











































































































































































































Автор: Зарембо Е.Г.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления железнодорожный транспорт сварка
ISBN: 5-89035-195-8
Год: 2005




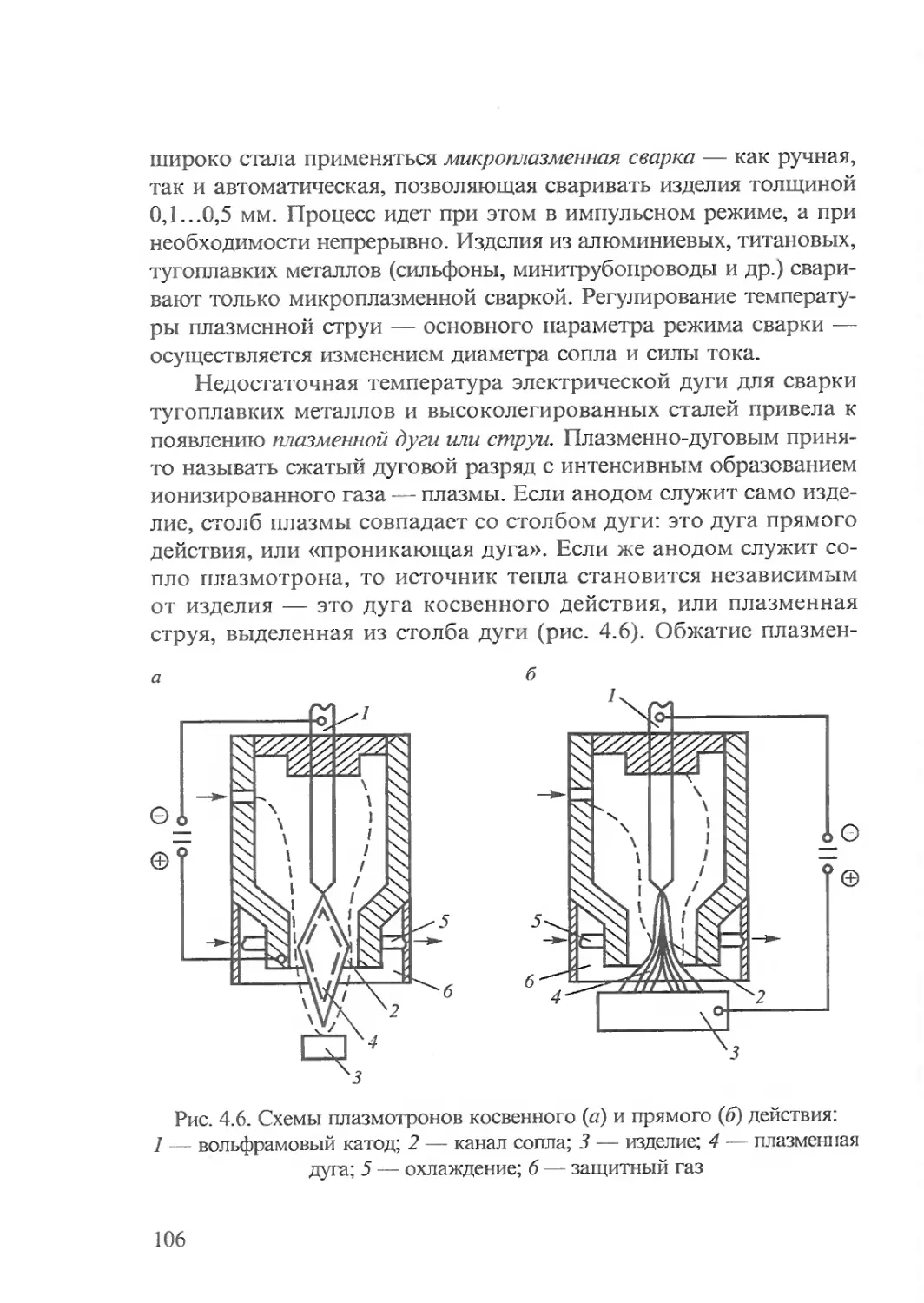
Текст
Е.Г. Зарембо
Ъ- ьц/ч
Сварочное производство
Рекомендовано
Управлением кадров и учебных заведений
Федерального агентства железнодорожного транспорта
в качестве учебного пособия для студентов вузов
железнодорожного транспорта
। Библиотека
тас.-:-.^Та
Москва
2005
УДК 621.791(075)'
ББК 39.22-08
3344
3344 Зарембо Е.Г. Сварочное производство: Учебное пособие для
вузов ж.-д. транспорта. — М.: Маршрут, 2005. — 240 с.
ISBN 5-89035-195-8
В учебном пособии представлены теория и практика сварочного произ-
водства. Большое место отведено современному сварочному оборудованию и
материалам, технологическим процессам сварки, наплавки, резки, пайки, на-
несения покрытий и упрочнения. Приведены научно-технические разработки
ученых-железнодорожников в области упрочнения конкретных деталей рель-
сового пути, подвижного состава, различных машин и сооружений при помо-
щи сварочной техники и технологии. Изложены вопросы техники безопаснос-
ти, охраны окружающей среды и контроля качества различными методами.
Предназначено студентам вузов, изучающим дисциплины «Сварочное про-
изводство» и «Технология конструкционных материалов», может быть реко-
мендовано студентам техникумов и колледжей железнодорожного транспор-
та, а также будет полезно инженерно-техническим работникам, связанным с
изготовлением и ремонтом различных объектов железнодорожной техники.
УДК 621.791(075)
ББК 39.22-08
Рецензенты: д-р техн, наук профессор А. А. Рауба (ОМГУПС);
канд. техн, наук В.Л. Котельников (ВНИИЖТ).
ISBN 5-89035-195-8
© Зарембо Е.Г., 2005
© УМЦ по образованию на железно-
дорожном транспорте, 2005
© Издательство «Маршрут», 2005
1. Роль сварочного производства в изготовлении
и ремонте железнодорожной техники
По определению Европейской сварочной федерации термин
«сварка» — это соединение, резка, обработка поверхности мате-
риалов всех типов с использованием таких процессов, как наплав-
ка, газотермическое напыление.
Сварочное производство включает проектирование и изготов-
ление сварных конструкций из стали, разнородных цветных метал-
лов и сплавов, а также из композитов и пластмасс; автоматическое
управление, обеспечение качества, неразрушающий контроль, ох-
рану здоровья персонала, защиту окружающей среды.
Почти 70 % стального проката идет в сварные конструкции.
Стоимость сварочного оборудования и материалов, выпускае-
мых в мире, превышает 40 миллиардов долларов в год. Свароч-
ные конструкции все шире используются не только на земле, но
и под водой (сварные трубопроводы), а также в космическом про-
странстве. Одним из достижений сварочной техники явилось
применение электронно-лучевой сварки в условиях открытого
космоса (вакуум, микрогравитация, температура, близкая к аб-
солютному нулю).
При изготовлении и ремонте пути, подвижного состава, раз-
ных машин широко используютя различные сварочные техноло-
гии. Преимущественное применение электродуговой и электрокон-
тактной сварки, газокислородной сварки и резки объясняется эко-
номией труда и средств, снижением стоимости работ при повыше-
нии производительности и качества.
По информации Международного института сварки доля сва-
рочных технологий в производстве валового продукта передовых
стран составляет 28—32 %.
3
1.1. Упрочняющие технологии при ремонте — способ
продления срока службы машин
Велика роль сварки при изготовлении и ремонте деталей
пути, подвижного состава, машин и механизмов железнодорож-
ной техники.
Сварные соединения: собственно сварной шов и зона тер-
мического влияния являются концентраторами напряжений. На
поверхности деталей часто находятся дефекты, ликвидировать
которые полностью не удается.
Срок службы сварных конструкций, определяемый по дан-
ным эксплуатации, зачастую недостаточный. Он может быть зна-
чительно увеличен путем соблюдения технологии сварочных
работ, внедрения новых научно-технических разработок, содер-
жащих процесс упрочнения.
Ремонт — важнейшее средство поддержания работоспособно-
сти, надежности и долговечности машин и устройств на железных
дорогах. Затраты на ремонт в десятки раз ниже, чем при изготов-
лении новых деталей.
В последнее время наблюдается тенденция к росту объема про-
изводства запасных частей, который иногда опережает изготовле-
ние сборочных единиц, что связано с недостаточной долговечнос-
тью деталей.
Технологии упрочнения при сварке позволяют получать, в
ряде случаев, качество деталей не ниже, чем при изготовлении
новых. Отремонтированная деталь часто служит дольше. По-ви-
димому, упрочняющая технология должна стать обязательной при
ремонте, так же как и при изготовлении деталей. Практика пока-
зала, что затраты на внедрение новых технологий упрочнения
быстро окупаются вследствие увеличения межремонтных сроков
и надежности в эксплуатации, что прямо влияет на безопасность
движения поездов.
Важность вопросов упрочнения увеличивается, если учесть, что
сварное или паяное соединение, наплавка являются слабым мес-
том в конструкции из-за многочисленных и разнообразных дефек-
тов, а также остаточных напряжений, исключить влияние которых
4
бывает сложно, а иногда невозможно. Поэтому все сварочные тех-
нологии должны рассматриваться, в первую очередь, как обеспе-
чивающие высокое качество работы. Понятно, что ручная сварка
не может, например, сравниться с механизированной или, тем бо-
лее, с автоматической сваркой по качеству сварного шва. Однако
монтажные условия часто не позволяют использовать это преиму-
щество, поэтому следует шире применять разные приспособления,
манипуляторы, роботы, чтобы добиваться удобного нижнего рас-
положения сварного шва, большего радиуса кривизны шва и т.д.
для повышения эффективности ручной дуговой сварки.
На заводах, в депо, в ремонтных мастерских производство не-
мыслимо без сварки. В настоящее время многие изношенные де-
тали восстанавливаются наплавкой. Кроме восстановления раз-
меров и формы деталей решаются вопросы упрочнения разными
способами. Это поверхностная пластическая деформация с целью
образования остаточных напряжений сжатия, химико-термичес-
кая обработка, лазерная закалка, газотермическое нанесение по-
крытий, контактно-дуговые металлизация и цементация.
Большое место занимают технологии, предусматривающие
меры по предупреждению дефектов в сварных конструкциях, а так-
же по контролю качества сварки и наплавки.
В центре внимания всегда должна быть охрана труда сварщи-
ков, их здоровья, а также защита окружающей среды от влияния
вредных газов, излучений, высокой температуры, электрической и
пожарной опасности.
Подготовке рабочих, техников и инженеров сварочного про-
изводства следует уделять особое внимание, поскольку оборудо-
вание, материалы, технологии постоянно развиваются, усложня-
ются. Это, в свою очередь, требует высокой квалификации специа-
листов в области сварки.
1.2. Системный подход к выбору технологии сварочного
производства
Разработка технологических процессов — задача актуальная,
решать ее надо с использованием как традиционных, так и сравни-
тельно новых способов.
5
Разработка технологического процесса сварки, составление
технической документации зависит от требований, которые
предъявляются заданием на проектирование. При этом повыше-
ние качества изготовления, ремонта и упрочнения деталей имеет
большое значение, так как определяет экономическую эффектив-
ность их использования.
Системный подход для решения этой сложной задачи помога-
ет обобщить существующие технологии, разработать и внедрить
новое оборудование, оснастку, методы организации производства.
В вагоноремонтном производстве создаются условия для ав-
томатизированного проектирования отдельных технологических
процессов. Вначале идет сбор исходных данных по материалам,
оборудованию, приспособлениям, видам обработки; эти данные
суммируются и вводятся в запоминающее устройство ЭВМ; затем
определяется алгоритм процесса, составляется программа команд.
Примером системного подхода может служить разработанный
плоский граф построения системы «Сварочное производство»
(рис. 1.1), где наглядно представлены системообразующие связи
между подсистемами и элементами. Граф построения компактен и
информативен, помогает комплексно оценить масштаб и разновид-
ности многогранной области сварочного производства.
Специфика производства и ремонта на предприятиях отрасли
обусловила наиболее широкое применение электродуговой свар-
ки, резки и наплавки и в меныпей степени — газовой. Это неболь-
шие объемы партий деталей, многообразие номенклатуры, разно-
типность, малая протяженность сварных и наплавочных валиков и
швов, большая кривизна швов и неудобное расположение сварных
соединений, дефицитность и дороговизна специального оборудо-
вания и материалов.
Инструкции по сварочно-наплавочным работам рекомендуют
внедрять такие виды сварки и наплавки, как вибродуговая, газо-
термическая, индукционная, автоматическая, плазменная, в угле-
кислом газе и газовых смесях.
Большое применение нашли плавящийся электрод с легирую-
щим покрытием и порошковая проволока.
Применяются переменный и постоянный токи, защитные газы,
флюсы, материалы для покрытий.
6
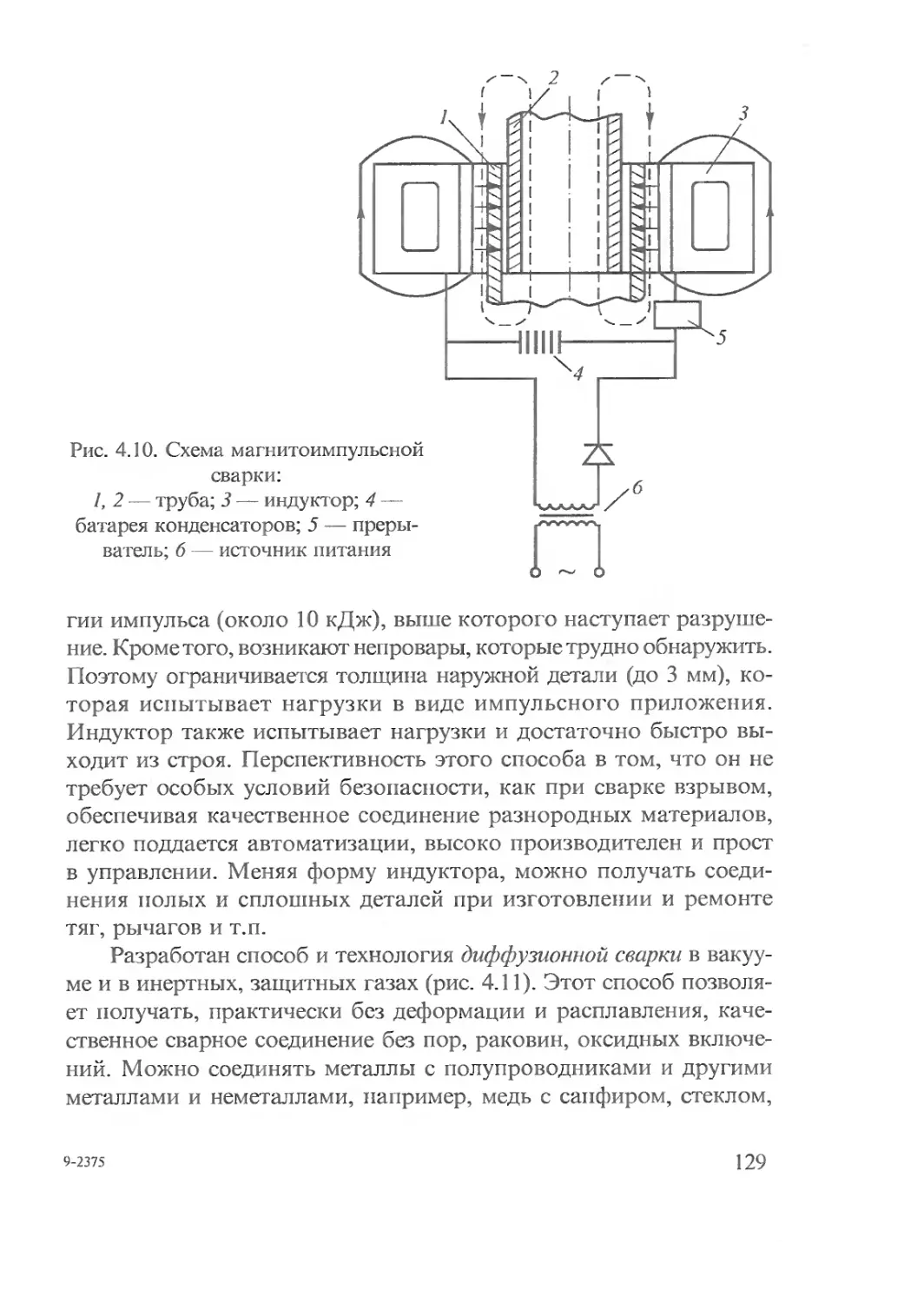
Рис. 1.1. Граф построения системы «Сварочное производство»:
1 — система «Сварочное производсгво»; 2 — подсистема физико-химичес-
кие основы; 3 — подсистема оборудование; 4 — подсистема материалы; 5 —
подсистема способы и технологии; 6 — подсистема приспособления и спо-
собы контроля качества; 7 — подсистема примыкающие способы и техно-
логии. Элементы системы: 8 — физическое взаимодействие; 9 — химичес-
кое взаимодействие; 10 — термические процессы; 11 — термомеханичес-
кие процессы; 12 — механические процессы; 13 — преобразователи; 14 —
выпрямители; 15 — агрегаты; 16 — полуавтоматы; 17 — автоматы; 18 —
трансформаторы; 19 — установки и аппараты; 20 — специальные свароч-
ные машины; 21 — сварочная и электродная проволоки; 22 — электро-
дные покрытия; 23 — порошки; 24 — флюсы; 25 — газы; 26 — газовая
сварка; 27 — дуговая сварка; 28 — термитная сварка; 29 — электрошлак о-
вая сварка; 30 — контактная сварка; 31 — печная сварка; 32 — лучевая
сварка; 33 — индукционная сварка; 34—газопрессовая сварка; 35 - - сварка
трением; 36 — сварка взрывом; 37 — ультразвуковая сварка; 38 — диффу-
зионная сварка; 39 —- сборочные приспособления; 40 — сварочные манипу-
ляторы; 41 — сварочные роботы; 42 — визуальные способы контроля; 43 —
разрушающие способы; 44 — химический анализ; 45 — металлографичес-
кий анализ; 46 — неразрушающий контроль; 47 — наплавка; 48 — резка;
49 — нанесение покрытий; 50 — контактно-дуговая металлизация; 51 —
контактно-дуговая цементация
7
В некоторых предприятиях отрасли внедрены процессы кон-
тактно-дуговой металлизации и цементации, что позволяет восста-
навливать и упрочнять детали, работающие в сложных условиях
эксплуатации.
1.3. Возможности сварки при восстановлении деталей
железнодорожной техники
Исследования ученых и наблюдения производственников по-
казали, например, что самой напряженной зоной в раме вагона
является сварное соединение. Рама — самая нагруженная часть
вагона, причем наибольшие напряжения зарегистрированы в хреб-
товой, шкворневой и поперечных балках.
Для рам тележек характерны трещины усталости. Известно, что
зарождение их связано с концентрацией напряжений. Концентра-
торами являются чаще всего сварные соединения. Срок гарантии но-
вой четырехосной тележки 180-100 — всего 3 года, боковых рам —
5 лет, что явно недостаточно. Совершенствованием технологии
сварки и тщательным контролем качества можно улучшить эти по-
казатели и добиться безотказной работы в течение 30 лет.
Надежность ударно-тяговых устройств вагонов и локомоти-
вов, а также путевых машин напрямую зависит от технологии из-
готовления и ремонта таких деталей, как корпус автосцепки. В эк-
сплуатации быстро изнашиваются замки, большой и малый зуб.
Жесткие ограничения по износу (для замка — 0,5 мм, для ударной
и тяговой поверхностей большого зуба — 1 мм) необходимы, что-
бы избежать саморасцепа. Применение литых легированных ста-
лей марок 20ГФЛ, 32Х6Л, 27ГЛ снизило хрупкие разрушения, но
износ не уменьшился.
Много отказов возникает из-за коррозии металлических дета-
лей. Концентрация напряжений в коррозионных кавернах приво-
дит к снижению выносливости, появляются трещины.
Лакокрасочные покрытия вагонов недолговечны: их срок служ-
бы около 5 лет, в вагонах-ресторанах 3 года.
Последующая окраска малоэффективна, так как ржавчина не
удаляется. Несущая способность сварных соединений резко сни-
жается из-за щелевой коррозии глубиной до 8 мм.
8
Сварные швы внутри котлов цистерн, особенно в стыках, под-
вержены сквозным разрушениям из-за коррозии, что является ос-
новной причиной ремонта. Через 5—6 лет эксплуатации цистерны
в большинстве своем (около 62 %) имеют трещины. Применение
хромоникелевых сталей снизило общую коррозию, но ножевая кор-
розия (до 4 мм в сварных швах) наблюдается через 2—3 года эксп-
луатации. При этом коррозионное растрескивание наблюдается
также в зоне термического влияния. Межкристаллитная коррозия
швов часто возникает в местах повышенной твердости. По-види-
мому, необходима термообработка (высокий отпуск или отжиг) для
снижения твердости и снятия напряжений, хотя в отношении кот-
лов цистерн это технологически сложно.
В США изготовляют сварные хопперы из стали 04X12Н4Т ду-
говой сваркой электродами из нержавеющей стали.
При восстановлении изношенных деталей широко использу-
ют наплавку. Например, более ста наименований деталей вагонов
наплавляются, при этом поверхности весьма разнообразны по кон-
фигурации.
Для повышения качества стали применять полуавтоматичес-
кую наплавку в смеси защитных газов или самозащитной прово-
локой. Следует отметить, что недостаточная твердость наплав-
ленного слоя приводит к его быстрому износу, а чрезмерно высо-
кая — к хрупкости.
В качестве оптимальной для поверхности многих деталей ва-
гонов считается твердость не ниже 450 НВ, однако выполнение это-
го требования зависит от необходимости последующей механичес-
кой обработки резанием, от условий работы наплавленного слоя,
от упрочнения наплавки.
Рекомендуется исключить наплавку обычными сварочными
электродами, а применять специальные наплавочные электроды:
например, созданные для нужд железнодорожников электроды
марок ПП-Нп-14ГСТ и ПП-Нп-19ГСТ.
Разработана технология многоэлектродной наплавки с приме-
нением легирующей шихты (феррохром, железный порошок, гра-
фит) для клиньев и планок гасителей колебаний грузовых вагонов,
что повысило их износостойкость в 2 раза. Подобные результаты
получены в результате многоэлектродной наплавки зубьев ковшей
9
экскаваторов специальным чугуном ИЧХ14Г10 на высоколегиро-
ванную сталь Г13Л.
В последнее время появились научно-технические разработки
ученых-железнодорожников в области газотермического нанесения
покрытий, с помощью плазмы, контактно-дуговой металлизации
и цементации. Часть из них внедрена и рекомендуется соответству-
ющими инструкциями по сварочно-наплавочным работам при ре-
монте тепловозов, вагонов, пулевых и других машин, другая часть
пока не востребована в силу разных причин.
Широко известны труды в области исследования напряженно-
деформированного состояния сварных узлов в конструкциях под-
вижного состава. Используются деформационные технологические
методы повышения работоспособности деталей железнодорожной
техники.
С положительной стороны зарекомендовали себя технологии
упрочнения крестовин стрелочных переводов методом контактно-
дуговой цементации, нанесения износостойких слоев на поверх-
ность замков и зубьев корпуса автосцепки путем контактно-дуго-
вой металлизации, нанесения покрытий с помощью плазменной
струи и др.
Однако некоторые разработки из-за отсутствия рекламы, сни-
жения объема технической информации, резкого снижения финан-
сирования и других причин пока не нашли воплощения на практи-
ке. К ним следует отнести многие сопутствующие технологии вос-
становления и упрочнения с помощью электрофизических методов,
лучевой и ультразвуковой обработки. Особо следует отметить важ-
ность комбинированных методов: плазменно-механической, ульт-
развуковой, механической обработок, электрохимического шлифо-
вания. Например, пластическая деформация сварных швов и зон
термического влияния, термообработка с целью снятия сварочных
напряжений, импульсная и вибродуговая наплавка, сварка взры-
вом. Важно подчеркнуть, что наибольший эффект достигается,
когда путем варьирования сварочных и сопутствующих техноло-
гий можно получить и защиту от коррозии, и упрочнение по-
верхностного слоя, и повышенную твердость, и износостойкость.
К таким технологиям следует отнести как уже известные, так и раз-
рабатываемые. Например, известно, что наклеп пластичного ме-
10
талла малоэффективен, и напротив, пластическая деформация проч-
ной структурной составляющей на подложке из низкоуглеродис-
той стали дает гораздо больший прирост выносливости. При этом
наклеп более устойчив. Поэтому наклеп сварных швов по интен-
сивности должен соответствовать свойствам металла шва и около-
шовной зоны.
Как метод повышения надежности сварных соединений при-
меняется оплавление швов, что также уменьшает степень концент-
рации напряжений.
Выбор материала и технологии изготовления или восстанов-
ления и упрочнения при ремонте невозможен без банка данных,
накопленных при длительной эксплуатации деталей, и анализа при-
чин выхода их из строя. Были определены количество и характер
неисправностей и, что ценно, как главный критерий любой при-
кладной работы — поведение в эксплуатации. Лабораторные и
стендовые испытания не могут дать окончательный ответ на воп-
рос о необходимости внедрения научной работы в производство.
Так, практика показала, что типичными причинами отказа де-
талей двигателя тепловоза является износ гильзы цилиндра из-за
налипания, схватывания, абразивного воздействия. Была разрабо-
тана технология лазерной закалки, сочетающая упрочнение и нане-
сение хромистого покрытия. Износ шеек коленчатых валов удалось
уменьшить газотермическим напылением износостойких покрытий.
Был проведен анализ многолетней работы автосцепного обо-
рудования, как отвечающего за безопасность движения поездов и
сравнительно быстро выходящего из строя по основному призна-
ку износу. Анализ показал, что наибольшему износу подверже-
ны ударная и тяговая поверхности малого зуба корпуса автосцеп-
ки, тяговая поверхность большого зуба, запирающая поверхность
замка, ударная поверхность стенки зева, лапа замкодержателя. Об-
наружен большой износ в нижней части головы автосцепки из-за
провисания при износе деталей центрирующего прибора, опорной
поверхности хвостовика в месте сопряжения и контакта с центри-
рующей балочкой и тяговым хомутом. На износ автосцепки влия-
ет работа гасителей колебаний тележки, которые отвечают за вер-
тикальные колебания консольной части вагонов, а значит, и авто-
сцепок. Уже в первый год износ по контуру зацепления и замка
11
превысил допускаемую величину. Наплавленные поверхности так-
же быстро изнашивались. В новых инструкциях по сварке и наплав-
ке при ремонте грузовых вагонов регламентирована твердость пос-
ле наплавки: для грузовых вагонов 250 НВ, а для рефрижератор-
ных 450 НВ, тогда как раньше твердость не регламентировалась.
Анализ привел к постановке и проведению специальных научных
работ по упрочнению деталей автосцепки. Упрочнение разными
способами: газотермическим напылением и контактно-дуговой
металлизацией — значительно повысило ресурс этих деталей и
позволило дать рекомендации по упрочнению новых автосцепок.
Наблюдения показали, что сердечники и крестовины стрелоч-
ных переводов нуждаются в специальном упрочнении из-за смя-
тия и истирания металла, а также появления трещин контактной
усталости, что особенно опасно. Работы велись в двух направле-
ниях: упрочнение взрывом и контактно-дуговая цементация. Были
уточнены параметры взрывного упрочнения, типы взрывчатых ве-
ществ, получен прирост твердости стали Г13Л до 450 НВ при до-
статочной пластичности (8 = 5 %; у = 11 %). Выяснилось, что эф-
фективнее применять двойной взрыв — первый инициирующий,
второй основной.
Контактно-дуговая цементация по точечному принципу пока-
зала хорошие результаты и широко внедрена на железных доро-
гах. Этот метод упрочнения применим также для быстро изнаши-
вающихся частей экскаваторов и других землеройных, путевых и
дорожных машин. В ряде случаев это упрочнение позволяет отка-
заться от дорогих и дефицитных наплавочных материалов, содер-
жащих вольфрам, молибден, ванадий и др.
Наплавка колес по кругу катания во многом не эффективна из-за
низкой эксплуатационной надежности. К тому же, высокая твердость
после наплавки затрудняет механическую обработку резанием, а шли-
фование дорого и малопродуктивно. Точечная контактно-дуговая
цементация обеспечивает гребуемую твердость наплавленного слоя.
Кроме того, она может быть применена на новых колесах.
Большую информацию получают при анализе причин аварий-
ных повреждений. При этом следует установить хотя бы круг фак-
торов, повлиявших на аварийную поломку. Это могут быть конст-
руктивные факторы: концентрация напряжений из-за неудачной
12
формы изделия, конфигурации переходов от одного сечения к дру-
гому и пр. Технологические факторы могут привести к остаточ-
ным напряжениям, неоднородности структуры, литейным дефек-
там (поры, рыхлости, включения).
Эксплуатационные факторы связаны с неправильной эксплуа-
тацией, некачественным ремонтом; человеческие факторы — - с со-
стоянием работника, его квалификацией, опытом работы и т.д.
Важно отметить, что в любом из перечисленных факторов мо-
жет быть присутствие элементов сварочного производства. Тип и
расположение швов в конструкциях должны быть регламентиро-
ваны. Например, стыковой шов упрочняется накладками с одной
или с двух сторон, нахлесточное соединение плохо работает на срез,
проектируются катет и вогнутость угловых швов.
Подрезы, наплывы, прожоги, непровары, трещины, порис-
тость — влияние технологии и человеческого фактора. Опасность
состоит в том, что недопустимые дефекты иногда трудно обнару-
жить, поэтому методы разрушающего и особенно неразрушаю-
щего контроля постоянно совершенствуются.
Однако на предприятиях отрасли редко применяют гамма- и
рентгеновскую дефектоскопию из-за опасности облучения и слож-
ности обработки и расшифровки рентгенограмм, несмотря на то,
что появились надежные средства радиологической защиты и кон-
троля облучения. Кроме того, применение ксеропластин с селе-
новым фоточувствительным слоем позволило быстро получать
снимки и размножать их «сухим» способом. Следует отметить,
что радиография — самый надежный способ контроля качества
сварных швов. Например, сварные швы всех ответственных ме-
таллоконструкций (магистральные трубопроводы, мосты, башен-
ные строительные и портовые краны, суда, самолеты) подверга-
ются радиографическому контролю, в ряде случаев, сплошному,
иногда выборочному.
Роль сварочного производства в области изготовления и ремон-
та железнодорожной техники постоянно растет, в зависимости от
развития промышленности, производящей необходимое оборудова-
ние и материалы. В последнее время появилось достаточно много
иностранной сварочной техники, внедряются зарубежные техноло-
гии, которые требуют больших энергозатрат. Например, наплавка
13
легированных тугоплавкими элементами сплавов требует энергии
плазмы, а значит, плазмотронов, специально обученных сварщиков.
Разработаны и внедрены технологии восстановления и упроч-
нения деталей автосцепки, коленчатых валов и других деталей ме-
тодами контактно-дугового процесса с применением в качестве
электрода-донора использованных шарикоподшипников или гра-
фито-угольных электродов. При этом используется обычная сва-
рочная техника, имеющаяся в любом депо и мастерских.
Номенклатура изделий, которые могут быть отремонтированы
по этой технологии, все время расширяется. Выпускные и впускные
клапаны двигателей тепловозов, путевых, строительных машин, ав-
томобилей, близкие по конструкции, изготовляются из различных
сталей. Впускные клапаны нагреваются меньше (сталь 40Х9С2), вы-
пускные — больше (сталь 40X10С2М). Твердость после закалки и
отпуска составляет 40.. .45 HRC. После нагрева до 500 °C жаропроч-
ность этих сталей резко падает, поэтому для форсированных дизе-
лей приходится использовать никелевую сталь марки 45Х14Н14В2М.
Фаски тарелок клапанов быстро изнашиваются, их наплавляют спла-
вом ХН78СР2, который повышает износостойкость.
Экономия никеля очевидна, если на клапан из более дешевой
стали будет изначально нанесен наплавкой этот, пусть дорогой,
но тонким слоем, сплав на никелевой основе. Тогда, возможно, не
будет аварийных остановок тепловозов и других машин по выхо-
ду клапанов из строя, работающих на форсированных режимах,
например, на подъемах, рихтовке пути и т.д.
Уже говорилось об упрочнении взрывом сердечников кресто-
вин стрелочных переводов. Однако взрывом можно не только уп-
рочнять, но и получать детонационные покрытия, которые снижа-
ют износ. Ученым удалось получить износостойкое детонацион-
ное покрытие из окиси алюминия, которое позволило исключить
катастрофический износ нажимных рычагов муфты сцепления ав-
томобиля в случае заклинивания нажимного подшипника. Долго-
вечность рычага повысилась в 8—10 раз, была обеспечена надеж-
ность до полного износа покрытия.
Тонкий слой покрытия из твердых сплавов на основе карби-
дов вольфрама или окиси алюминия в десять и более раз увеличи-
вает стойкость лезвийного инструмента, штампов и матриц. Сле-
14
дует добавить, что другой технологии для достижения подобного
эффекта не существует.
Представляет особый интерес проблема использования дето-
национных покрытий для катков и колес различных подъемных
кранов, кулачков, собачек, деталей гидравлических систем.
Практика показала экономическую эффективность восстанов-
ления детонационными покрытиями изношенных поверхностей
крупных компрессорных валов (5 % от стоимости нового вала).
На железнодорожном транспорте в больших количествах при-
меняются и ремонтируются различные трубопроводы, по которым,
иногда под большим давлением, транспортируются пар, газ, нефть
и нефтепродукты, холодная и горячая вода и т.д. Проблема про-
дления срока службы труб, пролегающих иногда в труднодоступ-
ных местах, весьма актуальна, так как в ряде случаев приходится
заменять трубы до истечения амортизационного срока. Причины
отказа — износ и коррозия вместе взятые. Наиболее подвержены
износу места, пораженные коррозией. Это резьбовые и сварные
соединения, то есть там, где повреждено защитное покрытие. Ис-
пользование легированных электродов и легирующих флюсов и
шлаков при сварке труб, содержащих хром, никель, кремний, мо-
жет способствовать решению этой проблемы.
Легированные стали дороги, поэтому следует применять угле-
родистые или низколегированные стали с покрытиями, предупреж-
дающими износ и коррозию. Например, сталь углеродистая стоит
примерно 10—12 тыс. рублей за тонну, а оцинкованная — 18 тыс.
рублей (в ценах 2003 г.), однако увеличение срока службы с покры-
тием окупает удорожание достаточно быстро. Применение оцин-
кованного стального листа для нижнего пояса кузова вагонов-рес-
торанов, рефрижераторных вагонов себя оправдывает.
Применение композитов, нержавеющей стали, титановых спла-
вов в железнодорожной технике сдерживается по экономическим при-
чинам. Например, стоимость нержавеющей стали выше в 10—20 раз,
а титановых сплавов в 160 раз по сравнению с углеродистой ста-
лью. Так что и с этой точки зрения предпочтительно изготавли-
вать детали из более дешевых материалов и разрабатывать техно-
логии или использовать уже известные в области защиты и упроч-
нения поверхности деталей.
15
В этой связи стоит сказать о слоистых материалах. Например,
путем взаимной прокатки получают тонкий слой из полимерного
материала на металлическом изделии. Такие детали успешно при-
меняются, например, в поручнях пассажирских вагонов (поливи-
нилбутираль на углеродистую сталь). Известны опыты примене-
ния биметаллических тормозных колодок, различных накладок в
буксах вагонов, в различных узлах трения.
При выборе технологии сварки следует учитывать прочность
соединения, потребность энергии на 1 см3 сварного шва, расход
присадочных материалов, получаемую твердость поверхности, ус-
талостную прочность. Тогда, за счет увеличения долговечности и
надежности можно получить экономию металла, средств, труда.
Важное место занимает культура сварочного производства.
Например, сварочный пост должен находиться в отдельном поме-
щении, надежно изолированном от шума, излучений, газов, пыли,
брызг раскаленного металла. Сварщик должен иметь защитную
спецодежду, индивидуальные средства защиты.
Следует всемерно стремиться к уменьшению или ликвидации
ручного труда, применяя механизированную полуавтоматическую
и автоматическую сварки.
2. Теоретические основы сварочного производства
2.1. Физико-химические процессы
Общим для всех технологий сварочного производства являет-
ся ввод в место обработки тепловой энергии; вводимая механичес-
кая энергия почти полностью преобразуется в тепловую. На прак-
тике чаще используются технологии сварки для соединения. А в
качестве источника вводимой энергии — электрическая дуга.
Неразъемные соединения, полученные сваркой, являются моно-
литными, с образованием атомно-молекулярных связей между части-
цами разных материалов. Прочность и стабильность этих связей за-
висят от их природы и типа кристаллической решетки твердого тела.
Из физики твердого тела известно, что существуют разные виды
элементарных связей. Это химические связи, которые по своей при-
роде являются электромагнитными и проявляются на расстоянии
примерно 10~8 см.
Кроме электромагнитных имеются еще ядерные взаимодей-
ствия на расстоянии менее 10 12 см и гравитационные, которые сла-
бее электромагнитных в 1036 раз.
Кроме того, различают молекулярную связь и металлическую,
ковалентную и ионную.
Ковалентную связь называют атомной или валентной, так как она
образуется при взаимодействии валентных электронов. Сила связи в
этом случае достаточно велика и доходит до энергии 105 Дж/моль.
Этим объясняется высокая прочность и температура плавления
атомных кристаллов, например, алмаза, кремния, германия.
Прочные связи ковалентного взаимодействия бывают также
при соединении металлов с неметаллами, окислами металлов, по-
лупроводниками, интерметаллидами. Интерметаллидом принято
называть соединение металла с ярко выраженными свойствами с
металлом, имеющим слабые металлические свойства. Поэтому воз-
можно соединение металла с керамикой, имеющей в составе окис-
лы, обладающие донорно-акцепторными свойствами.
Валентность ограничена, поэтому определяющим свойством
является насыщение химических сил, когда каждый электрон при-
надлежит поровну обоим связанным атомам.
Ионная связь образуется из молекул и кристаллов—анионов и
катионов, которые, в свою очередь, получаются вследствие иони-
зации атомов. Поэтому прочность связи электрона в атоме опре-
деляется потенциалом ионизации атома. Сила ионной связи также
велика и достигает энергии 1О5...1О7 Дж/моль. Особенность ион-
ной связи — отсутствие насыщаемости и сродство электрона к ато-
му. Пример — соль NaCl.
На практике чаще встречаются промежуточные соединения,
когда одни атомы целиком отдают электроны другим атомам, то
есть проявляется ионная связь. В то же время часть связанных ато-
мов имеют общие электроны — существует ковалентная связь.
Существование в чистом виде ковалентной или ионной связи
представляет теоретический интерес.
Исследование промежуточных случаев продолжается, тем бо-
лее что практически важно предвидеть, как будет обеспечено со-
единение разнородных материалов при сварке.
Кроме химических связей: ковалентной и ионной — существу-
ет межмолекулярное взаимодействие (Ван-дер-Ваальса).
Молекулярные связи универсальны, потому что действуют меж-
ду любыми молекулами. Эти силы весьма слабые - 103 Дж/моль,
поэтому температура плавления молекулярных кристаллов низкая.
Однако молекулярные силы обусловливают адгезию при склеива-
нии, смачивании твердого тела жидкостью. Связь между молеку-
лами органических соединений также происходит и определяется
межмолекулярными силами Ван-дер-Ваальса.
При пайке обязательным условием является смачивание паяе-
мых материалов припоем в жидком состоянии, когда вместе с ка-
пиллярными силами действуют силы Ван-дер-Ваальса.
Плотно прижатые гладкие поверхности, например эталонные
плитки шероховатости или твердости, трудно оторвать друг от
друга. И здесь проявляются силы Ван-дер-Ваальса между своеоб-
разными «молекулами» материалов — зернами и кристаллами.
Наибольшее значение при сварке имеет так называемая метал-
лическая связь, так как она определяет основные металлические
18
свойства — прочность, пластичность, теплопроводность, электро-
проводность и другие.
Металлическая связь образуется в результате соединения ато-
мов в кристаллы. Молекулы в чистом виде отсутствуют.
Сходство металлической связи с ковалентной в том, что про-
исходит обобществление валентных электронов. Однако при ме-
таллической связи все электроны являются общими, образующи-
ми так называемый электронный «газ». Именно это обстоятель-
ство обеспечивает получение специфических свойств.
Строго говоря, металлическая связь не является химической,
так как она —- результат взаимодействия положительных ионов
решетки и обобществленных электронов. Энергия связи — около
105 Дж/моль. Особенность металлической связи — отсутствие на-
сыщения, определяемого валентностью атомов. Важно, что общий
уровень энергии связи устанавливается во всем объеме кристалла.
Для осуществления металлической связи необходимо выпол-
нение следующих главных условий.
Первое условие — сближение двух тел на расстояние, сопостави-
мое с параметром кристаллической решетки (2... 10 нм). Тогда, со-
гласно второму началу термодинамики, свободная энергия системы
должна уменьшиться на величину энергии двух исчезнувших повер-
хностей раздела и произойдет монолитное соединение (сварка).
Однако для выхода атома в окружающую среду необходима
дополнительная энергия, причем большая, чем для перемещения ато-
ма внутри твердого тела. В последнем случае энергия необходима
для преодоления сил отталкивания между сближаемыми атомами,
чтобы могли произойти квантовые взаимодействия электронных
оболочек. Вот почему необходимо соблюсти второе условие — при-
дать, сообщить поверхностным атомам энергию активации.
Придавая атомам термическую, механическую и другие виды
энергии, в конечном итоге, почти полностью (исключая потери)
получаем энергию, необходимую для выполнения второго условия
образования металлической связи. Поэтому и технология состоит
из двух главных стадий: подготовка поверхности для обеспечения
физического контакта (физической адсорбции при помощи сил Ван-
дер-Ваальса) и, вторая стадия — обеспечение межатомного взаи-
модействия, а также взаимной диффузии.
19
Металлическая связь определяет большее смещение атомов,
чем другие виды связей. Этим объясняется пластичность металлов
по сравнению с ионными или ковалентными кристаллами.
Все четыре вида связи в кристаллах (ковалентная, ионная, мо-
лекулярная, металлическая) редко проявляются в чистом виде. Чаще
встречаются разные сочетания этих связей. При этом молекуляр-
ные связи значительно слабее остальных, и поэтому их значение не
следует переоценивать.
На поверхности твердых тел наблюдается инертность, так как
валентности этих атомов насыщены связью с атомами окружающей
среды. Как пример можно привести окисление металла в газовой
среде или физическую адсорбцию. Однако, даже в идеальном слу-
чае требуется затрата энергии. Устойчивость системы определяется
минимумом энергии на атом. Следует учесть, что внутри кристалла
каждый атом удерживается симметричными силами связи.
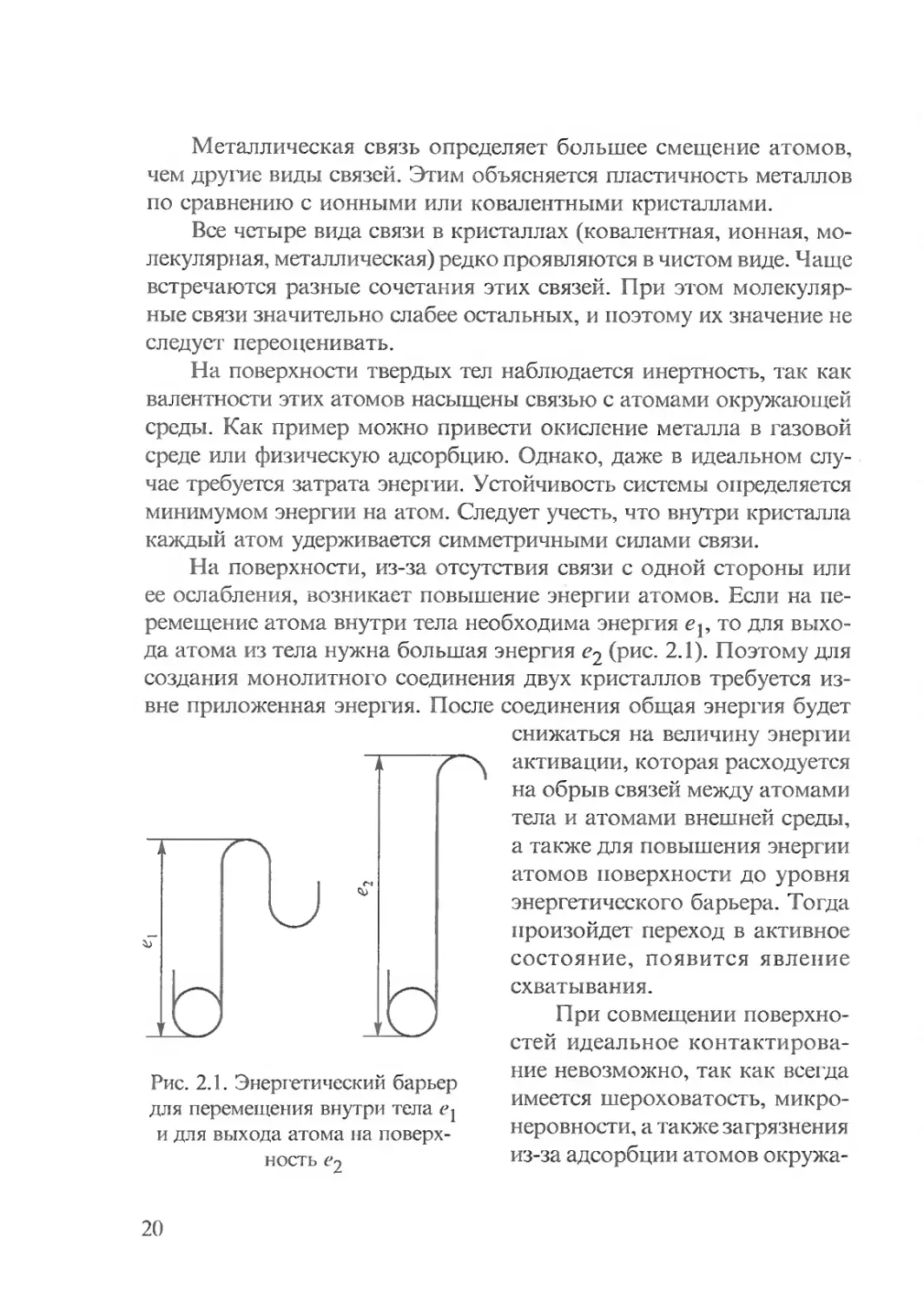
На поверхности, из-за отсутствия связи с одной стороны или
ее ослабления, возникает повышение энергии атомов. Если на пе-
ремещение атома внутри тела необходима энергия ер то для выхо-
да атома из тела нужна большая энергия е2 (рис. 2.1). Поэтому для
создания монолитного соединения двух кристаллов требуется из-
вне приложенная энергия. После соединения общая энергия будет
снижаться на величину энергии
активации, которая расходуется
на обрыв связей между атомами
тела и атомами внешней среды,
а также для повышения энергии
атомов поверхности до уровня
энергетического барьера. Тогда
произойдет переход в активное
состояние, появится явление
схватывания.
При совмещении поверхно-
стей идеальное контактирова-
ние невозможно, так как всегда
имеется шероховатость, микро-
неровности, а также загрязнения
из-за адсорбции атомов окружа-
Рис. 2.1. Энергетический барьер
для перемещения внутри тела
и для выхода атома на поверх-
ность Со
20
ющей среды. Поэтому расход энергии должен быть больше, что
обеспечивается нагревом, деформацией, облучением или их ком-
бинациями. Продолжительность физического контакта определя-
ют по скорости ползучести, а длительность межатомного взаимо-
действия рассчитывают по периоду активации.
Теория дислокаций помогает в исследовании сложных процес-
сов ползучести материалов, развивающихся в условиях высоких
температур и давлений. Действительно, прочные межатомные свя-
зи образуются там, где в результате перемещения дислокаций, ва-
кансий и их скоплений, в местах выхода их на поверхность проис-
ходит разрыв насыщенных связей. Происходит схватывание толь-
ко вследствие объединения кристаллических решеток под влияни-
ем местной пластической деформации. С течением времени, под
влиянием нагрева возникает диффузия и спекание. Таким обра-
зом, спекание — процесс вторичный, а схватывание всегда пер-
вично. С точки зрения энергетических процессов — а эти процессы
ведущие — сварка и пайка весьма схожи, но есть и различия. Так,
при пайке вначале расплавляется припой и смачивает соединяемые
тела, таким образом происходит физический контакт. В дальнейшем
идет межатомное и химическое взаимодействие, на что расходуется
в тысячу раз большая работа. Достигается соединение путем нагре-
ва деталей, припоя, активацией поверхностей при помощи флюса.
При склеивании происходит соединение без ввода дополнитель-
ной энергии, а только за счет сил адгезии (прилипания) между жид-
ким клеем и молекулами твердого тела на поверхности. Химичес-
кие реакции могут возникать с течением времени, причем они или
увеличивают прочность самого клея (когезию), или уменьшают ее.
При этом термореактивные клеи испытывают упрочнение, а тер-
мопластичные — разупрочнение, за счет деструкции. Для увеличе-
ния адгезии применяют очистку, обезжиривание, повышают ше-
роховатость, то есть площадь контакта. Принципиальное отличие
склеивания от сварки и пайки — в отсутствии взаимного растворе-
ния и диффузии.
В отличие от склеивания, цементирования и других процессов
образования монолитных соединений, когда преобразуется введен-
ное вещество (клей, цемент, полимер и т.п.), сварка — это процесс
соединения, когда преобразуются и введенная энергия, и вещество.
21
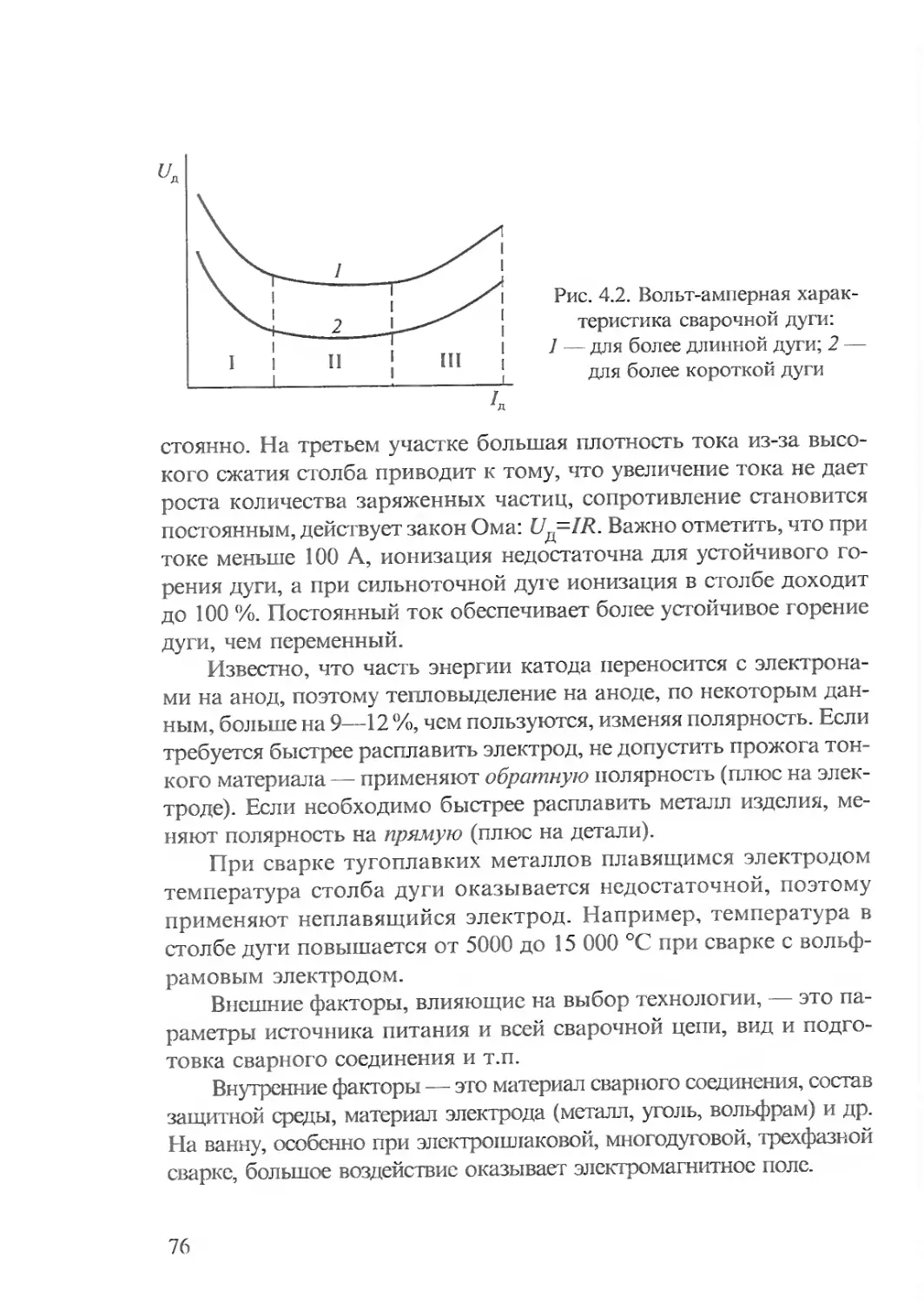
Рис. 2.2. Схема распределения
энергии при сварке:
I — сеть; 2 — источник пита-
ния; 3 — электрод; 4 — свар-
ной шов; 5 — изделие. Потери
энергии: П| — в источнике пи-
тания; П2 — на разогрев элект-
рода; П3 — на разогрев изде-
лия; П4 - на угар и разбрыз-
гивание. Энергия: — в сети;
есв — источника питания; еи —
введенная в изделие; гСП1 — ак-
кумулированная в сварном шве
Для расчета процессов передачи и термодинамического преобра-
зования энергии полезно рассмотреть схему теплового баланса
сварки. На рис. 2.2 схематично показаны потери энергии в свароч-
ной цепи: в источнике питания, в проводах, на разогрев изделия и
электрода, в результате угара и разбрызгивания, испарения и т.д.
Таким образом можно судить об экономичности сварки по коэф-
фициенту полезного действия, который должен определяться по
каждому фактору, влияющему на потери энергии. Иногда опреде-
ляют так называемый физический КПД — отношение энергии раз-
рушения полученного соединения к энергии, введенной для созда-
ния этого соединения. Чаще используют эффективный КПД, когда
учитывают энергию, полученную от источника питания, и энер-
гию, введенную в изделие.
Важно бывает оценить энергию, аккумулированную в сварном
шве, по отношению к энергии, введенной в изделие. Приведенные
формулы расчета разных КПД используются на практике.
е
Физический КПД: ц, = —;
Ф е
и
22
е
эффективный КПД: ц =——;
э е
св
е.
термический КПД: ц = —CI—,
т с
и
где е — энергия разрушения сзарного соединения. еи — энергия, введен-
ная в изделие, <?св — энергия источника питания. есш — энергия, аккумули-
рованная в сварном шве, минимально необходимая для образования свар-
ного соединения.
Для технико-экономической оценки того или иного вида свар-
ки, по-видимому, следует использовать как основной критерий
вводимую энергию или удельную энергоемкость. Удельная энер-
гоемкость сварки уменьшается при переходе от термической к ме-
ханической. При этом надо учесть, что дуга, пламя, луч — внешние
носители энергии, а термит — смесь порошков внутренний.
При сварке плавлением физический контакт и межатомное вза-
имодействие протекают быстро, а при сварке в твердом состоянии
требуется больше времени. Поэтому применяют сочетание нагре-
ва и давления. В качестве примера исключения приведем недавно
разработанные процессы: нейтронную сварку пластических масс и
вакуумное схватывание, когда энергия может не вводиться, а на-
оборот, выделяться.
Давление необходимо, если нет ванны расплава, но возможно
и в сочетании с расплавом, например, при сварке термитной, прес-
совой, контактной, взрывом и др.
Исследования показали (рис. 2.3), что общие затраты энергии
ео и удельная энергия, введенная в изделие еи, резко отличаются в
зависимости от интенсивности источника энергии. Так, еи возраста-
ет с уменьшением интенсивности от лазерного луча до газового пла-
мени. В то же время общая затраченная энергия ео, когда учитыва-
ют технологические затраты на вакуумирование и прочее, в сотни
раз выше, чем для дуги в аргоне или газового пламени.
Источники энергии должны, во-первых, обеспечивать кон-
центрацию энергии, необходимую для расплавления, но без интен-
сивного испарения, а во-вторых, достаточную для проплавления-
провара на требуемую глубину без прожога.
23
Рис. 2.3. Затраты общей и удельной энергии при сварке разными тепло-
носителями:
eQ — общая энергия; еи удельная энергия, введенная в изделие; 1 —
электронный луч; 2 — лазер; 3 — плазма; 4 — - дуга; 5 — газ
Для получения сварного соединения высокого качества источ-
ник должен быть конструктивным и технологичным, экономичес-
ки целесообразным, безвредным для персонала и окружающей сре-
ды и т.д. Как видно, задача сложная, поэтому применяют разные
источники питания и энергии, разные способы и технологии свар-
ки, различающиеся по форме вводимой энергии и по технологи-
ческим признакам (рис. 2.4).
В последнее время стали классифицировать виды сварки по
физическим признакам, то есть на основе энергетического анали-
за, когда применяют нагрев, давление или их сочетание. Различа-
ют три вида сварки: термический, термомеханический и механичес-
кий (ГОСТ 19521 74).
Сварка без давления, то есть плавлением, бывает газовая, ду-
говая, термитная, электрошлаковая, индукционная, электронно-
лучевая, лазерная (фотоионнолучевая), плазменная. Сварка с дав-
лением и плавлением — это контактная, газопрессовая, дугопрес-
24
Рис. 2.4. Схемы процессов сварки:
I — плавящимся покрытым электродом; 2 — автоматическая под флюсом; 3 — электрошлаковая; 4 — лучевая;
5 — газовая: 6 — контактная стыковая; 7 — контактная точечная; 8 — газопрессовая; 9 — индукционно-прессо-
и? вая: 10 — трением: 11 — холодная; 12 — ультразвуковая; 13 — взрывом; 14 — термитная; 15 — плазменная
совая, печная с давлением, термитная с давлением, диффузион-
ная. К чисто механическому классу относят сварку холодную,
трением, ультразвуковую, взрывом, вакуумным схватыванием.
Например, при контактной сварке на давление затрачивается
лишь несколько процентов общей энергии. В основном это энер-
гия за счет прямого пропускания электрического тока в месте
контакта. Механические процессы идут вообще без подогрева.
Интересно сопоставить затраты энергии для получения свар-
ного соединения разными способами. Так, при дуговой сварке не-
обходимо 1800 Дж/мм2; при контактной — 400; трением — 130; при
аргонодуговой — 300; холодной — 30; электронным лучом —
20.. .50; газовым пламенем — 200.. .400; лазером - всего 3.. .5 Дж/мм2.
Однако важно учесть, что удельная мощность луча в пятне нагрева
достигает 108 Вт/см2, когда металл не только плавится, но и испа-
ряется. Для качественной сварки должно быть не более 104 Вт/см2.
Поэтому можно сделать вывод: для правильного выбора вида свар-
ки следует подходить с точки зрения технолога. Многое будет за-
висеть от работы, которую предложено выполнить, от требований
заказчика, от материалов и оборудования, которыми исполнитель
располагает и т.д.
2.2. Металлургия, металловедение и металлография
Металлы могут претерпевать изменения в процессе сварки,
причем основным и нежелательным в этом изменении является со-
единение с кислородом, окисление под влиянием окружающего
воздуха. Борьба с окислением — основная и трудная задача сва-
рочной микрометаллургии. Дело в том, что окисление металла идет
во взаимодействии с газами - водяным и углекислым, а также со
шлаками. Шлаки получаются из сварочных флюсов, из электродных
покрытий.
Другая важная задача металлургических процессов — предот-
вратить попадание в сварной шов вредных примесей — серы, фос-
фора, водорода, азота, которые снижают качество сварки, приво-
дят к появлению холодных и горячих трещин.
Выгорание углерода при сварке - - явление нежелательное, так
как снижается основной показатель механических свойств проч-
26
ность, поэтому добиваться нужного содержания углерода в свар-
ном шве — третья задача микрометаллургии.
Кислород образует с железом разные окислы, например Fe2O3,
который превращается в ржавчину, присоединяя молекулы воды.
Важно, что ржавчина в процессе сварки разлагается и дает водо-
род, который образует пористость — дефект сварного соединения.
