

















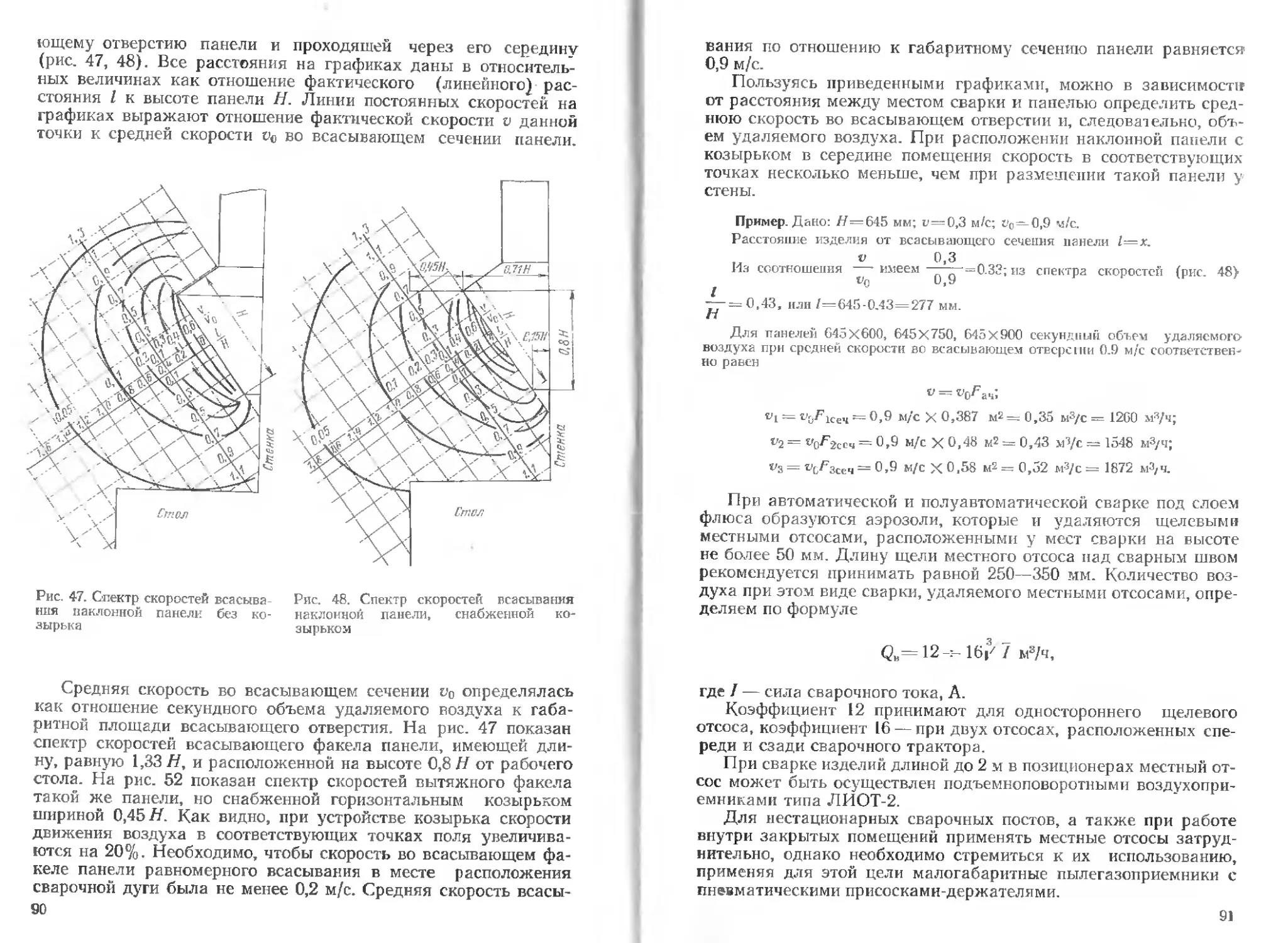
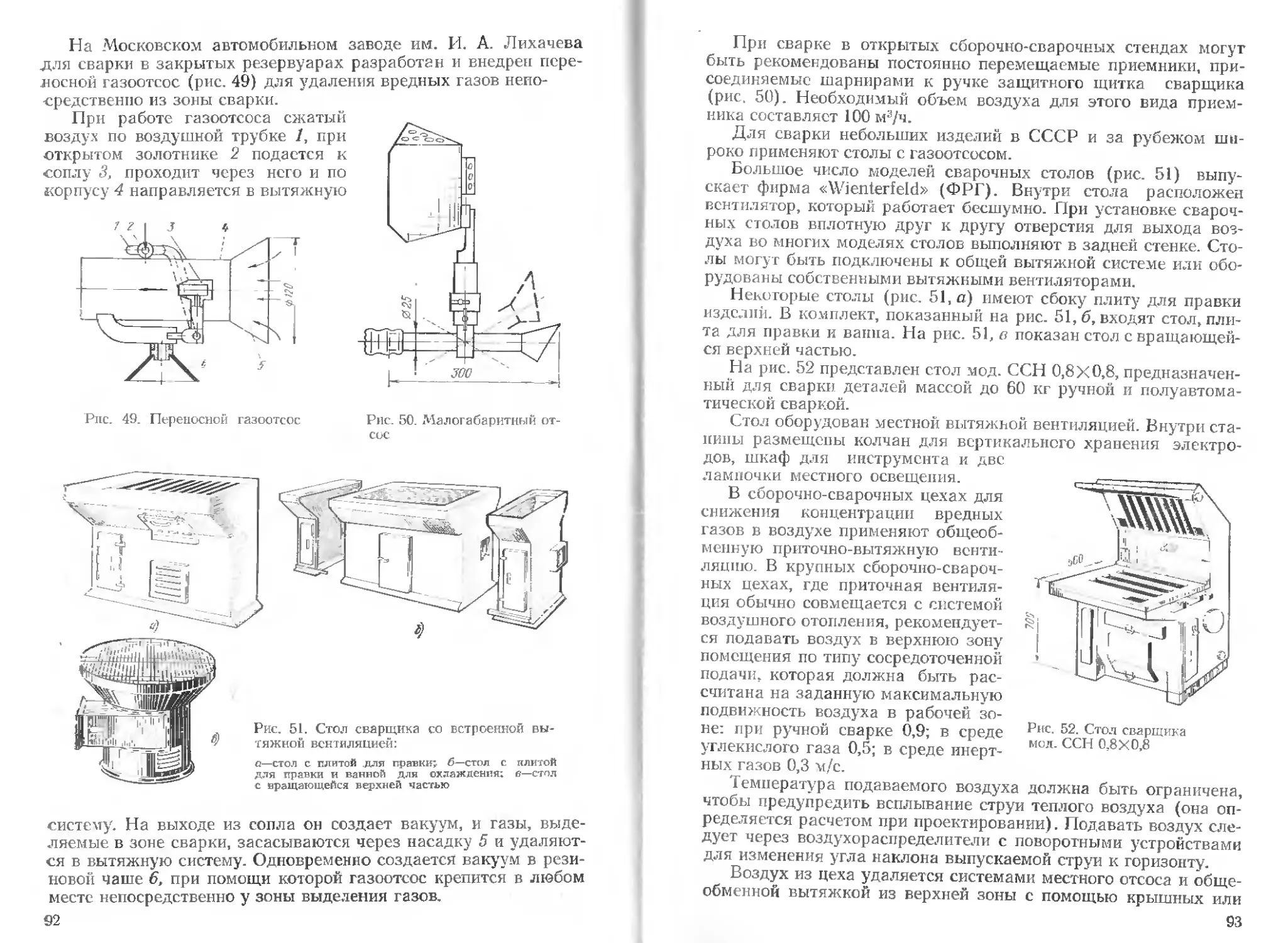




Текст
ГА.Евстифеев, И.С. Веретенников
СРЕДСТВА
МЕХАНИЗАЦИИ
СВАРОЧНОГО
ПРОИЗВОДСТВА
Г. А. Евстифеев, И. С. Веретенников
СРЕДСТВА
МЕХАНИЗАЦИИ
СВАРОЧНОГО
ПРОИЗВОДСТВА
КОНСТРУИРОВАНИЕ
И РАСЧЕТ
i 187(583
t п_
l f9f'S г
а
Москва
«МАШИНОСТРОЕНИЕ
1977
6П4.3
Е26
УДК 621.791.03.039
Рецензент Г. В. Волчков
Евстифеев Г. А., Веретенников И. С.
Е26 Средства механизации сварочного производства.
Конструирование и расчет. М., «Машиностроение», 1977.
96 с. с ил.
В книге обобщен отечественный и зарубежный опыт в области проекти-
рования и организации средств малой механизации сварочного производства.
Рассмотрены конструкции оборудования для установки и поворота изделий
при сварке. Приведены примеры конструктивных решений сборочно-сварочной
оснастки и ее основных элементов. Даны рекомендации и необходимые рас-
четы по выбору силовых механизмов для сварочных работ.
Книга рассчитана на инженерно-технических работников, занимающихся
вопросами проектирования сборочно-сварочной оснастки.
„ 31206-095
Е --------------095-77
038(01)-77
6П4 3
© Издательство «Машиностроение», 1977 г.
ПРЕДИСЛОВИЕ
Механизация и автоматизация сварочного производства яв-
ляются важнейшим средством повышения производительное'! и
труда, повышения качества сварных изделий и улучшения усло-
вий труда.
В настоящее время особое внимание уделяется ускорению за-
мены и модернизации морально устаревших машин и агрегатов,
наращиванию объемов выпуска специализированного сварочного
и вспомогательного оборудования общего назначения, в том чис-
ле оснащенного системами программного управления, созданию
новых технологических процессов и прогрессивных средств малой
механизации, которые бы в сочетании с основным сварочным
оборудованием обеспечили комплексную механизацию производ-
ственного процесса, повышение производительности и улучшение
условий труда.
Проводимая за последнее время в условиях многоно?ленкла-
турного производства широкая механизация вспомогательных
операций с заменой ручного труда машинным стала возможна
на базе применения двух современных принципов в конструиро-
вании: 1) создания переналаживаемой оснастки с индивидуаль-
ным механизированным приводом (пневматическим, гидравличе-
ским, гидромеханическим); 2) создания универсальных (агрега-
тированных) силовых приводов.
Наряду с этим в единичном и мелкосерийном производстве
широкое применение получила система универсально-сборных
приспособлений, основанная на принципе агрегатирования —
многократного использования определенной совокупности стан-
дартных деталей и узлов, из которых в течение нескольких часов
компонуются разнообразные приспособления.
Создание и внедрение переналаживаемых технических
средств снижает затраты и время на подготовку производства в
3—5 раз, что способствует быстрому вводу в строй новых про-
мышленных образцов машин, позволяет ежегодно экономить
свыше 200 тыс. т металла, высвободить из сферы технологиче-
ской подготовки производства до 300 тыс. работающих и дать
народному хозяйству ежегодно не менее 2 млрд. руб.
2014
1. СРЕДСТВА МЕХАНИЗАЦИИ
СБОРОЧНО-СВАРОЧНЫХ РАБОТ
Изыскание эффективных средств механизации заготовитель-
ного производства, в том числе и сборочно-сварочных работ, тру-
доемкость которых составляет в среднем 10% общих трудозатрат
при изготовлении машин, имеет большое народнохозяйственное
значение. С внедрением прогрессивных средств малой механиза-
ции трудоемких процессов создается основа дальнейшего увели-
чения темпов технического прогресса, увеличивается производи-
тельность труда и улучшаются технико-экономические характе-
ристики производственного процесса в машиностроении.
ПУТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Наиболее «узким местом» в процессе производства сварных
конструкций (при низком уровне механизации работ) являются
сборочные и вспомогательные операции, включающие:
при сборке — установку, фиксацию и закрепление деталей и
узлов;
при сварке — установку и вращение изделий, установку и от-
вод сварочного автомата.
На выполнение этих операций затрачивается в среднем 35%
трудоемкости всех сварочных операций.
Следовательно, повышение коэффициента оснащенности,
представляющего собой отношение объема работы, выполненной
при помощи механизмов, к общему объему данного вида работ;
выполненных механизмами и вручную, является одним из резер-
вов повышения производительности труда в сварочном произ-
водстве.
Для повышения коэффициента оснащенности (уровня меха-
низации работ) вспомогательных операций необходимо широкое
внедрение прогрессивных средств механизации: сборочно-свароч-
ных установок, стендов и приспособлений с быстродействующи-
ми зажимными устройствами, позволяющими крепить изделие
в различных пространственных положениях, шаблонов и кондук-
торов, столов сварщика с поворотными планшайбами, кантова-
телей, вращателей и манипуляторов, колонн для установки и
перемещения сварочных автоматов и полуавтоматов и другого
технологического оборудования.
4
Эффективность технологической оснастки повышается при ус-
ловии ее полного или частичного повторного использования.
Для интенсификации процесса производства машин сущест-
венное значение имеет сокращение времени на подготовку про-
изводства. В комплексе работ по подготовке производства рас-
ходы на проектирование специальных видов оснастки составляют
до 25%, а на их изготовление — до 60% от общей суммы затрат
«а подготовку производства сложных по конструкции машин.
Каждый разработчик должен отчетливо представлять себе
комплекс требований, предъявляемых к технико-экономическим
показателям промышленного изделия. Высокопроизводительная
схема изготовления изделий и быстродействующая оснастка дол-
жны быть подкреплены экономическим расчетом. Каждой техно-
логической схеме присуще несколько типов приспособлений, отли-
чающихся удобством установки, закрепления и съема изделия,
степенью внутренней механизации и т. д. Необходимо выбирать
оптимальный вариант. При этом триединая цепочка «наука —
техника — производство» должна функционировать слаженно и
оперативно. Если в прошлом нередко случалось, что новые раз-
работки оценивались по их «оригинальности», без должного уче-
та технологичности, степени унификации, простоты освоения
продукции в серийном производстве, то теперь именно эти кри-
терии становятся определяющими.
Выпускаемое же в настоящее время промышленностью обо-
рудование для механизации производственных процессов созда-
ется, в своем подавляющем большинстве, как оригинальное,
предназначенное для конкретного изделия, в условиях массового
и крупносерийного производства. При этом происходит снижение
трудоемкости сборочных работ за счет устранения затрат вре-
мени на разметку, установку и выверку элементов собираемого
изделия.
В сварочном производстве время на сборку металлоконструк-
ций с применением специализированного оборудования сокра-
щается на 30—40%. Однако такое оборудование не обла-
дает способностью переналадки на другой типоразмер, за исклю-
чением отдельных узлов, после смены объекта производства.
Даже незначительное изменение конструкции выпускаемого из-
делия вызывает необходимость замены высокопроизводитель-
ного специального оборудования, причем, затраты на его приоб-
ретение, как правило, не окупаются.
Такое положение в области проектирования отрицательно
сказывается на темпах технического прогресса в области меха-
низации и автоматизации сварочного производства.
В единичном и мелкосерийном производстве специализиро-
ванная оснастка применяется очень редко, на ее изготовление
требуются большие затраты времени и средств, и она экономи-
чески невыгодна. Повышение коэффициента оснащенности сбо-
рочных операций в единичном и мелкосерийном производстве
5
может быть достигнуто за счет применения обратимой оснастки,,
собираемой из взаимозаменяемых нормализованных и стандарт
тизованных элементов.
Следовательно, основными направлениями работ в области
создания стандартизованной технологической оснастки являются
агрегатирование, универсализация и специализация.
Агрегатирование — создание сборно-разборных конструкций
оснастки из стандартизованных деталей и узлов, обладающих
свойством функциональной взаимозаменяемости.
Специализация -создание специализированных конструкций
оснастки, которые можно применять для обработки определен-
ных групп однотипных деталей.
Универсализация — создание специализированных конструк-
ций оснастки, которые можно применять для обработки различ-
ных деталей без каких-либо доработок или с добавлением не-
сложных сменных элементов.
Метод агрегатирования оборудования позволяет резко сокра-
тить сроки, необходимые на проектирование и оснащение произ-
водства сложным автоматизированным оборудованием (специ-
альные установки, станки, автоматические линии).
Оборудование, изготовленное по этому способу, получает
свойство обратимости, т. е. многократного его использования в.
новых компоновка х.
Основное преимущество агрегатирования заключается в том,,
что оно позволяет уменьшить существующее разнообразие типов
и размеров основных элементов конструкции оборудования. Бла-
годаря этому появляется возможность концентрации производст-
ва однотипного оборудования и его элементов на специализиро-
ванных предприятиях.
Агрегатирование — технико-экономическая форма создания
прогрессивной оснастки; ого следует широко использовать при
проектировании средств механизации и автоматизации производ-
ственных процессов.
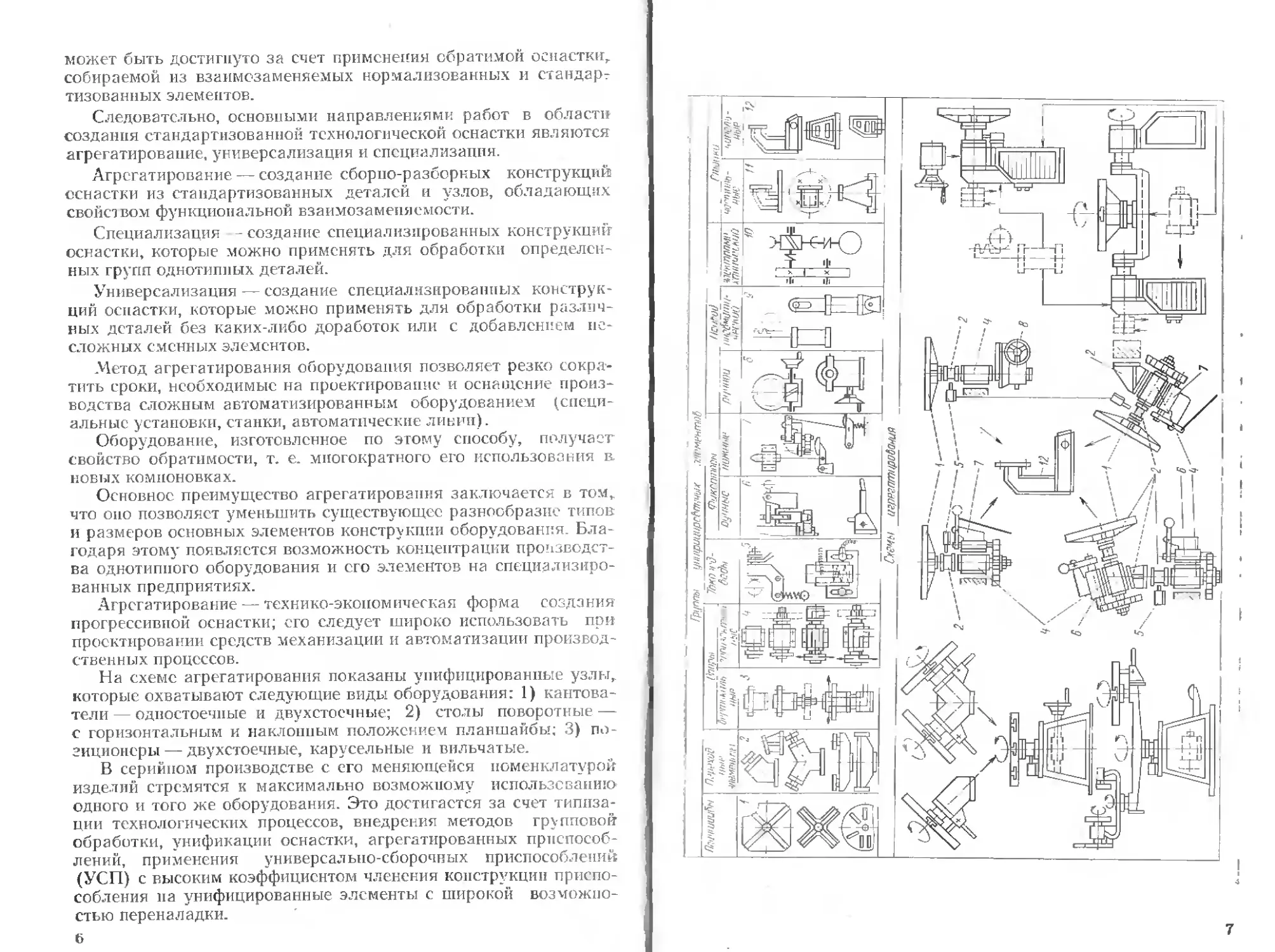
На схеме агрегатирования показаны унифицированные узлы,,
которые охватывают следующие виды оборудования: 1) кантова-
тели — одностоечные и двухстоечные; 2) столы поворотные —
с горизонтальным и наклонным положением планшайбы; 3) по-
зиционеры — двухстоечные, карусельные и вильчатые.
В серийном производстве с его меняющейся номенклатурой
изделий стремятся к максимально возможному использованию
одного и того же оборудования. Это достигается за счет типиза-
ции технологических процессов, внедрения методов групповой
обработки, унификации оснастки, агрегатированных приспособ-
лений, применения универсально-сборочных приспособлений
(УСП) с высоким коэффициентом членения конструкции приспо-
собления па унифицированные элементы с широкой возможно-
стью переналадки.
б
Группы ушфицирсРпты* .гчгментоб
7
Комплекты приспособлений системы УСП поступают на за-
воды через специальные прокатные базы. Недельная их эксплуа-
тация не превышает 10% стоимости специальных приспособле-
ний.
Стоимость комплектов УСП, которые сдаются заказчику, за-
висит от группы сложности комплектов. С увеличением срока
эксплуатации стоимость проката комплектов из-за снижения ко-
эффициента обратимости резко возрастает за каждый последу-
ющий день после десятидневного срока. Поэтому экономически
выгодно приобретать комплекты системы УСП предприятиями с
широкой номенклатурой и большим объемом свариваемых метал-
локонструкций. Срок окупаемости комплектов УСП в этом слу-
чае 1,5—2 года.
Приспособления системы УСП нашли широкое применение в;
единичном и мелкосерийном производствах. Все элементы систе-
мы УСП унифицированы и используются для многократного при-
менения, а система пазов и отверстий в элементах обеспечивает
возможность создания различных компоновок.
В комплект УСП для сварочного производства входят:
базовые детали (рис. 1, а) — плиты и угольники;
корпусные детали (рис. 1,6) — подкладки и опоры;
фиксирующие элементы (рис. 1,в) —упоры, призмы, опорьц
фиксаторы, домкраты;
прижимные элементы (рис. 1,г) —прижимы, струбцины, рас-
порки, стяжки, планки;
установочные детали (рис. 1,6) —шпонки;
крепежные детали (рис. 1,е) —болты, шпильки, шайбы, су-
хари.
Эффективность сборки с применением сборочно-разборных
приспособлений по сравнению со сборкой по разметке находит-
ся в прямой зависимости от числа собираемых узлов в партии.
Размер партии собираемых узлов //крит, при котором экономи-
чески целесообразно применять сборно-разборные приспособле-
ния, определяется по формуле
1 Г __ _____С ц______
КРИТ _ гр X д ’
V ШТ.р 1 lirf.ll) **
где Сп — себестоимость сборки одного приспособления, руб.;
Лит. р — штучное время сборки по разметке, ч; п — штучное
время сборки с применением приспособления, ч; Л — часовая
тарифная ставка слесаря-сборщика, руб.
Критический размер партии, при которой выгодно применять
приспособления системы УСП, в зависимости от свариваемого'
узла составляет 30—40 шт.
