














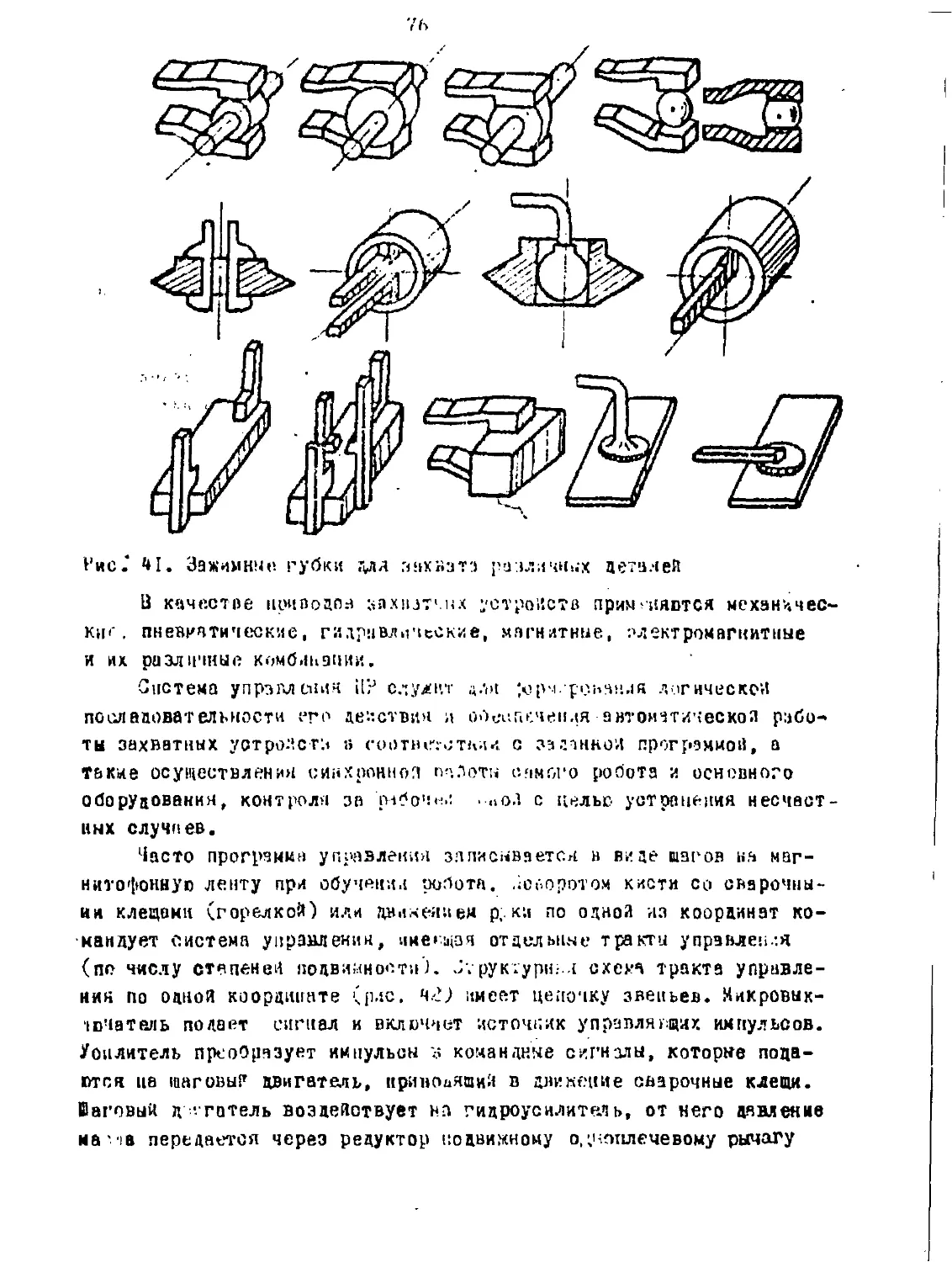
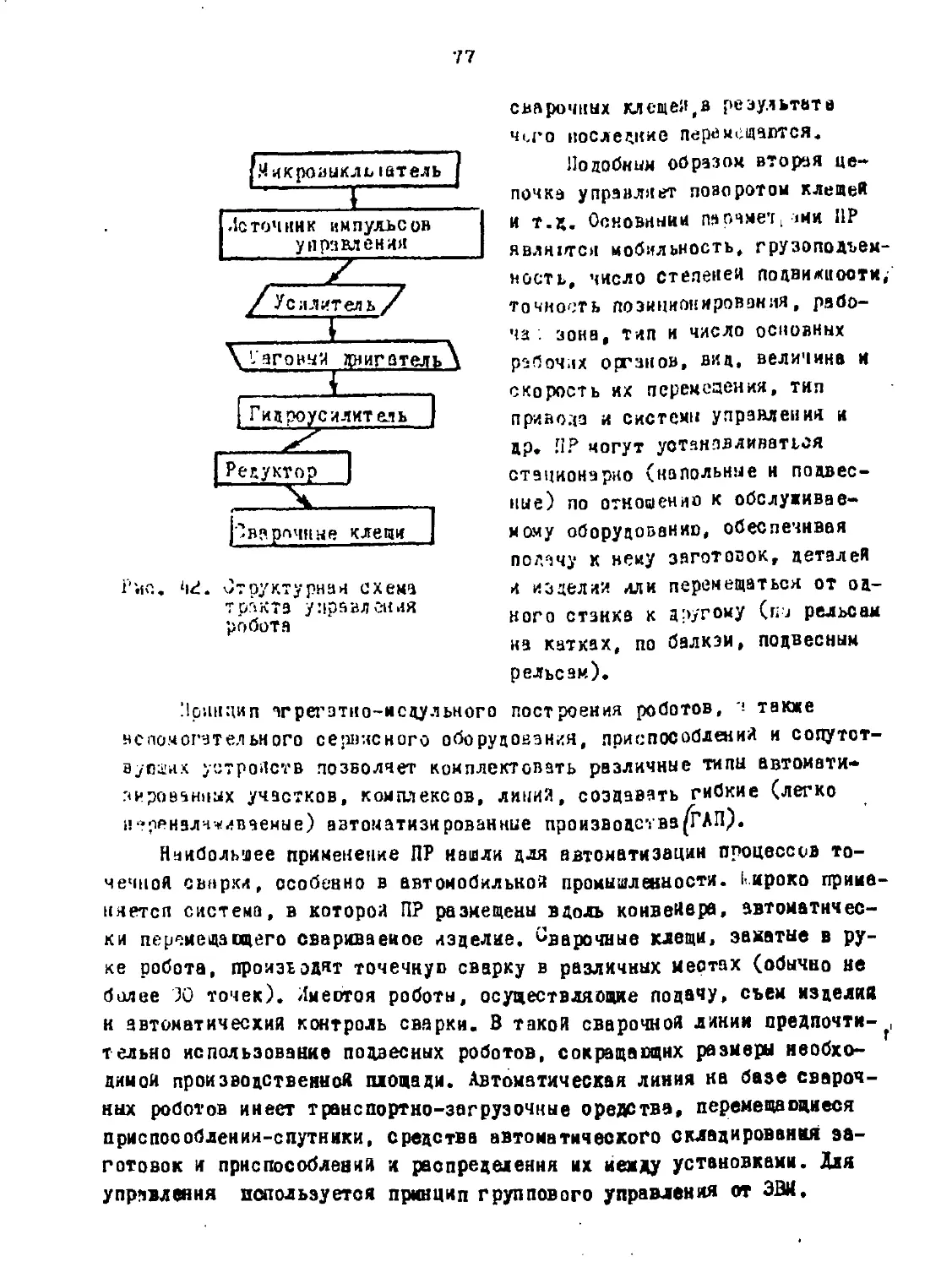
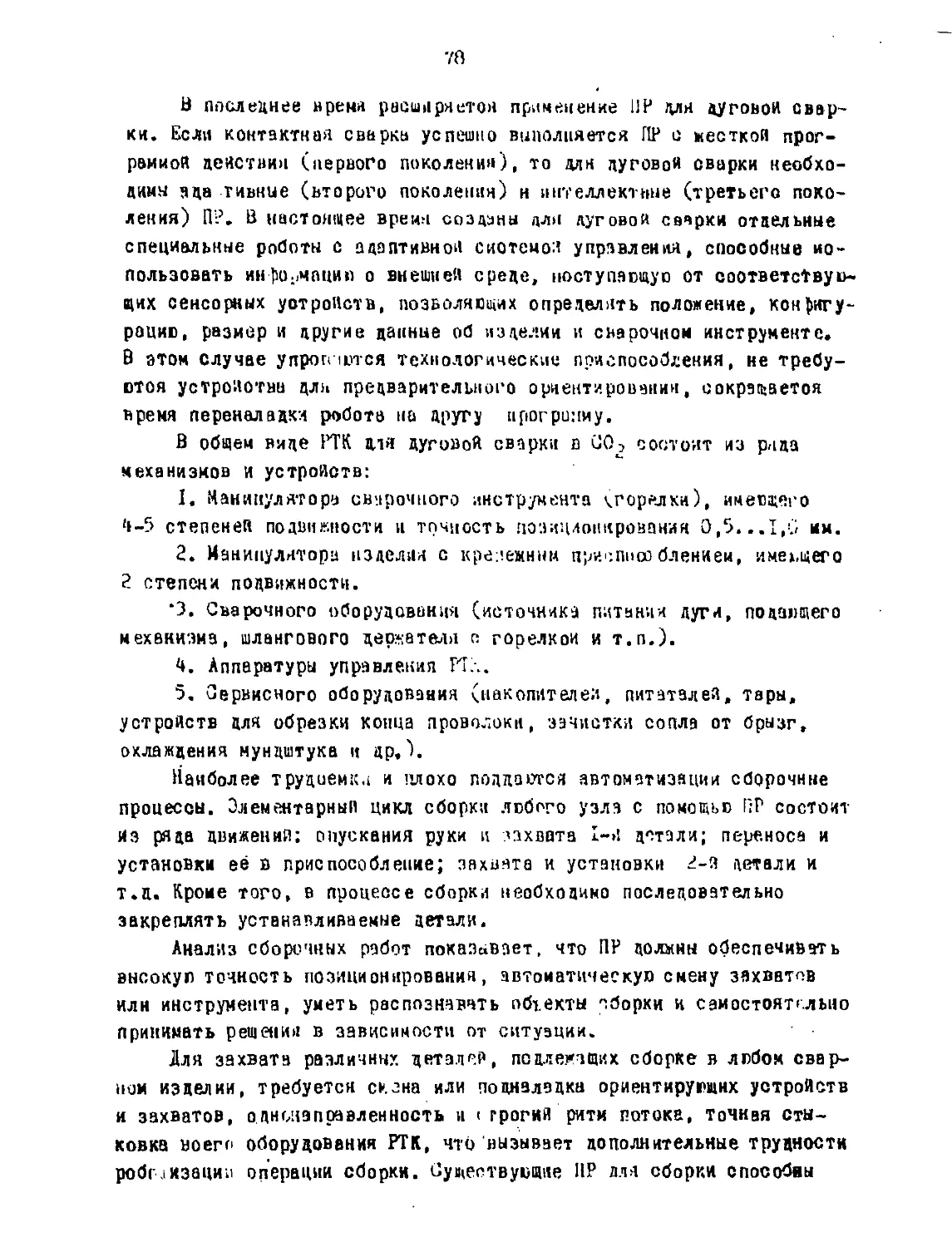




Текст
Министерство высшего и ере , него
специального образования РСФСР
КОНСТРУИРОВАНИЕ И РАСЧЕТ
СВАРОЧНЫХ ПРИСПОСОБЛЕНИЙ
УДК &?1.791.03
Рыморов Е.В. Конструирование и расчет сварочных приспособже-
ний; Учебное пособие. - Брянск, изд. БИГМа, 1907,- 00 с.
Излажены теоретические основы и обобщен практическим опыт
промымленности по проектирование и эксплуатации сварочных приспо-
соблении, используемых отдельно, а также в составе установок,
станков, линия и робото-технологических комплексов.
Освежены вопросы стандартизации, методики проектирования и
j технике—экономического анал'за приспособления. Рассмотрены основные
требования к приспособлениям и принципы автоматизированного проек-
тирования приспособлений.
Учебное пособие предназначено дли студентов специальност
050* - "Оборудование и технология сварочного ппоизводства" и
может быть полезно инженерно-технлчеокии работникам предприятий
маииностроенин.
Ил. 43, табл. 5, библиогр. - 12 назв.
Рецензенты: кафедра оварочного производства Киевского
политехнического институте; М.Г.Кядук
Евгения Васильевич Рмиороя
КОНСТРУИРОВАНИЕ И РАСЧЕТ СВАГО’АШХ
ПГЛСЧВСОБМИИА
Научный редактор Л.Г.Ка^рансгиЯ
Редактор Т.Н.Королева
Корректоры Н.М.Сацкова, Я.Р.Бодьвакова
Темплам 1907, п. 1409
Подписано в печать 15.04.87. PH Формат бумаги 60x84 Г/йГ
Бумага типогра!юкая IB2. Осетией печать. Печ.л. 5. Усл.кр.-отт.*’,?
Уч.-изд. л.5 Т. 500 экз. Заказ 443 Цена 25 к.
Брянский ордена "Знак Почета" институт транспортного мапиностроени’
Брянск, бульвар им. 50~лети< Октября 7 теА. 5-21-13
Подразделение оперативной полиграЬпа КГГМа, ул. Л нс тит утекая, 16
О Брянский ордена “Знак Почетв“жмститут
транспортного манимое троения, 1987
ВВЕДЕНИЕ
Технический прогресс в сварочном производстве требует комплекс-
ной механизации и автоматизации. Технологические процессы загото-
вительного и сборочно-сварочного производства оснащается рэзнооб-
) разным оборудованием дли термической резки заготовок, обработки
кромок деталей под овнрху, сборки конструкций и изделий, автосва-
рочными стендами, станками, установкой и линиями, оборудованием
для термообработки, нанесения покрытий, иопытания, контроля,
подъемно-транспортным и т.п., в котором вироко используются приспо-
собления.
Любая механизированная или автоматизированная линия, робото-
технологический комплекс (FIX) или гибкое айтожатизировениое произ-
водство (ГАП) невозиоаны без приспособлений. Они обеспечивают вы-
сокое качество изделий, комплексную механизепню и автоматизацию»
увязку оборудования участка (цеха) в пространстве и во Времени.
В связи с этии при подготовке и совервеяствговзяик производстве
болмвзя роль отводится оснащению технологических процессов механи-
зированными и автоматизированными сварочными приспособлениями, от бя-
ками, установками, инструментом. Широкое применение таких средств
при изготовлении сварных изделий в настоящее время особенно целе-
сообразно на предприятиях серийного и массового производства. Эти
средства позволяют существенно сократить трудоемкость сборочных,
сварочных и вспоногательных работ, обеспечивают стабильное качество
изделии, облегчают и улучаают условия труда рэсянх, позволяют
уотранить утомительные, монотонные малоинтересные ручные работы.
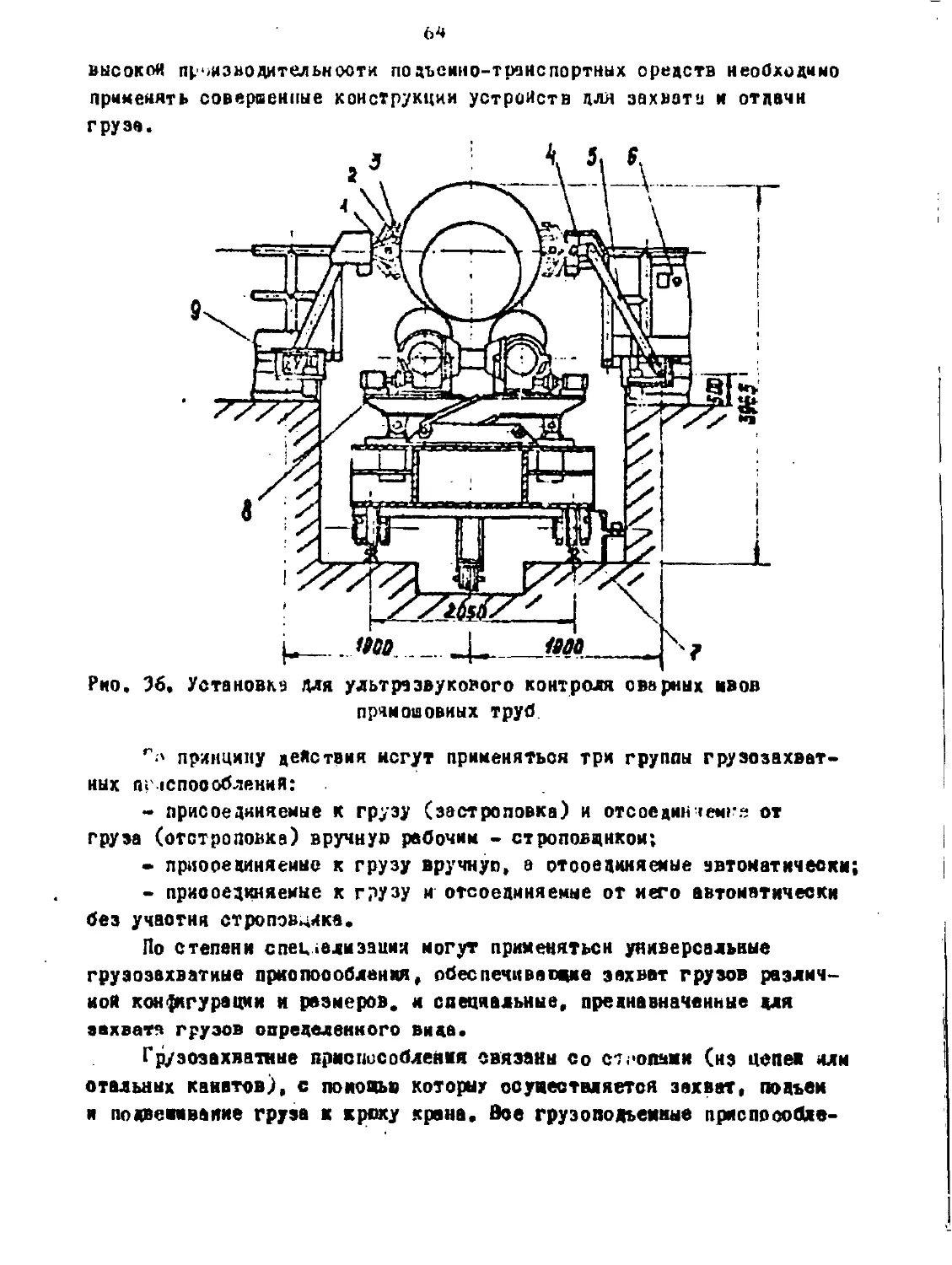
Учитывая больное разнообразие сварных изделий, сварочные при-
способления проектируются как сяецнализированные, кх изготовление
требует значительных затрат инженерного труда и средотв уже на ста-
дии подготовки производства.
Совренекное оварочное приспособление иоиет использоваться как
отдельное устройство для оборки, оварки, контроля, подъема, транс-
портировки и т.п., а та:зке как неотъемлемая часть сварочной уста-
новки, станка, комбайна, линии, РТК, ГАП. Однако во всех случаях
проектирование и изготовление приспособлений должно осудеотвлятьоя
из стандартных и нормализованных элементов, механизмов н агрегатов,
позволяющих снизить затраты, повысить качество изделий, облегчить
труд людей, сократить сроки подготовки производства, применить оно-
4
тему автоматизированного проектирования приспособлении по типовым
схемам на ЭВН.
Непрерывное развитие производства требует совершенствования
приопособ. ении, которое может идти по одному на следующих путей.
Первый - это путь поиокз (изобретении) новых приспособлений
для тех технологических процессов, в которых они не применялись.
второй путь предусматривает вытеснение старых приспособлений
4 более совершенными.
Третий путь - технологический - предусматривает постепенное
улучшение приспособления за счет внесения мелких изменения.
Четвертый путь - конструктивный - связан с созданием нового
приопособления как определенной комбинации уже известных техничес-
ких решения. При этом может применяться параллельное, последова-
тельное и последовательно-параллельное комбинирование.
Несмотря на больное конструктивное разнообразие приспособлений,
их устройство, эксплуатация и правили конструирования имеет обцие
закономерности, единую элементную базу.
Учебника или учебного пособия, где нашли бы достаточно глубо-
кое и полное отражение современные учебные программы специальности
0504 - "Оборудование и технология сварочного производства" по осно-
вам к иструирования сварочных приспособлений, нет. Отдельные сведе-
ния разбросаны пи многочисленным монографиям и периодическим изда-
ниям, которые малодоступны студенческой аудитории.
Вое это требует шиоокого научного обобщения вопросов конструи-
рования н расчета сварочных приспособлении.
В данном пособии приведены сведения, касавшиеся методики
конструирования и расчета прпспосиб. ..нчЯ для комплексной механиза-
ции и автоматизация сварочного производства, их эксплуатации и ис-
пользования на производственных участках, поточных линиях и робото-
технологических комплексах.
К сожаление, из-за ограниченности объема учебного пособия,
некоторые вопросы не получили глубокого освещения и конкретизации.
Автор надеется, что учебное пособие понижет творчески решать
задачи конструирования и создавать высокопроизводительные, работо-
способные и экономичные прмспособления, станки и установки, без
слепого копнроьиния существующих конструкций.
5
ГЛАВА i
ОБЛИК СВЕДЕНИЕ О КРЛЛЮЗОБЛЙЬШ И ЛХ КОНСТРУИРОВАНИИ
1.1. Назначение сварочных приспособления
!!режде, чем выполнить операции термической резки, сварки,
.лаплавки, пайки и ар., необходимо, ч лбы деталь (заготовка или
сборочнвч единица) заняла вполне определенное положение в прост-
ранстве относительно сварочного инструмента (горелки, сварочной
дуги, электродов контактной машины), сварочного устройства, мапины
или приспособ тения. При сборке под сварку детали собираемого изде-
лии должны занимать относительно друг друга положение, запанное
чертечоч. Все это вызывает необходимость применения приспособлений,
которые могут использоваться отдельно или совместно с механическим
и электротехническим снеточным оборудованием.
Зизро иными приспоообления-
и и называется дополнительные технологические
устройства к оборудование, используемые для выполне-
ния операций сборки поп сварку, сварки, термической
резки, пайки, наплавки, устранения или уменьшения
деформаций и нзпрл.-ений, контроля. Широко применяет-
ся в комплексно-механизированном сварочном произ-
водстве загрузочные, разгрузочные, подъемно-трано-
портные и комбинированные приспо'.бления, чалбчные
устройства, тилевая и специализированная тара, орг -
оснастка,различный инструмент.
Учитывая, что сварочное производство комплексное, необходимо
проектировать еше и приспособления для заготовительных, подготови-
тельных и заклп' ительных операций, а тапке специальный инструмент.
Отдельные приспособления не входят В состав технологического
оборудования и используются независимо, самостоятельно. Другие ста-
новятся неотъемлемой ч: :тью оборудования комплаконо-механизирован-
ных рабочих мест, участков, линий, цехов по производству сварных
изделий. Автоматизация сварочного производства также немыслима без
разработки и использования специальных приспособлений, механизмов
и агрегатов.
борочно-сварочной о с н а о т -
о й называют совокупность приспособления и one-
6
цнального инструмента для выполнения слесарных, обо- |
речных, иоитнжных и других видов работ. Поэтому тер-
мин "оснастке4 чаща применяется в судостроении, монта-
же, строительстве.
Сварочные приспособления призваны:
- уменьшить трудоемкость работ;
- повысить производительность труда;
- сократить длительность производственного цикле;
- облегчить уоловия труда;
- повыоит* качество продукции;
- расширить технологические возможности сварочного
оборудования;
- способствовать повышение комплексной механизации и
автоматизации производства сварных изделия.
1.2. Классификация приспособлении
Сварочные приспособления клясси Ьтируот по нескольким призма -
кам. .
I. В зависимости от выполняемых операция технологического
процесса в сварочном производстве различают приспособления для
разметки; для термической резки; для сборки под сварку; для сварки;
комбинированные (сборочно-сварочные, эаготовительно-сборочно-сва-
рочные и др.); для контроля качества; для термообработки; для прав-
ки; механические (для утановкн, поворота, подачи, передачи, съема
иадедия или деталей; подъема и перемещения сварщика; установки,
поворота и перемещения сварочных аппаратов); подъемно-транспортные
(в том числе мелочные, таре специальная, бункерные устройства и т.п.)
2. По виду обработки и методу сварки - приспособления для
электродуг свой (ручной, полуавтоматической и автоматической),
адектромлаковой, контактной сварки; для наплавки; пайки; термичес-
кой резки и др.
3. По отепени специализации - приспособления специальные,
предназначенные для выполнения одной определенной операции при изго-
товлении конкретных изделий в условиях серийного и массового произ-
водства; переналаживаемые 'групповые)- для выполнения данной опера-
ции для группы однотипных изделий, близких по конструктивно-техно-
логическим параметрам, в условиях мелко-оерийпого производства;
универсальные, предназначенные для выполнения сборочно-сварочных
операций в условиях единичного и мелкосерийного чронзвоцотва.
7
4. По уровни механизации и автоматизации - приспособления
ручны , механизированные, полуавтоматические и автоматические.
5. По виду установки - приспособления стационарные, передвиж-
ные и переносные.
6. По необходимости и возможности поворота - приспособления
неповоротиые и поворотные.
7. По источнику энергии привода вращения. перемещения. зажа-
тия деталей и узлов - приспособления пневматические, гидравличес-
кие, пневиогкдревличесх/е, электромеханические, магнитные, вакуум-
ные, центробежно-инерционные, комбинированные.
В крупносерийном и массовом производства применяются специаль-
ные приспособления преимущественно о пневматическим приводом.
В условиях серийного производства требуется повышение роиэ-
водителъности и облегчение труда рабочих, в связи о чем использу-
ются специальные приспособления с быстродействующими механизмами
загрузки, установки, зажатия, разгрузки, поворота и т.п. Такие
приспособления часто встраивается в поточно-механизированные и ав-
томатизированные линии.
В мелкосерийном, и единичном производствах применяете»: простые,
универсальные,'переносные приспособления с винтовыми, кулачковыми,
клиновыми, пружинными и электромагнитными прижимами.
1. 3. Особенности проектирования сварочных приопос ,б лений
Онарочные приспособления, хотя и проектируется в основном по
методам, аналогичным проектирование приспособлений для механической
обработки, однако, имегт существенные отличия, особенно в способах
фиксирования и закрепления деталей м узлов. Рассмотрим основные из
них.
I. Собираемое под сварку изделие обычно состоит из значитель-
ного плела различных деталей. Их установка в приспособление ведется
последовательно, фикси ровение их обычно осуществляется независимо
друг ст друге. Кроме того, необходимо их закрепление прижимами им
прихватками и прижимами при минимальных зазорах.
?. °ттельные детали и места приспособлений подвержены действию
местных высоких температур, брызг и капель расплавленного металла и
шлака, шаржирующему действию частиц флюсов, маковой корки и обмаз-
ки электродов.
3. Приспособления должны уменьпать деформирование деталей и
конструкций, вызываемое температурным воздействием сварки.
0
4. При эксплуатации сварочные приспособления не воспринимает
каких-либо значительных внешних сил, кроне усилий от зажинов,
собственной наосы частей приспособления и масон свариваемого из деля.
5, Ля отдельных оварных конструкций необходимо учесть неко-
торое свободное перемещение деталей в приспособлении (удлинение
при сварке или укорочение при остывании).
6, При сварке возможно при недостаточном закреплении раскрытие
1 стыков, увеличение зазоров, изменение превышения кромок и других
параметров соединения, собранного под сварку.
7. При контактной сварке приспособление и свариваемое изделие
оказывается в сильном магнитном поле, возможны шунтирование тока
через ранее сваренные точки и элементы приспособления, брызги и
выплески расплавленного металла.
И. Лучшее качество соединений и наибольшая производительность
обеспечивается при сборке и сварке в нижнем положении, в связи о
чем сварочные приспособления.чзото проектируется поворотными.
1. 4, Требования к конструкции приспособлений
К конструкции сварочных приспособлений предъявляется ряд
требований, главными из которых является:
1. Удобство в эксплуатации. Оно предусматривает доступность к
местам установки деталей, к зажимным устройствам управления, к мес-
там наложения прихваток и сварных швов, удобные позы рабочего, ми-
нимум его наклонов и хождений и другие требования научной органи-
зации труда.
2. Обеспечение заданной послед -вательнооти сборки и наложения
ивов в соответствии о разработанным технологическим процессом.
3. Обеспечение заданного кочеотва сварного изделия, для чего
око должно быть достаточно прочным и жестким, а закрепляемые детали
должны оотаватьоя в требуемом положении без деформирования их при
□парке.
4. Широков использование типовых унифицированных, нормализо-
ванных и стандартных деталей и иеханизмов, что способствует саиже-
н'.’.о их оебеотоимсоти, сроков проектирования и изготовления, повы-
шение ремонтос .особнооти и т.п.
5. Обеспечение оборки всего изделия с одной установки, наи-
меньшего числа поворотов при оборке и прихватке (сварке), свободно-
го С’сне изделия.
9
6. Обеспечение быстрого отвода тепла от иеота оварки для умень-
шения коробления, заданного угла поворота изделия, свободной уста-
новки и съема изделия, свободного доступе для оомстра, наладки и
контроля.
7. Ремонтоопоообность, безопасность в эксплуатации, высокий
о рок службы. Для повыиения ремонтоспособности предусматривать воз-
можность замены быстромзналивябпихоя деталей и возможность восота-
новлеиия требуемой точности приспособления. В нем должны быть
устройства для подрегулировки в пропессе эксплуатации. В конструк-
ции приспособления оледует использовать нзнаннваоашеоя детали о
упрочненными рабочими поверхностями; избегать открытых механизмов
и передач, предотвращать проникновение пыли, грязи, влаги, флооа,
брызг металла на труциеоя и сопряженные поверхности; предупреждать
возможность перегрузки приспособления в эксплуатации, вводить пре-
дох ранит ельные и предельные устройства; предусматривать возможность
удобной очистки базовых поверхностей от плана, фивса и его уборку
после сварки. Для предупреждения самопроизвольного раскрепления
прижимов и выпадения изделия в кинематичеокуо схему механизмов по-
воротных приспособлений необходимо встраивать самотормоэялие звенья.
8. Технологичность приспособления и его отдельных элементов.
9. Применение механизмов для загрузки, подачи и установки де-
талей, снятия, выталкивания и выгрузки собранного изделия и други)
средств комплексной механизации.
Ю. Обоснование целесообразности проектирования, изготовления
и применения лобого приспособления и его конструктивной сложности
технико-эконоинчеокини показателями.
XI. Конструкция приспособления для контактной сварки(кроме
этого, должна:
- быть изолирована во избежание шунтирования тока;
- не значительно увеличивать пдоидадь вторичного контура
машины;
- иметь надежный подвод тока в зоне сварки;
- иметь зажимы, обеспечивавшие плотное прилегание деталей
и выпрямление неровностей, и упоры, предотвращаете
проскальзывание зажатых деталей;
- исключать возможность протекания сварочного тока через
подшипники качения, пружины, базовые опорные стальные
поверхности фиксаторы;
- изготавливаться из xodux материмое, кроме ферромагнитных,
если при сварке приспособление попадает внутрь сварочного
контура машины;
10
- иметь интенсивное военное охлаждение вблизи мест сварки;
- иметь элементы вторичного контура из материалов о высокой
э.'ектропроводностъо;
- иметь устройства длч звчлстки контактной поверхности
электродов и их быстрой смены;
- иметь защитные устройства, предохранявшие рабочих от
действия электрического токе, (Зризг металла.
