



Автор: Заруба И.И.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления сварка источники электропитания
ISBN: 5-7702-0195-9
Год: 1992




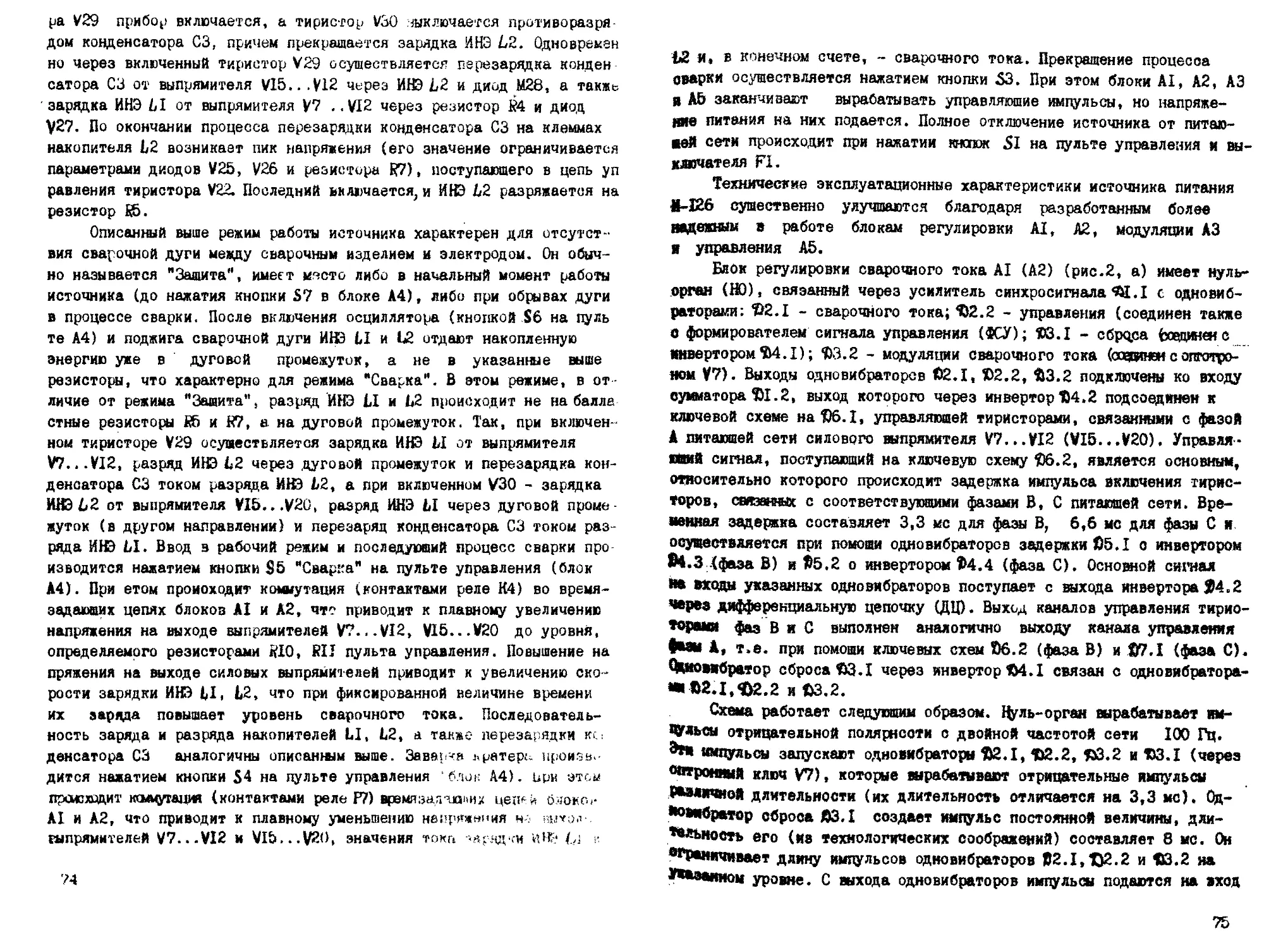
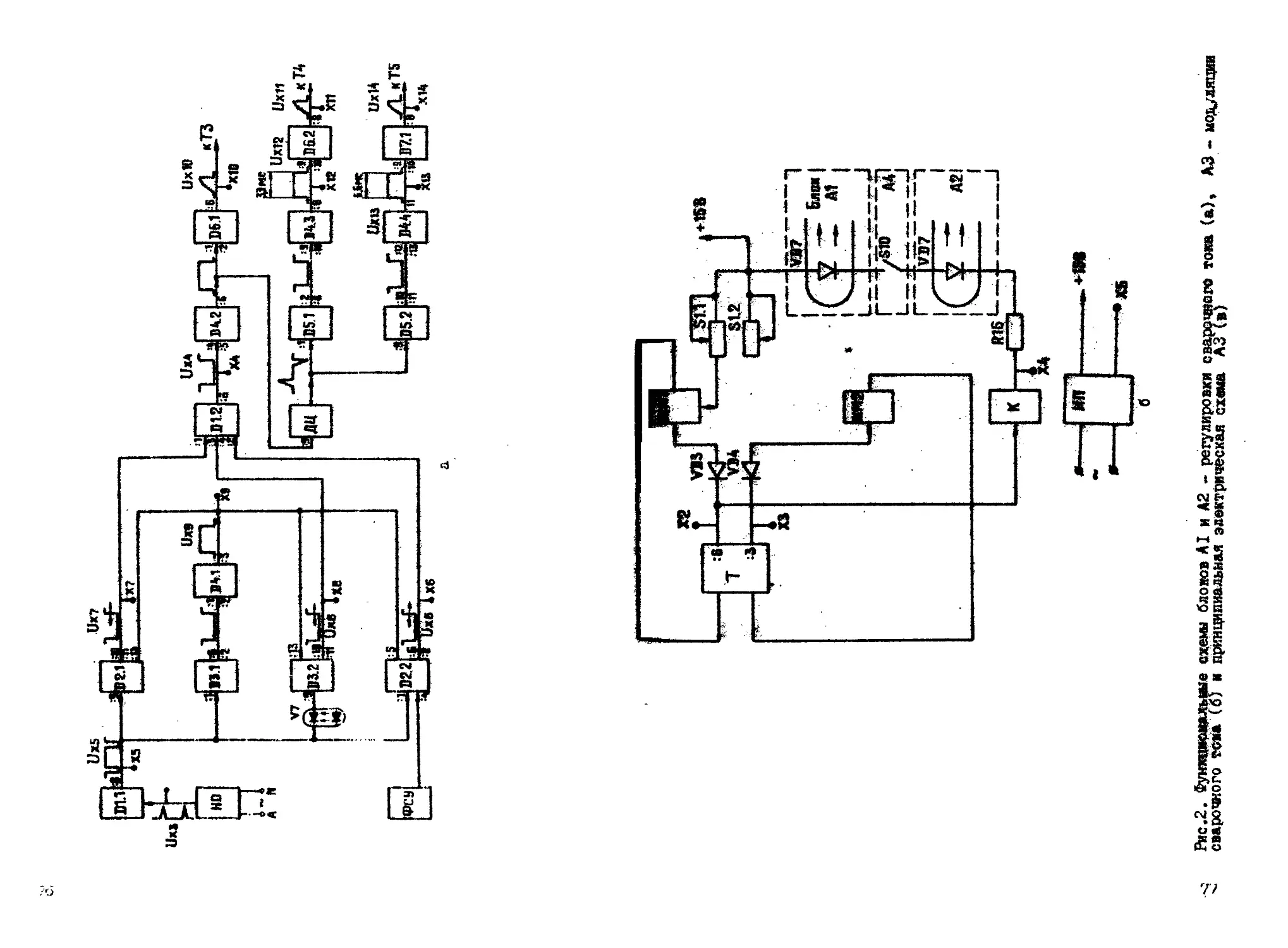
Текст
НОВЫЕ
СВАРОЧНЫЕ ИСТОЧНИКИ
ПИТАНИЯ
Киев 1992
акадоия наук укрй’®и
Орденов Ленина, Октябрьской Рвволадт
и Трудового Красного Знамен*
Институт еяеитрмварни w.E.O.BsTowa
Научно-производственный кооператив "Звартех"
НОВЫЕ СВАРОЧЖЕ ИСТОЧНИКИ ШГАШЯ
Сборник научных трудов
Киев ИЭС W.K.O.Патона 1992
УДК 621.791
HgMS. .<хваругнь1емстозд{И1а._питаиия: Сб. науч .тр. / АН Украины.
Заруба Й.и. (отв.рэд и дх-
issn*5-7702-019&-9 ’
Рассмотрены основные факторы, определяющие, тенденции развития
сварочных источников питания. Главным образом на основе разработок
ИЭС им.Е.О.Патона прослежены тенденции развития источников питания
для дуговой сварки. Описаны отечественные инверторные выпрямители,
а также современные источники постоянного и переменного токов для
дуговой сварки. Уделено внимание методам испытания'и оценки свароч-
ных свойств указанного оборудования. Рассмотрены некоторые совре-
менные решения в области источников питания для контактных, элект-
ронно-лучевых и лазерных установок.
Предназначен для специалистов в области сварочных источников
питания и работников смежных областей сварочного производства.
Редакционная коллегия
Д-р техн.наув И.И.Заруба (отв.редактор), д-р техн.наук
Ю.Н. Ланкин, И.В.Пентегов, В.П.Латанский (отв.секретарь)
Рецензенты Чл.-кор. АН Украины И.В .Волков, д-р техн.наук
Н.М.Воропай
Утверждено к печати ученым советом ИЭС им.Е.О.Патсна АН Украины
isbn 5-7702-0195-9
(б) ИЭС им.Е.О.Патона ДО Украины, 1992
ВВВДЕЖЕ
Сварочное источники питания в настоящее время являются одним из
наиболее динамично развивавшихся видов сварочного оборудования. Это
связано с интенсивной разработкой тех сторон сварочного производст-
ва, которые требуют дальнейшего совершенствования и создания новых
историков питания. К ним относятся: разработка новых и модернизаедя
известных технологий, получение современных конструкциотых материа-
лов, автоматизация и роботизация сварочных и сопутствующих процес-
сов. Олат показал, что от качества и технологических возможностей
источника питания зависят, казалось бы, не связанные с ним показа-
тели, характеризующие процесс сварки: точность изготовления и проч-
ность свариваемых изделий, производительность и качество сварки.
Требования к источникам питания все время ужесточаются, т.к.
новые технологические процессы усложняются, созданные материалы час-
то требуют при сварке специальных термических циклов введения энер-
гии, автоматизация и роботизация сварочных и вспомогательных про-
цессов связана с дополнительными требованиями яо регулированию, ди-
намическим характеристикам, оснащению источников необходимым аппа-
ратурными средствами. По-прежнему остаются в центре внимания техно-
логические (сварочные) свойства источников питания. Для их оценки
разрабатываются соответствующие методы испытаний, которые стандарти-
зируются (например ГОСТ 25616-83).
Шрокий спектр требований, предъявляемых к современным источни-
кам питания наиболее полно может быть удовлетворен инверторными сва-
рочными выпрямителями. За последнее десятилетие инверторные тиристор-
ные и транзисторные сварочные источники пи,чиня получили широкое рас-
пространение на мировом рынке. Этому способствовали такие их досто-
инства, как большая технологическая маневренность (возможность пояу-
Чеиий любых требуем» внешних характеристик, безынерционность и пр.),
малые габариты и масса, высокие КОД я коэффициент мощности, окупаю-
цие их сложность и высокую стоимость.
Инверторнме источники питания будут и дальше интенсивно раэви-
ваться и совершенствоваться, особенно транзисторные, возможность ре-
гулирования динамически»» свойствами которых ияре, чем тиристорных,
а конструкция проще. Перспективен путь создания резонансных инвер-
торных источников питания е коммутацией транзисторов ня нуле тока к
3
напряжения, промежуточной частотой преобравования шлю 100 кГц ж мь
шпмзацией тока,потребляемого от сети.
. Вместе с тем «це далеко не исчерпавд возможности традиедонных
сварочных источников питагшя постоянного переменного тока, • чем
свидетельствуют новые работы в его* области. Таи, например, усовер-
шенствование сварочных трансформаторов ее счет применения шпужаршх
стабилизаторов горения дуга им разработка источнике! питания е ем-
костными и индуктивннш накопителями энергии и др. существенне рао-
ииргот области применения традиционных сварочных источников том.
Рассмотрению упомянутых выше проблем посвящено настоящее изда-
ние. ВЙльиая часть его относится к источникам штатя для дуговой
сварки как наиболее широко распространенному виду. Насколько
последних статей отражают ссврегюнные теэдеяции разработки источни-
иов питания для таких прогрессивных способов сварки, мк контактная,
электронно-лучевая и лазерная.
Предлагаемый сборник расочитан на специалистов, ааншмиоцихоя
разработкой сварочных источников питания, может быть полезен и для
лиц,эксплуатирующих указанное оборудование.
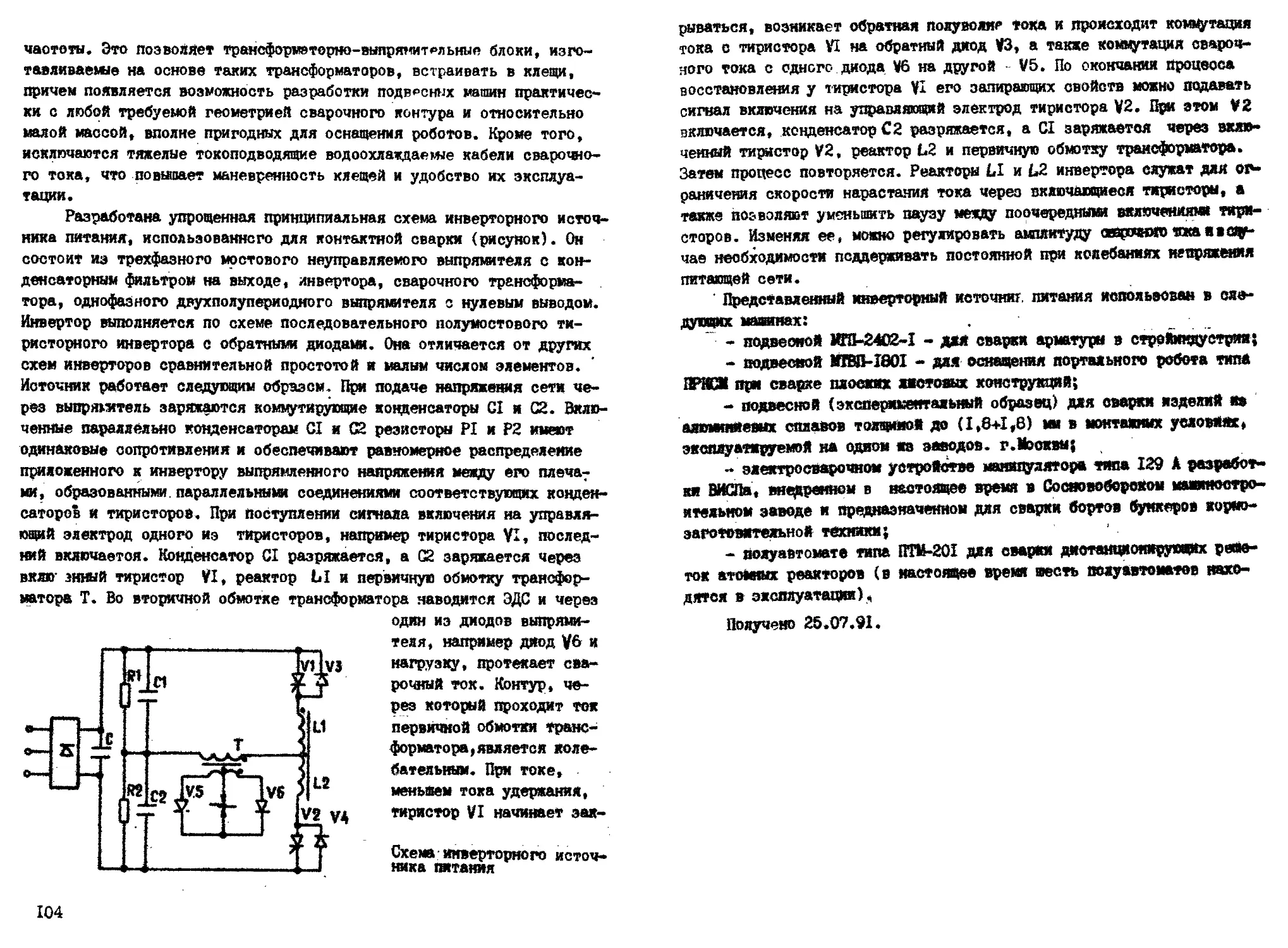
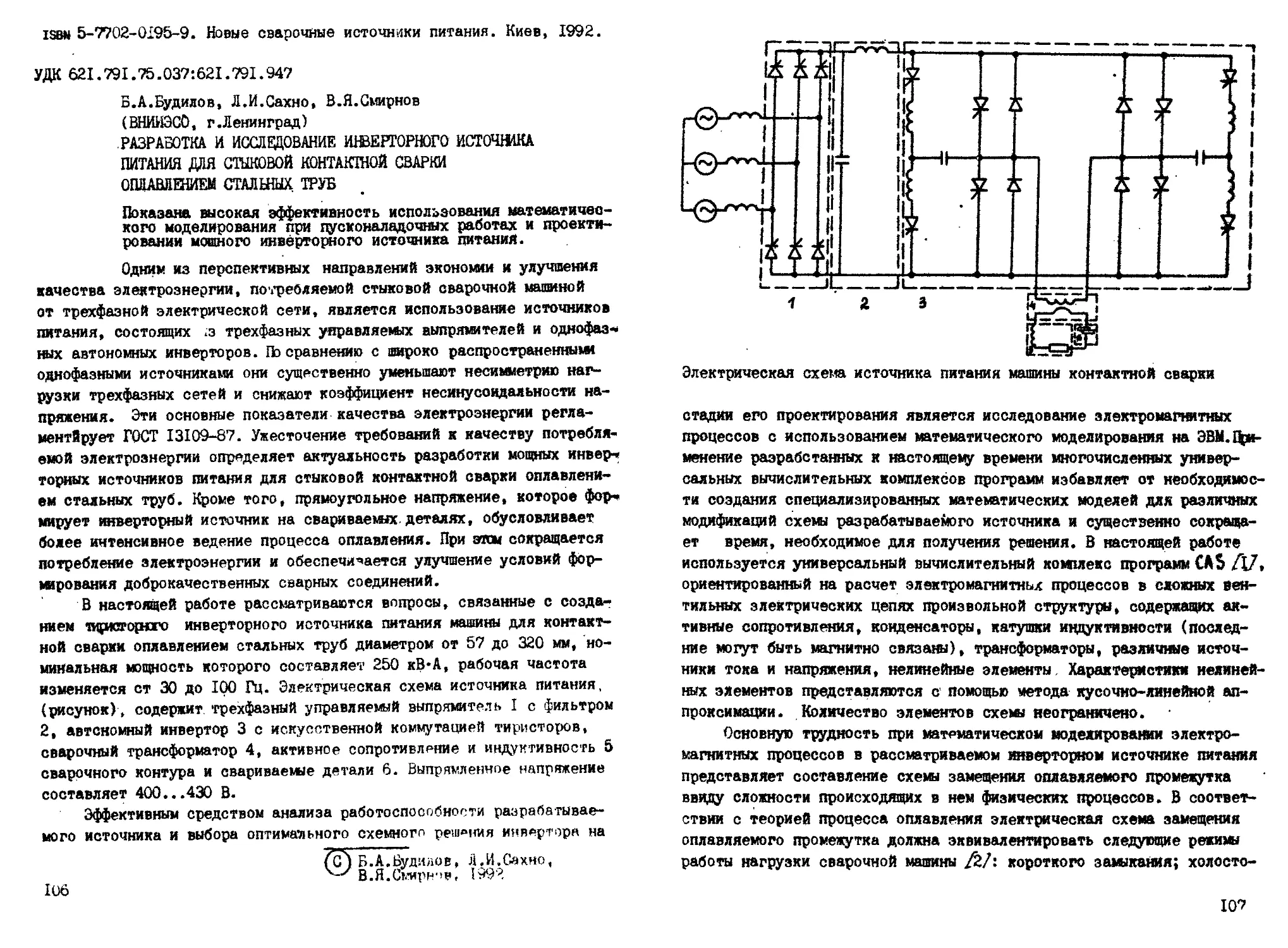
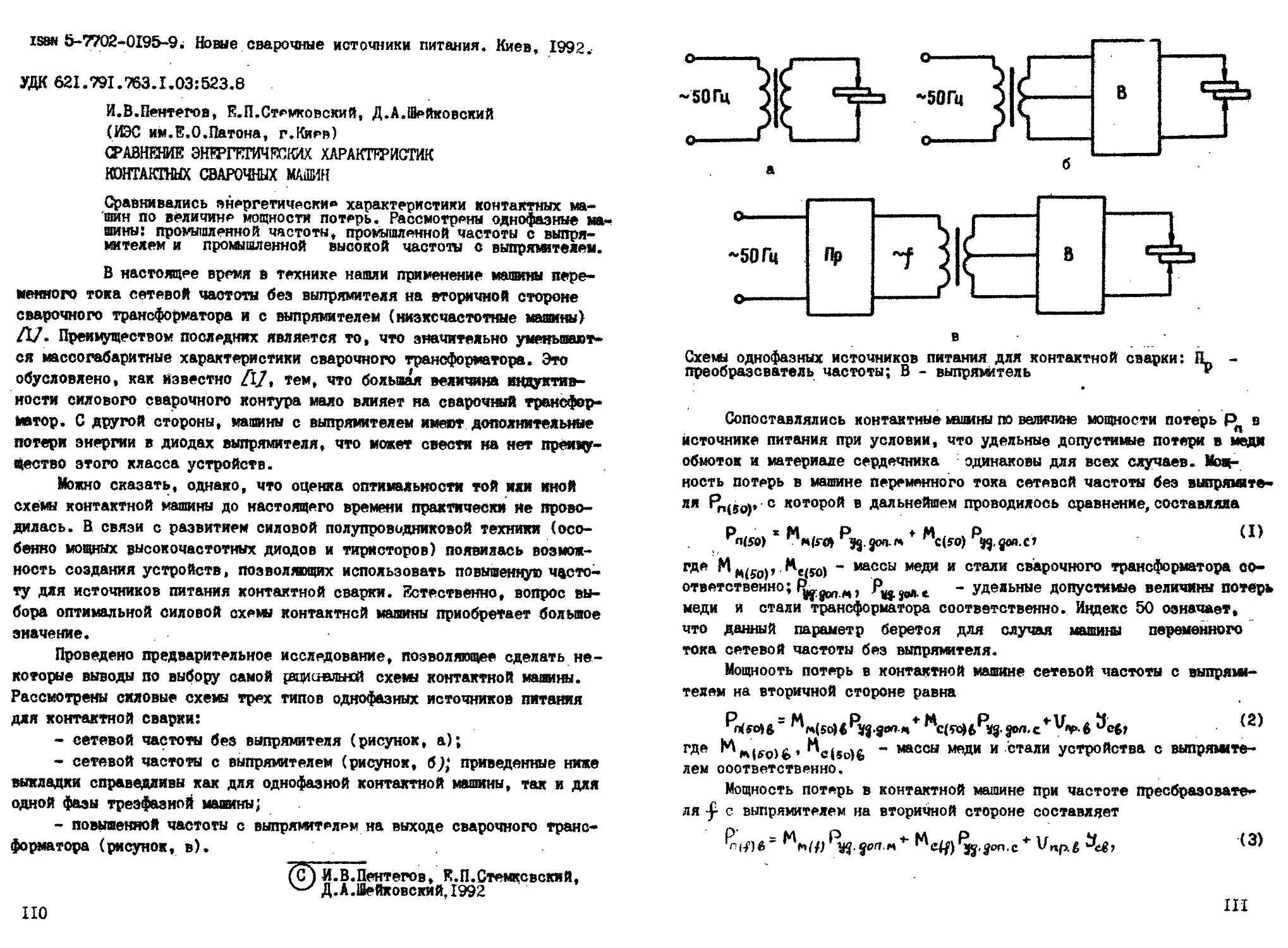
ISBN 5-7702-0195-9. Новые сварочные историки питания. Киев, 1992.
а
уда 631.791.75.037:621.791.947
В. К. Лебедев
(ИЭС им.Е.0.Патона, г.Киев)
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ РАЗВИТИЯ
СВАРОЧНЫХ ИСТОЧНИКОВ ПИТАНИЯ
Указаны факторы, определяющие тенденции развития свароч-
ных источников питания. Рассмотрены современные инвертор-
ные и традиционные источники тока.
Тенденции развития сварочных источников питания определя-
ется рядом основных факторов:
- разработкой новы* технологических процессов сварки или корен-
ным усовершенствованием ранее известных технологий, связанных с но-
ВЫ1М требованиями к сварочному оборудовании, в том числе к источ-
никам питавдя;
- развитием знаний и физической сущности сварочных процессов и
появлением новых идей и решений в области источников питания;
- интенсивным внедрением в производство программируемых техно-
логических процессов сварки с широким использованием средств механи-
зации, автоматизации и робототехнических комплексов, что может быть
сопряжено о предъявлением к источникам питания соответствующих тре-
бований по рерудированио, динамическим характеристикам, а также осна-
щению их соответствующими аппаратурными средствами;
- стремлением обеспечить возможность точного воспроизведения
оптимальных режимов, минуя кропотливую операцию подбора режима
сварки;
- развитием силовой полупроводниковой техники и разработкой но-
вых электротехнических материалов, сотрсиидвюпимия, с одной стороны,,
снижением цен на полупроводниковые приборы, о другой - повышедаеи
стоимости стали и меди;
- аамкюхыо и актуальностью проблем ресурсе- и энергосбережения.
При разработке новых и совершенствовании серийно выпускаемых
источников питания з центре внимания всегда остаются их технологи-
ческие (сварочные) свойстве, в первую очередь определяющие качест-
(£) В •К.Лебедев, 1992
5
во источника питания. Оценка сварочных свойств осуществляется по
специальным методикам, критерии ее завиоят от способов сварки. Для
наиболее распространенных способов сварки (ручной, дуговой и механи-
зированной в углекислом газе) методы испытания сварочных свойств оп-
ределены стандартам!, например ГОСТ 25616-ЬЗ. Требования к сва-
рочным свойствам источников питания непрерывно ужесточаются, что
является следствием повышения требований к точности воспроизведения
режимов сварки, а также автоматизации и роботизации сварочного про-
изводства. Возрастает и техническая сложность источников питания,
однако эта тенденция их развития не является определяющей, т.к. ус-
ложнение схемного решения не всегда аксобттд/ег улучает® технолопгоес-
ких и других потребительских свойств сварочного источника питания.
Поэтому простые и дешевые источники, которые ни у нас, ни за рубе-
жом не снимаются с производства, пользуются предпочтением и продол-
жают выпускаться в значительных объемах.
Тенденции развития источников питания за последние годы рассмот-
рим главным образом на примере разработок ИЭС им.Е.О.Патона.
Предъявляемый на базе современных технологий, автоматизирован-
ного оборудования, роботехнического комплекса широкий спектр требо-
ваний к сварочным источникам питания наиболее полно может быть удов-
летворен применением инверторных выпрямителей. В настоящее время у
нас и за рубежом наибольшее распространение получили инверторные
источники питания е последовательными резонансными инверторами на
тиристорах /I, 2/. К достоинствам источников такого типа следует от-
нести возможность формирования разнообразных внешних характеристик
и динамических свойств, необходимых для осуществления различных сва-
рочных процессов (например, для сварки методами TIG, MIG и MAG), ма-
лые габариты и массу, высокие КОД и коэффициент мощности, возмож-
ность включения в автоматизированные и роботизированные комплексы.
В ИЭС им.Е.О.Патона созданы инверторные источники питания на токи
120, 160 и 315 А. Недостатком их является наличие иума, гричем зоновое
излучение исходит не только от элементов источника, но и от дуги.
Объясняется это относительно низкой переменной частотой инвертиро-
вания. Источники питания с инверторами на транзисторах позволяют ус-
транить недостаток, связанный со звучанием дуги при переходе на про-
межуточную зазвуковую высокую частоту (20 кГц и более). Транзистор-
ные инверторы могут работать в режиме стабильной или мало меняющей-
ся частоты. Конструкция источника питания несколько проще тиристор-
ного, т.к. отсутствуют емкости колебательного контура. Возможности
регулирования динамических свойств шире, в связи о тем, что нет сг-
6
раничений из-за "раскачки" резонирующей цепи. По некоторым данным
/3, 47 н® одном источнике можно получить несколько видев пульсаций
оварочного тока: низкочастотную а частотой 0,1...5,0 Гц, которая
используется при сварке пульсирующей дугой тонких металлов и в р’ з-
личных пространственных положениях; с частотой 1,0 кГц, позволяющей
улучшить эластичность дуги и измельчить кристаллическую структуру
шва’ с частотой 50...300 Гц, обеспечивающей мегкокапельный перенос
металла яри импульсно-дуговой сварке в At- и смесях газов.
Основным препятствием к увеличению промежуточной частоты в
транзисторных инверторных источниках является рост потерь при ком-
мутации тразисторов, которые могут достигать недопустимых значений
при отсутствии специальных мер для биполярных транзисторов с час-
тотой свыше 25...300 кГц, а для полевых транзисторов - большей
500 кГц.
Возможен путь создания резонансных инверторных источников пи-
тания с коммутацией транзисторов на нуле тока и напряжения с про-
межуточной частотой преобразования свыше 100 кГц и минимизацией
тока, потребляемого от сети /В, ,
Помимо инверторных источников питания получают распространение
источники питания с транзисторными ключам» в цепи постоянного тока.
Эти источники питания, как и инверторные, обладают малой
инерционностью и с использованием компьютерных систем позволяют осу-
ществлять управление такими быстро протекающими процессами, как пе-
ренос металла при сварке в углекислом газе. При этом осуществляет-
ся расплавление контролируемого объема электродного металла, созда-
ются условия для образования контакта капли со сварочной ванной и
переход металла перемычки в ванну при минимальном токе. Применение
такой системы управления плавлением и переносом металла позволяет
практически исключить разбрызгивание жидкого металла, стабилизировать
размеры поперечного сечения шва и снизить звуковую эмиссию, харак-
терную для сварки в углекислом газе /7/.
Стоимость инверторных источников питания превышает стоимость
источников обычного типа, поэтому простые и надежные традиционные
источники с улучшенными сварочными свойствами успешно конкурируют
и будут конкурировать в будущем с инверторными источниками в отдель-
ных видах сварки.
Разумно гармоничное развитие всех видов источников питания.
В первую очередь отметим несокращающееся применение оварочных
источников питания переменного тока, особенно в тех случаях, корда
преимущества переменного тока имеют решающее значение (устранение
7
магнитного дутья, повышение КОД, надежности оборудования и др.).
Для преодоления низкой устойчивости горения дуги переменного тока
вследствие периодического изменения полярности (100 раз в секунду)
и деионизации столба дуги переносимым через него расплавленным ме-
таллом электрода нашли применение соответствующие устройства, разра-
боткой и совершенствованием которых занимается ИЭС им.Е.О.Патона
6/. Имеются в вицу устройства для стабилизации горения дуги(ХЗД)-
генераторы импульсов, передающие в разрядный промежуток импульсы
энергии для обеспечения надежных зажиганий дуги после переходов то-
ка через нуль. В настоящее время в промышленности применяются нес-
колько типов таких устройств (на 50 я 100 Гц) для параллельного под-
ключения к дуге. Выполненные в виде отдельных приборов, они называ-
ются автономными УСГД и могут псцокчиъся к любому стандартному сва-
рочному трансформатору. Взщрадааеи® УСГД размещаются под кожухом ис-
точника питания; при этом отпадает необходимость использования
в них отдельного зарядного трансформатора. Он заменяется дополни-
тельной обмоткой, которая выполняется на магнитопроводе сварочного
трансформатора.
Благодаря применению УСГД удалось существенно снизить напряже-
ние холостого хода сварочных источников переменного тока. Промышлен-
ностью выпускаются трансформаторы с УСГД, например на ток 300 А ти
па ЗДК-315У2, имеющие напряжение холостого хода 45 В. Снижение нап-
ряжения холостого хода не ухудшило технологические показатели транс-
форматора, однако позволило получить экономию активных материалов и
электроэнергии при эксплуатации за счет повышения коэффициентов мощ-
ности и полезного действия. Улучшены условия безопасности при выпол-
нении сварочных работ.
Существенным достижением является создание многофункционально-
го источника питания с УСГД типа УДС-251У2 на ток 250 А. Этот источ-
ник состоит из сварочного трансформатора, тиристорного регулятора
оварочногс тока, УСГД с частотой 100 Гц и электронного блока управ-
ления. В источнике предусмотрены:плавное местное и дистанционное ре-
гулирование сварочного тока, импульсная стабилизация горения дуги,
автоматическое отключение УСГД после прекращения сварки через I...
...2 с, при необходимости "горячий" (повышение тока внаалэ свар-
ки) или "холодный"старт (понижение тока в начале процесса при свар-
ке неплавящимся электродом тонкого металла), модуляция сварочного
тока, устранение постоянной составляющей тока при сварке неплаеящим-
ся электродом. УДС-251У2 по своим технико-эконошчееким показателям
находится на уровне лучших отечественных и зарубежных источников пи-
тания аналогичного назначения.
8
Дальнейшее развитие получили источники питания переменного тс-
ка, форма которых близка к прямоугольной. Они обеспечивают высокую
скорость перехода сварочного тока через нуль, вследствие чего не
успевает произойти существенная деионизация плазмы отолба дуги и
стабильность повторного зажигания дуги значительно возрастает.
В источниках, разработанных в ИЭС им.Е.О.Патона. скорость пере-
хода через цуль как минимум на пордцок выше, чем при синусоидальном
токе и может быть еще выше, особенно при увеличении потребляемой
мощности. В качестве примера укажем на источник питания типаИ-ГЙ
на 1200 А, представляющий собой трансформатор с достаточно жесткой
внешней характеристикой, в первичную цепь которого включен однофаз-
ный тиристорный мост с дросселем в диагонали постоянного тока. Уп-
равление источником питания местное и дистанционное. Дополнительные
технологические примущества позволяют шлучить встроенный под кожу-
хом источника блок низкочастотной модуляции тока.
Улучшение стабильности горения дуги сопровождается рядом поло-
жительных технологических эффектов. Так, применительно к источнику
И-172 при односторонней сварке под флюсом улучшается формирование
обратной стороны шва, уменьшается коэффициент формы одностороннего
шва и, как следствие, снижаются угловые остаточные дефсрмации свари-
ваемых полотнищ, исключается образование зоны вогнутости по оси шва
при сварке с предельно допустимым зазором в стыке и др. Относитель-
ная простота схемного решения источника делает его надежным и дос-
тупным для обслуживания персоналом средней квалификации /8?.
Использование в сварочных источниках питания для дуговой свар-
ки индуктивных и емкостных накопителей энергии имеет давнюю тради-
цию. Однако до настоящего момента эти накопители использовались в
основном как элементы сглаживающих фильтров. Ситуация изменилась с
появлением источников питания, в которых индуктивные накопители на-
капливают энергию в процессе зарядки от сети и во врем., разрядки
поочередно отдают ее в дугу /5, 107. Данные источники питания позво-
ляют осуществлять сварку переменным током, форма которого близка к
прямоугольной, причем амплитуды и длительности импульсов как прямой,
так и обратной полярности могут регулироваться независимо. Благода-
ря этим свойствам источники такого типа незаменимы при аргонодуговой
сварке алюминия и его сплавов, нержавеющей стали, титана, плазмен-
ной сварки переменным током. Наличие больших накопителей энергии де-
лает дугу переменного тока безобрывной и эластичной, даже при обрат-
ной полярности не требуются специальные стабилизаторы горения дуги.
В ИЭС им.Е.О.Патона разработана целая гамма источников с индуктивны-
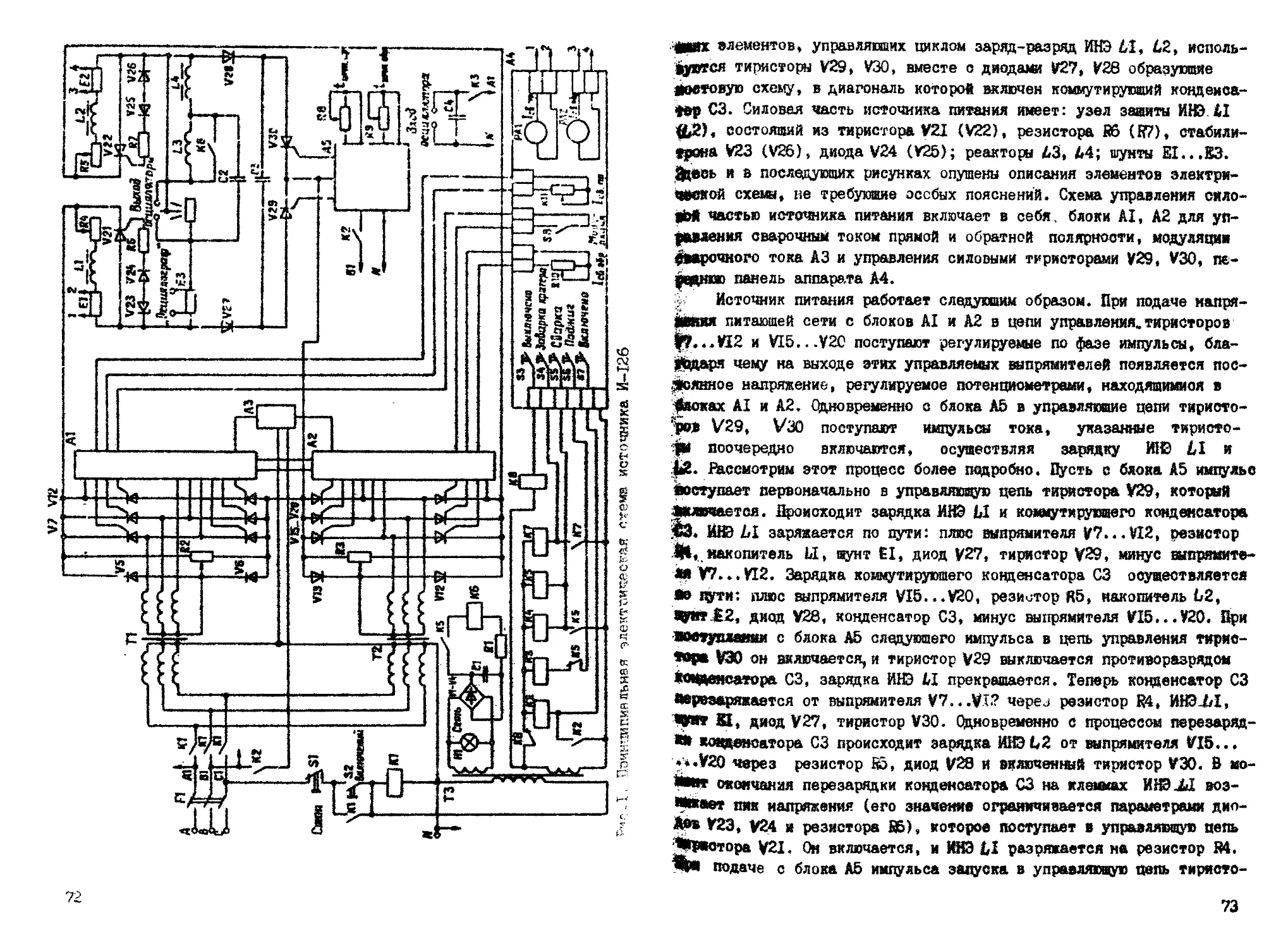
ми накопителями энергии (И-126, И-160, И -196, И-197).
9
Применение продольных конденсаторов г сварочной цепи значитель-
но улучшает свойства источников питания, повышает эластичность ду-
ги, но связано с увеличением стоимости и массы источника, если бата-
рея конденсаторов включена последовательно во вторичной цепи.
Проведены исследования возможности использования продольных
конденсаторов в первичной цепи /II/. После преодоления трудностей,
связанных с возникновением на некоторых режимах работы феррорезонан-
са, был разработан сварочный трансформатор ТСБ-90, выпускаемый сей-
час серийно. Благодаря пониженному напряжению холостого хода и не-
большим габаритам конденсаторов в первичной цепи масса и габариты
трансформатора получились ниже, чем у традиционных, при сохранении
хороших сварочных свойств. В последнее время возрождается интерес
к источникам с продольными конденсаторами в связи с выявлением новых
технологических особенностей при сварке и наплавке с помощью
источников тахо^б типа. Наплавленный валик характеризуется малой
глубиной пропШ,/еиия основного металла, высоким коэффициентом на-
плавки.
Что касается традиционных сварочных выпрямителей, то один из
цутей их совершенствования, помимо улучшения качества активных мате-
риалов и полупроводниковых элементов, заключается в компьютеризации
управления источником питания. При этом легко обеспечивается авто-
матическое программирование режима работы и реализуется однокнопоч-
ное управление источником. В память компьютера может быть записано
необходимое автоматическое изменение статических и динавмческих ха-
рактеристик источника по программе, определяемой маркой свариваемо-
го материала, диаметром электродной проволоки, составом защитного
газа. Такой источник обеспечивает стабилизацию режима сварки неза-
висимо от случайных колебаний напряжения питающей сети в стандарт-
ных пределах (+10 %). Он может иметь большой набор сервисных про-
грамм для настройки и контроля всей сварочной установите, которую об-
служивает источник питания, для измерения и цифровой индикации па-
раметров режима сварки, редактирования (изменения) режима работы
во время сварки. Если появится такая необходимость, он может рабо-
тать и совместно с роботом. При этом технологические параметры про-
цесса сварки задаются системой управления робота через соответству-
ющий канал связи. Указанные возможности обеспечиваются источником
питания типа PP3I4-24, обычный силовой выпрямитель которого управлк
ется системой на базе однокристального компьютера, как и вся уста-
новка в целом.
Значительно усовершенствованы современные отечественные источ-
ники питания для имтульсно-дуговой сварки. Более глубокое изучение
10
сушите*** и физических особенностей этого процесса позволило заклю-
чить, что плавление электродной проволоки и отрыв капель расплав-
ленного металла следует осуществлять за счет тока импульса, а ток
паузы надо снизить до минимума, обеспечивающего стабильное горе-
нке дуги. Использование тока паузы для плавления металла нецелесо-
образно, т.к. при этом увеличивается время пребывания расплавлен-
ного металла в дуге, что приводит к выгоранию содержащихся в метал-
ле полезных примесей. Что касается импульса тока, то он может со-
стоять из двух частей: начальной, более длительной, расплавляющей
электродный металл, и краткой, но максимальной по амплитуде; конеч-
ной, которая сообщает капле необходимое количество движения для от-
рыва перемещения в сторону ванны. Такое деление, конечно, услов-
но, потому, что обе составляйте импульса тока следуют одна за дру-
гой и распкамеше и перенос металла являются результатом действия
тщульса в целом. Параметры импульса (амплитуда, время действия)
подбираются в зависимости от марки и диаметра электродной проволо-
ки, состава защитного газа таким образом, чтобы каждому импульсу со-
ответствовал отрыв одной капли заданного размера. При этом сообщае-
мое каплеколичество движения находится так, чтобы огр® капгм проис-
ходил уже после окончания имцуяьса, т.е. при низком токе паузы. Раз-
рыв почти обесточенной перемычки между каплей и электродом способст-
вует сокращению разбрызгивания и уменьшению выгорания металла. За
счет плавно регулируемой частоты импульсов тока легко достигается
соответствие между скорости подачи электродной проволоки и средним
током сварки. Разработанный в ИЭС им.Е.О.Патона источник питания
для имцульсно-дуговой сварки типа И-169 с плавно регулируемыми пара-
метрами импульсов, включая частоту их следования в пределах дс
300 Гц, существенно расширил технологические возможности этого спо-
соба сварки. В нем предусмотрено однокнопочное (синергетическое)уп-
равление, а также цифровая индияадая частоты и других п-ранетров
режиму сварки.
