 — решетка;
12 — заслонка;
13 — форсунки;
14 , 15, 20, 21—трехходовые краны;
16 — насос-дозатор;
17 — емкость для раствора;
18 — емкость для масла;
19 — емкость для воды;
22— компрессор;
23 — ресивер.
261
Принцип действия. Таблетки, подлежащие покрытию, загружа-
ют в устройство 5, откуда они попадают на сетку наклонного тру-
бопровода 10. Поток воздуха, поступающий от вентилятора 8, тран-
спортирует таблетки по трубопроводу 10 и высыпает их на перфо-
рированную решетку 11 аппарата кипящего слоя 2. Загрузив в ап-
парат таблетки и переключая заслонку 12 и заслонку наклонного
трубопровода, направляют поток воздуха через паровой калори-
фер 7 в аппарат 2, где он «ожижает» таблетки.
Вначале происходит обеспыливание и галтовка таблеток. Запы-
ленный воздух через клапан 3 поступает в циклон 6, где очищается
от порошка и выбрасывается в атмосферу, а порошок попадает в
сборник. Далее при помощи клапана 3 отключают циклон и воздух,
проходя через аппарат 2, выходит в атмосферу. Насосом-дозато-
ром 16 из емкости 18 через систему трехходовых кранов 14, 15, 20,
21 и форсунку 13 подается масло для омасливания поверхности
таблеток. При переключении кранов 14, 15, 20, 21 в аппарат 2 че-
рез форсунку 13 впрыскивается раствор и в аппарате 2 осущест-
вляется процесс покрытия таблеток, находящихся в кипящем слое,
с одновременной их сушкой.
Готовые таблетки выгружают через устройство 1, а вся система
промывается горячей водой, поступающей из емкости 19, и при не-
обходимости продувается горячим воздухом, подаваемым от ком-
прессора 22 через ресивер 23.
Установка может использоваться в производствах мощностью
не более 25 тонн таблеток в год.
Описание конструкции. Установка состоит из следующих основ-
ных узлов: аппарата кипящего слоя 2, циклона 6, устройства под-
готовки и подачи теплоносителя, загрузочного устройства 5, узла
подачи лакирующего покрытия и узла продувки форсунок сжатым
воздухом.
Аппарат кипящего слоя 2 представляет собой сосуд, в нижней
части которого расположена металлическая перфорированная ре-
шетка 11. В верхней и нижней цилиндрической части аппарата 2
на его оси расположены форсунки 13, а в центральной его части
смонтировано устройство для выгрузки готовых таблеток 1. Навер-
ху конического резервуара аппарата 2 находится клапан 3. В ап-
парате имеется смотровое окно, а под конической обечайкой смон-
тирована заслонка 12, регулирующая количество подаваемого в ап-
парат воздуха.
Циклон 6 соединен с аппаратом кипящего слоя 2 трубопрово-
дом. К нижнему фланцу циклона присоединен сборник пыли с
таблеток.
Устройство подготовки и подачи теплоносителя состоит из вы-
сокоиапорного вентилятора 8, на входном патрубке которого имеет-
ся фильтр очистки воздуха 9, парового калорифера 7 и устройства,
с помошью которого задается и поддерживается необходимая тем-
пература теплоносителя.
262
Загрузочное устройство 5 выполнено в виде герметичного сосу-
да, соединенного нижней частью с наклонным трубопроводом 10.
Между фланцами трубопровода вставлена металлическая сетка.
Вверху трубопровод соединен с цилиндрической частью аппарата
кипящего слоя 2.
Узел подачи лакирующего покрытия состоит из насоса-дозато-
ра 16, емкости для раствора с лакирующим покрытием 17, емкости
для дистиллированной воды 19, емкости для масла 18 и системы
трехходовых кранов 14, 15, 20, 21. Все емкости снабжены обратны-
ми клапанами.
Узел продувки форсунки сжатым воздухом состоит из компрес-
сора 22, ресивера 23, дросселя с обратным клапаном, манометров
и кранов.
Все узлы установки (исключая вентилятор 8) размещены в ме-
таллическом шкафу, в передней части которого находится вся элек-
трическая аппаратура и пульт управления 4. Конструкция шкафа
является несущей Для всей установки, исключая вентилятор, кото-
рый закреплен на самостоятельной раме.
В установке предусмотрено поддержание температуры в кипя-
щем слое, контроль температуры воздуха за калорифером и на вы-
ходе из установки, поддержание температуры в емкостях с раст-
вором, дистиллированной водой и маслом, автоматическое поддер-
жание необходимого давления воздуха в ресивере и поддержание
расхода воздуха, подаваемого в аппарат кипящего слоя.
Установку обслуживает один человек.
Техническая характеристика
Загрузка, кг...............................................15
Диаметр таблеток, мм...................................8—12
Время покрытия и сушки, мин............................60—80
Расход воздуха м3/ч......................................1900
Давление пара, кг/см2.......................................3
Емкость для раствора, л....................................60
Емкость для масла, л.......................................10
Емкость для воды, л........................................15
Потребляемая мощность, кВт................................8,2
Габарит аппарата, мм
длина............................................... 2970
ширина...............................................1655
высота.............................................. 3520
Вес, кг..................................................1850
Индекс для заказа — 504Р-АК
Сушилка непрерывного действия системы ИТМО
Назначение. Предназначена для непрерывной сушки и грануляции таблетируемых лекарственных
препаратов.
1 — вентилятор;
2 — воздуховод;
3 — фильтр;
4 — таль электрическая;
5 — циклоны;
6 — вариатор;
7 — бункер;
8 — тележка;
9 — гранулятор;
10 — сушильная камера;
11 — рама;
12 — турникет;
13 — пульт управления;
14 — калорифер.
263
Принцип действия. Непрерывный метод сушки, используемый в
сушилке, основан на сочетании в одном аппарате влажной грану-
ляции и сушки в кипящем слое, что позволяет ликвидировать ста-
дию сухой грануляции. Это не только обеспечивает непрерывность
процесса, но и ускоряет сушку в десятки раз по сравнению с су-
ществующими способами. Качество готовой продукции значительно
улучшается.
Приготовленный влажный материал загружается в приемный
бункер 7 тележкой 8 с открывающимся днищем с помощью электри-
ческой тали 4. В приемном бункере 7 материал шнеком подается
в гранулятор 9, откуда равномерно падает в сушильную камеру 10,
где встречается с сушильным агентом (-воздухом) и отдает ему
часть влаги.
Воздух засасывается вентилятором 1 и по воздуховоду 2 посту-
пает в калорифер 14, где нагревается до необходимой температуры,
и подается снизу в сушильную камеру 10, «ожижая» гранулирован-
ный материал. Основной процесс сушки гранул осуществляется в
кипящем слое.
Влажный воздух выходит из сушильной камеры 10, проходит
через систему циклонов 5 и фильтр 3, где очищается от порошко-
образного материала и выбрасывается в атмосферу. Порошок, со-
бирающийся в сборнике циклонов и фильтра повторно использу-
ется в производстве.
Высушенные гранулы турникетом 12 непрерывно выгружаются
из сушилки.
Сушилка непрерывного действия широко опробовалась для суш-
ки пасты тетрациклина, аскорбиновой кислоты, норсульфазола, сор-
бозы и ряда других лекарственных препаратов. Результаты испы-
таний показали стабильность в работе, незначительный унос высу-
шиваемого вещества. При этом качество сухого гранулята дает
возможность получать таблетки обладающие высокой прочностью
и. быстрой распадаемостью. Как показали испытания, сушилка мо-
жет с успехом применяться для сушки кристаллических и пасто-
образных материалов.
Описание конструкции. Сушилка непрерывного действия со to-
ut из следующих основных узлов: сушильной камеры 10, грануля-
тора 9, подъемника с электроталью 4 и тележкой 8 с открывающим-
ся днищем для подачи влажного материала в загрузочный бун-
кер 7, устройства выгрузки с турникетом 12, группы циклонов 5
и фильтра 3 для очистки отработанного воздуха и узла подготовки
и подачи воздуха для сушки.
Сушильная камера 10, изготовленная из нержавеющей стали,
состоит из длинной цилиндрической части и конической сепараци-
онной. Цилиндрическая вертикальная камера заканчивается пео-
264
форировапнон решеткой, на которой в псевдоожиженном состоянии
поддерживается гранулированный материал.
Гранулятор 9 смонтирован в бункере 7 и приводится во враще-
ние электродвигателем вариатором 6. Гранулятор состоит из ци-
линдрического корпуса, оканчивающегося перфорированной ре-
шеткой.
Через турникет 12 непрерывно выходит высушенный гранули-
рованный материал.
Узел подготовки и подачи воздуха в сушилку состоит из вен-
тилятора 1, калорифера 14, соединенных между собой и сушилкой
системой воздуховодов 2.
