






































































































































































































































































































Автор: Гусева Г.А.
Теги: пневмоэнергетика машины и инструменты холодильная техника холодильное оборудование энергетика инженерия гидравлика гидравлические расчеты учебное пособие поршневые компрессоры
ISBN: 978-5-9532-0228-8
Год: 2008




ББК 31.76—02я73
П37
Редактор Г. А. Гусева
Рецензенты: д-р техн, наук, проф. В. А. Максимов (Казанский государственный тех-
нологический университет); д-р техн, наук, проф. Ю, Б. Галеркин; д-р техн, наук, проф.
Б. С. Хрусталев (Санкт-Петербургский государственный политехнический университет)
Пластинин II. И.
П37 Поршневые компрессоры. Том 2. Основы проектирова-
ния. Конструкции. — 3-е изд., перераб. и доп. — М.: КолосС,
2008. — 711 с., [4] л. ил.: ил. — (Учебники и учеб, пособия для
студентов высш. учеб, заведений).
ISBN 978-5-9532-0228-8 (Т. 2)
ISBN 978-5-9532-0176-6
Третье издание дополнено сведениями о проектировании и конструиро-
вании поршневых компрессоров. Изложены основы проектирования и кон-
струирования поршневых компрессоров, подробно рассмотрены конструк-
ции поршневых компрессорных машин и их узлов, приведены необходимые
справочные данные. Книга содержит большое количество иллюстративного
материала, включая атлас конструкций.
Для студентов машиностроительных, энергетических и технологических
высших учебных заведений. Пособие может быть использовано научными
сотрудниками и инженерно-техническими работниками.
УДК 621.512.001.24(075.8)
ББК 31.76—02я73
Оригинал-макет книги является собственностью издательства «КолосС»,
и его воспроизведение в любом виде, включая электронный,
без согласия издателя запрещено.
ISBN 978—5—9532—0228—8 (Т. 2) © Пластинин П. И., 2000
ISBN 978—5—9532—0176—6 © Пластинин П. И., 2006
© Пластинин П. И., 2008
© Издательство «КолосС», оформление 2008
Моим учителям, у которых я учился в классах,
в аудиториях и в жизни
ПРЕДИСЛОВИЕ
При подготовке инженеров для целого ряда отраслей промышленности
(холодильной, криогенной, химической, газовой, нефтехимической,
энергетической и т. п.) большое значение имеет изучение поршневых
компрессоров, а при подготовке специалистов-компрессорщиков изуче-
ние их обязательно.
Изучение поршневых компрессоров распадается на три части: изуче-
ние их теории и расчета, изучение их проектирования и изучение конст-
рукции узлов и деталей и конструкций компрессоров в целом. Если по
теории и расчету поршневых компрессоров в последние 20 лет было изда-
но несколько учебных пособий (Пластинин П. И. Теория и расчет порш-
невых компрессоров. — М.: Агропромиздат, 1987; Поршневые компрессо-
ры / Б. С. Фотин, И. Б. Пирумов, И. К. Прилуцкий, П. И. Пластинин. —
Л.: Машиностроение, 1987; Пластинин П. И. Поршневые компрессоры.
Т. 1. Теория и расчет. — М.: Колос, 2000), то последнее учебное пособие,
содержащее полное систематическое изложение материала, необходимого
для изучения проектирования и конструкций поршневых компрессоров
(Поршневые компрессоры / С. Е. Захаренко, С. А. Анисимов, В. А. Дмит-
ревский, Г. В. Карпов, Б. С. Фотин. — М. — Л.: Машгиз, 1961), было из-
дано более 45 лет назад.
Учебное пособие «Поршневые компрессоры» (Б. С. Фотин, И. Б. Пиру-
мов, И. К. Прилуцкий, П. И. Пластинин. — Л.: Машиностроение, 1987)
содержит некоторые сведения о конструкции поршневых компрессоров,
но ограниченный объем пособия не позволил авторам изложить материал
по конструкции компрессоров в достаточном для изучения этого раздела
объеме.
Учебное пособие «Объемные компрессоры: атлас конструкций» (Г. А. По-
спелов, П. И. Пластинин, А. X. Сафин, А. И. Шварц. — М: Машиностро-
ение, 1994) было издано малым тиражом и, являясь атласом, не содержит
необходимых пояснений конструкций основных узлов и деталей поршне-
вых компрессоров. Поршневым компрессорам в этом издании посвящено
лишь 73 стр. (из них 5 стр. текста и 68 стр. чертежей).
Все упомянутые выше учебные издания, которые можно было бы ис-
пользовать для изучения конструкций поршневых компрессоров, уже от-
сутствуют в библиотеках, так как обветшали и пришли в негодность или
утрачены.
Научно-технические издания, в которых излагаются вопросы проекти-
рования и конструкции поршневых компрессоров (Френкель М. И. Пор-
шневые компрессоры. — Л.: Машиностроение, 1969 и Видякин Ю. А.,
3
Доброклонский Е. Б., Кондратьева Т. Ф. Оппозитные компрессоры. — Л.:
Машиностроение, 1979) также уже исчезли из библиотек и недоступны.
Возникла острая необходимость в новом издании, в котором были бы
изложены как вопросы теории и расчета поршневых компрессоров, так и
вопросы проектирования и конструкции машин этого типа. Представля-
лось, что таким изданием будет двухтомное учебное пособие; Пласти-
нин П. И. Поршневые компрессоры (Т. 1. Теория и расчет и Т. 2. Основы
проектирования. Конструкции). В соответствии с этим проектом в 2000 г.
было издано учебное пособие: Пластинин П. И. Поршневые компрессо-
ры. Т. 1. Теория и расчет, 2-е изд. — М.: Колос, 2000. — 456 стр. Подго-
товка к изданию тома 2 задержалась.
Том 1 (2-е изд.) уже разошелся и стал недоступен для студентов. По-
этому читателю предлагается учебное пособие в двух томах: Поршневые
компрессоры. Т. 1. Теория и расчет. 3-е изд.; Т. 2. Основы проектирова-
ния. Конструкции. Настоящая книга является вторым томом этого изда-
ния и является обобщением более чем 45-летнего опыта преподавания в
МГТУ (МВТУ) им. Н. Э. Баумана.
Том 2 состоит из четырех разделов: I «Основы проектирования и кон-
струирования систем и машин», II «Основы проектирования поршневых
компрессоров», III «Конструкции узлов и деталей поршневых компрессо-
ров» и IV «Атлас конструкций поршневых компрессоров».
Необходимость раздела I «Основы проектирования и конструирования
систем и машин» обусловлена тем, что читатели не всегда понимают раз-
ницу понятий «проектирование» и «конструирование», не владеют совре-
менной терминологией, применяемой в процессе проектирования, не
всегда четко представляют логику, алгоритмы и последовательность со-
временного проектно-конструкторского процесса создания новых техни-
ческих устройств, ориентируясь на устаревшую ЕСКД, ряд положений
которой не соответствует современному проектно-конструкторскому про-
цессу.
Общеизвестно, что обучающийся лучше воспринимает информацию,
дозированную мелкими порциями, которые имеют конкретные названия.
Поэтому автор использовал деление излагаемого в параграфах материала
на подпараграфы, выделяя их полужирным шрифтом.
При написании книги автор испытывал большие трудности, связанные
с терминологией. В ряде случаев автор не нашел приемлемых терминов и
использовал общепринятую и использующуюся в компрессоростроении
терминологию, хотя и не считает ее удачной. Так, например, в разделе II
«Основы проектирования поршневых компрессоров» используются два
принципиально разных, но очень похожих по написанию и звучанию об-
щепринятых и устоявшихся термина: «ряд компрессора» и «ряд компрес-
соров». Там, где это было необходимо, по мнению автора, даны соответ-
ствующие пояснения используемых терминов. Автор просит читателя от-
нестись с пониманием к такому применению терминов.
Выбор материалов, допусков и посадок, параметров шероховатости об-
рабатываемых поверхностей, отклонений формы поверхностей и взаим-
ного расположения последних зависит от типа и применения компрессо-
ров и отличается у разных изготовителей компрессоров. В книге приво-
дятся только наиболее типичные, наиболее часто применяемые в отече-
ственном компрессоростроении рекомендации.
4
Было время, когда получаемая студентом помимо лекций информация
о конструкциях компрессоров была очень ограничена. Главная задача
лектора и учебных пособий в то время — снабдить студента необходимой
и недоступной ему информацией о конструкциях. В настоящее время сту-
дент получает много информации из Интернета, из других медиаисточни-
ков на выставках и т. д. В современных условиях лектор и учебные посо-
бия’должны не только передавать информацию учащемуся, но и учить его
правильно ориентироваться в потоке профессиональной информации,
получаемой вне университета. Поэтому автор там, где это было возможно,
дает классификацию конструкций узлов и деталей компрессорных ма-
шин каждую из которых следует рассматривать только как один из
возможных вариантов классификации конструкторских решений, а не
догму.
В книге используются не только современные конструкции, но и кон-
струкции компрессоров, не выпускающихся в настоящее время, но кото-
рые еще находятся в эксплуатации. Использование таких конструкций
позволяет в ряде случаев наиболее просто иллюстрировать определенные
конструкторские идеи. Кроме того, это обусловлено диалектикой разви-
тия конструкций «по спирали», т. е. использованием «старых» конструк-
тивных идей на новом уровне развития техники и конструктивных мате-
риалов. Примером могут служить открытые крейцкопфы. Считалось, что
такие конструкции устарели и что их не следует применять. Однако в пос-
леднее время появились компрессоры с открытыми крейцкопфами, в ко-
торых палец выполнен не вставным, а приставным, и которые имеют ряд
преимуществ перед наиболее часто используемыми в настоящее время в
отечественном компрессоростроении конструкциями закрытых крейц-
копфов.
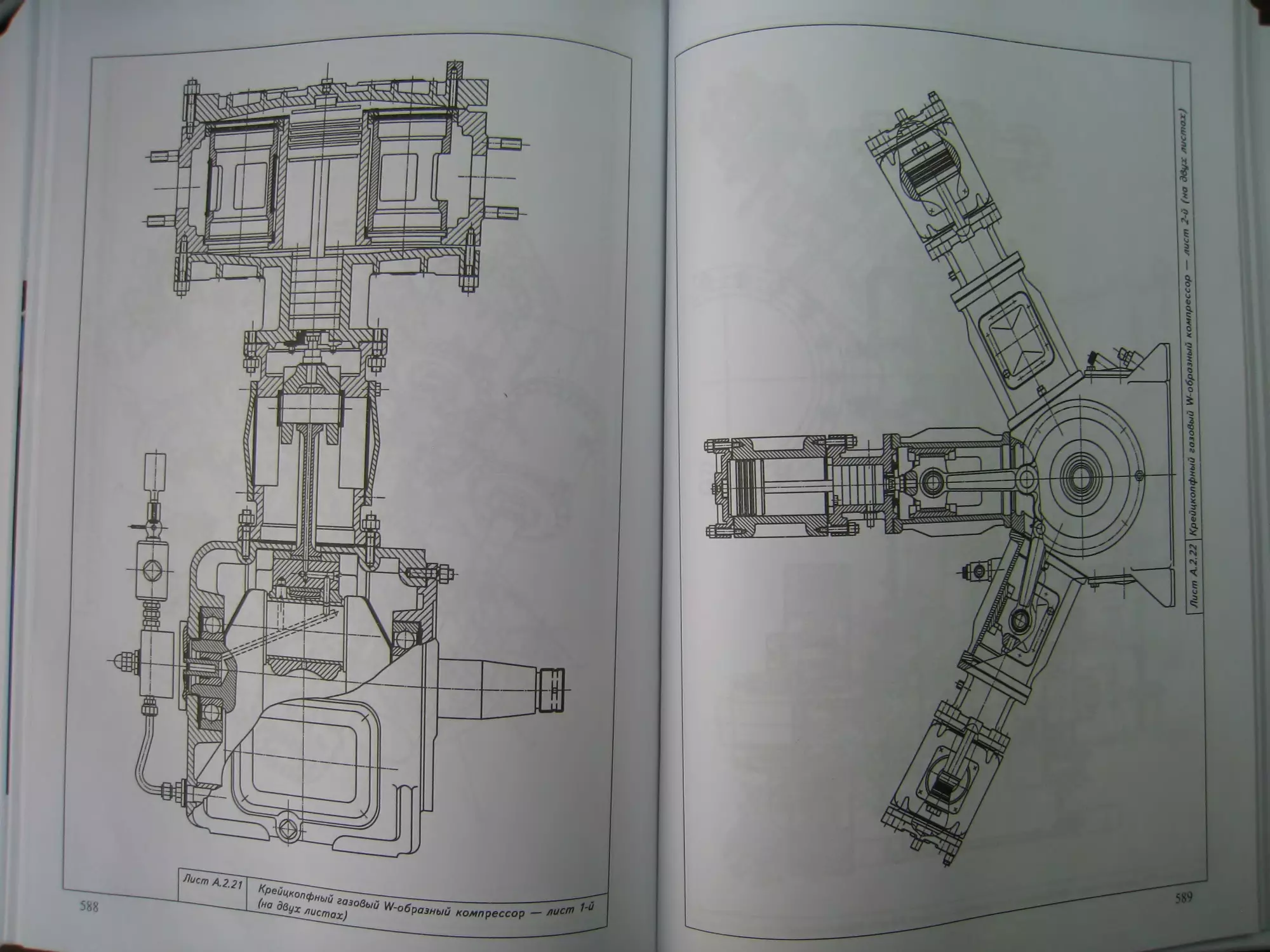
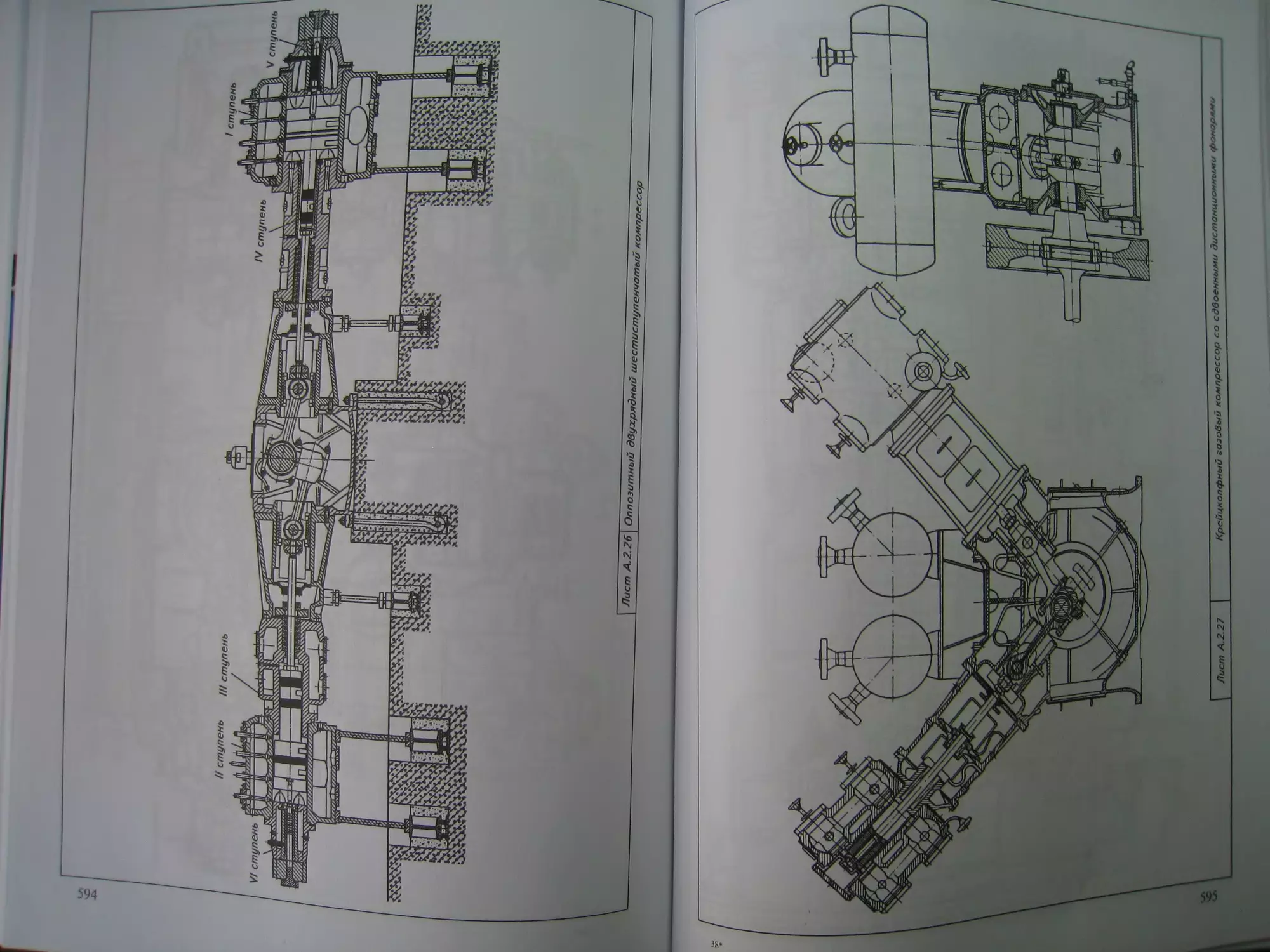
В разделе IV «Атлас конструкций поршневых компрессоров»1 приведе-
ны чертежи бескрейцкопфных и крейцкопфных компрессоров традици-
онных конструкций, поршневых компрессоров особых конструкций (с
механизмом Брауна, с обводным крейцкопфом, с гидравлическим приво-
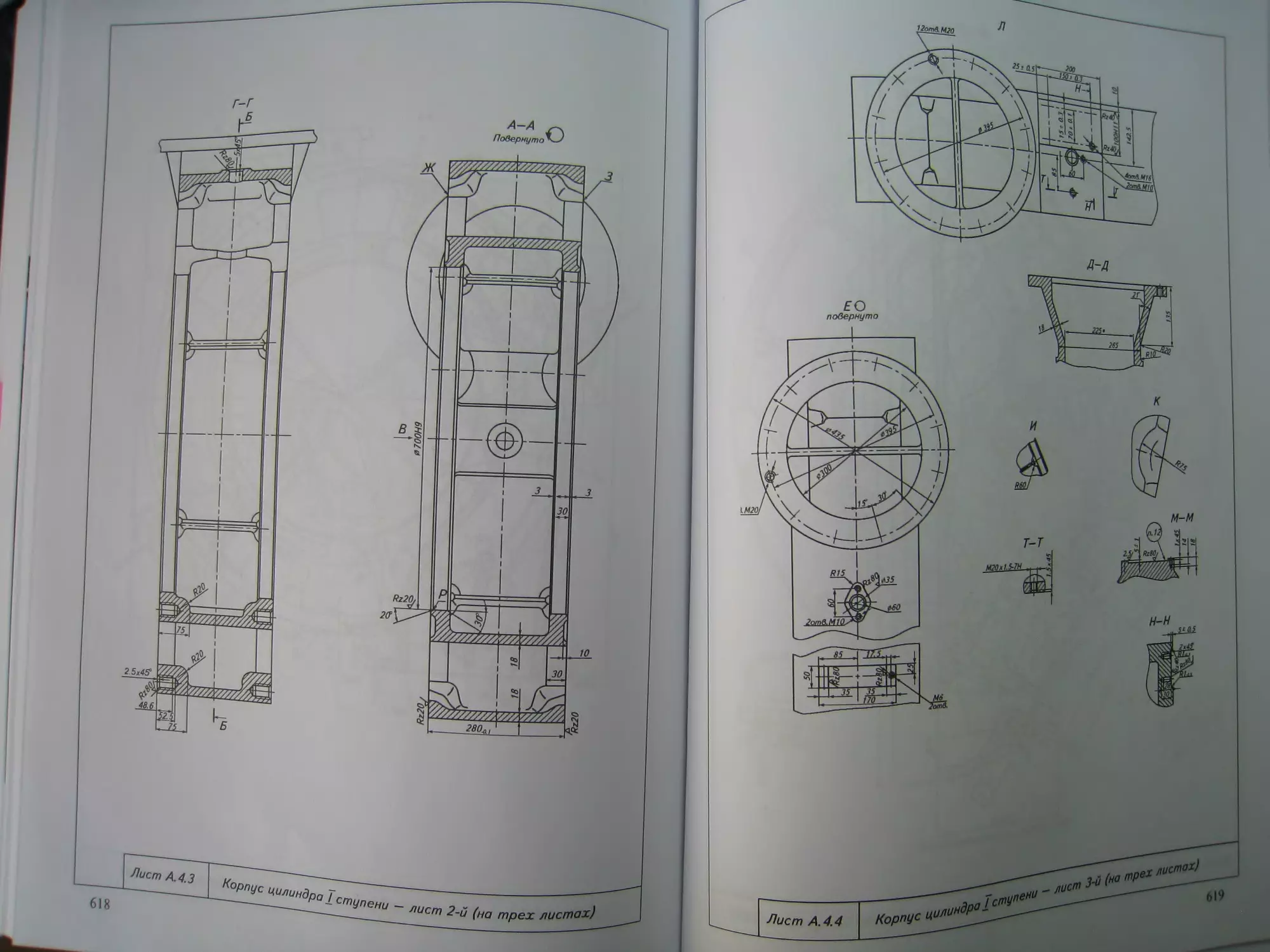
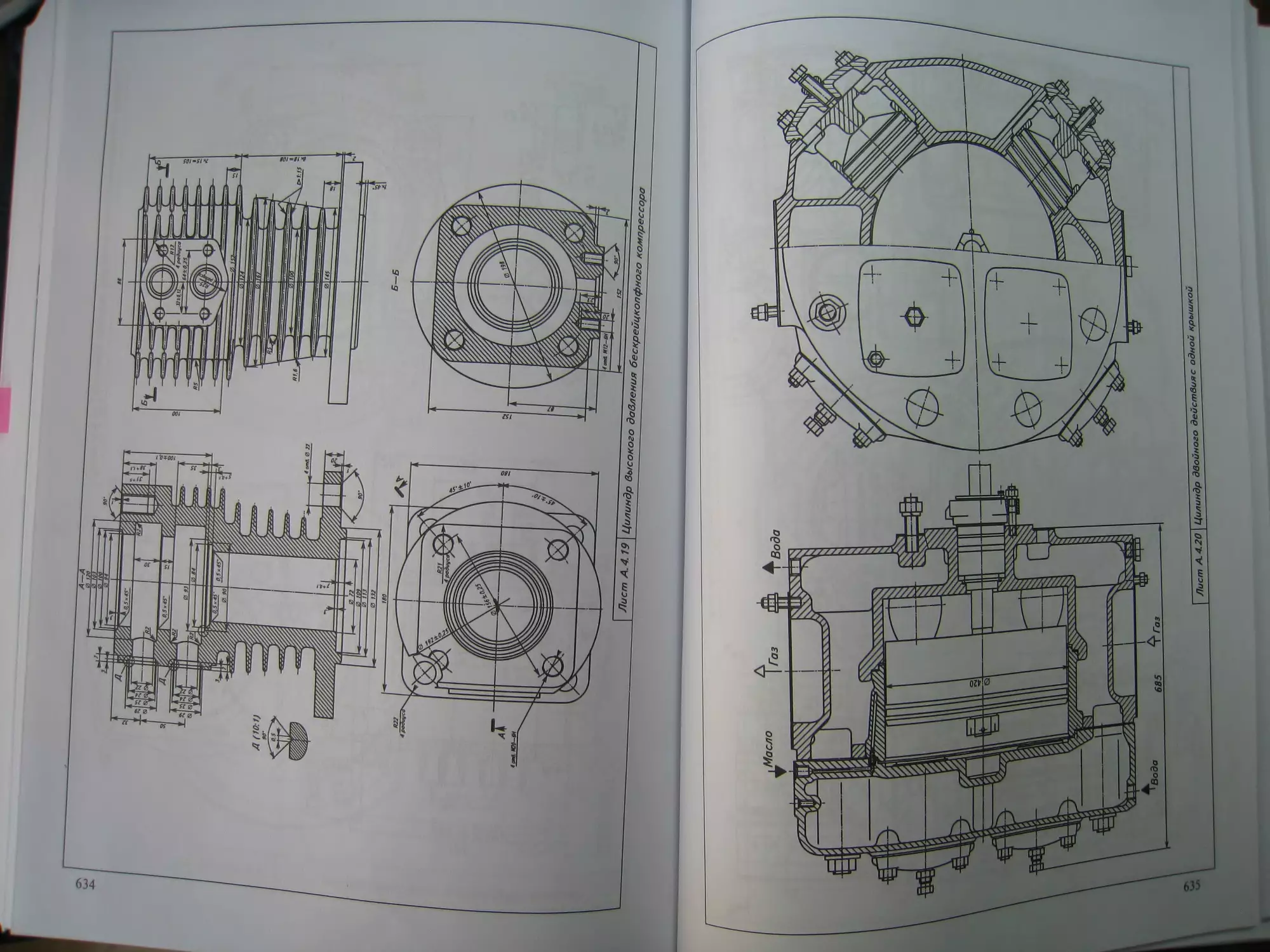
дом ит. п). Кроме того, в разделе «Атлас» приведены примеры рабочих
чертежей основных деталей поршневых компрессоров. Следует отметить,
что этот раздел значительно расширен по сравнению с ранее изданным
учебным пособием (Объемные компрессоры: атлас конструкций / Г. А. По-
спелов, П. И. Пластинин, А. X. Сафин, А. И. Шварц. — М.: Машиностро-
ение, 1994), в котором были приведены чертежи поршневых ком-
прессоров.
Стремление иметь в одной книге учебное пособие и атлас привело к
некоторым издержкам: отдельные проекции одного компрессора, распо-
ложенные на разных листах атласа, пришлось выполнить в различных
масштабах; из-за необходимости размещать отдельные проекции комп-
рессора на развороте иногда нарушается порядок следования листов.
В тексте и атласе книги использованы ранее опубликованные чертежи.
Ряд полных рабочих чертежей (с техническими требованиями) был лю-
безно предоставлен специально для этого издания ОАО «Пензкомпрес-
сормаш» и Московским компрессорным заводом «Борец».
1 Далее для простоты будем называть раздел IV «Атласом».
5
Том 2 снабжен многочисленными приложениями, которые необходи-
мы для курсового и дипломного проектирования и которые будут полез-
ны для работников КБ и заводов при проектировании новых компрессо-
ров.
Автор стремился к тому, чтобы тома 1 и 2 могли быть использованы
отдельно, независимо друг от друга. Поэтому в приложениях ко 2-му тому
приведены некоторые сведения о клапанах, содержащиеся в приложениях
к 1-му тому, что позволяет при проектировании компрессоров использо-
вать только 2-й том.
В настоящее учебное пособие из-за ограниченного объема не вошли
расчеты на прочность. Предполагается, что под редакцией автора будет
написана и издана новая книга «Поршневые компрессоры: спецглавы», в
которую войдут разделы, рассматривающие прочность деталей поршне-
вых компрессоров, компрессоры без смазки, компрессоры сверхвысокого
давления, компрессоры, работающие в переменном режиме, вакуум-ком-
прессоры и т. п. Такую книгу, естественно, должен писать не один чело-
век, а коллектив авторов — специалистов в соответствующих разделах.
Глава 3.4 «Поршневые кольца» написана совместно с доцентом, канд.
техн, наук О. В. Беловой. В написании § 3.6.6 «Подшипники скольжения»
принимал участие В. П. Чистяков, главный конструктор ОАО «Завод под-
шипников скольжения», г. Тамбов.
Чтобы облегчить поиск материала по ссылкам, в томе 2 использована
более удобная система нумерации глав, параграфов и рисунков, отличная
от таковой тома 1.
Автор благодарит рецензентов: профессоров, д-ров техн, наук Ю. Б. Га-
леркина, В. А. Максимова и Б. С. Хрусталева за ряд ценных замечаний.
Особую благодарность автор выражает спонсору «ООО Нойман-Эссер
Русь», а также персонально проявившим интерес к этой книге господам
Клаусу Петерсу, Александеру Петерсу, Францу-Йозефу Ритцену, Бодо
Клемунду, Андрею Рыжикову, Николаю Чебыкину и Валерию Антониа-
ди, без поддержки которых издание этого тома было бы затруднительным.
Информационную поддержку издания осуществляют российские жур-
налы: «Холодильная техника», «Химическое и нефтегазовое машиностро-
ение», «Компрессорная техника и пневматика», а также журнал «Комп-
рессорное и энергетическое машиностроение», издаваемый Международ-
ным институтом компрессорного и энергетического машиностроения
(концерн «Укрросметалл», Украина).
Раздел I
ОСНОВЫ ПРОЕКТИРОВАНИЯ И КОНСТРУИРОВАНИЯ
СИСТЕМ И МАШИН
•
Глава 1.1
ПРОЕКТИРОВАНИЕ И КОНСТРУИРОВАНИЕ.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
§ 1.1.1. ВВЕДЕНИЕ В ПРОЕКТИРОВАНИЕ
Создание новых образцов машин предопределяется, как правило, не-
обходимостью значительного повышения производительности труда, не-
обходимостью обеспечить новые технологические процессы, резко повы-
сить эффективность машин, процессов и оборудования. Следует учиты-
вать, что любая машина с течением времени физически стареет, изнаши-
вается и ее приходится заменять новой. Кроме того, машины могут
стареть (изнашиваться) морально.
Моральное старение машин. Моральное старение — процесс обесцени-
вания оборудования под влиянием технического прогресса. Под мораль-
ным старением понимают также появление принципиально новых машин
или машин с принципиально новыми узлами, предназначенными для вы-
полнения тех же функций; эти новые машины имеют настолько улучшен-
ные характеристики и технико-экономические показатели, что становит-
ся выгоднее их приобрести, установить и эксплуатировать взамен имею-
щихся, которые и считаются морально устаревшими. Морально устарев-
шими могут быть не только машины, но и технологические процессы,
установки и системы.
Различают две формы морального старения машин. Первая обусловле-
на тем, что появляются новые машины того же назначения, производство
которых дешевле. Машина, имеющая то же функциональное назначение
и более высокую стоимость, не будет находить спроса у потребителей, и
следовательно, необходимо разработать новую, более эффективную. Вто-
рая форма морального старения выпускаемой машины А определяется
появлением другой, заменяющей ее машины Б, с более высокой эффек-
тивностью (с большей экономичностью или большей производительнос-
тью). В этом случае машина А не будет иметь спрос у потребителей.
Жизненный цикл машины и необходимость разработки новых машин. Мо-
ральный износ машины можно пояснить с точки зрения ее «жизненного
цикла» в сфере ее воспроизводства, т. е. на предприятии-изготовителе, и в
сфере ее эксплуатации.
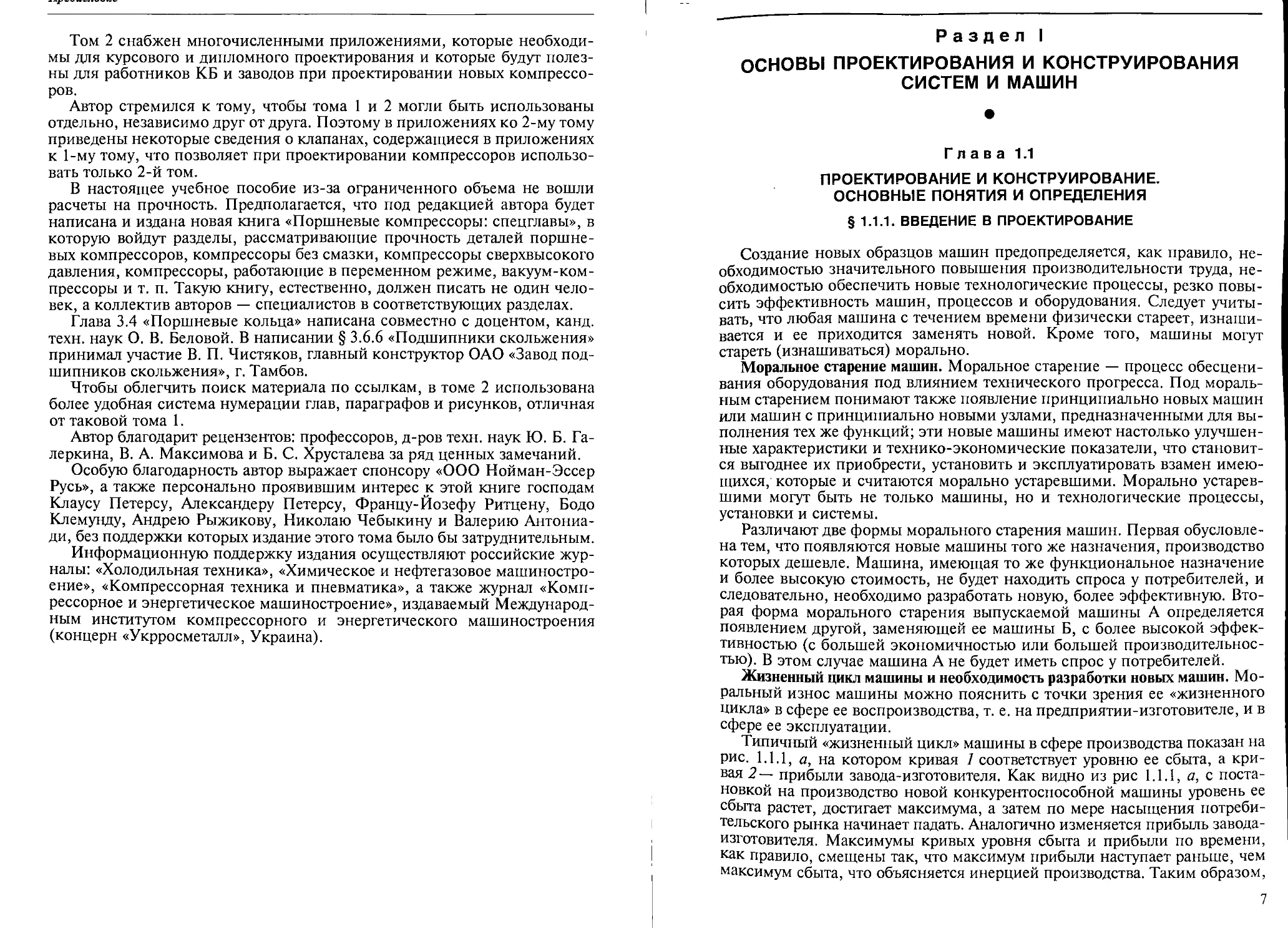
Типичный «жизненный цикл» машины в сфере производства показан на
рис. 1.1.1, а, на котором кривая 1 соответствует уровню ее сбыта, а кри-
вая 2 — прибыли завода-изготовителя. Как видно из рис 1.1.1, а, с поста-
новкой на производство новой конкурентоспособной машины уровень ее
сбыта растет, достигает максимума, а затем по мере насыщения потреби-
тельского рынка начинает падать. Аналогично изменяется прибыль завода-
изготовителя. Максимумы кривых уровня сбыта и прибыли по времени,
как правило, смещены так, что максимум прибыли наступает раньше, чем
максимум сбыта, что объясняется инерцией производства. Таким образом,
7
Л UJVM 4i VSV»4L/ULM Kj/UOUIII
,Е
Появле-
ние
машины
Рост
сбыта
Устой-
чивый
сбыт
Насы-
щение
рынка
Спад
продажи
Время
а
Е
5
2
Рис. 1.1.1. «Жизненный
а — в сфере производства; б —
6
цикл» машины:
в сфере эксплуатации
чтобы сохранить прибыль, завод-изготовитель еще в фазе быстрого рос-
та сбыта должен начать разработку новой, более совершенной машины.
Типичный «жизненный цикл» машины в сфере эксплуатации можно
определить из рис. 1.1.1, б, где кривая 7 показывает значение прибыли,
образующейся у потребителя в результате эксплуатации этой машины, а
кривая 2 — эксплуатационные затраты. «Жизненный цикл» машины в
сфере эксплуатации определяется разностью между прибылью, образую-
щейся у потребителя, и затратами на эксплуатацию. С момента Ткр эксп-
луатация машины становится убыточной. Уменьшение прибыли у потре-
бителя вызывается главным образом физическим износом машины и, как
следствие этого, ухудшением ее характеристик, более частой заменой из-
нашивающихся частей, более частыми регулировками и обслуживанием.
Необходимость разработки новых машин может также определяться
функциональным старением (износом), который обусловлен сменой ас-
сортимента спроса, когда выпускаемая машина становится ненужной.
Из вышесказанного следует, что необходимо проектировать, конструи-
ровать, создавать новые машины и начинать их производство через опре-
деленное количество времени. Специальными исследованиями установ-
лено, что на современном уровне развития компрессоростроения обнов-
ление компрессорных машин (создание новых машин или радикальная
модернизация существующих) происходит через 8... 12 лет.
К сожалению, сегодня отсутствуют общая теория и общая методология
проектирования.
§ 1.1.2. ЭТАПЫ СОЗДАНИЯ НОВЫХ МАШИН
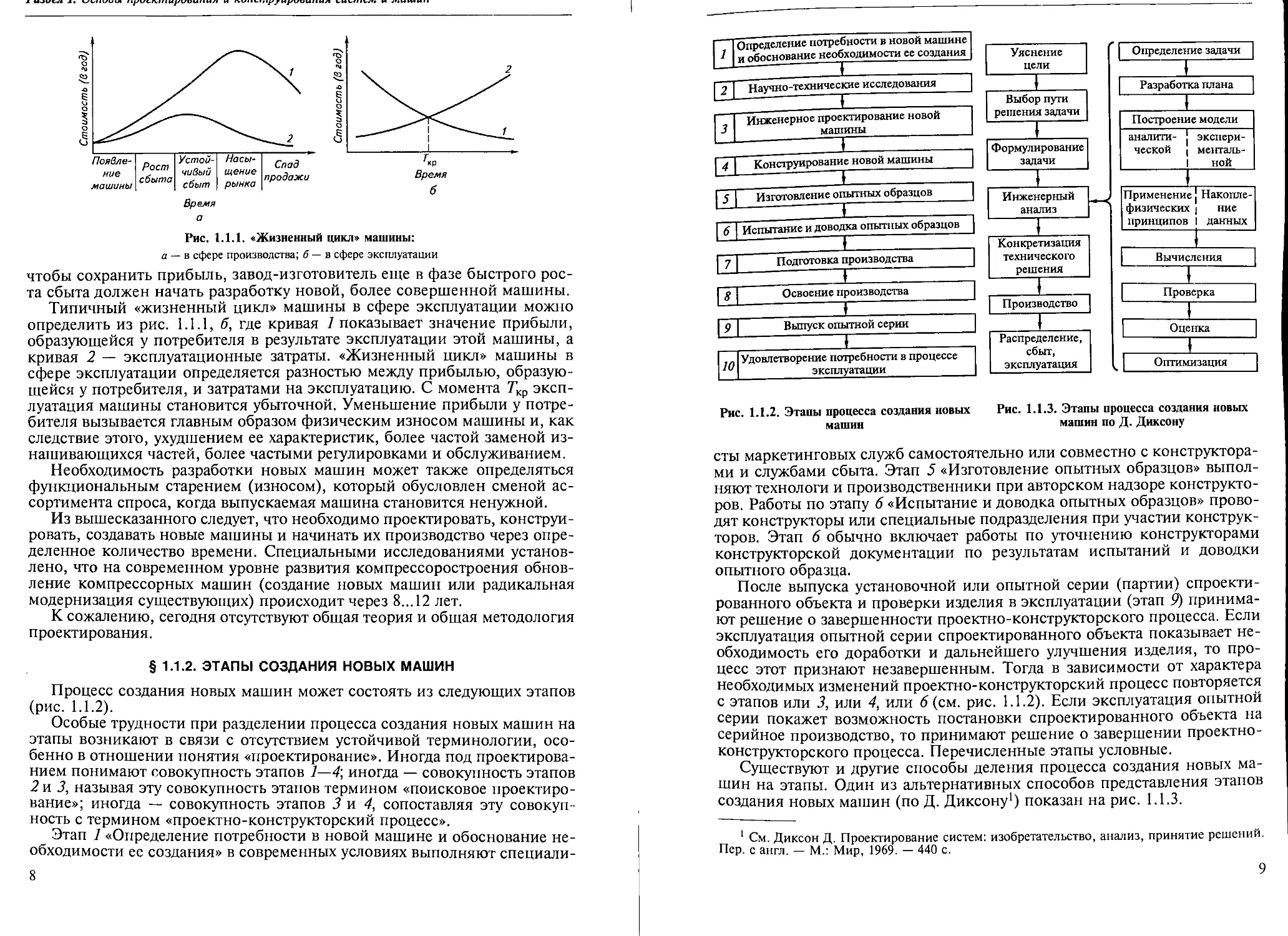
Процесс создания новых машин может состоять из следующих этапов
(рис. 1.1.2).
Особые трудности при разделении процесса создания новых машин на
этапы возникают в связи с отсутствием устойчивой терминологии, осо-
бенно в отношении понятия «проектирование». Иногда под проектирова-
нием понимают совокупность этапов 1—4; иногда — совокупность этапов
2 и 3, называя эту совокупность этапов термином «поисковое проектиро-
вание»; иногда — совокупность этапов 3 и 4, сопоставляя эту совокуп-
ность с термином «проектно-конструкторский процесс».
Этап 1 «Определение потребности в новой машине и обоснование не-
обходимости ее создания» в современных условиях выполняют специали-
8
Рис. 1.1.2. Этапы процесса создания новых Рис. 1.1.3. Этапы процесса создания новых
машин машин по Д. Диксону
сты маркетинговых служб самостоятельно или совместно с конструктора-
ми и службами сбыта. Этап 5 «Изготовление опытных образцов» выпол-
няют технологи и производственники при авторском надзоре конструкто-
ров, Работы по этапу 6 «Испытание и доводка опытных образцов» прово-
дят конструкторы или специальные подразделения при участии конструк-
торов. Этап 6 обычно включает работы по уточнению конструкторами
конструкторской документации по результатам испытаний и доводки
опытного образца.
После выпуска установочной или опытной серии (партии) спроекти-
рованного объекта и проверки изделия в эксплуатации (этап 9) принима-
ют решение о завершенности проектно-конструкторского процесса. Если
эксплуатация опытной серии спроектированного объекта показывает не-
обходимость его доработки и дальнейшего улучшения изделия, то про-
цесс этот признают незавершенным. Тогда в зависимости от характера
необходимых изменений проектно-конструкторский процесс повторяется
с этапов или 3, или 4, или 6 (см. рис. 1.1.2). Если эксплуатация опытной
серии покажет возможность постановки спроектированного объекта на
серийное производство, то принимают решение о завершении проектно-
конструкторского процесса. Перечисленные этапы условные.
Существуют и другие способы деления процесса создания новых ма-
шин на этапы. Один из альтернативных способов представления этапов
создания новых машин (по Д. Диксону1) показан на рис. 1.1.3.
1 См. Диксон Д. Проектирование систем: изобретательство, анализ, принятие решений.
Пер. с англ. — М.: Мир, 1969. — 440 с.
9
Этап «инженерный анализ» соответствует проектированию, этап «кон-
кретизация технического решения» — конструированию. К инженерному
анализу относятся определение задачи, разработка плана, построение мо-
дели и т. д.
§ 1.1.3. ОПРЕДЕЛЕНИЕ ПОНЯТИЙ «ПРОЕКТИРОВАНИЕ»
И «КОНСТРУИРОВАНИЕ»
Термин «проектирование». Проектирование — инженерная деятель-
ность, направленная на создание новых объектов, машин, методов и про-
цессов. Проектирование — творческий процесс. Имеется много определе-
ний понятия «проектирование». Важность и необходимость такого опре-
деления обусловлена появлением САПР (систем автоматизированного
проектирования). Последним объясняются и трудности в разработке та-
кого определения, которое бы одновременно удовлетворяло широкие ин-
женерные круги и специалистов САПР.
По нашему мнению, наиболее удачно следующее определение.
Проектирование — целенаправленная последовательность актов приня-
тия проектных решений, приводящая к построению описания проектируемо-
го объекта с заданной степенью детализации. Под описанием проектируе-
мого объекта следует понимать документацию, представленную как в тек-
стовом, так и в графическом или кодовом виде.
В машиностроении описание проектируемого объекта называют про-
ектом, представляющим собой комплекс конструкторской документации,
на основании которого можно определить устройство машины и все не-
обходимые данные по ее конструкции, изготовлению, контролю, прием-
ке, испытаниям, эксплуатации и ремонту.
Проектно-конструкторский процесс. В общей технологии проектирова-
ния систем и машин нашло применение понятие «проектно-конструкторс-
кий процесс», объединяющий в себе работы, соответствующие нескольким
этапам процесса создания новых машин (см. рис. 1.1.2). Проектно-конструк-
торский процесс разработки новых машин состоит из нескольких стадий.
I. Формулировка задачи проектирования: определение направления
поиска решения.
II. Выбор и оптимизация пути решения задачи.
III. Инженерный синтез (моделирование и оптимизация); эскизное
проектирование; оценка проекта, принятие решения.
IV. Техническое проектирование; изготовление рабочей документа-
ции; оценка проекта; принятие решения.
V. Проверка и обоснование решения (например, с помощью испыта-
ний опытных образцов); уточнение решения технической задачи и кор-
ректировка технической документации.
