/

















































































Автор: Леонов А.Е.
Теги: конструкции машиностроение гидравлические расчеты издательство машгиз научно техническая литература
Год: 1960




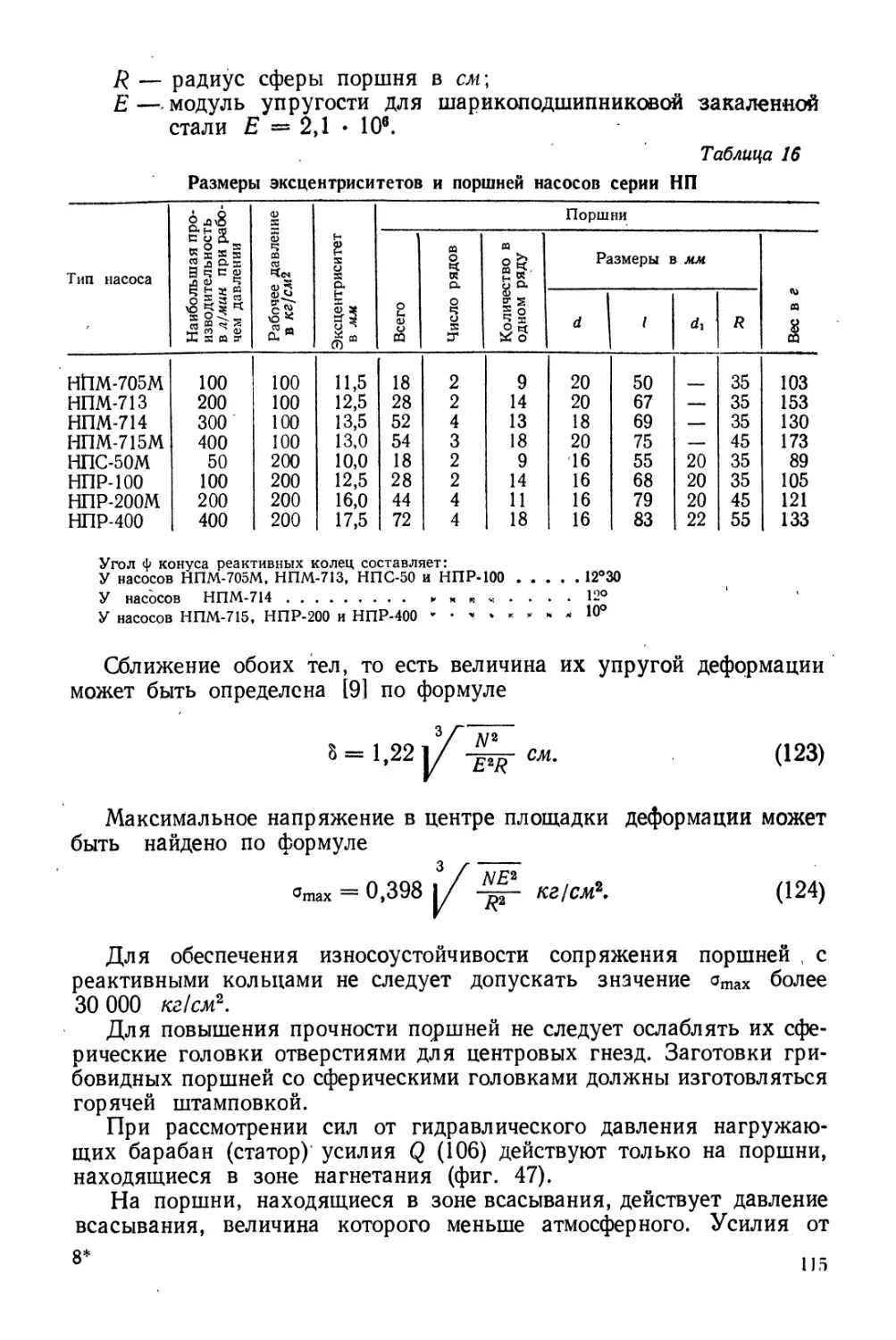
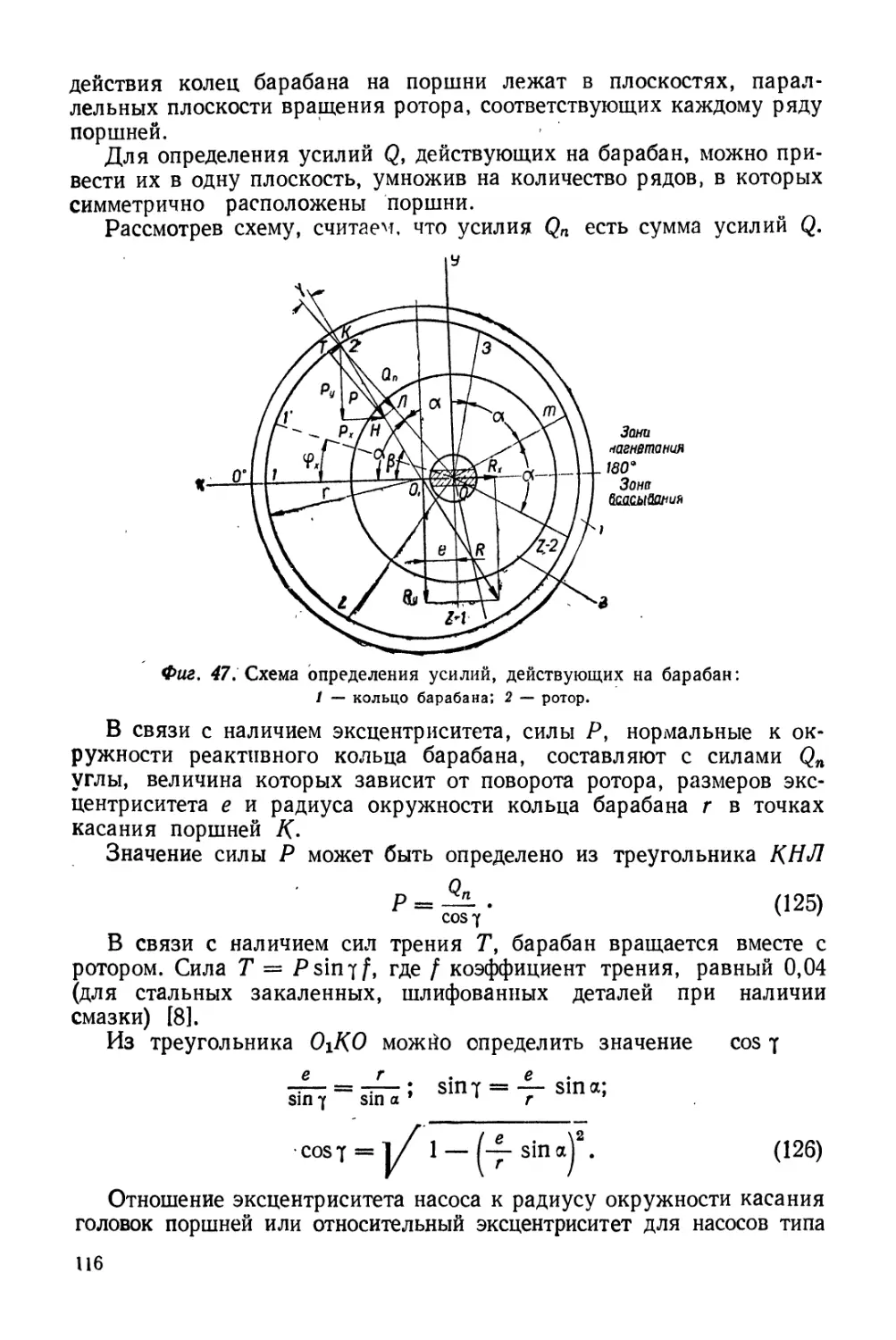
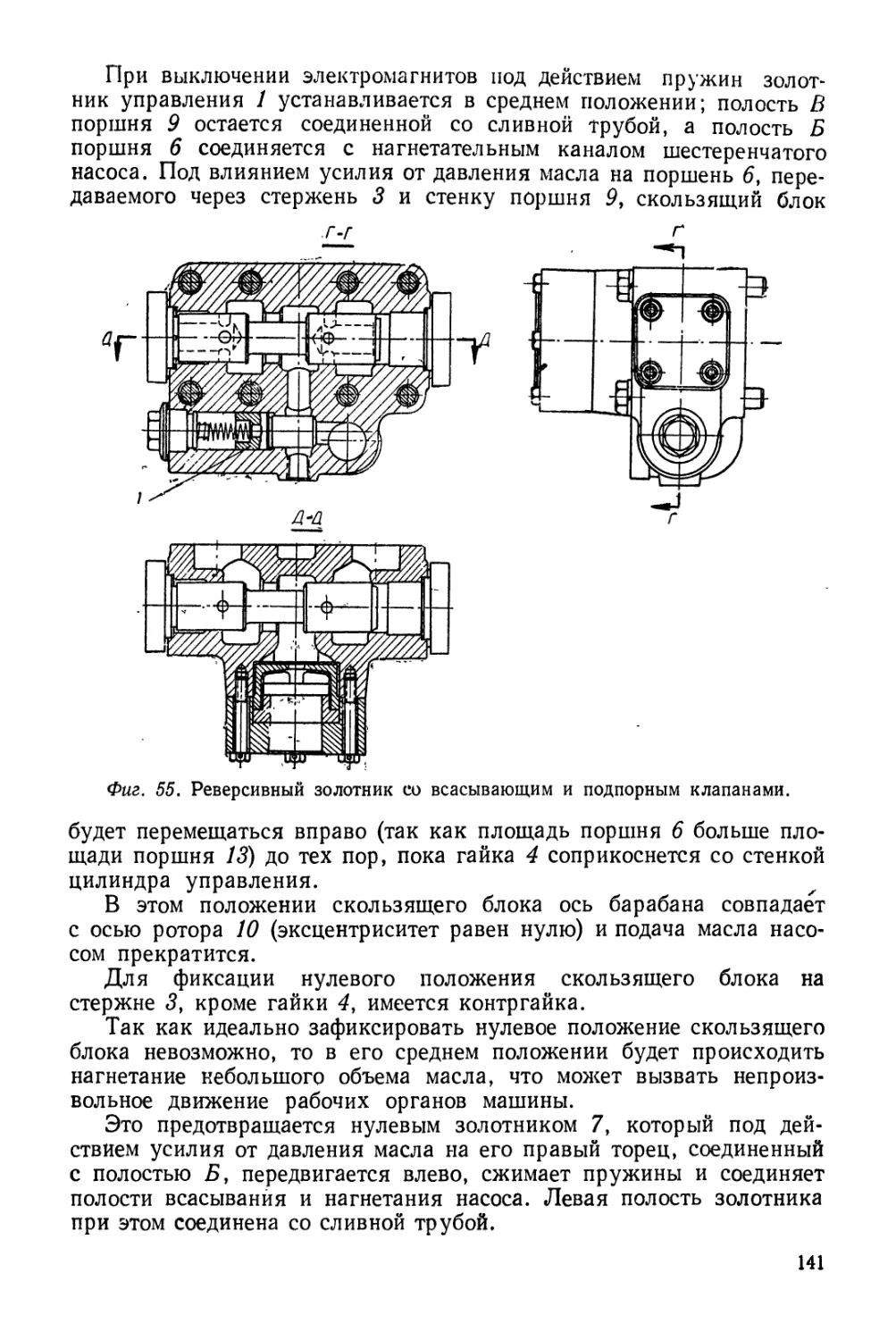
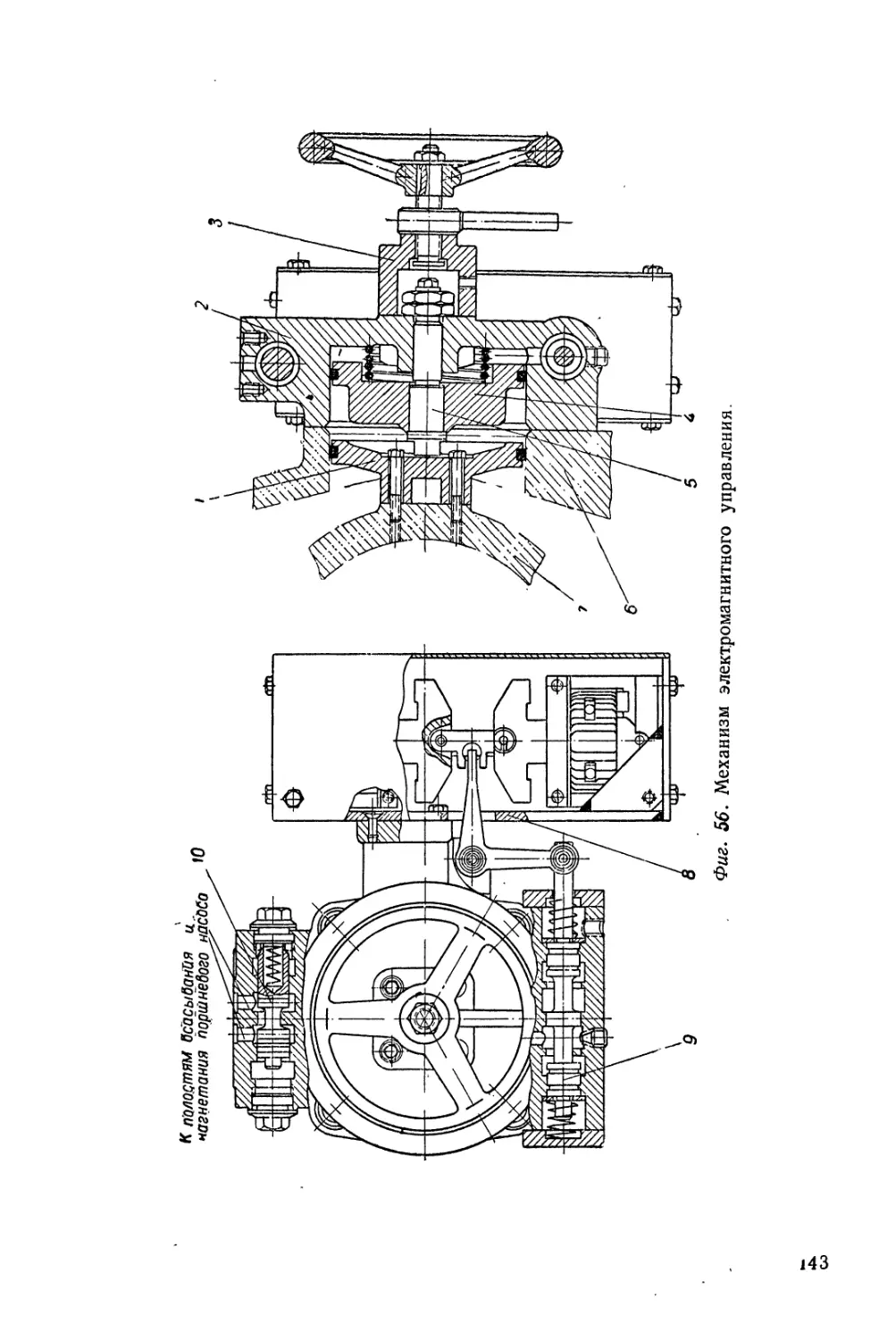
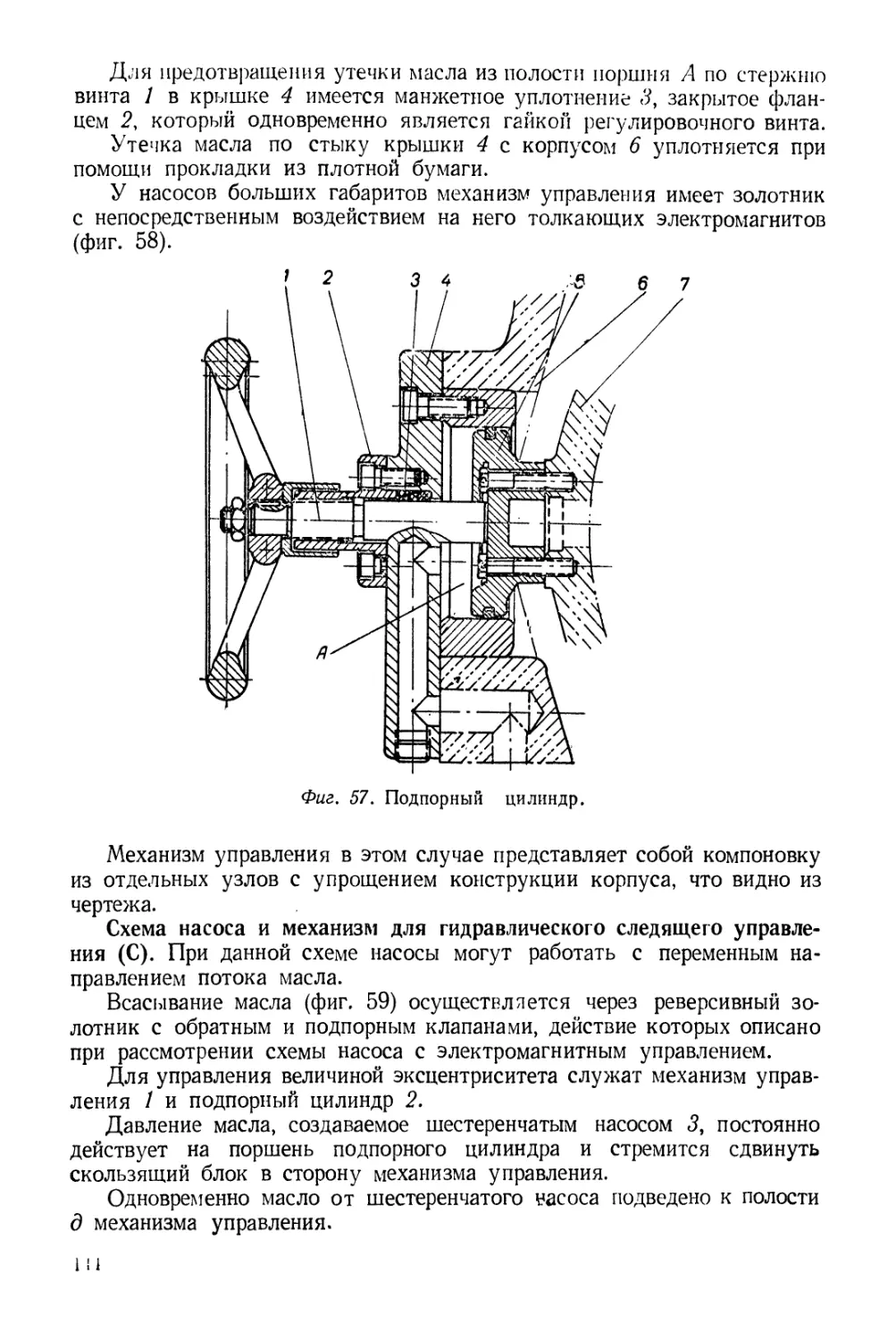
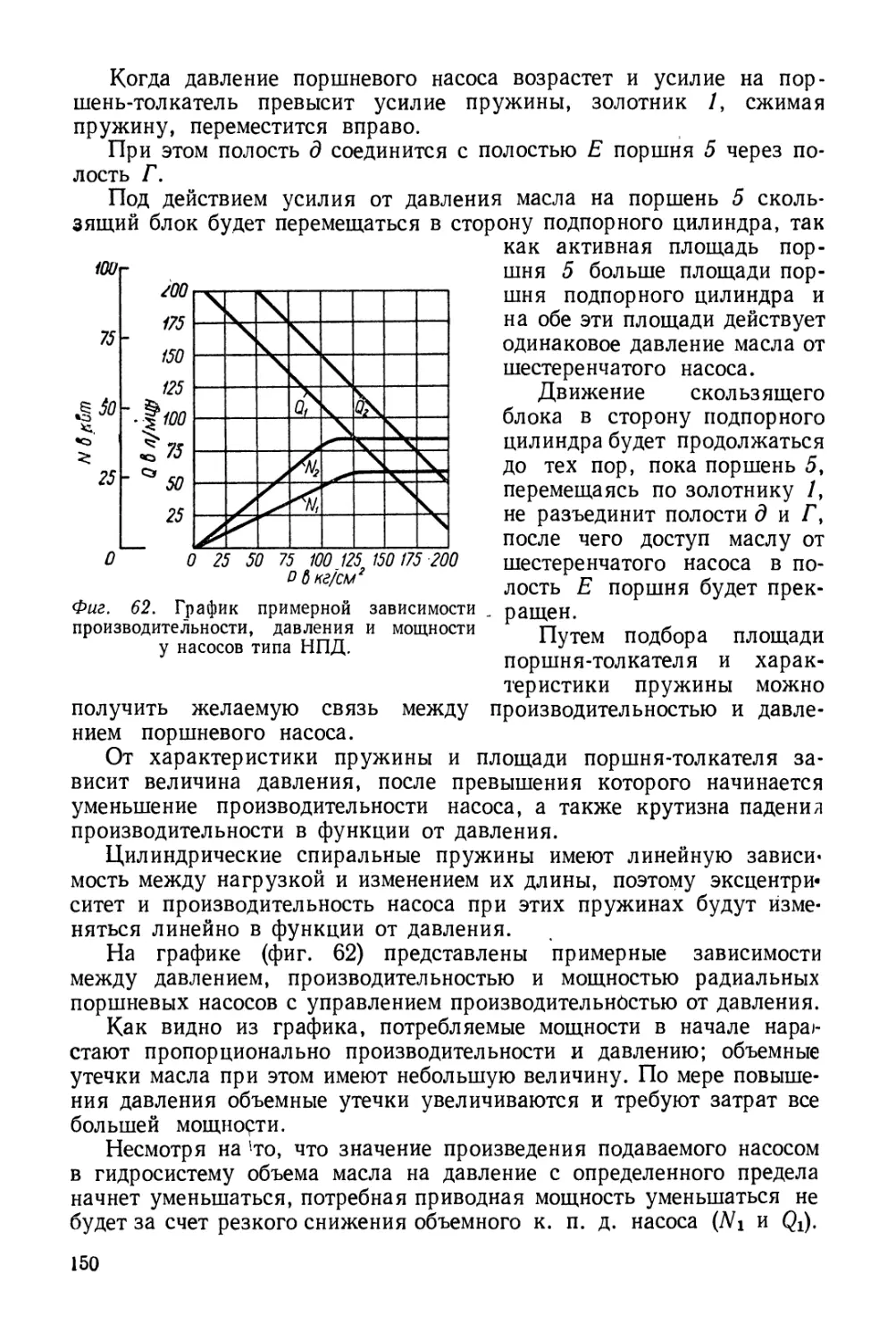
Текст
«8®
ГИДРАВЛИЧЕСКИХ СИСТЕМ
СТА HROB И МАШИН
A. E. ЛЕОНОВ
НАСОСЫ
ГИДРАВЛИЧЕСКИХ СИСТЕМ
СТАНКОВ И МАШИН
МАШГИЗ
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 19 60 Киев
THORNado
В книге рассматриваются конструкции и приво-
дятся основные расчеты насосов объемного (стати-
ческого) действия, широко применяемых в отечест-
венном машиностроении.
При рассмотрении конструкции шестеренчатых,
лопастных и поршневых насосов уделено внимание
особенностям их изготовления, а также предъявляе-
мым к ним техническим требованиям. Описаны кон-
струкции насосов, изготовляемые в зарубежных стра-
нах и указаны пути развития отдельных типов
насосов объемного действия.
Книга предназначена для инженерно-технических
работников, занимающихся конструированием, изгото^
влением и эксплуатацией насосов объёмного действия.
Рецензент доктор техн, наук, проф. Е. М. Хаймович
ЮЖНОЕ ОТДЕЛЕНИЕ МАШГИЗА
Главный редактор инж. В, К» Сердюк
ВВЕДЕНИЕ
Для выполнения задач по дальнейшему повышению производи-
тельности труда, поставленных XXI съездом и июньским (1959 г.)
Пленумом ЦК КПСС перед работниками отечественной промышлен-
ности, требуется максимальное внедрение в производство новых вы-
сокопроизводительных технологических процессов, комплексная ме-
ханизация и автоматизация производственных процессов, создание
новейшего, и модернизация устаревшего оборудования на базе исполь-
зования наиболее прогрессивной техники.
Одним .из наиболее совершенных технических средств повышения
производительности станков и машин является применение гидрав-
лического привода. Преимущества гидравлического привода по сравне-
нию с другими видами приводов создали условия для его широкого
применения.
Гидравлический объемный привод обеспечивает: 1) плавность дви-
жения исполнительных органов; 2) быстроту переключений; 3) бес-
ступенчатое регулирование скоростей движения; 4) самосмазывае-
мость гидравлических механизмов; 5) простоту преобразования
вращательного движения приводного двигателя в другие виды движе-
ния; 6) отсутствие жесткой кинематической связи исполнительных
органов с источником энергии — насосом; 7) автоматическое предохра-
нение и простоту контролирования системы от перегрузок; 8) пред-
охранение от поломок исполнительных органов станков и машин;
9) получение больших усилий в исполнительных органах при наличии
малых усилий в органах управления.
. Ранее гидравлический привод применялся в основном только
в гидравлических прессах. В Советском Союзе применение гидропри-
вода получило развитие в годы первой пятилетки. Первыми советскими
станками с гидравлическим приводом были протяжные и шлифоваль-
ные-станки (1933—1935 гг.)
Гидропривод от рабочих движений постепенно стал распростра-
няться и для вспомогательных движений — быстрый подвод и отвод
суппортов инструментов, зажим деталей и т. п. Экспериментальным
научно-исследовательским институтом металлорежущих станков
(ЭНИМС) успешно разработан гидропривод силовых головок агре-
гатных многошпиндельных сверлильно-расточных и фрезерных
станков.
В последнее время гидравлический . привод применяется как
в станкостроении, так и в других отраслях машиностроения.
3
На тракторах применен гидропривод подъема и опускания навес-
ных сельскохозяйственйых орудий; в турбинах и тепловозах гидрав-
лические механизмы применяются для регулирования скорости
и управления; в строительных и дорожных машинах гидропривод осу-
ществляет работу ковшей эскаваторов и лопат; подъем и опускание
отвалов бульдозеров и т. п.
Перечисленными примерами не исчерпывается применение гид-
роприводов объемного действия в машиностроении.
Каждая гидравлическая система состоит из следующих основных
частей: источники энергии — насоса; распределительных устройств
для регулирования и управления циклом работы; исполнительного
механизма для преобразования энергии жидкости в механическую
работу.
К точности изготовления деталей и монтажа гидравлического при-
вода предъявляются высокие требования, вытекающие из необходи-
мости получения строго определенных зазоров с целью уменьшения
потерь рабочей жидкости и обеспечения точности их работы.
Из перечисленных выше основных частей гидравлических систем
наиболее сложными в изготовлении и наиболее ответственными
в эксплуатации являются насосы.
Насосы работают при большом числе оборотов и быстро изнаши-
ваются. Поэтому знание их конструкций, особенностей их изготовле-
ния и нормальных условий работы является необходимым не только
для конструкторов, но и для работников, занимающихся эксплуа-
тацией и ремонтом насосов.
При изложении материала автор использовал данные Специаль-
ного конструкторского бюро № 7 и отечественных заводов, изготов-
ляющих насосы объемного действия.
Глава I
ОБЩИЕ СВЕДЕНИЯ
1. Принцип действия и особенности объемных насосов
Насосы являются механизмами, служащими для преобразования
механической энергии двигателя в механическую энергию состояния
жидкости, для приведения в действие исполнительных органов, стан-
ков и машин.
Во время работы насоса жидкости сообщается приращение давле-
ния либо за счет скоростного напора (кинетической энергии), либо
за счет статического напора.
В результате приращения давления происходит перемещение
жидкости из полости большего давления в полость меньшего давле-
ния. В гидравлических системах станков и машин применяются насосы,
создающие приращение давления за счет статического напора. Такие
насосы носят название насосов объемного действия.
При работе насос с помощью трубопроводов соединен через линию
всасывания с баком и через линию нагнетания с гидравлической си-
стемой. Цикл работы насоса объемного действия состоит из следую-
щих элементов:
1) создания вакуума в рабочей камере путем увеличения ее объема;
2) заполнения рабочей камеры жидкостью из бака через линию
всасывания под влиянием атмосферного давления;
3) вытеснения жидкости из рабочей камеры путем уменьшения
ее объема в линию нагнетания.
Увеличение и уменьшение рабочей камеры насоса обеспечиваются
движением нагнетающих частей. В период увеличения ее объема
рабочая камера соединена с линией всасывания и разъединена с ли-
нией нагнетания. После заполнения жидкостью в период уменьшения
ее объема рабочая камера соединена с линией нагнетания и разъеди-
нена с линией всасывания.
Насосы объемного действия характеризуются производительностью
и напором.
По устройству объемные насосы могут быть разделены на ротор-
ные, инверсионные и клапанные. Строгая классификация насосов
объемного действия не установлена [9].
Рабочие органы роторных насосов состоят из ротора, статора
и замыкателя.
Герметическое отделение рабочей камеры от линии всасывания
и нагнетания у роторных и инверсионных насосов производится путем
6
замыкания рабочих органов — статора, ротора и замыкателя при их
перемещении.
Роторные насосы, в которых ротор и замыкатели по отношению
к статору имеют лишь вращательное движение, называются коло-
вратнымц, например шестеренчатые насосы.
Роторные насосы, в которых замыкателями являются поршни или
лопасти, носят соответственно названия поршневых и лопастных
ротационных насосов.
Инверсионные насосы отличаются от роторных тем, что в них
ротор является неподвижным, а статор вращается. Примером инвер-
сионного насоса может быть насос с неподвижным поршневым блоком
и осевыми поршнями, наклонной шайбой и вращающимся дисковым
золотником для соединения и разъединения рабочих камер с линиями
всасывания и нагнетания.
Клапанные насосы отличаются от роторных тем, что в них соеди-
нение и разъединение рабочих полостей с линиями всасывания и на-
гнетания производится клапанами.
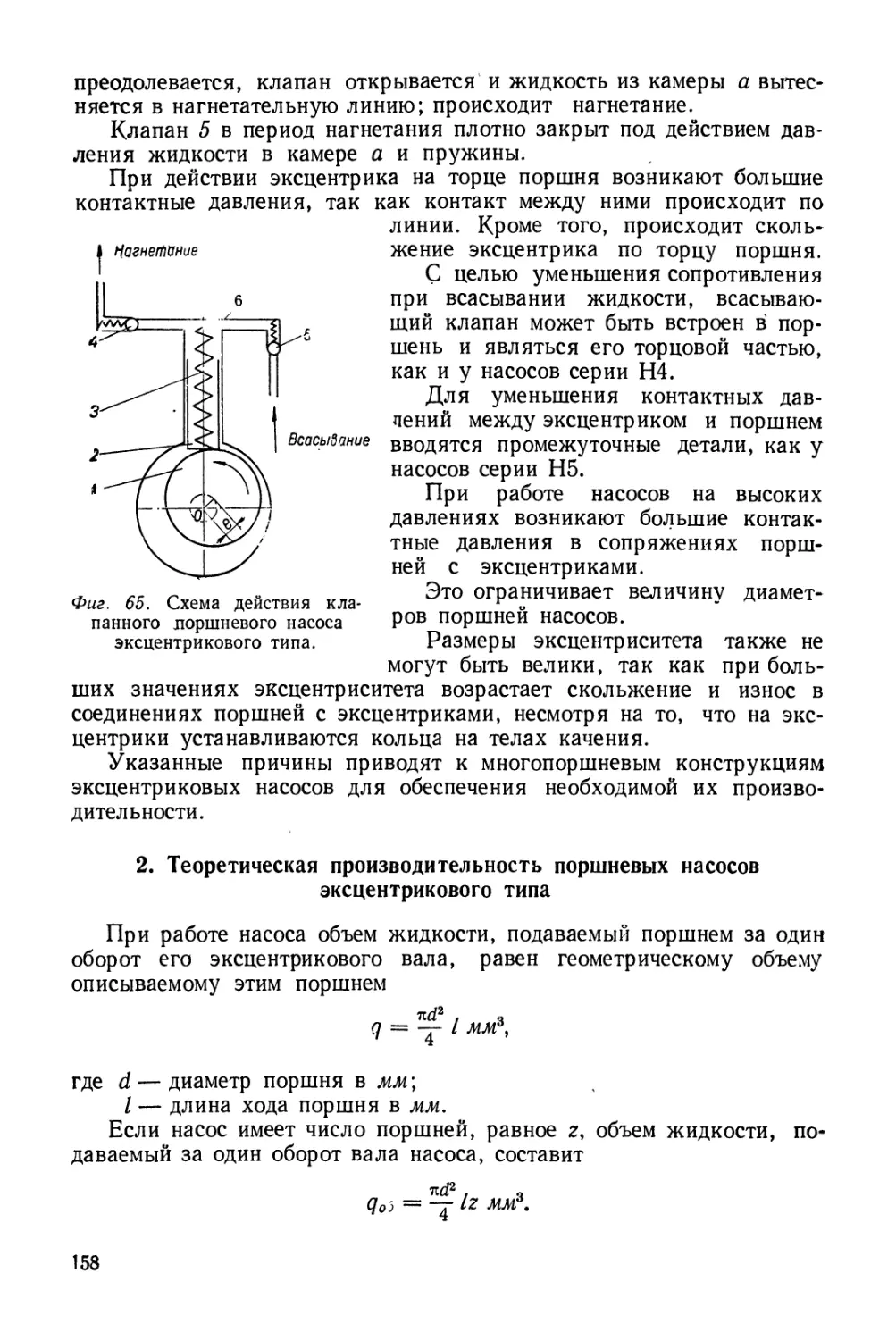
Когда производится нагнетание жидкости и открыт нагнетатель-
ный клапан, рабочая полость герметически отсоединяется от линии
всасывания путем закрытия всасывающего клапана и соответственно
нагнетательного при всасывании.
Плотное закрывание клапаном седла без зазора исключает утечку
жидкости внутри насоса из линии нагнетания в линию всасывания
через органы распределения, что принципиально отличает клапан-
ные насосы от роторных, в которых отсечка рабочей полости от ли-
нии всасывания и нагнетания производится непрерывно движущи-
мися частями.
Зазоры в распределительных органах насосов являются наиболь-
шим источником потерь нагнетаемой жидкости. Величина утечки при
постоянном зазоре прямо пропорциональна перепаду давлений. По-
этому, несмотря на компактность роторных насосов в силу уравнове-
шенности вращающихся частей и наличия большого числа оборотов,
их применение ограничивается давлениями не свыше 210—220 кг/см2.
Использование роторных насосов на более высоких давлениях
экономически не целесообразно, так как утечки жидкости приводят
к потере значительной части энергии, затрачиваемой на привод насосов.
Клапанные насосы применяются для давлений 500 кг/см* и выше.
2. Полный напор насоса
Приращение давления — манометрического напора, развиваемого
насосом, может быть определено разностью удельной энергии жидкости
при входе и выходе в насос. .
Полная удельная энергия жидкости или найор
Я=2 + Т + ^’ (1)
где z — удельная потенциальная энергия жидкости (геометрический
напор);
6
—---удельная потенциальная энергия давления (пьезометриче-
ский напор);
-±--удельная кинетическая энергия жидкости (кинетический
напор);
g — ускорение силы тяжести.
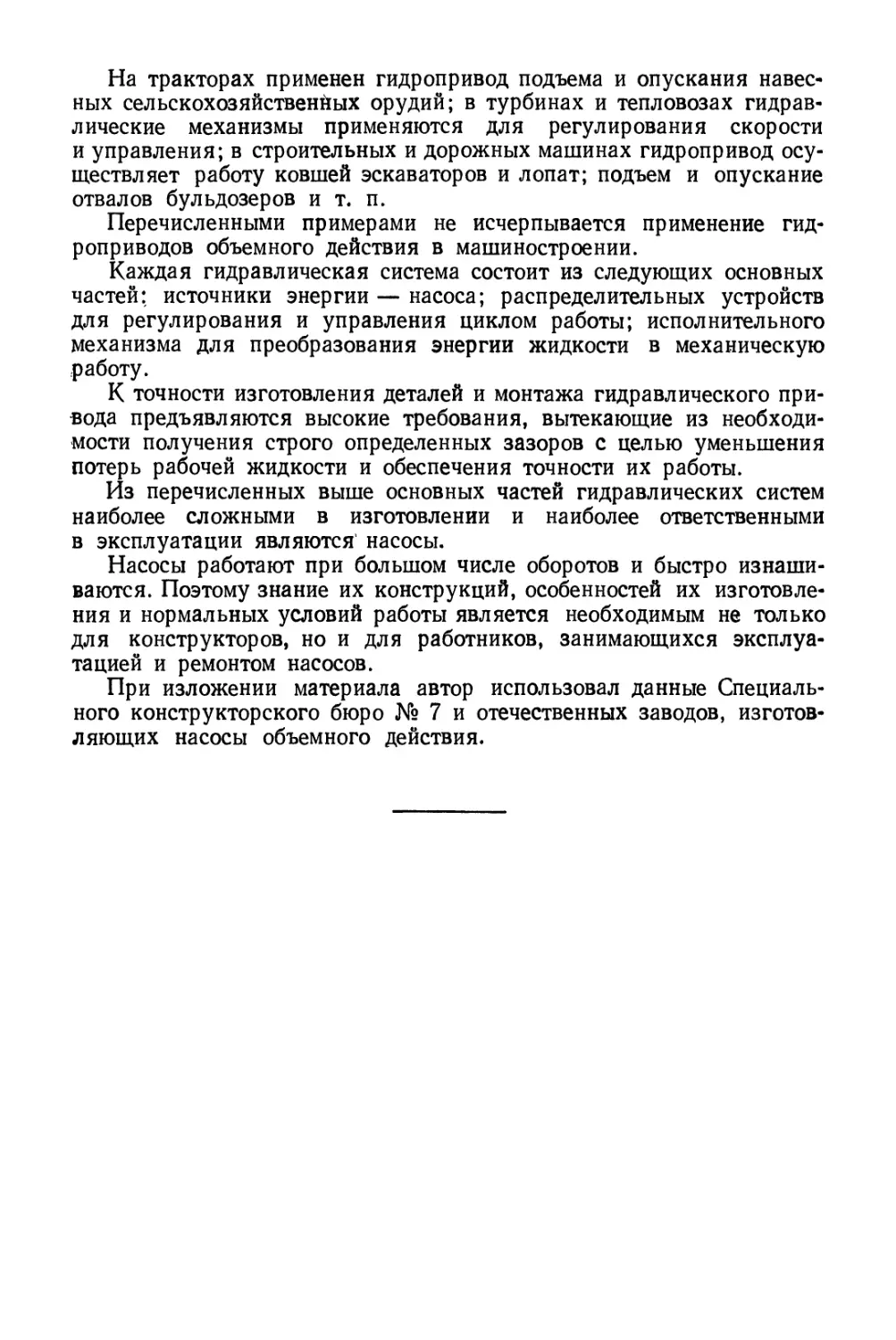
Согласно схеме (фиг. 1) манометрический напор насоса будет
Н = Н3-Н* (2)
Удельная энергия жидкости
на входе в насос
н ? .1 Р2 I
«2= Z1 + у +
где Zi — высота всасывания в м;
— — абсолютное давление
(разряжение) жидкости
на входе в насос в м;
Vi— скорость жидкости на
входе в насос в м!сек.
Напор Н3 при выходе жид-
кости из насоса больше напора
на величину потерь в линии
нагнетания от уровня 3 до
Фиг. 1. Схема для определения полного
напора насоса.
уровня 4:
Я3 в -|- Лз—4,
где Лз—4— потеря напора в нагнетательной линии.
Удельную энергию жидкости в исполнительном органе определяют
по формуле
_ V2
Hi = 21 + Z2 + — + 5^-,
I
где у- — абсолютное давление жидкости в исполнительном органе в At;
v9 — скорость жидкости в исполнительном органе в м!сек.
Подставляя значения Н3 и Н3, выраженные через Hit в формулу
(2), получим
w __ (Р* ~ । - I °о ~ vi । и V
л — I г 2а п---jg---г Iм' О’) '
Абсолютное давление (разрежение) на входе в. насос, измеряемое
вакуумметром, будет
Pl в h.Tp?. ю ООО,
7 7
где ра — атмосферное давление в кг!см2-,
7
р„ — разрежение на входе в насос в кг/см2\
10 000 — коэффициент перехода от давления 1 кг 1см2 к 10 000 кг!м2.
Давление в исполнительном органе измеряется манометром.
Абсолютное давление определяется по формуле
Ра +Рл< |0 000
т т
где рм— избыточное давление в исполнительном органе, измеренное
манометром в кг!см2.
Подставляя значения у- и -у в формулу (3), будем иметь:
W I 1Л ЛОЛ 1 I ^0 \
“ ~ I ~----Ю ООО + 4-----у----1~ Лз—4 I м
или '
(V^ — \
Нм-]- Нв +?2 4—- 2g ~ 4j м’
где Нм— показания манометра в м;
Нв— показания вакуумметра в м.
Известно, что напор при входе жидкостей в насос
V2,
Нв = Н2 « Z\ + fti—a + ,
где Й1-.2— потеря напора во всасывающей линии между уровнями /, 2.
Подставляя значение Нв в формулу (4), получим
/ и2 \
Я « (Нм + Z\ + z2 + 2 + ^з—4 + 2~) м. (5)
Следовательно, полный напор, развиваемый насосом, определится
как сумма:
. 1) манометрического напора в исполнительном органе;
2) геометрической высоты всасывания;
3) разности геометрических высот установки исполнительного ор-
гана и насоса;
4) потерь напора при всасывании (до рабочей камеры насоса вклю-
чительно);
5) потерь напора при нагнетании (начиная от рабочей камеры на-
соса) ;
6) скоростного напора в исполнительном органе.
Полный напор выражает величину напора, потребного для работы
с учетом внутреннего сопротивления течению жидкости в каналах
насоса.
В гидравлических системах станков и машин высоты установки
насоса над уровнем жидкости в баке и исполнительных органов над
уровнем насоса невелики. Поэтому напоры настолько незначительны
по сравнению с манометрическим напором и потерями напора в ли-
ниях всасывания и нагнетания, что членами zi и га можно пренебречь.
8
Можно также пренебречь значением члена так как обычно
скорости жидкости в исполнительных органах станков и машин не
превышают 1—2 м/сек.
Тогда полный напор, развиваемый насосом, может быть определен
по- формуле
Н = (Нм Ai—2 + А3_4) м. (6)
3. Сопротивления в линиях всасывания и нагнетания
Потеря напора в трубопроводе круглого сечения определится по
формуле
где X — коэффициент сопротивления (потерь);
у — вес единицы объема жидкости в кг/м3-,
Ь — длина трубопровода в м;
d — диаметр внутреннего сечения трубы в м;
v — скорость течения жидкости в м/сек;
g — ускорение силы тяжести, равное 9,81 м/сек?.
При ламинарном течении жидкости в прямом трубопроводе для
. 75 -
минерального масла X — ; при турбулентном режиме
X = 0,3164 Re-0’25.
Число Рейнольдса определяется по формуле
n v<i
Re = —,
где v — средняя скорость потока в м/сек;
d — диаметр трубопровода в м;
v — кинематический коэффициент вязкости жидкости в м?!сек.
При практических расчетах обычно принято, что при Re < 2300
имеет место ламинарный поток жидкости.
Для изгибов, имеющих сплющенные места на величину 10—20%
диаметра трубы, коэффицент сопротивления увеличивается до X (1):
X = (8)
а при сплющивании 40—50% диаметра трубы
Потеря напора жидкости при движении в гибких шлангах, в слу-
чае ламинарного потока, аналогична потере напора в трубах.
Ламинарный поток в шлангах сохраняется до
Re = 1600 [1].
9
При малых радиусах изгиба шлангов коэффициент сопротивления
резко возрастает до
Х = (10)
К. п. д. трубопровода может быть определен как отношение
напора на выходе к напору на входе:
Н — h ....
"Пт----Jj > (11)
где Н — напор на входе в трубопровод;
h — потеря напора в трубопроводе.
4. Высота всасывания
Подъем жидкости на высоту всасывания zr (фиг. 1) происходит
под воздействием атмосферного давления ра и давления (вакуума),
создаваемого насосом в линии всасывания Р2.
Наибольшая допустимая высота всасывания определяется по фор-
муле
(Ра—Рв vt . \
zi = — --------2g ~ (12)
Так как станки и машины работают на высоте, незначительно от-
личающейся от уровня моря, то корректировка величин атмосферного
давления обычно не производится.
Величина давления всасывания Ра должна превышать давление
насыщенных паров перекачиваемой жидкости. Если это условие будет
нарушено, то начнется испарение жидкости, которое вызовет явление
кавитации, не допустимое при работе насосов.
Давление всасывания у некоторых насосов объемного действия
составляет 300—400 мм рт. ст. или 0,4—0,55 ата, что соответствует
высоте всасывания 5—6 м (например, у лопастных насосов).
5. Размерность напоров и давлений
При эксплуатации гидравлических систем станков и машин напор
жидкости (избыточное давление) измеряется в технических атмосферах
при помощи манометров и вакуумметров.'
В технике принята величина технической атмосферы, равная дав-
лению 1 кг! см2, что соответствует напору 10 м вод. ст. при 4°С или
давлению 735,5 мм рт. ст. (физическая атмосфера соответствует
давлению 760 мм рт. ст.).
. 6. Технические характеристики насосов объемного действия
Основными данными, которыми характеризуются насосы, являются:
а) мощность; б) производительность; в) давление рабочей жидкости.
10
Кроме этих характеристик, существенное значение имеет к. п. д.
насоса.
Потребная мощность насоса гидропривода. В зависимости от мощ-
ности, требуемой для работы исполнительных механизмов (рабочие
цилиндры, гидравлические двигатели вращения и т. п.), выбирают
мощность насоса с учетом потерь на утечки жидкости, сопротивления
в трубопроводах и других гидравлических потерь, а также механиче-
ских потерь на трение.
Мощность, необходимая для гидравлического исполнительного ме-
ханизма, определяется величиной усилия и скоростью рабочего орга-
на (в случае его прямолинейного движения) или величины крутящего
момента и угловой скоростью (в случае его вращательного движения),
а также его кинематической связью с исполнительным механизмом.
Размеры исполнительных механизмов выбирают из конструктивных
соображений с учетом их компактности и прочности, а также вели-
чины давления рабочей жидкости, принятой для данной гидравличе-
ской системы.
Мощность гидравлического исполнительного механизма Л/, отда-
ваемая рабочему органу, определяется по формуле
N = ^a.c., (13)
где Р — усилие в исполнительном механизме в «г;
v — скорость прямолинейного перемещения поршня исполнитель-
ного механизма в м/сек.
Для обеспечения мощности гидравлического исполнительного ме-
ханизма насос должен иметь мощность, большую указанной, для
компенсации потерь в гидравлической системе
Nnom~^-, (14)
Чз. с
где Nnem — потребная мощность насоса;
цг.с— общий к. п. д. гидравлической системы.
При отсутствии разветвления общий к. п. д. равен произведению
к. п. д. всех элементов, входящих в данную гидравлическую систему,
Ъ. с = 1WW1«, (15)
где — к. п.,д. трубопровода;
— к. п. д. клапанов;
-Пр — к. п. д. распределительного органа;
•>]« — к. п. д. исполнительного органа.
Значение к. п. д. элементов гидравлической системы определяет-
ся на основании их технических характеристик.
В случае разветвления системы и параллельного включения гид-
роаппаратуры и исполнительных органов необходимо определить по-
требную теоретическую мощность и потери мощности для каждого
II
участка отдельно. Имея эти данные, можно определить общий к. п. д.
гидравлической системы по формуле
Час — _|_ 2Nc • (lb>
где N — потребная теоретическая мощность для отдельных участков;
Nc— потери мощности на отдельных участках.
Теоретическая мощность насоса. При работе насоса определенный
объем жидкости Qm нагнетается с напором Н; тогда работа, затрачи-
ваемая на подъем жидкости, составит
W — Qm(H кем/мин,
где Qm— теоретическая производительность насоса в л!мин-,
7 — удельный вес жидкости в кг!л.
Теоретическая или индикаторная мощность насоса (без учета по-
терь) будет
(17)
Выражая напор в технических атмосферах, получим
- -тягл- °- (ВД-
где рт— теоретическое или индикаторное давление в рабочей камере
насоса в кг!смй,
или
(19)
Под теоретической производительностью насоса Qm подразумеваем
геометрический объем, описываемый нагнетающими частями насоса.
Теоретическая производительность подсчитывается по формулам, а так-
же может быть измерена как объем жидкости, подаваемый насосом
за определенное время при условиях полного заполнения рабочих
камер и отсутствии потерь жидкости в утечку, ввиду наличия давле-
ния в рабочих камерах.
Приводная мощность насоса. Мощность, потребная для привода
насоса Nnp, будет больше его теоретической мощности в связи с затра-
тами энергии на механическое трение движущихся частей (валов
в подшипниках и уплотнениях, поршней в цилиндрах или лопастей
в пазах и т. п.), а также на трение этих частей о жидкость.
Все указанные потери учитываются механическим к.п. д. — т]*».
Механические потери при работе насоса увеличиваются не прямо
пропорционально повышению давления, а мощность насоса растет
прямо пропорционально давлению. Поэтому с повышением давления
"Чмех увеличивается.
12
Приводная мощность насоса
У мех ^^мех
(20)
Эффективная мощность насоса, отдаваемая системе, будет меньше
теоретической мощности в связи с наличием объемных потерь жидкости
в нагнетающих частях и потери давления из-за сопротивления тече-
нию жидкости в каналах самого насоса.
Объемные потери. Объемные потери насоса зависят от величины
и протяженности зазоров в его нагнетающих узлах, требуемого дав-
ления нагнетаемой жидкости и ее вязкости.
Если обозначить суммарные объемные потери насоса q, то его
действительная производительность, отдаваемая системе, будет
Q.d ~ Qm Q •
Объемный к. п. д. насоса выражается отношением
^5 = -^-, (21)
откуда
= (22)
ИЛИ
^ = 1- ? (23)
Величина объемных потерь q насоса прямо пропорциональна раз-
ности давлений в рабочей камере и линии всасывания и не зависит от
производительности насоса.
Обратно пропорционально на величину объемных потерь влияет
вязкость жидкости. Чем выше вязкость жидкости, тем меньше потерь
и, наоборот, чем ниже вязкость жидкости, тем больше потерь.
Поэтому при изменении производительности данного насоса изме-
няется и его объемный к. п. д.
При увеличении производительности насоса, например за счет
повышения его числа оборотов, происходит повышение "Цов, так как
теоретическая производительность увеличивается, а объемные по-
тери q остаются постоянными.
Поэтому быстроходные насосы имеют более высокие объемные
к. п. д. по сравнению с тихоходными.
Так как при увеличении размеров насосов идентичных конструк-
ций периметр зазоров растет не пропорционально производительности,
то насосы больших размеров имеют более высокие объемные к. п. д.,
чем насосы малых размеров.
При определении объемного к. п. д. насосов теоретическую про-
изводительность обычно определяют экспериментально, измеряя про-
изводительность при нулевом давлении, так как для ее точного расчета
13
по формулам необходимо было бы учесть все фактические размеры
соответствующих деталей, что не всегда удобно.
Для шестеренчатых и некоторых других насосов, где центробеж-
ные силы не требуются для обеспечения всасывания, теоретическую
пройзводительность можно измерить при медленном проворачивании
насоса, не создавая разности давлений между линией всасывания и
нагнетания.
Для этого на линиях всасывания и нагнетания надо установить
баки и заполнить их жидкостью до одинакового уровня (несколько
выше полости всасывания). Затем, проворачивая насос вручную, жид-
кость перекачивают из одного бака в другой. Измерив количество жид-
кости, поданное за несколько оборотов, вычисляют производитель-
ность за один оборот насоса. При небольших объемах подаваемой
жидкости измерение ее количества точнее производить весовым мето-
тодом.
Изменение уровня жидкости в баках, вызывающее разность дав-
лений в линиях всасывания и нагнетания, незначительно и не вызы-
вает объемных потерь.
При медленном проворачивании насоса обычно происходит полное
заполнение рабочих камер жидкостью, что соответствует формулам
для определения теоретической производительности.
Действительная производительность насоса измеряется на выходе
жидкости из насоса при соответствующем ее давлении.
При этом должны быть обеспечены строгие измерения давления,
числа оборотов и времени работы насоса.
Если при работе насоса происходит неполное заполнение рабочих
камер, то потери производительности, связанные с этим, входят в раз-
мер объемных потерь.
Гидравлические потери. К гидравлическим потерям относятся по-
тери давления, возникающие при движении жидкости по внутренним
каналам насоса (собственное сопротивление насоса). Эти потери воз-
никают в связи с наличием трения жидкости о стенки каналов и мест-
ных сопротивлений (поворотов потока, изменения сечений каналов
и т. п.), а также внутреннего трения частиц жидкости между собой.
Гидравлические потери учитываются гидравлическим коэффициен-
том полезного действия т^ид, значение которого выражается формулой
W = . (24)
где р — давление жидкости при выходе из насоса;
рт — теоретическое или индикаторное давление жидкости в ра-
бочей камере насоса, равное его полному напору.
Гидравлический к. п. д. учитывает потери напора в самом насосе.
Определение величины гидравлических потерь давления (сопротив-
лений) производится по формулам гидромеханики.
Сопротивления в каналах круглого сечения определяются по ана-
логии с сопротивлениями трубопроводов.
14
Определение потерь от местных сопротивлений представляет за-
труднения и наиболее точно может быть произведено опытным путем
для данной конструкции насоса.
Приближенно потеря напора в местных сопротивлениях может
быть рассчитана по формуле
4 Vs
hM = ^M, (25)
где £ — коэффициент местных сопротивлений, определяемый опыт-
ным путем;
v — средняя скорость движения жидкости в сечении потока за
местным сопротивлением в м!сек\
g — ускорение силы тяжести в м!сек2.
Если необходимо выразить потерю напора через скорость перед
местным сопротивлением, то надо произвести пересчет коэффициента,
воспользовавшись соотношением
Ci = /Л V
где — коэффициент местного сопротивления, соответствующий се-
чению потока Fii
, £2 — коэффициент местного сопротивления, соответствующий се-
чению потока Fz.
Для некоторых видов сопротивлений значения hM и коэффициента £
приведены в табл. 1.
Потери напора в местных сопротивлениях также могут быть при-
ближенно определены по методу эквивалентного трубопровода, т. е.
замены местного сопротивления прямой трубой, сопротивление ко-
торой равно данному местному сопротивлению (по формулам гидро-
механики).
Определив потери напора внутри насоса, можно определить требуе-
мое теоретическое давление, учитывая, что рт = р + h, где h — сум-
марная потеря напора внутри насоса.
Потери напора внутри насосов объемного действия составляют
1—3%. Особенно малы эти потери у шестеренчатых насосов, имеющих
прямые и короткие каналы для входа и выхода масла.
Поэтому средний гидравлический к. п. д. насосов равен
1)гид = 0,97 4- 0,98.
Общий к. п. д., эффективная и приводная мощности насоса. Эффек-
тивная мощность насоса N Зф равна его теоретической мощности, за
исключением объемных и гидравлических потерь, учитываемых соответ-
ствующими коэффициентами полезного действия
№дф — N т'Цоб'Цгидг (26)
из формул (20) и (26) следует
Мдф — NпрЦмехЦобЦгид-
10
Таблица 1
Коэффициенты местных сопротивлений [4]
Вид местного сопро- тивления Форма местцрго сопро- тивления Значение и коэффициент местного сопротивления
Внезапной расши- рение - Г—'" । 2g /. Ма > 1"Т \ '2 /
Внезапное сужение " '-l -—щ r V, р? Нм = С 2g ; с = К +(_ Л’ св \ Сс / Вход с острыми краями Св = 0,62 ~ 0,63 Вход с закругленными краями = 0,70 4- 0,99; Ci = 0,005 — 0,06
Постепенное расши- рение (диффузор) 1— PV "Sr-- 1 1 ЗДа vl W С— 0,15 4- 0,2 1 —[ -i) при a = 8°; L \ *2 / J С ж sina при 8° < a < 30Q £ = [ 1 — — I при a > 30° \ * 2 / Минимум потерь при a = 10 4- 12°, когда С = 0,2
Постепенное су- жение (конфузор) —-ЗтцГ ЛЛ1 °1 о-; 2g С = 0,005 — 0,06 (а < 5°) С — 0,16 0,24 (7° < а < 30°)
Поворот струи — за- кругление: а) круглое сече- ние б) прямоуголь- ное сечение 111 С = 0,14 — 0,3; d — = 0,4 4- 1,0 и <р = 90°, при другом значении <р С = С —— f * 90° / а \з.5 С = 0,13 + 0,16 1—)
16
Продолжение табл. 1
Эффективная (отдаваемая) мощность насоса всегда меньше его тео-
ретической мощности, а приводная (потребляемая) мощность всегда
больше его теоретической мощности.
Произведение механического, объемного и гидравлического коэф-
фициентов полезного действия представляет общий к. п. д. насоса
'Чнас = 'Цмех'ЦобЦгид.
Из формул (20), (22), (26) и (27) следует:
Задаваясь потребными производительностью и давлением, по фор-
муле (28) можно определить приводную мощность насоса.
Коэффициенты полезного действия ..обычно приводятся в паспор-
тах, прилагаемых заводами-изготовителями к каждому насосу.
2 Озе 17
При выборе насосов для гидравлических систем следует иметь
в виду, что производительность и мощность насосов, приводимые
в паспортах заводов, соответствуют определенному давлению и в слу-
чае применения иного давления должны быть пересчитаны. Следует
также иметь в виду, что применение менее вязкого масла, по сравне-
нию с указанным в паспорте, приводит к уменьшению объемного
к. п. д. и, следовательно, к уменьшению производительности насоса.
7. Производительность и давление насосов объемного действия
С целью нормализации и стандартизации элементов гидравличе-
ских систем ЭНИМСом разработан нормальный ряд расходов * жид-
костей, который увязан с размерными рядами станков и прессов. На
базе этого ряда разработана гидравлическая аппаратура, обеспечи-
вающая возможность компоновки различных схем.
Так как изготовляемая гидравлическая аппаратура и насосы
имеют общий ряд расходов и производительности, то их основные
эксплуатационные характеристики увязаны между собой, что являет-
ся весьма важным для упрощения проектирования и изготовления
гидроприводов.
Разработанный ЭНИМСом ряд расходов жидкостей (в л/мин)
представляет геометрическую прогрессию со знаменателем ср = 1,41
(значения членов округлены):
0,5; 1,0; 1,8; 3; 5; 8; 12; 18; 25;
35; 50; 70; 100; 140; 200; 280; 400; 560;
800; 1100; 1600; 2200; 3200; 4500; 6300; 9000; 12600
Этот нормальный ряд применяют многие предприятия и проект-
ные организации.
Производительность шестеренчатых, лопастных и поршневых насо-
сов, выпускаемых отечественной промышленностью, в основном соот-
ветствует указанным данным, причем значения производительности
приняты при наибольшем рабочем давлении. Некоторые организации
за базовую принимают теоретическую производительность насосов.
Для стандартизации гидравлических приводов весьма актуальным
является установление государственного стандарта на ряд производи-
тельностей насосов объемного действия.
Давления, развиваемые насосами при подаче жидкости, должны
соответствовать давлениям, требуемым в гидравлических системах.
Так как действительное давление насоса зависит от нагрузки и сопро-
тивлений в системе, то каждый насос может работать при любом дав-
лении в пределах от наименьшего до наибольшего рабочего давления,
которое допускается его конструкцией.
При проектировании станков, прессов и некоторых других ма-
шин многими организациями принят нормальный ряд давлений по
ГОСТ 356-52, приведенный в табл. 2.
*' Для гидравлической аппаратуры вместо термина «производительность» более
приемлем термин «расход», который характеризует пропускную способность в л/мин.