Калорифер 14, воздуховоды 2 и сушильная камера 10 изолиро
ваны теплоизоляционным материалом, что исключает тепловыделе
ние в атмосферу и облегчает условия работы у сушилки.
Управление процессом загрузки материала в сушилку, его гра
нуляции и сушки осуществляется с пульта управления 13.
Сушилка обслуживается одним человеком.
Техническая характеристика
Производительность сушилки, кг/ч.....................75—150
Время сушки, мин.....................................10—15
Скорость сушки, % влаж/мин................................2—3
Начальная влажность, %...............................28—30
Конечная влажность, %.....................................0,5
Температура материала в процессе сушки, град...............70
Удельный расход воздуха на кг влаги, хг/кг.................50
Удельный расход тепла, ккал/кг............................800
Потери продукта, %........................................0,2
Потребляемая мощность, кВт..................... ... 25
Габарит аппарата, мм
длина............................................. 5340
ширина............................................ . 3400
высота............................................ . 5290
Вес, кг............................................... . 4500
Индекс для заказа — сушилка ИТМО.
Автомат для упаковки ампул емкостью 5 мл
в полимерную пленку и фольгу
Назначение. Предназначен для упаковки ампул емкостью 5 мл в термопластичную пленку и фоль-
гу (ламинированную бумагу).
1 — бобина;
2 — механизм размотки пленки;
3 — узел формования;
4 — узел загрузки ячеек ампулами,
5 — пульт управления;
6 — механизм контроля заполнения ячеек;
7 — механизм размотки фольги;
8 — узел термосклеивання;
9 — узел вырубки с механизмом передачи
упаковок;
10 — транспортер шаговый;
11 —механизм подмотки.
26 >
Принцип действия. Полимерная пленка циклично сматывается
с бобины 1 механизмом размотки 2 до образования петли, протя-
гивается вдоль автомата на один шаг за цикл грейфером, при этом
пленка проходит последовательно все технологические позиции ав-
томата. Поступая в узел формования 3, пленка разогревается на-
гревательными плитами при смыкании пресса. Разогретый участок
пленки попадает на позицию формования, где происходит предва-
рительная вытяжка ячеек пуансонами. Затем под пленку подается
сжатый воздух, который прижимает ее к стенкам холодной матри-
цы и придает ей окончательную форму. Пуансоны возврашаются
в исходное положение, штамп раскрывается, нагревательные пли-
ты расходятся. Со стороны матрицы в штамп подается сжатый воз-
дух, помогая пленке с отформованными ячейками оторваться от
матрицы. Пленка грейфером перемещается на шаг. Нагретая меж-
ду плитами часть пленки поступает в штамп, а отформованная
Часть пленки с ячейками поступает в узел загрузки ячеек ампула-
ми 4. На позиции загрузки ячейки заполняются ампулами из бун-
керов. На следующей позиции механизм 6 контролирует заполне-
ние ячеек ампулами. При отсутствии в ячейке ампулы, либо ее из-
ломе, механизм дает сигнал на запоминающее устройство, а также
на позиции шагового транспортера, и бракованные упаковки сбра-
сываются.
Фольга или ламинированная бумага через систему роликов и
рычагов сматывается с бобины механизма 7, накладывается на
пленку и в узле 8 происходит термосклеивание при смыкании прес-
са. Одновременно в момент выстоя пресса в сомкнутом состоянии
осуществляется охлаждение сваренного участка.
На позиции вырубки в узле 9 в момент смыкания пресса выру-
баемые упаковки подхватываются вакуум-присосками и переда-
ются на транспортер 10. Шаговый транспортер 10 выносит готовые
упаковки из машины на выводной лоток и бракованные упаковки
на позицию сброса брака. Вырубленная пленка Т10дматывается на
барабан механизмом 11 по мере вытяжки ее из машины.
Описание конструкции. Автомат состоит из следующих основ-
ных узлов: механизма размотки пленки 2, узла формования с пред-
варительным подогревом пленки 3, узла загрузки ячеек ампула-
ми 4, механизма контроля заполнения ячеек ампулами 6, механиз-
ма размотки фольги 7, узла термосклеивания с последующим
охлаждением упаковки 8, узла вырубки с механизмом передачи
упаковок 9, шагового транспортера с механизмом сброса отбрако-
ванных упаковок 10, механизма подмотки 11, привода главного ва-
ла пневмо- и вакуум-системы.
Механизм размотки пленки 2 состоит из двух свободно враща-
ющихся роликов, служащих для изменения направления пленки,
одного приводного и одного натяжного ролика.
Узел формования 3 служит для предварительного нагрева плен-
ки до пластичного состояния, предварительной вытяжки в ней яче-
ек и окончательного их оформления сжатым воздухом и состоит
из пресса, нагревательных плит и штампа, матрица которого уста-
новлена на подвижной траверсе пресса, а крышка с подвижными
пуансонами — на неподвижной траверсе. Пуансоны приводятся в
действие от пневмоцилиндра, смыкание штампа производится от
кулака главного вала, размыкание — с помощью пружин. Непод-
вижная траверса и матрица охлаждаются водой.
Узел загрузки ячеек ампулами 4 состоит из двух бункеров,
каждый из которых загружает один из двух рядов ячеек. В ниж-
ней части каждого бункера расположены в ряд десять поворотных
лотков, оси которых параллельны осям ампул в бункере. В каждый
лоток попадает одна ампула, откуда они при повороте лотка пада-
ют в ячейки пленки.
Механизм контроля заполнения ячеек 6 служит для обнаруже-
ния незаполненных ячеек в пленке либо сломанных ампул в ячей-
ках. Каждая ампула контролируется в трех точках по длине ампу-
лы. Механизм состоит из каретки, па которой смонтированы под-
вижные щупы, каждый щуп несет электрический контакт, который
размыкается, если щуп встречает препятствие.
Механизм размотки фольги 7 служит для подвески бобины с
фольгой и притормаживания ее в процессе разматывания и состоит
из натяжной рамки с роликами, системы рычагов и тормозной ко-
лодки с тормозным шкивом на оси бобинодержателя.
Узел термосклеивания 8 служит для термического запечатыва-
ния ячеек пленки алюминиевой фольгой и последующего охлажде-
ния разогретых поверхностей пленки. Узел состоит из пресса, ана-
логичного прессу узла формования 3, на неподвижной траверсе
которого на обшей плате смонтированы нагревательная и охлади-
тельная плиты. На подвижной траверсе также на общей плате
смонтированы матрица и вторая охладительная плита. Смыкание
пресса происходит от кулака главного вала, размыкание — от
пружин.
Узел вырубки 9 служит для получения готовых упаковок из лен-
ты с последующей передачей их на транспортер. Узел состоит из
пресса, аналогичного вышеописанным, вырубного штампа и меха-
низма передачи, в который входят вакуум-присоски и пневмо-
цилиндр.
Шаговый транспортер 10 предназначен для перемещения упа-
ковок из позиции вырубки на позицию сброса брака и на выводной
лоток; состоит из рамы, несущей штанги с упорами, тяги, пневмо-
цилиндра и замковых устройств.
Механизм 11 служит для подмотки вырубленной пленки на бо-
бину по мере ее выхода из машины. Механизм 11 состоит из боби-
ны, приводимой в действие электродвигателем через муфту, редук-
тор и цепную передачу.
Главный вал, состоящий из двух частей, служит для привода
целого ряда механизмов аппарата. От главного вала приводятся
в действие также вал командоаппарата и запоминающее устрой-
ство. Командоаппарат используется для подачи в цикле электри-
ческих и пневматических команд в систему электроуправления и
пневмоприводов.
Механизм состоит из вала с насаженными на него кулачками,
конечных выключателей и пневмоклапанов с роликами, срабатыва-
ющих от кулачков.
Пульт управления 5 автоматом выполнен в двух самостоятель-
ных корпусах, на одном из которых установлена аппаратура управ-
ления, а на другом — контрольно-регулирующая аппаратура.
Автомат обслуживает один человек.
Характеристика исходных материалов
Материал ГОСТ или ТУ Марка Технические данные
Пленка винипластовая каландриро-
ванная ГОСТ № 16398-70 КПС температура пласти-
фикации, град 120
толщина, мм 0,4
ширина, мм 255
Фольга алюминиевая жесткая с од-
носторонним покрытием термосклеи- толщина, мм 0,03
вающим лаком ширина, мм 250
Ампулы стеклянные
емкость, мл 5
Техническвя характеристика
Производительность, упаковок/ч............................................ 3600
Габарит готовых упаковок, мм......................................115X102X17
Количество ампул в упаковке, шт...............................................5
Расход охлаждающей воды (не выше 10°С), л/ч.................................200
Расход сжатого воздуха при р = 10 кг/см2, л/ч...............................500
Число знаков маркировки упаковок ............................................ 7
Потребляемая мощность (без компрессора и воздухоохладителя), кВт.............10
Потребляемая мощность компрессора, кВт......................................4,5
Потребляемая мощность воздухоохладителя, кВт................................2,1
Габарит автомата, мм
длина................................................................ 4900
ширина.................................................................850
высота................................................................1700
Габарит воздухоохладителя, мм
длина.................................................................1600
ширина.................................................................730
высота.................................................................670
Вес автомата, кг..........................................................2100
Вес водоохладителя, кг......................................................192
Индекс для заказа — 529Р-К.