В последнее время возник новый класс источников
литания для дуговой ' оварки - выпрямители с пониженюш
напряжением холостого хода и конденсаторными умножителя-
ми напряжения, обеспечивающими легкое зажигание, эластич-
ность и устойчивость горения дуги. Благодаря пониженному вторично-
му напряжению (33...34 В) и большом/ коэффициенту трасформации пер-
вичный ток таких источников питания мал и по уровню приближается
к току, потребляемому от сети инверторными источниками питания.Это
особенно важно для однофазных бытовых сварочных источников питания,
для которых одним из основных является ограничение se-
ll
личины потребляемого тока из бытовой ьлектросети. Помимо это-
го, установленная мощность сварочных трансформаторов в таких
источниках питания в 1,5-2,0 раза ниже, чем у традиционных с напря-
жением холостого хода вторичной обмотки 65...75 В. Поэтом/ по мас-
согабаритным показателям и потребляемому току источники питания с
умножителями напряжения приближаются к инверторным источникам пита-
ния, а по стоимости в несколько раз выигрывают, благодаря чему в
области ручной дугсвой сварки могут успешно конкурировать с дорого-
стоящими инверторными источниками питания.
Представляют также интерес циклоконверторные источники пита-
ния fI2J, которые характеризуются малыми габаритами, массой и стои-
мостью, зо несколько повышенным значением тока, потребляемого из сети.
Централизованное питание нг основе многопостовых систем позво-
лило решить проблемы, связанные с кчнадаяраэдей на ограниченных пло-
щадях цеховых помещений большого кюшнюетва сварочных постов. Эти
системы энергоснабжения получили достаточно широкое распространение
как при ручной дуговой, так и при механизированной сварке в углекис-
лом газе и под флисом. Большое количество индивидуальных источников
питания были заменены одним мощным сварочным источником с достаточ-
но жесткой внешней характеристикой. На постах таких систем регулиро-
вание режима работы осуществлялось, как правило, балдастньии реоста-
тами. Несмотря на потери энергии в балластных реостатах переход от ,
индивидуального питания к многопостовому оказался целе-
сообразным в связи с обшей экономией электроэнергии,
уменьшением затрат на амортизацию, обслуживание, ремонт, а также за
счет экономии производственных площадей.
Развитие многопостовых систем питания постоянного тока в нас-
тоящее время происходит главным образом путем замены балластных ре-
остатов на постовых устройствах, транзисторными и тиристорными регу-
ляторами. Они несмотря на относительную сложность значительно эко-
номичнее и оправдывают затраты на изготовление. Регуляторы обеспе-
чивают изменение в широком диапазоне наклона внешних характеристик,
а также скорости нарастания тока при коротких замыканиях. Это дает
возможность выбрать оптимальные режимы работы с небольшими потеря-
ми металла на разбрызгивание и широко применять сварку во всех
пространственных положениях. Тиристорные и особенно транзисторные
регуляторы благодаря быстродействию и полной управляемости позволя-
ют обеспечить необходимое изменение тока на всех этапах сварки с
короткими замыканиям (касание и переход капли, разрушение нл(р№1«и1
12
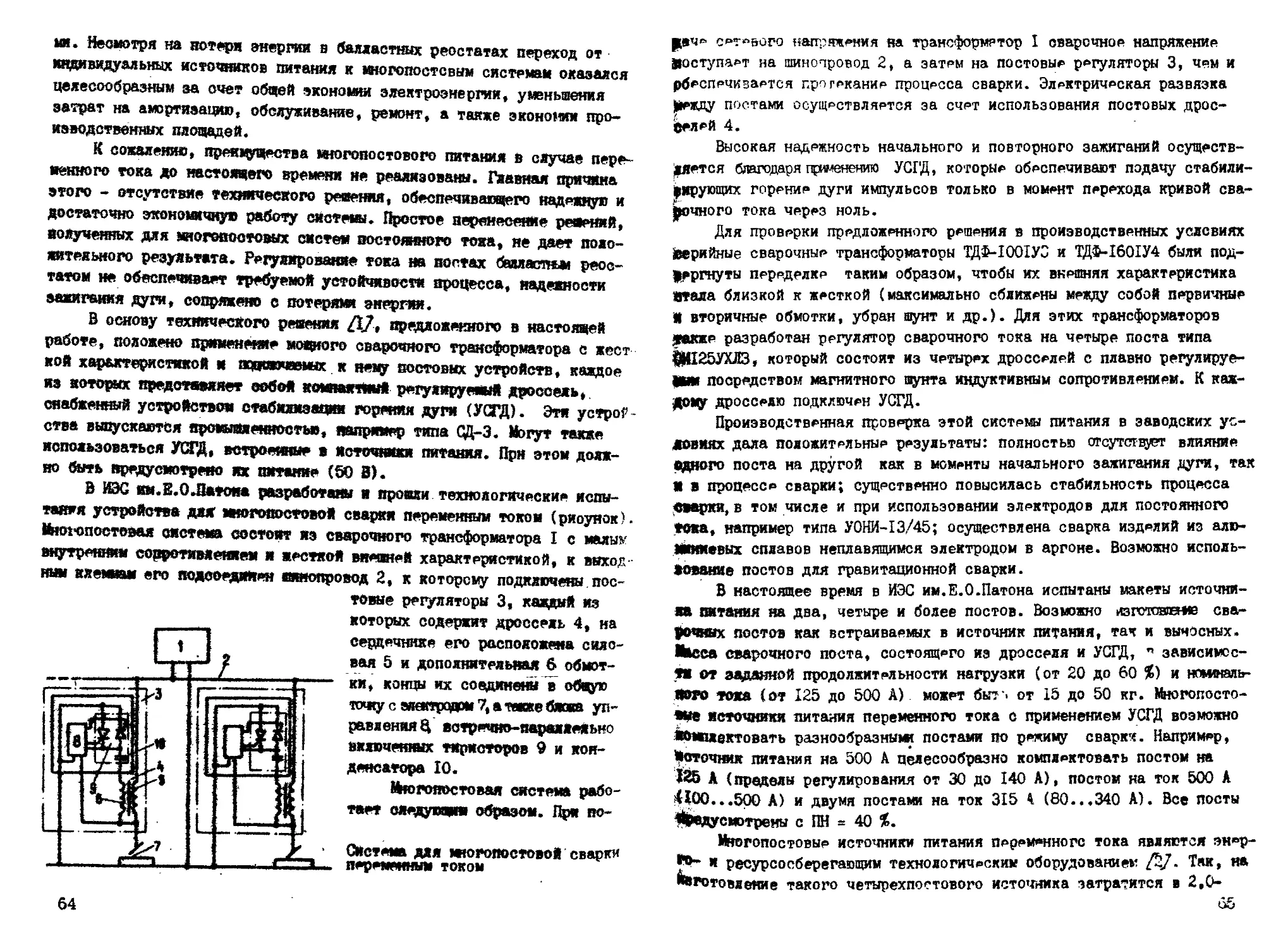
Шюгопостовые системы переменного тока развиваются также за
счет совершенствования постовых устройств. Созданы мнсгспостовые
устройства на Основе компактного регулируемого дросселя и импульсно-
го стабилизатора горения дуги. Дроссель обеспечивает "развязку" по-
стов (исключается влияние работы одного поста на другой) и регули-
рование режима сварки стабилизатор - повторное зажигание дуги, тл.
стабильность процесса сварки. Постовые устройства в таких системах
универсальны: позволяют производить сварку не только покрытым, нс
и неплавящимся электродом (аргонодуговая сварка алюминия и его спла-
вов) . Наличие импульсного стабилизатора горения дуги существенно об-
легчает труд сварщика, повышает качество сварки, увеличивает долю
времени горетяя дуги в общей продолжительности сварки. Все это сви-
детельствует о целесообразности и эффективности замены индивидуаль-
ных источников системой многопостового питания /1(17.
Несмотря на преимущественное развитие и совершенствование уни-
версальных инверторных источников питания, в особенности тразистор-
ных, будут конкурентоспособны различные виды дешевых традици-
онных источников питания, предназначенные для конкретных способов авар-
ки, главным образом те, в которых используются различные усовершен-
ствования, позволяющие им приблизиться по определенным параметрам
и инверторным источникам при сохранении главных своих достоинств -
дешевизны и надежности.
Список литературы
I. Источники питания для дуговой сварки с использованием инверторов:
Обзор / И.В.Пентегов, (Т.Н.Мещеряк // Автомат.сварка. - 1982. -
* 7. - С.29-35.
2. Фетисов Г.П. , Синельников Н.Г. Статические высокочастотные
преобразователи энергии для дуговой сварки: Обзор //Там
ж&* “ С.ЭЭ-’ОЗ*
Бассет Дж. Импульсные источники питания: Тенденции развития Ч
Электроника. - 1988. - # I, т.61. - С.72-77.
Четти П. Проектирование ключевых источников электропитания. -
М.: Энергоатомиздат, 1990. - 240 с.
В»В>» Болотько В.И. Сварочные трансформаторы
тсЛаТ₽° к’тл1® стабилизации горения дуги // Автомат.сварка. -
хуоу. - ж io. _ с.46-51.
Сварочная установка дуговая специальная типа УДС-251У2 / И.И.За-
РУба. В.В.ДыменкоО.Баргамен и др. - Киев, Т989. -2 с.-
письмо /АН УССР. Ин-т влектросварки им.Е.О.Патона}
» оэ 11702). Сер.Свароч.оборуд).
лАТтиБД=^„Дебедев А,в- Управление плавлением и переносом мэтал-
С.15?18 Р е В Углекиолом газе// Автомат.сварке, аЭВЬ. - »П,-
3.
4.
5.
6.
7.
13
«. Источник питания И-172 на 1200 А для сварки под флюсом / Г.Н.Мос-
кович, В.В.Андреев, В.К.Левчук и др. - Киев, 1991. - 2 с. - (Ин-
Ф?Е¥л?1ИсёК0 ' АН УССР. Ин-т электросварки им.Е.О.Патона: » 32
(1702). Сер.Свароч.оборуд.).
9. А.с. I3826II СССР, МКИ В 23 К 9/00. Устройство для дуговой свар-
ки / И.В.Пентегов, Е.П.Стемковский, В.А.Легостаев, Д.А.Йейковс-
кий Ц Открытие. Йзобрет. - 1988. -МП.- С.28.
10. Пентегов И.В., Стемковский Е.П., Легостаев В.А. Модулирование
сварочного тока при помощи индуктивных накопителей энергии //
Автомат.сварка. - 1987. - > 1Г. - С.35-40,
II. Чуковский П.Г. Источники питания с последовательно включенными
конденсатора»! для оварки на переменном токе: Автореф. дис ...
канд.техн.наук. - Киев, 1986. - J2 с.
12. ГелгййДЗб М.н., Тадумадзе З.Г., Чанкветадэе З.А. Малогабаритный
сварочный трансформатор // Автомат.сварка. - 1981. -17;-
13. Заруба И.И., Дыменко В.В., Кухарсхий В.Я. Многопостовое штание
при дуговой сварке переменным током - путь к повышению эффектив-
ности сварочного производства // Автомат.сварка. - 1990. -
Получено 25.07.91,
isbn 5-7702-0195-9. Новые сварочные истоздппги питания. Киев, 1992.
УДК 631.791.75.037:621.791.947
М.И.Закс, П.А.Кошелев, С.П.Перевозник
(ВНИИЭСО, г.Ленинград)
ИНВЕРТОРНЫЙ ИСТОЧНИК ТОКА
ДЛЯ ДУГОВОЙ СВАРКИ
Рассмотрен принцип построения инверторных источников пита-
ния. Приведены их технические характеристики и данные о
сварочных свойствах.
Освоение производства инверторных источников тока - интен-
сивный путь совершенствования оборудовать для дуговой сварки. Вклю-
чение высокочастотного инвертора в структуру источников сварочного
тока позволяет существенно снизить их массу и габариты, повысить
КЩ и коэффициент мощности, обеспечить широкие пределы регулиро-
вания тока и хорошие сварочные свойства.
Во ВНИИЭСО разработан универсальный инверторный источник тока
ДДУЧ-301, предназначенный для механизированной сварки в среде защит-
ных газов и ручной дуговой сварки штучными электродами. Серийное про-
изводство источника ВДУЧ-301 освоено на Симферопольском электромаши-
ностроительном заводе.
/(Г) М.И.Закс, П.А.Кошелев,
С.П.Перевозник, 1992.
14
Техническая характеристика
Яошныышй сварочный ток при ПВ « 60 %, А .................315
Пределы регулирования, А ................................50...315
ШД, %.................................................... 75
Масса» кг ...............................................&&
Структуру современного инверторного источника можно представить
состоящей из двух основных узлов - сетевого выпрямителя (СВ) и кон-
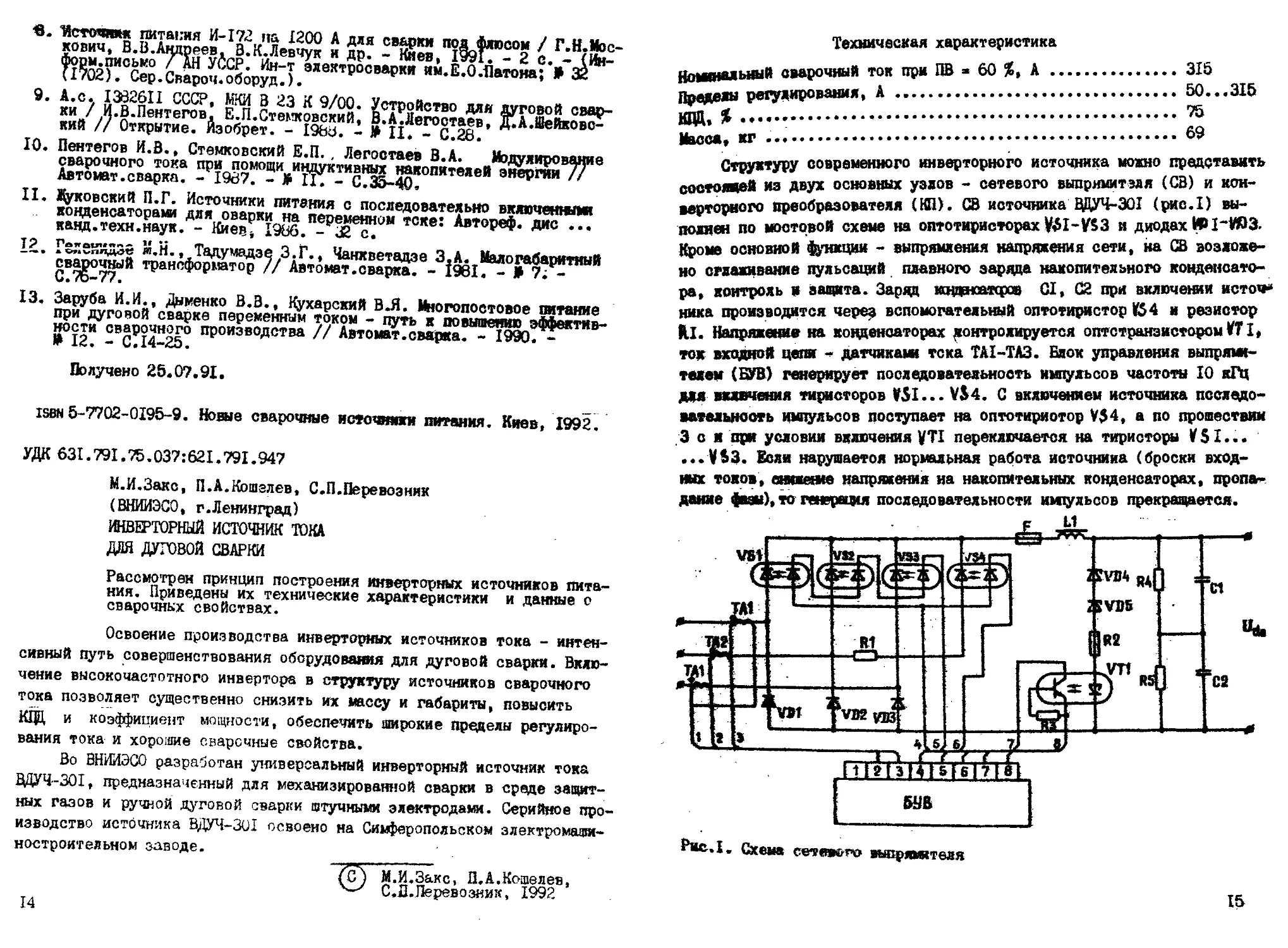
верторного преобразователя (КП). СВ источника ВДУЧ-301 (рис.1) вы-
полнен по моотовой схеме на оитотириеторах V£I-YS3 и диодах № 1~¥ЯЗ.
Кроме основной функции - выпрямления напряжения сети, на СВ возложе-
но сглаживание пульсаций плавного заряда накопительного конденсато-
ра, контроль * защита. Зарад кадзнзатсров CI, С2 при включении источ*
ника производится черед вспомогательный оптотиристор IS4 и резистор
Hl. Напряжение на конденсаторах контролируется оптстранзистором K7I,
ток входной цепи - датчиками тска TAI-TA3. Блох управления выпрями-
телей (ЕУВ) генерирует последовательность импульсов частоты 10 кГц
для включения тиристоров V5I... Vi 4. С включением источника последо-
вательность цмцульсов поступает на оптотириотор V$4, а по прошествии
3 с и при условии включения VTI переключается на тиристоры V5I...
... V&3. Если нарушается нормальная работа источника (броски вход-
ных токов, снижение напряжения на накопительных конденсаторах, пропа-
дание фиш), то генерация последовательности иитульсов прекращается.
Гас.I. Схема сетевого выпрямителя
15
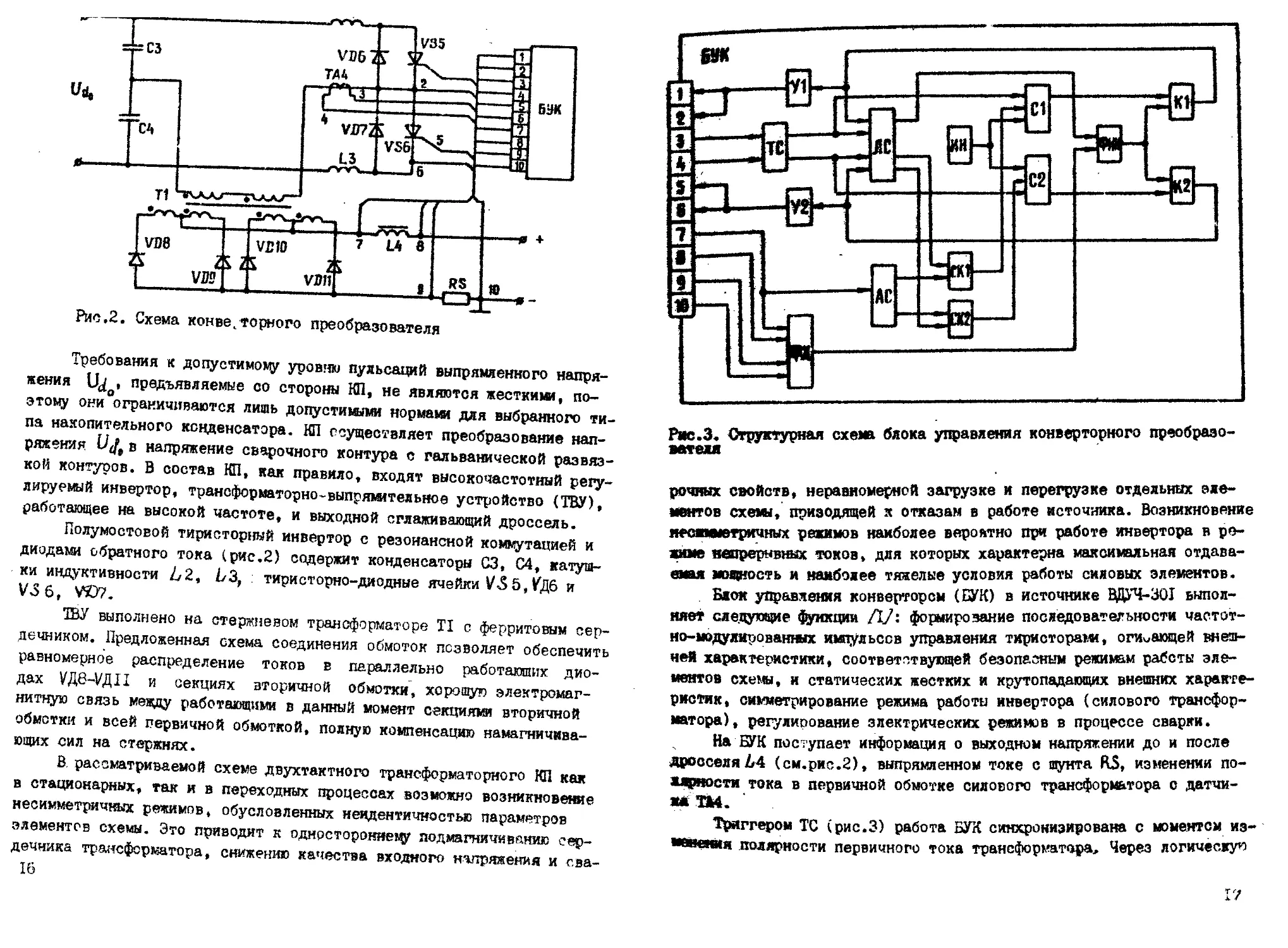
Рис.2. Схема конверторного преобразователя
Требования к допустимому уровню пульсаций выпрямленного напря-
жения , предъявляемые со стороны КП, не являются жесткими, по-
этому они ограничиваются лишь допустимыми нормами для выбранного ти-
па накопительного конденсатора. КП осуществляет преобразование нап-
ряжения U(ft в напряжение сварочного контура с гальванической развяз-
кой контуров. В состав КП, как правило, входят высокочастотный регу-
лируемый инвертор, трансформаторно-выпряьмтельное устройство (ТВУ),
работающее на высокой частоте, и выходной сглаживающий дроссель.
Полумостовой тиристорный инвертор с резонансной коммутацией и
диодами обратного тока (рис.2) содержит конденсаторы СЗ, 04, катуш-
ки индуктивности Z/2, ДЗ, тиристорно-диодные ячейки V-S 5, УДб и
V3 6, V©?.
1ВУ выполнено на стержневом трансформаторе TI с ферритовым сер-
дечником. Предложенная схема соединения обмоток позволяет обеспечить
равномерное распределение токов в параллельно работающих дио-
дах ¥Д6-УД11 и секциях вторичной обмотки, хорошую электромаг-
нитную связь между работающими в данный момент секциями вторичной
обметки и всей первичной обмоткой, полную компенсацию намагничива-
ющих сил на стержнях.
В. рассматриваемой схеме двухтактного трансформаторного КП как
в стационарных, так и в переходных процессах возможно возникновение
несимметричных режимов, обусловленных неядентичностыо параметров
элементов схемы. Это приводит к одностороннему подмагничиванию сер-
дечника трансформатора, снижению качества входного напряжения и сва-
16
Рис.З, Структурная схема блока управления конверторного преобразо-
вателя
рочных свойств, неравномерной загрузке и перегрузке отдельных эле-
ментов схемы, приводящей х отказам в работе источника. Возникновение
иесвмиетричных режимов наиболее вероятно при работе инвертора в ре-
жиме непрернвдах токов, для которых характерна максимальная отдава-
емая мощность и наиболее тяжелые условия работы силовых элементов.
Блок управления конвертором (БУК) в источнике ВДУЧ-ЗО! выпол-
няет следующие функции /17: формирование последовательности частот-
но-модулированных импульсов управления тиристора»», огибающей внеш-
ней характеристики, соответствующей безопасным режимам работы эле-
ментов схемы, и статических жестких и крутопадающих внешних характе-
ристик, симметрирование режима работы инвертора (силового трансфор-
матора), регулирование электрических режимов в процессе сварки.
На БУК поступает информация о выходном напряжении до и после
дросселя Л4 (см.рис.2), выпрямленном токе с щунта RS, изменении по-
жщрюсти тока в первичной обмотке силового трансформатора с датчи-
мВИ.
Триггером тс (рис.З) работа БУК синхронизирована с моментом из-
мсмпдшя полярности первичного тока трансформатора, Через логическую
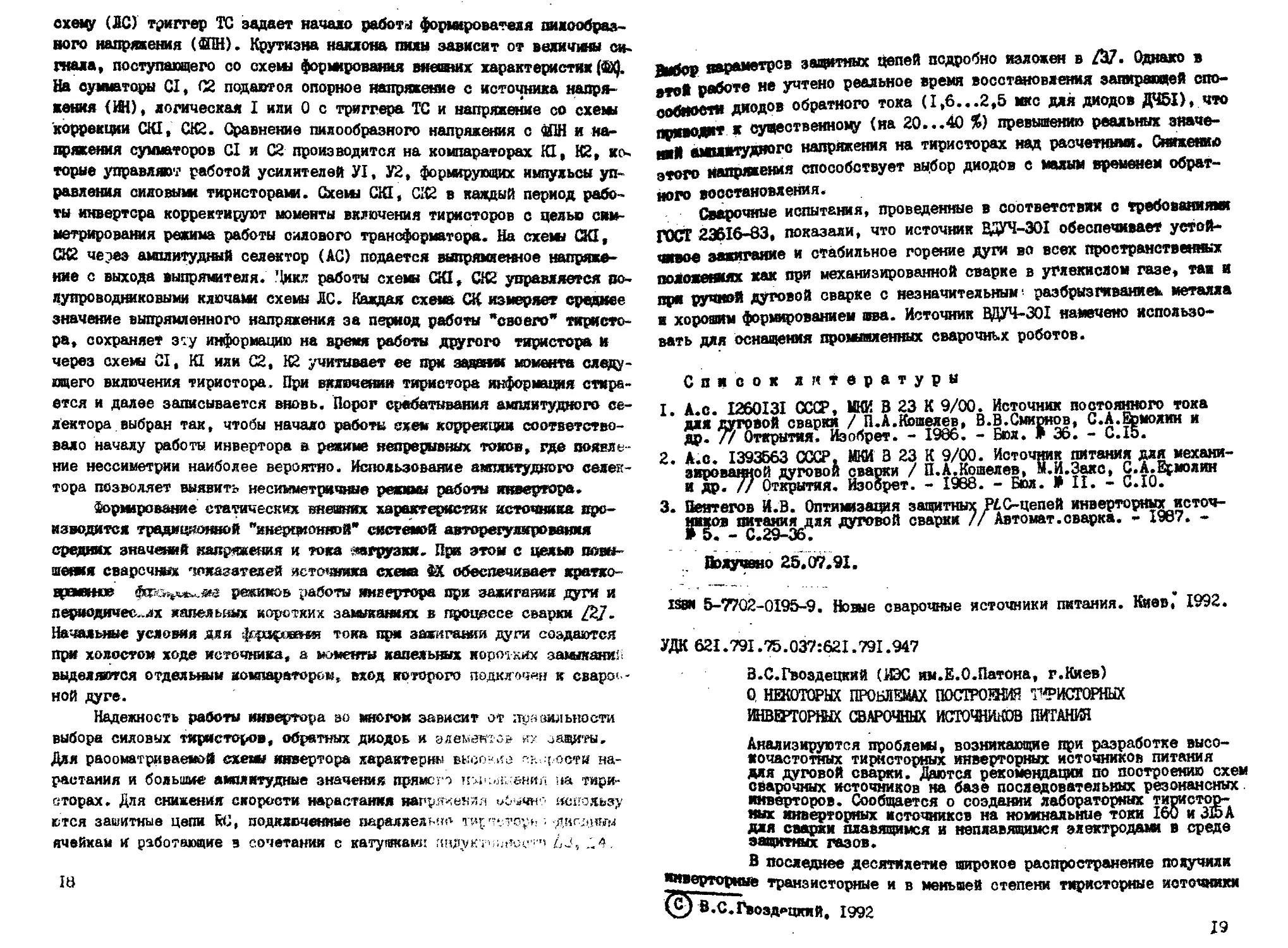
охецу (£С) триггер ТС задает начало работы формирователя пилообраз-
ного напряжения (ЗИН). Крутизна наклона пилы зависит от величины си-
гнала, поступающего со схемы формирования внешних характеристик (Й).
На сумматоры CI, С2 подаются опорное напряжение с источника напря-
жения (ИН), логическая I или 0 с триггера ТС и напряжение со схемы
коррекции CKI, СК2. Сравнение пилообразного напряжения с Й1Н и на-
пряжения сумматоров CI и С2 производится на компараторах И, К2, ко-
торые управляют работой усилителей У1, У2, формирующих импульсы уп-
равления силовыми тиристорами. Схемы GKI, СК2 в каждый период рабо-
ты инвертера корректируют моменты включения тиристоров с целью сим-
метрирования режима работы силового трансформатора. На схемы CKI,
СК2 через амплитудный селектор (АС) подается выпрямяедаое напряже-
ние с выхода выпрямителя. ’1икл работы схемы СИ, СК2 управляется по-
лупроводниковыми ключами схемы ЛС. Каждая схема СК измеряет среднее
значение выпрямленного напряжения за период работы "своего" тиристо-
ра, сохраняет эту ш^ормацию на время работы другого тиристора и
через схем GI, KI или С2, К2 учитывает ее при задан» момента следу-
ющего включения тиристора. При включении тиристора информация стира-
ется и далее записывается вновь. Порог срабатывания амплитудного се-
лектора выбран так, чтобы начало работы схем коррекции соответство-
вало началу работы инвертора в режиме непрерывных токов, где появле-
ние нессиметрии наиболее вероятно. Испояьзоваше амплитудного селек-
тора позволяет выявить несимметричные режимы работы инвертора.
Формирование статических внешних характеристик источника про-
изводится традиционной "инерционной” системой авторегулирования
средних значений напряжения и тока нагрузки. При этом с целью повы-
шеедя сварочных 'Указателей источника схема ФХ обеспечивает кратко-
времвнюв фнчииЖ режимов работы инвертора при зажигании дуги и
периодичес..их капельных коротких замыканиях в процессе сварки /27-
Начальные условия для ферафоеаля тока при зажигании дуги создаются
при холостом ходе источника, а моменты капельных коротких замыкани'
выделяются отдельным компаратором, вход которого подключен к свароч-
ной дуге.
Надежность работы инвертора во многом зависит от правильности
выбора силовых тиристоров, обратных диодов и элементов w защиты.
Для рассматриваемой схемы инвертора характерны высокие пн,.-(..ости на-
растания и больше амолитудеше значения прямого к-дсл.-енип на тири-
сторах. Для снижения скорости нарастания напряжен ла обычно использу-
ются защитные цепи RC, подключенные парилжельно тир погоре; дагдиым
ячейкам и работающие в сочетай»! с катушками ипдукт7,8, Д4.
18
рцдп- дарвметрсв запретных цепей подробно изложен в 737. Однако в
а работе не учтено реальное время восстановления запирающей спо-
ообноед* диодов обратного тока (1,6...2,5 мкс для диодов ДЧ51), что
, существенному (на 20...40 %) превышению реальных значе-
нкй амиитудногс напряжения на тиристорах над расчетными. Снижению
этого напряжения способствует выбор диодов с малым временем обрат-
ного восстановления.
Сварочные испытают, проведенные в соответствии с требованиями
ГОСТ 23616-83, показали, что источник ВДУЧ-Э01 обеспечивает устой-
чивое зажигание и стабильное горение дуги вс всех пространственных
положешях как при механизированной сварке в углекислом газе, таи и
при ручкой дуговой сварке с незначительным- разбрызгиванием металла
и хорошим формированием шва. Источник ВДУЧ-301 намечено использо-
вать для оснащения промышленных сварочных роботов.
Список литературы
I. А.с. I260I3I СССР, 1ШИ В 23 К 9/00. Источник постоянного тока
для дуговой сварки / П.А.Кошелев, В.В.Смирнов, G.А.Ермолин и
др. 7/ Открытия. Иэобрет. - 1986. - Бюл. > 36. - C.I5.
2. А.с. 1393563 СССР, МКИ В 23 К 9/00. Источник питания для механи-
зированной дуговой сварки / П.АдКошелев, М.И.Закс, С.А.Ермолин
идо. // Открытия. Изобрет. - 1988. - Бюл. * II. - С.10.
3. Оеятегов И.В. Оптимиэаедя защитных РАО-цепей инверторныхисточ-
питания для дуговой сварки // Автомат.сварка. - ХУо/. -
- С.29-36.
Подучено 25,07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев,” 1992.
УДК 621.791.75.037:621.791.947
В.С.Гвоздецкий (ИЭС им.Е.0.Патона, г.Киев)
Q НЕКОТОРЫХ ПРОБЛЕМАХ ПОСТРОЕНИЯ ^ИСТОРНЫХ
ИНВНТ0РЖК СВАРОЧНЫХ ИСТОЧНИКОВ ПИТАНИЯ
Анализируются проблею, возникающие при разработке высо-
кочастотных тиристорных инверторных источников питания
для дуговой сварки. Даются рекомендации по построению схем
сварочных источников на базе последовательных резонансных
инверторов. Сообщается о создают лабораторных тиристор-
ных инверторных источников на номшальные токи 160 и 315 А
для сварки плавящимся и неплавящимся электродам! в среде
защитных газов.
В последнее десятилетие широкое распространение получили
ДДерторные транзисторные и в меньшей степени тиристорные источники
В.С.Гвоздедкий, 1992
19
питания ддя дуговой сварки. В работе приведены некоторые соображе-
ния об особенностях и проблемах построения схем тиристорных свароч-
ных источников питания на основе последовательных инверторов с
целью развития отечественных разработок в этом направлении и созда-
ния высокопроизводительного энергоемкого оборудована с большими
технологически»» возможностям на базе комплектующих широкого при-
менения.
Известно /У, что при изменяющейся нагрузке последовательный
тиристорный резонансный инвертор с обратными диодами обеспечивает
более устойчивый процесс коммутации (исключает неконтролируемой
рост напряжения на элементах схему), чем аналогичный без обратных
диодов. Это объясняется тем, что после прекращения тока заряда кон-
денсатора, когда напряжение на нем достигает значения (где
Е - напряжение источника питания инвертора), часть энергии, накоп-
ленной в конденсаторе, сбрасывается через обратный диод на источник.
При этом к тиристору прикладывается отрицательное (или обратное)
напряжение, равное прямому падению напряжения на обратном диоде.
Тирнотор ыляэчается при условии, что продолжительность существова-
ния обратного напряжения на нем (в данном случае длительность
протекания тока через обратный диод, определяющая схемное время
выключения тиристора не меньше номинального времени выключе-
ния данного тиристора т.е. если
нем. D
Поскольку заряд конденсатора через тиристор и его разряд на
источник питания по цепи обратного диода происходят через одни и
те же элементы контура -Д, С и Гй (Ь - его индуктивность; С - ем-
кость; Гм- сопротивление нагрузки, трансформированное в первичную
цепь оилового пи 'форматора), то длительность протекания тока за-
ряда пра: 'ически равна , т.е. период одного такта свободных
колебаний контура составляет
= ~ oefi' (
Условие (I) выключения тиристоров требует, чтобы при любсй на-
грузке период X бы* не меньше ЕН g 4CTf Так как
х(ь,с,ги)1гн>с > TjL,e, гк)кН:о,
то для выполнения условия (I) во всем диапазоне изменении нагрузки
достаточно соблюдения неравенства
TjL,C,r„)lrw-.e* XUsH u)
20
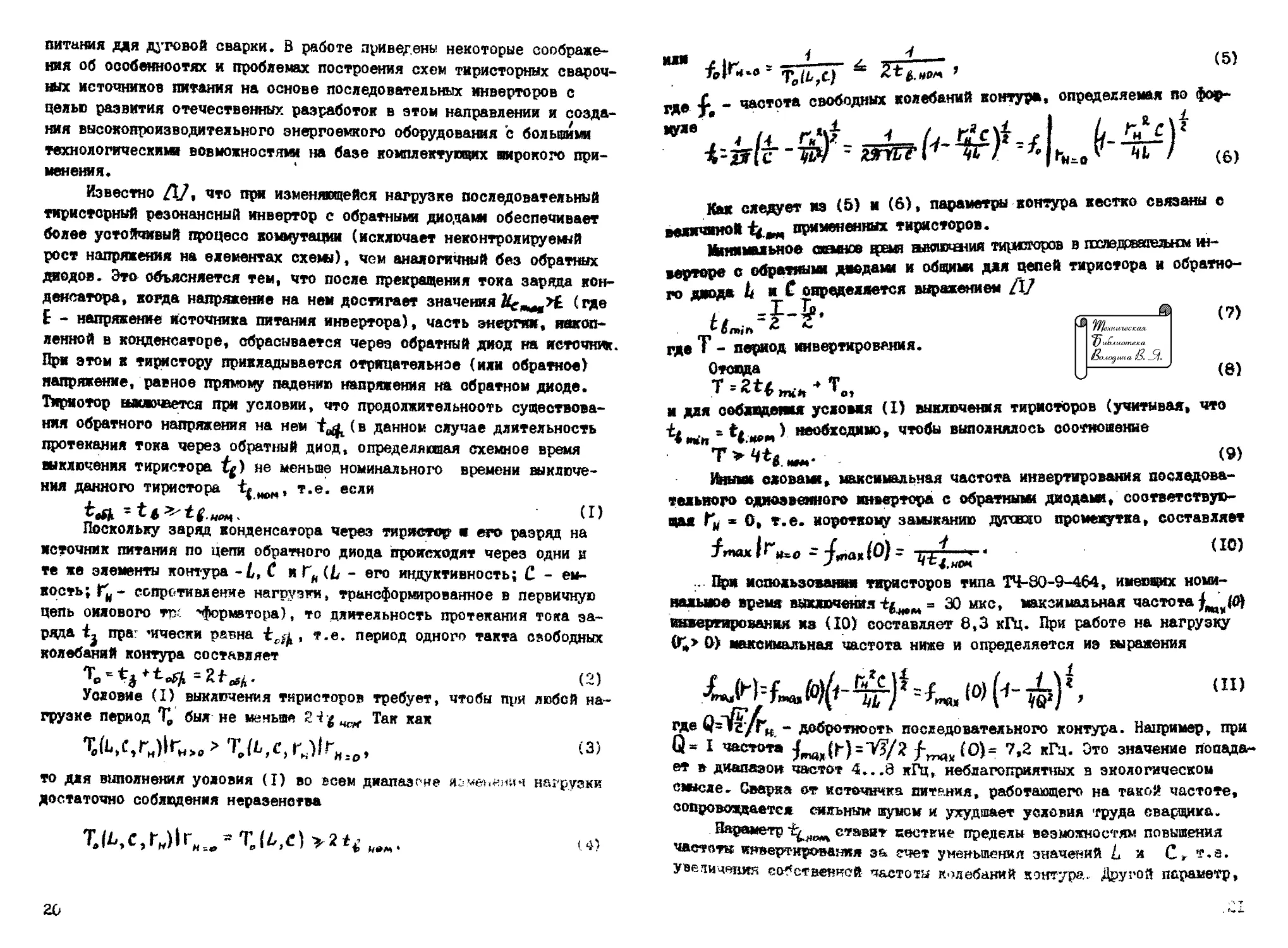
или 1. _ * - У. ----------
Тона*о - ’
£ - частота свободных колебаний контура, определяемая по
*• ' ' I о i
«“• . . и r.^i <_ltZlc\$.A 4.ZsM'
и f
(5)
Фор-
' Рн.о
се)
(7)
/ехническая
и^лиотека
1лодина iS. Ja/.
(8)
что
Как следует из (5) и (6), параметры контура жестко связаны с
величиной примененных тиристоров.
Жниммьное яиаюе цтемя няоихЕния тиристоров в последовательны ин-
вертере с обратный» диодам» и общим для цепей тиристора и обратно-
го диода & и С определяется выражением [\]
где Т - период инвертирования.
Отсюда
T»2tfw<,-T.,
и для соблщдежя условия (I) выключения тиристоров (учитывая,
t, . =Ъ -а>.) необходимо, чтобы выполнялось соотношение
т*
№илм словами, максимальная частота инвертирования последова-
тельного одиаэвенного инвертора с обратным диодами, соответствую-
щая Кц * О, т.е. короткому замыканию дугсвло промежутка, составляет
.. При использоважге тиристоров типа ТЧ-80-9-464, имеющих номи-
нальное время выключения = 30 мкс, максимальная частота
Инвертирования из (10) составляет 8,3 кГц. При работе на нагрузку
0»* О) максимальная частота ниже и определяется из выражения
£#)=и^-т^=*-|0)
еде Q=“^rH - добротность последовательного контура. Например, при
Q= I частота /’rnak^O) = 7,2 кГц. Это значение попада-
ет в диапазон частот 4...8 кГц, неблагоприятных в экологическом
сжсле. Сварка ат источника питания, работающего на такой частоте,
сопровождается сильным шумом и ухудшает условия труда сварщика.
®а®0*етР ставит песткие пределы возможностям повышения
частота инвертирования за счет уменьшения значений L и С, т.е.
увеличения собственней частоты колебаний контура. Другой параметр,
(9)
СП)
ограничиваипий частоту инвертирования сверху, - это номинальная мод-
ность источника питания, которая снижается при уменьшении емкости
конденсатора. В овяэи с этим создание модных выеокочастотюлх инвер-
торов является сложной проблемой. Заметим, что и технологические ха-
рактеристики источников на базе последовательных инверторов с обрат-
ными диодами страдают из-за отсутствия возможности независимо от час-
тоты инвертирования оперативно, с высокой скорость», соизмеримой о
рабочей частотой инвертирования, изменять выходную мощность источни-
ка. Итак, повысить частоту инвертирования последовательного одно-
звенного резонансного инвертора с обратными диодами можно только за
счет выбора тиристоров с малым номинальным временем выключе-
ния. Например, для тиристоров ТЧ-80-9-474, имевших хдаи = 20 мкс,
частота (0) = 12,5 кГц, a при работе на нагрузку и доб-
ротности контура Q = I составит 10,8 кГц.
Определенные перспективы увеличения частоты инвертирования по-
следовательных инверторов за счет уменьшения параметров L и С,
т.е. повышения собственной частоты колебаний контура, открывает
применение обратных тиристоров вместо обратных диодов /27, однако
при этом значительно усложняется схема управления. Для увеличения
частоты инвертирования прибегают также к схемам с разделенной ин-
дуктивностью, т.е. включению отдельных индуктивностей в цепи тирис-
тора и обратного диода. Так, в частности, выполнен сварочный источ-
ник питания PS-5000 финской фирмы "Кемппи". Обоим недостатком обо-
их указанных решений является усложнение конструкций сварочного ис-
точника.