18
Таблица 2
Нормальный ряд давлений в кг!см2
Давления рабочие Давления условные Давления пробные Давления рабочие Давления условные Давления пробные
2 2,5 4 125 160 240
3 4 6 160 200 300
5 6 9 200 250 350
8 10 15 , 250 320 430 ‘
13 16 24 320 400 520
20 25 38 400 500 625
32 40 60 500 640 800
50 64 96 640 800 1000
80 100 150 800 1000 1250
Насосы, работающие в условиях длительного режима, рассчитывают
на рабочие давления.
На условные давления рассчитывают аппаратуру гидросистем, зо-
лотники, реле, трубопроводы и т. п.
Гидравлические испытания корпусных деталей насосов, золотни-
ков, а также арматуры должны производиться в соответствие с проб-
ными давлениями.
Условные давления, которые наиболее близко отражают допусти-
мые давления для многих отечественных насосов, примерно на 20%
выше рабочих давлений и округлены до значений давлений, предусмот-
ренных ГОСТ 356-52, и составляют для давлений от 16 до 1000 кг(см2
геометрическую прогрессию со знаменателем ср = 1,58, а для давле-
ний до 16 кг!см2 — геометрическую прогрессию с ср — 2,5.
Наиболее широко в отечественных гидравлических системах при-
меняются рабочие давления: а) низкие до 13 кг/см2 \ б) средние до
120 кг!см2\ в) высокие до 320 кг/см2.
Повышение давлений в гидравлических системах позволяет умень-
шить размеры исполнительных механизмов, например диаметры ци-
линдров, что сказывается на уменьшении габаритов и веса машин
и имеет большое значение для мощных машин и прессов.
В наших гидравлических системах, как правило, применяются
давления до 320 кг/см2. В отдельных случаях применяются более
высокие давления (до 500 кг!см2).
В настоящее время имеется тенденция к увеличению рабочих дав-
лений в гидравлических прессах до 400 кг/см2 и выше.
Так, например, в Чехословакии для гидравлических прессов при-
меняется давление 400 кг!см2\ в США из 75 фирм, производящих для
рынка насосы объемного действия, 16 фирм изготовляют их для давле-
ний свыше 5000 фунт/дюйм2 (352 кг/см2), а И фирм — для давлений
свыше 10 000 фунт/дюйм2 (704 кг/см2).
Применение в гидравлических системах высоких давлений и созда-
ние надежных конструкций насосов для таких давлений имеют важ-
ное значение для развития автоматизации работы машин с помошью
гидравлических систем.
2*
Глава It
ШЕСТЕРЕНЧАТЫЕ НАСОСЫ
1. Принцип действия
Действие наиболее распространенного шестеренчатого насоса
(фиг. 2), имеющего две шестерни с наружным зацеплением, происходит
следующим образом.
При вращении шестерен 5 и 2, помещенных в корпус 1 с неболь-
шими торцовыми и радиальными зазорами, в полости всасывания 8
Фиг. 2. Схема действия шестеренчатого насоса.
происходит разрежение, так как воздух, заполняющий впадины
между зубьями, при вращении шестерен переносится в полость нагне-
тания 3 и при входе зубьев в зацепление выталкивается в нагнетатель-
ный трубопровод 4 в связи с уменьшением объема, ограниченного
зубьями. Не будучи уравновешено атмосферным давлением, масло
поднимается из маслобака 6 по всасывающему трубопроводу 7 и за-
полняет впадины между зубьями, находящиеся во всасывающей
полости.
20
При вращении шестерен масло переносится в полость нагнетания
и при входе зубьев в зацепление вытесняется в нагнетальный трубо-
провод. Масло, находящееся в радиальных зазорах между зубьями 9,
не вытесняется и создает мертвое пространство, не влияющее на
подачу масла.
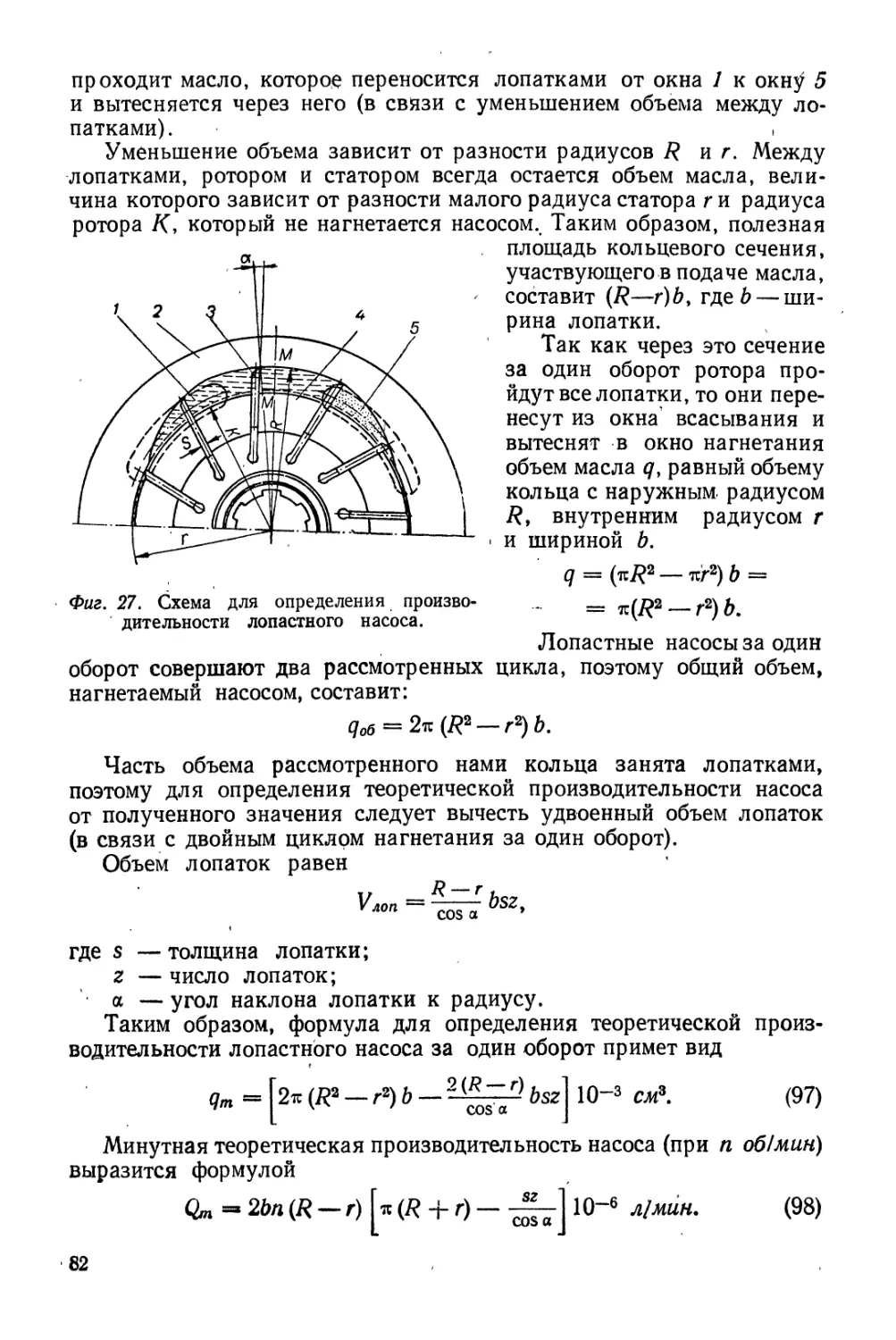
2. Производительность и параметры шестерен
Теоретическая производительность шестеренчатого насоса, т. е.
объем жидкости, нагнетаемой насосом в единицу времени, зависит от
рабочего объема впадин между зубьями ведущей шестерни и скорости
ее вращения при условии полного заполнения впадин маслом.
Из приведенной схемы (фиг. 2) видно, что чем больше объем впа-
дин (произведение площади впадин на ширину шестерни), тем больше
за один оборот ведущей шестерни будет перемещаться жидкости из
полости всасывания в полость нагнетания. При определении произ-
водительности необходимо исключить объем жидкости, равный объему
суммарных зазоров, заключенных между окружностью головок од-
ной и окружностью впадин другой шестерен. Для насосов, шестерни
которых имеют равное число зубьев, как это бывает часто на практике,
теоретический объем жидкости, нагнетаемый за один оборот, равен
удвоенному объему впадин шестерни минус объем радиальных зазоров.
В конструкциях шестеренчатых насосов профиль зубьев обычно
выполняется по эвольвенте инструментом с углом профиля основной
рейки 20°. Для этого вида зацепления можно считать, что объем зу-
бьев равен объему впадин.
Из такого допущения вытекает, что каждая шестерня за один
оборот насоса нагнетает объем, равный половине объема кольца, име-
ющего: а) наружный диаметр, равный диаметру окружности выступов
шестерни; б) внутренний диаметр, равный наружному без удвоенной
высоты головки зуба; в) ширину, равную ширине шестерни. Две ше-
стерни за один оборот нагнетают полный объем такого кольца. При-
няв объем кольца как произведение длины его средней окружности,
равной начальной окружности шестерни, на площадь поперечного се-
чения (произведение удвоенной высоты головки зуба на ширину
шестерни) и учтя, что удвоенная высота головки равна разности диа-
метра окружности выступов и диаметра начальной окружности, тео-
ретический объем жидкости, нагнетаемый насосом за один оборот,
выразится формулой
qn = r.d(De — d)b. (29)
Теоретическая производительность насоса в минуту определится
следующим выражением:
Qm = nd (Ds — d}bn\ О-3 см?! мин, (30)
где De — диаметр окружности выступов в мм;
d — диаметр начальной окружности в мм;
Ь — ширина шестерен в мм;
п — число оборотов шестерни в минуту.
21
Так как производительность насосов принято измерять в литрах
в минуту, то формула примет вид:
Qm = xd(De — d)bn 10~6 л/мин. (31)
Данная формула с достаточной для практических целей точностьк)
дает возможность определить теоретическую производительность ше-
стеренчатых насосов.
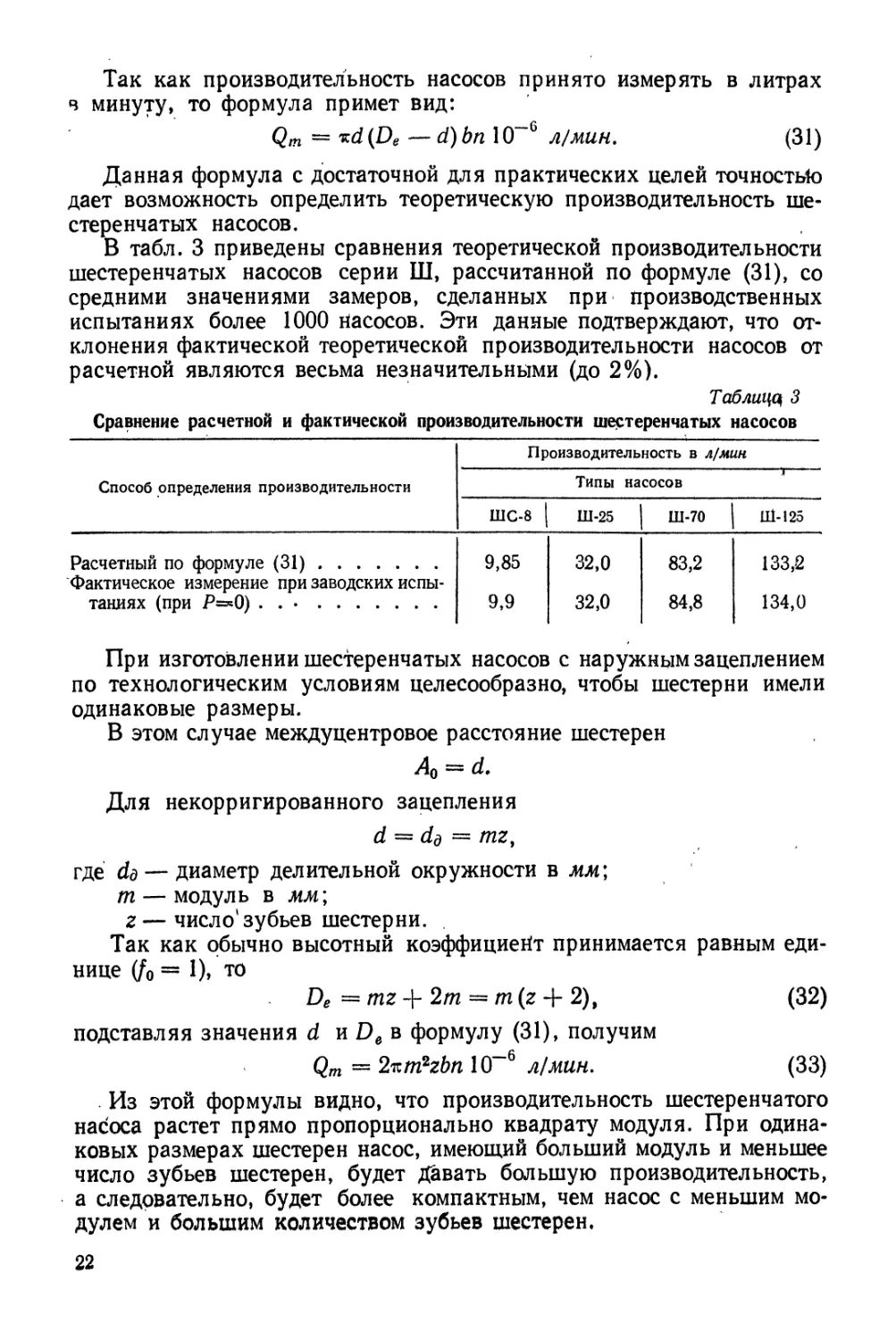
В табл. 3 приведены сравнения теоретической производительности
шестеренчатых насосов серии Ш, рассчитанной по формуле (31), со
средними значениями замеров, сделанных при производственных
испытаниях более 1000 Насосов. Эти данные подтверждают, что от-
клонения фактической теоретической производительности насосов от
расчетной являются весьма незначительными (до 2%).
Таблица! 3
Сравнение расчетной и фактической производительности шестеренчатых насосов
Производительность в л/мин
Способ определения производительности л Типы насосов
ШС-8 | Ш-25 Ш-70 | , Ш-125
Расчетный по формуле (31) Фактическое измерение при заводских испы- таниях (при Р=0) . . • 9,85 9,9 32,0 32,0 83,2 84,8 133,2 134,0
При изготовлении шестеренчатых насосов с наружным зацеплением
по технологическим условиям целесообразно, чтобы шестерни имели
одинаковые размеры.
В этом случае междуцентровое расстояние шестерен
Ло = </.
Для некорригированного зацепления
d = dd — mz,
где dd — диаметр делительной окружности в мм;
т — модуль в мм;
г — число' зубьев шестерни.
Так как обычно высотный коэффициент принимается равным еди-
нице (fo = 1), то
De = mz + 2т = т (z + 2), (32)
подставляя значения d и De в формулу (31), получим
Qm — 2itm2zbn 10~б л/мин. (33)
Из этой формулы видно, что производительность шестеренчатого
насоса растет прямо пропорционально квадрату модуля. При одина-
ковых размерах шестерен насос, имеющий больший модуль и меньшее
число зубьев шестерен, будет давать большую производительность,
а следовательно, будет более компактным, чем насос с меньшим мо-
дулем и большим количеством зубьев шестерен.
22
При уменьшении числа зубьев шестерен уменьшается коэффициент
перекрытия зубьев, что двояко влияет на работу насоса. При коэффи-
циенте перекрытия больше единицы происходит запирание масла во
впадинах зубьев,< так как предыдущая пара зубьев еще остается в за-
цеплении, в то время как последующая пара вступает в зацепление
и запирает объем масла между зубьями.
Запертое масло вытесняется через зазоры под большим давлением,
что вредно отражается на работе насоса, так как приводит к излишнему
нагреву масла, затрате большей мощности и дополнительной нагруз-
ке на подшипники.
С другой стороны, уменьшение коэффициента перекрытия отрица-
тельно сказывается на плавность работы шестерен и подачу масла,
что приводит к большему износу зубьев.
Поэтому при конструировании шестерен насосов всегда принимают
коэффициент перекрытия больше единицы (1,1—1,2), а число зубьев
равным 10—18. Наиболее употребительными являются числа зубьев
10—12.
Так как для некоррегированных зубчатых колес эвольвентного
профиля с углом зацепления 20° и коэффициентом высоты зуба /0 =1
минимальное число зубьев, при котором не происходит подрезывание
профиля, равно 17, а в насосах целесообразно применять меньшие
числа зубьев, то, как правило, шестерни насосов выполняются кор
ригированными.
Поскольку для прямозубых передач применение угловой коррекции
наиболее целесообразно ввиду одновременного увеличения прочности
зубьев шестерни и колеса при коэффициенте смещения и более
нуля, а также ввиду возможности нарезать зубья стандартными ин-
струментами при любом межцентровом расстоянии, то для шестерен
насосов применяется угловая коррекция..
При угловой коррекции угол зацепления шестерен изменяется по
отношению к углу профиля производящей рейки и может быть опре-
делен по соответствующим таблицам или формулам.
При коэффициенте межцентрового расстояния а == 1, что приме-
няется для зацеплений шестеренчатых насосов, угол зацепления может
быть определен [10] по формулам
и при а0 = 20°
а = arc cos 0,9397 —f—- (35)
’ г Hr 1 '
где а — угол зацепления шестерен;
ао — угол профиля производящей рейки.
Как было указано выше, для обеих шестерен смещения исходного
профиля принимаются одинаковыми £i = > 0; при этом необхо-
димо учитывать, что увеличение смещения вызывает увеличение ра-
диусов кривизны профиля и одновременно уменьшение ширины зуба
по окружности выступов Se .
23
Уменьшение ширины Se может ухудшить уплотнение зазора между
отверстиями корпуса насоса и поверхностями по окружности высту-
пов зубьев, поэтому желательно иметь величину размера в пределах
(0,25—0,4) т.
Размер Se может быть определен [10) по формуле
Se » De (-у + inva — inVfej ММ, (36)
где <р — центральный угол дуги зуба по начальной окружности в
радианах;
inva = tga — a;
z cos a0
^arccos^y/- .
При угловой коррекции межцентровое расстояние шестерен опре-
деляется по формуле
А = Ао 4- ат, (37)
где а — коэффициент отклонения междуцентрового расстояния.
Для получения чисел, выражающих расстояния между центрами
и размеров, наружных диаметров шестерен, целыми числами или це-
лыми числами с дробями, кратными модулю, целесообразно принять
коэффициент отклонения междуцентрового расстояния a = 1, тогда
А = Ао 4- т
или
А = т (z 4-1). (38)
Диаметр окружности выступов шестерен при принятых условиях
коррекции будет
De — т (г 4- 1) 4- 2т = т (г 4- 3). (39)
Из формул (38) и (39) следует, что при принятом способе коррекции
(при значении а = 1) расстояние между центрами шестерен и диаметр
окружности выступов определяются, как и для корригированных
шестерен, но с числом зубьев на единицу большим принятого.
Поэтому при пользовании формулой (33) для определения произ-
водительности насоса с шестернями с вышеуказанной коррекцией не-
обходимо принимать в расчет число зубьев, равное г 4- 1.
Для предварительных расчетов величина модуля может быть опре-
делена из формулы (33) как функция от теоретической производитель-
ности, числа зубьев шестерен и скорости их вращения. Если принять
ширину шестерен Ь = (8—10)/и, что обычно имеет место на практике,
то
/я = (25 -г 27) 1/ мм. (40)
где Qm—теоретическая производительность в л! мин.-,
г — число зубьев шестерен;
п — число оборотов шестерен в мин.
84
Число зубьев г выбирают в пределах 10—16; число оборотов ше-
стерен насоса п соответствует оборотам вала, от которого насос при-
водится в движение. Практически числа оборотов насосов находятся
в пределах 1000—3000 об!мин.
Определенное по формуле (40) значение модуля округляется до
ближайшего модуля по ОСТ 1597.
Размер ширины шестерни окончательно уточняется при расчете;
валиков и опор насоса; в случае несоответствия выбранной ширины
ъ
задаются другим соотношением — и снова определяют модуль; иногда
задаются и другим числом зубьев.
При выборе ширины шестерни следует учитывать следующее:
а) производительность насоса прямо пропорциональна ширине ше-
стерни, поэтому с увеличением ширины шестерни, при тех же торцо-
вых зазорах, объемный к. п. д. насоса возрастает;
б) при увеличении ширины шестерни возрастают нагрузки на опо-
ры валов, что может создать затруднения при конструировании насоса
и уменьшить срок его службы;
в) при увеличении ширины шестерни возрастают нагрузки на
опоры валов, что может создать затруднения при конструировании
насоса и уменьшить срок его службы.
Так как ширина шестерен противоречиво влияет на конструкцию
насоса, то ее значение окончательно уточняют после анализа всех ос-
новных размерных данных насоса.
При выборе ширины шестерен можно руководствоваться следую-
щими данными:
для низких давлений, до 20 кг!см2
Ь = (6~ 10) т;
для высоких давлений, свыше 100 кг!см2
Ь = (3 + 6)т.
Производительность шестеренчатого насоса с эвольвентным за-
цеплением может быть рассчитана точно по формуле, разработанной
проф. Т. М. Баштой [1],
(т г +т~ 12 ) Л/МиН‘ <41)
где а — угол зацепления;
I — длина рабочего участка линии зацепления в мм;
b — ширина шестерни в мм;
п — число оборотов в мин;
т — модуль в мм;
г — число зубьев ведущей шестерни,
или по формуле, разработанной Е. М. Юдиным ПО),
От + 1) bn (R* — г2 — 0,8825 R’m!!cos?a0) 10~6 л/мин, (42)
25
где Re — радиус окружностей выступов в мм;
г — радиус начальной окружности в мм;
е — коэффициент перекрытия (для одинаковых шестерен).
\ D~e — 4гг — A sin а
to ’
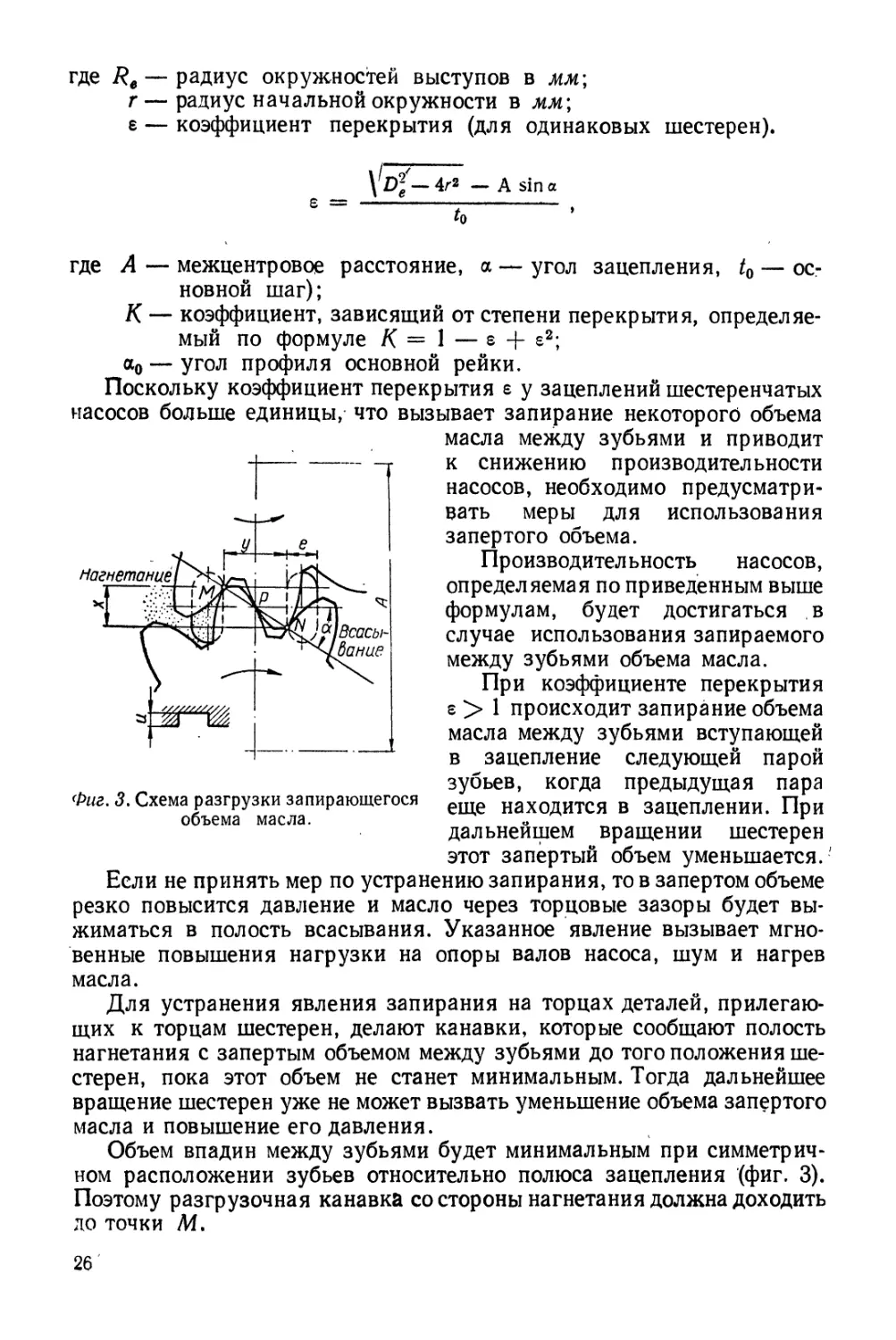
Фиг. 3. Схема разгрузки запирающегося
объема масла.
где А — межцентровое расстояние, а—угол зацепления, t0 — ос-
новной шаг);
К — коэффициент, зависящий от степени перекрытия, определяе-
мый по формуле К = 1 — е + е2;
а0 — угол профиля основной рейки.
Поскольку коэффициент перекрытия е у зацеплений шестеренчатых
насосов больше единицы, что вызывает запирание некоторого объема
масла между зубьями и приводит
к снижению производительности
насосов, необходимо предусматри-
вать меры для использования
запертого объема.
Производительность насосов,
определяемая по приведенным выше
формулам, будет достигаться в
случае использования запираемого
между зубьями объема масла.
При коэффициенте перекрытия
е> 1 происходит запирание объема
масла между зубьями вступающей
в зацепление следующей парой
зубьев, когда предыдущая пара
еще находится в зацеплении. При
дальнейшем вращении шестерен
этот запертый объем уменьшается. '
Если не принять мер по устранению запирания, то в запертом объеме
резко повысится давление и масло через торцовые зазоры будет вы-
жиматься в полость всасывания. Указанное явление вызывает мгно-
венные повышения нагрузки на опоры валов насоса, шум и нагрев
масла.
Для устранения явления запирания на торцах деталей, прилегаю-
щих к торцам шестерен, делают канавки, которые сообщают полость
нагнетания с запертым объемом между зубьями до того положения ше-
стерен, пока этот объем не станет минимальным. Тогда дальнейшее
вращение шестерен уже не может вызвать уменьшение объема запертого
масла и повышение его давления.
Объем впадин между зубьями будет минимальным при симметрич-
ном расположении зубьев относительно полюса зацепления (фиг. 3).
Поэтому разгрузочная канавка со стороны нагнетания должна доходить
до точки М.
26
Отрезок MN — расстояние между профилями двух соседних зубьев,
т. е. основной шаг шестерни, который может быть определен [6]
по формуле
ndd tos ао
/о =----~г--
или
t0 s= кт cos a0.
Так как прямая MN, проходящая через полюс зацепления и точки
касания профилей зубьев, есть линия зацепления (фиг. 3), то можно
написать ,
у = t0 cos a,
где a — угол зацепления шестерен,
или
у — кт cos a0 cos a.
Для угла профиля производящей рейки а0 = 20°
у — 2,95 т cos а. (43)
/J Угол а для коррегированных шестерен при а = 1 может быть опре-
делен по формуле (34).
Размеры канавок для шестерен с числом зубьев от 10 до 17 могут
быть приняты по следующим экспериментальным данным 13]:
Ширина канавки е в мм ... . 1,2
Модуль зубьев в мм....... 2 3 4 56 7 8
Глубина канавки и в мм . . . 1,0 1,5 2,5 4 5,5 7,5 10,0
3. Скорость течения жидкости
Скорость течения жидкости определяется величиной ее объема,
проходящего через определенное сечение в единицу времени.
Для насосов скорость течения жидкости в линии всасывания может
быть определена по формуле
° = у-p- м/сек, (44)
где Qm — теоретическая производительность в л/мин;
F — площадь сечения всасывающего отверстия (трубопровода)
в см2.
Скорость течения жидкости в линии всасывания насоса зависит
от разности атмосферного давления и давления в линии всасывания;
чем больше эта разность, тем больше скорость.,
Давление в линии всасывания не может быть меньше опреде-
ленного значения, при котором начинается выделение паров жидко-
сти и растворенного в ней воздуха, что может вызвать явления ка-
витации.
27
Следовательно, разность давлений атмосферного и всасывания
и соответствующая ей скорость течения жидкости в линии всасыва-
ния не должны превышать определенных пределов.
Минимальным абсолютным давлением в линии всасывания для
насосов, работающих на масле, является давление 0,3—0,4 кг!см\
Скорость масла в линии всасывания насосов может быть при-
нята 1,5—2 м/сек.
Для определения скорости течения жидкости в нагнетательной
линии насоса в расчет принимается не теоретическая, а действитель-
Фиг. 4. Схема для определения пуль-
сации потока жидкости в шестеренча-
том насосе.
ная его производительность.
Пульсация. нагнетаемой жид-
кости. Процесс вытеснения масла
из камеры нагнетания шесте-
ренчатого насоса можно рас-
смотреть схематически, если за-
менить шестерни плоскостями
41 01 и 010, жестко связанными
с углом <pi между ними, и соот-
ветственно А 202 и 020 с углом <р2
между ними (фиг. 4).
При совместном повороте (по
направлению стрелок) системы
плоскостей 410]0 около центра 01
и А2020 около центра 02 из камеры
нагнетания будет вытесняться жид-
кость, так как площадь, заключен-
ная между контуром 410] ОО2А2 и корпусом, будет уменьшаться
ввиду перекрытия плоскости 010 плоскостью 020. С изменением пло-
щади в камере нагнетания будет соответственно изменяться объем
вытесняемой жидкости, равный произведению площади на ширину
плоскостей (шестерен) — Ь.
Усилия от давления р нагнетаемой жидкости на плоскости 4i0i
и 010 будут соответственно равны Rebp и Rxibp. Эти усилия создают
моменты Ме и Мх относительно точки 01, равные
Ме
р2
—
~~ 2
и Мх
2 ’
Суммарный момент относительно точки 01 от этих моментов
= Ме—Мх — ~-(R} -/£,).
Аналогично можно написать для системы плоскостей 4 г080 относи-
тельно точки 02
М2~ % (R>-R'x).
28
При равном числе зубьев шестерен (передаточное число равно еди-
нице) крутящий момент на ведущей шестерне равен сумме моментов,
приложенных к обеим шестерням:
М - Ч + М, - | [2R* - (R\ 4- RlJ]. (45)
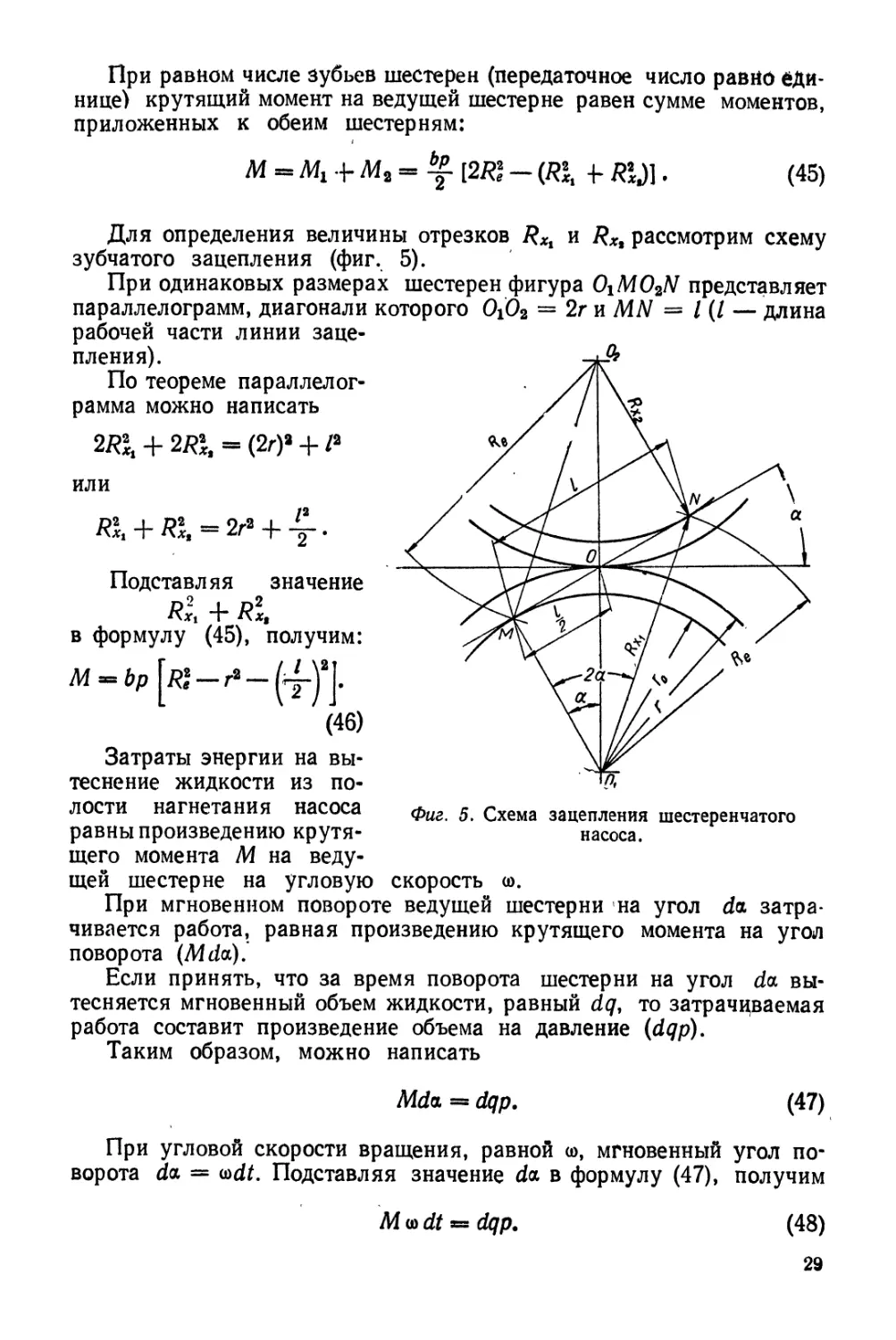
Для определения величины отрезков RXl и Rx, рассмотрим схему
зубчатого зацепления (фиг. 5).
При одинаковых размерах шестерен фигура 0iM02N представляет
параллелограмм, диагонали которого 0102 = 2г и MN = 1(1 — длина
рабочей части линии заце-
пления).
По теореме параллелог-
рамма можно написать
27% + 2М, = (2г)а + Р
или
скорость <0.
^, + ^,==2га + -у-
Подставляя значение
Rl + R*,
в формулу (45), получим:
М = bp Rl — r* —
'1 VI
1’
(46)
Затраты энергии на вы-
теснение жидкости из по-
лости нагнетания насоса
равны произведению крутя-
щего момента М на веду-
щей шестерне на угловую
При мгновенном повороте ведущей шестерни на угол da затра-
чивается работа, равная произведению крутящего момента на угол
поворота (Mda).
Если принять, что за время поворота шестерни на угол da вы-
тесняется мгновенный объем жидкости, равный dq, то затрачиваемая
работа составит произведение объема на давление (dqp).
Таким образом, можно написать
Mda, = dqp.
При угловой скорости вращения, равной <о, мгновенный
ворота da = wdi. Подставляя значение da в формулу (47),
M о» dt •» dqp.
(47)
угол по-
получим
(48)
29
Отношение вытесняемого объема ко времени есть производитель-
ность насоса; таким образом, можем написать
_____ dq M<s>
мгн~ Hi И '
(49)
Подставляя 'значение Л4 из формулы (48), будем иметь:
== = “4 к (4-j2].
В правой части формулы (49) переменной величиной является
только 4 — половина длины рабочей части зацепления, которая
для каждой зацепляющейся пары зубьев изменяется в пределах от
4 до нуля.
Таким образом, мгновенная производительность насоса зависит
I
от величины у для данного момента, что определяется положением
точки зацепления зубьев ZV (фиг. 5) на линии зацепления.
При положении точки зацепления N на расстоянии ~ от точки О
производительность насоса будет минимальной и, постепенно увеличи-
Z
ваясь, достигнет максимума, когда значение у станет равным нулю,
т. е. когда точка зацепления N совпадет с точкой О.
Следовательно,.
(0и2н)т1п Re Г2
(50)
(Оиг«)тах — (Re Г2) . (51)
Пульсация (колебание) нагнетаемой жидкости может быть опре-
делено как отношение разности максимальной и минимальной мгно-
венной производительности к ее максимальному значению, выра-
женное в процентах:
п = ~ ! 00 %. (52)
max
Подставив в формулу (52) значения (Q«a«)max и (фл<гк)т1п из формул
(50), (51) и, учтя, что Re = v \ г = и / = ^cosа, получим
/7 =—^100%. (53)
Как видно из формулы (53), пульсация уменьшается при увеличе-
нии числа зубьев и угла зацепления шестерен.
У насосов серии Ш при числе зубьев г, равном 12, и угле зацеп-
ления а, равном 29°5Г, пульсация составляет 14,4%. Если число
зубьев уменьшить до г = 10 и принять угол зацепления а = 20°,
то пульсация составит 19,8%.
30
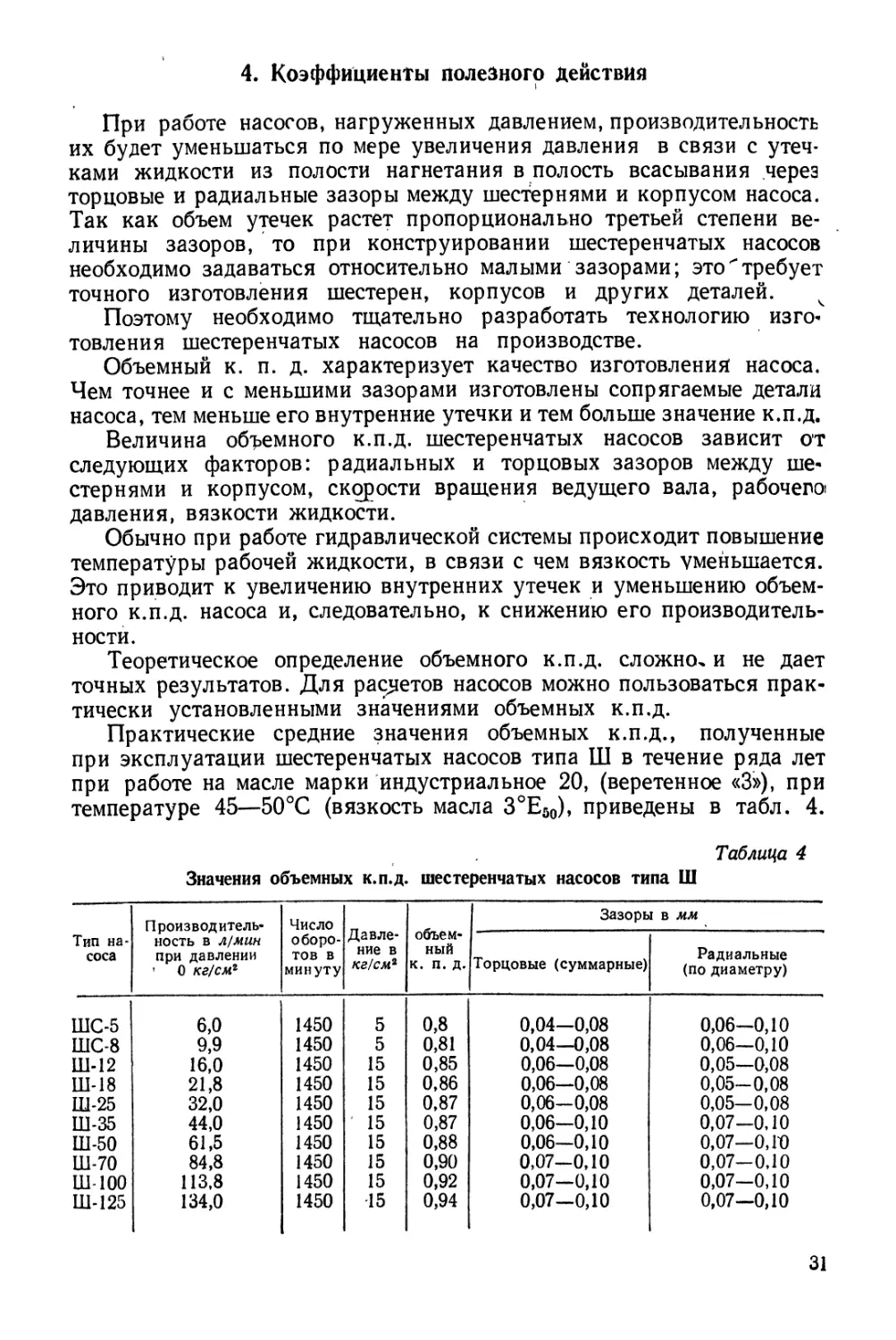
4. Коэффициенты полезного действия
При работе насосов, нагруженных давлением, производительность
их будет уменьшаться по мере увеличения давления в связи с утеч-
ками жидкости из полости нагнетания в полость всасывания через
торцовые и радиальные зазоры между шестернями и корпусом насоса.
Так как объем утечек растет пропорционально третьей степени ве-
личины зазоров, то при конструировании шестеренчатых насосов
необходимо задаваться относительно малыми зазорами; это "требует
точного изготовления шестерен, корпусов и других деталей.
Поэтому необходимо тщательно разработать технологию изп>
товления шестеренчатых насосов на производстве.
Объемный к. п. д. характеризует качество изготовления насоса.
Чем точнее и с меньшими зазорами изготовлены сопрягаемые детали
насоса, тем меньше его внутренние утечки и тем больше значение к.п.д.
Величина объемного к.п.д. шестеренчатых насосов зависит от
следующих факторов: радиальных и торцовых зазоров между ше*
стернями и корпусом, скорости вращения ведущего вала, рабочего!
давления, вязкости жидкости.
Обычно при работе гидравлической системы происходит повышение
температуры рабочей жидкости, в связи с чем вязкость уменьшается.
Это приводит к увеличению внутренних утечек и уменьшению объем-
ного к.п.д. насоса и, следовательно, к снижению его производитель-
ности.
Теоретическое определение объемного к.п.д. сложно, и не дает
точных результатов. Для расчетов насосов можно пользоваться прак-
тически установленными значениями объемных к.п.д.
Практические средние значения объемных к.п.д., полученные
при эксплуатации шестеренчатых насосов типа Ш в течение ряда лет
при работе на масле марки индустриальное 20, (веретенное «3»), при
температуре 45—50°С (вязкость масла 3°Е5о), приведены в табл. 4.
Таблица 4
Значения объемных к.п.д. шестеренчатых насосов типа III
Тип на- соса Производитель- ность в л/мин при давлении ’ 0 кг!смг Число оборо- тов в минуту Давле- ние в кг/см? объем- ный к. п. д. Зазоры в мм
Торцовые (суммарные) Радиальные (по диаметру)
ШС-5 6,0 1450 5 0,8 0,04-0,08 0,06-0,10
ШС-8 9,9 1450 5 0,81 0,04-0,08 0,06—0,10
Ш-12 16,0 1450 15 0,85 0,06—0,08 0,05-0,08
Ш-18 21,8 1450 15 0,86 0,06—0,08 0,05-0,08
Ш-25 32,0 1450 15 0,87 0,06-0,08 0,05-0,08
Ш-35 44,0 1450 15 0,87 0,06-0,10 0,07-0,10
Ш-50 61,5 1450 15 0,88 0,06-0,10 0,07—0,1*0
Ш-70 84,8 1450 15 0,90 0,07—0,10 0,07—0,10
Ш-100 113,8 1450 15 0,92 0,07-0,10 0,07-0,10
Ш-125 134,0 1450 15 0,94 0,07-0,10 0,07—0,10
31
Величина торцовых зазоров в большей мере сказывается на объеме
внутренних утечек, чем радиальных, в силу разных условий течения
жидкости в них. Утечки через торцовые зазоры примерно в три раза
больше, чем через радиальные (при их равном значении), так как
при вращении шестерен создается сопротивление течению жидкости
в кольцевых зазорах между поверхностями выступов зубьев и расточ-
ками в корпусе. В то же время вращение шестерен содействует утечке
жидкости через торцовые зазоры по ходу их вращения.
Для получения высокого объемного к.п.д. шестеренчатых насосов
необходимо стремиться к обеспечению малых торцовых зазоров.
Указанные обстоятельства способствовали разработке конструкции
шестеренчатых насосов с регулированием торцовых зазоров путем
постоянного поджатия втулок, закрывающих шестерни с торцов,
гидравлическим давлением самого насоса.
При таком способе выборки торцовых зазоров достигаются вы-
сокие объемные к. п. д. (свыше 0,9 при давлениях 100 кг/см* и выше).
Утечка жидкости между зубьями шестерен в месте их соприкосно-
вения незначительна и зависит от длины пятна касания. В местах
контакта зубьев развивается достаточное давление для предотвра-
щения утечки. Расположение осей шестерен в одной плоскости, стро-
гая их параллельность, а также параллельность образующих про-
филей зубьев осям шестерен обеспечивают нормальный контакт зубьев
и отсутствие утечки жидкости между зубьями.
При эксплуатации насоса под давлением, в связи с износом тру-
щихся деталей, происходит увеличение зазоров, а следовательно,
уменьшение объемного к.п.д. и производительности насоса. В первую
очередь происходит увеличение торцовых зазоров, наиболее влияющих
на объемный к. п. д.
По этой причине при конструкторских расчетах теоретической
производительности насосов не следует принимать возможных наи-
больших значений объемных к.п.д., а уменьшать их на 10—15%.
При этом новые насосы будут давать несколько завышенную про-
изводительность против нормальной, но по мере износа деталей она
будет уменьшаться. Это обеспечивает получение предусмотренных
для гидросистемы параметров на более длительное время по сравне-
нию с тем, когда насос выбирается без запаса производительности
исходя из его номинальной характеристики.
При испытании насосов определение объемного к. п. д. не пред-
ставляет затруднений. Определение гидравлического к. п. д. представ-
ляет затруднения, так как при этом требуется измерение давления
в рабочей камере насоса. Это может быть сделано путем установки
датчика и осциллографирования давления.
Так как гидравлические потери небольшие, то практически их
включают в механические потери и условно принимают, что меха-
нический к. п. д. включает в себе и гидравлический к. п. д., т. е.
"Чуе. мех e ЧмехУеид'
Определение механического к. п. д. не представляет затруднений.
32
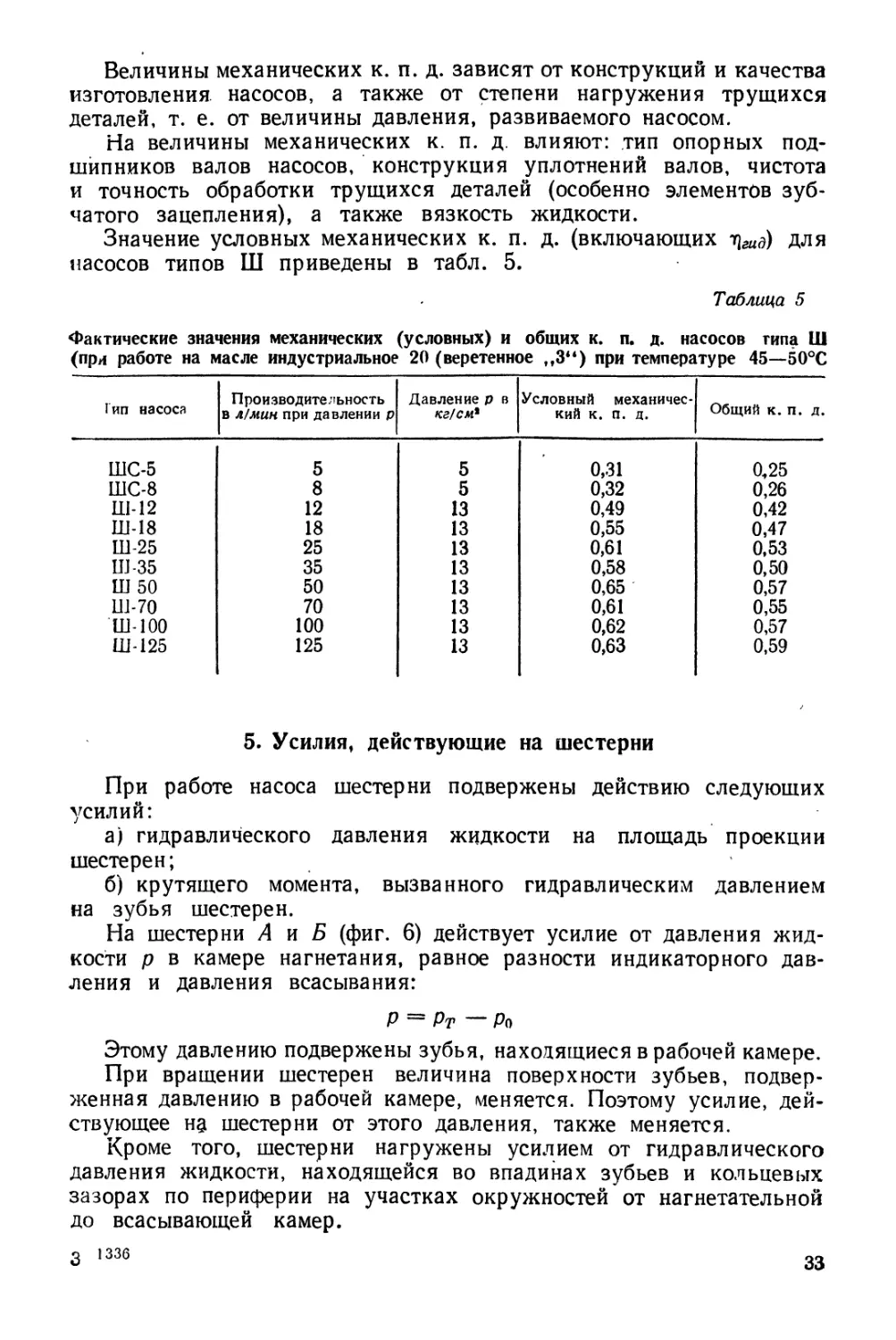
Величины механических к. п. д. зависят от конструкций и качества
изготовления насосов, а также от степени нагружения трущихся
деталей, т. е. от величины давления, развиваемого насосом.
На величины механических к. п. д. влияют: тип опорных под-
шипников валов насосов, конструкция уплотнений валов, чистота
и точность обработки трущихся деталей (особенно элементов зуб-
чатого зацепления), а также вязкость жидкости.
Значение условных механических к. п. д. (включающих для
насосов типов Ш приведены в табл. 5.
Таблица 5
Фактические значения механических (условных) и общих к. п. д. насосов типа U1
(при работе на масле индустриальное 20 (веретенное ,,3“) при температуре 45—50°С
Гип насоса Производительность в л/мин. при давлении р Давление р в кг/см’ Условный механичес- кий к. п. д. Общий к. п. д.
ШС-5 5 5 0,31 0,25
ШС-8 8 5 0,32 0,26
Ш-12 12 13 0,49 0,42
Ш-18 18 13 0,55 0,47
Ш-25 25 13 0,61 0,53
Ш-35 35 13 0,58 0,50
Ш50 50 13 0,65 0,57
Ш-70 70 13 0,61 0,55
Ш-100 100 13 0,62 0,57
Ш-125 125 13 0,63 0,59
5. Усилия, действующие на шестерни
При работе насоса шестерни подвержены действию следующих
усилий:
а) гидравлического давления жидкости на площадь проекции
шестерен;
б) крутящего момента, вызванного гидравлическим давлением
на зубья шестерен.
На шестерни А и Б (фиг. 6) действует усилие от давления жид-
кости р в камере нагнетания, равное разности индикаторного дав-
ления и давления всасывания:
Р ~ Рт — Ро
Этому давлению подвержены зубья, находящиеся в рабочей камере.
При вращении шестерен величина поверхности зубьев, подвер-
женная давлению в рабочей камере, меняется. Поэтому усилие, дей-
ствующее на шестерни от этого давления, также меняется.
Кроме того, шестерни нагружены усилием от гидравлического
давления жидкости, находящейся во впадинах зубьев и кольцевых
зазорах по периферии на участках окружностей от нагнетательной
до всасывающей камер.
з 1336 33
В связи с разностью давлений рт и р0 жидкость через радиальные
зазоры (между корпусом и головками зубьев) перетекает из полости
нагнетания в полость всасывания. Проходя через узкие щели, жидкость
постепенно теряет давление от рт до р0» создавая соответственные
давления во впадинах зубьев, находящихся на пути ее течения
(см. заштрихованную часть на фиг. 6).
Суммарное усилие от действия гидравлического давления опре-
делится как результирующее усилий изменяющихся давлений,
действующих на зубья на дуге окружности между нагнетанием и
Фиг. 6. Схема для опре-
деления усилий, действу-
ющих на шестерни.
всасыванием, и усилие от действия давления
на зубья, находящиеся в полости нагнетания.
Точный теоретический расчет суммарного
усилия представляет большие трудности.
Падение давления от рт до р0 подчи-
няется линейному закону. Исходя из этого и
принимая, что в зоне всасывания и нагнета-
ния, находится по Vs части окружности
выступов шестерен, некоторые зарубежные
авторы; а также отечественные авторы:
В. В. Ермаков, Е. М. Хаймович и другие
считают, что суммарное усилие от действия
гидравлического давления на шестерни может
быть определено по следующей формуле:
Р = (0,6 ~ 0,7) (рт — Ро) Deb кг, (54)
где De —диаметр окружности выступов в см;
b — ширина шестернй в см;
ртп Pq — давления в кг!см\
На основании опытов завода «Гидропривод» над насосом Ш-100
можно сделать вывод, что сила гидравлического давления на шестерню
на 19—22% больше, чем определенная по формуле (54) с коэффициен-
том 0,7.
При проведении указанных опытов давление во впадинах зубьев
шестерен измерялось при помощи мембранных емкостных датчиков
и шлейфового осциллографа.
Для возможности изменения давления во впадинах зубьев шесте-
рен насос был переделан следующим образом. Ведомый вал насоса
был выведен наружу через уплотнение. В месте выхода вала к крышке
насоса был привернут колпак, имеющий резьбовое отверстие для
установки мембранного датчика. Полость колпака через осевое свер-
ление вала и радиальное сверление во впадине между зубьями шестер-
ни была соединена с этой впадиной.
Таким образом, мембранный датчик непосредственно соединялся
с полостью одной впадины. При вращении шестерни можно было за-
фиксировать давление при любом положении впадины. Второй дат-
чик через отверстие в корпусе был соединен с камерой нагнетания
насоса.
Для ориентирования давления во впадине относительно положе-
ния шестерни к корпусу на ведущем валу насоса был установлен
диск-отметчик в виде текстолитовой шайбы с якорем.
Проходя через поле электромагнита, якорь давал импульс, который
параллельно с регистрацией давления во впадине наносился на ленту
осциллографа.
Опыты завода совпадают с выводами Е. М. Юдина [10] о том,
что значение Р = (0,6 4- 0,7) pbDe является заниженным.
Крутящий момент от давления рт в камере нагнетания вызывает
усилия, которые неодинаково нагружают ведущую А и ведомую Б
шестерни (фиг. 6).
Сила реакции крутящего момента для ведомой шестерни увели-
чивает результирующее усилие на нее, а для ведущей шестерни,
наоборот, уменьшает результирующее усилие. Поэтому нагрузка
на подшипники ведомой шестерни всегда будет большей, чем для
ведущей.
Учитывая гидравлическое давление и усилие крутящего момента,
для ведомой шестерни полная нагрузка может быть определена по
формуле
Р = 0,85 (рт — Ро) кг, (55)
для ведущей шестерни нагрузка составляет 0,75Р.
Точное теоретическое определение усилий, действующих на ве-
домую шестерню, может быть сделано по формулам, обоснованным
Е. М. Юдиным [10].
6. Валы и подшипники
Валы насосов рассчитываются на прочность исходя из нагрузок,
действующих на шестерни.
В связи с наличием малых зазоров между шестернями и корпусом
прогиб валов может привести к перекосу шестерен, нарушению нор-
мального зубчатого зацепления, задирам о корпус, а также вредно
отразиться на работе подшипников.
Поэтому диаметры валов выбирают исходя из условий обеспе-
чения жесткости.
Для зубчатых передач станков рекомендуется следующее отно-
шение наибольшей стрелы прогиба вала шестерней к расстоянию
между их опорами
2T2L (0,0001 4- 0,0005),
где /max — максимальная стрела прогиба вала под шестернями в мм;
I — расстояние вала между опорами в мм.
Для валов насосов это отношение будет •
(0,00005 4- 0,0001).
3’
35
Независимо от размеров насоса и величины его торцовых зазоров
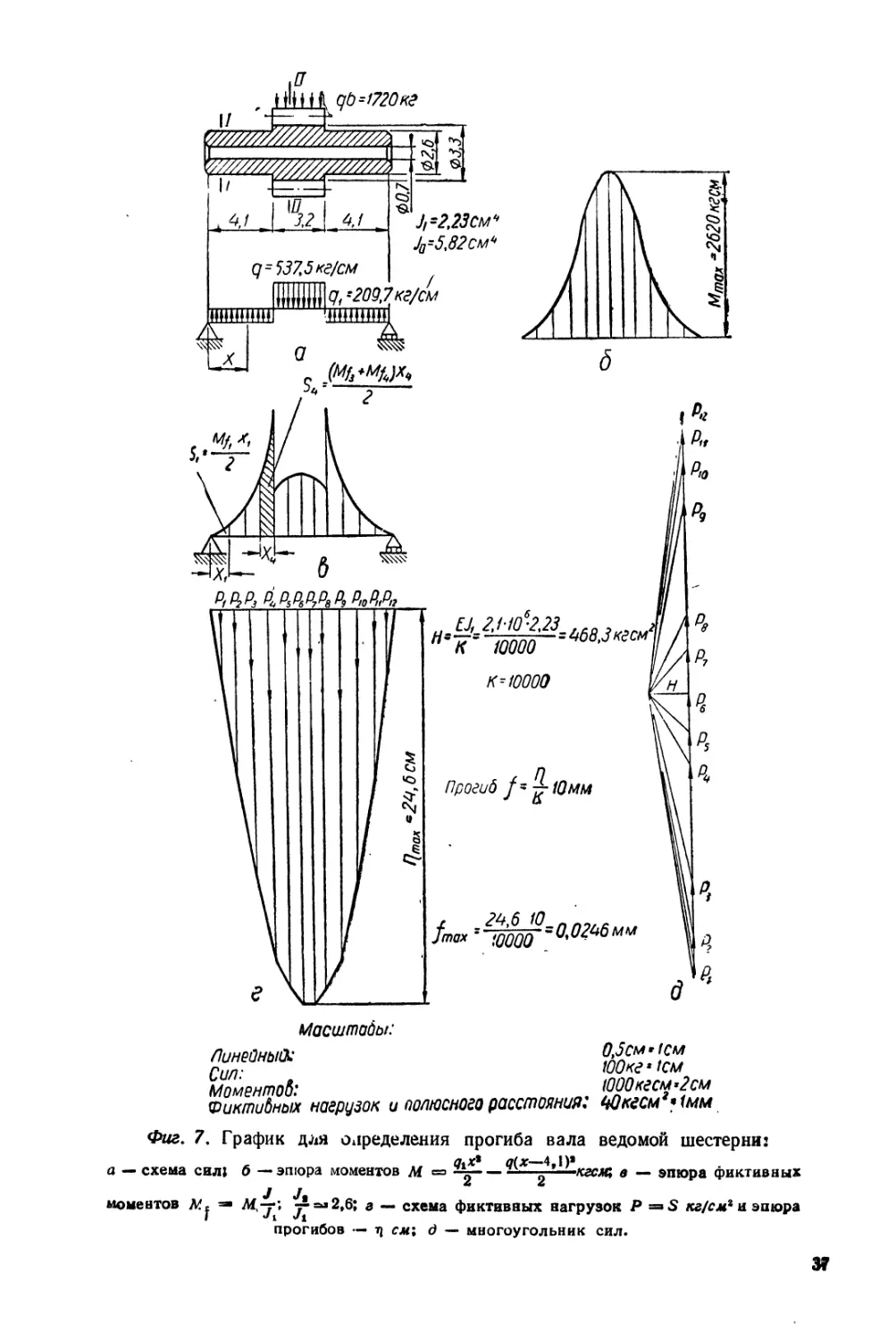
не рекомендуется, чтобы стрела прогиба была более 0,005 мм.