267
Патронный фильтр с механическим съемом сухого осадка
Назначение. Предназначен для фильтрования растворов от угля в химико-фармацевтической про-
мышленности.
1 — днище;
2 — фильтровальные элементы;
3 — корпус;
4 — трубки;
5 — съемник осадка;
6 — решетка;
7 — крышка;
8 — пневмоцилиндр;
9 — шток;
10 — рубашка;
11 — подъемный механизм;
12 — затяжное кольцо.
Штуцера
А—для спуска исходного раствора CL и, мм 50
Б — для выхода конденсата из рубашки днища 20
В — для входа пара в рубашку днища 20
Г — для выхода конденсата из рубашки корпуса 20
Д — для входа исходного раствора 50
Е — для выхода конденсата из рубашки крышки 20
Ж — для входа пара в рубашку крышки 20
3 — для выхода очищенного раствора 20
И — для входа в рубашку корпуса 20
268
Принцип действия. Фильтруемая суспензия подается под давле-
нием через боковой штуцер А корпуса фильтра 3 и заполняет его
доверху. Находящийся в корпусе 3 воздух выходит через кран
контроля заполнения фильтра в верхней части корпуса. После за-
полнения корпуса фильтра суспензией кран контроля перекрыва-
ется, давление суспензии повышается, начинается процесс фильтро-
вания.
Суспензия под давлением проникает через поры керамических
фильтровальных элементов 2. Фильтрат через нижние отверстия в
трубках 4, находящихся внутри керамических фильтровальных эле-
ментов, поступает в приемник фильтрата под крышкой 7 и через
штуцер Б выводится из фильтра.
Взвешенные частицы суспензии задерживаются на поверхности
фильтровальных элементов 2, создавая дополнительный фильтру-
ющий слой.
По окончании фильтрования определенного количества суспен-
зии, через боковой штуцер Л в корпус подают сжатый воздух для
продолжения процесса фильтрования суспензии, оставшейся в кор-
пусе. После окончания фильтрования проводят просушку осадка
сжатым воздухом. Затем остаток суспензии в днище 1 сливают че-
рез штуцер И, присоединяют к следующей порции суспензии для
фильтрования.
Сброс осадка с фильтровальных элементов 2 после открытия
днища 1 производится следующим образом. В пневмоцилиндр 8
сверху подают сжатый воздух, который давит на поршень пневмо-
цилиндра. Поршень вместе со штоком 9 опускается в крайнее ниж-
нее положение и тем самым опускает вниз съемник осадка 5. Съем-
ник, опускаясь, очищает фильтровальные патроны от осадка. При
подаче сжатого воздуха в пневмоцилиндр снизу поршень со што-
ком 9 поднимается, занимая крайнее верхнее положение, и подни-
мает съемник осадка 5 вверх.
Описанный цикл может осуществляться либо при ручном управ-
лении соответствующими вентилями и кранами, либо при полуав-
томатическом управлении циклом.
Выгрузка осадка из корпуса фильтра может осуществляться
также в виде пульны. В этом случае после прекращения фильтро-
вания и промывки осадка на керамических элементах открывают
кран контроля заполнения, и через штуцер А в корпус подается во-
да. Фильтр полностью заполняют водой, перекрывают кран кон-
троля заполнения и штуцер А, а в аппарат подают сжатый воздух
(давление 2,5 ати) н несколько раз резко открывают и закрывают
штуцер И. Затем оставляют его открытым и прекращают подачу
сжатого воздуха.
Описание конструкции. Патронный фильтр состоит из следую-
щих основных узлов: цилиндрического корпуса 3 с рубашкой 10,
двумя фланцами и решеткой 6 для крепления фильтровальных эле-
ментов 2. Решетка закреплена между фланцами крышки и корпу-
са. Корпус служит камерой для приема фильтруемой суспензии.
Сверху корпус 3 закрывается сферической крышкой 7 с рубаш-
кой и фланцем. На крышке расположены два смотровых окна и
установлен пневмоцилиндр 8, соединенный штоком 9 со съемником
осадка 5, предназначенным для съема сухого осадка с фильтро-
вальных элементов 2.
Нижнее эллиптическое днище 1 снабжено штуцером И с краном
для слива остатков суспензии. Днище открывается и закрывается
с помошью подъемного механизма 11 и затяжного кольца 12.
Фильтровальные элементы 2 представляют собой полые керами-
ческие цилиндры длиной 600 мм с толщиной стенки до 15 мм.
В фильтровальные элементы вставлены трубки 4 из нержавеющей
стали, открытые снизу и верхним концом закрепленные в решетке
6. Через трубки 4 снизу вверх в камеру крышки проходит очищен-
ный раствор.
Пневмоцилиндр 8 представляет собой стальную трубу диамет-
ром 100 мм, внутри которой размещен поршень, связанный со што-
ком 9. Работа пневмоцилиндра осуществляется сжатым воздухом.
Устанавливают патронный фильтр на опорной раме, которая кре-
пится анкерными болтами к фундаменту.
К патронному фильтру подводятся трубопроводы, по которым
подаются: вода для промывки осадка; сжатый воздух для выгруз-
ки осадка в виде пульпы; суспензия; пар для стерилизации филь-
тра. Патронный фильтр обслуживает один человек.
Техническая характеристика
Поверхность фильтрации, м2................................1
Производительность но суспензии вода — уголь, л/ч . . 2000
Емкость корпуса, л......................................135
Температура фильтрования, град.................... . . до 100
Рабочее давление в аппарате и рубашках, кг/см2............3
Размер частиц, задерживаемых фильтром, мкм.............3—5
Давление сжатого воздуха, кг/см2...................не менее 2
Емкость рубашки, л 20
Количество фильтровальных элементов, шт..................12
Размеры фильтровальных элементов, мм
диаметр...............................................50
длина 600
толщина стенок 15
Габарит фильтра, мм
диаметр корпуса .................................... 500
ширина..............................................800
высота 2562
Вес, кг ... 600
Индекс для заказа -• 11с 1-12-К К.
269
Установка для обезвоживания водных растворов
и экстрактов в аппарате кипящего слоя
Назначение. Предназначена для обезвоживания во взвешенном слое инертных частиц водных раст-
воров и экстрактов фитохимических препаратов типа ависана, даукарина, анетина, алтейного корня
с предельной концентрацией 10—15%.
1 — дутьевой вентилятор;
2 — тяговый вентилятор;
3 — тканевый фильтр;
4 — циклоны;
5 — аппарат кипящего слоя;
6 — электрокалорифер;
7 — паровой калорифер;
8 — насос-дозатор;
9 — сборник исходного раствора
10 — сборник горячей воды;
11 — циркуляционный насос.
270
Принцип действия. В аппарат кипящего слоя 5 плотным слоем
загружаются инертные частицы, в сборник исходного раствора 9
заливается подлежащий обезвоживанию раствор (экстракт) и вся
система герметизируется. Воздух подается вентилятором 1 в паро-
вой калорифер 7 и секции электрокалорифера 6, где он нагревает-
ся до температуры 110—145° С (в зависимости от препарата). На-
гретый воздух подается в нижнюю часть аппарата 1, где «ожижа-
ет» слой инертных частиц.
После нагрева частиц инертного слоя до температуры порядка
100° С включают насос-дозатор 8, который из сборника 9 подает
экстракт в механическую форсунку, установленную в аппарате 1
и обеспечивающую тонкий распыл растворов медикаментов. Экст-
ракт, выходя из форсунки, диспергируется и орошает нагретые ча-
стицы инертного слоя. При этом влага испаряется, а обезвоженный
готовый продукт покрывает частицы инертного слоя тонким слоем.
В результате соударения частиц пленка готового продукта истира-
ется и выносится сушильным агентом из кипящего слоя.
Поток воздуха с частицами поступает в группу циклонов 4,
очищается от вещества, которое собирается в сборниках циклона
и поступает на упаковку, далее проходит тонкую очистку в тка-
невом фильтре 3 и выбрасывается в атмосферу. Транспортирова-
ние сушильного агента производится с помощью двух однотипных
вентиляторов, каждый из которых преодолевает примерно полови-
ну сопротивления тракта, поэтому вся система трубопроводов, по
которым проходит высушенное вещество, находится под разреже-
нием, благодаря чему предотвращается поступление пыли в поме-
щение.
Очистка засасываемого дутьевым вентилятором 1 воздуха про-
изводится в пенополиуретановом фильтре.