Приведенные выше стадии общей технологии проектирования отлича-
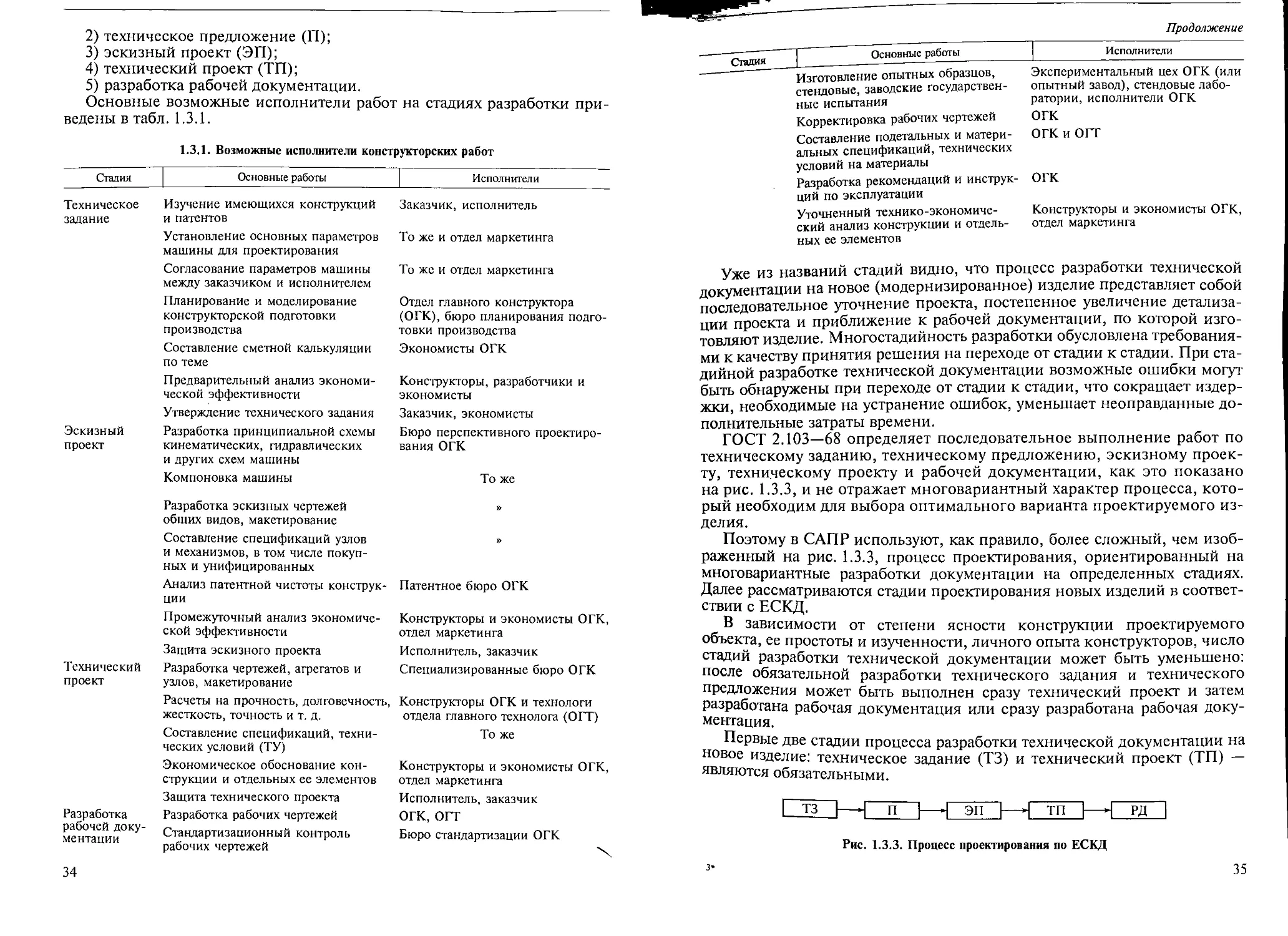
ются от стадий разработки конструкторской документации по ЕСКД1.
Специфические особенности проектирования. Особенности проектиро-
вания как разновидности инженерной деятельности заключаются в следу-
ющем:
1) продуктом проектирования является техническая документация, ко-
торая представляет собой знаковую или кодовую модель проектируемого
объекта, реально еще не существующего в момент проектирования;
1 О стадиях разработки конструкторской документации по ЕСКД см. § 1.3.3.
10
2) вследствие сложности проектируемых объектов на каждом этапе их
создания привлекаются различные специалисты, что придает проектиро-
ванию характер коллективной деятельности;
3) проектируемый объект входит в упорядоченную иерархию объек-
тов и выступает как часть системы более высокого уровня и как система
для объектов более низкого уровня. Так, компрессор является элемен-
том (частью) системы более высокого уровня — компрессорной установ-
ки. В свою очередь, компрессор — это система более высокого уровня
для элементов, из которых она состоит: механизм движения, цилиндро-
поршневой блок, клапаны и т. д. В то же время компрессорную установку
можно рассматривать как часть компрессорной станции или цеха комп-
римирования газов;
4) процесс проектирования носит, как правило, итерационный харак-
тер, в ходе которого могут быть возвращения на предыдущие стадии с це-
лью разработки нескольких вариантов;
5) в ходе процесса проектирования многократно происходит сравнение
вариантов и выбор наилучшего из них в определенном смысле;
6) нестабильность и неопределенность постановки задачи, ее изменчи-
вость до завершения процесса проектирования обусловливают трудности
создания технических объектов, но вместе с тем создают предпосылки для
широкого поля творчества.
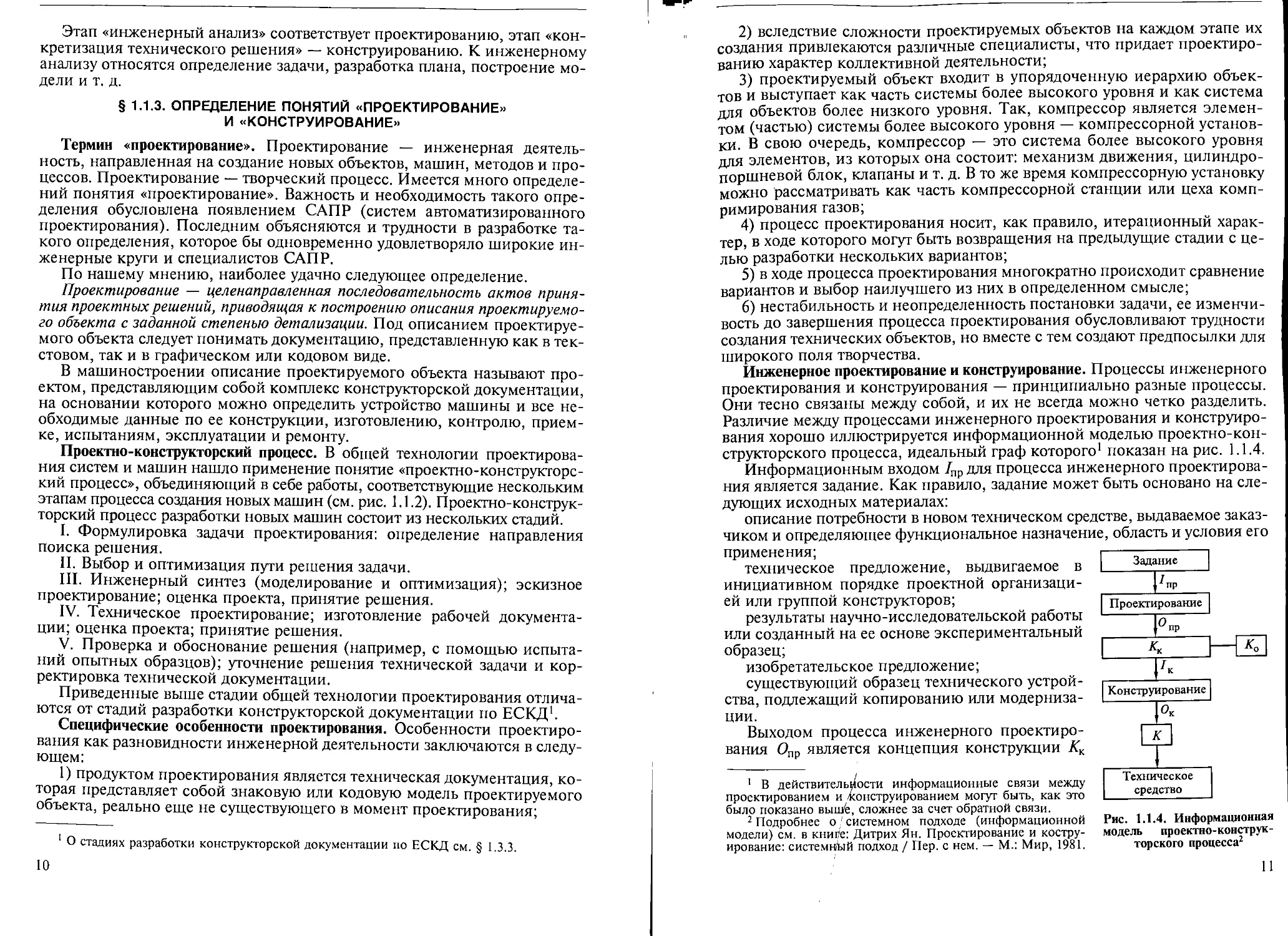
Инженерное проектирование и конструирование. Процессы инженерного
проектирования и конструирования — принципиально разные процессы.
Они тесно связаны между собой, и их не всегда можно четко разделить.
Различие между процессами инженерного проектирования и конструиро-
вания хорошо иллюстрируется информационной моделью проектно-кон-
структорского процесса, идеальный граф которого1 2 показан на рис. 1.1.4.
Информационным входом /пр для процесса инженерного проектирова-
ния является задание. Как правило, задание может быть основано на сле-
дующих исходных материалах:
описание потребности в новом техническом средстве, выдаваемое заказ-
чиком и определяющее функциональное назначение, область и условия его
применения;
техническое предложение, выдвигаемое в
инициативном порядке проектной организаци-
ей или группой конструкторов;
результаты научно-исследовательской работы
или созданный на ее основе экспериментальный
образец;
изобретательское предложение;
существующий образец технического устрой-
ства, подлежащий копированию или модерниза-
ции.
Выходом процесса инженерного проектиро-
вания Опр является концепция конструкции Кк
Рис. 1.1.4. Информационная
модель проектно-конструк-
торского процесса2
1 В действительности информационные связи между
проектированием и /Конструированием могут быть, как это
было показано выше, сложнее за счет обратной связи.
2 Подробнее о системном подходе (информационной
модели) см. в книге: Дитрих Ян. Проектирование и костру-
ирование: системней подход / Пер. с нем. — М.: Мир, 1981.
11
Рис. 1.1.5. Формальное представ-
ление процесса проектирования
Рис. 1.1.6. Взаимосвязь между этапами создания
новой машины
нового технического устройства, которая включает реальный образ техни-
ческого устройства, принцип действия, принципиальные подходы к кон-
струированию всего изделия, его узлов и деталей, основные размеры и
параметры устройства. Выход процесса инженерного проектирования
Опр, т. е. концепция конструкции Кк, становится входом процесса конст-
руирования 1К. Выходом процесса конструирования является конструкция
Кв виде комплекта конструкторской документации. На рис. 1.1.4 Ко — су-
ществующее изделие.
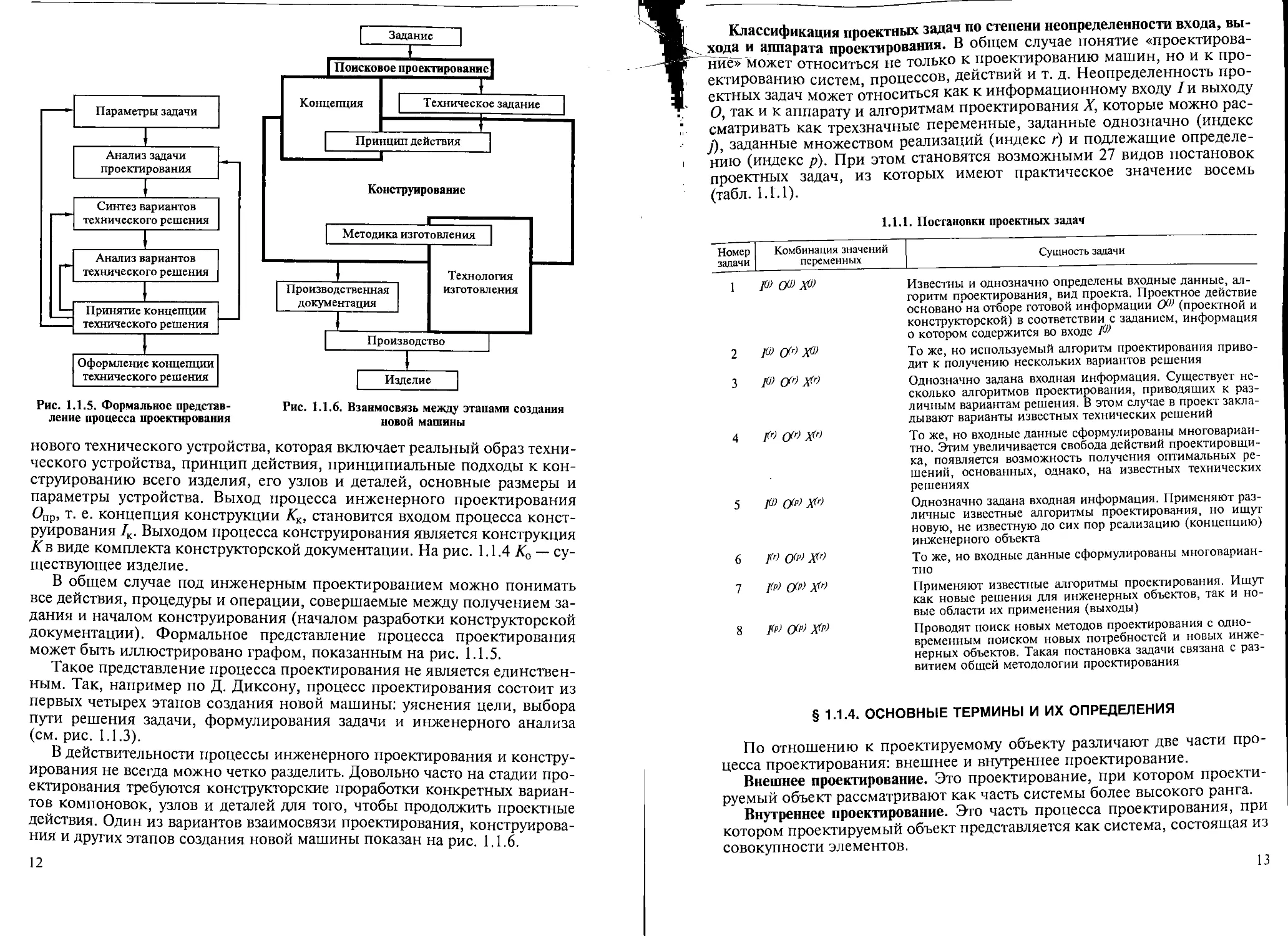
В общем случае под инженерным проектированием можно понимать
все действия, процедуры и операции, совершаемые между получением за-
дания и началом конструирования (началом разработки конструкторской
документации). Формальное представление процесса проектирования
может быть иллюстрировано графом, показанным на рис. 1.1.5.
Такое представление процесса проектирования не является единствен-
ным. Так, например по Д. Диксону, процесс проектирования состоит из
первых четырех этапов создания новой машины: уяснения цели, выбора
пути решения задачи, формулирования задачи и инженерного анализа
(см. рис. 1.1.3).
В действительности процессы инженерного проектирования и констру-
ирования не всегда можно четко разделить. Довольно часто на стадии про-
ектирования требуются конструкторские проработки конкретных вариан-
тов компоновок, узлов и деталей для того, чтобы продолжить проектные
действия. Один из вариантов взаимосвязи проектирования, конструирова-
ния и других этапов создания новой машины показан на рис. 1.1.6.
12
Классификация проектных задач по степени неопределенности входа, вы-
хода и аппарата проектирования. В общем случае понятие «проектирова-
ние» может относиться не только к проектированию машин, но и к про-
ектированию систем, процессов, действий и т. д. Неопределенность про-
ектных задач может относиться как к информационному входу /и выходу
О, так и к аппарату и алгоритмам проектирования X, которые можно рас-
сматривать как трехзначные переменные, заданные однозначно (индекс
у), заданные множеством реализаций (индекс г) и подлежащие определе-
нию (индекс р). При этом становятся возможными 27 видов постановок
проектных задач, из которых имеют практическое значение восемь
(табл. 1.1.1).
1.1.1. Постановки проектных задач
Номер задачи Комбинация значений переменных Сущность задачи
1 fl) OU) Xti) Известны и однозначно определены входные данные, ал- горитм проектирования, вид проекта. Проектное действие основано на отборе готовой информации (У)> (проектной и конструкторской) в соответствии с заданием, информация о котором содержится во входе 7®
2 fl) QC) № То же, но используемый алгоритм проектирования приво- дит к получению нескольких вариантов решения
3 fl) QU) xp) Однозначно задана входная информация. Существует не- сколько алгоритмов проектирования, приводящих к раз- личным вариантам решения. В этом случае в проект закла- дывают варианты известных технических решений
4 jO QU № То же, но входные данные сформулированы многовариан- тно, Этим увеличивается свобода действий проектировщи- ка, появляется возможность получения оптимальных ре- шений, основанных, однако, на известных технических решениях
5 fl> Cfp) xv Однозначно задана входная информация. Применяют раз- личные известные алгоритмы проектирования, но ищут новую, не известную до сих пор реализацию (концепцию) инженерного объекта
6 ОС) XP> То же, но входные данные сформулированы многовариан- тно
7 fl>) oc) Xfr> Применяют известные алгоритмы проектирования. Ищут как новые решения для инженерных объектов, так и но- вые области их применения (выходы)
8 fl>) oo xc> Проводят поиск новых методов проектирования с одно- временным поиском новых потребностей и новых инже- нерных объектов. Такая постановка задачи связана с раз- витием общей методологии проектирования
§ 1.1.4. ОСНОВНЫЕ ТЕРМИНЫ И ИХ ОПРЕДЕЛЕНИЯ
По отношению к проектируемому объекту различают две части про-
цесса проектирования: внешнее и внутреннее проектирование.
Внешнее проектирование. Это проектирование, при котором проекти-
руемый объект рассматривают как часть системы более высокого ранга.
Внутреннее проектирование. Это часть процесса проектирования, при
котором проектируемый объект представляется как система, состоящая из
совокупности элементов.
13
Логическая схема проектирования (логический граф). Это схема, которая
отображает очередность выполнения проектных процедур и операций, а
также их взаимосвязи.
Проектная процедура. Это совокупность действий, в результате выпол-
нения которых принимают некоторое проектное решение. Проектная
процедура состоит из проектных операций, обычно имеет установленный
порядок их выполнения и направлена на достижение локальной цели в
процессе проектирования.
Проектная операция. Это действие или совокупность действий, состав-
ляющих часть проектной процедуры, алгоритм которых остается неиз-
менным для ряда проектных процедур.
Примеры проектных процедур: моделирование, оптимизация, прогно-
зирование, корректировка документации и т. д. Примеры проектных опе-
раций: построение графика, построение таблицы, отдельные вычисления,
разработка чертежа и т. д.
Проектное решение. Это промежуточное или конечное описание объек-
та проектирования, необходимое и достаточное для рассмотрения и опре-
деления дальнейшего направления или окончания проектирования.
Стратегия проектирования. Это принцип, положенный в основу разра-
ботки последовательности проектных операций, выбираемых проекти-
ровщиком с целью решения поставленной или сформулированной техни-
ческой задачи. При этом используют известные и вновь разрабатываемые
методы и алгоритмы проектирования.
Стратегия проектирования может быть линейной (рис. 1.1.7, а), цик-
лической (рис. 1.1.7, б), разветвленной (рис. 1.1.7, в), адаптивной (рис.
1.1.7, г) и т. д.
Так, при разветвленной стратегии можно подключать дополнительных
исполнителей на параллельные операции, а при адаптивной стратегии
выбор каждого последующего действия или операции зависит от резуль-
татов, полученных на предыдущей или предыдущих операциях. При цик-
лической стратегии возврат возможен на любую предыдущую операцию
или процедуру.
Технология (алгоритм) проектирования. Это апробированная последова-
тельность действий, операций и процедур, позволяющая технически вы-
полнить проектирование заданного объекта. Различают два вида процес-
сов проектирования: 1) выполняемые в соответствии с заданной техноло-
гией проектирования; 2) выполняемые при отсутствии (полном или час-
тичном) методики и алгоритмов проектирования. Хотя первый вид
процесса проектирования содержит меньше творческой деятельности,
связанной с созданием нового и оригинального в самом процессе, но
окончательно спроектированный объект может быть и оригинальным.
Основные факторы, учитываемые при проектировании. К основным фак-
торам относят следующие:
стоимость создаваемого объекта;
требования, которые необходимо предъявить к производству (опытно-
му или серийному), чтобы добиться реализации проектной разработки;
материалы, которые необходимы для реализации спроектированного
объекта;
комплектующие изделия, которые следует получать из других источни-
ков, чтобы изготовить (реализовать) и применять спроектированное изде-
лие (процесс);
14
тз
| Этап 1 |
| Этап 2 |
| ЭтапЗ I
~T~
| Этап 4 I
a
T3
r_l. ,
| Этап1|
| Этап 2 |—
| ЭтапЗ |
Продолжать
или
вернуться?
ТЗ
♦ ,
------1 Этап 1 I---
Этап 2а | |Этап2б| | Этап 2в| Параллельные этапы
-----"! Этап З I—-
I Выбрать 4 или 5 I Этап выбора
I Этап 4 I | Этап 5 I Конкурирующие этапы
| Этап 4 |
б
Рис. 1.1.7. Графы стратегий проектирования:
а — линейной; б — циклической; в — разветвленной; г — адаптивной. ТЗ — техническое задание
место, которое займет создаваемый объект в ряду изделий или процес-
сов, какие изделия он может заменить, с какими изделиями может конку-
рировать;
влияние создаваемого объекта на человеческое общество и окружаю-
щую среду;
побочные эффекты, которые можно ожидать после создания и исполь-
зования объекта по назначению.
Составляющие процесса проектирования: анализ, синтез, формальная
проверка или информационная оценка предложенных решений — неза-
висимы (инвариантны) по отношению к объекту проектирования.
§ 1.1.5. ПРИМЕР ЛОГИЧЕСКОЙ ПОСЛЕДОВАТЕЛЬНОСТИ ПРОЕКТНЫХ
ПРОЦЕДУР И ОПЕРАЦИЙ ПРОЕКТНО-КОНСТРУКТОРСКОГО ПРОЦЕССА
Обобщение опыта разработки и создания новых объектов, процессов и
систем позволило установить перечень процедур и операций в проектно-
конструкторском процессе и одну из возможных последовательностей их
15
Рис. 1.1.8. Пример логической последовательно-
сти проектных процедур и операций
выполнения (рис. 1.1.8). Еще раз сле-
дует напомнить, что набор проектных
процедур и операций и последователь-
ность их выполнения, представленные
на рис. 1.1.8, нужно рассматривать не
как догму, а как один из возможных
вариантов.
На рис. 1.1.8 приняты следующие
обозначения:
1 — определение потребностей в
разрабатываемом объекте, исследова-
ние и прогнозирование условий функ-
ционирования проектируемого объек-
та;
2 — общая и частная формулировка
задачи, поиск альтернативных вариан-
тов решения;
3 — анализ альтернативных реше-
ний задачи и выбор решения, оптими-
зация выбранного решения;
4 — формулирование концепции
принятого решения;
5 — предварительное проектирова-
ние, описание функционирования
объекта, разработка его структуры;
6 — обоснование и выбор элемент-
ной базы и комплектующих;
7 — разработка экономических по-
казателей эффективности;
8 — эскизное проектирование;
9 — отработка эскизного проекти-
рования на моделях или экспериментальных образцах;
10 — защита эскизного проекта (с пояснительной запиской и эскизной
технической и конструкторской документацией), принятие решения по
эскизному проекту;
11 — детальное проектирование отдельных фрагментов узлов и эле-
ментов;
12 — общая компоновка проекта, отработка структурных, конструк-
торских и технических решений;
13 — выпуск и проверка комплекса технической документации;
14 — патентный анализ отдельных принятых решений;
15 — оценка проекта, согласование частных технических заданий (на-
пример, на комплектующие) с исполнителями;
16 — составление сметной стоимости реализации проекта;
17 — защита технического проекта (с комплексом технической и кон-
структорской документации), принятие решения по реализации проекта;
16
18 — создание модели объекта, построение опытного образца;
19 — разработка программы испытаний опытных образцов;
20 — проведение испытаний опытных образцов;
21 — оформление результатов испытаний и исследований;
22 — анализ результатов испытаний и исследований, уточнение харак-
теристик объекта, повторное конструирование «слабых» звеньев и кор-
ректировка технической документации;
23 — разработка рабочей документации, технических описаний и инст-
рукций по эксплуатации;
24 — оформление патентных или заявочных материалов;
25 — окончательное утверждение проекта.
Al—А5 — алгоритмы выполнения проектных процедур, описанные в
§1.1.6.
Большинство процедур проектно-конструкторского процесса, после-
довательность которых приведена на рис. 1.1.8, очевидны, однако некото-
рые из них требуют пояснения.
Обычно, если ставится вопрос о проектировании какого-либо объекта
(процесса, системы), то уже сама потребность в этих объектах позволяет
сформулировать общую постановку задачи проектирования. Однако такая
постановка задачи еще недостаточна. Поэтому необходимо уточнить фор-
мулировку решаемой технической задачи, выделить и четко определить
функции проектируемого объекта (процесса, системы) и выявить конкрет-
ные ограничения, которые необходимо учесть при его проектировании.
Поиск решений конструкторских и проектных задач, проводимый в
случайно выбранном направлении, обычно не приводит к качественным
результатам. Поэтому необходимо определить перспективные направле-
ния поиска решений. Для этого используют специальные методы, позво-
ляющие стимулировать творческий процесс поиска новых конструктив-
ных решений или сделать этот поиск более целенаправленным. Таких ме-
тодов существует много1. В приложении приведен фонд эвристических
приемов одного из таких методов. Перебор приемов, приведенных в фон-
дах, и рассмотрение возможности их применения для конкретной конст-
рукторской задачи облегчает нахождение нового технического решения.
Из множества решений, полученных в результате поиска, выбирают
лучшее в определенном смысле. Для выбора лучшего варианта решения
чаше всего используют технико-экономические показатели.
Конструктор не всегда принимает участие в процедурах 18, 20 и 21.
В заключение следует еще раз подчеркнуть, что граф логической схемы
проектно-конструкторского процесса, представленный на рис. 1.1.8, яв-
ляется лишь одним из возможных, приведен как пример, который отра-
жает лишь самые общие черты этого сложного процесса и не претендует
на полноту, универсальность и однозначность.
1 Это предмет изучения другой учебной дисциплины «Основы проектирования систем и
машин». Такие методы могут быть разделены на три группы: 1) методы психологической
активизации творческих возможностей (метод мозгового штурма и его разновидности, ме-
тод фокальных объектов и т. д.); 2) методы организации и систематизации перебора вариан-
тов технических решений (морфологический ящик и другие морфологические методы, по-
элементный анализ, функциональный анализ и др.); 3) алгоритмы генерации и поиска но-
вых технических решений (алгоритмы решения изобретательских задач, обобщенный эври-
стический алгоритм генерации новых технических решений и др.).
9.W0
17
§ 1.1.6. АЛГОРИТМЫ ВЫПОЛНЕНИЯ НЕКОТОРЫХ ПРОЕКТНЫХ
ПРОЦЕДУР И ОПЕРАЦИЙ
Выполнение проектных процедур и операций — творческий процесс,
который не может быть регламентирован жесткими правилами. Однако
некоторые из проектных процедур, осуществляемых на этапах предвари-
тельного, эскизного и технического проектирования, носят однотипный
характер, и потому для них разработаны определенные алгоритмы. Конеч-
но, такие алгоритмы носят условный характер, так как могут изменяться в
зависимости от целей и объема проектировочных работ, а также от твор-
ческой индивидуальности разработчика проекта.
Возможные варианты алгоритмов выполнения некоторых проектных
процедур и операций приведены ниже. Эти алгоритмы не следует рас-
сматривать как безоговорочные рекомендации, как догму. К ним необхо-
димо относиться как к примерам. Вариант их использования показан на
рис. 1.1.8.
Алгоритм формулировки проектной задачи и оп-
ределения области поиска ее решения (А1). Этот ал-
горитм (рис. 1.1.9) содержит следующие элемен-
ты:
7 — общая оценка потребности проектируемо-
го объекта;
2 — определение наиболее существенной ин-
формации о рассматриваемой потребности;
3 — формулировка проектной задачи;
4 — оценка принципиальной возможности ре-
шения;
5 — первоначальный выбор варианта решения;
6 — анализ патентной информации, литера-
турных источников, имеющихся объектов, удов-
летворяющих определенную (выделенную ранее)
потребность;
7— оценка отрицательных сторон имеющихся
объектов и проектов;
8 — обобщение результатов анализа и отбор
подходящих решений;
9 — технико-экономический анализ реализуе-
мости выбранных решений;
10 — точное определение проектной задачи;
77 — выбор методов и стратегии проектирова-
ния для реализуемых вариантов;
12 — генерация (разработка) множества вари-
антов решения задачи;
13 — оценка представительности выборки воз-
можных решений;
Рис. 1.1.9. Алгоритм формулировки проектной задачи
18
14 — оценка возможности модификации выбранных решений;
75 -— частичное изменение вариантов решения;
16 — генерация дополнительного множества возможных решений;
17 — упорядочение и описание выбранного множества полученных ре-
шений.
Как следует из рис. 1.1.9, основная цель алгоритма А1 — определить
область возможных проектных решений и представить ее в упорядочен-
ном виде, т. е. в виде, удобном для дальнейшего выбора наилучшего (с
определенной точки зрения) решения.
Число возможных решений зависит от стадии разработки проекта.
Наименьшее число вариантов решения получают обычно при разработке
принципа действия объекта. Наибольшее число возможных решений су-
ществует на стадии конструкторской разработки объекта проектирования
и его узлов и деталей. Ошибки в выборе принципа действия, как правило,
сводят на нет всю проделанную работу и приводят к полному повторному
циклу проектирования. Ошибки в конструкторской разработке менее
опасны, так как они чаще всего могут быть устранены необходимыми из-
менениями в конструкции.
Разработка вариантов решений технической задачи — сугубо творчес-
кий процесс, требующий от проектанта больших знаний и умений. Суще-
ствуют методы стимуляции творчества и определенные рекомендации,
помогающие проектанту (конструктору) генерировать новые решения.
Для сложных объектов пространство решений может оказаться весьма
обширным (десятки, а иногда и сотни вариантов)1. Поэтому необходимо
иметь аппарат, позволяющий выбрать из разработанных вариантов реше-
ний наиболее подходящий. Для этой цели служит алгоритм А2.
Алгоритм сравнения вариантов технического решения (А2). Этот алго-
ритм применяют после алгоритма А1. Его задача — путем сравнения вы-
работанных алгоритмом А1 множества решений определить наиболее
приемлемое.
Для любой в принципе разрешимой технической (инженерной) задачи
есть объективно существующее пространство ее возможных решений. Од-
нако не каждой точке этого пространства соответствует реальное решение
задачи. В отличие от возможных решений задачи ее действительным ре-
шением называют такой объект или систему, которые удовлетворяют по-
ставленной цели и ограничениям, накладываемым как на показатели про-
ектируемого объекта, так и на отдельные его параметры. В результате
процесса упорядочивания из пространства возможных решений выделя-
ется область действительных решений, из которой путем сравнения вы-
бирается наилучший в некотором смысле (чаще всего наиболее эконо-
мичный) вариант решения. Такой процесс упорядочения возможных ре-
шений осуществляют в рамках алгоритма А1. Результат этого процесса
является исходным пунктом для алгоритма А2. На рис. 1.1.10 он обозна-
чен как 0.
Блоки алгоритма А2 (рис. 1.1.10) соответствуют следующим проектным
операциям и процедурам:
О — упорядоченные множества решений (заключительный этап алго-
ритма А1);
1 В ряде случаев могут быть тысячи решений.
19
Рис. 1.1.10. Алго-
ритм сравнения ва-
риантов техниче-
ского решения
1 — разработка совокупности показателей характе-
ристик объекта проектирования для оценки и сравне-
ния вариантов решения, а также дополнительных огра-
ничений на эти показатели;
2 — разделение показателей объекта на группы,
объединяющие показатели назначения, надежности и
долговечности, технологичности, стандартизации и
унификации, экономические, энергетические, эргоно-
мические и эстетические;
3 — выбор метода многокритериальной оценки;
4 — формирование целевой функции;
5 — проведение экспертных оценок весовых коэф-
фициентов важности различных частных критериев или
показателей;
6 — сравнение отдельных вариантов решений по
выбранной методике и выбор наилучшего;
7 — утверждение полученных результатов.
Трудность сравнения вариантов решения техничес-
кой задачи и выбора одного из них состоит в том, что, как правило, срав-
ниваемые варианты характеризуются многими существенными для выбо-
ра показателями. В настоящее время приняты следующие виды показате-
лей качества технических средств:
показатели функционирования, характеризующие полезный эффект
использования технического средства по назначению;
показатели надежности и долговечности;
экономические показатели, характеризующие затраты на разработку,
изготовление и эксплуатацию технического средства, а также его эконо-
мическую эффективность в эксплуатации;
показатели технологичности, характеризующие эффективность конст-
рукторских решений для обеспечения изготовления и ремонта техничес-
ких средств;
эргономические показатели, характеризующие систему «человек—ма-
шина» и учитывающие комплекс гигиенических, антропологических, фи-
зиологических и психофизиологических свойств человека в его взаимоот-
ношениях с машиной;
эстетические показатели, характеризующие внешние свойства техни-
ческого средства (красоту, выразительность, гармоничность, оригиналь-
ность и т. д.);
показатели стандартизации и унификации, характеризующие степень
использования в техническом средстве стандартизованных изделий и уро-
вень унификации составляющих узлов и деталей;
патентно-правовые показатели, характеризующие степень патентной
защиты технических решений и патентную чистоту изделия;
показатели рациональной ликвидации технического средства.
Обычно бывает трудно выделить вариант, который был бы лучше дру-
гих по всем показателям одновременно. В большинстве случаев один из
сравниваемых вариантов, имеющий один показатель лучше, чем у других
вариантов, в то же время хуже по остальным показателям. В таких случаях
сравнение вариантов проводят специальными методами (по доминирую-
щему показателю, комплексным методом и т. д.).
20
В большинстве случаев, встречающихся при разработке компрессор-
ных машин, целевая функция, по которой осуществляют сравнение вари-
антов решения, имеет так называемый размытый оптимум1. Поэтому цель
проектирования при сравнении вариантов решения — это определение
некоторой оптимальной области в пространстве решений, а не нахожде-
ние одной оптимальной точки. Такая методология позволяет более широ-
ко использовать унификацию и стандартизацию при разработке новых
компрессоров.
В современном компрессоростроении техническое решение выбирают,
исходя не из значений комплексного показателя, а из приемлемого комп-
ромисса трех показателей: надежности, удобства эксплуатации и общей
экономичности (суммарная стоимость начальных и эксплуатационных
расходов).
Алгоритм межвариантной (структурной) оптимизации (АЗ). Применяют
после алгоритма А2. Он служит для выбора варианта решения из имею-
щихся альтернатив (рис. 1.1.11).
Результаты сравнения отдельных вариантов решения, полученные пу-
тем применения алгоритма А2, являются исходными для алгоритма АЗ.
Остальные обозначения на рис. 1.1.11 следующие:
1 — выделение показателей объекта (параметров модели), нуждающих-
ся в улучшении;
2 — разработка технического описания выбранного варианта решения,
составление соответствующей ему математической модели;
3 — подготовка и передача выбранного решения для детальной прора-
ботки;
4 — определение направлений оптимизации отдельных показателей
выбранного варианта решения технической задачи;
5 — параметрическая (внутривариантная) оптимизация, выполняемая
в соответствии с алгоритмом А4;
6 — требование генерирования новых вариантов (альтернатив) реше-
ния технической задачи, осуществляемого с помощью алгоритма А1.
Алгоритм параметрической (внутривариантной) оптимизации (А4). Это ал-
горитм непрерывной оптимизации, которая производится до тех пор,
пока будут достигнуты заданные показатели проектируемого объекта при
наименьших затратах или наилучшие показатели
тратах имеющихся ресурсов. Структурная схема
алгоритма А4 показана на рис. 1.1.12, на котором
приведены соответствующие блоки:
1 — техническое описание (математическая
модель) объекта, реализуемого по выбранному
варианту решения;
2 — выделение показателей объекта (парамет-
ров модели), нуждающихся в улучшении;
3 — нахождение связи между выделенными
показателями или параметрами;
4 — формирование целевых функций для оп-
тимизации выделенных показателей;
при ограниченных за-
Рис. 1.1.11. Алгоритм меж-
вариантной (структурной)
оптимизации
1 См. том 1, § 4.5.
21
1
Нет
Рис. 1.1.12. Алгоритм параметрической
(внутривариантной) оптимизации
1
Рис. 1.1.13. Алгоритм детального
проектирования
5 — выделение переменных параметров, нахождение ограничений
(максимизация) целевых функций математическими методами оптимиза-
ции;
6 — определение допустимости влияния изменяющихся в процессе оп-
тимизации параметров на другие показатели выбранного варианта реше-
ния;
7 — передача улучшенного варианта решения на разработку докумен-
тации.
В процессе проектирования сочетанием алгоритмов АЗ и А4 могут оп-
тимизироваться выбранные принципы решения, структуры и техническое
выполнение проектируемых объектов.
Алгоритм детального проектирования (А5). Содержит следующие блоки
(рис. 1.1.13):
1 — формулировка частной проектной задачи;
2 — определение направления поиска решений;
3 — поиск вариантов решения задачи;
4 — межвариантная (структурная) оптимизация вариантов решения,
выбор наилучшего, в определенном смысле, варианта;
5 — параметрическая (внутривариантная) оптимизация и улучшение
выбранного решения технической задачи;
6 — разработка технической документации для частной проектной за-
дачи, ее согласование по системным горизонтальным и вертикальным
связям и уровням;
7 — отработка и коррекция принятого решения.
Замечание. При рассмотрении алгоритмов А1...А5 видна некоторая од-
нотипность проектных процедур, выполняемых на этапах предваритель-
ного, эскизного и технического проектирования. К однотипным могут
быть отнесены процедуры: генерации и конкретизации принципов и ва-
риантов проектных решений; создания модели объекта или части этой
модели как для исследования, так и для оптимизации; принятия реше-
22
ний. При этом модели могут быть математическими, информационно-
графическими (схемы, чертежи, графики) или в виде макетов, экспери-
ментальных и опытных образцов.
Глава 1.2
ОБЩИЕ ПОЛОЖЕНИЯ ПРОЕКТИРОВАНИЯ
И КОНСТРУИРОВАНИЯ МАШИН
§ 1.2.1. УНИФИКАЦИЯ И ПАРАМЕТРИЧЕСКИЕ РЯДЫ МАШИН
Унификация в машиностроении. В современной технике широко приме-
няют метод конструирования и изготовления машин с разными функцио-
нальными и техническими характеристиками и параметрами на основе
использования одинаковых сборочных единиц и деталей. Такой метод
конструирования в машиностроении связан с унификацией', т. е. повторя-
ющимися в машинах разного назначения агрегатами, сборочными едини-
цами и(или) деталями, которые называют унифицированными. Унифика-
ция может быть внутри- и межзаводской, а также межотраслевой.
Методы унификации. Образование производных машин на базе унифи-
кации предполагает использование нескольких методов.
1. Секционирование — разделение машин на одинаковые сек-
ции и образование производных машин набором унифицированных сек-
ций. В поршневом компрессоростроении применяется очень редко1 2.
2. Метод изменения линейных размеров — измене-
ние длины машины, узла или детали.
3. Метод базового агрегата — применение базового агре-
гата, превращаемого в машины различного назначения присоединением к
нему специального оборудования.
4. Конвертирование — использование базовой машины или ее
основных элементов при создании новых агрегатов или машин другого на-
значения или машин с другими параметрами и техническими характерис-
тиками, отличными от этих показателей базовой машины. Этот метод наи-
более часто применяют при разработке новых поршневых компрессоров.
5. Компаундирование — параллельное соединение машин с
целью увеличения производительности. Соединяемые компрессоры могут
иметь общий привод (см., например, компрессоры типа Н в § 2.3.3).
6. Модифицирование (модификация) — изменение узлов и
деталей или режимных параметров (например, частоты вращения) с це-
лью улучшения технико-экономических показателей компрессора.
7. Агрегатирование — создание машин путем сочетания уни-
фицированных агрегатов, представляющих собой автономные узлы, уста-
навливаемые в различном числе и различных комбинациях на общей ста-
нине.
1 Напомним, что в общем случае унификация — рациональное сокращение числа:
I) видов, типов, марок и типоразмеров изделий одинакового функционального назначения,
2) составных элементов изделий, 3) размеров, 4) допусков и посадок, 5) марок и сортамен-
тов материалов, 6) способов изготовления, 7) технической документации и т. п.
2 Этот метод используется в центробежном компрессоростроении.
23
Преимущества унификации. Унификация позволяет: 1) уменьшить сро-
ки разработки и освоения производства новых компрессорных машин пу-
тем использования готовых, уже спроектированных, освоенных в произ-
водстве, испытанных и проверенных в эксплуатации на эффективность и
надежность сборочных единиц, агрегатов и деталей; 2) уменьшить сто-
имость изготовления использованных в новом компрессоре унифициро-
ванных сборочных единиц и деталей путем увеличения серийности изго-
товления; 3) уменьшить номенклатуру изготовления запасных сборочных
единиц и деталей.
Ряды предпочтительных чисел. Ряд предпочтительных чисел — ряд на-
учно подобранных цифровых значений, которыми рекомендуется пользо-
ваться при разработке, создании и эксплуатации машин и оборудования в
промышленности. Установленные ГОСТ 8032—84 ряды предпочтитель-
ных чисел основаны на геометрической прогрессии. При этом отношение
последнего члена ряда к первому для любого ряда принято равным 10, а
знаменатель прогрессии
<7=^10
и любой член ряда
а* =
где п — показатель корня, численное значение которого равно числу интервалов в ряду;
aQ — первый член ряда; к — порядковый номер предпочтительного числа в ряду.
Принято, что п = 5, 10, 20, 40... Таким образом получают ряды, для ко-
торых q = 1,60; q =1,25; q = 1,12; q = 1,06...
После округления нормальные ряды предпочтительных чисел имеют
вид
Ra5: 1; 1,6; 2,5; 4; 6,3; 10;
16; 25; 40; 63; 100;
160; 250; 400; 630; 1000; ...
7?д10: 1; 1,2; 1,6; 2; 2,5; 3,2; 4; 5; 6,3; 8; 10;
12; 16; 20; 25; 32; 40; 50; 63; 80; 100; ...
RalO: 1; 1,1; 1,2; 1,4; 1,6; 1,8; 2; 2,2; 2,5; 2,8; 3,2; 3,6; 4; 4,5; 5; 5,6; 6,3; 7,1;
8; 9; 10; ...
Яа40: 1; 1,05; 1,1; 1,15; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2; 2,1; 2,2; 2,4; 2,5;
2,6; 2,8; 3; 3,2; 3,4; 3,6; 3,8; 4; 4,2; 4,5; 4,8; 5; 5,3; 5,6; 6; 6,3; 6,7; 7,1;
7,5; 8; 8,5; 9; 9,5; 10; ...
Ряды предпочтительных чисел целесообразно использовать для созда-
ния градаций какого-то важного параметра машин с равномерной насы-
щенностью градаций во всех частях ряда.
Параметрические ряды машин. Задача сокращения номенклатуры изде-
лий одного функционального назначения решается созданием парамет-
рических рядов машин с рационально выбранными интервалами между
значениями параметров, установленными этими рядами.
Параметрический ряд — это ряд регламентированных значений ос-
новного параметра изделий одинакового назначения. Различают два
вида параметрических рядов: размерный и типоразмерный. Когда в со-
ответствии с параметрическим рядом выпускаются изделия одного типа,
то такой ряд называется размерным. Когда в соответствии с параметри-
24
ческим рядом выпускаются изделия разных типов, то такой ряд называет-
ся типоразмерным.
Значения основных параметров параметрических рядов машин и обо-
рудования обычно устанавливают в соответствии с рядами предпочти-
тельных чисел. Так, например, стандартизованный ряд баз поршневых
крейцкопфных компрессоров спроектирован в соответствии со значени-
ями допустимых газовых сил, выбранных по ряду предпочтительных чи-
сел R5.
§ 1.2.2. ЖЕСТКОСТЬ КОНСТРУКЦИИ
Основные определения. Жесткость конструктивных элементов являет-
ся одним из важнейших условий конструирования поршневых компрес-
соров.
Жесткость — способность системы сопротивляться деформациям под
действием внешних нагрузок без нарушения работоспособности.
Податливость — понятие, обратное жесткости, — свойство элементов
системы приобретать относительно большие деформации под действием
нагрузок.
Жесткость оценивается коэффициентом жесткости X, который пред-
ставляет собой отношение нагрузки, приложенной к конструкции, к мак-
симальной деформации, вызываемой этой силой.
Например, для бруса постоянного поперечного сечения с учетом зако-
на Гука:
при растяжении-сжатии
. _P_gF_EF
Х=7=Т=~
где Р— сила; f — деформация под действием силы Р; о — напряжение растяжения (сжа-
тия); а=
ствия силы;
F — площадь поперечного сечения бруса; / — длина бруса в направлении дей-
при изгибе
. _P_EF^
^изг “ у ^3 °’
где а — коэффициент, зависящий от условий нагружения.
Аналогичным путем может быть получен коэффициент жесткости бру-
са Хкр при кручении.
Факторы, определяющие жесткость конструкции. При конструировании
следует помнить, что жесткость конструкции определяется следующими
факторами:
модулем упругости материала (при растяжении, сжатии и изгибе —
модулем нормальной упругости Е, при кручении и сдвиге — модулем
сдвига (7);
геометрическими характеристиками сечения — площадью сечения F
при сжатии, растяжении и сдвиге, моментом инерции / сечения при изги-
бе и полярным моментом инерции 1р при кручении;
25
линейными размерами деформируемого тела;
видом нагрузки;
типом опор и закрепления.
Конструктивные способы повышения жесткости. В связи с большой важ-
ностью обеспечения высокой жесткости деталей и узлов при конструиро-
вании компрессоров напомним основные способы повышения жесткости:
1) всемерное устранение изгиба, замена его растяжением или сжатием;
2) для деталей, работающих на изгиб, — рациональная расстановка
опор, выбор целесообразного закрепления деталей, исключение видов на-
гружения, невыгодных с точки зрения жесткости деталей;
3) рациональное увеличение моментов инерции сечений;
4) целесообразное увеличение жесткости ребрами, работающими пред-
почтительно на сжатие;
5) усиление заделочных участков и участков перехода от одного сече-
ния к другому;
6) блокирование деформаций введением поперечных и диагональных
связей;
7) использование жесткости смежных деталей;
8) для деталей типа плит — применение коробчатых, двутельных, ячеи-
стых и сотовых конструкций.