Трудоемкость сборочных операций с применением приспособ-
лений системы УСП снижается по сравнению со сборкой по раз-
метке на 40%. Основная доля этого сокращения приходится на
такие элементы сборочных операций, как «установка деталей по
8
Рис. 1. Элементы универсально-сборных переналаживаемых
приспособлений
9
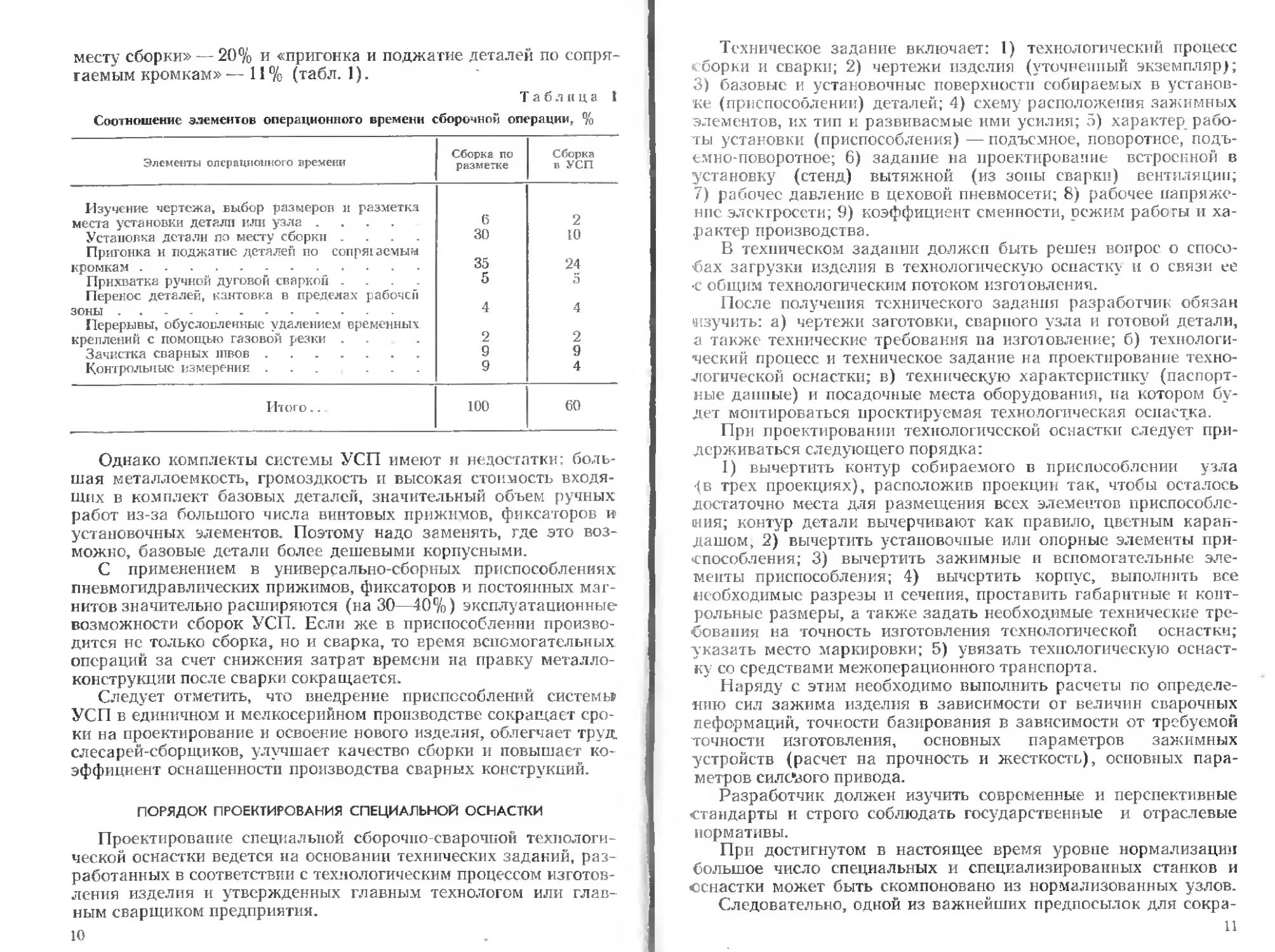
месту сборки» — 20% и «пригонка и поджатие деталей по сопря-
гаемым кромкам» — 11% (табл. 1).
Таблица I
Соотношение элементов операционного времени сборочной операции, %
Элементы операционного времени Сборка по разметке Сборка в УСП
Изучение чертежа, выбор размеров и разметка места установки детали или узла .... 6 2
Установка детали по месту сборки .... 30 10
Пригонка и поджатие деталей по сопря!асмым кромкам 35 24
Прихватка ручной дуговой сваркой .... 5 5
Перенос деталей, кантовка в пределах рабочей зоны 4 4
Перерывы, обусловленные удалением временных креплений с помощью газовой резки . 2 2
Зачистка сварных jjibob 9 9
Контрольные измерения ... ... 9 4
Итого.. 100 60
Однако комплекты системы УСП имеют и недостатки: боль-
шая металлоемкость, громоздкость и высокая стоимость входя-
щих в комплект базовых деталей, значительный объем ручных
работ из-за большого числа винтовых прижимов, фиксаторов и
установочных элементов. Поэтому надо заменять, где это воз-
можно, базовые детали более дешевыми корпусными.
С применением в универсально-сборных приспособлениях
пневмогидравлических прижимов, фиксаторов и постоянных маг-
нитов значительно расширяются (на 30—40%) эксплуатационные
возможности сборок УСП. Если же в приспособлении произво-
дится не только сборка, но и сварка, то время вспомогательных
операций за счет снижения затрат времени на правку металло-
конструкции после сварки сокращается.
Следует отметить, что внедрение приспособлений система
УСП в единичном и мелкосерийном производстве сокращает сро-
ки на проектирование и освоение нового изделия, облегчает труд
слесарей-сборщиков, улучшает качество сборки и повышает ко-
эффициент оснащенности производства сварных конструкций.
ПОРЯДОК ПРОЕКТИРОВАНИЯ СПЕЦИАЛЬНОЙ ОСНАСТКИ
Проектирование специальной сборочно-сварочной технологи-
ческой оснастки ведется на основании технических заданий, раз-
работанных в соответствии с технологическим процессом изготов-
ления изделия и утвержденных главным технологом или глав-
ным сварщиком предприятия.
10
Техническое задание включает: 1) технологический процесс
сборки и сварки; 2) чертежи изделия (уточненный экземпляр);
3) базовые и установочные поверхности собираемых в установ-
ке (приспособлении) деталей; 4) схему расположения зажимных
элементов, их тип и развиваемые ими усилия; 5) характер рабо-
ты установки (приспособления) —подъемное, поворотное, подъ-
емно-поворотное; 6) задание на проектирование встроенной в
установку (стенд) вытяжной (из зоны сварки) вентиляции;
7) рабочее давление в цеховой пневмосети; 8) рабочее напряже-
нно электросети; 9) коэффициент сменности, режим работы и ха-
рактер производства.
В техническом задании должен быть решен вопрос о спосо-
бах загрузки изделия в технологическую оснастку и о связи ее
•с общим технологическим потоком изготовления.
После получения технического задания разработчик обязан
изучить: а) чертежи заготовки, сварного узла и готовой детали,
а также технические требования па изготовление; б) технологи-
ческий процесс и техническое задание на проектирование техно-
логической оснастки; в) техническую характеристику (паспорт-
ные данные) и посадочные места оборудования, на котором бу-
дет монтироваться проектируемая технологическая оснастка.
При проектировании технологической оснастки следует при-
держиваться следующего порядка:
I) вычертить контур собираемого в приспособлении узла
(в трех проекциях), расположив проекции так, чтобы осталось
достаточно места для размещения всех элементов приспособле-
ния; контур детали вычерчивают как правило, цветным каран-
дашом, 2) вычертить установочные или опорные элементы при-
способления; 3) вычертить зажимные и вспомогательные эле-
менты приспособления; 4) вычертить корпус, выполнить все
необходимые разрезы и сечения, проставить габаритные и конт-
рольные размеры, а также задать необходимые технические тре-
бования на точность изготовления технологической оснастки;
указать место маркировки; 5) увязать технологическую оснаст-
ку со средствами межоперационного транспорта.
Наряду с этим необходимо выполнить расчеты по определе-
нию сил зажима изделия в зависимости от величин сварочных
деформаций, точности базирования в зависимости от требуемой
точности изготовления, основных параметров зажимных
устройств (расчет на прочность и жесткость), основных пара-
метров сильного привода.
Разработчик должен изучить современные и перспективные
стандарты и строго соблюдать государственные и отраслевые
нормативы.
При достигнутом в настоящее время уровне нормализации
большое число специальных и специализированных станков и
оснастки может быть скомпоновано из нормализованных узлов.
Следовательно, одной из важнейших предпосылок для сокра-
11
щения сроков освоения производства новых изделий и повыше-
ния степени оснащенности технологических процессов является
все более широкое применение стандартизированной технологи-
ческой оснастки. Разработчику необходимо разрабатывать толь-
ко рабочие компоновки приспособлений, сборка которых проис-
ходит из заранее изготовленных стандартизированных эле-
ментов.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К СБОРОЧНО-СВАРОЧНОЙ ОСНАСТКЕ
Определение типа технологической оснастки для сварочных
работ зависит от характера производства, конструкции сварно-
го узла и способа сварки.
Конструктивное исполнение оснастки имеет немаловажное
значение в выборе средств межоперационного транспорта и ре-
гламентирует степень механизации всего процесса изготовления
изделий.
В отличие от оснастки для обработки резанием сборочно-
сварочная оснастка имеет специфические особенности, которые
и следует учитывать в новых разработках и при модернизации
уже действующей оснастки.
Сварочная оснастка должна обеспечивать:
пространственное размещение деталей в свариваемом узле,
исключая операцию подгонки;
точность сборки в пределах установленных чертежом допу-
сков;
доступ к местам прихватов и сварки;
наиболее выгодный порядок сборки и последовательность
наложения сварных швов;
соблюдение заданного размера между кромками сваривае-
мых деталей;
надежное закрепление свариваемого изделия силовыми при-
жимами — винтовыми, пневматическими и гидравлическими.
Для предупреждения самопроизвольного их раскрепления во вре-
мя манипуляций со свариваемым изделием в кинематическую
схему механизмов крепления должны быть встроены самотормо-
зящиеся звенья. Для предотвращения заклинивания резьбовых
зажимных механизмов при их нагреве в процессе сварки резьба
силовых элементов должна быть неполного профиля (прослаб-
лена). Эксцентриковые же зажимные элементы вообще долж-
ны быть вынесены из зоны распространения сварочных брызг,,
попадание которых на рабочие поверхности эксцентрикового'
зажима выводит его из строя;
возможность сварки в нижнем положении;
быстрый отвод теплоты от мест интенсивного нагрева,
снижение сварочных деформаций в свариваемом узле;
предохранение всех базовых и установочных поверхностей^
надежную защиту (особенно при сварке в среде СО2) базо>-
12
вых и установочных поверхностей, силовых элементов (штоки
цилиндров, резьбовые поверхности силовых зажимов), а также
корпуса самой оснастки от прилипания сварочных брызг. Резь-
бовые элементы должны иметь защитные кожухи либо должны
быть закрыты колпачковыми гайками.
Элементы сборочно-сварочных приспособлений должны
быть достаточно прочными и жесткими (для точного закрепле-
ния изделия в требуемом положении и для исключения его де-
формаций при сварке). Изделие должно быть зафиксировано
так, чтобы во время сварки оно имело возможность смещения,
так как при жестком закреплении свариваемых элементов воз-
никают температурные и усадочные напряжения, способные вы-
звать трещины в сварных швах или в основном металле или же
коробление изделия.
Зажимные и установочные элементы (шаблоны, упоры и
и фиксаторы) сварочной оснастки не должны создавать закли-
нивания под действием сварочных деформаций элементов сва-
риваемого или собираемого на прихватках узла. При необходи-
мости они должны обеспечивать сдвиг изделия в сторону от
установочных элементов, а уже затем свободный его съем.
При одновременной сварке нескольких поворотных стыков
электрическая схема управления сварочными головками долж-
на обеспечивать пуск установки только при синхронном возбуж-
дении всех сварочных дуг.
Для создания условий стабильного режима сварки (горение
дуги) с целью устранения прихватки поворотных цапф канто-
вателей к корпусу технологической оснастки и для нормальной
работы подшипников качения в механизме поворота планшайб
сварочная оснастка должна иметь надежный токоподвод. В ча-
стности, подшипники качения работают надежно лишь при про-
хождении через них сварочного тока до 250 А.
Как показал опыт Челябинского тракторного завода, в рабо-
те хорошо зарекомендовали себя поворотные столы с шарико-
вой обоймой (50—70 шариков), выполняющей функции опорно-
го подшипника.
Наиболее трудоемкие элементы сборки — взаимная ориента-
ция и сопряжение собираемого изделия. Одна из главных помех
автоматизации сборочно-сварочных процессов заключается в
неподготовленности изделий к условиям автоматической сборки.
Для обеспечения нормальной работы сборочных линий ряд
зарубежных фирм, например, выпускает детали высокого каче-
ства, с грифом «годен к автоматизации». Несмотря на их боль-
шую стоимость, применение таких деталей для автоматической
сборки рационально, так как исключается вынужденная оста-
новка оборудования, связанная с устранением неполадок из-за
порчи деталей [16].
Проектируя установки (кантователи) для автоматической
сварки продольных швов, необходимо помнить, что после воз-
13
Суждения сварочной дуги автомат сразу же начинает переме-
щаться вдоль шва со скоростью сварки. А так как с начала про-
цесса металл еще недостаточно прогрет, то возможен непровар,
на конце шва могут образоваться поры и усадочные трещины.
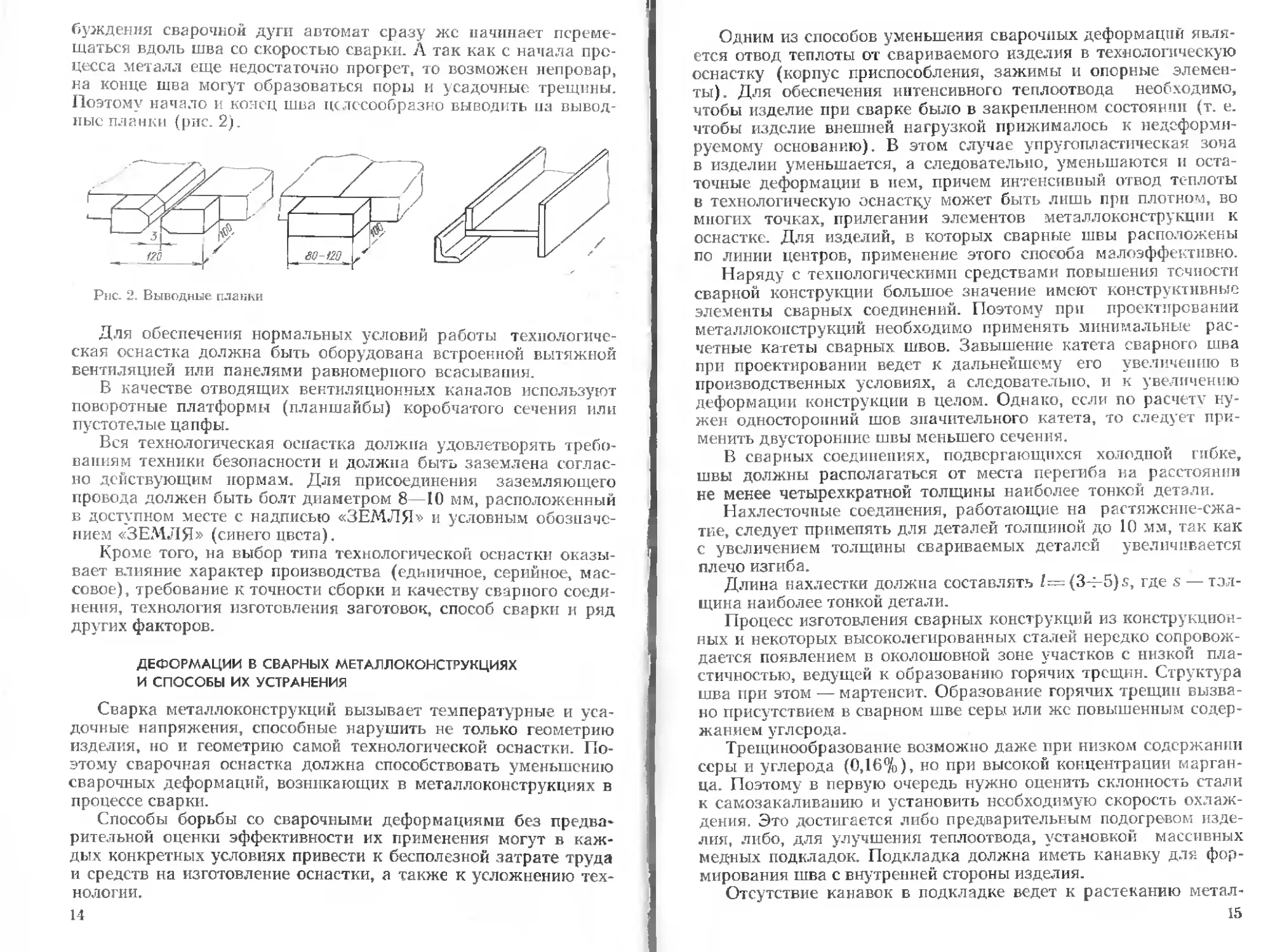
Поэтому начало и конец шва целесообразно выводить па вывод-
ные планки (рис. 2).
Рис. 2. Выводные планки
Для обеспечения нормальных условий работы технологиче-
ская оснастка должна быть оборудована встроенной вытяжной
вентиляцией или панелями равномерного всасывания.
В качестве отводящих вентиляционных каналов используют
поворотные платформы (планшайбы) коробчатого сечения или
пустотелые цапфы.
Вся технологическая оснастка должна удовлетворять требо-
ваниям техники безопасности и должна быть заземлена соглас-
но действующим нормам. Для присоединения заземляющего
провода должен быть болт диаметром 8 10 мм, расположенный
в доступном месте с надписью «ЗЕМЛЯ'> и условным обозначе-
нием «ЗЕМЛЯ» (синего цвета).
Кроме того, на выбор типа технологической оснастки оказы-
вает влияние характер производства (единичное, серийное, мас-
совое), требование к точности сборки и качеству сварного соеди-
нения, технология изготовления заготовок, способ сварки и ряд
других факторов.
ДЕФОРМАЦИИ В СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЯХ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Сварка металлоконструкций вызывает температурные и уса-
дочные напряжения, способные нарушить не только геометрию
изделия, но и геометрию самой технологической оснастки. По-
этому сварочная оснастка должна способствовать уменьшению
сварочных деформаций, возникающих в металлоконструкциях в
процессе сварки.
Способы борьбы со сварочными деформациями без предва-
рительной оценки эффективности их применения могут в каж-
дых конкретных условиях привести к бесполезной затрате труда
и средств на изготовление оснастки, а также к усложнению тех-
нологии.
14
Одним из способов уменьшения сварочных деформаций явля-
ется отвод теплоты от свариваемого изделия в технологическую
оснастку (корпус приспособления, зажимы и опорные элемен-
ты). Для обеспечения интенсивного теплоотвода необходимо,
чтобы изделие при сварке было в закрепленном состоянии (т. е.
чтобы изделие внешней нагрузкой прижималось к недоформи-
руемому основанию). В этом случае упругопластическая зона
в изделии уменьшается, а следовательно, уменьшаются и оста-
точные деформации в нем, причем интенсивный отвод теплоты
в технологическую оснастку может быть лишь при плотном, во
многих точках, прилегании элементов металлоконструкции к
оснастке. Для изделий, в которых сварные швы расположены
по линии центров, применение этого способа малоэффективно.
Наряду с технологическими средствами повышения точности
сварной конструкции большое значение имеют конструктивные
элементы сварных соединений. Поэтому при проектировании
металлоконструкций необходимо применять минимальные рас-
четные катеты сварных швов. Завышение катета сварного шва
при проектировании ведет к дальнейшему его увеличению в
производственных условиях, а следовательно, и к увеличению
деформации конструкции в целом. Однако, если по расчету ну-
жен односторонний шов значительного катета, то следует при-
менить двусторонние швы меньшего сечения.
В сварных соединениях, подвергающихся холодной гибке,
швы должны располагаться от места перегиба на расстоянии
не менее четырехкратной толщины наиболее тонкой детали.
Нахлесточные соединения, работающие на растяжение-сжа-
тие, следует применять для деталей толщиной до 10 мм, так как
с увеличением толщины свариваемых деталей увеличивается
плечо изгиба.
Длина нахлестки должна составлять l—(3~5)s, где s — тол-
щина наиболее тонкой детали.
Процесс изготовления сварных конструкций из конструкцион-
ных и некоторых высоколегированных сталей нередко сопровож-
дается появлением в околошовной зоне участков с низкой пла-
стичностью, ведущей к образованию горячих трещин. Структура
шва при этом — мартенсит. Образование горячих трещин вызва-
но присутствием в сварном шве серы или же повышенным содер-
жанием углерода.
Трещинообразование возможно даже при низком содержании
серы и углерода (0,16%), но при высокой концентрации марган-
ца. Поэтому в первую очередь нужно оценить склонность стали
к самозакаливанию и установить необходимую скорость охлаж-
дения. Это достигается либо предварительным подогревом изде-
лия, либо, для улучшения теплоотвода, установкой массивных
медных подкладок. Подкладка должна иметь канавку для фор-
мирования шва с внутренней стороны изделия.
Отсутствие канавок в подкладке ведет к растеканию метал-
15
ла с внутренней стороны изделия и к концентрации напряжений
в сварном шве.
При сварке серномарганцовистых сталей, склонных к образо-
ванию трещин, и при предъявлении к свариваемой конструкции
требований в части повышенных прочностных характеристик ох-
лаждение водой медных подкладок недопустимо.
Необходимость подогрева стали можно определить эквивален-
том углерода Сэ- При оценке свариваемости стали эквивалент
углерода достаточно точно определяется по формуле, рекомен-
дуемой СЭБом:
с =С4-—4-— 4- —+— + -4- -4-0,024s,
* 6 5 15 4 13 2
где s — толщина свариваемых встык деталей, мм.
Если Са^0,7~0,8%, то можно вести сварку без подогрева;
если Сэ^0,7ч-0,8%, то необходим подогрев.
В отличие от других эмпирических формул для определения
Сэ эта формула учитывает влияние толщины металла на его
свариваемость. Для отдельных сварных конструкций может быть
использована сталь с содержанием С ^0,22 % и с Сэ=^0,50.
Эффективным средством предотвращения резкой подкалки
околошовной зоны может быть применение многослойной свар-
ки короткими участками. Эта сварка обеспечивает такую темпе-
ратуру, при которой даже в случае закалки околошовной зоны
не образуются трещины.
К мерам борьбы по уменьшению внутренних напряжений в
сварных швах следует отнести:
1) послойную проковку швов пневматическим зубилом с за-
кругленной кромкой; такая проковка рекомендуется при много-
слойной сварке; во избежание трещин и надрывов первый и по-
следний слои не проковывают;
2) термическую обработку после сварки для снятия внутрен-
них напряжений; в основном это низкотемпературный отпуск
при 600—650° С и выдержка при этой температуре из расчета
2—3 мин на 1 мм толщины металла и медленное охлаждение
вместе с печью;
3) правку сварных конструкций (механическую и термиче-
скую); термическая правка состоит в быстром нагреве поверх-
ности металла с последующим охлаждением; местный нагрев
применяют для исправления выпучин, возникших в процессе
сварки; правку можно осуществлять и холостыми швами;
4) вырезку криволинейных заготовок;
5) предварительную прокатку (удлинение). Если после при-
хватки продольных ребер жесткости к металлоконструкции про-
извести прокатку мест сварки при давлении 400 кге на 1 мм
толщины, то после сварки правка не требуется.
Наряду с описанными способами, для уменьшения деформа-
ций применяют обратные деформации (обратный выгиб) свари-
16
пасмого изделия. Обратные деформации создают искусственным
путем, т. е. перед сваркой изделие деформируют (выгибают) в
направлении, противоположном направлению деформации при
сварке.
При проектировании элементов сборочно-сварочной оснаст-
ки величину обратной деформации принимают равной половине
величины деформаций, возникших при сварке изделия в сво-
бодном (незакрепленном) состоянии.
Угловые деформации устраняют либо наклонным расположе-
нием свариваемых листов, либо отгибом кромок.
Существенное влияние на величину сварочных деформаций
оказывает процесс сборки изделия. Принудительная подгонка
деталей при сборке недопустима. Начальные напряжения в со-
бранных деталях, вызываемые принудительной подгонкой их при
сборке, снижают эффективность средств борьбы с деформациями.
Сварка кольцевых швов на трубопроводах сопровождается
возникновением упругопластических деформаций в зоне сварного
шва, что неблагоприятно отражается на протекании сварочного
процесса. Поэтому для поджатия изделий в станке (кантователе)
нельзя применять обычные жесткие вращающиеся центра. Под-
жимные вращающиеся центра для сварочных работ должны
иметь плавающее (упругое) исполнение с регулируемым усилием
поджима. Конструкция этих центров не препятствует свободной
деформации изделий при их нагреве и охлаждении, обеспечивая
надежное их закрепление, и снижает остаточные упругопластя-
чсскпе деформации в зоне нагрева. Такими свойствами облада-
ет, например, поджимной вращающийся центр конструкции
В. Е. Ремизова [6].