Описание конструкции. Установка состоит из аппарата кипящего
слоя 5, дутьевого и тягового вентиляторов 1, 2 с электродвигате-
лями, парового калорифера 7, электрокалорифера 6, четырех цик-
лонов 4, тканевого фильтра 3, сборника 9 для хранения раствора,
сборника 10 для хранения горячей воды для промывки аппарата,
питательного насоса-дозатора 8, циркуляционного насоса 11 для
подачи воды на промывку аппарата 1, воздушного фильтра, щита
управления, системы трубопроводов для транспортирования су-
шильного агента, раствора, горячей воды. Дутьевой и тяговый вен-
тиляторы с их электродвигателями и воздушный фильтр устанав-
ливаются снаружи цеха.
Аппарат кипящего слоя состоит из цилиндрической части, в
нижней части которой размещена распределительная решетка. Ци-
линдрическая часть имеет люки для загрузки выгрузки инертных
частиц из аппарата. Все загрузочные люки имеют затворы, с по-
мошью которых обеспечивается их быстрое герметичное перекры-
тие. В цилиндрической части аппарата на различной высоте от воз-
духораспределительной решетки установлены две рамки, на кото-
рых натянуты струны, изготовленные из нержавеющей стали. Стру-
ны одной рамки расположены перпендикулярно к струнам другой.
Струны предназначены для интенсификации истирания пленки вы-
сушенного готового продукта, покрывающей поверхность инертных
частиц. Это дополнительное истирание пленки получается при со-
ударении движущихся в ожиженном слое инертных частиц о натя-
нутые страны. В качестве инертных частиц применяются цилидри-
ки из фторопласта-4.
Распыл экстракта происходит с помошью механической форсун-
ки. Предусмотрен набор комплектов сопел и завихрителей, что по-
зволит менять в большом диапазоне производительность форсунки
при одном и том же давлении распыла. Форсунка обеспечивает
тонкий распыл растворов медицинских препаратов при концентра-
ции их до 30% при давлении около 2 ати. Необходимое для поддер-
жания заданной температуры слоя тонкое регулирование расхода
жидкости осуществляется путем соответствующего изменения про-
изводительности насоса-дозатора 8.
В схеме предусмотрена также возможность подачи исходного
раствора к форсунке с помощью сжатого воздуха, нагнетаемого в
сборник 9.
Транспортирование сушильного агента производится вентилято-
рами, которые прокачивают 3000м3/ч и преодолевают общее сопро-
тивление установки равное 1080 мм вод. ст. Сушильный агент на-
гревается в последовательно установленных паровом 7 и электро-
калориферах 6. Первый выполнен из трех калориферов типа КВБ-2,
и воздух в них нагревается от 20 до 90° С. Электрокалорифер 6 со-
стоит из трубчатых электронагревателей и воздух в нем нагрева-
ется до 130°С.
Для хранения раствора и горячей воды для промывки исполь-
зуются вертикальные сборники 9, 10 со съемными крышками
Раствор из сборника 9 к форсунке подается поршневым насо-
сом-дозатором типа НД 100/10. Теплая вода для промывки аппа-
рата подается из сборника 10 с помощью центробежного консоль-
ного одноступенчатого насоса И.
Тканевый фильтр 3, состоящий из 16 рукавов, изготовлен из син-
тетической ткани нитрон, выдерживающей длительное время тем-
пературу до 130° С. Для очистки рукавов от осевшей на них пыли
готового продукта предусматривается продувка их воздухом в об-
ратном направлении.
Под пылевыпускными патрубками бункеров циклонов 4 и тка-
невого фильтра 3 установлены стандартные стеклянные банки ем-
костью 2 л. Для замены сборников готового продукта, установлен-
ных под пылеулавливающими устройствами, требуется несколько
секунд.
Аппарат кипящего слоя 5, циклоны 4, корпус тканевого филь-
тра 3, сборники 9 и 10, соответствующие элементы питательного
насоса-дозатора 8 и циркуляционного насоса 11, воздухопроводы
и трубопроводы изготовлены из нержавеющей стали.
271
Паровой калорифер 7 и аппарат кипящего слоя 5 изолированы
минераловатными плитами толщиной 60 мм; электрокалорифер и
воздухопровод горячего воздуха — плитами толщиной 80 мм; цикло-
ны, корпус тканевого фильтра 3, воздухопровод отработанного
воздуха — плитами толщиной 40 мм.
Аппаратура управления, сигнализация н приборы контроля раз-
мещаются на лицевой панели пульта управления; коммутацион-
ная— внутри. Схемой предусмотрено ручное дистанционное управ-
ление электроприводами и электрокалорифером 6, вентиляторами 1
и 2, насосами 8 и 11.
Установку обслуживает один человек.
Техническая характеристика
Производительность (при исходной концентрации 10%). кг/ч
по исходному продукту...................................................80—120
по готовому продукту....................'...........................8—12
Максимальная начальная температура сушильного агента, град..................150
Размеры инертных частиц, мм
диаметр ................................................................ 5
длина....................................................................5
Давление пара, ати .......................................................... 3
Тенлопроизводителыюсть калорифера, ккал-ч................................ 57 000
Производительность вентиляторов, м3/ч................................... 3000
Напор вентиляторов, кг/м2.................................................. 580
Поверхность тканевого фильтра, м ........................................... 15
Газовая нагрузка, м2/м2/ч...................................................200
Емкость сборника, л.........................................................630
Производительность насоса для подачн воды, м3/ч ............................ 45
Производительность насоса-дозатора, л/ч.....................................100
Потребляемая мощность, кВт...................................................71
Габарит установки, мм
длина............................................................... 9500
ширина............................................................... 4500
высота .’............................................................ 3600
Вес, кг................................................................... 4500
Индекс для заказа—491 Р-М.
Прибор для определения прочности
таблеток на истирание
Назначение. Предназначен для определения истираемости
(с оболочкой и без нее), гранул.
твердых лекарственных форм:
таблеток
1 —станина;
2 — крышка;
3 — гайка;
4 — барабан;
5 — вал;
6 — ременная передача;
7 — электродвигатель;
8 — червяк;
9 — червячное колесо;
10 — реле времени;
11 — кожух.
273
Принцип действия. На аналитических весах взвешивают 100 г
таблеток. Отвинтив гайку 3, снимают крышку 2. В барабан 4 поме-
щают таблетки, закрывают крышку и завинчивают гайку. Поворо-
том ручки реле времени 10, установленном на корпусе прибора,
включают привод прибора на 5 мин. Начинают вращаться чер-
вяк 8, червячное колесо 9 и барабан 4, закрепленный на валу 5
этого колеса.
После остановки привода, барабан снимают, открывают его
крышку. Вынутые таблетки помещают на сито с диаметром отвер-
стий 7 мм и круговыми движениями отсеивают пыль.
Взвешивают таблетки на аналитических весах и определяют
истираемость таблеток в процентах.
Описание конструкции. Все основные узлы прибора крепятся на
станине 1 и закрываются сверху кожухом 11.
Привод прибора состоит из электродвигателя 7, ременной пере-
дачи 6 и червячного редуктора. Червячный редуктор включает в
себя червяк 8, приводимый в действие через ременную передачу
от электродвигателя, и червячное колесо 9, на валу 5 которого за-
креплен барабан 4.
Барабан, предназначенный для истирания таблеток, снабжен
крышкой 2 и выполнен из органического стекла.
В приборе смонтировано реле времени 10, управление которым
осуществляется с боковой панели кожуха.
Прибор обслуживает одни человек.
Техническая характеристика
Количество загружаемых в барабан таблеток, г . . ......................100
Продолжительность цикла, мни................................................30
Скорость вращения барабана, об/мин..........................................20
Количество лопастей в барабане, шт..........................................12
Потребляемая мощность. Вт...................................................30
Габарит прибора, мм
длина.................................................................275
ширина................................................................200
высота 290
Вес, кг...................................................................10.2
Индекс для заказа — 545-АК-8.
на
:ре-
т в
ачу
за-
кен
>ЫМ
Машина для запайки пробирок с кетгутом
Назначение. Предназначен для механизации процесса запайки пробирок с кетгутом или хирурги-
ческим шелком.
1 —станина нижняя;
2 — механизм загрузки;
3 — подвижная линейка;
4 — механизм продувки;
5 — механизм запайки;
6 — механизм укладки;
7 — станина верхняя;
8 — пульт управления.
27 5
Принцип действия. Пробирки, заполненные кетгутом или хирур-
гическим шелком, закладывают в бункер, откуда они механизмом
2 направляются в шесть полугильз, при повороте которых уклады-
«аются-на подвижные линейки. Подвижные линейки перемещаются
вправо на один рабочий ход и переносят шесть пробирок на пози-
цию продувки пробирок воздухом для удаления паров спирта
перед запайкой. Подъемный стол снимает пробирки с подвижных
линеек, при выстое последних, и подводит их к соплам механизма
продувки 4, к которым непрерывно подается воздух. В конце холо-
стого хода подвижные линейки, воздействуя на конечный выключа-
тель, который отключает пусковую и тормозную электромагнитные
муфты, прекращая вращение распределительного вала. Пуск рас-
пределительного вала возможен только после оттяжки и запайки
последней пробирки на механизме запайки 5.