Большинство металлов склонны к окислению, полностью предуп-
редить это не удается, поэтому применяют раскисление элемента-
ми, имеющими большее сродство с кислородом.
Снизить содержание вредной примеси — серы можно, при-
меняя марганец и кальций, которые образуют с серой стойкие хи-
мические соединения MnS и CaS с температурой плавления око-
ло 2000 °C. Важно отметить, что раскисление приводит к сниже-
нию содержания углерода в твердом растворе, что восполнить не
удастся. Дело в том, что углерод реагирует с кислородом, водо-
родом и железом, образуя различные соединения.
Поэтому прямое восстановление железа при сварке нежелатель-
но из-за потери углерода, содержащегося в карбиде Fe3C (цементи-
те). Цементит неустойчив и разлагается при температуре 1260 °C.
В этой связи следует учесть, что поведение углерода может резко
измениться в легированной стали, если в ней есть элементы с боль-
шим сродством к углероду, чем железо. Тогда карбиды этих эле-
ментов будут более устойчивы, чем цементит, углерод сохранится.
Например, температура плавления карбидов кобальта и молибде-
на 2300...2400 °C, карбидов ниобия и циркония 3450...3550 °C, кар-
бидов титана 3140 °C, вольфрама 3720°С. При высоких температу-
рах углекислый газ СО2 диссоциирует с выделением кислорода;
чтобы уменьшить окисление, добавляют в электродную проволо-
ку марганец и кремний. Труднее бороться с фосфором, поэтому
контролируют содержание фосфора в основном и присадочном,
электродном металле, в покрытии и сварочном флюсе.
Сварочные шлаки должны обеспечивать определенный хими-
ческий состав сварочной ванны и сварного шва. Кроме того, шла-
ки должны быть технологичны — легко отделяться от сварггого
шва, давать устойчивое гореггие дуги, формировать шов в жела-
тельном направлении. Поскольку шлаки образуются из флюса и
покрытия, подбором этих материалов можно удовлетворить жест-
27
кие требования к шлаку. Температура плавления шлака должна
быть ниже температуры плавления основного свариваемого мате-
риала, поэтому добавляют плавиковый шпат — флюорит CaF2,
который снижает вязкость шлака, способствуя уменьшению коли-
чества шлаковых включений в сварном шве.
Раскисление марганцем менее эффективно, чем кремнием и
особенно титаном. Алюминий также раскисляет, но слабее. Рас-
кислять такие сплавы, как сплавы на основе титана и алюминия,
бесполезно, ибо нет соответствующих раскислителей.
В процессе сварки в металл ванны попадают и растворяются в
жидком расплаве разные газы. Из них наиболее вреден водород,
который, концентрируясь в наиболее напряженных местах, охруп-
чивает металл, мешая перемещению дислокаций под нагрузкой.
Флокены можно видеть в изломе — это поры вокруг карбидных и
шлаковых включений. Кроме того, так называемый диффузионный
водород легко перемещается, выделяется из твердого раствора и
может образовывать зоны повышенного давления, создавая внут-
ренние напряжения. Поэтому иногда вылеживают сварные изде-
лия с большой поверхностью для самопроизвольного удаления
водорода или нагревают их. В титановых сплавах водород способ-
ствует образованию трещин спустя много времени после сварки.
Вакуумная и электрошлаковая сварки снижают содержание водо-
рода, резко улучшая качество сварного шва.
При ручной дуговой сварке необходимо прокаливать электроды
или флюсы при температуре 400...450 °C для удаления водорода.
Нельзя также допускать наличие ржавчины на свариваемых кромках.
Азот из воздуха слабо растворяется в металле ванны в молеку-
лярном состоянии, когда его проникновение затруднено. Однако в
присутствии кислорода, после реакции окисления, азот в атомар-
ном состоянии легко растворяется в каплях с электрода и в свароч-
ной ванне. При этом растворимость азота в железе зависит от уг-
лерода и кремния, которые ее понижают. Другие элементы, обра-
зующие нитриды (Мп, Cr, V, Ti, Al), наоборот, увеличивают ра-
створимость и, связывая азот, снижают пористость — дефект шва.
Азот образует хрупкие нитриды, которые, с одной стороны,
упрочняют сталь, а с другой — снижают пластичность, что приво-
дит к трещинам.
28
При автоматической сварке под флюсом химический состав
сварного шва можно изменять путем подбора сварочного флюса и
электродной проволоки. Применяющиеся керамические флюсы
содержат раскислители и легирующие элементы, поэтому кроме
плавления идут металлургические процессы. Получение качествен-
ных сварных соединений обеспечивают электроду! овая и электро-
шлаковая сварки под флюсом. Если при автоматической сварке под
флюсом источник теплоты — электрическая дуга, то при электро-
шлаковой сварке — шлаковый электропроводный слой.
Сырье для флюсов — природные минералы: кварцевый песок,
полевой шпат, плавиковый шпат, магнезит, мрамор, металличес-
кие руды (например, марганцевая). Важно, что регулированием
состава флюса можно снижать содержание вредных примесей —
фосфора и серы. Так, увеличивая содержание МпО, снижают со-
держание серы.
Фосфор снижает ударную вязкость, поэтому стараются изба-
виться от него еще при получении шихты для изготовления флюса.
Поскольку фосфор переходит в шов при содержании 0,003 % и бо-
лее, практически очистить флюс до такой степени не удается. Из-
менить состав металла шва можно регулированием состава флю-
са, режима сварки, исходного состава металла и проволоки. Так,
увеличение напряжения дуги от 34 до 51 В дает увеличение содер-
жания кремния в 2 раза, а марганца в 1,5 раза; углерод выгорает в
большей степени с увеличением напряжения из-за большей протя-
женности зоны высоких температур.
Керамические флюсы позволяют сваривать металл с ржавчи-
ной за счет тщательного раскисления, легировать металл шва в
широких пределах. Характер металлургии при этом аналогичен
процессам, происходящим при сварке с применением толстопок-
рытых электродов. Сильно легирующие керамические флюсы ис-
пользуют для сварки высоколегированных сталей, для износостой-
кой наплавки. При этом можно, применяя низкоуглеродистую
проволоку при наплавке, получить металл с высоким содержани-
ем углерода и хрома с большой твердостью и износостойкостью.
К особенностям электрошлакового процесса относят отсут-
ствие газовой атмосферы; все металлургические процессы проте-
кают между основным металлом больших, как правило, толщин,
29
электродом и специальным шлаком. Шлак за все время сварки по
составу не обновляется, но к концу процесса обогащается закисью
железа. Это обстоятельство приводит к снижению концентрации
Si и Мп, особенно в конечной части сварного соединения (слитка).
Окисление шлака происходит из-за контакта воздуха с поверхнос-
тью жидкого шлака, поэтому полезно защищать ванну аргоном или
азотом. Вследствие более низких температур, по сравнению с ду-
говым процессом, выгорание углерода происходит в меньшей сте-
пени. Увеличение закиси железа уменьшает переход фосфора в свар-
ной шов, но снижает пластичность. Основной металл, по сравнению
с электродным, мало реагирует со шлаком, поэтому используют
широкий выбор электродов, содержащих раскислители, например,
кремний. Для удаления серы в электроде должно быть больше мар-
ганца, поэтому применяют проволоку типа 10Г2 и т.п.
Исследования показали, что при сварке голой проволокой или
тонкопокрытым электродом происходит заметное снижение содер-
жания Si, Мп и С из-за выгорания. Содержание азота и кислорода
при этом в металле шва возрастает в десятки раз, поэтому примене-
ние покрытий необходимо. Покрытие должно быть достаточно тол-
стым, чтобы в полной мере не только раскислять, защищать от воз-
духа, но и легировать, а также повышать устойчивость горения дуги.
Компоненты, входящие в покрытие, должны быть шлакообразую-
щими, газообразующими, а также связующими.
Например, мел, мрамор, плавиковый шпат, крахмал обладают
этими свойствами; их вес составляет до 35 % от веса электрода. Даль-
нейшее увеличение веса покрытия не технологично — увеличиваются
потери. Жидкое стекло (Na2O • SiO2), полимеры вводят для связки.
Покрытия электродов делятся на кислые, рутиловые, основные
и целлюлозные (органические}. Как буквенная, так и цифровая мар-
кировки покрытий не содержат систематизированой информации,
что имеет место в маркировке сварочных проволок, применяемых
при механизированной и автоматической сварке.
Электродные покрытия бывают рудные, в составе которых в
основном окислы Fe, Мп, Ti, Si. По составу эта группа маркирует-
ся так: ОММ-5, ЦМ-7 и т.д. Фтористо-кальциевые покрытия со-
держат в основном мрамор (СаСО3) и флюорит — плавиковый
шпат. Марки этой группы УОНИ-13, СМ-11 и т.д.
30
На основе рутила (TiO2) с добавками магнезита и др. исполь-
зуют покрытия марок АНО-5, АНО-6.
Реже используют органические покрытия на основе целлюлозы
с окислами металлов. Марки: ОМА-2, ВСП-1, ВСЦ-2 и др. Особен-
ности металлургии сварки толстопокрытыми электродами, неза-
висимо от состава покрытия: быстрее плавится конец электрода,
покрытие принимает вид втулки, шлак покрывает электрод и кап-
ли, защищая от воздуха. Однако идет взаимодействие с газами,
выделяющимися при плавлении обмазки (СО2, СО, Н2О). Хотя кап-
ли электродного металла находятся с ними в контакте короткое
время, происходит диффузия. Процессы диффузии протекают так-
же между электродным и основным металлами.
Эти процессы приводят к химической и физической микроне-
однородности в металле сварного шва. Например, обнаружено
повышение концентрации Мп, Si и снижение углерода, особенно в
наружных слоях наплавленного металла.
Это явление ликвации приводит к горячим и холодным тре-
щинам, поэтому заслуживает подробного рассмотрения. Исследо-
вания показали, что ликвация кремния приводит к ликвации угле-
рода, так как кремний вытесняет углерод из твердого раствора в
железе. Неравномерное распределение углерода, его концентрация
в отдельных участках выше 0,3 % приводят к образованию зака-
лочных структур: тростита и мартенсита. Удельный объем мартен-
сита больше, чем у других фаз, поэтому образуются местные на-
пряжения, приводящие к холодным трещинам. Горячие трещины
также образуются в местах, где высока
степень химической неоднородности —
ликвации, особенно элементов, сильно
ликвирующих, таких как водород, фос-
фор, сера, углерод. Степень ликвации
(/) связана со скоростью охлаждения
ванны расплава (v); эта зависимость
неоднозначна, описывается кривой с
максимумом (рис. 2.5). Понятно, что
уменьшить ликвацию можно двумя пу-
тями: снижая скорость охлаждения, что
невыгодно, или увеличивая ее.
Рис. 2.5. Зависимость степе-
ни ликвации (/) от скорости
охлаждения сплава (у)
31
Известно, что крупные отливки, остывающие медленно, име-
ют больше ликвационных дефектов, поэтому в форме закладыва-
ют холодильники в местах с толстыми стенками отливки. В случае
сварочной ванны масса основного металла будет влиять на ликва-
цию, работая как холодильник. Диффузия может быть выравнива-
ющей и усиливающей неоднородность. Скорость диффузии в ос-
новном зависит от температуры, как видно из формулы
Q
D = Ae RT ’
где D — коэффициент диффузии, А — эмпирический коэффициент, е —
основание натурального логарифма, Q — энергия активации атома, R
газовая постоянная, Т - абсолютная температура.
Когда скорость охлаждения велика, неоднородность не успе-
вает развиться, но если она развилась, диффузия не успевает прой-
ти полностью и неоднородность будет большой.
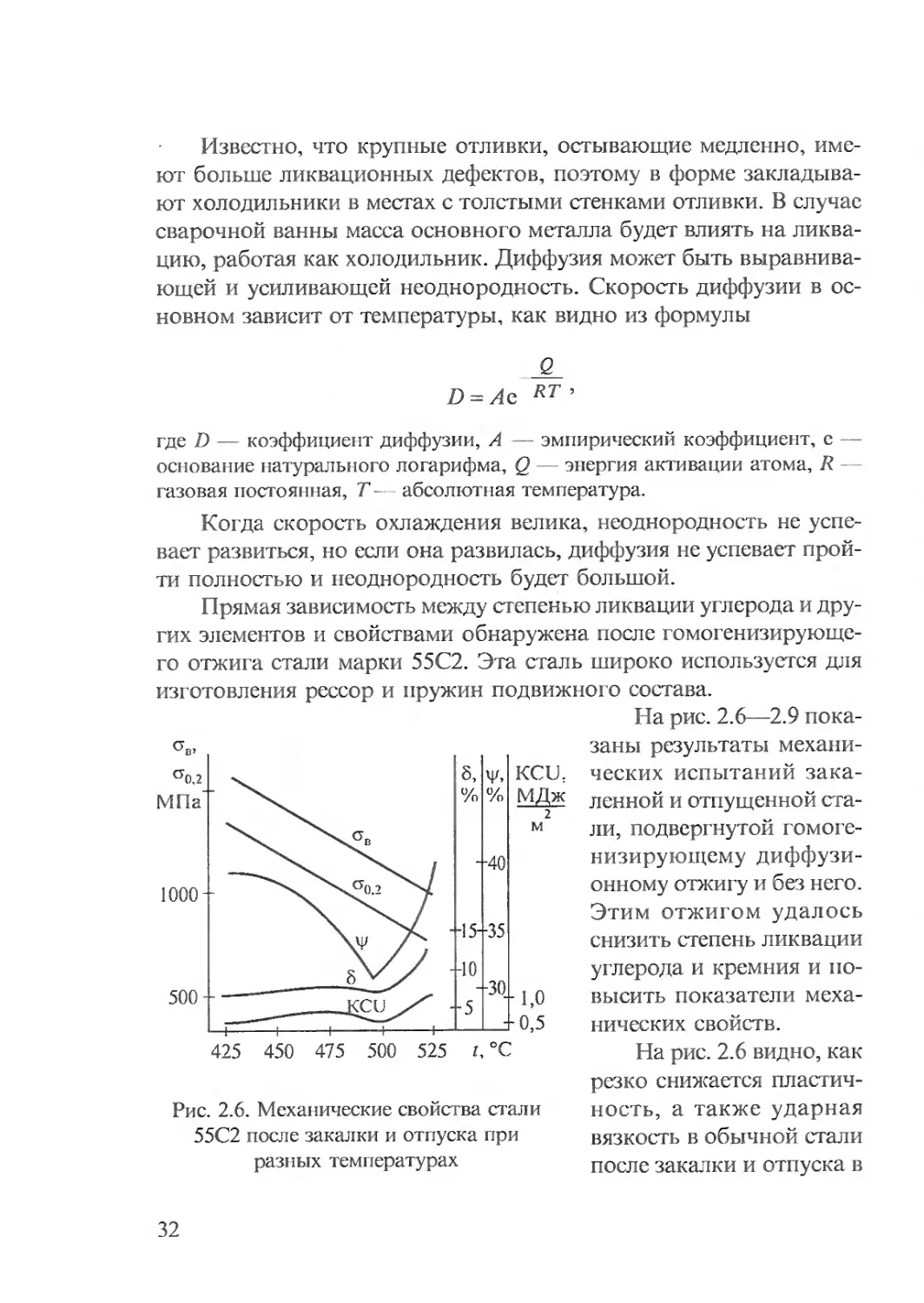
Прямая зависимость между степенью ликвации углерода и дру-
гих элементов и свойствами обнаружена после гомогенизирующе-
го отжига стали марки 55С2. Эта сталь широко используется для
изготовления рессор и пружин подвижного состава.
На рис. 2.6—2.9 пока-
Рис. 2.6. Механические свойства стали
55С2 после закалки и отпуска при
разных температурах
заны результаты механи-
ческих испытаний зака-
ленной и отпущенной ста-
ли, подвергнутой гомоге-
низирующему диффузи-
онному отжигу и без него.
Этим отжигом удалось
снизить степень ликвации
углерода и кремния и по-
высить показатели меха-
нических свойств.
На рис. 2.6 видно, как
резко снижается пластич-
ность, а также ударная
вязкость в обычной стали
после закалки и отпуска в
32
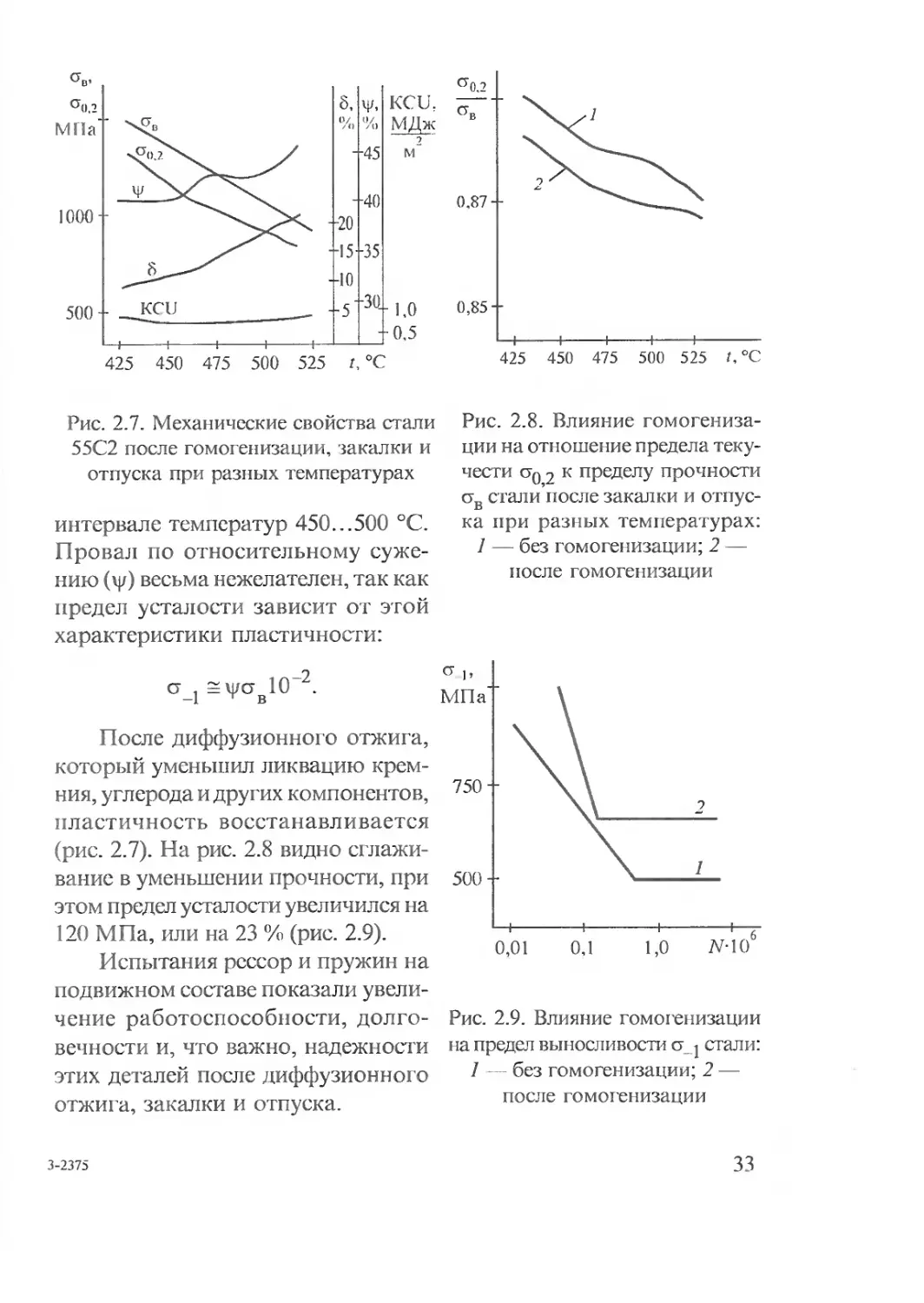
Рис. 2.8. Влияние гомогениза-
ции на отношение предела теку-
чести Oq 2 к пРеДелУ прочности
сув стали после закалки и отпус-
ка при разных температурах:
1 — без гомогенизации; 2 -
после гомогенизации
Рис. 2.7. Механические свойства стали
55С2 после гомогенизации, закалки и
отпуска при разных температурах
интервале температур 450...500 °C.
Провал по относительному суже-
нию (у) весьма нежелателен, так как
предел усталости зависит от этой
характеристики пластичности:
о . 10~2.
-1 г в
После диффузионного отжига,
который уменьшил ликвацию крем-
ния, углерода и других компонентов,
пластичность восстанавливается
(рис. 2.7). На рис. 2.8 видно сглажи-
вание в уменьшении прочности, при
этом предел усталости увеличился на
120 МПа, или на 23 % (рис. 2.9).
Испытания рессор и пружин на
подвижном составе показали увели-
чение работоспособности, долго-
вечности и, что важно, надежности
этих деталей после диффузионного
отжига, закалки и отпуска.
Рис. 2.9. Влияние гомогенизации
на предел выносливости о । стали:
7 — без гомогенизации; 2 —
после гомогенизации
3-2375
33
В сварном шве обнаружены зоны, обогащенные серой в погра-
ничных участках столбчатых дендритов, а также слоистая ликва-
ция фосфора.
Кроме изменения скорости охлаждения, для подавления лик-
вации вводят частицы тугоплавких элементов, чтобы измельчить
крупные кристаллиты, а также обрабатывают расплав ультразву-
ковыми колебаниями.
Ликвация приводит к физическим дефектам — скоплениям дис-
локаций, напряжениям, трещинам, межкристаллитной коррозии,
хрупкому разрушению.
Скопления примесей из-за ликвации приводят к несовершен-
ствам кристаллической решетки, плотность которых особенно ве-
лика, если примеси (например, сера) плохо растворяются в железе.
Тогда образуются напряжения.
Увеличение скорости охлаждения при наплавке валиками не-
большого сечения снижает ликвацию, но приводит к появлению ра-
стягивающих напряжений, которые увеличиваются благодаря усад-
ке литого металла. Тогда могут появиться трещины, бороться с ко-
торыми можно, увеличивая скорость охлаждения. Другой путь —-
легирование добавками, повышающими энергию активации, облег-
чающими выравнивающую диффузию. Такими элементами для же-
лезных сплавов являются молибден, вольфрам, тантал, рений и др.
Металловедение сварки отвечает на вопросы о причинах об-
разования дефектов в сварном шве и в зоне термического влияния.
На качество сварки влияет не только температура, но и время пре-
бывания металла при разной температуре, или термический цикл.
Чувствительность металла к термическому циклу сварки — важ-
ное условие свариваемости.
На рис. 2.10 показана схема сварного шва и зоны термическо-
го влияния в зависимости от температурных превращений в угле-
родистой стали с содержанием углерода 0,3 %.
В первом участке — собственно сварной шов со всеми при-
знаками литого металла. Это столбчатые кристаллы, вытянутые по
линии максимального теплоотвода. Следующий, второй участок -
зона сплавления, которое не всегда бывает полным. Здесь скапли-
ваются примеси и происходит частично взаимная диффузия наплав-
ленного, присадочного и расплавленного основного металла. Да-
34
Наплавленный металл
Участок неполного расплавления. । ^qq
1400
1300
1200 И
Участок перегрева
Участок рекрис-700
таллизации ^qq
ж
А
Г 4
Участок 1000
нормализации
________________900
Участок неполной Ф+П
А+Ж
A+Htj
G
] 6 Ojyj'часто к'5оо
ринеломкос^щ
300
200
100
Ф+П
П+Ци
0,8 2,14 С, %
7
зтв
Рис. 2.10. Схема сварного шва и прилегающей зоны
лее идет участок перегрева (3) — металл с крупнозернистой струк-
турой. Затем участок (4) полной фазовой перекристаллизации (нор-
мализации) с возможным появлением закалочных структур. На уча-
стке 5 — неполная перекристаллизация: металл нагревается до тем-
ператур межкритического интервала (между Ас1 и Ас3), состоит из
крупных зерен, не прошедших перекристаллизацию, и скопления
мелких зерен, прошедших перекристаллизацию. Механические
свойства этого участка невысоки.
Участок рекристаллизации (6) — металл нагревается до темпе-
ратуры Т - 0,4...0,6 7^, К (450...600 °C). Если металл перед свар-
кой подвергался холодной обработке давлением, то на этом участ-
ке развиваются процессы рекристаллизации, т.е. зарождение но-
вых мелких зерен с более высокой степенью совершенства, крис-
таллического строения, сопровождающееся разупрочнением.
Участок синеломкости (7) по структуре металла не отлича-
ется от основного; температура нагрева 200...500 °C. Металл на
этом участке имеет несколько пониженные пластичность и вяз-
35
кость за счет процесса старения, а следовательно, склонность к
образованию трещин.
На механические свойства низкоуглеродистой стали (С < 0,3 %)
сварка оказывает незначительное влияние. При сварке низкоугле-
родистых и легированных конструкционных сталей структурооб-
разование в зоне термического влияния может носить сложный
характер, что проявляется в возникновении микроструктурной нео-
днородности, появлении закалочных структур (мартенсита, бейни-
та, тростита). Для сталей, склонных к образованию закалочных
структур, характерно резкое охлаждение сварного шва и зоны тер-
мического влияния, значительные внутренние напряжения и даже
появление трещин в наплавленном металле.
Важно отметить, что решающее влияние на структуру и свой-
ства сварного соединения оказывает углерод, поэтому сварка сред-
не- и высокоуглеродистых сталей сопряжена с целым рядом техно-
логических трудностей.
Максимальное количество дефектов приходится на сам свар-
ной шов и на околошовную зону (1, 2, 3). В частности, самыми опас-
ными, но и самыми распространенными дефектами являются поры
и трещины. Они определяют качество сварки, работоспособность
сварного соединения. Несплошности в металле шва являются кон-
центраторами напряжений, именно в них зарождаются будущие
трещины усталости. Вопрос борьбы с трещинами осложняется тем,
что некоторые из них возникают спустя некоторое время после свар-
ки и при начальной дефектоскопии не обнаруживаются. Деление
на горячие и холодные трещины достаточно условно, так как при-
рода и условия их появления могут совпадать. Считают, что хо-
лодные трещины в сплавах на основе железа возникают в связи с
полиморфным превращением, а также с образованием нестабиль-
ной напряженной закалочной структуры — мартенсита. Действи-
тельно, мартенситное превращение происходит при температурах
сравнительно низких (в зависимости от содержания углерода).
Вследствие большего удельного объема мартенсита возникают
структурные напряжения.
Появление горячих трещин чаще объясняют ликвацией серы и дру-
гих примесей, в том числе и кислорода, с образованием легкоплавких,
непрочных эвтектик, куда входят сульфиды и оксиды. Обнаружено вза-
36
имодействие кремния и углерода — углерода меньше в местах скопле-
ния кремния, что также способствует трсщинообразованию.
Наблюдается влияние технологии: например, сварка при бо-
лее низких температурах, многослойная наплавка и т.д. В этих слу-
чаях могут образовываться термические трещины, которые вызы-
ваются нарушениями режима сварки, неправильным подбором сва-
рочных материалов и др.
Установлено, что в сварных швах плотность дефектов, а зна-
чит, снижение пластичности и повышение хрупкости гораздо су-
щественнее, чем в крупных слитках. Под влиянием напряжений при
усадке, в процессе кристаллизации, образуются надрывы — заро-
дыши трещин. Как правило, трещины проходят по границам крис-
таллитов, там же впоследствии обнаружена межкристаллитная кор-
розия, усугубляющая процесс разрушения. Металлографические
исследования показали, что горячие трещины образуются на гра-
ницах столбчатых кристаллитов, по прослойкам, находящимся при
сварке в твердожидком состоянии. Прямой микроспектральный
анализ показал обогащение этих мест кремнием и обеднение угле-
родом, что привело к снижению прочности в этих местах.
На рис. 2.11 и 2.12 показаны трещины в сварном шве и наплав-
ке. Заметно расположение трещин по ослабленным участкам — по
сетке феррита, где почти нет углерода. На рис. 2.13 видна трещи-
Рис. 2.11. Трещины в сварном
шве, по сетке феррита
Рис. 2.12. Трещины в наплавке
между зернами, по ферриту
37
Рис. 2.13. Трещины в околопюв-
ной зоне
на, образовавшаяся через час пос-
ле сварки, причиной которой по-
служили, видимо, остаточные на-
пряжения.
Испытания сварных конст-
рукций показали, что разрушение
происходит рядом со сварным
швом, по ферритной сетке. В про-
цессе эксплуатации были обнару-
жены разрушения деталей в зонах
ликвации углерода и кремния, по
ферритной сетке, в сварном шве и в зоне термического влияния.
Это объясняется ранней исчерпаемостью запаса пластичности в
феррите, его охрупчиванием за счет старения. Таким образом, нео-
днородность по химическому составу (ликвация) приводит к нео-
днородности по структуре, а значит, и по свойствам.
Устранить напряжения из-за усадки не удается, поэтому при-
ходится для снижения скорости охлаждения применять предвари-
тельный подогрев. Температура подогрева зависит от содержания
углерода: увеличение от 0,3 % до 0,5 % требует повышения темпе-
ратуры от 100 °C до 450 °C, более высокий процент углерода при-
водит к трещинам в наплавленном слое.
Измельчение структуры с помощью модификаторов, введен-
ных через проволоку, флюс или покрытие, повышает стойкость
металла шва против горячих кристаллизационных трещин. Хими-
ческий состав присадочного и основного металла влияет на тре-
щинообразование по-разному. В этом смысле углерод является
вредной примесью, но он же в основном упрочняет сталь. Особен-
но вредное действие углерода проявляется в присутствии серы, ко-
торую необходимо удалять с помощью марганца. Марганец при
содержании его в пределах 2,5...4 % (если углерода 0,1...0,12 %)
снижает склонность к трещинам, так как связывает серу в сульфи-
ды. Однако при большем содержании марганец становится вред-
ным, особенно при повышенном содержании углерода, поскольку
усиливает его ликвацию: где много марганца — много углерода.
Кремний тоже усиливает склонность к трещинообразованию, но
он упрочняет феррит, раскисляет и уменьшает количество пор. Его
38
содержание допускается в пределах 0,15...0,6 %, в зависимости от
концентрации углерода. Сера и фосфор резко увеличивают склон-
ность к трещинообразованию.
Сера образует легкоплавкую эвтектику Fe-FeS, которая из-за
ликвации серы располагается по границам кристаллитов, способ-
ствуя образованию трещин.
Фосфор также ликвирует, образуя на границах зерен-кристал-
литов хрупкое соединение с кислородом Р2О5, что приводит к тре-
щинам, особенно при пониженных температурах. Поэтому необ-
ходимо избавляться от кислорода, тем более, что хладноломкость
в максимально спокойной стали проявляется при более низкой тем-
пературе, чем в кипящей.
Никель и хром (до 2,5 %) явного влияния на трещины не ока-
зывают. Водород является вредной примесью при низких темпера-
турах, когда образует поры (флокены). Кислород снижает удар-
ную вязкость и пластичность.
Таким образом, металловедение может предсказать появление
дефектов, если будут известны причины и условия их появления.
Ликвация примесей оказывает влияние на распределение углерода.
Марганец в сталях ликвирует на границы кристаллитов, обусловли-
вает скопление углерода в этих местах. Кремний, наоборот, вытес-
няет углерод из твердого раствора. После термообработки отливок
видна ферритная сетка, где образуются скопления кремния и где
почти нет углерода, что подтвердилось микроспектральным анали-
зом. Если при нагреве отливки нс произошла гомогенизация по крем-
нию, то ликвация углерода и фосфора, как более подвижных эле-
ментов, будет только увеличиваться, появляются дефекты.
При сварке средне- и высокоуглеродистых сталей снижают
содержание углерода в электродном стержне или проволоке.
При сварке сталей с содержанием углерода менее 0,3 % снижа-
ется пластичность из-за старения — распада твердого раствора с
выделением дисперсных карбидов и нитридов, что снижает рабо-
тоспособность сварного соединения.
Из-за высоких скоростей нагрева критические точки смеща-
ются, поэтому рост зерна аустенита начинается при более высокой
температуре и не успевает произойти полностью. Гомогенизация
аустенита также почти не происходит. При автоматической сварке
39
под флюсом и особенно при электрошлаковой сварке выравнива-
ющая диффузия успевает пройти, степень гомогенизации аустени-
та весьма высока, поэтому качество сварки выше.
Для предупреждения появления холодных трещин необходи-
мо ограничивать содержание углерода и элементов, способствую-
щих закалке на мартенсит (Мп, Cr, Ni, Мо), не допускать шлако-
вых включений. Важно обеспечивать однородность структуры шва
и основного металла, ограничивать содержание водорода. Замена
флюса мокрой грануляции на флюс сухой грануляции уменьшает
концентрацию водорода.
Снизить скорость охлаждения, чтобы не допустить образова-
ния мартенсита, можно повышенной мощностью источника теп-
лоты и низкой скоростью сварки. Это приводит к самоотпуску мар-
тенсита при температурах 150...300 °C, то есть к его распаду и по-
вышению пластичности. Рекомендуют предварительный подогрев
до температуры 200...300 °C.
На появление трещин влияет жесткость закрепления сваривае-
мых элементов конструкции.
Сразу после сварки рекомендуют высокий отпуск или наложе-
ние специального отжигающего слоя.
Для тяжелонагруженных конструкций из среднелегированных
сталей применяют проволоку аустенитного класса при сварке на
постоянном токе прямой полярности. Тогда шов более пластичен,
трещин нет, но его прочность снижается.
Вообще говоря, шов представляет собой слиток, поэтому воп-
рос о дефектах слитка и отливки и их влиянии на работоспособ-
ность деталей, в том числе предварительно прокатанных, заслужи-
вает внимания. Дело в том, что при прокатке поры, не заполнен-
ные газами, т.е. пустоты, исчезают, а газонаполненные раскатыва-
ются и превращаются в несплошности — волосовины. Эти дефек-
ты в эксплуатации служат концентраторами напряжений и заро-
дышами усталостных трещин.
Так, раскатанная усадочная раковина слитка приводит к рас-
слоению рельса (рис. 2.14). Эпицентр усталостного разрушения
рельса находится в месте скопления флокенов — пор, заполнен-
ных водородом (рис. 2.15). То же обнаружено в изломе коленчато-
го вала (рис. 2.16). Усталостное разрушение надбуксовой пружи-
40
Рис. 2.15. Усталостный
излом рельса из-за
флокенов
Рис. 2.16. Усталостный
излом коленчатого
вала из-за флокенов
41
Рис. 2.17. Усталостный излом надбуксовой пружины вагона из-за волосовины
ны вагона (рис. 2.17) происходит из-за волосовин, где есть концен-
трация напряжений.
При сварке очень высокие скорости нагрева и охлаждения свар-
ного шва придают специфику в образовании структуры и свойств,
однако, в целом дефекты отливок и шва сходны. Например, уса-
дочные раковины, поры и пустоты, шлаковые и другие неметалли-
ческие включения, разные виды ликвации, наконец, трещины —
все это присуще и отливкам от нескольких граммов по массе до
десятков тонн, и сварным швам.
На железнодорожном транспорте широко распространены
стальные отливки (корпуса автосцепки и детали автосцепного уст-
ройства, буксы, балки тележек, детали строительных и путевых
машин и др.); чаще применяют низкоуглеродистые и термически
обработанные низколегированные стали. Снизить хрупкость дета-
лей автосцепки удалось добавкой титана в количестве Ti/C < 4, что
дало повышение предела текучести за счет измельчения структу-
ры. Гомогенизирующий отжиг стали марки 15ХГСТД, применяе-
мой в вагоностроении, значительно повысил пластичность, сни-
зил порог хладноломкости с 0 до -60 °C.
Эксплуатация показала, что 95 % литых деталей выходят из
строя по поверхностным литейным дефектам в опасных (напряжен-
ных) зонах. Поэтому важно, чтобы распределение дефектов по се-
чению отливки соотносилось с напряжениями в эксплуатации. Для
42
этого следует предусмотреть конструктивные и технологические
решения. Вопросы термообработки сварных соединений до и пос-
ле сварки еще не везде решаются, хотя ее влияние на срок службы,
надежность и долговечность не вызывает сомнения.
Недавно разработанные технологии обработки отливок во вре-
мя кристаллизации ультразвуком, вибрацией, электромагнитным по-
лем вполне применимы к сварным швам в состоянии расплава. Из-
мельчение дендритов, более равномерное распределение примесей,
снижение степени ликвации углерода и других элементов повышают
механические свойства. Например, обработка ультразвуком распла-
ва стали 45 дала увеличение предела прочности с 450 до 750 МНа, а
относительного удлинения — с 15 до 20 %. Вибрация с помощью пе-
ременного тока удаляет водород и способствует измельчению струк-
туры, при этом скорость зарождения новых кристаллитов растет про-
порционально квадрату напряженности поля. Отмечено также сни-
жение межкристаллитной коррозии. Металлография показала устра-
нение охрупчивающей сетки цементита в высокоуглеродистой стали
(рис. 2.18) и сетки феррита (рис. 2.19), где
Рис. 2.18. Сетка цементи-
та в заэвтектоидной стали
образуются трещины.
В литых заготовках вибрация устра-
няет видманштеттову структуру с иголь-
чатым ферритом, которая образуется
вследствие перегрева (рис. 2.20).
Неоднородное распределение мар-
ганца (рис. 2.21) и кремния (рис. 2.22) в
отливке удается снизить за счет переме-
Рис. 2.19. Сетка феррита в
доэвтек гоидной стали
43
Рис. 2.20. Структура перегрева в
стали
Рис. 2.22. Ликвационные
скопления кремния
Рис. 2.21. Ликвационные
скопления марганца
шивания расплава, устранив или
уменьшив хрупкость и склонность
к трсщинообразованию. Однород-
ность структуры уменьшает кон-
центрацию напряжений, проявле-
ния усталости возникают позже,
поэтому технологии сварки долж-
ны быть направлены именно на
создание однородности в сварном
соединении. Поэтому чугун сваривается в основном чугунными
электродами, низкоуглеродистая сталь соответственно — низко-
углеродистыми электродами или проволокой. В случае легирован-
ных сталей необходимо подбирать электрод, по химическому со-
ставу близкий к составу основного свариваемого металла.
В последнее время в руки технологов попал гибкий по свой-
ствам инструмент — низкотемпературная плазма, область приме-
нения которой расширяется. Это и сварка, резка, наплавка, нане-
сение покрытий, и сфероидизация порошков твердых сплавов.
Удельная мощность современных плазменных установок достига-
44
ет 106 Вт/см2, однако для напыления, наплавки она может быть
значительно снижена, чтобы обеспечить плавный нагрев. Элект-
роэнергия, потребляемая дугой плазменного металлизатора (плаз-
мотрона), превращается в тепловую и идет в основном на нагрев
плазмообразующего газа до 80 %, а также на нагрев и расплавле-
ние проволоки, свариваемого металла, испарение металла, потери
с излучением световой энергии.
2.3. Деформации и напряжения
Трещины в сварном шве и зоне термического влияния появля-
ются из-за напряжений в результате усадки, превращений в струк-
туре и неравномерности в распределении температуры как при на-
греве, так и, особенно, при охлаждении. Литейная усадка из-за срав-
нительно малого объема сварочной ванны слабо влияет на разви-
тие напряжений.
Если сваривается низкоуглеродистая, не склонная к закалке
сталь, то структурные объемные напряжения также относительно
невелики, а трещины редки. Наибольшее значение в этих случаях
имеют термические напряжения из-за быстрого местного нагрева,
высоких температур с большим перепадом, охлаждения со сравни-
тельно большой скоростью. Весьма большое значение имеют так-
же химическая и физическая неоднородности структуры и состава.
При сварке легированных сталей, склонных к закалке, терми-
ческие напряжения суммируются с объемными структурными, что
весьма опасно, так как это приводит к деформациям, короблению и
трещинам. Поскольку появление и развитие напряжений связано
также с типом сварного соединения, режимом сварки, жесткостью
закрепления деталей, металлами присадки и основным — определе-
ние уровня напряжений затруднительно. Термические напряжения
при охлаждении более опасны, чем при нагреве, и вызывают снача-
ла упругие, затем пластические деформации и, наконец, трещины.
Напряжения возникают и в основном металле, но они значительно
ниже, чем в шве, если площадь сечения детали гораздо больше, чем
площадь сечения шва, что чаще встречается на практике.
При сварке легированных сталей для снижения напряжений
уменьшают силу тока; чтобы не было глубокого провара, приме-
45
Рис. 2.23. Эпюры свароч-
ных напряжений:
а — продольных; б —
поперечных
няют многослойную сварку, подогрев пе-
ред сваркой, более толстый слой шлака и
флюса и т.п. В результате усадки при кри-
сталлизации длина шва будет меньше дли-
ны заготовки, в шве возникнут продоль-
ные напряжения растяжения (рис. 2.23).
Сокращение длины шва приводит к ко-
роблению тонкостенных конструкций,
что необходимо учитывать перед сваркой,
применяя подогрев, закрепление загото-
вок. В случае коробления приходится пра-
вить изделие после сварки. Сварочные де-
формации снижают точность размеров,
требуют увеличения припуска на механи-
ческую обработку, количественно опре-
деляют усилие при укорочении шва как
произведение площади пластической де-
формации в поперечном сечении сварно-
го соединения и предела текучести метал-
ла этой зоны. Тогда возможно рассчитать ожидаемую деформа-
цию методами сопротивления материалов.
После сварки остаточные напряжения могут находиться в рав-
новесии, но нарушение этого равновесия (при нагреве, охлажде-
нии, сборке, механической обработке) приводит к их перераспре-
делению. Тогда появляются упругие и пластические деформации в
добавление к собственным, которые образовались при сварке.
Поэтому сварные детали обработать с высокой точностью невоз-
можно.
Существует много способов уменьшения сварочных напряже-
ний и деформации (высокий отпуск, проковка швов и т.д.), однако
иногда приходится отказываться от дуговой сварки плавлением и
применять ультразвуковую, холодную, лучевую и другие виды свар-
ки. Газовая сварка, например, из-за большой зоны термического
влияния дает большую деформацию.
Изменение порядка расположения сварных швов так, чтобы
последующий шов вызывал деформацию, обратную той, которую
вызвал предыдущий шов, деление длинных швов на отдельные уча-
46
стки по 150...200 мм, погружение части детали в воду или исполь-
зование медных подкладок с целью усилить теплоотвод - - все эти
меры способствуют снижению как действующих, так и остаточных
напряжений. Радикальным средством служит немедленный отпуск
стальных изделий при температуре 650 °C.
Снижение напряжений в результате отпуска позволило, напри-
мер, устранить брак тонкостенных рам тележек из-за коробления после
сварки через несколько часов. Пришлось построить специальную ме-
тодическую электрическую печь для отпуска этих конструкций.
Жесткое закрепление заготовок эффективно, но создаются
внутренние напряжения, которые снимают последующим отпуском,
иначе возможно трещинообразование.
Различают продольные напряжения (вдоль оси шва), попереч-
ные и изгибающие, которые постепенно уменьшаются с удалени-
ем от шва, превращаясь в напряжения сжатия после охлаждения
(см. рис. 2.23).
В швах, где остаточные напряжения (продольные) велики, поры
служат очагами хрупкого разрушения. Особо опасно состояние,
когда дефект, например, непровар, совпадает с полем высоких ра-
стягивающих напряжений. Предел усталости при этом резко сни-
жается до 25...30 МПа, то есть в десять раз.
Вязкий основной металл лучше сопротивляется, поэтому ту-
пые дефекты (до 10 % по площади) мало влияют на усталость, тог-
да как пониженная вязкость вызывает разрушение (хрупкое или
усталостное) даже при небольших размерах дефекта. При изготов-
лении и ремонте кузова пассажирских и грузовых вагонов велики
деформации при сварке, поэтому приходится поднимать предва-
рительно концы вагона на 3...4 мм, чтобы компенсировать эти де-
формации (обратный прогиб).
При эксплуатации крупных сварных конструкций трещины, как
правило, возникают в местах максимальных растягивающих напря-
жений и по сварным швам. Обнаружено, например, возникнове-
ние и развитие трещин в местах окончания сварного шва даже при
меньших рабочих напряжениях. Изменение конструкции и распо-
ложения сварных швов в соединительной балке восьмиосной цис-
терны привело к перераспределению напряжений и предотвраще-
нию трещин.
47
При сварке листовых элементов пассажирских вагонов из раз-
нородных материалов: нержавеющей стали 10Х13Г18Д и низколе-
гированной стали 09Г2Д — трудности в оценке остаточных сва-
рочных напряжений и деформаций привели к тому, что пришлось
экспериментально определять температурные поля и термический
цикл сварки, а затем сравнивать результаты с расчетными данны-
ми. Разница оказалась небольшой (15 %). Таким образом, суще-
ствует возможность аналитическим путем, решением дифференци-
альных уравнений нестационарной теплопроводности, методом ко-
нечных элементов составить сложную схему сварочных напряже-
ний. В случае сварки однородных металлов эта схема и возможные
деформации могут быть получены аналитическим расчетом.
Разработаны программы для анализа температурных полей и
решения термодеформационной задачи расчета остаточных напря-
жений после сварки и наплавки различных деталей. Например, дол-
говечность наплавленных зубьев экскаватора оказалась небольшой
из-за выкрашивания хрупкого износостойкого сплава. Численным
моделированием было установлено, что при наплавке хромомарган-
цевого чугуна слоем толщиной 8... 10 мм на зубья из стали Г13Л в
наплавленном прилегающем слое основного металла образовались
остаточные напряжения сжатия, достигающие 160...210 МПа. Ока-
залось, что на уровень напряжений решающее влияние оказывает
скорость наплавки.
Так, при уменьшении скорости выгорает углерод, в ослабленных
местах возрастает уровень продольных растягивающих напряжений,
что вызывает появление поперечных трещин. Увеличение скорости
наплавки дает возрастание продольных растягивающих напряжений
в зонах окончания наплавочного валика и также приводит к трещи-
нам. Таким образом, ограничение диапазона скоростей наплавки в
пределах (2,2...4,2)-10 3 м/с (в зависимости от размеров наплавляемой
детали), регламентация времени заварки кратера (8... 13 с) привели к
тому, что работоспособность зубьев экскаватора повысилась в рав-
ных условиях эксплуатации. Наработка породы на комплект наплав-
ленных зубьев на ковш, до их предельного износа, в 1,8—2,5 раза боль-
ше, чем для комплекта зубьев без наплавки.
Исследование поперечной балки рамы вагона показало, что
самая нагруженная зона — место приварки ее к швеллеру хреб-
48
товой балки. Результаты испытания вагона на специальном гид-
равлическом стенде показали, что для снижения уровня напря-
жений в сварном соединении — стыке поперечной и хребтовой
балок необходимо заменить профиль поперечной балки. Тем
самым удалось разделить самую нагруженную при статических
испытаниях зону и сварное соединение, уменьшить вероятность
появления трещин усталости.
Практика показала, что кроме уровня внутренних напряжений,
а также приложенных рабочих напряжений большую, а иногда ре-
шающую роль играет концентрация напряжений. Так, анализ уста-
лостных изломов многих деталей вагонов, локомотивов, строитель-
ных, путевых и других машин, а также рельсов показал, что почти
всегда очаг зарождения и развития трещины приходится на концен-
тратор напряжений. При этом рабочие нагрузки при переменном
цикле нагружений могут быть гораздо меньше максимальных.
Наиболее опасны вытянутые и острые по краям включения,
особенно если растягивающая нагрузка действует перпендикуляр-
но вытянутости дефекта. Опасность возрастает при длительных
переменных нагрузках, особенно при симметричном цикле.
Необходимо нормативно определить допустимые и недопус-
тимые дефекты, исходя из влияния дефекта на прочность и рабо-
тоспособность сварной конструкции, а не из технологических воз-
можностей предприятий.
Так, расположение включений, пор цепочкой, в одну линию
сильно ослабляет металл, что приводит к трещинам, например, в
рельсах.
Большое значение имеют специально поставленные опыты по
определению работоспособности сварных деталей на стендах или
испытательных машинах. Эти опыты позволяют судить о надеж-
ности сварки. На статический изгиб испытывают, например, рель-
сы, мосты автомобилей, сваренные встык по технологии, приме-
няемой на производстве. Излом по сварному шву должен быть чи-
стым, без включений, трещин, непроваров, прожогов, газовых пор.
Систематически проводятся статические, динамические и виб-
рационные испытания до разрушения сварных конструкций ваго-
нов и локомотивов. Котлы, сварные корпуса кораблей испытыва-
ют под напором воды на непроницаемость.
49
Остаточные напряжения растяжения снижают выносливость
сварных конструкций, а напряжения сжатия, наоборот, повышают
ее. Например, сварка двутавровой балки должна начинаться с по-
ясов, а затем стенки, чтобы создать в поясах напряжения сжатия.
Как показали испытания, балка выдержала вдвое большее количе-
ство перемен нагрузки, чем при обратном порядке сварки, когда в
поясах образуются остаточные напряжения растяжения. Наклеп
сварных швов наводит остаточные напряжения сжатия, что повы-
шает их выносливость. Форма элементов сварной конструкции так-
же играет роль. Соединения с угловыми швами (тавровое, нахлес-
точное, угловое, крестовое) более склонны к трсщинообразованию,
чем стыковые, бортовые швы, а также наплавка.
3. Материалы сварочного производства
3.1. Электроды, порошковая проволока
Чтобы получить однородное по структуре, составу и свойствам
сварное соединение, следует сваривать материал, используя элект-
роды из подобных или одинаковых материалов. Здесь важно отме-
тить, что при расплавлении и затвердевании происходит переме-
шивание этих материалов. При охлаждении усадка с образовани-
ем временных и остаточных напряжений должна быть одинаковой.
При термической обработке сварных соединений коэффициенты
линейных и объемных изменений также должны быть близки. Иначе
можно ожидать трещинообразования не только в процессе сварки
и сразу после затвердевания, но и после вылеживания, спустя сут-
ки и более. Эти трещины себя проявят при нагружении в конструк-
циях, что особенно опасно. Поэтому в любых инструкциях пред-
писывают сталь сваривать стальными электродами, чугун — чу-
гунными и т.д.
К наплавке эти соображения относятся в определенной степе-
ни, так как наплавляют часто иными материалами с целью прида-
ния специфических свойств (например, наплавка для повышения
коррозионной стойкости, износостойкости).
В ремонтном производстве, где более 70 % работ связано со
сваркой плавлением электродной проволоки, служащей присадоч-
ным материалом, эти вопросы особенно важны. Действительно,
если не учитывать влияния внешней среды при сварке, качество
будущего сварного шва, да и всего сварного соединения, целиком
зависит от материала электрода. Поэтому электроды выпускаются
в основном в соответствии со стандартами, где определены не толь-
ко химический состав, но и механические, служебные свойства элек-
тродного металла.
Электрод для ручной сварки — это стержень из сварочной про-
волоки (ГОСТ 2246 - 70), покрытый слоем смеси порошков со свя-
зующим веществом толщиной 1...3 мм. Один конец электрода ос-
51
тавлен голым для контакта в электрододержателе на длине 30.. .40 мм.
Выпускаются более 70 марок сварочной проволоки: низкоуглеро-
дистой, легированной и высоколегированной. Производство элект-
родов из сварочной проволоки — в соответствии с ГОСТ 9466—75,
ГОСТ 9467—75, ГОСТ 10051—75, ГОСТ 10052- -75. Электроды раз-
деляются по признакам: материал проволоки, назначение, вид по-
крытия и его толщина, характеристика получаемого шлака, меха-
нические свойства в будущем шве, пространственное положение
шва, род и полярность тока. Материал электрода определяет его
тип, а покрытие — его марку. По назначению электроды подраз-
деляют так: У — для сварки углеродистых и низколегированных
сталей (ов < 600 МПа); Л — легированных (<?в < 600 МПа); Т, В —
высоколегированных, с особыми свойствами; Н - для наплавки
слоев с особыми свойствами. По виду покрытия электроды делят
на А — кислые; Б — основные; Ц — целлюлозные; Р — рутиловые;
П — прочие. Если в покрытии есть железный порошок (более 20 %),
добавляют букву Ж. Важной характеристикой является диаметр про-
волоки — стержня. Если диаметр 0,3...3 мм, проволока применима
для шлангового полуавтомата, если 1,6...6 мм — для ручной свар-
ки, если 2...5 мм — для автоматической сварки под флюсом. Для
наплавки можно применять проволоку больших диаметров.
Обозначения электродов содержат кодированную информацию
о сварочно-технологических характеристиках. Например,
Э85-ЦЛ18-3,0ЛД2
т, юллТТТТТТТГ’ где в числителе дроби: Э — электрод; 85 — пре-
Е-18X11 1-2-ЫО
дел прочности при растяжении (<лв = 850 МПа); Ц — организация-
разработчик; Л — легированный; 18 — номер состава; 3,0 — диаметр
стержня, в мм; Л — для сварки легированной стали (с ов > 600 МПа);
Д — покрытие толстое; 2 — группа качества изготовления (сред-
няя). В знаменателе обозначения следующие: Е-18ХГ-2 — относят-
ся к химическому составу и свойствам, а именно: 18 — это значит
С = 0,18 %, X — хрома 1 %, Г - марганца 1 %, 2 - нормальная
ударная вязкость; Б — покрытие основное; 1 — все пространствен-
ные положения шва; О - - постоянный ток обратной полярности.
В технической литературе и документации применяют со-
кращенные обозначения электродов: например, Э46А, марки
52
УОНИ 13/45-3,0-2 (ГОСТ 9466—75), или еще короче — Э46А-УОНИ
13/45. Электроды одного типа могут иметь разные марки, в зави-
симости от того, какие вещества использовали для покрытия. Так,
ЦМ-7, ОМА-2, ОММ-5 с кислым покрытием содержат руды же-
леза, марганца и кремнезем. В последнее время они почти не про-
изводятся, так как в шве получается кипящая сталь с понижен-
ной ударной вязкостью. Кроме того, при сварке выделяются ток-
сичные продукты. Покрытие основное — на базе карбонатов
кальция, магния, плавикового шпата. В шве — спокойная сталь
с высокой ударной вязкостью при отрицательных температурах
(УОНИ 13/45, АНО-7, АНО-8 и др.) Недостаток — пористость
шва из-за водорода. Поэтому следует прокаливать электроды
перед сваркой при температуре 300...350 °C, а кромки тщатель-
но очищать от ржавчины, избегать влаги, что неудобно.
Наиболее распространены покрытия на базе рутила TiO2, так
как по ударной вязкости они почти не уступают марке УОНИ 13/45,
а по сварочно-технологическим и санитарно- гигиеническим свой-
ствам значительно превосходят основные покрытия. Марки рути-
ловых покрытий: МР-3, ОЗС-4, АНОЛ и др. Следует заметить, что
обозначение марки электрода дается разработчиком и не содер-
жит никакой характеристики электрода и технологии сварки. По-
этому маркировка на стандартизирована. Применяют также орга-
нические целлюлозные покрытия, содержащие, кроме целлюлозы,
древесную муку и другие добавки. Марки ВСЦ-4, ВСЦ-4А допус-
кают большое разбрызгивание (до 20 % металла) и меняют состав
шва, поэтому применяются ограниченно (сварка магистральных
трубопроводов, например).
Компоненты покрытия дробятся, просеиваются, смешивают-
ся со связующими веществами (жидкое стекло и др.). На специаль-
ном прессе обволакивают стержень, прессуют, калибруют по тол-
щине. Затем электроды с покрытием подвергаются сушке при тем-
пературах 300...400 °C (для органических покрытий 150... 180 °C).
После полного удаления влаги они тщательно упаковываются и
хранятся в сухих помещениях.
Покрытия выполняют много разных функций: стабилизируют
горение дуги, защищают металл ванны от кислорода, азота и во-
дорода воздуха, легируют шов, помогают удалению вредных при-
53
месей фосфора и серы. Образующийся шлак очищает металл шва,
снижает скорость охлаждения и напряжения в сварном шве, коли-
чество хрупких неметаллических включений, раскисляет металл
ванны. Образующиеся газы создают защитную среду. Многообра-
зие функций определяет сложный состав покрытий. Это, например,
руды железа, железный порошок, титановый концентрат, ферро-
сплавы, мел, песок, мрамор, крахмал, декстрин, желатин, натрий,
калий, кальций, натриевое или калиевое жидкое стекло и др. Кро-
ме того, электроды должны давать гладкие швы с минимальным
разбрызгиванием. Шлак должен легко отделяться; продукты свар-
ки не должны быть токсичными.
Кроме плавящихся электродов, применяют неплавящиесяг
вольфрамовые, угольные и графитовые. Угольные электроды
(ГОСТ 4425—72) получают из электротехнического угля, а графито-
вые (ГОСТ 4426—71) из прессованного графита, полученного син-
тетическим путем. Графитовые электроды имеют большую элект-
ропроводность и не так быстро сгорают при высоких температу-
рах. Кроме того, они мягче угольных, легко режутся, позволяют
получать электроды разной формы. Повышение плотности тока в
2—3 раза позволяет снизить расход графитовых электродов. Обычно
электроды выпускают цилиндрической формы диаметром 5...25 мм
и длиной 200...300 мм. Концы имеют конусность 60...70° для ста-
лей и 20...40° для цветных металлов и сплавов. Шире распростра-
нены вольфрамовые электроды, чистые и легированные торием, лан-
таном, иттрием для увеличения стойкости при высокой плотности
тока и облегчения зажигания дуги с помощью осциллятора. Диа-
метр вольфрамовых электродов (0,5... 10 мм) выбирается в зависи-
мости от необходимой величины сварочного тока. В соответствии
с ГОСТ 23949—80 выпускаются вольфрамовые электроды марок:
ЭВ-4 (чистый вольфрам), ЭВЛ (с окисью лантана), ЭВИ-1.. .3 (с оки-
сью иттрия), ЭВТ-15 (с двуокисью тория).
Все шире применяют порошковую проволоку (ГОСТ 26271 - 84),
которая может быть самозащитной (ПС) или требующей защиты
(ОПГ) газом (чаще СО2). Самозащита при сварке обеспечивается
газами, выделяющимися при сгорании органических наполните-
лей (крахмал, целлюлоза). Стальная трубка заполняется порошка-
ми металлов и флюса. При этом можно регулировать состав ме-
54
талла шва, изменяя в широких пределах состав шихты. В состав
сердечника самозащитных проволок входят карбонаты и флюорит,
а металлический порошок соответствует типу электрода Э50А. Чаще
применяют марки самозащитных проволок ПП-АНЗ, ПП-АН7 или
более прочные СП-9, ПП-СП-10 и др. Сварку ведут на постоянном
токе обратной полярности. Проволоки марок ПП-АН8, ПП-АН9
или более прочные ПП-АН54 с рутиловым порошком и флюори-
том применяют с защитой углекислым газом или смесью газов. При
ремонте рам, кузова и тележек вагонов следует использовать про-
волоки с ограничением по углероду (до 0,15%) и 4,5 и 6-го уровней.
Уровень определяется по ударной вязкости металла шва; номи-
нальная KCU = 35 Дж/см2 должна быть при температуре -40 °C.
Для четвертого уровня это - 20 °C, для пятого -50 °C, для шесто-
го уровня -60 °C. Обозначение (ГОСТ 26271—84) ПП-АНЗ 3,0
ПС44-А4Н расшифровывается так: ПП — порошковая проволо-
ка; АНЗ — марка разработчика-изготовителя; 3,0 — диаметр 3 мм;
ПС — самозащитная; 44 — предел текучести 440 МПа; А — катего-
рия ио составу и ограничению по углероду, сере и фосфору; 4 — уро-
вень по ударной вязкости; Н — для сварки в нижнем положении.
Порошковые проволоки эффективнее сплошных, особенно
при автоматической сварке — шлак сам о отделяется при охлаж-
дении, больше глубина проплавления. Более активное раскис-
ление металла шва дает повышенную пластичность и ударную
вязкость, меныпие деформации. При работе с самозащитной
проволокой не нужны защитные газы и флюсы. По-видимому,
механизированная сварка порошковой проволокой со време-
нем будет вытеснять работу сплошными электродами с покры-
тиями или сплошной электродной проволокой. Порошковая
проволока выпускается в широком ассортименте по диаметру,
сложности сечения, жесткости, составу. Как правило, порош-
ковая проволока дает лучшее формирование шва, хороший вне-
шний вид. Для сварки чугунов используют специальные порош-
ковые проволоки с обозначением ППЧ-1 и др. Они содержат
4,5...7 % С; 3,3...4,2 % Si; 0,5 % Мп; 0,5 % Ti; 0,6 % Al. Разрабо-
тана порошковая проволока для механизированной сварки чу-
гунных деталей, содержащая 5 % Мп; 3 % Си; 2 % Fe; 0,3 % РЗМ
(редкоземельных элементов), остальное — Ni. Однако она дос-
55
таточно дорога. В то же время используют сплошные чугун-
ные прутки марок А, Б, ПЧ1, ПЧ2 и др.
Для сварки алюминиевых сплавов применяют присадочные
проволоки (сплошные) марок Св-А97 и др. с добавлением Мп, Si,
Ti, Mg (до 3 %) на основе алюминия.