Внутренний стакан 1 (рис. 3), на который опирается пружи-
на 4, надевается на конусную поверхность 2 вала. На наружной
поверхности стакана есть протарированная (в кге) шкала 3
передачи пружине требуемого усилия поджатия. Пружина 4 при
необходимости может быть заменена па пружину с другой харак-
теристикой жесткости. Применение центров данной конструкции
при сварке кольцевых швов на сосудах, работающих под давле-
нием, позволило повысить качество свариваемых изделий.
Установлено, что даже незначительное отклонение от геомет-
рии стыкуемых кромок при сварке оболочек вызывает заметное
снижение прочности. Иногда для одинаковых сварных швов в
оболочках из различных материалов требуются совершенно раз-
личные способы устранения деформаций и перемещений. Напри-
мер, при сварке на подкладном кольце круговых швов сфериче-
ских тонких оболочек может произойти либо сокращение длины
зоны сварного шва — для стальных и титановых оболочек, либо
удлинение этой зоны — для оболочек из алюминиевых сплавов.
Некоторое снижение деформаций происходит при сварке с
наружными бандажами, которые оказывают удерживающее ме-
ханическое воздействие на кромки* .а также способствуют тепло-
17
1 Я7СВ
отводу от мест сварки. Необходимость иметь доступ к сварным
швам вынуждает располагать бандажи (наружные) на расстоя-
нии не менее 30 мм от кромок, в результате чего частично пре-
дотвращается перемещение кромок.
Эффективным способом предотвращения перемещений при
сварке кольцевых швов является прижим кромок к подкладному
кольцу роликом, перекатывающимся по поверхности стыка перед
1 2
Рис. 3. Поджимной центр
сварочной дугой. Такое приспособление было разработано
МВТУ им. Н. Э. Баумана и опробовано при сварке обечаек диа-
метром 200 мм и толщиной стенки 2,5; 1 и 6 мм.
Прижим осуществляется двойным роликом диаметром 30 мм
с точкой прижима на расстоянии 30—35 мм от электрода. Дав-
ление на ролик создается пружинным механизмом, установлен-
ным на консольном автомате АОК-2. Приспособление устанав-
ливают вдоль консоли автомата, нагрузка передается только по
плоскости ее продольной оси.
Сварка обечайки толщиной 4 мм и давлением на прижим-
ном ролике 180 кгс показала, что кромки обечайки были на-
дежно прижаты перед сварочной головкой к подкладному
кольцу. Применение прижимного приспособления позволило
исключить из технологического процесса правку ударом и про-
извести сварку в один проход.
Усилие прижатия кромок определяется по формуле
р___ ____
— 0,149^л/?2 ’
где Сиз — жесткость на изгиб; сиэ
ругости свариваемого металла;
Es3
=----------; Е — модуль уп-
12 (1 - ц2) 3 3
р. — коэффициент Пуассона;
Ф — угол сектора, внутри которого происходит подъем кромок
18
над поверхностью оболочки (для сплава АМгб и толщин сва-
риваемого материала 2,5—6 мм ср^7°): /\— радиус оболочки,
h — свободное радиальное перемещение кромки при сварке без
прихватки; h находится в прямой зависимости от отношения
| —, где$—толщина оболочки, т. е. с увеличением толщины
оболочек уменьшается и величина остаточного радиального
перемещения.
h, мм.................4.4; 4; 3,6; 3.25; 2.9; 2.25; 1,6.
л, мм............... 2.5; 3,3; 4; 5; 6; 10; 20
II. СВАРОЧНЫЕ МАНИПУЛЯТОРЫ
В главе обобщен опыт проектирования и эксплуатации груп-
пы технологической оснастки, состоящей из сварочных кантова-
телей, манипуляторов, позиционеров и роботов.
КАНТОВАТЕЛИ И МАНИПУЛЯТОРЫ — СРЕДСТВА МЕХАНИЗАЦИИ
СБОРОЧНО-СВАРОЧНОГО ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Кантователи для электродуговой сварки. Среди средств ме-
ханизации сварочных процессов, выполняемых электродуговой
сваркой, широкое применение нашла технологическая оснастка,
<i которую входят кантователи, вращатели, манипуляторы и по-
зиционеры.
Выбор типа кантователя определяется заданной программой
(выпуска изделия, его конструктивными элементами (конфигура-
цией, габаритными размерами, массой), способами сварки и
предъявляемыми к сварному узлу техническими требованиями.
Кантователи — стационарные приспособления, позволя-
ющие закреплять свариваемое изделие, поворачивать сто и уста-
навливать в удобное для сварки положение. Служат для руч-
ной и полуавтоматической сварки.
Применяемые в промышленности кантователи можно разде-
лить на четыре типа: с приводными роликами, с торцовыми шай-
бами, цапковые, роликовые с жесткой кинематической связью.
Вращатели — устройства, предназначенные для вращения
свариваемых изделий с заданной рабочей скоростью; в отличие
от манипуляторов имеют неподвижную или перемещающуюся
параллельно самой себе ось вращения. Структурные схемы вра-
щателей приведены на рис. 4 [9].
Манипуляторы — устройства, обеспечивающие вращение
изделия с заданной рабочей скоростью при различных углах на-
клона оси вращения изделия. Область применения — автомати-
ческая и полуавтоматическая сварка. На рис. 5 приведены основ-
ные структурные схемы манипуляторов.
Проведенный анализ [4] сварочной технологической оснаст-
ки, используемой на предприятиях тракторного, автомобильного
19
и тяжелого машиностроения, позволил определить типаж свароч-
ных манипуляторов и их основные компоновочные схемы
(табл. 2).
Рис. 4. Структурные схемы вращателей:
а—горизонтальный двухстоечиый с передвижной стойкой и выдвижным
шпинделем; б—горизонтальный двухстоечный с выдвижным шпинделем;
в—горизонтальный двухстоечный с поворотной платформой; г—горизон-
тальный двухстоечный с подъемными центрами; д— горизонтальный одно-
стоечный; е—вертикальный; ас—наклонный
М а п и п у л я т о р ы - п о з и ц и о н е р ы. К этой группе относят-
ся механизмы, предназначенные удерживать изделия в удобном
для сварки положения и обеспечивающие только маршевую
(ускоренную) скорость вращаемого изделия при различных углах
его наклона. Позиционеры применяют при ручной и полуавтома-
тической сварке.
Рис. 5. Структурные схемы манипуляторов:
о—консольный; б—карусельный; в, г—консольные с частичным н полным уравновеши-
ванием относительно оси наклона; б—карусельный с вертикальным подъемом; е—кару-
сельный с радиальным подъемом; ас—рычажно-секторный; з, а—карусельные с частич-
ным и полным уравновешиванием относительно оси наклона
20
Таблица 2
Компоновочные схемы манипуляторов
Типаж
Схема механизма
Кантователи:
цап новые:
одностоечные
двухстоечные
цепные
кольцевые
роликовые с гусе
пичным приводом
г
д
Вращатели:
цапков ыс:
с наклонной осью
вращения
с наклонной осью
вращения и лодъ
емным столом
двухстоечные
с горизонтальной
осью вращения
роликовые
а
б
в
г
Манипуляторы
21
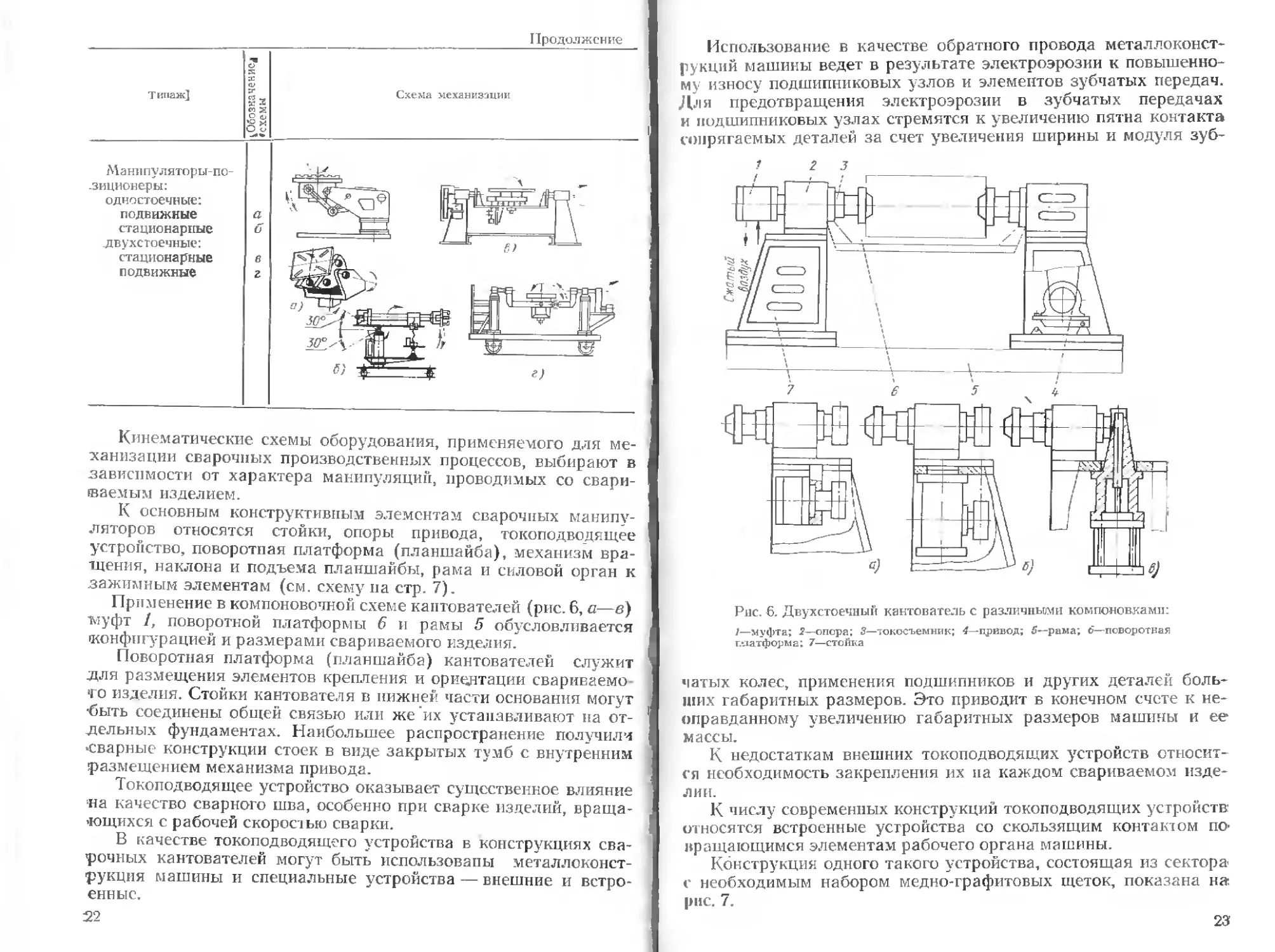
Продолжение
Типаж]
Схема механизации
Мани пул яторы-по-
.зиционеры:
одностоечные:
подвижные
стационарные
.двухстоечные:
стационарные
подвижные
Кинематические схемы оборудования, применяемого для ме-
ханизации сварочных производственных процессов, выбирают в
зависимости от характера манипуляций, проводимых со свари-
ваемым изделием.
К основным конструктивным элементам сварочных манипу-
ляторов относятся стойки, опоры привода, токоподводящее
устройство, поворотная платформа (планшайба), механизм вра-
щения, наклона и подъема планшайбы, рама и силовой орган к
.зажимным элементам (см. схему па стр. 7).
Применение в компоновочной схеме кантователей (рис. 6, а—в)
муфт 1, поворотной платформы 6 и рамы 5 обусловливается
(конфигурацией и размерами свариваемого изделия.
Поворотная платформа (планшайба) кантователей служит
для размещения элементов крепления и ориентации свариваемо
то изделия. Стойки кантователя в нижней части основания могут
быть соединены общей связью или же их устанавливают на от-
дельных фундаментах. Наибольшее распространение получилч
‘Сварные конструкции стоек в виде закрытых тумб с внутренним
размещением механизма привода.
Токоподводящее устройство оказывает существенное влияние
на качество сварного шва, особенно при сварке изделий, враща-
ющихся с рабочей скоростью сварки.
В качестве токоподводящего устройства в конструкциях сва-
рочных кантователей могут быть использованы металлоконст-
рукция машины и специальные устройства — внешние и встро-
енные.
22
Использование в качестве обратного провода металлоконст-
рукций машины ведет в результате электроэрозии к повышенно-
му износу подшипниковых узлов и элементов зубчатых передач.
Для предотвращения электроэрозии в зубчатых передачах
и подшипниковых узлах стремятся к увеличению пятна контакта
сопрягаемых деталей за счет увеличения ширины и модуля зуб-
Рис. 6. Двухстоечный кантователь с различными компоновками:
/—муфта; 2—опора; 3—токосъемник; 4—привод; 5—рама; 6—поворотная
г.-латформа; 7—стойка
чатых колес, применения подшипников и других деталей боль-
ших габаритных размеров. Это приводит в конечном счете к не-
оправданному увеличению габаритных размеров машины и ее
массы.
К недостаткам внешних токоподводящих устройств относит-
ся необходимость закрепления их на каждом свариваемом изде-
лии.
К числу современных конструкций токоподводящих устройств'
относятся встроенные устройства со скользящим контактом по-
вращающимся элементам рабочего органа машины.
Конструкция одного такого устройства, состоящая из сектора
с необходимым набором медно-графитовых щеток, показана на
рис. 7.
23
Механизм вращения выполняют с ручным, электромеханиче-
ским, пневматическим и реже гидравлическим приводом.
Манипуляторы с ручным приводом применяют для полуавто-
матической сварки легких металлоконструкций. С целью повы-
шения стабильности скорости вращения планшайбы со сваривае-
мым изделием в кинематической цепи привода предусматривают
самотормозящую передачу.
Компоновки кинематических цепей привода вращения план-
шайбы различают по месту расположения самотормозящей (чер-
вячной) передачи. Самотормозящую червячную пару располага-
ют либо в начале, либо в конце кинематической цепи. Предпочти-
тельной считается схема расположения червячной пары в начале
кинематической цепи.
Конечная передача у большинства манипуляторов выполняет-
ся открытой. В отечественных манипуляторах чаще всего приме-
няют передачу с внутренним зацеплением, так как она имеет
меньшие габаритные размеры и лучше защищена от попадания
грязи.
Регулирование необходимой скорости сварки осуществляется
или сменными шестернями, или бесступенчатым регулированием
-с помощью вариаторов, или же изменением частоты вращения
электродвигателя постоянного тока.
С применением бесступенчатого регулирования открываются
более широкие технологические возможности использования
оборудования.
Привод наклона планшайбы является наиболее нагруженным
механизмом. Наибольшие технологические возможности имеют
манипуляторы с поворотной рамой и манипуляторы кольцевого
типа с углом поворота изделия на 360° в двух плоскостях.
Манипуляторы с секторными и рычажными механизмами на-
клона наиболее компактны, максимальный угол наклона план-
шайбы 90—135°. Наряду с зубчатыми секторами могут быть ре-
комендованы секторы с натянутой на них цепью. Чтобы избежать
скручивания и перекоса стола, на манипуляторах большой гру-
зоподъемности устанавливают два зубчатых сектора, что позво-
ляет разгрузить каждый из них. Для разгрузки механизма накло-
на стола у таких манипуляторов планшайбу при ее горизонталь-
ном положении располагают ниже оси наклона, приближая,
таким образом, центр изделия к оси поворота.
Механизм подъема планшайбы выбирают в зависимости от
грузоподъемности и требуемой величины вертикального хода
планшайбы.
Подъем планшайбы может быть осуществлен:
перемещением при помощи цеховых механизмов (кранов) на
направляющей колонне с фиксацией в нужном положении пере-
ставными штырями;
автономным ручным, электромеханическим или гидравличе-
ским приводом с использованием в качестве исполнительных
24
устройств передачи винт — гайка, реечной или зубчатом пере-
дачи.
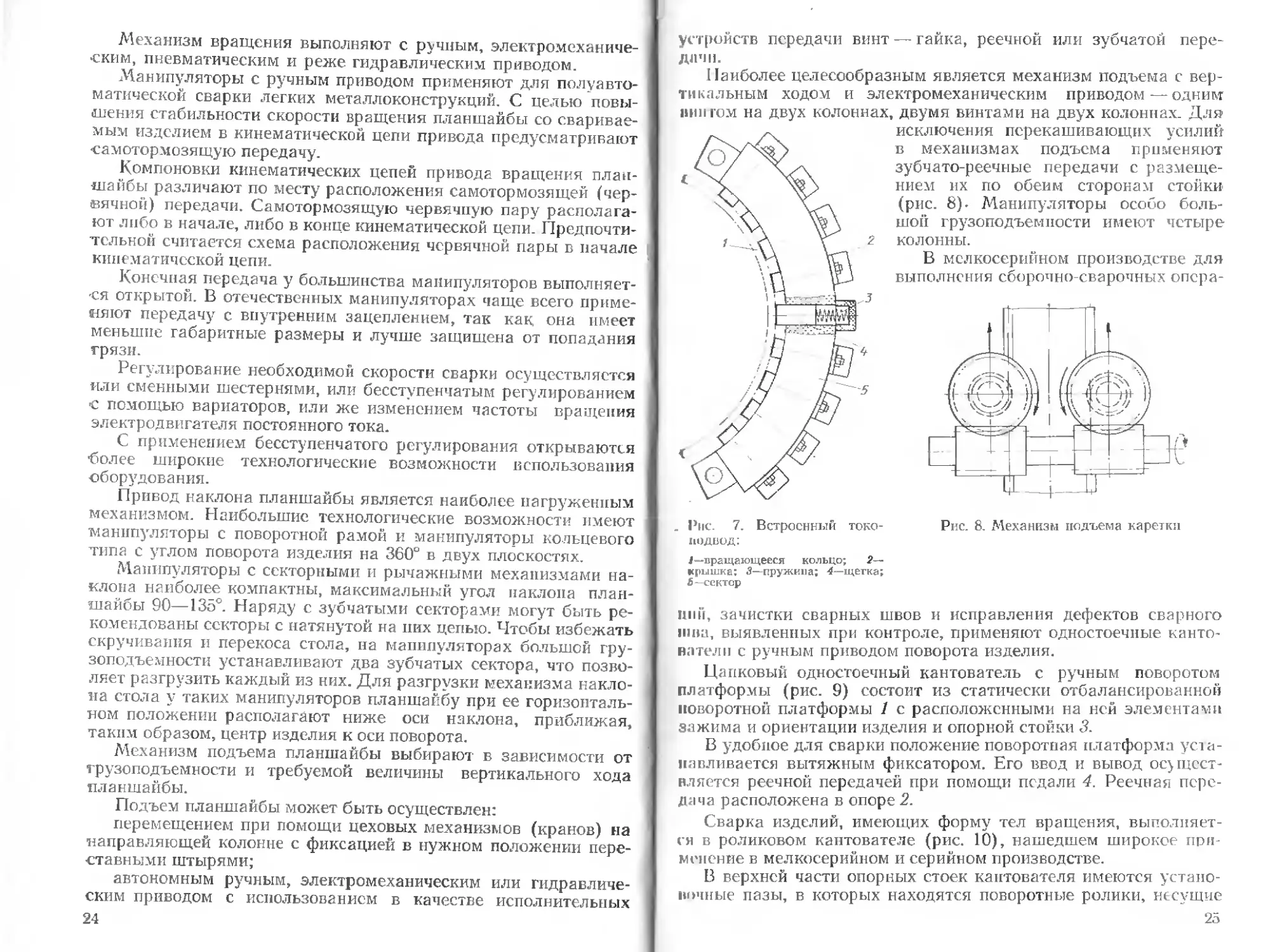
Наиболее целесообразным является механизм подъема с вер-
тикальным ходом и электромеханическим приводом—одним
ими гом на двух колоннах, двумя винтами на двух колоннах. Для
исключения перекашивающих усилий
в механизмах подъема применяют
зубчато-реечные передачи с размеще-
нием их по обеим сторонам стойки
(рис. 8)< Манипуляторы особо боль-
шой грузоподъемности имеют четыре
колонны.
В мелкосерийном производстве для
выполнения сборочно-сварочных опера-
. Рис. 7. Встроенный токо-
иодвод:
J—вращающееся кольцо; 2—
крышка; 3—пружина; -4—щетка;
Рис. 8. Механизм подъема каретки
Л—сектор
ппй, зачистки сварных швов и исправления дефектов сварного
шва, выявленных при контроле, применяют одностоечные канто-
ватели с ручным приводом поворота изделия.
Цапковый одностоечный кантователь с ручным поворотом
платформы (рис. 9) состоит из статически отбалансированной
поворотной платформы 1 с расположенными на ней элементами
зажима и ориентации изделия и опорной стойки 3.
В удобное для сварки положение поворотная платформа уста-
навливается вытяжным фиксатором. Его ввод и вывод осущест-
вляется реечной передачей при помощи подали 4. Реечная пере-
дача расположена в опоре 2.
Сварка изделий, имеющих форму тел вращения, выполняет-
ся в роликовом кантователе (рис. 10), нашедшем широкое при-
менение в мелкосерийном и серийном производстве.
В верхней части опорных стоек кантователя имеются устано-
вочные пазы, в которых находятся поворотные ролики, несущие
25
на себе изделие. Наличие пазов позволяет быстро производить
переналадку кантователя, сближая или раздвигая опорные роли-
ки в зависимости от диаметра свариваемого изделия.
В гамме одностоечных кантователей и позиционеров с верти-
кальной осью вращения встречаются многопозиционные агрега-
ты (рис. 11) с приводными планшайбами. Конструктивное испол-
нение механизма привода планшайб позволяет отключать лю-
бую из них от общего привода вращения.
Рис. 9. Цапковый одностоечный кантова-
тель
В практике сварочного производства имеются линии сборки
и сварки, скомпонованные из одних только позиционеров. На-
пример, на Уралмашзаводе внедрен в производство комплексный
участок сварочных позиционеров, имеющих сменные планшайбы
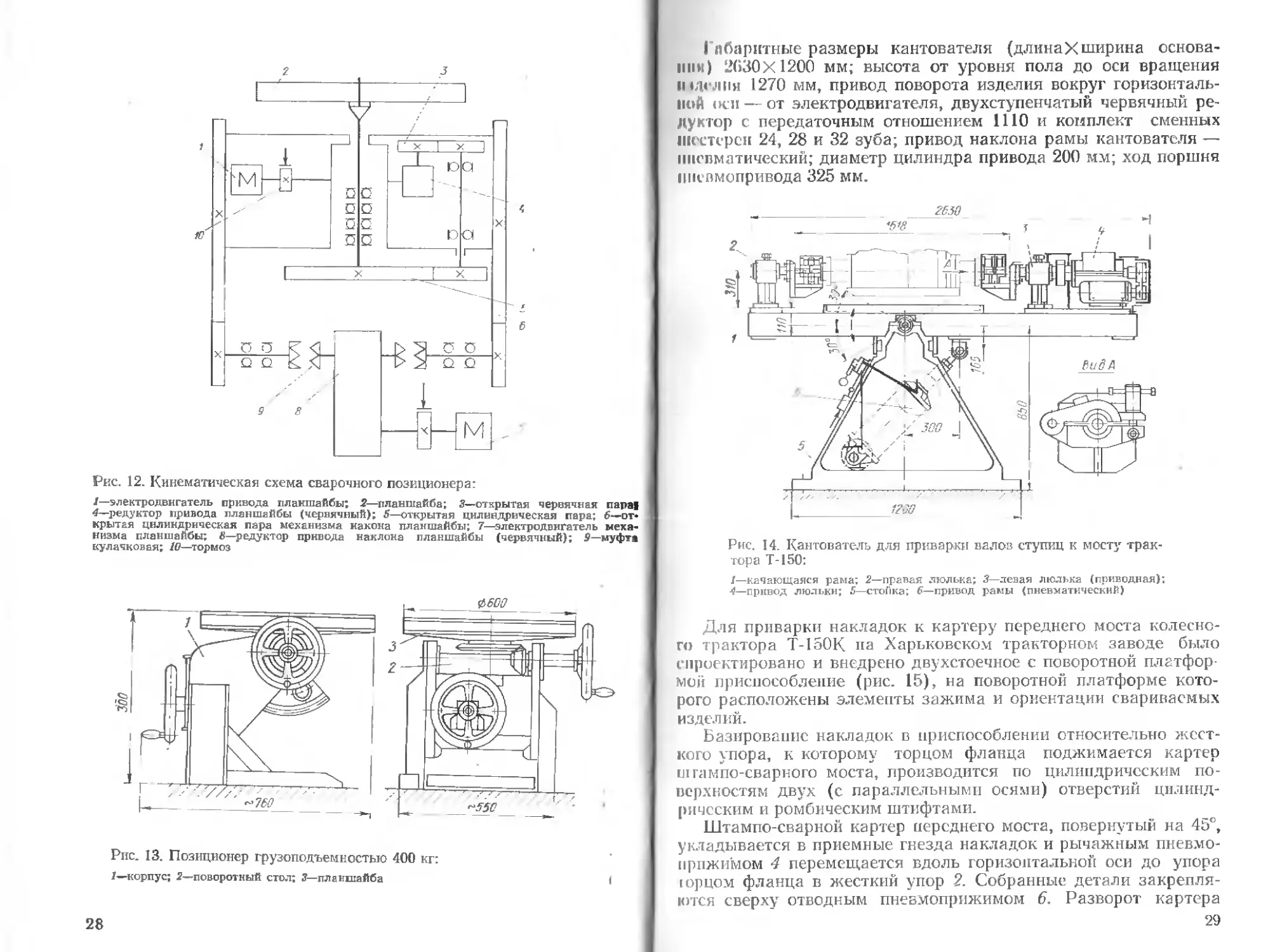
различных конфигураций и типоразмеров. На рис. 12 показана
кинематическая схема одного из таких позиционеров.