12. Конструирование приспособлении и оборудования в соответст-
вии о принципами художественного конструирования, формообразования
ыанин, а также эргономическими требованиями. Необходимо определить
оптимальную рабочую позу и размер^. рабочего места оператора. Хоро-
о представлять оебе конкретные действия человека, его овяэн о
машиной. В сложных случаях следует изготовить модели или макеты о
целью проверки вариантов композиционных решений.
13. Наличие специальных ручек или других устройств, которые
должны быть защищены от случайных поворотов.
14. Смазка устройств без разборки механизмов.
15. Отсутствие острых кромок и углов, которые могут быть причи-
ной травм.
. Тб. Исключение каких-либо подгоночных и доделочных работ о
наделяем, так как они плохо поддастся механизации и сопровождаются
большими затратами времени.
17. Анализ известных технических решений и широкое использова-
ние опыта других предприятий и организаций, в том числе и зарубеж-
ного опыта.
1.5. Исходные данные для конструирования приспособления
Разработка приспособлений является одним из этапов технологн-
чеокой подготовки производства новых изделий и проводится на основе:
а) изучений чертежей и технических условий (ТУ) на сварное
изделие;
б) разработки (изучения) технологического процесса изготовле-
ния изделия;
в) аналйзя производственной программы выпуска;
г) технико-экономического обоснования наилучжего варианта
приспособления из числа возможных.
Изучение чертежей и у е х н и ч е о к ж х
условна на сварное изделие. При проекты-
II
ровании сварных конструкция часто вопросы их технологичности оста-
птоя ?не поля зрения конструктора. Поэтому в процессе проектирования
технологического процесса к конструирования сварочного приспособ»
ления, как правило, возникает необходимость анализа технологичнос-
ти изделий, а часто,и их конструктивной переработки о цельо повы-
шения технологичности.
Особое вниианне при этой должно быть обращено на к о н ф и -
г у р а ц и о деталей, входящих в сборочную единицу,
точность изготовления заготовок и состояние их поверхностей. Кон-
фигурация деталей должна обеспечить их легкуп установку при сборке
и съем изделия, доступность к местам прихватки оварки или наплавки.
Технологичные сварные конструкции позвали иг применить более прос-
тые и дешевые приспособления для их изготовления.
Разработка технологического
процесса изготовления изделия. Рацио-
нальный технологический процеоо сборки и оварки прорабатывается на
уровне маршрутного или развернутого техпроцесса и твдтельно изуча-
ется конструктором приспособления.
Анализ производственной програм-
мы выпуска. Ома определяет сложность приспособления,
необходимость к целесообразность его оснащения мехаиизиаин для
комплексной механизации и автоматизации.
\J Такии образом, выбор типа приспособления зависит ит способа
сборки и сварки, конструкции изделия, материала и сечений деталей,
требуемого качества сборки и сварки, особенно от точности размеров
и заданной производительности.
При этом следует помнить о необходимости существенного сокра-
щения трудоемкости сборочных и вспомогательных работ, обеспечении
стабильного качества изделий, облегчений и улучшения
условий труда рабочих, устранении утомительных, мо-
нотонных, налоичтервоных ручных работ.
В серийном и и а о о о в о м производотвах
предпочтительным будет применение быстродейотвупцих механжэировант-
ных устройств, приводимых в действие ее мускульной энергией чело-
века , а энергией воздуха, жидкостей, электроэнергией и т.п. Причем
использование человека предусматривается лишь для управления меха-
низированными ус-ройствами и реже для загрузи, установки деталей
съема изделий в случаях, когда комплексная механизация и автома-
тизация затруднена технически и в данный период экономически
невыгодна.
I?
Технико-экономичеокое обоснова-
ние при выборе приспособлений. Приспо-
собленка выоираетоя из числа возиожних на основе их техкико-эконо-
кическсг> сравнения.
Следует выбрать лучший вариант, который полиен быть наиболее
рациональным в техническом и рентабельным в экономическом отношениях-
Техническое обоснование. При этой
следует сравнить и проанализировать: прогрессивность приспособле-
ния (производительность, механизации, рациональность аппаратуры и
оборудования, вози..-кость обеспечения качества, трудоемкость, усло-
вия труда и техники безопасности, загрязнение среды и т.д.); ми-
тельность производственного цикла; габариты и массу вариантов прис-
пособлений; площади и кубатуру производственных помещений; потреб-
ное число рабочих; удельную производительность; загрузку оборудова-
ния; вид и количество отходов; расход энергии и материалов.
Экономическое обоснование. Следует
оравнитъ:
,1. Капитальные влоления по сравниваемым вариантам в рублях.
Расчет стоимости приспособлений // при технико-экономическом ,
обосновании на стадии проектного задания можно ориентировочно
о пре ;елить по формуле
/fame,
где т - масса приспособления, т.; С. - цена одной тонны, руб.
Ориентировочно цена одной тонны приспособления:
- для особо сложных конструкции, имеющих электронные устройст-
ва - 2 150 руб;
- для оложннх конструкция, имевших механический привод -
I 300 руб;
- для простых приспособлений - 700 руб.
2. Себестоимость годового выпуска, подсчитаняуп в рублях по
изменяющимся статьям затрат ( С^ и Gg ).
3. Годовой экономический эффект,получаемый при использовании
нового приспособления:
Э - (С^ + Ец ’ Uj ) * ( Cg + • Kg ),
где Э - годовой экономический эфрект, руб; Cj и С? - себестои-
мостьгодового выпуска по первому и второму варианту, руб; Kj н
К2 • капитальные вложения по первому и второму варианту, руб;
и
Ен - 0,2 ... 0,33 - нормативиии коэффициент сравнительной эффектив-
ности.
4. Срок окупаемости капитальны^ вложений Т :
т С. - с -г
Т = ----------------- £, [
К3 - К.
1 где 7v - 3 ... 5 лет - нормативный срок окупаемости капитальных
вложений в машиностроении,
С учетом технического и эконоии некого обоснования делается
вывод о выбранном варианте приспособления.
1.6. Техническое задание на проектирование приспособлен ня
Техническое задание на проектирование приспособления должно
обобщить все основные требовании, предъявляемые к приспособление и
его отдельным механизмам.
Оно оформляется по обаепринятои форме, подписывается и утверж-
дается в установленном порядке.
Техническое задание вклечает:
I. Наименование приспособления.
?. Назначение приспособления.
3. Технические требования. Зредн них указываются: место уста-
новки приспособления, выделяемая площадь, характеристика энергоно-
сителей (напряжение и род тока, давление воздуха, воды, пара), га-
бариты приспособления, требуемая производительность, перечень де-
талей и сборочных единиЦ'Собирземых (свариваем- х) в приспособлении,
условия подачи деталей к приспособление и выдачи изделия, вид
транспортных средств, требования к управление (расположение пульта,
необходимость дистанционного управления), требования по технике
безопасности, эргономические требования.
4, Технологический процесс с подробной расшифровкой, переходов
и проходов, выполняемых на данном приспособлении или с его помощью, г
5. Дополнительные технические требования, характеризусщиа ре-
жим работы приспособления, возможность его переналадки, степень ме-
ханизации и автоматизации, н-уденность, унификаций и стандартизацию,
связь с другими приспособлениями, климатические условия эксплуата-
ции, требования маркировке и упаковке.
б. Экономические показатели от использования приспособлений
(сметная стоимость, годовой экономический эффект, срок окупаемости
КнпИ'Пи|ЬИиХ ЬЛОкиПиИ H ДО.).
7. Рабочие чертежи спорного изделия.
О, Чертежи заготовок с фактическими размерами ^фактическими
отклони «ими размеров И формы Заготовок).
9. 11 рннципин льнув схему приспособтении.
10. План це*н с разрезами и сеткой колонн, с указанием направ-
ления движении изделии, подъемно-транспортных средств цеха и мест
рас положения ;>н е рг оное ител *•>!.
II. Лпнние об аналогичных приспособлениях, применяемых на
данном предприятии для сборки (сварки), и данные о конструкциях
специальных и групповых приспособления, применяемых на других заво-
дах (в том числе н ап рубемом) ц> я изготовлении аналогичных свар-
ных изделии.
1.7. Порядок проектирования приспособлении
Для правильного проектирования конструктор должен нч!гть и
внимательно изучить ряд исходных данных:
• I. Техническое задание на проектирование.
2. Чертеж собираемого и с in ри мем ого изделия и деталей, входя-
щих в него, технические услан;:. нз изгстоаленке.
3. Технологический процесс изготовлен ид изделия.
4. Программу выпуска из делил.
5. Чертежи аналогичных приспособлен;*.;!.
6. ГОСТы на детп.-я и м-хднлпчы приспособлений, альбомы анало-
гичных конструкций пихпоссблен;:;’., паспорта или технические данные
о механическом и сварочном обсруд "вчнии, в сочетании с которым
будет использоваться проектируемое приспособление.
7. Справочную и техническую литературу.
0 соответствии с разработанной принципиальной схемой делается
аскизная компоновка приспособлении. При этом размеры деталей приспо-
собления и их форма первоначально задаются интуитивно без расчета.
Уже при эскизно;! коапоновке выбираются наиболее технолог.: шые
детали и механизмы приспособления, что сни мет трудоемкость н се-
бестоимость изготовления приспособления. Необходимы простота ^Орм,
инина явное применение д талей с чисто обработанными поверхностями,
максимально!: не пользование nop-.:-., a.nna.ux деталей, унл фзцированнмх
типовых ме”Ч1Н!Зм0в, сокращение числа используемых диаметров, длин,
пос'юк, i ю.б и т.д.. компактность и па;‘.:ми ьаая масса приспособле-
ния.
15
Чертеки приспособления чище всего выполняются в две стадии.
-• Стадия технического проекта. При этой вычерчиваются сбо-
рочные чертежи общих видов без иэлиюних подробностей. Они должны
давить полную ясность конструкции приспособления.
Стадия рабочих чертежей. Рабочие чертежи содержит все
необходимые данные для .иг отоплен ин всех деталей, механизмов и
всего приспособления, ити чертежи эзте.ч утверждаются и размножают-
ся в виде светокопии в необходимом числе экземпляров. При разработ-
ке чертеже:', необходимо руководствоваться требованиями ЮКД (ГОСТ
2.301-6°; 2.316-68; 2.317-69; 2. 104-i.d; 2.10'3-68; 2.109-73;
2.305-63; 2.307-68 и др.).
Порядок вычерчивания чертежей обоих видон приспособления.
I. Дычерчивнпт контур собираемого изделия в двух-трех проек-
циях на значительном расстоянии друг от друга о тем, чтобы помести-
лись проекции приспособления. Контур собираемого изделия выполняют
цветным карандашом тонкой сплошной линией. В дальнейшем условно
считает изделие прозрачным.
2. Выполняет опори, упори, пальцы и другие фиксирующие эле-
менты приспособления так, чтобы базовые поверхности детале1 о ними
соприкасались.
3. Вычерчивают зажимные механизмы и приводы.
4. Наносит вспомогательные устройства и детали.
5. Оформляют корпус приспособления с учетом удобн.го размеще-
ния всех элементов приспособления.
б. Вычерчивают необходимые разрезы, сечения и виды.
7. Делают увязку приспособления со средстрзии механизации
(мечоперзционного транспорта, грузоподъемными).
У. Оформляют чертеж приспособления. Проставляют размеры (габа-
ритные, с особой точностью), Допуски, составляют спецификацию де-
талей. Указывают технические требования к оборке приспособления,
9. Согласуют и утверждают чертежи.
В процессе разработки и вычерчивания приспособления произво-
дятся необходимые расчеты деталей и механизмов (прочности, жесткос-
ти, износоскойкости, мощности и т.п.).
16
ГЛАВА П
БАЗИРОВАНИЕ ДЕТАЛЕЙ И ИЗДЕЛИИ
2.1. Общие сведения о
базировании деталей в присное облекин
Базированием называв? определе-
ние положения детален в сборочной единице относитель-
но друг друге либо сборочной единицы (изделия) отно-
сительно приспособления, рабочего инструмента техно-
логического сварочн го оборудования (сварочной дуги,
I пламени горелки, электродов контактной машины).
При проектировании сборочно-сварочных прислоообленяя чаще
воего приходится иметь дело с установочными базами. Устано-
вочной базой следует считать квхдуп поверхность дета-
ли, Которой она соприкасается с установочными поверхностями приспо-
собления. Благодаря контакту.с установочными поверхностями приспо-
собления деталь (узел) получает строго определенное положение отно-
сительно приспособления или сварочного оборудования.
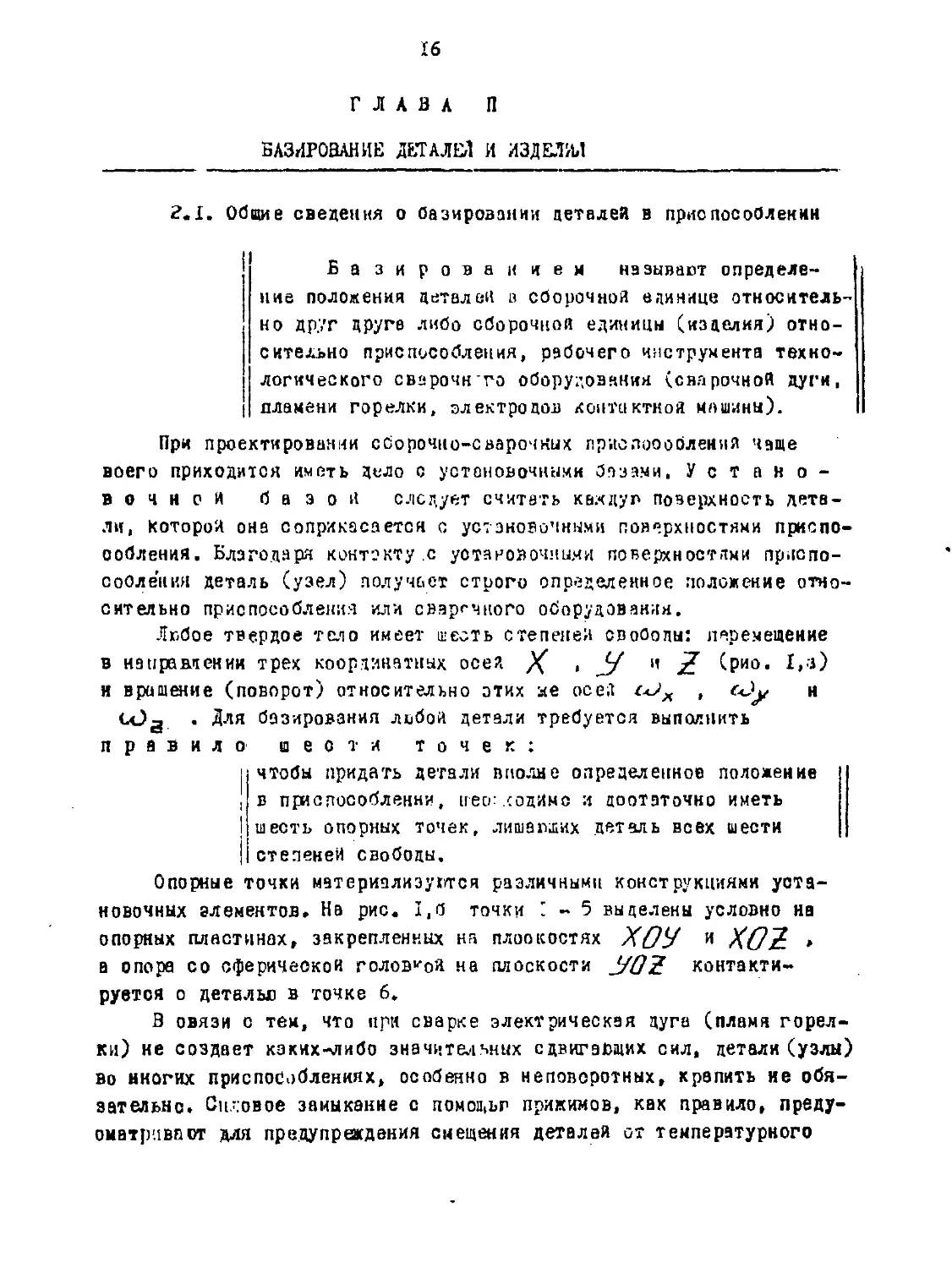
Любое твердое тело имеет шесть степеней свободы: перемещение
в направлении трех координатных осей X " X (рио. 1,а)
и вращение (поворот) относительно этих хе осей , (О? и
<л)д • Для базирования любой детали требуется выполнить
правило шести точек:
। чтобы придать детали вполне определенное положение
। в приспособлении, неогсодймо и достаточно иметь
шесть опорных точек, лишавших деталь всех шести
степеней свободы.
Опорные точки материализуются различными конструкциями уста-
новочных элементов. На рис. 1,0 точки ". - 5 выделены условно на
опорных пластинах, закрепленных на плоскостях ХОУ и X01L »
а опора со сферической головной на плоскости УОН контакти-
руется о деталью в точке 6.
В овязи о тем, что при сварке электрическая дуга (пламя горел-
ки) не создает каких-либо значительных сдвигающих сил, детали (узлы)
во многих приспособлениях, особенно в неповоротных, крепить ие обя-
зательно. Силовое замыкание с помощью прижимов, как правило, преду-
сматривает для предупреждения смещения деталей от температурного
17
расширения металле, от случайных нагрузок и от собственной маооы.
Рис. I. Схемы базирования деталей на шесть опорных
точек (а) и с помощь» планок (б)
При уотансяке деталей недопустимо использовать более вести
опорных точек. Лишние опорные точки не позволяет правильно устано-
вить деталь либо при закреплении её положение нарушавтоя,
Поверхность детали с тремя опорными точками навы-
веется главной базирующей по-
верхность»; боковая поверхность о двумя
точками - н а о р в в л я » щ ей поверх- <
н о с т ь с ; торцовая поверхность о одной точки - ,
упорной.
В качестве главной базируется поверхности (ГБ) желательно вы-
бирать поверхность, имеоиу» наибольшие габаритные размеры, в ка-
честве напревляггчей - поверхность наибольшей протяженности.
Установочными базами деталей могут служить хак механически
обработанные поверхности (отверстия, плоскости), так и необработан-
ные поверхности, не имеющие волнистости, неопределенной кривизны.
Предпочтение отдаст менее шероховатым, более чистым и точно распо-
ложенным поверхностям.
Форме и масса деталей и подузлов, из которых состоит сварочный
узел, в значительной степени определяет возможность их механизиро-
ванной или ручной установки в сборочное приспособление. В связи о
IB
этик конструктору приспособления необходимо сделать индивидуальны!!
анализ особенностей каждой, детали о цель» их правильного базирова-
ния. Такой анализ, как правило, веоьма трудоемок и часто произво-
дится не в полной мере. Это объясняется также и тем, что в настоя-
щее время теория базирования, вследствие ее сложности, разработана
еще недостаточно.
Базирование деталей при сборке основывается на учете специфи-
ки сборки нсокольких деталей - первой, второй и т.д. (в последова-
тельности их установки по технологическому процессу) и на учете
величины усилия за jtmh их после базирования.
Специфика сборки изделия под сварку заклочаетсч в тон, что
необходимы последовательное ориентирование всех деталей сборочной
единицы, их совмещение в соответствии с размерами чертежа и времен-
ное закрепление нерд сваркой с попадьи знжимных устройств или
н рихваток.
Для каждого конкретного.случая форма поверхности базируемой
детали определяет форму поверхности и тип установочных деталей
приспособления. Таким образом, конструкция установочных элементов
приспособления будет зависеть от правильности выбора базовых точек,
линий и поверхностей на собираемых деталях в разработанной схемё
приспособления.
2,2. Типовые схемы базирования
Из всего многообгпзия заготовок и деталей, собираемых в сварннО
изделия, наибольшее распространение имеет призматические заготовки,
у которых в качестве установочных баз иснользупт три вэаинно перпен-
дикулярные плоскости. При наложении на такуо заготовку шести коорди-
натных связей, она будет лишена всех степеней свободы (рис. I,
т. 1-6 ). Часто не требуется точное положение заготовки во всех
трех координатных плоскостях и ограничиваются упрощенным базиро-
ванием по двум или одной плоскости (рис. 2),
На рис. 2,а заготовка лишена пяти степеней свободы, на
рис. 2,6 - трех. Остальных степеней свободы заготовка может быть
лишена за очет сил зажима Q . Чем меньше степеней свободы тре-
буется связать при базирслании детали, тем проще конструкция
приспособления и ниже его стоимос'> ».
В сварочных приспособлениях часто базирование заготовок, напри-
мер, листогнх, ведется по плоскости. Тогда достаточно опереть такую
зеготовку на три точки в плоскости ХОУ (рис. ’,б). Однако для
19
устойчивого положения ее центр тяжести (ЦТ) должен находиться
внутри треугольника, верейная и которого являются эти точки.
Рио. 2. Схемы базирования по двум (а) и одной (б) плоскости
Фиксирование заготовок типа втулок по цилиндрическим поверхноо
тям производится с поиоиьп пальцев. Деталь I издевается отверстием
на цилиндрическую оправку (палец) 2 (рис. 3). 3 этом случае деталь
Рис. 3. Схема установки втулки
на палец
лииается четырех степеней
свободы (остается врацряие
и перенецение относительно
оси OZ )-
Для детеле?, имещих
внутреннюю цилиндрическую и
коническую поверхность,
качестве установочных эле-
ментов могут применяться
конуоные оправки или уста-
новочные конуса (рио. ♦).
Рио. я. Установка на конуоы деталей: а и б - типа*вал;
в - втулок и труб
20
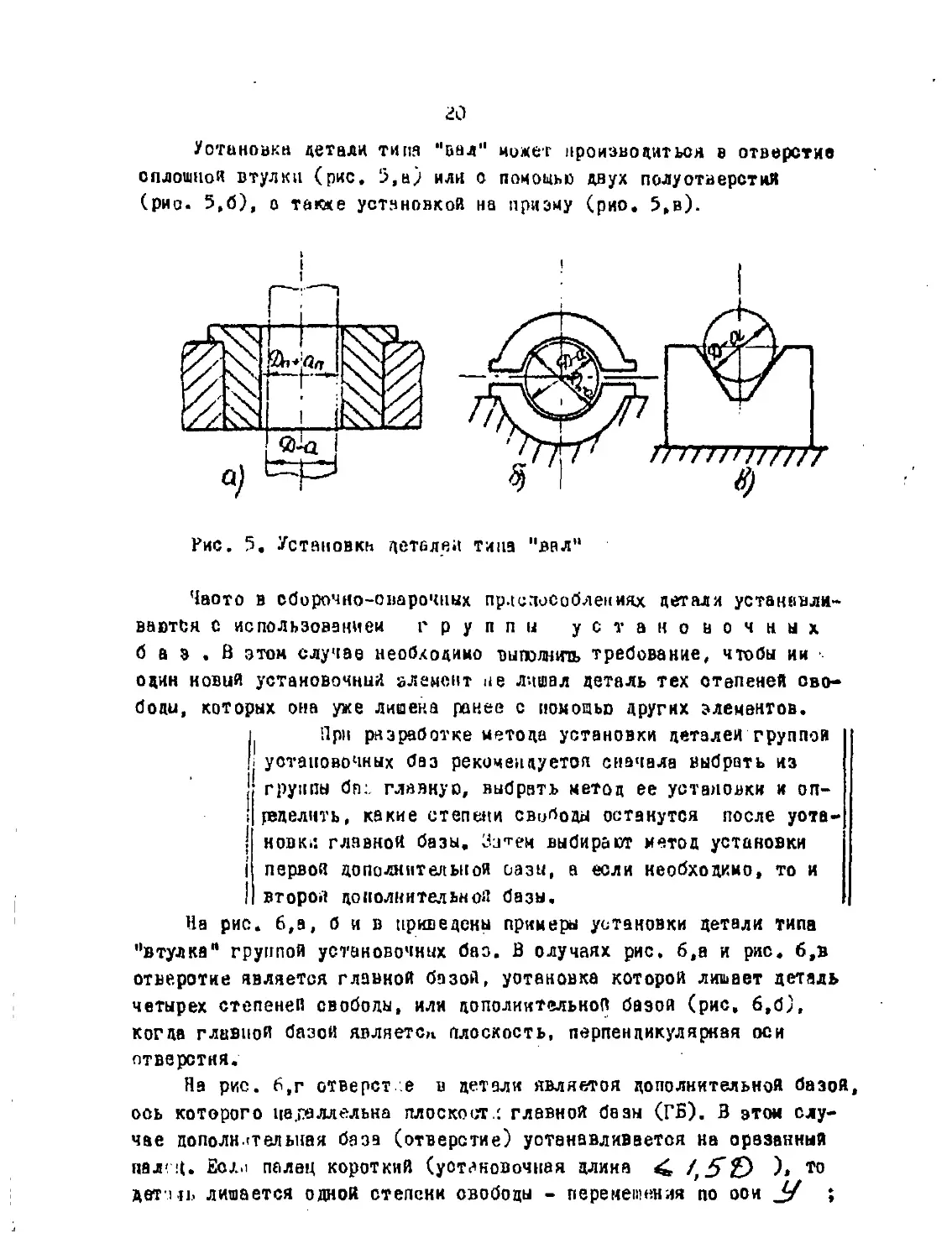
Установка детали типа "вал" может производиться в отверстие
сплошной втулки (рис. 5,а) или с помощью двух полуотаерстий
(рио. 5,6), о также установкой на призму (рио. 5,в).
Кис. 5. Установка детален типа "вал"
Чаото в сборочно-оварочных приспособлениях детали устанавли-
ваются с использованием группы установочных
б а в . В этом случае необходимо выполнить требование, чтобы ни
один новый установочный элемент не лишал деталь тех степеней сво-
боды, которых она уже лишена ранее с помощью других элементов.
। При разработке метода установки деталей группой
И установочных баз рекомендуется сначала выбрать нз
группы бп:. главную, выбрать метод ее установки и оп-
I ределнть, какие степени свободы останутся после уота-
1 ковки главной базы. Затем выбирают метод установки
j первой дополнительной иазы, а если необходимо, то и
! второй дополнительной базы.
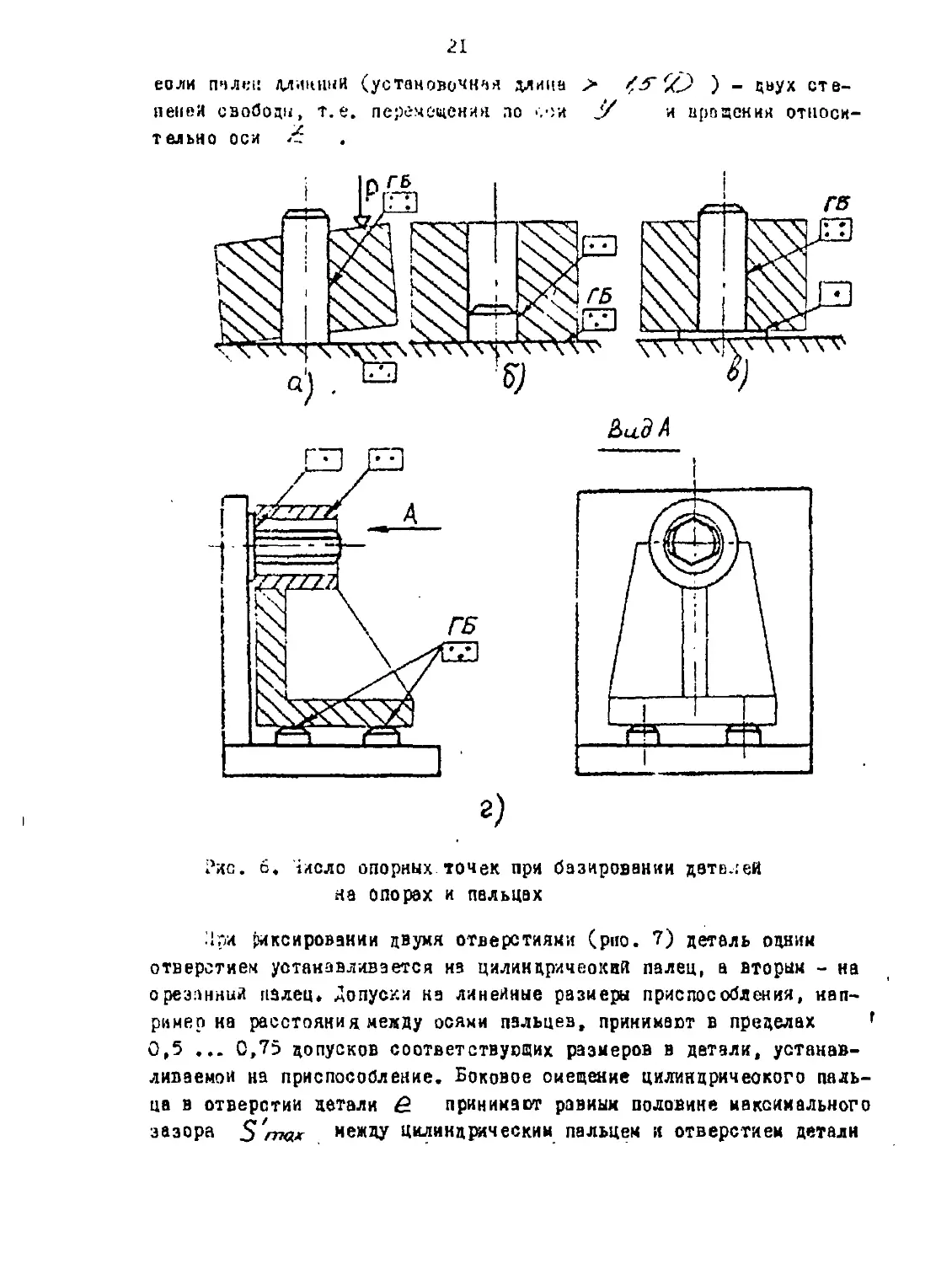
На рис. 6,а, бив приведены примеры установки детали типа
"втулка" группой установочных баз. В случаях рис. б,а и рис. б,в
отверстие является главкой базой, установка которой лишает деталь
четырех степеней свободы, или дополнительной базой (рис, 6,6),
когда главной базой являете,, плоскость, перпендикулярная оси
отверстия.