Известны случаи успешного применения сплошных проволок
без защиты для сварки низкоуглеродистых сталей механизирован-
ным способом. Это марки Св-15СТЮЦА и Св-20ХГСТЮ. Введе-
ние в их состав церия, циркония, титана, алюминия, снижение со-
держания фосфора и серы предотвращают металл шва от загрязне-
ний неметаллическими включениями, в основном, оксидами.
3.2. Защитные покрытия, флюсы, газы
Необходимость в защите деталей от изнашивания, коррозии,
усталости возникла давно. Производство запасных частей — дета-
лей на замену быстро выходящим из строя — все время растет и
уже сравнялось с производством новых сборочных единиц. Для
многих деталей срок службы исчисляется месяцами, что выливает-
ся в потери металла, труда и средств. Поэтому создание защитных
покрытий — задача актуальная. Традиционные технологии и ма-
териалы уже не могут удовлетворять потребностям. Ведутся иссле-
дования с целью получения многофункционального покрытия, за-
щищающего от изнашивания, коррозии и усталости. Получены
обнадеживающие результаты в области детонационных покрытий
и композиционных материалов.
Трудность заключается в различии требований к покрытиям.
Так, коррозионностойкие покрытия из металлических материалов,
как правило, обладают низкой износостойкостью, а высокопроч-
ные материалы быстро корродируют.
Для борьбы с усталостью необходимо создавать в поверхност-
ном слое полезные остаточные напряжения сжатия, тогда как виб-
родуговая наплавка износостойкого слоя, например, влечет за со-
бой резкое снижение предела выносливости за счет возникновения
растягивающих напряжений.
Газопламенная, плазменная, электродуговая наплавки дают
пористость, неоднородность, не всегда хорошую адгезию к под-
56
ложке, вредные напряжения растяжения, приводящие к усталост-
ным разрушениям.
Пластическая деформация, наклеп также не решают пробле-
мы, потому что остаточные напряжения растяжения под нагруз-
кой снижаются, но ускоряется коррозия. Хуже всего, когда детали
работают в условиях абразивного изнашивания при высоких тем-
пературах. Многие детали подвижного состава, пути, сооружений,
путевых, строительных и других машин работают в экстремаль-
ных условиях — это и резко континентальный климат, и неравно-
мерно распределенные нагрузки, абразивная пыль и т. п. Следует
также всегда помнить об ответственности за перевозку людей, цен-
ных и опасных грузов в любых условиях. Опасность возрастает с
изнашиванием машин железнодорожной техники, которые долж-
ны заменяться новыми или качественно отремонтированными по
истечении определенного срока службы. Значит, необходим запас
узлов и машин, который, по расчетам специалистов, должен со-
ставлять 35—40 % от действующего парка.
Мелкий ремонт с применением ручного труда не дает необхо-
димого качества. Отсюда низкая долговечность отремонтирован-
ных деталей. Поэтому следует в любой технологический процесс
вставить, как финишную операцию, упрочнение поверхностного
слоя, создание защитного покрытия. Иначе затраты на ремонт ока-
жутся напрасными. Выход — в автоматизации, в частности сва-
рочных работ, для создания прочного, твердого, коррозионностой-
кого защитного покрытия со стабильными свойствами, мало из-
меняющимися в течение всего срока службы.
Защитные покрытия из лакокрасочных, полимерных материа-
лов, а также из металлических материалов, наносимых на поверх-
ность гальваническим методом, широко применяются, но не могут
обеспечить все требования. Поэтому перспективны покрытия из
разных, но в основном металлических материалов, получаемых с
помощью сварочной технологии.
Относительно новыми материалами для защитных покрытой
являются неорганические композиты. Они обладают ценными свой-
ствами: прочностью, твердостью, химической стойкостью, стабиль-
ностью под нагрузкой. Это химические соединения, механические
смеси и композиции со связующими веществами. Их применение в
57
космической, авиационной, ракетной, атомной технике уже дало
большой технико-экономический эффект. Появились специальные
установки для получения и нанесения таких покрытий.
В США, ФРГ, других странах имеются специализированные
заводы по нанесению покрытий разными способами, в основном
детонационным, благодаря его преимуществам. Это, в первую оче-
редь, широкий спектр материалов, иногда весьма разнородных,
которые с успехом можно наносить при помощи ударной волны.
Испытания показали, что технические характеристики: пористость,
газопроницаемость, прочность соединения с основным металлом,
стабильность свойств — значительно выше. Оригинален сам меха-
низм формирования покрытия. Это импульсный характер череду-
ющихся микровзрывов, большая концентрация наносимых частиц,
так называемые эффекты абразивного отделения и ударного прессо-
вания. На рис. 3.1 видна схема работы детонационного устройства.
В ствол 4 подается смесь газов 5 и порошок 2. При помощи ис-
кры 6 смесь газов воспламеняется, горение переходит в детона-
цию. В созданной ударной волне газы сжимаются с давлением до
нескольких десятков ГПа, температура при этом повышается до
нескольких тысяч градусов. Продукты детонации движутся с боль-
шой скоростью и увлекают частицы порошка, расплавляя их «на
ходу» и даже частично испаряя. Определенная часть порошка, об-
текая подложку, уходит в отходы.
Наиболее эффективной оказалась взрывчатая смесь ацетилена
С2Н2 и кислорода О2. Высокая температура (до 4000 °C) в стволе
Рис. 3.1. Схема установки
для детонационного
нанесения покрытий:
7 — источник питания; 2
бункер для порошков; 3
деталь; 4 — ствол; 5 - ка-
мера смешивания газов; 6—
свеча зажигания
58
позволяет применять любые тугоплавкие материалы, в том числе
металлокерамику. В зависимости от материала будущего покры-
тия, можно регулировать параметры режима нанесения расстоя-
нием от конца ствола до подложки (детали), а также составом га-
зовой смеси, величиной импульса, временем нанесения и т.д.
Испытания показали, что дешевые покрытия из оксида алю-
миния А12О3 (глинозем) не уступают дорогим на базе WC+Ni (они
дороже в 20 раз). Покрытие из оксида алюминия имеет высокую
микротвердость, кроме того, вследствие наклепа повышается твер-
дость в подложке (сталь Х18Н10Т) на глубине до 100 мкм. Испыта-
ния на машине трения показали (рис. 3.2), что износостойкость по-
крытия из оксида алюминия почти такая же, как у твердого сплава
ВК10 на основе карбида вольфрама. Эти покрытия интересны для
решения вопроса о повышении долговечности валиков и втулок
рычажной тормозной передачи вагонов и других пар трения.
Как износостойкие хорошо себя проявили покрытия на базе
карбидов вольфрама и кобальта, то
тифрикционные — на основе ди-
сульфида молибдена (MoS2) или
композита А12О3+ MoS2 (до 50 %),
а также А12О3 с графитом. При этом
окись алюминия должна соответство-
вать ГОСТ 2115—71 по чистоте, тог-
да удается получать электроизоляци-
онные покрытия. Следует отметить,
что можно наносить полупроводни-
ковые и проводящие покрытия из
окислов хрома, титана, сплавов на
основе меди, ниобия и др. Для нане-
сения чистых металлов, особенно
вольфрама, используют сочетания
покрытий. Кроме того, можно нане-
сти ударной волной тонкий слой с
хорошей адгезией, а затем - основ-
ной слой плазменным методом.
По-видимому, получение уни-
версальных по своим функциям
есть твердых сплавов; как ан-
т, ч
Рис. 3.2. Зависимость износа (/?)
от времени испытания (т) для
разных материалов:
/ — белый чугун; 2 — азотиро-
ванная сталь; 3 — цементиро-
ванная сталь; 4 детонацион-
ное покрытие окисью алюминия;
5 детонационное покрытие
твердым сплавом
59
комбинированных покрытий возможно именно детонационным
способом. Важно предусмотреть хорошую вентиляцию и защиту
от шума, что не представляет особых трудностей. Что касается сто-
имости и сложности оборудования, то известно более 50 модифи-
каций установок — все они дешевле плазменных.
Назначение флюса — это защита ванны от атмосферных газов,
восстановление окислов, понижение температуры плавления шла-
ка и его вязкости. Кроме того, флюс стабилизирует горение дуги,
формирует шов, участвует в микрометаллургии сварочной ванны,
влияет на состав, структуру и свойства будущего сварного шва.
Часть флюса плавится, образуя шлак.
По технологии изготовления флюсы бывают плавленые, полу-
ченные расплавлением шихты в электрических и пламенных печах
с последующей грануляцией, и керамические. В состав неплавленого
флюса входят в основном оксид кремния SiO2 (кремнезем), ферро-
сплавы и легирующие элементы.
Керамические флюсы более разнообразны по составу, их производ-
ство возрастает и приближается по объему к плавленым. Они нечув-
ствительны к ржавчине, окалине, влаге, образуют меньше пор и тре-
щин, лучше отделяют шлаковую корку, повышают ударную вязкость
шва при низких температурах. Однако большая гигроскопичность,
низкая прочность гранул должны учитываться при их использовании.
Плавленые флюсы более дешевые, особенно наиболее распро-
страненные — стекловидные. Они хорошо раскисляют металл, ста-
билизируют дугу, защищают от воздуха. Если кремнезема более
35 % — флюс считается высококремнистым. Флюс выбирают по
размеру зерен. Мелкозернистый применяют для диаметра элект-
рода менее 3 мм.
Обозначения флюсов самые разные. Например, АН-348А. Бук-
вы АН — это академия наук. Флюс марки ФЦ—флюс ЦНИИТМ АШ;
ОСЦ-45 — флюс основной, состоящий из марганцевой руды, квар-
цевого песка и плавикового шпата. Для автоматической наплавки
служат те же флюсы, что и для сварки. Это плавленые флюсы ма-
рок АН-15М, АН-8, АНФ-6 и др. При сварке цветных металлов и
чугуна, при пайке используют легкоплавкие флюсы в виде порош-
ков, паст. Например, широко применяют минерал — борат натрия
(бура), борную кислоту или их смесь, а также окиси и соли калия,
60
лития, натрия и др. Бура, разлагаясь, активно переводит окислы в
шлак; ангидрид В2О7, всплывая, защищает ванну от вторичного
окисления.
Состав плавленого флюса ФЦ 9, рекомендуемый инструкция-
ми: 40 % МпО; 6% СаО; 2 % MgO; 12 % А12О3; 3 % CaF2; остальное-
SiO2. Керамический флюс АНК-18: 30 % MgO; 18% А12О3; 28% CaF2;
10% SiO> Химический состав шва зависит от флюса и электрода.
Поэтому при низкоуглеродистой электродной проволоке и такой
же свариваемой детали берут флюс с большим содержанием Si и
Мп. Тогда легирование будет флюсом.
Если взять сварочную проволоку из низколегированной ста-
ли, например Св-20Г2, флюс надо брать низкомарганцовистый, тог-
да легирование марганцем будет из проволоки, а кремнием — из
флюса. Конечное количество легирующих элементов в шве будет
зависеть от параметров сварки.
Защитные газы, по определению, предохраняют шов от возду-
ха. Используют инертные газы (аргон, гелий), активные газы (угле-
кислый газ, водород, азот), а также их смеси. При сварке активных
металлов используют инертные газы, в других случаях — смеси
газов, что увеличивает проплавление, устойчивость дуги, плотность
металла шва, производительность, снижает разбрызгивание. Со-
став защитного газа зависит от толщины кромок, типа электрода
и других факторов.
Наиболее распространен инертный газ аргон (Аг). Это него-
рючий, безопасный газ, без цвета и запаха (ГОСТ 10157—79). Наи-
более чистый аргон рекомендуют при сварке Ti, Zr, Nb и их спла-
вов; с примесями — для сталей, алюминия, магния.
Гелий (Не) (ТУ 51-689-75) высокой чистоты 99,985 % очень до-
рог, в несколько раз дороже аргона. Гелий в 10 раз легче аргона,
поэтому потолочные швы сваривают в гелии, а нижние - - в арго-
не, иначе Не расходуется непроизводительно, с потерями.
Углекислый газ (СО2) — бесцветный газ, со слабым запахом, не
ядовит, но тяжелее воздуха, поэтому его скопление может вызвать
кислородное голодание, удушье. Получают СО2 при переработке
нефти, аммиака, спиртов, сжигании топлива (ГОСТ 8050— 76). Хра-
нят СО2 в баллонах в жидком состоянии под давлением 5 МПа.
Для сварки СО2 должно быть не менее 99,5 %.
61
Кислород (О2) — газ без цвета и запаха, поддерживает горение.
Используют О2 для приготовления смесей Аг+О2(1,5 %) или
СО2+С2 (20 %), которые повышают качество сварки, дают струй-
ный перенос электродного металла.
Водород (Н2) — горючий газ, в смеси с воздухом и кислородом
взрывоопасен. Выпускается (по ГОСТ 3022— 80) трех марок — Л, Б
и В, в зависимости от чистоты. Применяют Н2 при плазменной сварке
и резке для приготовления плазмообразующей газовой смеси.
Азот (N2) выпускают по ГОСТ 9293—74 в баллонах под дав-
лением 15 МПа. Добавка N2 и Аг (до 30 %) повышает проплавле-
ние, что важно при сварке меди и высоколегированных аустенит-
ных сталей. Кроме того, использование азота экономит другие,
более дорогие газы.
Часто смеси газов обладают лучшими технологическими свой-
ствами, однако следует учесть, что увеличение СО2 до 25...30 % в
смеси с Аг существенно снижает стабильность горения дуги. Луч-
шей смесью считается смесь 70 % Не и 30 % Аг, особенно при свар-
ке алюминиевых сплавов, у которых вообще плохая свариваемость.
Инструкции рекомендуют механизированную и автоматичес-
кую сварку в углекислом газе и газовых смесях в следующих про-
порциях: 75 % Аг и 25 % СО2, или 70 % СО2 и 30 % О2, или 80 % СО2
и 20 % О2. Сварка в этих смесях снижает поро- и трещинообразо-
вание, стабилизирует горение дуги, уменьшает потери при раз-
брызгивании, улучшает внешний вид сварных соединений. При
наплавке легированной проволокой рекомендуют СО2 или смесь
СО2 и О2. Проволока диаметром 2 мм допускается к сварке в сме-
си СО2 + О2.
Следует уделять внимание чистоте используемых газов. Водо-
род недопустим при сварке и пайке меди и титана; углекислый газ
вреден для алюминия, магния, титана, нержавеющих сталей. При
диссоциации СО2—>СО+О, свободный кислород окисляет металл
шва, поэтому в электродной проволоке должно быть повышенное
количество раскислителей (марганца и кремния). По отношению к
меди азот инертен, что используется на практике.
Горючие газы, используемые для сварки, в основном состоят из
углеводородов. Например, ацетилен С2Н2 — газ со специфичес-
ким запахом - - взрывоопасен даже без кислорода, при повышении
62
температуры и давления. С2Н2 хранят в баллоне в виде раствора в
ацетоне, что снижает взрывоопасность. Следует отметить, что по-
вышение давления снижает температуру воспламенения ацетиле-
на. Так, при давлении 0,2 МПа температура воспламенения 630 °C,
а при 2,2 МПа — 350 °C. Смеси С2Н2 с воздухом, и особенно если
ацетилена 7... 12 %, взрывоопасны даже при нормальном давлении.
Ацетилен — газ дорогой, но применяется больше, чем другие газы-
заменители, вследствие большей теплоты сгорания и, соответствен-
но, более высокой температуры пламени. Именно температура пла-
мени определяет эффективность и универсальность ацетилена при
газовой сварке. Для сравнения приведем экспериментальные дан-
ные по температуре пламени при сгорании разных газов в кисло-
роде, в °C: ацетилен (С2Н2) — 3200; водород (Н2) — 2600; метан
(СНд) — 2500; природный газ — 2200; пропан (С3Н8) — 2750; бу-
тан (С4Н10) — 2500; пары бензина (С7Н15) — 2500; пары керосина
(С7Н]4) — 2400. Поэтому для сварки сталей применяют ацетилен
(для тонких листов — пропан-бутановые смеси). Остальные газы
используют при сварке цветных металлов, чугуна. Подогревом в
специальных горелках паров бензина и керосина добиваются неко-
торого повышения температуры пламени, что дает экономический
эффект, так как эти горючие газы дешевле. Важно учитывать расход
горючих газов по сравнению с ацетиленом. Если расход ацетилена
принять за единицу, то расход остальных газов-заменителей будет
выглядеть так: водород — 5,2; метан — 1,6; природный газ — 1,5;
пропан — 0,6; бутан — 0,45; пары бензина и керосина — 1,35. По-
этому выгоднее использовать пропан-бутановые смеси, которые по-
ставляются в баллонах, в жидком состоянии, под давлением 1,6 МПа.
При этом приходится расходовать примерно вдвое больше кисло-
рода, чтобы получить большую тепловую мощность пламени.
Инструкции предусматривают использование как ацетилена,
так и газов-заменителей: природного, пропан-бутана (доля бутана
5...30 %) в качестве плазмообразующего газа в плазмотронах наря-
ду с воздухом и другими газами.
Большое значение придается образующимся при сварке шла-
кам, так как они, взаимодействуя с расплавленным металлом и воз-
духом, влияют на состав, структуру и свойства сварного соедине-
ния. Шлаки образуются из материала покрытия электродов при
63
ручной сварке, материала флюса при автоматической и электро-
шлаковой сварке и могут поддерживать стабильность горения дуги.
Кроме того, шлаки уменьшают скорость охлаждения шва и свар-
ного соединения, поэтому отбивать шлаковую корку сразу не сле-
дует. Шлаки способствуют удалению из ванны расплава неметал-
лических включений, резко ухудшающих качество сварного шва.
3.3. Материалы для наплавки, пайки, покрытий, упрочнения
Для наплавки в основном применяют те же материалы, что и
для сварки некоторых покрытий, но есть и специальные наплавоч-
ные материалы. Так, для повышения износостойкости и стойкости
в условиях циклического термического воздействия применяют
порошковые проволоки ПП-200Х10Г80 и ПП-25Х5ФМС.
Для получения высокой твердости, что важно при работе де-
талей в абразивной среде, выпускают специальные наплавочные
проволоки ПП-АН170, ППН-504 для наплавки твердыми сплава-
ми. Широко используется для наплавки углеродистая сплошная
проволока Нп-25...Нп-85 с разным содержанием углерода, а также
легированная Нп-40Г, Нп-ЗОХГСА, Нп-03Х15Н35Г7М65 и др.
(ГОСТ 10543—82).
Для ручной дуговой наплавки слоя с особыми свойствами вы-
пускают наплавочные электроды (ГОСТ 10051—75): Э95Х7Г5С мар-
ки 12АН/ЛИВТ или Э320Х25С2ГР марки Т590 с твердостью 63 HRC.
Наплавляют также пружинную проволоку (ГОСТ 9389—75,
ГОСТ 1071—81). Когда наплавке подлежит большая поверх-
ность, экономичнее наплавлять лентой ПЛ-АН101, ПЛ-АН102
(ГОСТ 22366—77), а также литыми и спеченными прутками и коль-
цами (ГОСТ 21449—75), например Пр-С27, Пр-ВЗК. К особым тугоп-
лавким наплавкам относят релит-3, ЭВТ-15, АН-ЛЗ, КБХ, ПС-14-80,
С-27. Керамико-металлические материалы (керметы) получают мето-
дами порошковой металлургии. Это композиции боридов Cr, Ti, Fe.
Наплавочные материалы делят на восстановительные и с осо-
быми свойствами (специальные). При большом износе сначала на-
плавляют мягким слоем, чтобы было проще обработать резани-
ем; верхний слой, как правило, должен быть более твердым. По-
этому восстановительная наплавка содержит мало углерода и ле-
64
гирующих элементов. Например, обозначение ЭНВ-15ГЗ надо чи-
тать так: электрод наплавочный, восстановительный, углерода
0,15 %, марганца 3 %. Для наплавки слоя с особыми свойствами
применяют порошки из карбидов и боридов тугоплавких метал-
лов (WC, Сг3 С2, Мо3С, СгВ и др.). Важно, что при расплавлении
интенсивное перемешивание с основным металлом часто приво-
дит к снижению служебных свойств. Известны порошки марки
ПН-68Х21С5Р с высокими жаростойкостью и жаропрочностью (до
700 °C). Следует отметить смеси порошков: феррохром, ферро-
марганец, кокс, чугунная стружка, графит (сталинит-М, Висхом)
как дешевые. Более дорогой — на основе вольфрама с примесью
углерода.
Для ремонта чугунных деталей применяют порошки НПЧ-2, ни-
кель-вольфрамовый сплав (5 % W, 5 % Си, ocr.Ni). ГОСТ 21448—82,
ГОСТ 11546—82 предусматривают выпуск порошков и смесей
ПГ-Cl, тип ПН-У30Х28Н4С4, например. По сути, это чугун, леги-
рованный хромом и никелем. Смесь ФБХ6-2 — чугун, легирован-
ный бором. На основе Ni, Со, Cu,Fe выпускают самофлюсуюгцие-
ся порошки, которые необходимо после нанесения оплавлять для
лучшей адгезии и когезии.
По инструкциям применяют порошки с флюсом на основе же-
леза: УСЧ-30 и др. по ТУ 48-4206-312-87.
Для наплавки гребней колес рекомендуется проволока
Св-08ХГ2СМФ, обеспечивающая повышенную прочность и дос-
таточную пластичность, что дает хорошую износостойкость при
сравнительно небольшой твердости (350 НВ). Это объясняется
структурой мелкодисперсного сорбита и присутствием карбидов
хрома, молибдена и ванадия. Эксплуатационные испытания пока-
зали, что износостойкость выше, чем у ненаплавленных греблей
колес (износ 0,01 мм и 0,41 мм соответственно).
Для газопламенного и плазменного напыления покрытий
рекомендуются порошки ПГ-СР4, ПГ-Ж14 (ТУ 14-1-3785-84 и
ТУ 48-19-383-91), которыми можно наплавлять детали подвижно-
го состава. Для электродуговой металлизации применяют проволоки
из молибдена (как подслоя), стали марок 65Г, ШХ15 (ГОСТ 1071—81
и ГОСТ 4727—83), нихрома Х20Н80, нержавеющей стали
12Х18Н10Т (ГОСТ 12766—90, ГОСТ 18143- 72).
5-2375
65
Исследования показали не только высокую износостойкость,
но и увеличение усталостной прочности на 25 % за счет плазмен-
ного напыления с последующим оплавленнием порошковой сме-
си — 50 % ПГ-СР4 и 50 % ПГ-Cl. Этот сплав на основе никеля с
твердыми кристаллами боридов и карбидов способен уменьшить
износ стальных деталей в несколько раз. При этом предел проч-
ности покрытия доходит до 450 МПа.
Применяют наплавку порошками с помощью нагрева токами
высокой частоты для восстановления и упрочнения деталей авто-
сцепки. Появляющиеся при этом вредные остаточные напряжения
необходимо снижать высокотемпературным отпуском (650 °C, вы-
держка 4...5 часов, медленное охлаждение). Применяющийся при
наплавке флюс содержит: буру (Na2B4O7), борный ангидрид (В2О3),
азотнокислый висмут. Испытания показали повышение изностой-
кости в 2—2,5 раза для стальных и чугунных деталей двигателя ав-
томобиля. Распространение этих порошков сдерживается дорого-
визной и дефицитностью никеля.
Пайка применяется сравнительно редко из-за дефектов, сни-
жающих надежность паяных соединений. Это непропаи, трещины,
поры, раковины, включения интерметаллических соединений. Пай-
кой ремонтируют детали и узлы рефрижераторных поездов, про-
вода кабельных изделий.
ГОСТ 19248—90 рекомендует низкотемпературные (до 450 °C)
и высокотемпературные припои, а по составу — оловянно-свинцо-
вые, цинковые, медные, никелевые, марганцевые и др. По флюсуе-
мости, по виду полуфабриката припои бывают пастообразные,
порошковые, листовые, ленточные, трубчатые. Чаще применяют
способ газопламенной пайки, а также электропаяльники. Трудно-
сти при пайке связаны с окисными пленками, которые необходимо
удалять обезжириванием и травлением растворами соляной, сер-
ной или фосфорной кислот (10...20 %) при температуре 40...50 °C.
Алюминиевые сплавы травят раствором едкого натра (100 г/л),
медные — смесью азотной (180 г/л) и соляной (10 г/л) кислот. Обез-
жиривают бензином, уайт-спиритом и др. Температура плавления
припоя должна быть ниже, чем у основного металла; припой дол-
жен обладать жидкотекучестью, проникающей способностью —
капиллярностью, коррозионной стойкостью. Эти требования вы-
66
полнимы только в случае правильного подбора пары припой —
основной металл. Например, свинец вызывает коррозию легких
сплавов, фосфор со временем приводит к охрупчиванию шва.
Практика показала, что стали и чугуны паяются лучше оло-
вянно-свинцовыми припоями, а также на основе Zn, Cd, Bi. Для
высокотемпературной пайки используют такие флюсы, как су-
хая бура, замешанная на ацетоне с вазелином в виде пасты и
другие составы. Обозначения припоев — буквы в марках: Ср —
серебро, Кд — кадмий, Ц — цинк, О — олово, С — свинец, М —
медь, Су — сурьма; цифры — содержание элементов в процен-
тах. Например, ПОС-40 (40 % олова, остальное — свинец), ПМЦ-48
(48 % меди, остальное — цинк), ПСр 25 (25 % серебра, 40 % меди,
остальное цинк). Серебро применяют в электротехнике вслед-
ствие ее высокой электропроводности. В последнее время при-
меняют флюсы, которые при нагреве разлагаются, образуя при-
пой. Например, при пайке алюминия с использованием хлорида
цинка образуется цинк, который и становится припоем. Иногда
применяют смачивание одним металлом, а затем — пайку при-
поем. Например, флюс AgCl, реагируя с Ti, восстанавливает се-
ребро, которое покрывает затем поверхность детали из титана.
Только после этого возможна пайка детали — из-за высокой хи-
мической активности титана. Разработан флюс для пайки жаро-
прочных сталей при температуре до 1100 °C. Это П В-201, где на-
ряду с соединениями бора и фторидами включены лигатуры А1,
Си и Mg. При низкотемпературной пайке меди, олова, серебра
применяется канифоль с температурой плавления 125 °C (сосно-
вая смола), обладающая флюсовыми свойствами, растворяющая
некоторые окислы.
Основные требования к покрытиям разного назначения при-
мерно одни и те же. Это высокая прочность сцепления с основой,
плотность, требуемый химический состав, определенная толщина,
а также технологичность и экономичность. Покрытия должны
иметь достаточно прочную, не хрупкую основу и дисперсные, рав-
номерно распределенные твердые составляющие (нитриды, карби-
ды, бориды, оксиды и т.п.) В зависимости от назначения покрытия
создаются различными методами (испарением, осаждением, рас-
пылением, конденсацией, лучевым модифицированием в вакууме
67
и т.п.). Для подготовки поверхности применяют, кроме традици-
онных средств обезжиривания, ультразвуковую очистку. Для это-
го используют кальцинированную соду, тринатрийфосфат, метал-
лосиликат натрия и другие химикаты, что ускоряет процесс при
высокой степени очистки. После очистки методом катодного рас-
пыления в вакууме получают покрытия из разных материалов без
изменения их состава и с однородностью по толщине. Хорошо себя
проявили износостойкие и декоративные покрытия из нитрида ти-
тана. Долговечность покрытия из А12О3 прямо зависит от адгезии
к основе и технологии нанесения. Рекомендуется сначала наносить
твердый слой из спеченного карбида, а затем — износостойкий слой
из А12О3. Известны технологии нанесения покрытий из TiC, TiN,
TiCN, CrN, WN, TaN, MoN, ZrC на инструменты (сверла, фрезы),
которые повышают их стойкость в 3—5 раз.
Для снижения термических напряжений в покрытии наносят
промежуточный слой из титана. Кроме того, отмечены снижение
пористости и более равновесная структура без столбчатых крис-
таллов при подогреве основы. Так, удалось повысить стойкость
инструментов из стали марки Р6М5 с покрытием из нитрида тита-
на в 2 раза, по сравнению со сталью марки Р18.
В последнее время стали применять облучение деталей из ста-
лей марок ШХ15, 40Х, ХВГ стационарными потоками азотной
плазмы и импульсными потоками водородной плазмы. Эта ионно-
лучевая обработка дала положительные результаты по износостой-
кости по сравнению с химико-термической обработкой. Кроме
того, отмечено увеличение микротвердости покрытия на стали на
60 %, уменьшение коэффициента трения на 30 %. Срок службы ин-
струментов сложной формы (метчиков) увеличился в 2 раза. Уда-
ропрочные покрытия из нитрида кремния наносят на вязкую осно-
ву. Эти покрытия имеют толщину от I до 10 мкм и как восстанови-
тельные не используются. Повышенная толщина покрытия приво-
дит к трещинообразованию, снижению адгезии и отслоению, а так-
же к хрупкому разрушению.
Материалы покрытий, наносимых методами металлизации,
весьма разнообразны. Это разные стали, цветные металлы, хи-
мические соединения и т.д. Так, газопламенным методом нано-
сят, например, покрытие из биметаллической проволоки из свин-
68
ца и алюминия, что заменяет подшипники скольжения из брон-
зы и баббита.
Материалы при заливке жидким металлом чаще всего легко-
плавкие. Так, при получении или ремонте биметаллических вту-
лок центробежным способом их заливают жидким баббитом или
бронзой. Восстановление изношенных поверхностей производят
расплавленным сплавом ЦАМ 10-5 (10 % А1, 5 % Си, остальное
цинк), так как он легкоплавкий (/пл = 400 °C), обладает хорошими
физико-механическими свойствами. Он хорошо работает при дав-
лениях до 20 МПа и скорости скольжения до 7 м/с при низком ко-
эффициенте трения в паре со сталью.
В ремонтной практике для восстановления размеров, повыше-
ния износостойкости, коррозионной стойкости, придания других
специальных свойств (электроизоляционных и т.п.) широко при-
меняют пластические массы. Податливость тонкого слоя пластмас-
сы ведет к увеличению площади контакта, появляется возможность
принимать форму сопряженной детали.
Способы нанесения покрытий из пластмасс—разные. Это прес-
сование горячее, под давлением, вихревое, газопламенное, цент-
робежное. Чаще применяют акриловые пластмассы — на основе
полимеризации метилметакрилата со стиролом. Например, АТС-1,
СХЭ-2, бутакрил и др. Масса консистенции сметаны наносится на
изношенную поверхность, быстро затвердевает без нагрева и дав-
ления (примерно за 100 мин). Рабочая температура такого слоя —
до 100 °C, адгезия к стали — 35 МПа, к латуни — 15 МПа. Важно,
что прочность при сжатии доходит до 90 МПа. При необходимос-
ти слой покрытия из пластмассы легко удалить нагревом до 180 °C
или обработкой резанием. Для повышения износостойкости и сни-
жения коэффициента трения вводят порошок графита. При этом
снижается адгезия к стали, поэтому наносят два слоя: первый без
графита, с хорошей адгезией, второй с графитом. Бутакрил летуч —
нужна вентиляция; отверждение его продолжается до 12 ч с выде-
лением теггла, которое следует отводить. Наносить и готовить бу-
такрил следует порциями по 200 г, с учетом его огнеопасности, даже
под влиянием солнечных лучей.
При ремонте плоских поверхностей применяют эпоксидный клей
состава: ЭД-6 (дибутилфталат, полиэтиленамин, портландцемент 400)
69
или ЭД-5 (тиокол, кварцевая мука, полиэтиленамин). Широко ис-
пользуют также эпоксидную смолу ЭД-6 с графитом и полиэтилена-
мином. Она эластична, водонепроницаема, бензостойка и масло-
стойка, коэффициент трения по стали 0,02. Большая адгезия к ме-
таллам делает эту пластмассу антифрикционным восстановителем
подшипников скольжения. Многие детали покрывают пластмас-
сами с целью ремонта забоин, задиров, трещин с разделкой кро-
мок. Иногда в пластмассу добавляют порошки железа, пигменты,
графит, каолин. Часто применяют покрытия из полиамидов как ан-
тифрикционного материала, работающие до 80 °C, при скорости
скольжения до 0,5 м/с и давлении 1,5 МПа. Толщина покрытий
должна быть минимальной из-за низкой теплопроводности пласт-
масс. Эпоксидная смола с наполнителями: волокнистый асбест,
графит, карборунд олово-порошок и др. — применяется как фрик-
ционный материал; при этом увеличивается срок службы фрикци-
онных дисков муфты сцепления в металлорежущих станках, сред-
ствах передвижения и т.д.
Хорошо себя проявил карбонильный клей состава: карбониль-
ный сироп, перекись бензоила, портландцемент 400, особенно при
приклеивании текстолита. На эпоксидном клее можно устанавли-
вать втулки при запрессовке. При этом втулки не деформируются,
что упрощает ремонт, так как устраняются погрешности обработ-
ки посадочных поверхностей.
Эластомеры заняли свое место в ремонтном деле. Например,
герметик — эластомер ГЭН-150 (В) обладает большой эластично-
стью, адгезией к металлу, прочностью (до 0,9 МПа), он маслосто-
ек, хороший диэлектрик. Состав герметика: эластомер, нитриль-
ный каучук СКН-40 в растворе ацетона и бутилацетата.
Для морозостойкости добавляют пластификатор Н-135. Ра-
створ эластомера токсичен, необходима осторожность в обраще-
нии (вентиляция, спецодежда, очки).
Центробежная заливка эластомера применяется для восстанов-
ления посадочных мест колец подшипников подвижного состава,
различных узлов в агрегатах тепловозов и электровозов. Толщина
покрытия зависит от условной вязкости эластомера. Поэтому ра-
циональнее наносить несколько слоев с интервалом 20...30 мин.
Большей толщины, чем 100 мкм, в третьем слое добиваться не следу-
70
ет, даже при большой условной вязкости, определяемой на виско-
зиметре ВЗ-4 (ГОСТ 8420—74). Для получения максимальной проч-
ности покрытия после выдержки на воздухе (20 мин) деталь под-
вергают нагреву (100... 120 °C) с выдержкой 1 ч. При этом процесс
отверждения ускоряется.
В последнее время разработаны и применяются конструкцион-
ные клеи с разными свойствами, в пленочном, пастообразном и
жидком виде. Прочность клеевого соединения металлов, полимер-
ных и композиционных материалов достигает ов = 60 МПа при
температурах от-60 до +80 °C, а относительное удлинение при сдви-
ге 8 = 100 %.
Перспективны клеи горячего отверждения в клеесварных со-
единениях. Установлено, что при десятилетней эксплуатации в
тропиках физико-механические свойства этих соединений не из-
менились. По-видимому, эти клеи работают и как защитные по-
крытия от коррозии сварных швов. Созданы электро- и тепло-
проводные клеи для волоконной оптической линии связи. Они не
содержат драгоценных металлов и работоспособны в интервале
температур от -60 до +140 °C. На основе полимерных клеев со-
зданы композиты с наполнителями из стекла, углеродных и дру-
гих волокон (ПКМ — полимерный композиционный материал),
что сократило срок их отверждения в 2—3 раза.
4. Технология сварочного производства
Для получения качественного сварного соединения необходи-
мо строго соблюдать технологию. Технология — это промежуточ-
ное звено между научными разработками и сферой производства,
а технологический процесс - совокупность действий, направлен-
ных на изменение формы, размеров, свойств материала или полу-
фабриката. Разработка технологического процесса - - задача слож-
ная, потому что необходимо выполнить иногда противоречивые
технические требования, применить современные методы обработ-
ки, сварки, сборки и т.д., сделать процесс производительным и эко-
номичным. Современность требует также менеджмента и марке-
тинга, рекламы, рынка сбыта, конкурентоспособности. Все это
определяет особенности современных технологических процессов.
Если материал оценивается по свариваемости, то вся будущая
конструкция должна предварительно анализироваться по техно-
логичности. Вначале — проектирование (эскизный проект) опыт-
ных и серийных образцов. Ремонтопригодность, простота обслу-
живания также должны учитываться в технологическом процессе,
входить в его разработку. Выбор способа сварки, возможность ав-
томатизации, размерные цепи, базы — все это должно быть пре-
дусмотрено перед непосредственным выполнением сварки. Тогда
основное значение будут иметь параметры режима: диаметр элект-
рода, сила сварочного тока и напряжение дуги, скорость сварки.
Следует учесть, что себестоимость единицы массы наплавленного
металла в 15—20 раз больше, чем материала сварной конструкции.
Качественная оценка технологичности конструкции произво-
дится на основе опыта: например, насколько удобно механизиро-
вать сварку или производить неразрушающий контроль.
Количественные критерии стандартизированы (ГОСТ 14201—83);
они определяются трудоемкостью, себестоимостью, эффективностью
использования материалов, особенно дорогих, уровнем механизации.
К этому следует добавить требования по охране труда, технике безо-
пасности, минимизации вредного влияния на природную среду.
72
Исходные данные, определяющие требования к качеству свар-
ки — это чертежи деталей, подлежащих сварке, всей конструк-
ции, программа выпуска. Все сварные изделия делят на группы.
Первая — наиболее ответственные изделия, разрушение которых
может вызвать гибель людей. Вторая — изделия, опасность раз-
рушения которых приводит к потере материальных средств. Тре-
тья — менее ответственные изделия. Подвижной состав, путь, гру-
зоподъемные машины, сосуды под давлением относятся к первой
группе. Программа выпуска определяет выбор оборудования, пла-
нировку участка, цеха, депо, завода, мастерской. Технологичес-
кий процесс можно разделить на части: заготовительная, сбороч-
ная, сварочная, контрольная, отделочная операции, которые явля-
ются основными. К вспомогательным операциям относят транс-
портировку, закрепление, повороты и др. При проектировании сле-
дует руководствоваться правилами Единой Системы Конструк-
торской Документации (ЕСКД) — комплекса ГОСТов. Отдельно
разрабатываются необходимые приспособления для сборки и
сварки деталей. Операционные карты снабжаются эскизами, па-
раметрами режима сварки, перечнем оборудования, инструмен-
та, приспособлений, материалов, квалификации и профессий ра-
бочих, норм времени. Технологические операционные карты мо-
гут видоизменяться в зависимости от условий на том или ином
предприятии, но требования ЕСКД должны соблюдаться.
В заготовительном производстве сортируют прокат по виду
материала, размерам. Правкой устраняют деформации, если необ-
ходимо, с подогревом газовой горелкой. Поверхность очищают от
окалины, ржавчины, грунтуют для защиты от окисления. Разметку
стараются производить по шаблонам, затем производят резку со
снятием фасок для разделки кромок, чтобы сократить объем ра-
бот на кромкострогальных или фрезерных станках. Гибку, выдав-
ливание по контуру, вытяжку, вальцовку выполняют, при необхо-
димости, на гибочных, протяжных и других машинах и прессах.
Сборка деталей занимает 10—30 % всей трудоемкости изготов-
ления сварного изделия.
Действительно, ручной труд по подгонке деталей, прихватке
короткими швами и т.д. преобладает, даже при наличии специаль-
ных сварочно-сборочных приспособлений с механизмами для фик-
73
сации и поворота деталей. Швы-прихватки сечением не более 50 %
площади сварного шва перевариваются последующим швом. Сле-
дует учесть, что дефектов больше в местах прихваток, поэтому ста-
раются, чтобы их было как можно меньше. Шаблонами и щупами
проверяют качество сборки. Свариваемые детали закрепляют в
приспособлениях-кондукторах пневмозажимами так, чтобы зажим-
ные усилия компенсировали появляющиеся при сварке напряже-
ния и деформации.
При толщине свариваемых листов до 6 мм разделку кромок
при ручной сварке не производят, до 12 мм — сварку ведут с двух
сторон, чтобы снизить массу наплавки, тепловложение и деформа-
ции. Разделка кромок при больших толщинах производится газо-
вым резаком, ручным инструментом или на станках в соответствии
с ГОСТ 5264—80.
4.1. Электрическая сварка
Дуговая сварка, то есть сварка при помощи электрической дуги,
наиболее распространенный вид сварки нс только в промышлен-
ности, строительстве, но и на железнодорожном транспорте, в ре-
монтных предприятих.
Сварочная дуга — это стабильно существующий электричес-
кий разряд между электродами под напряжением. При этом элект-
родом может быть и деталь, подлежащая сварке, — тогда это пря-
мая дуга, самая эффективная по энергетике. Дуга косвенного дей-
ствия, а также комбинированная (трехфазная) используются зна-
чительно реже.
Электрод, расплавляясь, привносит в сварочную ванну тепло-
ту еи, что повышает эффективный КПД:
где е — теплота, выделенная источником энергии; Сд — напряжение дуги, В;
7 — сила сварочного тока, А.
^д=^К+^А+^сг>
74
где t/K — падение напряжения на прикатодной области, Сд — то же на
прианодной, — то же на столбе дуги (рис. 4.1).
Возбуждение дугового разряда возможно разными способами:
контактом и последующим размыканием электродов под напря-
жением, подачей импульса высокой частоты или напряжения, пе-
реходом из маломощного (тлеющего), но устойчивого разряда,
использованием ионизированного потока газа, замыкающего про-
странство между электродами. Если применяют плавящийся элек-
трод, то чаще используют размыкание контакта; при неплавящем-
ся электроде (графит, вольфрам) — осциллятор, генератор колеба-
ний высокой частоты. При сварке угольным электродом дугу чаще
возбуждают третьим электродом. В случае необходимости полу-
чения импульса высокого напряжения используют конденсатор.
В длинной дуге различимы три зоны электрического поля: анод-
ная, катодная и столб дуги (см. рис. 4.1). В короткой дуге прианод-
ные и прикатодные области сливаются. В зависимости от степени
ионизации меняется сопротивление разряда, поэтому вольт-ампер-
ная характеристика дуги состоит из трех участков (рис. 4.2). На
первом — падение напряжения вследствие увеличения числа заря-
женных частиц (степени ионизации воздуха или другого газа). Вто-
рой участок — жесткий, когда с увеличением тока столб дуги сжи-
мается, ионизация идет в меньшем объеме, напряжение почти по-
Рис. 4.1. Схема сварочной
дуги:
(7д — падение напряжения
в анодной области; -—
то же в катодной области;
Ucv — то же в столбе дуги;
t/д — напряжение дуги
75
Рис. 4.2. Вольт-амперная харак-
теристика сварочной дуги:
1 — для более длинной дуги; 2 —
для более короткой дуги
стоянно. На третьем участке большая плотность тока из-за высо-
кого сжатия столба приводит к тому, что увеличение тока не дает
роста количества заряженных частиц, сопротивление становится
постоянным, действует закон Ома: U^=IR. Важно отметить, что при
токе меньше 100 А, ионизация недостаточна для устойчивого го-
рения дуги, а при сильноточной дуге ионизация в столбе доходит
до 100 %. Постоянный ток обеспечивает более устойчивое горение
дуги, чем переменный.
Известно, что часть энергии катода переносится с электрона-
ми на анод, поэтому тепловыделение на аноде, по некоторым дан-
ным, больше на 9—12 %, чем пользуются, изменяя полярность. Если
требуется быстрее расплавить электрод, не допустить прожога тон-
кого материала — применяют обратную полярность (плюс на элек-
троде). Если необходимо быстрее расплавить металл изделия, ме-
няют полярность на прямую (плюс на детали).
При сварке тугоплавких металлов плавящимся электродом
температура столба дуги оказывается недостаточной, поэтому
применяют неплавящийся электрод. Например, температура в
столбе дуги повышается от 5000 до 15 000 °C при сварке с вольф-
рамовым электродом.
Внешние факторы, влияющие на выбор технологии, — это па-
раметры источника питания и всей сварочной цепи, вид и подго-
товка сварного соединения и т.п.
Внутренние факторы — это материал сварного соединения, состав
защитной среды, материал электрода (металл, уголь, вольфрам) и др.
На ванну, особенно при элсктрошлаковой, многодуговой, трехфазной
сварке, большое воздействие оказывает электромагнитное поле.
76
Силы тяжести помогают переносу в нижнем положении, но
препятствуют в потолочном. Это особенно заметно при малых то-
ках, когда электродинамические силы невелики. Поверхностное
натяжение влияет на размеры капель металла; чем меньше коэф-
фициент поверхностного натяжения, тем мельче капли, тем веро-
ятнее струйный перенос. Этот коэффициент у разных металлов силь-
но отличается: от 0,65 у магния до 2,68 у вольфрама. Кислород сни-
жает поверхностное натяжение, поэтому его добавляют при свар-
ке в инертных газах. Перегрев капель также уменьшает натяжение;
при больших токах в местах сужения столба дуги возникает струй-
ный перенос, что имеет место при обратной полярности, когда воз-
растают электродинамические силы.
Чтобы получить струйный перенос, требуются большие элек-
тродинамические силы, которые пропорциональны квадрату
силы тока. Поэтому импульсная подача больших значений тока
уменьшает нижний допустимый предел сварочного тока, упро-
щает технику сварки в потолочном и вертикальном положении.
Это важно при механизированной сварке. При переменном токе
повторное возбуждение дуги обеспечивается остаточной иони-
зацией межэлектродного промежутка. Чем длиннее дуга, тем
больше время перерыва в горении дуги. Сварку вольфрамовым
неплавящимся электродом ведут в среде инертных газов (аргон,
гелий). Угольные и медные (водоохлаждаемые) электроды при-
меняют гораздо реже.
При ручной дуговой сварке при токе 100...300 А, плотности
тока 700...2000 А/см2 широко используются металлические элект-
роды диаметром 1,5...6 мм с качественными покрытиями.
Оценка устойчивости дуги определяется ее разрывной дли-
ной: чем она больше, тем устойчивость выше. Считается, что до-
бавка легко ионизируемых элементов, например, кальция, ка-
лия и др. в дугу повышает ее устойчивость, облегчает возбужде-
ние и горение дуги на переменном токе. Это происходит вслед-
ствие повышения степени ионизации только при постоянной тем-
пературе в столбе дуги. Практически эта температура меняется,
а значит и устойчивость дуги также может изменяться. Если мощ-
ность, выделяемая в столбе дуги, составляет всего 30 % общей
мощности, то введение элементов-ионизаторов увеличивает эту
77
долю за счет снижения мощности, выделяемой в приэлсктрод-
ных областях.
Большую роль играет при ручной сварке длина дуги — сварка
длинной дугой способствует насыщению металла газами, порис-
тости и разбрызгиванию. Известна зависимость длины дуги от на-
пряжения:
где Z — длина дуги (от 0 до 8 мм), а — опытный коэффициент (для сталь-
ного электрода а = 10 В), b — то же, примерно b = 2 В/мм.
Для жесткого участка вольт-амперной характеристики (ВАХ)
дуги необходимо постоянное напряжение (см. рис. 4.2), чтобы обес-
печить длину дуги и ее устойчивое горение. Это напряжение зави-
сит от покрытия электрода и для большинства марок электродов
равно 22...28 В. Понятно, что с целью обеспечения стабильности
процесса сварки следует работать со значениями тока и напряже-
ния, соответствующими жесткому участку ВАХ дуги.
Полная тепловая мощность дуги приближенно равна теплово-
му эквиваленту ее электрической мощности:
Q = А7ДЦ( Дж/с],
где К — коэффициент несинусоидальности, для постоянного тока он ра-
вен единице, а для переменного 0,7...0,97-
КПД дуги определяют отношением эффективной мощности,
затраченной на расплавление электрода и основного металла, к
полной: для ручной сварки р=0,6, то есть до 4G % мощности идет в
окружающую среду в виде теплоотдачи.
Чтобы оценить затраты энергии на единицу длины сварного шва,
или единицу площади сварного соединения, используют погонную
энергию: q/VCB , где q — эффективная мощность, Дж/с; Исв — ско-
рость сварки, см/с. Скорость перемещения электрода при ручной свар-
ке, или скорость сварки, может рассчитываться в м/ч по формуле:
Исв = %4Л100/?сР)’
где ан — коэффициент наплавки, г/(А-ч); Fc — площадь сечения шва, см2;
р — плотность металла электрода, г/см3.
78
Коэффициент наплавки характеризует производительность
процесса и определяется по формуле:
ан = 3600GH/(7CB0,
где GH — масса наплавленного металла, г; t — время горения дуги, с.
Энергетика сварки зависит от толщины свариваемых элемен-
тов. От вида сварного соединения и положения шва в простран-
стве зависит выбор диаметра электродного стержня. Диаметр
электрода, в свою очередь, диктует выбор силы сварочного тока:
/св =
Однако в справочных данных много опытных поправок и ко-
эффициентов: например, если толщина листов больше 3dy то /св
увеличивают на 15—20 %, если толщина меньше 1,5d3, то ток умень-
шают на тот же процент, как и в случае потолочного или верти-
кального швов. Угловые швы или наплавка также требуют увели-
чения /св.
К технико-экономическим показателям режима сварки отно-
сят потери на угар и разбрызгивание из соотношения масс наплав-
ленного и расплавленного металла: у = (Gp - GH)/Gp-100 %. Коэф-
фициент у растет с ростом /св, длины дуги и зависит от состава и
массы покрытия электрода.
Производительность процесса сварки определяется по фор-
муле: II = ан/св/1000, кг/ч, а расход электроэнергии: А =
= Ц/св^36006н, кВт-ч/кг.
Если электрод незначительно нагревается, производитель-
ность расплавления примерно пропорциональна току, однако с
нагревом коэффициент расплавления, определяемый по форму-
ле: ар = Gp-3600/(/CBZ), г/(А-ч), возрастает. Эта неравномерность до-
ходит до 20—30 %, поэтому для недопущения перегрева электрода
его длину ограничивают. Ограничивают также ток, причем для
органических покрытий допустимый ток гораздо меньше, чем для
минеральных.
Экономическая эффективность сварки зависит от затрат в де-
нежном выражении, т.е. от стоимости материалов и электроэнер-
гии. Например, расход электроэнергии на 1 кг наплавленного ме-
талла при сварке на переменном токе почти в два раза меньше,
оборудование проще, надежнее и дешевле, выше КПД.
79
Однако повышенная устойчивость дуги, возможность исполь-
зования прямой и обратной полярности для регулирования степе-
ни нагрева изделия делает сварку на постоянном токе во многих
случаях необходимой.
Ручная сварка удобна и незаменима при выполнении коротких
или криволинейных швов малого радиуса, в любом пространствен-
ном положении, в труднодоступных местах, при монтажных и сбо-
рочных работах на конструкциях сложной формы.
Сварщик высокой квалификации может обеспечить высокое
качество сварных швов, но при более низкой производительности,
чем при механизированной или автоматической сварке.
Поскольку производительность сварки в основном зависит
от тока, а сила тока ограничена покрытиями электродов, ручную
сварку постепенно заменяют механизированной в атмосфере за-
щитных газов.
Для сварки необходимо расплавить основной металл с участи-
ем присадочного металла электрода или без него на определенную
глубину. Во избежание непровара или несплавления глубину про-
плавления значительно увеличивают.
При сварке тонких листов достичь равномерного по толщине
и по ширине провара при работе с электрической дугой и газовым
пламенем не удается. В этих случаях применяют другие источники
теплоты и другие виды сварки — контактную сварку и сварку элек-
тронным лучом.
К прогрессивным методам ручной сварки следует отнести
сварку электродом с покрытием, имеющим более высокую тем-
пературу плавления. Тогда плавление электродного стержня
происходит внутри втулки-покрытия, опирающегося на изде-
лие. Это предупреждает от короткого замыкания, обеспечива-
ет более глубокий провар, увеличивает производительность.
Применяют спаренный электрод, когда один стержень длиннее
другого: дуга между длинным стержнем и изделием одновре-
менно нагревает и расплавляет более короткий стержень, что
экономичнее.
Возможна также сварка или наплавка пучком электродов, ког-
да основной металл проплавляется незначительно. Сварка трех-
фазной дугой уменьшает расход электроэнергии на 25 %, дает
80
более глубокий провар, увеличивает производительность. При
этом каждую фазу источника тока подключают к двум электро-
дам и изделию. Получают три дуги, одна из них косвенная; горе-
ние дуг стабильное.
Сварка лежачим электродом, когда электрод или пучок элект-
родов укладывают в разделку кромок или в угол при тавровом со-
единении, является скоростным процессом. Заполняющий раздел-
ку металл является материалом электрода (в основном), поэтому
высок расход электродов.
Ручная дуговая сварка неплавящимся электродом из графита
применяется редко. Например, сплавы на основе алюминия и меди
сваривают постоянным током прямой полярности под флюсом.
Диаметр угольного электрода — 8... 15 мм, ток — 20...30 А на 1 мм
диаметра.
Сварка вольфрамовым электродом химически активных метал-
лов (Al, Mg, Ti) и их сплавов, жаропрочных и высоколегирован-
ных сталей производится в инертных газах — аргоне, гелии. При-
садочный металл подается сбоку в виде прутка или проволоки. Газ
охлаждает нерасплавленный металл, сужает зону нагрева, хорошо
защищает от воздуха. При толщине свариваемых деталей до 4 мм
производительность и качество сварки высокие.
Аргон дешевле гелия, но у гелия выше теплопроводность и
потенциал ионизации, поэтому плотность тока, напряжение дуги,
глубина проплавления выше. Гелий легче воздуха, поэтому пото-
лочные швы получаются лучше. Поверхностное натяжение в зоне
металл — газ у гелия меньше, поэтому швы более гладкие, переход
к основному металлу более плавный.
Ручную сварку вольфрамовым электродом в аргоне стали при-
менять для стыковых и тавровых соединений большой толщины
(до 100 мм) со щелевой разделкой кромок. При сварке тонких де-
талей (0,1...0,5 мм) применяют импульсные источники питания с
частотой 1...20 импульсов в секунду.
Сварка титановых сплавов требует защиты шва с обратной
стороны, поэтому подают газ с обеих сторон или производят
сварку в особых герметичных камерах, заполненных инертным
газом. Шлака при аргонодуговой сварке не бывает, что удоб-
но при сварке в несколько проходов или многослойной наплав-
81
ке. Полярность постоянного тока прямая (минус на электро-
де), чтобы снизить нагрев и расход вольфрама. Исключением
является сварка алюминиевых сплавов, для которых приходится
применять переменный ток и снижать силу тока в 3—5 раз. При-
чина в образовании — даже при сварке в аргоне — плотной и
прочной пленки оксида алюминия, которую можно разрушить
только воздействием дуги.
Автоматическая сварка не всегда целесообразна, так как тре-
бует много времени на настройку автомата, применима только при
длинных или повторяющихся в массовом производстве коротких
швах. Поэтому основные достоинства автоматической сварки:
большие токи, глубокий провар, стабильность горения дуги, хоро-
шее качество шва, высокую производительность — следует соче-
тать с гибкостью ручной сварки. Это обстоятельство привело к
созданию шланговых полуавтоматов, когда механизм подачи про-
волоки проталкивает ее по гибкому шлангу в горелку, которую
вручную перемещает сварщик.
В горелку можно подавать газ или флюс. Производительность
механизированной сварки в 2 —3 раза выше ручной покрытыми
электродами. Кроме дорогих инертных газов стали применять ак-
тивные газы — углекислый (СО2) и водяной (Н2О). Сварка в среде
углекислого газа обеспечивает устойчивое горение дуги, несмотря
на процесс диссоциации СО2. При этом имеют значение качество
очистки газа и параметры его струи.
В Германии и США применяют осушенный газ СО2 с чисто-
той 99,5...99,7 %, что способствует повышению пластичности ме-
талла шва и его ударной вязкости. Форма горелки и скорость исте-
чения газа должны обеспечивать ламинарность потока, без пере-
мешивания с воздухом и завихрений, которые приводят к подсосу
и образованию воздушных мешков. Поэтому скорость газа регла-
ментирована пределах 0,6... 1,5 м/с. Плотность СО2 больше, чем у
аргона, поэтому защита шва лучше.
Для подавления порообразования необходимо ввести в шов
через проволоку раскислители. Поэтому рекомендуются прово-
локи Св-10ГС, Св-18ГСА, Св-18ХМА и др., содержащие до 1 %
кремния и марганца. Потери легирующих элементов из проволо-
82
ки выше, чем из основного металла, поэтому стали применять
порошковую проволоку.
Порошки из ферросплавов, легирующих и раскисляющих элемен-
тов, заполняют полую внутреннюю часть металлической трубки диа-
метром 1,6.. .6 мм, расплавляются, покрывают зону сварки слоем шла-
ка, а подаваемый газ СО2 вытесняет из зоны дуги воздух.
Подводная сварка под защитой углекислого газа стала возмож-
ной, хотя отмечается повышенное окисление свариваемых элементов.
Самой доступной и дешевой защитной средой стал перегретый
водяной пар, хотя при высоких температурах, вследствие диссоциа-
ции, образуется окислительная среда. Поэтому качество сварки со-
ответствует типу электрода Э38. Кроме того, сварной шов следует
выдерживать без нагрузки для удаления диффузионного водорода.
Все действующие инструкции по сварочно-наплавочным рабо-
там при ремонте подвижного состава и разных машин предусмат-
ривают применение самозащитных порошковых проволок разных
типов. В условиях ремонтных предприятий наиболее приемлемой
стала технология сварки и наплавки с помощью проволок типов и
марок по ГОСТ 26101—84 и ГОСТ 26271—84. Это самозащитные
порошковые проволоки ПП-Нп-14СТ, ПП-Нп-200Х15С1ГРТ и др.
для наплавки и ПП-АНЗ, ПП-АН7 и др. для сварки. Другие мар-
ки порошковых проволок требуют защиты углекислым газом или
флюсом. Дело в том, что порошки принципиально играют ту же
роль, что и покрытия электродов. Толщина стенки трубки дохо-
дит до 0,2 мм, волочение осуществляется вместе с порошками,
которые при этом прессуются. Дополнительная защита углекис-
лым газом требуется, если состав сердечника проволоки рути-
ловый или рутил-флюоритный. В случае рутил-органического,
карбонатно-флюоритового, флюоритового сердечника дополни-
тельной защиты не нужно. Во время горения дуги ток идет по
металлической трубке-оболочке порошковой проволоки, где
сопротивление меньше. Плотность тока более 100 A/mmz; свар-
ка ведется на возрастающей ветви статической ВАХ дуги. По-
этому источники питания должны иметь жесткую внешнюю ха-
рактеристику (рис. 4.3).
Сварка порошковой проволокой снижает разбрызгивание,
свойственное сварке в СО2, хотя и дороже, чем сплошной прово-
83
Рис. 4.3. Вольт-амперные характе-
ристики источника питания:
1 — жесткая; 2 — пологопадаю-
щая; 3 — крутопадающая
локой. Критическая температура хрупкости металла шва при сварке
строительных сталей снижается до - 60 °C.
В последнее время стали применять активированную сплош-
ную проволоку Св-15ГСТЮЦА без дополнительной защиты газом
или флюсом. Легирование сильными раскислителями и нитридо-
образующими элементами связывает азот и кислород в нераство-
римые в металле нитриды и оксиды. Прочность швов оказалась
удовлетворительной, однако при низких температурах проявляет-
ся хладноломкость, снижается ударная вязкость, проявляется ста-
рение. Кроме того, проволока марки Св-15ГСТЮЦА, легирован-
ная церием, а в других случаях цирконием, дорога.
Автоматическая электродуговая сварка под флюсом осуществ-
ляется специальными механизмами, которые управляют процессом
горения дуги, подачей присадочного материала и флюсов, уста-
новкой и перемещением каретки вдоль шва.
Особенность автоматической сварки—закрытая дуга под толстым
слоем флюса позволяет резко увеличить силу тока (до 2000 А). Это дает
глубокое проплавление основного металла, увеличивая произво-
дительность в 5 и более раз. Крайне важно, что при этом улучша-
ется качество металла шва. Повышаются прочность, пластичность
и ударная вязкость, снижается температура хрупкости. Это объяс-
няется более полной защитой ванны и лучшей обработкой рас-
плавленного металла образующимся шлаком. Большая плот-
ность тока, направленное движение газов перемешивают металл и
шлак, обеспечивая удаление газообразных продуктов разложения
84
флюса в замкнутую полость, которая изолирует дугу и металл ван-
ны от атмосферного воздуха.
Температура плавления флюса должна быть ниже 1200 °C, его
вязкость — незначительной. В состав флюса входят ферросилиций,
марганцевая руда, известняк, доломит, плавиковый шпат, глино-
зем, чтобы флюс хорошо раскислял металл в сварочной ванне. Сва-
рочная холоднотянутая проволока должна быть очищена от ржав-
чины и загрязнений. При токе 500 А в газовом пузыре, где горит
дуга, зафиксировано достаточно большое давление (40 кПа), что
способствует устойчивому процессу сварки; хорошая защита по-
зволяет повысить мощность дуги и плотность тока (до 200 А/мм2).
Разбрызгивание отсутствует, шов хорошо формируется. Высокая
плотность тока позволяет работать на возрастающем участке ВАХ
дуги с источником питания с жесткой или пологой внешней харак-
теристикой. Устойчивость процесса позволила применить перемен-
ный ток, повысить экономичность и КПД.
Преимущества сварки под флюсом привели к развитию и пре-
образованию этого метода в электрошлаковую сварку. Отличитель-
ная особенность ее в том, что дуги как таковой нет — она нужна
лишь для возбуждения процесса. Суть электрошлаковой сварки в
выделении теплоты в шлаковой и металлической ваннах при про-
хождении тока по известной зависимости:
Q = I2Rt,
где I — сила тока, R — сопротивление материала, t — время процесса.
