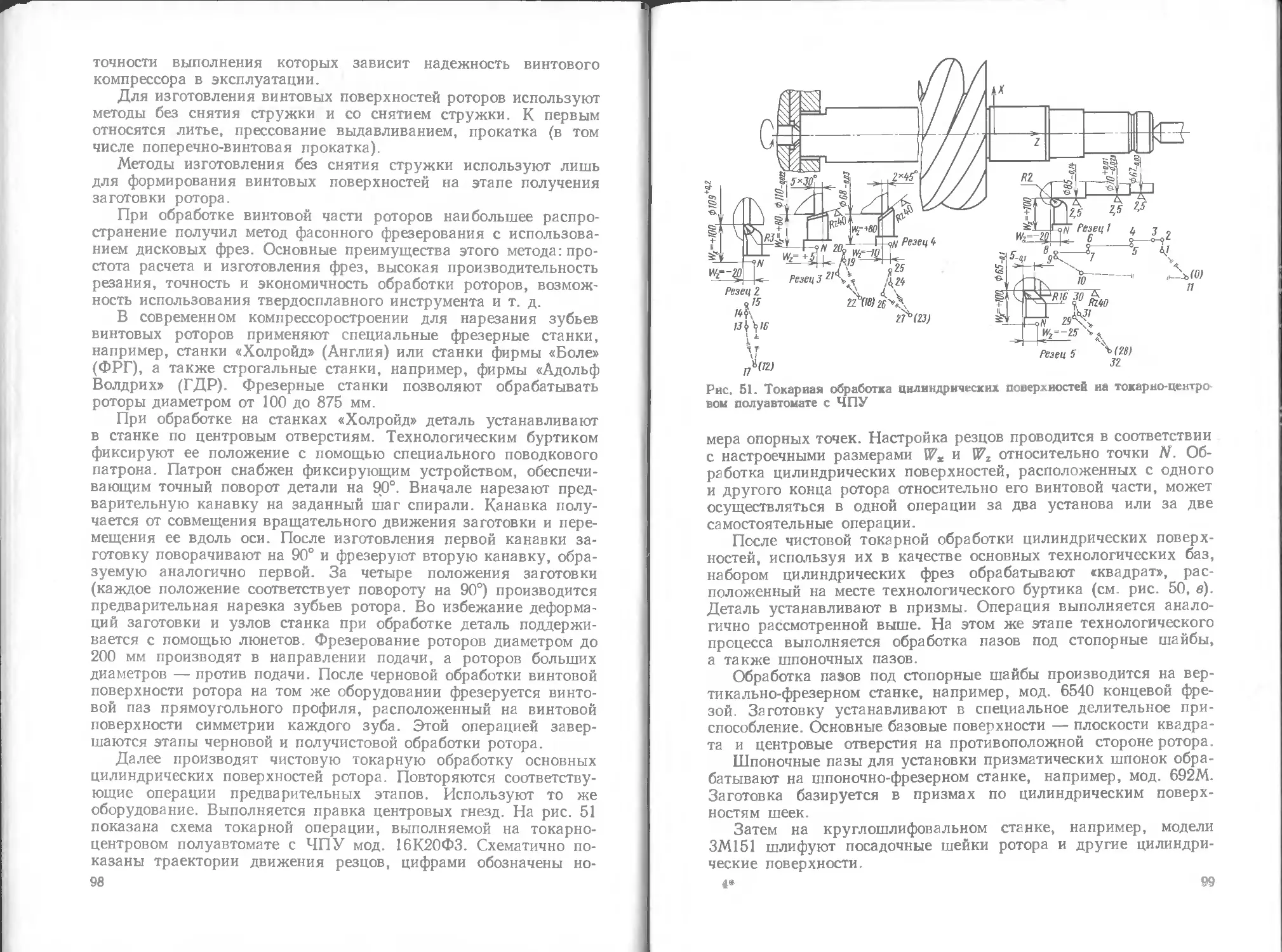
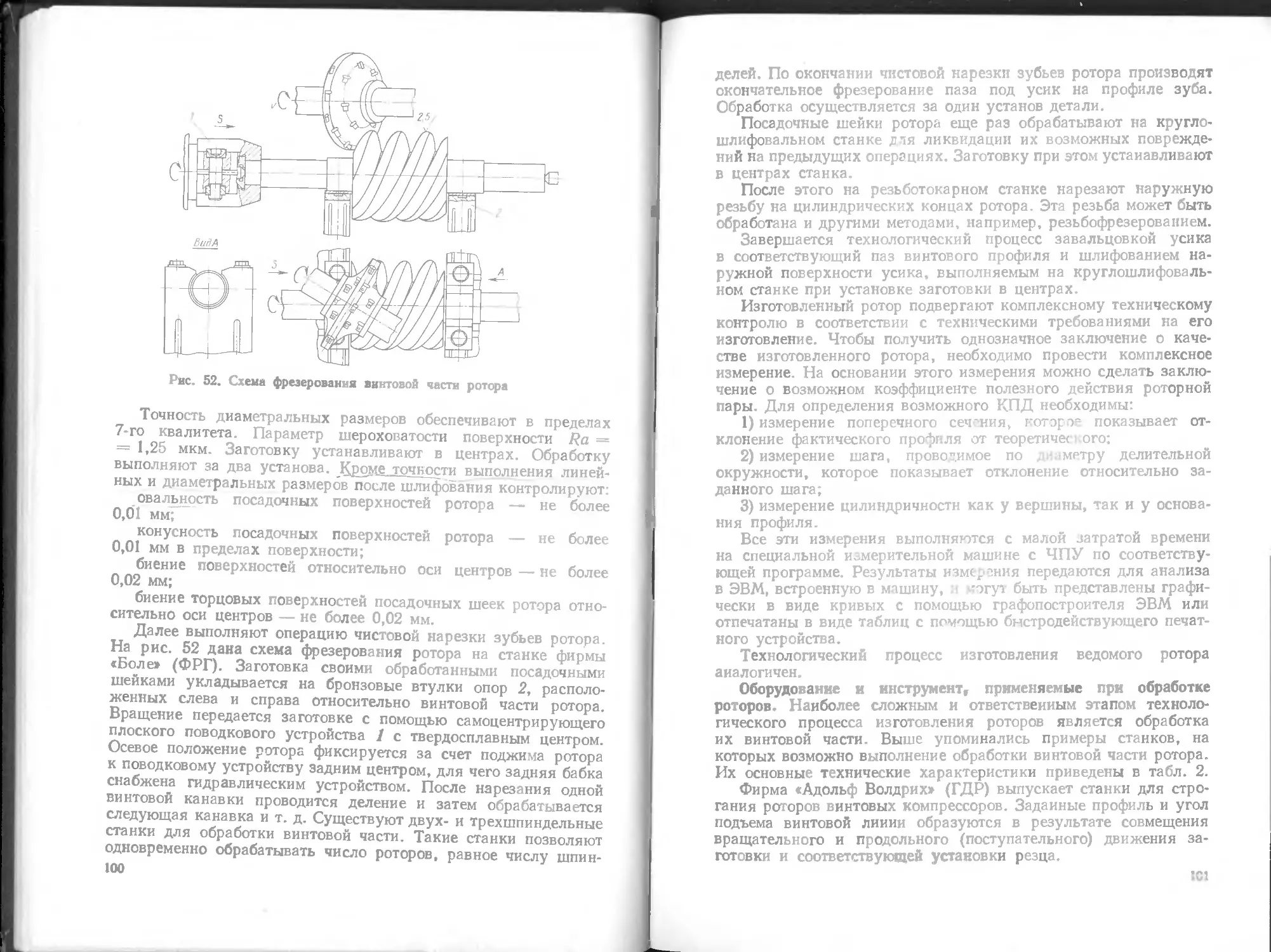
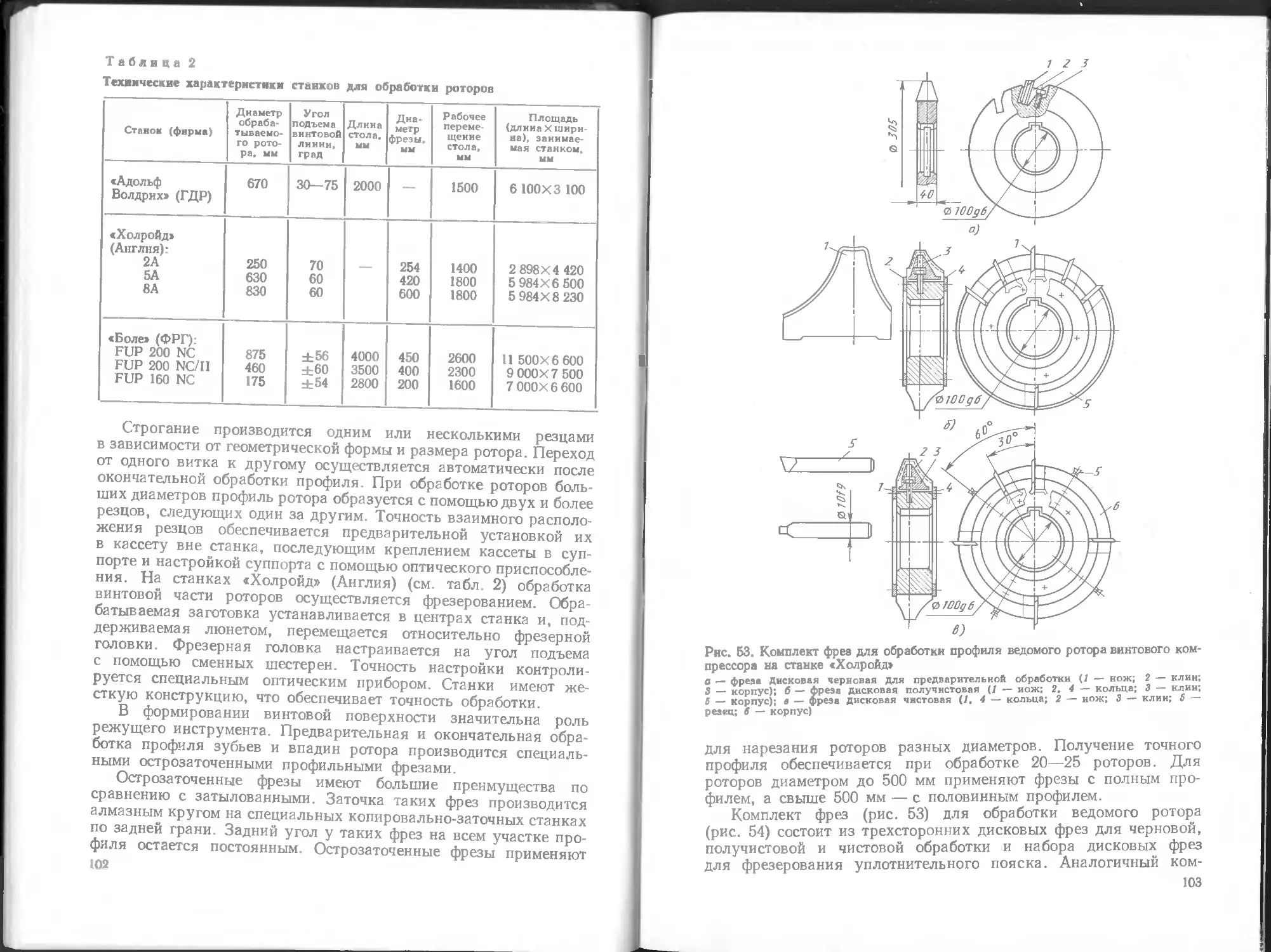
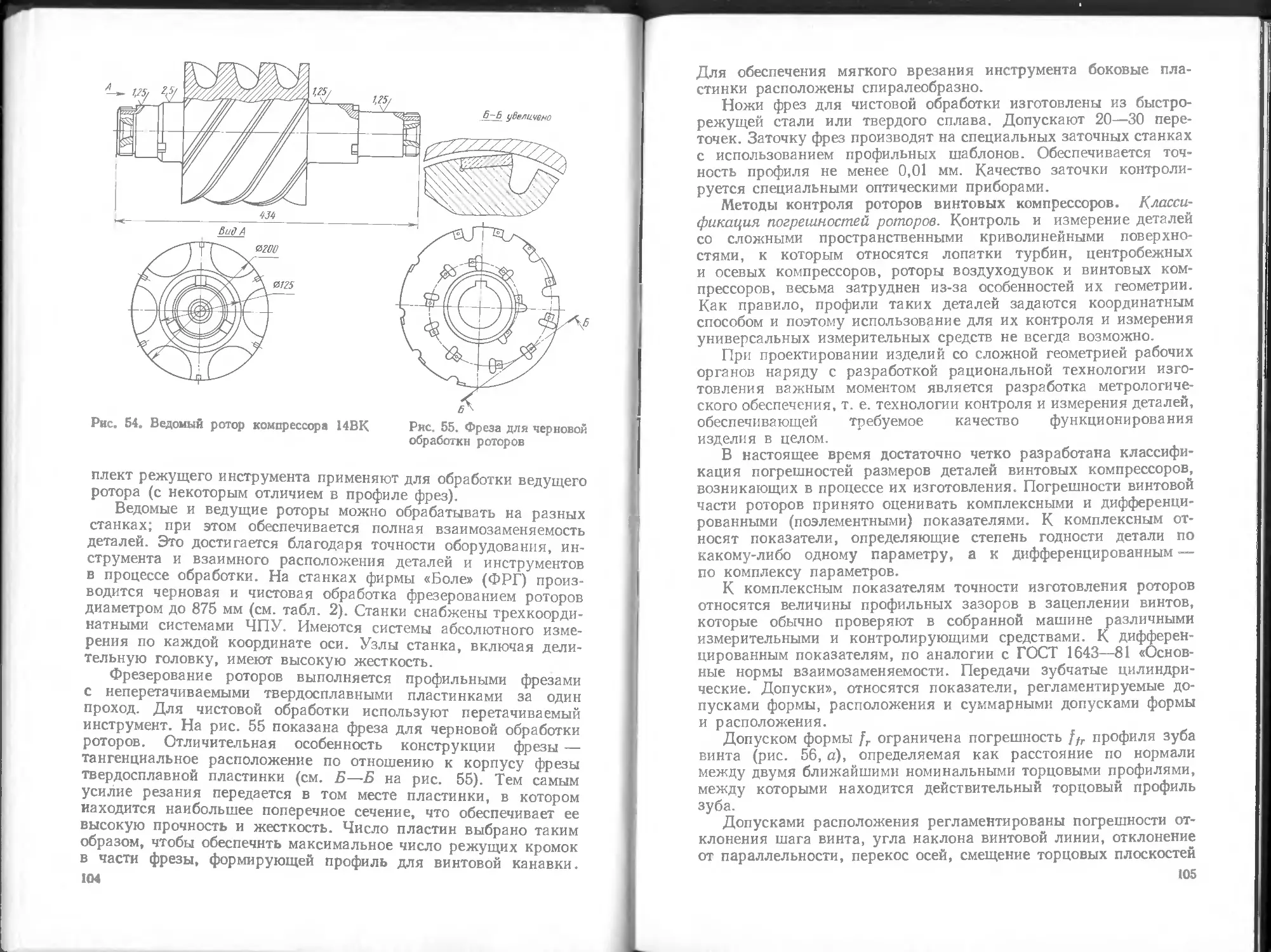
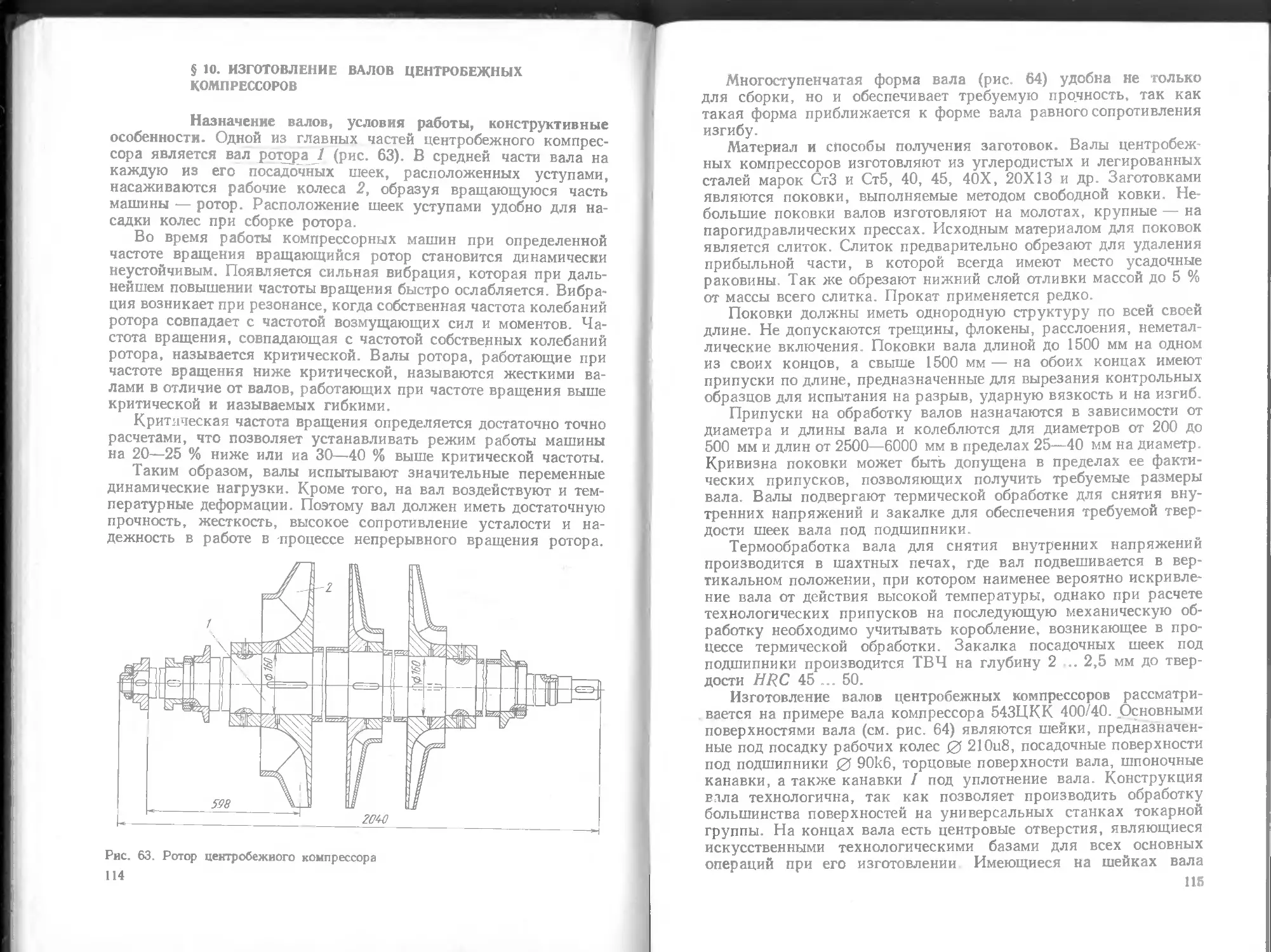
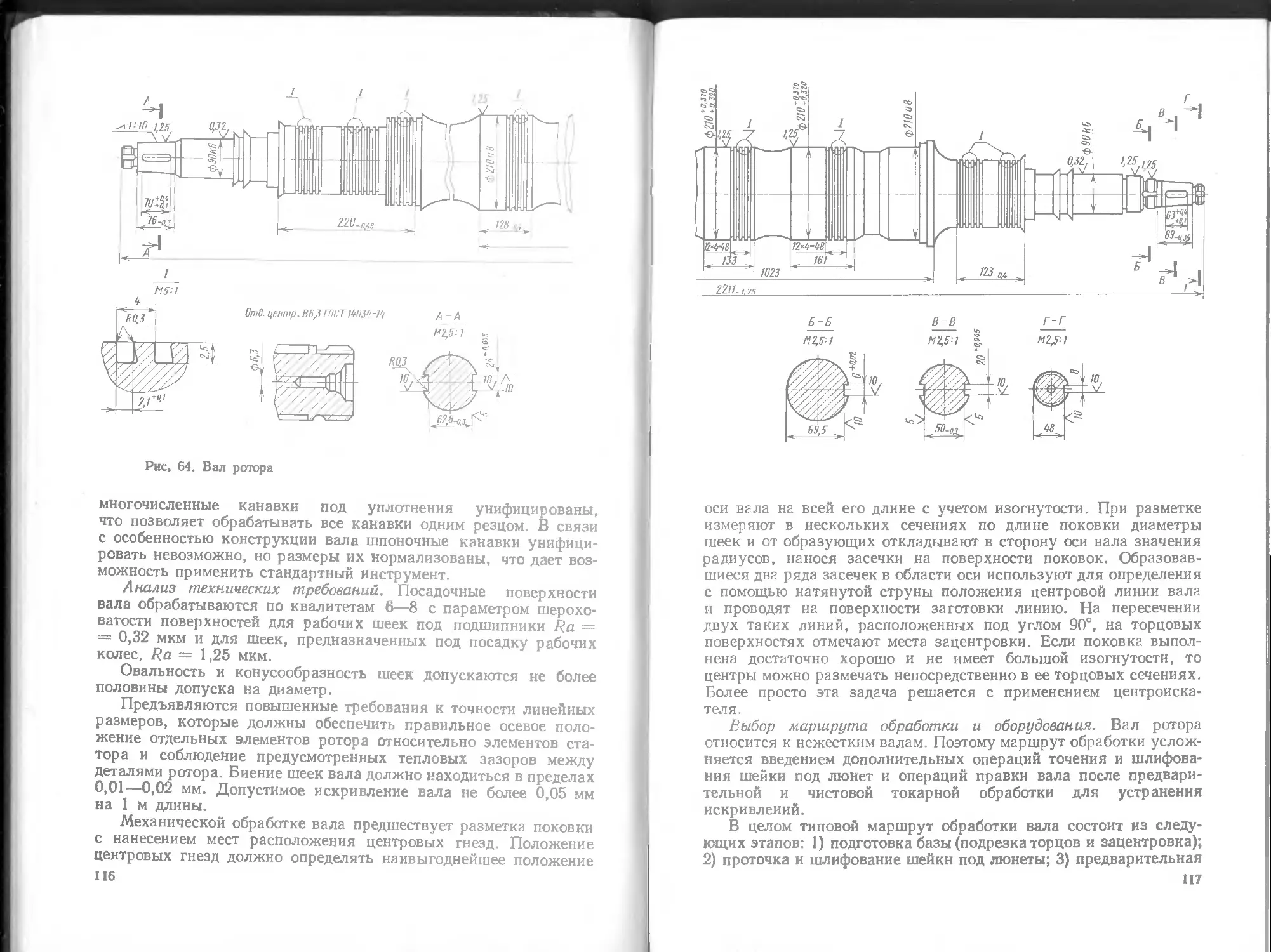
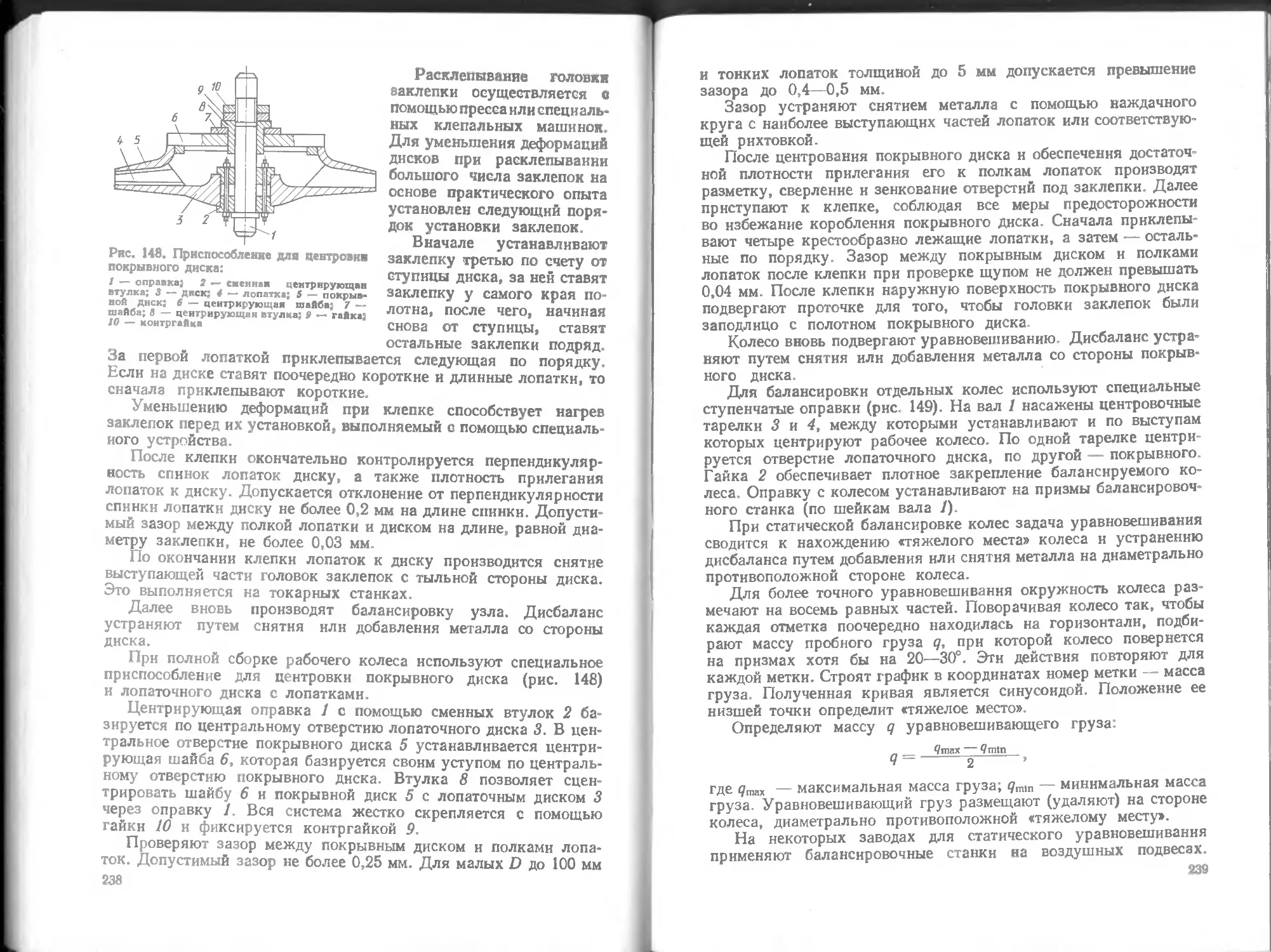
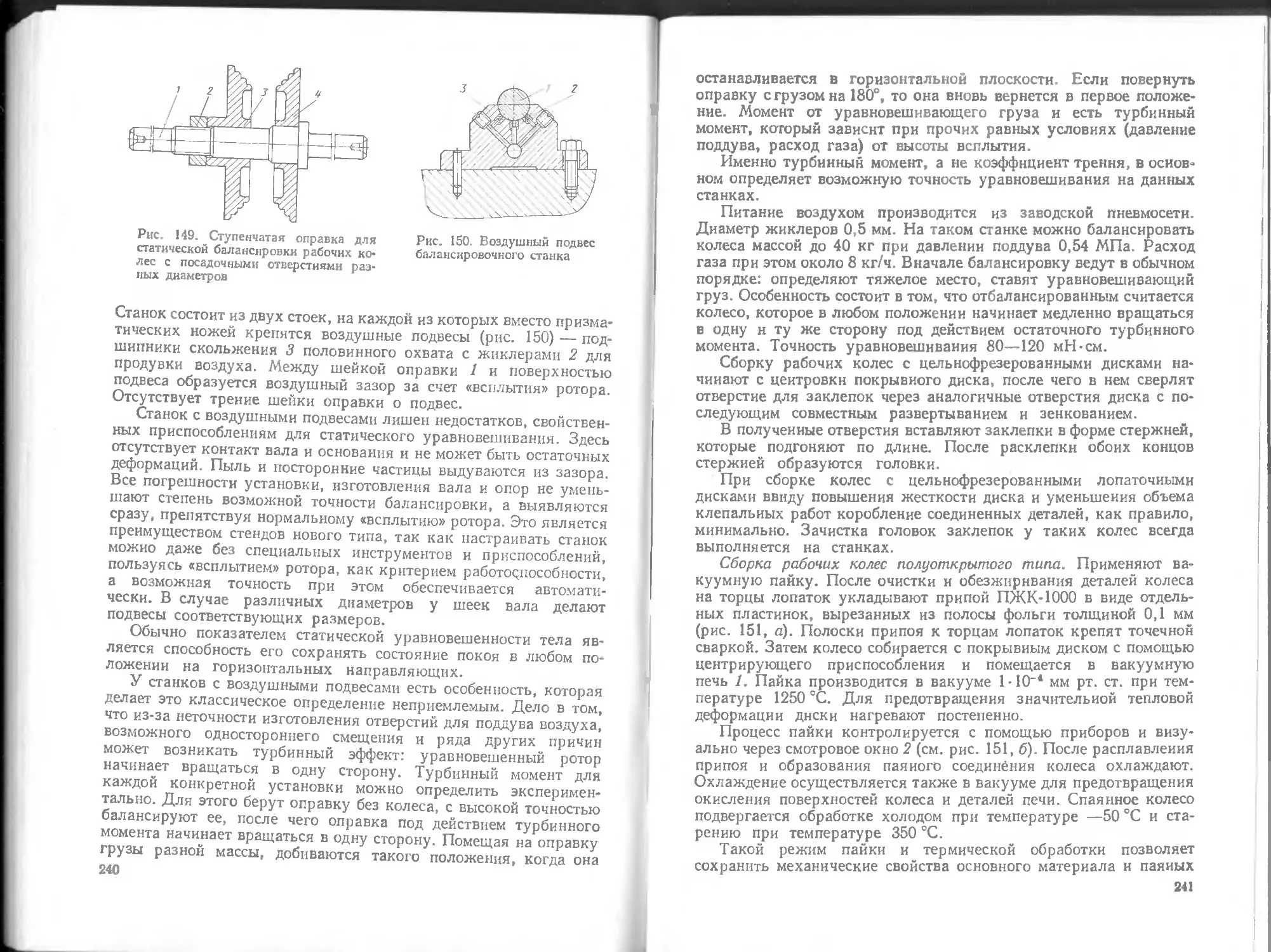
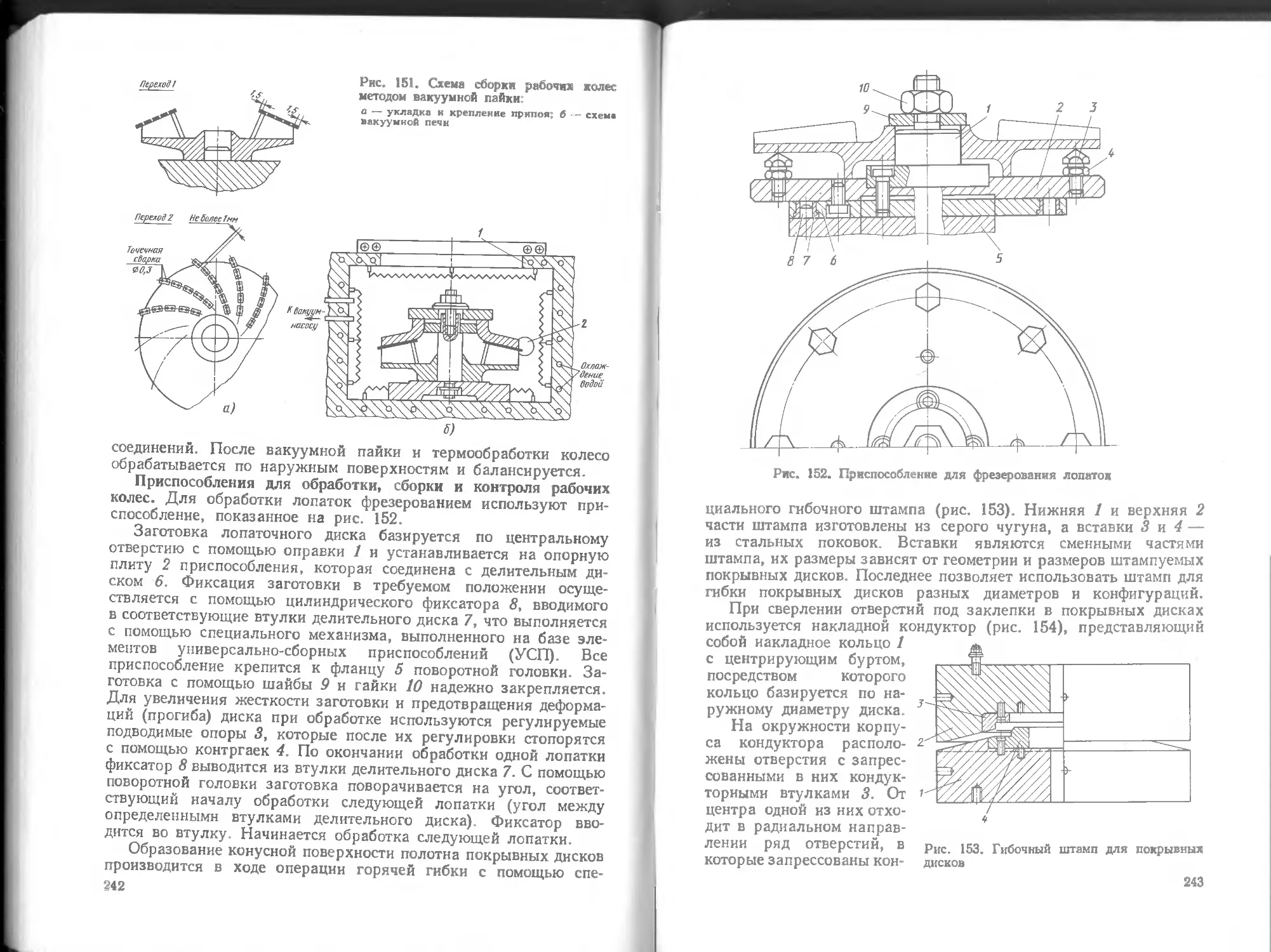
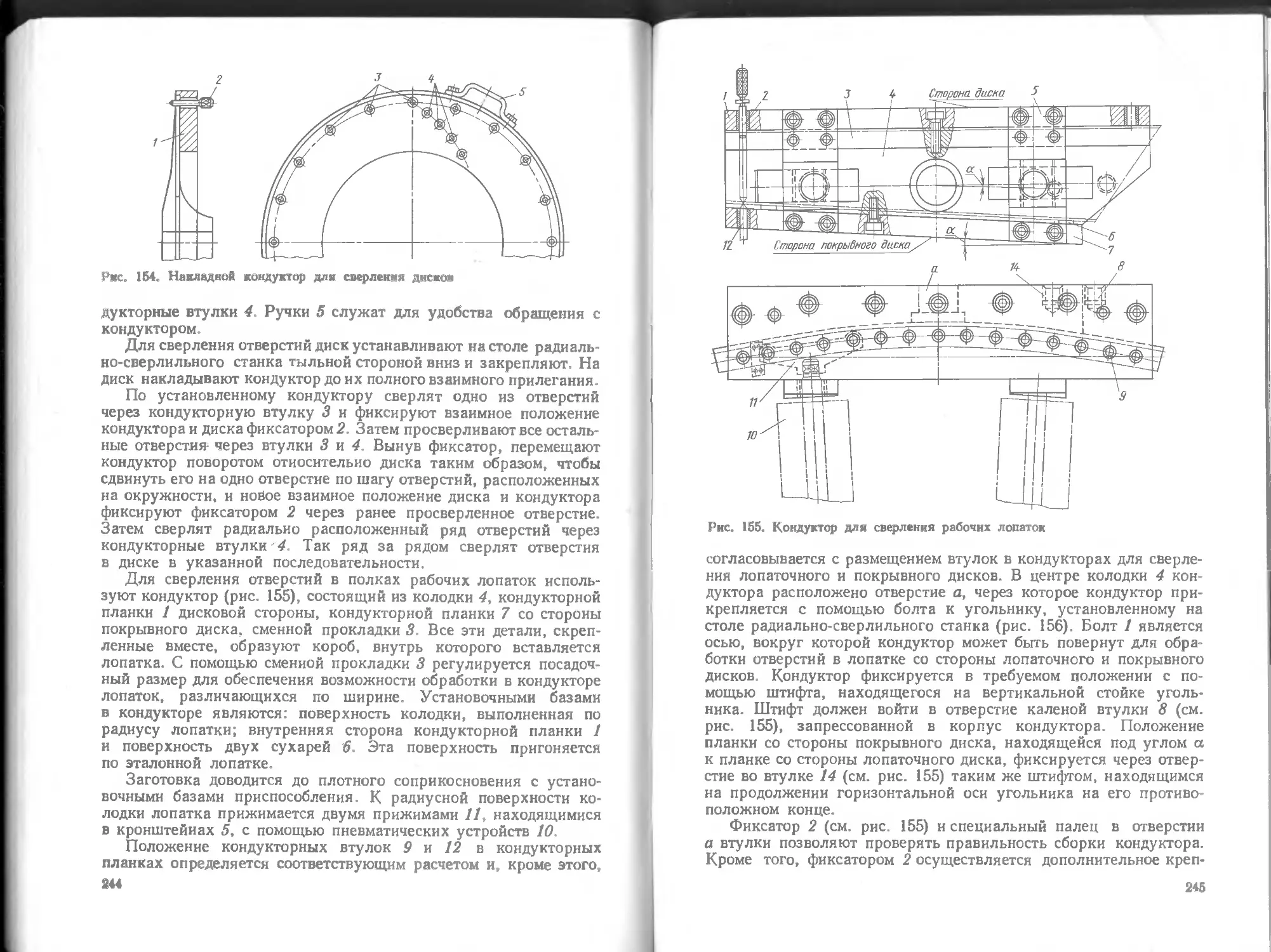
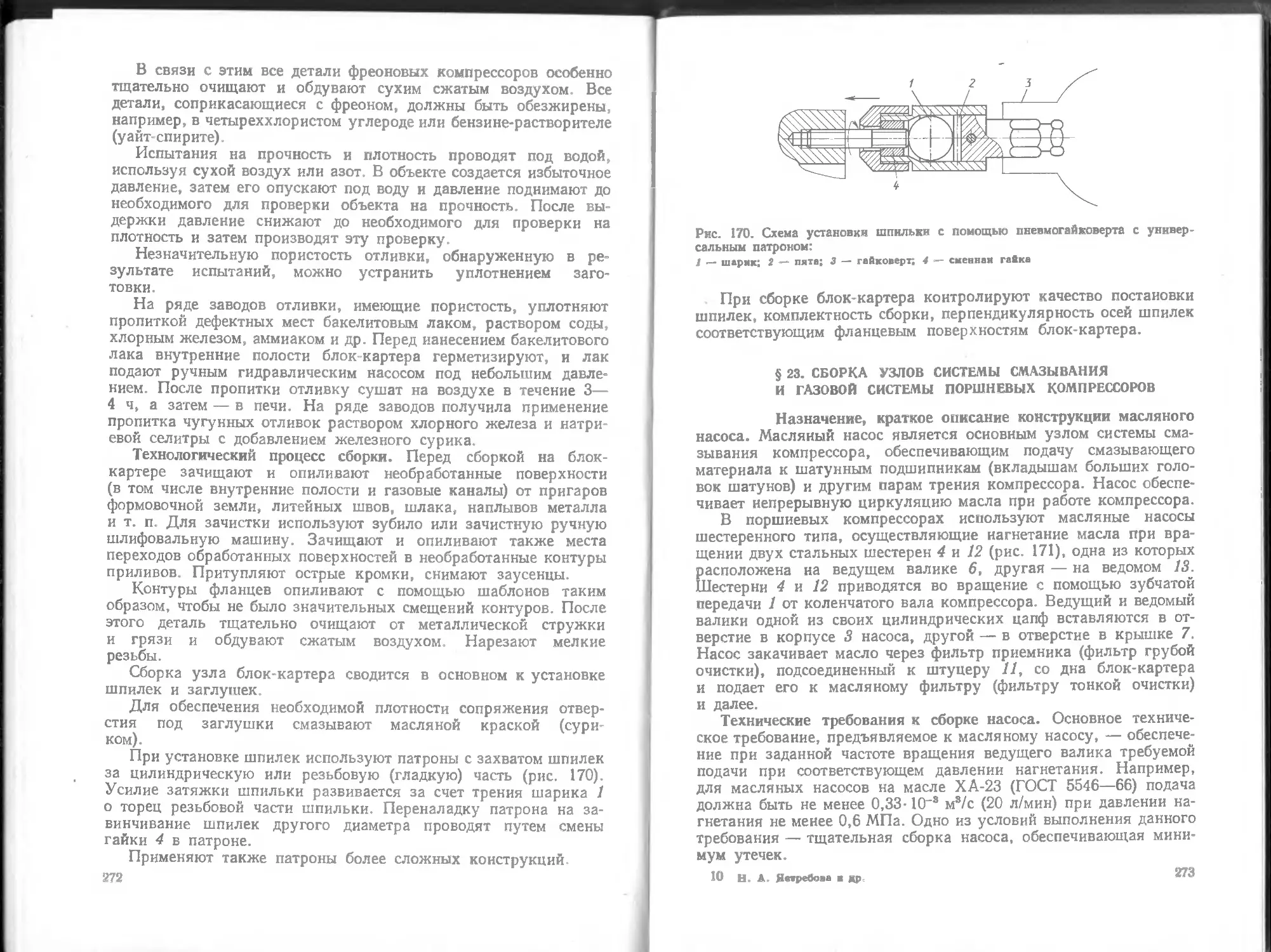
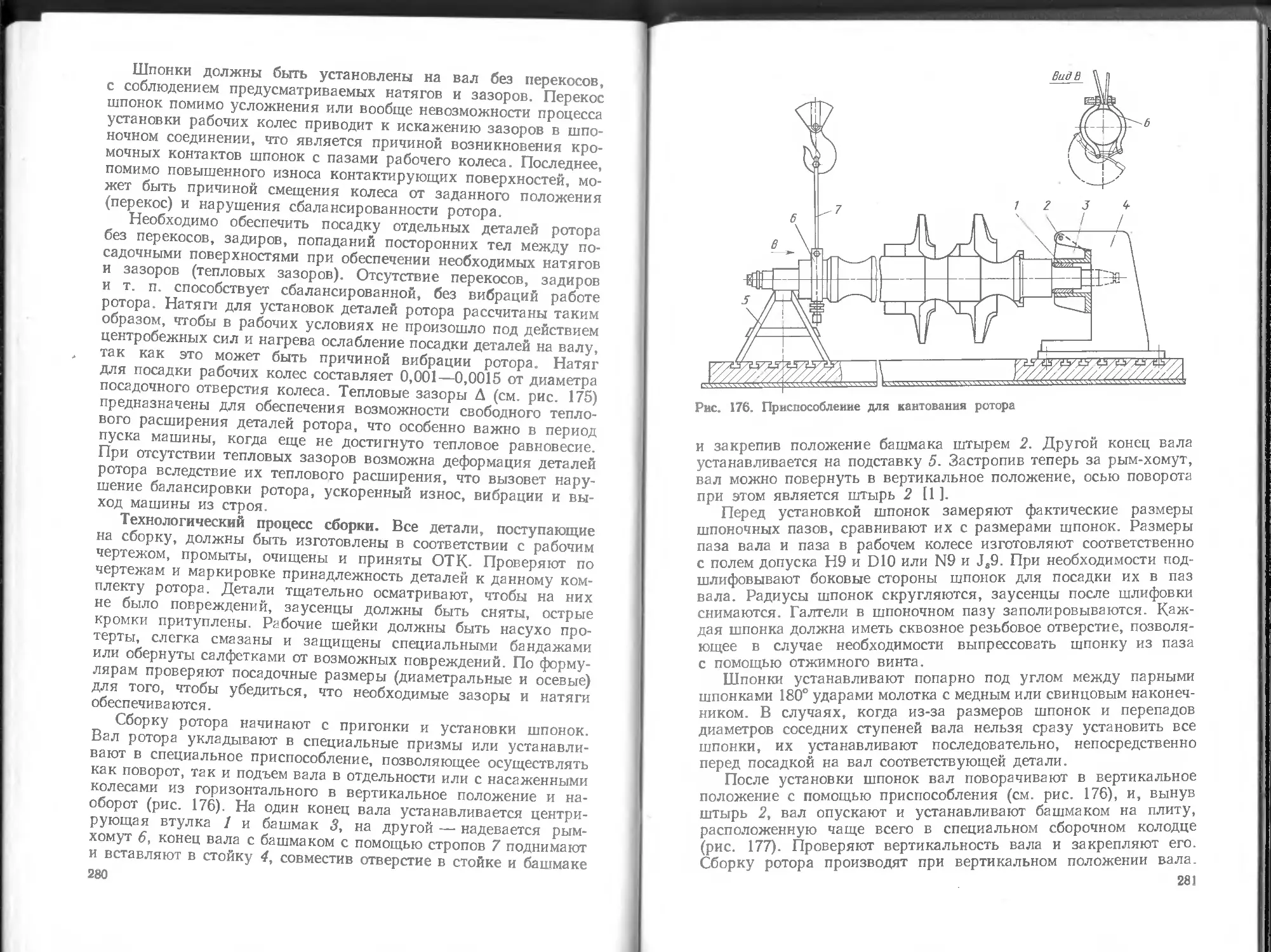
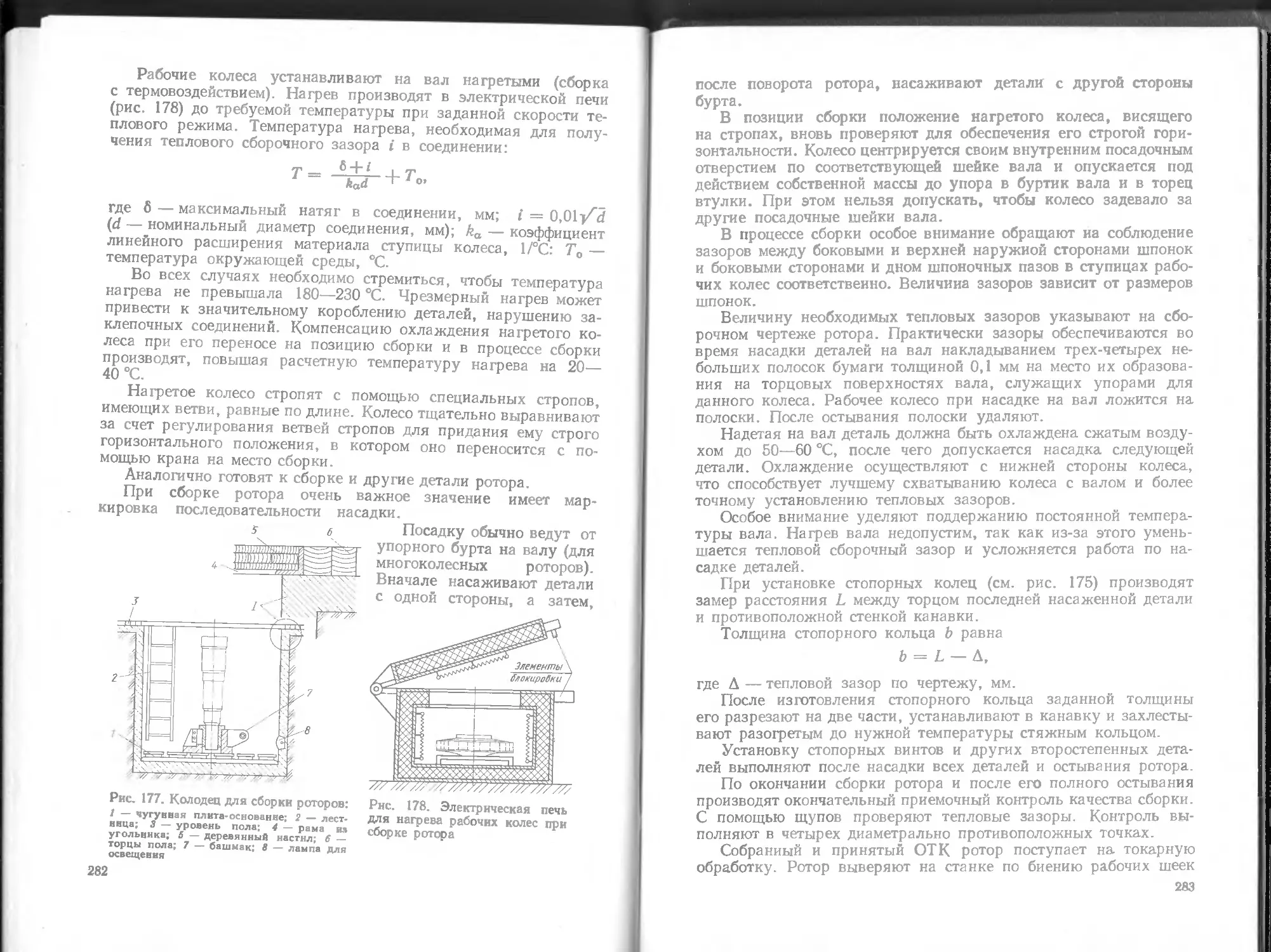
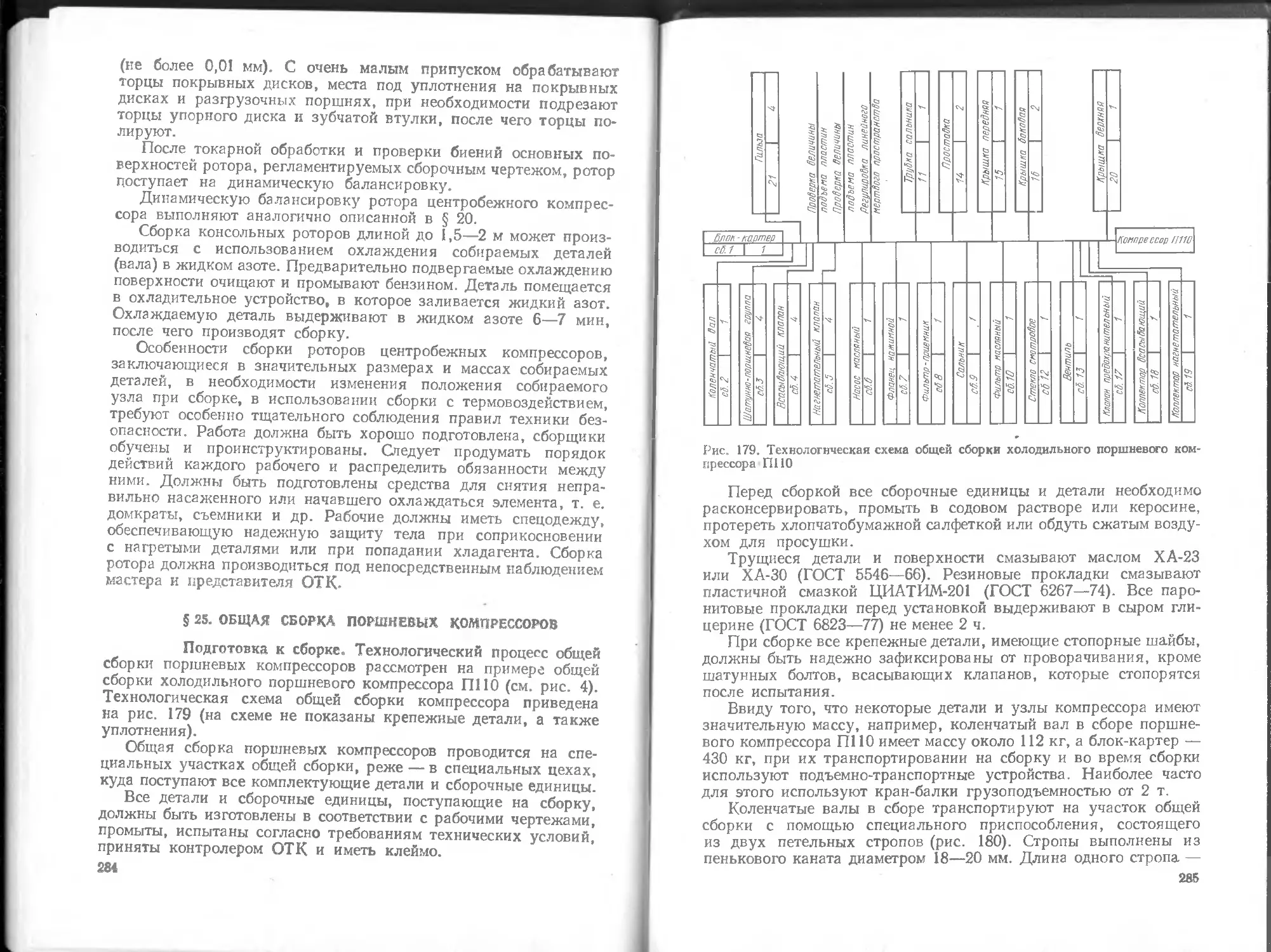
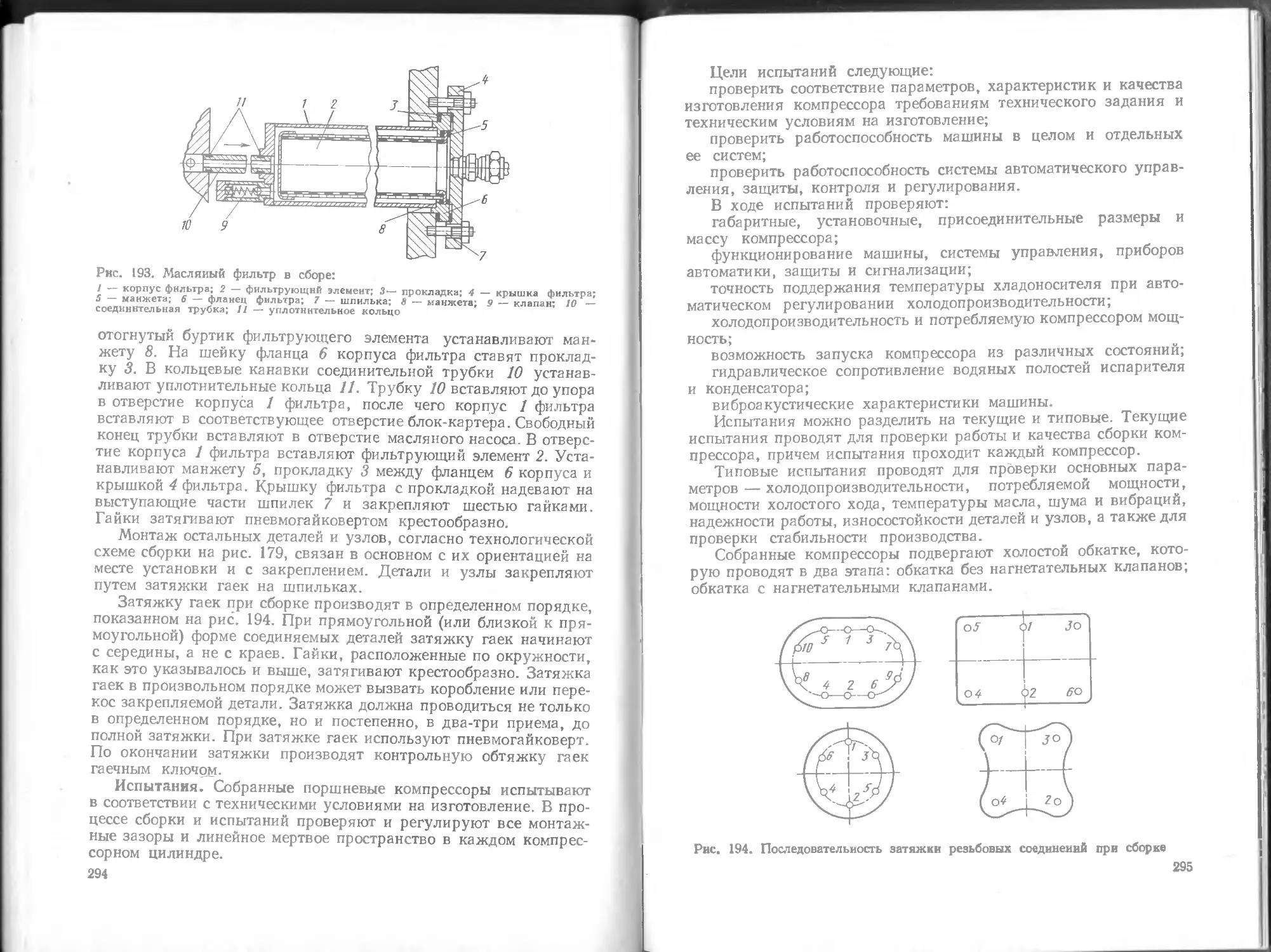
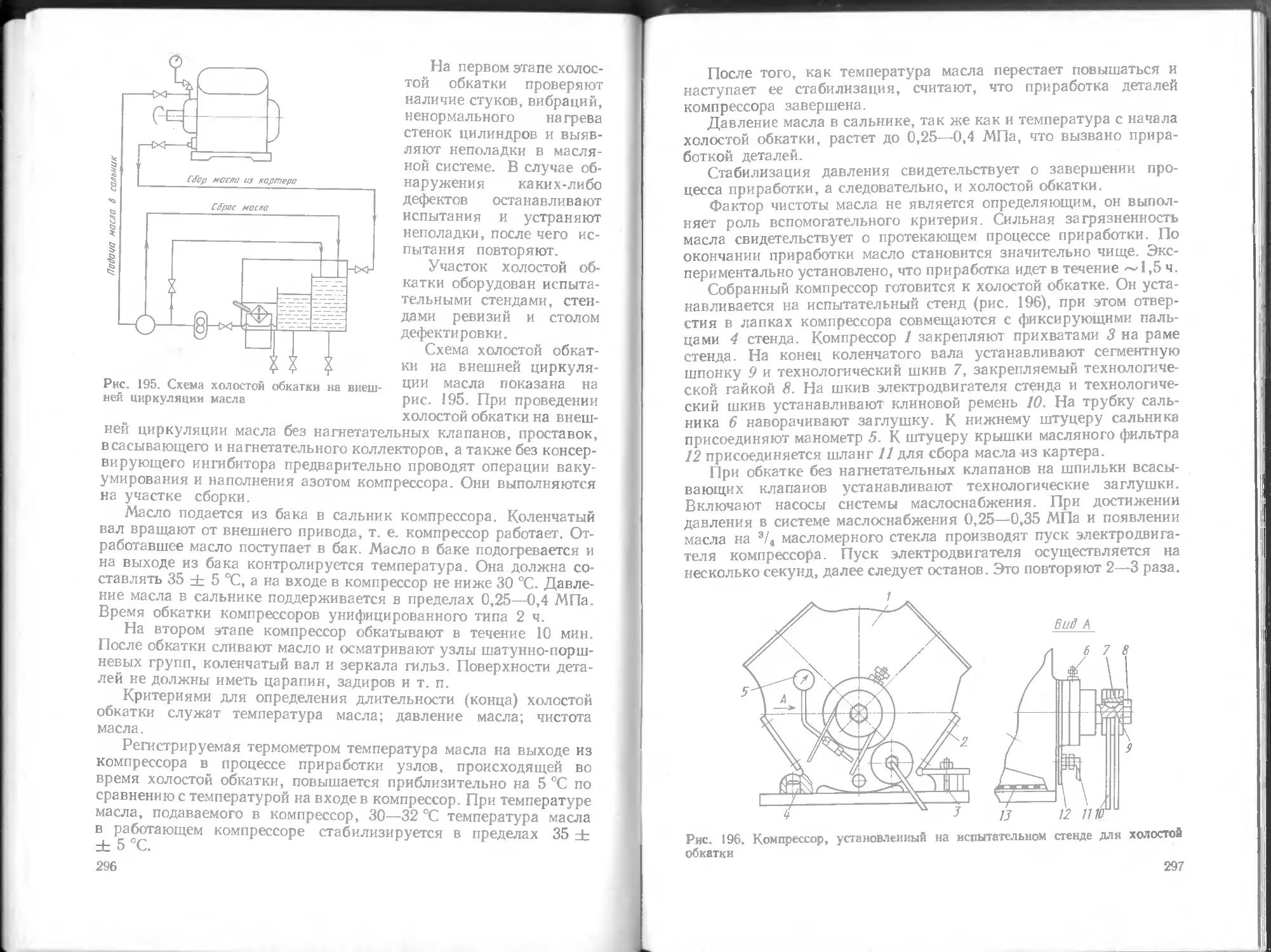
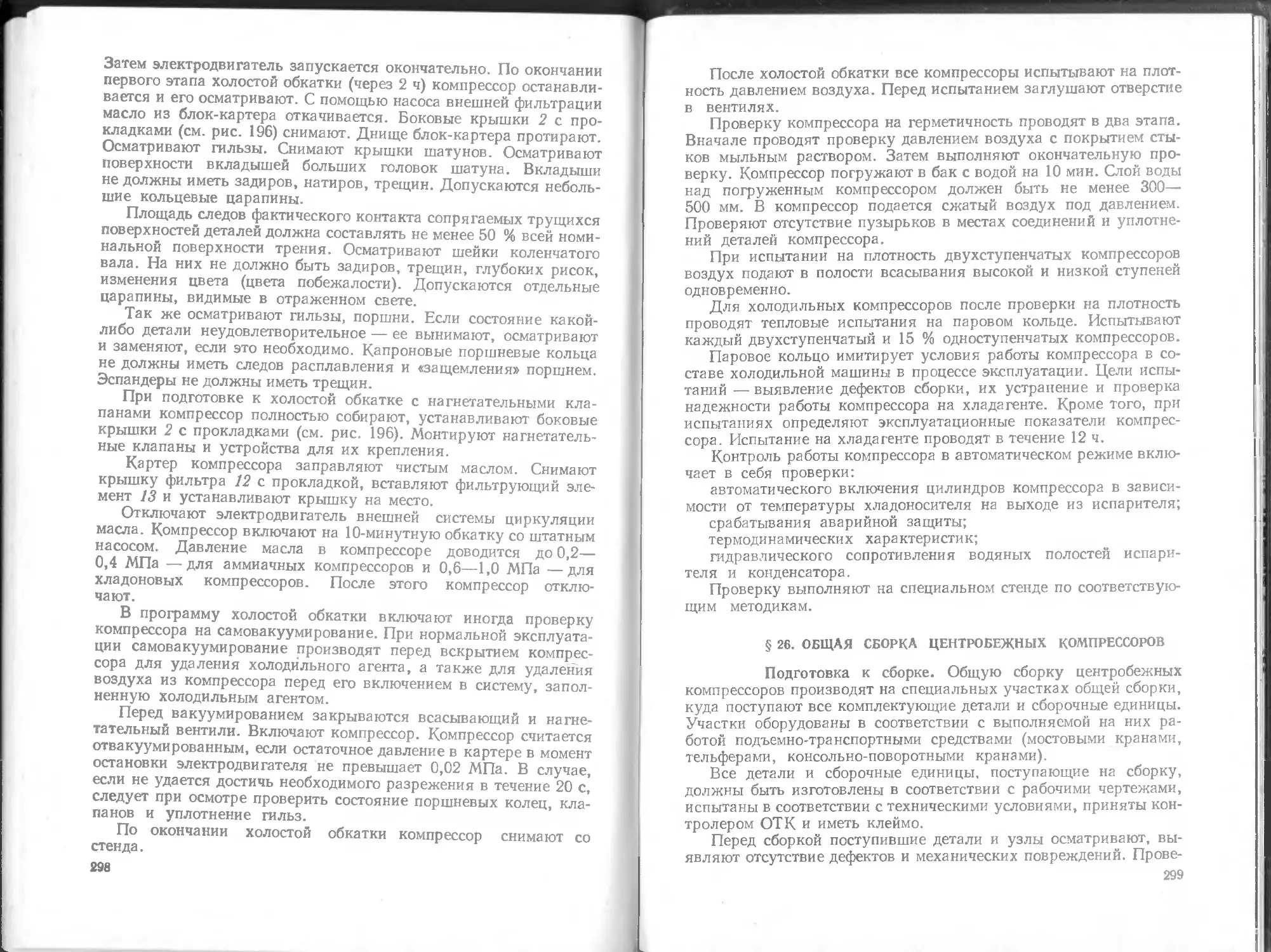
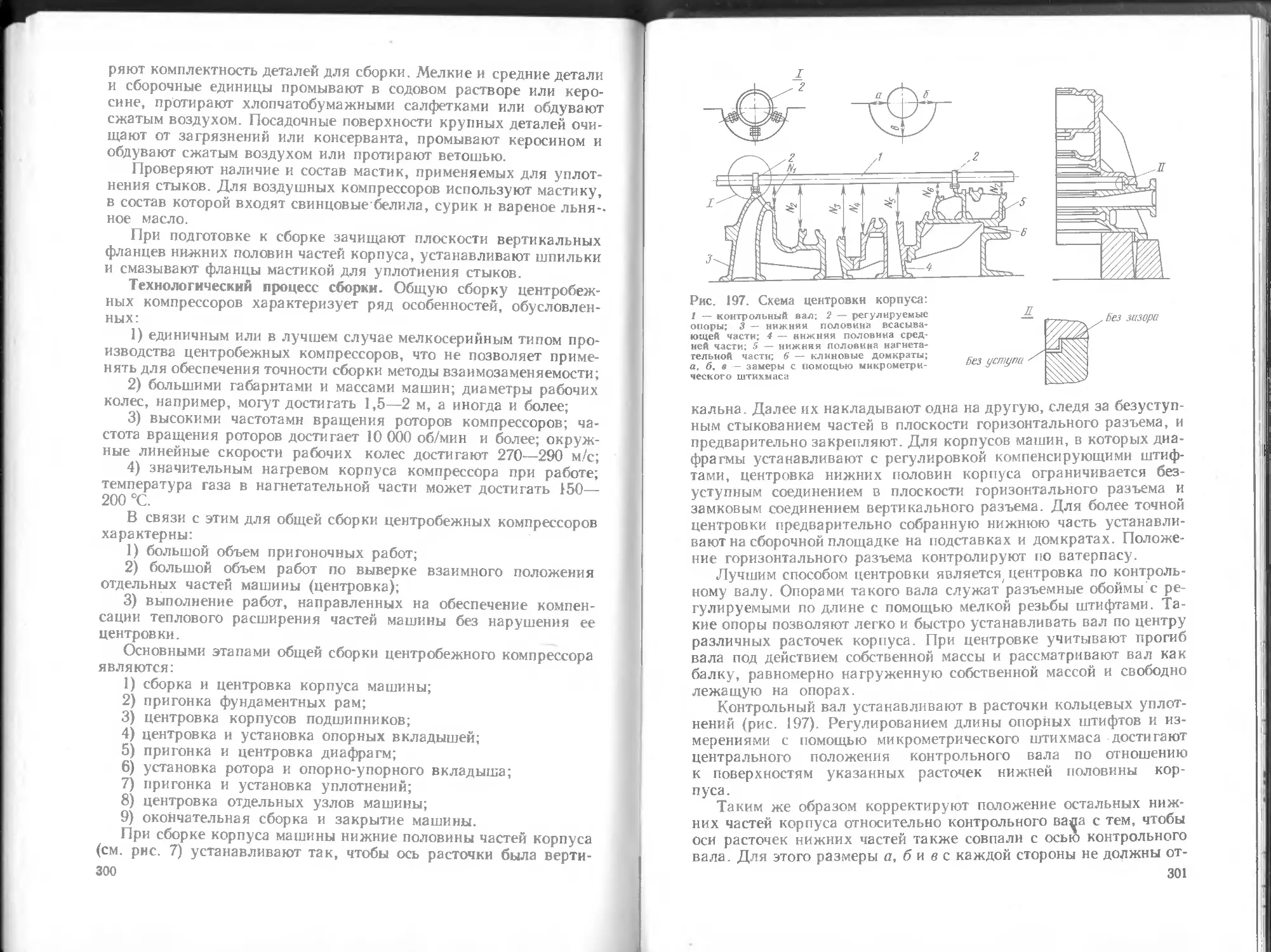
/






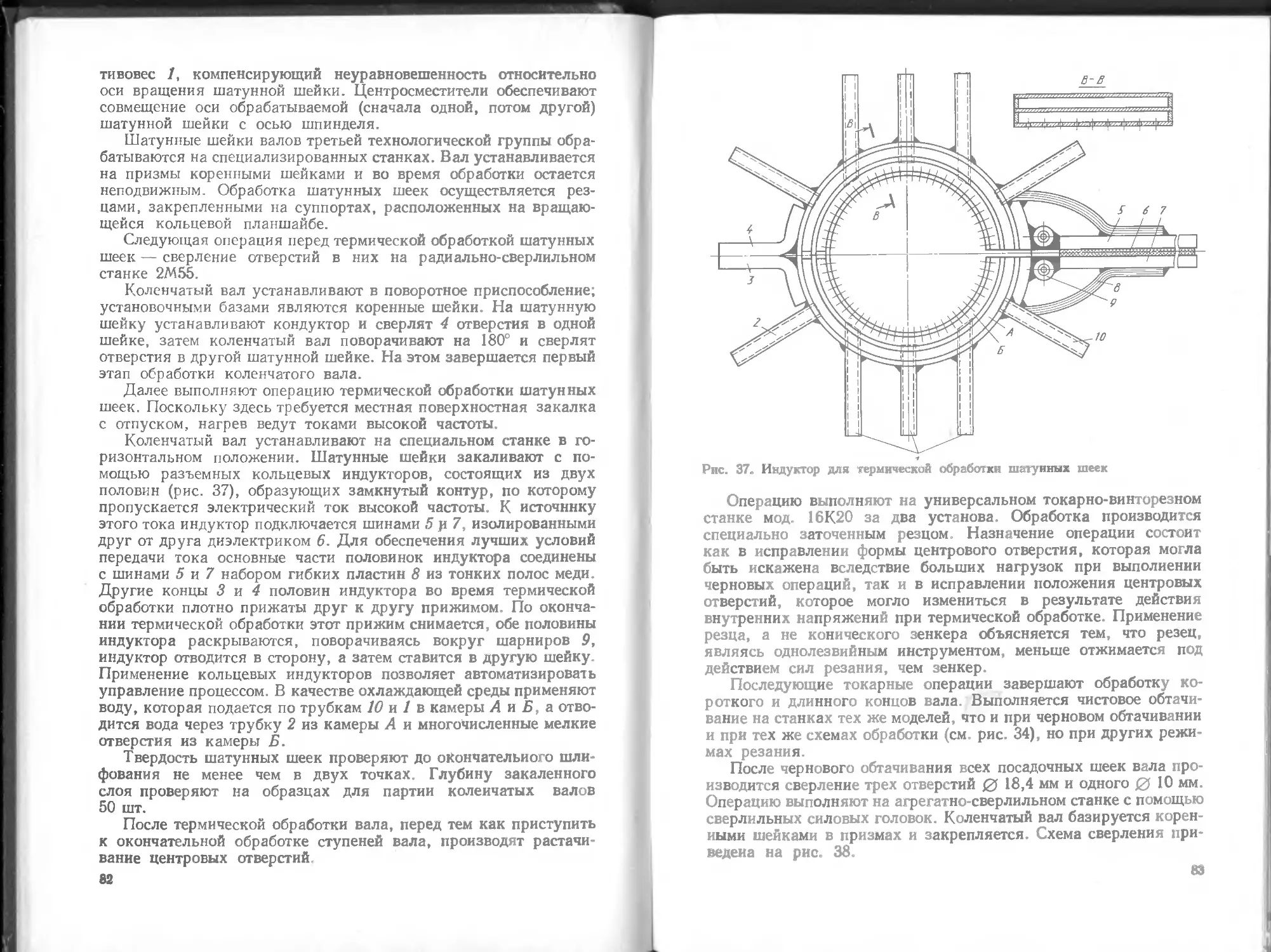
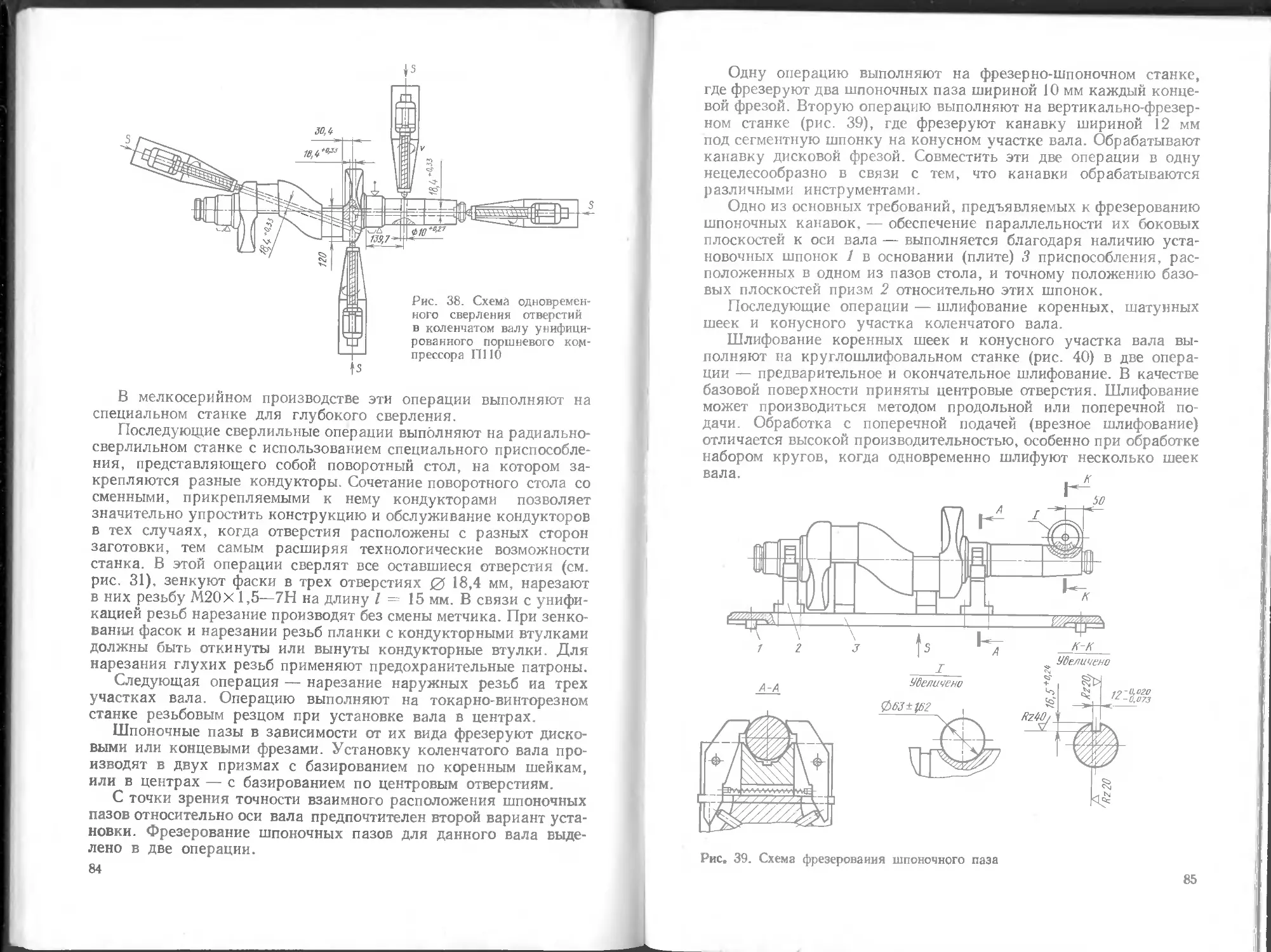
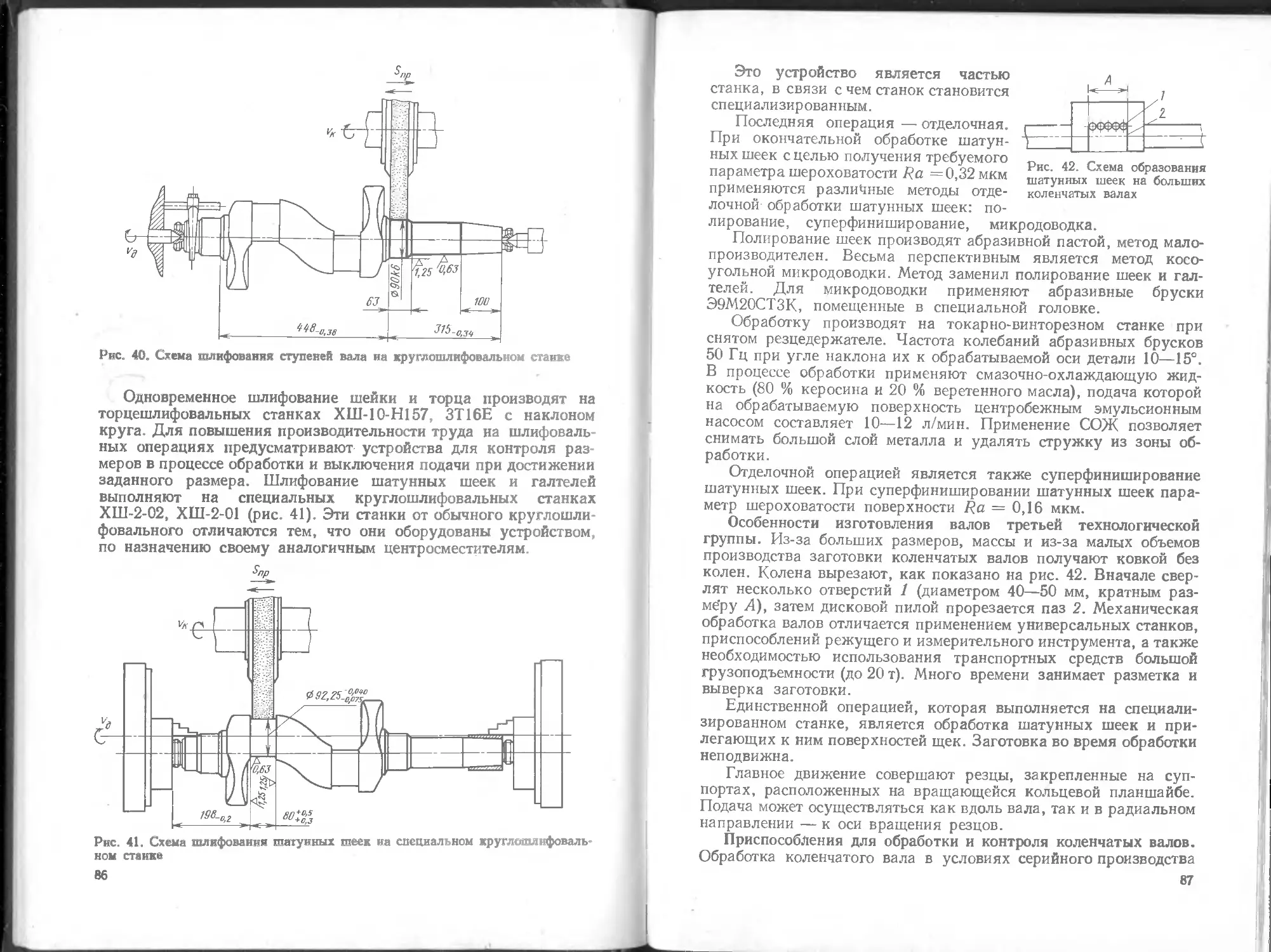
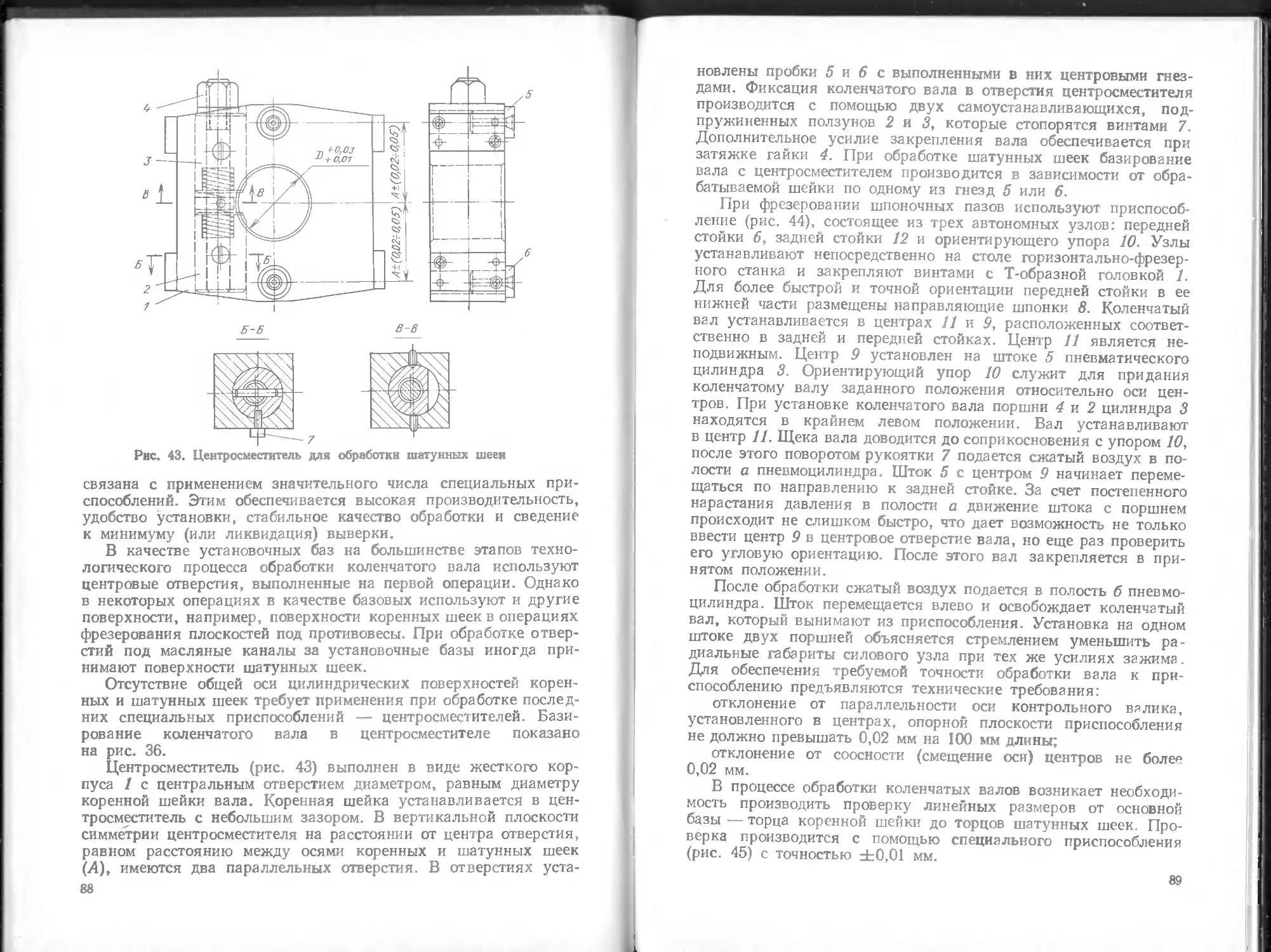





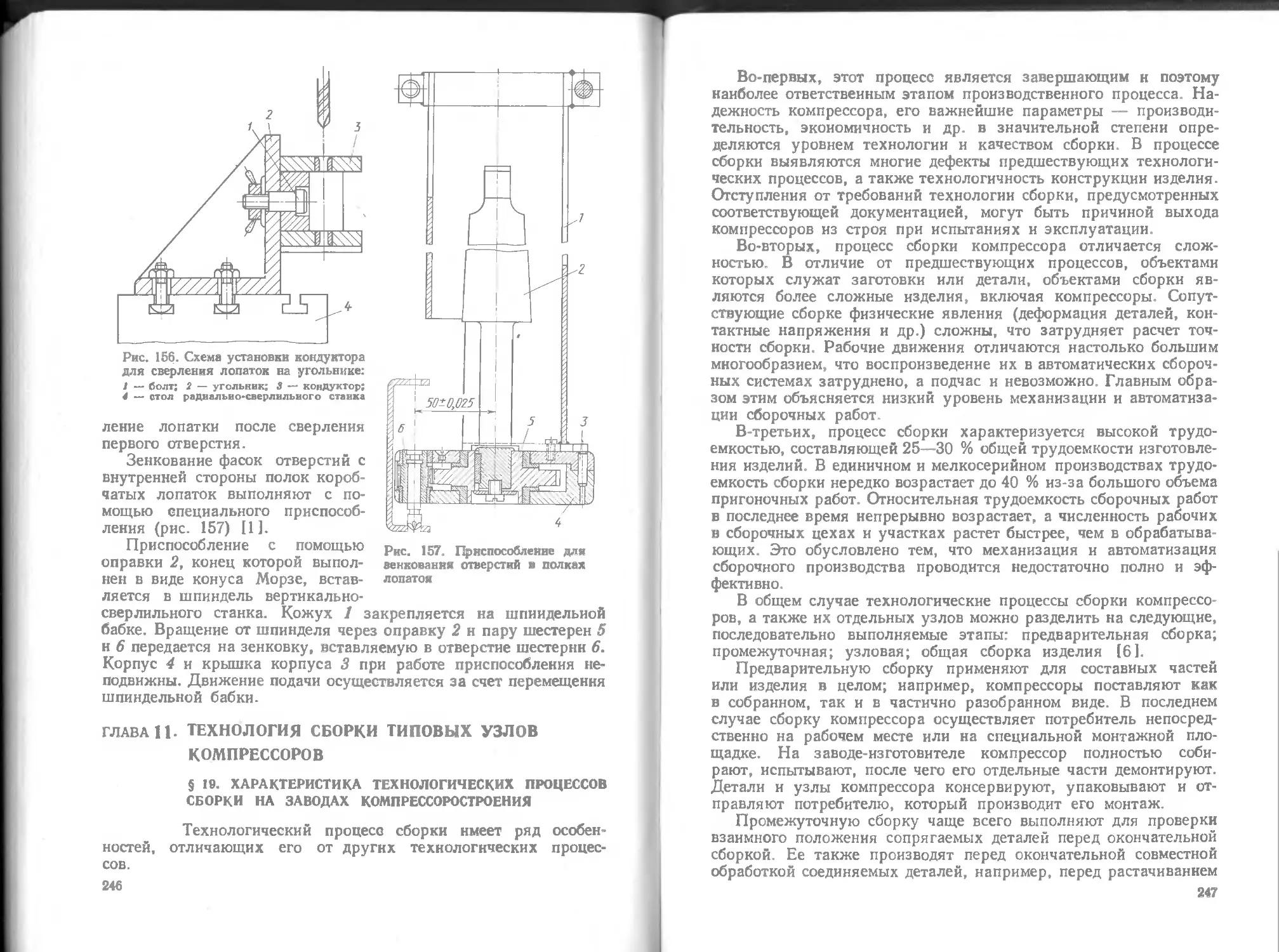




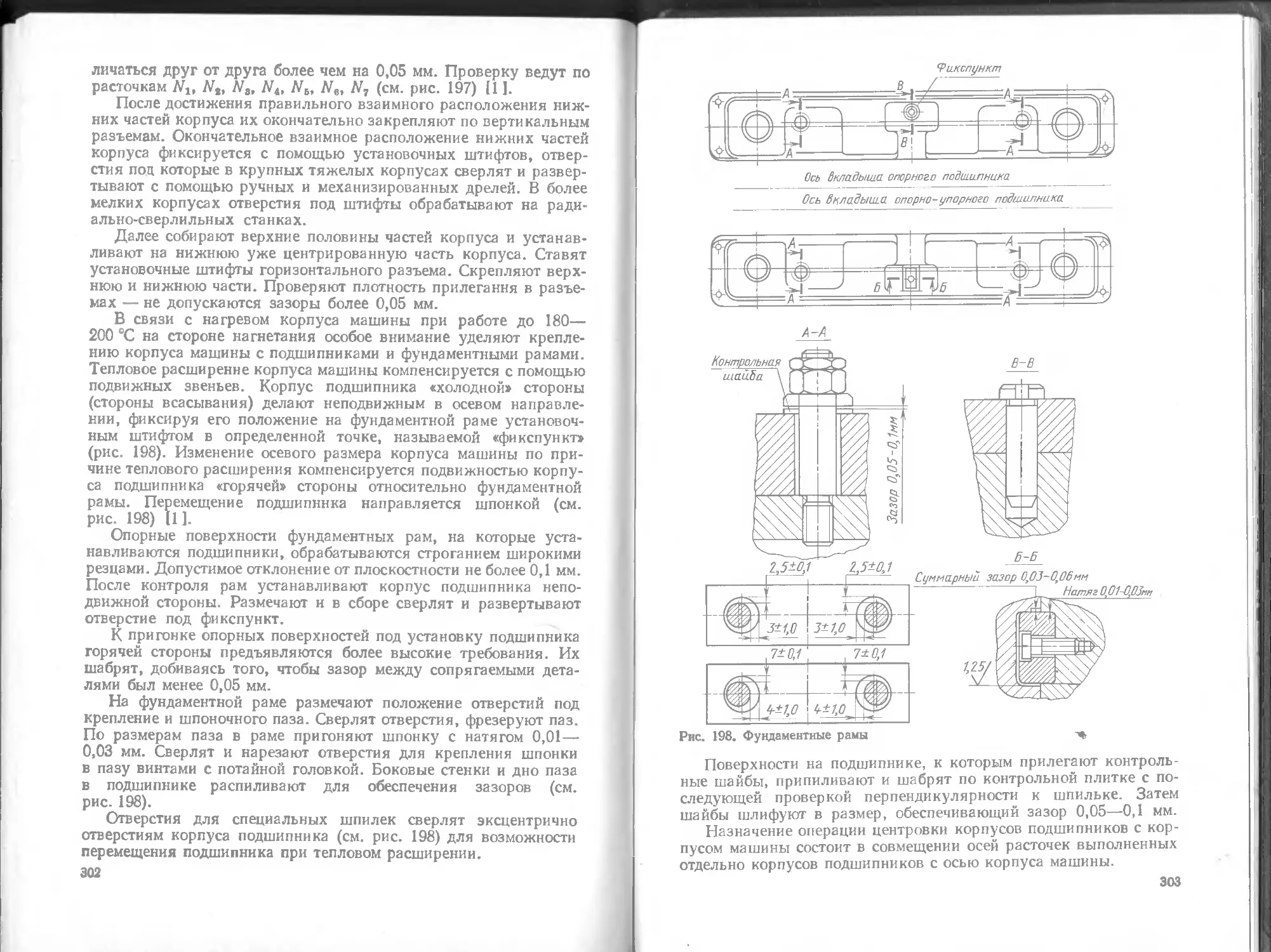

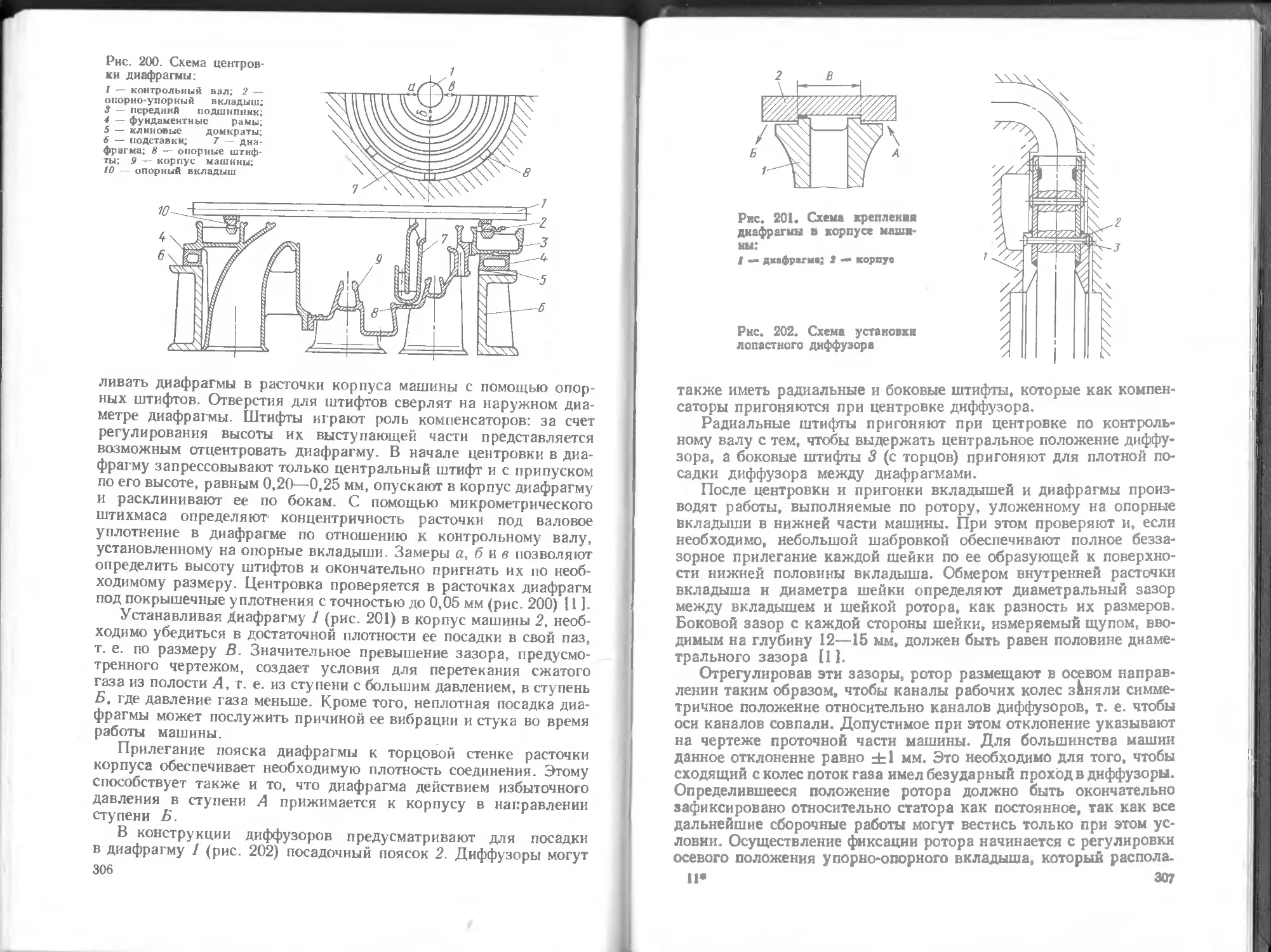
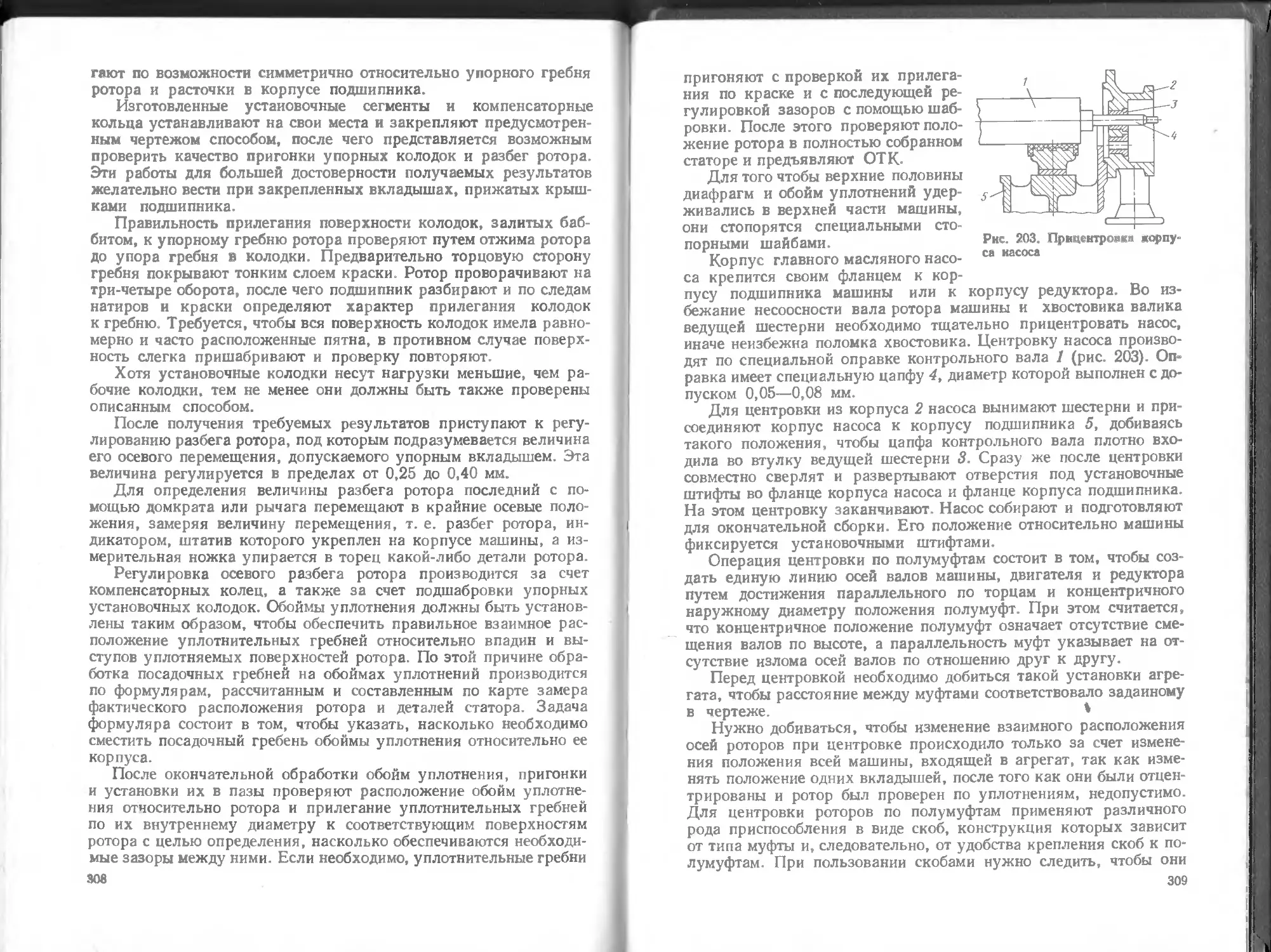

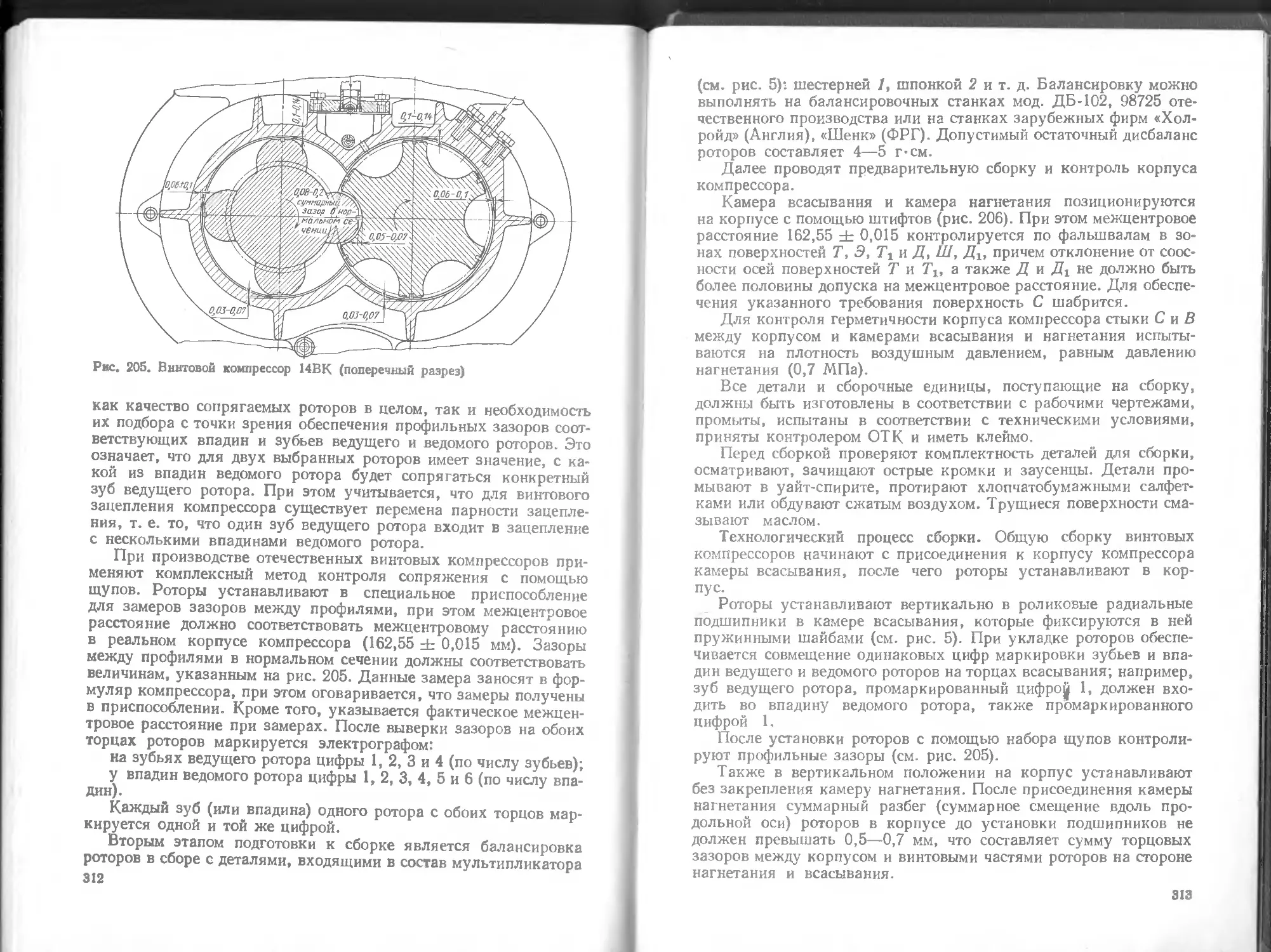





Текст
1 I ДЛЯ ВУЗОВ
ТЕХНОЛОГИЯ
'! КОМПРЕССОРО
СТРОЕНИЯ
« МАШИНОСТРОЕНИЕ »
ДЛЯ ВУЗОВ
Н.А. Ястребова
А.И. Кондаков
В.Д Лубенец
А.Н. Виноградов
ТЕХНОЛОГИЯ
КОМПРЕССОРО-
СТРОЕНИЯ
Допущено Министерством высшего и среднего
специального образования СССР
в качестве учебника для студентов вузов,
обучающихся по специальности
"Холодильные и компрессорные
машины и установки”
МОСКВА
‘МАШИНОСТРОЕНИЕ*
1987
ББК 34.7
Т38
УДК 621.51.002 (075.8)
Рецензенты: кафедра Всесоюзного заочного
машиностроительного института и Б. А. Спектор
Технология компрессоростроения: Учебник для студен-
Т38 тов вузов, обучающихся по специальности «Холодильные и
компрессорные машины и установки» / Н. А. Ястребова,
А. И. Кондаков, В. Д. Лубенец, А. Н. Виноградов. — М.:
Машиностроение, 1987. — 336 с.: ил.