На рис. 6,г отверст е в детали является дополнительной базой
ось которого на.геллельна плоско ст.: главной базы (ГБ). В этом слу-
чае дополнлтельная база (отверстие) устанавливается на орвзанный
пал'!(. Если палец короткий (установочная длина ^ /, 5"© )» то
детиь лишается одной степени свободы - перемещения по оои ;
21
еоли пялен длинннй (установочная длина > ) - двух сте-
пеней свободн, т.е. перемещения ло >.-:и jZ и прощения относи-
тельно оси Z
?ис. 6. Число опорных точек при базировании детелей
на опорах и пальцах
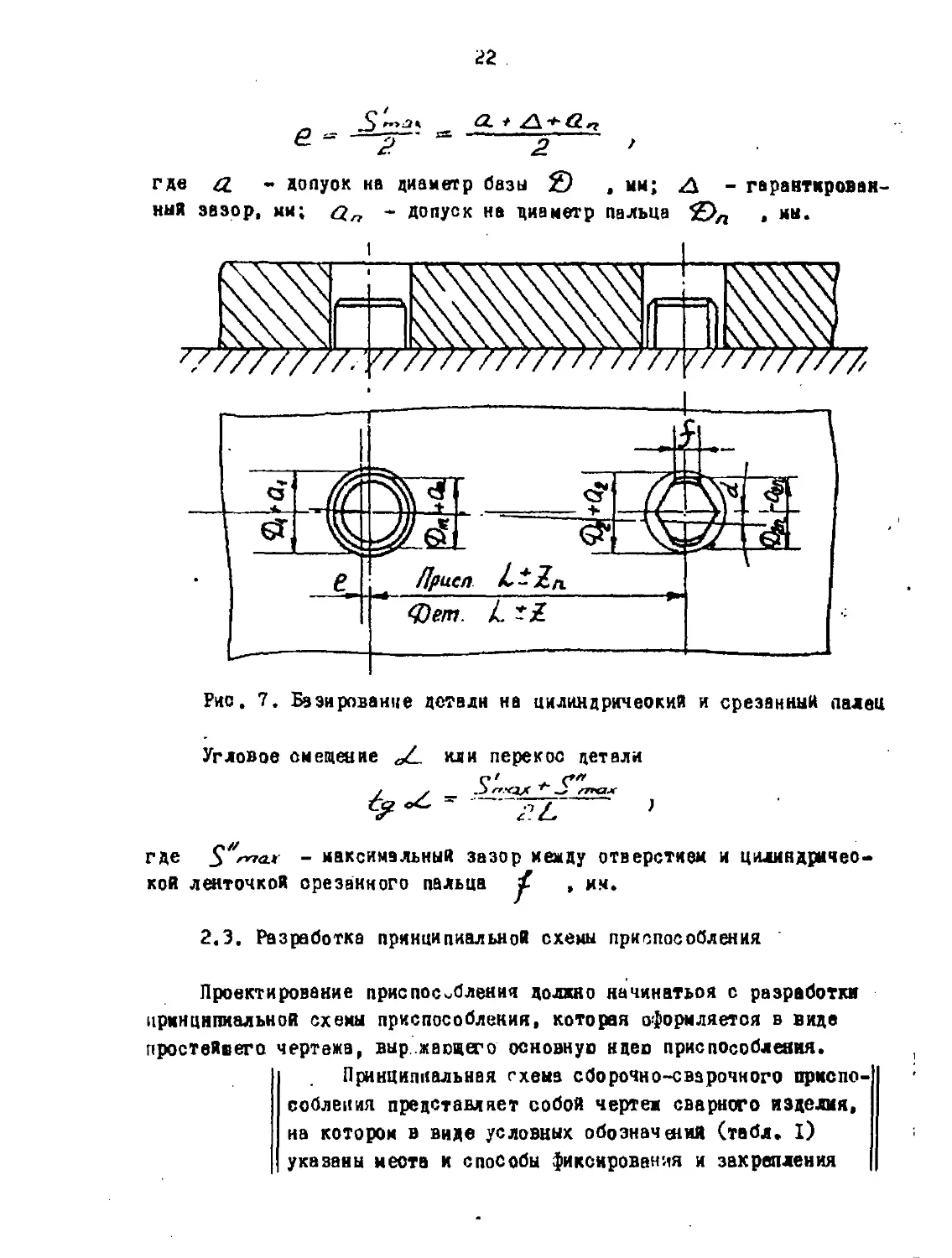
Или риксировании двумя отверстиями (рпо. 7) деталь одним
отверстием устанавливается на цилиндричеокий палец, а вторым - на
орезаннии палец. Допуски на линейные размеры приспособления, нап-
ример на расстояния между осями пальцев, принимают в пределах
0,5 ... 0,75 допусков соответствующих размеров в детали, устанав-
ливаемой на приспособление. Боковое смещение цилиндрического паль-
ца в отверстии детали & принимают равным половине максимального
зазора S'max между цилиндрическим пальцем и отверстием детали
22
„ J) О- t ZS.-*-GL гг
в- _ _— ,
где zZ - допуск на диаметр базы £) , мм; Д - гарантирован-
ный зазор, мм; - допуск на диаметр пальца £>Л , мы.
Рио. 7. Базирование детали на цилиндрический и срезанный палец
Угловое смещение или перекос детали
где 5''тал - максимальный зазор между отверстием и цилиндричес-
кой ленточкой срезанного пальца , им.
2.3. Разработка принципиальной схемы приспособления
Проектирование приспособления должно начинаться с разработки
принципиальной схемы приспособления, которая оформляется в виде
простейшего чертежа, выр.жаощего основнуо ндео приспособления.
Принципиальная схема сборочно-сварочного приспо-
собления представляет собой чертеж сварного изделия,
на котором в виде условных обозначения (табл. I)
указаны места и способы фиксирования и закрепления
23
мех метелей, о по оо бы и устройства (упроиенно) дли
установки, поворота,подъема, оъеыа поталей и изделия
и другие механизмы.
При изготовлении схемы наносить на нее все подробности
будунего приспособления не следуе**. Изображение деталей и механиз-
мов приспособления производят в виде условных обозначений, как
правило, карандашом или чернилами другого цвета. При необходимости
отдельные части и механизмы приспособления могут быть выполнены
довольно подробно.
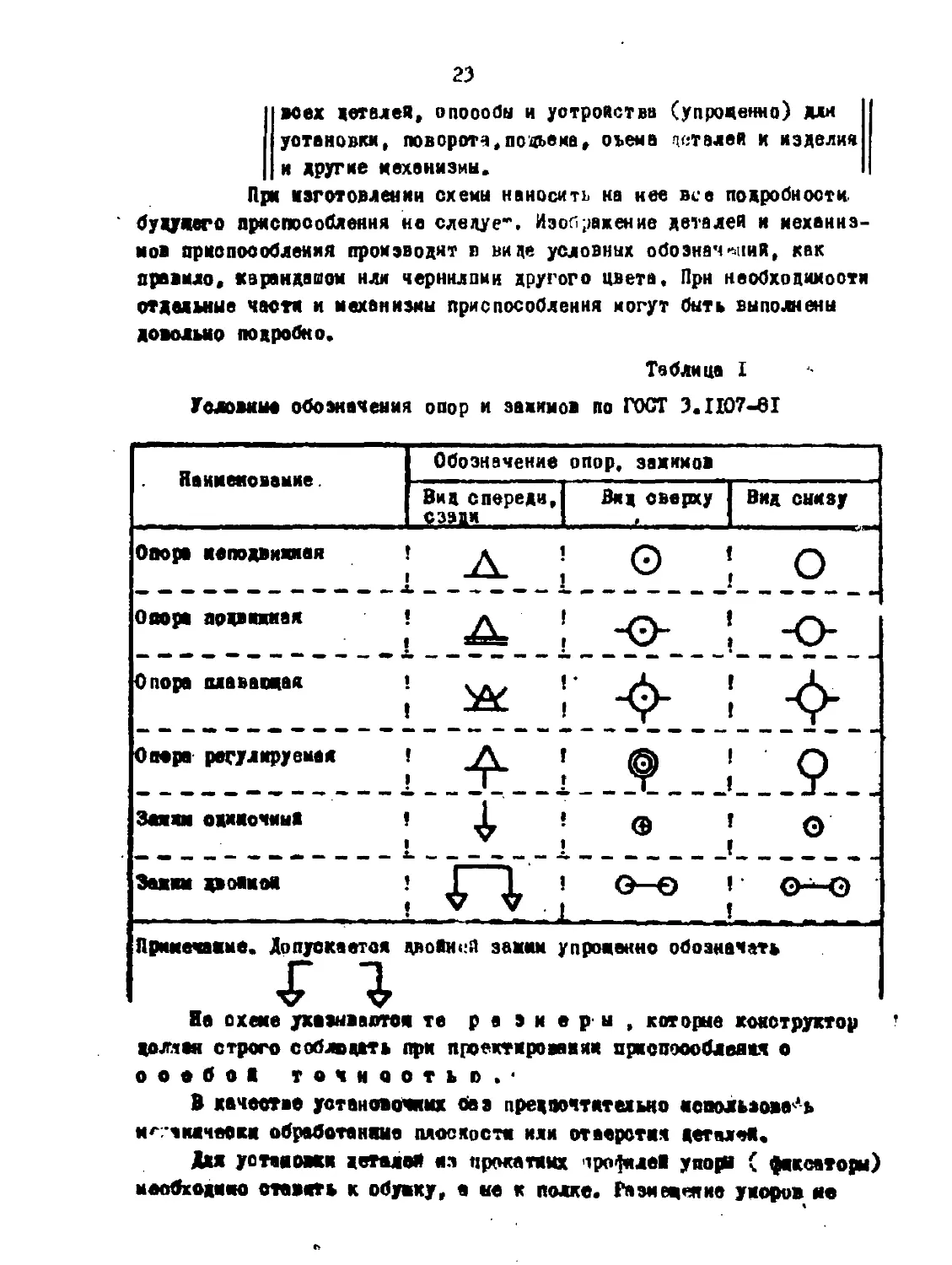
Таблица I
Условные обозначения опор и зажимов по ГОСТ 3.1Ю7-81
Примечание. Допускается двойней зажим упроиенно обозначать
На схеме ухазнввютоя те размеры, которые конструктор
долтая строго соблюдать при проектировании приспособления о
особо! ТОЧНОСТЬ!). *
В качестве установочных без предпочтительно использовать
м^.'чмчеоки обработанные плоскости или отверстия детые*.
Дм установки детелей из прокатных ipofaxei ynojM ( фиксаторы)
необходимо ставить к обуйку, а не к полке. Раэменеяие укоров но
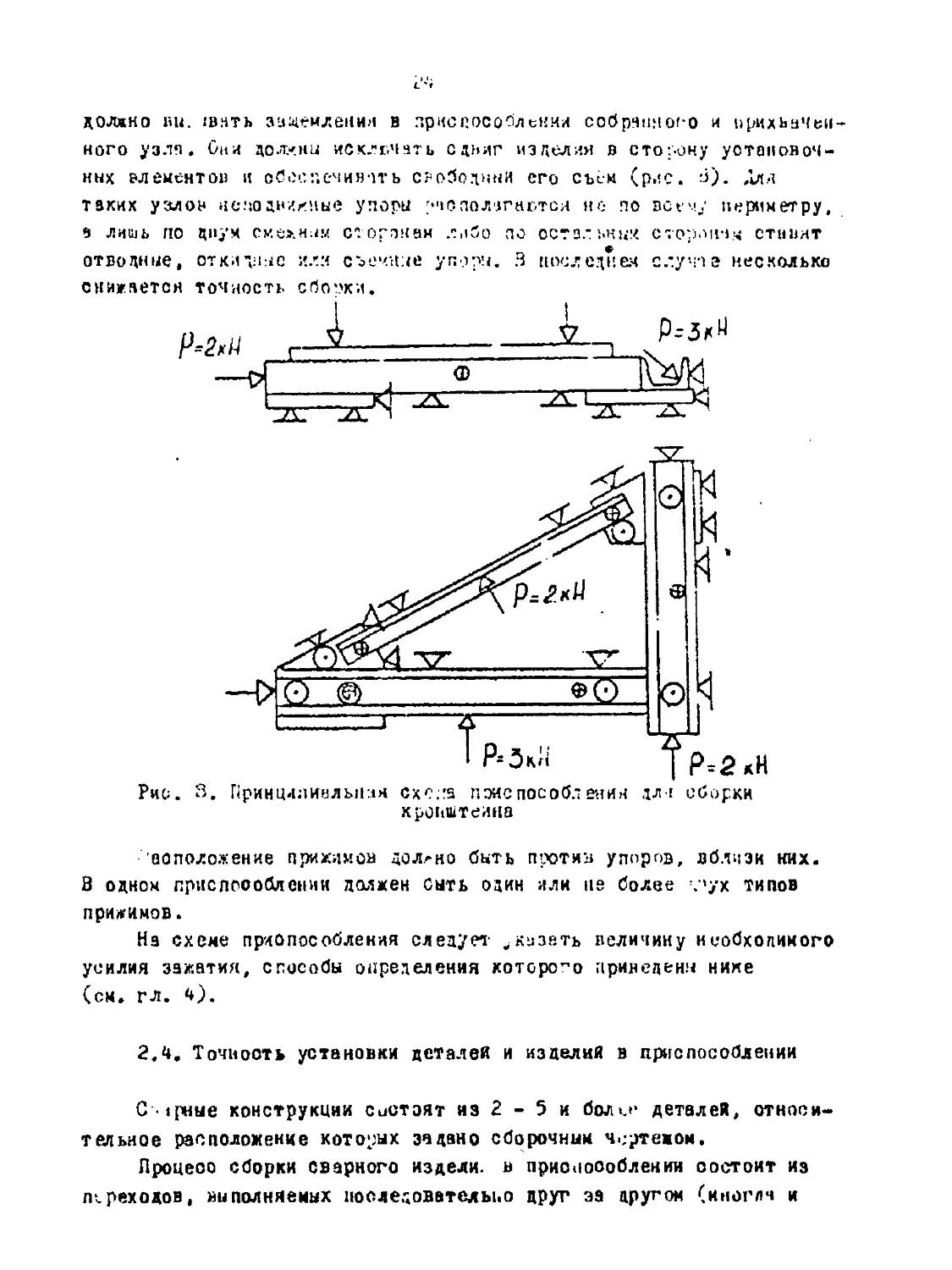
должно ви. 1в.чть защемления в приспособлении собранного и прихвачен-
ного узла. Они доданы исключать сдвиг изделия в сторону установоч-
ных влементов и обеспечивать свободный его съем (рис. 6). Для
таких узлов неподвижные упоры располагается не по всем/ периметру,
а лишь по двум смежным сторонам либо по остальным, сторонам ставят
отводные, откидные или съемные упоры. 3 последнем случае несколько
снижается точность сборки.
Рис. 3. Принципиальная схсиз пэиспособ.денин дл-t сборки
кронштейна
аоположение прижимов должно быть против упоров, вблизи них.
В одном приспособлении должен сыть один или не более :<ух типов
прижимов.
На схеме приспособления следует указать величину необходимого
усилия зажатия, способы определения которого приведены нике
(см. гл. 4).
2.4. Точность установки деталей и изделия в приспособлении
Сцтные конструкции состоят из 2 - 5 и бол>.»‘ деталей, относи-
тельное расположение которых задано сборочным чертежом.
Процесс сборки сварного издели. в приспособлении состоит из
переходов, выполняемых последователь!.о друг за другом (иноглч и
25
параллельно) со всеми деталями и сборочными единицами, входящими
в изделие. Это создает трудности в обеспечении -г ,чнооти сборки.
Точность собираемого и свариваемого изделии может быть опреде-
лена двумя методами: расчетным (теоретическим), проводимым заблаго-
временно, и экспериментальном, тподиннм пооле изготовления изде-
лия.
В свою очередь, теоретический метод может быть расчетно-анали-
тическим и вероятностным. Рнсчетно-аиалитичеокии метод точности
применяют для расчета погрешностей единичного изделии. Вероятност-
ный метод может быть использован для анализа точности nsprst.r изде-
лии, д.е. охватывает различные комбинации условий реального техно-
логического процессе. Он требует ряда экспериментальных донных
о точности отдельных деталей, операций и параметров процесса.
Погрешности установки Ду определяются суммарным злечением
пог ревности базирования /\ J* и погрешности закрепления Дз ,
т.е.
Zk/ * Аз,
Погрешности базирования возникают, когда технологическая (ис-
ходная) база не совпадает с конструкторской.
Погрешность закрепления характеризуется ом еден иен детали от
базирующий поверхностей приспособления при закреплении.
Вое детали в сборочной единице находятся во взаимосвязи друг
с другом и образуют размерную цепь, то еоть замкнутую цепь взаимо-
связанных размеров, определяющих относительное положение деталей
в изделии. Для обеспечения заданной точности приспособления
конструктору необходимо внимательно проанализировать оборонные раз-
мерные цепи, определяющие взаимосвязь установочнык размеров деталей,
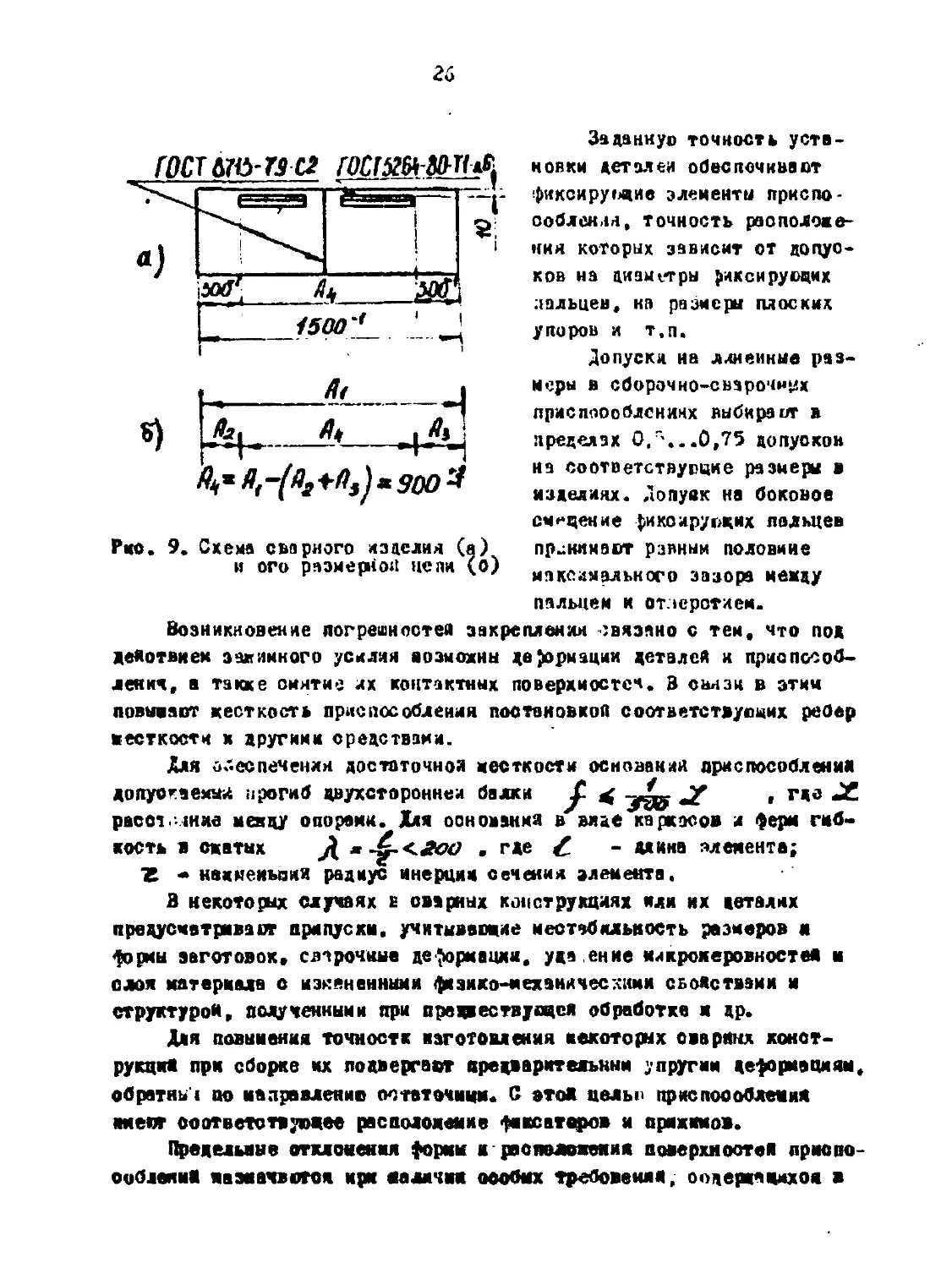
входящих в изделие. В размерной цепи (рио. 9) составляющими звенья-
ми, оказывающимися причиной изменения размера замыкающего звена
» будут размеры . Для пространствен-
ных изделий размерная цепь приводится к трем плоскостным размерным
цепям.
Обеспечение точности сборки сводится к получению эоданной
точности замыкающего звена размерной цепи, соответствующей чертежу.
Чес больше звеньев в размерной цени, тем большая оиибка может быть
у замыкающего звена.
В конструкциях с многозвенными размерными цепями точность изго-
товления деталей резко повышается, что повышает трудоемкость и
стоимость изделия.
26
Заданную точность уста-
новки деталей обеспечивает
фиксирующие элементы приспо-
собления, точность расположе-
ния которых зависит от допус-
ков на диаметры фиксирующих
зальцев, на размеры плоских
упоров и т.п.
Допуски на линейные раз-
меры в сборочно-сварочных
приспособлениях выбирает в
пределах 0, "...0,75 допусков
на соответствующие размеры в
изделиях. Допуяк на боковое
смещение фиксирующих пальцев
принимает равным половине
максимального зазора между
пальцем к отверстием.
Р^Я-^^^ждоо^
Рио. 9. Схема сварного «заелия (а)
и ого размерно:! цепи (о)
Возникновение погрешностей закреплении связано с тем, что под
дейотвиех зажимного усилия возможны деформации деталей и приспособ-
ления, а также смятие их контактных поверхностен. В связи в этим
повывает жесткость приспособления постановкой соответствуоыих ребер
жесткости к другими средствами.
Аля элеспечении достаточной жесткости оснований приспособленна
допускаемый прогиб двухсторонней балки £ £ -у^ £ , где Jf
расотшиа между опорами. Для основания в виде каркасов л ферм гиб-
кость в сжатых Л *.£.<.200 . где £ - ддина элемента;
Z - накмеиызии радиус инерции сечения элемента.
В некоторых случаях в сварных конструкциях или их деталях
предусматривает припуски, учитывапдие нестабильность размеров и
формы заготовок* сварочные деформации. уда ение микрокеровностей и
слоя материала о иэкененными физико-механическими свойствами и
структурой, подученными при предаествуоцся обработке и др.
Для повыиения точиостк изготовления некоторых сварных конст-
рукций при сборке их подвергает предварительным упругим деформациям,
обратны'! по направление остаточным. С этой цельп приспособлений
имеет ооответотвуожее расположение фиксаторов и прижимов.
Предельные отклонения формы к расположении поверхностен приспо-
соблений мазначвогоя ирк наличии особых требовании, оодериацихоя в
27
технических условиях и чертежах из палий. В остальных случаях откло-
нения .формы и расположения базовых поверхностей приспособлений
ограничивается полем допуска на размер.
Чтобы быстро н точно расположить ''.зриваемое изделие относи-
тельно электрода, необходимо лрис.юсобление выставить относительно
сварочного оборудования или закрепить на нем. За исключением кон-
тактных рельефных прессов, имевших / - образные пазы, другие
сварочные станки и установки не имеют посадочных поверхностей и
отверстия для крепления приспособлений. Поэтому при конструирова~
нни приспособления необходимо знать, с каким сварочным оборудова-
нием оно будет сочленяться, выбрать способ установки м крепления
приспособления. Эта установка монет быть.осуществлена: на посадоч-
ные поверхности, пазы или отверстия, шпиндель, переходное
приспособление, общую рану, общий фундамент.
Во воех случаях при установке приспособления возможна некого •
рая погрешность. Это связано со смещением приспособления в преде-
лах имевшегося.зазора и о уста .овкой его с перекооом. Поэтому в
расчетах на точность следует учитывать дополнительную погрешность,
равную величине этого оиещения, Иногда эту погрепнюоть можно умень-
шить путем ’СТановки приспособления с выверкой в пределах зазоров
между сопрягаемыми поверхностями приспособления и посадочного мес-
та сварочной машины (отакка). Допуски их расположения должны учи-
тывать требования точности чертежа, ТУ на оварное изделие и учиты-
вать возможности производства.
ГЛАВА. I
ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЯ
В общем случав сборочно-сварочное приспособление состоит из
основания (рамы или корпуса), фиксирующих (установочных) элементов,
прнжинов, поворотных устройств, вспомогательных детелей и устройств,
3.1. Основания приспособлений
Оонование (рама, корпус) приспособления представ-
ляет ообой элемент, обьединяощнй в единую конструкцию
вое чаоти приспособления.
На основании р-ополагао^ся опорные я направляющие детали,
20
упори и о<)ры, определяющие положение устанавливаемых деталей,
втулки, бобышки, кронштейны и другие фиксаторы.
Основание воспринимает массу изделия и вое усилия, возникав-
шие в процессе сборки, прихватки, сварки, кантовки и т.п. При этом
оно должно обеспечивать постоянство точности расположения установ-
ленных деталей, как в статическом состоянии, так и отсутствие вме-
щений и вибраций при любых поворотах. Поэтому основание должно об-
ладать достаточной прочностью и жесткостью.
Основание приспособления должно быть те?нелогичный, иметь ра-
циональное конструктивное оформление, обладать возможно иеньшеи
массой н быть компактным. Последнее требование особенно важно для
переносных, передвижных и поворотных приспособления.
Эорма и размеры основания зависят от конфигурации изделия,
собираемого в приспособлении, а также от вида и расположения фикси-
рующих, зажимных и на пр влнющих элементов. »
Основании приспособлении получают отливкой, ковкои, сваркой,
оборкой из отдельных элементов на болтах и другими методами. Эконо-
мически. целесообразно изготавливать сварно-литые, сварно-кованые,
сварно-штампованные основания, а также применять низколегированные
стали повышенной прочности, гнутые профили.
При проектировании сварных оснований необходимо предусматривать:
- примерно одинаковую толщину свариваемых деталей;
- вис окуп усталостнуп прочность соединения}
- отсутствие соединений с накладками;
- соединение не более двух деталей одним швом;
- создание минимума деформаций основания;
- симметричное расположение усиливающих ребер и их двухсторон-
нее приварку;
- припуск на окончательную обработку поверхностей;
- термообработку для снятия внутргнних напряжении.
Сварные основания обычно имеет меньшую масоу, а их отдельные
части, работающие в тяжелых условиях, могут быть выполнены из
легированной стали.
При конструировании литых оснований необходимо*.
- избегать острых углов и резких переходов;
- не допускать местных скоплений металле;
- Обрабатываемые участки приподнимать над необработанной
поверхностью;
- отверстия в стенхах делать в увиливающих бобышках;
• соблюдать требуемые литейные уклоны.
29
Основания поворотных приспособлений должны иметь полки или
фланг/ о отверстиями для крепления к планиайбам -кантователей и
вращателей. В стационарных приспособлениях предусматривает открытые
пазы или отверстия для крепления к фун менту или к рамам техноло-
гического оборудования.
Из-за широкого конструктивного разнообразия основании их
очень трудно стандартизировать. В некоторых случаях я качестве
корпуса приспособления использует сборочные плиты о Т-обраэнимн
пазами. Для крупногабаритных приспособлении целесообразно иополь-
зовап сварные основания из сотовых профильных материалов г из
отельных листов толщиной G...1C ми, В качестве оснований приспо-
соблений применяется стандартизированные полые коробки о ляпами
для крепления (ГОСТ 12999-67), швеллеры (ГОСТ 12950-67 и ГОСТ
9079-69), стоики (ГОСТ 45*9-69), угольники (ГОСТ 12999-67 и ГОСТ
12952-67), ребра (ГОСТ 12959-67), чугунные плиты (ГОСТ 12990-67),
стальные плиты (ГОСТ 12997-67) и др,
3.2. Установочные детали приспособлений
Установочные детали (опоры, упоры, пальцы, приз-
мы, установочные хонусы, постели) образует базовые
поверхности приспособления и обеспечивает правильнув
ориентаций деталей (узлов) в приспособлении в соот-
ветствии о правилом шеоти опорных точек.
Опоры приспособлений разделят* на основные и вспомогательные.
Основные опоры определяет полоквниз детали в
простра* отве, лишая ее всех или нескольких степеней свободы. Как
правило, они жестко закрепляется в корпусе приспособления.
Вспомогательные опоры предназначены для
придания детали дополнительной жесткости и устойчивости, папример,
в тех случаях, когда деталь может опрокинуться или из-за малой
жесткости может деформироваться. Поэтому вспомогательные опоры
индивидуально подводят к установленной детали и закрепляют, в ре-
зультате чего они превращается в дополнительные жвоткие опоры.
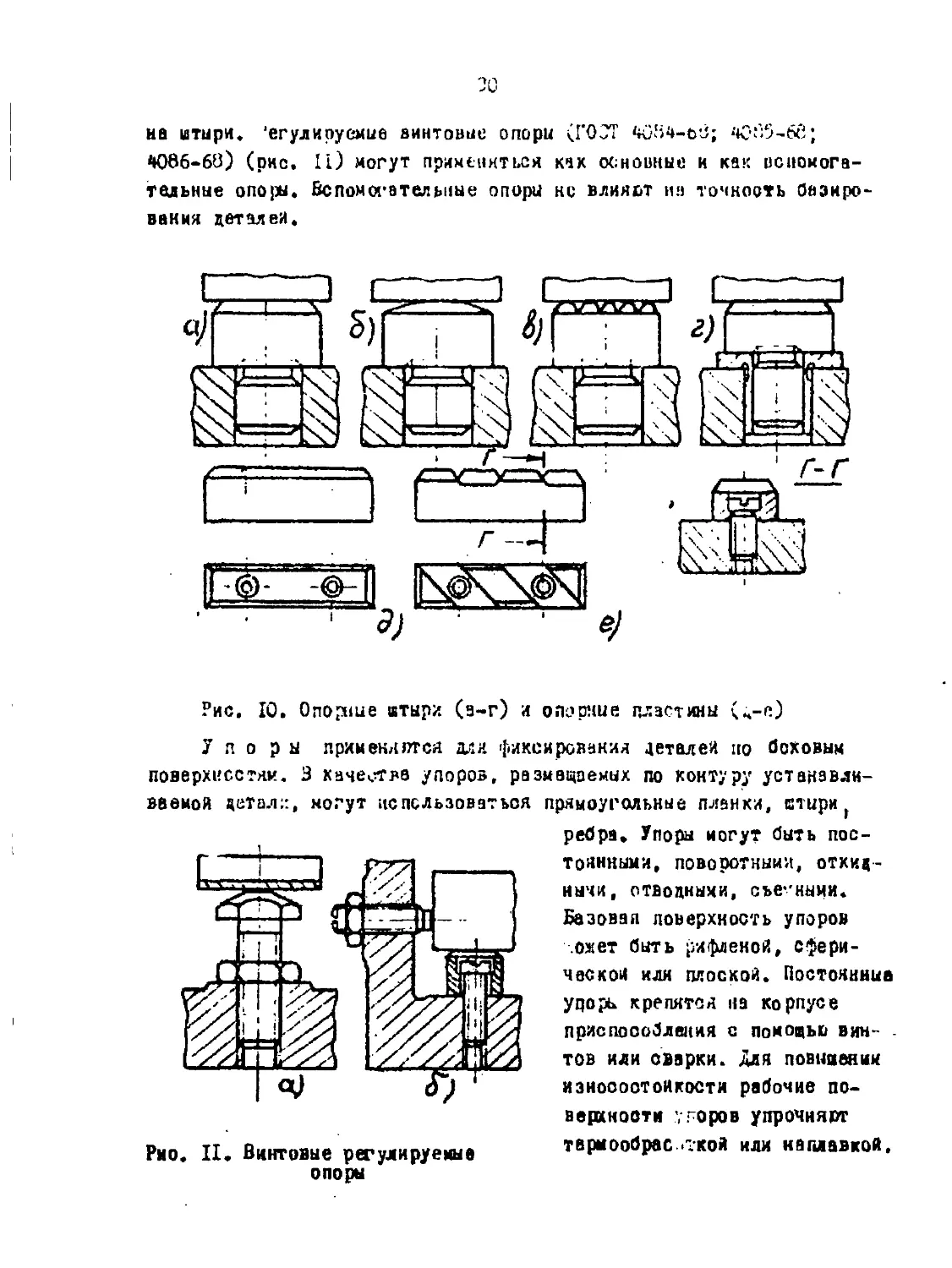
Основными опорами оборочко-сварочных приспособления могут
быть опорные штыри (рис. 10, а-г) с плоской, сферической и чаоечем-
кой головками (ГОСТ Г399О-68; 13991-68; 13992-68).