Специальные флюсы для этого вида сварки должны обладать
более высокой, чем металл, температурой плавления, большой элек-
тропроводностью и низкой вязкостью в расплавленном состоянии.
Например, флюс марки АНФ-1 содержит до 92 % плавикового
шпата (CaF2). Шлак после расплавления под влиянием начально-
го дугового разряда полностью замыкает ток на себя. Процесс идет
на переменном токе, при низком напряжении холостого хода
(40...50 В). Шлак выжимается металлом вверх. Плавящийся элект-
род может колебаться в плоскости стыка при больших толщинах
(до 600 мм и более) для равномерного разогрева шлаковой ванны.
Длинный стык сваривают при помощи мундштука — трубки, по
которой подается электродная проволока (рис. 4.4).
85
Рис. 4.4. Схема электрошлаковой
сварки:
1 — сварной шов; 2 — медные крис-
таллизаторы; 3 — ванна металла; 4 —-
шлаковая ванна; 5 — электродная
проволока
Для коротких швов можно использовать обычные флюсы
АН-348А и ОСЦ-45. Возможен электрошлаковый процесс без
возбуждения электрической дугой. В этом случае используют
флюс АН-25, хорошо проводящий ток в твердом состоянии; при
нагреве он плавится и замыкает цепь. При больших толщинах и
длинах швов электрошлаковая сварка в 6—8 раз производитель-
нее автоматической сварки под флюсом. Применение этого ме-
тода сдерживается из-за повышенной хрупкости околошовной
зоны и зоны самого шва при пониженных температурах, т.е. хлад-
ноломкости. По-видимому, сильный разогрев, медленное охлаж-
дение большой массы металла способствуют большой степени
ликвации фосфора и кислорода, а также углерода и легирующих
элементов.
Применять гомогенизирующий отжиг дорого и не всегда воз-
можно технологически, поэтому снижают внесенную энергию на
1 м шва, ускоряют охлаждение шва холодильниками, применяют
местную термообработку.
Интересно проследить, как используется эффективная энергия
при сварке различными способами: открытая дуга ~75 %; под флю-
сом ~80 %, под слоем шлака — до 85 %. При этом на излучение
теряется соответственно 20,8 и 3 %.
К термомеханическому классу относят также индукционно-прессо-
вую сварку. Нагрев свариваемых кромок производят индуктором —
внешним источником вихревых токов. При этом нагрев произво-
86
дится без оплавления кромок, с их последующим сжатием. При вы-
соких частотах (до 450 кГц) кромки оплавляются, при их сближе-
нии происходит сварка плавлением. При индукционном нагреве
высокая плотность тока получается на поверхности детали; при
этом, чем больше частота, тем меньше h — глубина проникнове-
ния тока, то есть глубина нагрева, согласно формуле
где f — частота тока; v — электросопротивление металла детали; ц —
магнитная проницаемость металла.
Индукционной сваркой соединяют детали сложной формы из
разных металлов (антенны, сифоны, трубы и пр.).
Наиболее распространились такие виды термомеханической
сварки как контактная стыковая, шовная, точечная, рельефная.
Основной источник теплоты -— электрический ток в зоне контакта
деталей, электрическое сопротивление которой превосходит со-
противление основного металла. Давление, необходимое для сжа-
тия деталей, по вводимой энергии составляет лишь несколько про-
центов от общей энергии.
При стыковой контактной сварке сопротивлением ток протека-
ет непрерывно, его плотность при сварке малоуглеродистой стали
составляет 20...60 А/мм2. Контактное сопротивление существует
непродолжительное время, достаточное для выделения удельной
теплоты. Известно, что при нагреве электросопротивление увели-
чивается за счет увеличения амплитуды колебания атомов-ионов,
скорости хаотических перемещений электронов и числа соударений.
Повышение сопротивления дает дополнительную теплоту и повы-
шает температуру в зоне сварки. Количество теплоты при прямом
пропускании тока определяется по закону Джоуля-Ленца:
Q =
где t — длительность прохождения тока.
Зажигание дуги при ручной сварке осуществляется прикосно-
вением стержня электрода к изделию, длина дуги должна пример-
но равняться диаметру электрода: /д = (0,5...1,1)</э, а ширина пра-
87
вильно сформированного шва зависит от толщины листов и диа-
метра стержня: I - (1,5...5)б/э. Увеличение длины дуги снижает ее
устойчивость, растут потери на угар и разбрызгивание, а умень-
шение ухудшает формирование шва и может привести к коротко-
му замыканию и приварке электрода.
Электрод перемещают по разным траекториям короткими,
средними и длинными швами, стараясь весь участок сваривать
одним электродом (100...300 мм). Сварку в несколько прохо-
дов ведут вразброс: обратноступенчатым, каскадным способа-
ми или горкой, чтобы снизить напряжения и деформации. Об-
рыв дуги образует углубление — кратер, который необходимо
заварить, так как там после кристаллизации появляются тре-
щины, поры, раковины.
Режим сварки рассчитывают по формулам и таблицам. Диаметр
электрода выбирают, исходя из толщины свариваемых элементов
вида сварного соединения, толщины кромок, катета шва (при угло-
вом и тавровом соединении) и других факторов. Например, при
многопроходной сварке первый шов сваривают с меньшим диамет-
ром электрода, в вертикальном положении диаметр не более 4 мм,
как и в потолочном, иначе расплав будет стекать вниз.
Сварочный ток определяют по диаметру электрода:
I =(20 + 6J )J . Малый ток дает плохую устойчивость дуги, низ-
кую производительность, возможность дефектов — непроваров и пр.
Большой ток приводит к угару, разбрызгиванию, дефектам — про-
жогу и пр. Поэтому сварочный ток уменьшают против расчетного
на 5—10 % при вертикальных и горизонтальных швах на верти-
кальной плоскости и на 10—15 % при сварке потолочных швов.
Учитывая давление электродинамических сил в дуге, электрод
наклоняют, достигая разной глубины проплавления при одном и
том же токе.
При сварке на переменном токе глубина провара меньше на
15- 20 %, чем при сварке на постоянном токе обратной полярности.
Если сварка производится стальными электродами диаметром
1...6 мм, сварочный ток определяют с помощью коэффициента
К (I -Kd ) в зависимости от d' К-25.. .30 А/мм, если <7 = 1.. .2 мм;
СВ J Э 3
К = 30...45 при d3 = 3...4 мм; К = 45...60, если d3 - 5...6 мм.
88
Выбор рода тока зависит от оборудования, марки электрода,
характера работы. Так, переменный ток имеет экономические пре-
имущества перед постоянным, но при наплавке или работе с элек-
тродами марки УОНИ-13 используют постоянный ток обратной
полярности.
Напряжение дуги определяется безопасностью работы и возмож-
ностью ионизации воздушного промежутка для зажигания дуги.
Практически UR - 22...28 В, a t/xx (напряжение холостого хода) ме-
нее 90 В. Скорость перемещения электрода определяют по формуле
V =а I /100Гр[м/ч],
СВ Н СВ Г' L J’
где ан — коэффициент наплавки, то есть количество наплавленного ме-
талла за один час, в расчете на один ампер тока, г/(А-ч); F — площадь
поперечного сечения шва, см2; р плотность металла электрода, г/см3.
Коэффициент наплавки зависит от марки электрода, соста-
ва, а также толщины покрытия, поэтому схн указывают в пас-
порте электрода.
Скорость сварки, с одной стороны, определяет производитель-
ность, а с другой — качество шва, поэтому является опытной ха-
рактеристикой для ручной сварки и расчетной — для механизиро-
ванной сварки.
Экономическая эффективность электродов будет выше, если
высок коэффициент наплавки схн, а также мал коэффициент угара
и разбрызгивания \|/. у определяют по разнице масс образца до и
после наплавки:
V=
G -G
Р н
G
Р
где Ср = /4 )р — масса расплавленного металла электрода;
£н начальная длина электрода, см; LQY — длина оставшегося огарка, см;
р — плотность металла стержня электрода, г/см3; — диаметр электрода,
см; GH — масса наплавленного металла, определяется экспериментально, г.
Тогда ан = 3600 GH / /свтс, где тс — время сварки, с. Важно отметить, что у
зависит от длины дуги, марки электрода и растет с увеличением сварочно-
го тока.
89
Производительность сварки можно оценить по формуле:
Q =а I /1000 [кг/ч].
н св L J
Большое значение имеет расход электроэнергии:
A = U I т /3600G
Д СВ С ]
При механизированной (полуавтоматической) сварке (наплав-
ке) проволокой сплошного сечения в углекислом газе следует учи-
тывать особенности. Так, при толщине листов 1...2 мм диаметр
проволоки 0,8...1 мм; при толщине 3...6 мм d3 = 1,2... 1,6 мм;
при толщине 6 мм и более — 2 мм. Чаще всего материал сва-
рочной электродной проволоки — низколегированная сталь
марок СВ-08ГС и СВ-10Г2С, а оптимальный диаметр 1,2 мм.
Сварочный ток при наплавке рассчитывают по формуле
где а — плотность тока, А/мм2; d3 — диаметр проволоки.
Наплавку ведут при обратной полярности постоянного тока,
чтобы не было пористости, а дуга горела более устойчиво. При
этом масса наплавки определяется для протяженного шва:
G™=F Lp,
н ш '
где L — длина шва, см; р — плотность металла; Рш — площадь сечения
шва, см .
Для наплавленной поверхности, соответственно, масса будет
определяться по формуле
Gn=F hp,
н п
где F — площадь наплавленной поверхности, см2; h — толщина (высота)
наплавленного слоя (всей наплавки), см.
90
Время горения дуги можно рассчитать:
н св
тогда полное время сварки будет:
где Кп — коэффициент использования сварочного поста. Для механизи-
рованной сварки Кп = 0,6...0,7, а для ручной принимают Кп = 0,5...0,55.
Расход электродов на 1 кг наплавки принимают 1,7 кг.
Расход электрической энергии рассчитывается более точно по
формуле
U I
Д СВ
----т + сол
цЮОО 0
(Г-Д
где т] — КПД источника питания; <Bq — мощность источника питания на
холостом ходу (2...3 кВт).
Скорость подачи электродной проволоки, м/ч:
у =_____
пр л2 ’
nd р
э к
где ар — коэффициент расплавления проволоки, г/(А-ч), рассчитывается
для сварки в углекислом газе по формуле
I
а =3,0+0,008-^.
Р d
э
Скорость сварки определяют как для ручной сварки, при этом име-
ется опытное соотношение коэффициентов: ан =а (1-у) . При свар-
ке в углекислом газе потери значительно меньше и у -0,1.. .0,15 %. Тогда
91
можно рассчитывать расход электродной проволоки сплошного се-
чения по формуле
Q =G (1+чЛ
^пр нv т '
При автоматической сварке под флюсом плотность тока,
определяющая глубину проплавления, должна быть в пределах
а = 40...50 А/мм2, а при наплавке а - 30...40 А/мм2. Соотношения
между диаметром электродной проволоки dy мм, глубиной про-
плавления Л, мм, силой сварочного тока, А, плотностью тока в про-
волоке, А/мм2, приведены в табл. 4.1:
Таблица 4.1
Численные значения параметров автоматической сварки
Диаметл электлодной пловолоки <7„ мм Сила и плотнорть тока пли глуаине плоплавления h, мм
3 4 А 6 8 10
2 200 300 350 400 500 600
- - ——— — •
64 104 127 143 157 200
3 300 350 400 500 625 750
- - - — — — — - —
43 50 57 71 89 107
4 375 425 500 550 675 800
1 - —— — - -
29 36 40 44 53 64
5 450 500 550 600 725 825
1 — —
23 26 28 31 37 42
Примечание. В числителе сила тока, А; в знаменателе — плотность
тока, А/мм2.
Зависимость напряжения дуги от силы сварочного тока при флюсе
АН-348А линейная, то есть при /св = 180.. .300 A, U& - 32.. .34 В, а при
7СВ = 850...1000 А, Сд = 41...43 В.
Автоматическую сварку под флюсом экономичнее производить
на переменном токе, а наплавку на постоянном прямой полярнос-
ти. При этом коэффициент расплавления проволоки для перемен-
7св
нога тока определяется по формуле: ар = 7 + 0,004 —, а для посто-
' э
92
янного прямой полярности — а = 2 +
Р
. При обратной поляр-
ности ар=10...12 г/(А ч).
При наплавке цилиндрических поверхностей частоту враще-
ния детали рассчитывают по формуле:
1000Г
л =------—,
7lZ>60
где Исв — скорость сварки, м/ч; D — диаметр детали, мм; п — частота
вращения детали, мин"1. Исв при сварке (наплавке) одного слоя рассчиты-
вается так же, как при ручной сварке, но у принимают 2...3 %. Тогда соот-
остается в силе.
ношение а = а
н р
Марка флюса выбирается в зависимости от состава основного
металла и требований к составу электродной проволоки. Чаще
применяют флюсы АН-348А и ОСЦ-45 в сочетании с проволокой
Св-08А, при этом толщина флюса будет зависеть от силы тока. Так,
при токе до 400 А толщина флюса 25..35 мм; при токе 800... 1200 А
толщина увеличивается до 60 мм.
При полуавтоматической наплавке порошковой самоза-
щитной проволокой марок ПП-Нп-14СТ (твердость 260 НВ) и
ПП-Нп-200Х15С1ГРТ (твердость 56 HRC) дополнительной защиты
не требуется. Однако инструкциями предусмотрена предваритель-
ная прокалка проволоки по режиму: нагрев до 280 °C со скоростью
50... 100 °С/ч, выдержка 2 ч, охлаждение на воздухе.
Расход порошковой проволоки на один кг наплавки в среднем
1,3 кг. Работа ведется на постоянном токе обратной полярности.
Потери на угар и разбрызгивание: \|/ = 8...10%.
Инструкциями предусмотрены параметры режима сварки (на-
плавки) порошковыми самозащитными проволоками механизиро-
ваным способом. Например, для проволоки диаметром 3 мм при
токе 400 А, напряжении дуги — 32 В и вылете проволоки 60 мм
скорость сварки будет примерно 200 м/ч, а коэффициент наплавки:
ан =17 г/(А-ч).
93
Расчет норм времени на выполнение работы, а также норм рас-
хода сварочных материалов и электроэнергии ведется по опреде-
ленным методикам с использованием передового опыта. При этом
во главу угла следует ставить качество сварного соединения или
наплавки, поэтому нормы, разработанные с помощью хрономет-
ра, должны быть технически обоснованы. При разработке техно-
логического процесса необходимо учитывать объем предстоящих
работ (количество и степень износа деталей, подлежащих ремон-
ту), затраты времени, труда и средств. Однако основным крите-
рием при оценке целесообразности ремонта детали и выбора спо-
соба восстановления и упрочнения является относительная себе-
стоимость ремонта, т.е. его стоимость, отнесенная к сроку служ-
бы после ремонта. Сравнение с себестоимостью новой детали с
учетом долговечности будет определять экономическую эффек-
тивность ремонта. Коэффициенты долговечности определяют эк-
спериментально. Тогда
С <кС ,
в н
где Св — себестоимость ремонта, Сн — себестоимость новой детали, к —
коэффициент долговечности.
При этом следует учитывать расходы на разработку техноло-
гии восстановления и сборку изделия.
Норма штучного времени определяется по формуле
Т т +т +т ,
шт о в д
где То — основное время, то есть время горения дуги, мин; Тв — вспомога-
тельное время, затраченное на зачистку кромок, швов, снятие и установку
детали, транспортировку и т.д.; 7Д— дополнительное время на отдых, лич-
ные надобности, обслуживание рабочего места.
где 6Н — масса наплавки. Тв = (0,3...0,4) TQ, TR определяют по справоч-
ным данным. Для расчетов применяют оперативное время: 7^ = То + 7"в.
94
Норма штучно-калькуляционного времени Тш к состоит из штуч-
ного и подготовительно-заключительного времени на одну деталь:
Т
т =т + -^~,
Ш.К ШТ п
где п — количество деталей в партии. Норма подготовительно-заключи-
тельного времени Тш = 0,035 ТОГ, для всех видов ремонта.
Удельный расход порошковой проволоки, г/м, можно рассчитать
по формуле
где Кпр — скорость подачи проволоки, м/ч; Ксв — скорость сварки, м/ч;
q — масса одного погонного метра проволоки.
Норма расхода проволоки принимается:
G =К G
П.П р Н ’
где GH — масса наплавки, кг; Кр — коэффициент расхода (1,3).
Норма расхода флюса, г/м, по опытным формулам, зависит от
напряжения дуги:
780(С7 -18)
при U <40 В, G, =— д -
Г Д ’ фл у
' св
720(С7 -18)1’2
или при ид > 40 В, Сфл =--------------
’ св
Норма расхода защитного газа, л/деталь, рассчитывают по
формуле
G =q Т .
з.г 7З.Г о’
где q г — расход газа в минуту, л/мин; То — основное технологическое
время сварки (наплавки), мин; q г — по справочным данным, в зависимо-
сти от сварочного тока и напряжения дуги.
95
При /св = 100 А и £/д = 20 В расход СО2 -— 10 л/мин, а при
/Св = 450 А и (7Д = 34 В расход СО2 возрастает до 20 л/мин. Расход
СО2 увеличивается также при возрастании скорости сварки.
Норма расхода электроэнергии, кВт-ч/деталь, зависит от рас-
хода электроэнергии на 1 кг наплавки. При этом соо — мощность
холостого хода и КПД источника питания зависят от рода тока.
Если ток переменный, то ю0 = 0,2...0,4 кВт, а р = 0,8...0,9, а если
постоянный, то со0 - 2...3 кВт, а т| = 0,6...0,7.
Выбор сварочного оборудования должен быть рациональным.
Так, при работе на токе 200 А не следует использовать трансфор-
матор с номинальным током 500 А.
На последних этапах разработки технологического процесса
должны быть учтены сведения о кратности ремонта, мероприятия
по увеличению надежности и конкурентоспособности отремонти-
рованных деталей, по сравнению с новыми, или после ремонта по
другим технологиям. Все необходимые данные сводятся в техно-
логическую карту ремонта, например, сваркой кузова полувагона
(табл. 4.2, см. вкладку).
При ручной дуговой сварке для ликвидации непровара или
прожога сваривают стык с обратной стороны или ведут сварку на
подкладке из разных материалов (медь, сталь, керамика).
При сварке вертикальных и потолочных швов металл распла-
ва под давлением силы тяжести стекает вниз, если силы давления
дуги и силы поверхностного натяжения окажутся меньше. Поэто-
му диаметр электрода должен быть меньше 4 мм, чтобы размер
ванны сократился, а сила поверхностного натяжения увеличилась.
При этом коэффициент расплавления ар < 10 г/(А-ч), как у элект-
родов марки УОНИ-13. В то же время при сварке в нижнем поло-
жении для увеличения производительности используют электро-
ды больших диаметров с покрытием, состоящим на 30...40 % из
железного порошка, что увеличивает ар. Можно применять свар-
ку пучком электродов при большой силе тока, а также лежачим
электродом. Пользуются пластинчатым электродом или приваркой
проволоки, намотанной на цилиндрическую поверхность.
Иногда при сварке толстых стержней применяют ванный способ
сварки, суть которого в том, что стык заключают в форму и ведут
сварку снизу, поддерживая металл ванны в жидком состоянии до
96
полного заполнения формы. Так можно сваривать, например, рель-
сы, чугунные сварно-литые изделия, арматурные стержни.
Ванную сварку чугуна с подогревом до 550 °C выполняют чугун-
ными электродами с медленным охлаждением в песке или асбесте.
Холодную сварку чугуна производят без подогрева стальны-
ми электродами ЦЧ-4. Более широко применяют электроды на мед-
ной (034-2), медно-никелевой (МНЧ-2) или никелевой основе (034-4
и 034-3). Сварку при этом ведут короткими ниточными валиками
(30...60 мм) на малых токах с охлаждением до температуры ниже
60 °C после наложения каждого валика. Для механизированной
сварки чугуна используют сварочную проволоку марок ПАНЧ-11
и ПАНЧ-12.
Наплавку чугуна производят присадочным чугуном — прут-
ками типа НЧ-2, УНЧ-2 под флюсами марок ФСЧ-4, МАФ-1.
В последнее время стали применять наплавку порошками са-
мофлюсующихся сплавов типа НПЧ с нагревом ТВЧ, что обеспе-
чивает высокую твердость (500 НВ) и износостойкость.
Для работы при низких температурах (ниже -10 °C) следует
применять электроды со стержнем из стали высокого качества —
Э46А и т.д. и с покрытием, характерным для марок УОНИ-13,
СМ-11, содержащим фтористо-кальцивые соединения (основные).
Сварке подвергаются деформируемые алюминиевые сплавы
марок Д20, В92Ц, АМц, АМгб и др. электродами из алюминия и
сплавов на основе А1. Тугоплавкие окислы А12О3 (температура
плавления 2050 °C) удаляют до сварки очисткой, травлением ще-
лочами и обезжириванием ацетоном и сразу приступают к сварке,
с подогревом до 250...400 °C, в зависимости от толщины деталей.
Сварку ведут на постоянном токе обратной полярности плавящим-
ся электродом в аргоне. Если сварка идет на установках моделей
УДГ-201, УД Г-302, то применяют переменный ток и неплавящиеся
электроды. При этом величина тока зависит от толщины изделий:
при толщине 1...2 мм ток — 50...70 А, а при толщине 11... 15 мм
ток доходит до 360 А.
При сварке медных сплавов (латуни и бронзы) присадка долж-
на соответствовать основному металлу. Бронзу после сварки отжи-
гают при температуре 750 °C, а перед сваркой подогревают до
300...500 °C, если толщина более 5 мм. Латунь плохо сваривается
7-2375
97
из-за выгорания цинка, поэтому применяют флюсы, содержащие
борнометиловый эфир с метиловым спиртом. Сварку под флюсом
марок АН-20 и др. ведут на постоянном токе обратной полярности.
В случае неплавящегося электрода используют прямую полярность.
К электрическим видам сварки относятся также контактная,
плазменная и электронно-лучевая сварки.
В ремонтных организациях применяется лишь контактная и,
реже, плазменная сварка.
К важным технологическим особенностям контактной сварки
следует отнести реализацию максимального электросопротивления
между деталями, подлежащими сварке, и минимального — между
электродом и деталью. Поверхности деталей должны быть ровны-
ми и совпадающими в плоскости контакта. Поэтому поверхности
надо готовить к сварке; это операции зачистки, механической об-
работки, травления, обезжиривания (для алюминиевых сплавов).
Затем детали необходимо жестко подогнать и зафиксировать в спе-
циальных приспособлениях, иногда прихватками — короткими
сварными швами. Часто основную контактную сварку проводят в
том же приспособлении, что дает большую точность.
Основные параметры режима контактной сварки — это вели-
чина сварочного тока и длительность импульса, усилие сжатия и
время сварки. Чтобы расплавить металл в зоне контакта, требуется
теплота, которая выделяется при прохождении тока по закону
Джоуля-Ленца.
При этом следует учесть, что необходимо разогреть околошов-
ную зону до 500...700 °C для обеспечения пластичности при свар-
ке. Эта зона, в основном, прогревается за счет теплопроводности
металла, нагревающегося от источника теплоты в зоне контакта.
При контактной точечной сварке теплота, выделяемая в зоне
между электродами, расходуется на нагрев свариваемого металла
и на нагрев участков самих электродов вблизи зоны сварки. Вве-
денная в металл теплота после окончания процесса сварки уходит
в металл деталей и в окружающее пространство. При этом, если
детали массивны, скорость охлаждения будет невысока. Однако, в
большинстве случаев толщина металлов, свариваемых точечной
сваркой, невелика, поэтому скорость охлаждения получается дос-
таточно высокой, чтобы в структуре соединения создались напря-
98
жения (термические и структурные). Для снижения скорости охлаж-
дения зоны сварки применяют более «мягкие» режимы, большее
время сварки или предварительный подогрев листов.
Шовная сварка, при помощи роликов, применяется при соеди-
нении листов внахлестку сплошным швом. Количество вводимой
в металл теплоты определяют по теплосодержанию расплавленно-
го металла, которое зависит от объема расплава. Скорость охлаж-
дения, а значит и уровень напряжений и превращения в структуре,
будут зависеть от соизмеримости величины нахлестки и ширины
шва, а также толщины свариваемых листов.
При стыковой сварке в твердом состоянии из стыка трудно
вывести окисные пленки, поэтому увеличивают давление для вы-
давливания пленок оксидов в утолщение. Сварка в жидком состоя-
нии (оплавлением) дает большую чистоту шва. Кроме тоге, не нуж-
но точно обрабатывать и пригонять торцы деталей. Поэтому слож-
ные по форме и массивные детали сваривают оплавлением. Дета-
ли, имеющие разное сечение, или разнородные по электро- и теп-
лопроводности, свариваются также оплавлением.
Многие детали пути (рельсы), подвижного состава сваривают
стыковой сваркой оплавлением. Кузов пассажирских и грузовых
вагонов и локомотивов также сваривают контактной точечной и
шовной сваркой с помощью специальных стационарных машин, а
также ручных клещей и пистолетов.
Контактная рельефная сварка — разновидность точечной, про-
изводится по заранее подготовленным выступам. Тогда детали со-
единяются одновременно в нескольких точках, образуя рельеф. По-
требляемая мощность оказывается большой, поэтому рельефная
контактная сварка применяется для деталей небольших размеров.
На. рис. 4.5 представлены схемы основных видов контактной
сварки: стыковой, точечной, шовной и конденсаторной. При сты-
ковой сварке используется подвижный зажим (4), который может
перемещаться возвратно-поступательно при сварке сопротивле-
нием или оплавлением (рис. 4.5, а). На схеме точечной сварки вид-
но ядро, окруженное уплотняющим пояском из пластичного ме-
талла, который предупреждает выплеск расплава ядра (рис. 4.5, б).
На рис. 4.5, в показано, как происходит шовная сварка; видно пе-
рекрытие каждого ядра, что образует герметичный шов. Работа
99
Рис. 4.5. Схемы видов контактной сварки:
а — стыковая сварка: 1 — трансформатор, 2 — электрод, 3 — усилие сжатия, 4 — подвижный зажим, 5 —
сварное соединение; б — точечная сварка: 1 — трансформатор, 2 — электрод, 3 — детали, 4 — литое ядро, 5 —
усилие сжатия; в — шовная сварка: 1 — трансформатор, 2 — электрод (ролик). 3 — детали, 4 — литое ядро, 5 —
усилие сжатия; г — конденсаторная сварка: 1 — питающий трансформатор (заряжающий), 2 — переключатель,
3 — конденсаторная батарея, 4 — сварочный трансформатор, 5 — электрод, б — детали, 7 — выпрямитель
конденсаторной машины основана на принципе использования на-
копленной энергии (рис. 4.5, г). Здесь один трансформатор (7) пита-
ет батарею конденсаторов (5). Переключатель (2) дает импульсный
разряд на обмотку второго трансформатора (сварочного 4), в сва-
рочной цепи возникает ток и далее на электроды (5), к деталям (6).
Конденсаторная сварка — разновидность контактной сварки,
отличается источником энергии. Она бывает точечной, стыковой
и шовной. Суть ее заключается в том, что, предварительно заря-
женная от сети, через повышающий трансформатор и выпрямитель,
батарея конденсаторов отдает сварочный ток через понижающий
трансформатор. Этот импульс тока можно регулировать ио энер-
гии, амплитуде, длительности.
К преимуществам конденсаторной сварки относят незамени-
мость при приварке тонких деталей (менее 0,1 мм) к более массив-
ным. Кратковременность импульса (сотые доли секунды) не дает
нагрева изделия, сводит к минимуму зону термического влияния и
исключает деформации и напряжения.
Длительное накопление энергии в конденсаторах позволяет
снизить мощность установки; при толщине менее 1 мм мощность
конденсаторной машины в 100 и более раз меньше, чем точечной
контактной машины. Правда, при толщинах более 2 мм конденса-
торная сварка не рациональна из-за снижения надежности сварно-
го соединения вследствие возможного непровара.
Автоматические конденсаторные машины малой мощности
используют в приборостроении, электронике, где они заменяют
пайку и другие процессы.
Прочность сварных соединений определяет их надежность в
эксплуатации. Исследования показали, что точечные соединения
хуже работают на отрыв, чем на срез, поэтому конструирование
должно учитывать это важное соображение. Прочность на отрыв
для сталей оказалась на 25—40 % ниже, чем на срез. Предел вынос-
ливости снижается из-за концентрации напряжений в сварных точ-
ках, тогда как в шовных соединениях он в 2 раза больше.
Сварные соединения встык обладаю! высокой статической и
усталостной прочностью, а также длительной прочностью при по-
вышенных температурах (ползучесть). Эти характеристики в сты-
ках близки к прочности основного металла.
101
В зависимости от вида контактной сварки имеют значение осо-
бые технологические параметры. Так, для точечной сварки — это
диаметр плоскости рабочей поверхности электродов или радиус
сферы электродов. При рельефной сварке — это форма и размеры
рельефа, а при шовной — скорость роликов и ширина их рабочей
поверхности или радиус их заточки.
Стыковая сварка сопротивлением отличается от стыковой свар-
ки плавлением технологией. В первом случае теплота развивается в
зоне контакта двух свариваемых деталей, температура доводится
до 90 % от температуры плавления, а затем ток выключают и быс-
тро сжимают детали, которые свариваются в твердом состоянии.
В другом случае температуру в зоне контакта доводят до темпера-
туры плавления, а сжатие производят при включенном токе, что-
бы сварка происходила в жидком состоянии. Из-за загрязненнос-
ти сварного шва оксидами стыковая сварка сопротивлением при-
меняется редко. Чаще применяют сварку сопротивлением с оплав-
лением стыка в условиях сжатия. При этом оксидные пленки вы-
давливаются в грат (утолщение зоны стыка) и удаляются. Качество
сварки по такой технологии существенно лучше. Сварка оплавле-
нием, по сути, производится дуговым разрядом, так как между де-
талями сохраняют необходимый зазор. Для облегчения возбужде-
ния процесса сплавления применяют предварительный подогрев
концов свариваемых деталей. Для этого сначала торцы деталей
замыкаются в режиме нагрева сопротивлением. Однако в совре-
менных сварочных стыковых машинах с программным управлени-
ем применяют подогрев за счет возвратно-поступательных движе-
ний подвижного зажима при включенном сварочном трансформа-
торе. Параметры процесса: время замыкания и размыкания тор-
цов и скорость их сближения. После достижения необходимой тем-
пературы подогрева скорость сближения торцов резко снижают,
обеспечивая возбуждение процесса оплавления. Однако большая
потребляемая мощность заставляет применять этот метод в стаци-
онарных условиях. Дальнейшее развитие стыковой сварки круп-
ных изделий, например рельсов, привело к программированию ско-
рости перемещения подвижного зажима в зависимости от тока. При
этом понадобилось устройство обратной связи, что позволило ав-
томатизировать процесс.
102
Определены оптимальные параметры режима сварки рельсов
непрерывным импульсным оплавлением в сочетании с корректи-
ровкой скорости и программированием всего режима. Появились
передвижные машины (К-355) для сварки рельсов в пути и специ-
альная самоходная рельсо-сварочная установка (ПРСМ-3) на же-
лезнодорожной платформе. Источником питания служит дизель-
генератор мощностью 200 кВт. При коротких замыканиях мощ-
ность должна в 2— 3 раза возрастать, поэтому применяют проме-
жуточный пребразователь с маховиком.
Точечная сварка широко применяется в вагоно- и локомотиво-
строении, при создании различных машин. Она соединяет детали,
в основном, внахлестку. ГОСТ 15878-79 регламентирует группы со-
единений (А и Б ). Прочность каждой сварной точки определяется
маркой сплава, толщиной детали и диаметром литого, полученно-
го сваркой ядра. Поверхность детали: окалина и ржавчина, масля-
ная пленка — на качество сварки не влияет. Сборка производится
с минимальными зазорами между деталями (менее 0,3 мм на длине
100 мм) с фиксацией струбцинами или прихватками на точечных
машинах. При постоянстве силы тока и времени его прохождения
в контакте прочность соединения зависит от усилия давления на
электроды. Увеличивая усилие, снижают тепловыделение в зоне
сварки, так как площадь контакта увеличивается, и наоборот. Про-
ще регулировать импульсное время сварки при постоянстве силы
тока и усилия давления на электроды. При этом важно чередовать
время импульсного прохождения тока с паузами. При больших тол-
щинах необходимо постепенное нарастание нагрева и медленное
охлаждение места сварки. Применяют также мягкие (малый ток и
большое время импульса) и жесткие режимы сварки.
При жестком режиме меньше потери теплоты на нагрев самой
детали, но бывают выплески, нужны большие усилия сжатия, что
ограничивает применение этого режима. Кроме того, выбор режи-
ма диктуется теплофизическими свойствами металлов. Так, сни-
жение тепло- и электропроводности влечет снижение необходимо-
го тока, но увеличение времени импульса. Повышение коэффици-
ента линейного расширения ведет к усадке при кристаллизации,
поэтому применяют цикл с проковкой при увеличенных усилиях
сжатия. Для толщин более 0,5 мм при сварке низколегированных
103
сталей применяют цикл: нагрев, сварка, отпуск. Это особенно важно
для закаливающихся сталей. В приведенной примерной техноло-
гической карте контактной точечной сварки (табл. 4.4) режимы
взяты достаточно условно, поскольку они сильно отличаются в
зависимости от толи'ины свариваемых изделии. Так, например, если
толщина листа увеличивается с 0,5 мм до 4 мм, то сварочный ток
увеличивают в 2—3 раза, величину импульса — в 4—5 раз, усилие
нажатия — в 6—7 раз.
Параметры технологического процесса шовной сварки аналогич-
ны представленным в карте точечной сварки, за исключением допол-
нительной графы скорость сварки, то есть скорость перемещения ро-
лика-электрода. Кроме того, важным параметром шовной сварки яв-
ляется ширина литой зоны, получаемой в результате сварки.
В соответствии с ГОСТ 1587—79 получают соединения А и Б,
отличающиеся шириной литой зоны в зависимости от толщины
деталей. Разновидности шовной сварки: непрерывная, прерывистая
и шаговая — определяются режимом вращения роликов и подачей
тока на ролик. Так, наиболее распространенная прерывистая сварка
характеризуется непрерывным вращением ролика и прерывистым
включением тока. При этом длительность импульса чередуется с
паузой. Шаг сварных точек и скорость сварки Гсв связаны зави-
симостью
I. =К (т +т ),
1 св \ св п / ’
где тсв — время сварки, тп — время паузы. Если длина литой зоны />/],
сварные точки идут с перекрытием, образуя плотный, герметичный шов.
По ГОСТ величина перекрытия должна быть не менее 25 % длины литой
зоны I. Перекрытие больше 50 % нецелесообразно, так как ведет к перегре-
ву деталей и быстрому износу роликов. Если вращение ролика и подача
сварочного тока непрерывны — скорость сварки и производительность
выше, но возможен перегрев деталей. Это недостаток непрерывной сварки.
Шаговая сварка применима для цветных сплавов. Она выпол-
няется при прерывистом вращении ролика. Сварочный ток пода-
ется только при остановке ролика, что снижает нагрев деталей и
ролика, повышает качество сварки и стойкость электродов. Для
увеличения срока службы роликов стали применять водяное ох-
лаждение роликов и деталей. Чтобы повысить скорость прерывис-
104
той сварки, повышают ток при меньших тсв и тп, то есть переходят
на жесткий режим. Для примера приведем режим шовной прерыви-
стой сварки низколегированных сталей. Толщина листов — 1,2 мм;
сварочный ток — 12... 13,5 кА; время импульса — 0,16...0,18 с; вре-
мя паузы — 0,22...0,3 с; усилие нажатия на ролик — 5,5...6,5 кН;
скорость сварки — 0,5...0,6 м/мин.
Шовной сваркой можно получать не только нахлесточные, но
и стыковые соединения с помощью накладок толщиной 0,2...0,3 мм
и шириной 3,5...6 мм. Тогда не нужна подготовка кромок, если за-
зоры меньше 20 % толщины деталей. Накладки должны быть из
того же металла, что и детали. Зачистка роликов производится на
сварочных контактных машинах шарошками из стали Х12Ф1, наж-
дачной бумагой или резцами для профилирования рабочей по-
верхности ролика.
Конденсаторная сварка появилась для сварки малых толщин
(до 1 мм). При снижении толщины деталей возрастает роль кон-
тактного сопротивления, которое колеблется в широком диа-
пазоне, особенно в начале сварки. Поэтому получалось низкое ка-
чество сварки. Чтобы стабилизировать контактное сопротивление,
нужен предварительный подогрев. Появились и специфические
параметры сварки: емкость и напряжение конденсаторов. Длитель-
ность импульса тока уменьшилась до 1...5 мс. При этом возможно
в короткое время использовать большую мощность, что необхо-
димо при сварке алюминиевых сплавов. Сварка интегральных схем
в полупроводниковых и других электронных приборах произво-
дится только конденсаторной точечной сваркой. При конденсатор-
ной сварке батарея конденсаторов соединена с дросселем насыще-
ния. Дроссель до своего насыщения дает небольшой ток подогре-
ва, стабилизируя контактное сопротивление, а после насыщения
сердечника токи резко возрастают, происходит собственно сварка
изделия. При этом сеть нагружается более равномерно, а потреб-
ляемая мощность снижается.
К сварке с помощью электричества следует отнести плазмен-
ную сварку. Для повышения мощности дуги в плазмообразующий
и защитный газы добавляют смесь водорода и азота. Высокая тем-
пература плазменной струи позволяет сваривать тугоплавкие ме-
таллы толщиной до 15 мм без разделки кромок. В последнее время
105
широко стала применяться микроплазменная сварка — как ручная,
так и автоматическая, позволяющая сваривать изделия толщиной
0,1...0,5 мм. Процесс идет при этом в импульсном режиме, а при
необходимости непрерывно. Изделия из алюминиевых, титановых,
тугоплавких металлов (сильфоны, минитрубопроводы и др.) свари-
вают только микроплазменной сваркой. Регулирование температу-
ры плазменной струи — основного параметра режима сварки —
осуществляется изменением диаметра сопла и силы тока.
Недостаточная температура электрической дуги для сварки
тугоплавких металлов и высоколегированных сталей привела к
появлению плазменной дуги или струи. Плазменно-дуговым приня-
то называть сжатый дуговой разряд с интенсивным образованием
ионизированного газа — плазмы. Если анодом служит само изде-
лие, столб плазмы совпадает со столбом дуги: это дуга прямого
действия, или «проникающая дуга». Если же анодом служит со-
пло плазмотрона, то источник тепла становится независимым
от изделия — это дуга косвенного действия, или плазменная
струя, выделенная из столба дуги (рис. 4.6). Обжатие плазмен-
а б
Рис. 4.6. Схемы плазмотронов косвенного (а) и прямого (б) действия:
1 — вольфрамовый катод; 2 — канал сопла; 3 — изделие; 4 — плазменная
дуга; 5 — охлаждение; 6 — защитный газ
106
ной дуги газовым потоком дает более высокую температуру (до
15000...25000 °C), что позволяет сваривать, резать, напылять
практически любые металлы и сплавы. Наличие стабилизирую-
щего канала в сопле плазмотрона отличает его от горелки для
сварки в защитном газе. В этом канале должна быть высокая
скорость газа, тогда появится стабилизация столба плазмы. По-
этому канал должен иметь малый диаметр и большую длину, по
которому движется плазмообразующий газ, или смеси газов:
азота, гелия, водорода, воды, воздуха, аммиака и др. Газ дол-
жен защищать вольфрамовый электрод и сопло, стабилизиро-
вать струю, обеспечивать теплопередачу к изделию, транспор-
тировать металл при напылении. Иногда приходится разделять
газы на плазмообразующие, защитные и транспортирующие.
Тогда первые поступают на катод, а вторые — на зону столба
или факела плазмы. Идеального газа, удовлетворяющего всем
требованиям, не существует, поэтому приходится смешивать
газы. Например, получение высокой температуры в плазме за-
висит от энтальпии газа (объемного теплосодержания). Энталь-
пия плазмы аргона 3 кВт/м3, водорода — 12 кВт/м3, а азота —
16 кВт/м3; температура плазмы доходит до 20 000 °C. Азот или
воздух, содержащий 78 % азота — самые дешевые газы, но при
этом быстро разрушается вольфрамовый электрод. Гелий и во-
дород — наилучшие преобразователи энергии дуги в тепло, но
дают перегрев и разрушение сопла. Смеси аргона и водорода
(2:1) повышают тепловую мощность струи вдвое по сравнению
со смесью аргона с азотом. Кроме того, диссоциация двухатом-
ных газов (Н2, N2) приводит к различиям в тепловыделении и
особенно в теплопередаче. В этом случае водородная плазма —
наилучшая, как обеспечивающая максимальную конвективную
теплопередачу, имеющую наибольшее значение в плазменной об-
работке материалов. Отличие плазменной резки от кислород-
ной газовой в том, что металл не выгорает, а расплавляется и
«выдувается» струей. Экономически рентабельна резка металла
толщиной до 40 мм, когда «проникающей» дугой можно резать
практически любые материалы: чугун и нержавеющую сталь,
вольфрам и молибден, алюминий и медь. Факелом плазменной
струи можно резать пластмассы, керамику и др.
107
Прецизионная резка и сварка тонкой струей — микронлазмой,
с высокой концентрацией энергии в малом пятне нагрева, стала
конкурировать с лучевыми способами. При резке плазма вытекает
со сверхзвуковой скоростью благодаря высокому давлению в со-
пле и малым объемам.
Известны случаи применения плазмотрона при очистке желез-
нодорожных путей от снега и льда, контактного провсда и рель-
сов от окисления и загрязнений, наледи. Измерения показали, что
рельсы, например, почти не нагреваются при очистке, так как про-
цесс идет быстро и эффективно. Очистка токонесущих проводов
улучшает токосъем, предупреждает искрение.
Исследования показали высокую эффективность плазменного
нанесения покрытий из износостойких материалов. Важным пре-
имуществом плазменных покрытий является возможность нанесе-
ния практически любого материала на основной материал. Кроме
того, исследования показали, что износостойкость таких покры-
тий выше, чем нанесенных газопламенным, электродуговым и вы-
сокочастотным способами. Объясняется это большой скоростью
напыляемых частиц (до ЗОС м/с) и температурой плазменной струи
(до 30 000 °C). Высокая энергия напыляемых частиц определяет
плотность и прочность покрытия, а также достаточно большую ад-
гезию к основному материалу. Испытания на износ показали, что
материал покрытия играет основную роль, однако твердость не
стала определяющей в износостойкости. Например, твердость по-
крытия из стали 60Г была 102 HRB, у молибдена — 80 HRB, а износ
образцов с покрытием из стали 60Г оказался намного больше.
Покрытие из сравнительно дешевой стали 70С2ХА обладает в
четыре раза большей износостойкостью по сравнению с применяе-
мой на буксах электровозов сталью 60Г.
В то же время предел текучести стали 60Г намного ниже, чем у
стали 70С2ХА; по-видимому, износостойкость коррелирует имен-
но с пределом текучести.
Дорогие покрытия из молибдена, сплава «могул» (с W, Мо,
Сг) могут быть с успехом заменены сталями 70С2ХА и ШХ15. Кар-
биды хрома, равномерно распределенные в структуре этих сталей,
определяют высокую износостойкость, что подтверждается резуль-
татами испытаний (рис. 4.7). Видно, как в начале испытания идет
108
приработка с большим износом,
а далее — на второй стадии из-
нашивания — ощутима разни-
ца. Сталь ШХ15 стала приме-
няться в качестве материала для
износостойких покрытий дета-
лей автосцепного устройства
подвижного состава и др.
Низкотемпературная плаз-
ма как универсальный инстру-
Рис. 4.7. Износостойкость образ-
цов с плазменным покрытием из
разных металлов и сплавов:
1 60Г; 2 — 70С2ХА; 3 - ШХ15;
4 — молибден; 5 — сплав «могул»
мент для сварки, резки, наплав-
ки, нанесения покрытий заслу-
живает более широкого внедре-
ния в ремонтные технологии на
железных дорогах.
Электронный луч относят к
наиболее концентрированным источникам теплоты. Особенность
в том, что энергия луча превращается в тепловую в глубине мате-
риала детали, а не на ее поверхности. Это связано с торможением
электронов массой металла. При больших толщинах замечена не-
равномерность тепловыделения, поэтому электронно-лучевая свар-
ка применяется для малых толщин, тугоплавких и высокоактив-
ных материалов (топливные элементы ядерных реакторов, элект-
роника). Широкое распространение получил электронный луч в
плавке и зонной очистке тугоплавких сплавов.
Сварка алюминия и его сплавов электронным лучом весьма
эффективна, так как тепло выделяется под слоем стойких окислов
алюминия, быстро разогревая и даже испаряя металл. Получается
подобие микровзрыва с разрушением окисной пленки и хорошим
качеством сварки.
Поток электронов образуется на катоде электронной «пушки»,
при разности потенциалов в десятки и сотни кВ, разгоняется в ваку-
умной камере с давлением 133 • 10 5 Па. Мощность пучка электро-
нов, сфокусированного в тонкий луч, определяется по формуле:
W=x\IU,
где г] — эффективный КПД процесса (доходит до 90 %); I— ток пучка, мА;
U — ускоряющее напряжение, кВ. Важно отметить, что мощность пучка
109
электронов ограничивается испарением свариваемого металла, поэтому
сварка становится невозможной. Особенность геометрии сварного шва —
в соотношении его глубины h и ширины b: h/b доходит до 15, тогда как при
дуговой сварке это отношение близко к единице. Поэтому при толщинах
более 20 мм получается «кинжальный» провар. Технология электронно-
лучевой сварки зависит также от теплопроводности и температуры плав-
ления материала изделия.
Луч, взаимодействуя с металлом, возбуждает рентгеновское
излучение, поэтому необходима надежная защита от него: толщи-
на стенок вакуумной камеры должна быть соответствующей.
Электронно-лучевая сварка технологически оправдана при свар-
ке тугоплавких, активных металлов и их сплавов; в труднодоступ-
ных местах (щели, глухие отверстия, пазы); для достижения мини-
мальных деформаций, напряжений, наименьшей зоны термического
влияния. При сварке разнородных металлов малых толщин эта
сварка бывает незаменима благодаря точному регулированию
мощности и диаметра электронного луча. Малое давление луча на
ванну расплава делает такую сварку предпочтительной в электрон-
ной технике. Поскольку использование электронного луча требу-
ет вакуума, перспективна электронно-лучевая сварка в космосе при
ремонтных, сварочно-сборочных работах. В последнее время со-
зданы установки с выводом электронного луча в атмосферу, что
позволяет сваривать крупногабаритные детали. Фокусирование
луча с помощью электромагнитных устройств до 0,001 см в диа-
метре позволяет изменять удельную мощность и быстро нагревать
место сварки до 6000 °C при разности потенциалов 150 кВ. Можно
таким образом получать узкий и глубокий сварной шов при соот-
ношении глубины и ширины зоны расплавления основного метал-
ла 20:1 (кинжальный шов).
При электрошлаковой сварке велико влияние перегрева около-
шовной зоны, что приводит к росту зерна и снижению пластично-
сти. Приходится делать последующую обработку — высокотемпе-
ратурный отжиг с целью гомогенизации. Другой недостаток —
большая пористость в сварном шве, трещинообразование. Поэто-
му применяют предварительный подогрев изделий, чтобы снизить
скорость нагрева и особенно — охлаждения. Тогда пузырьки га-
зов успевают всплыть на поверхность шлака и удалиться. Этому
ПО
способствует вертикальное перемещение сварочных автоматов.
В последнее время с помощью специальных технологических при-
способлений (пластины с пазами заданной конфигурации, куда по-
дается электродная проволока) удалось осуществить сварку (и на-
плавку) криволинейных изделий.
4.2. Газовая сварка
Технологические особенности газовой сварки — это более
плавный режим нагрева и охлаждение с малой скоростью, авто-
номность, что важно в полевых условиях. Однако медленный на-
грев приводит к короблению изделий, особенно при больших тол-
щинах. Газовую сварку используют для изделий из тонколистовой
(до 3 мм) стали, при сварке чугуна, цветных металлов. Параметры
режима газовой сварки: мощность пламени и его характер, ско-
рость сварки, диаметр присадочного прутка, угол наклона мундш-
тука горелки, правый или левый способ перемещения горелки. Они
зависят, в основном, от толщины свариваемых элементов и хими-
ческого состава. Так, правый способ обеспечивает лучшую защиту
ванны, медленное охлаждение после сварки, поэтому его применя-
ют при больших толщинах (более 5 мм) для металлов с большой
теплопроводностью. При левом способе пламя горелки больше на-
гревает кромки, лучше перемешивает ванну. Поэтому левый спо-
соб применяется при сварке тонких изделий из легкоплавких спла-
вов. Инструкции предусматривают больший расход ацетилена при
правом способе газовой сварки, а также меньший диаметр приса-
дочного прутка. Регламентируется также угол наклона мундшту-
ка, чтобы обеспечить надежное проплавление основного металла
и стабилизировать процесс сварки. Поскольку допускаемое откло-
нение всего ±5°, применяются специальные приспособления, по-
могающие выдерживать необходимый угол наклона мундштука.
Руководящим критерием во всех случаях, таким образом, является
толщина изделий.
Содержание углерода в изделии более 0,7 % требует защиты
флюсом. Скорость сварки не всегда определяет ее качество, поэто-
му газовая сварка не поддается автоматизации и применяется реже.
Для повышения плотности и снижения усадки, а также с целью на-
111
клепа швы после газовой сварки низкоуглеродистых сталей с при-
садкой проволок марок Св-08, Св-10Г2, без флюса, подвергают
проковке в горячем состоянии, а также ниже температуры рекрис-
таллизации, то есть в холодном состоянии. Тавровые, угловые,
нахлесточные соединения газовой сварке не подлежат, так как об-
разуются большие остаточные напряжения и деформации.
Интенсивность нагрева газокислородным пламенем невелика
(102 ...103 Вт/см2) — намного меньше, чем при дуговой сварке
(103 ...105 Вт/см2), поэтому изделие нагревается медленнее, белее
плавно. Это важно при сварке малых толщин, тонкостенных труб
малого диаметра.
Зона термического влияния шире, поэтому могут быть пере-
грев и рост зерна в сварном соединении, большие деформации кон-
струкций и деталей. Газовое пламя образуется при сгорании горю-
чего газа в кислороде и состоит из ядра, восстановительной зоны и
факела (рис. 4.8). Ядро — самая яркая часть пламени — имеет чет-
кие границы, температура не превышает 1000 °C. В восстановитель-
ной зоне, где происходит неполное сгорание ацетилена с образо-
ванием СО и Н2, температура максимальная (до 3200 °C), поэтому
эта зона называется сварочной. В зоне факела ацетилен догорает с
атмосферным кислородом, при этом выделяются СО2 и Н2О, окис-
ляющие металлы. Эту зону называют окислительной. Для газовой
сварки применяют, кроме ацетилена, другие горючие газы: водо-
род, природный газ, пары бензина и керосина, нефтяные газы. Од-
нако ацетилен имеет большую теплоту сгорания (54 кДж/м3) и тем-
пературу пламени. Ацетилен получают по реакции: СаС2 +
+ 2Н2О = Са(ОН)2 + С2Н2 + Q с выделением тепла. Он взрывоо-
пасен при давлении 0,175 МПа, но благодаря высокой раство-
римости в ацетоне может хра-
ниться в баллонах с давлением
1,9 МПа с пористой массой ак-
тивированного угля, пропи-
танной ацетоном.
При сварке больших тол-
щин (более 5 мм) газовая свар-
ка менее производительна и эко-
Рис. 4.8. Схема газового пламени:
1 — ядро; 2 — сварочная зона; 3 —
112
номична, чем дуговая. Эффективный КПД становится всего
0,3...0,6. После электродуговой, газовая сварка наиболее приме-
нима для ремонтных работ на железнодорожном транспорте, бла-
годаря универсальности как по толщине деталей, так и по их физи-
ко-механическим свойствам и химическому составу материала.
Кроме того, газовое пламя используют как подогревательное при
кислородной резке металлов, а также при сварке пластических масс.
Можно получить сварное соединение, в котором прочность
составляет 80—90 % прочности основного материала. Сварка встык
дает максимальную плотность и прочность. Температура нагрева
колеблется в узких пределах в зависимости от свариваемого мате-
риала. Она должна быть выше температуры размягчения, но ниже
температуры разложения пластмассы. Газ нагревают в специаль-
ных устройствах-горелках либо газовым пламенем. Оптимальная
температура газа при сварке, например винипласта, оргстекла,
полиэтилена — 200...220 °C. В качестве нагретого газа используют
азот, аргон, воздух, ацетилен, водород и др.
4.3. Наплавка
В ремонтных предприятиях для восстановления изношенных
деталей широко применяют наплавку — нанесение слоя металла
на поверхность изделия. При этом преследуют и другую цель —
упрочнение наплавленного слоя. Наиболее распространена элек-
тродуговая наплавка, так как она обеспечивает регулируемую глу-
бину проплавления основного металла, целенаправленное леги-
рование сварочной ванны, получение поверхностного слоя, пре-
восходящего по свойствам основной металл. Поскольку при на-
плавке используется расплавление присадки и основного метал-
ла, применяют те же источники тепла, что и при сварке. Метал-
лургические процессы при наплавке немногим отличаются от
сварки. Например, легирование при наплавке возможно через ме-
талл наплавочного электрода, его покрытие, диффузией элемен-
тов в шлаке и газовой среде, флюсах. Особенность наплавки в том,
что изменение химического состава может происходить как в об-
разующейся капле, так и в ванне. Исследования показали, что
легирование происходит в основном в ванне. Некоторые элемен-
113
ты не успевают раствориться в жидком металле, концентрация их
в некоторых местах достаточно большая, что приводит к хими-
ческой и физической неоднородности. Это явление может исполь-
зоваться для повышения износостойкости.
Уменьшая силу тока и применяя активные флюсы с силиката-
ми и марганцевой рудой, можно легировать наплавленный слой.
При наплавке необходимо выполнение разных требований.
Наплавленный слой склонен к трсщинообразованию из-за напря-
жений и деформаций. Перемешивание с основным металлом долж-
но быть минимальным, иначе изменится химический состав и струк-
тура наплавки. Зона термического влияния также должна быть как
можно меньше. Поэтому глубину проплавления основного металла
регулируют параметрами режима наплавки, в частности током, по-
гонной энергией, учетом теплопроводности и т.д. Большую роль
играет назначение наплавки: она может быть специальной, когда
требуется, например, жаропрочность или износостойкость (против
абразивного износа или при больших контактных давлениях), кор-
розионная стойкость, выносливость и т.д. Тогда применяют наплавку
новых деталей. Если износ большой, целесообразно наплавить основ-
ной по толщине слой дешевым металлом, а поверхностный слой —
более дорогим, износостойким. Если же износ невелик, наплавляют
сразу соответствующим металлом. Наплавка с использованием га-
зокислородного пламени применяется редко из-за большой
зоны термического влияния и деформаций. Гораздо чаще применя-
ют дуговую наплавку специальными и обычными электродами с
разными покрытиями, а также порошковой проволокой. При этом,
чтобы избежать выгорания легирующих, производят наплавку в за-
щитных газах (аргон). Используют плавящиеся и неплавящиеся элек-
троды (вольфрам), электрошлаковый процесс, лучевую энергию,
энергию плазмы. В последнее время стали применяться индукцион-
ная и вибродуговая наплавки, а также электродуговая наплавка са-
мозащитной порошковой проволокой.
Инструкции по сварке и наплавке при ремонте вагонов и ло-
комотивов рекомендуют ручную, механизированную (полуавтома-
тическую) и автоматическую, под флюсом, наплавки, а также виб-
родуговую. Это объясняется тем, что тепло электрической дуги
позволяет применять разнообразные наплавочные материалы при
114
больших изношенных поверхностях как по глубине, так и по пло-
щади. Вибродуговая наплавка идет в электролите, деталь не нагре-
вается, можно наплавлять закаленные и отпущенные детали. Ин-
дукционная наплавка состоит в нагреве токами высокой частоты
предварительно нанесенного (в виде пасты, например) наплавоч-
ного слоя из порошков. Наплавочные материалы (только напла-
вочных электродов более 70 марок) следует разделить на группы
по химическому составу, назначению и свойствам. Это — стали
углеродистые и легированные; сплавы на железной основе — хро-
мистый чугун; сплавы с бором, кобальтом, хромом, молибденом,
вольфрамом; сплавы на основе никеля и кобальта; на основе меди;
твердые сплавы на основе карбидов вольфрама, титана, тантала.
Многие новые детали наплавляют с целью повышения эксплуата-
ционных свойств. Например, крестовины стрелочных переводов,
колеса мостовых кранов, выхлопные клапаны двигателей, детали
экскаваторов, режущий инструмент и др.
Большое значение имеет структура наплавки: мелкое зерно
повышает ударную вязкость. Добиться мелкозернистого строения
можно введением модификаторов (алюминий, титан, ванадий),
служащих центрами кристаллизации. Отмечено положительное
влияние вибрации электрода на измельчение зерна. Создание од-
нородности в структуре небольшого объема литого металла на-
плавки — задача сложная. Недавно появились технологии магни-
то-ультразвуковой наплавки износостойких сплавов, что привело
к устранению столбчатой и дендритной структур, измельчению
зерна, однородности. По своим свойствам полученный таким спо-
собом наплавленный слой быстрорежущей стали оказался более
работоспособным.
Перспективным направлением в технологии наплавки деталей
землеройных и строительных машин является высокотемператур-
ный самораспространяющийся синтез. Суть процесса в интенсив-
ном тепловыделении при химическом взаимодействии некоторых
металлов (Ti, Zr, V, Nb, Та, Mo, W) с такими элементами, как бор,
углерод, азот, кремний и др. Особенность этих экзотермических
реакций в том, что они протекают в веществе самостоятельно, пос-
ле локального инициирования (например, дуговым импульсным
разрядом) в узкой зоне и даже в газовой фазе. Горение порошков
115
идет и в жидкой, и в твердой фазах, температура достигает
1500...3500 °C, скорость распространения фронта горения —
0,1... 15 м/с. Никакого загрязнения полученного продукта, т.е. на-
плавленного слоя, не происходит, затраты энергии низкие, произ-
водительность высокая, есть возможность регулирования парамет-
ров процесса. Получается достаточное расплавление основного
металла на требуемую глубину и прочное соединение продуктов
расплава с деталью. Наплавка представляет собой композиционное
покрытие на основе железа с включениями карбидов Cr3C2, TiC,
Fe7C3, WC и др.
В шихте можно использовать исходную руду, а не материал
после металлургического передела, что значительно снижает сто-
имость процесса.
Для ножей грейдеров, экскаваторов, бульдозеров, винтовых
шнеков и лопастей бетоносмесителей применяют наплавку порош-
ковыми лентами разного химического состава. Ленточные элект-
роды повышают производительность в 2 раза по сравнению с про-
волокой, резко увеличивается стойкость деталей при абразивном
изнашивании. Наплавку ведут под флюсом на постоянном токе
обратной полярности. Для снижения вероятности образования
холодных и горячих трещин детали подогревают до 400 °C (до пол-
ного прогрева по сечению).
Известна технология наплавки чугунной лентой рабочих орга-
нов бульдозеров и скреперов. Чугунная лента получается прокат-
кой жидкого чугуна. В наплавке получают белый чугун (2,3 % С;
1,0 % Si; 0,6 % Мп; 0,04 % S; 0,04 % Р); в структуре — ледебурит,
перлит и карбиды, в околошовной зоне термического влияния —
перлит и феррит, характерные структуры конструкционных сталей.
Изношенные части букс электровозов наплавляют лентой, что
позволяет снизить ток с 500 до 300 А, а это, в свою очередь, опреде-
ляет режим с меньшей погонной тепловой энергией дуги без ухуд-
шения устойчивости ее горения. Рассредоточенный ввод теплоты
в основной металл, малая глубина проплавления (1...2 мм) дают
возможность избежать околошовных трещин и закалочных струк-
тур. Применяется технология мягкого подслоя с этой же целью. Так,
на диск из стали марки СтЗ наплавляют подслой из пластичной,
мягкой стали 10, а затем, по этому подслою, наплавляют износос-
116
тонкий слой из закаливающейся стали марки 40Х или ЗОХНМА.
Возможна наплавка или нанесение покрытия из стали ШХ15. Ма-
лая глубина проплавления основного металла, более благоприят-
ные условия тепловложения определили невозможность трещино-
образования при обработке больших редукторных колес.
Перспективной представляется подобная двухслойная наплав-
ка изношенных по кругу катания и гребню колес вагонов и локо-
мотивов.
С этой же целью применяют многоэлектродную наплавку, ко-
торая благодаря интенсивному конвективному перемешиванию
металла ванны, коагуляции неметаллических включений и их
всплыванию на поверхность дает высокую однородность металла.