§ 1.2.3. ОБЩИЕ ПРАВИЛА КОНСТРУИРОВАНИЯ
МАШИН И ОБОРУДОВАНИЯ
При создании машин и оборудования рекомендуется придерживаться
следующих общих правил:
1) подчинять конструирование задаче увеличения экономического эф-
фекта, определяемого полезной отдачей машины, ее долговечностью и
эксплуатационными расходами за весь период использова-
ния машины;
2) добиваться снижения расходов на эксплуатацию машин за счет
уменьшения энергопотребления, стоимости обслуживания, ремонта и
запчастей;
3) применять рациональную степень автоматизации машин с целью
сокращения суммы первоначальных и эксплуатационных расходов при
обеспечении безопасной эксплуатации;
4) конструировать машины с расчетом на эксплуатацию без капиталь-
ных восстановительных ремонтов, с заменой восстановительных работ,
использованием невосстанавливаемых сменных узлов;
5) использовать максимальное количество комплексов, сборочных
единиц и деталей, унифицированных с базовой машиной и с другими ма-
шинами (в том числе из других отраслей промышленности, например с
двигателями внутреннего сгорания);
6) стремиться к сокращению числа типоразмеров машин, добиваясь
удовлетворения потребностей народного хозяйства минимальным числом
моделей путем рационального выбора их параметров и повышения эксп-
луатационной гибкости;
7) избегать выполнения трущихся поверхностей непосредственно на
корпусах деталей; для облегчения ремонта интенсивно изнашивающиеся
26
поверхности трения выполнять на отдельных, легко заменяемых деталях;
выполнение трущихся поверхностей непосредственно на корпусных дета-
лях должно быть строго обосновано экономически;
8) последовательно выдерживать принцип агрегатности; конструиро-
вать узлы в виде независимых агрегатов, устанавливаемых на машину в
собранном виде;
9) исключать подбор и пригонку деталей при сборке;
10) обеспечивать максимально возможную взаимозаменяемость деталей;
11) исключать операции выверки, регулирования и подгонки деталей и
узлов по месту;
12) предусматривать в конструкции фиксирующие элементы, обеспе-
чивающие правильную установку деталей и сборочных единиц при сборке
и облегчающие сборку;
13) исключать возможность неправильной сборки деталей и сборочных
единиц, вводить блокировки, допускающие сборку только в нужном по-
ложении деталей и только в нужной последовательности;
14) обеспечивать высокую прочность деталей и машины в целом спо-
собами, не требующими увеличения массы: придание деталям рациональ-
ных форм с наилучшим использованием материала, применение материа-
лов повышенной прочности, введение упрочняющей обработки, обеспе-
чение более благоприятного типа нагрузок (растяжение, сжатие и т. п.);
15) в узлах и механизмах, работающих при циклических и динамичес-
ких нагрузках, уделять особое внимание повышению циклической проч-
ности деталей; придавать деталям рациональные по сопротивлению уста-
лости формы; уменьшать концентрацию напряжений; вводить упрочняю-
щую обработку;
16) обеспечивать высокую жесткость конструкций целесообразными,
не требующими увеличения массы способами (применение пустотелых и
оболочковых конструкций; блокирование деформаций поперечными и
диагональными связями; рациональное расположение опор и ребер жест-
кости);
17) делать машины простыми в обслуживании; сокращать объем опе-
раций обслуживания; устранять периодические регулировки агрегатов;
18) предупреждать возможность перенапряжения машины в эксплуата-
ции; вводить автоматические регуляторы, предохранительные и предель-
ные устройства, исключающие возможность эксплуатации машины на
опасных режимах;
19) устранять возможность поломок и аварий в результате неумелого
или небрежного обращения с машиной; вводить блокировки, предупреж-
дающие возможность неправильного манипулирования органами управ-
ления; максимально автоматизировать управление машиной;
20) избегать открытых механизмов и передач; заключать механизмы в
закрытые корпуса, предотвращающие проникновение грязи, пыли и вла-
ги на трущиеся поверхности и позволяющие организовать непрерывную
смазку;
21) обеспечивать надежную страховку резьбовых соединений от само-
отвинчивания; внутренние соединения фиксировать методами позитив-
ного стопорения (шплинты, отгибные шайбы и т. п.);
22) предупреждать коррозию деталей;
27
23) уменьшать массу машин путем повышения компактности конст-
рукций, применения рациональных кинематических и силовых схем, ус-
транения невыгодных видов нагружения, замены изгиба растяжением-
сжатием, а также путем применения легких сплавов и неметаллических
материалов;
24) всемерно упрощать конструкцию машин; избегать сложных много-
детальных конструкций;
25) обеспечивать максимальную технологичность деталей, узлов и ма-
шины в целом, закладывая в конструкцию предпосылки наиболее произ-
водительного изготовления и сборки;
26) сокращать объем механической обработки, предусматривая изго-
товление деталей из заготовок с формой, близкой к окончательной форме
изделия; заменять механическую обработку более производительными
способами обработки без снятия стружки;
27) всемерно расширять применение стандартных деталей и узлов, со-
блюдать действующие стандарты;
28) не применять оригинальных деталей и узлов там, где можно обой-
тись стандартными, унифицированными, заимствованными и покупны-
ми деталями и узлами;
29) стремясь, как правило, к уменьшению стоимости изготовления, не
ограничивать затраты на изготовление деталей, ключевых для надежности
машины; выполнять такие детали из качественных материалов, приме-
нять для их изготовления технологические процессы, обеспечивающие
наибольшее повышение надежности и срока службы;
30) придавать машине простые и гладкие внешние формы, облегчаю-
щие уход за машиной и ее содержание;
31) соблюдать требования технической эстетики, придавая машинам
стройные архитектурные формы; использовать качественную внешнюю
отделку машин;
32) сосредоточивать органы управления и контроля по возможности в
одном месте, удобном для обзора и манипулирования;
33) делать доступными и удобными для осмотра узлы и механизмы,
нуждающиеся в периодической проверке;
34) обеспечивать безопасность обслуживающего персонала; предуп-
реждать возможность несчастных случаев путем максимальной автомати-
зации рабочих операций, введения блокировок, применения закрытых
механизмов и установки защитных ограждений;
35) в машинах с приводом от электродвигателя учитывать возможность
неправильного включения двигателя, а в машинах с приводом от двигате-
ля внутреннего сгорания — обратных вспышек; обеспечивать возмож-
ность реверсной работы машины или вводить предохранительные устрой-
ства;
36) тщательно изучать опыт эксплуатации машин и оперативно вво-
дить в конструкцию исправления дефектов, обнаруживающихся в эксплу-
атации; изучение эксплуатации является лучшим средством совершен-
ствования и доводки машин и эффективным способом повышения квали-
фикации конструктора;
37) обеспечивать конструктивный задел, заблаговременно подготовляя
выпуск новых машин с более высокими показателями на смену устарева-
ющим;
28
38) изучать тенденции развития отраслей народного хозяйства, исполь-
зующих проектируемые машины; вести перспективное проектирование,
рассчитанное на удовлетворение дальних запросов потребителей;
Р 39) при проектировании новых конструкций, а также машин, предназ-
наченных для новых технологических процессов, проверять все новые
элементы с помощью эксперимента, моделирования, заблаговременного
изготовления и испытания узлов;
40) шире использовать унификацию узлов и деталей, опыт смежных, а
в нужных случаях и отдаленных по профилю отраслей машиностроения.
Глава 1.3
КОНСТРУКТОРСКАЯ ДОКУМЕНТАЦИЯ И ЕЕ СТАДИЙНАЯ
разработка по единой системе конструкторской
ДОКУМЕНТАЦИИ (ЕСКД)
§ 1.3.1. ОБЩИЕ ПОЛОЖЕНИЯ ЕСКД
Структура ЕСКД. ЕСКД представляет собой комплекс государствен-
ных стандартов, устанавливающих взаимосвязанные правила и положе-
ния о порядке разработки, оформления и обращения конструкторской
документации, создаваемой и применяемой организациями и предприя-
тиями России.
Для обозначения стандартов ЕСКД принята следующая структура:
ГОСТ 2.000-00,
где ГОСТ — государственный стандарт; 2 — класс стандарта (цифра 2 означает ЕСКД); пер-
вая цифра после точки — классификационная группа стандартов; последующие две цифры
(перед тире) — порядковый номер стандарта в группе; последние две цифры (после тире) —
год регистрации стандарта.
Комплекс стандартов ЕСКД содержит более 125 стандартов, разделен-
ных на 10 групп:
группа 0 — общие положения (ГОСТ 2.001);
группа 1 — основные положения (ГОСТ 2.101);
группа 2 — классификация и обозначения изделий в конструкторских
документах;
группа 3 — общие правила выполнения чертежей;
группа 4 — правила выполнения чертежей изделий машиностроения и
приборостроения;
группа 5 — правила обращения конструкторских документов — учет,
хранение, дублирование, внесение изменений (ГОСТ 2.501);
группа 6 — правила выполнения эксплуатационной и ремонтной доку-
ментации;
группа 7 — правила выполнения схем;
группа 8 — правила выполнения документов строительных и судостро-
ения;
группа 9 — прочие стандарты.
Назначение ЕСКД. ЕСКД была создана для того, чтобы обеспечить:
возможность взаимообмена конструкторской документацией (КД) без
ее переоформления;
29
стабилизацию комплектности КД, исключающую дублирование разра-
ботки и разработку ненужных документов;
возможность расширения унификации при конструкторской разработке;
упрощение форм и графических изображений;
сокращение трудоемкости проектно-конструкторских разработок и ра-
бот по изменению КД;
автоматизацию обработки технических документов при использовании
ЭВМ;
улучшение условий технической подготовки производства (за счет еди-
ных правил учета, хранения и дублирования документации).
Следует учитывать, что ЕСКД была разработана до появления систем
автоматизированного проектирования. Поэтому ряд положений ЕСКД не
соответствуют требованиям современных САПР. В связи с этим назначе-
ние ЕСКД изменяется.
Виды изделий и их структура в соответствии с ЕСКД. В соответствии с
ЕСКД изделием называют любой предмет или набор предметов производ-
ства, подлежащих изготовлению.
Изделия делят в зависимости от их назначения и от наличия или отсут-
ствия в них составных частей. В зависимости от назначения изделия делят
на изделия основного производства, предназначенные для поставки и ре-
ализации, и на изделия вспомогательного производства, предназначен-
ные только для собственных нужд предприятия. Во втором случае изделия
делят на неспецифицированные (детали), которые не имеют составных
частей, и специфицированные (сборочные единицы, комплексы и комп-
лекты), состоящие из двух и более составных частей.
Общая структура произвольного изделия представлена на рис. 1.3,1.
Деталь — это изделие, изготовленное из однородного по наименова-
нию и марке материала без применения сборочных операций (например,
корпус цилиндра, втулка цилиндра, пластина клапана). Деталь может
иметь защитное, декоративное или другого назначения покрытие (напри-
мер, втулка цилиндра с хромированной рабочей поверхностью). Деталь
может быть изготовлена с применением сварки, пайки, склейки и т. д.
(например, сварной корпус цилиндра).
Сборочная единица — изделие, составные части которого подлежат со-
| Изделие |
| Детали
Сборочные
единицы
Сборочные
единицы
4 Детали 1
- j Комплекты |
Сборочные
единицы
- | Детали |
- | Комплекты |
-j Комплексы |
-j Комплексы |
Комплекты
Сборочные единицы
-| Детали |
Ч Комплекты
Рис. 1.3.1. Общая структура изделия
30
единению между собой на заводе-изготовителе. К сборочным единицам
относят также совокупность сборочных единиц и (или) деталей, собран-
ных вместе и имеющих общее функциональное назначение.
Комплекс — два и более специфированных изделия, не соединенных на
заводе-изготовителе с помощью сборочных операций, но предназначен-
ных для выполнения взаимосвязанных функций.
Комплект — два и более изделия, не соединенные на заводе-изготови-
теле с помощью сборочных операций и представляющие собой набор из-
делий, имеющих общее эксплуатационное назначение вспомогательного
характера (комплект ЗИП, комплект инструментов, комплект упаковоч-
ной тары и т. д.).
§ 1.3.2. КОНСТРУКТОРСКАЯ ДОКУМЕНТАЦИЯ
Конструкторская документация, разрабатываемая во время проектиро-
вания, может быть разделена на три группы: графическую, списочную,
текстовую.
Графические документы. К графической части конструкторской доку-
ментации относятся:
1) чертеж детали, содержащий графическое изображение детали и све-
дения, необходимые для ее изготовления и контроля;
2) сборочный чертеж (СБ)1, содержащий изображение изделия и сведе-
ния, необходимые для сборки (изготовления) и контроля; к сборочным
чертежам относят также гидромонтажные, пневмомонтажные и электро-
монтажные чертежи;
3) чертеж общего вида (ВО), содержащий изображение изделия с вида-
ми, сечениями, разрезами и определяющий конструкцию изделия, взаи-
модействие его основных составных частей и поясняющий конструктив-
ное устройство и принцип действия (работы) изделия;
4) теоретический чертеж (ТЧ), определяющий форму (обводы) изде-
лия и координаты расположения составных частей;
5) габаритный чертеж (ГЧ), содержащий контурное (упрощенное)
изображение изделия с габаритами, установочными и присоединительны-
ми размерами;
6) монтажный чертеж (МЧ), содержащий контурное (упрощенное)
изображение изделия и сведения, необходимые для его установки и
монтажа;
7) схема — документ, на котором показаны в виде условных обозначе-
ний или изображений составные части изделия и связи между ними. (Но-
менклатура схем определяется ГОСТ 2.701*. Схемы. Виды и типы. Общие
требования к выполнению.) Различают несколько видов схем: электри-
ческая (Э), гидравлическая (Г), пневматическая (П), кинематическая (К),
комбинированная (С) и несколько типов схем: 1 — структурная, 2 —
функциональная, 3 — принципиальная, 4 — схема соединений, 5 — схема
подключения, 6 — общая, 7 — схема расположения. Пример обозначения
принципиальной гидравлической схемы — ГЗ.
1 В скобках приведено обозначение конструкторского документа по ЕСКД.
31
Списочные документы. К списочной относят следующую конструкторс-
кую документацию:
1) спецификация, определяющая состав сборочной единицы, комплекса
или комплекта;
2) ведомость (перечень) ссылочных документов (ВД), на которые имеют-
ся ссылки в конструкторской документации изделия;
3) ведомость спецификации (ВС), содержащая перечень всех специфи-
каций составных частей изделия с указанием их числа;
4) ведомость покупных изделий (ВП), использованных в разработанном
изделии;
5) ведомость разрешений применения покупных изделий (ВИ), подтверж-
дающая согласование с соответствующими организациями применения
покупных изделий в разработанном изделии (например, ведомость согла-
сования применения подшипников);
6) ведомость держателей подлинников (ДП) — перечень предприятий,
на которых хранятся подлинники документов, разработанных при созда-
нии данного изделия;
7) ведомость технического предложения (ПТ) — перечень документов,
вошедших в техническое предложение;
8) ведомость эскизного проекта (ЭП) — перечень документов, вошед-
ших в эскизный проект;
9) ведомость технического проекта (ТП) — перечень документов, во-
шедших в технический проект.
Текстовые документы. К конструкторской документации относят также
следующие текстовые документы:
1) пояснительная записка (ПЗ) — документ, содержащий описания уст-
ройства и принципа действия разрабатываемого изделия, а также обосно-
вание принятых при его разработке технических и технико-экономичес-
ких решений;
2) технические условия (ТУ) — документ, в котором перечислены по-
требительские (эксплуатационные) показатели изделия, требования к из-
делию, его изготовлению, контролю, приемке и поставке (совокупность
норм, правил и положений) и методы контроля его качества. ТУ составля-
ют в соответствии с ГОСТ 2.114—70;
3) программа и методика испытаний (ПМ) — документы, содержащие
технические данные, подлежащие проверке при испытании изделия, а
также порядок и методы их контроля;
4) расчеты (РР) — документ, содержащий расчеты размеров, парамет-
ров и величин, определяющих работу изделия, расчет на прочность, теп-
ловой расчет, расчет размерных цепей и т. д.;
5) эксплуатационные документы (Д...) — документы, предназначенные
для использования при эксплуатации, обслуживании, ремонте изделия;
6) ремонтные документы — документы, содержащие данные для прове-
дения ремонтных работ на специализированных предприятиях;
7) инструкции (И...).
Основные конструкторские документы. Основными конструкторскими
документами являются: для детали — чертеж детали, для сборочных еди-
ниц, комплектов и комплексов — спецификация.
32
Спецификация
комплекта
Ведомость
специфи-
каций
/Спецификация^ Л Спецификация
комплекта у V сборочной единицы
Спецификация
комплекта
Сбороч- ный чертеж Монтаж- ный чертеж
Схемы Эксплуа- тацион- ные до- кументы
мч Схемы
Эксплуа- тацион- ные до- кументы Эксплуа- тацион- ные до- кументы
Рис. 1.3.2. Структура полного комплекта конструкторских документов
Комплектность конструкторской документации. На каждое изделие раз-
рабатывается основной комплект конструкторских документов или пол-
ный комплект конструкторских документов.
Основной комплект конструкторских документов состоит из конструк-
торских документов, относящихся ко всему изделию в целом, например
СБ, ТУ (конструкторские документы составных частей в него не входят).
Полный комплект конструкторских документов содержит основной
комплект конструкторских документов изделия и основные комплекты
конструкторских документов на все составные части изделия (рис. 1.3.2)1.
На рис. 1.3.2 основные конструкторские документы даны в овале, до-
кументы основного комплекта конструкторской документации — в пря-
моугольниках (показаны не все документы, а только их часть), документы
изделий, предназначенных для самостоятельной поставки, — в двойных
рамках.
§ 1.3.3. СТАДИЙНОЕ ПРОЕКТИРОВАНИЕ ПО ЕСКД
Входящий в ЕСКД ГОСТ 2.103—68 устанавливает пять стадий разра-
ботки конструкторской документации на все изделия:
1) техническое задание (ТЗ);
1 Остриков А. Н., Абрамов О. В. Расчет и конструирование машин и аппаратов пищевых
производств. - СПб.: ГИОРД, 2003. - 352 с.
3 - 9390
33
2) техническое предложение (П);
3) эскизный проект (ЭП);
4) технический проект (ТП);
5) разработка рабочей документации.
Основные возможные исполнители работ на стадиях разработки при-
ведены в табл. 1.3.1.
1.3.1. Возможные исполнители конструкторских работ
Стадия | Основные работы | Исполнители
Техническое задание Изучение имеющихся конструкций и патентов Установление основных параметров машины для проектирования Согласование параметров машины между заказчиком и исполнителем Планирование и моделирование конструкторской подготовки производства Составление сметной калькуляции по теме Предварительный анализ экономи- ческой эффективности Утверждение технического задания Заказчик, исполнитель То же и отдел маркетинга То же и отдел маркетинга Отдел главного конструктора (ОГК), бюро планирования подго- товки производства Экономисты ОГК Конструкторы, разработчики и экономисты Заказчик, экономисты
Эскизный Разработка принципиальной схемы Бюро перспективного проектиро-
проект кинематических, гидравлических и других схем машины Компоновка машины Разработка эскизных чертежей общих видов, макетирование Составление спецификаций узлов и механизмов, в том числе покуп- ных и унифицированных Анализ патентной чистоты конструк- ции Промежуточный анализ экономиче- ской эффективности Защита эскизного проекта вания ОГК То же » » Патентное бюро ОГК Конструкторы и экономисты ОГК, отдел маркетинга Исполнитель, заказчик
Технический проект Разработка чертежей, агрегатов и узлов, макетирование Расчеты на прочность, долговечность, жесткость, точность и т. д. Составление спецификаций, техни- ческих условий (ТУ) Экономическое обоснование кон- струкции и отдельных ее элементов Защита технического проекта Специализированные бюро ОГК Конструкторы ОГК и технологи отдела главного технолога (ОГТ) То же Конструкторы и экономисты ОГК, отдел маркетинга Исполнитель, заказчик
Разработка Разработка рабочих чертежей ОГК, ОГТ
рабочей доку- ментации Стандартизационный контроль рабочих чертежей Бюро стандартизации ОГК
34
Продолжение
----------Г- Основные работы Исполнители
Стадия________________________________________1------------------------------
— Изготовление опытных образцов, Экспериментальный цех ОГК (или
опытный завод), стендовые лабо-
ратории, исполнители ОГК
стендовые, заводские государствен-
ные испытания
Корректировка рабочих чертежей
Составление подетальных и матери-
альных спецификаций, технических
условий на материалы
Разработка рекомендаций и инструк-
ций по эксплуатации
Уточненный технико-экономиче-
ский анализ конструкции и отдель-
ных ее элементов
ОГК
ОГК и ОГТ
ОГК
Конструкторы и экономисты ОГК,
отдел маркетинга
Уже из названий стадий видно, что процесс разработки технической
документации на новое (модернизированное) изделие представляет собой
последовательное уточнение проекта, постепенное увеличение детализа-
ции проекта и приближение к рабочей документации, по которой изго-
товляют изделие. Многостадийность разработки обусловлена требования-
ми к качеству принятия решения на переходе от стадии к стадии. При ста-
дийной разработке технической документации возможные ошибки могут
быть обнаружены при переходе от стадии к стадии, что сокращает издер-
жки, необходимые на устранение ошибок, уменьшает неоправданные до-
полнительные затраты времени.
ГОСТ 2.103—68 определяет последовательное выполнение работ по
техническому заданию, техническому предложению, эскизному проек-
ту, техническому проекту и рабочей документации, как это показано
на рис. 1.3.3, и не отражает многовариантный характер процесса, кото-
рый необходим для выбора оптимального варианта проектируемого из-
делия.
Поэтому в САПР используют, как правило, более сложный, чем изоб-
раженный на рис. 1.3.3, процесс проектирования, ориентированный на
многовариантные разработки документации на определенных стадиях.
Далее рассматриваются стадии проектирования новых изделий в соответ-
ствии с ЕСКД.
В зависимости от степени ясности конструкции проектируемого
объекта, ее простоты и изученности, личного опыта конструкторов, число
стадий разработки технической документации может быть уменьшено:
после обязательной разработки технического задания и технического
предложения может быть выполнен сразу технический проект и затем
ментаб°ТаНа Раб°чая документация или сразу разработана рабочая доку-
Первые две стадии процесса разработки технической документации на
новое изделие: техническое задание (ТЗ) и технический проект (ТП) —
являются обязательными.
I тз |—>|~ п |—Н эп |—Н тп |—Н рд I
Рис. 1.3.3. Процесс проектирования по ЕСКД
з*
35
§1.3.4. ТЕХНИЧЕСКОЕ ЗАДАНИЕ. ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
Техническое задание. Техническое задание (ТЗ) определяет творческий
поиск конструкторов в необходимом направлении.
В ТЗ должны быть освещены следующие вопросы:
1) цель создания новой машины;
2) параметры, режимы и условия работы машины; при этом необходи-
мо показать увязку параметров новой машины с существующими норма-
ми на типоразмеры машин этого типа;
3) данные об экспериментальных работах, на базе которых создается
новая машина;
4) оценка технического уровня новой машины;
5) указание по принципиальному устройству новой машины и прин-
ципу ее действия;
6) степень автоматизации машины;
7) особые условия эксплуатации машины, если они есть;
8) перечни машин и установок, которые будут работать на смежных
операциях или в едином с проектируемой машиной технологическом
цикле;
9) сроки выполнения проекта;
10) серийность выпуска проектируемой машины;
11) указания о наиболее вероятном заводе-изготовителе;
12) технические требования к машине и проекту.
Порядок оформления технического задания приведен в табл. 1.3.2.
1.3.2. Порядок построения, изложения и оформления технического задания
Основные разделы | Примерный перечень рассматриваемых вопросов
Наименование и Наименование и условное обозначение продукции. Краткая ха-
область применения рактеристика области ее применения. Общая характеристика объекта, в котором используют продукцию. Возможность исполь- зования для поставки на экспорт
Основание для разра- Полное наименование документа, на основании которого разра-
ботки батывают продукцию; организация, утвердившая этот документ, и дата его утверждения. Наименование и условное обозначение темы разработки
Цель и назначение Эксплуатационные и функциональные назначения и перспектив-
разработки ность продукции
Источники разра- Перечень научно-исследовательских и других работ. Перечень эк-
ботки спериментальных образцов или макетов
Технические (такти- Состав продукции и требования к конструктивному устройству.
ко-технические) Показатели назначения. Требования к надежности. Требования к
требования технологичности. Требования к уровню унификации и стандарти- зации. Требования безопасности. Эстетические и эргономические требования. Требования к патентной чистоте. Требования к со- ставным частям продукции, сырью, исходным и эксплуатацион- ным материалам. Условия эксплуатации (использования). Допол- нительные требования. Требования к маркировке и упаковке. Требования к транспортированию и хранению. Специальные тре- бования
Экономические Ориентировочная экономическая эффективность и срок окупав-
показатели мости затрат. Лимитная цена. Предлагаемая годовая потребность в продукции. Экономические преимущества разрабатываемой продукции по сравнению с аналогами \
36
1
Основные разделы
Стадии и этапы
разработки
Порядок контроля
и приемки
Приложение к техни-
ческому заданию
Продолжение
| _____Примерный перечень рассматриваемых вопросов______
Стадии разработки, этапы работ и сроки их выполнения (сроки,
указываемые в техническом задании, являются ориентировочны-
ми' основные сроки указываются в плане работ или в договоре);
предприятие-изготовитель разрабатываемого изделия; перечень
документов, представляемых на экспертизу, стадии, на которых
она проводится, и место проведения
Перечень конструкторских документов, подлежащих согласова-
нию и утверждению, и перечень организаций, с которыми следует
согласовывать документы. Общие требования к приемке работ на
стадиях разработки; число изготовляемых опытных образцов про-
дукции
Перечень научно-исследовательских и других работ, обосновыва-
ющих необходимость проведения разработки. Чертежи, схемы,
описания, обоснования, расчеты и другие документы, которые
должны быть использованы при разработке. Перечень заинтере-
сованных организаций, с которыми согласовывают конкретные
технические решения в процессе разработки продукции. Пере-
чень нового технологического оборудования, необходимого для
выпуска новой продукции
Техническое предложение. Техническое предложение — совокупность
конструкторских документов, содержащих техническое и технико-эконо-
мическое обоснование целесообразности новой разработки или модерни-
зации изделия на основании анализа технического задания заказчика и
разных вариантов возможных технических решений изделия с учетом
конструкторских и эксплуатационных особенностей и патентных иссле-
дований. Техническое предложение содержит также технико-экономи-
ческое- обоснование принятых технических решений, обоснование их на-
дежности и заключение о необходимости полной или частичной экспери-
ментальной проверки и т. д. Заканчивается техническое предложение оп-
ределением объема и стадийности разработки проекта. Перечень работ,
выполняемых при создании технического предложения, дан в табл. 1.3.3,
а требования к документации приведены в табл. 1.3.4.
1.3.3. Разработка технического предложения
Проводимая работа | Содержание
Уточнение техниче- ского задания Уточнение того, что в задании высказано, что полностью ясно, а что не раскрыто. Определение условий и требований, подлежа- щих выполнению. Определение необходимости в дополнитель-
Анализ задания ных разъяснениях и информации Изучение и анализ формулировки конечной цели задания. Кри-
Подбор материалов тическая проработка конечной цели Обзор существующих образцов, аналогичных и близких по назна-
Выявление вариантов чению Установление особенностей вариантов и принципов действия, размещения функциональных составных частей и т. п. Конструк-
Проверка вариантов тивная проработка вариантов, дающая возможность их оценки Проверка на патентную чистоту и конкурентоспособность. Оформ- ление заявок на изобретения. Проверка вариантов на соответ- ствие требованиям техники безопасности и производственной са- нитарии
37
Продолжение
Проводимая работа | Содержание
Оценка вариантов Сопоставительный анализ вариантов, выявление их преимуществ и недостатков. Сравнение их по показателям качества, техноло- гичности, экономическим, стандартизации и др.
Выбор оптимального варианта Рассмотрение и утверждение проекта Обоснование выбора. Установление технико-экономических дан- ных изделия Рассмотрение и утверждение в установленном порядке. Передача материала для дальнейшего проектирования
1.3.4. Конструкторские документы технического предложения и требования к их выполнению
Шифр документа Документ Требования к выполнению
во Чертеж общего вида Изображения выполняют с максимальными упро- щениями, предусмотренными ЕСКД. Чертеж дол-
гч Габаритный чертеж жен содержать изображения вариантов изделия, текстовую часть и надписи, необходимые для сопоставления вариантов. На чертеж наносят
По гост 2.701-84 Схемы необходимые обозначения, размеры и технические характеристики. Наименования и обозначения со- ставных частей указывают или на линиях-выносках, или в таблице
ПТ Ведомость техниче- ского предложения Составляется на изделия и содержит все конструк- торские документы, предусмотренные ГОСТ 2.106-68
ПЗ Пояснительная записка Выполняется по ГОСТ 2.106—68 и ГОСТ 2.118—73
ТБ Таблицы —
РР Расчеты —
д... Документы прочие —
ПФ Патентный формуляр По ГОСТ 15.012-84
КУ Карта технического уровня и качества продукции Выполняется в соответствии с требованиями ГОСТ 2.116-84
Всем документам присваивается литера «П».
Обязательные документы технического предложения: ведомость тех-
нического предложения (ПТ) и пояснительная записка (ПЗ).
§ 1.3.5. ЭСКИЗНЫЙ ПРОЕКТ
Эскизный проект машины — совокупность конструкторских докумен-
тов, которые дают общее представление об устройстве, принципе работы,
назначении, основных параметрах, показателях и габаритных размерах
машины. При необходимости в эскизный проект может войти конструк-
торская документация отдельных сборочных единиц машины, необходи-
мых для проверки принципов их работы или оценки новых результатов.
Состав конструкторской документации на стадии эскизного проекта:
1) общий вид машины (эскизный); \
38
JJIUOU
2) принципиальные схемы (кинематическая, гидравлическая, электри-
ческая, пневматическая или др.);
3) общие виды основных оригинальных узлов (эскизные);
4) пояснительная записка;
5) расчеты.
Пояснительная записка эскизного проекта обычно имеет следующие
разделы: а) техническая характеристика машины (назначение, габаритные
размеры, масса, потребляемая мощность, производительность, режим ра-
боты и т. д.); б) описание конструкции машины с указанием особеннос-
тей устройства, эксплуатации; в) расчет технико-экономических показа-
телей, сравнение их с самыми высокими показателями, достигнутыми на
сегодняшний день, а также с показателями аналога.
Эскизный проект должен давать только общее представление об уст-
ройстве и принципе работы проектируемой машины. Поэтому в конст-
рукторских документах эскизного проекта освещают лишь принципиаль-
ные вопросы конструкции. Общий вид выполняют в виде схематичной
компоновки узлов, агрегатов и механизмов. При необходимости в состав
эскизного проекта входят сборочные чертежи только принципиально но-
вых узлов и механизмов и их расчеты, если они носят принципиально но-
вый характер.
Перечень работ, выполняемых при создании эскизного проекта, при-
веден в табл. 1.3.5, а требования к документации даны в табл. 1.3.6.
1.3.5. Разработка эскизного проекта
Работа
Принципиальные
конструктивные реше-
ния вариантов состав-
ных частей
Оценка изделия
Проверка вариантов
изделия
Выбор оптимального
варианта изделия
Решения по изготов-
лению изделия
Согласование проекта
Содержание
Разработка в эскизном исполнении: кинематических схем; пред-
варительных принципиальных электрических, пневматических,
гидравлических схем; структурных и компоновочных схем; уточ-
ненного общего вида; основных сборочных единиц и исполни-
тельных механизмов
Оценка технологичности. Оценка по показателям стандартизации
и унификации. Оценка соответствия требованиям эргономики и
технической эстетики. Сравнительная оценка рассматриваемых
вариантов по показателям качества
Проверка вариантов на патентную чистоту и конкурентоспособ-
ность, оформление заявок на изобретения. Проверка соответствия
вариантов требованиям техники безопасности и производствен-
ной санитарии
Обоснование выбора. Принятие принципиальных решений. Под-
тверждение предъявляемых к изделию требований
Решения по изготовлению макетов для проверки принципов ра-
боты. Определение объема конструкторских документов, необхо-
димых для изготовления макетов. Предварительное решение воп-
росов упаковки и транспортировки. Выявление новых изделий и
материалов, которые должны быть разработаны другими предпри-
ятиями
Согласование и утверждение проекта в установленном порядке.
Составление перечня работ, которые следует выполнить на после-
дующей стадии разработки
39
1.3.6. Конструкторские документы эскизного проекта и требования к их выполнению
Шифр
документа
Документ
Требования к выполнению
ВО Чертеж общего вида
ТЧ Теоретический
чертеж
ГЧ Габаритный чертеж
По ГОСТ Схемы
2.701-84
ВП Ведомость покупных изделий
ВИ Ведомость согласова- ния применения покупных изделий
ЭП Ведомость эскизно- го проекта
ПЗ Пояснительная записка
пм Программа и мето- дика испытаний
ТБ Таблицы
рр Расчеты
д... Документы прочие
ПФ Патентный формуляр
КУ Карта технического уровня и качества продукции
Должен содержать изображение изделия, текстовую
часть и надписи, необходимые для понимания кон-
структивного устройства изделия. На чертеж нано-
сят необходимые обозначения, описания принципа
работы изделия, указания о составе, технические ха-
рактеристики, размеры и т. п. Наименования и обо-
значения составных частей указывают на линиях-
выносках или в таблице. Изображения выполняют с
максимальными упрощениями, без подробностей
разработки, но строго в масштабе. Желательно де-
лать изображения в натуральную величину. Основ-
ные упрощения, допускаемые при разработке эс-
кизного проекта, следующие: 1) у симметричных
конструкций полностью вычерчивают только одну
сторону, другую обводят лишь контурными линия-
ми; 2) если повторяются одинаковые детали или
сборочные единицы, их подробно вырисовывают
только один раз. В остальных случаях ограничива-
ются обозначением контура и поверхностей; 3) ши-
роко применяют условные и упрощенные изобра-
жения конструктивных элементов, предусмотрен-
ные ЕСКД; 4) для сокращения числа проекций при-
меняют местные разрезы, вынесенные и наложен-
ные сечения
Составляют на изделия, предназначенные для само-
стоятельной поставки. ВП составляют согласно
ГОСТ 2.106-68
То же
Составляют на изделия. В ней записывают все
конструкторские документы в порядке, установлен-
ном ГОСТ 2.106-68
Выполняют по ГОСТ 2.106-68 и ГОСТ 2.119-73
Могут быть совмещены с пояснительной запиской
Выполняют в соответствии с требованиями
ГОСТ 15.012-84
Выполняют в соответствии с требованиями
ГОСТ 2.116-84
Всем документам присваивается литера «Э».
Обязательные документы эскизного проекта: ведомость ЭП и поясни-
тельная записка (ПЗ).
§ 1.3.6. ТЕХНИЧЕСКИЙ ПРОЕКТ
Технический проект создают на основе утвержденного эскизного про-
екта. На этой стадии все конструкторские документы разрабатываются
полностью. Технический проект должен давать не общее, а полное пред-
ставление об устройстве машины, включая необходимые данные для со-
здания рабочей документации всех элементов конструкции. \
40
Состав конструкторской документации в техническом проекте:
П чертеж общего вида машины;
2) чертежи общих видов узлов и агрегатов машины;
3) кинематические, электрические, гидравлические и другие схемы;
4) перечень комплектующих изделий;
5) перечень специального инструмента и запасных частей;
6) пояснительная записка;
7) расчетная записка, включающая все подробные расчеты: кинемати-
ческие, тепловые, гидравлические, прочностные и т. д.;
8) протоколы согласования на покупные изделия.
Расчетная записка технического проекта содержит следующие разделы:
а) назначение и область применения разработанной машины; б) обзор су-
ществующих образцов машины подробного назначения зарубежного и
отечественного производства, анализ и сравнительная оценка их конст-
руктивных особенностей и эксплуатационных показателей; в) краткое
описание конструктивных особенностей новой машины; г) решение воп-
росов по технике безопасности и производственной санитарии; д) реше-
ние вопроса о технологичности с точки зрения производственных усло-
вий завода-изготовителя; расчеты масштаба производства новых машин и
эффекта от их внедрения в народное хозяйство. Более подробно о рабо-
тах, проводимых на стадии технического проекта, а также о разрабатывае-
мых документах см. в табл. 1.3.7 и 1.3.8.
1.3.7. Разработка технического проекта
Наименование | Содержание
Разработка оконча- тельных технических решений Окончательная разработка конструктивных решений изделия и его основных составных частей. Выполнение технико-экономи- ческих расчетов и расчетов размерных цепей. Разработка уточнен- ных кинематических, электрических, пневматических и гидрав- лических схем, систем смазывания и др. Разработка циклограмм работы машины и отдельных механизмов. Разработка технических решений, обеспечивающих показатели надежности. Проведение мероприятий по обеспечению заданного уровня стандартизации и унификации изделия
Анализ конструкции и оценка изделия Анализ конструкции изделия на технологичность и обработка его на технологичность. Оценка изделия в отношении его соответ- ствия требованиям эргономики, технической эстетики. Оценка возможности транспортировки, хранения и монтажа. Оценка экс- плуатационных данных изделия (взаимозаменяемость, удобство обслуживания, ремонтопригодность, контроль качества изделия и т. п.). Оценка технического уровня и качества изделия. Проверка изделия на патентную чистоту и конкурентоспособность, оформ- ление заявок на изобретение. Проверка соответствия принимае- мых решений требованиям техники безопасности и произвол-
Обеспечение работо- способности и изго- тоаления изделия ственной санитарии Разработка, изготовление и испытание макетов, необходимых для проверки конструктивных решений. Окончательное оформ- ление заявок на разработку и изготовление новых изделий и мате- риалов, применяемых в разрабатываемом изделии. Выявление но- менклатуры покупных изделий, согласование применения покуп- ных изделий. Разработка чертежей сборочных единиц и деталей; если это необходимо — специальных приспособлений и оборудо- вания, нужных для изготовления изделия
41
Раздел I. Основы проектирования и конструирования систем и машин
Продолжение
Наименование [Содержание
Согласование проекта Рассмотрение, согласование и утверждение документов техниче-
ского проекта. Согласование габаритных, установочных и присое-
динительных размеров с заказчиком или основным потребителем.
Составление перечня работ, которые следует провести на стадии
разработки рабочей документации
1.3.8. Конструкторские документы технического проекта и требования к их выполнению
Шифр документа Документ Требования к выполнению
Чертеж детали
ВО Чертеж общего вида
тч Теоретический чертеж
ГЧ Габаритный чертеж
По гост 2.701-84 Схемы
ВП Ведомость покупных
изделий
ВИ Ведомость согласования
применения покупных
изделий
ЭП Ведомость эскизного
проекта
ПЗ Пояснительная записка
ТУ Технические условия
ПМ Программа и методика испытаний
ТБ Таблицы
РР Расчеты
д... Документы прочие
ПФ Патентный формуляр
КУ Карта технического уровня и качества продукции
Может быть совмещен с габаритным чертежом
(ГЧ)
Чертеж общего вида для технического проекта
выполняется по ГОСТ 2.119—73, как и для эс-
кизного проекта. Кроме того, при необходимо-
сти приводят: указания о выбранных посадках
деталей; технические требования к изделию
(применение покрытий, методов сварки и т.п.);
технические характеристики изделия
Составляют на изделия, предназначенные для
самостоятельной поставки. ВП составляют со-
гласно ГОСТ 2.106-68
То же
Составляют на изделия. В ней записывают
все конструкторские документы в порядке,
установленном ГОСТ 2.106—68
Выполняют по ГОСТ 2.106—68 и
ГОСТ 2.120-73
Составляют на изделия, предназначенные для
самостоятельной поставки. ВП составляют со-
гласно ГОСТ 2.114—70
Могут быть совмещены с пояснительной за-
пиской
Выполняют в соответствии с требованиями
ГОСТ 15.012-84
Выполняют в соответствии с требованиями
ГОСТ 2.116-84
§ 1.3.7. РАБОЧАЯ ДОКУМЕНТАЦИЯ
На заключительной стадии проектирования необходима полная дета-
лизация конструкции машины до такой степени, что становятся возмож-
ными изготовление всех деталей и сборка всех узлов и самой машины.
Конструкторская документация на этой стадии содержит все сведения,
необходимые для изготовления, контроля, приемки и эксплуатации ма-
шины. Все требования к рабочей документации регламентированы ЕСКД.
Рабочая конструкторская документация разрабатывается для:
опытного образца; \
серийного (массового) производства.
42
Раздел!!
ОСНОВЫ ПРОЕКТИРОВАНИЯ ПОРШНЕВЫХ
КОМПРЕССОРОВ
•
Глава 2.1
ВВЕДЕНИЕ В ПРОЕКТИРОВАНИЕ ПОРШНЕВЫХ
КОМПРЕССОРОВ
§ 2 1 1. ОСНОВНЫЕ ЗАДАЧИ ПРОЕКТИРОВАНИЯ
И КОНСТРУИРОВАНИЯ ПОРШНЕВЫХ КОМПРЕССОРОВ
Общие положения. В современных условиях любую разрабатываемую
технику следует рассматривать как товар, который будет производиться
для того, чтобы его продать. Естественно, что товар должен быть каче-
ственным. При этом качество рассматривается как отсутствие дефектов.
Дефект не обязательно имеет технический, экономический или эргоно-
мический характер. По мнению специалистов, правильнее говорить: если
товар не нравится потребителю (не имеет значения по каким причинам),
то он — некачественный.
Основная задача конструктора — разработка компрессора как каче-
ственного товара, который соответствует запросам потребителя и изгото-
вителя.
Проектирование компрессора с точки зрения потребителя. С точки зре-
ния современного маркетинга потребителю нужен не сам компрессор, а
определенное количество сжатого газа, обладающего определенными
свойствами (прежде всего давлением и качеством).
Потребитель ожидает, что компрессор будет иметь технико-экономи-
ческие показатели и другие свойства, соответствующие современному
развитию компрессорной техники.
При проектировании и конструировании поршневых компрессоров
следует учитывать, что потребитель компрессоров хочет, чтобы новый
компрессор был способен обеспечить:
заданную производительность на номинальных режимных параметрах
(давление всасывания, давление нагнетания, температура всасывания и
состав сжимаемого газа), определенных Техническим заданием (ТЗ);
качество сжатого газа, определенное ТЗ;
безопасную работу на номинальных режимных параметрах, определен-
ных ТЗ;
безопасную работу на предусмотренных ТЗ режимах регулирования.
Кроме того, компрессор должен спокойно работать (быть хорошо урав-
новешенным), а также быть надежным и долговечным, удобным в эксплу-
атации, ремонтопригодным, экономичным в номинальном режиме рабо-
ты и в режиме регулирования.
Компрессор должен быть приспособлен к использованию современ-
ных вспомогательных систем (диагностики, управления, контроля и т. д.),
рационально автоматизирован, максимально агрегатирован, качествен-
ным с точки зрения внешнего дизайна, способен решить максимально
ольшое число проблем, стоящих перед потребителями сжатого газа.
43
ЮСИН» про'«водителя- При Пр
с ТОЧКИ ЗРе'' ко11структор должен L
.иек«япр^шшкомпРесСХ Прежде всего это '
^М,'5ов Дспыей и сборки; мИцц-
ектире-Д11Н11Я пР^в;;оТОвления g обеспечивающих требуеМое
• ^7ьХ^доемкос матера )f доступность комплекту!
H,,MS стандартных), обеспечиВа.
требованиям, определен.
S ^м°е КаЧеСТВ° " „рессора на существующем оборуДова.
|ЮМГО “6ода1ОМН"я«™->«
Lu»»»»„»««« сушеную™» связей коо.
„даХ“«“»ге"с”"^ на завояе "">тр™-
(Отмар™ предприятия и др.);
ними нормативными матери^ удОВлетВорения не-
возможность создания I Р<№
требностей большегс« изготовления отдельных узлов и де-
т^°^Х^^ебвостсй большего числа потребителей;
минутная стоимость транспортировки компрессора потребите-
лю и I 1
, „ , ОСНОВНЫЕ ПАРАМЕТРЫ ПОРШНЕВЫХ КОМПРЕССОРОВ
ров по ступеням Д. 02, D3....; диаметры штоков по ступеням^</ШТ1, jUl,
c/mJ,... (обычно с целью унификации принимают ашт1 - аШТ2 “штЗ
и полные значения ходов поршней по ступеням 5П|, Sn2, ^пЗх ••• (принима-
ют *5fli ~ Sni — 5п3 — ...).
Основной параметр поршневого компрессора — номинальная частота
вращения коленчатого вала в единицу времени пр. Определение значений
основных размеров и основного параметра при проектировании компрес-
сора см. §3.18 и §4.12 в томе 1.
определяется'згщчрнт2 Раб°™ кочпРесс°Ра- Режим работы компрессора
компрессора р. давТниТДУЮЩИХ параметР°в; Давления всасывания
всасывания компрессора Т 'LL™*™51 компрессора рн к, температуры
режима работы компрессовк'т°ста1юм сжимаемого газа. К параметрам
ния коленчатого вала м0„п когда '°сяттакже нерасчетную частоту враще-
ботнТК 1,араметРам режима работм^'е"Ие отличается от номинального.
HOCH н?.|МЫ охлаждения. Параме1пн°мпрессора относят параметры ра-
н°мН;х°ра об?,чн° ;ре*иРма работы и производитель-
Рам^ров pZИ Ракб0Чиезна^ГпапамТСКИМ Заданисм <ТЗ).