Позиционер (рис. 13) для поворота и установки в удобное
д чя сварки положение изделия обеспечивает поворот изделия во-
круг вертикальной оси стола на ^360° и наклон его на 115°. Вра-
щение планшайбы и наклон стола осуществляют вручную при
помощи штурвала, червячной передачи, цилиндрического зубча-
того сектора.
Грузоподъемность позиционера 400 кг; наибольший диаметр
свариваемого узла 600 мм; габаритные размеры 760X550X
Х800 мм; масса 200 кг.
26
Внедренный па ХТЗ кантователь (рис. 14) служит для при-
пнрки валов ступиц к корпусу заднего моста трактора Т-150.
Изделие устанавливают в ложементы люлек, привод которых
обеспечивает вращение изделия вокруг его горизонтальной оси
Рис. 10. Роликовый кантователь
с рабочей скоростью сварки 22, 30 и 40 м/ч. Приварка валов
ступиц к корпусу моста выполняется под слоем флюса в «ло-
дочку» в несколько проходов. Установка изделия для выполне-
Рис. 11 Одностоечный двухпозиционный вращатель*
/—стойка; 2—опора-редуктор; ’—токосъемник; 4—привод; 5—план
шенба: 6—кронштейн; 7—щит* 8—муфта переключения (кулачко-
вая); У—токосъемник; 10—фиксатор
нпя сварного соединения'«в лодочку» обеспечивается двусторон-
ним наклоном рамы 1 пневмоприводом 6, который расположен
внутри пустотелой стойки 5.
27
2
J
Рис. 12. Кинематическая схема сварочного позиционера:
/—электродвигатель привода планшайбы; 2—планшайба; 3— открытая червячная пара!
4—редуктор привода планшайбы (червячный); 5—открытая цилиндрическая пара; 6—от»
крытая цилиндрическая пара механизма накона планшайбы; 7—электродвигатель меха-
низма планшайбы; 8—редуктор привода наклона планшайбы (червячный); 9—муфта
кулачковая; 10—тормоз
Рис. 13. Позиционер грузоподъемностью 400 кг:
/—корпус; 2—поворотный стол; 3—планшайба
28
I пбаритные размеры кантователя (длинахширина основа-
нии) 2630X1200 мм; высота от уровня пола до оси вращения
111ДГЛПЯ 1270 мм, привод поворота изделия вокруг горизонталь-
ной оси — от электродвигателя, двухступенчатый червячный ре-
дуктор с передаточным отношением 1110 и комплект сменных
шестерен 24, 28 и 32 зуба; привод наклона рамы кантователя —
пневматический; диаметр цилиндра привода 200 мм; ход поршня
пневмопривода 325 мм.
Рис. 14. Кантователь для приварки валов ступиц к мосту трак-
тора Т-150;
1—качающаяся рама; 2—правая люлька; 3—левая люлька (приводная);
4—привод люльки; 5—стойка; 6— привод рамы (пневматический)
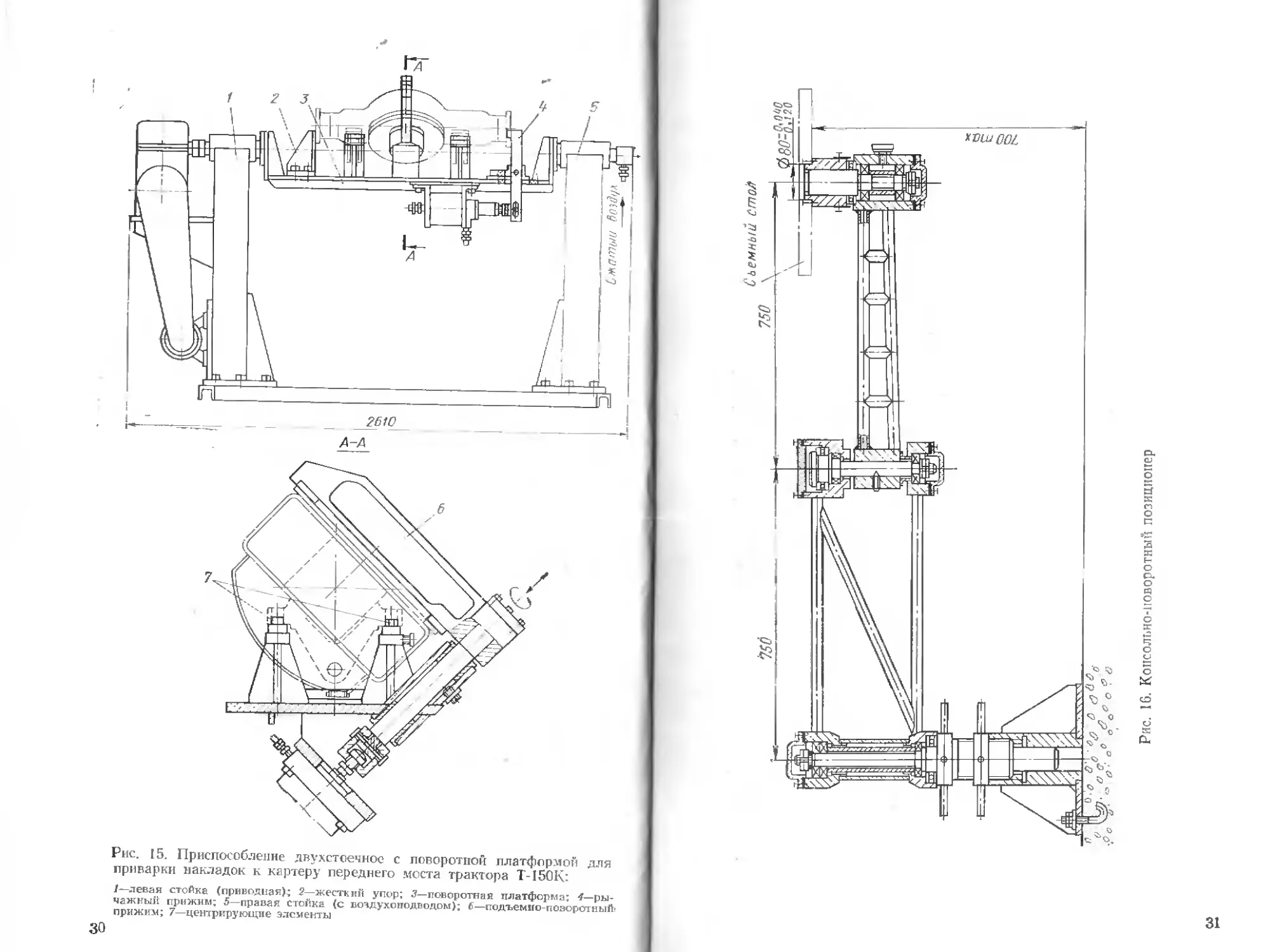
Для приварки накладок к картеру переднего моста колесно-
го трактора T-I50K па Харьковском тракторном заводе было
спроектировано и внедрено двухстоечное с поворотной платфор-
мой приспособление (рис. 15), на поворотной платформе кото-
рого расположены элементы зажима и ориентации свариваемых
изделий.
Базирование накладок в приспособлении относительно жест-
кого упора, к которому торцом фланца поджимается картер
штампо-сварного моста, производится по цилиндрическим по-
верхностям двух (с параллельными осями) отверстий цилинд-
рическим и ромбическим штифтами.
Штампо-сварной картер переднего моста, повернутый на 45°,
укладывается в приемные гнезда накладок и рычажным пневмо-
прпжимом 4 перемещается вдоль горизонтальной оси до упора
юрцом фланца в жесткий упор 2. Собранные детали закрепля-
ются сверху отводным пневмоприжимом 6. Разворот картера
29
A
Снятый боздих
Рис. 15. Приспособление двухстоечное с поворотной платформой для
приварки накладок к картеру переднего моста трактора Т-150К:
лева.я стойка (приводная).; 2—жесткий упор; 3—поворотная платформа; 4—ры-
чажный прижим; 5—правая стойка (с вочдухонодводом); 6—подъеммо-поэоротный-
прижим; 7—центрирующие элементы
30
Сьемныи Cmoti
Рис. 1G. Консольно-поворотный позиционер
31
моста относительно опорных поверхностей накладок на 45е по-
зволяет выполнить сварные швы в нижнем положении «в ло-
дочку».
Кроме основного производственного процесса — сборки и
сварки, отдельные конструкции сварочных манипуляторов вы-
полняют роль транспортного звена, служащего для передачи де-
талей с позиции на позицию.
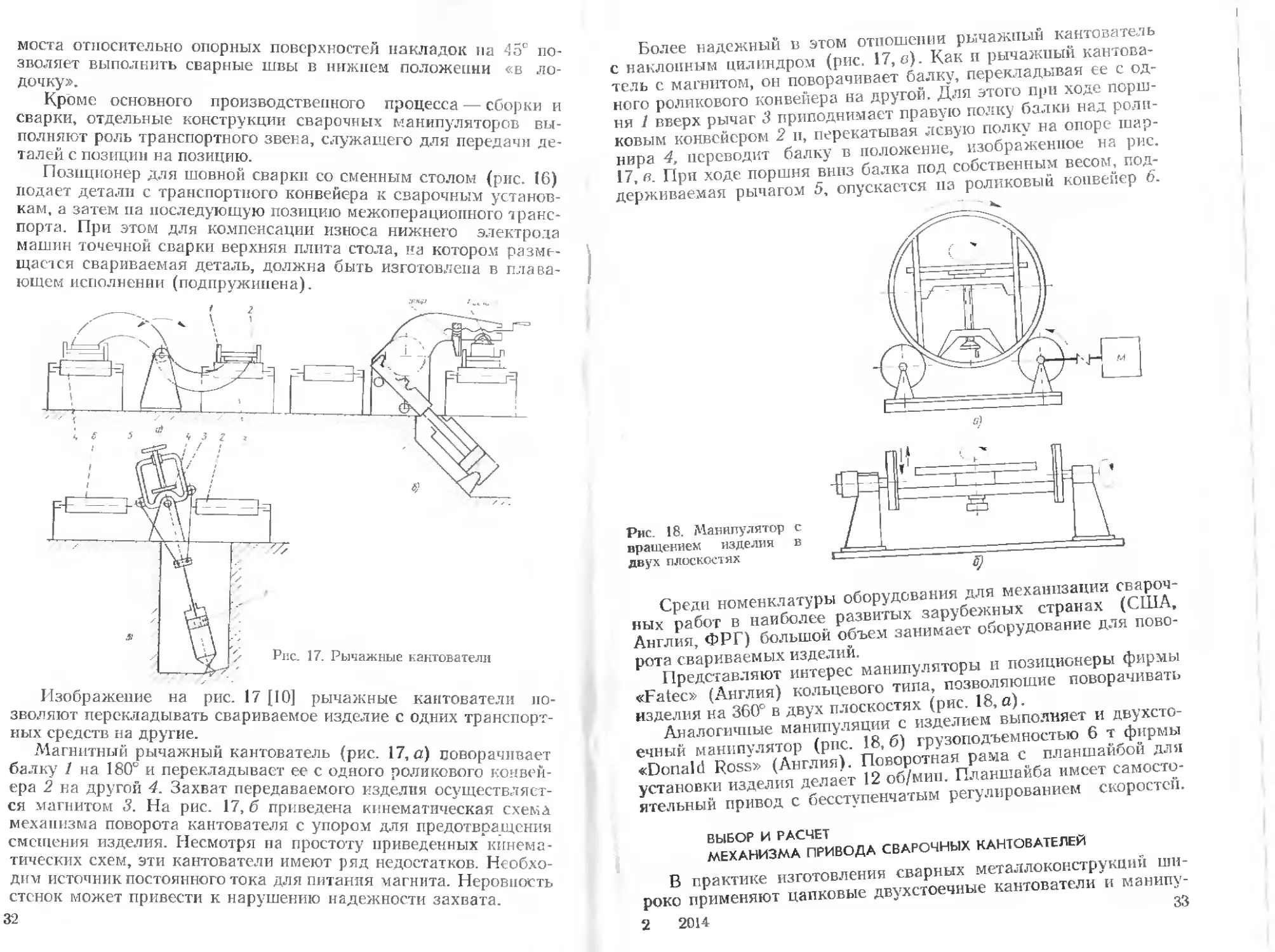
Позиционер для шовной сварки со сменным столом (рис. 16)
подает детали с транспортного конвейера к сварочным установ-
кам, а затем на последующую позицию межопер анионного транс-
порта. При этом для компенсации износа нижнего электрода
машин точечной сварки верхняя плита стола, на котором разме-
щается свариваемая деталь, должна быть изготовлена в плава-
ющем исполнении (подпружинена).
Изображение на рис. 17 [10] рычажные кантователи по-
зволяют перекладывать свариваемое изделие с одних транспорт-
ных средств на другие.
Магнитный рычажный кантователь (рис. 17, а) поворачивает
балку 1 на 180° и перекладывает ее с одного роликового конвей-
ера 2 на другой 4. Захват передаваемого изделия осуществляет-
ся магнитом 3. На рис. 17, б приведена кинематическая схема
механизма поворота кантователя с упором для предотвращения
смещения изделия. Несмотря па простоту приведенных кинема-
тических схем, эти кантователи имеют ряд недостатков. Необхо-
дим источник постоянного тока для питания магнита. Неровность
стенок может привести к нарушению надежности захвата.
32
Более надежный в этом отношении рычажный кантователь
с наклонным цилиндром (рис. 17, с). Как и рычажный кантова-
тель с магнитом, он поворачивает балку, перекладывая ее с од-
ного роликового конвейера на другой. Для этого при ходе порш-
ня 1 вверх рычаг 3 приподнимает правую полку балки над роли-
ковым конвейером 2 п, перекатывая левую полку на опоре шар-
нира 4, переводит балку в положение, изображенное на рис.
17, в. При ходе поршня вниз балка под собственным весом, под-
держиваемая рычагом 5, опускается па роликовый конвейер 6.
Рис. 18. Манипулятор с
вращением изделия в
двух плоскостях
Среди номенклатуры оборудования для механизации свароч-
ных работ в наиболее развитых зарубежных странах (США,
Англия, ФРГ) большой объем занимает оборудование для пово-
рота свариваемых изделий.
Представляют интерес манипуляторы и позиционеры фирмы
«Fatec» (Англия) кольцевого типа, позволяющие поворачивать
изделия на 360° в двух плоскостях (рис. 18, а).
Аналогичные манипуляции с изделием выполняет и двухсто-
ечный манипулятор (рис. 18, б) грузоподъемностью 6 т фирмы
«Donald Ross» (Англия). Поворотная рама с планшайбой для
установки изделия делает 12 об/мин. Планшайба имеет самосто-
ятельный привод с бесступенчатым регулированием скоростей.
ВЫБОР И РАСЧЕТ
МЕХАНИЗМА ПРИВОДА СВАРОЧНЫХ КАНТОВАТЕЛЕЙ
В практике изготовления сварных металлоконструкций ши-
роко применяют цапковые двухстоечные кантователи и манипу-
2 2014 33
ляторы-позиционеры с механическим и пневматическим приво-
дом.
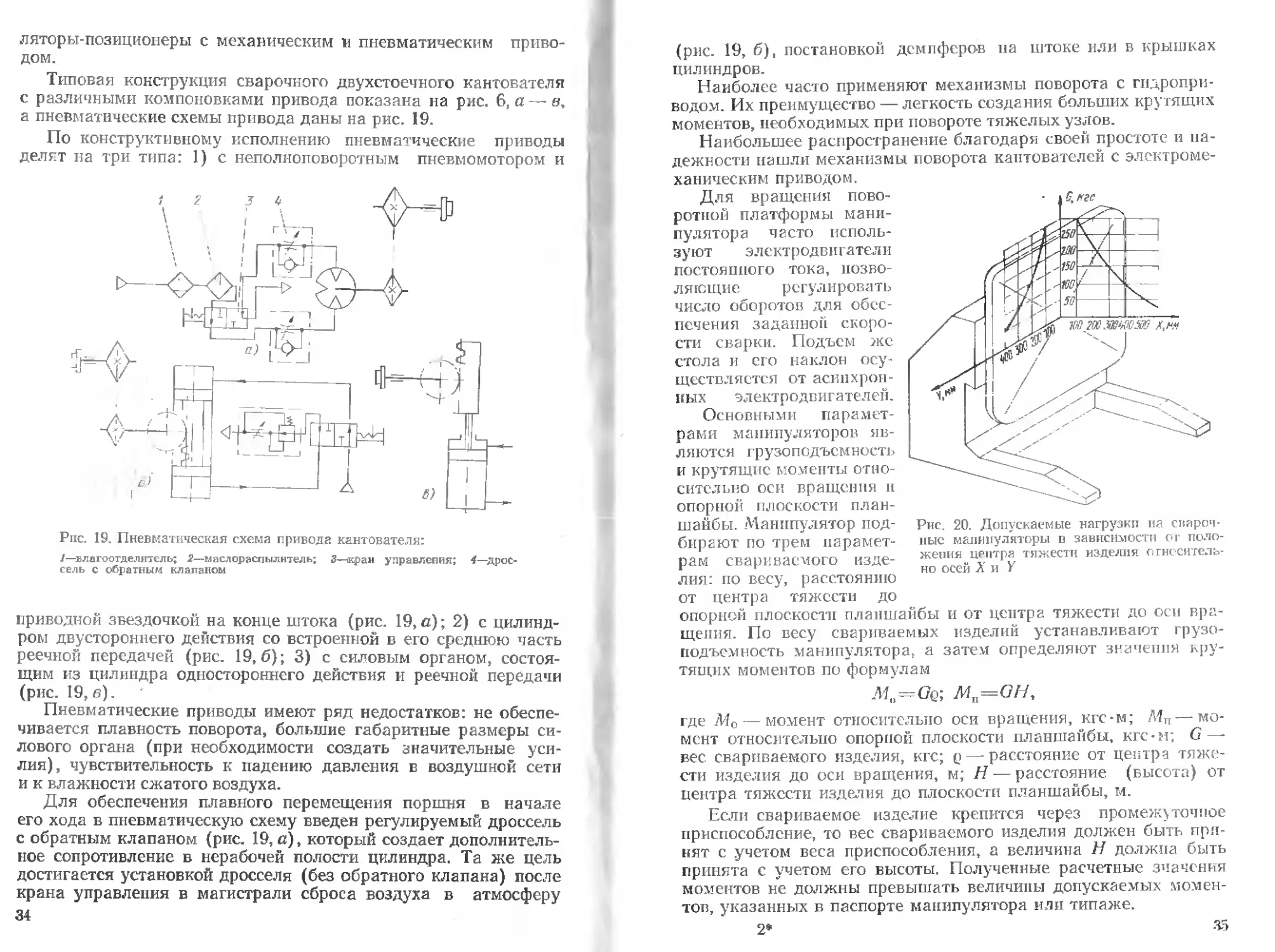
Типовая конструкция сварочного двухстоечного кантователя
с различными компоновками привода показана на рис. 6, а — в,
а пневматические схемы привода даны на рис. 19.
По конструктивному исполнению пневматические приводы
делят на три типа: 1) с неполноповоротным пневмомотором и
Рис. 19. Пневматическая схема привода кантователя:
7—влагоотделитель; 2—маслораспылитель; 3—кран управления; 4—дрос-
сель с обратным клапаном
приводной звездочкой на конце штока (рис. 19,а); 2) с цилинд-
ром двустороннего действия со встроенной в его среднюю часть
реечной передачей (рис. 19,6); 3) с силовым органом, состоя-
щим из цилиндра одностороннего действия и реечной передачи
(рис. 19, б).
Пневматические приводы имеют ряд недостатков: не обеспе-
чивается плавность поворота, большие габаритные размеры си-
лового органа (при необходимости создать значительные уси-
лия), чувствительность к падению давления в воздушной сети
и к влажности сжатого воздуха.
Для обеспечения плавного перемещения поршня в начале
его хода в пневматическую схему введен регулируемый дроссель
с обратным клапаном (рис. 19, а), который создает дополнитель-
ное сопротивление в нерабочей полости цилиндра. Та же цель
достигается установкой дросселя (без обратного клапана) после
крана управления в магистрали сброса воздуха в атмосферу
34
(рис. 19, б), постановкой демпферов на штоке или в крышках
цилиндров.
Наиболее часто применяют механизмы поворота с гидропри-
водом. Их преимущество — легкость создания больших крутящих
моментов, необходимых при повороте тяжелых узлов.
Наибольшее распространение благодаря своей простоте и на-
дежности нашли механизмы поворота кантователей с электроме-
ханическим приводом.
Для вращения пово-
ротной платформы мани-
пулятора часто исполь-
зуют электродвигатели
постоянного тока, позво-
ляющие регулировать
число оборотов для обес-
печения заданной скоро-
сти сварки. Подъем же
стола и сю наклон осу-
ществляется от асинхрон-
ных электродвигателей.
Основными парамет-
рами манипуляторов яв-
ляются грузоподъемность
и крутящие моменты отно-
сительно оси вращения и
опорной плоскости план-
шайбы. Манипулятор под-
бирают по трем парамет-
рам свариваемого изде-
лия: по весу, расстоянию
Рис. 20. Допускаемые нагрузки на свароч-
ные манипуляторы н зависимости о г поло-
жения центра тяжести изделия огнеситель-
но осей X и У
от центра тяжести до
опорной плоскости планшайбы и от центра тяжести до оси вра-
щения. По весу свариваемых изделий устанавливают грузо-
подъемность манипулятора, а затем определяют значения кру-
тящих моментов по формулам
Ма= Gq; Mn=GH,
где — момент относительно оси вращения, кге-м; Л1П—мо-
мент относительно опорной плоскости планшайбы, кге-м; G —
вес свариваемого изделия, кге; р— расстояние от центра тяже-
сти изделия до оси вращения, м; Н — расстояние (высота) от
центра тяжести изделия до плоскости планшайбы, м.
Если свариваемое изделие крепится через промежуточное
приспособление, то вес свариваемого изделия должен быть при-
нят с учетом веса приспособления, а величина Н должна быть
принята с учетом его высоты. Полученные расчетные значения
моментов не должны превышать величины допускаемых момен-
тов, указанных в паспорте манипулятора или типаже.