Детали больших размеров с обработанными базовыми плоскостями
устанавливает на плзотнны, а детали неб. льпих и средних размеров -
30
на итнри. ‘егулируемие винтовые опори (ГОСТ C-S-бй;
W86-68) (рис. 11) могут примениться как основные и как вспомога-
тельные опоры. Вспомогательные опори нс влияет на точность визиро-
вания деталей.
Рис. 10. Опорные штыри (з-г) и опорные пластины (ч-с)
Упоры примени пт ся дли фиксирования деталей по боковым
поверхностям. 3 каче^гтвв упоров, размещаемых по контуру устанавли-
ваемой детали, могут использоваться
Рио. II. Винтовые регулируемые
опоры
прямоугольные планки, втыри(
ребра. Упоры могут быть пос-
тоянными, поворотными, откид-
ными, отводными, съе-ными.
Базовая поверхность упоров
ожет быть рифленой, сфери-
ческой или плоской. Постоянные
уцоры крепятся на корпусе
приспособления с помощьь вин-
тов или сварки. Для повышении
износостойкости рабочие по-
веркнооти угоров упрочняет
тарыообрас ."кой или наплавкой.
и
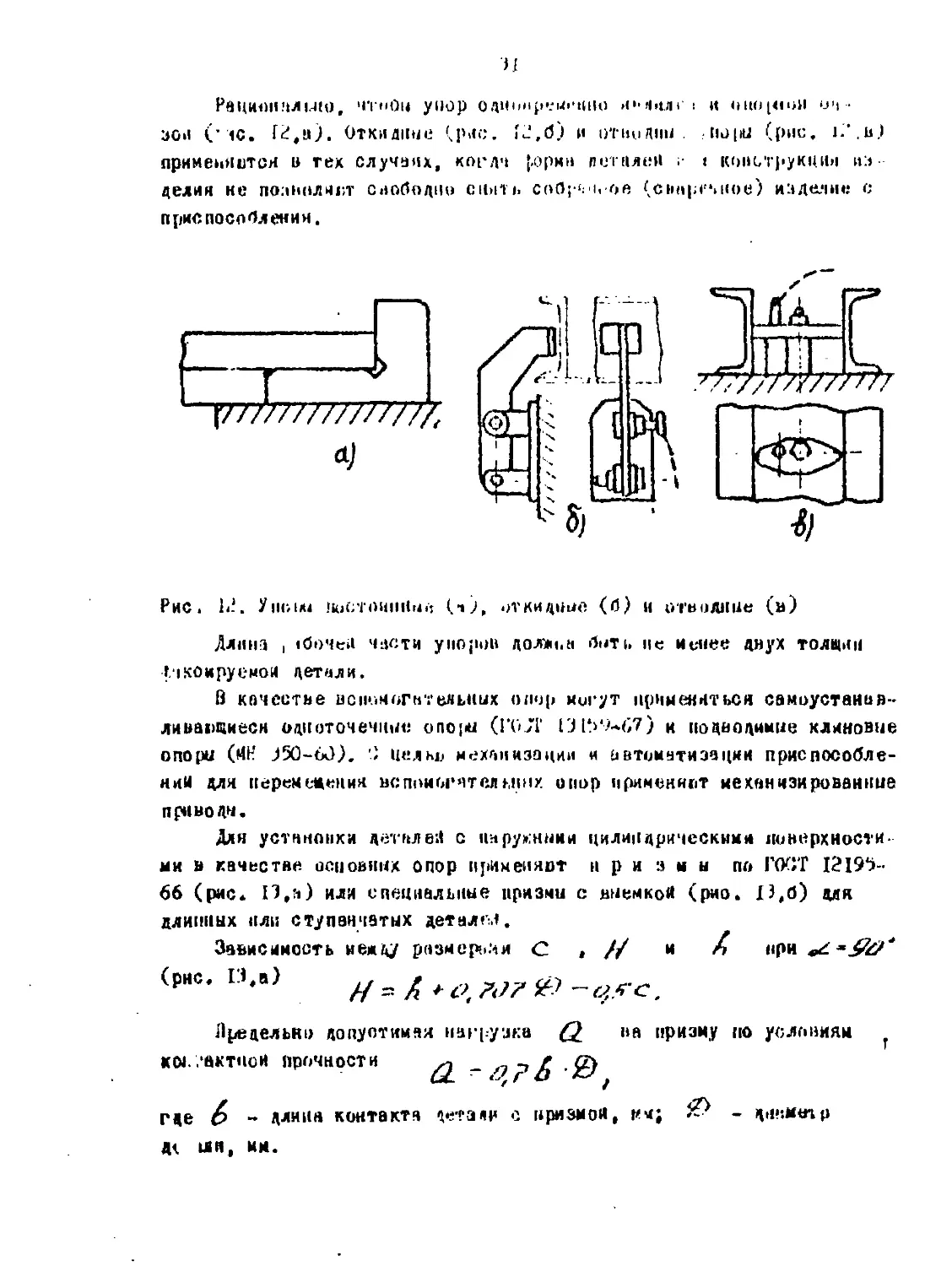
РвЦИ0|1!|ЛМЮ, ЧТиОи упор 0ДНОнр..-u.'tlHO ><М>1ЛГ I И 01101<1»И 04-
зол (’ic. Г^,а). Откидные (ряс. к‘,б) и итнцдпи , tw|iu (рис. i.'.b.i
применятся и тех случаях, когда [.ормн детален ;• i конструкция из
делим не поаноливт свободно снять соОр‘: i. oe (cmipe.uoe) изделие с
приспособлении.
177777777777777%
а)
Рис. Ушны ностоинний (•»;, откидные (б) и отводные (в)
Длина । <бочел части упоров долхн.а боте не непсе двух толщин
Икоируемой детали.
В качестве всиомогнтеяьних опор могут применяться самоустаиап-
ливаощиесн одноточечные onojiu (I'GJT I'J И>‘.'~67) и подводимые клиновые
опори (ME J5O-6O). ) целы? механизации и автоматизации приспособле-
нии для перемещения нспниг.гчтелгннх опор применят механизированные
приводы.
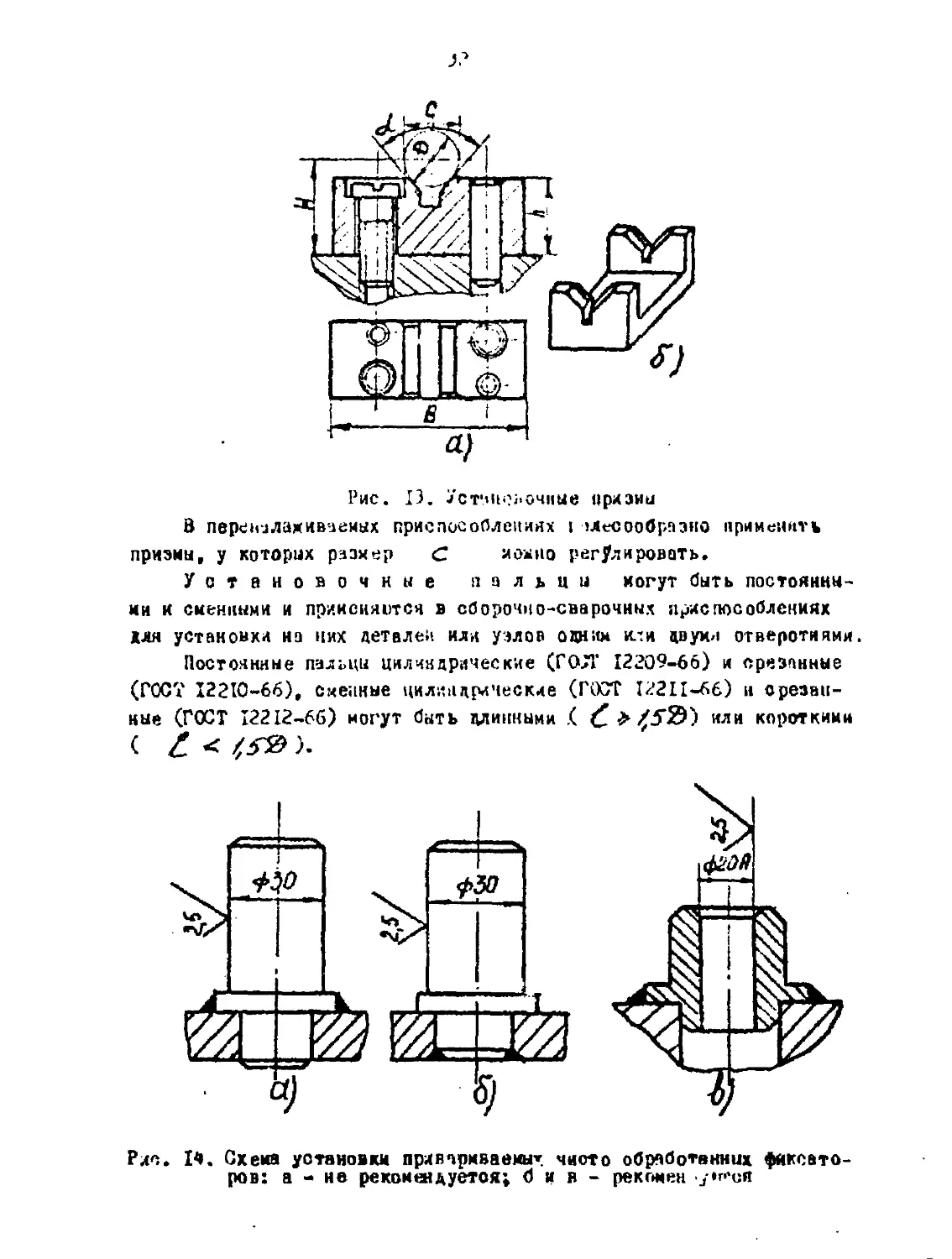
Для устннпики деталей с наружными цилиндрическими поверхности
ми в качестве основных опор применят призмы по ГОСТ 1219%
66 (рис. 13,а) или специальные призмы с выемкой (рио. 13,6) адя
длинных пли ступенчатых деталей.
Зависимость между размерная С , // и / при «г
(Не. П.е) //=Z,^z.7ZZ?-e?Te.
Предельно допустимая нагрузка Q_ на призму по условиям f
кы.гактпои прочности _ ,-t-р
где & - длина контакта детали с призмой, ич; - диаметр
Д4. 1ЛП, ММ.
Рис. 13. Устччсьочиые прхзиы
В переналаживаемых приспособлениях i >лесообраэно применить
призмы, у которых размер С можно регулировать.
Установочные пальцы могут быть постоянны-
ми и сменными и приисняитсч в сборочно-сварочных приспособлениях
для установки на них детален или узлов одним или двумя отверстиями.
Постоянные пальцы цилиндрические (ГОЛ' 12209-66) и ерезанные
(ГОС? 12210-66), сменные цилиндрические (ГОСТ I22II-66) и срезан-
ные (ГОСТ 12212-66) могут быть длинными .( С- > или короткими
( Z < /,& >•
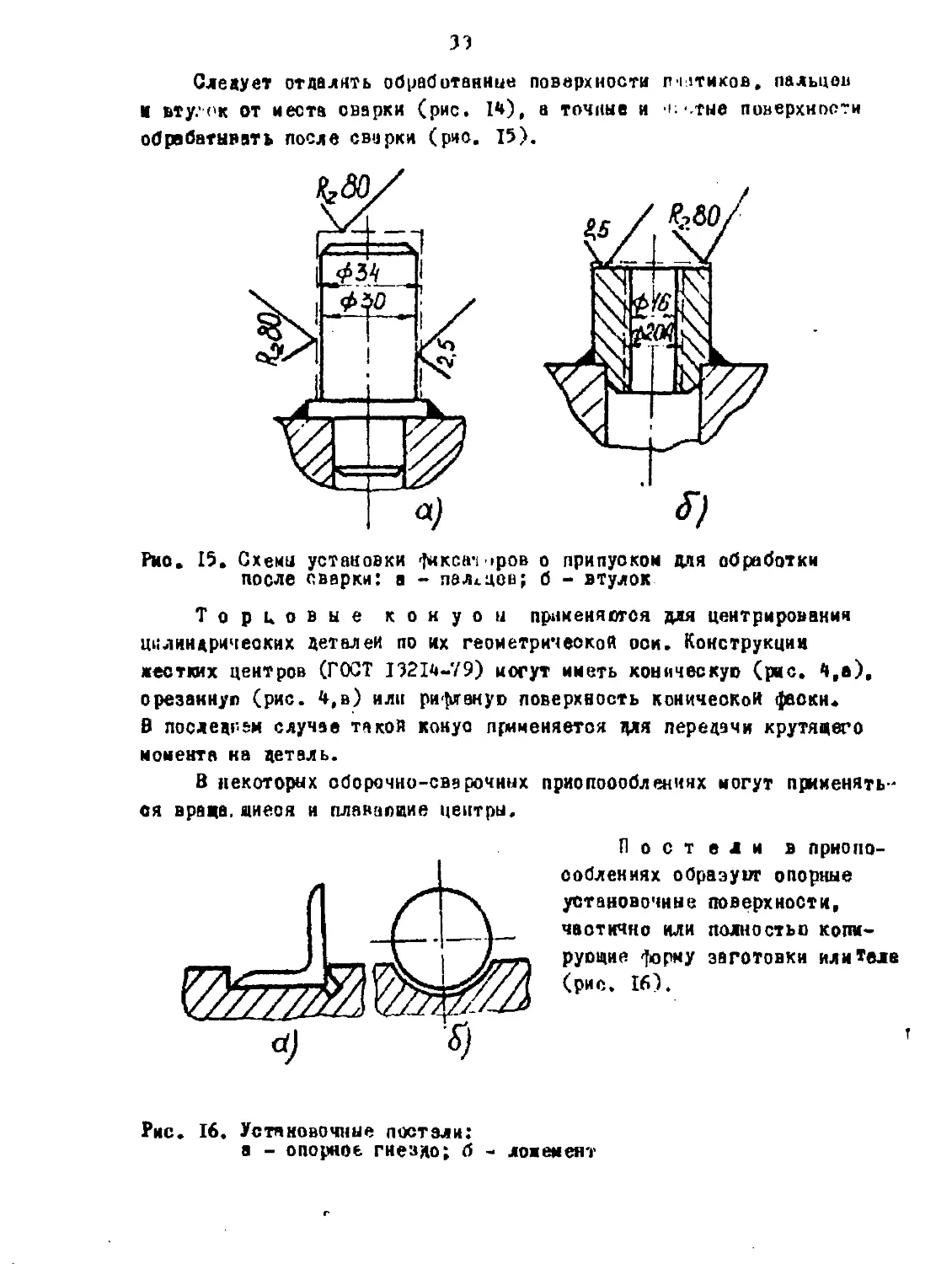
Рис. 14. Схема установки привариваемы» чисто обработанных фиксато-
ров: а - не рекомендуется; бив- рекомен j^oh
Следует отдалить обработанные поверхности пытиков, пальцев
к ьту. ок от места сварки (рис. I*), а точные и н .тые поверхности
обрабатывать после сварки (рис. 15).
Рио. 15. Схемы установки фиксач ipoe о припуском для обработки
после сварки: а - пальцев; б - втулок
Торцовые к о к у о и применяется для центрирования
цилиндрических деталей по их геометрической оои. Конструкции
жестких центров (ГОСТ J32I4-79) могут иметь коническуо (рис. 4,а),
орезакнуп (рис. 4,в) или ри фт ан у о поверхность конической фаски.
В последнем случае такой конуо применяется для передачи крутящего
момента на деталь.
В некоторых сборочно-сварочных приспособлениях могут применять-
ся враца. щиеся и плаваоиие центры.
Постели в приспо-
соблениях образует опорные
установочные поверхности,
частично или полностьп копи-
руощие форму заготовки или теле
(рис. 16).
Рис. 16. Установочные постзли:
а - опорное гнездо; б - ложемент
зч
3.3. „ажимные механизмы приспособления
Зажимные механизмы предназначены для закрепления
установленных в приспособление деталей, заготовок к
I изделий.
Они должны отвечать ряду требовании;
I. Создавать зажимное усилие в выбранной точке в соответствии
оо охемой закрепления. Располагаться над опорами или вблизи к ним
и не создавать опрокидывавшего момента.
2. Развивать заданное расчетное усилие для надежного закреп-
ления деталей.
3. Расчитывать элементы зажимов по заранее выбранному (рассчи-
танному) усилию, а не наоборот.
•3. Не сдвигать детали в приспособлении, не портить их поверх-
ностей и не деЬормировать их.
5. Быстродействию, удобству и безопа пости в работе.
В сборочно-сварочных приспособлениях чаще всего применяются
прижимы, имеющие привод: механический, пневматический, гидравличес-
кий, магнитный, электромеханический. 3 одном приспособлении жела-
тельно применять один или не более двух типов прижимов.
По степени механизации зажимы делят на следующие:
I. Ручные - работающие от иуокульной силы рабочего. Их рекомен-
дуется применять в единичном и мелкосерийном производстве.
2* Хеханизированные - работающие от силового привода, управляе-
мого вручную.
3. Автоматизированные - осуществляющие зажим н раскрепление
детален и изделий без участия рабочего. Последние два типа реко-
мендуется применять в серийном и массовом производстве.
Различные конструкции зажимов имеют разное время срабатывания
и закрепления (открепления) деталей (т ,бл. 2).
Таблица 2
Продолжительность закрепления деталей
Вид зажимного устройства Продолжительность за краплен ия, с.
I. Зажми плунжерного вида о пневматическим или гидравлическим приводом 2. Ручной эксцентриковый или байонетный зажим 3. Винтовой зажим о рукояткой или маховиком 4. Винтовой зажим, вращающийся гаечным ключом 3. Тиски или кулачковой патрон о применением ключа 0,5...1,2 0,7...2,0 1,5...4,2 3...I? 6..ла
33
3.4. Вспомогательные детали и механизмы п; лспосоОлениЯ
Вспомогательными деталями оборочно-оварочних приспособления
является рукоятки, педали, тяги, огрнн • чители хода, пружины, шпон-
ки, детали шлицевых соединения, :<у *>ты, шт и'[.ты, деталч клиновых и
зубчатых передач, подшипники и т.н.
Как правило, на многие вспомогательные детали имеется стандар-
ты или нормали, которыми следует руководочвовэтьоя.
Ловышеии а уровня механизации и автоматизации приспособлений
достигается путем использонпния в них различных вотроенных устройств,
специальных механизмов, типового механического оборудования или его
отдельных унифицированных элементов для механизации, фиксаций дета-
лей и изделии, кантовки и врацения, зажатия, транопоргировки, уота-
новки и снятия, контроля и др.
Вспомогательными устройствами сборочко-сварочных приспособле-
нии является стопорные, подъемны а и другие пружинные механизмы;
перегружатели, захваты и сбрасыватели Деталей] касоеты-накопители;
буккерные и кассетные устройств для деталей, присадочных проволок,
лент, порошков, флооов к ласт; фч гос удерживающие и газобащитные
приспособления и т.п. Дли складирования деталей применяется спе-
циализированные подставки и стеллажи, стандартная тара и контейнеры.
Конструкция стеллажей и подставок должна обеспечивать рациональной
расположение изделий и деталей в удобной положении.
Для механизации вспомогательных операций применяют манипуля-
торы, позиционеры, кантователи, роликовые стенды, транспортные
рольганги, конвейеры, специальные тележки, подъемно-поворотные
краны, клизн, лотки, быстродействующие грузозахватные приспособ-
ления, зачистные устройства, средства уборки флюса и др. Их проек-
тирование производится с учетом конструктивных особенностей конкрет-
ных деталей, приспособлений, сварочных установок и станков о уче-
том максимального применения типовых механизмов, серийно выпускае-
мых специализированными предприятиями.
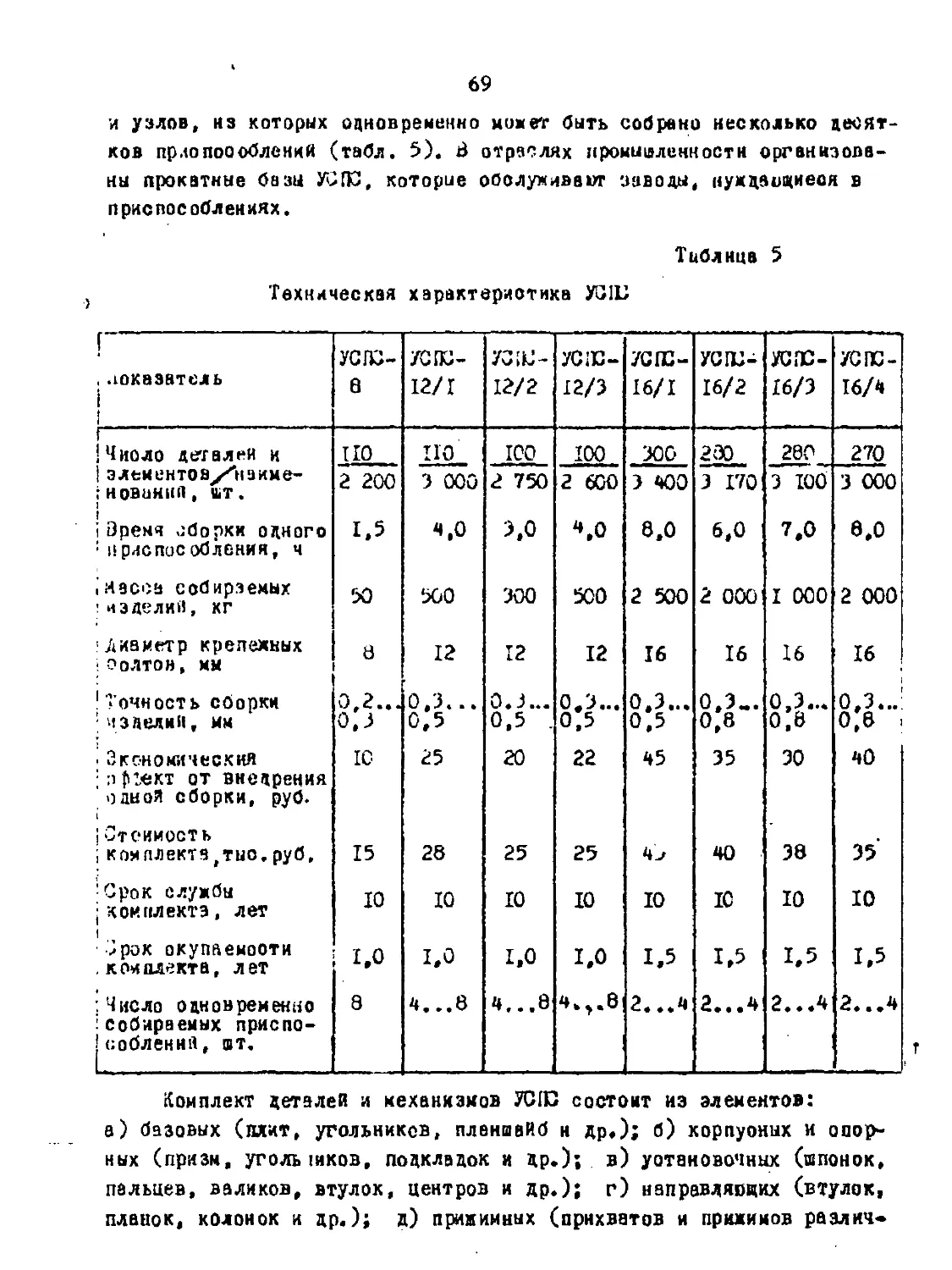
36
ГЛАВА 1У
РАСЧЕТ ЗА1ЖНЫХ УСТРОЙСТВ
4.1. Определения сил ддя закрепления деталей
1
Зажимные устройства обычно рассчитывается в две стадии:
I. Определяет необходимые усилия зажатия деталей и изделии.
2. Рассчитывает конструкции зажимного устройства и других
элементов приспособления на прочность и жесткость под действием
»тих усилий.
Закрепляемые детали должны находиться в равновесии под дейст-
вием всех- сил зажима, а также сил, возникающих в процессе сварки
и реакций опор. Причем, должен обеспечиваться полный контакт базовых
поверхностей деталей со «семи установочными элементами прис поообде-
ния и исключена возможность сдвига деталей.
В сборочко-сварочном приспособлении могут действовать силы:
а) у дераива од»а изделие от деформирования в процессе прихватки,
свирки, оотывуния и усадки оваркых жвов; б) обеспечивавшие плотное
прижатие (без зазоров) деталей; в) обеспечивающие предварительный
обратный прогиб деталей с целью компенсации остаточной сварочной
деформации (если это предусмотрено технологическим процессом);
г) другие силы (сила веса изделия, сварочных уотройотв, инерцион-
ные и др.).
Для определения сил, перечисленных в пп, "а" и "би,теоретичес-
ким рас 1етои (по методам теории оварочных деформаций) или экспери-
ментально (на опытных или головных образцах) находятся форма и
размеры остаточных сварочных деформаций (по п. "а") или Фактических
отклонений (по п. "б”). Затем расчетным путем определяются усилия,
необходимые, чтобы свести эти деформации к нулю.
При расчетах следует ориентироваться н': такие величины, место
приложения и направление сил зажима, при которых их значения полу-
чаются наибольшими.
Определять требуемую силу зажима оладует с учетом коэффициента
запаса, предусматривавшего увеличение сил, а такте непостоянство
установи; , закрепления, отклонения формы ж размеров заготовок, износ
приспособления и т.п. Коэффициент запаса для ручных зажимов рекомен-
дуется брать 2, *« механиаироваыиых - 1,5.
Рассмотрим некоторые примеры.
I. Стенды для листовых конструкций. Расчетное усилие hj кромку
37
(рис. 17) определяется по формуле
Z7 = ~
где /* - искомое давление на пластинj; ?. - ртднус круглой
выпучнны; у* - величина прогиб;.; б - модуль упругости; а
толшина пластины.
Напряжение изгибы
Рис. 17. Деформация листового
полоти и да в виде круг юи
выпучины
опреля стоя по формуле
Расчетное удельное
усилие на оба кромки
- 4а к#.
G учетом коэффициента
запаса ИЗО ин. Е.О.Патона
в овоих стендах вдя оборки
и оварки листовых полотниц
применяет ~£ Р
на I и. шва.
. При сравнительно малых угловых деформациях и небольших толки
нах ( <5лл) применяет метод расчета, основенный на зависимости
реактивного усилия Р от величины угловой сварочной деформации «Z
(рио. 16). Используя этот метод расчета, необходимо проверять нап-
ряжения в аве, которые не должны превышать пределы текучеоти. Для
того, чтобы листы нВ линки приж|шав не отделялись от отенда под
действии! угловой деформации, на прижимах необходимо приложить
У°"л"е .ЛАа. / JC
Затем производят проверку, не превышают ли предела текучеста
и я пряжения изгиба в металле мва 6Z т.е.
Коли в приспособлениях зажатие листав производится без предва-
рительной постановки оборонных прихваток, усилие трения на эекммах
должно быть достаточным для преодоления температурной деформации
листов в их шоскооти (должны препятствовать расхождения кромок
и образованию зазоров в стыке).
В магнитном стенде сила сцепления /йота оо стендом будет
JB
где - коэффициент сцепления листа е опорной балкой.
В стендах, имевших за-
жимное устройство, состоящее
ии верхних клавипеи (с пнев-
мо- идя гидроприводом) и
нижней опорной быки иля
плиты, сила сцепления оо
отендои будет:
где yes, - коэффициент сцеп-
ления листа о клавишами.
Рис. 1в. Угловая деформация листов типа "домик"
£оли по расчету для удержания кромок требувтоя очень большие
усилия зажатия, мошност.. зажимных устройств можно уменьшить, пре-
дусмотрев прихватку по концам стыка технслогических выводных пла-
нок, связывавших обе кромки, либо постановку соединительных окоб,
"гребенок".
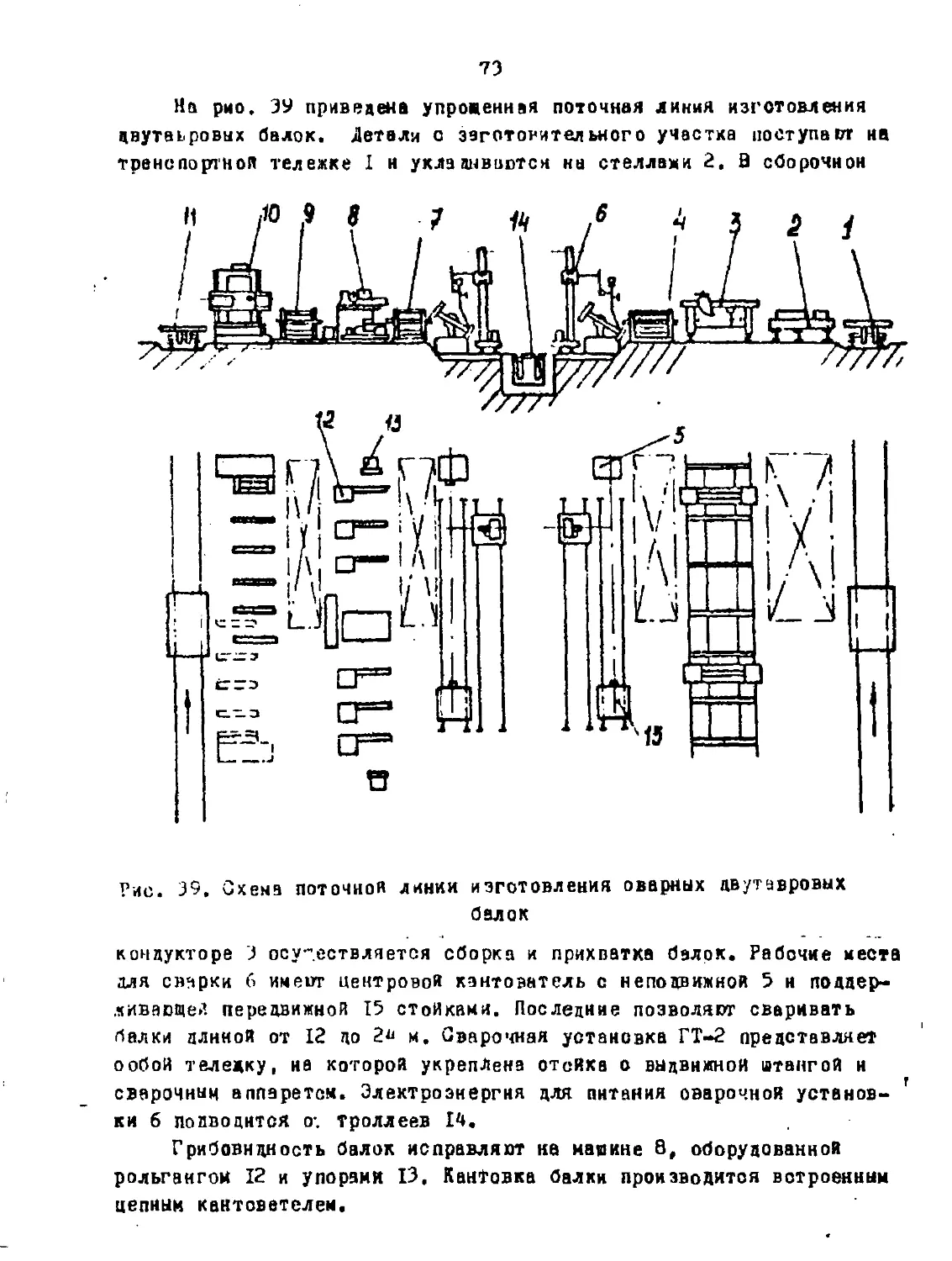
2. Стенды и кондукторы дли балочных конструкции. Основные
расчетные схемы зажимных устройств для балочлых конструкция пока-
заны на рис. 19. Усилия на прижимах должны быть достаточными,
чтобы деформировать балку в обратном направлении при сборке и
удержать балку от деформации во время ее сварки я остывания. Рав-
номерно распределены у в нагрузку & (рис. 19,а) можно определить
^84 ^£7
, 7 и* ’ z' •
где 7- си. рис. 19,а; £ 7 - характеристики жесткости
оечення; Р? - ^Л&Л'Ърн сварке в тавр одним мвом; £ =
при сварке в тавр двумя швами; & - ЗвО&О при автоматической
сварке; 48080 при ручной сварке; д' - катет углового
шва, см.