(В пер.): 1 р. 10 к.
Изложены технологические процессы современного производства компрес-
сорных машин, включая изготовление деталей, сборку узлов и общую сборку
поршневых, центробежных и винтовых компрессоров. Рассмотрены проблемы
повышения качества изделий, интенсификации производства компрессоров, сни-
жения материалоемкости продукции.
Приведены данные о перспективах использования в механических цехах техно-
логического оборудования с программным управлением, гибких производственных
систем, а также конструктивные схемы применяемой технологической оснастки,
средства и методы контроля качества изделий на всех этапах производства.
2307000000-082 ББК 34.7
038 (01)-87 82'®7
© Издательство «Машиностроение», 1987.
ПРЕДИСЛОВИЕ
Учебник является специальной частью общего курса «Технология
машиностроения» и предназначен для студентов конструкторских специально-
стей в области компрессоростроеиия. Материал излагается на базе основ техноло-
гии машиностроения, отражающих общие принципы построения технологических
процессов для всех отраслей машиностроения, и конкретизируется примени-
тельно к отраслевой технологии компрессоростроеиия, специфике изделий и усло-
виям производства.
При составлении книги не ставилась задача рассмотреть все многообразие
технологических процессов изготовления компрессоров, так как содержание
технологических процессов связано не столько с конструктивными разновидно-
стями машин, сколько с условиями организации производства, которые в основ-
ном зависят от годового объема выпуска. В ряде случаев для типовой детали
одного наименования приведены варианты технологических процессов единич-
ного, серийного и крупносерийного производства.
В книге отражен опыт московского завода «Компрессор», Казанского ком-
прессорного завода, укмергского завода «Венибе». Отражены также разработки
проектно-конструкторских институтов, связанных с производством компрес-
соров.
В ходе изложения подчеркивается положительное влияние унификация кон-
струкций, их нормализации к стандартизации на технико-экономические показа-
тели серийного и единичного производства.
Наряду с технологическими процессами обработки и сборки изделий, харак-
терными для действующего производства, рассмотрены перспективы высоко-
эффективного гибкого производства с использованием прогрессивного оборудова-
ния, станков с ЧПУ, многооперационных станков и робототехнических комплек-
сов. Излагается опыт использования типовых и групповых технологических про-
цессов для его использования при автоматизированном проектировании техноло-
гических процессов с применением ЭВМ. Все технологические вопросы рассма-
триваются комплексно и во взаимосвязи с конструкцией изделий, ибо возмож-
ность применения передовой технологии в значительной степени определяется
тем, насколько конструкция технологична.
При изложении материала учтен многолетний опыт преподавания соответ-
ствующего курса в МВТУ им. Н. Э. Баумана.
Авторами написаны: § 1—4 — В. Д. Лубенцом; § 5, гл. 2, гл. 3—13 —
Н. А. Ястребовой и А. И. Кондаковым, § 9 и 27 — А. Н. Виноградовым.
Г
ЧАСТЬ I
СОВРЕМЕННОЕ СОСТОЯНИЕ ПРОИЗВОДСТВА
КОМПРЕССОРОВ
ГЛАВА 1. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА
КОМПРЕССОРОВ
Компрессор — машина для сжатия воздуха или газа
до избыточного давления не ниже 0,015 МПа. Начальное давление
газа (давление всасывания) может быть менее атмосферного (ва-
куум-компрессоры), равным или более атмосферного (циркуля-
ционные и дожимающие компрессоры).
Компрессоры — важнейшее энергетическое оборудование,
применяемое в технологических процессах химической, нефтехи-
мической, нефтеперерабатывающей, газовой, металлургической,
пищевой промышленности и целом ряде других отраслей.
Развитие техники привело к созданию объемных компрессоров
(сжатие газа производится в замкнутом объеме) — к ним отно-
сятся поршневые и роторные машины, а также компрессоров, ис-
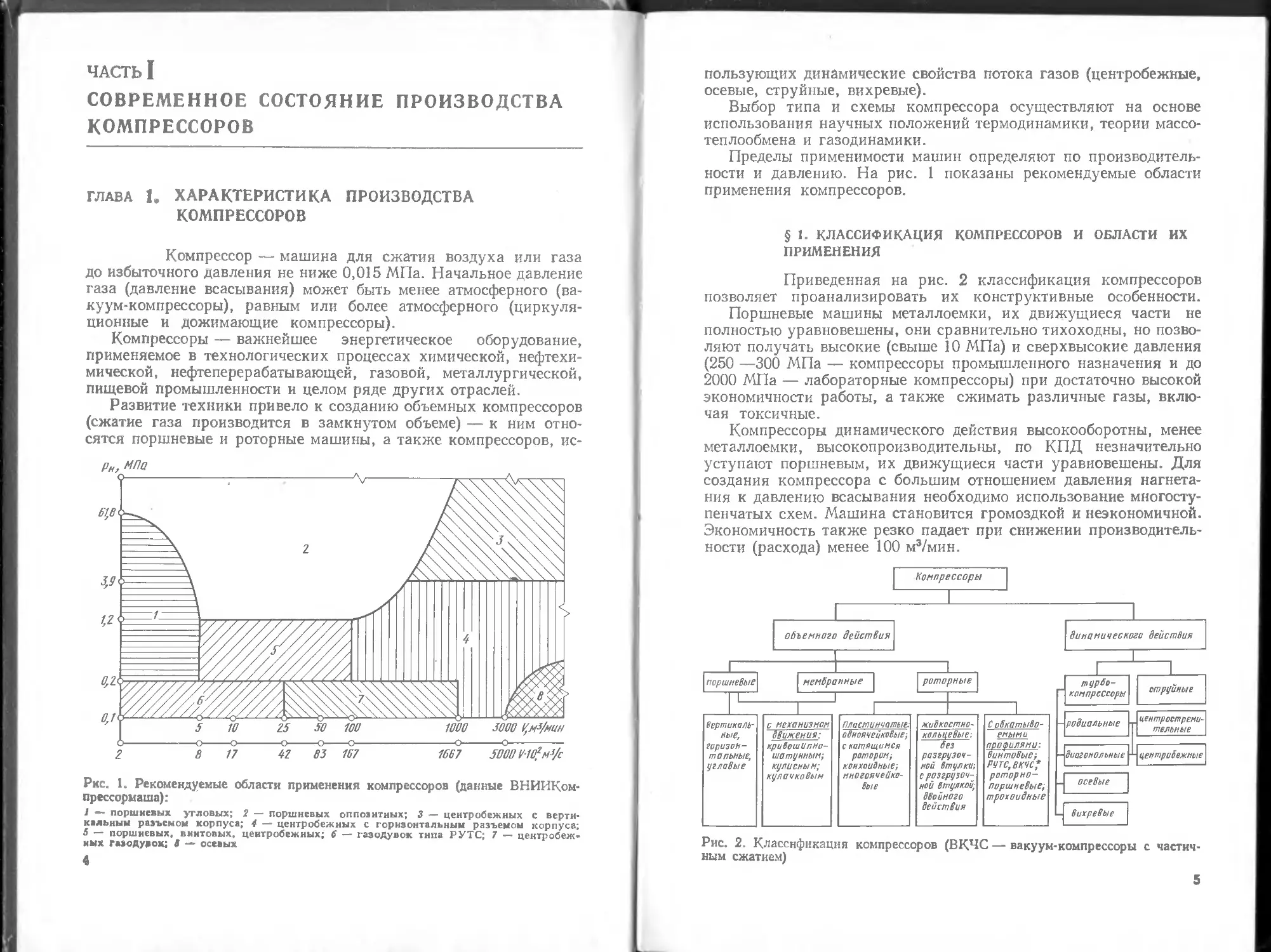
Ркс. 1. Рекомендуемые области применения компрессоров (данные ВНИИКом-
прессормаша):
i ~~~ поршневых угловых; 2 — поршневых оппозитных; 3 — центробежных с верти*
кальным разъемом корпуса; 4 — центробежных с горизонтальным разъемом корпуса;
5 — поршневых, винтовых, центробежных; 6 — газодувок типа РУТС; 7 — центробеж-
ных газодувок; в — осевых
4
пользующих динамические свойства потока газов (центробежные,
осевые, струйные, вихревые).
Выбор типа и схемы компрессора осуществляют на основе
использования научных положений термодинамики, теории массо-
теплообмена и газодинамики.
Пределы применимости машин определяют по производитель-
ности и давлению. На рис. 1 показаны рекомендуемые области
применения компрессоров.
§ 1. КЛАССИФИКАЦИЯ КОМПРЕССОРОВ И ОБЛАСТИ ИХ
ПРИМЕНЕНИЯ
Приведенная на рис. 2 классификация компрессоров
позволяет проанализировать их конструктивные особенности.
Поршневые машины металлоемки, их движущиеся части не
полностью уравновешены, они сравнительно тихоходны, но позво-
ляют получать высокие (свыше 10 МПа) и сверхвысокие давления
(250 —300 МПа — компрессоры промышленного назначения и до
2000 МПа — лабораторные компрессоры) при достаточно высокой
экономичности работы, а также сжимать различные газы, вклю-
чая токсичные.
Компрессоры динамического действия высокооборотны, менее
металлоемки, высокопроизводительны, по КПД незначительно
уступают поршневым, их движущиеся части уравновешены. Для
создания компрессора с большим отношением давления нагнета-
ния к давлению всасывания необходимо использование многосту-
пенчатых схем. Машина становится громоздкой и неэкономичной.
Экономичность также резко падает при снижении производитель-
ности (расхода) менее 100 м3/мин.
| тршнеВьй^
вертикаль-
ные,
горизон-
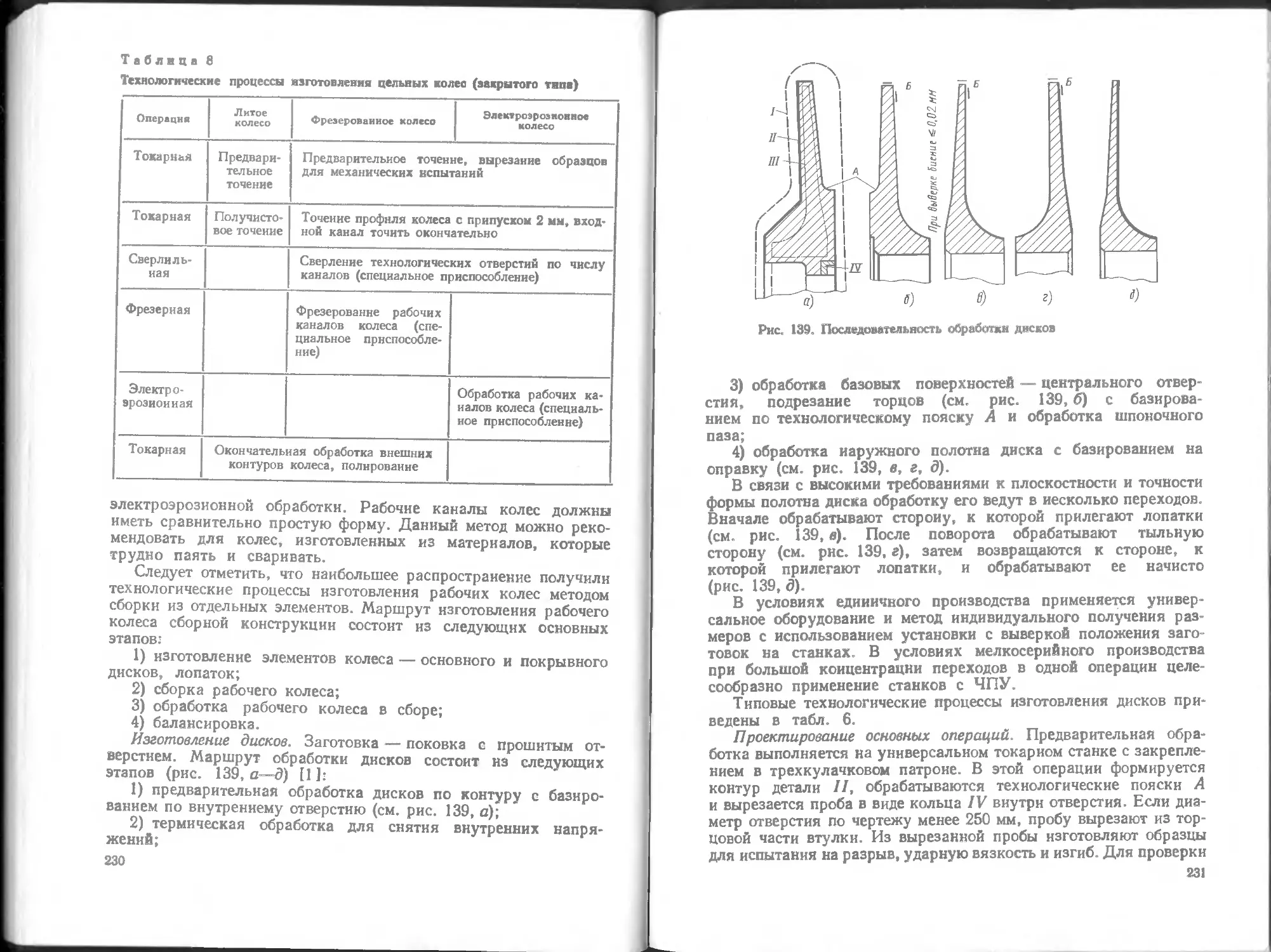
тальные,
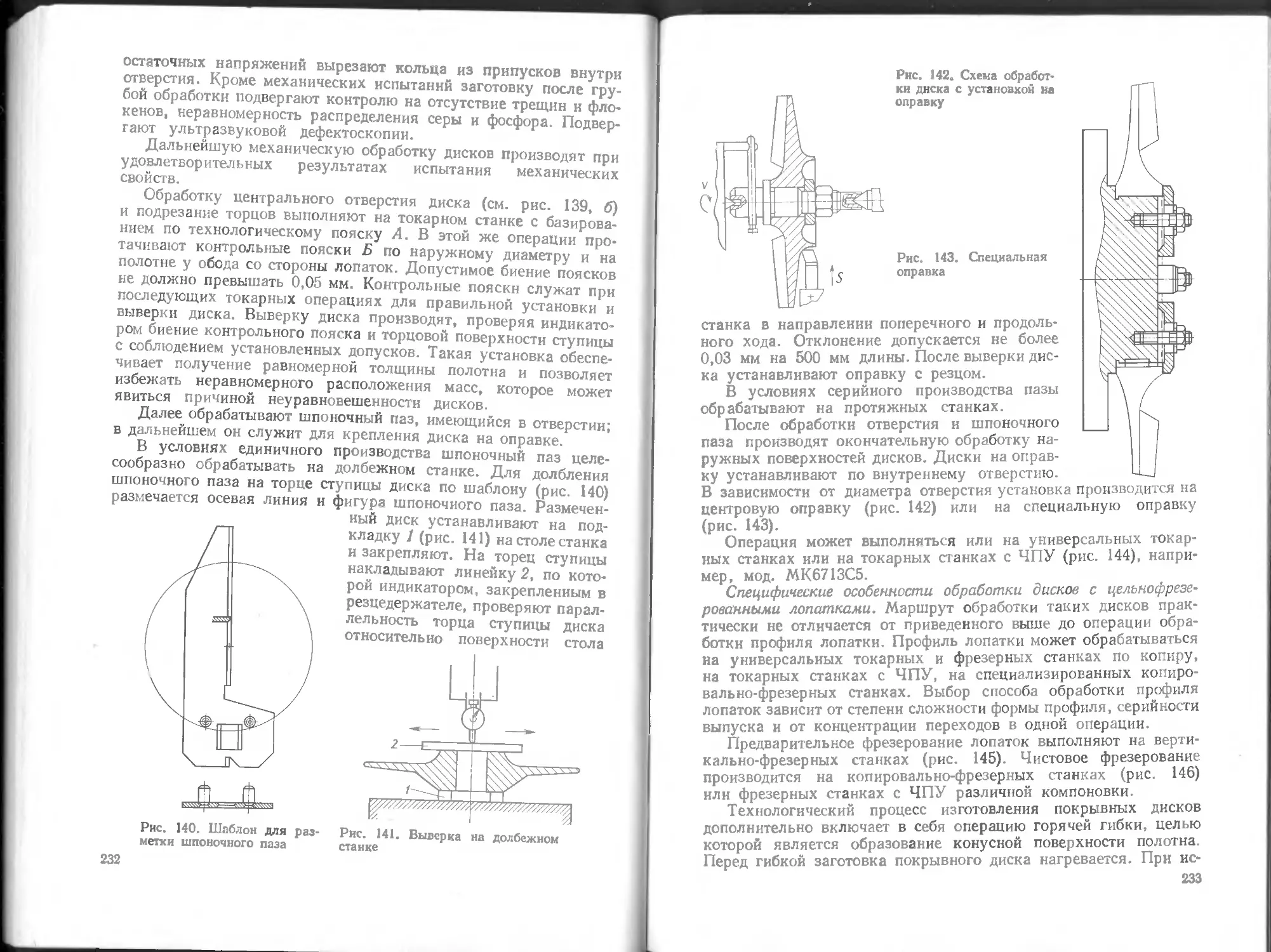
угловые
мембранные ]
----П-------г
| роторные j
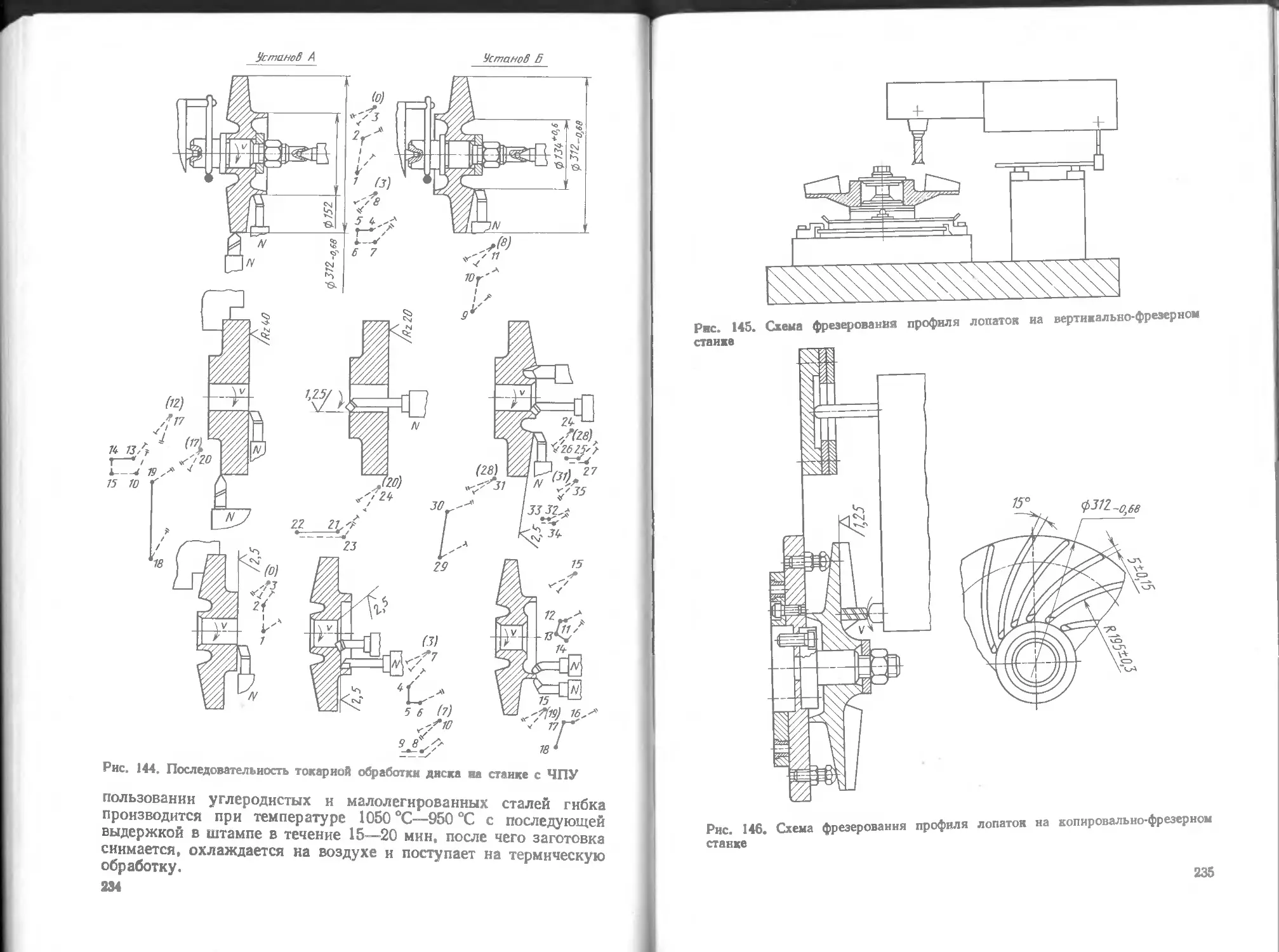
с механизмом
движения^
кривошипно-
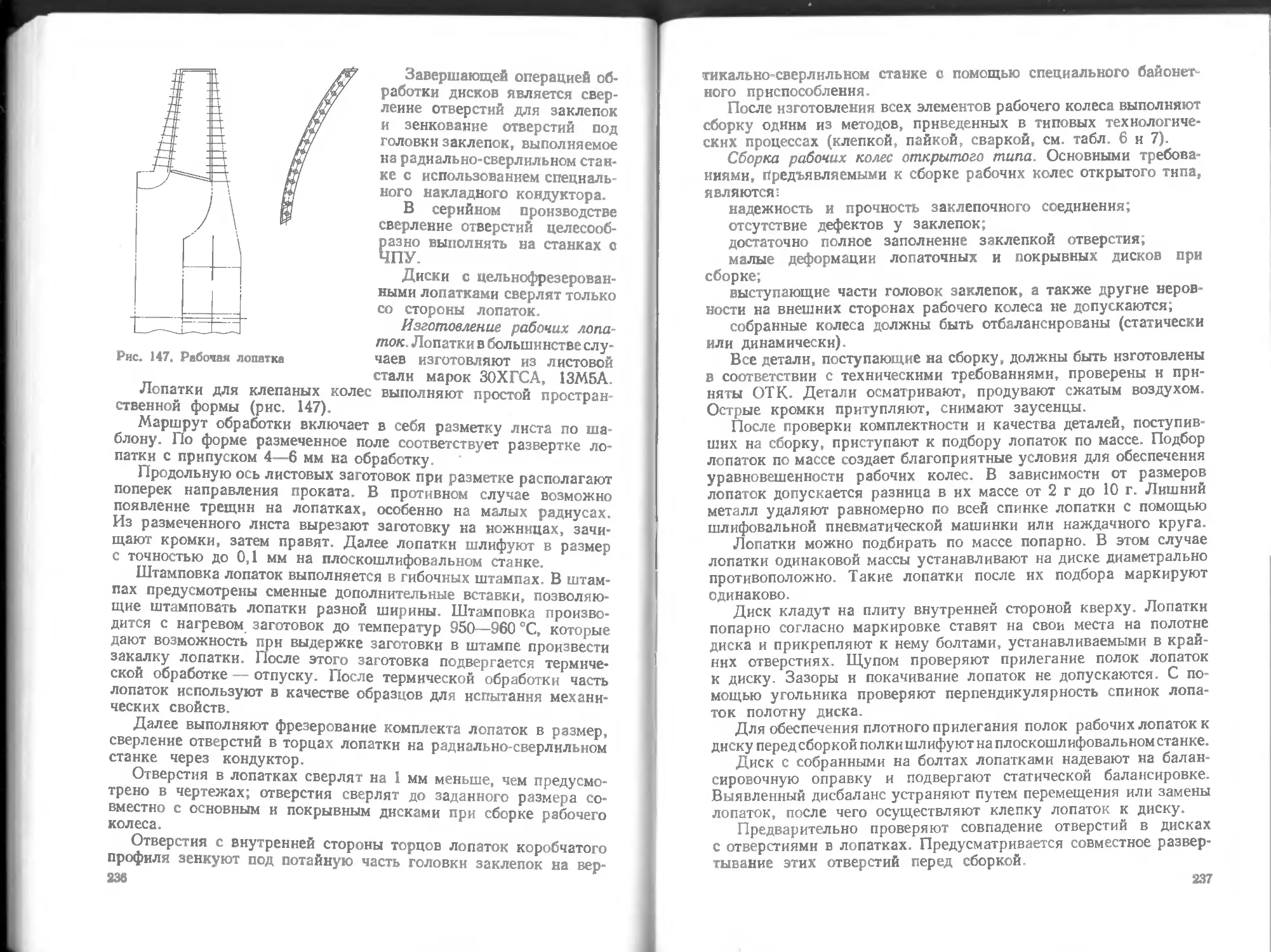
шатунным;
кулисным;
кулачковым
Пластинчатые:
одноячейковые;
с катящимся
ротором j
конхоидные,
нногоячейко-
вые
жидкостно-
кольцевые.
без
разгрузоч-
ной втулки;
с разгрузоч-
ной втулкой;
двойного
действия
С обкатыва-
емым и
профилями:
винтовые;
РУТС, ВКУС?
роторно-
поршневые;
трохоидные
Рис. 2. Классификация компрессоров (ВКЧС — вакуум-компрессоры с частич-
ным сжатием)
5
Роторные машины значительно более быстроходны, чем порш-
невые, но несколько уступают им по КПД. Их скоростные харак-
теристики ограничены механическими связями роторов друг с дру-
гом или с цилиндром, в чем они значительно уступают машинам
динамического действия, у которых окружная скорость ограни-
чена прочностью дисков или лопаток. Условия надежности и КПД
не позволяют создавать в данных машинах высокие отношения
давлений. Характерной особенностью роторных машин является
значительное снижение КПД и шум при работе в нерасчетных
режимах при полной независимости отношения давлений от ча-
стоты вращения ротора (в динамических машинах отношение дав-
лений связано с частотой вращения ротора).
Общая тенденция в компрессоростроении — переход на урав-
новешенные быстроходные роторные (например, винтовые) или
центробежные машины там, где это экономически целесообразно.
Мембранные компрессоры по характеру внутреннего процесса
и конструкции ближе к поршневым. Рабочий орган — мембрана,
обеспечивающая чистоту подаваемого газа и высокие давления
нагнетания (до 20—40 МПа), накладывает ряд ограничений на
конструкцию. Они тихоходны (за счет поршневой группы и пере-
дачи движения мембране через масляную подушку) и в несколько
раз более металлоемки, чем поршневые компрессоры. Производи-
тельность обеспечивается за счет незначительного прогиба мем-
браны и поэтому весьма мала. Длительность работы мембраны
ограничена предельным числом рабочих циклов.
Для оптимизации процесса сжатия и подачи газа предложены
методы выбора конструктивного типа компрессора на основе мно-
гофакторного анализа в зависимости от конкретных условий экс-
плуатации, при этом особенно учитывают факторы: начальные
капитальные затраты, эксплуатационные факторы (КПД, уро-
вень полноты загрузки по времени, предполагаемая длительность
использования машины), факторы окружающей среды (шум,
вибрация, герметичность). Важность каждого фактора оценивают
с участием потребителя. В зависимости от вида и способа обслу-
живания компрессоров на первый план могут выйти те или иные
факторы. "*
§ 2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ КРИТЕРИИ ВЫБОРА
КОМПРЕССОРОВ
В качестве критерия наиболее эффективного примене-
ния компрессоров различных типов предлагается показатель срав-
нительной эффективности:
Э mln = 5/Q,
где 3 — приведенные затраты на изготовление и эксплуатацию
компрессора, руб.; Q = Др60Ке —количество сжатого газа за
весь период эксплуатации, м3; Вр — суммарное чистое время ра-
6
боты компрессора за весь срок службы, ч; Ve — производитель-
ность компрессора, м3/мин;
J5p = F(пи/ии ncfD0 nTZDT),
где FK — календарный годовой фонд времени при двухсменном
режиме работы, ч; tp — срок службы компрессора, лет; яи, по,
п, — число соответственно капитальных, средних и текущих ре-
монтов за период /р;
Яи -=
л0 = tvF tjtg. (n„ — 1);
л, = (tc//T — 1) пс,
где tK, tc, tT — срок службы соответственно между капитальными,
средними и текущими ремонтами, ч.
Приведенные затраты определяют по формуле
3 = С + Е„КП.
где С — себестоимость эксплуатации компрессора, руб.; Ев—
— 0,15 — нормативный коэффициент эффективности; Ка — капи-
тальные вложения, связанные с изготовлением, приобретением и
монтажом компрессора, руб,;
Ка = Кк + + Км + /сд + КфФ,
где Кк —стоимость компрессора, руб.; Ктр = 0,03Кн —стои-
мость транспортирования, руб; Км— стоимость монтажа, руб.;
Кд — стоимость демонтажа компрессора по истечении срока
службы, руб. (считается равной 30 % от основной заработной
платы, принятой при расчете Км); Кф — стоимость 1 м3 фунда-
мента, руб.; Ф —- объем фундамента, м3. При изготовлении ком-
прессора в моноблочном исполнении
руб,
где Ким — стоимость моноблока, руб.; Ктр— стоимость транс-
портирования моноблока, руб; К'у — стоимость установки моно-
блока, руб.; Кд — стоимость транспортирования моноблока, руб.
Себестоимость эксплуатации компрессора рассчитывают, ис-
ходя из следующих затрат:
затрат ы по потребляемой электроэнергии
где N — мощность, потребляемая дополнительным агрегатом ком-
прессора, кВт; Сх — стоимость 1 кВт- ч потребляемой электроэнер-
гии, руб.; NB — мощность электродвигателя, кВт; Су — стои-
мость 1 кВт-ч установленной мощности за год, руб.;
затраты на текущие и средние ремонты
Ср = С, (Телс ф- ТуПг) -|- Св,/р,
7
где С, — стоимость одного человеко-часа работ при ремонте,
руб.; Тс, Тт —трудоемкость соответственно средних и текущих
ремонтов, человеко-часы; Сдч — годовая стоимость запасных ча-
стей, руб.;
затраты на амортизацию
са = 0,01ЛСп/р,
где А —годовая норма амортизационных отчислений, %; Со —
число компрессоров;
затраты, связанные с использованием охлаждающей воды:
Св C^qBp,
где Ct — стоимость 1 м8 технической воды, руб. (~0,02 руб.);
q — расход охлаждающей воды, м8/ч;
затраты, связанные с использованием масла:
См = Вр (10 8МуСму + смд),
где Л4У — расход масла, г/ч; Сму — стоимость 1 кг масла, уноси-
мого сжатым газом, руб., Мд — количество масла, заливаемого
для смазывания механизмов движения и периодически заменяе-
мого, кг; tM — периодичность замены масла в механизме движе-
ния, ч; Смм — стоимость 1 кг масла для смазывания механизма
движения, руб.;
затраты по обслуживанию оборудования
С0о ~ СчПВр,
где С, — стоимость 1 ч работы обслуживающего персонала, руб.;
П — норма численности обслуживающего персонала на один
компрессор в смену;
ликвидационная стоимость
C„ = 0,044GT,
где GT — масса компрессора, кг.
При расчете показателя сравнительной эффективности необ-
ходимо соблюдать условия сопоставимости параметров (по давле-
ниям всасывания и нагнетания и температурам всасываемого газа
и охлаждающей воды), особенно при расчете С8, Св.
Для передвижных компрессорных станций с давлением нагне-
тания до 0,8 МПа и производительностью от 0,08 м8/с и выше вы-
годнее использовать винтовые компрессоры.
При очень большой производительности и низком давлении
(0,8 МПа) стоимость поршневого компрессора в 2 раза выше стои-
мости центробежного, но разница в цене быстро уменьшается с уве-
личением давления и уменьшением производительности. Ротор-
ные машины и наиболее из них перспективные винтовые машины
наиболее эффективны в области малой производительности при
8
невысоких конечных давлениях и занимают промежуточное поло-
жение между поршневыми и центробежными компрессорами.
В последние годы наметилась тенденция к увеличению вы-
пуска машин с вращательным движением рабочих органов —
центробежных и винтовых. При давлениях свыше 0,8 МПа во
многих случаях более эффективны поршневые компрессоры.
Для выбора типа компрессора поле наиболее распространен-
ных параметров разбито на параметрические области (см. рис. 1),
в пределах которых один из типов компрессора будет наиболее
эффективным.
Соблюдение параметрических областей эффективного приме-
нения компрессоров позволяет более качественно провести уни-
фикацию компрессоров, повысить эффективность их производства
и эксплуатации при уменьшении числа применяемых типов машин.
§ 3. ТЕНДЕНЦИИ СОВЕРШЕНСТВОВАНИЯ
ПРОИЗВОДСТВА КОМПРЕССОРОВ
Ускорение научно-технического прогресса в ком-
прессоростроении связано с развитием следующих основных
направлений:
1. Комплектный метод поставки с виброизолирующими опо-
рами при полной заводской готовности компрессора к эксплу-
атации.
2. Разработка методов и приборов для прогнозирования рабо-
тоспособности механизмов компрессоров (по шуму, вибрациям,
температуре и т. д.), автоматизация их обслуживания с программ-
ным или дистанционным управлением.
3. Открытое или полуоткрытое размещение компрессорных
установок вне капитального здания, когда стоимость строитель-
ных работ и их сроки сокращаются на порядок.
4. Выполнение машин на единой унифицированной базе, что
позволяет при небольших изменениях получать множество кон-
структорских модификаций.
5. Совмещение в одном агрегате, аппарате, узле нескольких
функций, например: сжатие в одном компрессоре смеси газов и
выполнение дополнительных функций перемешивания и др.
6. Совершенствование внутренних процессов в компрессорах
как основы для улучшения их удельных характеристик, улучше-
ния технологии изготовления и повышения эксплуатационной
надежности компрессоров. Создание новых конструкций машин.
7. Создание комбинированных компрессорных установок для
получения сверхвысоких давлений.
8. Поиск новых способов сжатия и перекачки газов, основан-
ных на принципе непосредственного использования энергии раз-
личных полей (тепловых, электрических, магнитных).
Интенсификация производства в компрессоростроении воз-
можна в направлении совершенствования конструкций, техколо-
9
гии изготовления, а также форм и методов серийного производства»
Но самая современная конструкция зачастую не может быть вне-
дрена в производство, если она не является технологичной.
Одна из главных задач отрасли — осуществление комплекса
мероприятий по управлению технологичностью и совершенство-
вание условий производства компрессоров, что позволит:
1) осуществить целенаправленную отработку новых конструк-
ций машин на всех этапах проектирования и тем самым повысить
технико-экономические показатели, а также уменьшить объем
работ при проектировании,
2) обеспечить широкое внедрение прогрессивных технологиче-
ских процессов и снизить трудоемкость, металлоемкость, энерго-
емкость;
3) повысить при проектировании точность технико-экономиче-
ских расчетов, расчетов на прочность и надежность;
4) шире использовать положительный опыт заводов отрасли
в проектировании и производстве;
5) обеспечить единство технологического подхода;
6) автоматизировать управление технологичностью.
При создании совершенных и технологичных конструкций
компрессоров важным методом является функционально-стоимост-
ный анализ (ФСА). Цель этого метода — отыскание производст-
венных затрат, которых можно избежать, и поиск путей к их
уменьшению. Согласно ФСА полные издержки изготовления из-
делий состоят из минимально необходимых и излишних или «не-
нужных» издержек. Его принципиальное отличие от обычных
«классических» методов отработки экономичности конструкций
состоит, во-первых, в функциональном подходе, когда в первую
очередь рассматривается не стоимость изделия, узла или детали,
а решаются вопросы: можно ли переложить функцию данной де-
тали или узла на другие узлы, насколько необходимо выполнение
данных функций узлом или деталью, можно ли упростить деталь
или заменить ее материал и т. д.; и во-вторых, — в создании аппа-
рата специалистов, занимающихся только снижением стои-
мости
Зарубежные экономисты утверждают, что каждый час, затра-
ченный на выбор и инженерный анализ конструкции перед ее
изготовлением, экономит в дальнейшем минимум 100 ч. Этот метод
снижения издержек производства получил широкое распростра-
нение в большинстве индустриально развитых капиталистических
стран, а в последнее время и в ГДР, ЧССР, Польше, Югославии.
Его использование позволяет снизить себестоимость в среднем
на 20—25 %.
На Пензенском компрессорном заводе на основании функцио-
нально-стоимостного анализа доказана экономическая целесооб-
разность замены поршневого компрессора общего назначения
4М10-100/8 винтовым компрессором с аналогичными техническими
параметрами. По расчетам такая замена 500 компрессоров может
10
дать народному хозяйству экономию порядка 10 млн. руб. за пе-
риод их изготовления и эксплуатации.
Основываясь на результатах аналогичного анализа, ВНИИ-
Компрессормаш для области давлений 0,2—0,8 МПа и производи-
тельностей от 10 до 50 м3/мин рекомендует винтовой компрессор
как наиболее экономичный вместо применяемых в настоящее
время компрессоров других типов.
Следующим важным направлением совершенствования ком-
прессоростроения является создание специализированных заводов
для изготовления базовых моделей компрессоров. Это позволит
приблизить существующую технологию к технологии серийного
производства и использовать все преимущества последнего.
Однако специфика отрасли, когда некоторые компрессоры из-
готавливаются по индивидуальному заказу, делает невозможной
полную специализацию предприятий.
Совершенствование производства компрессоров связано также
с быстрым вводом машин в эксплуатацию. Это возможно при ком-
плектном методе поставки машины, когда все главные и вспомо-
гательные агрегаты монтируют на общей стальной раме на заводе,
а не раздельно на массивных фундаментах в месте монтажа. Мон-
тажные работы при этом существенно сокращаются и после по-
ставки через месяц машина уже может работать.
§ 4. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
КОМПРЕССОРОВ, НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Поршневые компрессоры применяются в широком
диапазоне:
по производительности — от нескольких см3/с до 10—12 м3/с;
по давлению — от сотых долей МПа до 300 МПа (в промыш-
ленности) и до 2000 МПа (в научных исследованиях);
по затрачиваемой мощности — от 10 Вт до 20 тыс. кВт. Широ-
кое применение находят поршневые вакуум-компрессоры с давле-
нием всасывания до нескольких Па и с давлением нагнетания до
0,1—0,2 МПа. Мембранные компрессоры используют, когда
требуется обеспечить высокую чистоту сжимаемого до больших
давлений газа.
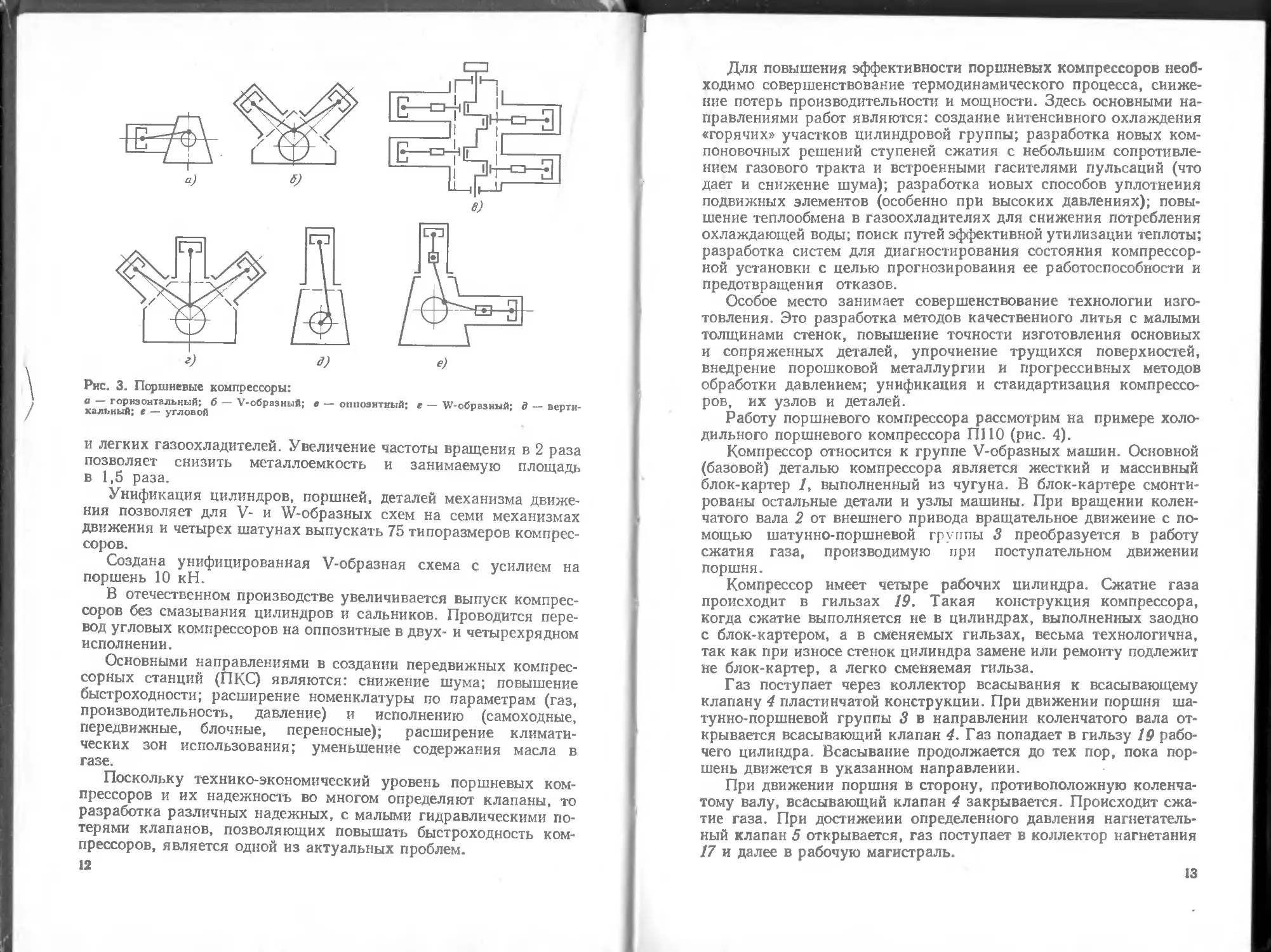
На рис. 3 показаны основные типы поршневых и мембранных
компрессоров по конструктивному расположению цилиндров
согласно отраслевому стандарту МИНХИММАШа. Различают
схемы компрессоров: горизонтальную и вертикальную; оппо-
зитную; V- и W-образные; прямоугольную.
Удельная мощность компрессоров общего назначения произ-
водительностью 0,16—1,6 мг/с за последнее десятилетие снижена
с 5,9—9 кВт-м-3-мин до 5,2—5,5 кВт-м-3-мин, а удельная
металлоемкость уменьшена с 150—260 кг-м“3-мин до ПО—
115 кг-м-3-мин. Дальнейшее снижение удельной металлоемкости
связано с повышением быстроходности, созданием компактных
11
Рис. 3. Поршневые компрессоры:
а — горизонтальный; б — V-образный; « — оппозитный; г — W-образиый; д — верти-
кальный; е — угловой
и легких газоохладителей. Увеличение частоты вращения в 2 раза
позволяет снизить металлоемкость и занимаемую площадь
в 1,5 раза.
Унификация цилиндров, поршней, деталей механизма движе-
ния позволяет для V- и W-образных схем на семи механизмах
движения и четырех шатунах выпускать 75 типоразмеров компрес-
соров.
Создана унифицированная V-образная схема с усилием на
поршень 10 кН.
В отечественном производстве увеличивается выпуск компрес-
соров без смазывания цилиндров и сальников. Проводится пере-
вод угловых компрессоров на оппозитные в двух- и четырехрядном
исполнении.
Основными направлениями в создании передвижных компрес-
сорных станций (ПКС) являются: снижение шума; повышение
быстроходности; расширение номенклатуры по параметрам (газ,
производительность, давление) и исполнению (самоходные,
передвижные, блочные, переносные); расширение климати-
ческих зон использования; уменьшение содержания масла в
газе.
Поскольку технико-экономический уровень поршневых ком-
прессоров и их надежность во многом определяют клапаны, то
разработка различных надежных, с малыми гидравлическими по-
терями клапанов, позволяющих повышать быстроходность ком-
прессоров, является одной из актуальных проблем.
12
Для повышения эффективности поршневых компрессоров необ-
ходимо совершенствование термодинамического процесса, сниже-
ние потерь производительности и мощности. Здесь основными на-
правлениями работ являются: создание интенсивного охлаждения
«горячих» участков цилиндровой группы; разработка новых ком-
поновочных решений ступеней сжатия с небольшим сопротивле-
нием газового тракта и встроенными гасителями пульсаций (что
дает и снижение шума); разработка новых способов уплотнения
подвижных элементов (особенно при высоких давлениях); повы-
шение теплообмена в газоохладителях для снижения потребления
охлаждающей воды; поиск путей эффективной утилизации теплоты;
разработка систем для диагностирования состояния компрессор-
ной установки с целью прогнозирования ее работоспособности и
предотвращения отказов.
Особое место занимает совершенствование технологии изго-
товления. Это разработка методов качественного литья с малыми
толщинами стенок, повышение точности изготовления основных
и сопряженных деталей, упрочнение трущихся поверхностей,
внедрение порошковой металлургии и прогрессивных методов
обработки давлением; унификация и стандартизация компрессо-
ров, их узлов и деталей.
Работу поршневого компрессора рассмотрим на примере холо-
дильного поршневого компрессора П110 (рис. 4).
Компрессор относится к группе V-образных машин. Основной
(базовой) деталью компрессора является жесткий и массивный
блок-картер 1, выполненный из чугуна. В блок-картере смонти-
рованы остальные детали и узлы машины. При вращении колен-
чатого вала 2 от внешнего привода вращательное движение с по-
мощью шатунно-поршневой группы 3 преобразуется в работу
сжатия газа, производимую при поступательном движении
поршня.
Компрессор имеет четыре рабочих цилиндра. Сжатие газа
происходит в гильзах 19. Такая конструкция компрессора,
когда сжатие выполняется не в цилиндрах, выполненных заодно
с блок-картером, а в сменяемых гильзах, весьма технологична,
так как при износе стенок цилиндра замене или ремонту подлежит
не блок-картер, а легко сменяемая гильза.
Газ поступает через коллектор всасывания к всасывающему
клапану 4 пластинчатой конструкции. При движении поршня ша-
тунно-поршневой группы 3 в направлении коленчатого вала от-
крывается всасывающий клапан 4. Газ попадает в гильзу 19 рабо-
чего цилиндра. Всасывание продолжается до тех пор, пока пор-
шень движется в указанном направлении.
При движении поршня в сторону, противоположную коленча-
тому валу, всасывающий клапан 4 закрывается. Происходит сжа-
тие газа. При достижении определенного давления нагнетатель-
ный клапан 5 открывается, газ поступает в коллектор нагнетания
17 и далее в рабочую магистраль.
13
14
Компрессор имеет значительное число пар трения. Надежность
работы таких пар, а также компрессора в целом зависит от надеж-
ности подвода смазочного материала к трущимся деталям
Компрессор имеет масляную систему, обеспечивающую смазы-
вание его деталей и узлов при работе. Основным элементом мас-
ляной системы компрессора является масляный шестеренный
насос 6, приводимый в движение от коленчатого вала 2 через зубча-
тую передачу. Масло, находящееся на дне блок-картера, засасы-
вается насосом 6 через фильтр-приемник 8 и нагнетается в масля-
ный фильтр 10 (фильтр тонкой очистки).
Отсюда через трубку 11 сальника масло поступает в сальник 9
и через масляные каналы в коленчатом валу подводится к шатун-
ным шейкам, обеспечивая смазывание пары трения шатунная
шейка — вкладыш большой головки шатуна. Смазывание других
деталей и узлов происходит за счет масляного тумана при раз-
брызгивании масла во время работы компрессора.
Герметизация блок-картера осуществляется за счет установки
на прокладках передней 14, боковой 15 и верхней 18 крышек.
Для защиты нагнетательной магистрали от недопустимого по-
вышения давления нагнетания установлен предохранительный
клапан 16.
Мембранные компрессоры с давлением нагнетания до 40 МПа
серийно выпускают с приводом от кривошипно-шатунного меха-
низма. Стандарт регламентирует типы и основные параметры
машин и предусматривает создание 72 типоразмеров: одноступен-
чатых с одним и двумя мембранными блоками на отношение давле-
ний 20 и двухступенчатых — на отношение давлений до 400.
Зарубежные фирмы выпускают компрессоры на основе комби-
нированных схем (первые ступени поршневые и последняя —
мембранная)
В ряде производств (электронная промышленность, порошковая
металлургия и др.) для сжатия газов высокой чистоты до 100—
400 МПа также используют мембранные компрессоры.
Весьма актуальным является создание комбинированных мем-
бранно-поршневых систем на высокие и сверхвысокие давления,
их оптимизация и оснащение пневматическими или гидравличе-
скими двигателями, подбор жидкостей гидропривода для сжатия
агрессивных газов, совершенствование мембранных блоков.
Унификация позволила увеличить число типоразмеров ком-
прессоров при сокращении числа корпусов и диаметров мембран.
Мембранные компрессоры с давлением нагнетания до 150 МПа
сведены в унифицированные ряды по поршневому усилию.
Роторные компрессоры являются машинами объемного дей-
ствия, имеющими большую быстроходность, лучшую уравнове-
шенность и плавность подачи газа, чем поршневые компрессоры,
ио несколько меньший КПД. У них в отличие от машин динамиче-
ского действия давление сжатия не зависит от частоты вращения
ротора, что обеспечивает больший диапазон регулирования
16
Из роторных компрессоров с обкатываемыми профилями наи-
большее распространение получили винтовые компрессоры благо-
даря их высокой надежности, компактности, простоте эксплуата-
ции, удобству транспортировки и монтажа. В буровых установ-
ках, в передвижных компрессорных станциях поршневые и ро-
торно-пластинчатые компрессоры часто заменяют винтовыми.
Винтовые компрессоры сухого сжатия широко применяют
в пищевой, мукомольной и химической промышленности.
На базе типоразмерного ряда производятся стационарные и
переносные воздушные компрессорные установки производитель-
ностью от 4 до 50 м’/мин, давлением нагнетания 0,8 МПа; для
транспортировки попутного нефтяного газа — производитель-
ностью до 50 м’/мин при давлении нагнетания 0,5—0,7 МПа; пере-
движные компрессорные станции производительностью 5—
10 м8/мин при давлении нагнетания 0,8 МПа; установки для су-
хого сжатия водорода, этилена и попутного газа производитель-
ностью 100—150 м3/мин.
Компрессорные заводы выпускают винтовые компрессоры для
сбора и транспортировки попутного нефтяного газа производи-
тельностью 10, 30 и 50 м’/мин с давлением нагнетания 0,7 и 1,7 МПа.
Их устанавливают на открытых площадках без капитальных соору-
жений. Это позволяет сократить в 4—5 раз сроки ввода компрес-
сорных станций и в 10 раз снизить эксплуатационные расходы.
Винтовые компрессоры широко применяют в холодильной
технике, например, в холодильных установках судов используют
только винтовые компрессорные агрегаты
На базе трех диаметров роторов и трех типоразмеров корпусов
осваивается выпуск 12 типоразмеров винтовых компрессоров
с давлением нагнетания до 2 МПа.
Программа научно-исследовательских работ по винтовым ком-
прессорам предусматривает: дальнейшее исследование внутрен-
него процесса с учетом термодинамики переменной массы; иссле-
дование и разработку геометрии винтов с точки зрения уменьше-
ния протечек и увеличения описанного объема; разработку по-
крытий (для цилиндра, винтов), имеющих хорошую адгезию
с металлом; замену масла другими жидкостями для снижения за-
грязнения сжимаемого газа; повышение плотности рабочих ячеек.
Все это направлено на повышение КПД компрессора.
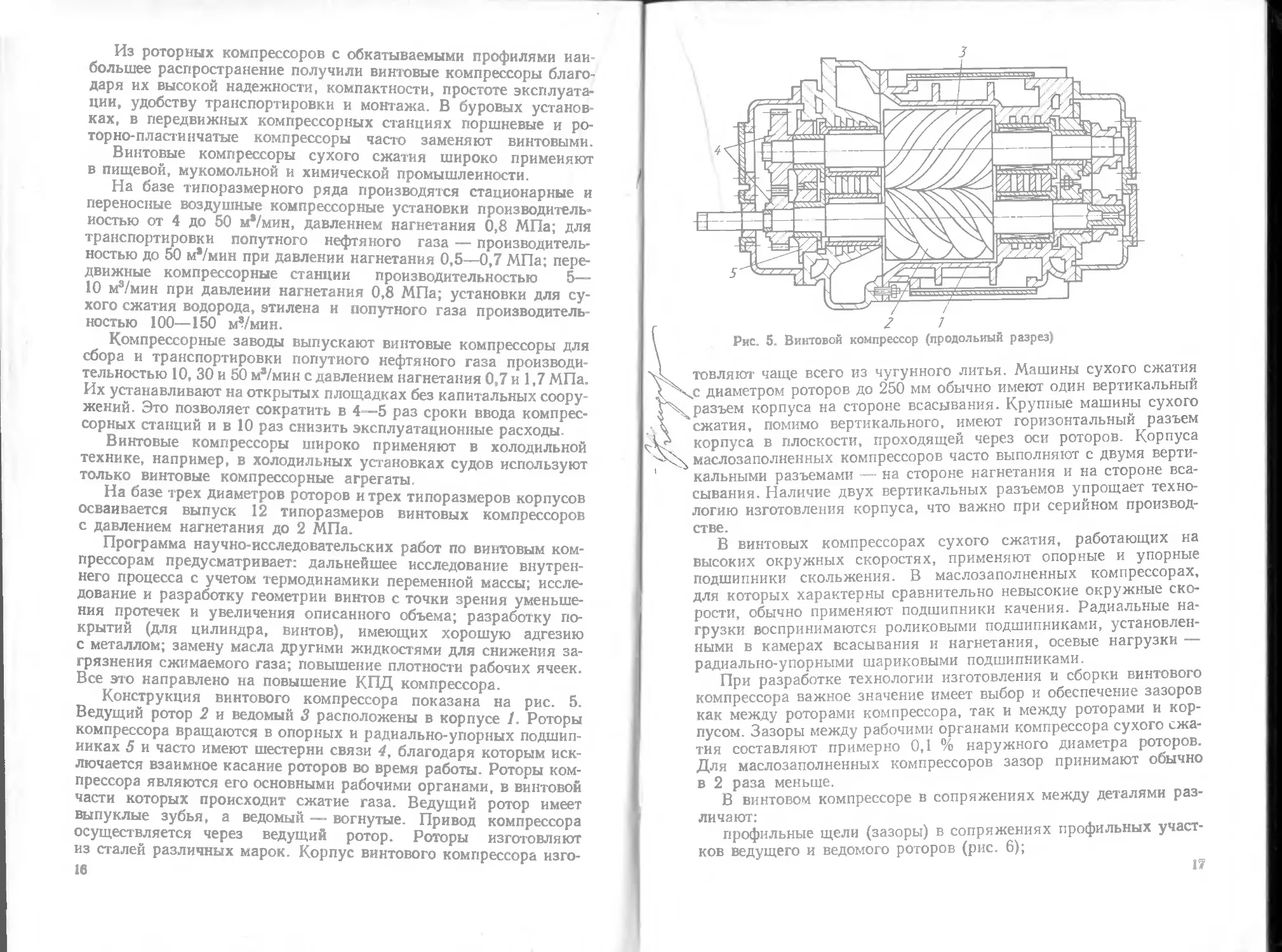
Конструкция винтового компрессора показана на рис. 5.
Ведущий ротор 2 и ведомый 3 расположены в корпусе 1. Роторы
компрессора вращаются в опорных и радиально-упорных подшип-
никах 5 и часто имеют шестерни связи 4, благодаря которым иск-
лючается взаимное касание роторов во время работы. Роторы ком-
прессора являются его основными рабочими органами, в винтовой
части которых происходит сжатие газа. Ведущий ротор имеет
выпуклые зубья, а ведомый — вогнутые. Привод компрессора
осуществляется через ведущий ротор. Роторы изготовляют
из сталей различных марок. Корпус винтового компрессора изго-
16
f 2 1
\ Рис. 5. Винтовой компрессор (продольный разрез)
vk товляют чаще всего из чугунного литья. Машины сухого сжатия
Г/Кс диаметром роторов до 250 мм обычно имеют один вертикальный
разъем корпуса на стороне всасывания. Крупные машины сухого
X сжатия, помимо вертикального, имеют горизонтальный разъем
V корпуса в плоскости, проходящей через оси роторов. Корпуса
"ХХ маслозаполненных компрессоров часто выполняют с двумя верти-
кальными разъемами — на стороне нагнетания и на стороне вса-
сывания. Наличие двух вертикальных разъемов упрощает техно-
логию изготовления корпуса, что важно при серийном производ-
стве.
В винтовых компрессорах сухого сжатия, работающих на
высоких окружных скоростях, применяют опорные и упорные
подшипники скольжения. В маслозаполненных компрессорах,
для которых характерны сравнительно невысокие окружные ско-
рости, обычно применяют подшипники качения. Радиальные на-
грузки воспринимаются роликовыми подшипниками, установлен-
ными в камерах всасывания и нагнетания, осевые нагрузки —
радиально-упорными шариковыми подшипниками.
При разработке технологии изготовления и сборки винтового
компрессора важное значение имеет выбор и обеспечение зазоров
как между роторами компрессора, так и между роторами и кор-
пусом. Зазоры между рабочими органами компрессора сухого сжа-
тия составляют примерно 0,1 % наружного диаметра роторов.
Для маслозаполненных компрессоров зазор принимают обычно
в 2 раза меньше.
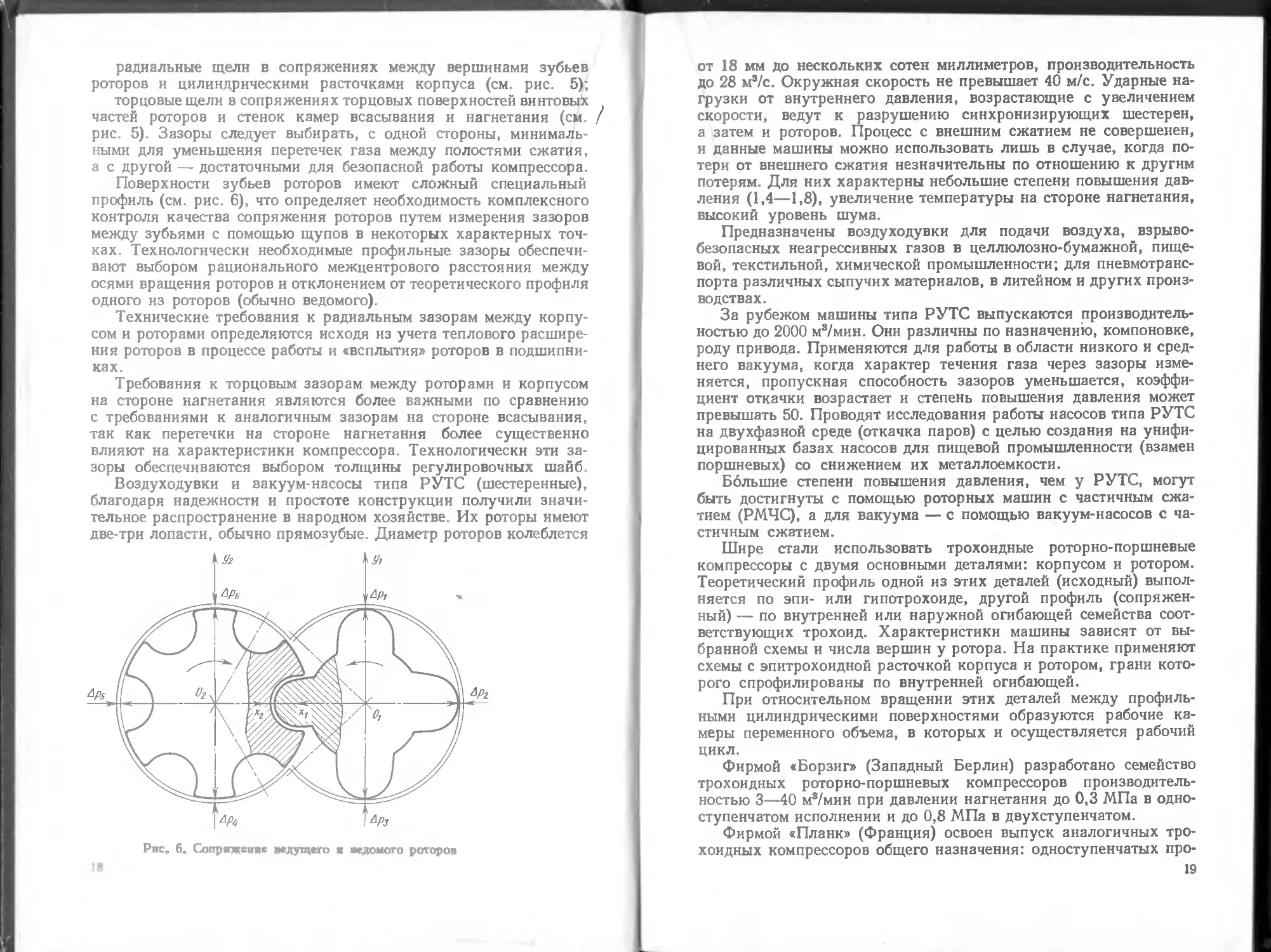
В винтовом компрессоре в сопряжениях между деталями раз-
личают:
профильные щели (зазоры) в сопряжениях профильных участ-
ков ведущего и ведомого роторов (рис. 6);
I/
радиальные щели в сопряжениях между вершинами зубьев
роторов и цилиндрическими расточками корпуса (см. рис. 5);
торцовые щели в сопряжениях торцовых поверхностей винтовык
частей роторов и стенок камер всасывания и нагнетания (см.
рис. 5). Зазоры следует выбирать, с одной стороны, минималь-
ными для уменьшения перетечек газа между полостями сжатия,
а с другой — достаточными для безопасной работы компрессора.
Поверхности зубьев роторов имеют сложный специальный
профиль (см. рис. 6), что определяет необходимость комплексного
контроля качества сопряжения роторов путем измерения зазоров
между зубьями с помощью щупов в некоторых характерных точ-
ках. Технологически необходимые профильные зазоры обеспечи-
вают выбором рационального межцентрового расстояния между
осями вращения роторов и отклонением от теоретического профиля
одного из роторов (обычно ведомого).
Технические требования к радиальным зазорам между корпу-
сом и роторами определяются исходя из учета теплового расшире-
ния роторов в процессе работы и «всплытия» роторов в подшипни-
ках.
Требования к торцовым зазорам между роторами и корпусом
на стороне нагнетания являются более важными по сравнению
с требованиями к аналогичным зазорам на стороне всасывания,
так как перетечки на стороне нагнетания более существенно
влияют на характеристики компрессора. Технологически эти за-
зоры обеспечиваются выбором толщины регулировочных шайб.
Воздуходувки и вакуум-насосы типа РУТС (шестеренные),
благодаря надежности и простоте конструкции получили значи-
тельное распространение в народном хозяйстве. Их роторы имеют
две-три лопасти, обычно прямозубые. Диаметр роторов колеблется
Рис„ 6. Сопряжение ведущего я ведомого роторов
от 18 мм до нескольких сотен миллиметров, производительность
до 28 м’/с. Окружная скорость не превышает 40 м/с. Ударные на-
грузки от внутреннего давления, возрастающие с увеличением
скорости, ведут к разрушению синхронизирующих шестерен,
а затем и роторов. Процесс с внешним сжатием не совершенен,
и данные машины можно использовать лишь в случае, когда по-
тери от внешнего сжатия незначительны по отношению к другим
потерям Для них характерны небольшие степени повышения дав-
ления (1,4—1,8), увеличение температуры на стороне нагнетания,
высокий уровень шума.
Предназначены воздуходувки для подачи воздуха, взрыво-
безопасных неагрессивных газов в целлюлозно-бумажной, пище-
вой, текстильной, химической промышленности; для пневмотранс-
порта различных сыпучих материалов, в литейном и других произ-
водствах.
За рубежом машины типа РУТС выпускаются производитель-
ностью до 2000 м3/мин. Они различны по назначению, компоновке,
роду привода. Применяются для работы в области низкого и сред-
него вакуума, когда характер течения газа через зазоры изме-
няется, пропускная способность зазоров уменьшается, коэффи-
циент откачки возрастает и степень повышения давления может
превышать 50. Проводят исследования работы насосов типа РУТС
на двухфазной среде (откачка паров) с целью создания на унифи-
цированных базах насосов для пищевой промышленности (взамен
поршневых) со снижением их металлоемкости.
Большие степени повышения давления, чем у РУТС, могут
быть достигнуты с помощью роторных машин с частичным сжа-
тием (РМЧС), а для вакуума — с помощью вакуум-насосов с ча-
стичным сжатием.
Шире стали использовать трохоидные роторно-поршневые
компрессоры с двумя основными деталями: корпусом и ротором.
Теоретический профиль одной из этих деталей (исходный) выпол-
няется по эпи- или гипотрохоиде, другой профиль (сопряжен-
ный) — по внутренней или наружной огибающей семейства соот-
ветствующих трохоид. Характеристики машины зависят от вы-
бранной схемы и числа вершин у ротора. На практике применяют
схемы с эпитрохоидной расточкой корпуса и ротором, грани кото-
рого спрофилированы по внутренней огибающей.
При относительном вращении этих деталей между профиль-
ными цилиндрическими поверхностями образуются рабочие ка-
меры переменного объема, в которых и осуществляется рабочий
цикл.
Фирмой «Борзиг» (Западный Берлин) разработано семейство
трохоидных роторно-поршневых компрессоров производитель-
ностью 3—40 м8/мин при давлении нагнетания до 0,3 МПа в одно-
ступенчатом исполнении и до 0,8 МПа в двухступенчатом.
Фирмой «Планк» (Франция) освоен выпуск аналогичных тро-
хоидных компрессоров общего назначения: одноступенчатых про-
19
изводительностью 0,3—12 м3/мин при давлении нагнетания 0,8 МПа
и 0,3—50 мЗ/мин при 0,4 МПа, двухступенчатых — производи-
тельностью 12—50 м3/мин при давлении нагнетания 0,6—0,8 МПа.
Роторно-пластинчатые машины используют для сжатия и по-
дачи воздуха и различных неагрессивных газов; для снабжения
воздухом пневмоинструмента и пневматических разгрузочных
устройств сыпучих материалов; для получения «сухого» чистого
газа в холодильных установках; для создания вакуума (вакуум-
компрессоры). Быстроходность их ограничивается увеличением
сил трения и износом пластин. С технологической точки зрения
эти компрессоры требуют высокой точности исполнения, особенно
трудоемко изготовление роторов с пазами для пластин.
Производство роторно-пластинчатых машин производитель-
ностью более 100 м3/мин нецелесообразно вследствие меньшей их
быстроходности по сравнению с винтовыми и центробеж-
ными.
Роторно-пластинчатые машины выпускают компрессорострои-
тельные фирмы многих стран параметрическими рядами, состоя-
щими из 4—20 типоразмеров при коэффициенте изменения произ-
водительности 1,2—2. Основные направления совершенствования
таких машин: создание машин, работающих без смазочных мате-
риалов; замена водяного охлаждения воздушным; создание масло-
заполненных машин; снижение уровня шума. В роторно-пластин-
чатых машинах, работающих без смазочных материалов, вместо
стальных пластин используют пластины из материалов на основе
синтетических смол, углеграфитов, армированного тефлона.
Роторные жидкостно-кольцевые машины благодаря использо-
ванию в них различных по своим физико-химическим свойствам
жидкостей и отсутствию механического трения в рабочей полости
машины позволяют сжимать токсичные, взрывоопасные легко-
раз л агающиеся, полимеризующиеся и воспламеняющиеся газы,
паро- и газожидкостные смеси, в том числе агрессивные и загряз-
ненные механическими примесями.
Благодаря этим качествам роторные жидкостно-кольцевые
машины широко применяют в химической, целлюлозно-бумажной,
пищевой, фармацевтической, горнодобывающей, металлургиче-
ской, текстильной, криогенной, машиностроительной, энергети-
ческой промышленности, в коммунальном и сельском хозяйстве.
Они просты по конструкции, удобны в эксплуатации, имеют
высокую надежность и низкий уровень шума.
Роторные жидкостно-кольцевые машины имеют недостатки: слож-
ность внутреннего процесса, обусловленная двухфазностью среды
в рабочей полости, большие потери на гидравлическое трение;
тихоходность; трудность создания «жесткого» жидкостного кольца
из-за кавитации.
Двухфазность среды приводит к необходимости учета темпе-
ратуры рабочей жидкости, значительно влияющей на объемные и
энергетические характеристики этих машин. Увеличение давле-
20
ния нагнетания (до 0,8 МПа) достигается повышением окружной
скорости или двухступенчатостью сжатия.
За рубежом роторные жидкостно-кольцевые машины произво-
дят более 30 крупнейших машиностроительных фирм. Например,
фирма «Сименс» (ФРГ) выпускает одноступенчатые роторные жид-
костно-кольцевые машины 15 типоразмеров производительностью
4—230 м3/мин при давлении нагнетания 0,1—0,3 МПа и двухсту-
пенчатые 5 типоразмеров производительностью 1—60 м3/мин при
давлении нагнетания 0,1—0,8 МПа.
В СССР выпускаются роторные жидкостно-кольцевые машины
около 20 типоразмеров производительностью от 0,75 до 300 м3/мин.
Проведена унификация роторных жидкостно-кольцевых ма-
шин. Выпускают 11 типоразмеров машин с роторами трех диаме-
тров (200, 230 и 320 мм) и корпусами четырех типоразмеров.
Компрессоры динамического действия широко применяются
в народном хозяйстве, что объясняется ростом мощностей техно-
логических линий, расширяющейся номенклатурой перекачивае-
мых газовых сред, повышением давления сжатия, необходимостью
снижения металлоемкости конструкции. Интенсивно разрабаты-
вают и внедряют вихревые компрессоры. В отдельную группу вхо-
дят вентиляторы осевого и центробежного типов, обеспечивающие
большую производительность при малых повышениях давления
(в 1,3—1,4 раза).
Центробежные компрессоры эффективно используют при до-
быче нефти (например, газлифтный способ), транспортировке
нефтяного газа, в металлургии (кислородные конверторы большой
мощности, производство металлизованных окатышей), в химии
и нефтехимии (производство аммиака и карбамида, масел и пара-
финов, этилена и пропиленового каучука, в установках гидрокре-
кинга и гидроочистки и др.).
Для широкого внедрения газлифтного способа добычи нефти
созданы мощные компрессорные установки на давления от 0,5
до 11 МПа с промежуточными холодильниками воздушного типа.
Созданы кислородные компрессоры с производительностью
400 м3/мин при конечном давлении 4 МПа.
При использовании таких компрессоров в холодильной тех-
нике на конструкцию центробежного компрессора в значительной
степени влияет выбор холодильных агентов, которые должны
удовлетворять не только общим, но и специальным требованиям,
а именно, иметь высокую молекулярную массу.
Применение хладагентов с малой молекулярной массой
(аммиака) приводило к созданию сложных и громоздких конст-
рукций. Число ступеней компрессора достигало 15 и машину при-
ходилось размещать в трех корпусах.
Совершенствование конструкций центробежных компрессоров
и применение хладагентов с высокой молекулярной массой позво-
лило значительно уменьшить число рабочих колес в машинах и
число ступеней компрессора (с 15 до 6). Применение высокопрочных
21
81 LI 91 SI W 2L
22
s
3
Я
X
V
'g
к
материалов, работающих при окружных скоростях
450 м/с, позволило еще в 2 раза сократить число рабо-
чих колес. Это в свою очередь значительно уменьшает
трудоемкость изготовления, монтажа машины, облегчает
условия эксплуатации.
Осевые компрессоры, осевые и центробежные вен-
тиляторы (тягодутьевые машины), являясь высокоем-
кими энергетическими агрегатами с большой частотой
вращения ротора, требуют высококвалифицированного
технического обслуживания.
Решая задачу повышения эффективности работы всех
элементов компрессора, а в особенности его колес,
диффузоров, уплотнений, входных и выходных
устройств, промежуточного и концевого охлажде-
ния, необходимо решать сложнейшие задачи динамики
роторов, прочности и надежности агрегата в целом.
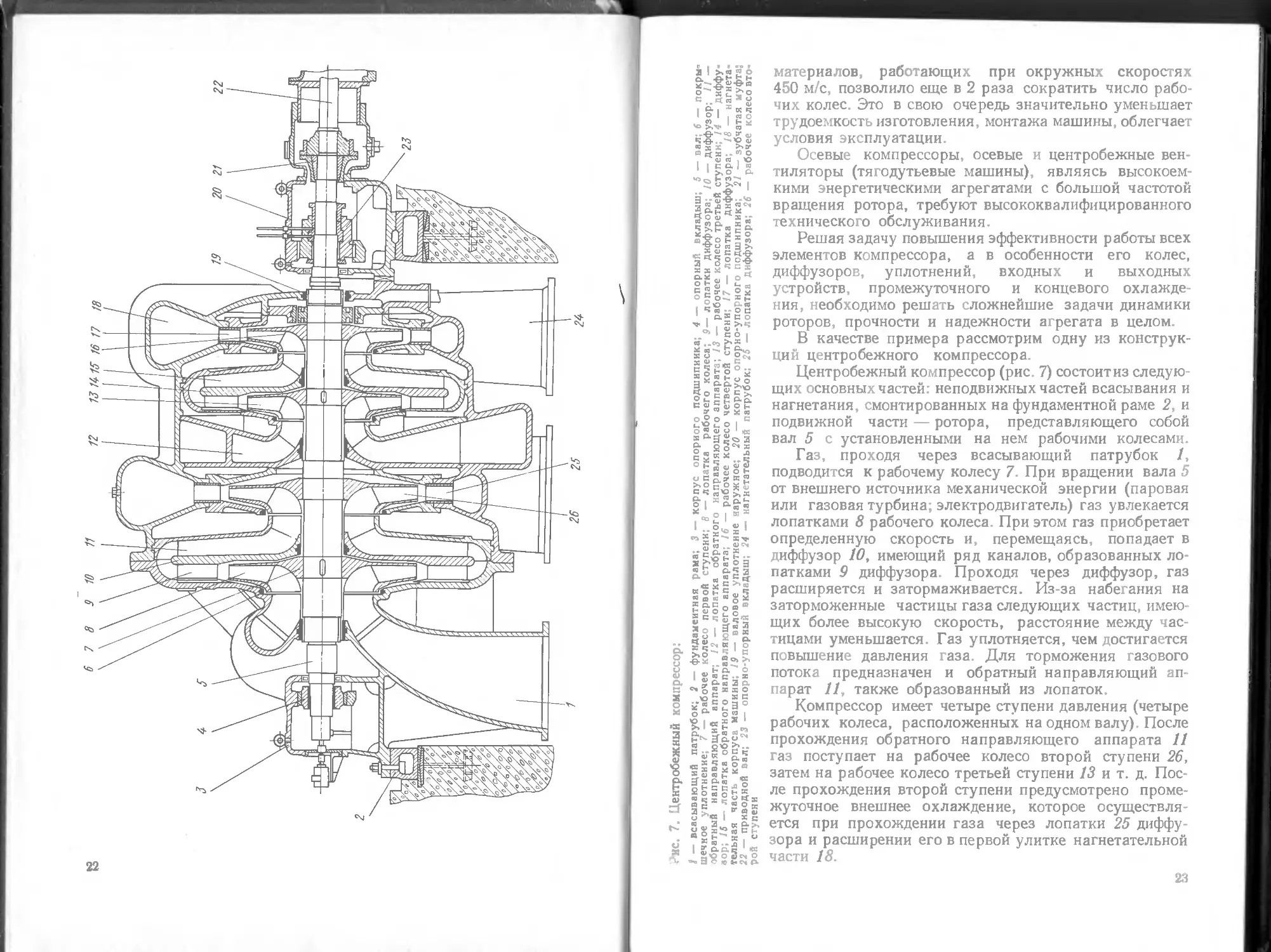
В качестве примера рассмотрим одну из конструк-
ций центробежного компрессора.
Центробежный компрессор (рис. 7) состоит из следую-
щих основных частей: неподвижных частей всасывания и
нагнетания, смонтированных на фундаментной раме 2, и
подвижной части — ротора, представляющего собой
вал 5 с установленными на нем рабочими колесами.
Газ, проходя через всасывающий патрубок 1,
подводится к рабочему колесу 7. При вращении вала 5
от внешнего источника механической энергии (паровая
или газовая турбина; электродвигатель) газ увлекается
лопатками 8 рабочего колеса. При этом газ приобретает
определенную скорость и, перемещаясь, попадает в
диффузор 10, имеющий ряд каналов, образованных ло-
патками 9 диффузора. Проходя через диффузор, газ
расширяется и затормаживается. Из-за набегания на
заторможенные частицы газа следующих частиц, имею-
щих более высокую скорость, расстояние между час-
тицами уменьшается Газ уплотняется, чем достигается
повышение давления газа. Для торможения газового
потока предназначен и обратный направляющий ап-
парат 11, также образованный из лопаток.
Компрессор имеет четыре ступени давления (четыре
рабочих колеса, расположенных на одном валу). После
прохождения обратного направляющего аппарата И
газ поступает на рабочее колесо второй ступени 26,
затем на рабочее колесо третьей ступени 13 и т. д. Пос-
ле прохождения второй ступени предусмотрено проме-
жуточное внешнее охлаждение, которое осуществля-
ется при прохождении газа через лопатки 25 диффу-
зора и расширении его в первой улитке нагнетательной
части 18.
23
Рабочие колеса первой и второй ступеней имеют одинаковые
диаметры, диаметры колес третьей и четвертой ступеней также
одинаковы. Корпус компрессора выполнен с вертикальным и гори-
зонтальным технологическими разъемами. Нижняя часть корпуса
3 опорного подшипника отлита заодно с всасывающей частью.
Основную функцию опоры вала выполняет вкладыш 4. Опорно-
упорный вкладыш 23 расположен в собственном корпусе 20, за-
крепляемом на корытообразном фланце нагнетательной части
Опорно-упорный подшипник воспринимает не только радиаль-
ные нагрузки, являясь опорой вала ротора, но и осевые нагрузки,
возникающие при работе компрессора.
Компрессор приводится в движение от паровой турбины через
промежуточный вал 22 и зубчатую муфту 21. Покрышечное 6 и
валовое 19 уплотнения служат для уменьшения потерь газа и
предотвращения прорывов газовых потоков между ступенями при
вращении ротора.
Использование центробежных машин при малых производитель-
ностях затруднено в основном из-за высоких частот вращения
ротора (5250—(0 500 с-1) и из-за необходимости повышающей
передачи с большим передаточным числом. Введение такой пере-
дачи существенно снижает преимущества центробежных машин.
КПД малых машин значительно меньше КПД больших. Кроме
того, при изготовлении малых машин возникают технологические
трудности, связанные с малой шириной элементов проточной
части. Поэтому применение центробежных компрессоров очень
малых размеров целесообразно лишь при необходимости удовле-
творить специальные требования потребителя.
Работоспособность компрессора зависит от комплектующих
его агрегатов, например, промежуточных и концевых охладителей,
маслоотделителей и т. п.
Стоимость охлаждающей компрессор воды достигает 10—20 %
стоимости энергии, расходуемой на привод компрессора. Пере-
вод на воздушное охлаждение стал эффективным при промышлен-
ном освоении компактных пластинчато-ребристых теплообменни-
ков для компрессоров малой и средней производительности
Компрессоростроители разрабатывают физические основы автома-
тического регулирования работы компрессора и его защиты в экс-
тремальных случаях. Весьма существенными являются затраты
металла, энергии на перекрывающую и регулирующую арматуру
компрессора и на силовых линиях, где внутренние процессы по-
добны процессам в компрессорах и заслуживают глубокого изуче-
ния.
§ 5. СПЕЦИФИКА ПРОИЗВОДСТВА КОМПРЕССОРОВ
Рассмотренные конструкции компрессоров охватывают
компрессоры всех основных групп, а именно, поршневых, ро-
торных и турбокомпрессоров. Каждая из перечисленных групп
24
компрессорных машин имеет свою область применения, но потреб-
ность народного хозяйства в них различна, что определяет объем
выпуска и характер производства.
Так, основным типом производства поршневых компрессоров
является серийное и крупносерийное производство, что объяс-
няется достаточно большим объемом выпуска этих машин.
Увеличению годового объема выпуска компрессоров способ-
ствовало сокращение номенклатуры выпускаемых машин с сосредо-
точением на отдельных предприятиях выпуска машин, близких
в конструктивно-технологическом отношении.
Существующее производство центробежных компрессоров но-
сит единичный и мелкосерийный характер. Объясняется это боль-
шим многообразием типов машин, большими габаритами, массой
и ограниченной потребностью в машинах каждого типа. При
изготовлении центробежных компрессоров трудоемкость слесарно-
сборочных и пригоночных работ составляет 100—125 % трудоем-
кости механической обработки.
Все крупные детали—части корпуса, диафрагмы, диффузоры,
уплотнения, валы чаще всего изготавливают не в окончательный
размер, а подбирают сопрягаемые пары в процессе сборки. Трудо-
емкость проектирования и изготовления значительна, для раз-
личных машин составляет 70—700 ч.
Для производства винтовых компрессоров типичен серийный
характер.
ГЛАВА 2. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ И ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА КОМПРЕССОРОВ
§ в. ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ
ТЕХНОЛОГИИ ПРОИЗВОДСТВА КОМПРЕССОРОВ
Прогрессивные методы в технологии производства ком-
прессоров. Производство компрессоров характеризуется широ-
кой номенклатурой выпускаемых изделий. Это определяется мно-
гообразием целевых назначений компрессоров в различных обла-
стях техники.
На многих предприятиях, выпускающих компрессоры, работа
организована по принципам серийного производства (производство
поршневых и роторных компрессоров) и даже крупносерийного
производства — например, выпуск компрессоров типа «П». Од-
нако на ряде предприятий с серийным производством выпуск от-
дельных машин организован по принципам мелкосерийного и
даже единичного производства. Так, выпускаются, например,
25
центробежные компрессорные установки большой производитель-
ности, а также ряд специальных компрессоров, изготовляемых
по индивидуальным заказам.
Задача снижения трудоемкости и повышения производитель-
ности труда в производстве компрессоров может быть решена
за счет увеличения серийности выпуска. Увеличению серийности
выпуска изделий, отдельных сборочных единиц и деталей способ-
ствуют получившие развитие в компрессоростроении прогрессив-
ные методы проектирования изделий, основанные на унификации,
нормализации и преемственности конструкций. Переход от вы-
пуска единичных машин и машин малых серий к выпуску их круп-
ными сериями позволяет иа всех этапах производства применять
высокопроизводительные, высокомеханизированные и автоматизи-
рованные технологические методы
На этапе заготовительного производства становится возмож-
ным применение методов получения заготовок, позволяющих при-
близить форму заготовки к форме готовой детали. Это обеспечивает
экономию материала, уменьшение объема, а следовательно, и тру-
доемкости механической обработки, повышение точности после-
дующей механической обработки. Так, например, заготовки тяже-
лых валов (массой до 6000 кг) до недавнего времени получали мето-
дом свободной ковки. Свободная ковка не позволяет получить
достаточное приближение к форме готовой детали. На поверхности
заготовки возможно наличие следов бойка высотой до 4—6 мм.
После свободной ковки предусматривается большой объем меха-
нической обработки. Припуски на обработку велики и неравно-
мерны. Применение подкладных штампов позволяет приблизить
форму заготовки к форме готовой детали, уменьшить припуски,
расход материала и затраты на механическую обработку.
Экономии материала и трудозатрат способствует также приме-
нение сверл кольцевого резания при обработке глубоких отверстий
Некоторые стальные поковки могут быть заменены отливками
из высокопрочного чугуна с шаровидным графитом, что сокра-
щает на 60 % отход металла в стружку. Замена стали чугуном
улучшает также условия работы сопрягаемых деталей и иногда
позволяет отказаться от промежуточных латунных втулок. На-
пример, заготовку коленчатого вала компрессора, изготовляемую
обычно горячей штамповкой, можно заменить отливкой из высоко-
прочного чугуна с шаровидным графитом. При этом отпадает необ-
ходимость в высокотемпературном отжиге и в связанной с ним
правке литья. Это мероприятие в сочетании с современными спо-
собами получения разовых форм увеличит точность отливок, поз-
волит уменьшить толщины стенок, литейные уклоны и сократить
на 25 % отходы металла в стружку.
Внедрено изготовление заготовок для поршневых штоков из
проката с высадкой бурта на горизонтально-ковочной машине
взамен дорогих кованых заготовок. Прогрессивным методом яв-
ляется получение заготовок коленчатых валов из проката методом
26
гибки с высадкой необрабатываемых щек на гидравлическом
прессе.
Заготовки блок-картеров поршневых компрессоров на заводе
«Компрессор» (Москва) до унификации изготовляли методом литья
в песчаные формы по деревянным моделям с ручной формовкой.
Унификация позволила уменьшить массу блок-картера в 1,5 раза
и применить на этапе получения заготовки литье в песчаные
формы с установкой стержней в кондукторах при машинной фор-
мовке.