2* 35
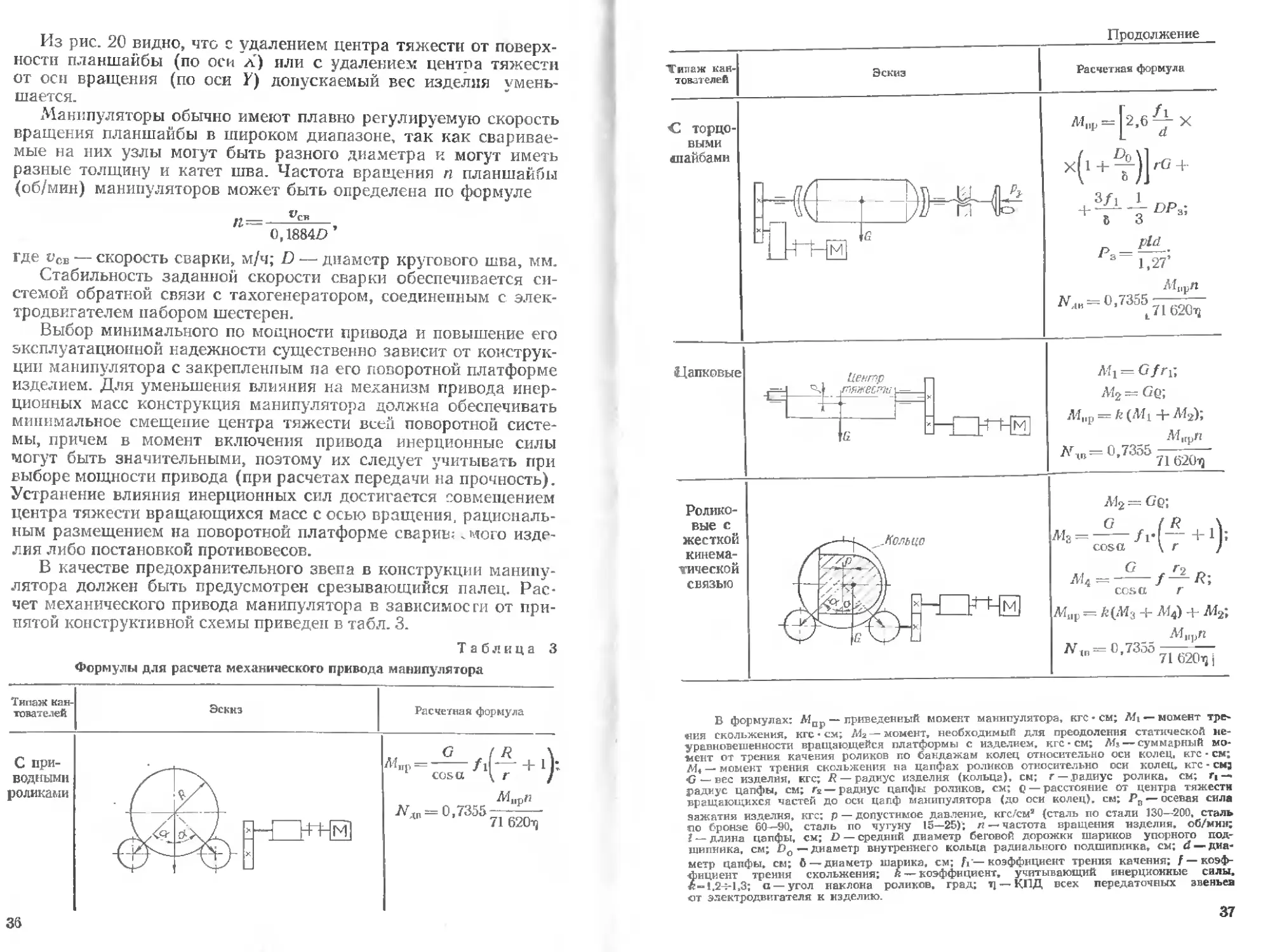
Из рис. 20 видно, что с удалением центра тяжести от поверх-
ности планшайбы (по оси л) или с удалением центоа тяжести
от осн вращения (по оси У) допускаемый вес изделия умень-
шается.
Манипуляторы обычно имеют плавно регулируемую скорость
вращения планшайбы в широком диапазоне, так как сваривае-
мые на них узлы могут быть разного диаметра и могут иметь
разные толщину и катет шва. Частота вращения п планшайбы
(об/мин) манипуляторов может быть определена по формуле
0.1884D’
где ь'св — скорость сварки, м/ч; D — диаметр кругового шва, мм.
Стабильность заданной скорости сварки обеспечивается си-
стемой обратной связи с тахогенератором, соединенным с элек-
тродвигателем набором шестерен.
Выбор минимального по мощности привода и повышение его
эксплуатационной надежности существенно зависит от конструк-
ции манипулятора с закрепленным па его поворотной платформе
изделием. Для уменьшения влияния на механизм привода инер-
ционных масс конструкция манипулятора должна обеспечивать
минимальное смещение центра тяжести всей поворотной систе-
мы, причем в момент включения привода инерционные силы
могут быть значительными, поэтому их следует учитывать при
выборе мощности привода (при расчетах передачи на прочность).
Устранение влияния инерционных сил достигается совмещением
центра тяжести вращающихся масс с осью вращения, рациональ-
ным размещением на поворотной платформе сварив;. мого изде-
лия либо постановкой противовесов.
В качестве предохранительного звена в конструкции манипу-
лятора должен быть предусмотрен срезывающийся палец. Рас-
чет механического привода манипулятора в зависимости от при-
нятой конструктивной схемы приведен в табл. 3.
Таблица 3
Формулы для расчета механического привода манипулятора
3S
Продолжение
Типаж кан-
тователей
Эскиз
Расчетная формула
С торцо-
выми
шайбами
pld
= П27;
ДГ(В = 0,7355
71 620ч
ЗДапковые
Afj = Gfrr,
Al2=Ge;
ЛТ11р = Л(Л11+Л12);
-'Wirp/i
Л\в = 0,7355
1В 71620ч
Ролико-
вые с
жесткой
кинема-
тической
связью
Л^ир ~ k (Af.3 + Л14) + Л12;
Allipn
Nw= 0,7355 -----------
1 71 620ч i
В формулах: Мар — приведенный момент манипулятора, кгс • см; Aft — момент тре-
ния скольжения, кгс • см; /Иг — момент, необходимый для преодоления статической не-
уравновешенности вращающейся платформы с изделием, кгс - см; Afs— суммарный мо-
мент от трения качения роликов по бандажам колец относительно оси колец, кгс см;
Mt — момент трения скольжения на цапфах роликов относительно оси колец, кгс - cmj
—вес изделия, кгс; R — радиус изделия (кольца), см; г —радиус ролика, см; и —
радиус цапфы, см; г2 — радиус цапфы роликов, см; Q— расстояние от центра тяжести
вращающихся частей до оси цапф манипулятора (до оси колец), см; Рв — осевая сила
зажатия изделия, кгс: р — допустимое давление, кгс/см2 (сталь по стали 130—200, сталь
по бронзе 60—90, сталь по чугуну 15—25); п — частота вращения изделия, об/мин;
I — длина цапфы, см; D — средний диаметр беговой дорожки шариков упорного под-
шипника, см; £>0—диаметр внутреннего кольца радиального подшипника, см; d — диа-
метр цапфы, см; й — диаметр шарика, см; А — коэффициент трения качения; f— коэф-
фициент треиня скольжения; к — коэффициент, учитывающий инерционные силы.
«-1,24-1,3; а — угол наклона роликов, град; ч — КПД всех передаточных звеньев
от электродвигателя к изделию.
37
РОБОТЫ
Промышленный робот — манипулятор автоматического-дейст-
вия, оснащенный системой цифрового программного управления^
В нем совмещаются большая гибкость исполнительных органов,,
обладающих обычной для манипуляторов высокой подвижно-
сью, и легкость переналадки их двигательных функций. Роботы
предназначены для выполнения разнообразных работ при мини-
мальном участии человека в акте управления. Они являются уни-
версальными автоматами, в состав которых входят три основных,
функциональных узла: рабочие органы — «руки», вычислитель-
ная машина, управляющая ими, и устройства сбора информации?
о среде, сообщающие роботу способность, адаптации к ней.
Промышленный робот обладает памятью, имеет специальную,
систему обучения. Управление группой роботов может осущест-
вляться от одной центральной электронкой цифровой вычисли-
тельной машины. Американские фирмы «Unimate» и AMV в на-
чале 60-х годов создали первые модели сложных программируе-
мых роботов.
Роботы прошли испытания в промышленных условиях и, по>
расчетам зарубежных фирм, их ежегодный выпуск к концу 70-х
годов составит тысячи единиц.
Открываются широкие возможности в применении оборудова-
ния, оснащенного цифровым программным управлением (ЦПУ),
для решения задач автоматизации мелкосерийного и серийного»
производства. Если на первых порах роботы заменяли человека
на утомительных и опасных работах, то в дальнейшем сфера их.
применения охватила и также производственные операции, как.
покраска, сварка, подача исходных материалов и снятие гото-
вой продукции.
Задачу автоматического перемещения и обработки деталей,
при выполнении производственных процессов в машиностроении!
на первых порах решали с помощью механизмов, имеющих не-
редко сложные и оригинальные кинематические связи. Большие
сложности при этом возникают при необходимости изменения-
операции цикла.
Второй этап развития автоматических устройств стал воз-
можным после появления автоматических устройств, обладаю-
щих памятью и способных выполнять ряд сложных операций,
быстро переналаживаться на другой цикл и не реагировать на-,
изменение внешних условий.
Рабочий орган должен подобно руке человека перемещать,
объект в заданную точку пространства и определенным образом-
ориентировать этот объект; причем «рука» робота должна обла-
дать достаточной маневренностью, грузоподъемностью, точно-
стью позиционирования и скоростью. «Кисть» на конце руки»
робота состоит из зажимных устройств, способных удерживать,
детали и узлы. В такой кисти могут быть один или два набора^.
38
«пальцев» или же вакуумные (или магнитные) присоски (см.
£ис. 21, в).
К роботу можно подсоединять разные кисти для выполнения
различных работ. При этом замена кистей может выполняться
автоматически, без участия человека. Зажимные кисти фирмы
«Andreiden Geselschaft» (ФРГ) имеют три и пять пальцев. Кисть
е тремя пальцами позволяет захватывать до 80% тех предметов,
которые могут удерживаться рукой человека.
Роботам-манипуляторам в зависимости от их конструкции и
назначения придается от двух до шести степеней свободы. Кро-
ме того, в некоторых роботах, например, в роботах фирмы «Ver-
satran», обеспечиваются дополнительные степени свободы за счет
«перемещения вдоль направляющих салазок. Число степеней сво-
боды рабочего органа и самого робота достигает восьми.
Рука робота может вращать кисть и перемещаться по верти-
кали и по горизонтали. Сама кисть может сжиматься или разжи-
маться, поворачиваться и наклоняться вперед и в стороны, как
кисть человеческой руки.
Перемещение рабочего органа может быть прерывистым (от
точки к точке) и плавным. У роботов с плавным перемещением
рабочего органа последний, как правило, движется по контуру,
определенному той задачей, которую выполняет робот. Робот с
прерывистым движением рабочего органа предназначается в
большинстве случаев для прямолинейного перемещения деталей
от одной операции к другой. Погрешность установки рабочего
органа для такого робота может не превышать нескольких сотых
миллиметра.
В качестве привода исполнительных органов робота хорошо
зарекомендовали себя электрогидравлические устройства, соче-
тающие такие качества, как большая выходная мощность при
малой инерционности, надежность в работе и возможность элек-
трического управления. В зависимости от типа памяти и испол-
нительных звеньев система управления может быть цифровой,
.аналоговой или смешанной. Роботы второго поколения, имею-
щие в системе управления мини-ЭВМ, оснащены «телеглазом».
Роботы повышенной сложности могут быть запрограммирова-
ны на повторяющийся останов рабочего органа в 200—3000 точ-
ках рабочей зоны, а не в 20—30 точках, как у простых роботов.
Их сравнительно легко запрограммировать на работу в режиме
«обучения». В этих роботах с регулированием по замкнутому
контуру, а не по разомкнутому, как в простых роботах, выделе-
ны отдельные устройства управления для руки и кисти.
Чтобы соблюдать правильную траекторию движения руки
при повторяющихся рабочих операциях, робот должен обладать
памятью: на вращающемся магнитном барабане, на цилиндри-
ческих магнитных тонких пленках, как в роботах «Unimate», на
потенциометрах, как в роботах «Versatran» фирмы «AMV», или
3»
на металлоокисных полупроводниках (МОП) сдвиговых реги-
страх, разработанной шведской фирмой «Retab».
Кроме того, используются полупроводниковые запоминаю-
щие устройства (ЗУ), связанные с мини-ЭВМ, как в работе фир-
мы С a vassa ci Corporation (Япония) или «Sind st rand Corpora-
tion» (США).
К устройствам памяти необходимо отнести также простые
конечные выключатели и механические упоры с предварительной
установкой положения, используемые в большинстве недорогих
роботов. В роботе «Unimate» функцию программирования вы-
полняет транзисторный логический блок, считывающий инфор-
мацию из ЗУ на цилиндрических магнитных пленках. В роботе
«Versatran» и многих других последовательность выполняемых
операций задается посредством переключения короткозамыкаю-
щих штырей и электронной коммутационной панели, от которой
управляются логические схемы на реле.
Конкретный вариант системы управления определяется тех-
нико-экономическими показателями. На рис. 21 представлены
основные (базовые) компоновочные схемы промышленных оо-
ботов [12].
Технический интерес представляет промышленный робот для
манипулирования сварочными клещами (рис. 22). Он имеет за-
поминающее (программирующее) устройство для управления
рабочими и вспомогательными движениями инструмента [14].
При составлении программы можно использовать обратную
связь — после установки инструмента с помощью кнопок управле-
ния гидравлическим сервоприводом в требуемой точке его рас-
положение кодируется и записывается на программу. Емкость
накопителя позволяет запомнить несколько различных про-
грамм. Зона обслуживания робота 220° в горизонтальной пло-
скости, 57° в радиальной плоскости, 1050 мм в радиальном на-
правлении. Масса инструмента до 11,3 кг; точность его установ-
ки ±1,2 мм; радиальная скорость 0,76 м/с; вертикальная ско-
рость 1,27 м/с; скорость вращения инструмента и поворота кон-
соли 110° в секунду.
Загрузочные устройства (роботы) с программным управлени-
ем выполняют разнообразные транспортные и технологические
операции. Устройства с программным управлением «Versatran»
представляют собой перемещающуюся по напольным или под-
весным направляющим стойку, несущую горизонтальную механи-
ческую руку (рис. 21, а) с захватом.
В зависимости от исполнения цикл работы робота состоит из
комбинации следующих движений: перемещение всего устрой-
ства по направляющим, вертикальное перемещение механиче-
ской руки по стойке, горизонтальное прямолинейное перемеще-
ние захвата, поворот механической руки в горизонтальной пло-
скости, поворот захвата относительно механической руки, зажим-
разжим захвата.
40
Управление — горизонтальное или контурное. Величина го-
ризонтального перемещения руки — до 1000 мм, вертикального —
до 750 мм; точность позиционирования +0,5 мм. Максимальный
поворот механической руки 240е. Грузоподъемность — до 60 кг
•при длине механической руки 1100 мм.
Рис. 21. Компоновочные схемы промышленных роботов
Устройства применяют в производстве, где условия работы
тяжелы, вредны и опасны для здоровья человека: при штампов-
ке, ковке, точечной сварке, литье под давленном и т. д.
Некоторые устройства оборудованы запоминающими система’
ми на магнитном барабане различной емкости, обеспечивающи-
ми запоминание от 128 до 1024 команд, записанных методом
«самообслуживания».
Такой метод программирования применяет фирма «Unimate».
Устройства этой фирмы (см. рис. 21, б) представляют собой
смонтированную на корпусе механическую руку с гидравличе-
ским приводом, действующую по программе по пяти координат-
ным осям.
Основные движения механической руки следующие: поворот
относительно корпуса вокруг вертикальной оси, поворот относи-
тельно корпуса вокруг горизонтальной оси (наклон), горизон-
41
тальное прямолинейное перемещение захватов механической ру-
ки, поворот захватов вокруг вертикальной оси, разжим-зажим
захватов.
Самые маленькие (по размерам) роботы серии 2000 имеют
руку, которая может выступать от точки подвески почти на 2,5 м
и перемещать нагрузку на шаг 0,12 мм. Такой гидромеханиче-
Рис. 22. Робот фирмы «Кика» (ФРГ):
I—сервоусилитель; 2—сервоклапан; 3—фотоэлектрическое коди-
рующее устройство; 4—гидропривод; 5—зажимное устройство;
6—программирующее устройство; 7—кнопка «пуск—стоп»; в—
управляющая и контролирующая система; 9—гидронасос
ский робот имеет массу около 1400 кг, высоту 1,5. м и размеры^
эснования 1,5x1,2 м.
Роботы все шире внедряются в сферу сварочного производ-
ства. Так, роботы фирмы «Unimate», оборудованные сварочными
слегцами, успешно используются в сварочных линиях на заво-
дах многих фирм. По мнению представителей фирмы «General
Victors», надежность сварки при использовании роботов так же
высока, как при использовании любого другого автоматического»
оборудования.
Большое внимание уделяется повышению точности сварочно-
'о оборудования и встройке в него систем управления процес-
сом сварки. Японская фирма «Matusita», например, разработала
жспериментальную замкнутую систему с запоминающим устрой-
ством на ленте для управления сваркой в среде углекислого газа.
Система работает в следующем порядке: квалифицированный
сварщик пускает машину и выполняет цикл сварочного процес-
а, а система управления использует импульсы для записи на
[енту режимов сварки. После этого менее квалифицированный
сварщик может работать на сварочной машине по программе, не
ориентируясь на показания приборов, которые автоматически
регулируют параметры процесса сварки.
Фирма «Waldtronik» (США) использует ЭВМ для управле-
ния работой большого числа сварочных постов в поточной линии.
Регулируются режимы сварки и последовательность работы сва-
рочных постов.
Робот АЗ шведской фирмы «R. КанИеИ» оснащен шаговым
искателем, который может управлять 30 движениями. Кроме то-
го, можно осуществить несколько независимых от него цикловых
оперений. Грузоподъемность устройства 5 кг; точность позицио-
нирования— 0,15 мм; горизонтальное передвижение руки 750,
1000 и 1200 мм, вертикальное 300 мм.
Поворотный фланец захватывающего устройства соединен с
двумя сдвоенными цилиндрами, а также с девятиступенчатой
сисюмой упоров для управления конечными положениями. Са-
мо захватывающее устройство снабжено сменными губками,
позволяющими производить захват изделий различных конфигу-
раций.
Этой же фирмой выпущена серия упрощенных устройств
грузоподъемностью до 65 кг (обычно работает с грузом до
15 кг) п точностью позиционирования ±0,05 мм. Устройство ос-
нащено электрическими (а не электронными) л гидравлическими
приборами управления, что облегчает его наладку, программи-
рование и ремонт. Перемещение рабочего органа по горизонта-
ли почти 1300 мм.
Коэффициент использования устройства во многом опреде-
ляется принятой планировкой оборудования. Если устройство
установлено стационарно, то оборудование целесообразно рас-
полагать вокруг устройства в зоне действия его исполнительно-
го механизма. Большое значение при этом имеет число управ-
ляемых координат. Если устройство имеет возможность переме-
щения, то расположение оборудования не играет особой роли.
Однако в обоих случаях группировка оборудования должна пре-
дусматривать последовательность операций и минимальное меж-
опер а ционное транспортирование.
Эффективность устройств повышается благодаря их быстро-
действию.
Для рассматриваемых устройств характерно торможение ис-
полнительного органа в конце хода и повышенная транспортная
скорость на основном участке пути, с принудительной фиксацией
изделия в захвате [4].
Выводы. 1. Автоматизация процесса сборки — основное на-
правление совершенствования сборочно-сварочного производ-
ства.
Применение позиционеров и другого сборочно-сварочного
технологического оборудования дает значительный эффект в
результате сокращения времени на кантовку изделия. Кроме то-
43
го, создается возможность выполнения почти любого сварочного
шва, в нижнем, удобном для сварки, положении. Сварочные вра-
щатели и манипуляторы сообщают изделию вращение с задан-
ной рабочей скоростью.
2. Наибольшую трудоемкость составляют элементы сбороч-
ных операций, связанные с подачей и взаимной ориентацией
собираемых деталей. Эффективной мерой снижения трудоемко-
сти сборочного процесса является создание узлов автоматиче-
ской ориентации и подачи в зону сборки деталей.
3. Конструктивное исполнение сварочной технологической
оснастки должно обеспечить сборку и сварку изделия, минуя опе-
рацию прихватки. Тем самым сокращается объем вспомогатель-
ных операций и повышается качество изготовленных изделий.
4. При создании манипуляторов в первую очередь следует
учитывать возможность их переналаживания в пределах групп
изделий, обладающих технологической общностью. С этой целью
надо использовать принцип агрегатирования на базе типовых
унифицированных узлов.
5. Сварочные манипуляторы должны обеспечивать удобство
загрузки и выгрузки готовых изделий с применением средств-
межоперациопного транспорта.
6. Сборочно-сварочная технологическая оснастка должна
быть оборудована приточно-вытяжной вентиляцией (преимуще-
ственно встроенной в оснастку).
7. Для обеспечения плавности работы подъемно-поворотных
механизмов следует использовать в качестве рабочего органа,
гидроприводы.
8. Применение промышленных роботов для автоматизации и
механизации сварочных технологических процессов исключает
проектирование и изготовление специальных манипуляторов, за-
грузочных и транспортных устройств. Роботы для сварки (осо-
бенно дуговой) необходимо оснащать специальными датчиками
и системами, позволяющими корректировать программу путем
слежения по стыку, контролировать качество шва и автоматиче-
ски регулировать режим сварки.
Опыт показывает, что целесообразно совмещать управление
движением электрода и режимом сварки в едином программи-
рующем устройстве. Внедрение же роботов третьего поколения,
оборудованных ЭВМ с телевизионным устройством, самостоя-
тельно решающих возникающие в процессе работы задачи, повы-
сит коэффициент автоматизации производственного процесса.
111. СИЛОВЫЕ МЕХАНИЗМЫ
СБОРОЧНО-СВАРОЧНЫХ ПРИСПОСОБЛЕНИЙ
Силовые механизмы сборочно-сварочной оснастки относятся
к числу основных ее элементов. От их выбора зависят: а) вза-
имная ориентация и сопряжение собираемых деталей и надеж-
44
ное их закрепление, исключающее нарушение размеров и гео-
метрии всего свариваемого узла от действия сварочных дефор-
маций; б) величины сварочных деформаций, так как через сило-
вые механизмы отводится теплота от сварочной ванны в техно-
логическую оснастку; в) вспомогательное время на сборку узла
в сборочно-сварочной оснастке.
Анализ эксплуатации силовых механизмов сборочно-свароч-
ной технологической оснастки на предприятиях тракторного и
автомобильного машиностроения позволил определить типаж
наиболее используемых механизмов зажима и ориентации, пред-
ставляющих технический интерес при разработке новой и модер-
низации существующей сборочно-сварочной оснастки.
Зажим деталей в сварочной оснастке (приспособлениях) вы-
полняется как ручным способом, так и механизированным управ-
лением (от силового источника) при помощи винтовых, клино-
вых и рычажных элементов.
Конструктивное исполнение зажимов очень многообразно,
однако по способу получения усилия зажатия их можно разде-
лить на механические, пневматические, гидравлические и маг-
нитные.
К механическим зажимам относятся клиновые, винтовые, ры-
чажные и другие механизмы.
Клиновые механизмы — наиболее простые в изготовлении;
они позволяют создавать значительные усилия зажима. Их сле-
дует изготовлять самотормозящимися, т. е. угол скоса клина
должен быть меньше угла трения. В сочетании с пневматически-
ми приводами клиновые механизмы создают компактные и на-
дежные в эксплуатации устройства.
Винтовые зажимы — наиболее распространенный тип механи-
ческих зажимов; они являются силовыми звеньями приспособле-
ний; должны обладать достаточной прочностью и жесткостью.
В связи с этим, основные элементы зажимов следует рассчиты-
вать. Винты в зажимных устройствах изготовляют с треуголь-
ной, прямоугольной, трапецеидальной резьбой. При работе они
испытывают напряжение сжатия, растяжения и кручения. Винг
должен быть самотормозящимся.
Рычажные зажимы — очень разнообразные по конструкции
быстродействующие механизмы. Очень часто их используют в
качестве элементов усиления.
Эксцентриковые зажимы — применяют в оснастке серийного
производства. Основное их достоинство — быстрота действия.