Величину прогиба для гладких валов можно определять анали-
тическим способом по формулам сопротивления материалов. При
ступенчатой форме валов прогибы удобнее определять графическим
способом.
Модуль упругости для закаленных валов принимается Е = 2,1.10е.
На фиг. 7 показан пример графического определения прогиба вала
ведомой шестерни одного из насосов, у которого шестерня выполнена
заодно с цапфами.
При расчете прогибов валов существенное значение имеет отнесение
опор к тому или иному типу.
При применении подшипников качения (по одному в каждой опоре)
вал насоса можно рассматривать как балку на шарнирных опорах.
При применении подшипников скольжения с соотношением длины
к диаметру-у-= 1,5 -? 1,6 для валов насосов надежнее рассматривать
вал как лежащий на шарнирных опорах. В связи с относительно
большими нагрузками на шестерни выбор надлежащих конструкций
опор является очень важным для длительной работы насоса.
При высоких давлениях жидкости в насосах точное определение
нагрузок на опоры валов шестерен имеет особенно важное значение
для набора подшипников, которые являются наиболее уязвимым
узлом в работе насосов.
На первом этапе развития шестеренчатых насосов применялись
подшипники скольжения. Давление, развиваемое насосами, состав-
ляло 10 кг!см2\ долговечность опор была невысокой.
\ В дальнейшем были применены подшипники качения, которые
позволили довести давление, развиваемое насосами, до 100 кг! см*
и выше.
При больших нагрузках на шестерни и относительно малых расстоя-
ниях между их осями подбор стандартных подшипников качения обычно
не приводит к положительным результатам, так как для шестерен-
чатых насосов требуются подшипники с малым наружным диаметром
и большой несущей способностью. Поэтому целесообразно иметь
подшипники без внутреннего кольца. Так, как заводы-поставщики не
изготовляют подшипников без внутренних колец, то заводы-изгото-
вители насосов сами изготовляют требуемые наружные кольца
и применяют к ним свободные ролики или иглы. Роликовые подшип-
ники являются надежными и выносливыми в работе.
Расчет подшипников качения обычно ведется исходя из 5000 ч
их работы при полной нагрузке насоса максимальным рабочим дав-
лением.
На подшипники действуют реакции опор валов насоса. Расчет
подшипников качения с постоянным числом оборотов производится
по формуле
С = Якбкткк (лй)0,3г (56)
86
, н!нц дЬ=>720кг
Si S.
3.2
6,1
q=537,5ке/см
Jr2,23CM“
Jq=5.82cm^
11ШШШШ1
ЦШШШ11
Pto
р,р,р3р<р,р6рЛР-,рМ
Прогиб f-^тЮмм
' д
К=10000
p„
я
e
d
Масштабы:
Линейный:
пи/г Ю0кга1см
Моментов: 1000кесм*2см
Фиктивных нагрузок и полюсного расстояния: бОкесм • 1мм
Фиг, 7, График для определения прогиба вала ведомой шестерни:
а — схема сил» б — эпюра моментов М = — ^^—кгсм; в — эпюра фиктивных
моментов ^“2,6; г — схема фиктивных нагрузок Р =S кг/см* а эпюра
прогибов — ц смг д — многоугольник сил.
3?
где С—коэффициент работоспособности;
R — нагрузка на подшипник в кг\
Кб — коэффициент, характеризующий вид нагрузки;
кт — температурный коэффициент;
кк — коэффициент, зависящий от вращения наружного или
внутреннего кольца;
(n/i)0’3 — коэффициент, зависящий от срока службы h (в часах)
и числа оборотов п (в минуту).
Для условий работы шестеренчатых насосов можно принимать
следующие значения коэффициентов:
Кб — 1 при отсутствии резкого колебания давления;
Кб = 1,2 при резком колебании давления;
Кт = 1, так как насосы работают при температуре до 100°С;
кк = 1, так как вращается внутреннее кольцо (вал).
Значение коэффициента (n/z)0»3 выбирают исходя из величины nh
по соответствующим таблицам, приведенным в Справочнике метал-
листа [6].
Значение коэффициента работоспособности С может быть опре-
делено по формулам, разработанным Первым государственным под-
шипниковым заводом (1ГПЗ) для роликовых подшипников:
С = G0z°>7dl при 4 == 1 1,25;
С = 55 при 4 = 1,25 -г 2;
С= 50z°>7d/ при =2ч-3
где 2 — число роликов;
. d— диаметр роликов в мм;
I — длина роликов в мм.
Для игольчатых подшипников
C = 250D°-7SZ„,
где D — диаметр беговой дорожки вала в мм;
1п — полезная длина иглы в мм, £ln = V 1» — (Р );
d — диаметр иглы в мм.
Радиальные зазоры (начальные) для валов 012—25 мм для ро-
ликовых подшипников составляют 0,01—0,015 мм; для игольчатых
0,02—0,03 мм.
Окружной зазор между иглами должен быть не более d, а осевой
зазор в пределах 0,2—6,4 мм.
Рабочие радиальные зазоры следует проверять исходя из натягов
при посадке колец и температуры при работе насоса.
Игольчатые подшипники очень чувствительны к перекосам и за-
щемлениям концов игл, поэтому, применяя их, наДо обратить особое
внимание на точность изготовления сопряженных деталей.
Хорошие .результаты получают применением игольчатых под-
шипников с сепараторами, однако грузоподъемность и долговечность
S8
при этом уменьшаются, так как количество игл, помещенное на бе*
говой дорожке подшипника того же диаметра, уменьшается.
Для ограничения осевого перемещения роликов и игл обычно
диаметр поверхности качения делают меньше диаметра вала.
При применении валов гладкой конструкции во втулки (наруж-
ные кольца) запрессовуются ограничительные кольца.
Валы и втулки изготовляются из цементуемой стали марок 20Х
и 18ХГТ или азотируемой стали. Твердость цементованного слоя
после закалки HRC 59-? 62 и азотированного HRC 62-?66. Глубина
цементованного слоя должна быть не менее 1 мм.
Поверхности качения валов и втулок после термической обра-
ботки должны быть обработаны до чистоты VWV 10, что дости-
гается шлифованием и последующей
доводкой.
Овальность и конусность не должны
превышать 0,005 мм.
Смазка подшипников, помещенных в
Фиг. 8. Изменение скорости
течения вязкой жидкости при
одномерном потоке.
корпусе насоса, осуществляется перека-
чиваемым маслом, проникающим через
зазоры из камеры нагнетания. У насо-
сов с вынесенными наружу подшипни-
ками с уплотнением валов смазка осуществляется по общим пра-
вилам для подшипников качения.
За последние годы развития гидродинамической теории смазки
шестеренчатых насосов с высокими рабочими давлениями (до
150 кг/см2) получили применение подшипники скользящего трения.
Шестеренчатые насосы со скользящими подшипниками успешно
применяются в отечественном тракторостроении для подачи жидко-
сти в гидронавесные системы с давлением до 100 кг!см2.
Расчет подшипников скольжения ведется по гидродинамической
теории смазки, разработанной петербургским проф. Н. П. Петровым,
исходя из условий жидкостного трения, когда трущиеся поверхности
разделены слоем масла толщиной 0,01—0,02 мм.
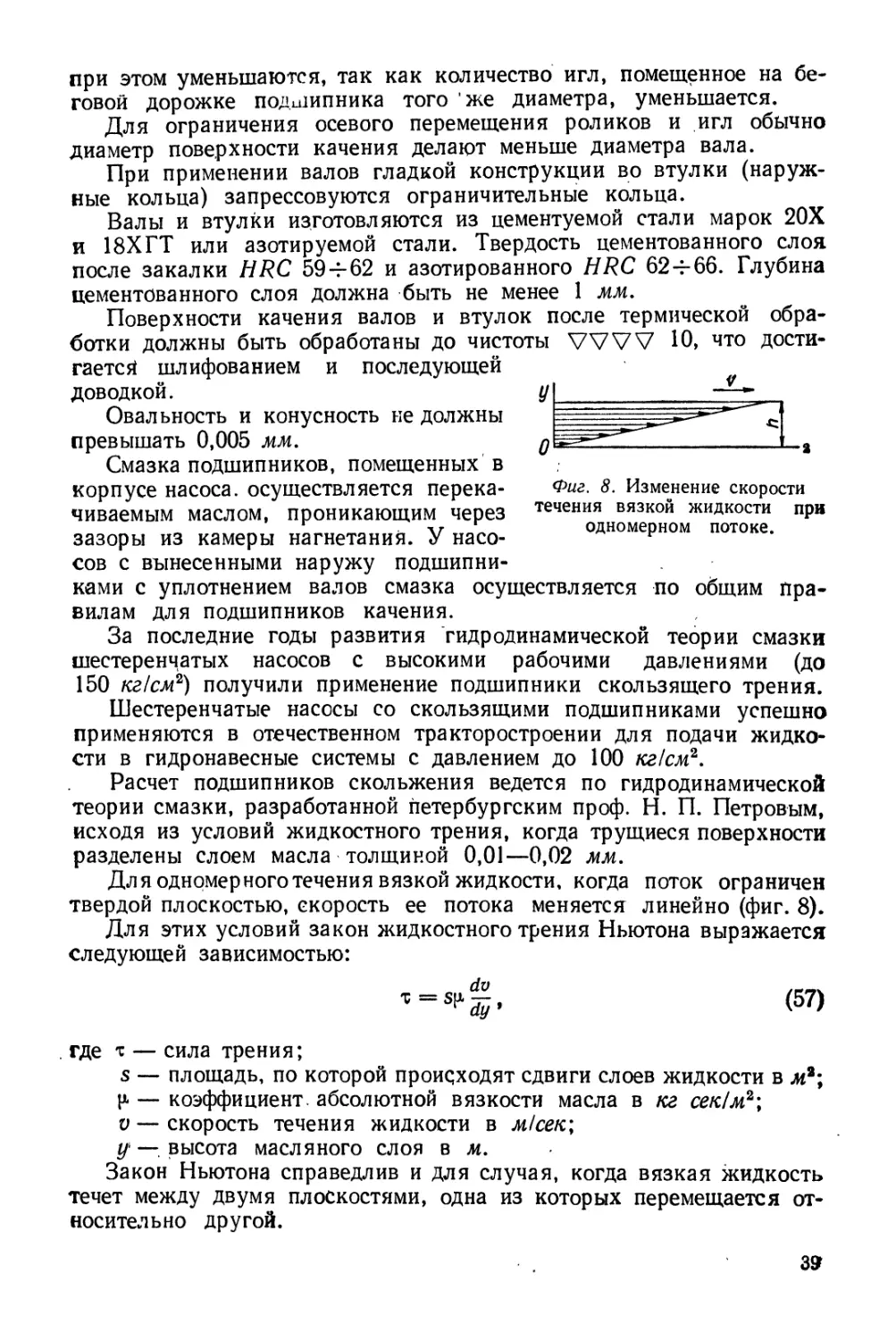
Для одномерного течения вязкой жидкости, когда поток ограничен
твердой плоскостью, скорость ее потока меняется линейно (фиг. 8).
Для этих условий закон жидкостного трения Ньютона выражается
следующей зависимостью:
dv
Т = SJJ- -Т- ,
r dy ’
(57)
. где т — сила трения;
s — площадь, по которой происходят сдвиги слоев жидкости в ;иа;
? — коэффициент, абсолютной вязкости масла в кг сек1м2;
v — скорость течения жидкости в м/сек;
д/—. высота масляного слоя в м.
Закон Ньютона справедлив и для случая, когда вязкая жидкость
течет между двумя плоскостями, одна из которых перемещается от-
носител ь но др у гой.
39Г
Как видно из формулы (57), сила трения пропорциональна вяз-
кости масла, плошади трущихся поверхностей и изменению скорости
жидкости по высоте масляного слоя.
Если считать давление во всем объеме масляного слоя постоян-
ным, то величина будет тоже постоянной и равной отноше-
иу
V
нию-г- > тогда
п
(58)
что можно допустить при малой толщине масляного слоя.
Сила трения равна произведению нормального усилия на коэф-
фициент трения, т. е.
т = Nf, (59)
где f—коэффициент жидкостного трения;
N — нормальная сила в кг.
Из формул (58) и (59)
' ~ hN ’
учитывая, что N = sp, где р — удельное давление масла в кг!см\
f — 1 &L
' h р *
Величина называется характеристикой режима работы
подшипника и обозначается X.
Выражая X через угловую скорость вала насоса, получим
х = (60)
Выражение (60) может иметь критическое значение, при котором
•масляная пленка между валом и вкладышем разрывается
Н").- ,61>
Коэффициент надежности режима можно определить из отноше-
ния характеристики рабочего режима X к его критической харак-
теристике
х = (62)
' Ккр
При X > "кКр обеспечивается режим жидкостного трения.
Для нормальной работы подшипника необходимо наличие зазора
между валом и отверстием вкладыша, что дает возможность обра-
зоваться масляному клину, воспринимающему нагрузку подшип-
ника (фиг. 9).
Сила Р стремится прижать вал к отверстию. На дуге сектора АОгБ
масляный клин испытывает сильное давление.
40
Для работы подшипника жидкостного трения необходимо, чтобы в
нагруженной зоне была обеспечена минимально необходимая тол-
щина масляного слоя который бы не разрывался под действием
давления от силы Р.
Так как вязкость масла резко уменьшается при повышении тем-
пературы, то обязательным условием нормальной работы подшип-
ника является соблюдение температурного режима.
При повышении температуры выше допустимой уменьшается
вязкость и несущая способность масляного слоя; вал сближается
с отверстием, возникает граничное, а затем
сухое трение и подшипник выходит из
строя (заедает).
Расчет подшипника по гидродинами-
ческой теории смазки сводится к прд-
верке режима, обеспечивающего условия
жидкостного трения [6].
При этом должны быть определены:
а) минимальная толщина слоя смазы-
вающей жидкости и условие надежности
подшипника;
б) температура при работе подшипника
Фиг. 9. Схема работы
подшипника жидкостного
трения.
или количество масла, которое надо про-
качать через подшипник для его охлаждения до требуемой темпе-
ратуры.
Последнее условие выполняется путем использования части масла,
нагнетаемого самим шестеренчатым насосом. Подвод масла осуще-
ствляется либо из полости нагнетания, либо из запертого между
зубьями объема [4].
Для проведения расчета введем следующие обозначения:
Р — радиальная нагрузка на подшипник в кг;
d — диаметр вала в мм;
D — диаметр отверстия вкладыша в мм;
А — диаметральный зазор между отверстием вкладыша и валом.
А = (D — d) в мм;
I — длина вкладыша в мм;
ф =
р — удельное давление в подшипнике 1р= кг!см2\;
<о — угловая скорость вала в сек~1;
е — эксцентриситет (смещение центра вала по отношению
к центру отверстия) в мм;
х — относительный эксцентриситет 1х = — ;
Amin — минимальная толщина масляного слоя;
И — абсолютная вязкость масла кг сек!м2;
°Е — относительная вязкость масла в градусах Энглера;
41
л — характеристика режима работы подшипника;
$ — коэффициент надежности подшипника.
Для сохранения масляной пленки необходимо соблюдать условия
значения X определяются условиями режима работы
(табл. 6 ) и могут быть подсчитаны по формуле (60).
Таблица 6 [4]
Значениях^ • 107 приф = 0,0015 4- 0,0025
в зависимости от материалов вала и вкладыша
Материалы вкладыша
Материалы вала
сталь |. сталь
НВ <350 | НВ>350
ЧР- 'О7
Бронза оловянистая (пласти- ческая) 6 5
Бронза твердая 8 7
Баббит 5 4
Наименьшая толщина смазочного слоя определяется по формуле
hmia = ДлД мм. (63)
Значение 7G определяется от вспомогательной величины Ко, свя-
занной с режимом работы и отношением длины вкладыша подшип-
ника к диаметру вала по соответствующим таблицам, приве-
денным ниже.
Величина /Со определяется по формуле
10 000р / Д \а .
(у)- . <64)
Относительная вязкость масел обычно приводится в градусах Энглера»
Перевод относительной вязкости масла по Энглеру в абсолютную
(динамическую) вязкость определится по формуле
р = 7 (0,00074°Е — кг сек/м2,
где 7 — удельный вес масла при температуре определяемой вяз-
кости в кг/л.
Значения абсолютной вязкости для некоторых масел приведены
в табл. 7.
Перевод значения абсолютной вязкости масел при другой темпе-
ратуре определится соотношением
где р — вязкость масла при температуре t;
Pi — вязкость масла при температуре h.
42
Таблица 7
Абсолютная (динамическая) вязкость минеральных масел [6]
Наименование масла Маска масла гост Значение абсолютной вязкости в кг сек/м*
при 50°С
Индустриальное 12 1707-51* 0,0009 -0,0013
20 1707-51 0,0015 -0,0021
» 30 1707-51 0,0024 -0,0030 '
» 45 1707-51 0,0034 —0,0047
> 50 1707-51 0,0038 —0,0052
Турбинное 22 32-53 0,0018 -0,0021
30 32-53 0,0025 -0,0029
» 46 32-53 0,0040 —0,0043
57 32-53 0,0050- —0,0053
Автотракторное АК6 1862-57 0,0055'
» АК-10 1862-57 0,0009
» АК-15 1862-57 0,0013
Авиационное МС-20 1013-49 0,0018 При 100 с
<» МС-24 1013-49 0,0022
МК-22 1013-49 0,00224
Величина относительного зазора обычно принимается в пре-
делах 0,0005—0,0025.
Задавшись отношением длины вкладыша к диаметру «у, вели-
Д
чинои относительного диаметрального зазора -j, зависящего от при-
нятой Посадки и, определив по формуле (64) значение по табл. 8
отыскиваем значение Kh\ затем по формуле (63) определяем наимень-
шую величину смазочного слоя /?min.
Значение Лтш определяет надежность работы подшипника.
Желательно иметь Amin в пределах 0,01—0,02 мм, а относитель-
ный эксцентриситет х в пределах 0,5 — 0,9.
Минимальная толщина слоя, при котором жидкостное трение пе-
реходит в граничное трение, зависит от высоты неровностей на по-
верхностях вала и отверстия вкладыша, а также от величины прогиба
вала в отверстии.
Эта величина носит название критической толщины слоя смазки
(Zimin)*/? и может быть определена по формуле
(^min)/c/> — Нв *4“ Но 4* Утах» (65)
где Нв и /70 — максимальные микронеровности вала и отверстия;
Утах — прогиб вала в отверстии вклаЬыша.
Величина средних максимальных микронеровнсстей для соответ-
ствующих классов чистоты определяется по ГОСТ 2789-51.
Класс чистоты ^ср max в мк
8-Й 3,2
9-й 1,6
10-й 0,8
11-й 0,5
43
Отношение характеризует запас толщины слоя смазки по
(Лш1п)кр
сравнению с его предельным значением и выражает коэффициент
надежности подшипника
е = 2Ц_>2.
Кроме проверки режима работы и минимальной толщины масля-
ного слоя подшипника необходимо обеспечить условия, при которых
его температура не могла бы превысить определенной нормы.
Значения Kh в зависимости от ЛЬ и [6]
Таблица 8
1 d Хо
0,3 0.4 ' 0,5 0,6 1 0,8 | | 1.0 1 1 1 1.6
2,0 . - 0,38 0,34 0,31 0,27 0,23
1,5 — — 0,38 0,35 0,31 0,28 0,25 0,21
1,2 — 0,37 0,35 0,32 0,29 0,25 0,22 0,19
1,0 0,33 0,35 0,32 0,29 0,26 0,23 0,20 0,17
0,9 0,36 0,33 0,30 0,28 0,24 0,21 0,185 0,16
0,8 0,35 0,31 0,28 0,26 0,22 0,20 0,17 0,145
0,7 0,32 0,29 0,26 0,24 0,20 0,18 0,155 0,135
0,6 0,29 0,26 0,23 0,21 0,18 0,16 0,14 0,12
0,5 0,26 0,22 0,20 0,18 0,15 0,135 0,12 0,10
1 Ко
d 2.0 2,5 | 3.2 | 4,0 5,0 6.0 8,0 10,0
2,0 0,20 0,17 0,14 0,11 0,09 0,075 0,06 0,05
1,5 0,18 0,15 0,125 0,10 0,085 0,07 0,055 0,045
1,2 0,16 0,14 0,115 0,095 0,075 0,065 0,05 0,045
1,0 0,145 0,125 0,10 0,085 0,07 0,06 0,045 0,04
0,9 0,135 0,115 0,095 0,08 0,065 0,06 0,045 0,04
0,8 0,125 0,105 0,09 0,075 0,06 0,055 0,04 0,035
0,7 0,11 0,095 0,08 0,07 0,055 0,05 0,04 0,035
0,6 0,10 0,085 0,07 0,06 0,05 0,045 0,035 0,03
0,5 0,085 0,075 0,06 0,05 0,045 0,04 0,03 0,025
Температура подшипника зависит от работы трения вала о вкладыш,
а также от количества охлаждающего масла, протекающего через
подшипник.
Введем дополнительные обозначения:
v — окружная скорость вала в м/сек;
f—коэффициент трения в подшипнике
Mif;
44
Ki •— коэффициент, определяемый по табл. 9 в зависимости от
„ 1
Яои-у;
Q—количество тепла, выделяемого подшипником за 1 мин-,
h — температура входящего в подшипник масла в °C;
/2 — температура выходящего из подшипника масла в °C;
— объем масла, требуемый для охлаждения подшипника в
л!мин\
t\ — температура окружающей среды в °C;
4 — температура корпуса подшипника в °C;.
Количество тепла, выделяющееся подшипником за 1 мин 161,
определяется по формуле
Q = Pfv ккал/мин. (66)
Количество масла, прокачиваемое через подшипник для его охлаж-
дения, определяется по формуле
V як (2 -г 3) л/мин. (67)
Для предварительных расчетов можно принимать <= 10
и /2 = 50 4- 70°С с последующей проверкой.
При выносных подшипниках и охлаждении через корпус площадь
охлаждения корпуса определяется по формуле
f^(4^8)-A- м* (68)
где 12— t\ можно предварительно принять равным 30®(5.
Канавки для прокачивания масла через втулки делают с профи-
лем, очерченным по радиусу (при применении чистого масла сопря-
жения канавок с окружностью отверстия втулки закругляются).*
Таблица 9
Значения коэффициента Kf в зависимости от Ко и отношения -4- |
т а
1 d
0,3 0,4 0,5 . 0,6 0,ь 1,о 1,25 1,6
>1 7,5 6,5 5,5 4,5 3,5 3 2,5
0,7 И 9 7 6 5 4 3,5 2,9
0,5 12 10 8 6,5 5,5 4,7 4 3,5
i 1 Ко
d 2,0 2,5 3,2 4,0 5,0 | 6,0 8,0 10,0
>1 2,1 1,8 1,5 1,3 Ы 1 0,95 0,9
0,7 2,5 2,2 2 1,7 1,5 1,4 1,3 1,2
0,5 3,1 2,8 2,6 2,4 1,2 2 1,95 1,9
45
Материалы, применяемые 'для вкладышей подшипников жидкост-
ного трения, должны отвечать следующим требованиям: 1) достаточ-
ной усталостной прочности; 2) хорошей прирабатываемости; 3) сопро-
тивляемости коррозии; 4) способности самосмазки на короткое
время, 5) хорошей теплопроводности; 6) способности вбирать загряз-
нения, попавшие в масляный слой; 7) относительной высокой тепло-
емкости; 8) отсутствию вредных примесей.
Материалы с указанными свойствами, применяемые для изготов-
ления, называются антифрикционными. Из всех антифрикционных
материалов (баббиты, свинцовистые бронзы, оловянно-свинцовые
бронзы, алюминиевые бронзы, фосфористые бронзы, антифрикцион-
ные чугуны и алюминиевые сплавы для вкладышей подшипников
шестеренчатых насосов высоких давлений) наибольшее распростра-
нение получили у нас и за рубежом оловянно-свинцовые бронзы
с добавлением 2% никеля. Некоторые иностранные фирмы добав-
ляют 6 бронзу 0,5% серебра.
Английская фирма Даути, имеющая долголетний опыт изготов-
ления шестеренчатых насосов, изготовляет втулки для скользящих
подшипников жидкостного трения из свинцовистой бронзы.
Для предотвращения заедания валов и шестерен, со втулками из
бронзы в первоначальный период приработки применяется гальва-
низация поверхностей отверстий и торцов втулок свинцом толщиной
0,005 мм.
7. Шестерни
У большинства изготовляемых насосов шестерни имеют прямые
зубья. Это объясняется простотой изготовления прямозубых шестерен
по сравнению с их другими видами (спиральные, шевронные).
Некоторые зарубежные фирмы применяют в своих насосах
шестерни со спиральными зубьями, рекламируя плавную подачу
масла.1
Так как при высоких числах оборотов насосов частота пульсации
очень велика (обычно свыше 300 циклов в секунду), то для обычных
гидросистем при величине пульсации 14—18% неравномерность
подачи масла является неощутимой.
В случае применения спиральных шестерен, угол спирали зубьев
выбирают таким,, чтобы сдвиг зубьев по окружности на торцах шес-
терен составлял половину шага.
Радиальный зазор во впадинах спиральных шестерен мо^кет быть
использован для отвода запертого между зубьями масла в полость
нагнетания.
При работе спиральных шестерен возникают осевые усилия,
.которые стремятся прижать шестерни к торцам корпуса, что может
вызвать интенсивный износ и увеличение торцовых зазоров.
Поэтому необходимо рассчитывать величину удельного давления
на торцы и при его больших значений фиксировать шестерню в осе-
вом направлении и устанавливать упорные подшипники. Это услож-
М
няет конструкцию насоса, так как повышаются требования к изго-
товлению деталей.
Применение спиральных шестерен в насосах с гидравлической
компенсацией торцовых зазоров вызывает повышение удельного дав-
ления на торцы подшипников втулок.
Указанные обстоятельства ограничивают применение шестерен
со спиральными зубьями в насосах.
Для изготовления шестерен насосов, работающих при небольших
давлениях (до 5—6 ка/сл!2), в большинстве случаев применяют сталь
без термической обработки или твердый чугун марки СЧ 21-40 до
СЧ 28-48.
Шестерни насрсов, изготовленные из стали марки 45 с термообра-
боткой до твердости HRC 32—33, заменой шлифования зубьев чисто-
вым долблением, показали невысокую долговечность при работе
на металлорежущих станках на давлениях до 15 кг!см2 и окружных
скоростях 3—4 м/сек.
Для обеспечения долговечности работы не менее 5000 ч при пол-
ной нагрузке насоса шестерни необходимо изготовлять из стали
с закалкой до твердости HRC 50—60.
Материалом для изготовления шестерен могут служить стали
марок 45 или 40Х с закалкой токами высокой частоты, или цементуе-
мые стали марок 20Х и 18Х ГТ с закалкой до указанной твердости,
или другие аналогичные марки сталей.
Шестерни небольших размеров могут быть изготовлены заодно
с валиками. -
Для обеспечения уплотнения, по торцам шестерен необходимо,
чтобы между окружностью впадин зубьев и валиком оставалась пере-
мычка не менее 5 мм.
При относительно большой разнице в диаметрах шестерен и ва-
ликов шестерни выполняются отдельно и соединяются с валиками
при помощи шпоночного и реже шлицевого соединения.
Для обеспечения надежной работы шпоночного соединения сопря-
жение валика с шестерней по диаметру отверстия и вала выполняется
по посадке, обеспечивающей небольшой натяг (0,005—0,01 мм)\
наличие зазора приводит к быстрому разбалтыванию и выходу из
строя цшоночного соединения.
Ведомая шестерня обычно не имеет шпоночного соединения с ва-
ликом, так как для преодоления момента трения в опорах достаточно
иметь небольшой натяг между отверстием шестерни и валиком.
Зубья шестерен насосов обычно оказываются достаточно прочными
для сопротивления действующим на них усилиям, так как относи-
тельно крупная величина модуля обуславливается стремлением по-
лучить в меньших габаритах нагнетающих деталей большую произ-
водительность.
Так как размеры шестерен определяются из условий расчета про-
изводительности насоса, то прочностные расчеты выполняются как
поверочные. Расчеты производятся на проверку контактных и из-
гибных напряжений.
47
Коэффициент контактных напряжений С определяется [61 по
формуле
(i ± 1)
(69)
где Мг — передаваемый крутящий момент в кг. см;
К — коэффициент нагрузки, определяемый по формуле
К= Кнр Кд ;
i — передаточное число;
dd — диаметр делительной окружности в см;
Фиг. 10. График для определения величины внр
в зависимости от а,,.
9 ц
В — ширина шестерни в см;
— коэффициент, зависящий от угла конуса зубьев (для пря-
мозубых передач &« = 1);
<ск — коэффициент, зависящий от угла зацепления (для некор-
регированных передач срк = 1; для коррегированных
Для шестеренчатых насосов с наружным зацеплением, у которых
передаточное отношение равно единице и зубья прямые, формула
(69) примет вид
(70)
В расчет принимается максимальный крутящий момент.
Для нахождения величины коэффициента К необходимо опре-
делить значение Кнр и Кд-
Значение Кнр (коэффициент неравномерности работы) определяется
по формуле
КНр — 1 + (9„р-!)/<„. (71)
Величина 9кр (коэффициент неравномерности нагрузки по ширине
шестерни) определяется из графика (фиг 10) [61 и зависит от отношения
ширины шестерни к диаметру делительной окружности
Яи = ~ . (72)
<7
48
Величина Кп (коэффициент прирабатываемости зацепления) опре-
деляется из графиков (фиг. 11) [6] в зависимости от окружной скорости
шестерен в м!сек и твердости рабочих поверхностей зубьев шестерен.
Если нагрузка мало меняется по величине, необходимо поль-
зоваться графиком а \ если нагрузка резко изменяется (колебания дав-
ления в гидросистеме), то необходимо пользоваться графиком б.
Фиг. 11. График для определения величины коэффициента Кп в зависимости
от твердости зубьев Значения К берутся по графику а, если насос работает без
резких изменений нагрузки. Если нагрузка резко изменяется по величине и эти
изменения часто повторяются, то значения берутся по графику б
Значение коэффициента Кд (коэффициент динамичности) для
прямых зубьев, при твердости рабочих поверхностей 16],
определяется по формуле
Кд = \+П- (73)
я для непрямых зубьев
Кд = 1 4 0,5/7. (74)
При твердости рабочих поверхностей зубьев /7В>350 для прямых
зубьев 161
Кд == 1 + 2/7, (75)
для непрямых зубьев
Кд = 1 + /7. (76)
Величина П определяется по формуле
UvddR Г д
<77>
где В, dd и межцентровое расстояние А в см;
v — окружная скорость шестерни в м/сек;
Mi — крутящий момент в кгсм.
4 1336
49
Величина U определяется по та Таблица 10 Усредненные значения коэффициентов ( U и g для цилиндрических зубчатых В передач [6] 1бл. 10. Если найденное по формулам 73)—(77) значение К.» превысит еличину 1+-^. о его следует принимать равным 1 + -“^. де значение g берется из табл. 10. Для выбора точности зубчатых олес в зависимости от окружной корости можно пользоваться абл. 11. Таблица 11 рен в зависимости от степени точности, риентировочные данные) (6]
Степень точ- ности по нор- мам плавности (ГОСТ 1643-56 и 175b-56) Значение коэффициентов
и Л1 е
4 5 6 7 8 9 10 Окружные ci 1 0,4 0,6 0,7 0,9 1,3 1,7 2,4 сорости ЦИЛИН вида зубьев и 30 65 Г 90 150 к 340 к 580 с 1050 Т дрических шесте их твердости (о
Виды зубьев Твердость зубьев НВ Степень точности (по нормам плавности) по ГОСТ 1643-56
3, 4, 5 6 1 7 1 * 9 1 •
Окружная скорость в м/сек
Прямые <350 >350 > 12 > ю До 18 15 До 12 ю До 6 „ 5 До 4 .. з До 1 .. 1
Непрямые <350 > 350 > 25 > 20 „ 36 „ 30 25 „ 20 .. 12 „ 9 „ 8 „ 6 2 ,, 1,5
Величина допустимых контактных напряжений [6] для требуемых
условий работы определяется по формуле
Ск = [С„] (78)
где [Схв] — допускаемое контактное напряжение, зависящее от
материала и твердости рабочих поверхностей зубьев
шестерен;
Кц — коэффициент эквивалентной нагрузки;
К9 — коэффициент, зависящий от числа часов работы в
сутки;
Кв — коэффициент, зависящий от вязкости масла в°Е.
Значение 1Схв] можно определить по формуле
(79)
или для шестерен с углом профиля производящей рейки а = 20®
по формуле [С^ = 0>9is 1^11 кг/сжа( (80)
so
Шестерня и колеся иясдщди
Фиг. 12. График для определения величины [Ста]:
высоколе;ированных сталей (12ХНЗА, 20ХНЗА, 12Х2Н4А
18ХНВА, 18ХГТ и др.) с термообработкой до твердости НRCcepdl,>35; б - для цементован-
ных высоколегированных сталей (I2HX3A. 18ХНВА, 18ХГТ и др.); HRCcepdt. 26-35 и леги-
рованных сталей с термообработкой твердости HRCcepdh>35; е - при сплошной закалке
а также цементации легированных сталей; HRCcepdti 26 - 35; а - при поверхностной за-
калке зубьев, а также для цементуемых углеродистых сталей марок 15 и 20; д — стальник
зубчатые колеса с термообработкой рабочих поверхностей зубьев до твердости НВ < 350
В]
4*
где [ак] — допускаемое напряжение смятия в кг!см?\
Епр — приведенный модуль упругости в кг/см2, определяемый
по формуле
f ___ 2^1^2
где £*1 и £2 —модули упругости материалов шестерен.
Значение [QJ можно также определить по графику (фиг. 12)
[6]. Коэффициент Кц определяется отношением числа циклов выносли-
вости Л/Ц4?для данного материала к числу циклов изменения напря-
жения Nu, за время работы шестерен.
Мочение riB(HB^2,856ej
Фиг. 13. Графики для определения величины Л^б.
За один оборот шестерни каждый зуб входит в зацепление один
раз, поэтому число циклов изменений напряжений за время Т часов
при п об!мин
N« =60пТ, (81)
где Т — требуемая долговечность работы шестерен в ч.
Значение N4e выбирают из графиков (фиг. 13) в зависимости от
механических свойств материала шестерен.
Величина Кц определяется по формуле
(82)
Если Af4>Af4e , то принимается
N4 = Учв и Кц = 1.
Коэффициент Кэ Для шестеренчатых насосов может быть принят
в пределах 0,8—1,0 при 16 ч работы в сутки.
62
Значение коэффициента Кв определяется [6] по формуле
6 f °Е
Ко = у 13J
при вязкости масла °Е>13,5
и по формуле
°Е
К" ~ у Тзл
(83)
(84)
при вязкости масла Ес 13,5 (вязкость масла берут при рабочей тем
пературе).
Коэффициент Кв также можно
определить из графика (фиг. 14).
Так как вязкость маслй в °Е
обычно приводится при темпера-
туре 50°С, то для ориентировоч-
ного определения вязкости мас-
ла при требуемой температу-
ре можно воспользоваться фор-
мулой
ор 26300 ор /оеч
М = ~^6~ (й£>‘
Фиг. 14. График для определения вели-
чины коэффициента Kt
Фиг. 15. График для опреде-
26300
ления величины —.
быть взята из графика (фиг. 15)
Поверочный расчет зубьев шестерен на
изгиб [6] производится по формуле
(86>
где К — коэффициент нагрузки, имеющий
такое же значение, как в фор-
муле (69);
тп — нормальный модуль в см;
Yi — коэффициент формы зуба, зави-
сящий от числа зубьев;
— коэффициент, зависящий от твер-
дости поверхности зубьев и точ-
ности их изготовления.
Значения коэффициента можно опре-
делить по графику (фиг. 16).
Если при использовании коэффициента
Г1, напряжения изгиба превышают допус-
тимые, то производят уточняющий расчет
с учетом следующих замечаний.
1. При твердости рабочих поверхностей зубьев шестерен ЯВ<350,
точности изготовления не ниже 8-й степени по ГОСТ 1643-56 и вели-
53
чине [CJ>20 кг!см2 можно принять
Л = 0,9г„ (87)
где значение Те определяется по графику (фиг. 17) для некорриги-
рованных шестерен, а для корригированных по формуле
Фиг. 16. График для определения величины коэффициента Г при
нагрузки в вершине зуба. Если высота зуба /к 2,25 т, то найденное
2 25
значение У надо умножить на Ц-— .
п
Для колес с внутренними зубьями можно принять Г = 0,35. Пример: дано z =» 19 «
0,5. И» графика находим (см. пунктир), что Г = 0,304.
(88)
приложении
по графику
в которой У определяется по графику (фиг. 16),
х = 2,95(е,-1)/п + £,
54
где е, — коэффициент перекрытия;
а — угол зацепления;
ф— коэффициент обратного сдвига, который определяется по
формуле ф=^-—a, h — коэффициент коррекции; а— коэф-
фициент отклонения междуцентрового расстояния.
Фиг. 17. График для определения величины Ге некорригированных прямозубых
зубчатых колес при приложении нагрузки в зоне однопарного зацепления
по линии наиболее удаленной от основания зуба.
2. При расчете прямозубых цилиндрических передач с погреш-
ностями основных шагов, не превышающих значений 6-й степени по
ГОСТ 1643-56, значение Гь для некорригированных передач выбирают
из графика (фиг. 17), а для корригированных определяют по формуле
(88).
3. Для проведения уточненного расчета определяют величину
Рп 2МгК
-jf-, где р„= c0Sa кг/см, и величину
Д — (До — Дф — Д') мк,
где Дф— глубина фланкирования в данной точке зацепления;
Д' — величина приработочного износа (ориентировочно при
о<!0 м/сек Д' — 154-20 мк).
55
Величину До определяют по формуле
До = ^Ч2а-^>
где Д/о2 — погрешности основных шагов шестерен в мк.
Если найденное значение Д<0, то принимается Д == 0.
Р
При значении >Д уточненный расчет не производится, по-
скольку вся нагрузка может быть приложена в вершине зуба и в
расчетные формулы берутся значения Г из графика (фиг. 16).
р
При соблюдении условия >Д расчет производится следующим
образом.
По формуле (86) определяют напряжение изгиба, при значении
1*1, взятом из графика (фиг. 16), и вместо Mi значение MiKpnp, где
Крпр == 0,42 + , Д в мк, рп в кг!см.
Рп
По той же формуле определяем напряжение изгиба при зна-
чении Tj = Г6.
С величиной допустимого напряжения сравнивают большее из
полученных значений.
Допускаемые напряжения при расчете на изгиб определяются:
для стальных зубьев
0.75
[а] = [3]0«--кг/см2, (89)
пи
Где ««: — предел прочности материала сердцевины 'зуба;
па — коэффициент запаса прочности;
Кци — коэффициент цикличности, определяемый по формуле
9 -----
Кци = |/т ’ <90>
у ц
при (Уч>5»10* принимается = 5-10® и Кци— 1;
для зубьев из серого чугуна [61
0,36 а.,„
[«Ч = [«1о----~кг1см\ (91)
пи
Значение пи выбирают по табл. 12.
Исходя из современных тенденций к повышению числа оборотов
шестеренчатых насосов от 1500 до 3000 об1мин, а у насосов для са-
молетостроения до 5000 об!мин и выше окружные скорости шестерен
обычно устанавливают свыше 6 м!сек. Поэтому точность изготовления
шестерен должна быть установлена по 3-й или 5-й степени точности по
нормам плавности ГОСТ 1643-56. Для назначения точности шестерен
в зависимости от окружной скорости можно руководствоваться табл. 12.
Чистота поверхностей рабочих профилей зубьев стальных зака-
ленных шестерен должна быть в пределах WV8-i-VVV9.
56
Значение пи для шестерен [6]
Таблица 12
Состояние материала зубьев Чистота поверхности выкружки зуба
Грубая обработка VV 5 Незначи- тельные следы об- работки VV 6 Чистая . обработка V V V 7 Весьма чистая об* работка VVV 8 и выше
Поковка и отливка после нормализации, улучшения или отжига, цементации с последующей закалкой. Зубья с закаленными боковыми поверхно- стями и выкружкой 2,3 2,0 1,8 1,7
Зубья с закаленными боковыми сторона- ми, а также со сплошной закалкой . . 3,5 3,0 2,7 2,5
Отверстия и наружные диаметры шестерен обычно изготовляются
по 2-му классу точности; чистота поверхностей отверстий обычно»
бывает в пределах W6-VW 7, поверхностей окружностей вы-
ступов VVV 8. Торцы шестерен должны иметь чистоту поверхностей
в пределах VVV8~VVV 9; более чистыми должны быть торцы
шестерен насосов с гидравлической компенсацией торцовых зазоров.
Строгие требования предъявляются к геометрической точности
поверхностей шестерен. Торцы шестерен должны иметь плоскостность
и параллельность 0,01—0,015 мм; аксиальное биение торцовых
поверхностей, измеренное на радиусе у окружностей впадин отно-
сительно осей отверстий, должно быть в зависимости от размеров
шестерен 0,01—0,015 мм.
При производстве шестеренчатых насосов большое внимание
должно быть уделено контролю параметров зубчатых зацеплений и,,
в частности, основного шага /0, погрешности профиля (что имеет осо-
бенное значение при шлифовании профилей зубьев методом деления,,
профилированным шлифовальным кругом), радиального биения вен-
ца, пятна касания и параллельности образующих профиля оси шес-
терни.
Эти параметры имеют особое влияние на шум при работе насоса.
Практика показывает, что при массовом производстве шестерен-
чатых насосов в зависимости от качества изготовления и подбора
шестерен, шум насосов изменяется от 60 до 90 децибел (1 децибел равен
1,1 фона).
Если пределы шума 60—65 децибел можно считать приемлемыми,
то шум от 80 до 90 децибел совершенно недопустим для насосов стан-
ков и других машин, работающих в помещениях. Большое влияние
на шум оказывает форма и расположение пятна касания на про-
филях зубьев шестерен.
Если среднее расположение пятна касания по высоте и длине про-
филей зубьев дает вполне удовлетворительные результаты, то рас-
положение пятна касания у краев зубьев или в виде двух отдельных.
57
полос на профиле зубьев шестерен приводит к скрежету при работе
насоса, часто вызывая совершенно недопустимый шум.
Улучшение пятна касания двух шестерен можно достичь их сов-
местной обкаткой (приработкой) на специальных станках.
Появление повышенного шума и ненормальная работа шестерен
могут также вызываться перекосом осей валов или их прогибом при
работе насоса под давлением, что искажает работу даже хорошо из-
готовленной пары шестерен.
8. Корпусные детали и компоновка насоса
Для нормальной работы шестеренчатых насосов необходимо со-
блюдать следующие требования к корпусным деталям.
Расстояния между осями шестерен могут быть выдержаны в пре-
делах 0,03—0,04 мм] йо к параллельности осей предъявляются
строгие требования. Параллельность осей на ширине шестерен дол-
жна быть выдержана в пределах 0,01—0,012 мм. Кроме того, во
избежание перекосов перпендикулярность осей отверстий к торцам
корпусных деталей должна быть обеспечена также в пределах 0,01—
0,012 мм.
Концентричность отверстий для шестерен и подшипников выдер-
живается 0,02 мм.
Отверстия для подшипников и шестерён обычно выполняются по
2-му классу точности. Посадку шестерен с отверстиями корпуса вы-
А А А
бирают у, -д- или -щ в зависимости от величины давления, разви-
ваемого насосом. Во избежание задевания шестерен о поверхность
корпуса при отжиме их давлением в сторону погости всасывания не-
обходим расчет размерных цепей в радиальном направлении.
Корпусные детали шестеренчатых насосов конструктивно опре-
деляются выбранной схемой компоновки насоса. Принципиально
можно отметить четыре основных компоновки деталей насосов
{фиг. 18), не считая насосов с подшипниками, вынесенными из кор-
пуса, которые применяются для несмазывающих жидкостей.
На фиг. 18,а изображен насос с расточкой в корпусе двух от-
верстий для шестерен и отверстий для подшипников валиков, из
которых одно сквозное, а второе глухое. Крышка насоса имеет два
глухих отверстия для псдшипников валиков.
Данная конструкция насоса представляет первую его компоновку
со времени начала промышленного применения шестеренчатых на-
сосов.
В связи с трудностью технологического выполнения указанных
выше требований к точности изготовления корпусных деталей по
схеме фиг. 18,а, ввиду наличия концентрических расточек с глубо-
кими отверстиями, появилась конструкция насосов, приведенная
на фиг. 18,6 и 18,в.
В этих конструкциях с разрезным корпусом расточка отверстий
для шестерен легко может быть выполнена «на проход» (фиг. 18,е).
58
Отверстия для подшипников в боковых крышках хотя и являются
глухими, но представляют меньшие трудности в обработке, чем при
концентрических. Для совместного центрирования корпуса и бо-
ковых крышек Предусмотрены направляющие шпильки с плотной
посадкой.
Отверстия для шпилек во всех трех деталях должны быть базами
при их обработке.
Трудностями данной конструкции являются требования высокой
точности к соблюдению расстояний между осями отверстий для шпи-
лек и их размерной связи с отверстиями для шестерен и втулок.
Фиг. 18. Схема компоновки шестеренчатых насосов.
Однако эти требования могут быть выполнены при обработке всех
отверстий на алмазно-расточных станках.
Компоновка насоса по схеме (фиг. 18,г) отличается от предыдущей
тем, что в корпусе насоса имеется всего два сквозных отверстия, ко-
торые одновременно являются камерами шестерен и служат для по-
мещения подшипниковых втулок. При плотной посадке втулок обес-
печивается достаточная жесткость системы.
Технологические трудности при выполнении деталей насосов по
данной схеме заключаются в строгом соблюдении параллельности н
перпендикулярности торцов корпуса и втулок к осям отверстий, а
также в жестких допусках на ширину корпуса, втулок и шестерен.
Так как допуск зазора равен сумме допусков деталей, его обра-
зующих, то при назначении допуска торцового зазора насоса в пре-
делах 0,03—0,06 мм средняя точность изготовления указанных
деталей по длине составит 0,01—0,02 мм.
59*
Такая точность может быть достигнута при плоском шлифовании
деталей.
Компоновка насоса по схеме (фиг. 18,г) положена в основу осу-
ществления принципа гидравлического поджима втулок при помощи
давления жидкости, нагнетаемой насосом, для компенсации тор-
цовых зазоров.
Последнее обстоятельство привело к созданию конструкции на-
сосов с компоновкой по схеме (фиг. 18,д). В этой схеме втулки выпол-
нены ступенчатыми с целью уплотнения круглыми резиновыми коль-
цами полостей со стороны крышки, в которые подводится масло под
давлением для поджима втулок к шестерням. Втулки имеют сопря-
А
жение с корпусом по посадке -% •
Материалом для изготовления корпусных деталей насосов для
станков служит чугун марки СЧ 21-40.
При массовом производстве детали отливаются в кокили.
Насосы для транспортных и сельскохозяйственных машин имеют
корпусные детали, изготовленные из алюминиевого сплава АЛ9 пу-
тем отливки в кокили.
Это объясняется не столько требованиями уменьшения веса, сколь-
ко уменьшением трудоемкости изготовления.
После обработки корпусные детали не должны иметь раковин и
рыхлостей.
Чистота поверхностей корпусных деталей обычно назначается для
отверстий шестерен V V6; для отверстий неподвижных втулок и под-
шипников VVV7; для подвижных втулок (при гидравлическом под-
жиме) не ниже VVV8; для торцовых уплотняющих плоскостей не
ниже VW8 при строгих требованиях к плоскостности.
Отверстия всасывания и нагнетания в корпусных деталях обычно
имеют резьбу для заворачивания штуцеров трубных соединений.
Резьба в большинстве случаев применяется трубная.
Многие американские фирмы изготовляют шестеренчатые насосы
с конической резьбой в отверстиях для всасывания и нагнета-
ния.
Для насосов высоких давлений (свыше 100 кг/см2) иногда приме-
няется фланцевое соединение трубопроводов при помощи шпи-
лек.
Толщины стенок корпусов и крышек должны быть достаточными,
чтобы выдерживать усилия от гидравлических давлений без дефор-
маций.
Болты должны надежно соединять корпусные детали, обеспечивая
плотность соединения против утечек масла.
В зависимости от рабочего давления и размера насоса болты рас-
полагаются на расстоянии 3—6 см у наружного контура корпуса.
Прочность болтов проверяется от действия гидравлического давле-
ния на площадь крышки, соответствующую отверстиям для шестерен.
60
9. Особенности конструкций и изготовления шестеренчатых насосов
типа Ш
В отечественном машиностроении наибольшее распространение
получили шестеренчатые насосы, которые применяются для подачи
масла в гидравлические системы станков и других машин при дав-
лении до 15 ати (в соответствии с нормальным рядом рабочее давле-
ние установлено 13 ати).
Гамма насосов типа Ш охватывает нормальный ряд производитель-
ности от 5 до 100 л/мин\ выпускается также насос нестандартной
производительности — 125 л/мин для гидроприводов плоскошли-
фовальных станков. Насосы с производительностью 5 или 8 л/мин
предназначены для подачи масла в смазочные системы и имеют пре-
делы давлений соответственно от 6 до 8 ати.
Конструктивное устройство насоса типа Ш представлено на
фиг. 19.
Корпус насоса /, отлитый из чугуна марки СЧ 21-40, имеет лапы
с отверстиями для крепления при установке; два боковых отверстия
в корпусе служат для присоединения всасывающей и нагнетательной
61
труб, которые обычно присоединяются при помощи штуцеров и гаек.
В двух сквозных отверстиях, расстояние между осями которых равно
межцентровому расстоянию шестерен, помещены шестерни, из кото-
рых одна установлена на ведущий валик 14, а вторая на ведомом
валике 18. Зазоры между наружными диаметрами шестерен и от-
верстиями в корпусе лежат в пределах 0,07—0,1 мм.
Ведомый валик выполнен гладким, цилиндрическим; ведущий
выполняется также цилиндрическим, но может име^гь уступы. Для
фиксации его в осевом направлении применены кольца из пружинной
проволоки 3, которые устанавливаются в кольцевые канавки на ва-
лике и плотно охватывают шестерню 2.
Такое же кольцо 15 применено для осевого ограничения привод-
ной муфты. Ведущая шестерня соединена с валиком призматической
шпонкой. Опорами валиков служат игольчатые подшипники. Наруж-
ными кольцами этих подшипников являются втулки 4, изготовлен-
ные из стали марки 20Х, цементованные на глубину до 1,2 мм и за-
каленные до твердости 60—62 по алмазному конусу.
Внутренними кольцами подшипников являются сами валики, из-
готовляемые также из стали марки 20Х с аналогичной термической
обработкой. Шейки валиков и отверстия в кольцах, которые являются
поверхностями качения игл 5, тщательно прошлифованы и доведены
до 10-го класса чистоты поверхностей по ГОСТ 2789-51. В качестве
тел качения применены иглы диаметром 3 мм со сферическими тор-
цами по ГОСТ 8200-56. Для разных размеров насосов применяются
иглы с длиной 16 и 24 мм.
Для предохранения от осевого перемещения игл во втулки с двух
сторон запрессованы кольца 23, изготовленные из стали 45 и терми-
чески обработанные до твердости HRC 35.
Осевой зазор по длине игл между кольцами не превышает 1 мм.
Диаметральный зазор в игольчатых подшипниках составляет 0,02—•
0,03 мм.
д
Втулки 4 сопрягаются с отверстиями в корпусе по посадке ур.
Так как отверстия в корпусе пересекаются, то втулки имеют лыски,
плоскости которых шлифованы и плотно прилегают друг к другу
(фиг. 19, разрез А—Л).
В осевом направлении сумма длины, двух втулок и ширины шес-
терни меньше, чем ширина корпуса на величину суммарного торцо-
вого зазора, который для насосов разных размеров колеблется в
пределах от 0,04 до 0,1 мм. В связи с жестким допуском на величину
торцового зазора допуски на размеры втулок, шестерен и корпусов
в осевом направлении должны быть также жесткими.
При серийном производстве шестеренчатых насосов применяется
селективная сборка с комплектованием указанных деталей, обеспе-
чивающих нужный торцовый зазор. Оба торца корпуса закрыты крыш-
ками 19 и 24, которые прикреплены к нему винтами 6 и 26, имеющими
шестигранные отверстия под ключ. В крышках имеются по два отвер-
стия 20 с резьбой для удобства разборки насоса. После удаления
62
винтов 6 и 26, заворачивая в отверстия 20 демонтажные винты, можно
легко вместе с крышками вынуть из корпуса втулки 4, прикреплен-
ные к крышкам винтами 7 и 25.
Стыковые плоскости корпуса и крышек обработаны шлифованием
до 8-го класса чистоты поверхности с соблюдением плоскостности
до 0,015 мм на всей длине. Однако это не гарантирует отсутствие
утечек через стыки масла, проникающего по зазорам из полости
давления. Поэтому стыковые поверхности корпусов и крышек уплот-
няются постановкой прокладок 21 из бумажной кальки на гитролаке.
Втулки 4 притягиваются к крышкам винтами 7 и 25, что гаранти-
рует получение правильного торцового зазора и исключает возмож-
ность защемления шестерен в результате запрессовки втулок глубже
нормального положения. Постановкой дополнительных прокладок
из бумажной кальки между крышками и втулками можно уменьшить
торцовый зазор на размер толщины кальки (0,04—0,05 мм) или,
установив дополнительные прокладки между крышками и корпусом
(сделав в прокладках отверстия по диаметру втулок), можно соот-
ветственно увеличить торцовый зазор.
Для предотвращения течи масла наружу по приводному валику
применено металлическое торцовое уплотнение, которое состоит из
втулки //, пружины 10, шайбы 9 и штифта 8. Втулка 11 посажена
на валик с зазором 0,01—0,02 мм, через который утечка масла ничтож-
но мала.
Торец бурта втулки прошлифован строго перпендикулярно к оси
отверстия, и силой пружины и давлением масла, находящегося в
полости а уплотнения, прижимается к торцу чугунного кольца 12,
которое прикреплено винтами 17 к крышке 19. На противоположном
торце втулки имеются пазы, в которые входит штифт <8, передающий
вращение втулке от приводного валика.
Для нормальной работы уплотнения необходимо, чтобы торец
бурта втулки по всей своей поверхности прилегал к кольцу. Это
обеспечивается изготовлением крышки 19 со строго параллельными
(до 0.01 мм) плоскостями прилегания к корпусу и кольцу. Перпен-
дикулярность валика 14 к этим плоскостям обеспечивается расточ-
кой отверстий для шестерен и втулок в корпусе строго перпенди-
кулярно к его торцам (биение торцов к осям отверстий не более 0,02 мм
на радиусе 60 мм для больших насосов, и 0,01 мм на радиусе 40 мм
для малых насосов).
Незначительное неприлегание торца втулки к кольцу в силу гео-
метрических погрешностей деталей быстро устраняется за счет при-
тирания этих поверхностей при работе насоса. Практика изготов-
ления насосов с описанной конструкцией уплотнений показывает,
что первоначальная утечка масла резко сокращается по мере работы
насоса и притирания втулки к кольцу При особых требованиях
к малой утечке эту притирку можно осуществить при изготовлении
насоса. Для уменьшения утечки по зазору между валом и втулкой
в полости уплотнения предусмотрено снижение давления путем
соединения этой полости с полостью всасывания насоса.
63
Проникающее из полости давления по зазорам масло отсасывается
через дренажные каналы 27, профрезерованные на внутренних торцах
втулок 4, в полость всасывания. Сечение дренажных каналов прак-
тическим путем подобрано так, чтобы в полости уплотнения сохра-
нялось небольшое давление, ибо создание разряжения в полости
уплотнения повлечет засасывание воздуха (через зазор между втул-
кой и валом), который, попадая в полость всасывания насоса, будет
Фиг. 20 Детали насоса типа Ш.
нагнетаться вместе с маслом в систему, что вредно для работы гид-
равлических приводов. Незначительная утечка масла, которая про-
никает через уплотнение, собирается в выточке 16 кольца 12 и отво-
дится в слив через штуцер и присоединенную к нему трубку.
Во избежание выноса масла по валику в кольце 12 имеется вой-
лочное уплотнение 13. Утечка масла через сливной штуцер уплот-
нения по техническим условиям завода-изготовителя насосов допус-
кается до 50 см3! мин. Практически она составляет 5—15 см*'мин.
Так как уплотнений, не дающих утечки, не существует, то всегда необ-
ходимо иметь отвод утечки.
Особенностью шестеренчатых насосов серии Ш является центри-
рование валиков во втулках, посаженных в сквозных отверстиях
корпуса. Отверстия корпуса являются одной общей базой и для шес-
терен и для подшипниковых опор валиков (фиг. 20). Данная кон-
струкция проще в изготовлении по сравнению с насосами, имеющими
разрезной корпус, где необходимо обеспечить точное совпадение рас-
стояния между осями отверстий для шестерен в корпусе и осями от-
верстий для подшипников в одной и другой крышках. Разница более
Ъ4
0,02 мм В этих размерах недопустима, Что представляет большие
трудности при изготовлении. В конструкции же насосов типа Ш до-
статочно соблюдение расстояния осей отверстий в корпусе в преде-
лах допуска 4-0,05 Мм, что обеспечивает- нормальную работу шес-
терен с эвольвентным зацеплением, при допуске на перекос осей на
длине корпуса 0,02 мм.
Чистовая обработка отверстий корпусов насосов производится
путем тонкого растачивания на двухшпиндельных алмазно-рас-
точных станках последовательной работой правого и левого шпин-
деля. Базовая плоскость приспособления, к которой прилегает тор-
цовая плоскость корпуса насоса, выставляется перпендикулярно к
осям шпинделей для обеспечения требуемого допуска на перпенди-
кулярность осей отверстий к торцам корпуса. Оба торца корпуса
прошлифованы с параллельностью 0,015 мм на его длине.
Для обеспечения нормальной работы шестерен втулки 4 (см. фиг. 19)
должны быть изготовлены с параллельностью торцов в пределах
0,01 мм; биение наружной цилиндрической поверхности к отверстию
допускается 0,01 мм, биение торцов к оси на наибольшем диаметре
должно быть не более 0,01 мм. Соблюдение этих условий гарантирует
отсутствие защемления шестерен при наличии малого торцового зазора.
Шестерни всех насосов серии Ш имеют эвольвентное зацепление
с углом инструментальной рейки 20°, количество зубьев у шестерей
для насосов производительностью от 12 до 125 л!мин равно двенадцати.
Угол зацепления шестерен 29°5Г, коэффициент перекрытия е = 1,17.
Шестерни смазочных насосов ШС-5 и< Ц1С-8 имеют 14 зубьев. Все
шестерни корригированы методом угловой коррекции с коэффициен-
том отклонения междуцентрового расстояния а = 1.
Материалом Для изготовления шестерен служит сталь 45. После
обточки' заготовок, обработки отверстий и фрезерования зубьев,
шестерни проходят закалку зубьев токами высокой частоты до твер-
дости 47—55 по алмазному конусу; после чего шлифуются торцы,
зубья по профилю и наружному диаметру.
Приводные валики насосов тцпа Ш имеют 1450 об1мин.