Унификация конструкций гильз позволила получать заготовки
гильз методом центробежного литья, что обеспечивает более высо-
кое качество отливки и повышает коэффициент использования ма-
териала. Ранее заготовки гильзы получали методом литья в песча-
ные формы. В технологии получения заготовок гильз имеются ре-
зервы дальнейшего повышения коэффициента использования ма-
териала.
Увеличение серийности выпуска компрессоров позволит ис-
пользовать в заготовительном производстве малоотходные ме-
тоды: получение точных горячештампованных заготовок с мини-
мальными отходами в облой; изготовление заготовок (деталей)
с помощью порошковой металлургии; изготовление заготовок
холодной объемной штамповкой или с подогревом; получение ком-
бинированных заготовок (штампосварных; штампораскатанных;
подверженных местной закалке ТВЧ и др.); перевод заготовок,
имеющих низкий коэффициент использования металла, на литье
из стали и высокопрочного чугуна с применением процесса непре-
рывного литья, литья в керамические формы; получение точных
заготовок литьем — штамповкой.
При разработке технологии малоотходного производства важ-
ную роль играет критический анализ конструкции деталей, их
металлоемкости, технологичности, возможности использования не-
металлических материалов и т. п. Внедрение технологии малоот-
ходного производства позволяет использовать преимущества из-
готовления деталей из заготовок с малыми припусками на меха-
ническую обработку.
Обработка заготовок, форма которых далека от формы готовых
деталей, обычно связана наряду со съемом больших припусков
с значительными колебаниями последних. Неравномерность при-
пусков при обработке приводит к ухудшению условий работы
инструмента, росту и непостоянству сил резания при обработке.
Все это снижает качество обработки уже на этапах черновой и
получистовой обработки. Недостаточная точность предварительно
обработанных поверхностей приводит к увеличению припусков
на окончательную обработку, значительно усложняя достижение
заданного качества обработки.
Повышение точности заготовок способствует прежде всего сни-
жению припусков и более равномерному их распределению. Это
позволяет в ряде случаев при механической обработке избежать
27
черновой и получистовой обработки, ограничившись финишными
операциями.
С увеличением серийности выпуска компрессоров снижается
трудоемкость и повышается производительность труда при меха-
нической обработке за счет использования поточных методов ра-
боты, применения станков с числовым программным управлением
(ЧПУ), станков типа «обрабатывающий центр» (ОЦ), а также за
счет широкого внедрения прогрессивных технологических мето-
дов. Переход на крупносерийный и серийный выпуск обеспечи-
вает возможность организации участков и цехов, работающих по
непрерывно-поточному или переменно-поточному методу. Поточ-
ный метод работы неизбежно приводит к необходимости использо-
вания специального и специализированного высокопроизводи-
тельного оборудования.
Основные детали механизма движения компрессоров на ряде
предприятий обрабатывают на поточных линиях. Для обработки
рабочих поверхностей ответственных деталей (зеркала цилин-
дров и крейцкопфных направляющих, большой и малой головок
шатуна, отверстий под шатунные болты, вкладышей подшипников)
применяют полуавтоматические станки.
Метод автоматического получения размеров на предварительно
настроенных станках предполагает использование специальной
технологической оснастки, что позволяет ликвидировать операции
предварительной разметки заготовок, а также обеспечить высокую
стабильность и точность выдерживаемых размеров. Удорожание
подготовки производства в связи с необходимостью проектирова-
ния и изготовления оснастки быстро окупается за счет ликвида-
ции потерь времени на разметку и выверку, а также за счет повы-
шения качества продукции.
В серийном производстве специальные приспособления часто
заменяются универсально-сборными приспособлениями (УСП).
В основу конструирования этих приспособлений заложен прин
цип многократного использования нормализованных деталей для
компоновки приспособлений при обработке в них различных заго-
товок. Широкое применение УСП нашли при изготовлении осна-
стки для станков с ЧПУ.
В компрессоростроении успешно используются промышленные
роботы и манипуляторы. Роботы применяют в литейных цехах
на операциях извлечения отливок из форм; на операциях горячей
штамповки для перемещения заготовки по ручьям штампа; на
термических участках, на участках покрытий. В механосборочных
цехах роботы выполняют функции загрузки и выгрузки деталей
со станков. Широкие возможности для использования промышлен-
ных роботов открывает групповая технология обработки дета-
лей.
Путем изменения программы роботы можно легко приспособить
к новым требованиям, связанным с модернизацией производства.
Расширение возможностей роботов достигается также заменой
28
захватывающих устройств. Использование роботов повышает гиб-
кость производства.
На компрессорных заводах внедрена обработка растачиванием
зеркала чугунных цилиндров эльборовыми резцами, а также об-
точка закаленных штоков эльборовым резцом взамен чернового
шлифования. Для повышения сопротивления усталости коленча-
тых валов и поршневых штоков производится накатка роликами
галтелей и впадин резьбы.
Для повышения сопротивления усталости и снижения началь-
ного износа деталей компрессоров необходимо ужесточение тре-
бований к качеству обработки цилиндрической и торцовой по-
верхностей шатунных шеек коленчатых валов.
При использовании в компрессорах коленчатых валов, шейки
которых обработаны микродоводкой, потребляемая мощность
снизилась на 3,6 % по сравнению с компрессорами, где шейки
коленчатых валов обработаны доводкой абразивной шкуркой и
затем абразивными пастами. Долговечность пары шейка вала —
вкладыш шатуна возросла в среднем в 1,2 раза.
Эффективным методом исправления погрешности формы шеек
коленчатых валов может быть размерное суперфиниширование.
Данный метод хорошо зарекомендовал себя и при отделочной
обработке штоков.
Непрерывно совершенствуются способы формообразования
поршневых колец компрессоров. Переход на операциях термофик-
сации размера замка со шпоночных термофиксаторов на звездо-
образные позволил значительно снизить торцовое коробление
колец. Кроме того, наблюдается повышение и большая стабиль-
ность значений упругости, стабилизируется форма колец в свобод-
ном состоянии. Появляется возможность совмещения операций
термофиксации колец с их поверхностной обработкой, например,
способом сульфидирования или сульфоцианирования, что суще-
ственно повышает качество колец.
Перспективным направлением является использование элек-
трохимической размерной обработки. Особенно эффективна она
при обработке, например, узких отверстий — пазов, если мате-
риал детали имеет повышенные физико-механические свойства
(твердость, вязкость и т. п.), при сложном фасонном профиле
паза, а также если в детали изготовляются одновременно несколько
пазов К таким деталям относятся, например, роторы ротор-
ных компрессоров, седла и ограничители кольцевых клапанов
поршневых компрессоров. Использование электрохимической раз-
мерной обработки позволяет обеспечивать в ряде случаев точность
обработки в пределах квалитетов 9—10, параметр шероховатости
Ra = 0,32 ... 0,63 мкм и сократить трудоемкость в 2—3 раза.
Одна из задач компрессоростроення — увеличение износо-
стойкости деталей. В поршневых компрессорах, например, наи-
более нагруженными и определяющими долговечность работы
агрегата являются детали шатунно-поршневой группы и клапан-
29
ные узлы, поэтому в первую очередь необходимо повысить износо-
стойкость поверхности зеркала цилиндра, отверстия под поршне-
вой палец, шатунной шейки коленчатого вала, канавок под порш-
невые кольца и рабочей поверхности гнезда клапана. Перспек-
тивным является применение методов поверхностно-пластического
Деформирования рабочих поверхностей, например:
применение в качестве финишной операции изготовления отвер-
стий под поршневой палец и отверстия под шейку коленчатого
Вала обработки импульсными роликовыми раскатками;
применение виброобкатки зеркала цилиндра;
использование для упрочнения бронзовых втулок под поршне-
вые пальцы обработки выглаживающей прошивкой.
Испытания показывают, что износ, например, упрочненных
втулок уменьшается на 30—40 %. Поверхностно-пластическое де-
формирование используется также при упрочнении резьб штоков,
коленчатых валов, цапф, пальцев кривошипов и т. д. Возможно
увеличение предела выносливости в 1,5—2 раза.
Значительную роль в повышении долговечности компрессоров
играет качество изготовления биметаллических деталей, работаю-
щих в узлах трения, например, подшипниках скольжения. На-
плавка баббитом подшипников скольжения эффективно произ-
водится с помощью электроконтактного нагрева. Нагрев втулки
и плавление баббита производится пропусканием электрического
тока через форму, а формообразование наплавленного слоя проис-
ходит по принципу жидкой штамповки. При наплавке приме-
няется активный комбинированный флюс. Его использование дает
возможность получить биметалл без предварительного лужения
наплавляемой поверхности с высоким качеством связи основного
металла с наплавлением.
Решению проблемы уменьшения металлоемкости конструкции,
экономии дефицитных материалов способствует широкое примене-
ние в компрессоростроении прогрессивных неметаллических, ком-
позиционных материалов, пластмасс и т. п. Перспективны сле-
дующие области использования этих материалов:
изготовление деталей, работающих в особых условиях при вы-
соких температурах, давлениях, в агрессивных средах (поршневые
кольца, сальниковые уплотнения, клапаны, рабочие лопатки);
гашение акустической и динамической вибрации для уменьше-
ния шума передвижных и стационарных компрессорных станций;
изготовление деталей в экспериментальном компрессорострое-
нии для уменьшения их себестоимости и ускорения сроков ввода
новых машин.
В компрессоростроении большой объем занимают сборочные
работы с применением ручного труда. Это увеличивает трудоем-
кость сборки и сокращает сроки выпуска изделий.
Унификация конструкций компрессоров способствует повыше-
нию уровня автоматизации и механизации сборки, так как сокра-
щает номенклатуру деталей (особенно крепежных), входящих
30
в собираемые узлы. К тому же унификация неразрывно связана
с повышением технологичности конструкций. Уменьшение, на-
пример, числа типоразмеров крепежных деталей позволяет эффек-
тивно использовать при сборке резьбовых соединений механизи-
рованный сборочный инструмент — гайковерты, шпильковерты
и т. д.
Основными направлениями механизации сборочных работ яв-
ляются' создание рациональных типов сборочной оснастки, меха
низированного инструмента с фиксацией осевой силы затяжки
резьбовых соединений, механизация вспомогательных, транс-
портных и упаковочных работ, создание типовых средств механи-
зации, в том числе сборочных конвейеров, складского и транс-
портного оборудования. Актуальным остается поиск новых форм
организации труда сборщиков, а также внедрение современных
средств контроля качества сборки.
При сборке компрессоров используются процессы механи-
ческой сборки, сборки-сварки, а также сборочные операции, свя-
занные с физико-химическим воздействием на собираемый объект.
Одной из специфических операций сборки, характерной для ком-
прессоростроения, является сборка рабочих колес центробежных
машин.
Надежная работа центробежного компрессора в значительной
степени зависит от прочности рабочих колес, являющихся основ-
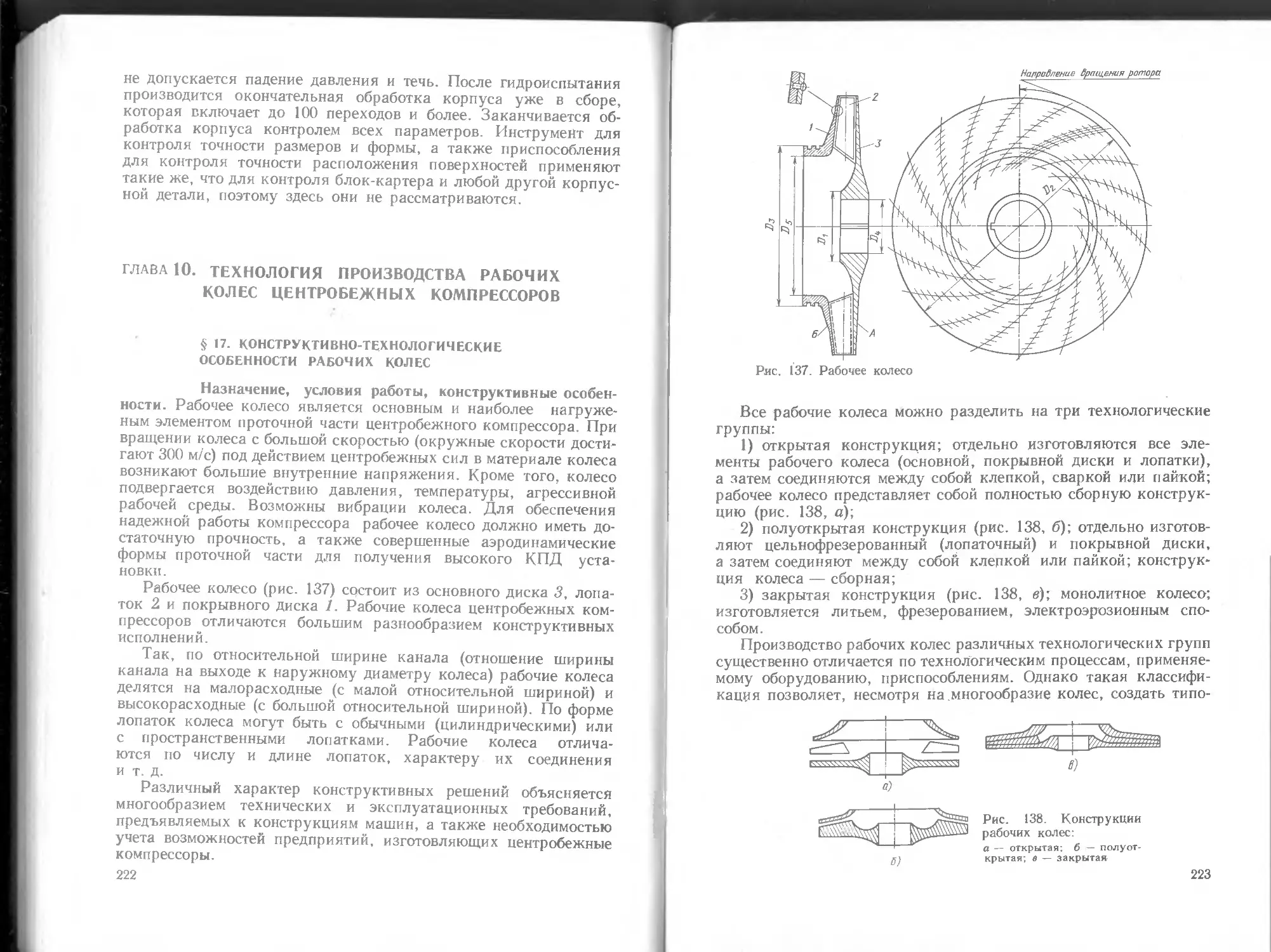
ным элементом проточной части машины При сборке рабочего
колеса, состоящего из основного диска с цельнофрезерованными
лопатками и покрывного диска, используют заклепочные соедине-
ния, электродуговую сварку В последнее время используют новые
методы соединения. К таким методам относятся диффузионная
сварка в вакууме, вакуумная пайка. Последняя используется при
сборке рабочих колес наиболее ответственных машин. Пайка —
более совершенный способ соединения дисков по сравнению с за-
клепочным соединением. Однако она имеет недостатки: сложность
технологического оборудования для пайки и необходимость при-
менения дорогостоящего палладиевого припоя, образование широ-
ких диффузных зон, ослабляющих прочность соединения, низкая
технологичность метода.
Проведены исследования по замене составных рабочих колес
цельнолитыми, полученными методом литья по выплавляемым
моделям из специального сплава, с последующей доводкой методом
электрохимической обработки. Результаты экспериментов пока-
зали возможность применения указанной технологии для полу-
чения колес.
Перспективы применения средств автоматизации и механиза-
ции в компрессоростроении. Эффективность применения средств
автоматизации и механизации производства прямо зависит от
программы выпуска изделий. Ее увеличение позволяет эффективно
использовать станки с ЧПУ, специализированные и специальные
станки, агрегатные станки.
31
Наиболее рациональная эксплуатация станков с ЧПУ дости-
гается в серийном и мелкосерийном производстве. Однако не
только объем выпуска определяет эффективность эксплуатации
станков с ЧПУ. В компрессоростроении обрабатывается большое
число деталей сложной геометрической формы. Затраты по обра-
ботке таких деталей на станках с ЧПУ значительно меньше, чем
при обработке на универсальных станках. \
Станки с ЧПУ представляют собой автоматы и полуавтоматы,
все подвижные органы которых совершают рабочие и вспомога-
тельные движения автоматически по заранее установленной про-
грамме Программа записывается на программоносителе (перфо-
лента, магнитная лента, магнитный диск оперативной памяти)
в кодированном виде. Используемый код должен соответствовать
применяемому для управления станком устройству ЧПУ. Пере-
наладка станка с ЧПУ с выпуска одних деталей на выпуск других
производится путем замены программы. Легкость переналадки
обусловливает высокую гибкость производства.
Конструктивно станок с ЧПУ выполнен в виде двух, в опре-
деленной мере самостоятельных агрегатов: металлорежущего
станка и устройства (пульта) числового программного управле-
ния. Устройство ЧПУ обычно монтируется рядом со станком и
представляет собой шкаф с электронными системами и встроенной
панелью управления. Программа, содержащая в кодированном
виде всю геометрическую и технологическую информацию, необ-
ходимую для обработки, записывается на программоносителе. Не-
которые дополнительные команды могут вводиться непосредст-
венно с помощью декадных переключателей на панели управле-
ния. После считывания и дешифровки информация, записанная
Hg программоносителе и введенная непосредственно через панель
управления, в устройстве ЧПУ разделяется на информацию о по-
ложении инструмента относительно обрабатываемой заготовки
в течение всего цикла обработки и команды переключения агрега-
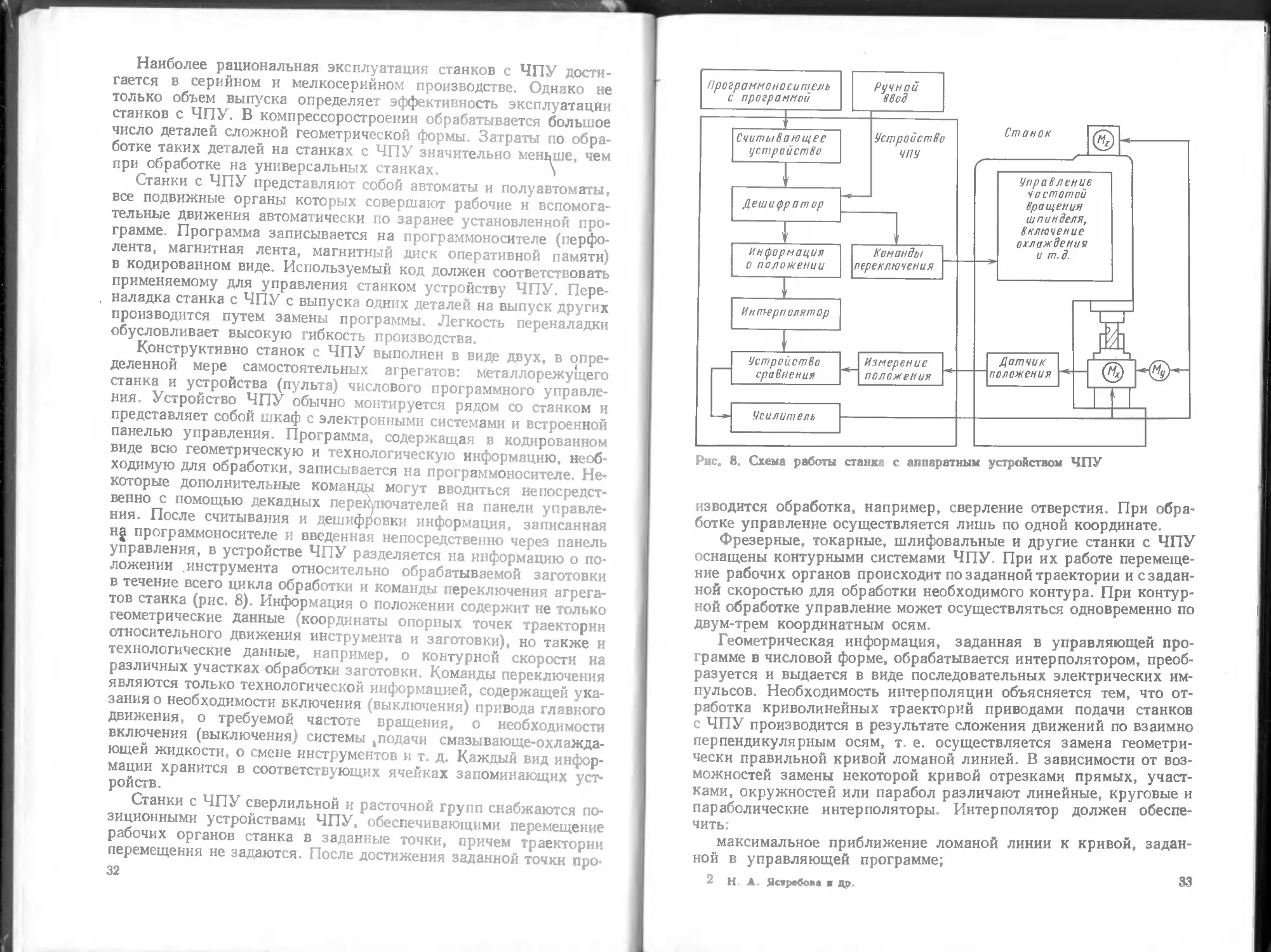
тов станка (рис. 8). Информация о положении содержит не только
геометрические данные (координаты опорных точек траектории
относительного движения инструмента и заготовки), но также и
технологические данные, например, о контурной скорости иа
различных участках обработки заготовки. Команды переключения
являются только технологической информацией, содержащей ука-
зания о необходимости включения (выключения) привода главного
движения, о требуемой частоте вращения, о необходимости
включения (выключения) системы ,подачи смазывающе-охлажда-
юшей жидкости, о смене инструментов и т. д. Каждый вид инфор-
мации хранится в соответствующих ячейках запоминающих уст-
ройств.
Станки с ЧПУ сверлильной и расточной групп снабжаются по-
зиционными устройствами ЧПУ, обеспечивающими перемещение
рабочих органов станка в заданные точки, причем траектории
перемещения не задаются. После достижения заданной точки про-
32
Рис. 8. Схема работы станка с аппаратным устройством ЧПУ
изводится обработка, например, сверление отверстия. При обра-
ботке управление осуществляется лишь по одной координате.
Фрезерные, токарные, шлифовальные и другие станки с ЧПУ
оснащены контурными системами ЧПУ. При их работе перемеще-
ние рабочих органов происходит по заданной траектории и с задан-
ной скоростью для обработки необходимого контура. При контур-
ной обработке управление может осуществляться одновременно по
двум-трем координатным осям.
Геометрическая информация, заданная в управляющей про-
грамме в числовой форме, обрабатывается интерполятором, преоб-
разуется и выдается в виде последовательных электрических им-
пульсов. Необходимость интерполяции объясняется тем, что от-
работка криволинейных траекторий приводами подачи станков
с ЧПУ производится в результате сложения движений по взаимно
перпендикулярным осям, т. е. осуществляется замена геометри-
чески правильной кривой ломаной линией. В зависимости от воз-
можностей замены некоторой кривой отрезками прямых, участ-
ками, окружностей или парабол различают линейные, круговые и
параболические интерполяторы. Интерполятор должен обеспе-
чить:
максимальное приближение ломаной линии к кривой, задан-
ной в управляющей программе;
2 Н А. Ястребов* др. 33
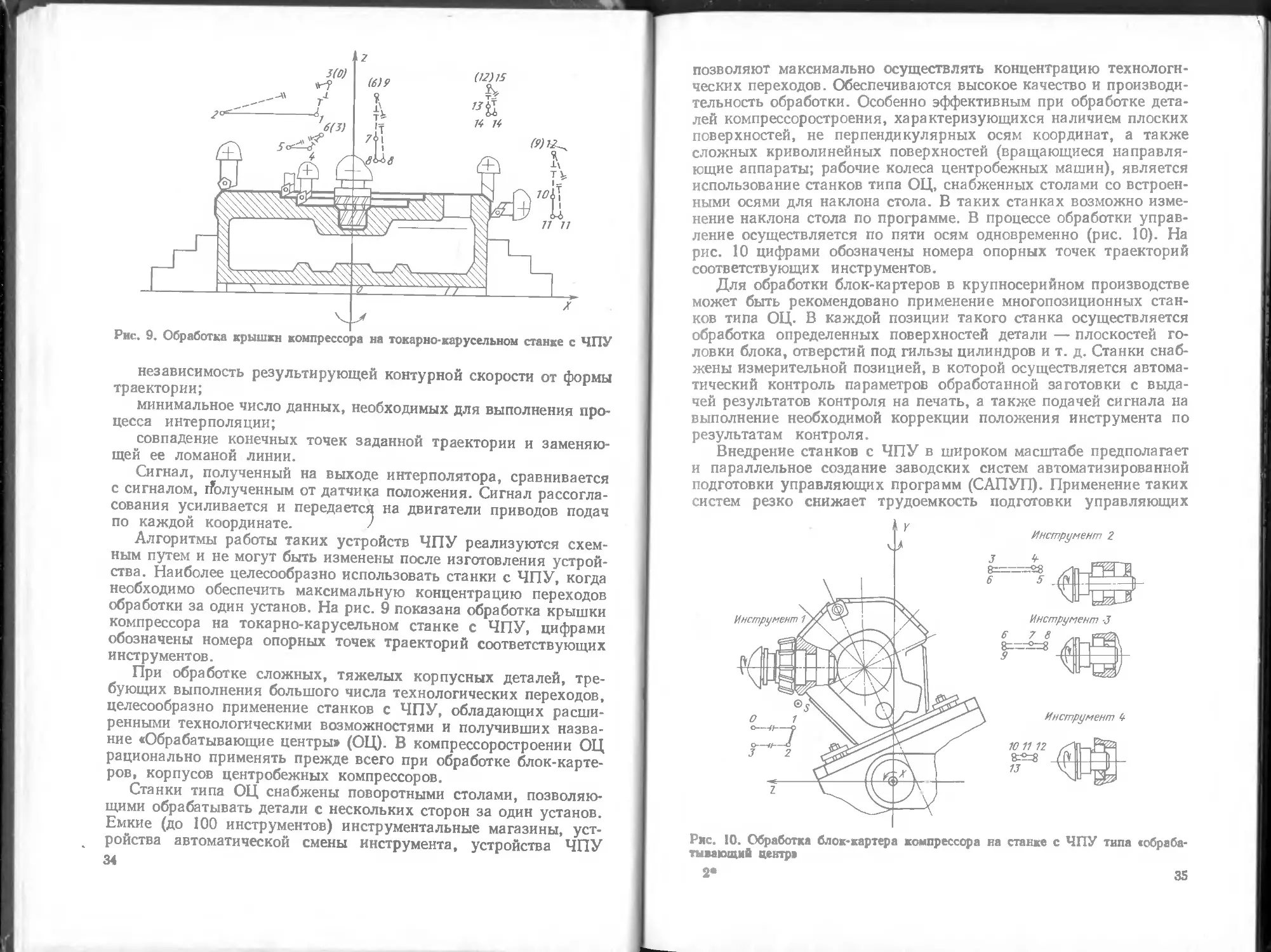
Рис. 9. Обработка крышки компрессора на токарно-карусельном станке с ЧПУ
независимость результирующей контурной скорости от формы
траектории;
минимальное число данных, необходимых для выполнения про-
цесса интерполяции;
совпадение конечных точек заданной траектории и заменяю-
щей ее ломаной линии.
Сигнал, полученный на выходе интерполятора, сравнивается
с сигналом, Полученным от датчика положения. Сигнал рассогла-
сования усиливается и передается на двигатели приводов подач
по каждой координате. /
Алгоритмы работы таких устройств ЧПУ реализуются схем-
ным путем и не могут быть изменены после изготовления устрой-
ства. Наиболее целесообразно использовать станки с ЧПУ, когда
необходимо обеспечить максимальную концентрацию переходов
обработки за один установ. На рис. 9 показана обработка крышки
компрессора на токарно-карусельном станке с ЧПУ, цифрами
обозначены номера опорных точек траекторий соответствующих
инструментов.
При обработке сложных, тяжелых корпусных деталей, тре-
бующих выполнения большого числа технологических переходов,
целесообразно применение станков с ЧПУ, обладающих расши-
ренными технологическими возможностями и получивших назва-
ние «Обрабатывающие центры» (ОЦ). В компрессоростроении ОЦ
рационально применять прежде всего при обработке блок-карте-
ров, корпусов центробежных компрессоров.
Станки типа ОЦ снабжены поворотными столами, позволяю-
щими обрабатывать детали с нескольких сторон за один установ.
Емкие (до 100 инструментов) инструментальные магазины, уст-
ройства автоматической смены инструмента, устройства ЧПУ
34
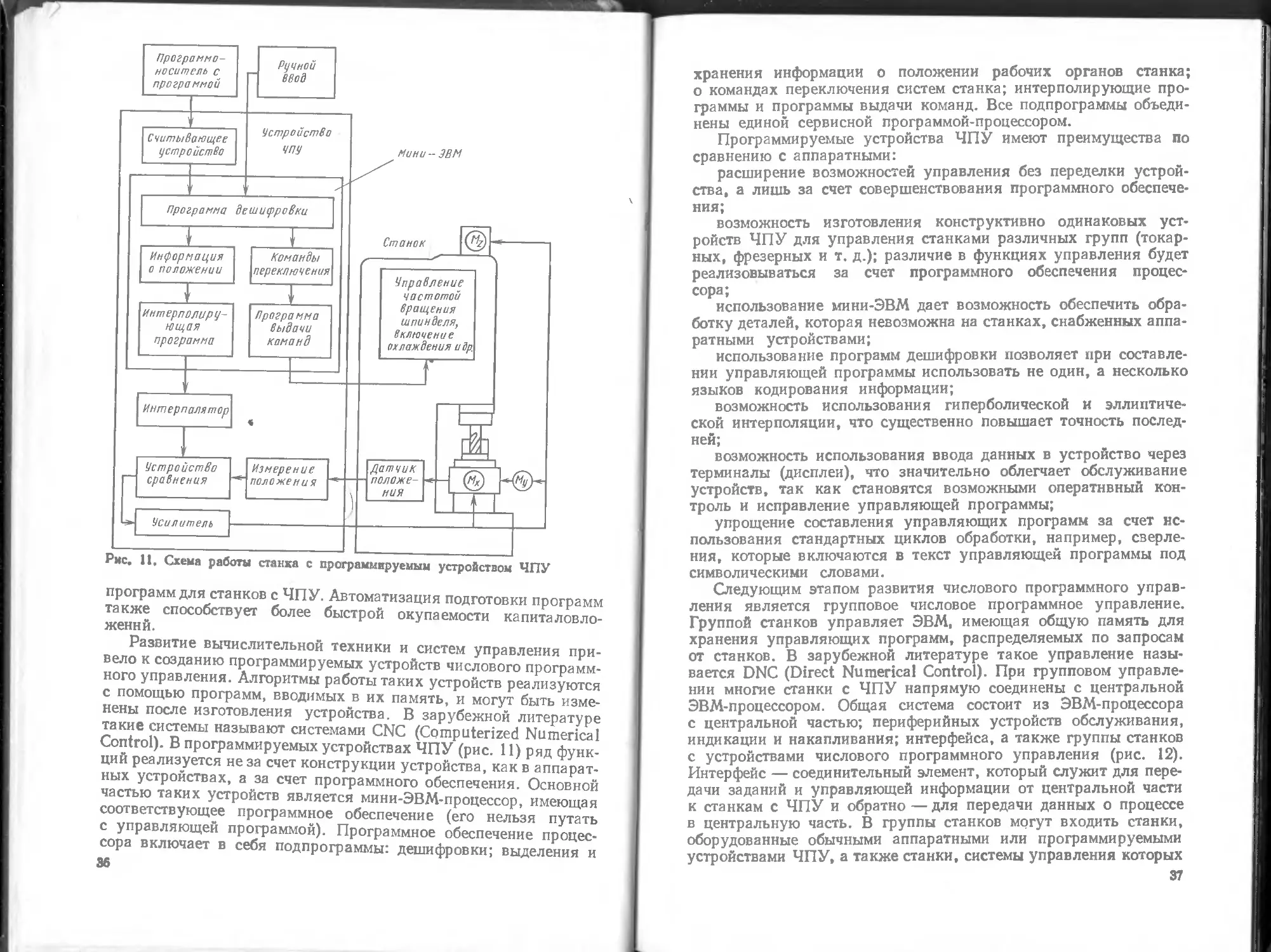
позволяют максимально осуществлять концентрацию технологи-
ческих переходов. Обеспечиваются высокое качество и производи-
тельность обработки. Особенно эффективным при обработке дета-
лей компрессоростроения, характеризующихся наличием плоских
поверхностей, не перпендикулярных осям координат, а также
сложных криволинейных поверхностей (вращающиеся направля-
ющие аппараты; рабочие колеса центробежных машин), является
использование станков типа ОЦ, снабженных столами со встроен-
ными осями для наклона стола. В таких станках возможно изме-
нение наклона стола по программе. В процессе обработки управ-
ление осуществляется по пяти осям одновременно (рис. 10). На
рис. 10 цифрами обозначены номера опорных точек траекторий
соответствующих инструментов.
Для обработки блок-картеров в крупносерийном производстве
может быть рекомендовано применение многопозиционных стан-
ков типа ОЦ. В каждой позиции такого станка осуществляется
обработка определенных поверхностей детали — плоскостей го-
ловки блока, отверстий под гильзы цилиндров и т. д. Станки снаб-
жены измерительной позицией, в которой осуществляется автома-
тический контроль параметров обработанной заготовки с выда-
чей результатов контроля на печать, а также подачей сигнала на
выполнение необходимой коррекции положения инструмента по
результатам контроля.
Внедрение станков с ЧПУ в широком масштабе предполагает
и параллельное создание заводских систем автоматизированной
подготовки управляющих программ (САПУП). Применение таких
систем резко снижает трудоемкость подготовки управляющих
Ряс. !0. Обработка блок-картера компрессора на станке с ЧПУ типа «обраба-
тывающий центр»
2“ 35
Рис. 11. Схема работы станка с программируемым устройством ЧПУ
программ для станков с ЧПУ. Автоматизация подготовки программ
также способствует более быстрой окупаемости капиталовло-
жений.
Развитие вычислительной техники и систем управления при-
вело к созданию программируемых устройств числового программ-
ного управления. Алгоритмы работы таких устройств реализуются
с помощью программ, вводимых в их память, и могут быть изме-
нены после изготовления устройства. В зарубежной литературе
такие системы называют системами CNC (Computerized Numerical
Control). В программируемых устройствах ЧПУ (рис. 11) ряд функ-
ций реализуется не за счет конструкции устройства, как в аппарат-
ных устройствах, а за счет программного обеспечения. Основной
частью таких устройств является мини-ЭВМ-процессор, имеющая
соответствующее программное обеспечение (его нельзя путать
с управляющей программой). Программное обеспечение процес-
сора включает в себя подпрограммы: дешифровки; выделения и
36
хранения информации о положении рабочих органов станка;
о командах переключения систем станка; интерполирующие про-
граммы и программы выдачи команд. Все подпрограммы объеди-
нены единой сервисной программой-процессором.
Программируемые устройства ЧПУ имеют преимущества по
сравнению с аппаратными:
расширение возможностей управления без переделки устрой-
ства, а лишь за счет совершенствования программного обеспече-
ния;
возможность изготовления конструктивно одинаковых уст-
ройств ЧПУ для управления станками различных групп (токар-
ных, фрезерных и т. д.); различие в функциях управления будет
реализовываться за счет программного обеспечения процес-
сора;
использование мини-ЭВМ дает возможность обеспечить обра-
ботку деталей, которая невозможна на станках, снабженных аппа-
ратными устройствами;
использование программ дешифровки позволяет при составле-
нии управляющей программы использовать не один, а несколько
языков кодирования информации;
возможность использования гиперболической и эллиптиче-
ской интерполяции, что существенно повышает точность послед-
ней;
возможность использования ввода данных в устройство через
терминалы (дисплеи), что значительно облегчает обслуживание
устройств, так как становятся возможными оперативный кон-
троль и исправление управляющей программы;
упрощение составления управляющих программ за счет ис-
пользования стандартных циклов обработки, например, сверле-
ния, которые включаются в текст управляющей программы под
символическими словами.
Следующим этапом развития числового программного управ-
ления является групповое числовое программное управление.
Группой станков управляет ЭВМ, имеющая общую память для
хранения управляющих программ, распределяемых по запросам
от станков. В зарубежной литературе такое управление назы-
вается DNC (Direct Numerical Control). При групповом управле-
нии многие станки с ЧПУ напрямую соединены с центральной
ЭВМ-процессором. Общая система состоит из ЭВМ-процессора
с центральной частью; периферийных устройств обслуживания,
индикации и накапливания; интерфейса, а также группы станков
с устройствами числового программного управления (рис. 12).
Интерфейс — соединительный элемент, который служит для пере-
дачи заданий и управляющей информации от центральной части
к станкам с ЧПУ и обратно — для передачи данных о процессе
в центральную часть. В группы станков могут входить станки,
оборудованные обычными аппаратными или программируемыми
устройствами ЧПУ, а также станки, системы управления которых
37
Рис. 12. Схема работа системы группового управления станками с ЧПУ
соединены с элементами связи группового управления. Функция
элемента связи — передать в виде управляющей информации
для устройств ЧПУ или подходящим образом выдать на прибор
изображения информацию, полученную с интерфейса. Элемент
связи позволяет обеспечить участие персонала, обслуживающего
систему в процессе контроля и изменения (коррекции) управляю-
щей информации. Технологическая и геометрическая информация,
требуемая для обработки заготовки, вводится в систему на носи-
теле данных, например, перфоленте, через считывающее устрой-
ство ЭВМ и накапливается во внешней памяти. По запросу, по-
ступившему от станка, информация передается в оперативную
память центральной части, преобразуется в сигналы соответст-
вующего вида и через интерфейс, каналы передачи и элементы
связи передается в устройства ЧПУ.
В случае аварии ЭВМ-процессора станки с ЧПУ могут рабо-
тать автономно. Системы группового управления позволяют осу-
ществлять ввод данных практически с любого рабочего места, обо-
зе
рудованного устройством ввода н считывания. Использование
группового программного управления позволяет упростить про-
цесс подготовки производства, освободить обслуживающий пер-
сонал от необходимости обращения с большим количеством ин-
формации, повысить степень загрузки станков, увеличить гибкость
системы.
До недавнего времени автоматизация производственных про-
цессов ограничивалась только областью массового производства.
Одиако вследствие увеличения числа типов выпускаемых изделий
и повышения частоты смены изделий возникла необходимость
в разработке новых производственных систем, которые обеспечи-
вают производство деталей небольшими сериями при высокой про-
изводительности, сохранении высокого качества деталей и эконо-
мичности. Для решения поставленной задачи автоматизации мел-
косерийного и серийного производства необходимо достичь ком-
промисса между соответствующими размерами партий деталей и
обеспечением высокой производительности. Такой компромисс
возможен лишь тогда, когда автоматизация производственных
процессов гибкая. В связи с этим возникло понятие «гибкая про-
изводственная система» (ГПС).
Гибкая производственная система определяется как «совокуп-
ность в различных сочетаниях оборудования с ЧПУ, роботизиро-
ванных технологических комплексов, гибких производственных
модулей, отдельных единиц технологического оборудования и си-
стем обеспечения их функционирования в автоматическом режиме
в течение заданного интервала времени, обладающая свойством
автоматизированной переналадки при производстве изделий произ-
вольной номенклатуры в установленных пределах значений их
характеристик» (ГОСТ 26228—85).
Развитию ГПС способствует быстрое распространение микро-
электроники по всем отраслям производства. Реализация высоко-
автоматизированных функций с помощью ЭВМ обеспечивает орга-
низационное единство всех подсистем изготовления с упорядоче-
нием их организационных функций.
Высокая степень гибкости связана с большими капиталовло-
жениями. Окупаемость капиталовложений возможна лишь при
высоком коэффициенте загрузки технологического оборудования,
входящего в состав ГПС. Исследования распределения времени
в мелкосерийном и серийном производстве показывают, что время
нахождения заготовок на технологическом оборудовании состав-
ляет лишь 5—8 % от времени производственного процесса.
Остальное время — это ожидание транспорта, транспортировка
и т. д. Из времени нахождения заготовки на технологическом обо-
рудовании 70—80 % составляет вспомогательное время (время
позиционирования, закрепления, измерения заготовки и т. д.).
Основное время составляет лишь 20—30 % времени нахождения
заготовки на технологическом оборудовании. Эффективность гиб-
кой автоматизации заключается в повышении доли времени иа-
39
хождения заготовок на технологическом оборудовании (до 50—
60 %) в общем балансе времени, уменьшении вспомогательного
времени, а также в возможности работы ГПС в три смены. Улуч-
шение управления технологическим процессом способствует повы-
шению ритмичности производства и уменьшению количества дета-
лей, которые нужно иметь на складе, что сокращает капиталовло-
жения в незавершенное производство
Робототехнический технологический комплекс (РТК) — сово-
купность единицы технологического оборудования, промышлен-
ного робота и средств оснащения, автономно функционирующая
и осуществляющая многократные циклы. РТК, предназначенные
для работы в ГПС, должны иметь автоматизированную перена-
ладку и возможность встраивания в систему. В качестве техноло-
гического оборудования может быть использован промышленный
робот. РТК могут оснащаться устройствами накопления, ориен-
тации, поштучной выдачи объектов производства и другими уст-
ройствами, обеспечивающими функционирование РТК.
Гибкий производственный модуль (ГПМ) — единица техноло-
гического оборудования для производства изделий произвольной
номенклатуры в установленных пределах значений их характе-
ристик с программным управлением, автономно функционирую-
щая, автоматически осуществляющая все функции, связанные с их
изготовлением, имеющая возможность встраивания в ГПС.
В состав ГПМ обычно входят:
станок с устройством ЧПУ программируемого типа, оборудо-
ванный автоматическими приспособлениями для смены обрабаты-
ваемых заготовок и инструмента;
оборудование для смены заготовок и нх переустановки в про-
цессе обработки.
Для смены заготовок и их переустановки в процессе обработки
при большой номенклатуре заготовок чаще всего используют про-
мышленные роботы со сменными схватами.
Заготовки доставляют к месту обработки в таре и складируют
в тару после обработки. В общем случае ГПМ оборудуют различ-
ными средствами автоматизации: накопителями заготовок; уст-
ройствами загрузки и выгрузки; устройствами замены технологи-
ческой оснастки; устройствами удаления отходов; системами кон-
троля, управления н диагностики неполадок. Управление модулем
осуществляется от ЭВМ-процессора, связанной с центральной
ЭВМ, управляющей производством.
Доступ к ЭВМ-процессору, контролирующей протекание тех-
нологического процесса, осуществляется через ряд терминалов
обслуживания.
На ГПМ можно обрабатывать большое число разных деталей
в автоматическом режиме при автоматическом контроле процесса
производства.
В состав ГПМ могут включаться различные дополнительные
и вспомогательные устройства: системы автоматической коррек-
40
ции положения инструментов; блокировочные средства безопас-
ности.
По организационным признакам ГПС разделяют на виды:
гибкая автоматизированная линия (ГАЛ);
гибкий автоматизированный участок (ГАУ);
гибкий автоматизированный цех (ГАЦ).
Гибкие производственные модули могут быть объединены в гиб-
кие автоматизированные участки (ГА$Э.
ГАУ — гибкая производственная система, функционирующая
по технологическому маршруту, в котором предусмотрена возмож-
ность изменения последовательности использования технологиче-
ского оборудования.
ГАУ имеет общую автоматизированную систему управления.
Работа ГАУ основана на использовании принципа групповой тех-
нологии. В соответствии с этим предусмотрена возможность
изменения последовательности использования технологического
оборудования, за счет чего обеспечивается универсальное изготов-
ление деталей определенных групп. Групповая технология позво-
ляет распределить детали по семействам в соответствии с кон-
структивно-технологическими признаками. В ГПС этот принцип
используется для выявления единого семейства деталей, предназна-
ченных для обработки на ГПС.
В состав ГАУ входят один или несколько станков типа ОЦ,
которые благодаря наличию автоматической транспортной системы
соединены между собой таким образом, чтобы обеспечить возмож-
ность одновременной обработки различных деталей, которые могут
проходить через систему разным путем.
Обеспечивается обработка в произвольной последовательности
любого числа деталей, входящих в заранее заданное семейство.
ГАУ работает следующим образом (рис. 13).
По команде центральной ЭВМ, управляющей производством,
в ЭВМ-процессор, управляющую изготовлением, поступает заказ
на обработку детали и необходимая информация. ЭВМ-процессор
отдает команду на транспортировку заготовки определенной
номенклатуры в позицию захвата роботом. Одновременно отдается
команда на подготовку станков к работе — поиск инструмента,
замену приспособления. Робот по команде устанавливает заготовку
в приспособление станка, на котором выполняется первая опера-
ция обработки. После закрепления дается команда на пуск управ-
ляющей программы. Пока происходит обработка на первом станке
с ЧПУ, робот может обслуживать остальные станки, на которых
завершается обработка детали предыдущего заказа. Целесообразно
применение двухзахватных роботов. В этом случае робот одним
из своих захватов вынимает заготовку из тары и несет в зону
обработки, вторым — снимает со станка уже обработанную деталь.
На рис. 14 показана планировка ГАУ, основными элементами
которого являются:
1) станки с ЧПУ типа ОЦ;
41
2) автоматические конвейеры заготовок, объединенные в транс-
портную систему; *
3) поворотные столы;
4) устройства управления транспортом;
5) позиция мойки заготовок;
6) загрузочная и разгрузочная позиции;
7) устройства смены палет с заготовками.
Децентрализованное управ/^ение транспортом соединено с ЭВМ,
управляющей изготовлением, которая в свою очередь соединена
с терминалами обслуживания и банком данных, а также с ЭВМ,
управляющей производством. ЭВМ, управляющая изготовлением,
обращается к ЭВМ, управляющей производством, в основном
лишь в случаях возникновения нештатных ситуаций.
На рис. 14 не изображены устройства, которые могут входить
в состав ГАУ:
промышленные роботы-манипуляторы в позициях загрузки
и разгрузки;
измерительные установки и машины;
накопители заготовок;
автоматизированная система инструментального обеспечения
(АСИО).
На позициях загрузки и разгрузки ГАУ находятся устрой-
ства для установки и закрепления заготовок на универсальных
плитах-спутниках. Для упорядочения подачи заготовок управ-
ляющая система должна опознавать (идентифицировать) заго-
товки. Плиты-спутники кодируются, но при загрузке предусма-
тривается дополнительная идентификация. Плиты-спутники с за-
крепленными на них заготовками через главные и боковые кон-
42
ЭВМ,
управляющая производством
♦
ЭВМ,
управляющая изготовлением
Терминалы
обслуживания
Рис. 14. Планировка гибкого автоматизированного участка (ГАУ) для обра-
ботки корпусных н призматических деталей
вейеры (роликовые, цепные, подвесные) подаются в позиции об-
работки.
Конструкции плит-спутников различны (рис. 15): для закрепле-
ния заготовок кубической формы (рис. 15, а); для закрепления
заготовок различных форм, имеющих небольшие размеры и массу
(рис. 15, 6); для закрепления плоских заготовок (рис. 15, в);
универсальная палета (рис. 15, г).
Палеты наиболее часто используются в ГПС.
В нижней части каждой плиты-спутника имеются отверстия,
с помощью которых осуществляется ее фиксация в позиции обра-
Рис. 15. Плиты-слутникв для закрепления
заготовок при обработке на ГПС
43
Рис. 16. Типы инструментальных
магазинов:
а — барабанный; б — многослойный налетный; в — магазин-доска; » — цепной
ботки. На плоских поверхностях расположен ряд отверстий,
в которые устанавливаются штыри, фиксирующие и закрепляю-
щие заготовку на спутнике. В верхней части плит-спутников
(см. рис. 15, а, б, в) расположен адаптер для автоматизированной
транспортировки, поиска и складирования спутника.
Инструменты, необходимые для работы станков, входящих
в ГПС, например, станков типа ОЦ, хранятся в соответствующих
магазинах. Процесс смены инструмента осуществляется после
позиционирования (остановки) магазина в определенном поло-
жении. Основные типы инструментальных магазинов показаны
на рис. 16. Места инструмента в магазине не кодируются, а коди-
руются инструментальные втулки. По ним дешифратор магазина
находит положение необходимого инструмента. Иногда кодируются
и места инструмента в магазине.
Во многих ГПС предусматривается автоматизированная си-
стема инструментального обеспечения, связанная непосредственно
с автоматизированным складом инструмента.
Принципы работы ГПС наиболее полно характеризуются через
взаимосвязь входных и выходных параметров ГПС (рис. 17).
Для начала работы в ЭВМ, управляющую изготовлением, вво-
дится программа, при прохождении которой ЭВМ составляет
график работы, осуществляет контроль и управление функциями
обработки заданного числа деталей. Заготовки размещаются на
палетах и закрепляются. Палеты поступают на конвейеры, иден-
44
тифицируются датчиками и направляются к соответствующим
станкам для обработки. Операции обработки выполняются на
одном или нескольких станках в зависимости от степени сложности
системы и объемов производства. ЭВМ осуществляет непрерывное
слежение за контролируемыми параметрами и принимает необ-
ходимые решения, относящиеся к различным функциям элементов
ГПС. К ним относятся: транспортировка материалов, контроль,
измерение, промывка деталей, смена инструментов, оснастка,
механическая обработка и складирование.
Функцией ЭВМ является определение потребностей от состав-
ных частей ГПС, удовлетворение этих потребностей, распределе-
ние ресурсов на основании принятого решения по имеющимся
участкам механической обработки, инструментам, приспособле-
ниям, системам транспортировки материалов и по контрольным
модулям. Отсутствует вмешательство человека в процесс механи-
ческой обработки. Это требуется только в случае нарушения
функций системы. При возникновении неполадок система обеспе-
чивает диагностику неполадок и выдает сигнал с сообщением для
обслуживающего персонала.
Управление функциями ГПС строится по блочно-иерархиче-
скому принципу и осуществляется на основе ЭВМ.
ЭВМ высшего иерархического уровня (управляющая произ-
водством) обеспечивает выдачу заказов на изготовление тех или
иных деталей, а также выдачу управляющей информации в случае
возникновения незапланированных (нештатных) ситуаций, таких,
как поломки нескольких станков ГПС, отсутствие нужных ин-
струментов, поломки нескольких ветвей транспортной системы
и т. д.
Выдачу управляющей информации обеспечивает ЭВМ среднего
уровня — ЭВМ, управляющая изготовлением. Управляющая ин-
формация, используемая в ГПС, подразделяется на техническую
и организационную. Она поступает непосредственно либо в ЭВМ
Входные
параметры
I
/. Палеты с
деталями
2.Инструменты
I Инструменталь-
ные магазины
^.Энергия
З.Смазочные
материалы
£ Управляющие
программы
для станков
7. Информация
управления
для системы
ГПС
I. Станки с У ПУ
2. Транспортная
система
3. Роботы
У ЭВМ
^Контрольные
устройства
Выходные
параметры
1. Готовые
детали
г. Стружка
з. Разрушенные
инструменты
У. Использованные
инструменты
5. Информация
о станках
в.Состояние
системы
управления
7 Информация
о качестве
Рис. 17. Входные в выходные параметры
ГПС
45
выдача заказов и управление
Рее. 18. Потоки информация в материалов в ГПС
низшего уровня (нЯпример, мини-ЭВМ устройств ЧПУ), либо
в исполнительные устройства.
Для разделения задач управления ГПС используют центра-
лизованный и децентрализованный принцип управления. Это
означает, что ЭВМ низшего уровня или исполнительное устройство
могут «самостоятельно» дать команду на выполнение того или
иного действия, например, позиционирования стола станка в нуж-
ное положение по сигналу датчика, с обязательным отчетом перед
ЭВМ высшего уровня.
В ГПС «горизонтальный» материальный поток соединяется
с «вертикальным» информационным потоком (рис. 18). Заготовки
транспортируются, обрабатываются, вновь транспортируются,
базируются, обрабатываются и т. д. На определенных этапах
заготовки измеряются. Из процесса извлекаются производствен-
ные данные, на основании которых после их переработки могут
вноситься изменения в управляющую информацию. Переработка
производственных данных осуществляется ЭВМ среднего уровня,
а в случае нештатных ситуаций — ЭВМ верхнего уровня.
В автоматизированной транспортно-складской системе, вхо-
дящей в состав ГПС, используют самые разнообразные техниче-
ские средства: портальные устройства; тележки с индуктивным
управлением; тележки, движущиеся по рельсам и т. д.
В качестве складских систем на практике оправдали себя ком-
бинированные центральные и децентрализованные склады. В по-
следнее время усилились тенденции включения в ГПС управляе-
мых с помощью ЭВМ «хаотичных» складов. Вместимость централь-
ного склада обычно находится в пределах 20—100 мест. Для вы-
полнения транспортных функций и манипулирования с деталями
46
используют порталы и промышленные роботы. Последние нахо-
дят применение прежде всего для манипуляции деталями типа
тел вращения.
Робот может свободно менять движения в соответствии с по-
ступающими инструкциями. Он достаточно гибок для выполнения
различных функций в рабочей зоне и с учетом заранее заданного
графика. Эти особенности делают роботов идеальными узлами
для ГПС.
Роботы в ГПС могут выполнять следующие функции: загрузку
и разгрузку заготовок и инструментов; сборку; окраску; контроль.
Роботы могут использоваться в качестве составной части
ГПМ или самостоятельно выполнять механическую обработку.
ГПС требует гибкой инструментальной системы и прежде
всего гибкой системы вспомогательного инструмента. На рис. 19
показан фрагмент системы регулируемого вспомогательного ин-
струмента для станков с ЧПУ, которая в принципе может быть
использована в ГПС [5].
В шпинделе станка устанавливается переходная державка
с хвостовиком конусностью 7 : 24 и внутренним цилиндрическим
отверстием для крепления переходных цилиндрических регу-
лируемых втулок. Внутреннее цилиндрическое отверстие вы-
полнено по 6-му квалитету точности (СЭВ 144—75) с параметром
шероховатости Ra не более 0,63 мкм. Разработаны державки трех
исполнений: для станков с ручной сменой инструмента, с инстру-
ментальным магазином и автоматической сменой инструмента
и с ручной сменой инструмента укороченные. В отверстия дер-
жавки устанавливаются переходные цилиндрические регулируе-
мые втулки с внутренним конусом Морзе, предназначенные для
крепления и осевой регулировки режущих инструментов с кони-
ческим хвостовиком: сверла, зенкеры развертки и т. д. При этом
могут использоваться втулки двух исполнений: короткие и длин-
ные. На одном конце втулки выполнена трапецеидальная резьба,
на другом — установлена шпонка, входящая в шпоночный паз
державки.
Рис. 19. Фрагмент системы вспомо-
гательного инструмента
47
Рис. 20. ГПС дли обработки деталей типа тел вращения
Для установки и закрепления режущего инструмента с ци-
линдрическим хвостовиком применяют цанговые'патроны с раз-
резными коническими цангами конусностью 1 : 5 двух типов для
инструмента с цилиндрическими хвостовиками от 3 до 20 мм и
от 3 до 40 мм. '
ГПС для деталей типа тел вращения сравнительно редки.
Причина этого — меньшая сложность деталей при более сложной
системе смены заготовок. Исключение составляют случаи, когда
заготовка достаточно сложна, а измерительные устройства можно
расположить так близко к заготовке, что отпадет необходимость
в транспортных средствах.
Первой системой такого типа можно назвать систему
«ROTA-F-125NC», изготовленную в ГДР в 1971 г. Система пред-
назначена для обработки круглых, коротких деталей диаметром
до 125 мм. Размер партии 30—60 шт. Система включает в себя
небольшой токарный станок для предварительной обработки,
три револьверных станка, два станка типа ОЦ, наружный кругло-
шлифовальный станок с измерительным устройством. Эти станки
соединены с накопителем деталей барабанного типа. Накопитель
диаметром 5 м установлен вертикально и имеет 60 мест. При не-
обходимости может использоваться как накопитель инструмента.
Управление системой осуществляется от одной ЭВМ, связанной
с программируемыми устройствами ЧПУ оборудования.
ГПС для обработки деталей типа тел вращения (рис. 20) вклю-
чает в себя два токарных патронных станка с системами ЧПУ
программируемого типа, обслуживаемых роботом, установленным
на тележке, движущейся по рельсам. Заготовки в поддонах до-
ставляются со склада тележкой с индуктивным управлением,
снабженной погрузочно-разгрузочным устройством. Эта же те-
лежка забирает поддоны с готовыми деталями. Управление ГПС
осуществляется ЭВМ через терминалы обслуживания. Возмож-
ности ГПМ и ГАУ для обработки деталей типа тел вращения
<8
могут быть расширены за счет увеличения технологических воз-
можностей применяемых токарных станков с ЧПУ, а также за
счет применения токарных станков с ЧПУ типа ОЦ, имеющих
привод вращения инструмента (рис. 21).
В условиях гибкой автоматизации особую остроту приобре-
тают проблемы контроля обрабатываемых деталей, инструмента
и хода технологического процесса. Контрольные устройства
ГПС должны обеспечивать бесперебойное выполнение рабочих
операций; качество продукции; предотвращение неполадок вслед-
ствие помех в системах или перерывов в работе; контроль и анализ
хода технологического процесса.
Контрольные устройства ГПС объединены в систему автомати-
зированного контроля (САК)
Различают контроль, производимый до процесса, во время
процесса и после процесса. Контроль, производимый до процесса,
направлен прежде всего на обеспечение бесперебойной работы
(обработки, сборки). Контроль, который проводится во время
самого производственного процесса, предназначен для обеспече-
ния бесперебойной работы технологического оборудования, для
предотвращения дефектов из-за помех в системе или неполадок
Рис. 21. Технологические возможности токарных станков с ЧПУ типа ОЦ.
обработка при вращающемся рабочем шпинделе и неподвижном инструменте
(а — токарная обработка, сверление, нарезание резьбы; б — нарезание резьбы само*
открывающимися головками; е — глубокое сверление);
обработка при вращающемся рабочем шпинделе и вращающемся инструменте (а —
сверление и нарезание резьбы; д — отрезка пилой, прорезка канавок);
обработка при зафиксированном рабочем шпинделе (е—сверление и нарезание резьбы
в плоскости XZ; ж — обработка наклонных и радиальных отверстий; я — фрезерование
лысок; и — фрезерование пазов в плоскости XZ; к — точение наружное, внутреннее
м нарезание резьбы с противоположного (рабочего) шпннделк)
49
во время процесса производства, для проверки качества продук-
ции, а также для того, чтобы можно было прогнозировать ход
технологического процесса. Контроль после процесса предусмо-
трен главным образом для обеспечения качества продукции, и,
кроме того, он должен выполнять статистические и аналитиче-
ские функции.
Наибольшее внимание уделяется контролю состояния инстру-
мента, так как инструмент в результате действия большого числа
параметров является наименее надежным звеном ГПС. Для кон-
троля состояния инструмента в ГПС чаще всего применяются
комбинированные контрольные системы, так как они позволяют
осуществлять универсальный контроль инструментов разных ти-
пов, а также обеспечивают более высокую надежность контроля
за счет дублирования некоторых контрольных функций.
Для автоматического контроля износа и поломок инструмента
в некоторых конструкциях ГПС используют силоизмерительные
подшипники, смонтированные в передйей опоре шпиндельного
узла. В качестве силоизмерительных цспользуют обычные под-
шипники качения с установленными в них чувствительными
элементами. Сигцдлы с подшипников сравниваются ЭВМ с эта-
лонными сигналами для данного инструмента в заданных усло-
виях работы. Износ инструмента приводит к значительному
увеличению сил резания. Поломка инструмента вызывает резкое
изменение формы сигнала. В обоих случаях ЭВМ выдает сигнал
о неудовлетворительном состоянии инструмента, после чего про-
изводится его замена. Для выполнения аналогичных функций
контроля используют также системы, основанные на контроле
тока привода. Для инструмента, работающего на операциях,
в которых достигается высокая точность обработки, контроль
состояния в ряде случаев не осуществляется. Смена такого ин-
струмента производится по достижении заданного срока службы,
который система управления учитывает в зависимости от времени
работы инструмента. Для контроля поломки инструмента исполь-
зуют системы, основанные на измерении длины, а также индук-
тивные бесконтактные устройства.
Большое значение для нормальной работы ГПС имеют системы
опознавания объектов (заготовок, инструмента). На рис. 22 пока-
зана схема работы оптической системы опознавания заготовок.
Луч света через узкую щель попадает на поверхность заготовки,
отражается и воспринимается чувствительным оптическим датчи-
ком. За счет поступательного движения заготовки луч света осу-
ществляет как бы ее сечение. Сигналы (импульсы), поступившие
от датчика после преобразования и обработки, являются не чем
иным, как электрическим кодом заготовки, который сравнивается
с кодами заготовок, хранящимися в соответствующем устройстве.
По результатам сравнения осуществляется опознание (идентифи-
кация) заготовки, после которого подается команда на транспор-
тирование данной заготовки к необходимому оборудованию.
60
Рнс. 22. Схема работы оптической системы опознавания заготовок в ГПС
Для идентификации и контроля положения палет (поддонов)
и других устройств-спутников, а также для контроля положения
заготовки и качества в процессе обработки в последнее время
все более широкое применение находят щуповые датчики (рис. 23).
Удобство таких датчиков заключается в том, что их подобно
инструменту можно хранить в магазине и вставлять в основной
шпиндель. Удобны в работе датчики с переключаемым касанием
измеряемой точки. Измеряемая величина определяется следующим
образом: при отклонении измерительного штифта регистрируется
положение осей станка относительно определенного ранее размера
(штифт поворачивается во все стороны и имеет опору с крайне
незначительным трением); отклонение измерительного штифта
вызывает триггерный импульс для регистрации измеряемой ве-
личины.
Идентификация палет или обрабатываемых деталей произво-
дится на станке автоматически по специальной стратегии. В самом
простом случае на палетах или на обрабатываемых деталях имеются
признаки опознавания, которые при их ощупывании обеспечивают
гарантированное опознание. Измерение деталей непосредственно
на станках предусматривается для раннего обнаружения недопу-
стимых отклонений от заданных размеров обрабатываемой заго-
товки и для их исправления, осуществляемого автоматически
(рис. 24).
61
Рис. 23. Щуповой датчик: Рис. 24. Измерение детали иепосред-
I — индикаторная головка; з — и»- ственно на станке
мерительный штифт; 3 — шарик
В ряде ГПС детали измеряются после их обработки в спе-
циально выделенных позициях на автоматических координатных
измерительных устройствах.
На рис. 25 дана схема регулирования качества обработки
в ГПС, снабженной многокоординатнйм измерительным устрой-
ством с ЧПУ. После измерения обработанной заготовки данные
измерения сравниваются с заданными параметрами детали с учетом
допусков, в результате чего устанавливаются данные о погреш-
ностях размеров, формы и взаимного расположения поверхностей.
Далее выявляются причины погрешностей и на основе альтерна-
тивной сетевой модели — мероприятия по устранению погрешно-
стей. Такими мероприятиями могут быть: изменение положения
обрабатываемой заготовки; команды и программы коррекции,
направленные на уменьшение погрешностей. Они выполняются
исполнительным органом — станком с ЧПУ, а информация о них
поступает в устройство ЧПУ измерительного устройства и учиты-
Рис. 25. Схема регулирования качества обработки в ГПС
52
вается при последующих измерениях. Непрерывно обеспечивается
анализ хода технологического процесса и контроль эффективности
мероприятий по обеспечению качества. Все указанные функции
осуществляются и контролируются управляющей ЭВМ ГПС.
ГПС создаются не только для механической обработки заго-
товок, но и для сборки изделий.
Внедрение ГПС для сборки сдерживается из-за того, что
конструкции многих изделий не удовлетворяют требованиям авто-
матической сборки.
К сборочным системам предъявляются следующие требования:
высокое качество сборки; высокая производительность; гибкость;
надлежащая организация мест ручной сборки; экономичность
всей системы в целом.
Последнее требование является основным. Для построения
экономичной сборочной ГПС конструкция изделия должна быть
технологичной с точки зрения сборки (направление сборки,
модульная конструкция, транспортабельность и т. д.). Варианты
изделия также должны быть удобными для сборки. Все детали
должны быть качественными и удобными для манипулирова-
ния.
С точки зрения автоматизации различают три группы сбороч-
ных процессов:
I) сборочные процессы, легко поддающиеся автоматизации
(как правило, все процессы свинчивания);
2) сборочные процессы, поддающиеся автоматизации после
внесения определенных конструктивных изменений;
3) сборочные процессы, поддающиеся автоматизации лишь
при весьма больших затратах, или вовсе непригодные для авто-
матизации (трудно манипулируемые детали, легко изгибаемые
детали, регулировка зубчатых зацеплений и т. д.).
Сборочная ГПС должна быть рассчитана на выполнение не
только текущих, но и последующих аналогичных задач сборки
подобных изделий. Известны примеры успешной реализации
сборочных ГПС для сборки лопастных насосов; для сборки бен-
зиновых и дизельных двигателей и др.
Развитие в этой области будет характеризоваться все большим
внедрением электроники. В циклах средней продолжительности
расширится применение промышленных роботов, которые, обла-
дая «интеллектом», смогут выполнять операции сборки и манипу-
лирования в зависимости от варианта собираемого изделия.
Другой возможностью, особенно в кратковременных циклах,
является разработка систем, обеспечивающих «хаотический» ре-
жим сборочного процесса при большом многообразии вариантов.
В этом случае потребуется широкое применение ЭВМ с высоким
уровнем обмена информацией между управляющей ЭВМ и отдель-
ными сборочными позициями. Предварительное условие этого —
мощная электронная аппаратура, обширное программное обеспе-
чение, соответствующее специфике решаемой проблемы. В пер-
53
Рис. 26. Смена многошпнндельных головок в ГАЛ:
а — поворотом стола; б — поворотом револьверной головки; « — из магазина; в — нэ
магазина, оснащенного устройствами ориентацнн
спективе подобные системы будут все более производительными
при одновременном увеличении гибкости производства.
Гибкая автоматизированная линия (ГАЛ) — ГПС, в которой
технологическое оборудование расположено в принятой последо-
вательности технологических операций. ГАЛ предназначены для
выпуска деталей крупными сериями. Заготовки проходят по
линии в тактовом режиме и в той последовательности, в которой
отдельные станки соединены между собой. Это означает, что
заготовка не может обойти то или иное оборудование. В отличие
от традиционной автоматической линии, на ГАЛ может быть
изготовлено несколько обрабатываемых деталей, причем перена-
ладка в широкой степени автоматизирована. Условием «внутрен-
него» соединения станков является согласованность тактов всех
входящих в эту систему станков. Отличием ГАЛ от автомати-
ческой линии традиционного исполнения является прежде всего
гибкость входящих в ГАЛ технических устройств в процессе
обработки нескольких деталей. На рис. 26 показаны различные
варианты смены многошпиндельных головок в ГАЛ. Ввиду того,
что стоимость ГАЛ в 1,3—3 раза выше стоимости традиционной
линии, основным вопросом проектирования ГАЛ является вопрос
выбора оптимальной степени гибкости ГАЛ. Устанавливаются
также требования к деталям, обрабатываемым на ГАЛ:
1) обрабатываемые заготовки не должны сильно отличаться
одна от другой по числу и положению отверстий; точкам зажима
54
и базам; формам обрабатываемых поверхностей; направлениям
обработки; материалу; последовательности операций обра-
ботки;
2) способ транспортирования заготовки, вид и число устано-
вов должны быть по возможности одинаковыми;
3) наиболее оптимальным является изготовление на ГАЛ
вариантов (модификаций) одного изделия.
Использование ГАЛ позволяет обеспечить обработку раз-
личных заготовок; снизить затраты на переналадку линии при
смене изделия; увеличить ритмичность производства и срок при-
менения линии.
Рассматривая ГПС, можно отметить, что наибольшей гиб-
костью обладает ГПМ, наибольшей производительностью — ГАЛ.
Области применения ГПС определяются не только размером пар-
тии, но и многими другими факторами, связанными с номенклату-
рой и конструктивными особенностями деталей. Ввиду того,
что переход от мелкосерийного к серийному и крупносерийному
производству плавный, области применения гибкой автоматиза-
ции перекрываются (рис. 27).
Высшим видом ГПС по организационным признакам является
гибкий автоматизированный цех (ГАЦ).
ГАЦ представляет собой совокупность ГАЛ, роботизирован-
ных технологических линий, ГАУ, роботизированных технологи-
15000
2000 -
500
Автоно-
мическая
линия
(АЛ)
Станок^ (с ЧПУ)
1 2 4 8 40 100 800
Число типоразмеров деталей
Рис. 27. Области применения гибкой автоматизации
55
ческих участков для изготовления изделий заданной номенкла-
туры.
Кроме уже рассмотренных систем, обеспечивающих управление
ГПС с помощью ЭВМ и автоматическое перемещение предметов
производства и технологической оснастки, существуют другие
системы, необходимые для обеспечения функционирования ГПС.
К ним относятся: автоматизированная система научных исследо-
ваний (АСНИ); система автоматизированного проектирования
(САПР); автоматизированная система технологической подготовки
производства (АСТПП). Эти в общем случае взаимосвязанные
автоматизированные системы обеспечивают проектирование изде-
лий и технологическую подготовку их производства.
Ввиду того, что выпуск продукции компрессоростроеиия
производится в широком диапазоне — от мелкосерийного до круп-
носерийного, в компрессоростроении могут успешно использо-
ваться ГПМ, ГАУ и ГАЛ.
Внедрению ГПМ и ГАУ способствует унификация и нормали-
зация конструкций и элементов конструкций компрессорных
машин, создание групповых технологических процессов.
ГПМ могут использоваться при обработке деталей типа тел
вращения — гладких и ступенчатых валов, втулок.
При обработке блок-картеров компрессоров, корпусов насосов,
шатунов и в условиях многономенклатурного производства це-
лесообразно использование ГАУ.
На ГАУ могут обрабатываться коленчатые валы, поршни,
гильзы, поршневые кольца, рабочие колеса центробежных ком-
прессоров.
Обработка блок-картеров при крупносерийном выпуске про-
дукции может выполняться на ГАЛ.
Вопросы о целесообразности использования ГПС при обра-
ботке некоторой группы деталей, а также о выборе вида ГПС
по организационным признакам следует решать на основе подроб-
ного технико-экономического анализа с использованием имита-
ционных моделей на ЭВМ.
§ 7. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА КОМПРЕССОРОВ
Конструкторская и технологическая нормализация
в компрессоростроении. Нормализация и унификация конструк-
ций в машиностроении предусматривает проведение комплекса
работ, направленных на устранение излишнего разнообразия
в конструктивном оформлении машин, их сборочных единиц и
деталей, соблюдение принципа преемственности в развитии кон-
струкций машин. Работы в области унификации предусматри-
вают:
1) установление для машин данного назначения (например
центробежных, винтовых, поршневых и других компрессоров)
56
типов и рядов, определяющих их основные размерные и эксплуа
тационные параметры,
2) конструирование машин данного назначения по принципам
блочности, т. е. с использованием унифицированных сборочных
единиц и блоков;
3) создание унифицированных сборочных единиц отраслевого
значения для применения в машинах различного назначения;
4) применение в проектируемых сборочных единицах стандар-
тизованных и нормализованных деталей (во вновь проектируемых
конструкциях компрессоров устанавливается число наименований
нестандартных деталей — не более 10 % от общего),
5) использование при конструировании деталей более узких
по сравнению с ГОСТами рядов размеров (диаметры отверстий,
резьбы, модули зубьев и т. д.), рекомендуемых конструктивных
форм поверхностей и требований к точности их обработки
Нормализация и унификация конструкций компрессорных
машин способствует увеличению объема выпуска, переходу в ряде
случаев на организацию поточного производства, а также на
выпуск одноименных деталей и сборочных единиц большими
партиями.
Увеличение объема выпуска может достичь размеров, при
которых целесообразна организация специализированного про-
изводства в отдельных цехах или даже заводах. Технико-эконо-
мические показатели специализированных производств находятся
на уровне отраслей массового и крупносерийного производства,
при этом создаются благоприятные условия для повышения
качества изделий. Так, на заводе «Компрессор» в результате
унификации большое разнообразие поршневых компрессоров све-
дено к трем типам, в которых 90 % деталей также унифицированы
полностью или частично Полностью унифицированы гильзы, ша
туны, поршни; частично — коленчатые валы и блок-картеры
В коленчатых валах унифицированы размеры шатунных и корен-
ных шеек, масляных каналов, резьбовых отверстий, шпоночных
пазов и технические требования к данным поверхностям В блок
картерах унифицированы размеры поверхностей под гильзы, под
подшипники, размеры основных базовых поверхностей (уста-
новочных лап и отверстий), расстояния от опорных плоскостей
до оси коленчатого вала, размеры крепежных отверстий. Полная
унификация гильз, шатунов, поршней позволит организовать
их выпуск на специализированных предприятиях и в специали-
зированных цехах с применением прогрессивных технологических
процессов. Параллельно конструкторской унификации осуще-
ствлялась отработка конструкций на технологичность.
Нормализация и унификация конструкций машин неразрывно
связаны с технологической нормализацией Для изготовления
нормализованных и унифицированных деталей и узлов разра-
батываются стандартизованные технологические процессы. Кроме
того, в серийном производстве при большой номенклатуре изготов-
57
ляемых деталей разработать достаточно обоснованные технологи-
ческие процессы на каждую деталь невозможно. При разработке
единичных технологических процессов изготовления на ряд сход-
ных, но все же отличающихся изделий работа технолога много-
кратно повторяется. При использовании же стандартизованных
технологических процессов значительно сокращается длительность
и объем технологической подготовки производства. Основной
формой стандартизации технологических процессов является их
типизация.
При типизации технологических процессов все изготовляемые
(на предприятии, в отрасли) изделия разбивают на группы по
общности конструктивных признаков. В каждой группе выделяют
изделие-представитель. Анализируют множество действующих
и возможных технологических процессов изготовления изделия-
представителя. По результатам анализа устанавливаются содер-
жание и последовательность большинства технологических опе-
раций для данной группы изделий (типовой технологический
процесс). Целью типизации является стандартизация технологи-
ческих процессов для того, чтобы изготовление одинаковых и
сходных по конструкции деталей и узлов осуществлялось общими,
наиболее совершенными и эффективными методами. При этом
устраняется излишнее многообразие технологических процес-
сов. Типовой технологический процесс разрабатывают как образ-
цовый, позволяющий внедрять прогрессивную технологию и пере-
довую производственную технику. Типизация технологических
процессов осуществляется на трех уровнях: общесоюзном, отрасле-
вом и предприятия.
Разработка типовых технологических процессов на всех уров-
нях осуществляется в соответствии с общими правилами раз-
работки технологических процессов (ГОСТ 14.301—83), пра-
вилами разработки и применения типовых технологических про-
цессов (ГОСТ 14.303—83), базируется на использовании научно-
технических достижений, передового опыта промышленности и
рационального использования материальных и трудовых ресур-
сов производства с учетом конкретных производственных усло-
вий.
Выявлены три направления типизации:
1) технологических процессов безотносительно к изде-
лиям;
2) технологических процессов с учетом реальных изделий;
3) на базе сочетания обоих направлений.
Наиболее часто используется второе направление.
Применительно к технологическим процессам механической
обработки деталей различают:
1) типизацию технологических процессов обработки отдель-
ных поверхностей;
2) типизацию технологических процессов обработки отдель-
ных (типовых) сочетаний поверхностей;
58
3) типизацию технологических процессов обработки заготовок.
Каждое из указанных направлений типизации должно развиваться
в сочетании с другими.
Работа по типизации технологических процессов в любом из
указанных направлений начинается с классификации объектов
производства.
Классификация объектов производства заключается в разделе-
нии их по признакам, содержащимся в конструкторской доку-
ментации, на отдельные группы, для которых возможна разработка
общих технологических процессов или операций. На этапе клас-
сификации выявляются группы объектов производства, обладаю-
щие общностью конструктивно-технологических характеристик.
Производится выбор типовых представителей групп.
Каждое из направлений типизации базируется на соответ-
ствующей системе классификации:
классификация поверхностей заготовки и их типовых соче-
таний;
классификация самих заготовок.
Существует комплексный метод, основанный на классификации
обрабатываемых поверхностей применительно к определенным
классам деталей. Такой метод используют, например, для корпус-
ных деталей.
В процессе классификации каждому классифицируемому объ-
екту присваивают определенный код. Код объекта характеризует
его конструктивные характеристики, например, геометрическую
форму, а также конструкторско-технологические характеристики:
требования точности, шероховатости и т. п. В табл. 1 показан
фрагмент классификатора обрабатываемых поверхностей заго-
товок, в котором классифицируемым объектом является отдельная
обрабатываемая поверхность.
Кодирование детали осуществляют также в два этапа: на
первом кодируют конструктивные характеристики детали, на-
пример, по классификатору ЕСКД, на втором — конструкторско-
технологические характеристики деталей по технологическому
классификатору.
По присвоенному конструкторско-технологическому коду де-
тали группируют с применением ЭВМ по конструкторско-техноло-
гическому подобию.
Изделия или их составные части разделяют на классы по
общности технологических задач, возникающих при их изготовле-
нии (механической обработке, сборке), с учетом их конструктив-
ных характеристик. Каждый класс разбивают на подклассы и
затем на группы, подгруппы и типы.
Под типом подразумевается совокупность объектов (заготовок,
сборочных единиц) одного класса, имеющих в определенных
производственных условиях общий маршрутный технологический
процесс изготовления (механической обработки, сборки). Общий
маршрутный технологический процесс — это процесс, осуще-
59
Таблица 1
Фрагмент классификатора обрабатываемых поверхностей заготовки
Поверхность Код поверх- ности Квв- лнтет Параметр шерохеии- тести, мкы
Внутренняя цилнндрнче- —.— L 041 042 14—12 11—10 Ri => 80 ... 40 Pz=> 20 .../?а=2,5
ская с осью, соосной оси детали Варианты 043 Ra = 1,25 ...0,63
—
Внутренняя > цилнндрнче- Л, L 047 048 14—12 11—10 Rz = 80 ... 40 20 ...Ra — 2,5
ская с осью, / 1 049 Q-. у Ra = 1,25 ... 0,63
эксцентрнч- ной осн детали
Наружная комбиниро- ванная UD<4 L, 194 195 196 14—12 11—9 8—7 Rz = 160 ... 80 Rz = 40 ... 20 Ra = 2,5 .. 1,25
L3 г
Наружная коническая L 181 182 183 14—12 11—9 8-6 160... 80 Rz = 40...Ra — 2.5 Ra = 1,25 ... 0,32
ствляемый одинаковыми методами (однородное оборудование,
одинаковое число установов, приспособлений и инструмента).
К одному типу относятся заготовки, для которых можно составить
общую карту типового технологического процесса. В пределах
типа допускаются некоторые отклонения в порядке обработки.
Возможны исключения или добавления некоторых нехарактерных
переходов и даже операций (например, сверление неточных
отверстий). Для каждого типа заготовок составляются карты
типовых процессов.
Недостатком типовых технологических процессов является
слабая загрузка части оборудования в типовых технологических
60
линиях. Поэтому в условиях мелкосерийного и серийного про-
изводства целесообразно применять легкопереналаживаемое (гиб-
кое) оборудование, например, станки с ЧПУ. При отсутствии
такого оборудования необходимо расширить технологические
возможности имеющихся станков за счет использования много-
шпиндельных сверлильных головок с регулируемым располо-
жением шпинделей, фрезерных головок и др. На таких станках
при небольшой переналадке можно обрабатывать разные детали,
имеющие конструктивные отличия и относящиеся к одному
типу.
Типовые технологические процессы позволяют лучше осна-
стить мелкосерийное производство, создать в серийном и мелко-
серийном производстве предметно-замкнутые участки, а в ряде
случаев — переменно-поточные линии.
Метод групповой обработки, широко используемый в еди-
ничном, мелкосерийном и серийном производствах, является
развитием типизации технологических процессов [41.
Групповой технологический процесс предназначен для совмест-
ного изготовления или ремонта группы изделий различной кон-
фигурации в конкретных условиях производства на специали-
зированных рабочих местах (ГОСТ 14.316—75). Это позволяет
использовать методы и средства крупносерийного и массового
производства в условиях единичного, мелкосерийного и серий-
ного производств. В основе метода, как и при типизации техноло-
гических процессов, — технологическая классификация загото-
вок, заканчивающаяся формированием группы, являющейся глав-
ной технологической единицей групповой обработки.
Однако классификация заготовок для групповой обработки
существенно отличается от классификации заготовок, необходимой
для типизации технологических процессов. Если при типизации
в класс объединяются заготовки по общности их конфигурации,
технологического маршрута и содержания отдельных операций,
то при групповой обработке под классом понимается совокупность
деталей, характеризуемая общностью типов оборудования, необ-
ходимого для обработки детали в целом или отдельных ее поверх-
ностей. Создают классы заготовок по видам обработки (токарная,
сверлильная, фрезерная и т. п.); по видам заготовок (литье,
штамповка, поковка и т. п.).
После данного этапа производится формирование групп.
Основным признаком для объединения деталей в группы по отдель-
ным технологическим операциям является общность обрабатывае-
мых поверхностей или их сочетаний.
В связи с тем, что из большого числа отдельных поверхностей
при их различных сочетаниях могут быть образованы заготовки
разнообразной конфигурации, в состав группы могут включаться
заготовки разной конфигурации. В этом смысле понятие группы
значительно шире понятия типа заготовок, являющегося основой
построения типового процесса. Заготовки одного типа имеют оди-
61
наковые технологический маршрут и содержание отдельных пе-
раций, что не является обязательным для группы заготовок.
Групповая технологическая операция разрабатывается для
выполнения технологически однородных работ при изготовлении
группы изделий на специализированном рабочем месте при воз-
можности частичной подналадки средств технологического осна-
щения. Групповая технологическая операция может разрабаты-
ваться и применяться как составная часть группового технологи-
ческого процесса (маршрута), либо как однооперационный груп-
повой технологический процесс (отдельная групповая операция).
В основу построения групповых технологических процессов поло-
жено комплексное изделие, которое может биты
одним из изделий группы;
реально существующим, но отсутствующим в группе;
искусственно созданным (условным).
Другие детали, объединенные в группу, должны иметь полное
или частичное сочетание тех же поверхностей, что и у комплексной
детали. Типовая технология характеризуется общностью техноло-
гического процесса, а групповая — общностью оборудования и
оснастки, необходимых для выполнения определенной операции
или полного изготовления детали. Групповые технологические
процессы и операции разрабатывают для всех типов производства
только на уровне предприятия в соответствии с требованиями
ГОСТ 14.301—83 и ГОСТ 14.316—75. Метод групповой обработки
деталей в сочетании со стандартизацией и типизацией технологи-
ческих процессов является эффективным средством повышения
серийности производства.
Использование принципов групповой технологии исключи-
тельно перспективно для предприятий компрессоростроении, осу-
ществляющих выпуск изделий мелкими сериями или по индиви-
дуальным заказам. На ряде предприятий созданы типовые и
групповые технологические процессы механической обработки
деталей типа фланцев, штуцеров, крышек, пробок и т. п., а также
типовые технологические процессы испытания компрессоров.
По каждой группе деталей разработана групповая переналаживае-
мая оснастка как к универсальному, так и к специализированному
оборудованию с учетом его загрузки.
Автоматизация проектирования технологических процессов.
Технологическая подготовка производства (ТПП) представляет
собой совокупность взаимосвязанных процессов, обеспечивающих
технологическую готовность предприятия к выпуску изделий за-
данного уровня качества прн установленных сроках, объеме
выпуска и затратах (ГОСТ 14.004—74). В ходе ТПП должно
быть достигнуто комплексное решение технико-экономических
задач производства машин: высокие качество, производительность
труда и экономичность. Решение многих вопросов ТПП в настоя-
щее время требует постановки задач оптимизации. Широкие воз-
можности для решения этих задач открываются при автоматизи-
62
рованном проектировании технологических процессов с примене-
нием ЭВМ, проводимом в рамках автоматизированной системы
технологической подготовки производства.
Автоматизированная система технологической подготовки про-
изводства (АС ТПП) — система технологической подготовки про-
изводства, основу организации которой составляет системное
применение средств автоматизации инженерно-технических работ,
обеспечивающее оптимальное взаимодействие людей, машинных
программ и технических средств автоматизации при выполнении
функций технологической подготовки производства (ГОСТ
14.402—83).
Целью создания АС ТПП является совершенствование ТПП
на базе математических методов, оптимизации процессов проек-
тирования и управления с применением современных средств
вычислительной и организационной техники. Внедрение АС ТПП
в условиях конкретного предприятия должно быть строго
обусловлено экономической целесообразностью и реализовы-
ваться в виде конкретного структурного варианта, зависящего
от специфики предприятия и степени охвата решаемых задач
ТПП.
Систему автоматизированного проектирования технологиче-
ских процессов (САПР ТП) механической обработки (сборки)
следует рассматривать как подсистему АС ТПП. САПР ТП пред
назначена для проектирования типовых, групповых и единичных
маршрутных и операционных технологических процессов меха-
нической обработки (сборки) деталей (сборочных единиц) любой
геометрии при автоматизации технологической подготовки про-
изводства. В зарубежной литературе такие системы носят название
CAP (Computer Aided Planning).
Главным моментом в проектировании технологического про-
цесса является определение маршрута (последовательности опе-
раций). Технолог на основании опыта может указать такую после-
довательность. Однако, если определение маршрута осуще-
ствляется на ЭВМ, необходимы строгие формальные правила,
которые очень трудно получить и представить в виде, пригодном
для использования на ЭВМ.
Задача упрощается при использовании типовых и групповых
технологических процессов, где последовательность и содержание
операций задаются. Типовые и групповые процессы позволяют
перейти к формализованному представлению содержания маршрута
и использованию ЭВМ. Однако их разработка, особенно класси
фикация и группирование деталей, сегодня немыслимы без исполь-
зования ЭВМ. Для автоматизации разработки технологических
процессов на предприятиях, особенно с многономенклатурным
производством, проводятся работы по типизации технологических
процессов и созданию классификаторов деталей.
На рис. 28 показаны основные этапы автоматизированного
проектирования на основе типовых и групповых технологических
63
Рнс. 28„ Основные этапы автоматизированного проектирования на основе тех-
нологических процессов-аналогов
процессов, которые часто именуют технологическими процессами-
аналогами.
Сведения о процессах-аналогах содержатся в банке техноло-
гических процессов-аналогов. Исходными данными и основой
проектирования является конструкторско-технологический код
изделия в соответствии с принятой классификацией.
Проводят сравнение конструкторско-технологических кодов
изделия, на которое разрабатывают технологический процесс,
и изделий-представителей, данные о технологических процессах
изготовления которых хранятся в банке процессов-аналогов.
После нахождения процесса-аналога далее осуществляется
проектирование технологического маршрута и технологических
операций с расчетом режимов обработки и норм времени. Печа-
таются необходимые технологические документы.
64
Если технологический процесс-аналог не найден, то выдается
задание на индивидуальное проектирование. При индивидуаль-
ном проектировании технологических процессов маршрут изго-
товления изделия и структура операций проектируются на основе
конструкторско-технологических свойств изделия и технологиче-
ских возможностей производства. На рис. 29 показаны основные
этапы автоматизированного индивидуального проектирования тех-
нологического процесса механической обработки.
При использовании индивидуального проектирования стра-
тегия каждого этапа проектирования имеет более глубокое и
ценное содержание и является более гибкой, чем при использо-
вании процессов-аналогов. Ход проектирования менее стандар-
тизован и управляется по результатам проектирования, достигну-
тым на различных этапах.
Исходными данными на проектирование являются формализо-
ванное описание детали, отражающее ее конструкторско-техноло-
гические характеристики, и технические требования на ее изго-
товление. Иногда исходные данные содержат геометрическое
описание заготовки и готовой детали. В этом случае блок 2 (см.
ю--------1------
Подготовка
комплекта
технологических
документов
Г9'
Корректировка
технологического
процесса на уровне
операций
Рис. 29. Основные этапы автоматизированного индивидуального проектирования
технологического процесса механической обработки
3 Н. А. Ястребова и яр. 66
рие. 29) исключается. В первом же случае на основании анализа
возможностей заготовительных подразделений предприятия осу-
ществляется выбор метода изготовления заготовки.
При проектировании маршрутного технологического процесса
предварительно осуществляется анализ и выбор методов и планов
обработки элементов конструкции детали. Формализация данного
этапа в полном объеме, позволившем бы полностью реализовать
его в пакетном режиме работы ЭВМ (полностью автоматически),
пока невозможна, так как синтез из маршрутов обработки от-
дельных поверхностей цельного маршрута обработки детали яв-
ляется творческим процессом. Реализация этапа чаще всего осу-
ществляется в САПР ТП в режиме диалога человек—ЭВМ (интер-
активный режим).
В диалоговых САПР ТП инженерная интуиция, опыт, способ-
ность человека принимать решения в условиях неопределенности
целесообразно сочетаются с методами и средствами численного
анализа, представляемыми информационно-вычислительной си-
стемой.
Диалоговый подход используется, как правило, и при опре-
делении технологических параметров обработки по основным
элементам конструкции, которое включает выбор технологических
баз, определение припусков и технологических размеров.
После этого осуществляется выбор сортамента или оконча-
тельное проектирование заготовки.
Значительные трудности встречаются на этапе проектирования
маршрутно-операционной технологии, заключающемся в опреде-
лении схемы обработки детали на уровне переходов и объединении
переходов в операции с выбором моделей основного технологиче-
ского оборудования. В моделях САПР ТП этап реализуется
в интерактивном режиме. То же касается и определения струк-
туры операции и последовательности выполнения переходов,
осуществляемых на следующем этапе (блок 7, см. рис. 29).
Проектирование операционной технологии, включающее вы-
бор обрабатывающего инструмента, технологической оснастки,
расчет режимов обработки и подготовку управляющих программ
для станков с ЧПУ, хорошо формализовано и может осуществ-
ляться в САПР ТП полностью автоматически (в пакетном режиме).
После определения всех параметров спроектированного тех-
нологического процесса и нормирования операций проводится
корректировка технологического процесса обработки, заключаю-
щаяся в определении рациональной последовательности операций,
исходя из заданного критерия (качество, производительность,
приведенные затраты). Завершается проектирование подготовкой
комплекта технологических документов (маршрутная и операцион-
ная карты; технические задания на изготовление специального
оборудования и оснастки).
Процесс индивидуального проектирования весьма сложен,
противоречив, основан на принципе неокончательности решений
66
Рис. 30. Принципиальная схема САПР
на любом этапе и возврате к предыдущим этапам (итеративность).
Большинство этапов сложны для формализации вследствие их
творческого характера. Несмотря на большие работы, проведен-
ные в этой области, а также использование диалогового про-
ектирования, создание САПР ТП, удовлетворяющих всем требо-
ваниям пользователя, является делом будущего.
Диалоговое проектирование особенно эффективно при решении
творческих задач, требующих эвристического подхода. К ним
относятся задачи распознавания геометрических образов деталей,
размерных связей между ними, что используется при создании
систем автоматизированного проектирования (конструирования)
деталей (САПР). В зарубежной литературе эти системы носят
название CAD (Computer Aided Design). Они позволяют осуще-
ствлять конструирование деталей и сборочных единиц с помощью
ЭВМ, попутно выполнять проектные расчеты деталей, получать
плоские (двухкоординатные) или объемные (трехкоординатные)
изображения деталей и сборочных единиц на экране дисплея
или получать чертежи деталей и сборочных единиц, выполненные
графопостроителем системы. Если при последующей обработке
детали используются станки с ЧПУ, то система может выдавать
управляющую программу для станка с ЧПУ.
Принципиальная схема САПР показана на рис. 30 САПР
обязательно оснащаются подсистемами технологического проекти-
рования, позволяющими проектировать простейшие технологиче-
ские процессы изготовления деталей. Системы строятся по блочно-
модульному принципу.
3* 67
Вся необходимая конструкторско-технологическая информа-
ция хранится в банке данных. Для поиска подобных и повторяю-
щихся данных система использует свою классификацию. Исполь-
зуются различные периферийные устройства.
Одной из главных проблем создания САПР является колоссаль-
ный объем информации, которую необходимо перерабатывать.
Уменьшение этого объема может быть достигнуто за счет исполь-
зования ранее проработанных вариантов, т. е. за счет использова-
ния элементов самообучения системы. Необходимо также создание
соответствующей информационной системы, что значительно удо-
рожает САПР.
Объединением системы автоматизированного проектирования
деталей (САПР) и системы автоматизированного проектирования
технологических процессов (САПР ТП) создается интегрирован-
ная система автоматизированного проектирования (ИСАПР).
ИСАПР обеспечивает получение технологической информации
об изготовлении деталей, информация о которых поступает на
вход системы. ИСАПР является системой автоматизированного
проектирования нового поколения, объединяющей функции ранее
рассмотренных систем, использующей единый язык кодирования
геометрической и технологической информации, построенный по
многоуровневому принципу. Система обеспечивает выдачу тех-
нологических процессов и другой технологической информации,
управляющих программ для станков с ЧПУ. Исключаются сле-
дующие этапы проектирования: получение чертежа; анализ чер-
тежа детали; формализованное описание детали; кодирование
информации для САПР ТП. Конструктивные характеристики
детали, получаемые на выходе САПР, поступают непосредственно
в САПР ТП по внутренним связям ИСАПР. САПР ТП обеспечи-
вает проектирование полного технологического процесса изготов-
ления детали и выдачу технологической документации.
ИСАПР обеспечивает предпосылки для создания полноценных
автоматизированных систем управления производством (АСУП),
базирующихся на широком использовании ЭВМ и обладающих
высокой гибкостью. В зарубежной литературе АСУП называют
системами САМ (Computer Aided Manufacturing), а интегрирован-
ные САПР — системами CAD—САМ.