По нашему мнению, резерв роста предельной для дадаого^ ^ час-
тоты однозвенного последовательного инвертора за счет увеличения со-
бственной частоты колебаний контура (изменения значений параметров
L и С) может быть найден, если вовсе отказаться от включения обрат-
ных диодов (разумеется, что в отсутствие обратных диодов выполне-
ние условия (I) должно обеспечиваться схемой управления тиристора-
ми). Это позволит сделать независимым? друг от друга длительности
заряда конденсатора и существования обратного напряжения на тяря-
стореЬ^ и уменьамть до значений, как угодно меньаих, чем .
Например, если параметры резонансного контура выбрать тая, чтобы
длительность заряда конденсатора при работе на нагрузку составля-
ла то можно достичь устойчивой коммутации уже на частоте
инвертирования
22
При этой для инверторов, построенных № тиристорах 464-й груп-
пы / (Нири I составит 11,1 кГц, а 474-й группы - 16,6 кГц,
т.е?"она повысится более чем в 1,5 раза по сравнению о частотой, ге-
нерируемой при использовании обратных диодов. Кроме того, в схеме
последовательного инвертора без обратных диодов за счет поддержания
схемой управления фиксированного, не зависящего от параметров конту-
ра значения длительности существования обратного напряжения на ти-
ристоре Аа, появляется возможность регулировать в широком диапазоне
выходную мощность инвертора за счет изменения емкости конденсато-
ра С. Исключение обратных диодов позволит при необходимости отказать-
ся от дросселя кая отдельного элемента схемы (это еще более упрос-
тит сх«чг инвертора) и ограничиться силовым трансформатором. Индук-
тивность рассеяния его 1Т при этом должна удовлетворять условию ЛЛ
(13)
s<
где S, - фтужмая скорость нарастания прямого тока тиристора. Оце-
ним критическую величину например при £ = 300 В и использова-
нии тиристоров ТЧ 80-9-464 (474), у которых 5; = 100 А/иес.
В соответствии с (13) она составит 6 мкГн. Реальные сварочные тран-
сформаторы, применяете в инверторных источниках питания, имеют ин-
дуктивность рассеяния, наверняка большую этого значения. Даже транс-
форматор С жесткой связью обмоток, выполненный для инверторного ис-
точника аргонодуговой сварки мощностью 4 кВт на двух ферритовых
кольцах типа КОООЯН-ЗК (100x60x15 мм) о целью уменьшения шума
трансформатора, имел индуктивность рассеяния 12,1 мкГн, т.е. вдвое
большую критической.
Однако следует помнить, что уменьшение индуктивности £ контура
при фиксированных значениях С и ведет к ухудшению его добротнос-
ти и ограничивается условием Q>0,5, при несоблюдении которого
процесс становится апериодическим и может произойти срыв работы ин-
вертора. Знагнив добротности Qрекомендуется выбирать из соображений
обеспечения приемлемой величины обратного напряжения на тиристорах
и заданного диапазона регулирования выходной мощности.
Таким образом, отказ от обратных диодов, имеющий целью увели-
чить частоту инвертирования, позволит значительно упростить схецу
оиловой части инвертора. Помимо улучшения технических, технологи-
ческих и экологических характеристик инвертора, это решение даст
еще один положительный результат - за счет исключения активных по-
терь энергии в цепи обратных диодов, которые особенно велики в эис-
тремваьных режимах работы инвертора (обры^ дуги, короткое замыка-
няе дугового промежутка), увеличится ВД' ,:запэчнпгэ источника.
23
Стремясь повысить частоту инвертирования, нельзя забывать и
об отрицательной стороне этого процесса, т.к. с ростом частоты уве-
личивается интенсивность собственных коммутационных помех, возника-
ющих .при включении тиристора и в момент прекращения прохождения то-
ка через него. Интенсивность их растет не только вместе о частотой,
но и с увеличением коммутируема 'оков и напряжений. Амплитуда соб-
ственной помехи может достигать значений, соизмеримых (или даже
превышающих) с напряжением источника питания элементов блока уп-
равления. Собственные коммутационные помехи более опасны для инвер-
тора, чем внешние, т.к. ложнее включение тиристора в результате их
воздействия происходит в момент переключения другого тиристора, что
может привести к короткому замыканию источника питания инвертора
(сетевого выпрямителя) через зарядный и разрядный тиристоры. По на-
шему мнению, именно собственные коммутационные помехи, неумение бо-
роться с ними, а отнюдь не динамические свойства современных пере-
ключающих силовых приборов являются главным фактором, ограммчиваю-
шим возможность повышения частоты в сварочных тиристорных инвертор-
ных источниках тока и сдерживающим их развитие. Никакие самые со-
вершенные тиристоры не позволят увеличить частоту инвертирования,
если не научиться устранять влияние собственных коммутационных по-
мех на работу инвертора. То есть проблема повышения частоты мощных
тиристорных источников тока с целью улучшения их технологических
и экологических характеристик упирается в создание надежных по-
мехозащищенных схем формирования импульсов управления тиристорами.
На современном этапе все известные блоки управления тиристо-
рами разрабатываются н~ основе различных микросхем. Помехоустойчи-
вость микросхемы оценивают по уровню допустимых значений амплитуды
напряжения помехи, ее длительности и характеризуют таким парамет-
ром, как энергия переключения микросхемы /37• Очевидно, что при
построении схем управления тиристорами следует использовать микро-
схемы с высокой энергией переключения с тем, чтобы импульсная по-
меха, близкая по амплитуде напряжением питания микросхемы
ZlnM>ri, не вызвала ложных импульсов управления тиристорамм на вы-
ходе схемы формирования импульсов и не привела к незапланирован-
ному включению тиристора. Очевидно также, что схему формирования
управляющих имямуяьсов целесообразно строить на активных элементах,
рассчитанных на питание от источника с относительно высоким выход-
ным" напряжением (порядка 15...30 В). На наш взгляд, именно те раз-
работки, в которые закладываются эти принципы, могут привести к
успеху. Радикальным решением проблемы помехозащищенности могла бы
стать разработка схема,! управления тиристорами, нечувствительной да-
<4
S схему формирования импульсов
убавления разрядным тиристором V2
VY
8 схему W'’^y7V- V2 <
мироорния импшгьсоо 7\ J I
с
fa
t управления ’
Ъаряоным
тиристором V4
। >-------------
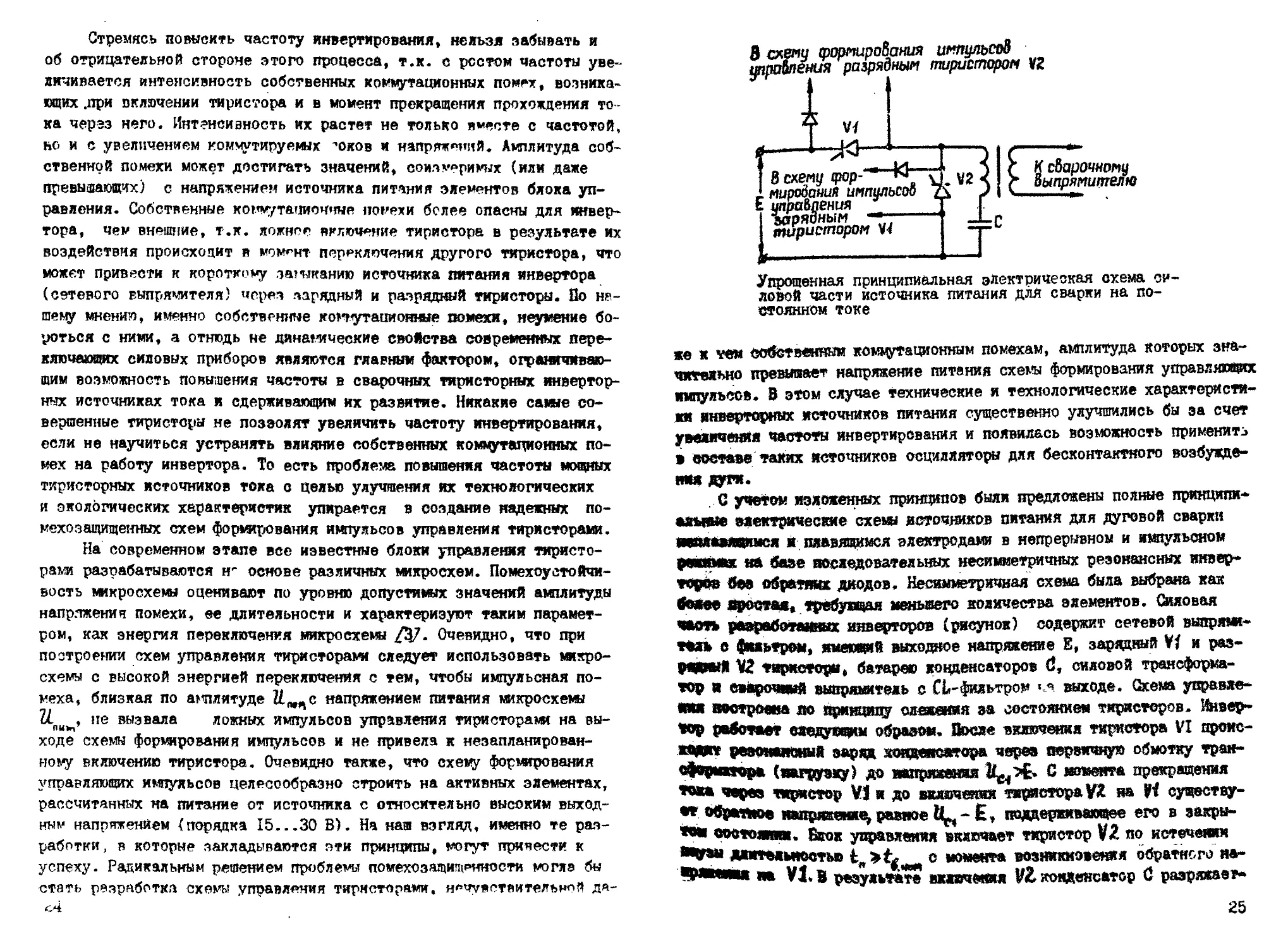
Упрощенная принципиальная электрическая схема си-
ловой части источника питания для сварки на по-
стоянном токе
же к тем собственным коммутационным помехам, амплитуда которых зна-
чительно превышает напряжение питания схемы формирования управляющих
импульсов. В этом случае технические я технологические характеристи-
ки инверторных источников питания существенно улучшились бы за счет
увеличения частоты инвертирования и появилась возможность примените
» составетаких источников осцилляторы для бесконтактного возбужде-
ния дуга.
С учетом изложенных принципов были предложены полные принципи-
•яьдае электрические схемы источников питания для дуговой сварки
иеялааяедмся я плавящимся электродами в непрерывном и импульсном
режимах на базе последовательных несимметричных резонансных инвер-
торов без обратных диодов. Несимметричная схема была выбрана как
более вростая, требующая меньшего количества элементов. Силовая
часть разработанных инверторов (рисунок) содержит сетевой выпрями-
тель о фильтром, имеющий выходное напряжение Е, зарядный Vf и раз-
рядный ¥2 тиристоры, батарею конденсаторов б, силовой трансформа-
тор и сварочный выпрямитель с CL-филътром «л выходе. Окема управле-
ния построена по принципу слежения за состоянием тиристоров. Инвер-
тор работает следующим образом. После включения тиристора VI проис-
«ЭДНТ резонансный заряд хояденсатора через первичную обмотку тран-
•’♦ЧЯвХф* (нагрузку) до напряжения Й^ЯЕ» С момента прекращения
через тиристор V1 и до включении тиристора ¥2 на И существу-
•* обратное напряжем*^ равное Ц,, - Е, поддерживающее его в закры-
той состоянии. Блок управления включает тиристор V2 по истечении
Музы длительностью tn с момента возникновения обратного на-
РДиви* на VI. В результате включения V2- конденсатор С разряжает»
25
ся через нагрузку и перезаряжается до напряжения ILC^. После прекра-
щения тока перезарада на тиристоре VZ появляется обратное напряже-
ние, равное Т11Х,и УД. выключается. По истечении паузы с
момента появления на VZ обратного напряжения блок управления включа-
ет тиристор V1 и начинается новый цикл работы инвертора.
Для формирования технологических импульсов при сварке неплавя-
щимся и плавящимся электродами в среде защитных газов и регулирова-
ния тока короткого замыкания при сварке в углекислом газе предусмот-
рено подсоединение параллельно рабочему конденсатору С батареи кон-
денсаторов через цепочку из встречно-параллельно включенных тиристо-
ра Y3 и диода. Включая по заданному алгоритму тиристор V3, блок уп-
равления модулирует ток дуги с необходимой технологической частотой.
В соответствии с предложенными схемами созданы лабораторные
сварочные источники питания на номинальные токи 160 и 315 А для свер-
ки аргонодуговой и плавящимся электродом в смесях защитных газов,
а также источник на ток 160 А для сварки в углекислом газе. Час-
тота инвертирования больше или равна 10 кГц. Частота технологических
импульсов составляет от I до 1000 Гц. Источники построены так, что
на выходе сварочного выпрямителя напряжение холостого хода отсутст-
вует. Инвертор начинает работать с момента закорачивания электрода
на изделие и прекращает при повышении напряжения на дуге более задан-
ного значения. Ток короткого замыкания можно устанавливать заранее.
Для аргонодуговой сварки он в несколько раз меньше сварочного тока,
а для оварки плавящимся электродом - в 3-5 раз больше,
чем при горении дуги. Источники испытаны при сварке непороротных
стыков труб. Сварка плавящимся электродом в смеси аргона и углекис-
лого газа с управляемым переносом металла производилась модулиро-
ванным током 'в импульсе - 160 А, в паузе - 80 А) на частоте 250...
...300 П1. Обеспечен мелкокапельный перенос металла без разбрызгива-
ния при сварке в различных пространственных положениях.
Измерения уровня звука на рабочем месте сварщика при аргоноду-
говой сварке показали, что он на 6...В дБ ниже значений, допускае-
мых "Общими требованиями безопасности" по ГОСТ 12.1.003-83. КЦЦ
источника 0,74...0,85 (в зависимости от напряжения на дуге).
В настоящее время ИЭС им.Е.О.Патона организовал выпуск опытно-
промышленной партии разработанных источников.
Список литературы
I. Р.Х.Вальян, М.А.Сиверс. Тиристорные генераторы и инверторы. -
1.: Энергоатомиздат. Ленингр. отц-ние, 1982. - 223 о.
26
« д с 284760 СССР, МКИ Б 23 К 9/10. Источник питания для сварки /
В й’Логинов, A.A.WWi, Г.3.Черногорский и др. - Заявл.
05.08.85; Опубл. 23.01.87; Бюл. № 3.
ч Зельдин Е.А. Цифровые интегральные микросхемы в информационно-
измерительной аппаратуре. - Л.: Энергоатомиэдат, Ленингр. отд-
нйе, 1986. - 280 с.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.311.6:621.791.03
| Ю.И.Дпабовйч], П.Н.Шевченко
(ИЗД, г.Киев),
Н.М.Козубенко, А.Н.Литвиненко
(СКТБ ИЭД, г.Киев)
СЕТЕВОЙ ИСТОЧНИК ВТОРИЧНОГО ЭЛЕКТРОПИТАНИЯ
НА ОСНОВЕ ТОАНЗИСТОРНЫХ И ДИОДНЫХ МАТРИЦ
С ВЫХОДНЫМ ТОКОМ ДО 500 А
Представлен инверторный источник питания, работающий от
промышленной трехфазной сети 380 В, в котором применены
транзисторные и диодные матрицы.
Одной из областей применения устройств преобразовательной
техники является технологическое оборудование, в частности установ-
ки дуговой электросварки. В современных сетевых источниках электро-
питания осуществляется выпрямление питающей сети и преобразование
полученного напряжения в высокочастотное переменное, затем трансфор-
мирование его до требуемого уровня, выпрямление и фильтрация.
За последние десятилетия наблюдалась тенденция к расширению
частотного диапазона преобразовательных устройств. По мере улучше-
ния частотных характеристик полупроводниковых элементов и развития
схемотехники преобразователей их предел рабочей частоты возрастал:
в 1960-1965it. он составляя 0,4...1,0 кГц; ь 1970-х гг. - 1,0...
...5£)iiij;Ha современной элементной базе - 20,0...100,0 кГц и выше.
При рабочей частоте в ультразвуковом диапазоне масса и объем силово-
го трансформатора и других электромагнитных элементов преобразовате-
ля не являются определяющий! в общем объеме конструкции источника
электропитания. Благодаря переходу в ультразвуковой диапазон частот
достигается весьма значительное улучшение массо-габаритных показате-
лей электропитающих устройств.
® ^й-&>абович, П.Н.Шевченко,
Н.М.Козубенко, А.Н.Литвиненко, 1992
27
В высокочастотных преобразователях в качестве пережлючаювдйс
элементов находят широкое применение силовые биполярные транзисто-
ры. Однако построение мощных транзисторных преобразователей на на-
пряжение промышленной сети вызывает трудности. Главной из них явля-
ется отсутствие транзисторов, в которых приемлеьым образом совмеща-
лись бы параметры, характеризующие их способность комьутации тока
в десятки и сотни ампер на высокой частоте' в высоковольтных элект-
рических цепях. Помимо этого, выпускаемые высоковольтные транзисто-
ры не обладают достаточной перегрузочной способностью по напряжению
и току, что снижает надежность их работы в реальных условиях эксп-
луатации.
Ь Институте электродинамики(ИЭД) АН УССР существуют научный ж
практический заделы по созданию диодных и' транзисторных матриц, ис-
пользующихся на токи до 1000 А. Созданы варианты компактного конст-
руктивного исполнения матриц различной мощности, которые состоят
из большого количества полупроводниковых элементов с плавкими: пре-
дохранителями. Секционированная конструкция позволяет реализсввтъ-
один из эффективных способов повышения надежности, получивший назва-
ние метода глубокого секционирования с введением резервной, избыточ-
нос*и. Он возник в начале 1960-х гг., и получил. дальнейшее развитие
и практическое применение благодаря возможности достичь высокий
уровень надежности устройств при относительно небольшом избыточном
резервировании.
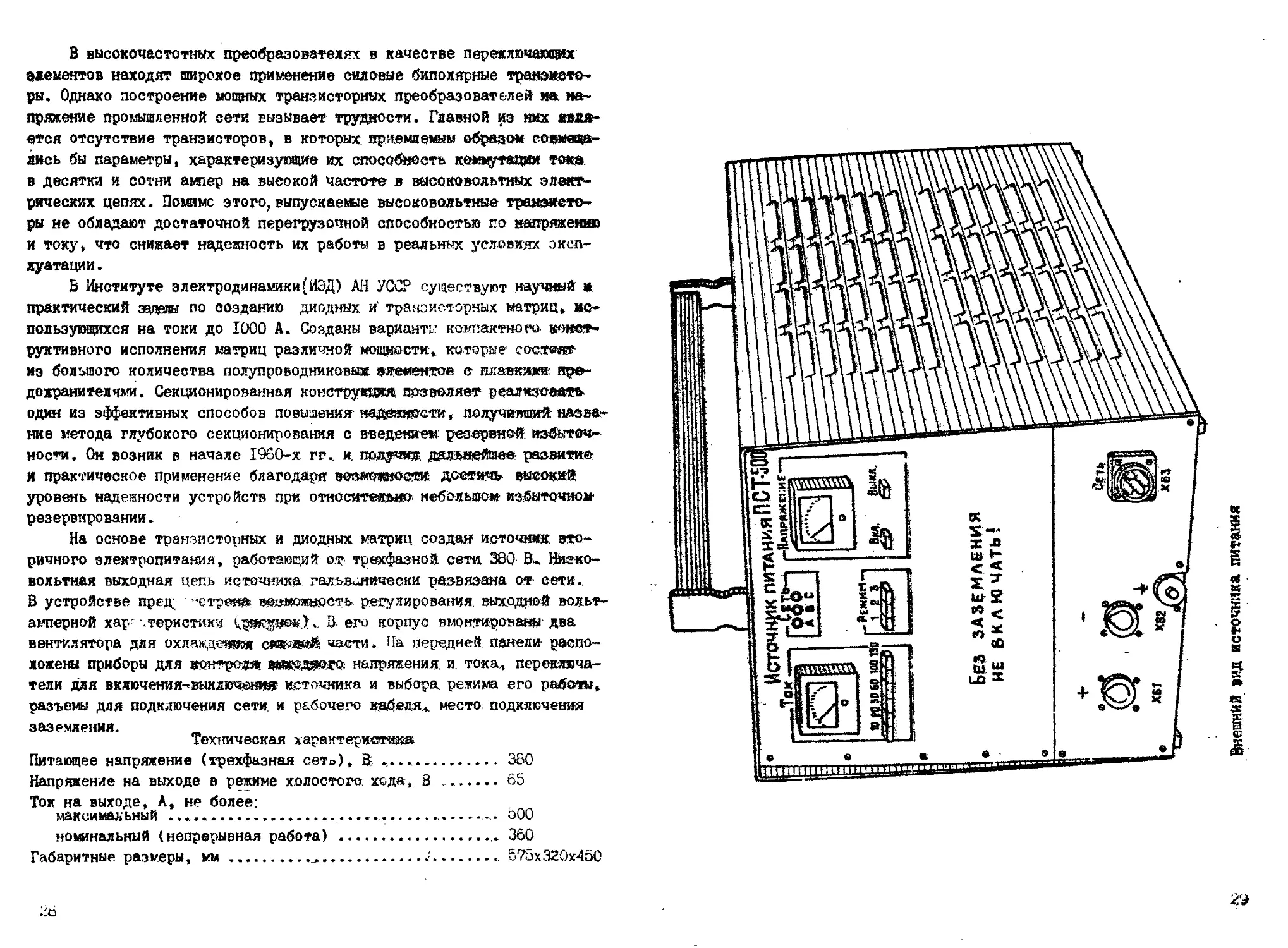
На основе транзисторных и диодных матриц создан источник вто-
ричного электропитания, работающий от трехфазной сети 3S0 В* Низко-
вольтная выходная цепь источника гальванически развязана от- сети..
В устройстве пред; '-стрема? возможность регулирования, выходной вольт-
амперной хар- теристики _ В его корпус вмонтированы два
вентилятора для охлаждения части.. На передней, панели распо-
ложены приборы для контрвф* напряжения и. тока, переключа-
тели для включения-выключения источника и выбора режима его работы,
разъемы для подключения сети и рабочего кабеля, место: подключения
заземления.
Техническая характеристика
Питающее напряжение (трехфазная сето), В ............... 380
Напряжение на выходе в режиме холостого хода, В .......65
Ток на выходе, А, не более:
максимальный ........................— ........-...... 500
номинальный (непрерывная работа) .................. 360
Габаритные размеры, мм...................... .:....... 575x320x450
38
Внешний >ид источника питания
2У
Разработанный источник электропитания рекомендуется использо-
вать в технологических установках, к которым предъявляются жесткие
требования по массогабаритным показателям и надежности.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621,791.75.037:621.791.947
Н.Б.Подола, П.М.Руденко, А.М.Кобылин
(ИЭС им.Е.О.Патона, г.Киев)
УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
В ЗАЩИТНЫХ ГАЗАХ С ПРОГРАММИРОВАНИЕМ ВСЕХ ОПЕРАЦИЙ
Описан источник питания с компьютерным регулированием, в
котором реализовано однокнопсчное управление.
Установка для дуговой сварки плавящимся электродом состо-
ит из источника питания PP3I5-24 и подающего механизма для свароч-
ной проволоки; предназначена для дуговой сварки плавящимся элект-
родом в среде защитных газов (COg, СО?+Аг, Ас) низкоуглеродистых и
нержавеющих сталей, а также алюминиевых сплавов.
Отличительной особенностью установки является обеспечение высо-
кой стабильности процесса благодаря автоматическому программирова-
нию режима сварки с управлением от компьютера. При этом автоматичес-
ки реализуется однокнопочное регулирование, что существенно упроща-
ет выбор режима сварки установкой значений сварочного тока либо
скорости подачи проволоки и ее обслуживание.
Новый источник питания PP3I5-24 с компьютерным управлением
(рисунок) имеет следующие преимущества:
- простоту эксплуатации и обслуживания благодаря автоматичес-
кому однокнопочному регулированию;
- 100%-ное программирование режима для полуавтоматической и
автоматической сварки в среде защитных газов;
- автоматическое изменение статических и динамических характе-
ристик по программе, записанной в память компьютера, в зависимости
от марки свариваемого материала, диаметра проволоки и состава газа;
- подающий механизм, обеспечивающий стабилизацию скорое» по-
дачи присадочной проволоки в непрерывном и импульсном режимах;
- возможность работы в режиме точечной сварки коро-**»*™ яяя«м
и непрерывном режиме; __
fc") Н.В.Подола, П.М. ГУденко,
А.М.Кобылин, 1992
30
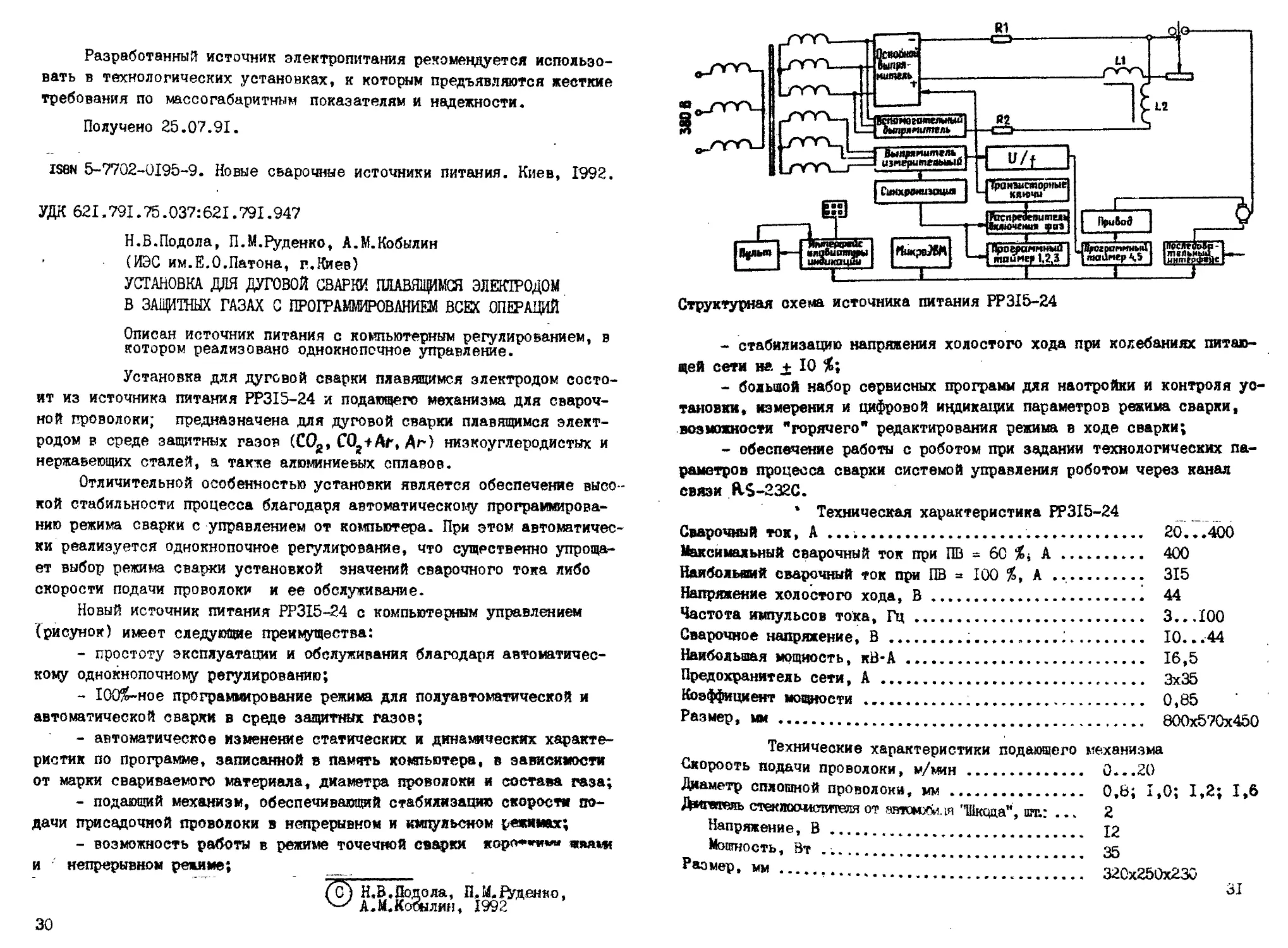
Структурная схема источника питания PP3I5-24
- стабилизацию напряжения холостого хода при колебаниях питаю-
щей сети те. + 10 %;
- большой набор сервисных программ для наотройки и контроля ус-
тановки, измерения и цифровой индикации параметров режима сварки,
возможности "горячего" редактирования режима в ходе сварки;
- обеспечение работы с роботом при задании технологических па-
раметров процесса сварки системой управления роботом через канал
связи R.S-232C.
* Техническая характеристика PP3I5-24
Сварочдай ток, А ........................................ 20...400
Максимальный сварочный ток при ПВ = 60 % j А........... 400
Наибольший сварочный ток при ПВ = 100 %, А ............ 315
Напряжение холостого хода, В .......................... 44
Частота импульсов тока, Гц ............................ 3...I00
Сварочное напряжение, В................................ 10...44
Наибольшая мощность, кВ-А ............................. 16,5
Предохранитель сети, А ................................ 3x35
Коэффициент мощности .................................. 0,85
Размер, мм ............................................ 800x570x450
Технические характеристики подающего механизма
Скорость подачи проволоки, м/мин ............... 0...20
Диаметр сплошной проволоки, мм ................. 0,8; 1,0; 1,2; 1,6
Дмгвтель стеклоомсчителя от антсмям. я "Шкода", шт,: ... 2
Напряжение, В................................ 12
Мощность, Вт .............................. 35
Размер, мм...................................... 320x250x230
31
Силовая часть источника питания состоит из сварочного транс-
форматора, трехфасного двухполупериодного выпрямителя, собранного
по схеме Ларионова, вспомагательного маломощного выпрямителя для
улучшения зажигания дуги и дросселя, индуктивность которого 0,1144.
Подающий механизм имеет две пары подающих роликов, которые
вращаются соответственно двумя двигателями. Схема управления двига-
телями работает по принципу широтно-импульсной модуляции- Система
управления установкой разработана на базе однокристального компью-
тера типа KPI8303E48 и выполняет следующие функции:
- автоматическое регулирование режима сварки по заданно»^ нап-
ряжению холостого хода и скорости подачи проволоки;
.- задание временных параметров циклограммы режима сварки: про-
дувки газа 0,1...1,0 с и обдувки его 0,5...5,0 с с дискретностью
0,1 с; растяжки дуги 0,1...О,5 с (может быть постоянной 0,4 с);
длительности импульса тока 0,5...5,0 с, паузы 0,5...5,0 с, сварки
точки 0,5...10,0 с с дискретностью 0,1 с;
- управление по однокнопочному алгоритму, при этом напряжение
холостого хода выпрямителя задается от 17 до 44 В с дискретностью
0,1 В, скорость подачи проволоки - от I до 18 м/мин (10 В на вхо-
де привода), коррекция выходного напряжения - в зависимости от по-
ложения горелки в пределах от минус 2 до плюс 2В (с дискретностью ,
0,1 В) и сварочный ток - до 400 А;
- задание параметров режима от системы управления роботом и с
помощью ручек на передней панели блоха управления.
Для резервирования возможности расширения функций блока управ-
ления объем программной памяти составляет 4 Кбайт. В блоке управле-
ния предусматривается аккумулятор для питания БИС микроЭВМ и сохра-
нения содержимого оперативной памяти ее при выключения общего пита-
ния источника.
Для связи с органами управления, установленными на передней па-
нели блока управления, используется БИС К58СВВ79. При это» я® перед-
ней панели располагаются следующие переключатели и индикаторы:
- переключатель марки свариваемого металла и способа звдоты:
"Яе/СОг”, '%/М£х", "Л0Г-”, "SS/Mix” и пятое положение "W - зада
ние напряжения на выходе выпрямителя от II до 44 В с дискретностью
0,1 В, скорости подачи проволоки от I до 18 мм/м?к о дискретностью
0,1 мм/мин с пульта оператора вручную; ____
- переключатель с диаметрами присадочной проволоки 0,8; 1,0;
1,2; 1,6; 2,0 мм;
- переключатель режимов сварки: непрерыиная, точечная, с
импульсной подачей проволоки;
переключатель режимов работы блока управления: & - включе-
ние электропневмоклапана подачи защитного газа для настройки редук-
тора я его расхода; U - включение напряжения на выходе источника
для его проверки; R- задание параметров режима от робота; М - зада-
ние параметров режима с передней панели блока управления; И (fW) -
возможность корректировки параметров режима в процессе сварки;
- клавиша задания 2-или 4-тактного режима управления от кнопки
"Цуск" на горелке;
- клавиша включения импульсного тока, при этом частота импуль-
сов задается от 100 Гц (I большой угол горения и 2 малых) до 10 Гц
(I большой и 29 малых), напряжение в импульсе - от 44 до II В, а в
паузе рассчитывается из условия, чтобы среднее его значение в за-
данный период было равно напряжению, определяемому по однокнопочно-
tty алгоритму;
- клавиша для последовательного перебора параметров режима
оварки и циклограммы режима;
- клавиш "+", для задания величины этих параметров, при
этом, если клавиша непрерывно нажата в течение 10 с, скорость изме-
нения параметра увеличивается в 10 раз.
Для определения корректируемого параметра используются 9 инди-
каторов на светодиодах:
- длительности продувки газа;
- длительности импульса подачи проволоки (при ижульсной по-
даче проволоки) или сварки точки (при точечной сварке);
- длительности паузы при имтульсной подаче проволоки;
- длительности растяжки дуги;
- длительности обдува газа после сварки;
- коррекции напряжения на выходе выпрямителя при однокнопоч-
ном алгоритме управления или напряжения на выходе выпрямителя при
неавтоматическом задании режима;
- величины сварочного тока при однокнопочном алгоритме управ-
ления иля скорости подачи присадочной проволоки при неавтоматичес-
ком задании режима;
- частоты задания ижульсов тока при ижульсной сварке;
- напряжения в импульсе при ижульсной сварке.
Величина задаваемого параметра индицируется на трех семисег- -
ментных индикаторах.
Установка разработана совместно с Братиславским злектротехни-
ческим заводом и ИЭС им.Е.О.Патона.
Испытания установки при дуговой сварке сталей в углекислом
е подтвердили указанные преи^щества. Выяснилось, что в режиме
33
сварки с модуляцией напряжения существенно снижается разбрызгивание
металла.
Получено 25.07.91.
ISEN5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.791.%.037:537.37
D.H.Сараев, Е.Н.Гребенев, И.Г.Шумский
(ИФПиМ СО АН СССР, г.Томск)
СОВЕРШЕНСТВОВАНИЕ ИСТОЧНИКОВ ПИТАНИЯ
ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ
НА ОСНОВЕ АЛГОРИТМОВ ИЮУЛЬСНОГО УПРАВЛЕНИЙ
ЭНЕРГЕТИЧЕСКИМИ ПАРАМЕТРАМИ ПРОЦЕССА
Рассмотре ы вопросы совершенствования источников питания
для дуговой сварки на основе реализации импульсных алго-
ритмов управления энергетическими параметрами процесса ну
тем введения в структуру источника специальных блоков.
Повышение эффективности процессов электродуговой сварки и
наплавки непосредственно связано с совершенствованиэм источников пи-
тания, прежде всего их технологических свойств, находящих отражение
в статических и динамических вольт-амперных ха^геркмиках. Сущест-
вующий подход к данной проблеме основывается на формировании, как
правило, статических свойств источников питания и сопровождается под
держание»' на требуемом уровне средних значений основных энергетичес-
ких характеристик процессов сварки и наплавки. При этом считают,
что динамические свойства удовлетворительные, если обеспечивается
требуемая скорост> зарастания тока к его спаде в результате действия
возмещающих 5акторов, стремящихся вывести °сю энергетическую систе-
му, образованную источником питания и потребителем электрической
энергии - сварочной hji w. из области статического равновесного сос-
тояния /1, Z7
Р настоящее время в .'вчай с раширением использования' алгорит-
мов импульсного управления техно логические параметрами процессов
электродуговой сварки и наплавки общепринятых критериев, характери-
зующих свойства питающей системы, оказывается недостаточно, чтобы
наиболее полно гфортулщ .нгн ь тгебсрвниг. к пипа»ч1ческим свойствам и
классифицировать их с эг й нчки зрения как удовлетворительные. На
наш вэглвд, 1 ралинконные со -я• f м пэгчпи» не способны обеспечить ал-
( С ) L Н.Сараев, Е.Н.Гребене»,
• 7 И.Г.Шумский, 199?
горитмы управления, задаваемое через каналы обратных связей, в зави-
симости от изменения мгновенных значений основных технологических
параметров и нуждаются в существенном улучшении. Такое внимание к
технологическим свойствам систем питания вполне оправдано, т.к. их
совершенствование сопровождается повышением качества продукции и
производительности процессов сварки и наплавки /37. Совершенствова-
ние источников питания связано с введением в их структуру специаль-
ных регуляторов, включаемых как в цепи управления выходным! парамет-
рами системы питания, так и непосредственно в сварочную цепь. Выбор
того или иного технического решения зависит огрздаемой технологичес-
кой задачи и определяется частотным диапазоном алгоритмов импульсно-
го управления энергетическими параметрами сварочных и наплавочных
процессов.
Известно, что для удовлетворения "ехнологическим.целям выбира-
ют следующие частотные диапазоны алгоритмов импульсного управления:
- 5000...100 Гц - для повышения устойчивости горения дуги и
уменьшения размеров переносимых капель;
- 300...25 Гц - для управления переносом электродного металла
во всех пространственных положениях;
- 25,0...С,25 Гц - для улучшения формирования шва во всех про-
странственных положениях за счет уменьшения размеров сварочной ван-
ны и увеличения скорости кристаллизации;
- от 0,25 Гц и ниже - для ретулровения кристаллизационных про-
цессов в металле шва и эоне термического влияния.
Наиболее сложную электротехническую задачу представляет разра-
ботка регуляторов первого и второго частотного диапазонов. Это свя-
зано с необходимостью обеспечения их узлами малого времени восста-
новления управляющих свойств. Регуляторы должны обладать высоким
быстродействием, требуемой надежностью, иметь удовлетворительные
массо-габаритные показатели. Практическая реализация указанного на-
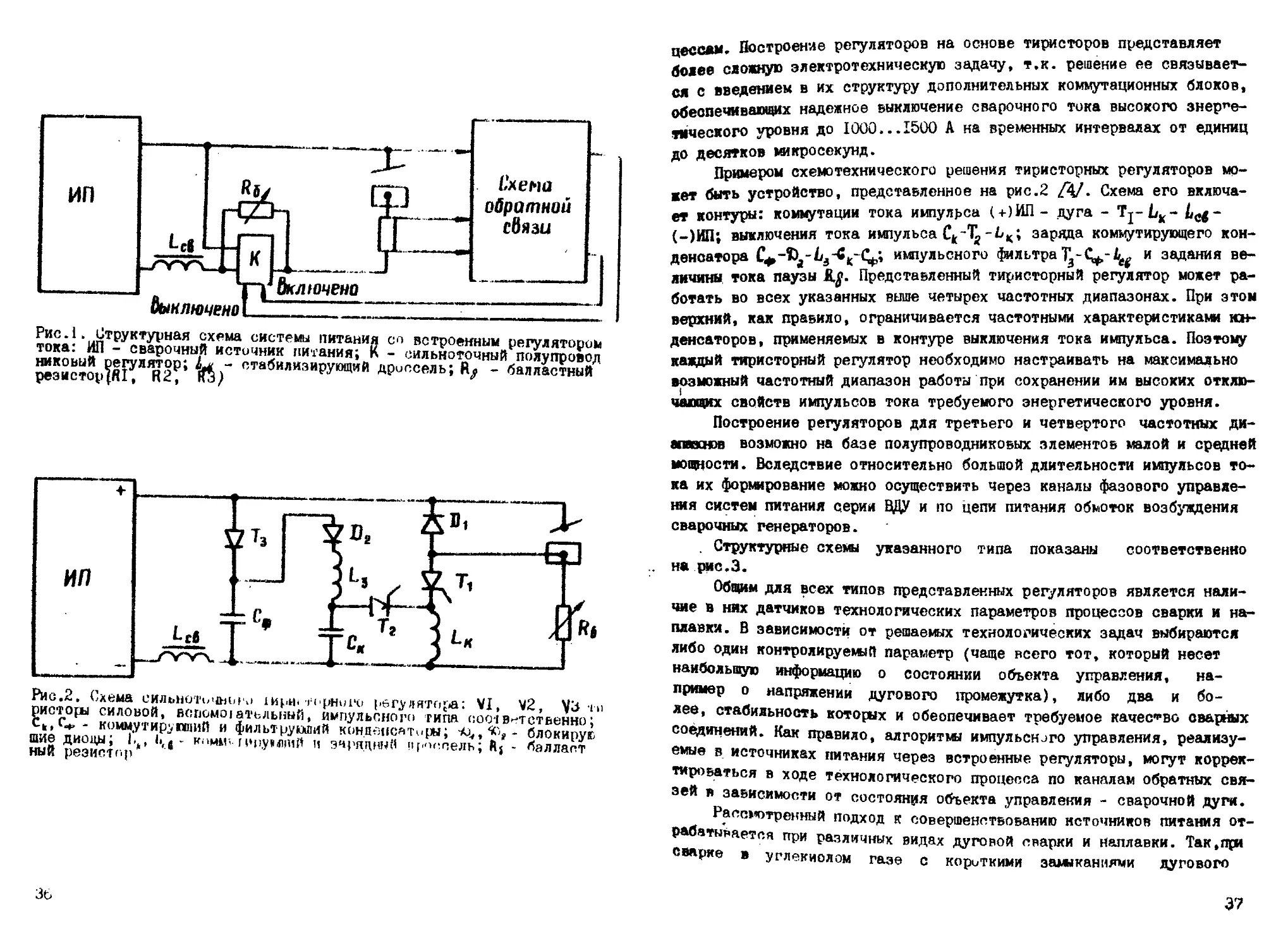
правления возможна путем введения в структуру системы питания, в
ее выходные цепи специальных сильноточных регуляторов, управляемых
по каналам обратных связей на уровне мгновенных значений основных
технологических параметров (рис.1). Регуляторы указанного типа, как
правило, создаются на основе силовых полупроводниковых элементов-
треншсторов и тиристоров. Использование первых более перспективно,
поскольку схемы регуляторов на их основе не требуют дополнительных
коммутационных блоков. Вместе с тем, построение систем питания с ис-
пользованием транзисторных регуляторов сдерживается из-за пока еще
«о надежности транзисторов при пиковых перегрузках по напряжению
току, которые, как правило, приводят к необратимым аварийным про-
35
Рис.1. Структурная схема системы питания со встроенным регулятором
тока: ИП - сварочный источник питания; К - сильноточный пояупровод
никовый регулятор; Lu - стабилизирующий дроссель; R« - балластный
резистор(Я1, R2, КЗ) "
Рис.2. Схема сильноточного 1Ирн< торного регулятора: VI, V2, V3 tn
ристоры силовой, вспомочательный, импульсного типа соответственно;
ск,С₽_ коммутирующий и фильтрующий конденсаторы; блокирую
шие диоды; !>., Ц« - кпмм-П'ру»щий и зарядный проспель; Й< - балласт
ный резистор
36
цессам. Построение регуляторов на основе тиристоров представляет
более сложную электротехническую задачу, ’.к. решение ее связывает-
ся с введением в их структуру дополнительных коммутационных блоков,
обеспечивающих надежное выключение сварочного тока высокого знер”е-
тического уровня до 1000...1500 А на временных интервалах от единиц
до десятков микросекунд.