В сборочно-сварочных приспособлениях используют только круг-
лые эксцентрики, устанавливаемые в горизонтальной или верти-
кальной плоскостях. В силовом отношении они аналогичны кли-
новым зажимам. Наиболее распространены эксцентрики само-
тормозящего типа.
Пневматические и гидравлические зажимы широко применя-
ют в сборочно-сварочной оснастке. Основное их достоинство —
45
быстрота срабатывания, дистанционное управление, а в совокуп-
ности с другими видами зажимов они обеспечивают надежное
закрепление изделия.
В основном такие зажимы используют для закрепления круп-
ногабаритных изделий. Их конструкция зависит от типа приспо-
собления, характера закрепления детали, способа подачи рабо-
чего органа и т. д.
В установках, где процесс сварки протекает под слоем флю-
са, гидравлический привод силовых органов использовать не ре-
комендуется. Масло, попадая в систему флюсоотсоса, спекается
с флюсом, проходные сечения шлангов подачи флюса забивают-
ся, подача его в зону сварного шва прекращается. В результате
нарушается нормальный цикл работы сварочной установки.
В этих случаях наиболее целесообразно применять пневматиче-
ские приводы с клиновыми усилителями.
Правильный подбор механизмов зажима и ориентации дета-
лей имеет большое значение для уменьшения сварочных дефор-
маций, а также для освобождения загрузочной зоны приспособ-
ления.
Конструктору, проектирующему сборочно-сварочную оснастку,
необходимо помнить, что все детали приспособлений, находящие-
ся в зоне сварки, а также резьба силовых элементов, должны
быть надежно защищены от действия сварочных брызг.
МЕХАНИЧЕСКИЕ ЗАЖИМЫ
Механизмы этой группы нашли наиболее широкое применение
в оснастке серийного производства (табл. 4) [5].
Зажимные механизмы должны удовлетворять следующим
требованиям:
при зажиме не должно нарушаться первоначальное положе-
ние изделия;
зажимы не должны вызывать деформации изделия и порчи
ого поверхностей;
Таблица 4
Схемы зажимных механизмов
Консольный зажим
Изделие зажимается подвижным
винтом 1 через нажимную самоуста-
кавливающуюся пяту 2, расположен-
ную на качающемся кронштейне 3 с
клиновой поверхностью 4 и противо-
весом 5
46
Продолжение
Б ыстродействующий
универсальный прижим
Б, мм В, мы Г, мм Д (АЗ),
мм
95 60 30 8
120 90 40 12
Винтовой прижим
После раскрепления изделия сто-
порный штырь 1 вынимается, и крон-
штейн 2 с прижимным винтом отбра-
сывается. что позволяет произвести
свободный съем и установку изделий
в приспособление
Быстродействующий прижим
Прижим отодвигается кулачком 1,
в исходное положение возвращается
пружиной 2
Быстродействующий прижим
Подвод и отвод прижима произво-
дится кулачком 1
47
Продолжение
Отводной прижим
Изделие в призмах крепится на-
жимным винтом /, расположенным на
отводной скобе 2
Байонет оный зажим
Изделие крепится кулачком /. Не-
обходимо усилие зажима создается
резьбовой втулкой 2.
Быстрый подвод, поворот и отвод
кулачка / осуществляется валиком 3,
имеющим на конце рукоятку 4
Байонетовый зажим
а— 5°43' (не более)
Байонетовый зажим с откидным
рычагом
48
____________________Продолжение
Байонетовый зажим
Из долме зажимается вращением
маховика /, при этом штифт 2, на-
ходящийся в поперечных пазах, вра-
щает гайку 3, создавая необходимое
усилие зажима. Раскрепляется узел
поворотом маховика на 90е л отводом
стержня 4 вправо
Быстродействующий за ж им
Скоба 1 рукояткой 2 отводится в
сторону (вниз), раскрепляя изделие и
освобождая зону разгрузки. Необхо-
димое усилие зажима регулируется
випгом 3
Зажимные винтовые приспособле-
ния для сборки профиля металла и
труб под прямым углом
Рычажным прижим
с ручным приводом
Применяется для крепления изде-
лий за выступающие заплечики,
обеспечивая падежный (быстродейст-
вующий) зажим
Усилие зажима регулируется пово-
ротом винта 1 на */з шага силовой
резьбы со стопорением его от прово-
рота по одной из трех граней план-
кой 2
49
Продолжение
Винтовой отводной зажим
(быстродействующий)
Резьба нажимного винта 1 защище-
на от действия брызг расплавленного
металла кожухом 2
Самозажимной
рычажный механизм
Изделие зажимается пружиной 1
через систему рычагов 2.
При установке или снятии изделия
зажимные рычаги расходятся в сто-
рону, сжимают пружину / и освобож-
дают загрузочную зову приспособле-
ния
Ручной зажим
с самоустанавливающимся
нажимным винтом
При раскреплении изделия нажим-
ной винт 1 вместе с гайкой 2 пово-
рачивается на опорно-центрирующих
цапфах 3, освобождая загрузочную
зону приспособления
50
Продолжение
Отводной внутренний зажим
Применяется для зажима изделий
в труднодоступных местах. При рас-
креплении отводится в сторону.
В конструкции зажима предусмот-
рены две шайбы — коническая 2 и
сферическая 3, предохраняющие
шпильку / от изгиба при зажиме из-
делия и при действии на нее сил сва-
рочных деформаций
Беззажимпое устрсйство
Применяется для прихватки (свар-
ки) изделий, базируемых в приспособ-
лении по наружным поверхностям.
Корпус нэиспособлсияя 1 и элемен-
ты ориентации 2 с полью исключения
самопроизвольной прихватки к ним
брызгами расплавленного металла
свариваемых деталей должны быть
изготовлены из меди или же омед-
нены
Дзухкулачковый зажим
Изделие закрепляется в приспособ-
лении по двум взаимно перпендику-
лярным поверхностям в четырех точ-
ках кулачками 1 и 2
Шарнирный зажим для крепления
круглых изделий
51
Продолжение
Беззажимпое приспособление для
приварки проникающей планки
закрепление и раскрепление изделий должно производиться
с минимальной затратой сил и времени рабочего;
при закреплении недостаточно жестких изделий усилия за-
жима должны располагаться над опорами или возможно ближе
к ним.
Определять требуемое усилие зажима следует с учетом ко-
эффициента запаса k применительно к конкретным условиям.
Коэффициент k, на который умножается найденное значение
усилия зажима, определяют по формуле [1]
k=kQklk2,
где 69—гарантированный коэффициент запаса для всех случа-
ев; 60=1,5; 6’1 — коэффициент, учитывающий состояние поверх-
ности изделия; для необработанной поверхности /^ = 1,2, для
обработанной поверхности 6] = 1,0; 62— коэффициент, учитыва-
ющий постоянство усилия зажима, развиваемого силовым при-
водом приспособления: для механизированных силовых приводов,
(пневматического, гидравлического и т. п.) /г2= 1, для ручного-
привода с удобным расположением рукояток 62= 1,3, для руч-
ного привода с неудобным расположением рукояток (угол откло-
нения рукояток более 90° — неудобное для работы положение) г
62=1,б/
При расчете усилий зажима, исходя из характера и величия
сварочных деформаций, необходимо в первую очередь опреде-
лить их место приложения и направление действия.
Винтовые механизмы используют для зажима изделий либо-
самим механизмом через неподвижную гайку, либо через при-
жимную планку.
Сила, развиваемая винтовым механизмом, зависит от вели-
чины приложенного момента, формы рабочего торца винта и
вида резьбы. При этом должно быть соблюдено условие само-
торможения винтового механизма: а^6э40'.
У стандартных метрических резьб угол подъема резьбы а=
=24-4°. Поэтому все механизмы с крепежной метрической
резьбой самотормозящиеся, а их КПД меньше 0,5.
52
Допустимое усилие зажима по условию прочности для основ-
ной метрической резьбы [1]
Р=аР [ep]=0,5d2 [°Р],
где с=0,5 — для метрических резьб с крупным шагом; [сд] —
допустимые напряжения растяжения материала винта, кгс/мм2
(табл. 5).
Таблица 5
Допустимые напряжения растяжения <тг, материалов,
применяемых для изготовления резьбовых изделий
Марка стали Термообработка Предел текучести при растя- жении, кге/мм2 [ог1в кге/мм2 при нагрузке
статической переменной
10 20 6-7 3-4
СтЗ 22 7-8 3—4
А12 .— 24 8-9 4—5
35 — 30 10—11 5-6-
45 Отжиг 30 10—12 5—6
45 Нормализация 35 12—14 6—7
45 Улучшение 50 15—17 7—8
45 Закалка 70 19—21 8-9
40Х Отжиг 50 14—16 7-8
40Х Улучшение 05 17—19 8,5—9,5
40Х Закалка 90 28-30 11 — 12
зохн — 70 18—20 9—10
В табл. 6 приведены допустимые усилия, создаваемые вин-
товыми зажимами с параметрами: ацр=6°40'; f=0,l; ц—0,1;
rcp=0,45d; ZJ=0,8d; DH=\,7d; DB=d; pi = 120°; P = 0,8d, где
d— номинальный диаметр резьбы; 7? — радиус сферы винта.
Струбцины. При выполнении сборочно-сварочных работ для
крепления и фиксации собираемых элементов применяют вин-
товые и рычажные струбцины различных конструкций и разме-
ров (рис. 23) [2].
Известный интерес представляет рычажно-шарнирная струб-
цина (рис. 26, а). Это — быстродействующее приспособление^
развивающее значительное усилие при зажиме деталей, чему
способствует правильный подбор плеч системы рычагов самой
струбцины. Кроме того, переход среднего шарнира через мерт-
вую точку обеспечивает фиксацию струбцины в рабочем (зажа-
том) положении и исключает ее самораскрытие. Регулировоч-
ный винт позволяет зажимать детали различной толщины,
а также регулировать усилие зажима. Изображенная на
рис. 23, к быстродействующая (переналаживаемая) струбцина
служит для сборки и сварки труб диаметром от 8 до 60 мм. Не-
обходимый между трубами угол а° обеспечивается радиусными
53
Допустимые усилия Р (кгс), создаваемые винтовыми зажимйМП
Значения Р при [Ор], кгс'мм!
Примечание, Для резьб MS—М12 при неконтролируемой затяжке допускаемые напряжения следует уменьшить в 1,3—1,5 раза,
для резьб М12—М18 — в 1,1—1,3 раза._________________________
54
планками и фиксируется в заданном положении клеммным за-
жимом.
Для обеспечения надежного зажима собираемых деталей не-
обходимо развивать большие усилия на силовом винте. Чтобыл
Рис. 23. Типы струбцин:
а—рычажная; б, в, г—винтовые; д—эксцентриковая; е—откидная; ж. ц, к—уни-
версальные (быстродействующие)
облегчить эту операцию, применяют рычаги. Практика показала,
что часто приходится работать в местах, где невозможно исполь-
зовать рычаг с длинным плечом, а следовательно, и нельзя га-
рантировать надежность закрепления стыкуемых деталей. Для
сокращения времени, затрачиваемого на закрепление деталей,,
применяют пневматические струбцины. Однако из-за утечки воз-
духа как в магистрали, так и в самом цилиндре происходит са-
55
мопропзволыюе разжатие струбцины. Кроме того, для работы с
пневмострубциной необходимо иметь присоединительное устрой-
ство для подключения к воздушной цеховой магистрали и шлан-
ги большой длины.
Таких недостатков нет у гидравлической струбцины, в кото-
рой вместо силового винта применен механогидравлическин при-
жим. Гидравлическая струбцина обеспечивает работу в любом
пространственном положении.
Откидные зажимные устройства. В гамме зажимных
устройств необходимо выделить в отдельную группу зажимы
(рис. 24), поворачивающиеся в плоскости, перпендикулярной к
прижимной плоскости и служащие для закрепления свариваемых
узлов через отверстие в прижимной поверхности изделия. Это
позволяет разместить зажимные устройства под закрепляемым
узлом (в корпусе технологической оснастки), освобождает рабо-
чую зону и облегчает установку и съем изделия. С введением же
в конструкцию зажимных устройств автоматического подвода и
отвода зажимных элементов повышается за счет сокращения
•вспомогательного времени эффективность технологической осна-
стки.
С помощью откидных зажимов можно крепить изделия по
торцу с одновременным центрированием по отверстию (рис. 24, а)
в прижимной поверхности. В закрепляемом изделии допуск на
отверстие не всегда обеспечивает требуемую точность установ-
ки на жестком пальце и поэтому в качестве центрирующего эле-
мента используют мембранное устройство 6', которое под дейст-
вием приложенного усилия прогибается, создавая беззазорное
центрирование изделия по оси отверстия. Нажатие на мембрану
и на верхний торец изделия производится центральным приводом
через тягу 4. Зажимное усилие передается через шайбу 3 на три
•прижима У, а те передают его на изделие 7 и втулку 2, опираю-
щуюся на мембрану. Меняя диаметр втулки 2 или соотношение
плеч зажимов, можно распределить усилия, действующие на то-
рец изделия и мембрану. При подъеме тяги 4 пружины 5 отки-
дывают зажимы и, приподнимая шайбу <?, обеспечивают свобод-
ный съем изделия.
Зажимное устройство с автоматическим поворотом зажима
(рис. 24, б) предназначено для закрепления изделий, устанавли-
ваемых по плоскости и отверстию. Тяга 6 устройства соединена
шпилькой 7 со штоком силового органа. При перемещении што-
ка вверх тяга 6 перемещается относительно втулки 4, центриру-
ющей деталь 3. При этом зажим 2 будет поворачиваться отно-
сительно оси 1 до упора в штифт 5, поскольку его центр тяжести
смещен относительно оси 1. В этом положении происходит съем
1И установка изделий. С перемещением тяги вниз конец зажима
упирается в торец втулки 4, и зажим поворачивается в горизон-
тальное положение. При дальнейшем перемещении тяги 6 проис-
ходит зажим изделия.
56
В зажимном узле (рис. 24, с) автоматический поворот зажи-
ма 1 относительно оси 4 при раскреплении заготовки осущест-
вляется штифтом 2, действующим на выступ зажима при пере-
мещении вниз тяги 3, ввинченной в шток силового привода.
Рис. 24. Откидные зажимные устройства
Электромеханический зажим (рнс. 24, г) служит для одно-
временного центрирования и крепления свариваемого изделия но
отверстию в прижимной плоскости. Усилие зажима закрепляемо-
му узлу передается нажимными кулачками 3 через нажимную
конусную втулку 2, силовую пружину 1 и червячную пару 4. Пос-
ле центрирования и полного закрепления изделия электропривод
червячного редуктора отключается, а его инерционный пробег
57
<15—20 с), сообщающий дополнительно перемещение нажимной
конусной втулке (что может привести к поломке механизма за-
жима или же к выходу из строя электропривода), гасится сило-
вой пружиной, выполняющей роль демпфера.
Возврат нажимных кулачков в исходное положение после
раскрепления сваренного изделия осуществляется пружинами,
расположенными в корпусе зажима.
Шарнирно-рычажное двуплечее зажимное устройство (рис.
24, д) с автоматическими поворачивающимися зажимами обес-
печивает свободный съем и закрепление устанавливаемого изде-
лия. В шток силового органа И ввернута серьга 9, на оси 3 кото-
рой установлены две тяги 1 и 5, соединенные осями 4 с двумя
зажимами 6, установленными на осях 8, закрепленных в корпусе
10. При ходе штока вверх зажимное усилие передается зажима-
ми 6, которые, поворачиваясь, зажимают изделие регулировоч-
ными штифтами 7. Крышка 2 служит для предохранения рычаж-
ного механизма от действия брызг расплавленного металла.
Зажимное устройство (рис. 24, е) центрирует изделия по от-
верстию в интервале диаметров от 50—120 мм.
Изделие устанавливается на центрирующий поясок корпуса 1
и крепится качающимися на осях 2 двуплечими рычагами 5,
внутренние концы которых входят в направляющие пазы плун-
жера 5. Плунжер 5 с нажимным роликом 4 жестко связан со
штоком силового привода 6. При ходе плунжера вверх нажимной
ролик 4, действуя на внутренние плечи рычагов 3, закрепляет
изделие, а с перемещением плунжера 5 вниз зажимные рычаги
автоматически (под действием собственного веса) отходят от
изделия, обеспечивая тем самым его свободный съем с приспо-
собления.
ЭЛЕКТРОМЕХАНИЧЕСКИЕ УСТРОЙСТВА
Электромеханические устройства, применяемые в машино-
строении, по сравнению с быстродействующими пневматическими
и гидравлическими приводами имеют следующие преимущества:
минимальное время на зажим и открепление деталей;
низкая стоимость (не нужны компрессоры, насосные установ-
ки, контрольно-регулирующая аппаратура, сеть сжатого воздуха
и маслопроводы и гидростанции);
самотормозящиеся элементы зажима обеспечивают безопас-
ную работу приспособления при его поворотах с закрепленным
изделием;
нет потерь энергии;
меньшие габаритные размеры, благодаря чему сокращается
расход материалов и стоимость;
менее сложный монтаж;
долговечность; :
бесшумность в работе; t
58
низкие эксплуатационные расходы, так как привод включает-
ся только во время зажима и раскрепления деталей.
Электромеханический привод состоит из электродвигателя,,
редуктора и винтовой пары. Схема электромеханического приво-
да дана на рис. 25. На рис. 26 приведены схемы электромеха-
нических зажимных устройств [1,7].
Рис. 25. Схема электромеханического приводя
В электромеханическом устройстве, представленном на рис.
26, а, крутящий момент передается через цилиндрические ше-
стерни червячной парс 4, кулачковой муфте 6, поджимаемой си-
ловой тарированной пружиной 5, гайке 7, которая перемещает
винт с трапецеидальной резьбой, поворачивающей прихват 1 во-
круг своей оси. При достижении заданного усилия зажима элек-
тродвигатель выключается конечными выключателями 5. Под-
вод и отвод прихвата осуществляется реечной передачей 2.
Изображенный на рис. 26, б электромеханический зажим слу-
жит для крепления изделий в сварочных манипуляторах.
Изделие 3 центрируется отверстием в опорной плоскости на
центраторе /. Силовой привод зажима выполнен в виде червяч-
ной пары, червячное колесо которой имеет внутреннюю силовую
резьбу, взаимодействующую с силовой резьбой штока 5. В верх-
ней части штока установлена пружина 7, передающая усилие
зажима качающемуся коромыслу с прижимными рычагами 2.
Привод отключается конечными выключателями 6.
Для повышения КПД червячной пары и во избежание закли-
нивания силовой резьбы штока 5 функции упорных подшипни-
ков между опорными поверхностями червячного колеса и упор-
ными поверхностями корпуса червячного редуктора выполняют
шарики 4.
Тяговая сила (кгс) электропривода, создаваемая крутящим
моментом электродвигателя, определяется по формуле [1]
Р- 71 620------,
пгср tg (а 4- <р)
где Л' — мощность электродвигателя, л. с.; ц — КПД редуктора;
i — передаточное отношение редуктора; п — частота вращения
Рис. 26. Электромеханические зажимные устройства
электродвигателя, об/мин; гСр — средний радиус резьбы, см; а —
угол подъема резьбы; tg а = ———; L — шаг резьбы; <р — угол
2 л Гер
трения в резьбовом соединении. Для механизма с прямоугольной
резьбой tg <р=/=0,1; <р=5°43'.
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Пневматические приводы состоят из пневмодвигателя, пнев-
матической аппаратуры и воздухоприводов. При выборе -в. па и
исполнения цилиндра пневмодвнгателя следует исходить из кон-
кретных условий производства.
Цилиндры с двумя манжетами имеют большой срок службы
без смены уплотнения. Применять их предпочтительно при дли-
не хода поршня свыше 100 мм. Цилиндры с уплотнением поршня
резиновыми кольцами имеют более простую конструкцию порш-
ня и меньшие осевые размеры. Однако необходимо предъявлять
повышенные требования к качеству смазки и к степени очистки
воздуха в цеховой магистрали. Кольца круглого сечения исполь-
зуют и для вращающихся соединений с давлением до 350 кгс/см2
и окружных скоростях до 0,5 м/с. При больших скоростях вала
необходимо применять меньшие давления рабочей среды.
Ограничение окружной скорости и рабочего давления рези-
новых кольцевых уплотнений вызвано перегревом, который об*
€0
разуется из-за трудностей отвода теплоты от плоскости контак-
та уплотнения на валу.
Преимущества пневматического привода: быстрота дейст-
вия— 0,5—1,2 с; постоянство силы зажима (при наличии само-
тормозящего звена); возможность регулирования силы зажима;
простота конструкции и эксплуатации; надежность работы неза-
висимо от колебаний температуры окружающей среды.
Недостатки пневматического привода: 1) недостаточная плав-
ность перемещения и непостоянство срабатывания рабочих орга-
нов, особенно при переменной нагрузке; пневматический привод,
как рабочий орган, ле рекомендуется применять в подъемных и
поворотных элементах технологической оснастки; 2) низкое дав-
ление воо.чуха в магистрали (3—6 ат), что влечет увеличение
размеров пневмопривода при передаче больших усилий.
При расчете поршневых пневмоприводов одним из основных
расчетных элементов является расчет усилий на штоке цилиндра
по формулам [5]:
для привода одностороннего действия
D~p?\ — с;
для привода двустороннего действия:
толкающая сила
Р = -5-О2/7Т].
4
тянущая сила
Р=—
где D — диаметр поршня пневмоцилиндра, см; р — давление сжа-
того воздуха, кгс/см2; т]— КПД (г]=0,85); с — сопротивление
пружины возврата при крайнем рабочем положении поршня, кгс,
d — диаметр штока пневмоцилиндра, см.
В табл. 7 приведены значения сил на штоке одинарных ци-
линдров.
А. И. Горским и Е. Б. Ивановым-Эминым [3] в помощь кон-
структору, разрабатывающему пневматические системы с приме-
нением пневмоприводов, были разработаны графики для опреде-
ления времени срабатывания пневмоцилиндров. Эти графики
наглядно показывают зависимость времени срабатывания t (с)
от силы Р (кгс) на штоке пневмопривода с учетом КПД цилинд-
ра и давления (избыточного) воздуха при длине хода поршня
большей или равной диаметру цилиндра.
На рис. 27 показан график срабатывания толкающих пнев-
моцилиндров 7)~5О4-ЗОО мм при длине хода поршня Z=50-j-
4500 мм и давления воздуха в магистрали 6 кгс/см2.
61
Таблица 7
Силы (кгс) на штоке одинарных цилиндров (г] — 0,85)
Диаметр цилиндра, мм Диаметр штока, мм Давление в цилиндре, необходимое для движе- ния поршня с места без нагрузки, кге/см2 Толкающая и тянущая * силы при давлении в цилиндре, кгс/см’
1 2 3 4
50 16 0,3 50 66 83 100
45 60 85 90
63 16 0,3 80 106 132 160
74 98 123 147
80 25 0,25 127 170 180 211
135 180 222 270
100 25 0,25 200 268 332 400
• 188 250 312 468
125 32 0,25 312 417 520 625
292 390 -185 585
160 40 0,2 510 670 850 1020
320 428 535 640
200 50 0,2 800 1070 1335 1600
750 1000 1250 1500
250 63 0,2 1260 1680 2100 2520
1175 1563 1960 2350
320 80 0,2 2060 2740 3430 4100
1900 2530 3170 3800
* В числителе приведены толкающие
силы, в знаменателе — тянущие силы.
Пример. Определить время срабатывания ппевыоцилиндра при следую-
щих параметрах: диаметр цилиндра />=250 мм; длина хода поршня /=
= 700 мм; сила на штоке Р= 1000 кгс: давление сжатого воздуха в пневмо-
цилиндре 6 кгц/см2.
Из графика (рис. 27) находим, что время срабатывания толкающего ци-
линдра для заданных параметров равно /=3,8 с.
Время срабатывания тянущего цилиндра определяем по формуле
^тян ~ ^толк 1
Где k — коэффициент, численное значение которого в зависимости с г диамет-
ра пневмоцилиндра определяем по графику (рис. 28).
Согласно графику (рис. 28) коэффициент k для цилиндра £>=250 мм ра-
вен 1,025, значит £т ян =1,025X3,8=3,895 с.