После продувки пробирки возвращаются подъемным столом на
подвижные линейки и передаются на позицию запайки. Затем стол
снимает пробирки с линеек. В крайнем верхнем положении пробир-
ки прикасаются к прижимным роликам и начинают вращаться.
Одновременно происходит захват концов пробирок клещами, под-
вод горелок к пробиркам. Противовес клещей стремится повернуть
клещи в исходное положение, и по мере размягчения стекла про-
бирок происходит оттяжка и запайка пробирок. В конце поворота
клещей — отводятся горелки.
Возвращаясь в исходное положение, клещи разжимаются и
отбрасывают конец пробирки в поддон отходов и в конце хода
подают сигнал в электрическую систему управления циклом, кото-
рая включает распределительный вал через электромагнитную
муфту, и начинается цикл работы машины. Возврат клешей
в исходное положение и оттяжка происходят независимо друг от
друга.
Стол запайки после запайки последней пробирки опускается
вниз, перекладывает запаянные пробирки на подвижные линейки,
которые переносят их на позицию охлаждения, а следующим цик-
лом— на позицию укладки запаянных пробирок в кассету бункера
выгрузки. На этой позиции пробирки с подвижных линеек снима-
ются столом 'кладки и укладываются в кассету По мере набора
полной кассеты стол укладки пробирок перемещает кассету вверх,
и она, воздействуя па конечный выключатель, зажигает световой
сигнал, возвещающий о том, что кассета полна и необходимо про-
извести смену полной кассеты на пустую.
Описание конструкции. .Машина состоит из двух сварных ста-
нин: верхней 7, в которой смонтирована вся механическая часть,
электрический пульт управления 8 и панель управления горелками;
нижней 1, внутри корпуса которой расположены электрическая
панель пи гания, пневматическая панель и поддон для сбора отхо-
дов запайки.
Основные узлы машины находятся в верхней станине 7. Меха-
низм загрузки 2 состоит из бункера, шести полугильз и подвижных
линеек и предназначен для цикличной подачи шести пробирок на
подвижные линейки. Подвижные линейки передают группы проби-
рок последовательно с позиции на позицию. Механизм продувки
пробирок воздухом 4 служит для удаления паров спирта из них
перед запайкой. Механизм запайки 5 предназначен для запайки про-
бирок с оттяжкой и сигнализации конца запайки. Механизм 6
укладывает запаянные пробирки в кассету.
Пневмооборудование, смонтированное на отдельной панели, ко-
торая установлена внутри корпуса нижней станины служит для
очистки воздуха, подаваемого в сопла для продувки паров спирта.
На пневмопанели установлены: влагоотделитель, редуктор с ма-
нометром и два фильтра. Управление электрооборудованием осу-
ществляется с пульта управления 8, размещенного непосредствен-
но на машине. На панели установлены кнопки управления, сигналь-
ные лампочки, регулятор оборотов и выключатель питания всей
машины.
Режим обработки пробирок — цикличный. Продолжительность
одного цикла (6—8 с) регулируется автоматически.
Машину обслуживает один человек.
Техническая характеристика
Производительность, шт...................... . . . 2500—3600
Размеры обрабатываемых пробирок, мм
диаметр....................................7—8, 9—10, 11 —12
длина..................................................150
Расход сжатого воздуха, м3/ч........................... . 1
Расход горючего газа (пропан-бутан), м3/ч..................0,3
Расход кислорода, м3 /ч......................................3
Потребляемая мощность, кВт................................0,45
Габарит, мм
длина.................................................1585
ширина.................................................880
высота................................................1800
Вес, кг....................................................600
Индекс для заказа — 523 Р-М.
276
Поточная линия для производства
таблетируемых лекарственных препаратов
Назначение. Предназначена для выполнения следующих технологических процессов: взвешивания
исходною материала, приготовления крахмального клейстера, смешения исходной массы с крахмаль-
ным клейстером, влажного гранулирования, сушки, опудривания и транспортировки к роторным табле-
точным машинам.
1 —таблеточная машина;
2 ,8, 11, 14 — дозаторы;
3 , 5, 9, 10 — бункера;
4 — транспортер;
6 — турникет;
7 — смеситель;
12 — клейстеризатор;
13 — емкости горячей воды;
15 — гранулятор;
16 — циклон;
17 — сушильная камера;
18 — калорифер;
19 — вентилятор;
20 — опудриватель.
Принцип действия. Исходный материал из загрузочной емкости
электроталью подается в бункер 9, откуда шнеком направляется
в блок весовых дозаторов 8. Отмеренное количество исходного ма-
териала поступает в смеситель 7.
В камеру приготовления крахмальной суспензии (клейстериза-
тор) 12 из бункера 10 через дозатор 11 непрерывно подается необ-
ходимое количество крахмала, а из емкостей 13 — горячая вода.
В кленстеризаторе 12 получается крахмальная суспензия, которая
насосом-дозатором 14 через напорную камеру поступает в смеси-
тель 7.
Масса из смесителя 7 поступает в гранулятор 15, где продавли-
вается лопастями через перфорированную решетку и срезается
ножами. Сушка гранул осуществляется в сушильной камере 17
в кипящем слое. Высушенные гранулы непрерывно выгружаются
277
из сушильной камеры через турникет 6 и поступают в блок бунке-
ра 16, где происходит выравнивание влажности гранулята. Из бун-
кера 5 гранулят поступает в весовой дозатор 2 и далее в опудри-
ватель 20. В опудриватель подаются также тальк, крахмал и сте-
ариновая кислота. Опудренный гранулят из опудривателя 20 посту-
пает в транспортер 4, которым передается в бункера роторных
таблеточных машин.
Описание конструкции. Поточная линия состоит из следующих
основных аппаратов: бункера 9 и блока дозаторов 8 для приготов-
ления исходного материала аппарата для заварки клейстера, сме-
сителя 5, гранулятора 15, сушильной камеры 17 и узла опудрива-
теля 20.
Бункер 9 оснащен шнеком для подачи исходного материала
в дозатор 8 и мешалкой, предотвращающей образование свода над
шнеком. Дозатор 8 состоит из приемного бункера, вибрационного
питателя, транспортера, уравновешивающего механизма и пульта
управления.
Аппарат для заварки клейстера состоит из заварочной камеры
и камеры приготовления крахмальной суспензии, дозатора крах-
мала 11, емкости горячей воды 13 и насоса-дозатора 14 для подачи
крахмальной суспензии в смеситель. Заварочная камера включена
в рубашку обогрева. Сквозь заварочную камеру и камеру приго-
товления крахмальной суспензии проходит вал. В зоне приготовле-
ния крахмальной суспензии на валу закреплена турбинка мешал-
ки, стенки камеры имеют ребра, препятствующие образованию
воронки. Камера имеет устройство для поддержания постоянного
уровня суспензии, которым автоматически регулируется соотноше-
ние выдаваемого и остающегося в камере клейстера.
Дозатор крахмальной суспензии 14 состоит из корпуса, бункера,
скребка, манжета и привода. Съем материала осуществляется
скребком, а настройка дозатора на требуемую производительность
производится изменением положения манжета и скребка.
Смеситель 7 состоит из корпуса, параллельно расположенных
шнеков и опор. Шнеки вращаются с одинаковыми скоростями
в одном направлении. Кривая, образующая профиль витков, выбра-
на такой, что они взаимно очищаются от налипающих перемеши-
ваемых материалов. Смеситель имеет три зоны: загрузки, смеше-
ния и выгрузки.
В корпусе гранулятора 15 смонтированы на валу ступицы
с лопастями, ножи и перфорированная решетка. Направление вра-
щения ножей противоположно направлению вращения лопастей,
что позволяет получать гранулы лучшего качества.
Сушильная камера 17 представляет собой сушилку непрерыв-
ного действия типа ИТМО.
Турникет 6 служит для непрерывной выгрузки гранулята из
сушильной камеры в герметичных условиях. В корпусе турникета 6
смонтирован ротор с ячейками. Для создания герметичности нрн
278
выгрузке с торцов ротора и в стенках ячеек установлены уплотне-
ния. Стабилизация сопротивления слоя- гранул при изменении ко-
личества подаваемой в сушильную камеру смеси в пределах точ-
ности дозирования достигается автоматическим регулированием
числа оборотов турникета.
Опудриватель 20 представляет собой трубу, к внутренней по-
верхности которой прикреплен шнек с перегородками. Для исклю-
чения пыления при опудривании в корпусе опудривателя с торцов
установлены уплотнения. Регулирование числа оборотов шнека при
опудривании осуществляется с помощью вариатора.