Примером схемотехнического решения тиристорных регуляторов мо-
жет быть устройство, представленное на рис.2 /4/. Схема его включа-
ет контуры: коммутации тока импулрса (+)ИП- дуга - Tj-LK-
(-)ИП; выключения тока импульса заряда коммутирующего кон-
денсатора импульсного фильтра heg и задания ве-
личины тока паузы &,g. Представленный тиристорный регулятор может ра-
ботать во всех указанных выше четырех частотных диапазонах. При этом
верхний, как правило, ограничивается частотными характеристиками кн-
денсаторов, применяемых в контуре выключения тока импульса. Поэтому
каждый тиристорный регулятор необходимо настраивать на максимально
возможный частотный диапазон работы при сохранении им высоких отклю-
чающих свойств импульсов тока требуемого энергетического уровня.
Построение регуляторов для третьего и четвертого частотных ди-
atBBOOB возможно на базе полупроводниковых элементов малой и средней
мощности. Вследствие относительно большой длительности имгульсов то-
ка их формирование можно осуществить через каналы фазового управле-
ния систем питания серии ВДУ и по цепи питания обмоток возбуждения
сварочных генераторов.
. Структурные схемы указанного типа показаны соответственно
на рис.З.
Общим для всех типов представленных регуляторов является нали-
чие в них датчиков технологических параметров процессов сварки и на-
плавки. В зависимости от решаемых технологических задач выбираются
либо один контролируемый параметр (чаще всего тот, который несет
наиболыцую информацию о состоянии объекта управления, на-
пример о напряжении дугового промежутка), либо два и бо-
лее, стабильность которых и обеспечивает требуемое качество сварных
соединений. Как правило, алгоритмы импульсного управления, реализу-
емые в источниках питания через встроенные регуляторы, могут коррек-
тироваться в ходе технологического процесса по каналам обратных свя-
зей в зависимости от состояния объекта управления - сварочной дуги.
Рассмотренный подход к совершенствованию источников питания от-
р атывается при различных видах дуговой сварки и наплавки. Так,при
сварке в углекислом газе с короткими замыканиями дугового
37
a
Рис.З. Структурные схемы систем питания со встроенным регулятором
в каналы фазового управления (а) и обмотку возбуждения сварочного
тенеряпре (б); Т - поникающий трансформатор источника питания серии
ЦДУ; В - управляеьий выпрямительный блок; СФУ - схема фазового уп-
равления выпрямителя; К - полупроводниковый регулятор; Д - двига-
тель привода сварочного генератора; Г - сварочный генератор; РО и
СВ - обмотки размагничивающие и возбуждения; ВИП - вспомогательный
источник питания
38
промежутка обеспечивается стабилизация плавления и переноса элект-
родного металла в сварочную ванну при минимальном (2...3 %) разбрыз-
гивании электродного металла. Указанные показатели реализованы при
сварке электродными проволоками Св-08Г2С диаметром I...2 мм в ди па-
зоне токовых режимов 100...28С А /5/. При широкослойной наплавке хо-
лоднокатаными (типа Св-07Х25Н13)и спеченными(типа ЛС-06Х20НП1) лента-
ми озаьяи 50 и 60 м>/ при реализации алгоритмов импульсного управ-
ления значительно уменьшается длина сварочной ванны и увеличивается
скорость кристаллизационных процессов, измельчается структура нап-
лавленного металла, повышается стойкость наплавленной поверхности
к абразивному, и кавитационному изнашиванию. Указанные достоинства
наплавки реализованы на системах питания ВДУ-1201 и ЭДУ-1601 со
встроенный! блоками-регуляторами, работающими в частотном диапазоне
О,25...25,О Гц при обеспечении следующих параметров сварочного тока:
ток импульса 400...1200 А; ток паузы 80...200 А; скважность импуль-
сов тока 1,6...3,0. При сварке электродами с покрытием шинопроводов
рельсовых путей электрофицированного железнодорожного транспорта
значительно уменьшается тепловложение в свариваемое изделие, воз-
растает качество сварного соединения, увеличивается межремонтный пе-
риод рельсовых путей, повышается надежность работы железнодорожного
транспорта. Отмеченные достоинства реализованы на системе питания
типа АДД-305У1 со встроенным в обмотку возбуждения сварочного гене-
ратора регулятором.
В настоящее время проводятся работы по созданию сильнотечных
тиристорных регуляторов, рассчитанных на номинальные значения токов
(^5, 500 и 1000 А), а также блоков-регуляторов, обеспечивающих управ-
ление энергетическими параметрами процессов сварки и наплавки через
каналы фазового управления систем питания серии ЭДУ и обмотки возбу-
ждения сварочных генераторов серий ПД, ПСГ, АДБ и АДЦ. Все разраба-
тываем** регуляторы работают с обратными связями пи мгновенным значе-
ниям основных технологических параметров.
Выводы
наплаяйиС2яел^и«ствование источников питали,, для дуговой сварки и
ми алгоРитмов импульсного управления энергетически-
р етрами процесса является важной народнохозяйственной задачей.
видах2лмгопой5-пи^„„л.г'0ри™0в “итульсного управления при различных
кие 'воамсжмп™и?а£5к h напларки позволяет расширить их технологичес-
ла во f -е» ое5еспрчить управление переносом электродного метал-
песса vnr.o^u^1 ,анственных положениях, повысить стабильность про-
ст простпангтв1иД^нину випоЛ1*ения сварных соединений независимо
ные хапай™™®."ол™г^я сварочной ванны, улучшигь качествен-
характеристики наплавленных поверхностей.
39
Список литературы
I. Патон Б.Е., Лебедев В.К. Электрооборудование для дуговой и шлако
вой сварки. - М.: Машиностроение, 1966. - 359 с.
2. Б^эаткова^О.Н. Источники питания сварочной дуги. - М.: Высш.пвс.,
3. Сараев Ю.Н. Улучшение технологических свойств сварочных нядядате-
леи на основе реализации импульсных алгоритмов управления. Приме-
нение импульсных процессов в сварке: Тез.докл. Всесоюзного семи-
(Ростов-на-Дону, апр. 1987 г.). - Ростов-на-Дону, 1987. -
—36.
4. А.с. I058I7I СССР, МНИ В 23 К 9/00. Устройство для дуговой свар-
ки с короткими замыканиями дугового промежутка / А.Ф.Князьков,
Ю.Н.Сараев ^Открытия. Изобретения. - 1985. - № 22. - С.15.
5. Сараев Ю.Н. Управление переносом электродного металла при дуговой
сварке с короткими замыканиями дугового промежутка // Автомат,
сварка. - 1988. - » 12. - С.16-23.
Получено 25.07.91.
нара
С.35
isbn5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.791.75.037:621.791.947
П.П.Шейко, В.М.Павшук
(ИЭС им.Е.О.Патона, г.Киев)
ИСТОЧНИК ПИТАНИЯ ДЛЯ ИШУЛЬСНО-ДУГОВОЙ СВАРКИ
ПЛАВЯ^МСЯ ЭЛЕКТРОДОМ С ПЛАВНЫМ РЕГУЛИРОВАНИИ» ПАРАМЕТР®
Описан источник питания для импульсно-дгагй сварки плавя-
щимся электродом, обладающий новыми технологическими воз-
можностями. Приведены примеры его практического применения.
Для эффективного управления процессами плавления и перено-
са электродного металла, качеством и свойствами швов при импульсно-
дуговой сварке плавящимся электродом (СПЭ) необходимо располагать
ии1ульсными источника™ питания с плавным регулированием параметров
импульсов тока. При этом также открываются возможности программного
управления режима™ сварки в различных пространственных положениях,
швов разнообразных сечений.
В ИЭС им.Е.О,Патона разработан и проверен в промышленных усло-
виях импульсный источник питания И-169, параметры которого плавно
регулируются за счет управляемой принудительной коммутации тиристо-
ров его силовой час^и (рис.1). В нем осуществляется программирова-
ние формы импульса тока, представленной на рис.2, из которого видно,
что импульс тока можно разделить на две части. Первая (от!, до4г) - о
(С) П.П.Шейко, В.М.Павшук, I99<J
40
Рис.I. Принципиальная электрическая схема источника питания
41
Рис.2. Программа изменения Тика цуги обочнечиааечая источ
ником питания
более низким значением тока 1н предназначена дли расплавления на тир
це электрода капли жидкого металла. Изменяя время от ft ди и значе-
ния тока 1И( можно регулировать размер этой капли и степень ее нагре-
ва. Вторая часть импульса (чТ t_ де. tj - с большим значением тока 1д
предназначена для сброса этой расплавленной капли с торна электрода.
Регулируя для различных материалов и диаметров электродной проволо
ки значения токов и время их протекания, можно добиваться опти
малвного управляемого переноса электродного металла, когда за 1 им-
пульс отрывается 1 ка'пля требуемого диаметра и это происходит во вре-
мя действия базового тока. Между импугьсаыи от до £1( протекает ба
зовый ток, значение которого находится я пределах 5ы...1ОО А. Этот
ток должен поддерживать стабильное горение дуги между импульсами.
Рассмотрим теперь работу схемы, представленной на рис.1. Пита
ние силовой части схемы осуществляется от двух трехфазных выпрями-
тельных устройств: с напряжением 14^ для питания цепей импульсного
тока и для питания цепей базового тока. При отпирании тиристора
V3 в момент времени по сигналу таймера напряжение формирования
импульса тока подводится к отпайке 2 дросселя Юр. Происходит бы<
трое нарастание тока в цепи части дросселя и нагрузки до уровня,
определяемого из выражения
it. --Itwr.’
ГД® J6 - базовый ток; - число витков всей обмотки дрон-
оеля (1-4) и ее части между отпайками 2-4 соответственно.
4,
иссле нарастания тока до значения стремительный рост его
прекращается. Далее увеличение тока происходит под действием напря-
жения Ц V. ограничзно индуктивностью части дросселя между отпайка-
ми 2-4 и нагрузкой. По истечении времени устанавливаемому задат-
чиком длительности импульса тока, отпирается пара тиристоров VI,
V5 или V2, V4 (в зависимости от полярности заряда конденсатора С)и
тиристор V3 принудительно выключается. При этом через нагрузку про-
текает ток перезаряда конденсатора б, предварительно заряженного до
заранее выбранного регулируемого уровня напряжения. Перезаряд кон-
денсатора имеет колебательный характер. Амплитуда его при прочих
равных условиях зависит от напряжения заряда конденсатора С, а пе-
риод, определяемый в основном авчн+укм индуктивности дросселя и ем-
кости конденсатора, остается практически постоянным. Период выбира-
ется из расчета обеспечения в диапазоне амплитуд тока_450...800 А
гарантированного сброса расплавленной на торце электрода капли жид-
кого металла. Перезаряд конденсатора С продолжается до тех пор, по-
ка напряжение на нем не станет равным напряжению задания Пос-
ле этого открываются тиристоры V6 и V?, заряд конденсатора С пре-
кращается, а от выпрямителя с напряжением Ц. через весь дроссель и наг
грузку протекает базовый ток 1g. Следующий силовой импульс тока фор-
мируется через время Т по сигналу таймера на открывание тиристора
V2. Период следования иьпульсов тока регулируется плавно заданием
Т работы таймера.
Тагим образом,в импульсном источнике питания 11-169 осуществля-
ется плавная независимая регулировка частоты следования ишульсов
тока d пределах 30...300 Гц, длительности - 1,5«10~^..,5,0’10*^ с
и амплитуды - 450...800 А. При этом обеспечивается плавное регули-
рование среднего значения сварочного тока в пределах 50...315 А и
напряжения на дуге - Тб. .,40 В.
По сравнению с существующими импульсный источник питания И-169
обладает новыми возможностями:
- плавным независимым регулирован гем частоты следования, дли-
тельности, амплитуды и формы импульсов тока, что позволяет целена-
правленно программировать процессы расплавления электрода и перено-
са капель электродного металла с оптимальными значениями их массы
'ДШнклра, поверхности) и температуры, это улучшает состав, качест-
во свойства как металла швов, так и сварных соединений в целом;
плавным и равномерным регулированием средних значений свароч-
ного тока и напряжения на дуге, что дает возможность легче и точнее
оЭДалать и поддерживать требуемые по технологии оптимальные режим)
сварки;
43
- дистанционным управлением работой и параметрами источника с
помощью стандартного сигнала, что позволяет использовать его в сис-
темах програмтого управления процессом сварки изделий, например
неповоротных стыков трубопроводов;
- более широким диапазоном регулирования параметров режимов,
поэтому импульсно-дуговой способ СПЭ применим для сварки изделий из
сплавов алюишия, титана, меди, низкоуглеродистых, легированных,
высокопрочных сталей и сплавов в аргоне, гелии, их смесях, в сме-
сях
- несложным сопряжением систем управления источника и роботизи-
рованных комплексов, а также простым использованием его в комплек-
сах с синергетическим управлением.
Испытания сварочных свойств источника тока И-Л69 проводились
на алюминиевых сплавах типа АМг-6 и 1201. Сварка выполнялась в ар-
гоне и гелии, процесс протекал достаточно стабильно.Стабильность
увеличивалась с повышением частоты следования импульсов тока. Конт-
роль качества показал, что все швы, сваренные как в аргоне, так и
в гелии соответствуют требованиям, предъявляемым к швам первой ка-
тегории изделий ответственного назначения. Однако выполненные в
гелии швы более плотные и имеют меньшую склонность к порообразова-
нию. Данные механических испытаний стыковых соединений, сваренных
имцульсно-дуговой СПЭ от источника И-169, приведены в таблице,
из которой видно, что для сплава 1201 швы имеют высокие показате-
ли механической прочности. Полученные хорошие свойства сварных швов
позволили внедрить в производство импульсно-щтофю СПЭ в гелии коль-
цевого шва с замковым соединением на ьесу из сплава 1201 толщиной
4+4 мм со 100%-ным рентгенографическим контролем качества сварных
швов.
Результаты механических иогитаний образцов
из алюминиевого сплава 1201, выполненных импульсно-дуговой
______________СПЭ от источника тока И-169
Толщи- на сва ривее- мого метал- «а. мм Часто- та сле- дов импуль- сов, IYj Дли- тель- ность . импуль- сов. , C-lQ"3 Сред- ний ток ДУГИ, А Сред- нее напря- жение дуги, В Временное сопротив- ление Угол заги- ба оС, град Защит- ный газ
2,5 41 3,4 80 18 298...289 293 /1,0. ..54,0 61,0 Аргон
4,0 87 3,4 150 21 290,,.259 277 56,5...44,0 49,2 И
5,0 93 3,4 170 22 291...271 275 67.5 ч
44
Продолжение таблиц»
Толщи- на сва- ривае- мого метал- ла. мм Часто- та сле- дов импуль- сов, Гц Дли- тель- ность импуль- с™6-3 Сред- ний ток ДУГИ, Л Сред- нее напря- жение дуги, Временное сопротив- ление D Угол зиги- ба CL, град За- нят- ный газ
6,0 126 3,4 200 26 286...264 276 50,0 Аргон
8,0 156 3,4 250 27 274...245 265 61,0...53,0 58,0 И
4,0 260 1,7 160 33 295...250 277 65,0...48,0 55,0 Гамй”*
9.0 264 1,5 230 34 280.,,250 262 55,0...53.0 54,0
*Цифры взяты по результатам максимальное к минимальное испытаний пяти образцов (в числителе значения; в знаменателе - среднее).
«При сварке в гелии пластин толщиной 9 мм от источника тока И-169
была установлена вторая ступень импульсного напряжения выпрямите-
ля, во всех остальных видах сварки - первая.
* Высокие показатели качества и механических свойств получена
также при сварке в щелевую разделку сплава 1201 в гелии н высокопроч-
ной стали типа ДИ-52 в смеси Аг+18. ..20 % СО,. При сварке низкоугяе-
родистых и низколегированных сталей проволокой Св-08Г2С диаметром
> 1,6 мм в смеси Art20 %С02,кроме высоких прочностных показателей в
широком диапазоне сварочных токов от 140 А и до значения критичес-
кого тока 320...340 А,дасти1нуто снижение разбрызгивания до уровня
I.».2 %. Получение результаты позволяют надеяться, что разработан-
ный источник тока для имцуяьсно-дуговой СПЭ найдет широкое примене-
ние в нашшностроителышх отраслях промышленности.
Получено 25.07.91.
isbn 5-7702-0195-9. Новые оварочные источники питания. Киев, 1992.
УДО 621.791.75.037:621.791.947
А.В.Лебедев (ИЭД, г.Киев)
ТРАНЗИСТОРНЫЙ ИМПУЛЬСНЫЙ РЕГУЛЯТОР
ДЛЯ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ
Описан транзисторный иьпульсный регулятор для электроду-
Г2_.?„£ваРки- Рациональная область применения - постовой
регулятор многопостовьгх систем питания.
Созданные в Институте электродинамики (ИЭД) г.Киева
транзисторные импульсные регуляторы подключаются к источнику пита-
(£) А.В.Лебедев, 45
ния постоянного тока с напряжение* 40. ..70 3. Это напряжение дос-
таточно практически для всех способов дуговой сварки. Максимальная
величина тока нагрузки составляет 400...600 А. В настоящее время
промышленность не выпускает "ранзисторов, предназначенных для рабо-
ты на таких токах. Поэтому необходимо применять параллельное соеди-
нение транзисторов или регуляторов. В первом случае равномерное рас-
пределение токов между параллельно включенным, транзисторами дости-
гается путем использования транзисторов с одинаковым падением напря-
жения или вякчоте, в эниттеонче цепи резисторов. Во втором - необ-
ходимо использовать отдельные схемы управления для каждого из регу-
ляторов, что усложняет конструкцию и повышает ее стоимость.
Одно из основных требований к силовой части регулятора - га-
рантия ее высокой надежности. Необходимо, чтобы выход из строя од-
ного или нескольких транзисторов не нарушал нормальной работы регу-
лятора. Для этого вбитые и эмиттерные цепи включаются предохрани-
тели. При отказе транзисторов схема управления обеспечивает перего-
рание предохранителей. Сгоревший транзистор отключается от осталь-
ных и регулятор продолжает нормально работать. Оставшиеся транзис-
торы начинают пропускать большой ток. Необходимо создать такие усло-
вия, чтобы увеличение тока не вызвало заметного ухудшения условия
работы действующих транзисторов. Рассмотрим как выполняется это ус-
ловие на примере регулятора с максимальным током 315 А, в котором
используэтся параллельное соединение 28 транзисторов типа КТ-947.
Если все транзисторы исправны, то каждый из них коммутирует
ток по значению, близкому к 10 А. Отказ нескольких транзисторов вы-
зове’ повышение ь оставшихся тока до II...12 А. При таком значении
тока возрастает коэффициент усиления В, что препятствует увеличению
нагрева. Должна отказать половина транзисторов, чтобы коэффициент
усиления начал уменьшаться. Таким образом, для обеспечения надежнос-
ти необходимо в несколько раз "разгрузить" транзисторы по току.
Разработан транзисторный импульсный регулятор типа ОИ-122,
предназначенный в основном для механизированной сварки плавящимся
электродом э среде активных и инертных газов. После небольших изме-
нений в схеме управления он может использоваться для ручной дуговой
сварки. Применение двух регуляторов или установка в сварочную цепь
тиристорного коммутатора низкой частоты позволяет проводить сварку
переменным токсм.
Техническая характеристика регулятора
Номинальный ток при ПВ = 60 %, А ...............;........... 315
Импульсный ток, А ........................................... 550
46
Напряжение питания. В ............................. 35...оО
Диапазон регулирования сварочного напряжения, В .... 15...50
од
кщ, %.............................................. =7
Kiica, кг ............................................&
Охлаждение ........................................ естественное
• На каркас, обшивку и радиатор приходится более половины массы
регулятора. Если использовать принудительное охлаждение и облегчить
конструкций, то можно заметно снизить его массу. Регулятор обеспе-
чивает изменение в широких диапазонах наклона внешней характеристи-
ки и скорости нарастания тока при kjxk'kui заикании. Это позволяет
выбирать оптимальные характеристики, гарантирующие небольшие потери
металла, "эластичность" дуги и удобство работы во всех пространствен-
ных положениях. Подача в сварочную цепь иьпульсов тока частотой
20... 100 Гц происходит срхулидаисй аьтлитудой и длительностью от
0,5 до 5,0 мс. Возможно расширение диапазона изменения частоты и дли-
тельности импульсов. Плата управления достаточно простая - содержит
три шкросхемы.
Транзисторные регуляторы удобно использовать для исследования
процессов сварки. В наших экспериментах управление регулятором осу-
ществлялось микроЭВМ, которая выполняла также статистическую обра-
ботку полученной информации.
Потери металла при сварке в углекислом газе максимальны на
средних токах. В этом случае электродинамические силы отталкивают
капли электродного металла и способствуют их выбросам эа пределы
ванны. Были исследованы способы управления плавлением и переносом
Металл». Саюй простой из них заключается в том, что дуга питается
импульса*» тока постоянных длительности ч амплитуды,во время кото-
рых происходит образование капли. В течение стадии протекания не-
большого тока (тока "паузы*') происходит короткое замыкание. Ток не
создает электромагнитных сил, достаточных для отталкивания капли от
ванны. Металл переносится дозированными по массе каплями.
Стадию короткого замыкания можно условно разделить на три эта-
па. На первом - начинается движение металла в сторону ванны, кото-
рое тормозят электромагнитные силы. Поэтому з начале короткого замы-
кания ток должен быть минимальным. На втором - при достаточно боль-
шом отношении между высотой капли и радиусом электрода возможен пе-
реход оез тока. При меньшей высоте необходимо действие электромагнит-
ных си;, которые на этой стадии, в отличие от первой, имеют состав-
ляющую. направленную от электрода к ванне. Последняя стадия разруше-
ния nepewtBH занимает очень короткое время, примерно 80...200 мкс.
47
По мере сжатия передачки ток следует уменьшать, чтобы при последую-
щем воэбувдении дуги свести к минимуму действие газодинамического
удара. Для исследования этой стадии ценным, свойствами импульсного
регулятора являются его быстродействие и полная управляемость. Макси-
мально возможная скорость изменения тока была достигнута исключением
из сварочной цепи сглаживающего дросселя. Место сварки соединялось с
регулятором кабелями, проходящими достаточно близко друг от друга.
Это позволило получить скорость изменения тока 2...10 А/с. Частота
коммутации транзисторов составляла 40 кГц. Экспериментальное исследо-
вание стадий короткого замыкания позволило определить оптимальные за-
коны управления для каждой из них.
Перенос металла строго дозированным, объемами и управление то-
ком по оптимальной программе стабилизируют процесс сварки. Среднее
квадратическое отклонение частоты коротких замыканий не выходит за
пределы 5 %, в то время как при использовании обычных источников пи-
тания оно изменяется в пределах от 15 до 60 %, а нередко и выше. Ста-
билизация массы капли практически исключает вероятность выброса ме-
талла за пределы ванны. Коэффициент набрызгивания близок к I % во
всем диапазоне токов. При использовании обычного источника питания
он достигает 8 %, а иногда 12...15 %. Отклонение глубины проправле-
ния также снижается в 2-3 раза.
^Сяедуетотметить, что транзисторные регуляторы не представляют
конкуренции для инверторных источников питания. Они имеют свои об-
ласти применения, в частности при многопостовом питании и эксперимен-
тальных исследованиях. В настоящее время при отсутствии производства
отеч-ственной промышленностью мощных транзисторов, диодов, феррито-
вых сердечников и конденсаторов с необходимыми для инверторных ис-
точников параметрами возможно использование транзисторных регулято-
ров в роботизированных комплексах и других областях, требующих пол-
ностью управляемых источников питания дуги с высоким быстродействием.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые оварочные источники питания. Киев, 1992.
УДЙ 621.791.75.03
А.И.Попков, А.И.Еланцев (ЧПИ, г.Челябинск)
ЮДЬРНЯЗЛРОЗАНШЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ
Описанное специальное устройство удерживает систему Источ-
ник-дуга в области оптимальных режимов работ.
Одной из основных причин относительно высокого разбрызги-
вания расплавленного электродного металла при сварке в углекислом
ное является отклонение параметров режима и от оптимально-
го ооотнооения
Где R, - эквивалентное сопротивление сварочной цепи; А - коэффици-
ент, зависящий от диаметра длины вылета и химического соста-
ве электродной проволоки (установлено, что при = 10d9 для прово-
локи типа Св-08Г2С А * 13 -51S£). Опыт показывает, что даже незначи-
тельное (более +1,5 В) отклонение от указанного соотношения, возни-
кающее, в частности, при возмущениях по напряжению холостого хода
источника питания, скорости подачи проволоки и др., приводит к суще-
ственному стяжению стабильности процесса переноса электродных ка-
пель, а следовательно, и самого процесса сварки. В результате суще-
ственно увеличивается разбрызгивание и ухудшается качество сварного
соединения.
С Целью отработки указанных возмущений, а также вывода и удер-
жания системы источник питания-дуга в области указанного выше опти-
мального соотношения между напряжением и током был создан ряд
оптимизирующих устройств для нескольких типов сварочных выпрямите-
лей. На рис.1 приведена блок-схема одного из оптимизирующих умройзгв
0-64, разработанного совместно с ИЮ "Прибор* Мянсельхогмаша СССР и
ИЙЧГОкаемого серийно опытным заводом объединения для предприятий
отрасти.
В связи со все более широким применением в сварочном производ-
стве выпряжтелей типа ВДУ-504 (ВДУ-506), элементная база которых
пое*® соответствующего переключения и незначительного дополнения по-
- иодернизировать их в оптимизированные источники питания сва-’
Рочной дуги, в ЧПИ бйл разработан и испытан усовершенствованный
"УкРв’Чтель ВДУ-504 о регулятором оптимальных режимов (рис.2),
(уА.М.Попков, А.И.Еланцев, 1992
49
Рис.I. Блок-схема оптимального
регулятора С-64: ОР - оптималь-
ный регулятор; ИУ1 и ИУ2 - уст-
ройства для измерения It, и
Дц-К, соответственно; ЗУ и СУ -
устройства для задания коэффи-
циента 2А и суммирующее соот-
ветственно; У - усилитель сиг-
нала aU; ТР - тиристорный регу-
лятор напряжения, ВС-500 - сва-
рочный выпрямитель
Регулятор состоит из уст-
ройства ускоренного воэбувдения
дуги и оптимизирующего. Устрой-
ство ускоренного возбуждения дуги включает в себя герконовое реле
KAI сварочного тока и резистор задания напряжения холостого хода ЩО.
Оптимизирующее устройство состоит из резистора задания коэффи-
циента 2А RI; резистора задания коэффициента R3 R4; интегрирующей
цепочки R2, R3 61. резистором RIO устанавливается повышенное на-
чальное напряжение холостого хода выпрямителя, что позволяет дуге
возбуждаться за 0,1...О,2 с.
При протекании в сварочной цепи тока более 5 А срабатывает гер-
коновое реле KAI, которое своими контактами отключает резистор RI0
и подключает RI, включая тем cat. им оптимизирующее устройство, кото-
рое переключает отрицательную обратную связь пс току на положитель-
ную обратную связь. Это достигается переключением полярности дио-
дов Д7 и конденсатора G8 выпрямителя ДДУ-504. Необходимая глубина
обратной связи достигается при отключении контактов ВЗ-2. Устойчи-
вость системы источник питания-дуга поддерживается интегрирующей
цепочкой R2, R3, CI. Глубина обратной связи (коэффициент^) уста-
навливается с помощью резистора R3, начальное напряжение Ue (коэф-
фициент 2А) - резистором RI.
При работе на оптимальных режимах действует обратная связь по
току сварки. Изменение тока производится магнитным усилителем выпря-
мителя аду-504. Нагрузкой магнитного усилителя являются резисторы
RI3 и RI4, с которых снимается напряжение обратной связи по току11т,
пропорциональное ' R.,.
Режим транзистора Т1 определяется током базы, который зависит
от напряжений 11^, UT, It^. При правильно подобранных значениях ко-
эффициентов R, и 2А регулятор находит и поддерживает указанное выше
оптимальное соотношение между сварочными током и напряжением.
Как показано на рис.2, оптимизатор к схеме управления выпрями-
теля ВДУ-504 подключается с помощью разъема. При отключении его на
5b
51
это место пэдклхмается разъем-заглушка. Лабораторные и производствен-
ные испытания оптимизированного выпрямителя показали, что он авто-
матически настраивается на оптимальные значения и Ц.^, по заданным
значениям диаметра, вылета и скорости подачи электродной проволоки
и поддерживает оптимальное соотношение между и в случае судествен-
ных возмущений по напряжению холостого хода и скорости подачи прово-
локи, а также возможных отклонений по диаметру электродной проволоки
и относительно небольшого (до +15 %) отклонения по ее вылету.
Анализ электрической схемы управления выпрямителя ВДУ-506 пока-
зал, что он может быть также оптимизирован включением в его схему
описанного выше оптимизирующею устройства.
Выводы
Разработано, изготовлено, встроено в выпрямитель ВДУ-504 и испы-
тано устройство, оптимизирующее параметры процесса сварки в углекис-
лом газе. Указанное устройство выводит систему источник питания-дуга
в область оптимальных режимов сварки и удерживает ее здесь при воз-
можных возмущениях.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 631.791.75.037:621.791.947
В.3.Андреев, Г.Н.Москович (ИЭС им.Е.О.Патона, г.Киев)
ПАРАМЕТРИЧЕСКАЯ СТАБИЛИЗАЦИЯ НАПРЯЖЕНИЯ
ИСТОЧНИКОВ ПИТАНИЯ С ТИРИСТОРНЫМ РатаИРОВЙМЕМ
Рассмотрен способ управления тиристорами сварочного источ-
ника питания, позволяющий повысить быстродействие стабили-
зации выходного напряжения и снижение ее погреашости.
В схемах импульсно-фазового управления (СИФУ) тиристорами
наибольшее распространение получил так называемой вертикальный метод
формирования управляющих импульсов и их фазы, заключающийся в срав-
нении переменного, синхронизированного с сетью напряжения с некото-
рым постоянным сигналом /I/. При этом фаза управляющего импульса оп-
ределяется моментом равенства сравниваемых напряжений. Регулирование
ее можно осуществлять изменяя либо скорость нарастания переменного
напряжения, либо величину постоянного напряжения. Тем самым обеспе-
чивается требуемый наклон внешних характеристик я стабилизация выход-
ньс параметров источника. Для стабилизации сварочного напряжения при
/в) В.В.Андреев, Г.Н.Москович, 199<
52
к{.д<^янит: напряжения сети в схему обычно вводится обратная связь,
дрддлжяюшая представить управляющее напряжение в виде разности двух
отделов: задающего и характеризующего регулируемый параметр, кото-
puw необходимо поддержать постоянным [%}, Однако, как показывает
рдм», подобные схемы не отличаются быстродействием и высокой точ-
нретью* что например, наблюдается в сварочных трансформаторах с ти-
ристорами, включенными либо в первичную, либо во вторичную цепь.
Инерционность в данном случае объясняется тем, что сигнал обратной
евязи по напряжению сети необходимо трансформировать, выпрямить,
о^дядить и лишь затем подать в узел формирования управляющего нап-
ружагя. Точность стабилизации при этом зависит от характеристики
нелинейного элемента, на котором сравниваются напряжения задания и
обратной связи.
В настоящей работе на примере тиристорно-регулируемого транс-
форматора рассмотрен один из возможных путей повышения быстродейст-
*М и точности стабилизации напряжения на нагрузке. Предполагая, что
нагрузка активная, запишем выражение для действующего значения вто-
ричного напряжения трансформатора
it П Thi V + 0^ Sin Ы ' {n
’ у °
*7^ " нап^>яжение оета» * Фазовый угол; <4- угол регу-
лирования.
Из (1} видно, что напряжение можно представить как функцию
**ух переменных
Пр» малых приращениях аргументов аУс и д( полное приращение
•той функции можно записать в виде суммы
4i^4 s^{uc,^ef <2>
W £ - величина, имеющая высший порядок малости относительно
* Д<Л
Напряжение на нагрузке будет стабилизировано при условии, что
^(Ue,d) = O. (3)
Пренебрегая величиной £ и раскрывая полный дифференциал в (2),
получим ,
(4)
частные производные функции li^=-f(Ue,cC).
®аза управляющего импульса может отсчитываться от любой точки
РЖения питающей сети, например от момента перехода его через
ЬЗ
нуль /4/• Если опорное напряжение (в нашем случае пилообразное )
будет синхронизировано с моментом равенства сетевого напряжения 11с
л некоторого вспомогательного постоянного напряжения управления
на ниспадающем участке синусоиды рис.1, а, б), то фаза уп-
равляющего импульса d изменится вместе с Ut за время, не превышаю-
щее длительность полупериода (рис.1, в). При отсутствии колебаний
Мс начальный угол формирования опорного напряжения будет равен
6 ; - at-tsi'n /4^-). (5)
Величина его определит начальную фазу управляющих импульсов
Ик, при которой наблюдается равенство между U„ и Wjy. Ках видно
из рис.1, любое изменение напряжения питающей сети вызывает переме-
щение фазы опорного напряжения на величину A/- . При постоянном
значении на этот же угол изменится и фаза управляющего импуяь-
са, т.е. dЕсли напряжение сети U# упало, то компенсация
этого произойдет эа счег. уменьшения угла <Z на величину Afi, которая
при^/sp^ становится отрицательной и,наоборот, при возрастания
угол сГ увеличивается на д/(рис.1, г).
Так как rvddzdjl. Следовательно,
Совместное решение (I), (4) и (б) позволяет получить выражение
для определения величины вспомогательного напряжения в вависимости
от угла регулирования с/ при соблюдении условия (3):
от
Umo "Н+А ’
Л — /о > Or % $111 2d-
где А-{Я.....---------------Л
Таким образом, уровень вспомогательного напряжения для
каждого требуемого значения выходного напряжения (при номиналь-
ном напряжении сети Ц„ и</*аО, а следовательно, и угол j3B опреде-
ляются однозначно. Погрешность стабилизации выходного напряжения со-
ставляет при }L^Uu
С п
/±) 11
100 %,
где знаки (<-) и (-) соответствуют возрастанию или снижению сетевого
напряжения. Для расчета погрешности нужно определить углыи d при
пониженном и повышенном напряжениях сети и значения 1Q. по выражению
(I). На рис.2 показаны расчетные зависимости ://<<„) для еяу-
Ь4
Рис.2. Кривые зависимости
йч»/а"о’1М (D, изменения по-
грешности стабилизации aiL'fM,
alUfUe = 0,95) (2) и AU,(a, =
«1,05) (3)
чаев Ис . 0,90 U* и Ut = VE>UH.
Следует отметить, что погрешность
в обоих случаях оказывается поло-
жительной, причем > й1(%. .
Особенно это различие заметно
при □(< 90°. Как показывают рас-
четы, погрешность стабилизации -
величина управляемая и зависит от
уровня вспомогательного напряже-
ния . По-видимому, оптималь-
ным следует считать такое отношение • ПРИ котором а
= AlQ и их значения не превышают 1,5 %. Расчет представляет опреде-
ленные трудности в связи с необходимостью решения ряда трансценден-
тных уравнений. На рис.2 представлены кривые и
полученные в результате проведенного методом итераций расчета для
того же диапазона изменения остевого напряжения. Как видно, замет-
ное уменьшение (ниже I, 2 %) погрешности наблюдается уже прИсОФЯ
Для реализации описанного выше способа параметрической стаби-
лизации блок управления тиристора»» должен быть выполнен согласно
функциональной схеме (рис.З). Он состоит из входного устройства (ВУ),
узлов сравнения (УС1 и УС2) и задержки (УЗ), генератора пилооб-
разного гапряжеяия (ГПН) и формирователя импульсов (ФИ). Сигнал,
пропорциональный сетевому напряжению Z4, поступает на УС1, на вто-
рой вход которого через УЗ подается напряжение УЗ служит для
Рис.З. Функциональная схема блока управления тиристорами
56
fOfOf чтобы ср&вневде сетевого Ц и вспомогательного Нур напряже-
ний происходило на ниспадающей части полуволны (о4 > -^) сетевого
Мйрякеиия. В момент равенства U и Us₽ с выхода УС1 сигнал посту-
ямт на запуск ГПН, а генерируемое им напряжение Лп - на
мадУсг. На другом входе УС2 постоянно присутствует напряжение за-
дания величина которого может изменяться в пределах стандарт-
ного сигнала от 0 до 10 В. С выхода УС2 сигнал, соответствующий тре-
буемому для обеспечения стабилизации фазового угла отпирания тирис-
торов, поступает на вход Ж,а с его выхода ишульс Z^y-иа управляющие
ежектрода тиристоров.
Численные значения основных параметров (Ц„ <<) можно опреде-
лить из графика на рис.2. “
Приведенные рассуждения позволяют сделать вывод о том, что
введение вспомогательного управляющего напряжения повышает быстро-
действие и точность стабилизации напряжения источника питания, регу-
лируемого с помощью тиристоров.
Список литературы
Руденко В. С., Сенько В.И.. Чиженко И.П. Преобразовательная тех-
ника. - Киев: Выща шк., 1983. - 431 с.
2. Об,
3. Вронмтейн И.Н., Семендяев К.А. Справочник по математике. - М.:
Гос. изд-во техн.-теорет.лит., 1956. - 608 с.
4. Зрбродин D.C. Прошлиенная электроника. - И.: Выси.ик., 1982. -
Получено 25.07.91.
ив* 5-7702-0195-9. Новые сварочше источники питания. Киев, 1992.
УДО 621.791.75:621.3.014.31.001.57
П.Г.Цуяовский, В.П.Фещенко (ИПЭС, г.Киев)
ЖХЯВДОВАНИЯ СВАРОЧНОГО ИСТОЧНИКА ПИТАНИЯ
с поси®оватнню вкпнатм
КОНДЕНСАТОРА» ВО ВТОРИЧНОЙ ЦЕПИ
Сообщается о результатах математического моделирование
системы источник питания-дуга с конденсаторами во вторич-
ной цепи трансформатора.
Одним из перспективных видов плазменных технологий, поз-*
вЦМйищи аффективно преобразовывать электромагнитную энергию в теп-
ч)в’р*ДпинимпН1, В.П.Йещеяко, 1992
57
ловую, являются сварочные процессы. Но при конкретной реализации
упрсйств да зкй цаяи воеьмкает петьй рд проблем, связанных, в первую
очередь, о обеспечением управляемости дуги и устойчивости работы
системы. Известно, что один из способов повышения устойчивости про-
цесса сварки на переменном токе - включение конденсаторов как в пер-
вичную, так и во вторичную цепь источника питания [L]. Однако нали-
чие конденсатора (ми батареи) уже само по себе является возмущени-
ем и может при определенных условиях привести к ухудшению парамет-
ров смете». Это обусловливает актуальность проведения математичес-
кого моделярованкя. Здесь такое моделирование проводится на приме-
ре расчета системы с дугой и конденсатором во вторичной цепи транс-
форматора источника питания (рисунок). Расчет проводился с помощью
метода гармонического баланса для случая постоянной индуктивности
контура намагничивания.
Расчет методом контурных токов для их мгновенных значений в
узлах I, 2 дает
*1 = ** * *з >
Ц = *t 4
где л - токи в ветвях.
Йтброй закон Кирхгофа для
(I)
1-го и 2-го контуров соответственно
приводит к
и-иt + IL ,
*». »с Г *.
(2)
где U1t Ut ,US - напрякения сети, на первичной и вторичной обмо-
тках,на столбе дуги соответственно; Иг, Йг - падение напряжения на
контуре намагничивания и эффективной еигости конденсатора;
s - комплексное сопротивление первичной и вторичной
обмоток соответственно. Конкретизация вида выражений для нап-
ряжений приводит к следуювему:
&
* М(0);), < j
где 6 - полная проводимость столба дуга; и - эф-
фективная емкость и активное сопротивление в параллельной схеме за-
мещения "реальной емкости" /27.
Следует отметить, что системы (I). (2) неполные, по-
скольку здесь еще нет уравнения для шровадамости столба дуги (эта
Эквивалентная схема моделируемой система
доодшосгь является нелинейной функцией протекающего через дугу
<2). В связи с этим добавим к (I), (2) уравнение для проводи-
«Онк столба кт, записанное в рамках модели ЦЦИЭС /3/. Тогда систе-
ма «мнммтея полной и составляет
* V) Г <t,
о« Чгд*^г‘Э*'+ ЦЛэфМ* б(\) ~ л
1-Л 6 Cte * * “ * &*'*-* ’
*ЯЛ 9 - постоянная времени дуги;с( и ft - параметры, заьисмлие от вы-
бора модели /37.
В дальнейшем ограничимся анализом наиболее распространенных мо-
*®<ей дуги (моделей Майра и Касси):*
еда» Касс и: f {7>
*** - постоянная времени дуги в модели Касси; - постоянное
••ИНМаиве на дуге;
модель Майра: = (8)
где 6*м - постоянная времени дуги в модели Майра; Рл - постоянная мощ-
ность, выделяемая на дуге.
Превде,чем приступить к анализу системы (4М6), рассмотрим первые
два уравнения (4) и (5), учитывая при этом, что х ~ Ч- Кроме
того, примем следующие допущения: г4С>> 4, g . Тогда
W4****^" МV А - £*Ъ ’ <*)
,. ... . к.*3 % х* . ~
0=-(s-‘J 2777
(10)
Первое уравнение является линейным (в отличие от второго) и
может быть легко проинтегрировано- найдена зависимость
а затем полученное решение подставлено во второе уравнение. С этой
целые представим (9) в виде
Разделим обе части на %в и введем "безразмерное" время
Г=Т/Т; TsJV^)'-
В итссе получим
таМ=£?&);
Решением (12) является:
i#)= Л М/#' и - е*п 41, (13)
ш L в
где - частота сети. Подстановка (13) в (10) приводит
к алгебраическому уравнению для одного неизвестного (в качестве не-
известной переменной удобно принять ток во втором контуре):
{j^*cskrkl‘t,=,rt‘t)> <и’
где Fft)scosfjfi ♦ 'Ю -
' ccsM'J.
Таким образом, e результате упрощавщих щ» межуточных выкладок
место (9) и (10) получено алгебраическое урввн»ние вида (14).
Вернемся теперь к совместному анализу (Lb и (t>), моделируюиеиу
сведение столба дуги (на примере модели Майре1 В рамках данной мл
уравнение для зависимости проводимости столба дуги от протека-
ggggo тоха имеет вид
Км И ранее, о помощью введения Z = t/T, преобразуем (15) и виду:
A
+ (И)
где X» s =
Дм расчета периодических режимов в цепи воспользуемся тенерь
мисдом гармонического баланса, ограничиваясь первыми по частоте гар-
мониками. При етом в первом приближении форцу тоха примем скнусо-
хдмыюй (npn2u4?nAD, а резко несинусоидальную форщу напряжения на
дуге заменим эквивалентной по средней мощности за период первой гар-
ыоявжой.
<И)
Далее найдем решение линейного относительно G давнения (16) при
яроизвольной амплитуде
» ч г=
Соответственно, напряжение на дуге
’ ’ ТЧ' tw(^- w]'
(18)
Найдём теперь гармоники напряжения на дуге, для чего представим
напряжение на. дуге в виде
Ц •*/*>
Hf= * Iй? ** //И
г*р амплитуда напряжения n-й гармоники.
)»Йдем первые два члена разложения (19)
(20)
-*0.