62
t,c
по
13,0
9.0
8,0
7.0
0.0
5,0
0,0
3.0
2.0
\Q
19
>.S
M
16
0,5
0Л
5.3
)] 53 39708090700 200 300 500 500 600 8001000 2000 3000 Р.нгС
Рис, 27. Время срабатывания толкающих пневмоцилипдров 0=504-300 мм
для длин хода поршня Z=50—4500 мм прн давлении воздуха в магистрали
P=G кгс/см2
Рис. 28. Зависимость отношения ~— от
*толк
диаметра пневмоцилиндра D
63
Падение давления сжатого воздуха в цеховой магистрали с 6 до 4 кгг/см2
влечет за собой увеличение времени срабатывания на 20%. Следовательно,
время срабатывания толкающего цилиндра ?ТОЛь=3,8Х 1,2=4,56 с, а тяну-
щего цилиндра /ГНн =3,895X1,2 = 4,67 с
В ряде случаев для преодоления одного и того же усилия
полезного сопротивления можно применить различные пневмо-
цилиндры.
Приведенные на рис. 27 и 28 графики позволяют выбрать в
каждом конкретном случае оптимальный размер пневмопри-
вода. Например, при длине хода /=1000 мм и силе на штоке
Р--300 кге целесообразно установить не пневмоцилиндр £) =
= 150 мм, у которого при давлении воздуха в магистрали
6 кгс/см2 /=3, 4 с, а пневмоцилиндр £=125 мм, у которого при
тех же параметрах /=2,8 с. Наряду с уменьшением диаметра
пневмоцилипдра уменьшается и расход сжатого воздуха.
Время срабатывания (с) пневмопривода можно определить
и по упрощенной формуле:
где D — диаметр цилиндра, см; £о— длина хода поршня, см;
d0 — диаметр воздухопровода, см; v— скорость протекания воз-
духа; v= 1500—2500 см/с.
Диаметр (см) воздухопровода находим по формуле
где V — объем сжатого воздуха за один рабочий ход, см3; v —
скорость протекания воздуха (ь’= 15004-2500 см/с); t — время
для заполнения полости пневмопривода, с.
Длину цилиндров следует выбирать такой, чтобы ход штока
был на 10—20 мм больше расчетного перемещения зажимных
элементов. Для устранения удара поршня в конце хода о крыш-
ку цилиндра, а также для гашения скорости инерционных масс
в цилиндры встраивают демпферы (амортизаторы) или устанав-
ливают врезные резиновые кольца.
В процессе сварки в свариваемом узле возникают значитель-
ные деформации, которые способны произвести самораскреплс-
ние пневматических механизмов зажима. Во избежание этого в
приспособлениях для сварки рекомендуется применять пневма-
тические зажимные устройства с самотормозягцимся звеном.
В стенде для сварки корпуса бортового фрикциона с лонже-
ронами использован пневматический привод (рис. 29) с систе-
мой рычагов и клиновым усилителем. Цилиндр 1 через систему'
рычагов подает лонжероны до упоров, а цилиндр 2 клиновым
штоком создает необходимое усилие зажима.
61
В табл. 8 приведены силы зажима, создаваемые самотормозя-
щимися клиновыми механизмами [8].
Таблица 8
Усилия зажима W (кгс), создаваемые самотормозя щимися
клиновыми механизмами
Расчетные формулы U' при ао
Для односкосного клина с трением только на наклонной плоскости tg (а0 + *1) при —5°43' 5° 5.28Р 4°30' 5.45Р 4° 5,52Р 3°30' 6.21Р
Для односкосного клипа с трением па нактонной плоскости и оснований клина 1 U7 = P tg(ao + fi) 4" tg?2 при ср1 = <р2—’5с40' W при а0
5° 3,47 Р 6° 3.27Р 7° 3,08Р 8° 2,92Р L- 9° 2.77Р 10° 2,бЗР
В формулах: Р — сила на штоке, кгс: <pt —угол трения на наклонной пло-
скости; гр2— угол трения на основании клина; а — угол скоса клина.
Рис 29. Стенд для сварки корпуса бортового фрикциона с лонжероном
3 2014 65
При проектировании приспособлений с пневматическими за-
жимами и самотормозящимся звеном следует иметь в виду, что
при малых углах подъема клина происходит заклинивание, в ре-
зультате чего необходимо предусмотреть, чтобы усилие разжима
клинового зажимного устройства превышало усилие зажима.
Достигнуть этого можно следующим образом:
Рис. 30. Соединение клина со штоком:
«—вилкой; б—резьбовым пальцем; е—резьбовой втулкой
а) подачей воздуха при отжиме во внештоковую полость ци-
линдра;
б) созданием разности давлений в плоскостях цилиндра уста-
новкой редукционного клапана в рабочей ветви;
в) выполнением соединения штока с самотормозящимся зве-
ном с зазором, что создает при разжиме ударное действие, уве-
личивающее таким путем силу расклинивания. Величина зазора
должна быть не менее 8 мм. Соединять шток с клином можно
посредством пальца или резьбового штыря (рис. 30, а, б). Вто-
рой способ соединения предпочтителен, так как возможно осу-
ществлять регулировку соединительного звена. Для этой же цели
можно рекомендовать вариант соединения штока с клином при
помощи резьбовой втулки (рис. 30, в) [13].
Для увеличения хода зажимного звена, что необходимо при
загрузке деталей, клинья изготовляют с двойным углом накло-
на, т. е. угол, при котором происходит зажим детали, выполня-
ют самотормозящимся (до 5°43'), а угол, при котором отводится
зажимной элемент, равным 15—30°.
66
В табл. 9 приведены принципиальные схемы встроенных в
технологическую оснастку зажимных устройств с пневматиче-
ским приводом.
Таблица 9
Схемы механизмов с пневматическим приводом
Рычажный зажим
Цилиндр зажима толкающего дей-
ствия жестко связан с качающимся
рычагом, шарнирно закрепленным в
кронштейне приспособления
Г-образвый прижим
Изделие крепится Г-образным при-
жимом. Необходимое усилие зажима
создается пневматическим цилинд-
ром, жестко сидящим на неподвиж-
ной штанге. Возврат прижима в ис-
ходное положение осуществляется си-
ловой пружиной
Рычажный пневматический зажим
Усилие зажима изделию 1 переда-
ется от пневматического цилиндра 4
посредством качающегося рычага 2.
После раскрепления изделия рычаг 2
рукояткой 3 поворачивается вокруг
своей оси, освобождая зону разгрузки
3*
67
Продолжение
Пневматический зажим с толкаю-
щим штоком.
Прихват 1 отводится от изделия
под действием собственного веса
Клиновой зажим
с пневмоприводом
и автоматически отводимым
прихватом
При движении клинового штока 5
вправо толкатель 6, а вместе с ним
и прихват 1 опускаются вниз, осво-
бождая изделие 3 от усилий зажима.
При дальнейшем ходе клинового што-
ка вправо палец 4, войдя в паз оси
2, поворачивает ее вместе с прихва-
том /, освобождая зону загрузки.
При движении штока 5 влево при-
хват возвращается в исходное поло-
жение, а толкатель 6 закрепляет из-
делие
Кулачковый прижим
Крепление изделия в приспособле-
нии производится кулачками /, при-
вод на которые передается от штока
силового привода 4, систему рыча-
гов 2 и шарнирное (плавающее) зве-
но 3
Откидной прижим
с самоустаиавливающсйся
нажимной пятой
Прижим обеспечивает одновремен-
ное, в двух направлениях, прижатие
изделия к базовым поверхностям
приспособления
<)8
Продолжение
Шарнирный прижим
Усилие прижима передается закреп-
ляемому изделию нажимной плоско-
стью /, через систему рычагов 2 от
энергоносителя 3
Байонетовый прижим
Поворотный прижим обеспечивает
надежное закрепление изделия 2.
Прихват I, перемещаемый скалкой 3,
поднимаясь при отжатии, поворачи-
вается и позволяет снять изделие.
Пневмопривод 4 с подвижным ци-
линдром. Это позволяет уменьшить
общие габаритные размеры зажимно-
го узла
Двухрычажный прижим
Прижим обеспечивает надежное
крепление свариваемого изделия,
а криволинейные пазы на зажимных
элементах обеспечивают свободный
его съем
69
Продолжение
Рычажный двусторонний зажим
Зажим изделия производится пнев-
матическим цилиндром I и системой
шарнирных рычагов
Клиновой зажим
При движении клипового штока 1
влево подпружиненная штанга 2 воз-
действует на прихват 3 и зажимает
изделие -1. При обратном ходе штан-
ги происходит раскрепление издели»
Рычажный прижим
с откидным упором
Прижим 1 и откидной упор 2 цент-
рируются относительно изделия на-
правляющими 3 и 4
Рычажный зажим
Зажим изделия производится ка-
чающимся цилиндром 1 через систему
рычагов
70
Продолжение
Рычажный зажим
с неподвижным цилиндром
и рычагом 2-го рода
На рисунке показано рабочее поло-
жение цилиндра при втянутом штоке.
Это уменьшает действие боковых уси-
лий и предохраняет поверхность што-
ка от брызг расплавленного металла
при сварке
Рычажный зажим
с неподвижным цилиндром
н рычагом 1-го рода
Цилиндр зажима толкающего дей-
ствия расположен на столе приспо-
собления. Шток цилиндра защищен
кожухом
Зажим подвижным
корпусом пневмоцилиндра
Изделие закрепляется торцовой по-
верхностью пневматического цилинд-
ра /. Цилиндр в исходное положение
возвращается пружиной сжатия 2
Клиновой зажим с откидным, под
действие собственного веса, прихва-
том
Рычажный зажим
двойного действия
Изделие зажимается рычагом 1 че-
рез шарнирный усилитель 2
71
Техника безопасности при монтаже
и эксплуатации пневмоцилиндров
1. Цилиндры должны быть надежно закреплены.
2. Все болты и шпильки крепления цилиндров должны быть
равномерно затянуты и надежно застопорены.
3. При монтаже необходимо строго соблюдать параллельность
оси цилиндра к направляющим движениям рабочего органа.
4. Во избежание скопления конденсата нужно, чтобы при го-
ризонтальном расположении цилиндра в приспособлении при-
соединительные отверстия трубопроводов находились внизу.
Встроенные цилиндры, смонтированные из нормализованных,
узлов, целесообразно применять в специальных приспособлениях
в массовом и крупносерийном производстве, а также в базовой
части переналаживаемых приспособлений для серийного и мел-
косерийного производства.
5. Трубопровод перед монтажом должен быть тщательно’
продут сжатым воздухом.
6. Для надежной работы пневмопривода воздух, подаваемый
в цилиндр, необходимо очистить от влаги, загрязнений и пропу-
скать через маслорасиылитель, где он смешивается с распылен-
ным маслом, необходимым для смазки механизма привода.
7. Шток цилиндра должен быть защищен от ударов. На шток
в процессе эксплуатации не должна действовать поперечная на-
грузка, а также попадать грязь, абразивная пыль, стружка,,
брызги расплавленного металла и т. д.
8. Перед длительной остановкой цилиндр необходимо обиль-
но смазать.
НАКЛАДНЫЕ КОНДУКТОРЫ
При сборке узла под сварку входящие в пего сборочные еди-
ницы и отдельные детали, в зависимости от конструкции узла
и технологии сборки, ориентируются относительно друг друга
либо при помощи элементов сборочно-сварочной оснастки: упо-
ров, фиксаторов, установочных пальцев и штырей (постоянных
и съемных), либо при помощи кондукторов (шаблонов)
Кондукторы (шаблоны) являются промежуточной базой меж-
ду собираемыми деталями и служат для установки их в задан-
ном чертежом положении с последующей прихваткой деталей
сваркой в нескольких точках.
Кондукторы изготовляют из листовой стали или алюминия.
Они должны быть максимально облегчены, обладать необходи-
мой прочностью и жесткостью, обеспечивать свободный доступ к
сварным швам и иметь возможность свободного съема со сва-
риваемого изделия.
Накладные кондукторы базируются по наружному пли внут-
реннему контуру сопрягаемых деталей, по отверстиям, приливам
72
si пазам, а также по базовым элементам сборочно-сварочной ос-
настки.
В зависимости от точности собираемого узла и его назначе-
ния накладные кондукторы могут иметь элементы крепления или
быть без них.
На рис. 31, с показан кондуктор, с помощью которого уста-
навливают ребра 2. Кондуктор фиксируется по стенке изделия
3 при помощи упоров 4, а в продольном направлении — высту-
пом I.
Рис. 31. Накладные кондукторы
В накладном кондукторе на рис. 31,6 происходит установка
и прихватка петель (скоб) к боковине. Кондуктор фиксируется
отводным поворотным фиксатором 5, а петля 6 устанавливается
в накладные элементы 7 и от продольного перемещения удер-
живается плоскостями вырезанного в корпусе кондуктора окна 8.
На рис 32 показаны элементы крепления накладных кондук-
торов. Кондуктор (рис. 32, а) ориентируется по наружному кон-
туру изделия 12 регулируемыми упорными винтами 13. Величи-
на вылета винтов 13 регулируется в зависимости от заданных
размеров от торца детали до оси собираемой на прихватах де-
тали 2.
Накладной кондуктор устанавливают вручную и крепят при-
хватами 9 и 11. Прихваты 9 смонтированы в кронштейнах 10,
.которые прикреплены винтами и штифтами к корпусу 3 кондук-
тора. Поворотом звездочки 6 с винтом 7 по часовой стрелке
прихват 9, поворачиваясь на оси S, перемещает накладной кон-
дуктор слева направо до тех пор, пока винты 13 не упрутся в
В1зделие, после чего кондуктор закрепляется прихватом 11. Для
73
этого планка 5 с прихватом 11 и нажимным винтом 4 может
перемещаться справа налево.
Для удобства установки и съема накладного кондуктора пре-
дусматривают рукоятки /, а для облегчения кондуктора в кор-
пусе 3 предусматривают окна различной формы.
д)
Рис. 32. Элементы крепления накладных кондукторов
Если зажимные элементы затрудняют обзор и доступ к свар-
ным швам, то их размещают сбоку, как это показано на рис.
32, б, или изнутри, как на рис. 32, г.
Во избежание травмы кисти работающего (межпальцевого
пространства между большим и указательным пальцами) зажим-
ной элемент должен иметь: при горизонтальном приложении уси-
лия прижима неподвижную рукоятку или звездочку (рис. 32, б
и в), а при вертикальном расположении прижима еще и подвиж-
ную рукоятку (рис. 32, г и <?).
На рис. 32, в показана конструкция накладного кондуктора,,
отличающегося от рассмотренного (рис. 32, а) тем, что вместо»
74
регулируемых боковых упоров он имеет пальцы 20, а вместо
•опорных планок — цилиндрические опоры 14. Кроме того, изме-
нена конструкция крепления пальца 18 к корпусу 15. Прихват
состоит из самоустанавливающейся пяты 19, винта 17 и звездоч-
ки 16.
В тех случаях, когда за базу принято отверстие, накладной
кондуктор центрируется по нему или тремя штырями, или как
это показано на рис. 32, д. Для крепления кондуктора в его кон-
струкции предусмотрено разрезное кольцо 24, которое натяги-
вается на конус штыря 23 планкой 25. При вращении гайки 21
шпилька 26 перемещается вместе с планкой и удерживается от
поворота штифтом 22.
Рис. 33. Переналаживаемое приспособление для сборки и прихватки
Для сборки и прихватки патрубков с двумя фланцами, отвер-
стия которых должны располагаться друг против друга, изго-
товлено переналаживаемое приспособление (рис. 33), состоящее
из станины 1, неподвижной стойки 2, опорных втулок 8 и ка-
ретки 7. В зависимости от длины собираемого изделия каретку
устанавливают в соответствующее положение так, чтобы после
•фиксации фланцев на пальцах 3 сменной оправки 4 между ними
было расстояние несколько большим, чем длина патрубка. Затем
устанавливают патрубок, т. е. один конец его вставляют в от-
верстие фланца, который зафиксирован на сменной оправке
неподвижной стойки 2, а на второй конец надвигают фланец,
зафиксированный на сменной оправке подвижной стойки 5.
Стойка 5 перемещается рукояткой 6 при помощи реечной пере-
дачи. Максимальная длина собираемых в кондукторе изделий
до 1800 мм. Диаметр трубы 50—100 мм.
75
МАГНИТНЫЕ ЗАЖИМЫ
Магнитные зажимы относятся к универсальным приспособ-
лениям для сборки деталей под сварку. С применением магнит-
ных приспособлений повышается чистота и культура производ-
ства на рабочих местах цехов сварочного производства.
Магнитные зажимы отличаются универсальностью, просто-
той конструкции, быстротой действия и отсутствием движущих-
ся частей (у электромагнитов) или громоздких коммуника-
ций— шлангов (у постоянных магнитов). Действие электромаг-
нитов основано на использовании естественных или искусствен-
ных магнитов, питаемых от сети или источника сварочного тока.
Включение и отключение тока осуществляется обычным Элек-
тр и ческим вы кл юч атслем.
Рис. 34. Электромагнитные зажимы:
а—схема зажима; б, в, г, д—примеры применения зажима; 1—выключатель;
2—внутренний полюс; 3—днище; 4— скоба; 5—катушка; 6—внешний полюс;
7—флюсовая подушка; 8— электромагнит; $—выключатель; 10—шарнирная
система
Типовая конструкция электромагнита показана на рис. 34.
Он представляет собой магнитопровод, состоящий из внешнего1
6 и внутреннего 2 кольцевых полюсов с днищем 3. внутри кото-
рого размещена катушка 5. Ток включается выключателем /,
вмонтированным в скобу 4. Магниты используют для выравни-
вания кромок, для их прижатия к флюсовой подушке 7 (рис.
34, б), для создания опоры рычажных (рис. 34, в) или винто-
вых (рис. 34, г) прижимов, фиксаторов (рис. 34,6), для уста-
новки деталей под углом 30—150°.
В последнее время все чаще применяют постоянные магни-
ты, рассчитанные на сравнительно небольшое усилие прижима,,
преимущественно для сборки деталей и прихватки под сварку.
76
Управление постоянными магнитами осуществляется за счет
изменения пути магнитных потоков между подвижными и не-
подвижными частями, разделенными немагнитными перегород-
ками, которые создают значительные магнитные сопротивления.
При включении постоянного магнита немагнитные перего-
родки обеих частей расположены друг против друга. Магнитные
потоки проходят от северных полюсов магнитов к южным через
магнитопроводы, рабочий (воздушный) не более 0;5 мм зазор,
закрепляемую деталь и магнитопроводы.
Для отключения магнита достаточно сдвинуть подвижную
часть относительно неподвижной части магнита, чтобы магнит-
ный поток получил возможность замыкаться более коротким
путем, минуя при этом закрепляемую деталь, которая теперь
легко снимается с приспособления.
В качестве материала для постоянных магнитов использу-
ют специальные сплавы из железа, никеля, алюминия, меди
(литые магниты) или более дешевые керамические оксидно-
барисвые магниты. Удельное усилие притяжения литых магни-
тов составляет до 7 кгс/см2, а оксидно-бариевых — до 3—
4 кгс/см2.
На рис. 35, а представлен постоянный магнит, предназначен-
ный для сборки углового соединения, а на рис. 35,6 — универ-
сальное приспособление для сборки соединений с различным
сочетанием деталей.
Разработан ряд универсальных магнитных приспособлений
для сборочно-сварочных работ, в которых использованы недоро-
гие и недефицитные оксидно-бариевые магниты, практически не
размагничивающиеся при эксплуатации.
Магнитный угольник, показанный на рис. 36, а, предназна-
чен для сборки кронштейнов и узлов коробчатой формы. Полки
угольника переключаются раздельно поворотом накидного клю-
ча на 180°.
Усилие закрепления деталей с необработанной поверхно-
стью 325 кгс, а деталей с обработанной поверхностью — 450 кгс.
Размеры угольника 232X252X100 мм; масса 9,4 кг.
Трехстороннюю магнитную призму (рис. 36, б) применяют
для закрепления цилиндрических деталей и труб в горизонталь-
ном и вертикальном положениях и под углом 45°. При закрепле-
нии детали призма притягивается к металлической поверхно-
сти, па которую она устанавливается. Усилие закрепления де-
талей изменяется в зависимости от угла поворота рукоятки.
Магнитные держатели (рис. 36, в) предназначены для за-
крепления плоских и цилиндрических деталей. Они имеют тра-
пецеидальную форму и состоят из двух стальных пластин, меж-
ду которыми помещен оксидно-бариевый магнит.
Отрыв держателей от деталей производят вручную.
Регулируемый держатель (рис. 36, г) состоит из магнитных
призм, шарнирно соединенных между собой двумя планками и
77
переключаемых поворотом переключателей. Он служит для за-
крепления плоских и цилиндрических деталей под любым углом.
Размеры призм 60X52x36 мм.
Использование электромагнитов в специализированной сбо-
рочно-сварочной оснастке расширяет сферу их применения и
облегчает выбор технических решений при проектировании ос-
настки.
Рис. 35. Прижимы с постоянными магнитами;
а—для сборки углового соединения; б—для сборки соедине-
ний с различным сочетанием деталей; I—угловой магнит;
2—зажим; 3 и 5—магнитные элементы; 4—рычаг
В качестве примера рассмотрим приспособление со встроен-
ными электромагнитами для сборки и сварки глушителя двига-
теля СМД-14 трактора Т-74 (рис. 37).
Корпус глушителя устанавливается в приспособление на
призмы 3, фланцы глушителя надеваются на центрирующие
штыри 4 опорной плиты 5 и прижимаются к базовым опорным
Рис. 36. Магнитные приспособления:
а—магнитный угольник; б—трехсторонняя магнитная призма; в—магнитные держатели;
л—регулируемый держатель
78
Рис. 37, Приспособление для сборки и сварки глушителя двигателя СМД-14 трактора Т-74
79
плоскостям Б электромагнитами в головках 2 и 6. Электромаг-
нитная головка 2 жестко закреплена на стойке 1. Поджим флан-
цев к корпусу глушителя осуществляется головкой 6, которая
посредством тяги 7 и толкателя 10 пневмоцилиндром 11 пере-
мещается по направляющим 14 корпуса 8.
Электромагнит и центрирующий механизм головки закрепле-
ны в ползуне 15 хомутом 13. Все механизмы приспособления ба-
зируются на плите корпуса 12. Тянущие элементы защищены от
действия сварочных брызг кожухами 9.
Применение электромагнитов в конструкции приспособления
позволило:
1) обеспечить выполнение технических требований чертежа в
части перпендикулярности фланцев к оси глушителя; 2) исклю-
чить операцию обработки резанием фланцев; 3) упростить кон-
струкцию приспособления.
Другим примером применения встроенного в сборочно-сва-
рочную оснастку электромагнита может служить приспособление
для сборки и калибровки крышек с корпусом воздушного балло-
на трактора Т-150К (см. рис. 40).
IV. ПРИМЕРЫ ВЫБОРА СПЕЦИАЛЬНОЙ
СБОРОЧНО-СВАРОЧНОЙ ОСНАСТКИ
Выбор сборочно-сварочной оснастки рассмотрим на примере
изготовления воздушного баллона трактора Т-150К-
Технология изготовления воздушного баллона предусматри-
вает сборку обечайки на прихватках, автоматическую сварку про-
дольного шва обечайки, сборку обечайки на прихватках с до-
нышками, автоматическую сварку донышек с обечайкой.
Исходя из условий производства и технологии изготовления
воздушного баллона возникла необходимость в проектировании
специализированной оснастки, состоящей из приспособлений:
для сборки обечайки, для автоматической сварки продольного
шва, для сборки и калибровки донышек с обечайкой, для авто-
матической сварки двух донышек с обечайкой (рис. 38—45).
Калибровка и прихватка обечайки воздушного баллона под
автоматическую сварку выполняется в специализированном при-
способлении (рис. 38).
Обечайка 1 устанавливается на призмы 2, центрируется приз-
матическими канавками а прижимных колец 3 и закрепляется
пневмоцилиндрами 11 через систему рычагов 10. Пневмоцилинд-
ры расположены внутри металлоконструкции 12.
Соосность призм 2 и стоек 8 обеспечивается шпонками 4 и 9,
которые расположены в общем шпоночном пазу верхней плиты
металлоконструкции. Призмы 2 и стойки 8 посредством болтов
закреплены на верхней плите металлоконструкции приспособ-
ления.
80
Для облегчения монтажа силового привода в крышке 6 стой-
ки 8 сделано резьбовое отверстие б, а в ползуне 7 — конусная
цековка. При введении в резьбовое отверстие крышки 6 монтаж-
ного винта с конусным направляющим концом происходит вза-
имная ориентация (стопорение) ползуна 7 относительно стойки 8.