Транспортер 4 состоит из ведущей и натяжной звездочек, при-
водной цепи со скребками, расположенными в сборном корпусе,
оснащенном откидными крышками.
Нагрев воздуха для подачи в сушильную камеру производится
в калориферах 18.
Схемой управления предусматриваются два режима работы:
пусковой, когда все механизмы управляются независимо друг от
друга, и рабочий, когда осуществляется управление всей линией и
отключение какого-либо аппарата приводит к отключению техно-
логически связанной с ним части линии или всей линии.
Линия предназначена для обслуживания трех роторных табле-
точных машин типа РТМ-41.
Линию обслуживают три человека.
Техническая характеристика
Производительность, кг/ч................................100
Влажность материала, %
начальная.............................................28
конечная..........................................до 0,5
Температура сушки, град................................140
Размеры гранул, мм
диаметр............................................2—2,5
длина..............................................2—4
Время непрерывной работы, ч..............................18
Точность дозирования, "/«................................±3
Время распадаемости таблеток. Mini.....................5-15
Планируемые потери, %...................................0.5
Потребляемая мощность, кВт...............................55
Расход пара, кг/ч........................................75
Габарит липни (с тремя машинами типа РТМ-41). мм
длина.............................................. 9700
ширина................................... . . .. 5500
высота............................................10 000
Индекс для заказа - ЛП I.
Машина для печати серии
и срока годности на этикетках
Назначение. Предназначена для печати серии « срока годности на этикетках к таре для лекатствен-
ных средств.
I — плита;
2 красочный механизм;
3 печатный барабан;
4 — загрузочный бункер;
5 — вакуум-барабан;
6 — привод;
7 — приемный бункер;
8 — механизм перемещения дна;
9 — станина.
279
Принцип действия. Этикетки загружаются стопкой в загрузочный
бункер 4. При вращении вакуум-барабана 5 вакуумные присоски
захватывают нижнюю этикетку и переносят ее на позицию печати,
где печатный барабан 3, вращаясь, своим клише оставляет отпеча-
ток цифр на этикетке. После этого вакуум-барабан переносит эти-
кетку к приемному 6j 'керу 7 и сбрасывает ее на дно бункера.
При работе машины стопа этикеток в загрузочном бункере
уменьшается, а в приемном увеличивается. Загрузка и выгрузка
этикеток производится вручную.
Краска на клише печатного барабана наносится роликом кра-
сочного механизма 2.
Описание конструкции. Машина для печати серии и срока годно-
сти на этикетки состоит из следующих основных узлов: станины 9,
привода 6, загрузочного бункера 4, вакуум-барабана 5, печатного
барабана 3, красочного механизма 2, приемного бункера 7, меха-
низма перемещения дна приемного бункера 8, панели размещения
электрооборудования.
Станина 9 сварной конструкции служит для закрепления на ней
плиты 1, на которой установлены узлы и механизмы машины.
С боков станина закрыта быстросъемными кожухами, обеспечива-
ющими быстрый доступ к узлам, находящимся внутри.
Привод машины 6 служит для приведения в движение всех ме-
ханизмов и состоит из электродвигателя, клиноременной передачи,
двух редукторов, на валу одного из которых расположен кривошип
для соединения с шатуном вакуум-насоса.
Загрузочный бункер 4 предназначен для укладки стопы этике-
ток и имеет переднюю и нижнюю планки, которые при помощи
винтов регулируются на определенный размер этикеток.
Вакуум-барабан 5 предназначен для забора этикеток из загру-
зочного бункера, подачи их на позицию печати и последующего
сброса в приемный бункер. Для этого в барабане выполнен ряд
вакуумных присосок, соединенных на определенном угле поворота
вакуум-барабана с вакуумной камерой золотника, к которому
вакуум-барабан постоянно поджат пружиной при помощи винта.
Печатный барабан 3 служит для нанесения надписей на этикет-
ку. Печать производится специальным клише, закрепляемым на
барабане держателем.
Красочный механизм 2 состоит из растирочного и красочного
роликов и предназначен для растирки и нанесения на клише
краски.
Приемный бункер состоит из стенки и подвижного дна и исполь-
зуется для собирания стопы отпечатанных этикеток. Для регули
ровки бункера на разный размер этикеток предназначены ограни
чители, фиксируемые винтами.
Механизм перемещения дна приемного бункера 8 служит для
опускания дна по мере накопления отпечатанных этикеток и состо-
ит из винтового механизма, который приводится в действие кулач-
ком, установленным на торце вакуум-барабана. Кулачок периоди-
чески воздействует на поворотный диск, кинематически связанный
с винтом. Винт взаимодействует с полугайкой, на которой закреп-
лено дно приемного бункера. Для возврата дна в исходное (верх-
нее) положение предназначена ручка, для регулировки скорости
опускания дна — винт.
Вакуум-насос создает разряжение в вакуум-барабане 5 и со-
стоит из цилиндра и поршня с уплотнительными манжетами. При-
вод поршня осуществляется от кривошипа на валу редуктора.
Количество обслуживающего персонала — один человек на
две — три машины.
Техническая характеристика
Производительность, этикеток/ч
при работе машины от местной вакуум-сети.........................18000
при работе машины от встроенного вакуум-насоса....................... 9000
Размер этикеток, мм
минимальный ........................................................ 25X30
максимальный.........................................................80X90
Емкость бункеров, шт......................................................1200
Разряжение вакуумной сети, мм рт. ст..............................400
Потребляемая мощность. кВт.................................................0,3
Высота машины, мм..........................................................475
Площадь основания, мм..................................................510X400
Вес. кг................................................................... 45
Индекс для заказа Г1М1.
2S0
Машина для укладки мелкоемких ампул в кассеты
Назначение. Предназначена для укладки ампул емкостью 1 и 2 мл в плоские дисковые кассеты.
1 — стол;
2 — бункер;
3 — левая шторка;
4 — правая шторка;
5 — рамка;
6 — главный вал;
7 — основной привод;
8 — станина;
9 • привод возврата („п-.-а
281
Принцип действия. Наборную кассету с ампулами, уложенными
стеблями вперед, загружают в бункер 2. При возвратно-поступа-
тельном движении бункера ампулы из него попадают в гнездо
поворотной рамки 5. Количество открытых желобов рамки 5 при
каждом рабочем цикле регулируется шторками соответственно чис-
лу отверстий в данном ряду кассеты.
После каждого хода бункера 2 рамка 5 с уложенными ампула-
ми поворачивается в вертикальное положение и ампулы опускают-
ся в конусные отверстия гребенки. После отведения гребенки копи-
рами ампулы опускаются в отверстия дисковой кассеты, установ-
ленной на столе 1, заполняя очередной ряд. После этого стол
перемещается на величину шага и производится заполнение сле-
дующего ряда в дисковой кассете.
После заполнения всей кассеты машина останавливается конеч-
ным выключателем и стол перемещается в первоначальное поло-
жение. Наполненную кассету снимают вручную, затем устанавли-
вают пустую и включают машину в работу.
Описание конструкции. Основные узлы машины: стол 1, бункер 2
с приводом, рамка 5, левая 3 и правая 4 шторки, главный вал 6,
станина 8 с основным приводом 7 и приводом возврата стола 9,
Стол 1 состоит из каретки, диска с отверстиями, совпадающи-
ми с отверстиями кассеты и рейки с храповыми зубьями для осу-
ществления периодической подачи стола при укладке ампул.
Бункер 2 с приводом представляет собой открытую спереди
коробку, имеющую выход ампул в рамку при движении бункера
по направляющим. Бункер закреплен на ползуне с бесконечной
цепью, смонтированной на двух звездочках.
Рамка 5 состоит из двух подвесок, двух сменных гнезд для
ампул емкостью 1 и 2 мл, гребенки и подвижной связи, обеспечи-
вающей открытие и закрытие рамки.
Шторки (левая 3 и правая 4) состоят из пластин, закреплен-
ных на ползунах, скользящих по направляющим, открывая и за-
крывая желоба рамки.
Главный вал 6 укреплен на кронштейнах, находящихся внутри
станины 8. На валу имеются: кулачок перемещения рамки, кулачок
открывания рамки, кулачок храпового механизма, звездочка, кула-
чок перемещения стола, коническая шестерня.
Станина 8 состоит из двух чугунных боковин, соединенных вни-
зу тремя стержнями, а сверху закрытых плитой. На стяжках
смонтирована опорная плита, на которой установлены электродвига-
тель, редуктор основного привода 7 и редуктор привода возврата
стола 9. К верхней плите станины снизу прикреплены опоры для
главного вала и других частей привода, сверху — стойки, в которых
размещены механизмы движения шторок и рамки. На стойках
находятся кнопочная станция и выключатель. Станина со всех сто-
рон закрыта быстросъемными крышками.
Машину обслуживает один человек.