Для создания надежно работающих АСУП, отвечающих всем
требованиям современного динамичного производства, необходимо
дальнейшее совершенствование ЭВМ с целью повышения их мощ-
ности и быстродействия; совершенствования их программного
и информационного обеспечения; создания надежных периферий-
ных устройств.. По всем этим направлениям ведутся большие
исследовательские работы.
Технико-экономические принципы проектирования техноло-
гических процессов. В основу разработки технологических про-
цессов изготовления изделий положены два принципа — техни-
ческий и экономический.
68
По техническому принципу технологический процесс должен
полностью обеспечить выполнение всех требований рабочего
чертежа изделия и технических условий приемки изделия.
По экономическому принципу изготовление изделия должно
вестись с минимальными затратами труда и издержками произ-
водства.
Технологический процесс изготовления изделий необходимо
выполнять с наиболее полным использованием технических воз-
можностей средств производства при наименьшей затрате вре-
мени и наименьшей себестоимости изделий.
Проектирование технологического процесса — многовариант-
ная задача. Для изготовления одной и той же детали или сбороч-
ной единицы могут быть спроектированы различные технологиче-
ские процессы, отличающиеся технико-экономическими показа-
телями. Из нескольких вариантов технологического процесса
изготовления изделия выбирают наиболее производительный и
обеспечивающий минимальные затраты вариант. При равных
производительностях выбирают наиболее рентабельный вариант,
а при равных затратах на изготовление изделия — более произво-
дительный вариант. В исключительных случаях (срочный вы-
пуск особо важной продукции) для данного предприятия и на
определенный период времени выбирают наиболее производи-
тельный вариант.
Технический и экономический принципы проектирования тех-
нологических процессов, отражая различные стороны процесса
проектирования, находятся в диалектическом противоречии. Раз-
решение данного противоречия достигается через решение задач
оптимизации технологического процесса.
Оптимизация технологического процесса заключается в том,
что в заданный промежуток времени необходимо обеспечить вы-
пуск требуемого количества изделий заданного качества при
минимальных затратах на изготовление. Оптимизация может
осуществляться на уровне операций, когда выбираются оптималь-
ные структура и параметры операций (например, режимы реза-
ния); в этом случае оптимизация носит в основном параметри-
ческий характер.
Оптимизация может осуществляться на уровне технологиче-
ского процесса, когда определяется содержание основных этапов
технологического процесса (технологических операций), а также
их порядок и взаимосвязь. Иными словами, определяется струк-
тура технологического процесса. В этом случае оптимизация
носит характер структурной оптимизации. Доказано, что струк-
турная оптимизация эффективнее параметрической и позволяет
получать более оптимальные решения. Например, эффективность
операции обработки деталей на автоматизированном оборудо-
вании во многом зависит от оптимальности состава и последова-
тельности переходов и в меньшей степени — от оптимизации
режимов резания [2].
69
Нельзя изолированно по каждой операции принимать такое
решение, при котором эффективность этой операции будет наи-
большей. При оптимизации технологического процесса изменяется
не только содержание операций, но и структура процесса.
Структурная оптимизация осуществляется значительно слож-
нее, чем параметрическая.
Целевыми функциями для оптимизации могут быть: наивысшее
(требуемое) качество продукции, наивысшая (требуемая) произ-
водительность; минимальные приведенные затраты.
Обеспечение требуемого (реже наивысшего) качества продук-
ции в задачах оптимизации записывается, как правило, в виде
системы ограничений на параметры процесса. В отдельных слу-
чаях требуется обеспечение максимальной технологической на-
дежности процесса (ЦТ), что записывается в виде целевой функции:
W —»-тах.
Критерий производительности чаще всего охватывает только
технологическую производительность QT:
Q, шах,
где Q, = 1//о; to — основное время на переход, операцию и т. д.
Или иначе:
to min.
При мелкосерийном и серийном выпуске продукции требова-
ние обеспечения производительности может быть записано в виде
ограничения:
<2. > 1/т,
где т — такт выпуска изделий
Минимальные приведенные затраты на выполнение перехода,
операции, технологического процесса являются основным эконо-
мическим критерием. Иногда его называют стоимостной целевой
функцией:
Cj-|- Е,,Кг->min,
где Cj — себестоимость выполнения перехода, операции, техноло-
гического процесса по сравниваемым вариантам; Kj — единовре-
менные затраты по сравниваемым вариантам; Ев — нормативный
коэффициент эффективности, для машиностроения Ев = 0,15.
При сравнении нескольких вариантов, например, технологи-
ческих процессов можно определить условно годовую экономию
(*5у. г)-
Зу.г = (Сх - С2) + Ев (Кг - К2)
Здесь индексы соответствуют сравниваемым вариантам. Целе-
вую функцию можно записать в виде:
-► max
70
Приведенные затраты позволяют установить экономическую
целесообразность отвлечения капитальных средств от других
вариантов технологического процесса и использования их для
осуществления данного технологического процесса. Условно годо-
вая экономия является мерилом экономической эффективности
от внедрения лучшего варианта.
Выбор варианта процесса по критерию Эу.г осуществляется
лишь после того, как технологический переход, операция, про-
цесс полностью спроектированы (т. е. полностью определены все
их параметры). Это означает, что до конца проектируются не-
сколько возможных вариантов процесса, а это связано со значи-
тельными затратами.
Эффективность проектирования можно повысить за счет наи-
более раннего выявления перспективного варианта и отбрасыва-
ния неперспективных на основе названных выше критериев.
Следует особо подчеркнуть значение экономического крите-
рия. Любой этап проектирования — выбор заготовки, определе-
ние маршрута обработки, выбор оснастки, инструмента и т. д.,
должен сопровождаться соответствующим экономическим обосно-
ванием Экономический критерий является основой структурной
и параметрической оптимизации технологических процессов. Уме-
лое его использование значительно повышает эффективность про-
ектных решений.
ЧАСТЬ II
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ТИПОВЫХ ДЕТАЛЕЙ И УЗЛОВ
КОМПРЕССОРОВ
ГЛАВА 3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАЛОВ
§ 8. ИЗГОТОВЛЕНИЕ КОЛЕНЧАТЫХ ВАЛОВ
Назначение коленчатых валов, условия работы, кон-
структивные особенности. Кривошипно-шатунный механизм ком-
прессора, состоящий из коленчатого вала, шатуна, крейцкопфа
или поршня, служит для преобразования вращательного движе-
ния коленчатого вала в возвратно-поступательное движение
крейцкопфа или поршня, а также для передачи усилия с колен-
чатого вала на поршень цилиндра для производства работы —
сжатия газов.
Коленчатый вал является наиболее нагруженной деталью
компрессора, так как всю мощность от двигателя он передает
шатунам и масляному насосу. Коленчатый вал во время работы
испытывает переменные динамические нагрузки, поэтому он дол-
жен быть достаточно жестким, чтобы под действием рабочих
нагрузок обеспечивать необходимую точность движения переме-
щающихся частей, обладать высоким сопротивлением усталости.
Трущиеся поверхности коленчатого вала должны иметь высокую
износостойкость.
Коленчатые валы отличает ряд конструктивных особенностей,
обусловливающих специфику их обработки (рис. 31):
цилиндрические поверхности не имеют общей оси — коренные
шейки 1 н 4 расположены на одной оси, а шатунные 2 и 3 — на
других осях;
наличие сравнительно больших плоских поверхностей, не яв-
ляющихся поверхностями вращения;
наличие различного числа колен, расположенных под опреде-
ленными углами.
Коленчатые валы компрессоров разных типов можно разбить
на три технологические группы:
1) коленчатые валы первой технологической группы имеют сле-
дующие параметры: диаметр шатунной шейки 30—85 мм; длина ко-
ленчатого вала 25—1000 мм; масса коленчатого вала 3—50 кг;
2) вторая технологическая группа: диаметр шатунной шейки
90—130 мм; длина коленчатого вала 1000—2000 мм; масса колен-
чатого вала 75 — до 250 кг;
3) третья технологическая группа: диаметр шатунной шейки
130—300 мм; длина вала 2000—6000 мм; масса вала 400—6000 кг.
72
448-о, зв____________315-о,зз
Рис. 31. Коленчатый вал унифицированного поршне-
вого компрессора П110
73
Производство коленчатых валов различных технологических
групп отличается технологией изготовления, применяемым обо-
рудованием, методами термической обработки, подъемно-транс-
портными средствами.
Материал и способы получения заготовок. Коленчатые валы
изготовляют из высококачественной углеродистой стали марок 40
и 45 или легированной стали марки 40Х. Марку стали выбирают
так, чтобы обеспечивались высокая пластичность и возможность
закалки трущихся поверхностей. В связи с низкими литейными
свойствами стали и недопустимостью каких-либо пороков в ма-
териале (свойственных стальному литью) заготовки коленчатых
валов получают обработкой давлением.
В единичном и мелкосерийном производствах для коленчатых
валов третьей технологической группы заготовками являются
поковки. Форма и размеры поковок значительно отличаются от
формы и размеров готовых коленчатых валов. Поковки выполняют
на мощных парогидравлических прессах.
В серийном и крупносерийном производствах заготовки валов
второй технологической группы получают горячей штамповкой
Штамповка заготовок включает в себя предварительную и оконча-
тельную штамповку, обрезку облоя на обрезном прессе, горячую
правку в штампах под молотом. Поковки коленчатых валов подвер-
гают термической обработке для получения определенного ка-
чества материала.
Штампованные заготовки подвергают нормализации для сня-
тия внутренних напряжений. Режим нормализации: загрузка
в печь при 450 °C; нагрев в течение 8 ч до 950 °C; выдержка в печи
в течение 3 ч при температуре 950 °C; охлаждение с печью в тече-
ние 3 ч до 640 °C; охлаждение на воздухе.
После термической обработки заготовки очищают от окалины.
Поковки небольших размеров очищают от окалины путем дробе-
струйной обдувки, а на крупных поковках окалину снимают
пневматическими молотками. Для испытания механических
свойств материала поковок припуск на длинном конце вала
увеличивают на 60—100 мм (для изготовления образцов). При
испытании образцов производят проверку на ударную вязкость,
предел текучести, относительное удлинение и твердость.
Очень малые коленчатые валы (например, для компрессоров
домашних холодильников) изготовляют непосредственно из
прутка, т. е. резанием без предварительной обработки давле-
нием.
Весьма перспективно изготовление коленчатых валов из моди-
фицированного литейного чугуна марки ВЧ 50-1,5, так называе-
мого высокопрочного чугуна. Проведены экспериментальные ис-
следования по применению чугунных коленчатых валов для ком-
прессоров средней мощности. Длительные испытания компрессора
с литым коленчатым валом показали целесообразность его при-
менения. Литые чугунные коленчатые валы имеют существенные
74
преимущества по сравнению с коваными и штампованными сталь
НЫМИ1
1) возможность получения более рациональных конструктив-
ных форм, например, пустотелых шеек и щек, что помимо облегче-
ния вала позволяет значительно снизить трудоемкость получения
масляных каналов;
2) более высокий коэффициент использования металла за
счет меньшего количества снимаемой стружки; например, на литых
чугунных автомобильных коленчатых валах снимается стружки
в 3 раза меньше, чем на штампованных стальных; помимо эконо-
мии металла снижаются затраты труда на обработку;
3) шатунные шейки коленчатых валов из высокопрочного
чугуна можно не подвергать термической обработке, так как ан-
тифрикционные свойства этого чугуна настолько высоки, что износ
шеек без термической обработки меньше, чем у закаленных
стальных;
4) меньше чувствительность чугуна к концентрации напря-
жений.
Литые чугунные коленчатые валы широко применяют в авто-
тракторной промышленности.
Перспективным направлением является применение сборной
конструкции коленчатого вала. Коренные и шатунные шейки
изготовляют отдельно, затем собирают путем запрессовки в со-
ответствующие отверстия пластин-щек. В этом случае весьма
упрощаются как заготовительные процессы, так и процессы меха-
нической обработки.
Изготовление коленчатого вала рассмотрим на примере колен
чатого вала унифицированного поршневого компрессора
П110.
Основные поверхности и анализ технологичности конструкции
коленчатого вала (см. рис. 31). Коленчатый вал — двухопорный
колена расположены под углом 180°.
На концах вал имеет центровые отверстия, являющиеся искус-
ственными технологическими базами для основных операций.
Назначение участков с наружной резьбой, а также шпоночных
канавок видно по рис. 4.
Для облегчения обработки размеры канавок под призматиче
ские шпонки в основном унифицированы. Это позволяет обрабаты-
вать все пазы одной фрезой. Шпоночная канавка (на правом конце
вала) не может быть унифицирована, что объясняется иными усло-
виями работы сопрягаемой с ней шпонки.
Внутренние резьбы предназначены для установки заглушек
на свободных концах масляных каналов. Все внутренние резьбы
имеют одинаковые диаметр и шаг. Это позволяет сверлить от-
верстия сверлом одного диаметра, нарезать резьбы одним метчи
ком. На собранном компрессоре (см рис. 4) участок вала 080 мм
с отверстием под масляный канал находится внутри корпуса
сальника, куда масло нагнетается насосом, а затем через систему
75
масляных каналов подается к трущимся поверхностям шатунных
шеек и нижних головок шатунов.
Шатунные шейки испытывают во время работы трение и потому
для повышения износостойкости их подвергают поверхностной
закалке на глубину 3 ± 0,5 мм до твердости HRC 52—62, пара-
метр шероховатости поверхности шатунной шейки Ra 0,32 мкм.
Коренные шейки сопрягаются с внутренними кольцами под-
шипников качения и потому не испытывают трения. Диаметраль-
ные размеры 090кб коренных шеек унифицированы. Параметр
шероховатости их поверхности Ra — 1,25 мкм.
Правый (длинный) конец вала имеет конический участок,
сопрягаемый со шкивом-маховиком. Коническое сопряжение по-
зволяет лучше центрировать шкив-маховик, чем цилиндрическое
сопряжение с зазором. Применение же посадки с натягом затруд-
няет снятие шкива-маховика, которое часто производят при
ремонте.
Анализ технических требований. Посадочные поверхности ша-
тунных шеек (см. рис. 31) обрабатываются по квалитету 7, корен-
ных шеек — по квалитету 6, с параметром шероховатости поверх-
ности соответственно Ra = 0,32 ... 1,25 мкм.
Предъявляются повышенные требования к точности геометри-
ческой формы коренных и шатунных шеек. Овальность и конус-
ность допускаются в пределах 0,5 допуска на диаметральный
размер, что составляет величину порядка 0,01 — 0,02 мм. Если
допустить большие отклонения от геометрической формы корен-
ных и шатунных шеек, то это приведет к ускоренному износу
подшипников качения и вкладышей нижних головок шатунов.
Значительная овальность конусного участка будет вызывать рас-
шатывание шкива на валу, а на участке 0 80 мм — нарушение
герметичности сальника.
Строгие требования предъявляются к точности взаимного
расположения обеих коренных шеек 0 90кб и конусного участка.
Допуск радиального биения коренных шеек относительно оси
коленчатого вала 0,03 мм, других участков — 0,05 мм. Биение
коренных шеек приводит к ускоренному изнашиванию подшип-
ников. Назначаются также допуски параллельности оси шатун-
ных шеек осям коренных шеек в пределах 0,02 мм на 100 мм
длины. Невыполнение этого требования приводит к расшатыванию
шатуна на коленчатом валу, а за ним всей шатунно-поршневой
группы (рис. 32). Биение торцов (связанных размерами 301 ± 0,2;
315-0,33 и 80+б.5зМм) в пределах 0,03—0,06 мм на диаметре
100 мм.
Назначаются также допуски расположения боковых поверх-
ностей шпоночных пазов: допуски параллельности относительно
оси и симметричности относительно диаметральной плоскости
вала 0,03—0,05 мм на 100 мм длины. Коленчатые валы компрес-
соров НПО, П220, П165 предельно унифицированы. Это позволяет
использовать при изготовлении коленчатых валов указанных
76
Рис. 32. Искажение положе-
ния деталей шатунно-порш-
иевой группы вследствие от-
клонения от параллельности
осей шатунных и коренных
шеек
до начала механической
Затем очищают от ока-
компрессоров одинаковое оборудование
и практически ту же оснастку.
Материал и вид заготовки колен-
чатого вала. Коленчатый вал компрес-
сора П110 изготовляют из стали 45.
Заготовка получена горячей штампов-
кой. Противовесы отштампованы заод-
но целое с валом. Масса заготовки
98 кг. Коэффициент использования ме-
талла 0,78. Общий припуск на корен-
ные шейки составляет 15 мм на диа-
метр, а на шатунные шейки— 10 мм.
Общий припуск на длину вала состав-
ляет 40 мм. т. е. по 20 мм на каждый
конец (объясняется округленной фор-
мой концов штампованной заготовки).
Для выравнивания и улучшения
структуры, а также для устранения
внутренних напряжений заготовки вала
обработки подвергают нормализации,
лины в дробеструйной камере.
Выбор маршрута обработки и оборудования. На маршрут
обработки коленчатого вала в большой степени влияет наличие
операции термической обработки шатунных шеек. Эту операцию
желательно выполнить как можно раньше, потому что после нее
в заготовке возникают внутренние напряжения, которые могут
привести к изменению взаимного положения поверхностей вала.
С другой стороны, термическую обработку следует проводить
после токарной обработки шатунных шеек и после сверления
Ь них масляных каналов. В противном случае выполнение этих
операций станет невозможным из-за высокой твердости закален-
ного слоя.
Таким образом, маршрут обработки вала можно разбить на
два этапа. Первый этап — обработка заготовки до термической
обработки шатунных шеек, а именно: подрезка торцов, сверление
центровых отверстий, токарная обработка коренных и шатунных
шеек, сверление отверстий под масляные каналы в них. Второй
этап — после закалки шатунных шеек: вторичная центровка,
так как после закалки центровые отверстия могут потерять точ-
ность своей формы; окончание токарной обработки длинного
конца вала, сверление отверстий 0 18,4+0,33 мм и нарезание в них
резьб, нарезание наружных резьб, фрезерование шпоночных ка-
навок, окончательная обработка посадочных шеек вала.
В условиях серийного производства в основном используют
универсальное оборудование со специальными приспособлениями.
Исключение составляют некоторые операции, например, шлифо-
вание шатунных шеек (которое трудно выполнить на станке общего
назначения).
77
Рис 33. Схемы фрезерования торцов и зацентровки на фрезерно-центровальном
станке:
позиция / — фрезерование торцов; позиция // — сверление центровых отверстий
По мере увеличения объема производства компрессоров, что
стало возможным благодаря унификации компрессоров и их
деталей, целесообразно применение специализированных станков,
многорезцовых гидрокопировальных полуавтоматов, агрегатных
станков. Так, изготовление коленчатых валов производится иа
механизированной поточной линии, в которой все оборудование
расположено по ходу технологического процесса, усовершенство-
вана транспортировка заготовок с одной операции на другую.
На всех операциях применяется высокопроизводительное обору-
дование и специальные приспособления, позволяющие обеспечить
требуемое качество и точность деталей.
Проектирование основных операций механической обработки.
На первых операциях механической обработки обрабатываются
поверхности, которые впоследствии используются как базовые
для большинства операций. Для коленчатого вала такими базами
являются центровые отверстия.
Операция выполняется на двустороннем фрезерно-центроваль-
ном станке 73С1, заранее настроенном на заданные размеры
(рис. 33).
78
Коленчатый вал устанавливается в призмы 1 по поверхностям
коренных шеек с фиксацией в осевом направлении по упору 2.
Торцы обрабатываются фрезами с твердосплавными пластинками,
а центровые отверстия — сверлами из быстрорежущей ста-
ли Р18.
Автоматический цикл работы станка состоит из следующих
этапов: подвод стола с заготовкой к фрезам, рабочая подача
инструментального шпинделя (фрезерование), отвод стола от
фрез в исходную позицию, подвод сверлильных шпинделей к заго-
товке, рабочая подача сверлильных шпинделей (сверление), отвод
сверлильных шпинделей в исходное положение, выключение
станка.
Одновременное фрезерование двух торцов обеспечивает их
параллельность. Кроме того, использование данного станка позво-
ляет получить центровые отверстия с осями, перпендикулярными
торцам.
Особенностью обработки на фрезерно-центровальном станке
является получение заготовок с одинаковой глубиной центровых
отверстий, что позволяет при последующей токарной обработке
на универсальных станках обеспечить требуемую точность линей-
ных размеров. При использовании в последующем гидрокопи-
ровальных автоматов точность зацентровки по глубине не имеет
значения.
Далее следуют операции предварительного обтачивания ко-
роткого и длинного концов вала с подрезкой торцов (рис. 34).
Выполняется операция на гидрокопировальном полуавтомате
1Б732. Для выполнения операции обтачивания применяют также
многорезцовые гидрокопировальные полуавтоматы типа 1719,
1Н713, 1722, 1723.
Рис. 34. Схема обтачивания ступеней вала с подрезкой торцов на гидрокопиро-
вальном полуавтомате
79
Заданные размеры получаются автоматически, поэтому за-
готовку необходимо базировать в продольном направлении по
торцу А, для чего передний центр станка должен быть плавающим
(подпружиненным). При поджатии заготовки задним центром она
вместе с передним центром перемещается влево, пока поверх*
иость А не коснется шпинделя.
Для ускорения закрепления заготовки на станке пиноль
задней бабки перемещается н закрепляется гидравлическим
устройством.
Обтачивание поверхностей осуществляется резцом, установ*
ленным в гидрокопировальном суппорте. Резец с помощью гидра-
влического следящего устройства воспроизводит на заготовке
форму установленного на станке копира. По окончании обработки
резец быстро отводится от заготовки и переходит в исходное
положение.
Подрезка торцов выполняется с помощью переднего подрез-
ного суппорта Полуавтоматы имеют достаточно большую мощность
главного привода и большую жесткость, что позволяет применять
более форсированные режимы резания, чем на универсальных
станках.
В серийном и мелкосерийном производствах для обтачива-
ния ступеней вала применяют станки с программным управле-
нием.
Токарные станки с программным управлением (16К20ПУ,
1Б732ФЗ и др.) оснащают одним или двумя суппортами с поворот-
ными резцедержателями, револьверной головкой и суппортом
В зависимости от выбранной схемы возможна последовательная,
параллельная и параллельно-последовательная обработка.
На этих станках по программе меняется лишь подача, частота
вращения шпинделя не регулируется, ее устанавливают по диа-
метру средней шейки вала.
Схема обтачивания ступеней вала на токарном станке с ЧПУ
приведена ниже на рис. 51.
В единичном производстве для этих операций применяют
универсальные токарные станки.
После обработки коренных шеек коленчатого вала обрабаты-
ваются шатунные шейки.
Предварительное обтачивание шатунных шеек выполняется
на специальном многорезцовом станке МК-857. На данной опера-
ции базовыми поверхностями являются обработанные на предыду-
щей операции коренные шейки.
Специализированная наладка, применяемая для обработки
шатунных шеек, показана на рис. 35. Она состоит из планшайбы /,
навинчиваемой на шпиндель станка и являющейся ведущей, и
планшайбы 4 — ведомой, вращающейся на бронзовой втулке,
закрепленной на шпинделе задней бабки. Коренные шейки обра-
батываемого коленчатого вала устанавливают во втулках крон-
штейнов 3, привернутых к планшайбам болтами. Для уравновеши-
80
вания приспособления к планшайбам прикреплены чугунные
противовесы 2.
Обтачивание шатунных шеек в мелкосерийном и единичном
производствах (рис. 36) выполняется на универсальных токарных
станках с помощью специальных приспособлений (центросме-
стителей).
Вращение заготовке вместе с центросместителями 4 и 5 сооб-
щается специальной планшайбой, навинченной на шпиндель.
На планшайбе размещаются передний центр 2, кулачки 3, про-
81
тивовес 1, компенсирующий неуравновешенность относительно
оси вращения шатунной шейки. Центросместители обеспечивают
совмещение оси обрабатываемой (сначала одной, потом другой)
шатунной шейки с осью шпинделя.
Шатунные шейки валов третьей технологической группы обра-
батываются на специализированных станках. Вал устанавливается
на призмы коренными шейками и во время обработки остается
неподвижным. Обработка шатунных шеек осуществляется рез-
цами, закрепленными на суппортах, расположенных на вращаю-
щейся кольцевой планшайбе.
Следующая операция перед термической обработкой шатунных
шеек — сверление отверстий в них на радиально-сверлильном
станке 2М55.
Коленчатый вал устанавливают в поворотное приспособление;
установочными базами являются коренные шейки. На шатунную
шейку устанавливают кондуктор и сверлят 4 отверстия в одной
шейке, затем коленчатый вал поворачивают на 180° и сверлят
отверстия в другой шатунной шейке. На этом завершается первый
этап обработки коленчатого вала.
Далее выполняют операцию термической обработки шатунных
шеек. Поскольку здесь требуется местная поверхностная закалка
с отпуском, нагрев ведут токами высокой частоты.
Коленчатый вал устанавливают на специальном станке в го-
ризонтальном положении. Шатунные шейки закаливают с по-
мощью разъемных кольцевых индукторов, состоящих из двух
половин (рис. 37), образующих замкнутый контур, по которому
пропускается электрический ток высокой частоты. К источнику
этого тока индуктор подключается шинами 5 р 7, изолированными
друг от друга диэлектриком 6. Для обеспечения лучших условий
передачи тока основные части половинок индуктора соединены
с шинами 5 и 7 набором гибких пластин 8 из тонких полос меди.
Другие концы 3 и 4 половин индуктора во время термической
обработки плотно прижаты друг к другу прижимом. По оконча-
нии термической обработки этот прижим снимается, обе половины
индуктора раскрываются, поворачиваясь вокруг шарниров 9,
индуктор отводится в сторону, а затем ставится в другую шейку.
Применение кольцевых индукторов позволяет автоматизировать
управление процессом. В качестве охлаждающей среды применяют
воду, которая подается по трубкам 10 и 1 в камеры А и Б, а отво-
дится вода через трубку 2 из камеры А и многочисленные мелкие
отверстия из камеры Б.
Твердость шатунных шеек проверяют до окончательного шли
фования не менее чем в двух точках. Глубину закаленного
слоя проверяют на образцах для партии коленчатых валов
50 шт.
После термической обработки вала, перед тем как приступить
к окончательной обработке ступеней вала, производят растачи-
вание центровых отверстий.
82
в-в
Рис. 37. Индуктор для термической обработки шатунных шеек
Операцию выполняют на универсальном токарно-винторезном
станке мод. I6K20 за два установа. Обработка производится
специально заточенным резцом Назначение операции состоит
как в исправлении формы центрового отверстия, которая могла
быть искажена вследствие больших нагрузок при выполнении
черновых операций, так и в исправлении положения центровых
отверстий, которое могло измениться в результате действия
внутренних напряжений при термической обработке. Применение
резца, а не конического зенкера объясняется тем, что резец,
являясь однолезвийным инструментом, меньше отжимается под
действием сил резания, чем зенкер.
Последующие токарные операции завершают обработку ко-
роткого и длинного концов вала. Выполняется чистовое обтачи-
вание на станках тех же моделей, что и при черновом обтачивании
и при тех же схемах обработки (см рис. 34), но при других режи-
мах резания.
После чернового обтачивания всех посадочных шеек вала про-
изводится сверление трех отверстий 0 18,4 мм и одного 0 10 мм.
Операцию выполняют на агрегатно-сверлильном станке с помощью
сверлильных силовых головок. Коленчатый вал базируется корен-
ными шейками в призмах и закрепляется. Схема сверления при-
ведена на рис. 38.
83
1e,i‘v3
s
Рис. 38. Схема одновремен-
ного сверления отверстий
в коленчатом валу унифици-
рованного поршневого ком-
прессора П110
В мелкосерийном производстве эти операции выполняют на
специальном станке для глубокого сверления.
Последующие сверлильные операции выполняют на радиально-
сверлильном станке с использованием специального приспособле-
ния, представляющего собой поворотный стол, на котором за-
крепляются разные кондукторы Сочетание поворотного стола со
сменными, прикрепляемыми к нему кондукторами позволяет
значительно упростить конструкцию и обслуживание кондукторов
в тех случаях, когда отверстия расположены с разных сторон
заготовки, тем самым расширяя технологические возможности
станка. В этой операции сверлят все оставшиеся отверстия (см.
рис. 31), зенкуют фаски в трех отверстиях 0 18,4 мм, нарезают
в них резьбу М20Х 1,5—7Н на длину I = 15 мм. В связи с унифи-
кацией резьб нарезание производят без смены метчика. При зенко-
вании фасок и нарезании резьб планки с кондукторными втулками
должны быть откинуты или вынуты кондукторные втулки Для
нарезания глухих резьб применяют предохранительные патроны.
Следующая операция — нарезание наружных резьб иа трех
участках вала. Операцию выполняют на токарно-винторезном
станке резьбовым резцом при установке вала в центрах.
Шпоночные пазы в зависимости от их вида фрезеруют диско-
выми или концевыми фрезами. Установку коленчатого вала про-
изводят в двух призмах с базированием по коренным шейкам,
или в центрах — с базированием по центровым отверстиям.
С точки зрения точности взаимного расположения шпоночных
пазов относительно оси вала предпочтителен второй вариант уста-
новки. Фрезерование шпоночных пазов для данного вала выде-
лено в две операции.
84
Одну операцию выполняют на фрезерно-шпоночном станке,
где фрезеруют два шпоночных паза шириной 10 мм каждый конце-
вой фрезой. Вторую операцию выполняют на вертикально-фрезер-
ном станке (рис. 39), где фрезеруют канавку шириной 12 мм
под сегментную шпонку на конусном участке вала. Обрабатывают
канавку дисковой фрезой. Совместить эти две операции в одну
нецелесообразно в связи с тем, что канавки обрабатываются
различными инструментами.
Одно из основных требований, предъявляемых к фрезерованию
шпоночных канавок, — обеспечение параллельности их боковых
плоскостей к оси вала — выполняется благодаря наличию уста-
новочных шпонок 1 в основании (плите) 3 приспособления, рас-
положенных в одном из пазов стола, и точному положению базо-
вых плоскостей призм 2 относительно этих шпонок.
Последующие операции — шлифование коренных, шатунных
шеек и конусного участка коленчатого вала.
Шлифование коренных шеек и конусного участка вала вы-
полняют на круглошлифовальном станке (рис. 40) в две опера-
ции — предварительное и окончательное шлифование. В качестве
базовой поверхности приняты центровые отверстия. Шлифование
может производиться методом продольной или поперечной по-
дачи. Обработка с поперечной подачей (врезное шлифование)
отличается высокой производительностью, особенно при обработке
набором кругов, когда одновременно шлифуют несколько шеек
Рис. 39. Схема фрезерования шпоночного паза
85
Рис. 40. Схема шлифования ступеней вала иа круглошлифовальиом станке
Одновременное шлифование шейки и торца производят на
торцешлифовальных станках ХШ-10-Н157, ЗТ16Е с наклоном
круга. Для повышения производительности труда на шлифоваль-
ных операциях предусматривают устройства для контроля раз-
меров в процессе обработки и выключения подачи при достижении
заданного размера. Шлифование шатунных шеек и галтелей
выполняют на специальных круглошлифовальных станках
ХШ-2-02, ХШ-2-01 (рис. 41). Эти станки от обычного круглошли-
фовального отличаются тем, что они оборудованы устройством,
по назначению своему аналогичным центросместителям.
$пр
Рис. 41. Схема шлифования шатунных шеек иа специальном кру глотал ифоваль-
ном станке
86
Рис. 42. Схема образования
шатунных шеек на больших
коленчатых валах
Это устройство является частью
станка, в связи с чем станок становится
специализированным.
Последняя операция — отделочная.
При окончательной обработке шатун-
ных шеек с целью получения требуемого
параметра шероховатости Ra =0,32 мкм
применяются различные методы отде-
лочной обработки шатунных шеек: по-
лирование, суперфиниширование, микродоводка.
Полирование шеек производят абразивной пастой, метод мало-
производителен. Весьма перспективным является метод косо-
угольной микродоводки. Метод заменил полирование шеек и гал-
телей. Для микродоводки применяют абразивные бруски
Э9М20СТЗК, помещенные в специальной головке.
Обработку производят на токарно-винторезном станке при
снятом резцедержателе. Частота колебаний абразивных брусков
50 Гц при угле наклона их к обрабатываемой оси детали 10—15°.
В процессе обработки применяют смазочно-охлаждающую жид-
кость (80 % керосина и 20 % веретенного масла), подача которой
на обрабатываемую поверхность центробежным эмульсионным
насосом составляет 10—12 л/мин. Применение СОЖ позволяет
снимать большой слой металла и удалять стружку из зоны об-
работки.
Отделочной операцией является также суперфиниширование
шатунных шеек. При суперфинишировании шатунных шеек пара-
метр шероховатости поверхности Ra = 0,16 мкм.
Особенности изготовления валов третьей технологической
группы. Из-за больших размеров, массы и из-за малых объемов
производства заготовки коленчатых валов получают ковкой без
колен. Колена вырезают, как показано на рис. 42. Вначале свер-
лят несколько отверстий 1 (диаметром 40—50 мм, кратным раз-
мену А), затем дисковой пилой прорезается паз 2. Механическая
обработка валов отличается применением универсальных станков,
приспособлений режущего и измерительного инструмента, а также
необходимостью использования транспортных средств большой
грузоподъемности (до 20 т). Много времени занимает разметка и
выверка заготовки.
Единственной операцией, которая выполняется на специали-
зированном станке, является обработка шатунных шеек и при-
легающих к ним поверхностей щек. Заготовка во время обработки
неподвижна.
Главное движение совершают резцы, закрепленные на суп-
портах, расположенных на вращающейся кольцевой планшайбе.
Подача может осуществляться как вдоль вала, так и в радиальном
направлении — к оси вращения резцов.
Приспособления для обработки и контроля коленчатых валов.
Обработка коленчатого вала в условиях серийного производства
87
Рис. 43. Центросместитель для обработки шатунных шеей
связана с применением значительного числа специальных при-
способлений. Этим обеспечивается высокая производительность,
удобство установки, стабильное качество обработки и сведение
к минимуму (или ликвидация) выверки.
В качестве установочных баз на большинстве этапов техно-
логического процесса обработки коленчатого вала используют
центровые отверстия, выполненные на первой операции. Однако
в некоторых операциях в качестве базовых используют и другие
поверхности, например, поверхности коренных шеек в операциях
фрезерования плоскостей под противовесы. При обработке отвер-
стий под масляные каналы за установочные базы иногда при-
нимают поверхности шатунных шеек.
Отсутствие общей оси цилиндрических поверхностей корен-
ных и шатунных шеек требует применения при обработке послед-
них специальных приспособлений — центросместителей. Бази-
рование коленчатого вала в центросместителе показано
на рис. 36.
Центросместитель (рис. 43) выполнен в виде жесткого кор-
пуса 1 с центральным отверстием диаметром, равным диаметру
коренной шейки вала. Коренная шейка устанавливается в цен-
тросместитель с небольшим зазором. В вертикальной плоскости
симметрии центросместителя на расстоянии от центра отверстия,
равном расстоянию между осями коренных и шатунных шеек
(Л), имеются два параллельных отверстия. В отверстиях уста-
88
новлены пробки 5 и 6 с выполненными в них центровыми гнез-
дами. Фиксация коленчатого вала в отверстия центросместителя
производится с помощью двух самоустанавливающихся, под-
пружиненных ползунов 2 и 3, которые стопорятся винтами 7.
Дополнительное усилие закрепления вала обеспечивается при
затяжке гайки 4. При обработке шатунных шеек базирование
вала с центросместителем производится в зависимости от обра-
батываемой шейки по одному из гнезд 5 или б.
При фрезеровании шпоночных пазов используют приспособ-
ление (рис. 44), состоящее из трех автономных узлов: передней
стойки 6, задней стойки 12 и ориентирующего упора 10. Узлы
устанавливают непосредственно на столе горизонтально-фрезер-
ного станка и закрепляют винтами с Т-образной головкой 1.
Для более быстрой и точной ориентации передней стойки в ее
нижней части размещены направляющие шпонки 8. Коленчатый
вал устанавливается в центрах 11 и 9, расположенных соответ-
ственно в задней и передней стойках. Центр 11 является не-
подвижным. Центр 9 установлен на штоке 5 пневматического
цилиндра 3. Ориентирующий упор 10 служит для придания
коленчатому валу заданного положения относительно оси цен-
тров. При установке коленчатого вала поршни 4 и 2 цилиндра 3
находятся в крайнем левом положении. Вал устанавливают
в центр 11. Щека вала доводится до соприкосновения с упором 10,
после этого поворотом рукоятки 7 подается сжатый воздух в по-
лости а пневмоцилиндра. Шток 5 с центром 9 начинает переме-
щаться по направлению к задней стойке. За счет постепенного
нарастания давления в полости а движение штока с поршнем
происходит не слишком быстро, что дает возможность не только
ввести центр 9 в центровое отверстие вала, но еще раз проверить
его угловую ориентацию. После этого вал закрепляется в при-
нятом положении.
После обработки сжатый воздух подается в полость б пневмо-
цилиндра. Шток перемещается влево и освобождает коленчатый
вал, который вынимают из приспособления. Установка на одном
штоке двух поршней объясняется стремлением уменьшить ра-
диальные габариты силового узла при тех же усилиях зажима.
Для обеспечения требуемой точности обработки вала к при-
способлению предъявляются технические требования:
отклонение от параллельности оси контрольного валика,
установленного в центрах, опорной плоскости приспособления
не должно превышать 0,02 мм на 100 мм длины;
отклонение от соосности (смещение оси) центров не более
0,02 мм.
В процессе обработки коленчатых валов возникает необходи-
мость производить проверку линейных размеров от основной
базы — торца коренной шейки до торцов шатунных шеек. Про-
верка производится с помощью специального приспособления
(рис. 45) с точностью ±0,01 мм.
89
Рис. 44. Приспособление для фрезерования шпоноч-
ных пазов
1075
Рис. 45. Приспособление для контроля линейных размеров налов
Приспособление настраивается на заданный размер по эта-
лонной детали. Допустимый диапазон измерений 1 мм
Приспособление состоит из следующих деталей: корпуса 8,
к которому крепятся призмы 9 и 10 (9 — опорная, 10 — базиру-
ющая) рычага /, расположенного в прорези корпуса и насажен-
ного на ось, вместе с которой он качается. Во время промера один
конец рычага упирается в торец коренной шейки коленчатого
вала, а другой контактирует с наконечником индикатора 6,
закрепленного в стойке 7 с помощью винтов 5 через разрезную
втулку 11 Регулировкой винта 4, установленного в стойке 2,
и воздействием пружины 3 обеспечивается постоянство контакта
рычага с торцом проверяемой детали.
Контрольное приспособление для проверки смещения оси
шатунных шеек относительно оси коренных шеек (рис. 46) имеет
три индикатора, из них два (2 и 3) расположены в одной пло-
скости, а третий (5) — под углом 90°. Стрелки индикатора на-
страивают на нулевое положение, и любое отклонение показывает
Рис. 46. Контрольное приспособление для проверки смещения оси шатунных
шеек относительно оси коренных шеек
91
величину смещения осей шатунных и коренных шеек. Приспо-
собление опорными базами 1 и 4 плотно устанавливается на корен-
ные шейки коленчатого вала.
§ 9. ИЗГОТОВЛЕНИЕ РОТОРОВ ВИНТОВЫХ
КОМПРЕССОРОВ
Назначение роторов, конструктивные особенности, ус-
ловия работы. Основными деталями винтовых компрессоров
(см. рис. 5) являются роторы с винтовой нарезкой специального
профиля, подшипники, уплотнения и шестерни связи, синхрони-
зирующие вращение роторов.
Все многообразие профилей роторов, применяемых в компрес-
соростроении, можно разделить на две основные группы — ро-
торы с симметричным и асимметричным профилем зуба. К сим-
метричным профилям относят окружные и эллиптические профили
(рис. 47). Недостатком винтовых компрессоров с роторами, име-
ющими симметричный профиль, является малое давление нагне-
тания, так как имеет место ограничение по частоте вращения
ротора.
Использование роторов с асимметричным профилем позволяет
при той же частоте вращения достигать более высокой степени
сжатия газа и более высокого КПД. Асимметричные профили
могут быть образованы различным сочетанием симметричных
профилей. Классическим асимметричным профилем ротора яв-
ляется профиль 4/6. Это означает, что ведущий ротор имеет 4 зуба,
ведомый — 6. Возможны и другие сочетания зубьев.
Основным требованием при проекти-
ровании винтовых компрессоров являет-
ся расчет и обеспечение минимальных
зазоров в зацеплении винтовых частей
роторов, т. е. необходима повышенная
точность изготовления винтовых частей
роторов и корпуса.
Материал и способы получения за-
готовок. Материал для изготовления
роторов выбирают с учетом требования
обеспечения надежной работы компрес-
сора, наилучших условий обработки,
а также с учетом физических свойств
сжимаемой среды. Причиной поломки
роторов является кратковременный
контакт их зубьев вследствие повыше-
ния температуры, попадания абразив-
ных или посторонних частиц в рабочую
полость. На роторы винтового компрес-
сора действуют переменные силы от
давления газа, инерционные силы и
лнптическим профилем (а) и
ведущий с окружным про-
92
крутящие моменты. В случае резонанса возникают дополнитель-
ные напряжения, иногда превышающие напряжения от действую-
щих на роторы сил. Поэтому при выборе материала_необходимо
наряду со статическими показателями механической прочности
учитывать также и динамические показатели: ударную вязкость,
предел выносливости, а при работе роторов в области высоких
температур — явление ползучести.
Основной материал для роторов — стали различных марок,
например:
углеродистая конструкционная качественная—стали 10-
20;' 45;------------
легиров.анная. ^конструкционная (ГОСТ 4543—71) — стали
марок 10Г2; 15Х; ЗОХГС; ЗОХГСА;
дегиров.дняа я _ .жаропрочная_(ГОСТ 5632—72) — стали
4Х14Н14В2М; 4Х12Н8Г8МФБ;
легированная с заданным коэффициентом теплового расшире-.
ния (ГОСТ 14081—78) — стали 36Н; ЗЗНК; 47ХНР.
Роторы небольших воздушных компрессоров изготовляют из
обьмньгхптопструкциоийых сталей.
При выборе материала- роторов следует учитывать, что с по-
вышением температуры изменяются механические свойства ста-
лей, характеризующие прочность и пластичность. У конструк-
ционной стали с малым содержанием легирующих элементов пре-
дел прочности до температуры 300—350 °C практически не
меняется, а предел текучести снижается на 15—20 %.
Пластичность и вязкость с понижением температуры обычно
уменьшаются, что приводит к уменьшению ударной вязкости.
Важнейшим фактором, влияющим на химическую стойкость
материала роторов, является содержание кислорода и серы в сжи-
маемой газовой среде. При нагревании в воздухе или в кислороде
стали подвергаются окислению с образованием окалины. С по-
вышением содержания хрома их сопротивление окислению по-
вышается.
При выборе материалов для изготовления роторов необходимо
учитывать физические свойства сталей и сплавов. На рис. 48
Рнс. 48. Зависимость средних коэффи-
циентов линейного расширения сталей и
сплавов от температуры:
1 — хромомарганцовая; 2 — хромоникелевая
(Ni <20 %); 3 — хромоникелевая (Ni >
> 20 %); 4 — углеродистые низколегирован-
ные; 5 — легированная на основе W; 6 — хро-
мистые коррозионно-стойкие стали; 7 —
сплавы на основе W; 8 — сплавы на основе Zr
93
даны средние коэффициенты линейного расширения сталей и
сплавов в зависимости от температуры. Различие коэффициентов
линейного расширения материалов ведущего и ведомого роторов,
а также материалов корпуса и ротора необходимо учитывать при
совместном использовании разных материалов. Материалы должны
подбираться так, чтобы при эксплуатации винтового компрессора
выдерживались соответствующие величины зазоров, особенно
зазоров в зацеплении винтовых частей роторов
..В качестве заготовок для изготовления роторов обычно ис
пользуют поковки, получаемые горячей объемной штамповкой.
Поковки после предварительной обработки поверхностей (очи-
стки от окалины и т. д.) проверяют с помощью ультразвукового
дефектоскопа или другим способом на отсутствие внутренних
дефектов. При этом наличие внутренних пороков металла типа
трещин и неметаллических включений в поковках не допускается
Поковки должны иметь твердость НВ 174—217.
В некоторых технически обоснованных случаях допускается
изготовлять заготовки для роторов из круглого проката
по ГОСТ 2590—71 в нормализованном состоянии с механическими
свойствами согласно ГОСТ 1050—74.
Изготовление ротора винтового компрессора. Основные по-
верхности-и_ анализ технологичности конструкции ротора. На
рис 49 показан ведущий ротор винтового компрессора 14ВК.
Основными поверхностями ротора являются поверхности шеек
вала—поп посадки—подпптпнйков, торцы вала, шпоночные пазы,
винтовые поверхности профиля, поверхности технологических
буртиков для нарезания винтовой части ротора и др. На концах
вала имеются центр_одые_отвпрстия, являющиеся технологиче •
скими_базамм-ддя многих операций механической обработки.
К точности размеров, формы, взаимного расположения,"а ¥аКже
к шероховатости основных поверхностей роторов винтовых ком-
прессоров предъявляются высокие требования, так как от этих
факторов в основном зависят величины зазоров между рабочими
органами и, следовательно, эффективность работы винтового
компрессора в целом. Отметим, что, например, у маслозаполнен
ных винтовых компрессоров зазоры составляют ~0,08 мм.
Точность размеров основных поверхностей (см. рис. 49) лежит
в пределах квалитетов 6—7 ГОСТ 25346—82 (СТ СЭВ 145—75).
Параметр шероховатости большинства поверхностей не более
Ra =1,25-7-2 5 мкм. Точность геометрической формы посадоч-
ных поверхностей ротора 0,01 —0,02 мкм, но не более 0,5 допуска
на диаметральные размеры.
Требования к точности . взаимного расположения поверх-
ностей: _
допуск радиального биения посадочных шеек ротора ие
более 0,01 мм;
допуск радиального биения наружного диаметра_ винтовой
части ротора относительно оси центров не более 0,03 мм;
94*
Рис. 49. Ведущий ротор винтового компрессора 14ВК
95
.отклонение от перпендикулярности торцовых- поверхностей
винта относительно посадочных поверхностей под подшипники
„качения (поверхности М. и К, см. .рис.. 49) де .более 0,01 мм:
отклонение от .симметричного положения уплотнительного
усика^относительно оси зуба и относительно оси впадины не
более 0,02 мм.
Несоблюдение этих требований может привести к перераспре-
делению зазоров между профилями в зацеплении винтовых частей
роторов, а также между винтовыми частями и расточками кор-
пуса, что приведет к касанию винтовых частей ведомого и веду-
щего роторов при работе компрессора и выходу последнего из
^строя.
После фрезерования роторов для снятия внутренних напря-
жений производят их термическую обработку. Каждый изготов-
ленный ротор подвергается динамической балансировке на опор-
ных поверхностях М и Н, при этом дисбаланс не должен пре-
вышать 5 г-см. Снятие металла при балансировке должно
осуществляться только с торцов винта, при этом сама баланси-
ровка ротора осуществляется в сборе со шпонкой после выверки
зазоров в зацеплении роторов в соответствии со сборочным чер-
тежом. После окончательной обработки ротора необходимо произ-
вести контроль качества металла с помощью магнитной дефекто-
скопии. При этом все данные механической обработки, баланси-
ровки и контроля качества роторов следует занести в паспорт
ротора для дальнейшего их подбора.
фенологический процесс изготовления роторов. Маршрут об-
работки роторов винтовых компрессоров, предшествующий про-
цессу нарезания винтовых поверхностей, по существу не отли-
чается от маршрута обработки деталей класса валов, рассмотрен-
ных ранее. Вначале обрабатывают базовые поверхности, обычно
на фрезерно-центровочном станке ФЦ-2. При этом заготовку
устанавливают в приспособление таким образом, чтобы центр
заготовки располагался на одной высоте по всей ее длине. Фрезе-
руют одновременно два торца, выдерживая заданный осевой
размер, затем производят одновременно сверление центровых
отверстий с двух сторон ротора.
Далее производят черновую и получистовую токарную обра-
ботку цилиндрических поверхностей ротора, включая и цилин-
дрическую поверхность винтовой части ротора. В зависимости от
программы выпуска компрессоров токарные операции могут вы-
полняться на универсальных токарно-винторезных станках, на-
пример, мод. 16К20, либо на токарных станках с ЧПУ 16К20ФЗ,
либо на гидрокопировальных полуавтоматах мод. 1722. Заго-
товка устанавливается в центрах, вращение ее осуществляется
с помощью поводкового патрона. Обработку основных цилиндри-
ческих поверхностей обычно выполняют за два установа.
В некоторых случаях после черновой токарной обработки
производят окончательную подрезку торцов заготовки и оконча-
96
Рис. 50. Схема фрезерования технологического буртика
тельную обработку центровых отверстий. Для згого отводят
задний центр, а к обработанной цилиндрической шейке подводят
люнет. Далее последовательно подрезают торец и осуществляют
зацентровку. Деталь переустанавливают и аналогичные действия
проводят для обработки второго торца и отверстия.
Получистовая обработка может выполняться на токарных
станках с ЧПУ, например, на токарно-центровом полуавтомате
мод. 1Б732МФЗ.
Следующий этап процесса — фрезерование технологического
буртика с одной стороны ротора (рис. 50). Буртик, образованный
на приводном конце ротора парой параллельных плоскостей,
используется при нарезании винтовых поверхностей роторов для
передачи большой мощности при обработке резанием с помощью
поводкового устройства. Конструкции буртиков могут быть раз-
личными (см. рис. 50, а и б), но обрабатывают буртики, используя
одно и то же оборудование. Операцию выполняют на горизон-
тально-фрезерном станке. Заготовка устанавливается в при-
способление с базированием своими цилиндрическими шейками
в призмы. Такая схема базирования обеспечивает параллельность
оси заготовки столу станка. Для обработки буртика используют
набор из двух дисковых фрез одного диаметра, закрепленных
в шпинделе станка.
Далее проводят предварительное шлифование цилиндрической
поверхности винтовой части ротора. При этом обеспечивается
параметр шероховатости поверхности Ra — 2,5 мкм. Обработку
выполняют на круглошлифовальном станке, например,
мод. ЗМ150. Заготовку устанавливают в центрах.
Следующий наиболее важный этап технологического процесса
связан с формированием заданного профиля зубьев ротора, от
4 Н. А. Ястребова др.
точности выполнения которых зависит надежность винтового
компрессора в эксплуатации.
Для изготовления винтовых поверхностей роторов используют
методы без снятия стружки и со снятием стружки. К первым
относятся литье, прессование выдавливанием, прокатка (в том
числе поперечно-винтовая прокатка).
Методы изготовления без снятия стружки используют лишь
для формирования винтовых поверхностей на этапе получения
заготовки ротора
При обработке винтовой части роторов наибольшее распро-
странение получил метод фасонного фрезерования с использова-
нием дисковых фрез. Основные преимущества этого метода: про-
стота расчета и изготовления фрез, высокая производительность
резания, точность и экономичность обработки роторов, возмож-
ность использования твердосплавного инструмента и т. д.
В современном компрессоростроении для нарезания зубьев
винтовых роторов применяют специальные фрезерные станки,
например, станки «Холройд» (Англия) или станки фирмы «Боле»
(ФРГ), а также строгальные станки, например, фирмы «Адольф
Волдрих» (ГДР). Фрезерные станки позволяют обрабатывать
роторы диаметром от 100 до 875 мм.
При обработке на станках «Холройд» деталь устанавливают
в станке по центровым отверстиям. Технологическим буртиком
фиксируют ее положение с помощью специального поводкового
патрона. Патрон снабжен фиксирующим устройством, обеспечи-
вающим точный поворот детали на 90°. Вначале нарезают пред-
варительную канавку на заданный шаг спирали. Канавка полу-
чается от совмещения вращательного движения заготовки и пере-
мещения ее вдоль оси. После изготовления первой канавки за-
готовку поворачивают на 90° и фрезеруют вторую канавку, обра-
зуемую аналогично первой. За четыре положения заготовки
(каждое положение соответствует повороту на 90°) производится
предварительная нарезка зубьев ротора. Во избежание деформа-
ций заготовки и узлов станка при обработке деталь поддержи-
вается с помощью люнетов Фрезерование роторов диаметром до
200 мм производят в направлении подачи, а роторов больших
диаметров — против подачи. После черновой обработки винтовой
поверхности ротора на том же оборудовании фрезеруется винто-
вой паз прямоугольного профиля, расположенный на винтовой
поверхности симметрии каждого зуба. Этой операцией завер-
шаются этапы черновой и получистовой обработки ротора.
Далее производят чистовую токарную обработку основных
цилиндрических поверхностей ротора. Повторяются соответству-
ющие операции предварительных этапов. Используют то же
оборудование. Выполняется правка центровых гнезд. На рис. 51
показана схема токарной операции, выполняемой на токарно-
центровом полуавтомате с ЧПУ мод. 16К20ФЗ. Схематично по-
казаны траектории движения резцов, цифрами обозначены но-
98
Рис. 51. Токарная обработка цилиндрических поверхностей иа токарно ценгро
вон полуавтомате с ЧПУ
мера опорных точек. Настройка резцов проводится в соответствии
с настроечными размерами Wx и W2 относительно точки N. Об-
работка цилиндрических поверхностей, расположенных с одного
и другого конца ротора относительно его винтовой части, может
осуществляться в одной операции за два установа или за две
самостоятельные операции.
После чистовой токарной обработки цилиндрических поверх-
ностей, используя их в качестве основных технологических баз,
набором цилиндрических фрез обрабатывают «квадрат», рас
положенный на месте технологического буртика (см. рис. 50, в).
Деталь устанавливают в призмы. Операция выполняется анало-
гично рассмотренной выше. На этом же этапе технологического
процесса выполняется обработка пазов под стопорные шайбы,
а также шпоночных пазов.
Обработка пазов под стопорные шайбы производится на вер-
тикально-фрезерном станке, например, мод. 6540 концевой фре-
зой. Заготовку устанавливают в специальное делительное при-
способление. Основные базовые поверхности — плоскости квадра-
та и центровые отверстия на противоположной стороне ротора
Шпоночные пазы для установки призматических шпонок обра-
батывают на шпоночно-фрезерном станке, например, мод. 692М.
Заготовка базируется в призмах по цилиндрическим поверх-
ностям шеек.
Затем на круглошлифовальном станке, например, модели
3MI51 шлифуют посадочные шейки ротора и другие цилиндри-
ческие поверхности.
4* 99
Рис. 52. Схема фрезерования винтовой части ротора
Точность диаметральных размеров обеспечивают в пределах
7-го квалитета. Параметр шероховатости поверхности =
= 1,25 мкм. Заготовку устанавливают в центрах. Обработку
выполняют за два установа. Кроме точности выполнения линей-
ных и диаметральных размеров после шлифования контролируют:
овальность посадочных поверхностей ротора — не более
0,01 мм;
конусность посадочных поверхностей ротора — не более
0,01 мм в пределах поверхности;
биение поверхностей относительно оси центров — не более
0,02 мм;
биение торцовых поверхностей посадочных шеек ротора отно-
сительно оси центров — не более 0,02 мм.
Далее выполняют операцию чистовой нарезки зубьев ротора.
На рис. 52 дана схема фрезерования ротора на станке фирмы
«Боле» (ФРГ). Заготовка своими обработанными посадочными
шейками укладывается на бронзовые втулки опор 2, располо-
женных слева и справа относительно винтовой части ротора.
Вращение передается заготовке с помощью самоцентрирующего
плоского поводкового устройства 1 с твердосплавным центром.
Осевое положение ротора фиксируется за счет поджима ротора
к поводковому устройству задним центром, для чего задняя бабка
снабжена гидравлическим устройством. После нарезания одной
винтовой канавки проводится деление и затем обрабатывается
следующая канавка и т. д. Существуют двух- и трехшпиндельные
станки для обработки винтовой части. Такие станки позволяют
одновременно обрабатывать число роторов, равное числу шпин-
100
делей. По окончании чистовой нарезки зубьев ротора производят
окончательное фрезерование паза под усик на профиле зуба.
Обработка осуществляется за один установ детали.
Посадочные шейки ротора еще раз обрабатывают на кругло-
шлифовальном станке для ликвидации их возможных поврежде-
ний на предыдущих операциях. Заготовку при этом устанавливают
в центрах станка.
После этого на резьботокарном станке нарезают наружную
резьбу на цилиндрических концах ротора. Эта резьба может быть
обработана и другими методами, например, резьбофрезерованием.
Завершается технологический процесс завальцовкой усика
в соответствующий паз винтового профиля и шлифованием на-
ружной поверхности усика, выполняемым на круглошлифоваль-
ном станке при установке заготовки в центрах.
Изготовленный ротор подвергают комплексному техническому
контролю в соответствии с техническими требованиями на его
изготовление. Чтобы получить однозначное заключение о каче-
стве изготовленного ротора, необходимо провести комплексное
измерение На основании этого измерения можно сделать заклю-
чение о возможном коэффициенте полезного действия роторной
пары. Для определения возможного КПД необходимы:
1) измерение поперечного сечения, которое показывает от-
клонение фактического профиля от теоретиче< ого;
2) измерение шага, проводимое по метру делительной
окружности, которое показывает отклонение относительно за-
данного шага;
3) измерение цилиндричностн как у вершины, так и у основа-
ния профиля.
Все эти измерения выполняются с малой затратой времени
на специальной измерительной машине с ЧПУ по соответству-
ющей программе. Результаты изм€гзния передаются для анализа
в ЭВМ, встроенную в машину, югут быть представлены графи-
чески в виде кривых с помощью графопостроителя ЭВМ или
отпечатаны в виде таблиц с помощью быстродействующего печат-
ного устройства.
Технологический процесс изготовления ведомого ротора
аналогичен.
Оборудование и инструмент, применяемые при обработке
роторов. Наиболее сложным и ответственным этапом техноло-
гического процесса изготовления роторов является обработка
их винтовой части. Выше упоминались примеры станков, на
которых возможно выполнение обработки винтовой части ротора.
Их основные технические характеристики приведены в табл. 2.
Фирма «Адольф Волдрих» (ГДР) выпускает станки для стро-
гания роторов еинтовых компрессоров. Заданные профиль и угол
подъема винтовой линии образуются в результате совмещения
вращательного и продольного (поступательного) движения за-
готовки и соответствующей установки резца.
1С1
Таблица 2
Технические характеристики станков для обработки роторов
Ставок (фирма) Диаметр обраба- тываемо- го рото- ра. мм Угол подъема винтовой линии, град Длина стола, мм Диа- метр фрезы. мм Рабочее переме- щение стола, мм Площадь (длина X шири- на), занимае- мая станком. мм
«Адольф Волдрих» (ГДР) 670 30—75 2000 — 1500 6 100X3 100
«Холройд» (Англия):
2А 250 70 — 254 1400 2 898X 4 420
5А 630 60 420 1800 5 984X6 500
8А 830 60 600 1800 5 984X8 230
«Боле» (ФРГ):
FUP 200 NC 875 ±56 4000 450 2600 11 500X 6 600
FUP 200 NC/I1 460 ±60 3500 400 2300 9 000X7 500
FUP 160 NC 175 ±54 2800 200 1600 7 000X6 600
Строгание производится одним или несколькими резцами
в зависимости от геометрической формы и размера ротора. Переход
от одного витка к другому осуществляется автоматически после
окончательной обработки профиля. При обработке роторов боль-
ших диаметров профиль ротора образуется с помощью двух и более
резцов, следующих один за другим. Точность взаимного располо-
жения резцов обеспечивается предварительной установкой их
в кассету вне станка, последующим креплением кассеты в суп-
порте и настройкой суппорта с помощью оптического приспособле-
ния. На станках «Холройд» (Англия) (см. табл. 2) обработка
винтовой части роторов осуществляется фрезерованием. Обра-
батываемая заготовка устанавливается в центрах станка и, под-
держиваемая люнетом, перемещается относительно фрезерной
головки. Фрезерная головка настраивается на угол подъема
с помощью сменных шестерен. Точность настройки контроли-
руется специальным оптическим прибором. Станки имеют же-
сткую конструкцию, что обеспечивает точность обработки.
В формировании винтовой поверхности значительна роль
режущего инструмента. Предварительная и окончательная обра-
ботка профиля зубьев и впадин ротора производится специаль-
ными острозаточенными профильными фрезами.
Острозаточенные фрезы имеют большие преимущества по
сравнению с затылованными. Заточка таких фрез производится
алмазным кругом на специальных копировально-заточных станках
по задней грани. Задний угол у таких фрез на всем участке про-
филя остается постоянным. Острозаточенные фрезы применяют
102
1 2 3
Рис. 63. Комплект фрез для обработки профиля ведомого ротора винтового ком-
прессора на станке «Холройд»
а _ фреза Дисковая черновая для предварительной обработки (1 — нож; 2 — клин;
3 — корпус); б — фреза дисковая получнстовая (1 — иож; 2, 4 — кольца; 3 — клии;
I — корпус); в — фреза дисковая чистовая (1. 4 — кольца; 2 — иож; 3 — клин; S —
резец; 6 — корпус)
для нарезания роторов разных диаметров. Получение точного
профиля обеспечивается при обработке 20—25 роторов. Для
роторов диаметром до 500 мм применяют фрезы с полным про-
филем, а свыше 500 мм — с половинным профилем.
Комплект фрез (рис. 53) для обработки ведомого ротора
(рис. 54) состоит из трехсторонних дисковых фрез для черновой,
получистовой и чистовой обработки и набора дисковых фрез
для фрезерования уплотнительного пояска. Аналогичный ком-
103
Рис. 54. Ведомый ротор компрессора 14ВК
Рис. 55. Фреза для черновой
обработки роторов
плект режущего инструмента применяют для обработки ведущего
ротора (с некоторым отличием в профиле фрез).
Ведомые и ведущие роторы можно обрабатывать на разных
станках; при этом обеспечивается полная взаимозаменяемость
деталей. Это достигается благодаря точности оборудования, ин-
струмента и взаимного расположения деталей и инструментов
в процессе обработки. На станках фирмы «Боле» (ФРГ) произ-
водится черновая и чистовая обработка фрезерованием роторов
диаметром до 875 мм (см. табл. 2). Станки снабжены трехкоорди-
натными системами ЧПУ. Имеются системы абсолютного изме-
рения по каждой координате оси. Узлы станка, включая дели-
тельную головку, имеют высокую жесткость.
Фрезерование роторов выполняется профильными фрезами
с неперетачиваемыми твердосплавными пластинками за один
проход. Для чистовой обработки используют перетачиваемый
инструмент. На рис. 55 показана фреза для черновой обработки
роторов. Отличительная особенность конструкции фрезы —
тангенциальное расположение по отношению к корпусу фрезы
твердосплавной пластинки (см. Б—Б на рис. 55). Тем самым
усилие резания передается в том месте пластинки, в котором
находится наибольшее поперечное сечение, что обеспечивает ее
высокую прочность и жесткость. Число пластин выбрано таким
образом, чтобы обеспечить максимальное число режущих кромок
в части фрезы, формирующей профиль для винтовой канавки.
104
Для обеспечения мягкого врезания инструмента боковые пла-
стинки расположены спиралеобразно.
Ножи фрез для чистовой обработки изготовлены из быстро-
режущей стали или твердого сплава. Допускают 20—30 пере-
точек. Заточку фрез производят на специальных заточных станках
с использованием профильных шаблонов. Обеспечивается точ-
ность профиля не менее 0,01 мм. Качество заточки контроли-
руется специальными оптическими приборами.
Методы контроля роторов винтовых компрессоров. Класси-
фикация погрешностей роторов. Контроль и измерение деталей
со сложными пространственными криволинейными поверхно-
стями, к которым относятся лопатки турбин, центробежных
и осевых компрессоров, роторы воздуходувок и винтовых ком-
прессоров, весьма затруднен из-за особенностей их геометрии.
Как правило, профили таких деталей задаются координатным
способом и поэтому использование для их контроля и измерения
универсальных измерительных средств не всегда возможно.
При проектировании изделий со сложной геометрией рабочих
органов наряду с разработкой рациональной технологии изго-
товления важным моментом является разработка метрологиче-
ского обеспечения, т. е. технологии контроля и измерения деталей,
обеспечивающей требуемое качество функционирования
изделия в целом.
В настоящее время достаточно четко разработана классифи-
кация погрешностей размеров деталей винтовых компрессоров,
возникающих в процессе их изготовления. Погрешности винтовой
части роторов принято оценивать комплексными и дифференци-
рованными (поэлементными) показателями. К комплексным от-
носят показатели, определяющие степень годности детали по
какому-либо одному параметру, а к дифференцированным —-
по комплексу параметров.
К комплексным показателям точности изготовления роторов
относятся величины профильных зазоров в зацеплении винтов,
которые обычно проверяют в собранной машине различными
измерительными и контролирующими средствами. К дифферен-
цированным показателям, по аналогии с ГОСТ 1643—81 «Основ-
ные нормы взаимозаменяемости. Передачи зубчатые цилиндри-
ческие. Допуски», относятся показатели, регламентируемые до-
пусками формы, расположения и суммарными допусками формы
и расположения.
Допуском формы fr ограничена погрешность ffr профиля зуба
винта (рис. 56, а), определяемая как расстояние по нормали
между двумя ближайшими номинальными торцовыми профилями,
между которыми находится действительный торцовый профиль
зуба.
Допусками расположения регламентированы погрешности от-
клонения шага винта, угла наклона винтовой линии, отклонение
от параллельности, перекос осей, смещение торцовых плоскостей
105
Рис. 56. Основные геометрические погрешности роторов винтовых компрессоров:
а — погрешность профиля зуба винта; б — отклонение шага винта; в — погрешность
угла наклона винтовой линнн; г — отклонение от параллельности и перекос осей; д —
радиальное биение впадины винта
винтов, а также отклонение межосевого расстояния. Отклонение
шага винта fptr представляет собой (рис. 56, б) наибольшую
погрешность во взаимном расположении любых двух одноименных
профилей зубьев по начальной окружности колеса. Погрешность
угла наклона винтовой линии F&. (рис. 56, в) определяется наи-
большей разностью действительного и номинального расстояний
между двумя любыми одноименными поверхностями зубьев на
одной и той же образующей цилиндра (соосно оси вращения винта),
проходящего вблизи начальной окружности. Отсчитывается
по нормали к направлению винтовой линии зубьев. Отклонение
от параллельности fxr (см. рис. 56, г) оценивается отклонением
от параллельности проекций осей винтов на плоскость, в которой
лежит одна из осей и точка второй оси в средней плоскости винтов.
Указанную погрешность определяют в линейных величинах на
длине винта, причем в качестве средней плоскости выбирают
плоскость, проходящую через середину винта. Перекос осей fVr
(см. рис. 56, г) — это отклонение от параллельности проекций
осей винтов на плоскость, проходящую через одну из осей и пер-
пендикулярную плоскости, в которой лежит эта ось и точка
второй оси в средней плоскости винтов. Определяется также
в линейных величинах на длине винта. Под смещением торцовых
106
плоскостей винтов понимается разность во взаимном расположе-
нии торцовых поверхностей винтов. Важным с точки зрения
кинематики вращения является ограничение допуском отклонения
межосевого расстояния /аг (см. рис. 56, г), который оценивается
разностью между действительным и номинальным межосевым
расстоянием иа длине винта.
Радиальное биение впадины винта Frr (рис. 56, д) — наиболь-
шее колебание расстояний от впадины до оси вращения винта,
регламентировано суммарным допуском формы и расположения.
Основные требования к точности геометрических параметров
роторов винтовых компрессоров. Требования к точности изготовле-
ния и сборки винтовых компрессоров являются достаточно высо-
кими. Так, винты по наружным диаметрам рекомендуется изго-
товлять по h6, расточки корпусов по Н7 (СТ СЭВ 144—75). Длина
наружной части винтов должна быть ограничена Ь8, а длина
рабочей части корпуса Н9. Контроль точности указанных гео-
метрических параметров деталей, за исключением синхронизи-
рующих шестерен, не представляет затруднений и может быть
выполнен с применением универсальных измерительных средств
подобно контролю других типовых деталей машин.
Более высокие требования предъявляются к точности зазоров
в зацеплении винтов, а также к точности дифференцированных
показателей качества изготовления роторов, рассмотренных ранее
Зазоры между профилями в зацеплении роторов при проекти-
ровании обычно назначают для характерных точек (зазоры 5г_в,
S3, рис. 57) по всей длине линии контакта 1—2—3—4—5—6
(рис. 58). Допуски профильных зазоров S, мкм, для компрессоров
«сухого сжатия» (числитель) и маслозаполненных компрессоров
(знаменатель) в зависимости от наружного диаметра DB ведущего
винта приведены в табл. 3.
При сборке винтовых компрессоров для обеспечения столь
высоких требований к точности зазоры между зубьями винтов
контролируют или измеряют при любом относительном положении
роторов. При этом винты последовательно ставят в такие взаимные
Рис. 57. Схема профиль- Рис. 58. Линии зацепления и контакта зубьев
пых зазоров в нормаль- винтов
ной плоскости
107
Табявца 3
Допуски м профильные зазоры кожпрвссороа
°и ’W щего »ия- та* мм Значения допуска, мам, для лиикй контакта DK веду- щего внм« Та. ММ значения допуска, мкм. для лкаяА контакта
4—S а точ- ка г 3—3 а точ- ке « я 1—в 4—S а точ- ке 3 3—3 а точ- ка 3 к J—в
Б0 40/30 40/40 200 80/70 70/90
63 40/40 40/50 250 80/80 80/100
80 50/50 40/50 315 90/90 80/110
100 50/50 50/50 400 100/100 100/140
125 60/60 50/70 500 120/120 120/160
160 70/60 60/80 630 140/140 140/200
положения, при которых каждый зуб побывал бы во всех воз-
можных сочетаниях с зубьями другого винта. При этом число
таких положений равно наименьшему кратному чисел зубьев.
Например, при числе зубьев 3 4- 3 число положений равно 3;
при числе зубьев 4 4-6 число положений равно 12, при 5 4?
число взаимных положений равно 35.
Для удобства установки винтов в нужные положения их
зубья нумеруют по торцу со стороны всасывания. При каждом от-
носительном положении зубьев по длине винтов встречаются не-
сколько пар зубьев, между которыми также контролируется или
измеряется зазор. Результаты измерения заносят в формуляр
зазоров между уплотняющими кромками зубьев винтов, затем
подсчитывают среднее интегральное значение зазоров, по которому
рассчитывают эффективность работы компрессора.
Существующие методы и средства контроля и измерения
зазоров между винтами в зацеплении роторов недостаточно эффек-
тивны. В основном они сводятся к контролю зазоров с помощью
щупов в характерных точках профиля, что не дает достаточной
точности и возможности сопоставлений фактической точности
зазоров с требуемой. Известен и способ определения зазоров
между сопряженными зубьями с помощью свинцовых выжимок
при установке роторов в эксплуатационные базы, который, однако,
также не обеспечивает требуемой точности.
Более прогрессивным является функциональный принцип
выбора и проектирования устройства1 для измерения зазо-
ров между профильными поверхностями роторов компрессоров
(рис. 59).
Измерительная головка 1 с преобразователями 2 устанавли-
вается на каретке 4, которая перемещается по направляющей
вдоль оси роторов Рх и синхронно с их вращением посредством
• Принципиальная схема устройства разработана И. А. Бугровой и А. Д. Фе-
доровым.
108
Рис. 59. Принципиальная схема уст-
ройства для измерения зазоров между
профильными поверхностями роторов
Рис. 60. Измерительная го-
ловка с преобразователями
сигналов
электродвигателя 7 и редуктора 8, выходная ось которого при-
водит во вращение ходовой винт 9. Винт 9 перемещает при своем
вращении ползун 10 по направляющей. С винтом соединены три
тонкие стальные ленты 5, 12, 14, две из которых (5 и 14) переки-
нуты через тонкие диски 3 и 15, передающие вращение на роторы
с помощью поводковых муфт 6 и 11, а лента 12 перекинута через
валик 13 и тянет каретку 4 с измерительной головкой 1. Выбором
диаметров дисков подбирается передаточное отношение так, чтобы
указанные движения были синхронными. Натяжение лент осу-
ществляется с помощью грузов Qj и Q2-
Установка роторов в начальное положение производится по
измерительной головке 1, когда сигналы с преобразователей,
расположенных симметрично (рис. 60), примерно одинаковы.
Выводя каретку 4 с измерительной головкой из зацепления с ро-
торами и поворачивая последние до положения, соответствующего
следующей паре зуб — впадина, можно контролировать про-
фильный зазор при всех возможных сочетаниях зубьев и впадин
роторов. При проведении измерений преобразователи воспри-
нимают отклонение формы и положения поверхностей по винто-
вым линиям, на которые они были настроены. Эти линии для
обоих роторов должны быть сопряженными.
Сигналы с преобразователей 2 (см. рис. 60) поступают на трех-
канальные усилители 3 и далее на самописцы 4, перья которых
вычерчивают на бумаге кривые относительно нулевых уровней
настройки, полученных при установке преобразователей на нуль
по контршаблонам. Эти нулевые уровни в виде начальных отметок
наносятся на бумагу самописцев. Полученные профилограммы
обрабатываются и после обработки определяются значения пло-
щадей профильных зазоров при мгновенном значении угла пово-
рота. Суммарная погрешность измерения при нормальном тем-
пературном режиме не превышает 0,005 мм, что соответствует
109
Таблица 4
Допуски геометрических параметров роторов
Наруж- ный диаметр ведущего вннта. мм Допуски, • мкм Предельные отклонения, мкм
на ра- диальное бненне впадины винта Fr на по- греш- ность профиля зуба винта ff на непа- раллель- ность и перекос осей fx = fy на по- грешность угла наклона винтовой линии шага меж осевого расстояния 1а смещения торцовых плоскостей винтов f
ГР*1 fp‘*
50 10 10 15 12 ±5 ±6 ±15 ±10
63 12 10 15 12 ±6,5 ±8 ±15 ±10
80 14 12 15 12 ±8 ±10 ±15 ±10
100 16 14 15 13 ±9 ±12 ±15 ±15
125 18 15 18 14 ±11 ±14 ±18 ±15
160 20 18 20 16 ±12 ±16 ±20 ±20
200 22 20 20 18 ±14 ±18 ±20 ±20
250 24 25 23' 20 ±17 ±22 ±23 ±25
315 26 30 26 22 ±18 ±25 ±26 ±30
400 28 38 28 25 ±22 ±30 ±28 ±40
500 30 45 28 30 ±26 ±35 ±28 ±45
630 32 55 35 35 ±30 ±42 ±35 ±55
* Обозначение допуска на погрешность идентично обозначению самой погрешности без последнего индекса г.
требованиям к точности действительных зазоров, изложен-
ным в табл. 3.
Для оценки профильных зазоров перспективно применение
координатно-измерительных машин.
Измерение дифференцированных показателей точности
геометрических параметров роторов винтовых компрессоров, зна-
чения допусков которых приведены в табл. 4, в настоящее время
проводится с использованием высокоточных координатно-измери-
тельных машин.
Универсальные и специальные измерительные средства, при-
меняемые, например, для оценки точности зубчатых передач
и колес, для этой цели, как правило, не подходят из-за специ-
фических особенностей геометрии винтов. Разработка измери-
тельных средств для оценки указанных параметров является
наиболее актуальной задачей для повышения качества винтовых
компрессоров. Высокоточные измерительные средства необходимы
не только для отладки технологического процесса изготовления
винтов, но и для высокопроизводительного контроля винтов,
что дает возможность применения принципа подбора роторов
и тем самым значительно увеличивает точность сборки компрес-
сора.
В настоящее время при проведении научно-исследовательских
работ, лабораторных измерениях, а иногда и в производственных
ПО
Рис. 61. Устройство для измерения геометрических параметров роторов винто-
вых компрессоров
условиях измерение некоторых дифференцированных показате-
лей, таких, как радиальное биение впадины винта, погрешности
шага и некоторых других, осуществляется с помощью одно-
координатных измерительных машин (например, устройства
с электроиндуктивной измерительной головкой) типа ЭДГ-3
(рис. 61, а) и двухкоординатных, например, ДИП-1 (рис. 61,6).
Однако для измерения других параметров, в том числе погреш-
ностей угла подъема винтовых линий на различных цилиндрах,
указанные машины недостаточно информативны.
Наибольшее распространение для оценки качества изготовле-
ния винтов получают трех координатные измерительные машины
(КИМ).
Координатная измерительная машина представляет собой из-
мерительно-вычислительный комплекс различной степени
автоматизации. Основными конструктивными элементами КИМ
являются станина и стол для установки измеряемой детали.
При необходимости деталь можно закреплять на столе. Боль-
шинство КИМ имеют плоский неподвижный стол; ряд машин
оснащен поворотным столом.
Компоновка КИМ определяется расположением несущих эле-
ментов (стоек, порталов, консолей), обеспечивающих направление
перемещения измерительной головки. Измерительные головки
111
контактного типа имеют различную конструкцию. Принцип их
действия основан на генерировании электрического сигнала при
касании щупом поверхности измеряемой детали. Сигнал с изме-
рительной головки подает команду на отсчетную систему коорди-
натных перемещений измерительной головки. Кроме указанных
конструктивных элементов, КИМ имеют системы приводов пере-
мещений измерительной головки, опорные узлы, системы ввода
и вывода информации и др.
Для измерения деталей на КИМ должны быть выполнены
следующие предварительные операции:
1. Выбор системы координат детали (СКД), в которой будут
рассчитываться координаты точек измерения элементов дета-
лей.
За начало СКД принимают какую-либо характерную точку
детали (вершину, центр отверстия и т. п.). Положения осей СКД
целесообразно выбирать совпадающими с осями деталей.
2. Выбор точек измерения и расчет их номинальных коорди-
нат. Производится для составления программ измерительных
перемещений исполнительных органов КИМ. Число точек изме-
рения должно быть достаточным для оценки действительной точ-
ности детали по геометрическим параметрам, указанным на
чертеже. Для получения координатной модели на поверхностях
и других элементах детали выбирается сеть (растр) точек, номи-
нальные координаты которых отличаются друг от друга на опре-
деленные дискретные значения Дх, Ду, Да. При расчете координат
точек измерения в выбранной СКД используются номинальные
размеры, допуски, допустимые отклонения формы, расположения
поверхностей и осей, имеющиеся на рабочих и сборочных черте-
жах изделия. Точкам измерения, поверхностям и другим элемен-
там деталей присваиваются цифровые или буквенные обозначе-
ния в соответствии с языком системы программирования
КИМ.
3. Выбор точки начала отсчета координатных перемещений.
Для многих деталей измерение на КИМ можно начинать с любой
из выбранных точек. Винтовые роторы являются парными сопря-
гаемыми деталями. По результатам измерения каждого ротора
вычисляют характеристики сопряжения — значения профильных
зазоров по линии контакта роторов. Так как линия контакта
может быть представлена только при конкретном угловом поло-
жении сопрягающихся винтов, при измерении каждого ротора
в отдельности необходимо обеспечить соответствие точек измерения
на их поверхностях. Поэтому точка начала отсчета перемещений
измерительной головки и порядок обхода точек измерения должны
быть заранее установлены.
4. Выбор траектории перемещения щупа измерительной го-
ловки.
Траектория перемещения щупа должна проходить по кратчай-
шему расстоянию между точками измерения.
112
При измерении винто-
вых роторов такими тра-
екториями являются вин-
товые линии различных
радиусов.
5. Выбор направления
ориентации измерительно-
го щупа КИМ. Направле-
Рис. 62. Принципиальная схема измерения
геометрических параметров роторов винто-
вых компрессоров на КИМ с поворотным
столом
ние ориентации щупа к
поверхности детали зави-
сит от типа измерительной
головки и допустимой по-
грешности. Наименьшие погрешности измерения будут, если щуп
направлен по нормали к измеряемой поверхности. Допускается
также любое другое направление, если оно не изменяется в
разных точках поверхности. В этом случае к измеренным зна-
чениям вводится постоянная поправка.
6. Составление программ обработки результатов измерений.
Действительные отклонения размеров, формы, расположения
поверхностей и осей деталей находят в результате косвенного
измерения, т. е. расчета по известным зависимостям на основе
измеренных непосредственно координат точек действительной
поверхности. Для такого расчета составляются программы об-
работки результатов измерений.
При измерении винтовых роторов на КИМ с поворотным
столом в качестве траекторий перемещения щупа обычно вы-
бирают винтовые линии различных радиусов, лежащие на про-
фильных поверхностях зубьев роторов (рис. 62). Для реализации
на КИМ таких траекторий необходимо осуществить согласован-
ные движения — вращение поворотного стола Щ и перемещение
измерительной головки ИГ вдоль оси детали /7j (см. рис. 62).
На этих траекториях и должны лежать измеряемые точки, в кото-
рых щуп подводится к поверхности детали (при сканирую-
щем измерении дискретного ряда точек) или постоянно касает-
ся действительной поверхности (при непрерывном отслежива-
нии).
Измеряемый ротор устанавливают в центрах КИМ и закре-
пляют таким образом, чтобы нулевое положение отсчетного уст-
ройства угловых поворотов совпадало с положением начала
сжатия. Щуп измерительной головки подводится в эту точку
до касания с поверхностью для снятия отсчета. Далее щуп от-
водится от действительной поверхности и по теоретической траек-
тории перемещается к следующей точке измерения. Одновременно
ротор поворачивается на соответствующий угол. После полного
обхода точек, лежащих на одной винтовой линии, щуп
возвращается к торцу всасывания и выводится в начало
следующей винтовой линии. Далее процесс измерения повто-
ряется.
113
§ 10. ИЗГОТОВЛЕНИЕ ВАЛОВ ЦЕНТРОБЕЖНЫХ
КОМПРЕССОРОВ
Назначение валов, условия работы, конструктивные
особенности. Одной из главных частей центробежного компрес-
сора является вал ротора 1 (рис. 63). В средней части вала на
каждую из его посадочных шеек, расположенных уступами,
насаживаются рабочие колеса 2, образуя вращающуюся часть
машины — ротор. Расположение шеек уступами удобно для на-
садки колес при сборке ротора.
Во время работы компрессорных машин при определенной
частоте вращения вращающийся ротор становится динамически
неустойчивым. Появляется сильная вибрация, которая при даль-
нейшем повышении частоты вращения быстро ослабляется. Вибра
ция возникает при резонансе, когда собственная частота колебаний
ротора совпадает с частотой возмущающих сил и моментов. Ча-
стота вращения, совпадающая с частотой собственных колебаний
ротора, называется критической. Валы ротора, работающие при
частоте вращения ниже критической, называются жесткими ва-
лами в отличие от валов, работающих при частоте вращения выше
критической и называемых гибкими.
Критическая частота вращения определяется достаточно точно
расчетами, что позволяет устанавливать режим работы машины
на 20—25 % ниже или иа 30—40 % выше критической частоты.
Таким образом, валы испытывают значительные переменные
динамические нагрузки. Кроме того, на вал воздействуют и тем-
пературные деформации. Поэтому вал должен иметь достаточную
прочность, жесткость, высокое сопротивление усталости и на-
дежность в работе в процессе непрерывного вращения ротора.
Рис. 63 Ротор центробежного компрессора
114
Многоступенчатая форма вала (рис. 64) удобна не только
для сборки, но и обеспечивает требуемую прочность, так как
такая форма приближается к форме вала равного сопротивления
изгибу.
Материал и способы получения заготовок. Валы центробеж
ных компрессоров изготовляют из углеродистых и легированных
сталей марок СтЗ и Ст5, 40, 45, 40Х, 20X13 и др. Заготовками
являются поковки, выполняемые методом свободной ковки. Не-
большие поковки валов изготовляют на молотах, крупные — на
парогидравлических прессах. Исходным материалом для поковок
является слиток. Слиток предварительно обрезают для удаления
прибыльной части, в которой всегда имеют место усадочные
раковины. Так же обрезают нижний слой отливки массой до 5 %
от массы всего слитка. Прокат применяется редко.
Поковки должны иметь однородную структуру по всей своей
длине. Не допускаются трещины, флокены, расслоения, неметал-
лические включения. Поковки вала длиной до 1500 мм на одном
из своих концов, а свыше 1500 мм — на обоих концах имеют
припуски по длине, предназначенные для вырезания контрольных
образцов для испытания на разрыв, ударную вязкость и на изгиб.
Припуски на обработку валов назначаются в зависимости от
диаметра и длины вала и колеблются для диаметров от 200 до
500 мм и длин от 2500—6000 мм в пределах 25—40 мм на диаметр
Кривизна поковки может быть допущена в пределах ее факти-
ческих припусков, позволяющих получить требуемые размеры
вала. Валы подвергают термической обработке для снятия вну-
тренних напряжений и закалке для обеспечения требуемой твер-
дости шеек вала под подшипники
Термообработка вала для снятия внутренних напряжений
производится в шахтных печах, где вал подвешивается в вер-
тикальном положении, при котором наименее вероятно искривле-
ние вала от действия высокой температуры, однако при расчете
технологических припусков на последующую механическую об-
работку необходимо учитывать коробление, возникающее в про-
цессе термической обработки. Закалка посадочных шеек под
подшипники производится ТВЧ на глубину 2 ... 2,5 мм до твер-
дости HRC 45 .. 50.
Изготовление валов центробежных компрессоров рассматри-
вается на примере вала компрессора 543ЦКК 400/40. Основными
поверхностями вала (см. рис. 64) являются шейки, предназначен-
ные под посадку рабочих колес 0 210п8, посадочные поверхности
под подшипники 0 90кб, торцовые поверхности вала, шпоночные
канавки, а также канавки I под уплотнение вала. Конструкция
вала технологична, так как позволяет производить обработку
большинства поверхностей на универсальных станках токарной
группы. На концах вала есть центровые отверстия, являющиеся
искусственными технологическими базами для всех основных
операций при его изготовлении Имеющиеся на шейках вала
116
Рис. 64. Вал ротора
многочисленные канавки под уплотнения унифицированы,
что позволяет обрабатывать все канавки одним резцом. В связи
с особенностью конструкции вала шпоночные канавки унифици-
ровать невозможно, но размеры их нормализованы, что дает воз-
можность применить стандартный инструмент.
Анализ технических требований. Посадочные поверхности
вала обрабатываются по квалитетам 6—8 с параметром шерохо-
ватости поверхностей для рабочих шеек под подшипники Ra —
— 0,32 мкм и для шеек, предназначенных под посадку рабочих
колес, Ra — 1,25 мкм.
Овальность и конусообразность шеек допускаются не более
половины допуска на диаметр.
Предъявляются повышенные требования к точности линейных
размеров, которые должны обеспечить правильное осевое поло-
жение отдельных элементов ротора относительно элементов ста-
тора и соблюдение предусмотренных тепловых зазоров между
деталями ротора. Биение шеек вала должно находиться в пределах
0,01—0,02 мм. Допустимое искривление вала не более 0,05 мм
на 1 м длины.
Механической обработке вала предшествует разметка поковки
с нанесением мест расположения центровых гнезд. Положение
центровых гнезд должно определять наивыгоднейшее положение
116
оси вала на всей его длине с учетом изогнутости. При разметке
измеряют в нескольких сечениях по длине поковки диаметры
шеек и от образующих откладывают в сторону оси вала значения
радиусов, нанося засечки на поверхности поковок. Образовав-
шиеся два ряда засечек в области оси используют для определения
с помощью натянутой струны положения центровой линии вала
и проводят на поверхности заготовки линию. На пересечении
двух таких линий, расположенных под углом 90°, на торцовых
поверхностях отмечают места зацентровки. Если поковка выпол-
нена достаточно хорошо и не имеет большой изогнутости, то
центры можно размечать непосредственно в ее торцовых сечениях.
Более просто эта задача решается с применением центроиска-
теля.
Выбор маршрута обработки и оборудования. Вал ротора
относится к нежестким валам. Поэтому маршрут обработки услож-
няется введением дополнительных операций точения и шлифова-
ния шейки под люнет и операций правки вала после предвари-
тельной и чистовой токарной обработки для устранения
искривлений.
В целом типовой маршрут обработки вала состоит из следу-
ющих этапов: 1) подготовка базы (подрезка торцов и зацентровка);
2) проточка и шлифование шейкн под люнеты; 3) предварительная
117
токарная обработка вала, 4) термическая обработка для снятия
внутренних напряжений; 5) правка вала; 6) получистовое об-
тачивание вала; 7) закалка шеек вала ТВЧ; 8) вторичная правка;
9) чистовое обтачивание вала; 10) прорезание шпоночных канавок;
11) шлифование посадочных шеек вала в окончательный размер;
12) контроль.
При изготовлении валов центробежных компрессоров при-
меняется в основном универсальное оборудование со специальной
оснасткой. Это горизонтально-расточные станки, токарные,
а также токарные станки с ЧПУ. Особенно уместно и экономически
целесообразно применение их при выполнении токарных опера-
ций, включающих в себя большое число переходов. Для валов
диаметром до 150 мм применяют токарные станки 1А616ФЗ с пуль-
том управления ГПТ-71, для валов диаметром более 150 мм -
станки 16КЗОФЗ
Проектирование основных операций механической обработки
Подрезку торцов и зацентровку валов выполняют на горизон-
тально-расточных станках при установке на регулируемых приз-
мах с базированием по наружной цилиндрической поверхности,
с выверкой от плоскости стола. Вначале фрезеруют торцы с при-
пуском по длине, затем с образующих вала переносят на торцы
разметочные осевые риски и в точке их пересечения сверлят
и зенкуют центровое отверстие, второй конец зацентровывают
после поворота стола на 180°
Затем следуют токарные операции. На токарном станке при
установке в центрах вначале выполняют черновую обработку
поверхности с проточкой вблизи концов двух шеек под люнет
Цель операции — снять основные напуски с заготовки
Затем выполняется вторая получистовая операция, где уже
формируется контур заготовки, приближающийся к контуру
детали с небольшим перепадом ступеней.
На данной операции вал подготавливается для последующей
чистовой обработки его на станках с ЧПУ. Необходимость этой
операции вызывается тем, что точность заготовки не обеспечивает
равномерность распределения припусков, а следовательно, и
возможность обработки на станках с ЧПУ Идти же по пути
увеличения точности заготовки для единичного производства
нецелесообразно. Стоимость штампа для одного-двух валов зна-
чительно превышает стоимость обработки вала по контуру на
обычном универсальном токарном станке.
После второй токарной обработки проверяют качество металла
вала методом серной пробы, т. е. проверяют равномерность
распределения серы и фосфора Эту проверку производят путем
снятия серных отпечатков на предварительно прошлифованных
и отполированных поверхностях опорных шеек (цапф) вала и их
торцах полосой не менее 90 мм На обезжиренные спиртом или
бензином места накладывают бромо-серебрянную бумагу, смо-
ченную 3 %-ным водным раствором серной кислоты и слегка
life
просушенную между листами фильтровальной бумаги Свето-
чувствительный слой бумаги должен соприкасаться с проверя-
емой поверхностью. В течение 3—5 мин происходит реакция
между серной кислотой и сернистыми включениями металла,
после чего бумагу снимают, хорошо промывают в воде и фикси-
руют в 10 %-ном растворе гипосульфита с последующей про-
мывкой в проточной воде. Данные отпечатка сравниваются с пяти-
балльной шкалой НКМЗ (Ново-Краматорского машиностроитель-
ного завода). Допускаются валы, соответствующие первым трем
баллам.
После сериой пробы производят травление шеек, для чего
их после тщательной полировки промывают и обезжиривают
бензином или спиртом, протирают 15 %-ным водным раствором
персульфата аммония, а затем травят 10 %-ным раствором азот-
ной кислоты. Осмотр производят первый раз через 10 мин, вто-
рой — не менее чем через 12 ч.
При обнаружении флокенов (тончайших, весьма коротких
трещин) их удаляют, снимая слой дефектного металла, если
позволяют припуски. В противном случае вал бракуют.
Годные валы поступают на чистовую обработку. Операцию
выполняют на токарном станке 16КЗОФЗ с ЧПУ минералокера-
мическими резцами Т15К6. Вал устанавливают в центрах. Схема
обработки ступеней вала на станках с ЧПУ аналогична приведен-
ной на рис. 51 схеме обработки ступеней вала винтового ком-
прессора.
На данной операции поверхности шеек обрабатываются по
квалитету 7 с параметром шероховатости от Ra = 1,25 мкм до
Ra = 2,5 мкм.
Далее выполняются операции фрезерования шпоночных пазов
на вертикально-фрезерных или шпоночно-фрезерных станках
с установкой на призмы, шлифовальные операции и контроль
параметров вала согласно техническим условиям.
Приспособления, применяемые для обработки и контроля
валов. Обработка валов в условиях единичного и мелкосерийного
производства связана с применением, как правило, универсаль-
ных приспособлений: четырехкулачковых патронов, люнетов,
призм. Конструкции универсальных приспособлений и принципы
их работы подробно рассмотрены в специальной и справочной
литературе, поэтому здесь не приводятся. Специальным при-
способлением при обработке валов центробежных машин яв-
ляются патроны для крепления вала, применяемые для бесцентро-
вой токарной обработки. Один патрон наворачивается на шпиндель
(рис. 65, а), другой — вставляется и закрепляется в пиноль
задней бабки (рис. 65, б). Своей шейкой он опирается на
люнет. Специальные патроны позволяют выверить вал и закре-
пить его для обработки. Для контроля вала используют
обычные универсальные средства контроля: индикаторы, скобы
и др.
119
390
большие Так, на диаметр стержня шатуна припуск составляет
20—30 мм, на длину тела шатуна 45—60 мм. Отверстие в большой
головке шатуна обязательно прошивается. Припуск на механи-
ческую обработку отверстия устанавливается от 20 до 26 мм
на диаметр. Коэффициент использования материала низкий и не
превышает 0,5.