S-а ‘ Т U <<П Slп } ° °'
Мта*' Ч = п <2/>
ПГЭ г 61
60
Из (20) для вытекает, что вольт-амперная харак-
теристика (ВАХ) для действ;,тощих значений первых гармоник U,(yj при
сделанных выше предположениях соответствует статической (СВАХ),т.к.
э IS 1 V? Р* •
В этом случае проводимость дуги равна
Ч* а
Stnj3^. (22)
Следует отметить, что гармоники тока и напряжения на дуге сов-
падают по фазе. Определение же установившегося гармонического режима
с частотой <м приводит к решению уравнения
4 {й>> * &'/<,)} ‘,14 --W), (23)
где в качестве новых неизвестных выступают теперь 5? и Ч*.
В этих переменных (23) принимает вид
= Р(24)
Его решение имеет вид
н - ф-Jf и п, р дЯч 1
~ ц (26)
Выводы
С помощью метода гармонического баланса проведен расчет систе-
мы источник питания-дуга с конденсатором во вторичной цепи (в щ»6-
лижении постоянной индуктивности контура намагничивания). Подучены
формулы для оценки параметров стационарного режима работы душ.
Список литературы
I. Глухов Д.Я., Жуковский П.Г. Расчет электромагнитных процессов и
режимов о сварочном источнике питания с продольным конденсатором
методом кусочно-линейной аппроксимации.-Киев. 1985. - 41 с.
(Препр. Г АН УССР. Ин-т электродинамики; 425).
2. Справочник по электрическим конденсаторам / В.П.Берэон, В.Ю.Ге-
ликмаи, М.Н.Гураевский и др. - Кишинев: Штиица, 1982. - 309 с.
3. Пентегов И.В., Сидорец В.Н. Сравнительный анализ моделей динамь*
ческой сварочной дуги // Автомат.сварка. - 1989. - » 2. -
С.33-36.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочнйе источники питания. Киев, 1992.
«
УДК 621.791.75.037:621.791.974
И.И.Заруба, В.В.Дыменко
ИЮГОПОСТОВЫЕ ИСТОЧНИКИ ПИТАНИЯ
да СВАРКИ ПЕРЕМЕННЫМ током
Описана многспостовая система питания для сварки перемен-
ным током с постовыми устройствами, снабженными импульс-
ными стабилизаторами горения дуги.
Преимущества переменного тока для дуговой сварки известны-
Простота, надежность и дешевизна оборудования, отсутствие магнитно-
го дутья. Сварочный трансформатор - основной источник питания для
ручной дуговой сварки покрытыми электродами. Недостатком переменно-
го тока является невысокая устойчивость процесса сварки. Сварочные
трансформаторы нашли применение преимущественно для сварки черных
Сталей. При этом используются электроды только для переменного тока.
В настоящее время из серийно изготовляемых сварочных трансфор-
маторов наибольшее распространение получили трансформаторы на номи-
нальные токи 315 и 500 А с продолжительностью нагрузки ПН = 60 % и
ffi « 100 %. На практике используются преимущественно токи 150...200 А.
Остальная же мощность применяется для тех редких случаев, когда не-
обходимо осуществлять резку или сварку толстостенных изделий.
Ках и при однопостовых источниках питания постоянного то-
ка, большая концентрация сварочных трансформаторов на сравнительно
ограниченных площадях цехов предприятий металлоконструкций, сельхоз-
машиностроения и др. создает дополнительные сложности, приводящие
к понижению производительности труда и удорожанию сварочных работ.
В таких цехах трансформаторы подключаются к питающей сети силовыми
Кабелями длиной 20...30 м, укладываемым на сварные конструкция И
Сборочные приспособления, что нежелательно по соображениям техники
безопасности. Обычно трансформаторы подсоединяются к питающей сети
060 В)группами, а поэтому отключение или подключение хотя бы одного
Ш постов ведет к простою остальных в данной группе.
Указанные недостатки однопостового питашя при сварке постоян-
ным током решаются» счет многопостовых систем, получивших широкое
Распространение как при ручной дуговой сваэке покрыли: электродами ,
и при механизированной сварке в углекислом газе "од флвеош, на-
ЯНмер на основ* выпрямителя ВМГ-эООО. На постах таких систем регу-
Рдрованяе режима осуществляется, как правило, балластными реостата-
И.И.Заруба, В.В.Дыменко, 1992
63
ми. Несмотря на потгрп анергии в балластных реостатах переход от
индивидуальных источников питания к многопостсвым системам оказался
целесообразным за счет общей экономии электроэнергии, уменьшения
затрат на амортизацию, обслуживание, ремонт, а также экономии про-
изводственных площадей.
К сожалению, преимущества жогопостового питания в случае пере-
менного тока до настоящего времени не реализованы. Главная причина
этого - отсутствие технического решения, обеспечивающего надежную и
достаточно эконошчцув работу системы. Простое перенесение решений,
полученных для многопостовых систем постоянного тока, не дает поло-
жительного результата. Регулирование тока на постах беиласньи реос-
татом не обеспечивает требуемой устойчивости процесса, надежности
зажигания дуги, сопряжено с потерями энергии.
В основу технического решения Д7, предложенного в настоящей
работе, положено применение молотого сварочного трансформатора с жест
кой характеристикой и подоючазмых к нему постовых устройств, каждое
из которых представляет ообой кожактны* регулируемый дроссель,
снабженный устройством стабклиэадаи горения дуги (УСГД). Эти устрой-
ства выпускаются промышленность», например типа СД-3. Могут также
использоваться ЛТД, встроенные в источники питания. При этом долж-
но бить предусмотрено их питание (50 В).
В ЮС им.Е.О.Патона разработаны и прояви технологические испы-
тания устройства для жогопостовой сварки переменным током (риоунок)
№огопостовая система состоят из сварочного трансформатора I с малым
внутренним сопротивлением я жесткой внешей характеристикой, к выход
ним клеммам его подсоединен винопровод 2, к которому подключены пос-
товые регуляторы 3, каждый из
которых содержит дроссель 4, на
сердечнике его расположена сило-
вая 5 и дополнительная б обмот-
ки, концы их соединены в общую
точф с электродом 7, а тюке бжжа уп-
равления $ встречно-параллельно
включении тиристоров 9 и кон-
денсатора 10.
йтогопостовая система рабо-
тает следующим образом. При по-
Система для жогопостовой сварки
переменным током
64
цвч” с»т<»&ого напряжения яа трансформатор I сварочное напряжение
Поступает на шинопровод 2, а затем на постовые регуляторы 3, чем и
рбеспечизается протекание процесса сварки. Электрическая развязка
Между постами осуществляется за счет использования постовых дрос-
селей 4.
Высокая надежность начального и повторного зажиганий осуществ-
ляется благодаря применению УСГД, которые обеспечивают подачу стабили-
зирующих горение дуги импульсов только в момент перехода кривой сва-
рочного тока через ноль.
Для проверки предложенного решения в производственных условиях
верийные сварочные трансформаторы ТДФ-1001УЗ и ТДФ-1601У4 были под-
вергнуты переделке таким образом, чтобы их внешняя характеристика
атала близкой к жесткой (максимально сближены между собой первичные
М вторичные обмотки, убран шунт и др.). Для этих трансформаторов
дмкже разработан регулятор сварочного тока на четыре поста типа
§И125УХЛЗ, который состоит из четырех дросселей с плавно регулируе-
мый посредством магнитного шунта индуктивным сопротивлением. К каж-
дому дросселю подключен УСГД.
Производственная проверка этой системы питания в заводских ус-
ловиях дала положительные результаты: полностью отсутстдутт влияние
одного поста на другой как в моменты начального зажигания дуги, так
Я в процессе сварки; существенно повысилась стабильность процесса
Сварки, в том числе и при использовании электродов для постоянного
тока, например типа У0НИ-13/45; осуществлена сварка изделий из алю-
миниевых сплавов неплавящимся электродом в аргоне. Возможно исполь-
«ование постов для гравитационной сварки.
В настоящее время в ИЭС им.Е.О.Патона испытаны макеты источни-
ка питания на два, четыре и более постов. Возможно лзготсяеик сва-
рочных постов как встраиваемых в источник питания, так и выносных,
fccca сварочного поста, состоящего из дросселя и УСГД, " зависимсс-
* от заданной продолжительности нагрузки (от 20 до 60 %) и номдаалы-
Явго тока (от 125 до 500 А) может быт> от 15 до 50 кг. Многопосто-
we источники питания переменного тока с применением УСГД возможно
*®жжектовать разнообразными постами по режиму сварки. Например,
Чаточник питания на 500 А целесообразно комплектовать постом на
«5 А (пределы регулирования от 30 до 140 А), постом на ток 500 А
4100...500 А) и двумя постами на ток 315 4 (80...340 А). Все посты
предусмотрены с ПН = 40 %.
Многопостовые источники питания переменного тока являются эн»р-
и ресурсосберегающим технологическим оборудованием /V- Так, на
"Ввотовление такого четырехпостового источника затратится в 2,0-
2,5 раза меньше активных материалов (электротехнической меди и ста-
ли), а эксплуатация такой системы потребует в 2-3 раза меньше элект-
роэнергии , чем для чиърес отдельных источников питания с номинальным
током 500 А. Применение УСГД на кавдом посту расширяет.технологичес-
кие диапазоны сварки: дает возможность осуществить сварку элект-
родами не только для переменного тока, но и для постоянного с основ-
ным покрытием, а также аргонодуговую оварку неплавяпимся электродом
Перечисленные аргументы убедительно доказывают целесообразность
замены индивидуальных источников питания на систему многопостового
питания.
Список литературы
I. А.с. П65537 СССР, МКИ В 23 К 9/00. Устройство для мюгопостовой
сва^ки^ ИЛ4. Заруба, В.В.Дыменко, В.В.Андреев и др. - Опубл.
2. Заруба И.И., Дыменко В.В., Кухарский В.Я. Применение многопосто-
вых источников переменного тока для дуговой сварки // Автомат,
сварка. - 1991. - » 4. - С.59-63.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.311.6:621.791.03
И.В.Пентегов, В.П.Латанский, В.В.Склифос
(ИЭС им.Е.О.Патона, г.Киев)
МАД0ГАБАН1ТШЕ ИСТОЧНИКИ ПИТА («Я
С УЛУЧШЕННЫМ ЭНЕРГЕТИЧЕСКИМ ПОКАЗАТЕЛЯМИ
Рассмотрены существующие бытовые сварочные аппараты и из-
ложены результаты создания нового типа сварочных источни-
ков питания с умножителями напряжения конденсаторного типа
В последнее время все больший объем сварочных и монтаж»ых
работ переносится в сферу деятельности малых предприятий и коопера-
тивов, пои отсм они выполняются в условиях небольших мастерских и в
быту. Промышленностью в большом количестве выпускаются сварочные
трансформаторы, которые используются для выполнения необходимых ра-
бот в быту, фермерском хозяйстве н т.д. Всем известные трансформаторы
построенные по традиционному принципу, наряду с такими достоинствам:
жк не:ы®члтеяьн&я масса, транспортабельность, портативность, имеют
ушественный недостаток - потребляют большое ток г.з питаюшеГ. сети.
(С) И.В.Пентегов, В.П.Лятчнсьий
В.З.Склифос, 199'
об
Ограничения, которые накладываются де.,ствуюшими стандартами на ве-
личину максимального потребляемого тока из питавшей сети в бытовых
условиях (15 А), вынуждают разработчиков идти по пути снижения нап-
ряжения холостого хода трансформатора (до 36...40 В), уменьшения
продолжительности включения источника питания до 10 % при сварочном
.токе 100... 120 А. Однако снижение напряжения холостого хода транс-
форматора до 36...40 В существенно ухудшает условиях возбуждения
сварочной дуги, ставит ограничения на использование электродов (до-
пускаются только электроды АЮ-21), затрудняет выполнение сварочных
вов.
Одним из направлений, позволявших в какой-то мере улучшить воз-
йувдение дуги и процесс сварки при питании дуги от трансформаторов
с пониженным напряжением, является использование импульсных стаби-
лизаторов дуги /17. Однако при этом не /дается снизить ток, потреб-
ляемый из сети, до уровня, обусловленного стандартами (при сварочном
Уоже 120 А). Кроме того, переменный ток более опасен в быту, чем по-
«тояниый.
В последнее время стал расгространяться новый вид сварочных ис-
точников питания - инверторного типа. Эти источники обладают целым
фадом неоспорюнх преимуществ: высокими технологическими показателя-
ми, малой массой и небольшим потребляемым током. Однако у них есть и
рщд свойств, малоприемлешх для бытовых источников: сложность элект-
pmttrft cxeau, наличие дефицитных радиодеталей, и компонентов, низкая
надежность и ремонтоспособность. Эти недостатки и высокая стоимость
ограничивают пока широкое применение инверторных источников в быто-
вых условиях. Сейчас возник новый класс источников питания для дуго-
вой сварки - с выпрямителями, имевшими пониженное вторичное напряже-
нии трансформатора, коедзяпорили умножителями напряжения, обеспе-
Янвающими легкое зажигание дуги, эластичность и устойчивость процес-
оа сварки. Благодаря напряжению трансформатора 30...35 Ь и большому
коэффициенту трансформации первишшй ток, потребляемый из питающей
йвтщ тапгл< иеточяжами, мал и по своему уровню приближается к току из
оатщ инверторах источников питания. Установленная мощность свароч-
Ыхтрансформаторов в таких источниках питания в 1,5-2,0 раза ниже,
Шу традиционных с напряжением холостого хода вторичной обмотки
в.. .75'В. Поэтому, по массогабаритным показателям и потребляемому
•оку историки питания с уюожителями напряжения приближаются к ин-
Wpropraat, а по стоимости в несколько раз выигрывают, благодаря чему
• области ручной дуговой сварки могут успешно конкурировать с доро-
*®с*оявиаж жнверторншси источниками питания.
6?
Бытовые сварочные источники питания должны удовлетворять следу-
ющим основным требованиям:
- низкий уровень потребляемого тока из питавшей сети до 15 А при
технологически достаточном токе 100...120 А;
- легкость возбуждения дуги и возможность выполнения сварки во
всех пространственных положениях;
- устойчивость горения дуги на всех режимах во всем диапазоне
регулирования режимов;
- надежность работы источника питания, высокая реиитопригрппзсть;
- низкие массогабаритные показателя, удобство транспортировки;
- соответствие органов управления и конструкторской проработки
требованиям эргономики и дизайна;
- простота конструкции, отсутствие подвижных и вращающихся уз-
лов и деталей, электронных блоков и устройств;
- расширенные эксплуатационные возможности (наличие устройства
для зарядки аккумуляторов и пуска двигателей внутреннего сгорания в
зимних условиях, питание электроинструмента);
- широкая номенклатура используема электродов, возможность при-
менения электродов как для постоянного, так и переменного тока;
- приемлемая стоимость оборудования.
Исходя из перечисленных требований можно увидеть, что в настоя-
щее время создание бытовых сварочных аппаратов может идти по несколь-
ким направлениям: традиционные сварочные трансформаторы; источники
питания с умножителями напря.-.ения и инверторы.
Каждое из направлений имеет свои достоинства и недостатки, кото-
рые рассмотрены в таблица.
Характеьистика бытовых источников питания
Тип источника Преимущестаа Недостатки
Трансфор- маторы Простота схемы я конструкции, высокие надежность и ремонто- пригодность, низкая стоимость Большие потребляемый ток и масса, малый диа пазон сервисных возмож ностей
Источники с умножи- телями напряжения Малые потребляемый ток, масса, простота схема, высокая надеж- ность и ремонтопригодность ши- рокий диапазон сервисных воз- можностей, низкая стоимость Незначительное усложне ние схемы, ограничение по номенклатуре элект- родов
Инвертор- №Й Малые потребляемый ток и мас- са, возможность применения лю- бых электродов, управления электрическими параметрами сва- рочного тока Сложность схемы и кон- струкции, низкая ремой тепригодность, ьы-окач стоимость, наличие де- фицитных комплектук.дих
68
Рис.I. Схема источника питания
с умножителем напряжения
Из таблицы видно, что ис-
точники питания с умножителями
напряжения занимают промежуточ-
ное положение между трансфор-
маторами и инверторами, при
этом реализуя в себе лучшие параметры как первых, так к
вторых.
В ИЭС им.Е.О.Патона совместно с научно-производственным коопе-
ративом "Звартех" разработаны и прошли технологические испытания но-
вые типы сварочшх источников питания - сварочные аппараты с умножи-
телями напряжения ДЛ Разработанный сварочный источник питания
(рис.1) состоит из понижающего силового трансформатора 1р, на выхо-
де которого напряжение всего 33...35 В. К выходным клеммам трансфор-
матора подключен блок конденсаторного умножителя напряжения (УН) и
Выпрямительные диоды Д1 и Д2. При работе пониженное напряжение сва-
рочного трансформатора Тр поступает в блок УН, где происходит заряд-
*а конденсаторов умножителя до напряжения, равного амплитудном/
Значению напряжения на выходе трансформатора. Выходное напряжение
Источника равно сумме напряжений на обмотке трансформатора и конден-
сатора, т.е. выходное напряжение в 2 раза выше напряжения транс-
форматора и достигает 70 В, что благоприятно сказывается на возбуж-
Дении сварочной дуги и установлении процесса сварки. Характеристи-
ки разработанных сварочных источников питания приведены на рис.2.
Заданные сварочные аппараты по своим техническим показателям
Находятся на уровне, лучших образцов, а по некоторым даже превосхо-
дят их.
Техническая характеристика
Напряжения, В:
' однофазной питающей сети .......................... 220
холостого хода .................................. 70
Иоюнальный ток источника питания, А ................ 120
Диапазон сварочных токов, А ........................ 60...120
количество ступеней тока ..1........................ 5
Потребляемый ток из сети, А, не более .............. 18
Габаритные размеры, мм ............................. 400x250x180
Шоса, кг ........................................... х8
69
Рис.2. Вольт-амперные характеристики источник* питания с умножите-
лем напряжения: участок АВ - область рабочих режимов = 75...
...80 А: 5^ = 105...I10 А); 1-У - ступени регулирования и
Определение сварочно-технологических показателе! проводилось
по методике ГОСТ 25616-83. Результаты исгмтаний лодтвеодвли высокие
сварочяле свойства разработанного источника питания (спаржа электро-
дами АНЭ-21 дает сугаарнув оценку свыие 17 баллов при максимальной
20 баллов).
Наличие выпрямительного блока в историке питания позволяет
легко сунествить зарядку аккумуляторов и пуск двигателей внутренне-
го сгорания в зиших условиях, чем значительно повиваются потреби-
тельские свойства аппарата. Также возможна установка разъемов для
подключения осветительных приборов и электроинструмента при питании
их переменным током на 12 или 36 В.
В настоящее время намечается организация серийного выпуска бы-
товых сварочных аппаратов описанного типа на ряде заводов Украины.
Слисок литературы
I. Александров А.Г., Заруба И.И., Пиныговскчй И.В. Эксплуатация
сварочного оборудования.-Киев: Будивэльннк, I99G. - 224 с.
2. Оздсжигельное решение на заявку * 4802039/27. Источник питания
для дугово! сварки / Ю-Пентегов, В^.Склифос, В.П.Лжтанский
и др. - Принято 27.09.90.
Получено 25.07.91.
ISSN 5-7702-0196-9. Новые сварочные источники питания. Киев, 1992.
да 621.791.75.037:621.791.947
И .В .Пентегов, Е.В.Отемковсжий, В. А. Легостаев,
Д.А.Вейковский (ИЭС им. К. 0. Патона, г.Киев)
ИСТОЧНИК И-126 Д М ДУГОВОЙ СВАИ»
ШИАВЯфШСЯ ЭШОНДОМ
iepemehbm прйиоугольжм тюком
Описаны прмщипы построения и работы источника. Рассмот-
рены основные функциональные слеш, дана краткая техни-
ческая характеристика.
Качество сварных соединения алюминиевых сплавов значи-
тельно повышается при использовании переменного тока прямоугольно!
фор» по сравнению со сваркой на синусоидальном токе. Это объясня-
ется более равномерным распределением тепла в сварочной ванне,умень-
шением локальных перегревов, а также хороши обжатием сварочной ду-
га и повышенной стабильностью ее горения за счет высокой скорости
перехода сварочного тока через нуль ZX7. Подобий» свойства»! обла-
дают источники питания, использующие принцип накопления энергии в
Индуктивном накопителе энергии (ИВЭ) и работавшие в режиме неполно-
го разряда. Технологические возможности таких аппаратов сушестэен-
о расширяются благодаря раздельной и независимой регулировке амц-
Жуд и длительностей полуволн сварочного тока . Описанное вы-
М свойственно сварочному аппарату И-108, разработанной^ в КЭС
>М.Е.О.Патона,дальнейшей модификацией которого является источник
оютания для аргонодуговой сварки переменным прямоугольный током ти-
Ий И-ЙБ (рис.1). Силовая часть его характеризуется соэместмм воздей-
ствием на сварочную дугу раз рада ИВЭ и зарядного устройства,
<го улучшает технические показатели. Индуктивные накопители £1
L2 заряжаются от соответствующих зарядных устройств, каждое из ко-
Т’ЧДа имеет трехфазный трансформатор TI (Т2), управляемый выпрями-
••«ь на тиристорах V7. . .VI2 (VI5...V20), собранны? по схеме lapao-
****» и тохосгоаничиваяший резистор R4 (J6). В качестве «гоммуткру-
И.В.Пснтегов, Е.П.Стэмкоэсьий,
».А.Легостаев, Д.А.Дейков-скии. 1992
vj утг
I. йэчнпипмяльная электрическая схема источника И-126
72
-tittn. элементов, управлявших циклом заряд-разряд ИНЭ LI, 42, исполь-
зуются тиристоры ¥29, ¥30, вместе с диода»! ¥27, ¥28 образующие
Постовую схему, в диагональ которой включен коммутирующий кондеиса-
tep СЗ. Силовая часть источника питания имеет: узел зашиты ИНЭ.41
(£2), состоящий из тиристора ¥21 (¥22), резистора R6 (87), стабили-
Трона ¥23 (¥26), диода ¥24 (¥25); реакторы 43, 44; шунты EI...E3.
Эцесь и в последующих рисунках опушены описания элементов электри-
ческой схемы, не требующие особых пояснений. Схема управления сило-
ВЬЙ частью историка питания включает в себя, блоки AI, А2 для уп-
равления сварочным током прямой и обратной полярности, модуляции
^арочного тока АЗ и управления силовыми тиристорами ¥29, ¥30, пе-
реднюю панель аппарата А4.
у Источник питания работает следующим образом. При подаче напря-
*№ия питающей сети с блоков AI и А2 в цепи управления, тиристоров
(?...¥12 и ¥15...¥20 поступают регулируемые по фазе импульсы, бла-
ЛЙадаря чему на выходе этих управляемых выпрямителей появляется пос-
jjtoflHHOe напряжение, регулируемое потенциометрами, находящимися в
блоках AI и А2. Одновременно с блока А5 в управляющие цепи тириото-
’ров V29, V30 поступают импульсы тока, указанные тириото-
ф1 поочередно включаются, осуществляя зарядку ИНЭ £1 и
.£2. Рассмотрим этот процесс более подробно. Пусть с блока А5 импульс
Поступает первоначально в управляющую цепь тиристора ¥29, который
Г чается. Происходит зарядка ИЮ Ы и коммутирующего конденсатора
ИВЭ £1 заряжается по пути: плюс выпрямителя ¥7...¥12, резистор
Ж, накопитель U, чунт Ё1, диод ¥27, тиристор ¥29, минус выпрямите-
ля ¥7. ..¥12. Зарядка коммутирующего конденсатора СЗ осуществляется
8о цуги: плюс выпрямителя ¥15...¥20, резистор R5, накопитель 52,
Вунг £2, диод ¥28, конденсатор СЗ, минус выпрямителя ¥Х5*••¥20. При
Иоетуплвши с блока f£> следующего импульса в цепь управления тирис-
♦ора V30 он включается, и тиристор ¥29 выключается противоразрядом
конденсатора СЗ, зарядка ИЮ 41 прекращается. Теперь конденсатор СЗ
Мврвзвряжается от выпрямителя ¥7.. .VI? через резистор R4, ИНЭ.51,
Ww 81, диод ¥27, тиристор ¥30. Одновременно с процессом перезаряд-
** конденсатора СЗ происходит зарядка ИВЭ 42 от выпрямителя ¥15...
<».¥20 через резистор Во, диод ¥28 и включений тиристор ¥30. В мо-
окончания перезарядки конденсатора СЗ на клеммах ИВЭ воз-
никает пик напряжения (его значение ограничивается параметрами дио-
Аов ¥23, ¥24 и резистора 86), которое поступает в управляющую цепь
WpBCTopa ¥21. Он включается, и ИНЭ 41 разряжается на резистор R4.
ЯЙ подаче с блока А5 импульса запуска в управляющую цепь тирясто-
73
pa ¥29 прибор включается, а тиристор V30 выключается противоразря-
дом конденсатора СЗ, причем прекращается зарядка ИНЭ L2. Одновремен
но через включенный тиристор V29 осуществляется перезарядка конден
сатора СЗ от выпрямителя V15...¥12 через ИНЭ L2 и диод М28, а также
зарядка ИНЭ от выпрямителя ¥7 ..¥12 через резистор R4 и диод
V27. По окончании процесса перезарядки конденсатора СЗ на клеммах
накопителя L2 возникает пик напряжения (его значение ограничивается
параметрами диодов ¥25, ¥26 и резистора 87), поступавшего в цепь уп
равления тиристора ¥22. Последний включается, и ИНЭ L2 разряжается на
резистор 85.
Описанный выше режим работы источника характерен для отсутст-
вия сварочной дуги между сварочным изделием и электродом. Он обыч-
но называется "Защита", имеет место либо в начальный момент работы
источника (до нажатия кнопки 57 в блоке А4), либо при обрывах дуги
в процессе сварки. После включения осциллятора (кнопкой S6 на пуль
те А4) и поджига сварочной дуги ИНЭ 1Д и L2 отдают накопленную
энергию уже в дуговой промежуток, а не в указанные выше
резистора, что характерно для режима “Сварка". В этом режиме, в от-
личие от режима "Зашита", разряд ИНЭ LI и L2 происходит не на балла
стные резисторы 85 и К7, а на дуговой промежуток. Так, при включен-
ном тиристоре ¥29 осуиествляется зарядка ИНЭ Ы от выпрямителя
V?.. .¥12, разряд ИНЭ t2 через .цуговой промежуток и перезарядка кон-
денсатора СЗ током разряда ИНЭ L2, а при включенном УЗО - зарядка
ИНЭ £»2 от выпрямителя VI5...V20, разряд ИНЭ LI через дуговой проме-
жуток (в другом направлении} и перезаряд конденсатора СЗ током раз-
ряда ИНЭ LI. Ввод в рабочий режим и последуюший процесс сварки про
изводится нажатием кнопки S& "Сварка" на пульте управления (блок
А4). При етом происходит коммутация (контактами реле К4) во время-
задающих цепях блоков AI и А2, чтс приводит к плавному увеличению
напряжения на выходе выпрямителей V7...¥12, ¥15...¥20 до уровня,
определяемого резисторами i?I0, RIJ пульта управления. Повышение на
пряжения на выходе силовых выпрямителей приводит к увеличению ско-
рости зарядки ИНЭ (Д, L2, что при фиксированной величине времени
их заряда повышает уровень сварочного тока. Последователь-
ность заряда и разряда накопителей LI, 12, а также перезарядки кс:
денсатора СЗ аналогичны описанным выше. Заварка кратер;- нроизв.-
дится нажатием кнопки 54 на пульте управления ‘блок А4). при этом
происходит кооцутация (контактами реле F7) времязадяоннх цеп* И блокся-
AI и А2, что приводит к плавному уменьшению напряжения не
выпрямителей ¥7...¥12 и VI5...V2O, значения тока •’ярядчи ИНЭ hi <.
74
1й и, в конечном счете, - сваровдого тока. Прекращение процесса
сварки осуществляется нажатием кнопки S3. При этом блоки AI, А2, АЗ
я АЬ заканчивают вырабатывать управляющие импульсы, но напряже-
те питания на них подается. Полное отключение источника от питаю-
щей сети происходит при нажатии кнопок 51 на пульте управления и вы-
ключателя FI.
Технические эксплуатационные характеристики источника питания
М-126 существенно улучшаются благодаря разработанным более
надежным в работе блокам регулировки AI, А2, модуляции АЗ
я управления А5.
Блок регулировки сварочного тока AI (А2) (рис.2, а) имеет нуль-
орган (НО), связанный через усилитель синхросигнала ОД.I с одновиб-
раторами; 702.1 - сварочного тока; $2.2 - управления (соединен также
с формирователем сигнала управления (ФСУ); ®3.1 - сброса (хединен с
инвертором$4.1); 7X3.2 - модуляции сварочного тока (ооадвви с огаотро-
ном V7). Выходы одновибраторов $2.1, $2.2, $3.2 подключены ко входу
сумматора 751.2, выход которого через инвертор $4.2 подсоединен к
ключевой схеме на $6.I, управляющей тиристорами, связанными с фазой
А питающей сети силового выпрямителя V7...VI2 (VI5...V20). Управля-
ющий сигнал, поступающий на ключевую схему $6.2, является основным,
относительно которого происходит задержка импульса включения тирис-
торов, связанных с соответствующими фазами В, С питающей сети. Вре-
менная задержка составляет 3,3 мс для фазы В, 6,6 мс для фазы С и
осуществляется при помощи одновибраторов задержки $5.1 о инвертором
$4 .3 (фаза В) и $5.2 о инвертором $4.4 (фаза С). Основной сигнал
на входы указанных одновибраторов поступает с выхода инвертора >4.2
через дифференциальную цепочку (ДЦ). Выход каналов управления тирис-
торами фаз В и С выполнен аналогично выходу канала управления
•мм А, т.е. при помощи ключевых схем $6.2 (фаза В) и $7.1 (фаза С).
Одновибратор сброса $3.1 через инвертор $4.1 связан с одновибратора-
*$2.1,02.2 и $3.2.
Схема работает следующим образом. Нуль-орган вырабатывает им-
ЧУЛьсы отрицательной полярности с двойной частотой сети 100 Гц.
импульсы запускают одновибраторы $2.1, $2.2, $3.2 и $3.1 (через
°№ротый ключ V7), которые вырабатывают отрицательные импульсы
Наличной длительности (их длительность отличается на 3,3 мс). Од-
новибратор сброса 153.1 создает импульс постоянной величины, дли-
*®льность его (ив технологических соображений) составляет 8 мс. Он
вгРаничивает длину импульсов одновибраторов 02.1,1)2.2 и $3.2 на
***®**мом уровне. С выхода одновибраторов импульсы подаются на вход
75
Ux>
a
Рис.2. Фунхцирдалыме схемы блоков AI и А2 - регулировки свароодого тока (а)
сварочного той* (б) и принципиальная электрическая схема АЗЧв)
АЗ - модуляции
сумматора ЧМ.2, который вырабатывает импульс, продолжительность его
равна продолжительности самого длительного импульса на входе сумма-
тора. Задний фронт этого импульса управляет непосредственно тирис-
торами, связанными с фазой А и временными задержками, тиристора-
ми, связанными с фазами Б и С, выполняемыми одновибраторами 455.1,
$>.2. Модуляция сварочного тока осуществляется в источнике при по-
моши блока модуляции. На рис.2, б представлена его функциональная,
а на рис.2, в принципиальная электрические схем*. Блок модуляции
АЗ состоит из двух ждущих мультивибраторов ЖМ1 (транзисторы ¥Т1,
уТ2; диод W3; конденсатор С2; резисторы R2...RI5) и ЖМ2 (транзис-
торы VT3, VT4; диод ¥04; конденсатор СЗ; резисторы RI7...R30),
триггера Т и электронного ключа К на микросхеме 5DI, а также источ-
ника питания ИП, представляющего собой источник стабилизированного
напряжения о емкостным фильтром. В режиме модуляции регулировка
длительности импульса и паузы осуществляется резисторам» R3. ..£П
и R2I...R29 и составляет 50...500 мс. В зависимости от состояния
выходов триггера Т работают ьультивибреподо ЖМ1 или КМ2 (рис.2, б).
Если на одном из выходов триггера Т (2-м или 3-м) - логический нуль,
то шунтируется времязадающий конденсатор 02 или СЗ, причем на дру-
гом выходе триггера Т в это же время - логическая I, так что диод
®3 или £4 оказывается запертым и конденсатор 02 или СЗ заряжается
от источника напряжения через резисторы R2...RII либо R20...R29
(рис.2, в). Схема собрана таким образом, что когда на выводах 2,6
триггера Т потенциал равен нулю, ключ KI (выводы 8, 9,10 Жкресхе-
№*Щ) находится в выключенном состоянии, и наоборот. Ври подклю-
чении к ключу К нагрузки (оптронных ключей блоков. AI и АЗ) его за-
крытое состояние соответствует отсутствию тока через нагрузку,
временной интервал - длительности импульса модулированного свароч-
ного тока, а открытое состояние ключа К ~ протекание тока через на-
грузку. Причем данный временной интервал равен длительности паузы
модулированного сварочного тока. Включение-выключение режима моду-
ляции производится тумблером, находящимся на передней панели (блок
А4) источника питания.
Блок управления А5 тиристорами ¥29, V30 источника питания
представляет собой задающий генератор (рис.3, а, б). Он состоит на
Ьори^рователя прямоугольных импульсов (микросхема 01; конденсаторы
2, СЗ; резисторы R5, R6; диоды ¥05, V&5; переключатели , £12
резисторами R7...R24), расширителя (микросхема02.2; диод v©7;
оденсатор С4), инвертора-расширителя (микросхема 02.4; диод ¥©8
конденсатор С5,. схемы совпадения (микросхема $2.3); выходного
79
ТВ
шии
KI
КН
X8«-
Pwe.3. Функдаональная (а) и принципиальная (в) cxei&i блока управ
80
31
ключа KI (транзисторы YT9, VTIO; резистор! R7...SIO; импульсный
трансформатор 12), выходного ключа К1Г (транзисторы VTII, VTI2; ре-
зисторы RII...RI4; импульсный трансформатор ТЗ). При подаче напря-
жения формирователь ЧЯ. прямоугольных импульсов начинает зарабаты-
вать импульсы, длительность которых определяется параметрами КС-це-
почки, состоящей из конденсатора С2 и резисторов R7...RI5, располо-
женных на переключателе 511. Продолжительность паузы между импуль-
сами зависит от параметров этого же конденсатора С2 и резисторов
R6...R24, расположенных на переключателе $12. С выхода формирова-
теля *DI имдульсы подаются на вход инвертора-расширителя ®2.2 и один
из входов охемы совпадения £2.1. На выходе микросхема $2.2 выраба-
тываются инвертированные импульсы, длительность их благодаря кон-
денсатору 04 дольше на 50 мкс паузы входных импульсов. Эти имцуль-
сы одновременно подаются на второй вход первой схемы совпадения
КЙ.1, первый вход второй схемы совпадения £>2.3 и на вход второго
инвертора-расширителя £>2.4. Таким образом, на первую схему совпаде-
ния £12.! подаются импульсы с формирователя Й1 и инвертированные им-
пульсы с инвертора-расширителя Ю2.2. На выходе первой схемы совпа-
дения вырабатываются отрицательные импульсы длительностью 50 мкс,
которые подаются на выходной ключ KI. Этот ключ на время 50 мкс под-
ключает питание (15 В) к импульсному трансформатору 12. Второй ин-
вертор-расширитель JU2.4 работает аналогично первому, поэтому на его
выходе вырабатываются инвертированные импульсы, продолжительность
их на 50 »®с больше, чем пауза между импульсами, подаваемыми на
вход второго инвертора-расширителя. Эти импульсы подаются на второй
вход схемы совпадения £2.3, вырабатывающей импульсы длительностью
50 мкс, управляющие ключом КП. Последний подключает на время
50 мкс источник питания (15 В) и импульсному трансфортору ТЗ. Источ-
ник питания И-Й5 обеспечивает независимую регулировку сварочного
тока прямой и обратной полярности в пределах 50...400 А. Форма каж-
дой полуволны сварочного тока трапециевидная, близкая к прямоуголь-
ной, а длительность полуволны мокнс независимо регулировать в пре-
делах 4...15 мс. При этом частота сварочного тока может изменяться
от 30 до 125 Гц. Число ступеней регулирования длительности тока
каздой полуволны - 10. Габаритная мощность источника 16 кВ-А. Мас-
са около 600 кг.
Разработанная схема источника питания позволяет осуществить
процесс сварки в режиме параметрической стабилизации мощности, вы-
деляемой в дуговом промежутке при колебаниях напряжения на дуге.
Существенным достоинством созданного источника питания являет-
ся
ся использование принципа накопления энергии в индуктивных накопи-
телях энергии, рассчитанных на минимум массы активных материалов
при максимуме аккумулируемой энергии.
Список литературы
I. Короткова Г.М., Славин Г.А., Филипов М.А. Иоследование процессов
сварки дугой переменного тока // Свароч. пр-во. - 1971. - > 10.-
С.4-6.
2. Аргонодуговая сварка высокопрочного алюминиевого сплава 01420
разнополярными прямоугольными импульсами тока / А.Я.Ишенкс,
А.Г.Чаюн, В.А.Мишенков В.А. и др. // Автомат.сварка. - 1978. -
» 10. - Й.46-50.
Получено 25.07.91.
isbn 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
Ш 621.791.75.314.6
И.С.Зарецкий, А.Г.Александров
(ЗШ им.В.Я.Чубаря, г.Запорожье)
ВДЕРШЭИИВАШНЙ СВАРОЧЖЙ ТРАНСФОРМАТОР
Предложен модернизированный трансформатор ТСВ-90УЗ, обес-
печивавший расширение диапазона регулирования сварочно-
го тока при надежном зажигании дуги.
С развитием техники бытового обслуживания возникла необ-
ходимость в компактном сварочном источнике с расширенным диапазоном
регулирования сварочных токов при надежном зажигании дуги. Такой ис-
точник может быть получен на базе бытового сварочного трансформато-
ра типа TCB-90I.V3 после .модернизации его силовых цепей и цепей уп-
равления.
В однофазном сварочном трансформаторе типа ТСБ-901УЗ первичная
обмотка трансформатора TI (рисунок)* в сочетании о конденсатором
CI образует последовательный контур с ' юбственнсй частотой, близкой
к частоте питающей сети. В зависимости от требуемого значения сва-
рочного тока конденсатор CI подключается при помоши переключателя
S2 к соответствующему отводу первичной обмотки. При этом сварочный
ток регулируется ступенчато - от 60 до 100 А ZX7. Для расширения
диапазона регулирования сварочного тока без заметного изменения на-
"Опушенные описания элементов схемы не требуют особых пояснений,
(с) ИС. Зарецкий, А.Г.Алекоаадров, 1992
63
Электрическая схема модернизированного сварочного трансформатора
пряжения холостого хода конденсатор CI емкостью 100 мкФ заме-
нен тремя параллельно подключенными к первичной обмотке транс-
форматора 11 конденсаторами: CI - (30±_5) мкФ, С5 - (20д5) мкФ,
06 - (50±5) мкФ - при условии, что суммарная емкость составит
С (I00j6) мкФ При этим конденсатор CI подключен непосредст-
венно к сети и обмотке трансформатора, а 05 и 06-через
выключатели Зл и S4 соответственно. В Таком случае диапазон ре-
гулирования сварочного тока составляет 18...105 А (практичес-
ки через каждые 5... 10 А). Величины сварочшх токов и поло-
жения переключателей S2, 33, 54 приведены в таблице.
Для надежного срабатывания реле К при тоиах менее 60 А
ко вторичной обмотке согласующего трансформатора Т2 необходи-
мо последовательно добавить 40 витков.
Выпрямительный блок для получения постоянного тока соб-
ран на диодах B5U (ЬюО или Д50) по двухподупериодной мос-
товой схеме со сглаживающим дросселем. Установка дросселя по-
зволила стабилизировать поджиг и горение дуги, в особеннос-
ти на токах менее 50 А.
Дроссель представляет собой замкнутый магнитопровод сече-
нием 32x50 мм, на который намотана обмотка из /40+5) витков
провода марки (К'ДК2,8x5,0. Возможно применение магнитопровода
трансформаторов типа ОСО-0,25 и т.п. [QJ.
84
Режимы сварки модернизированного трансформатора
Толщина свари- ваемого метал- ла, мм Сварочный ток, А Положение переключателей
32 33 Л4
17 е 0 0
0,5 и менее 18 0 2,0-2,5 0 0
19 0 2,5 0 0
20 0 3,0 0 0
24 0 2,0 I 0
0,5-0,8 29 0 2,0-2,5 I 0
35 0 2,5 I 0
37 0 3,0 I 0
48 0 2,0 0 I
0,8-1,5 58 0 2,0-2,5 о I
65 0 2,5 0 I
75 0 3,0 ' 0 I
62 0 2,0 I I
0,8-3,0 78 0 2,0-2,5 I I
100 0 2,5 I I
105 0 3,0 •I I
Блочное исполнение позволяет транспортировать источник од-
ному человеку. Габаритные размеры, ш: блока трансформатора
190x340x390, блока выпрямителя 150x340x340.
Выводы
Проведенная модернизация позволяет применить сварочной
трансформатор для сварки переменным и постоянным током низко-
углеродистых легированных сталей, цветных металлов как плавя-
щимся, так и неплавяшимся электродами, в частности для арго-
нодуговой сварки с помошыо обычной горелки или дуготронов.
85
Список литературы
I. Сварочный трансформатор с питанием от осветительной сети/ВЛ.Ле-
бе^ев, Bf>AioP0111 СИ5^ ^.Ж^ковский и ДР* " Автомат.сварка. -
2. Белопольский И.И., Каретников Е.И., Пикалова Л.Г. Расчет трано-
<|куэматоров и дросселей малой мощности. - М.: Энергия, 1973. -
Получено 25.07.91.
IS8N 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.791.75.037; 621.791.947
И.И.Заруба, В.П.Латанский, Н.В.Троицкая
(ИЭС им.Е.О.Патона, г.Киев)
СТАТИСТИЧЕСКИЕ ПОКАЗАТЕЛИ СТАШЬНОСТИ
ПРИ ОЦЕЖЕ СВАРОЧНЫХ СВОЙСТВ
ИСТОЧНИК® ШТАНИН ДЛЯ ДУТОВОЙ СВАЙ®
На основе методов математической статистики получены обьек
тивные критерии стабильности процесса дуговой сварки.
При создании сварочного оборудования особое значение при-
дается обеспечению высоких сварочно-технологических его свойств.
Они проверяются кая в процессе первоначальной разработки, так и при
дальнейшем совершенствовании оборудования. Это относится и к источ-
никам питания для дуговой сварки (ИП). Для оценки сварочно-техноло-
гических свойств ИП предусмотрены их исгмтанчя по специальным мето-
дикам. Рядом восточноевропейских стран разработан стандарт
СТ С® 3235-81, а в СССР на его основе ГОСТ 25616-83 "Источники пи-
тания для дуговой сварки. Методы исштания сварочных свойств". Этими
стандартами пользуются для приемочных, типовых и других видов испы-
таний нового и серийно выпускаемого оборудования.