Техническая характеристика
Производительность, шт/ч .............................................15 000
Количество ампул, набираемых в кассету, шт..................................817
Емкость ампул, мл.........................................................1; 2
Потребляемая мощность, кВт.................................................0,87
Высота машины, мм..........................................................1400
Площадь основания, мм..................................................1100ХЮ50
Вес, кг 700
Индекс для заказа — 11 564.
Вибрационный прибор для определения
сыпучести и угла естественного откоса
Назначение. Предназначен для определения сыпучести и угла естественного откоса сыпучих ма-
териалов.
1 — основание;
2 — стакан;
3 — заслонка;
4 — кронштейн;
5 — стойка;
6 — воронка;
7 — опорное кольцо;
8 — рукоятка регулятора;
9 — вибратор;
10 — каркас.
283
Принцип действия. В основу действия прибора положена пропор-
циональная зависимость времени чистого истечения определенного
количества исследуемого материала через отверстие от массы
навески.
Прибор работает следующим образом. Навеску исследуемого
материала засыпают в воронку 6, нажимают кнопку пуска и одно-
временно пускают секундомер. Через пять секунд при помощи
заслонки 3 открывают отверстие воронки и держат его открытым
пока не закончится истечение сыпучего материала. Затем останав-
ливают секундомер. Сыпучесть определяют при амплитуде колеба-
ний 0,1 мм для материалов хорошей и средней сыпучести и при
амплитуде 0,3 мм для мелкодисперсных материалов как отношение
массы навески к времени чистого истечения материала.
Угол естественного откоса порошка определяется угломером.
Каждому диапазону при определении угла откоса соответствует
свое опорное кольцо, причем чем выше сыпучесть материала, тем
большего диаметра берется кольцо.
Описание конструкции. На основании 1 прибора установлен
стакан 2 и смонтированы все основные узлы: вибратор 9 с рукоят-
кой регулятора 8, опорное кольцо 7 с воронкой 6. Вибратор за-
крыт каркасом 10.
' Опорное кольцо размещено в шариковой опоре, установленной
на кронштейне 4 стойки 5. Кронштейн с заслонкой 3 поддержива-
ется гайкой и контргайкой.
Прибор обслуживает один человек.
Техввческая ха р а кт е р в с т в к а
Емкость воронки, см3..........................................................240
Амплитуда колебаний, мм......................................‘...........0,1—0,3
Максимальный размер гранул, мм................................................. 3
Погрешность измерения сыпучести, %...........................................до 6
Погрешность измерения угла естественного откоса, мин.........................до 50
Потребляемая мощность, Вт....................................................0,15
Высота прибора, мм........................................................... 215
Площадь основания, мм.................................................... 232X143
Вес. кг.........................................................................6
Индекс для заказа — ВП-12А.
284
Прибор для определения распадаемости
твердых лекарственных форм
Назначение. Предназначен для определения распадаемости твердых лекарственных форм: таблеток
без оболочки и с оболочкой, гранул, твердых желатиновых капсул.
1 — основание;
2 — электронагреватель;
3 — термостат;
4 — сосуд;
5 — корзинка;
6 ,8 — тяги;
7 — рычаг;
9 — стойка;
10 — привод.
285
Принцип действия. Предварительно устанавливают амплитуду
колебаний корзинки, причем нижний край корзинки 5 от дна ста-
кана 4 должен быть на расстоянии 25 мм. Для работы прибора в
термостат 3 заливают воду, в стакан 4 жидкую среду (дистилли-
рованную воду, кислый раствор пепсина или щелочной раствор
канкреатина) и в каждую трубку корзинки помешают испытывае-
мый препарат.
Включают электронагреватель 2 и доводят, температуру в тер-
мостате до 37±2°С, после чего опускают в термостат корзинку и
отмечают время начала испытания. Одновременно подают питание
на электродвигатель, который через привод 10 приводит в действие
тягу 8, рычаг 7 и тягу 6. Тяга 6 осуществляет возвратно-поступа-
тельное движение и сообщает его корзинке 5.
При определении кинетики освобождения препаратов из лекар-
ственных форм с определенной периодичностью отбирают пробы
для анализа (остаток таблетки или среду, в которой проводится
определение распадаемости). После окончания опыта выключают
электродвигатель и отмечают время.
Описание конструкции. Прибор состоит из следующих основных
узлов: основания 1, стопки 9, термостата 3, привода 10 и электро-
оборудования.
Основание 1 имеет верхнюю плоскость, предназначенную для
установки термостата. У края плоскости находится втулка для
крепления стойки 9 с головкой, в которой расположено устройство
для регулирования амплитуды колебаний корзинки. В стойке раз-
мещена тяга 8 и рычаг 7, связанный посредством тяги 6 с кор-
зинкой.
В нижней части термостата 3 расположен электронагреватель
2, над которым установлен стеклянный стакан емкостью 1000 мл.
Стакан закрывается крышкой с отверстием, предназначенным для
ввода корзинки, закрепленной на вертикальной тяге 6. Для поддер
жания температуры жидкой среды в верхней части термостата
установлен контактный термометр.
Привод 10 состоит из мотора редуктора, редуктора и тяги
рычага, предназначенных для качания корзинки. Вертикальная
тяга 6 имеет в верхней части резьбу, с помощью которой достига
ется возможность установки корзинки на заданную высоту.
Электрооборудование размещено внутри основания 1. На лице-
вой панели прибора размещены сигнальные лампы, тумблеры для
подачи питания на прибор и включения нагревателя и электродви-
гателя.
Прибор обслуживает один человек.
п
н<
Техническая характеристика
Емкость стакана, мл.................................................... 1000+100
Емкость термостата, л.........................................................1.5
Рабочая температура среды в стакане, град.............................. ... 37 + 2
Число качаний корзинки в мни................................................ 30
Амплитуда качаний корзинки, мм............................................ 55+5
Количество таблеток, капсул, доз. гранул, помещаемых в корзипкх. шт. . . . б
Число трубок в корзинке, шт.................................................... б
Потребляемая мощность. Вт...................... ... 210
Высота прибора, мм....................................... . ... 550
Площадь основания, мм.................................................. 320X275
Вес,-кг..................................................................... II
3
Индекс для заказа 545-ЛК-1
Прибор для определения прочности таблеток
Назначение. Предназначен для испытания таблеток на механическую прочность.
1 — корпус;
2 винг;
3 — электродвигатель;
4 — шток;
5--лппенка;
6— сил;
7 — контгайка;
8 — панель.
2S7
Принцип действия. Перед работой необходимо вручную отрегу-
лировать стол 6 на уровне соответствующего деления линейки 5.
При этом автоматически обеспечивается зазор 2 мм между уста-
новленной на нем испытуемой таблетки и штоком 4. Для получе-
ния более точных показаний разрушающего усилия необходимо
таблетку установить соосно со штоком.
От электродвигателя 3 через пару шестерен и гайку движение
передается на винт 2. При движении винта вверх стол прижимает
испытуемую таблетку к штоку, уравновешенному грузом. При дви-
жении винта вниз стол опускается в исходное положение под соб-
ственным весом.
Под действием усилия штока кулачок поворачивает ось, на ко-
торой он закреплен неподвижно. Поворачиваясь, ось через систему
рычагов маятниковой системы заставляет груз изменить положе-
ние. С маятниковой системой неподвижно связан зубчатый сектор,
который передает показания усилий на шкалу прибора.
Описание конструкции. Прибор состоит из следующих основных
узлов, смонтированных в корпусе 1: панели 8, стола 6, штока 4,
электродвигателя 3 и системы рычагов.
На панели 8 расположены кнопки управления и шкала показа-
ний разрушаюших усилий при испытании таблеток на механиче-
скую прочность.
Прибор обслуживает один человек.
Техническая характеристика
Диаметр испытуемых таблеток, мм..........................................4—20
Разрушающее усилие, кгс..................................................до 20
Цена деления шкалы прибора, кгс.............................................0,1
Ход стола при испытаниях таблеток, мм.........................................6
Скорость движения стола, мм/сек............................................0,28
Ход штока под нагрузкой, мм...................................................4
Погрешность измерения, % 2
Потребляемая мощность, Вт....................................................12
Высота прибора, мм..........................................................320
Площадь основания, мм.................................................. 285X192
Вес, кг......................................................................12
Индекс для заказа — ПИТ-20.