Полная нагрузки <£? на всю балку будет
Расчет усилий прижатия ждя быки по рис. 1г',б
Для балки по рис. 19.»
z> - ____
С (Ъ&-4С*> е7з£7~4сг7
39
Рип. 19. Продольная деформация сварной балки и схемы ее нагруженья
* сборочно-сварочном кок дукторе:
а - равномерно распределенной нагрузкой в виде ряда клавш-лх при-
жимов} о - сосредоточенной силой посередине длины балки} в - двумя
с-лайм, симметрично расположениями по длине балки; г - изгибающими
моментами, приложенными по концам балки
40
Для двутавровой балки по вышеприведенным формулам определяет
изгиб в противоположном направлении с подстановкой в формулы но-
вого вксцентриситетн в и момента инерции всего сечения двутав-
ра. Затем суммирует обе изгиба (тавра и двутавра) и определяет по
ним возникающие в кондукторе результирующие усилии.
Аналогичным путем рассчитывается усилия в кондукторах для
сварки балок коробчатых, внеллерных и др.
3. Определение усилии ь кондукторе (рио. 19,а) для сборки и
сварки тавровых балок.
Усадочная онла на обоих ивах -* /^Р'^а*2 /
Удельная нагрузка
Нагрузка на вою балку с2. у •
Опорные реакции оо концам X - .
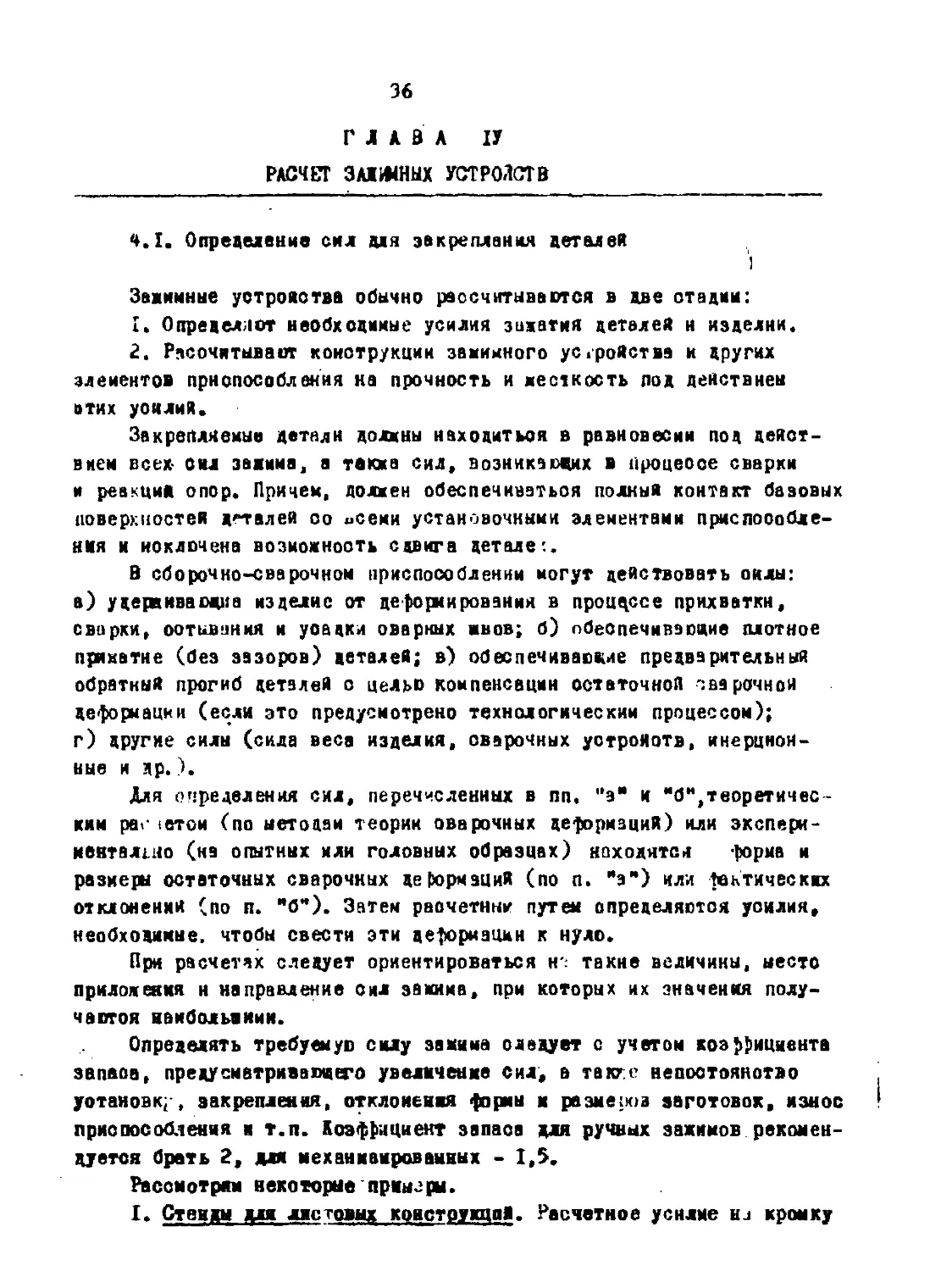
4. Определение усилия на прижимах тьзровой балки (рис, 20).
Поперечную деформации пояса балки в защитном устройстве можно
рассматривать как изгиб двухконсольноД пластинки, заделанной посе-
редине и нагруженной по концам силами Р .
Рис. 20. Поперечная (угловая) деформация полов балки
(грибовидность)
Для такой балки крктичеокое значение угловой деформации будет
Так как деЖоппыъиая велкчжа деформации ыеньие критмчеокой
то спрзделеяие необходимого усилия на прижимах, производим йсдрдя
41
из условия прилегания краев пояса к ложементу кондуктора:
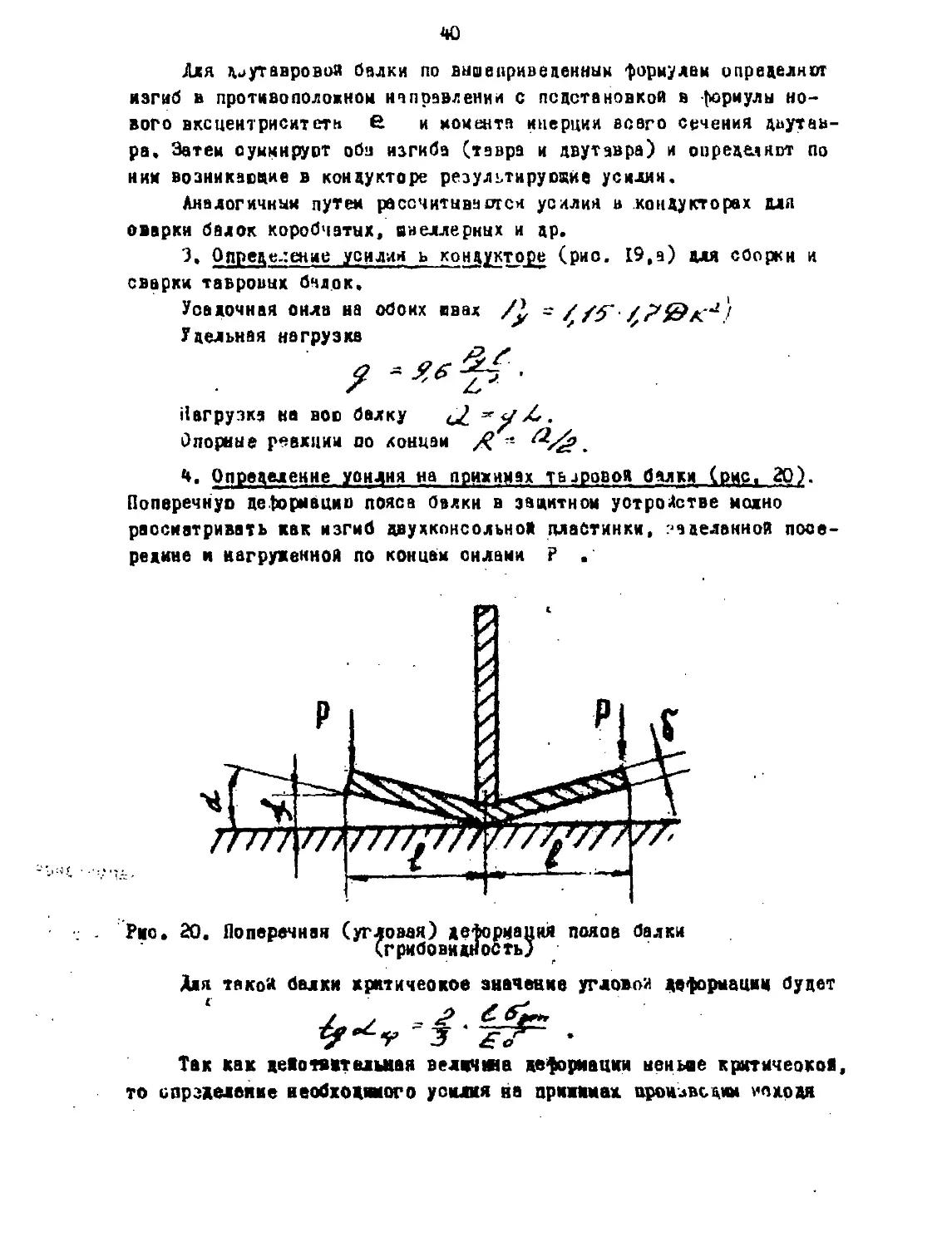
5. Расчет рычажных уотроист Оприделим усилия на зажимах и
усилие пневмопривода (рис. 21), а также размеры цилиндра. Усадоч-
ные силы, действусане по осн инов:
а) после автоматической сварки первого ива
-- /,7<&кг •
с) после сварки обоих швов
Рио. 21. Расчетная схема зажимного устройства для оборки
тавровых балок
Расчетные усилия, всаникаоцие на зажимах кондуктора год
действием аткх усадочных сил, будут после оварки перлссо па
авиа страж обожх нив -
*2
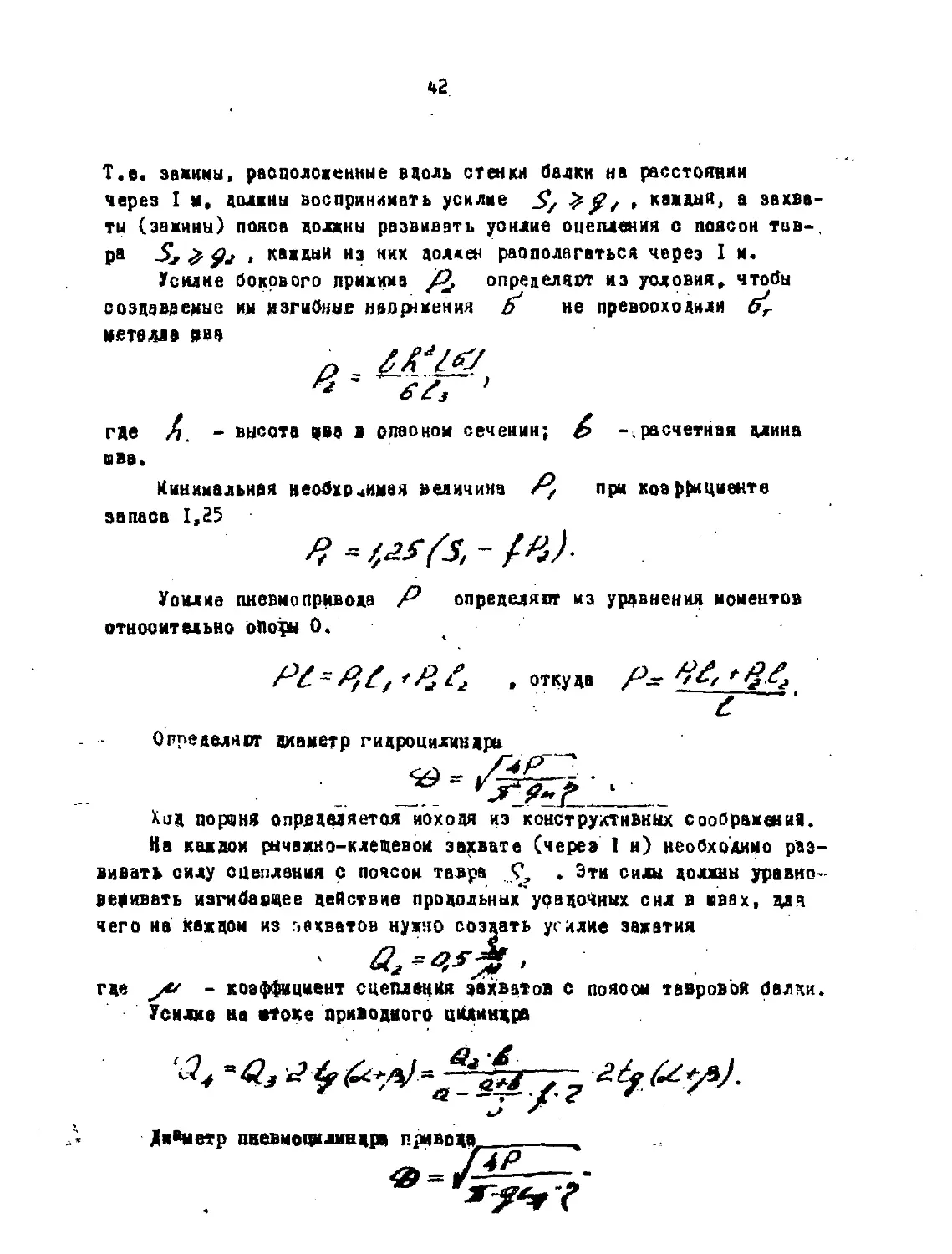
Т.е. зажимы, расположенные вдоль стенки балки на расстоянии
через I и, должны воспринимать усилие >gt , каждый, а захва-
ты (зажины) пояса должны развивать усилие оцепления с поясон тав-
ра каждый нз них должен располагаться через I м.
Усилие бокового прижима & определяет из условия, чтобы
создаваемые им изгибные иао {имения (> не превосходили б*г
металла шва
где Л. - высота ива в опасном сечении; 6 - расчетная длина
шва.
Минимальная необходимая величина при козр|мциентв
запаса 1,25
Усилие пневмопривода Р определяет из уравнения моментов
относительно опоры О.
, откуда /ъ *4 ^4
Определяет диаметр гидроцилиндра
‘ 1
Код поршня определяется иоходя из конструктивных соображения.
На каждом рычажно-клещевом захвате (череэ I н) необходимо раз-
вивать силу оцепления с поясон тавра <?, . Эти силы должны уравно-
вешивать изгибаоцее действие продольных усадочных сил в швах, для
чего на каждом из захватов нужно создать усилие зажатия
где у# - коэффициент сцепления захватов с пояоом тавровой балки.
Усилие на «токе приводного цилиндре
Диаметр пневмоцилмндра привода__________
4 J
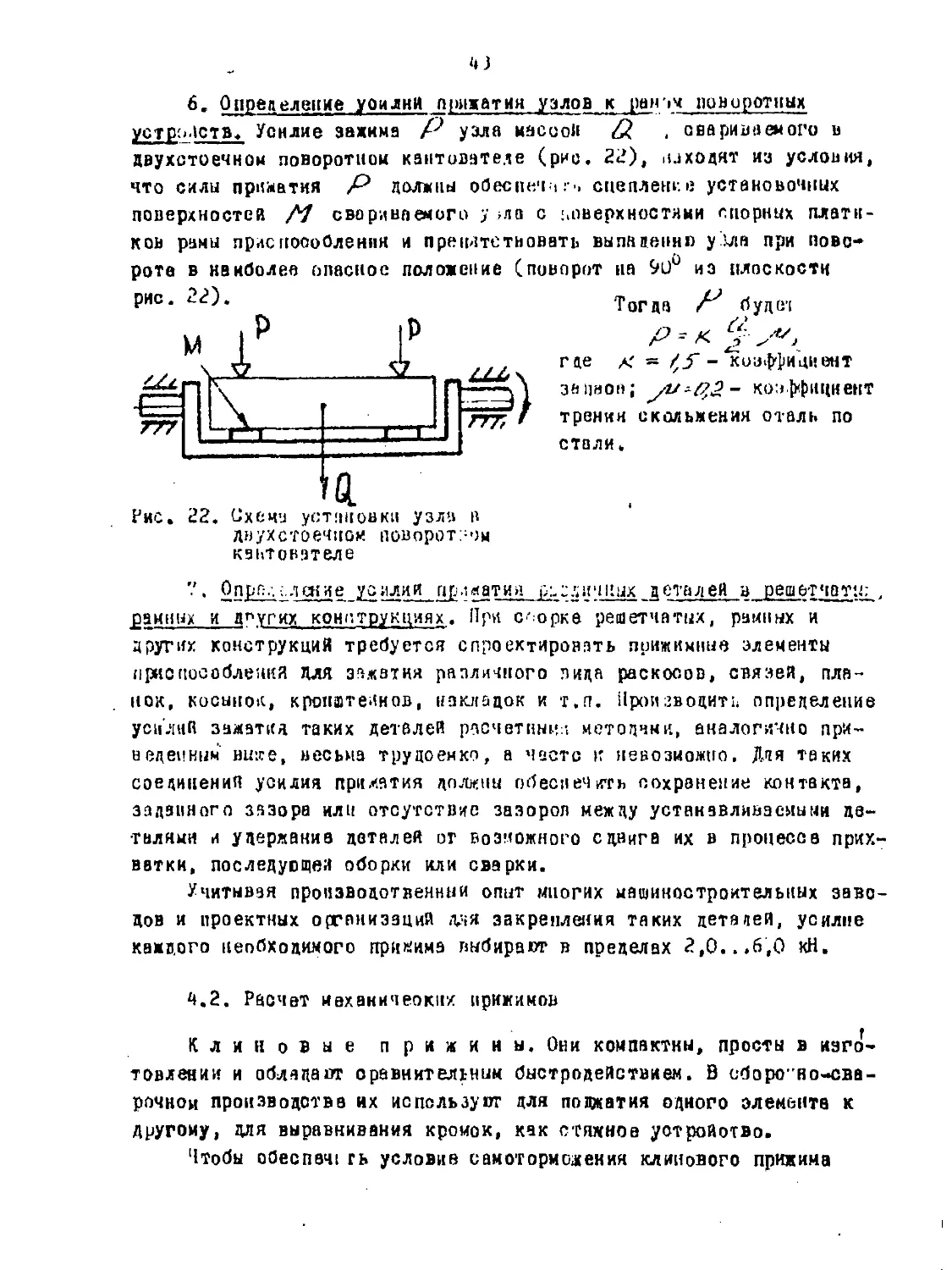
6. Определение уоилнй прижатия узлов к ранэм поворотных
устройств. Усилие зажима Р узла массой Q , свариваемого в
двухстоечном поворотном кантователе (рис. 22), находят из условия,
что силы прижатия Р должны обеспечи сцепление установочных
поверхностей /7 свариваемого у>лв с поверхностями спорных платн-
ков рамы приспособления и препятствовать выпадений узла при пово-
роте в наиболее опасное положение (поворот на 90° из плоскости
Рис. 22. Схема установки узла в
двух стоечном поворотном
кантователе
Тогда Р будеч
Л’-Х £ S',
где а' ~ - коэффициент
за пион; коэффициент
трения скольжения отель по
стали.
". • Опре., зление ус нлии пр л *атия и оных д сталей в решетчаты;
рамных и других конструкциях. При сборке решетчатых, рамных и
других конструкция требуется спроектировать прижимные элементы
приспособлений Для зажатия различного вида раскосов, связей, пла-
нок, косынок, кронштейнов, накладок и т.п. Ярой сводить определение
усилий зажатия таких деталей расчетный-, методами, аналогично при-
веденным ниже, весьма трудоемко, а часто к невозможно. Лая таких
соединений усилия прижатия должны обеспечить сохранение контакта,
заданного зазора или отсутствие зазоров между устанавливаемыми де-
талями и удержание деталей от возможного сдвига их в процессе прих-
ватки, последуете» оборки или сварки.
Учитывая производственный опыт многих машиностроительных заво-
дов и проектных организаций адя закрепления таких деталей, усилие
каждого необходимого прижима выбирают в пределах 2,0...6,0 кН.
4.2. Расчет механических прижимов
Клиновые прижимы. Они компактны, просты в изго-
товлении и облапают сравнительным быстродействием. В сборо’но-сва-
рочнои производстве их используют для поджатия одного элементе к
другому, для выравнивания кромок, как стяжное устройство.
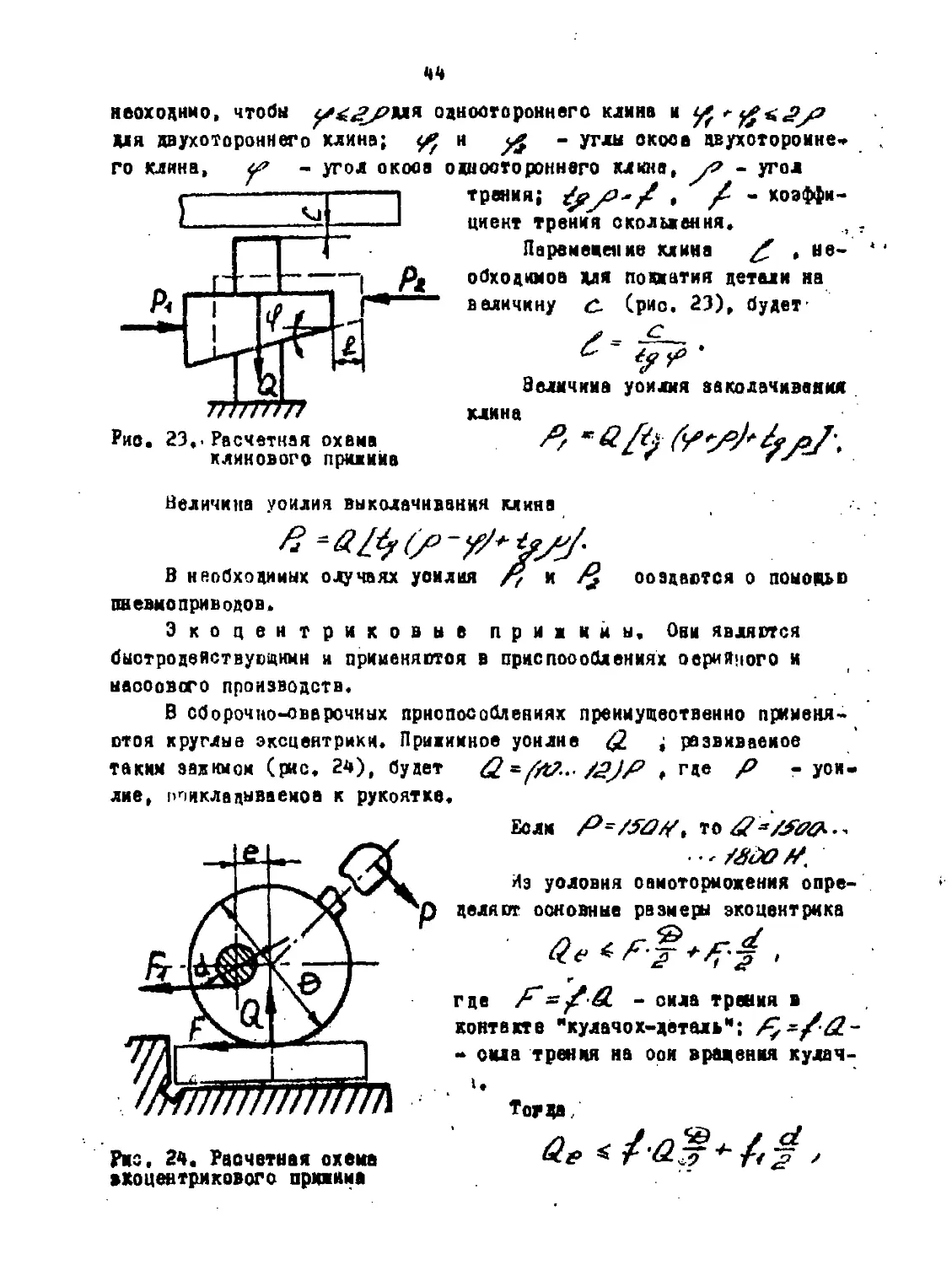
Чтобы обеспвч! гь условие самоторможения клинового прижима
44
неоходнно, чтобы одностороннего клине и
для двухстороннего клина; и yi ~ углы окооа двухотороине
го клина, </> - угол окоса одностороннего клина, /2 - угол
Рио. 23,-Расчетная охвма
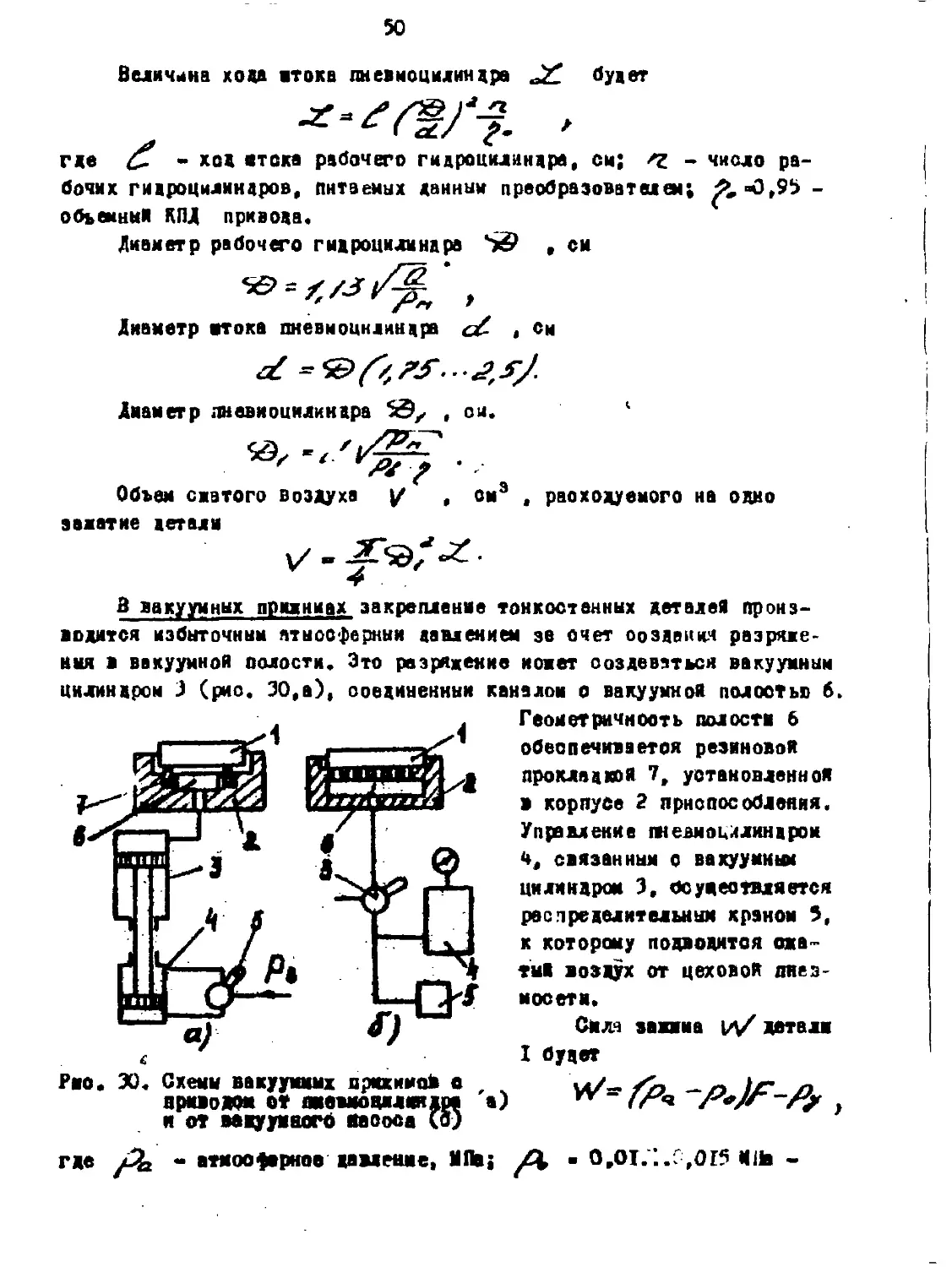
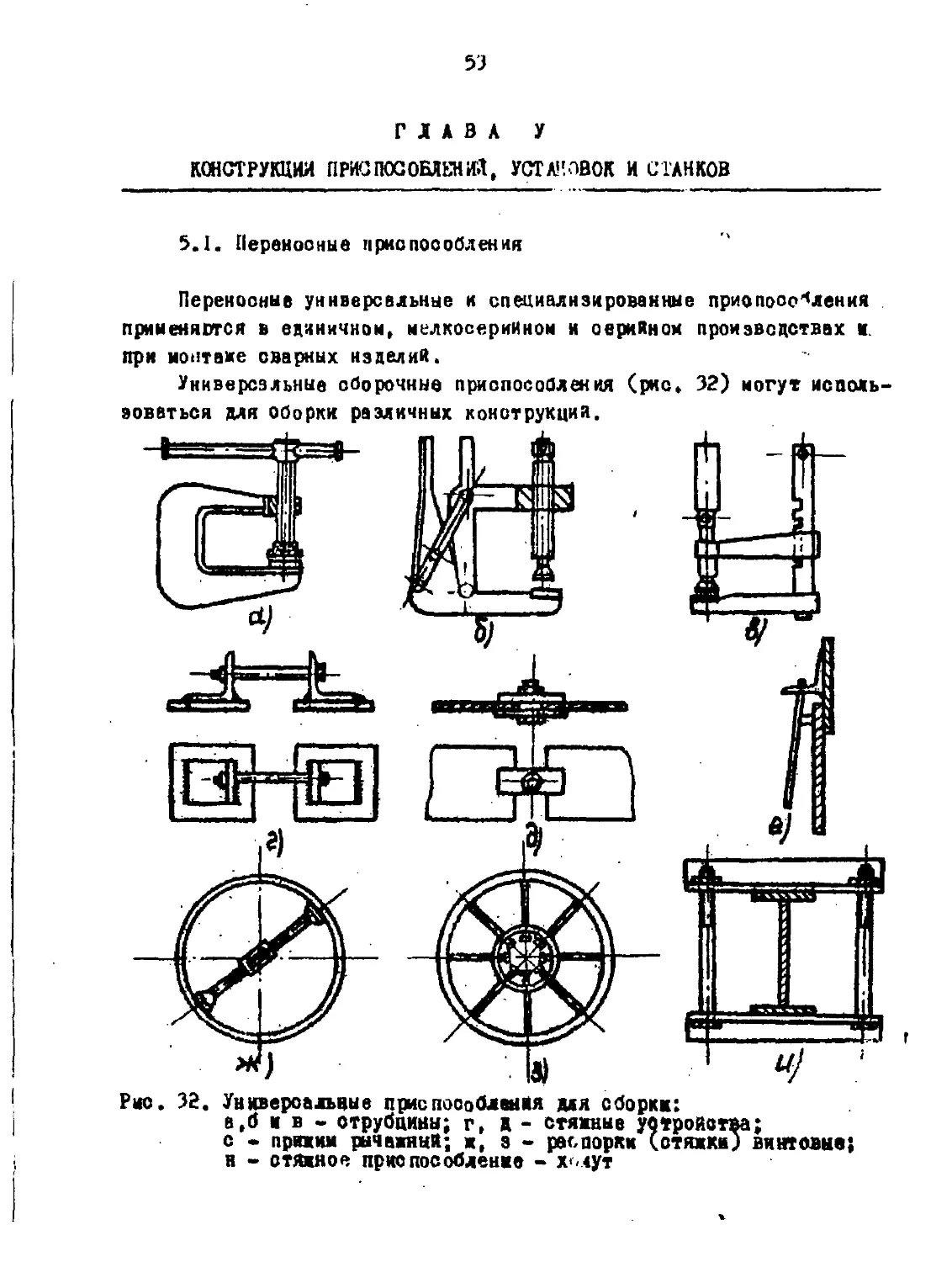
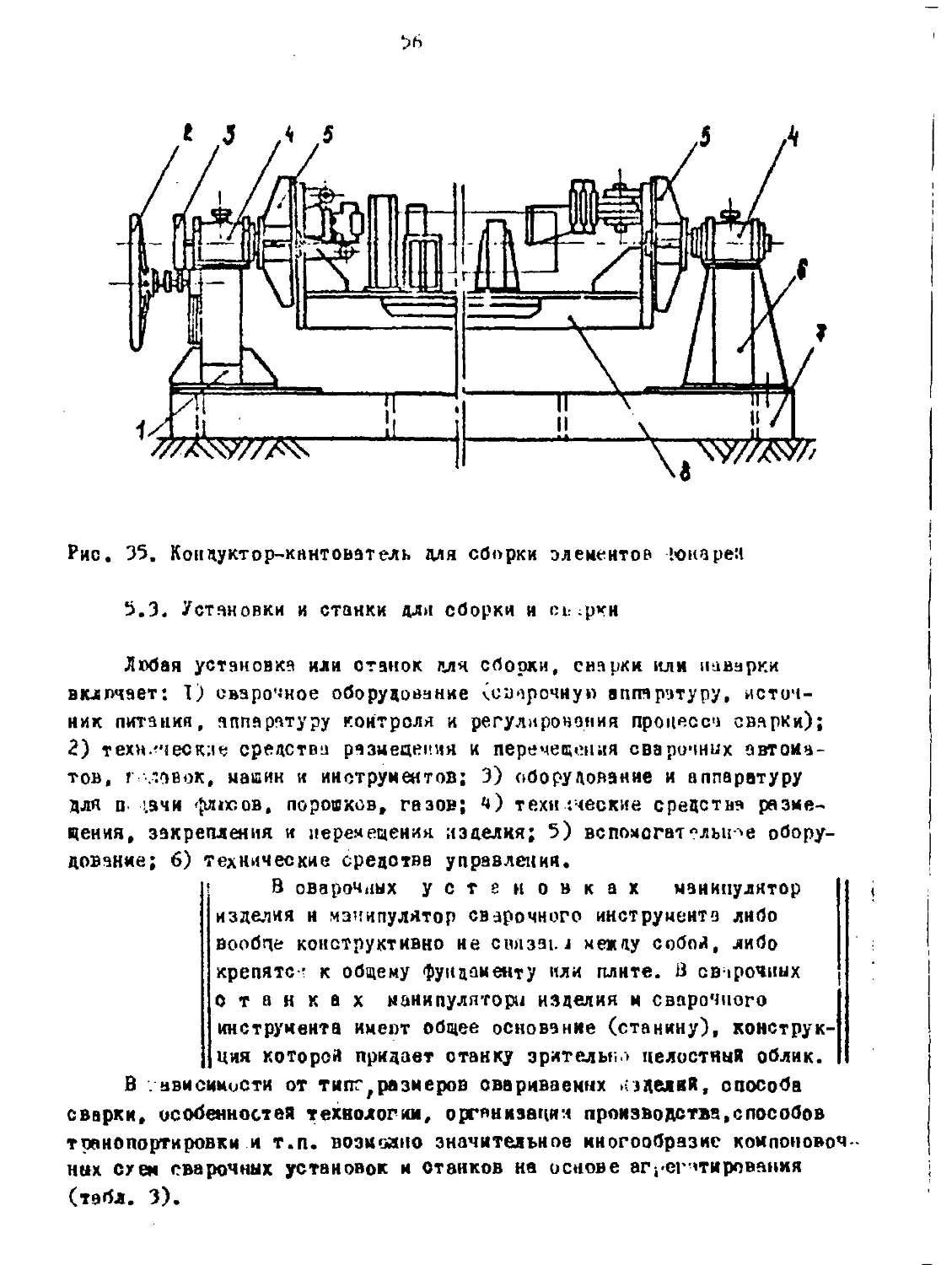
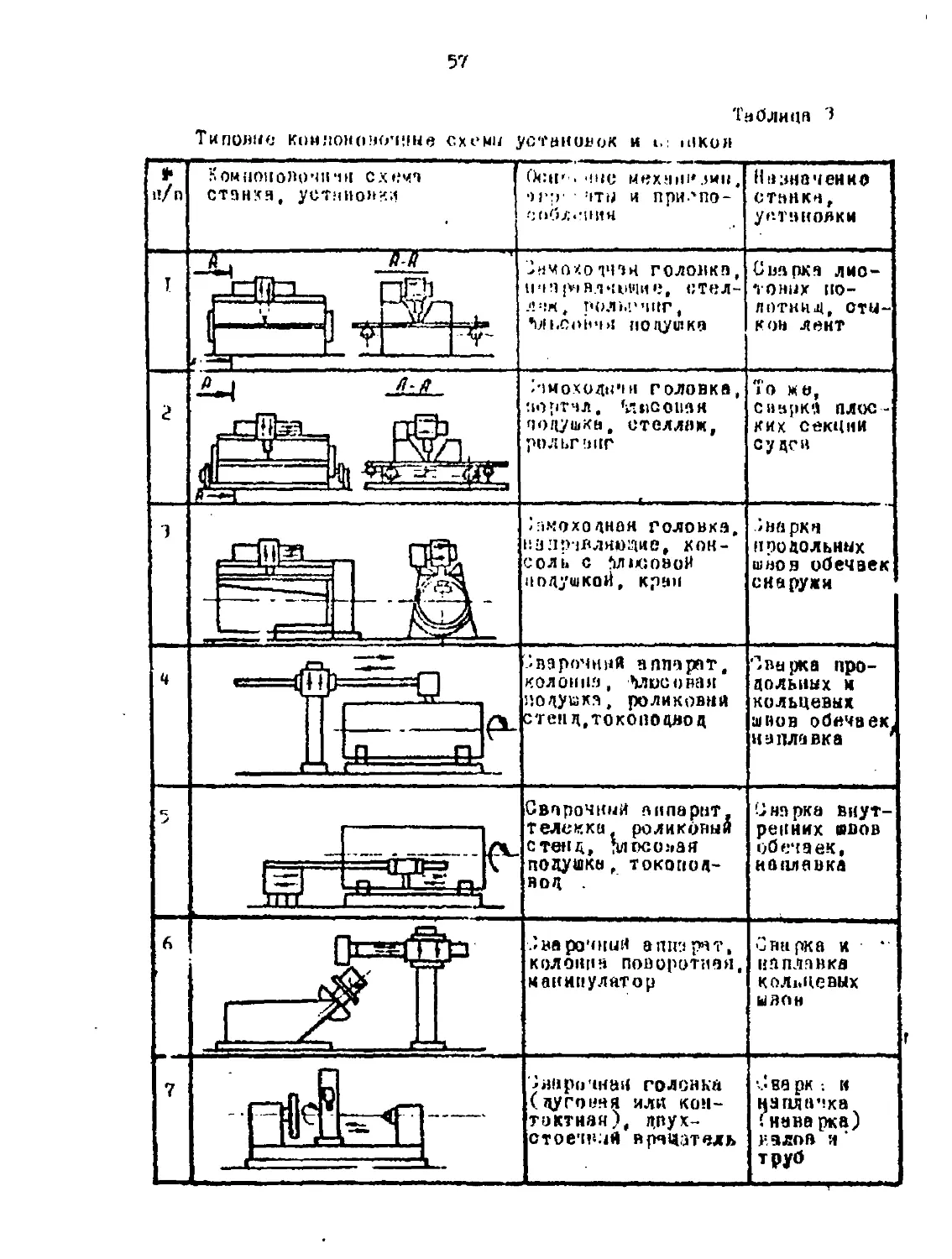
клинового прижима
трения; , f- - коэффи-
циент трения скольжения.