Импульсное плавление отдельных электродов (при общем подво-
де сварочного тока) создает благоприятное взаимодействие маг-
нитных и электрических полей. Большее время нахождения метал-
ла наплавки в жидком состоянии позволяет легировать порошка-
ми, обеспечивать мелкокапельный перенос.
Детали автосцепки работают в тяжелых условиях ударно-аб-
разивного изнашивания. При этом износ зубьев, замка, корпуса,
хвостовика опасен, приводит к саморасцепу. Восстановление на-
плавкой затруднено из-за сложной конфигурации и малых разме-
ров. С помощью специального манипулятора и подвижной напла-
вочной головки наплавляют проволоку типа Св-Г2С и др. Эти про-
волоки не дают необходимой износостойкости, поэтому предло-
жена технология последующей упрочняющей обработки. Быстро
изнашиваются также клинья и фрикционные планки демпфирую-
щего устройства. Они наплавляются автоматической наплавкой под
флюсом, которая выравнивает неравномерный износ и практичес-
ки исключает последующую механическую обработку, так как по-
верхность хорошо формируется. Известен процесс электрошлако-
вой наплавки после обрезки изношенной части поперечного вала
уравнительной муфты электровоза. Расходуемый электрод при этом
должен быть близок по составу основному металлу.
Многоэлектродная наплавка порошковой самозащитной про-
волокой используется при наплавке крестовин стрелочных пере-
водов. При этом улучшилось качество наплавки, повысилась на-
дежность крестовин и производительность процесса. Переменное
117
сечение элементов крестовины, как по ширине, так и по высоте,
заставило применить специальный стенд-кондуктор с предвари-
тельным изгибом крестовины для компенсации деформаций в ре-
зультате усадки. Дело в том, что при износе 20...25 мм приходится
наплавлять в два-три слоя; масса наплавленного слоя увеличива-
ется, появляются термические напряжения и деформации. Сразу
после наплавки изгиб крестовины прекращают. Применение мно-
гоэлектродной наплавки позволило получить высокое качество:
трещин и расслоений не обнаружено, производительность повы-
силась в 2 раза.
До сих пор на изготовление зубьев экскаваторов идет дорогая
и дефицитная марганцевая сталь Г13Л, которая хорошо наклепы-
вается, обладает высокими показателями ударной вязкости и из-
носостойкости. Однако условия работы зубьев не дают необходи-
мого наклепа, поэтому рационально использовать обычную угле-
родистую сталь с наплавкой рабочих поверхностей износостойким
слоем — сплавом У55Х12Г10С. Наплавка зуба с двух сторон за один
проход тринадцатью электродами позволила получить равномер-
ный по глубине и ширине слой в зависимости от конфигурации
зуба. Износостойкость зубьев в эксплуатации повысилась в 3 раза,
получена экономия дорогой высоколегированной стали. При ме-
таллографическом контроле не обнаружено дефектов в наплавке.
Проволокой Св-08 можно наплавлять, применяя легирующие флю-
сы (сварочный флюс АН-348А с добавками феррохрома, ферро-
марганца, графита). Лучшие результаты получены при наплавке по-
рошковой проволокой или лентой без дополнительной защиты.
Инструкции допускают многоэлектродную наплавку сло-
ем толщиной до 12 мм и шириной до 200 мм проволокой марки
ПП-Нп-14СТ (по ГОСТ 26101—84). Однако, сравнительно низ-
кая твердость наплавки (250 НВ) не дает требуемой износос-
тойкости, поэтому применяют порошковую проволоку марок
ПП-НпЗОХ4Г2М или ПП-Нп-250Х10Б8С2Т для деталей, работа-
ющих в условиях абразивного изнашивания с ударными нагрузка-
ми. Твердость наплавки при этом повышается до 400 НВ. Коэффи-
циент наплавки выше, чем у сплошных электродов (до 15 г/(А-ч)).
К наплавке относят также способ контактной приварки мощ-
ными импульсами тока к поверхности детали стальной ленты, про-
118
волоки или прессованных порошков из твердых сплавов на основе
карбидов вольфрама. При этом металл детали прогревается на не-
большую глубину, поэтому не нужны флюсы и защитные газы.
Толщина слоя за один проход до 1,5 мм достигается на специаль-
ной установке в полуавтоматическом режиме.
Эффективность наплавки зависит от многих факторов; при
этом состав, структура, а значит свойства слоя должны соответ-
ствовать условиям работы детали в эксплуатации. Обычно эти ус-
ловия конкретизируют: работа со смазкой, без смазки, с абрази-
вом, при контактных нагрузках или ударном воздействии, при этом
уделяют внимание температурному режиму и среде. Понятно, что
создать универсальную наплавку затруднительно, а может быть и
невозможно. Однако исследования показали, что существует об-
щий принцип при выборе материала и способа наплавки. Это раз-
ница в свойствах матрицы и твердых составляющих. Чаще всего
твердыми составляющими являются карбиды, они характеризуют-
ся формой и количеством, распределением по толщине и ширине
наплавки, твердостью и прочностью. Однако твердость не всегда
определяет износостойкость. Так, для режущего инструмента глав-
ное — красностойкость, а для траков гусениц это особое свойство
роли не играет, так как они не нагреваются выше 150 °C.
Матрицей является чаще всего металлическая основа; от ее
прочности и пластичности, а также твердости будет зависеть из-
носостойкость наплавки в целом.
Комплекс необходимых служебных свойств получают легиро-
ванием, а также последующей термической и механической обра-
боткой. Исследования наплавленного слоя после однослойной ме-
ханизированной наплавки неплавящимся электродом показали, что
форма карбидов и их расположение в матрице зависят от темпера-
туры перегрева и скорости охлаждения. Так, некоторые доэвтек-
тоидные сплавы имеют в структуре феррит с низкой твердостью
по границам зерен; их применяю! для слабонагруженных деталей.
Эвтектоидные сплавы со структурой троостита и сорбита с твер-
достью до 400 ИВ применяются при высоких контактных нагрузках.
Заэвтектоидные и эвтектические сплавы с твердостью до 650 НВ ис-
пользуют в случае абразивного изнашивания. При этом износос-
тойкость зависит от процентного содержания карбидов. Если кар-
119
бидов менее 25 % — высокая ударная вязкость, но невысокая изно-
состойкость.
Заэвтектические сплавы с твердостью 900 НВ применяют ред-
ко — из-за хрупкости. Величина первичных карбидов зависит от
скорости охлаждения. Таким образом, можно разделять наплавки
по проценту карбидов: для ударных нагрузок при незначительном
износе — менее 25 %, при ударах и абразивном износе — 20.. .30 %,
при контактных нагрузках и преимущественном износе - - 35.. .40 %.
Содержание углерода соответственно от 1 до 3 % и более.
Из-за дефицитности вольфрама разработаны сплавы для на-
плавки режущего инструмента с ниобием, азотом и бором, не усту-
пающие по стойкости быстрорежущим сталям. Ниобий легче дру-
гих элементов связывает углерод в карбиды, измельчает зерно,
дает однородность структуры. Так, сплав с содержанием С = 1,2 %,
V = 3,3 %, Мо = 3,0 %, Сг = 3,7 %, Nb = 1,6 % оказался на 26 % более
стойким по сравнению со сталью Р18.
Применение сварки и наплавки с последующим упрочнением
позволило более рационально использовать прокат, поковки и от-
ливки. Более половины всей произведенной стали идет в сварные
конструкции, при этом около 70 % всего объема производится при
помощи электрической дуги. На ремонтных предприятиях наплав-
ка под флюсом составляет 32 %, в углекислом газе — 20 %, вибро-
дуговая — 12 %, порошковой самозащитной проволокой — 10 %,
плазменная — 1,5 %, электрошлаковая — 1,5 %, другие способы —
5 % от общего объема работ по наплавке.
К технологическим параметрам наплавки относится производи-
тельность, т.е. масса металла, наплавленного в единицу времени.
Этот параметр колеблется в широких пределах и зависит от способа
наплавки. Так, при автоматической наплавке электродом большого
сечения под флюсом производительность доходит до 15 кг/ч, а при
электрошлаковой—до 60 кг/ч; при ручной наплавке покрытым элек-
тродом — 0,8...3 кг/ч. Для увеличения производительности приме-
няют широкие валики с колебательными движениями электрода,
пластинчатые электроды, разные порошки. Вторым, более важным,
параметром наплавки является качество наплавки.
При этом под качеством понимают выполнение заданных тре-
бований по составу, структуре и свойствам наплавленного слоя.
120
Эти требования бывают разными и иногда противоречивыми. По-
этому не удается создать наплавку более универсальную, чем при-
меняемые изностойкие, коррозионностойкие, прочные, элект-
ропроводные и т.д.
Технология наплавки зависит от многих факторов: это мате-
риалы (основной и наплавочный), конфигурация наплавки, ее тол-
щина и пр. Так, например, для наплавки зернистого порошкового
сплава производят следующие операции. Очистка поверхности под
наплавку: обезжиривание, удаление масла, ржавчины, грязи, ока-
лины — занимает много времени и ручного труда, но необходима.
Далее на очищенную поверхность насыпают тонкий слой предва-
рительно прокаленной буры (0,2...0,3 мм толщиной), затем слой
порошков толщиной 2...7 мм и шириной до 40 мм. Угольным элек-
тродом после возбуждения дуги производят колебательные и по-
ступательные движения, чтобы получить ровный слой. Высота на-
плавки получается на 40...80 % меньше, чем слой порошка и зави-
сит от состава порошка. Наплавка в несколько слоев может произ-
водиться, но при этом следует помнить об усадке, остаточных на-
пряжениях и деформациях.
Наплавка из порошковых твердых сплавов по толщине имеет
пределы от 1,5 до 5 мм. Наплавка покрытыми электродами вместо
угольных (типа ЭЧ2) возможна, но при этом твердость слоя не-
сколько снижается. Инструкциями регламентируются следующие
технологические параметры режима наплавки низколегированной
стали покрытыми электродами типа Св-0,8, Св-0,8Г2С марок ОЗН-
300М, ОЗН-400М: при износе 5...6 мм, диаметре электродной про-
волоки 5 мм — ток до 700 А, напряжение дуги до 36 В, скорость
наплавки до 25 м/ч на постоянном или переменном токе. К пара-
метрам наплавки относят также степень перемешивания при на-
плавке присадочного и основного металлов. Чем меньше переме-
шивание, тем ближе состав наплавки к заданному, что гарантиру-
ет требуемые свойства. Регулированием тока, напряжения, скоро-
сти наплавки и выбором диаметра электрода влияют на качество
наплавки. Так, доля основного металла в металле наплавки, т.е.
степень перемешивания (отрицательный фактор) увеличивается с
увеличением силы тока, напряжения и скорости наплавки. Увели-
чение диаметра электрода приводит к уменьшению доли основно-
121
го металла. Наплавка в среде защитных газов, плазменная, элект-
рошлаковая, лучевая, газовая мало отличается от сварки, но при-
меняется значительно реже.
В последнее время стали применять индукционную наплавку
порошком с нагревом ТВЧ под флюсом. На установке для наплав-
ки деталей автосцепки (УНА), оснащенной манипулятором, про-
изводят наплавку следующим образом: сначала на ровную очищен-
ную поверхность наносят слой порошка (или пасты с порошком),
затем слой флюса и сверху — пластину из металла, близкого к ос-
новному. Затем включают нагрев с помощью токов высокой час-
тоты до расплавления пластины.
Поскольку регулировать температуру невозможно, приме-
няют технологию передержки. Передержкой называют отноше-
ние времени пребывания металла в расплавленном состоянии
при включенном нагреве к полному времени нагрева. Увеличи-
вая степень передержки (до 20 %), изменяют структуру наплав-
ки или относительную толщину эвтектической зоны. Изменяются
при этом степень расплавления порошков, твердого сплава, глу-
бина проплавления основного металла, т.е., по сути, качество
наплавки. Перспективной следует считать плазменную наплавку
тугоплавких металлов.
При небольшой глубине проплавления (до 5 %) сталь наплавля-
ется на сталь, а медные сплавы вообще не смешиваются со сталью.
Параметры наплавки стали 9ХФ: ток 400 А, скорость перемещения
плазмотрона 35 м/ч. При этом расход плазмообразующего газа (ар-
гона) составил 2,3 м3/ч, охлаждающей воды — 166 м3/ч, расстояние
от среза сопла до поверхности 6 мм, напряжение дуги 75 В.
Хорошие результаты получены при газопорошковой лазерной
наплавке, когда порошок сплава подается в зону действия лазерно-
го луча инжекторным устройством. При толщине слоя 0,8 мм глу-
бина проплавления подложки составила всего 0,1 мм.
Известен опыт электрошлаковой наплавки шихты состава: кар-
бид вольфрама, углерод, вольфрам (релит 3) — на державку резца
из стали 45. Из-за плохой смачиваемости на державке фрезеруют
паз глубиной 5 мм, для толщины шихты 10 мм. Наплавка идет в
один проход при токе сварочного трансформатора (ТС-500)
350...450 А, напряжении 38.. .40 В, глубине шлаковой ванны 35...40 мм.
122
Стойкость резцов из быстрорежущей стали Р18 оказалась в 2 раза
меньше, чем у наплавленных этим способом резцов, к тому же сле-
дует учесть экономию вольфрама.
При вибродуговой наплавке инструкциями рекомендуется следу-
ющий режим: диаметр сварочной проволоки 0,8...2 мм, скорость по-
дачи проволоки от 200 до 60 м/ч, частота колебаний от 50 до 30 с1,
амплитуда колебаний от 1 до 2,5 мм. Наплавку ведут на постоянном
токе обратной полярности током 120...210 А, в зависимости от тол-
щины (диаметра) деталей при напряжении 12...28 В.
В ремонтном деле нашел свое место способ электроконтакт-
ной наплавки (наварки) проволоки (ленты) необходимого состава
на деталь, требующую ремонта (рис. 4.9). При этом нагрев осуще-
ствляется с помощью импульсного тока от батареи конденсаторов
(14 кА, время импульса 0,01 с). Обеспечивается быстрый нагрев
в местах контакта наплавки с деталью до 1400 °C. При этом зона
нагрева распространяется на глубину 0,3 мм. Для снижения пе-
регрева детали подают охлаждающую жидкость с расходом до
1,5 дм3/мин. Низкая энергоемкость, высокая производительность
(до 70 см2/мин), практически отсутствие потерь присадочного мате-
риала, минимальная зона тер-
мического влияния, отсутствие
необходимости защиты от све-
тового излучения дуги делают
электроконтактную наплавку
перспективной.
Разработаны технологи-
ческие операции и режимы
этого процесса. В частности,
необходимо прижимать на-
плавляемый материал в лю-
бой форме к детали, чтобы
обеспечить плотный контакт
и приварку в пластическом
состоянии.
Так, при наплавке прово-
локи марки Св-08 на цилиндри-
ческую деталь, при диаметре
Рис. 4.9. Схема электроконтактной
наплавки (приварки):
1,4 — ролик-электрод; 2 — де-
таль; 3 — проволока (лента) для
наплавки; 5 — трансформатор; 6
123
проволоки 2,5 мм, сила тока 10 А, время импульса 0,02 с, длитель-
ность паузы 0,06 с, давление на электрод 1,5 кН, скорость на-
плавки 1,8 м/мин, подача 2,8 мм/об.
Наплавка может производиться с помощью газового пламени.
Наиболее распространена газопламенная наплавка цветных метал-
лов (чаще латуни и бронзы) на сталь и чугун, а также наплавка
тведых сплавов. Технология наплавки предполагает использова-
ние флюса-буры для лучшего смачивания и прочной связи латуни
с основным металлом.
При наплавке твердых сплавов увеличивают мощность пламе-
ни по ацетилену в зависимости от толщины наплавки.
4.4. Специальные виды сварки
Эти виды иногда называют особыми, так как по своей сущнос-
ти, и особенно по технологии, они резко отличаются от традицион-
ных. Кроме того, эти процессы стали называть сопутствующими,
поскольку, строго говоря, сваркой они не являются. Например, плаз-
менная наплавка широко известна, однако в своем развитии она пре-
вратилась в процесс изготовления новых деталей этим способом.
Модель будущей детали помещают в камеру, где ведут наплавку до
тех пор, пока не получают деталь нужных размеров. Затем модель
выплавляют, а деталь подвергают механической и термической об-
работке. Так, непосредственно из металлических порошков получа-
ют деталь, минуя металлургическое и литейное производство. Про-
цесс автоматизирован, установка выключается, когда деталь гото-
ва. В настоящее время этим методом получают детали из компози-
ционных материалов (полимерные матрицы, пропитанные металлом,
металлы и химические соединения послойно и др.)
Технологические параметры режимов разрабатываются, как
правило, применительно к конкретному процессу, детали, услови-
ям ее работы, материалу и т.д. Поэтому, например, при термит-
ной сварке технология различна в зависимости от того, каким спо-
собом производится сварка: плавлением, с использованием давле-
ния или комбинированным способом.
Так, сварка с использованием давления происходит при сдав-
ливании в пластическом состоянии разогретых теплотой сгорания
124
термитной смеси свариваемых элементов. При сварке плавлением
сжатия деталей не требуется, так как кромки деталей полностью
расплавляются в огнеупорной форме, где и образуется ванна под
слоем шлака.
При сварке рельсов используют комбинацию этих способов.
Жидкий расплав заполняет нижнюю часть формы, а в верхней рас-
полагается жидкий шлак. После заливки формы части рельса сжи-
мают, получая в нижней части сварку плавлением, а в верхней —
давлением.
Термитную сварку стальных проводов, проволоки, стержней
проводят в муфелях — прессованных шашках с магниевым терми-
том. После разогрева концы проволоки сжимают клещами, полу-
чая стыковое соединение.
Механический класс включает в себя процессы сварки без на-
грева. Так называемая холодная сварка происходит при сдавлива-
нии пластичных металлов. В результате, вследствие пластической
деформации металла выделяется теплота, которая практического
значения не имеет. Процесс может идти даже при отрицательных
температурах, но необходима очистка поверхностей от пленок и
загрязнений. Диффузии при этом не происходит, наблюдается лишь
схватывание.
В последнее время появились технологии холодной сварки со
сдавливанием в точке пуансоном, по шву роликом, со сжатием в
стыке, а также со сдвигом. Сдвиг позволяет разрушить окисные
пленки, произвести смятие микронеровностей, обеспечив тем са-
мым необходимый физический контакт и меньшие усилия сдав-
ливания. Степень пластической деформации, необходимая для хо-
лодной сварки, зависит от свойств материала. Пластичные метал-
лы — медь, алюминий, свинец, никель, техническое железо —
можно сваривать холодной сваркой, без использования нагрева,
только за счет пластической деформации при давлении.
Так, можно сварить листы внахлестку, сжимая их пуансонами.
Технологические параметры режима сварки, например, меди: глу-
бина вдавливания составляет 80 % от толщины листов. Толщина
листов может быть разной — от 0,2 до 15 мм. Давление, необходи-
мое для сварки меди, должно быть 2000 МПа, а для алюминия
300.. .600 МПа, в зависимости от структуры. Холодную сварку мож-
125
но производить и встык. Провода из алюминия или меди сварива-
ют клещами вручную, если сечение не более 4 мм2. Большие сече-
ния сваривают на специальных машинах, где сваривают даже алю-
миний со сталью, свинец с железом и т.д. с сечением до 1500 мм2.
Для увеличения прочности соединения применяют клинопрес-
совую сварку, например, для изготовления алюмостальных труб-
чатых переходников, бесфланцевых трубопроводов. Технология
предусматривает запрессовку стальной трубы с конической повер-
хностью (конусность 10... 12°) в алюминиевую трубу. Испытания
показали не только герметичность, но и равнопрочность соедине-
ния. Образцы разрушались по основному металлу — алюминию.
Дело в том, что при сжатии происходит одновременно сдвиг-сме-
щение соединяемых поверхностей, что вызывает дополнительное
разрушение окисной пленки при пластической деформации. При
этом необходимо давление, немного превышающее предел текуче-
сти металлов, время сварки составляет 1...2 с.
В технологии учитывают соотношение твердостей оксидной
пленки и основного металла. Чем это соотношение больше, тем
большие усилия должны быть приложены для разрушения пленок,
препятствующих сварке.
Монтаж электросхем в приборостроении, электротехнике —
основное поле для применения холодной сварки.
В последнее время стала применяться импульсная холодная свар-
ка взрывом, выстрелом, электромагнитным полем, электрогидрав-
лическим ударом. Важное свойство сварки взрывом — возможность
сваривать разнородные металлы, которые не свариваются други-
ми способами из-за хрупких интерметаллических соединений. Со-
единение взрывом происходит практически мгновенно, в течение
микросекунд. Опыт показал, что при взрыве создается давление
10...20 ГПа, детали соединяются со скоростью более 1000 м/с. Удар
и газы дают большую местную пластическую деформацию и на-
гревают металл.
Взрывом одновременно можно штамповать многослойные или
биметаллические детали и сваривать их, например, при изготовле-
нии деталей турбин, в том числе из композиционных материалов.
Повышение плотности дислокаций, дробление зерен при упрочне-
нии взрывом обеспечивают повышенную прочность сварных со-
126
единений при соблюдении необходимых параметров. Действитель-
но, рекомендуемое упрочнение наклепом сварных швов преследу-
ет ту же цель — повысить усталостную прочность созданием оста-
точных напряжений сжатия.
Проблема предварительной очистки от оксидной пленки сва-
риваемых поверхностей успешно решается сваркой взрывом. Тех-
нология предусматривает наклон поверхности на угол 2... 15°, что-
бы получить направленную (кумулятивную) воздушную струю. Эта
струя, со скоростью до 7000 м/с, снимает оксидную пленку, обеспе-
чивая хороший физический контакт. При сварке выстрелом исполь-
зуют так же, как и при холодной сварке, сдвиговую деформацию,
разрушающую пленку оксидов. Здесь сваривают детали без накло-
на и зазора, но направление удара идет под углом, обеспечивая
сдвиг. При этом возможна сварка композиционных материалов,
облицовка стали полимером. При штамповке взрывом возможно
также получение сварных соединений разнородных материалов, в
том числе и многослойных. При сварке взрывом используют взрыв-
чатые вещества (ВВ) типа аммонит № 9, 10 или гранулит АС, тех-
нология обеспечивает прочность соединений выше, чем у основ-
ного металла.
Низкий КПД процесса (до 3 %) компенсируется большой энер-
гоемкостью, дешевизной ВВ и малым удельным расходом (300 кг
ВВ на 1 тонну свариваемого металла).
Широко применяют сварку взрывом при плакировании (нане-
сении тонкого слоя металла) специфичных по свойствам дорогих
металлов на дешевую сталь. Так восстанавливают литые лопатки
турбин гидроэлектростанций из стали ЗОЛ, покрывая их износос-
тойким слоем. Другим способом этого добиться не удавалось. Труд-
но поддаются традиционной сварке космические материалы и их
сочетания.
Например, только сварка взрывом позволила получить надеж-
ные сварные соединения деталей из титановых, магниевых, алю-
миниевых, ниобиевых, хромоникелевых и других сплавов.
Оригинальная технология разработана при ультразвуковой свар-
ке, поскольку используют специфический источник энергии — уль-
тразвуковые колебания с частотой более 20 кГц. Поэтому техноло-
гические параметры режима ультразвуковой сварки тоже особые —
127
это площадь ввода ультразвука в зону сварки, амплитуда и частота
колебаний сварочного наконечника, сварочное усилие сжатия и вре-
мя сварки. При этом учитываются толщина и свойства свариваемо-
го материала. Например, с увеличением толщины деталей с 0,2 до
0,8 мм амплитуда колебаний также растет с 4 до 12 мкм. Для никеля,
по сравнению с алюминием, она должна быть больше (до 16 мкм).
Амплитуду можно снизить, повысив усилие сжатия и диаметр нако-
нечника, а тем самым площадь ввода ультразвука. Преимущества
сварки ультразвуком — приварка проводов без снятия изоляции.
Ультразвуком лечат — в хирургии освоена резка, наплавка, сварка
костных и мягких тканей. Появились опыты соединения ультразву-
ком металлов с неметаллами (стеклом и др.), сварки пластмасс, за-
каленных сталей без снижения прочности, без зачистки от покры-
тий. К недостаткам относят малую толщину деталей (до 2 мм), неус-
тойчивость режима и нестабильность качества сварки.
В последнее время повысились требования к сварным соеди-
нениям по герметичности под давлением, вибропрочности, термо-
стойкости. При этом возникла острая необходимость в сварке та-
ких материалов, как медь—алюминий, алюминий—хромоникеле-
вая нержавеющая сталь, цирконий—нержавеющая сталь и др.
Обычной сварке эти сочетания материалов не поддаются. Поэто-
му возник новый способ сварки — с помощью импульсного маг-
нитного поля. Магнитоимпулъсная сварка осуществляется при со-
ударении деталей под воздействием сил, возникающих при инду-
цировании вихревых токов (рис. 4.10). Ток от батареи конденсато-
ров 4 создает в обмотке катушки магнитное поле, которое, в свою
очередь, возбуждает в наружной детали вихревые токи Фуко. Эти
токи образуют суммарное магнитное поле в свариваемых деталях,
которое начнет взаимодействовать с магнитным полем катушки.
В результате появляются силы отталкивания, которые могут дос-
тигать больших значений и обеспечивать давление наружной де-
тали на внутреннюю до 4000...5000 МПа. Такого давления доста-
точно для очистки поверхностей при их соударении, а затем их де-
формации и сварки. Длительность импульса 10... 100 мкс, скорость
движения детали — несколько км/с.
Магнитоимпульсная сварка напоминает по характеру сварку
взрывом, но отличается тем, что имеет критический порог энер-
128
2
гии импульса (около 10 кДж), выше которого наступает разруше-
ние. Кроме того, возникают непровары, которые трудно обнаружить.
Поэтому ограничивается толщина наружной детали (до 3 мм), ко-
торая испытывает нагрузки в виде импульсного приложения.
Индуктор также испытывает нагрузки и достаточно быстро вы-
ходит из строя. Перспективность этого способа в том, что он не
требует особых условий безопасности, как при сварке взрывом,
обеспечивая качественное соединение разнородных материалов,
легко поддается автоматизации, высоко производителен и прост
в управлении. Меняя форму индуктора, можно получать соеди-
нения полых и сплошных деталей при изготовлении и ремонте
тяг, рычагов и т.п.
Разработан способ и технология диффузионной сварки в вакуу-
ме и в инертных, защитных газах (рис. 4.11). Этот способ позволя-
ет получать, практически без деформации и расплавления, каче-
ственное сварное соединение без пор, раковин, оксидных включе-
ний. Можно соединять металлы с полупроводниками и другими
металлами и неметаллами, например, медь с сапфиром, стеклом,
9-2375
129
2
3
Рис. 4.11. Схема диффузионной сварки в
вакууме:
/ — вакуумная камера; 2 — поршень со што-
ком; 3 — давление жидкости; 4 — индуктор;
5 — заготовки; 6 — отсос воздуха; 7 — ис-
точник питания; 8 — охлаждающая вода
сталь с чугуном, графитом и т.д. Только диффузионной сваркой
получают такие точные сварные конструкции, как, например, ре-
шетка из меди с приваркой алюминиевой фольги толщиной 8 мкм.
К параметрам режима относят температуру нагрева деталей, удель-
ное давление при сварке, время сварки, степень вакуумирования.
Важно влияние защитных газов и жидкостей (в случае замены ва-
куума) на сварочный шов. Обычно температура сварки составляет
0,5...0,7 от температуры плавления более легкоплавкого металла.
Давление зависит от предела текучести и площади контакта и со-
ставляет 0,5...50 МПа. Время выдержки колеблется, в зависимости
от материала, в пределах от 1 до 10 мин. Степень вакуумирования
или остаточное давление воздуха должны быть примерно 133-10 2 Па,
а для активных металлов (титан, тантал, ниобий, магний, алюми-
ний) 133-10 4 Па. Нагрев и охлаждение должны быть медленными,
чтобы избежать трещин. Известно более 30 типов промышленных
установок. Дороговизна вакуумирования привела к тому, что по-
явилось предложение вместо вакуума применить густую жидкость
(полимер — акриловую смолу), нанесенную до сварки. Эта жид-
кость при нагреве разлагается, выделяя газы, которые защищают
130
от окисления и попадания воздуха в место сварки. Так, например,
сваривают режущую часть инструмента из стали Р18, дорогой и
дефицитной, с хвостовиком-державкой из дешевой среднеуглеро-
дистой стали.
Диффузионная сварка, по определению, в основном происхо-
дит за счет диффузионного перемешивания атомов в поверхност-
ном слое свариваемых деталей. При этом взаимная диффузия со-
вершается после локальной, местной деформации при повышен-
ной температуре. Процесс идет в твердом состоянии, поскольку
образование сварного соединения происходит в условиях контак-
тирующих поверхностей, активизации атомов путем нагрева и пла-
стического деформирования. В результате между атомами даже
разнородных металлов образуются прочные связи, определяя мо-
нолитность соединения. Металлы, склонные к росту зерна, свари-
вают при более низких температурах, но обычно температура вы-
бирается в пределах 0,4...0,8 от абсолютной температуры плавле-
ния металла. Иногда для таких материалов, во избежание дефор-
маций, увеличивают время сварки. В случае разнородных метал-
лов температуру процесса определяют по температуре плавления
более легкоплавкого металла. Давление рассчитывают исходя из
предела текучести металла и площади контакта. Качество сварки
во многом зависит от окружающей среды; окисление и появление
окисной пленки, взаимодействие с азотом — негативные факторы.
Поэтому сварку проводят в вакууме, который является наилучшей
защитой. Преимущества диффузионной сварки определяются от-
сутствием плавления металла, практически малыми изменениями
структуры основного металла, минимальными напряжениями и
деформациями, отсутствием трещинообразования, большой точ-
ностью, возможностью сварки разных металлов.
К современным способам сварки относят индукционно-прессо-
вую, или высокочастотную сварку, когда не требуется специальной
подготовки кромок. Например, этим способом сваривают трубы
диаметром от 10 до 1200 мм из горячекатаной стали. При нагреве
токами высокой частоты используют поверхностный эффект. Вы-
сокая плотность тока на поверхности при частоте 2,4.. .8,5 кГц дает
быстрый нагрев без расплавления, при дальнейшем сжатии кро-
мок происходит сварка.
131
В последнее время стали применять радиочастотную сварку на
частотах тока 70...450 кГц и более, что позволило сваривать медь,
титан, цирконий, алюминий. Параметры режима сварки: сила тока
1000...2000 А, мощность генераторов токов высокой частоты
15...500 кВА, усилие сжатия 40... 150 Н. Процесс сварки легко под-
вергается автоматизации, что позволяет стабилизировать и повы-
шать качество сварки. Недостаток — сложность и дороговизна обо-
рудования, малая долговечность подплавляющихся контактов.
Ультразвуковая сварка с использованием давления, по сути,
является контактной сваркой; в качестве источника колебаний ис-
пользуют специальные ультразвуковые генераторы. При этом про-
является магнитострикционный эффект, когда под влиянием элек-
тромагнитных колебаний высокой частоты (15...70 кГц) некото-
рые металлы и сплавы сжимаются и расширяются. Эти изменения
размеров тонких пластинок (0,1...0,2 мм) по величине малы, по-
этому необходимо увеличить амплитуду и интенсивность колеба-
ний с помощью волновода и усилителя конической формы. Разме-
ры волновода рассчитывают так, чтобы максимальная амплитуда
была в зоне сварки. Деформации сдвига разрушают окисные плен-
ки, обеспечивая физический контакт, а развивающаяся при этом
теплота дает необходимую активацию поверхностным атомам. Под
влиянием усилия сжатия развивается пластическая деформация и,
в итоге, образуется сварное соединение.
Сварка ультразвуком может быть точечной и шовной, внахле-
стку, но толщина деталей не превышает 2 мм. Это ограничивает
возможности технологии и обеспечение стабильного качества свар-
ки из-за неизбежного рассеивания энергии и нестабильности пара-
метров режима: длительности и амплитуды колебаний, усилия сжа-
тия, частоты вынужденных механических колебаний магнитострик-
тора. При сварке малых толщин диаметр точки больше, чем при
конденсаторной сварке, кроме того, хорошо свариваются разно-
родные металлы и металлы с неметаллами (полупроводники, стек-
ло и др.). Стала применяться ультразвуковая сварка пластмасс, а
также плакированных (покрытых) деталей. При сварке пластмасс
необходимо, чтобы механические колебания и давление действо-
вали по линии, перпендикулярной плоскости свариваемых деталей,
так как сдвиговые деформации не нужны потому, что отсутствуют
132
окисные пленки. В этом случае получается концентрация энергии
и теплоты в зоне сварки, достаточная для размягчения пластмас-
совых деталей, а сжатие дает сварное соединение.
Ультразвуковая сварка применима, когда сваривают закален-
ные и отпущенные стали, химически активные металлы (алюми-
ний, магний, титан и др.). Дело в том, что в зоне сварки температу-
ра не превышает 200...300 °C для алюминия, не более 600 °C для
меди. Структура и свойства металлов в околошовной зоне при этом
не меняются, что очень важно. Область ультразвуковой сварки
расширяется. Например, получены результаты при сварке биоло-
гических тканей, поэтому ультразвуковая сварка применяется, на-
ряду с лазерной, в хирургии. Оборудование для ультразвуковой
сварки значительно дешевле; выпускают установки — машины типа
УЗСМ-2 и др. для точечной и шовной сварки.
Сварка трением стала применяться в промышленности срав-
нительно недавно. В 50-х годах прошлого века в России появилась
первая машина для сварки трением МСТ-1.
Технологические параметры режима сварки трением: давление
при нагреве и проковке (сварке), время нагрева и проковки, ско-
рость вращения детали (или вставки), величина осадки при нагре-
ве и суммарной осадки. Время сварки одного стыка колеблется в
зависимости от диаметра деталей. Диапазон диаметров сплошных
деталей — 8... 100 мм, а времени сварки — 2...22 с.
При инерционной сварке время сварки можно снизить до 0,5...5 с.
Появились машины для сварки трением — полуавтоматы МСТ-20,
СТ-107, МФ-327 с мощностью от 40 до 160 кВА, усилием сжатия —
100...450 кН, частотой вращения шпинделя — 5... 18 с .
Давно известно, что при трении тел возникает теплота, одна-
ко использовать это явление для сварки стали сравнительно недав-
но. При торможении колодками при недостатке смазки или пере-
косе подшипника выделяется «вредное» тепло, приводящее к схва-
тыванию, приварке. Сущность сварки трением в твердом состоя-
нии двух взаимно перемещающихся тел состоит в использовании
возникающей теплоты для разогрева свариваемых поверхностей
до необходимого пластического состояния. Одновременно необ-
ходимо сближать тела усилием, а также сдавливать их после оста-
новки взаимного перемещения. Тогда получается надежное свар-
133
ное соединение, обладающее высокими механическими свойства-
ми. Температура в зоне сварки достигает 1300 °C, поэтому можно
производить сварку трением разнородных материалов (сталь с ке-
рамикой, например). При этом тип соединения может быть раз-
ным: стыковое, тавровое, труба и т.д. Можно сваривать не только
тела вращения; важно обеспечить их взаимное перемещение, сколь-
жение с одновременным давлением. Иногда необходимо большое
усилие при давлении уже после остановки, торможения. Выпуска-
емые машины для сварки трением (типа МСТ 2001-ГД88 и др.) дают
возможность сваривать детали по разным схемам нагружения. Важ-
но, что энергозатраты при сварке трением по сравнению с контак-
тной стыковой сваркой ниже в 5—10 раз. На качество и произво-
дительность сварки трением оказывают влияние: коэффициент тре-
ния, скорость относительного перемещения двух тел, время нагре-
ва, удельное усилие во время перемещения, усилие осадки после
остановки машины. Окисные пленки разрушаются во время тре-
ния, поэтому возникают металлические связи между атомами кон-
тактирующих тел. Сварку трением используют в инструменталь-
ном производстве, приваривая дорогой инструмент — режущую
часть из дефицитной вольфрамовой стали к державке из более де-
шевой углеродистой стали. Перспективной является сварка трени-
ем штока и тарелки клапана мощных двигателей (например, теп-
ловозных) для экономии никельсодержащих жаропрочных и жа-
ростойких сталей. Размеры свариваемых трением деталей доходят
до 8...9-103 мм2 в сечении и 100 мм в диаметре.
Важно, что температуру в зоне сварки можно изменять в ши-
роких пределах, регулируя параметры режима сварки. Иногда свар-
ку трением осуществляют на обычных металлорежущих станках
(токарном, сверлильном, фрезерном и др.). При этом станки преж-
девременно выходят из строя из-за применения больших усилий и
резкого торможения при большой частоте вращения, необходимой
для сварки. Поэтому лучше проводить сварку трением на специ-
альных машинах, что оправдывается при крупных сериях и в мас-
совом производстве.
Характеризуя иногда сильно отличающиеся способы сварки, сле-
дует отметить основную цель — получить соединение, отвечающее
требованиям эксплуатации. Можно получить практически любое со-
134
четание свариваемых материалов, но главное — поведение сварного
соединения, его надежность. Поэтому под свариваемостью понима-
ют (ГОСТ 29273- -92) технологическое свойство—образовывать свар-
ное соединение, отвечающее конструкционным и эксплуатационным
требованиям. Сварка не должна ухудшать поведение детали, снижать
его служебные свойства: выносливость, коррозионную стойкость,
износостойкость, критическую температуру хрупкости и др.
Световой луч, получаемый в лазерной установке, концентри-
рует энергию на площадке с диаметром в десятые доли миллимет-
ра. При этом энергия излучается короткими импульсами, что при-
водит к испарению металла из зоны сварки. Оптические кванто-
вые генераторы — лазеры стали внедряться в связь, локацию и об-
работку материалов. Так, в приборостроении фотонным лучом
пробивают отверстия в самых разных материалах.
Физика процесса заключается в том, что в результате взаимо-
действия фотона с возбужденным атомом испускается второй фо-
тон и т.д. Получается индуцированное излучение, умножение фо-
тонов, особенностью которого является высокая степень его коге-
рентности, то есть фазового совпадения.
Источником возбуждения служат световые поля газоразрядной
лампы, получающей питание от конденсатора, заряженного от вып-
рямителя. Например, при освещении кристалла рубина белым или
зеленым светом ионы хрома возбуждаются. Через промежуток вре-
мени полученная энергия излучается в виде фотона. Усиление энер-
гии и фокусировка луча происходят в резонаторе; излучаемая энер-
гия может быть от единиц до сотни джоулей. При этом потребляемая
лазерной установкой энергия в сотни раз больше, что объясняется
низким КПД лампы и рубина-кристалла. Потери в лампе достигают
94 %, поэтому на проплавление материала и собственно на сварку
приходится 1.. .2 % энергии, поступающей от источника питания. Для
увеличения КПД стели применять сверхчистые полупроводники, когда
электрическая энергия напрямую преобразуется в свет. Однако объем
диода, охлаждаемого жидким азотом, не более 1 мм3.
Луч лазера можно сфокусировать оптическим устройством до
плотности 100 Дж/мм2 за короткое время 10 10 6 с. Тогда про-
исходит испарение металла и его быстрое разрушение в очень ма-
лом объеме, что важно при изготовлении микросхем.
135
Для сварки с помощью лазера в импульсном режиме энергия
импульса составляет всего 0,1...2 Дж, длительность — 0,5...5 мс, а
количество импульсов должно быть в пределах 3...4 в минуту.
Хорошие результаты получены при сварке проволок между
собой и проволок с массивными деталями. При этом их не нужно
зачищать от изоляции, ржавчины и пр.
Непрерывная сварка лазером, в отличие от импульсной, более
производительна, но требует защиты от окисления инертным газом.
При резке любых металлов, в том числе керамики, пластмасс,
лучом лазера расплавляют материал и затем выдувают его возду-
хом или азотом. Толщина реза до 20 мм при малой ширине (1 мм)
для стали. Некоторые материалы (алмаз, корунд) можно разрезать
только лазерным лучом.
При сварке рельсов, стальных проводов применяют термит-
ную сварку, которая относится к особым видам сварки, так как
может проходить с использованием давления на металл, разогре-
тый до состояния повышенной пластичности или расплавления.
Теплота в зону сварки поступает после воспламенения с помощью
специального запала смеси порошков окиси железа и порошков ме-
таллов, обладающих большим сродством к кислороду. Практически
используют алюминиевый и магниевый термиты, добавляют стружку
железа, а также раскислители — ферромарганец и ферросилиций.
Сварку рельсовых стыков проводят комбинированным спосо-
бом: количество термитной смеси подбирают так, чтобы нижняя часть
формы была заполнена расплавленным металлом, а верхняя - рас-
плавленным шлаком. После заливки рельсы подвергают сжатию, в
результате получают высокое по качеству сварное соединение: в
нижней части — плавлением, в верхней — давлением.
Лазерная сварка с помощью оптических квантовых генерато-
ров, в отличие от электронно-лучевой, может проводиться в ваку-
уме, в воздухе, в инертных газах. Регулирование мощности и плот-
ности энергии луча осуществляется импульсом электрической энер-
гии и возможностями лампы накачки и резонатора, а также пара-
метрами оптической системы фокусировки светового луча. В мес-
те контакта луча с изделием температура может достигать 6000 °C.
На рис. 4.12 приведены схемы электронно-лучевой и лазер-
ной сварки. Пути реализации преимуществ лазерной сварки -
136
Рис. 4.12. Схемы электронно-лучевой (а) и лазерной (б) сварки:
1 — катод; 2 — анод; 3 — пучок электронов; 4 — детали; 5 — источник
питания; 6 — резонатор; 7 — лампа накачки; 8 — световой луч; 9 —
оптическая фокусировка луча
в повышении КПД установки за счет снижения отражения луча
от поверхности, уменьшения испарения металла, его выброса из
ванны, а также в ограничении взаимодействия с воздухом. Под-
бором формы импульса лазера, обработкой поверхности или на-
несением специального покрытия снижают отражение от свари-
ваемых деталей. Технологически сложно, но возможно добивать-
ся быстрого нагрева поверхностного слоя и более медленного
продвижения расплавленной зоны вглубь. Этого достигают
уменьшением мощности импульса и его стабилизацией, что осо-
бенно важно для толстых изделий. Сварка изделий больших тол-
щин ведется газовыми лазерами в непрерывном режиме при бо-
лее высоком КПД, с большей производительностью. Получаю-
щееся при сварке облако ионизированного газа вследствие вза-
имодействия лазерного луча с воздухом и парами металла ме-
шает нагреву. Поэтому это облако надо удалять инертным га-
зом (аргоном), одновременно защищая сварной шов от кисло-
рода воздуха. Более глубокое проплавление получают при ис-
пользовании вместо аргона гелия или смеси гелия с водородом,
что также повышает КПД.
137
Практически лазерную сварку ведут без присадочного мате-
риала, только расплавлением кромок основного металла. Лазером
сваривают такие разнородные материалы, как золото—германий,
никель—тантал, золото—кремний, что широко используют в мик-
роэлектронике и радиотехнике.
4.5. Нанесение покрытий
Следует разделять покрытия по назначению: первая группа
покрытий служит, в основном, для защиты от коррозии и в деко-
ративных целях. Это, как правило, гальванические и лакокрасоч-
ные покрытия. Эти покрытия по структуре аморфные, по техноло-
гии и свойствам не имеют прочной связи с основным металлом,
наносятся без нагрева и, тем более, без расплавления. Они недолго-
вечны из-за низкой механической прочности и твердости, часто
отслаиваются, разрушаются при ударах. Однако они широко
применяются благодаря простоте и сравнительной дешевизне ма-
териалов и оборудования, не требуют высокой квалификации ра-
бочих. Поскольку они технологически не связаны с нагревом, дав-
лением или комбинацией этих воздействий, их не относят к сфере
сварочного производства.
Вторая группа покрытий, наносимых технологиями сварочного
производства, представляет интерес при восстановлении изношен-
ных деталей, а также при нанесении специальных слоев. Эти по-
крытия могут быть многофункциональными, и в этом их главное
преимущество, хотя создание универсальных покрытий и техноло-
гия их нанесения — дело будущего. Подсчитано, что процессы на-
несения покрытий, как восстановительных, так и специальных, за-
нимают всего 8—10 % от всех ремонтных затрат. По своей эффек-
тивности, в отношении продления срока службы деталей, эти по-
крытия совершенно необходимы. По своей технологии покрытия
разделяют на газопламенные, плазменные, электродуговые (метал-
лизационные), детонационные и вакуумные.
Принято называть процессы нанесения покрытий напылением,
хотя часто покрытия наносятся и в жидком состоянии.
Металлизация — термин тоже не совсем правильный, так как
покрытия наносят не только из металлов, но и из неметаллических
138
материалов. Технологические требования к покрытиям — это вы-
сокая прочность сцепления с основой, большая плотность, стабиль-
ные химический состав, структура, свойства, а также технологич-
ность и экономичность.
Технологические параметры режима дуговой металлизации сле-
дующие: величина капель металла до 100 мкм, скорость переноса
капель в современных установках в пределах 60...250 м/с. Источ-
ник питания — сварочный выпрямитель с жесткой или пологопа-
дающей характеристикой, диаметр проволоки 1,5...3 мм, рабочий
ток до 400 А, мощность дуги до 16 кВт. Производительность зависит
от материала покрытия и составляет, например, для цинка 32 кг/ч,
для стали 10, а для алюминия 12 кг/ч. Транспортирующий газ чаще
всего воздух, поэтому в покрытии много оксидов, а также доста-
точно большие потери на угар. Иногда вместо воздуха применяют
азот. Толщина покрытия для тугоплавких металлов — 1...1,5 мм,
для легкоплавких — 2,5...3 мм. Возможно послойное наращива-
ние толщины покрытия (до 10 мм). Одновременное нанесение двух-
трех разных металлов с высокой пористостью, для пропитки мас-
лом, позволяет получать дешевые антифрикционные покрытия
вместо бронзы и баббита. В этом случае применяют многофазные
металлизаторы УМА-1 с дополнительными отводами от витков
вторичной обмотки трансформатора. Это позволяет регулировать
напряжение в пределах 20...55 В при токе не менее 250 А. Посколь-
ку основа не нагревается выше 70 °C, покрытия можно наносить
на любой материал: пластмассу, дерево, резину.
Для повышения качества покрытия следует провести подготов-
ку поверхности: очистку, обезжиривание, получение необходимой
большой шероховатости для увеличения контактирующей поверх-
ности, проточку и нанесение пазов и канавок на краях поверхнос-
тей, чтобы предотвратить разрушение покрытия. Нужной шерохо-
ватости добиваются нарезанием «рваной» резьбы вибрирующим
резцом или накаткой резьбы, что повышает адгезию. Эффективна
также предварительная обдувка чугунной дробью. Возможна при-
варка тонкой проволоки диаметром 0,5... 1,5 мм с шагом, равным
2...5 диаметрам проволоки. Расстояние от сопла металлизатора —
100.. .200 мм. Пыль, пары металла, шум заставляют принимать защит-
ные меры: местный отсос при скорости движения воздуха до 4 м/с и
139
общую вентиляцию — не менее 1...1,2 м/с. При необходимости об-
работки под размер точением, строганием или шлифованием ос-
тавляют необходимый припуск. Во всяком случае, во избежание
больших остаточных напряжений, трещин и отслоений рекомен-
дуют выдерживать толщину каждого наносимого слоя примерно
0,7... 1,5 мм, в зависимости от материала.
Реже применяют газопламенное напыление, поскольку темпера-
тура пламени относительно невелика. Таким способом наносят по-
крытия из цинка, алюминия, медных сплавов, пластмасс. Известна
технология нанесения самофлюсующихся никелевых сплавов, леги-
рованных бором, кремнием и др., можно наносить износостойкие
оксиды и карбиды. Последующее оплавление покрытия газовым
пламенем позволяет резко снижать пористость и повышать адгезию.
Газовые металлизаторы работают на пропане и ацетилене. Чаще
используют газопламенное напыление порошковых композиций. Техно-
логические особенности этого способа: нагрев поверхности до 250 °C,
нанесение подслоя (подложки), а затем — специальных слоев с не-
обходимыми физико-механическими свойствами. Технологические
параметры режима: давление газов — С2Н2— (0,7...1,0)-106 Па;
О2 —(4,5...5 )106 Па; расход порошка — 2...2,3 кг/ч.
Более высокие температура и скорость газовой струи привели к
разработке плазменного нанесения покрытий. Технологические па-
раметры режима зависят от материала покрытия и основы. Скорость
разгона частиц покрытия до 100...400 м/с, при этом материал не ус-
певает разложиться или испариться; чтобы ликвидировать порис-
тость, покрытие оплавляют. В качестве материала покрытия исполь-
зуют сплошные и порошковые проволоки, порошки и шнуры диа-
метром до 6 мм, покрытые органической оболочкой. Напыленные
способом плазменной обработки наличники и накладки буксовых
узлов электровозов показали хорошие результаты. Важно отметить,
что микротвердость напыленного слоя зависит от скорости переме-
щения плазменной головки; напыляли самофлюсующиеся оплавля-
емые порошки типа ПГСР: ПГХН80СРЗ и ПН70Х17С4Р4.
Недостаточная прочность сцепления с основой, шум, излуче-
ние привели к тому, что стали применять оплавление нанесенных
140
паст с порошком нагревом в печах. При высокой температуре и до-
статочно большой выдержке происходит не только расплавление
порошков нужного состава, но и образование диффузионного пе-
реходного слоя. Параметры этого процесса определяются в каж-
дом случае экспериментально.
Ряд технологий объединяют термином вакуумное нанесение
покрытий. Действительно, необходимость в вакууме возникает
потому, что реализуется идея получения металла в газообразном
состоянии, в виде ионов, а затем — в осаждении ионов при помо-
щи электромагнитных полей на подложку (деталь). Без вакуума этот
процесс невозможен, хотя получение вакуума требует затрат, да и
размеры деталей, толщина покрытий ограничены. Так, толщина
покрытия из нитрида титана 5... 15 мкм при твердости 1100 HV.
Стойкость инструментов (фрез, сверл, метчиков и др.) увеличива-
лась в 1,5—2 раза.
В последнее время в ионизированную плазму, содержащую
ионы металла, стали добавлять активные газы (О2, N2 и др.) и та-
ким образом синтезировать новые химические соединения и вне-
дрять их в состав покрытия.
Регулируя энергию и плотность потока ионов металла, давле-
ние и состав газов, можно получить покрытия любых сочетаний
металлов и химических соединений. Вследствие ионной очистки
поверхности подложки, адгезия достаточно высока, почти нет ко-
робления, деформаций и напряжений, покрытие не требует после-
дующей обработки, так как получается низкая шероховатость.
Современная установка «Булат-4» может обрабатывать изделия до
30 мм диаметром и длиной до 250 мм со скоростью нанесения по-
крытия 0,05...0,13 мкм/мин.
При нанесении детонационных покрытий необходимо подго-
товить порошки. Сначала разделяют порошки по размеру частиц
(гранул) ситовым методом, затем их тщательно просушивают в
вакуумном (для металлов) сушильном шкафу при температуре выше
200 °C в течение 1 ч. Интервал между сушкой и применением дол-
жен быть минимальным, так как порошки очень гигроскопичны
(окисные порошки — в меньшей степени). Поверхность детали об-
рабатывается механически шкуркой, дробью и обезжиривается. По-
гружение в растворитель оставляет на поверхности до 50 % пле-
141
нок, ручная протирка тампоном меньше — до 20 %, а ультразвуко-
вая обработка — всего 0,5 %. Очистку можно производить на уста-
новке для нанесения покрытий тем же материалом — для лучшей ад-
гезии. Параметры режима: скорострельность 1.. .4 выстрел/с, площадь
покрытия 3...5 см2/выстрел, толщина единичного слоя 3...10 мкм, а
всего покрытия 45...200 мкм. Увеличить производительность мож-
но, увеличивая диаметр ствола (не более 3 мм) и его длину (не бо-
лее 400 мм).
4.6. Пайка
Современные способы позволяют получать соединения, рав-
нопрочные с основным металлом, способные работать при темпе-
ратурах до 1000 °C. Однако наиболее широко применяется пайка
низкотемпературными припоями (до 450 °C), особенно когда не
нужна высокая механическая прочность.
Технологически различают пайку в печах, индукционную, сопро-
тивлением, погружением в расплав припоя, паяльниками.
Объем пайки растет благодаря преимуществам перед сваркой.
Это сохранение формы изделий, включая кромки, возможность
соединения разных материалов (металл—стекло, керамика, графит,
полупроводники), распайки, что важно при монтаже и ремонте
приборов, дешевизна и простота, технологичность при механиза-
ции. Разработаны процессы пайки нагруженных строительных кон-
струкций, двигателей и т.д.
Капиллярные способы пайки связаны с затеканием расплава при-
поя в зазор и удерживанием в нем капиллярными силами. Опти-
мальным зазором оказался зазор 0,05...0,2 мм, когда получается
прочность соединения выше, чем самого припоя. При этом, как
показали испытания, пайка лучше сопротивляется хрупкому раз-
рушению и усталости при циклических знаконопеременных нагруз-
ках, чем сварка. Часто производят предварительную пайку хоро-
шо паяемым припоем (полудой), который полностью, без nenpo-
паев, заполняет зазор, а затем производят пайку основным припо-
ем. Иногда лужение является окончательным, например покрытие
оловом для защиты от коррозии. ГОСТ 19248 —78 разделяет при-
пои по температуре плавления: Z < 145 °C, /пл < 1850 °C.
142
Некапиллярная пайка объединяет два процесса — это сварко-
пайка (или пайко-сварка). Этот процесс сложен технологически и
применяется редко. Суть его в том, что металл, который служит
припоем, может заливаться в полость детали из другого металла и
тем самым образовывать соединение. В последнее время стали при-
менять композиционные припои с порошком, который не плавит-
ся, но придает припою специфические свойства.
Образование паяного соединения зависит от смачиваемости
припоем; чтобы увеличить смачиваемость, увеличивают шерохо-
ватость, обезжиривают поверхность, удаляют окисные пленки, за-
щищают пайку от окисления кислородом воздуха. Применяют при
этом флюсы твердые (порошки солей металлов), жидкие (водные
растворы хлористых солей), газовые (водород, СО2, смесь N2 и Н2),
а также пайку в инертных газах (Не, Аг) или в вакууме.
При пайке алюминия для удаления прочной пленки оксида
А12О3 применяют ультразвуковую пайку. При этом ультразву-
ковые колебания в расплаве припоя вызывают кавитацию, ко-
торая разрушает оксиды. Для однородности пайки применяют
медленное охлаждение паяного шва или выдержку при темпе-
ратуре пайки несколько выше температуры солидуса припоя
(диффузионная пайка). Технологические параметры режима
пайки сильно различаются в зависимости от материала припоя,
способа нагрева, подготовки поверхности, требований к свой-
ствам шва, нанесения флюса и пр. Однако нагрев не должен пре-
вышать температуру плавления припоя более чем на 50... 100 °C.
Существуют особенности режима пайки, например, титановых
сплавов. Сначала облуживают поверхность оловом, медью, ни-
келем или даже серебром для лучшей смачиваемости припоя
из олова и свинца.
Подготовка алюминиевых сплавов к пайке трудоемка, за-
нимает много времени. Это очистка, травление в 15 % раство-
ре едкого натра при 60 °C; промывка, обработка в 20 % раство-
ре азотной кислоты; промывка, затем пайка с минимальным ин-
тервалом (не более 24 ч). Для снижения напряжений, возник-
ших при пайке однородных металлов, применяют термическую
обработку — отжиг.
143
4.7. Термическая резка
Резка металлов с использованием теплоты различается в зави-
симости от источника теплоты. Это может быть электрическая дуга,
газовое пламя, плазменная дуга, электронный и лазерный лучи.
Резкой можно не только разрезать заготовки с той или иной чисто-
той и точностью реза, но и производить строжку слоя металла, вы-
резку отверстий и др.
Самым распространенным способом резки является газопла-
менная кислородная резка, выжигающая металл до его расплавле-
ния. При газопламенной резке необходимо соблюдение условий.
Так, температура плавления металла должна быть выше темпе-
ратуры его окисления и температуры плавления оксидов. Имеет
значение также вязкость оксидов и шлаков, так как они должны
беспрепятственно удаляться из зоны резки. Для образования лег-
коплавких шлаков добавляют флюсы: для стали — железный по-
рошок. Горелкой-резаком нагревают сталь примерно до 800 °C и
направляют струю кислорода, который окисляет железо с выде-
лением теплоты. Поэтому в дальнейшем нагреве нет необходи-
мости, процесс идет до полной разрезки всей детали (толщиной
200...300 мм). Толстые детали разрезают с подачей флюса (желез-
ного порошка с алюминием и ферросплавами), чтобы сделать
шлак более жидким и облегчить его удаление из места реза, а так-
же для повышения температуры. Медные, никелевые, титановые
сплавы режут с подогревом (до 300 °C) из-за их повышенной теп-
лопроводности и трудности в достижении нужной для воспламе-
нения температуры.
Дуговую резку можно производить покрытыми электродами
(например, марки ОЗР-1), содержащими Fe2O3. Резка алюминия
кислородом невозможна, так как температура воспламенения выше
температуры плавления на 240 °C. Поэтому применяют неплавя-
щиеся вольфрамовые электроды с защитой аргоном. Однако низ-
кая точность реза привела к резке плавящимся электродом со спе-
циальными покрытиями, с повышенным содержанием раскисли-
телей (марганца до 0,7 % ). Это электроды марок АН-2 и АН-4.
Широко применяют дешевую и удобную для сталей воздушно-
дуговую резку. Металл плавится дугой с неплавящимся электродом
144
(уголь, графит) и выдувается воздухом под давлением 0,4.. .0,5 МПа.
Из-за науглероживания кромок требуется последующая зачистка
на глубину 0,8... 1 мм. Недавно стали применять комбинацию: ме-
талл греют дугой до расплавления, в образовавшуюся ванну пода-
ют кислород под давлением 0,15...0,35 МПа. Трубчатые электро-
ды имеют покрытие, они хорошо себя проявили при подводной
резке стали толщиной до 420 мм.
Использование вместо воздуха кислорода (кислородно-дуговая
резка) позволяет использовать дополнительную теплоту при окис-
лении металла. Легкоплавкие и тонкие детали разрезают в среде
защитных газов. Это особенно важно для активных металлов (алю-
миний, магний, титан). Дуга горит между вольфрамовым электро-
дом и разрезаемой деталью в смеси аргона и водорода. Эта смесь
является дорогостоящей.
Плазменная резка сжатой дугой основана на прожоге лю-
бых сталей и чугуна. Особенность плазменной резки — в расплав-
лении металла и удалении его в жидком состоянии струей плаз-
моэбразующего газа. Детали толщиной 50...60 мм, особенно из
цветных металлов, режут с достаточной производительностью.
При этом плазмообразующие газы для сталей и чугуна содер-
жат кислород, а неактивные газы применяют для резки цветных
металлов. Вольфрам, цирконий, гафний — наиболее стойкие
материалы электродов в условиях резки плазменной дугой, од-
нако при токе 250...500 А через 4...6 ч выходят из строя. Пара-
метры режима плазменной дуговой резки: диаметр сопла, сила
тока, напряжение сжатой дуги, скорость резки, расход плазмо-
образующего газа. Расстояние от сопла плазмотрона до поверх-
ности детали составляет 15...20 мм. Правильно выбранная ско-
рость резки обеспечивает точность реза. Шум, излучение, нары
металла и газы должны учитываться при обеспечении безопас-
ности работы. В частности, шум более 110 дБ требует наушники
или специальную каску.
Особенность резки лучами — высокая концентрация энергии в
малом объеме и резка испарением металла. При этом электронный
луч требует вакуума, а лазерный может резать в обычной атмосфе-
ре. Резка лучами дает чистый и точный рез (зоны термического вли-
яния практически нет), но является дорогостоящей.
145
Для получения высокой температуры газового пламени при
резке тугоплавких сплавов, полупроводников применяют фторную
резку; теплоту получают при сгорании фтора в водороде.
Стали с содержанием углерода до 0,3 % режут газопламенной
резкой без трудностей; если углерода более 0,3 %, теплоты газово-
го пламени не хватает, температура воспламенения, горения ока-
зывается выше, чем температура плавления. Поэтому инструмен-
тальные стали и чугуны режут дугой, плазмой, лучом лазера, то
есть физическими методами, без дополнительной энергии химичес-
кой реакции окисления металла. Иногда пользуются предваритель-
ным нагревом разрезаемой заготовки, чтобы избежать появления
закалочных структур. Медные сплавы, обладая высокой теплопро-
водностью, также требуют подогрева перед резкой.
Любые материалы, включая неметаллические, режутся лу-
чом лазера с выдуванием продуктов горения азотом, кислоро-
дом или воздухом. Малая ширина реза (1 мм) и высокая произ-
водительность (до 1,7 м/мин для стали) — несомненные досто-
инства способа. Однако небольшая толщина (2...20 мм) разре-
заемых деталей, зависящая от мощности лазера, относится к не-
достаткам газолазерной резки. При этом применяют импульсно-
периодические лазеры.