Затем ползун, через систему рычагов соединяется с силовым
приводом, имеющим в опорных кронштейнах продольные (уста-
новочные) пазы. После закрепления силового привода на метал-
локонструкции монтажный винт вынимают, и ползун получает
свободу перемещения. От действия сварочных брызг ползун 7
защищен кожухом 5.
Рис. 38. Приспособление для прихватки обечайки воздушного баллона трак-
тора Т-150К
Собранная на прихватках обечайка воздушного баллона уста-
навливается в приспособление (рис. 39) для автоматической
сварки (в СОг) продольного шва автоматом АДПГ-500.
Обечайка надевается на основной (неподвижный) полуци-
линдр 5 и поджимной полуцилиндр /Д который, перемещаясь
под действием штока 7 пневмоцилиндра 6, формирует и закреп-
ляет обечайку в приспособлении. В продольном положении обе-
чайка фиксируется упором 12. При раскреплении обечайки воз-
врат поджимного полуцилиндра в исходное положение осущест-
вляется пружинами 9, взаимное центрирование основного и по-
движного полуцилиндров — направляющими 8.
Формирующие полуцилиндры размещены па кронштейне 4,
который крепится к металлоконструкции 1.
81
•исходное н конечное положение сварочного трактора
«2
Сварочный трактор перемещается по направляющим на стой-
ках 2 и 7/, для ограничения зоны перемещения в начале и в
конце направляющих установлены конечные выключатели 3
(ВПК 1112).
Рис. 40. Приспособление для сборки под сварку
После автоматической сварки продольного шва происходит
сборка на прихватках обечайки с донышками. Сборка выпол-
няется в приспособлении (рис. 40), в котором совмещена опера-
ция запрессовки двух донышек с операцией калибровки обечай-
ки. При этом обечайка баллона устанавливается в приспособле-
ние на ложементы 10, фиксируется фиксатором 6 и закрепляется
откидным прижимом 8 при помощи двух прихватов 9. Донышки
баллона центрируются на пальцах 4 и закрепляются электромаг-
нитами 3. Запрессовка донышек в обечайку осуществляется под-
жимными головками 2 и 7, которые перемещаются по направля-
ющим призмам И. С запрессовкой донышек в обечайку проис-
ходит и одновременная ее калибровка по кольцу 5. Привод под-
жимных головок — от пневмоцилиндров 1.
Автоматическая сварка двух кольцевых швов воздушного
баллона выполняется в приспособлении (рис. 41), установлен-
ном на станине станка Р-964.
83
A-A
Pnc. 41. Приспособление для автоматической сварки кольцевых швов воздушного баллона трактора
Т-150:
/ удлинитель; 2 и G—поджимные центры; Я—скользящий токоподвод- 4—кожух; 5—направляющая регулируемая:
7—опора; 8—ппевмоцилиндр: 9—кран управления; /0—дроссель
Центрирование воздушного баллона в приспособлении осу-
ществляется плавающими (самоустанавливающими) центрами ?
и 6 (конус Морзе 3), закрепление — пневмоцилиндром 8.
Пневмоцилиндр и плавающие центра не препятствуют свобод-
ной деформации изделия при нагреве и охлаждении, снижая тем
самым упругопластические деформации в зоне нагрева.
В дополнение рассмотрим несколько технических решений
сборочно-сварочной оснастки.
Для стыковки кромок обечаек под сварку продольного шва
может быть рекомендовано приспособление, изображенное на
рис. 42.
Рис. 42. Приспособление для стыковки кро-
мок обечайки
Рис. 43. Приспособление
для автоматического цент-
рирования трубы относи-
тельно фланца
На основании 10 приспособления крепятся стойки — левая 1
и правая 9. В средней части приспособления расположены роли-
ки 11. Левая стойка 1 подвижная, настраивается в зависимости
от длины обечайки 2 и закрепляется на основании при помощи
болтов 12. На левой стойке установлено нажимное кольцо 3 и
фиксирующая оправка 4. Кольцо 3 имеет уклон 15°, обеспечива-
ющий легкую установку обечайки в приспособлении.
На правой стойке приспособления смонтирован цилиндр 6Г
на шток которого посажены кольцо 3, фиксирующая оправка 4
и распределительный кран управления 7. При подаче воздуха по
шлангу 8 шток 5 цилиндра 6 перемещается и стыкует обечайку,
после чего происходит прихватка в трех местах, по длине сты-
куемых кромок. Внедрение приспособления позволяет значитель-
но поднять производительность труда при сборке.
Для приварки фланцев к патрубкам могуг быть рекомендо-
ваны приспособления, представленные на рис. 43 и 44.
Приспособление для приварки фланцев к патрубку (рис. 43)
обеспечивает горизонтальную установку фланца 5 на центриру-
85
ющем кольце 6 опорной плиты 7 и вертикальное положение тру
•бы / во фланце. Труба автоматически центрируется тремя ша
риками 2 при помощи подпру-
жиненного конуса. Шарики ус-
танавливаются в сменной го-
ловке 3, которая закрепляется
«а направляющем стержне 4.
Рис. 45. Универсальная стойка
Рис. 44. Оправка для сборки тру-
бы с фланцем
Как вариант сборки фланца с патрубками, может быть реко-
мендована ступенчатая жесткая оправка (рис. 44) с двумя ци-
линдрическими поверхностями, служащими базой для обеих со-
бираемых деталей.
При сборке фланец устанавливается на поверхность 1 и фик-
сируется по поверхности 2. Патрубок устанавливается на пло-
скость 4 и центрируется по поверхности 5. Для обеспечения уста-
новки фланца и патрубка в сборочном приспособлении преду-
смотрены конусные участки оправки — поверхности 3 и 6.
Конусная поверхность 3 предотвращает приварку к приспособле-
нию собираемых деталей во время прихватки. Для облегчения
съема собираемого узла с приспособления в нем предусмотрены
канавки 7.
Быстрорегулируемая по высоте универсальная стойка
(рис. 45) представляет собой опору, предназначенную для уста-
новки крупногабаритных деталей под прихватку. Упор /, пере-
мещаясь под нагрузкой вниз, нажимает на планки 2, прижимая
связанный с планками зубчатый упор 3 к зубчатой рейке 4. Чем
больше нагрузка на упор /, тем сильнее сцепляются зубчатый
упор и рейка.
V. ВЕНТИЛЯЦИЯ И ГИГИЕНА ТРУДА
ПРИ ПРОЕКТИРОВАНИИ СВАРОЧНЫХ ПОСТОВ
Процесс сварки сопровождается выделением токсичной пыли
и вредных газов. Количество и состав этих газов зависят от вида
«б
и режима сварки, а также от химического состава сварочных ма-
териалов (флюсов, электродов, сварочной проволоки и т. д.).
Допустимая концентрация пыли на рабочих местах сварщи-
ков 4 мг/м3. При отсутствии местной вентиляции эта концентра-
ция пыли и газов значительно превышает норму. В вентилируе-
мых помещениях она обычно не превышает предусмотренные
санитарные нормы. Однако при некоторых сварочных процессах
отмечается повышенная концентрация газов: при сварке в среде
углекислого газа — окиси углерода, при сварке под слоем флю-
са — фтористых соединений, при сварке в среде аргона — азота.
СПОСОБЫ ОЧИСТКИ ВОЗДУХА В СВАРОЧНЫХ ЦЕХАХ
Наиболее эффективным способом очистки воздуха от пыли
и газов является местный отсос непосредственно от источника
их выделения.
Рис. 46. Панель равномерного всасывания
Одним из устройств, нашедших широкое применение в про-
изводстве, является наклонная панель равномерного всасывания
(рис. 46). Всасывающее отверстие расположено под углом 45° к
вертикали. Установленная в нем решетка способствует равномер-
ному распределению воздуха по площади всасывающего отвер-
стия. Панель устанавливают над столом с противоположной сто-
роны от сварщика. Наиболее широкое применение нашли пане-
ли размерами 600X645, 750x645, 900X645. Наклонная сторона
панелей равна 645 мм, живое сечение входного отверстия пане-
лей при коэффициенте местного сопротивления панелей е==1,0
составляет 25% от габаритного.
87
В верхней части панелей крепится козырек шириной 200 мм
для ограничения подсоса чистого воздуха сверху и лучшего улав-
ливания загрязненного воздуха. Наклонные панели рекомен-
дуются при сварке изделий высотой до 500 мм. Объем отсасывае-
мого воздуха 3300 м3/ч на 1 м2 габаритной площади всасываю-
щего отверстия. Скорость входа воздуха через щели в решетке
3,7 м/с.
Кроме наклонных панелей, находят применение вертикаль-
ные панели и нижние отсосы через решетку в плоскости стола
(табл. 10). Для панелей с вертикальным и нижним расположе-
нием отсоса требуется повышенный расход воздуха, так как угол
•отклонения потока загрязненного воздуха от его естественного
направления вверх увеличивается с 45° (для наклонной панели)
соответственно до 90 и 180".
Выбор того или иного воздухоприемника определяется видом
сварки и конструктивными особенностями свариваемого изделия.
Нижний отсос не может быть рекомендован при сварке в среде
защитных газов, так как диапазон скорости движения воздуха
во всасывающем потоке в зоне сварки жестко ограничен. Для
того чтобы приемник мог уловить пыль и газы, эта скорость
должна быть больше 0,2 м/с, в то же время во избежание на-
рушения газовой защиты сварочной ванны она не должна пре-
вышать 0,5 м/с при сварке в среде углекислого газа и 0,3 м/с при
-сварке в среде инертных газов.
Расход воздуха (м3/ч) в зависимости от высоты свариваемых
деталей определяем по формуле
Q=4tf+820,
«где Н — расстояние от сварочной дуги до плоскости стола, мм.
Необходимый воздухообмен можно определить и из условий
наплавки 1 кг металла (табл. 11). Например, пользуясь
табл. 11, при наплавке 2 кг металла при сварке в среде СО2
•имеем Q = 2X820 =1640 м3, при ручной же сварке электродами
ЦМ-7 Q=2X5300= 10 600 м3.
При сварке однотипных изделий в сварочной технологической
•оснастке рекомендуется местные отсосы встраивать прямо в
•стенды.
Следует учитывать, что углекислый газ, имея больший удель-
ный вес, чем воздух, скапливается в местах, расположенных
ииже уровня пола.
Было установлено, что на равномерность скоростей всасыва-
ния влияет угол наклона входного отверстия. При расположении
всасывающего отверстия под углом 35° к вертикали поле скоро-
стей имеет несколько меньшую неравномерность (±10%), чем
при угле 45°. Поэтому в конструкции наклонных панелей реко-
мендуется угол наклона 35°. Для характеристики распределения
•скоростей во всасывающем спектре панели построены графики
•скоростей всасывания в полости, перпендикулярной к всасыва-
88
Таблица 1Q
Объем отсасываемого воздуха от рабочего места
в зависимости от угла наклона панели
Угол наклона
панели, град
45
Объем отсасываемого
воздуха в м:'/ч на 1 №
габаритной площади
панелей
3300
90
4100
180
7000
Таблица 11
Потребный воздухообмен при наплавке 1 кг металла
Способ сварки Общая запылен- ность, г/кг Необходимый воздухо- обмен. м3
Ручная сварка: электродами ЦМ-7 электродами УСНИ-13/45 210 19,3 5300 3800
Сварка в среде углекислого газа проволокой диаметром 2 мм 4,1 820
89
ющему отверстию панели и проходящей через его середину
(рис. 47, 48). Все расстояния на графиках даны в относитель-
ных величинах как отношение фактического (линейного) рас-
стояния I к высоте панели Н. Линии постоянных скоростей на
графиках выражают отношение фактической скорости v данной
точки к средней скорости во всасывающем сечении панели.
Рис. 47. Спектр скоростей всасыва-
ния наклонной панели без ко-
зырька
Рис. 48. Спектр скоростей всасывания
наклонной панели, снабженной ко-
зырьком
Средняя скорость во всасывающем сечении г?о определялась
как отношение секундного объема удаляемого воздуха к габа-
ритной площади всасывающего отверстия. На рис. 47 показан
спектр скоростей всасывающего факела панели, имеющей дли-
ну, равную 1,33 Я, и расположенной на высоте 0,8 Н от рабочего
стола. На рис. 52 показан спектр скоростей вытяжного факела
такой же панели, но снабженной горизонтальным козырьком
шириной 0,45 Я. Как видно, при устройстве козырька скорости
движения воздуха в соответствующих точках поля увеличива-
ются на 20%. Необходимо, чтобы скорость во всасывающем фа-
келе панели равномерного всасывания в месте расположения
сварочной дуги была не менее 0,2 м/с. Средняя скорость всасы-
90
вания по отношению к габаритному сечению панели равняется
0,9 м/с.
Пользуясь приведенными графиками, можно в зависимости
от расстояния между местом сварки и панелью определить сред-
нюю скорость во всасывающем отверстии и, следовательно, объ-
ем удаляемого воздуха. При расположении наклонной панели с
козырьком в середине помещения скорость в соответствующих
точках несколько меньше, чем при размещении такой панели у
стены.
Пример. Дано: /7=645 мм; и=0,3 м/с; С'о=О,9 м/с.
Расстояние изделия от всасывающего сечения панели 1—х.
v 0,3
Из соотношения —имеем § =0.33; из спектра скоростей (рис. 48}
I VQ
~~ =0,43, или/=645-0.43 = 277 мм.
/7
Для панелей 645x600, 645X750, 645x900 секундный объем удаляемого
воздуха при средней скорости во всасывающем отвергши 0.9 м/с соответствен-
но равен
v = v0Fa4;
t'i = t/QFiCe4 = 0,9 м/с X 0,387 м2 =0,35 ы3/с = 1260 м3/ч;
v2 = ^о^2ссч = 0,9 м/с X 0,48 м2 = 0,43 мэ/с = 1548 м3/ч;
Vg = = 0,9 м/с X 0,58 м2 = 0,52 м3/с = 1872 м3/ч.
При автоматической и полуавтоматической сварке под слоем
флюса образуются аэрозоли, которые и удаляются щелевыми
местными отсосами, расположенными у мест сварки на высоте
не более 50 мм. Длину щели местного отсоса над сварным швом
рекомендуется принимать равной 250—350 мм. Количество воз-
духа при этом виде сварки, удаляемого местными отсосами, опре-
деляем по формуле
12-1- 16»/ 7 №/ч,
где / — сила сварочного тока, А.
Коэффициент 12 принимают для одностороннего щелевого
отсоса, коэффициент 16 — при двух отсосах, расположенных спе-
реди и сзади сварочного трактора.
При сварке изделий длиной до 2 м в позиционерах местный от-
сос может быть осуществлен подъемноповоротными воздухопри-
емниками типа ЛИОТ-2.
Для нестационарных сварочных постов, а также при работе
внутри закрытых помещений применять местные отсосы затруд-
нительно, однако необходимо стремиться к их использованию,
применяя для этой цели малогабаритные пылегазоприемники с
пне-вм а тическими пр исоска м и-держ ател я ми.
91
На Московском автомобильном заводе им. И. А. Лихачева
для сварки в закрытых резервуарах разработан и внедрен пере-
носной газоотсос (рис. 49) для удаления вредных газов непо-
средственно из зоны сварки.
При работе газоотсоса сжатый
воздух по воздушной трубке 1, при
открытом золотнике 2 подастся к
соплу 3, проходит через него и по
корпусу 4 направляется в вытяжную
Рис. 50. Малогабаритный от-
сос
Рис. 49. Переносной газоотсос
систему. На выходе из сопла он создает вакуум, и газы, выде-
ляемые в зоне сварки, засасываются через насадку 5 и удаляют-
ся в вытяжную систему. Одновременно создается вакуум в рези-
новой чаше 6, при помощи которой газоотсос крепится в любом
месте непосредственно у зоны выделения газов.
92
При сварке в открытых сборочно-сварочных стендах могут
быть рекомендованы постоянно перемещаемые приемники, при-
соединяемые шарнирами к ручке защитного щитка сварщика
(рис. 50). Необходимый объем воздуха для этого вида прием-
ника составляет 100 м3/ч.
Для сварки небольших изделий в СССР и за рубежом ши-
роко применяют столы с газоотсосом.
Большое число моделей сварочных столов (рис. 51) выпу-
скает фирма «Wienterfeld» (ФРГ). Внутри стола расположен
вентилятор, который работает бесшумно. При установке свароч-
ных столов вплотную друг к другу отверстия для выхода воз-
духа во многих моделях столов выполняют в задней стенке. Сто-
лы могут быть подключены к общей вытяжной системе или обо-
рудованы собственными вытяжными вентиляторами.
Некоторые столы (рис. 51, а) имеют сбоку плиту для правки
изделий. В комплект, показанный на рис. 51,6, входят стол, пли-
та для правки и ванна. На рис. 51, в показан стол с вращающей-
ся верхней частью.
На рис. 52 представлен стол мод. ССН 0,8><0,8, предназначен-
ный для сварки деталей массой до 60 кг ручной и полуавтома-
тической сваркой.
Стол оборудован местной вытяжной вентиляцией. Внутри ста-
нины размещены колчан для вертикального хранения электро-
дов, шкаф для инструмента и две
лампочки местного освещения.
В сборочно-сварочных цехах для
снижения концентрации вредных
газов в воздухе применяют общеоб-
менную приточно-вытяжную венти-
ляцию. В крупных сборочно-свароч-
ных цехах, где приточная вентиля-
ция обычно совмещается с системой
воздушного отопления, рекомендует-
ся подавать воздух в верхнюю зону
помещения по типу сосредоточенной
подачи, которая должна быть рас-
считана на заданную максимальную
подвижность воздуха в рабочей зо-
не: при ручной сварке 0,9; в среде
углекислого газа 0,5; в среде инерт-
ных газов 0,3 м/с.
Рис. 52. Стол сварщика
мод. ССН 0.8X0,8
Температура подаваемого воздуха должна быть ограничена,
чтобы предупредить всплывание струи теплого воздуха (она оп-
ределяется расчетом при проектировании). Подавать воздух сле-
дует через воздухораспределители с поворотными устройствами
для изменения угла наклона выпускаемой струи к горизонту.
Воздух из цеха удаляется системами местного отсоса и обще-
обменной вытяжкой из верхней зоны с помощью крышных или
93
обычных осевых вентиляторов. В зимнее время надо устранять
холодные потоки воздуха, проникающие через неплотности в
створках ворот. Воздушные завесы рекомендуется использовать
постоянно, учитывая подаваемую ими теплоту в общем тепловом
балансе цеха.
Выделяющиеся при всех видах сварки пыль и газы могут
вызвать у сварщиков профессиональные заболевания (пневмо-
кониоз) и отравление марганцем, хромом, никелем, цинком, сва-
рочным газом. Наблюдаются также заболевания опорно-двига-
тельного аппарата, вызванные перенапряжением или охлажде-
нием.
Мероприятия по оздоровлению условий труда при электро-
сварочных работах обычно носят комплексный характер и со-
стоят из технологических, санитарно-технических и лечебно-про-
филактических мероприятий.
Прежде всего нужно применять такие способы сварки и сва-
рочные материалы, при которых выделяется минимальное коли-
чество вредных веществ. Электроды, содержащие в большом ко-
личестве марганец, не следует применять.
Необходимо избегать работ в закрытых помещениях малых
объемов и стремиться проводить сварку на открытой поверхно-
сти.
Большую роль играет механическая вентиляция и в первую
очередь местная — вытяжная. В крайнем случае сварщик дол-
жен пользоваться индивидуальными средствами защиты органов
дыхания. Все сварщики обязаны раз в год проходить медицин-
ский осмотр с обязательной рентгенографией грудной клетки и
лабораторным исследованием крови.
СПИСОК ЛИТЕРАТУРЫ
I. Антонюк В. Е., Королев В. А., Кащеев С. И. Справочник конструктора.
Минск. «Беларусь», 1969, 390 с.
2. Гитлевич А. Д., Этингоф Л. А. Механизация и автоматизация свароч-
ного производства. М., «Машиностроение», 1972, 278 с.
3. Горский А. И., Иванов-Эмин Е. Б. Применение пневмопривода в систе-
мах автоматизации. — «Механизация и автоматизация производства», 1965,
№ 1, с. 36—38.
4. Грачев Л. Н-, Гиндин Д. Е. Загрузочные устройства с программным
управлением. — «Механизация и автоматизация производства», 1973, № 7,
с. 44—47.
5. Евстифеев Г. А. Прогрессивные направления развития силовых меха-
низмов сборочно-сварочной технологической оснастки на предприятиях трак-
торного и сельскохозяйственного машиностроения. М., «ЦНИИТЭИтракторо-
сельхозмаш», 1974, 40 с.
6. Евстифеев Г. А. Средства механизации сборочно-сварочных процессов.
М, «ЦНИИТЭИтрактороссльхозмаш», 1973. 24 с.
7. Кузнецов Ю. И. Электромеханические приводные устройства к станоч-
ным приспособлениям. Технология машиностроения. М„ ЦИНТИМАШ, 24,
1962, с. 16.
8. Кузнецов Ю. И. Станочные приспособления с гидравлическим приво-
дом. М., «Машиностроение», 1966. 156 с.
9. Механическое сварочное оборудование. М, НИИМАШ, 1974. 92 с.
Авт.: А. И. Олейник, Я- Е. Когут, И. Г. Корон, Д. Е. Бейлин.
10. Николаев Г. А., Курин С. А., Виноградов В. В. Расчет, проектирование
и изготовление сварных конструкций. М„ «Высшая школа», 1971, 760 с.
11. Оборудование для поворота и закрепления свариваемых изделий.
Справочная картотека, СК2-67. М., «НИИИНФОРМТяжмаш», 1967. 200 с.
12. Патон Б. Е., Спыну Г. А. Промышленные роботы для сварки. — «Авто-
матическая сварка», 1972, № 9, с. 5.
13. Плавник М. Н. Приспособления для фрезерования лап станин электро-
двигателей. Сборник рационализаторских предложений. Вып. 218, М., Отде-
ление ВНИИЭМ(Информэлектро), 1970, с. 8.
14. Сварочное оборудование на международной выставке «Электро-72».
Ч. 2. — «Сварочное производство», 1973, № 2, с. 5.
15. Тимофеева О. М. Вентиляция сборочно-сварочных цехов. — «Машино-
строитель», 1969, № 8, с. 28—29.
16. Шрейман И. М. Применение автоматического оборудования в прибо-
ростроении. М., ЦНИИТЭИприборостроение, 1970. 56 с.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ............... ....... . 3
1. Средства механизации сборочно-сварочных работ . 4
Пути повышения производительности труда . . . 4
Порядок проектирования специальной оснастки . . . . 10
Основные технологические требования, предъявляемые к
сборочно-сварочной оснастке.................................12
Деформации в сварных металлоконструкциях и способы
их устранения ............................................. 14
II. Сварочные манипуляторы.................................11)
Кантона гели и манипуляторы. — средства механизации
сборочно-сварочного производственного процесса .... 19
Выбор и расчет механизма привода сварочных кантова-
телей ......................................................33
Роботы..................................................38
III. Силовые механизмы сборочно-сварочных приспособлений 44
Механические зажимы.....................................46
Электромеханические устройства ..... .58
Пневматические устройства...............................60
Техника безопасности при монтаже и эксплуатации пнев-
монилиндров.................................................72
Накладные кондукторы ...... . 72
Магнитные зажимы . 7G
IV. Примеры выбора специальной сборочно-сварочной оснастки 80
V. Вентиляция и гигиена труда при проектировании сварочных
постов................................................. . 86
Способы очистки воздуха в сварочных цехах . . .87
Список литературы.......................................... 95
ИБ № 1264
Герман Александрович Евстифеев,
Иван Степанович Веретенников
СРЕДСТВА МЕХАНИЗАЦИИ
СВАРОЧНОГО ПРОИЗВОДСТВА
Редактор издательства Н. С. Степанченко
Технический редактор 7/. Н. Раченкова Корректор И. М. Борейша
Обложка художника В. Г. Богушевич
Сдано е набор 27/X—1976 г. Подписано к печати II/III—1977 г. Т-02355
Формат 60X90'/ia Бумата типографская № 1
Усл. печ. л.6,0 Уч.-изд. л. 5,85
Тираж 30 ОСО экз. Заказ 2014
Цена 32 коп.
Издательство «Машиностроение», 107885, Москва, Б-78, 1-й Басманный пер , 3
Московская типография Да 8 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
Хохловский пер, 7. Тип. зак. 2014