Значения опп-°ГЫ КОМПрессоРа за и, ко“”РессоРа- Значения па-
44 L-ieJ<4eMbix параметров с Ые называют номиналь-
’ 001 ветствующих номиналь-
'^,пи1твание порШ11еяых компрессог>п
ому режиму работы, также называют номинальными Комп
работать в режиме, отличном от номинального TaKJ ° МпрессоР может
соответствующие им значения режимных и определяем^ЖИМЫ работы и
зывают рабочими. р делаемых параметров на-
Определяющие параметры. Определяющие параметры опор™
бенности протекания рабочих процессов, физическихР“ °"ределяют осо-
сОре. К таким параметрам относятся: средняя скорость поршня *^омг,рес’
доение хода поршня к диаметру цилиндра О, (™ = у / " ршня °™о-
мертвый объем ам; число ступеней сжатия г; номинХ,ныГ21°СИТеЛЬНЫЙ
тыс давления1 рт-, отношение радиуса кривошипа R к п межстУпенча'
(1«= Я//). Значения определяющих парам"™» в ходе\"""с шат»"а 1
задаются или проверяются на соответствие современтомя т«КТ"Р°ва“"’'
SX ™ И3 Н“НаЧе™”' УСЛМ"Й Раб°™ компрессо’рХяа'сГи’
K0^XS-==X==e—™
=Л. к/Рвс к; относительные повышения давления газа по ступеням г =п /п
температуры всасывания по ступеням TKi (начиная со второй ст^еЙ-
температуры нагнетания по ступеням Тн/; мощность на валу%; удельную
потребляемую мощность qN, КПД и другие, которые находят через опре
деляютцие параметры. к и
Число ступеней сжатия. Выбор числа ступеней сжатия при определении
основных размеров поршневого компрессора изложен в томе I (§ 4.7)
При выборе числа ступеней следует учитывать, что, с одной стороны, с
увеличением числа ступеней сжатия имеет место последовательный выиг-
рыш в суммарной работе сжатия и перемещения газа во всех ступенях,
при этом выигрыш при последовательном увеличении числа ступеней бу-
дет последовательно уменьшаться. С другой стороны, в действительном
многоступенчатом компрессоре с увеличением числа ступеней вводят до-
полнительные сопротивления во всасывающих и нагнетательных клапа-
нах добавленной ступени, а также в добавленных межсту-
пенчатом охладителе и межступенчатых коммуникациях. Существует та-
кое число ступеней сжатия, при котором введение дополнительной ступе-
ни будет приводить к возрастанию работы сжатия и перемещения (т. е.
потребляемой мощности), так как получаемый при этом выигрыш в рабо-
те сжатия и перемещения будет меньше, чем потери давления в до-
б а в л я е м ы х вместе со ступенью сжатия всасывающих и нагнетатель-
ных клапанах, добавленном межступенчатом охладителе и до-
б а в л е н н ы х межступенчатых коммуникациях. Необходимо учиты-
вать, что с увеличением числа ступеней сжатия возрастают потери
энергии на преодоление сил трения (число пар трения увел и ч и в а
е । с я), сложность конструкции, стоимость компрессора и уменьшаемся
надежнос ть. Таким образом, каждому определенному значению относи-
тельного повышения давления соответствует свое оптимальное с эконо-
мической точки зрения число ступеней сжатия.
• В России принято за межступенчатое давление считать давление всасывания в после-
дующую ступень (см. том I, § 4.8).
45
„х число ступеней сжатия „ За
. .ГЛ ;,||Ч да1и1сння следующее
2
3
4
5
6
7
отзначеН" (,
4J
6J0
14J5»
36.-4ОО„
150...!^
до..пда
6<ХГ прошения конструкции и снижения
v максимально^ Pj уменьшают по сравнению с реко.
Иноаа (в которых отношение МассЬ1
стопоосгч компр о l| Ub]C компР СѰРессор работает периодически
мерины; 'с 1;|W „елико дностуПенчатыми до а 2Q
^н^Х^^^^Х'^^е^атия больше, чем наилуч-
• в этом случае выбираютчис таким образом> меньшие га-
Шеесэкономической точм з^ы^вдн|5ядля вновь проектируемого ком-
S’XSSrt » ‘ «"“»»” V“™'“ ПО
ШТСюняа скорость поршня Q. Известно, что поршень компрессора с
кривошипно-шатенным механизмом движется неравномерно: в мертвых
точках он имеет мгновенную скорость, равную нулю, а в определенном
положении между верхней мертвой точкой (ВМТ) и нижней мертвой точ-
кой (НМТ) мгновенная скорость поршня достигает максимального значе-
ния. При проектировании и анализе конструкций поршневых компрессо-
ров обычно используют среднюю скорость поршня С,„. Средней скорое-
у.ю оршич называют такую условную постоянную скорость, обладая ко-
же^пьТчопый п°'11С! бь'М время 0;1110|° оборота коленчатого вала тот
3,ич‘""с
™е 5" - полный ход |10ршня л 1
вращения К0М||РсссоровН?СТЬ поршнев°го компрессора2.
5рслней скорости •1|оп'.вала п,> (см' лалсЛЯЗаН0 С У^нчением частоты
ется Рва огран11Чен ,'!,:ня Однако на светиЭ СЛсдовательно — с ростом
увеличение значения С,„ наклады-
"°рипкшо,
OKoo6opo1HtJl(' ,4JOIO 1Ч1 л с КомпрСсс
ссор. ’Чразличатьпщ“ятн°ХаграктеРизуютзначением ча-
<<быстроходный компрессор*
1 ♦' (**>; сое
! лава 21. Введепиев^роектаровапие поршах компрессоров
Используя уравнение неразрывности, можно определить среднюю ско
рост., газа wm в любом сечении газового тракта через среднюю скорость
nOpIHIIH
г
W =с —-
т г
рдС у — площадь прохода в выбранном ссчснии газового тракта.
Так как скорость газа в любом сечении газового тракта определяет гид-
равлические потери в этом сечении, то и значение средней скорости пор
шня характеризует среднее значение этих потерь. Чем больше средняя
скорость поршня, тем больше потери давления в газовом тракте за счет
гидравлических сопротивлений1, тем больше потери энергии на преодо-
ление этих сопротивлений.
С другой стороны, средняя скорость поршня связана с интенсивнос-
тью износа трущихся деталей. Чем выше средняя скорость поршня, тем
больше путь трения в единицу времени, а следовательно, и больше износ
в единицу времени (темп износа).
Таким образом, увеличение средней скорости поршня Ст требует уве-
личения износостойкости трущихся деталей, а также совершенствования
газового тракта компрессора с точки зрения уменьшения гидравлических
сопротивлений клапанов, межступенчатых и концевых охладителей газа,
межступенчатых газовых коммуникаций.
Если максимально допустимые значения С„, превышены, то гидравли-
ческие потери давления в газовом тракте, а следовательно, и потери мощ-
ности будут больше допустимых. То же самое можно сказать и о темпе
износа трущихся деталей. При значениях Ст меньше рекомендуемых воз-
растают габаритные размеры компрессора, так как для обеспечения необ-
ходимой производительности требуется выполнять цилиндры с большим
диаметром.
Кроме того, при выборе значения средней скорости поршня Ст необ-
ходимо учитывать, что Ст связана с инерционными усилиями в механиз-
ме движения и мощностью трения (см. том 1).
Из вышесказанного следует, что определенному уровню развития тех-
ники (качеству конструкционных материалов, совершенству конструкций
клапанов, межступенчатых охладителей и других элементов газового трак-
та, а также механизма движения и т. д.) соответствуют определенные до
пустимые максимальные значения параметра Ст.
Значения средних скоростей поршня Ст (м/с) современных пор
вых компрессоров находятся в следующих пределах.
Компрессоры производительностью до 0,01 м/с (0,6 м /мин)
Стационарные компрессоры
Передвижные компрессоры
1...2.5
4,0..6,02
4,0...7,0
' Следует помнить, что гидравлические потери давления пропорциональны квадрату
скорости газа (см. том 1). сконструированные в США в 1990-е
- Новые компрессоры мощностью до 4000 кот, с ру н
годы, имеют С„, в пределах 5,0...6,35 м/с.
, ——-------------—
:Гпир^аниЛ ---
//. скорости имеют меНь.
манжетами ср
при уплотнении поршни бь1СТроходности поршневых Ком.
Ш,’сов^ новых^ов
SSS“атериалов" нм“
тсм;00б5поверхносгного УпР^^рциональна интенсивности нс-
rerS скорость поршня С„ про Рр11иональна описанному порш-
Ср ^.<я плошади поршня, т. е. пр *'иницу ПЛОШади поршня. Ин-
П0ЛЬк3°мин^ объему, приходяшемус являеТся одним из основ-
«нсивносп. использования плоШ „ Таким образом>
ных показателей форсирован1,0 Ся показателем форсированности
средняя скорость поршня с„
КОЧастогаРврашения
ХХХ?коРмпрессоРа: действующие инерционные сиды и силы
Хя“вечность наиболее нагруженных узлов. От значения л0 зави-
сят своевременность закрытия и открытия самодействующих клапанов,
характер протекания основных термодинамических и газодинамических
процессов1 и, как следствие, значения основных параметров, определяю-
щих работу' компрессора: коэффициента подачи и КПД.
Частота вращения коленчатого вала влияет на конструкцию компрес-
сора и его узлов (на конструкцию клапанов; на число поршневых уплот-
нительных колец и элементов, уплотняющих шток; на соотношения кон-
структивных размеров и др.). При проектировании компрессора опреде-
ленной производительности выбор более высокой частоты вращения вала
приводит к уменьшению размеров компрессора Р Я вала
тенденцией к по-
рессоров мощностью до 1100 кВт ™°|тта °б/мин для комп-
szr <»• -«
ремени. имеем оъема Гл, описанного
.’
^=-'=^Ss=-^
48
- ---------11-~
---------
Влияние частоты вращения вала на спс,.„.
было показано, что при постоянном знХни К°РОСТЬ "°Р"«чя В ТОМр ,
средняя скорость поршня значении описанного объем* р
2
где lh ~~ постоянная величина.
Таким образом, при неизменных значениях Ииш = с м
СМ частоты вращения вала п0 средняя скорость nnmm D с Увеличени-
смотря на то, что уменьшается ход поршня 5 Ря„ В03Растаег, не-
увсличение средней скорости выше определении™ ЬЬ1Л0 показа"о, что
но из-за возрастания темпа износа трущихся летЯп₽йНаЧеНИЯ нсжеяатель-
энергии в клапанах и газовых коммуникациях пД/ из’за Р°ста потерь
iiieiincM »„ значение „ = S„/D снижают ““этом е«чГб“'‘“ с
уме.... быстрее, чем диаметр цилиндра Сд ’ ™ "орш"" *
значения средней скорости поршня С н и «-держивает увеличение
Отношение хода поршня к диаметоу пилиПППа т„.
скорости поршня Ст зависит оГЕриведешю’й частота^™ WСРеД"еЙ
(V«o), то при увеличении п0 можно ограничить рост С п Л " вала
значения V = SJD. Поэтому современнаяТн^
вращения вала компрессоров сопровождается уменьшениемзначения ш
Для цилиндров низкого давления современных компрессоров значе-
ния параметра v выбирают в следующих пределах: для бескрейцкопЛных
компрессоров - 0,45...0,8; для крейцкопфных - 0,35...О 7. Р фных
И звестны быстроходные крейцкопфные компрессоры с \g = 0,25 0 27
§ 2.1.3. КЛАССИФИКАЦИЯ ПОРШНЕВЫХ КОМПРЕССОРОВ
На конструкцию компрессора влияет множество факторов: условия
применения, тип механизма движения, сжимаемая среда, производитель-
ное! ь, уровень давлений всасывания и нагнетания и др. Различные усло-
вия работы компрессоров потребовали создания большого числа конст-
рукций компрессоров. Поэтому очень важно представлять классифика-
цию компрессоров с точки зрения факторов, которые оказывают влияние
на их конструкцию. С этой точки зрения принято классифицирова!ь пор
шневые компрессоры по функциональному назначению, по типу мег
низма движения, по сжимаемой среде, по области применения,
нию, по конструктивному исполнению, по типу привода иг- "•
Классификация по функциональному назначению, о фу
назначению поршневые компрессоры делят на следую
I Линейные компрессоры (рис. 2.1.1, «)•
2. Дожимающие компрессоры (рис. 2.1.1, ).
3. Циркуляционные компрессоры (рис. 2. . , )•
4 Бустер-компрессоры (рис. 2.1.1, г). втехноЛогическую ли-
Динейные компрессоры (см. рис. 2.1.1, «11 ВСасывая его при дан-
ною Такие компрессоры повышают давление газа,
пении рвс и нагнетая при давлении рп. используют тогда, когда к
Дожимающие компрессоры (см. рис. • ’ с разными давления-
всасыванию компрессора подводят два
4 9390
„пппв вамИчного функционального назначения:
рнс. 2.1.1. Схемы установки компре * _ ииркуляционный компрессор; г - бустер-
а - линейный компрессор. 6- —Т - Жй в UK - циркуляционный
компрессор; К - линейный ко. ^мпррс'с"ор. _ бустер-компрессор
ми В этом случае в линию всасывания более низкого давления врезают
дожимающий компрессор, который дожимает газ до давления в линии
всасывания более высокого давления.
Циркуляционные компрессоры (см. рис. 2.1.1, в) осуществляют циркуля-
цию газа в замкнутом контуре. Для пояснения приведем пример исполь-
зования циркуляционного компрессора в аммиачном производстве. В ре-
акторе происходят одновременно две реакции: прямая и обратная. Пря-
мая реакция - соединение азота и водорода с образованием аммиака, об-
ра™аа~ рас'1ал образовавшегося аммиака на азот и водород. Прямая
га и водопппа ъ,рее’И “у из реактора выходят аммиак и смесь азо-
|фодукт. а смесь азота И кпДеЛЯЮТ °Т а30Та И Н0Д0Р0Да и ИСПОЛЬЗУЮТ как
тор имеет гСВДрадтескоеОсоОРОДа возвращают в Реактор. Поскольку реак-
меньше давления перед реактХпГп™6’ ™ давление газа после реактора
шедшей из реактора смеси азота и цт'Я повторной подачи в реактор вы-
ЕХл применяют циркуляционный
лостаточноДаМеНИС Газа в непосредственна ИВЭЮТ ПерСД потРебиТв1
К-тассификапи» НН0 перед потребителем не-
компреХ",7п7 мехаввзма движения п
50 Р Нято ^инфицировать ° Этому признаку порш-
а следующие группы.
I лава 2.1. Введение в проектирование поршневых компрессоров
Рис. 2.1.2. Кинематическая схема бесшатунного кулисного компрессора:
/ — шток (поршень); 2 — направляющая кулисы; 3 — кривошипный вал; / — нейтральное положение
кривошипа; // — кривошип повернут на 90' от нейтрального положения; III — кривошип повернут на
180’ от нейтрального положения; IV — кривошип повернут на 270' от нейтрального положения
1. Компрессоры с кривошипным или коленчатым валом:
1.1. С обычным кривошипно-шатунным механизмом:
1.1.1. Бескрейцкопфные компрессоры (табл. 2.1.1).
1.1.2. Крейцкопфные компрессоры (табл. 2.1.2).
1.2. Бесшатунные:
1.2.1. Кулисные (рис. 2.1.2).
1.2.2. С косой шайбой (рис. 2.1.3).
1.3. С многозвенным механизмом.
2. Компрессоры без вала, или свободнопоршневые компрессоры, кото-
рые, в свою очередь, делятся на три группы: /^ггпкт
2.1. Свободнопоршневые дизель-компрессоры (СПДК).
Рис. 2.1.3. Принципиальное устройспто компрессора с качающейся шайбой:
1 — комбинированный клапан; 2 — блок штоком*”вал
направляющий ползун; 6 - поршень со штоком,
4»
2.1.2. Классификация крейцкопфных компрессоров по расположению и числу рядов
Число рядов
Располо-
жение
рядов
Верти-
кальное
Под
углом
Горизон
тальное:
оппо-
зитное
Г-об-
разное
/’//А*- # // o,n<>/tN ироектировоиия портимых компрессора»
Ход
порши*
Cuomu”
0 Алл”
I’m. 2.1.4. Приииипи! IMIUC схемы своболиоиоршимого дизель компрессор»;
и к »|ик»гмн«> opmiiuiiia леЛси>ин. 0 - с пшумм дизельной полости, и - с буферными полост и мн
I iiopiniiHлихла.шито. лики. ' компрессорные пололи; >4- буферные Полости
4-продувочный И100С ’
лом С возратпо-постуиатсльиым движением (электромехан^
веские, электродинамические). 1
Наиболее распространены компрессоры с кривошиино-ШатуННЫМ ме-
ханизмом движения. Ьесшатуниые кулисные механизмы движения ис-
пользуют для малых компрессоров (для домашних холодильников, для
медицинских целей и г. и.). Многозвенные механизмы движения не на-
шли широкою применения и поршневых компрессорах из-за их СЛОЖНОС-
н|. Механизм днижепия с косой шайбой используется очень редко и голь
...................... ' ......... ^^"НИ-ССОРЫ-
kwTpnc'ir ГоГмежлуикУ' свобой"о""/’ш'/ев,'« дизель-компрессоров
положныс порши,I ||„„|||и.... ,ум>1 С1,|,Х1М",|1° движущимися1 В НроТИВО-
Прсдположим, что поршни иахоаС11У,1ОЖвИа |,абочая полость дизеля.
мертвых точках.
,„"|1“'и,,’("||ае1 лиижсвие двум почини С|”|’а|1ии топлива в цилиндре
.............!..т|шм"!!р‘мс”ист |,к к MieuiiiHM
................SiSZSS
..............................
1л“" a 2.1 Введение „ проектирование поршневых компрессоров
ние laia и компрессорных полостях еще мало, а потому избыток движ^
сил со стороны дизельной полости увеличивает скорость движения
свободных нор..ей и их кинетическую энергию. При перемещений поп
щней к внешним мертвым точкам газ в компрессорных цилиндрах сжима
с*1ся, давление 1.1 ы в компрессорных цилиндрах повышается.
Таким образом, по мере сжатия газа в компрессорных цилиндрах вот
рас Iае I пр<" иводсйст вис силам, действующим на поршни со стороны i з,.
рабочей полости дизеля. В какой-то момент времени силы действую
шве на поршни со стороны дизеля, сравняются с силами, действующими
на поршни со стороны компрессорных цилиндров. Поршни будут про-
должать двигаться к внешним мертвым точкам за счет сил инерции при
•лом движущие силы, действующие со стороны дизеля, будут уменьшать-
ся из-за расширения газа и открытия продувочных окон дизельного ци-
линдра, будет уменьшаться и скорость поршней. При некотором положе-
нии поршней силы противодействия со стороны компрессорных цилинд-
ров сравняются с суммой сил давления со стороны дизеля и сил инерции
поршней, а затем будут превышать эту сумму сил, сообщая поршням об-
рашос движение в сторону внутренних мертвых точек. Возвратное движе-
ние поршней (к центру) происходит за счет энергии сжатого газа, остав-
шегося в намеренно увеличенных мертвых объемах компрессорных ци-
линдров и специальных буферных полостях. Поршни, двигаясь к середи-
не, закрывают продувочные окна дизеля и затем сжимают воздух в
рабочей полости дизельного цилиндра, в которую в определенный мо-
мент времени впрыскивается топливо, и рабочий цикл повторяется.
При рассмотрении принципа работы СПДК следует учитывать, что
поршни СПДК являются аккумулятором энергии. При ускорении движе-
ния они запасают энергию в виде кинетической энергии, а при замедле-
нии они ее отдают газу. Для повышения эффективности дизельного при-
вода используется принудительная продувка рабочей полости дизеля
(рис. 2.1.4, б), для обеспечения устойчивости работы применяют буфер-
ные полости (рис. 2.1.4, в).
Свободнопоршневые компрессоры с гидропередачей применяют для сжа-
1ия газов до сверхвысокого давления (более 100 МПа), в которых из-за
больших поршневых усилий обычный кривошипно-шатунный механизм
получается слишком громоздким. Гидропередача состоит из двух элемен-
та: насоса и гидравлического двигателя. Рабочая жидкость (чаше всего
минеральное масло) подается от насоса к поршневому гидродвигателю,
который создаст возвратно-поступательное движение (рис. 2.1.5). Золот-
никовое устройство работает таким образом, что когда в правую полость
цилиндра гидродвигателя подается под давлением рабочая жидкость, ле-
вая полосы, соединяется с емкостью, в которую может сбрасываться раю-
чая жидкость, и наборот, когда в левую полость цилиндра гидродвш.пеля
подается под давлением рабочая жидкость, правая полость соединяется с
емкостью, в которую может сбрасываться рабочая жидкость. I асос может
бын. автономным (см. рис. 2.1.5) или встроенным. На рис. ’ покатана
< хема компрессора сверхвысокого давления со встроенным поршневым
насосом.
< иооодцопортиевые компрессоры с линейным ыектроприио, <>.м"
"|гк1родвпгател1> возвратно-поступательного движения, о I
Действия incKipiviBiiiaicjin возвратно поступательною jiiiii.m пни ДО 1
55
Гл “во 2.1. Введение в проектирование поршневых компрессоров
-> 2 1.7. Принципиальная схема компрессора
1’ис’ ’ с э,|Сктромап1итным приводом:
, „И,,индричсский якорь; 2 - катушка; 3 - экран,
/ — |1И 4— поршень
„ipn. opa с гидравлическим приводом:
,. . схем. Сотник* 3- золотниковое устройство;
* * , Me»i<n3“."cSSSf-^MBHrare№
I- компрекор.' ю11|то>»"нас0,
«эпические, электродинамические н
тпомагиитиые, мап,ИТО^Хины (рис. 2.1.7) представляют со-
^ионные. Эле^ма,;2“1е ' , нем компрессора.
«втяжныемагнитыХавается в первоначальное положение
Якорь магнита с пори««"в тока определенной частоты якорь вво-
пртжиной. С помощью имп>1 особенность электромагнитных
;,,,гея ” тягового усилия от направления тока в об-
двигагелеи - неявней _ большие потери в стали, потери от
Хмно^Хкиии катушек, если их больше одной, а также неустойчи-
востьработы. Электродинамические и магнитоэлектрические линейные
электродвигатели являются машинами с возбуждением, о электродина-
мических двигателях поток возбуждения создается отдельной катушкой,
запитываемой постоянным или выпрямленным током, а в магнитоэлект-
рических двигателях - постоянным магнитом.
Классификация ио виду сжимаемой среды. По виду сжимаемой среды
принята следующая классификация:
1) воздушные компрессоры общего назначения;
2) воздушные компрессоры специального назначения'
-' технологические газовые компрессоры
«W//////A
4) газоперекачивающие компрессо-
, для перекачки природного газа;
Р 5) кислородные компрессоры;
6) гелиевые компрессоры.
К воздушным компрессорам общего
назначения относят компрессоры, сжи-
мающие воздух до 0,9...1,3 МПа. Такие
компрессоры производят по общим
Техническим условиям (ТУ) или стан-
дартам без ориентировки на конкретно-
го заказчика. Все остальные компрессо-
ры изготовляют по специальным Тех-
ническим заданиям (ТЗ) в соответствии
со специальными ТУ для конкретного
заказчика. Кислородные и гелиевые
компрессоры обычно выделяют в отдельные группы из-за особой специ-
фики свойств этих сред.
Классификация по применению. По применению принята следующая
классификация:
1) стационарные компрессоры;
2) передвижные компрессоры;
3) переносные компрессоры;
4) транспортные компрессоры;
5) авиационные компрессоры;
6) судовые компрессоры;
7) специальные компрессоры.
Классификация по давлению. По этому признаку принята следующая
классификация:
1) компрессоры низкого давления (до 1,5 Ml 1а);
^U6Ci-^.opa
р ®е₽квысоко
to с-^,e#co всл)оенйым
В"Р°е"НЫЙ Пневой насос
Рис. 2.1.8. Установка с поршневым
компрессором с приводом от паровой
турбины:
рессор
57
K0>W«copoe
//. Оск^
21 »"«№opU CK 2- »«"«»««
ШМПа);
,BРесифи,;?,,'свсрхвЬ1сокого дан J°T ^до МПа)'
'°° МПа). я
§=’=&- 1
> -sa~gs.
Глава 2.1. Введение в проектирование поршневых компрессоров
Оппозитные компрессоры — частный случай горизонтальных но их
выделяют в отдельную 1 руппу, так как они имеют большое распростране-
ние и конструктивную специфику по сравнению с обычными горизон-
тальными компрессорами (см. далее). и
‘ классификация по устройству привода. По устройству привода поршне-
вые компрессоры классифицируют на две группы:
1) с автономным приводом (от электродвигателя, двигателя внутренне-
го сгорания, турбины); и
2) со встроенным приводом (электродвигателем, двигателем внутрен-
него сгорания, гидравлическим или гидромеханическим приводом)
Схема комбинированной компрессорной установки (центробежный
компрессор + поршневой компрессор) с приводом от паровой турбины
приведена на рис. 2.1.8. Пример компрессора со встроенным электродви-
гателем показан на рис. 2.1.9, со встроенным двигателем внутреннего его-
рания (см. рис. 2.1.5 и 2.1.6) на рис. 2.1,10 и рис. 2.1.11. Встроенные
гидравлические и гидромеханические приводы применяют в основном в
компрессорах сверхвысокого давления.
§ 2.1.4. ПОНЯТИЕ РЯДА И ТИПЫ РЯДОВ ПОРШНЕВЫХ
КОМПРЕССОРОВ
Ряд компрессора. Ряд компрессора — линия, вдоль которой располага-
ются полости сжатия (цилиндры). Количество рядов в компрессоре опре-
деляется числом шатунов. От типа и числа рядов зависит конструкция
компрессора, его узлов и деталей.
Типы рядов. Наиболее распространены следующие типы рядов порш-
невых компрессоров (табл. 2.1.3).
2.1.3. Типы рядов поршневых компрессоров
№ п/п
Тип ряда
Схема ряда
Бескрсйпкопфпыс ряды
61
С обводным крейцкопфом
9
10
Специальные типы рядов
оборотных компрессорах (из-за^п ^CM,„Ta6j1, 21-3) используют в мало-
111и«я частей) и потому в совосменнмШОИ МаССЫ постУпательно движу-
применят°бваднь1ми тягами> обводив,:°МП,)ессорах применяют редко.
О paciioinKOMn₽eccopax высокого ,1 креицкопФ°м и гидроприводом
тягами- Ступени высоко-
’ействД^СТВИя на порШнЦиИЛИнлрах двойного п7'°Г° диаметРа и потому не
3пГИтадьнРые ЙПкСНеЙ высоСеиИ^Ия- В цилиндрах про-
напРавтенн1е;1Иком ПеРедаюВЫе Силы- постои, сверхвь,сокого давления
*•* «»„ u. ™"Ра«ле„„ь,е в одну
усилия постоЯн., Движения. Кроме того,
оянно прижимают пальцы к
г. а „а 2.2. Практические в0пР0сы проектирования мршневых
Движение
поршня
Движение
поршня
Движение
поршня
Движение
поршня
Рис. 2.1.12- К пояснению перекладки пальца
в подшипнике шатуна:
а _ перекладки нет; б — перекладка есть
подшипникам крейцкопфа в одном на-
правлении, т. е. пальцы работают без пе-
рекладки.
Большие газовые силы, действующие
на парные поршни в рядах с обводным
крейцкопфом или обводными тягами,
замыкаются сами на себя. При этом зна-
чение газовых сил, воздействующих на
механизм движения компрессора, значи-
тельно меньше, так как определяется
разницей давлений в парных цилиндрах,
а не полным давлением нагнетания. При
этом пальцы работают с перекладкой.
Перекладка пальца. В цилиндрах про-
стого действия высокого давления дей-
ствующие в одну сторону суммарные
силы прижимают палец крейцкопфа все время к одной стороне цапф
крейцкопфа, не позволяя пальцу перекладываться с одной стороны крейц-
копфного подшипника на другую (рис. 2.1.12, а). Такая ситуации не позво-
ляет маслу хорошо и равномерно смазывать всю поверхность подшипни-
ков пальца в шатуне (масло плохо поступает в зону постоянного контак-
та), что приводит к повышенным износам. В компрессорах с обводными
тягами, с обводными крейцкопфами, так же как в компрессорах с цилин-
драми двойного действия, сила, передаваемая на механизм движения, пе-
ременна по направлению и обеспечивает перекладку пальца.
Направленные в одну сторону усилия и связанное с этим отсутствие
перекладки пальцев могут быть в рядах компрессоров высокого давления
с цилиндрами простого действия, когда газовые силы всегда больше, чем
силы инерции.
Глава 2.2
ПРАКТИЧЕСКИЕ ВОПРОСЫ ПРОЕКТИРОВАНИЯ
ПОРШНЕВЫХ КОМПРЕССОРОВ
§ 2.2.1. УНИФИКАЦИЯ БАЗ, УЗЛОВ И ДЕТАЛЕЙ
ПОРШНЕВЫХ КОМПРЕССОРОВ
Унификация в компрессоростроении. Для поршневых компрессоров ме-
тод унификации1 означает, что, например, на одном или нескольких ком-
прессоростроительных заводах изготовляют ряд компрессоров с различ-
ными производительностями, различными рабочими давлениями или для
сжатия различных газов на основе повторяющихся в различных машинах
одинаковых (называемых унифицированными) сборочных единиц и (или)
1 См. § 1.2.3.
63
M„, -------------
V и изготовление НОВЫХ KoM
1С, Г.Н1’.10<’'К ^^..СЛЫ.ОСТЧМИ И лад*
япия1’1'11'1 нг'евн^' ,. ,;111ово разрабатываю! |>Л
и >''п'ф"и\юи11'<сЯ" т>ск'"Ру1(11, питы и детали, определяй
So-r* 0Tf5viac з1"10"® JjopoMHb'e f ' ,1СНия, род сжимаемо^
1 доиуатаиионныс тост,,,,.
„.won"'", парамстрь1 ( ,|Кгргк’t заимствуют у баз о и о г 0
.................................................“W
“ юг ГР""’ТУ'.''J по цили.шропоршневой группе „
построении но’1 • . 2) упифик-111’ п деталей.
" мсх:пп№'У11ДяВо’тде.аьпьв сбор<’1|,|Ь,^анием унификации при разра-
3)унификаи1Ы1о'а в связи с испода ' ,траиепис понятия «база
бот“о^«оровп°л^,;;(1Хор». База компрессора - комплекс
" ,to’Bbl" Si р ютийся в ряде производных ком-
с&очных ед...... и летал• р, ц параметрам (производительнос-
„рессоров. рахпнчпьгх по № • компрессора и являю-
ти И давлениям), jaBMtT“°“ компрессора не является самостоятель-
Ш11йся основой разработки. Ьазакомщ с г
'»кстр»™» которого заимствуют
tomKrneecmюмяресач^с ниш. .аэиачением, производитель-
ностью и давлениями всасывания и нагнетания. Компрессоры, созданные
на унифицированных с базовым компрессором базах, называют произ-
водными.
Унификация по механизму движения и станине (но базе 1-го типа). При
такой унификации база компрессора состоит из следующих унифициро-
ванных сборочных единиц: станины с направляющими или картера, меха-
XSoXmS (колснчатого 1,ала- подшипниковых узлов, шатунов,
|ментов системы стзки^н™" СИСТСМЬ1 смазкн механизма движения, зле-
ния вала. В этом случае проект?'Сальников’ механизма проворачива-
ническим заданием новые ни>11111™.'' С00ТВС1СТВИИ с конкретным Тех-
сушествующей базе, можно почучшь но, Порш"” 11 компонуя их на уже
пН"еМ' "роизподнтельностями . К0МПРесс«РЫ , отличающиеся
ssca.™"" ™и=“™ »'"гг: нтеито₽ыс ,,ри-
<см рис. 2.2.1 о\. ?вухстУпенчатый вомунт. А И 2'2'2, Так> например,
пользовать его станин80"1111роизв°Дство пкого ' КОМПРессоР СО смазкой
МОЖНО ис-
pe«oiB) 1|р"в°Д|«>й Электр 6a3y’aTaK*e(u’iiol,SeHTbI системы смазки
ной linn" ВОЗлу|""ого одн0РсТГатель мя созмЛ ‘°Щем большинс тве
комп-
ногокад, РВ со см«кой (см РНС1 2 2 '. б) тпЕ Ра со сма3к«й удвоен-
'ннчатою кок|||п»СОСМазкойим 2'21, в^’ 1|стыпехК",|а10Г0 воЗДУиЙ<ОГО
1Т0|о.||Ц irnf РССС°РОВсо / М рис-2.2 1 ;<ЫРСХСТУПСНЧатоГО BO.nv.ii
КОМ"РС««РЬ|УИ кЙЦпИро“ДНноМйабКаО3! (,1а Р"с "яти- и ‘чесгисгу-
М кОМ"РессорЬ1 &ямв*посошть ',ОК"3"'"'0. Кроме
Мазки' Обра1.ИтЬе "J . П,ЮД'1Ые газовые
«нимание >,а то, что
Гji а ни 2.2, Практические вопросы
проектирования поршневых компрессоров
Рис. 2.2.1. Пример схем исполнения двухрядных крейцкопфных компрессоров, унифицирован-
ных по механизму движения и станине (по базе 1-го типа):
/, //, ///, /И— порядковые номера ступеней сжатия; К — компенсационная полость
при создании производных компрессоров необходимы разработка и осво-
ение производства только новых цилиндров.
Разработка и создание новых поршневых компрессоров на базах, со-
стоящих из унифицированных механизмов движения и станин, является
наиболее частым случаем при проектировании новых крейцкопфных и
бескрсйцкоифных компрессоров.
Унификация по цилиидропорпшевой группе (но базе 2-го типа). В этом
случае в качестве унифицированных используют сборочные единицы ци-
липдропоршневой группы (цилиндры в сборе, поршни в сборе, клапаны в
сборе и шатуны в сборе), а индивидуальными сборочными единицами,
подлежащими конструированию, являются станины (картеры), коленча-
1 bie валы. При таком типе унификации получают ряд компрессоров с раз-
личными производительностями за счет изменения числа цилиндров, ис-
пользуя унифицированные цилиндры в сборе, клапаны в сборе, поршни в
сборе и шатуны в сборе.
1ак, например, используя цилиндропоршневую (руину базовою комп
рессора, выполненного по схеме а (рис. 2.2.3), можно по схемам с, < и .
создан, компрессоры с производительностью в два раза большей; по схеме
с производительностью в три раза большей; по схеме е — в ч< гыр(
1,;|<а большей. Такую унификацию широко применяют в холодильных
5 4190
^РР^"0'
ми 1Р<1ек‘
//. оси^
1’и< 2.2.2 Пример схем исполнения Четы-
рехрядных крейцкопфных компрессор»»,
унифицированных по механизму движения
и станине (по бате 1-го типа):
I II, ill vii порядковые номера ступеней
1 * -чип; к компенсационная полость; Ур ~
уравнительная полость
не.И.ходИМО СФ-
ЕРОЙ „ им. длительности при одинаковых давлепи-
*Реипмщфн1,1Р()Й С1^и«’’<-'й С>а 10|к7№Та,,Н,’,С 11ИЛИ,,Лроиорпп1епЫС
рис'2'2'3). можно Я<) ком,,Рсссопа яиУхстУпенчато1о четырсхряЛ'
но схеме а (СМ-
на рис. 2,2д' ' "JUJa Раза меныпей '^хстУ||С11Ча’п>1й компрессор с
66 ’ 1ем оазоный, по схеме, пока"
/ л а в и 22. Практические «опросы проектировании поршневых компрес, орт,
II.
mW'11**
III
к
///
IV
'III
к
!V
К
'III
20
^•UCx^
IV
21
‘««Пресс,
"«Маховые
iv-
сжап(я; д _
110 базам
'•го и 2-го тнпов:
к0М"'"сац„0|||,ая
полость
ГЛава 2.2, Практические вопросу проектиройа11ия поршнеяых кочпресспрм
28
29
Рис. 2.2.4. Схемы компрессоров, унифицированных по базам 1-го и 2-го типов (продолжение):
/... Г/ — порядковые номера ступеней сжатия; К— компенсационная полость
Комбинированная унификация. Возможно комбинированное использо-
вание баз 1-го и 2-го типов. Один пример такой комбинированной уни-
фикации уже был рассмотрен выше.
Еще одним примером комбинированного использования баз является
типоразмерный ряд компрессоров, разработанный Е. Н. Еременко для за-
1вода «Борец». В типоразмерном ряде Е. Н. Еременко использованы шесть
базовых унифицированных цилиндропоршневых групп (шесть баз 2-го
типа), которые в различных комбинациях устанавливаются на две унифи-
цированные базы 1-го типа (двухрядную и четырехрядную с номиналь-
ным усилием 40 кН по каждому ряду), имеющие унифицированные крей-
цкопфы, пальцы и шатуны. Схемы 29 компрессоров, которые в этом слу-
чае могут быть созданы с использованием комбинированного примене-
ния унифицированных баз 1-го и 2-го типов, показаны на рис. 2.2.4.
Следует обратить внимание на то, что в случаях, когда необходимо нечет-
ное число рядов компрессора (1 или 3), один из рядов компрессора вы-
полняется нерабочим, не имеющим цилиндропоршневои группы (см., на-
пример, схемы 7, 9 на рис. 2.2.4). В нерабочем ряду устанавливается «хо-
лостой» крейцкопф («dummy», или «болван»), имеющий увеличенную
массу, необходимую для уравновешивания инерционных сил . Таким об-
разом, используя один рабочий крейцкопф, один холостой крейцкопф,
один шатун, один крейцкопфный палец, две станины, два коленчатых
вала, шесть цилиндропоршневых групп, можно производить компрессо-
ры 29 схем, сжимающих газы до давлений нагнетания от 0,35 до
при разных производшельностях.
1 См. том 1, главы 14 и 15.
69
/-л08а 2.2. Практические вопросы проектировании поршневых компрессоров
I ис. 2.2.5. Схемы баз оппозитных
компрессоров по ОСТ 26-12-756—73:
а — двухрядная; 6 — четырехрядная; в —
шестирядная; г — восьмирядная; 4,, 4j —
расстояние между рядами
евых^СС0Р°в
,мйФииИРОВАННЫХ БАЗ
< 2.2.2- поРшНЕ н0 чт0 новые поршневые Ко.
,, уже было ^^пользованием унифициров
-яия. ВЫ‘"е * правил0-с нс компрессоров за базу РС1Г
механи1м<
хрния использования унификаци„
меИД; Систем) Юности и об-1еП'т'к например, в России разраб"
*С В веля' компРйеССОР°Вн W-образных бескрейцкопфНь,х|
Sa6^^
OrpaC;,CBb,v частоту вращения коленчатого вала „о;
J Sob «**±1 поршня Си; максимальную мощность
X поршня Т. среднюю скоро.^соединительные размеры.
AU-«вюде на ТнагХ бТзы в отечественном компрессоростроении
За номинальную -изготовителях поршневых компрессоров
и во многих зарубежных ф р ия газа На поршень (поршни) рЯда
ПрИ Ра3Работке ново-
™ компре^ора"расчетом определяют максимальные значения сил газово-
голааления действующих на поршни каждого ряда /7Г maxi, и выбирают
базу так. чтобы значение силы /7ГПШ, действующей в наиболее нагружен-
н - т ,, меньше значения номинальной силы базы /7Н.
Обозначение нормализованных баз компрессоров. Для отечественных
нормализованных баз приняты следующие обозначения; У — V-образ-
ная; Ш - W-образная; 0 - оппозитная крейцкопфная; Р — вертикаль-
ная крейцкопфная. Обозначение базы О 40-4 означает: О — база оппо-
зитная 40 - с номинальным поршневым усилием 40 кН и 4 — с числом
рядов 4. iriv^iwiYi
““базах. Для
“Г‘»"тио&>т„||,/у naMue'in “ ™*““ирова"НЫХ база1'
ные крейцкопфные с электпоппига ’ Ш W-образные; М — оппозит-
Н - оппозитные кХТфНЬ1 Т НЭ К0НЦе вала P”C. 2.3.2, д);
полотен 2р,2'ff>' П ~ прямоугольные'п 1р°двигателем посредине вала
всРтика.1^ртИКа'1ЬН0’ адРУгой - гопич °бразиь1е- когда один ряд рас-
' '9означР2ти7°ПфНЬ1е КомпрессорыХХ0) КРей,1ког‘фные; Р -
лух м-оппозитГ 2“Аридныйкомпп' ^бозначение компрессора
н<* усилие по шток "дС Э?чКтродвигателем няѰВ В ~ Раб°чая среда воз-
*««4 Ч - помина».
Й,6"»в»«.- га=»»ь« им 1 °? 27 “’/ми,, „ 9 - давле-
среда не
7?' КОМПрессоР-Добап?С буквы С означает су-
Ваад“баз«м в;1с"ие буквы М в конне
70 71 создав “
’ И ''ИЙЦКопфни,
Фиыс компрессору
обозначения означает, что компрессор модернизированный, а цифра пос-
ле (иногда до) буквы М указывает на порядковый номер модернизации.
Обратите внимание на отличия в обозначениях баз и компрессоров, и
прежде всего на размерности номинального поршневого усилия.
Рекомендуемые параметры баз крейцкопфных компрессоров. В отече-
ственном компрессоростроении при проектировании новых оппозитных
крейцкопфных компрессоров рекомендуется использовать базы компрес-
соров из стандартного ряда, который определен ОСТ 26-12-756—73
(табл. 2.2.1 и рис. 2.2.5). Кроме баз, вошедших в табл. 2.2.1, ОСТ 26-12-
756—73 предусмотрены базы с номинальным усилием 630 кН, которые
предназначены для компрессоров сверхвысокого давления. Примеры
конструкций стандартизованных баз оппозитных компрессоров показаны
на рис. 2.2.6 и 2.2.7.
2.2.1. Параметры отечественных стандартизованных баз оппозитных компрессоров
Шифр
базы
025-2
025-4
040-2
040-4
040-6
063-2
063-4
063-6
0100-2
0100-4
0100-6
0160-2
0160-4
О160-6К
0160-6
Номинальная
газовая порш-
невая сила
кН
25
40
63
100
160
2,5
4,0
6,3
10,0
16,0
Число
рядов
Ход
порш-
ня, мм
Номинальная частота
вращения вала
об/мин
Диа-
метр
штока,
мм
Мошносп»
каждого
ряда, кВт
2
4
2
2
2
2
2
6
2
2
6
2
2
6
125
150
180
220
320
12,5
16,66; 25
12,5;
16,66
10,0;
12,5
10,0
6,25; 8,33
750
1000; 1500
750;
1000
600;
750
600
375; 500
130
155
185
220
300
975
32
40... 50
800
1120
1280
1380
1850
1450
1850
40
50
60
80
70...75
130...150
250...300
400...550
71
-- Продолжение
Число pqflOl» s 4 Хол nopui- ПЯ.ММ 320 400 450 r^SSc A* MM 300 360 400 Л’ мл» 1450 Диа- мсгр ШТОКА, мм Мощносц каждою ряда, кВт
111нФР (»V О1Л-8К 0166 s O2S0-4K 0250-4 0250-68 — 0250-6 0250-88 O25M_ 0400-48 OWO -4 O400-6K ГЙ?'. 6.25 'ТзГ. 5.0; 6,25 4.17; 5,0 375 500 300; 375 250; 300 80 400 .500
no*. 160 250 16.0 25 1850
1650 100 630...785
2150 1650
6 8 2150 ~165О
2150
1800 130 900... 1200
41X1 40,0 4 6 8 2400
1800
2400
0400-6 chooTk 0400-8 1800
2400
... К.,о nann-4 означает «База оппозитная с номиналь-
ной"^™Чш«К«поршенХ™нп) газовой силой400 кН и с числом рядов 4».
2. Пояснение 4, н Л. приведено на рис. 2.2.5.
/'л а « о 2.2. Практические вопросы проектирования поршневых компрессоров
прочность некоторых элементен базы определяется не только силой
кого давления Р„. но и другими силами (силой инерции поступатель-
|'и°иищущихся масс Jnc, силой инерции вращающихся масс JBp, суммар-
"°Л иной /\)'- Как правило, компрессор пускают в разгруженном состо-
1101 ц (без противодавления). Поэтому при пуске компрессора на элемен-
Я""базы (прежде всего на шатун и, что наиболее опасно, на шатунные
" ' h i) будет действовать сила инерции поступательно движущихся масс
у" ^ксимальное значение которой может быть больше, чем значение
/г"с другой стороны, при низких значениях относительного повышения
(пения на части хода поршня силы инерции и газовые силы могут дей-
да 1Вать в одном направлении, а следовательно, могут суммироваться,
пи этом суммарная сила Ръ, действующая на механизм движения базы,
Ржет оказаться больше, чем максимальное газовое усилие Рг. Допусти-
мые соотношения сил П„, РТ, Jncmax и Р1ты, принятые для стандартизо-
1ПННЫХ баз отечественных оппозитных компрессоров, приведены в
табл. 2.2.2.
. , допустимые соотношения сил для стандартизованных баз отечественных оппозитных
I.L.L. д . компрессоров
скольжения со стандартизованным номинальным поршневым уси.
' О силах J„c, J4, и Pt см. том 1.
73
1010
H,mv3Kax, больших, чем ноМи.
«енение баз при Д-базЫ в конкретном случае
nvcxaer при''енен чность ^„„очности1. При прочностных
оСТ еаш Рзсчеть' Значения запасов пр поступатеЛьно движущИХся
и1\\НХз^^зГТХ ть. что сила "ну Ь1Х' элементах механизм,
"°’^е®ст>^Гые значения в ра компрессора и на верхней
’“«Тмеет нем"»3*’' ня "Реиик°"*ссора ее значение определяется
^ения. НаХ«ре'П‘^пфНО™боос, "и ШТОКОВ месте его крепления к
^овкешз^^поршняв сборе.н в крейцКОПфной головке
только масс поршн и йцкопфа. Кроме того, следу.
^"11КОПф\<мой масс поршня^шток3 крив0шипно-шатунного
S*”’от3,7ПН"ЯчнсстиТеталей базы на перегрузку надо при-
Хпсат Прианазизе проч^ базы рассчитывались
нимап, во внимание, что дета нагрУжения и что в деиствительно-
на усталость при симметрии» он |слн при сохранении наиболь-
сти UIIK1 ИХ нагружен я н_ несимметричен, то запас прочно-
тдХ"еньшение хода поршня во всех или некоторых рядах
базы и изменение частоты вращения коленчатого вала базы. Частота вра-
щения вала базы зависит от допустимого значения средней скорости пор-
шня1 С„. которое в ОСТ ограничено значением 3,5...5,0 м/с. Следует учи-
тывать.’что С„ современных поршневых компрессоров имеют большие
значения (до 6,35 м/с).
В отечественном компрессоростроении в свое время были также опре-
делены параметры баз L-образных и вертикальных крейцкопфных ком-
прессоров. Компрессоры, выпускавшиеся на этих вертикальных базах
" "° техническим показателям уступают совре-
одн KoZPeu,ePHblM Машинам- L-°6P33Hbie базы также уже устаре-
читетьноё™число н^Хтся СПаѰ̒ "Разводятся и зна-
тных баз L-образных компоессоп™^™111™' 11аРаметРЬ| стандартизо-
р х компрессоров приведены в табл. 2.2.3.