Окружные скорости шестерен при этом составляют от 3,4 м/сек
для насоса Ш-12 до 5,7 м/сек для насосов Ш-100 и Ш-125, что/приво-
дит к необходимости изготовления зубчатых зацеплений по 7-й’ и
8-й степени точности по нормам плавности по ГОСТ 1643-56.
Шестерни смазочных насосов, имеющие окружные скорости
2,6 м/сек, изготавливаются из стали марки 40Х термообработанной
до твердости HRC 28—32 (окончательная обработка зубьев произво-
дится долблением). Торцовое биение шестерен должно быть не более
0,01 мм, биение наружного диаметра к отверстию — 0,015 мм, па-
раллельность торцов — 0,01 мм.
Скорость масла во всасывающих отверстиях (с учетом толщины
стенок штуцера) составляет от 1,0 до 2,0 м/сек для различных насосов.
Для улучшения условий заполнения впадин зубьев шестерен мас-
лом внутри корпуса (против отверстий всасывания и нагнетания)
фрезеруются выемки 28 (фиг. 19), шириной, несколько большей
5 1336 < • 65
ширины шестерен, образующие своими крайними точками центральный,
угол около 65°.
Шестеренчатые насосы производительностью от 12 до 125 л!мин
построены на.трех размерных базах.
Первая база охватывает насосы с производительностью 12, 18 и
25 л1мин, вторая соответственно 35 и 50 и третья — 70,100 и 125.
Для каждой базы большинство основных деталей насоса: корпус,
Фиг. 2/. Насос типа Ш-35.
крышки, детали уплотнения, а также крепежные детали являются
общими. Изменение производительности насосов достигается за счет
изменения ширины шестерен, у которых все остальные размеры ос-
таются идентичными.
Соответственно изменению ширины шестерен изменяются длины
втулок и посадочные места на ведущем и ведомом валиках, а также
длины применяемых игл для подшипников и деталей ограничивающих
осевое перемещение игл и колец.
Унификация деталей насосов типа Ш представляет значительные
выгоды для производства: давая возможность укрупнять партии
, деталей при изготовлении, она сокращает количество специальной
технологической оснастки и применяемого нормального инструмента.
Насосы типа Ш выпускаются как без электродвигателя (фиг. 21),.
так и смонтированные с электродвигателем на плите (тип ШДП).
66
Смазочные, насосы ШС выпускаются также с фланцевыми электро
двигателями.
Насосы типа Ш не предназначены для привода от шкива или
через зубчатую передачу, так как возникающее от натяжения ремней
или от зубчатого зацепления усилие создает дополнительную нагрузку
на опоры приводного вала, которые не рассчитаны для этих усилий,
Привод насоса должен осуще-
ствляться через эластичную
муфту.
При монтаже , необходимо
обеспечивать строгую соосность
вала насоса с валом электродви-
гателя или другим валом, на
котором монтируется муфта.
Долговечность насосов типа
Ш составляет не менее 5000 ч
работы при максимальном ра-
бочем давлении.
Характеристики и другие
данные насосов типов Ш, ШДП
и ЩДФ приведены в приложе-
ниях.
Фиг. 22. Шестеренчатый насос с гидравлической компенсацией торцовых зазоров.
Насосы высоких давлений. Простота и дешевизна конструкций
шестеренчатых цасосов относительно других типов насосов способ-
ствовала их применению для давлений до 100 кг/см1 и выше. Однако
в нормальных конструкциях насосов внутренние утечки при этих
давлениях становятся настолько большими, что ипользование таких
насосов невозможно.
Особенно большой объем имеют утечки через торцовые зазоры.
Если ужесточить торцовые зазоры, что создаст трудности при изго-
товлении насосов, то износ деталей быстро Приведет к увеличению
зазоров, падению объемных к. п. д. и производительности насосов.
5* 67
Указанные обстоятельства привели к созданию конструкций ше-
стеренчатых насосов, у которых торцовые зазоры автоматически «вы-
бираются» путем гидравлического поджима втулок.
На фиг. 22 приведена подобная конструкция насоса, применяе-
мого для подачи масла в гидравлические системы тракторов для уп-
равления навесными сельскохозяйственными орудиями.
Насос (фиг. 22) имеет компоновку, приведенную на фиг. 18,д.
В корпусе насоса 1 имеются два ступенчатых глухих отверстия
для размещения шестерен 2 и 5, и двух пар втулок 3 и 11 \ расстояние
между осями отверстий выдерживается с точностью ±0,02 мм при
параллельности осей в пределах 0,02—0,03 мм.
Втулки закрывают отверстия для шестерен и одновременно явля-
ются подшипниками валиков насоса, выполненных заодно с шестер-
нями.
Корпус закрыт крышкой 4, которая соединена с ним при помощи
болтов 12. Крышка имеет центрирующий выступ для соосного мон-
тажа вала насоса с приводным валом и отверстия 16 для монтажных
болтов. Для предотвращения утечки масла по стыку корпуса и крыш-
ки в выемке D по контуру корпуса уложено кольцо круглого сечения
10 из маслостойкой резины.
Глубина выемки делается несколько меньше диаметра по сечению
кольца для его предварительного сжатия.
Масло, проникающее через зазоры между втулками и корпусом
из полости давления насоса Т в полость Д, создает давление на коль-
цо 10 с усилием, соответствующим давлению масла плюс усилие от
предварительного сжатия кольца. При этом обеспечивается требуе-
мая герметичность стыка. .
На хвостовике валика ведущей шестерни имеются шлицы для со-
единения с приводной муфтой.
В крышке насоса имеется уплотнение 7 для предотвращения утеч-
ки масла по хвостовику приводного валика из полости С. Уплотне-
ние состоит из резинового кольца, воротник которого стягивается
витой пружиной. Для жесткости уплотнение армировано стальным
штампованным кольцом, что дает возможность плотно установить
его в отверстии крышки. С торца уплотнение закрыто кольцом 8 и
зафиксировано в осевом направлении замковой шайбой 9, вставлен-
ной в выточку в отверстии корпуса.
В боковых частях корпуса имеются отверстия для всасывания В
и нагнетания Г.
Л Подсоединение всасывающего и нагнетательного трубопроводов
производится с помощью фланцев, соединяемых с корпусом при по-
мощи болтов. Стыки фланцев и корпуса уплотняются кольцами из
маслостойкой резины, аналогичными кольцу для уплотнения стыка
корпуса и крышки.
Для уменьшения усилия от давления масла на шестерни сечения
отверстця Г, образующего камеру нагнетания Г, значительно умень-
шено по сравнёнию с сечением отверстия в камере всасывания.
Скорость масла в отверстиях всасывания составляет 1,6 м/сек,'
68
в отверстиях нагнетания 3,1—3,6 м/сек. Втулки насоса 3 и 11 снаружи
имеют ступенчатую форму; по большому диаметру втулки сопрягаю-
А
тся с отверстиями в корпусе по посадке у- при чистоте поверхностей
VW? и VVV8; по малому диаметру втулки 11 сопрягаются с от-
А3
верстиями в крышке по посадке ~.
Это дает возможность втулкам 11 перемещаться в осевом направле-
нии под действием давления масла из полости Д на площади их торцов.
Для уплотнения зазоров между сопрягающимися поверхностями
втулок 11 и крышки 4 поставлены резиновые кольца 6.
В месте пересечения отверстий корпуса втулки 3 и И имеют лы-
ски, по которым их стыковые плоскости К прилегают друг к другу. ’
При параллельном положений лысок между ними образуется зазор
величиной около 0,1 мм.
При повороте втулок в разные стороны этот зазор «выбирается»
и создается плотное прилегание лысок друг к другу; при этом
стык втулок располагается под некоторым углом к горизонтали
(см. разрез А—А). При работе насоса под давлением указанный
поворот втулок- обеспечивается за счет трения шестерен о торцы
втулок.
Для создания предварительного поворота втулок применены изог-
нутые проволочки 15, которые обеспечивают «выборку» зазора между
лысками. Проволочки вставляются в соответствующие отверстия во
втулках.
На торцах втулок имеются канавки 17 для разгрузки от давления
запираемого . между зубьями шестерен масла.
Гидравлический Поджим втулок происходит следующим образом.
Полость Д соединена с полостью нагнетания Т каналом Р, кото-
рый образован за счет фрезеровки лыски на корпусе в месте пересе-
чения отверстий.
Таким образом, к кольцевым площадям втулок 11 подводится ра-
бочее давление насоса, создающее их прижим к шестерням и, соответ-
ственно, шестерен ко втулкам 3.
Торцовые зазоры в насосе «выбираются» и остаются в пределах
толщины масляного слоя, зависящего от вязкости масла и резуль-
тативного удельного давления. ,
Это обстоятельство требует одинаковые размеры втулок по длине
большего диаметра и одинаковой ширины шестерен 2 и 5. В против-
ном случае зубья шестерен будут врезаться в торцы втулок. Соответ-
ствующие длины втулок и ширины шестерен при изготовлении вы-
держиваются с допуском 0,045 мм.
Однако поставить в один насос втулки и шестерни с разницей по
длине 0,045 — 0,01 мм невозможно. Поэтому для обеспечения необ-
ходимой точности применяется метод селективной сборки. После
изготовления втулки и шестерни по указанным размерам длины и
ширины сортируются на группы с разницей размеров не более
0,005 мм.
69
Устанавливаемые в один расос шестерни и втулки не могут иметь
разницу по ширине и длине более 0,005 мм.
Так как давление во впадинах зубьев шестерен насоса постепенно
падает от камеры нагнетания до камеры всасывания, то если подвести
давление ко всей кольцевой поверхности втулок И из камеры Д,
отсутствие встречного давления на втулки из части впадин шестефен
вызовет перекос втулок.
Для избежания перекоса втулок и связанных с ним явлений не-
равномерного износа и заедания часть площади торцов втулок 11 раз-
гружается от давления следующим образом. В полости Д между тор-
цами крышки 4 и втулок 11 устанавливается пластинка 13, по кон-
туру которой укладывается резиновое кольцо 14 круглого сечения,
изолирующее площадь, занятую пластинкой от давления.
Резиновое кольцо при соединении крышки с корпусом получает
предварительное сжатие. Давление масла на кольцо стремится вда-
вить его между пластинкой и крышкой и между пластинкой и торцами
втулок и уплотняет эти соединения.
Незначительная утечка масла, проникающая за контур пластин-
ки, отводится через отверстие Л по каналу, аналогичному каналу Р,
во всасывание.
Описанное устройство позволяет уравновесить давления изнутри
и извне втулок и способствует равномерному износу втулок.
Смазка и охлаждение подшипников насоса осуществляются путем
подвода масла из торцовых зазоров в области нагнетания через канавки
на торцах втулок Ш и выточки г в продольные полукруглые канавки
Л4. Масло, пройдя через канавки во втулках 3 из соединенных между
собой при помощи фрезерованного паза полостей Н и О через осевое
отверстие П в шестерне 5, попадает в полость слива С. Туда же по-
падает масло, прошедшее через канайки во втулках 11.
Утечка масла через зазоры между корпусом и втулками 3 попадает
в полости ,Н и О и дальше в полость слива. Из полости слива С через
отверстие У масло уходит в бак или отводится во всасывание.
Корпус и крышка насоса изготовляются из алюминиевого сплава
АЛ9, термически обработанного После кокильной отливки до твер-
дости НВ 76—107. После механической обработки корпуса подвер-
гаются гидравлическим испытаниям на давление 200 кг/см2 в течение
трех минут. 9 1
Втулки насоса изготовляются из бронзы. Для избежания
заедания при предварительной приработке отверстия и торцы втулок
покрываются гальваническим способом свинцом толщиной 0,005 м:м.
К изготовлению втулок предъявляются очень высокие требо-
вания. '
Прямолинейность образующих поверхностей,' сопрягаемых с кор-
пусом и валиками, должна быть выдержана в пределах 0,005 мм\ -
овальность и конусность этих же поверхностей также не должны пре-
вышать 0,005 мм.
Биение торцов втулок по отношению к оси отверстия не должно
превышать 0,01 лмгна максимальном радиусе.
70
Радиальное биение поверхности втулки, сопрягаемой с корпусом,
по отношению к отверстию не должно превышать 0,01 мм. Не-
концентричность большого и малого диаметра втулок, должна быть'
0,01 мм; неперпендикулярность торцов втулок к оси — не более
0,01 мм.
Плоскостность торцов втулок, сопрягаемых с шестернями, должна
быть выдержана с Максимальной «точностью.
Шестерни насоса, конструктивно выполненные заодно с валиками,
изготовляются из стали марки 18ХГТ с цементацией на глубину h—
1,4 мм и закалкой наружного слоя до/твердости HRC 58—‘62, серд-
цевины до HRC 28—44.
'' Количество зубьев шестерен — 8; модуль — 5 мм; угол профиля
производящей рейки а0 = 20°, высотный коэффициент f0— 1; угловая
коррекция с коэффициентом отклонения межцентрового расстояния
а=1; угол зацепления а = 33°22; коэффициент перекрытия
е = 1,05; пульсация 22,8%.
Окружная скорость шестерен'при числе оборотов 1300 в минуту
составляет 3,74 м/сек. Шестерни изготовляются по 3-му классу точ:
ности ГОСТ 1643-46.
Профили зубьев не шлифуются и имеют чистоту W 6/
Поверхности валиков, сопрягаемые с подшипниками и уплотне-
ниями, обрабатываются до 10-го класса чистоты (W W 10); радиаль-
ное биение этих поверхностей по отношению к оси допускается 0,01 мм.
Валики сопрягаются со втулками по посадке -щ-. Шестерни по
наружному диаметру сопрягаются с отверстиями корпуса по посад-
А
ке -щ. Ширйну шестерен выбирают в пределах 4,4—6,4 модуля.
Насосы с гидравлической компенсацией торцовых зазоров изго-
товляются трех типов (при 1300 об/мин): НШ-60В — производитель-
ностью 60 л/мин; НШ-40В — производительностью 40 л/мин;
НШ-16В — производительностью 14 л/мин.
Рабочее давление указанных типов насосой — 100 кг/см2; до-
пускается кратковременное давление 135 кг/см2.
В насосах НШ-60В и НП1-40В изменение производительности до-
стигается за счет различной ширины шестерен и втулок.
Насос НШ-16В построен с меньшим размером модуля шестерен.
Объемный к. п. д. насосов, при работе на масле марки Дп-П
по ГОСТ 5304-54 при температуре 50°С 4- 5°С — не ниже 0,9.
Долговечность работы насосов—4000 ч; в том числе 200 ч работы
при рабочем давлении.
10. Гидравлическая компенсация торцовых зазоров
В связи с повышением давления насосов и стремлением обеспе-
чить их высокий объемный к. п. д., гидравлическая компенсация тор-
цовых зазоров находит все большее применение. Для нормального
действия гидравлической компенсации (фиг. 23), необходимо, чтобы
71 ,
втулка А давлением насоса р из полости Д прижималась к шестерне
С с усилием, обеспечивающим, с одной стороны, достаточное уплот-
нение по торцу, с другой стороны, это усилие" не должно быть чрезмер-
ным, чтобы не вызвать граничное трение и повышенный износ торцов
втулки и шестерни.
Если бы давление во всех впадинах шестерни было одинаково,
то усилие Рш, с которым втулка отжимается от шестерни (без учета
давлений масла в торцовом за-
зоре), было бы равно
Р^М-^р.
При таком положении нетру-
дно рассчитать усилие Рв от дав-
ления р на площадь втулки Б,
которое будет прижимать ее к
шестерне
Рв = к(Д|-г2)р, (92)
выбрав г из условия Рв>Рш-
Однако, как это рассматри-
валось рацее, давление во впа-
Фиг. 23. Схема расчета гидравлической
компенсации торцовых зазоров шестерен-
чатого насоса.
динах шестерен изменяется от величины р в полости нагнетания до
разряжения в полости всасывания.
Характер падения давления во впадинах шестерен обычно прини-
мается прямолинейным. -
При этом допущении усилие
Рш = (0,75 -? 0,85) (R* — R1) г.р, (93)
тогда, задавшись величиной Рв > Рш из формулы (92), можно опре-
делить необходимую площадь Б втулки и значение радиуса.
Разность усилий Рв — Р.ш должна быть такой, чтобы удельное
давление рУд на втулки из оловянисто-свинцовистой бронзы не превы-
шало 80—100 кг/см2 при значении pyav С 150 -? 200,
где ру<) — удельное давление на торец втулки в кг/см2',
v — окружная скорость шестерни в м.1сек.
Теоретический расчет величины площади поджатия втулки являе-
тся приближенным и требует практической проверки.
Кроме того, концентричное расположение площади поджатия-втул-
ки создает усилия, которые не будут уравновешены встречными уси-
лиями от давлений во впадинах зубьев шестерни, что может вызвать
перекос и неравномерный изнбс, а иногда и заедание втулок и шестерен.
Поэтому площадь поджатия должна быть сдвинута с центра втулки
в сторону полости нагнетания насоса. При этом уменьшаются усилия
в полости всасывания, которые не будут встречать ответных усилий-
из впадин зубьев шестерен.
Величину этого смещения необходимо проверить эксперимен-
тально.
72
В книге Е. М. Юдина ЦО] разработаны точные и приближенные
формулы для определения величины площади поджатия втулки и коор-
динат ее центра тяжести (фиг. 23, 24); ниже приводим приближенные
расчетные формулы:
F = -у [3/?| - (% + Rf* 4- $] (94)
0,7 (/?» - - 0,9 [3/?-? (г» + + г2 J?P) .
2013/?2-(£2 + Я/г+ф]
(95)
17,3 (/?3 - /??) + 5,3 |3/г? - + r^R. + г2/?2)]
20]3/?2-(/?f + /?,r2+ф]
(96)
Фиг. 24. Схема опре-
деления координат
центра тяжести пло-
щади поджатия.
Эти формулы основаны на допущении, что падение давления во
впадинах шестерни подчиняется линейному закону, а поэтому также
подлежат экспериментальной проверке, ибо отдельные опыты пока-
зывают, что характер распределения давления во впадинах. зубьев
•шестерен зависит от многих факторов и не всегда является линейным.
11. Основные направления в развитии шестеренчатых насосов
за рубежом
Шестеренчатые насосы, в связи с их относительной простотой и
надежностью конструкции, а также дешевизной изготовления по
сравнению с другими типами насосов, находят все большее примене-
ние в машиностроении.
Этому способствует возможность использования шестеренчатых
насосов в качестве гидравлических двигателей.
В капиталистических странах шестеренчатые насосы изготовляю-
тся самых разнообразных конструкций десятками фирм, что объясня-
ется конкуренцией и отсутствием плановой системы.
Несмотря на это, анализ характеристик и отличительных черт
конструкций шестеренчатых насосов показывает некоторые общие на-
правления, в их развитии за последние годы.
Основные характеристики шестеренчатых насосов, изготовляемых
в США (по данным проспектов и рекламных объявлений отдельных
фирм), представлены в табл. 13.
Большинство насосов в США изготовляется с прямозубыми ше-
стернями наружного зацепления (21 фирма из 32).
Имеется общая тенденция к повышению числа оборотов шестерен-
чатых насосов от 2000 до 3000 в минуту и выше.
Это объясняется уравновешенностью вращающихся частей и раз-
витием технологических возможностей по точному изготовлению
73
гебметрии зубчатых зацеплений с высокой чистотой поверхностей, что
обеспечивает высокие окружные скорости шестерен'..
Таблица 13
Характеристики шестеренчатых насосов, изготовляемых в США [12]
Типы насосов Производи- тельность в л!мин Давление в кг/см* Число оборо- тов в минуту вес в кг
min | max min | max min । | max min max
С наружным зацеплением шестерен '. 0,75 550 7,0 175,5 1200 3600 3,7 240
С внуфенним зацеплени- ем шестерен (без проме-/ жуточного тела) 1 . . . 0,9 136 70,0 140,0 1200 1800 4,8 22,6
С внутренним зацеплени- ем шестерен (с проме- жуточным телом) . . > 19,0 1140 10,5 35,0 360 1200 5,5 100,5
Необходимо отметить, что при одной и той же производительности
нагрузки на опоры валов шестерен будут меньше у насоса с более
высоким числом оборотов, так как площади качающих элементов
(шестерен) при этом относительно уменьшаются по сравнению с ни-
зкооборотным насосом*
Английская фирма «Киловейт» на Олимпийской выставке 1956 г.
демонстрировала гамму шестеренчатых насосов с наружным зацепле-
нием шестерен, с производительностью от 22 до 1200 л!мин для давле-
ний до 120 кг/см2. Конструкция насосов выполнена с разрезным кор-
пусом. Число оборотов этих насосов составляет:
для производительности от 72 до 200 л!мин . . . 3000 об!мин
» ъ » 200 до 800 » . . , 2500 »
» » » 800 до 1200 » ... 1500 »
Опорами валов насосов при рабочем давлении до 100 кг!см2 в боль-
шинстве случаев являются специальные подшипники качения, глав-
ным образом р'оликовые в комбинации с шариковыми (радиально-упор-
• ными), как это выполнено у насосов «Хайдрико» серии 3000 (фиг. 25)
для давлений до 105 кг! см2 фирмы Нью-Йорк Эйер Брейк К°.
В конструкциях насосов для давлений свыше 100 кг/см2 применя-
ются подшипники скольжения с гидродинамической смазкой. Эти на-
сосы имею'г меньшую долговечность при непрерывном нагружении
высоким давлением. Однако в целом ряде машин (тракторы, дорож-
ные машины) работа насосов бывает периодической, и насосы со
скользящими подшипниками могут служить продолжительное время.
В своих данных фирмы обычно не приводят сведений о долговеч-
ности работы насосов.
Английская фирма Даути сообщает, что изготовляемые ею шесте-
ренчатые насосы производительностью от 1 дб 50 галлонов в минуту
(английский галлон равен 4,546 л) для давлений до 2000 фн'дм*
•(1 кг! см2 равен 14,2 фн!дм2) на скользящих подшипниках из свинцо-
'74
вистой бронзы с гидродинамической смазкой и гидравлической ком-
пенсацией торцовых зазоров имеют объемный к. п. д. 0,94. Указан-
ные насосы проработали на машинах по 3000 ч и сохранили свою ра-
ботоспособность. Однако данных о режиме работы насосов фирма не
приводит.
Кроме указанного способа компенсации торцовых зазоров при
помощи гидравлического поджима втулок, находит применение спо-
соб «выборки» торцовых зазоров при помощи боковых прокладок,
<Риг. 25. Шестеренчатый насос «Хайдрико» фирмы Нью-Йорк Эйер Брейк К°.
1 — роликовый подшипник; 2 — специальная прокладка с ячейками для выборки
торцовых зазоров; 3 — торцовое уплотнение; 4 — дополнительное уплотнение;
5 — упорный шариковый подшипник.
имеющих ячейки с эластичными стенками. Конструкция насосов вы-
полняется с разрезным корпусом (см. фиг. 18, б и в). Между корпусом
и боковыми крышками устанавливаются прокладки из антифрикцион-
ных материалов. Эти прокладки со стороны, обратной прилеганию
к шестерням, имеют кольцевые выемки, расположенные против зубьев
шестерен; Выемки сделаны так, что по толщине прокладки остается
тонкая эластичная стенка, могущая под давлением масла прижима-
ться к торцу шестерни. Выемки, имеющие высоту несколько больше,
чем зубья, разделены перегородками на ячейки. В стенках прокладок
имеются отверстия, которые соединяют полости ячеек со впадинами
шестерен. При работе насоса через отверстия в стенках ячейки запол-
няются маслом.
Под давлением масла из ячеек перегородки деформируются и при-
жимаются к торцам шестерен, выбирая зазоры.
75
Таким образом, осуществляется дифференцированный поджим
прокладок в зависимости от давления во впадинах шестерен на дан-
ном участке.
Прокладки могут быть изготовлены из бронзы, как у насосов
«Хайдрико» (фиг. 25) или даже из пластмассы.
У насосов фирмы «Коммершал» пластины для гидравлической ком-
пенсации торцовых зазоров помещены в отверстиях для шестерен.
Общепринятым является построение гаммы шестеренчатых насо-
сов с различными производительностями на нескольких размерных
базах.
Обычно на одной размерной базе строится два или три различных
по производительности насоса.
Корпусные детали при этом остаются общими для насосов данной
базы, а изменение производительности достигается за счет изменения
ширины шестерен и сопряженных с ними в осевом направлении де-
талей. . ,
Для уплотнения разъемов корпусных деталей насосов высоких
давлений по плоскостям применяются резиновые кольца круглого се-
чения, которые укладываются в канавки прямоугольной или дугооб-
разной формы, профрезерованные по контуру деталей. Глубина ка-
навки делается меньше диаметра сечения кольца на 5—15% для созда-
ния его предварительного натяга. <
Уплотнения приводного вала в большинстве случаев торцовые с
предварительным пружинным поджимом. Давление перед уплотне-
нием снижается за счет отсоса утечки масла в полость всасывания
через сверленные в крышках каналы.
Чтобы в полости вала не создавалось разряжение и атмосферный
воздух не проникал в полость всасывания, в отсасывающих масло
каналах устанавливаются шариковые клапаны, которые поддержи-
вают перед уплотнениями давление около 1 кг/см*.
Отсос масла происходит при повышении этого давления и открытии
клапанов.
Глава III
РОТАЦИОННЫЕ ЛОПАСТНЫЕ НАСОСЫ
В машиностроении широкое распространение получили ротацион-
ные нерегулируемые лопастные насосы двойного действия с прсиз-
чводительностью от 5 до 200 л/мин и рабочим давлением от 60 до
70 кг 1см2.
В зарубежной практике имеет место изготовление регулируемых
лопастных насосов по типу «Штурм» с мощностью до 40 л. с. и более,
но из-за конструктивной и технологической сложности этих насосов
применяются регулируемые насосы большой производительности
поршневого типа.
Лопастные насосы двойного действия малой и средней производи-
тельности применяются в гидравлических схемах с дроссельным ре-
гулированием; насосы большой производительности применяются в
схемах без дросселирования их потока масла, во избежание большого
выделения тепла.
Лопастные насосы двойного действия получили наибольшее при-
менение в металлорежущих станках для механизмов подач сверлиль-
но-расточных и токарных станков, в самосвалах для механизмов опро-
кидывания кузова, в экскаваторах для механизмов управления и в
других машинах.
Большое применение в станках и машинах находят лопастные на-
сосы в сдвоенном исполнении с независимыми потоками масла.
Для компактности два насоса, обычно малой и большой произво-
дительности, соединяются в осевом направлении и имеют один общий
приводной вал.
Насос большой производительности при невысоких давлениях
используется для быстрых (холостых) перемещений рабочих органов
без регулирования потока масла.
Насос малой производительности при высоком давлении исполь-
зуется для медленных (рабочих) перемещений рабочих органов с бес-
ступенчатым регулированием скорости при помощи дросселирования.
В связи с небольшой мощностью насоса малой производительности
выделение тепла при дросселировании не является столь значитель-
ным и не требует специальных устройств для охлаждения масла.
77
Во время работы насоса малой производительности ;в период рабо-
чих перемещений (ходов), масло от насоса большой производитель-
ности перепускается на слив без давления во избежание перегрева.
Часто потоки масла от обоих насосов объединяются на период вы-
полнения холостых перемещений для сокращения их цикла.
1., Принцип действия и конструкция, лопастных насосов
двойного действия
Конструкция лопастного насоса двойного действия показана, на
фиг. 26. В литом корпусе 1 расположен статор 6, внутри статора по-
мещается ротор 5, имеющий цапфы, на которых он может вращаться
во втулках дисков 10.
Диски плотно прилегают к торцам статора, образуя внутреннюю
полость насоса. Ротор имеет двенадцать узких пазов, в которых на-
ходятся лопатки 4 с небольшими зазорами. Ротор приводится во
вращение приводным валом насоса 3, установленным на двух шари-
ковых подшипниках 7 и 11, из которых один расположен в корпусе,
а второй в крышке насоса 14. • >
При вращении ротора лопатки под влиянием центробежных сил
прижимаются к внутренней поверхности статора, имеющего эллипти>
ческую форму. Лопатки за один оборот ротора совершают два посту-
пательно-возвратных хода, величина которых равна разности радиу-
сов дуг окружностей.
Так как лопатки всегда прижаты ко внутренней поверхности ста-
тора и при вращении ротора скользят по ней, то во время перемеще-
ния от дуги малого радиуса г к дуге большого радиуса R лопатки
выдвигаются из пазов и объем пространства между ними увеличивав-'
тся. При дальнейшем перемещении от дуги большого радиуса к дуге
малого радиуса лопатки вдвигаются в пазы и объем между ними
уменьшается. Увеличение и уменьшение объема пространства между
лопатками используется для всасывания и нагнетания рабочей жид-
кости.
Для этого внутренняя полость насоса при помощи окон в торцо-
вой части дисков соответственно соединена с отверстиями всасывания
(на участках увеличения объема между лопатками ) и нагнетания (на
участках уменьшения объема между лопатками).
При прохождении лопатками участков между окнами изменение
объема между ними не происходит, так как в этих местах участки про-
филя статора концентричны оси вращения ротора.
1 Каждый диск имеет четыре окна: два для всасывания и два для
нагнетания, расположенные крестообразно и соединенные каналами 15
и 16 попарно со всасывающим и нагнетательным отверстиями в кор-
пусе насоса. Каналы имеют сложную форму и образуются путем уста-
новки стержней при формовке отливок корпусов.
Так как полости нагнетания расположены диаметрально, то силы
от давления масла на ротор, нагружающие его цапфы, взаимно урав-
новешиваются, что разгружает подшипники ротора.
78
У. насосов с производительностью до 100 л/мин подвод масла ко
всасывающим окнам дисков выполнен односторонним со стороны кор-
пуса, т. е. только к одному торцу ротора (насосы типов Л1Ф и ЛЗФ). .
Для уменьшения скорости масла в окнах и обеспечения полного
заполнения объемов между лопатками при всасывании у насосов боль-
шой производительности (свыше 100 л/мин)9 подвод масла выполнен
к двум торцам ротора, т. е. к окнам обоих дисков (насосы типа Л5),
со стороны корпуса и со стороны крышки.
Центробежные силы, прижимающие лопатки к статору, не являю- ’
тся достаточными для удержания их против отжатия силой давления
масла, действующего на торцы лопаток в полостях нагнетания. По-
этому к лопаткам с противоположной стороны подводится масло под
давлением путем соединения кольцевых выточек 10 в дисках 9 с по-
лостью нагнетания насоса Для этой цели на тыльной стороне дисков
от окон нагнетания профрезерованы канавки, которые отверстиями
соединяются с Кольцевыми выточками в дисках (см. фиг. 32).
Лопатки имеют небольшую толщину в пределах 2—^2,3 мм, так
как при большей толщине действующие на них усилия поджима
79
бЬтли бы очень велйки и вызывали бы сильный нагрев й чрезмерные
потери мощности на трение о статор. Осуществить насос с большой
толщиной лопаток при достаточно высоком давлении невозможно без
принятия специальных мер по уравновешиванию давления поджима.
Пазы для лопаток имеют наклон в сторону вращения ротора под
углом к радиусу.
В выпускаемых нашей промышленностью насосах роторы имеют.
следующий наклон пазов к радиусу: при диаметре ротора 56—85 мм
13—15°, при диаметре 140 мм 7—8°. Наличие этого угла предотвра-
щает заклинивание лопаток в пазах в зоне нагнетания, когда лопатки
скользят по переходной кривой профиля, статора от его большего
радиуса к меньшему.
Чем больше разность радиусов и, следовательно, кривизна про-
филя, тем больше опасность заклинивания лопаток. Составляющая
от нормального давления масла на лопатку сила создает дополнитель-
ный прижим лопатки к статору в зоне нагнетания.
Наличие угла наклона лопаток допускает вращение ротора насоса
только в одном направлении (по часовой стрелке со стороны вала).
При необходимости вращения приводного вала насоса в обратном
направлении требуется разборка насоса и поворот ротора с ло-
патками, статора и дисков на 180°, а также их круговой пойорот на
90° вокруг оси вращения ротора для перемены мест соединения окон
дисков с каналами всасывания и нагнетания в корпусе.
Это необходимо для того чтобы сохранить положение отверстий
всасывания и нагнетания в корпусе, которые имеют разные размеры.
Диаметр всасывающего отверстия всегда делается больше, чем нагне-
тательного, для уменьшения скорости масла во всасывающем трубо-
проводе. что улучшает условия всасывания.
Положение указанного комплекта деталей фиксируется штифтом
8, входящим в соответственные отверстия в корпусе и крышке. Имеет-
ся две пары таких отверстий, расположенных под углом 90° для
фиксации статора и дисков в одном положении при вращении ротора
по часовой стрелке и в другом положении при его обратном вращении.
В момент пуска имеющийся во внутренней полости насоса воздух
вытесняется в нагнетательный канал, в результате чего во всасываю-
щем канале создается разряжение. Под влиянием атмосферного дав-
ления масло из бака поднимается по всасывающему трубопроводу, за-
пблняет полости всасывания и нагнетается в систему. Завод-изгото-
витель лопастных насосов указывает высоту всасывания не более
500 мм.
Однако практическая проверка показывает, что лопастные насо-
сы удовлетворительно работают при высоте всасывания до 5 л на
масле соответствующей вязкости.
Для предотвращения наружных утечек по валу насоса применено
уплотнение манжетного типа из маслостойкой резины. Для удержания
пленки масла, выносимого по валу, в крышке насоса вставлено фет-
ровое уплотнение 2.
80
Утечка масла через посадочную поверхность задней крышки 14
удерживается кольцом 13 из пробковой композиции (наилучшие ре-
зультаты дает пробковая крошка, связанная резйной).
Внутренние утечки, проникающие через зазоры в цапфах ротора,
а также по наружным поверхностям дисков, пройдя через отверстие
12, скапливаются в полости вала насоса. Если не отводить эти утечки,
то в полости вала будет создаваться давление, равное рабочему дав-
лению насоса. В этом случае очень трудно избежать наружной утечки
по валу насоса, что исключает возможность наружного монтажа на-
сосов. Поэтому утечки из полости'вала насоса должны быть отведены
для .максимального снижения давления перед уплотнением вала. Ра-
нее применялся способ отвода этих утечек путем соединения полости
вала со всасывающим каналом при помощи отверстия небольшого
диаметра (3—5 мм). Но, так как по мере износа насоса объем утечек
не остается постоянным, а площадь сечения отверстия постоянна,
трудно создать нормальную систему такого отвода утечки. У вновь
изготовленного насоса при малых утечках, а также при работе насоса
без давления в полости вала может создаваться разряжение. Это
может привести к засасыванию воздуха в систему через уплотнение
вала и задней крышки,- а по мере износа насоса и увеличения утечек
в полости вала может создаваться повышенное давление, которое
приведет к течи масла через уплотнение вала.
Против засасывания воздуха через уплотнение можно установить
в отсасывающем канале небольшой шариковый клапан с постоянной
пружиной, поддерживающей давление 0,5—1,2 кг/см2. В случае от-
сутствия в полости вала насоса указанного давления клапан не будет
открываться и, следовательно, не будет подсоса воздуха через уплот-
нение вала. Клапан будет открываться только тогда, когда вся по-
лость вала будет заполнена маслом и иметь избыточное давление, ко-
торое исключает подсос воздуха.
В насосах, выпускаемых в настоящее время, принят отвод утечки
из полости вала насоса наружу, в маслобак, путем сверления отвер-
стия в задней крышке насоса и установки штуцера для подсоединения
отводной трубки. При этом давление перед уплотнением не превы-
шает 1 кг /см2.
2. Производительность лопастных насосов двойного действия
Теоретическая производительность лопастных насосов зависит от
величины малого и большого радиусов внутреннего профиля статора,
ширины лопаток, скорости вращения ротора, числа лопаток и их
толщины.
' При вращении ротора 4 (фиг. 27) через окно 1 происходит всасы-
вание масла, полностью заполняющее объемы между лопатками 3.
Эти объемы ограничиваются профилем статора 2, поверхностью рото-
ра и шириной статора.
Через площадь кольцевого сечения ММ, ограниченную радиусами
статора R и г и шириной лопаток 6, при работе насоса непрерывно
б В36 81
проходит масло, которое переносится лопатками от окна 1 к окну 5
и вытесняется через него (в связи с уменьшением объема между ло-
патками).
Уменьшение объема зависит от разности радиусов R и г. Между
лопатками, ротором и статором всегда остается объем масла, вели-
чина которого зависит от разности малого радиуса статора г и радиуса
ротора /С, который не нагнетается насосом.. Таким образом, полезная
Фиг. 27. Схема для определения произво-
дительности лопастного насоса.
оборот совершают два рассмотренных
нагнетаемый насосом, составит:
площадь кольцевого сечения,
участвующего в подаче масла,
составит (7?—г)Ь, vj\$b— ши-
рина лопатки.
Так как через это сечение
за один оборот ротора про-
йдут все лопатки, то они пере-
несут из окна’ всасывания и
вытеснят в окно нагнетания
объем масла q, равный объему
кольца с наружным радиусом
/?, внутренним радиусом г
• и шириной Ь.
q = — кг2) b =
- = 7U(Z?2 — r2)b.
Лопастные насосы за один
цикла, поэтому общий объем,
qO6 = 2n (R2-r2)b.
Часть объема рассмотренного нами кольца занята лопатками,
поэтому для определения теоретической производительности насоса
от полученного значения следует вычесть удвоенный объем лопаток
(в связи с двойным циклом нагнетания за один оборот).
Объем лопаток равен
у = bsz,
лоп cos а ’
где s — толщина лопатки;
z — число лопаток;
а — угол наклона лопатки к радиусу.
Таким образом, формула для определения теоретической произ-
водительности лопастного насоса за один оборот примет вид
qm = [2* (Я2 - г2) b - bsz] Ю-з (97)
Минутная теоретическая производительность насоса (при п об/мин)
выразится формулой
От = 2bn (R - г) к (7? + г) - -^-110-6 л/мин. (98)
82
Поток масла, подаваемый лопастным насосом, практически не имеет
пульсации, так как разрывы подачи масла, вызванные толщиной ло-
паток, практически неощутимы из-за малой толщины лопаток.
Коэффициенты полезного действия. При нагружении насоса давле-
нием его производительность будет уменьшаться за счет внутренних
утечек масла через зазоры: между ротором и статором (по ширине),
цапфами ротора и отверстиями во втулках дисков, пазами ротора
и лопатками, по линии контакта лопаток с профилем статора,
а также в связи с неплотным прилеганием дисков к статору, корпусу
и крышке.
Величины утечек зависят от размеров означенных зазоров и их
периметров, величины давления, создаваемого при работе насоса, и
вязкости рабочей жидкости. Давление до 65 ат, создаваемое лопаст-
ными насосами, относительно велико. Поэтому для получения удо-
влетворительных объемных к. п. д. требуется высокая точность из-
готовления деталей насосов.
Практические значения объемных к. п. д. при испытаниях новых
насосов при работе на масле индустриальное 20 и температуре 45—
50°С приведены в табл. 14.
Таблица 14
Значения объемных к.п.д. лопастных насосов
Тип насоса Производи- тельность в л/мин при да- влении 0 кг/см2 п об/мин Объемный к. п, д. при давлении
25 кг/см* 65 ке/смг
Л1Ф-5 8,1 950 0,88 0,76
Л1Ф-8 11,3 950 0,90 0,82
Л1Ф-12 15,6 950 0,88 0,78
Л1Ф-18 22,8 950 0,90 0,82
Л1Ф-25 29,6 950 0,92 0,86
ЛЗФ-35 38,5 950 0,95 0,90
ЛЗФ-50 58,2 950 0,95 0,90
ЛЗФ-70 77,0 950 0,95 0,90
ЛЗФ-100 109,5 . 950 0,97 0,92
Л5К-150 170,5 950 0,98 . 0,95
Л5К-170 . 191,0 950 0,98 0,95
Л5К-200 222,2 950 0,98 0,95
В технических условиях завода-изготовителя на лопастные насосы
установлены несколько меньшие значения объемных к. п. д., так как
после первоначального износа деталей насоса (300—400 ч работы),
зазоры возрастают и это влияет на уменьшение к. п. д. Допускаются
отклонения от номинальной производительности йасосов до 10% в
сторону уменьшения. ,
Значения условных механических и общих к. п. д. для лопастных
насосов приведены в табл. 15 (при работе на масле индустриальное
20 и температуре 45—50°С); условные механические к. п. д. включают
и гидравлические к. п. д.
6*
83
Таблица 15
Значения механических
и общих к.п.д. лопастных насосов
при давлении 65 кг/см2
Тип насоса Условный ме- ханический к.п.д. Общий к.п.д.
Л1Ф-5 0,58 0,44
Л1Ф-12 0,82 0,64
Л1Ф-25 0,86 0,74
ЛЗФ-З? 0,89 0,80
ЛЗФ-70 0,87 0,78
ЛЗФ-100 0,87 0,83
Л5К-200 0,87 0,77
Как видно из табл. 16, при
увеличении размеров увеличива-
ется производительность насосов
и, следовательно, механические и
общие к. п. д. возрастают. Относи-
тельные потери приводной мощ-
ности у насосов больших размеров
меньше, чем у насосов малых раз-
меров, благодаря более высоким
объемным и механическим к. п. д.
Как показывают исследования
лопастных насосов, из общего
объема механических потерь око-
ло 70% затрачивается на тре-
ние лопаток о статор и диски;
рколо 30% на жидкостное трение и около 0,25% на трение в под-
шипниках и уплотнениях.
3. Особенности конструкций лопастных насосов
Лопастные насосы изготовляются в одинарном и сдвоенном испол-
нении. , ,
Сдвоенйые насосы (фиг. 28) представляют собой спаренные в осе-
вом направлении оданарйые насосы с общим приводным валом.
Фиг. 25/Сдвоенные лопастные н^сы типа Л1ФС.
(
Для спаривания применяются промежуточные фланцы /, которые;
центрируются с корпусами обоих насосов при помощи выступов и
впадин. Фланцы соединяются с корпусами насосов при помощи бол-
тов 2 и 4.
Первый насос (от конца приводного вала) имеет специальную
крышку 3 для соединения с промежуточным, фланцем^
84
Каждый из сдвоенных насосов имеет свои отверстия для всасыва-
ющих и нагнетательных труб.
. Для улучшения условий нагрузки приводного вала первым от
привода обычно монтируется насос для высоких давлений, требующий
большего крутящего момента.
При различных габаритных размерах корпусов насосов первыми
от привода монтируются насосы с большими корпусами, независимо
от величины давлений.
Обычно один из сдвоенных насосов (меньшей производительности)
может развивать давление до 65 кг!см\ а второй (большей производи-
тельности)— до 25 кг/см2, что лимитируется прочностью вала. Для ис-
пользования обоих сдвоенных насосов при давлении 65 кг 1см2 необ-
ходимо специальное изготовление приводного вала из стали повышен-
ной прочности.
Как одинарные, так и сдвоенные насосы для различных условий
монтажа в станках и машинах изготовляются с фланцевым креплением
или с установкой на кронштейнах.
Технические характеристики лопастных насосов, изготовляемых
на наших заводах, приведены в приложении.
Как видно из формулы (98), производительность лопастного насоса
за один оборот зависит в основном от разности радиусов профилирую-
щих кривых статора и его ширины. Это обстоятельство позволило
разработать конструктивный ряд насосов различной производитель-
ности с унификацией основных деталей и применяемых нормалей.
Ряд насосов с производительностью от 5 до 200 л'мин двенадцати раз-
личных значений построен на трех размерных базах: Л1, ЛЗ и Л5.
Насосы, построенные на каждой из этих баз, имеют одинаковые
основные детали за исключением статора, ротора с лопатками и задней
крышки. Путем изменения размеров профиля внутренней кривой ста-
тора, а также его ширины достигается изменение производйтельности
насоса, при этом наружный диаметр статора для данной базы остается
постоянным.
Это дает возможность на базе корпуса насоса Л1 производить сбор-
ку насосов с производительностью: 5; 8; 12 и 18 л!мин, заменяя
только статор. Так как изменение производительности достигается
зй счет изменения профилировки внутренней кривой статора при со-
хранении его ширины, все остальные детали насоса сохраняются.
Увеличивая ширину статора с 18 до 24 мм, на базе того же корпуса
насоса Л1 производится сборка насосов с производительностью 25
и 35 л/мин.
Профили кривых статоров насосов производительностью 18 и 25 л/мин
идентичны. В этом случае, кроме статора, изменяются соответственно
его ширине ширина ротора, лопаток и задней крышки. Все другие
детали остаются без изменений.
На базе корпуса насоса ЛЗ собираются насосы с производитель-
ностью: 50, 70 и 100 л/мин. Изменение производительности достигае-
тся только за счет смены статоров, имеющих разную профилировку
при одинаковой ширине.
85
Таким же путем на базе корпуса насоса Л5 собираются насосы
с производительностью 150 и 200 л/мин.
Привод лопастных насосов осуществляется через муфту. Луч-
шие результаты дает применение эластичных муфт. Для насосов ти-
па Л нормальное число оборотов вала составляет 950 об/мин, допу-
скаемое от 400 до 1100 об/мин.
Подача масла лопастными насосами является равйомерной. При
нормальной работе насосы не должны иметь резкого шума (более
60 децибел).
Лопастные насосы не могут быть использованы в качестве гидрав-
лических двигателей, так как в положении покоя лопатки не под-
жаты к статору, и при подаче масла последнее будет протекать через
насос, не вызывая вращения ротора.
Долговечность лопастных насосов двойного действия составляет
по данным завода-изготовителя 3000 ч при нагрузке рабочим давле-
нием. >
Длительные испытания лопастных насосов малых размеров пока-
зывают их способность работать 5000—6000 ч при чистом масле без
значительного ухудшения к. п. д.
Эксплуатация насосов на загрязненных маслах резко сокращает
срок их службы.
4. Детали насосов и особенности их изготовления
Корпуса насосов 1 (сМ. фиг. 26) изготовляются литыми из серого
чугуна марки СЧ 18-36. Сложность отливки заключается в выполнении
внутренних каналов, соединяющих отверстия всасывания и нагнета-
ния с окнами в боковых дисках. Каналы имеют сложную изогнутую
форму и не должны иметь сужений и наплывов.
Отливка корпусов производится в чугунные кокили, имеющие
продольный разъем. Для образования каналов устанавливаются
стержни, приготовленные на высококачественных крепителях (4 ГУ
или льняное масло). Стержни должны быть хорошо просушена перед
установкой в формы во избежание брака при заливке. В отверстиях
для всасывания и нагнетания стержни не ставятся. Так как отливка
производится в кокиль, то для заливки применяется чугун понижен-
ной марки по сравнению с данными чертежа во избежание отбела.
Необходимая твердость достигается за счет быстрого остывания от-
ливки в металлической форме. Брак литья при этом способе не пре-
вышает 3—5%.
При механической обработке корпусов необходимо обеспечить со-
осность отверстия для установки статора с отверстиями для втулки
диска и шарикового подшипника в пределах не более 0,02 мм и чи-
стотой поверхностей не ниже VVV 7. Сопряжения по наружному
диаметру статора с отверстием в корпусе, а также втулок дисков с
А
отверстиями в корпусе и крышке выполняются по пбсадке
При более плотных посадках затрудняется сборка насосов, так
как зазоры в указанных сопряжениях необходимы для компенсации
R6
отклонений от перпендикулярности торцовых поверхностей статора,
диска, корпуса и крышки к осям их отверстий.
Внутренняя торцовая поверхность корпуса, к которой прижимае-
тся диск, должна быть перпендикулярна к оси отверстия для статора;
допускается вогнутость в пределах 0,01—0,02 мм на ширине коль-
цевой поверхности. Чистота этой торцовой поверхности должна быть
не ниже VW 7. 1
Несоблюдение этих условий может вызвать неплотное прилегание
диска к корпусу, прогиб или перекос диска, что нарушит герметичность
рабочей камеры насоса и может вызвать заедание ротора.
Центрирующий выступ корпуса должен быть соосен с отверстием
для статора в пределах 0,02 жж и иметь наружный диаметр с посадкой
С или С3. Это необходимо для правильного монтажа насоса, так как
несовпадение оси вала насоса с осью электродвигателя илй приводного
вала будет вызывать преждевременный износ насоса.
Крышки 14 (фиг. 26) изготовляются отливкой из серого чугуна
марки СЧ15-32.
При механической обработке крышек необходимо обеспечить соос-
ность центрирующего выступа, сопрягающегося с отверстием в корпусе
и отверстиями для установки втулки диска и шарикоподшипника
в пределах 0,02 им.
Чистота обработки этих поверхностей должна быть V V 6. Торцовая
поверхность крышки, которая прижимает диск, должна быть перпен-
дикулярна к оси отверстий для подшипника и втулки диска; допу-
скается вогнутость этой поверхности в пределах 0,01—0,02 мм на
ширине кольцевой, поверхности.
* Неперпендикуляркость торцовой поверхности крышки относитель-
но оси центрирующего выступа при сборке насоса приведет к местному
прижатию,дисков к статору. При этом в неприжатых местах будет
большая утечка масла (в зонах нагнетания) или подсос воздуха (в
зонах всасывания). Это замечание относится и к внутренней торцовой
части корпуса, к которой прилегает диск.
На фиг. 29 представлен ротор насоса ЛЗ.
Сг Роторы других типов насосов аналогичны по конструкции. Роторы
изготовляются из хромистой стали марки 20Х. Заготовки роторов
небольших диаметров для насосов типа Л1 и ЛЗ (0 56 и 85 мм) лучше
изготовлять горячей штамповкой. Роторы большего диаметра для
насосов типа Л5 (0 139,5 мм) изготовляются из поковок.
Для придания трущимся поверхностям ротора высокой износо-
устойчивости применяется* цементация с последующей закалкой до
твердости HRC 58—62.
Цементации подвергаются поверхности цапф, торцы ротора и пазы
для лопаток. Глубина цементованного слоя для роторов насосов Л1
составляет 0,5 — 0,8 мм, для роторов насосов ЛЗ и Л5-0,7—1 мм.
Поверхности шлицевого отверстия, а также отверстия в цапфах
ротора не цементуются во избежание их хрупкости и поломки. Так,
например, у роторов насосов типа Л1 толщина стенок цапф у тела
ротора составляет всего 2,7 мм.
87
Поэтому двухсторонняя, а иногда и сквозная цементация цапф
роторд приведет к их хрупкости и поломке в местах проточки канавок
ддя выхода шлифовального круга.
Ротор является ответственной деталью насоса, и к его изготовле-
нию предъявляются высокие требования.
При пуске насоса лопатки выдвигаются из пазов ротора под дей-
ствием центробежных сил, которые при малом весе лопаток (5—13 г)
невелики, поэтому тесная посадка лопаток в пазы может привести
к их заклиниванию в роторе.
Окончательная механическая обработка ротора производится шли-
фованием.
Цапфы ротора сопрягаются с отверстиями в дисках при посадке ~ .
Шлифование поверхностей цапф должно выполняться с чистотой
V V V8. Несоосность цапф между собой не должна превышать 0,01 мм.
Шлифование торцов ротора выполняется с чистотой W V8; при
этом биение торцов на величине максимального радиуса должно быть
в пределах 0,005—0,01 мм. Непараллельное^ шлифованных поверх-
88
ностей торцов между собой выдерживается до 0,01 мм. Торцы ротора
не должны иметь выпуклости; допускается только вогнутость до
0,01 мм на ширине шлифованной кольцевой части.
Наибольшую сложность представляет обработка пазов ротора,
имеющих ширину 2 мм. Перед цементацией ротора пазы под лопатки
фрезеруются С припуском до 0,1 мм на каждую сторону д ая последую-
щего шлифования. Хорошие результаты дает протягивание пазов с
одновременным образованием отверстий в конце пазов. При этом
способе обработки поверхности пазов получаются чистыми и припуск
на шлифование может быть сведен к минимуму. Перед протягиванием
необходимо повысить твердость ротора до HRC 28—32 во избежание
получения рваных поверхностей пазов.
При закалке роторов необходимо обеспечить их равномерный на-
грев, не допуская окисления, что сводит к минимуму деформаций и
сохраняет чистоту поверхностей пазов.
В случае отсутствия печей с безокислительной средой, можно про-
водить нагрев роторов, упаковывая их в ящики с древесным углем,
аналогично тому, как это делается при цементации.
Шлифование пазов производится высококачественными кругами
из белого электрокорунда. При проходе двенадцати пазов одного ро-
тора круг изнашивается незначительно, что обеспечивает взаимозамен
няемость лопаток в пределах одного ротора (при шлифовании пазов
алмазными кругами обеспечивается полная взаимозаменяемость ло-
йаток).
После этого круг правится и производится шлифование следующего
ротора.
При указанной технологии потребовалось установить размеры ши-
рины пазов роторов в пределах 2,3—2 мм, что- улучшило исполь-
зование шлифовальных кругов. Пазы изготовляются с допуском по
ширине -}-0,02 мм (А3) и чистотой поверхности VW8. Допускаются
дефекты на поверхности пазов, которые захватывают не более одной
четверти площади; при этом продольные риски не допускаются длиной
более половины глубины паза.
Допускается неперпендикулярность плоскостей пазов к торцам ро-
торов 0,05 мм на его ширине. Параллельность и плоскостность поверх-
ностей пазов должны быть выдержаны с точностью 0,01 мм\ допускаются
развалы пазов от краев на 0,02—0,03 мм, на глубину до 2—3 мм со
стороны торцов, и на 1—2 мм со стороны наружной цилиндрической по-
верхности. Острые кромки пазов роторов слегка притупляются оселком.
К шлицевым отверстиям роторов не предъявляется строгих>требо-
ваний, так как шлицевое сопряжение ротора с валом служит только
для передачи крутящего момента, а центрирование ротора опреде-
ляется сопряжением его цапф со втулками дисков. Для насосов типа
Л1 и ЛЗ принято шестишлицевое соединение, для насосов Л5 — де-
сятишлицевое.
Для роторов всех насосов наружные диаметры шлицевых отвер-
стий выполняются с посадкой ИЦ, внутренние отверстия с посадкой
А3 и ширины пазов с посадкой Ш3.
89
Роторы могут изготовляться из стали марки 40Х с цианированием
и закалкой.
Целесообразным является изготовление роторов из азотируемой
стали марки 38ХМЮА,
Так как при азотировании пазы ротора не претерпевают дефор-
маций,. для их шлифовки можно оставлять минимальный припуск.
Износоустойчивость роторов из азотируемой стали очень высока (боль-
шая твердость поверхностей пазов, цапф и торцов).
Материалом для изготовления лопаток ротора служит быстроре-
жущая сталь марки Р18. Применение
других материалов не дало положи-
Фиг, 30. Лопатка насоса ЛЗ.
тельных результатов, так как, рабо-
тая с большими скоростями и удель-
ными давлениями, лопатки сильно
изнашиваются по кромке, трущейся о
поверхность статора.
При этом на кромке развивается
высокая температура, которая при-
водит к уменьшению твердости и
очень быстрому истиранию лопатки.
Лопатки (фиг. 30) пригоняются к
пазам ротора с зазором 0,01—
0,03 мм\ желательным является зазор не более 0,02 мм.
При серийном изготовлении насосов лопатки шлифуются по тол-
щине партиями, имеющими разницу в размерах в несколько сотых
миллиметра и окончательно пригоняются к пазам ротора после селе-
ктивного подбора путем притирки на станках. При индивидуальном
изготовлении лопатки пригоняются к пазам индивидуальной шли-
фовкой и притиркой.
Ширина лопатки должна быть меньше ширины ротора на 0,01 мм
(во избежание задиров по дискам насоса)..
Боковые стороны лопатки должны быть строго перпендикулярны
к кромке, соприкасающейся со статором; допускается отклоне-
ние от угла 90° не более 0,01 мм на ширине лопатки. Ца рабочей
кромке лопатки делаются фаски под углом 45°, размером 0,2—
0,4 мм.
Твердость лопаток после закалки и многократного отпуска должна
быть не ниже HRC 62.
Плоскости лопаток, рабочая кромка, боковые стороны и фаски
шлифуются с чистотой не ниже 8-го класса. Острые кромки притупля-
ются оселком до радиуса 0,1—0,2 мм.
На фиг. 31 изображен статор лопастного насоса ЛЗ. Статоры на-
сосов Л1 и Л5 аналогичны по конструкции и отличаются только раз-
мерами.
Матёриалом для изготовления статоров служит шарикоподшип-
никовая сталь марки ШХ15 и легированные инструментальные
стали марок ХВГ и 9ХС; Указанные марки стали имеют высокую
твердость и хорошо работают на истирание. Так же, как и для рото-
90
ров, для статоров может быть рекдхмендована азотируемая сталь марки
38ХМЮА, имеющая высокую твердость и износоустойчивость.
Профиль отверстия статора (фиг. 31) образован двумя парами дуг
с центральным углом 45°.
При данной ширине статора производительность насоса зависит
от разности радиусов дуг. Шириной статора определяется ширина
рабочей камеры насоса, в которой вращается ротор.
Для предотвращения заедания торцовых поверхностей ротора о
диски, закрывающие с двух сторон отверстие статора, ширина статора
Фиг. 31. Статор насоса ЛЗ.
выполняется на 0,02 —0,03 мм больше ширины ротора. По наружному
диаметру статор сопрягается с корпусом по посадкеи обрабатывае-
тся с чистотой поверхности VW 7.
Торцовые плоскости статора должны быть параллельны между
собой; допускается отклонение от параллельности не более 0,01 мм
на размере наружного диаметра; также должна быть обеспечена пло-
скостность торцов статора 0,01 мм. Чистота торцовых поверхностей
статора WV 8.
Большое значение для монтажа и работы насоса имеет перпенди-
кулярность образующих наружной цилиндрической ’поверхности к
торцам статора, так как при наличии перекоса на величину боль-
шую чем зазоры между торцами ротора и дисками будет происходить
заедание.
Отклонение от перпендикулярности образующих наружной цилинд-
рической поверхности к торцам статора должно быть не более 0,02—
0,03 мм на размере ширины статора.
91
Еще более жесткие требования предъявляются к перпендикуляр-
ности образующих профиля отверстия статора к его торцам, ибо на-
личие перекоса вызывает при работе насоса перекос лопаток; при
этом возникают неизбежные задиры на дисках. 1
Отклонение от взаимно-перпендикулярности между торцами ста-
тора и образующими профиля устанавливается не более 0,01 мм на
Ширине статора.
/7
Клеймить гл.ОЗмм
Фиг. 32. Левый диск насоса ЛЗ.
Профильное отверстие статора обычно растачивается по копиру
на токарном станке. При индивидуальном изготовлении это отверстие
может фрезероваться по разметке на вертикально-фрезерном станке
с оставлением бблыиего прйцуска на шлифование.
После закалки и отпуска твердость статора должна быть в преде-
лах HRC 60—64.
Шлифование отверстия статора с чистотой поверхности V W 8
производится по копиру на специальных внутришлифовальных
станках.
При шлифовании профильного отверстия базами являются шлифо-
ванная наружная поверхность статора и один из его шлифованных
торцов.
Установка статора на станке должна производиться так, чтобы
биение наружного торца не превышало 0,01 мм.
У окончательно изготовленного статора не должно быть больших
отклонений по толщине в точках а, б, е, а, (фиг. 31).
92
Острые кромки статора по наружному Диаметру притупляются
оселком для .облегчения сборки с корпусом.
На фиг. 32 изображен левый диск лопастного насоса ЛЗ. Правый
диск отличается от левого тем; что его торцовая часть, прилегающая
к статору, представляет зеркальное отображение .соответственной тор-
цовой части левого диска.
Конструкции дисков насосов ЛПи Л5 идентичны диску насоса ЛЗ.
Диски изготовляются из алюминиевой бронзы марки Бр.АЖ 9-4
или Бр. АЖМц 10-3-1,5, твердостью НВ 160—180. Применение
таких дисков для работы с закаленными до высокой твердости частя-
ми ротора дает хорошие результаты износоустойчивости.
Отливка заготовок дисков производится центробежным способом.
При изготовлении дисков небольшими партиями хорошие резуль-
таты дает отливка в открытый металлический кокиль с нижнйм распо-
ложением втулочной части.