В указанных стандартах перечислены основные показатели, кото-
рые подлежат исгелтаниям, а также критерии их оценки. Как показате-
ли, так и критерии оценки зависят от способов сварки, на которые
рассчитаны ИП. Так, например, при испытании ИП для ручной дуговой
сварки оцениваются: начальное зажигание дуги, стабильность процесса
сварки, разбрызгивание металла, качество формирования шва, эластич-
ность дуги; в случае ИП для механизированной сварки в СО^- надеж-
ность установления процесса сварки, потери металла, качество форми-
рования шва. Достоинством этих стандартов является проотота и воэ-
(С4) И И.Заруба, В. П.Латанский,
Н.В.Троицкая, 1992
86
мощность их реализации практически в любых производствен®* услови-
ях; недостатками - субъективность оценки показателей, трудоемкость
испытаний и относительная громоздкость обработки результатов. Отме-
тим, что при сварке в СО^ оценка ИП по показателю стабильности про-
цесса в ставдартах отсутствует. Авторы исходили из того, что под
термином "стабильность процесса сварки" понимают процесс, обеспечи-
вавший получение качественно сформированного сварного шва с доста-
точно гладкой поверхностью и практически неизменными по всей длине
основными параметрами (глубиной проплавления, шириной и усилением
валика), поэтому ограничились только сценкой качества формирования
шва. Исходя из толкования и определения стабильности процесса свар-
ки сварка с короткими замыканиями, когда фазы горения дуги и .пере-
носа металла чередуются между собой (т.е. горение дуги является
прерывистым), сварка импульсно-дуговая и модулированным током с
принудительным изменением параметров горения дуги также должны счи-
таться стабильными или устойчивыми процессами, если получаемый свар-
ной шов характеризуется высоким качеством формирования. Это не сов-
падает с классическим понятием устойчивости процесса, и посему
применен термин стабильность.
Однако оценку стабильности процесса по качеству формирования
сварного шва нельзя признать исчерпывающей. Понятие стабильность
процесса сварки включает представление и о других важных его сторо-
нах, например о способности противостоять нарушающим воздействиям
(случайным колебаниям напряжения сети, зазорам в соединении, вылетам
электрода и др.). Оценка стабильности процесса должна быть самосто-
ятельной и объективной. Учитывая, что стандарт СЭВ 3235-81 и
ГОСТ 25616-83 для сварки в С0л не имели этой оценки,был осуществлен
поиск объективного критерия стабильности процесса сварки.
Как известно, в настоящее время на основе современной элект-
ронной и вычислительной техники созданы приборы для статистических
исследований сварочных процессов. Эти приборы использовались в на-
стоящей работе. К ним относятся: анализатор сварочных процессов '
АСП-2, собранный на базе микроОВМ с набором функциональных моду-
лей в конструктивах КАМАК [1] и устройство для исследования элект-
рических и временных параметров процесса сварки на базе персональ-
ной ЭВМ ЕС-1840 227.
Статистические методы исследований позволяют более глубоко и,
лавное, более точно в количественном отношении исследовать свароч-
ный процесс. На их основе могут быть установлены количественные за-
висимости между параметрами ИП и показателями, характеризующими
'лабильность процесса сварки.
87
Естественно, при выборе объективных критериев стабильности про
цесса необходимо исходить из конечного результата сварки - сварного
шва. Однако при этом нельзя не учитывать, что основные параметры
шва при соответствующих данному процессу металлургических свойствах
сварочного материала, постоянной скорости сварки и качественном
выполнении подготовительных работ однозначно определяются теми же
факторами, что и стабильность процесса сварки,- физическими свойст-
вами дуги и характером переноса металла. Таким образом, в основу
объективной сценки стабильности процесса сварки следует положить по«
казатели, характеризующие свойства дуги и перенос металла.
В сварочной практике основными показателями, несущими техноло-
гу информацию о процессе сварки и наиболее доступном для измерения
и контроля, являются напряжение дуга и ток аварки В свою
очередь, анализ кривых f(i) и позволяет определить ряд
показателей: средние значения и Д*, значения этих параметров
в рззгатаих фазах сварочного процесса - короткого замыкания
Мцтйо “ горения дуги Gf, дтгелъ-
ности короткого замыкания и горения дуги 1,^ ^характеристики
рассеяния,- среднеквздратическое отклонение, коэффициент вариаций
Кг,длительность цикла сварки и др. Все эти показатели о помощью
указанных выше приборов фиксируются и могут быть выданы в отпеча-
танном виде, равно как и другие сведения о процессе сварки (табли-
ца) . Коэффициент вариаций К„, представляющий собой отношение сред-
неквадратического отклонения к среднему значению параметра, по сво-
ей сути близок к классическому показателю стабильности - отношению
случайного отклонения параметра к его среднему значению. Данный по-
казатель позволяет сравнивать характеристики рассеяния параметров,
имеющих не только разные средние значения, но и различные единицы
измерения (поскольку он выражен в процентах). На рис.1 приведены
зависимости коэффициентов вариаций по сварочному току и напряжению
в функции средних значений последних для источников питания различ-
ных типов при сварке в /3/. Сварка выполнялась на четы-
рех режимах по ГОСТ 25516-83 электродной проволокой диаметром
1,2 мм. Как следует из рис.1,о ростом сварочного тока и напряжения
К’ и К* уменьшаются, что объясняется сокращением количества корот-
ких замыканий. Для различных ИП значения этих показателей разнооб-
разны, причем источники, имеющие хорошие показатели по напряжению
(меньше значения К?), могут быть неудовлетворительными по току, и
наоборот. Конечно, ИП с самими низкими коэффициентам! вариаций по
току и напряжению на всех режимах сварки явился бы о точки зрения
Bd
Пример измерения и математаческой обработки режима сварки*
Параметры сварки X X* <5х лХр
117,32 14329,65 565,53 23,78 4,82 110,95
110,13 12645,50 516,61 22,72 5,69 91,58
1 * j «мм 175,60 31609,87 963,81 31,40 5,50 218,39
145,69 21472,95 246,47 15,69 1,69 97,45
^-с4 ее 21,59 474,22 7,68 2,77 0,35 14,77
И;., 27,47 756,18 1,15 1,70 0,40 5,51
и * и к. JmCn 1,55 3,60 0,65 0,80 0,42 3,50
mtn Js.j.ee 9,68 98,46 4,75 2,18 0,49 8,10
3,67 13,88 0,37 0,61 0,10 3,00
21,17 679,38 231,00 15,19 10,90 81,00
J 17,51 509,54 202,62 14,23 11,56 76,00
. 3,16 П,76 1,75 1,32 0,55 6,00
’Число коротких замыканий Мц> = 45 1/с; скорость нарастания тока ко-
роткого замыкания ai/ctt. = 2о,о кА/с; мощность, выделяемая ремычке, Р = 24,7 Дж. на пе-
стабильности процесса наилучшим из всех сравниваем». Среди испы-
тываем» такого ИП не оказалось. Так, например, известный сварочный
выпрямитель типа ВС-300, имея хорошие показатели Ку, оказался не
лучшим по коэффициенту вариаций напряжений Ку.
Показатели Ку и Ху является ориентирами при выборе ИП. Вы-
бирая сварочное оборудование, следует руководствоваться реальными
условиями предстоящей его эксплуатации, учитывать вид и способ свар-
ки, требования к сварочному изделию, условия выполнения работы и
многие другие конкретные обстоятельства. 1ри этом в одном случае
наиболее важен показатель по току (Ку ), а в другом - по напряже-
нию (К*). Так, при сварке тонкого металла, когда резкие колебания
тока могут стать причиной прожогов, следует подбирать сварочный вы-
прямитель с лучшими показателям! по току. Коли же для применяемого
вида сварки опасны» являются колебания длина дуги, например в свя-
зи с увеличением поглощения азота атмосферы, то следует предпо-
честь выпрямитель с лучшими показателями по напряжемте. Подобных
примеров можно привести много. Требования к ИП бывают самыми
разным и ориентация по значениям коэффициентов Ку и К* позволит
с большей точностью определить необходимое оборудование.
В процессах сварки, не сопровождающихся коротки» заиканиями
при переносе металла (сварка в защитных газах и их смесях псрошко-
аыми и активированными проволокам!, под флюсом, на форсированных
69
Рис.I. Зависимость коэффи-
50-
40-
30-
20-
•iso
'аА
циентов вариаций напряжения
дуги Ну от и9 (а) и тока
сварки Kv от (б). Источ-
ники питания:-»-РА-350;
-а- РЛ-3500;-*-ВС-300:'
-о-ВДУ-305;-д- ПСГ-500;
-п-ВСЖ-303
режимах в СО* и др.), для
подбора ИП достаточна пока-
зателей Ку и Ку. При свар.
ке с частыж короткими замы-
каниями, например в СО* на
обычных режимах, этих пока-
зателей мало. Как известно,
процесс сварки с короткими
замыканиями состоит из двух
Ююо 150 , 200
б
3). Показатель К* дает
фаз - горения дуги и корот-
кого замыкания межзлектрсд-
ного промежутка каплей жид-
кого' металла, переходящей с
электрода в ванну. Если од-
на фаза - горение дуги -
достаточно полно характери-
зуется коэффициентами Ку и
Ку, то вторая - короткое
замыиме - нуждается в своих
показателях. Как следует из
/37, текюм гкказегелякн мо-
г^т быть и К* (рис.2 и
представление о стабильности процесса на ста-
дии коротких замыканий. Поскольку в такой момент происходит перенос
металла, коэффициент К* является характеристикой также и стабиль-
ности переноса металла. На рис.4,а, б приведены значения этого коэф-
фициента для шести источников питания при » 100 и 200 А. Анализ
этих данных позволяет сделать следующие выводы. При сварке на “ма-
лых" режимах (рис.4, а) сварочный генератор (ПСР-500) и диодный вы-
прявитель (ВС-300) обеспечивают более высокую стабильность процесса
на стадии короткого замыкания (значение меньше значений у других
ИП), чем сварочные выпрямители с тиристорным регулированием (1ЙЗ-ЗО5
и PS-3500). В данном случае это объясняется ч»о при малек токах
90
рис.2. Зависимость диительности
действительных коротких задава-
ний от тока сварки. См.обозна-
чения на рис.1
угол отпирания тиристоров ве-
лик и выпрямленная кривая то-
ка недостаточно сглажена по
сравнению с получаемой при
сварке с использованием генера-
тора ПСГ-500 и диодного выпря- '
мителя ВС-300, что приводит к
существенным изменениям дли-
тельности коротких замыканий
при переходе от одного цикда к дуто-
му. С увеличением тока угол от-
пирания тиристоров уменьшается,
кривая тока сглаживается, соответственно снижаются значения
становясь близкими для всех жспытаядах источников (см,рис.4, б).
Говоря о коэффициенте вариадай длительности коротких замыканий.
нельзя ни указать на важность для процесса сварки с коротким! зада-
каниялм среднего времени
{см.рис.2). Кавдому
заданному сочетанию усло-
вий сварки соответствует
определенное значение
Отклонение от это-
го значения в сторону
увеличения может привести
к нарушению процесса свар-
ки вследствие "примерза-
ния* электрода, а в сто-
рону уменьшения (за счет
повышения - к уси-
лению разбрызгивания ме-
талла.
Рис.З. Значение коэффици-
ента вариаций длитеяьнос-
’•и коротких замыканий кЬ
при Зе* = 100 А (а) и Зл =
= 200 А (б). См.обозначе-
ния на рис.1.
6
91
by
кя» Sa wo wn&t W w Tz S 253*
20 22 M ?SU,B 100 »0 200 250 U,
a ®
Рис.4. Зависимости показателей стабильности от тока сварки С? (а)
и ’ напряжения дуги С» (б) для различных источников питания: I -
ВС-300; 2 - RA-350; 3 -PS-3500; Г-И-158; 5 - ВД-506
Зависимости позволяют сделать вывод, что с ростом на<
пряжения стабильность процесса увеяммегся. Количество коротких за-
мыканий сокращается и К * становится меньше. Однако, если такой в»
вод справедлив и подтверждается другими данным при сварке порошке*
вой проволокой Д7» то при сварке в СЕ^ происходит иное явление.
Хорошо известно, что при сварке в СО* с ростом напряжения стабиль-
ность процесса ухудшается и, наоборот, с понижением напряжения до
92
определенного предельного значения - возрастает, В последнем случае
наблюдается сокращение длины межэлектродного промежутка, увеличение
числа коротких замыканий, уменьшение объема капель, переходящих о
электрода в ванну. Эти очевидные признаки роста стабильности процес-
са с короткими замыканиями, на первый взгляд.находятся в явном проти-
воречии с изменением показателя Kv.
Коэффициенты К, и Ку при сварке без коротких замыканий (длин-
ная дуга) однозначно характеризуют стабильность процесса сварки
(чем меньше эти коэффициенты, тем выше стабильность процесса). С
появлением коротких замыканий горение дуги периодически прерывается,
Ку и Ку возрастают тем больше, чем больше частота коротких замыка-
ний (при прочих равных условиях), т.е. К“ и Kv уже характеризуют
не только стабильность периодов горения дуги, но и частоту коротких
замыканий. Между тем для характеристики процессов в фазе коротких
замыканий применяются такие показатели, как^^, и Ку. Для исклю-
чения влияния чаототы коротких эашхаяий введены показатели стабиль-
ности, получение в результате деления К* и Ку на частоту коротких
замыканий f
и Су» kJ//.
В тех случаях, когда процесс идет без коротких замыканий, при-
нимается I (как бы учитывается* только одно короткое замыкание, с
которого начался процесс) , тогда Су-К* и Су - Kv- рие.4, а.» б
приведены зависимости и €* = /(3^)» которые подтверждаются
сварочной практикой. Действительно, с ростом напряжения показатель
С* ухудшается (растет), т.к. укрупняются капли металла и увеличи-
ваются колебания длины дугового промежутка и напряжения на нем.
На рис.4, а, б более четко и наглядно выявлено различие между ие-
точникамс с диодным и тиристорным выпрямлением. Ках видно, все
диодные источники сгруппированы в дажней части графика, а тиристор-
ные - в верхней, т.е. значения показателей стабильности у последние
хуже, что объясняется тиристорным регулированием (изменение угла за-
жигания) и, следовательно, большим искажением кривых напряжению я то-
ка . Таким образом, на основании проведенной работы предложен! показа-
тель стабильности процесса сварки, который в указанных выше стан-
дартах на методы испытания сварочных свойств источников питания ра-
нее отсутствовал.
Выводы
I. На основании методов математической статистики могут быть
получены объективные критерии стабильности процессов дуговой сварки
как с короткими замыканиям, так и без них.
93.
2. В качестве критериев рекомендуется использовать:
- коэффициент вариаций напряжения дуги , отнесенный к часто»
те коротких зашканий /. При сварке без коротких замыканий f « I:
С*=КЧГ;
- коэффициент вариаций тока сварки Кг, отнесенный к частоте
коротких запинаний При аварке без коротких замыканий £= I:
Су = К т;
- коэффициент вариаций длительности действительных коротких за*
мыканий
- среднее значение длительности действительных коротких замыка-
ний frj « .
3. При выборе или испытаниях источников питания по показателю
стабильности процесса сварки преимущество следует отдавать тоцу ис-
точнику питания, у которого будут лучше приведенные выше показатели.
Список литературы
I. Статистические методы измерения электрических и временных пара-
метров сварочного контура при дуговой сварке постоянным током /
И.К.По|однЯ|^^Н.Го^пенюк, ВЖ^Пономарев и дп. // Информ.матери-
2. Коротынокий А.Е., Куница И.И., ЛатанскиЙ В.П. Анализатор дуговых
процессов оварки плавлением в защитвдх газах // Сбордак материа-
лов третьей межреспубликанской школы-сеюнара "Научприбор-90,-
3. Критерии оценки стабильности дуговой сварки на постоян-
ном токе / И.К.Походня, И.И. .Е.Пономарев и др. // Авто-
мат, с варка. - 1989. - Ь 8. -
4. Походня И.К., Суптель А.М., Шлепаков В.Н. Сварка порошковой про-
волокой. - Киев: Наук.думка, 1972. - 222 с.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания, Киев, 1992,
УДК 621.'791.75.037:621.791.947
И.К.Походня, В.Е.Пономарев, И.И.Заруба, А.М.Жерносеков
(ИЭС им.Е.О.Патона, г.Киев)
МЕТОДИКА КОМПЛЕКСНОЙ ОЦЕНКИ
СВАРОЧНО-ТЕХНОЛОгаЧЕСКИХ СВОЙСТВ ИСТОЧШКСВ ПИТАНИЯ
Описана методика комплексной оценки сварочно-технологи-
ческих свойств источников питания, основанная на вычисле-
нии произведения взвешенных отношений показателей регист-
рируемых свойств о учетом их значимости.
Общие положения
Большое разнообразие типов источников питания (ИП), имею-
щихся на современном рынке, позволяет решить задачу выбора требуе-
(С) И.К.Походня, В.Е.Пономарев,
И. И. Заруба, А.М.Жерносеков, 1992
94
мого ИП применительно к конкретным условиям. Однако при этом неиз-
бежны оиибки, связанные в основном с отсутствием таких общепринятых
методик комплексной оценки их сварочно-технологических свойств (СТО,
которые бы учитывали именно конкретные условия эксплуатации ИП.
Методические подходы к разработке соответствующих методик, из-
ложенные в /I, 2 и др.7, не удовлетворяют этому требования», т.к.
не учитывают того факта, что в данных условиях применения каждое
сварочно-технологическое свойство имеет свою значимость, которая ме-
няется при смене этих условий.
К недостаткам некоторых из этих методик можно отнести отсутст-
вие комплексного показателя СТС, а также субъективность оценки. Это-
го з значительной степени лишена методика, основанная на вычислении
произведения взвешенных отношений /3, 47
/-п X» Ш
где У - обобщенный показатель СТС; N - количество регистрируем»
СТС;£- значимость каадого СТС (его весовой фактор).
Отношение А либо вычисляется по формулам
(2)
>Ми/И, (3)
где И - реальное, а Ми- идеальное значение количественного показа-
теля СТС, либо определяется экспертным методом. По в любом случав оцен-
ка каждого СТС дается по отношению к гипотетическому (идеальному)
ИП, обладающему наилучимми показателями СТС /Э, 4?.
Из приведенных выше формул выбирают ту, при которой увеличе-
ниюJi отвечает улучшение СТС.
При использований этой методики необходимо задаться количест-
вом оцениваемых СТС Ы и их значимостью €. Сумма значимостей всех
свойств должна равняться единице. В зависимости от назначения и об-
ласти применения ИП £ изменяется, т.к. меняйся и требования к их
отдельным СТС.
С целью облегчения восприятия результатов количественной оцен-
ки допускается переводить получаемые значения,/} и $ в систему ка-
чественных оценок со следующей их градацией: "отлично", "хорошо",
"удовлетворительно" и "плохо". Оценке "отлично" соответствуют зна-
чения J и у, равные 0,91 и более; "хорошо" - 0,71...0,90; "удов-
летворительно" - 0,51...0,70; "плохо" - 0,50 и менее. В случае, ес-
ли для одного из СТС/} имеет значение менее 0,40,. вычислять^* по
приведя<ной выше формуле не рекомендуется с присвоением совокупнос-
л CTj денного ИП оценки "плохо”'. При использовании настоящего ме-
'пдичлского подхода применительно к оценке СТС покрытых электродов^
95
других объектов его структурная схема не претерпевает никаких иэме*
нений. Меняется только количество СТС, их значимости и методики он-
ределения показателя^/}. Кроме того, этот методический подход позвав
ляет получать интегральный комплексный показатель, который учитывав
ет и другие группы свойств (например, патентно-правовые, технико-
экономические и др.).
Формум для его определения следующая:
где У и Д - интегральный и комплегсный показатели групп свойств осхиветстна*
но; N и е - количество и значимости групп свойств соответственно.
Ниже представлены методы комплексной оценки СТС источников
питания, предназначенных для ручной дуговой сварки покрытыми элект-
родами, а также кратко изложены основные положения этого методичес-
кого подхода применительно к источникам питания для механизирован-
ной дуговой сварки плавящейся электродной проволокой.
Источники питания для ручной дуговой сварки
покрытыми электродами
При испытаниях ИП постоянного и переменного тока для ручной
дуговой сварки покрытыми электродами по данной методике выполняют-
ся наплавки на образцы, изготовленные из листовой или полосовой
низкоуглеродистой нелегированной спокойной конструкщюнной стали
6^*520 МПа. Толщина образцев^шириной 60 ми и длиной 200 м»^'набирает-
ся в зависимости от диаметра электрода: для < « 3...4 мм - ®
2,0...2,5 мм; 6 = 6...8 мм - 3, = 3,0...4,0 мм; I = 10... 12 мм -d, »
« 5,0 мм. Поверхность образца должна быть очищена от ржавчины, ока-
линь, защитных покрытий, загрязнений и обезжирена. Температура*» об-
разцов перед наплавкой 10...40 °C.
Наплавку выполняет в нижнем положении сварщик высокой квалифи-
кации, имеющий опыт сварки сталей от источдаков аналогичных испыты-
ваемому по роду тока. Оценка сварочных свойств ИП производится
сварщиком и экспертом (сварщиком-технологом).
При испытаниях должны применяться электроды для сварки ниэко-
углеродистсй конструкционной стали, имеющие высокие СТС, соответ-
ствующие требованиям нормативной документации на них. Для каждого
цикла испытаний (сравнительных, испытаний ИП при их усовершенство-
вании, доработке и т.е.) применяются электроды из одной партии.
Для испытаний ИП постоянного тока должда использоваться электроды,
предназначенные для сварки постоянным и переменным током, а для ИП
переменного тока - переменным.
Испытания проводятся либо на оптимальном для данного электро-
да токе (проверка технического решения, предварительные испытания),
96
либо на верхнем и никнем
пределах каждого из диа-
пазонов регулирования то-
ка ИП (сравнительные зкс-f
перименты). Марка и диа-
метр электрода выбирают-
ся в соответствии с ис-
пытываемым пределом ре-
гулирования тока.
В табл.1 указаны
значения сварочных
свойств ИП, рекоменду-
емых для оценки.
Кошлексная оценка
СТС ИП определяется пу-
тем вычисления показате-
Табяица I
Значимость сварочных свойств ИП,
предназначенных для сварки
покрытыми электродами_______
Обозначение &
взвешенного с
отношения
Сварочные свойства
Начальное зажигание дуги 0,25
Стабильность процесса Ап 0,10
Разбрызгивание металла А 0,25
Формирование шва А> 0,20
Эластичность дуги А 0,05
№нимально возможный ток* 0,10
Коэффициент наплавки А 0,05
^Подразумевается ток, при котором еще воз-
можен процесс сварки без обрывов душ и
яя Jr. из выражения
jrt - А910 • Йй,г- £***• В***- A0,t°- аа9!Г
алг J* J3** J9и ‘
(5)
Характеристики таких сварочно-технологических свойств, как на-
чальное зажигание, стабильность процесса, формирование шва опреде-
ляются экспертным методом, согласно следующим положениям:
начальное зажигание дугие^Д у
- зажигание сразу же после касания электрода с изделием - 1,0
- зажигание после I-2-го касаний электрода с изделием - 0,8
- зажигание после 3-4-го касаний электрода с изделием - 0,6
редкое зажигание или отсутствие зг-.лгания - 0,4
стабильность процесса
- спокойно, равномерно горящая дуга без вибраций (мяг-
кое шипение) - 1,0
- равномерно горящая дуга с незначительной вибрацией и
хрустящим шумом - 0,8
- неравномерно горящая, вибрирующая дуга без обрывов и
"примерзаний" - 0,6
- неустойчивое горение дуги с обрыва»: и "примерзания-
ми" электрода - 0,4
формирование шва Ji* - оценивается при наплавке на оптимальном
для данной марки и диаметра электрода токе сварки согласно следую-
щим условиям:
- поверхность шва равномерная, гладкая или мелкочещуй-
чатая с плаэшм переходом к основному металлу - 1,0
9?
- поверхность шва мелкочещуйчатая с небольшими №ра=ноая-
ми по высоте и незначительными превышениями пэ кромкам шва ~ 0,8
- поверхность шва крупночешуйчатая, неравномерное сече-
ние шва , - 0,6
- поверхность шва крупночешуйчатая, повышенная неравно-
мерность сечения шва, на поверхности шва раковины, свиши,
зашлаковки - - 0,4
При оценке этого показателя СТС наплавка выполняется без раз-
водки.
Разбрызгивание металла оценивается коэффициентом разбрызги-
вания вычисляемым по следующей формуле:
¥=-^•100%, (6)
«и
где Qjp - масса брызг, собранных (сбитых) с поверхности основного
металла и внутренне" поверхности медной коробки (см.ниже), а также
извалянных из шлаковой корки; QM - масса наплавленного металла.
Эксперимент производится путем выполнения наплавки последова-
тельно тремя электродами на одну пластину, помещенную в медную ко-
робку, предотвращающую потери брызг металла. Электроды расплавляют-
ся до огарка длиной 50...70 мм. Перед наплавкой второго и третьего
валиков с пластины должны удаляться брызги металла от предыдущих на-
плавок. Тик сварки*. 70 А для Л = 2,00 мм; 90 А - d = 2,60 мм;
НО А - 4=3,00 мм; ХЗО А - 4=3,15 и 3,25 мм; 180 А~ 4 = 4,00 мм;
230 А - d = 5,00 мм.
Определение значения показателя jip основывается на следующих
приндапах:
- при = I % Д,- 1,0;
- повышение ¥р на I % приводит к снижению значения Jip на 0,05.
Коэффициент наплавки «(м вычисляется по формуле, г/А-ч*.
= 5 С?)
где Зц - ток сварки, A; tc^~ время сварки, ч.
< /н следует определять одновременно с коэффициентом 'f(,. Вы •
числение j3w(c учетом того, что для идеального электрода ло етерж-.
нями из низколегированной стали = 9 г/А-ч, из аусте-иг-ой стаи -
«Сй = 13 г/А-ч) производится по (2).
Эластичность дуги оценивается по прилагал.-ой н ar;i«.w о уче-
том разрывной длины дуги €р /5/, выраженной >намета/ •> ек-'-реда
(рисунок).
Минимально возможный ток X» и его взвел >< ^ ••тушение г >т~
. мт _ чопт
носятся определенным образом: при Дит -- *’ *
него диаметра электрода).
98
Оптимальные значения для различных диаметров электродов
(материал стержня электрода - низкоуглеродистая сталь) следующие!
Лм"т = 40 А для d = 2,0 мм; = 50А-4=2,5мм; = 70 А -
4 = 3,0 мм; ^7 = ^20 А - d. = 4,0 мм; = 150 А - 4 5,0 мм.
Увеличение значения 3„.г на I А относительно указанных выше
значений приводит к снижениюна 0,02, а соответствующее
понижение повышаетна 0,01.
Результаты испытаний ИП фиксируются в протоколе (см.ебразец).
В табл.2 приведены результаты оценки сварочных свойств двух ис-
точников питания. Основное*различие этих источников связано с пара-
метрами така короткого замыкания. Первый - характеризуется высоким
амплитудным значением тока КЗ и большой скоростью его нарастания в
начале КЗ, второй - малым амплитудным значением тока КЗ, на 15...
...20 % превышающим среднее значение тока сварки. *
Для более полного выявления особенностей каждого из испытуе-
мых ИП использовались электроды с различным характером переноса ме-
талла: А - мелкокапельным; В - крупнокапельным. Как видно из табл.2,
отличительные особенности этих ИП отразились на таких сварочных
свойствах, хак начальное зажигание, стабильность процесса, мшямадь-
но возможный ток. Указанное различие параметров тока КЗ существенно
не отразилось на разбрызгивании металла при сварке данными электродами.
Полученные результаты свиде-
тельствуюг, что ИП > I позволяет
производить сварку электродами с
любым характером переноса металла X.
включая крупнокапельный. Значение 8* х.
Гил применительно к электродам В X.
даже выше, чем для А (соответст- 5. X.
венно 0,98 и 0,87).
Второй источник питания не X.
может быть использован для сварки X.
электродами с хрупнскапельным пе-
реносом металла, т.к. одно из $ |
значений показателей сварочных
свойств, а именноравно 0,2, 2“
что ниже предельна допустимого
значения. 0,4. уг
Взаимосвязь между разрывной длиной , ।... , 1 ' »
дуги 0, и значением fa 0 ОД fyA ОД 0,9 fa
99
(дата испытаний)
Образец
ПРОТОКОЛ
(источник питания)
(электрод с£, d , номер
партии)
полярность)
Сварочные свойства
Начальное зажигание дуги
Стабильность процесса
Разбрызгивание металла
Формирование ива
Эластичность дуги
Ш<нимально возможный ток
Коэффициент наплавки
* е
y..“!3j8 =
Примечание и дополнительные сведения:
Исполнители:_____________________„_____________________________
100
Таблица 2
Результаты опенки сварочных свойств ИП постоянного тока
1 ИП * I ИП » 2
1 Электрод А, Свароч- 1 U, = 4» Электрод В, «4=5 мм Электрод А, а* = 4 мм Электрод В. « 5 мм
свойства тока- Ьателя СОМ Значе- ние поиа- зателя ЙГ.я» Значе- ние пода- вателя JB Значе- ние пока- зателя
Началь- ное за- жигание - 0,8 - 1,0 - 0,7 - 0,7 Стабиль- ность дуги - 0,8 - 1,0 - 1,0 - 0,9 Разбрыэ- гивание- металла 2,7 0,92 1.2 0,99 1,1 1,0 1.2 0,99 пВи^Д 1Й0 2Й0 I&0 2Й0 Формиро- вание шва - 0,7 - 0,8 - 0,8 - 0,8 Эластич- ность . дуги (к, . . мм г- П,0 1,00 13,0 1,00 15,0 0,85 16,0 0,97 Минималь- но воз- можный tokJw,A 90,0 1,30 130,0 1,20 80,0 1,40 190,0 0,20 Коэффи- циент наплав- г/А-ч,’ 9,3 1,03 10.00 1,11 10,3 1,14 10,1 1,12 при Ц* А 160 200 160 200 Примечание.Среднее значение А* для ИП > I составляет 0,93, для И11 ж £ - и,82. И4’ Выделение Уи г> в данном случае неправомерно и выполнено в ка- честве примера. Для электрода с мелкокапельным переносом металла А характе- ристики ИП № 2 болэе оптимально, чему МП №1 соответственно 0,90 и 0,87).
Источники питания для механизированной дуговой сварки
плавящимся электродом
В‘ТОСТ 25616-83 "Источники питания для дуговой сварки. Методы
пытаний сварочных свойств” изложены требования к аппаратуре и ма-
'риалам, применяемым при испытаниях, указаны режимы сварки, приве-
101
дена другая необходимая информация. Однако в нем практически отсут-
ствуют положения о способе обработки получаемых результатов приме-
нительно к указанному типу ИП. Так, относительно коэффициента потерь
металла указано только, что он не должен превышать значений, дан-
ных в стандарте, а надежность установления процесса сварки признает-
ся неудовлетворительной, если число КЗ или обрывов дуги до начала
процесса превышает 5.
Применение описываемого методического подхода для обработки
результатов испытаний ИП данного типа позволяет устранить эти
недостатки ГОСТ 25616-83.
Ниже представлены основные положения для оценки сварочных
свойств ИП указанного типа.
Надежность установления процесса сварки оценивается по ко-
личеству КЗ: после первого - 1,0; второго - 0,8; третьего - 0,6;
четвертого и более - 0,4. Значимость этого сварочного свойства при-
нимается равной 0,4.
Потери металла оцениваются коэффициентом вычисляемым по
формуле.'
f . Joo %, (8)
’л.н Q ’
41 пр
где Q^p - масса расплавленной электродной проволоки.
Значениенаходятся с учетом данных /1/ о максимально до-
пустимых значениях в зависимости от режима сварки. Принимается,
что им соответствует значение= 0,4, а коэффициенту = I %-
j&„„= 1,0. Из этих условий определяются промежуточные значения^ .
Значимость этого сварочного свойства принимается равной 0,3.
Формирование шва оценивается аналогично, как и в описанном ранее
случае. Его значимость принимается равной 0,3.
Выводы
I. Предложенная методика комтлексной оценки СТС источников пи-
тания рассчитана на широкий круг потребителей. При ее разработке
учтена необходимость повышения объективности оценки по сравнению с
известны»® методиками.
2. Предполагается, что в зависимости от конкретных условий при-
менения методики могут совершенствоваться путем уточнения тех или
иных положений, изменения числа оцениваешх СТС при сохранении при-
нятой структуры.
Список литературы
I. ГОСТ 25616-83. Источники питания для дуговой сварки. Методы ис-
пытания сварочных свойств. - Введ. 28.01.81 до 01.01.89.
102
2. Опыт использования анализаторов АНП-2 при производстве электро-
дов / В.К.Пономарев, И.И.Нежурбеда, И.Д.Дыченко и др, // Тез.
докл. УП Всесоюз. конф, по свароч. материалам., г.Одесса, 8-II
дек. 1987 г. - Кйев: ИЭС им.Е.О.Патона, 1987. - C.I40-I4I.
3. ОСТ 160.800.669-79. Комплексная система управления качеством
продукции. Оборудование электросварочное. Оценка уровня качест-
ва. - Введ. 01.01.80 до 01.06.89.
4. Троицкий В.А. Количественная оценка уровня качества сварочных
процессов и оборудования // Автомат, сварка. - 1983. - * 4. -
С.62-66.
5. Хренов К,К. Электрическая сварочная дуга. - М.: Машгиэ, 1949. -
Подучено 26.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992»
УДО 621.791.75.037:621.791.947
В.А.Будилов, Б.Н.Резников
(ВНИИЭСО, г.Ленинград)
ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ
ДЛЯ МАШИН КОНТАКТНОЙ СВАРКИ
Описан инверторный источник питания, использованный для
контактной сварки. Указаны его преимущества и типы контакт-
ных машин, в которых он применен.
Инверторные источники питания, заняв подобающее место в
оборудовании для дуговой сварки, начинают внедряться и в оборудова-
ние для контактной сварки.
Эти источники обеспечивают: симметричную нагрузку на 3-фазную
сеть и тем самым исключают там перекос; высокоскоростное регулиро-
вала сварочного тока, что особенно положительно сказывается на ка-
честве сварных соединений металлов малых толщин и легких сплавов;
снижение глубины пульсации в сварочном контуре выпрямленного пооле
инвертирования тока, повышающее качество сварных' соединений и позво-
ляющее уменьшить амплитуду сварочного тока; улучшение санитарно-эко-
логических условий работы, т.к. сварка производится практически без
выплесков и брызг металла; снижение расхода железа трансформаторам
меди.
Дополнительные преимущества дает применение этих источников в
подвесных машинах контактной сварки.
Сварочные трансформаторы, запитываемые напряжением повышенной
'...atтоты f ТОО.• .1200 Гц), имеют массогабаритные характеристики значи-
меньше, чем трансформаторы, запитываемые напряжением сетевой
’? )>< а.'’н.л'.ij, В.Н.Резнлков, ’992
ii.3
частоты. Это позволяет трансформвторно-выпряттитгльные блоки, изго-
тавливаемое на основе таких трансформаторов, встраивать в клещи,
причем появляется возможность разработки подвесных машин практичес-
ки с любой требуемой геометрией сварочного контура и относительно
малой массой, вполне пригодных для оснащения роботов. Кроме того,
исключаются тяжелые токоподводящие водоохлаждаеные кабели свароодо-
го тока, что повышает маневренность клещей и удобство их эксплуа-
тации»
Разработана упрощенная принципиальная схема инверторного источ-
ника питания, использованного для контактной сварки (рисунок). Он
состоит из трехфазного мостового неуправляемого выпрямителя с кон-
денсаторным фильтром на выходе, инвертора, сварочного трансформа-
тора, однофазного двухполупериодного выпряимтеля с нулевым выводом.
Инвертор выполняется по схеме последовательного полумостового ти-
ристорного инвертора с обратными диодами. Она отличается от других
схем инверторов сравнительной простотой и малым числом элементов.
Источник работает следующим образом. При подаче напряжения сети че-
рез выпрямитель заряжаются коммутирующие конденсаторы GI и G2. Вклю-
ченные параллельно конденсаторам GI и 02 резисторы PI и Р2 имеют
одинаковые сопротивления и обеспечивают равномерное распределение
приложенного к инвертору выпрямлешюго напряжения между его плечат
ми, образованными параллельны»» соединениями соответствующих конден-
саторов и тиристоров. При поступлении сигнала включения на управля-
юадей электрод одного из тиристоров, например тиристора VI, послед-
ний включается. Конденсатор CI разряжается, a G2 заряжается через
вялю- знный тиристор VI, реактор LI и первичную обмотку трансфор-
матора Т. Во вторичной обмотке трансформатора наводится ЭДС и через
один из диодов выпрями-
теля, например диод V6 и
нагрузку, протекает сва-
рочный ток. Контур, че-
рез который проходит ток
первичной обмотки транс-
форматора, является коле-
бательным. При токе,
меньшем тока удержания,
тиристор VI начинает эак-
Схема инверторного источ-
ника питания
104
рываться, возникает обратная полуволне тока и происходит коммутация
тока о тиристора VI на обратный диод ¥3, а также коммутация свароч-
кого тока с одного диода ¥6 на другой V5. По окончании процесса
восстановления у тиристора VI его затирающих свойств можно подавать
сигнал включения на управляющий электрод тиристора ¥2. При этом V2
включается, конденсатор С2 разряжается, a CI заряжается через вклю-
ченный тиристор V2, реактор L2 и первичную обмотку трансформатора.
Затем процесс повторяется. Реакторы LI и L2 инвертора служат для ог-
раничения скорости нарастания тока через включающиеся тиристоры, а
также позволяют уменьшить паузу между поочередными включениями тири-
сторов. Изменяя ее, можно регулировать амплитуду севрхииго «жаввоу-
чае необходимости поддерживать постоянной при колебаниях напряжения
питающей сети.
Представленный инверторный источниг. питания использован в сле-
дующих мамгнах:
- подвесной МГП-2402-I - для сварки арматуры в стройиндустрия;
- подвесной МГВП-1801 - для оснащения портального робота типа
ПРИСМ при сварке плоских истовых конструкций;
- подвесной (экспериментальный образец) для сварки изделий кэ
алюминиевых сплавов толщиной до (1,8+1,6) мм в монтажных условиях,
эксплуатируемой на одном ю заводов, г.Москвы;
- электросварочном устройстве манипулятора типа 129 А разработ-
ки ВИСПа, внедренном в настоящее время в Сосяовоборскоы маипюстро-
итеяыюм заводе и предназначенном для сварки бортов бункеров кормо-
заготовительной техники;
- полуавтомате типа ПТМ-201 для сварки диотанциоиируи^х реое-
ток атомных реакторов (в настоящее время шесть полуавтоматов нахо-
дятся в эксплуатации),
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.791.75.037:621.791.947
Б.А.Будилов, Л.И.Сахно, В.Я.Смирнов
(ВНИИЭСО, г.Ленинград)
РАЗРАБОТКА И ИССЛЕДОВАНИЕ ИЯЗЕРТОРНОГО ИСТОЧНИКА
ПИТАНИЯ Д ЛЯ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ
ОПЛАВЛЕНИЕМ СТАЛЬНЫХ ТРУБ
Показана высокая эффективность использования математичес-
кого моделирования при пусконаладочных работах и проекти-
ровании мощного инверторного истоодика питания.
Одним из перспективных направлений экономии и улучшения
качества электроэнергии, потребляемой стыковой сварочной машиной
от трехфазной электрической сети, является использование источников
питания, состоящих .э трехфазных управляемых вылряжтелей и однофаз-
ных автономных инверторов. ГЬ сравнению с широко распространенный*
однофазными источниками они существенно уменьшают несишетрию наг-
рузки трехфазных сетей и снижают коэффициент несинусоидальности на-
пряжения. Эти основные показатели качества электроэнергии регла-
ментйрует ГОСТ 13109-87. Ужесточение требований к качеству потребля-
емой электроэнергии определяет актуальность разработки мощных инвер-
торных источников питания для стыковой контактной сварки оплавлени-
ем стальных труб. Кроме того, прямоугольное напряжение, которое фор-
мирует инверторный источник на свариваема деталях, обусловливает
более интенсивное ведение процесса оплавления. При этом сокращается
потребление электроэнергии и обеспечивается улучшение условий фор-
мирования доброкачественных сварных соединений.
В настоящей работе рассматриваются вопросы, связанные с созда-
нием адрюторюго инверторного источника питания машины для контакт-
ной сварки оплавлением стальных труб диаметром от 57 до 320 мм, но-
минальная мощность которого составляет 250 кВ*А, рабочая частота
изменяется ст 30 до 100 Гц. Электрическая схема источника питания,
(рисунок), содержит трехфазный управляемый выпрямитель I с фильтром
2, автономный инвертор 3 с искусственной коммутацией тиристоров,
сварочный трансформатор 4, активное сопротивление и индуктивность 5
сварочного контура и свариваемые детали 6. Выпрямленное напряжение
составляет 400...430 В.
Эффективным средством анализа работоспособности разрабатывае-
мого источника и выбора оптимального схеьмого решения инвертора на
Б.А.Будилов, Я.И.Сахно,
В.Я.Смирнов, I999.
106
Электрическая схема источника питания машины контактной сварки
стадии его проектирования является исследование электромагнитных
процессов с использованием математического моделирования на ЭВМ.При-
менение разработанных к настоящему времени многочисленных универ-
сальных вычислительных комплексов программ избавляет от необходимос-
ти создания специализированных математических моделей для различных
модификаций схемы разрабатываемого источника и существенно сокраща-
ет время, необходимое для получения решения. В настоящей работе
используется универсальный вычислительный кошлекс программ CAS /17,
ориентированный на расчет электромагнитных процессов в сложных вен-
тильных электрических цепях произвольной структуры, содержащих ак-
тивные сопротивления, конденсаторы, катушки индуктивности (послед-
ние могут быть магнитно связаны), трансформаторы, различные источ-
ники тока и напряжения, нелинейные элементы. Характеристики нелиней-
ных элементов представляются с помощью метода кусочно-линейной ап-
проксимации. Количество элементов схемы неограмжчено.
Основную трудность при математическом моделировании электро-
магнитных процессов в рассматриваемом вдверторном источнике питания
представляет составление схемы замещения оплавляемого промежутка
ввиду сложности происходящих в нем физических процессов. В соответ-
ствии с теорией процесса оплавления электрическая схема замещения
оплавляемого промежутка должна эквивалентировать следующие режимы
работы нагрузки сварочной машины 2Й/: короткого заюкан<я; холосто-
107
го хода; перехода от режима холостого хода к режиму короткого замы»
кания, характерного для начальной стадии оплавления; дискретного
изменения активного сопротивления оплавляемого промежутка; горения
дуги (периодического).
Схема замещения оплавляемого промежутка, представляющая собой
активное сопротивление либо источник ЭДС и полностью управляемый
ключ (оцис^нж), позволяет моделировать указателе выше режимы рабо»
ты нагрузки. При замыкании ключа исключается активное сопротивление»
л»бо источник <ДС нэ нагрузки. Дм рааиками сопротивление да5о источи® «Др нтлю»
пены в нагрузку. Периодическое включение в нагрузку сварочной машин»
активного сопротивления отражает контактные явления в оплавляемом
промежутке, периодическое включение ЭДС - дуговые явления.
Рефлыгатгми расчета электромагнитных процессов в исследуемом
источнике питания с использованием СА5 являются полученные зависи-
мость токов и напряжений от времени в любом элементе схемы, макси-
мальные значения (действующие и средние) их производных, коэффици-
ент несинусоидальности и КПД.