4.8. Упрочнение
Анализируя тенденции эволюции машиностроения, пришли к
выводу, что внедрение многочисленных информационно-перера-
батывающих устройств, комплексов, систем управления разными
гидравлическими, механическими, электрическими, электронными
приборами, средствами автоматизации повысило стоимость основ-
ных фондов. Одновременно резко возросла сложность этих уст-
ройств, появились трудности в освоении и эксплуатации, обуче-
нии персонала. Но главное — снизились степень надежности мно-
гих машин и механизмов, долговечность деталей и узлов. Многие
детали стали неремонтопригодными из-за своей облегченной кон-
струкции.
В большинстве технологических процессов изготовления и ре-
монта операции упрочнения отсутствуют. Между тем известны
146
многочисленные технологии упрочнения, хорошо зарекомендовав-
шие себя. По-видимому, объяснить такое положение можно малой
заинтересованностью изготовителей и ремонтников в увеличении
долговечности деталей, а также слабо поставленной работой по
анализу причин выхода деталей из строя, их действительного, а не
нормированного срока службы. Поскольку надежность агрегатов
из-за их сложности снижается, растет объем ремонта, который нуж-
дается в рационализации. Повышение качества ремонта деталей
до уровня новых изделий может сыграть решающую роль в разви-
тии машиностроения.
Практика показала, что внедрение интенсивных технологий
восстановления и упрочнения дает экономию материалов, энергии,
труда, средств и быстро окупается. Поэтому вопросы упрочнения
приобретают особое значение. По определению, технология упроч-
нения должна дать в результате повышение прочности. Существу-
ет разделение методов упрочнения: поверхностная обработка,
объемное упрочнение, местное упрочнение, в зависимости от цели
и требований к детали в работе. Упрочнение по всему объему дета-
ли обеспечивает термическая обработка, а также объемная плас-
тическая деформация. Местное упрочнение широко применяют для
шеек и галтелей валов, втулок, метизов и т.д. Чаще упрочняют по-
верхности деталей, ответственные за ее долговечность.
Следует разделять процессы восстановления и собственно
упрочнения. Сочетание этих процессов — правильный путь, од-
нако при большом износе приходится увеличивать толщину ре-
монтного слоя, что чревато хрупкостью, трещинами, порами,
снижением прочности. Поэтому рациональнее рассмотреть про-
цессы упрочнения отдельно, в том числе и по отношению к но-
вым деталям. Например, лазерная закалка способна локально,
как по глубине, так и по площади, упрочнять металл в трудно-
доступных местах детали.
Лазерной закалкой упрочняют наплавленные хромовольфра-
мовым стеллитом клапаны и другие детали. Технологические пара-
метры при этом: напряжение накачки 980 В, энергия импульса 8 Дж,
длительность импульса — 4 мс, диаметр зоны проплавления
0,4...0,6 мм. Глубина упрочненного слоя h рассчитывается по фор-
муле h = у/ол , где а - коэффициент теплопроводности упрочняе-
147
мого материала, т — длительность импульса лазерного излучения.
Микротвердость упрочненного слоя увеличивается на 45—55 %. Для
достижения равномерности глубины упрочненного слоя детали
подвергаются травлению составом: хлорное железо 10 г, соляная
кислота 15 см3, вода 15 см3.
Упрочнение методами электроискровой обработки примени-
мо для деталей, работающих в условиях трения и износа при по-
вышенных температурах. В результате химических реакций в ус-
ловиях искрового разряда в воздухе в поверхностном слое обра-
зуются различные структуры. Диссоциированный атомарный азот
воздуха и кислород участвуют в реакциях. В зависимости от тех-
нологии получают разные химические соединения: нитриды, кар-
биды, карбонитриды, структуру закалки. В результате образует-
ся диффузионный переходный слой без отслоений, трещин, пор и
упрочненный слой с высокой износостойкостью (иногда корро-
зионностойкий). Последующей лазерной обработкой можно улуч-
шить свойства поверхности, упрочненной электроискровым ле-
гированием, снизить шероховатость, которая бывает примерно
.Rz80. Технологические параметры оптимального режима: ско-
рость перемещения электрода 0,07...0,09 м/мин, напряжение
40...75 В, рабочий ток 2,5 А, время обработки 7 мин/см2, масса
перенесенного металла 15 мг.
Легируют слой, применяя разные электроды, чаще на хромо-
вой основе. При графитовых электродах сохраняются размеры из-
делия, однако идет науглероживание. Рабочая часть электрода
имеет форму конуса или пирамиды с радиусом вершины 2 мм для
затупления.
Электрод не должен отрываться от детали, иначе при разряде
возможен прижог, эрозия поверхности. Анализ недостатков этого
способа — рост зерен основного металла и уменьшение прочнос-
ти, недостаточная толщина (до 0,12 мм ) слоя, необходимость в
тщательной подготовке поверхности, очистке, желательно ультра-
звуком, подготовке структуры основного металла рекристаллиза-
цией при отжиге и др. — привел к выводу о необходимости карди-
нального изменения технологических параметров. Необходимо
было повысить производительность способа, сделать его приме-
нимым для крупных деталей подвижного состава и машин. В ре-
148
зультате проведенных исследований появился метод контактно-
дуговой металлизации и цементации, к преимуществам которого
относят большую производительность, простоту технологии и обо-
рудования, возможность автоматизации. Так, электродом из ста-
ли ШХ15 при скорости перемещения 0,5 м/с и токе 200...250 А уда-
лось получить износостойкое покрытие с переходным диффузион-
ным слоем. Твердость поверхностного слоя 800 HV. Давление на
электрод не превышало 8... 10 Н.
Угольным электродом удалось получить на поверхности из-
носостойкий слой белого чугуна, плавно переходящий в слой из
стали, а затем — переходный слой к основному металлу. Разряд-
ный ток составлял 450...500 А. Следует отмстить, что упрочнению
методом контактно-дуговой цементации подвергались слои, на-
плавленные порошковой проволокой марки ПП-Нп-14СТ.
Детали автосцепки и другие детали подвижного состава, уп-
рочненные методами контактно-дуговой металлизации и цемента-
ции, показали высокую износостойкость в эксплуатации: в сред-
нем в 2,5—3 раза выше, чем без упрочнения. В дальнейшем этот
метод, в модифицированном виде, был применен для упрочнения
крестовин стрелочных переводов, где также был отмечен положи-
тельный результат. Однократное упрочнение крестовины увеличи-
вает срок службы на 30—40 %, а многократное, по наплавке, обес-
печивает срок службы крестовин, равный сроку службы стрелоч-
ного перевода. На обработку крестовины уходит всего 10... 15 мин
без изъятия из пути, затраты материалов минимальны. Модифи-
цирование метода заключалось в точечном местном упрочнении с
интервалами, где сохранялся пластичный металл. По аналогии, из-
вестен способ упрочняющей обработки, которая характеризуется
слоем из весьма пластичного электролитического железа с вкрап-
лениями твердых частиц корунда (5...6 %). Этот слой хорошо про-
тивостоит не только изнашиванию, но и ударным нагрузкам.
К современным методам упрочнения инструмента следует от-
нести химико-термо-механическую обработку. Суть этого метода —
в нанесении на подготовленную поверхность фрезы, сверла и т.д.
пасты, содержащей износостойкие компоненты (FeB, С?С3 А12О3
и т.д.). Затем инструмент нагревают до аустенитного состояния,
выдерживают при заданной температуре, пластически деформиру-
149
ют и сразу подвергают закалке. В результате достигаются сразу
две цели — устраняется обезуглероженный слой и формируется
структура мелкоигольчатого мартенсита.
Технологические параметры процесса: выдержка в аустенит-
ном состоянии от 3 до 20 мин, глубина слоя 5...30 мкм, твердость
слоя 1000 HV.
Для интенсификации процесса предложено одновременно с
нагревом ТВЧ применять ультразвук. В итоге разработан новый
способ контактного плавления с ультразвуком. Ультразвуковые
колебания положительно влияют на тонкую структуру металла
(распределение и плотность дислокаций, микропористость, дефек-
ты решетки).
Быстро развивающийся вид сварочного производства — нане-
сение покрытий и упрочнение поверхностного слоя с помощью раз-
ных источников теплоты и технологий. При этом используются
электрофизические и электрохимические методы, а также пласти-
ческая деформация, термическая, термомеханическая и химико-тер-
мическая обработка. Существующие способы упрочнения, такие
как поверхностная закалка, цементация, азотирование, диффузи-
онная металлизация, легирование, нормализация, рассматриваются
в материаловедении. В сварочном производстве они служат как до-
полнительные процессы, улучшающие структуру сварного соеди-
нения, уменьшающие напряжения и деформации, изменяющие его
химический состав.
Поэтому нанесение покрытий, например, гальваническим пу-
тем сварочным процессом не является, а получение покрытий напы-
лением с помощью газового пламени, плазмы, электрической дуги,
ионного нагрева, печного нагрева, лазера — вид сварочного про-
изводства.
К отдельному виду, вероятно, следует отнести сравнительно
новые способы нанесения покрытий — контактно-дуговые (метал-
лизация и цементация, или науглероживание). Здесь используются
методы электроискровой обработки.
Сущность напыления покрытий — расплавление тем или иным
источником теплоты какого-либо материала и доставка его в жид-
ком состоянии на поверхность детали с определенной скоростью,
с давлением струи воздуха или газа 0,6 МПа. При ударе о поверх-
150
ность капли имеют хороший физический контакт, большую ско-
рость кристаллизации, достаточную адгезию (прилинаемость) к
детали. Однако, последующие слои обусловливают связь частиц
покрытия друг с другом, поэтому когезия (сцепление внутри по-
крытия, его прочность) становится недостаточной из-за неоднород-
ности. Напыленные покрытия должны быть тонкими, чтобы на-
пряжения и деформации были минимальны. Так, при толщине по-
крытия более 0,3 мм возможно трещинообразование, отслоение.
Нагрев в печах изделий с нанесенным на поверхность порошком
приводит к диффузионному переходу от покрытия к основному
металлу, что определяет хорошую адгезию и прочность покрытия
при достаточной выдержке в печи при высокой температуре и мед-
ленном охлаждении. Распространились процессы газопламенного
и плазменного напыления. Из новых методов напыления следует
отметить ионно-плазменный.
Напыление электродуговой металлизацией также занимает
определенное место благодаря простоте оборудования, высокой
производительности, а также большому выбору напыляемых ма-
териалов.
Основной металл при напылении не плавится, нагрев не пре-
вышает 170 °C, структура его не меняется, состав покрытия сохра-
няется. Можно создавать многослойные покрытия, тем самым уча-
ствуя в восстановлении изношенных участков детали. Материалы
подложки могут быть самыми разными: металлы, ткани, пластмас-
сы, стекло, керамика. Плотность и сцепление завися! от скорости
и энергии соударения частиц, которые можно регулировать давле-
нием и скоростью истечения транспортирующего газа. Поверхность
детали должна быть обезжирена; для большей площади контакта
ее подвергают дробеметной или дробеструйной обработке, наре-
зают «рваную» резьбу и т.д. Шероховатость при этом резко увели-
чивается, адгезия возрастает. При дуговой металлизации, когда
дуга горит между двумя плавящимися проволоками, возможно
получение сплава из материала двух разных по составу проволок.
Транспортирующий газ — чаще сжатый воздух, поэтому имеют
место угар и окисление элементов. Для напыления алюминиевых
сплавов и нержавеющих сталей используют азот. Этот метод при-
меняют для нанесения цинковых покрытий на листы нижнего по-
151
яса вагонов-рефрижераторов и вагонов-ресторанов, на фермы стро-
ительных конструкций.
Известен способ напыления антифрикционных и износостой-
ких покрытий на детали автосцепки (замок, большой и малый зуб)
электродуговой металлизацией. Специально проведенные исследо-
вания показали, что срок службы наплавленных замков автосцеп-
ки не превышает 4—5 месяцев или 80—100 тыс. км пробега. После
наплавки применяли электродуговую металлизацию проволокой
из стали ШХ15. Предварительно обрабатывали замок чугунной
дробью в струе сжатого воздуха. Прочность сцепления оказалась
достаточно большой (35...42 МПа) до толщины 0,3 мм (рис. 4.13),
микротвердость Н|00 = 280.. .470, предел прочности покрытия при ра-
стяжении 125 МПа, при срезе 150 МПа, износостойкость 24,4-10 мм3
(по методу Шкода-Савина, с вырезкой лунок).
Опытные замки с покрытиями испытывались на пассажирских
и пригородных электропоездах. После 160 тыс. км пробега износ
был минимальным. Замки быстро прирабатывались, отслоений и
разрушений также не было.
Детонационное напыление при взрыве кислородно-ацетилено-
вой смеси в стволе специальной установки дает высокие скорости
(до 1000 м/с) частиц и их разогрев при ударе о деталь (до 4000 °C).
Ударная волна хорошо очищает поверхность детали, благоприят-
ствуя созданию физического
Рис. 4.13. Зависимость прочности
сцепления покрытия из стали
марки ШХ15 от его толщины
контакта, при этом нагрева де-
тали не происходит. Этот спо-
соб годится для прецизионных
деталей; толщина слоя мала,
поэтому покрытия многослой-
ные (до 0,3 мм). Дорогое обору-
дование, сложность его эксплу-
атации ограничивают напыле-
ние взрывом, однако высокое
качество покрытий привело к
распространению этого метода
в США, ФРГ и других странах.
Вакуумное напыление дает
универсальность по напыляе-
152
мым материалам, высокие качество слоя и адгезию к подложке. Суть
способа — в нагреве материала до испарения в вакууме (10 3 Па) и
конденсации его паров на детали. Качество покрытия улучша-
ют ионизацией напыляемого материала в плазме инертного газа
под давлением 0,1... 1,0 Па. Ионы ускоряются электрическим
полем, осаждаются на детали. Например, хорошие результаты
получены при ионном осаждении и напылении нитрида титана
на токарный резец.
Сравнительный анализ разных способов восстановления и уп-
рочнения деталей показал, что напыление электродуговой метал-
лизацией — наиболее простой и доступный способ в условиях ре-
монтных организаций. Высокая производительность; недорогое и
несложное оборудование; возможность обработки деталей любой
конфигурации, в любом положении, как вручную, так и механизи-
рованно, с использованием токарных, фрезерных и строгальных
станков; воздушная атмосфера; большой выбор выпускаемых про-
волок, — все это преимущества способа.
В последнее время дуговую металлизацию стали применять при
восстановлении шеек осей колесных пар вагонов. При этом стен-
довые испытания показали, что усталостная прочность восстанов-
ленных шеек не понижается, повторная накатка создает сжимаю-
щие напряжения необходимой величины. Исследования показали,
что предварительно наносимый подслой из дорогого молибдена
может быть заменен мелкой резьбой по упрочненной накаткой и
обточенной шейке оси.
Испытания на грузовых вагонах показали, что после пробега
350 тысяч километров износ покрытия оказался в норме, отколов,
трещин, выкрашивания, коррозии не обнаружено. Известны при-
меры использования этого способа при восстановлении шеек ко-
ленчатых валов двигателей автомобилей и тракторов, посадочных
мест корпусных деталей и др.
Контактно-дуговой способ восстановления и упрочнения не
требует специального оборудования и материалов. Используют
обычные источники питания для сварки и наплавки (выпрями-
тели и преобразователи). К преимуществам следует отнести воз-
можность нанесения покрытий без предварительной обработки
поверхности детали, высокую производительность, возможность
153
механизации процесса. Сущность процесса электроискрового ле-
гирования — в нанесении слоя покрытия за счет эрозии материа-
ла анода при искровом разряде в газовой среде и переноса его
на поверхность катода. Если в аноде материал на основе карби-
да — в покрытии получается так называемый «белый» слой с
высокой износостойкостью, для режущего инструмента этот
показатель вырастает в 3—5 раз. Лучшие результаты дал сплав
ВКЗ (97 % WC, 3 % Со). Производительность процесса повыша-
ют вибрацией легирующего электрода. Созданы установки с фи-
зическим контактом и без него.
Установки «Элитрон» содержат многоэлектродные вращающи-
еся головки с жестким и гибким креплением электродов и автома-
тическим слежением за межэлектродным зазором. Уменьшение
энергии единичного импульса и отсутствие механического воздей-
ствия на деталь дают возможность считать процесс конечной опе-
рацией с шероховатостью поверхности R =1,0...1,5 мкм.
К недостаткам электроискрового легирования относят изме-
нение состояния анода из-за взаимодействия с воздушной средой и
резкое снижение толщины слоя после 3 минут работы. Кроме того,
после двух-трех проходов по одному месту снижается механическая
прочность слоя под влиянием термических и циклических напряже-
ний. Поэтому получение качественных покрытий толще 0,5... 1 мм
затруднительно. Малая производительность, необходимость под-
готовки поверхности, его профилирования, сложность оборудова-
ния привели к необходимости усовершенствования и дальнейшего
развития этого способа. Разработанная недавно технология кон-
тактно-дугового восстановления и упрочнения позволила почти
полностью освободиться от этих недостатков. Процесс контакт-
но-дуговой металлизации (КДМ) заключается в использовании эф-
фекта массопереноса от анода к катоду в течение действия дугово-
го разряда между электродами при постоянном токе.
При перемещении анода по поверхности катода дуга возника-
ет и гаснет в результате кратковременного контакта между микро-
неровностями (выступами). Если до разряда был контакт, возни-
кает нагрев и расплавление, а затем — испарение участка электро-
да в контакте с появлением дуги между оплавленными выступами.
Масса расплавленного и удаленного электрическими и газодина-
154
мическими силами материала анода зависит от параметров дуги,
среды, теплофизических свойств электродов и др. При переменном
токе также можно добиться «полярного» эффекта за счет разницы
в теплофизических свойствах электродов из разных металлов. Про-
дукты эрозии электродов — это положительно заряженные части-
цы в смеси парообразной и капельно-жидкой фаз. При взаимодей-
ствии продуктов эрозии с основным металлом появляется покры-
тие, представляющее собой сплав с новыми, специфическими физи-
ко-химическими и механическими свойствами. К причинам, обус-
ловливающим эрозию, относят тепловую энергию, передаваемую
разрядом, эффект повторяющегося теплового взрыва микрообъемов
металла при прохождении тока большой плотности. Принципиаль-
ная схема установки для проведения КДМ представлена на рис. 4.14.
В качестве анода применен использованный шарикоподшипник.
Детали автосцепки и валики тормозной передачи вагонов служи-
ли катодом. Металлографический анализ макро-и микрострукту-
ры полученного покрытия показал, что имеются три характерные
Рис. 4.14. Схема установки для контактно-дугового восстановления и
упрочнения:
1 — источник питания; 2 — реостат; 3 — шунт; 4 — осциллограф;
5 — деталь; 6 — электрод
155
зоны. В поверхностном слое материала наблюдается структура,
характерная для электрода — стали ШХ15, в более глубокой зоне
видны мелкодисперсные карбиды и иглы мартенсита, в переход-
ной зоне — мелкозернистая структура, плавно переходящая в струк-
туру основного металла детали. По-видимому, большая скорость
охлаждения привела к образованию закалочных структур.
Исследования показали, что твердость и толщина покрытия
зависят от тока дуги и скорости перемещения электрода. В по-
верхностном слое микротвердость не ниже Н|00 = 820, что опре-
деляет высокую износостойкость покрытия из стали ШХ15 при
сухом контактном трении с абразивом на специальной машине.
Методом КДМ сталью ШХ15 была восстановлена серия изношен-
ных замков автосцепки в вагонных и локомотивных депо. Эксп-
луатационные испытания на пассажирских и электропоездах по-
казали, что износ после пробега 160 тысяч километров составил
всего 0,1...0,2 мм.
В развитие КДМ был предложен способ контактно-дуговой
цементации (КДЦ), когда анод был из углеграфитного материала.
При увеличении силы тока в дуге начинается сублимация — испа-
рение анодного материала (графита), где при постоянном токе
тепловыделение больше. Дуга начинает гореть в паро-газовой
атмосфере. Когда под нагрузкой плотность тока на аноде пре-
высит пороговое значение (что по тепловому потоку составит
около 105 Вт/см2), а скорость анодной струи достигнет 5-103 см/с,
образуется паровая атмосфера. Часть мощности, возрастающая с
током, будет расходоваться лишь на нагрев и испарение анода, а
не на отвод тепла по электроду и излучение в окружающую среду.
Нагрев детали угольной дугой активизирует атомы поверхности,
начинается процесс диффузии углерода через паровую фазу в рас-
плав кратера контактного пятна. Процесс науглероживания идет
довольно быстро, особенно в начале процесса, если деталь из низ-
коуглеродистой стали. Расчеты показали, что при токе угольной
дуги (при неохлаждаемом электроде) 320...620 А, плотности тока
106 А/м2 с анода испаряется ст 12 до 125 мг/с углерода. Это гово-
рит о том, что угольная дуга, при обратной полярности, является
интенсивным источником ионизированных паров углерода. Угле-
род, диффундируя в деталь, насыщает ее поверхностный слой до
156
2,5...3,5 %, образуя, по сути, белый доэвтектический чугун. Если
деталь массивная, быстрое охлаждение может создать закалочные
структуры с высокой твердостью (до 62 HRC3). Регулируя силу и
плотность тока, получают возможность создания разных структур
с определенными свойствами (твердость, износостойкость). Как ва-
риант, в случае сравнительно тонких деталей или деталей, работа-
ющих в условиях ударных и больших контактных нагрузок, воз-
можно науглероживание точечное, с промежутками между крате-
рами. Это обеспечивает меньшее тепловложение в деталь, снижа-
ет остаточные напряжения и деформации. Кроме того, точечное
науглероживание сохраняет необходимый запас пластичности в
поверхностном слое, снижает вероятность хрупкого разрушения.
В поверхностном слое после точечной контактно-дуговой цемен-
тации образуются две одновременно работающие зоны: твердая,
хрупкая, но износоустойчивая и зона основного металла, более пла-
стичная. Таким образом, получаем соблюдение принципа, лежа-
щего в основе разработки баббита, композитов, вообще материа-
ла, противостоящего интенсивному абразивному изнашиванию и
контактной усталости. В качестве примера приведем упрочнение
точечной КДЦ буксовых накладок тепловоза ТГМ, которое дало
минимальное коробление (до 0,2 мм). Расчеты показали, что на пло-
щади накладки 400 см2 должно быть 38 кратеров-следов при опре-
деленных параметрах режима КДЦ. КДЦ весьма производитель-
на, не требует никакой предварительной подготовки поверхности. Воз-
вышения над следами по периметру кратера не превышают 0,5 мм и
при необходимости могут быть выровнены шлифованием с обиль-
ным охлаждением. Науглероженный слой, благодаря диффузион-
ной переходной зоне, не отслаивается в эксплуатации, быстро при-
рабатывается. Важно, чтобы при трении двух деталей обе они были
упрочнены КДЦ по единой технологии. В случае разноименности
материалов двух контактирующих тел, при высоких контактных
нагрузках и особенно при ударах необходимо корректировать ре-
жим КДЦ с получением соответствующих структур с определен-
ными свойствами. Для мелких деталей, особенно цилиндрических,
применяют сплошную КДЦ с учетом возможной деформации.
Могут быть варианты неподвижного угольного электрода и пере-
мещающейся детали и наоборот, работы вручную и механизи-
157
рованным способом. Важно обеспечить скорость взаимного пе-
ремещения — примерно 0,5 м/с, хотя этот параметр режима КДЦ
может изменяться в зависимости от требований, предъявляемых
к детали.
Хорошо себя зарекомендовала КДЦ для крестовин стрелоч-
ных переводов, где кратеры располагались в шахматном порядке,
с промежутками, равными примерно диаметру кратера. Следует от-
метить вариант заполнения объемов между выступами по краям кра-
теров дуговой металлизацией, например проволокой марки Св-08.
Тогда поверхность будет ровной, но при этом важно, чтобы сами
кратеры оставались на поверхности и работали при контакте с
контртелом (рис. 4.15). Механическая обработка производится не
всегда, а по необходимости, когда следует соблюсти требуемый раз-
мер и чистоту поверхности.
Металлографический анализ показал наличие трех различных
зон по глубине упрочненного КДЦ слоя. В первой зоне — белый
чугун с содержанием углерода от 3,5 % до 2 %, в зависимости от
расстояния от поверхности. Толщина этой зоны в зависимости от
параметров режима КДЦ до 0,3 мм. Вторая зона — тонкая, от 0,3
до 0,5, с закалочными структурами. Третья зона — переходная к
материалу основного металла, также весьма тонкая. На рис. 4.16
показано, как меняется микротвердость по зонам упрочненного КДЦ
слоя на замке автосцепки. Эксплуатационные испытания упрочнен-
ных контактно-дуговым спосо-
бом замков автосцепки на пас-
сажирских и пригородных элек-
тропоездах показали, что срок
службы этих деталей возраста-
ет в 3—4 раза.
На рис. 4.17 представлены
данные многолетних наблюде-
ний за поведением замков в
эксплуатации. Важно отме-
тить, что замки, упрочненные
контактно-дуговой металлиза-
цией сталью ШХ15, и замки,
упрочненные контактно-дуго-
3
Рис. 4.15. Схема сечения поверхност-
ного слоя детали после точечной
контактно-дуговой цементации, пос-
ледующей дуговой металлизации и
механической обработки:
1 - - деталь; 2 — слой после дуго-
вой металлизации; 3 — кратер
158
Рис. 4.17. Зависимость
износа h замка авто-
сцепки от времени его
работы т:
1 — без упрочнения;
2 - - с упрочнением
Рис. 4.16. Зависимость микротвер-
дости Hjqq от глубины слоя, уп-
рочненного контактно-дуговой
цементацией А:
1 — зона белого чугуна; 2 — зона
закалки; 3 — переходная зона;
4 — основной металл
вой цементацией, дали близкие по износу в эксплуатации результаты.
После пробега 160—180 тыс. км износ h составил всего 0,1...0,2 мм.
Технология КДМ внедрена во многих депо и применяется в соот-
ветствии с утвержденной технологической инструкцией. Хорошие
результаты получены при упрочнении КДМ малого и большого
зуба корпуса автосцепки.
Появились работы, в которых освещаются вопросы упрочне-
ния после сварки и наплавки наклепом. Наклеп образуется в поверх-
ностном слое при пластической деформации с большими степеня-
ми. Искажение кристаллической решетки приводит к наведению
остаточных напряжений сжатия, которые снижают в сумме напря-
жения растяжения, образовавшиеся после сварки и наплавки. Это
тем более важно, так как снижается чувствительность к концент-
рации напряжений. В итоге повышается усталостная прочность,
159
надежность и долговечность сварных соединений и наплавок, осо-
бенно многослойных.
Наклеп без связи со сваркой и наплавкой широко использует-
ся при изготовлении и ремонте разных деталей подвижного соста-
ва и рельсов. Это дробеструйная и дробеметная обработка пружин
и рессорных листов, накатка осей, детонационное упрочнение сер-
дечников и крестовин стрелочных переводов и многое другое. Од-
нако упрочнению после сварки и наплавки в ремонтных предприя-
тиях уделялось меньше внимания. Степень наклепа должна быть
определенной и оптимальной с учетом технологии предваритель-
ной наплавки. Например, обкатка роликами валов электрических
машин пассажирских вагонов после электроконтактной наплавки
дала больший прирост предела выносливости, чем у наклепанных
образцов без наплавки. Эффект наклепа растет с ростом усилия
накатки от 5 до 9 кН. Объясняют это тем, что зарождение и разви-
тие трещины усталости происходит под упрочненным накаткой
слоем, где меньше рабочие напряжения. Если был так называемый
«перенаклеп», происходит усталостное разрушение и в более плас-
тичных материалах или хрупкое в твердых покрытиях. Поэтому
степень наклепа, уровень остаточных напряжений должны быть
определенными в каждом отдельном случае. Известно, например,
что накатка осей после их поверхностной закалки на мартенсит
дала положительный результат, поскольку релаксируют местные
напряжения растяжения. Это важно в случае вибродуговой наплав-
ки, когда усталостная прочность снижается на 40 —50 % из-за оста-
точных напряжений. Поэтому стали рекомендовать разные комби-
нированные способы упрочнения, включающие сварку и наплавку.
Кроме пластической деформации (проковка, чеканка, элект-
ромеханическая обработка и др.) после наплавки применяют ме-
тод лазерного воздействия. Лазерный луч с помощью оптики мож-
но направить в труднодоступные места детали. Кроме того, лазер-
ная обработка уменьшает шероховатость наплавленной поверхно-
сти, снижает напряжения и деформации, есть возможность авто-
матизации процесса. Разработаны параметры режима лазерного
упрочнения после сварки и наплавки на установке «Квант». На-
пример, клапаны, наплавленные износостойким сплавом — стел-
литом, подвергают облучению, что дает повышение микротвердо-
160
сти на 25—30 %, снятие остаточных напряжений, повышение чис-
тоты поверхности. Как правило, лазерное упрочнение — финиш-
ная операция. При ремонте цилиндрических деталей можно совме-
стить процесс наплавки и упрочнения накаткой, применить элект-
ромеханическую обработку, т.е. пластическую деформацию при по-
вышенной температуре. Однако при этом следует контролировать
температуру накатки. Если она будет выше порога рекристаллиза-
ции (для стали ^р=^(^пл +273)-273 °C), наклеп полностью сни-
мается. Это происходит диффузионным путем и зависит от степе-
ни наклепа, температуры и скорости нагрева.
Практически рекристаллизация в сталях начинается при
400...450 °C и заканчивается при 800...850 °C. Коэффициент т, при
расчете температурного порога рекристаллизации, принимают для
чистого железа 0,4, для сплавов твердых растворов 0,5...0,6.
4.9. Сварка пластических масс
Полимерные материалы нашли свое место в ремонте и изго-
товлении деталей подвижного состава, машин и пути. Различ-
ные вкладыши, зубчатые колеса, детали интерьера вагонов и ло-
комотивов изготавливают целиком из пластических масс. Плас-
тической массой — пластмассой, пластиком — называют ком-
позицию полимера и наполнителя, а также различных добавок.
При ремонте и изготовлении таких деталей применяют техно-
логии сварочного производства. Пластмассы нашли свое при-
менение в технологиях восстановления изношенных участков
отдельных деталей способами напыления, наплавки. Для ремонта
деталей с трещинами, порами, раковинами, отколами также ис-
пользуют пластмассы — герметики. В ремонтной практике су-
ществует и третье направление в использовании пластмасс. Это
нанесение на новые или отремонтированные детали защитных
слоев, которые повышают износостойкость, коррозионную стой-
кость, снижают влияние шума, излучений, электрического тока
и напряжения. Эти слои наносят разными способами: литьем под
давлением, горячим прессованием, вихревым, газопламенным и
центробежным и др.
11-2375
161
Основу пластмасс — полимеры — разделяют на термопластич-
ные {термопласты) и термореактивные {реактопласты), которые
по-разному ведут себя при повышенных температурах. Если тер-
мопласты могут повторно разлагаться при нагреве, то реактопла-
сты переходят из вязкотекучего в необратимое твердое состояние.
Это связано с превращением линейной структуры полимера в про-
странственную. Это свойство пластмасс используется в техноло-
гии их переработки, а также в ремонте. Свойства пластмасс зави-
сят от наполнителей, которые определяют прочность, твердость,
теплостойкость, усадку, а также стоимость. Наполнители бывают
органические (древесная мука, ткань, бумага, целлюлоза) и неорга-
нические (асбест, графит, стекловолокно).
Кроме того, для придания особых свойств добавляют пласти-
фикаторы (дибутилфталат, касторовое масло, камфорное масло),
катализаторы (известь, магнезия/ красители (сурик, нигрозин). Эти
добавки увеличивают эластичность, гибкость, текучесть, снижают
хрупкость, ускоряют процесс отверждения реактопластов. Содержа-
ние наполнителей доходит до 30...70 %. По способу применения
пластмассы делят на пресспорошки, прессматериалы, литьевые и
листовые материалы, причем чаще применяют термореактивные
полимеры. Для соединения деталей из реактопластов применяют
склеивание, а из термопластов — сварку. При этом применяют тер-
мическую сварку нагретым газом (воздухом) с присадочным матери-
алом или без него (со сдавливанием разогретых кромок).
Более прочное сварное соединение получают при термокон-
тактной сварке, когда кромки разогревают и сдавливают нагре-
тым инструментом. Сварку механическим способом ведут с помо-
щью ультразвука или трения. При этом механическая энергия пре-
вращается в тепловую; после необходимого разогрева кромок до
вязкотекучего состояния детали сдавливают для образования сва-
рочного шва.
Детали толщиной более 3...4 мм необходимо готовить к свар-
ке: разделывать кромки, очищать свариваемые поверхности, фик-
сировать детали. При сварке нагретым воздухом присадочный ма-
териал также нагревают, а после подачи его в зону сварки сразу же
придавливают специальным роликом. При сварке без присадки,
чаще внахлестку, разогретые и размягченные кромки сдавливают.
162
в
Рис. 4.18. Схемы сварки пластических масс:
а — расплавленной присадкой; б — нагретым клином; в ультразвуком;
1 — экструдер; 2 — ролики; 3 - сварной шов; 4 - детали; 5 — нагретый
клин; 6 — преобразователь УЗК; 7 давление; 8 — отражатель
Этот способ удобен, когда сваривают пленочные материалы. Ра-
зогреть кромки можно с помощью горячего расплавленного мате-
риала — присадки, который выдавливается из специального при-
способления (экструдера) в зону сварки. Роликом полученный
сваркой шов прокатывают для повышения прочности.
Широко распространена сварка нагретым инструментом, ког-
да нагретая пластина, лента, ролик, диски и т.д. прижимаются к
кромкам пластмассовых деталей, разогревают их, затем происхо-
дит их сдавливание. Нагретый инструмент при сдавливании уда-
ляют. Если пластик подвержен термоокислительной деструкции
(разложению), применяют вместо воздуха инертные газы (азот, ар-
гон). Температура при сварке должна быть на 50... 100 °C выше тем-
пературы текучести термопласта. Присадочный материал должен
быть однородным со свариваемым. Для большей пластичности в
него добавляют пластификаторы.
Лазерная сварка применяется для сварки листов разной тол-
щины в зависимости от мощности лазерной установки. Этим спо-
собом можно сваривать пленки (12...500 мкм) и толстые листы (до
250 мм). Лазерный луч используют также для резки пластмасс. Для
163
плохо свариваемых пластмасс используют комбинации разных спо-
собов сварки: нагрев с ультразвуком, химически активные веще-
ства растворители и пр.
Для склеивания реактопластов используют термореактивные
клеи. Термопласты также можно склеивать, особенно такие, как
органическое стекло, полистирол, поликарбонат, поливиилхлорид.
Однако трудносклеиваемые пластики: полиэтилен, полипропилен,
фторопласт, полиамиды, полиформальдегиды - сваривают.
5. Оборудование сварочного производства
5.1. Оборудование для сварки на переменном токе
Для возбуждения сварочной дуги и ее устойчивого горения
необходимы источники питания, то есть электрические машины,
специально изготовленные для сварочного процесса. Долгое вре-
мя считали, что сварка на постоянном токе обеспечивает более
высокое качество сварного шва и соединения. Появление совре-
менных электродов и самозащитных порошковых проволок, дру-
гие меры стабилизации горения дуги и защиты от кислорода воз-
духа, новые, более совершенные сварочные машины, аппаратура,
особые приборы для возбуждения дуги, регулирования вольт-ам-
перных внешних характеристик привели к тому, что качество свар-
ки на переменном токе значительно повысилось для большинства
применяемых материалов.
Учитывая преимущества источников питания на переменном
токе: более высокий коэффициент полезного действия (до 0,9), на-
дежность и простота обслуживания, меньший вес оборудования —
становится понятно, почему большая часть объема сварочных ра-
бот выполняется именно на переменном токе. Разнообразие про-
цессов сварки требует источников питания с разными внешними
характеристиками: крутопадающими, пологопадающими, жестки-
ми, возрастающими. Так, для ручной дуговой сварки нужен источ-
ник питания с крутопадающей характеристикой. Это объясняется
тем, что сварщик не может строго соблюдать длину дуги, особен-
но при плавящемся электроде. Поэтому важно обеспечить посто-
янство тока при изменении длины дуги.
На рис. 5.1 статическая вольт-амперная характеристика дуги
(б) совмещена с внешней характеристикой источника питания («).
Когда дуга горит, напряжение и ток дуги совпадают с напря-
жением и током на выходных клеммах источника питания. Этому
состоянию соответствует точка пересечения характеристик (точ-
ка Б, см. рис. 5.1). В другой точке пересечения характеристик (точ-
165
Рис. 5.1. Вольт-амперная харак-
теристика сварочной дуги (б) и
внешняя характеристика источ-
ника питания (а) при ручной
дуговой сварке
ка А) горение дуги неустойчиво,
так как малейшее отклонение па-
раметров режима неизбежно при-
ведет или к обрыву дуги, или к пе-
реходу в точку Б с устойчивым го-
рением дуги.
Действительно, при работе на
параметрах режима (U, I), соответ-
ствующих горизонтальному участ-
ку статической характеристики
дуги, устойчивость горения выше.
На возрастающем участке характе-
ристики дуги точка пересечения
получится при любой характерис-
тике источника питания. Длина
дуги в процессе сварки меняется,
соответственно, меняется ее стати-
ческая характеристика. Она смеща-
ется вверх при увеличении длины
дуги и наоборот. При этом ток со-
ответственно снижается или повышается, меняется тепловыделе-
ние и интенсивность плавления электрода — создается автомати-
ческое стремление процесса к равновесию. Это явление широко
используется при автоматической подаче проволоки. Рис. 5.2 ил-
люстрирует это: скорость плавления проволоки, зависящая в ос-
Рис. 5.2. Влияние наклона внешней
характеристики источника питания
на саморегулирование горения дуги.
Характеристики источника питания:
7 — крутопадающая; 2 —
пологопадающая.
Характеристики дуги
3 — при увеличенной длине дуги 1^,
4 — при стабильной длине дуги /0;
5 — при уменьшенной длине дуги /j
166
новном от сварочного тока, будет меняться при колебаниях длины
дуги. Чем длиннее дуга, тем меньше ток и скорость плавления и,
соответственно, наоборот.
Видно, что крутопадающая характеристика источника пи-
тания практически дает малые изменения тока и скорости плав-
ления проволоки. Поэтому при механизированной сварке при-
меняют пологопадающую или даже жесткую характеристику ис-
точника питания.
Эффект саморегулирования длины дуги, а значит ее устойчи-
вого горения, зависит от плотности тока и диаметра проволоки.
Определен диапазон токов и диаметров сварочной проволоки, при
котором саморегулирование дуги эффективно (рис. 5.3). Выше кри-
вой возможна автоматическая сварка с заранее определенной по-
стоянной скоростью подачи проволоки через редуктор и электро-
двигатель, ниже — необходим автомат с регулируемой скоростью
подачи проволоки.
При смене свариваемых изделий приходится заново настра-
ивать подачу проволоки. Автоматическая сзарка не всегда при-
менима, поэтому используют полуавтоматы, где подача прово-
локи механизирована, а перемещение электрода осуществляет
сварщик. Плотность тока должна быть велика (до 200 А/мм2),
тогда саморегулирование
дуги компенсирует непроиз-
вольные колебания длины
дуги при перемещении прово-
локи вдоль сварного шва.
Для того чтобы изменить
наклон, крутизну внешней ха-
рактеристики источника пита-
ния, применяют балластные
реостаты — набор сопротивле-
ний. Переключением рубиль-
ников реостата, включенного
последовательно в цепь со сва-
рочной дугой, можно добить-
ся изменения наклона внешней
характеристики. Потери мощ-
Рис. 5.3. Граничная кривая токов и
диаметров электродной проволоки
для саморегулирования дуги
167
ности и сниженный КПД реостатов привели к появлению полупро-
водниковых устройств — нелинейных регуляторов. Высокое напря-
жение обеспечивает устойчивое горение на малых токах, что важ-
но для механизированной сварки с короткими замыканиями в сис-
теме многопостовой схемы питания.
Большинство сварочных трансформаторов — однофазные, с
падающими внешними характеристиками, понижающие напряже-
ние холостого хода до 60...90 В и напряжение дуги до 25...40 В.
Для грубого регулирования тока трансформатор имеет 2...3 ступе-
ни (секционированные обмотки). Плавное регулирование осуще-
ствляется передвижением обмоток по сердечнику или изменением
магнитного потока с помощью шунта, который также может пере-
мещаться. При автоматической сварке используют более мощ-
ные трансформаторы (на 1000...2000 А), где нет подвижных час-
тей. В этих трансформаторах индуктивное сопротивление регули-
руют подмагничиванием постоянным токсм. Для этого применя-
ют тиристорный выпрямитель, откуда ток идет в аппарат управле-
ния. Иногда сварочный ток регулируют дросселем с подвижным
сердечником, включенным последовательно с трансформатором
(реактивная катушка). Современные трансформаторы снабжены
полупроводниковыми устройствами-тиристорами, включенными
в цепь питания первичной обмотки. Это позволило сгладить «брос-
ки» напряжения при переходе тока дуги через ноль, поднять КПД
и другие технико-экономические показатели, а также облегчить
повторное зажигание дуги. При сварке трехфазной дугой приме-
няют особые трансформаторы на основе двух однофазных (ТТС и
ТТСД), а для электрошлаковой сварки — трехфазные с жесткой
характеристикой (типа ТШП и ТШС).
Принцип регулирования параметров режима работы транс-
форматора заключается в том, что расстояние между обмотками
обусловливает индуктивное сопротивление из-за магнитных по-
токов рассеяния (рис. 5.4). Часть магнитного потока ответвляет-
ся и замыкается вокруг обмоток, образуя потоки рассеяния, ко-
торые индуцируют электродвижущую силу, противоположную ос-
новному напряжению. Когда увеличивается сварочный ток, уве-
личиваются потоки рассеяния и индуктивное сопротивление вто-
ричной обмотки. Минимальный ток соответствует наибольшему
168
a
б
Рис. 5.4. Схемы сварочных трансформаторов типов ТС и ТД:
а — малый ток; б - большой ток
расстоянию между обмотками (/тах) и максимальным потокам
рассеяния (Oj и Ф2).
Сварка на малых токах покрытыми электродами вызывает труд-
ности из-за неустойчивого горения дуги. При переходе через нулевое
значение тока и напряжения (каждые 0,01 с) происходит временная
деионизация дугового промежутка. Повышают устойчивость горения
дуги переменного тока, используя стабилизаторы дугового разряда,
которые подают в дугу импульс после перехода тока через нуль, тем
самым повторно зажитая дугу. Современные стабилизаторы рассчи-
таны на импульсы с частотой 50 Гц (СД-2), 100 Гц (СД-100). Выпуска-
ются источники питания «Разряд», состоящие из сварочного транс-
форматора со встроенным стабилизатором на 100 Гц, позволяющим
работать на электродах с любым покрытием. При сварке с неплавя-
щимся вольфрамовым электродом применяют осцилляторы — высо-
кочастотные искровые генераторы (300...500 кГц), которые дают пе-
ременный ток напряжением 3...8 кВ. Создается искровой разряд, воз-
никает дуга без короткого замыкания вследствие электрического про-
боя воздушного промежутка. Осцилляторы различаются по типу, на-
пряжению, мощности (ОСЦН, ГУ-177, ОСПЗ-2М).
Для ускорения процесса ионизации воздушного или газового
промежутка в покрытие электродов и флюс вводят специальные
компоненты, образующие газы с высокой электропроводностью,
что также стабилизирует дугу переменного тока.
169
При ремонте подвижного состава, пути и различных ма-
шин широко используют переносные трансформаторы с номи-
нальной мощностью до 20 кВ-А (ТДМ-165, ТДМ-254) и пере-
движные, более мощные — до 30 кВ-A (ТДМ-317, ТДМ-401,
ТДМ-503). Для автоматической сварки под флюсом использу-
ются трансформаторы малоточные (ТС-200) и дающие большие
токи — до 2200А (ТДФЖ-1002, ТДФЖ-2002). Разрешается ис-
пользовать ранее выпускавшиеся модели трансформаторов
(ТД-300, ТД-500,ТДФ-1001, ТДФ-1601).
Из современных моделей следует отметить ТДМ-401-1, снаб-
женный защитой от влаги, а также МСТ-125, со сниженной мас-
сой -— 30 кг; ТСБ-103, масса 23 кг; ТС-152, масса 40 кг. Аналогич-
ные трансформаторы выпускаются за рубежом; например, Junior
(ФРГ), сварочный ток 50... 125 А, масса 30 кг. Практика показа-
ла, что затраты на изготовление источников питания переменно-
го тока вдвое меньше, как и масса машин, по сравнению с источ-
никами питания постоянного тока. Обслуживание не требует вы-
сокой квалификации, шум незначительный — это важные преиму-
щества работы на переменном токе. Однако качество сварки — а
это, в конечном счете, главное — все же выше при работе на по-
стоянном токе. Сварочное оборудование на постоянном токе про-
должает совершенствоваться: расширяются его технологические
возможности, в ряде случаев повышается производительность,
улучшаются технические характеристики оборудования.
5.2. Оборудование для сварки на постоянном токе
К важнейшим характеристикам источника питания относят
форму внешней вольт-амперной характеристики, напряжение хо-
лостого хода, а также продолжительность работы (ПР) и относи-
тельную продолжительность включения (ПВ). Практика показа-
ла, что чаще всего ПР близка к 60 %, когда сварка идет с переры-
вами, но источники питания от сети не отключаются. При полу-
автоматической и автоматической сварке, когда в перерыве ис-
точник питания полностью отключается от сети, определяют ПВ.
Получить постоянный ток можно «выпрямлением» переменного
тока от промышленной сети или непосредственно в установках,
170
Рис. 5.5. Схема трехфаз-
ного выпрямителя:
а — трансформатор; б —
выпрямительный блок
вырабатывающих постоянный ток. Чаще используют выпрямите-
ли, которые не имеют вращающихся частей, проще в эксплуата-
ции, обладают более высоким КПД, легче и удобнее в регулиро-
вании сварочного тока. На рис. 5.5 приведена схема выпрямите-
ля с подключением к сети трехфазного тока, которая позволяет
лучше использовать трансформатор из-за меныпей пульсации
напряжения и более равномерной загрузки фаз. Трансформато-
ры в выпрямителях принципиально не отличаются от сварочных
однофазных, регулирование сварочного тока осуществляется
дросселем насыщения (см. рис. 5.5, а). Дроссель обеспечивает кру-
топадающую внешнюю характеристику выпрямителя. Блок вып-
рямителя (рис. 5.5, б) состоит из полупроводниковых вентилей-
тиристоров, которые облегчают регулирование сварочного тока.
Тиристорные схемы управления позволяют получать различные
внешние характеристики. Так, для ручной сварки применяют вып-
рямители ВД-306, ВД-201, ВД-401 с падающей внешней характе-
ристикой и ВДГ-303 с жесткой; для полуавтоматической сварки в
углекислом газе порошковой проволокой — ВДУ-506, ВДУ-601,
ВДУ-1202 с универсальной внешней характеристикой.
Выпрямители типа ВДМ-1201, ВДМ-1601 предназначены для
одновременного питания восьми и девяти сварочных постов. В ка-
честве материалов для вентилей применяют селен, кремний, гер-
маний. Селеновые вентили дешевле, лучше сопротивляются пере-
грузкам, но обладают более низким КПД. Кремниевые полупро-
171
водниковые устройства имеют более высокий КПД, они более на-
дежны, но с ограничением силы тока короткого замыкания. По-
этому они применяются в выпрямителях с падающей внешней ха-
рактеристикой, когда рабочий ток немного отличается от тока ко-
роткого замыкания. Германиевые вентили выпускаются для то-
ков до 50 А. Что касается больших токов, то приходится в свароч-
ных машинах использовать не воздушное охлаждение вентилято-
ром, а водяное, что неудобно.
В последнее время появились многопостовые сварочные вып-
рямители с жесткой внешней характеристикой (ВКСМ-1000), что-
бы обеспечить независимость каждого сварочного поста от ра-
боты остальных. От большого тока короткого замыкания крем-
ниевые вентили предохраняет магнитный усилитель — быстро-
действующий автомат. Для получения на любом посту различ-
ных внешних характеристик (падающей, пологой или жесткой) и
нужного значения сварочного тока применяют балластные реос-
таты (типа РБ-300-1 и др.). Реостат (рис. 5.6) имеет 20 ступеней
регулирования или комбинаций сопротивлений, изготовленных
из константана. Этот сплав меди, никеля, кобальта и марганца
(МНМц 40-1,5) обладает постоянством электрического сопротив-
ления при нагреве до 500 °C, что позволяет получать стабильную
пологопадающую характеристику.
Сварочные выпрямители нашли широкое применение бла-
годаря таким преимуществам, как высокий КПД (до 80 %), лег-
кое регулирование в широком диапазоне тока и напряжения, бес-
шумность, надежность. Однако следует отметить, что выпрями-
тели чувствительны к перегрузкам, нуждаются в интенсивном
охлаждении, не ремонтопригод-
ны в части выпрямительного
блока вентилей.
В полевых условиях, на стро-
ительных площадках применяют-
ся автономные сварочные маши-
ны-агрегаты, состоящие из двига-
теля внутреннего сгорания и гене-
Рис. 5.6. Схема балластного РатоРа постоянного тока. Свароч-
реостата нь1^ генератор — электрическая
172
машина коллекторного типа. Обмотками возбуждения, выполнен-
ными в виде отдельных секций, можно ступенчато регулировать
ток и крутизну наклона внешней характеристики. Плавное регули-
рование обеспечивается изменением тока в намагничивающей об-
мотке при помощи реостата. Разработаны модели генераторов с
переключением обмоток возбуждения, чтобы получать на одной
машине жесткую или падающую характеристику. Такие генерато-
ры называют универсальными — они используются как для руч-
ной, так и для автоматической сварки с использованием малых
диаметров электродной проволоки.
Применяются также преобразователи — электрические свароч-
ные установки, состоящие из асинхронного электродвигателя, под-
ключенного к сети переменного тока, и генератора постоянного
тока, расположенного чаще всего на одном валу с электродвигате-
лем. Таким образом преобразуется электрическая энергия сети в
механическую — вращение вала электродвигателя и ротора гене-
ратора, а затем наоборот — механическая в электрическую. При
этом ток в якоре генератора переменный, а постоянным он стано-
вится в коллекторе. Современные генераторы (ГСО-ЗОО и др.) по-
стоянного тока входят в состав преобразователя с электродвигате-
лем или в состав агрегата с бензиновым или дизельным двигателем.
Обозначения преобразователей — ПСО-500 и др., агрегатов —
ПАС-500 (на бензине) или АСДП-500 (на дизельном топливе).
Для автоматической сварки, а также для полуавтоматической
сварки в защитных газах выпускаются генераторы ГСГ-500 в со-
ставе преобразователя ПСГ-500-1.
Для сварки в среде углекислого газа применяют универсаль-
ные преобразователи ПСУ-500. Балластные реостаты могут регу-
лировать сварочный ток в большом интервале. В последнее время
преобразователи вытесняются выпрямителями, а агрегаты про-
должают совершенствоваться. Это объясняется сопоставлением тех-
нико-экономических показателей работы сварочных машин. Так,
средний КПД машин постоянного тока 30...60 %, а переменного —
доходит до 80 %. Следует сравнить расход электроэнергии на 1 кг
наплавленного металла: при постоянном токе — 4,6 кВт-ч, а при
переменном — 3,5 кВт-ч. При этом расход электроэнергии для по-
стоянного тока вдвое выше, в три раза дороже оборудование, в
173
два раза больше стоимость обслуживания. Особенно показатель-
ны потери холостого хода по мощности: для постоянного тока —
2...3 кВт, для переменного — 0,2 кВт. Занимаемая оборудовани-
ем площадь, в расчете на один сварочный пост, для постоянно-
го тока — 4,5 м2, для переменного — всего 1,5 м2. Все это гово-
рит в пользу переменного тока, однако его невозможно исполь-
зовать для сварки в защитных газах или с электродами некото-
рых марок (УОНИ-13/45, ОЗЛ-8 и др.) из-за недостаточной ус-
тойчивости горения дуги.
5.3. Аппаратура и приборы для управления процессами
Тиристорная схема управления позволила создать блоки, вхо-
дящие в схему источника питания, предназначенные для удовлет-
ворения специальных требований при аргонодуговой сварке, а так-
же наплавке, напылении и резке. Специфические условия возника-
ют при сварке цветных металлов. Так, при сварке алюминиевых
сплавов образуется тугоплавкая окисная пленка, резко снижающая
качество сварного соединения. Поэтому приходится вводить в си-
стему управления блоки конденсаторов, магниевый усилитель, ос-
циллятор. Так, установка УГД-500 содержит сварочный трансфор-
матор ТРПШ-500, дроссель, три блока конденсаторов, осциллятор,
который работает в циклическом режиме: период работы 1 с, пере-
рыв 9 с, чтобы снизить радиопомехи.
Для сварки неплавящимся вольфрамовым электродом исполь-
зуют особые установки ИПК-350-4, куда входят: сварочный транс-
форматор, конденсаторная батарея, стабилизатор, осциллятор,
реостат. Для управления процессом плавления электрода, диффу-
зионными процессами в ванне, химическим составом будущего
сварного шва, его формированием стали применять импульсные
источники питания. При этом оказалось, что можно менять темпе-
ратурное поле и размеры сварочной ванны, получать гладкий свар-
ной шов в любом пространственном положении.
Сущность импульсно-дуговой сварки в том, что в дугу подается
дополнительно ток (400... 1200 А) кратковременными импульсами
(1...5 мс) с частотой 50 и 100 имп./с. Импульсно-дуговая сварка пла-
вящимся электродом обеспечивает управление переносом металла.
174
Известно, что переход от крупнокапельного переноса к струй-
ному происходит скачком, по достижении критического тока. Если
кратковременно увеличивать сварочный ток выше критического,
можно отрывать каплю металла каждым импульсом тока. Тогда
струйный перенос электродинамическими силами станет возмож-
ным при минимальном среднем токе, в 3- -4 раза меньше критичес-
кого. Стабильность процесса возможна только при оптимальных
параметрах режима. Импульсы тока генерируются и подаются на
дугу от сети через трансформатор с коммутатором, где использу-
ют тиристоры. В качестве накопителя энергии можно применять
конденсаторы. Таким образом, для импульсно-дуговой сварки нуж-
ны два источника питания, работающие независимо друг от друга.
Это непрерывный источник, поддерживающий так называемую
«дежурную» дугу, и источник импульсов, который может исполь-
зоваться как осциллятор и стабилизатор. В схеме генератора им-
пульсов промышленных установок УДГ-501 для сварки алюминия
и сплавов на его основе в среде аргона совмещены функции стаби-
лизатора дуги и осциллятора.
С развитием сварочной технологии появились целые системы
управления источниками питания дуги. Когда сварщик удален от
источника, когда необходимо изменить положение электрода, ре-
гулировать ток, возникает надобность в дистанционном управле-
нии. В этих случаях используют или специальные кабели управле-
ния, или обычный сварочный кабель. Регулятор переменного тока
для установки УД Г (рис. 5.7) питается от стабилизированного, не-
зависимого источника питания и включает в себя дроссель насы-
Рис. 5.7. Схема дистанционного
управления источником питания
переменного тока:
ДН —дроссель насыщения; БТ—блок
транзисторов; R — потенциометр уп-
равления; ИП — источник питания
цепи управления; Т — сварочный
трансформатор; Э — электрод; И —
изделие
175
щения ДН, блок транзисторов БТ, потенциометр R. Диапазон ре-
гулирования тока 50...240 и 100...350 А. При сварке на постоян-
ном токе, где базовым источником питания дуги служит управляе-
мый выпрямитель, применяют аналогичные устройства.
Отказаться от перемещающихся механических устройств (под-
вижные катушки и обмотки, магнитные шунты и др.), резко упрос-
тить конструкцию сварочных машин, повысить их надежность в
эксплуатации позволило регулирование сварочного тока электри-
ческим способом. Применением магнитных усилителей добивают-
ся независимости сварочного тока от напряжения дуги на гори-
зонтальном участке статической характеристики дуги. Если ток
управления поддерживать постоянным, то можно обеспечить дис-
танционное и программное управление режимом сварки. При этом
для дистанционного управления достаточно вывести реостат ДН
(см. рис. 5.7) на пульт оператора. Для программного управления
необходимо, чтобы ток в обмотках управления менялся по уста-
новленному закону автоматически. Это можно обеспечить авто-
номным питанием обмотки управления магнитным пускателем от
управляемого выпрямителя на тиристорах или транзисторах.
На рис. 5.8 представлена электрическая схема источника пита-
ния переменного тока с магнитным усилителем дроссельного типа.
Рис. 5.8. Схема регули-
рования переменного
сварочного тока и на-
пряжения магнитным
усилителем:
Т — сварочный транс-
форматор; В — выпря-
митель; R — реостат,
МУ - - магнитный уси-
литель; L — индуктив-
ное сопротивление; Э —
электрод, И — изделие
176
Дроссель L с большим индуктивным сопротивлением включен в
цепь обмотки управления, чтобы практически исключить проте-
кание переменного тока в цепи управления.
С развитием системы автоматизации появились схемы авто-
матического включения и выключения сварочного трансформа-
тора, что позволило экономить до 30 % электроэнергии. Исполь-
зуя дополнительные балластные резисторы в первичной цепи
трансформатора или глубокое фазовое регулирование тиристо-
ров, создали устройства для автоматического снижения напря-
жения холостого хода любых сварочных источников питания до
безопасных 12 В.
5.4. Автоматы и полуавтоматы
При разработке системы автоматического регулирования про-
цессом сварки необходимо определить критерий качества сварного
соединения. Таким обобщенным критерием можно считать геомет-
рию шва и термический цикл сварки. Действительно, получить оп-
тимальную структуру и свойства металла шва и околошовной зоны
можно лишь обеспечением, в частности, скорости охлаждения в зоне
сварки. Температура сварочной ванны и околошовной зоны может
меняться в зависимости от погонной энергии дуги системы: источ-
ник питания—дуга— сварочная ванна. Поэтому важно постоянно
контролировать температуру с помощью контактных и бесконтакт-
ных датчиков. Контактные скользящие термопары дают большую
погрешность из-за нарушения контакта, инерционности датчика.
Бесконтактные датчики работают по интенсивности излучения с
поверхности металла с помощью фотоэлементов. Используют фо-
тодиоды с германием или кремнием со светофильтрами. Возможно
также контролировать содержание элементов в ванне с помощью
спектрального анализа. В любом случае сигнал от датчика поступа-
ет в анализатор, откуда идет команда на исполнительный механизм,
меняющий параметр, влияющий на температуру.
Часто применяют комбинированное управление, когда одно-
временно меняют ток и скорость сварки или скорость подачи элек-
тродной проволоки и длину ее вылета. Система автоматического
регулирования значительно упрощается при полуавтоматической
177
сварке, когда перемещение электрода вдоль шва происходит вруч-
ную. Автоматическая сварка оправдывает себя в крупносерийном
и массовом производстве, а полуавтоматическая находит свое ме-
сто в ремонтных предприятиях МПС.
Для сварки под флюсом рекомендуется использовать сварочные
агрегаты А-1412 с источником питания ТДФЖ-2002 или А-1416 с ис-
точником питания ВДУ-506, сварочные тракторы типов АДФ-1002,
АДФ-1202, АДФ-1209, полуавтоматы А-1197Ф с источником пи-
тания ВС-632 и др.
Наплавка изношенных деталей производится сварочными го-
ловками А-384, А-409, аппаратами А-580М, А-1408. Головки и ап-
параты можно устанавливать на суппорте токарного станка. Со-
зданы специальные наплавочные станки У-465, У-427 для наплав-
ки определенных деталей, например шлицев, шеек коленчатых ва-
лов и др. Разработаны и нашли применение роботы — автомати-
ческие устройства с программным управлением, переналаживае-
мые в зависимости от вида работы и деталей.
Однако робот для электродуговой сварки — весьма сложное
устройство, поэтому, например в автомобильной промышленнос-
ти, используют робот, практически перемещающий сварочные кле-
щи для контактной точечной сварки. Программу для определен-
ной операции вводят в запоминающее устройство робота. Предва-
рительно программу отрабатывает оператор, который выполняет
точечную сварку последовательно, по точкам.
К недостаткам робота следует отнести необходимость высо-
кой точности расположения и фиксирования свариваемых деталей,
стабильности взаимного расположения конца электрода и оси сва-
рочного инструмента, очистки от брызг металла.
Оборудование для автоматической контактной сварки имеет
особенности, обусловленные условиями их работы. Это повышен-
ные электромагнитные нагрузки, водяное охлаждение обмоток,
вторичные токи до сотен и тысяч ампер. В последнее время стали
выпускать трансформаторы ТВК-75, ТК-301, ТК-501 для разных
контактных машин, близкие по своим параметрам к трансформа-
торам зарубежного производства. Они снабжены двумя вторичны-
ми независимыми обмотками, которые можно включать последо-
вательно и параллельно. Появились маломощные трансформато-
178
ры ТК-20, ТК-32, что говорит о большем, чем ранее, распростра-
нении контактной сварки. На ее долю приходится до 30 % объема
сварочных работ. Это происходит благодаря достоинствам кон-
тактной сварки — не зависящим от квалификации сварщика про-
изводительности и качеству. Это объясняется возможностью авто-
матизации процесса сварки, встраиванием контактных сварочных
машин в поточные сборочные линии.