Перемежен ив клина £ , не-
обходимое для поджатия детали на
величину С- (рис. 23), будет’
с
& ’
Величина усилия заколачивания
клина
Величина усилия выколачивания клина
В н«обходимых случаях усилия /? и осадаются о помощью
пневмоприводов.
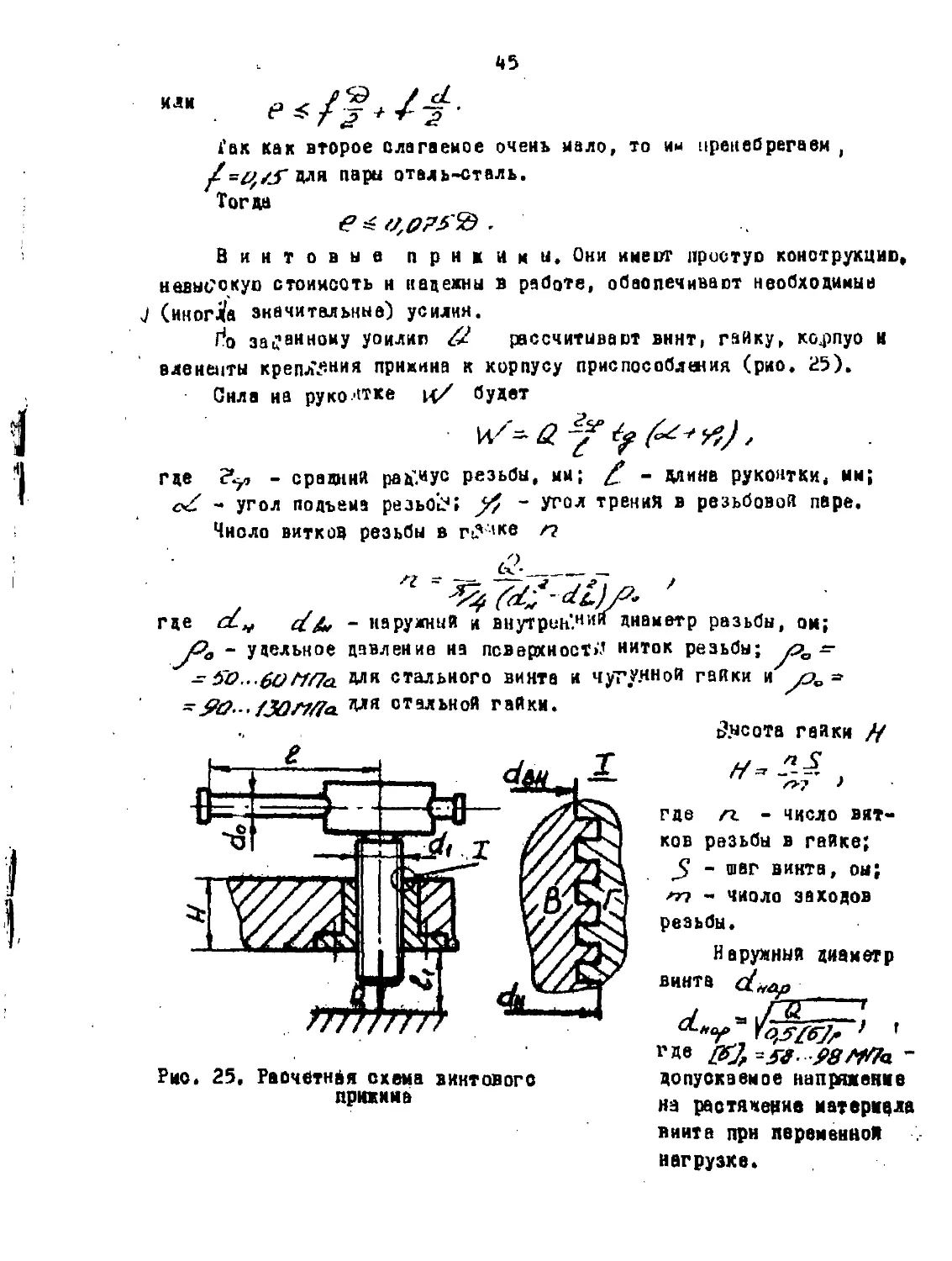
Эксцентриковые прижимы. Они являются
быстродействующими и применяются в приспособлениях серийного и
массового производств.
В сборочно-сварочных приспособлениях преимущественно применя-
ется круглые эксцентрики. Прижимное усилие /2 ; развиваемое
таким эажкмом (рис, 24), будет & , где р - уси-
лие, ппикладываемоа к рукоятке.
Рис, 24. Расчетная схема
вхоцевтрикового прижима
Если то
Из уоловня самоторможения опре-
деляют основные размеры эксцентрика
где f=/&. - сила трения в
контакте "кулачок-деталь*; /у */(2.
- сила трения на оои вращения кулач-
I.
Тогда/
4» /
Гак как второе слагаемое очень мало, то им пренебрегаем ,
/ =O,/S Для пары оталь-сталь.
Тогда
Винтовые прижимы. Они инеиг приступ конструкцию,
невысокую стоимость н надежны в работе, обаопечивапт необходимые
(иногда значительные) усилия.
Г*о заданному уоилию & рассчитывают вннт, гайку, корпус И
влененты крепления прижима к корпусу приспособления (рио. 25).
Сила на рукоятке «/ будет
где - средний радиус резьбы, мм; £ - длине рукоятки, мм;
- угол подъема резьб!?; - Угол трений в резьбовой паре.
Число витков резьбы в г^'-'ке /?
где а.* - наружный и внутрен'.41’1’ диаметр разьбы, он;
jOo - удельное давление на псверхност».’ ниток резьбы; уЗз ~
- 50..-боМЛа Длк стального винта и чугунной гайки и уЛ. =
- fJO/lfla. Для стальной гайки.
высота гайки /У
Рио. 25. Расчетная схема винтового
прижима
где /г - число вит-
ков резьбы в гайке;
$' - шаг винта, оы;
т - чиоло заходов
резьбы.
Наружный диаметр
винта d„ap
, я
а*Г," ' f
me -jT«y j?<?/Wa -
допускаемое напряжение
на растяжение материала
винта при перемвиной
нагрузке.
46
4.3. /аочет и конструирование пневматических и
гндравличеоких прижимов
В сборочно-сварочном производстве широкое применение нашли
различные зажимаыа устройства, действуоине от пневматического при-. .
вода. Такой привод (ГОСТ 16460-61) ииеет простую конструкцию, явля-
ется быстродействующим, прост в управлении, падежей и ииеет сравни-
тельно малую стоимость.
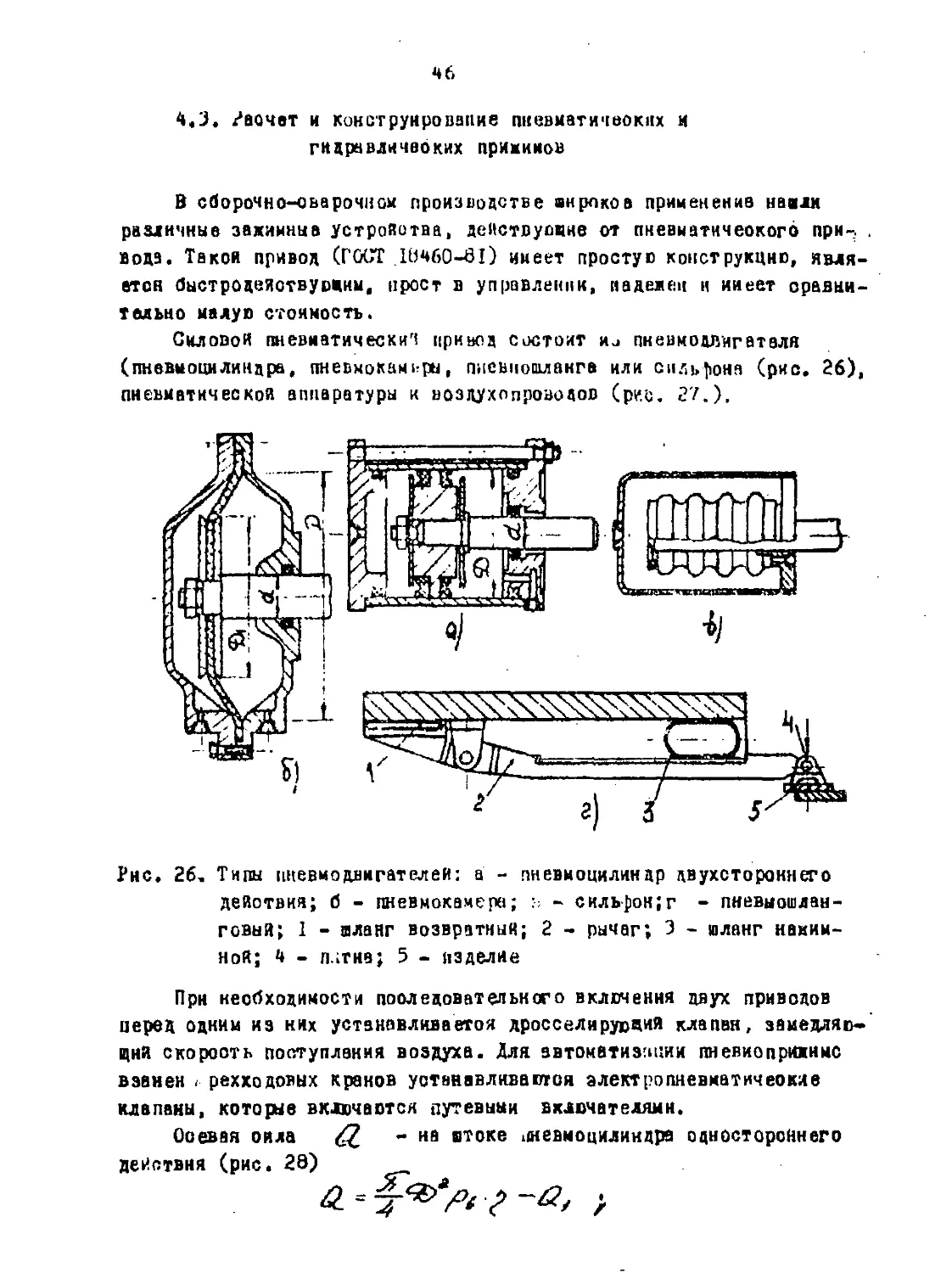
Силовой пневматически'! привод состоит mj пневмодлигатвля
(пневмопидинара, пневмокамеры, пневношланга или сильфона (рис. 26),
пневматической аппаратуры и воздухопроводов (ри.с. 27.).
Рис. 26, Типы пневмодвигателей: а - пневмоцилиндр двухстороннего
действия; б - пневмокамера; - сильфон;г - пневыошлан-
говый; 1 - аланг возвратный; 2 - рычаг; 3 - шланг нажим-
ной; 4 - пнгнв; 5 - изделие
При необходимости последовательного включения двух приводов
перед одним из них устанавливается дросселирующий клапан, замедляю-
щий скорость поступления воздуха. Для автоматизации пневиоприжнмс
взамен . рехходовых кранов устанавливаются электропневматичеокие
клапаны, которые включаются путевыми включателями.
Осевая оила - на штоке .«евмоцилиндра одностороннего
действия (рис. 28)
47
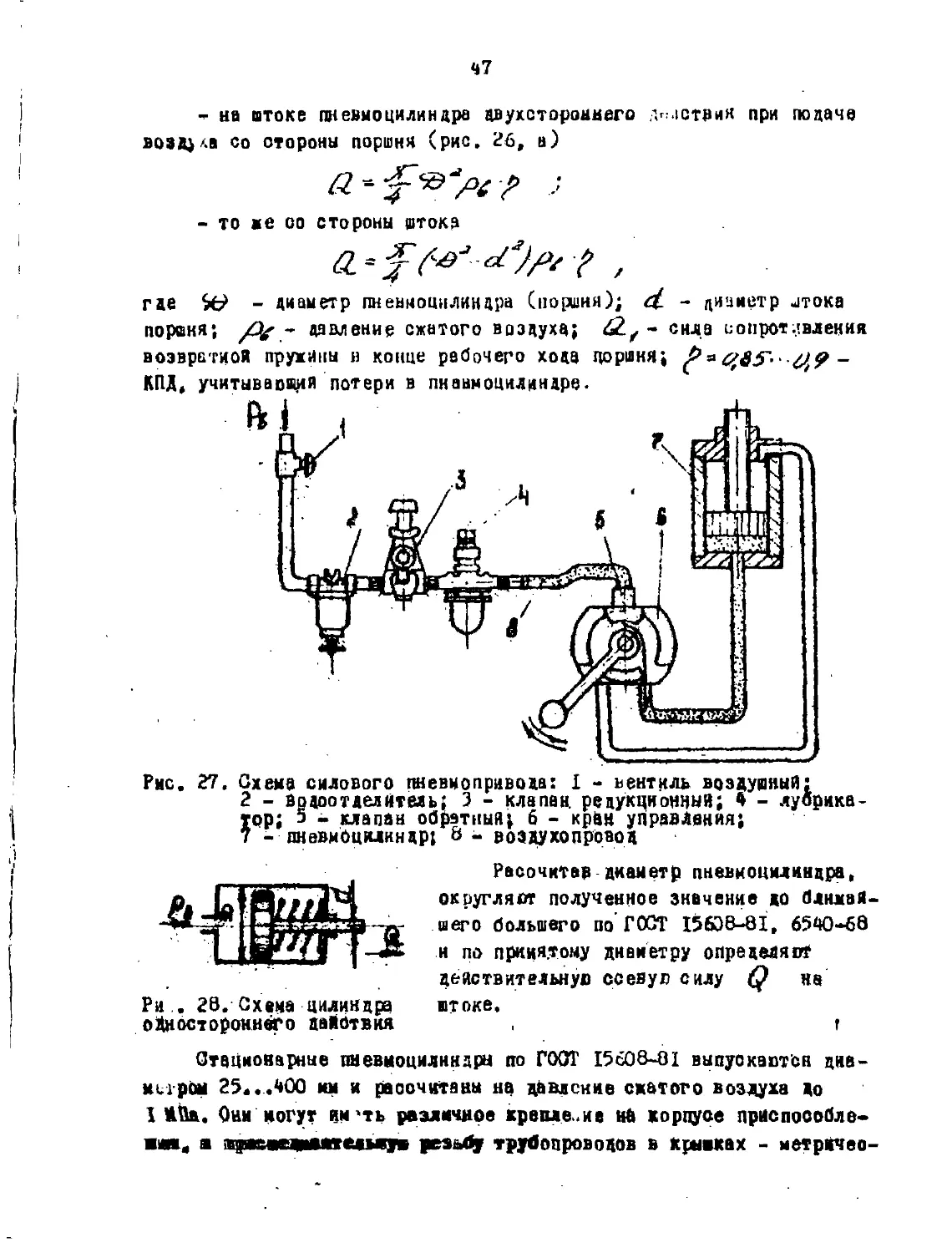
- на штоке пневмо цилиндра двухстороннего ,> иствия при подаче
воздуха со стороны поршня (рис. 26, а)
/2 - ;
- то же со стороны штока
где 56* - диаметр пневмоцилиндра (поршня); г/ - диаметр штока
поршня; /ZV - давление сжатого воздуха; - сила сопротивления
возвратной пружины в конце рабочего хода поршня; ' 6>t9-
КПД, учитывавшей потери в пнааноцилиндре.
Рис. 27, Схема силового пневмопривода: 1 - вентиль воздушный:
2 - Водоотделитель; 3 - клапан редукционный; ♦ - лубрика-
тор; 5 - клапан обратный; 6 - кран управления;
7 -пневмоцилиндр; 8 - воздухопровод
Ри. 28. Схема цилиндра
одностороннего действия
Расочитар диаметр пневиоцилиндра,
округляет полученное значение до ближай-
шего большего по ГОСТ 15Ю8-81, 65Д0-*68
и по принятому диаметру определяет
действительную ссевуя силу Q на
штоке.
. г
Стационарные пневиоцилнндры по ГОСТ 15608-81 выпускастен диа-
метром 25.. ЛОО им и рассчитаны на давление сжатого воздуха до
I <0а. Они могут им'ть различное креоле.ие на корпусе приспособле-
яа. а цросас*амеамув резьбу трубопроводов в кряаках - метрйчео-
48
кую (ГОСТ 150-81) или коническую (ГОСТ 61П-72).
Прижимы о пневмокаыераии (ГОСТ 9887-70) компактны и имеет ма-
лую массу. Расчет необходимого диаметра пкевмокаиеры аналогичен
расчету пневмоцминдра, однако, К11Л камер - 0,6,,,0,85, а зна-
чение для пневмокамер одностороннего действия зависит от
додд атока.
В прижимах о пневионлангаии иопользуютоя прорезиненные пожар-
ные рукава (ГОСТ 472-75), Возврат прижима может осунестыяться
возвратным млангом либо пружинок.
Для подвода сжатого воздуха и управления пневмоприжимом приме-
няется различная аппаратура (рио. 27): маслораспылители ГОСТ
25531-82,Фильтры-здагоотделители (ГОСТ 17437-81); краны запорные,
регуляторы давления (ГОСТ 19468-74'»; дроссели (регуляторы скорос-
ти), краны управления ГОСТ 18467-73 или электро-пневметичеОкие кла-
паны, обратные клапаны I jCT 19485-81, глушители иума ГОСТ 25144-82
и трубопроводы.
Для подвода Сжатого воздуха к пневмоприводам, враиаюнимся
вместе с планиаибей или рамой приспособления, применяет муфты
одностороннего или двухстороннего действия.
Больвинство зажимных устройств сборочно-сварочных приспособле-
ний с пневматическим приводом, как правило, снабжается исханическ.*
ни рычажными или клиновыми усилителями в виде рычагов I и 2 рода.
В конструктивном отножен ин гидравлические прижимы аналогичны
пневматическим. Гидравлические прижимы обеспечивает значительно
больше усилия (в 10 и более раз) по сравнение о пневматическими
того ж* диаметра, не требует оиаэки, работает плавно и бесиумно.
В оборочно-сварочиых приспособлениях н установках их применяет,
когда диаметры цилиндра размером более 60 ми затруднительно вписать
в конструкцию.
Расчет гндроцилиндров аналогичен расчету пневыоцнлиидров.
Выбор цилиндров гидравлических производят по ГОСТ 6540-68.
Существенными недостатками гидропривода являютоя высокая перво-
начальная стоимость Сад счет необходимости иметь дорогую гидростан-
ций) и усложнение эксплуатации нз-за частой утечки маола, что огра-
ничивает применение гидропривода.
й.Ч. Расчет пневмогидравлических и вакуумных прижимов
Пневиогидравличеокие привран, сочетавшие в себе пневматический
и гидравлический цилиндры с пневногидрглическим ‘..ультипликатором,
обеспечивают большие силы зажима ори небольших габаритах и быстро-
действии привода. Они находят применение в одно-, многоместных и
мн ого поз ици он ни х прис пос облен иях -
Пневмогидравлические приводы питаются сжатым воздухом давле-
нием 0,4...О,6 НПа нз цеховом сети при давлении маола в гидравли-
ческой части привода 6.,. 10 НПа,, создаваемом пневмогидравлическим
мультипликатором (преобразователем).
В приспособлениях могут применяться пневиогидропри воды о преоб-
разователями давления прямого (рис, 29,а) и преобразователями дав-
ления последовательного (рис. 29,б) действия.
Расчет силы Q на штоке рабочего гидррцклиидра (рио. 29,а)
выведен из условия равновесии привода, т.в,
где - 0,8...0,85 КПД гидроцилиндра; А - 0,85...0,95 -
КПД пневмонилнндрв, л
Ри . 29. Схемы пневмогидравлических приводов прямого (а) а
последовательного (б) даитвяя
50
Величина хода жтока пневмоцилиндра будет
>
где £ - ход атака рабочего гидроцилиндра, си; <*z - число ра-
бочих гидроцилиндров, питаемых данным преобразователем; ^°О,95 -
объемный КПД привода.
Диаметр рабочего гидроцилмндра , си
' г* '
Диаметр жтока пневмоцнлиндра с& , См
Диаметр пн еви они динара , о и.
Объем сжатого воздуха / , см3
расходуемого на одно
зажатие детали
В вакуумных прижимах закрепление тонкостенных деталей произ-
водится избыточным атмосферный давлением зе счет создания разряже-
ния в вакуумной полости. Это разряжение может ооздеваться вакуумным
цилиндром 3 (рис. 30,а), соединенным каналом о вакуумной полостьп б.
Рио. 30. Схемы вакуумных прижима* а ,
приводом от лкежмоцжлмиди ж)
и от вакуумного наооса Со)
£
Геометричность полости 6
обеспечивается резиновой
прокладкой 7, установленной
в корпусе 2 приспособления.
Управление мевмоцилиндрои
я, связанным о вакуумным
цилиндром 3, осуаеотвляется
распределительным краном 5,
к которому подводится ока-
ты! воздух от цеховой пнез
мосети.
Силч зажима у>/ детали
I будет
где - атмосферное давление, МПа; 0,01.’..f ,015 Mila -
51
остаТочное давление в камере после разряжении; /-* - площадь, огра-
ниченная внутренним контуром резиновой прокладг..|, см^; /?. - упру-
гая сила сжатой резиновой прокладки, Н,
Для надежного закрепления детали необходимо, чтобы
рабочей камере достатгчно, чтобы » О,Э1.,,0,015 МПа,
так как создавать более глубокий вакуум дорого и малоэффективно.
В прижимах, ииеицих вакуумный насос и работающих по схеме
рио. 30,6, прижатия детали I к корпуоу 2 осуществляются :ри соз-
дании разрямення в полости 6. Распределительный кран 3 при вклоче-
нии прижима соединяет дакуумную камеру 6 о вакуумным насооон 5 и
ресоивером 4. Для разжима детали распределительный крен сообщает
вакуумную полость приспособления о атмосферой.
4.5. Электромеханические, электромагнитные и магнитные
прижимы
Электромеханические прнжны бесвумны в работе, долговечны, иы&~
т небольвне эксплуатационные расходы, сравнительно быстроходны
и обеспечивает самоторможение.
Элект[ механический прижим (рис. 31) состоит из электродвига-
теля 1, редуктора 2 и винтовой пары 5 и б. От электродвигателя I
вращение перадаетоя через предохранительную муфту 3. Винт 5 при
вращении перемещает гайку б вправо или влево, а с нею и вток 7, пе-
редающий зажимное усилие детали 8 посредством рычага 9; Когда
достигнута требуемая сила, значительно возрастают момент на валу
электродвигателя и сила тока, и в этот момент реле тока 4 отключает
двигатель.
Рис. 31. Схема электромеханическое < привода
52
Тяговая сила Q.
& = P1G2O n '
где S'/ - мощность электрод в мт а тех я. р - КПД редуктора, д
передаточное отноиениа редуктора, п • частота вращения электро-
двигателя, средний радиус резьба винта, - угод подъема
резьбы винта, - угол трения в резьбовом соединении.
Электромагнитные и магнитные пр.жкмы ммуэко применяется в
приспособлениях для оборки и сварки токколиотовых полотниц. Преиму-
цаотваии таких приспособленка являются: универсальность, быстродей-
ствие, отсутствие не верхней стороне приопособлеаия каких-нибудь
выступающих частей, простота к компактность. .
Электромагнитные и магнитные приспоообления применяют для
установки и зажима детв.;ей из матерные с больной магнитной прони-
цаемостью (неаакаленных углеродистых стат ай, чугунов и некоторых
легированных отелей).