.,_.ф„и< б11
Обозначе- ние базы нальная поршневая сила II кН Число рядов Ход порш- ня 5, мм Частота вращения Мощность ряда кВт Диаметр штока <• ММ Средняя ско-
2П -)п * зп 2 вала, с*1 рость порш- ня С,. м/с
50 i 216 30...40 in 70 5 220 813 S0-W м ок’ а не их абсол! 3,12 3,5 3,67 3,75 оминальным 1стся разны- ров (базы П Рузкам, при отними зна-
Лр мм
32
25
33
10,0
25
15...20
42
25...3O
50
Диаметр
штока
С мм
Ход порш-
ня S, мм
У5.0-2
У5.0-4
У5.0-6
У10.0-2
У10.0-4
^°»прессоров
,^^нев
Рис. 2.2.9. Схемы V- и W-образных стандартизованных баз:
a - V-образные; б — W-образные
Примером стандартизованных L-образных крейцкопфных баз может
бЬ?тшарпдаваннь1е’ базы бескрейцкопфных компрессоров. В отечествен-
ном компрессоростроении рекомендуется при проектировании новых
бескрейцкопфных компрессоров пользоваться стандартизованными база-
ми (рис. 2.2.9), основные параметры которых определены отраслевыми
стандартами (ОСТ) или нормалями (табл. 2.2.4 и табл. 2.2.5). На базах бес-
крейцкопфных компрессоров с номинальным газовым усилием 10 И
16 кН мопт разрабатываться крейцкопфные компрессоры.
римерпазы '-образною компрессора приведен на рис. 2.2.10.
2.2.4. Параметры стандартизованных V-образных компрессоров
Л,, мм
170
225
250
320
3,0
Число
рядов
Мощность
Ряда Np, кВт
Обозначе-
ние базы
Частота
вращения
вала, г1
Номи-
нальная
поршневая
сила/?, ;
кН*
П.5-1
У1.5-А
16,0
80
4
'„ио°значсии„ г I
О₽ШенЧпор±.ы УЮ,0.4 03На
И)ГаЗО-‘'>йсЙйа"^-Базау.
к;;йПл^майик7гобоз,
'О
*16,0-2
У16.0-4
0’4 озия,,.,.. _
СИл°й10к^\\Уи образная с номиналь-
ном рядов 4».
Глава 2.2. Практические вопросы проектирования поршневых компрессоров
Рис. 2.2.10. База 2У10 бескрейцкопфного компрессора:
I и 5 — торцовые крышки; 2 — масляный насос; 3 — картер; 4 — переходник к двигателю; 6— коленча-
тый вал; 7— манжетное уплотнение вала; 8 и 12— монтажные крышки картера; 9— поршневой пален;
]0— подшипниковая втулка в верхней головке шатуна; II — шатун; 13 — вкладыши подшипника в ниж-
ней головке шатуна
2.2.5. Параметры стандартизованных W-образных компрессоров
Обозначе- ние базы Номи- нальная поршневая сила /7н, кН Число рядов Ход порш- ня 5п, мм Частота вращения вала, с-1 Мощность ряда Np, кВт Диаметр штока мм Л,, мм Лг мм
1112,5-3 2,5 3 55 25 3.0 — 32 —
1115,0-3 1115,0-6 5,0 3 6 65 25 6...7 - 29 170
шю.о-з Ш10,0-6 10,0 3 6 75 25 15...20 20 42 225
Ш16,0-3 Ш16.0-6 16 3 6 80 25 25...30 26 50 240
Примечание. Обозначение базы Ш 10,0-6 означает «База W-образная с номиналь-
ной действующей на поршень (поршни) газовой силой 10,0 кН с числом рядов 6».
§ 2.2.3. ПОДХОДЫ К РАЗРАБОТКЕ НОВЫХ ПОРШНЕВЫХ
КОМПРЕССОРОВ
Основные подходы к разработке поршневых компрессоров. Возможное! и
использования баз существующих поршневых компрессоров позволяют
выделить несколько подходов к разработке новых компрессоров.
проектирование нового компрессора на существующей стандартизо-
ванной базе;
проектирование нового компрессора на уже существующей, но не
стандартизованной базе;
проектирование нового компрессора и новой базы;
создание нового ряда баз ПК.
79
---------—
-n,p« 111.,сг,||СС«нУ«’Ш‘и стандарт
,мА<11 л u()MiipcccOp" тпечаюшийся случай Раз
„поР^^жболее ,|1,с'^ор заимствует из ныбРа„,
это "5да ^,|1С1Р;,ч;1тый нал, коре!......ic поЛ1|111||1
„Li бятс -)м„рсссор.|.ь .щ,,, (кол<- систему смазки мехацц3м
£п ...............МЛ "диамезр »п оМ. 1(|1ЛИНДр0В и СвЛЬНИкон и
ба-' егз.ппо; Крейну 2;/с11с1смы см- аиовЛены на станине
НЮ'Ь акроле |(„о в^ал ,а „ ЭТОМ случае янлнеТС)|
пронШ’*’1-1 м’-:' „pun.!.ко может быть снросктирО|);1||
мс\а"из u.|t npoiK '• на которо коМпрессора однонРс
..........
тол исполнения к „педварительный расчет размеров
....
*>»°6разом’
^^iZb'So'HHe Условия.
Первое условие 4
PI max - ^4»
: l;, ...... .„з—.лоип-в.маиыззовая сила для ...бранной базы.
При пуске компрессора на летали механизма движения действуют
CI,™ инерции поступательно движущихся масс3. В ступенях низкого
лаиления поршни могут иметь большие размеры и массу, И силы инер-
ции при этом могут иметь знамения ббльшие, чем газовые силы. Поэто-
му при выборе стандартизованной базы 1-го типа следует соблюдать
второе усювие >ИИ1
Zic max -
инерции Хюи™ поС1Упательно движущихся масс в наи-
„01а(.л, 2.2 2 ,1нсрцш| W компрессора; й, - коэффициент, принимаемый
'™газа на поршень и инерХ1Н|\1'мСТаНИНЬ1 нагРУжены силами давле-
Жущ|пг"" "оршнс|)Ь'х компрессопонсилами- В типичных механизмах
К вам Щ|и'55СагМеиЯСТ СВ0Й знак 1|Рриблизите"1еР11ИИ "ОСТУПатСЛЬНО ДВИ-
н мертвых точ Jiyir "орШ|,я от пала и сльно "Ри 45 % пути поршня
11,1 по;1х°де к мепц а30вая сила максим 1.1 ',1ИМает 11аиб°льшие значения
ПриотноХ\в; время нагнетания, т. е.
таниеР0НЫвала(при сжятСТ" цили»Дра со стопп°М П0ВЬ1шении давления
м " '^«оли р ' «за С пок'пп °Р0,1Ы крышки и е 5 2 0 2,1
1...«»«««» Х'? SSS*" * = М1)£п«-
«К» проги» газовой силы.
Ф4Й' газовой силы и
Глача 2.2. Практически, вопросы проектирована, поршневых компрессора,
силы ипсрнии. При меныиих значениях е давление нагнетания достига
стся в рабочей полости раньше и на некоторой части хода поршня дей-
ствующие на поршень газовые и инерционные силы складываются. По-
этому при выборе стандартизованной базы необходимо соблюсти третье
условие
I Стах S
где /’>...»« - максимальное значение суммарной силы', действующей в наиболее нагружен-
ном ралу компрессора, Л2 — коэффициент, принимаемый но табл. 2.2.2. РУ
Если стандарт и зоваиная база 1 - го типа выбрана, то известны основные
параметры и размеры разрабатываемого компрессора: ход поршней 5 ,
частота вращения коленчатого вала п0, средняя скорость поршней Ст, диа-
метр штоков </жт, максимально допустимые мощность /Vp и поршневое
усилие /р по каждому ряду. Задача разработки нового компрессора заклю-
чается в проектировании новых цилинлропоршнсвых групп, которые ус-
танавливают на выбранную стандартизованную базу. При соблюдении
всех трех вышеназванных условий обеспечивается прочность всех элемен-
тов станины и механизма движения.
Использование стандартизованных баз 1-го типа позволяет значитель-
но снизить трудоемкость проектирования, конструирования, технологи-
ческой подготовки производства, стоимость изготовления, а также сокра-
тить сроки поставки новых компрессоров.
Замечания по выбору стандартизованной базы 1-го типа. Замечание I:
При выборе базы переход на базу с более высоким значением номиналь-
ной газовой силы сопровождается значительным утяжелением компрес-
сора не только из-за увеличения массы самой базы, но и из-за: 1) увеличе-
ния массы цилиндров, обусловленного увеличением хода поршня, 2) уве-
личения массы электродвигателя, обусловленного меньшей частотой вра-
щения вала. Поэтому переход к большей базе нежелателен. В тех случаях,
когда меныпая база перегружена, прежде всего стараются снизить дей-
ствующие нагрузки и избежать перехода на ббльшую базу. Основные пути
снижения нагрузок на базу: 1) выравнивание поршневых сил (разгрузка
наиболее нагруженных рядов при догрузке менее нагруженных рядов) за
счет перераспределения сжатия между ступенями (увеличивают относи-
тельное повышение давления в ступенях сжатия в недогруженных рядах,
уменьшая его в ступенях перегруженных рядов) или изменения схемы
компрессора; 2) увеличение числа ступеней сжатия, так как при этом
уменьшается сумма газовых сил, действующих на поршни-; 3) уменьше-
ние мертвых объемов и, следовательно, диаметров цилиндров у всех или у
некоторых ступеней сжатия. Если допустимо изменить техническое зада-
ние на компрессор, то следует откорректировать производительность или
давление нагнетания так, чтобы поршневые силы соответствовали стан-
дартизованной базе. При небольшом избытке поршневой силы, в тех
случаях, когда последнюю невозможно уменьшить, вместо применения
бол...ей базы может оказаться целесообразным усилить меньшую оазу
(например, применив другие более прочные материалы для деталей с не-
достаточным запасом прочности).
' о суммарной силе см. том I, § 12.7.
2 См. том I, § 4.3.
6 9.IWI
81
иГЯ к максимальной загрУз
^”£Ь?5“кюршахб“ы,я^
базы с числом рядов, равным
Рбаэы (отношения^
т а м«4 а н ее значи«л11спользован _ „„„ пЯлах базы) сп«^ м
55S*^!S!^eBb,xy'ie
одатся п"е1ной
h* 3 а м е ч а и и е
месть1
0.857
= №'857.
Ян =
н. у _ расчетная
газовая сила. кп.ппиходз
на уже существующей, но не стан-
Zp >
—1 мощность компрессора на валу
Проектирование нового’ аналогичен
зареванной базе И ™ допустиМь.е нагрузки на поршни и
предыдущему- но с тем отличи . быть неизвеСтными. Из-за
механизм движения исп0 Ь^Хется ПРОВОДИТЬ дополнительные прочно-
" стан«ин “•
пХфованве новой базы 1-го типа. Создание нового ряда баз поршне-
вых компрессоров. Проектирование новой базы проводят одновременно с
проектированием базового компрессора. При этом проектирование новой
базы чаше всего является частью проектирования базового компрессора С
учетом возможности создания на проектируемой базе новых производных
компрессоров.
При проектировании новой базы прежде всего задают параметры базо-
вого компрессора, определяют кинематическую схему механизма движе-
ния, число рядов и их расположение.
юший'ря^абс:“io определению ее 4°“ Т°Г°’ °бЫЧН° ПРОВОДЯТ следУ'
значение номинальной поршневой сипм°ВНЬ1- ваРаметРов: >) выбирают
«ие средней скорости поршня- ъ .Jk™ Н0В0и базы; выбирают значе-
тоты вращения коленчатого вала ‘4ь‘0'’рают значения хода поршня и час-
коп(йяачекИС масс возвРатно-пост\-11°"₽С;1СЛЯЮТ допУстимое максималь-
хо^а“н^оре’ П0РШНЯ в Хе^ТвХ?^Щ ЧастеЙ 0<Рей«"-
один ряд и всю fi си?1альчо допустимых м 3 массы шатуна); 5) на-
РШми. рас11оложен?) "Ь1бирают значение пяЦИ0СТСЙ’ ПРИХОЯЯЩИХСЯ на
Свершается проектип ВДОЛЬоси вала £сли т1°ЯНИЯ МеЖДу смежными
^№шнь,х решени^Р°®ание iiMi.int г,.. ’’ гак°вые имеются.
“".Е* ” ” М'“""« »За?Т“Й “"«"ПИЙ КОН'
“ "°“ог° а”|1,,,о
^ннь.х°арХтрИОвИХбра^^^^ схема механиз-
--==:^ЕИо
0браб0т*0й значений парамет-
и»
82
Глава 2.2. Практические вопросы проектирования поршневых компрессоров
решении основных узлов и элементов новой базы » к
прсссора являются основой для технического нового базового кон-
струкции новой базы и базового компрессооа ад ия на РазРаботку кон-
При выборе значения основного параметра норой а
ного значения поршневой силы П,. следует 6 ~ номиналь-
тителызых чисел по ГОСТ 8032. Если проектипгаться Рядами предпоч-
ра обусловлено необходимостью создания новий^ нового компрессо-
минальной поршневой силы, отличной от бяэ ™ баЗЫ С0 значением ho-
т. е. от ряда R5 предпочтительных чисел по ГОСТ ^рДслевому стандарту,
задаваться значением /7Н из ряда Я70 предпочтите^’ Т° Рекомендуется
При выборе значения средней скорости d’ необ‘п„ЧИСеЛ-
ваться на современные поршневые компрессопь, °Риен™ро-
современную тенденцию увеличения значения с п 9 Д1’2) и Убывать
мнить, что повышение Ст связано с ростом rmnL”' ‘РИ Этом следУет ло-
вом тракте и увеличением темпа износа трущихся па^У^ П°ТерЬ В Газ°'
ния Ст в многоцилиндровых вертикальных и nnL,P' Увеличение значе-
компрессорах ограничено в связи с трудностями °зитных кРеицкопФных
цилиндрах, особенно „а цилиндра?™Узкого Хе ™'™’на
большие значения диаметров. В компХоХ 2^™”’ кот°рь,е
давления значение С. „ож’ез бьпьТрЕчХ*.
При выборе значения хода поошня 9 и У||дотнении.
крейцкопфных компрессоров можно ооиентиппНЯ ™ вращения вала по
М И. Френкеля [20]. ориентироваться на рекомендации
где — ход поршня, м; к — коэффициент; П„ — номинальная поршневая сила, Н.
В существовавших в то время компрессорах к = 5 • 10-4... 100 • 10-4. При
этом преобладают значения к = 1 • 10-4...8 • 10~*. Следует учитывать, что в
современных компрессорах наблюдается тенденция уменьшения хода
поршня, связанная с увеличением частоты вращения вала пй.
Частота вращения вала п0 определяется через среднюю скорость порш-
ня Ст:
,, — т
с учетом условия
•'пс max —
где 4с max — максимальная сила инерции поступательно движущихся масс.
Последнее условие ограничивает допустимые массы деталей механиз-
ма движения.
Чаще всего расстояние между рядами в многорядных базах определяет-
ся диаметром наибольшего цилиндра при установке двух таких цилинд-
ров в смежных рядах вдоль оси вала. Определяющим, как правило, явля-
емся диаметр цилиндра 1-й ступени базового компрессора общего назна-
чения1. Максимальный диаметр цилиндра должен быть не более допусти
6*
1 Напомним, что иногда базовым может быть компрессор не общего назначения.
83
ком^01””
!нее^ка" -------------
,пй силы И 2) по значению с„
11ор1инев‘’йГ^п"хсЯЧаСТеЙРЯДа‘ 4
ПО знй-1£-НИпЮоСтупательно ДВИ*УОЛьшая газовая поршневая
мог* HTiTp.i’111’-|llt • 1СИсгвия 1111 и равна
.......................................
/я... , к.
Лп2„ - -Мт-•/шт Г
t4 7
_ соответственно давления нагнетания и всасЬ1Ва.
П„ - fun Рве min
/,ПтаХ=да)(/’кга„-^-")
соответственно минимальные значения давлений всасывания и нагне-
Где Рве min» Рнгшп
тання.
Минимальное значение рвс имеет место в первой ступени компрессора,
сжимающего газ от атмосферного давления; pBQ mjn = 0,1 МПа.
Учитывая, что обычно отношение давлений в 1-й ступени принимают
выше, чем в других ступенях сжатия, при проектировании баз компрессоров
допускают минимальное значение давления нагнетания рн min = 0,25 МПа.
Таким образом может быть определено значение Dn тях по допускаемой
поршневой силе.
сядопустамХ^ДИ“аМеТ₽ ци™дРа Аттах по силе инерции определяет-
ся дот стимои массой поршня ИзУГПОПка I - П
НО допустимую массу поршня (кг) Jnc max ~ П" Имеем максималь-
mnopma =
Зтшат +П1кр +тщт
гае« _ „ ,овая • 4В
радиуса кривошип, r Л рашсния вала. пад/с d J
крейцкопфа „ ШТОы, шатуна Lmи РВДиус кривошипа; - отношение
. кр m с°ответственно массы шатуна,
Имея значение щ ’
—Р пор-
' ”".2 2 s" “p“ «“Г11 UM"IUlpa °™-
- осями двух смежных
где а ^2 D
исоро! Расстояние межд Ц‘Нар тах +
- 300 мм. ан°в. Из отечественного опыта
I л а в a 2.3. Выбор схемы поршневого компрессора
Глава 2.3
ВЫБОР СХЕМЫ ПОРШНЕВОГО КОМПРЕССОРА
§ 2.3.1. ОБЩИЕ ПОЛОЖЕНИЯ ВЫБОРА СХЕМЫ
ПОРШНЕВОГО КОМПРЕССОРА
Понятие схемы компрессора. Схема компрессора представляет собой
концептуальную основу, на базе которой выполняют проектирование и
компоновку компрессора. Схема компрессора определяет в общих чертах
особенности конструкции машины.
Схема компрессора характеризуется следующими элементами'
I) типом механизма движения;
2) числом ступеней сжатия;
3) числом рядов;
4) типом рядов;
5) расположением рядов;
6) смещением кривошипов рядов относительно друг друга;
7) распределением ступеней сжатия между рядами;
8) распределением полостей ступеней сжатия в каждом ряду.
Задачи, решаемые при выборе схемы. Выбор схемы компрессора —
сложная творческая процедура проектирования компрессора. Не суще-
ствует строгого алгоритма выполнения этой процедуры, так как она не
может быть формализована. Однако накопленный опыт проектирования
компрессоров позволяет определить задачи, которые чаше всего прихо-
дится решать при выборе схемы компрессора: выбрать число ступеней;
тип механизма движения; типы и число рядов; кинематическую схему
компрессора1; выполнить компоновку полостей сжатия компрессора.
Вышеприведенный перечень задач не определяет жесткую последова-
тельность их решения, которая зависит как от технического задания на
проектирование компрессора, так и от опыта проектировщика. Решения
этих задач взаимосвязаны, и потому при выборе схемы компрессора при-
ходится решать одновременно несколько задач.
Выбор кинематической схемы компрессора предполагает выбор углов
развала осей рядов и углов развала колен вала при уже выбранном числе
рядов, т. е. задание кинематики движения поршней во всех рядах. Наибо-
лее часто применяемые кинематические схемы бескрейцкопфных комп-
рессоров приведены в табл. 2.1.1, крейцкопфных — в табл. 2.1.2.
Компоновка полостей сжатия — распределение полостей ступеней
сжатия по рядам (между рядами) и определение расположения рабочих
полостей ступеней сжатия в цилиндрах каждого ряда.
Выбор схемы компрессора зависит прежде всего от его назначения,
области применения, мощности (производительности, давлении всасыва-
ния и нагнетания).
От схемы компрессора зависят частота вращения вала, га р >
таллоемкость, динамическая уравновешенность, требования к q .
менту, выравнивание газовых сил в мертвых точках, неравномерность
1 Обратите внимание на то, что существует два термина «схема ^'"Р^оврас;,бИя“п^ятие
гичсская схема компрессора». Понятие первого термина р
второго.
85
Глава
2.3. Выбор схемы поршневого компрессора
.....свых групп, доступ
Х«,!'"'"'“,“Х с«мн компрессора адад
2’ „,«».* оп^ «; рвм выбора, оеновпм,,;
«-sSr**
"|’<>стра"™'"“**•
ss»s:*^»-KWpa’
удобСТВ° "пЕ^обауживания;
S^CiSS »«->-'•“ра”ниюн“'газовьи “
„5Х> »«“« j’pX"™' средней скорости поршня);
..... W
утечки сжимаемого газа.
Кш^ьна^ш^ьэтГкршертев определяется требованиями,
J™^предъявляют к проектируемой компрессорной машине в Техни-
ческом задании. _
Малая металлоемкость и компактность — естественные требования ко
всем изделиям машиностроения и в пояснениях не нуждаются. Однако
следует учитывать, что при монтаже и демонтаже компрессора может по-
требоваться дополнительное пространство. Так, для установки оппозит-
ного компрессора необходимо иметь ббльшую свободную площадь, чем
площадь непосредственно самого компрессора, с тем чтобы при монтаже
пилмнпНпТ^/Сб°₽Ке И разборке ПРИ ремонтах) можно было бы вставить в
гичнод.^мХЬт^?РиИЛИ1ирапоршеньсоштоком (Р11С- 2.3.1). Анало-
рессора необходимо свобод1 2 3 ПОршня со шток°м вертикального комн-
образом, при выборе '‘,к’с простРанств° над компрессором. Таким
№ что ш его установки К0МП₽ессоРа следует учиты-
Шеп?ивыбо ' ПОГребуется б™ее дорогое помещение боль-
ет Рассматривать прежде всего11 обслУЖЧ вания следу-
рения доступности ремонтируе- |
?ис,13Л. К опутаю нростршггаа, необходимого для установки коМПР®
Л - расстояние, необходимое для монтажа и демонтажа поршня в сборе
мых и обслуживаемых узлов и с точки зрения сложности конструкции
компрессора. При оценке доступности ремонтируемых узлов следует учи-
тывать трубопроводы, а также агрегаты, располагаемые над компрессором
или вблизи него (например, межступенчатый охладитель газа, размещен-
ный над оппозитным компрессором, и трубопроводы, подводящие к нему
и отводящие от него газ).
Выбором кинематической схемы компрессора можно достичь лучшего
уравновешивания. Поэтому при выборе схемы компрессора следует отда-
вать предпочтение схемам, которые позволяют лучше уравновесить не-
уравновешенные силы инерции и моменты от сил инерции поступательно
движущихся масс . Плохо уравновешенные компрессоры имеют большие
вибрации, и для их монтажа требуются массивные фундаменты. Следует
учитывать также, что чем хуже уравновешенность компрессора тем мень-
ше допустимая частота вращения вала, а следовательно, больше будут га-
баритные размеры и металлоемкость.
При правильном выборе кинематической схемы компрессора можно
получить более благоприятную диаграмму тангенциальных сил. Поэтому
при выборе кинематической схемы компрессора предпочтение отдают
схемам, позволяющим получить более плавную тангенциальную диаграм-
му. В этом случае требуется меньший маховой момент, а следовательно,
меньшая масса маховика или ротора электродвигателя2, что позволяет
снизить массу компрессора. Плавность тангенциальной диаграммы одно-
рядного компрессора связана с выравниванием значений газовых сил
Л.вмт и Л.нмт, с которыми газ действует на поршень (или поршни ряда) в
ВМТ и НМТ. Для обеспечения плавности тангенциальной диаграммы
стараются уменьшить разницу между Ргвмт и Рг нмт в ряду и во всех рядах
многорядного компрессора3. Кроме того, чем меньше разница между
Л вмт11 Л.нмт в РЯДУ, тем меньше разница в загрузке механизма движения
при ходе поршня к валу и при ходе поршня от вала.
Повышение быстроходности и частоты вращения вала — современные
тенденции развития компрессоростроения. При более высоких значениях
средней скорости поршня и частоты вращения вала уменьшаются разме-
ры и металлоемкость компрессора. Следует помнить, что увеличение быс-
троходности компрессора сопровождается ростом гидравлических потерь
и темпа износа трущихся деталей, а увеличение частоты вращения вала —
ростом потерь на трение4.
Одновременно удовлетворить все критерии выбора схемы невозможно.
Поэтому приходится ограничиваться компромиссными решениями, удов-
летворяя в первую очередь наиболее важные требования в каждом конк-
ретном случае.
Факторы, влияющие на выбор схемы компрессора. Важность критериев
выбора схемы зависит от целого ряда факторов, которые определены тре-
бованиями Технического задания (ТЗ) на проектирование компрессора:
область применения; значения давлений всасывания ркс и нагнетания р„;
мощность, потребляемая компрессором; наличие смазки цилиндров и
1 См. том I, главу 15.
2 См. том 1, главу 13.
3 В многорядных компрессорах
раммы (см. том 1, § 12.9).
4 См. том 1, § 3.14.
возможно достичь более плавной тангенциальной диаг
87
. - Л
(центральный, токсичц.
„маем01'0 % зависимости от этих фак1,
лвн^'- г тип nP"BOjLopa становятся более важц,.
-НИКО* 1ЧЧ1-пд-ны"’-7 компр^Р„рнмере влияния размеРо'н
Ct ыво- •' п°*3,ЙбоРа с£сним эТ° Лиев выбора его схемы. Р°8 и
ОДНИ ИЗ
з ёмпр^р .;тсхнолоп'м^ критериями выбора cxeMJ
наиболее ва*н овечность и ремонтопрИг^
1 ргкомпрои’80^ надежно^;? Выход из строя такого коми,
^-ии ПотреблениеэнВр" ,зводства, в составе которой
“X а также мдя*^остановкеiпро е могуг оказаться MHOtJ
^-ора''о*ет Цельно, к потерям. цовки. Поэтому для крупны,
&« S*;SX**- оснмнь'х
иС&с««ы'Хется надежн°^ческих компрессоров целесообразно
k же причине дтя лемюлоп н0 надежную и долго-
ичеп теть более ^^яклм оХом. критери.з простоты конструкции и
да конник,. »окомпрессоров становятся менее важными,
начдтьной стоимости для таких и безостановочн0й работы крупных
Затраты на увеличение.длите. нию с потерями, вызванными
компрессоровнезиачпельнь. про„зводства.
производстве при простое таких компрессоров, а
П “ Хонмостъ компрессоров, их установки и монтажа ограни-
чивают возможности их замены. Такие компрессоры находятся в эксплуа-
тации десятки лет Поэтому очень важными становятся требования долго-
вечности и ремонтопригодности.
Крупные и средние технолопгческие компрессоры обычно работают в
три смены без остановки (их останавливают только для плановых ремон-
тов и технического обслуживания), поэтому при выборе их схемы стано-
вится важным также критерий энергопотребления, так как повышенное
нергию в'го-ЧИ энергин прнволит к значительным расходам на элсктро-
компрвдотач ноЛои 'ч^М0НТа и обслУживания предъявляют ко всем
нолоп^’компТсё^ слелует читывать, что крупные тех-
кадрами и что на крупных ' •'* иваются более квалифицированными
Ремонтные подразделения о ча1прИЯТИЯХ имеются специализированные
КЙошн^ЫМИ спениХГибХ0ДИМЫМ об°РУдованием "
P^Hi^a^nnКПД- Уло6ствоеХ.тужим Важнее надежность, долговеч-
'У-^нныездХ^н^У^ни Sue габё ремонта’ тем меньшую
тельные; на уведичени РеССОров ма-лой м0|,1иРИ™ и металлоемкость,
^'•"рессоров малы'11нтельносп< безоё^ё^™’ Затрать1 (лаже значи-
йостановёоёаВНению с потепЯмё°8ОЧНОЙ Pa6<>™ крупных
.(шГ'?.Г'1':1:ЬгнИе СИЛ7 ' ^о^СТВИе ЭТОГО Нп ’ ВЬ13ваннь|ми простоями
их^мЪ^кчхВрялу^^ВОДСТМ.
о ии сс°Ров с малой частей рядами имеет значение
^-*моС£7* ьргщения отои вращения вала1. При
а “ в томе ИЯ^нанеРавно
-'° вращения и требуемый
Глава 2.3. Выбор схемы поршневого компрессора
выборе схем для малых и высокооборотных компрессоров разницу между
силами РВмт и ^нмт часто не принимают во внимание
для передвижных, транспортных, судовых компрессоров основными
требованиями к схеме и конструкции являются компактность, малая ме-
таллоемкость и хорошая динамическая уравновешенность. Для таких ма-
шин требования долговечности и экономичности становятся не первосте-
пенными.
Большое число применяемых схем компрессоров объясняется больши-
ми различиями требовании к компрессорам различного назначения.
§ 2.3.2. ВЫБОР ТИПА МЕХАНИЗМА ДВИЖЕНИЯ
Наиболее часто в поршневых компрессорах применяют крейцкопфные
и бескрейцкопфные кривошипно-шатунные механизмы движения. Дру-
гие типы механизмов движения (рычажные, гидравлические, гидромеха-
нические и т. п.) используют редко, как правило, для компрессоров спе-
циального назначения, например сверхвысокого давления.
Бескрейцкопфные компрессоры. Конструкция бескрейцкопфного ком-
прессора проше, чем крейцкопфного. Это главное преимущество бескрейц-
копфных компрессоров.
Небольшие бескрейцкопфные поршневые компресоры имеют мень-
шие габаритные размеры и, как правило, меньшую металлоемкость, чем
крейцкопфные с теми же параметрами. Однако с увеличением описанно-
го объема из-за неполного использования объема цилиндра (полость ци-
линдра, обращенная к механизму движения, не используется или исполь-
зуется частично) это преимущество бескрейцкопфных компрессоров те-
ряется.
У бескрейцкопфных компрессоров рабочей стороной служит одна сто-
рона поршня. Вторая сторона поршня не используется или используется
частично. Поэтому при одинаковой производительности диаметры ци-
линдров бескрейцкопфных компрессоров больше, больше и периметры,
уплотняемые поршневыми кольцами, а следовательно, и утечки через
поршневые кольца.
Нормальная сила прижатия поршневых колец к рабочей поверхности
цилиндра пропорциональна перепаду давления и площади поршневых
колеи, на которую действует перепад давления (см. § 3.4.2). Площадь пор-
шневых колец, на которую действует перепад давления в бескрейцкопф-
ных компрессорах, больше (при большем диаметре больше периметр и
больше высота колец). Следовательно, при одинаковых параметрах сила
трения колец о рабочую поверхность цилиндра в бескрейцкопфном комп-
рессоре больше, чем в крейцкопфном.
Гронковые поршни и цилиндры, работающие в паре с ними, как пра-
вило, имеют больший износ, чем поршни и цилиндры крейцкопфных
компрессоров. Большие износы обусловливают большие утечки газа из
рабочих полостей цилиндров.
Ьескрейцкопфные компрессоры имеют единую систему смазки для ме
манизма движения и цилиндропоршневой группы (см. 1лаву З.о). ри
ном для смазки механизма движения используют более вязкое и более
Дорогое компрессорное масло. Подача масла в цилиндры осуществляется
„ СО сжатым газом уноеитСя
0зирУеТСЯ’ Я mS СжаТЫЙ Гй3 ПОЭТ°МУ 6°ЛСе
гиВанием 11 большое количество
Й,ое продажных компР®^гаРется при высокой темпе*
может привести к аварий'
К в03Д^Д рует^Р\ч”Яество нагара^ м смеси паров масла с вОз.
....................................
SS-'.........'X........
р В рядах СО СП’ПС’<5К0ВуюпоаеР^О3с;еЬров и верхняя головка шатуна
удедьныеда^н'1^^ „сОбходих<ь.' приходится применят,
-S“-“-,ТЮЙ ” напрамя'ощк-
соответствует
Область применения беареиа ряд) Бескреицкопфные
мощности менее , 120... 150 кВт) целесообразно приме-
компрессоры большей мощн ^ ыхуСтановках, которых наи-
Е.Пр"это"такие комп'кс»-
Р“кХ“т””'<S™»«!6o.<ee часто применяемые в бескрейцкоп-
фных компрессорах, приведены в табл. 2.1.1.
Крейцкопфные компрессоры. При мощностях больших, чем рекоменду-
ется для бескрейцкопфных компрессоров (см. выше), применяют крейц-
копфные компрессоры. Кинематические схемы, наиболее часто использу-
емые в крейцкопфных компрессорах, приведены в табл. 2.1.2.
§2.3.3. ВЫБОР РАСПОЛОЖЕНИЯ РЯДОВ КОМПРЕССОРА
ТИПЫ КОМПРЕССОРОВ
нию рядов поршневые компрессопыСПОЛОЖеНИеМ радов- По расположе-
™ьные и компрессоры с рядами Lnn?™ На веРтикальные, горизон-
в РодиирассмотРении типов комппрЖеННЫМИ ПОД углом ДРУГ к ДРУ‘
с гарХпи’Хряаамн.
НО распой как бы оппоз1КОТОрых ряды лопат3’ И оппози™ые типов
Р'«°₽а^^ пРи это°мРнСПОЛОЖеНЫ П° °бе
" “ к°мпресСПп 1!Сс ряды выпоп ДВИжУгся навстпл 1 В попаРно оппозит-
КОЗДР<ысоаГИпа Н В комп-
90 ^еЧнЫм
движеш1ем пг 1 Оппозитные Дни' htcj >
м ПоРшней г Нь е кРеицкопфные
с Четным числом ря-
Глава 2.3. Выбор схемы поршневого компрессора
Рис. 2.3.2. К вопросу о классификации горизонтальных компрессоров
дов применяют редко, а компрессоры с совпадающим направлением дви-
жения поршней не используют из-за плохой уравновешенности.
Горизонтальные крейцкопфные компрессоры типа Г. Такие компрессоры
(см. схемы в и г на рис. 2.3.2) в настоящее время не выпускают, но комп-
рессоров этого типа много еще находится в эксплуатации. Недостаток та-
ких компрессоров — их плохая уравновешенность1, а следовательно, не-
обходимость в больших фундаментах. Плохая уравновешенность ограни-
чивает частоту вращения вала. Поэтому компрессоры типа Г тихоходны
(имеют небольшую среднюю скорость поршня) и работают при низких
частотах вращения вала. Поэтому они имеют значительные габариты и
большую металлоемкость. Малая тихоходность и низкая частота враще-
ния вала компрессоров типа Г обусловливают их высокие надежность,
долговечность и экономичность, так как при малой средней скорости
поршня темп износа трущихся деталей мал и можно обеспечить малые
гидравлические сопротивления в клапанах и межступенчатых коммуни-
кациях. Недостаток компрессоров типа Г — это необходимость иметь
большой маховой момент маховика или ротора электродвигателя даже
при двухрядном исполнении с углом развала кривошипов на 90°, не-
смотря на то что такое исполнение несколько сглаживает тангенциаль-
ную диаграмму2.
Оппозитные крейцкопфные компрессоры. Оппозитные компрессоры ти-
пов М и Н (см. схемы а и о на рис. 2.3.2) могут иметь до 12 рядов. Приме-
няют их при значениях поршневых газовых сил, действующих в каждом
ряду, от 10 до 2000 кН. Компрессоры типов М и Н хорошо динамически
уравновешены3, что позволяет выполнять их высокооборотными и быст-
роходными, и, кроме того, требуются фундаменты меньших размеров и
массы. При высокой частоте вращения вала масса ротора электродви1а!е-
ля оказывается достаточной для создания необходимого махового момсн-
' См. том 1, § 15.2 и 15.3.
, См. том 1, главу 12.
3 См. том I, § 15.4.
91
ftatet //. Осями проектирования nopi
-----------
аях ДЛЯ этой uc.-"< массу ротора здв| q
' виекогорь,ХС;'У'"1 „.„и в противолежащед-
»A^“”s:S””:="e "a,w“..................’ ;с,",ы' "»*
г'133 °бУСЛ1'В „рессоры могут быть выполНС|,
е"\ни^ ,е оппозитные КОМПР М1)Н цилиндр простой кон ст'
монтажа, ремонта и обсЛу.'
мнегоряли^1*, ° яивает 6°*^ 1|0 с горизонтальными компРссУ.
"книи эго обеспеч. )10 сравнени в которых приходится у"
Ьобрзл'^^ров или сложные дифференциал^
сорам I ряз' несколько ш х ступеней сжатия. Обслуживав
удобно’чем круп--
КРУПНЫХ оппозитных .
йишьных. крейцкопфного оппозитного компрессора
в ряде случаев выбор сим р МССТ11ТЬ межступенчатую аппаратуру и ;
детвозможноегьболи !..! Н’.КПЫ11 н концевой охладители газа могут
коммуникации, ак .1|)ПС|Л.|1СНЧать|М оппозитным компрессо-
1^^ с°олР ой стороны вала расположены нилнндры первой ступени>
3^a.WM .ала-шишпрывгороп ступени.
Многорялное исполнение крупных оппозитных компрессоров позво-
ляй выполнить компрессор большей производительности, чем компрес-
соры ,ipwi\ схем, путем хъеличсния числа цилиндров (см. рис. 2.2.5). I
Типичные схемы оппозитных компрессоров приведены на рис. 2.3.3.
Глава 2.3. Выбор схемы поршневого компрессора
1 3.4. Направление сил в иротиволежа-
”ИС |ЦИХ рядах оппозитного компрессора
N
Но крейцкопф
Недостатки оппозит ных компрессоров: 1) более тяжелые условия рабо-
ты сальников и поршневых колец из-за более высоких средних скоростей
поршней, чт0 особенно существенно для ступеней высокого давления;
2) уменьшение срока службы клапанов и других деталей, работающих на
усталость, из-за более высокой частоты вращения вала. Более тяжелые ус-
ловия работы сальников и поршневых колец оппозитных компрессоров с
цилиндрами двойного действия обусловлены также тем, что в каждой
паре оппозитно расположенных рядов в одном из рядов нормальная сила
/у действует в основном на нижнюю направляющую крейцкопфа, в дру-
гом ряду — на верхнюю направляющую1 (см. рис. 2.3.4). В последнем
случае действие нормальной силы N совместно с силой тяжести крейц-
копфа, штока и поршня вызывает биение крейцкопфа в вертикальной
плоскости, а следовательно, и биение штока в сальнике и поршня в ци-
линдре.
Многорядные оппозитные крейцкопфные компрессоры имеют еще
один недостаток: большее число сальниковых уплотнений штоков, из-за
чего увеличиваются утечки сжимаемого газа и снижается надежность ком-
прессора.
Вертикальные крейцкопфные компрессоры. В вертикальных рядах при
крейцкопфном исполнении поршень практически не опирается на рабо-
чую поверхность цилиндра. Сила тяжести поршня со штоком направлена
вертикально и воспринимается штоком; таким образом, она не влияет на
износ рабочей поверхности цилиндра, сальников и поршня или направ-
ляющих его поверхностей.
Поршневые кольца в вертикальных рядах работают в лучших условиях,
чем в рядах, расположенных горизонтально или под углом к вертикали.
Они имеют несколько меньший и более равномерный износ, так как
смазка более равномерно распределяется по рабочей поверхности цилин-
дра, а твердые частицы, попадающие вместе с газом в цилиндр, оседают в
основном не на рабочей поверхности цилиндра, по которой трутся порш-
невые кольца.
В вертикальных компрессорах неуравновешенные силы инерции по-
ступательно движущихся масс действуют на фундамент вертикально, а
опрокидывающие моменты, действующие на фундамент вертикальных
компрессоров, обычно меньше, чем в компрессорах с другим расположе-
нием рядов, что позволяет использовать фундаменты меньших размеров и
более простой формы. Опыт показывает, что масса фундамента верзи-
кального компрессора приблизительно на 30 % меньше, чем фундамента
горизонтальных компрессоров типа Г той же мощности.
Вертикальные компрессоры занимают меньшую площадь но сравне
нию с компрессорами с другим расположением рядов.
Обслуживание, монтаж и демонтаж цилиндров вертикальных рядов
малых и средних компрессоров более удобны.
1 См. том 1, § 12.8.
93
...
0П0Р’ '
всрТопоР»зО,,т^да Рных Л'пресс°Р0В “ плохая УРаВ1|(1
»~ств^
схемы с вертикальными р
СЛ>Всов?''с,5Хм’5 "°Д Углом
ис"мьз^"рЫс кре"1|К0,,Ф',Ь1ж мкчшкопфных компрессоров под у*₽>'
Р^1ен,1 2 ^Веерообразные компрессоры
Жруп „оказаны вта ж2- К()||сгру1<ции, сложности монтЙ
Хя очень редко из-за слож у_образнь1С) а также трехрядные W*»
компактны, достаточно хорошо уравновеш^'
разные компрессор к0“ ы10 небольших фундаментах. Двух
"'^^voonSie крейцкопфные компрессоры имеют удаленные^,
HW^iX что позволяет использовать большее число клапано?
Ге сниз тери давления в клапанах, и что делает клапаны и
к„ легко доступными обслуживания и ремонта.
Расположение радов бескрейцкопфных компрессоров. Наиболее распрОс.
гранены бескрейцкопфныс компрессоры с вертикальным, V-, W- И вееро-
образным расположением рядов (см. табл. 2.1.1). Вертикальное располо
жение радов используют для малых компрессоров.
Углы развала кривошипов многоколенчатых валов. Выбор углов разня
КРШЮ1111Ш0И многоколенчатых валов производят из соображений лХ,
уравновешивания2 и большей плавности диаграмм гл крутящих момен.
1.3.4. ВЫБОР ТИПА РЯДОВ КОМПРЕССОРА 'Я
Основные типы рядов. "Римс,’яе“Х0^Хсора загтггсит °1 '1'
смотрены в §2.1.4.
С выбором числа ря-
тсльности,давления нагнетания и можег быть связ м
Наиболее благоприятный случай - число рядов равно нт И к| .(1С11СИ
лу ступеней сжатия. В случае, когда число рядов равно ЧИ . ' 1аТЬ в
сжатия, целесообразно в крейцкопфных компрессорах ИСПОД • ‘
каждом ря iy один цилиндр двойного действия с двумя ПОЛОСТЯМИ
ступени сжагия’, а в бескрейпкопфпых компрессорах — В каждом р
олив цилиндр простого действия. В отом случае вес ряды буду г ггриОЛ
ic.ii.iio равномерно нагружены (небольшая разница загрузки рядов мож
НИя'11аи'1Р1шТ»Иа ”СО;11",аковымИ значениями относительного IIOBbHllC
Линарами твойнот п’Тсжатия)- в крейцкопфных компрессорах с н
поршня к ВМГ "(wn К₽ОМС ™10, Работа, совершаемая при х<
-' Г'МТ'б№ет приблизительно равна работе, совершаемой ПР"
я................»
Глава 2.3. Выбор схемы поршневого компрессора
«оде поршня к НМТ. Разница между этими работами обусловлена в ос-
новном уменьшением описанного объема полости со стороны НМТ за
счст штока.
3 компрессорах со смазкой цилиндры двойного действия ступеней
низкого и среднего давления обычно выполняют с поршнем, скользящим
по рабочей поверхности цилиндра, т. е. с односторонним штоком (см.
рис. 3.115).
Цилиндры двойного действия с подвешенным поршнем (см.
рис. 3.3.19) применяют при тяжелых поршнях большого диаметра или при
использовании поршневых колец и направляющих поршня из неметалли-
ческих материалов, чтобы уменьшить их износ. Цилиндры двойного дей-
ствия высокого давления выполняют со сквозным штоком иногда по дру-
гой причине. Односторонний шток в таких цилиндрах может быть хуже
из-за неравенства рабочих площадей с двух сторон поршня за счет штока.
Неравенство рабочих площадей с двух сторон поршня может привести к
большой разнице поршневых газовых сил при ходе поршня к ВМТ и ходе
поршня к НМ 1 и, как следствие этого, к неприемлемым нагрузкам на ме-
ханизм движения и к увеличению неравномерности вращения коленчато-
го вала.
Если число ступеней сжатия больше, чем число рядов, то приходится ис-
пользовать дифференциальные блоки цилиндров (см., например, рис. 2.3.2,
схемы в и г), которые имеют существенные недостатки. Прежде всего
дифференциальный блок цилиндров и дифференциальные поршни более
сложны конструктивно и технологически. В большинстве случаев диффе-
ренциальные цилиндры и поршни выполняют составными, а поршни
иногда — с шарнирными соединениями для обеспечения самоустановки
по оси цилиндров (см. рис. 3.3.30 и 3.3.33). При изготовлении и сборке
таких цилиндров и поршней требуется повышенная точность. Второй су-
щественный недостаток дифференциальных блоков цилиндров — значи-
тельные псрстечки и утечки через поршневые кольца, особенно в ступе-
нях высокого давления. Увеличение перстечек и утечек через поршневые
кольца объясняется увеличением уплотняемых диаметров поршней, а
следовательно, и периметра уплотнения, а также большими перепадами
давлений на поршневом уплотнении. По тем же причинам (большие диа-
метры поршневых колец и перепады давлений) увеличивается работа тре-
ния поршневых колец.
В дифференциальных блоках цилиндров возможны случаи, когда на
поршневые кольца действует перепад давлений, направленный в одну
сторону. Кольца в этих условиях могут быть постоянно прижаты к одной
стенке канавки, когда нс происходит перекладки поршневых колец на
другую сторону канавки. Тогда скольжение поршневых колен происходит
по одной стороне канавки, куда смазка практически не поступа . <
увеличивает износ колец и канавок. ____,,м.
Доступ к узлам (поршням, клапанам) дифференциалы! о , ‘
линдров затруднен. Так, для выемки поршня иногда тре )у*’ L _
цилиндров и разборка трубопроводов. Использование д < >• । 1 ‘ ’
го блока цилиндров связано с трудностями размещения
ючной эквивалентной площадью1.
1 Об эквивалентной площади проходного сечения клапанов см. том I, §6.3 и 6.5.
95
HOPllllieebL
„иение дифференциальных б
;:“-“"°л,'мо’';:
,,,сказан"оГ° яынУ*Х при маЛ° го действия (см. табл. 2 t ,
^««"♦“^Р'»01’ ...Я' ТабЛ- 2 'Л 1,УНКТ8)»С.
J»*»" „ с #»««ar;?ip»“wT тй 5Г'г,п'
rss-*"•
пользуй "X С о^^года^и^'
|Б0Р ЧИСЛА РЯДОВ
§ finoe числа рядов. При выборе числа ря.
„.шаемые "Р" пь1° Р
...
I)сбаются; икается масса возвратно-поступатель-
p^ff“eS числа рядов l!!l’*‘%7oПозволяет увеличить частоту
врашения коленчатого в<и ,
ритные размеры ^XJXopax есть возможность лучше уравновесить
' 3)вмногорГпш, л З й уравновешенности компрессора требуется
силы ; X появляется возможность увеличить частоту враще-
h’,TZ Поел нее позволяет выполнить компрессор более компактным
"'металлоемким. Напомним, что .тля лучшего уравновешивания в
большинстве схем желательно, чтобы возвратно-поступательно движущи-
еся массы были одинаковы по рядам2.
4) в многорядных компрессорах можно получить более плавную тан-
генциальную диаграмму, что уменьшает требуемый маховой момент и
массу маховика (ротора электродвигателя)3.