Цель математического моделирования электромагнитиыас процессов
в разрабатываемом источнике питания состоит в определении нагрузки
электротехнического оборудования; оптимизации электромагнитных па-
раметров схемы инвертора; оценке показателей качества электроэнер-
гии, потребляемой сварочной машиной»
Особенность работы рассматриваемого инвертора - заряд ком-
мутирующих емкостей в процессе коммутации до напряжения, превышаю-
щего выпрямленное, за счет энергии, накопленной в индуктивности на-
грузки. Повышение напряжения на коммутирующих е«асостях приводит к
увеличению рабочего напряжения на KOtayraiiporaicw оборудовали, что
создает определенные трудности при его выборе. Расчеты показали,
что величина рабочего напряжения на втвутацисмног оборудовании су-
щественно зависит как от параметров электрической схемы активных
сопротивлений, включенных в цепи обратных диодов ftg, )пц^ктивност||
нагрузки LH, так и от параметров, характеризуюдах систему управле-
ния тиристорами (частоты работы инвертора, интервала времени между
включением коммутирующих и основных тиристоров <£). На основании
ьноговариантных расчетов, выполненных в широких пределах язиенеми
указанных параметров, построены универсальные зависимое™, предиащч
каченные для оценки нагрузки коммутационного оборудования. Кроме
того, анализ электромагнитных процессов в инверторе показал, что
соединение обратных диодов с емкостью фильтра позволяет почти в 2
раза уменьшить напряжение на коммутирующих тиристорах. Полученные
106
расчетные универсальные зависимости использовались при пусконала-
дочных работах. Это позволило сократить время их проведения.
Расчеты показали, чтс на всех стадиях оплавления, моделируемых
а помощью рассмотренной выше схемы замещения оплавляемого промежут-
ка, отклонение действующих значений фазных токов в сети равно 17 %
при емкости фильтра 30000 мкФ. Кратковременные броски напряжется,
связанные с изменением режима работы нагрузки сварочной машины, со-
ставляют до 60 В и не приводят к срыву работы инвертора. Коэффици-
ент несинусоидальности сетевого напряжения при указанном значении
емкости фильтра выпрямителя - 16 %.
Опытный образец инверторного источника питания для стыковой
контактней сварки оплавлением стальных труб успешно прошел испыта-
ния в полевых условиях. Результаты расчета подтверждены экспери-
ментально. Проведенные в настоящей работе исследования показали
высокую эффективность использования математического моделирования
при пусконаладочных работах и проектировании мощного инверторного
источника питания.
Список литера тур ы
I. Применение уриверсального вычислительного комплекса программ к
проектированию источников питания машин контактной сварки /
Б.А.Будилов, Н.В.Коровкин, Л.И.Сахно, Н.Я.Смирнов // Труды кон-
ференции по технологии и оборудованию контактной сварки, г.Ле-
нинград, май 1989 г. - Ленинград, 1989. - С.37-41.
2. Патон В.Е.. Лебедев В.К. Электрооборудование для контактной
сварки. - И.: Машпностроевде, 1969. - 440 с.
Получено 25.07.91.
isb« 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.791.763.1.03:523.8
И.В.Пентегов, Е.П.Стемковский, Д.А.Шейковский
(ИЭС им.Е.О.Патона, г.Киев)
СРАВНЕНИЕ ЭНЕРГЕТИЧЕСКИХ ХАРАКТРРИСТИК
КОНТАКТНЫХ СВАРОЧНЫХ МАШИН
Сравнивались энергетически» характеристики контактных ма-
шин по величине мощности потерь. Рассмотрены однофазные ма-
шины: промышленной частоты, промышленной частоты с выпря-
мителем и промышленной высокой частоты с выпрямителем.
В настоящее время в технике нашли применение мапмны пере-
менного тока сетевой частоты без выпрямителя на вторичной стороне
сварочного трансформатора и с выпрямителем (низкечастотные машины)
/V- Преимуществом последних является то, что значительно уменьшают-
ся массогабаритные характеристики сварочного трансформатора. Это
обусловлено, как известно [I], тем, что большая величина индуктив-
ности силового сварочного контура мало влияет на сварочшй трансфор-
матор. С другой стороны, маамны с выпрямителем имеют дополнительные
потери энергии в диодах выпрямителя, что может свести на нет преиму-
щество этого класса устройств.
Можно сказать, однако, что оценка оптимальности той или иной
схемы контактной машины до настоящего времени практически не прово-
дилась. В связи с развитием силовой полупроводниковой техники (осо-
бенно мощных высокочастотных диодов и тиристоров) появилась возмож-
ность создания устройств, позволяощих использовать повышенную часто-
ту для источников питания контактной сварки. Естественно, вопрос вы-
бора оптимальной силовой схемы контактней машины приобретает большое
значение.
Проведено предварительное исследование, позволяющее сделать не-
которые вывода по выбору самой {впиенмыхй схем контактной майны.
Рассмотрены силовые схемы трех типов однофазных источников питания
для контактной сварки:
- сетевой частоты без выпрямителя (рисунок, а);
- сетевой частоты с выпрямителем (рисунок, 6)'t приведенные ниже
выкладки справедливы хак для однофазной контактной машины, так и для
одной фазы трезфазиой машины;
- повышенной частоты с выпрямителем на выходе сварочного транс-
форматора (рисунок, в).
(О') И.В.Пентегов, Е.П.Стемксвский,
Д.А.Шейковский, 1992
НО
в
Схемы однофазных источников питания для контактной сварки: П_ -
преобразователь частоты; В - выпрямитель
Сопоставлялись контактные мешмны по величине мощности потерь Рп в
источнике питания при условии, что удельные допустимые потери в меди
обмоток и материале сердечника одинаковы для всех случаев. Мощ-
ность потерь в машине переменного тока сетевой частоты без выпряште-
пя {^,<50» о которой в дальнейшем проводилось сравнение, составляла
^л(50) 1 Pjg. JOO.I* * ^С(ГО) ^ty jon.c»
где МЙ1И), Яе(50) - массы меди и стали сварочного трансформатора со-
ответственно; “ Удельные допустимые величины потерь
меди и стали трансформатора соответственно. Индекс 50 означает,
что данный параметр беретоя для случая машины переменного
тока сетевой частоты без выпрямителя.
Мощность потерь в контактной машине сетевой частоты с выпрями-
телем на вторичной стороне равна
где ^c(so)fe “ массы ИВДИ и стали устройства с выпрямите-
лем соответственно.
Мощность потерь в контактной машине при частоте преобразовате-
ля £ с выпрямителем на вторичной стороне составляет
Ш
где - падение напряжения на вентилях выпрямителя в прямом
направлении; - сварочный ток (эффективное значение). Индекс 8.
означает, что рассматривается контактная машина с выпрямителем. Про
образователь считаем идеальным с КОД »1, потери в трансформаторе
учитываются отдельно.
Масса активных материалов сварочного трансформатора контакт-
ной машины (меди и стали) может быть найдена из выражения
*«»W \Л(г«б'гф * й *
Аам \
*1?)’ <«
полученного в /2.7, где определено оптимальное число витков свароч-
ного трансформатора из условия минимума массы его активных материа-
лов (меди и стали)., .
{5>
В (4) и (5) приняты сл^дукмцие обозна^дая: At
где SM ” 5C - сечения меди обмоток трансформатора и стали магнито-
провода соответственно; - число витков первичной обмотки;
плотность меди и стали соответственно; 6 - яирина стержня мапято-
провода; И, - ширина окна магнитопровода; К*, &е- коэффициент за-
полнения окта магии топоовола медью и оврдавнва-шалыооаояегаввн-
но;ЧМуфу£//**- безразмерный параметр, зайояцяй толы» от веяячм-
ны§*^|£££Т и. определяемый но трафику из /V»
В 22/ содержатся также формулы оптимальных значений размеров
магнитопроводов 6 и К:
bMlH-W
(в)
(7)
fym сварочного трансформатора контактной машины, если пренеб-
речь током намагничивания, можно записать следующие выражения:
<т
А„ = 2Э,/^ W
где Ц и - напряжения и ток первичной обмотки сварочного транс-
форматора; (и - угловая частота cent; В - индукция седцечняяа сварок
ног© трансформатора; & - плотность тока в обмотках.
Подстановкой (8) я(9) в (5) получаем формулу для оптимальных
витков первичной обметки сварочного трансформатора
112
'______I * ’ (Ю)
где Q= мУм - безразмерный параметр, зависящий от соотношений
И Ш
£, h
меди
Имея оптимальные значения параметров сварочного трансформатора
и td£, определяете по (6), (7) и (10), находим из (4)
М_ и стали М,
ы / 2JTp}fy ..
массы
(П)
м _ / ЯХР\% м „
Ке'(^7 гР
м Г ^УТУ*Ус
где
упри
(12)
(13)
»>1Г?'Л1 ’<14)
(Мя и И; безразмерны и являются функциям* только величин fce, t^,
^e)i и поэтому постоянны для конкретных kc, !(„, ^,»j*m)» Для оп-
тимального сварочного трансформатора, магнитопровод которого изго-
товлен из обычной трансформаторной стали, а обмотки медные М» и &
практически не изменяются и могут быть приняты равными- = 4,00?
Wt = 4,15.
Формулы мощности потерь для рассматриваема вариантов контакт-
ных машин, описанных выше (см. (I), (2) и (3) после подстановки в
них (II) и (12) приводятся к определенному виду в зависимости от ти-
па машины:
для сетевой частоты без выпрямителя
р, - [—_,1^/ы у р ♦ nvp Y (is)
п(50) I <?(5Ь> &/5О) J \ "«<’«’¥$ Stone/»
контактной сетевой частота с выпрямителем
с преобразователем ^-и выпрямителем
D Г Wlm, W
I w(/) Ь(|) ]
В (15)-(17) приняты следующие обозначения: и - мощ-
ности сварочных трансформаторов машин сетевой частоты без выпрями-
теля и с выпрямителем соответственности оо(^)- угловые частоты
сети 50 Гц и преобразователя соответственно; и ~ плотности
тока в обмотках сварочного трансформатора при сварке на частоте
50 Гц ж повышенной частоте j? соответственно; и - допусти-
мые магнитные индукции в магнитопроводе сварочного трансформатора
при сварке на частоте 50 Гц и повышенной частоте -f соответственно;
- сварочный ток; 1/*,4 - падение напряжения на силовых вентилях
выпрямителя в прямом направлении.
Мощность сварочного трансформатора для контактной машины
переменного тока без выпрямителя равна
(18)
iWoR-RyR* - суммарное омическое сопротивление сварочной цепи,,
включающее сопротивления свариваема деталей и сварочного кон-
тура L - индуктивность силового сварочного контура.
Для контактной машины переменного тока сетевой частоты с выпря-
мителем влияние индуктивности силового сварочного контура мало,
т.к. на вторичной стороне после выпрямителя ток либо пульсирующий,
либо с очень небольшой частотой (О)яЬ«Я ), т.е.
Л.и’йК'Ч.Лг <ге> '
Рели принять, что в контактной машине с преобразователем часто-
ты (рисунок, в) КОД преобразователя равен I, то для этого случая
получим формулу P(.pg» совпадающую с выражением (19),
R ♦ Vnp <r iJei. (20)
После подстановки выражений для мощности сварочного трансфор-
матора (18)-(20) в соответствующие формулы (15)-(17), получим фор-
мулы, мощностей потерь для следующих типов контактных машин:
сетевой час” ты
р Л—Z 3(ftj у р -»МУР ¥ (21>
сетевой частоты с выпрямителем
с преобразователем частоты / и выпрямителем
Р s у р «Мур Vy и (23)
Сравним потери контактных машин с выпрямителем из (22) и (23)
с потерями, имеющими место в контактной машине сетевой частоты без
выпрямителя из (21). Очевидно, что использование выпрямителя во
вторичной цепи машины целесообразно в том случае, когда
Ш
<»>
Подставляя в (24) и (25) выражения (21)-(23) я полагая, что на
всех частотах удельные потери в меди и стали трансформатора неиз-
менны , получим
HwH L I , zjmsj
1£>Г---------^^чг' *
^да) , ** 1 (27)
₽ы’ Ь|Л ’ «7/) I /Я9Р1М)^ a
Здесь f2Bi
«=МиРад^.ч*МеР„.^.ет ™
причем изменение конструкция сварочного трансформатор^ (например,
со средней точкой вторичной обмотки или бея средней точки я др.) не
отражается существенным образом на X. Параметры Нм я Wc, входдаяе
в формулу (28) - • отвлеченные числа, зависящие от отношения вели-
чинуе/(Уми и параметра ¥, являющегося также функцией дана в»
личин /27. Существенно, что эти числа можно принимать для всех кон-
тактных машин неизменными и равный! Ня » 4,00; Це » 4,15.
Из (26) и (27) следует, что необходимым, но не достаточным ус-
ловием целесообразности применения выпрямителя на вторичной сторо-
не сварочного трансформатора является выполнение неравенства
Если условие (29) не выполняется, то при любой частоте преоб-
(29)
разователя потери в контактной машине с преобразователем к выпрями-
телем больше потерь в машине сетевой частоты без выпрямителя.
При положительном значении выражения (29) неравенства (26) и
(27) приводятся к виду:___________ _ -_______
t **М v L Учеб | f
2» 'e® I WJ
<31>
I ?Ы"Ч1 1 '
где (30) и (31) находят из (28).
-If (30)
115
Анализ неравенств (30) и (31) показывает, что они справедливы
тем более, чем больше индуктивность силового сварочного контура L
и чем меньше омическое сопротивление сварочного контура Я. Эти не-
равенства выполняются при работе на больших токах сварки tfc^. Сле-
довательно, контактные машины с выпрямителем выгодны при большом
вылете вторичного сварочного контура с малым омическим сопротивле-
нием на больших токах; при этом надо стремиться для выпрямителя
применять силовые вентили с минимально возможной величиной падения
напряжения на нем.
Таким образом, иногда выгодно для уменьшения общих потерь ис-
пользовать выпрямители даже без преобразователя, а иногда преобра-
зователь повышенной частоты о выпрямителем, но существуют также слу-
чаи, когда выпрямитель невыгоден ни в каких вариантах. Для выявления
оптимальной конструкции в каждом конкретном варианте необходимо по
(29)—(31) определи', а выполнимость условий оптимальности по уровню
обвдпс потерь энергии. Найденный оптимальный вариант контактной ма-
шины имеет также оптимальные массу и габариты сварочного трансфор-
матора.
Проведенный анализ дает возможность сравнить энергетические
характеристики однофазных контактных машин. В промышленности широко
известно трехфазное исполнение сетевой машины с выпрямителем. По-
добные устройства обеспечивают равномерную загрузку сети при Y/
близком к I. Поэтому сравнение энергетических характеристик машин
контактных однофазных сетевой частоты с трехфазным исполнением,
выпрямителем и с преобразованием частоты и выпрямителем представля-
ет большой интерес для дальнейших исследований.
Списо литературы
I. Патон Б.Е.. Лебедев В.К. Электрооборудование для контактной
сварки, - И.: Машиностроение, 1969. - 164 с.
2. Пентегов И.В., Стемковский Е.П., Шейковский Д.А. Определение оп-
тимального числа вторичных витков трансформаторов для контактной
сварки на переменном токе и для конденсаторной сварки // Авто-
мат.сварка. - 196Г. - » 4. - С.15-20.
Получено 25.07.91.
116
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 62I.79I.763.I.68I.2
В.G.Гавриш, И.В.Романюк, С.В.Ковалев
(ИЭС им.Е.О.Патона, г.Киев)
ИСТОЧНИК ПИТАНИЯ С КОМПЬЮТЕРНЫМ УПРАВЛЕНИЕМ
ДЛЯ КОНТАКТНОЙ МИКРОСВАРКИ
На базе однокристальной микроЭВМ разработан источдак пи-
тания для точечной контактной микросварки, внедренный в
производство изделий электронной промышленности.
В ИЭС им.Е.О.Патона разработана машина типа ИСК для млк-
росварки деталей из черных и цветных металлов и сплавов толщиной
0,1...0,5 мм, диаметром 0,1...1,0 мм. В состав МСК входят однофазный
сварочный трансформатор, универсальный механизм сжатия, блок управ-
ления, контроля и сигнализации с прерывателем тока на симмисторе.
Блочная конструкция позволяет монтировать основные узлы сварочной
машины на широко применяющихся в производстве сварочно-монтажных
столах типа ССП-2, ССП-2А и др.
Блок управления, контроля и сигнализации обеспечивает выполне-
ние цикла сварки, который состоит из импульсов тока подогрева и
сварки, а также производит фазовое регулирование величины тока в
каждом импульсе. При этом могут быть реализованы различные законы,
регулирования. Блок управления осуществляет;
- измерение напряжения сети и основных параметров режима свар-
ки (сварочного тока, усилия сжатия, напряжения между электродами);
- стабилизацию амплитуды подогревного и сварочного токов с по-
грешностью +3 % при колебании напряжения питающей оети в пределах
минус 15...плюс 10 %;
- стабилизаЕдпо сопротивления деталей между электродами по сиг-
налу обратной связи с регулированием длительности тока подогрева;
- вывод на индикатор значения сопротивления в конце подогрева,
а также амплитуды сварочного тока и величины усилия сжатия элект-
родов;
' - диагностику технического состояния сварочной машины и систе-
мы управления.
Блок управления ИСК выполнен на основе однокристальной микроЭВМ
типа KPI8I6BE35. Использование перепрограммируемого запоминающего
устройства позволяет оперативно изменять функции система управления.
(С ) Ь.С.Гавриш, И.В,Романюк,
'-7 С.В.Ковалев, 19§2
117
Машина снабжена датчиками свароодого тока, усилия
сжатия, напряжения сети и напряжения между электродами, а также со-
ответствующими измерительными преобразователями сигналов от датчиков
этих параметров.
Универсальный механизм сжатия является малоииерционным и имеет
пневматический либо ножной привод для прецизионного вертикального
перемещения верхнего электрода. Величина усилия сжатия плавно регу-
лируется при помощи цилиндрической тарированной пружины. Возможно
использование сменных комплектов электродов различной конфигурации
и пружин для задания усилия сжатия.
Система управления сварочной машиной в процессе эксплуатации
может работать в одном из трех заранее заданных режимов (рисунок):
автоматическом, наладки и диагностики. Режим работы устанавливается
переключателем, расположенным на передней панели блока управления.
После включения напряжения питания выполняются подпрограммы инициа-
лизации устройств*параллельного, последовательного интерфейсов и
программируемого интерфейса клавиатуры и индикации. Эти устройства
f.....приводятся в исходное состояние, устанавливаются
> I рабочие ячейки и константы программ. Далее осу-
; ществляется переход на один из установленных ре-
|эдио самояния I жимов работы.
Автоматический режим
Это основной режим работы системы, при ко-
тором осуществляется автоматическое регулирова-
Н режима равотм I , „ . .
и .и * ние процесса сварки. В этом режиме система ожи-
дает появление сигнала "Цуск", после которого
I
I
Диагностике'
№иГ^Т****^
Алгоритм работы сварочной машины
118
происходит включение пневмокяапана механизма сжатия и подготов-
ка к появлению сигнала "Сварка". В процессе ожидания сигнала "Свар-
ка" осуществляется перемещение электродов и сжатие свариваемых де-
талей. После появления сигнала "Сварка" система ожидает отрицате. ь-
ную полуволну напряжения питания, чем обеспечивается синхронизация
включения подогревного и сварочного импульсов тока с напряжением
сети. После появления отрицательного полупериода напряжения сети
производится считывание данных параметров режима, заданных на деся-
типоэиционных переключателях. При этом в оперативное запоминающее
устройство (ОЗУ) заносятся: числа импульсов подогрева и
имцульсов сварки углы включения симмистора,соответствующие по-
догревным импульсам <4Ч и сварочным импульсам «Z^. После этого
включается канал измерения напряжения сети Ц,е. Значение
Ue сравнивается с установленными допусками и в зависимости от ве-
личины отклонения производится коррекция о1яо9 =<^ЛР9 *-&<£ таким
образом, чтобы обеспечить требуемую амплитуду подогревных импуль-
сов, Коррекция осзшестаянэтся выбором величина -aJ из таблиц, хра-
нящихся в перепрограммируемом запоминающем устройстве. Расчетные
значения требуемых углов определяются из формулы
Uh sfh Фу-’О-Яп M-V)€’ea3</>=const,
ГД® = Зт = -~; P=U>£; ctgV = - угол поджига симмис-
тора. *"
После появления следующего положительного полупериода 2Ze вклю-
чается таймер-счетчик микроЭВМ, предназначенный для подсчета внеш-
них событий и генерирования временных интервалов. Длительность вре-
менного интервала определяется заданным значением и в момент
времени система обеспечивает включение синмистора и проте-
кания тока подогрева . После этого производится измерение теку-
щих значений тока 3^ и определение его максимального значения. В
момент 3,^^ измеряется напряжение на электродах и оба значе-
ния 3^ и запоминаются в ОЗУ микроЭВМ. Далее вычисляется
RWJ- ^»л/ »ялх и сравнивается с R, +2$, которое соответству-
ет сопротивлению, полученному’ при номинальном режиме. В случае-, ес-
ли Rn > выдается команда на увеличение количества подо-
гревных импульсов по сравнению с заданным значением, что приводит к
уменьшению сопротивления R и введению его в диапазон R.„ Jis', со-
ответствующему требуемому качеству сварки. Если увеличение количе-
ства дополнительных импульсов дс = 3 не приводит к требуемому
уменьшению сопротивления система прекращает подачу дополни-
тельных импульсов подогрева и переходит к отработке сварочных им-
119.
пульсов тока. Аналогично алгоритму отработки подогревных импульсов
включается таймер-счетчик, который отсчитывает угол включения
симмистора.При этом до момента включения импульса сварочного тока
производится измерение напряжения Йс, и в случае его отличия от но-
минального значения производится коррекция угла та~
ким образом, чтобы обеспечить требуемую амплитуду сварочного тока.
Поскольку действие подогрева приводит к стабилизации контактного
сопротивления, то при стабилизации амплитуды сварочного* тока обес-
печивается стабилизация мощности Р = 1^, й» Ctmjt; выделяющейся в
зоне сварки.
Таким образом, по Измеренным значениям ^3* и Ue система
обеспечивает стабилизацию мощности, выделяемой в зоне сварки, а
также энергий (при заданном количестве импульсов тока). Выполнение
алгоритма заканчивается выдачей сигнала на подъем электродов и ин-
дикацией основного параметра режима сварки - сварочного тока
Режим .наладки
Этот раим работы системы управления применяется пр< сварке образ-
цов изделий для определения параметров номинального режима сварки.
Измеренные параметры процесса сварки ЗЦ, Pth, автоматически за-
писываются в ОЗУ микроЭВМ. Алгоритм работы аналогичен выполнению
алгоритма "Автоматический режим", за исключением выполнения подпро^
грамм коррекции и <ZC^. В этом случае рассчитанные значения
параметров сопротивления при подогревном импульсе запоминаются
в ОЗУ микроЭВМ и служат в качестве эталонных значений, которые со-
ответствуют режиму, обеспечивающему требуемое качество сварки. Пос-
ле отработки режима наладки в оперативную память микроЭВМ заносятся
новые значения RneJ и при переходе в автоматический режим эти пара-
метры используются в качестве уставок.
Режим диагностики
Этот режим предназначен для проверки технического состояния
сварочной машины и систем* управления. На вход одного из каналов
АЦП подается эталонное напряжение \тал, производится Измерение и
вывод этого напряжения на цифровой индикатор. Измеренная величина
должна находиться в установленных пределах г 8
противном случае необходимо произвести корректировку коэффициента
передачи канала измерения. Далее система производит проверку техни-
ческого состояния сварочной машины по величине тока короткого замы-
кания Дяя этого необходимо произвести включение сварочной
машины в режиме короткого замыкания на определенной ступени свароч-
ного трансформатора. При этом происходит отработка заранее заданно-
го
го программой угла включения тиристора Ц** и включение сварочного
тока. Система обеспечивает измерение тока и индикацию этой ве-
личины на едфровом индикаторе. Измеренная величина долина находить-
ся в установленных пределах ^ли выходит за
допустимые пределы, необходимо произвести профилактику вторичного
контура сварочной машины и электродержателей, а также зачистку или
замену электродов.
При включении источника питания надо вначале осу-
ществить режим диагностики, затем наладки и пооле этого
перейти к автоматическому.
Предусмотрена связь микроЭВМ с ЭВМ более высокого уровня (на-
пример, ПК типа IBM PC/AT), которая осуществляется посредством пос-
ледовательного интерфейса (стандарт ЕУ-232С).
Техническая характеристика
Напряжение питания, В ............................. 220
Рабочее давление воздуха в пневмосистеме, кПа ..... 404...606
Максимальный сварочный ток, кА .................... 6
Количество импульсов тока подогрева, сварки ....... 0...9
Пределы изменения усилия сжатия, даН............... I...20
Погрешность измерения параметров, % ............... 2
Рабочий ход верхнего электрода, мм................. 25±3
Производительность, цикл./с........................ 0,6
Привод механизма сжатия ........................... пневматический
или педальный
Сварочная машина тига Оыожегблъ использована при сварке дета-
лей малых толкртн к сечений в электронике, радиотехнике и точном при-
боростроении и устанавливаться в поточные и автоматические линии.
Список литературы
I. Б.Е.Патон, В.К.Лебедев. Электрооборудование для контактной свар-
ки. - М.: Машиностроение, 1969. - 440 с.
2. Н.В.Подола, В.С.Гавриш, И.В.Романок Определение оптимальных па-
раметров режима точечной контактной микросварки узлов цветных ки-
нескопов 7/ Автомат, сварка. - 1969. - • 12. - G.36-40.
3. Автоматизированная система контроля для линии сварки узлов цвет- „
ных кинескопов / Н.В.Подола, В.С.Гаврии, И.В.Романюк, G.В.Ковалев/
Свароч. пр-во. - 1989. -М3.- С.23-24.
4. А.с. 1299745 СССР, ИМ В 23 К 11/24. Способ управления процессом
контактной точечной сварки / Н.В.Подсла, В.С.Гавриш, П.М.РуденКо,
И.В.Романюк. - Опубл. 30.03.87; Ею л. М 12.
Получено 25.07.91.
121
isbn 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДО 621.791.947
В.Н.Губаревяч, О.А.ВильчинскиЙ (ИЗД, г.Киев)
ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ
ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРОЧНОЙ УСТАНОВКИ
Описан источник питания для электронно-лучевой сварки,
выполненный в виде двух полумоотовых инверторов, включен-
ных последовательно.
К источникам питания для эяектронно-лучевсй сварки предъяв-
ляется р.ад требований, среди которых можно отметить: высокую надеж-
ность работы, что связано о лалпчием технологических коротких замы-
каний и быстродействующей защитой от них; регулирование уровня вы-
ходного напряжения; отсутствие звуковых эффектов; малые габариты и
масса.
Все эти факторы предопределяют применение в системах электро-
снабиения звеньев с повышенной частотой преобразования. Современная
элементная база силовой части преобразователей (биполярные и поле-
вые транзисторы, диоды, конденсаторы и электромагнитные элементы)
позволяет создавать инверторы на частоты 20...50 кГц, что дает воз-
можность перейти к диапазону частот, не воспринимаемых на слух об-
служивающим персоналом, работающим со сваркой, которая выполняется
в вакуумной камере и не имеет технологических шумовых процессов.
Кроме того, высоковольтный согласующий трансформатор, стоящий на
выходе источника питании, как правило, помещается внутри камеры и
его размеры следует уменьшить, что и достигается с повышением ча-
стоты.
Требования выходя на рабочий режим, защиты от технологических
коротких замыканий, регуяироьамгя выходного напряжения вызывают не-
обходимость изменения уровня выходной мощности источника питания
в широких пределах. Сделать это возможно несколькими путями.
Первый - с помощью управляемого выпрямителя на входе высокочас-
тотного инвертора. Это решение не является оптимальным, г.л. снижа-
ется быстродействие системы питания и повышаются пульсации нацряле-
ния при глубоком регулировании. Уменьшение пульсаций напряжения за
счет пассивных фильтров приводит к резкому увеличению габаритов ис-
точника и дополнительному падению его быстродействия.
(С ; В. И. Гу ба рз в ич,
ч- ' Г. А .Вгльчннсвкй
Другой путь заключается в установлении амротно-импульсного ре-
гулятора между неуправляемым сетевым выпрямителем и инвертором, что
приведет к повышению установленной мовдости, габаритов и уменьаедаю
надежности.
Третий - совмещение функций инвертирования и регулирования в
самом инверторе за счет изменения коэффициента заполнения высокочас-
тотных импульсов инвертора, который может быть выполнен с нулевым
выводом от обмоток трансформатора, на основании схем полумостовой
о отводом от средней точки емкостного делителя и мостовой ZIZ Ин-т
вертср по схеме о нулевым выводом от обмоток трансформатора имеет
удвоенное напряжение питания на транзисторах, иглообразные всплес-
ки перенапряжения на них, завышенные габариты трансформатора. Пре-
вышение двойного напряжения питания на современных транзисторах
при бестрансформаторном входе инвертора делает эту схему неприемле-
мой при сетевой трехфазной первичной сети К!. Применение полумос-
товой схемы характеризуется отсутствием постоянной составляющей то-
ка подмагничивания в первичной обмотке согласующего трансформато-
ра, в то время как в мостовой охеме, в связи с асимметрией управля-
ющих импульсов и разбросом параметров транзисторов возникает ток
подмагничивания трансформаторов, снижающий степень использовании
магнитных свойств материала сердечника. Это приводит к необходимос-
ти применять специальные меры, обеспечивающие симметричный режим
перемагничивания. При широтном регулировании в момент паузы в выход-
ном напряжении инвертора и возврате реактивной энергии, накопленной
в нагрузке, необходимо создать путь для реактивного тока, который
не проходил бы через источник питания. В мостовой схеме это делает-
ся без изменения схемы инвертора - за счет специального алгоритма
управления силовой цепью, когда во время паузы работают два верх-
них либо два нижних плеча инвертора. Ток нагрузки протекает по
цепи транзистор-диод, закорачивая диагональ инвертора, и формирует-
ся нулевая ступенька в выходном напряжении. В полумостовой схеме
при протекании реактивного тока нагрузки в моменты гцугы происходит
возврат этой энергии в источник питания через встречновключенные
диоды трансформатора и нулевая "пика'' (пауза) уменьшается либо ее вов-
се может не быть при больших и начальных углах регулирования.
При електрокно-лучевой сварке нагрузка инвертора имеет практически
активный характер, поэтощу формсровать нулевую "полку* в выходном
широтно-модулируемом напряжении с помощью дополнительных мер нет не-
обходимости и наличие согласующего трансформатора обусловливает при-
менение для инвертора полумостовой схемы.
123
Более сложной при широтном регулировании напряжения является
проблема коэффициента связи К( между обмоткам высоковольтного со-
гласующего трансформатора. Поскольку при большом коэффициенте
трансформации во время паузы из вторичной высоковольтной обмотки
за счет энергии, накопленной в ней, я недостаточно хорошей передаче
ее в первичную обмотку она будет передаваться в нагрузку даже при
закороченной диагонали инвертора. Диапазон регулирования при этом
сужается. Чем меньше Ке, тем при меньшем угле регулирования насту-
пает эона нечувствительности, т.е. при божией хкуэе вынуждены полу-
чать номинальнув мощность в нагрузке. Импульсное потребление энер-
гии от первичного источника питания приведет к росту установленной
моедости инвертора. Поэтому такой способ регулирования следует при-
менять при сравнительно низком выходном напряжении трансформатора
(дс 10...20 кВ). При напряжении 20 кВ и выше следует перейти к ре-
гулированию за счет фазового сдвига выходного напряжения двух ин-
верторов полумоотовой схемы и геометрическому сложению этих напря-
жений на согласующем трансформаторе. Сложение напряжений на вторич-
ной обмотке высоковольтных трансформаторов позволяет получить регу-
лирование уровня выходного напряжения без учета влияния коэффициен-
та связи обмоток трансформатора. Включение на выходе инверторов до-
полнительных трансформаторов с двумя вторичными обмотками дает воз-
можность без применения вспомогательного широтно-импульсного регуля-
тора за счет одних обмоток создать вольтовычитающий узел, который
размещается в цепи питания инверторов, а о помощью других вторичных
обмоток - сложить выходные напряжения, снизить коэффициент трансфор-
мации и в результате использовать один высоковольтный согласующий
трансформатор. С етанием вольтовычетания и фазового сдвига регули-
руется выхс .нал мощность за счет снижение амплитуды питающего нап-
ряжения инверторов или изменения скважности выходного напряжения.
Применение фазового сдвига расширяет диапазон регулирования
выходного напряжения без увеличения установленной мощности инверто-
ров. Кроме того, включив инверторы последовательно по питанию сети
можно создать запас эксплуатационных параметров применяемых элемен-
тов и тем самым повысить надежность работы.
Учитывая изложенные особенности источник питания анодных цепей
установок электронно-лучевой сварки выполнен в виде двух полумосто-
вых инверторов, включенных последовательно по цепи питания с бес-
трансформаторным входом. Ключи инверторов содержат параллельно вклю-
ченные транзисторы КГ841А, равномерность загрузки квторых обеспечи-
вается стоящими в их эмиттерных цепях выравнивающими сопротивлениям»
124
2>I>3
Система управления инверторами
Техническая характеристика
Напряжение витания (трехфазное), В......................... 380
Количество инверторов, иг. ............................. 2
Номинальное выходное напряжение одного инвертора, В ...... 135
Максимальный выходной ток, А............................. 22
Диапазон регулирования выходного напряжения, В ......... 270...О
Номинальная выходная мощность, кВт........................ 6
Частота выходного напряжения, кГц..................... 20
ПВ, %.................................................... 100
Масса, кг................................................. 30
Система управления инверторами
Приведенная на рисунке блок-схема позволяет регулировать фазу
между выходными напряжениями инверторов, благодаря чецу осуществля-
ется выход источника на рабочий режим, регулирование выходного нап-
ряжения, зашита от технологических коротких замыканий. Система уп-
равления состоит из генератора пилообразного напряжения ГЕН; широт-
но-импульсного модулятора, на основе компаратора ДА1; делителя час-
тоты на два, выполненного на УК-триггере ДД1; двух одновибраторов
ДД2 и ДДЗ, один из которых ДД2 запускается передним, а другой ДДЗ -
задним фронтом; ячейки "Исключающее или" ДД4 схемы совпадения на
инверторах ДО и ДО; инвертирующих ум лителей Д7 и ДО; усилителей мапноаги
УМ1 и .,ГМ2. Устройство управления работает следующим образом. Пилооб-
разное напряжение выхода ГПН поступает на вход ШИМ-комваратора
ДА1, а на друюй е.-. вход - сигнал от источника опорного напряжения.
С выхода (ИИЫ-н-г-' «iaj .тори ЛА1 сигнал идет на входи триггера, двух од--
125
новибраторов, а также на входы схемы "Исключающее или" ДД4. На дру-
гие входы ДЦ4 поступают сигналы с прямого и инверсного выходов триг-
гера ДД1. Схема ДД4 осуществляет сложение по med Z. Полученные сиг-
налы далее следуют на схему совпадения ДДб, на другие входы кото-
рой приходит сигнал с одновибратора ДД2. Необходимо отметать, что
значения времязадающих цепей одновибраторов ДД2 и ДДЗ выбирается
одинаковым. При этом величина их определяется длительностью паузы в
выходном сигнале система управления (I...3 мкс). Так как одновибра-
тор ДД2 запускается передним, меняющим свою фазу фронтом ШИМ-сиг-
нала, то и выходной сигнал ДД2 меняет фазу относительно сигнала с
выхода ДДЗ, который запускается задним неподвижным фронтом ШИМ-сиг-
нала. С выхода схемы совпадения ДД6. после инвертирования в ДД7
сигналы поступают на усилитель мощности УШ. На второй усилитель
мощности УМ2 идут сигналы, выделенные схемой совпадения ДЙ6, на
которой сравниваются сигналы с выходов триггера Д1 с сигналом с
одновибратора ДЦЗ. Усилители УШ и УК? увеличивают мощность, поддер-
живают ненасыщенный режим работы и обеспечивают форсированное запи-
рание транзисторов инверторов источника питания электронно-лучевой
сварочной установки.
Список литературы
I. ^гольнтов ^Транзисторные преобразователи напряжения. - К.:
2. Мощные полупроводниковые приборы. Транзисторы: Справочник/ Под
ред. А.В.Голомедова. - ж.: Радио и связь, 1965. - 560 с.
Получено 25.07.91.
ISBN 5-'7702-0195-9. Новые сварочже источники питания. Киев, 1992.
УДК 621.791.75.037:621.791.947
В.Д.Щелягин, А.Т.Никулин (ИЭС им.Е.О.Патона, г.Ю<ев)
ВЫСОКОЧАСТОТНЫЙ ИСТОЧНИК
ДЛЯ ВОЗБУВДЕНИЯ МОЩНЫХ С0г-ЛАЗБР0В
Описаны технические преимущества использования ВЧ-разряда
в технологических СО»-лазерах, указаны особенности рабо-
ты ВЧ-источника на разрядную камеру, приведены схема и
технические характеристики.
Результаты экспериментов по сварке, резке и термообработ-
ке различных материалов лазерным лучом непрерывного действия мощ-
ностью до 10 кВт свидетельствуют о больших технических и экономя-
(С) В.Д.ИеляГин, А.Т.Ни-
125 кулин, 1992
ческих преимуществ использования подобных технологий в народном
хозяйстве.
Однако в настоящее время распространение лазерных установок
такой мощности затруднено из-за их сложности, громоздкости и низ”ой
эксплуатационной надежности.
Многих недостатков известных лазерных установок большой мощ-
ности, работающих на принци® возбуждения рабочей смеси газов напря-
жением постоянного тока или таким же напряжением с импульсной или
пучковой предионизацией, можно избежать, если применить разрядную ка-
меру с поперечной прокачкой и высокочастотным возбуждением (ВЧ) ра-
бочей смеси. Поперечная прокачка газа позволяет просто и эффективно
отведать тепло из разрядной камеры, т.е. увеличить удельный энерго-
вклад в разряде. При ВЧ возбуждении разряд отличается высокой ус-
тойчивостью, т.к. электрическое поле можно равномерно распреде-
лить по объему разрядной камеры. При этом разряд симметричен относи-
тельно электродов и, следовательно, симметрично температурное поле,
а оптическая ось излучения не отклоняется ввиду однородной рефрак-
ции в среде. На высокой частоте эффективно применение реактивных
балластов, что сокращает бесполезные потери энергии в разрядной цеги.
Весьма важным техническим преимуществом ВЧ разряда является
возможность создания газоразрядных камер с диэлектрическим покрыти-
ем электродов (диэлектрическими электродами) и с электродами,распо-
ложенными вне камеры. В результате многочисленных исследований ВЧ
разряда в газах разработаны высокоэффективные разрядные камеры о
поперечной прокачкой газа и диэлектрически»» электродами различной
конструкции.
Для возбуждения газа в подобных камерах требуется мощный источ-
ник электрических колебаний на частоту выше I МГц со специальными
внешними характеристиками, возможностью модуляции и автоматического
поддержания заданной мощности лазерного излучения.
Отечественная промышлениеоть не производит источников о требуе-
мыми параметрами, поэтому возникла необходимость разработки мощного
высокочастотного источника.
При использовании ВЧ генератора для возбуждения рабочей смеси
вожикают вопросы оптимального согласования параметров генератора
и камеры. Сопротивление разрядной камеры изменяется в зависимости
от состава гв'-а, давления, расстояния между электродами и т.п.^ис!).
Лзьедтнь что работа ВЧ генератора на несогласованную нагрузку
nj/war к сн«онию его ВДД и возникновению паразитных гармоник. И
т-. >< > ожр'. привести к выходе из строя активных элементов
127
« ЭяМЙЙИЙМВедедвгедве-
на ВЧ разрядной камеры.
Емкости Съ, (?„ и Cjr
образованная электродом,
его диэлектрической и га-
зовой плазмой, и допол-
нительная балластная со-
ответственно
генератора. Поэтому в за-
висимости от величины на-
грузки необходимо оперативно изменять аиаитуду возбуждения оконечно-
го каскада, т.е. поддерживать литический или слегка перенапряжен-
ный режим работы оконечного каскада.
С учетом специфики работы и особенностей нагрузки в качестве ис-
точника ВЧ колебаний предлагается использовать ламповый двухтактный
автогенератор с автоматическим сеточным смещением и перестраиваемой
обратной связью, выполненный на мощных генераторных триодах типа
ГУ-66А (рис.2).
3 зависимости от конструкции разрядной камеры выход генератора
может быть симметричный или несимметричный относительно "земли".Пе-
рестройка глубины обратной связи позволяет работать генератору на
переменную нагрузку в пределах 10...100 кВт с сохранением КОД бо-
лее 70 %.
Генератор работает как в непрерывном, так и в импульсно-периоди-
ческом режиме с глубиной амплитудной модуляции 100 %. Он модулирует-
_ .. ся промежуточным и техно-
логическими импульсами.
Частота следования проме-
жуточных импульсов 5 иГц
со скважностью 2. JD, что
*ДкВ позволяет осуществлять
* регулировку и стабилиза-
цию выходной мощности ге-
k нератора. Модуляция техно-
7 логическим* импульсами
значительно расширяет тех-
нологические возможности
Маем
Рис.2. Схема генератора с
частотой 1,76 мГц даяОД-
лазера. Л1, А2- трехэлект-
родные электромагнитные
лампы
126
мн Wn.it утмммт * мммкинм» автоматизировать технологические про-
цессы обработки материалов. Внешние цепи управления генератором пая
оптоэлектронную развязку от схемы лазерной установки. Выходное ВЧ
напряжение может изменяться ступенчато, а в случае использования ре-
гулируемого источника анодного питания плавно - в пределах 2... 12 кВ.
В генераторе имеется таймер, который позволяет автоматизировать про-
цесс подготовки генератора к работе, т.е. осуществить двухступенча-
тый прогрев ламп и выдать команду на включение источника анодного
питания.
Техническая характеристика
Максимальная выходная ВЧ мощность, кВт ..................... 100
Частота, МГц ............................................... I,76±I
КВД, %...................................................... 72
[Ьггание генератора:
по анодной цепи:
напряжение,. кВ...................................... 10
мощность, кВт........................................ до ISO
по цепям накала от трехфазной сети:
напряжение, В.................................... 380
мощность, кВт ....................................... до 8
по цепям накала и управления от трехфаэной сети:
напряжение, В ....................................... 380
мощность, кВт........................................ до 8
Охлаждение генератора - водяное принудительное с расходом вода
3 м/ч. Конструктивно генератор выполнен в одном шкафу размерами
750x900x1000 мм. Масса генератора 300 кг.
Применение разработанного генератора в лазерных установках по-
зволяет освоить серийный выпуск мойных, малогабаритных и высокона-
дежных ОД-лазеров о широким спектром технических возможностей в об-
ласти лазерных технологий.
Получено 25.07.91.
isbnб-7702-0195-9. Новые источники питания для дуговой сварки.
Киев, 1992.
УДК 621.791.75.037:621.791.947
В.Д.В1еляиет, О.В.Немчен
(ИЭС им.Е.О.Патона, г.Киев)
ПРОГРАММЫ АВТОМАТИЗИРОВАННОГО 1Р0ЕКТИР0ВАНИЯ
ТРАНСФОРМАТОРОВ да СВАРОЧНЫХ
ИСТОЧНИКОВ ПИТАНИЯ И УСТАНОВОК
Предложен метод многовариантного расчета и проектирования
трансформаторов промышленной частоты, а также описаны ос-
новдае принципы построения и функционирования программ
автоматизированного проектирования трансформаторов. Рас-
смотрены направления дальнейшего развития созданного паке-
та прикладных программ.