В условиях серийного и крупносерийного производства за-
готовки шатунов технологических групп 1 и 2 выполняют горячей
объемной штамповкой на штамповочных молотах и кривошипных
122
изготовлении заготовок крышки
прессах. Это сокращает расход
металла и позволяет получать
двутавровое сечение стержня,
что обеспечивает достаточную
жесткость шатуна при малой
массе. Наиболее целесообразно
заготовки шатунов изготовлять
целыми, а крышки больших
головок отрезать при механиче-
ской обработке. Такая конст-
рукция заготовки шатуна умень-
шает расход металла и число
штампов. Значительные за-
траты, связанные с примене-
нием более сложных штампов,
штамповочного оборудования
большой мощности н дополни-
тельной операции механической
обработки, чем при раздельном
и стержня шатуна, в условиях
быстро окупаются. Припуски
на обработку штампованных заготовок в 2 раза меньше, чем
заготовок, полученных свободной ковкой. Для повышения
точности иногда заготовки после штамповки подвергают калиб-
ровке и чеканке, что уменьшает припуски и трудоемкость меха-
нической обработки. В ряде случаев ‘заготовку изготовляют из
двух частей: стержня шатуна и крышки. При чеканке торцов
стержня и крышки шатуна отпадает необходимость в их предва-
рительной обработке.
Заготовки стальных шатунов до механической обработки
подвергают нормализации и очищают от окалины путем песко-
струйной обдувки. Поковки шатунов, поступающих на механи-
ческую обработку, не должны иметь расслоений, трещин, волосо-
вин и других дефектов. На необрабатываемых поверхностях
поковок допускаются местные дефекты типа небольших вмятин
от окалины, забоин и т. п. Для малых холодильных ком-
прессоров шатуны целесообразно изготовлять литыми из вы-
сокопрочного чугуна или бронзы. Это упрощает конструкцию ша-
тунов, так как отпадает необходимость во вкладышах для голо-
вок.
Изготовление шатунов рассмотрим на примере обработки
шатуна унифицированного поршневого компрессора П110. Основ-
ными поверхностями шатуна являются внутренние поверхности
отверстий головок и их торцы, а также отверстия под шатунные
болты (см. рис. 66, а). Большая головка шатуна имеет косой
разъем, а шатун состоит из двух частей — стержня (см.
рис. 66, б) и крышки (см. рис. 66, в). В крышку шатуна запрессо-
вывают штифты, обеспечивающие центрирование ее с телом шатуна
123
при сборке. Затяжку шатунных болтов производят через боковые
окна блок-картера. В нижней (большой) головке шатуна имеется
точно обработанное отверстие 01ООН6, в которое устанавливают
тонкостенные биметаллические вкладыши с антифрикционным
слоем из алюминиевого сплава. В верхней (малой) головке имеется
отверстие 055Н7, предназначенное для бронзовой втулки, сопря-
гаемой с поршневым пальцем.
В целом конструкция шатуна технологична Так, диаметраль-
ные размеры отверстий в большой и малой головках шатуна,
линейные торцовые размеры 4О1?о.°ой мм и резьбы М16Х1.5 уни-
фицированы для всех компрессоров типа П. Это позволяет исполь-
зовать одно и то же оборудование, оснастку и преимущества
групповой обработки при организации производства шатунов.
Благодаря двутавровому сечению стержня шатун является до-
статочно жестким, устойчивым, что позволяет при обработке
применять многоинструментальные наладки и форсированные
режимы резания. К основным элементам конструкции, улучша-
ющим технологичность, относятся значительные по площади
необрабатываемые поверхности. Форма этих поверхностей удобна
для горячей штамповки — они имеют ковочные уклоны и плавные
переходы. Повышает технологичность и одинаковая высота обеих
головок.
Анализ технических требований. Точность размеров основных
поверхностей шатуна (01ООН6, 055Н7, размер 4О^,°о25 мм) вы-
держивают по квдлитету 6—7. Параметры шероховатости основ-
ных поверхностей Ra = 1,25 ... 2,5 мкм (см. рис. 66, а и б).
Расстояние между осями отверстий головок шатуна (260 мм)
выполняется с отклонениями ±0,05 мм Выдерживание меж-
осевого расстояния в пределах требуемой точности позволяет
уменьшить отклонение линейного мертвого пространства. Оваль-
ность и конусообразность отверстия 055Н7 не более 0,05 мм
Овальность и конусообразность отверстия 01ООН6 не более
0,017 мм. Несмотря на то, что окончательная обработка отверстий
во втулке и вкладыше обеих головок производится на собранном
шатуне, к точности формы отверстий под втулку и вкладыш
предъявляются высокие требования. Это объясняется тем, что
значительная овальность и конусообразность отверстий в головках
шатуна может изменить характер посадок вкладышей, что в свою
очередь ухудшит отвод теплоты, образующейся при трении втулки
о поршневой палец в верхней головке и вкладыша о шатунную
шейку коленчатого вала в нижней головке.
Предъявляются следующие требования к точности взаимного
расположения поверхностей:
отклонение от параллельности осей отверстий малой и большой
головок не более 0,02 мм на 100 мм длины отверстия;
отклонение от перпендикулярности торцовых поверхностей
Т и Д к осям основных отверстий 01ООН6 и 055Н7 не более
0,03 мм на 100 мм радиуса (см. рис 66, а)
124
Нарушение этих требований может привести к постепенному
смещению втулки и вкладыша. Ограничивается отклонение от
параллельности отверстий под шатунные болты между собой
и отклонение от параллельности их относительно продольной оси
шатуна не более 0,02 мм на 100 мм длины. Несоблюдение этих
требований может привести к образованию усилий, действующих
в направлении, перпендикулярном оси шатуна, и вызвать перекос
шатуна и сопряженных с ним деталей. Отклонение шатуна от
массы, указанной в чертеже, не более 3 %. Для нормальной
работы шатунных болтов отклонение от перпендикулярности их
торцов к осям отверстий под шатунные болты должно быть в пре-
делах 0,01—0,02 мм на 100 мм. При несоблюдении этого условия
стержень болта при работе может оторваться от его головки или
от его резьбовой части. Отверстия под шатунные болты
имеют точные размеры на ограниченной части своей длины, что
значительно облегчает их обработку, сборку и разборку ша-
тунов.
Материал и заготовка шатуна. Шатун компрессора П110
относится к технологической группе 1. Материал — сталь 45.
Заготовка получена методом горячей объемной штамповки. Масса
заготовки 4 кг. Припуск на механическую обработку боковых
поверхностей от 2,5 до 4 мм на сторону с допуском 3—4 мм. Отвер-
стие в малой головке шатуна не прошивается, в большой —
прошито.
Выбор маршрута обработки и оборудования. Несмотря на то,
что шатуны с разрезной нижней головкой состоят из двух деталей,
многие операции, включая и получение заготовки, выполняются
на этих деталях совместно. Тем самым облегчается обработка
отверстия большой головки и достигается совпадение поверх-
ностей, являющихся общими для тела шатуна и крышки.
Маршрут обработки шатуна можно разделить на три этапа:
1) обработка заготовки шатуна до ее разрезки — обработка
торцов, предварительная обработка отверстий в головках шатуна,
протягивание технологических лысок в малой и большой головках
шатуна;
2) раздельная обработка крышки и стержня шатуна после
разрезки — обработка плоскостей разъема в крышке и стержне
шатуна, обработка отверстий под шатунные болты, резьбовых
и гладких отверстий;
3) совместная обработка крышки и стержня шатуна в сборе.
Совместной и окончательной обработке подвергают торцы головок
и отверстия в головках. Совместная обработка крышки и стержня
шатуна исключает их взаимозаменяемость, поэтому уже при
разрезании заготовки необходимо клеймить одним номером
крышку и стержень шатуна. Однако для обеспечения высокой точ-
ности взаимного положения трущихся поверхностей втулки и
вкладыша окончательную обработку их отверстий выполняют
на собранном шатуне. Это позволяет исключить влияние погреш-
125
ности изготовления крышки и стержня шатуна, а также втулки
и вкладыша на точность положения трущихся поверхностей.
Г В качестве базовых поверхностей используются торцовые
Поверхности головок, позволяющие просто и устойчиво уста-
1навливать заготовку на плоские поверхности приспособлений
и столов станков, и отверстия в головках шатуна. Поэтому для
разрезки целесообразно обработать торцы головок. Вынесение
этой операции в начало технологического процесса обработки
объясняется тем, что торцы головок являются достаточно точ-
ными и устойчивыми базами. Кроме этого, они являются одно-
временно установочными, измерительными и сборочными базами
для большинства операций. Здесь наиболее полно используется
принцип постоянства базы, что позволяет обеспечить высокую
точность обработки. Выбор в качестве базы торцов удобен еще
и потому, что возможна одновременная обработка нескольких
заготовок, прилегающих друг к другу торцами головок.
В условиях серийного производства целесообразно использо-
вать универсальное оборудование с применением специальной
оснастки. Однако для некоторых операций целесообразно при-
менять специализированные станки, например, для тонкого рас-
тачивания отверстий в головках шатунов и для полной обработки
отверстий под шатунные болты. При достаточно большом объеме
выпуска в условиях крупносерийного производства применяется
высокопроизводительное специализированное оборудование на
всех операциях обработки Так, изготовление рассматриваемых
шатунов производится на механизированной поточной линии.
На всех операциях применяется высокопроизводительное обору-
дование: карусельно-фрезерные, агрегатно-сверлильные, рас-
точные станки и полуавтоматы, вертикально-протяжные станки,
расположенные по ходу технологического процесса.
Проектирование основных операций механической обра-
ботки. Первый этап обработки.
Обработка торцов головок шатуна выполняется в две опера-
ции — фрезерованием и шлифованием. Необходимость разделе-
ния обработки на две операции объясняется высокими требова-
ниями к плоскостности поверхностей, параллельности их друг
другу и точности расстояния между ними, так как эти поверх-
ности являются технологическими базами.
Фрезерование торцов головок шатуна выполняют на карусель-
но-фрезерном станке мод. 6М23 двумя торцовыми фрезами со
вставными ножами, с твердосплавными пластинками Т15К6,
обеспечивающими предварительное и чистовое фрезерование тор-
цов (рис. 67). Фрезерование производится в двух позициях I и II.
На поворотном столе станка устанавливают в приспособле-
ниях шесть шатунов. В позиции I фрезеруют торец с одной сто-
роны шатуна. В позиции II фрезеруют торец с другой стороны.
Переустановка шатунов после обработки торца с одной стороны
производится через одно приспособление без выключения подачй
126
Рис. 67. Схема фрезерования торцов иа карусельно-фрезерном стайке
Глена позиции
стола. Метод достаточно производителен и находит широкое
применение в серийном и крупносерийном производствах.
В единичном и мелкосерийном производствах обработку тор-
цов производят на универсальных вертикально-фрезерных стан-
ках в два установа.
Шлифование торцов выполняют на плоскошлифовальных полу-
автоматах мод. ЗП772М с вертикальным расположением шпин-
деля. Обработку ведут торцами восьми абразивных сегментов,
закрепленных с помощью специальных устройств на шпинделе
станка. На магнитной плите поворотного стола станка устанавли-
вают шесть заготовок. После шлифования с одной стороны за-
готовок в размер 40,8 мм их переворачивают и шлифуют с другой
стороны в размер 40,2 мм. Обеспечивается параметр шерохова-
тости Ra = 1,25 мкм.
После обработки торцов головок обрабатывают отверстия
в малой головке шатуна. Операцию выполняют на агрегатно-
сверлильном станке мод. 2С150С в трех позициях. Заготовку ша-
туна устанавливают торцами на поворотный стол (см. рис. 68).
Позиция I — загрузочная; позиция II — сверление; позиция
III — зенкерование.
Далее следует вертикально-протяжная операция, пред-
назначенная для одновременного протягивания трех базовых
127
Рис. 68. Агрегатно-сверлильная операция
128
Вид Z
Z
S-Б
повернуто
Рис. 69. Схема протягивания трех
базовых лысок на вертикально-про-
тяжном станке
лысок 1, 2 и 3 (рис. 69). В качестве установочной базы исполь-
зуется торец и отверстие в малой головке шатуна, обработанного
на предшествующей операции. Для предотвращения смещения
шатуна в радиальном направлении предусмотрена дополнительная
опора в приспособлении (см. рис. 69).
Операцию разрезания большой головки шатуна выполняют
на горизонтально-фрезерном станке мод. 6Р82Г дисковой фрезой
с твердосплавными пластинами Т15К6 в двухместном приспособле-
Б Н. А. Ястребова др. 129
нии (рис. 70). Заготовка базируется торцами, отверстием в малой
головке и по технологическим лыскам. Настройку на размер
(расстояние от отверстия малой головки до плоскости разреза)
производят с помощью щупа относительно установа, имеющегося
на приспособлении. В дальнейшем размер для партии заготовок
обеспечивается автоматически с помощью приспособления. Не-
смотря на то, что в этой операции применен универсальный станок,
при использовании специального приспособления его тех-
нологические возможности значительно расширяются. Для
повышения производительности при большом объеме выпуска
можно использовать четырехместные приспособления, снаб-
женные поворотным устройством, с помощью которого заго-
товки, оставаясь закрепленными, занимают требуемое положение
относительно инструмента.
На этом первый этап обработки заканчивается. Далее произ-
водят обработку плоскостей разъема в стержне и крышке шатуна.
После разрезания шатуна необходима окончательная обра-
ботка плоскости разъема. Объясняется это тем, что при разрезании
нельзя обеспечить необходимую шероховатость поверхности и
точность размеров, а также плоскостность поверхностей разъема
и их правильное положение относительно продольной оси шатуна.
130
Плоскости разъема обрабатывают на вертикально-протяжном стан-
ке мод. 5М116Н1 (протягивание базовой лыски на крышке) и на вер-
тикально-протяжном станке мод. МП142 (протягивание плоскостей
разъема и выступа с двух сторон стержня шатуна). Далее в по-
следующих двух операциях фрезеруются плоскости крышки под
болты (рис. 71) и протягивается в крышке замок. В единичном
и мелкосерийном производствах обработку плоскостей разъема
выполняют на горизонтально-фрезерном станке торцовой фрезой
с помощью специального приспособления, в котором закрепляют
и одновременно обрабатывают стержень и крышку шатуна.
Далее идет серия агрегатно-сверлильных и агрегатно-расточ-
ных операций по обработке отверстий в плоскостях разъема
и основных отверстий.
Обработку отверстий в плоскости разъема шатуна выполняют
на многошпиндельном агрегатно-сверлильном станке-полуавтомате
с горизонтальным расположением шпинделя (рис. 72) и поворот-
ным столом. Операция выполняется в шести позициях. Пози-
Рис. 71. Схема фрезерования плоскостей крышек
9»
131
Позиция ///
------V
Рис. 72. Схема обработки отверстий в плоскости разъема шатуна
ция / — загрузочная; позиция II — центрируют два отверстия;
позиция III — сверлят эти отверстия 013, 2 мм; позиция IV —
зенкеруют эти же отверстия; позиция V — зенкуют фаски; пози-
ция VI — нарезают резьбу.
Затем стержень шатуна собирают с крышкой и производят
обработку отверстий на собранном шатуне.
Операцию выполняют на специализированном двухшпиндель-
ном агрегатно-расточном полуавтомате мод. АР-2С170С942
(рис. 73). Заготовку устанавливают в приспособление с пневма-
тическим приводом и базируют одной из торцовых плоскостей,
двумя лысками на малой головке, лыской на большой головке
шатуна. Оба отверстия в головках обрабатывают одновременно
двумя насадными зенкерами. Цикл обработки следующий: бы-
стрый подвод зенкеров к обрабатываемым отверстиям с одновре-
менным вводом свободных концов борштанг в направляющие
отверстия приспособления; рабочая подача борштанг; быстрый
132
Рис. 73. Схема одновременного аенкеро-
вания отверстии в малой и большой го-
ловках шатуна
в стержне и в крышке шатуна,
фрезерование паза — замка под
подъем борштанг в исходное
положение; выключение стан-
ка. Двойное направление зен-
керов способствует исправле-
нию положения отверстий,
если оно до этой операции
было неточным.
Далее производят шлифо-
вание торцов на плоскошли-
фовальном станке. Операция
аналогична той, которая вы-
полнялась на шатуне до его
разрезания. В этой операции
выдерживается окончательно
размер 40L.0d.°025 мм, параметр
шероховатости Ra= 1,25 мкм.
После этой операции ша-
тун разбирают и производят
обработку плоскостей разъема
Обработка включает в себя
вкладыш в стержне и в крышке и фрезерование паза в малой
головке шатуна.
Затем производят окончательную сборку шатуна с крышкой
и последующие операции выполняют на собранном шатуне.
Алмазно-расточная операция, при которой одновременно
растачивают отверстия в большой и малой головках шатуна,
выполняется на горизонтально-расточном полуавтомате
мод. ОС 5019 (рис. 74). Для обработки применяют специальную
расточную оправку, в которой закреплены два резца: один служит
для предварительной обработки, другой — для окончательной.
Заготовки устанавливают по отверстиям в головках шатуна на
установочные пальцы приспособления. После закрепления за-
готовок в требуемом положении пальцы из отверстий выво-
дятся.
Далее после запрессовки втулки в малую головку шатуна
производят хонингование отверстия в большой головке шатуна.
Операцию выполняют на специальном хонинговальном полу-
автомате мод. 8С232 в три позиции (рис. 75). Установочной базой
являются торцы и отверстие в малой головке. После хонингования
в большую головку шатуна вставляют вкладыш и производят
окончательную обработку отверстий в большой и малой головках
шатуна на алмазно-расточном полуавтомате мод. ОС5019 уже
окончательно.
На этом обработка шатуна заканчивается. Контроль размеров
основных поверхностей производится калибрами, глубиномерами,
скобами и штангенциркулями. Для контроля точности взаимного
расположения поверхностей применяют специальные при-
способления.
133
Приспособления для обработки и контроля шатунов. При изго-
товлении шатунов в условиях серийного производства широко
используют схему непрерывной обработки, например, в опера-
циях фрезерования, шлифования и т. д. В этих операциях за-
готовки устанавливают в многоместные приспособления либо
в одноместные, расположенные на станке таким образом, что
обработку закрепленных в них заготовок можно выполнять не-
прерывно, а смену заготовок делать без остановки станка.
134
Рнс. 75. Схема хонингования отверстий в большой головке шатуна
135
Рис. 76. Схема расположе-
ния приспособлений на столе
карусельно-фрезерного стан-
ка
Для обработки торцов большой и
малой головок шатунов на карусельно-
фрезерном стайке также использована
схема непрерывного фрезерования. Об-
работку ведут за два устаиова. На
вращающемся круглом столе станка по
периферии расположены шесть одина-
ковых по конструкции одноместных при -
способлений (рис. 76). В приспособле-
ние (позиция /) устанавливают шатуны,
не имеющие еще чистых баз (полученные
непосредственно с участка штамповки).
После фрезерования торцов шатуны вы-
нимают из этих приспособлений и уста-
навливают уже по чистой базе в при-
способление (позиция //). Фрезеруют
торцы с другой стороны. Смеиу и пе-
реустановку заготовок производят при работе станка, без его
остановки. Для удобства обслуживания приспособления распо-
лагают на столе станка через одно. Конструкция приспособления
(позиция I или II) показана на рис. 77.
На базовой плите / расположены установочные пластины 4,
на которые кладется обрабатываемая заготовка. В приспособле-
ниях, работающих в позиции I, могут использоваться рифленые
установочные пластины.
Ориентация и зажим шатуна осуществляются с помощью
подвижных упоров 2 и 5 и неподвижного упора 11.
Упор 2 выполнен в виде призмы, приводимой в движение
с помощью пневмоцилиндра 7. При подаче сжатого воздуха в порш-
невую полость пневмоцилиндра поршень 8 перемещается вверх.
Шток 9 своей клиновой частью нажимает на ролик 6. В результате
упор 2 перемещается вправо (пс направлению к шатуну). Ана-
логично работает и упор 5. Заготовку закрепляют. При открепле-
нии заготовки поршневая полость соединяется с атмосферой,
а в штоковую полость подается сжатый воздух. Поршень со што-
ком перемещаются вниз Шток своим вторым клином нажимает
на штырь 10. Упор отодвигается от заготовки.
Для настройки инструмента (торцовой фрезы) иа заданный размер
используется габарит 12 При настройке между фрезой и габаритом
вводится щуп толщиной 3 мм. Настройка закончена, если щуп про-
ходит, но «закусывается» зубом фрезы. Для транспортировки при-
способления используются рым-болты 3, ввернутые в плиту 1.
Толщина установочных пластин 4 приспособлений, использу-
емых в позициях I, меньше толщины пластин приспособлений для
позиции II.
Крышки шатунов обрабатывают в многоместных приспособле-
ниях На рис 78 показано приспособление для фрезерования
крышек шатуна.
136
SZL
Ряс. 77. Приспособление для фрезерования торцов шатуна
137
138
1
На сварном корпусе 2 закреплены установочные планки 7.
Планки крепят к корпусу с помощью винтов с потайноц головкой
и фиксируют с помощью конических штифтов. Крышки шатуна,
устанавливаемые в приспособление, упираются своими полу-
кольцевыми торцами: первая — в неподвижный упор 6; последу-
ющие — в торцы соседних крышек; последняя поджимается под-
вижным упором 9-
Положение крышки в приспособлении регулируется в попе-
речном направлении винтовыми упорами 14 и 15. После того,
как необходимое положение заготовки найдено, положение упоров
фиксируется контргайками. Регулировка положения осущест-
вляется обычно при переходе на обработку крышек аналогичной
конструкции, но другого типоразмера.
После установки пакета крышек в приспособлении в поршне-
вую полость пневмоцилиндра подводится сжатый воздух. Пор-
шень 4 перемещается вниз. Шток 5 поршня своей клиновой частью
воздействует на ролик 1, расположенный на тяге <5. Таким образом,
под воздействием усилия, развиваемого на штоке пневмоци-
линдра, тяга 8 приходит в движение. Рычаг 10 при повороте
относительно своей оси перемещает подвижный упор 9, который
и передает на пакет заготовок усилие закрепления.
По окончании обработки поршневая полость пневмоцилиндра 5
сообщается с атмосферой. В штоковую полость подается сжатый
воздух. Поршень перемещается вверх. Клин штока 3 выводится
из контакта с роликом 1. Усилие, приложенное к тяге 8 и рычагу
10, снимается. Рычаг 10 перемещается в исходное положение под
действием пружин растяжения 11. Упор 9 отводится от пакета
заготовок. Заготовки могут быть вынуты из приспособления.
Приспособление устанавливается плитой 12 на стол станка.
Призматические шпонки 13, установленные в нижней части плиты,
предназначены для ориентации приспособления относительно
Т-образных пазов в столе станка. Приспособления крепятся
к столу старка с помощью болтов с Т-образной головкой.
При изготовлении приспособления необходимо выдержать
технические условия:
1) отклонение от плоскостности поверхностей Б не более
0,05 мм;
2) отклонение от перпендикулярности поверхности В к поверх-
ности Б не более 0,05 мм на 100 мм длины
Для контроля параметров шатунов используют специальные
приспособления.
Приспособление для контроля отклонения от параллельности
и скрещивания осей головок шатуна показано на рис. 79.
В отверстия большой и малой головок шатуна устанавливают
разжимные оправки 2 и 6. С приложением небольшого усилия
закрепленные оправки центрируют по отверстиям головок. Шатун
вместе с оправками укладывают на опоры 4, установленные на
поверочной плите 3. Оправка 2, закрепленная в большой головке,
139
Рис. 79. Приспособление для контроля отклонений от параллельности и скре-
щивания осей головок шатуна
устанавливается цилиндрическими поверхностями на двух опорах,
а оправка, закрепленная в малой головке,—лишь на одной опоре.
Отклонение от параллельности осей большой и малой головок
определяют по показаниям индикатора измерительной скобы 1
при ее перемещении вдоль продольной оси оправок. Разность
показаний индикатора при различных положениях измерительной
скобы 1 по продольной оси оправок характеризует отклонение
от параллельности осей головок шатуна на базовой длине, равной
расстоянию между положениями измерительной скобы.
Скрещивание осей головок определяют по показаниям инди-
катора, установленного в штативе 5. Измерительный наконечник
индикатора подводят вначале к цилиндрической части оправки,
установленной в большой головке, затем — к консольной цилин-
дрической части оправки, установленной в малой головке. Далее
наконечник подводят к цилиндрической части оправки, закреплен-
ной в малой головке, лежащей на опоре 7. Разность двух послед-
них показаний индикатора дает величину скрещивания осей
головок на базовой длине, равной расстоянию между положе-
ниями измерительного наконечника индикатора вдоль продольной
оси оправки.
140
ГЛАВА 5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПОРШНЕЙ
§ 11. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ ПОРШНЕЙ
Назначение, условия работы, конструктивные особен-
ности. Поршни компрессоров сжимают газ в цилиндрах. В бес-
крейцкопфных машинах поршни одновременно служат крейцкоп-
фами кривошипно-шатунного механизма.
От качества изготовления поршней и сопряженных с ними
поршневых колец зависит надежность работы цилиндров и обес-
печение заданных параметров компрессора Поршни должны быть
прочными, чтобы противостоять давлению газов, иметь минималь-
ную массу для данной конструкции для уменьшения инерцион-
ных сил, возникающих при работе компрессора.
Наиболее распространены дисковые поршни (рис. 80) и трон-
ковые поршни (рис. 81, а и б).
Дисковые поршни применяют в горизонтальных и вертикаль-
ных компрессорах крейцкопфного типа. В горизонтальных маши-
нах для предохранения зеркала цилиндра и трущейся поверх-
ности поршня от задиров и для уменьшения износа нижнюю часть
поршня заливают баббитом.
Тронковые поршни (см. рис. 81, а) применяют в холодильных,
воздушных и газовых компрессорах бескрейцкопфного типа.
Поршень соединяется с шатуном с помощью поршневых пальцев,
поэтому все тронковые поршни имеют сквозное диаметральное
отверстие под поршневой палец.
Рис. 80. Дисковый поршень компрессора АГ-1200
141
Разновидностью тронковых поршней являются так называе-
мые прямоточные поршни (см. рис. 81, б), в верхней части кото-
рых имеются выточки для всасывающих клапанов.
Меньшее распространение получили дифференциальные (сту-
пенчатые) поршни, применяемые в многоступенчатых компрессо-
рах малой производительности и высокого давления. Конструкция
дифференциальных поршней допускает их самоустановку по оси
цилиндра благодаря соединению с плавающим шарниром.
Наборные поршни, применяемые в компрессорах высокого
давления, соединяются с основным ведущим поршнем шарнирно
или жестко. В наборных поршнях канавки под поршневые кольца
образуются путем набора на стержень промежуточных колец.
Поршни компрессоров всех типов можно разбить на четыре
технологические группы:
1) дисковые;
2) тронковые — одноступенчатые и дифференциальные неразъ-
емные;
3) тронковые прямоточные;
4) наборные.
Поршни групп 1,2, 3 и 4 имеют следующие параметры:
Наружный диаметр, мм . .
Длина, мм..............
Масса, кг..............
100—1500 75—350
75—750 150—400
30—1500 2—30
75—200
125—350
2—20
35—65
300—400
2,5—10
К технологической группе 1 могут быть отнесены поршни
крейцкопфных горизонтальных и вертикальных компрессоров
и ведущие поршни дифференциальных составных поршней.
142
Рис. 81. Тронковые поршни унифицированных компрессоров типа П (а) и пря
моточные (б)
Технологическая группа 2 объединяет тронковые одноступен-
чатые и тронковые дифференциальные поршни ввиду того, что
последовательность операций при их обработке, применяемое
оборудование и оснастка для поршней обоих типов одинаковы.
Поршни группы 3 по характеру механической обработки сходны
с поршнями группы 2. Однако из-за наличия в прямоточных
поршнях выточки под клапаны и из-за более сложной конструкции
внутренней полости поршня необходим технологический процесс,
отличный от технологического процесса поршней группы 2.
Поршни группы 4 состоят из деталей, которые по конструкции
и характеру обработки относятся к классам валов и колец, по-
этому технологический процесс их обработки резко отличается
от процесса обработки поршней первых трех технологических
групп.
143
Материал способы получения заготовок. Наиболее распро-
страненным материалом для дисковых и тронковых поршней яв-
ляется серый чугун СЧ 21; СЧ 24; СЧ 28. Выбор такого материала
объясняется тем, что серый чугун, являясь антифрикционным
материалом, обеспечивает благоприятные условия работы пар
цилиндр—поршень и поршневое кольцо—поршень; имеет доста
точную прочность, твердость, плотность, обеспечивающие высо-
кие эксплуатационные характеристики поршней. Чугун имеет
хорошие литейные свойства, благодаря чему заготовки можно
получать литьем.
Дисковые поршни ступеней низкого давления выполняют
сварными из стали или отливают из алюминиевых сплавов.
Стержни дифференциальных или наборных поршней изготов-
ляют из стали 40, промежуточные кольца наборных поршней—
из сталей 25 и 35.
Для уменьшения инерционных усилий в некоторых конструк
циях быстроходных компрессоров применяют легкие алюминиевые
сплавы АЛ1, АЛ 10В Сплав АЛ1 имеет хорошую жаропрочность
и пригоден для деталей, работающих при повышенных темпера-
турах.
Заготовки поршней получают отливкой в кокиль.
Чугунные отливки поршней подвергаются старению, если
конструкцией этих деталей не гарантируется отсутствие короб-
ления.
Алюминиевые поршни, отлитые в кокиль, подвергают терми-
ческой обработке — закалке с последующим старением.
§ 12. ИЗГОТОВЛЕНИЕ ДИСКОВЫХ ПОРШНЕЙ
Изготовление дисковых поршней рассматривается на
примере поршня компрессора АГ-1200.
Дисковый поршень (см. рис. 80) является сплошным, что
объясняется его малыми размерами, а также тем, что он предназ-
начен для работы на оппозитном компрессоре, где инерционные
силы хорошо уравновешиваются.
Основными поверхностями поршня являются: отверстие
06ОН7, сопрягаемое со штоком (см. рис. 80); торцы Б и В; ра-
бочая поверхность баббитовых поясков 028Og6, которыми пор-
шень опирается на зеркало цилиндра; боковые стороны канавок
под поршневые кольца 08Н9.
Баббитовые пояски расположены на наружной цилиндрической
поверхности поршня, на 1/3 окружности (120°).
В центре поршня имеется ступенчатое отверстие (см. рис. 80).
В левой ступени—091Н14 располагается гайка 1, скрепляющая
поршень 2 со штоком 3 (рис. 82). Гайка имеет наружный диаметр,
равный 90 мм, и потому сопрягается с отверстием поршня
с большим зазором (0,5 мм на сторону). Необходимая плотность
сопряжения гайки и поршня (для предотвращения перетекания
144
ф60Н7/д6
\ Притереть
Вид А
М2;1
Рис. 82. Шток, собранный
с поршнем в крейцкопфом
газа из одной полости цилиндра в другую) обеспечивается притир-
кой торца гайки к торцу поршня Б.
В правой ступени отверстия 091Н14 размещается буртик
штока, также сопрягаемый с отверстием с большим зазором.
Необходимая плотность прилегания штока к поршню обеспечи-
вается притиркой торца буртика к торцу В поршня. В выемку
шириной 12 мм (вид А, см. рис. 80) входит штифт, запрессованный
в шток и предотвращающий самопроизвольное вращение поршня
на штоке во время работы компрессора. Вращение поршня может
привести к выходу баббитовых поясков из рабочей зоны, а это
в свою очередь — к ускоренному изнашиванию зеркала цилиндра,
поршня, штока и сальника.
На одном из торцов поршня имеются два резьбовых отвер-
стия М12, используемые при разборке машины для извлечения
поршня из цилиндра
Технологичность конструкции поршня обеспечивается: пра-
вильным выбором материала, что обусловливает простоту тех-
нологии изготовления заготовки; простотой форм основных по-
верхностей, снижающей трудоемкость обработки; унификацией
диаметров боковых ступеней центрального отверстия 091Н14.
145
Анализ технических требований. Точность размеров основ-
ных поверхностей поршня 06ОН7, 028Og6, 08Н9 выдерживают
по квалитету 6—9 Параметр шероховатости основных поверх-
ностей Ra = 2,5 мкм.
Овальность и конусообразность наружной цилиндрической
поверхности не более половины допуска на соответствующие
размеры.
Исходя из условий работы поршня, предъявляются также
требования к точности взаимного расположения поверхностей.
Допуск радиального биения поверхности 028Og6 относи-
тельно отверстия 06ОН7 0,02—0,05 мм. Несоблюдение этого тре-
бования может вызвать перекос штока в сальнике, поршня в ци-
линдре и крейцкопфа в его направляющих.
Отклонение от перпендикулярности торцовых поверхностей
поршня Г и Д оси отверстия 06ОН7 допускается до 0,02 мм
на 100 мм диаметра поршня.
Отклонение от перпендикулярности торцовых поверхностей Б
и В оси отверстия 06ОН7 допускается 0,02 мм на 100 мм длины
отверстия.
Несоблюдение этого требования затруднит притирку гайки
и буртика штока, что создаст опасность перекоса основных дета-
лей
Отклонение от перпендикулярности боковых поверхностей
канавок для поршневых колец оси отверстия 06ОН7 не должно
превышать 0,05 мм на 100 мм длины.
Несоблюдение этого требования может привести к заеданию
поршневых колец в этих канавках и ускоренному изнашиванию
как поршневых колец, так и зеркала цилиндра.
Материал и вид заготовок. Материалом основной части поршня
является серый чугун СЧ 21. Пояски залиты баббитом, марку
которого выбирают, исходя из требований к прочности поршня
и давлению на пояски.
В связи со значительным размером центрального отверстия
(диаметр более 30 мм) оно получается в отливке с припуском на
механическую обработку.
На торцах Б и В (см. рис. 82) и на стенках канавок под поршне-
вые кольца не допускаются дефекты литья. В противном случае
возникает опасность перетекания холодильного агента из одной
полости цилиндра в другую, а также ухудшения условий работы
поршневых колец.
Выбор маршрута обработки и оборудования. Учитывая изло-
женные выше требования к точности взаимного расположения
основных поверхностей, а также размеры и конфигурацию детали,
в качестве основной установочной базы для механической обра-
ботки следует выбрать центральное отверстие и обработать его
на первых операциях Затем, используя его как базу, обработать
наружные поверхности. Маршрут обработки состоит из следую-
щих этапов:
146
1) обработка заготовки поршня с одной стороны — обработка
наружной поверхности, отверстия 091Н14 большого и малого
торцов, центрального отверстия;
2) обработка заготовки поршня с другой стороны с базирова-
нием на центральное отверстие — обработка наружной поверх-
ности, большого и малого торцов, отверстия 091Н14, канавки
под поршневые кольца;
3) обработка второстепенных поверхностей — двух резьбо-
вых отверстий М12, выемки шириной 12 мм под штифт, пазов
под заливку баббитом;
4) обработка поверхности 028Og6 выполняется в конце марш-
рута, чтобы исключить возможность случайного повреждения
этой важной поверхности (из-за низкой твердости баббита).
При мелкосерийном изготовлении компрессоров АГ-1200 наи-
более целесообразно использование универсального оборудова-
ния и оснастки.
Проектирование основных операций. Полная токарная обра-
ботка поршня с одной стороны выполняется для малых поршней
на токарных станках, для крупных поршней — на токарно-кару-
сельных станках.
Заготовку закрепляют за наружную поверхность в трехку-
лачковом патроне. Обтачивается наружная цилиндрическая по-
верхность 0279h7 на участке от большого торца до первой ка-
навки под поршневое кольцо. Растачивается резцом, а затем раз-
вертывается отверстие 06ОН7 на проход, т. е. на всю длину.
Растачивается отверстие 091Н14 с подрезкой малого торца В,
снимаются фаски на 06ОН7 и на 091Н14.
Полная обработка поршня с одной стороны за один установ
обеспечивает необходимую точность взаимного расположения
основных поверхностей (отверстия 06ОН7 и торцов В и D) (см.
рис. 80).
Полная токарная обработка поршня с другой стороны. Заго-
товку устанавливают отверстием 06ОН7 на короткую оправку,
конусный хвостовик которой расположен в конусном углублении
шпинделя. Длина цилиндрической части оправки должна быть
такой, чтобы ее конец не мешал обработке ступени отверстия
091Н14. Крутящий момент заготовке сообщается патроном,
в котором она зажимается обработанной поверхностью 0279117.
Подрезается торец Г в размер 135_м мм, растачивается ступень
отверстия 091Н14 с подрезкой торца Б в размер 70+0-2 мм, разде-
лительная канавка 092x5 мм, фаски отверстий 091Н14 и 06ОН7;
обтачивается наружная цилиндрическая поверхность 0279117
на всю длину, протачиваются три канавки.
Далее идут операции обработки резьбовых отверстий, кото-
рые выполняются на радиально-сверлильном станке в следующей
последовательности: спиральным сверлом сверлятся по разметке
два отверстия 010,2 мм на глубину 28+ъз мм; другим сверлом
большего диаметра снимаются в этих отверстиях фаски 1,5x45°,
147
метчиком нарезается резьба М12 на глубину 21,5+1,3 мм в обоих
отверстиях.
Фрезерование паза под штифт выполняют на вертикально-
фрезерном станке концевой фрезой 012 мм (рис. 83).
Фрезерование пазов под заливку баббитом выполняют на гори
зонтально-расточном станке со столом, имеющим круговую подачу
специальными концевыми фрезами (рис. 84). Заготовка бази-
руется торцом и центральным отверстием 06ОН7 на оправку 1
приспособления 2. Затем шпиндель с фрезой 025 мм устанавли-
вают, ориентируясь на разметочные линии по высоте так, чтобы
торец фрезы располагался по середине паза. При продольной
подаче шпинделя фреза врезается в тело заготовки на 2 мм. Вер-
тикальной подачей шпиндель относительно заготовки смещается
так, чтобы с одной стороны образовался скос под углом 60°.
Затем включается круговая подача стола. После перемещения
стола с заготовкой в такое положение, когда фреза оказывается
Рис. 84. Схема фрезерования пазов под наливку баббитом
148
в конце паза, круговая подача выключается, шпиндель опускается
настолько, чтобы образовался скос под углом 60° с другой стороны
паза. Затем снова включается круговая подача, но в обратном
направлении. Когда таким способом закончится фрезерование
скоса вдоль всего периметра, шпиндель с фрезой ставится на
середину паза и отводится от заготовки так, чтобы не были пов-
реждены скосы. Таким же образом фрезой 015 мм обрабаты-
вается второй ярус паза.
Далее выполняют операцию лужения пазов и заливки бабби-
том. Заготовку закрепляют на оправке, которая концами укла-
дывается на опоры. Медленно и равномерно поворачивая пор-
шень с оправкой, газовыми горелками, расположенными под
поршнем, нагревают его до 150 °C. После этого пазы обезжири-
вают щелочным раствором, протравливают серной кислотой и
покрывают флюсом. Затем поршень нагревают до температуры
280—300 °C, при которой припой ПОС-ЗО плавится от соприкос-
новения с поршнем, и производят лужение. Расплавленный при-
пой растирают по поверхности пазов щеткой.
После этого заливают пазы баббитом. Оправка с закреплен-
ным на ней поршнем быстро устанавливается на опорах в таком
положении, чтобы пазы были наверху. На поршне закрепляют
приспособления для заливки (рис. 85) и через литниковые отвер-
стия в их кожухах 3 заливают расплавленный баббит.
Приспособления закрепляют на поршне гайками 4. Для
правильной ориентации приспособлений по окружности поршня
на них имеются риски, которые при установке приспособлений
на поршне совмещаются с разметочными рисками. Положение
приспособлений вдоль оси поршня определяет шаблон 2, зуб
которого входит в среднюю канавку под поршневое кольцо. Утечки
баббита через неплотности предотвращаются асбестовым шну-
Рис. 85. Приспособление для заливки баббитовых поясков
149
Рис. 86. Приспособление для контроля точности взаимного расположения основ-
ных поверхностей
ром 1, уложенным в канавке, идущей вдоль всего периметра
заливаемого паза.
Завершают обработку поршня обтачиванием наружной по-
верхности баббитовых поясков до 028Og6. Операцию выполняют
на токарном станке с базированием по центральному отверстию
06ОН7 на оправке.
Контроль точности взаимного расположения баббитовых пояс-
ков и отклонение от перпендикулярности торцов Г и Д относи-
тельно центрального отверстия производят в приспособлении
(рис. 86, а). Размеры контролируют калибрами 1 (см. рис. 86, б).
§ 13. ИЗГОТОВЛЕНИЕ ТРОНКОВЫХ ПОРШНЕЙ
Основные поверхности и анализ технологичности кон-
струкции. Основными поверхностями тронковых поршней (см.
рис. 81, а и б) являются: боковые стенки канавок под поршневые
кольца ЗН8; 5Н8; отверстия под поршневой палец 05ОН7, 045Н7;
искусственная технологическая база 01О2Н7 и 0125Н7 в пря-
моточном поршне; боковые поверхности поршней 0ll4,8h9,
015Oh9; расстояние между верхним торцом поршня и осью от-
верстия под поршневой палец 74_0>1 и 136_0>1 мм.
По краям отверстий под поршневые пальцы имеются кольце-
вые выточки, предназначенные для размещения в них замков,
удерживающих поршневой палец от смещения в осевом направ-
лении.
Поршень имеет четыре канавки для поршневых колец: две
в верхней части и одну-две в нижней. В нижних канавках разме-
150
вдаются маслосъемные кольца, поэтому от каждой из них внутрь
поршня идут отверстия. Они облегчают быстрое сжатие масло-
съемных колец при движении поршня вверх и снимают масло,
чтобы оно не попало в рабочую полость цилиндра.
Прямоточный поршень (см. рис. 81,6) имеет более сложную
конструкцию. В верхней части поршня имеется выточка 01ОЗН9
глубиной 5 мм Всасывающий клапан центрируется этой выточкой
и прикрепляется винтами, ввинчиваемыми в глухие отверстия М10,
имеющиеся в приливах в верхней части поршня (см. сечение Б—Б).
Технологичность конструкции поршней обеспечивается уни-
фикацией размеров канавок под поршневые кольца, наличием
искусственной технологической базы, малой длиной точно обра-
батываемых наружных боковых поверхностей поршней.
Анализ технических требований. Точность размеров на основ-
ные поверхности поршней назначают по квалитетам 7—9 с пара-
метром шероховатости поверхности Ra = 1,25 ... 2,5 мкм (см.
рис. 81, а и б).
Ограничиваются отклонения от правильной геометрической
формы основных поверхностей—не более половины допуска на
соответствующие размеры.
Требования к точности взаимного расположения поверхностей
следующие.
1. Отклонения от перпендикулярности оси отверстия 05ОН7
и 045Н7 вертикальной оси поршня — не более 0,02 мм на
длине 100 мм Неперпендикулярность этих осей приводит к пере-
косу поршня в гильзе и расшатыванию шатуна на коленчатом
валу. Отклонение от перпендикулярности торцовых поверхностей
поршня относительно вертикальной оси поршня 0,01—0,02 мм.
2. Торцовое биение канавок под поршневые кольца относи-
тельно поверхностей поршней 0114,8h9 и 015ОЬ9 не более 0,05 мм.
3. Отклонение от соосности отверстий под поршневой палец
не более 0,25 мм.
4. Для обеспечения равновесия движущихся частей компрес-
сора ограничивается разность массы поршней, устанавливаемых
на один компрессор. Максимальное отклонение массы поршня
не более 10 г. Подгонку массы производят расточкой участков
01О2Н7, 0125Н7.
5. Боковые поверхности 015ОЬ9 прямоточного поршня под-
вергают лужению (толщина слоя олова 4—6 мкм). Это улучшает
процесс приработки поршня к зеркалу гильзы и создает проме-
жуточный антифрикционный слой.
6. На торцовых поверхностях канавок и на перемычках между
канавками не допускаются дефекты литья (раковины). На поверх-
ностях отверстий под поршневой палец допускается одна рако-
вина глубиной до 1 мм и диаметром до 2 мм. На наружной цилинд-
рической поверхности поршней допускается не более пяти раковии
глубиной не более 1,5 мм и диаметром до 3 мм. В противном случае
возможен преждевременный выход из строя как самого поршня,
151
так и зеркала гильзы, поршневого пальца. Кроме того, эти пороки
могут быть причиной перетекания газа из полости нагнетания
в полость всасывания.
Материал к вид заготовки^ Поршень (см. рис. 81. а) изго-
товляют из алюминиевого сплава АЛ1, отливка а кокиль. Конфи-
гурация и размеры заготовки максимально приближены к раз-
мерам готовой детали. Масса заготовки 2,64 кг. Коэффициент
использования материала 0,64.
Для прямоточных поршней (см. рис. 81, б) применяют высо-
кокачественные чугуны СЧ21, СЧ 24. Алюминиевые сплавы
применять не рекомендуется из-за трудности обеспечения доста-
точной надежности резьбовых соединений, используемых для
крепления всасывающих клапанов к поршням. Эти трудности
вызваны значительно более высоким коэффициентом расширения
алюминиевых сплавов по сравнению с черными металлами, а также
их меньшей прочностью. Заготовка—отливка. Размеры отверстий
под поршневые пальцы таковы, что их можно получать в отливке
в виде черного отверстия.
Выбор маршрута обработки и оборудования. Технологический
процесс изготовления поршней состоит из следующих этапов:
1) обработка базовых поверхностей—расточка выточки 01О2Н7
и 0125Н7;
2) обработка основных поверхностей—отверстий под порш-
невой палец, наружных цилиндрических поверхностей;
3) обработка второстепенных поверхностей.
Наружные поверхности поршня и отверстия под поршневые
пальцы, исходя из требований к точности формы и шероховатости,
следует обрабатывать в три этапа. Наружную поверхность под-
вергают черновому, чистовому обтачиванию и шлифованию.
Отверстия под поршневой палец дважды зенкеруют, растачивают
и затем подвергают тонкому растачиванию.
В условиях мелкосерийного и серийного производства для
обработки поршней используют универсальное оборудование.
Исключение составляют операции вторичного обтачивания наруж-
ных поверхностей поршня с одновременным протачиванием кана-
вок под поршневые кольца и тонкое растачивание отверстий под
поршневые пальцы. Для выполнения этих операций применяют
специализированные станки. Оборудование устанавливают по
ходу технологического процесса.
В условиях крупносерийного производства на всех операциях
по обработке поршней применяют специализированные агрегат-
ные станки, автоматы, полуавтоматы.
Проектирование основных операций механической обработки.
Рассмотрим типовой технологический процесс обработки поршня
в условиях крупносерийного производства на примере поршня
унифицированных компрессоров типа П (см. рис. 81, а).
Обработку базовых и черновую обработку наружных поверх-
ностей поршня выполняют на токарном восьмишпиндельном полу-
1Б2
автомате 1К282 (рис. 87) в шести возициях. Позиции / и II —
загрузочные. В позиции / поршень базируется по черной наруж-
ной поверхности и укрепляется с помощью гидравлических прихва-
тов. В позиции /// производится подрезка торца. В позиции V—
растачивание технологической базы 0102 мм и растачивание
фаски 1Х45е. В позиции VII производится зацентровка двух
отверстий в бобышках поршня
В позиции // поршень базируется по обработанному в позиции
V отверстию 0102 мм и закрепляется прихватами. Далее в по-
зициях IV, VI, VIII производится обработка поршня с другой
стороны. В позиции VIII зацентровкой отверстия в головке
поршня заканчивается обработка базовых поверхностей.
Предварительную и чистовую обработку отверстий под поршне-
вой палец производят в две операции на агрегатно-расточных
полуавтоматах мод. ХА9865 1ХА336 в трех позициях (рис. 88).
Позиция / — загрузочная. Поршень базируется по технологи-
ческой базе 0102 мм. Для ориентации поршня в радиальном
направлении служат конусообразные шпиндели 1, 2, вводимые
в отлитое под поршневой палец отверстие.
В положении, показанном в позициях I, II, поршень закреп-
ляется, после чего конусообразные шпиндели выводятся из отвер-
стий, освобождая место для ввода инструментальных шпинделей
(3, 4 — для предварительного зенкерования, 5, 6 —для чистового
зенкерования).
Во второй операции производят чистовое растачивание отвер-
стия под поршневой палец и прорезание канавок (рис. 89).
Предварительную обработку наружной поверхности поршня
и окончательную прорезку канавок производят на токарном мно-
горезцовом полуавтомате мод. 1730 или мод. 1А720.
Заготовку технологической выточкой устанавливают на оп-
равку, а с другой стороны или поджимают центром или устанав-
ливают на центровую пробку (рис. 90). Обтачивание производят
резцами с пластинками из твердого сплава ВК8
Агрегатно-сверлильные операции предназначены для сверле-
ния многочисленных отверстий в горизонтальной и в наклонных
плоскостях по наружным поверхностям поршня
В этих операциях поршень также устанавливают технологи-
ческой выточкой 0102 мм на оправку специального приспособ-
ления.
Сверление отверстий выполняют на агрегатио-сверлильиых
полуавтоматах мод. ХА9866, IXA336 в нескольких позициях.
Схема сверления отверстий ряда 1 приведена на рис. 91 (пози-
ция /—загрузочная, позиция // — сверление).
После сверления производят обработку наружной цилиндри-
ческой поверхности поршня иа токарно-многорезцовом полуавто-
мате. Операция выполняется по схеме, аналогичной приведенной
на рис. 90. Отличие состоит в применяемом инструменте из быстро-
режущей стали (резцы Р6М5) и в режимах обработки.
153
Рис. 87. Обработка наружных цилиндрических и базовых поверхностей поршня
154
Рис. 88. Зенкероваиие отверстий под поршневой палец иа агрегатно-расточном
полуавтомате
Окончательную обработку отверстий под поршневой палец
выполняют на специализированном двухшпиндельном алмазно-
расточном полуавтомате ОС-5020 с горизонтальным расположе-
нием шпинделей. Заготовка базируется наружной цилиндрической
поверхностью в призмах приспособления. Растачивают отвер-
стия в окончательный размер 50 H7Zio?O28 мм.
Особенности обработки прямоточных поршней. Наличие в верх-
ней части поршня гнезда под клапан 01ОЗН9 (см. рис. 81), изго-
товление поршня из серого чугуна и мелкосерийный характер
производства несколько изменяют последовательность и харак-
тер операций.
Так, на первой операции производят первое (черновое) обта-
чивание наружной поверхности поршня, выполненное на универ-
Рис. 89. Растачивание отверстия под поршневой палец н прорезание канавой
155
Рис. 90. Обработка наружной поверхности поршня и прорезание канавок на
многорезцовом полуавтомате мод. 1730
сальном токарном станке. Заготовку поршня устанавливают на
центры увеличенного диаметра со срезанной вершиной конуса
(грибковые центры).
Базирование по внутренним кромкам поршня поверхностями
0125 мм в грибковых центрах позволяет устранить разностен-
ность, которая возникает в отливках из-за неточного положения
стержней в форме.
Затем производят обработку искусственной технологической
базы 0125Н7 на токарном станке с базированием заготовки на
обработанной наружной поверхности поршня.
Базирование заготовок во всех последующих операциях осу- .
ществляется по технологической базе 0125Н7.
156
Так как поршни изготовлены из чугуна, окончательную обра-
ботку наружной цилиндрической поверхности можно произво-
дить шлифованием на круглошлифовальных станках. В этом
случае базирование производят по отверстиям в поршне 0125Н7
и 01ОЗН7 с установкой в отверстия центровых пробок.
Далее последовательность выполнения операций та же, что
и в типовом технологическом процессе изготовления поршней.
При выполнении большинства операций оборудование универ-
сальное, но на всех операциях используют специальную оснастку,
значительно расширяющую технологические возможности уни-
версальных станков.
§ 14. ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ И КОНТРОЛЯ
ПОРШНЕЙ
Основными технологическими базами при обработке
поршней являются внутренняя цилиндрическая поверхность
(у тронковых поршней, например, отверстие в юбке поршня),
а также наружная цилиндрическая поверхность поршня и тор-
цовые поверхности.
Наружная цилиндрическая поверхность и торец головки порш-
ня используются как основные технологические установочные
базы, например, при алмазном тонком растачивании отверстия
под поршневой палец. Приспособление для алмазного растачи-
вания показано на рис. 92.
Операция выполняется на специализированном шестишпин-
дельном горизонтально-расточном станке для тонкого растачи-
вания. Шпиндели расположены попарно (друг против друга)
на трех параллельных прямых. В каждой паре один шпиндель
предназначен для снятия основной части припуска, второй —
для окончательной обработки. В приспособление (см. рис. 92)
устанавливаются два поршня.
Поршни устанавливают на призмы 1 так, чтобы их отверстия
под поршневые пальцы располагались примерно напротив паль-
цев 6 рычагов 2. В исходном состоянии эти рычаги занимают не-
сколько иное положение, чем показано на чертеже. Затем в от-
верстие под поршневые пальцы вводят с двух сторон пальцы 6
приспособления, перемещаемые от руки с помощью штифтов 5.
Далее вращением маховика 14 производят поворот рычагов 2.
На правом конце вала 13 имеются резьбовые участки 12 (с левой
резьбой) и 8 (с правой резьбой), находящиеся в сопряжении с гай-
ками 10, которые удерживаются от вращения винтами И, но имеют
возможность перемещаться вдоль оси благодаря пазам.
Верхняя часть каждой из гаек 10 представляет собой рейку,
находящуюся в зацеплении с валом-шестерней 9.
Поворотом рычагов 2 производится базирование заготовки
по трем базам. Заготовка, опирающаяся на призмы, прижимается
к упору 16 и, кроме того, поворачивается вокруг своей продоль-
157
Рис. 92. Приспособление к станку для алмазного растачивания отверстий под поршневой
ной оси так, что ось отверстия под поршневой палец располагается
строго параллельно оси пальцев 6, а, следовательно, и оси шпин-
делей станка.
Вращением маховика 3 опускаются прижимные призмы 4.
После зажатия заготовок пальцы 6 выводятся из отверстий заго-
товки, а рычаги вращением маховика 14 — из зоны обработки.
Закрепленная таким образом заготовка оказывается располо-
женной между парой шпинделей с общей осью: один шпиндель
находится слева от заготовки (относительно вертикальной плос-
кости, проходящей через продольную ось заготовки), другой —
справа. Весь цикл обработки автоматический В этот цикл входят:
включение вращения шпинделей; ускоренный подвод стола с при-
способлением и заготовкой к шпинделю для чернового растачи-
вания; рабочая подача при обработке участка отверстия (одной
бобышки); ускоренный ход стола на участке между бобышками,
рабочая подача при обработке второго участка отверстия (вто-
рой бобышки); ускоренный подвод стола ко второму шпинделю —
для чистового растачивания; рабочая подача; ускоренный ход
стола в исходное положение; выключение станка.
Конструкция приспособления предусматривает возможность
обработки поршней других размеров. Для этого накладка 7 на
опорных призмах и прижимные призмы 4 сделаны сменными.
Кроме того, приспособление снабжено несколькими упорами 15,
расположенными в соответствующих местах Каждый из них
может быть опущен, т е поставлен в нерабочее положение и
застопорен винтом.
При проектировании приспособлений для контроля пара-
метров поршня стремятся сохранить общий принцип — комплекс-
ность контроля.
Приспособление, показанное на рис. 93, предназначено для
контроля:
1) отклонения от перпендикулярности торца головки поршня
относительно оси;
2) торцового биения трех канавок относительно оси наруж-
ной поверхности поршня;
3) смещения оси отверстия под поршневой палец с оси поршня;
4) отклонения от перпендикулярности оси отверстия под порш-
невой палец оси поршня.
На корпусе 1 приспособления установлены две призмы 2
и 4. Призмы крепятся к корпусу 1 винтами с потайной головкой.
Для предупреждения смещения призм установлены штифты.
На призме 4 размещена стойка 5 для крепления индикатора 3.
При контроле поршня в отверстие под поршневой палец вставляют
специальный калибр 7. С поверхностью калибра контактируют
измерительные наконечники индикаторов 9 и 11, установленных
на подставках 10 и 12 соответственно. Индикатор 14 контакти-
рует с калибром 7 через посредство рычага 13. На штативе 6,
имеющем возможность перемещаться вдоль паза в опорной плите
159
Рис. 93. Приспособление
для контроля
160
приспособления и закрепленном в нужном положении, размещен
индикатор 15, измерительный наконечник которого соприка-
сается с рычагом 8, один конец которого вводится в канавку
поршня.
Перед работой проводят наладку приспособления. В призмы 2
и 4 устанавливают эталон. В отверстие под поршневой палец
вставляют калибр 7. По эталону устанавливают все индикаторы:
доводят до соприкосновения с эталоном их наконечники и дают
натяг измерительной ножке около 1 мм. Проверяют плотность
прилегания эталона к стойке 5 и устойчивость показаний инди-
каторов при повороте поршня в призмах вокруг его продольной
оси.
Поворотом циферблатов устанавливают индикаторы на нуль.
Снимают эталон.
В призмы 2 и 4 устанавливают поршень, подлежащий конт-
ролю. Обеспечивают соприкосновение его торца со стойкой 5.
Индикатор 3 показывает отклонение от перпендикулярности
торца поршня его оси, измеренное на базовой длине, равной рас-
стоянию от точки контакта поршня с призмами до измерительного
наконечника индикатора.
Допустимое отклонение от перпендикулярности торца оси
поршня не более 0,02 мм на длине 100 мм.
Индикатором 3 можно измерить биение торца головки поршня
относительно наружной поверхности поршня. Это выполняют
при медленном, вращении поршня в призмах на 360°.
При измерении торцового биения канавок поршня измери-
тельная поверхность рычага 8 вводится в канавку. Медленно
вращают поршень в призмах на 360°. По индикатору 15 опреде-
ляют торцовое биение канавки как максимальное отклонение по-
казаний индикатора за один оборот.
При повороте постоянно поджимают поршень к призмам 2
и 4 и стойке 5. Перемещают штатив 6 вдоль паза на расстояние,
необходимое для проверки другой канавки, закрепляют штатив.
Далее все выполняют аналогично описанному. Так же произво-
дится контроль третьей, широкой канавки. Допустимое торцовое
биение канавок 0,15 мм. Смещение оси отверстия под поршневой
палец с оси поршня контролируется индикатором 14. В отверстие
поршня под поршневой палец устанавливают калибр 7. Поршень
устанавливается на призмы 2 и 4 и головкой упирается в стойку 5.
Калибр 7 с деталью разворачивается до упора калибра в уголь-
ник 8. Определяют показание индикатора 14. Поршень с калибром
поворачивают на 180°. Вновь определяют показание индикатора 14.
Отклонения показаний индикатора от нуля суммируют и делят
пополам.
По показаниям индикаторов 11 и 9, измерительные наконеч-
ники которых контактируют с эталоном 7, определяют отклоне-
ние от перпендикулярности оси отверстия под поршневой палец
продольной оси поршня. Отклонение показаний индикаторов от
6 Н. А. Ястребова и др 1
нуля не должно превышать 0,1 мм. Разность показаний индика-
торов 11 и 9, которая должна быть не более 0,05 мм, характеризует
отклонение от перпендикулярности оси отверстия под поршневой
палец продольной оси поршня на базовой длине, равной расстоя-
нию между измерительными наконечниками индикаторов И
и 9. Для определения искомого параметра необходимо сделать
простой пересчет результатов. Допустимое отклонение от перпен-
дикулярности оси отверстия под поршневой палец продольной
оси поршня не более 0,02 мм на длине 100 мм.
Основные технические требования, предъявляемые к при-
способлению:
отклонение от перпендикулярности плоскости М оси контроль-
ного валика, установленного в призмы (ось X—X), не более
0,01 мм;
смещение призм 2 и 4 относительно оси Y—Y не более 0,01 мм.
ГЛАВА 6. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ГИЛЬЗ
Назначение, условия работы, конструктивные особен-
ности. Гильзы, монтируемые в верхней части блок-картера,
являются цилиндрами компрессора, где происходит сжатие газа,
Конструкция компрессора, в которой основная часть цилиндра
в виде гильзы выполнена как самостоятельная деталь, имеет ряд
технологических и эксплуатационных преимуществ по сравнению
с конструкцией с цельнолитыми блоками цилиндров:
1) простая конструкция и малые габариты гильзы (в сравне-
нии с блоком цилиндров) позволяют получать отливку центро-
бежным способом, обеспечивающим высокое качество отливки
и меньший расход металла;
2) выделение трущейся части блока — цилиндров в самостоя-
тельную деталь в виде гильзы позволяет получить литьем вместо
двух корпусных деталей, а именно, блока цилиндров и картера,
одну деталь — блок-картер; это уменьшает расход металла, по-
вышает точность взаимного расположения основных поверхно-
стей блок-картера, т. е. улучшает эксплуатационные характе-
ристики компрессора;
3) значительно снижается стоимость ремонта в тех случаях,
когда повреждено зеркало цилиндра: заменяют гильзы, а не
дорогостоящие блоки цилиндров.
В процессе работы компрессора стенки гильз испытывают
большие давления, температурные деформации и трение, поэтому
гильзы должны быть достаточно прочными, их трущиеся поверх-
ности должны иметь высокую износостойкость и твердость и
противостоять температурным деформациям.
162
Особенностью кон-
струкции гильз являются
относительно малые тол-
щины стенок, большие ди-
аметры и длины (рис. 94).
Это позволяет их отнести
к деталям класса втулок.
Материал и способы
получения заготовок. В
качестве материала для
гильз применяют серый
чугун, так как он имеет
достаточную прочность и
высокие антифрикционные
свойства. В большинстве
случаев применяют серый
чугун марки СЧ 21. Для
машин, работающих при
высоких давлениях, при-
меняют более прочные се-
13(1 hl,'
Рис. 94. Гильза унифицированных компрес-
соров П110, П165, П220
рые чугуны СЧ 24, СЧ 28. СЧ 32, а также легированные чугуны.
Заготовки гильз получают литьем в песчаные неподвижные
формы йри машинной формовке или центробежным литьем.
Центробежное литье по сравнению с литьем в неподвижные формы
имеет следующие преимущества:
1) обеспечивается более высокая точность наружной поверх-
ности относительно внутренней и исключается появление разно-
стенности отливок; при литье в неподвижные формы возможно
смещение одной половины формы относительно другой, а также
разностенность из-за неточности положения стержня;
2) достигается большая плотность металла и его однородность
по длине заготовки в связи с тем, что нет условий для образования
раковин, поскольку нет стержня;
3) сокращается объем механической обработки за счет более
высокой точности отливок; коэффициент использования" металла
в 2 раза выше по сравнению с литьем в неподвижные формы;
4) уменьшается расход металла за счет исключения литнико-
вой системы;
5) сокращается расход на формовочные материалы и изготов-
ление разовых форм.
Изготовление гильз. Основные поверхности и анализ техно-
логичности конструкций гильз. Основными поверхностями гильзы
(см. рис. 94) являются: наружные небольшой протяженности
цилиндрические поверхности 013Oh6 и 015Oh6, которыми гильзы
сопрягаются с блок-картером; верхний торец Е, являющийся
седлом всасывающего клапана; поверхность зеркала гильзы
0115Н7, в которой совершает возвратно-поступательное движе-
ние поршень.
6*
163
Конструкция гильзы технологична. Основные поверхности
представляют собой сочетание простых геометрических форм
(цилиндрических), удобных для обработки. Конструкция детали
обеспечивает свободный доступ инструментов ко всем поверх-
ностям, а сквозные отверстия 08,3+0'36 мм обеспечивают свобод-
ный выход инструмента при обработке Унифицированы все
размеры канавок, что сокращает номенклатуру инструментов.
Сокращение длины сопряжения гильзы с блок-картером и разде-
ление ее на участки разных диаметров облегчает установку и
снятие гильзы при сборке и разборке компрессора и уменьшает
трудоемкость механической обработки
В конструкции детали предусмотрено четкое разделение по-
верхностей, обрабатываемых на различных технологических пере-
ходах.
Анализ технических требований. Исходя из назначения детали
и условий эксплуатации, устанавливают следующие технические
требования на точность размеров, формы и взаимного располо-
жения поверхностей
Посадочные поверхности Б и В выполняют по квалитету 6 с
параметром шероховатости поверхности Ra = 1,25 мкм. Зеркало
гильзы обрабатывают по квалитету 7 с /?а=0,63 мкм. Остальные
основные поверхности обрабатывают по квалитету 7—9 (см.
рис. 94) с параметром шероховатости Ra = 2,5 мкм. Ис-
ключение составляет торец Д, обрабатываемый до Ra =
— 0,63 мкм.
Точность формы основных поверхностей должна быть не более
0,5 допуска на соответствующие размеры. Отклонение от пра-
вильной геометрической формы поверхности 0115Н7 в больших
пределах, чем это допускается, приводит к нарушению плотности
прилегания поршневых колец к зеркалу гильзы. При овальности
и конусообразности поверхностей 013Oh6 и 015Oh6 больше допу-
стимой величины ухудшаются условия передачи теплоты от гильзы
к блок-картеру.
К точности взаимного расположения поверхностей предъяв-
ляются следующие требования:
1) отклонение от соосности двух посадочных поясков Б и В
допускается не более 0,05 мм; невыполнение этого требования
затруднит сборку, вызовет перекос гильзы в блок-картере и иска-
зит характер посадки;
2) отклонение от соосности поверхности Г относительно оси
отверстия О115Н7 не более 0,01 мм;
3) допуск плоскостности поверхности Д не более 0,03 мм;
допуск торцового биения поверхности Д не более 0,05 мм; пара-
метр шероховатости поверхности Ra = 0,63 мкм;
4) на поверхности 0115Н7 и поверхности Д не допустимы
дефекты отливки (раковины, засоры, рыхлоты и т. п.); невыпол-
нение этих требований может привести к перетеканию газа из
полости нагнетания в полость всасывания.
164
Материал и вид заготовки. Гильзы унифицированных компрес-
соров типа П изготовляют из чугуна СЧ 21 твердостью НВ 190—241
центробежным лигьем.
Микроструктура рабочей поверхности гильзы представляет
собой мелкопластинчатую перлитную основу с равномерными гра-
фитовыми включениями. Наличие перлита в отливках значительно
уменьшает износ трущихся поверхностей. Масса заготовки 8,1 кг.
Коэффициент использования металла составляет 0,65.
Перед механической обработкой отливки подвергают дробе-
струйной обдувке и проверяют на твердость.
Выбор маршрута обработки и оборудования. Обработку гильзы,
как типичной детали класса втулок, следует начинать с обработки
внутренней поверхности, которая будет основной базой для по-
следующих операций.
Это позволяет наиболее полно использовать принцип постоян-
ства базы и совмещения баз, что обеспечивает необходимую точ-
ность размеров и взаимного расположения поверхностей.
Обработку основных поверхностей гильзы производят в не-
сколько этапов, причем обработка этих поверхностей должна
чередоваться. Последнее необходимо для предотвращения воздей-
ствия внутренних напряжений.
Этапы обработки внутренней поверхности, предварительное,
чистовое, тонкое растачивание, обеспечивающие требования точ-
ности формы зеркала гильзы, и хонингование. Хонингованием
обеспечивается высокая чистота обработки и такая структура
поверхности, на которой хорошо удерживается смазывающий
материал.
Этапы обработки наружной поверхности: черновое и чистовое
обтачивание и шлифование.
После обработки основных поверхностей обрабатывают вто-
ростепенные поверхности. В конце маршрута производят обра-
ботку зеркала гильзы хонингованием и торца Д притиркой.
Таким образом, маршрут обработки гильзы состоит из сле-
дующих этапов:
1) обработка базовых поверхностей;
2) предварительная, чистовая, окончательная обработка основ-
ных поверхностей;
3) обработка второстепенных поверхностей;
4) отделочная обработка зеркала и торца гильзы.
При выборе оборудования следует учитывать объем произ-
водства деталей. В связи с тем, что гильза унифицирована для
нескольких моделей компрессоров, годовой объем выпуска таков,
что экономически целесообразным является применение специали-
зированных станков-полуавтоматов на всех операциях механи-
ческой обработки.
Проектирование основных операций механической обработки.
Первую операцию выполняют на токарном восьмишпиндельном
полуавтомате 1К282 (рис. 95) в шести позициях. В позиции I
165
Рис. 95. Обработка гильзы на восьмишпиндельном токарном полуавтомате
заготовку устанавливают наружной цилиндрической поверх-
ностью в трехкулачковом патроне. В позиции III двумя резцами
подрезается торец. В позиции V растачивается отверстие на длине
80 мм и снимаются фаски. В позиции VII растачивается отвер-
стие предварительно на всю длину гильзы.
В позиции VIII гильза устанавливается по обработанной в по-
зиции /// наружной поверхности 0166 0,зз мм. В позициях //,
IV производится обтачивание наружных цилиндрических поверх-
ностей, подрезка торцов, прорезка канавок. В позиции VI
производится чистовое растачивание внутреннего отверстия
гильзы.
В следующей операции на специальном шестишпиндельном
алмазно-расточном полуавтомате ОС-5021 с вертикальным распо-
ложением шпинделей растачивается окончательно внутреннее
отверстие в шести заготовках одновременно.
Далее производят токарную обработку наружных поверхно-
стей гильзы на вертикальном токарном гидрокопировальном полу-
автомате. Заготовку устанавливают внутренним отверстием на
специальную оправку.
С гидрокопировального суппорта обтачиваются по копиру
наружные поверхности 0130; 0150 и 0161,7 мм.
166
С поперечного суппорта протачиваются канавки. Обработка
производится резцами, снабженными твердосплавными пластин-
ками ВК6.
Обработку наружной поверхности гильзы выполняют на токар-
ном станке с ЧПУ мод. 16К20ФЗ. Заготовку устанавливают в спе-
циальную оправку, которая имеется при станке (рис. 96). Так как
данная операция состоит из 14 переходов, применение станка
с ЧПУ вполне оправдано. Максимальная концентрация пере-
ходов в одном станке значительно снижает вспомогательное время,
а следовательно, и трудоемкость обработки.
Сверлильные операции выполняют на агрегатно-сверлильных
станках.
Сверление 24 отверстий выполняют на агрегатно сверлильном
четырехшпиндельном полуавтомате мод. ХА-14492 (рис. 97). В мел-
косерийном производстве эту операцию выполняют на радиально-
сверлильном станке с использованием поворотного приспособ-
ления.
Сверление 40 отверстий 08,3+0,3 мм в торце гильзы выполняют
на специальном агрегатно-сверлильном полуавтомате. Станок
имеет шесть позиций, из которых одна является загрузочной,
а остальные — рабочими. В каждой рабочей позиции в заготовке
одновременно сверлится восемь отверстий. Инструмент — спи-
ральное сверло, выполненное из быстрорежущей стали Р18.
Окончательно наружные поверхности гильзы обрабатывают
шлифованием (рис. 98) на бесцентрово-шлифовальном станке
мод. БШ-416 методом врезания.
Далее выполняют отделочные операции: предварительное и
окончательное хонингование отверстия на вертикальных двух-
шпиндельных хонинговальных полуавтоматах мод. СС-296 и при-
тирка (рис. 99), выполняемая на плоскопритирочном полуавто-
мате мод. СС-298.
После механической обработки производится мойка гильз на
моечной установке А-223, затем контроль гильз согласно техни-
ческим условиям на изготовление.
Приспособления для обработки и контроля гильз. Основными
установочными базами при обработке гильз компрессоров на раз-
личных этапах технологического процесса являются наружные
и внутренние цилиндрические поверхности, а также торцовые
поверхности. После выполнения черновой и получистовой обра-
ботки отверстия (зеркала гильзы) оно становится основной тех-
нологической базой при обработке наружных цилиндрических и
торцовых поверхностей.
На рис. 100 показана конструкция приспособления для токар-
ной обработки наружных поверхностей гильзы. Установочными
базами детали являются внутренняя цилиндрическая поверхность
гильзы 0115 мм и торцовая поверхность. Установочные элементы
приспособления — цилиндрический поясок 0106,4 мм корпуса 9.
выполняющий роль вспомогательной базы, а также разжимные
167
Рис. 96. Обработка наружных поверхностей гильзы на токарном станке с ЧПУ
168
кулачки 7, выполняющие
функции не только устано-
вочных, но и зажимных эле-
ментов. Размещаясь в отверс-
тиях, расположенных равно-
мерно по окружности корпуса
9 под углом 60°, кулачки
обеспечивают не только цент-
рирование гильзы, но и рав-
номерное приложение зажим-
ного усилия по внутренней
поверхности гильзы в месте
контакта. Это способствует
уменьшению погрешностей
формы обработанных поверх-
ностей, возникающих под
Рис. 97. Сверление 24 отверстий на агре-
гатно-сверлильном четырехшпиндельном
полуавтомате
воздействием сил закрепле-
ния. Своим торцом гильза
упирается в кольцо 8, рас-
положенное на корпусе 9.
После установки гильзы,
ее предварительного базиро-
вания по цилиндрическому
пояску и доведения ее торца
до контакта с кольцом 8 в
штоковую полость пневмоци-
линдра 1 через осевой возду-
хораспределитель 11 подается
сжатый воздух. Поршень 10
перемещается от заготовки.
Шток 2 поршня через тягу 3
передает осевое усилие к
клину кулачков 5. Клин 5
втягивается внутрь корпуса 9
и выдвигает кулачки 7, ко-
торые осуществляют базирование и закрепление заготовки.
По окончании обработки сжатый воздух подается в поршневую
полость пневмоцилиндра 1. Приспособление работает в обратном
порядке, в результате чего клин 5 как бы выдвигается. Кулачки 7
освобождаются и под действием кольцевой пружины 6 немного
отводятся от внутренней поверхности гильзы. Гильза снимается.
Пружина 6 также предотвращает выпадение кулачков при сжатой
гильзе.
Корпус 9 приспособления крепят к переднему фланцу шпин-
деля токарного станка с помощью специальных шпилек 4. При
этом корпус центрируют по коническому пояску (поверхность Д).
Пневмоцилиндр 1 и осевой воздухораспределитель 11 монтируют
к шпинделю со стороны заднего фланца, обычно за передней баб-
169
кой. Так как при работе станка приспособление вращается, то
главная функция осевого воздухораспределителя 11 — подвод
сжатого воздуха от неподвижных пневмокоммуникаций во вра-
щающийся объем. Пневмоцилиндр обеспечивает постоянное уси-
лие закрепления заготовки. Корпус пневмоцилиндра 1 и пор-
шень 10 вращаются в одну сторону, что исключает их проворачи-
вание друг относительно друга и уменьшает износ уплотнитель-
ных колец.
Основные технические требования к приспособлению:
радиальное биение поверхностей Б и В относительно поверх-
ности Д не более 0,02 мм;
торцовое биение поверхности Г относительно оси поверх-
ности Д не более 0,05 мм;
отклонение от соосности поверхностей Е и Ж не более 0,06 мм.
При контроле гильз стремятся использовать приспособление,
обеспечивающее комплексную проверку, т. е. проверку основных
параметров гильз. На рис. 101 показано приспособление для
контроля геометрических параметров гильзы, с помощью кото-
рого проверяют:
1) биение торца гильзы Д',
2) биение торцов Е и Ж',
3) радиальное биение поверхности Г;
4) радиальное биение поверхности И.
На сварном корпусе 14 установлены две призмы 3 и 5, в отвер-
стие которых вмонтированы четыре ролика 6, служащих опорами
проверяемой детали. Контролируемая гильза кладется на ролики 6
и доводится своим торцом Д до контакта со стойкой 4.
Рис. 98. Схема шлифования наружных цилиндрических поверхностей гильзы
на бесцентрово-шлифовальном станке методом врезания
170
Измерение торцового биения
гильзы Д выполняют с помощью
индикатора 16, прикрепленного
к стойке 4. Торцовое биение
определяется как максимальное
отклонение показания индика-
тора при провороте гильзы от-
носительно оси на 360е. Прово-
рот гильзы осуществляют от
руки. Допустимое торцовое
биение гильзы Д обычно не
более 0,05 мм.
Контроль торцового биения
поверхностей Е и Ж производят
с помощью индикаторов 18 и 20,
установленных на стойке 17.
Ввиду невозможности прямого
контакта измерительных нако-
нечников индикаторов с поверх-
ностями И и Ж используются
специальные рычаги 19, вклю-
ченные в измерительную цепоч-
ку. Торцовые биения опреде-
ляются также при провороте
гильзы на опорах относительно
оси на 360°. Допустимые тор-
цовые биения поверхностей Е
и Ж не более 0,05 мм.
Радиальное биение цилинд-
рической поверхности Г кон-
тролируют с помощью индика-
тора 15. Измерительный нако-
нечник индикатора находится
в контакте с поверхностью Г.
Радиальное биение определяют
как максимальное отклонение
показаний индикатора при по-
вороте гильзы на 360е относи -
Рис. 99. Притирка торцовой поверх-
ности гильзы на плоскопритирочном
полуавтомате
тельно продольной оси.
Допустимое биение не более 0,1 мм.
С помощью индикатора 8, закрепленного на стойке 12, изме-
ряют радиальное биение поверхности И. Измеряемое отклонение
передается к измерительному наконечнику индикатора 8 с по-
мощью рычага 7. Радиальное биение поверхности И можно изме-
рить с помощью индикатора 1, установленного на стойке 2. Кон-
структивно стойки 12 и 2 одинаковы. Каждая из них вместе с за-
крепленным в ней индикатором и другими элементами может
перемещаться по опорной плите приспособления, ориентируясь
171
Рис. 100. Приспособление для токарной обработки наружных поверхностей гильзы
при этом по продольному пазу, выполненному в опорной плите
с помощью шпонки 13. Необходимость ориентации стоек 12 и 2
по продольному пазу опорной плоскости объясняется тем, что
ось продольного паза совпадает с осью симметрии приспособле-
ния. Измерительный рычаг находится в вертикальной плоскости
симметрии контролируемой гильзы. Закрепление стоек 12 и 2
в нужном положении производится винтом 10, вращаемым с по-
мощью маховичка 9 Для транспортировки приспособления
используют рым-болты 11, ввернутые в корпус 14.
Основные технические требования к приспособлению:
отклонение от перпендикулярности торца К относительно
оси контрольного валика, установленного на ролики 6, не более
0,01 мм;
отклонение осей симметрии призм 3 и 5 и индикаторных стоек 12
и 2 от продольной оси паза опорной плиты не более 0,05 мм;
биение роликов 6 не более 0,005 мм.
Обычно в приспособлениях для контроля параметров гильз
применяют многооборотные индикаторы с ценой деления 0,001 мм—
0,002 мм. Производят расчет ожидаемой погрешности измерения,
которая должна составлять не более 1/3 от предельного отклоне-
ния измеряемого параметра.
ГЛАВА 7. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ПОРШНЕВЫХ КОЛЕЦ
Назначение, условия работы, конструктивные осо-
бенности. К сопряжению поршень—цилиндр предъявляются два
противоречащих друг другу требования: с одной стороны, для
обеспечения подвижности между ними должен быть зазор; с другой
стороны, для предотвращения утечек газа из полости нагнетания
зазора быть не должно. Это противоречие конструктивно разре-
шается введением поршневых колец, являющихся промежуточ-
ными деталями между поршнем и цилиндром.
Поршневые кольца обеспечивают уплотнение сопряжения
поршня с цилиндром, сохраняя в то же время их подвижность.
Происходит это благодаря плотному прилеганию колец к зеркалу
цилиндра, малым зазорам между кольцами и стенками канавок
поршня и лабиринтному действию набора колец. На один поршень
обычно ставят несколько колец.
По своему назначению поршневые кольца делят на уплотняю-
щие (компрессионные, рис. 102, а) и маслосъемные (рис. 102, б).
Типы, основные параметры и размеры поршневых колец регла-
ментированы ГОСТ 9515—81 «Кольца поршневые металлические
поршневых компрессоров».
174
Рнс. 102. Поршневые кольца;
а — уплотняющее (компрессионное); б — маслосъемное
Поршневые кольца имеют прорезь, называемую обычным
замком. В свободном состоянии наружный диаметр колец Dc
больше диаметра зеркала цилиндра £>ц (рис. 103), поэтому кольца
могут быть заведены в цилиндр только в сжатом состоянии.
Усилием прижатия колец к зеркалу
цилиндра и обеспечивается уплот-
няющий эффект.
Уплотняющие кольца не пол-
ностью замыкают каналы для пре-
дотвращения утечек газа из полости
нагнетания. Утечки происходят че-
рез замки, зазоры между зеркалом
цилиндра и кольцами при несовпа-
дении форм их сопрягаемых поверх-
ностей, через зазоры между кольцами
Рис. 103. Поршневые кольца:
а — в рабочем состоянии (в ци-
линдре); б — в свободном состоя-
нии (вне цилиндра)
175
и стенками канавок поршня. Однако утечки по этим каналам в
любом случае значительно меньше тех, которые были бы при от-
сутствии поршневых колец.
Кроме того, принимают меры для уменьшения этих утечек.
Так, ширину замка делают минимальной, такой, чтобы концы
кольца не упирались друг в друга при его тепловом расширении.
При сборке компрессора кольца собирают так, чтобы замки
соседних колец не располагались в одну линию, а были смещены
на 180°. Первоначальные зазоры между зеркалом цилиндра и
кольцами получаются настолько малыми, насколько позволяет
точность формы сопрягаемых поверхностей при обработке.
В дальнейшем в первые часы обкатки компрессора зазоры исче-
зают в результате приработки колец к зеркалу цилиндра.
Поршневые кольца компрессоров имеют в рабочем состоянии
одинаковую цилиндрическую форму и различаются по конструкции
замков, которые бывают прямые и косые, разрезанные под углом
45° с левым и правым наклоном (см. рис. 102, а).
Кольца в зависимости от их диаметра можно разбить на четыре
технологические группы, со следующими параметрами шерохо-
ватости торцовых поверхностей (ГОСТ 2789—73):
До 200 мм . . . Ra 0,63 мкм
200— 500 мм Ra 1,00 мкм
500—900 мм Ra 1,25 мкм
Свыше 900 мм Ra 2,5 мкм
На отечественных компрессоростроительных заводах поршне-
вые кольца с косым замком применяют для поршней диаметром
до 200 мм. Однако в последнее время, по аналогии с кольцами для
автотракторных двигателей, замки в кольцах компрессоров стали
делать не косыми, а прямыми. Такой замок технологичнее, а раз-
ница в утечке газа незначительна.
Материал и способы облучения заготовок. Поршневые кольца
изготовляют из серого чугуна СЧ 18, СЧ 24, СЧ 21, имеющего
высокие механические свойства, хорошую упругость и износо-
стойкость. Кольца диаметром до 200 мм изготовляют из чугуна
СЧ 24, а диаметром более 200 мм — из чугуна СЧ 21. Применяют
также легированный чугун с пластинчатым графитом или высоко-
прочный чугун с шаровидным графитом.
Отливки заготовок поршневых колец (маслоты), изготовляе-
мых небольшими сериями, представляют собой пустотелые ци-
линдры с буртиком на одном конце, который предотвращает иска-
жение формы заготовки при ее закреплении в приспособлениях
для механической обработки (рис. 104). Форма и размеры маслоты
таковы, что ее целесообразно получать центробежной отливкой.
Припуск по наружному и внутреннему диаметрам от 10 до 12 мм.
К качеству маслот ввиду сложных условий работы поршневых
колец предъявляются более высокие требования, чем к боль-
шинству других отливок из чугуна аналогичных марок. Маслоты
изготовляют из высококачественного перлитного чугуна. Его
176
Рис. 104. Заготовка (маслота) порш-
невого кольца
Рис. 105. Поршневое кольцо
микроструктура должна представлять собой мелкопластинчатый
перлит с равномерно распределенным графитом, отдельными мел-
кими, равномерно распределенными включениями фосфидной
эвтектики.
Структурно-свободный цементит не допускается. Феррит до-
пускается в виде отдельных мелких включений на площади не
более 5 % от площади шлифа. В крупносерийном производстве
заготовки поршневых колец получают в виде индивидуальной
отливки каждого кольца в многоместных формах.
Заготовки для поршневых колец отливаются с припуском 4—
10 мм на наружный и внутренний диаметры. Для поршневых колец
диаметром до 50 мм заготовки отливаются в виде сплошных бол-
ванок без отверстия.
В последнее время для унифицированных поршневых ком-
прессоров типа П применяют поршневые кольца из композицион-
ных материалов, состоящих из фторопластового связующего,
наполненного графитом. Заготовки получают прессованием.
Применение композиционных материалов позволяет снизить
трудоемкость изготовления поршневых колец в 20 раз, себестои-
мость —- в 2 раза; увеличить срок службы гильзы; уменьшить
трудоемкость ремонта.
Изготовление поршневых колец. Основные поверхности и ана-
лиз технологичности конструкций. Поршневое кольцо первой
технологической группы показано на рис. 105.
Основными поверхностями поршневого кольца являются на-
ружная цилиндрическая поверхность кольца 012Ок7 и его тор-
цовые поверхности. Несмотря на относительную простоту формы
поршневого кольца, его изготовление представляет большие труд-
ности. Это объясняется высокими требованиями к точности раз-
177
меров, формы и взаимного расположения поверхностей, а также
нежесткостью конструкции кольца.
Анализ технических требований. Точность размеров на основ-
ные поверхности выдерживается по квалитету 7. Параметр шеро-
ховатости наружной цилиндрической поверхности Ra ~ 2,5 мкм.
При такой шероховатости поверхности кольцо хорошо прираба-
тывается к зеркалу цилиндра и зазоры между ними быстро лик-
видируются. В связи с этим не рекомендуется обрабатывать эту
поверхность кольца шлифованием, так как ухудшаются условия
приработки.
Высокая точность расстояния между торцами объясняется
стремлением улучшить условия уплотнения поршня.
Параметр шероховатости торцовых поверхностей кольца Ra =
= 0,63 мкм. Такая шероховатость обеспечивает легкое переме-
щение колец в канавках поршня, а также предотвращает износ
торцов колец и стенок канавок. Такой износ особенно нежела-
телен.
Из требований к точности формы наиболее важным является
соблюдение геометрической формы наружной поверхности кольца.
Допускается радиальный зазор (просвет) между кольцом и ка-
либром на дуге 36° не более чем в двух местах 0,03 мм.
Торцовые поверхности колец должны быть плоскими и парал-
лельными. Допуск параллельности торцовых плоскостей в пре-
делах отклонений, установленных на высоту кольца. Для кольца,
показанного на рис. 105, отклонение от параллельности торцов
кольца в свободном состоянии не должно превышать 0,08 мм.
Наружные кромки колец должны быть острыми или притуп-
лены путем снятия фаски не более 0,3 мм для колец диаметром до
500 мм и не более 0,6 мм — диаметром свыше 500 мм.
Важнейшим показателем, обязательно указываемым в тех-
нических условиях на поршневые кольца, является сила, под
действием которой кольцо сжимается так, что ширина замка ста-
новится равной ширине, указанной на чертеже для рабочего со-
стояния. Величина этой силы характеризует первоначальное дав-
ление кольца на зеркало. Для данного кольца она составляет
55—100 Н. Большое различие предельных значений этой вели-
чины объясняется существенным -влиянием на нее таких пере-
менных величин, как модуль упругости материала (Е, Н/м2),
ширина замка свободного кольца (А, м) и радиальная толщина
кольца (S, м), связанных зависимостью
Рк = 9000^(-^-)3,
где рк — давление кольца на зеркало цилиндра, Н/м2; г„ — на-
ружный радиус поршня, мм; гср — средний радиус кольца в ци-
линдре, м.
Определенные требования предъявляются к твердости мате-
риала. Твердость различных участков кольца не должна отли-
178
чаться более чем на 4 единицы твердости HRB или 25 единиц
твердости НВ. Проверке твердости, структуры и остаточной де-
формации должно подвергаться 10 % готовых колец, но не менее
5 шт. от партии уплотнительных колец и 2 % колец, но не менее
3 шт. от партии маслосъемных колец (ГОСТ 9515—81).
Трещины, раковины, рыхлоты, засоры на поверхностях колец
не допускаются.
Остаточная деформация при испытании на изгиб под нагруз-
кой не должна превышать 10 %.
Маршрут, обработки. Поршневое кольцо (см. рис. 105) изго-
товляют из серогб чугуна СЧ 24. Заготовка — отлитая центро-
бежным способом маслота. Производство колец — мелкосерий-
ное.
Маршрут обработки состоит из двух этапов:
1) обработка маслоты до разрезания колец; обтачивание
наружной цилиндрической поверхности; подрезание торца; раста-
чивание технологической базы и маслоты;
2) обработка колец после разрезания: прорезание замка,
термическая обработка кольца, шлифование торцов и наружных
поверхностей колец.
Проектирование основных операций механической обработки.
На первой операции производится подготовка базовых поверх-
ностей. Обтачивание цилиндрической поверхности буртика и
подрезание его большого торца. Буртик маслоты, являющийся
технологическим элементом конструкции и уходящий в отходы
после разрезания маслоты на кольца, подвергают обработке, так
как его обработанные поверхности будут служить базами в даль-
нейших операциях. Заготовка зажимается за основную часть
маслоты в трехкулачковом патроне. Обработку производят на
токарно-револьверном станке>
Следующая операция — предварительное обтачивание наруж-
ной и растачивание внутренней поверхности маслоты. Заготовка
зажимается в трехкулачковом патроне за буртик.
Обработку цилиндрических поверхностей выполняют как в пре-
дыдущей операции. Переход, связанный со снятием фасок и отре-
занием колец, Выполняется с помощью четырехрезцовой державки
(рис. 106). В державке, закрепляемой на поперечном суппорте
станка, укреплены два фасочных резца 3 и два отрезных резца 1.
Ориентация резцов относительно заготовки в продольном направ-
лении производится с помощью установочного винта 2, которого
касаются края заготовки. После этого токарь подает суппорт
с державкой на себя и протачивает фаски, а затем — от себя и
отрезает сразу два кольца.
Далее в два установа производят шлифование торцов заго-
товки кольца на плоскошлифовальном станке.
Прорезание замка кольца выполняют на горизонтально-фре-
зерном станке прорезной дисковой фрезой. Заготовку закрепляют
в специальном приспособлении (рис. 107).
179
Рис. 106. Четырехрезцовая державка для снятия фасок и отрезания колец
Корпус приспособления прикрепляется к столу станка, фик-
сируясь на нем с помощью шпонок 7. Установка стола с приспо-
соблением относительно фрезы 2 в направлении поперечной подачи
происходит с помощью щупа, вводимого между фрезой и краем
прорези в упоре 4.
Перед загрузкой приспособления съемная шайба 6 снята со
штока 5, который вместе с поршнем 3 пневматического цилиндра
занимает крайнее правое положение.
Заготовки ставят на опоры 8 и 9. Затем на шток надевают съем-
ную шайбу и сжатый воздух поворотом рукоятки 1 распредели-
тельного крана подается в пространство справа от поршня, бла-
годаря чему и зажимается вся партия заготовок. Затем включается
продольная подача и производится прорезание замка. Далее
идет операция термофиксации замка.
Термическая обработка кольца производится в таком состоя-
нии, когда его концы разведены на ширину замка свободного
кольца. Кольца перед термофиксацией укладывают в приспособ-
Рис. 107. Приспособление для фрезерования замка в поршневых кольцах
180
ление, показанное на рис. 108. Перед этим должен быть удален
клин 1, а со стойки 3 круглого сечения снят верхний диск 2.
Заготовки вручную поштучно разводятся и укладываются друг
на друга так, чтобы стойка таврового сечения 4 удерживала их
от сжатия. Зазор благодаря этому увеличивается с 0,4*0>3 мм до
величины, равной в рассматриваемом случае 21 мм. После полной
загрузки приспособления кольцами на стойку 3 надевается верх-
ний диск и кольца сжимаются с помощью клина.
Приспособления с загруженными таким образом кольцами
закладываются в печь. Отверстия а в дисках приспособления
сделаны для циркуляции горячего воздуха. При термофиксации
кольца нагреваются до температуры 600—650 °C, выдерживаются
в течение 2 ч и охлаждаются на воздухе Для предотвращения
окисления колец, которые подвергаются термофиксации после
полной механической обработки, печь герметически закрывается,
а для создания защитной атмосферы в нее ставится тигель с акти-
вированным углем. Термофиксация по существу является старе-
нием, т. е. снятием внутренних напряжений, возникающих при
разжатии колец для надевания на стойку приспособления. После
такой термической обработки кольца оказываются «зафиксирован-
ными» в свободном состоянии и необходимо приложить усилие,
чтобы перевести их в рабочее состояние.
Далее торцы колец шлифуют с двух сторон в окончательный
размер. В серийном производстве используют универсальные
плоскошлифовальные станки, в крупносерийном — плоскошли-
фовальные станки с круговой подачей стола.
Затем в случае необходимости кольца набирают на специаль-
ную оправку и шлифуют на круглошлифовальных станках по
наружному диаметру в окончательный размер, после чего контро-
лируют параметры поршневого кольца в соответствии с техниче-
скими требованиями.
Особенность маршрута обработки поршневых колец, изготов-
ляемых из индивидуальной отливки в серийном и крупносерийном
производствах, состоит в том, что на первых операциях произво-
дится многократное шлифование торцовых поверхностей кольца,
которые впоследствии используются как базовые. Одну шлифо-
вальную операцию выполняют в начале технологического про-
цесса, затем три шлифовальные операции после термической обра-
ботки колец
Шлифовальные операции выполняют на торцешлифовальных
станках СА-ЗМ, на которых одновременно шлифуют оба торца.
В этих операциях достигается требуемая параллельность обоих
торцов и плоскостность.
Далее маршрут обработки аналогичен рассмотренному выше,
а именно, производится обработка наружных поверхностей колец
на центровой оправке, фрезерование замка на горизонтально-
фрезерном станке, двукратное калибрование замка и затем обра-
ботка остальных поверхностей поршневого кольца.
181
Рис. 108. Приспособ-
ление для термофикса-
ции поршневых колец
Рис. 109. Приспособление для контроля правиль-
ности наружной цилиндрической поверхности и
ширины замка поршневых колец
Приспособления для контроля поршневых колец. Контроль
правильности формы наружной цилиндрической поверхности
кольца и ширины замка производится с помощью приспособле-
ния, показанного на рис. 109. Оно является настольным и при-
крепляется к верстаку. Контролируемое кольцо заводится в
обойму 2 до упора в диск 4. При этом кольцо нажимает на штифт 6,
нижний конец которого в свою очередь нажимает на выключа-
тель 7, в результате чего зажигаются лампы 10. Контролер
просматривает весь периметр кольца и в тех местах, где наблю-
дается большой просвет между кольцом и обоймой, проверяет
зазор щупом 9, который при годных кольцах не должен прохо-
дить в этот зазор. Обойма (калибр) изготовлена из высокоуглеро-
дистой инструментальной стали У10А и закалена Диаметр ка-
либра должен соответствовать наружному диаметру кольца,
выполненному по Н7. Параметр шероховатости поверхности
Ra = 10 мкм.