Электромагнитные приводы встраивает в плиту, на верхней плос-
кости которой устанавливается деталь. Магнитную цепь образуют
электромагнитные катужки через иагнитопровсдл, деталь и основание.
Иагнитопроводн изолируютоя от корпус* плиты немагнитной прокладкой.
Питание электромагнитов осуществляется постоянный током напряженней
ПО или 220 В от выпрямителя. Основные размеры и технические харак-
теристики прямоугольных электромагнитных плит даны в ГОСТ 17519-81.
Силу притяжения &. при закреплении детали магнитным полем
можно определить по формуле
I
где ф - магнитный поток, пересекающий опорную поверхность дета-
ли, AS ; £ - активная плодадь токосъемников, см .
Магнитные прижимы не требуют питания током. Основные размеры
прямоугольных магнитных плит и технические требования к ним приве-
дены в ГОСТ 1б52в-вЬ Плиты о постоянными магнитами обеспечивают
удерживаемую силу дс 1,5 МПа.
53
ГЛАВА У
КОНСТРУКЦИЯ ПРИСПОСОБЛЕНИЙ, УСТАНОВОК И СТАНКОВ
5.1. Переносные приспособленни
Переносные универсальные и специализированные приспособления
применяется в единичном, мелкосерийном и оерийном производствах г
при монтаже сварных изделий.
Универсальные сборочные приспособления (рис. 32) могут исполь-
зоваться для оборки различных конструкций.
Рио. 32. Универсальные приспособления для сборки:
а,б и в - струбцины; г, к - стяжные устройства;
с - прижим рычажный; ж, з - распорки (стяжки) винтовые;
н - стяжное приспособленке - х<<«ут
54
Спешили зированныв переносные приспособления (рис. 3>) но поль-
зуется адн сборки определенных конструкций.
^ио. 33. Специализированные сборочные приспособленья:
а - шаблоны; б - переносное поворотное приспособление;
в - приспособление для сборки деталей под утлой 90 ,
г - для оборки деталей под различными углами
5.2. Сборочно-сварочиые стенды и кондукторы
Стендами называет устройства для оборки
крупногабаритных изделий, например листовых конструк-
ций.
При оборка листы устанавливает так, чтобы кромки были парал-
лельны. Встроенные электромагниты плотно притягивает кромки листов
К стенду и воспринимает реакцию от давления пневматических флюсовых
подушек.
Стенд для сборки к сварки полотнищ (риз. 34) имеет стеллаж 2,
катучуо балку 5, пер иеиагауооя по боковым направляющим I на четы-
рех колесах 6. На балке устанавливаются передвижные (или неподвиж-
ные) пневмоприжимы В, цилиндры которых управляются своими пневмо-
кранами 3. Балка имеет рельсовые захваты 7, предотврацаюяие её
подъем во время прижатия изделия. Флюсовые подув** м магнитные пря-
жимы встроены в стеллаже 2 (на рас. условно не показаны).
Рис. ЗЯ. Стена для сборки и сварки полотнищ
Сборочно-свэрочныии кондукторами
называют приспособления, имеющие постоянные упоры н
другие фиксирующие элементы, а также зажимные устрой-
ства^ служащие для сборки и сверки изделий типа
кронштейнов, рам, ферм, балок и др. Для удобства сбор-
ки, прихватки и сварки кондукторы часто устанавливает
на нланмайбы манипулятора или двухотоечного цапфового
кантователя.
На рис. 35 приведен кондуктор-кантователь для сборки и сварки
эле ектов конструкций фонарей. На сварной раме 7 установлены отойкм
1кб, Сборочное приспособление (кондуктор) 8 крепится к пл'яшайбам
5, вращающимся в полякпниках скольжения *». Поворот осуществляется
вр, шую атурвалом 2 через редуктор 3 приходной стойки I. Делитель-
ное устройство обеспечивает Фиксацию поворота изделия через й5° и
управляется педалью.
Рис. 35. Кондуктор-кантователь для сборки элементов Юка реп
5.3. Установки и станки дли сборки и сь^ркн
Любая установка или станок для сборки, сварки или наварки
включает: I) сварочное оборудование (сварочную аппаратуру, источ-
ник питания, аппаратуру контроля и регулирования процесса сварки);
2) технические средства размещения и перемещения сварочных автома-
тов, г ловок, машин и инструментов; 3) оборудование и аппаратуру
для п !.ачи флюсов, порошков, газов; ч) технические средства разме-
чен ня, закрепления и перемещения изделия; 5) вс помогал ллыг 'е обору-
дование; 6) технические средства управления.
В сварочных у с т s н о в к а х манипулятор
изделия и манипулятор сварочного инструмента либо
вообще конструктивно не свлззьj между собой, либо
крепятс! к общему фундаменту или плите. В сварочных
Станках манипуляторы изделия н сварочного
инструмента имеют общее основание (станину), конструк-
ция которой придает станку зрительно целостный облик.
В ависинисти от типе,размеров свариваемых изделий, способа
сварки, особенностей технологии, организация производства,способов
транспортировки и т.п. воэкоано значительное многообразие компоновоч-
ных схем сварочных установок и станков на основе аг^ег’тироваюия
(табл. 3).
57
Таблица J
Типовые компоновочные схемы установок и i,; hikoh
ом iioi t опо чII ч я с х ечч
станхя, уетнновки
Ocir . nic мех*||П'.1ин,
>!*:> ЧТЯ И при-'по-
собхопия
Ннзначение
станка,
установки
7Г7
н-Я
СварсчниН аппарат,
колония поворотная
манипулятор
Зварочннй аппарат,
колонна, Ллосовая
подушка, роликовни
стенд.токоподвод
Сннрочнак головка
(цуговая илй кон-
тактная), дпух-
стоечвий вращатель
-iiMOxoдная головка
наирявляющие, кон-
соль с !ит1к:о»оИ
подушкой, края
Самоходная головка,
нч’1 |viвлипшие, стел-
лам, рОЛЫ’ЧПГ,
Mi.coivHi подушка
.)моходи’1»| головка,
портал, 'лнсоиая
подушка, стеллаж,
рОЛЬГ ВИГ
Сварочный липарит,
теленка роликовый
стенд, рлосо:»ая
подушка, токопод-
нод .
-
Г-г~|
тттг1 |п - П1
F4 т
Сварка лис-
товых по-
лотнид, сты-
ков лент
ю и а,
снарка плос-
ких секции
суден
Зваркч
продольных
швов обечаек
снаружи
'-вирка про-
дольных и
кольцевых
швов обечаек
наплавка '
Снарка внут-
ренних швов
обечаек,
наплавка
и варка и
наплавка
кольцевых
ыяон
ва рк : н
нааднчка
!навврка)
валов я’
труб
Окончании тчбл. <
.чнг.чтел;>, контчкт
НЧН ДКОВАЯ го-
ловки , v/HKcp-.W-
.ч-'.г-л-ч поиски.
!• с: ;т •• лпли и,:
УЛТПНОЧК I
•’.онто Н инн ре/ьеЛ-
Н!1Я «:>:МН9, ;>р№-
'орнч, бункер-до-
затор порошка,
неятнлнциочная
установка
НЧЪЧПК’1
цллднг.ри-
ЧсЗКИх’
отверстии
Н Де.'&ЛИХ
:<>с>:танон-
VMli!*; И yil-
’•>!!< НГЛс це-
;!»Л.-Л ТИП»
"ДИОД" па-
O'J’j.K ОНИЧИ И
.«ОМ.ПКТНЧМИ
<ЗТ«РЛ'1Л’1ЧИ
;П<!КЗ!<И<: и
нчьарка
!10 рчиК'.лД
кч детнли
хч.'чх рээ-
•леров
При проектировании установки или станки слг-уи1 »н.1кчтельно
г.роянал ’эироаать конструктизно-технологические о -обеннооти онярногп
изделия. Выбирая кокпонозичиуо схему, необходимо определить целееооб
разность перемещения только сэарочне о аппарата в процессе при
непоцрихном изделии, перенечепия изделия при неподвчмиок снаночион
зпиар.те либо необходимость перемещения как сварочного апичрата.
59
твк и изделия. При этой прежде всего выбирается сип сварочного
электротехнического оборудования, от которого в '.новном зависит
выбор всех других технических средств.
Типовые приспособления, механичес- оборудование сварочного
производства, а также рек смен дч и и • по к. выбору ссдергатоя в Та(к.4.
К техническим средствам размещения и перемещения сварочных
тракторов, головок, машин, приспособлений и инструментов относятся:
колонны, порталы, катучие балки, тележки различного вида, направ-
лявшие и специальные конструкции, например направляющие станков.
Таблица 4
Типовые приспособления и механическое оборудование
для сборки и сварки конструкция
Наииеноввнйе Приело- * ооблениЯ и оборуцо* г вания ? । I Применяемость для оварных конструкции
кор-! пус-! них ! । сфери-!конн-
плос-'бэ- кост-!лс. цили-!ре- ндри-!шет-! рам-! них ! !
ческих чео- ких
них НИХ чес- ! кик 48- ТЫХ
Сборочные I. Стенды для сборки ♦ 4 4 +
полотнищ 2. Приспособления — 4 ♦ ♦ + 4 *
для сборки балок 3. Приспособления + — — «А ♦ 4
для сборки тел вращения 4. Опорные вриопо- 4 ♦ + 4 + + 4
собл> 1ИЯ 5. УСЛЗ к УН ПО ц. 4 + + + + * +
6. Переносные 4 4 + 4 4
при с песо бления 7. Магниты и + ♦ 4- ♦ + 4 + 4
электромагниты 8. Авт оо и ер ат ори — + - - + 4- — —
9. Специальные станки + 4 4 4 + 4 + т
и установки Соорочно- сварочкые I. Установки для обор- 4 + + + +
кн и сварки листов 1
60
Продолжанна табл. Ч
Наименование прнопо* ! ооблений н оборудова- $ ния ! । 1 1 Применяемость для овариых конструкций
плос-!ба- кост-! лоч- ццли-!ре- н дри-!иет- раи-!кор- ных 'пус- !ных ! 0 Ьа-!кони-
ри- Чес- ких чеокюс
иых них чес- ! клх ча- тых
2. Установки для сбор- 4 — 4 4 4
ки и сварки обечаек >, Уотянорки для обор- 4 ♦ 4 4 4
ки и сварки балок Ч. Установки для сбор- ♦ __ 4 4 4 4
ки и сварки рай 5. Шаблоны 4 4 4 4 ♦ 4 4 4
6. УСпС и УН ПС 4 4 4 ♦ 4 - — 4
7. Стыки, установки. 4 4 ♦ 4 4 4 *
комбайны 6. Промышленные 44 44 __ 4 44 4
роботы Механичес- кие I. Для установки по- ворота и перекепе- ния изделии: - опопные ♦ 4 4 4 4 4 I I 4
- манипуляторы и поэиционе- «• — ♦ 4 4 4 4 4
рн вращзтелн о вертикяльноя 4 • 4 4 4
и наклонной осью - вращатели с 4 4 4 4 4 4
горизонталь- но?. ОСЫ) - кантователи 4 4- 4 4 «• 4
двухотоечные - кантователи цепные «•> 4 * 4 4 4
- кантователи рычажные ♦ 4 —
- роликовые стенды и 4 — -4
опоры - кантователя ♦ •« 4
кольцевые - кантователи «в «в 4 «в 4
челночные - кантователи книжного типа 4 4 «в 4 4 4
- тележки само- ходные 4 4 4- 4 4 4 4 4
61
Продол», «.ние табл. 4
Наименование приспо- собления и оборудова- ния Прим — плос- ко от- ных жяемость для сва{ )чНх конструкций
ба- лоч НЫХ I ни..’ 1-! pe- rt Д1 .1-!шет-! рам-’ кор-!сфе-! кони- чес- ких
них ! » । нуо-!рй-
чес- ких ча- ты х II л I ) чео- кнх
- столы пово- ротные - подвески кон- - 4 4 4 4 - -
тактных машин - промышленные — - 4 4 4 - 4
роботы 2. Для установки и пе- ремещения аппаратов и сварщиков: 4 44 . 44 «я +
- колонии пово- ротные - тележки вело- сипедные, пор- тальные, гла- 4 4 4 4 t 4 4 4 4
гольные и спе- циальные 4 4 4 4 4 4 4 4
- катучие балки ♦ 4 4 4. 4 4 4 «ь
- направлявшие - ко соли ново- 4- 4 4 — — 4
ротные - площадки и 4- 4 4 4 4 4 * •Лг
ЛИ'рГЫ - устройства о — 4 4 4 4 4 4 4
копированием перемещения промышленные «а» 4 4 4 4 4 4 4
роботы 3. Для защиты швов, подачи флооа: - фл со овне по- * 4 4 *
душки 4 4 4 w 4 * 4 4
- подкладки 4- W 4 4 4
- Фдвсоаппараты - приспособле- 4- 4 4 - 4 4 4 4
ния специаль- ные 4. Для эачиотки, отдел- ки, правки: - станки для на- 4 4 4 4 4 4 4 f
Мотки проволо- ки - машины для эа- 4 4 4 4 + 4 4 г; 4
чистки швов - оборудование 4 4 4 4 4 4
для правки 4 4- 4 4 4 4 4 4
ьг
Окончание табл. 4
Наименование присно- 1 соблений и оборудова- ния i Применяемость для сварных конструкций
плоо-.'ба- !Цили-!ре- 1 рам-! «их * i кор-! пус-! ных ! 1 “ Т сфе-!кони-
КОСТ-‘ЛОЧ-1 ндри-! чео- ! ких I шет-! ча- ! тых ри- ! чео-. ких чео- ких
ных ! я»- кых !
- оборудование для
нанесения покры- тий 4- 4 4 4 4 4 4 4
5, Подъемно-транспортные;
- краны унлверсоль- нне и специальные - рольганги привод- 4 4 4 4 4 4 4 4
ные и неприводимо 4 ♦ » 4 4 4 •
- конвейеры и тележ-
ки + 4 4 4 4 4 4
- электро- и автока-
ры — — 4 ♦ ♦ 4 <а
- штабелеры и лифты - обоасыватели, 4 - — 4 — 4 4 4
оклизы 4 4 4 4 4 4 4
- тара, контейнеры,
поддоны.кассеты - грузозахватные
приспособления ♦ ♦ 4 4 4 4 4
- промышленные роботы - - ♦ 4 ♦ 4 44 44 - •
Примечание. "Ч" - примени! стен; ' не применяются; Ч+" - перепек-
тивнц для применения.
К оборудованию и аппаратуре для подачи флюсов, порошков и
газов отнооятся: флюсовые аппараты и устройства для подачи 'флюса
(порошка') в зону сварки, а также уборки неиспользованной его час-
ти; Флюсоприемнне устройства; флюсоудерживающие приспс-соб..гния;
всасывающие и защитные насадки и наконечники; бункеры; сепараторы;
осушители; дозаторы и т.д.
Для размещения, закрепления и перемет'чия изделий используются:
манипуляторы, позиционеры, вращатели, кантователи, поворотные сто-
лы, роликовые стенды (большинство из них типизировано и унифициро-
вано), а также различные сварочные и сборочно-сварочные специальные
приспособления.
В качестве вспомогательного оборудования широко применяются:
устройства для уплотнения стыков, токоотводящие устройства, устрой-
ства для эачиотки мест под сварку, и*я загрузки и выгрузки изделий,
технические средства охраны труда и техники безопасости.
63
Технические средства управления предназначены для управления
как смречным оборудованием, тек и маннпуляциончин системой и всей
оборудованием, входящим в комплекс установки или станка. Их тип,
структурная схема и конструктивная оложють определяются в каждом
конкретном случае.
При использовании в сварочных приспособлениях и установках
механического и вспомогательного оборудования следует максимально
применять типовые и унифицированные модели,
$.4. Контрольные приспособления
В собранных и сваренных изделиях часто провернет геометричес-
кие размеры и их соответствие допускам рабочих чертежей. Контроль
прочности и плотности, отсутствии внутренних дефектов (гамца-,
рентгеновский- или ультразвуковой), а также наружный осмотр требу-
ет врацения изделия в процессе контроля, В ов'язи с этим необходим?
применять контрольные приспособления, иногда довольно сложные
контрольные установки.
Контрольные приспособлении улучшают условия труди, облегчаю*
его, повымагт производительность труа.
На рис. 36 показана установка для ультразвукового контроля
сварных явоа прямововных труб, разработанная в <GC ин.Ё.О. Патона.
В ее состав, кроме ультразвукового дефектоскопа, имеющего датчики
слежения ра икон I, входят грловкк ультра-звукового дефектоокопа
(УЭД)2, отметчики дефектов 3, механизм корректировки 4, механизм
подъеиа 5, аппаратура управления 6, передвижная тележка 7, обору-
дование я роликовым стендом в, плодадка обслуживания 9. Контроль ве
дется при переменении тележки с трубой относительно датчиков УЗД.
Датчики поджимаются к трубе и их положение относительно ива коррек
тируется по оветоукаэатолю оледяцей системы.
5.5. Грузозахватные приспособления
Грузозахватные приспособления предназначены дли
облегчения и ускорения погрузочно-разгрузочных,
транопортных и кантовочиых операций.
В обвей трудоемкости подъемно-трамопортных работ времл; аатра
чгаемое иа захват и освобождение груза, составляет в среднем
35... ЙО % обцей продолжительности цикла. Поэтому для достижения
64
высокой производительности подъеино-тринспортных средств необходимо
применять совершенные конструкции устройств для захвати и отдачи
грузе.
Рио. 36, Установка для ультразвукового контроля сварных ивов
прямошовиых труб
г' принципу действия нсгут применяться три группы грузозахват-
ных пгюпоооблениЯ:
- присоединяемые к грузу (застроповка) и отсоединяемся от
груза (отстроповка) вручну» рабочим - строповщнком;
- присоединяемые к грузу вручнуо, а отсоединяемые автоматически;
- приооедкняемые к грузу и отсоединяемые от него автоматически
без участия стропэвчИка.
По степени спец.елизайми могут применяться универсальные
грузозахватные приспособления, обеспечивайте захват грузов различ-
ной конфигурации и размеров, и специальные, преднавначенные для
захвата грузов определенного вида.
Грузозахватные приспособления связаны со стопами (из целен или
отельных канатов), с по новь в которых осуществляется захват, подъем
и подветвание груза к креку крана. Вое грузоподъемные приспособив-
НИЯ И Стропы ДОЛЖНЫ ППОСКТИР'Ч.'НТЬСЯ , ЦЗГОТВВЛИВЧТЬСЯ и околлуптн-
роват>ся в соответствии с требованиями Госгорт< • 1 >длора,
для листовой стали наиболее :< пфектипным г[у .ютнхинтннм приспо-
соблением являются злектроиагнитные ин. < (рис. 3’ ,п), применение
которых устраняет операции по v ни», [..кете, уста нов1'у подкладок
Для профильного материал;, балок, рам и других конструкций
широко применяется чзлочные цени (рис. 37,б) и универсальные стро-
пы (ряс. 37,в). Схелы строповки показаны на ряс. 37,г-е. Часто па-
лочные цепи и канатные стропи ио концам имеют приспособления в
вн ,з захватов (рис. 37,ж), клещи (рио. 37, э, иЗ, струбцины
(рис. 37,к) и крючки (рис. 37, л, и).
Транспортировку кранами деталей и узлов болыаои длины, а так-
Ж! тяжелых крупногабаритных конструкции производят при помощи
траверс со отроновк! и групп а 2 - 6 мест .х (рис. 37,о и н).
бб
Триворса ч?ис. 37,и) состоит из двух оваренных швеллеров и ииеет
в верхней части проушину для подвески на крвк крина, а а кихиеЯ
части - проуоины для крепления строп.
Траверса для подъема тяжелых крупногабаритных блоков резервуа-
ров (рис. 37, о) имеет длину 6 к я саморегудирупцие отроли. Тра-
версы, работавшие на изгиб (рио. ЗЯ,а), рассчитывает по изгибавше-
му моменту:
где Z? - мосоа поднимаемого груза, Н
межпу стропами, н.
Напряжение в траверсе
£ - расстояние
7 8 9 10 и более
0.6.г 0,54 0,40 0,44
где 5^* - коэ’Фшивн' снижения допускаемых напряжения, принимае-
мы а В ЗаВИО 1М9СТИ от длины
м: 2 3 4 5
: 0.98 0,94 0.89 0.82
6
0,71
%
с - эаботавцих на нагиб;
Рис. 38. Расчетные схемы траверс:
б - работавших на сжатие
Для траверс, работавших на сжатие (рм> . 38,6). определяет окш
в элементах траверсы. Сила натяжения ветви стропы при умом и,
что груз
г не сК
правилам
& распределен на двухветвевоя строп.
, &
- угол между вертикальном осью и осью ивтвш отропа; во
Госгортехнадзоре ХОР
Сила в распорке zy-A-Z
67
Напряжение сжатия в раопорхе
где /* - пдоцадь сечынин распорки, м^;
ного изгиба.
Конструкция специальных грузозахватных приспособлений зависит
от вида груза.
- коэффициент продоль-
ГЛАВА У I
УНИФИКАЦИЯ, АГРЕГАТИРОВАНИЕ И СТАНДАРТИЗАЦИЯ
ПРИСПОСОБЛЕНИИ
6.1. Принципы унификации, стандартизации и агрегатирования
В настоящее время до 70 % трудозатрат в технологической под-
готовке производства приходится на проектирование и изготовление
приспособлений, поэтому актуальна проблема изыскания путей их уде-
шевления как для условий серийного, так и мелкосерийного производст-
ва. Наиболее эффективными методами, ускорявшими и удешевлявшими
проектирование и изготовление приспособлений, является унификации,
нормализация и стандартизация деталей и узлов приспособлений и
установок.
Унификация - это рациональное сохране-
ние числа типов, видов и размеров приспособлений, уз-
лов, детелей и заготовок с цельв повышения однотипнос-
ти приспособления к улучшения их качественных и
технико-экономических характеристик.
Высшей степенью унификации, давшей наибольший экономичеокий
эффект, является применение серийно изготавливаемых узлов, сбороч-
ных единиц и агрегатов.
| Нормализация - это стандартизация в II
I масштабе предприятия или отрасли. ||
Стан да ртмзацкя - это выоная форма
нормализации, предусматривавшая широкое применение t
общесоюзных стандартов - ГОСТов.
Нормализация и стандартизаций позволяет повысить рентабельность
приспособлений за счет уменьшения стоимости, удешевления эксплуата-
ции и повторного многократного использования элементов.
6'.»
На основе унификации используется агрегатирова-
ние, которое представляет собой метод конструирования изделии из
уии([»<цирови1;них и стандартных деталей и агрегатом, т.е. из модулей.
Расчлени, оборудования на отдельные модули возможно по различным
принципам (габаритным разменам, массе, числу координат и т.п.).
Рационально сконструированная сварочная установка позволяет
совершенствовать ее путем замени отдельных агрегатов на более совре-
менные без ннрушенин пелост'ости всего комплекса, а также их пов-
торного использования в других установках в новых сочетаниях. Кроне
того, агрегатирование и централизованная поставка готовых модулей
позволяют зеводзм-потребителям своими силами проектировать и иэго*
тчвливать необходимые сварочные yvTSHOBKH я даче роботизированные
участки и поточные линии.
Унификация, стандартизация и агрегатирование являются также
основой для автоматизации проектирования приспособлении.
6.2. Универсально-сборные приспособления сварочного
производетва
Универсально-сборные приспособления для свирки (УСШ) приме-
няют на машиностроительных предприятиях с индивидуальным и мелко-
серийным, а тзкже с серийным и крупносерийным характером произ-
водства в период освоения выпуска новой продукции о последующей
заменой их специальными приспособлениями. УС.к* целесообразно пополь-
зовать также на ремонтных предприятиях и ыя сборки приспособлений-
дублеров при ремонте основной оснастки.
Применение УСП<3 значительно се.рящает и удешевляет технологи-
ческую подготовку производства, повышает коэффициент его технологи-
ческой оснащенности. Это достигается благодаря тому, что комплекты
нормализованных и стандартных деталей и узлов обратимы, взаимозаме-
няемы и могут использоваться многократно для различных приспособле-
ний . Проектирование УС:Ю сводится лишь к разработке компоновочной
охемы приспособления, а изготовление - к оос-?ке приспособления из
готовых элементов и наладке. Поолс сборки (сварки) партии изделий
УЗПС разбирают на составляющие их элементы, которые в дальнейшем
используется пая компокоьки новых приспособлений.
Благодаря универсальности и взаимозаменяемости элементов УСПС,
продолжит ел . ность оборки и разборки приспособления не превышает
I - я в зависимости от его сложности.
Обычно комплект элементов УСПС включает 2 /00...3 400 деталей
69
и узлов, из которых одновременно может быть собрано несколько десят-
ков прдопоооблениЯ (табл. 5). В отраслях промышленности организова-
ны прокатные базы У31К, которые оболуживавт заводы, нуждаищиеся в
приспособлениях.
Таблица 5
Техническая характеристика УС1Е
I . показатель 1 1 УСПЗ- 8 /С IK- 12/1 ус;к- 12/2 УС IK- 12/3 УС IE- 16/1 УС IE- 16/2 УСПС- 16/3 УСПС- 16/4
t 'Чиоло детален и НО ПО 100 100 300 280 280 270
I эленентов/нзиме- iHoBuHHH, шт. 2 200 3 000 2 750 2 600 3 400 3 170 3 100 3 000
iВремя сборки одного • приспособления, ч 1.5 Я ,0 3,0 *,0 8,0 6,0 7,0 8,0
IМасса собираемых :изделий, кг 50 5G0 300 500 2 500 2 000 I 000 2 000
Диаметр крепежных iООЛТОН, мм 8 12 12 12 16 16 16 16
'Точность сборки 'изделии, мм 0,2... 0,8 0,3... 0,5 0.3... 0,5 . 0,3... 0,5 0,3... 0,5 0,3.. 0,8 0,3... 0,8 0,3... 0*8
Экономический ; проект от внедрения одной сборки, руб. 10 25 20 22 45 35 30 40
|Стоимость ;комплектя.тыо,руб. 15 28 25 25 40 38 35
;Срок службы ;комплекта, лет 10 10 10 10 10 IC 10 10
Срок окупаемости комплекта, лет 1,0 1,0 1,0 1,0 1,5 1.5 1,5 1,5
; Число одновременно !собираемых приспо- соблении, шт. 8 4. ..8 Ч. ..8 4^.8 2...4 2...4 2...4 2...4
Комплект деталей и механизмов УС1К состоит из элементов:
а) базовых (плит, угольников, пленшаИб и др.); б) корпуоных и опор-
ных (призм, уголь шков, подкладок и др.); в) установочных (шпонок,
пальцев, валиков, втулок, центров и др.); г) направлявших (втулок,
планок, колонок и др.); д) прижимных (прихватов и прижимов раэлич-
70
мых типов); е) крепежных (винтов, болтов, гаек); ) сборочных
единиц (оемоустанавливаюжихоя опор, пневмоцилиндров, поворотных
головок др.); ж) вспомогательных (рукояток, пружин и др.).
При.енять ТОЮ можно как при сборке оварных конструкция. так и
при их сварке. В последнем случае они аффективны, воли недопустимы
деформации свариваемого изделия.
Универсельно-наладочные приспособления для сварки (УНЮ) в
отличие от ТОЮ имеет перец слаживаемые элементы, позьоляоаде беа
разборки перестроить приспособление для изготовления ошотипных из-
делий, но других размеров.
ГЛАВА УП
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРАЛЮСОБЛЕНИЙ
7.1. Требования к приспособлениям для механизированных и
автоматизированных производств
В приспособлениях, встраиваемых в комплексно-механизированные
лото мне линии, часто требуетоя совыедение операций сборки и свар-
ки. Поэтому конструкция и расположение всех элементов такого прис-
пособления не должны затруднять перемещение сварочного инструмента
вдоль'свариваемых крои. к.
Конструкция кантователя должна обеспечивать поворот и установ-
ку всех нвов и нижнее положение.
Учитывая, что электропрнхватки часто снижает качество свардах
пвов, по возможности стремятся сборку конструкций вести без прихва-
ток, используя для временного закрепления деталей различные прижи-
мы. Сборочко-сварочное приспособление должно иметь согласованные
с ним и о другими транопертныыи средствами и оборудованием линии
механизмы для подачи и выдачи изделий, магазины-питатели деталей
и устройства ждя синхронизации технологического потока.
С Целью уменьшения конструктивной сложности приспособления н
трудоемкости сборки рекомендуется часть деталей предварительно
объединить в технологические подузлы н заранее собирать к сваривать
их на других приспособлениях. В этом случае сложная сборочная еди-
ница будет состоять из меньжего числа сборочных элементов ж
отдельных деталей. В результате этого значительно упрожаетоя прис-
пособление дли общей сборки изделии.
Сборочное приспособление должна по возможности предусматри-
вать сборку подузлов и деталей при последовательном их наложении
и закреплении сверху, без каких-либо перемещений снизу вверх, вдоль
или под углом к уже установленным деталям и оборонным единицам.
Производственным опыт показывает, что наиболее эффективным
, являетоя использование роботов в составе робото-технологичеоких
комплексов (РТК) или роботизированных линии и участков оборки-овар-
/ки. Для их слаженной, падежной работы необходимо применять новые
конструкции оборудования и приспособления, удобные для РТК, и ре-
шить другие технологические и организационные задачи. В таких прис-
пособлениях требуется точно определить положение деталей и сбороч-
ных единиц относительно системы координат и установочных элементов
приспособления. Затем совместить координаты приспособления с коор-
динатной системой сварочного робота. С этой целью корпус приспособ-
ления должен иметь отверстия или Т-образные пазы для установки на
пальцы или шпонки при базировании относительно основания промышлен-
ного робота. Значительно повышаются требования к точности изготов-
ления заготовок и деталей, точности, жесткости и надежност:-, сбороч-
но-сварочных приспособлений.
Для возможно быстрой переналадки робота в процеоое оборки
различных деталей в сборочную единицу, их надежного захвата, удер-
жания и последовательной установки в ориентированном положении,
необходимо иметь комплект соответствующих быстросменных захватов.
Ах основным элементом являются зажимные губки (рис. 41), форма н
размеры которых соответствуют конфигурации, реперам, массе и ма-
териалу транспортируемых деталей.
7.2. Механизмы питания
Механизмы питания предназначены для подачи
штучных заготовок и деталей по определенным траекто-
риям к технологическому оборудованию или к промышлен-
ному робот». Часто механизмы питания, кроме устройств
для подачи заготовок (деталей) в рабочую позицию,
имеют другие Функциональные механизмы (для фикоацни,
зажима, сьема и т.п.). -
Такими механизмами являются: накопитель деталей (магазин, ло-
ток); отсекатель деталей, выдаваемых в питатель; питатель, подаю-'
щий детали в рабочую позицию; толкатель; фиксирующий упор; зажимное
72
устройство; механизм съема собранного изделия; транспортирующие
механизмы.
Механизмы питания могут иметь различную конструкцию загрузочно-
разгруэо1 «их и транспортных устройств в зависимости от вида пода-
ваемых деталей, производительности и конструкции технологического
оборудования. Они могут подавать штучные заготовки, прутки, прово-
локу нз бухты, орошок и т.п.
Для автоматизации питания заготовками, имепщими большие разме-
ры и сложнуп конфигурацию, трудно осуществить автоизтичеокое ориен-
тирование, подачу и фиксацию их в рабочей позиции. Из-за нерацио-
нальности применении дорогостоящих и алойных автоматических Меха-
низмов питания в этих случаях при. зияют как механизированную, так и
ручную загрузку.