Содержание
Оборудование для производства и фасовки таблеток
I ранулятор универсальный ГР-1.......................................... 5
Браша гельно-вибрационное сито ВС-2..................................... 7
Сушилки порционные с псевдоожиженным слоем.............................. 9
Сушилка порционная СП-2............................................ 9
Сушилки порционные СП-ЗОМ, СП-60, СП-100......................... 11
Кантователи емкостей к сушилкам........................................ 13
Кантователь емкостей КЕ-30-60 ..................................... 13
Кантователь емкостей КЕ-100........................................ 15
Схема положений механизмов кантователей при работе с сушилками .... 17
Аппарат для гранулирования и сушки однокомпонентных
таблеточных смесей в псевдоожиженном слое.............................. 19
Таблеточные машины......................................................21
Таблеточная машина ТП-1М.............................................21
Роторные таблеточные машины......................................... 23
Пресс-инструмент для таблеточных машин..................................25
Установка для обеспыливания таблеток................................... 31
Автомат для упаковки таблеток в микропачки (I вариант)................. 33
Автомат для упаковки таблеток в микропачки (II вариант).................35
Автомат для обандероливания микропачек целлофановой лентой ............ 37
Автомат для укладывания микропачек в коробки........................... 39
Линия для упаковки таблеток в микропачки с
оцеллофаниванием их и укладыванием в коробки............................41
.Автомат для изготовления картонных пеналов.............................43
Автоматическая линия для фасовки и упаковки
таблеток и драже в полимерную пленку и фольгу...........................45
Автомат для укладывания упаковок
из полимерной пленки и фольги в пеналы..................................47
Литьевая машина для переработки
термопластичных полимерных материалов...................................49
Ав’юмат для фасовки таблеток в стеклянные трубки....................... 51
Автомат для наклеивания этикеток на стеклянные трубки.................. 53
Автомат для укладывания стеклянных трубок в пенал ..................... 55
Автоматическая линия для упаковки таблеток в стеклянные трубки .... 57
Оборудование для производства лекарственных средств в ампулах
Пенный теплообменник (дистиллятор)...................................
Сгпердистнлляторы .................................................
Установка для фильтрации инъекционных растворов .....................
Фильтр-пресс для инъекционных растворов..............................
Фильтрационная установка.............................................
Установка для мойки и сушки стеклодрота..............................
Кассеты АП 16 ...............• .
Приставка к стеклоформующему полуавтомату ИО-7.......................
Печи для отжига ампул................................................
Автоматы для резки, оплавления капилляров и набора ампул в кассеты .
Полуавтомат для наружной мойки ампул АП-2М2..........................
Полуавтомат для пароконденсационной мойки ампул АП-ЗОМ...............
Полуавтомат для внутренней мойки ампул АП-ЗМ2........................
Полуавтомат для наполнения ампул АП-4М...............................
Полуавтомат для продавливания капилляров
ампул с газовой защитой АП-5М2.......................................
Машина для запайки и укладывания ампул в кассеты АП-6М...............
Пол\автомат для групповой запайки ампул АП-28........................
61
63
65
67
69
71
73
75
77
79
81
83
85
87
89
91
93
Машина для запайки ампул с инертной средой.................
Автоклав-стерилизатор АП-7........................................
Установка для стерилизации и контроля ампул на герметичность АП-18
Машина для маркировки ампул АП-20М................................
Транспортеры ленточные АП-14М и АП-15М............................
Машина для визуального контроля ампул
Установка для регенерации ампул...................................
Машина для оплетки капилляров ампул...............................
Автомат для упаковки ампул емкостью 1 мл
в полимерную пленку и фольгу......................................
Автоматические линии для упаковки ампул в десятиместные коробки .
95
97
99
101
103
105
107
109
111
113
Оборудование для розлива жидких медикаментов
во флаконы и нх укупоривания
Установка для мойки и сушки стеклянной тары...........................119
Машина для турбулентной мойки и сушки стеклянной тары.................121
Машина для нанесения паспортных данных на этикетки . ...........123
Стол загрузочный....................................................• 125
Машина для дозирования жидких лекарственных средств . .... 127
Универсальная фасовочная машина для жидкостей и мазей ................129
Автомат для укупоривания флаконов.....................................131
Полуавтомат для отбраковки флаконов ................................. 133
Автоклав для стерилизации флаконов....................................135
Стол передаточный.................................................... 137
Автомат для наклеивания этикеток на флаконы..........................139
Линия розлива жидких лекарственных средств..........................141
Емкостная аппаратура
Сборники горизонтальные с эллиптическими днищами........................145
Сборники горизонтальные с приварными эллиптическими днищами .... 147
Сборники вертикальные с эллиптическими днищами..........................149
Сборники вертикальные с приварными эллиптическими
днищами и отъемными эллиптическими крышками........................... 151
Мерники с приварными эллиптическими днищами
и отъемными эллиптическими крышками.....................................153
Мерники с нижними спусками продукта....................................153
Мерники с трубами передавливания ..................................... 155
Аппараты с перемешивающими устройствами
Ферментер-инокулятор емкостью 630 л................................159
Ферментер емкостью 1000 л.........................................161
Ферментер емкостью 2000 л........................................163
Ферментер емкостью 3200 л........................................165
Ферментер емкостью 5 м3...........................................167
Ферментер емкостью 15 м3..........................................171
Ферментер емкостью 10 м3..........................................169
Реакторы с пропеллерными или турбинными мешалками,
трубами передавливания и съемными крышками.........................173
Реакторы цельносварные с пропеллерными или турбинными
мешалками и трубами передавливания................................17 Э
Реакторы с пропеллерными или турбинными мешалками,
нижними спусками продукта и съемными крышками..........................
Реакторы цельносварные с пропеллерными или турбинными
мешалками и нижними спусками продукта..................................
Реакторы с рамными мешалками, трубами
передавливания и съемными крышками.....................................
Реакторы цельносварные с рамными мешалками
и трубами передавливания ..............................................
Реакторы с рамными мешалками, нижними спусками
продукта и съемными крышками...........................................
Реакторы цельносварные с рамными мешалками
и нижними спусками продукта............................................
Кристаллизатор емкостью 630 л..........................................
Кристаллизатор емкостью 850 л..........................................
Комплект лабораторного оборудования
177
Универсальный привод............................................................227
179 Редуктор к универсальному приводу....................................229
Дробилка ......................................................... 231
181 Мельница шаровая .... 233
Мазетерка трехвалковая.............................................2 35
183 Вибросито........................................................... 237
Смеситель...........................................................239
185 Гомогенизатор......................................................24 1
Машина месильная....................................................243
Теплообменная аппаратура
Теплообменники кожухотрубчатые одноходовые...........................
Теплообменники кожухотрубчатые двухходовые...........................
Геплообменники кожухотрубчатые четырехходовые........................
Теплообменники горизонтальные одноходовые ...........................
*1 еплообменннки горизонтальные двухходовые..........................
Теплообменники типа «труба в трубе» .................................
Разное оборудование
Лрук-фильтры......................................................
Куб с ректификационной колонной емкостью 400 л.......................
Куб с ректификационной колонной емкостью 1500 л......................
Перколятор емкостью 250 л . ...................................
Перколятор емкостью 500 л............................................
Выпарная установка производительностью 300 л ........................
Трехкориусные выпарные установки для получения
дистиллированной или апирогениой воды................................
Шнековый транспортер.................................................
Вертикальный шнековый экстрактор.....................................
187 Мешалка............................................................ 245
189 Аппарат для розлива суппозиториев и губных карандашей................247
191 Аппарат для смешения и дражирования таблеточных масс . 249
Аппарат для влажного гранулирования....................................25 1
Гранулятор................................ ... 253
Влагомер теплофизическнй для определения влажности таблеточных масс . 25 5
Прибор для автоматического обнаружения
195 металлических включений в таблетках...................................... 257
197 Автомат для оцеллофанивания пеналов...................................... 259
199 Установка для покрытия таблеток защитными
201 оболочками в кипящем слое............................................... 261
203 Сушилка непрерывного действия системы ИТМО 263
205 Автомат для упаковки ампул емкостью 5 мл
в полимерную пленку и фольгу......................................................265
Патронный фильтр с механическим съемом сухого осадка.....................268
Установка для обезвоживания водных растворов и
экстрактов в аппарате кипящего слоя......................................270
209 Прибор для определения прочности таблеток на истирание ................. 273
211 Машина для запайки пробирок с кетгутом...................................275
213 Поточная линия для производства таблетируемых
215 \екарствеиных препаратов.................................................277
217 Машина для печати серии и срока годности на этикетках..................279
219 Машина для укладки мелкоемких ампул в кассеты............................281
Вибрационный прибор для определения сыпучести
221 и утла естественного откоса..............................................283
223 Прибор для определения распадаемостн твердых лекарственных форм . 285
225 При бор для определения прочности таблеток ............................. 287
Составитель О. Л. Т ЮТ ЕН КОВ
Ответственный за выпуск В. Л. Яхнич
Редактор Т. А. Серебряная
Технический редактор В. Г. Козлова
Подписано к печати 4.07.74. Формат 60x90 1/8. 30,49 уч.-изд.л. 36,5 печ. л.
Тираж 2000 экз. Цена 3 р. 64 к.
ЦБНТИмедпром, 123317, Москва, ул. Антонова-Овсеенко, 13
Типография МТ РСФСР. Зак. 1575
Типография ЦБНТИмедпром. Зак. 612