В диске, на который опирается контролируемое кольцо, име-
ется прорезь 3. Кольцо при установке в обойму ставится так,
чтобы его замок располагался над этой прорезью. Ширина замка
контролируется щупом 5, который является предельным калиб-
ром. По окончании контроля нажимом на рычаг 1 кольцо выво-
дится из обоймы, пружина 11 возвращает подвижные детали в
исходное положение. Это приспособление можно использовать
182
для контроля колец других размеров, так как обойма и диск его
являются сменными, а положение штифта с выключателем изме-
няется перемещением державки 8 и закреплением ее в нужном
положении винтом. Твердость измеряют по ГОСТ 9013—59.
Ее следует измерять не менее чем на трех равномерно расположен-
ных участках плоской поверхности по средней линии образца
или заготовки кольца. При проверке твердости на готовых коль-
цах первый и второй участки должны быть расположены в зоне
замка, но не ближе 5 мм от него, а третий — в зоне 180° от замка.
На каждом из участков должно быть произведено не менее трех
замеров. Твердость определяют как среднее арифметическое трех
замеров.
Структуру материала колец определяют металлографическим
способом. Контроль геометрических размеров колец производят
как универсальным, так и специальным мерительным инструмен-
том (предельными скобами).
ГЛАВА8. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВСАСЫВАЮЩИХ
И НАГНЕТАТЕЛЬНЫХ КЛАПАНОВ
КОМПРЕССОРОВ
Назначение, условия работы, конструктивные особен-
ности. Клапаны служат для распределения газов во время рабо-
чего процесса в цилиндре. Всасывающие клапаны предназначены
для всасывания газа в цилиндр компрессора, нагнетательные —
для нагнетания из цилиндра сжатого газа, доставленного порш-
нем к концу его рабочего хода, в полость нагнетания. От плотно-
сти замыкания клапанов зависит производительность компрес-
соров. Клапаны относятся к наиболее ответственным устройствам,
от качества изготовления которых зависят технико-экономические
показатели работы компрессора. Так, если клапаны закрываются
неплотно, то газ будет протекать со стороны высокого давления
на сторону низкого давления и производительность компрессора
снизится. Большие сопротивления протеканию газа при всасы-
вании и нагнетании также снижают производительность и ухуд-
шают надежность работы компрессора. Кроме того, клапаны ра-
ботают в условиях больших ударных нагрузок.
К клапанам предъявляются следующие требования: плотное
прилегание (герметичность) запорных элементов клапана; малые
сопротивления при всасывании и нагнетании; надежная работа
под воздействием ударных нагрузок в течение длительного вре-
мени.
В поршневых компрессорах применяют самодействующие кла-
паны с полосовыми пластинами и клапаны с кольцевыми пласти-
нами.
183
Рис. 110. Схема одной ячейки клапана
с полосовой пластиной:
а — с направляющими планками; б — со
шпонками
Рис. 111. Схема клапана с кольцевыми
пластинами:
1 — седло; 2 — ограничитель подъема; 3 —
кольцевая пластина; 4 — пружина; а —
кольцевые отверстия; б — боковые вы-
ступы
В клапане, схема одной ячейки которого показана на рис. 110,
а и б, замыкающей деталью является пластина 2 прямоугольной
формы, обладающая пружинящими свойствами. В закрытом кла-
пане пластина прижата к седлу 4. Когда давление под пластиной
превышает давление над ней, под действием разности этих давле-
ний пластина прогибается, освобождая путь газу. Прогиб ограни-
чивается деталью 3, называемой ограничителем подъема.
Для ограничения продольного и поперечного смещения пластин
относительно перекрываемого клапана (см. рис. 110, а и б)
служат направляющие планки (или шпонка) 1, установленные
в ограничитель подъема.
В клапане, показанном на рис. 111, деталями, замыкающими
поток газа, являются кольцевые пластины 3. В закрытом клапане
они вплотную прилегают к уплотнительным пояскам седла 1 и
перекрывают кольцевые отверстия а, которые по окружности
прерываются несколькими перемычками, соединяющими в одно
целое части седла. Такие клапаны могут быть однопроходными —
с одним кольцевым отверстием и многопроходными — с несколь-
кими кольцевыми отверстиями. На рис. 111 изображен двух-
проходный и, следовательно, двухпластинчатый клапан. Когда
сила давления под пластинами превысит при данном расположе-
нии деталей клапана сумму силы давления с противоположной
стороны, веса пластин и силы упругости пружин 4, .пластины под-
нимутся, т. е. клапан откроется и газ потечет в нужном направле-
нии. Подъем пластин ограничивается деталью 2. При обратном
соотношении этих сил пластины прижмутся к седлу и клапан
закроется.
Боковое смещение пластин предупреждается выступами б,
имеющимися на ограничителе подъема 2.
Таким образом, конструктивно клапан состоит из замыкающего
органа, выполненного в виде тарелки или пластины, ограничи-
теля подъема и пружины. Самодействующие клапаны по форме
замыкающего органа можно разделить на два основных вида —
тарельчатые и пластинчатые.
184
Тарельчатые клапаны имеют замыкающие органы грибовидной
или чашеобразной формы, пластинчатые — замыкающие органы
в виде пластин разнообразной формы. В зависимости от формы
пластин пластинчатые клапаны делятся на дисковые, кольцевые,
полосовые, язычковые, прямоточные и др.
Типы самодействующих клапанов в зависимости от формы
замыкающих органов и основные посадочные размеры клапанов
регламентированы ГОСТ 13529—77 «Клапаны самодействующие
круглые индивидуальные поршневых компрессоров. Типы и
посадочные размеры». Этот стандарт содержит единые для кла-
панов всех типов посадочные размеры по наружному и внутрен-
нему диаметрам, что обеспечивает взаимозаменяемость клапанов.
Разнообразие условий работы поршневых компрессоров при-
вело к созданию клапанов разных типов, отличающихся направ-
лением потока газа в проточной части, конструктивным исполне-
нием отдельных деталей, материалами, используемыми для их
изготовления.
Наибольшее распространение на воздушных, газовых и хо-
лодильных компрессорах для всех давлений нагнетания, произ-
водительностей и частот вращения коленчатого вала получили
пластинчатые самодействующие клапаны.
В конструкциях пластинчатых клапанов замыкающие элементы
всегда расположены перпендикулярно потоку (рис. 112). При дви-
жении через проточную часть потоку приходится менять свое
направление, что приводит к увеличению газодинамического
сопротивления клапана. Улучшению газодинамических харак-
теристик клапанов способствует профилирование проточной части
таким образом, чтобы по возможности выпрямить поток и обеспе-
чить наиболее благоприятные условия его течения (рис. 112, б).
Эта идея реализована в конструкции пластинчатых самопружи-
нящих клапанов, названной прямоточной. Прямоточные клапаны
применяют главным образом на воздушных компрессорах общего
назначения, поршневых компрессорах газоперекачивающих агре-
гатов, а также на первых ступенях компрессоров высокого давле-
ния. Во всех этих случаях они вытеснили самодействующие кла-
паны других конструкций.
Замыкающие элементы прямоточных клапанов представляют
собой пластины'прямоугольной формы толщиной 0,2 ... 0,5 мм.
Пластины 2 (см. рис. 112, б) жестко зажаты одним концом ме-
жду седлом 1 и ограничителем подъема 3 и расположены парал-
лельно проходящему потоку.
Клапан в собранном виде (рис. 113) представляет собой пакет
из однотипных элементов — седел 3 и пластин 5, помещенный
между боковыми плитами 2. В центре клапана расположен только
ограничитель подъема 4 для пластин, примыкающих к нему
с двух сторон. Детали клапана плотно прижимаются друг к другу
с помощью конусных стяжных колец 6. Для фиксации колец
в заданном положении и предохранения их от случайного спада-
185
Рис. 113. Прямоточный клапан типа
ПИК (прямоточный индивидуальный
клапан круглой формы):
I — стопорная планка; 2 -г- боковая пли-
та; 3 — седло; 4 — ограничитель подъема;
5 — пластина; 6 — стяжное кольцо
Рис. 112. Схема потока в клапане:
а — перпендикулярно пластине; б —
параллельно пластине (прямоточная
конструкция); / — седло; 2 — пласти-
на; 3 — ограничитель подъема
ния в работающем компрессоре предусмотрены стопорные
планки 1, устанавливаемые в пазы боковых плит. Разборка кла-
пана для очистки или замены вышедших из строя пластин проста
(достаточно снять стяжные кольца). Преимущество прямоточных
клапанов еще и в том, что благодаря прямому току газа, рацио-
нальной форме проточных каналов и увеличенным проходным
сечениям эквивалентная площадь прямоточных клапанов в .2,5
раза больше, чем кольцевых клапанов того же размера, что в
4—6 раз снижает потери энергии. Прямоточный клапан не имеет
пружин, поскольку его пластины самопружинящие. Предвари-
тельный изгиб (желобчатость) пластин с вогнутостью в сторону
седла приводит к эффекту, аналогичному предварительному на-
тягу клапанных пружин. Применение прямоточных клапанов
повышает надежность работы компрессора, снижает уровень
шума, улучшает тепловые и энергетические показатели работы
компрессоров. Эти клапаны могут быть установлены на компрес-
соры любой конструкции без существенных переделок. Удобство
эксплуатации и ремонта, простота конструкции, технологичность
позволили организовать серийный выпуск самодействующих
прямоточных клапанов.
Изготовляются прямоточные клапаны трех типов: прямоточ-
ные индивидуальные клапаны круглой формы (ПИК), прямоточ-
ные комбинированные клапаны прямоугольной формы (ПКП) и
прямоточные клапаны комбинированные круглой формы (ПКК).
Клапаны типа ПИК (см. рис. 113) предназначены в основном для
воздушных компрессоров общего назначения. С применением
прямоточных клапанов на 5—10 % уменьшается удельный расход
мощности, существенно экономится электроэнергия. Клапаны
типа ПКП и ПКК предназначены для быстроходных бескрейцкопф-
186
ных компрессоров с частотой вращения до 1500 об/мин. Материал
и конструкция этих деталей (рис. 114, 115 и табл. 5) позволяют
изготовлять их наиболее прогрессивными технологическими ме-
тодами, применив прецизионную штамповку, литье под давлением,
листовую штамповку, т. е. малоотходную технологию. Форма и
размеры деталей обеспечиваются в основном на этапе заготови-
тельных операций. Механическая обработка сведена практиче-
ски к чистовым, а чаще только к отделочным операциям; в неко-
торых случаях, например, при изготовлении пластин механиче-
ская обработка полностью исключена.
Материал и способы получения заготовок. Одно из важнейших
условий обеспечения требуемой надежности самодействующих
клапанов — рациональный выбор материалов для изготовления
их деталей.
Основной несущей (корпусной) деталью всех без исключения
самодействующих клапанов является седло. Седла воспринимают
знакопеременную циклическую нагрузку, обусловленную дей-
ствием перепада давления в цилиндре и крышках компрессора.
При перепадах давления на клапан до 4 МН/м2 седла изготовляют
из чугунов СЧ 21, СЧ 32. При более высоких перепадах давлений
используют конструкционные стали 40, 45 или 40Х. Для
сверхвысоких давлений применяют легированные стали ЗОХМА
и специальные стали с высокими механическими свойст-
вами.
Ограничители подъема для обычных условий работы изготов-
ляют из серого чугуна тех же марок, что и седла. При повышенных
нагрузках используют углеродистые и легированные стали 40 или
40Х. Заготовки чугунных деталей получают литьем в песчаные
формы. Отливки подвергают старению.
Седла и ограничители прямоточных клапанов изготовляют
из алюминиевых сплавов АЛ2, АЛ 10В, АЛ 14В методом литья
под давлением. Предпочтительно применение сплава АЛ14В,
так как он обладает необходимыми механическими свойствами,
а наличие в нем до 12 % кремния обеспечивает высокую текучесть,
позволяющую получать хорошее заполнение жидким расплавом
тонких ребер и перемычек в седлах клапана. При высоких пере-
падах давлений у клапанов больших диаметров (свыше 200 мм)
седла изготовляют из конструкционных углеродистых сталей 40 и
45. Для изготовления пружин используют рессорно-пружинные
стали 50ХФА, 65С2ВА, 50ХГФА и др. Пружины изготовляют
навивкой холодной отожженной проволоки. Навитые пружи .ы
подвергают затем предварительной термической обработке (нор-
мализации), а затем закалке до HRC 54—56 для стали 65С2ВА и
HRC 45—47 для стали 50ХФА с последующим отпуском.
В наиболее тяжелых условиях работают клапанные пластины.
Пластины различных конструкций кольцевых, пластинчатых
клапанов разрушаются в результате сильного износа их уплотни-
тельных поверхностей. Материалом этих пластин служат стали
187
L
У10А. ЗОХГС, 09Х15Н8Ю и 30X13 Наилучшие результаты до-
стигаются при использовании конструкционной стали 30X13.
В некоторых случаях пластины изготовляют из титановых спла-
вов, имеющих высокие механические свойства и позволяющих
существенно уменьшить массу пластин Замыкающие элементы
тарельчатых клапанов компрессоров сверхвысокого давления
выполняют из хромоникелевой стали 20Х2Н4А. Пластины лен-
точных прямоточных клапанов изготовляют из пружинной хо-
лоднотянутой и термообработанной стальной ленты марок У8А,
У10А, 09Х15Н8Ю, Х15Н9Ю, 70С2ХА. Лучшие результаты дает
применение легированной коррозионно-стойкой стали 09X15Н8Ю
188
Рис. 114. Седло прямоточного клапана
(лента), поскольку она удачно сочетает в себе высокую механиче-
скую прочность с коррозионной стойкостью.
Изготовление клапанных пластин рассмотрим на примере
клапанной пластины прямоточного клапана (табл. 5). Она пред-
ставляет собой полосовую пластину прямоугольной формы. Основ-
ными поверхностями пластин являются наружные поверхности Л.
6; пазы (ширина канала) /7; плоскости кромок К и толщина пла-
стины S. Предельные отклонения пластины по толщине — 0,05 мм,
по ширине — 0,2 мм Отклонения остальных размеров основных
поверхностей, указанных на чертеже, соответствуют квалитету 10
Размеры без допусков выполняются по квалитету 14.
Параметр шероховатости наружной поверхности должен быть
не ниже Ra = 0,16 мкм. Она не должна иметь риски, расслоения,
царапины и другие дефекты, снижающие сопротивление усталости
материала детали. Параметр шероховатости остальных поверх-
ностей Ra — 2,5 мкм. Специфическим требованием является пред-
варительный изгиб (желобчатость) пластин. По испытаниям пар-
тии прямоточных клапанов установлен оптимальный предвари-
тельный изгиб пластин, равный 0,4 мм. Благодаря применению
этих пластин увеличивается плотность замыкания клапанов,
уменьшается сопротивление, обеспечивается своевременное от-
крытие и закрытие клапанов, что снижает потребляемую мощность
и улучшает экономические показатели компрессора. Для пластины,
показанной в табл. 5, прогиб г/=0,4±0,2 мм только для рабочих
язычков /6 и Z5 пластин.
Маршрут обработки пластин. Клапанные пластины устанав-
ливаются на прямоточные клапаны всех типов, причем как на
всасывании, так и на нагнетании. В качестве заготовки используют
189
Таблица 5
Размеры пластины прямоточного клапана
Обозначение Шифр пластины Вари
$ L Ч 1,
386.150.006 ППС 140-0,4/12 0,3 1бЗ_0,5 23,1±0,1 31,1±0,1 57.0,»-
-01 ППС 140-2,5/12 0,4
02 ППС 140-0,4/12Т 0,3
-03 ППС 140-2,5/12Т 0,4
-04 ППС 140 0,4/13 0,3 149_о,5
-05 ППС 140-2,5/13 0,4
-06 ППС 140-0,4/13Т 0,3
-07 ППС 140-2,5/13Т 0,4
386.150.006 ППС 140-0,4/12 Вари
0,3 23,1±0,1 31±0,1 55,5_о(з
-01 ППС 140 2,5/12 0,4
-02 ППС 140-0,4/12Т 0,3
-03 ППС 140-2,5/12Т 0,4
-04 ППС 140-0,4/13 0,3 *49.0,5
-05 ППС 140-2,5/13 0,4
-06 ППС 140-0.4/13Т 0 3
-07 ППС 140-2,5/131 0,4
190
ант I Испол- нение
I, 'з 1» 1,
122.0,3 15,5_о,5 47,1±0,1 55,1±0,1 23,2±0,1 16,2±0,1 3,8t8:leo 6,1-0,3 V т
13,5_о,5 Y Т
ант II
119-е,» 17-о.Б 47±0,1 55± 0,1 23±0,1 16±0,1 4+0.16 *-0,10 6-0,3 Y
Т
15-0.6 Y
Т
191
стальную ленту. Одним из главных требований, предъявляемых
к ленте, является высокая плоскостность, поскольку от нее за-
висит не только плотность клапана, но и долговечность пластин.
Размеры пластин и точность этих размеров, качество поверхности
как пластин, так и поставляемой ленты таковы, что изготовлять
пластины следует методом листовой штамповки. Требуемая точ-
ность и качество пластин обеспечиваются этим методом без меха-
нической обработки. Необходимость применения метода листовой
штамповки объясняется еще и тем, что механическая обработка
основных поверхностей пластины недопустима, так как при этом
образуются царапины, риски, которые могут привести во время
работы к быстрому выходу пластин из строя. Маршрут обработки
можно представить в виде следующих этапов:
1) вальцовка (правка) ленты;
2) вырубка пластины в штампах;
3) сборка пластин в пакет по 100 шт.;
4) вальцовка для обеспечения требуемой желобчатости пла стин
192
Для изготовления пластин применяется следующее оборудова-
ние: при вальцовке ленты — правильно-разматывающая машина
с микрокомпьютером, который регулирует шаг подачи ленты;
пресс BSTA60SL; токарно-винторезный станок 1А616 со специаль-
ным приспособлением, на котором обеспечивается требуемая
желобчатость пластин. Однако для этой операции можно применять
вальцовочные машины.
Проектирование основных операций. Основной операцией из-
готовления пластин является вырубка, выполняемая на прессе
в штампе. Штамп представляет собой блок (рис. 116), состоящий
из сменных отдельных элементов F, В, G, Е, А, С, D, которые
формируют конфигурацию и размеры штампуемых пластин. Эле-
менты блока монтируются на основной плите штампа Z. На осно-
вании обозначения клапана, шифра и размеров пластины (см.
табл. 5) выбираются необходимые элементы штампа в различных
сочетаниях (A, G, С), из которых затем формируется блок штампа
для данной пластины. Присоединительные размеры элементов
штампа унифицированы, что позволяет быстро собирать блок.
Точность взаимного расположения элемента с основной плитой
штампа обеспечивается направляющими штифтами. Конструкция
штампа со сменными элементами обеспечивает высокую гибкость
технологического процесса вырубки пластин самых различных
размеров. После вырубки в штампах пластины из нагартованной
и несостаренной ленты собирают в пакеты по 60—100 шт. и зажи-
мают в приспособлении, имеющем соответствующую форму при-
Иля первого реза
Рис. 116. Блок штампа
7 Н. А. Ястребова и др.
193
жимных поверхностей. Старение производят в термических печах
при 480 °C. В случае применения предварительно состаренной
ленты повторное старение производят при температуре, на 30—
50 °C превышающей температуру предварительного старения.
Затем производится охлаждение в приспособлении до комнатной
температуры.
Вырубка пластин в штампе неизбежно связана с образованием
на штампованных кромках микротрещин, снижающих сопротивле-
ние усталости и долговечность пластин. В пластинах прямоточных
клапанов для удаления заусенцев и скругления кромок применяют
электрохимическую обработку в специальных установках. После
изготовления пластины подвергают контролю в соответствии с за-
данными техническими требованиями. После вырубки не допу-
скаются вмятины, царапины, забоины, загибы кромок. Эти де-
фекты контролируются визуально. Размеры контролируются
микрометром МКО-25 (ГОСТ 6507—78) и штангенциркулями
ШЩ-125-0,1 и ШЦ-1-160-0,05 (ГОСТ 166—80). Контролируется
частичное неприлегание к плоскости кромок К (см. табл. 5) при
плотно прижатой части, ограниченной размерами /3 и /8( не более
0,5 мм. Для контроля используют плиту, контрольную линейку
и щуп. Желобчатость на рабочих язычках проверяют с помощью
электроконтактного прибора ИМ8719-5007.
Оценка технического уровня и качества самодействующих кла-
панов. На основе ГОСТ 15467—79 «Управление качеством про-
дукции. Термины и определения» и с учетом особенностей функцио-
нирования и эксплуатаций клапанов разработана номенклатура
единичных показателей, используемая для оценки качества кла-
панов: показатели назначения (перепад давления, частота вра-
щения вала и т. д.), показатель конструктивного совершенства
(объем мертвого пространства, плотность клапана, средняя на-
работка до первого отказа в ч), показатель технологичности,
унификации, экономичности (материалоемкость, трудоемкость ре-
монта), показатель эргономический (уровень шума), показатель
патентно-правовой (патентной чистоты).
В качестве базовых показателей для оценки технического
уровня и качества самодействующих клапанов приняты показа-
тели клапанов фирмы «Хоербигер» (ФРГ).
Прямоточные клапаны отечественного производства по ряду
показателей значительно превосходят клапаны фирмы «Хоербигер»
(ФРГ). Средняя наработка прямоточных клапанов до первого от-
каза в зависимости от частоты вращения вала составляет на
газовых оппозитных компрессорах от 3 000—10 000 ч, на воз-
душных от 3850—17 000 ч, что в 1,8 раза больше по сравнению
с клапанами фирмы «Хоербигер» (ФРГ).
Значительное число типов клапанов (прямоточные, ленточные,
кольцевые для передвижных компрессоров) отечественного про-
изводства по ряду показателей назначения превосходят мировой
уровень.
194
ГЛАВА 9. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОРПУСНЫХ
ДЕТАЛЕЙ КОМПРЕССОРОВ
Большое разнообразие компрессоров определило и раз-
нообразие конструкций корпусных деталей, являющихся базо-
выми деталями компрессора. По технологическим признакам
базовые детали компрессоров можно разделить на следующие
технологические группы:
1) блок-картеры холодильных и рамы воздушных и газовых
поршневых компрессоров;
2) корпуса центробежных компрессоров с горизонтальной,
а в некоторых машинах и вертикальной плоскостью разъема;
3) корпуса винтовых компрессоров.
Производство базовых деталей различных технологических
групп в целом имеет общие закономерности построения техноло-
гического процесса, так как эти детали являются деталями одного
класса. Однако конструктивные особенности корпусных деталей
компрессоров и различный объем выпуска создают специфику
проектирования технологического маршрута обработки, операций
механической обработки, применяемого оборудования, приспособ-
лений, способов контроля.
Ниже описана технология изготовления блок-картеров и
корпусов (цилиндров) центробежных компрессоров.
§ 15. ИЗГОТОВЛЕНИЕ БЛОК-КАРТЕРОВ ПОРШНЕВЫХ
КОМПРЕССОРОВ
Назначение, условия работы, конструктивные особен-
ности. Блок-картеры являются основными базовыми и наиболее
ответственными деталями компрессоров. На них монтируются и
координируются с необходимой точностью все узлы и детали ком-
прессора и устанавливается правильное их взаимодействие.
Во время работы компрессора на основные базовые детали
действуют большие изгибающие и растягивающие силы, значи-
тельные по величине и переменные по направлению. Под влиянием
этих сил могут возникнуть вибрации. Поэтому основное требова-
ние к конструкции базовых деталей, в частности, к блок-кар-
теру — достаточная жесткость, т. е. способность противостоять
действующим силам и вибрациям, возникающим при работе ком-
прессора. Для противодействия этим силам блок-картеры изготов-
ляют жесткими и массивными. Так, масса блок-картера унифи-
цированных поршневых компрессоров типа П составляет примерно
40 % от массы всего изделия. Блок-картерные конструкции кор-
пусов компрессоров в сравнении с конструкциями, имеющими от-
дельные картеры и блоки цилиндров, имеют ряд преимуществ:
1) меньшую массу и габаритные размеры компрессора;
Т 195
2) лучшие условия для сохранения во время эксплуатации
точного взаимного положения основных осей (перекос блока
цилиндров вызывает задир зеркала цилиндра);
3) повышение герметичности компрессора;
4) размещение всасывающего коллектора, фильтра и запорной
арматуры внутри блок-картера вместо сложного выносного кол-
лектора .
Блок-картеры относятся к классу корпусных деталей призма-
тического типа. Детали этого класса характеризуются наличием
плоских поверхностей больших размеров и основных точно обра-
ботанных отверстий, оси которых расположены параллельно
или под углом.
Характерной особенностью конструкции унифицированных
блок-картеров (см. рис. 117) является отсутствие разъемов,
наличие в них точных отверстий для гильз 0 150Н7, 0 130Н7,
располагаемых под определенными углами, центральных отверстий
под подшипники для коленчатого вала 0 300Н7, 0 220Н7.
Число отверстий под гильзы определяют в зависимости от произ-
водительности, давления и других параметров компрессора
Вынесение наиболее ответственной части блок-картера в само-
стоятельную и простую деталь — гильзу упрощает изготовление
и ремонт блок-картера. В зависимости от типа компрессора блок-
картеры могут быть V-образного и W-образного типов.
Материал и способы получения заготовок. Блок-картеры изго-
товляют из чугуна СЧ 18 и СЧ 21, имеющего необходимые техноло
гические свойства, а именно, хорошие литейные свойства (жидко-
текучесть), небольшую усадку, малую склонность к образованию
трещин, небольшую чувствительность к изменяющимся скоростям
охлаждения.
В связи со сложностью конфигурации и большими размерами
рассматриваемых базовых деталей компрессоров их заготовками
являются отливки, изготовляемые литьем в сухие песчаные формы.
Формовку выполняют по деревянным моделям.
Отливка не должна иметь трещин, следов засоренности инород-
ными включениями, раковин, пористости. Особенно высокие тре-
бования предъявляются к качеству уплотнительных поверхностей.
Особые требования по плотности материала отливок предъяв
ляются к чугунным блок-картерам фреоновых компрессоров.
Это объясняется тем, что холодильный газ (фреон) имеет наиболь-
шую способность проникать через малейшие неплотности в металле.
Для обнаружения дефектов отливок их подвергают гидравли-
ческим испытаниям. Отливки, имеющие пористость, уплотняют
путем пропитки дефектных мест бакелитовым лаком, раствором
соды, хлорным железом, аммиаком и др.
Сложная конфигурация корпусных деталей компрессоров спо-
собствует возникновению в них при отливке внутренних напря-
жений. Уменьшить внутренние напряжения можно с помощью
как конструктивных, так и технологических мероприятий:
196
Рис. 117. Блок-картер унифицированного поршневого компрессора П110
с помощью первых устраняются резкие переходы от более
тонких частей к более массивным при конструировании чугунных
деталей; технологические мероприятия предусматривают естествен-
ное или искусственное старение отливок.
При естественном старении отливки длительное время выдержи-
вают в атмосферных условиях. Продолжительность естественного
старения зависит от их конструкции, материала и условий отливки.
На компрессоростроительных заводах принят срок старения
3—4 месяца.
Искусственное старение осуществляется с помощью термиче-
ской обработки отливок в газовых или нефтяных печах: отливки
нагревают до температуры 550 °C с выдержкой при этой темпе-
ратуре в течение 3—5 ч в зависимости от размеров деталей. Охла-
ждение отливок следует вести со скоростью 30 °C в час до тем-
пературы 200 °C; дальнейшее охлаждение деталей — на воздухе.
Внутренние напряжения можно снизить механическим воз-
действием на отливки путем встряхивания на специальных при-
способлениях.
Изготовление блок-картеров рассмотрим на примере блок-
картера унифицированного поршневого компрессора П110 и
П220.
Основные поверхности и анализ технологичности конструкции
блок-картера. К основным поверхностям блок-картера (рис. 117)
относятся плоскости четырех опорных площадок /; два отверстия
0 24Н8, расположенных по диагонали в плоскости площадок.
Эти отверстия служат технологическими базами для основных
операций механической обработки. Расстояние между ними уни-
фицировано для блок-картеров ряда компрессоров, что позволяет
при их обработке использовать одни и те же приспособления.
197
Основными поверхностями являются также отверстия 0 300Н7
и 0 220Н7 под корпуса подшипников коленчатого вала, общая
ось которых является главной осью блок-картера и компрессора;
попарно расположенные соосные отверстия под гильзы 0 150Н7
и 0 130Н7 и отверстие 0 100Н9 под корпус масляного насоса.
Размеры перечисленных отверстий унифицированы для всех
компрессоров типа П.
Это дает возможность вести обработку всех блок-картеров
с помощью одних и тех же расточных блоков. Сокращается число
режущего и настроечного инструмента и снижается трудоемкость
обработки. Расстояние от главной оси блок-картера до плоскости
опорных площадок унифицировано, благодаря чему все блок-
картеры обрабатывают практически на одном и том же оборудо-
вании. Переналадка оборудования сведена к минимуму. Размеры
многочисленных резьбовых отверстий, предназначенных для креп-
ления крышек и фланцев, или унифицированы, или нормализо-
ваны. Это сокращает номенклатуру применяемых сверл и мет-
чиков и дает возможность использовать стандартный инструмент,
который намного дешевле специального.
Анализ технических требований. Цилиндрические поверхности
основных отверстий 0 300Н7, 0 220Н7, 0 130Н7, 0 150Н7
обрабатывают, по квалитету 7 с параметром шероховатости поверх-
ности Ra — 2,5 мкм, отверстие под масляный насос 0 100Н9
и два отверстия 0 24Н8 по квалитету 8—9 с параметром шерохо-
ватости поверхности Ra - 2,5 мкм. Из линейных размеров наи-
большую точность имеет расстояние Н от плоскости площадок
блок-картера до главной оси компрессора (размер 315 ± 0,25 мм),
кроме того, площадка блок-картера должна быть параллельна
продольной оси. Отклонение от параллельности допускается не
более 0,1 мм на 100 мм длины.
В технических требованиях оговаривается допустимая оваль-
ность и конусообразность отверстий под корпуса подшипников
и отверстий под гильзы, которая не должна превышать более
половины допуска на диаметр. Овальность и конусообразность
первых из них приводит к несоосности внутренних колец подшип-
ников и, следовательно, к снижению точности движения основных
деталей компрессора. Это вызывает ускоренное изнашивание
трущихся поверхностей механизма движения и потерю мощности.
Овальность и конусообразность отверстий под гильзы ухудшают
условия их монтажа и демонтажа, а также условия передачи
теплоты от их стенок.
Отклонение от соосности отверстий под корпуса коренных
подшипников не более 0,2 мм. Отклонение от соосности отверстий
под гильзы 0 150Н7 и 0 130Н7 не более 0,03 мм.
Отклонение от перпендикулярности торцов отверстий под кор-
пуса подшипников осям этих отверстий и отклонение от перпен-
дикулярности осей отверстий под гильзы соответствующим тор-
цовым поверхностям не более 0,1 мм на радиус фланца. Эти огра-
198
ничения отклонений расположения поверхностей обеспечивают
требуемую точность монтажа деталей и узлов компрессора.
Оговаривается отклонение от параллельности оси отверстия
под масляный насос главной оси. Невыполнение этого требова-
ния может привести к искажению характера зацепления зубчатых
колес приводной передачи масляного насоса и их повышенному
износу. Оси всех резьбовых отверстий должны быть перпенди-
кулярны поверхностям фланцев. Отклонение от перпендикуляр-
ности не более 0,2 мм на глубину отверстия.
Предъявляются также специальные требования. Испытать
всасывающую полость блок-картера на давление: давлением
воды 3,3 МПа, давлением воздуха 0,1 МПа. При гидравлических
испытаниях выдержка под давлением не менее 5 мин. Во время
испытаний не допускается течь, пузырчатая сыпь, потение.
Несмотря на высокие требования, предъявляемые в целом
к блок-картеру и к его отдельным элементам, количество точно
обрабатываемых поверхностей минимальное, а требуемая шеро-
ховатость не превышает Ra = 2,5 мкм.
Материал и вид заготовки блок-картера. Блок-картер изготов-
ляют из чугуна СЧ 21. Твердость НВ 170—240. Заготовка —- от-
ливка, полученная заливкой металла в сухие земляные формы.
Масса заготовки 480 кг. Коэффициент использования материала
0,73. Отдитые заготовки тщательно очищают от песка и пригара,
наросты и формовочные швы обрубают и зачищают. На необраба-
тываемых поверхностях отливок по техническим условиям допу-
скаются газовые раковины диаметром не более 5 мм, глубиной
до 2 мм, числом 5 на 1 дм2. На уплотнительных поверхностях
допускаются газовые раковины диаметром не более 2 мм, глуби-
ной до 2 мм, числом не более трех на 1 дм2 при расстоянии от
краев и крепежных отверстий не менее 3 мм.
Дефекты литья выявляют с помощью ультразвукового дефекто-
скопа. Исправление дефектов допускается наплавлением металла
сваркой, причем химический состав и механические свойства
материала, наплавленного при сварке, должны соответствовать
нормам, установленным для материала отливки. Пористые от-
ливки уплотняют пропиткой специальным составом. Качество
отливок определяют по результатам химического анализа, опре-
деления механических свойств, внешнего осмотра и обмера.
Выбор маршрута обработки и оборудования. Несмотря на
большую сложность конструкции блок-картера и значительное
число обрабатываемых поверхностей, расположенных во многих
плоскостях, маршрут обработки является сравнительно простым.
Этому способствует выбранная схема базирования блок-картера,
а именно, по опорным площадкам 1 и двум отверстиям 0 24Н8
в них (см. рис. 117). Преимущества этой схемы следующие:
1) простота и высокая точность установки;
2) доступность большинства инструментов ко всем обрабаты-
ваемым поверхностям;
199
3) использование принципа постоянства базы; все последующие
операции выполняются при данной установке.
Обработка блок-картера начинается с создания технологиче-
ских баз, затем обрабатываются все остальные поверхности.
В целом маршрут обработки блок-картера состоит из следующих
этапов:
1) обработка базовых поверхностей при установке на черные
базы;
2) обработка системы взаимосвязанных с основными отвер-
стиями плоскостей;
3) обработка системы взаимосвязанных основных отверстий;
4) обработка крепежных отверстий.
Особенности обработки разъемных корпусов. Маршрут обра-
ботки разъемных корпусов включает в себя дополнительные
этапы в последовательности:
1) обработка плоскостей разъема;
2) обработка отверстий под штифты и крепежных отверстий
в плоскости разъема;
3) промежуточная сборка корпуса;
4) совместная обработка системы основных отверстий после
сборки.
В условиях крупносерийного производства, к которому сле-
дует отнести изготовление блок-картера унифицированных ком-
прессоров типа П, целесообразно использовать полуавтоматиче-
скую линию на базе агрегатных станков. На линии обрабаты-
ваются блок-картеры всех компрессоров.
В условиях серийного производства блок-картеры обрабаты-
ваются на поточных линиях, оборудование которых установлено
по ходу технологического процесса. Применяется как универсаль-
ное оборудование, оснащенное специальной оснасткой, так и спе-
циализированное.
В единичном производстве при изготовлении корпусов крупных
центробежных и поршневых компрессоров оборудование в основ-
ном универсальное, но иногда и специальное. Кроме того, боль-
шинство операций сопровождается разметкой и выверкой положе-
ния корпусов на станках перед обработкой. Применяется метод
индивидуального получения размеров.
Проектирование основных операций механической обработки
блок-картеров унифицированных компрессоров. Обработка опор-
ных площадок блок-картера и отверстий в них 0 24Н8 выпол-
няется на специальном агрегатно-фрезерно-сверлильном станке
мод. КА-А342. Станок снабжен четырьмя фрезерными и двумя
сверлильными силовыми головками. Схема обработки показана
на рис. 118. Обработку ведут в четырех позициях в автоматическом
цикле: фрезерование — отвод головки — поворот стола; сверле-
ние — отвод головки — поворот стола; зенкерование — развер-
тывание — отвод головки — поворот стола в загрузочную пози-
цию; открепление детали. В позиции 1 деталь устанавливается
200
в специальное приспособление, устраняющее применение раз-
метки. В качестве базовых поверхностей используют два отлитых
в заготовке блок-картера отверстия под подшипники коленчатого
вала. В указанные отверстия вставляют самоцентрирующую
оправку 1 с двумя рядами выдвигающихся упорных стержней 2
и 3 (см. рис. 118). Блок-картер вместе с закрепленной на нем
оправкой устанавливают на опорные стойки. В позиции 77 фре-
зеруют поверхности четырех опорных площадок блок-картера
в размер 315 ± 0,25 мм двумя фрезерными силовыми головками.
Вначале фрезеруют предварительно, затем последовательно двумя
фрезерными силовыми головками окончательно. Обрабатывают
поверхности торцовыми фрезами, оснащенными вставными ножами
с твердосплавными пластинами ВК8. В позиции III выполняют
сверление двух отверстий 0 24 мм на проход и двух отверстий
0 23,5 мм. В позиции /V выполняют зенкерование и развертыва-
ние двух отверстий, обработанных в позиции III. Обрабатывают
двухшпиндельиой сверлильной силовой головкой, имеющей спе-
циальный комбинированный твердосплавный зенкер-развертку,
в размер 0 24Н8.
Фрезерные операции включают фрезерование всех плоских
поверхностей блок-картера. Обрабатывают поверхности торцо-
выми фрезами с использованием агрегатных продольно-фрезерных
станков с одной или с двух сторон одновременно.
Блок-картер устанавливают опорными площадками в приспо-
собление-спутник, фиксируя по двум технологическим отвер-
201
Рис. 119. Фрезерование плоскостей блок-картера на продольно-фрезерном станке
стиям 0 24Н8, расположенным по диагонали. Фрезерная обра-
ботка выделена в две операции: фрезерование плоскостей под
коленчатый вал и фрезерование наклонных и боковых поверх-
ностей, являющихся торцовыми поверхностями гильз.
Фрезерование поверхностей, являющихся торцовыми поверх-
ностями под коленчатый вал, осуществляют на специальном
продольно-фрезерном станке мод. ГФ-2043 (рис. 119). Фрезы
устанавливают в требуемое положение относительно точно рас-
положенного штыря приспособления. Плоскости фрезеруют че-
тырьмя фрезерными силовыми головками. Две головки предназна-
чены для предварительной обработки и еще две — для оконча-
тельной.
Наклонные и боковые плоскости блок-картера предварительно
и окончательно фрезеруют на специальном восьмишпиндельном
продольно-фрезерном станке ГФ-2044 в трех позициях (рис. 120).
В позиции I выставляют фрезы в требуемое положение относительно
приспособления и эталонного блок-картера. Выдерживают раз-
меры 370 ± 0,25 и 300 ± 1,35 мм. Настраивают па партию 50 де-
талей. В позиции II выполняют предварительное фрезерование
одновременно поверхностей 1, 2, 3, 4.
В расточных операциях выполняется последовательно черно-
вое, получистовое и чистовое растачивание основных отверстий
блок-картера (рис. 121): двух соосных отверстий 0 300Н7,
0 220Н7 под подшипники коленчатого вала; одного отверстия
0 100Н9 под масляный насос; четырех пар соосных отверстий
0 150Н7 и 0 130Н7. Отверстия растачивают с помощью двух
силовых головок, предназначенных для одновременного раста-
чивания отверстий 0 300Н7 и 0 220Н7, и четырех силовых
головок для одновременной расточки отверстий 0 150Н7 и
0 130Н7. Отверстия под гильзы обрабатывают силовыми голов-
ками, расположенными под углом 45°. Отверстия растачивают
резцовыми блоками (рис. 122), состоящими из набора твердосплав-
202
ных резцов и расточного резца, установленного на шпинделе
расточного блока. Предварительное и получистовое растачивание
отверстий производят в одной операции, а чистовое — в дру-
гой.
Выделение чистового растачивания в самостоятельную опера-
цию определяется высокими требованиями по точности и пара-
метрам шероховатости обрабатываемых поверхностей. В мелко-
серийном и единичном производствах основные отверстия раста-
чивают на универсальных горизонтально-расточных станках.
Рис. 121. Обработка основных отверстий блок-картера на специальном агрегатно-
расточном полуавтомате
203
Рис. 122. Резцовый блок для обработки отверстий
Сверлильные операции предусматривают обработку большого
числа второстепенных отверстий, в основном крепежных, распо-
ложенных в различных плоскостях блок-картера. Трудоемкость
сверления и нарезания резьбы в отверстиях составляет 25 %
всей трудоемкости механической обработки. Эти операции це-
лесообразно выполнять на специальных агрегатно-сверлильных
станках с помощью сверлильных и резьбонарезных головок с при-
менением твердосплавного комбинированного инструмента. Свер-
ление выполняют в нескольких позициях (рис. 123). В пози-
циях I и II в двух плоскостях одновременно с двух сторон сверлят
и зенкуют 20 отверстий 0 13,7 мм под резьбу М16 сверлильными
головками по две с каждой стороны. Каждая головка сверлит
отверстия через шаг, так как межцентровые расстояния между
отверстиями малы. В каждой головке размещено по десять комби-
нированных твердосплавных сверл, производящих сверление и
зенкерование отверстий. В позициях III и IV сверлят и зенкуют
по 22 отверстия 0 13,9 мм с помощью восьми сверлильных силовых
головок. В позиции V сверлят и зенкуют 32 отверстия 0 10 мм
под резьбу М12 четырьмя сверлильными головками. В пози-
циях VI—X нарезают резьбы в соответствующих отверстиях.
В позициях XI, XII и XIII производятся сверление, зенкерова-
ние и нарезание резьбы в торцовых плоскостях 2 и 3 (см. рис. 117).
Резьбу нарезают резьбонарезными головками, снабженными мет-
чиками. Все оставшиеся отверстия, расположенные в различных
204
Рис. 123. Схема сверления отверстий и нарезания резьб на агрегатно-сверлиль-
ных стайках
205
плоскостях, сверлят, зенкуют и нарезают или на радиально-
сверлильных станках с применением специального поворотного
приспособления, или с применением специальных поворотных
агрегатных головок.
Следующая операция — гидроиспытание.
Заканчивается обработка блок-картера контролем всех пара-
метров в соответствии с техническими требованиями. Для контроля
линейных размеров используют специальные штангенциркули,
глубиномеры, для контроля системы основных отверстий — эталон-
ные кольца. Резьбовые отверстия контролируют резьбовыми проб-
ками. Для контроля точности взаимного расположения поверх-
ностей применяют специальные приспособления.
Приспособления для обработки и контроля блок-картера.
При механической обработке блок-картера в полной мере исполь-
зуется принцип постоянства установочных баз. Это позволяет
в свою очередь использовать практически на всех операциях
механической обработки приспособление одинаковой конструкции.
На рис. 124 показано приспособление для фрезерования тор-
цов сальника и передней крышки блок-картера. Базирование
блок-картера производят по двум точно обработанным отвер-
стиям и плоскости площадок. Блок-картер устанавливается пло-
скостью площадок на установочные пластины 2, смонтированные
на корпусе 13, и ориентируется базовыми отверстиями по уста-
новочным пальцам — ромбическому пальцу 8 и цилиндриче-
скому /.
Блок-картер закрепляется с помощью гидроцилиндра дву-
стороннего действия 14 и прихвата 6. При перемещении штока
гидроцилиндра вверх производится зажим детали, вниз — раз-
жим. Положение прихвата по высоте регулируется гайкой 10.
Пружины 9, расположенные под прихватами, осуществляют
силовое замыкание — при отведенном штоке цилиндра они вы-
водят прихват из контакта с заготовкой и поджимают прихват
к шайбам гаек 10. Отвод и подвод прихвата в горизонтальной
плоскости производится с помощью рукоятки 7.
Для настройки инструмента на размер приспособление сна-
бжено специальными установами 12 и 11.
Рабочая жидкость подводится в цилиндры через штуцеры 5.
Приспособление ориентируется по Т-образным пазам стола
станка с помощью направляющих шпонок 3 и закрепляется бол-
тами с Т-образной головкой.
При изготовлении приспособления необходимо обеспечить
выполнение технических условий:
отклонение от параллельности плоскости установочных пла-
стин приспособления опорной плоскости приспособления не более
0,02 мм на длине 100 мм;
оси шпилек прихватов и оси штоков гидроцилиндров должны
находиться в одной плоскости, допустимое отклонение не более
0,2 мм.
206
Рис. 124. Приспособление для фрезерования торцов сальника и передней крышки
блок-картера
207
Рис. 125, Приспособление для контроля перпендикулярности оси отверстий
под коленчатый вал осям под гильзы блок-картера
Для контроля перпендикулярности оси расточек под колен-
чатый вал осям расточек под гильзы блок-картера используют
специальное приспособление (рис. 125).
На стойке 4 установлены три фиксирующих пальца 7, 8, 9,
в гнездах которых расположены опорные пальцы 10. В крон-
штейне 3, соединенном со стойкой 4, закреплен индикатор 1.
Для его защиты от повреждения во время работы предусмотрен
кожух 2. Стойка соединена с призмой 5, служащей установочной
базой. Приспособление применяется в комплекте со штангой 6,
устанавливаемой с помощью конических втулок в отверстие под
опоры коленчатого вала. После установки штанги приспособление
вводят в отверстие под гильзу и устанавливают призмой на штангу.
При этом опорные пальцы 10 контактируют с поверхностью рас-
точки 0 130 мм. Ножкой индикатора касаются поверхности
0 150 мм, после чего цилиндр устанавливается на нуль.
Приспособление немного отводят от штанги и разворачивают
на 180°. Индикатор показывает удвоенное значение отклонения от
перпендикулярности. Техническими требованиями на изготовле-
ние блок-картера регламентируют отклонение от перпендикуляр-
ности оси расточек под коленчатый вал осям расточек под гильзы
0,03 мм на длине 100 мм.
Технические условия на изготовление приспособления сле-
дующие:
отклонение от параллельности плоскостей А оси индикатора
и оси у—у не более 0,01 мм на 100 мм;
208
ось индикатора, ось опорного пальца и ось штанги должны
находиться в одной плоскости; смещение осей опорного пальца
и индикатора относительно оси штанги не более 0,01 мм;
отклонение от перпендикулярности осей х—х и у—у не более
0,01 мм на 100 мм.
Приспособление, показанное на рис. 126, используется для
контроля расстояния от оси коленчатого вала до торца отвер-
стия в блок-картере.
В направляющем корпусе 1 расположена измерительная
штанга 2, которая контактирует одним концом с контрольной
штангой 3, установленной с помощью втулок в отверстия под
опоры коленчатого вала, а другим — с измерительной ножкой
индикатора 4.
Приспособление своей базой 5 устанавливается на торец
отверстия, расстояние до которого контролируется. Перед рабо-
Рнс. 126. Приспособление для контроля расстояния от оси коленчатого вала
до торца отверстия в блок-картере
209
той проводится настройка индикатора по эталону 6, устанавли-
ваемому на плоскости Г (см. рис. 126). При измерении индикатор 4
показывает отклонение фактического расстояния от эталонного.
Технические условия на изготовление приспособления:
отклонение от параллельности плоскости, проходящей через
точку В базы, к плоскости Г не более 0,05 мм на радиусе базы;
отклонение от перпендикулярности оси направляющего кор-
пуса 1 к плоскости Г не более 0,03 мм на 100 мм.
§ 16. ИЗГОТОВЛЕНИЕ КОРПУСОВ ЦЕНТРОБЕЖНЫХ
КОМПРЕССОРОВ
Назначение, условия работы, конструктивные особен-
ности. Корпус центробежного компрессора представляет собой
камеру, внутри которой происходит рабочий процесс сжатия и
перемещения газов. Корпус (см. рис. 7) имеет всасывающий (вход-
ной) 1 и нагнетательный (выходной) 24 патрубки.
Рабочие камеры корпусов одноступенчатых машин, называе-
мые улитками, выполняют в виде спирали. Это обеспечивает
наиболее благоприятные условия всасывания газа в направлении
оси машины.
Корпус многоступенчатой машины представляет собой камеру
цилиндрической формы, в большинстве случаев в сочетании с одной
или несколькими спиралями.
Конструктивные особенности корпусов определяются техни-
ческими характеристиками, производительностью машины, а
также технологическими возможностями производства по изго-
товлению отливок.
Корпуса имеют закрытую и открытую конструкции. В корпусах
закрытой конструкции есть горизонтальный разъем, что создает
удобства при изготовлении отливки, сборке и разборке машины,
при проверке проточной части корпуса. В корпусах открытой
конструкции помимо горизонтального есть еще и вертикальный
разъем. Наличие вертикального разъема увеличивает трудоем-
кость сборки, массу, но снижает трудоемкость изготовления от-
ливки. С точки зрения механической обработки корпуса открытой
конструкции технологичнее корпусов закрытой конструкции,
так как позволяют основную операцию (растачивание отверстий)
производить на токарно-карусельных станках, почти без спе-
циальной оснастки. Для растачивания корпусов закрытой кон-
струкции на расточных станках требуются сложные и дорогостоя-
щие бортштанги, настройка инструмента.
Внутри корпуса машины имеются расточки для установки
внутренних частей — диафрагм, обойм уплотнений и т. д. В про-
цессе работы корпуса испытывают значительные изгибающие
и растягивающие напряжения, а также температурные дефор-
мации. В направлении к нагнетательной части температура
корпуса может достигать 150—180 °C. Кроме того, на внутренние
210
полости корпуса влияет агрессивная рабочая среда. К корпусам
центробежных компрессоров, помимо требований прочности, жест-
кости, виброустойчивости, предъявляются требования повышенной
коррозионной и температурной стойкости.
Материал и способы получения заготовок. Корпуса центро-
бежных компрессоров изготовляют в основном из серого чугуна
СЧ 15 и СЧ 28. При работе в условиях высоких давлений, тем-
ператур, а также, если рабочей средой являются агрессивные
газы высокой коррозионной активности, корпуса изготовляют из
хромистого чугуна, коррозионно-стойких и кислотостойких сталей.
Заготовками чугунных корпусов, как правило, являются
отливки. Иногда для машин, работающих при больших давле-
ниях, применяют поковки, получаемые методом свободной ковки,
так как литье может иметь поры.
Корпуса из коррозионно-стойких сталей ввиду низких литей-
ных свойств последних выполняют в виде сварных конструкций.
Отливка корпуса получается путем формовки в ямах по деревян-
ной модели. Заливка металла осуществляется через питатели
в сухую форму. Для сушки формы используют переносные су-
шилки (электрические, газовые). Глубина просушки 70—100 мм.
Температура заливки контролируется оптическим пирометром.
Металл заливают до тех пор, пока питатели не заполнятся до
1/3 объема. Скорость остывания металла 3 т в сутки. Применение
специальных охлаждаемых форм позволяет ускорить остывание —
до 9 т в сутки. В целом время остывания корпуса средних габари-
тов 20—30 дней, а цикл изготовления составляет 4—5 мес.
После остывания корпус извлекается и отрезается литниковая
система и прибыли. Отрезка производится газовой горелкой.
После отрезки литниковой системы производится предваритель-
ный контроль визуально на соответствие размерам и на отсут-
ствие трещин и других пороков. Затем следует очистка корпуса —
абразивная или гидроабразивная. Особое внимание уделяется
очистке проточных каналов, которые в дальнейшем не подвер-
гаются механической обработке.
После очистки отливок корпуса подвергают старению для
выравнивания внутренних напряжений. Затем производят окон-
чательный контроль и проверку основных размеров, а также
толщины стенки отливки на участке 250—300 мм. Стенки корпуса
имеют толщину 15—30 мм в зависимости от давления и размеров
машины. Для обнаружения дефектов в виде трещин и раковин,
механических включений применяют ультразвуковые дефекто-
скопы, позволяющие контролировать стенки толщиной до 30 см,
точность ±0,3 мм. В случае обнаружения дефектов их заваривают.
Для снятия внутренних напряжений отливки подвергаются
естественному или искусственному старению.
Изготовление корпусов центробежных компрессоров рассма-
тривается на примере корпуса центробежного компрессора
543ЦКК-400/40.
211
Основными поверхностями корпуса (рис. 127) являются вну-
тренние поверхности верхней 1 и нижней 4 частей корпуса, со-
ставляющие проточную часть машины 0 1200Н7, плоскость
горизонтального разъема П, два отверстия под штифты 5 для
ориентации взаимного положения двух половин корпуса; отвер-
стия под корпус 3 и крышку 2 подшипника; отверстия под шпильки
и технологические базы 6.
Анализ технических требований. Точность размеров основных
поверхностей выдерживается по квалитету 7—8 с параметром
шероховатости всех поверхностей Ra = 2,5 мкм и отверстий под
штифты Ra 1.25 мкм. Погрешность формы цилиндрических
поверхностей выдерживается в пределах не более половины
допуска на диаметр. Данные требования к точности размеров и
формы основных поверхностей полости корпуса и к шероховатости
поверхностей назначены исходя из опыта и условий эксплуатации
и конструктивных особенностей сборной конструкции корпуса
(цилиндра). В цилиндр помещаются обоймы диафрагм и уплот-
нений, диафрагмы уплотнений и другие детали и узлы, положение
которых определяется допуском расположения основных поверх-
ностей цилиндра, перечисленных ниже.
Отклонение от соосности отверстий диаметром jDj и D2 под
корпуса подшипников, а также внутренних расточек корпуса
относительно оси отверстия 0 1200Н7 допускается не более
0,2 мм. Невыполнение этого требования приведет к нарушению
положения вдоль оси деталей и узлов, помещаемых в полость
корпуса. Это в свою очередь затруднит сборку и монтаж.
Предъявляются требования к плоскостности поверхностей
горизонтального разъема. Отклонение от плоскостности должно
быть таким, чтобы при наложении верхней половины корпуса
на нижнюю зазор по всему внутреннему контуру не превышал
0,06 мм. При затяжке фланцев через две шпильки с Л41ф - 7,2 Н -м
плотность считается достаточной, если щуп толщиной 0,04 мм
не проходит по всему внутреннему контуру в месте стыка. Несо-
блюдение допусков на неплоскостность и шероховатость торцовых
поверхностей корпусов приведет к нарушению герметичности по-
лости цилиндра и снижению производительности и экономичности
работы компрессора.
Отклонение от перпендикулярности торцовых привалочных
поверхностей корпуса 2, 3. 4, 5,6,7 и 10 относительно оси рас-
точки 9 и радиальное биение поверхностей /, 8 относительно
оси расточки 9 допускается не более 0,05 мм (рис. 128).
Параллельное смещение плоскости разъема цилиндра относи-
тельно оси расточки допускается не более ±0,1 мм, а перекос
той же плоскости по всей длине сопряжения — не более 0,1 мм.
Осевое смещение расположения кольцевых полостей, сопрягаю-
щихся с соответствующими кольцевыми выступами обойм или
Диафрагм, допускается не более ±0,1 мм. Точность этих полостей
по ширине выдерживается по квалитетам 7—8. Отклонение от
212
213
LZH ewooz
Рис. 128. Нижняя половина корпуса центробежного компрессора 543ЦКК-400/40
214
концентричности внутренних расточек корпуса его оси допускается
в пределах 0,01—0,05 мм. Отклонение от параллельности осей
шпоночных пазов на привалочных плоскостях относительно оси
расточки допускается не более 0,03 мм. Отклонение от перпен-
дикулярности осей резьбовых отверстий плоскости разъема не
должно превышать 0,1 мм на 100 мм длины шпильки Невыполне-
ние перечисленных выше требований приводит к нарушению
взаимного расположения деталей, узлов и к увеличению трудоем-
кости сборочных работ, а также к нарушению герметичности
цилиндра
К специальным требованиям относятся испытания корпуса
в сборе на прочность при гидравлическом давлении 1,5 МПа.
В целом следует отметить сложность конструкции корпуса
и высокие требования к точности и качеству большинства поверх-
ностей, поэтому здесь очень важно отработать конструкцию на
технологичность, т. е. обеспечить возможность применения высо-
копроизводительных технологических процессов, четко определить
принадлежность конструкции детали к определенной классифи-
кационной группе.
Значительным усовершенствованием процесса обработки кор-
пусных деталей является введение в их конструкцию приливов
или приваренных планок, выполняющих функцию искусственных
технологических баз. Наличие технологической базы обеспечи-
вает обработку с одной установки всех поверхностей, свободный
доступ инструментов, удобство базирования и закрепления,
возможность производить обработку корпуса на специали-
зированном многоцелевом станке типа «обрабатывающий центр»
(ОЦ).
Наличие однотипных форм обрабатываемых поверхностей
в корпусе и четкая принадлежность к классификационной группе
корпусных деталей позволяет применить однотипный инструмент
и групповую обработку. В корпусе многочисленные отверстия
в плоскостях разъема, фланцах и других плоскостях нормали-
зованы — это дает возможность применить стандартный инстру-
мент и снизить затраты на его приобретение.
Материал заготовки. Корпус изготовляют из серого чугуна
СЧ 28 литьем в песчаную форму. Требуемый параметр шерохова-
тости поверхности Ra = 40 мкм проточной части обеспечивается
литьем. Отливка после предварительной обработки подвергается
старению.
Маршрут обработки и выбор оборудования. Сборная кон-
струкция корпуса определяет специфические особенности его
изготовления, а именно, производится предварительная обра-
ботка поверхностей верхней и нижней половин корпуса и оконча-
тельная обработка основных его поверхностей в сборе. Кроме
того, процесс механической обработки прерывается для гидравли-
ческого испытания собранного корпуса. В связи с этим маршрут
обработки корпуса можно разделить на три этапа:
215
Рис. 129. Схема станка типа ОЦ мод.
OFBW-180
1) раздельная обработка
верхней и нижней половин
корпуса; обработка базовых
поверхностей (технологиче-
ских лап); плоскостей разъе-
ма с базированием на техноло-
гические лапы, растачивание
внутренних поверхностей
корпусов, обработка крепеж-
ных отверстий в плоскостях
разъема;
2) сборка корпуса и гид-
равлические испытания;
3) обработка основных
поверхностей корпуса в сбо-
ре, причем окончательная
точность и качество обеспе-
чиваются на данном этапе;
здесь же устраняются по-
грешности взаимного положе-
ния, которые могли иметь
место на предшествующих
этапах.
Годовой программой выпуска корпусов (типом производства)
определяется выбор оборудования. Так, в единичном произ-
водстве при обработке корпусов применяют универсальное обо-
рудование — станки карусельные, продольно-фрезерные, гори-
зонтально-расточные, радиально-сверлильные. Для постоянного
контроля размеров обрабатываемых поверхностей станки снабжены
устройствами цифровой индикации. При обработке на универ-
сальных станках значительное место занимают операции разметки
и выверки заготовок, что оправдано только для единичного произ-
водства. Весьма перспективным является применение станков
типа «обрабатывающий центр», позволяющих максимально скон-
центрировать переходы в одной операции. На рис. 129 показана
схема станка типа ОЦ мод. OFBW-180 (ФРГ), применяемого при
обработке корпусов центробежных компрессоров.
Станок снабжен инструментальным магазином на 44 инстру-
мента, расположенным на стойке позади шпиндельной бабки 2,
а также фрезерной и расточной силовыми головками. Имеет два
стола; один из них (стол 3) показан на рис. 129. На столах уста-
навливаются заготовки для обработки. В то время как одна заго-
товка обрабатывается, вторая (на другом столе станка) — уста-
навливается в требуемое положение для последующей обработки.
На рис. 129 показаны направления основных перемещений рабо-
чих органов станка. Помимо перемещения стойки 1 станка по
направляющим станины (направление X), перемещения шпин-
дельной бабки 2 по направляющим станины 1 (направление Y)
216
и выдвижения расточного шпинделя (направление Z) станок
позволяет:
продольное перемещение стола 3 (направление
поворот стола вокруг вертикальной оси до 360° (направление Р);
движение планетарного суппорта при подрезании торцов
(направление Z');
перемещение расточной головки (направление U).
Применение станков типа ОЦ требует тщательной техноло-
гической подготовки производства и прежде всего — разработки
качественных управляющих программ; настройки инструмента;
соответствующей организации рабочего места.
Проектирование операций механической обработки. Для об-
работки заготовка (например, нижняя часть 4 корпуса, см. рис. 127)
устанавливается (рис. 130) на установочные опоры 4, смонтирован-
ные на корпусе 5 приспособления. Приспособление ориентируется
по Т-образным пазам стола с помощью шпонок и закрепляется
прихватами 3. Ориентация заготовки в продольном и поперечном
направлениях обеспечивается направляющими 6 и упорными 2
опорами. Прихваты 3 представляют собой сочетание рычажного
и винтового зажимов. Ось поворота рычага совмещена с центром
сферической поверхности шайбы, которая позволяет планке само-
устанавливаться по заготовкам с разными размерами по высоте.
При данной установке производится обработка поверхностей А,
Б, В; Г, Д (рис. 131) в шести позициях в автоматическом цикле.
В позиции 1 производится установка заготовки. В позициях 2,
3, 4 фрезеруют соответственно поверхности А, Г, Д, Б. Затем стол
Рис. 130. Схема установки и закрепления нижией половины корпуса для обра-
ботки
217
10/
W)
Рис. 131. Схемы обработки плоскостей фрезерованием
станка поворачивается на 180° и в позициях 5, 6 фрезеруют по-
верхности Б, Д с противоположной стороны фланца. Далее —
поворот стола на 90° и фрезерование поверхности В в позиции 6.
Далее заготовку устанавливают на обработанные технологи-
ческие базы и обрабатывают остальные поверхности в такой
последовательности:
предварительно фрезеруют горизонтальную плоскость разъема;
растачивают внутренние цилиндрические поверхности;
фрезеруют поверхности выступов технологических баз с другой
стороны и обрабатывают имеющиеся на этих поверхностях от-
верстия;
обрабатывают шлифованием или строганием плоскость разъема
и крепежные отверстия в ней;
окончательно обрабатывают отверстия под штифты в собран-
ном корпусе;
растачивают внутренние цилиндрические поверхности.
При обработке внутренних цилиндрических поверхностей чер-
новое, получистовое и чистовое растачивание выполняют после-
довательно. Подрезаются соответствующие торцы. Обработка вы-
полняется с помощью расточной головки.
Растачивание отверстий в верхней части корпуса (рис. 132)
выполняется за один установ, но за две позиции поворотного
стола станка. Вначале обрабатывается сторона А, далее стол
станка поворачивается на 180° и обрабатывается сторона В.
На рис. 132 показана последовательность растачивания отверстий,
выполняемого с применением планетарного суппорта. Каждый
инструмент работает по соответствующему автоматическому циклу,
по окончании которого производят смену инструмента. Цифры
1—13 — номера опорных точек траектории инструмента.
При растачивании отверстий проточной части корпуса, а также
всего корпуса в сборе (рис. 133) также используется планетарное
движение суппорта. В окончательно обработанные отверстия не-
проточной части собранного корпуса 2 вставляются переходные
втулки 1, 4 и 5, изготовленные с высокой точностью и выполняю-
218
Рис. 132. Схемы обработки отверстий в верхней части корпуса
щие роль опор скольжения для расточной борштанги 6 и установ-
ленной на последней расточной головки 3 с планетарным суппор-
том. При радиальном перемещении планетарного суппорта, вы-
полняемом по программе, осуществляется установка инструмента
на необходимый диаметральный размер растачиваемого отвер-
стия. При подаче стола производится обработка проточной
части.
s
Рис. 133. Схема растачивания отверстий проточной части корпуса в сборе
219
Рис. 134. Схема установки корпуса
в сборе с подшипниками для обработки
Растачивание отверстий
После сборки корпуса ком-
прессора с корпусами подшипни-
ков растачивают отверстия под
подшипники. Корпус 2 в сборе
с корпусами подшипников
(рис. 134) устанавливается в
приспособлении 5 с ориентацией
по опорам 3 и 4 последнего.
Приспособление 5 смонтировано
на столе станка 6 и сориентиро-
вано по Т-образным пазам сто-
ла. Крепление приспособления
к столу выполняется с помощью
прихватов 1 и 7.
в корпусах подшипников выпол-
няется в автоматическом режиме по программе (рис. 135). При этом
поверхности Б и В формируются инструментами 1 и 2; поверх-
ность А — инструментом 3, вступающим в работу после инстру-
мента 2. В станках типа ОЦ по окончании работы одного из ин-
струментов возможно автоматическое измерение обработанных
220
поверхностей с помощью щуповых датчиков и в зависимости от
результата контроля при необходимости проводится дополнитель-
ная обработка поверхности. При этом вводится коррекция поло-
жения инструмента, величина которой определяется по резуль-
татам измерений. Инструмент 4 формирует поверхность Г. Свер-
лильные переходы предусматривают обработку большого числа
отверстий, расположенных в разных плоскостях. Обработка осу-
ществляется последовательно различными инструментами, кото-
рые по программе подаются к обрабатываемой поверхности. После
обработки системы отверстий в одной плоскости стол станка по
программе поворачивается к инструментальному шпинделю дру-
гой плоскостью и обрабатывается следующий ряд отверстий.
На рис. 136 показаны поверхности, обрабатываемые в плоскости
разъема корпуса, и необходимый для этого набор инструмента.
К обрабатываемым поверхностям А, Б, В, Г подведен соответ-
ствующий набор инструментов.
После обработки верхней и нижней частей корпуса проводятся
гидравлические испытания. Вначале производят сборку корпуса.
На поверхность разъема нижней половины корпуса устанавливают
резиновый и асбестовый шнуры. Затем устанавливают верхнюю
половину корпуса, заштифтовывают и закрепляют шпильками.
Устанавливают заглушки на все патрубки, также уложив резино-
вые прокладки и закрепив их болтами. Затем корпус заполняют
водой. Проверяют, нет ли воды в местах установки заглушек.
Если воздуха в корпусе нет, включают систему гидроиспытания.
Вначале создается давление 0,7 МПа, затем оно уменьшается
до нуля. Вновь затягивают все крепления. После этого доводят
давление до 1,5 МПа. Согласно инструкции на гидроиспытание
221
не допускается падение давления и течь. После гидроиспытания
производится окончательная обработка корпуса уже в сборе,
которая включает до 100 переходов и более. Заканчивается об-
работка корпуса контролем всех параметров. Инструмент для
контроля точности размеров и формы, а также приспособления
для контроля точности расположения поверхностей применяют
такие же, что для контроля блок-картера и любой другой корпус-
ной детали, поэтому здесь они не рассматриваются.
ГЛАВА 10. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РАБОЧИХ
КОЛЕС ЦЕНТРОБЕЖНЫХ КОМПРЕССОРОВ
§ 17. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ РАБОЧИХ КОЛЕС
Назначение, условия работы, конструктивные особен-
ности. Рабочее колесо является основным и наиболее нагруже-
ным элементом проточной части центробежного компрессора. При
вращении колеса с большой скоростью (окружные скорости дости-
гают 300 м/с) под действием центробежных сил в материале колеса
возникают большие внутренние напряжения. Кроме того, колесо
подвергается воздействию давления, температуры, агрессивной
рабочей среды. Возможны вибрации колеса. Для обеспечения
надежной работы компрессора рабочее колесо должно иметь до-
статочную прочность, а также совершенные аэродинамические
формы проточной части для получения высокого КПД уста-
новки.
Рабочее колесо (рис. 137) состоит из основного диска 3, лопа-
ток 2 и покрывного диска 1. Рабочие колеса центробежных ком-
прессоров отличаются большим разнообразием конструктивных
исполнений.
Так, по относительной ширине канала (отношение ширины
канала на выходе к наружному диаметру колеса) рабочие колеса
делятся на малорасходные (с малой относительной шириной) и
высокорасходные (с большой относительной шириной). По форме
лопаток колеса могут быть с обычными (цилиндрическими) или
с пространственными лопатками. Рабочие колеса отлича-
ются по числу и длине лопаток, характеру их соединения
и т. д.
Различный характер конструктивных решений объясняется
многообразием технических и эксплуатационных требований,
предъявляемых к конструкциям машин, а также необходимостью
учета возможностей предприятий, изготовляющих центробежные
компрессоры.
222
Направление Вращения ротора
Рис. 137. Рабочее колесо
Все рабочие колеса можно разделить на три технологические
группы:
1) открытая конструкция; отдельно изготовляются все эле-
менты рабочего колеса (основной, покрывной диски и лопатки),
а затем соединяются между собой клепкой, сваркой или пайкой;
рабочее колесо представляет собой полностью сборную конструк-
цию (рис. 138, а);
2) полуоткрытая конструкция (рис. 138, б); отдельно изготов-
ляют цельнофрезерованный (лопаточный) и покрывной диски,
а затем соединяют между собой клепкой или пайкой; конструк-
ция колеса — сборная;
3) закрытая конструкция (рис. 138, в); монолитное колесо;
изготовляется литьем, фрезерованием, электроэрозионным спо-
собом.
Производство рабочих колес различных технологических групп
существенно отличается по технологическим процессам, применяе-
мому оборудованию, приспособлениям. Однако такая классифи-
кация позволяет, несмотря на многообразие колес, создать типо-
Рис. 138. Конструкции
рабочих колес:
а — открытая; б — полуот-
крытая; в — закрытая
в)
223
вые технологические процессы и тем самым уменьшить трудоем-
кость технологической подготовки производства.
Материал и способы получения заготовок. Выбор материала
рабочих колес зависит от расчетных напряжений, а также от
химического состава рабочей среды.
Если в качестве рабочей среды применяется газ, не обладаю-
щий коррозионной активностью, применяют углеродистые стали
марок 40, 45, 40Х. При использовании агрессивных рабочих
сред рабочие колеса изготовляют из легированных и хромонике-
левых сталей марок ЗОХГС, Х15Н9Ю и т. п.
Заготовки рабочих колес открытого и полуоткрытого типов
(т. е. заготовки дисков), как правило, поковки, полученные
методом свободной ковки на молотах или прессах. К качеству
металла предъявляются высокие требования. Поковка не должна
иметь трещин, пор, флокенов, инородных включений. В качестве
исходного материала используют среднюю часть слитка. Верхнюю
и нижнюю части слитка, как менее качественные (наличие раковин,
пор и других дефектов), удаляют и их можно использовать для
переплавки.
Применение ковки позволяет получить металл однородной
структуры. Каждая заготовка сопровождается паспортом, куда
вносят данные химико-физического состояния слитка поковки,
и далее данные о свойствах материала после выполнения каждой
технологической операции, связанной с изменением этих свойств.
Заготовки подвергают ультразвуковой и магнитной дефектоскопии.
Опыт применения ультразвуковой дефектоскопии позволил
установить следующие нормы годности заготовок и деталей,
широко применяемых на компрессорных заводах:
1) полйое отсутствие дефектов или наличие отдельных раз-
розненных неметаллических включений размером до 2 мм;
2) единичные, разработанные в теле ступицы неметалличе-
ские включения размером 2—4 мм;
3) наличие зоны скопления мелких неметаллических включе-
ний размером до 4 мм в количестве не более 10 шт. на площади
не менее 100 мм2;
4) наличие трех зон скопления мелких неметаллических вклю-
чений размером до 2 мм, причем площадь каждой зоны должна быть
не более 400 мм2 при расстоянии между зонами не менее 120 мм.
В особо ответственных случаях при больших окружных ско-
ростях и температурах материал колес подвергают контролю
на наличие остаточных напряжений. Для этого вырезают образцы
в виде кольца и измеряют деформации.
§ 18. ИЗГОТОВЛЕНИЕ РАБОЧИХ КОЛЕС
Основными поверхностями рабочих колес (см. рис. 137)
являются отверстия основного и ' покрывного дисков D4 и D6
и соответствующие им торцовые поверхности; шпоночный паз
224
в отверстии основного диска; наружные цилиндрические поверх-
ности дисков Dx, Da и Ds.
Анализ технических требований. Точность размеров основ-
ных поверхностей назначают по квалитетам 7—8 с параметром
шероховатости поверхности отверстия основного диска Ra —
== 1,25 мкм; поверхности лопаток и поверхности Л, Б (см. рис. 137)
основного н покрывного дисков Ra — 0,63 мкм. Все остальные
поверхности Ra = 2,5 мкм. Требование к параметру шерохова-
тости рабочих колес обусловлено условиями их эксплуатации:
для малонагруженных высокорасходных колес рекомендуются
Rz — 20 ... 40 мкм, для малорасходных колес, работающих с вы-
сокой степенью нагружения, — Ra — 0,63 ... 0,8 мкм.
Полирование рабочих поверхностей малорасходиых колес ком-
прессоров сверхвысокого давления позволяет довести КПД по-
следней ступени до 74 % н для колес первой ступени до 77 %.
Для обеспечения надежного крепления основного диска к ло-
паткам при клепке отклонение от плоскостности привалоч-
ной поверхности диска не должно превышать 0,05 мм на длине
400 мм. Зазор между привалочной поверхностью диска и лопаткой
допускается не более 0,03 мм, а зазор между спинкой лопатки
н приложенным угольником — не более 0,2 мм. При сборке лопа-
ток с дисками методом диффузионной сварки зазор в привалочных
поверхностях допускается не более 0,03—0,05 мм, при вакуумной
пайке 0,08 мм, при сварке колес зазор может составлять 0,2—
0,3 мм.
Техническими требованиями оговаривается отклонение от соос-
ности отверстий покрывного н основного дисков от 0,01 до 0,05 мм,
а также биение их торцов не более 0,05 мм. Несоблюдение этих
требований нарушит взаимное расположение элементов рабочего
колеса, затруднит сборку и может привести к снижению эксплуа-
тационных характеристик компрессора.
Допуск параллельности боковых поверхностей шпоночного
паза относительно оси в пределах 0,02—0,05 мм. Допускаемый
небаланс для рабочих колес 0,25—0,5 г.
Специфическими требованиями к рабочим колесам являются
данные по массе. Рабочие колеса следует взвесить с точностью
до 10 г и результаты записать в технологический паспорт. Данные
по массе колес необходимы для сборки ротора. Подбор колес
одинаковой массы на вал ротора позволит сократить длительность
операции по подгонке массы, снизив трудоемкость как механиче-
ской обработки, так н балансировки.
Выбор маршрута обработки и оборудования. Типовые техно-
логические процессы изготовления сборных рабочих колес (от-
крытого и полуоткрытого типа) центробежных компрессоров
отражают все основные технологические процессы, используемые
в отечественной промышленности и за рубежом (табл. 6 и 7).
В табл. 6 представлены типовые технологические процессы изго-
товления дисков для рабочих колес различных конструкций,
8 Н. А. Ястребова др. 225
Таблица 6
Типовые технологические процессы изготовления дисков
Операция Диск без лопаток для колес (см. рис. 138. а) Диск с целъиофрезерованными лопатками для колес (см. рис. 138. б)
клепаных паяных клепаных паяных
Токарная пред- варительная Черновая обработка по контуру
Термическая обработка + 4- + +
Токарная кон- трольная Вырезание пробы в виде кольца для механических испытаний
Токарная Предварительная обра- ботка по контуру Растачивание отверстия и подрезание торцов. Обработка полотна диска со стороны ло- паток с припуском 10—15 мм
Дефектоскопия + + + 4-
Разметочная Разметка для тали н установки де- копира
Копнровально- фрезерная Обработка контура лопатки
Слесарная Шлифование и полирование рабочих каналов
Токарная Окончательная обработ- ка наружных поверх- ностей диска Окончательная обработка диска
Раднально-свер- лильная Обработка отверстий под заклепки
в табл. 7 — технологические процессы изготовления рабочих
колес.
В табл 8 приведены технологические процессы изготовления
цельных колес (закрытого типа) с применением литья, фрезерова-
ния и электроэрозии, которые отличаются от процессов для сбор-
ных колес значительно меньшим числом операций (шесть опера-
ций вместо четырнадцати).
Изготовление клепаных колес со штампованными лопатками —
наиболее распространенный в нашей стране технологический
процесс и применяется для изготовления рабочих колес с лопат-
226
Таблица 7
Типовые технологические процессы изготовления рабочих колес
Опера- ция Сварное колесо Паяное колесо Клепаное колесо
Лопатки штампованные
Ком- плекто- вочная + +
Слесар- ная Подгонка лопаток к основному диску
Слесар- ная Сборка лопатки с диском на прихватки (специальное приспособление) Сборка лопатки с диском на болтах (специальное при- способление)
Свер- лильная Сверление, зенкова- ние отверстия под заклепки (специаль- ное приспособление)
Сбороч- ная Приварка лопатки к основному диску с подогревом до 250—350 °C (спе- циальное приспо- собление) Пайка лопатки к основному диску (специальное при- способление) Клепка лопатки к основному диску
Токар- ная Проточка лопатки под покрывной диск Точение головки за- клепок и тыльной стороны диска
Токар- ная Шлифование полки по покрывному ди- ску (специальное приспособление)
Слесар- ная Зачистка швов Подгонка лопатки под покрывной ДИСК
Лопатки штампованные и фрезерованные
Слесар- ная Прицентровка покрывного диска к основному и соединение (специальное приспособление)
8е
227
Продолжение табл. 7
Опера- ция Сварное колесо Паяное колесо Клепаное колесо
Свер- лильная Сверление и зенкова- ние отверстия под заклепки (специаль- ное приспособление)
Сбороч- ная Приварить покрыв- ной диск к основ- ному с подогревом до 250—350 °C (спе- циальное приспо- собление) Припаять покрыв- ной диск к основ- ному (специальное приспособление) Приклепать покрыв- ной диск к основно- му (специальное пр испособлен ие)
Токар- ная Обработка наружной поверхности, отре- зание образцов Снятие выступаю- щих поверхностей заклепок, отработ- ка покрывного диска
Токар- ная Окончательная обработка внешних контуров, полирование
Слесар- ная Полирование рабочих каналов, скругле- ние острых кромок Полирование вы- полняется при изго- товлении деталей (дисков и лопаток)
ками простой конфигурации, работающих при окружных скоро-
стях до 300 м/с Изготовление клепаных колес требует больших
затрат ручного труда, поэтому такие технологические процессы
целесообразно применять в единичном и мелкосерийном произ-
водствах.
Для токарной обработки и сверления используют оборудова-
ние как универсальное, так и станки с ЧПУ, позволяющие по
программе сверлить большое число отверстий в дисках и лопат-
ках. Значительное место при сборке элементов рабочих колес
занимают слесарно-сборочные работы, поэтому здесь находят
применение многочисленные специальные приспособления, облег-
чающие процесс сборки колес.
Фирмой «Кларк» (США) при сборке элементов рабочих колес
используется процесс сварки. Этот способ позволяет улучшить
аэродинамику колеса и увеличить окружные скорости до 350 м/с.
Применяется в основном ручная дуговая сварка как наиболее
доступный и дешевый способ. Весьма распространен в зарубеж-
ных фирмах. По данным фирмы «Нуово Пииьоле» (Италия) проч-
ность дисков сварных колес в 2 раза выше, чем клепаных при оди-
22Я
паковых окружных скоростях, а прочность крепления лопаток
с диском в 4 раза выше, чем в клепаных. Применение сварки позво-
ляет снизить трудоемкость изготовления за счет ликвидации
ручных пригоночных и сверлильных операций. Но при данном
методе практически невозможно изготовить колеса с малыми
радиусами закругления лопаток, с лопаткой сложной простран-
ственной формы, а также колеса толщиной < 5,5 мм.
Перспективным методом сборки рабочих колес центробежных
компрессоров является пайка.
Оиа позволяет использовать для изготовления колес мате-
риалы с более высокими механическими свойствами (титановые
сплавы), а это способствует дальнейшему увеличению окруж-
ных скоростей (до 450 м/с).
Преимущество данной технологии — в возможности изготовле-
ния рабочих колес с лопатками любого типа. При выборе этого
метода сборки колес необходимо учитывать высокую энергоем-
кость процесса, стоимость припоев и значительный объем приго-
ночных ручных операций
При изготовлении паяных рабочих колес применяется уни-
версальное оборудование для механической обработки, а также
специальные вакуумные печи СЭВ-5,5/16ЭМ2 и СЭВ-11,5,5/16ЭМ2
для пайки колес диаметром от 500 до 1100 мм.
Технологический процесс изготовления колес закрытого типа —
монолитных широко применяют в насосостроении, что объясняется
незначительными окружными скоростями (100—150 м/с), невы-
сокими требованиями к параметрам шероховатости основных
поверхностей (Ra — 6,3 мкм) и точности размеров рабочих кана-
лов (квалитет 8—9). Область применения литых колес для центро-
бежных компрессоров ограничивается скоростями 200—250 м/с.
Типовые технологические процессы изготовления монолитных
колес (закрытого типа) отличаются значительным сокращением
трудоемкости механической обработки (табл. 8). Применение
литых колес ограничивается из-за невозможности контроля меха-
нических свойств материала колеса в различных его сечениях
и необходимости сложной технологической оснастки.
Некоторые иностранные фирмы, например «Нуово Пиньоле»
(Италия), используют механический способ получения канала
путем высверливания и последующего фрезерования его из целой
поковки. Недостаток способа — высокая стоимость (в 3—4 раза
выше, чем сборных колес).
Наиболее широкое распространение у нас и за рубежом при
изготовлении монолитных колес получил способ электроэрозион-
иой обработки колес. Его целесообразно применять при изготов-
лении малорасходных колес для компрессоров высокого и сверх-
высокого давления с шириной канала до 7 мм и диаметром до
350 мм. Особенность данного технологического процесса — пол-
ное отсутствие ручного труда. Способ следует применять в мелко-
серийном производстве в связи с низкой производительностью
229
Таблица 8
Технологические процессы изготовления цельных колес (закрытого типа)
Операция Литое колесо Фрезерованное колесо Электроэр оз воввое колесо
Токарная Предвари- тельное точение Предварительное точение, вырезание образцов для механических испытаний
Токарная Получисто- вое точение Точение профиля колеса с припуском 2 мм, вход- ной канал точить окончательно
Сверлиль- ная Сверление технологических отверстий по числу каналов (специальное приспособление)
Фрезерная Фрезерование рабочих каналов колеса (спе- циальное приспособле- ние)
Электро- эрозионная Обработка рабочих ка- налов колеса (специаль- ное приспособление)
Токарная Окончательная обработка внешних контуров колеса, полирование
электроэрозионной обработки. Рабочие каналы колес должны
иметь сравнительно простую форму. Данный метод можно реко-
мендовать для колес, изготовленных из материалов, которые
трудно паять и сваривать.
Следует отметить, что наибольшее распространение получили
технологические процессы изготовления рабочих колес методом
сборки из отдельных элементов. Маршрут изготовления рабочего
колеса сборной конструкции состоит из следующих основных
этапов:
1) изготовление элементов колеса — основного и покрывного
дисков, лопаток;
2) сборка рабочего колеса;
3) обработка рабочего колеса в сборе;
4) балансировка.
Изготовление дисков. Заготовка — поковка с прошитым от-
верстием. Маршрут обработки дисков состоит нз следующих
этапов (рис. 139, а—д') [1 ]
1) предварительная обработка дисков по контуру с базиро-
ванием по внутреннему отверстию (см. рис. 139, а);
2) термическая обработка для снятия внутренних напря-
жений;
230
Рис. 139. Последовательность обработан диенов
3) обработка базовых поверхностей — центрального отвер-
стия, подрезание торцов (см. рис. 139, б) с базирова-
нием по технологическому пояску А и обработка шпоночного
паза;
4) обработка наружного полотна диска с базированием на
оправку (см. рис. 139, в, г, д).
В связи с высокими требованиями к плоскостности и точности
формы полотна диска обработку его ведут в несколько переходов.
Вначале обрабатывают сторону, к которой прилегают лопатки
(см. рис. 139, в). После поворота обрабатывают тыльную
сторону (см. рис. 139, г), затем возвращаются к стороне, к
которой прилегают лопатки, и обрабатывают ее начисто
(рис. 139, д).
В условиях единичного производства применяется универ-
сальное оборудование и метод индивидуального получения раз-
меров с использованием установки с выверкой положения заго-
товок на станках. В условиях мелкосерийного производства
при большой концентрации переходов в одной операции целе-
сообразно применение станков с ЧПУ.
Типовые технологические процессы изготовления дисков при-
ведены в табл. 6.
Проектирование основных операций. Предварительная обра-
ботка выполняется на универсальном токарном станке с закрепле-
нием в трехкулачковом патроне. В этой операции формируется
контур детали II, обрабатываются технологические пояски А
и вырезается проба в виде кольца IV внутри отверстия. Если диа-
метр отверстия по чертежу менее 250 мм, пробу вырезают из тор-
цовой части втулки. Из вырезанной пробы изготовляют образцы
для испытания на разрыв, ударную вязкость и изгиб. Для проверки
231
остаточных напряжении вырезают кольца из припусков внутри
отверстия. Кроме механических испытаний заготовку после гру-
бой обработки подвергают контролю на отсутствие трещин и фло-
кенов, неравномерность распределения серы и фосфора. Подвер-
гают ультразвуковой дефектоскопии.
Дальнейшую механическую обработку дисков производят при
удовлетворительных результатах испытания механических
свойств.
Обработку центрального отверстия диска (см. рис. 139, б)
и подрезание торцов выполняют на токарном станке с базирова-
нием по технологическому пояску А. В этой же операции про-
тачивают контрольные пояски Б по наружному диаметру и на
полотне у обода со стороны лопаток. Допустимое биение поясков
не должно превышать 0,05 мм. Контрольные пояскн служат при
последующих токарных операциях для правильной установки и
выверки диска. Выверку диска производят, проверяя индикато-
ром биение контрольного пояска и торцовой поверхности ступицы
с соблюдением установленных допусков. Такая установка обеспе-
чивает получение равномерной толщины полотна и позволяет
избежать неравномерного расположения масс, которое может
явиться причиной неуравновешенности дисков.
Далее обрабатывают шпоночный паз, имеющийся в отверстии;
в дальнейшем он служит для крепления диска на оправке.
В условиях единичного производства шпоночный паз целе-
сообразно обрабатывать на долбежном станке. Для долбления
шпоночного паза на торце ступицы диска по шаблону (рис. 140)
размечается осевая линия и фигура шпоночного паза. Размечен-
ный диск устанавливают на под-
кладку 1 (рис. 141) на столе станка
и закрепляют. На торец ступицы
накладывают линейку 2, по кото-
рой индикатором, закрепленным в
резцедержателе, проверяют парал-
лельность торца ступицы диска
относительно поверхности стола
Рис. 140. Шаблон для раз- Рис. 141. Выверка на долбежном
метки шпоночного паза станке
232
Рис. 143. Специальная
оправка
Рис. 142. Схема обработ-
ки диска с установкой на
оправку
станка в направлении поперечного и продоль-
ного хода. Отклонение допускается не более
0,03 мм на 500 мм длины. После выверки дис-
ка устанавливают оправку с резцом.
В условиях серийного производства пазы
обрабатывают на протяжных станках.
После обработки отверстия и шпоночного
паза производят окончательную обработку на-
ружных поверхностей дисков. Диски на оправ-
ку устанавливают по внутреннему отверстию.
В зависимости от диаметра отверстия установка производится на
центровую оправку (рис. 142) или на специальную оправку
(рис. 143).
Операция может выполняться или на универсальных токар-
ных станках или на токарных станках с ЧПУ (рис. 144), напри-
мер, мод. МК6713С5.
Специфические особенности обработки дисков с цельнофрезе-
рованными лопатками. Маршрут обработки таких дисков прак-
тически не отличается от приведенного выше до операции обра-
ботки профиля лопатки. Профиль лопатки может обрабатываться
на универсальных токарных и фрезерных станках по копиру,
на токарных станках с ЧПУ, на специализированных копиро-
вально-фрезерных станках. Выбор способа обработки профиля
лопаток зависит от степени сложности формы профиля, серийности
выпуска и от концентрации переходов в одной операции.
Предварительное фрезерование лопаток выполняют на верти-
кально-фрезерных станках (рис. 145). Чистовое фрезерование
производится на копировально-фрезерных станках (рис. 146)
или фрезерных станках с ЧПУ различной компоновки.
Технологический процесс изготовления покрывных дисков
дополнительно включает в себя операцию горячей гибки, целью
которой является образование конусной поверхности полотна.
Перед гибкой заготовка покрывного диска нагревается. При ис-
233
Устинов А
Ус танов Б
пользовании углеродистых и малолегированных сталей гибка
производится при температуре 1050 °C—950 °C с последующей
выдержкой в штампе в течение 15—20 мин. после чего заготовка
снимается, охлаждается на воздухе и поступает на термическую
обработку.
334
Рис. 145. Схема фрезерования профиля лопатой на вертикально-фрезерном
стайке
Рис. 146. Схема фрезерования профиля лопаток на копировально-фрезерном
станке
235
Рис. 147. Рабочая лопатка
Завершающей операцией об-
работки дисков является свер-
ление отверстий для заклепок
и зенкование отверстий под
головки заклепок, выполняемое
на радиально-сверлильном стан-
ке с использованием специаль-
ного накладного кондуктора.
В серийном производстве
сверление отверстий целесооб-
разно выполнять на станках о
ЧПУ.
Диски с цельнофрезерован-
ными лопатками сверлят только
со стороны лопаток.
Изготовление рабочих лопа-
ток. Лопатки в большинстве слу-
чаев изготовляют из листовой
стали марок ЗОХГСА, 13М5А.
Лопатки для клепаных колес выполняют простой простран-
ственной формы (рис. 147).
Маршрут обработки включает в себя разметку листа по ша-
блону. По форме размеченное поле соответствует развертке ло-
патки с припуском 4—6 мм на обработку.
Продольную ось листовых заготовок при разметке располагают
поперек направления проката. В противном случае возможно
появление трещин на лопатках, особенно на малых радиусах.
Из размеченного Листа вырезают заготовку на ножницах, зачи-
щают кромки, затем правят. Далее лопатки шлифуют в размер
с точностью до 0,1 мм на плоскошлифовальном станке.
Штамповка лопаток выполняется в гибочных штампах. В штам-
пах предусмотрены сменные дополнительные вставки, позволяю-
щие штамповать лопатки разной ширины. Штамповка произво-
дится с нагревом заготовок до температур 950—960 °C, которые
дают возможность при выдержке заготовки в штампе произвести
закалку лопатки. После этого заготовка подвергается термиче-
ской обработке — отпуску. После термической обработки часть
лопаток используют в качестве образцов для испытания механи-
ческих свойств.
Далее выполняют фрезерование комплекта лопаток в размер,
сверление отверстий в торцах лопатки на радиально-сверлильном
станке через кондуктор.
Отверстия в лопатках сверлят на 1 мм меньше, чем предусмо-
трено в чертежах; отверстия сверлят до заданного размера со-
вместно с основным и покрывным дисками при сборке рабочего
колеса.
Отверстия с внутренней стороны торцов лопаток коробчатого
профиля зенкуют под потайную часть головки заклепок на вер-
236
тикально сверлильном станке с помощью специального байонет
ного приспособления.
После изготовления всех элементов рабочего колеса выполняют
сборку одним из методов, приведенных в типовых технологиче-
ских процессах (клепкой, пайкой, сваркой, см. табл. 6 и 7).
Сборка рабочих колес открытого типа. Основными требова-
ниями, Предъявляемыми к сборке рабочих колес открытого типа,
являются:
надежность и прочность заклепочного соединения;
отсутствие дефектов у заклепок;
достаточно полное заполнение заклепкой отверстия;
малые деформации лопаточных и покрывных дисков при
сборке;
выступающие части головок заклепок, а также другие неров-
ности на внешних сторонах рабочего колеса не допускаются;
собранные колеса должны быть отбалансированы (статически
или динамически).
Все детали, поступающие на сборку, должны быть изготовлены
в соответствии с техническими требованиями, проверены и при-
няты ОТК. Детали осматривают, продувают сжатым воздухом.
Острые кромки притупляют, снимают заусенцы.
После проверки комплектности и качества деталей, поступив-
ших на сборку, приступают к подбору лопаток по массе. Подбор
лопаток по массе создает благоприятные условия для обеспечения
уравновешенности рабочих колес. В зависимости от размеров
лопаток допускается разница в их массе от 2 г до 10 г. Лишний
металл удаляют равномерно по всей спинке лопатки с помощью
шлифовальной пневматической машинки или наждачного круга.
Лопатки можно подбирать по массе попарно. В этом случае
лопатки одинаковой массы устанавливают на диске диаметрально
противоположно. Такие лопатки после их подбора маркируют
одинаково.
Диск кладут на плиту внутренней стороной кверху. Лопатки
попарно согласно маркировке ставят на свои места на полотне
диска и прикрепляют к нему болтами, устанавливаемыми в край-
них отверстиях. Щупом проверяют прилегание полок лопаток
к диску Зазоры и покачивание лопаток не допускаются. С по-
мощью угольника проверяют перпендикулярность спинок лопа-
ток полотну диска.
Для обеспечения плотного прилегания полок рабочих лопаток к
диску перед сборкой полки шлифуют на плоскошлифовальном станке.
Диск с собранными на болтах лопатками надевают на балан-
сировочную оправку и подвергают статической балансировке.
Выявленный дисбаланс устраняют путем перемещения или замены
лопаток, после чего осуществляют клепку лопаток к диску.
Предварительно проверяют совпадение отверстий в дисках
с отверстиями в лопатках. Предусматривается совместное развер-
тывание этих отверстий перед сборкой.
237
Рис. 148. Приспособление для центровки
покрывного диска:
1 — оправка; 3 •— сменная центрирующая
втулка; 3 — дкск; 4 — лопатка; S •— покрыв-
ной диск; в — центрирующая шайба; 7 —
шайба; 8 — центрирующая втулка; Я — гайка
SO — контргайка
Расклепывание головки
заклепки осуществляется в
помощью пресса или специаль-
ных клепальных машинок.
Для уменьшения деформаций
дисков при расклепывании
большого числа заклепок на
основе практического опыта
установлен следующий поря-
док установки заклепок.