Замечания к выбору числа рядов. Выше уже говорилось, что наиболее це-
cMws'ib, ",с;1°рялов Р„авным или кратным числу ступеней
выполнение базы компХ^ступеней сжа™ в оппозитных компрессорах
использования коленчатого^ Н£ЧетнЬ1м Ч11СЛОМ Рядов усложняется из-за
•’а коренных подшипников на а £ раадеЛЬ11Ь1МИ К0ЛенаМИ и большего ЧИС-
газовые усилия. Это объясняется тп«ЫС В03лсйствУЮт ббльшие поршневые
Х1ка№°М С парнь1ми коленами (см°8 5?*™РессоРах с четным числом
образом ч\На 111еках ва-1а' частично vna« П0Ри1невые газовые силы
По этим ппнчиНЫе подшипники деисп'<с'0НС"111НаЯ Друг лРУга» и> таким
ия t ‘а так*е с цель,0 ЛИ",Ь час™'‘н<>.
с*атЧ выполняю^ 10 нкечетноеЧисл0цил1^ИКаЦИИ’ иногДа компрессор,
наппиНЯется 11еРабочим4а3е с четчым числом а’ рав110е числу ступеней
^и“’« “агР““; "Р” р™ <№"' Р“
' см , АУ В таком 2 а' г ступе,|ей сжатия (см„
)^ т°мСпаву!$ У С110льзуют крейцкопфы-
,та,®^нхИи|3-
% “ак"-ДУмМи,((п
Н,ЛИЙ-—
олостой, нерабочий).
I лава 2.3. Выбор схемы поршневого компрессора
пваны» с увеличенной массой, необходимые для уравновешивания сил
.„..ми возвратно-поступательно движущихся масс (см. §2.2.1). Вместе
""гм многорядный компрессор с нерабочим рядом имеет худшую тан ген-
С?п1ьную диаграмму и нуждается в проверке допустимости увеличенной
11 равномерности вращения вала1,
не Для уменьшения диаметров цилиндров ступеней иногда приходится
.„пользовать несколько цилиндров одной ступени, что приводит к увели-
чению числа рядов.
При выборе числа рядов, меньшего чем число ступеней сжатия, при-
ходится использовать дифференциальные блоки цилиндров, о недостат-
ках которых см. в § 2.3.4.
Расстояние между рядами. Выбор расстояния между осями смежных ря-
дов имеет значение для оппозитных компрессоров и компрессоров, вы-
полненных по схемам W и WW. Особое значение выбор расстояния меж-
ду осями смежных рядов имеет, если проектируются картер или станина,
на базе которых будут создаваться производные компрессоры. Расстояния
между осями смежных рядов в этом случае обычно выбирают с учетом
наружных диаметров наибольших смежных цилиндров, которые могут
быть установлены в этих рядах воздушных компрессоров общего назначе-
ния (компрессоров низкого давления), а также с учетом размещения кла-
панов и их доступности. Так, например, для монтажа и демонтажа клапа-
нов в оппозитных крейцкопфных компрессорах рекомендуется иметь сво-
бодное пространство 300 мм между двумя смежными цилиндрами I ступе-
ни (цилиндрами с наибольшими диаметрами поршней). Следует иметь в
виду, что при таком выборе расстояния между осями смежных рядов воз-
можно проектирование газовых компрессоров с максимальным диамет-
ром цилиндров большим, чем диаметр цилиндра 1 ступени компрессора
общего назначения, даже с учетом свободного пространства для монтажа
клапанов, так как в таких компрессорах возможна установка в соседних
рядах цилиндров разных диаметров.
Значение максимального размера наружного диаметра цилиндра Оцнартах
определяется через максимально возможный диаметр расточки рабочей
полости цилиндра (диаметр поршня) Dn max, который ограничен номи-
нальным газовым усилием по ряду Пн. В цилиндре двойного действия
I ступени наибольшее значение газовой силы /7Г, действующей на пор-
шень, достигается в конце хода поршня к ВМТ:
где Оп — диаметр поршня; рн, рис — соответственно давление нагныания и всасывани
/шт — площадь сечения штока, откуда максимальный диаметр порши
^птах
Пг max ~ /шт Рве min
7) Ритах ~ Рве min)
4
гдс Рп max — максимальное значение давления
давления всасывания.
нагнетания; />вс min — минимальное значение
7
1 См. том 1.
9390
97
1^г+^йи+'"ШТ/
-V --------
.^а""< ..„-СОЙ поршня /ип, Т. е. Ма„
**•" а оГраН1,ч"в?еТСЯпор"|"я (‘/"П13Х " Я" * Из Этог0
5Й=*'..............................
условия ЗН
Л(1+ Х/,) быть одинаковыми (См
о’““;;>,5“»гнар“с' 23-3) "ояном
расстояния ме*- 3 разным" (с
JS«"‘•»** 1)|;10Взависят габаритные размеры и масса
*й£от<«м»емуЛ’“'" могут быть уменьшены при
компрессора- осяМи смежны*J ( 20) При этом следует учи-
PaCS i блок-нилиндров (см- PJ озмОЖНость размещения клала-
.......................*•"аожность иэгого“—
СПСПРНИЕ СТУПЕНЕЙ СЖАТИЯ ПО РЯДАМ
§2X6hSSe^
Основные требования к распределению ступеней сжатия по рядам и раз-
ме1 “пеней сжатия внутри рядов. При распределении ступеней ежа-
™ по рядам и размещении ступеней сжатия в рядах стремятся к тому,
чтобы: 1) все ряды были по возможности нагружены одинаково; 2) массы
поршней веборе со штоком во всех рядах были одинаковы; 3) поршневые
силы в рядах были по возможности уравновешены; 4) внутренние пере
течки и внешние утечки были минимальными; 5) размещение межступен
чагой аппаратуры (межступенчатые охладители, влагомаслоотделители
буферные емкости) было удобным с точки зрения их соединения трубо-
flP°itMewMHmn<Q^paMH " между собой; межступенчатые трубопрово
саниядавления в межтч^ниу ” минимальное число поворотов; 7) пуль
межступенчатой аппаратами™°Проводах И вибрация газопроводов
тан иР«монт клапанов и уп1отн₽и.М“ИНИМалЬНЫМИ> контроль за рабо
поршней при ремонтах была удобной ШТОКОВ были Удобными; 9) выемка
Гребование равенства °Н0И’
обр;и(1мВиження Кех Рядов выпо-шя РЯДам обУсл°влено тем, что меха
Дам При раьенстУИР0ВаНЬ1 на 0Динако1и^УНИ<^ИЦИрованнЬ1МИ и’ таким
1ее легкая 6ам Л'Юршневых сил в ря усилия> Действующие по ря
«Равн0Мерн0МйенНяЬШИМ но«ина1ьнь1м п ЖСТ быть использована бо
усилием, так как
кпд"-' размеРы компрессора',а'РУИННОЮ РШ П° Максимальной "°Р
5* ’ "Ь““а*’ “
п'•* ”“*ет 6ыть ДОСТИГ
о""™"''*
оцышать отношение дая
Глава 2.3. Выбор схемы поршневого компрессора
При распределении сгупеней сжатия по рядам следует стремиться не
только к максимальной и равномерной загрузке рядов, но и к максималь-
ной суммарной загрузке механизмов движения всех рядов. Для оценки
полноты загрузки всех рядов компрессора применяют коэффициент ис-
пользования базы лисп, равный отношению значений фактического и до-
пустимого суммарных по всем рядам поршневых газовых усилий:
р
К — г.факт
Лисп ------>
'г. доп
где Лфякт - Фактическая сумма газовых поршневых сил во всех рядах; ?гдоп - допустимая
сумма газовых поршневых сил во всех рядах.
Считается, что коэффициент использования базы £исп при разработке
производных компрессоров должен быть не менее 0,6.
Равенство масс поршней в сборе со штоком во всех рядах позволяет
лучше уравновесить неуравновешенные силы в компрессоре1.
Уравновешивание поршневых газовых сил в ряду позволяет получить
меньшие суммарные газовые силы, действующие на механизм движения
ряда.
От длины и формы межступенчатых коммуникаций зависят межсту-
пенчатые потери давления, а следовательно, и потребляемая компрессо-
ром мощность.
Удобство контроля работы и ремонта клапанов и уплотнений штоков
предусматривает прежде всего их доступность и простоту замены изнаши-
вающихся частей.
Распределение ступеней сжатия по рядам. Выше уже говорилось о том,
что лучше всего использовать в каждом ряду один цилиндр двойного дей-
ствия в крейцкопфных компрессорах или один цилиндр простого дей-
ствия в бескрейцкопфных2. В этом случае все ряды будут наиболее равно-
мерно нагружены. В крейцкопфных компрессорах с цилиндрами двойно-
го действия, кроме того, работа, совершаемая при ходе поршня к ВМ1,
будет в этом случае приблизительно равна работе, совершаемой при ходе
поршня к НМТ3. Разница между этими работами обусловлена в основ-
ном уменьшением описанного объема полости со стороны НМТ за счет
штока.
Если отсутствует межступенчатый отбор или межступенчатый подвод
газа, то равенство поршневых газовых сил в рядах обеспечивается при
одинаковом числе ступеней сжатия во всех рядах, а выравнивание рабо>
при ходе поршня к ВМТ и ходе поршня к НМТ в дифференциальных бло-
ках цилиндров обеспечивается одинаковым числом ступеней сжатия с
двух сторон поршня.
В тех случаях, когда не удается разделить ступени сжатия между ряда-
ми поровну, приходится допускать некоторое неравенство газовых порш-
невых сил в рядах. Уменьшение этого неравенства может быть достигнуто
2 В бескрейцкопфных компрессорах это могут быть дифференциальные цилиндры, и
которых ступени сжатия расположены по обе стороны дифференциальных поршне
См. том 1.
?•
99
к0.ипрессоро«^^_
а ПОРШ^вЫХ
нях '*"”’
11МИнда"мной
р,с да*» »'""'2га“'»с“'ж"“да“лер»ь1« ступеней иногда при<
„«с*’"”£"И>«п» “““Si мн»» с'>'ппш Р”мешеиИЫ1,
Д1Я уменьшения Дско1ькоиИЛ,^ поршневых газовых СИл
дится использо^ случае для вьфанх рядов в них увеличивают даЮ|с.
разных РядагхпОрШНевыми с,,-ш '^пшецие давления е).
таких рядов с пор' сительНОе новь размещения ступеней сжа
НИ<П ' да7рщГтьные сведения, необхоД' сжзтия большем, чем число рядов
„Я вЯ P^»B- Пр" Ч,1рСния выполняют дифференциальными. ]
X нд?ь> высокого Да^^ц’^ьных цилиндров кроме требований,
При компоновке ди*ре, ‘ графа. необходимо учитывать, что для
приведенных в °3начениями относительного повышения дав-
компрессоров с типичными > плошадь поршНя любой ступени сжатия
Z”««»суи“ "°ршн’й
"“XSX'Xmmnop»»» I ступени больше суммы плошалей
поршней II III IV V и т. д. что плошадь поршня II ступени больше сум-
мы площадей поршней III, IV, V и т. д„ что площадь поршня III ступени
больше суммы площадей IV, V и т. д.
Условное графическое представление этого положения показано на
рис. 2.3.5. Предположим, что площадь поршня I ступени сжатия ком-
прессора равна 100 см2. Тогда ее можно условно представить в виде
квадрата со стороной 10 см. Этот квадрат на рис. 2.3.5 показан жирной
линией.
тичЬ™11 ТаКЖе’ ЧТ° наш многостУпенчатый компрессор — теоре
равно 3 (чтоЧппиб?и°1СиТЛЬНОе повышение Давления в каждой ступени
машин). Из теории многое™ С00тветствУет большинству существующих
случае каждая последующая сту.кн'ЛшМ"рессора' известно, что в этом
У ступень будет иметь описанный объем, а
рис- 2-3-®'
Способы компенсации излишков плошали с одной
поршня:
стороны дифференциального
.«пользованием ложного штока; б - использованием компенсационной полости .
0 _ исполы ступени на две полости полости, в - разбиением
следовательно, и площадь поршня в три раза меньшую чем п™
шня предыдущей ступени. Тогда площадь || ступени'е"площаль ”°Р-
изобразить в виде прямоугольника, одна сторона котпппД ° ^ловно
другая - 10/3 см. На рис. 2.3.5 он показан тонкими л?нма РаШ,а 10 СМ’ а
рата. представляющего собой площадь поршня I ступени Сп ВНУТР“ КВад'
>шадь поршня III ступени будет в три раза меньшп™НН°
и может быть представлена квадратом со сторонами J ступсни
изображен РИС. 2.3.5 также тонкими линиями, пХХХ "я ГуХ“
ни меньше площади III ступени также втри раза и так далее Теперь7m а’
тс по должно быть понятно, что при типичных для современных^^
сорок относительных повышениях давления не может сшествХьадф-
ферешшадьный блок цилиндров, когда с одной стороны диффетхнХь-
ною поршня расположена полость сжатия низкой ступени а все поло?™
ПОС к дующих ступеней расположены с другой стороны этого поршня так
|МК со стороны полостей, противоположных полости низкого давления
|б\ ici и i нппск площади.
I Очевидно, что в конструкциях дифференциальных цилиндров таков
1НН1И1СК необходимо компенсировать. Основные способы компенсации
" шшков площади в дифференциальных поршнях:
— и способ — использование «ложного» штока (см. рис. 2.3.6, а), КОМКИ
сирсюшего излишки площади поршня со стороны механизма движения
1 "и южного» штока может выполнять часть дифференциального порш
н имеющего нормальный шток, соединяющий поршень с крейцкопфом;
и способ — использование компенсационной полости (см. рис 2.3.6, />)
I* шшек площади с одной стороны в этом случае компенсируется ввеле-
111 специальной полости, которая напрямую (без клапанов) соединена
""а ii.hi.imh канадами со всасыванием 1 ступени (или атмосферой), в
""с л.шлс'ни,?7,КХОДИТСжатие |аза н н котоР°й поддерживается постоян-
I I I I I I I •
|1"" ""Piiiii'n° 1ОС.П>’ ком,1снсиРУю*цую излишки плошали с одной и> его
U1 ! с нслью получения более сглаженной диа<раммы гашении
1,,1к"'ием однпйИНЯЮТ на,,РямУЮ “с с всасыванием в I ступень, а со вса»
“’“ыхеил 1 л,,ои из ступеней высокого давления для выравнивания ia
“ают - Действующих на поршень в ВМ Г и НМ Г. Такую полость пазы
Тельной-
;,Ы||,ц. у|^а1П1о,,,,ыс полости имеют существенный нелостагок значи
11,1,1 >н> КИ И3 рабочих полостей в компенсационную полость. Осо
‘ажно учитывать при использовании компенсационной полос
101
гтУпенями сжатия среднего и 1!Ь|
V поршнях СО CTJ"C ь весьма значительны. П°
«
через поршневые упл яы? ступ,ни ив этом случае осущест.
3-й сЛ0С?6компенсация '|ЗЛИШ^°ти ступени меньшего давления име-
(Р^2-\ Sro. что эти две п^ост g компенсации излишков пл0-
ваяется за счет i ie объеМЫ Этот сп при нечетном числе ступе
„»»». пк как и» противоречат друг другу.
(см. начало параграфа), которь простейший наиболее часто встреча-
Рассмотрим в качестве пр р Рнных МНОгорядных, высокооборот-
юшийся при проектирова P скомпоновать диф-
—к-™ ™
^'обычно стремятся диаметр цилиндра более высокой ступени сжатия
выполнить минимальным, чтобы уменьшить утечку газа и снизить работу
трения поршневых колец1. Поэтому ступень более высокого давления
размещают в дальнем от механизма движения (глухом) торце дифферен-
циального блока цилиндров, так как при таком расположении ступеней
сжатия исключается необходимость уплотнения штока при высоком дав-
лении. Ступень меньшего давления выполняют со стороны штока. При
этом обе ступени выполняют одинарного действия, размещая между ними
’°ННук) полость (см- рис- 23-7’ аУ Недостатки такой компонов-
полость- '?НДа11СЛЬНЫе утечки 113 рабочих полостей в компенсационную
сниматьвсасываю|'|1иеКИ поршня не°бходимо разбирать весь цилиндр и
” б“ Г“
шими перепадами давления в 11опишаИ0ННУЮ полость обусловлены боль-
8 компенсационной полости панно т ВЫХ уплот|1ениях, так как давление
Яиченн,, всасывания в I ступень ком-
деиствует перепад давления в оХТсттпи обусловлен тем, что на ЮИ
^-co4UOWM Р0Ну’ кольца пРижаты все время к
_ лолость
б
Рис. 2.3.7. Схемы
компоновки дифферент*-,
алъного цилиндра с двумя ступенями сжатия,
а — с компенсационной полостью; б — с сальни-
1----_---- б ком на Увеличенном штоке полости ступени более ,
высокого давления
Уменьшецщ>у nM;
•?’ я УВДныиаТта ХГ“пРри^гияШпоош(и’ИНа ШеЛИ’ Чсрсз которую проиСХО-
"" п°РШневых колец к зеркалу цилиндра
поршневых кпмпрессороя
,й стороне канавки (отсутствует перекладка поршневых колет □
0Д'т'оМУ масло не постУпас,Т в ЗОНУ постоянного контакта поршневых ко
"°" с горнами канавок. При работе поршневые кольца трутся своими
ЛСппами но торнам канавки и при недостаточной смазке имеют новы
Т°ГпНЫЙ износ.
шеСхема второго варианта компоновки двух ступеней сжатия в диффсоен-
иальном цилиндре показана на рис. 2.3.7, б, в котором ступень меньшего
Senna размешена в торце цилиндра, а ступень большего давления -
стороны штока. В этом случае диаметр цилиндра назначают из условия
обеспечения описанного объема рабочей полости ступени меньшего дав
„сипя, а диаметр штока выбирают таким, чтобы в кольцевом пространстве
между цилиндром и штоком получить описанный объем, необходимый
пя ступени большего давления.
1 Преимущества компоновки ряда по второму варианту: 1) исключаются
большие утечки из полостей сжатия в компенсационную полость, давле-
ние в которой равно давлению всасывания в компрессор; 2) улучшаются
условия смазки поршневых колец, так как обеспечивается их перекладка
(разность давления, действующая на комплект поршневых колец в тече-
ние одного оборота, меняет свой знак)1 в случае компоновки в одном диф-
ференциальном цилиндре двух следующих одна за другой ступеней сжа-
тия; 3) уменьшается длина цилиндров; 4) выемка поршня возможна без
разборки цилиндра (снимается только крышка цилиндра) и без демонта-
жа трубопроводов, подводящих и отводящих газ от ступеней сжатия.
При размещении двух ступеней сжатия в одном дифференциальном
блоке цилиндров поршневые силы в ряду имеют большее значение, чем в
ряду с двумя полостями сжатия одной ступени в цилиндре двойного дей-
ствия. Чтобы избежать перегрузки в ряду с двумя ступенями сжатия, по-
нижают относительные повышения давления в этих ступенях или выпол-
няю! эти ступени в двух рядах (см. рис. 2.3.3, ж).
Замечания к размещению ступеней сжатия в дифференциальном блоке ци-
линдров с числом ступеней более двух. Если число ступеней сжатия нечет-
ное, го ступень меньшего давления выполняют в виде двух полостей (по
одной с каждой стороны поршня), а остальные ступени — простого (оди-
нарного) действия, располагая их поровну по обе стороны поршня анало-
нгшо гому, как это показано на рис. 2.3.6, в. При четном числе ступеней
сжатия последние распределяют поровну с каждой стороны поршня с ис-
пользованием компенсационной полости, т. е. так же, как это делается
При двух ступенях сжатия (см. рис. 2.3.6, б).
Глава 2.4
ОСНОВЫ СМАЗКИ ПОРШНЕВЫХ КОМПРЕССОРОВ
§ 2.4.1. ОСНОВНЫЕ СВЕДЕНИЯ О СМАЗОЧНЫХ МАТЕРИАЛАХ
ты <поо?ВНЫе хаРактеРистики смазочных материалов. Для нормальной рабо-
лом Ор",|1ев°го компрессора его узлы трения должны смазываться мас-
В5,зкост И0ВНЫе хаРактеристики масел, используемых в компрессорах, это
ь, температура вспышки, температура застывания, стабильность.
3,0 особенно важно для ступеней высокого давления.
103
„мыХ ко>иЧ>ессоро«
»•»*“'‘“инм<х я»"”'™1”,,,, Ги........ скорости АвижЛ*’»
« 4,f"'B ,S”’“'“’“'1 Л»««•»«» п^ФФ«шт^т т,кос‘:
№“«”“|»№,ьн0С™ В УРМН'«"»
., "“«",“”"”'”!°сти'’ Н с/М’' ж -
гле Р _ сила трения слоев. .1 площадь поверхности соприкосновения ело
градиент скорости v в напрамении л, с
ев
Для характеристики вязкости масел чаще используют кинематический
коэффициент вязкости- (м-/с)
v = —,
где р - плотность, кг/м .
Вязкость масла зависит от температуры> и давления. Важной‘характери-
стикой компрессорных масел является индекс вЯЗ“ имостиотизме^-
рактеризует степень изменения вязкости масла в зависимости от измене
ния температуры, т. е. пологость кривой зависимости вязкости от темпера-
туры. ИВ выражают в условных единицах. Определение ИВ основано на
сравнении пологости кривой вязкости испытуемого масла с аналогичны-
ми кривыми вязкости у двух эталонных масел: одно из них — с очень по-
логой кривой вязкости (принято за 100 единиц), другое — с очень крутой
(принято за 0 единиц). Масла с высоким ИВ мало меняют вязкость С из-
менением температуры и поэтому предпочтительнее.
пат?мйспа)иР^СПЫШКи МаС'Ю >кп ~ это темпеРатура масла, при которой
ы поверхности испарения образуют с воздухом смесь, вспы-
прямен^пуаз" ОТ^а единХХемХ?иНЛМИЧеского коэффициента вязкости чаше
соппик^АШС ',римснястся в России ЖизкпД?,амичсского коэффициента вязкости рсд-
оавн^ вязкость в 1 11. если при площади
1 с- возникает сила
мичсскойКвязк»аГрТвсн’'и|аТИ',<:ио11 жидкости'™ С0ТуЮ Д°ЛЮ ~ сантистокс.
1 г/см! ^Жзм7Хи“ив7исХ
чХиЖ^'мсн"Г""’^^^ массл внесистемная^
' ....ЙЖ
еревода Е в етоксы существует фОрмул ИРСМЯ истс‘'ения 200 ей
Единицы измерения кинемзт . "
находят применение. И ,ик0'<> коэффици Е
104 " “взкости в Ст и » т
и н Ь изредка все еще
Глава 2.4. Основы смазки поршневых компрессоров
xnn;iioinyio при поднесении открытого пламени и
следуй путать температуру вспышки масла с тсмиГ”0 "Дающую Нс
ния масла, при которой смесь паров масла возяадспламене-
крь.того о. ня вспыхивает и продолжает гореть ем? "ри "Несении от-
^„ышки меньше, чем температура воспламене ия ^ее. <5 с' Т^"ерХ.
Гемнература застывания масла Т — тем (на 15--40 *С)
загустевает так, что при наклоне пробирки с мас^’ K0T0P°« масло
бирке остается неподвижным в течение 1 мин Т 45 УР°Вень в
можпосп. прокачивания масла в каналах система н хаРактеРизует воз
пературах. СИСТСМЫ смазки при низких тем
Стабильность масла - способность против^™
родом воздуха, характеризуется отношением X™"? °Кисле,,И1о кисло-
|0Ся в масле при его глубоком старении, кХвог? °Садка’ обРвзовавше-
выраженным в процентах. Однако в комХРссппи^ЬИОЙ МаССе Масла
пользуются числом Слея, т. е. массой (в muZ РНОИ технике нередко
ною в результате длительной (2...3 ч) вылепжС ?аммах> осадка, получен
Ре 200 °C в присутствии кислорода ВЫДСржки 10 >' масла при темпХу’
Кроме рассмотренных характеристик v м
ность, зольность и т.д.), но они имеют меньше знадение^к^^01’
сорных машин.
Две группы масел для смазывания поршневых компрессоров Все исполк
зуемые в поршневых компрессорах масла можно разделить на две Группы-
масла для смазки пар трения в механизме движения и масла адя смазки
1ШЛИНДРОВ и сальников. Условия работы последних более тяжелые так
как они должны работать при высоких температурах и иметь при этих
.емпературах достаточную вязкость; они имеют контакт с сжимаемым га-
зом и потому должны быть химически инертными к последнему. Масла
же, смазывающие механизм движения, предназначены для работы без
мн и акта с горячим сжимаемым газом.
Масла в компрессорных машинах выполняют следующие функции.
.»снижают износ трущихся деталей благодаря образованию маежнои
п leiiKii на трущихся поверхностях; б) уменьшают работу тр » ' '
..по. поверхности трения, отводя часть теплоты трения, г) р 1‘
мет ।личсские поверхности от коррозии. Масла, используйп.бочей
ки цилиндров и сальников, кроме того, улучшают герметичность рабо .ей
полос, и цилиндра за счет заполнения зазоров. „ипинлоон
Масла для смазки цилиндров и сальников. Масла дл „ а —,у_
И сальников должны: 1) обеспечить создание Уст°11'1'1 рабочихтемпс-
1Ш.ХСЯ поверхностях, т. е. иметь достаточную вязкое Р ных пр0.
Рагурах; 2) обладать хорошей подвижностью, не со . макси-
Сюк в маслопроводах; 3) иметь темперагуру вс стабильными,
мально возможная температура газа в цилиНДРгазом и не
1 сохранять свои свойства при контактс 1Я0ТН0С1Сй в ра-
зувать с ним в реакцию; 5) обеспечить уплотнение сил.
сжатым газом
"очей полости цилиндра; 6) легко уноситься Компрессорные масла с
" хорошо отделяться во влагомаслоотдели к >. . высококачествен
|;|кими эксплуатационными свойствами по у*. кислотно-земельной,
"ой сернистой или малосер..истой нефти п> введением соог
к,|сло.но-щелочной или селективной очист , » • |ОЧ11Ые масла
“етствующих присадок. Различают дистиллятные и остаго..
< [ЮГОНОВ (ДИСТИЛЛЯТОВ)
_________
II. (Х****-___---- ||01 ОНОВ (ДИСТИЛЛЯТОВ) Иса
,„г о6,’азуюш,''«
<да'1М''' "ясм " РоССИИ- Ак°Р>».
мазуте учение компр* \ясел в России установились,,
'к-1Т*'и,ф""аиия ко,Х'^1"ь1,;ом'1рессорнь'е масла раз6ить'На
Я-х^дах' ,^Звиям приМ1енНаечНёна для компрессоров, работающих
-TnS• нераств|имые ”
2Ж"гех же условий работы, но
пр';=^;Ъ^'-^':^"о^;^аботаюших в тяжелых
услйт^ Р^таюших в особо
4) четвертая *P>nna ^гпттхпе на, нетлния ньпне 200 С.
тяжелых условиях при темпера г значает „компрессорное». После
Масла маркируются 'VCWB1Ili прнменения, в которую входит
буквы К ставится номер> р Ся) Далее после дефиса следует
х sxsssii- тфф— «,
при температуре 100 ‘С. Пример обозначения: масло К4-_0 - масло ком-
прессорное. относится к четвертой группе классификации по условиям
применения и имеет вязкость 20 мм2/с при 100 “С.
В России для смазки цилиндров и сальников поршневых компрессоров
выпускается много сортов минеральных масел, но наибольшее распрост-
ранение получили приведенные ниже марки масел.
Моею компрессорное К-8 (ТУ 36 101181—71) вырабатывают из сернис-
той парафинистой нефти с использованием селективной очистки. В него
добавлена присадка для снижения температуры застывания. Предназна-
ного жГт ?i^LC0₽°B передвижных компрессорных станций и подвиж-
ного железнодорожного состава, где требуются масла с темпепптупой зас-
тывания не выше -45 'С масла с температурой зас
Масло компрессорное /С-/2 (ГОСТ IRfil ттх =
нистой беспарафинистой неЛ™ - ° 3) вь,Рабатывают из малосер-
очистки. Масло содержит депоессопиримснснием кислотно-контактной
ТУРУ застывания, и ,[рРедназначРёно дпя^ сни™ую темпера-
™'Л°МПреССОров с “нем до“ МП ° 2кПеНЧаТЫХ и многоступенча-
екрхжаюшеи среды до -25 а’ Р^отающих при температуре
.Л/а«° ^прессорное (TV ЗЯ яду
ем депрессор*[3Т^пиИСПОЛЬЗОВанием “^кливной^*3101 И3 сеРНИСТ0Й па'
передвижных кохпГ^3310’' °но исп°льзуется ? " очистки и с добавлени-
лезнодороХгё>Х™ТНЬ1Х СТанЩ1а и масло для
ния не выше-30..-35 -гГДе нсобх°аимы маслаС(СС°Р0В |,одвнжного же-
Macw компрессорное К-19(Гос т 1еМпературоЙ застыва-
..- и, мм J
-гга==»-,. окта"'“' —•
106 Техинформ, 1999 сти: асс0ртимеит „ приме|<вД
порш"евых ^n^cnpm,
Оно предназначено для компрессоров срелнп.
20 М Па). р Д,,С1 о и высокого даПп₽
Маем компрессорное КС-19 (ГОСТ 9243 7с даВле"ия (ло
парафииистой нефти с использованием се?е2’ ИЗГотовляют из сепм
ЮТ там же, где компрессорное К-19 слсктивной очистки . сернистой
Ю Мас.ю МК-22п (МРТУ 38 1204-66) "Рименя-
параф инистых нефтей путем кислотно-з2Тк?Т И3 мал°«рнистых и а
многофункциональную (моющую и против" и 0Чистк” Оно соп" бес'
|1р11Садки и используется для смазки судов ° 3"°С,1у,о> ” "Ротивощ Р» Г
сокого давления с температурой нагм^ Ы КОМ||Рессопш,у ,“0,1енную
Масло компрессорное К-28 (ТУ 38 тмиТ до 200 °C. Машин ВЫ-
ппегои парафинистой нефти с поимрнл. ~2') изготовляют ил ..
предназначено для компрессоров высокого“ ССЛективн°й очист™°оР'
том числе для компрессоров воздухопазлеп Давленил (более 20 Мп?Н°
Основные свойства перечислен^ маселТпЛЬНЫХ устан°вок МПа)’ в
ел приведены в табл.’2.4.1.
2.4.1. Основные свойства масел для смазки цилиндров и сальников
Свойства К-8 (ТУ 36 101181-71) К-12 (ГОСТ 1861-73) K-12B (ТУ 38 538-75) К-19 (ГОСТ 1861-73) КС-19 (ГОСТ 9243-75) К-28 (ТУ 38 101181—71) Метод испытания
Вязкость при 100 ’С, I0-6 м2/с 8 11...14 И...14 17...21 18...22 26...30 ГОСТ 33-66
Индекс вязкости, нс менее 120 — 100 — 92 — По таблице значений ИВ ГОСТ 11362-65
Кислотное число, мг КОН/г Температура,’С: 0,8 — 0,8 — 0,5 0,5 —
ВСПЫШКИ не менее 190 216 220 245 270 275 ГОСТ 4333-48
застывания, -45 -25 -30 -15 -15 -10 ГОСТ 20287-74
не выше
Для смазки цилиндров и сальников возду1Д”в1Хкц^а'фО-ЗО °C выше
мен дуется применять масла с температур01’ > ‘ССОров - на 20...
кмпсратуры нагнетаемого воздуха, а для газо
50 С выше температуры нагнетаемого газа. условиях, тяжелых
При сжатии газов, разжижающих масло, гжимаемОм газе механи-
температурному режиму, или при нддич* индр0В0е 38 и цилиндро-
неских примесей применяют вязкие масл . прокатных станов П-28
ное 52 («Вапор») по ГОСТ 6417-72 и масло для прокатив
(ГОСТ 6480-53). птм пт температуры, рекомендуют
Иногда, учитывая изменение ВЯЗКРС^ сезоны года (более вязкое
использовать разные сорта масел в разли
масло в теплое время года). «-«иет vneflUHeHiw нагарообра-
Смешение разных марок масел способствуйт aceJ,
зования. Поэтому не рекомендуется прим
107
иМы.^оипреССОР°в
JS “ ‘,тпошев"ю к ,,аслам" *
вь';таЖХбриованик’На13РаПпПОднь1х компрессоров смазывать МИн
собствуютОбраз „ кислородн так как пары МИНе «
< к»,ше«траии«х. Для компрессор»,,
Хвоопасные при определенн>иьные и агрессивные газы, исполь-
с^маюших а Т Хиипериновые и водомыльные смеси, СИн.
зуют специальные смазю у
тетические масла и т. ДГ давления, сжимающих этилен, цилинд-
нафтеновым маслом или специальны-
“”mS смазки 'механизма движения компрессоров. Масла для смазки
Масла для смаз опов при раздельной смазке1 рекомендует-
ся^би^Твязкостью (40. .70)10-* м:Л при 50 ‘С. Наиболее распростра-
нены машинные масла: индустриальное 30, индустриальное 45 и индустри-
альное 50. Последние два применяют для средних и крупных компрессо-
ров. Для смазки механизма движения оппозитных компрессоров рекомен-
дуют индустриальные масла И40А и И50А (ГОСТ 20799—75). Для смазки
механизма движения пригодны также масла компрессорные К-12 и К-19
и авиационные МС-20 и МК-22 (табл. 2.4.2).
2.4.2. Осиоввые свойства масел мя смазки механизма движения компрессоров
Коэффициент кине- Температура, “С
(при 50 ’С), КН м]/с вспышки | застывания
Индустриальное 30 27...33 180 — 1П
Индустриальное 45 38...52 1QA — 1U 1 с
Индустриальное 50 48...S8 1 7V ЭЛА — I j
Авиационное МК-22 40...50 230 -20 -14
В масла, используемые для смазки механизма движения высокообо-
ротных компрессоров, добавляют антипенные присадки (например, при-
садку ПМС-200А, которую вводят в соотношении 0,003...0,005 % к массе
масла).
Замечания по обозначениям индустриальных масел. Масла, предназна-
ченные для смазывания механизмов, выделены в самостоятельный тип
смазочных масел — «индустриальные масла» (ГОСТ 17479 4_87)
Л, Г,™™аблЬ2.4МзГ РаЗДеЛЯЮТ "° "”нию на четыРе группы -
2.4.3. Группы индустриальных
масел
н
G
С
Группа по ISO
Назначение
л
г
н
О раздельной смазке
108
Легко нагруженные узлы
Гидращппсс» не системы
Направляющие скольжения Ч
Тяжело нагруженные узлы а
цилиндров и сальников и смазке механизма движения см. далее.
Глава 2.4. Основы смазки поршневых
К0*пРессоров
„нсимости ОТ эксплуатационных свойств индустриальные масла
13 за1" с -ь подгрупп - А, В, С, D и Е (табл. 2.4.4).
ясли"'3"
4 4 Деление индустриальных масел на подгруппы по эксплуатационным свойсшам
—НиНГУ""3.. А в Нефтяные масла без присадок Нефтяные масла с антиокислительными и антикоррозионными присад- кам и
с Нефтяные масла с антиокислительными, антикоррозионными и поспи воизносными присадками и ироти-
D Нефтяные масла с антиокислительными антикппп.
износными и противозадирными присадкамТиКОРРОЗ,,ОННЫМИ’ пР°™во-
Е Нефтяные масла с противотанковыми присадками
для обозначения индустриальных масел используется mvnn
рсх знаков, разделенных тире. Для всех индустпиальнк,уР^ И3 четы’
знак - прописная буква «И». Второй знак -прописнаТк Л ПерВЫЙ
ваюШая принадлежность масла к группе назначения (см табл™?Тт'С
(регии знак - прописная буква, показывающая принадлежат 2 3)>
к подгруппе по уровню эксплуатационных свойств (смТабГ? 4 Ф^ч^3
нергыи знак - число, характеризующее класс ’ -4)' Чет’
масла (см. табл. 2.4.5). Таким образом масло ИЗОА име1тЧССК°И вязкости
ние И-Г-А-46 по ГОСТ 17479 4-8'масле> И4о£ нов°5 обозначе-
НД.А-68 „ масло ИЗОА - новое обозначение И rX™°Ho°B»oS"
чения индустриальных масел не нашли широкого применения.
Замечания по международной классификации масел по ISO. В соответ-
ствии со стандартом ISO на классификацию смазочных масел по вязкости
в зависимости от значения коэффициента кинематической вязкости при
4о с масла разделены на классы (табл. 2.4.5).
2.4.5. Классы вязкости масел, применяемых в поршневых компрессорах
Класс __ вязкости Коэффициент кинематической вязкости при 40 'С, мм’/с Класс вязкости Коэффициент кинематической вязкости при 40 ’С, мм2/с
VG-7 6,0...8,0 VG-100 90...110
VG-10 9,0...11,0 VG-150 135...165
VG-I5 13,0...17,0 VG-22O 198...242
VG-22 19,0...25,0 VG-32O 288...352
VG-32 29,0...35,0 VG-460 414...506
VG-46 41,4...51,0 VG-680 612...748
VG-68 61...75 VG-1000 900... 1100
В соответствии со стандартом ISO 6743/3 для облегчения вь>р
'’арках масел указывается код из трех букв. Компрессорные « • .
<ен1,| ।руц|1е D (первая буква кода). Вторая буква кода орс.
к°М||рессоров, для которых предназначено масло (для во уи .омцрессо-
ВЬ1Х используется буква А) Третья буква кода (для поршневых компреси
Ров< « и С) соответствует условиям применения ком1,Ре^Х;,Х ма-
‘1вания которых рекомендуется масло (пример услови Р
л для воздушных поршневых компрессоров см. в ia л.
109
в воздуш«ь« поршневых компРессора,
„римеяен*"*’^----------------------------—
2.4.6. Ус-том» "Р ----^^римснения
Буквеннь1"
_кадмзсда.
DAA
мзсла_____-
Легкие
ПериоД|’че<*аЯ
эксплуатаии"
Непрерывная
эксплуатаиия
Средние
DAB
Периодическая
эксплуатация
Тяжелые
DAC
Периодическая
эксплуатация
Непрерывная
эксплуатация
„ между циклами работы компреССп
|1срИ?™точен для охлаждения масла. да°'
рз ,Л А нагнетании ниже 1 МПа Дав'
1СН" „лтупа на нагнетании ниже 160-г
ТеМл,пение давлений в ступенях меньше з’
т™ пепа^а на нагнетании ниже 140-С
Ношение давлений в ступенях выше 3
отношение циклаМи недостаточен для
отдания масла, давление на нагнетании
Тедарапра на нагнетании ниже 160 "С,
Тсм»о,<е павлений в ступенях выше 3.
ТедаратУРа на нагнетании выше 160 "С и
ИС на нагнетании выше 1 МПа
Пямметры работы аналогичны средним
Ро..ам но при использовании масла,
S значенного для средних условий
эксплуатации, наблюдается образование
Параметры работы аналогичны средним
условиям
§ 2.4.2. СМАЗКА ЦИЛИНДРОВ И САЛЬНИКОВ
Смазка цилиндров поршневых компрессоров осуществляется одним из
трех способов: разбрызгиванием масла, залитого в картер; впрыском рас-
пыленного масла в поток всасываемого газа или под давлением от специ-
ального масляного насоса-лубрикатора.
Смазка цилиндра разбрызгиванием. Смазка цилиндра разбрызгиванием
применяется в бескрейцкопфных компрессорах. Обычно масло разбрыз-
гивается из масляной ванны в картере специальным разбрызгивателем,
устанавливаемым на шатуне (рис. 2.4.1, а), или специальными разбрызги-
«асла установленным
Рис. 2.4.1. Разбрызгивание
“ ~смази таг. Л 7; разб₽ь.згивателем:
ПО ’ ~ fcroaoe адздьц0аСЛа беговЫМ
Глава 2.4. Основы смазки поршневых
мясло беговыми кольцами (рис. 2.4.1 fa
р:110|11"м” трению С коленчатым валом и не только разбрьвгивают''1аются
бла>олз!1 могут подавать его к сверлению в валу, откуда оно 2°?
<!Гн нгробежных сил может подаваться к сверлению в шат^' и Ла’
Ст""сМк' .орн.невому пальцу. При этом избегают прямых удароХ^
по маслу, так как это приводит к излишнему нагреву масла
вбрызгиваемое в картере масло попадает на стенки цилиндра и чепез
Сильные сверления - к местам трения в подшипниках (рис 2 41 Т
‘"количество масла, попадающего на зеркало цилиндра, при этом спо
2смазки значительно превышает необходимое. Для снижения коЛИЧе'-
С° а масла, попадающего в рабочую полость цилиндра, на поршне уста
С шваюг маслосъемные кольца. р уста
на Смазка впрыском распыленного масла. Смазку впрыском распыленного
:!а в поток всасываемого газа наиболее часто используют в бескрейц-
‘,/фных компрессорах с дифференциальным поршнем.
Рабочая полость дифференциального цилиндра в бескрейцкопфных
компрессорах с дифференциальным поршнем, расположенная со сторо-
ны картера, смазывается разбрызгиванием (разбрызгиваемое в картере
масло попадает на зеркало цилиндра). Рабочая полость дифференциаль-
ною цилиндра с другой стороны дифференциального поршня (удаленная
о, картера) в этом случае смазывается маслом, распыленным в картере и
подводимым по специальной трубке во всасывающий патрубок, или из
хиановленной на последнем масленки-капельницы.
В бескрейцкопфных многоступенчатых компрессорах разбрызгиваемое
в картере масло не может попасть на поверхность цилиндров высокого
имения (см., например, листы А.1.29 и А. 1.33 в разделе «Атлас»), так как
полости этих цилиндров не примыкают к картеру. Цилиндры этих ступе-
ней смазываются маслом, оставшимся в сжимаемом газе после сжатия в
пре цядушей ступени. Для этого между ступенями сжатия таких компрес-
юров не ставят маслоотделители или отделяют только часть масла.
Смазка цилиндров и сальников подачей масла под давлением. Этот способ
смазки цилиндров и сальников применяют в крейцкопфных компрессо-
рах В цилиндры горизонтальных компрессоров масло подводится всере-
не хода поршня в верхней точке. При диаметрах цилиндра более 500 мм
или при сжатии газов, которые разжижают масло, подвод масла осуществ-
|l)i сверху и снизу, а при больших диаметрах цилиндра выполняют до-
" "шгельно боковые подводы масла.
вертикальных цилиндров подвод масла выполняют в двух, а при
"•hiих диаметрах цилиндра — в нескольких точках (равномерно по ок
hjiociii) н верхней части поверхности скольжения поршневых колец.
|! Уплотнениях штока (сальниках) предусматривают один, дна или гри
11' "'ода в элементы уплотнения (см. § 3.5.9). В небольших BOJ-'*yi11'11’
" "пкопфных компрессорах низкого давления иногда не и
' '11КУ от лубрикатора к сальникам, так как для смазки последнихui ,
1' машинах бывает достаточно масла, попадающею в сальп
'"Идра.
Чодача масла к местам смазки под давлением «сушест^тся cneiW(
ile’ Ь1М насосом-лубрикатором (см. поз. б на рис. 2.4. ), к ' «егуди
°лько плунжерных насосных элементов (с индивиду
ill
Рис. 2.4.2. Схема разводки маслопроводов от лубрикатора к местам смазки цилиндров
и сальников оппозитного компрессора
рованием количества подаваемого каждым насосным элементом масла), а
также каплеуказатели, позволяющие контролировать подачу масла. Конт-
мкатопы име«тМаСЛа’считают' что на 1 г приходится 13... 16 капель. Луб-
ального индивитеапки°Д °Т коленчатого вала компрессора или от специ-
Вместимость резёрвчаоа°кбп«ТР°ЛВИГаТ^1Я (дЛЯ КРУПНЫХ компрессоров),
боты не менееР8 ч без л^пЙ» Ра выбиРают исхоля из расчета его ра-
рое рассчитывают н;ХТТеЛЬН0Г0 залива маслом- Давление, на кото-
лавления газа в цилиндре. Вво^'масп!»’ должно быть не чиже среднего
ном во время всасывания Чтоб, к В ЦИЛИНДР осуществляется в основ-
=^£г====
Z“m“p*S“ ММНЫХ ,ру6 X-
“ isxi'ss
ла в цилиндре нежелате1,Ц1ИЛИНДрЬ1 и сальники. Излишнее
горячим газом, тем больц '^ ТаК как чем больше масла °ЛИЧество мас"
ш "‘"«<х>рИУетс.и1гара(прад^“™>™рует с
низложения мае-
Глава 2.4. Основы
^^Р^евых KOMnpftnpot
рис-
, Зависимость рекомендуемой удельной
’4 ‘ подачи масла g от давления
О,
5 to
О,
О
,с количество масла также
| 1 И1ПП1ия6оту клапанов. Поэтому сле-
I ?i'11,3CLPo нормировать количество по-
I дуетСТР цилиндры масла. Количество _ л 10 й^По
. смазки принимают с учетом
1 10Д‘11,ае тпения, частоты вращения вала компрессора, давления сжимае-
п.по^” „ рода сжимаемой среды.
мото газа ^CJja определяют исходя из допустимого расхода g масла на
рзСЧ° нваемой поверхности. Для воздушных компрессоров низкого и
I м? сМ давления рекомендуется выбирать g в пределах О,ОО2...О,ОО25 г/м2,
срс’1"е'°мпрсссоров высокого давления — по рис. 2.4.3.
расхода масла на 1 м2 смазываемой поверхности в сальниках в
7 паза больше.
2 к азовых компрессорах, если при сжатии не образуется повышенное
В, -ci во нагара, при выборе количества масла, подаваемого в цилиндры
K0;lll4tnikH можно пользоваться нормами для воздушных машин или по-
и < а 44
11 н рио 1 приработки (200...500 ч) новых компрессоров и после их ре-
, ' потачу масла в цилиндры и сальники удваивают.
' в icx случаях, когда в небольших бескрейцкопфных компрессорах ме-
1зм движения имеет циркуляционную смазку под давлением, а цилин-
'вызываются разбрызгиванием, в картер заливают компрессорное
10 И пары трения механизма движения смазываются компрессорным
а ,ом в этом случае на шатунах не устанавливают разбрызгиватели,
? как для создания масляного тумана и смазки цилиндров достаточно
масла, вытекающего из зазоров шатунных подшипников.
§ 2.4.3. СМАЗКА МЕХАНИЗМА ДВИЖЕНИЯ
111 сх«азки ipymuxcH поверхностей механизма движения применяют
с wo а, разбрызгивание масла и подачу смазки к местам трения под
-И HIICM.
ни пи 1Ка механизма Движения разбрызгиванием. Этот способ смазки меха-
'| к Ж||Цвижения предусматривает разбрызгивание масла, находящегося в
ми на ||011 НаННС каРтеРа> специальными разбрызгивателями, укреплениы-
icxi пд/'Г.^и Т’ е’ создание в картере так называемого масляного тумана
рciini.lc’ _сть капель попадает в специальные карманы, предусмот-
ри •> 4 |1'я с®°Ра масла, и масло по каплям попадает к месту смазки (см.