Автоматическое регулирование при контактной сварке осуще-
ствляется в малый период времени. Это усложняет задачу регули-
рования таких разных параметров режима, как сила тока, усилие
сжатия электродов, продолжительность сжатия, геометрия рабо-
чей части электродов.
Программа работы аппаратуры управления задается заранее
с учетом марки свариваемых материалов, толщины и сечения ме-
талла изделий и других факторов. Последовательность включения
отдельных блоков управления определяет особый блок синхрони-
зации. Регулирование основного параметра — силы тока — осу-
ществляется ионными (игнитронными или тиратронными) и полу-
проводниковыми (тиристорными) контакторами. Установка и ста-
билизация усилия сжатия должны находиться вне пределов интер-
вала времени расплавления металла. Блоки программирования и
стабилизации подают команды исполнительным механизмам. Чаще
всего это электропневматические клапаны, связанные с цилиндра-
ми, камерами, шлангами и т.д. Блок стабилизации, по сути, это
система регулирования давления сжатого воздуха с помощью пнев-
моредукторов.
Автоматизация процесса контактной сварки, особенно при
больших токах и мощности машин, стала необходимой. Так, сты-
ковая сварка железнодорожных рельсов оплавлением на стацио-
нарных мощных машинах полностью автоматизирована. Все три
этапа: подогрев, оплавление и осадка — взаимосвязаны единой
программой. Команды на оплавление подаются по достижении
необходимой температуры предварительного подогрева.
Фотоэлектрические датчики преобразуют температуру в соот-
ветствующих заданных точках в напряжение, которое сравнивает-
ся с заранее заданным базовым напряжением. При равенстве этих
напряжений дается команда на осадку — сжатие. Исследования
179
показали, что при сварке больших сечений (200...400 см2) следует
применять особые регуляторы устойчивости. Эти регуляторы ве-
дут процесс в режиме, близком к короткому замыканию, что по-
зволяет снизить потребляемую мощность.
В этих регуляторах автоматически стабилизируется заданный
сварочный ток и электромагнитные силы, возникающие в процес-
се нагрева и разрушения перемычек в зоне сварки. Этим обеспечи-
вают постоянство площади контакта при оплавлении. Изменяя
скорость подачи рельсов или подвижной плиты с деталью, можно
контролировать и корректировать весь процесс сварки.
В последнее время внедрена линия контактной сварки боко-
вых стен полувагонов, что позволило резко повысить качество свар-
ки и производительность. В этой линии управляющий вычислитель-
ный комплекс включает в себя микропроцессорные средства вы-
числительной техники, которые состоят в основном из одноплат-
ной микроЭВМ, платы памяти, пультов, блоков питания и пр. В ча-
стности, контроллер контактной сварки ККС-01 предназначен для
управления контактными машинами переменного тока, снабжен-
ными тиристорным контактором и электропневмоклапанами по-
стоянного тока. Состав контроллера: основной блок (связь с объек-
том, процессор и пульт), блок питания и датчик тока.
В качестве процессора используется микроЭВМ К1816ВЕ48.
Информация о сварочных параметрах высвечивается на трех пуль-
товых индикаторах: «Режим», «Параметр» и «Значение». Практи-
ка использования контроллера ККС-01 показала, что по своим
функциональным возможностям и технико-экономическим пока-
зателям он не уступает таким системам, как PS-2000 (фирма Bosch,
ФРГ), СУ-241А (фирма «Миячи», Япония) и др.
Необходимость в автоматическом регулировании параметров
режима сварки (резки, наплавки) возникает особенно тогда, когда
человек не может обеспечить вручную стабильность большого теп-
ловложения за малый период времени. Например, при электрон-
но-лучевой сварке применяют замкнутую систему регулирования
тока луча по напряжению вторичной эмиссии.
Дело в том, что в процессе сварки происходит взаимодействие
электронного луча с парами металла. Когда плотность паров мак-
симальна, датчик вторичной эмиссии дает определенное напряже-
180
ние, которое через модулятор «запирает» электронную пушку, вза-
имодействие паров с лучом прекращается. После ухода газов на-
пряжение датчика снижается до нуля, проплавление возобновля-
ется. Таким образом происходит импульсная сварка с лучшим фор-
мированием шва, без пор и раковин. При этом система управления
сама автоматически настраивается на режим импульсной сварки с
нужными временными параметрами.
Схема на рис. 5.9 объясняет принцип действия этой системы.
Действительно, входным сигналом на регулятор является напря-
жение U„, снимаемое с нагрузки R„ в цепи датчика Д вторичной
эмиссии. После усиления (А)
через устройство связи (УС) на-
пряжение поступает на модуля-
тор (М) и действует на управ-
ляющий электрод (УЭ) элект-
ронной «пушки» (К).
При резке больших тол-
щин, а также цветных металлов
и сплавов возникают трудно-
сти с обеспечением точности
реза, чистоты кромок по хими-
ческому составу (если резка
происходит в среде азота или
воздуха), экономии электро-
энергии. Поэтому распростра-
нены специальные машины для
воздушно-плазменной резки
металлов, а также кислородной
резки с элементами автомати-
зации процесса. В частности, в
машине для термической резки
«Ритм» используют систему
числового программного уп-
равления на базе микроЭВМ.
Программа вводится в память
компьютера, встроенного в си-
стему управления. Резак, под-
Рис. 5.9. Схема автоматического регу-
лирования тока луча с помощью дат-
чика напряжения вторичной эмиссии:
И — изделие; К — катод; ФС - фо-
кусирующая система; С — конден-
сатор; Д — датчик; УС — устрой-
ство связи; М — модулятор; УЭ —
управляющий электрод
181
Рис. 5.10. График зависи-
мости частоты пульсаций
сварочного тока (/п) от
скорости перемещения
(подачи) электрода (Гп)
чиняясь командам, производит резку
строго по заданному контуру. При
этом достигается приемлемая точность
реза (±1,0...2,5 мм) при скорости рез-
ки 0,07... 12,5 м/мин, толщине листа до
80 мм при плазменной резке, а при кис-
лородной резке — до 200 мм.
Необходимость разработки про-
грамм для каждого типоразмера дета-
лей, перестройки аппаратуры, выбора
оборудования, его переналадки сни-
жают эффективность автоматизации.
В последнее время появились системы
автоматического поиска, которые могут
самоизменяться, самообучаться в про-
цессе работы. При этом важно опреде-
лить какое-то экстремальное значение ведущего параметра режи-
ма сварки, при котором будет достигнут требуемый результат.
Например, известно, что автоматический поиск оптимальной ско-
рости перемещения электрода (или его подачи) зависит от средней
частоты пульсаций сварочного тока (рис 5.10). Тогда система сама
выберет оптимальную скорость подачи (или перемещения) элект-
рода, так как снижение или увеличение И неизбежно приведет к
изменению f„.
5.5. Оборудование для газовой сварки
Для газовой сварки используют передвижное и достаточно
простое оборудование, не требующее электроэнергии. На одном и
том же оборудовании можно производить различные сварочные
работы. Газовое пламя получают путем поджига смеси горючих
газов с кислородом. Чаще всего применяют ацетилен, который дает
самую высокую температуру пламени (до 3200 °C). В последнее
время, из-за дороговизны и взрывоопасности ацетилена, применя-
ют всдорэд, природный газ, пропан-бутановые смеси, а также ке-
росин и бензин. Ацетилен получают в специальных ацетиленовых
генераторах по реакции: СаС2 + 2Н2О—>С2Н2 + Са(ОН)2. Пере-
182
носные генераторы удобны, могут работать в любое время года,
так как реакция карбида кальция с водой экзотермична. Однако
газ из баллона чище, а работа безопаснее, потому что в баллоне
емкостью 40 л газ растворен в ацетоне и рассредоточен в древес-
ном угле. При повышении давления ацетилен лучше растворяется;
в баллоне под давлением 1,9 МПа находится почти 5 м3 ацетилена.
Пропан и пропан-бутановые смеси находятся в баллонах вмести-
мостью 50 л, под давлением 1,6 МПа, в жидком состоянии. Масса
газа почти 23 кг. Кислород поставляется в сжатом виде в баллонах
на 40 л, где под высоким давлением (15 МПа) вмещается до 6 м3
газа. Жидкий кислород используют для централизованного пита-
ния нескольких сварочных постов по стационарным трубопрово-
дам. Для снижения давления баллонных газов применяют редук-
торы, которые устанавливаются на каждом баллоне. Для предотв-
ращения попадания пламени и взрывной волны в генератор или
шланги (обратный удар), а также перетекания кислорода в подводку
горючего газа используют предохранительные затворы. Затворы
бывают жидкостными, сухими и клапанного типа.
Газ и кислород смешивают в специальных горелках, большин-
ство из которых инжекторные. Кислород под большим давлением
подсасывает ацетилен низкого давления в смесительную камеру,
откуда смесь поступает в мундштук и, сгорая, образует пламя. Рас-
ход кислорода и ацетилена регулируется вентилями. Горелка име-
ет несколько наконечников, смену которых производят в зависимо-
сти от расхода газа. При малых толщинах, при пайке, ювелирной
работе применяется специальная безинжекторная горелка ГС-1, где
кислород и газ смешиваются, поступая под одинаковым давлени-
ем 0,01...0,1 МПа. Для этого на сварочном посту должен быть спе-
циальный регулятор, обеспечивающий автоматически равенство
давлений газов. При толщине деталей 0,2...7 мм применяют горел-
ку Г2-04, а для больших толщин (до 30 мм) — горелку ГЗ-ОЗ. Го-
релки соединяются с источниками газов резиновыми рукавами,
длина которых не более 20 м, иначе велики потери давления.
Для газовой сварки и наплавки необходим присадочный мате-
риал: прутки, проволока, а также флюсы в виде порошков или па-
сты. В последнее время в баллонах стали применять литые порис-
тые массы на основе силикатов вместо активированного мелкопо-
183
ристого древесного угля. В результате повысилась вдвое газона-
полненность массы; ударопрочность увеличилась в 3 раза, что обес-
печило безопасность в обращении с баллонами.
Баллоны, редукторы и генераторы ацетилена окрашивают в
белый цвет, пропан-бутановые баллоны и редукторы — в красный,
а кислородные — в голубой. Баллоны подвергают проверочным
испытаниям каждые 5 лет. Баллонные редукторы имеют клапаны,
пружины, мембраны, что позволяет постепенно снижать давление.
Выпускают однокамерные и двухкамерные редукторы с двумя ма-
нометрами — низкого давления газа, идущего в горелку, и высоко-
го — из баллона. В последние годы утвержден новый типоразмер-
ный ряд баллонных редукторов с высокой точностью, надежнос-
тью и соответствием международным стандартам.
Недавно разработаны и выпускаются надежные передвижные
ацетиленовые генераторы БАКС-1 с водяным затвором ПГ-1,5, хотя
баллонный ацетилен предпочтительнее. Однако удаленность ста-
ционарных станций, выпускающих ацетилен в баллонах, от рабо-
чих площадок вынуждает использовать переносные генераторы.
Резиновые шланги-рукава выпускаются трех типов: для горючих
газов, рассчитанные на давление 0,6 МПа, для жидкого горючего —
на давление 0,6 МПа, для кислорода — на давление 1,5 МПа. Мар-
кировка шлангов: красный — горючие газы, желтый — жидкое го-
рючее, синий — кислород.
5.6. Оборудование для пайки, нанесения покрытий
и упрочнения
Оборудование для пайки чаще всего мало отличается от обыч-
ного сварочного, хотя имеются оригинальные решения. Выбор
оборудования для пайки зависит от видов пайки, которые класси-
фицируют по температуре, удалению оксидных пленок, получению
припоя, источнику нагрева, наличию давления на паяемые детали
и др. Так, используются флюсы для разрушения и восстановления
оксидов, мешающих контакту припоя с деталью (флюсовая пай-
ка). Возможно восстановление оксида как твердыми, жидкими, так
и газообразными флюсами, а также в вакууме. Для разрушения ок-
сидной пленки используют также ультразвуковые паяльники, ко-
184
торые в жидком припое упругими механическими колебаниями
вызывают кавитацию. Создание вакуума снижает парциальное дав-
ление кислорода, вызывает диссоциацию оксидов, а также предот-
вращает их появление в процессе пайки. Интерметаллидные про-
слойки охрупчивают паяный шов, поэтому применяют медленное
охлаждение или изотермическую выдержку выше температуры со-
лидуса припоя (диффузионная пайка). При этом добиваются одно-
родности структуры шва, что повышает не только пластичность,
но и прочность шва.
В случае необходимости соединения двух разнородных метал-
лов применяют так называемую сварко-пайку, когда нагрев проис-
ходит выше температуры плавления более легкоплавкого металла,
который служит припоем. Иногда применяют давление для лучше-
го заполнения зазоров припоем. Нагрев для расплавления припоя и
обеспечения диффузии припоя в основной металл, и наоборот, осу-
ществляется разными способами. Применяют печи с нагревом элек-
тросопротивлением, индукционные, газопламенные с контролируе-
мой атмосферой (водород или смесь водорода с азотом, оксидом
углерода, диссоциированным аммиаком), воздухом или вакуумные.
Возможна пайка в водном электролите (Na2CO3) пропускани-
ем постоянного тока, пайка погружением в расплавленный при-
пой. Направленный световой поток от лампы обеспечивает бес-
контактный подвод энергии с регулируемой температурой. В элек-
тронной и радиотехнической промышленности применяется элек-
тронно-лучевая пайка как неподвижным сфокусированным лучом,
так и сканирующим. Время расплавления припоя сокращается до
минимума, что важно для тугоплавких металлов, металлокерами-
ки. Применяется также лазерная, газопламенная, плазменная пай-
ка, что позволяет в широких пределах регулировать тепловложе-
ние, применять самые разные припои и флюсы. Пайка и лужение
(покрытие) осуществляются часто с помощью паяльника как с пери-
одическим, так и с постоянным нагревом.
Трудности при пайке алюминиевых сплавов возникают из-за
высокой стойкости оксида алюминия (А12О3), который предвари-
тельно разрушают ультразвуком, затем деталь облуживают, после
чего возможна пайка без флюса оловянно-цинковым или оловян-
но-свинцовым припоем.
185
Для пайки электросопротивлением можно использовать кон-
тактные сварочные машины, сварочные трансформаторы, выпря-
мители и т.д. Для повышения механических свойств паяного шва в
ряде случаев (при пайке титановых сплавов) проводят диффузион-
ный отжиг с целью гомогенизации структуры в печах с контроли-
руемой атмосферой или в вакууме.
В паяных конструкциях появляются напряжения из-за нерав-
номерности нагрева, превращений в структуре, разницы в коэф-
фициентах линейного расширения разнородных материалов. На-
пряжения вызывают деформации, трещины, смещения деталей.
Поэтому используют отжиг на снятие напряжений. Иногда детали
жестко фиксируют.
Следует помнить, что слишком большой зазор при пайке при-
водит к нулю капиллярные силы, припой не проникает вглубь, проч-
ность будет снижена. Наоборот, малый зазор не дает возможности
припою распространиться. Оптимальный зазор дает наибольшую
прочность (рис. 5.11).
Нанесение покрытий (лужение) производят, не касаясь паяль-
ником детали, но как можно ближе к поверхности. Вручную сде-
лать качественное покрытие не всегда возможно, поэтому приме-
няют разные способы механизации и автоматизации процесса. Как
правило, автоматизированные процессы пайки и лужения легко
встраиваются в поточно-сборочные линии. Преимущество пайки
в том, что дефектное паяное со-
единение можно легко испра-
вить повторным нагревом, в
отличие от сварного.
К нанесению покрытий
следует отнести наплавку, ко-
торая широко распространи-
лась в ремонтном деле, благо-
даря тому, что оборудование за
редким исключением то же, что
и при сварке. Действительно,
важно лишь несколько изме-
нить параметры режима для
достижения необходимого эф-
Рис. 5.11. Зависимость предела проч-
ности при срезе паяного шва (аср) от
величины зазора («); пайка латуни
оловянно-свинцовым припоем
186
фекта. Например, следует добиваться минимального перемешива-
ния материала наплавки с основным материалом, чтобы сохранить
специальные свойства наплавляемого металла (жаростойкость,
износостойкость, коррозионную стойкость и Т.Д-)-
В последнее время стали наплавлять и новые детали, напри-
мер рабочие органы землеройных и сельскохозяйственных машин,
инструменты и т.д. Определенное место в ремонтном деле заняло
напыление, т.е. нанесение расплавленных частиц материала покры-
тия на поверхность изделия. Наибольшее распространение полу-
чило напыление с помощью электрической дуги и плазмы — газо-
термическое. Порошок или проволока подаются в металлизатор,
расплавляются, увлекаются потоком воздуха или защитных газов,
ударяются о поверхность детали, деформируются, создавая тем
самым физический контакт и адгезию покрытия к детали. После-
дующие слои создают неоднородную чешуйчатую структуру с не-
большой когезией. Слой покрытия должен быть тонким, чтобы не
создавать внутренних напряжений. Вследствие этого восстановле-
ние деталей при большом износе затруднительно. Хорошо себя
зарекомендовала газотермическая металлизация сталью ШХ15
деталей автосцепки подвижного состава.
Формирование покрытий в печах дает высокую адгезию бла-
годаря диффузионным процессам при достаточной выдержке при
высокой температуре в контролируемой атмосфере, исключающей
окисление и выгорание компонентов покрытия.
В ремонтных предприятиях при газопламенном напылении
применяют горелки ГН-3, ГН-4, ГН-5П для смеси ацетилена или
пропан-бутана с кислородом. При электродуговой металлизации
применяют металлизаторы ЭМ-12М, ЭМ-14, ЭМ-17, КДМ-2 с мощно-
стью 14.. .25 кВт и диаметром напыляемой проволоки до 2,5 мм. При
плазменном нанесении покрытий используют специальные плаз-
менные установки моделей: УПУ-Зд, УПУ-8, УН-120, УН-108 с
мощностью 30... 130 кВт и рабочими газами: аргоном, азотом, воз-
духом, пропан-бутаном, аргоном с водородом.
Плазменное напыление позволяет наносить покрытия из твер-
дых сплавов на основе карбидов вольфрама, титана, а также само-
флюсующихся порошков типа ПГ-СР4 с последующим оплавлени-
ем для увеличения адгезии и когезии покрытия.
187
Комплект оборудования для электродуговой металлизации,
например, состоит из сварочного источника постоянного тока с
жесткой вольт-амперной характеристикой, стационарного элект-
рометаллизатора (или ручного) с механизмом подачи проволоки
и подводом сжатого воздуха, давлением не ниже 0,5 МПа.
Для многоэлектродной наштавки применяют разные источни-
ки питания: преобразователи, выпрямители, трансформаторы.
Наплавку производят наплавочными головками с механизированной
подачей проволоки, используя токарные или фрезерные станки или
специальные наплавочные установки.
При индукционной наплавке нагрев осуществляется высокочас-
тотными установками типа ВЧИ 60/0,44; ВЧ 32 160/0,066 с мощно-
стью выше 30 кВт.
Оборудование для упрочнения разными способами выбира-
ется в зависимости от вида работы и бывает иногда оригиналь-
ным. Так, упрочнение инструментов лазерной закалкой произво-
дят на специально разработанной установке «Квант-16», при пло-
щади «пятна» закалки 0,1 см2. Высокая твердость при достаточ-
ной глубине упрочненного слоя достигается для разных сталей
при лазерной закалке на этой установке. Например, для стали У8:
1023 HV100 при глубине h - 0,16 мм, для стали ХВГ соответственно:
976 HV100, h = 0,15 мм. Наплавленные дорогим сплавом — кобаль-
товым стеллитом, детали нуждаются в дополнительном упрочне-
нии. Из-за разницы в температурных коэффициентах расширения
обычная термообработка нецелесообразна, поэтому применяют
лазерную закалку (клапаны, седла и др.) на специальной уста-
новке СЛС-10-1. Напряжение накачки Ц, = 9805 В, энергия им-
пульса Е = 8 Дж, длительность импульса г = 4 мс, диаметр зоны
проплавления D = 0,4...0,6 мм, перекрытие «пятна» — 0,752). На-
грев лазерным лучом повышает микротвердость на 210...240 еди-
ниц, а твердость по Роквеллу — с 42 до 52 HRCg.
Упрочнение методами электроискровой обработки произво-
дят на специальном оборудовании. Установка ЭФИ-46А позволя-
ет осуществлять легирование поверхностного слоя вручную виб-
рирующим электродом.
Варьируя ток и напряжение, можно получать разную толщину
упрочненного легированного слоя. Максимальную толщину слоя
188
и высокую твердость получают хромовым электродом (феррохром)
или твердым сплавом. Графитовый электрод позволяет одновре-
менно науглероживать поверхность детали и закаливать ее, при
этом габаритные размеры детали не меняются. Из твердых спла-
вов лучшие результаты получены на марке ВКЗ с наибольшим со-
держанием карбидов вольфрама. Так, стойкость сверла повысилась
в 3 раза, долбяка — в 2 раза, фрезы — в 2—3 раза. Увеличение час-
тоты вибрации электрода на установках типа Элитрон-20 повыси-
ло производительность. Особенности установки Элитрон: навес-
ное оборудование или станок и источник питания.
Источник питания состоит из нескольких генераторов импуль-
сов тока, что позволило производить многоконтурную обработку
в большом диапазоне режимов. Применена автоматическая систе-
ма слежения за величиной зазора в зависимости от формы и про-
филя поверхности детали.
Установки Елфа-541 (Болгария) для локального электроиск-
рового нанесения покрытий на штампы отличаются отсутствием
механического воздействия на деталь и снижением энергии единич-
ного импульса. Это позволило получать покрытия с толщиной
8... 10 мкм с низкой пористостью и шероховатостью и считать опе-
рацию, как конечную. Стойкость штампов увеличилась в 2 раза.
Однако, дефицитность и дороговизна, а также низкая производи-
тельность заставили искать пути совершенствования этого метода
упрочнения. Кроме того, ставилась задача восстановления изно-
шенных деталей, а также упрочнения новых на том же оборудова-
нии, желательно не на специальном, а на стандартном сварочном.
Эту сложную задачу частично удалось решить разработкой кон-
тактно-дугового метода восстановления и упрочнения. При этом
используется сварочное оборудование, имеющееся на каждом ре-
монтном предприятии. Это источник питания постоянного тока
с падающей или жесткой характеристикой, балластный реостат
(в случае жесткой характеристики), электрододержатель и механизм
перемещения электрода (в случае механизации процесса). В после-
днем случае могут быть использованы обычные металлорежущие
станки: токарные для цилиндрических деталей, строгальные для
плоских. Материалом электрода могут служить отработавшие
шарикоподшипники.
189
Используют однопостовые и многопостовые выпрямители,
состоящие из силового трансформатора, выпрямительного блока
на трехфазной мостовой схеме на кремниевых диодах. Регулиро-
вание тока на выпрямителе ВД-306 плавно-ступенчатое; при ма-
лых токах соединение первичной и вторичной обмоток трансфор-
матора «звездой», а при больших — «треугольником».
В выпрямителе ВД-502 регулирование тока осуществляется
дросселем насыщения. Выпрямители ВСЖ-303, ВДВ-302 и ВДГ-601
могут использоваться так же, как и универсальные ВДУ-305,
ВДУ-504, ВДУ-504-1 — передвижные, однокорпусные, с питанием
от трехфазной сети как с жесткой, так и с падающей вольт-ампер-
ной характеристикой. Генераторы постоянного тока типа ГСО-ЗОО,
СГП-3, ГД-502, ГСУМ также могут служить источниками питания.
При установке электрододержателя с электродом на станок
необходимо обеспечить его полную электрическую изоляцию от
станка, а также изоляцию детали от станка; давление на электрод и
скорость его перемещения должны соответствовать технологичес-
ким инструкциям. Упрочнение происходит при обратной поляр-
ности (электрод — анод, деталь — катод), чтобы обеспечить мас-
соперенос с электрода на деталь. Особо следует отметить необходи-
мость предварительной проверки скорости перемещения электро-
да. Эта скорость (по станку) должна быть в пределах 0,4...0,6 м/с.
В последнее время разрабатываются многочисленные комби-
нированные способы упрочнения, включающие, как часть, свароч-
ные технологии. Например, поверхностное пластическое деформи-
рование с целью наклепа, создания остаточных напряжении сжа-
тия, противоположных рабочим, в ряде случаев помогает снизить
вредное влияние остаточных напряжений растяжения при сварке,
наплавке, напылении покрытий. Стали применять накатывание
роликом (шариком) под давлением после азотирования, электро-
искрового легирования, нанесения покрытий осталиванием, закал-
ки лазером, электронным лучом. Например, накатка матриц из ста-
ли 4ХЗВМФ повысила их стойкость в 3 раза, а после комбиниро-
ванного упрочнения, включающего азотирование с последующей
обкаткой, — в 5 раз. Кроме прямого повышения служебных свойств,
комбинированное упрочнение характеризуется безотходностью,
малооперационностью, большим экономическим эффектом.
190
Совмещение поверхностной закалки с накаткой применялось
на осях подвижного состава. В частности, предложена накатка по
тонкому порошкообразному слою, что обеспечивает схватывание
частиц порошка с основным металлом. Добавка поверхностно-ак-
тивных веществ (флюс) удаляет окисные пленки, защищает от окис-
ления, способствует адгезии, повышает когезию вновь образован-
ного слоя, обладающего необходимыми свойствами.
Упрочнение взрывом может быть в комбинации с внедрением
более твердых частиц в пластичную деталь. Выбор комбинаций
зависит от детали и требуемых свойств после упрочнения.
6. Контроль качества в сварочном производстве
Актуальность задачи повышения качества сварки не вызывает
сомнений, однако, определение качества продукции вообще доста-
точно условно. Очевидно, качество должно обеспечить надежность
в эксплуатации сварного соединения. В свою очередь, надежность —
тоже комплексное понятие, которое может включать в себя безот-
казность, долговечность, сохранность и ремонтоспособность при
соблюдении технического обслуживания и своевременных ремон-
тов. Нарушение работоспособности по сути есть отказ, причины
которого различны. Однако чаще всего отказ наступает из-за дефек-
тов, которые многообразны как по происхождению, так и по их вли-
янию на работоспособность сварного соединения. Дефекты сварки
разделяют на технологические, эксплуатационные, исправимые и не-
исправимые, критические и незначительные.
В первую очередь следует установить опасные дефекты.
К ним относят: изменение конфигурации, размеров; трещины,
пористость и т.д. Необходимо принимать меры к недопущению
дефектов, но прежде их надо обнаружить и определить причины
их появления. На решение этой сложной задачи направлены уси-
лия ученых, инженеров. Многие меры контроля стандартизиро-
ваны (ГОСТ 7512—82).
Можно классифицировать эти методы контроля путем систем-
ного подхода (рис. 6.1). Во-первых, следует определить группы кон-
троля: входной — проверка качества материала для сварки, загото-
вок, приспособлений, квалификации сварщиков. Во-вторых, конт-
роль технологический, операционный — за состоянием оборудова-
ния, соблюдением режимов сварки. Наконец, в-третьих -
приемо-сдаточный контроль, который является окончательным и
включает стендовые испытания. Все методы делят на разрушающие
и неразрушающие.
Следует отметить, что сложность некоторых методов приво-
дит к большим расходам времени и средств. Так, подсчитано, что
192
контроль занимает 30—40 % общего времени изготовления дета-
лей, тогда как собственно сварка, включая сборку и подготовку,
только 15-—20 %. Однако изменить это соотношение не стремят-
ся, так как обеспечить качество без контроля невозможно. Прак-
тика показала, что замена сплошного контроля ультразвуком ма-
гистральных сварных трубопроводов выборочным привела к уве-
личению отказов с 11 до 31 %. Ремонт пропущенного при контро-
ле или без него дефекта обходится очень дорого. Ремонт одного
погонного метра сварного подводного трубопровода стоит 5 млн
долларов. Кроме того, ремонт сварного соединения иногда не
может обеспечить должное качество. Нередко при ремонте появ-
ляются другие опасные дефекты. Значение контроля — не только
в обнаруживании дефектов, но и в предупреждении от возникно-
вения новых. Большое значение имеет чувствительность и досто-
верность метода контроля. Часто методы контроля комбиниру-
ют, совмещают.
Граф построения системы — контроль (см. рис. 6.1) включает
не все, а лишь широко применяемые методы, в частности, в депо и
на заводах отрасли. При этом важно отметить, что некоторые но-
вые методы применяются ограниченно или проходят испытания.
Так, начинает внедряться статистический метод контроля, когда
с помощью математической статистики определяют вероятность
появления дефектов при том или ином технологическом процессе
сварки той или иной детали, конструкции. В массовом производ-
стве сплошной контроль становится невыгодным, поэтому опре-
деляют степень выборки. При этом, например, контролируют 20 %
швов по длине для первой категории качества, 5 % для второй ка-
тегории и 2 % для третьей, наименее ответственной. Для ответствен-
ных изделий все же применяют сплошной контроль. Радиацион-
ные методы требуют сложного оборудования, обучения операто-
ров, их защиты и т.д.
Широко распространены методы контроля, особенно разруша-
ющего, на образцах-свидетелях, которые проходят те же операции
на тех же режимах сварки. Механические испытания на лаборатор-
ных образцах—только первый этап. Следующим этапом служат стен-
довые испытания, когда натурные образцы испытывают в условиях,
имитирующих эксплуатационные. Однако практика показала, что
13-2375
193
[=] [g] [~] [”] ф
Рис. 6.1. Граф построения системы «Контроль»:
1 — система «Контроль»; 2 — подсистема операционный, технологический контроль; 3 — подсистема контроль
качества готовых изделий и конструкций; 4 — подсистема разрушающий контроль; 5 — подсистема
неразрушающий контроль; 6 — подсистема особые методы контроля.
Элементы системы: 7 — контроль исходных материалов, заготовок и качества сборки; 8 — проверка оборудования,
приборов и аппаратуры; 9 — контроль параметров режима сварки; 10 — осмотр и измерения; 77 — проверка квалифи-
кации сварщиков; 72 — контроль исправления дефектов; 13 — металлографический анализ; 14 — химический анализ;
15 — механические испытания; 16 — радиационные методы; 77 — акустические методы; 18 — магнитные методы;
19 — контроль проникающими веществами; 20 — радиография; 27 — радиационная интроскопия; 22 — радиомет-
рия; 23 — электрорентгенографический; 24 — рентгенотомографический; 25 — ультразвуковой эхоимпульсный; 26 —
ультразвуковой телевизионный; 27 — эмиссионный; 28 — магнитопорошковый; 29 — магнитографический; 30 —
тепловой; 31 — капиллярный; 32 — течеисканием, 33 — статистический, 34 — анализ поведения в эксплуатации
наиболее достоверными следует признать испытания непосредствен-
но на подвижном составе, в узлах разных машин, в пути. Поэтому
необходимо организовать сбор и анализ поведения деталей в эксп-
луатации, что делается в недостаточных масштабах. Методы вход-
ного и операционного контроля основываются на тех же техничес-
ких средствах, что и методы испытания готовых изделий, хотя неко-
торые из них весьма специфичны. Кроме того, следует отметить, что
многие методы испытаний применяют как при приемке готовой про-
дукции, так и при входном контроле, а также в ходе технологичес-
кого процесса, то есть при операционном контроле. Например, воз-
можно послойное просвечивание при многослойной сварке и на-
плавке или химический анализ до и после наплавки, магнитный
контроль после сварки и т.д.
Многообразие требований к сварным изделиям привело к раз-
нообразию свойств, которые необходимо испытывать самыми раз-
ными методами или их комбинациями. Так, после сварки, напри-
мер элементов химической аппаратуры из легированных сталей,
следует провести испытания не только на прочность и плотность,
но и на коррозионную стойкость сварных швов. Поэтому, кроме
испытаний течеисканием, проникающими методами, проводят спе-
циальные механические и коррозионные испытания.
Инструкции по сварке и наплавке предусматривают систе-
матический контроль качества сварки на всех этапах ремонта и из-
готовления сварных изделий и конструкций. Подчеркивается необ-
ходимость контроля подготовки кромок и поверхностей, подлежа-
щих сварке и наплавке. При этом методы контроля должны соот-
ветствовать ГОСТ 3242—79, а также ОСТ 5.1180—87 (при испыта-
нии на герметичность), ГОСТ 22161—76 (гидравлические испыта-
ния), ГОСТ 7512—82 (радиационный контроль), ГОСТ 18442—80
и ГОСТ 26182—84 (капиллярные методы), ГОСТ 21104—75,
ГОСТ 21105—87, ГОСТ 25225—82 (магнитная дефектоскопия),
ГОСТ 14782—86 (ультразвуковой контроль).
На все отремонтированные сваркой детали наносится клеймо
с нумерацией единого образца, где обозначены номер сварщика,
номер предприятия (депо, завода, мастерской), а также месяц и год
производства наиболее ответственной работы (приварка усилива-
ющих планок, накладок к балкам и стойкам и т.п.).
195
6.1. Осмотр и измерения
Наиболее дёшев и достаточно информативен внешний осмотр,
или визуальный контроль. Если при этом используют обзорные или из-
мерительные лупы (х4...х10) или другие оптические инструменты, на-
пример эндоскопы и перископы, то такой контроль называют визу-
ально-оптическим. Для измерений используют разные инструменты:
линейку, рулетку, штангенциркуль, шаблоны, с помощью которых
можно контролировать глубину раковин и забоин, углы скоса кро-
мок, ширину зазора, высоту сварного шва и т.д. Широко применя-
ют индикаторы с базой 60 мм. Этот вид контроля, как правило,
сплошной и применяется независимо от других видов.
Скрытые швы контролируют, например, дефектоскопом
(ПД-60) с телескопической зрительной трубой, объективом, оку-
ляром и прямоугольной призмой. В последнее время появились во-
локонные оптические эндоскопы с источником света, что позволя-
ет осматривать внутренние швы в трубах и т.п. Чаще всего визу-
альный контроль предшествует всем другим методам. Действитель-
но, основной материал’перед сваркой или пайкой тщательно ос-
матривается с целью обнаружения вмятин, заусенцев, облоя, ока-
лины, ржавчины, для контроля правильности разделки кромок,
качества сборки и т.д.
В процессе сварки осмотром можно проконтролировать ста-
бильность горения дуги, показания приборов, соблюдение режи-
ма сварки, наличие трещин, подрезов, непроваров, свищей, про-
жогов, натеков, деформаций, размеры шва и его форму, степень
окисления. Иногда качество сварки определяют по эталонным свар-
ным соединениям путем сравнения.
На эффективность визуального осмотра и измерений влияют
освещенность, цвет, яркость, контраст между дефектом и нормой,
а также индивидуальные особенности зрения.
К входному контролю относят проверку качества исходных
материалов. Основной материал заготовок под сварку проверяют
на свариваемость — особое свойство образовывать сварное соеди-
нение без значительных дефектов с сохранением важнейших меха-
нических свойств в эксплуатации. Поскольку углерод наиболее су-
щественно влияет на свариваемость, для легированных сталей оп-
196
ределяют «углеродный эквивалент» по формуле
э
Мп
6
Сг
3
Ni Мо
15
4
V
5
или
э
Мп Si Сг
-----1---1--
6 24 3
р
2
Ni
40
Си V
13 +14
Международным институтом сварки рекомендована формула
~ _ Мп Cr+Mo+V Ni +Cu
С = С +----+-----------+--------.
э 6 5 15
Считают, что если Сэ< 0,4 %, то вероятность возникновения
трещины в околошовной зоне мала, а при Сэ=0,4...0,7 % необхо-
дим упреждающий подогрев. Если Сэ=0,7... 1,0 %, то нужен и пред-
варительный, и сопутствующий подогрев. При Сэ>1,0 % сталь
обычными методами плавлением не сваривается.
Фосфор и сера сильно ухудшают свариваемость, особенно ле-
гированных сталей, поэтому их должно быть не более 0,025 % каж-
дого. Исследования показали, что для ответственных сварных изделий
и конструкций сталь должна содержать не более 0,2 % С; 0,6 % Мп;
0,15 % Si. Такая сталь хорошо сваривается, не охрупчивается при низ-
ких температурах.
При определении свариваемости решаются задачи выявления
склонности к перегреву, росту зерна, к образованию закалочных
структур, к старению. Следует отметить, что универсального ме-
тода определения свариваемости в этом аспекте пока не существу-
ет. Обычно применяют механические испытания и технологичес-
кие пробы.
Проверка качества электродной проволоки производится хи-
мическим анализом 3 % мотков (но не менее двух мотков) на соот-
ветствие ГОСТ, а также измерением диаметра инструментом с точ-
ностью до 0,1 мм. Проволока должна быть чистой, без окалины,
ржавчины, масла.
Качество флюсов, применяемых при механизированной свар-
ке, проверяют по химическому составу, зернистости, влажности,
197
насыпному весу на основании анализа проб. При этом обязатель-
но определяют Si О2; MnO; CaO; MgO; А12О3.
Для проверки качества покрытых электродов от каждой партии
отбирается необходимое количество для испытаний на прочность
покрытия, механических свойств наплавленного металла. Так, на-
пример, электрод испытывают на падение с высоты 1 м плашмя на
стальную плиту (при диаметре стержня до 4 мм) и с высоты 0,5 м
(при диаметре более 4 мм). При этом покрытие не должно разру-
шаться.
Технологические свойства электрода проверяют по наплавке
на пластины из стали 15, СтЗ с определением твердости. Механи-
ческие испытания проводят на вырезанных из зоны сварки образ-
цах, а химический анализ наплавленного металла — на пробах. При
необходимости определяют коэффициенты расплавления и наплав-
ки, влажность покрытия, номинальное напряжение дуги и др.
Заготовки должны удовлетворять требованиям по точности
при сборке под сварку. Они очищаются от грата, натеков и капель
металла, кромки обрабатываются, длина длинных сварных заго-
товок должна быть больше, с учетом усадки сварных швов. Гибка
заготовок простого профиля производится как в горячем, так и в
холодном состояниях, а фасонных профилей — только в горячем,
с проверкой на трещины, вмятины, рванины и др.
Проверка сборки и приспособлений должна обеспечить жесткость
и прочность, надежность, точность и быстроту закрепления эле-
ментов, возможность поворота для нижнего расположения свар-
ки. Кондукторы и другие приспособления должны систематически
проверяться и ремонтироваться.
Контроль состояния сварочного оборудования, приборов и ап-
паратуры влияет на качество сварки и поэтому проводится перед
началом любого сварочного процесса. Исправность проверяют,
обращая особое внимание на состояние наружных контактов, кол-
лектора и щеток (на машинах постоянного тока), полярность. При
пробной сварке проверяют соответствие делений приборов фак-
тическим току и напряжению по показаниям эталонных прибо-
ров. Особенное внимание обращают на надежность изоляции и
нагрев рукоятки электрододержателя, прочность закрепления
электрода, легкое удаление огарков, гибкость кабеля. При меха-
198
низированной сварке проверяют смазку всех электромеханичес-
ких устройств; при газовой сварке — горелки, шланги, редукто-
ры. Важно также проверить напряжение в электросети, чистоту
кислорода и горючих газов.
Квалификация сварщиков проверяется периодически при по-
вторной аттестации, а также перед сваркой конструкций ответствен-
ного назначения. Периодичность проверки определяется техничес-
кими условиями, но не реже одного раза в год по тому виду свар-
ки, по которому сварщик работает. По его желанию можно прове-
сти испытания по нескольким разным видам сварки (ручная дуго-
вая, автоматическая, контактная или газовая). После успешной
сдачи теории и практики сварщик получает удостоверение. Пробы
на пластинах производятся на режимах, выбранных самим свар-
щиком и подвергаются технологическим и механическим испыта-
ниям (на излом, растяжение, загиб). Кроме того, пробы могут быть
подвергнуты контролю просвечиванием. Аттестация по Правилам
Госгортехнадзора проводится тогда, когда сварщик периодически
или постоянно работает на подведомственных объектах. Сварщик
должен уметь исправлять дефекты (непровары, подрезы и т.п.);
знать способы регулирования величины тока, напряжения, соот-
ношения газов, давления, скорости подачи проволоки; уметь гото-
вить детали к сборке, очищать поверхности, измерять геометри-
ческие параметры кромок и стыков; знать меры по предупрежде-
нию напряжений и деформаций.
Исправление дефектов сварки производится в обязательном
порядке, особенно в случае обнаружения трещин или узких и глу-
боких непроваров. Участки швов с такими дефектами удаляются
вырубкой, переваркой и свариваются вновь. Влияние подрезов в
околошовной зоне на работоспособность шва меньше, однако и
они должны быть исправлены. Недопустимы также прожоги, рых-
лости, свищи, пропуски, а также наплывы, искажение размеров шва,
коробление. Следует отметить, что исправление дефектов произ-
водится как в процессе сварки, так и после обнаружения их нераз-
рушающими методами контроля. Так, по инструкциям дефектные
участки удаляются механическим способом, воздушно-дуговой
строжкой или электродуговой резкой. При этом разрешается вы-
рубать и рассверливать дефекты с последующей заваркой. Исправ-
199
ление только зачисткой возможно, если глубина подреза, напри-
мер, не более 8 % толщины металла. Иначе необходимы оплавле-
ние и зачистка.
При неразрушающих методах контроля невозможно опреде-
лить механические свойства, химический состав, структуру шва и
зоны термического влияния, размер зерна, наличие пор, микротре-
щин и т.д. Поэтому приходится использовать разрушающие мето-
ды контроля с вырезкой образцов для испытаний и исследований.
При этом возможна вырезка образцов как из готовых изделий, так
и из «свидетелей», то есть из специальных пробных соединений,
сваренных в одинаковых условиях (те же материалы, тот же свар-
щик, тот же режим и т.п.) Вырезка производится или газовой рез-
кой, или механическим способом.
6.2. Механические испытания
Механические испытания проводят для исходных материалов,
для образцов, вырезанных из сварных соединений, а также для свар-
ных конструкций. Это позволяет судить о влиянии химического
состава, макро- и микроструктуры, технологических факторов, а
также конструкционной прочности изделий. Образцы и методика
испытаний, в большинстве своем, стандартизированы. Наиболее
показательными считаются испытания при растяжении, при уда-
ре, при повторно-переменных нагрузках, при изгибе, в коррозион-
ных средах, а также при комбинированном нагружении (например,
испытания на усталость в агрессивной среде и т.п.).
При испытании на растяжение определяют многие характе-
ристики механических свойств: временное сопротивление раз-
рыву (предел прочности), предел текучести, относительное уд-
линение, относительное сужение (ГОСТ 1497—84). Для сварных
образцов обычно определяют предел прочности. Изготовить об-
разец целиком из металла шва затруднительно, поэтому испы-
тывают образцы, вырезанные поперек шва. При этом приходит-
ся вводить корректирующий коэффициент; обычно принимают
/<=0,9 для углеродистых и низколегированных сталей. Дело в
том, что вырез в зоне сварки является упрочняющим фактором
на пластичном материале.
200
Важную информацию дает испытание на изгиб (угол загиба)
образцов с двухсторонним и односторонним швами на машине
сжатия с базой между опорами 2,5Л, где h — толщина образца.
Пуансон машины должен иметь радиус закругления г не менее
толщины образца; практически г - h. Скорость нагружения —
не более 15 мм/мин. Угол загиба до появления дефекта (трещи-
на, надрыв) является определяющим. Его сравнивают с норма-
тивным углом, причем пуансон располагается как поперек шва,
так и вдоль него.
Проводят измерение твердости различными способами (Бри-
нелль, Роквелл, Виккерс и др.), в основном, лишь для выявления
закаленных зон в средне- и высокоуглеродистых сталях.
Кроме этих, самых распространенных испытаний, в случае не-
обходимости проводят определение длительной прочности и пол-
зучести при высоких температурах, а также критической темпера-
туры хрупкости при пониженных температурах.
Ударная вязкость определяется при ударе образцов с надрезом —
концентратором напряжений (ГОСТ 9454—78), вырезанных из раз-
ных мест: из металла самого шва, узкой зоны сплавления и зоны
термического влияния.
Вязкость стали можно оценить по виду излома ударных или
специальных образцов, разрушенных ударной нагрузкой на коп-
ре. Это производят визуально, при увеличении в 4 раза (лупой).
Вязкий излом — матовый, волокнистый, без блеска и крупных кри-
сталлитов. Такой излом свидетельствует о высоком уровне удар-
ной вязкости и наблюдается после сварки электродами марок Э42—
Э5ОА. Более хрупкий металл имеет в изломе блестящие кристал-
лические участки, или белые пятна — флокены. В случае большой
степени дендритной ликвации в изломе можно увидеть расслоение,
что является дефектом. Излом позволяет обнаружить трещины,
поры, шлаковые включения и другие дефекты.
При арбитражных испытаниях производят сварку двух плас-
тин встык или наплавку слоями в 2,5.. .3 мм толщиной каждый. При
этом пробные образцы и изделия сваривают одновременно при тех
же условиях (положение шва, разделка кромок, режим сварки, элек-
тродный металл и т.д.). Пластины разрезают на заготовки для бу-
дущих образцов.
201
6.3. Металлографический и химический анализы
Механические испытания определяют показатели свойств ме-
талла, однако не объясняют причин изменения этих свойств в ре-
зультате сварки. Металлографический и химический анализы мо-
гут, в достаточной степени, выявить влияние макро- и микрострук-
туры, а также химического состава металла на механические свой-
ства. Основываясь на данных анализов, представляется возможным
сделать корректировку режима сварки и последующей термичес-
кой обработки для создания необходимой структуры с требуемы-
ми свойствами.
Металлографический анализ проводится как по излому (фрак-
тография), так и на специальных образцах — шлифах. Шлифы после
полирования травят реактивами для выявления структуры. Глуби-
ну проплавления, ширину сварного соединения, крупные дефекты,
скопления неметаллических соединений можно определить даже
невооруженным глазом или при небольшом увеличении с помо-
щью лупы. Однако размер зерна, дендритное строение и ликвацию,
трещины, непровары, пережоги (окисление границ зерен при пере-
греве) можно обнаружить лишь при увеличении в 50—1400 раз под
специальным металлографическим микроскопом. Оптические мик-
роскопы не позволяют оценить особенности структурных элемен-
тов разных зон, поэтому иногда используют электронные микро-
скопы с увеличением в десятки тысяч раз и более, достаточным для
выявления скоплений дислокаций, мест зарождения будущих тре-
щин и т.д.
Низкие механические свойства литого металла шва объясня-
ются крупным зерном, столбчатым строением дендритов, но глав-
ное — ликвацией. Развитие ликвационных процессов зависит от
количества примесей, скорости охлаждения шва. Оценив степень
ликвации химических элементов при разной скорости охлаждения,
изменяют параметры режима сварки, назначают дополнительную
термообработку и т.п.
Образцы для макроскопического исследования — темплеты
вырезают так, чтобы поверхность включала в себя полное сечение
всего сварного соединения и основной металл, по 10 мм на сторо-
ну. Применяют химическое травление разными реактивами (раство-
202
ры азотной, соляной, серной кислот, аммоний, хлорную медь и
железо), соблюдая время и температуру при травлении. Электро-
литическое травление, например раствором щавелевой кислоты,
дает хорошие результаты при определенных плотности тока, рас-
стоянии между электродами и времени травления. Для выявления
ликвации вредных примесей (серы и фосфора) применяют метод
отпечатков на фотобумаге или фотопленке. Скопление серы дает
черный осадок, фосфора — желтый. Этим способом можно выя-
вить также крупные трещины, непровары, поры.
Микрошлифы травятся растворами азотной или пикриновой
кислоты в спирте, пикратом натрия, хлорным железом и др. Мик-
роскопический анализ позволяет определить количество и распо-
ложение фаз и структурных составляющих, примерный состав ок-
сидов, нитридов, карбидов, силикатов, сульфидов. Выявляются
также закалочные структуры, зоны отбела при сварке чугуна и т.д.
Образцы для просмотра при увеличениях металлографическо-
го микроскопа — микрошлифы — должны быть небольшими, не
более 20x30 мм, иначе их трудно пригот овить. Чтобы охватить всю
площадь сварки, делают несколько шлифов, шлифуют на разных
номерах абразивной бумаги, полируют на фетре или сукне с по-
рошком окиси хрома или алюминия при вращении полировально-
го круга с частотой 400...600 мин-1.
Сварные конструкции, работающие в агрессивных средах, под-
вергаются специальному контролю коррозионной стойкости свар-
ных соединений, так как металл шва может отличаться от основ-
ного металла как по составу, так и по структуре. Коррозия бывает
общей и межкристаллитной. Общая коррозия проявляется при вза-
имодействии поверхностных слоев с окружающей средой, а меж-
кристаллитная — по границам зерен. Межкристаллитная корро-
зия опасна тем, что внешне незаметна, а между тем металл рассы-
пается даже при незначительных нагрузках, особенно при ударе.
Образцы для коррозионных испытаний вырезают так, чтобы шов
располагался посередине. Одновременно испытывают образец-
свидетель», вырезанный из основного металла. Образцы кипятят
в азотной кислоте (применяются разные концентрации) до 48 ча-
сов, затем определяют потерю массы и скорость коррозии (г/м2-ч
или мм/год). Если скорость коррозии более 0,1 мм/год, металл счи-
203
тается пониженной стойкости; потери массы при этом составляют
более 0,09 г/м2-ч.
Испытания на межкристаллитную коррозию достаточно слож-
ны и дороги, поэтому определяют склонность к этому виду корро-
зии лишь для аустенитных и ферритных (хромистых) сталей. При-
чина этого явления в том, что при нагреве до 500...700 °C происхо-
дит образование и выделение по границам зерен (вследствие лик-
вации) карбидов хрома. Хром уходит из твердого раствора, кото-
рый теряет стойкость против коррозии; поэтому развивается она
по границам зерен. Введение титана или ниобия, имеющих боль-
шее, чем хром, сродство с углеродом, предупреждает появление
карбидов хрома. Исследования показали, что эти методы малоэф-
фективны в сварных швах из-за высокой скорости нагрева. По-
скольку основной причиной является ликвация хрома, стараются
изменять скорость нагрева и охлаждения сварных швов путем сни-
жения тока, предварительного подогрева для уменьшения степени
ликвации. Следует отметить, что исследования межкристаллитной
коррозии в сварных швах продолжаются.
Далее образцы с одним поперечным швом подвергаю! изгибу,
пока не обнаружится трещина как в самом шве, так и в других зо-
нах сварного соединения. Трещины — результат межкристаллит-
ной коррозии — обнаруживаются также при металлографическом
анализе (увеличение в 300...400 раз).
Браковочным признаком является общая коррозия на глубину
более 30 мкм, межкристаллитная — при разъедании границ более
50 мкм.
В сварочном производстве знание химического состава исход-
ных материалов: основного металла, электродной проволоки, при-
садочного материала, покрытий, флюсов — является обязатель-
ным. Хотя состав указывается в сертификатах, а проведения хи-
мического анализа техническими условиями не требуется, иног-
да этот анализ все же проводят. Исследования показали, что мож-
но подсчитать химический состав металла шва, если известен со-
став основного и присадочного металла, технология сварки и ко-
эффициенты перехода отдельных элементов. В частности, при ав-
томатической сварке, когда большая стабильность режима свар-
ки и хорошая защита шва, надежность такого подсчета больше,
204
чем при ручной сварке. При неудовлетворительных результатах
механических и других испытаний проводят химический анализ.
Отбор проб и методики анализа стандартизированы. Чаще ис-
пользуют пробы в виде стружки, полученной сверлением в опре-
деленной зоне сварного соединения. Толщина стружки — не бо-
лее 1,5 мм; для анализа на углерод, марганец, серу, фосфор, крем-
ний нужно не менее 30 г стружки. Для более полного анализа на
никель, хром, молибден, титан, ванадий, медь — не менее 50 г.
Анализ на кислород и азот требует 60 г.
С появлением спектрального анализа появилась возможность
определения вольфрама, алюминия, ниобия даже при небольших
концентрациях (0,01...1 %). Состав стали определяют по линиям
спектра, характерным для каждого элемента, которые фиксируют-
ся на фотопластинке при помощи спектрографа. Возможно также
визуальное наблюдение спектра и сравнение с эталонным при по-
мощи стилоскопа. Электроды из железа, меди и алюминия созда-
ют электрический разряд с исследуемым образцом при помощи
высокочастотного источника питания. В качестве эталонных ис-
пользуют синтетические порошковые материалы.
Параметры высокочастотного обискривания: диаметр элект-
рода 1 мм, искровой промежуток 0,5 мм, пятно обискривания диа-
метром 1,5 мм. Разница в точности спектрального и химического
анализа составляет 2—5 %. В частности, с помощью спектрально-
го анализа удалось экспериментально доказать наличие, степень и
знак ликвации кремния и марганца в сварных соединениях из ста-
лей и чугунов. Это позволило предложить термическую обработку
для снижения степени ликвации кремния, что повысило механи-
ческие свойства.
6.4. Неразрушающие методы контроля
Как видно из рис. 6.1, неразрушающие методы, в зависимости
от физической природы и методики обнаружения внутренних мак-
роскопических дефектов, делятся на радиационные, акустические,
магнитные и проникающими веществами.
Радиационные методы основаны на регистрации и анализе
ионизирующих излучений, которые способны проходить через
205
сварное соединение. Потери энергии излучения будут больше
на плотных, бездефектных участках; на дефектах-несплошнос-
тях, неметаллических включениях интенсивность проходяще-
го излучения будет больше. Ионизирующим называют такое из-
лучение, которое приводит к появлению электрических заря-
дов. Однако заряженные частицы имеют малую проникающую
способность, поэтому для контроля сварных соединений ис-
пользуют излучение фотонов или нейтронов. Наиболее ши-
роко применяют фотонное рентгеновское излучение, отличаю-
щееся от видимого света, радиоволн лишь длиной волны. Если у
видимого света длина волны 4...7-10-2 м, то у лучей Рентгена —
610-13...1-10~9 м, что позволяет проникать через достаточно
большую толщину металла (до 300 мм) при большой чувстви-
тельности контроля. Источник излучения — вакуумная трубка
с электродами; катод под напряжением источника питания ис-
пускает электроны. Эти электроны, разгоняясь, сталкиваются
с анодом, при этом часть энергии превращается в рентгеновское
излучение. При увеличении напряжения возрастает энергия и
проникающая способность фотонов.
Для рентгеновской дефектоскопии швов используют малога-
баритные импульсные аппараты с параметрами: время импульса
1...3 мкс, ток 100...200 А.
Другой вид ионизирующего излучения — фотоны, получаю-
щиеся в результате распада радиоактивных изотопов: тулия, ири-
дия, цезия, кобальта. При этом наибольшей проникающей способ-
ностью обладают гамма-лучи с длиной волны 1-10~13...4-10~12 м.
Источники гамма-излучения не нуждаются в питании, они просве-
чивают металл большей толщины, чем рентгеновские аппараты.
Однако чувствительность метода меньше, различие между дефек-
том и бездефектным участком не так заметно. Это, впрочем, отно-
сится к малым, менее опасным дефектам, поэтому в полевых усло-
виях (трубопроводы, изделия толстые, сложной формы) использу-
ют чаще гамма-дефектоскопы. Гамма-лучи нейтральны; они не от-
клоняются в магнитном или электрическом полях, интенсивность
излучения зависит от природы радиоактивного вещества и его ак-
тивности. Со временем радиоактивность снижается, что следует
учитывать при контроле этим методом.
206
Достаточно редко при контроле больших толщин (до 450 мм)
используют бетатронную дефектоскопию с длиной волны фото-
нов Г10~16...Г10~12 м и высокой энергией.
В зависимости от способа детектирования (регистрации) излу-
чения различаю! радиографию, когда изображение фиксируется на
специальной пленке или обычной фотобумаге, радиоскопию — изоб-
ражение проецируется на экран, радиометрию, измеряющую элек-
трические сигналы. Радиография позволяет наглядно и докумен-
тально обнаруживать дефекты — темные места на рентгеновской
пленке или фотобумаге. Следует отметить, что стоимость контро-
ля и фиксации на фотобумаге в шесть раз дешевле, чем на пленке;
серебра при этом требуется в двадцать раз меньше. Вещества бо-
лее плотные, чем основной металл (например, вольфрам), будут
выглядеть, как светлые пятна.
Когда необходимо контролировать радиоактивные швы (в атом-
ных реакторах, например), применяют нейтральное излучение с де-
текторами — активированными металлическими экранами, не чув-
ствительными к гамма-лучам. Нейтральное излучение получа-
ют в ядерных реакторах или генераторах нейтронов. Радиоскопия
основана на преобразовании проходящего излучения в электрон-
ное изображение на экране телевизора, что позволяет изменять
яркость, контрастность, масштаб изображения. Источник излуче-
ния может быть любым, но чаще используют рентгеновские аппа-
раты, как более безопасные (их можно всегда выключить, в отли-
чие от радиоактивных). При радиоскопии возможна также после-
дующая радиография дефектов.
Радиометрия позволяет преобразовывать излучение в электри-
ческий сигнал по плотности потока или спектра излучения. Чаще в
качестве источника излучения используют радиоизотопы (гамма-
излучение), а как детектор — газоразрядные счетчики Гейгера. Пре-
имущества радиометрии: высокие чувствительность, производитель-
ность, бесконтактность контроля, что важно при поточном произ-
водстве. Недостаток — реагирование не только на дефекты, но и на
изменение толщины (усиление и прочее). Для устранения этого не-
достатка разработаны блочные полупроводниковые детекторы
ионизирующего излучения для контроля сварных соединений с не-
ровной поверхностью. Оператор по характерным признакам сигна-
207
ла определяет тип дефекта. Это амплитуда и протяженность импуль-
са, плавность или скачкообразность изменения сигнала.
Электрорентгенографический контроль отличается от рентге-
нографии своей технологией: облучение заряженной селеновой
пластины дает при регистрации изображение за счет фотопрово-
димости полупроводника (селена, например). Под действием рент-
геновского излучения уменьшается потенциал заряда пластины; при
этом дефект проявится на бумаге с помощью наэлектризованного
порошка (канифоль с сажей и др.). Коронный разряд, создаваемый
выпрямителем (15...20 кВ при токе 10 мкА), переносит порошок и
закрепляет его. Преимущества метода: высокие чувствительность
(до 1 %), производительность (время контроля 1 мин), дешевизна,
не нужны темная комната, жидкие проявители. Недостаток — от-
сутствие гибких полупроводниковых пластин, что исключает кон-
троль сварных соединений сложного профиля.
Часто возникает необходимость послойного контроля сварно-
го шва с целью обнаруживания глубины залегания дефекта. По-
явился метод рентгенотомографии, когда появляется наглядность
вследствие математической обработки множества рентгеновских
изображений одного объекта под разными углами. Принцип то-
мографа в том, что излучатель и детектор перемещаются синхрон-
но, результаты контроля запоминает и анализирует ЭВМ. Затем
на основе созданной модели внутренней структуры объекта фор-
мируется ее изображение на экране. Хорошие результаты получа-
ют при контроле металла (стали) толщиной до 30 мм. С помощью
радиационного контроля выявляются трещины, непровары, вклю-
чения, поры, подрезы и другие дефекты; при этом не нужна высо-
кая чистота поверхности. Однако радиационными методами пло-
хо выявляются дефекты под углом белее 12° к направлению про-
свечивания, а также в угловых швах.
Акустические методы контроля бывают пассивные и актив-
ные. Когда фиксируются упругие волны, возникающие в изделии
во время сварки или после нее, а также при нагружении, контроль
пассивный. Используются акустическая эмиссия, шумо- и вибро-
диагностика. Если же исследуются колебания, возникшие вслед-
ствие специально введенной акустической энергии, контроль ак-
тивный. Обычно используют механические колебания с частотой
208
0,5...25 МГц, — это ультразвуковые колебания. Однако при кон-
троле паяных, клееных, а также сварных (контактной сваркой)
соединений пользуются звуковой частотой колебаний (импеданс-
ный метод контроля).
Для возбуждения и регистрации колебаний используют пьезо-
электрический эффект', некоторые материалы (кварц, титанат ба-
рия, титанат-цирконат свинца и др.) под действием переменного
электрического поля меняют свои размеры с частотой изменения
поля. Пьезоэлектрическую пластинку заключают в пластмассу,
хорошо гасящую колебания (полистирол, фторопласт и др.). Ана-
лиз распространения колебаний производят разными методами:
теневым, зеркально-теневым, эхо-методом. При теневом методе
оценивается снижение интенсивности (амплитуды) звуковой вол-
ны, прошедшей через деталь. Достоинство метода — помехоустой-
чивость, недостаток — необходимость двустороннего подхода к
детали для излучателя и приемника. Шероховатость поверхности
большого значения не имеет. Зеркально-теневой метод не требует
двустороннего подхода к изделию. Обнаружение дефекта проис-
ходит с помощью донного, отраженного сигнала от поверхности,
противоположной той, где имеются излучатель и приемник. Оба
метода не дают координат расположения дефекта с достаточной
точностью. Если излучатель и приемник заключить в один пьезоп-
реобразователь, получится эхо-метод, при котором отраженный
от дефекта сигнал попадает в приемник, если длина волны ультра-
звуковых колебаний меньше размера дефекта. Поэтому при конт-
роле сварных соединений используют диапазон частот колебаний
от 0,5 до 10 МГц. Эхо-метод позволяет не только обнаружить де-
фект, но и охарактеризовать его. При крупном зерне (чугуны, пе-
регретая сталь, медь и др.) велико затухание колебаний, контроль
с помощью ультразвука затруднен. Поэтому в околошовной зоне
происходит существенное ослабление колебаний. Это обстоятель-
ство решили использовать, создав структурные анализаторы, ко-
торые определяют величину зерна в зависимости от коэффициента
затухания. Стыки и тавровые соединения контролируют эхо-мето-
дом, а нахлесточные — зеркально-теневым. Качество точечной
контактной сварки определяют также зеркально-теневым методом.