Вначале устанавливают
заклепку третью по счету от
ступицы диска, за ней ставят
заклепку у самого края по-
лотна, после чего, начиная
снова от ступицы, ставят
остальные заклепки подряд
За первой лопаткой приклепывается следующая по порядку.
Если на диске ставят поочередно короткие н длинные лопатки, то
сначала приклепывают короткие.
Уменьшению деформаций при клепке способствует нагрев
заклепок перед их установкой, выполняемый с помощью специаль-
ного устройства.
После клепки окончательно контролируется перпендикуляр-
ность спинок лопаток диску, а также плотность прилегания
лопаток к диску. Допускается отклонение от перпендикулярности
спинки лопатки диску не более 0,2 мм на длине спинки. Допусти-
мый зазор между полкой лопатки и диском на длине, равной диа-
метру заклепки, не более 0,03 мм.
По окончании клепки лопаток к диску производится снятие
выступающей части головок заклепок с тыльной стороны диска.
Это выполняется на токарных станках.
Далее вновь производят балансировку узла. Дисбаланс
устраняют путем снятия или добавления металла со стороны
диска.
При полной сборке рабочего колеса используют специальное
приспособление для центровки покрывного диска (рис. 148)
и лопаточного диска с лопатками.
Центрирующая оправка 1 с помощью сменных втулок 2 ба-
зируется по центральному отверстию лопаточного диска 3, В цен-
тральное отверстие покрывного диска 5 устанавливается центри-
рующая шайба 6, которая базируется своим уступом по централь-
ному отверстию покрывного диска. Втулка 8 позволяет сцен-
трировать шайбу 6 и покрывной диск 5 с лопаточным диском 3
через оправку / Вся система жестко скрепляется с помощью
гайки 10 и фиксируется контргайкой 9.
Проверяют зазор между покрывным диском и полками лопа-
ток. Допустимый зазор не более 0,25 мм. Для малых D до 100 мм
238
и тонких лопаток толщиной до 5 мм допускается превышение
зазора до 0,4—0,5 мм.
Зазор устраняют снятием металла с помощью наждачного
круга с наиболее выступающих частей лопаток или соответствую-
щей рихтовкой.
После центрования покрывного диска и обеспечения достаточ-
ной плотности прилегания его к полкам лопаток производят
разметку, сверление и зенкование отверстий под заклепки. Далее
приступают к клепке, соблюдая все меры предосторожности
во избежание коробления покрывного диска. Сначала приклепы-
вают четыре крестообразно лежащие лопатки, а затем — осталь-
ные по порядку. Зазор между покрывным диском и полками
лопаток после клепки при проверке щупом не должен превышать
0,04 мм. После клепки наружную поверхность покрывного диска
подвергают проточке для того, чтобы головки заклепок были
заподлицо с полотном покрывного диска.
Колесо вновь подвергают уравновешиванию. Дисбаланс устра-
няют путем снятия или добавления металла со стороны покрыв-
ного диска.
Для балансировки отдельных колес используют специальные
ступенчатые оправки (рис. 149). На вал 1 насажены центровочные
тарелки 3 и 4, между которыми устанавливают и по выступам
которых центрируют рабочее колесо. По одной тарелке центри-
руется отверстие лопаточного диска, по другой —- покрывного.
Гайка 2 обеспечивает плотное закрепление балансируемого ко-
леса Оправку с колесом устанавливают на призмы балансировоч-
ного станка (по шейкам вала 1).
При статической балансировке колес задача уравновешивания
сводится к нахождению «тяжелого места» колеса и устранению
дисбаланса путем добавления или снятия металла на диаметрально
противоположной стороне колеса.
Для более точного уравновешивания окружность колеса раз-
мечают на восемь равных частей. Поворачивая колесо так, чтобы
каждая отметка поочередно находилась на горизонтали, подби-
рают массу пробного груза q, при которой колесо повернется
на призмах хотя бы на 20—30°. Эти действия повторяют для
каждой метки. Строят график в координатах номер метки — масса
груза. Полученная кривая является синусоидой. Положение ее
низшей точки определит «тяжелое место»
Определяют массу q уравновешивающего груза:
___?тпах — <7 mln
7__2 ’
где qm!a — максимальная масса груза; 9mm — минимальная масса
груза Уравновешивающий груз размещают (удаляют) на стороне
колеса, диаметрально противоположной «тяжелому месту».
На некоторых заводах для статического уравновешивания
применяют балансировочные станки на воздушных подвесах.
239
Рис. 149. Ступенчатая оправка для
статической балансировки рабочих ко-
лес с посадочными отверстиями раз-
ных диаметров
Рис. 150. Воздушный подвес
балансировочного станка
Станок состоит из двух стоек, на каждой из которых вместо призма-
тических ножей крепятся воздушные подвесы (рис. 150) — под-
шипники скольжения 3 половинного охвата с жиклерами 2 для
продувки воздуха. Между шейкой оправки / и поверхностью
подвеса образуется воздушный зазор за счет «всплытия» ротора.
Отсутствует трение шейки оправки о подвес.
Станок с воздушными подвесами лишен недостатков, свойствен-
ных приспособлениям для статического уравновешивания. Здесь
отсутствует контакт вала и основания и не может быть остаточных
деформаций. Пыль и посторонние частицы выдуваются из зазора.
Все погрешности установки, изготовления вала и опор не умень-
шают степень возможной точности балансировки, а выявляются
сразу, препятствуя нормальному «всплытию» ротора. Это является
преимуществом стендов нового типа, так как настраивать станок
можно даже без специальных инструментов и приспособлений,
пользуясь «всплытием» ротора, как критерием работоспособности,
а возможная точность при этом обеспечивается автомати-
чески. В случае различных диаметров у шеек вала делают
подвесы соответствующих размеров.
Обычно показателем статической уравновешенности тела яв-
ляется способность его сохранять состояние покоя в любом по-
ложении на горизонтальных направляющих.
У станков с воздушными подвесами есть особенность, которая
делает это классическое определение неприемлемым. Дело в том,
что из-за неточности изготовления отверстий для поддува воздуха,
возможного одностороннего смещения и ряда других причин
может возникать турбинный эффект: уравновешенный ротор
начинает вращаться в одну сторону. Турбинный момент для
каждой конкретной установки можно определить эксперимен-
тально. Для этого берут оправку без колеса, с высокой точностью
балансируют ее, после чего оправка под действием турбинного
момента начинает вращаться в одну сторону. Помещая на оправку
грузы разной массы, добиваются такого положения, когда она
240
останавливается в горизонтальной плоскости. Если повернуть
оправку с грузом на 180°, то она вновь вернется в первое положе-
ние. Момент от уравновешивающего груза и есть турбинный
момент, который зависит при прочих равных условиях (давление
поддува, расход газа) от высоты всплытия.
Именно турбинный момент, а не коэффициент трення, в основ-
ном определяет возможную точность уравновешивания на данных
станках.
Питание воздухом производится из заводской пневмосети.
Диаметр жиклеров 0,5 мм. На таком станке можно балансировать
колеса массой до 40 кг при давлении поддува 0,54 МПа. Расход
газа при этом около 8 кг/ч. Вначале балансировку ведут в обычном
порядке: определяют тяжелое место, ставят уравновешивающий
груз. Особенность состоит в том, что отбалансированным считается
колесо, которое в любом положении начинает медленно вращаться
в одну н ту же сторону под действием остаточного турбинного
момента. Точность уравновешивания 80—120 мН-см.
Сборку рабочих колес с цельнофрезерованными дисками на-
чинают с центровки покрывного диска, после чего в нем сверлят
отверстие для заклепок через аналогичные отверстия диска с по-
следующим совместным развертыванием и зенкованием.
В полученные отверстия вставляют заклепки в форме стержней,
которые подгоняют по длине. После расклепки обоих концов
стержней образуются головки.
При сборке колес с цельнофрезерованными лопаточными
дисками ввиду повышения жесткости диска и уменьшения объема
клепальных работ коробление соединенных деталей, как правило,
минимально. Зачистка головок заклепок у таких колес всегда
выполняется на станках.
Сборка рабочих колес полуоткрытого типа. Применяют ва-
куумную пайку. После очистки и обезжиривания деталей колеса
на торцы лопаток укладывают припой ПЖК-ЮОО в виде отдель-
ных пластинок, вырезанных из полосы фольги толщиной 0,1 мм
(рис. 151, а). Полоски припоя к торцам лопаток крепят точечной
сваркой. Затем колесо собирается с покрывным диском с помощью
центрирующего приспособления и помещается в вакуумную
печь 1. Пайка производится в вакууме 1 • 10"* мм рт. ст. при тем-
пературе 1250 °C. Для предотвращения значительной тепловой
деформации диски нагревают постепенно.
Процесс пайки контролируется с помощью приборов и визу-
ально через смотровое окно 2 (см. рис. 151, 6). После расплавления
припоя и образования паяного соединения колеса охлаждают.
Охлаждение осуществляется также в вакууме для предотвращения
окисления поверхностей колеса и деталей печи. Спаянное колесо
подвергается обработке холодом при температуре —50 °C и ста-
рению при температуре 350 °C.
Такой режим пайки и термической обработки позволяет
сохранить механические свойства основного материала и паяных
241
соединений. После вакуумной пайки и термообработки колесо
обрабатывается по наружным поверхностям и балансируется.
Приспособления для обработки, сборки и контроля рабочих
колес. Для обработки лопаток фрезерованием используют при-
способление, показанное на рис. 152.
Заготовка лопаточного диска базируется по центральному
отверстию с помощью оправки 1 и устанавливается на опорную
плиту 2 приспособления, которая соединена с делительным ди-
ском 6. Фиксация заготовки в требуемом положении осуще-
ствляется с помощью цилиндрического фиксатора 8, вводимого
в соответствующие втулки делительного диска 7, что выполняется
с помощью специального механизма, выполненного на базе эле-
ментов универсально-сборных приспособлений (У СП). Все
приспособление крепится к фланцу 5 поворотной головки. За-
готовка с помощью шайбы 9 и гайки 10 надежно закрепляется.
Для увеличения жесткости заготовки и предотвращения деформа-
ций (прогиба) диска при обработке используются регулируемые
подводимые опоры 3, которые после их регулировки стопорятся
с помощью контргаек 4. По окончании обработки одной лопатки
фиксатор 8 выводится из втулки делительного диска 7. С помощью
поворотной головки заготовка поворачивается на угол, соответ-
ствующий началу обработки следующей лопатки (угол между
определенными втулками делительного диска). Фиксатор вво-
дится во втулку. Начинается обработка следующей лопатки.
Образование конусной поверхности полотна покрывных дисков
производится в ходе операции горячей гибки с помощью спе-
242
Рис. 152. Приспособление для фрезерования лопатой
Рис. 153. Гибочный штамп для покрывных
дисков
циального гибочного штампа (рис. 153). Нижняя 1 и верхняя 2
части штампа изготовлены из серого чугуна, а вставки 3 и 4 —
из стальных поковок. Вставки являются сменными частями
штампа, их размеры зависят от геометрии и размеров штампуемых
покрывных дисков. Последнее позволяет использовать штамп для
гибки покрывных дисков разных диаметров и конфигураций.
При сверлении отверстий под заклепки в покрывных дисках
используется накладной кондуктор (рис. 154), представляющий
собой накладное кольцо 1
с центрирующим буртом,
посредством которого
кольцо базируется по на-
ружному диаметру диска.
На окружности корпу-
са кондуктора располо-
жены отверстия с запрес-
сованными в них кондук-
торными втулками 3. От
центра одной из них отхо-
дит в радиальном направ-
лении ряд отверстий, в
которые запрессованы кон-
243
дукторные втулки 4, Ручки 5 служат для удобства обращения с
кондуктором
Для сверления отверстий диск устанавливают на столе радиаль-
но-сверлильного станка тыльной стороной вниз и закрепляют. На
диск накладывают кондуктор до их полного взаимного прилегания.
По установленному кондуктору сверлят одно из отверстий
через кондукторную втулку 3 и фиксируют взаимное положение
кондуктора и диска фиксатором 2. Затем просверливают все осталь-
ные отверстия^ через втулки 3 и 4 Вынув фиксатор, перемещают
кондуктор поворотом относительно диска таким образом, чтобы
сдвинуть его на одно отверстие по шагу отверстий, расположенных
на окружности, и новое взаимное положение диска и кондуктора
фиксируют фиксатором 2 через ранее просверленное отверстие.
Затем сверлят радиально расположенный ряд отверстий через
кондукторные втулки 4. Так ряд за рядом сверлят отверстия
в диске в указанной последовательности.
Для сверления отверстий в полках рабочих лопаток исполь-
зуют кондуктор (рис. 155), состоящий из колодки 4, кондукторной
планки 1 дисковой стороны, кондукторной планки 7 со стороны
покрывного диска, сменной прокладки 3. Все эти детали, скреп-
ленные вместе, образуют короб, внутрь которого вставляется
лопатка. С помощью сменной прокладки 3 регулируется посадоч-
ный размер для обеспечения возможности обработки в кондукторе
лопаток, различающихся по ширине Установочными базами
в кондукторе являются поверхность колодки, выполненная по
радиусу лопатки; внутренняя сторона кондукторной планки 1
и поверхность двух сухарей 6. Эта поверхность пригоняется
по эталонной лопатке.
Заготовка доводится до плотного соприкосновения с устано-
вочными базами приспособления. К радиусной поверхности ко-
лодки лопатка прижимается двумя прижимами 11, находящимися
в кронштейнах 5, с помощью пневматических устройств 10.
Положение кондукторных втулок 9 и 12 в кондукторных
планках определяется соответствующим расчетом и, кроме этого,
244
Рис. 155. Кондуктор для сверления рабочих лопаток
согласовывается с размещением втулок в кондукторах для сверле-
ния лопаточного и покрывного дисков. В центре колодки 4 кон-
дуктора расположено отверстие а, через которое кондуктор при-
крепляется с помощью болта к угольнику, установленному на
столе радиально-сверлильного станка (рис. 156). Болт 1 является
осью, вокруг которой кондуктор может быть повернут для обра-
ботки отверстий в лопатке со стороны лопаточного и покрывного
дисков. Кондуктор фиксируется в требуемом положении с по-
мощью штифта, находящегося на вертикальной стойке уголь-
ника. Штифт должен войти в отверстие каленой втулки 8 (см.
рис. 155), запрессованной в корпус кондуктора. Положение
планки со стороны покрывного диска, находящейся под углом а
к планке со стороны лопаточного диска, фиксируется через отвер-
стие во втулке 14 (см. рис. 155) таким же штифтом, находящимся
на продолжении горизонтальной оси угольника на его противо-
положном конце.
Фиксатор 2 (см. рис. 155) и специальный палец в отверстии
а втулки позволяют проверять правильность сборки кондуктора.
Кроме того, фиксатором 2 осуществляется дополнительное креп-
245
Рис. 156. Схема установки кондуктора
для сверления лопаток на угольнике:
1 — болт; 2 — угольник; 3 — кондуктор;
4 — стол радиально-сверлильного станка
Рис. 157. Приспособление для
зенкования отверстий в полках
лопатоя
ление лопатки после сверления
первого отверстия.
Зенкование фасок отверстий с
внутренней стороны полок короб-
чатых лопаток выполняют с по-
мощью специального приспособ-
ления (рис. 157) [1].
Приспособление с помощью
оправки 2, конец которой выпол-
нен в виде конуса Морзе, встав-
ляется в шпиндель вертикально-
сверлильного станка. Кожух 1 закрепляется на шпиндельной
бабке. Вращение от шпинделя через оправку 2 н пару шестерен 5
н 6 передается на зенковку, вставляемую в отверстие шестерни 6.
Корпус 4 и крышка корпуса 3 при работе приспособления не-
подвижны. Движение подачи осуществляется за счет перемещения
шпиндельной бабки.
ГЛАВА И- ТЕХНОЛОГИЯ СБОРКИ ТИПОВЫХ УЗЛОВ
КОМПРЕССОРОВ
§ 19. ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ НА ЗАВОДАХ КОМПРЕССОРОСТРОЕНИЯ
Технологический процесс сборки имеет ряд особен-
ностей, отличающих его от других технологических процес-
сов.
246
Во-первых, этот процесс является завершающим и поэтому
наиболее ответственным этапом производственного процесса. На-
дежность компрессора, его важнейшие параметры — производи-
тельность, экономичность и др. в значительной степени опре-
деляются уровнем технологии и качеством сборки. В процессе
сборки выявляются многие дефекты предшествующих технологи-
ческих процессов, а также технологичность конструкции изделия.
Отступления от требований технологии сборки, предусмотренных
соответствующей документацией, могут быть причиной выхода
компрессоров из строя при испытаниях и эксплуатации.
Во-вторых, процесс сборки компрессора отличается слож-
ностью. В отличие от предшествующих процессов, объектами
которых служат заготовки или детали, объектами сборки яв-
ляются более сложные изделия, включая компрессоры. Сопут-
ствующие сборке физические явления (деформация деталей, кон-
тактные напряжения и др.) сложны, что затрудняет расчет точ-
ности сборки. Рабочие движения отличаются настолько большим
многообразием, что воспроизведение их в автоматических сбороч-
ных системах затруднено, а подчас и невозможно. Главным обра-
зом этим объясняется низкий уровень механизации и автоматиза-
ции сборочных работ.
В-третьих, процесс сборки характеризуется высокой трудо-
емкостью, составляющей 25—30 % общей трудоемкости изготовле-
ния изделий. В единичном и мелкосерийном производствах трудо-
емкость сборки нередко возрастает до 40 % из-за большого объема
пригоночных работ. Относительная трудоемкость сборочных работ
в последнее время непрерывно возрастает, а численность рабочих
в сборочных цехах и участках растет быстрее, чем в обрабатыва-
ющих. Это обусловлено тем, что механизация и автоматизация
сборочного производства проводится недостаточно полно и эф-
фективно.
В общем случае технологические процессы сборки компрессо-
ров, а также их отдельных узлов можно разделить на следующие,
последовательно выполняемые этапы: предварительная сборка;
промежуточная; узловая; общая сборка изделия [6].
Предварительную сборку применяют для составных частей
или изделия в целом; например, компрессоры поставляют как
в собранном, так и в частично разобранном виде. В последнем
случае сборку компрессора осуществляет потребитель непосред-
ственно на рабочем месте или на специальной монтажной пло-
щадке. На заводе-изготовителе компрессор полностью соби-
рают, испытывают, после чего его отдельные части демонтируют.
Детали и узлы компрессора консервируют, упаковывают и от-
правляют потребителю, который производит его монтаж.
Промежуточную сборку чаще всего выполняют для проверки
взаимного положения сопрягаемых деталей перед окончательной
сборкой. Ее также производят перед окончательной совместной
обработкой соединяемых деталей, например, перед растачиванием
247
тела шатуна в сборе. Такая сборка позволяет экономить время
при общей сборке соединения.
Узловая сборка — сборка, объектом которой является состав-
ная часть изделия. Эта сборка может быть окончательной, если
собираемые составные части изделия поступают потребителям
в качестве запасных частей.
Общая сборка — сборка, объектом которой является изделие
в целом. Она является заключительным этапом сборочного про-
цесса, обеспечивающим заданное качество изделий. После окон-
чательного (приемочного) контроля изделия обычно окрашивают.
Если размеры и масса изделия не позволяют транспортировать
его на место эксплуатации, то изделие разбирают.
Сборку изделий производят на рабочих местах, сборочных
участках и в отделениях сборочного цеха. В компрессоростроении
специализированные сборочно-испытательные цехи создаются
в основном для общей сборки и испытаний компрессоров.
Рабочее место сборщика оборудуют в соответствии с выполня-
емой на нем работой. На рабочем месте один или несколько сбор-
щиков выполняют работы по сборке одного или нескольких
одинаковых изделий. Сборочный участок состоит из нескольких
рабочих мест.
В компрессоростроении применяют поточную и непоточ-
ную сборку.
Поточная сборка выполняется при разделении технологи-
ческого процесса на небольшие и однородные по технологическому
содержанию операции, одновременно выполняемые на последова-
тельно расположенных рабочих местах, образующих поточную
сборочную линию. Основной расчетной величиной при поточной
сборке является такт сборки — расчетный (регламентированный)
промежуток времени, через который с поточной линии должна
выпускаться единица продукции. Такт сборки (т) определяют по
формуле [6]:
где Fn — действительный годовой фонд времени, ч; N — годовая
программа выпуска изделий (сборочных единиц), шт. Фонд вре-
мени рабочих мест ручной сборки (верстаки, стенды) составляет
при работе в одну смену 2070 ч; в две смены — 4140 ч; в три
смены — 6210 ч. Фонд времени рабочих-сборщиков при 15-дневном
отпуске 1860 ч; при 24-дневном отпуске — 1820 ч.
Длительность каждой операции сборки, включающая сумму
оперативного времени и времени, затрачиваемого на перемещение
собираемого объекта или на переход рабочих от одного рабочего
места к другому, при поточной сборке должна быть равна или
кратна такту сборки. Необходимость этого обусловливает раз-
деление отдельных операций на более мелкие, а если это по техно-
логическим соображениям невозможно, то дублирование их на
248
поточной линии. Мелкие операции объединяются в одну, более
крупную. Допускается перегрузка рабочих мест на 5—10 %
и недогрузка на 10—15 %.
Приведение длительности сборочных операций к равенству
или кратности такту сборки называют синхронизацией по такту
сборки. Если соблюдается условие синхронизации, то работу
на линии выполняют с непрерывной передачей объекта сборки
с одного рабочего места на другое. Такой метод работы называется
непрерывио-поточным. Непрерывно-поточная сборка может
быть организована как с перемещением собираемого объекта, так
и на неподвижных стендах.
Собираемый объект перемещают от одного рабочего места
к другому при поточной сборке:
1) вручную (по верстаку, наклонному лотку, рольгангу, на
тележках);
2) с помощью механических транспортирующих устройств (рас-
пределительный конвейер);
3) на конвейере с периодическим перемещением (пластинчатый
конвейер, шаговый конвейер, подвесной монорельсовый конвейер
и т. д.);
4) на непрерывно движущемся конвейере, перемещающем соби-
раемое изделие со скоростью, обеспечивающей возможность вы-
полнения сборочных операций.
Поточную сборку при неподвижном объекте осуществляют
на расположенных в линию стендах. Каждый рабочий (бригада
рабочих) выполняет свою операцию, переходя последовательно
от одного стенда к другому. Такая сборка целесообразна в
серийном производстве при большом оперативном времени, для
сборки тяжелых машин, например, для общей сборки компрес-
соров.
Если синхронизация невозможна и отдельные рабочие места
могут быть мало загружены, то через них продукцию пропускают
периодически (партиями). Непрерывность потока нарушается.
Такая линия сборки называется прямоточной.
В серийном производстве при малой программе и большой
номенклатуре выпуска изделий применяют поточную сборку
для нескольких подобных по конструкции изделий (например,
различных моделей компрессоров и их узлов). К таким сборочным
многономенклатурным линиям относят переменно-поточные
и групповые линии, а также предметно-замкнутые участки. При
переменно-поточной сборке за каждым рабочим местом закреп-
лено по нескольку операций для однотипных изделий, запуска-
емых в производство попеременно. В течение определенного
периода времени (обычно в течение нескольких смен) на линии
ведут поточную сборку одного изделия. Затем линию переналажи-
вают для сборки другого прикрепленного изделия. Приспособле-
ния для переменно-поточных линий закреплены на рабочих местах
постоянно. Их конструируют так, чтобы в них можно было
249
собирать изделия всех прикрепленных групп. Это сокращает
время переналадки линии
При сборке на групповой поточной линии на каждом рабочем
месте одновременно выполняют несколько операций для разных
изделий. Для этого используют специальные многоместные при-
способления. Линия работает без переналадки. Число изделий
в группе составляет 2—8
Основой организации бесперебойной работы миогономенкла-
турных поточных линий являются тщательно разработанные
технологические процессы сборки.
Непоточиая сборка осуществляется только при неподвижном
собираемом объекте.
В единичном и мелкосерийном производствах изделие пол-
ностью собирают на одном рабочем месте (участке) один или не-
сколько рабочих (бригада сборщиков). При выпуске одинаковых
изделий крупными партиями их собирают одновременно на не-
скольких рабочих местах.
Непоточная сборка занимает значительное место при сборке
машин в компрессоростроении. Это связано со спецификой от-
расли, а именно, выпуском крупногабаритных изделий, большой
номенклатурой и малой серийностью выпуска.
Однако нормализация и унификация отдельных узлов и ком
прессоров в целом, а также применение специальной переналажи-
ваемой технологической оснастки позволили применить поточ-
ный метод при сборке узлов коленчатого вала, шатунно-поршне-
вой группы, блок-картера, масляного насоса и т. д., а также
при общей сборке компрессоров.
Преимущества поточной сборки — повышение производи-
тельности труда, снижение себестоимости изделий, сокращение
продолжительности рабочего цикла, уменьшение незавершенного
производства, повышение технологической культуры. Бес-
перебойная работа поточных линий обеспечивается соблюдением
технологии производства выпускаемых изделий, планомерным
снабжением линий взаимозаменяемыми деталями, а также ритмич-
ной работой всех звеньев производства.
В ряде случаев, особенно при общей сборке компрессоров,
применяется конвейерная сборка.
На рис. 158 дана схема конвейерной линии сборки угловых
компрессоров. Линия представляет собой шагающий конвейер 6
тележечного типа длиной 39 м. Тележки 2 конвейера соединены
между собой переходными площадками. Тележки снабжены подъ-
емными платформами. Конвейер перемещается по рельсам с по-
мощью привода 5 и цепной передачи. В начале линии установлен
кантователь рам /, обслуживаемый консольным поворотным
краном 10. Кантователь опрокидывается на 90° с помощью четырех
гидравлических цилиндров. Два из них создают тяговое усилие,
два других работают на демпфирование. В линию входит также
пресс 11, пневматический упор 9, специальная монтажная пло-
250
Рис. 168. Схема конвейерной линии сборки угловых компрессоров
щадка 3, передвижная монтажная площадка 4, насосная стан-
ция 8, общин пульт управления конвейером 7, а также пневмо-
панели н индивидуальные пульты управления тумб гидроподъем-
ников (на рис. 158 не показаны).
Линия работает следующим образом. По окончании сборки
в каждой рабочей позиции (всего их в линии восемь) подается
звуковой сигнал. Подъемные платформы тележек поднимают
компрессоры над опорными тумбами гидроподъемников на 15 мм.
Включается привод перемещения конвейера. Конвейер переме-
щается на расстояние, равное шагу (4365 мм), после чего привод
отключается. Платформы опускаются, компрессоры устанавли-
ваются на опорные тумбы. Платформы опускаются ниже уровня
тумб на 10 мм. Включается привод перемещения конвейера в исход-
ное положение. Цикл окончен. Далее начинается новый цикл —
сборка в каждой рабочей позиции.
Для удобства сборки компрессоров опорные тумбы с помощью
гидроподъемников могут поднимать компрессоры на высоту
450 мм. В поднятом положении компрессоры устанавливаются
на жесткие опоры, что обеспечивает надежность, безопасность
н удобство сборки. Для сборки вертикального ряда компрессоров
применяют стационарную и подвижную монтажные площадки,
облегчающие сборку на высоте. Надежность и безопасность сборки
обеспечиваются блокировкой включения привода, который не
включается, если не поднята или ие опущена хотя бы одна из
платформ.
Во время нахождения рамы компрессора на кантователе произ-
водится запрессовка коленчатого вала, крышки рамы и масло-
отражателя. Пневматический упор 9 установлен против пресса //
(см. рис. 158). Он состоит из станины, пневмоцилиндра для бы-
строго подвода упора к торцу коленчатого вала. Второй пневмо-
цилиндр подводит к упору защелку, которая воспринимает давле-
ние при запрессовке вала.
25’
Одним из главных направлений совершенствования технологии
сборки является автоматизация сборочных процессов. Для перехо-
да к автоматической сборке требуется решение следующих задач.
1) тщательная отработка технологичности конструкции
изделий с точки зрения возможности автоматизации сборочного
процесса;
2) выбор методов обеспечения точности сборки; следует из-
бегать регулировки, подбора и пригонки; в отдельных случаях
целесообразнее повысить точность изготовления деталей, чтобы
перейти к сборке по методу полной взаимозаменяемости;
3) классификация сборочных единиц изделия по признаку
общности конструктивно-технологических параметров;
4) разработка типовых технологических процессов для
соответствующих классов изделий; для упрощения сборочных
механизмов необходимо разделение операций и даже приемов;
5) выбор рациональной компоновки отдельной сборочной ма-
шины или автоматической линии;
6) технико-экономическое обоснование автоматизации.
Требования к технологичности в условиях ручной и автома-
тизированной сборки неодинаковы. При автоматизированной
сборке к конструкции деталей предъявляются следующие основ-
ные требования:
простота и симметричность форм, упрощающие ориентацию
деталей при их выдаче на позицию сборки;
наличие элементов (фасок, углублений), облегчающих взаим-
ное центрирование сопрягаемых деталей;
максимальное использование унифицированных и нормали-
зованных деталей;
стабильная точность деталей, обеспечивающая точность и
стабильность работы сборочных механизмов;
исключение возможности сцепления деталей в бункерных
и транспортирующих устройствах
Применение автоматической сборки целесообразно при боль-
ших и стабильных объемах выпуска, например, при изготовлении
узлов компрессоров унифицированного ряда: коленчатого вала
в сборе с подшипниками, шатунно-поршневой группы; блок-
картера; масляного насоса и т. п.
Технологические процессы сборки, используемые в компрессо-
ростроении, характеризуются исключительно большим разно-
образием технологических приемов и операций. При сборке
компрессоров используются широко известные способы образо-
вания подвижных и неподвижных разъемных соединений —
сборка резьбовых соединений (болт-гайка; крепление деталей
с помощью шпилек и гаек; крепление деталей винтами, болтами
н т. д.); сборка шпоночных соединений; стопорение резьбовых
соединений с помощью контргаек, шплинтов и т. п.
Используются соединения деталей с гарантированным натя-
гом, например, при установке коренных подшипников на колен-
255
чатый вал. Применяются сварка и пайка, особенно при сборке
трубопроводов.
Кроме процессов и способов сборки общемашииостроитель-
ного характера, в компрессоростроении используются специфи-
ческие способы выполнения сборки и контроля. Так, при сборке
узлов коленчатых валов применяют операции статической и
динамической балансировки. По условиям сбалансированности
узлов коленчатых валов в процессе работы осуществляют под-
борку шатунно-поршневых групп компрессоров по массе. Про-
водятся испытания блок-картеров на прочность и блок-картеров
и компрессоров на плотность и герметичность путем выдержки
под давлением. Большое внимание уделяется обкатке компрессо-
ров после сборки.
Качество сборки в значительной степени зависит от тщатель-
ности подготовки деталей к сборке На сборку должны поступать
полностью обработанные детали, отвечающие требованиям
чертежа и технических условий. В зависимости от принятой
технологии выполнения заготовок и их механической обработки
детали могут быть подвергнуты той или иной дополнительной
обработке непосредственно на участке сборки.
При сборке компрессоров нарезают резьбы под винты и
шпильки, размечают и сверлят мелкие крепежные отверстия. Это
особенно характерно для сборки компрессоров при их мелко-
серийном и единичном производствах. Для выполнения таких
операций сборочные участки оборудуют сверлильными станками
с набором универсальных приспособлений для крепления различ-
ных деталей. При сборке крупных компрессоров в условиях
единичного производства весьма трудоемкими сборочными опе-
рациями являются главным образом укладка коленчатого вала
и выверка осевых линий кривошипно-шатунного механизма.
Трудоемкой сборочной операцией при сборке центробежных
компрессорных машин является центровка компрессора.
В поточном производстве подготовку деталей к сборке рас-
сматривают как одну из операций технологического процесса.
Для обеспечения бесперебойности процесса сборки предвари-
тельно комплектуют детали для сборки узлов, а также узлы
и детали — для общей сборки компрессора.
Ряд промежуточных операций сборки и испытаний узлов и
деталей выполняются на сборочных участках, включенных в по-
точные линии механической обработки деталей, что исклю-
чает возврат последних со сборочного отделения в механи-
ческое.
Подготовленные к сборке детали укладывают в определенном
порядке на разложенные у рабочих мест стеллажи или в тару.
Непосредственно перед сборкой детали продувают сжатым возду-
хом, для чего на сборочных участках имеются магистрали
сжатого воздуха с краном и шлангом на каждом рабочем
месте.
25Й
§ 20. СБОРКА КОЛЕНЧАТОГО ВАЛА
Назначение, краткое описание конструкции узла. Ко-
ленчатый вал является одним из наиболее нагруженных узлов
компрессора. Коленчатый вал преобразует вращательное движе-
ние, получаемое от привода, в возвратно-поступательное движе-
ние поршня или крейцкопфа. Он передает всю мощность от при-
вода к шатунно-поршневым группам для сжатия газа и к масля-
ному насосу.
Коленчатый вал в сборе (рис. 159) представляет собой двух-
опорный узел вращения Опорами являются роликовые подшип-
ники качения 20, один из которых запрессован в специальный
корпус 2. Фланец нажимной 7 и упорное кольцо 8 контактируют
соответственно с наружным и внутренним кольцами этого под-
шипника. Шестерня вала 9, получающая вращение от вала через
шпонку 10, передает его промежуточной шестерне 13 и далее
к масляному насосу. Шестерня 13 свободно вращается на оси 17,
закрепленной иа фланце 3. Плавность вращения обеспечивается
шарикоподшипниками 16. Осевая фиксация деталей обеспечи-
вается гайкой 11. Регулировка осевого положения деталей может
производиться за счет подбора необходимой толщины
шайбы 12. Масляные каналы закрываются заглушками 21 и
пробкой 23.
Рис. 159. Коленчатый вал в сборе:
/ — коленчатый нал; 2 — корпус роликоподшипника: 3 — фланец; 4 — болт; 5, 12, 1S
м «в шайбы; 6 регулировочная шайба; 7 — нажимной фланец; 8 — упорное кольцо;
— шестерня вала; 10 — шпонка; llt 14 — гайки; 13 — промежуточная шестерня;
16 — шарикоподшипник; 17 — ось; 19 •— кольцо; 20 «=- роликоподшипник: 21 аа-
глупим; 22 — стакан; 23 — пробка
254
В процессе работы узел коленчатого нала подвергается воз-
действию комплекса динамических знакопеременных нагрузок:
крутящего момента от привода; усилий от шатунно-поршневых
групп, со стороны зубчатых передач, моментов трения в опорах;
сил и моментов, возникающих вследствие несбалансированности
коленчатого вала.
Технические требования к сборке. Сложность условий работы
коленчатого вала определяет технические требования, предъявляе-
мые к его сборке:
1) обеспечение легкости и плавности вращения вала; отсут-
ствие заедании; это требование является требованием общего
характера, предъявляемым к узлам движения (вращения), однако
в данном случае его выполнение особенно важно, так как оно
гарантирует отсутствие нарушений цикличности рабочих про-
цессов машины. Технологически требование обеспечивается вы-
сокой точностью посадочных поверхностей (коренных шеек) вала,
на которых устанавливаются роликовые подшипники — для уста-
новки подшипников используются поля допусков кб; шб
(ГОСТ 25347—82);
2) биение конца коленчатого вала после сборки не должно
превышать 0,05 мм; невыполнение данного требования ухуд-
шает условия работы подшипников, уменьшает их долговеч-
ность;
3) точность зубчатого зацепления регламентируется предель-
ным отклонением межосевого расстояния зубчатой передачи —
не более ±0,1 мм;
4) основное требование — требование статической или дина-
мической сбалансированности вала.
Требование сбалансированности обусловлено стремлением
ликвидировать динамические нагрузки на опоры и вибрации
в процессе работы компрессора. Наличие несбалансированных
вращающихся масс при высокой частоте вращения может привести
к выходу из строя не только опор вала, но и всего компрес-
сора.
Для выполнения приведенного технического требования ко-
ленчатые валы проходят операции балансировки. Балансировка —
это определение значений и углов дисбалансов ротора и умень-
шение их корректировкой его масс (ГОСТ 19534—74). Компрессор-
ные коленчатые валы относятся к межопорным жестким роторам.
Основная часть их массы расположена между опорами. Неуравно-
вешенностью называют состояние ротора, характеризующееся
распределением масс, вызывающим в процессе вращения пере-
менные нагрузки на опорах ротора и его изгиб. Мерой неуравно-
вешенности является дисбаланс Dt, равный произведению любой
неуравновешенной массы mt на расстояние ft от ее центра (центра
масс) до оси вращения:
Dt = т^.
255
Ротор имеет множество дисбалансов в плоскостях, перпендику-
лярных оси вращения:
£ Dt — £ mtrt.
Появление их связано с особенностями конструкции детали
(коленчатого вала), а также с различными производственными
погрешностями на всех этапах ее изготовления, а также в про-
цессе сборки. К этому следует добавить дисбалансы, возника-'
ющие в процессе эксплуатации как следствие неравномерности
износа опор, коррозии, развития деформаций ротора.
Неуравновешенность может быть трех видов:
1. Статическая, когда ось ротора и его главная центральная
ось инерции параллельны. Расстояние между ними равно экс-
центриситету ес, центра масс. Характеризуется главным вектором
дисбалансов DCT (кг.м):
Дет ~
где /п₽ — масса ротора, кг.
Для роторов массой от 0,01 кг до 1000кг£)ст принято измерять
в г. мм или г.см. Название статической неуравновешенность
этого вида получила потому, что ее можно выявить и устранить
статическими способами.
2. Моментная, при которой ось ротора и главная центральная
ось инерции пересекаются в центре масс. Характеризуется глав-
ным моментом дисбалансов MD, равным моменту пары равных
анти пар аллельных сил с плечом, которое равно расстоянию
между опорами ротора.
3. Динамическая, при которой ось ротора и главная централь-
ная ось инерции пересекаются не в центре масс или скрещи-
ваются. Характеризуется двумя суммарными векторами дис-
балансов:
Dj ~ Z)CTJ + Дм|,
&II = ^стц +
где Di, Du — суммарные векторы дисбалансов, определенные
в плоскостях I и //, перпендикулярных оси вращения ротора
н проходящих через середины опор ротора; DCTJ, £>CTJI— векторы
статических компонент дисбалансов, определенные в плоскостях /
н //; DMJ, DMII — векторы моментных компонент дисбалансов,
определенные в плоскостях / и //.
При вращении ротора с частотой w статические компоненты
дисбалансов вызывают центробежные силы инерции и Ри,
действующие на опоры:
Pi =
Pll = Дстц»'’.
256
Динамические компоненты вызывают силы инерции Р\ и Рц,
действующие на опоры, и как моментные составляющие они
создают, кроме того, изгибающий момент вдоль оси ротора:
PJ =
Рп =
При этом Pi = Рц.
Желательно полное устранение неуравновешенности рото-
ров. Однако это практически неосуществимо. Неуравновешенность
стремятся уменьшить путем балансировки до допустимых значе-
ний, определяемых техническими условиями на изделия.
В производстве компрессоров применяют два вида баланси-
ровки роторов и их составных частей — статическую и динами-
ческую.
Статическая балансировка, при которой определяется и умень-
шается статическая неуравновешенность (главный вектор
дисбалансов), проводится в одной плоскости (плоскости кор-
рекций).
Ротор 1 (рис. 160) своими цапфами (коренными шейками)
устанавливается на стальные закаленные призмы 2 с узкой верх-
ней гранью, называемые ножами (применяются также цилиндри-
ческие валики и сдвоенные вращающиеся ролики). Перед работой
ножи приспособления выверяют по поверочной линейке и уровню
для контроля их параллельности и горизонтальности. По краям
ножей расположены боковые упоры 3 для предотвращения само-
произвольного скатывания вала с ножей. Неуравновешенный
ротор будет перекатываться и повернется так, что центр тяжести
займет самое нижнее положение, соответствующее минимуму
потенциальной энергии. Сторону или участок ротора, обращен-
ный вниз, принято называть тяжелым местом.
Прикрепляя в противоположном легком месте уравновеши-
вающий груз AG в виде кусков липкой замазки или мастики,
добиваются равновесия ротора, когда (см. рис. 160)
AG7? = Сеет,
9 Н. А Яе^ревоаа в др.
257
где G — масса ротора; R — расстояние от оси ротора до центра
тяжести груза; ест — эксцентриситет центра масс ротора
Затем груз снимают, взвешивают и производят окончательную
корректировку масс, заменяя груз балансировочными штифтами,
винтами и накладками равной массы. Иногда удобнее удалять
металл с тяжелого места. При балансировке коленчатых валов
дисбаланс чаще всего устраняют сверлением в середине криво-
линейных поверхностей противовесов отверстий, размеры
и положение которых должны соответствовать размерам и поло-
жению пробного груза. Диаметры отверстий не более 30 мм,
глубина не более 50 мм. Минимальное расстояние между отвер-
стиями и от края противовеса 2 мм. Пересечение отверстий не
допускается. Чтобы не ослаблять балансируемый ротор и не
создавать концентраторов напряжений, часто удаляют меньший
слой металла, но с большей площади или с нескольких участков
тяжелого места.
Статическая балансировка проста, но она не обеспечивает
достаточной точности балансировки, не позволяет выявить и
устранить моментную несбалансированность и даже иногда уве-
личивает ее.
Динамическая балансировка в отличие от статической ведется
в двух (или более) плоскостях коррекции при постоянной частоте
вращения. Это позволяет определять и уменьшать динамическую
неуравновешенность, т. е. статическую и моментную одновре-
менно. Динамическую балансировку проводят с учетом динами
ческих свойств ротора.
Для коленчатых валов компрессоров унифицированного типа
после установки заглушек проводят динамическую балансировку
узла.
На рис. 161 дана схема балансировочного станка для опре
деления дисбалансов в поле центробежных сил. Балансируемый
ротор устанавливают на опоры станка, выполняемые в виде
призм, роликов, подшипников скольжения или качения. Эти
опоры расположены в стойках, закрепляемых в нужном месте
по длине станины станка. Вращение ротору передается через
ремень, шарнирный вал и муфту. Опоры могут перемещаться под
действием неуравновешенной центробежной силы от дисбаланса
ротора. Вибропреобразователи реагируют на скорость, ускорение,
перемещение или силу. В качестве индикаторов значения дис-
баланса используют ватт- или вольтметровые приборы измерения
проекций или самого дисбаланса, механические или оптические,
аналоговые или цифровые индикаторы. Станки с плоскостями
измерения дисбаланса более одной имеют системы разделения
этих плоскостей. Сигнал в измеряемой плоскости идет только от
дисбаланса в данной плоскости [6].
Технологический процесс сборки. Перед сборкой все детали,
поступающие на сборку, продувают сжатым воздухом, протирают
258
Ряс. 161. Схема балансировочного станка для определения дисбалансов в поле
центробежных сил:
1 — ротор с цапфами; 2 — опоры а стойках станка; 3 — карданный вал; 4 — диск с угло-
вой шкалой; 3 — фазодатчак; 6 и В — переключатели плоскостей измерения (левой и
правой) н составляющих (вертикальной V и горизонтальной Н) дисбаланса; 7 — инди-
катор значения дисбалансов; 9 — анбропреобразователи (датчики)
ветошью и салфетками. Резьбы и посадочные места осматривают
и смазывают маслом. Масляные каналы тщательно прочищают
и продувают сжатым воздухом.
В резьбовые отверстия масляных каналов устанавливают
три заглушки 21 (см. рис. 159). Заглушки ставятся иа свинцовом
глете. В торец коленчатого вала со стороны длинного конца вво-
рачивают пробку 23. Пробку также ставят на свинцовом глете,
наносимом в резьбовое отверстие с помощью волосяной кисти.
Коленчатый вал с установленными заглушками и пробкой
подвергается статико-динамической балансировке иа балан-
сировочном станке, например, мод. МС902 (рис. 162).
Предварительно производится настройка станка. В стойки 1
станка устанавливают эталонный вал, имеющий дисбаланс, экви-
валентный остаточному дисбалансу коленчатого вала при рабочей
угловой скорости вала. Для этого предварительно рассчитывают
массу эквивалентного груза для установки на эталонный вал.
Для балансируемого вала известен класс точности баланси-
ровки (ГОСТ 22061—76), т. е. известно произведение [61:
= 77»
где ест — эксцентриситет центра масс; — рабочая угловая
скорость вала.
Отсюда
П
ест---
Масса груза на эталонном валу (Gs)
Оэ=
9*
259
Рис. 162. Балансировочный станок мод. МС902:
1 — стойка; 2 — маховики перемещения стоек; 3 — гайки закрепления стоек; 4 — пульт
управления; 5 — маховик поиска места неуравновешенности; б — рукоятка тарировки
правой плоскости компенсации; 7 рукоятка «компенсации» правой плоскости неправ»
ления; 8 — рукоятки «эталонирования» правой плоскости исправления; 9 — рукоятки
«эталонирования» левой плоскости исправления; 10 — рукоятки «компенсации» левой
плоскости исправления; 11 — рукоятка тарировки левой плоскости исправления; 12 —
переключатель «настройка—работа»; 13 — переключатель масштаба; 14 — индикатор
неуравновешенности; 16 — переключатель плоскостей; 16 — переключатель «угол —
величина»; 17 — лимб шпинделя
где 6 — масса вала; г — радиус центра тяжести груза на эта-
лонном валу.
Учитывая, что угловая скорость вала при балансировке (юс)
не равна рабочей угловой скорости вала (к'П1ах), на эталонный вал
следует установить массу G'a, равную:
g; = g,-^-
w
max
при заданном радиусе г.
Эталонному валу сообщается вращение со скоростью w6.
Проверяют и регистрируют границы допустимых дисбалансов.
Это осуществляется с помощью соответствующих рукояток 6, 8, 9
и 11 пульта в каждой (левой или правой) плоскости исправления.
После выполнения указанной операции, называемой «эталони-
рование», эталонный вал останавливается и снимается. В стойки
устанавливается балансируемый коленчатый вал. Ему через
муфту сообщается вращение со скоростью щ6. С помощью реги-
стрирующей аппаратуры, установленной на пульте станка, опре-
деляют места и значения дисбалансов коленчатого вала. Проводят
разметку вала.
Согласно разметке сверлятся отверстия на поверхности про-
тивовеса. Для этой цели используют радиально-сверлильный
260
станок. Для каждого конкретного балансировочного станка
установлено соответствие цены деления прибора неуравновешен-
ности н глубины сверления при известном диаметре сверла и
масштабе усиления прибора.
После сверления отверстий проверяют точность балансировки
(по близости к границам допустимых дисбалансов). Отбалансиро-
ванный коленчатый вал снимают с балансировочного станка
и передают для установки роликоподшипников.
Предварительно роликоподшипник, устанавливаемый на ко-
ленчатом валу со стороны масляного насоса, запрессовывается
в специальный корпус роликоподшипника. Это выполняется в при-
способлении, показанном на рис. 163. Корпус роликоподшипника
устанавливают в приспособление. Роликоподшипник устанавли-
вают в корпус роликоподшипника и центрируют по отверстию.
На шток пневмоцилиндра надевают разрезную шайбу. При по-
даче сжатого воздуха в штоковую полость пневмоцилиндра пор-
шень опускается. Усилие через буртик штока передается на раз-
резную шайбу и далее на запрессовываемый подшипник. Ролико-
подшипник запрессовывается до упора в буртик корпуса. В случае
недосылки зазор проверяют щупом.
Роликоподшипник, устанавливаемый на вал со стороны махо-
вика, перед посадкой иа вал запрессовывается аналогично пре-
дыдущему в специальный стакан 22 (см. рис. 159).
Роликоподшипники, собранные с корпусом и стаканом, уста-
навливают на оправки индуктора и нагревают до температуры
90—100 °C в течение 20 мин. Нагретый узел снимают, протирают
Рис. 163. Приспособление для запрессовки роликоподшипников в корпус:
/ — нижний фланец; 2 — поршень; 3 — цилиндр; 4 — фланец верхний; S — разрезная
шайбз; в — шток; 7 — стол; Н — штуцер
261
3
Рис. 164. Приспособление для установки ролнхоподшипнииов иа коленчатый вал
салфеткой и устанавливают на коренную шейку коленчатого вала
до упора в буртик галтели.
На некоторых заводах роликоподшипники перед сборкой
нагревают до 80 °C в масляной ванне.
Для установки роликоподшипников иа коленчатый вал при-
меняют приспособление (рис. 164), состоящее из оправки 1,
направляющей подшипник и защищающей резьбу, оправки 2 для
перемещения подшипника, на которой смонтирована ручка 3
для удобства пользования оправкой. Нагретые подшипники на-
прессовывают нажимом руки на оправку 2. После установки
подшипников проверяют легкость вращения их наружных колец
и отсутствие зазора между торцами внутренних колец и упорных
буртиков коленчатого вала. Щуп толщиной 0,04 мм заходить не
должен.
После монтажа роликоподшипников собирают фланец 3 с на-
жимным фланцем 7 (см. рис. 159). В отверстия нажимного фланца
устанавливают три болта с шайбами. Болты вворачивают в резь-
бовые отверстия фланца 3 на 3—5 витков. Ось 17 запрессовывают
в отверстие фланца 3 вручную с помощью молотка. На ось уста-
навливают кольцо 19.
Собирают промежуточную шестерню 13 с двумя шарикопод-
шипниками 16 и двумя стопорными шайбами 18, после чего со-
бранную промежуточную шестерню устанавливают на ось 17.
Ставят шайбу 15, наворачивают гайку 14, которая после затяжки
шплинтуется.
Фланец 3 в сборе с нажимным фланцем 7 устанавливается
на корпус роликоподшипника 2 на этапе общей сборки компрес-
сора после того, как коленчатый вал с роликоподшипниками уже
запрессован в отверстия блок-картера. При этом обеспечивается
отсутствие зазора между нажимным фланцем и наружным кольцом
роликоподшипника. При необходимости зазор регулируют
подбором шайб б.
262
После установки упорного кольца 8 в тело вала устанавливают
шпонку и затем шестерню вала 9. Регулируют правильность
зацепления шестерен 9 и 13. Проверяют плавность вращения,
после чего устанавливают шайбу 12 и гайку 11. Проводят сто-
порение гайки.
§ 21. СБОРКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ
Назначение, краткое описание конструкции узла. Ша-
тунно-поршневая группа предназначена для всасывания, сжатия
и выталкивания газа. Вращательное движение коленчатого вала
преобразуется в поступательное движение поршня с помощью
шатуна, большая головка которого соединяется с шейкой колен-
чатого вала, а малая — с поршнем (посредством поршневого
пальца). В одних конструкциях компрессоров всасывающие кла-
паны расположены на гильзах, в других — укреплены в верхней
части поршня. В первом случае всасывающие клапаны устанавли-
вают при общей сборке компрессора, во втором — при сборке
шатунно-поршневой группы.
Шатунно-поршневая группа в первом случае (рис. 165) со-
стоит из поршня 1 и тела шатуна 7, соединенных посредством
поршневого пальца 5. Шатун — разъемного типа. Крышка 9
шатуна соединяется с телом шатуна болтами И. Поршневой па-
лец 5 фиксируется на поршне с помощью замков 3. Для снижения
92В0
Рис. 165. Шатунно-поршневая группа поршневого холодильного компрессора:
1 — поршень; 2 — кольцо компрессионное; 3 — намок; 4 — кольцо маслосъемное; S —
поршневой палец; О — втулка; 7 — тело шатуна; в — втулка; 9 — крышка шатуна;
10 — шайба; 11 — шатунный болт; 12 — штифт; 13 — маслосъемный эспандер; 14 —
компрессионный эспандер
263
износа предусмотрены антифрикционные втулки в большой 6
и малой 8 головках шатуна. Для повышения рабочего давления
под поршнем установлены уплотняющие компрессионные кольца 2.
Ввиду относительно низких температурных режимов работы
компрессора кольца выполняют из пластмассы или текстолита.
Плотность прилегания колец к гильзе обеспечивается компрес-
сионными эспандерами 14.
Так как работа шатунио-поршневой группы идет в условиях
обильного смазывания трущихся поверхностей, понижающего тре-
ние и износ этих поверхностей, то в юбке поршня предусмотрены
маслосъемные текстолитовые или пластмассовые кольца 4 с соот-
ветствующим эспандером 13. Головка поршня 1 имеет специаль-
ную конфигурацию для уменьшения «мертвого объема» под
поршнем.
В процессе работы тело шатуна подвержено действию попе-
ременно сжимающих и растягивающих нагрузок — при нагнета-
нии и всасывании газа. Поршень подвергается давлению со сто-
роны газа при нагнетании. При работе шатунно-поршневой
группы возникает трение скольжения между внешней поверх-
ностью поршневого пальца и поверхностью вкладыша малой
головки, а также между поверхностью шатунной шейки коленча-
того вала и вкладышем большой головки.
Технические требования к сборке. К сборке шатунно-поршне-
вой группы предъявляются общие требования как к обычным
узлам движения: надежность соединений и возможность легкого
покачивания тела шатуна на поршневом пальце, отсутствие
заклиниваний и заеданий.
Для обеспечения плавной работы компрессора, предотвра-
щения нарушения балансировки его вращающихся частей, сни-
жения шума накладывается требование жесткого ограничения
разницы в массе собранных шатунно-поршневых групп — не
более 100 г. Данное требование обеспечивается взвешиванием всех
собранных групп с точностью ±5 г, маркировкой массы и после-
дующим подбором шатунно-поршневых групп по массе
Технологический процесс сборки. Технологическая схема сборки
шатунно-поршневой группы, изображенной на рис. 165, показана
на рис. 166.
Перед общей сборкой шатун но-поршневой группы устанавли-
вают втулки-вкладыши в малую головку шатуна.
Все детали, поступающие на сборку, должны быть изготов-
лены в соответствии с рабочим чертежом, зачищены, промыты
и приняты контролером ОТК. Перед сборкой все детали необхо-
димо промыть в керосине или содовом растворе и обдуть сжатым
воздухом. Подвижные соединения смазывают маслом ХА-23,
ХА-30 (ГОСТ 5546—66). Втулки-вкладыши в сборе с шатуном
пропитывают маслом, используемым для обкатки компрессора
в течение 0,5 ч непосредственно перед сборкой шатунно-поршне-
вой группы
164
Перед началом сборки поршни (в количестве до 100 шт.)
устанавливают в электрошкаф, где нагревают до температуры
90—100 °C. Тело шатуна укладывают на сборочную под-
ставку. Проверяют легкость перемещения пальца во втулках
шатуна.
В канавку отверстия под поршневой палец устанавливают
замок 3 (см. рис. 165). В поршень устанавливают шатуи (малой
головкой). Совмещают отверстие в малой головке и отверстие
под поршневой палец. Поршневой палец смазывают маслом
и устанавливают в совмещенное отверстие до упора в замок.
Устанавливают второй замок в канавку отверстия под
палец.
Далее собранная шатунно-поршневая группа поступает на
взвешивание и маркировку, после чего ее укладывают в тару.
Для удобства обслуживания все шатунно-поршневые группы
маркируют порядковым номером. Номер определяется положе-
265
°) Рис. 167. Автоматическая установка замка
нием шатуна по отношению к сальнику. Ближайший к сальнику
шатун считается первым.
Установку маслосъемных, компрессионных колец и эспандеров
проводят при общей сборке компрессора (см. гл. 6).
Штифт 12 устанавливают после окончательной затяжки и
стопорения шатунных болтов 11, что осуществляется после испы-
тания компрессора. Крышку шатуна кернят от выпадания штифта
в двух местах. Штифт 12 обеспечивает совпадение боковых пло-
скостей крышки и тела шатуна (см. рис. 165).
Принципиально возможна автоматизация сборки шатунно-
поршневых групп, подобных показанной на рис. 165.
Сборка шатунно-поршневой группы по технологическому про-
цессу, приведенному выше (без установки эспандеров и компрес-
сионных и маслосъемных колец), может быть осуществлена на
сборочном полуавтомате роторного типа и согласованно работа-
ющем с ним автомате транспортировки, установки замка, пере-
ориентации и нагрева поршня. Подача деталей на сборку осуще-
ствляется из специальных магазинных устройств с помощью
бункерных ориентирующих устройств и питателей-отсекателей.
Поршень устанавливается в магазин в строго определенном
положении. В процессе сборки необходима его переориента-
ция.
Установка шатуна в сборочную позицию затруднительна даже
с применением манипуляторов. Это предполагает участие в техно-
логическом процессе человека.
Последовательность переходов, выполняемых на сборочном
автомате при постановке замка, показана на рис. 167.
Поршень 1 устанавливается в призме 2 и ориентируется с по-
мощью выдвижного фиксатора 5. Замки 4, уложенные в накопи-
теле 5, подаются в зону сборки с помощью отсекателя 8. Замки
266
ориентируются по отверстию и направляются с помощью на-
правляющей втулки 7. При движении сборочного штока 6
к поршню осуществляется установка замка в кольцевую канавку
поршня.
После установки первого замка поршень отводится из позиции
сборки. Осуществляется его переориентация. Отводится фикса-
тор 3, подводится вращающийся ролик 9. Поршень поворачивается
на 180°, после чего вновь подводится фиксатор 3. Далее поршень
транспортируется на установку тела шатуна, поршневого пальца
и второго замка.
Шатунно-поршневые группы, у которых всасывающие кла-
паны расположены непосредственно на поршне (рис. 168), находят
применение, например, в конструкциях холодильных фреоновых
прямоточных, бескрейцкопфных компрессоров, воздушных
компрессоров и т. д. Расположение всасывающих клапанов на
поршне не изменяет функций шатунно-поршневой группы. Ша-
тунно-поршневая группа, показанная на рис. 168, принципиально
отличается от шатунио-поршневой группы на рис. 165 конструк-
цией поршня, а также наличием всасывающего клапана 8, рас-
положенного в верхней части поршня и крепящегося к последнему
с помощью винтов 14.
К сборке шатунно-поршневых групп (см. рис. 168) дополни-
тельно к ранее рассмотренным требованиям добавляется требова-
ние обеспечения отсутствия утечек при работе компрессора за счет
некачественного уплотнения при установке всасывающего кла-
пана. Для этого прокладку перед установкой всасывающего
клапана смазывают графитной смазкой БВН-1 (ГОСТ 5656—60).
Также предъявляются повышенные требования к затяжке и сто-
порению винтов 14. Винты 14 сильно затягиваются, а затем сто-
порятся по различным вариантам в зависимости от взаимного
расположения лысок винта и прорезей розетки (см. рис. 168).
Отличительной особенностью технологии общей сборки
рассматриваемых шатунно-поршневых групп является то, что
базовым элементом в данном случае является не деталь — пор-
шень (см. рис. 168), а сборочная единица — поршень в сборе
с всасывающим клапаном. Технологическая схема сборки пор-
шня со всасывающим клапаном показана на рис. 169.
Все детали и узлы, поступающие на сборку, тщательно осма-
тривают. Острые кромки и заусенцы притупляют и зачищают.
Детали и узлы очищают от металлической стружки, пыли и грязи
струей сжатого воздуха. Далее комплектующие детали и узлы
тщательно промывают в содовом растворе или керосине, обдувают
сжатым воздухом, просушивают, протирают хлопчатобумажными
салфетками.
Посадочные места всасывающего клапана и поршня смазывают
маслом. Прокладку всасывающего клапана смазывают графитной
смазкой БВН-1 (ГОСТ 5656—60). Прокладку и всасывающий
клапан устанавливают на поршень и закрепляют винтами, под
267
Б—Б
Рис. 168. Шатунно-поршневая группа с расположением всасывающего клапана
иа головке поршня:
1 — крышка шатуна; 2 — тело шатуна; 3 — кольцо маслосъемное; 4 — поршневой па-
лец; 5 — замок; 6 — поршень; 7 — прокладка; 8 — всасывающий клапан; 9 — кольцо
уплотнительное; 10 — болт шатунный; 11 — гайка; 12 — шплинт; 13 — ш-й-а колпач-
коэая; 14 — винт
268
Рис.
169. Технологическая схема сборки
поршня со всасывающим клапаном
которые подложены колпачковые шайбы. Винты затягивают.
Края колпачковых шайб отжимают в лыски винтов и розетки.
Края колпачковых шайб не должны выступать над плоскостью
розетки. В случае выступания края припиливают.
После выполнения операции проверяют чистоту и комплект-
ность сборки; смазывание прокладки; надежность крепления кла-
пана; отсутствие выступающих краев колпачковых шайб над пло-
скостью розетки.
В дальнейшем технологический процесс сборки шатуино-
поршневой группы (см. рис. 168) принципиально не отличается
от рассмотренного ранее.
§ 22. ИСПЫТАНИЯ И СБОРКА БЛОК-КАРТЕРА
Испытания. Блок-картер компрессора в рабочих ус-
ловиях находится под давлением воды и газа (воздуха или паров
холодильного агента) и его недостаточная прочность может при-
вести к аварии, а недостаточная плотность — к утечке газа,
например, холодильного агента в воздушное пространство рабо-
чего помещения. Как всякая отливка и особенно чугунная, блок-
269
картер может иметь такие дефекты, которые можно обнаружить
только испытанием под давлением.
Как всякий сосуд, работающий под давлением, блок-картер
испытывается в соответствии с правилами, устанавливаемыми
Комитетом по надзору за безопасным ведением работ в промыш
ленности и горному надзору при Совете Министров СССР (Гос
гортехнадзор СССР).
На прочность блок-картеры испытывают водой под давлением,
а на плотность — воздухом под давлением. Испытания целесо-
образно проводить (и обычно проводят) не во время механической
обработки блок-картера, а во время сборки. Это объясняется
тем, что без частичной сборки блок-картер испытывать невоз-
можно или очень трудно, так как перед испытаниями необходимо
поставить заглушки на отверстия и шпильки для закрепления
крышек или заменяющих их заглушек. Кроме того, нецелесо
образно отделять испытания блок-картера с установленными
гильзами от испытаний блок-картера без гильз.
Согласно правилам Госгортехнадзора СССР блок-картеры ис-
пытывают на прочность пробным давлением. Под пробным давле-
нием герметически закрытый сосуд должен находиться не менее
5 мин, затем давление снижают до рабочего, после чего осматри-
вают сосуд. Подъем давления до пробного и снижение его до
рабочего следует производить постепенно.
Перед проведением испытаний блок-картер устанавливают иа
подставку стенда. Смазывают маслом ХА-30 (ГОСТ 5546—66)
посадочные места под прокладки. Чтобы не проводить отдельных
испытаний крышек компрессора, они ставятся на блок-картер
при его испытании.
В резьбовые отверстия цилиндровых плоскостей вворачивают
по три технологические шпильки в каждую. Устанавливают
паронитовые прокладки по одной на каждую цилиндровую пло-
скость. Устанавливают цилиндровую крышку и закрепляют ее
болтами М16Х60. Выворачивают технологические шпильки и
вместо них ставят болты М16Х60. Аналогично крепят боковые
крышки.
Со стороны сальника устанавливают паронитовую прокладку
с заглушкой и крепят ее к блок-картеру с помощью технологи-
ческих болтов М16Х40.
На торец отверстия под фильтр ставят паронитовую про-
кладку с заглушкой и крепят их к блок-картеру с помощью техно-
логических шпилек и гаек. Таким же образом устанавливают
прокладки и заглушки на остальные отверстия в блок-картере.
Затяжку технологических болтов, установку технологических
шпилек и затяжку гаек выполняют с помощью пневмогайко-
вертов, снабженных специальными насадками.
После того как заглушки закреплены, блок-картер ставят
тельфером на передний торец. Заполняют внутреннюю полость
блок-картера водой свободным наливом до выхода ее через отвер-
270
стия заглушек. Наличие воздушных мешков в полостях блок-
картера не допускается После полного заполнения блок-кар-
тера водой отверстия выхода воздуха на заглушках закры-
ваются
Подъем давления внутри испытываемого блок-картера произ-
водят постепенно.
Блок-картер в сборе с крышками испытывают на прочность
гидравлическим давлением 3,5 МПа с выдержкой под давлением
в течение 10 мин. При испытании персонал должен находиться
за непроницаемой перегородкой Подойти к изделию для кон
троля разрешается лишь после выдержки испытываемого блок-
картера под давлением
Если при осмотре блок-картера, находящегося под давлением
жидкости, наблюдаются течи, выступление росы, отпотевание
ит. п., то блок-картер бракуют.
Давление сбрасывается до нуля. Вода из блок-картера сли-
вается через одно из резьбовых отверстий После того как вода
слита, пробку отверстия ставят на место.
При испытании блок-картера на герметичность к нему под-
соединяют шланг воздушной сети, после чего с помощью тельфе-
ра его опускают в ванну с водой. Толщина слоя воды в ван-
не над погруженным блок-картером обычно составляет 300—
500 мм
Постепенно поднимают давление. Блок-картер испытывают
на герметичность давлением воздуха 2,1 МПа с выдержкой под
давлением не менее 5 мин. При этом контролируют появление
воздушных пузырей в воде Пузыри появляются в местах неплот-
ностей, которые помечает испытатель. Закрывают кран воздушной
сети. Стравливают давление в блок-картере. Блок-картер выни-
мают из ванны. Отсоединяют шланг воздушной сети, снимают
заглушки, крышки и прокладки.
Тщательно осматривают блок-картер и другие детали после
испытаний. Годные детали клеймят.
На ряде заводов при испытаниях блок-картеров на плотность
их наружные поверхности покрывают мыльным раствором. При
этом не должны возникать мыльные пузыри Добавление в мыль-
ный раствор нескольких капель глицерина предотвращает бы
строе высыхание раствора.
При подготовке к испытаниям блок-картера фреоновых ком-
прессоров необходимо учитывать особенности фреона как холо-
дильного агента. Фреон имеет очень большую текучесть, значи-
тельно большую, чем аммиак и воздух. Он легко проникает через
такие микроскопические неплотности, где аммиак и воздух пройти
не могут Фреон растворяет смазочные масла, а также обычную
резину Он почти не растворяет воду.
Нерастворенная вода вызывает коррозию металлов и, замер-
зая, забивает узкие каналы. Фреон легко смывает с поверхностей
деталей всякие загрязнения
271
В связи с этим все детали фреоновых компрессоров особенно
тщательно очищают и обдувают сухим сжатым воздухом. Все
детали, соприкасающиеся с фреоном, должны быть обезжирены,
например, в четыреххлористом углероде или бензине-растворителе
(уайт-спирите)
Испытания на прочность и плотность проводят под водой,
используя сухой воздух или азот. В объекте создается избыточное
давление, затем его опускают под воду и давление поднимают до
необходимого для проверки объекта на прочность. После вы-
держки давление снижают до необходимого для проверки на
плотность и затем производят эту проверку
Незначительную пористость отливки, обнаруженную в ре-
зультате испытаний, можно устранить уплотнением заго-
товки.
На ряде заводов отливки, имеющие пористость, уплотняют
пропиткой дефектных мест бакелитовым лаком, раствором соды,
хлорным железом, аммиаком и др. Перед нанесением бакелитового
лака внутренние полости блок-картера герметизируют, и лак
подают ручным гидравлическим насосом под небольшим давле-
нием После пропитки отливку сушат на воздухе в течение 3—
4 ч, а затем — в печи. На ряде заводов получила применение
пропитка чугунных отливок раствором хлорного железа и натри-
евой селитры с добавлением железного сурика.
Технологический процесс сборки. Перед сборкой на блок-
картере зачищают и опиливают необработанные поверхности
(в том числе внутренние полости и газовые каналы) от пригаров
формовочной земли, литейных швов, шлака, наплывов металла
и т. п. Для зачистки используют зубило или зачистную ручную
шлифовальную машину. Зачищают и опиливают также места
переходов обработанных поверхностей в необработанные контуры
приливов. Притупляют острые кромки, снимают заусенцы.
Контуры фланцев опиливают с помощью шаблонов таким
образом, чтобы не было значительных смещений контуров. После
этого деталь тщательно очищают от металлической стружки
и грязи и обдувают сжатым воздухом Нарезают мелкие
резьбы.
Сборка узла блок-картера сводится в основном к установке
шпилек и заглушек
Для обеспечения необходимой плотности сопряжения отвер-
стия под заглушки смазывают масляной краской (сури-
ком).
При установке шпилек используют патроны с захватом шпилек
за цилиндрическую или резьбовую (гладкую) часть (рис. 170).
Усилие затяжки шпильки развивается за счет трения шарика 1
о торец резьбовой части шпильки. Переналадку патрона на за-
винчивание шпилек другого диаметра проводят путем смены
гайки 4 в патроне.
Применяют также патроны более сложных конструкций.
272
Рис. 170. Схема установки шпильки с помощью пневмогайковерта с универ-
сальным патроном:
1 — шарик; ? — пята; 3 — гайковерт; 4 — сменная гайка
При сборке блок-картера контролируют качество постановки
шпилек, комплектность сборки, перпендикулярность осей шпилек
соответствующим фланцевым поверхностям блок-картера.
§ 23. СБОРКА УЗЛОВ СИСТЕМЫ СМАЗЫВАНИЯ
И ГАЗОВОЙ СИСТЕМЫ ПОРШНЕВЫХ КОМПРЕССОРОВ
Назначение, краткое описание конструкции масляного
насоса. Масляный насос является основным узлом системы сма-
зывания компрессора, обеспечивающим подачу смазывающего
материала к шатунным подшипникам (вкладышам больших голо-
вок шатунов) и другим парам трения компрессора. Насос обеспе-
чивает непрерывную циркуляцию масла при работе компрессора.
В поршневых компрессорах используют масляные насосы
шестеренного типа, осуществляющие нагнетание масла при вра-
щении двух стальных шестерен 4 и 12 (рис. 171), одна из которых
расположена на ведущем валике 6, другая — на ведомом 13.
Шестерни 4 и 12 приводятся во вращение с помощью зубчатой
передачи 1 от коленчатого вала компрессора Ведущий и ведомый
валики одной из своих цилиндрических цапф вставляются в от-
верстие в корпусе 5 насоса, другой — в отверстие в крышке 7.
Насос закачивает масло через фильтр приемника (фильтр грубой
очистки), подсоединенный к штуцеру 11, со дна блок-картера
и подает его к масляному фильтру (фильтру тонкой очистки)
и далее.
Технические требования к сборке насоса. Основное техниче-
ское требование, предъявляемое к масляному насосу, — обеспече-
ние при заданной частоте вращения ведущего валика требуемой
подачи при соответствующем давлении нагнетания. Например,
для масляных насосов на масле ХА-23 (ГОСТ 5546—66) подача
должна быть не менее 0,33- 10~3 м3/с (20 л/мин) при давлении на-
гнетания не менее 0,6 МПа. Одно из условий выполнения данного
требования — тщательная сборка насоса, обеспечивающая мини-
мум утечек.
10 Н. А. Яетревояа др 373
13
Рис. 171 в Масляный насос:
1 — приводная шестерня; 2 — шпонка; 3 — корпус насоса; 4 — ведущая шестерня"
5 — шпонка; 6 — ведущий валик; 7 — крышка; 8 — шайба; 9 — болт; 10 — прокладка:
11 — штуцер; 12 — ведомая шестерня; 13 — ведомый валик; 14 — гайка; 15 — шплинт
Насос должен работать легко и плавно без заеданий и в собран-
ном виде без заеданий прокручиваться от руки.
Технологический процесс сборки насоса. Технологическая
схема сборки масляного насоса показана на рис. 172.
Все детали, поступающие на сборку, должны быть изгото-
влены в соответствии с рабочим чертежом, промыты, очищены
и приняты ОТК- Перед сборкой детали обдувают сжатым возду-
хом, протирают хлопчатобумажными салфетками. Поверхности,
работающие в условиях трения, смазываются маслом.
Сборку масляного насоса начинают с подгонки и установки
призматической шпонки в шпоночный паз ведущего валика.
После этого на валик и шпонку надевают ведущую шестерню
до упора в буртик валика Шестерню следует устанавливать вруч-
ную, при этом удары не допускаются. Проверяют «утопание»
буртика ведущего валика в торцовой выточке шестерни. Буртик
не должен выступать над торцом шестерни. Проверку проводят
визуально на просвет. Аналогичным образом устанавливают
шестерню на ведомый валик. Валики с надетыми шестернями
поочередно устанавливают цапфенными частями в соответству-
ющие отверстия в корпусе насоса. Проверяют легкость вращения
шестерен, отсутствие задевания зубьев шестерен за стенки насоса.
Если зубья шестерен задевают за стенки корпуса, выясняют
причину этого и устраняют ее слесарными методами. Посадочные
части валиков перед сборкой смазывают маслом. Шестерни не
должны выступать за торец корпуса насоса. Проверяют легкость
вращения шестерен, находящихся в зацеплении. Ставят крышку
насоса и крепят ее к корпусу болтами, установленными на пру-
жинные шайбы.
274
Устанавливают шпонку приводной шестерни, прижимают ее
к торцу ведущего валика с помощью гайки. Окончательное за-
крепление приводной шестерни и стопорение гайки с помощью
шплинта производится после регулировки приводной зубчатой
передачи на общей сборке компрессора.
Ввертывают штуцер, устанавливаемый на прокладке.
После сборки вновь проверяют легкость и плавность враще-
ния валиков, отсутствие заеданий.
Собранный масляный насос испытывают на специальном испы-
тательном стенде для проверки его основных технических харак-
теристик.
Назначение, краткое описание конструкции предохранитель-
ного клапана. Предохранительный клапан предназначен для
защиты механизма движения компрессора от перегрузок; кроме
того, он является дублирующим устройством, предохраняющим
работающий компрессор от недопустимого повышения давления
нагнетания.
Рис. 172. Технологическая схема сборки масляного насоса
10* 275
Клапан 1 с установленными
в нем фторопластовой и резино-
вой прокладками прижимается
к седлу корпуса 2 клапана
пружиной 4 (рис. 173).
Усилие, с которым пружи-
на 4 прижимает клапан к сед-
лу, регулируется с помощью
регулировочного винта 3. Пос-
ле тарировки клапана на дав-
ление срабатывания положение
Рис. 173. Предохранительный клапан
регулировочного винта фикси-
руется проволокой, затем ставится пломба 5. Клапан устанавли-
вается и крепится к коллектору нагнетания с помощью гаек,
которые наворачиваются на шпильки 6.
Технические требования к сборке клапана. Основное техни-
ческое требование, предъявляемое к сборке предохранительных
клапанов, — соответствие тарировки клапана давлению срабаты-
вания. Невыполнение этого требования (или неправильно вы-
полненная тарировка) может привести к тому, что клапан срабо-
тает не при расчетном давлении. Наиболее опасно, если усилие
пружины, а следовательно, и давление срабатывания слишком
велики. Это может привести к аварии в сети нагнетания.
Настройка клапана на срабатывание при слишком малых
давлениях может привести к тому, что агрегат, соединенный
через сеть нагнетания с компрессором, не будет обеспечивать
своих эксплуатационных характеристик.
Для большинства холодильных компрессоров, работающих
на аммиаке или фреоне, давление полного открытия клапана
составляет 1,8 МПа ± 0,1 МПа, в судовых компрессорах —
1,6 ± 0,1 МПа.
Другим важным техническим требованием является обеспече-
ние герметичности клапана в закрытом состоянии. Невыполнение
этого требования приводит к утечкам газа из сети нагнетания
при работе компрессора, что вызывает несоответствие реальных
эксплуатационных характеристик агрегата заданным. Кроме того,
утечки газа в некоторых случаях просто недопустимы.
Технологический процесс сборки клапана. Сборку предохрани-
тельного клапана выполняют согласно технологической схеме
на рис. 174.
Перед сборкой все детали клапана осматривают. Притупляют
острые кромки и удаляют заусенцы на деталях клапана. Детали
промывают и обдувают сжатым воздухом, протирают хлопчато-
бумажными салфетками. Резьбы деталей клапана смазывают
маслом.
Следует обратить особое внимание иа качество фторопласто-
вой и резиновой уплотнительных прокладок для клапана. Про-
кладки не должны иметь надрывов и других дефектов.
276
Клапан собирают. Устанавливают резиновые и фторопласто-
вые прокладки. Клапан законтривается контргайкой. Затяжка
клапана должна производиться без деформации фторопластовой
прокладки. Проверяют комплектность сборки и надежность кре-
пления клапана.
Собранный клапан устанавливают в расточку корпуса, ставят
пружину, вворачивают регулировочный винт. При затяжке регу-
лировочного винта поворот клапана в сборе на седле корпуса
клапана ие допускается. В корпус вворачивают четыре шпильки.
Проверяют чистоту и комплектность сборки, смазывание
резьб, свободное перемещение клапана.
После сборки предохранительный клапан подвергают пред-
варительной тарировке на специальном стенде. Тарировку произ-
водят вращением регулировочного винта. Клапан тарируется
воздухом на давление открытия.
Не менее чем через сутки после предварительной тарировки
на том же стенде выполняют окончательную тарировку кла-
пана.
Рис. 174. Технологическая схема сборки предохранительного клапана
277
После тарировки проверяют герметичность клапана путем
повышения давления до 1,6 МПа и пломбируют его. В судовых
компрессорах герметичность проверяют давлением 1,5 МПа.
Сборка трубопроводов. Компрессор имеет три системы трубо-
проводов: масляную — система смазывания; водяную — система
водяного охлаждения и газовую — газопровод. Соединительные
трубы состоят обычно из собственно трубки, ниппелей по ее
концам и накидных гаек.
Сборку трубопроводов начинают с отрезания трубок необ-
ходимой длины. Затем, закрыв один конец трубки пробкой,
набивают ее песком, чтобы при гибке она не сплющилась, и за-
крывают с другого конца. Далее трубку изгибают по шаблону,
сделанному из проволоки. Место изгиба предварительно нагре-
вают газовой горелкой. После этого песок удаляют, и на концы
трубок надевают накидные гайки и ниппели. Затем ниппели
приваривают к трубкам. После сварки швы зачищают металли-
ческой щеткой и напильником, и трубки продувают сжатым
воздухом. Поскольку трубки масло- и газопровода работают под
давлением, их после сборки испытывают на прочность и плот-
ность.
§ 24. СБОРКА РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА
Назначение, краткое описание конструкции ротора.
Ротором называется вращающаяся часть центробежного компрес-
сора, состоящая из вала и установленных на нем рабочих колес
и предназначенная для передачи сжимаемому газу механической
энергии. Число колес ротора соответствует числу ступеней давле-
ния машины.
В зависимости от положения рабочих колес в роторе раз-
личают: консольные роторы — рабочие колеса расположены за
опорами вала ротора; многоколесные роторы — с расположением
рабочих колес между опорами ротора (рис. 175).
Вал ротора 1 относится к ступенчатым валам (см. рис. 175).
Размеры ступеней определены из условия равнопрочности вала
по изгибу. Рабочие колеса 2 устанавливаются на соответству-
ющие посадочные шейки. Диаметры шеек последовательно воз-
растают либо в одну сторону, либо в обе стороны относительно
максимального диаметра вала, что необходимо для обеспечения
удобной насадки колес во время сборки ротора.
Вращательное движение передается от вала компрессора на
рабочие колеса за счет установки колес на вал с натягом, а в слу-
чае ослабления натяга, которое может возникнуть, например,
под действием центробежных сил при определенных частотах
вращения ротора — с помощью призматических шпонок 3, уста-
новленных в соответствующие пазы вала. Для предотвращения
осевого сдвига рабочих колес и защиты вала от коррозии между
рабочими колесами устанавливаются втулки 4. Геометрические
278
формы втулок являются продолжением форм ступиц колес, что
обеспечивает плавное направление потока газа при входе в рабо-
чее колесо. Наружные поверхности втулок — гладкие или
с канавками используются для межступенчатых лабиринтных
уплотнений.
Для уравновешивания возникающей при работе компрессора
осевой силы на валу ротора устанавливают разгрузочный пор-
шень 5. Разгрузочный поршень, выполненный в виде диска,
прочно закрепляют на валу. С одной стороны на него действует
давление ступени последнего колеса, с другой (в изолированном
пространстве, соединенном трубой со всасывающим патрубком) —
давление газа на всасывании. Разность сил, возникающая в ре-
зультате действия на поршень этих давлений, уравновешивает
ротор от осевой силы.
Упорный диск 6 в сочетании с упорным подшипником помимо
восприятия осевой силы фиксирует взаимное положение ротора
и неподвижной части машины.
На одном из концов вала установлена зубчатая втулка 7 —
часть муфты, соединяющей ротор машины с ротором привода.
Стопорное кольцо 8, разрезанное пополам, и стягивающее
его стяжное кольцо 9 предохраняют насаженные детали от пере-
мещения в случае сдвига (см. рис. 175).
Технические требования к сборке. Ввиду высоких рабочих
частот вращения ротора (ротор обычно работает в закритической
области частот) одним из основных требований, предъявляемых
к сборке ротора, является требование обеспечения высокой дина-
мической сбалансированности узла. Невыполнение этого требо-
вания на рабочих частотах вращения ротора может привести
к возникновению вибраций, дополнительных ударных нагрузок
на опоры ротора, повышенному износу и, как следствие, к прежде-
временному выходу машины из строя или возникновению аварий-
ной ситуации.
279
Шпонки должны быть установлены на вал без перекосов,
с соблюдением предусматриваемых натягов и зазоров. Перекос
шпонок помимо усложнения или вообще невозможности процесса
установки рабочих колес приводит к искажению зазоров в шпо-
ночном соединении, что является причиной возникновения кро-
мочных контактов шпонок с пазами рабочего колеса. Последнее,
помимо повышенного износа контактирующих поверхностей, мо-
жет быть причиной смещения колеса от заданного положения
(перекос) и нарушения сбалансированности ротора.
Необходимо обеспечить посадку отдельных деталей ротора
без перекосов, задиров, попаданий посторонних тел между по-
садочными поверхностями при обеспечении необходимых натягов
и зазоров (тепловых зазоров). Отсутствие перекосов, задиров
и т. п. способствует сбалансированной, без вибраций работе
ротора. Натяги для установок деталей ротора рассчитаны таким
образом, чтобы в рабочих условиях не произошло под действием
центробежных сил и нагрева ослабление посадки деталей на валу,
так как это может быть причиной вибрации ротора. Натяг
для посадки рабочих колес составляет 0,001—0,0015 от диаметра
посадочного отверстия колеса. Тепловые зазоры Д (см. рис. 175)
предназначены для обеспечения возможности свободного тепло-
вого расширения деталей ротора, что особенно важно в период
пуска машины, когда еще не достигнуто тепловое равновесие.
При отсутствии тепловых зазоров возможна деформация деталей
ротора вследствие их теплового расширения, что вызовет нару-
шение балансировки ротора, ускоренный износ, вибрации и вы-
ход машины из строя.
Технологический процесс сборки. Все детали, поступающие
на сборку, должны быть изготовлены в соответствии с рабочим
чертежом, промыты, очищены и приняты ОТК. Проверяют по
чертежам и маркировке принадлежность деталей к данному ком-
плекту ротора. Детали тщательно осматривают, чтобы на них
не было повреждений, заусенцы должны быть сняты, острые
кромки притуплены. Рабочие шейки должны быть насухо про-
терты, слегка смазаны и защищены специальными бандажами
или обернуты салфетками от возможных повреждений. По форму-
лярам проверяют посадочные размеры (диаметральные и осевые)
для того, чтобы убедиться, что необходимые зазоры и натяги
обеспечиваются.
Сборку ротора начинают с пригонки и установки шпонок.
Вал ротора укладывают в специальные призмы или устанавли-
вают в специальное приспособление, позволяющее осуществлять
как поворот, так и подъем вала в отдельности или с насаженными
колесами из горизонтального в вертикальное положение и на-
оборот (рис. 176). На один конец вала устанавливается центри-
рующая втулка 1 и башмак 3, на другой — надевается рым-
хомут 6, конец вала с башмаком с помощью стропов 7 поднимают
и вставляют в стойку 4, совместив отверстие в стойке и башмаке
280
Вид В
Рис. 176. Приспособление для кантования ротора
и закрепив положение башмака штырем 2. Другой конец вала
устанавливается на подставку 5. Застропив теперь за рым-хомут,
вал можно повернуть в вертикальное положение, осью поворота
при этом является штырь 2 [1 ].
Перед установкой шпонок замеряют фактические размеры
шпоночных пазов, сравнивают их с размерами шпонок. Размеры
паза вала и паза в рабочем колесе изготовляют соответственно
с полем допуска Н9 и D10 или N9 и Js9. При необходимости под-
шлифовывают боковые стороны шпонок для посадки их в паз
вала. Радиусы шпонок скругляются, заусенцы после шлифовки
снимаются. Галтели в шпоночном пазу заполировываются. Каж-
дая шпонка должна иметь сквозное резьбовое отверстие, позволя-
ющее в случае необходимости выпрессовать шпонку из паза
с помощью отжимного винта.
Шпонки устанавливают попарно под углом между парными
шпонками 180° ударами молотка с медным или свинцовым наконеч-
ником. В случаях, когда из-за размеров шпонок и перепадов
диаметров соседних ступеней вала нельзя сразу установить все
шпонки, их устанавливают последовательно, непосредственно
перед посадкой на вал соответствующей детали.
После установки шпонок вал поворачивают в вертикальное
положение с помощью приспособления (см. рис. 176), и, вынув
штырь 2, вал опускают и устанавливают башмаком на плиту,
расположенную чаще всего в специальном сборочном колодце
(рис. 177). Проверяют вертикальность вала и закрепляют его.
Сборку ротора производят при вертикальном положении вала.
281
Рабочие колеса устанавливают на вал нагретыми (сборка
с термовоздействием). Нагрев производят в электрической печи
(рис. 178) до требуемой температуры при заданной скорости те-
плового режима. Температура нагрева, необходимая для полу-
чения теплового сборочного зазора i в соединении:
Т___ в "Ь i । <т>
1 “ kad , 0’
где 6 — максимальный натяг в соединении, мм; i — 0,01 d
(d — номинальный диаметр соединения, мм); ka — коэффициент
линейного расширения материала ступицы колеса, 1/°С: То —
температура окружающей среды, °C.
Во всех случаях необходимо стремиться, чтобы температура
нагрева не превышала 180—230 °C. Чрезмерный нагрев может
привести к значительному короблению деталей, нарушению за-
клепочных соединений. Компенсацию охлаждения нагретого ко-
леса при его переносе на позицию сборки и в процессе сборки
производят, повышая расчетную температуру нагрева на 20—
40 °C.
Нагретое колесо стропят с помощью специальных стропов,
имеющих ветви, равные по длине. Колесо тщательно выравнивают
за счет регулирования ветвей стропов для придания ему строго
горизонтального положения, в котором оно переносится с по-
мощью крана на место сборки.
Аналогично готовят к сборке и другие детали ротора.
При сборке ротора очень важное значение имеет мар-
кировка последовательности насадки.
Рис. 177. Колодец для сборки роторов:
t — чугунная плита-основание; 2 — лест-
ница; 3 — уровень пола; 4 — рама на
угольника; 5 — деревянный настнл; 6 —
торцы пола; 7 — башмак; 8 — лампа Для
освещения
Посадку обычно ведут от
упорного бурта на валу (для
многоколесных роторов).
Вначале насаживают детали
с одной стороны, а затем,
Рис. 178. Электрическая печь
для нагрева рабочих колес при
сборке ротора
282
после поворота ротора, насаживают детали с другой стороны
бурта.
В позиции сборки положение нагретого колеса, висящего
на стропах, вновь проверяют для обеспечения его строгой гори-
зонтальности. Колесо центрируется своим внутренним посадочным
отверстием по соответствующей шейке вала и опускается под
действием собственной массы до упора в буртик вала и в торец
втулки. При этом нельзя допускать, чтобы колесо задевало за
другие посадочные шейки вала.
В процессе сборки особое внимание обращают иа соблюдение
зазоров между боковыми и верхней наружной сторонами шпонок
и боковыми сторонами и дном шпоночных пазов в ступицах рабо-
чих колес соответственно. Величина зазоров зависит от размеров
шпонок.
Величину необходимых тепловых зазоров указывают на сбо-
рочном чертеже ротора. Практически зазоры обеспечиваются во
время насадки деталей на вал накладыванием трех-четырех не-
больших полосок бумаги толщиной 0,1 мм на место их образова-
ния на торцовых поверхностях вала, служащих упорами для
данного колеса. Рабочее колесо при насадке на вал ложится на
полоски. После остывания полоски удаляют.
Надетая на вал деталь должна быть охлаждена сжатым возду-
хом до 50—60 °C, после чего допускается насадка следующей
детали. Охлаждение осуществляют с нижней стороны колеса,
что способствует лучшему схватыванию колеса с валом и более
точному установлению тепловых зазоров.
Особое внимание уделяют поддержанию постоянной темпера-
туры вала. Нагрев вала недопустим, так как из-за этого умень-
шается тепловой сборочный зазор и усложняется работа по на-
садке деталей.
При установке стопорных колец (см. рис. 175) производят
замер расстояния L между торцом последней насаженной детали
и противоположной стенкой канавки.
Толщина стопорного кольца b равна
b = L — А,
где А — тепловой зазор по чертежу, мм.
После изготовления стопорного кольца заданной толщины
его разрезают на две части, устанавливают в канавку и захлесты-
вают разогретым до нужной температуры стяжным кольцом.
Установку стопорных винтов и других второстепенных дета-
лей выполняют после насадки всех деталей и остывания ротора.
По окончании сборки ротора и после его полного остывания
производят окончательный приемочный контроль качества сборки.
С помощью щупов проверяют тепловые зазоры. Контроль вы-
полняют в четырех диаметрально противоположных точках.
Собранный и принятый ОТК ротор поступает на токарную
обработку. Ротор выверяют на станке по биению рабочих шеек
283
(не более 0,01 мм). С очень малым припуском обрабатывают
торцы покрывных дисков, места под уплотнения на покрывных
дисках и разгрузочных поршнях, при необходимости подрезают
торцы упорного диска и зубчатой втулки, после чего торцы по-
лируют.
После токарной обработки и проверки биений основных по-
верхностей ротора, регламентируемых сборочным чертежом, ротор
Поступает на динамическую балансировку.
Динамическую балансировку ротора центробежного компрес-
сора выполняют аналогично описанной в § 20.
Сборка консольных роторов длиной до 1,5—2 м может произ-
водиться с использованием охлаждения собираемых деталей
(вала) в жидком азоте. Предварительно подвергаемые охлаждению
поверхности очищают и промывают бензином. Деталь помещается
в охладительное устройство, в которое заливается жидкий азот.
Охлаждаемую деталь выдерживают в жидком азоте 6—7 мин,
после чего производят сборку.
Особенности сборки роторов центробежных компрессоров,
заключающиеся в значительных размерах и массах собираемых
деталей, в необходимости изменения положения собираемого
узла при сборке, в использовании сборки с термовоздействием,
требуют особенно тщательного соблюдения правил техники без-
опасности. Работа должна быть хорошо подготовлена, сборщики
обучены и проинструктированы. Следует продумать порядок
действий каждого рабочего и распределить обязанности между
ними. Должны быть подготовлены средства для снятия непра-
вильно насаженного или начавшего охлаждаться элемента, т. е.
домкраты, съемники и др. Рабочие должны иметь спецодежду,
обеспечивающую надежную защиту тела при соприкосновении
с нагретыми деталями или при попадании хладагента. Сборка
ротора должна производиться под непосредственным наблюдением
мастера и представителя от к.
§ 25. ОБЩАЯ СБОРКА ПОРШНЕВЫХ КОМПРЕССОРОВ
Подготовка к сборке. Технологический процесс общей
сборки поршневых компрессоров рассмотрен на примере общей
сборки холодильного поршневого компрессора Ш10 (см. рис. 4).
Технологическая схема общей сборки компрессора приведена
на рис. 179 (на схеме не показаны крепежные детали, а также
уплотнения).
Общая сборка поршневых компрессоров проводится на спе-
циальных участках общей сборки, реже — в специальных цехах,
куда поступают все комплектующие детали и сборочные единицы.
Все детали и сборочные единицы, поступающие на сборку,
должны быть изготовлены в соответствии с рабочими чертежами,
промыты, испытаны согласно требованиям технических условий,
приняты контролером ОТК и иметь клеймо.
284
Перед сборкой все сборочные единицы и детали необходимо
расконсервировать, промыть в содовом растворе или керосине,
протереть хлопчатобумажной салфеткой или обдуть сжатым возду-
хом для просушки.
Трущиеся детали и поверхности смазывают маслом ХА-23
или ХА-30 (ГОСТ 5546—66). Резиновые прокладки смазывают
пластичной смазкой ЦИАТИМ-201 (ГОСТ 6267—74). Все паро-
нитовые прокладки перед установкой выдерживают в сыром гли-
церине (ГОСТ 6823—77) не менее 2 ч.
При сборке все крепежные детали, имеющие стопорные шайбы,
должны быть надежно зафиксированы от проворачивания, кроме
шатунных болтов, всасывающих клапанов, которые стопорятся
после испытания.
Ввиду того, что некоторые детали и узлы компрессора имеют
значительную массу, например, коленчатый вал в сборе поршне-
вого компрессора П110 имеет массу около 112 кг, а блок-картер —
430 кг, при их транспортировании на сборку и во время сборки
используют подъемно-транспортные устройства. Наиболее часто
для этого используют кран-балки грузоподъемностью от 2 т.
Коленчатые валы в сборе транспортируют на участок общей
сборки с помощью специального приспособления, состоящего
из двух петельных стропов (рис. 180). Стропы выполнены из
пенькового каната диаметром 18—20 мм. Длина одного стропа —
285
Рие. 180. Схема транспортирования
коленчатого вала на участок общей
сборки
Рис. 181. Цепная подвеска для транс*
портирования блок-картера
Рис. 182. Тара для
транспортирования
гильз на участок об-
щей сборки
до 1500 мм, грузоподъемность — 160 кг. При транспортировании
центр тяжести груза смещен в сторону короткого конца вала.
Основная нагрузка воспринимается первой ветвью.
Транспортирование блок-картера осуществляется с помощью
цепной подвески (рис. 181) грузоподъемностью 1,4 т.
Гильзы подаются на общую сборку в таре (рис. 182) с помощью
кран-балки грузоподъемностью 3—5 т. В тару гильзы поме-
щаются в двух специальных деревянных кассетах, устанавлива-
емых одна иа другую. Гильзы в кассетах размещаются равномерно
для предотвращения смещения центра тяжести тары. Обычно
в таре транспортируют до 24 гильз.