°'нако ’ Основное преимущество такой системы смазки — простота
,с,|ия {(у 'Руихимся поверхностям подводится недостаточное для охлаж-
"‘•тма in" 01*1 теплоты трения) количество масла. Поэтому смазку меха
Ров, непабКСНИЯ разбРЬ13гиванием применяют для небольших компрсссо
к" Разбры °Га1О1цих 'Р’итсдьное время без остановок. К недостаткам сма।
"° приво Л иванисм следует отнести также отсутствие фильтрации масла,
° пн к постепенному его загрязнению.
113
и зависит от уровня масла в Kaprp
Анмзгиваемого масла разбрызгивания в ;Ре
постоянна УРП°^ОНЬ1, куда'масло забрасывается^15'
Чт0бы о^спеХютПспеииальные ’д0 из общей масляной ван^.,
кос. иногда делаю захватываю Излишнее масло, подаваем"1
aS'S‘дай ™»на- Таким «•>»?
ир«р» „д0Н, сливается в Р р компрессора в поддоне
Si « s*SS "рит
К ипйРТСЯ ПОСТОЯННОЙ* jr
дер* паяпрнием. Смазку механизма движе
Г" смазка механизма движения ИОННой: масло забирается наС0-
ния под давлением вь’™^ и подается по масло-
сом (чаше всего шестереннь м) узлов трения вытекает через
проводам к местам смазки, з небольших и средних компрессорах
зазоры и стекает в «соор g крупных КОМпрессорах мае-
маслосборником служит кар Р' Рной емкости так, чтобы масло сте-
к±вРнеХПиЛп"рекачивдиось в него из рамы специальным откачным
"^Типичная схема смазки под давлением механизма движения воздуш-
ного поршневого компрессора низкого давления с коренными подшип-
никами качения показана на рис. 2.4.4. Шестеренный насос 7 забирает
масло из маслосборника - картера через маслозаборник 5 с фильтрующей
сеткой размерами 0,6 х 0,6 мм и прогоняет масло через фильтр 4. Затем
масло подается в сверление коленчатого вала 7 и поступает к шатунным
подшипникам по специальным радиальным сверлениям в шейке вала.
Рнс- 2-4.4. Типичная схемя
смзЭКИ
z:.zZ^“=:=“"““’•I
114
пРикреп-
компрессора
' сверлеНИЮ 15 теле шлтуна или по специальной трубе, прикреп
Il "О с' р _ к верхней головке шатуна для смазки пальца кЖц-
|| JЧ"0"Л зка пар трения крейцкопфы - направляющие осуществляется
f I копФа- Хальный маслопровод, на котором помещен прибор контроля
I чеРс3 5 масла 9 с автоматическим выключателем, останавливав
павлс",,Яс0Р ссли в системе смазки механизма движения нет давления
I коМ'1рс^с подшипники качения 2 коленчатого вала смазываются масля-
К°РС"'мапом, образуемым вытекающим через зазор в шатунных подшип-
I НЬ1М '\<ЧСЛОМ.
ЦИК‘1Х , же рисунке прерывистой линией показана система смазки ци-
I а 3 р сальников. Насос-лубрикатор 6, приводимый в действие через
лпн.Ч10 й вертикальный валик, забирает масло из резервуара и по мас-
с"е11" ' нам 3 и 8 подает его в цилиндры I и П ступеней.
л°'аР мечания по системе смазки механизма движения. Циркуляционная
За\ под давлением дает возможность постоянно очищать масло от ме-
°'а веских примесей. Современные системы смазки имеют несколько
ха""'ней очистки (рис. 2.4.5). Первая, предварительная фильтрация осу-
сТ'"Ж жется при засасывании масла из маслосборника: приемное устрой-
111СС)'имеет сетку, которая предохраняет насос от попадания в него наибо-
С1,'°кр\ нных твердых частиц. Вторая ступень фильтрации — пропускание
) количества масла после насоса через фильтр грубой очистки, кото-
вСперживает частицы размером более 0,08...0,1 мм. В качестве фильт-
^’"ирубой очистки широко применяют щелевые пластинчатые фильтры,
р 'комендуется очищать масло от частиц, превышающих размеры толши-
, ,, масляного слоя в подшипниках. Для этого в некоторых компрессорах
'"’пи И.ЗУЮТ третью ступень очистки и пропускают через фильтр тонкой
1КИ часть потока масла (5...15 % от всего количества). После фильт-
N ЮНКОЙ очистки масло сбрасывается в маслосборник. При этом все
масло профильтровывается после нескольких циклов обращения. В ка-
ине фильтров тонкой очистки применяют центробежные сепараторы
фи ц.тры с картонными элементами, которые удерживают не только
. р пае частицы размером до 0,001 мм, но и часть продуктов ра
пн масла.
Иногда в быстроходных, высокооборотных и крупных ₽ па1ОТ
. iiipyiomcc в системе смазки механизма движения мае; .
, ноская через специальные масляные холодильники,,р
Реляционную систему смазки, или с помощью ПОГРУ , листы
мрник змеевика, в котором протекает охлаждаюша ‘ станций
А 1.22 И А 2.20 в разделе «Атлас»). В компрессорах
1 лаждения масла иногда оребряют дно картера
11111 ы A.I 14 и А. 1.19 в разделе «Атлас»). 5 «-минутной
Количество заливаемого в маслосборник мает Р
"шжодительности насоса. - чтобы обеспечить
учение маслопроводов выбирают таким о р
1 'Фошь протока масла в пределах м/с. ссли u нем со
'асло в системе смазки механизма движени ‘ ’ь на 20 .25 % и
ч’л'111ся более 2 5 % ВОДЫ1 еСли вязкость масла из 2 % СрслНИц
"1 содержание механических примесей соста
,к службы масла при этом составляет около
115
подшипник (см. лист A.2.23 там же).
Масляные насосы системы смазки механизма движения. В ииркуляци
ных системах смазки механизма движения поршневых компрессоров п
меняются шестеренные насосы (рис. 2.4.6), роторно-пластинчатые наРИ
сы (рис. 2.4.7) It плунжерные насосы (рис. 2.4.8). 1'' "
Привод масляного насоса системы смазки механизма движения ос
статяют от вала компрессора (см. листы А. 1.3, А. 1.9, А. 1.19, А 1 31 А э'Ве
разделе «Атлас») или, в крупных компрессорах, — от автономного 2 * В
ственного электродвигателя (см. лист А.2.18 в разделе «Атлас») ° Соб~
Типичная конструктивная схема самого распространенного
ного насоса показана на рис. 2.4.5. Два зубчатых колеса 6 располож^'
в корпусе насоса 5 переносят во впадинах между зубьями масло „7 ННЫХ
вающего патрубка 9в нагнетательный 4. Избыточное масло ВСасы-
во всасывающий патрубок 9 через клапан ? п™ С масло перепускается
Рис. 2.4.5. Схема циркуляционной системы
смазки механизма движения компрессора с
тремя ступенями очистки масла:
] — сетка на маслозаборнике (l-я ступень очист-
ки); 2 — шестеренным насос, 3 - перепускной
клапан; 4 — фильтр грубой очистки (2-я ступень
очистки); 5 — фильтр тонкой очистки для части
циркулирующего масла (3-я ступень очистки)
П6
Рис. 2.4.6. Конструктивная схема
шестеренного масляного насоса:
/ — регулировочный винт; 2 — пружина;
3 — перепускной клапан; 4 — нагнета-
тельный патрубок; 5 — корпус насоса;
6 — зубчатые колеса; 7 — ограничитель
подъема всасывающего клапана; 8— вса-
сывающий шариковый клапан; 9 — вса-
сывающий патрубок
Глава 2.4.Ос,ювысмозки поршиелых
рис 2-4.7- Масляный насос роторно-пластинчатого типа тепловозного компрессора:
2 - корпус насоса; 3 - крепежный фланец; 4 - валик; 5 - штифт; 6- раздвижная
пружина, раздвигающая пластины; 8 — стопорная шайба; 9 — редукционный клапан
I _ крышка;
пластина; 7—
плунжерным масляным насосом воздушного W образн
бескрейцкопфного компрессора:
2 4 Х- Коленчатый вал с
<, ? 1С||||‘1тый яяп- i < ппкижео' 5— корпус маслонасоса.
ал. - — редукционный клапан; 3— подшипник. 4 плуц-нтриконая шей
шпилька; 8- шариковый клапан; А, С, Д - масляные каналы, Б - эксцопр
ка вала
рассчитывают по колиМс.
лгть масляного мясл0М. Исходя из этого и >
П^2Ь"ол*нобЬ1ТЬОшае?я его производительность, peJ0J-
теплоты, K0T°P^.f насоса уменья h\ оса с задавать в следующих riDe„
»™« * .*, смазки ‘ »я"“ илу компрессора, а для систем смау.,,
5Км‘“ »• 1 *»•* “м’/с на । кВт мощности „а
SSJT “"Ггеометримееких раз»еР«= шестеренного насоса пр„.
Я„ХХ5=W
Мощность насоса (кВт)
pS
чнас
. „ ourwue смазки МПа; 5 - полная производительность насоса, дм3/с
”УЛ"ма. который находится в пределах от 0,3 (для малых насосов) до 0,6 (/,,
крупных насосов).
Привод насоса осуществляется или от коленчатого вала, или от инди-
видуального электродвигателя (для крупных компрессоров). Приводимые
от коленчатого вала насосы устанавливают на оси коленчатого вала или
ниже уровня масла. В последнем случае насос получает вращение от ко-
ленчатого вала через дополнительный вертикальный валик. Усложнение
конструкции оправдано тем, что насос перед пусками постоянно запол-
нен маслом.
Раздел 111
^тРУКЦИИ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
консн ГУПОРШНЕВых КОМПРЕССОРОВ
Глава 3.1
ЦИЛИНДРЫ
§ 3.1.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ЦИЛИНДРОВ
И значение цилиндров — образование вместе с поршнем и клапанами
. ткнутой рабочей полости, в которой осуществляется рабочий цикл.
чрукния цилиндра определяется схемой компрессора, производи-
костью, родом сжимаемого газа, значениями давлений всасывания и
не гания, материалом заготовки, типом охлаждения, наличием или от-
eviciBiicM смазки и др.
В МГТУ им. Н. Э. Баумана при изучении конструкций цилиндров пор-
шневых компрессоров принято их классифицировать по нескольким ос-
нонным признакам:
по типу работающих в них поршней: цилиндры для тронковых поршней
(простых или дифференциальных), т. е. цилиндры для бескрейцкопфных
компрессоров, и цилиндры для поршней со штоком (дисковых, диффе-
ренциальных и плунжерных), т. е. цилиндры для крейцкопфных компрес-
сорон;
по типу заготовок, из которых изготовляют цилиндры: чугунные литые,
сшьиые литые, литые из сплавов, стальные кованые и сварные;
по сложности конструкции отливки: одно-, двух- и трехстенные; от-
крьпые и кипа «ведро» и т. д.;
по типу охлаждения: цилиндры с внешним воздушных охлаждением,
и иишры с внешним водяным охлаждением, цилиндры с охлаждением
< имаемого газа непосредственным контактом с охлаждающей жидко-
|’Ю (при впрыске холодной жидкости в рабочую полость цилиндра или
всасываемый поток газа)1 и цилиндры без охлаждения;
по выполнению рабочей поверхности: непосредственно на корпусе ци
1,11 ара или на мокрых или сухих втулках (гильзах), устанавливаемых в
’"Риусе цилиндра.
Рабочей называют поверхность цилиндра, по которой скользит пор
шень.
Некоторые элементы приведенной классификации, имеющие общий
1,1Сех типов цилиндров характер, рассмотрены в настоящем парагр
им.. Особенности охлаэ^ИХаждении
Иногда такое охлаждение наз^ас^^имются в’'“ц^церба В. Е.
14.1 впрыском жидкости НС Ра“ ' Пластинин П. И . и 1996. - >54 1[кчсо
‘"маемого газа впрыском жидкости ' ости. — М.: В1 , поршневых к
'",<мны\ компрессоров со впрыском ж.10СТи и экономи
И И . Щленов А А. Повышение надежности
ров - М.: Недра, 1980. - 359 С.
119
^иииЛ « дета''еи
ллаочных единик
щ. КакМУ^ с6ОР°
Всасывание
Уклон 1:15
Рис. 3.1.1. Схемы цилиндров:
„ , тпнкопым поршнем; б - дифференциального с тронковым поршнем; в -
Uho^K,“7"hckoX поршнем; г - простого действия с дисковым поршнем; д - дифференци-
ального
Другие элементы классификации конструкций цилиндров пояснены в
последующих параграфах на конкретных примерах.
Схемы цилиндров с основными типами поршней показаны на
рис. 3.1.1.
Для компрессоров, повышающих давление газов до 7 МПа (при очень
малых размерах и простых формах — до 22 МПа), цилиндры отливают из
серого и легированного чугунов; до 12 МПа — из высокопрочного чугуна
Нагнетание]
ЦИЛИИД₽ 6сскрсйцкоп*"ого компрессора:
ита^-крышка; 5=15...30мм;Л = 8мм
Глава 3.1 Итчндры
Рис. 3.1.3. Чугунный двухстенный цилиндр типа «ведро» крейцкопфного компрессора:
/ - всасывающий клапан; 2 — нагнетательный клапан; 3 — нажимной стакан
|>к 3.1.4. Чугунный открытый двухстенный цилиндр крейцкопфною ко Р*
I нс. 3.1.6. Стальной литой одностенный цилиндр высокого давления
с иироиидным графитом и от 4 до 25 МПа — из стали. Для давлений до
,,1И" Лры вьшол,,яют кованными из углеродистой стали, для боль-
Ч™. ~ Кованными из легированной стали.
inexcieniiiiL,'1и"11ДРЫ "иотовляют одностенными, двухстенными и
с южности отливо^Триве“нь,ТТЦИЙ чугуННЫХ цилиндров различной
шушенных - на рис 3 1 3 i ^стенного цилиндра - на рис. 3.1.2,
1 - 'J и 3.1.4, трехстенного — на рис. 3.1.5.
122
Глава 3.1. Цилиндр,
Рис. 3.1.7. Стальной кованый цилиндр на давление 31,5 МПа:
I — всасывающий клапан; 2 — нагнетательный клапан
многостенных цилиндрах в промежутках между стенками выполняют
Н1ыс и газовые полости. В водяных полостях1 протекает охлаждающая
"I ip вода. I азовые полости предназначены для подвода газа к всасы-
'м к шпанам или отвода газа от нагнетательных клапанов.
' । н.ные литые цилиндры выполняют, как правило, одностенными
; ; । ' ИЛИ’ Реже> Двухстенными упрощенной конструкции (см.
так как в стальном литье возможно больше брака и поэтому
|1,мо предусматривать возможность доступа ко всем поверхностям
। ^ ^равления брака. Отливка двухстенного стального цилиндра упро-
(|||струкции (см. рис. 3.1.30) имеет вспомогательные полости во-
11 ‘аждения, полностью открытые с двух сторон вдоль оси цилин-
! ^I'biBaioimiecH при сборке плоскими крышками.
кт, 11 с Цилиндры изготовляют только одностенными по технологи
Р.Х.'Раинам (рис. 3.1.7).
11 коо?'"Оверхность Цилиндра может быть выполнена непосредствен-
нц,ц.| Сс Цилиндра (см. рис. 3.1.8 и 3.1.14) или во втулке (гильзе), ус-
1011 в корпусе цилиндра (см. рис. 3.1.9, 3.1.15 и 3.1.26). Втулки
' Ь|,|Ь1е полости иногда называют водяными рубашками.
123
, I 9И3.115) и «сухими» (см.рцс.3
лаюшей водой. I юл
крСКРЕЙЦКОПФНЫХ КОМПРЕССОРОВ
s3,2 ЦИЛИНДРЫ БЕСКР И
- ппЛных компрессоров. Как уже было СКа
Чинныепидиндрыбескреиико ф сжимающих газ до 7 МПа (При
занозе, цилиндры комп ссор _ до 22 МПа), 0ТЛиваЮТсЯ Из Сс
0Мч^ь малых размерах и простых у 2 ю ВЬ1СОКОПрочного чугу,1а
пого или легированно .
с шаровидным графитом^ низкого давления бескрейцкопф.
Типичные конструкнии п 3 j2 (цилиНдр с воздушным охлаж-
них компрессоров показа) и конструкций поршневых комп-
г,Тагают “.............'
всасывающую и нагнетательную полости (см. рис. 3.1.2).
Наиболее часто цилиндры бескрейцкопфных компрессоров выполня-
ют с отъемной головкой (рис. 3.1.8). Отъемная головка цилиндра может
быть составной, состоящей из клапанной плиты и крышки (см. рис. 3.1.2
и 3.1.8), или цельной (рис. 3.1.9).
Возможно выполнение корпуса цилиндра бескрейцкопфного компрес-
сора заодно с головкой (рис. 3.1.10). Моноблочное исполнение корпуса с
головкой цилиндра применяют в основном в компрессорах малой произ-
водительности.
Корпуса и головки цилиндров компрессоров с воздушным охлаждени-
ем, как правило, оребряют для лучшего теплоотвода. Ребра на корпусе ци-
няют₽пплЛаКП ldllle ?СеГ0 кольцевыми. Редко ребра на цилиндре выпол-
вдольпообпаи^'н СМ' ЛИСТ А1'22 в ‘Атласе»), Температура стенок
температ\равы11|<1111И11.К0РПУ-Са11И;,ИНДра неодииакова. Вблизи головки эта
лее горячим газом' ПоэтомУХ?™0’’"5™ ЦИЛИНдра контактирует С бо-
одинаковой высоты (см пи/ 7 1/ корпусе цилиндра часто делают не-
• И, б), ребра вблизи ВМТ имеют ббль-
124
,у.ыя
’"'г™
Рис 3 I 9. Блок цилиндров с цельной головкой и мокрыми втулками:
1 — блок цилиндров; 2 — мокрая втулка, 3 - крышка
Рис. 3.1.10. Цилиндр, выполненный заодно с головкой
идет^ей поршневых компрессоре.
н1ую ВЫСОТ) В,,ь'^^ исходя 113 "с" с воздушным охлаждением Обя J '
ров иногда выпол'^oBKa цилш лра охдаждение важнее.
а не теплоотводу брамИ, так ка на рИС 3.1.2, — подогрев всаСЬ1.
тельно ^ShK-,,зобР^злТия'ОШУЮ нагнетательную (с гор^’.
Недостаток 1 ,ю стенку. разд • () ПОЛОсти. В 1-м томе было По
ваемого *» ° "Ju^o (с холодив м га , н;риводНТ к снижению прОИЗВо'
газОМо'чтоТодо^вгазанавсась^ Рда энергии. Для уменьшения
и3 кности И увеличению удельного Р сократнть прямои тепловой моСт
Д подогрева стараются до миних етания, для чего, например
^ь-сасывания-—ем всась1ВаЮщую и нагнета^
в компрессорах с вДДХ^кой (см. рис. 3.1.8), а в компрессорах
нею полости разделяют д f ПОЛОСтью.
с водяным охлаждена емводян в компрессорах> конструкция
При замене или обслуживаю 3 j 2 я 3.1.8, приходится снимать
цилиндров которых показа трубопроводы. Конструкция цилиндров,
"“Х’вХасе., на листе А. 1.19 (см. также рис. 3.1.45, е), сво-
б° ОднТкГпщ/вТасьшаю.цем патрубке, выполненном на таком цилинд-
ре, всасываемый газ может подогреваться о горячие стенки цилиндра,
что, как известно, нежелательно2.
Стремясь уменьшить расстояния между коленами вала и общие габа-
ритные размеры компрессора, цилиндры иногда максимально сближают
и выполняют в виде блока цилиндров, располагая несколько цилиндров в
одной отливке (см. рис. 3.1.9). Чаще всего полость водяной охлаждающей
цилиндры рубашки в конструкции блока цилиндров образуется путем ус-
тановки в корпус блока цилиндров так называемых мокрых втулок, омы-
ваемых охлаждающей водой, как это показано на рис. 3.1.9. При исполь-
зовании мокрых втулок важно обеспечить плотность водяной полости,
< ппг'Х?'0СТЬ соединений мокрой втулки с корпусом цилиндра. Один из
прессовое' мокрых ВТУЛОК цилиндров бескрейцкопфных ком-
Уплотнение кон1г^тВаНИеМк РеЗИН0Вых3 колец показан на рис. 3.1.94-
шествляют по торцовой повепРаЩеННк°ГО К головке Цилиндра, часто осу-
выми белилами, или другими v?C™ б'РТа втулки притиркой, или цинко-
сопряжения головки цили1ппаУПЛ0ТИЯЮЩИМИ смазками. Герметичность
кладкой или с помощью котьия" торца ВТУЛКИ часто обеспечивают про-
В отличие от мокрых отожженной меди.
ЮЩНЙарис°31 I, СУХИе ВТУЛКИ НС контактиРУют с охлажда-
картепомТ^ К ЦИЛИНЛРУ- Целесообпа™0 применяемые способы крепле-
чиными (анкерными5) ц1Г1и„'1°СОе?инять головку и корпус с
) шпильками (см. рис. 3.1.11, а)> та£ /ак в
!см. § Зидо
‘См. том 1.
> s-w ,т-« i
126 КИ' кивающие более двух деталей.
Глава 3.1. Цилиндры
12. Схемы блок-картеров бескрейцкопфных компрессоров.
рис. Эд
а С мокрой втулкой; б — с двухстенным цилиндром
.. „ деталей поршневых компрессор
сборных _---------------—•
г,М1П^ии^^ Послед упс I
,том .......SSX''р—ть 1,,,1,,ЛСК’р щих при
полатливосгьИ-^| вь1Полняют единой отливкои в вцде 6j]q*
|ьюмз J.SSe ^Сн^я7'3когда диаметр поршня мал и НеДо '
статочен для размер Я) нижНЯЯ часть к И чую
полость.
цилиндры (рис -- а верхней Pa3M^ я1'т повышенные требования Р
2 А'" ;Я“ф«рмаип» «ри-юднт к повыХ
К данКх жесткости, так как их ДеФРВ) поршневых колец и *
^износу рабочей 110веРхпнп°аС^ёму |1оршнем и цилиндром2. Одностен,
я . требтет увеличения зазора nk^ ,m имеют меНьшую жесткость.
е цилиндры с воздушн ым ох ,м Ддя уменьшения деформаций
чем двухстенные с «"X ‘го головки должны быть расположены
вотмо^о близко к стенке цилиадрдом цнлиндра уплотняют мягкими
Стыки между головках Р ) соврсменных> Не содержащих
прокладками из парси п_ - « которые для того, чтобы они выполни-
2“Г=Ф ЗХжм/ра.иомерио обжать с опрежлен-
Хм vcHnne J. Желательно выбирать материал мягких прокладок анти-
пригарным Прокладки из неантипригарных материалов под действием
высокой температуры пригорают к уплотняемым поверхностям и при раз-
борке цилиндров,'как правило, разрушаются. Прокладки из антипригар-
ных материалов при разборке цилиндров не разрушаются и могут быть
повторно использованы. Сказанное об антипригарных прокладках отно-
сится и к цилиндрам крейцкопфных компрессоров.
В современных высокооборотных компрессорах находят применение
цилиндры с водяным охлаждением только головки.
Стальные цилиндры бескрейцкопфных компрессоров. При давлениях
Xh'wXtv™ до цилиндры отливают из стали, а при
стали ОсХш 1а ЦИЛИНДРЫ изготовляют из поковок из легированной
« стали является
стальные цилиндоы уст™ н.>С'0ВЛС1,||ая технологией изготовления. В
на к задирам. ‘ 1И”ают чУтучные втулки, так как сталь склон-
§ 3 ЧУГУННЫЕ ЦИЛИНДРЫ КРЕЙЦКОПФНЫХ КОМПРЕССОРОВ
*) гунные цилиндп! I л
S™ "“*Л“"««.Типичный чугунный ци.
Подробнее см Гц
, ,;С“!Ж.......................................................................1
avoeci, запрещено.
ава I Цилиндры
Рис. 3.1.14. Цилиндр двойного действия I ступени крупного оппозитного крейцкопфного
компрессора (D = 1000 мм)
Чугунные цилиндры крейцкопфных компрессов, как правило, выпол-
няю! двухстенными (см. рис. 3.1.4) или трехстенными (см. рис. 3.1.5). До-
полшнельные стенки при этом образуют охлаждающую водяную рубашку
и i.новые полости всасывания и нагнетания.
I! цилиндрах двойного действия в промежутках между стенками ны-
1ю.1ияю1' также газовые каналы, соединяющие парные полости всасыва-
ния (или полости нагнетания), расположенные со стороны глухой крыш-
ки и со стороны штока, а также полости для протока охлаждающей ци-
линдр воды (см. рис. 3.1.15). Выполнение цилиндров многостенными
ci ;и'1И1ыег их жесткость. Конструкция цилиндра должна быть такой,
тюбы при формовке для крепления стержней, образующих дополнитель-
нее полости, было достаточно стержневых знаков и не требовались жере-
Ю11КИ.
Многостопные цилиндры выполняют открытыми (см. рис. 3.1.5), когда
мтиики закрывают цилиндр с двух сторон, или типа «ведро» (см.
' '' '1.3), когда одну из торцовых стенок цилиндра отливают заодно с
'I'nycoM цилиндра. При использовании конструкции открытого пили пл -
1 -шумя крышками упрощается отливка, может быть точнее обработана
" 'ая поверхность (зеркало) цилиндра, меньше влияют на прочность
,и температурные напряжения. Цилиндр типа «ведро» имеем
"иную жесткость и, как правило, более равномерное охлаждение рабо-
" "‘’"ОС1И охлаждающей водой по сравнению с открытым цилиндром
|м J" Фланцах крышек предусматривают отжимные болты для облепения
'"РКП цилиндров.
Ре-.ху,,,,Ые йилиндры могут иметь составной корпус и состоя u.nyic .
‘,Сгси (рис. 3.1.15): корпуса цилиндра, мокрой втулки и двух крышек,
’ 129
р,^л ///. Конструкции соор
Глава 3.1. ЦминА1,ы
Рис. 3.116. Обжатие прокладки между корпусом цилиндра и крышкой шпильками, пасполо
жеппыми по нескольким контурам:
а _ цилиндр в сборе; б - вил на корпус цилиндра со стороны крышки; I - шпильки, проходящие
через крышку; 2 - укороченные шпильки
или из трех частей (рис. 3.1.16): корпуса цилиндра типа «ведро», крышки
и мокрой втулки. Мокрые втулки используют для образования водяной
рубашки.
Составные чугунные цилиндры применяют в компрессорах низкого и
среднего давления, средней и большой производительности. Такие ци-
линдры удобны для унификации, так как путем замены втулки можно
уменьшить диаметр цилиндра, т. е. изменить производительность комп-
рессора, используя без изменений корпус цилиндра и крышки. Состав-
ные открытые цилиндры проще изготовить, так как для отливки основ-
ных частей цилиндра можно использовать машинную формовку. Литей-
ные и температурные напряжения в открытых составных цилиндрах
меньше, чем в цилиндрах типа «ведро». Равномерное охлаждение и неко-
юрая свобода соединения с корпусом цилиндра защищают втулку от де-
Ф°рмаций, возникающих в корпусе цилиндра при неравномерности его
1131 репа, неточностях монтажа трубопроводов и тепловом расширении
11,1 1СД11ИХ, а также при чрезмерной затяжке клапанов.
Рабочую поверхность (зеркало) цилиндра обычно выполняют на внуг-
1' стенке цилиндра или втулки, если таковая имеется.
возможны два варианта конструкции цилиндра крейцкопфных ком
''"1-соров с точки зрения организации протока охлаждающей воды.
"" н,|1др в сборе имеет один подвод и один отвод воды, когда водяные
11|()С1И крышек и корпуса цилиндра сообщены между собой внутрен
, "Ч’еливными окнами, через которые охлаждающая вода носледова-
коппи°.Г1еРехоАИТ из водяной полости крышки в охлаждающую '
(pile г । ‘1п1линдРа и из последней — в водяную полость друюи Р
*7); 2) цилиндр имеет автономные подводы и отводы вод
” 131
крышках, так и в корпусе цилиндра (см. рис. 3.1.14), когда переливные
окна отсутствуют и водяные полости корпуса цилиндра и крышек не со-
единяются непосредственно друг с другом. Переливных окон может быть
несколько. Они требуют тщательного уплотнения на стыках крышек и
корпуса цилиндра.
пимппб™ИМаНИе В составных цилиндрах большого диаметра необхо-
димо обращать на уплотнение втулок и на уплотнение стыков между кор-
пусом цилиндра и крышками. Поскольку в таких цилХоах пооЛадки
имеют большую площадь, трудности цилиндрах проклял
тие'. Для достижения достаточного и оавип равномерное их обЖ^
между крышкой и корпусом составного^ Р''°'° обжатия прокладок
ление крышек шпильками, расположено :’ИНДра предусматривают креП-
нему, так и по внутреннему контупам vnn КО1щснтрично как по внеШ-
Размешения шпилек внутреннего контупа нТи21'114 (см' рис- 3115>- ДлЯ
места (особенно когда стремятся применит.К₽ЫШКах 11илиндра часто нет
с большой эквивалентной площадью2! н KJIaila"a большого диаметра
--------- ) этих случаях применяют укоро-
J См. также §3.1.11.
См. том 1.
132
Глава 3.1. Цилиндр,
,.с проходящие через всю крышку шпильки с гайками
чен"ь'см)1 „ газовой или водяной полостях (см. рис. 3.1.16), На ри? "? 16
а конструкция составного цилиндра, состоящая из трех ч™
пока*’ лнндра типа «ведро», крышка и втулка), в которой равномеп
(*оР"Уобжатия прокладки уплотнения стыка между корпусом цилинХ
четырех
11 Lcipax (0 52S, 0 «ч. 0 ОШ и 0 658). Гаики укороченных шпилек та-
Д"ичи1’ак?тся через клапанные окна. Иногда для завинчивания гаек уко-
поченных шпилек приходится выполнять специальные лючки в крыш-
р° цилиндров (рис. 3.1.18). Гаики укороченных шпилек, выходящих в
к nsiHVio полость, рекомендуется выполнять глухими (см. рис. 3 1 18) и
^отнять прокладками. При ввинчивании шпилек в корпус цилиндра
£ зя допускать выход сверлении под резьбу шпилек в газовые полос-
” Шпильки, гайки которых завинчиваются снаружи, могут выходить в
водяную полость при обязательном уплотнении их суриком или герме-
тиками-
Составные цилиндры с коническими крышками (см. рис. 3.1.15) по-
зволяют уменьшить мертвый объем, разместить клапаны большего про-
ходного сечения (большего диаметра) и облегчить поршень, так как кони-
ческий поршень имеет большую жесткость и потому его можно выпол-
нить со стенками меньшей толщины.
Посадочный диаметр центрирующей поверхности под крышку делают
большего диаметра, чем диаметр рабочей полости цилиндра, чтобы сохра-
нить неизменной крышку при ремонтных расточках цилиндров. В неко-
торых цилиндрах крышку со стороны штока выполняют заодно с дис-
танционным фонарем (см. рис. 3.1.17). Иногда для упрощения отливок
применяют цилиндры с поперечным разъемом (рис. 3.1.19). В таких
разъемных цилиндрах необходима втулка, чтобы избежать скольжения
поршневых колец по стыку деталей корпуса цилиндра.
Блок цилиндры (рис. 3.1.20), в которых несколько цилиндров выпол-
нено в одном моноблоке, применяют в крейцкопфных компрессорах
io 1ько в тех случаях, когда необходимо уменьшить расстояние между ося-
ми нилиндров. На рис. 3.1.21 показан корпус такого блок-цилиндра по
рис 3.1.20. Блок-цилиндры труднее отливать и обрабатывать. В них слож-
нее располагать необходимое число клапанов. Преимущество блок-ци-
шп |ров — их большая жесткость.
При конструировании цилиндра необходимо учитывать, что в нем мо-
ш возникнуть дополнительные напряжения в результате температурных
' формаций, вызванных значительной разностью температур стенок вса-
и шлющей и нагнетательной полостей, а также могут возникать деформа-
1111,1 оси цилиндра. Для уменьшения температурных напряжении 'рско-
McmyeicH, насколько возможно, избегать ребер жесткост между 11
Русскими стенками, так как это может привести к увеличению литсинь
' ''Ряжений и образованию трещин. u лапк-
Нобы снизить вероятность образования усадочных PaKl н’
*Их литейных напряжений, не допускают резких изменений тшшхины
Разница в толщинах сопрягаемых стенок нс до; * быть
н ,./0' а переходы между стенками различной юлшинь' ’ инее.
Ч В||ыми. Следует учитывать, что толстая стенка охлажд
' способствует выделению графита и появлению в отл i с
113
Рис. 3.1.20. Блок-цилиндр крейцкопфного ком Р
блок-нилиндра по рис. 3.1.М
Структура материала отливки заготовки чуг у ^ыМ графитом И
представлять собой перлит с равномерно рас Р> жеррита и цемеНТИ
минимальными включениями свободных выделени Ф' РР свОЙСтваМи по
та. Такой материал обладает лучшими антифрикци k,nvnubie и средние
сравнению с обычным литейным чугуном. Отливать ру . но и3 эко-
цилиндры целиком из перлитного чугуна не всегда целесо V * сМеннЫМИ
номических соображений. В таких случаях их выполняют онНОго ЧУ"
сухими втулками из перлитного или специального антифрикни о1Л14вКИ
гуна. Использование втулок снижает требования к материалу ^не-
собственно корпуса цилиндра, и его в таких случаях отливают из q
го более дешевого литейного чугуна. (СМ.
Чугунные цилиндры без водяного охлаждения. Такие цилиндры У •
рис. 3.1.4) применяются в следующих случаях’. 1) в работающих при М' ~
относительных повышениях давления (е = \,2..2,2) компрессорах (цирку
лянионных, для магистральных газопроводов и т.Д.У, 2) в компрессорах,
сжимающих углеводородные газы с содержанием тяжелых углеводородов,
при сжатии которых на холодных стенках происходит конденсация фраК-
136
I л а я a 3.1. Цилиндры
, . -1KI1X п° своим свойствам к бензину, так кчк клоп»
|П,,Ь б< .насI со стенок и растворяет масло (образукмнийе ^ ЭТих фрак
«"^ свойствами смазки). Корпуса чугунных пиливдров без ™ НС °6‘
применяют в современных высокооборотных мЛщх ЖЛС"ИЯ
И"01 псссорах. Пример конструкции такого цилиндпа бмгИ срслних
коМ оессора показан на рис. 3.1.4. В цилиндрах без водянотСтр°хол"о,°
к0''Ю выполнить газовые каналы с ббльшими проходньГми °ХЛажлсиия
М°пвые полости (всасывания и нагнетания) большего объемаЧениями’ а
га3° с водяным охлаждением. Это позволяет vup.,l °бъсма’ 1|ем в ци-
а"1,;Ср. нрп течении газа в газовых кан^ пили» ТЬ гидРа^имес-
K'J,; au Давления на входе во всасывающиХпаны°и\7МСНЬШИТЬ
ИУ' «тельных клапанов. Для увеличения жесткости ВЫХОДе из
наг 3 ,.4) иногда между клапанами предусматривают мсстныеЗра
Р" в воздушных двухступенчатых компрессорах общего назначения (лав
ле11Ие нагнетания до 8 МПа) цилиндры без охлаждения применяю” в ос'
овном в высокооборотных компрессорах1. ^меняют в ос-
Удачная конструкция чугунного цилиндра двойного действия без ох
лаждения, использованная в воздушном компрессоре общего назначения
(см. листы А.2.12 и А.2.13), показана на рис. 3.1.22 и 3.1.23. Цилиндр состо
ит из корпуса и приваленных к нему двух крышек. Корпус цилиндра поед-
ставляет собой две привалочные плиты, соединенные между собой сквоз-
А—А
рис. 3.1.22. Одностенный цилиндр без охла*ш®,'^п;“.“,"ия верхней и нижней крышек
непарно сообщающими полости всасывания
Обоснование см. в § 3.1.10.
Глава 3.1 Цилиндры
РИ1 1 । 23 Изометрическое изображение цилинлпа
"° конструкции цилиндру, ..оказанному™ рйе ^
м цилиндром и сквозными газовыми канала-
Н’’1* с00бшаюшими попарно полости соответ-
**И’нИо всасывания и нагнетания верхней и
С\жней крышек. К привалочным плитам ци-
н .рта приваливаются крышки цилиндра. Стен-
разовых каналов и стенки рабочей полости
..илиндра сделаны заодно с привалочными пли-
тами цилиндра и, кроме этих плит, нигде не
контактируют друг с другом. Поэтому между га-
зовыми полостями цилиндра, а также между
ними и цилиндром нет тепловых мостов, кроме
тепловых мостов по привалочным плитам. Каж-
дая крышка имеет две полости (всасывания и
нагнетания), выполненные заодно с клапанной
плитой, которая и является привалочной к ци-
линдру- Всасывающие и нагнетательные полос-
ти верхней и нижней крышек попарно сообще-
ны друг с другом соответствующими каналами в
корпусе цилиндра через специальные окна в
привалочных плитах. Всасывающие и нагнета-
тельные патрубки выполнены в соответствую-
щих полостях верхней крышки1.
Стенки всасывающей и нагнетательной поло-
сни каждой из крышек отделены друг от друга
так. чтобы тепловой мост от полости нагнетания
к полости всасывания был ограничен только
привалочной (клапанной) плитой. Таким обра-
зом подогрев воздуха на всасывании минимизирован. Клапаны устанав-
ливают в гнездах, предусмотренных в клапанной (привалочной) плите
крышек, изнутри соответствующих полостей через специальные расши-
ренные люки, выполненные в стенках крышек цилиндра, и прижимаются
г опорным поверхностям гнезд распорными резьбовыми колонками (см.
рис 3.1.22). Значительная часть поверхности клапанов находится за пре-
делами торцовой поверхности цилиндра (см. рис. 3.1.46, б)- Поэтому в
корпусе цилиндра сделаны специальные карманы, по которым газ подво-
дится к частям клапанов, находящимся за пределами торцовой поверх-
Hociii цилиндра (см. схему на рис. 3.1.47) или отводится от них. Такая
конструкция цилиндра (см. рис. 3.1.22) удешевляет отливку корпуса и
ирьппек цилиндра (делает возможной их машинную отливку) и упроша-
1 их механическую обработку, а также минимизирует подогрев всасывае-
мого i аза.
При выполнении цилиндров без охлаждения обычно возникают опасе-
1111,1 подогрева всасываемого газа. Однако опыт показывает, что использу-
нагнрт?8естны компрессоры с цилиндрами такой конструкции, у которых всасывающий и
‘Цельный патрубки выполнены в газовых полостях корпуса цилиндра.
139
. 1ЮршКвых кгчпр^ссоров
' -------------------- I
„, 1
***" ^„ВОХХУШНЬЛ компрессоров обЩего '
ж«ения : правив, "мест гемпературу
,v!W ‘чода’ к хЯ Эп? объясняется тем. чтовОХл^ чц
cmo.vboWпиркулируюшач в техноло.,,,
темпер»*? ' ^ирнчч> м ы выше температуры oKp£S
ШИК *ф° ается до тем Р и„р„е. Кроме того, обычно^
во л ::ре- л1[-° 1Ч eva'Ki.K'T воД5 жстуПенчатом охладителе, А'
шеи осаждает га3 «
цинь затем поступает в цид,^!0’1
'' ' “^Хваекя при этом окружзю111СЙ среды< Посту&
^ компр^ор »^Тнмееткмпературу выше, чем всас2
’,‘и в цилиндры вода. м 1• { всасываемый вохтух.
Sjx-лаже может подо^2Ьы. дифференциальные циливдры кРс„(|
Дифференш1альные ил "ИДР 11равнл0, составными (рис. 3.1.2г,
копфных компрессоров дел ;л, зх рабочую полость наиболее у.1;„
Иногда в диффере«“,а-зь"“ения СВПени выполняют в цилиндре
ленной от ь V.OM 11ИдННдра отливается глухая эддзд
.ведро*.
w™"' «"’"“I"» 11 р" »н‘'«х ®> 6 МП.
« ™н” иинщра. »«*«» ОПЮТТЬ исходя из представлен.,,
ыпиндра как тонкостенного сосуда:
5 = — + 0.
где р - наибольшее давление в цилиндре, МПа; D — внутренний диаметр вилиндра, м;
с,, — допекаемое напряжение при растяжении, МПа; а — дополнительная толщин.!
кн. уштываюшая ослабление стенки в результате неточности отливки, коррозии, отвер-
Принимают Ор = 15.„18 МПа для обычного серого чугуна, ор = 22.
35 МПа для лепгрованного чугуна; а = 0.005 м для обычного чугуна и
0,008 м для легированного. Большие значения ор следует принимал
ылнндров простои формы с клапанами, расположенными в крышках.
',ЫЙ "'"IHimp
лит Й8НИТС с цилиндру ^^Р^циады
140 , r"'ia .Ведро. с
"Г0,,3а0дно^шкой. Чери
КОт°РУю прохо-
Рнс- 3.1.24 г
СостадЯой
'ла*° .и Ци,инЛры
fl Толщину стенок водяной рубашкм
= O.Kv. толщину фланцев ?. = 1 "Ри,|"ма-
® «яс 4un - диаметр втилск. Тол?СМ
X фланцев проверяют расчетом на изгиб
^.рв-ивающси шпильки. При условии ко ™ ’
Дуемого затяга шпилек для Цилиндров ’7^*
р01о чузуна можно допустить о111г = Д’1 3 се*
Перемычки между гнездами клапанов п
желании расположить клапаны большею , Р"
родного сечения (за счет большего числя v„"P
нов „ли клапанов большего размера) нт™ ™'
рах с радиально расположенными ^апям^'
еле ivei ооратить внимание на то что па и
Ки между клапанами (риС. з f253 ' рсмыч*
сильно нагруженными участками констХп?*
В перемычках наряду с внутренними напмже
НИЯМИ, возникающими при отливке ", ряже'
жениями от усилий прижатия клапяй/п напРя-
ДУ действуют напряжения в оХм няп* ГНв3‘
нпп. обуслоаденные воздействием газо^хщщ
Рис. 3.1.25. Перемычка
между клапанами
/’ на клапан, и напряжения от силы «щр разности давлений, действующих
ил саму перемычку.
§ 3.1.4. СТАЛЬНЫЕ ЦИЛИНДРЫ КРЕЙЦКОПФНЫХ
КОМПРЕССОРОВ
И । технологических соображений стальные литые (см. рис. 3.1.6) и ко-
паные (см. рис. 3.1.7) цилиндры выполняют одностенными упрощенной
формы В некоторых случаях стальные литые и кованые цилиндры могут
бьпь выполнены из нескольких частей, которые сваривают между собой.
Кованые цилиндры больших размеров рекомендуется сваривать из но-
ско н.ких частей, каждую из которых можно хорошо проковать. В сталь-
ных иных и кованых цилиндрах необходимо применять чугунные втулки,
। 'к как С1аль склонна к задирам.
В кованых цилиндрах двойного действия газовые полости всасывания
" нагнетания Moiyr быть выполнены приваркой груб к цилиндру
(|'Щ 3.1.26) иди высверливанием в поковке (рис. 3.1.27).
И "отопление литых цилиндров дешевле, чем кованых; в них проще
ннеспечигь п лавную обтекаемую форму газовых полостей.
Иногда применяются цилиндры со сваренными коваными и литыми
; " 'я ми. 11 ример цилиндра, образованного сваркой кованой и ли ion час
"оказан на рис. 3.1.28 (слева - кованая часть, справа - литая), а ци
11111 'ров, образованных сваркой двух литых частей, — на рис. .
11'иболыпие напряжения в цилиндрах высокого давления возни . .
входа радиальных каналов, сообщающих рабочуюiполость' J
1 к "шанами или перепускающих газ из уравнительной или ком '
полости. По этой причине места сопряжения Ра^ь"“* х',
"" 'индром следует закруглять, а при давлениях более .
•'"'Ровать.
141
Рис. 3.1.26. Кованый цилиндр с приваренной газовой полостью
Глава 3.1. Цилиндры
Рис. 3.1.27. Кованый цилиндр с высверленными газовыми полостями
VI ступень V ступень
Рис. 3.1.28. Цилиндр из двух сваренных частей, кованой и литой:
с — припуск на обработку
I*
1 ис- 3.1.29. Цилиндры из двух сваренных литых частей.
“ - цилиндр двойного действия; б - цилиндр простого действия;
с — припуск на обработку
3 ним и деталей поршневых компрессоров
III. Констр^Ч1"' _-------
Рнс 3.1.30. Сильной литой цилиндр высокого давления со сжимающими болтами
Чтобы повысить прочность цилиндров высокого давления, используют
так назы аемые сжимающие болты. Такие болты располагаются по бокам
оапанных гнезд, сжимают корпус цилиндра в наиболее нагруженных зо-
нах и создают в этих зонах напряжения сжатия (рис. 3.1.30). В этом случае
при нагружении рабочей полости цилиндра давлением вначале снимают-
ся напряжения предварительного сжатия и только затем при дальнейшем
повышении давления начинают возникать напряжения растяжения. В ре-
зультате при рабочем давлении в полости цилиндра с сжимающими бол-
тами напряжения растяжения будут меньше, чем без сжимающих болтов.
Сжимающие болты применяют как для кованых (см. рис. 3.1.27), так и
для литых (см. рис. 3.1.30) цилиндров.
При давлениях более 50 МПа из соображений обеспечения прочности
отказываются от радиальных клапанных каналов в цилиндре, которые яв-
рисТС3Я1 3К10)НилиТинлХМИ напРя«> применяя комбинированные
каналы” которых
результаты Дост^ю^ся1зотирован!ем^ °Фрети рованием1. Хорошие
в том числе ионным азотированием Р •1ИХ поверхностей цилиндров,
При перепаде давления более 40 so мп
случаев осуществляют не поршнем 7 М а сжатие газа в большинстве
поршнем плунжерного типа котоппг<, <)р111|,СВЬ|ми кольцами, а гладким
= «. гиву 3 5) , , ««; У"»™,,, ик што “(о6 • *лотнле...............