Каждый из дисков фиг. 32 имеет четыре окна, расположенные крес-
тообразно. Одна пара окон служит для соединения полости ротора
со всасывающими каналами, вторая для соединения с нагнетатель-
ными каналами.На тыльной стороне дисков имеются две пары угловых
кайавок, которые служат для подвода масла от окон нагнетания через
сверленные отверстия к выточкам на лицевой стороне дисков. Запол-
няя выточки на торцовых частях ротора и нижнюю часть пазов, масло
под давлением действует на торцы лопаток и прижимает их к статору.
Для фиксации положения при сборке диски имеют отверстия для
контрольных штифтов.
Так как диски определяют положение ротора, который вращается
с большой скоростью в рабочей камере насоса с тесными торцовыми
зазорами^ к механической обработке дисков предъявляются строгие
требования в части точности геометрических форм и чистоты поверх-
ностей.
Допустимое биение наружной поверхности втулки относительно
отверстия для цапфы ротора не должно превышать 0,01 мм для
насосов Л1 и ЛЗ и 0,012 мм для насосов Л5.
Торцовые поверхности дисков должны быть плоскими; допускается
вогнутость до 0,02 мм на лицевой поверхности а и вогнутость на тыль-
ной поверхности г, а также торцовое биение на максимальном радиусе
поверхности а относительно оси отверстия втулки не более 0,02 мм.
для насосов Л1 и ЛЗ и не более 0,05 мм для насосов Л5.
Рабочими (трущимися) поверхностями дисков являются отверстия
для цапф ротора и торцы, прилегающие к статору. Чистота обработки
этих поверхностей должна быть не ниже VVV8. Тыльные стороны
дисков и наружные поверхности втулок обрабатываются с чистотой
VW 7, так как они не работают на трение. К чистоте обработки
окон, а также канавок и отверстий для прохода масла особых требова-
ний не предъявляется.
Валы для одинарных лопастных насосов Л1. изготовляются из
стали марки 45 с последующей термообработкой до твердости HRC
25—30.
93
Для насосов ЛЗ с производительностью 50 и 70 л]мин валы> рабо-
тающие в более напряженных условиях, изготовляются из стали марки
40Х с последующей термообработкой до твердости HRC 25—30, а
для насосов производительностью 100 л/мин и для сдвоенных насо-
сов— из стали марки 18ХНВА с цементацией на глубину 0,5—
0,8 мм и закалкой до твердости HRC 50—56.
Для насосов Л5 (одинарных и сдвоенных) валы изготовляются из
стали марки 40Х с термообработкой до твердости HRC 28—32.
Валы рассчитываются на кручение в шлицевой части от привод-
ного крутящего момента насоса.
Так как шлицевая часть вала не предназначена для центрирования
ротора, а только передает крутящий момент, ее элементы выполняю-
тся с широкими допусками.
Наружный и внутренний диаметры шлицевой части, а также ши-
рина шлицев выполняются с посадкой Ш4.
Для насосов Л1 и ЛЗ приняты шестишлицевые соединения с раз-
мерами соответственно: 18 х 14 х 4 и 25 х 21 х 4, а для насосов
Л5 десятишлицевые с размерами 40 х 32 х 5.
Все наружные цилиндрические поверхности валов шлифуются с
чистотой V VV7 за исключением места соприкосновения с уплотнени-
ем, чистота которого должна быть не ниже V W Ю. Диаметры валов в
местах установки шариковых подшипников выполняются по посадке
Н у наружного конца вала и по посадке С у его внутреннего конца.
Для соединения с приводной муфтой на валах насосов Л1 имеются
сегментные, а на валах насосов ЛЗ и Л5 призматические шпонки, а
также площадки для крепления муфт стопорными винтами.
Со стороны наружных торцов валы имеют резьбовые отверстия
для удобства демонтажа.
5, Скорость всасывания
Из-за особенностей конструкции лопастных насосов скорость те-
чения масла во всасывающих окнах дисков является фактором, ли-
митирующим возможность форсирования производительности насосов
за счет увеличения числа оборотов.
В связи со сложностью формы проходного сечения окон, ограничен-
ной профилем статора, ее величина может быть определена с достаточ-
ной для практических целей точностью (до 0,1 см2) следующим об-
разом.
Учитывая, что прямая MN (фиг. 33) является касательной к дугам
окружностей с радиусом г и гх, площадь проходного сечения всасы-
вающего окна F может быть определена из следующего равенства
F==f1 + fa + F3-F4-F5> (99)
где Fi — площадь трапеции с основанием ОМ и углами 90 и 45°
при основании;
— площадь сектора радиусом г, (сопрягающей дуги статора)
и углом 45°;
94:
F3— площадь половины круга радиусом г^
Ft, — площадь сектора радиусом г и углом 45°;
F6 — площадь части кольца с радиусами R и г и углом а.
Так как центральный угол между центрами радиусов г2 окружно-
стей, ограничивающих окна у дисков насосов типа Л не равен 45°,
то площадь части кольца F6 должна быть исключена из полезной пло-
Фиг. 33. Схема для определения площади проходного
сечения всасывающего окна диска, лопастного насоса..
щади окна всасывания. Углы а составляют для насосов типов: Л1-2°;
Л3-1,33°; Л5-2,5°.
Согласно обозначениям на фиг. 33
Л = (R — г) sin 45° = 0,354 (г + rj (R — r)-,
F2 = 0,00873 -45г? = 0,393г?;
Ft = -f- = 1,57r?;
Ft = 0,393r2;
F6 = 0,00873 (R2 — r2) a.
Подставляя эти значения в формулу (99), получим
F = [0,354 (г + Г1) (R — г) + 0,393г? + 1,57г? — 0,393г2 —
— 0,00873 (R2 — г2) а] см2, (100)
где все линейные размеры выражены в сантиметрах, а а в градусах.
В случае, если радиус профиля статора R > г + 2гх, необходимо
принимать для расчета R — г 2гъ
Подсчитанные по этим формулам площади проходного сечения во
всасывающих окнах насосов составляют: для насосов типа Л1Ф-35
95
производительностью 35 л/мин — 0,662 см2, для ЛЗФ-100 производи-
тельностью 100 л/мин — 1,474 см2.
Учитывая, что через каждые два окна насоса проходит объем, рав-
ный теоретической производительности насоса, скорость во всасы-
вающих окнах составит для насоса Л1Ф-35 — 4,85 м/сек,, для на-
соса ЛЗФ-100 — 6,2 м/сек при 950 об/мин для обоих насосов.
Фиг. 34. Лопастный насос типа
Л5К с двухсторонним всасыва-
нием:
/ — канал в корпусе для подвода
масла к окнам крышки; 2 —• окна
в крышке; 3 — крышка.
Эти скорости значительно превы-
шают принятые для насосов скорости
течения жидкости ро всасывающих ли-
ниях 1—2 м/сек.
Дальнейшее увеличение числа оборо-
тов и, следовательно, скорости всасыва-
ния практически невозможно.
При изготовлении лопастных насосов
нельзя допускать отклонений в размерах
деталей, которые могут вызвать суже-
ние проходных сечений окон, ибо в ре-
f зультате таких отклонений повышается
скорость течения жидкости, что вызы-
вает сильный шум и ненормальную ра-
боту насосов.
Увеличение сопротивления при вса-
сывании приводит к такой же ненор-
мальной работе насосов* Поэтому во
всасывающих трубах лопастных насо-
сов не следует устанавливать фильтры, обеспечивая очистку масла
путем фильтрации в линии нагнетания, а также в отсеках бака, из
которых не производится забор масла для всасывания.
Большие скорости во всасывающих окнах лопастных насосов,
особенно при производительности 100 л/мин и выше, заставляют
искать пути к их снижению. . .
Одним из таких путей является использование для параллельного
всасывания окон второго диска, расположенного со стороны крышки.
96
При этом во всасывании принимают участие четыре окна и скорость
течения жидкости уменьшается вдвое.
Конструктивно подвод жидкости из всасывающего канала насоса
выполняется путем его разветвления и устройства соответствующих
полостей и окон в крышках насосов (фиг. 34).
6. Типы лопастных насосов
Заводом «Гидроаппаратура» изготовляются лойастные насосы се-
рии Л, конструкция которых рассмотрена выше.
, Гамма насосов с производительностью от 5 до 200 л/мин при ра-
бочем давлении до 65 кг/см2 изготовляется на трех базах: Л1, ЛЗ
и Л5.
На каждой из этих баз изготовляются насосы такой производи-
тельности (в л/мин)-. . . -
На базе Л1 ... 5; 8; 12; 18; 25; 35
» ЛЗ . . . 50; 70; 100
» Л5 . . . 150; 200
Способ крепления насосов может быть фланцевый (обозначается
буквой Ф), или на кронштейне (обозначается буквой К).
, Шифр типо-размера насоса складывается из обозначений его базы,
способа крепления и производительности. Например, обозначение
одинарного лопастного насоса производительностью 25 л/мин с флан-
цевым креплением будет: Л1Ф-25.
При обозначении сдвоенных лопастных насосов к шифру для оди-
нарного насоса добавляют: обозначение базы второго насоса (буква
С) и через знак дроби обозначение производительности второго на-
соса. Обычно первым указывается насос с большей базой, а при одина-
ковых базах насос с ббльшим рабочим давлением.
Например, насосы сдвоенного исполнения с производительностью
100 л/мин и давлением 25 кг/см2 на базе ЛЗ и производительностью
12 л/мин и давлением до 65 кг/см2 на базе Л1 с фланцевым крепле-
нием имеют шифр Л31ФС-100/12.
7. Развитие лопастных насосов
Отличительной чертой лопастных насосов является наличие боль-
шого количества поверхностей, имеющих между собой скользящее
трение (лопатки-ротор, лопатки-статор, ротор-диски, лопатки-диски).
Для обеспечения высоких объемных к. п. д. требуется соблюдение
относительно малых зазоров между деталями насоса. -
Эти условия вызывают необходимость точного изготовления дета-
лей, как со стороны линейных размеров, так и со стороны соблюдения
правильности геометрических форм.
Поэтому допуски на изготовление деталей устанавливаются очень'
жесткие.
7 1ззб 97
Фиг, 35, Конструкция лопастного
насоса с плоским ротором.
98
Ввиду точности и сложности изготовления деталей насосов, а так-
же сложности отливки корпусов насосов с криволинейной формой
каналов существующая конструкция лопастных насосов двойного
действия является нетехнологичной.
В связи с улучшением технологичности явилась необходимость
разработать конструкцию лопастных насосов с плоским (бесшеечным)
ротором 13 (фиг. 35), плоскими дисками //, 12 и каналами для масла
в корпусных деталях, образованных механической обработкой вместо
сложной отливки.
Фиг. 36. График изменения объемного к.п.д. лопастных насосов в зависимости
от колйчества отработанного времени.
Основанием для такой конструкции явилось то положение, что ро-
тор уравновешен под действием гидравлических давлений и не нужда-
ется в опорных шейках (цапфах).
Разъем насоса выполнен в середине статора и уплотнен при помо-
щи бесконечного резинового шнура круглого сечения 9.
Подвод и отвод масла к окнам дисков выполнен путем сверления
и расточки корпуса 8 и крышки 10.
Уплотнение вала насоса осуществляется резиновым манжетом /,
зажатым между шарикоподшипником 3 и фланцем 4 при помощи пру-
жинной шайбы 2.
Для снижения давления масла, проникающего к уплотнению из
рабочей части насоса по зазору между валом и корпусом, устроен от-
сос в полость всасывания при помощи сверленных каналов.
Чтобы отсос не вызвал разряжения в полости вала перед уплот-
нением установлен шариковый клапан 5 с пружиной 6, зажатой проб-
кой 7.
у*
99
/м
Фиг. 37. Лопастный насос с гидравлической компенсацией
торцовых зазоров.
’00
Фиг. 38. Лопастный насос упрощенной
конструкции фирмы «Виккерс».
явилось устройство гидравлической
(фиг. 37).
Пружина обеспечивает открытие клапана при давлении не менее
0,5—1,5 кг!см\ что предотвращает засос воздуха из атмосферы в по*
лость всасывания, так как в полости вала перед уплотнением всегда
находится масло под указанным давлением.
Прототипы насоса, изображенного на фиг. 35, со стальными ди-
сками при заводских испытаниях показали продолжительность ра-
боты свыше 7000 ч при непрерывном нагружении давлением, сохра*
няя вполне удовлетворительные объемные к. п. д.
На графике, (фиг. 36) представлены результаты сравнительных за<
водских испытаний насоса Л1Ф-12 (производительностью 12 л/мин)
с бронзовыми дисками и ро-
тором с шейками, с насо-
сами Л1ФМ-12 той же про-
изводительности с .бесшееч-
ным ротором и стальными
дисками, а также насоса
Л1ФМ-5 (производительнос-
тью 5 л!мин) с бесшеечным
ротором и стальными дис-
ками.
Результаты испытания по-
казывают преимущество кон-
струкции насосов с бесше-
ечными роторами и сталь-
ными дисками.
Дальнейшим развитием
конструкции лопастных насо-
сов с бесшеечными роторами
компенсации торцовых зазоро)
Диск 2 во время остановки насоса и в момент его пуска имеет не-
большое поджатие к ротору при помощи трех пружин 3. При нагру-
жении насоса давлением, диск 2 давлением масла из полости нагнета-
ния Н прижимается к ротору с усилием, зависящим от величины
давления.
Указанное устройство особенно эффективно для насосов, работаю-
щих на автопогрузчиках, самосвалах, дорожных и других машинах,
где очень часты перерывы в работе, а также возможна работа в усло-
виях низкой температуры, что приводит к остыванию масла и повы-
шению его вязкости.
Незначительное поджатие диска к ротору при помощи пружин
предохраняет в пусковой период насос от задиров по торцам диско».
Крышка насоса 1 может быть установлена в одно из четырех по-
ложений с расположением нагнетательного отверстия: вверх, вниз,
вправо, влево, что удобно для монтажа насосов на различных ма-
шинах.
Перестановка крышки в нужное положение легко достигается пу-
тем отворачивания крепежных винтов, соединяющих крышку с кор-
пусом, поворота крышки в нужное положение и заворачивания винтов
101
с равномерной затяжкой. При этом все остальные детали остаются
на своих местах.
Американской фирмой «Виккерс» за последние годы разработаны
и выпускаются (по данным Английской станкостроительной выставки
1956 г.) лопастные насосы двойного действия для условий работы на
автопогрузчиках, самосвалах и т. п. (фиг. 38) с пониженными требо-
ваниями к долговечности (в связи с периодическим характером ра-
боты).
Фиг, 39, Лопастный насос фирмы «Расин».
Фирмой изготовляется 15 различных типов насосов производи-
тельностью от 5,5 до 350 л!мин для работы при давлениях малых и
средних насосов до 100 кг /см2 и больших до 65 кг!см2.
Каждый тип насоса может быть изготовлен для различных усло-
вий крепления и способа подсоединения труб. Скорость вращения
вала составляет 2000—1600 об!мин, что говорит о двухстороннем под-
воде масла для всасывания.
В связи с кратковременной работой насосов для их удешевления
и упрощения фирма отказалась от применения бронзовых дисков,
которые устанавливаются в насосах общего назначения, а также от
статорного кольца, выполняя профиль статора непосредственно в про-
межуточной корпусной детали (корпус делается разрезным как у
шестеренчатых насосов), изготовленной из износоустойчивого чугуна.
В насосах устроен гидравлический поджим дисков к бесшеечному
ротору, аналогично описанному выше.
Фирмой изготовляются сдвоенные лопастные насосы в одном кор-
пусе на базе описанной конструкции. Отверстие всасывания для обоих
сдвоенных насосов общее.
102
Американская фирма «Денисон» изготовляет лопастные насосы
двойного действия с толстыми лопатками, которые имеют поджим
к статору при помощи пружин. Усилия от давления масла на лопатки
уравновешиваются благодаря канавкам (выемкам) на торцовой и
боковых сторонах лопаток.
Лопатки имеют сквозные отверстия, которые соединяют торцовые
выемки с полостями паза. Таким образом, лопатки гидравлически
урарновешиваются в радиальном и осевом направлениях.
Усилие поджима зависит только от пружин, встроенных в лопатки.
В связи с наличием канавок лопатки соприкасаются со статором и
боковыми дисками трлько узкими полосками па их торцовой и бо-
ковых сторонах.
Американская фирма «Расин» в изготовляемых ею лопастных на-
сосах для улучшения условий всасывания и упрощения конструкции
корпуса делает всасывающие и нагнетательные окна непосредственно
в статорном кольце (фиг. 39).
Глава IV
РОТАЦИОННЫЕ ПОРШНЕВЫЕ НАСОСЫ
Поршневые насосы ,по сравнению с другими типами насосов (ше-
стеренчатые, лопастные) имеют преимущество в связи с простотой
формы рабочих элементов (цилиндр, поршень), имеющих круглую
форму, которая позволяет выполнять их точно с обеспечением стро-
гих зазоров без больших затрат труда. Благодаря возможности точ-
ной пригонки поршней к цилиндрам обеспечиваются высокие объем-
ные к. п. д. поршневых насосов при больших давлениях.
Ротационные поршневые насосы допускают большие угловые ско-
рости по сравнению с кривошипно-шатунными Поршневыми насосами,
так как вращающиеся массы их деталей не вызывают большого дис-
баланса.
Поэтому конструкции ротационных поршневых насосов компактны
и малы относительным весом. У них легко осуществляется регули-
рование производительности и изменение направления потока масла
в отличие от шестеренчатых и лопастных насосов двойного действия,
у которых изменение потребного объема масла осуществляется при
помсщи дросселирования и слива через клапан избытка масла под
рабочим давлением.
Регулирование производительности дает возможность экономично
использовать насосы для различных режимов работы без потерь мощ-
ности на вредный нагрев масла (при его сбросе через клапан).
Ротационные поршневые насосы могут использоваться как гидрав-
лические двигатели.
Указанные преимущества ротационных поршневых насосов при-
вели к их широкому применению в гидравлических системах станков
и машин, где требуются высокие рабочие давления (до 200 кг/см2,
и выше), относительно большие расходы масла, а также регулирование
потребных расходов.
Наибольшее применение ротационные поршневые насосы нашли
в протяжных станках, гидравлических прессах и экскаваторах.
По расположению поршней и своей кинематике, ротационные порш-
невые насосы могут быть радиального и аксиального (осевого) типа.
В отечественном машиностроении в основном применяются насосы
радиального типа, которые менее сложные в изготовлении.
104
1. Принцип действия ротационных поршневых насосов
радиального типа
Фиг. 41. Схема механизма ротационного
поршневого насоса радиального типа.
Принцип действия ротационных насосов радиального типа основан
на кривошипно-шатунном механизме (фиг. 40).
Если закрепить звено кривошипа ООЪ то при вращении цилиндра
А вокруг центра О поршень Б получит возвратно-поступательное дви-
жение в цилиндре.
Вместо одной пары — ци-
линдра и поршня — с большой
площадью рабочей поверхно-
сти можно иметь несколько с
меньшими площадями, что
уменьшит усилия жидкости фиг 40 Схема
кривошипно-шатунного
на поршни (фиг. 41). механизма.
Так как длины всех шату-
нов равны между собой, то при вращении блока цилиндров около цен-
тра О поршневые пальцы 7< будут описывать окружность вокруг цен-
тра 01. Это дает возможность заменить шатуны барабаном^ (статором),,
совпадающим с окружностью, описанной из центра Ог и имеющим
радиус внутренней поверхности,
равный длине шатуна.
Если придать поршням голо-
вки сферической формы, опи-
рающиеся на внутреннюю по-
верхность барабана, а блоки
цилиндров заменить ротором,
имеющим отверстия для порш-
ней, и обеспечить подвод и отвод
жидкости к цилиндрам через
ось, на которой вращается ро-
тор, то получится ротационный
поршневой „насос радиального
типа (фиг. 42).
Величина смещения оси ба-
рабана по отношению к оси
вращения ротора —эксцентриси-
тет е — является радиусом кри-
вошипа.
основу конструкции распростра-
ненных у нас радиальных поршневых насосов типа НП, действие ко-
торых происходит следующим образом.
Ротор (фиг. 42,а) с радиально размещенными в нем цилиндрами и
поршнями установлен на неподвижной оси, которая одновременно
выполняет роль распределителя масла и имеет каналы и окна для
подвода и отвода масла к цилиндрам.
Барабан, установленный на отдельных опорах, имеет кольца, в
которые упираются поршни своими головками, он может смещаться
Указанный принцип положен в
105,
Фиг. 42. Схема работ ротационного-поршне-
вого насоса радиального типа:
</ — барабан; 2 — распределительная ось; 3 — пор-
шень; 4 — ротор; 5 — вход масла (всасывание);
5—ось барабана; 7 — выход масла (нагнетание);
S — ось ротора.
вправо или влево от верти-
кальной оси ротора (фиг. 42,6,
42,в) на величину в пределах
эксцентриситета е.
Между ротором и бара-
баном нет жесткой связи. Од-
нако при вращении ротора
поршни под действием центро-
бежных сил прижимаются к
кольцам барабана и возника-
ющими силами трения заста-
вляют барабан вращаться.
Барабан установлен в
скользящем блоке и может
перемещаться по направля-
ющим корпуса под действием
механизма управления вели-
чиной эксцентриситета.
Барабан, несущий кольца,
при помощи механизмов уп-
равления может быть уста-
новлен в одно из следующих
положений:
ось барабана совпадает с
осью ротора (е = 0) (фиг.
42,а);
ось барабана сдвинута
вправо от оси ротора (+е)
(фиг. 42,6);
ось барабана сдвинута
влево от оси ротора (—е)
(фиг. 42,в).
Под действием центробеж-
ных сил во время вращения
ротора поршни всегда при-
жаты своими головками к
кольцам барабана.
При установке барабана
в положением = 0 (фиг. 42,а)
ось его вращения совпадает
с осью вращения ротора. При
этом головки поршней будут
описывать окружность, центр
которой совпадает с центром
ротора, и поршни не будут
совершать возвратно-посту-
пательных движений. Следо-
вательно, не будет происходить всасывание и нагнетание жидкости.
а 06
Таким образом, при вращающемся роторе (работающем насосе) пода-
ча жидкости (масла) в гидравлическую систему может быть прекраще-
на. При установке барабана в положение +е (фиг. 42,6) поршни, сле-
дуя за окружностью колец барабана на участке, расположенном ниже
горизонтальной оси, будут выдвигаться из цилиндров ротора, увели-
чивая пространство под ними.
В полостях цилиндров под поршнями будет происходить разря-
жение, которое распространится через всасывающее окно в в ее ка-
налы и трубопровод, подводящие масло к ротору.
Под действием атмосферного давления масло из бака поднимается
по всасывающему трубопроводу и заполняет разреженное простран-
ство в каналах и всасывающем окне оси. В моменты соединения раз-
ряженных полостей цилиндров со всасывающим окном оси масло
мгновенно заполняет пространства под поршнями. На участке бара-
бана, расположенном выше горизонтальной оси, поршни, следуя за
окружностью его колец, будут вдвигаться в отверстия (Цилиндры)
ротора, уменьшая пространство под ними. При этом масло из цилинд-
ров будет выталкиваться через окно нагнетания Н в нагнетательные
каналы оси и по трубопроводу в гидравлическую систему.
Если установить барабан в положение (—ё) (фиг. 42,в), то цикл ра-
боты насоса будет аналогичен описанному для положения на
фиг. 42,6, но с той разницей, что окна всасывания в и нагнетания Н
поменяются местами и направление потока масла изменится. Всасы-
вающий трубопровод станет нагнетательным и, наоборот, нагнета-
тельный станет всасывающим. Это важное свойство ротационных
поршневых насосов радиального типа широко используется для ревер-
сирования направления движения рабочих органов станков и машин.
2. Теоретическая производительность ротационных
поршневых насосов
Объем жидкости, подаваемый поршнем за один оборот ротора на-
соса, равен геометрическому объему, описываемому этим поршнем
где d—диаметр поршня в мм\
I — длина хода поршня в мм.
При числе поршней, равном г, объем жидкости, подаваемой за
один оборот насоса, будет
nd2 . «
qOj ’~41г -
Так как длина хода поршня / равна двойному эксцентриситету
насоса 2е, то теоретическая производительность насоса за один оборот
составит
q]5 = 2ег 10~3 см3, (101)
где е — эксцентриситет насоса в мм.
Ю7
При числе оборотов ротора насоса п в минуту теоретическая про-
изводительность насоса за одну минуту будет
Qw = 10“6 л/мин. (102)
Обычно ротационные поршневые насосы изготовляют с регулиро-
ванием производительности путем изменения эксцентриситета в пре-
делах от максимального значения е j\q нуля. .
3. Устройство поршней. Усилия, действующие на поршни,
барабан, ротор и ось в поршневых насосах
радиального типа
При нагружении насоса давлением каждый поршень в период
его соединения с полостью (окном) нагнетания должен преодолевать
усилие С, зависящее от площади поршня и давления жидкости
С = т^ркг, (103)
где d—диаметр поршня в см.\
р — давление в кг!см^.
Под действием кольца барабана на головку поршня происходит
преодоление усилия С и движение поршня к центру ротора.
Так как поршневые насосы используются для относительно высоких
давлений, в местах соприкосновения поршней с кольцами барабана
возникают большие контактные напряжения.
Распространено два вида опор поршней на кольца барабана:
1) непосредственный контакт поршня, имеющего сферическую
головку, с конической поверхностью кольца барабана;
2) передача усилия от кольца барабана поршню через пару роликов,
устанавливаемых на пальце, запрессованном в отверстии головки
поршня.
В первом случае поршни имеют простую форму и небольшой диа-
метр рабочей части. Количество поршней в одном насосе составляет
несколько десятков.
Во втором случае поршни имеют сложную ступенчатую форму
и относительно бблыпий диаметр рабочей части. Количество поршней
в насосе 7—9.
Отверстия в роторе для поршней— ступенчатые, требующие точной
соосности.
Второй принцип не получил распространения в насосах в связи
со сложностью технологии изготовления роторов и поршней.
' Рассмотрим работу поршня и действующие на него усилия для
первого случая (фиг. 43). Поршень Д, имеющий сферическую го-
ловку, опирается на коническую поверхность кольца Б, установ-
ленного в барабане.
Обе детали изготовляются из шарикоподшипниковой стали, за-
каленной до высокой твердости.
108
Фиг. 43. Схема опоры
поршня со сферической
головкой.
В точке Л, соприкосновения поршня с кольцом, возникает кон-
тактное напряжение, которое не позволяет допускать усилие от дей-
ствия кольца на поршень более 350—400 кг. Исходя из этого диаметры
поршней принимаются для насосов, работающих при давлении-до
100 кг!см2, не более 20 мм и для насосов, работающих при давлении
до 200 кг!см2 не более 16 мм, во избежание быстрого износа и разру-
шения поверхностей контакта поршней и
колец.
Точка контакта К сферической поверх-
ности поршня отстоит от его оси на неко-
тором расстоянии С. Во время вращения ро-
тора насоса около своей оси и барабана с
кольцом около оси ротора на величину экс-
центриситета, е окружные скорости в точке
/С у поршня и кольца будут различны в
связи с неравенством радиусов вращения.
Благодаря плечу С, сила трения кольца
о поршень, приложенная к точке /<, сооб-
щит поршню вращательное движение около
его оси с небольшой угловой скоростью.
У поршней с малым диаметром головки вы-
полняются грибообразной формы для увеличе-
ния плеча С, что обеспечивает проворачи-
вание поршней с меньшим скольжением.
Так как поршень совершает возвратно-поступательное движение
в отверстии ротора, то это движение будет суммироваться с его вра-
щательным движением. В результате сложения двух указанных
движений поршень будет двигаться по спирали, что можно наблюдать
по характерным следам на поверхности поршней длительно рабо-
тавших насосов.
Для избежания интенсивного износа головок поршней и большого
вылета поршней величина эксцентриситета у насосов со сферическими
головками поршней и коническими кольцами составляет 5—8% от
размера радиуса окружности точек касания поршней и кольца ба-
рабана.
При указанных пределах размеров диаметров поршней и эксцен-
триситетов для обеспечения производительности насосов 50—400 л/мин
количество поршней у одного насоса обычно составляет несколько
десятков. Так, например, у насоса НПМ-715 при теоретической про-
изводительности 430 л/мин число поршней составляет 54.
В связи с нецелесообразностью расположения такого большого
количества поршней в роторе в один ряд, поршни обычно распола-
гают в несколько рядов..
Число рядов поршней бывает от двух до шести.
В рядах поршни располагаются радиально с равномерным распре-
делением по окружности.
Количество поршней в одном ряду принимается нечетным для
уменьшения пульсации подаваемой жидкости.
109
При нечетном числе поршней начало работы одного поршня не
совпадает с концом работы другого, что имеет место при четном числе
поршней ввиду их симметричного расположения.
Поэтому разность мгновенных наибольших и наименьших подач
при нечетном числе поршней меньше, чем при четном.
Кольца барабана имеют двойные конические поверхности для
обслуживания одним кольцом двух рядов поршней.
Усилие N (фиг. 43), с которым кольцо барабана статора действует
на сферическую поверхность поршня, направлено по нормали к об-
разующей конуса, имеющей угол ф к горизонтали и проходит через
центр сферы.
Это усилие раскладывается на радиальную силу Q, действую-
щую вдоль оси поршня, и статически уравновешивающую усилие от
давления масла на поршень, и осевую силу S, направленную парал-
лельно оси ротора, которая изгибает поршень и прижимает его к
стенкам отверстия ротора, создавая силу трения при движении поршня.
Соотношение между силами W, Q и S зависит от угла ф конуса и
может быть определено из треугольника этих сил:
М = -^т, (104}
COS ф * '
S=Qtg(p. (105)
Сила N вызывает контактные напряжения между поршнями и
кольцом барабана.
Сила S стремится сдвинуть ротор в осевом направлении. При
четном количестве рядов поршней в роторе их расположение по раз-
ным сторонам колец приводит к уравновешиванию сил S. При не-
четном количестве рядов поршни среднего ряда располагаются в
шахматном порядке, чем достигается уравновешивание сил S в этом
ряду.
При движении поршня в период нагнетания сила Q должна пре-
одолеть силу С от давления жидкости на поршень, осевую силу тре-
ния F и центробежную силу W от массы поршня
Q = с 4 F ]-W. (106)
Сила трения
f = Sf = Qtg<j7, (107)
где f— коэффициент трения (для закаленной стали по чугуну при
наличии смазки и средних скоростях движения поршня в отверстии
до 0,5 м/сек может быть принято равным 0,08. Из формул (106) и (107)
Q = С | . (108)
1 — tg ф f v
Угол ф кольца барабана обычно принимают в пределах 12—15°.
Для условий ф = 124-15° и / = 0,08
Q = (0,979 0,983) (С 4- Ю кг. (109)
ПО
В связи с вращательным движением поршней с ротором и их от-
носительным движением, в отверстиях ротора возникают следующие
силы, действующие на поршни: а) центробежная, направленная
радиально; б) сила инерции, направленная радиально; в) поворотная
сила от кориолисова ускорения, направленная перпендикулярно оси
поршня.
Центробежная сила определяется по формуле
.U7=zno)2p, (НО)
где т— масса поршня в кг;
о)—угловая скорость вращения ротора в рад/сек;
р — расстояние от центра ротора до центра тяжести поршня в м<
Фиг. 44. Схема определения равнодействующей центробежных сил.
Величина р для каждого поршня зависит от угла его поворота а
к оси ох (фиг. 44).
Центробежная сила увеличивает контактное давление между
кольцом и поршнем.
При определении силы N для нахождения величины контактного
давления на поршень необходимо силу Q вычислять при максималь-
ном значении W (когда Р — Ртах) .
= nus?Ртах кг. (111)
При определении усилий, действующих на барабан, необходимо
вычислить силу Q при среднем значении W, взяв величину р при
среднем выдвижении поршня из ротора
W = т^ср. (112)
Равнодействующая всех центробежных сил, действующих на
поршни, будет стремиться сдвинуть барабан по оси ох в сторону
увеличения эксцентриситета е. Наибольшее значение равнодействую-
11Г
щей будет при симметричном расположении поршней относительно
оси ох.
Для определения значения этой равнодействующей спроектируем
все силы на оси координат, тогда
Rwx = cos ах + 1Г2 cos а2 + ... + W2 cos а2; (113)
Rwy == sin aj + WZ2 sin а2 -р ... +, W2 sin а2> (114)
где а— угол между осью данного поршня и осью ох;
. z— число поршней в плоскости одного ряда.
Так как силы W расположены симметрично оси ох, то сумма их
проекций на ось оу будет равна нулю (1Г2^ = т. д.),
в равнодействующая равна сумме их проекций на ось ох
а2
Rw == Rwx = U? cos а.
«i
Из условия симметрии сил можно также написать
z+l
а = —
2
Rw = 2 W cos а.
а.
Подставляя значение W из формулы (НО) и учтя, что
имеется п рядов поршней, получим полное значение Rw:
(115)
(116)
в роторе
(П7)
угол а к
Rw = 2п у т (о2р cos а.
а
Значение р для каждого поршня при его повороте на
оси ох может быть определено следующим образом.
Из треугольника OOiA можно написать
ОгА2 — е2 + р2 — 2е р cos а;
р == е ^cos а 4- (—~ 4 cos2a — 1 j •
Размер ОМ зависит от величины радиуса кольца г и расстояния А
от точки контакта поршня с кольцом до центра тяжести поршня
OiA = r — L,
тогда
р = е(cos a 4- —|- cos2a — 1 k
112
Подставляя значение р в формулу (117), получим
2+1
2 _________________________________________
Rw — Ra>x — 2п т <o2e (cos а + у + cos2a — 1 jcosa, (118)
а
где т—масса поршня;
п— число рядов поршней;
z— число поршней в одном ряду.
При определении сил, действующих на механизмы управления
эксцентриситетом насосов, необходимо учитывать силу Rwx, которая
препятствует перемещению скользящего блока в сторону уменьшения
эксцентриситета е и содействует его перемещению в сторону увели-
чения эксцентриситета.
Сила инерции J, возникающая от ускорения при радиальном пере-
мещении поршня,
(Н9)
может быть определена в зависимости от угла поворота поршня [1]
по формуле
J = те (о2 ^cos a + -у- cos 2a^ кг, (120)
где е — эксцентриситет насоса в м\
г — радиус окружности кольца барабана в точке контакта порш-
ней в м.
Сила J у рассматриваемых типов насосов в связи с малыми мас-
сами поршней и эксцентриситетами настолько незначительна по
сравнению с силой от давления масла, что при практических расчетах
насосов ею можно пренебречь.
Вычисление силы J может иметь смысл у насосов с однорядными
поршнями больших диаметров, имеющих опорные ролики, при боль-
ших относительных эксцентриситетах.
Возникающая от поворотного (кориолисова) ускорения сила
К = 2т о>2
аа
может быть определена [1] по формуле
К. = — те ш2 (2 sin a )- -- sin 2a 1 кг.
(121)
Так как сила К прилагается то к одной, то к другой стороне порш-
ня, то она либо помогает, либо препятствует вращению ротора. В
конечном счете силы К, действующие на поршни, уравновешиваются.
При увеличении давления на стенки отверстий в роторе силы от
кориолисовых ускорений поршней вызывают дополнительное трение
и повышают износ пар поршень — ротор.
8 ьззб
113
Значение сил К рассматриваемых насосов невелико по сравне-
нию с другими действующими силами.
Для устойчивой работы поршня необходимо, чтобы при его мак-
симально выдвинутом положении из ротора центр сферической по-
верхности головки поршня лежал в середине части, оставшейся в от-
верстии.
Тогда реакция силы S (фиг. 43) будет равномерно распределяться
по стенке отверстия.
Фиг. 45. Схема поршня
Фиг. 46. Поршень с грибо-
видной головкой.
Это будет обеспечено при условии (фиг. 45), когда
R=h + ‘-^,
где R — радиус сферы головки;
I — общая длина поршня;
/1 — длина максимально выдвинутой части поршня.
При малых величинах диаметров поршней их головки выполняются
грибообразной формы (фиг. 46) с целью увеличения веса для обеспе-
чения самовсасывания.
Количество поршней и их основные размеры у насосов, изготов-
ляемых заводом «Гидропривод», представлены в табл. 16.
Контактное напряжение в точке касания сферической головки
поршня с реактивным кольцом может быть определено на основе
уравнений Герца.
Ввиду относительно большого радиуса конической поверхности
реактивного кольца, можно отнести контакт поршня с кольцом к
случаю контакта шара с плитой для двух однородных материалов.
Тогда радиус кругового контура проекции площадки деформации
можно определить [9] по формуле
а = 1,1 см, (122)
где N — усилие кольца на поршень, направленное по радиусу его
сферы (104), в кг;
114
R — радиус сферы поршня в см-,
Е — модуль упругости для шарикоподшипниковой закаленной
стали Е = 2,1 • 10е.
Таблица 16
Размеры эксцентриситетов и поршней насосов серии НП
Тип насоса Наибольшая про- изводительность в л/мин при рабо- чем давлении Рабочее давление в кг!см* Эксцентриситет в мм Поршни
Всего Число рядов Количество в одном ряду Размеры в мм CQ g
d 1 di R
НПМ-705М 100 100 11,5 18 2 9 20 50 35 103
НПМ-713 200 100 12,5 28 2 14 20 67 — 35 153
НПМ-714 300 100 13,5 52 4 13 18 69 35 130
НПМ-715М 400 100 13,0 54 3 18 20 75 — 45 173
НПС-50М 50 200 10,0 18 2 9 16 55 20 35 89
НПР-100 100 200 12,5 28 2 14 16 68 20 35 105
НПР-200М 200 200 16,0 44 4 11 16 79 20 45 121
НПР-400 Угол ф к< У насосов У насосс У насосов 400 энуса реак' $ НПМ-7051 >в НПМ-' 1 НПМ-715, 200 ГИВНЫХ 1 VI, НПМ Г14 . . , НПР-2 17,5 солец со -713, НГ 00 и НП 72 ставл5 IC-50 Р-400 4 1ет: и НПР- ** М R V • Ч 18 100 .. . 16 , . . 12°< 12° ‘ 10° 83 Ю 22 55 133
Сближение обоих тел, то есть величина их упругой деформации
может быть определена [91 по формуле
8 = 1.22|/
СМ.
(123)
Максимальное напряжение в центре площадки деформации может
быть найдено по формуле
°тах = 0,398 pZ кг/см*. (124)
Для обеспечения износоустойчивости сопряжения поршней , с
реактивными кольцами не следует допускать значение отах более
30 000 кг 1см2.
Для повышения прочности поршней не следует ослаблять их сфе-
рические головки отверстиями для центровых гнезд. Заготовки гри-
бовидных поршней со сферическими головками должны изготовляться
горячей штамповкой.
При рассмотрении сил от гидравлического давления нагружаю-
щих барабан (статор) усилия Q (106) действуют только на поршни,
находящиеся в зоне нагнетания (фиг. 47).
На поршни, находящиеся в зоне всасывания, действует давление
всасывания, величина которого меньше атмосферного. Усилия от
действия колец барабана на поршни лежат в плоскостях, парал-
лельных плоскости вращения ротора, соответствующих каждому ряду
поршней.
Для определения усилий Q, действующих на барабан, можно при-
вести их в одну плоскость, умножив на количество рядов, в которых
симметрично расположены поршни.
Рассмотрев схему, считаем, что усилия Qn есть сумма усилий Q.
Фиг. 47. Схема определения усилий, действующих на барабан:
/ — кольцо барабана; 2 — ротор.
В связи с наличием эксцентриситета, силы Р, нормальные к ок-
ружности реактивного кольца барабана, составляют с силами Qn
углы, величина которых зависит от поворота ротора, размеров экс-
центриситета е и радиуса окружности кольца барабана г в точках
касания поршней К.
Значение силы Р может быть определено из треугольника КНЛ
Р = -^- . (125)
cos f ' '
В связи с наличием сил трения Т, барабан вращается вместе с
ротором. Сила Т — Psinyf, где f коэффициент трения, равный 0,04
(для стальных закаленных, шлифованных деталей при наличии
смазки) [8].
Из треугольника OiKO можно определить значение cos 7
г г е ♦
-— = ; sin т == — sin а;
sin 7 sin а ’ ‘ г 1
cos т = 1 — (-у- sin aj2. (126)
Отношение эксцентриситета насоса к радиусу окружности касания
головок поршней или относительный эксцентриситет для насосов типа
U6
НП с непосредственным контактом поршней и колец барабана бывает
в пределах 0,05—0,08; значение sin а может быть равно единице
(при совпадении оси поршня с осью оу).
Величина подкоренного выражения (126) будет 0,9975—0,9936.
Поэтому, не делая большой погрешности, можно принять зна-
чение cosy = 1. Тогда величина силы Р будет равна Qn.
Равнодействующая сил Р от всех поршней может быть спроекти-
рована на оси ох и оу (Rx и Ry).
Так как проекции равнодействующей сходящейся системы сил на
оси координат равны алгебраическим суммам проекций составляющих
сил на эти оси и, учитывая, что Рх « Qnx я Ру~ Qny, можем на-
писать
Rx = Qn [cos 0° 4- cos а + cos 2а + ... + cos (m — 1) а] (127)
Ry = Qn [sin 0° + sin а + sin 2а 4- ... -f- sin (tn — 1) a], (128)
где tn — число поршней, находящихся в зоне нагнетания насоса.
Областью зоны нагнетания принимается вся зона при повороте
ротора от 0 до 180°. В зоне нагнетания при нечетном количестве на-
z + 1
ходится поршней tn =- —-— .
Поршень, совпадающий с осью ох и не соединенный с окном нагне-
тания оси насоса, следует считать находящимся в зоне нагнетания,
так как, пройдя точку /, лежащую на оси центров ротора и барабана,
он будет двигаться к центру ротора и выжимать масло под давлением
через зазоры или разгрузочную щель (усик) на оси.
Число поршней, находящихся в зоне нагнетания, зависит от по-
ложения первого поршня и углов а между поршнями.
Так как поршни в каждом ряду располагаются равномерно, то
360
a ~ ,
г 9
где г — число поршней в одном ряду.
Для насосов рассматриваемого типа z = 114-17, а число их рядов
п = 24-6.
Из формул (127) и (128) следует, что величины Rx и Ry, а следо-
вательно, и равнодействующая R зависят от значений суммы коси-
нусов и синусов углов а, под которыми поршни расположены к осям
координат.
Наибольшего значения Rx и Ry достигнут при таких углах по-
ворота ротора, при которых суммы косинусов и синусов будут наи-
большими.
Повернем ротор так, чтобы ось его поршня 1 заняла положение
Г и составила с осью ох угол <fx, при котором указанная сумма коси-
нусов углов будет наибольшей, т. е.
Seos a max = cos <fx 4" cos (<p* 4“ a) cos (cp* 4*“ 2a) 4- ...
... + cos[^4-(m-l)a]. (129)
117
Для того чтобы сумма косинусов была наибольшей, угол срх. дол-
жен иметь такое значение, чтобы при его дальнейшем бесконечно
малом приращении, приращение суммы косинусов было бы беско-
нечно малым и стремилось к
^COS а _ Л
нулю, т. е.
^2>^cos а < Q
d4x
выражения (129)
и
Возьмем первую производную
^4 = — sin — sin (<рЛ
+ а) — sin (<рх + 2а) —
... — sin [<рЛ + (т — 1) а] = 0;
— sin — sin срЛ cos а — cos срх sin а — sin рх cos 2а —
— cos (?х sin 2а — ... — sin cos (т — 1) а —
— cos sin (т — 1) а = 0;
— sin ср^ [1 4- cos а + cos 2а + ... 4- cos (т — 1) а] ==
= cos срх [sin а + sin 2а 4- ... + sin (tn — 1) а];
. ___ sin а 4~ sin 2а 4- ♦ + sin (/n — 1) а)
g 1 4- cos а 4- cos 2а 4- ... 4~ COS (tn — 1) а ’
fcr — s*n 0° + sin а + sin 2а 4- ... + sin (т — 1) а ___
Б — cos QO cos а 4. cos 2а ... 4- COS (т — 1) а
. пг — 1 . пг
Sin — а sin — а
а
slnT
т —-1 . пг
COS —-— а Sin — а
£ £
а
sm^-
к — т
У sin к а
к = 0__________
к = т — 1
У COS К а
(130)
. т — 1
sin —
пг — 1 ’
COS —j— а
tg = — tg -g— а.
Вторая производная выражения (129) имеет знак минус, т. е.
подтверждается условие максимума
^2^cos а Q
d4x
Определив1 по формуле (130) угол и зная значение центрального
угла между поршнями а, можно определить углы между осью ох.
118
и осями всех поршней* находящимися в зоне нагнетания, и по формуле
(127) найти величину силы Rx.
Сила Rx, действующая на опоры барабана, стремится .сдвинуть
скользящий блок в горизонтальном направлении. Величину Rx не-
обходимо учитывать при расчете механизмов управления эксцентри-
ситетом насоса. Так как все силы Р сходятся в центре барабана О,
то и направления сил R, Rx и Ry проходят через центр барабана.
Произведение силы Ry на величину эксцентриситета выражает
крутящий момент, необходимый для вращения ротора
М = Rye.
Подача жидкости ротационными поршневыми насосами является
относительно равномерной. При числе поршней свыше девяти (в од-
ном ряду) величина пульсации менее 1%.
Поэтому практически можно считать крутящий момент и ве-
личину / силы Ry постоянными.
На этом основании можно определить силу Ry по формуле (128),
подставляя то же значение угла срх , которое было найдено для опре-
деления силы Rx.
Сила Ryi действуя на опоры барабана, расположенные в сколь-
зящем блоке насоса, прижимает его к направляющим корпуса.
Возникающая при перемещении скользящего блока сила трения
учитывается при расчете механизмов управления эксцентриситетом
насоса
U = Ryf> (131)
где f—коэффициент трения; при чугунной и стальной направляю^
щих пластинах значение f принимается равным 0,1.
Полная сила, препятствующая перемещению скользящего блока
в сторону уменьшения эксцентриситета,
E_e = U + Rx + Gf9 (132)
где G — вес скользящего блока и барабана насоса с подшипниками
и кольцами.
В случае перемещения скользящего блока в сторону увеличения
эксцентриситета
E+e = U-Rx + Gf. (133)
Так как по оси ох на барабан насоса действует сила Rx , а по оси оу
сила Ry, то равнодействующая этих сил, нагружающая барабан,
R = + (134)
Реакции силы R на опоры барабана нагружают его подшипники
и, могут быть определены в соответствии с длинами плеч от точки
приложения равнодействующей R до середин опор барабана.
Эти же силы должны быть приняты в расчет для определения проч-
ности шеек барабана и его крышки.
119
При четном числе рядов поршней в роторе точка приложения рав-
нодействующей лежит на равном расстоянии между осями средних
рядов; при нечетном числе рядов п — на оси среднего ряд поршней.
Расчет подшипников барабана ведется с учетом их нагружения
реакциями от силы R. Число оборотов барабана может быть при-
ч нято равным числу оборотов
ротора.
При определении сил Rx,
Ry и R было сделано допуще-
ние, что сила Р по величине и
направлению совпадает с силой
Q, что дает достаточную для
практических целей точность.
Для точного расчета угол у
может быть учтен при опреде-
лении значения сил Р в зависи-
мости от углов а, определяющих
положение поршней.
При определении значений
Rx и Ry по формулам (127) и
(128), в этом случае вместо уг-
лов а следует подставить зна-
чение углов р, пользуясь соот-
ношением
Фиг. 48. График для определения р == а + 7.
усилий, действующих на барабан.
Усилия, действующие на ба-
рабан насоса, могут быть определены графическим путем после того,
когда по формуле (130) будет найдено значение угла поворота ротора
насоса, при котором сила Rx имеет максимальную величину.
Рассмотрим графическое определение усилий (фиг. 48), действую-
щих на барабан на следующем примере:
усилие, действующее на один поршень, Q = 319 кг;
число поршней в одном ряду z = 13;
число рядов поршней в роторе п — 4;
суммарное усилие, действующее на поршень, приведенное к одной
плоскости Qn = 4Q = 1276 кг;
радиус кольца барабана по окружности касания поршней г =
== 13,8 см;
эксцентриситет е = 1 см;
центральный угол между поршнями а = = 27°42'.
Считая, что в зоне нагнетания находится 7 поршней, по формуле
z 4- 1
т = — определяем tgсрх (ось первого поршня совпадает с осью ох).
= - tg 27°42' = - tg 83°6'
120
Значению этого тангенса соответствуют углы 83°6' и 180° + 83°6'
(пофиг. 48), считая от оси ох. Так как угол 180° + 83°6' лежит вне
зоны нагнетания, принимаем угол ух — 83°6'.
В указанных (фиг. 48) масштабах строим окружность с радиусом
г == 13,8 см; эксцентриситет е = 1 см и откладываем угол срх = 83°6';
от угла срх наносим положения поршней, расположенных под углом
27°42 друг к другу.
На направлениях осей поршней от окружности кольца барабана
откладываем силу Qn ~ 1276 кг в указанном масштабе и строим
многоугольник этих сил.
Разложив замыкающую многоугольника на направления ох
и оу. можно определить усилия Rx и Ry, нагружающие механизм
эксцентриситета и направляющие скользящего блока насоса.
4. Устройство сопряжения ось—ротор поршневых радиальных
насосов и действующие в нем усилия
В конструкциях поршневых радиальных насосов ротационного
типа сопряжение оси со втулкой ротора является одним из самых
ответствеиных элементов.
От величины зазора между отверстием втулки и уплотняющей
частью оси в большой мере зависит значение объемного к.п.д. на-
соса. Чрезмерно малый зазор приводит к заеданию втулки на оси,
как следствие неточности их изготовления и местного контакта при
работе сопр яжения.
На втулку передаются нагрузки, испытываемые ротором, которые
могут приводить к большим удельным давлениям в сопряжении
втулка—ось.
Роторы насосов радиального типа имеют относительно высокие
числа оборотов (в среднем 1000 об/мин). что приводит к нагреву и
расширению трущихся частей, вызывает вибрации неуравновешен-
ных деталей, что может явиться причиной заедания втулки на оси.
У большинства насосов сопряжение ось—втулка ротора выпол-
няется как подшипник скольжения с применением самых высокока-
чественных материалов для втулок.
Ось обычно изготовляется из закаливаемой стали. Для втулок
применяются лучшие сорта бронз. Распространено изготовление
втулок из биметалла. В этом случае стальной корпус втулки центро-
бежным способом заливается оловянисто-фосфористой бронзой марки
Бр. ОФЮ-1.
Для получения биметаллических втулок хорошего качества необ-
ходимо корректировать химический состав бронзы марки Бр. ОФЮ-1,
не допуская содержания фосфора больше 0,3%, в противном случае
могут образоваться твердые вкрапления фосфористой эвтектики,
что приводит к задирам оси.
При сопряжении оси с бронзовой втулкой ротора необходима тща-
тельная пригонка их друг к другу для получения максимальной
площади прилегания. Для облегчения пригонки очень часто ось
121
и втулка выполняются коническими с уклоном 1:100. В этом случае
требуется длительная приработка втулки к оси, что вызывает необ-
ходимость обкатки' изготовленного насоса с постепенным нагруже-
нием давлением в течение восьми часов и больше. Некоторые зару-
бежные фирмы, делая втулку биметаллической (заливка бронзой
марки Бр. ОФ10-1), производят заливку баббитом высокого качества
поясков у обоих ее краев. Для этой цели производятся соответствую-
щие выточки в бронзрвом слое примерно до х/4 длины втулки с каждой
Фиг. 49. Сопряжение ось — втулка насосов серии Н.
стороны. Этот метод улучшает прирабатываемость втулки к оси и> обес-
печивает податливость материала на краях втулки, где особенно часто
происходят заедания. Насосы с указанными втулками менее чувстви-
тельны к заеданиям, однако износ втулок происходит более йнтен-
сивно.
Особенно быстро изнашиваются втулки с применением баббито-
вой заливки по краям у насосов работающих, при давлении до
170 кг!см2.
С целью уменьшения удельных давлений между втулкой и осью
применяется гидравлическая разгрузка — подведение масла под дав-
лением в нагруженную зону. Это достигается путем устройства коль-
цевых канавок на оси или в отверстии втулки.
Несмотря на все перечисленные меры сопряжение ось — втулки
при производстве насосов длительное время оставалось узким местом
до тех пор, пока оно не было переведено на подшипники качения.
Заводом «Гидропривод» освоен выпуск поршневых радиальных насосов
с сопряжением ось — втулка (фиг. 49) на шарикоподшипниках.
В центральное отверстие ротора 1 запрессована втулка 2. Запрес-
совка производится при нагреве ротора или при глубоком охлажде-
122
нии втулки. Последнее предпочтительней, так как уменьшает до
минимума деформации уже обработанных отверстий для поршней.
На наружной цилиндрической поверхности втулки имеются пазы Л,
которые объединяют полости поршней, находящихся в одной осевой
плоскости. При большом количестве поршней применяются способы
объединения поршней при помощи двух рядов пазов с независи-
мыми окнами в пазах каждого ряда, например в насосах типа
НПМ-715.
Каждый паз имеет окно О для соединения полостей поршней с
окном всасывания ч и нагнетания Ш, имеющихся у оси 3.
При изменении знака эксцентриситета функции окон меняются.
Для подвода масла к окну всасывания и отвода его от окна нагне-
тания в оси имеются две пары отверстий.
Диаметры отверстий j должны иметь такие размеры, чтобы ско-
рость масла в них при всасывании составляла не более 4 м/сек. Ве-
личина диаметра D уплотняющей части оси в основном определяется
размерами диаметров отверстий /.
Размеры уплотняющей части оси, диаметры отверстий / и скорости
масла во всасывающих каналах насосов серии НП, изготавливаемых
заводом «Гидропривод», приведены в табл. 17.
Таблица 17
Размеры каналов осей насосов серии НП
Тип насоса Теоретичес- кая произво- дительность В AjJAUH Диаметр уплотняющей части оси D в мм Количество всасыва- ющих от- верстий в оси Диаметр всасывающих отверстий / в мм Скорость те- чения масла во всасыва- ющем отвер- стии в м]сек.
НПМ-705 М 111 62 2 18 3,60
НПМ-713 222 95 2 30 2,60
НПМ-714 333 105 2 32 3,46
НПМ-715 М 430 115 2 35 3,72
НПС-50 М 67,7 62 • 2 18 2,22
НПР-100 133,3 95 2 30 1,57
НПР-200 М 266,6 115 2 30 3,14
НПР-400 j I 500 125 2 35 4,33
Общий объем масла Qm, всасываемый насосом, проходит через
окна О во втулке 2 с определенной скоростью. От величины этой ско-
рости зависит спокойная работа насоса.
Площадь проходного сечения окон втулки должна быть такой,
чтобы скорость течения масла в окне не превышала предельную.
С одним окном могут быть соединены несколько поршней, распо-
ложенных в параллельных рядах, или несколько таких групп
поршней.
Наибольший поток масла проходит через окна втулки в период
всасывания за время половины одного оборота ротора. В период на-
гнетания, за время второй половины оборота ротора, через окна
втулки проходит меньший поток масла в связи с его потерями — утеч-
кой через зазоры.
123
2Qj, i
—— Л,
пг ’
(135)
За один оборот ротора при всасывании через одно окно втулки
проходит объем масла
QTi
Яо^ —
~2г
где Qt— теоретическая производительность насоса в л!мин;
п — число оборотов ротора в мин;
z — общее количество поршней в роторе;
i — число поршней, питаемых одновременно от каждого окна
втулки.
Число окон втулки составит 4. .
Так как относительная скорость движения поршня неравномерна,
то в соответствии с условием неразрывности потока жидкости ско-
рость движения масла в окне втулки будет также неравномерна.
Для расчета скорости движения масла в окне втулки необходимо
принять не средний расход масла, равный теоретической производи-
тельности насоса, а максимальный, мгновенный расход, который
больше среднего расхода в 1,586 (см. 184) при обычных соотношениях
у насосов данного типа ~ = 0,08 4- 0,12.
Тогда из формулы (135)
ч 2 • 1,586 QT i
(fl max) мен = ~ Л, (136)
Этот расход проходит при всасывании через окно втулки с пло-
щадью f см2 за время одного оборота ротора, которое составляет
За одну секунду через окно проходит объем
Л 0?max) жг« /ютч
Ясек = ----t--- (137)
Подставляя значение (^тах)лгн и t в формулу (137), получим
1,586 Qy i
Чсек “ 30г Л'
Скорость движения масла в окне
q 158,6 i
v == — cMfcen
или
1,586 QTi
v = ——-—м[сек,' (138)
О 2/
где / — площадь окна втулки в ли2.
Для обеспечения спокойной работы насосов не следует принимать
вначение v более 3,5 м/сек.
124
Для избежания соединения полостей всасывания и нагнетания
насоса через окна втулки, ширина уплотняющей
лается больше ширины окна С.
При диаметре оси D = 50 4- 110 мм раз-
ность h — С принимается 2 мм, для D ==
120 4- 130 мм h — С = 3 мм.
Уменьшение величины перекрытия h — С
приводит к повышенным утечкам масла в по-
лость всасывания. Увеличение перекрытия
окна также нежелательно, так как при враще-
нии ротора и движении поршней к центру оси
на участке перекрытия происходит сжатие
масла, запертого в полостях Л.
Запертое масло выдавливается через зазоры 1
при повышенном давлении, что вызывает его
излишний нагрев, а также потери мощности.
Подшипники 4 и 5 воспринимают силы,
нагружающие ротор.
К ротору приложены силы от действия бара-
бана Rx (127) Ry (128), которые через поршни
и жидкость передаются на его опоры и стре-
мятся прижать ротор к оси.
Кроме того, в узле ротора действуют силы
от давления масла в полости нагнетания Ш ив
зазоре между втулкой и осью Ц, которые стре-
перемычки оси де-
Р$г/смг
мятся сдвинуть ротор в сторону полости на-
гнетания. При этом внутренняя поверхность
втулки отжимается от оси в зоне нагнетания и
прижимается к ней в зоне всасывания, что вы-
зывает повышенный износ данного сопряжения.
В связи с симметричной конструкцией оси и
втулки силы от гидравлического давления в
полости нагнетания и в зазоре между втулкой
и осью направлены вертикально и противопо-
ложно силе Ry.
С целью уравновешивания этих сил приме-
няется гидравлическая разгрузка ротора, дей-
ствующая следующим образом (фиг. 50).
На оси или в отверстии втулки на опреде-
ленном расстоянии от окон делаются канав-
ки ф. Масло из окна нагнетания, протекая по
Фиг. 50. Эпюра гидра-
влических - давлений
на втулку и ось:
/ — эпюра давления на
втулку в зоне нагнета-
ния; II — эпюра давле-
ния на втулку в зоне
всасывания; III — сум-
марная эпюра давления
на втулку.
зазорам между втулкой и осью в канавки ф,
теряет свое давление от р до ръ Заполнив кольцевые объемы канавок
(сечением 2 X Г,5 мм), масло по всей периферии оси перетекает через
зазоры наружу втулки, теряя давление от р до атмосферного.
Кроме того, масло в зоне всасывания перетекает из канавок ф
в окно всасывания, теряя при этом давление от р до давления всасы-
вания (условно будем считать его равным атмосферному).
125
На длине окна нагнетания b будет действовать давление р.
Из построенных эпюр этих давлений видно, что неуравновешен-
ными остаются давление р на длине окна, действующее на площади
D X Ь (проекции участка оси) и давления от р до нуля на длине двух
участков а, которые могут быть заменены давлениями р на длине у-,
действующими на площади D X -у (площадь треугольника I равна
площади треугольника //).
Таким образом, сила, отжимающая ротор от оси и направленная
против силы Ry, будет равна
r-pD&+2pD-|-;
I = pD (b + а) кг, (139)
Чтобы сила Г уравновешивала силу Ry, необходимо определить
расстояние от окна до разгрузочных канавок из следующего равен-
ства
Ry = pD (b + а) кг,
откуда
Ry — pDb
а~ pD ’
где р — давление в кг!см2\ D, Ь, а в см.
Сила Rx, действующая на ротор, не может быть уравновешена
и нагружает шарикоподшипники ротора.
Обычно шарикоподшипники отстоят на равных расстояниях от
оси симметрии рядов поршней, и тогда на каждый из них действует
сила -у , которую и принимают для расчета долговечности .под-
шипников.