Технологический процесс сборки. Общая сборка компрессора
начинается с запрессовки коленчатого вала. Операция выпол-
няется на специальном гидрофицированном
стенде (рис. 183).
Гидрофицированный стенд состоит из ста-
нины 1, на которой смонтированы все узлы,
гидростанции 2, гидропанели 3, упорного гид-
роцилиндра 4, подставки 5, являющейся
сменной в зависимости от марки блок-кар-
тера, гидроприжимов 6, гидроподъемника 7,
гидроцилиндра силового 10 и пульта управ-
ления 9.
Блок-картер устанавливают на подстав-
ку 5 гидростенда и закрепляют гидрав-
лическими прижимами 6. В диаметрально
противоположные резьбовые отверстия блок-
картера вворачивают две технологические
шпильки для ориентации корпуса ролико-
подшипника. Коленчатый вал в сборе уста-
навливают на призмы гидроподъемника 7.
286
Рис. 183. Гидрофяцированный стенд для запрессовки коленчатого вала:
1 — станина; 2 — гидростанция; 3 — гидропанель; 4 — упорный гидроцилнндр; 5 —
подставка; 6 — гидравлический прижим; 7 — гидр о прием ник; 8 — фиксатор; 9 — пульт
управления; 10 — силовой гидроцилнндр
Центрируют коленчатый вал по посадочным отверстиям в блок-
картере путем поднятия или опускания призм.
После центровки вала выдвигают шток цилиндра упора 4,
подводят шток силового гидроцилиндра 10. При этом «ловят»
фиксатором 8 отверстие в корпусе подшипника. Коленчатый вал
зажимается между двумя штоками. Опускают призмы гидро-
подъемника. Нажимают кнопки на пульте управления 9. Штоки
упорного и силового цилиндров начинают перемещаться влево.
Происходит запрессовка коленчатого вала в блок-картер до упора
корпуса роликоподшипника в плоскость блока (рис. 184). При
запрессовке следят за тем, чтобы совместились отверстия в кор-
пусе роликоподшипника с технологическими шпильками, уста-
новленными в блок-картер.
Техническая характеристика гидростенда
Грузоподъемность гидроподъемника, кг 3700
Максимальное усилие на штоке силового цилиндра, кН 60
Машинное время запрессовки, с , 20
Время обратного хода штока, с. 16
После запрессовки технологические шпильки выворачивают
из блок-картера. В отверстия на корпусе роликоподшипника
вставляют болты с надетыми стопорными шайбами и заворачивают
их вначале от руки, затем — пневмогайковертом. Затяжку болтов
производят крестообразно. Затем проводят контроль затяжки
(гаечным ключом). После контроля затяжки болты за контри-
ка ются.
287
Рис. 184. Блок-картер в сборе с коленчатым валом
Проверяют качество установки, легкость и плавность враще-
ния коленчатого вала. Щупом проверяют плотность прилегания
корпуса подшипника к блок-картеру.
В резьбовые отверстия блок-картера под установку крышки
сальника пневмогайковертом вворачиваются 10 шпилек. Блок-
картер открепляется. Подводится кран-балка с цепной подвеской.
Блок-картер снимается со стенда.
Следующим этапом сборки компрессора является установка
гильз (рис. 185). Перед ней поверхности цилиндров блок-картера
и гильз тщательно протирают хлопчатобумажными салфетками.
На посадочные диаметры гильзы (для компрессора П110 —
0 150 мм) с обеих сторон бурта устанавливают прокладки 2. Поса-
дочные поверхности гильзы 1 и цилиндра блок-картера смазывают
маслом ХА-23, после чего гильзу устанавливают в цилиндр до
упора. Таким же образом ставят и остальные гильзы. Гильзы уста-
навливают от руки или с помощью текстолитовой оправки. Ис-
инструментов запрещается
во избежание деформации
гильз, посадочных поверх-
ностей цилиндров,задиров
зеркал гильз.
После установки гильз
визуально проверяют пра-
вильность и качество уста-
новки гильз с прокладка-
ми в блок-картер; от-
сутствие забоин и других
пользование металлических ударных
Рис. 185. Схема установки гильз в блок-
картер
механических поврежде-
ний на деталях; чистоту
288
поверхностей гильз и особенно верхнего пояска (отсутствие забоин
и задиров).
Установка шатунно-поршневых групп является одним из наи-
более ответственных этапов сборки компрессора. Цилиндры блок-
картера предварительно маркируют. Этим же номером марки-
руют всасывающие, нагнетательные клапаны, а также шатунно-
поршневые группы. Перед сборкой подбирают комплект узлов
шатунно-поршневых групп. Все группы, устанавливаемые в ком-
прессор, должны содержать поршни и шатуны с одинаковой мар-
кировкой. Допускается разница в массе шатунно-поршневых
групп не более 100 г. Шатунно-поршневые группы подаются на
рабочее место, где их устанавливают, в таре (рис. 186). Обычно
в тару входит 20 узлов.
Все поступившие узлы осматривают, протирают хлопчатобу-
мажными салфетками. С тела шатуна снимают крышку. Запили-
вают заусенцы в местах разъема тела с крышкой. Тщательно про-
тирают поверхность разъема и отверстие большой головки. В тело
шатуна и крышку вставляют вкладыши.
На гильзу ставят технологическую направляющую втулку, на
головку шатуна — предохранительный кожух.
В отверстие втулки устанавливают узел шатунно-поршневой
группы шатуном вниз. Поршень продвигается вниз, по направле-
нию к коленчатому валу (рис. 187). По мере продвижения поршня
в нижнюю кольцевую канавку поршня ставится эспандер масло-
съемный и далее — кольцо маслосъемное. В две последующие
верхние канавки поршня устанавливают по компрессионному
эспандеру и компрессионному кольцу. Замки поршневых колец
должны быть расположены в плоскости оси пальца и развернуты
на 180° по отношению к соседним.
Поршень продвигается до упора шатуна в шей-ку коленчатого
вала. После этого снимают техно-
логическую втулку и предохра-
нительный кожух.
Рис. 187. Схема установки шатуиио-
поршневых групп с помощью техно-
логической втулки:
/ — блок-картер; 2 — гильза; 3 — техно-
логическая втулка; 4 — шатун но-поршне-
вая группа
Рнс. 186. Тара для транспортирова-
ния шатунно-поршневых групп иа
участок общей сборки
289
Крышку и тело шатуна собирают на шейках коленчатого вала.
Устанавливают и заворачивают шатунные болты (перед этим на-
носят несколько легких ударов молотком по крышке). Крышка
доводится до соприкосновения с телом шатуна, после чего каждый
болт еще доворачивается на 60°. При сборке тела и крышки шатуна
особенно следят за тем, чтобы шатуны, крышки и вкладыши имели
одноименную маркировку. Стопорение шатунных болтов произво-
дят перед заключительной 10-минутной обкаткой компрессора на
стенде холодной обкатки.
Проверяют вручную перемещение шатунов вдоль оси вала.
При затянутых шатунных болтах шатуны должны иметь легкое
перемещение вдоль оси шатунной шейки коленчатого вала. Уста-
новленный вкладыш не должен выступать за тело шатуна.
Таким же образом монтируют узлы остальных шатунно-порш-
невых групп. После монтажа проверяют, нет ли заеданий в работе
шатунно-поршневых групп. Это выполняют при проворачивании
коленчатого вала.
Рабочие клапаны компрессора служат для открытия и закры-
тия соответствующих полостей во время всасывания и нагнета-
ния. В компрессорах применяют самодействующие клапаны раз-
личных типов — прямоточные, кольцевые, дисковые, полосовые,
пятачковые, тарельчатые. Плотность клапанов проверяется на
предприятии-изготовителе на специальном стенде. В компрессо-
рах типа П применяют самодействующие пластинчатые клапаны.
Клапанная группа показана на рис. 188.
В резьбовые отверстия блок-картера вворачивают шпильки 7
для крепления всасывающего клапана. Устанавливается всасы-
вающий клапан в сборе с пластинами 3 и пружинами 12. Нормаль-
ная работа клапана зависит от высоты подъема пластин и усилия
пружин. При небольшом подъеме возрастает сопротивление про-
ходу воздуха или газа, при большом — сокращается срок службы
пластин. Допустимая высота подъема пластин всасывающего кла-
пана установлена: для аммиачных компрессоров 1,2—1,6 мм; для
фреоновых — 2,0—2,4 мм. Подъем всасывающих пластин прове-
ряют с помощью специального приспособления или щупом. Вы-
сота подъема регулируется подбором пружин. Следят за тем, чтобы
пластины поднимались свободно по направляющим корпуса вса-
сывающего клапана и все пружины входили в свои гнезда. Для
равномерного подъема пластин без перекосов и заеданий пружины
должны иметь одинаковую жесткость.
На всасывающем клапане пружины менее жесткие. На нагне-
тательном клапане жесткость пружин выше. Пружины, устанав-
ливаемые в клапаны, должны быть подобраны по высоте с точ-
ностью до 0,5 мм.
Проводят замер линейного мертвого пространства — прост-
ранства между днищем поршня и корпусом нагнетательного кла-
пана, используя специальное приспособление (рис. 189). В отвер-
стия крепления клапанной группы вворачивают шпильки 5,
290
Рис. 188. Клапанная группа:
1 — корпус всасывающего клапана; 2 ~ направляющая всасывающего клапана; 3 —»
пластина: 4 — пружина; 5 — седло нагнетательного клапана; 6 — гайка; 7 — шпилька;
3 — па рокитов а я прокладка; 9 — гильза; 10 — штифт; 11 — прокладка; 18 — пружина
между которыми устанавливают планку 3. Перед установкой наг-
нетательного клапана 1 на днище поршня кладут свинцовую пла-
стинку 7 (ширина 5 мм, длина 10 мм, толщина 2 мм). Ставят нагне-
2 3 ‘t
тательный клапан. Устанавли-
вают втулку 2, которая после
затяжки гаек на шпильках 5
прижимается к нагнетательному
клапану планкой 3. Это создает
условия, аналогичные условиям
работы клапана в компрессоре.
Проворачивая коленчатый
вал на один оборот вручную,
днище поршня подводят в верх-
нюю мертвую точку. При этом
пластинка 7 деформируется.
Получается отпечаток зазора
между нагнетательным клапа-
ном и днищем поршня. Толщи-
на отпечатка характеризует
Рис. 189. Приспособление для замера
линейного мертвого пространства:
1 — нагнетательный клапан; 2 — втулка;
3 — планка; 4 — шайба; 5 — шпилька;
6 — прокладка; 7 — свинцовая пластинка;
8 — гильза; 9 — корпус всасывающего
клапана
величину линейного мертвого
пространства. Зазор должен
быть не менее 0,8 мм. Средняя
величина зазора по всем цилин-
драм компрессора должна быть
291
Рис. 190. Система смазывания компрессора:
I — сальник; 2 — коленчатый вал; 3 — штуцер; 4 — масляный фильтр: 5 — фильтр
приемника; 6 — масляный насос; 7 — зубчатая передача
Рис. 191. Схема крепления масляного иасоса в блок-картере:
/ — масляный насос; 2 — зажим; 3 — болт; 4 — стопорная шайба; 5 — блок-картер
не более 1,5 мм. Регулировку зазора производят заменой про-
кладки 8 под гильзой 9 (см. рис. 188). Толщина прокладки
может изменяться от 0,5 мм до 2 мм.
Не допускается производить регулировку линейного мерт-
вого пространства заменой прокладок 11 под всасывающим кла
паном (см. рис. 188).
Если зазор меньше 0,8 мм, то шатунно-поршневую группу де-
монтируют. Штатную прокладку под гильзу заменяют регулиро-
вочной толщиной 1,5 мм. Если средняя величина зазора больше
1,5 мм, то демонтируют те шатунно-поршневые группы, где эта
величина больше 1,5 мм.
После регулировки мертвого пространства вновь устанавли-
вают нагнетательный клапан в сборе. Его седло поджимается
с помощью пружины 4. После сборки клапанной группы прово-
дится окончательная затяжка гаек 6. Гайки затягивают кресто-
образно Затем гайки стопорят.
Масляный насос 6 в сборе с шестерней зубчатой передачи 7
вкодит в систему смазывания компрессора (рис. 190). Насос кре-
пится в блок-картере (рис. 191) с помощью болтов 3, установлен-
ных с шайбами 4 на зажимы 2. Болты, собранные с зажимами и
шайбами, вворачиваются в соответствующие отверстия блок-кар
тера. После затяжки болты стопорятся отгибом шайбы на грань
головки болта.
После монтажа масляного насоса ставится нажимной фланец.
Устанавливаются все детали, расположенные на коротком конце
коленчатого вала. Регулируется зубчатая передача привода мас-
ляного насоса. Подробно эти операции описаны в § 20.
Перед сборкой сальника (рис. 192) поверхность коленчатого
вала протирают и смазывают маслом. На торец блок-картера 1
292
ставят прокладку 2 и диск 3 сальника. В расточку диска ставят
неподвижное кольцо 10, в кольцевую канавку которого вставлена
прокладка 11. При этом штифт 9 неподвижного кольца совме-
щают с пазом сальника. Назначение штифта — предотвращение
возможного проворота неподвижного кольца. Далее ставят по-
движное кольцо 4 с вмонтированным графитовым кольцом 13.
Графитовое кольцо устанавливают в сторону неподвижного кольца.
Ставят уплотнительное кольцо 12, шайбу 5 и обойму сальника 6
в сборе с пружинами 8. Установку деталей, входящих в узел саль-
ника с другой стороны относительно обоймы сальника, производят
в обратном порядке. Последней ставят крышку 7 сальника, со-
бранную с неподвижным кольцом. Она отделяется от диска саль-
ника прокладкой. Узел сальника крепится к блок-картеру с по-
мощью шпилек. Гайки затягивают крестообразно с помощью гай-
коверта.
При сборке сальника и по окончании ее контролируют плав-
ность вращения коленчатого вала, отсутствие заеданий, работу
пружин, отсутствие трещин в графитовых кольцах.
При эксплуатации компрессора наибольшему износу в
сальнике подвержены поверхности подвижных графитовых и
неподвижных стальных колец,
а также резиновые кольца и
пружины. От состояния этих
деталей в значительной степени
зависит работоспособность саль-
ника в целом. Восстановление
рабочих поверхностей графито-
вых и стальных колец прово-
дят притиркой их на плите.
В качестве притирочного ма-
териала рекомендуется ис-
пользовать микропорошок М5
(ГОСТ 3647—80). После при-
тирки допускается наличие от-
дельных царапин, не пересекаю-
щих притертую поверхность.
Детали и узлы, поступившие
на сборку масляного фильтра,
проверяют визуально. Не до-
пускается наличие забоин и
вмятин. Осматривают сварные
швы. . Брызги и окалина на
сварных швах не допускаются.
Сварные швы должны быть
тщательно зачищены.
Монтаж масляного фильтра
(рис. 193) начинают со сборки
фильтрующего элемента 2. На
7 2 7
Рис. 192. Сальник в сборе:
/ — блок-картер; 2 — прокладка; 3 —
диск сальника; 4 — подвижное кольцо;
5 — шайба; 6 — обойма сальника; 7 —
крышка сальника; 8 — пружина; 9 —
штифт; 10 — неподвижное кольцо; 11 —
прокладка; 12 — уплотнительное кольцо;
13 — графитовое кольцо
293
Рис. 193. Масляный фильтр в сборе:
1 — корпус фильтра; 2 — фильтрующий элемент; 3— прокладка; 4 — крышка фильтра;
5 — манжета; 6 — фланец фильтра; 7 — шпилька; 8 — манжета; 9 — клапан; 10 —
соединительная трубка; 11 — уплотнительное кольцо
отогнутый буртик фильтрующего элемента устанавливают ман-
жету 8. На шейку фланца 6 корпуса фильтра ставят проклад-
ку 3. В кольцевые канавки соединительной трубки 10 устанав-
ливают уплотнительные кольца 11. Трубку 10 вставляют до упора
в отверстие корпуса 1 фильтра, после чего корпус 1 фильтра
вставляют в соответствующее отверстие блок-картера. Свободный
конец трубки вставляют в отверстие масляного насоса. В отверс-
тие корпуса 1 фильтра вставляют фильтрующий элемент 2. Уста-
навливают манжету 5, прокладку 3 между фланцем 6 корпуса и
крышкой 4 фильтра. Крышку фильтра с прокладкой надевают на
выступающие части шпилек 7 и закрепляют шестью гайками.
Гайки затягивают пневмогайковертом крестообразно.
Монтаж остальных деталей и узлов, согласно технологической
схеме сбррки на рис. 179, связан в основном с их ориентацией на
месте установки и с закреплением. Детали и узлы закрепляют
путем затяжки гаек на шпильках.
Затяжку гаек при сборке производят в определенном порядке,
показанном на рис. 194. При прямоугольной (или близкой к пря-
моугольной) форме соединяемых деталей затяжку гаек начинают
с середины, а не с краев. Гайки, расположенные по окружности,
как это указывалось и выше, затягивают крестообразно. Затяжка
гаек в произвольном порядке может вызвать коробление или пере-
кос закрепляемой детали. Затяжка должна проводиться не только
в определенном порядке, но и постепенно, в два-три приема, до
полной затяжки. При затяжке гаек используют пневмогайковерт.
По окончании затяжки производят контрольную обтяжку гаек
гаечным ключом.
Испытания. Собранные поршневые компрессоры испытывают
в соответствии с техническими условиями на изготовление. В про-
цессе сборки и испытаний проверяют и регулируют все монтаж-
ные зазоры и линейное мертвое пространство в каждом компрес-
сорном цилиндре.
294
Цели испытаний следующие:
проверить соответствие параметров, характеристик и качества
изготовления компрессора требованиям технического задания и
техническим условиям на изготовление;
проверить работоспособность машины в целом и отдельных
ее систем;
проверить работоспособность системы автоматического управ-
ления, защиты, контроля и регулирования.
В ходе испытаний проверяют:
габаритные, установочные, присоединительные размеры и
массу компрессора;
функционирование машины, системы управления, приборов
автоматики, защиты и сигнализации;
точность поддержания температуры хладоносителя при авто-
матическом регулировании холодопроизводительности;
холодопроизводительность и потребляемую компрессором мощ-
ность;
возможность запуска компрессора из различных состояний;
гидравлическое сопротивление водяных полостей испарителя
и конденсатора;
виброакустические характеристики машины
Испытания можно разделить на текущие и типовые. Текущие
испытания проводят для проверки работы и качества сборки ком-
прессора, причем испытания проходит каждый компрессор.
Типовые испытания проводят для проверки основных пара-
метров — холодопроизводительности, потребляемой мощности,
мощности холостого хода, температуры масла, шума и вибраций,
надежности работы, износостойкости деталей и узлов, а также для
проверки стабильности производства.
Собранные компрессоры подвергают холостой обкатке, кото-
рую проводят в два этапа: обкатка без нагнетательных клапанов;
обкатка с нагнетательными клапанами.
Рис. 194. Последовательность затяжки резьбовых соединений при сборке
295
Рис. 195. Схема холостой обкатки на внеш-
ней циркуляции масла
На первом этапе холос-
той обкатки проверяют
наличие стуков, вибраций,
ненормального нагрева
стенок цилиндров и выяв-
ляют неполадки в масля-
ной системе. В случае об-
наружения каких-либо
дефектов останавливают
испытания и устраняют
неполадки, после чего ис-
пытания повторяют.
Участок холостой об-
катки оборудован испыта-
тельными стендами, стен-
дами ревизий и столом
дефектировки.
Схема холостой обкат-
ки на внешней циркуля-
ции масла показана на
рис. 195. При проведении
холостой обкатки на внеш-
ней циркуляции масла без нагнетательных клапанов, проставок,
всасывающего и нагнетательного коллекторов, а также без консер-
вирующего ингибитора предварительно проводят операции ваку-
умирования и наполнения азотом компрессора. Они выполняются
на участке сборки.
Масло подается из бака в сальник компрессора. Коленчатый
вал вращают от внешнего привода, т. е. компрессор работает. От-
работавшее масло поступает в бак. Масло в баке подогревается и
на выходе из бака контролируется температура. Она должна со-
ставлять 35 ± 5 °C, а на входе в компрессор не ниже 30 °C. Давле-
ние масла в сальнике поддерживается в пределах 0,25—0,4 МПа.
Время обкатки компрессоров унифицированного типа 2 ч.
На втором этапе компрессор обкатывают в течение 10 мин.
После обкатки сливают масло и осматривают узлы шатунно-порш-
невых групп, коленчатый вал и зеркала гильз. Поверхности дета-
лей не должны иметь царапин, задиров и т. п.
Критериями для определения длительности (конца) холостой
обкатки служат температура масла; давление масла; чистота
масла.
Регистрируемая термометром температура масла на выходе из
компрессора в процессе приработки узлов, происходящей во
время холостой обкатки, повышается приблизительно на 5 °C по
сравнению с температурой на входе в компрессор. При температуре
масла, подаваемого в компрессор, 30—32 °C температура масла
в работающем компрессоре стабилизируется в пределах 35 ±
± 5 °C.
296
После того, как температура масла перестает повышаться и
наступает ее стабилизация, считают, что приработка деталей
компрессора завершена.
Давление масла в сальнике, так же как и температура с начала
холостой обкатки, растет до 0,25—0,4 МПа, что вызвано прира-
боткой деталей.
Стабилизация давления свидетельствует о завершении про-
цесса приработки, а следовательно, и холостой обкатки.
Фактор чистоты масла не является определяющим, он выпол-
няет роль вспомогательного критерия. Сильная загрязненность
масла свидетельствует о протекающем процессе приработки. По
окончании приработки масло становится значительно чище. Экс-
периментально установлено, что приработка идет в течение ~1,5 ч.
Собранный компрессор готовится к холостой обкатке. Он уста-
навливается на испытательный стенд (рис. 196), при этом отвер-
стия в лапках компрессора совмещаются с фиксирующими паль-
цами 4 стенда. Компрессор 1 закрепляют прихватами 3 на раме
стенда. На конец коленчатого вала устанавливают сегментную
шпонку 9 и технологический шкив 7, закрепляемый технологиче-
ской гайкой 8. На шкив электродвигателя стенда и технологиче-
ский шкив устанавливают клиновой ремень 10. На трубку саль-
ника 6 наворачивают заглушку. К нижнему штуцеру сальника
присоединяют манометр 5. К штуцеру крышки масляного фильтра
12 присоединяется шланг 11 для сбора масла из картера.
При обкатке без нагнетательных клапанов на шпильки всасы-
вающих клапанов устанавливают технологические заглушки.
Включают насосы системы маслоснабжения. При достижении
давления в системе маслоснабжения 0,25—0,35 МПа и появлении
масла на 3/4 масломерного стекла производят пуск электродвига-
теля компрессора. Пуск электродвигателя осуществляется на
несколько секунд, далее следует останов. Это повторяют 2—3 раза.
Рис. 196. Компрессор, установленный на испытательном стенде для холостой
обкатки
297
Затем электродвигатель запускается окончательно. По окончании
первого этапа холостой обкатки (через 2 ч) компрессор останавли-
вается и его осматривают. С помощью насоса внешней фильтрации
масло из блок-картера откачивается. Боковые крышки 2 с про-
кладками (см. рис. 196) снимают. Днище блок-картера протирают.
Осматривают гильзы. Снимают крышки шатунов. Осматривают
поверхности вкладышей больших головок шатуна. Вкладыши
не должны иметь задиров, натиров, трещин. Допускаются неболь-
шие кольцевые царапины.
Площадь следов фактического контакта сопрягаемых трущихся
поверхностей деталей должна составлять не менее 50 % всей номи-
нальной поверхности трения. Осматривают шейки коленчатого
вала. На них не должно быть задиров, трещин, глубоких рисок,
изменения цвета (цвета побежалости). Допускаются отдельные
царапины, видимые в отраженном свете.
Так же осматривают гильзы, поршни. Если состояние какой-
либо детали неудовлетворительное — ее вынимают, осматривают
и заменяют, если это необходимо. Капроновые поршневые кольца
не должны иметь следов расплавления и «защемления» поршнем.
Эспандеры не должны иметь трещин.
При подготовке к холостой обкатке с нагнетательными кла-
панами компрессор полностью собирают, устанавливают боковые
крышки 2 с прокладками (см. рис. 196). Монтируют нагнетатель-
ные клапаны и устройства для их крепления.
Картер компрессора заправляют чистым маслом. Снимают
крышку фильтра 12 с прокладкой, вставляют фильтрующий эле-
мент 13 и устанавливают крышку на место.
Отключают электродвигатель внешней системы циркуляции
масла. Компрессор включают на 10-минутную обкатку со штатным
насосом. Давление масла в компрессоре доводится до 0,2—
0,4 МПа —для аммиачных компрессоров и 0,6—1,0 МПа —для
хладоновых компрессоров. После этого компрессор отклю-
чают.
В программу холостой обкатки включают иногда проверку
компрессора на самовакуумирование. При нормальной эксплуата-
ции самовакуумирование производят перед вскрытием компрес-
сора для удаления холодильного агента, а также для удаления
воздуха из компрессора перед его включением в систему, запол-
ненную холодильным агентом.
Перед вакуумированием закрываются всасывающий и нагне-
тательный вентили. Включают компрессор. Компрессор считается
отвакуумированным, если остаточное давление в картере в момент
остановки электродвигателя не превышает 0,02 МПа. В случае,
если не удается достичь необходимого разрежения в течение 20 с,
следует при осмотре проверить состояние поршневых колец, кла-
панов и уплотнение гильз.
По окончании холостой обкатки компрессор снимают со
стенда.
298
После холостой обкатки все компрессоры испытывают на плот-
ность давлением воздуха. Перед испытанием заглушают отверстие
в вентилях.
Проверку компрессора на герметичность проводят в два этапа.
Вначале проводят проверку давлением воздуха с покрытием сты-
ков мыльным раствором. Затем выполняют окончательную про-
верку. Компрессор погружают в бак с водой на 10 мин. Слой воды
над погруженным компрессором должен быть не менее 300—
500 мм. В компрессор подается сжатый воздух под давлением.
Проверяют отсутствие пузырьков в местах соединений и уплотне-
ний деталей компрессора.
При испытании на плотность двухступенчатых компрессоров
воздух подают в полости всасывания высокой и низкой ступеней
одновременно.
Для холодильных компрессоров после проверки на плотность
проводят тепловые испытания на паровом кольце. Испытывают
каждый двухступенчатый и 15 % одноступенчатых компрессоров.
Паровое кольцо имитирует условия работы компрессора в со-
ставе холодильной машины в процессе эксплуатации. Цели испы-
таний — выявление дефектов сборки, их устранение и проверка
надежности работы компрессора на хладагенте. Кроме того, при
испытаниях определяют эксплуатационные показатели компрес-
сора. Испытание на хладагенте проводят в течение 12 ч.
Контроль работы компрессора в автоматическом режиме вклю-
чает в себя проверки:
автоматического включения цилиндров компрессора в зависи-
мости от температуры хладоносителя на выходе из испарителя;
срабатывания аварийной защиты;
термодинамических характеристик;
гидравлического сопротивления водяных полостей испари-
теля и конденсатора.
Проверку выполняют на специальном стенде по соответствую-
щим методикам.
§ 26. общая сборка центробежных КОМПРЕССОРОВ
Подготовка к сборке. Общую сборку центробежных
компрессоров производят на специальных участках общей сборки,
куда поступают все комплектующие детали и сборочные единицы.
Участки оборудованы в соответствии с выполняемой на них ра-
ботой подъемно-транспортными средствами (мостовыми кранами,
тельферами, консольно-поворотными кранами).
Все детали и сборочные единицы, поступающие на сборку,
должны быть изготовлены в соответствии с рабочими чертежами,
испытаны в соответствии с техническими условиями, приняты кон-
тролером ОТК и иметь клеймо.
Перед сборкой поступившие детали и узлы осматривают, вы-
являют отсутствие дефектов и механических повреждений. Прове-
299
ряют комплектность деталей для сборки. Мелкие и средние детали
и сборочные единицы промывают в содовом растворе или керо-
сине, протирают хлопчатобумажными салфетками или обдувают
сжатым воздухом. Посадочные поверхности крупных деталей очи-
щают от загрязнений или консерванта, промывают керосином и
обдувают сжатым воздухом или протирают ветошью.
Проверяют наличие и состав мастик, применяемых для уплот-
нения стыков. Для воздушных компрессоров используют мастику,
в состав которой входят свинцовые белила, сурик н вареное льня-.
ное масло.
При подготовке к сборке зачищают плоскости вертикальных
фланцев нижних половин частей корпуса, устанавливают шпильки
и смазывают фланцы мастикой для уплотнения стыков.
Технологический процесс сборки. Общую сборку центробеж-
ных компрессоров характеризует ряд особенностей, обусловлен-
ных:
1) единичным или в лучшем случае мелкосерийным типом про-
изводства центробежных компрессоров, что не позволяет приме-
нять для обеспечения точности сборки методы взаимозаменяемости;
2) большими габаритами и массами машин; диаметры рабочих
колес, например, могут достигать 1,5—2 м, а иногда и более;
3) высокими частотами вращения роторов компрессоров; ча-
стота вращения роторов достигает 10 000 об/мин и более; окруж-
ные линейные скорости рабочих колес достигают 270—290 м/с;
4) значительным нагревом корпуса компрессора при работе;
температура газа в нагнетательной части может достигать 150—
200 °C.
В связи с этим для общей сборки центробежных компрессоров
характерны:
1) большой объем пригоночных работ;
2) большой объем работ по выверке взаимного положения
отдельных частей машины (центровка);
3) выполнение работ, направленных на обеспечение компен-
сации теплового расширения частей машины без нарушения ее
центровки.
Основными этапами общей сборки центробежного компрессора
являются:
1) сборка и центровка корпуса машины;
2) пригонка фундаментных рам;
3) центровка корпусов подшипников;
4) центровка и установка опорных вкладышей;
5) пригонка и центровка диафрагм;
6) установка ротора и опорно-упорного вкладыша;
7) пригонка и установка уплотнений;
8) центровка отдельных узлов машины;
9) окончательная сборка и закрытие машины.
При сборке корпуса машины нижние половины частей корпуса
(см. рис. 7) устанавливают так, чтобы ось расточки была верти-
300
Рис. 197. Схема центровки корпуса:
1 — контрольный вал; 2 — регулируемые
опоры; 3 — нижняя половина всасыва-
ющей части; 4 — нижняя половниа сред-
ней части; 5 — нижняя половина нагнета-
тельной части; 6 — клиновые домкраты;
а, б, в — замеры с помощью микрометри-
ческого штихмаса
кальна. Далее их накладывают одна на другую, следя за безуступ-
ным стыкованием частей в плоскости горизонтального разъема, и
предварительно закрепляют. Для корпусов машин, в которых диа-
фрагмы устанавливают с регулировкой компенсирующими штиф-
тами, центровка нижних половин корпуса ограничивается без-
уступным соединением в плоскости горизонтального разъема и
замковым соединением вертикального разъема. Для более точной
центровки предварительно собранную нижнюю часть устанавли-
вают на сборочной площадке на подставках и домкратах. Положе-
ние горизонтального разъема контролируют по ватерпасу.
Лучшим способом центровки является, центровка по контроль-
ному валу. Опорами такого вала служат разъемные обоймы с ре-
гулируемыми по длине с помощью мелкой резьбы штифтами. Та-
кие опоры позволяют легко и быстро устанавливать вал по центру
различных расточек корпуса. При центровке учитывают прогиб
вала под действием собственной массы и рассматривают вал как
балку, равномерно нагруженную собственной массой и свободно
лежащую на опорах.
Контрольный вал устанавливают в расточки кольцевых уплот-
нений (рис. 197). Регулированием длины опорных штифтов и из-
мерениями с помощью микрометрического штихмаса достигают
центрального положения контрольного вала по отношению
к поверхностям указанных расточек нижней половины кор-
пуса.
Таким же образом корректируют положение остальных ниж-
них частей корпуса относительно контрольного ва^а с тем, чтобы
оси расточек нижних частей также совпали с осью контрольного
вала. Для этого размеры а, би вс каждой стороны не должны от-
301
личаться друг от друга более чем на 0,05 мм. Проверку ведут по
расточкам Nlt Na, Na, Nit N6, NK, N7 (см. рис. 197) [1 ].
После достижения правильного взаимного расположения ниж-
них частей корпуса их окончательно закрепляют по вертикальным
разъемам. Окончательное взаимное расположение нижних частей
корпуса фиксируется с помощью установочных штифтов, отвер-
стия под которые в крупных тяжелых корпусах сверлят и развер-
тывают с помощью ручных и механизированных дрелей. В более
мелких корпусах отверстия под штифты обрабатывают на ради-
ально-сверлильных станках.
Далее собирают верхние половины частей корпуса и устанав-
ливают на нижнюю уже центрированную часть корпуса. Ставят
установочные штифты горизонтального разъема. Скрепляют верх-
нюю и нижнюю части. Проверяют плотность прилегания в разъе-
мах — не допускаются зазоры более 0,05 мм.
В связи с нагревом корпуса машины при работе до 180—
200 °C на стороне нагнетания особое внимание уделяют крепле-
нию корпуса машины с подшипниками и фундаментными рамами.
Тепловое расширение корпуса машины компенсируется с помощью
подвижных звеньев. Корпус подшипника «холодной» стороны
(стороны всасывания) делают неподвижным в осевом направле-
нии, фиксируя его положение на фундаментной раме установоч-
ным штифтом в определенной точке, называемой «фикспункт»
(рис. 198). Изменение осевого размера корпуса машины по при-
чине теплового расширения компенсируется подвижностью корпу-
са подшипника «горячей» стороны относительно фундаментной
рамы. Перемещение подшипника направляется шпонкой (см.
рис. 198) [1 ].
Опорные поверхности фундаментных рам, на которые уста-
навливаются подшипники, обрабатываются строганием широкими
резцами. Допустимое отклонение от плоскостности не более 0,1 мм.
После контроля рам устанавливают корпус подшипника непо-
движной стороны. Размечают и в сборе сверлят и развертывают
отверстие под фикспункт.
К пригонке опорных поверхностей под установку подшипника
горячей стороны предъявляются более высокие требования. Их
шабрят, добиваясь того, чтобы зазор между сопрягаемыми дета-
лями был менее 0,05 мм.
На фундаментной раме размечают положение отверстий под
крепление и шпоночного паза. Сверлят отверстия, фрезеруют паз.
По размерам паза в раме пригоняют шпонку с натягом 0,01—
0,03 мм. Сверлят и нарезают отверстия для крепления шпонки
в пазу винтами с потайной головкой. Боковые стенки и дно паза
в подшипнике распиливают для обеспечения зазоров (см.
рис. 198).
Отверстия для специальных шпилек сверлят эксцентрично
отверстиям корпуса подшипника (см. рис. 198) для возможности
перемещения подшипника при тепловом расширении.
302
Фикспункт
Ось вкладыша опорного подшипника
Ось вкладыша опорно-упорного подшипника
А-А
Поверхности на подшипнике, к которым прилегают контроль-
ные шайбы, припиливают и шабрят по контрольной плитке с по-
следующей проверкой перпендикулярности к шпильке. Затем
шайбы шлифуют в размер, обеспечивающий зазор 0,05—0,1 мм.
Назначение операции центровки корпусов подшипников с кор-
пусом машины состоит в совмещении осей расточек выполненных
отдельно корпусов подшипников с осью корпуса машины.
303
Рис. 199. Схема центровки корпуса машины с корпусом подшипника:
1 — контрольный йал; 2 — передний подшипник; 3 — фундаментная рама; 4 — клино-
вые домкраты; 5 — подставки; 6 — корпус машины; 7 — регулируемые опоры
Нижнюю часть корпуса машины устанавливают на сборочной
площадке на подкладках и домкратах. Горизонтальность уста-
новки корпуса проверяют по ватерпасу. После проверки в корпус
укладывают контрольный вал и расцентровывают по расточкам
под уплотнения, причем допускаемая разность показаний штих-
маса в трех измерениях не должна быть более 0,03 мм. Присту-
пают к первой предварительной центровке подшипников с корпу-
сом машины, цель которой — определить положение шпоночных
пазов на подшипниках.
Выявляют отклонение от параллельности плоскостей прива-
ленных полуфланцев и корпусов подшипников, которое компен-
сируют дополнительной станочной обработкой. Для центровки
подшипники устанавливают относительно контрольного вала так,
чтобы он занимал центральное положение относительно расточных
поверхностей подшипников под вкладыши и маслозащитных ко-
лец. При этом три размера а, би ев этих расточках не должны от-
личаться друг от друга более чем на 0,03 мм (рис. 199). Достигнув
этого, корпуса подшипников прикрепляют к корпусу машины,
с привалочных полуфланцев которого на привалочные полу-
фланцы корпусов подшипников разметкой переводят положение
шпоночных пазов. Как известно, шпоночные пазы на привалоч-
ных полуфланцах корпуса машины были ранее отфрезерованы
с припуском 0,2—0,3 мм, а отверстия для шпилек просверлены и
нарезаны. На корпусах подшипников фрезеруют размеченные
пазы с припуском на их боковых стенках 0,2—0,3 мм [1 ].
После этого приступают ко второй операции центровки, цель
которой — получить точные шпоночные пазы и пригнать шпонки.
304
Для этого подшипники снова прикладывают к нижней части кор-
пуса, проверяют центровку по контрольному валу и совместно
припиливают одну из боковых сторон каждого шпоночного паза
в корпусе машины и корпусах подшипников. Вторую сторону
каждого общего паза пригоняют по мерным плиткам после отсоеди-
нения подшипников от корпуса. Припиловку пазов, а затем шли-
фование шпонок производят с созданием между пазом и шпонкой
в корпусе натяга 0,01—0,03 мм, а в подшипниках — суммарного
зазора по обеим сторонам шпонки 0,03—0,06 мм.
Крепление шпонок производят винтами, для которых размет-
кой со шпонок переводят отверстия в пазы корпуса машины;
сверлят и нарезают их. После этого шпонки устанавливают и за-
крепляют в соответствующих пазах.
Если корпус машины отлит заодно с корпусами подшипников,
операция центровки подшипников отпадает.
Окончательно обработанные регулируемые опорные вкладыши
имеют припуск 0,03—0,07 мм по наружному диаметру, предусмо-
тренный для плотного прилегания подушек к расточке в корпусе
подшипника. Вкладыши пригоняют по подушкам к их расточ-
кам, проверяя прилегание по краске и щупу. Щуп толщиной
0,05 мм не должен проходить в местах прилегания. Для центровки
контрольный вал со снятыми регулируемыми опорами устанавли-
вают на вкладыши. При последующих операциях центровки и
общей сборки нижней половины корпуса опоры заменяют пригнан-
ными и расцентрованными опорными вкладышами.
Нерегулируемые вкладыши не имеют специальных подушек и
своим телом прилегают непосредственно к расточке корпуса под-
шипника. Прилегание обеспечивается пригонкой за счет припуска
по наружному диаметру вкладышей с проверкой прилегания по
краске и щупу. По внутренней расточке вкладыши обрабатывают
с припуском 0,05—0,10 мм, который позволяет компенсировать
погрешности механической обработки (погрешности расточки
корпуса, изготовления вкладышей и др.), а также погрешности
центровки корпуса с подшипниками, обнаруживаемые во время
центровки. Поэтому, устанавливая контрольный вал на вкладыши,
снимают шабровкой часть припуска по внутреннему диаметру
вкладыша, иначе шейку вала во вкладышах нельзя будет устано-
вить. Окончательно припуск на внутренние диаметры вкладышей
снимают в процессе их центровки, при выполнении которой доби-
ваются строгой концентричности контрольного вала ио отношению
к расточкам под уплотнения в корпусе. Излишний металл на
баббитовой поверхности последовательной шабровкой снимают
в тех местах, в направлении которых необходимо сместить кон-
трольный вал, добиваясь одновременно полного прилегания его
шеек к поверхности вкладыша.
В корпусах машин предусмотрены специальные кольцевые
рас очки для посадки диафрагм. Диаметр расточек больше на-
ружного диаметра диафрагм на 7—10 мм. Это позволяет устанав-
П Н. А. Ямрабам др- 305
10
4
б
3
Рис. 200. Схема центров-
ки диафрагмы.
I — контрольный вал; 2 —
опорно-упорный вкладыш;
3 — передний подшипник;
4 — фундаментные рамы;
5 — клиновые домкраты;
6 — подставки; 7 — диа-
фрагма; 8 — опорные штиф-
ты; 9 — корпус машины;
10 — опорный вкладыш
ливать диафрагмы в расточки корпуса машины с помощью опор-
ных штифтов. Отверстия для штифтов сверлят на наружном диа-
метре диафрагмы. Штифты играют роль компенсаторов: за счет
регулирования высоты их выступающей части представляется
возможным отцентровать диафрагму. В начале центровки в диа-
фрагму запрессовывают только центральный штифт и с припуском
по его высоте, равным 0,20—0,25 мм, опускают в корпус диафрагму
и расклинивают ее по бокам. С помощью микрометрического
штихмаса определяют концентричность расточки под валовое
уплотнение в диафрагме по отношению к контрольному валу,
установленному на опорные вкладыши. Замеры а, б и в позволяют
определить высоту штифтов и окончательно пригнать их по необ-
ходимому размеру. Центровка проверяется в расточках диафрагм
под покрышечные уплотнения с точностью до 0,05 мм (рис. 200) 11 ].
Устанавливая диафрагму / (рис. 201) в корпус машины 2, необ-
ходимо убедиться в достаточной плотности ее посадки в свой паз,
т. е. по размеру В. Значительное превышение зазора, предусмо-
тренного чертежом, создает условия для перетекания сжатого
газа из полости А, г. е. из ступени с большим давлением, в ступень
Б, где давление газа меньше. Кроме того, неплотная посадка диа-
фрагмы может послужить причиной ее вибрации и стука во время
работы машины.
Прилегание пояска диафрагмы к торцовой стенке расточки
корпуса обеспечивает необходимую плотность соединения. Этому
способствует также и то, что диафрагма действием избыточного
давления в ступени А прижимается к корпусу в направлении
ступени Б.
В конструкции диффузоров предусматривают для посадки
в диафрагму 1 (рис. 202) посадочный поясок 2. Диффузоры могут
306
Рис. 201. Схема крепления
диафрагмы в корпусе маши-
ны:
1 — диафрагма; 1 —• корпус
Рис. 202. Схема установки
лопастного диффузора
также иметь радиальные и боковые штифты, которые как компен-
саторы пригоняются при центровке диффузора.
Радиальные штифты пригоняют при центровке по контроль-
ному валу с тем, чтобы выдержать центральное положение диффу-
зора, а боковые штифты 3 (с торцов) пригоняют для плотной по-
садки диффузора между диафрагмами.
После центровки и пригонки вкладышей и диафрагмы произ-
водят работы, выполняемые по ротору, уложенному на опорные
вкладыши в нижней части машины. При этом проверяют и, если
необходимо, небольшой шабровкой обеспечивают полное безза-
зорное прилегание каждой шейки по ее образующей к поверхно-
сти нижней половины вкладыша. Обмером внутренней расточки
вкладыша и диаметра шейки определяют диаметральный зазор
между вкладышем и шейкой ротора, как разность их размеров.
Боковой зазор с каждой стороны шейки, измеряемый щупом, вво-
димым на глубину 12—15 мм, должен быть равен половине диаме-
трального зазора [1 ].
Отрегулировав эти зазоры, ротор размещают в осевом направ-
лении таким образом, чтобы каналы рабочих колес заняли симме-
тричное положение относительно каналов диффузоров, т. е. чтобы
оси каналов совпали. Допустимое при этом отклонение указывают
на чертеже проточной части машины. Для большинства машин
данное отклонение равно ±1 мм. Это необходимо для того, чтобы
сходящий с колес поток газа имел безударный проходе диффузоры.
Определившееся положение ротора должно быть окончательно
зафиксировано относительно статора как постоянное, так как все
дальнейшие сборочные работы могут вестись только при этом ус-
ловии. Осуществление фиксации ротора начинается с регулировки
осевого положения упорно-опорного вкладыша, который распола.
!! 307
гают по возможности симметрично относительно упорного гребня
ротора и расточки в корпусе подшипника.
Изготовленные установочные сегменты и компенсаторные
кольца устанавливают на свои места и закрепляют предусмотрен-
ным чертежом способом, после чего представляется возможным
проверить качество пригонки упорных колодок и разбег ротора.
Эти работы для большей достоверности получаемых результатов
желательно вести при закрепленных вкладышах, прижатых крыш-
ками подшипника.
Правильность прилегания поверхности колодок, залитых баб-
битом, к упорному гребню ротора проверяют путем отжима ротора
до упора гребня в колодки. Предварительно торцовую сторону
гребня покрывают тонким слоем краски. Ротор проворачивают на
три-четыре оборота, после чего подшипник разбирают и по следам
натиров и краски определяют характер прилегания колодок
к гребню. Требуется, чтобы вся поверхность колодок имела равно-
мерно и часто расположенные пятна, в противном случае поверх-
ность слегка пришабривают и проверку повторяют.
Хотя установочные колодки несут нагрузки меньшие, чем ра-
бочие колодки, тем не менее они должны быть также проверены
описанным способом.
После получения требуемых результатов приступают к регу-
лированию разбега ротора, под которым подразумевается величина
его осевого перемещения, допускаемого упорным вкладышем. Эта
величина регулируется в пределах от 0,25 до 0,40 мм.
Для определения величины разбега ротора последний с по-
мощью домкрата или рычага перемещают в крайние осевые поло-
жения, замеряя величину перемещения, т. е. разбег ротора, ин-
дикатором, штатив которого укреплен на корпусе машины, а из-
мерительная ножка упирается в торец какой-либо детали ротора.
Регулировка осевого разбега ротора производится за счет
компенсаторных колец, а также за счет подшабровки упорных
установочных колодок. Обоймы уплотнения должны быть установ-
лены таким образом, чтобы обеспечить правильное взаимное рас-
положение уплотнительных гребней относительно впадин и вы-
ступов уплотняемых поверхностей ротора. По этой причине обра-
ботка посадочных гребней на обоймах уплотнений производится
по формулярам, рассчитанным и составленным по карте замера
фактического расположения ротора и деталей статора. Задача
формуляра состоит в том, чтобы указать, насколько необходимо
сместить посадочный гребень обоймы уплотнения относительно ее
корпуса.
После окончательной обработки обойм уплотнения, пригонки
и установки их в пазы проверяют расположение обойм уплотне-
ния относительно ротора и прилегание уплотнительных гребней
по их внутреннему диаметру к соответствующим поверхностям
ротора с целью определения, насколько обеспечиваются необходи-
мые зазоры между ними. Если необходимо, уплотнительные гребни
308
пригоняют с проверкой их прилега-
ния по краске и с последующей ре-
гулировкой зазоров с помощью шаб-
ровки. После этого проверяют поло-
жение ротора в полностью собранном
статоре и предъявляют ОТК-
Для того чтобы верхние половины
диафрагм и обойм уплотнений удер-
живались в верхней части машины,
они стопорятся специальными сто-
порными шайбами.
Корпус главного масляного насо-
са крепится своим фланцем к кор-
пусу подшипника машины или к
Рис. 203. Прицситроижл корпу-
са насоса
корпусу редуктора. Во из-
бежание несоосности вала ротора машины и хвостовика валика
ведущей шестерни необходимо тщательно прицентровать насос,
иначе неизбежна поломка хвостовика. Центровку насоса произво-
дят по специальной оправке контрольного вала 1 (рис. 203). Оп-
равка имеет специальную цапфу 4, диаметр которой выполнен с до-
пуском 0,05—0,08 мм.
Для центровки из корпуса 2 насоса вынимают шестерни и при-
соединяют корпус насоса к корпусу подшипника 5, добиваясь
такого положения, чтобы цапфа контрольного вала плотно вхо-
дила во втулку ведущей шестерни 3. Сразу же после центровки
совместно сверлят и развертывают отверстия под установочные
штифты во фланце корпуса насоса и фланце корпуса подшипника.
На этом центровку заканчивают. Насос собирают и подготовляют
для окончательной сборки. Его положение относительно машины
фиксируется установочными штифтами.
Операция центровки по полумуфтам состоит в том, чтобы соз-
дать единую линию осей валов машины, двигателя и редуктора
путем достижения параллельного по торцам и концентричного
наружному диаметру положения полумуфт. При этом считается,
что концентричное положение полумуфт означает отсутствие сме-
щения валов по высоте, а параллельность муфт указывает на от-
сутствие излома осей валов по отношению друг к другу.
Перед центровкой необходимо добиться такой установки агре-
гата, чтобы расстояние между муфтами соответствовало заданному
в чертеже. '
Нужно добиваться, чтобы изменение взаимного расположения
осей роторов при центровке происходило только за счет измене-
ния положения всей машины, входящей в агрегат, так как изме-
нять положение одних вкладышей, после того как они были отцен-
трированы и ротор был проверен по уплотнениям, недопустимо.
Для центровки роторов по полумуфтам применяют различного
рода приспособления в виде скоб, конструкция которых зависит
от типа муфты и, следовательно, от удобства крепления скоб к по-
лумуфтам. При пользовании скобами нужно следить, чтобы они
309
Рис. 204. Приспособления для центровки по полумуфтам:
в схема установки к омутов; б •— к омут для фланцевой втулки: в «» хомут Аля яубча*
ТОЙ втулки
были жесткими, не пружинили и надежно были прикреплены к по-
лумуфтам, в противном случае все это может вносить погрешности
при замерах. Нужно также обеспечивать, чтобы для замера зазо-
ров не требовалось большого числа пластин щупа, что также мо-
жет привести к ошибке [1 ].
Приспособление для центровки показано на рис. 204. Замеры
прн центровке производят одновременно с помощью двух скоб,
находящихся на диаметрально расположенных концах полумуфты,
чтобы исключить влияние осевого разбега ротора.
Вначале производят измерение осевых (аксиальных) и ради-
альных зазоров при одном положении полумуфт, а затем оба цен-
трируемых ротора поворачивают, причем обязательно одновре-
менно, на 90, 180 и 270° и снова после каждого поворота произво-
дят указанные радиальные и осевые замеры. При правильной
центровке по полумуфтам, т. е. при условии соосности центрируе-
мых валов, все измерения, проведенные по указанному способу
в четырех положениях, должны быть одинаковыми н не превышать
следующих отклонений (в мм):
Муфта..........................................Эластичная Зубчатая
По окружности..........•....................... 0,03 0,04
По торцу.................• • • . •............ 0,02 0,03
После окончания центровочных и пригоночных работ машину
готовят к закрытию. Тщательно осматривают проточную часть и,
если необходимо, устраняют обнаруженные уступы, выступы, ше-
310
роховатости, являющиеся помехами движению газа. Исправление
неплановых переходов в проточной части осуществляется снятием
металла с помощью шлифовального круга с пневматическим при-
водом. По окончании работ проточная часть предъявляется ОТК,
а если необходимо, и ведущему конструктору.
Согласно инструкции и схеме маркировки данной машины про-
изводят маркировку узлов и деталей, закрепленных за данной
машиной.
Тщательно очищают корпус машины и остальные ее части от
грязи и посторонних предметов, для чего ротор, диафрагмы, обоймы
уплотнений, вкладыши и другие узлы вынимают из верхней и
нижней частей машины. Их продувают сжатым воздухом, затем
устанавливают на свои места и закрепляют.
Перед опусканием ротора его шейки промывают керосином и
смазывают турбинным маслом. Плоскости разъема корпуса ма-
шины смазывают мастикой. После опускания верхней части кор-
пуса ставят на свои места установочные болты горизонтального
разъема, фиксирующие положение верхней части, и производят
затяжку болтов фланцевого соединения горизонтального разъема.
Болты следует затягивать равномерно, не вызывая перекосов и
создавая в болтах одинаковые напряжения.
Операция закрытия машины должна проводиться в присутст-
вии приемщика ОТК и мастера сборки. После сборки машину
необходимо проверить, чтобы убедиться в отсутствии задевания
подвижных частей о неподвижные, для чего проворачивают ротор
вручную.
§ 27. ОБЩАЯ СБОРКА ВИНТОВЫХ КОМПРЕССОРОВ
Подготовка к сборке. Технологический процесс общей
сборки винтовых компрессоров рассмотрен на примере общей
сборки маслозаполненного воздушного винтового компрессора
14ВК (см. рис. 5).
На маршрут сборки винтового компрессора оказывает большое
влияние необходимость обеспечения минимально безопасных за-
зоров в сопряжениях рабочих органов. В первую очередь это
касается обеспечения торцовых зазоров между корпусом и рото-
рами, так как остальные зазоры соблюдаются путем назначения
и обеспечения требуемой точности изготовления деталей компрес-
сора. Однако последнее в меньшей степени относится к обеспече-
нию профильных зазоров между зубьями роторов, так как в на-
стоящее время не существует достаточно эффективных средств
обеспечения точности изготовления винтовых частей роторов и
целесообразным является селективный подбор пар роторов для
каждого конкретного компрессора.
Селективный подбор роторов, проводимый для обеспечения
качества сопряжения винтовых частей, выполняется до укладки
роторов в корпус компрессора. При подборе роторов учитывается
311
Рис. 205. Винтовой компрессор 14ВК (поперечный разрез)
как качество сопрягаемых роторов в целом, так и необходимость
их подбора с точки зрения обеспечения профильных зазоров соот-
ветствующих впадин и зубьев ведущего и ведомого роторов. Это
означает, что для двух выбранных роторов имеет значение, с ка-
кой из впадин ведомого ротора будет сопрягаться конкретный
зуб ведущего ротора. При этом учитывается, что для винтового
зацепления компрессора существует перемена парности зацепле-
ния, т. е. то, что один зуб ведущего ротора входит в зацепление
с несколькими впадинами ведомого ротора.
При производстве отечественных винтовых компрессоров при-
меняют комплексный метод контроля сопряжения с помощью
щупов. Роторы устанавливают в специальное приспособление
для замеров зазоров между профилями, при этом межцентровое
расстояние должно соответствовать межцентровому расстоянию
в реальном корпусе компрессора (162,55 ± 0,015 мм). Зазоры
между профилями в нормальном сечении должны соответствовать
величинам, указанным на рис. 205. Данные замера заносят в фор-
муляр компрессора, при этом оговаривается, что замеры получены
в приспособлении. Кроме того, указывается фактическое межцен-
тровое расстояние при замерах. После выверки зазоров на обоих
торцах роторов маркируется электрографом:
на зубьях ведущего ротора цифры 1, 2, 3 и 4 (по числу зубьев);
у впадин ведомого ротора цифры 1, 2, 3, 4, 5 и 6 (по числу впа-
дин).
Каждый зуб (или впадина) одного ротора с обоих торцов мар-
кируется одной и той же цифрой.
Вторым этапом подготовки к сборке является балансировка
роторов в сборе с деталями, входящими в состав мультипликатора
312
(см. рис. 5): шестерней /, шпонкой 2 и т. д. Балансировку можно
выполнять на балансировочных станках мод. ДБ-102, 98725 оте-
чественного производства или на станках зарубежных фирм «Хол-
ройд» (Англия), «Шенк» (ФРГ). Допустимый остаточный дисбаланс
роторов составляет 4—5 г-см.
Далее проводят предварительную сборку и контроль корпуса
компрессора.
Камера всасывания и камера нагнетания позиционируются
на корпусе с помощью штифтов (рис. 206). При этом межцентровое
расстояние 162,55 ± 0,015 контролируется по фальшвалам в зо-
нах поверхностей Т, Э, 7\ и Д, Ш, Д1г причем отклонение от соос-
ности осей поверхностей Т и Tt, а также Д и Дг не должно быть
более половины допуска на межцентровое расстояние. Для обеспе-
чения указанного требования поверхность С шабрится.
Для контроля герметичности корпуса компрессора стыки С и В
между корпусом и камерами всасывания и нагнетания испыты-
ваются на плотность воздушным давлением, равным давлению
нагнетания (0,7 МПа).
Все детали и сборочные единицы, поступающие на сборку,
должны быть изготовлены в соответствии с рабочими чертежами,
промыты, испытаны в соответствии с техническими условиями,
приняты контролером ОТК и иметь клеймо.
Перед сборкой проверяют комплектность деталей для сборки,
осматривают, зачищают острые кромки и заусенцы. Детали про-
мывают в уайт-спирите, протирают хлопчатобумажными салфет-
ками или обдувают сжатым воздухом. Трущиеся поверхности сма-
зывают маслом.
Технологический процесс сборки. Общую сборку винтовых
компрессоров начинают с присоединения к корпусу компрессора
камеры всасывания, после чего роторы устанавливают в кор-
пус.
Роторы устанавливают вертикально в роликовые радиальные
подшипники в камере всасывания, которые фиксируются в ней
пружинными шайбами (см. рис. 5). При укладке роторов обеспе-
чивается совмещение одинаковых цифр маркировки зубьев и впа-
дин ведущего и ведомого роторов на торцах всасывания; например,
зуб ведущего ротора, промаркированный цифро| 1, должен вхо-
дить во впадину ведомого ротора, также промаркированного
цифрой 1.
После установки роторов с помощью набора щупов контроли-
руют профильные зазоры (см. рис. 205).
Также в вертикальном положении на корпус устанавливают
без закрепления камеру нагнетания. После присоединения камеры
нагнетания суммарный разбег (суммарное смещение вдоль про-
дольной оси) роторов в корпусе до установки подшипников не
должен превышать 0,5—0,7 мм, что составляет сумму торцовых
зазоров между корпусом и винтовыми частями роторов на стороне
нагнетания и всасывания.
313
Рис. 206. Корпус винтового компрессора
1 2
Л
Рис. 207. Подшипниковый узел
винтового компрессора 14ВК
Наиболее ответственной операцией является установка под-
шипников в камере нагнетания. При этом обеспечивается мини-
мально безопасный торцовый зазор на стороне нагнетания, равный
0,03—0,06 мм.
Подшипники 1 и 2 (рис. 207) устанавливаются таким образом,
чтобы совместный осевой разбег подшипников не превышал 0,02—
0,04 мм. Это требование обусловлено тем, что газовые пульсации
в камерах сжатия создают динамические нагрузки на роторы в осе-
вом направлении, что приводит к колебаниям роторов и обуслов-
ливает минимально безопасный торцовый зазор. Осевой разбег
регулируется с помощью специального приспособления путем
установки прокладок из фольги между внутренними или наруж-
ными кольцами подшипников; после регулировки осевого разбега
на поверхностях А подшипников (см. рис. 207) маркируется тол-
щина прокладки в миллиметрах.
Обеспечение зазора 0,03—0,06 мм между торцами обоих винтов
и корпусом на стороне нагнетания производится путем подгонки
толщины регулировочных колец (см. рис. 5). При этом роторы
должны быть отжаты в сторону нагнетания с усилием, равным
действию давления сжимаемого газа в процессе работы компрес-
сора. Для подгонки толщины шайб измеряют с помощью щупов
торцовые зазоры на стороне нагнетания, а с помощью микроме-
тра — толщины шайб. После подшлифовки шайбы узел вновь
собирают, после чего торцовый зазор вновь контролируется с уче-
том осевого разбега подшипников. Разбег определяется по разно-
314
сти значений торцового зазора при сжатии роторов в сторону вса-
сывания и в сторону нагнетания. Следующая операция предусма-
тривает крепление камеры нагнетания к корпусу компрессора и
крепление в ней подшипников с помощью прижимного кольца
(см. рис. 5) и болтов с шайбами. Контроль сборки роторного соеди-
нения заключается в проверке вручную легкости вращения рото-
ров.
Остальные операции сборки связаны с установкой деталей и
узлов, которые необходимы для обеспечения соединения компрес-
сора с масляной системой компрессорной установки, фильтрами,
каналами всасывания и нагнетания газа. Все масляные каналы
тщательно прочищают и продувают сжатым воздухом.
При ремонте винтового компрессора его разборку производят
в обратном порядке; для отсоединения камер всасывания и нагне-
тания от корпуса компрессора в них предусмотрены отверстия
под отжимные болты.
ЧАСТЬ ш
ОСНОВНЫЕ НАПРАВЛЕНИЯ ДАЛЬНЕЙШЕГО
РАЗВИТИЯ ТЕХНОЛОГИИ
КОМПРЕССОРОСТРОЕНИЯ
ГЛАВА 12. ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ ЗАДАЧИ
РАЗВИТИЯ ТЕХНОЛОГИИ
КОМПРЕССОРОСТРОЕНИЯ
Повышению качества компрессоров в значительной
мере способствует решение следующих основных технических
задач:
1) обоснованное назначение требуемой точности и шерохова-
тости поверхностей изготовляемых деталей;
2) обеспечение высокого и стабильного качества заготовок;
3) повышение и технологическое обеспечение точности изготов-
ления деталей и сборочных единиц;
4) увеличение износостойкости пар трения.
Обоснованное назначение требуемой точности и шероховатости
поверхностей изготовляемых деталей — одна из важнейших задач
конструктора, решаемая на основе анализа условий работы ма-
шины и условий работы деталей в машине. При этом обязательно
учитывается экономичность изготовления детали и машины в це-
лом, а также экономичность их последующей эксплуатации. Ис-
пользуются данные по эксплуатации компрессоров аналогичного
типа. Требуемая точность изготовления деталей должна назна-
чаться, исходя из эксплуатационных требований к компрессору,
с учетом затрат на изготовление, сроков службы, а также расхо-
дов на их эксплуатацию, если эти расходы зависят от точности
изготовления. При решении данной задачи конструктор обязан
знать технологические возможности предприятия для того, чтобы
расходы на изготовление детали были не слишком велики. При
назначении требуемой шероховатости поверхностей конструктор
должен учитывать, что в зависимости от типа условий <работы>
данной поверхности в узле существует оптимальное значение ше-
роховатости, обеспечивающее наилучшее качество изделия и его
долговечность. Установлено, например, что шероховатость сопря-
гаемых поверхностей, работающих в условиях трения, должна
быть не слишком большой, так как в этом случае наблюдается по-
вышенный износ вследствие контактных деформаций, но и не
слишком малой, так как в противном случае между поверхностями
не удерживается смазывающий материал, что также ведет к повы-
шенному износу. Рядом исследований выявлено также, что для
некоторых сопряжений поверхностей деталей при соответствую-
щих условиях эксплуатации важное значение имеет не только аб-
31б
солютное значение шероховатостей поверхностей, но н их направ
ление и даже «рисунок» шероховатости. Для обоснованного ре-
шения поставленной задачи необходима разработка нормативно-
справочных материалов, обобщающих экспериментальные и произ-
водственные данные о результатах эксплуатации деталей в ком-
прессорах разных типов в конкретных условиях.
Обеспечение высокого и стабильного качества заготовок —
основа для обеспечения качества изготовления деталей и изделия
в целом и может быть достигнуто в результате развития централи-
зованного производства исходных материалов, отливок, поковок,
сварных конструкций и типовых деталей для нужд компрессоро-
строения. Повышение точности изготовления заготовок снижает
трудоемкость последующей механической обработки и сокращает
расход материала из-за уменьшения припусков на ее выполне-
ние.
Повышение точности механической обработки деталей ком-
прессоров сокращает трудоемкость сборки узлов и машин в целом
благодаря частичному, а иногда и полному устранению пригоноч-
ных работ, обеспечивает взаимозаменяемость деталей, а это в свою
очередь создает основу для организации поточной сборки. Важным
условием создания машин высокого качества является технологи-
ческое обеспечение точности изготовления деталей и сборочных
единиц. При этом важно, чтобы точность обеспечивалась не только
непосредственно в ходе технологического процесса, но и сохраня-
лась в течение заданного срока эксплуатации машины. Ясно, что
потеря точности даже одной детали неизбежно приведет к искаже-
нию кинематически взаимных перемещений нескольких деталей и
будет являться причиной их повышенного износа и преждевре-
менного выхода из строя.
Технологическое обеспечение точности особенно актуально
в условиях широкого внедрения высокоавтоматизированного ме-
таллорежущего и сборочного оборудования, станков с ЧПУ и
ГПС, когда требуемая точность обработки или сборки достигается
в результате устойчивой и надежной работы технологического
оборудования. Для решения поставленной^задачи исследуются
закономерности протекания технологических процессов механи-
ческой обработки и сборки. Эти закономерности позволят выявить
взаимосвязь технологических параметров, характеризующих усло-
вия протекания процесса, например, режимов резания, податли-
вости технологической системы и т. д. с конечным результатом
процесса (отклонениями формы и размеров детали, шерохова-
тостью поверхности и т. п.). Познание законов протекания техно-
логических процессов позволит прогнозировать ожидаемые по-
грешности изготовления и управлять ими.
Компрессорные машины характеризуются наличием большого
числа сопрягаемых деталей, поверхности которых при эксплуата-
ции машины работают в условиях трения. Долговечность таких
сопряжений в значительной мере определяет долговечность ма-
317
шина в целом. Решение задачи повышения износостойкости
пар трения ведется по следующим основным направлениям:
применение методов упрочняющей технологии при обработке
сопрягаемых поверхностей;
разработка новых методов покрытий сопрягаемых поверхно-
стей металлическими или неметаллическими материалами;
применение для изготовления сопрягаемых деталей материа-
лов с различными физико-механическими свойствами.
Повышение производительности труда, снижение себестоимости
и улучшение качества выпускаемой заводами продукции прямо
зависят от правильной организации технологической подготовки
производства, от оптимального соотношения числа конструкторов,
технологов, экономистов и других категорий инженерно-техниче-
ских работников на предприятии, а также от производительности
и качества их труда.
В компрессоростроении объемы разработок технологических
процессов и проектирования специальной технологической осна-
стки значительны и в большинстве случаев в несколько раз
превосходят объемы работ по конструированию изделий. Так,
например, на одном из заводов на технический расчет и проекти-
рование шатуна было затрачено конструктором 25 чел.-ч. На раз-
работку же технологического процесса механической обработки,
а также на проектирование более десяти специальных приспособ-
лений для его обработки — 210 чел.-ч. Иначе говоря, отношение
трудовых затрат конструкторов изделий к трудовым затратам ра-
ботников, занимающихся технологической подготовкой производ-
ства, составляет 1 : 10. При проектировании других деталей это
соотношение будет меняться, но всегда затраты на конструктор-
скую разработку будут меньше затрат на технологическую подго-
товку производства.
Для правильной организации технологической подготовки
производства на компрессоростроительных заводах отношение
числа технологов к числу конструкторов должно быть для еди-
ничного и мелкосерийного производства 2:1, для серийного и
крупносерийного — 3:1. При таком соотношении сил можно ожи-
дать более подробных и качественных технологических разрабо-
ток и, как следствие, более высокого качества деталей и изделий.
Большое значение для сокращения сроков технологической под-
готовки производства будет иметь широкое внедрение автомати-
зированных систем технологической подготовки производства
(АСТПП).
Сокращению сроков технологической подготовки производ-
ства и снижению затрат, связанных с применением специальной
оснастки, способствует все более широкое внедрение на компрессо-
ростроительных заводах переналаживаемой оснастки. Примерами
такой оснастки являются: универсально-сборные приспособления
(УСП); универсально-наладочные приспособления (УНП); сборно-
разборные приспособления (СРП) и т. д. Наиболее широко вне-
318
дряются УСП. Использование УСП, состоящих из наборов норма-
лизованных взаимозаменяемых элементов (узлов и деталей), ко-
торые можно многократно использовать для сборки различных
приспособлений, способствует значительному повышению точ-
ности обработки и увеличивает гибкость производства.
Требование гибкости является одним из основных требований,
предъявляемых к современному производству. Понятие «гибкость
производства» предусматривает быструю переналадку производ-
ства с выпуска одних изделий на выпуск других, которые могут
сильно отличаться от первых. Кроме использования переналажи-
ваемой оснастки увеличению гибкости производства способствует
широкое внедрение оборудования с ЧПУ, станков типа ОЦ,
ГПС.
Сложные технические задачи предстоит решить при совершен-
ствовании технологии сборки в компрессоростроении в направле-
нии ее автоматизации. Пути совершенствования сборочных работ—
унификация сборочных единиц и более широкое внедрение сборки
изделия из предварительно собранных узлов, применение сбороч-
ных приспособлений и механизированного сборочного инстру-
мента; широкое использование промышленных роботов и манипу-
ляторов.
ГЛАВА 13. ТЕХНОЛОГИЧЕСКИЕ ЗАДАЧИ
Передовая технология наряду с обеспечением высокого
качества, производительности и малой себестоимости продукции
должна обеспечивать экономию материальных, энергетических и
трудовых ресурсов.
Требование «безотходности» современных технологий продик-
товано, с одной стороны, соображениями максимальной экономии
и максимального использования сырь%, а с другой, соображе-
ниями экологического порядка, борьбой за чистоту окружающей
среды. Главной сферой реализации в жизнь этого требования яв-
ляются заготовительные процессы, поскольку заготовки, вообще
говоря, определяют количество отходов на пути своего превраще-
ния в готовую деталь. На сегодняшнем этапе развития технологии
полностью «безотходных» технологических процессов в компрессо-
ростроении еще мало, однако существуют технологические про-
цессы, характеризующиеся значительным снижением отходов по
сравнению с традиционными.
Примером заготовительного процесса, обеспечивающего зна-
чительное снижение отходов, является процесс получения заго-
товок винтовых роторов компрессоров методом выдавливания на
гидравлическом прессе (рис. 208). Предварительно нагретая за-
готовка /, представляющая собой полый металлический цилиндр,
319
укладывается в контейнер 2 и под действием
основного пуансона 4 через графитовую под-
ставку 3 выдавливается в пространство
между винтовой матрицей 6 и иглой 5. В
результате получаются трубные заготовки 7
роторов с наружной винтовой поверхностью,
соответствующей конфигурации ведомого
или ведущего роторов винтовых компрессо-
ров. Метод позволяет получать за одну ми-
нуту 5 м трубных заготовок, которых доста-
точно для 45 заготовок роторов. Для срав-
нения отметим, что на черновую обработку
одного ротора (получение винтовой поверх-
ности) механическим путем необходимо 8 ч.
Рассмотренный метод позволяет сократить
расход металла на 65—80 %. Заготовки ро-
торов (после подрезки трубных заготовок)
требуют получистовой и чистовой обработки.
Метод применим в серийном производстве. Рассмотренный метод
отражает общую тенденцию в технологии машиностроения и осо-
бенно компрессоростроеиия — смещение основного объема меха-
нической обработки в область отделочных операций.
Наряду с совершенствованием распространенных методов про-
водятся исследования и разработки других методов формообра-
зования заготовок деталей компрессоростроеиия.
Изготовление заготовок коленчатых валов литьем из чугуна
с шаровидным графитом позволяет получать заготовки валов с про-
тивовесами любой конфигурации, придавать рациональные формы
сочленениям шеек с шейками, значительно снижать расход ме-
талла в стружку. Так, при механической обработке вала компрес-
сора 202ВН10/8, изготовленного из стальной штамповки с после-
дующим монтажом чугунных противовесов, в стружку уходило
65 кг металла. При переходе же на литой вариант вала расход
металла в стружку уменьшился в 4 раза, что составило 15 кг. Кро-
ме того, улучшились эксплуатационные характеристики компрес-
сорных машин за счет повышения износостойкости шеек чугунных
валов в 2 раза по сравнению со стальными. Анализ технологич-
ности конструкций коленчатых валов компрессоров показал прак-
тическую возможность изготовления заготовки любого вала
литьем.
Перспективно применение порошковой металлургии, как од-
ного из методов малоотходной технологии. Заготовки деталей ком-
прессоров получают путем спекания под высоким давлением ме-
таллического порошка (заготовки гильз, поршневых колец). По-
рошковая металлургия дает возможность получать заготовки
деталей достаточно сложной геометрической формы с минималь-
ными припусками на последующую обработку и высоким качест-
вом материала заготовки. Заготовки, полученные методом порош-
320
ковой металлургии, нуждаются в обработке лишь некоторых
поверхностей (отверстий, пазов и т. п.), чистовой и отделочной
обработке.
Порошковая металлургия позволяет использовать для полу-
чения заготовок труднообрабатываемые материалы, материалы
со специальными свойствами, а также неметаллические материалы
(пластмассы). Большое значение для совершенствования техноло-
гии изготовления деталей компрессоров имеет развитие методов
штамповки. Так, например, прецизионная штамповка клапанных
пластин из мерной ленты позволяет получать практически гото-
вые детали, не требующие механической обработки.
Дальнейшее повышение технического уровня механообработки
в компрессоростроении будет осуществляться в направлении со-
вершенствования существующих и внедрения прогрессивных тех-
нологических процессов, оборудования и технологической осна-
стки: новых станков с более высоким уровнем автоматизации и
степенью концентрации обработки; алмазной расточки отверстий
под коленчатый вал и гильзы в деталях типа блок-картера и блок-
цилиндра; алмазной обточки поршней взамен шлифования; шли-
фования на черновых операциях обработки шатунов, крышек и
плит взамен обработки лезвийным инструментом; совмещенной
обработки нескольких поверхностей детали одним шлифовальным
кругом или набором кругов; совмещения финишных операций
(шлифования и микродоводки) обработки коленчатых валов;
пластического деформирования при чистовой размерной обра-
ботке гильз и шатунов; групповой обработки; обработки по типо-
вым технологическим процессам; наружного протягивания
разъема шатуна и внутреннего протягивания отверстия в гиль-
зах; фрезерования шатунных шеек коленчатых валов взамен
точения; термического метода снятия заусенцев; быстродейству-
ющей индивидуальной и групповой станочной оснастки с исполь-
зованием гидро- и пневмопривода; инструмента, оснащенного твер-
досплавными неперетачиваемыми пластрнками, и инструмента из
сверхтвердых материалов, синтетических алмазов, керамических
материалов; процессов упрочнения режущего инструмента путем
нанесения на него износостойких покрытий; новых СОЖ с луч-
шими технологическими и другими свойствами (эмульгируе-
мостью, стабильностью при хранении, антикоррозионными, са-
нитарно-гигиеническими), применение которых обеспечивает по-
вышение стойкости инструмента и качества обработки; высоко-
механизированной испытательной оснастки; средств активного
контроля, комплексных измерительных приборов, измерительных
машин; роботов и манипуляторов, роботизированных комплексов.
Возрастающие требования к точности формы и шероховатости
поверхности деталей компрессоров, герметичности трущихся со-
единений обусловливают необходимость совершенствования фи-
нишных операций. Разработан и внедрен технологический процесс
микродоводки деталей компрессоров, а также комплекс высоко-
321
производительного оборудования для осуществления этого про-
цесса. Новый процесс обеспечивает высокое и стабильное качество
обработки (параметр шероховатости поверхности до Ra =
= 0,025 мкм), высокую износостойкость поверхностного слоя,
точность геометрической формы (до 0,1 мкм). Универсальность
микродоводки позволяет применять этот метод для обработки
деталей различной формы из стали, чугуна, алюминия, графита.
Производительность этого процесса в 2—4 раза выше производи-
тельности других аналогичных процессов. Микродоводка внедрена
на ряде предприятий отрасли при изготовлении коленчатых ва-
лов, седел прямоточных клапанов, профильных поверхностей огра-
ничительных дисков, колец сальникового узла.
Внедрена обработка блок-картера компрессоров, шатунов,
клапанных плит и других деталей на станках типа ОЦ и станках
с ЧПУ фрезерно-сверлильно-расточной группы с использованием
высокопроизводительных пневмогидравлических приспособле-
ний, инструмента, оснащенного сверхтвердым материалом —
гексанитом. В механических цехах компрессоростроительных за-
водов все шире применяются станки с ЧПУ типа ОЦ таких моде-
лей, как например, 6904ВМФ2; 6906ВМФ2; 6А76ПФ2 и т. д.
Особое внимание в компрессоростроении уделяется использо-
ванию новых конструкционных материалов. Применение анти-
фрикционных углеродных материалов и конструкционных пласт-
масс в компрессорном оборудовании в значительной степени спо-
собствует решению задачи экономии материальных ресурсов.
Использование указанных материалов благодаря их высокой кор-
розионной стойкости, антифрикционным характеристикам, малой
плотности и широким возможностям переработки методами пря-
мого формообразования (литье, прессование) позволяет успешно
экономить металл при одновременном повышении эксплуатацион-
ных характеристик компрессоров. При эксплуатации достигается
сжатие газов без загрязнения смазочными материалами, повы-
шается надежность основных узлов компрессорного оборудова-
ния, таких, как уплотнение поршней и штоков, самодействующих
клапанов и др. Из освоенных отечественной промышленностью
антифрикционных углеродных материалов и конструкционных
пластмасс можно изготовлять ответственные детали поршневых
компрессоров (поршневые кольца, сальники, клапанные пластины
и др.).
Основные методы получения заготовок при использовании ука-
занных материалов — горячее прессование, например, для дета-
лей из конструкционных текстолитов или литье на пресс-автома-
тах (для термопластов). При этом заготовки получаются с мини-
мальными припусками. Применение самосмазывающихся материа-
лов позволяет уменьшить износ штоков и цилиндров, повысить
долговечность уплотнительных элементов.
Хорошо зарекомендовали себя клапанные пластины, изго-
товленные из стеклонаполненного полиамида. Технологический
322
процесс изготовления пластин включает: литье заготовок; термо-
обработку заготовок; механическую обработку — доводку до
требований чертежа. Применение изготовленных таким образом
клапанных пластин способствует повышению наработки на отказ
клапанов поршневых компрессоров в 3—5 раз.
Для расширения применения антифрикционных углеродных
материалов в компрессоростроении проводятся работы по изучению
возможностей использования данных материалов в различ-
ных условиях эксплуатации компрессоров, в том числе для
работы без смазки в среде сухих газов при давлении 40 МПа и
более.
Отметим, что изготовление деталей из пластмасс взамен ме-
талла представляет собой, как правило, пример не только малоот-
ходной, но и энергосберегающей технологии.
Исключительно важно для компрессоростроения сввершенст-
вование технологических методов обработки. Каждый новый шаг
в развитии методов обработки способствует расширению возмож-
ностей конструктора при создании компрессоров. Так, появле-
ние электрохимической размерной обработки (ЭХРО) создало пред-
посылки для использования в компрессорах деталей из труднооб-
рабатываемых резанием материалов. Особенно целесообразно
применение этих методов для деталей, имеющих сложную форму
поверхности, обработка которых на металлорежущих станках эко-
номически невыгодна.
Преимущества электрохимической размерной обработки по
сравнению с другими методами обработки металлов состоят в том,
что производительность процесса не зависит от прочностных харак-
теристик обрабатываемых металлов и сплавов, катод-инструмент
не изнашивается, отсутствуют деформации (возникающие при ре-
зании), что позволяет обрабатывать детали с малой жесткостью.
При обеспечении оптимальных условий проведения процес-
са производительность по съему металла может достигать
40 000 мм3/мин.
Используя преимущества электрохимической обработки,
можно рекомендовать эффективные схемы изготовления, например,
основного диска колеса центробежного компрессора, штампов
для лопаток осевого компрессора, для вырезки впадин ротора вин-
тового компрессора, одновременного образования всех пазов у де-
талей пластинчатых клапанов поршневых компрессоров, обработки
лопаток осевого компрессора и др. Электрохимический способ
обработки применяют также для снятия заусенцев у зубчатых
колес, калибровки шлиц, прошивки отверстий и пазов всевозмож
ных конфигураций, маркировки изделий.
Эффективная точность электрохимической обработки нахо-
дится в пределах 0,1—0,3 мм, но может быть значительно повы-
шена, например, при калибровке шлиц после термической обра-
ботки точность достигает квалитета 7 (0,03 мм) в условиях поточ-
ного производства.
323
Применение электрохимической размерной обработки деталей
компрессоров является прогрессивным направлением в технологии
компрессорост роения.
В последние годы получили значительное развитие новые ме-
тоды нанесения покрытий, в частности, плазменное напыление.
Распыляемые струей плазмы частицы материала, осаждаясь на
напыляемой поверхности, образуют прочное покрытие. Свойст-
вами покрытия можно управлять. Его можно наносить для увели-
чения износостойкости поверхности, работающей в условиях тре-
ния, или, например, для увеличения поверхности теплоотдачи
в теплообменных аппаратах. Плазменное напыление успешно ис-
пользуют для нанесения покрытий из труднообрабатываемых ма-
териалов. В компрессоростроении этот метод может быть исполь-
зован для повышения износостойкости деталей, работающих
в условиях трения (гильзы, штоки, коленчатые валы), а также для
повышения долговечности деталей, работающих в условиях агрес-
сивных сред, высокой температуры и т. д., например, рабочих
лопаток центробежных компрессоров.
Эффективен метод лазерной наплавки, применяемый для нане-
сения упрочняющих покрытий. При использовании метода ха-
рактеристики прочности покрытия значительно (до нескольких
раз) превосходят характеристики основного металла
Значительному повышению качества компрессорных машин
способствует применение новых методов сварки, сборки, пайки.
Применение вакуумной пайки для рабочих колес центро-
бежных компрессоров расширяет область применения их при более
высоких окружных скоростях. Кроме того, представляется воз-
можным изготовлять рабочие колеса с любой конфигурацией ло-
паток. Сборные колеса центробежных компрессоров могут быть
изготовлены в трех вариантах:
1) основной диск изготовляется за одно целое с лопатками пу-
тем фрезерования межлопастных каналов;
2) основной диск и лопатки изготовляются раздельно и затем
соединяются посредством сварки,
3) основной диск и лопатки изготовляются раздельно и затем
соединяются посредством пайки.
Выбор того или иного варианта конфигурации рабочего ко-
леса должен производиться как с учетом условий эксплуатации,
так и с учетом экономической целесообразности применения того
или иного варианта.
При применении вакуумной пайки актуальной остается задача
уменьшения объема слесарно-пригоночных работ, изыскания бо-
лее технологичных припоев (например, в виде паст, жидких пле-
нок).
Разработан метод снятия заусенцев, возникающих как при
обработке деталей, так и при сборке узлов. Сущность метода:
деталь или сборочную единицу на непродолжительное время по-
мещают в нагревательное устройство, в котором поддерживается
334
температура свыше 2000 °C. При такой температуре заусенцы
сгорают, в то время как деталь или узел не успевают прогреться
до температур, при которых начинаются структурные изменения,
приводящие к деформациям и короблению. Метод производителен
и весьма эффективен для условий компрессоростроения.
С точки зрения научных задач технологии компрессорострое-
ния представляет значительный интерес исследование технологи-
ческого наследования свойств исходной заготовки готовой де-
талью и определения закономерностей технологического насле-
дования для управления им при построении технологических
процессов.
Актуальной является задача разработки быстрых, эффектив-
ных и автоматизированных методов производственной оценки
качества поверхности детали по всем основным показателям,
контроль точности формы, особенно деталей, имеющих сложную
пространственную форму (роторы, лопатки и т. д.).
Экономия трудовых ресурсов, создание «безлюдной» техноло-
гии неразрывно связаны, с одной стороны, с высоким уровнем
автоматизации производства, с другой, — с обеспечением высокой
технологической надежности процессов. Параметры технологиче-
ских процессов должны быть подобраны таким образом, чтобы
обеспечить устойчивое, стабильное высокое качество продукции.
Высокий уровень автоматизации определяется внедрением обору-
дования с ЧПУ, объединяемым в ГПС, широким использованием
вычислительной техники для управления всеми этапами техноло-
гического процесса. Однако создание автоматизированных обра-
батывающих систем, управляемых ЭВМ, является только пред-
посылкой «безлюдной» технологии. Такие системы будут приносить
лишь огромные убытки, если надежность технологических про-
цессов, реализуемых в них, будет низкой. Поэтому повышение
технологической надежности процессов является основной зада-
чей технологической науки. Ее решение зависит от решения мно-
гих более частных задач, таких, как рациональное построение
маршрутных и технологических процессов обработки и сборки;
рациональное построение операций: определение оптимальных
режимов обработки; определение оптимальных составов многоин-
струментальных наладок и т. д.
СПИСОК ЛИТЕРАТУРЫ
1. Броверман М. В. Технология производства центробежных ком-
прессорных машин. М.: Машгяэ, 1960. 220 с.
2. Диалоговое проектирование технологических проиессов/Н. М. Капустки,
В. В. Павлов, Л. А. Козлов и др. М.: Машиностроение, 1983. 254 с.
3. Корсаков В. С. Основы технологии машиностроения. М.: Высшая школа,
1974. 331 с.
4. Митрофанов С. П. Научные основы организации группового производ-
ства. М.—Л.: Машгиз, 1963. 308 с.
5. Сафраган Р. Э., Кузнецов Ю. И., Титаренко Б. А. Технологическая под-
готовка производства для применения станков с ЧПУ Киев: Техника 1981.
237 с.
6. Сборка изделий машиностроения. Справочник. Т.1. Под ред. В. С. Кор-
сакова, В. К. Замятина. М.: Машиностроение, 1983. 480 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматизация 31, 252
проектирование деталей 67
технологической подготовки производства 62
Б
Баббит 144
заливка 149
Балансировка 255
динамическая 256
коленчатых валов 258
рабочих колес 239
статическая 256
Блок-картер 195
испытания иа плотность 271
» i прочность 270
обработка 197
сборка 272
В
Валы
коленчатые 72 — обработка 75 — сборка 254
центробежных компрессоров 114 — обработка 115
Г
Гильза 162
обработка 163
установка при сборке 288
Группа технологическая 62
327
Датчик щуповой 52
Дисбаланс 255
Диск 223
обработка 226, 230
3
Затраты приведенные 70
К
Качество 52
регулирование в ГПС 52
Клапан
предохранительный 275 — сборка 276
всасывающий 183
нагнетательный 183
пластинчатый 185
прямоточный — 186 изготовление деталей — 189
Классификация
заготовок 59
компрессоров 5
поверхностей 59
Колесо рабочее 222
закрытой конструкции 223 — обработка 224
открытой конструкции 223 — обработка 224
полуоткрытой конструкции 223 — обработка 224
сборка 237
Кольцо поршневое 174
обработка 29, 177
Компрессор 4
винтовой 16 — сборка 311
выбор типа 5 — критерии 6
испытания 294
динамического действия 21
мембранный 15
объемного действия 5, 11
осевой 5, 21
поршневой 11 — сборка 284
роторный 15
центробежный 21 — сборка 299
Корпус центробежного компрессора 210
обработка 211
328
л
Лопатка рабочая 227
обработка 227, 236
крепление к диску 237
Линия
гибкая автоматизированная 41, 64
групповая поточная 249
перемеяко-поточиая 249
конвейерная 250
М
Магазин инструментальный 44
Модуль гибкий производственный 40
Н
Надежность технологическая 70
Нормализация 56
О
Обработка
блок-картера 197
валов центробежных компрессоров 115
гильз 163
дисков 226, 230
коленчатых валов 75
корпусов центробежных компрессоров 211
лопаток 227, 236
поршней 144, 150
поршневых колец 29, 177
рабочих колес 237
роторов винтовых компрессоров 94
шатунов 123
электрохимическая размерная 29
П
Пластина клапанная 183
изготовление 189
Плнта-спутиик 43
Поршни 141
дисковые 141 — обработка 144
32Э
тронковые 142 — обработка 150 — сборка
прямоточные 143 — сборка 267
Приспособления для обработки и контроля
блок-картера 206
валов центробежных компрессоров 119
гильз 167
коленчатых валов 87
колец поршневых 179. 182
лопаток 242, 245
поршней 157
рабочих колес 242
шатунов 134
Проектирование технологических процессов
автоматизированное индивидуальное 65
автоматизированное иа основе аналогов 64
принципы 68
Производительность 70
Процесс технологический
групповой 61
сборки, особенности 246
типовой 58
Р
Робот промышленный 28, 40
Ротор
винтового компрессора 92 — обработка 94 — контроль 105
центробежного компрессора 114, 278 — сборка 280
С
Сборка
автоматическая 252
блок-картера 272
винтовых компрессоров 311
коленчатого вала 254
конвейерная 250
масляного насоса 274
иепоточная 248, 250
общая 247
поточная 248, 250
поршневых компрессоров 284
330
вредварительиая 247
предохранительного клапана 276
промежуточная 247
ротора центробежного компрессора 280
такт 248
термовоздействием 282
трубопроводов 278
узловая 247
центробежных компрессоров 299
шатунно-поршневой группы 264
Система
автоматизированного контроля 49
автоматизированного проектирования 56
автоматизированного проектирования интегрированная 68
автоматизированного проектировании технологических процессов 63
инструментальная, гибкая 47
опознавания объектов 51
производственная гибкая 39 — сборочная 53
регулирования качества в ГПС 52
технологической подготовки производства 62
Станки 28, 32
с аппаратными устройствами ЧПУ 32
с программируемыми устройствами ЧПУ 36
типа «обрабатывающий центр» (ОЦ) 28, 34
Т
Технологичность 53
У
Унификация конструкций 26, 56
блок-картеров 27
гильз 27
компрессоров 26
Управление станками групповое 37
Условно-годовая экономия 70
Участок автоматизированный гибкий 41
Ц
Центровка
покрывного диска 238
центробежного компрессора 300
331
Центросместитель 81, 88
Цех автоматизированный гибкий 55
Шатун 120
обработка 123
Шатунно-поршневая группа 263
сборка 264
ЭВМ-процессор 36
Эспандер 263
установка 289
ОГЛАВЛЕНИЕ
Предисловие 3
Часть I
СОВРЕМЕННОЕ СОСТОЯНИЕ ПРОИЗВОДСТВА КОМПРЕССОРОВ ... 4
Глава 1. Характеристика производства компрессоров.................... 4
§ 1. Классификация компрессоров и области их приме-
нения ................................................ 5
§ 2. Технико-экономические критерии выбора компрес-
соров ................................................ 6
§ 3 Тенденции совершенствования производства компрес
соров ............................................ . 9
§ 4. Конструктивные разновидности компрессоров, назна
чеиие и условия работы . ............ 11
§ 5 Специфика производства компрессоров ............... 24
Глава 2 Совершенствование технологических процессов и технологи-
ческой подготовки производства компрессоров ...... 25
§ 6. Основные направления развития технологии произ-
водства компрессоров ................................. 25
§ 7. Совершенствование технологической подготовки про-
изводства компрессоров ............................... 56
Часть II
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ И УЗЛОВ
КОМПРЕССОРОВ . 72
Глава 3 Технология производства валов 72
§ 8 Изготовление коленчатых валов .................... 72
§ 9. Изготовление роторов винтовых компрессоров ... 92
§ 10. Изготовление валов центробежных компрессоров. 114
Глава 4. Технология производства шатунов 120
Глава 5. Технологии производства поршней 141
§ 11 Конструктивно-технологические особенности порш
ней .................................................. 141
§ 12. Изготовление дисковых поршней / . ... 144
§ 13. Изготовление тронковых поршней ................. 150
§ 14. Приспособления для обработки и контроля поршней 157
Глава 6 Технология производства гильз ............................. 162
Глава 1, Технология производства поршневых колец................... 174
33?
Глава 8. Технология производства всасывающих нагнетательных
клапанов компрессоров ................................. 183
Глава 9. Технология производства корпусных деталей компрессоров 195
§ 15. Изготовление блок-картеров поршиеаых компрес-
соров ................................................. 195
§ 16. Изготовление корпусов центробежных компрессоров 210
Глава 10. Технология производства рабочих колес центробежных
компрессоров........................................... 222
§ 17. Конструктивно-технологические особенности рабочих
колес.................................................. 222
§ 18. Изготовление рабочих колес....................... 224
Глава И. Технология сборхи типовых узлов компрессоров........ 246
§ 19. Характеристика технологических процессов сборки
иа заводах компрессоростроеяия......................... 246
§ 20. Сборка коленчатого вала.............. . . 254
§ 21. Сборка шатунно-поршневой группы.................. 263
§ 22. Испытания и сборка блок-картера ................. 269
§ 23. Сборка узлов системы смазывания и газовой си-
стемы поршневых компрессоров .......................... 273
§ 24. Сборка ротора центробежного компрессора .... 278
§ 25. Общая сборка поршневых компрессоров ............. 284
§ 26. Общая сборка центробежных компрессоров . . 299
§ 27. Общая сборка винтовых компрессоров .............. 311
Часть III
ОСНОВНЫЕ НАПРАВЛЕНИЯ ДАЛЬНЕЙШЕГО РАЗВИТИЯ ТЕХНО-
ЛОГИИ КОМП РЕССОРОСТРОЕН ИЯ ........................................ 316
Глава 12. Организационно-технические задачи развития технологии
компрессоростроення ................................................ 316
Глава 13. Технологические задачи.................................... 319
Список литературы................................................... 326
Предметный указатель .......................................... • 327
УЧЕБНИК
Надежда Александровна Ястребова,
Александр Иванович Кондаков,
Владислав Диомидович Лубенец,
Анатолий Никифорович Виноградов
ТЕХНОЛОГИЯ КОМПРЕССОРОСТРОЕНИЯ
Редактор Н. П. Ошерова
Художественный редактор И. К. Капралова
Технический редактор Л. А. Макарова
Корректоры Л. Л. Георгиевская и А. А Снастина
ИБ № 5137
Сдано в набор 09.07.86. Подписано в печать 20.11.86. Т-21679. Формат 60x90l/i
Бумага офсетная №2. Гарнитура литературная. Печать офсетная.
Усл. печ. л. 21,0. Усл. кр.-отт. 21,0. Уч.-изд. л. 22,6. Тираж 7500 экз
Заказ 178. Цена 1р. 10 к.
Ордена Трудового Красного Знамени издательство
«Машиностроение». 107076. Москва. Стромынский пер. 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» нм. Евгении Соколовой
Союзполнграфпрома при Государственном комитете СССР
по делам издательств, полиграфии н книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
Издательство «Машиностроение
НОВЫЕ Книги ВЫПУСКА 1988 г.
Иосилевич Г, Б« Детали машин: Учебник для студентов ву-
зов. 30 л.: ил.
Изложены общие требования, предъявляемые к деталям и уз-
лам машин, критерии их работоспособности, принципы построе-
ния расчетов на прочность, жесткость, износостойкость и др.,
основы и стадии проектирования. Приведены методы расчета и
основы проектирования различных соединений и передач, а также
упругих элементов, валов и опор, деталей корпусов, уплотне-
ний и др. Даны основы автоматизированного проектирования де-
талей и узлов машин, а также ряд программ расчета соединений
и передач.