Если точка сварена хорошо, отраженного сигнала не будет.
14-2375
209
Ультразвуковой контроль эффективен при толщинах более
8 мм, а для массивных изделий он наиболее надежен, дешев, безо-
пасен, выявляет дефекты малого раскрытия. Он постепенно вы-
тесняет радиационные методы контроля. В частности, согласно
ГОСТ 14782— 86 и инструкций, ультразвуковой контроль является
одним из основных в сварочном производстве.
В качестве источников энергии используют ультразвуковые
электронные генераторы; полученные в них электрические импуль-
сы преобразуются в ультразвуковые механические колебания. Если
приложенное электрическое напряжение изменяется с частотой,
равной частоте механического резонанса пьезопластинки, то пла-
стинка будет колебаться на этой же резонансной частоте. Прямой
пьезоэффект — преобразование механических колебаний в пере-
менный электрический ток — используют в приемнике с выводом
на электронную трубку с экраном осциллографа. Для большей на-
дежности при эхо-методе используют не один, а два преобразова-
теля (тандем-метод).
Основной недостаток ультразвукового контроля — субъектив-
ность, зависимость от опыта оператора-контролера. Чтобы устра-
нить этот недостаток, применяют механизацию перемещения пье-
зопреобразователя по заданной программе.
В России был создан электронно-акустический преобразова-
тель, позволивший визуально, на экране телевизора, наблюдать
ультразвуковое изображение объекта.
Для контроля физико-механических процессов при деформа-
ции сварных конструкций создан дефектоскоп, работающий на
приеме информативных сигналов. Прибор определяет расположе-
ние дефектов, развивающихся в изделии. Известно, что при дефор-
мировании твердого тела распространяются акустические сигна-
лы. В частности, развитие трещины усталости может быть обнару-
жено, так как оно сопровождается акустической эмиссией. Эти сиг-
налы улавливаются, например, дефектоскопом АФ-15, чувствитель-
ность которого достаточно высока, чтобы уловить акустические
волны, сопровождающие перемещение дислокационных образова-
ний. Параметры акустической эмиссии, отражающие энергию: чис-
ло и интенсивность импульсов, зарегистрированных за время на-
блюдения, амплитуда сигналов, включая пиковую.
210
Магнитные методы контроля сварных соединений отличают-
ся от электромагнитных (вихретоковых) обязательным намагни-
чиванием изделий. Поэтому они применяются для изделий из ма-
териалов, обладающих ферромагнетизмом. На поверхности свар-
ного шва в зоне дефекта возникает поле рассеивания. Внутри де-
фекта магнитный поток распределяется неравномерно; при доста-
точно высоком намагничивании дефект проявляется. Обнаружи-
вание дефекта, т.е. собственно контроль, зависит от расположения
дефекта, его геометрии, близости к поверхности, степени магнит-
ного насыщения изделия. Существуют разные методы создания
магнитного поля: постоянным и переменным токами, импульсный,
индукционный, циркуляционный, полюсный и др.
При этом определяют дефекты или в остаточном поле, или в
приложенном, что более эффективно. Переменный ток дает лучшее
намагничивание внешних слоев детали. Регистрация дефектов про-
изводится либо магнитным порошком, магнитной лентой, либо
измерительной катушкой, феррозондом, индукционной головкой,
полупроводниками и др. Электромагнитные методы — феррозон-
довый, индукционный, вихревой и др. — применяются ограничен-
но и практически при контроле сварных стыков не используются.
После контроля детали размагничивают переменным магнитным
полем с амплитудой, которая постепенно уменьшается от значе-
ния большего, чем амплитуда намагниченного поля, до нулево-
го. Размагничивание возможно также нагревом выше точки Кюри
(768 °C для стали), когда железо из ферромагнитного состояния
переходит в парамагнитное.
Практически по скоплениям магнитного порошка можно выя-
вить дефекты-трещины с раскрытием более 0,0025 мм и высотой
более 0,025 мм. Здесь важно отметить, что в сварном стыковом со-
единении, выполненном автоматической сваркой, выявляются тре-
щины с раскрытием более 0,01 м и высотой более 0,1 мм, а ручной
сваркой — 0,025 мм и 0,25 мм. При светлой поверхности насыпают
черный порошок — магнетит (Fe3O4), а при темной — цветные по-
рошки либо люминесцентные или водные суспензии (наггример,
6 г мыла, 1 г жидкого стекла, 100 г магнитного порошка, 1 л воды.)
Как известно, суспензии с люминофорами светятся при ультрафи-
олетовом облучении.
211
Однако магнитопорошковый метод не применим в случаях
сложных поверхностей, узких зазоров и т.п. Поэтому в развитие
магнитных методов появился магнитографический метод контро-
ля, который позволяет выявлять мелкие дефекты.
Магнитное поле фиксируют на магнитной ленте, которая со-
стоит из пластмассовой основы (триацетат или лавсан) и магнит-
ного слоя (окись железа, взвешенная в лаке). Запись на ленте пре-
образуется в электрические сигналы, которые наблюдают на экра-
не дефектоскопа. Этим методом можно контролировать изделия
толщиной до 16 мм. Лента плотно прижимается к сварному соеди-
нению, а вдоль шва перемещается намагничивающее устройство,
поэтому необходима подготовка места контроля (очистка). Опти-
мальный режим намагничивания определяют с помощью эталонов
с недопустимыми дефектами (из того же материала, что и изделие).
Оборудование и приборы для магнитного контроля: дефектос-
копы, намагничивающие устройства, магнитные ленты — доста-
точно надежны, долговечны, могут использоваться многократно.
Например, дефектоскоп МДУ-2У имеет двухлучевую электронную
трубку; верх экрана — это видеоиндексация, нижняя часть — им-
пульсная индикация сигналов. Это позволяет делать контроль на-
глядным: газовые поры и шлаковины выглядят темными пятнами
разной формы, непровары — темными линиями, трещины — ли-
ниями с неровными краями и т.д. При этом объемные включения
выявляются хуже, чем плоские (трещины).
В последнее время стали применять вихретоковый метод кон-
троля для неферромагнитных материалов, а также для дефектос-
копирования контактной точечной сварки сталей и алюминиевых
сплавов. Кроме того, оказалось, что этим методом возможно оце-
нивать электропроводность металлов, структуру, твердость и даже
определять уровень остаточных напряжений после сварки. При
воздействии переменного электромагнитного поля в детали воз-
никают вихревые токи (токи Фуко) с полем обратного знака. Де-
фекты ослабляют вихревые токи, так как увеличивается электри-
ческое сопротивление в несплошностях металла. Это фиксируется
преобразователем. Однако вследствие разной электропроводнос-
ти в разных участках сварного соединения возможности этого ме-
тода, как и других электромагнитных, снижаются. Например, в зоне
212
литого ядра и в прилегающей зоне электропроводность на 15...30 %
отличается от электропроводности основного металла (для спла-
вов на основе алюминия, Д16, В95 и др.).
Контроль проникающими веществами, по определению, прово-
дится тогда, когда надо обеспечить герметичность сварных швов.
Капиллярные методы такого контроля применимы, когда дефек-
ты (трещины, поры, окисные пленки, узкие непровары и т.п.) вы-
ходят на поверхность. При этом только капиллярные методы мо-
гут обнаружить трещины с раскрытием до 1 мкм и протяженнос-
тью, сравнимой с величиной зерна в сплаве (глубина 0,01 мм, дли-
на 0,1 мм). Индикаторные пенетранты (проникающие вещества) на-
носят на очищенную поверхность, затем наносят вещества, «вытя-
гивающие» пенетранты из дефектов и делающие их видимыми с
помощью лупы или при ультрафиолетовом облучении, если при-
меняли люминофоры. Существуют люминесцентный, цветной или
комбинированный способы контроля. В качестве пенетранта ис-
пользуют люминофоры, красители и другие вещества на основе
керосина, бензола, спирта. Проявителями служат белая нитро-
эмаль, стеариновая кислота, титановые белила и др.
Применение капиллярных методов стандартизировано
(ГОСТ 18442—83). Известно, что чем уже отверстие, тем дольше
жидкость проникает по капилляру. Время проникновения можно
подсчитать с учетом длины и радиуса отверстия, коэффициента
вязкости жидкости, угла смачивания и т.д. Однако необходимо
иметь в виду, что имеющиеся воздушные «мешки» или «пробки»
создают сопротивление проникновению пенетранта, и тогда вре-
мя контроля может продлиться до десятков минут. Поэтому стара-
ются интенсифицировать процесс вакуумированием, подогревом,
давлением и пр. Хорошие результаты дают ультразвуковая обра-
ботка пенетрантов и изделий как с целью очистки, так и для уско-
рения проникновения в капилляры. Жидкости наносят кистью,
баллончиком под давлением либо окунанием. Сварные изделия
следует проверять очищенными, до нанесения покрытий или уп-
рочняющей обработки.
Стали применять также комбинированные методы: капилляр-
но-магнитопорошковый, капиллярно-ультразвуковой, капиллярно-
электромагнитный и т.д. Следует отметить, что контроль грубых
213
поверхностей затруднен из-за ложных дефектов. В случае плоско-
стных дефектов при контактной, диффузионной и других видах
сварки только капиллярные методы обеспечивают наибольшую
чувствительность при контроле.
Эффективность методов можно повысить путем контроля са-
мих дефектоскопических материалов, создания эталонов с искус-
ственно созданными закалочными и шлифовочными трещинами,
автоматизации контроля с применением ЭВМ и телевизора для
разбраковки на поточных линиях.
В ряде отраслей (космическая, атомная техника и др.) капил-
лярные методы по чувствительности оказались не применимы. Что-
бы обнаружить зарождающиеся трещины, используют газосорбцион-
ный радиоизотопный метод контроля. Бета-радиоактивный газ ад-
сорбируется поверхностными дефектами, а затем регистрируется
рентгеновской пленкой. Таким образом удалось выявить трещины
длиной 5-10-5 мм и глубиной 0,2 мм. Важно, что этот метод приме-
ним и к грубым сварным швам, даже если дефекты заполнены мас-
лом, окислами и т.д. Так, например, можно контролировать про-
тяженные сварные швы трубопроводов, другие сложные по форме
сварные изделия, покрывая их после выдержки в среде радиоак-
тивного газа (криптона-85) регистратором в виде фоточувствитель-
ной эмульсии.
Контроль течеисканием разделяется на гидравлические, пнев-
матические, вакуумные, газоаналитические и другие методы. При-
меняют эти методы для обнаруживания сквозных дефектов в ре-
зервуарах, сосудах, цистернах и т.д. При гидравлическом испыта-
нии вода подается под давлением, в 1,5—2 раза больше рабочего, с
одной стороны сварного шва. Эти испытания менее опасны, чем
пневматические, так как жидкость несжимаема и течь приводит к
падению давления без взрыва. В индикаторную жидкость добавля-
ют люминофоры и радиоактивные вещества, что позволяет фикси-
ровать дефекты размером до 0,001 мм. Пневматические испытания
проводят или под давлением 1... 1,2 рабочего давления, или наобо-
рот, в вакуумной камере. Индикатором служит мыльная пена.
Химическая индикация обеспечивается окрашиванием, напри-
мер 5 %-го раствора азотнокислой ртути проникающим газом (ам-
миаком или углекислым газом). Газоаналитический метод осно-
214
ван на подаче под давлением пробного газа (азот, углекислый газ,
инертные газы) с одной стороны шва и анализа выходящего газа с
другой стороны шва специальными течеискателями (галогенными
или масс-спектрометрическими).
Приближенно можно оценить выявляемость дефектов разны-
ми методами: РД — радиационная дефектоскопия, УЗД — ультра-
звуковая, МД — магнитная, КД — капиллярная (табл. 6.1). Чем
выше балл, тем больше чувствительность метода.
Таблица 6.1
Выявляемость дефектов сварных соединений физическими методами
Наименование дет екта Балл выявляеморти
РД УЗД мд кд
Гатрвые полы и у лаковые включения 4 4 2 0
Непловалы 3 4 3 0
Тлещины внутренние 4 5 3 0
Тлещины повелхнортные и подповелхноргные 2 3 4 4
Что касается течеискания, то средняя чувствительность гидрав-
лических и пневматических испытаний может быть принята за едини-
цу. Тогда капиллярный способ будет равен 10, способ химической ин-
дикации — 100, галоидным течеискателем — 500. Однако не следует
забывать, что более точные методы стоят существенно дороже, по-
этому метод контроля должен быть экономически целесообразен.
К особым методам контроля следует отнести тепловой метод,
поскольку физическая природа его оригинальна и заключается в
регистрации и анализе инфракрасного излучения, исходящего с
поверхности нагретого тела или его теплового поля. Этот метод
лучше себя проявил при контроле паяных и клееных соединений, а
также изделий из стеклопластиков. При нагреве каким-либо источ-
ником детали со сварным швом идет интенсивный отвод теплоты,
которая регистрируется в специальном тепловом приемнике. Чувстви-
тельность приемника высока: разница в температуре всего 0,1 °C хо-
рошо улавливается. Сигнал с приемника усиливается и подается
на самописец. Дефект выявляется как участок с повышенной тем-
пературой, так как несплошность остывает медленнее, чем плот-
215
Рис. 6.2. Схема контроля инфракрасным (тепловым) методом с помощью
лазера:
1 — изделие; 2 — приемник излучения; 3 — усилитель; 4 — самописец;
5 — зеркала; 6 — лазер на СО2
ный основной материал. На схеме рис. 5.2 показан вариант исполь-
зования этого метода.
В современной инфракрасной дефектоскопии используют луч
лазера диаметром 6 мм, который сканирует всю поверхность изде-
лия. Тепловое поле от изделия регистрируется и с помощью теле-
визора может наблюдаться. Чувствительность близка к чувстви-
тельности таких методов неразрушающего контроля, как ультра-
звуковой. Тепловой метод широко применяется в работающих элек-
тронных блоках, осуществляя контроль по перегреву дефектных
деталей. Аналогично определяют качество электрических прово-
дов, особенно предназначенных для высоковольтных линий элект-
ропередач.
Статистический метод контроля методами математической
статистики позволяет управлять качеством сварки.
Этот метод только начинает внедряться; по-видимому, он будет
использоваться наряду с приемочным контролем, который пока
преобладает в сварочном производстве. Сущность этого метода —
в анализе и оценке качества всего технологического процесса свар-
ки на основе переработки информации, полученной при испытани-
ях разными методами контроля. Дело в том, что 100 %-ный конт-
роль в массовом производстве требует много времени и средств.
Поэтому чаще применяют выборочный контроль. Выборка должна
дать доверительные границы достоверности результатов контроля.
216
По ГОСТ 3242—79 объем контроля качества сварных соедине-
ний устанавливается конструкторско-технологической документа-
цией и составляет 10—100 % общей длины сварных швов в зависи-
мости от ответственности изделий.
Для вагонных конструкций, например, объем контроля каче-
ства сварки определяется технической документацией, утвержден-
ной для конкретных случаев.
При выборочном контроле важно найти границу наихудшего
уровня показателя качества (браковочный уровень). По-видимо-
му, этот уровень и будет гарантированным значением показателя
качества. Большинство данных по качеству сварки — случайные
величины, поэтому применили закон распределения как зависи-
мость между ними и вероятностью их появления. Пока планы кон-
троля в сварочном производстве статистически не обоснованы, так
как объем выборки зависит от количества деталей в партии, а не
от качества технологического процесса.
Важнее анализировать повреждения швов и соединений в эксплу-
атации, делать на основании этого анализа выводы о целесообраз-
ности изменения технологии сварки в том или ином конкретном
случае. Поэтому следует внимательно и систематически следить за
поведением сварных изделий в эксплуатации, математически об-
рабатывать полученные данные, чтобы сделать возможным при-
менение законов математической статистики.
Созданный учеными-железнодорожниками портативный спе-
циализированный ультразвуковой эхо-дефектоскоп позволил ре-
шить задачу неразрушающего контроля сварных соединений мос-
товых конструкций.
Разработаны и выпускаются ультразвуковые дефектоскопы для
контроля осей подвижного состава, а также оценки глубины за-
калки рельсов.
Для контроля рельсов в пути применяют автомотриссы — пере-
движные лаборатории, в которых применяют эхо- и зеркально-те-
невой методы. При этом контроль ведется на скорости движения
40—60 км/ч. Заложенные в память компьютера данные затем рас-
шифровывают. Готовится к производству перспективная модель пе-
редвижной лаборатории ультразвуковой диагностики рельсов на
базе автомобиля типа УАЗ. Предусмотрена замена контактных пре-
217
образователей сигналов на бесконтактные (типа ЭМА), что повы-
сит надежность контроля. Важно отметить, что тонкие вертикаль-
ные дефекты в рельсах обнаружить очень трудно, поэтому зеркаль-
но-теневой метод, основанный на регистрации ослабления сигнала
от противоположной поверхности рельса, является одним из основ-
ных, благодаря надежности при выявлении подобных дефектов.
Методы неразрушающего контроля сварных соединений про-
должают совершенствоваться и использоваться для обнаружения
дефектов в деталях железнодорожной техники.
Недавно проведенные исследования механических и других
свойств низколегированных и низкоуглеродистых сталей после свар-
ки и наплавки позволили сделать важные выводы о причинах повреж-
дения сварных соединений в эксплуатации. Следует отметить, что
большинство из исследованных марок стали широко применяются при
изготовлении и ремонте сварных конструкций железнодорожной тех-
ники. Это качественные низкоуглеродистые стали 10 и 20 и низколе-
гированные — 09Г2С, 17Г1С, 17Г1СУ, 10ХСНД, 10ХН1М.
Установлено, что трещины в наплавке развиваются по грани-
цам кристаллитов, между дендритами, в зонах скопления примес-
ных дефектов вследствие ликвации серы, фосфора, кремния, мар-
ганца и других элементов. На трещинообразование влияют условия
сварки, химический состав основного и присадочного металла.
Химическая микронеоднородность была исследована в сварных
швах, выполненных как вручную покрытыми электродами, так и ав-
томатической сваркой под флюсом. При этом использовались мето-
ды авторадиографии, металлографии, микроспектрального анализа.
Выяснилось, что повышение содержания углерода способствует
увеличению ликвации серы, что особенно опасно. Увеличение со-
держания марганца снижает трещинообразование.
Удалось установить, что повышение содержания углерода и
марганца снижает степень ликвации кремния и увеличивает ее для
марганца. Оптимальное содержание этих элементов: углерода ме-
нее 0,16 %, кремния до 0,2 %, марганца 1... 1,2 %. В то же время сле-
дует снижать содержание вредных примесей — серы и фосфора.
Определено оптимальное соотношение окислов кальция и железа в
покрытии электрода: CaO/FeO - 0,35...0,5. Термодинамическая ак-
тивность окислов в этом соотношении обеспечивает хорошую де-
218
сульфурацию: серы остается не более 0,02 %. Необходимо увеличи-
вать содержание окислов Ti, Si и Al введением в покрытие полевого
шпата, ферротитана и ферросилиция при одновременном ограни-
чении концентрации окислов железа (до 3 %), и магния (до 2 %).
Предпочтительны электроды марок АНО-25-28 и АНО-Т, тогда как
марки УОНИ-13/55, ВСФС-50 или зарубежные LB-26, OK-38, ОК-65
имеют соотношение Ca/FeO в пределах 0,01...0,08, и поэтому шлак
не обеспечивает глубокую десульфурацию в сварочной ванне. От-
мечено снижение содержания серы в результате введения в покры-
тие фтористо-кальциевых электродов от 1 до 3 % бария.
Для обеспечения трещиностойкости в условиях низких темпе-
ратур необходимо введение 1,6...2,2 % никеля в покрытие электро-
да. Тогда возможно достижение высоких и стабильных значений
ударной вязкости: 70 Дж/см2 при температуре -60 °C.
Оптимальный состав для получения мелкозернистой структу-
ры, малого количества округлых неметалических включений оп-
ределен для низкоуглеродистых сталей (в %): С < 0,16; 0,2...0,4 Si;
0,8... 1,2 Мп; 1,6...2,2 Ni; S и Р < 0,025. Эти требования могут быть
выполнены, если в электродном покрытии будет следующее соот-
ношение ферросплавов (в %): 4...5 FeMn; 5...8 FeSi; 7... 10 FeTi или
FeTi/FeSi/FeMn = 2/1,5/1.
Исследования конструкций из низколегированных сталей ма-
рок 10ХСНД и 10ХН1М показало целесообразность легирования
сварных швов: 0,3 % Si; 1,2 % Мп; 1,2 % Ni; 0,3 % Мо. Для сталей
марок 9Г2С, 9Г2, 17ГС, 17Г1СФ оптимальное легирование в шве
будет следующим: 0,3 % Si; 1,5 % Мп и 0,3 % Мо.
Важный результат был получен в отношении содержания фос-
фора в металле шва. Оказалось, что при содержании 0,025...0,04 %
фосфор не влияет на трещинообразование. При этом внутрикрис-
таллическая неоднородность, или дендритная ликвация, в сварном
шве по фосфору отсутствовала.
Эти результаты имеют большое значение для решения научно-
технической проблемы создания трещиностойких конструкцион-
ных сталей для строительства железных дорог, ремонта железно-
дорожной техники с использованием сварочных технологий, осо-
бенно в условиях Севера и Сибири, при низких температурах и в
агрессивных средах.
219
7. Техника безопасности
Вопросам техники безопасности и охраны труда при произ-
водстве сварочно-наплавочных работ всегда уделялось достаточ-
ное внимание. Однако несчастные случаи и аварии продолжаются
по разным причинам. Возможно, это связано с большим количе-
ством разных нормативов и правил, вытекающих из ГОСТов. По-
видимому, следует разработать единую инструкцию, посвященную
только безопасности труда сварщика. Это тем более необходимо,
так как сварочное оборудование весьма усложнилось, появились
новые точные приборы, аппаратура управления с программным
обеспечением. Теперь, чтобы безопасно и эффективно работать,
сварщик должен быть достаточно образованным, обладающим
широким техническим кругозором и общей культурой.
Периодически сварщики должны аттестовываться по вопро-
сам техники безопасности непосредственно на рабочих местах ав-
торитетной комиссией; для них должен быть обеспечен постоян-
ный медицинский контроль. Вредные условия труда при некото-
рых видах сварки должны учитываться при оплате труда, орга-
низации отдыха и необходимой профилактики профессиональ-
ных заболеваний, гигиены. В ремонтном производстве руковод-
ствуются требованиями ГОСТ 12.1.019—79, ГОСТ 12.1.030—81,
ГОСТ 12.3.003- 86 ССБТ, а также санитарными правилами при
сварке, наплавке и резке металлов, санитарными нормами проек-
тирования промышленных предприятий и населенных мест и дру-
гими документами федерального значения. Кроме того, существу-
ют разные правила техники безопасности и производственной са-
нитарии при производстве ацетилена, кислорода и газопламенной
обработке металла, правила пожарной безопасности при проведе-
нии сварочных и других огневых работ на объектах народного хо-
зяйства, правила безопасности в газовом хозяйстве. Разработаны
и действуют правила по охране труда при техническом обслужива-
нии и ремонте грузовых вагонов рефрижераторного подвижного
состава (ПОТ РО-32-ЦВ-400-96), правила пожарной безопасности
220
на железнодорожном транспорте (№ ЦУО/112) и другие норматив-
ные акты и инструкции.
Общим положением этих документов является требование на-
личия на каждом сварочном участке рабочей инструкции по тех-
нике безопасности, соответствующих плакатов. При этом учиты-
вается специфика работ при разных видах сварки. Так, при сварке
плавлением наиболее важна электробезопасность, а при газосва-
рочных работах — опасность возгорания и взрыва.
7.1. Электрическая и пожарная безопасность
Все электрические машины должны быть надежно заземлены;
эффективность заземления должна проверяться приборами в тече-
ние рабочей смены неоднократно. Для этого под рукой у сварщи-
ка должен быть прибор, которым необходимо проверять отсутствие
пробоя изоляции обмотки трансформатора. Вторичное напряже-
ние не должно быть более 36 В. Это относится к ручному электри-
фицированному инструменту и к любым сварочным машинам. Все
источники тока должны автоматически отключаться при превы-
шении напряжения холостого хода (или его ограничения). Следует
обращать внимание на заземление электрических шкафов и ящи-
ков для аппаратуры. Экипировка, инструменты, одежда должны
быть приведены в порядок перед сваркой.
При работе на машинах контактной сварки пол на рабо-
чем месте сварщика должен быть сухим, покрыт деревянной ре-
шеткой и резиновым ковриком. Это требование относится и к
приборам неразрушающего контроля, особенно работающим
при высоких напряжениях (рентгеновские установки и т.д.).
Большое значение имеет изоляция проводов к сварочному по-
сту и оборудованию. Провода должны быть гибкими и проч-
ными, чаще марки ПРГД. Контур заземления не должен рабо-
тать как обратный провод. Обувь сварщика не должна иметь
металлических деталей. Заземление производится специалис-
том-электриком; ремонт электрических схем сварщик не дол-
жен выполнять. Самодельные электрододержатели запрещены.
Узлы, содержащие конденсаторы, должны иметь устройства для
автоматической разрядки.
221
Поскольку работа газогенератора, производящего ацетилен,
связана с пожарной опасностью, стали использовать привозные
баллоны с ацетиленом и кислородом. Однако необходимо по-
мнить, что редукторы на баллонах требуют наладки, проверки
правильности регулировки до работы и после нее. Важно правиль-
но поджечь газовую смесь: сначала открыть кислородный вентиль,
потом ацетиленовый. При гашении — сначала закрыть ацетиле-
новый вентиль, а затем кислородный. Чтобы не образовалась
взрывоопасная смесь горючего газа с воздухом и кислородом, не-
обходимо проверять, нет ли утечки газа, а также не допускать
неполного сгорания. При запахе газа проветрить помещение, не
включая электрического освещения, не зажигая огня, вызвать ава-
рийную бригаду.
Многие аварии и несчастные случаи связаны с короткими за-
мыканиями, взрывами газов, что объясняется часто низкой квали-
фикацией сварщиков. На сварочном посту должны быть средства
пожаротушения (песок, огнетушители, инвентарь и т.д.).
7.2. Индивидуальная защита
Сварочная дуга, газовое пламя вредно воздействуют на чело-
века излучением. Для защиты от него, а также от брызг металла
сварщик должен пользоваться шлемом-маской со светофильтрами
разной прозрачности (по ГОСТ 1361—69 и ГОСТ 9411—75), в за-
висимости от силы тока. Руки и тело защищают брезентом с огне-
стойкой пропиткой, место работы ограждают ширмами, щитами,
окрашенными окисью цинка (снижается отражение ультрафиоле-
товых лучей дуги).
Сварочный пост оборудуется приточно-вытяжной вентиляци-
ей (с подогревом зимой), обеспечивающей удаление газов и пыли.
При работе со шлаком и флюсом сварщик должен пользоваться
респиратором и защитными очками, а иногда противогазом. Для
защиты от сварочных аэрозолей, фтористых, марганцевых, угле-
родных, азотных и других вредных газообразных соединений ста-
ли применять специальные маски с подачей чистого воздуха. При
газосварочных работах пользуются закрытыми очками с более свет-
лыми, чем при электросварке, светофильтрами. Светофильтры при-
222
крывают обычным прозрачным сменным стеклом. От шума при-
меняют вкладыши, наушники, шлемы.
В последнее время стала применяться система местного интен-
сивного дымоотсоса, которую сам сварщик включает и выключа-
ет по необходимости. В корпусе специальной машины установле-
ны фильтры в виде сменных блоков-пластин с химически активны-
ми веществами. Воздух на выходе чистый, атмосфера за предела-
ми сварочного поста не загрязняется.
Искрение, перегрев проводов, брызги расплавленного метал-
ла могут вызвать пожар. Прежде всего необходимо отключить обо-
рудование от сети. Можно применить углекислотные огнетушите-
ли, даже если электроустановка под напряжением, ибо углекисло-
та не проводит ток.
Лица, производящие радиационную дефектоскопию, должны
подвергаться медицинскому обследованию, чтобы не допустить
облучения сверхдопустимой дозы (5...6 бэр в год).
Защитными средствами от облучения являются кожухи, кон-
тейнеры, кабины, специальные перекрытия. Следует предельно
сокращать время пребывания в зоне действия ионизирующих из-
лучений, как можно дальше находиться от источников излучений,
систематически дезактивировать помещения, где производилась
работа с радиоактивными веществами.
При выполнении капиллярного контроля следует не контактиро-
вать с веществами, которые мшуг быть токсичными и горючими. На-
пример, аэрозольные баллоны с фреоном не ядовиты, но фреон при
соприкосновении с раскаленным металлом образует ядовитые газы.
Ультрафиолетовое излучение вредно не только для глаз, но и
для кожи, поэтому при люминесцентном контроле качества свар-
ки необходимо пользоваться желтыми светофильтрами, вентили-
ровать помещение. Дело в том, что ультрафиолетовые лучи иони-
зируют воздух, образуя вредные окислы азота. При контроле гер-
метичности резервуаров применяют аммиак. Следует помнить, что
большая концентрация аммиака (более 20 мг/м3) вызывает кашель,
слезотечение, поэтому должна хорошо работать приточно-вытяж-
ная вентиляция. Смесь аммиака с воздухом при загорании взрыво-
опасна, поэтому все оборудование для газосмешивания должно
быть во взрывобезопасном исполнении.
223
7.3. Охрана окружающей среды
Вопросы охраны окружающей среды: воздуха, воды, земли,
космоса — еще не решены.
Образующиеся озоновые «дыры» в атмосфере — продукт дея-
тельности человека — несут огромную опасность ультрафиолето-
вого облучения и гибели всего живого. Интенсивная промышлен-
ная деятельность загрязняет своими отходами все вокруг. Перера-
ботка этих отходов дорога и не успевает за их увеличением. Осо-
бенно опасны радиоактивные отходы.
Велико традиционное загрязнение промышленными отходами
металлургических, химических и других вредных производств.
Вывод этих предприятий за пределы городской черты — только
полумеры. Важно очищать воздух от выделяющихся паров, газов,
аэрозолей, дыма и пыли с помощью различных фильтров, хими-
ческих веществ.
В России успешно работает предприятие по очистке свароч-
ных аэрозолей перед выбросом их в атмосферу. Сварочные посты
оснащаются специальными фильтрами. Газовые баллоны хранят
и транспортируют только с навинченными предохранительными
колпаками и заглушками на боковых штуцерах вентилей. Посколь-
ку ацетилен при контакте с медью образует вредные вещества, ко-
торые могут быть взрывоопасны, медные детали, инструменты
должны быть изолированы от этого газа. Баллоны под давлением
должны быть чистыми; даже следы масла или жира в соседстве с
кислородом взрывоопасны.
При выборе способа сварки или наплавки, а также упрочне-
ния сварочными технологиями редко применяют такой критерий,
как вредное влияние на окружающую среду. Пользуются критери-
ем применимости или технологическим критерием. Разделяют де-
тали на классы по конструктивным признакам (вал, плоская по-
верхность, корпусная деталь, втулка, шестерня, шатуны, рычаги и
т.п.), по долговечности после восстановления. Например, техни-
ко-экономический критерий позволяет установить целесообраз-
ность того или иного способа восстановления деталей.
Если Сн — стоимость новой детали, а Св - стоимость ее вос-
становления, то вводят коэффициент долговечности восстановле-
224
с
ния (К). Тогда Св <——. При этом К может отличаться: при метал-
лизации 0,8... 1,0; при вибродуговой наплавке 0,8.. .0,9; при наплавке
под флюсом или в углекислом газе Л=0,85...0,9 (для случая вал в
паре с подшипником скольжения со слоем баббита).
По-видимому, наряду с технико-экономическими критериями
следует установить критерий влияния на окружающую среду, на
природу, на здоровье нынешнего и будущих поколений. Многие
профессиональные заболевания проявляются не сразу, а спустя
годы. Кроме того, установлено, что они могут оказывать негатив-
ное влияние на детей, то есть передаваться по наследству.
Загрязняя среду промышленными отходами, в том числе и сва-
рочного производства, человек обрекает на болезни будущие по-
коления. Отравляющие вещества, выделяющиеся при сварке, на
долгое время, а иногда и навсегда откладываются в организме че-
ловека в различных тканях и вызывают хронические заболевания.
Особенно опасны газы и пары, образующиеся при плазменно-ду-
говой, газовой сварке и резке медных и цинковых сплавов.
При работе внутри цистерн, резервуаров, в ямах необходимо
использовать переносные вытяжные вентиляторы и фильтры.
Пренебрежение элементарными правилами техники безопас-
ности приводит к таким тяжелым заболеваниям как пневмокони-
оз, интоксикация и др.
Установлено, что наиболее вредными являются сварочные аэро-
золи, содержащие пыль, фтористые, марганцевые, азотные, углерод-
ные химические соединения. Обнаружено вредное воздействие уль-
тразвука при ультразвуковой и плазменной обработке металла. Под-
тверждено вредное влияние переменных магнитных полей при кон-
тактной сварке, а также при работе с мощными высокочастотными
установками. Все источники ионизирующих излучений также опас-
ны. Это содержащие торий вольфрамовые электроды, применяющи-
еся при сварке неплавящимся электродом в защитных газах, а также
электронно-лучевые установки и радиоактивные препараты, исполь-
зуемые при гамма-дефектоскопии сварных соединений.
Ультрафиолетовое и световое излучения большой мощности при
горении сварочной дуги и плазмы может вызвать временную поте-
рю зрения, помутнение хрусталика глаза, что приводит к катаракте.
225
Санитарные правила предусматривают предельно допустимую
концентрацию (ПДК) вредных аэрозолей и паров в воздухе рабо-
чей зоны сварщика (в мг/м3). Например, для вольфрама и окиси
алюминия ПДК до 4...6, а для свинца, хрома, цинка всего 0,01.
При работе с нержавеющими электродами из хромоникелевой ста-
ли следует предусматривать особые меры для безопасной работы.
Установлены нормы расхода воздуха из расчета на 1 кг элек-
тродного металла. Если для электродов марок АНО, ОЗС, МР
требуется 2500 -4000 м3 воздуха, то для нержавеющих — до 30000 м3,
а для наплавочных марок Т-590, ВСН, содержащих твердые спла-
вы, — до 350 000 м3. Это объясняется выделением хромового ан-
гидрида, окислов марганца, фтористых соединений.
«Основные санитарные правила» (ОСП) и «Нормы радиа-
ционной безопасности» (НРБ) предусматривают меры безопас-
ности для лиц, которые могут подвергнуться внешнему облуче-
нию при радиационных методах контроля. Ионизация вызыва-
ет особые химико-биологические процессы в организме челове-
ка на клеточном уровне. Это может привести к различным по-
ражениям и заболевания.
Исследованиями установлены предельно допустимые дозы из-
лучений (ПДД). Это годовой уровень облучения, не вызывающий
при равномерном накоплении дозы в течение 50 лет неблагоприят-
ных изменений в состоянии здоровья самого облученного и его
потомства. Для профилактики вредного облучения проводятся спе-
циальные мероприятия. Это сооружение защитных устройств, уве-
личение расстояния между источником излучений и работающим,
сокращение рабочего времени. Следует иметь в виду, что могут
быть выбросы радиоактивных веществ и загрязненность внешней
среды, перспективное увеличение мощности источников излучений,
оседание и диффузия (сорбция) радиоактивных веществ в сварное
соединение, подвергающееся контролю.
В случае аварийной ситуации следует заранее предусмотреть меры
по недопущению попадания вредных радиоактивных веществ в орга-
низм человека, дезактивации помещений, тушению пожаров. Радиа-
ционный контроль проводят только в специально подготовленных
помещениях. Это касается отделки, вентиляции, водопровода, кана-
лизации, средств защиты от излучений (свинец, бетон и пр.).
226
8. Заключение
Представляется важным привести некоторые методические
рекомендации для помощи студентам в освоении дисциплины. Сле-
дует выделить главные вопросы, освещенные в пособии.
При сварке образуются атомно-молекулярные связи; при этом
важно, чтобы свойства металла в сварном соединении были близ-
ки к свойствам металла свариваемых заготовок. В твердом состоя-
нии сварное соединение давлением можно получить при сближе-
нии частиц металла на расстояние (2...4)-10 10 м, при котором воз-
никают межатомные силы притяжения в кристаллических решет-
ках. Неровности на поверхности по высоте гораздо больше этого
расстояния, поэтому необходимо давление для смятия этих неров-
ностей, их разрушения и вытеснения из зоны сварки появившихся
пленок окислов, адсорбированных молекул жира и т.д. При высо-
кой пластичности некоторых металлов (Al, Sn, Си, РЬ) возможна
сварка без подогрева (холодная).
При сварке плавлением силы межатомного взаимодействия воз-
никают в общей сварочной ванне жидкого металла. Для получения
ванны необходим мощный источник тепловой энергии (электричес-
кая дуга, электронный луч, пламя газовой горелки, лазер и др.).
Кристаллизация металла ванны проходит в особых условиях,
поэтому строение и свойства металла сварного шва отличаются от
строения и свойств металла заготовок, появляются разные дефек-
ты, ухудшающие свариваемость.
При изучении вопросов сварки плавлением надо сначала ус-
воить сущность и свойства электрической дуги как источника теп-
лоты. Следует учесть, что дуга возникает между электродами в ре-
зультате образования ионизированного газа, вследствие эмиссии
электронов с поверхности катода после замыкания, разогрева и
отвода электродов на 3.. .6 мм. Сварочные источники должны иметь
характеристики, обеспечивающие стабильное горение дуги при
безопасном напряжении (не более 80 В), постоянство силы тока при
227
изменении длины дуги и возможность выдерживать режим корот-
кого замыкания. При ручной сварке защита шва от атмосферы
происходит при расплавлении покрытия электрода, в котором име-
ются раскислители, стабилизаторы горения дуги, легирующие эле-
менты. Состав покрытий зависит от условий сварки и химическо-
го состава свариваемого металла. Технологические параметры ре-
жима сварки — диаметр электрода и сварочный ток — определя-
ются в зависимости от толщины свариваемых заготовок. Ручная
сварка эффективна при коротких швах, в труднодоступных мес-
тах, в разных положениях.
Автоматическая сварка дает большую производительность
за счет больших токов (до 2000 А). Подача специальной свароч-
ной проволоки с пониженным содержанием вредных примесей
и ее перемещение вдоль сварочного шва механизированы. Ско-
рость подачи проволоки зависит от тока. При токах большой
плотности случайное изменение длины дуги изменяет сварочный
ток, поэтому меняется скорость расплавления проволоки, дли-
на дуги восстанавливается. Необходимо понимать, что автома-
тическая сварка под флюсом применяется при протяженных швах
в нижнем положении.
Механизированная (полуавтоматическая) сварка, когда свар-
щик перемещает электрод вручную, а проволока подается механиз-
мом подачи, позволяет производить сварку прерывистыми швами,
по сложной траектории. В качестве защитных газов применяют
инертные (аргон, гелий) или активный углекислый газ. Малые тол-
щины сваривают малыми токами, неплавящимся (вольфрамовым)
электродом, в среде аргона.
Плавящийся электрод — проволока, диаметром 1...3 мм, с
высокой плотностью тока; короткое замыкание не опасно, так как
сама проволока играет роль плавкого предохранителя. Вместо ар-
гона используют более дешевый углекислый газ, но нужны допол-
нительные раскислители, чтобы кислород после диссоциации газа
не проник в шов. Защитный газ охлаждает ванну быстрее, поэтому
возможна сварка в верхнем потолочном положении.
При обработке плазменной струей нужно представлять, что
источником теплоты является струя ионизированного газа — плаз-
228
мы, получаемая дуговым разрядом в узком канале, сжимающем
столб дуги, через который продувают газ (аргон, водород, азот).
Следует выяснить условия получения плазменной струи, совме-
щенной с дугой и выделенной из нее. Высокая температура (до
30000 °C) позволяет применять плазменную струю для сварки, на-
плавки, резки и напыления тугоплавких металлов, для обработки
керамических материалов.
При изучении электрошлаковой сварки следует усвоить, что
она, как и плазменная сварка, не относится к электродуговой свар-
ке. Дуговой разряд нужен только вначале для получения жидкой
шлаковой ванны, проводящей ток. Этот шлак является рассредо-
точенным источником теплоты, в отличие от дуги . Поэтому воз-
можна сварка больших толщин (более 30 мм).
Следует помнить, что электронный луч — это сжатый поток
электронов, разгоняемый в вакууме при очень большой разности
потенциалов между анодом и катодом.
Фокусирование луча на малой площади пятна (диаметром до
0,01 мм) позволяет концентрировать энергию соударения электро-
нов со свариваемой заготовкой. Это определяет сварку тугоплав-
ких, химически активных металлов и сплавов.
Принципиальное отличие газовой сварки — в источнике теп-
лоты — пламени. Важно уяснить, что газовая смесь защищает от
атмосферы, сварка проходит более плавно, что важно для сварки
малых толщин; можно регулировать науглероживание или окис-
ление при сварке, резке или наплавке.
Изучая кислородную резку, следует оценить ее возможности.
Температура плавления металла должна быть выше температуры
воспламенения в кислороде. Поэтому алюминий и его сплавы, мед-
ные сплавы, чугуны, высоколегированные стали (вследствие обра-
зования пленки тугоплавкого окисла) нельзя подвергать газокис-
лородной резке. В этих случаях применяют кислородно-флюсовую,
плазменную, воздушно-дуговую резку.
При рассмотрении вопросов сварки давлением следует особое
внимание уделить электроконтактной сварке, которая применяет-
ся при изготовлении и ремонте железнодорожной техники. Следу-
ет усвоить сущность стыковой сварки оплавлением рельсов, арма-
229
турных стержней, труб, а также представлять, когда выгодна кон-
тактная сварка сопротивлением.
Необходимо выяснить, когда применяются конденсаторная
сварка — разновидность контактной, диффузионная сварка в ва-
кууме, в чем преимущества этих видов сварки, кроме возможности
сварки разнородных материалов (металл и графит и т.д.). Важно
отметить, что неразъемное соединение малых толщин (до 1 мм) без
большой пластической деформации можно получить ультразвуко-
вой сваркой, когда за счет колебаний разрушаются окисные плен-
ки, а температура не превышает 300 °C.
Сварка трением также имеет свои преимущества — это малая
энергоемкость, возможность сварки больших толщин (до 140 мм)
из разнородных материалов.
Рассматривая газопрессовую сварку без использования элект-
роэнергии, важно отметить, что она может применяться на линии,
в полевых условиях.
Различные металлы и сплавы имеют разную склонность к
образованию дефектов, трещин, пор, неметаллических вклю-
чений, крупнозернистое™ как в самом шве, так и в околошов-
ной зоне. Способность образовывать качественное сварное со-
единение называется свариваемостью и зависит от многих фак-
торов. Это скорость охлаждения металла в ванне и температур-
но-временной режим нагрева основного металла в зоне терми-
ческого влияния, что приводит к структурным изменениям, осо-
бенно в высокоуглеродистых и легированных сталях. Возник-
новение горячих трещин обусловлено напряжениями, так как
шов испытывает растяжение, поскольку холодные зоны заго-
товки препятствуют свободной усадке и сокращению размеров
сварного шва.
Возможность появления горячих трещин увеличивается, если
интервал кристаллизации большой — тогда может произойти лик-
вация легкоплавких примесей, их концентрация на границах зерен
будет повышенной. Кроме того, не следует забывать о неравно-
мерности нагрева изделия при сварке, что также вызывает напря-
жения, которые могут привести к пластической деформации, ко-
роблению, искажению формы сварочной конструкции, появлению
холодных трещин.
230
Надо усвоить, что холодные трещины возникают, когда в око-
лошовной зоне образуется мартенсит — структура закалки с боль-
шим удельным объемом, что характерно для средне- и высокоуг-
леродистых сталей. Поэтому только малоуглеродистые и низколе-
гированные стали относятся к хорошо сваривающимся. Чтобы
предупредить появление холодных трещин, изделия предваритель-
но подогревают (до 300 °C), применяют многослойную сварку ва-
ликами небольшого сечения, производят нагрев после сварки —
отпуск или отжиг для снятия напряжений.
Следует обратить внимание на особенности технологии сварки
плохо свариваемых сплавов. Так, при сварке чугуна используют чу-
гунные или медные электроды, нагревают изделия до высоких тем-
ператур перед сваркой (850...900 °C). Чтобы сварить алюминиевый
или медный сплав, необходимо принять меры против трещин из-за
образования тугоплавкого окисла А12О3 или закиси Си2О.
Важно учесть, что растворение водорода и его ликвация при-
водит к газовым порам, поэтому на изделии не должно быть влаги,
ржавчины и т.д.
Сварка титана, молибдена и других тугоплавких металлов и
их сплавов сопряжена с трудностями из-за поглощения газов (азо-
та, водорода, кислорода), резкого снижения пластичности, обра-
зования напряжений и холодных трещин. Необходима надежная
защита инертным газом.
Разбирая материал, связанный с пайкой металлов, важно по-
мнить, что в отличие от сварки между нерасплавляемыми заготов-
ками вводится расплав — припой с более низкой температурой
плавления. Капиллярные силы образуют паяное соединение, если
поверхности были освобождены от окисных пленок, а припой за-
щищен флюсом. Следует отметить, что пайку производят как мяг-
кими припоями (олово, свинец, висмут, индий), так и твердыми
(медь, алюминий, серебро).
Качество сварных и паяных соединений необходимо контро-
лировать, чтобы не допустить в эксплуатацию и предупредить по-
явление опасных, критических дефектов.
Необходимо уяснить, что многочисленные методы контроля —
разрушающие и неразрушающие — применяют и на предваритель-
231
ном, входном контроле, и на приемо-сдаточном. Важно понять
физическую сущность методов: акустического, магнитного, рент-
геновского и других.
Во время выполнения сварочных работ возможны несчастные
случаи из-за поражения электрическим током, излучения электри-
ческой дуги, выделения вредных аэрозолей, паров и газов, ожогов
брызгами расплавленного металла. Поэтому следует с особой тща-
тельностью разобрать вопросы техники безопасности, средств ин-
дивидуальной защиты сварщика.
Особо следует остановиться на защите окружающей среды, в
частности, на очистке воздуха в зоне сварки, предотвращении вы-
хода в атмосферу загрязненного воздуха.
Приложение
Задачи
1. Соединить заготовки пайкой мягким припоем.
2. Разрезать заготовку из низколегированной стали газокисло-
родной резкой.
3. Сварить заготовки из среднеуглеродистой стали встык вруч-
ную электрической дугой.
4. Сварить заготовки из серого чугуна газовой сваркой.
5. Сварить заготовки из низкоуглеродистой стали автомати-
ческой сваркой под флюсом.
6. Сварить заготовки из низколегированной стали точечной
контактной сваркой.
7. Сварить заготовки из латуни электронно-лучевой сваркой.
8. Сварить заготовки из легированной стали вольфрамовым
электродом в среде защитных газов.
9. Наплавить изношенную поверхность детали из низколеги-
рованной стали.
10. Упрочнить наплавленную поверхность детали методом кон-
тактно-дуговой цементации.
11. Упрочнить наплавленную поверхность детали методом кон-
тактно-дуговой металлизации.
Решать предложенные задачи рекомендуется по следующей
схеме:
1. Выбрать конкретную марку сплава, подвергающегося обра-
ботке.
2. Выбрать тип и марку электродной проволоки и покрытия.
3. Привести краткую характеристику метода сварки, выбрать
сварочное оборудование, род тока, мощность.
4. Рассчитать параметры режима сварки.
5. Составить операционную технологическую карту.
6. Выбрать метод контроля, кроме визуального.
7. Дать предложения по другим вариантам решения этой зада-
чи с обоснованием.
233
Основные трудности, по-видимому, будут при разработке пунк-
тов 5 и 7. В пособии приведены примерные технологические карты
(табл. 4.2, 4.3 и 4.4 — вкладки), форма которых может быть изме-
нена. Однако в любом случае необходимо вставить в карту такие
операции, как входной контроль, установка в приспособление или
операция сборки, выходной контроль.
По пункту 7 следует проанализировать преимущества и недо-
статки предложенного метода сварки. На основании этого анали-
за попытаться предложить другой метод. Вначале необходимо изоб-
разить схему обработки.
При выборе метода контроля следует указать, какие дефекты
могут появиться при обработке и какие профилактические меры
следует применить (какая термическая обработка потребуется, ка-
кие приспособления для снижения деформации и т.д.).
Желательно указать, какие конкретные детали подвижного
состава, пути, машин и оборудования для железнодорожной тех-
ники могут быть обработаны ио заданной технологии с целью их
восстановления и упрочнения при ремонте.
Рекомендуемая литература
1. Дальский А.М. и др. Технология конструкционных матери-
алов. — М.: Машиностроение, 2002. — 512 с.
2. Фетисов Т.П. и др. Материаловедение и технология метал-
лов / Под ред. Т.П. Фетисова. — М.: Высшая школа, 2000. — 638 с.
3. Воронин Н.Н. и др. Материаловедение и технология конст-
рукционных материалов для железнодорожной техники. — М.:
Маршрут, 2004. — 456 с.
4. Жадан В.Т. и др. Материаловедение и технология материа-
лов. — М.: Металлургия, 1994. — 624 с.
5. Герасимов В.С. и др. Технология вагоностроения и ремонта
вагонов. — М.: Транспорт, 1988. - 381 с.
6. Киселев С.Н. и др. Технология сварочного производства при
ремонте подвижного состава. — М.: Изд-во МИИТ, 1983. — 98 с.
7. Львов Н.С. и др. Автоматика и автоматизация сварочных
процессов. — М.: Машиностроение, 1982. — 302 с.
8. Поляк М.С. Высокопроизводительный инструмент. — М.:
Наука и техника, 1997. — 691 с.
9. Восстановление и упрочнение деталей подвижного состава.
Сб. научных трудов ВЗИИТ № 137. — М., 1988. — 96 с.
10. Каталог сварочного оборудования для вагоноремонтных
предприятий железных дорог № 556 -89 ПКБ ЦВ. М.: Транс-
порт, 1992. — 254 с.
11. Инструкция по сварке и наплавке при ремонте грузовых
вагонов ЦВ-201-98. — М.: Транспорт, 1999. — 255 с.
12. Клюев В.В. и др. Неразрушающий контроль. Россия 1900—
2000 гг.: Справочник. — М.: Машиностроение, 2002. — 632 с.
13. Смирнов В.В. и др. Оборудование для контактной сварки:
Справочное пособие. — СПб.: Энергоатомиздат, 2000. — 848 с.
14. Молодык Н.В. и др. Восстановление деталей машин: Спра-
вочник.— М.: Машиностроение, 1989. — 480 с.
235
15. Пейсахов А.Н. и др. Материаловедение и технология
конструкционных материалов. — СПб.: Изд. Михайлова В.А.,
2003. 406 с.
16. Троицкий В.А. и др. Неразрушающий контроль сварных
соединений. — М.: Машиностроение, 1988. — 112 с.
17. Есенберлин Р.Е. Восстановление автомобильных деталей
сваркой, наплавкой и пайкой. — М.: Транспорт, 1994. — 256 с.
18. Бартенев С.С. и др. Детонационные покрытия в машино-
строении. — Л.: Машиностроение, 1982. — 215 с.
Содержание
1. Роль сварочного производства в изготовлении и ремонте
железнодорожной техники......................................3
7.7. Упрочняющие технологии при ремонте — способ продления
срока службы машин.....................................4
1.2. Системный подход к выбору технологии сварочного
производства...........................................6
1.3. Возможности сварки при восстановлении деталей
железнодорожной техники................................8
2. Теоретические основы сварочного производства............17
2.7. Физико-химические процессы...................... 17
2.2. Металлургия, металловедение и металлография......26
2.3. Деформации и напряжения..........................45
3. Материалы сварочного производства.......................51
3.1. Электроды, порошковая проволока..................51
3.2. Защитные покрытия, флюсы, газы...................56
3.3. Материалы для наплавки, пайки, покрытий, упрочнения.64
4. Технология сварочного производства......................72
4.1. Электрическая сварка.............................74
4.2. Газовая сварка................................... 111
4.3. Наплавка........................................ ИЗ
4.4. Специальные виды сварки........................ 124
4.5. Нанесение покрытий............................. 138
4.6. Пайка.......................................... 142
4.7. Термическая резка.............................. 144
4.8. Упрочнение..................................... 146
4.9. Сварка пластических масс....................... 161
5. Оборудование сварочного производства.................... 165
5.1. Оборудование для сварки на переменном токе..... 165
5.2. Оборудование для сварки на постоянном токе..... 170
5.3. Аппаратура и приборы для управления процессами... 174
5.4. Автоматы и полуавтоматы........................ 177
5.5. Оборудование для газовой сварки................ 182
237
5.6. Оборудование для пайки, нанесения покрытий
и упрочнения....................................... 184
6. Контроль качества в сварочном производстве........... 192
6.1. Осмотр и измерения............................ 196
6.2. Механические испытания.........................200
6.3. Металлографический и химический анализы........202
6.4. Неразрушающие методы контроля..................205
7. Техника безопасности..................................220
7.1. Электрическая и полсарная безопасность.........221
7.2. Индивидуальная защита..........................222
7.3. Охрана окружающей среды........................224
8. Заключение............................................227
Приложение...............................................233
Рекомендуемая литература.................................235
Учебное издание
Евгений Георгиевич Зарембо
канд. техн, наук доцент
СВАРОЧНОЕ ПРОИЗВОДСТВО
Учебное пособие для вузов
железнодорожного транспорта
Редактор Л. К Горелкова
Корректоры А.А. Сорокина, И.Ф. Солодкова
Компьютерная верстка Т. В. Демина
Изд. лиц. ИД № 04598 от 24.04.2001 г.
Подписано в печать 21.02.2005 г.
Формат 60 х 9О'/16. Усл. печ. л. 15+3 вкл. Тираж 4000 экз. Заказ № 2375.
Учебно-методический центр по образованию на железнодорожном транспорте
Издательство «Маршрут»
107078, Москва, Басманный пер., 6
ОАО «Ивановская областная типография»
153008, г. Иваново, ул. Типографская, 6. E-mail: 091-018@adminet.ivanovo.ru
SBN 5-89035-195-8
91785890 35 1 95 1 >
1аолица ч.ч
Технологическая карта точечной контактной сварки листов обшивки вагона
Эскиз сварного соединения Наименование операции — точечная контактная электросварка
Наименование оборудования — машина сварочная типа МТ-4019
Цех — сборочный, участок — сварочный
Позиция — 3. Соединение внахлестку
Марка стали 10ХНДП Толщи- на, мм Мас- са, кг Коли- чество
Технические условия: режим мягкий, типа Б, импульсный, с термообработкой и проковкой. Шаг точек на длине 100 мм — 4 диаметра точки или 18 мм. 1,2 1
№ п/п Наименование операций Приспособ- ление, инст- румент (код) Напряжение, В Диаметр электрода, мм Ступень трансформатора Подогрев Пауза, с Сварка Пауза, с Отпуск Усилие сжатия электродов, кН Скорость сварки Шаг точек, мм Диаметр точки, мм Кол - во точек на длине шва Профессия Разряд Основное время, мин.
Сила тока, кА Время импульса, с Сила тока, кА Время импульса, с Сила тока, кА Время импульса, с Предварительно При сварке При проковке
1. 2. 3. 4. 5. Осмотр, очистка Измерение, раз- метка Сборка и подгонка Сварка Контроль 30 6 2 6 0,5 2 10 0,26 2 6 0,36 1,7 6 10 - 18 4,5 10 Сварщик 5 1,2
Таблица 4.3
Технологическая карта ремонта контура зацепления автосцепки наплавкой
Эскиз детали (узла) с указа- нием мест наплавки Наименование изделия Участок механический Технические условия
Автоматическая сцепка СА-3 Отделение — сварки Разрешается: 1) Наплавка изношенных поверхностей контура зацепления. 2) Наплавленный металл не должен быть ближе 15 мм до закруглении в углах. 3) Переход от наплавки ударной поверхности зева должен быть плавным и по длине не менее 15 мм
Наимено- вание узла Наимено- вание де- тали Масса, кг Материал Нормы времени, мин
Корпус Тяговые и ударные поверхно- сти 171,5 20ГЛ Основное 16,5
Вспомогательное 6
Оперативное 22,5
Дополнительное 0,88
Штучное 23,88
Расход материалов
Проволока, кг Флюс Электро- энергия кВт. ч Прочие ма- териалы
2,4 - 5,4 -
№ п/п Наименова- ние опера- ций и переходов Способ наплавки Наплавка Положение в про- странстве Проволока Флюс Режим наплавки Оборудование Приспособление Инструмент Профессия Разряд Время на операции, мин
с h Высота, мм Диаметр, мм Марка Сварочный ток, А Напряжение, В Скорость подачи проволоки, м/ч 1 скорость сварки, м/ч Выпрями- тель ВС-500, Полуавто- мат А-765 Основное Вспомога- тельное
1 Осмотреть и обмерить контур Полуавтоматическая порошковой самозащи- той проволокой Нижнее ПП-Нп-14СТ Поворотный стенд Шаблоны Бригадир - 0,9
2 Очистить поверхности под наплавку Моечная машина Слесарь 3 - 2
3 Установить корпус в приспособ- ление Слесарь 3 1
4 Наплавить малый зуб 120 5 3 - 400 30 200 - Сварщик 5 4,12
5 Наплавить большой зуб 200 5 3 - 400 30 200 - Сварщик 5 6,88
6 Наплавить зев 100 5 3 - 400 30 200 Сварщик 5 5,5
7 Контроль наплавки Измеритель- ная скоба Бригадир - 1,2
8 Снять корпус Слесарь 3 - 1
Таблица 4.2
Технологическая карта ремонта кузова полувагона сваркой
Эскиз детали (узла)с указа- нием мест сварки Наименование изделия Цех — вагоносборочный, участок — III Технические условия
4-осный полувагон Норма времени, мин Разрешается: 1) Заварка трещин с усилением накладка- ми, не более одной на стойку. 2) Не более 4-х стоек на сторону со свар- кой
Наименование узла Деталь Масса кг Материал Количество на узел Основное 4,32
Кузов Стойка шкворне- вая 76,8 09Г2Д 4 Вспомогательное 1,7
Стойка угловая 45,2 09Г2Д 4 Оперативное 6,02
Расход материалов Дополнительное 1,18
Проволока, кг Электроды, кг Электрическая энергия, кВтч Прочие, кг Штучное 7,2
0,351 - 0,926 4,192
№ п/п Наименование операций и пере- ходов Способ сварки Шов Положение в про- странстве Проволока Режим сварки Оборудование Инструмент и при- способления Профессия Разряд Время на операцию, мин Примечания (измене- ния)
Площадь се- чения, см2 Длина, см Диаметр, мм Марка Сварочный ток, А Напряжение на дуге, В Скорость по- дачи прово- локи, м/ч Скорость сварки, м/ч Основное Вспомогатель- ное
1 Зачистить трещи- ны Полуавтоматическая Вертикальное Щетка металличе- ская Слесарь 3 0,4
2 Засверлить концы трещин Электрическая дрель Сварщик 3 0,2
3 Разделать трещи- ны под углом Резак газовый Сварщик 3 0,4
4 Заварить трещины А (см. эскиз) 0,24 15 2,8 ПП-АН1 300 25 120 19 ВС-600, А-765 Электрододержа- тель Сварщик 4 0,5
5 Заварить трещины Б (см. эскиз) 0,24 5,5 2,8 ПП-АН1 300 25 120 19 ВС-600, А-765 Электрододержа- тель Сварщик 4 0,22
6 Снять усиление швов Щетка металличе- ская Сварщик 3 0,1
7 Пригнать наклад- ки Молоток Сварщик 3 0,05
8 Прихватить на- кладки 2,8 ПП-АН1 300 25 120 37 ВС-600, А-765 Струбцина Сварщик 3 0,1
9 Обварить А по периметру 0,12 160 2,8 ПП-АН1 300 25 120 37 ВС-600, А-765 Электрододержа- тель Сварщик 4 2,5
10 Обварить Б по периметру 0,12 67 2,8 ПП-АН1 300 25 120 37 ВС-600, А-765 Электрододержа- тель Сварщик 4 1,1
11 Зачистить швы Щетка металличе- ская Слесарь 3 0,2