Для удобства монтажа диаметр отверстия у подшипника 4
(фиг. 49) выбирают меньше, а у подшипника 5 больше уплотняющего
диаметра оси.
Так как диаметр уплотняющей части оси D выбирается из усло-
вий скорости течения масла в ее каналах, то этим и определяются
размеры отверстий шарикоподшипников.
Расчетная долговечность однорядных шарикоподшипников у мно-
гих спроектированных радиально-поршневых насосов составляет во
много раз более 5000 ч.
Необходимо отметить, что гидравлическая разгрузка более эффек-
тивна у роторных узлов, имеющих шарикоподшипники, так как
в этом случае зазор между втулкой и осью распределяется равномерно,
чего нет в узлах, выполненных на скользящих подшипниках. Шари-
коподшипники повышают механический к. п. д. насосов.
126
Для надежной работы роторного узла необходимо, применять под-
шипники классов П или В, а также обеспечивать строгую соосность
отверстий для подшипников в роторе с отверстием втулки и посадоч-
ных мест подшипников с уплотняющей частью оси.
Несмотря на то, что сопряжение ротора с осью на шарикоподшип-
никах дает несколько пониженные значения объемных к. п. д. насо-
сов, оно получило распространение в силу его большей надежности
и износоустойчивости.
На ось насоса действует сила Rx (127), которая передается через
шарикоподшипники ротора, и сила (128), которая передается
через гидравлическое давление, действующее в окне нагнетания и в
зазоре между втулкой ротора и осью.
Сила стремится изогнуть ось и приложена под углом т к ее
вертикальной оси.
Величина угла т определяется выражением
4.
tgx = -/-.
Так как ось запрессована в корпус, ее можно рассматривать как
балку, защемленную одним концом и нагруженную силой на рас-
стоянии, равном размеру от торца корпуса в месте запрессовки до
середины окна нагнетания. В связи с тем, что поперечное сечение
оси определяется из условия обеспечения определенной скорости
течения масла в ее всасывающих каналах, как правило, изгибающие
напряжения в материале оси бывают небольшими.
Под влиянием нагружения силой R ось может прогибаться.
Величина этого прогиба не должна выходить за пределы, уста-
новленные для шпинделей станков.
Кроме общего прогиба оси, как балки, защемленной одним кон-
цом, может происходить прогиб уплотняющей части оси во втулке
под Действием усилия от гидравлического давления масла в окне оси
и зазорах между втулкой и осью.
Если данный прогиб будет больше зазора, то это приведет к заеда-
нию втулки на оси. При определении прогиба уплотняющей части
оси ее можно рассматривать как балку на ножевых опорах с про-
летом, равным расстоянию между срединами шарикоподшипников.
Необходимо, чтобы величина прогиба оси в месте сопряжения
со втулкой ротора была значительно меньше половины зазора
между ними, во избежание металлического контакта, приводящего
к заеданиям.
Исходя из усилий, действующих в сопряжении ось — ротор,
необходимо определить максимальное значение величины прогиба оси.,
Значительно проще и с достаточной точностью это может быть
сделано графическим методом (см. фиг. 7).
При получении больших прогибов оси ’ее поперечное сечение
должно быть усилено либо за счет уменьшения диаметра отверстий
каналов, либо за счет увеличения диаметра уплотняющей части.
127
5. Коэффициенты полезного действия поршневых насосов
радиального типа
Объемные к. п. д. поршневых насосов серии НП при их работе
на масле марки индустриальное 20 при температуре 45—50° для
сопряжения ротора с осью на шарикоподшипниках приведены
в табл. 18.
Таблица 18
Значения объемних к. п. д. поршневых насосов радиального типа серии НП
при работе на масле индустриальное 20
Тип насос< Рабочее давление в кг/см.2 Наибольшая" производи- тельность в л/мин при рабочем дав- лении Объемный к. п. д. при наибольшей производи- тельности Зазоры в мм
поршни—ротор втулка ро- тора - ось
НПМ-705М 100 100 0,90 0,02—0,03 0,06—0,07
НПМ-713М 100 200 0,90 0,02—0,03 0,06-0,07
НПМ-714 100 300 0,90 0,02—0,03 0,08-0,09
НПМ-715М 100 400 0,93 0,02—0,03 0,08-0,10
НПМ-50М 200 50 0,75 0,02—0,03 0,06—0,07
НПР-100 200 100 0,75 0,02—0,03 0,06-0,07
НПР-200М 200 200 . 0,75 0,02—0,03 0,08-0,09
НПР-400 200 400 0,80 0,02—0,03 0,08—0,10
Объемные к. п. д. насосов серии НП могут быть повышены при
сокращении зазоров в сопряжениях поршни — ротор до 0,01—0,02 мм
и втулки ротора — ось на 0,01—0,02 мм, что требует более тщатель-
ного изготовления деталей.
Необходимо отметить, что у насосов при сопряжении ось — втулка
ротора на подшипниках скольжения при одинаковых зазорах в парах:
поршни — ротор объемные к. п. д. более высокие, чем у насосов
с роторами на шарикоподшипниках.
Так, например, у насосов типов НПМ-709А с наибольшей произ-
водительностью ЮО л/мин, и рабочим давлением до 100 кг 1см2 с рото-
ром на подшипнике скольжения объемный к. п. д. при работе на масле
индустриальное 20 составляет 0,94, а у насосов типов НПМ-705М
для аналогичной характеристики — 0,9.
При эксплуатации поршневых насосов серии НП целесообразно
применять масла с вязкостью 6—8°Еб0, если особенности гидравли-
ческой системы не препятствуют применению масел с указанной
вязкостью.
Это дает возможность получать объемные к. п. д. выше указан-
ных в табл. 19, так как их значения получены при испытании насосов
на масле с вязкостью 3°Еб0.
При использовании масел с вязкостью 6—8°Е6о и выше способ-
ность насосов к самовсасыванию не нарушается, так как опытами
установлено, что насосы типа НПР-200М всасывали масло с вязкостью
свыше 60° Еб0.
128
Значения условных механических (с учетом гидравлических)
и общих к. п. д. насосов серии НП приведены в табл. 19.
Таблица 19
Значение механических (условных) и общих к. п. д. поршневых насосов
радиального типа серии НП при работе на масле индустриальное 20
при температуре 45—50°С
Тип насоса Рабочее давление в кг/см2 Наибольшая производитель- ность в л/мин при рабочем дав- лении Механический (условный) к.п.д. Общий к.п.д.
НПМ-705М 100 100 0,855 0,77
НПМ-713 100 200 0,890 0,80
НПМ-714 100 300 I 0,910 0,82
НПМ-715М 100 400 | 0,935 0,87
НПМ-50М 200 50 । 0,880 0,66
НПР-100 i 200 100 I 0,893 0,67
НПР<200М । 200 200 j 0,945 0,71
НПР-400 200 400 | 0,937 0,75
Указанные коэффициенты
для проектирования насосов
могут служить исходными данными
аналогичных конструкций.
6. Конструкция ротационных поршневых насосов радиального типа
и особенности их изготовления
Выпускаемые нашей машиностроительной промышленностью ро-
тационные поршневые насосы типов НП идентичны по конструкции
и отличаются производительностью, рабочим давлением и способом
управления эксцентриситетом.
Насосы серии НП-7 предназначены для рабочих давлений до
100 кг /см2 и выпускаются с производительностью 100, 200, 300 и
400 л/мин (насосы с нестандартной производительностью — 300 л/мин
предназначены для протяжных станков).
Насосы серии НП предназначены для рабочих давлений до
200 кг/см2 и выпускаются с производительностью 50, 100, 200
и 400 л/мин.
Насосы для различной производительности и рабочих давлений
конструктивно отличаются только числом поршней и размерами
деталей.
Насосы обеих серий представляют собой гидравлические агре-
гаты, которые могут подавать в систему под давлением минеральное
масло с вязкостью 3—10° Е5о (желательная вязкость 6—8° Е50) с регу-
лированием его объема в пределах производительности насоса и осу-
ществлять реверсирование направления потока масла. Количество
масла, подаваемое в прямом и обратном направлениях может быть
различным.
Циклы действия насосов могут осуществляться автоматически
при помощи механизмов управления.
а 1336 129
В конструкциях насосов обеих серий широко применена унифи-
кация деталей.
Учитывая, что серия насосов НП рассчитана для рабочих давле-
ний до 200 кг/см2, т. е. в два раза больших, чем у серии НП7
(100 кг!си2), и что мощность насосов определяется произведением
производительности на давление, на базе насосов серии НП7 построены
насосы НП с половинной производительностью. Так например, на
базе насоса НПМ-715М производительностью 400 л! мин и рабочим
давлением до 100 кг/см2 построен насос НПМ-200 М производитель-
ностью 200 л/мин и рабочим давлением до 200 кг/см12.
У этих насосов унифицировано более 90% деталей, в том числе
все основные детали (корпусы, крышки, скользящие блоки, барабаны,
валы и др.) за исключением узла ротора.
На этой основе спроектировано 28 типов насосов с производитель-
ностью 50, 100, 200, 400 и 800 л/мин и различными модификациями
управления эксцентриситетом. Рассмотрим конструкцию одного из
указанных типов. На фиг. 51 изображены продольный и поперечный
разрезы насоса типа НПМ-714 без механизмов управления.
В корпусе S, закрытом крышкой 7, размещены рабочие элементы
насоса. Корпус и крышка подвержены значительным нагрузкам и
изготовляются путем отливки из чугуна марки СЧ 21-40. В корпус
запрессована ось 18, имеющая долевые каналы для подвода масла
ко всасывающему окну и отвода его от окна нагнетания.
Подвод и отвод масла к оси осуществляется по двум вертикаль-
ным каналам в корпусе, которые соединяются с радиальными отвер-
стиями в ее запрессованной части. Долевые каналы оси, подводящие
масло к ротору, с наружной стороны плотно закрыты пробками.
Для фиксации оси в корпусе имеется шпоночное соединение,
которое обеспечивает горизонтальное положение оси симметрии окон,
подводящих масло к ротору. Ось изготовляется из стали марки 20Х,
цементуется и закаливается в месте сопряжения со втулкой ротора
до твердости HRC 50 4- 56.
На оси установлен ротор 15 на двух шарикоподшипниках повы-
шенной точности.
Ротор изготовляется из чугуна марки СЧ 32-52, твердость после
термообработки не менее НВ 180. В ротор плотно запрессована чу-
гунная втулка 19, имеющая радиальные окна и выемки, объединяю-
щие полости отверстий каждого ряда поршней. Между отверстием
втулки и уплотняющей частью оси имеется диаметральный зазор
в пределах 0,06—0,08 мм. От величины этого зазора в большой сте-
пени зависит объемный к. п. д.
Зазор между отверстием втулки ротора и осью должен быть кон-
центричным оси во избежание металлического, контакта между ними,
который приводит к местному нагреву и заеданию в результате
сухого трения.
Поэтому отверстие для шарикоподшипников в роторе и отверстие
во втулке не должны иметь отклонение в соосности более 0,01 мм.
Также должны быть соосны поверхности оси для посадки шарико-
130
о
*
Фиг. 51. Поршневой насос типа НПМ-714.
Со
подшипников и втулки ротора. Отклонение от соосности этих поверх-
ностей составляет не более 0,005 мм и обеспечивается шлифованием
оси. Такую точность гораздо труднее достичь при обработке отвер-
стия ротора.
Ротору передается вращательное движение от приводного вала /,
установленного на двух сферических шарикоподшипниках, из которых
один находится в отверстии крышки насоса, а второй в отверстии
торца оси насоса.
Крышка насоса 7 центрируется по отношению к оси 18 при
помощи промежуточного диска 5; для этого в корпусе имеется направ-
ляющее отверстие, расточенное строго соосно с посадочным отвер-
стием оси на карусельном станке при одной установке корпуса.
Однако и эти меры не могут гарантировать точной соосности оси
приводного вала с осью ротора. Поэтому передача движения от вала
к ротору производится при помощи жесткой плавающей муфты
с промежуточным диском, которая компенсирует несоосность вала
и оси. Корпус муфты 9 имеет шлицевое соединение с валом.
На цилиндрическом выступе муфты установлено с большим зазо-
ром стальное кольцо 12\ своей наружной цилиндрической поверх-
ностью кольцо входит в отверстие в торце ротора с большим зазором.
Передача крутящего момента от муфты 9 кольцу 12 производится
через два стальных закаленных ролика //, которые установлены
в полуотверстиях, сделанных на выступе муфты и во внутренней
поверхности кольца; полуотверстия расположены диаметрально.
Таким же образом через два ролика крутящий момент передается
от кольца ротору. Вторая пара полуотверстий расположена на кольце
под углом 90° к первой паре.
Точное соответствие положений двух полуотверстий в муфте и
кольце и в кольце и роторе имеет важное значение. В случае, если
окружное усилие будет передаваться ротору одним роликом, то кроме
пары сил возникает усилие, дополнительно нагружающее передний
подшипник ротора и стремящееся перекосить ротор на оси.
В практике изготовления насосов неоднократно имели место слу-
чаи заедания переднего (игольчатого, а также бронзового) подшип-
ника ротора по причине неточного изготовления деталей муфты и пе-
редачи крутящего момента ротору при помощи одного ролика.
В радиальных отверстиях ротора, расположенных в несколько
рядов, устанавливаются поршни 14.
Поршни изготовляются из шарикоподшипниковой стали марки
ШХ15 с твердостью после термообработки HRC 57 4- 59 и пригнаны
к отверстиям в роторе с зазором 0,015—0,025 мм.
Рабочие поверхности поршней, и отверстий ротора должны иметь
чистоту не ниже WVV 10.
Поршни и отверстия в роторах должны быть взаимозаменяемы.
Сферическими головками поршни упираются в реактивные кольца
13, установленные в барабане 16.
Реактивные кольца изготовлены из шарикоподшипниковой стали
марки ШХ15, термообработаны до твердости HRC 58 4- 62, имеют
132
чистоту наружной цилиндрической поверхности VVV9, торцов
\7 W 8 и внутренних конических поверхностей V W 9. По наруж-
ному диаметру кольца имеют сопряжение с барабаном по посадке ~
и в осевом направлении плотно зажаты между крышкой барабана 10
промежуточными кольцами и барабаном.
Барабан и его крышка, изготовленные из чугуна марки СЧ 21-40,
установлены на роликовых (в некоторых насосах шариковых) под-
шипниках, расположенных в скользящем блоке 17 и его кры-
шке 6.
Барабан, закрытый крышкой, представляет собой статор насоса,
который воспринимает усилия от гидравлических давлений на поршни.
Эти усилия могут достигать больших значений. Так, например, для
насоса НПМ-714 при нагружении давлением 100 кг/см2 усилие, дей-
ствующее на барабан, составляет свыше 5000 кг. Поэтому система ба-
рабан—крышка и их опоры должна быть жесткой и прочной. На прак-
тике имели место случаи поломки торцовой стенки барабана в связи
с пористостью чугуна и острыми подрезами углов у ее сопряжений
со втулкой и цилиндрической частью барабана.
Скользящий блок'установлен в корпусе при помощи четырех пар
направляющих пластин 22.
Пластины 22 одновременно являются компенсаторами для точного
совпадения горизонтальных осей ротора и барабана.
Болты, соединяющие крышки барабана и скользящего блока с их
корпусными деталями во избежание отворачивания, взаимно зафикси-
рованы при помощи проволоки.
Под действием усилий от механизмов управления эксцентрисите-
том скользящий блок может перемещаться вправо и влево от верти-
кальной оси ротора.
Механизмы управления устанавливаются на боковых частях кор-
пуса и через отверстия в его стенках соединяются со скользящим
блоком.
Для наблюдения за величиной эксцентриситета в корпусе насоса
установлен указатель 23.
Для питания гидравлических механизмов управления маслом при
давлении, не зависящем от рабочего давления насоса, в крышке 7
встроен вспомогательный шестеренчатый насос. Ведущая шестерня
насоса 4 установлена на приводном валу 1 на шпонке 5, а ведомая 20
на сферическом шарикоподшипнике на пальце 21, запрессованном
в отверстие крышки.
Диск 5 закрывает шестеренчатый насос с торца. Для плотного
соединения диска с крышкой по контуру шестеренчатого насоса
установлены болты, головки которых расположены в фасонном углуб-
лении, образуемом при отливке диска.
Всасывающие и нагнетательные каналы шестеренчатого насоса
образованы путем сверления отверстий в крышке (фиг. 52) и в подошве
корпуса. Каналы соединяются между собой в месте стыка корпуса
и крышки, уплотнённого прокладкой из плотной бумаги.
1 33
Для предохранения шестеренчатого насоса от засасывания воз-
духа в полости крышки А предусмотрен специальный прилив, который
удерживает столб масла около места всасывания.
Полость заполняется маслом за счет утечек из шестеренчатого
насоса через зазор по приводному валу и отверстию в крышке у ша-
рикоподшипника.
Наружная утечка масла по
приводному валу предохраняе-
тся манжетным уплотнением 2,
встроенным в крышку (фиг. 51).
В случае необходимости ре-
гулирования потока масла от
шестеренчатого насоса к меха-
низмам управления, устанавли-
вается дроссель.
В каналах корпуса насоса
установлены клапаны для ре-
гулирования давления масла,
нагнетаемого основным и вспомо-
гательным насосами. Поскольку
направление потока масла
при реверсировании скользя-
щего блока изменяется, кла-
паны основного насоса уста-
новлены в обоих каналах кор-
пуса, подводящих и отводящих
масло к окнам оси.
5^ 5-Б £5
Фиг. 52. Крышка насоса НП:
1 — канал для нагнетания; 2 — канал
для всасывания.
Из полости г фиг. 51 масло
под давлением через отверстие малого диаметра б в клапане 25 за-
полняет надклапанное пространство, действует на площадь торца
клапана и через отверстие в пробке 38 на стальной шарик 28.
Под действием разности усилий от давления масла на торцы кла-
пана и небольшого усилия пружины 26 клапан большим диаметром
упирается в уступ отверстия в корпусе 24 и своим телом перекрывает
проход маслу из полости г в отверстие, соединяющее ее со сливным
каналом с.
Если усилие от давления масла на шарик 28 превысит усилие,
действующее на шарик от регулировочной пружины через упор 29,
шарик отойдет от своего седла и откроет проход маслу из надклапан-
ной полости через канал ж на слив.
Как только надклапанная полость соединится со сливом, масло
из полости г через отверстие б начнет перетекать в надклапанную
полость и через открытый шариковый клапан в сливной канал.
При протекании масла через отверстие малого диаметра б (местное
сопротивление) его давление понизится и усилие на торец клапана
от давления масла из полости г превысит усилие пружины пробки 38
и давление масла на торец клапана из надклапанной полости. Под
действием разности этих усилий клапан сдвинется и откроет проход
134
.маслу из полости г нагнетательного канала в сливной канал с. Для
^регулировки величины давления нагнетаемого насосом масла служит
^интЗ/, который фиксируется в нужном положении гайкой 30 и контр-
гайкой — колпаком 32,
Для предохранения от утечек масла по стыку между крышкой 27
и корпусом 24 поставлено резиновое кольцо круглого сечения; на
торце корпуса 24 сделана канавка прямоугольного сечения для уста-
новки кольца. Утечка масла небольшого давления из сливного
канала ж по стыку крышки с корпусом предохраняется резино-
вым кольцом прямоугольного сечения, установленным в выточке
корпуса.
Описанная конструкция клапанов обеспечивает их спокойную и
бесшумную работу при сливе масла под высоким давлением.
Клапан 33, установленный в канале нагнетания шестеренчатого
насоса, имеет пружину 34, рассчитанную для давления 8—10 кг/см2.
В случае превышения указанного давления масла, клапан переме-
щается и сжимает пружину; масло через окна клапана г и отверстие а
сливается в бак. Отверстие клапана закрыто пробкой 37, имеющей
стержень для направления пружины ‘34 и шайбы 35. Для предохра-
нения утечки масла между пробкой и корпусом установлено кольцо 36
из красной меди.
Утечки масла через зазоры ротора насоса накапливаются в по-
лости барабана и через отверстие в его торцовой стенке стекают на
дно корпуса насоса. Через отверстие Е утечки по сливной трубе по-
ступают в бак.
7. Схемы и механизмы управления эксцентриситетом
ротационных поршневых насосов радиального типа
Возможность гибкого управления эксцентриситетом поршневых
насосов радиального типа привела к разработке целого ряда меха-
низмов управления, которые позволили применять насосы для осу-
ществления разнообразных циклов исполнительных органов станков
и машин.
Механизмы управления, эксцентриситетом непосредственно со-
единяются с насосом, который представляет собой гидравлический
-агрегат, обеспечивающий подачу маслча в гидросистему по определен-
ному циклу.
Наиболее распространенными являются следующие способы уп-
равления эксцентриситетом насосов:
1) ручное регулирование производительности насоса от минимума
до максимума без изменения направления потока масла.
Данный вид управления применяется в гидросистемах, где требуе-
тся периодическое изменение производительности насоса (при пере-
наладке режима работы);
2. управление с помощью электрических магнитов, которое обес-
печивает:
135
а) подачу масла в одном направлении с постоянно установленной
для данной настройки производительностью насоса (обычно исполь-
зуется для рабочего хода исполнительного органа);
б) подачу масла в обратном направлении с постоянно установлен-
ной производительностью независимо от производительности при
подаче масла для рабочего хода (используется для обратного хода
исполнительного органа);
в) прекращение подачи масла (используется для остановки ра-
бочего органа).
Этот вид управления нашел наиболее широкое применение в про-
тяжных станках;
3) управление с помощью гидравлического следящего механизма,
которое обеспечивает изменение производительности насоса от мини-
мума до максимума в зависимости от угла поворота рычага управ-
ления при постоянном или переменном направлении потока масла.
Этот вид управления может быть применен для изменения произ-
водительности насоса по заданной программе путем передачи движения
рычагу управления от специально профилированного кулачка;
4) управление с изменением производительности насоса обратно
пропорционально давлению, нагружающему насос.
Данный вид управления, называемый еще контролем производи-
тельности по давлению, имеет наибольшее применение в гидравли-
ческих прессах, когда в начале хода сопротивление прессуемых мате-
риалов невелико и прессование ведется при большой скорости и от-
носительно небольшом давлении масла (пакетирование хлопка и дру-
гих материалов), а затем, по мере возрастания сопротивления мате-
риала, давление масла в гидросистеме пресса увеличивается с одно-
временным уменьшением скорости прессования.
Использование мощности электродвигателя насоса при указанном
способе работы пресса может быть равномерным и наиболее
эффективным.
Особенно целесообразно применение указанного способа управле-
ния для насосов, работающих в прессовых установках, где требуется
выдержка изделия под наибольшим давлением в -конце хода прессо-
вания.
Производительность насоса в этом случае может быть уменьшена
до минимального объема, требуемого только для пополнения утечек
в гидравлической системе. Таким образом можно избежать слива
избытка масла через клапан, что особенно неблагоприятно для ра-
боты при высоких давлениях, так как при этом возникает сильный
нагрев масла в системе и размывание рабочих деталей клапанов;
5) специальное электромагнитное управление для нескольких
подач.
Данный вид управления разработан в связи с возникшими тре-
бованиями изменения скорости рабочего хода протяжных станков
в процессе протягивания.
Известно, что скорость протягивания лимитируется чистотой об-
рабатываемых поверхностей.
136
При автоматическом изменении скорости рабочего хода протяж-
ного станка в процессе протягивания становится возможным осуществ-
лять часть хода станка на высокой скорости, а затем уменьшать ее
перед концом протягивания, когда вступают в работу последние ре-
жущие и калибрующие зубья протяжки.
Эта идея впервые была осуществлена на московском заводе ЗИЛ,
где было разработано соответствующее управление для поршневых
насосов НП.
Специальным конструкторским бюро разработано и заводом «Гид-
ропривод» изготовлено специальное электромагнитное управление
насосами НП, дающее возможность автоматически в процессе работы
изменять подачу (объем масла, подаваемого насосом) четыре раза.
Причем, изменение объема подаваемого масла может производиться
от положительного до отрицательного значения, то есть каждую
подачу можно настраивать для прямого или обратного потока
масла.
Величины и направления подачи заранее устанавливаются при
помощи регулировочных винтов.
Аналогичные системы управления разработаны для двух и трех
различных подач.
Данный вид управления является перспективным и может найти
применение в различных гидравлических системах.
Рассмотренные выше способы управления применяются в насо-
сах, выпускаемых нашими заводами.
Обозначение радиальных поршневых насосов в зависимости от
вида управления. Каждому виду управления эксцентриситетом на-
соса присвоен шифр, который является составной частью обозначе-
ния типо-размера насоса.
Рассмотренным выше видам управления присвоены следующие
обозначения:
ручное регулирование производительности — Р
управление с помощью электромагнитов — М
» » гидравлического следящего механизма — С
» с контролем производительности по давлению — Д
» нескольких подач — 2М, ЗМ, 4М.
Таким образом, поршневой насос с ручным управлением, произ-
водительностью 200 л/мин и рабочим давлением до 200 кг/см2 будет
иметь обозначение НПР-200; поршневой насос с электромагнитным
управлением, производительностью 400 л/мин и рабочим давлением
до 100 кг/см2 будет иметь обозначение НПМ-715.
Первые две буквы в обоих случаях определяют тип насоса (НП-на-
сос поршневой), а последняя (Р; М) — вид управления.
Для насосов, предназначенных для давления до 200 кг/см2, ука-
занные в обозначении цифры определяют производительность на-
соса в л/мин.
Для насосов, предназначенных для рабочих давлений до 100 кг!см\
цифра 7 устанавливает принадлежность насоса к давлению до 100 кг/см2,
а последние две цифры условно определяют производительность
137
насоса: 01—25 л/мин\ 03—50 л/мин\ 05—100 л/мин\ 13—200 л/мин\
14—300 л!мин\ 15—400 л/мин\ 15—400 л/мин\ 17—800 л/мин.
Приведенные системы обозначений насосов для давлений до
200 кг /см2 и до 100 кг/см2 не являются едиными; они отражают обозна-!
чения, принятые на заводе «Гидропривод».
Фиг. 53. Схема насоса для ручного управления (Р).
Схема насоса и механизм для ручного управления (Р). Масло из
бака (фиг. 53) по всасывающей трубе, каналу К в корпусе и отвер-
стиям Л в оси попадает в ротор 8 и через отверстия в оси Mt канал
в корпусе и трубопровод нагнетается в гидравлическую систему.
В нагнетательном канале корпуса Я установлен предохранительный
клапан И. Регулируется производительность насоса вручную при
помощи винтового механизма, прикрепленного к корпусу. На боковой
площадке скользящего блока 7 установлена втулка /, соединенная
с ним при помощи болтов. Втулка имеет резьбу для соединения с
регулировочным винтом 2. Регулировочный винт расположен
в крышке <?, прикрепленной винтами к боковой стенке корпуса
насоса.
138
Осевое перемещение регулировочного винта, ограничено уступом
отверстия в крышке и кольцом 4, закрывающим борт винта с наруж-
ной стороны.
Вращением регулировочного винта при помощи маховика 6 до-
стигается осевое перемещение втулки 1 и связанного с ней сколь-
зящего блока.
Таким образом, может быть установлен эксцентриситет, соответ-
ствующий желаемой производительности насоса.
При помощи гайки 5 с рукояткой регулировочный винт может
быть застопорен в требуемом положении.
Шестеренчатый насос 9 используется для подачи масла в меха-
низмы управления гидравлической системы с давлением 8—10 кг!см2,
которое поддерживается клапаном 10.
Насосы с ручным управлением могут изготовляться и без встроен-
ного шестеренчатого насоса.
Схема насоса и механизмы для управления при помощи электро-
магнитов (М). При данной схеме насосы работают с переменой на-
правления потока масла.
Всасывание масла насосом (фиг. 54) осуществляется через ре-
версивный золотник челночного типа, который устанавливается на
нижней части корпуса насоса и соединяется с ним при помощи бол-
тов. Стык между корпусом насоса и золотником уплотняется плотной
бумагой (для давлений до 1Q0 кг/см2). Масло из бака по всасывающей
трубе через обратный клапан 14 попадает в полость реверсивного
золотника п. В зависимости от положения золотника 15 масло через
его среднюю проточку может проходить в правое (как изображено
на схеме) или в левое выходное отверстие.
Выходные отверстия реверсивного золотника соединены с вер-
тикальными каналами корпуса, подводящими и отводящими масло
от оси насоса.
В положении, изображенном на схеме, канал с полостью К являе-
тся всасывающим, а канал с полостью Н — нагнетательным.
Золотник 15 давлением масла на его торен из полости нагнетания
через радиальное и осевое отверстия в его теле передвинут вправо
(как изображено на схеме). При этом выход маслу из полости нагне-
тания закрыт телом реверсивногб золотника.
После установки скользящего блока при помощи механизмов
управления в крайнее правое положение направление потока масла
меняется. Канал Н становится всасывающим, канал К — нагнета-
тельным.
Реверсивный золотник давлением масла из полости нагнетания К
на его правый торец передвигается влево и занимает положение,
изображенное на фиг. 55.
Для управления положением скользящего блока (эксцентрисите-
том насоса) на боковых стенках корпуса установлены цилиндр уп-
равления с двумя поршнями 6 и 9 (фиг. 54) и подпорный цилиндр с
одним поршнем /3, которые питаются маслом от шестеренчатого
насоса 16.
139
На поршень 13 подпорного цилиндра постоянно действует уси-
ление от давления масла шестеренчатого насоса 16 (8—10 кг/см2),
которое стремится сдвинуть скользящий блок влево.
Когда включен верхний тянущий электромагнит, золотник 2
при помощи коленчатого рычага устанавливается в крайнее левое
положение (как изображено на схеме); при этом полости Б и В порш-
ней 6 и 9 соединены со сливной трубой.
Под действием поршня 13 скользящий блок вместе с поршнем 9
передвинутся влево до упора последнего в стержень 5. Регулированием
положения стержня 5 (при помощи винта 3 с маховичком) можно уста-
новить требуемый эксцентриситет и необходимую производительность
насоса для данного направления потока масла.
Обе полости золотника нулевого положения 8 также соединены
со сливной трубой; золотник 7 под действием пружины установлен
в крайнее правое положение и разъединяет всасывающую и нагне-
тательную полости насоса.
140
При выключении электромагнитов под действием пружин золот-
ник управления 1 устанавливается в среднем положении; полость В
поршня 9 остается соединенной со сливной трубой, а полость Б
поршня 6 соединяется с нагнетательным каналом шестеренчатого
насоса. Под влиянием усилия от давления масла на поршень 6, пере-
даваемого через стержень 3 и стенку поршня 9, скользящий блок
Фиг. 55. Реверсивный золотник со всасывающим и подпорным клапанами.
будет перемещаться вправо (так как площадь поршня 6 больше пло-
щади поршня 13) до тех пор, пока гайка 4 соприкоснется со стенкой
цилиндра управления. z
В этом положении скользящего блока ось барабана совпадает
с осью ротора 10 (эксцентриситет равен нулю) и подача масла насо-
сом прекратится.
Для фиксации нулевого положения скользящего блока на
стержне 3, кроме гайки 4, имеется контргайка.
Так как идеально зафиксировать нулевое положение скользящего
блока невозможно, то в его среднем положении будет происходить
нагнетание небольшого объема масла, что может вызвать непроиз-
вольное движение рабочих органов машины.
Это предотвращается нулевым золотником 7, который под дей-
ствием усилия от давления масла на его правый торец, соединенный
с полостью Б, передвигается влево, сжимает пружины и соединяет
полости всасывания и нагнетания насоса. Левая полость золотника
при этом соединена со сливной трубой.
141
При включении нижнего тянущего электромагнита золотник уп-
равления 1 при помощи коленчатого рычага устанавливается в крайнее
правое положение, соединяя полости Б и В поршней 6 и 9 с нагнета-
тельным каналом шестеренчатого насоса.
Под действием усилий,от давления масла и пружины 2 поршень 6
сдвинется вправо до упора гайки 4 в стенку цилиндра управления,
а поршень 9, преодолевая действие усилия от поршня 13, передвинет
скользящий блок вправо до упора поршня 13 в винт 11. Направление
потока масла при этом изменится. При помощи маховичка 12 и
винта 11 можно устанавливать требуемые эксцентриситет и произво
дительность насоса при обратном направлении потока масла.
В полостях каналов К и И установлены предохранительные кла-
паны, которые могут настраиваться для насосов серии НП на давление
до 220 кг/см2, для насосов серии НП7 до 115 кг!см2.
Сливаемое через предохранительный клапан масло от шестерен-
чатого насоса направляется' во всасывающую полость реверсивного
золотника п.
Если расход масла поршневым насосом меньше чем поступление
его от'Шестеренчатого насоса, избыток масла сливается в бак через
подпорный клапан /, установленный в корпусе реверсивного золот-
ника (фиг. 55).
Подпорный клапан имеет нерегулируемую настройку на давление
2—2,5 кг 1см2.
Производительность вспомогательных шестеренчатых насосов со-
ставляет у поршневых насосов малых и средних размеров 35—
№л!мин, у насосов больших размеров 80 л/мин при давлении
8—10 кг!см2.
Корпус 2 механизма электромагнитного управления (фиг. 56)
при помощи винтов прикрепляется к боковой стороне корпуса 6
насоса.
В отверстиях обоих корпусов находятся поршни 1 и 4, сопряже-
ния которых с отверстиями уплотнены поршневыми кольцами.
Поршень 1 прикреплен к скользящему блоку 7 болтами. Стер-
жень <5 имеет на резьбовой части гайку и контргайку для регулирова-
ния нулевого положения эксцентриситета, которые закрыты колпа-
ком 3, прикрепленным к корпусу 2 винтами.
Тянущие электромагниты укреплены на скобе S, присоеди-
ненной к корпусу механизма управления винтами, и закрыты
кожухом.
Якори электромагнитов соединены шарнирной тягой, в паз кото-
рой входит конец коленчатого рычага, шарнирно соединенного с зо-
лотником управления 9. В верхней части корпуса 2 расположен нуле-
вой золотник 10.
Подпорный цилиндр (фиг. 57) имеет фланец 2, соединенный вин-
тами с крышкой 4, которая укреплена к боковой части корпуса 6
поршневого насоса.
Поршень 5 подпорного цилиндра соединен со скользящим блоком
7 болтами.
142
Фиг. 56. Механизм электромагнитного управления.
Для предотвращения утечки масла из полости поршня А по стержню
винта 1 в крышке 4 имеется манжетное уплотнение 3, закрытое флан-
цем 2, который одновременно является гайкой регулировочного винта.
Утечка масла по стыку крышки 4 с корпусом 6 уплотняется при
помощи прокладки из плотной бумаги.
У насосов больших габаритов механизм управления имеет золотник
с непосредственным воздействием на него толкающих электромагнитов
(фиг. 58).
Фиг. 57. Подпорный цилиндр.
Механизм управления в этом случае представляет собой компоновку
из отдельных узлов с упрощением конструкции корпуса, что видно из
чертежа.
Схема насоса и механизм для гидравлического следящего управле-
ния (С). При данной схеме насосы могут работать с переменным на-
правлением потока масла.
Всасывание масла (фиг. 59) осуществляется через реверсивный зо-
лотник с обратным и подпорным клапанами, действие которых описано
при рассмотрении схемы насоса с электромагнитным управлением.
Для управления величиной эксцентриситета служат механизм управ-
ления / и подпорный цилиндр 2.
Давление масла, создаваемое шестеренчатым насосом 3, постоянно
действует на поршень подпорного цилиндра и стремится сдвинуть
скользящий блок в сторону механизма управления.
Одновременно масло от шестеренчатого насоса подведено к полости
д механизма управления.
1 и
о
1336
И полъстям вссгсывмя и яп
Через радиальное и осевое отверстия в следящем золотнике
(фиг. 60) масло может протекать в спиральную канавку В, имеющуюся
на наружной поверхности золотника.
При повороте золотника с помощью рычага 4 его спиральная ка-
навка В соединяется со спиральным окном Г в поршне и масло от
шестеренчатого насоса поступает в полость Б поршня.
Фиг. 59. Схема насоса для гидравлического следящего управления (С).
Так как активная площадь поршня 7 механизма управления больше
площади поршня подпорного цилиндра, то под действием усилия от
давления масла поршень 7 будет двигать скользящий блок в сторону
подпорного цилиндра.
Это движение будет продолжаться до тех пор, пока канавка В
золотника не разъединится с окном Г поршня и не прекратится доступ
масла от шестеренчатого насоса в полость Б.
При повороте рычага 4 в обратную сторону с окном Г поршня
соединится спиральная канавка Е золотника, соединенная через
146
отверстия в упоре 11 с полостью корпуса насоса (утечками масла
в бак).
Давление масла в полости поршня Б, соединенной с баком и от-
соединенной от шестеренчатого насоса, понизится.
Под действием давления масла поршень подпорного цилиндра
будет двигать скользящий блок в сторону механизма управления
до тех пор, пока спиральный выступ Д золотника не перекроет от-
верстие поршня Г.
Фиг. 60. Механизм следящего гидравлического управлении
В зависимости от угла поворота рычага 4 в ту или другую сторону
могут быть достигнуты необходимая величина эксцентриситета, со-
ответствующая требуемой производительности насоса, и нужное
направление потока масла. Величина угла поворота рычага 4, от ко-
торого зависит производительность насоса, регулируется вин-
тами.
Когда рычаг 4 поставлен в положение, соответствующее нулевому
эксцентриситету, полости всасывания и нагнетания поршневого
насоса соединяются между собой через отверстие ф в золотнике и
соответствующие каналы (фиг. 59). Таким образом компенсируется
неточность установки нулевого эксцентриситета, так как могущая
иметь место небольшая подача масла поглощается всасыванием.
Масло от шестеренчатого насоса, сливаемое через предохранитель-
ный клапан, настроенный постоянно на давление 8—10 кг!см2, посту-
пает в полость всасывания реверсивного золотника. Если расход
масла поршневого насоса меньше, чем поступающий объем масла от
шестеренчатого насоса, слив масла из полости всасывания золот-
ника производится через подпорный клапан.
10*
147
При повороте рычага 4 в крайние положения регулировочные
винты упираются в ограничительный штифт 3.
Чувствительность данного вида управления является высокой,
так как при малейшем повороте рычага происходит немедленное
изменение эксцентриситета насоса, т. е. величина эксцентриситета
всегда «следит» за поворотом рычага.
Степень чувствительности данного механизма определяется ве-
личиной перекрытия выступом Д золотника канавки Г поршня,
которая составляет 0,2—0,3 мм. Чувствительность работы механизма
управления зависит от точности изготовления его деталей и их сборки
(отсутствие перекосов, заклинивания и т. п.).
Корпус механизма 6 изготовляется из чугуна СЧ 21-40 и прикреп-
ляется к корпусу насоса винтами.
Для удобства изготовления поршень механизма состоит из двух
частей: наружной части 7 с поршневым кольцом и внутренней части,
к центральному отверстию которой пригоняется золотник 5 с зазором
0,02—0,03 мм. Золотник изготовляется из углеродистой стали с по-
следующей цементацией.
Для регулирования осевого положения спирального выступа Д
золотника по отношению к отверстию Г поршня при сборке насоса
имеются подкладные шайбы 2.
При осевом перемещении поршня он движется в отверстии корпуса 8
и одновременно скользит по золотнику 5.
Для устранения перекоса поршня при его действии на скользящий
блок введен упор //, конус которого упирается во втулку 9, запрес-
сованную в скользящий блок 10, а также упорный шарикоподшип-
ник, помещенный в отверстии поршня.
Для предотвращения поворота поршня вокруг своей оси, что
может вызвать непроизвольную работу следящего механизма, уста-
новлен штифт, запрессованный в скользящий блок и входящий в паз
поршня..
Стык корпусов 8 и 6 уплотнен прокладкой из плотной бу-
маги.
Утечка масла по хвостовику золотника предотвращается уплотне-
нием 1.
Перед уплотнением имеется выточка, соединенная с баком е, слу-
жащая для отвода вытекшего масла.
Схема насоса и механизм для управления с помощью давления
масла (Д). При данной схеме возможна работа насоса только с по-
стоянным направлением потока масла.
Всасывание масла (фиг. 61) осуществляется без специальных уз-
лов непосредственно из бака.
Для управления величиной эксцентриситета насоса служат меха-
низм управления и подпорный цилиндр.
Под действием давления масла на поршень 5 подпорного цилиндра
скользящий блок всегда стремится передвинуться в сторону меха-
низма управления (по схеме влево).
Одновременно масло от шестеренчатого насоса 6 через проточку и
148
отверстие в поршне 3 механизма управления подводится к выточке д
в золотнике /, находящемся в центральном отверстии поршня.
На правый торец золотника 1 действует усилие пружины 4, ко-
торое стремится сдвинуть его влево.
На левый торец золотника 1 через толкатель 2 действует усилие
давления масла, поступившего из полости нагнетания поршневого
насоса.
___ В систему
Фиг. 61. Схема насоса для управления с помощью давления (Д).
Действие механизма зависит от соотношения усилий пружины и
усилия от давления масла поршневого насоса.
При небольшом давлении поршневого насоса усилие на поршень-
толкатель меньше усилия пружины, и золотник 1 передвигается влево,
запирая выход масла от шестеренчатого насоса через полость д, и
открывает выход маслу из полости Е поршня механизма управления
через канал, полость Г и отверстие О в полость слива утечек
(в бак).
Под действием усилия от подпорного цилиндра скользящий блок
будет передвигаться в сторону механизма управления (увеличение
эксцентриситета) до тех пор, пока передвижением поршня 5 по золот-
нику 1 не закроется выход масла из полости Е.
149
Когда давление поршневого насоса возрастет и усилие на пор-
шень-толкатель превысит усилие пружины, золотник /, сжимая
пружину, переместится вправо.
При этом полость д соединится с полостью Е поршня 5 через по-
лость Г.
Под действием усилия от давления масла на поршень 5 сколь-
зящий блок будет перемещаться в сторону подпорного цилиндра, так
Фиг. 62. График примерной зависимости
производительности, давления и мощности
у насосов типа НПД.
как активная площадь пор-
шня 5 больше площади пор-
шня подпорного цилиндра и
на обе эти площади действует
одинаковое давление масла от
шестеренчатого насоса.
Движение скользящего
блока в сторону подпорного
цилиндра будет продолжаться
до тех пор, пока поршень 5,
перемещаясь по золотнику /,
не разъединит полости д и Г,
после чего доступ маслу от
шестеренчатого насоса в по-
лость Е поршня будет прек-
ращен.
Путем подбора площади
поршня-толкателя и харак-
теристики пружины можно
получить желаемую связь между производительностью и давле-
нием поршневого насоса.
От характеристики пружины и площади поршня-толкателя за-
висит величина давления, после превышения которого начинается
уменьшение производительности насоса, а также крутизна падения
производительности в функции от давления.
Цилиндрические спиральные пружины имеют линейную зависи*
мость между нагрузкой и изменением их длины, поэтому эксцентри-
ситет и производительность насоса при этих пружинах будут изме-
няться линейно в функции от давления.
На графике (фиг. 62) представлены примерные зависимости
между давлением, производительностью и мощностью радиальных
поршневых насосов с управлением производительностью от давления.
Как видно из графика, потребляемые мощности в начале нараб-
отают пропорционально производительности и давлению; объемные
утечки масла при этом имеют небольшую величину. По мере повыше-
ния давления объемные утечки увеличиваются и требуют затрат все
большей мощности.
Несмотря на 1то, что значение произведения подаваемого насосом
в гидросистему объема масла на давление с определенного предела
начнет уменьшаться, потребная приводная мощность уменьшаться не
будет за счет резкого снижения объемного к. п. д. насоса (Л\ и Qi).
150
Рассмотрев производительность Q2 и мощность N2, следует отме-
тить, что при работе насоса с производительностью 50 л!мин при
давлении 200/сг/т2 его объемный к. п. д. будет 0,42, так как абсолют-
ная величина утечек составляет 67 л!мин.
Фиг. 63. Механизм управления с помощью давления.
Поэтому с некоторого момента линия мощности займет почти
горизонтальное положение.
Конструктивно механизм управления с помощью давления (фиг. 63)
состоит из чугунного цилиндра 7, который при помощи винтов прикреп-
лен к корпусу насоса 9. В цилиндре расположен чугунный поршень 6,
имеющий каналы для прохода масла от шестеренчатого насоса
в полость д и в полость Б цилиндра. Зазор между поршнем и его
отверстием составляет 0,05—0,06 мм. Поршень имеет хвостовик,
находящийся в отверстии крышки /.
Для предотвращения утечки масла по хвостовику в выточках
крышки установлены уплотнительные кольца из маслостойкой резины.
151
В центральном отверстии поршня находится следящий золот-
ник 5, изготовленный из стали марки 20Х, термообработанный до
твердости HRC 55 4- 60 и притертый к отверстию в поршне с зазором
0,02—0,03 мм.
Золотник отжимается вправо пружиной /3, которая упирается
в упор 12, установленный в диске 8.
Усилие от давления масла, движущее поршень влево, передается
через упор 11 скользящему блоку 10.
К крышке 1 прикреплен винтами корпус 4, в котором находится
золотник-толкатель 3.
Масло из линии нагнетания поршневого насоса подводится по
трубопроводу к золотнику-толкателю через штуцер, ввернутый в
крышку 2 корпуса 4.
Золотник-толкатель 3 пригнан к отверстию в корпусе 4 с зазором
0,01—0,02 мм. Утечки масла, проходящего по зазору золотника-
толкателя, свободно проходят на слив в бак через радиальные и осе-
вое отверстия в золотнике 5 и далее через отверстие в диске 8.
Этим устраняется давление масла на правый торец золотника 5.
Схема насоса со специальным электромагнитным управлением для
нескольких различных подач. Специальное электромагнитное управ-
ление разработано для насосов серии НП7, работающих при макси-
мальном рабочем давлении 100 кг/см*.
Насосы могут работать с переменным направлением потока масла.
Всасывание масла из бака (фиг. 64) * производится через всасываю-
щий узел, который описан выше при рассмотрении схемы электро-
магнитного управления М.
Масло вспомогательного шестеренчатого насоса 1 одновременно
подается в подпорный цилиндр к центральному золотнику управле-
ния 4 и к механизму управления 10, в котором имеется четыре золот-
ника-пилота, управляемые толкающими электромагнитами.
Под действием усилия от давления масла на поршень подпорного
цилиндра скользящий блок всегда стремится передвинуться в сто-
рону механизма управления.
При движении скользящего блока влево масло, находящееся
в полости а поршня 3, должно выжиматься на слив в бак. Запирая
в различных положениях поршня 3 выход маслу из его полости а
на слив, можно фиксировать различные значения эксцентриситета
насоса как по величине, так и по знаку. Для этой цели используется
принцип следящего действия золотника 4 совместно с поршнем 3.
На хвостовике золотника 4 установлен жестко связанный с ним
диск 6. В диске имеется пять отверстий для прохода хвостовиков
регулировочных винтов 7.
Золотник 4 всегда отжимается пружиной 5 вправо. При действии
давления масла на один из поршней 8 усилие пружины 5 преодоле-
вается и диск 6, а вместе с ним и золотник 4, перемещаются влево
* Схема вычерчена при работе насоса с выходом масла в канал А и входом
масла в канал Б (позиция «быстро назад»),
152
до упора поршня 8 в соответствующий регулировочный винт. Конеч-
ное положение золотника 4 фиксируется диском 6, который прижат
пружиной 5 к торцу соответствующего поршня (см. положение
поршня Ill).
Если давление масла будет действовать на два поршня одновре-
менно (как изображено на схеме), то положение золотника 4 опре-
делит наиболее удаленный влево винт.
Когда все электромагниты (7. 7/, III, IV) выключены, пилоты 9
поставлены своими пружинами в верхнее положение, линия подачи
масла от шестеренчатого насоса 1 разъединена с полостями г поршней 8,
за исключением поршня О (нулевого положения скользящего блока).
' Через полости д пилотов полости г четырех поршней (I, II, III,
IV) соединены со сливом в бак. Под действием давления масла от
153
шестеренчатого насоса поршень О переместится влево до упора в
винт 7.
Усилием пружины 5 диск 6 прижмется к торцу поршня О, соот-
ветственно передвинув золотник 4.
При этом полости а и б соединятся через проточку в золотнике 4.
Под действием усилия от давления масла шестеренчатого насоса
поршень 3 и вместе с ним скользящий блок переместятся вправо,
так как активная площадь поршня 3 больше площади подпорного
цилиндра и на обе эти площади действует одинаковое давление масла
от шестеренчатого насоса.
Перемещение скользящего блока будет продолжаться до тех пор,
пока поршень 3, двигаясь по золотнику 4, не разъединит полости а
и б и не закроет отверстие поступления масла от шестеренчатого
насоса в полость а поршня 3.
Остановка скользящего блока в данном положении будет соответ-
ствовать эксцентриситету насоса, равному нулю, подача масла порш-
невым насосом будет прекращена.
Для компенсации неточной установки нулевого эксцентриситета
имеется золотник 2.
При выключенных электромагнитах полость е золотника 2 сое-
динена со сливом в бак, а полость Ж— с линией нагнетания шесте-
ренчатого насоса.
Под действием усилия от давления масла на нижний торец золот-
ника он, перемещаясь, сжимает пружину и соединяет полости вса-
сывания и нагнетания поршневого насоса.
При этом незначительный объем масла, подаваемый насосом вслед-
ствие неточности установки нулевого эксцентриситета, поглощается
во всасывание.
При включении электромагнита II, полости г поршня О и золот-
ника 2 соединяются со сливом.
Под действием пружины нулевой золотник 2 передвинется и разъ-
единит полости всасывания и нагнетания поршневого насоса. Полость
2 поршня II соединится с линий нагнетания шестеренчатого насоса.
Усилием масла поршень II будет передвинут до упора в соответствую-
щий регулировочный винт.
Действием пружины 5 диск 6 вместе с золотником 4 будет передви-
нут до упора в поршень II.
В зависимости от положения регулирующего винта движение
золотника 4 может происходить вправо или влево.
Прц движении вправо золотник 4 своей проточкой соединит по-
лости а и б и, под давлением масла от шестеренчатого насоса на пор-
шень 3, скользящий блок передвинется вправо до перекрытия порш-
нем проточки в золотнике 4.
При движении влево золотник соединит полость поршня а через
проточку /( радиальное и осевое сверление со сливом (как указано
стрелкой). Усилием от действия давления масла на поршень подпор-
ного цилиндра скользящий блок передвинется влево, в сторону меха-
низма управления до перекрытия поршнем 3 проточки К в золотнике 4.
154
Таким образом скользящий блок устанавливается в положение,
зависящее от настройки регулировочного винта на требуемую величину
и направление эксцентриситета.
Если при включенном электромагните // дополнительно включить
электромагнит /, то произойдут действия, аналогичные описанным
выше, причем положение золотника 4, а вместе с ним и величина экс-
центриситета насоса определятся установкой регулировочного винта
поршня 3. При этом винт поршня 3 должен быть меньше выдвинут,
чем винт поршня II.
В положении, изображенном на схеме, включены электромагниты
III и VI, и подача масла от поршневого насоса идет через канал на-
гнетания А. Диск 6 упирается в торец поршня III, регулирово-
чный винт которого имеет меньшее выдвижение, чем поршня IV.
Таким образом, при данном включении электромагнитов величина
и направление эксцентриситета поршневого насоса определятся
настройкой регулировочного винта III.
Включение электромагнита IV в этой позиции необходимо для
соединения полости нулевого золотника 2 с линией нагнетания ше-
стеренчатого насоса. При этом золотник 2 разъединяет полости вса-
сывания и нагнетания поршневого насоса.
Если электромагнит III выключен и остается включенным только
электромагнит IV, величина эксцентриситета будет определяться
настройкой регулировочного винта поршня IV.
Конструктивно поршни 8 и регулировочные винты 7 расположены
на линии окружности, концентричной оси золотника 4 с возможно
минимальным радиусом (во избежание больших перекашивающих уси-
лий при упоре диска 6 в торцы поршней и заклинивания золотника 4).
Включение электромагнитов I—IV производится путевыми ко-
нечными выключателями, на которые действуют упоры, установленные
на движущейся части станка или машины.
При нулевом положении и остановке движущихся частей включе-
ние электромагнитов производится при помощи кнопок.
Аналогичные системы управления разработаны для двух и трех
различных подач. Они отличаются от описанной только соответственно
меньшим количеством пилотов с электромагнитами и поршней с регу-
лировочными винтами.
Изготовленные заводом «Гидропривод» механизмы описанной си-
стемы при испытании показали хорошую работоспособность.
8. Факторы, ограничивающие использование ротационно-поршневых
насосов для высоких давлений
У ротационно-поршневых насосов радиального типа процессы,
всасывания и нагнетания происходят при непрерывном вращении
ротора. Поэтому всасывающие и нагнетательные отверстия неподвиж-
ной оси (окна) периодически перекрываются телом (втулкой) ротора.
Подвижное сопряжение между ротором и осью требует наличия
определенных зазоров и обусловливает объемные потери и теплооб-
155
разование за счет перетока жидкости из полостей нагнетания в по-
лости всасывания и на слив в бак через указанные зазоры.
Объемные потери и связанное с этим тепловыделение происходят
и через зазоры между поршнями и их отверстиями в роторе. Однако
точность пригонки поршней к своим отверстиям достигается просто,
зазоры имеют относительно малые величины, что вызывает небольшие
объемные и тепловые потери.
Основным источником объемных потерь и тепловыделения у ро-
тационных поршневых насосов радиального типа являются зазоры
в распределительной части (между втулкой ротора и осью).
Если рассмотреть ротационный поршневой насос радиального
типа с распределительной втулкой, то на всей длине втулки и на
дуге около 180°, находящихся в зоне нагнетания, ось ротора воспри-
нимает максимальное гидравлическое давление, развиваемое на-
сосом.
Под действием изгибающего момента, вызываемого силами дав-
ления, ось стремится изогнуться.
Чтобы избежать металлического контакта между осью и вра-
щающейся втулкой из-за опасности заедания, зазор между ними
должен быть достаточно большим.
Чем больше давление, тем больше деформируется ось, что увели-
чивает утечку жидкости.
Изготовление оси увеличенного сечения для повышения жесткости
приводит к увеличению периметра зазоров и соответственно объем-
ных потерь.
Указанные факторы ограничивают применение роторных насосов
с распределительной осью и втулкой для давлений свыше 210—
220 кг! см*.
Применение более высоких давлений в указанных насосах приво-
дит к таким большим объемным потерям и тепловыделениям, что
использование насосов становится нецелесообразным.
Практика показывает, что ротационные поршневые насосы ради-
ального типа, мощностью 90 кет, при работе на давлении 200 кг!см*
на масле вязкостью 3° Еь0 имеют объемные потери 25%. Это означает,
что из всей энергии, затрачиваемой на привод насоса, свыше 22 кет
затрачивается на образование тепла.
Для повышения объемных и общих к. п. д. поршневых насосов
радиального типа целесообразно их использовать на максимально
вязких маслах.
Однако и при этих условиях применение ротационных поршневых
насосов для высоких давлений не является рациональным.
Для высоких давлений целесообразно применять поршневые
насосы с клапанным распределением, которые имеют высокие объем-
ные к. п. д.
Глава V
КЛАПАННЫЕ ПОРШНЕВЫЕ НАСОСЫ ЭКСЦЕНТРИКОВОГО ТИПА
Поршневые насосы клапанного типа получили применение для
работы при высоких давлениях жидкости в гидравлических прессах
и других машинах. Известно применение клапанных поршневых
насосов для давлений 300, 500 кг/см2 и выше.
Благодаря тому, что в период нагнетания нагнетательная полость
поршня отсекается от полости всасывания неподвижным клапаном
без зазора, объемные к. п. д. эксцентриковых насосов выше, чем
поршневых насосов ротационного типа.
Регулирование производительности насосов может производиться
за счет изменения величины эксцентриситетов эксцентриков.
Попытки изготовить регулируемые эксцентриковые насосы были
неудачны, ввиду сложности и отсутствия работоспособности меха-
низмов регулирования; однако за последние годы найдены конструк-
тивные пути решения данного вопроса.
1. Принцип действия клапанных поршневых насосов
эксцентрикового типа
В основе схемы поршневых насосов эксцентрикового типа лежит
видоизмененный кривошипно-шатунный механизм, у.которого диа-
метр пальца кривошипа увеличен до такой степени, что механизм
превращается в эксцентрик; ползун — в поршень, а его направляю-
щие в цилиндр.
Эксцентрик 1 (фиг. 65) непосредственно воздействует на пор-
шень 2. Под действием пружины 3 поршень всегда прижат к эксцен-
трику. За один оборот эксцентрика поршень при возвратно-посту-
пательном движении совершает двойной ход, величина которого
равна 2 е.
При ходе поршня вниз в камере а происходит разряжение. Под
действием давления во всасывающей линии на клапан 5 преодолевается
усилие его пружины, клапан открывается и камера а заполняется
жидкостью; происходит всасывание. В это время клапан 4 под дей-
ствием своей пружины и давления в нагнетательной линии плотно
закрыт.
При ходе поршня вверх объем камеры а уменьшается. Давление
жидкости при этом повышается. Под действием давления жидкости
усилие пружины на клапан 4 и давление в нагнетательной линии
157
преодолевается, клапан открывается и жидкость из камеры а вытес-
няется в нагнетательную линию; происходит нагнетание.
Клапан 5 в период нагнетания плотно закрыт под действием дав-
ления жидкости в камере а и пружины.
При действии эксцентрика на торце поршня возникают большие
контактные давления, так как контакт между ними происходит по
линии. Кроме того, происходит сколь*
Нагнетание
Фиг. 65. Схема действия кла-
панного лоршневого насоса
эксцентрикового типа.
жение эксцентрика по торцу поршня.
С целью уменьшения сопротивления
при всасывании жидкости, всасываю-
щий клапан может быть встроен в пор-
шень и являться его торцовой частью,
как и у насосов серии Н4.
Для уменьшения контактных дав-
лений между эксцентриком и поршнем
вводятся промежуточные детали, как у
насосов серии Н5.
При работе насосов на высоких
давлениях возникают большие контак-
тные давления в сопряжениях порш-
ней с эксцентриками.
Это ограничивает величину диамет-
ров поршней насосов.
Размеры эксцентриситета также не
могут быть велики, так как при боль-
ших значениях эксцентриситета возрастает скольжение и износ в
соединениях поршней с эксцентриками, несмотря на то, что на экс-
центрики устанавливаются кольца на телах качения.
Указанные причины приводят к многопоршневым конструкциям
эксцентриковых насосов для обеспечения необходимой их произво-
дительности.
2. Теоретическая производительность поршневых насосов
эксцентрикового типа
При работе насоса объем жидкости, подаваемый поршнем за один
оборот его эксцентрикового вала, равен геометрическому объему
описываемому этим поршнем
nd2 . »
fl = -т- / мм6,
i 4
где d — диаметр поршня в мм\
I — длина хода поршня в мм.
Если насос имеет число поршней, равное ?, объем жидкости, по-
даваемый за один оборот вала насоса, составит
nd2 . о
qOj ~ -4 мм •
158
Учитывая, что длина хода поршня равна удвоенному эксцентри-
ситету эксцентрика, можно написать
Яоб == 2ег 10“3 см3, (141)
где е — величина эксцентриситета эксцентрика в мм.
Минутная теоретическая производительность насоса при числе
оборотов п составит
Qm = 2ezn 10-6 л/мин. (142)
Для поршневых насосов, у которых всасывающий клапан встроен
в поршень со стороны торца, на который действует эксцентрик, длина
хода поршня уменьшается на величину открытия клапана х, и теоре-
тическая производительность выражается формулой
Qtn = (2е — х) zn 10“6 л[мин, (143)
где х — величина открытия клапана в мм.
По формуле (142) рассчитывают теоретическую производитель-
ность насосов серии Н5, по формуле (143) — насосов серии Н4.
При определении теоретической производительности принимается
положение, что клапаны насоса открываются и закрываются мгновен-
но, как только изменится направление движения поршня. Практи-
чески такого положения не бывает, так как на открытие и закрытие
клапанов требуется незначительное время, за которое поршень ус-
певает пройти определенный путь.