Трансформаторы являются основиыи* электромагнитами компо-
нентами сварочных источников питания и установок. При проектирова-
ли трансформаторов необходимо учитывать разнообразные требования,
обусловленные технологическими или эксплуатационными режимами рабо-
ты. Представляет интерес электромагнитна процессы, происходящие од-
новременно как в нагрузке, так и в источнике питания. Знание послед-
них позволит создать оварочный источник питания о заданными элект-
ромагнитны»» и технологически»» параметрами.
В связи о этим программа автоматизированного проектирования
трансформаторов должна, на наш взглад, состоять из трех разделов,
где проводятся следующие расчеты:
- в первом - электромагнитного и конструктивного трансформато-
ра на основании общей теорииэлектрических машин;
- ио втором - злектромагнитных параметров внешних и переходных
характеристик сварочных трансформаторов (выпрямителей), имеющих
различные схема соадииежя обмоток и вентилей;
- втрепж - электромапштных процессов в цепях источника и на-
грузки с учетом распределенных параметров.
В датой работе описывается первый раздел.
Дня реиеняя задоа построения конструкции, удовлетворяющей
тогкм, часто противоречивым критериям, необходим большой объем вы-
числений тожества вариантов конструкции. В связи с этим целесооб-
разно использовать персомальнне кошьютеры и составить пакеты при-
кладных програни но расчету трансформаторов к выпрямителей. Ддапа-
вон выходных напряжений проектируема трансформаторов 12...200 кВ,
мотостей - (Ц.. .630,0 жВ«А, частот виодясго напряжения - 50.. .20000 Пр
((Г) В Д.Шедягин, О.В.Неы-
чен, 1992
130
Существует ряд широко распространенных методик расчета транс-
форматоров Д-07, кавдая из которых имеет свой достоинства и недос-
татки. (фи составлении программ инженерного расчета трансформаторов
промышленной частоты мощностью I...630 кВ-A и напряжением до 200 кВ
были взяты методики, изложенные в /В, 7/. В качестве базовой конст-
(угаии магнитной систем, тырена пяоскан стеринезая. ТЬкй тал кснстдаади ебесгечи-
лаегмнмелцую массу я габарит устройства в области средних мощностей,
лучшие условия охлаждения обмоток, а также технологичность в прсизвэдстве ££
За основную конструкцию обмотки принята многослойная цилиндри-
ческая (с возможностью секционирования по высоте) из прямоугольного
или круглого провода, отличающаяся простотой, дешевизной и техно-
логичностью исполнения /1/. Таким образом, в программе заданы опре-
деленные тагемапмрюй системы и конструкции обмотки. Программа со-
стоит из нескольких, функодонально законченных блоковt оформленных
в виде отдельных программ и подпрограмм, взаимодействующих друг о
другом только путем передачи входных и выходных данных, необходимых
для продолжения расчета (рисунок).
Имеется три основных программы.
I. Программа задания на проектирование.
В задании на проектирование указывается семь электромагнитных
параметров (мощность, линейные напряжения обмоток, индукция, плот-
ности токов в обмотках, частота входного напряжения, число фаз,
схема и группа соединения обмоток), девять геометрических (коэффи-
циент заполнения для стали, толщина изоляции - от первичной обмот-
ки до стержня, от первичной обмотки до вторичной, от торцов обмотки
до ярем, между обмотками соседних стержней, толщина экрана, коли-
чество ступеней в стержне, в ярме, конструктивный параметрJB),три
вспомогательных (марка стали, варианты шихтовки магнитной системы,
исполнения обмоток).
При вводе данных проектировщик получает возможность обратиться
к справочному материалу, в котором имеются таблицы и графические
вставки с рекомендациями по выбору плотностей тока в обмотках, маг-
нитной индукции в стержне, способа шихтовки магнитной систем!, мар-
ки стали и толщины листов, нормализованных диаметров стержня и па-
раметра(соотношения основных размеров) для различных классов на-
пряжений и мощностей. После задания всех входных величии разработ-
чик может просмотреть карту задания на экране монитора и вывести
ее на печать, при необходимости - произвести изменения в карте за-
дания. Затем формируется файл данных, который записывается на диск
и сохраняется там(по желанию разработчика)как угодно долго.
На этом программа ввода входных величин свою работу заканчивает
131
Укрупненный алгоритм функциони-
рования программ расчета тран-
сформаторов гркмииеисй чсюты
2. Программа расчета.
Пользователю представля-
ется возможность выбора одного
из четырех возможных режимов
работы, а именно,произвести
следующие расчеты: варианта
конструкции по данным разработ-
чика; многовариантные о вврьиро-
вам|ем по напряжению витка в пределах +50 % от раатмтаннсго по зада-
нию на проектирование; с варьированием параметра£ (соотношения ос-
новных размеров) в пределах .$200 % от рассчитанного по заданию на
проектирование; с одновременным варьированием по напряжению витка в
пределах +50 % и параметру fi в пределах +200 %.
Для определения основдах размеров трансформатора основополага-
ющей является формула для расчета диаметра стержня Z77. Рассчитан-
ное значение диаметра может быть проанализировано и изменено разра-
ботчиком согласно нхале нормализованных диаметров. Затем произво-
дится расчет обмоток, где определяется необходимое минимальное се-
чение проводов исходя из выбранной плотности тока и вычисленного
значения номинального тока. По сечению автоматически выбирается про-
вод из таблиц, программно загружаемых в память ЭВМ. После завершения
расчета конструкции обмотки находим точный размер окна магнитной
системы. Расчет всех параметров короткого замыкания осуществляется
согласно
132
При расчете магнитной система выбираются автоматически по спра-
вочным таблицам, заносимым в память ЭВМ, размеры пакетов в стертае,
удельные потери в стали, коэффициенты увеличения потерь и добавоч-
ных потерь, удельные намагаичиваюцне мощности в стали и зоне вты-
ков, коэффициенты увеличения намагничивающей мощности и т.д. На этом
расчет одного варианта завершается и получаем: параметры короткого
замыкания, холостого хода, конструктивные, электромагнитные и другие
характеристики трансформатора.
Если заданы режимы работы о автоматическим изменением эначеияй
напряжения витка или yj, происходит расчет следующего варианта. При
этом результаты его записываются на диск и мс.ут храниться там как
угодно долго. В данных режимах происходит также формирование графи-
ческого изображения для построения графиков.
3. Программа вывода результатов.
Разработчик получает данные на экране дисплея и может вывести
их на печать. В случае, если расчет вея в режимах автохетической пе-
реборки параметров напряжения витка или J&, то проектировщик получа-
ет ряд графиков зависимостей общей массы, массы меди, стали от нап-
ряжения витка или диаметра стержня в абсолютных и относителжых еди-
ницах, потерь общих, короткого замыкания, холостого хода при темпе-
ратурах 75 и 115 °C от надевания витка или диаметра стержня в абсо-
лютных и относительных единицах.
Графики способствуют более наглядному представлению результатов
и быстрому отбору интересующего варианта.
На рисунке изображен алгоритм работы продеамш.
К достоинствам программа следует отнести: простоту общения с
проектировщиком; достаточно большое содержание справочного материа-
ла, работа с которым производится автоматически, без участия разра-
ботчика; широкий набор данных для проектирования (25 входных вели-
чин) увеличивает количество просчитываемых вариантов в вариациях
входных параметров. Среднее время расчета одного варианта составля-
ет 150 с. Разработчик получает все необходимые для производства ге-
ометрические параметры, а также массовые, электромагнитные и мовдо- .
стные характеристики. В настоящее время ведутся работы по дополне-
нию программы подпрограммами расчетов теплового и распределенных па-
разитных параметров. Проверочные расчеты проводились для трансформа-
торов тестированных классов мощностей и выходных напряжений. Резуль-
таты полностью согласуются с требованиями государственного стандарта.
133
Список литературы
i« СовЬрадио^* 197?1Н0^0?М501:с ДЛЯ РаДИО0лектРоники< - М.:
2. Белопольский И.И., Пикалова Л.Т. Раочет трансформаторов и
^эооселей малой мощности. - М.: Госэнергоизцат, 1963.
3. Васютинский С.Б. Вопроси теории и расчета трансфор-
маторов. - Л.: Энергия, 1970. - 329 с.
4. Ермолин Н.П., Ваганов А.П. Раочет маломощных трансфор-
маторов. - М.: Гооэнергоиздат, 1967. - 250 с.
5. Ветров Г.Ц^ Электрические машины. -4.1. - М.: Энергия,
6. Тихомиров П.М. Расчет трансформаторов. - М.: Энерго-
издат, 1906. — 544 с.
7. Постников И.М. Проектирование электрических машин.
Киев: Гос. изд. техн, литературы УССР, I960. - 904 с.
Получено 25.07.91.
ISBN 5-7702-0195-9. Новые сварочные источники питания. Киев, 1992.
УДК 621.791.037
Т.Г.Шигаев (КПИ, г.Караганда),
Н. Г. Белый, В.А.Нагайцев (ИЭС им.Е.О.Патона, г.Киев)
ИСТОЧНИК ПИТАНИЯ ДЛЯ СВАРКИ
пегежшнм МОДУЛИРОВАННОМ ТОКОМ
Рассмотрены принципы построения источника пита-
ния для сварки переменным модулированным то-
ком на базе трансформатора с ярмовым рас-
сеянием путем периодического закорачивания до-
полнительной обмотки, расположенной на цуги по-
токов рассеяния.
Модулирование сварочного тока при дуговой свар-
ке позволяет при неизменном составе сварочшх материа-
лов достичь ряда технологических преимуществ /I, 2J.
В цепях переменного тока для создания режима модули-
рования можно применять приставки к обычгаш трансфор-
маторам, являвшиеся параллельно соединенными токоограни-
С) Т.Г.Шигаев, Н.Г,Белый,
В.А.Нагайцев, 1992
134
чительными элементами, и контактор с блоком управле-
ния fcj. Яри относительной простоте и дешевизне таких
приставок, что, несомненно, является достоинством, они
имеют оушественвдй недостаток. При совместной их рабо-
те о серийными сварочными трансформаторами, регулирова-
ние тока в которых происходит за очет перемешения
обмоток или шунта, возникают значительные динамические
нагрузки на подвижные чаоти, снижаются энергетические по-
казатели.
Учитывая вышеизложенное, для разработки источника пе-
ременного модулированного тока был избран трансформатор
о ярмовым рассеянием. В нем отсутствуют подвижные чао-
ти, наиболее полно используется окно магнитопровода. Не-
маловажным фактором является то, что такой трансформа-
тор имеет относительно небольшие габариты и массу /37.
Схема замещения трансформатора о ярмовым рассеянием экви-
валентна последовательному включению трансформатора с ма-
лым реактивным сопротивлением, обеспечивавши* необходимое
напряжение холостого хода, и реактора, определявшего ве-
личину тока дуги. Оцнако в реальном трансформаторе с
ярмовым рассеянием невозможно без дополнителышх мер по-
дучить сварку . модулированным током (СИТ). Режим модули-
рования сварочного тока в таких трансформаторах может
быть достигнут за счет периодического закорачивания до-
полнительной обмотки, расположенной на пути потоков рас-
сеяния Д/. Поскольку дополнительная обмотка не сцеп-
лена с ' основным намагничивавшим потоком, то при моду-
лировании сварочного тока напряжение холостого хода ис-
точника остается неизменным.
Из требования равенства коэффициента магнитной свя-
зи дополнительной обмотки и основных обмоток единице,
пренебрегая током намагничивания » 0,. получи*
= «>
где tip tl, - токи первичной, вторичной и дополни-
тельной обмоток соответственно; - количество вит-
ков первичной, вторичной и дополнительных обмоток соответственно..
Ms (X) следует, что при работе источника в режиме
импульса величина сварочного тока 9* не зависит ни от коли-
чества витков , ни . от способа подключения доподнитель-
ной обмотки к силовым обмоткам трансформатора. Экспери-
ментальные исследования энергетических характеристик разрабо-
танного источника подтвердили этот вывод (таблица). Для
регулирования величины тока импульса посредством изменения
коэффициента магнитной связи можно использовать удаление до-
полнительной обмотки от основных, различное их взаишое
расположение в пространстве относительно оси трансформатора
и др.
Для регулирования тока паузы в сторону его уменьшения
дополнительная обмотка подключается согласно о силовыми. Ток
короткого замыкания в этом случае можно определить по фор-
муле
„ __________У*
* (2)
где Wj - количество витков дополнительной обмотки, приве-
дениях ко вторичной обмотке; - индуктивное сопротивле-
ние короткого замыкания вторичной обмотки; It, - напряжение
холостого хода.
Энергетические характеристики источника
переменного модулированного тока при различных способах
...подключения дополнительной обмотки (ДО) к силовым
Вариант подключения ДО Ток, А Глубина модулиро- вания
паузы импульса
Электрически не связана с силовыми обмотками 135 280 2,07
Подключена с первичной стороны: м
согласно 90 250 3,40
- встречно 290 290 1,00
реверсивно 90 290 4,41
Подключена со вторичной стороны:
согласно 39 330 9,20
встречно 196 325 1,66
реверсивно 39 196 5,05
Примечание. В экспериментах использовался трансформатор, в ко-
тором первичная обмотка состояла из 220 витков, вторичная и допол-
нительная - из 36 витков.
Модулирования сварочного тока можно также достичь за
счет реверсирования подключения дополнительной обмотки. При
136
этом встречное включение обмотки соответствует высокому энер-
гетическому уровню СМГ-процеоса, а согласное - низкому уров-
ню. В этом случае глубина модулирования сварочного тока сле-
дуюшая:
Hz
(3)
Третья возможность получения модулированного така в раз-
работанном источнике заключается в периодическом подключении
дополнительной обмотки к одной из силовых. Режим импульса
тока в этом случае будет определяться естественной характе-
ристикой источника.
Как видно из таблида, разработанный источник питания ду-
ги переменным модулированным током имеет энергетические
характеристики, удовлетворявшие любым технологическим требова-
ниям. У него небольшие габариты и масса.
Сильные поля рассеяния, возникавшие при работе источ-
ника переменного модулированного тока, вызывают добавочные по-
тери в проводах обмоток, в близко расположенных металличес-
ких предметах и оказывают вредное влияние на работу интег-
ральных микросхем блока управления. Для выбора рациональных
конструктивных размеров магнитной системы обмоток, компо-
новки активной части, расчета параметров магнитопровода с
учетом всех факторов, обусловленных действиями поля рассея-
ния, необходимо с достаточной точностью рассчитывать поля
рассеяния историка. Характер распределения полей рассеяния
существенно зависит от величины сварочного тока, поэтому
исследования проводились для различных периодов СМГ-про-
цесса.
Проведение экспериментальных исследований или физическо-
го моделирования магнитных полей достаточно затруднительно.
Наиболее экономично эта задача может быть решат путем ма-
тематического моделирования. Приближенные метода определения
электромагнитных элементов трансформатора, применяемые в на-
стоящее время, позволяют производить оценку характеристик по-
ля рассеяния лишь в ограниченных областях пространства.
Расчет поля в произвольно заданной точке пространства может
быть выполнен только современны»» численно-аналитическими ме-
тодами о применением ЗЗМ. Рассмотрим расчетную модель для
исследования поля рассеяния (рио.1). В режиме паузы (в это
время коты дополнительной обмотки разомкнуты) истоодик при-
137
Рис.I. Расчетная модель для иссле-
дования поля рассеяния источника
водится к трансформатору с пол-
ностью разделенными обмотками, ин-
дуктивность рассеяния велика. В
режиме импульоа (при закорочен-
ной дополнительной обмотке) маг-
нитное поле, наводимое циркулиру-
ющим по обмотке током, направлено
встречно основному, индуктивность
источника мала. Обе рассматривае-
мые модели являются частными слу-
чаями более общей расчетной моде-
ли, которая может быть предста-
влена в виде магнитной оистеш,
состоящей из прямоугольных облас-
тей с токами и ферромагнитных по-
верхностей с ортогональными границами. Для расчета таких сис-
тем используют метод интегральных уравнений [Ь]. С учетом
обозначений, приведенных на рис.1, интегральное уравнение име-
ет вид
и" г “
1 А -Яр *
гДе я- и,.JUC - магнитная проницаемость воздуха и
стали; - плотность тока в первичных источниках в точке У',
- расстояние от точки первичного источника до точки G;
йв - ‘ единичный вектор внешней нормали к ферромагнитной по-
верхности в точке Q; - плотность тока вторичных источников
в точке М; Ц - длина замкнутого контура i, образованного
границами ферромагнитных поверхностей; И - число замкнутых
контуров; 4£м и 4$м -элементы длины контура и сечения площа-
ди области, занятой токами первичных источников соответ-
ственно.
Для решения этого уравнения необходимо вычислять инте-
гралы по площадям, занятым первичными источниками, и по кон-
турам с токами вторичных источников. Интегралы по площа-
дям прямоугольников, занятыми первичными токами, выражаются
через элементарные функции. Контурные интегралы непеорецот-
I3U
Рйс.2. Поле рассеяния ис-
точника при работе в режи-
пауэы (а) и вычислений
венно найдены быть не
могут, поскольку подын-
тегральная функция неиз-
вестна. Их вычисление
выполнялось приближенно
численным методом путем
аппроксимации функции
плотности тока вторичных
источников прямоугольника
/§/. При этом решение
(4) заменяется решением
систеш линейных алгеб-
раических уравнений от-
носительно токов вторич-
ных источников, сосредо-
точенных в центре каж-
дого участка. Порядок
уравнения будет равен
числу элементов разбиения.
При рассмотрении за-
дачи с достаточной для
практических расчетов
б
степенью точности необхо-
димо решать системы алгебраических уравнений порядка 300...
...350. Эффективным при этом оказался метод строчной итера-
ции Зейделя с вычислением элементов матрицы коэффициентов
каждой строки на каждом шаге итерации /5/. Такой путь свя-
зан с некоторым увеличением времени счета, но позволяет рез-
ко сократить объем памяти ЭВМ. После определения токов вторичных
источников расчет поля сводится к простому интегрированию по
областям, занятым токами первичных и вторичных источников или
к расчету поля системы прямоугольных шин и системы точечных
проводников с токами, как в рассматриваемом случае. Расчет по-
ля системы прямоугольных шин выполнялся по известным форму-
лам для составлявших индукции. Результирующее поле определялось
139
торного ма; атного потенциала А - Comt
Рис.З. Составлявшие ин-
дукции поля рассеяния
источника при работе в
режимах паузы (а) и им-
пульса (б)
путем суммирования соот-
ветствующих характерис-
тик поля первичных и
вторичных источников
+®4»в>
Л = A«*&4e.
Описанный алгоритм
расчета поля реали-
зован в виде программы
на языке ФОРТРАН для 2ЬЫ
серии ЕС, по которой бы-
ли рассчитаны магнитные
поля обеих рассматрива-
емых расчетных моделей
для источника переменно-
го модулированного тока.
По результатам вычислений
на рисунках 2 а, б пост-
роены линии равного век-
i различных режимов рабо-
ты источника.
Приведенные картида полей позволяют оценить относительную ин-
тенсивность магнитного поля рассеяния в различных областях прост-
ранства для рассматриваемых режимов работы источника. В результате
их анализа отмечен ряд особенностей, присущих трансформаторам с раз-
несенными силовыми обмотками. Несмотря на преобладание продольной
составлявшей поля картин* магнитных полей лишь условно могут быть
отнесены к продольным, т.к. замечены сильные поперечные составляв-
шие, особенно в областях, занятых проводниками обмоток (рио.З, а, б).
При работе источника в режиме паузы верхней части магнитопровода
наблюдаются значительные внешние магнитше поля, которые могут за-
ткаться по отеикам ферромагнитного кожуха, создавая потери и мест-
140
ше перегревы в стенках его. Следует отметить резко неравномерное
распределение магнитного потока по отдельным участкам магнитной си-
отеш в зоне расположения обмоток источника, что необходимо учиты-
вать при расчете потерь в стали магнитопровода.
Выводы
I. Показана принципиальная возможность модулирования сварочно-
го тока при питании дуги ст трансформатора с ярмовым рассеянием за
счет использования периодически закорачиваемой дополнительной об-
мотки, расположенной на пути потоков рассеяния.
2. Различные варианты подключения дополг 'тельной обмотки обес-
печивают энергетические параметры СМТ-процесса, удовлетворяющие лю-
бым технологическим требованиям.
3, {^определение магнитных полей рассеяния в различных режи-
мах работы источника, полученное путем математического моделирова-
ния иа ЕВМ, позволяет определить оптимальное расположение кожуха и
блока управления источником.
1
2
3
4
5
б
Список литературы
. Патон Б.Е., Потапьевский А. Г. Вида процессов сварки в защитных
газах стационарной и импульсной дугой // Автомат.сварка. -
1973» • 9» - С Л-8,
. Шигаев Т.Г. Сварка модулированным током: Итоги науки и тедаихи.
Сер. Сварка. - Й.: ВИИЙИТн УССР, 1965. - 76 с .
. Патон Б.Е., Лебедев В«К. Электрооборудование для дуговой и шла-
ковой сварки. - и.: Машиностроение, 1966. - Зов о.
. А.с. 639671 СССР, МКИ^ В 23 К 9/00. Источник питания для сварки
переменным модулированным^током^ В^К.Лебедев, В.А.Троицкий,
; Тозсни О.В. Расчет электромагнитных полей на вычислительных ма-
шинах- - Киев: Техника, 1967. - 250 с.
. Михлин С.Г. Лекции по линейным интегральным уравнениям. - М.:
Физматгиз, 1959. - 380 с.
Получено 25.07.91.
ЗАКЛЮЧЕНИЕ
Высокие производительность и качество производства обеспе-
чиваются путей непрерывного совершенствования технического обору-
дования, в частности сварочных источников питания. Наряду с созда-
нием новых видов источников питания - инверторных, неоспоримые до-
стоинства которых открыли широкую дорогу их развитию, совершенст-
вование традиционных сварочных источников постоянного и переменно-
го тока остается важной и актуальной задачей в области сварочного
оборудования. Статьи настоящего сборника, содержащие не только тео-
ретические выкладки, нс и практические рекомендации и результаты
их реализации, убедительно подтверждают это и благодаря практичес-
кой направленности увеличивают ценность издания.
Сборник представляет интерес как для разработчиков электро-
сварочного оборудования, так и для специалистов, эксплуатирующих
это оборудование, и работников смежных областей сварочного произ-
водства.
СОДЕРЖАНИЕ
Введение ............................................... 3
ЛЕВДЛВ В.К. Современные тенденции развития свароч-
ных источников питания................................ 5
ЗАКС М.И., КОШЕЛЕВ П.А., ПЕРЕВОЗНИК С.П. Инвертор-
ный источник тока для дуговой аварки...........,....... 14
ГВОЗДЕЦКИЙ В.С. О некоторых проблемах построения
тиристорных инверторных сварочных источников
питания ......................................... I»
ПНЕЗЖЗХК ШЕВЧЕНКО П.Н., К03УБЕНК0 Н.М.,
ЛИТВИНЕНКО А.Н. Сетевой источник вторичного электро-
питания на основе транзисторных и диодных матриц
с выходным током до 500 А .............................. 27
ПОДОЛА Н.В., РУДЕНКО П.М., К0БШ1ИН А.М. Установка
для дуговой сварки плавящимся электродом в защитных
газах с програм>мрованием всех операций .............. 30
САРАЕВ Ю.Н., ГРЕБЕНЕВ Е.Н., ШУМСКИЙ И.Г. Совершен-
ствование источников питания для дуговой сварки к
наплавки на основе алгоритмов импульсного управле-
ния внергетическиш параметрами процесса .............. 34
ШЕЙКО П.П., ПАВШУК В.М. Источник питания для им-
пульсно-дуговой сварки плавящимся электродом о
плавным регулированием параметров .................... 40
ЛЕБЕДЕВ А.В. Транзисторный импульсный регулятор для
механизированной дуговой сварки ...................... 45
ПОПКОВ А.И., ЕЛАНЦЕВ А.И. Мсдернивированный свароч-
ный выпрямитель ..................................... 49
АВДРЕЕВ В.В., МОСКОВИЧ Г.Н. Параметрическая стаби-
лизация напряжения источников питания с тиристорным
регулированием.................................... 52
ЖУКОВСКИЙ П.Г., ФЕЩЕИКО В.П. Исследования сварочно-
го источника питания с псоледовательно включенными
конденсаторами во. вторичной цепи ................... 67
ЗАРУБА И.И., ДЫМЕНКО В.В. Многопостовые источники
питания для сварки переменным током .................. 63
ПЕНТЕГОВ И.В., ЛАТАНСКИЙ В.П., СКЛИФОС В.В. Мало-
габаритные источники питания с улучшенными энерге-
тическими показателями ............................. 66
ПВДГйГОВ и.в СТЕМКСВСКИЙ Е.П., ЛЕГОСТАЕВ В.А.,
ШЕЙКОВСКИЙ Д.А. Источник И-126 для дуговс.1 сварки
неплавяшимся электродом гережнным прямэугольным тоном ...... 71
ЗАРЕЦКИЙ И.С., АЛЕКСАНДРОВ А.Г. Модернизированный
сварочный трансформатор .............................. 83
ЗАРУБА И.И., ЛАТАНСКИЙ В.Я., ТРОИЦКАЯ Н.В. Статис-
тические показатели стабильности при оценке свароч-
ных- свойств источников питания для дуговой сварки .... 86
ПОХОДНЯ И. К ПОНОМАРЕВ В.Е., ЗАРУБА И.И., ЖЕРНО-
CEKDB А.М. Методика комплексной оценки сварочно-
технологических свойств источников питания ........... 94
143
БУДИЛОВ В.А., РЕЗНИКОВ Б.Н. Инверторный источник
питания для машин контактной сварки ................ 103
БУДИЛОВ Б.А., САХНО Л.И., СМИРНОВ В.Я. Разработка
И исследование инверторного источника питания для
стыковой контактной сварки оплавлением стальных
труб...................:.............................. Мб
ПЕНТЕГОВ И.В., СТЕММОВСКИЙ Е.П., ШЕЙКОВСКИЙ Д.А.
Сравнение энергетических характеристик контактных
сварочных машин .................................... ПО
ГАВР!® В.С., РОМАНЮК И.В., КОВАЛЕВ С.В. Источник
питания с компьютерным управлением для контактной
шхросварки .......................................... 117
ГУБАРЕВИЧ В.Н., ВИЛБЧИНСКИЙ О.А. Инверторный ис-
точник питания для электронно-лучевой сварочной „ „
установки......7“.................. .'............ 122
ЦЕЛЯТ® В.Д., НИКУЛЖ А.Т. Высокочастотный источ-
ник для возбуждения мощных Сц-лазеров ............... 126
ШЕЯЯГИН В.Д., НЕЖЕН О.В. Программы автоматизиро-
ванного проектирования трансформаторов для свароч-
ных источников питания и установок .................. 130
ffiffAEB Т.Г., БЕЛЫЙ Н.Г., НАГАЙЦЕВ В.А. Источник пи-
тания для сварки переменным модулированным током .... 134
Заключение .......................................... 141
Научное издание
НОВЫЕ ФАРОЧШЕ ИСТОЧНИКИ ПИТАНИЯ
Сборник научных трудов
Редактор Е.Н.Казарова
Художественный редактор М.А.Ляшевская
Технический редактор ТДЦ.Снегирева
Св. план 1991, поз. 41.
Подл, в печ. 10.01.Я2. Формат 60x84/16. Бум. офс. № 2. Офс. печ.
Усл. печ.л. 8,83. Уел. кр.-отт. 9,06. Уч.-иэд. л. 9,75. Тираж
500 акэ. Зак, 100, Пена договорная.-----------------------------
ОНГИ ИЭС им.Е.О.Патона. 252650, Киэв-5, ГСП, ул.Боженко, II.
ПОП ИЭС имХО.Латона. 252650, Киев-5, ГСП, ул.Горького, 69.
УДК 621.791.75.037:621.791.947
Ссвременю!е тенденции развития сваооодых источников питания /
В.К.леоедев // новые сварочные источники питания: Сб.науч.тр. -
Киев: ИЭС им.Е.О.Патона, 1992. - С.5-14.
Рассмотрены факторы, определяющие тенденции развития, сварочных
Источников питания. На примере работ ИЭС им.Е.О.Патона иллюстриру-
ются направления развития источников питания для дуговой сварки.
Описаны отечественюге инверторные выпрямители, а также современные
традиционные сварочные источники переменного и постоянного тока.
Библио гр.: 13 назв.
УДО 631.791.75.037:621.791.947
Инверторный источник тока для дуговой сварки / М.И.Закс,
П.А.Кошелев, С.нлГеревсзник // Новые сварочные источники питания:
Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. - С.14-19.
Рассмотрена структура и принцип построения инверторного источ-
ника тока для механизированной и ручней дуговой сварки. Приведены
технические характеристики и сведения о сварочных свойствах. Ил.З.
Библиогр.: 3 назв.
УДО 621.791.75.037:621.791.947
О некоторых проблемах построения тиристорных инверторных ева-
рочных источников питания / В.Слвоздеикий // новые сваточные ис-
точнйки tma&fHi ив.науч.тр. - КИев: ИЭС им.Е.О.Патона, 1992. -
С.19-27.
Анализируются проблею, возмикалдае прг разработке высокочас-
тотных тиристорных инверторных источжкэ» питания для дуговой свар-
ки. Даются рекомендации по построению схем сварочных источников пи-
тания на базе последовательных резонансных инверторов. Описываются
лабораторные тиристорные инверторные источники на номинальные токи
160 и 315 А для сварки аргонодуговой и плавящимся электродом в сме-
сях защитных газов и на ток 160 А для сварки в углекислом газе,
обеспечивающие сварку в непрерывном и импульсном режимах при часто-
те инвертирования более 10 кГц. Ил.Г. Библиогр.: 3 назв.
I
УДК 621.311.6:621.791.03
Сетевой источник вторичного электропитания на основе транзис-
торных и диодных матриц с выходным током до &и0 А / Ц.И.Драосвич.
Ц.п.Шевченко, н.М.Коэубенко, А.Н.ЛитвИненко / йовые сварочные ис-
точники питания: Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. -
С.27-30.
Представлена новая разработка мощного малогабаритного источ-
ника электропитания, работающего от промышленной трехфазной сети
380 В. Преобразование электрической энергии осуществляется на час-
тоте 20 кГц. Высокие технические характеристики достигнуты благода-
ря применению транзисторных и диодных матриц. Ил.1.
УДО 621.791.75.037:621.791.947
Установка для дуговой сварки плавящимся электродом в защитных
газах с программированием всех операций / Н.в.Йодола. П.й.гуденко.
А.М.добылин // новые сварочные источники питания: Сб.науч.тр. -
Киев: ИЭС им.Е.О.Патона, 1992. - С.30-34.
Описан источник питания с компьютерным управлением типа
PP3I4-24 на ток 400 А. Благодаря программированию режима сварки и
всех операций автоматически реализовано однокнопочное управление,
существенно упрощающее обслуживание сварочной установки. При необ-
ходимости обеспечивается работа, совместно с роботом. Ил.1.
УДО 621.791.75.037:537.37
Ёворшенствование источников питания для дуговой сварки и на-
на основе алгоритмбв импульсного управления знергетически-
Mt параметрами процесса / ю.Н.Сараев. Е.н.1~оебенев. И.Г.щумскии//
Новые сварочные источники питания: Сб.науч.тр. - Киев: ИЭС
им.Е.О.Патона, 1992. - С.34-40.
Рассмотрены вопросы совершенствования источников питания для
дуговой сварки на основе реализации импульсных алгоритмов управле-
ния энергетическими параметрами процесса. Исследования проводились
цутем введения в структуру источников питания специальных блоков,
обеспечивающих импульсный режим их рабо.ы по алгоритму, корректи-
руемо^ изменением технологических параметров процесса по каналам
обратных связей. Рассмотрено принципиальное построение специализи-
рованных блоков на основе силовых полупроводниковых элементов,
проанализированы особенности их работы. Ил.З. Виблиогр.: 5 назв.
УДК 621.791.75.037:621.791.947
Источник питания для импульсно-дуговой сварки плавящимся
электродом с плавным регулированием параметров / 11.ц.шейко.в.м.Пав-
щук // Новые сварочные источники питания: Сб.науч.тр. - Киев: ИЭС
им.Е.О.Патона, 1992. - С.40-45.
Описаны грниъ построения и работы, а также технические ха-
рактеристики импульсного источника питания И-169 для Импульсно-ду-
говой сварки плавящимся электродом, дана программа изменения сва-
рочного тока, обеспечиваемая источником. Рассмотрены новые возмож-
ности источника, результаты сварочных испытаний и примеры практи-
ческого применения. Ил.2. Табл.1.
П
УДК 621.791.75.037:621.791.947
Транзисторный импульсный регулятор для механизированной ду-
говой сварки / А.В.Лебедев // Новые сварочные источники пчтания:
Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. - С.45-48.
Описан транзисторный импульсный регулятор типа 0И-Т22, предназ-
наченный для механизированной сварки плавящимся электродом в среде
активных и инертных газов. Он может быть использован и для ручной
дуговой сварки. Рациональная область применения - постовые ре»уяя-
торы при централизованном питании сварочных постов.
УДК 621.791.03
Модернизированный сварочный выпрямитель / А.М.Попков,
А.И.сланцев // Новые сварочные источники питания: Сб.науч.тр. -
Киев: ИЭС им.Е.О.Патона, 1992. - С.49-52.
С целью вывода и удержания системы источник питания - дуга
в области оптимальных режимов разработано специальное устройство,
включаемое в электрическую цепь управления выпрямителя ВДУ-504.
Испытания модернизированного выпрямителя показали, что он автома-
тически настраивается на необходимое соотношение между а* и ЗеС
при задаюшх значениях диаметра, вылета и скорости подачи электрод-
ной проволоки. Ия.2.
УДК 631.791.75.037:621.791.947
Параметрическая стабилизация напряжения источников питания с
тиристорным регулированием / В.р.Андреев, г.н.москсвич // ноале
сварочные источники питания: Сб.науч.тр. - Киев: ИЭС им.Е.О.Пато-
на, 1992. - С.52-57.
Рассмотрен способ управления тиристорами источника сварочного
тока, позволяющий повысить быстродействие стабилизации выходного
напряжения источника питания и достигнуть снижения ее погрешности.
Сущность способа заключается в том, что пилообразное напряжение
синхронизируют с моментом равенства вспомогательного постоянного
напряжения управления и сетевого напряжения на ниспадавшей части
его полуволны. Ил.З. Виблиогр.: 4 назв.
УДК 621.791.75:621.3.014.31.001.57
Исследования сварочного источника питанчя с последовательно
вклвчейй&ми конденсаторам» во вторичной цепи / П.г.дуковский.
В.П.Фешенко // новые сварочные источники питания: Сб.науч.тр. -
Киев: ИЭС им.Е.О.Патона, 1992. - С.57-62.
Докладываются результаты математического моделирования систем»
источник питания-дуга с конденсаторам», помещенным» во вторичную
цепь трансформатора источника питания. Подучены формулы для нахож-
дения тоха в цепи и напряжения на дуге. Рассмотрена модель дуги
Вайра. Схема рассчитана для случая постоянной индуктивности конту-
ра намагничивания с помощью метода гармонического баланса. Ил.1.
Библиогр.: 3 назв.
УДК 621.791.75.037:621.791.974
Многопортовые источники питания для сварки переменным током/
И.И.Заруба, Б.В.Дыменко // Новые сварочные источники питания: Сб.
НфЧ.тр. - лиев: ИЭС им.Е.О.Патона, 1992. - С.63-66.
Указаны преимущества мнсгспсстовых систем питания для сварки
переменным током. Описана многопортовая система электроснабжения,
состоящая из сварочного трансформатора с жесткой внешней характе-
ристикой и постовых устройств, представляющих собой компактные
дроссели, снабженные импульсными стабилизаторами горения дуги. Ил.1.
Библиогр.: 2 назв.
УДК 621.311.6:621.791.03
Мь л огабаритные источники питания с улуэденными энергетически-
ми показателями/ И.В.Пентегов. Б.Ц.Латанский. К.В.Склифос 7/ Но-
вые сварочные источники питании: Об.науч.тр. - Киев: ИЭС им.Е.О.Па-
тона, 1992. - С.66-71.
Рассмотрены существующие бытовые сварочные аппараты и изложены
результаты создания нового типа сварочных источников питания с ум-
ножителями напряжения конденсаторного типа, показаны преимущества
таких источников питания по сравнению с существующими. Табл.1.
Ил.2. Библиогр.: 2 назв.
УДК 621.791.75.037:621.791.947
Источник И-126 для дуговой сварки неплавящимся электродом пе-
ременным прямоугольным током / И.В.Пентегов. Е.П.Стемковскии.
В'.А.Дегостаев, Д.А.Шейковский // Новые сварочные источники питания:
СИ.науч.тр. - лиев: ИЭС им.Е.О.Патона, 1992. - С.71-83.
Описада принцип построения и работа источника питания И-126.
Подробно рассмотрены основные функциональные элементы схемы. Дана
краткая техническая характеристика источника. Ил.3. Библиогр.:
3 назв.
УДК 621.791.75.314.6
Модернизированный сварочный трансформатор / И.С.Зарецкий,
А.Г.Александров7/ Новые сварочные источники питания: Со.науч.тр. -
Киев: ИЭС им.Е.О.Патона, 1992. - С.83-86.
Предложена модершзация силовых электрических цепей и цепей
управления сварочного трансформатора, описано его применение в щреносном
источнике переменного и постоянного тока для сварки ниэкоуглеро-
дистых, легированных сталей и цветных металлов как плавящимся,лак
и неплавящимся электродами, в частности для аргснодуговсй сварки о
помощью обычной горелки или дугстрона на токах 20...ТОО А. Ил.1.
Табл.1. Библиогр.: 2 назв.
1У
УДК 621 791.7b.037.621.791.947
"®S"
На основе методов математической статистики получены объектив-
ные критерии стабильности процесса дуговой сварки как с коротким*
замыканиями, так и без них. При сварке с короткими замыканиями в
качестве критериев используются коэффициенты вариации тока и напря-
жения дуги, отнесенные к частоте коротких замыканий /. Если корот-
кие замыкания отсутствуют, принимают -f = I. ил.4. Библиогр.: 4 назв.
УДК 621.791.75.037:621.791.947
Методика комплексной сценки сварочно-технологических свойств
источников питания / Й.л.Походня. В.д.Пономарев.'ЙГИ.Заруба. '
А.М.Жерносеков // Новые сварочные источники питания: Сб.науч.тв.
Киев: fee им.Е.О.Патона, 1992. - С.94-103. v
Описана методика комплексной оценкИ сварочно-технологических
свойств источников питания, основанная на вычислении произведения
взвешенных отношений показателей регистрируемых свойств с учетом
их значимости. Методика рассчитана на широкий круг потребителей.
Ил.1. Табл.2. Библиогр.: 5 назв.
УДК 621.791.75.037:621.791.947
п Инверторный источник питания для машин контактной сварки /
“•А.Будилов, Б.Н.Резников // Новые сварочные источники питания: •
Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. - С.103-105.
Описан инверторный источник питания, использованный для кон-
тактной сварки. Указаны его преимущества и типы контактных машин,
в которых он применен. Ил.1.
УДК 621.791.75.037:621.791.947
Разработка и исследование инверторного источника питания для
стыковой контактаой сварки оплавлением стальных труб / 15.Л.Буди-
лов, ЛГИ'.Сахно, В. Я. Смирно в // Новые сварочные источники питания:
Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. - C.I06-I09.
Рассмотрены вопросы, связанные с ссздавдем тиристорного ин-
верторного источника питания машин для контактной сварки оплавле-
нием стальных труб диаметром ст 57 до 320 мм, номинальная мощность
которого равна 250 кВ-A, а рабочая частота - от 30 до 100 Гц. По-
казана высокая эффективностьиспользования математического модели-
рования при пусконаладочных работах и проектировании мощного ин-
верторного источника питания. Ид.1. Библиогр.: 2 назв.
У
УДК 621.791.763.1.03:523.8
сварочные источники питания: Сб.науч.тр. - Киев: ИЭС им.Е.О.Пато-
на, 1992. - С. ПО-116.
Сравнивались энергетические характеристики контактных маимн по
величине мощности потерь. Рассмотрены однофазные машины промышленной
частоты, прошшленной частоты с выпрямителем и промышленной высокой
частоты с выпрямителем. Ил.1. Библиогр.: 2 назв.
УДК 621.791.763.1.681.2
Источник питания е компьютерным управлением для контактной
микросварки / р.С.Гавриш. И.В.Нохинюк. С.В.Ковалев 7/ Новые свароч-
ные источники питания: Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992.
C.H7-I2I.
Разработан источник питания для однофазных машин переменного
тока промышленной частоты на базе однокристальной микроэвм типа
№ВД5 для точечной контактной микросварки де-алей малых толями
и сечений. Реализованы алгоритмы регулирования величины и длитель-
ности сварочного тока по сигналам обратной связи, управления пнев-
моприводом механизма сжатия электродов сварочной мапмны. Источник
внедрен в производство изделий электронной промышленности. Ил.1.
Библиогр.: 4 назв.
УДК 621.791.947
Инверторный источник питания для электронно-лучевой сварочной
установки/ В.ВлУбаревйч, О.А.Вйльчйнскйй'// Новые сварочные ис-
точники питания: Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. -
С.122-126.
Инверторный источник питания анодных цепей установок выполнен
в вигэ двух полумостовых инверторов, включенных последовательно»по
цепи питания с оестрансформаторным входом. Ключи инверторов содер-
жат параллельно включенные транзисторы, равномерность загрузки ко-
торых обеспечивается соответствующим образом. Приведена система
управления инвертором и технические параметры источника, пл.1. Биб-
лиогр.: 2 назв.
УДК 621.791.75.037:621.791.947 _ ___
Высокочастотный источник для возбуждения мощных СО, -лазеров /
В.Д.ШёАягин, А.т.Никуяин // Новые сварочные источники питания: иб.
науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. - С.126-129.
Описаны технические преимущества использования ВЧ разряда в
технологических СО.-лазерах, указаны особенности работы ВЧ источни-
ка на разрядную камеру, приведены схема и технические характерис-
тики источника. Ил.2.
У1
УДК 621.791.75.037:621.791.947
Программы автоматизированного проектирования трансформаторов
для сварочных источников питания и установок 7 В.Д.Делягин. 0.В.Нем-
чен // Новые сварочные источники питания: Сб.науч.тр. - Киев:
ЛЭС им.Е.О.Патона, 1992. - С.130-134.
Предложен метод многовариантногс расчета и проектирования
трансформаторов промышленной частоты, описаны основные принципы
построения и функционирования программ автоматизированного проек-
тирования трансформаторов. Рассмотрены направления дальнейшего
развития созданного пакета прикладных программ. Ил.1. Ейбдаар: 7наьв.
УДК 621.791.037
Л очник питания для сварки переменным модулированным током /
ёв, Н.Г.Белый, Б.А.Нагайцев// Новые сварочные источники
питания: Сб.науч.тр. - Киев: ИЭС им.Е.О.Патона, 1992. - С.134^-141.
Рассмотрены принципы построения источника питания для сварки
переменным модулированным током на базе трансформатора с ярмовым
рассеянием путем периодического закорачиваниядополнительной обмот-
ки, расположенной на пути потоков рассеяния. Приведены картины по-
лей рассеяния вокруг трансформатора для разных режимов СИГ про-
цесса. полученные путем математического моделирования на ЭВМ. Йл.З.
табл.1. Библиогр.: о назв.
/ехническая
''£) иЬлиотяна