Механизмы питания могут встраиваться в технологическое обору-
дование или располагаться отдельно от него. Место расположения ме-
ханизма питения и его конструкции определяются видом обрабатывае-
мых деталеП, производительностью и типом оборудовения, эргономичес-
кими требованиями к удобству обслуживания, связью с другим оборудо-
ванием.
Основные требования к механизмам питания для подачи штучных
заготовок: простота конструкции, надежность работы, необходимая
запас заготовок в бункере, легкип доступ х механизмам для устране-
ния застревания заготовок, удобство загрузки и выгрузки деталей,
быстродействие, совмещение циклов работы механизмов питателя м
технологического оборуиояания.
Механизмы питания автоматических линия дополняются транспорте-
рами или роботами, передающими обрабатываемые детели (изделия) от
станка К станку.
7.3. Механизированные и автоматизированные линии оборки
и сварки
Комплексно-механизированное и автоматизированное производство
состоит и» ряда о пени а л иэирсанннх cd о рочно-Ь варочных приспособле-
ний, комбинированных оборочно-оварочных машин, а также установок и
станков, Они объциняются н поточные комплексно-механизированные и
автоматизированные линия изготовления рам, балок, труб, сварных
отопительных радиаторов и других изделий. На поточных линиях боль-
шая часть операций производственного процесса выполняется на меха-
низированном и автоматизированном оборудовании.
На рио. 39 приведена упрошенная поточная линия изготовления
двутавровых балок. Детали с заготовительного участка поступают на
трене портной тележке I и укладнвиотся на стеллажи 2. В сборочной
Рис. 39. Схема поточной линии изготовления оварных двутавровых
балок
кондукторе 3 осуществляется сборка и прихватка балок. Рабочие места
для сварки 6 имеит центровой кантователь с неподвижной 5 и поддер»
живапщеЛ передвижной 15 стойками. Последние позволяет сваривать
балки длиной от 12 до 2^ м. Сварочная установка ГТ-2 представляет
ообой теледку, на которой укреплена отейка о выдвижной штангой н
сварочным аппаретсм. Электроэнергия для питания сварочной установ-
ки 6 подводится о-, троллеев 14.
Грибовндность балок исправляют на машине 8. оборудованной
рольгангом 12 и упорами 13. Кантовка балки производится встроенным
цепным кантоветслем.
74
Дна торцефрезерных станка 10 позволяют обраоатывать торцы без
разворотя балки. Линия имеет промежуточные складские м-.-ста 4, 7, 9
и обслуживается мостовым электрическим кланом.
На .втомнтизировакних линиях псе основные и вспомогательные
операции выполняются в определенной последовательности без непос-
редственного участия рабочего, с определенным ритмом сборки и свар-
ки. При этом рабочий только управляет процессом « налаживает обо-
рудование. Технология изготовления изделий отличается тщательной
проработкой всех операция и отдельных переходов, применением боль-
шого количества его шального оборудования, сборочно-сварочных при-
способлений, полно.! механизацией подьемно-транспортных и других
операций.
Автоматические линии нашли применение в массовом производстве
при изготовлении различных автомобилем и других изделии. Для авто-
матизации контактной, точечной и рельео:’ сварки применяют специа-
лизированные контактные машины, шаговые транспортные устройства
резной конструкции, специальные сборочные и сварочные приспособления.
При относительно частой смене изделия целесообразно создание
гибких автоматизированных систем на базе промышленных роботов.
7,4. Промышленные роботы как средство автоматизации
сборочно-оварочного производства
Сварочное производство относится к одной из наиболее перспек-
тивных областей применения промышленных роботов (ПР), которые, в
отличие от оварочных станков-автоматов или специальных многоэлект-
родных сварочных машин, могут работать по гибкой, часто изменявшей-
ся программе, легко переналаживзится на другую работу.
Основными напрзвлениями по применении ЯР в сварочном произ-
водстве является: установка сборочно-сварочных приспособления на
технологическое н другое оборудование снятие с него; подготовка
деталей и сборочных единиц к сварке; сборка под сварку; снятие
о приспособлений и удаление сваренных издел.-.И; сварка и наварка
(контактная, дуговая, плазменная и др.); правка заготовок, деталей
и сваренных изделий; зачистка деталей и сварных швов; контроль ка-
чества деталей и сварных изделий; выполнение различных межопера-
ционных и внутрицеховых транспортных, погрузочно-разгрузочных и
складских операций; работа в комплексе с другим технологическим
обо ночно-сварочным и транспортным оборудованием, в поточных линиях,
управление ими и т.п.
Лля yeгн-.шного использонания 2. У необходимо осуществить комп-
лекс 1 ргяниэчц-.1Оино-технлческих полгптивлтедьных робот по обработ-
ке сварного иэдечин нс технологичность, модегиизании сущестнуъадто
плл разработке принцип,’плы<о нового териологического, транспортно-
го и другого оборудовании, сборочно-сварочных приспособлений, раэ-
рчботать проект робото-технологического комплекса (ИК) и т.п.
р !!Р МНЛЯСТСЧ ЧИТОМЧТИЧССК.'М манипулятором с нрог-
li рзммнкм управ гением л может бить сравнительно легко и
'[быстро персизлажен я обучен на выполнение другого
Нтехнологического процесса. 1
Jlt.Goi* .IP независимо от класса состоит из миханичеохой части и
еханичсскчя часть
(рис. 4и) состоит из станины I,
устонззливагмои неподвижно или
на подвижной тележке 2, рычаж-
ного захватного устройства
•'руки; 3, предстзалнвяего собой
разомкнутый нногоэвет’-'?. меха-
низм, *<з конце которого устанав-
1 лянэется устройство для сзч;и-и
детали 4. il? может иметь одну,
2 аде, три и более ?У, совершав-
ших позиционирование с деталью
или инструментом в различных
системах координат: цилхндри-.
ческой, полярной, прниоуголь-
Рис. *?. Робот в виде тележки ной, с’-.орнчеокой или коичиниро-
С КОЛОННОЙ a-uun”
х! апп и*ь •
Ьо ля:: и нотис П? первого поколения обладает тремя-ятью степе-
нями подвижности, причем рука вместе с закрепленными в ней свароч-
ными клещами Сястолетои) /ли временно зажатой захватом деталью
может поворачиваться в горизонтальной плоскости, перемешаться к
наклоняться, выдвигаться и убираться обратно, поворачиваться вокруг,
собственной оси и перем ваяться вместе со станиной.
Конструкция, размеры и форма захватов определяются формой,
массой, разметил, материалом транспортируемой детали и другими
параметрами, требованиями, предъявляемыми при транспортировании.
Некоторые зажимные губки захватов для изделий с различной поверх-
ностью показаны на ряс. <*Х,
76
Рис." 41. Зажимные. губки для зяхвзтз различных деталей
В качестве приводов йлхнзт'.нх устройств применяется механичес-
ки г. пневматические, гидравлические, мягнитние, 'электромагнитные
и их различные комбинации.
Система управления il? служит для ;орч. рсьчния л огической
последовательности его действия л обеспечения автоматической рабо-
ты захватных уотройстн в соответствии с заданной программой, а
такие осуществления синхронной пя.ютн самого робота и основного
оборудования, контроля за мбо'!<-.: .„ол с целью устранения несчаст-
ных случаев.
Часто программа управления записывается в виде тягов на маг-
нитофонную ленту при обучении робота. .(опоротом кисти со сварочны-
ми клещами (горелкой) или дви;чеяием р, ки по одной из координат ко-
мандует система управления, инег.щ-зя отдельные тракты упрэвлен-.я
(по числу степеней подвимности). J;руктури- я схекя тракта управле-
ния по одной координате (рис. ч?) имеет цепочку звеньев. Микровык-
щчатель подает сигнал и включает источник управляющих импульсов.
Усилитель преобразует импульсы в командные сигналы, которые пода-
ются на шаговый двигатель, приводящий в движение сварочные клещи.
Шаговый д •. гатель воздействует на гидроусилитель, от него дяшение
мама передается через редуктор подвижному одюоплечевому рычагу
77
Рис.
'i<i. Структурна и схема
тракта у правлен ля
робота
сварочных клеще<|(в результата
ч<.го последние перемещаются.
Подобным образом вторая це-
почка управляет поворотом клешей
и т.д. Основными парчмет, ши ПР
ЯВЛН1ТСЯ мобильность, грузоподъем-
ность, число степеней подвижности,
точность позиционирования, рабо-
ча : зона, тип и число основных
рабочих органов, вид, величине и
скорость их перемещения, тип
привода и системы управления и
др, ПР могут устанавливаться
стационарно (напольные и подвес-
ные) по отношении к обслуживае-
мому оборудованию, обеспечивая
полечу к нему заготовок, деталей
и изделии или перемещаться от од-
ного станка к другому (г;з рельсам
на катках, по балкэи, подвесным
рельсам).
принцип згрегзтно-нсдульного построения роботов, -• также
нспо.могзтельного сервисного оборудования, приспособлений и сопутст-
вующих устройств позволяет комплектовать различные типы автомати-
зированных участков, комплексов, линий, создавать гибкие (легко
н’реналчкивэемые) автоматизированные производства^ГАП).
Наибольшее применение ПР нашли для автоматизации процессов то-
чечной сварки, особенно в автомобильной промышленности. Широко приие-
няетсп система, в которой П? размещены вдоль конвейера, автоматичес-
ки перемещающего свариваеиое изделие, ^варочные клещи, зажатые в ру-
ке робота, производят точечную сварку в различных местах (обычно не
более 30 точек). Имеются роботы, осуществляющие подачу, съем изделий
к автоматический контроль сварки. В такой сварочной линии предпочти- ,
тельно использование подвесных роботов, сокращающих размеры необхо-
димой производственной площади. Автоматическая линия на базе свароч-
ных роботов имеет транспортно-загрузочные средства, перемещающиеся
приспособления-спутники, средства автоматического складирования за-
готовок и приспособлений и распределения их между установками. Для
управления используется принцип группового управления от ЭВМ.
78
В последнее время расширяется применение 1!Р дли дуговой свар-
ки. Если контактная сварка успешно выполняется IIP с жесткой прог-
раммой действии (первого поколении), то для дуговой сварки необхо-
димы ада тивные (второго поколении) н интеллектные (третьего поко-
ления) ПР. В настоящее время созданы дли дуговой сварки отдельные
специальные роботы с адаптивной системой управления, способные ис-
пользовать информацию о внешней среде, поступающую от соответствую-
щих сенсорных устройств, позволявших определять положение, конфигу-
рацию, размер и другие данные об изделии и сварочном инструменте.
В этом случае упроппися технологические приспособления, не требу-
ются устройства для предварительного ориентировании, сокращается
время переналадки робота на другу прог роям у.
В общем виде НК дтя дуговой сварки в С0? состоит из ряда
механизмов и устройств:
I. Манипулятора сварочного инструмента ^горелки), имеющего
'»-5 степеней подвижности и точность позиционирования O,5...I,G им.
2. Манипулятора изделия с крепежным приспособлением, имеющего
2 степени подвижности.
‘3. Сварочного оборудования (источника питании дуги, подающего
механизма, шлангового держателя с горелкой и т.п.).
4. Аппаратуры управления Ил.
5. Сервисного оборудования (накопителей, питателей, тары,
устройств для обрезки конца проволоки, зачистки сопла от брызг,
охлаждения мундштука и др,).
Наиболее трудоемко и плохо поддаются автоматизации сборочные
процессы. Элементарный цикл сборки любого узла с помощью ПР состоит
из ряда движений; опускания руки и захвата I-»! детали; переноса и
установки её в приспособление; захвата и установки детали и
т.п. Кроме того, в процессе сборки необходимо последовательно
закреплять устанавливаемые детали.
Анализ сборочных работ показывает, что ПР должны обеспечивать
высокую точность позиционирования, автоматическую смену захватов
или инструмента, уметь распознавать обтекты оборки и самостоятельно
принимать решения в зависимости от ситуации.
Для захвата различны* деталей, подлежащих сборке в любом свар-
ном изделии, требуется скзна или подналадка ориентирующих устройств
и захватов, однонаправленность и < грогий ритм потока, точная сты-
ковка воет оборудования РТК, что вызывает дополнительные трудности
робгаизацип операции сборки. Сув^ствующие ПР для сборки способны
79
пока выполнять лишь отдельные операции: захват и перепое строго
ориен ировакной детали, ее установку, снятие прихваченного (сва-
ренного) изделия, контчктнуо точечиуо сверху и т.п. Они не в сос-
тоянии выполнять оборку больших и елочных изделий при уоловии
неупорядоченного размещения собираемых деталей.
На стадии проектирования технологического процесса обосновы-
вает оптимальный вариант компоновки РТК. При этой часто эффектив-
ным оказывается компромиссное решение, например сочетание ручного
труда сборников о работой различных ’'еханиэмов, в том Числе робо-
тов (рис. 43).
Рис. 43. Схема технологического участка:
а) до установки робота; б) после установки робота;
I - нехтак; 2 и 3 - гидравлические прессы;
4 - машина для точечной сварки; 5 - робот
Присутствие человека в сборочной линии с роботами оказывается
целесообразным до тех ор, пока автоматические системы зрения и
осязания роботов не станут совершенными, надежными и экономически
оправданными. Это обеспечат надежные с большими функциональными
возможностями III второго и третьего поколений.
80
ГЛАВА УИ
НАПРАВЛЕНИИ СОВЕРШЕНСТВОВАНИЯ МЕТОДОВ
ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЯ
Интенсификация производства, расширение номенклатуры и быстрая
сменяемость выпускаемой продукции требует ускорения технологической
подготовки производства, в том числе и проектирования обсрочно-
сварочных приспособлений.
Новыйони а эффективности процессов проектирования приспособлений
имеет больное значение иля сокращения расходов по подготовке произ-
водства сварных изделий. Перспективным направлением является исполь-
зование вычислительной техники на базе систем автоматизированного
конструирования технологнчеокой оснастки.
Разработка систем автоматизированного проектирования (ЗАИР)
приспособлений основывается не использовании:
- принципов конструкторско-техиологического проектирования
* сварных изделий;
- общей методики конструирования;
- теории подобия и размерностей;
- научных основ САПР;
- методов унификации и стандартизации;
- машинной графики;
- геометрического моделирования.
Для обеспечения автоматизированного проектирования сборочно-
сварочных приспособлений необходимо разработать:
- клаосифмкацио сварных сборочных единиц (изделия) на основе
конструктивно-технологических признаков;
- систему правил информационного описания сварных сборочных
единиц;
- систему правил информационного списания технологического
процесса изготовления сварных сборочных единиц;
~ набор типизированных и стандартных конструктивных решений
элементов, механизмов и типовых приспособлений;
- систему правил информационного описания требований техничес-
кого задания на проектирование сборочно-сварочного приспо-
собления;
- комплекс алгоритмов и программ, позволгзщий за конечное
число операций получить цифровое опиоание конструкции
01
сборочно оиарочного приспособления;
совокупность конструкторских и технологических документов,
обеспечивавамх изготовление оборочно-оварочного приспособ-
лен ни;
- обобщенную модель процессов САПР приспособления, основанную
на принципе совместного синтеза о Варной конструкции и прис-
пособления кая её сборки н сварки;
- структуру, алгоритмы и программные оредетва САПР сборочяо-
сварочных приспособлений для чанного хласоа сварных конструк-
ций на базе ЭВИ.
Так гак каждая деталь, входящая в сварную сборочную единицу,
должна быть установлена на свою базу и закреплена прижимами, то
сборочно-сварочное приспособление условно раооматривают как несколь-
ко разных по конструкции одноместных приспособления, объедииеюгых
одним корпусом (рамой). Поэтому чем сложнее сборочная единица,
тем большую конструктивную сложность будет иметь приспособление.
Автоматизация проектирования приспособления оводктоя к последова-
тельному решению задачи установки, фиксации и закрепления каждой
детали.
В настоящее время рассматривают два вида организации май«ИНО-
ГО проектирования. В первом случае человек готовит задание и полу-
чает результат. Этот метод требует полного знания проектируемого
объекта н может быть использован лишь при равении некоторых узких
проектных задач. Создание автоматизированных универсальных систем
ввиду многообразия форм и структур сварных сборочных единиц пока
трудно осуществимо и экономически нецелесообра ?но.
Второй метод предусматривает активное взаимодействие Конструк-
тора с 34. При атом конструктор-оператор имеет возможность на воех
этапах конструирования вмешиваться в пропеоо проектирования, после-
довательно уточнять проектное задание, производить поиск Оправочной
информации, всевозможные расчеты, выбирать оптимальный вариант
конструкции и т.н.
В нпстонщго прпмя имеется опыт автоматизированного проектиро-
вания станочных ириоппооблений о нс пользованием ЭВМ и чертежно-
граФических амтоиетоп типа "Итекан".
В качество источника исходной информации принимают чертеж
детали, технолог''чеокия процесс обрнботки и операционный эскиз со
схемой базировании и закрепления. Лля автоматизированного проекти-
рования приспособлений, крона того, необходим минимальный набор
информационных дапимх и типовых приспособлениях, оборудовании
82
стандартных элементах н механизмах.
В соответствии о обвей классификацией конструктивных элемен-
тов приспособлений ведут поэтапное автоматизированное проектирова-
ние.
Построение алгоритмов в процесса проектирования позволяет оп-
ределить пространственную ориентацию одних элементов относительно
других элементен конструкции. Систему координат при этом связывает
о технологической базой обрабатываемой детали.
На первом этапе проектирования выбирают элементы и приспособ-
ления из имеющихся в машинной памяти аналогов. Если их применить не
удается, производится автоматизированный синтез конструкции приспо-
собления. Затем выбирается схема конструкция по программе, которую
строят на основе анализа взаимодействии элементов приспособления.
Процесс проектирования заканчивается конструктивным оформлением
приспособления и получением комплекта конструкторской документации
(сборочного чертежа, спецификации, рабочих чертежей). В этой систе-
ме наиболее сложной задачей является автоматизация проектирования
сборочных чертежей (построение проекций, разрезов, сечений и т.п.).
.Для автоматизированного конструирования сборочно-сзарочных
кондукторов для кузовов автомобилей ГАЗа создан программный комп-
лекс системы ИНОЭАР (инэтрументарлй инженера-сварщикз). Етамло-
оварные конструкции кузовов (боковины, двери, капоты, крынки багаж-
ников, усилители, панели кузовов и кабин) имеют вполне определенные
конструктивные формы и сопряжения под контактную сварку, изготавли-
ваются на однотипных с орочно-сварочных кондукторах. Разработанная
снотема ЙНСВАР имеет единую информационную базу, математическое н
техническое обеспечение, а также возможность оперативно реагировать
на изменения в конструкции кузовных деталей. Оистеиа выполняет рас-
четы проектируемых кондукторов на жесткость, прочность, износ, оп-
ределяет число и координаты мест установки деталей и требуемые
усилия пневмо-и гидроприкпмов, прогнозирует вероятную точность из-
делий после сборки-сварки.
Автоиатнзированвмй синтез кондуктора предусматривает аппрокси-
мированное представление конструктивных элементов в виде тел прос-
тейшей конфигурации (цилиндр, шар, прямоугольный параллелепипед),
собственные оигтемн коорд-нат которых единообразно нумеруются и
совмещаются с начальной точкой системы координат кондуктора. Удач
ныв элемент при ые конструктивные решения составляется в библиотеку
конструктивных элементов. Их вычерчивание выполняется соответствую-
щими программами.
03
Автоматизированное конструирование кондуктора ведетоя после-
доват льно в три очереди. Первая соответствует разработке принци-
пиальной схемы кондуктора, вторая - получение оборонных чертежей
кондуктора и рабочих чертежей его деталей. Конструктор-оператор
имеет возможность изменять в диалоговом режиме исходные параметры,
повторять процесо автоматизированного конструирования, анализиро-
вать варианты конструкции приспособления до принятая окончательно-
го решения. Третья очередь обеспечивает моделирование технологичес-
кого процесса, который ооудествляетоя в разработанном приспоообле-
ним, а также прогнозирование вероятной точности изготовлений свар-
ной сборочной единицы.
Промежуточные и окончательные результаты автоматизированного
конструирования представляется в виде наглядных нногоракурогых
аксоиоиетричеоких изображения. Система имеет зтап беэмаанниой дора-
ботки и корректировки создаваемой ео конструкторско-технологичес-
кой документации.
При конструировании кондукторов для сборки и оварки изделий,
состоящих из I? деталей, система ИНСВАР сокращает сроки конструи-
рования в 4-5 раз по сравнении о безмашннным проектированием. Для
изделия из 5 деталей затрачивается 15-20 минут машинного временя
комплекса АРХ-И ив синтез варианта компоновки приспособления и
1,2-2,5 часа на вычерчивание рабочей документации на графопострои-
теле АП 7251.
Используя САПР, можно также репить ряд задач по выбору принци-
пиальных конструктивных схем, их оптимизации, графического оформле-
ния проектных решений, подготовке технической гокументацки (детали-
ровка, составление спецификаций, ведомостей коиплектуоцях изделий
и т.п.), разработке марарутной и операционной технологии. В даль-
нейшем применение автоматизации при проектировании бу-ет возрастать,
«то требует я этой области новых разработок.
г
«4
ГЛАЗА IX
ТЕХНИКА БЕЗОПАСНОСТИ, ЭКСПЛУАТАЦИЯ
И РЕМОНТ ПРИСПОСОБЛЕНА!
9,1. Техника безопасности при конструировании и
эксплуатации приспособлений
В связи с использованием электрического тока (в электроприво-
дах, электромагнитных прижимах и т.п.) Необходимо производить за-
земление корпусов приспособлений » установок. Для этого следует
предусматривать на корпусе заземляющий болт диаметром не менее
8.,.10 мм о надписью синего цвета "Земля". Токоподводящие провода
необходимо прокладывать в металлических трубах; закрывать кожухами
открытую электропроводку, голые шйны. doe электрошкэ £ы должны
иметь электрическую блокировку дверей.
Для защиты от излучения сварочной дуги, брнзг н капель расп-
лавленного металле место сварки (наплавки) должно быть закрыто ко-
жухом с защитным стеклом.
Для предупреждения травм движущимися я вращающимися механизма-
ми следует в конструкции приспособлений предусматривать кожухи ог-
раждения и их. блокировку, обеспечивающую выключение системы при
открывании кожуха. Для предохранения от выпадения изделия из пово-
ротного приспособления при аварийном отключении энергоносителя
(электроэнергий, сжатого воздуха и др,) предусматривать самотормо-
зящие зажимы, сдин-два механических зажиме в пневматическом приспо-
соблении либо обратные клапаны на входе в пневмоцилиндры. На корпу-
сах приспособлений, средств их механизации устанавливать защитные
козырьки и сетки, предохраняющие от выпадения деталей, изделий н
инструмента.
Самоходное сборочное и оварочное оборудование должно оонв:ать-
ся тормозами, иметь звуковую и световую сигнализацию. 3 конце зоны
работы ходовые пути должны иметь конечные выключатели, упоры-огра-
ничители хода, а зона движения должна быть ограждена.
Штоки пнегчо- и гидроцилиндров, направляющие и другие обрабо-
танные поверхности деталей должны оыть защищены от попадания на h.ix
грязи, влвкп, брызг и капель металла, ударов, В зоне нахождеыия
рабочего не Должно быть открытых подвижных час.ей приспособлений.
Корпуса, отанины, рамы и другие части приспособлений должны иметь
05
скруглении. IIи иневиатичеоких приспособлениях И установках должны
устанч 1ЛИ|1нт|.ен глушители «ума,
В нрио'юсоблениях и установках с повышенным газо- и пылевыдо-
леннем необходимо предусматривать местные отсосы, которые крепятся
к основание или встраивается в негр. Допускаемая концентрация пнлк
на рабочих местах сверников Я иг/м\
На сборочных приспособлениях и установках, имавднх болмаие
габариты и обслуживаемых двумя рабочими, поляка быть предусмотрена
злекгрическая блокировка зажимных и поворотных механизмов в вона
работы каждого сборщика. Приспособлении, станки и установки должны
быть надежно закреплены на фундаменте или установлены устойчиво.
Самопроизвольный поворот шпиндели или наклон отола манипуляторов,
врааателея и кантователей долкпн быть искличек. Для этого в конст-
рукции механизмов првдуонптриэакт снмотормиэянуосн пару или стопор-
ный механизм.
Нч элементах уцранлаиин должны быть четкие надпион ижарийные
кнопки *>топ”.
^2. Эксплуатация и ремонт приопо®Олений
3 процессе эксплуатации сборочно-сварочные приспособления моя»
тчэчпт силовно воздействия при закреплении деталей и изделий, а
текла дочолнитеяьные усилия от температурных воздействия, подверга-
ется трение и ударам при установке и снятии деталей.сборочных еди-
ниц. 3 результате износа уменьшается диаметры фиксирующих пальцев,
увеличиваются диаметры Фиксирующих отверстия, юкажается профиль •
и изменяются размеры опорных деталей, закимных элементов и т.п.
Нззорые поверхности приспособлений могут забрызгиваться расплавлен-
ным металлом.
Уже при разработке приспособления должен выть обеспечен высо-
ким уровень их ремонтопригодности. Это предуоматрявает, в частности,
возможность агрегатного ремонта и замены функциональных частей н
блоков, возможность быстрой замены, регулировки и восстановления
быстроизнашиваоцихся эл -ментов, необходимую степень резервирования,
заданную точность собираемых и свариваемых изделий в течение воег^
срока эксплуатации приспособления.
Для сохранения точности приспособлений к увеличения срока их
службы необходимо проводить предупредительные ремонты приспособле-
ний согласно цеховому (заводскому) графику плаиово-предупредитель-
8*
пых ремонтов (ПНР) оборудования и приопоооблеиий. Системе ПАР
предусматривает:
- регистрацию (учет) всех приспособлении;
- ыэ эор за правильной их эксплуатацией и уход;
- периодический осмотр с разборкой ответственных узлов;
- периодическую проверку на точность;
- периодический текущий и средний ремонт.
Эти работы осуществляются по графику ПНР независимо от техни-
ческого состояния приспособлении. Периодичность и трудоемкость
обслуживания и реиоп.а зависит от типа приспособления и характера
его работы. Регулярно следует вести журнал учета проводимых работ
по наладке и ремонту приспособлена .. Кроме того, на каждое приспо-
собление составляется пзопсрт, в котором должны найти отражение
сведения о разработчике и изготовителе приспособления, датах внед-
рения, длительности эксплуатации, о видах неисправностей и содержа-
нии ремонтных работ, базовых .размерах, подлежащих проверке, их фак-
тических предельных отклонениях, величинах износов и т.п.
Учет неисправностей позволяет разработчикам и изготовителям
ооверЬенствонать приспособления.
В комплекте оложных приспособлений и оборудования должны быть
предусмотрены технические средства, инструмент и принадлежности
для выполнения работ по диагностике, наладке, техническому обслужи-
ванию и устранение неисправностей.
Как правило, оборочно-сварочиие присПоооблеяия, особенно имею-
щие пневмо-гидро- и электроприводы, должны проверяться и ремонтиро-
ваться на специальных участках (в цехах), оборудованных необходи-
мыми контрольными приборами и станк: .1й.
СПИСОК РЕКОЧЕНДУЕ4О.1 ЛИТЕРАТУРЫ
I. Богданович Л.Б., Бурьян В.А., Раутман Художественное
конструирование в машиностроении. - Киев: Техн1ка, 1976. - 10ч с.
2. Гитлевич А.Д., Этингоф Л.А. Кехайнзация й автоматизация
сварочного производства. -Н.: Машиностроение, 1979. - 200 с.
3. Гуляев А.И. Технология точечной и релье-фней сварки отыей. -
И.: Машиностроение, 1978.-’246 о.
4. Евстифеев Г.А., Веретенников И.С. Средства механизации сва-
рочного производства. Конструирование и расчет. - И.: Машинострое-
ние. 1977. - 96 с.
8?
5. Козырев О .Г. Проиыиленные роботы Справочник. тМ. :Маымнострое-
им, 1j63. - 376 0.
6. Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструк-
ция. Технологии изготовления. Ажтоматизация про из во дат м и проек-
тирование сварных конструкций. - И.: Высиая «кола, 1983, - 344 о.
7. Орлов А.И. Основы конструирования: Справочно-методическое
j пособие в 3-х кн - И.: Машиностроение, 1977.
в. Павленко В.В., Хутена И.Д, Автоматизация технологическом
подготовки в сборочно-сварочном производстве. - Киев.: Техника,
1983. - 88 о.
9. Севбо П.И. Конструирование н реочет иехеиического сварочно-
го оборудования. - Киев: Неукове думка, 1978. - 400 о.
10. Термином T.3., Мельников А.С., Баталов В.И. Основы ..енот-
руирэваиия приспособления . - К.: Машиностроение, I960. - 119 б.
И. Торин В.». Конструирование сборочно-сварочных ярюпоообло-
ина. -И.: Машгиз, 1964.- 76 с.
12. Чвертко А. А., Патон В.Е., Тимченко Б.А. Оборудование для
механизированной дуговой сварки и наплавки. -М.; Хешниостроение,
1981..- 264 с.
ОГЛАВЛЕНИЕ
Введение ............................................... 3
ГЛАВА I. Обане сведении о приспособлениях в их
конструировании ......................................... 5
1.I. Назначение сварочных приспособлении ............ 3
1.2. Классификация приспособления . . . ............. 6
1.3. Особенности проектирования сварочных
приспособлении...................................... 7
1.4. Требования к конструкции приспособленка ........ 8
1.5. Доходные данные для конструирования
приспособления...................................... Ю
1.6. Техническое задание на проектирование
приспособления ...................................... D
1.7. Порядок проектирования приспособлення ......... 14
ГЛАВА П. Базирование деталей и Изделия............. .. . . . 16
2.1. Обцие сведения о базирования детален в
приспособлении -........................................ 16
2.2. Типовые схемы Сазярования ........................ 18
2.3. Разработка принципиальной схемы приспособления. . 22 1
2.4. Точность установки деталей н нздежнд в
приспособлении ........................................ 24
fv;
ГЛАВА [У, Расчет зажииных устройств..........................36
4.1. Оппеделение сил для по крепления деталей.............36
4.2. Расчет механических прижимов ... ................. .43
4.3. Р счет и конструирование пневматических и
гидпчвлических пчихимов...................................46
4.4, Расчет пневмогидравлических и вакуумных прижимов . . 49
4.5. Электромеханические, электромагнитные и
магнитик •? прижимы ..... ............................... 51
ГЛАВА У. Конструкции приспособлении, установок и
станков......................................................53
5.1. Переносные приспособления ......................... 53
5.2. Сборочно-свпрочные стенды и кон дукторы.............54
5,3. Установки и станки для сборки и сварки.............56
5.4. Контрольные приспособления ........................ 63
5.5. Грузозахватные приспособления .................... 63
ГЛАВА УГ. Унификация, агрегатирование и стандартизация
приспособления ............................................. 67
6.1. Принципы унификации, стандартизации и агрегати-
ровании .......................................... .6?
6.2. Универсально-сборные приспособления сварочного
производства ....................................... 68
ГЛАВА УП. Механизация и автоматизация приспособления .... 70
7.1. Требования к приспособлениям для trхинизирован-
ных н автоматизированных производств ............... 70
7.-3. Механизмы питания.......................... .... 71
7.1. Механизированные и автоматизированные линии
сборки и овапкн......................................72
7.4, Промышленные роботы как средство автоматизации
оборочно-сварочного производства ................... 74
ГЛАВА УЯ. Направления соверсенотвоввния методой
проектирования приспособлений .............................. 8G
ГЛАВА DC. Техника безопасности, эксплуатация и ремонт
приспособленгл ............................................. 84
9.1. Техника безопасности при конструировании и
эксплуатации приспособлений ................. . ........... 8 4
. 9.2. Эксплуатация и ремонт приспособленки ................ 85
Список рекомендуемом литературы...........................86