В период переход^ поршня от нагнетания ко всасыванию опазды-
вание в закрытии нагнетательного клапана приводит к возвращению
в рабочую камеру некоторого объема масла, что уменьшает произ-
водительность насоса.
В период перехода поршня от всасывания к нагнетанию опазды-
вание в закрытии всасывающего клапана приводит к возвращению из
рабочей камеры в линию нагнетания части засосанного масла, что
также уменьшает производительность насоса.
Для уменьшения указанных потерь клапаны насосов выполняются
с возможно меньшими массами.
Потери, связанные с опозданием закрытия всасывающих клапанов,
обычно больше, чем при закрытии нагнетательных клапанов.
Для уменьшения влияния масс всасывающих клапанов на время
их закрытия у насосов большой производительности вместо одного
всасывающего клапана большого размера делают несколько клапанов
малых размеров или изготовляют клапан из легких сплавов.
При этом уменьшаются потери производительности насоса из-за
опоздания закрытия всасывающих клапанов.
Из-за опоздания закрытия нагнетательных клапанов производи-
тельность клапанных насосов без нагружения давлением будет не-
сколько меньше расчетной теоретической производительности.
159
У насосов со всасывающим клапаном, встроенным в торце поршня,
потери производительности при его закрытии не происходит, так как
движение поршня (ход нагнетания) начинается только после закры-
тия клапана.
8. Усилия, действующие в эксцентриковых насосах
При работе насоса (фиг. 66), нагруженного давлением в период
нагнетания (эксцентрик вращается по часовой стрелке) от действия
Q
Фиг. 66. Схема усилий, действующих
на эксцентрик.
эксцентрика на поршень
возникает сила кото-
рая может быть -разло-
жена на составляющие:
N— нормальное усилие,
N = R cos ср;
F — сила трения эксце-
нтрика о торец поршня,
F = R sin ср,
где ср — угол трения.
Сила трения F стреми-
тся ' перекосить поршень в
его направляющих (отверс-
тии) в связи с наличием за-
зора между ними.
От действия силы F
возникают нормальные бо-
ковые усилия, прижимаю-
щие поршень к направля-
ющим.
Нормальные боковые
усилия имеют максималь-
ные значения в конечных
точках сопряжения поршня
с направляющими и умень-
шаются к его средине до
нуля по закону треуголь-
ника.
Равнодействующие нор-
мальных усилий и Л/2
приложены в точках С и D
I
на расстоянии -g- от конеч-
ных точек сопряжения.*
Во время движения поршня в точках С и D будут возникать силы
трения Fi = NJ и F2 = Nzf, направленные против движения.
160
В рассматриваемый период рабочая камера поршня соединена
с линией нагнетания и на поршень действует сила гидравлического
давления Q, направленная против движения поршня
Q = — Р «г,
где р — давление жидкости в кг!см2;
d—диаметр поршня в см.
Поршень постоянно прижимается к эксцентрику пружиной
с силой Т, препятствующей его движению при нагнетании.
В связи с неравномерным движением поршня возникает сила
инерции его массы J.
Так как усилие пружины Т и сила инерции J по сравнению с
силой гидравлического давления Q имеют очень малое значение, то
для практических расчетов ими можно пренебречь.
Также пренебрегаем трением качения эксцентрика о торец
поршня и полагаем коэффициенты трения одинаковыми для всех
трущихся пар.
Из условий равновесия поршня можно написать:
F = АГ, + AZ, = О,
— Q-f(Nl + Ni) + Rcos<f = Q, (144)
а также уравнение моментов относительно точки Е, лежащей на оси
поршня посредине расстояния I,
— (Ni + Nz)-^---#sin<p^- + yj + Ate cos а = 0. (145)
Определив значение Nt + N2 из уравнения (144) и подставив
его в уравнение (145), учитывая, что
N = R cos <р и у — А — г — е sin а,
будем иметь:
А , 2fe / + 2Л — 2r — 2е sin а \ *
COS ср 11-Y COS а + f tg а —!--------------I
Так как tgy = f, то
= 7 2fe , ../ + 24 - 2r — 2е sin а \ ’ 46^
cos ср /1-J- COS а + /2 — --------------1
Максимальное значение силы 7? будет при повороте эксцентрика
на угол а = 90°, когда знаменатель в формуле (146) имеет минималь-
ную величину.
Для обычных трущихся пар из закаленной стали и чугуна с вы-
сокой чистотой обработки поверхностей в условиях хорошей смазки
коэффициент трения может быть принят f = 0,08; ему соответствует
угол трения ср = 4°35'.
1 1 1336 161
Тогда в формуле (146) значение cos? = 0,986 может быть принято
без большой погрешности равным единице, а член /2 Z——-2r~~~ 2g sina,
содержащий множителем /2 отброшен, как имеющий ничтожно малую
величину
При принятых в конструкциях эксцентриковых насосов неболь-
ших значениях эксцентриситетов е и больших отношений длины
поршня к его диаметру j > 3 во избежание защемления отношение-^
обычно составляет 0,08—0,15,
В этих условиях величина /? = 1,03 Q.
Следовательно, для практических расчетов можно принимать зна-
чение
(147)
Обозначим реакцию поршня, приложенную к эксцентрику,
через R'.
Приложив в точке О две силы, равные и параллельные силе R'
и противоположно направленные, мы получим пару сил R'R' и силу
R' = Q, нагружающую эксцентрик и его вал.
Если насос имеет несколько поршней, на каждый из которых
действует отдельный эксцентрик (осевое расположение поршней),
то при расчете вала на прочность необходимо учесть силы от эксцен-
триков, одновременно находящихся под нагрузкой.
В этом случае силы, нагружающие эксцентриковый вал, можно
рассматривать как параллельные, приложенные посредине эксцен-
триков.
При звездообразном расположении поршней, когда один эксцен-
трик одновременно действует на несколько поршней (фиг. 67), для
определения нагрузки на эксцентриковый вал необходимо найти рав-
нодействующую сил Р.
Эксцентрик будет нагружен силами Ръ Р2 Рт, действующими
от поршней, находящихся в зоне нагнетания. Все поршни, находя-
щиеся в зоне нагнетания, воспринимают гидравлическое давление Р
и усилие пружин Т.
Поршни, находящиеся в зоне всасывания, практически можно счи-
тать ненагруженными, так как они подвержены действию небольших
усилий от пружин и разряжения в рабочих камерах.
При вращении эксцентрика около центра О прямая, разделяю-
щая зоны всасывания и нагнетания и проходящая через центры О
и Ох, также будет вращаться.
Положение зон всасывания и нагнетания будет непрерывно изме-
няться, а количество поршней /и, находящихся в зоне нагнетания,
всегда будет одним и тем же.
162
Если общее количество звездообразно расположенных поршней,
находящихся в одной плоскости, обозначить г, то при их нечетном
количестве
(148)
при четном
т = 4- (149)
При одновременном действии эксцентрика на несколько поршней
максимальное значение силы Р будет только у поршня, ось которого
расположена по линии О Оъ соединяющей центры эксцентрика и вала.
Фиг. 67. Схема усилий, действующих на эксцентрик при звездообразном
расположении поршней.
Так как значение силы Р меняется очень незначительно, то прак-
тически все СИЛЫ Р МОЖНО Принять равными Ртах = Q- При этом
расчетная нагрузка на эксцентрик и вал будет завышена совершенно
незначительно.
Для определения величины равнодействующей сил Рх; Р2; Р8....РИ
спроектируем эти силы на оси координат ох и оу.
Суммы проекций сил Р на оси координат SPX и SPW будут равны
проекциям Rx и Ru их равнодействующей R на эти же оси
Rx — Ртах [cos 0° 4- cos a -f- cos 2а + ... + cos (tn — 1) а];
Ry = Ртах [sin 0° + sin а + sin2z 4- ... 4- sin(m — l)a],
где a — центральный угол между осями поршней;
tn — число поршней, находящихся в зоне нагнетания.
11* 163
Реакция равнодействующей всех сил Р, нагружающая эксцентрики
и вал, будет равна
R ~ ^RS-PR*. (150)
Подставляя значения Rx и Rv, получим
R = Ртах V [cos 0° cos а -|- cos 2а + ... + cos (m — 1) а]2 +
+ [sin 0° + sin а -Н sin 2а + ... 4- sin (tn — 1) а]2,
откуда sim
R = Pmax----(151)
slnT
Расчет подшипников качения эксцентрика и вала ведется по об-
щим правилам, изложенным в главе II (шестеренчатые насосы).
Расчет вала производится на кручение и на изгиб.
Так как кольцо подшипника эксцентрика нагружено сосредото-
ченными нагрузками, то необходимо проверить его на прогиб на
участках между телами качения (обычно роликами). Участок кольца
между телами качения приближенно рассматриваем как балку, сво-
бодно лежащую на двух опорах, и нагруженную посредине силой
Рmax“ Q-
Величину максимального прогиба можно определить по формуле
р £3
= <152>
Не следует допускать /тах более 0,005 мм. Необходимо также
проверить величину контактных напряжений между телами каче-
ния, кольцом эксцентрика и внутренним кольцом или поверхностью
зала (если подшипник не имеет внутреннего кольца).
Если насос имеет звездообразно расположенные поршни в не-
скольких плоскостях, то необходимо найти равнодействующие R
во всех плоскостях и произвести их сложение по общим правилам
теоретической механики.
Реакции равнодействующей нагружают опорные подшипники экс-
центрикового вала.
Вал должен быть достаточно жестким, чтобы его прогибы не на-
рушали нормальной работы подшипников, как самого вала, так и
эксцентриковых колец.
164
При расчете подшипников качения эксцентриковых колец можно
принимать число их оборотов равным числу оборотов эксцентрикового
вала, хотя практически имеет место проскальзывание колец относи-
тельно торцов поршней, что уменьшает число их оборотов.
У многих конструкций эксцентриковых насосов поршни имеют
трубчатую форму для размещения пружин (насосы типов Н-4, Н-5).
Во время хода нагнетания давление масла в рабочих камерах, рав-
ное индикаторному давлению насоса рт, создает напряжения в ма-
териале стенок трубчатых поршней.
Эти напряжения вызывают деформации стенок (раздутие), которые
могут привести к заклиниванию поршней в отверстиях в случае, если
радиальные перемещения наружных точек поршня составят более
половины зазора между отверстием и поршнем.
Заклинивание поршней приводит к расходу излишней мощности
и вызывает дополнительные нагрузки на эксцентрики и в соединениях
поршней с эксцентриками.
В связи с симметричным расположением сил давления в стенках
поршня возникают .только нормальные напряжения [6L
В радиальном направлении действует напряжение
Ртг* (г* \
°г-------I- - 1 )кг см^ (153)
г2— с \ Р /
2 1' '
в окружном направлении действует напряжение
ртг2 /г2 \
+’ггда,’; <154)
радиальное перемещение точек стенки
Рт S2 (1 ~ и) Р2 + (1 + Hkl
/ / = ----i--------------------2
(155)
где рт— индикаторное давление насоса в кг/см2;
гг— внутренний радиус поршня в см\
г2— наружный радиус поршня в см;
р — координата рассматриваемой точки в см\
Е — модуль упругости первого рода в кг/см2 (для закаленной
стали Е = 2, 1 • 10е кг/см2)}
р—коэффициент Пуассона, в зависимости от марки стали
р = 0,24 -г 0,30.
Для интересующей нас наружной точки поршня р = г2
ог = 0; 2г2 = 2 * 2 P1 Г1~Г1 Рт U ” T ' , , CM- (156) (157) (158)
165
Наиболее напряженным будет материал, расположенный на внут-
ренней поверхности поршня (р = ri).
Для точек, расположенных на внутренней поверхности поршня,
в г = — Рт кг/см?', (159)
at = -1--j- рт кг/СМ?', (160)
Рт>\ / г1 + г1 , \ /1С1,
—г+исл. (161)
Е \4-'i /
Поперечное сечение поршня подвержено нагрузке давлением рт,
действующим на его кольцевую площадь и вызывающим напряжения
сжатия в материале стенок поршня,
а2 = — рт кг/см2. (162)
Приведенное напряжение, имеющее наибольшее значение на внут-
ренней поверхности поршня, может быть определено по формуле
^кв = V(Рт — <*t)2 + (°r — az)2 + — Gz)2 кг!см2. (163)
Условиями прочности поршня является соотношение
(ot — 0r)max аТ,
где от — предел текучести материала поршня в кг1см2.
Обычно лимитирующим фактором при расчете поршней является
не их прочность, а увеличение наружного диаметра под действием
сил от давления жидкости в рабочей камере.
Усилие Т пружин, прижимающих поршни к эксцентрикам, должно
преодолевать усилия от атмосферного давления на площадь поршня
(при ходе всасывания) и силы трения поршня в его отверстии.
Во время хода поршня усилие Т изменяется, имея максимальное
значение в конце хода нагнетания и минимальное значение в конце
входа всасывания.
Атмосферное давление действует на площадь поршня только до
момента открытия всасывающего клапана. После открытия всасываю-
щего клапана на поршень действует усилие от разности давлений:
атмосферного и всасывания.
Таким образом, в конце хода всасывания поршень должен прижи-
маться к эксцентрику с усилием пружины Tmin (предварительное
сжатие).
^*min = (Са + Ра) (164)
где Са — усилие от действия разности давлений атмосферного и в по-
лости всасывания на площадь поршня в кг\
Fa — сила трения, препятствующая движению поршня в его
отверстии, в кг.
Са= ^(Ра — Рв) Кг, (165)
166
где d —диаметр поршня в см;
ра—атмосферное давление (в среднем 1,033 кг/см2);
ра — давление в полости всасывания в кг!см2 (см. главу I, пара-
граф 2).
Для грубых расчетов можно принять значение рв — 0,3 4-
4- 0,4 кг!см2, тогда
Са = (0,7 4- 0,6) кг,
максимальное значение силы Fa может быть определено, если при-
нять Q = Со и коэффициент трения f — 0,08,
Fa—Qsin® (см. фиг. 74)
Fa == ^(0,7 4- 0,6)sin4°35';
Fa = ^-2 (0,06 -4 0,05) кг.
Подставляя значения Са и Fa в формулу (164), получим
Tmin = (0,76-г- 0,65) кг. (166)
В начале хода всасывания поршень должен прижиматься к экс-
центрику с максимальным усилием пружины Ттах (полное сжатие)
Ттах = Fа1) (167)
где Са1 — усилие от действия атмосферного давления на площадь
поршня в кг\
Fai — сила трения при значении Q = Са1 в кг\
Са, = 1,033 кг; (168)
Fai = 1,033 sin 4’35' = 0,08;
тогда
T'max^l.lKS. (169)
Для обеспечения более четкой работы пружины можно ввести
коэффициент надежности К = 1,5 и определить усилия пружин по
формулам
Tn,in = 42l,l кг; (170)
Ттах = 1,6 кг, (171)
где d — диаметр поршня в см.
Изменение длины пружины (полная осадка) при изменении усилия
от Tmin До 7тах равно двойной величине эксцентриситета 2е. Скорость
вращения эксцентрикового вала составляет 1500—1800 об!мин.
167
За каждый оборот эксцентрикового вала пружина совершает
цикл сжатия — разжатия.
Следовательно, пружины работают в условиях циклической на-
грузки большой частоты (1500—1800 циклов в минуту).
Обычно применяются цилиндрические пружины из проволоки
круглого сечения.
Для надежной работы пружин целесообразно выбирать такие
значения их шага и числа рабочих витков, чтобы ход поршня, равный
2 е, составлял 20—25% от величины
полной осадки пружины до сжатия
витков.
Расчет пружины (фиг. 68) можно
вести по известным формулам [6].
Предел ьно допускаема я
рузка
Фиг. 68. Схема поджима поршней
к эксцентрикам.
Ткон — [х] кг,
где
наг-
(172)
в см\
пру-
от индекса пружины
с
d — диаметр проволоки
D — средний диаметр
жины в см\
k — коэффициент, зависящий
(табл. 20);
[т] — допускаемое напряжение при кручении в кг!см2.
Относительное осевое перемещение тор-
цов пружины к концу процесса нагружения
. _ ^кон™
К Gd* ’
где i—число рабочих витков;
G — модуль сдвига, равный 8 • 105 кг/см2.
Осевое перемещение, приходящееся на один
рабочий виток при нагрузке 1
>/
Л = /ГТ-C-W,
Ga
^кон i'Tкон СМ.
Таблица 20
Значение коэффициента
k при некоторых соотно-
D
шениях [6]
(173)
D_
d
k
4
5
6
8
10
12
Диаметр
1,37
1,29
1,24
1,16
1,14
1,11
проволоки
откуда
определяется по формуле
кг
(174)
Ы КОНС
ТГ"
Желательно выбирать отношение j > 4 во избежание сильной
перегрузки внутренних волокон проволоки.
Значение допускаемого напряжения [т] выбирается в зависи-
мости от марки и диаметра проволоки.
168
d =
СМ.
(175)
Обычно [г] задается в зависимости от временного сопротивления а„Р
при растяжении
т = Ховр, (176)
где X — коэффициент, установленный из практики.
Для условной работы пружин в эксцентриковых насосах можно
принимать X = 0,5.
Значения авр для некоторых размеров проволоки марок Н, П и В
приведены в табл. 21.
Таблица 21
Значения авр для проволоки марок Н, П и В по ГОСТ 5047-49
Значения временного сопротивления
Диаметр при растяжении a i в кг/мм2
проволоки
в мм Н п 1 в
1,0 155 195 250
1,5 140 190 220
1,6 140 185 220
1,8 140 180 210
2,0 130 175 200
2,2 130 170 190
2,5 130 165 175
2,8 120 160 175
3,0 120 155 170
3,5 120 150 165
4,0 110 1 1 145 160
4,5 ПО 140 150
5,0 100 130 150
5,5 100 125 140
6 100 120 140
7 95 120 I I
8 95 120 | 1
При расчете пружин для поршней, зная Tmin и Ттах, а также ве-
личину сжатия пружины 2е, необходимо задаться Хкон исходя из
соотношения
Кон = (4 4-5) 2е.
Так как усилие пружины при ее нагружении изменяется по ли-
нейному закону, то можно определить Ткон по формуле
__ ^лон l^max ^mln) (177)
1 КОН - 2^ ' '
Затем, задаваясь индексом пружины j = с, можно определить
диаметр проволоки d и остальные размеры пружины.
Для поршневых пружин обычно применяется проволока марки /7,
хотя проволока марки В является более желательной.
При испытании насосов более 3000 ч поломки пружин усталост-
ного характера не наблюдалось. В практике длительного испытания
169
насосов были случаи поломки пружин по причине истирания их наг
ружной поверхности о стенки поршня.
Кроме рабочих витков, пружины должны иметь с каждой стороны
по 1,5—2 подогнутых витка. Торцы пружины должны быть прошли-
фованы строго перпендикулярно к своей оси. После холодной навивки
пружины обязательно должны проходить операцию отпуска при тем-
пературе 180—200° С в течение 1,5—2 ч.
4. Клапаны насосов
Фиг. 69. Схема движения поршня
эксцентрикового насоса:
1 — поршень; 2 — эксцентрик.
Скорость движения поршня эксцентрикового насоса в отверстии
изменяется в зависимости от угла поворота эксцентрика.
Мгновенный теоретический объем q жидкости, подаваемый или
всасываемый поршнем, равен произведению площади поршня на
соответствующую мгновенную ско-
рость.
Этот объем проходит соответ-
ственно циклу через всасывающий
или нагнетательный клапан со ско-
ростью v, зависящей от мгновен-
ного расхода жидкости и площади
сечения щели клапана F.
Площадь сечения щели клапана
можно определить из уравнения
неразрывности струи
42V, = !wF. (178)
где d — диаметр поршня в см\
V — скорость движения пор-
шня в м!сек,\
р — коэффициент расхода, за-
висящий от вязкости
жидкости и отношения
площади выходного сече-
ния щели F клапана к
площади сечения его
седла FCCd\ при отноше-
нии = 0,4 4- 0,5 можно принимать р = 0,68 4- 0,62(91;
v— скорость жидкости в щели клапана в м!сек,\
F—площадь щели клапана в см2.
Так как мгновенная скорость поршня меняется в широких преде-
лах, то для расчета следует принять ее максимальное значение Утах.
Для определения максимальной скорости поршня Утах необходимо
установить функциональную зависимость между углом поворота
эксцентрика а и скоростью поршня V, а затем найти значение, соот*
ветствуюшее максимальной скорости поршня.
17(»
При повороте эксцентрика на угол а (фиг. 69) около центра О
поршень пройдет путь х, равный х = ОК — ОМ,
Из чертежа
ОК = ОЛ + ЛК и ОМ = г — е.
Из треугольников ООХЛ и ЛОГК
ОЛ = е cos (180° — а) = —ecosa; ЛК = г cos р.
Подставляя значения ОЛ и ЛК, получим
ОК == — е cos a 4- г cos р,
тогда
х = rcosp — ecosa — (г — е). (179)
Из треугольника OOiK
г е . о esina
. нопо---; = или sin Р =----------
sin (180° — a) sin fl r r
и cos p = j/1 — sin2 p.
Подставляем значение sin p, тогда
cos p = j/” 1 — sin a j2.
Разлагаем подкоренное выражение по биному Ньютона
о 1 1 / е • \2 1 / е . \4
cos Р = 1—-тг — sin a —-Q- — sina ...
Г 2 \ r / 8 r j
Учитывая, что отношение e- обычно составляет 0,08—0,12, для
практических целей можно ограничиться двумя первыми членами,
е .
так как члены, содержащие множители -sina в степени выше вто-
рой, имеют ничтожно малые значения.
Тогда
□ 1 1 I е • \2
COS р = 1---2” Т Sin а) •
Учтя, что 2 sin2 а = 1 — cos 2а,
можно написать
о 1 Г е2(1 - cos 2 a)]
г г [ 4г J
ИЛИ
о 1 / е2 , е2 cos 2a \
COS Р = — Г — -г- + --л-- •
г г у 4г 1 4г )
Подставляя значение cosp в формулу (179), получим
е2 , е2 cos 2a z . /юп\
Х==Г~4Г’1------47-----ecosa — (г — е). (180)
Скорость поршня V равна производной пути по времени
v dt '
171
Угловая скорость вращения эксцентрика
откуда
тогда
Из формулы (180)
dt = —.
(О
У = (181)
е2 sin
Подставляя значение^ в формулу (181), получим выражение
скорости поршня в зависимости от угла поворота эксцентрика
V = (ое (sin а-j м/сек, (182)
где е—эксцентриситет в м;
г— радиус эксцентрика в м\
io — угловая скорость эксцентрика в сек"-1.
Ускорение движения поршня W определится из уравнения
г J •
at
Учтя, что dt = получим
Подставив из уравнения (182) значание V и продифференцировав
его по da, получим
W = о)2е (cos a — ~ cos 2a^ . (183)
Для расчета скорости жидкости и щели клапана необходимо оп-
ределить максимальное значение мгновенной скорости поршня Vmax.
Скорость поршня Vmax определяется при соответствующем угле
поворота эксцентрика а, величина которого находится при макси-
мальном значении выражения у = sin а — е sfo— из формулы (182)»
тогда
у' = cos а — —cos 2а = 0.
Учтя, что
cos 2а = 2cos2a — 1,
172
получим
е ё
cos, а — 2 у cos2 а 4-7 = О
или
cos2 а —~ cos а —= О,
откуда / г--------------\
cosa = -£(1 + 7?)-
Учитывая, что значение косинуса не может быть более единицы
(cosa)vmax =£(1 +-^)-
Так как обычно отношение ~ имеет малое значение, можно сделать
следующее преобразование
(cosot)vmax = ^|1-(1 i ?•)];
(C0S “) vmax = - у .
При обычном отношении в пределах 0,08—0,12 величина угла
при нагнетании аутах = 96 4- 95°; при всасывании аутах = 276 4- 275°.
Отличие угла аутах от углов 90 и 270° будет тем больше, чем больше
е
значение —- .
г
Средняя скорость движения поршня составит
~ 60 ’
где 4е— путь поршня за один оборот эксцентрика;
п — число оборотов эксцентрика в мин.
«г 30 О)
Учтя, что п = — , получим
17 2ео)
Vcp = — м!сек,
тс
где е — эксцентриситет в м.
При отношении ~ = 0,08 4- 0,12,
Vmax = we [sin ч96 4-95)° — (0,04 4-0,05) sin (192 4- 190)°],
Vmax =» 1,004we.
и отношение
v
= 1,586. (184)
V ср
173
Последнее отношение показывает, что у насосов при у = 0,08 ~-
-г 0,12 максимальный мгновенный расход жидкости через клапаны
примерно в 1,586 раза больше теоретической производительности.
Это соотношение справедливо и для ротационных поршневых на-
сосов радиального типа.
а,
Фиг. 70. Схема подъема клапанов:
а — конический; б — шаровой; в — плоский.
Подставив в формулу (178) значение Vmax, можно определить
площадь щели клапана при максимальной мгновенной подаче
F max —
ц vmax
4fW
(185)
где v—скорость жидкости в щели клапана, можно принимать 2—
5 м/сек.
Конструктивно клапаны могут выполняться коническими, шаро-
выми или плоскими. Площади проходных щелей различных клапанов
и необходимую высоту подъема Атах (фиг. 70) можно определить по
следующим формулам:
а) для конического клапана (поверхность усеченного конуса с
образующей, перпендикулярной направлению седла)
F — .
Г max — 2 »
учитывая, что
8 — /imaxSin и dx = d — 2а
-- i. • f ?
И а = о COS = nmax S1O у COS -g ,
174
получим
Fmax = к/lmax Sit! | Sin <f>) CM2.
Задаваясь значением d, исходя из скорости жидкости в отверстии
седла всасывающего клапана ve = 2 4- 2,5 м/сек и нагнетательного
vH = 3 4- 5 м/сек и, зная величину Fmax, можно определить /г1Пах.
Величина угла ср обычно принимается во избежание заклинивания
клапана не менее 60°, а чаще всего 90—100°
h 4- -- 2Frnax — 0*
лпах Sin? "шах "Г . ? ~ и>
к sin ? sin -у
h (J I f J2 ^max Si’ll ? \ /ioc\
^max — [d— I/ d - I cm; (186)
\ К sin у J
б) для шарового клапана (поверхность усеченного конуса с об-
разующей, перпендикулярной направлению седла)
Гпих = ^(^);
аналогично коническому клапану
8=Aiaxsinf >
тогда
4 = 2 (/ + 8) cos = 2 [г Ч- Лтах sin cos у;
4 = 2г cos ;
подставляя значения 4. 4 и оь получим
(2r + ftmaxsin f )
Ftnax. = ^max S1П <р q CM2,
где г— радиус шара и hmax в см;
Задаваясь диаметром d (как указано выше для конического
клапана), углом <? = 100 ч- 110° и диаметром шара 2 г — 1,8 d и
зная Fmax. можно определить /гтах.
sin тс sin ? sin ~2
175
в) для плоского клапана (поверхность цилиндра)
Ршах e 'ftdhmax CM%t
откуда
Лтах = см- (188)
Задаваясь диаметром d и зная Лпах» можно определить/гтах. Диа-
метр d принимается таким, чтобы уплотнительная кромка по краям
отверстия седла была в пределах 3—5 мм.
Наибольшее применение в эксцентриковых насосах имеют шаро-
вые и конические клапаны.
Всасывающий клапан. В период нагнетания всасывающий клапан
закрыт и нагружен следующими силами:
а) со стороны всасывающей линии
=(т (189)
где ра — атмосферное давление в кг/м2;
Нг.в геометрическая высота всасывания в м;
7 — объемный вес жидкости в кг/м3;
f — площадь седла клапана в см2;
б) со стороны рабочей камеры поршня
Res ==(<? + T;.n + PTf) кг, (190)
где G — вес клапана с пружиной в нагнетаемой жидкости в кг;
Tmin — усилие предварительного сжатия пружины в кг (фиг. 68);
рт— индикаторное давление насоса в кг!см2.
Клапан прижат к своему седлу с усилием, равным разности
сил R^ и Re2.
Предварительное усилие пружины T'min можно выбирать, руко-
водствуясь соотношением
Т mln Rec
Чем больше усилие пружины клапана,тем больше сопротивление
клапана при всасывании жидкости поршнем, но зато меньше потери
на возврат жидкости из рабочей камеры в линию всасывания при
переходе поршня к нагнетанию в связи с более быстрым закрытием
клапана.
Однако из условий обеспечения полного всасывания необходимо
усилие Tmin выбирать наименьшим.
Практика изготовления эксцентриковых насосов показывает, что
для обеспечения заполнения рабочих камер поршней приходится
создавать подпор в линии всасывания путем установки расходного
бака выше уровня насоса на 0,5 м.
Для насосов с большими диаметрами поршней (35—40 мм) при
большом сопротивлении всасывающих клапанов приходилось созда-
вать давление во всасывающей линии от 2 до 3 кг/см2 при помощи
специал ьного насоса.
176
При переходе поршня от положения нагнетания ко всасыванию
всасывающий клапан открывается.
В начальный момент открытия клапана на него действует сила
г>2
Р = Ret + (G + Troln + J), (191)
где v—скорость движения жидкости в седле клапана в м/сек\
J — сила инерции клапана, равная mWK (tn — масса клапана
и WK — ускорение движения клапана в м/сек2, которое мо-
жет быть приближенно принято равным ускорению поршня
(183), умноженному на отношение площади поршня к пло-
щади седла и на коэффициент расхода р-) (178).
Как только клапан откроется, жидкость под влиянием разности
давлений во всасывающей линии и в рабочей камере начнет двигаться
через щель клапана и заполнять рабочую камеру вслед за движением
поршня. Во время этого периода всасывающий клапан будет нахо-
диться в открытом состоянии.
Так как скорость поршня, а вместе с ней (по уравнению неразрыв-
ности) и скорость жидкости v в щели клапана будут изменяться, то
наибольшая величина открытия клапана hmax будет при наибольшей
скорости поршня. При максимальном открытии клапана на вели-
чину Лтах его пружина будет иметь максимальное сжатие и соответ-
ствующее ему уСИЛИе Ттах-
В этом случае будут уравновешены следующие силы:
у2
+ ==^ + G + 7’max + (192)
где pi — давление на клапан в канале всасывания в кг/см2-,
р2 — давление на клапан в рабочей камере поршня в кг/см2\
f — площадь седла клапана в см2-,
^шах — максимальная скорость масла в седле клапана в м/сек-,
Ji — сила инерции клапана, равная произведению его массы
на ускорение.
Давление на клапан в канале всасывания может быть определено
по следующей формуле:
pl = — (Нг.в+ hce + + Лг)] кг!см2. (193)
где — сопротивление во всасывающей линии в At;
v — скорость движения жидкости в седле клапана в м/сек;
hf—напор, необходимый для преодоления сил инерции жид-
кости во всасывающей трубе, в м.
Для определения Л4 необходимо найти силу инерции жидкости
во всасывающей трубе Je.m и разделить ее на произведение площади
сечения трубы на удельный вес жидкости.
Сила инерции равна произведению массы жидкости всасывающей
трубы на ускорение. Ускорение жидкости во всасывающей трубе можно
12 1ззб
177
принять равным ускорению поршня, умноженному на отношение
их площадей и коэффициент расхода р (178)
Л.от в -у-И Кг, (194)
где f — площадь сечения всасывающей трубы в см2;
I — длина всасывающей трубы в см;
F — площадь поршня в см2;
W — ускорение движения поршня в м/сек2.
Тогда
Ю л. (195)
Давление в рабочей камере поршня р2 будет меньше давления рх
на величину потери напора в щели клапана
Рг = (Pi — Дрб) кг! см2. (196)
Потеря напора в щели клапана может быть определена по формуле
ч^кг/см2, (197)
где vK — скорость жидкости в щели клапана в м/сек.
Из формул (192) и (196) будем иметь:
п2
П.ах = ^ + 7^
(G ~\-J i) ке.
(198)
По данным Tmin и 77пах можно определить все данные пружины
всасывающего клапана.
Нагнетательный клапан. В период всасывания нагнетательный
клапан закрыт и нагружен следующими силами:
а) со стороны линии нагнетания
R/ч — (G + Гт1п + ртГ) кг;
(199)
б) со стороны рабочей камеры поршня
/?«, = R*e (200)
Клапан плотно прижат к своему седлу усилием, равным разности
сил RHi — Rh2-
Предварительное усилие пружины клапана нагнетания Tmin можно
выбирать исходя из соотношения
Чем больше усилие Tmin, тем больше сопротивление клапана при
нагнетании жидкости, что приводит к затрате дополнительной
мощности на привод насоса.
Однако при большем усилии Tfnin уменьшаются потери на возврат
жидкости из линии нагнетания в рабочую камеру при переходе поршня
от нагнетания ко всасыванию.
178
При переходе поршня от всасывания к нагнетанию, нагнетатель-
ный клапан открывается. Величина открытия клапана будет макси-
мальной при максимальной скорости поршня.
При открытии клапана на величину Лтах его пружина будет иметь
максимальное сжатие и соответствующее усилие Ттах.
Равновесие сил, действующих на клапан, выразится следующим
равенством
Рт! + # да- - Psf + G + Гтах + Л, (201)
где р8 — давление жидкости в линии нагнетания.
Давление жидкости в линии нагнетания р3 будет меньше, чем
в рабочей камере рт на величину потери напора в щели клапана
Рз = (Рт — ДР«) кг/см2. (202)
Потеря напора в щели клапана Дрн может быть определена по
формуле (197), если вместо vK подставить величину скорости течения
жидкости в щели нагнетательного клапана.
Скорость течения жидкости в щели нагнетательного клапана мо-
жет быть принята выше, чем для всасывающего, т. е. не более 5 м/сек^
Усилие Ттах Для пружины клапана нагнетания определится фор-
мулой
Г»2
П.Х= + <203>
Площадь проходного сечения седла нагнетательного клапана
всегда бывает меньше, чем у седла всасывающего клапана в связи с
большими допустимыми скоростями течения жидкости.
Это дает возможность иметь размеры, а следовательно, вес и массу
нагнетательных клапанов меньше, чем соответственных всасывающих
клапанов.
Так как закрытие нагнетательных клапанов происходит под дейст-
вием давления нагнетания, то влияние их массы на процесс закрытия
не является таким существенным, как у всасывающих клапанов.
5. Пульсация нагнетаемой жидкости
У однопоршневого эксцентрикового насоса нагнетание жидкости
производится только за время половины оборота эксцентрикового
вала.
Мгновенный объем жидкости QM3Hi подаваемый поршнем, может
быть определен по формуле
Qmch = ^V, (204)
где d — диаметр поршня;
V — скорость перемещения поршня в отверстии.
12*
179
Так как скорость поршня изменяется от нуля до максимума, в за-
висимости от угла поворота эксцентрика а, то в соответствии с изме-
нением скорости изменяется и подаваемый объем.
Следовательно, у однопоршневого эксцентрикового насоса подача
жидкости прерывается с интервалами времени, равными времени по-
ловины оборота эксцентрикового вала
t = сек. (205)
В период подачи объем жидкости изменяется от нуля до максимума
при максимальной скорости поршня.
Подставив в формулу (204) значение Утах при (рс)итах, получим
(<2л<гк)тах = ф- jsinarccos ^'(1—1/ 1+^г) —
е . Г г /1 1 /1 । 8еа \ П
--^sinarccos^l-)/ И-7г)]|
Пульсация жидкости П определится по формуле
П = (Mmax-(Q^)mln 1000/о(
\Чмгн)тах
так как (Q^minравен нулю, то пульсация составит 100%.
Обычно эксцентриковые насосы имеют несколько поршней. Для
более равномерной подачи жидкости и равномерного силового нагру-
жения насоса эксцентрики или поршни (для вывода это безразлично)
располагаются под равными углами друг к другу, величины которых
определяются по формуле
л.
(206)
, 360°
Ф « — , (207)
где z — число поршней, расположенных звездообразно (в одной плос-
кости при наличии одного эксцентрика или по одной оси в параллель-
ных плоскостях при наличии г эксцентриков).
И в том, и в другом случае в нагнетании одновременно будут участ-
вовать т — поршней (при нечетном количестве).
Мгновенный объем, подаваемый одним поршнем, определится из
формул (182) и (204).
r\ fld2 / . е sin 2а \ /ОПОЧ
Qm3Hi---I sin ос j. (208)
Мгновенный объем, подаваемый последующими поршнями, опре-
делится формулами
Qm3h2 = J sin (а + Ф) — -ф sin 2 (ос -Н) j;
Qmch, = sin (а + 2<]>) — sin 2 (а -f- 2ф) |;
Q^»m = ^«>e{sin[a + (т— 1) sin2 [а + (tn— 1)ф]}.
180
Общая мгновенная подача насоса будет
Qmzh = Оигк, 4“ QjneHa “Ь 0,мгн3 Qmsh т*
Для нахождения величины пульсации необходимо найти такое
значение угла поворота а, при котором QMSH имеет максимальное и
минимальное значения.
Определим величину пульсации для эксцентрикового насоса, имею-
щего пять звездообразно расположенных поршней.
Для этого насоса
= 36(Г 72 е 0 04
5 * 2г
Число поршней, находящихся в зоне нагнетания,
5 -j- 1 Q
m = 4^=3.
Приняв положение, когда угол поворота эксцентрика ах = 0°
получим:
Qm3Hi -- 0.
ше (sin 72° — 0,04 sin 144°) = 0,927 we;
QmSH, = ">e (sin 144° — 0,04 sin 288°) = 0,626 we;
= (0,927 + 0,626) we = 1,553 ~ we.
Для выявления максимальной и минимальной подачи определим
вначения (?лгнпри повороте эксцентрика на углы а2 = 18° и а3 = 24°.
Для а2 = 18°.
Q^Hl = 4 «>е(sin 18° — 0,04 sin36°) = 0,286 ~ we;
QMeHi (sin 90° — 0,04 sin 180°) = we;
Q^H, = we (sin 162° — 0,04 sin 324°) = 0,332 we;
QMSH= 1,618 we.
Для а3 = 24°.
= 4 we (sin 24° — 0,04 sin 48°) = 0,377^ we;
$мгн, =-J-we (sin 96° — 0,04 sin 192°) = 1,003 ~ we;
= 4 we (sin 168° — 0,04 sin 336°) = 0,244 4 we;
= 1,564 4’we.
181
Пульсация составит
nd2
(1,618- 1,553) -4- we
п =-----------------------------100% = 4%.
тшл
1,618ше
При увеличении количества поршней величина пульсации умень-
шается и при девяти поршнях составляет менее 2%.
Четное количество поршней дает большую величину пульсации,
чем их ближайшее нечетное количество.
6. Коэффициенты полезного действия эксцентриковых насосов Н-4
Объемные к. п. д. эксцентриковых насосов серии Н-4 зависят от
величины зазоров между поршнями и их отверстиями, характерис-
тики работы нагнетательных клапанов й вязкости масла.
При этом имеется в виду наличие некоторого напора (0,5 м) при
всасывании и 100-процентное заполнение объемов рабочих камер
насоса.
Практические значения объемных к. п. д. насосов, полученные при
их испытании на масле индустриальное 20 при температуре 45—50° С
с вязкостью 3° Е50, приведены в табл. 22.
Таблица 22
Значения объемных к. п. д. насосов серии Н-4 при работе на масле
индустриальное 20 с вязкостью 3°Е5о
Тип насоса Рабочее давление в кг/см2 Производитель- ность при рабо- чем (давлении в л/мин Объемный к. п. д. Зазоры между отверстиями и поршнями в мм
ПО-83 500 2,8 0,70 0,01 —0,02
Н-400 200 5,0 0,75 0,015—0,025
Н-401 300 18,0 0,90 0,015—0,025
Н-403 300 35,0 0,90 0,015—0,025
Жесткие пружины нагнетательных клапанов обеспечивают повы-
шение объемных к. п. д., так как при быстром закрытии клапанов
уменьшаются потери на утечку жидкости из полости нагнетания в
рабочую камеру в период перехода от нагнетания ко всасыванию.
Таблица 23
Значения механических (условных) и общих к. п. д. насосов серии Н-4
(при работе на масле индустриальное 20 при температуре 45—50°С)
Тип насоса Рабочее давление в кг/см2 Производитель- ность при рабо- чем давлении л/мин Механические условные к. п. д. Общий к. п. д.
Н-400 200 5,0 0,77 0,58
Н-401 300 18,0 0,75 0,67
Н-403 300 35,0 0,84 0,76
182
Однако при этом увеличивается сопротивление при выходе жидкости
из рабочей камеры в линию нагнетания, что приводит к уменьшению
величины гидравлических к. п. д. насосов.
Значения условных механических (включающих гидравлические)
и общих к. п. д. насосов серии Н-4 приведены в табл. 23.
7. Конструкция клапанных поршневых насосов серии Н-4
Конструкция клапанных поршневых насосов серии Н-4, изготов-
ляемых нашей промышленностью, может быть рассмотрена на при-
мере насоса типа Н-400 (фиг. 71).
В корпусе насоса 23, отлитом из чугуна марки СЧ 32-52, на шари-
ковых или роликовых подшипниках 7 и 25 установлен эксцентриковый
вал 26. С боковых сторон корпус закрыт крышками 1 и 16, соединенных
с ним винтами 8 и 24. Стыки корпуса с крышками уплотнены бумаж-
ными прокладками.
Внутри корпуса расположена всасывающая полость. Подача
масла внутрь корпуса производится через отверстие а в верхней
части корпуса.
Всасывающий трубопровод имеет фланцевое соединение с кор-
пусом при помощи шпилек 4.
Для предотвращения утечки масла из корпуса-по валу в кры-
шке 1 имеется уплотнение 27 манжетного типа из маслостойкой
резины.
Два эксцентрика А и Б выполнены заодно с валом. Третий экс-
центрик 5 плотно посажен на вал и соединен с ним при помощи шпон-
ки 6. Такое конструктивное решение вызывается условиями монтажа
кольца 2 среднего эксцентрика. Для равномерной подачи масла
тремя поршнями эксцентрики расположены под углами 120° друг
к другу.
С целью уменьшения трения при действии на поршни на эксцен-
триках установлены кольца 2, которые могут свободно проворачи-
ваться на иглах 3. Внутренний зазор в игольчатых подшипниках
составляет 0,05—0,06 мм.
Вал изготовляется из стали марки 18ХНВА, его поверхности
качения игл цементуются и закаливаются до твердости HRC 59 4-63.
Кольца 2 изготовляются из стали марки ШХ15 и имеют такую же
твердость, как и вал.
Поверхности качения игл вала и колец шлифуются и доводятся до
чистоты VVVV Ю.
Поршни 22 трубчатой формы расположены вертикально в ниж-
ней части корпуса.
В поршни встроены всасывающие клапаны 21, которые тщатель-
но притираются к поршням по коническим поверхностям.
Поршни изготовляются из стали марки 40Х, термически обраба-
тываются до твердости HRC 504-55, шлифуются и доводятся до чис-
тоты поверхности W W 10. Зазоры между поршнями и их отверсти-
ями лежат в пределах 0,015 — 0,025 мм.
183
Фиг. 71. Клапанный поршневой насос типа Н-400 (продольный разрез).
Клапаны 21 в направляющей части имеют полукруглые канав-
ки для прохода масла. Сопряжения направляющих частей клапа-
на
нов с отверстиями в поршнях выполняются по посадке
шз
При закрытых клапанах их хвостовики выступают по длине из
направляющих отверстий поршней на величину открытия клапанов х
(см. формулу 143).
Клапаны являются весьма ответственными деталями, так как
воспринимают усилия эксцентриков, необходимые для нагнетания
масла под большим давлением, и подвергаются интенсивному износу
от трения колец об их торцы.
Клапаны изготовляются из стали марки 18 ХНВА, цементуются
и закаливаются до твердости HRC 62 4- 64. Торец клапана и его
коническая поверхность, прилегающая к поршню, тщательно дово-
дятся до чистоты VVVV 10-
Пружины 20, изготовленные из проволоки марки П, постоянно
прижимают клапаны к поверхностям колец эксцентриков. В период
нагнетания давлением масла в рабочей камере поршень плотно при-
жимается к клапану по конической поверхности, что исключает
утечки масла через это соединение.
При ходе всасывания действием пружины на его хвостовик кла-
пан выдвигается из поршня на величину х, после чего пружина упи-
рается в уступ в отверстии поршня и двигает поршень вместе с кла-
паном (см. эксцентрик Б).
Через клапан, открытый на величину х, масло из картера насоса
поступает в рабочую камеру поршня.
Для преодоления сопротивления при всасывании масла в зазо-
ре клапана, а также в канавках его хвостовика необходим некоторый
напор, который создается путем расположения питательного бака
насоса на 0,5 м выше оси его вала.
При ходе нагнетания масло из рабочей камеры поршня проходит
в отверстие в, открывает шариковый клапан 13 и через отверстие 2
и проточку в капсюле 14 направляется в нагнетательный ка-
нал д.
Шариковый клапан 13 в период всасывания плотно прижат к
своему седлу пружиной 12 и давлением масла в нагнетательном ка-
нале.
Для предотвращения утечек из нагнетательного канала в камеру
поршня хвостовик капсюля уплотнен кольцом 15 из красной меди.
Наружные утечки через капсюль уплотняются кольцом 11 из крас-
ной меди.
В своих отверстиях капсюли с кольцами плотно зажаты при помо-
щи пробок 10.
Утечки масла из рабочих камер поршней предотвращаются коль-
цами из красной меди 18, плотно прижатыми к выточкам в корпусе при
помощи пробок 19 с мелкой резьбой.
Нагнетательный трубопровод имеет фланцевое соединение с
каналом д при помощи шпилек, ввинчиваемых в отверстия 17.
185
Для выпуска воздуха при заполнении картера насоса маслом
имеется резьбовая пробка 9.
Для различных условий монтажа насосы могут иметь крепление
при помощи фланца, например насосы типа Н-400, или лап, отли-
ваемых вместе с корпусом.
Насосы серии Н-4 могут работать с числом оборотов приводного
вала 1500—1800 об/мин.
Для обеспечения износоустойчивости эксцентриковых поршневых
насосов размеры диаметров поршней принимаются относительно
небольшими (16—25 мм). Также небольшими принимаются и зна-
чения эксцентриситетов (5—10 мм). Это вызывает необходимость
иметь относительно большое количество поршней даже при произ-
водительности 25 л/мин.
Расположение свыше пяти поршней в одном ряду приводит к
большой длине эксцентрикового вала, ухудшает условия обеспече-
ния его жесткости и не дает удачных решений конструкции насосов.
Применяется компоновка насосов с расположением поршней в
два ряда, друг против друга, как это выполнено у насоса типа Н-403.
Однако и эта конструкция обладает рядом недостатков.
Для объединения потоков масла от двух насосных групп, распо-
ложенных по разные стороны эксцентрикового вала, необходимо
вводить трубопроводы и коллектор. Сходящиеся в коллекторе по-
токи масла пересекают друг друга, что приводит к дополнительным
потерям энергии и уменьшению гидравлического к. п. д. насосов.
Одновременное действие эксцентриковых колец на два поршня
приводит к повышенному износу торцов клапанов ввиду увеличения
трения скольжения, так как кольцо не может одновременно катиться
по двум торцам поршней.
Технические характеристики насосов серии Н-4 приведены в
приложении.
8. Конструкция клапанных поршневых насосов серии Н-5
Конструкция клапанных поршней насосов серии Н-5 может быть
рассмотрена на примере чертежа насоса типа Н-513 (фиг. 72).д На-
сос рассчитан для рабочего давления масла до 320 кг/см2.
В корпусе насоса 1, отлитом из чугуна марки СЧ 32-52, звездооб-
разно расположены пять поршней 14, изготовленных из стали марки
20Х, цементованные и закаленные до твердости HRC 56 ~ 60.
Поршни притерты к отверстиям в корпусе с зазором 0,01—0,015 мм.
Пружины 15 прижимают поршни к кольцу эксцентрика 9. С наруж-
ной стороны корпуса поршневые отверстия закрыты специальными
резьбовыми пробками 5, в торцовой части которых имеются отверс-
тия малого диаметра для выпуска воздуха из рабочих камер порш-
ней в начале работы насоса.
Эти отверстия закрываются стальными шариками, диаметром
5/32", которые могут быть прижаты к коническим фаскам отверстий
в пробках винтами 2.
186
00
Фиг. 72. Эксцентриковый поршневой насос типа Н-513.
Для прохода воздуха винты имеют отверстия, просверленные под
некоторым углом в их оси, чтобы со стороны торца они не перекры-
вались стальными шариками.
При пуске насоса винты 2 отворачиваются, а затем, после выпуска
воздуха, завинчиваются, плотно прижимая шарики к отверстиям.
Эксцентриковый вал И установлен на двух шарикоподшипни-
ках, находящихся в отверстиях корпуса. Вал изготовляется из ста-
ли марки 18ХНВА и имеет цементованную и закаленную до твердости
HRC 61 4- 64 поверхность в месте качения игл, размером 3 х 24 мм
по ГОСТ 6870-54, на которых установлено эксцентриковое кольцо.
Вал вращается со скоростью 1000 об/мин.
Для уменьшения контактного давления и трения между эксцен-
триковым кольцом и поршнями их сопряжение выполнено шаровым.
В отверстиях поршней установлены стальные подпятники /5,
имеющие шаровое сопряжение с бронзовыми пятами 12.
Бронзовые пяты своей опорной плоскостью сопрягаются с коль-
цом эксцентрика.
Для обеспечения смазки под давлением и разгрузки от контакт-
ных напряжений к шаровому сопряжению подведено масло из рабо-
чей камеры поршня через отверстие малого диаметра в поршне.
На шаровой поверхности бронзовой пяты имеются смазочные
канавки.
Шаровая пята изготовляется из бронзы марки Бр. АЖН 10—4—4;
подпятник из углеродистой стали с последующей термообработкой до
твердости HRC 504-55.
Поршни имеют общую полость всасывания, которая образована
выточкой в правом торце корпуса.
Полость всасывания закрыта крышкой S, прикрепленной к кор-
пусу винтами Ml 0 X 26.
Подвод масла к полости всасывания осуществляется по трубо-
проводу, соединенному с угольником полости при помощи наконеч-
ника и гайки. Каждый поршень имеет шариковые всасывающий и
нагнетательный клапаны.
Всасывающий клапан состоит из втулки 4 (изготовлена из стали
марки 45), ввернутой на резьбе в корпус насоса, стального шарика
13/32“, пружины 5 и упора 7. Для предотвращения утечки масла
по резьбе втулки из рабочей камеры в период нагнетания между
буртиком втулки и корпусом установлено кольцо 6 из красной
меди.
Нагнетательный клапан состоит из седла 16 (изготовлен из стали
марки 45), запрессованного в корпусе насоса, стального шарика
диаметром 13/32“, пружины и пробки. Между буртиком пробки и
корпусом установлено кольцо из красной меди для предотвращения
утечки масла по резьбе пробки.
Полости нагнетания всех поршней соединены между собой ка-
налами, просверленными в корпусе в плоскости, параллельной плос-
кости расположения осей поршней. Выходы этих каналов наружу
заглушены резьбовыми пробками 17.
188
Выход масла из общей полости нагнетания поршней осуществ-
ляется через штуцер, в котором установлен обратный шариковый
клапан.
Утечки масла из рабочих камер по зазорам между поршнями
и их отверстиями попадают в полость центрального отверстия кор-
пуса, откуда через дренажный паз в корпусе поглощаются всасы-
ванием.
Для предотвращения утечки масла из полости центрального от-
верстия корпуса по хвостовику эксцентрикового вала в крышке
установлено уплотнение 10 манжетного типа из маслостойкой резины.
Насосы описанного типа характерны исключительно спокойной и
относительно бесшумной работой и могут быть выполнены с регули-
рованием производительности.
При такой конструкции эксцентрик насоса, состоящий из наруж-
ного и внутреннего колец и тел качения, устанавливается на су-
харях, находящихся в радиальных отверстиях вала.
Торцы сухарей внутри вала опираются своими скосами на скосы
специальной тяги, находящейся в осевом отверстии вала.
При продольном перемещении тяги в ту или другую сторону произ-
водится перемещение эксцентрика в сторону увеличения или умень-
шения эксцентриситета и соответственное изменение производитель-
ности насоса.
Перемещение тяги может осуществляться как ручным с помощью
винта, так и гидравлическим способом с помощью цилиндра и поршня.
Изготовленный по типу рассмотренного насос Н-511 производи-
тельностью 8 л/мин прошел длительное испытание более 1000 ч при
давлении 320 кг/см2 и имел объемный к. п. д. 0,93—0,94.
На базе данных испытания образцов насосов описанной выше
конструкции была спроектирована и изготовлена партия насосов
типа Н-518 (фиг. 73) для питания гидравлической системы сверх-
мощного шагающего экскаватора с вылетом стрелы 100 м и объемом
ковша 25 м3.
Производительность данного насоса составляет 1000 л!мин при
рабочем давлении 160 кг/см2, потребная проводная мощность —
300 кет, эксцентриковый вал насоса имеет 1000 об/мин.
Насос нерегулируемый, направление потока масла постоянное.
Во время испытаний насос успешно работал при давлении 200 кг/см2
и выше.
В корпусе насоса /, имеющем форму барабана, расположены в
четырех плоскостях, параллельных между собой и перпендикулярных
к оси корпуса, поршни 2.
В каждой плоскости звездообразно расположены десять поршней
с центральными углами между их осями, равными 36°.
Всего насос имеет 40 поршней, диаметры которых составляют
36 мм.
Эксцентриковый вал насоса 4 установлен на двух сферических
роликовых подшипниках 5, которые расположены в отверстиях бо-
ковых крышек 6.
189
Крышки 8 своими центрирующими выступами плотно сопряга-
ются с центральным отверстием в корпусе и прикреплены к нему
винтами.
Для возможности монтажа насоса к его корпусу винтами прик-
реплены кронштейны 10 и 19, имеющие лапы с отверстиями для кре-
пежных болтов.
Кронштейны своими центральными отверстиями центрируются
по наружным диаметрам крышек 6. Правый кронштейн 19 образует
Фиг. 73. Эксцентриковый поршневой насос типа Н-518 (продольный разрез).
полость всасывания (общую для всех поршней) и к его горловине
крепится всасывающий патрубок.
Эксцентриковый вал имеет два эксцентрика, выполненных заод-
но с валом, и один эксцентрик 8, плотно посаженный на вал, что
вызвано условиями монтажа подшипников эксцентриков.
Эксцентриситет насоса составляет 12,5 мм.
Эксцентрики расположены попарно под углом 180° друг к другу
и работают синхронно.
Нагнетание масла и соответствующее ему нагружение вала произ-
водятся одновременно двумя средними и двумя крайними поршнями.
Так как все четыре поршня расположены в одной плоскости и
попарно передают усилия валу в противоположных направлениях,
то создаются наиболее благоприятные условия для нагружения вала..
190
Объединение поршней по циклу работы дало возможность для
каждых средних и крайних пар поршней иметь по одному общему
каналу всасывания и нагнетания.
Каждый всасывающий канал имеет всасывающий клапан, состо-
ящий из седла /5, конического клапана /7, пружины 16 и пробки 18,
уплотненной по торцу буртика резиновым кольцом круглого
сечения. .
Каждый нагнетательный канал имеет нагнетательный клапан, сос-
тоящий из стального шарика 9 с седлом и пружиной 11 и пробки с
осевой выточкой для помещения пружины и радиальными отверстия-
ми для прохода масла в полость нагнетания. Пробка уплотнена по
торцу резиновым кольцом круглого сечения.
На эксцентриках вала установлены роликовые подшипники 7, ко-
торые передают усилия поршням через сферические сопряжения.
Сферические сопряжения состоят из бронзовых пят 12 со сферической
головкой и стальных подпятников 13, расположенных в выточках в
поршнях. Для уменьшения трения и разгрузки сферического соп-
ряжения от удельных давлений к нему подведено масло из рабочей
камеры поршня через отверстие малого диаметра в поршне и под-
пятнике. Для распределения масла на сферической головке брон-
зовой пяты имеются смазочные канавки.
В период нагнетания, когда в сферических сопряжениях возни-
кают наибольшие удельные давления, смазочное масло поступает в
эти сопряжения при наибольшем давлении, что благоприятно сказы-
вается на их работе.
Для выпуска воздуха из рабочих камер поршней вначале работы
насоса в каждой пробке 14, закрывающей отверстие поршня, уста-
новлены шаровые калапаны, действие которых было описано при
рассмотрении конструкции насоса Н-513.
Масло, поступающее из рабочих камер поршней в период нагнета-
ния через нагнетательные клапаны, собирается в нагнетательной
полости А, которая имеет отверстие для присоединения нагнетатель-
ного трубопровода.
ПоЛость А, представляющая кольцевой канал, должна обра-
зоваться при отливке корпуса из чугуна.
В связи с трудностью получения отливки с указанным каналом
по предложению завода-изготовителя корпусы насосов были изго-
товлены из стальных поковок.
Кольцевой канал А был образован путем сварного соединения
фланца соответствующего профиля с корпусом, имеющим выточку с
торцевой стороны.
Для избежания повышенного износа и заедания поршней в сво-
их отверстиях в корпус были запрессованы гильзы из чугуна марки
СЧ 32-52. Наружные поверхности гильз и отверстия для них имеют
небольшие уступы, чтобы давлением масла из рабочих камер поршней
гильзы не могли быть выжаты в центральное отверстие корпуса.
В связи с изгибом пружин поршней для них были введены нап-
равляющие стержни, запрессованные в пробки 14.
191
В связи с большим нагревом масла в картере насоса крышка 20 была
выполнена с глухим торцом справа; в этом торце было сделано не-
большое отверстие для подачи масла из полости всасывания в картер
насоса для охлаждения трущихся частей эксцентриков и поршней.
Для отвода из картера в бак охлаждающего масла, а также мас-
ла, проникающего из рабочих камер поршней через зазоры, имеется
отверстие с отводной трубкой.
Фиг. 74 Эксцентриковый поршневой насос фирмы «Таулер».
Для предотвращения утечки масла наружу по хвостовику привод-
ного вала в крышке 7 установлено уплотнение 5 манжетного типа.
Основные детали насоса: эксцентриковый вал, поршни изготов-
ляются из материалов, марки которых были указаны для соответству-
ющих деталей при рассмотрении конструкции насоса типа Н-513.
В связи с объединением поршней попарно через всасывающие и
нагнетательные клапаны проходят относительно большие мгновенные
объемы масла, что создает повышенное сопротивление в клапанах.
Особенно это сказалось на всасывании и потребовало повышения
давления всасывания до 3,5 кг!см\ что вызвало необходимость при-
менения наполнительного центробежного насоса низкого давления.
При испытании новых насосов на масле индустриальное 20 при
температуре 50°С и вязкости 3°Еь0 были получены следующие зна-
чения объемных к. п. д.
При давлении 50 кг/см2 — 0,97
» 160 » — 0,95
192
9. Развитие конструкций клапанных поршневых насосов
эксцентрикового типа за рубежом
Наибольшее развитие клапанные насосы эксцентрикового типа
получили в Англии.
Фиг, 75. Схема насоса фирмы «Таулер»:
1 — кольцо эксцентрика; 2 — коромысло; 3 — пружина; 4 — поршень;
5 — всасывающий клапан; 6 — нагнетательный клапан.
Английская фирма «Таулер», изготовляющая клапанные поршне-
вые насосы эксцентрикового типа для высоких давлений, применяет
только однорядную компоновку поршней (фиг. 74).
Поршни насосов выполняются цельными (фиг. 75).
13 1ззб
Постоянный прижим поршней к кольцам эксцентриков обеспечи-
вается двумя пружинами, установленными снаружи поршней и свя-
занными с ними при помощи коромысел.
Всасывающий клапан тарельчатого типа для уменьшения
сопротивления всасыванию расположен по оси цилиндра и имеет
диаметр, близкий к диаметру отверстия поршня.
Фиг. 76 Мощный насос из четырех секций фирмы «Таулер».
Всасывание масла производится из картера, в который по-
мещаются насосные блоки. Насосные блоки имеют по пять
поршней,
Для получения насосов большой производительности блоки,
представленные на фиг. 74, соединяют в осевом направлении.
Насос (приводная мощность 600 л. с.) из четырех двойных сек-
ций (фиг. 76) приводится в движение при помощи редуктора, имею-
щего один входной и четыре выходных вала.
Насосы фирмы «Таулер» имеют нормальное рабочее давление
7000 ф/дм2 (500 кг/см2), скорость вращения эксцентрикового вала
1500 об/мин.
Насосные блоки с пятью поршнями (приводная мощность до
150 л. с. и выше) изготовляются в одном блоке.
По данным фирмы, объемный к. п. д. блока при нагрузке давле-
нием 105 кг/см2 составляет 0,97, а при давлении 1000 кг!см2— 0,9.
Механический к. п. д. насосов при давлении 500 кг/см2 состав-
ляет 0,96.
Насосы могут иметь кратковременную перегрузку до давления
850 кг/см2.
Насосы работают удовлетворительно только на тонких маслах
вязкостью 60 по Сейболту при 100° F (примерно 1,8°Е50). Это обус-
ловливается тем, что всасывания масла в цилиндр поршня произво-
дится через клапан, нагруженный пружиной при его открытии на
время около 1/50 сек.
194
Скорость течения масла через всасывающий клапан изменяется
от средней (1,5 м/сек} до максимальной (5 м/сек} с применением масла
малой вязкости.
Производительность насосов не регулируется и направление пото-
ка масла не меняется.
Путем применения специальных клапанов имеется возможность
включать в рабочий поток подачу масла от одного, двух и более порш-
ней, направляя масло от остальных поршней без давления в бак.
Фиг. 77. Клапанный поршневой насос эксцентрикового типа фирмы «Фрезер»
(продольный и поперечный разрезы).
Английская фирма «Фрезер» изготовляет клапанные поршневые
насосы эксцентрикового типа со звездообразным расположением
поршней.
Особенностями этих насосов является расположение в одном кор-
пусе двух насосов: большой производительности и невысокого дав-
ления (с большими диаметрами поршней) и малой производитель-
ностью и высокого давления (с малыми диаметрами поршней).
Оба насоса (фиг. 77) имеют общую полость всасывания 7. Через
всасывающие клапаны 9 масло всасывается в рабочие камеры порш-
ней обоих насосов. Поршни постоянно поджимаются к эксцентрику 2
при помощи цилиндрических спиральных пружин, находящихся
внутри рабочих камер.
Для уменьшения контактного давления усилие от эксцентрика
к поршням передается через бронзовые башмаки S, имеющие шаро-
вое сопряжение со стальными поршнями.
Через отверстия малого диаметра к месту шарового сопряжения
подается масло!под давлением из рабочих камер поршней.
13 * изо 195
нагнетаемое насосом
Фиг. 7й. Схема устройства
опоры поршней клапан-
ных эксцентриковых на-
сосов фирмы «Фильдинг»-
1 — корпус насоса; 2—пру-
жина; 5—поршень; 4—баш-
мак; 5 — кольцо эксцент-
рика.
вием давления масла
Эксцентриковый вал имеет роликовые опорные подшипники и
радиальный шарикоподшипник для воспринятия небольших осе-
вых усилий, которые могут возникнуть из-за неточности изготовления
отдельных деталей. Кольцо эксцентрика 2 сопрягается с эксцентри-
ком вала при помощи роликов.
Масло, нагнетаемое поршневым насосом высокого давления, через
нагнетательный клапан 1 поступает в кольцевые полости 3, а масло,
узкого давления, — в полости 6.
При холостом ходе машины, когда тре-
буется подача большого объема масла при
невысоком давлении, потоки масла от обоих
насосов объединяются.
Масло из полости нагнетания 6 насоса
низкого давления через обратный шариковый
клапан 5 направляется в нагнетательный тру-
бопровод.
Масло из полости нагнетания 3 насоса
высокого давления через штуцер 4 за шари-
ковым клапаном 5 также направляется в наг-
нетательный трубопровод.
Насос высокого давления имеет встроен-
ный предохранительный клапан (см. сечение
А—Б). Насос низкого давления имеет встро-
енный предохранительный клапан (см. се-
чение А—Л), который может управляться от
давления масла, находящегося в полости 11
насоса высокого давления. Масло, сливаемое
через оба клапана, направляется в полость
всасывания обоих насосов.
Когда давление масла в рабочем органе
машины поднимается до определенного пре-
дела, устанавливаемого путем настройки
клапана 12 насоса низкого давления, дейст-
из полости 11 насоса высокого давления на
толкатель 10 шариковый клапан открывается.
Масло, подаваемое насосом низкого давления, будет свободно
(без давления) перекачиваться в полость всасывания. Этим дости-
гается экономия приводной мощности и сокращается излишний
перегрев масла.
В связи с разностью давлений насосов высокого и низкого давле-
ния, клапан 5 будет плотно закрыт и в нагнетательный трубопровод
будет подаваться масло только от насоса высокого давления.
Насосы указанной конструкции применяются в гидравлических
прессах и других машинах, где необходим большой расход масла при
низком давлении и малый расход масла при высоком давлении.
Фирма «Фрезер» изготовляет насосы для производительностей до
132 л/мин и давлений до 400 кг!см2.
Английская фирма «Фильдинг» изготовляет насосы, аналогичные
196
по конструкции насосам фирмы «Фрезер», как в нерегулируемом,
так и в регулируемом исполнении.
Для уменьшения удельного давления в сферическом сопряже-
нии поршней и износа деталей фирма изготовляет поршни с увеличен-
ным размером поверхности их соприкосновения (фиг. 78).
Поршень имеет грибовидную сферическую головку, которая опи-
рается на бронзовый башмак, имеющий сферическое углубление.
Поверхность башмака, сопрягаемая с эксцентриком, наплавля-
ется баббитом для обеспечения лучшего прилегания.
Пружина, прижимающая поршень к эксцентрику, установлена
снаружи поршня. Это дает возможность не делать отверстия в поршне
для размещения пружины.
Глава VI
ЭКСПЛУАТАЦИЯ НАСОСОВ
Насосы являются точными и относительно сложными механизмами.
Правильная эксплуатация насосов может быть обеспечена в тех
случаях, когда при проектировании гидравлических систем учтены
все необходимые условия для нормальной работы насосов.
К этим условиям относятся: а) выбор рабочей жидкости; б) необ-
ходимый и достаточный объем масляных баков, а также их конструк-
ция; в) выбор труб для трубопроводов и конструкция их присоедине-
ния к насосам и их аппаратуре; г) обеспечение фильтрации масла;
д) монтаж насоса с электродвигателем и монтаж всасывающих, нагне-
тательных и сливных труб; е) тепловой баланс гидросистемы, обес-
печивающий установившуюся температуру в масляном баке не выше
50°С.
1. Рабочие жидкости
При выборе рабочей жидкости для гидравлической системы насоса
следует учитывать назначения схемы и конструкции входящих в нее
узлов, а также величину рабочего давления.
Как правило, рабочими жидкостями гидравлических систем стан-
ков и машин являются минеральные масла.
Для уменьшения потерь масла через зазоры в насосе и аппаратуре,
а следовательно, увеличения к. п. д. гидравлической системы, жела-
тельно применять масла с большей вязкостью.
Однако применение масла с большой вязкостью увеличивает гид-
равлические потери на трение жидкости о стенки труби каналов, а
также на внутреннее трение частиц жидкости между собой и понижает
чувствительность системы.
Поэтому в гидравлических системах, имеющих аппаратуру для
стабилизации скорости движения исполнительных срганов, примене-
ние масел с малой вязкостью обеспечивает большую чувствительность
и точность работы аппаратуры,
Указанная аппаратура содержит золотники, совершающие ко-
роткие осциллирующие движения. Применение масел с малой вяз-
костью (тонких масел) уменьшает работу трения и повышает качество
работы аппаратуры, предназначенной для стабилизации скоростей
движения рабочих органов станков и машин.
Сказанное относится и к гидравлическим системам копировальных
станков и суппортов, где следящие золотники должны работать
198
с возможно меньшим трением для обеспечения точности обработки
деталей.
Рабочие жидкости гидравлических систем должны обладать хоро-
шими смазывающими свойствами, не вызывать коррозии металли-
ческих частей, а также набухания и разрушения уплотнений.
Шестерни, поршни, лопатки и сопряженные с ними части насосов
гидравлических систем должны смазываться для уменьшения тре-
ния и износа; поэтому рабочие жидкости должны обладать способ-
ностью образовывать тонкие пленки на поверхности деталей, пре-
дохраняющие их от износа.
Наибольшее применение в гидравлических системах имеют неф-
тяные масла, основные данные которых приведены в табл. 24.
Таблица 24
Нефтяные масла, применяемые для гидравлических систем станков
и машин
Наименование Марка гост Нормы по маркам Темпе- ратура вспыш- ки в °C не ни- же Темпе- ратура засты- вания в °C не выше
Вязкость при 50°С Плотность
кинемати- ческая в сст в условных градусах
Индустриальное 12 1707-51 10—14 1,86—2,26 0,88-0,89 165 -30
Индустриальное 20 1707-51 17—23 2,60-3,31 0,88-0,90 170 —20
Индустриальное 30 1707-51 27—33 3,81—4,59 0,89—0,92 180 —15
Индустриальное 45 1707-51 38—52 5,24—7,07 0,89—0,93 190 — 10
Индустриальное 50 1707-51 42—58 5,76-7,86 0,89—0,93 200 —20
Веретенное . . АУ 1642-50 12-14 2,05—2,26 0,89—0,90 163 -45
Турбинное . . . 22 32-53 20—23 2,9 — 3,3 - 0,90 180 — 15
Турбинное . . . 30 32-53 28-32 3,9 — 4,4 ~ 0,90 180 — 10
Турбинное . . . 46 32-53 44—48 6,0 —6,5 - 0,92 195 -10
Турбинное . . . 57 32-53 55-59 7,5 — 7,9 - 0,93 195 —
Из приведенных в таблице масел наиболее качественными явля-
ются высокоочищенное веретенное масло АУ (ГОСТ 1642-50) и тур-
бинные масла (ГОСТ 32-53) кислотно-земельной очистки.
Эти масла являются наиболее стойкими и длительное время со-
храняют свои свойства.
Индустриальные дистиллятные масла (ГОСТ 1707-51) сернокислот-
ной очистки под влиянием температуры и мятия в гидравлических
системах наиболее быстро теряют свои свойства и выделяют смолис-
тые вещества. Эти масла необходимо сменять в гидравлических сис-
темах более часто.
Не рекомендуется применять для гидравлических систем масла
индустриальные выщелоченные (ГОСТ 2854-51), которые подвер-
жены быстрому разложению.
Перед заливкой в гидравлические системы станков и машин масла
должны быть тщательно профильтрованы.
При выборе масел для гидравлических систем необходимо учиты-
вать изменение их вязкости в зависимости от температуры, а также
от величины давления.
199
Химической лабораторией завода «Гидропривод» установлены
примерные зависимости вязкости от температуры применяемых для
испытаний насосов масел индустриальное 20, приведенные в табл. 25.
Таблица 25
Вязкость масла индустриальное 20 в условных
градусах в зависимости от температуры
Температу- ра в °C Вязкость масла в условных градусах
2,8 3,0 3,2
20 12,0 13,5 16,0
25 7,3 8,4 11,9
30 5,3 6,5 9,0
35 4,5 5,2 6,7
40 3,2 4,4 5,5
45 3,0 3,4 4,1
50 2,8 3,0 3,2
55 2,4 2,4 2,9
60 2,1 2,2 2,5
65 1,9 2,0 2,0
70 1,8 1,8 1,9
75 1,7 1,7 1,7
80 1,6 1,6 1,6
Так как зависимость вязкости масла от температуры не может
быть выражена строгими математическими законами, то необходимо
для каждого сорта масла путем экспериментальной проверки опреде-
лить значение его вязкости при температурах, которые могут иметь
масла в гидравлической системе.
Для приближенного определения вязкости масла при требуемой
температуре можно воспользоваться формулой (85).
В случаях работы гидравлических систем при отрицательной тем-
пературе необходимо применять специальные рабочие жидкости,
так как указанные в табл. 25 нефтяные масла не обеспечивают необ-
ходимой вязкости в этих условиях.
Для условий работы с отрицательными температурами применя-
ются следующие масла: Л — велосит (ГОСТ 1840-51), приборное —
МВП (ГОСТ 1805-51) и смеси масел типа ГМЦ-2.
Данные об изменении вязкости указанных масел в зависимости
от температуры приведены в табл. 26 [1].
Качество минеральных масел может быть улучшено путем спе-
циальной обработки слабым электрическим разрядом,что значитель-
но стабилизует вязкость масел независимо от температуры.
За последние годы в гидросистемах также получили распростране-
ние синтетические жидкости на кремниевой основе, имеющие очень
пологие кривые зависимости вязкости от температуры.
Повышение вязкости минеральных масел становится заметным
при давлениях свыше 100 кг!см2.
200
Таблица 26
Зависимость вязкости некоторых минеральных
масел от температуры
Температу- ра в °C Марка масла
Л (велосит) Приборное мвп Смесь ГМЦ-2
Вязкость в условных градусах
60 Нет данных 1,41 1,65
50 1,4 1,63 1,85
43 1,54 1,95 Нет данных
30 1,75 2,46 » »
20 2,13 3,6 2,84
10 2,86 5,4 Нет данных
0 4,4 10 5,6
—10 8,06 32,5 8,65
—20 17,34 83,4 14,9
-30 43,01 315,5 28
—40 68,88 798,6 61,2
-50 Нет данных 3418 Нет данных
—60 » » 15272 » »
Зависимость вязкости от давления для легких и тяжелых масел
приведена в табл. 27 [1].
Таблица 27
Зависимость вязкости смазочных масел
от давления при температуре 40°С
Давление в к.г!смг Вязкость в условных градусах
Легкое смазочное масло Тяжелое смазочное масло
0 0,47 3,24
157 0,62 4,53
316 0,92 6,48
472 1,32 9,71
630 1,86 14,45
787 2,51 21,33
945 3,65 28,8
1100 5,32 41,65
1300 8,0 60,0
Зависимость вязкости минеральных масел от давления может быть
определена [1J по формуле
= (1 + 0,01 р) v,
где —кинематическая вязкость при давлении р в см2/'сек;
v — кинематическая вязкость при нормальном давлении, в
см2/сек;
! р — давление избыточное в кг!см2.
201
В пределах давлений до 150 кг/см2, изменение вязкости масел очень
незначительно и практически может не учитываться.
Необходимо тщательно следить за уровнем масла в гидравлических
системах и своевременно пополнять его, не допуская работы станков и
машин при недостатке масла.
Смену масла необходимо производить систематически, по уста-
новленному графику, в зависимости от сорта применяемого масла
и условий предохранения его от засорения.
Масла с высокой степенью очистки (веретенное АУ, турбинное)
могут использоваться в гидросистемах до одного года.
Масла с меньшей степенью очистки (индустриальное) требуют более
частой смены — один раз за шесть месяцев.
Для нормальной работы насосов и гидравлической аппарату-
ры в каждой гидравлической системе должны быть установлены
фильтры для непрерывной очистки масла от механических при-
месей.
2. Баки
Баки являются резервуарами для помещения необходимого
объема масла и во многих случаях служат базой для установки
насоса с электродвигателем. Крышка бака должна быть достаточно
прочной и жесткой для выполнения ею функций фундаментной пли-
ты насоса и электродвигателя.
С целью улучшения теплоотвода и предотвращения эмульсиро-
вания объем масла, находящийся в баке, желательно иметь не менее
полтора- двухминутной производительности насоса.
В гидравлических системах транспортных, строительных и до-
рожных машин объем масла в баках принимается равным тройному
объему рабочих цилиндров, а при большом отношении объемов ци-
линдров к производительности насоса эта зависимость может быть
сокращена.
Для применения высоких давлений объем баков следует делать
возможно большим в связи с относительным повышением утечек и
тепловыделений.
Форма бака должна быть простой и технологичной для изготовле-
ния. Если тепловой баланс гидросистемы не обеспечивает темпера-
туры ниже 55°С, необходимо в баках устанавливать водяные холо-
дильники.
Целесообразны сварные конструкции баков из листовой стали,
что облегчает их вес и улучшает отвод тепла по сравнению с баками,
отлитыми из серого чугуна.
Конструкция бака должна обеспечить сохранение масла в чистоте
и исключить возможность его загрязнения извне. Для этого крышка
бака должна плотно прилегать к торцовой части стенок, что дости-
гается их механической обработкой и установкой прокладок из тех-
нического картона.
Для заливки масла в крышке бака фиг. 79 имеется горловина
со встроенной в нее латунной сеткой. Горловина должна плотно
202
закрываться крышкой 4. В верхней части бака необходимо устанавли-
вать вентиляционную пробку для отвода испарений.
В нижней части бака находятся отверстия с резьбовыми пробка-
ми 11 (в каждом отсеке) для спуска масла.
Для возможности чистки и промывки бака в каждом его отсеке
имеется люк 1. Крышки люков прикрепляются к стенкам бака при
помощи болтов. Герметизация стыков крышек люков со стенками
бака достигается путем установки^ между ними прокладок из техни-
ческого картона. В баке имеется маслоуказатель 10. Обычно масло-
указатель представляет собой окно, вытянутое в вертикальном направ-
лении, изготовленное из оргстекла и прикрепленное к стенке бака
при помощи рамки и винтов.
На пластинке из оргстекла должны быть нанесены горизонтальные
линии уровня масла в баке: нормального, максимального и мини-
мального. При снижении уровня масла в баке до минимального необ-
ходимо пополнить бак маслом. Разница в уровнях масла нормального
и минимального должна быть не менее 50 мм. Для лучшего наблю-
дения за уровнем масла против окна, внутри бака, на расстоянии
10—15 мм от стенки устанавливается экран, окрашенный белой
нитроэмалью. Концы всех труб, связанные с баком, должны нахо-
диться ниже минимального уровня масла на глубину, равную двой-
ному или тройному диаметру трубы. Конец всасывающей трубы
насоса должен отстоять от дна бака не менее чем на размер, равный
двум диаметрам трубы (фиг. 79).
Для того чтобы возвращающееся из системы в бак масло могло
успокоиться и выделить из себя воздух и пары, необходимо между
всасывающими и сливными (обратными) трубами устанавливать воз-
можно большее расстояние. С этой же целью рекомендуется отде-
лять всасывающие трубы от сливных перегородкой /2, высотой
равной 2/3 Н от высоты нормального уровня масла.
Для очистки масла гидросистемы от механических примесей не-
обходимо предусмотреть его фильтрацию путем установки фильтров.
Внутренние поверхности бака должны быть тщательно очищены и
окрашены маслостойкой нитроэмалевой краской светлого тона. На-
ружные поверхности бака окрашиваются также маслостойкой крас-
кой в соответствии с тоном станка или машины.
При проектировании бака для масла необходимо предусматри-
вать, чтобы высота насоса над уровнем масла не превышала 700 мм.
Очистку и промывку бака следует производить при смене масла
через три месяца после начала эксплуатации станка или машины и
далее не реже одного раза в шесть месяцев.
3. Трубопроводы
Трубопроводы служат для подвода рабочей жидкости к насосам и
подачи ее от насосов к распределительной и регулирующей аппаратуре
и исполнительным органам, а также для возврата рабочей жидкости
в баки.
203
ж
(2 11 10
Фиг. 79. Схема устройства масляного бака:
] __ Люк дЛЯ чистки бака; 2 — люк для регулировки клапана; 3 — насос; 4 — крышка горловины; 5 — упругая муфта;
б — электродвигатель; 7 — максимальный уровень масла; 8 — нормальный уровень масла; 9 — минимальный уровень масла;
10 — маслоуказатель; 11 — пробка для слива масла; 12 — перегородка.
Внутренние диаметры труб, являющиеся их основными расчет-,
ними размерами, определяются исходя из допустимых скоростей те-
чения жидкости по формуле
d =0,46]/-^- см, (209)
где Q — расход жидкости через данную трубу в л!мин-,
v — средняя скорость течения жидкости в м!сек.
Скорости течения масла принимают: для всасывающих трубопро-
водов 1,5—2 м!сек, для нагнетательных 3—5 м!сек.
Согласно расчетному значению d подбирают соответствующий
размер трубы по стандартам в зависимости от давления жидкости
в системе.
Для низких давлений (до 10 кг/см2) применяются сварные водога-
зопроводные трубы обыкновенные по ГОСТ 3262-55,- подвергаемые гид-
равлическому испытанию давлением 16 кг/см2 на заводе-изготовите-
ле. Для давлений до 16 кг/см2 можно применять трубы по тому же
стандарту (усиленные, которые подвергаются гидравлическому испы-
танию давлением 25 кг/см2}. Для более высоких давлений применя-
ются трубы стальные бесшовные холоднотянутые и холоднокатаные
по ГОСТ 8734-58. В неудобных для гибки местах для.невысоких дав-
лений (до 70 кг /см2) применяются медные трубы по ГОСТ 617-53.
При выборе размеров труб необходимо произвести их проверку
на прочность на продольный разрыв по формуле
= (210)
где [а]р— допускаемое напряжение на растяжение в кг/см2, принима-
' емое равным 35% от предела прочности материала;
р — давление пробное в кг/см2}
d — внутренний диаметр трубы в см}
s—наименьшая толщина стенки трубы в см.
Присоединение труб к насосам и аппаратуре, а также их соедине-
ние между собой должны быть надежными в смысле прочности и
плотности.
Для всасывающих труб, в которых имеется разряжение, плотные
соединения Должны исключить подсос воздуха. Медные тонкостен-
ные трубы с толщиной стенок до 2 мм и стальные с толщиной стенок до
1,5 мм развальцовуются на конус и присоединяются к штуцерам при
помощи ниппелей и накидных гаек; штуцера соединяются с корпусами
насосов и гидроаппаратуры цилиндрической трубной или конической
резьбой (нормали станкостроения С91-18 и БС91-18).
В случае необходимости углового или тройникового соединения
труб с развальцовкой могут быть применены соответствующие норма-
ли станкостроения (С91-20; С91-28; С91-30; С91-40).
' Для прямого промежуточного соединения тонкостенных труб с
развальцовкой может быть применена нормаль станкостроения С91-50.
205
Нельзя допускать кустарных способов развальцовки труб при по-
мощи конца напильника и т. п.
Для развальцовки труб должны быть изготовлены специальные
приспособления с эксцентрично вращающимися конусами, а также
специальные зажимные устройства.
Стальные толстостенные трубы могут присоединяться к корпусам
и между собой при помощи шаровых соединений со штуцерами, успеш-
но работающих в системах с давлением до 200 кг!см\ либо при по-
мощи штуцеров с фланцами.
Последние соединения широко практикуются при изготовлении
прессов для давлений до 230 кг!см2.
Шаровые соединения могут быть изготовлены по нормалям стан-
костроения Г91-10; Г91-20; Г91-30; Г91-50; Г91-60.
После подготовки стальных трубопроводов (гибка, развальцовка
или приварка ниппелей и зачистка сварочных швов) производится
очистка трубопроводов от окалины путем опеско’струивания снаружи
и внутри или травления в растворе серной кислоты и нейтрализации в
известковом растворе.
Для гибки трубопроводов должны применяться специальные при-
способления, обеспечивающие качество загиба труб без сплющивания,
по заданным радиусам. После гибки электросварных труб их про-
дольные швы снаружи должны быть проварены. -
Трубопроводы из меди для облегчения гибки подвергаются тер-
мической обработке: нагреву до 750—800°С и быстрому охлаждению
в воде, что создает им хорошую податливость при гибке.
С течением времени происходит старение медных труб и их жест-
кость восста навл ивается.
4. Фильтрация рабочих жидкостей
Для систематической очистки рабочих жидкостей от механических
примесей (металлических, абразивных и других частиц) в гидравли-
ческих системах должны быть установлены фильтры. Во избежание
создания излишнего сопротивления при всасывании жидкости насо-
сами и нарушения их нормальной работы, фильтры устанавливаются
на нагнетательных трубопроводах. Если фильтр соединен с насосом
последовательно, то его пропускная способность должна быть не ме-
нее производительности насоса.
При установке фильтров в ответвлении от главного напорного
трубопровода (параллельное соединение) пропускную способность
фильтра выбирают, соответственно расходу жидкости, потребляемому
органами, питаемыми данным ответвлением. Такой метод фильтра-
ции рабочих жидкостей применяется в гидросистемах с насосами боль-
шой производительности (свыше 100 л!мин) во избежание установки
громоздких фильтров.
При параллельном соединении происходит систематическая очистка
части жидкости, проходящей через фильтр. Так как жидкость цирку-
206
лирует в системе непрерывно, то в течение определенного времени про-
исходит очистка всей жидкости.
В гидравлических системах с чувствительными механизмами,
имеющими очень малые зазоры, устанавливают фильтры на ответв-
лениях трубопроводов перед этими механизмами (регуляторы ско-
рости, следящие золотники, редукционные клапаны и т.. п.).
Фильтр в гидравлической системе является сопротивлением.
Масло через фильтр проходит под действием разности давлений
перед фильтром и после него.
Потребная фильтрующая площадь может быть определена по фор-
муле [2]
F = 0,01 -7-^—г и см2, (211)
о(Р1 — Pt) Г
где Q—расход жидкости через фильтр в л/мин\
а — удельная пропускная способность фильтрующего элемента
в л/см2, зависящая от материала; например, для густой металлической
сетки а = 0,05 л/см2\ для пластинчатого фильтра с зазорами 0,05—
0,08 мм а. = 0,08 л/см2-, для мягкого густого войлока на каждый сан-
тиметр его толщины а = 0,015 л/см2-, для редкой сетчатой хлопчато-
бумажной ткани а = 0,009 л/см2\ рг— р2 — разность давлений в кг/см2
до и после фильтра; р — абсолютная вязкость масла в сантипуазах.
Пластинчатые фильтры, наиболее применяемые в станкостроении,
изготовляются Ленинградским заводом станкопринадлежностей.
Эти фильтры для монтажа на трубах выполнены в корпусе (тип
Г41-1 и Г41-4) и для встройки в механизмы станков и машин
(тип Г41-2) без корпуса.
Пластинчатые фильтры типа Г-41 изготовляются для расходов
от 8 до 100 л/мин в соответствии с нормальным рядом расходов при
разности давлений до и после фильтра 2 кг/см2 и условной вязкости
масла 2,8—3,2°.
В зависимости от толщины пластин рабочих элементов фильтры
выпускаются с зазорами 0,08; 0,12 и 0,2 мм.
Для грубой фильтрации рекомендуется применять фильтры с за-
зорами между пластинами 0,2 мм\ для нормальной —0,12 и для тон-
кой — 0,08 мм.
Пластинчатые фильтры имеют рукоятки, при повороте которых
производится чистка зазоров между пластинами специальной щеткой.
Поворот рукоятки необходимо производить один раз в день.
Очистку й промывку фильтров следует производить не реже од- .
ного раза в три месяца.
Большое распространение в станках и других машинах имеют
фильтры с густой латунной сеткой с количеством отверстий 3100 на
1 см2 и больше (ГОСТ 3187-16).
Проволочные фильтры представляют собой стальной каркас в виде
трубы с большим количеством радиальных отверстий, обтянутой про-
волочной сеткой; к одному концу каркаса подводится масло, другой
конец заглушается.
207
Такие фильтрующие элементы могут заключаться в корпусе для
наружного монтажа.
Сетчатые фильтры более просты по конструкции, но менее удобны
в эксплуатации, так как для очистки и промывки их требуется де-
монтаж.
5. Монтаж насосов
При компоновке гидравлических систем и выборе места их распо-
ложения в станках и машинах насосы следует размещать в удоб-
ных для монтажа и наблюдения местах.
Установку насосов над уровнем масла в баках делают не выше
0,5—0,7 ж, что обеспечивает благоприятные условия для всасывания.
Шестеренчатые и лопастные насосы, имеющие небольшие габарит-
ные размеры, можно погружать в масло, что способствует их благо-
приятной работе (исключается подсос воздуха), но усложняет наблю-
дение за ними и демонтаж.
Соединение насосов с электродвигателями или приводными ва-
лами следует выполнять при помощи упругих муфт типа МУВП
(ГОСТ 2229-55) или подобного типа для насосов небольших размеров.
Для установки муфт на валы необходимо пользоваться специаль-
ными приспособлениями или прессами.
При установке насосов и электродвигателей их валы должны быть
тщательно сцентрированы. Отклонение от соосности валов допускается
не более 0,1 мм.
При выверке соосности удобно пользоваться специальными при-
способлениями с индикаторами. После выверки точности центрирова-
ния валов необходимо зафиксировать положение насоса установкой
двух контрольных штифтов.
Во время монтажа насосов не следует подвергать их ударам.
При подключении электродвигателей необходимо согласовать на-
правление вращения их валов с валами насосов, которое указывают
стрелками на корпусах насосов.
При подключении к насосу трубопроводов необходимо соблюдать
расположение всасывающей и нагнетательной труб, а также прове-
рять расположение труб для слива утечек в соответствующие отсеки
бака.
Перед пуском насосов следует предварительно проверить легкость
их вращения вручную. В случае чрезмерно тугого вращения вала
насоса необходимо выяснить и устранить его причины. Во время
монтажа насоса и трубопровода необходимо тщательно соблюдать
чистоту.
До включения электродвигателя необходимо залить в насос масло
во избежание сухого трения в начальный момент работы.
Насос после длительного пребывания в монтаже не следует сразу
нагружать рабочим давлением, а предварительно обкатать его в те-
чение одного-двух часов.
При первоначальном пуске насоса, а также после длительных оста-
новок необходимо освободить гидравлическую систему насоса от
208
воздуха. Для этого имеются пробки для выпуска воздуха на рабочих
цилиндрах, а если их нет, то ослабляются соединения трубопроводов
с рабочими цилиндрами до образования небольших зазоров (до 0,5 мм).
При этом необходимо учесть, что при включении электродвигателя
из зазоров польется масло.
Затем трем я-четырьмя кратковременными включениями электро-
двигателя запускается насос и вся система заполняется маслом.
Через зазоры в ослабленных соединениях сначала выходит воздух,
а затем льется масло. После этого производится затяжка соединений
трубопроводов с рабочими цилиндрами; гидравлическая система,
свободная от воздуха, готова к работе.
Для защиты насосов от перегрузки на нагнетательных трубопро
водах обязательно должны устанавливаться предохранительные кла-
паны, если они не встроены в насосы. Характеристика клапанов по
расходу и давлению должна соответствовать насосам.
Вблизи от насоса и предохранительного клапана на нагнетательном
трубопроводе должен быть установлен манометр для контроля давле-
ния в системе. Манометры должны выбираться с таким расчетом, чтобы
наибольшее рабочее давление насоса составляло не более 2/3 показа-
ния шкалы манометра. Это необходимо для того, чтобы в случае пико-
вых толчков в системе манометры не выходили из строя.
Для гидравлических систем с высокими давлениями (свыше
100 кг!см2) при присоединении манометров следует устанавливать
демпферы (штуцера с проходными отверстиями малого диаметра), пре-
дохраняющие выход манометров из строя из-за пиковых толчков.
В процессе эксплуатации гидравлической системы насосы не тре-
буют специального ухода, кроме наблюдения за наличием масла и
его чистотой.
14 1336
ЛИТЕРАТУРА
1. Башта Т. М. Самолетные гидравлические приводы и агрегаты. Оборонгиз,
М., 1951.
2. Ермаков В. В. Основы расчета гидропривода. Машгиз, М., 1951.
3. Зайченко И. 3. Гидравлическое оборудование современных металлорежу-
щих станков. Машгиз, М.-Л., 1945.
4. Ицкович Г. М., Киселев В. А. и др. Сб. задач и примеров расчета деталей
машин. Машгиз, М., 1957.
5. Конторович В. В. Гидравлические и воздуходувные машины. Маталлург-
издат, М., 1950.
6. Справочник металлиста, том 2. Машгиз, М., 1958.
7. Турк В. И. Насосы и насосные станции. Госстройиздат, М., 1958.
8. Хаймович Е. М. Гидравлические приводы металлорежущих станков. Маш-
гиз, М., 1959.
9. Машиностроение. Энциклопедический справочник, тт. 2, 12. Машгиз,
М., 1949.
10. Юдин Е. М. Шестеренчатые насосы. Оборонгиз, М., 1957.
11. Чертежи, и справочные данные заводов Гидропривод, Гидроаппаратуры и
СКБ-7.
12. Applied Hydraulics 1—12, 1958, USA.
ПРИЛОЖЕНИЕ
Таблица 1
Шестеренчатые насосы типа Ш и ШДП
Наименование Единица измерения Типо-размеры
Ш-12 ШДП-12 00 33 Ш-25 [ ШДП-25 Ш-35 ШДП-35 ! Ш-50 ШДП-50 j oz-цГГш oz-m 1 Ш-100 ШДП-100 Ш-125 ШДП-125
Производител ьность при наибольшем давлении и номи- нальном числе оборотов (1450 125
об/мин) .... Наибольшее рабо- л/мин 12 18 25 35 50 70 100
чее давление . . Приводная мощ- ность при наи- большем рабочем кг/см2 13 13 13 13 13 13 13 13
давлении .... Число оборотов ва- ла насоса . . . кет об/мин 0,6 0,8 1,0 1,5 от 400 1,85 до 145 '2,7 )0 3,7 4,5
Число оборотов вала
насосов типа ШДП
Объемный к.п. д. при
наибольшем дав-
лении и номиналь-
ном числе обо-
ротов ............
Общий к. п. д. при
наибольшем дав-
лении и номиналь-
ном числе обо-
ротов ............
Высота всасывания
Направление вра-
щения вала . . .
Вес:
а) насосов Ш • .
б) насосов ШДП
По часовой стрелке со стороны вала насоса
кг 7,6 7,6 7,6 13,5 13,5 13,5 20,5 20,5
» 38,0 38,0 38,0 64,0 72,5 78,2 125,7 125,7
Примечания: 1. Указанные характеристики действительны для новых насосов при работе на
масле индустриальное 20 при температуре 40—50°С.
2. Насосы типа III предназначены только для привода через эластичную муфту.
3. По специальному заказу насосы могут быть изготовлены с обратным вращением приводного
вала.
4. По специальному заказу насосы ШДП могут быть изготовлены с электродвигателями во
взрывобезопасном исполнении.
5. Объем утечки масла по сливной трубке не более 50 см3/мин.
211
Таблица 2
Шестеренчатые насосы типа ШДФ
Наименование Единица измерения Типо-размеры
ШДФ-5 ШДФ-8
Производительность при наибольшем рабочем давлении и номинальном числе оборотов л/мин 5 8
Наибольшее рабочее давление .... кг/см2 5 5
Номинальное число оборотов об/мин 1450 1450
Приводная мощность при номинальных оборотах кет 0,25 0,25
Объемный к.п.д 0,70 0,72
Высота всасывания м 0,5 0,5'
Направление вращения приводного вала По часовой стрелке со стороны электро-
Вес * кг | двигателя 12,60 ] 12,60
Примечание. Указанные характеристики действительны для новых насосов при работе на
минеральном масле индустриальное 20 при его температуре 45—50°С.
Таблица 3
Лопастные насосы фланцевого исполнения типа Л1Ф
Тип насоса Характеристика насосов при п = 950 об/мин на масле с вязкостью 3°Е6О
Производительность в л/мин Приводная мощность в кет
Давление в кг/см* Давление в кг/см2
~о 1 25 1 65 0 1 25 | 65
Л1Ф-5 8,1 7,0 5 0,18 0,68 1,12
Л1Ф-8 11,3 9,5 8 0,20 0.80 1,5
Л1Ф-12 15,6 14,9 12 0,25 1,15 2,0
Л1Ф-18 22,8 21,0 18 0,28 1,5 2,8
Л1Ф-25 29,6 28,0 25 0,30 1,9 3,6
Л1Ф-35 38,5 37,0 35 0,35 2,3 i;65
Таблица 4
Лопастные насосы фланцевого исполнения типа ЛЗФ
Гип насоса Производительность в л/мин Приводная мощность в кет
Давление в кг/см* Давление в кг/см2
~0 25 65 ~0 25 65
ЛЗФ-50 58,2 55,5 50,0 0,35 2,9 7,4
ЛЗФ-70 77,0 74,7 70,0 0,4 3,8 9,6
ЛЗФ-100 109,5 106,3 100,0 0,45 5,2 12,9
212
Таблица 5
Лопастные насосы с установкой на кронштейне типа Л5К
Тип насоса Характеристика насосов, при п =а 950 об/мин на масле с ВЯЗКОСТЬЮ 3°Е»о
Производительность в л/мин Приводная мощность в кет
Давление в кг/смг Давление и кг/смг
'-0 25 | 65 -0 25 , 65
Л5К-150 170,5 160 150 0,55 8,1 21,2
Л5К-200 222,2 210,5 200 0,85 10,5 28
Таблица 6
Лопастные насосы сдвоенного исполнения типа Л1ФС
Обозначение насосов Характеристика насосов при п а» 950 об/мин на масле с вязкостью 3°Е5()
Насос со стороны привода (высокого давления) Насос низкого давления
Произ- водите- льность В A/MUH Приводная мощ- ность в кет Производительность в л/мин Приводная мощность в кет
При давлении в к*/см2
-о | 25 | 65 | ~о| 25 | i651 -0 25 1 -0 | 25 65
Л1ФС-5/5 8,1 7,0 5,0 0,18 0.68 1,12 8,1 7,0 5,0 0,18 0,68 1,12
Л1ФС-5/8 11,3 9,5 8,0 0,20 0,80 1,5
Л1ФС-5/12 15,6 14,9 12 0,25 1,15 2,0
Л1ФС-5/18 22,8 21,0 18 0,28 1,5 2,8
Л1ФС-5/25 29,6 28,0 25 0,30 1,9 3,6
Л1ФС-5/35 38,5 37 — 0,35 2,3 —
Л1ФС-8/8 11,3 9,5 8 0,20 0,8 1,5 11,3 9,5 8 0,20 0,8 1,5
Л1ФС-8/12 15,6 14,9 12 0,25 1,15 2,0
Л1ФС-8/18 : 22,8 21,0 18 0,28 1,5 2,8
Л1ФС-8/25 29,6 28,0 25 0,30 1.9 3,6
Л1ФС-8/35 38,5 37 0.35 | 2,3 —
14 1336
213
Продолжение табл. 6
Обозначение насосов Характеристика насосов при п == 950 ов/мин на масле с вязкостью 3°ЕМ
Насос со стороны привода (высокого давления) Насос низкого давления
Произ- водите лыюсть в л/мин Приводная мощ- ность в кет Производительность в л/мин Приводная мощность в кет
При давлении в кг/см2
-0 25 65 -0 25 65 | \ ~0 25 65 -0 25 65
Л1ФС-12/12 15,6 14,9 12 0,25 1,15 2,0 15,6 14,9 12 0,25 1,15 2,0
Л1ФС-12/18 22,8 21,0 18 0,28 1,5 2,8
Л1ФС-12/25 29,6 28,0 — 0,30 1,9 —
Л1ФС-12/35 38,5 37,0 — 0,35 2,3 —
Л1ФС-18/18 22,8 21,0 18 0,28 1,5 2,8 22,8 21,0 — 0,28 1,5 —
Л1ФС-18/25 29,6 28,0 — 0,30 1,9 —
Л1ФС-18/35 38,5 37,0 — 0,35 2,3 —
Л1ФС-25/25 29,6 28,0 — 0,30 1,9 — 29,6 28,0 — 0,30 1,9 —
Л1ФС-25/35 38,5 37,0 0,35 2,3 —
Л1ФС-35/35 |з8,5|з7,0 — 0,35 2,3 — 38,5 37,0 — 0,35 2,3 1 —
Таблица 7
Лопастные насосы сдвоенного исполнения типов ЛЗФС и ЛЗФСК
Характеристика насосов при п=950 об/мин на масле с вязкостью ~3°Еео
Обозначение насосов Насос со стороны привода (высокого давления) Крайний насос (низкого давления)
Произ- води- тельность в л/мин Приводная мощ- ность в кет П ро изводительность в л/мин Приводная мощность в кет
При давлении в кг/см2
-0 25 65 -0 25 | 65 -0 25 65 -0 25 | 65
ЛЗФС-50/50 |s8,2 55,5 50,0 0,36 2,9о|7,4 58,2 55,5 50,0 0,35 2,90 | 7,4
214
Продолжение табл. 7
Обозначение насосов Характеристика насосов при п — 950 об/мин на масле с вязкостью - 3°ЕМ
Насос со стороны привода (высокого давления) Крайний насос (низкого давления)
Произ- водите- льность в л/мин Приводная мощ- ность в кет, П ро изводительность в л/мин Приводная мощность в кет.
При давлении в кг/см*
-° 1 25 65 1 I25 | 65 -0 25 65 -0 25 65
ЛЗФС-50/70 58,2 55,5 50,0 0,36 2,90 7,4 77,0 74,7 — 0,4 3,8 —
ЛЗФС-50/100 109,5 106,3 — 0,45 5,2 —
ЛЗФС-70/70 77,0 74,7 70,0 0,4 3,8 9,6 77,0 74,7 — 0,4 3,8 —
ЛЗФС-70/100 109,5 106,3 — 0,45 5,2 —
ЛЗФС-100/100 109,5 106,3 — 0,45 5,2 — 109,5 106,3 0,45 5,2 —
Таблица 8
Лопастные насосы сдвоенного исполнения типа ЛЗ-1ФС
Обозначение насосов Характеристика насосов при п =» 950 об/мин на масле с вязкостью 3°Е8О
Крайний насос (высокого давления) Насос со стороны привода (низкого давления)
Произ- водите- льность в л/ мин Приводная мощ- ность в кет Производительность в л/мин Приводная мощность в кет
При давлении в кг/см*
-о I 25 65 ~о| 25 65 ~о 25 65 ~0 1 25 | 65
ЛЗ-1ФС 50/5 8,1 7,0 5 0,18 0,68 1,12 58,2 55,5 50 0,35 2,9 7,4
ЛЗ-1ФС 70/5 77,0 74,7 70 0,4 3,8 9,6
ЛЗ-1ФС 100/5 109,5 106,3 100 0,45 5,2 12,9
ЛЗ-1ФС 50/8 11,3 9,5 8 0,20 0,8 1,5 58,2 55,5 50 0,35 2,9 7,4
ЛЗ-1ФС 70/8 77,0 74,7 70 0,4 3,8 9,8
ЛЗ-1ФС 100/8 109,5 106,3 100 0,45 5,2 12,9
215
Продолжение табл. 8
Обозначение насосов Характеристика насосов при п » 950 об/мин на масле с вязкостью 3°Ев0
Крайний насос (высокого давления) Насос со стороны привода (низкого давления)
Производите- льность в л,/мин Приводная мощность в кет Производительность в л/мин Приводная мощность в кет
При давлении в кг/см*
~0 25 65 ~0 25 65 ~0 25 65 —0 25 65
ЛЗ-1ФС 50/12 15,6 14,9 12 0,25 1,15 2,0 58,2 55,5 50 0,35 2,9 7,4
ЛЗ-1ФС 70/12 77,0 74,7 70 0,4 3,8 9,6
ЛЗ-1ФС 100/12 109,5 106,3 100 0,45 5,2 12,9
ЛЗ-1ФС 50/18 22,8 21,0 18 0,28 1,5 2,8 58,2 55,5 50 0,35 2,90 7,4
ЛЗ-1ФС 70/18 77,0 74,7 70 0,4 3,80 9,6
ЛЗ-1ФС 100/18 109,5 106,3 — 0,45 5,2 —
ЛЗ-1ФС 50/25 29,6 28,0 25 0,30 1,9 3,6 58,2 55,5 50 0,35 2,9 7,4
ЛЗ-1ФС 70/25 77,0 74,7 70 0,4 3,8 9,6
ЛЗ-1ФС 100/25 109,5 106,3 — 0,45 5,2 —
ЛЗ-1ФС 50/35 38,5 37,0 35 0,35 2,3 4,65 58,2 55,5 50 0,35 2,9 7,4
ЛЗ-1ФС 70/35 77,0 74,7 70 0,4 3,8 9,6
ЛЗ-1ФС 100/35 109,5 106,3 — 0,45 5,2 —
216
Таблица 9
Лопастные насосы сдвоенного исполнения типа Л 5-1К
Обозначение насосов Характеристика насосов при п =* 950 об/мин на масле с вязкостью ~3°Е60
Крайний насос (высокого давления) Насос со стороны привода (низкого давления)
Производи-, тельность в Л/MUH ' Приводная мощность в кет Производительность в л/мин Приводная мощность в кет
При давлении в кг/см* ’
~0 25 65 —0 25 65 ~0 25 65 ~0 25 65
Л5-1К 150/5 8,1 7,0 5 0,18 0,68 1,12 170,5 160 150 0,55 8,1 21,2
Л5-1К 170/5 191 180 170 0,7 9,0 24
Л5-1К 200/5 222,2 210,5 200 0,85 10,5 28
Л5-1К 150/8 11,3 9,5 8 0,20 0,8 1,5 170,5 160 150 0,55 8,1 21,2
Л5-1К 170/8 191 180 170 0,7 9,0 24
Л5-1К 200/8 222,2 210,5 200 0,85 10,5 28
Л5-1К 150/12 15,6 14,d 12 0,25 1,15 2,0 170,5 160 150 0,55 8,1 21,2
Л5-1К 170/12 191 180 170 0,7 9,0 24
Л5-1К 200/12 222,2 210,5 200 0,85 10,5 28
Л5-1К 150/18 22,8 21,0 18 0,28 1,5 2,8 170,5 160 150 0,55 8,1 21.2
Л5-1К 170/18 191 180 170 0,7 9,0 24
Л5-1К 200/18 222,2 210,5 200 0,85 10,5 28
Л5-1К 150/25 29,6 28,0 25 0,30 1,9 3,6 170,5 160 150 0,55 8,1 21,2
Л5-1К 170/25 191 180 170 0,7 9,0 24
Л5-1К 200/25 222,2 210,5 200 0,85 10,5 28
217
Продолжение табл. 9
Обозначение насосов Характеристика насосов при п » 950 об/мин на масле с вязкостью ~3°Е>0
Крайний насос (высокого давления) Насос со стороны привода (низкого давления)
Производи’ тельность в л/мин Приводная мощность в кет Производительность в л/мин Приводная мощность в кет
При давлении в кг/см2
~0 25 65 ~0 25 65 ~0 25 65 ~0 25 66
Л5-1К 150/35 38,5 37,0 35 0,35 2,9 4,65 170,5 160 150 0,55 8,1 21,2
Л5-1К 170/35 191 180 170 0,7 9,0 24
Л5-1К 200/35 222,2 210,5 200 0,85 10,5 I 28
Таблица 10
Лопастные насосы сдвоенного исполнения с монтажом
на кронштейне типа Л5-ЗК
Обозначение насосов Характеристика насосов при п « 950 об/мин на масле с вязкостью ~3°Е80
Крайний насос (высокого давления) Насос со стороны привода (низкого давления)
Производи- тельность в л/мин Приводная мощность в кет Производительность в л/мин Приводная мощность в кет
При давлении в кг/см2
~0 25 65 ~0 25 65 ~0 25 65 ~0 25 65
Л5-ЗК 150/50 58,2 55,5 50 0,35 2,0 7,4 170,5 160 150 0,55 8,1 21,2
Л5-ЗК 170/50 191 180 170 0,7 9,0 24
Л5-ЗК 200/50 222,2 210,5 200 0,85 10,5 28
Л5-ЗК 150/70 77,0 74,7 70 0,4 3,8 9,6 170,5 160 150 0,55 8,1 21,2
Л5-ЗК 170/70 191 180 170 0,7 9,0 24
Л5-ЗК 200/70 222,2 210,5 200 0,85 | 10,5 28
218
Продолжение табл. 10
Обозначение насосов Характеристика насосов при п = 950 об/мин на масле с вязкостью ~3°Е8П
Крайний насос (высокого давления) Насос со стороны привода (низкого давления)
Производи- Приводная тельность мощность в л/мин в кет Производительность В 4/мин Приводная мощность в кет
При давлении н кг, см-
~0 2 65* -W 1 25 65 -0 25 65 —0 25 65
Л5-ЗК 150/100 109,5 106,3 100 0,45 5,2 12,9 170,5 160 150 0,55 8,1 21,2
Л5-ЗК 170/100 191 180 170 0,7 9,0 24
Л5-ЗК 200/100 222,2 210,5 200 0,85 10,5 28
Таблица 11
Насосы поршневые НПР
Наименование Едини- ца изме- рения Тип насоса НПР
705М 713 715М 717 50М 100 200М 400
Наибольшая произ- водительность при номинальном чис- ле оборотов л/мин 100 200 400 800 50 100 200 400
Наибольшее рабо- чее давление кг/см2 100 100 100 100 •200 200 200 200
Приводная мощность при наибольших производительно- сти и давлении кет 22 42 75 147 25 45 85 155
Номинальное число оборотов привод- ного вала об/мин 960 960 960 960 960 960 960 960
Общий к. п. д. поршневого насо- са при наиболь- ших производите- льности и давле- нии % 77 80 87 87 66 67 71 75
21»
Продолжение табл, 11
Наименование Едини- ца измё рения Тип насоса НПР
705М 713 715М 717 50М 100 200М 400
Настройка клапана поршнево- го насоса Рабочего потока масла кг/см2 115 115 115 115 220 220 220 220
Обратного потока масла клапан отсутствует
Производитель- ность шестерен- чатого насоса л/мин 40 35 80 80 40 35 80 80
Настройка клапана шестеренчатого насоса кг!см2 84-Ю 84-10 84-10 8-j-lO 84-Ю 84-Ю 84-Ю 84-10
Направление вра- щения приводно- го вала —-• По часовой стрелке со стороны вала
Направление рабо- чего потока мас- ла — Постоянное
Вес кг 350 780 1500 2000 350 780 1500 2000
Таблица 12
Насосы поршневые НПМ
Наименование Едини- ца изме- рения Тип насоса НПМ
705М 713 714М 715М 717 50М 100 200М 400
Наибольшая произ- водительность при номинальном числе оборотов л!мин 100 200 300 400 800 50 100 200 400
Наибольшее рабо- чее давление кг/см2 100 100 100 100 100 200 200 200 200
Приводная мощ- ность при наиболь- ших производи- тельности и дав- лении кет 22 42 60 75 147 25 45 85 155
220
Продолжение табл. 12
Наименование Едини- ца изме- рения Тип насоса НПМ
705М 713 714М 715М 717 50М 100 200М 400
Номинальное число оборотов привод- ного вала 06IMUH 960 960 960 960 960 960 960 960 960
Общий к. п. д. поршневого насо- са при наиболь- ших производите- льности и давле- нии % 77 80 82 87 87 66 67 71 75
Настрой- ка клапа- на порш- невого насоса Рабочего потока масла кг!см2 115 115 115 115 115 220 220 220 220
Обратно- го потока масла » 35 35 35 35 35 35 35 35 35
Производительность шестеренчатого насоса л/мин 40 35 35 80 80 40 35 80 80
Настройка клапана шестеренчатого насоса кг)см2 84-10 84-10 84-10 84-10 84-Ю 84-Ю 84-10 84-10 84-10
Направление вра- щения приводно- го колеса — По часовой стрелке со стороны вала
Направление рабо- чего потока мас- ла — Переменное
Вес кг 350 780 900 1500 2000 350 780 1500 2000
Таблица 13
Насосы поршневые НПС
Наименование Едини- ца изме- рения Тип насоса НПС
705М 713 715М 717 60М 100 200М 400
Наибольшая произ- водительность при номинальном числе оборотов л/мин 100 200 400 800 50 100 200 400
22J
Продолжение таблицы 13
Наименование Едини- ца изме- рения Тип насоса НПС
705М 713 715М 717 БОМ 100 200М 400
Наибольшее рабо- чее давление кг/см2 100 100 100 100 200 200 200 200
Приводная мощно- сть при наиболь- ших производи- тельности и дав- лении кет 22 42 75 147 25 45 85 155
Номинальное число оборотов привод- ного вала об/мин 960 960 960 960 960 960 960 960
Общий к. п. д. поршневого насо- са при наиболь- ших производи- тельности и дав- лении % 77 80 87 87 66 67 71 75
Настройка клапана поршнево- го насоса Рабочего потока масла кг/см2 115 115 115 115 220 220 220 220
Обратного потока масла » 35 35 35 35 35 35 35 35
Производитель- ность шестеренча- того насоса л/мин 40 35 80 80 40 35 80 80
Настройка клапана шестеренчатого насоса кг/см* 84-10 84-10 8 4-10 84-Ю 84-10 84-Ю 84-Ю 84-Ю
Направление вра- щения приводно- го вала — По часовой стрелке со стороны вала
Направление ра- бочего потока масла — Переменное
Вес кг 350 780 1500 2000 350 780 1500 2000
222
Таблица 14
Насосы поршневые НПД
Наименование Единица измерения Тип насоса НПД
50М 100 200М 400
Производитель- ность при но- минальном числе оборо- тов и давле- нии Значение производитель- ности л/мин 50 100 200 400
Значение давления кг/ см2 до 60 до 50 до 80 до 50
Производитель- ность при но- минальном числе оборо- тов и макси- мальном дав- лении Значение производитель- ности л/мин 15 0 80 0
Значение давления кг/см2 200 200 200 200
Номинальное число оборотов приводного вала об/мин 960 960 960 960
Приводная мощность кет 11,6 12,0 50,5 43,5
Настройка кла- пана поршне- вого насоса Рабочего пото- ка масла кг/см2 220 220 220 220
Обратного по- тока масла » клапан отсутствует
Производительность шестерен- чатого насоса л/мин 40 35 80 80
Настройка клапана шестеренча- того насоса кг/см2 64-8 12. .84-10 10
Направление вращения привод- ного вала — По часовой стрелке со стороны вала
Направление рабочего потока масла — Постоянное
Вес кг 335 780 1450 1900
Примечания к таблицам 13—16: 1. Насосы предназначены для работы с приводом через
эластичную муфту.
2. Указанные характеристики действительны для новых насосов при работе на масле индустри-
альное 20 при температуре 45—50°С.
3. Производительность встроенных шестеренчатых насосов может колебаться в пределах
20—30% от номинальной.
4. Рекомендуемая марка масла для работы насосов в гидросистеме—индустриальное 30 при тем-
пературе масла в баке от -f-Ю до -f-50°C. При работе насосов на давлениях 100 кг/см* и болыиз
применяется масло марки индустриальное 45 по ГОСТ 1707-51.
223
5. При нормальной эксплуатации первую замену масла после пуска насоса следует произвести
через три месяца, а затем через каждые шесть месяцев работы.
6. Допускается установка насосов только в горизонтальном положении.
Таблица 15
Клапанные поршневые эксцентриковые насосы типа Н-4
Наименование Обозначе- ние и единица измерения Типо-размер
Н-400 Н-401 Н-403
Производительность при наи- большем рабочем давлении и 1500 об!мин . * ... . д/мин 5 18 35
Наибольшее рабочее давле- ние .......... кг/см2 200 300 300
Приводная мощность при наибольшем рабочем дав- лении и номинальном чис- ле оборотов ....... кет 2,8 11,5 23,5
Номинальное число оборо- тов . а , об) мин 1500 1500 1500
Объемный к. п. д. при наи- большем рабочем давлении и номинальном числе оборо- тов 0,75 0,90 0,90
Общий к. п. д. при наиболь- шем рабочем давлении и номинальном числе оборо- тов 0,58 0,73 0,76
Потребный напор в линии всасывания ....... м От 0,5 до 1,0
Направление вращения вала — По часовой стрелке и против часовой стрелки
Вес ке 18,5 42,9 45,6
Примечания: 1. Насоеы предназначены только для привода через эластичную муфту.
2. Приведенные характеристики действительны при работе насосов на минеральном масле
индустриальное 20 при его температуре 45—50°С.
СОДЕРЖАНИЕ
,Огр<
Введение ............................................................... 3
Глава I. Общие сведения ................................................ б
1. Принцип действия и особенности объемных насосов................ 5
2. Полный напор насоса............................................ б
3. Сопротивления в линиях всасывания и нагнетания................. 9
4. Высота всасывания............................................. 10
5. Размерность напоров и давлений................................ 10
6. Технические характеристики насосов объемного действия........ 10
7. Производительность и давления насосов объемного действия .... 18
Глава II. Шестеренчатые насосы.......................,................. 20
1. Принцип действия............................................. 20
2. Производительность и параметры шестерен...................... 21
3. Скорость течения жидкости.................................... 27
4. Коэффициенты полезного действия.............................. 31
5. Усилия, действующие на шестерни.............................. 33
6. Валы и подшипники............................................ 35
7. Шестерни .................................................... 46
8. Корпусные детали и компоновка насоса......................... 58
9. Особенности конструкции и изготовления шестеренчатых насосов
типа Ш........................................................... 61
10. Гидравлическая компенсация торцовых зазоров.................. 71
11. Основные направления в развитии шестеренчатых насосов за рубежом 73
Глава III. Ротационные лопастные насосы....................’........... 77
1. Принцип действия и конструкция лопастных насосов двойного дей-
ствия .......................................................... 78
2. Производительность лопастных насосов двойного действия .... 81
3. Особенности конструкций лопастных насосов..................... 84
4. Детали насосов и особенности их изготовления.................. 86
5. Скорость всасывания.......................................... ' 94
6. Типы лопастных насосов....................................... 97
7. Развитие лопастных насосов.................................... 97
Глава IV. Ротационные поршневые насосы................................ 104
1. Принцип действия ротационных поршневых насосов радиального
типа ........................................................... 105
2. Теоретическая производительность ротационных поршневых насосов 107
3. Устройство поршней. Усилия, действующие на поршни, барабан,
ротор и ось в поршневых насосах радиального типа................. 108
4. Устройство сопряжения ось—ротор поршневых радиальных насосов
и действующие в нем усилия....................................... 121
5. Коэффициенты полезного действия поршневых насосов радиального
типа............................................................. 128
6. Конструкция ротационных поршневых насосов радиального типа
и особенности их изготовления.................................... 129
7. Схемы и механизмы управления эксцентриситетом ротационных
поршневых насов радиального типа................................. 135
8. Факторы, ограничивающие использование ротационно-поршневых
насосов для высоких давлений................................... 155
15 1336 225
Глава V. Клапанные поршневые насосы эксцентрикового типа.............. 157
1. Принцип действия клапанных поршневых насосов эксцентрикового
типа............................................................. 157
2. Теоретическая производительность поршневых насосов эксцентрикового
типа.........................................; . ♦............... 158
3. Усилия, действующие в эксцентриковых насосах................. 160
4. Клапаны насосов.............................................. 170
5. Пульсация нагнетаемой жидкости.............................. 179
6. Коэффициенты полезного действия эксцентриковых насосов Н-4 . 182
7. Конструкция клапанных поршневых насосов серии Н-4... 183
8. Конструкция клапанных поршневых насосов серии Н-5............ 186
9. Развитие конструкций клапанных поршневых насосов эксцентрико-
вого типа за рубежом............................................. 193
Глава VI. Эксплуатация насосов «....*................................. 198
1. Рабочие жидкости ............................................ 198
2. Баки ........................................................ 202
3. Трубопроводы ................................................ 203
4. Фильтрация рабочих жидкостей..................................206
5. Монтаж насосов............................................... 208
Литература.............................................................210
Приложение ......................................................... 211
Андрей Евстафьевич Леонов
Насосы гидравлических систем станков и машин
Редактор Ю. П, Пилипенко Корректор О. С. Ковальчук
Подписано к печати 7. III. I960 i. Формат 60x92 l/le. Печ. л. 14,25. Уч.-изд. л. 15,24. БФ 02472.
Тираж 13 000 (2-Й завод 6001 — 13 000). Зак. 1079. Цена 8 руб. 60 коп. С 1/1-61 г. цена 86 коп.
Южное отделение Машгиза, Киев, ул. Парижской коммуны. 11.
Отпечатано с матриц киевской Книжно-журнальной фабрики Главполиграфи-дата Министер-
ства культуры УССР в Харьковской типографии Госгортехиздата. Харьков, ул. Энгельса, 11.
Зак. 1336.
Цена К руб. 60 коп.
С 1 янтаря 1961 г., цена 86 коп.
МАШ ГИЗ
ЮЖНОЕ
Киев, ул.
ОТДЕЛЕНИЕ МАШГИЗА
Парижской коммуны, 11.