объясняется тем, что при больших п<.,7. с зазором (см. рис 3 1 31). Это
боль" износ* Раб0ЧеЙ повеРхн°сти с большоТси? "Оршневь1е кольца
__________ яои сплои и потому имеют
тия, которые препятствуют пазвитй«ННСЙ ,1ОВСРх,,ости . !>маииВ иод действием высокого
"рИго^Хнип7и™ва= напряжения сжа-
ииЛиидрГсм:§РзТ2ИМаЮШИХ "уплотнится........ / ^шению цилиндра
144 ЛЬЦа к Рабочей поверхности
X4Vs.\Vs\s4' \
'.торона нагнетания
Рис. 3.1.33. Стальной литой ни»
"С ВОДЯИОЙ образованной съемным кожухом
1)11L. 3 1.34. Установленный в чугунной литой рубашке стальной цилиндр высокого давления
1 ||С с плунжерным поршнем
[3 цилиндрах высокого давления сверления для подвода масла также
являются концентраторами напряжений. Чтобы избежать этих концент-
ра'горов напряжений, подвод смазки осуществляют через уплотнение
штока.
Водяная рубашка, охлаждающая кованые, а иногда и литые цилиндры,
образуется приваренным (см. рис. 3.1.38) или съемным кожухом
(рис. 3.1.33) или литой чугунной рубашкой (рис. 3.1.34).
Поверхности соединения разъемного кожуха с корпусом цилиндра и
соединения верхней и нижней частей самого кожуха уплотняют резиной.
Резиновые прокладки, уплотняющие продольные соединения между верх-
ней и нижней частью кожуха, склеивают с кольцевыми, уплотняющими
соединение кожуха с корпусом цилиндра. При этом кожух должен иметь
достаточно жесткую конструкцию, чтобы деформации от затяжки болтов
\ н.то гнсния не нарушили его плотность.
Головки кованых цилиндров высокого давления охлаждают, пропуская
о\ ।аждающую воду через специальные сверления (см. рис. 3.1.7), или не
охлаждают совсем.
§ 3.1.5. РАБОЧАЯ ПОВЕРХНОСТЬ ЦИЛИНДРА
Но время работы поршневые кольца прижимаются к рабочей поверх
"С1И цилиндра перепадом давления1 и трутся о нее. При этом происхо
изнашивание рабочей поверхности цилиндра и поршневых колец.
1' "ос рабочей поверхности цилиндра неодинаков по длине!1
юности цилиндра и максимален вблизи мертвых точек. ™
наибольшим перепадом давления, действующим на пори ых
111,11 мертвых точек, т. е. максимальной силой прижати р'
11 и к поверхности цилиндра, и явлением «прихватывани »
ю*
О силах, прижимающих поршневые уплотнительные кольца, см. § 3.
147
7 _ поршень; 2
Рис. 3.1.35. Возможное образование уступа на рабочей поверхности за счет изца
’ поршневое кольцо; 3 — цилиндр; j _ износ
о снижения скорости поршня до нуля в мертв
веохностн цилиндра из-за сю1* ий создания маслянОг
х и. как следстви этого, на рабочеи поверхности цилиНд°
™ина Таким образом. « ^тв образовываться уступы 5 (рис. 3.1,з5).
ра из-за повышенноен з.1О« (вынуп> поршень с поршневыми
которые не позволят разоора поршневые кольца расширяются под
кольцами из • ости „ упираются в этот уступ. Чтобы не
дектие» сил уступов от износа кольцами, ее закан-
допускать ™рз«" “’““Доложенными таким образом, чтобы
чивают коничесстми *рРайняя точка первОго со стороны мертвой
тоСТршнево о кольца сбегала с рабочей поверхности цилиндра не ме-
нее чем на 1...2 мм (до половины высоты кольца), как показано на
рис. 3.1.36.
При использовании поршневых колец из пластических масс, износо-
стойкость которых значительно меньше, чем износостойкость рабочей
поверхности цилиндра, сбег колен иногда не делают, так как в этом слу-
чае изнашиванию в основном подвергаются кольца, а не рабочая поверх-
ность цилиндра.
Для облегчения сборки поршня с цилиндром (вставления поршня с
поршневыми кольцами в цилиндр) конический сбег на входе в цилиндр
иногда расширяют до диаметра, который имеют поршневые кольца в сво-
одном состоянии (см. рис. 3.4.9, а). При этом угол сбега обычно выбира-
hJt и™.™ 13 В случае Дифференциального поршня, когда при сборке
сбега оаспжп^т СЖаТк И напРавить поршневые кольца в цилиндр, конус
X ОМ сСяZ Ше Д0 РаЗМера Чуть больше’ чем размер колец в
ЭТ0М’ ЧТ0 поршневые кольца бу-
«а будут сжиматься ДО размера вымети?436 ПРИ Сб°РКе П0Ршневые коль‘
вескому сбегуг р ,ера диаметра цилиндра сами, скользя по кони-
Глава 3.1. иилшЛц
лпмя ремонтов при значи гельных износах
1,0 "п , иногда растачивают под ремонтный размер По^° ПОвсРхн<*ть
цилиндра посадочный диаметр, по которому центруется" "ЗГ°’
to0j,c линлрс- выполняют больше чем номинальныйХаметп
fca " “„ости цилиндра, для того чтобы сохранить крышЛ Р рабочс"
п^р' уменьшения износа рабочей поверхности ппи ^т
Д?оН необходимо обеспечить: Р констРУировании
«"^“ную центровку и соосное направление движения поршня в .™„
Давильный выбор точности обработки рабочей поверии и чиТ’’
' чботки зеркала цилиндра; пряности и чисто-
тЫ необходимое поверхностное упрочение зеркала цилиндра-
равномерное охлаждение цилиндра, чтобы ось цилиндра не иска™
Р неравномерными температурными деформациями-
ла отсутствие больших усилий от тепловых деформаций трубопроводов-
правильный выбор марки смазывающего масла РУоопроводов,
для обеспечения соосности рабочей поверхности цилиндра и направ
ля)ОШего поршень крейцкопфа центрующая поверхность посадочного
б та цилиндра должна быть строго концентрична рабочей п==
последнего, а привалочная плоскость перпендикулярна оси циливдрГ
Гак. например, в компрессорах общего назначения' «перпендикуляр
ность привалочной плоскости к оси зеркала цилиндра должна быть не бо-
лее 0.02 мм на 100 мм радиуса цилиндра. В бескрейцкопфных компрессо-
рах требуется строгая взаимная перпендикулярность осей цилиндров и
I вала.____
§ 3.1.6. ВТУЛКИ ЦИЛИНДРОВ
Общие сведения о втулках. Ранее уже отмечалось, что в компрессорах
применяются так называемые «сухие» и «мокрые» втулки2 цилиндров.
С\\ие втулки не контактируют с охлаждающей водой (см. рис. 3.1.5 и
3.1.7). Мокрые втулки с наружной стороны омываются охлаждающей во-
1ои (см. рис. 3.1.9 и 3.1.15).
Преимущества цилиндров с втулками (гильзами): 1) втулка может быть
юлиспа из износостойкого и антикоррозийного более дорогого мате-
14 .-.да. чем материал корпуса цилиндра или блока цилиндров; 2) в случае
'ннельных износов рабочей поверхности замена втулки иногда может
н> дешевле замены цилиндра или блока цилиндров; 3) при использова-
ии мокрых втулок охлаждение может быть более эффективным из-за
чсньшей толщины стенки, через которую происходит теплоперенос,
прощается отливка цилиндра.
Недостатки цилиндров с втулками: 1) при использовании сухих втуло
"нас гея теплопередача от газа, сжимаемого в цилиндре. к охлаждаю-
11 среде вследствие увеличения толщины двойных стенок и плохой ic
""ередачи между втулкой и цилиндром; 2) при использовании мо р
ц док возникают трудности с их уплотнением.
—--------
однсп2?НОСТУпенчатыс воздушные компрессоры со смазкой с давлением наш
l?|,снчатом исполнении и 9 ата в двухступенчатом,
ногда втулки называют гильзами.
149
РвзЛ"
„ Леталей поршневых компресмп^^^ЩШ
IU ------------------
----------- ППВ'ШИИ цилиндров с мокрыми |1Л,.,
„пжно при пРоек „не чтобы предотвратить попадай
Особенно ва* ое уплотнс''1 ’ц11Д„ндра или картер. При • ох.
обеспечить их иу н рабочую пол<* ность неодиНаковых темпера^-
^аю,ие" Tb C’iejiviouiee: 1) в°з 2) трудНости уплотнения 2 >
,пр“ уплотн“и"иулки °
скольким повер онт цилиндров, так как восе
ПР°Счи?аетс‘я. что втУлК” ^“поверхности цилиндра осуществляв
новтение изношенной рабоче£оторые компрессоростроителыщ
см ной вклки. С другой оронь >что совремеНных технологиях По
фирмы придерживаются мнени - поверхноСти цилиндра (например
верхностного упрочен. я Р ьзовании современных пластмасс для
„онном азотировании и при пзнос рабочеи поверхности
поршневых колец и аправq „ достаточно редко является при-
цилиндров значительно >ме крОме того> считают, что замена
чиной ремонта послед v и к цнлиндра „е требует квалифициро-
SbS.Z“o‘Sn«» ~™»е. -™ ««"-И» без втулки, ирибл.,-
ЗИТМокр°ыёав™ В бескрейцкопфных компрессорах применение мок-
рых втулок позволяет упростить отливку корпуса цилиндров или блок-
картеров, уменьшить внутренние литейные и температурные напряжения
и улучшить охлаждение. Втулки при этом выполняют из более высокока-
чественного перлитного чугуна, имеющего лучшие антифрикционные
свойства и лучшую структуру, чем обычный литейный чугун, из которого
изготовляют корпус цилиндра.
При конструировании мокрых втулок следует во всех случаях обратить
особое внимание на их уплотнение, чтобы исключить возможность попа-
дания воды в рабочую полость цилиндра. Уплотнение со стороны крышки
достигается путем притирки бурта (рис. 3.1.37, а) или уплотнением бурта
ВЛ™°™ые тип“ уплотнения свободного конца втулки показа-
вые кольни пппж^я’кТ,т 1 Площадь сечения ручьев (канавок) под резино-
колец так как оезиня зь '1есколько больше площади поперечного сечения
робно об Хтнении н Z™ ”е ИЗМеняет своего объемП- Более пол-
ем. §3.1 1Г сдвижных соединений резиновыми кольцами
Мокрые втулки применяют в составных цилиндрах крейцкопфных
компрессоров (см. рис. 3.1.15 и 3.1.16), как правило, с давлением нагнета-
ния до 1,5 МПа и диаметром до 500 мм. Они удобны для унификации
при конструировании компрессоров, поскольку путем замены втулки
можно получить цилиндр с другим диаметром, не изменяя корпус ци-
линлра.
Мокрые втулки подлежат гидроиспытаниям перед установкой в ци-
линдр.
Сухие втулки. Такие втулки используют в цилиндрах среднего и малого
диаметра. В чугунных цилиндрах большого диаметра сухие втулки приме-
ii iioi редко.
В стальных литых и кованых цилиндрах необходимо устанавливать су-
Mic чугунные втулки, так как сталь склонна к образованию задиров, кото-
рые приводят в негодность рабочую поверхность цилиндра. Сухие втулки
u 1 с устанавливают в цилиндры с поперечным разъемом (см.
I’111 ' 1.19). Иногда сухие втулки используют, считая, что при ремонте
11 вменить втулку, чем цилиндр.
11 ^омендуется толщину стенок сухих втулок выбирать минимальной.
11 мм при малых и средних диаметрах и 16...25 мм — при больших.
р" КО||струировании с целью унификации толщину стенок сухих втулок
" |;| Увеличивают для того, чтобы соответствующей расточкой втулки
111,111111Ь диаметр рабочей полости цилиндра, нс меняя корпус после
ео,.;!|1’"Ме"яют сухие втулки нескольких типов, отличающихся посадкой в
Nj "ении втулка-корпус цилиндра: с упором буртом (см. рис. 3.1.-
и! J"°Р°м по торцу (СМ. рис. 3.1.40), а также ступенчатые (см. рис. 3.1. )
адк,1е втулки (рис. 3.1 38).
151
л^талей поршневых хо.^шессоров »
^*^^21--—— ~
н*"1^ t (с бУртом или упором) в цилиндр, ,
.иного типа (С , 1|1Тягом. Такая посадка дот, I
Посалю ат) р„ с небольШ^’ ‘ц1,лННдра при различных I
,яют свободн01’ 1 'асточке корпУ различные температуру .^с- 1
ПОЛ мешение вилки в рас к|) ц кОрпуса_ г низкой тем™е лс. I
S«x леФДТЬинДра «Дается водой. Разнице темпер^'1" 1
Глалк няются В цилиндр с боль пи ндров. Гладкие втулки пр11Ме. I
'станаВЛ'нп ши относительно корп с „ высокого давления. Натяг в Со. 1
ЛОЖеНн основном в цилиндрах средне дра тем больше, чем больше дав. I;
ЖгЧ“ счст °" "** I
гаТдеТствутоши* на торны втулки. втулки с буртом действует I
Стхие волки с буртом или упоре» . "бусловливает переменное усилие, I
переменное давление газа ко ор> „ ннимаеМое буртом. Перемен- |
действующее вдоль но оси цилиндр причиНой значительных напря- I
ное усилие от давления газа мо бавляются напряжения, вызван- I
женин у бурта. К этим наир ж с иям а вту;,ка_корпус цилиндра. В 1
ные силой трения и натя™м )Я напряжения во втулке у бурта могут I
™ »».р привести к поперечному излому 1
восикис» «вн» с втулками с буртом слишком
большой натяг в сопряжении втулка-корпус цилиндра может вызвать
разрыв втулок в поперечном направлении, а увеличенный зазор — разру-
шение втулок по образующей. Поэтому для предотвращения поперечного
и продольного разрушений втулок уменьшают поле допусков на обработ-
ку втулок и назначают допуски от фактических размеров, а не от номи-
нальных. Рекомендуется на одной трети длины втулки со стороны бурта
выполнять посадку с натягом, а на остальной части — посадку с зазором.
При этом значение натяга выбирают равным (0,0001 ...0,0003)£>вт, а зазо-
ра— равным (0,00005...0,0001) DBT, где DBT — внешний диаметр втулки, и
предусматривают зазор между торцом свободного конца втулки и крыш-
кой для свободного температурного удлинения втулки. 1
втулки^ил^шпаТнсоког0 выбрать место расположения бурта по длине
лярность торцовых плоскос“ртаи ,2скоЧИТЬ СТр0ГуЮ перпсндику_
опирается бурт, к оси цилиндра тля тог что£ТИкЦИЛИНДРа’ на кот°ру1?
по всей опорной поверхности Окна (кй™обеспечить контакт бурта
лости) во втулке ослабляют ее. и поэтомй,DaHH0H или уравнительной ло-
панных окон, а после них (см пие л 1 < ’рг Располагают не в зоне кла-
В„™ без бурта, но с у„орР»;^\^«п ’ ' Э9>.
применяют в цилиндрах высокого дав .р.п. ° 0ЛОЖ1,ого конца цилиндра
тананливаются в цилиндр по посадке с гг«?ИС’3 ' Такие втулки ус-
осевом направлении к упору цилиндра гато,Р°М И постоянно прижаты в
жин, которая должна быть больше силы тоени давлением и силой пру-
ло цилиндра. Вследствие большой толщины втПоршневых колец о зерка-
значительная переменная сила, так как сила На ее торец действует
152 явления газа, действующая
Глав
3-1 Цилиндры
Рис. 3.1.39. Составной дифференциальный цилиндр V и VI ступеней
на торен втулки, пропорциональна давлению газа в рабочей полости ци-
линдра. В такой втулке могут возникнуть значительные напряжения в
цилиндре от температурных деформаций свободного конца втулки, ко-
торый находится в зоне самых высоких температур. Поэтому выбор по-
садки в соединении втулка—цилиндр должен быть тщательно обосно-
ван Нежесткое соединение втулки с корпусом цилиндра защищает ее от
деформаций, возникающих из-за неравномерности нагрева корпуса ци-
лин ipa, неточностей монтажа трубопровода, тепловых расширений тру-
бопроводов.
Гладкие и ступенчатые сухие втулки. Гладкие сухие втулки не имеют
«фиксирующего бурта или упоров в торце втулки, но устанавливаются в
корпусе цилиндра с большим натягом, который фиксирует положение
।дудки относительно корпуса цилиндров. Они просты в изготовлении,
надежны в эксплуатации и применяются в цилиндрах среднего и высоко-
юдавления.
Натяг посадки гладких втулок в расточку корпуса цилиндра должен
исключить возможность осевых смещений втулки. Как было сказано ра-
нее. натяг в соединении втулка—корпус цилиндра тем больше, чем боль-
ик давление газа.
Г ила, необходимая для запрессовки втулок,
/’пр = ^d2Iq,
11 и - 0,08. .0,12 — коэффициент трения для шлифованных поверхностей (>на‘ ' ‘ф
.... " "X берется при обильной смазке); Л - внешний диаметр втулки; I - длина эапрес
'""ной части; q _ удеЛЬное давление между втулкой и цилиндром, возникающее при
МГ|Рессовке.
^Ри конструировании гладкой втулки следует помнить,' ’1**'**1
Раняет смещения торцов втулки относительно КОРП^‘‘ 1|а|пСцания и
11 вием давления газа на торец втулки, а также вследс Рс
153
Рис. 3.1.40. Цилиндр высокого давления (р„ = 20 МПа) с втуткой
прижатой пружинами и упором
Глава 3.1. ЦилинЛры
I втулки во время пуска и остановки компрессора соответ-
Сдавление газа на торец гладкой втулки, которая посажена с натягом
а?оРмиРУет’ т' е- сжимает ее> CM^a* ее торец относительно конуса
де<ЙнДРа Сопротивление этой деформации оказывают сила упругости
4Гмой втулкн и сила трения перемещающихся в результате деформации
Цементов втулки о корпус цилиндра. Значение этой силы трения опре
Кет значение натяга в соединении втулка-корпус цилиндра. ДаТе-
S газа на торец втулки, посаженной с натягом, деформирует ее на X-
Sce Длиной /Р, на котором сила давления газа Рг уравновешивается^-
лой трения Ртг-
Л = Pf,
р _ давление газа на торец втулки,/ площадь поперечного сечения втулки;
тр 'тр‘р,
ГПС г™ - сила ТРСНИЯ на едииииу длины; /р — длина участка втулки, на котором она дефор-
мируется под действием газового давления на торец. и
Из равенства сил Рг и Р^ получаем
г = &-
/Р’
откуда при известном /р можно найти г^, которая связана с натягом. Зна-
чение натяга можно определить через гтр по зависимостям, которые ис-
пользуются для определения силы распрессовки1. Значение /р должно
быть менее половины длины втулки.
Исходя из вышеприведенных соображений, рекомендуется посадку
гладкой втулки выполнять с натягом, близким к предельно допустимому
и; условия прочности втулки [20].
Втулки цилиндров с двумя или тремя посадочными ступеньками, вы-
полняемыми для уменьшения хода запрессовки, в современных компрес-
сорных машинах применяют редко.
Замечание. Заготовки для всех типов втулок рекомендуется выполнять
способом центробежной отливки, так как при этом получается более плот-
ная структура металла и снижаются затраты качественного материала.
§ 3.1.7. ПАТРУБКИ И ПОЛОСТИ ВСАСЫВАНИЯ И НАГНЕТАНИЯ
Общие сведения о всасывающих и нагнетательных патрубках. F
асннс всасывающего и нагнетательного патрубков на цилиндре
111 Размещения межступенчатых аппаратов и всасывающих i « .*1ИПСС.
"|,1Х 1 рубопроводов. Так, расположение патрубков на цили Р - ния
10Ра с подвальным размещением аппаратов отличается Р ии
"врубков на цилиндрах компрессора при бесподвальном исполнении
рессорной установки.
См. курс «Детали машин».
155
deinaJieu nop*""™ «о^рессоро.
Р1,ии места расположения патРуб
„пи определен'1'’ дн0ДЯ1Цие и отводящие гаД"а
«о всех случаях '**’ ь1вать, чтоб*i п «>.
шаре необхоД"* ‘° > ТажУ " форма патрубков. В ЦилИ1|д
оа^ынеме - „ена компрессоров, когда на корПусс J
6 наиболее Р» "Р^р'откоходов х• К круглых патрубков Необх^
двойного деие^|10 Реста для Р патрУбки B*'™"f °* « «а"Ра4-
линдра "едост , печения, испо. . формы (см. рис. 3.1.15), В Эт
мого проходного с ом 0СИ ЦИЛИНДР ^стандартных констРукцн
нии. перпенли^ Р во всеХ другш J Н)1КН от нестандартных фЛа„.
случае, так £ ^ен11й патрубков, пеР^ неотьсмлемая часть цилиндра, и
фланцевых еое- рассматривался сстс с ними1.
иев к стандарт' ставляться тольк о патрубки располагают
“’X’XSX "'>'ииет ось ииликдра <“
” а'||Ж““"Н''Р' ’ Патрики, а расположенные по к».
Р Иног. а использт'ЮТ не центральны рт^ вьшосные патрубки (см,
сательной к цилиндру (см. pvс. )( п меняют в том случае, когда
пИС 31.42 и 3.1.43). Выносные. патр патрубков в габаритах цилиндра
недостаточно места ivm ртспол°*е3 а показано взаимное расположение
обычным способом. На Рвст <к j „ГНе3д всасывающих клапанов 2, на
патрубкам пплннлра. и,отраженно™
на рис. 3.1.42.
Подвод
смазки
fZ 1
t=£=±-%225
Нагнетание
Всасывание
Рис. 3.1.41. Цилиндр с некруглыми патрубками
’ расположенными по касательной к нему
'Обязательное требование стандарта 618 api ,»
• Reciprocating compressors for petroleum, chemical and , (™nencan Petroleum Institute)
базе которого разработан стандарт ISO 13707 с ?s lndustry services», июнь 1995 г.. на
Reciprocating compressors», 2000 г. «letroleum and natural gas industries -
156
ав° 31. UuaUhA.
5%
Рис. 3.1.43. Взаимное расположение всасывающего патрубка
ваюших клапанов (а) и разрез по выносным патрубкам
1 и гнезд 2 для установки всасы-
(б) цилиндра по рис. 3.1.42
Нецентральные патрубки позволяют простым поворотом цилиндра
вокрут вертикальной оси иметь два цилиндра: с патрубком, смещенным
влево, или с патрубком, смешенным вправо, что в ряде случаев облегчает
компоновку межступенчатого охладителя над оппозитным компрессором.
Рассмотрим, например, четырехцилиндровый компрессор, имеющий два
цилиндра I ступени, расположенных с одной стороны вала, и два цилинд-
ра 11 ступени — с другой. Общий межступенчатый охладитель газа таким
поворотом одного из цилиндров 1 ступени позволяет сблизить патрубки
двух цилиндров этой ступени и таким образом уменьшить длину межсту-
пенчатых трубопроводов, подводящих газ к общему межступенчатому ох-
ладителю, расположенному над компрессором.
Д-Чя лУчшего Удаления отРаботавшего масла и конденсата из полости
располагал cnenvvAразно’ если эт° возможно, всасывающий патрубок
Всасывающие • ’а вагнстатсль,1ЫЙ снизу горизонтального цилиндра.
«»д» "”Х“«^«ииени» труболро-
с цилиндрами специальными канХ ли.нлрах- а 1,а станине, и сообщены
Такое расположение^патрубко* ZZ'™'А'2'7 в разделе <<АтЛаС*)-
температурных расширений Hat нетЯТРЮ1аеТ деФ°Рмации цилиндров от
го монтажа труб, а также позволят А'А'010 тРУбопровода и от неточно-
монтировать их) без демонтажа invfA?.>ИраТЬ и собирать цилиндры (ре-
рукции — подогрев корпуса станин, । роводов- Недостаток этой конст-
смазки бЬ,ВаеТСВЯЗаНОСНеобхолим<)стьюус1ан'Ое' МаСЛа В станине’ ЧТ°
нки’ Установки охладителя в системе
Цилиндры высокого давления ....
(см. VI ступень на рис. 3.1.39). Такое АХ ИМСТЬ спеНиальных патрубков
^Гсго'АЕАТоАе’11""^’ ИСКЛЮва“резХНИе Грубог1роводов Упро'
101“пои смене Л° делает-Золимым демХ Ороты нового пото-
при смене клапанов и разборке цилиндра Э* “ МОНтаж трубопрово-
в“ 31 UUAUHdft,
,.„viot конструкции цилиндров двойного действия, когда флан-
СУ’11С,о Соединения трубопроводов выполняют не на корпусе цилинд-
। 10 . инке цилиндров (см. рис. 3.1.22).
‘‘ч а "а Лки в бескрейцкопфных компрессорах с простыми тронковыми
Р‘ ЦатР>° каК правило, выполняют в крышке цилиндра (см. рис 3 1 8)
пор""' ччас JUiH обслуживания и замены клапанов приходится демонти-
оэтом C'"L ываюший и нагнетательный трубопроводы. Размещение пат-
пов;1ГЬ "г, цилиндре (см. лист АЛ.19 в разделе «Атлас» и рис. 3.1.45, е) по-
рубков 111 бежать этого недостатка, но увеличивает подогрев газа при
зв°'1ЯСГ ши так как входящий газ соприкасается с горячей стенкой ци-
всасЫва1' ’сс (СМ. том 1) было показано, что подогрев газа на всасывании
] дЦНДРа' е11
не*е v6kh цилиндров высокого давления бескрейцкопфных компрес-
,,а1р‘„олняют аналогично тому, как это делается в цилиндрах высоко-
с0роВ "ния крейцкопфных компрессоров.
го Да,‘лС:' ейцкопфных компрессорах низкого давления распространены
15 г с подсоединением трубопроводов без фланцев с креплением од-
патрУС1К”тр.и1ьной шпилькой (рис. 3.1.44) и уплотнением резиновыми
кольцами- 11атрубков. Проходные сечения всасывающих и нагнетатель-
1>а1М пчбков (подсоединительных фланцев) выбирают исходя из необ-
ных 11а|г- 0(5ССПСЧИть допустимые значения гидравлических потерь дав-
ходимости газа через них При этом для стационарных компрес-
'С1‘"н значения средних скоростей газа в патрубках Сгср 11адр, подсчитан-
СТ через среднюю скорость поршня, допускают до 10...18 м/с для
" „ низкого, до 10...15 м/с для цилиндров среднего идо 8...12 м/с
"'" Гиппон высокого давления. Эти рекомендации справедливы для
'^^nvxa близких к нему по плотности газов. Большие значения Сг ср.па1р
mu i\\a и Xi ессооах перекачивающих легкие газы, и в быстроход-
допускают в КО^"Р^ОР‘ ’ Р для передвижных компрессоров значе-
нье передвижных компр®сс°ра б £ увеличено на 50 %, а в исключитель-
cZm'-да WC так как к 'компрессорам этого типа не асеш
....... требования максимальной экономичности.
159
fl <uu и деталей поршневых
Ill №<”Ч’У>мии ———-
___ ———" я патрубка Латр определяют исхЛ ।
- „рмолног» c'4e;‘L Cr,pl„/w "° зависимости •» „
иХ“"иос,иС" Жг/1
уравнения неразр __JL-
/naw =Lm Cr ср.naw I
г _ плошадь поршня; Сг.ср.пэтр — средняя скОп.
с -средняя скорость поршня; А. Р^,
да в патруле ртьные патрубки одной ступени делают, к.
Ваши»"» » “Х«а "от» в действительности нагнетание „ « .
пнияКОВОГО I
„сходит при меньшей «оро мпрессорах линейных газопроводов и дРуГИх
В газоперекачивающих компр соких ОТНОсительных повышениях
компрессорах Раб°"Хю снижения потерь энергии средние скоро,
давления (е - 1/—',п^ "ивают значениями 6...8 м/с. .Г
сти газа в патрубках ограни Большое значение при конструиро.
Полос™ всасыва"^"™ ов имеет выбор объема и проходных сече-
вании цилиндров « р всасывания и нагнетания. При малых
ХХтполопей вХ возможна значительная пульсация давления,
а при ихХ-х сечениях - значительные гидравлические потери. Как из-
вестно и то и другое приводит к потерям энергии. Следствием пульсаций
газа в полостях всасывания и нагнетания может также стать прежде-
временный выход клапанов из строя.
Рекомендации по выбору значения объемов полостей всасывания и на-
гнетания противоречивы. Обычно их задают отношением объема полости
к описанному за один ход поршня объему (рабочему объему цилиндра).
Заслуживает внимания опыт проектирования быстроходных поршневых
компрессоров фирмы Ariel (США), которые имеют объемы всасываю-
щих и нагнетательных полостей цилиндров в несколько раз больше, чем
объем рабочей полости цилиндра. Всасывающие и нагнетательные полос-
ти таких объемов выполняют функции буферных емкостей1.
опустимые значения средней скорости в газовом тракте внутри ци-
паоные полостУпДвсасывания 11 нагнетания и в каналах, соединяющих
обеспегть в Т
ких сужений газа™* патру&ков. Желательно также избегать рез-
газа.ДляуменХ™ХХХ^ах ” вспенить плавный поток
зкнаро.,ыполтть
РАЗМЕЩЕНИЕ КЛАПАНОВ В ЦИЛИНДРЕ &
Способы размещения клапанов R>,k
угнетательных клапанов и распотоА/’Р РаЗМера и числа всасывающих и
±цеи^НЫХЗадачпР°е>-нрованХН^Х 11 ЦИЛИ||лре - одна из наи-
шим "квим10Ш1еНЬ1 желанием разместил н?08 'РУД1,ОС™ решения этой
ШИМ эквивалентным проходным сечением* мИЛИНДре клапаны с наиболь-
1 "Ри этом обеспечить мини-
’Смб>^мРГеМКОСТЯХСМТОМ‘-главу !7.
160
Глава 3.1. Цилиндры
„,пЫй объем и удобный доступ к клапанам для их монтажа и
Е^пнт;1*а' ₽ способы размещения клапанов в цилиндрах простого и
НскотоР^сТВИЯ показаны на рис. 3.1.45.
ойН°г° Д <сщснии клапанов в крышке перпендикулярно оси цилиндра
F ПРИ Р*3? 45 а) в современных быстроходных компрессорах возникают
/см Р”с' ’ размещением клапанов с достаточным проходным сечением.
ВгоУДн°сТН С ди индивидуальных клапанов, расположенных в крышке (см.
• часть пл°’иа^ и з ] 46 а и б), обычно находится за пределами торцовой
Р«с.
0 б ^ис' 3-1.45. Некоторые варианты размещения клапанов в цилиндре:
Ж 1
' • и> к — для цилиндров простого действия; л, м, н, о, п, р — для цилиндров двойного
действия
161
И
9390
///.
ГА11>Ч 3.1. Цили^
Рис. 3.1.46. Расположение индивидуальных (а и б) и комбинированных (в и г) клапанов
на торцовой поверхности цилиндра:
и и б соответствуют рис. 3.1.45, б; в соответствует рис. 3.1.45, е; г соответствует рис. 3.1.45, и
поверхности цилиндра. Поэтому в корпусе цилиндра или в крышке необ-
ходимо выполнить карманы-ниши, сообщающие рабочую полость ци-
линдра с запорными элементами клапанов, расположенных за пределами
диаметра цилиндра (рис. 3.1.47). Выполнение карманов увеличивает мер-
твый объем. При таком расположении самодействующих клапанов воз-
действие давления и газового потока на части запорных органов, находя-
щиеся в пределах и за пределами площади цилиндра, различны. Напри-
мер, в предельном случае, если клапан будет целиком вынесен за пределы
площади цилиндра (см. рис. 3.1.45, г и лист А.2.21 в разделе «Атлас»), то
воздействие перепада давления и газового потока на подвижные запорные
органы клапана (пластины) будет другим, нежели у клапана, расположен-
ного в пределах площади цилиндра. Исследования, проведенные в МГТУ
нм Н. э. Баумана, ЛенНИИхиммаше и фирмой Hoerbiger (Австрия),
показали, ч то для удовлетворительной работы клапана, установленного в
крышке перпендикулярно оси цилиндра, необходимо стремиться, что ы
Ось индивидуального круглого клапана не выходила за пределы диа с р
цилиндра.
Кольцевые комбинированные клапа-
ны расположенные на торце цилиндра
(см. рис. 3.1.45, и), более полно использу-
I
п 1 in Кзомаи-ииша, сообщающий рабочую
, » деталей поршневых компрессорп„
------------------
Рис. 3.1.48. Составной цилиндр малого диаметра
с клапанами, расположенными в крышках радиально
коТвТо°м пиХпА?Шадь “1ДРа (см- рис. 3.1.46, г), а потому при одина-
видуальные То жеЛ?пДРа имеют пР°х°Дные сечения бблыние, чем инди-
панах (см. рис. 3.1.46° в)*° СКазать 11 0 комбинированных полосовых кла-
часто располагают вОкрышках°пспРп СѰа иизкого и среднего давлений
нюю полость на схеме, noK;miioll"l'H;U1Kyj|HP|l° оси Цилиндра (см. верх-
цилиндра (см. схему на рис 3 1 А"''РИС' 31-45> л)> или параллельно оси
₽ИСЙногда 3 И На РИС' З’1'45’ °) ' М И Н ’ ИЯИ наклонно (см. схему на
раллельно оси Радиал1>но (рИс яиаметра клапаны рас но
SSZ’T.Tr м«'Льйс пКла»“"ы. расположенные па-
«^«лгаивал^^ прРИС'3’45, In, ('и^“лра (параллельно оси ИИ'
"овить на каждую рабочую?^"* сечс"ис в "олУчить большое сум-
ных клапанов на всасывании Й°С1Ь ’1Ияиндра J?”ax’так ка« можно yda'
средних цилиндрах обычно уст "С1;‘"ии (см пиСК?ЛЬК0 индивидуал"’
'-'ыре как всасывающих так и "1,,а|от по нпйИС’ крупных и
164 и На,,|^ательнХапИЛИ по три. ре*с - П0
Папанов для каждой по-
I лапа 3.1. Цилиндры
I—£
Рис. 3.1.49. Схемы каналов, соединяющих рабочую полость цилиндра с коническими
ными карманами для клапанов:
переход-
а - круглый канал; б — вытянутый канал в цилиндре, симметричный относительно оси клапана; в - вы-
тянутый канал в цилиндре, нс симметричный относительно оси клапана; г — вытянутый канал в цилиндре
и в крышке
рюши. В этом случае клапаны стремятся размещать как можно ближе apyi
К другу с учетом необходимых из соображений прочности размеров пере-
мычек между гнездами клапанов.
Расположенные по образующей в крышках цилиндра (см. рис. 3.1. )
"'ш в корпусе цилиндра клапаны могут быть установлены в конических
|1еРеходных карманах, которые сообщаются с рабочей полостью цилиндра
,|сРез круглый или вытянутый канал (рис. 3.1.49, ано).
Чри выполнении каналов, соединяющих рабочую полость с J
ррманом, в котором расположен клапан, ^едует учитывать, ч
‘11;| 11 этих каналах влияет на потери энергии в процессах ‘
•' 'чавания. Канал круглого сечения имеет меньшую плошад ’
1 'овательно, большие потери. Канал, выполненный по с.с, >
"°" "пх?ис- 31 49- может перекрываться поршнем' "Ри Утерям На
пн К -> М ।, что приводит к дополнительным гидравлическг Р
с- 3-1.50 качественно показаны различные периоды проц
165
л,якМси поршневых компрессоров
-----"" — - I
,„ые в конических карманах По 1
оны1 Установлен» ,й период нагнетания „ХЧ I
ния чере3ной на рис- ?1'4тия нагнетательных клапанов прОТека° << I
изобр^!^ зУпоеле открь т я в канале приводят к знач„ S I
рис-315О) "пости п°РшНЯ' пеоиод (первый «горб» на индикатоп>
б0-1ЬШ0",пя? давления в этот J "P лесса нагнетания (см. рис. 3.1.5оРи«й
ным потерям^ пер110Д о ' Р еские сопротивления в Ка , 3‘ |
диаграмме)^вт ? „оршня * еским карманом 'I
зауМеНпабоЧей полостью ^Хй диаграмме). В третьем „Й? '
МеЖДьппются («яма» на инди * вследствие выжимания порщн ’
nnouecca нагнетания (см. Р^‘^шнем и крышкой цилиндра да^
газа из узкого пространства10ВЬ1шается (второй «горб» на индИка.
X в рабочей полости '^''Хать дополнительных потерь, канал между
горной диаграмме). Чт°®“" и коническим карманом клапана рекоменду.
рабочей полостью шыинДР^ в крышке (см рис. ЗЛ ,49> г)
ется выполнять как в ниш ыр & коническОм кармане и соединитель-
Гидравлические conpoin % сопротивлеНий клапана. Реко-
ном окне могут достигать а создания более плавного потока газа в ка-
«с карманом- °котором расм-
ложен клапан (рис. 3.1.51) .
а
в
6
а
Р
г
в
вмт
Ч>
W
ствуюшей процессу натет?нияГ
шепни клапанов по схеме ₽ Р ме‘
Рие.З иМ[^₽аЖСННОЙ На
Рис. 3.1.51. Элементы сглаживания л»
в каналов, сообщающих цилиндр и кони-
ческие карманы, в которых установлены
клапаны [23]
' Mj2To же K"lhu"crdichlerventilen. Erweiterter Nachdruck. - Wien: Eigenverlag, 1998.
166
Рис 3.1.57. Значения коэффициента Кк]рм при установке клапанов в конических карманах:
fl — схема; б — для всасывающих клапанов; в — для нагнетательных клапанов [23]
При опенке потерь давления в карманах клапанов можно воспользо-
втться результатами исследований фирмы Hoerbiger для кольцевых клапа-
нов. установленных в конических карманах1. Для оценки дополнитель-
на \ гидравлических потерь, обусловленных наличием кармана с каналом,
и' и; лют коэффициент ^арм (см. рис. 3.1.52):
+ ДРК:1Г1„
г/ _____ ‘ КЛ * KdpM
лкарм “ ’
ДРкл
шдравлические потери в клапане; Дркарм — гидравлические потери в кармане.
На рис. 3.1.52 показаны зависимости значений коэффициента /fKapM от
ниення площади прохода канала Fk эквивалентной площади прохо-
’в в клапане Ф при разных геометрических характеристиках коническою
М’мана.
L a i\ci учитывать, что концентрация напряжений в стенке цилиндра
' мническим карманом и круглым каналом меньше, чем в цилиндре с
11 тскпм карманом и вытянутым каналом.
1111 выборе размера клапанов и расстояния их друг от друза надо i р
во внимание, что перемычки между клапанами (см. рис -
И '1сч слабым местом — в них иногда образуются трещины Р р “ ’ь
Смещении клапанов на цилиндре необходимо проверять р
' |1СРегородок.
' 1'’|1сРатура стенок цилиндра у нагнетательных кла11а,‘1’1’..'’^^й'воз
лющих. Поэтому при расположении клапанов по Р У
' Г Valve Losses in Reciprocating Compressors. 1988-Purdue Intern Compr. Lng/
sl Lafayette, USA
167
, и деталей поршневых компрессоров
Р„.1Я оси цилиндра за счет темпсрат
4Ь1 значительные искажен и износа рабочей поверх,,^1* Де.
v ,,,н что приводит к увел я типа «ведро» часто клапаны
ФТ пирах лвоиногоД |С .а,1а1У11,ваЮт в крышке перпенди^Й
°!" 5^Тпообразучошей (сМа РаИов^м р„с 3 j J5) наиболее
Наклонное
тите.льно, так как оноиическая поверхность имеет плОц^
С большим проходим ече каналов> соедИНяющих клапань
больше) при небольшом мер следует учитывать> что Ко
с рабочей полостью нилиидь * и за счет меньшей толщины Сте'
к„е поршни "мею\“бо^ее легкими.
нок могут бьпьвыпа о (простого) действия ступеней высокого
дав5енЦиИяЛч2?о используют комбинированные клапаны, которые уСТа.
наГлив ют в тОрце корпуса цилиндра или в головке цилиндра (см.
рис " 1 £ к, рис 3.1.61 и лист А. 1.33 в разделе «Атлас»), Ж
Р Специальные способы размещения клапанов. С целью увеличения проход-
ных сечений всасывающего и нагнетательного клапанов и улучшения про-
цессов теплообмена в цилиндрах иногда бескрейцкопфные холодильные
компрессоры выполняют прямоточными, когда всасывающий клапан уста-
навливают в поршне, а нагнетательный — в крышке (см. рис. 3.1.45, ж).
В этом случае почти вся площадь поршня и площадь крышки может быть
использована для размещения клапанов, а тепловые деформации цилинд-
ра носят осесимметричный характер, т. е. не искажают ось цилиндра. На-
помним, что искажение оси цилиндра сопровождается повышенным из-
носом его рабочей поверхности.
Иногда в крейцкопфных компрессорах с цилиндрами двойного дей-
ствия в поршнях устанавливают нагнетательные клапаны, а в крышках —
получили^йз 'РИС'\’',г>^'' КомпРессоРы, выполненные по такой схеме,
получили название VIP-компрессоров1.
ния нартеньк^азмепли1?11111 компРессоРов> в которых с целью уменьше-
Р цилиндра и расстояния между рядами цилиндров
Рис. 3.1.53. Схема
‘ VIP - от Valves in Piston
168
ии „ мталеЬ поршневых компрессоры
ш
Рис 3.1.55. Сверления для огяь.та масла * фонаре (I) и н гнезде (2) кланам
(например, в оппозитных компрессорах) два клапана, собранные в специ-
альной цилиндрической обойме (рис. 3.1.54), устанавливают в цилиндри-
ческом гнезде цилиндра. Основное преимущество размещения клапанов
таким способом заключается в том. что не требуется специального мон-
тажного зазора (расстояния) между параллельными цилиндрами, необхо-
димого для монтажа и демонтажа клапанов, так как монтаж клапанов осу-
ществляется с торна цилиндра. Недостаток такой конструкции — трудно-
сти с уплотнением цилиндрических обойм внутри гнезд в цилиндре.
Следует учитывать, что возможно скопление масла у клапанов. Масло
в этом случае воздействует на движение клапанных пластин, задерживает
их, и они, запаздывая, садятся на седло или ограничитель с большим уда-
масла "У и?^г1.111рИ1)СС1и к их 1)а)РУ|11С||ию. Для избежания скопления
(рис.3.1.55) для 1с|1усРкаКмаМа'1аЯ|2Х|Я ВЫПОЛНЯТЬ социальные сверления
РЕПЛЕНИЕ И УПЛОТНЕНИЕ КЛАПАНОВ В ЦИЛИНДРАХ
при конструировании пилинлп!^'И' ° размеи(е11ии клапанов в цилиндре,
сколько задач: выбрать конеinvr,^"Рсссоров необходимо решить не-
т Итанов в цилиндре, обеспсчин vi|UM С|10с°б установки и закрепления
клапанов и цилиндра1, т. с. обеспечит?™6’1* 6 неп°Движных соединений
ния прижим клапанов к тездам пи "еобх°АИмый для этого уплотне-
Креплепие и уплотнение клана.. Лра’
£’пх1и1ети1г?ДУа,'Ы""е Кла,1а|"< как ,“n=wpax кРсй>«опфных компрессо-
11 57 '• 1 ' " '• 1 ''б *... ' ......лми'<|ишТрХЯ(смУПрХ^
1 ОС уплотнении неподвижных с.,, „и,,,.,,
170 ^“•'«ыейсм. 8 3.1.11.
гь фо-
вой. а
) 3,2.8)
ышки и прижм-
например, рис. 3.1.15).
яотвратить деформацию клапана, опорную повет
:,ре „ажимает на клапан, рекомендуется выполнять к
I 4 . -!Я,’я хапаной ПИК, ПИК-А, ПИК-AM и ПЖ?Б
• й\естпс’11л±ма нажимной поверхности клапанного фонаря о
IЛ'; - ,рОрях с клапанами, устанавливаемыми через крь
В ui!-1l"L гнезду клапанными фонарями (см., наприш
I обеспечить одновременно уплотним» и» Пум ШПСМШ
I & - ..Уплотнение клапана в гнезде цилиндра и уплотнение крыш
I' « месте контакта с цилиндром или крышкой цилиндра Необ-
I г такого двойного уплотнения усложняет конструкцию, так как
I обеспечить надежное уплотнение по двум параллельным
I ' Д, '* ; 0 1Ним простым прижимным элементом.
I с цельными седлами и ограничителями (кольцевые диско-
I k 'точные, цельнолитые прямоточные и т.д.) уплотняют в гнезде
I вне ' " /из паронита или других прокладочных материалов), медными
',я,к1 " .нниевыми прокладками, а прямоточные наборные клапаны с
и '.(И седлами — только мягкими прокладками.
РзГ‘г;'ьИ.Ь( ца фонарь с усилием, необходимым для обжатия прокладки
паном и упорной поверхностью гнезда, осуществляют чаще все-
ме>. м ‘ проходящими через крышку клапана, а уплотнение стыка
со вины4 1К0Й лапана и корпусом цилиндра обеспечивают прокладкой,
мел.< крь . силием шпилек крепления крышки клапана к цилиндру
;Хсц„лпндра(см.рис.ЗЛ.15) ______
1 1Я нажим на клапанный фонарь обеспечивают непосредственно
'пышкой через угловую жесткую прокладку. Уплотнение крышки
. ' осуществляется угловой кольцевой прокладкой А (рис. 3.1.56) из
.... тон проволоки круглого сечения. Концы кольцевой проклад-
’ ' „от На крышке или на крышке и фонаре выполняют фаски под
: Гакая медная кольцевая прокладка раздавливаетсяi в кону^
. ( пышки одновременно уплотняет крышку и передает усилие нал
Z -ананам-топ>, чтобы обжать •«^“2
и \ норной поверхностью клапанного гнезда, ре му
(jiH.uTa и крышки угловой проклад-
ки- простота конструкции, а недо-
имок — деформированную прокладку
после разборки надо заменять новой.
Для компрессоров низкого давления
заслуживает внимания способ крепле-
1И1Я индивидуальных клапанов с ис-
||,)зьзованием траверсы и уплотнением
Лианных фонарей резиновыми коль-
'1ами круглою сечения1 (рис. 3.1.57),
'"скольку он является наиболее тех-
|1Ш|огичным.
1 ||РилиН2лЫХ кольцевых уплотнениях см. в
л1'1,1!*и и '^P06"^ 8 справочнике «Уплот-
ни 1 (,лУбева иИпС^ь,.,ая техника» / Под ред.
с,Р<>еццс igoJ1- а- Кондакова. — М.: Маши-
1’во. — 464 с
Рис. 3.1.56. Уилогнемие клапана чигкай
прокладкой (К) и крышки клаааиа утло
вой прокладкой (А)
„ и деталей поршневых компрессоров
единив и _____________
Рвздел ///• Конструкции
р,1С 3.1.57. Крещение клапанов травс
„7ние клапанных фонарей резиновый* * Уп.ч
нен круглого сечения |‘°льчац’
Сила давления газа, действующ..,
нагнетательный клапан со стороны „
бочей полости цилиндра во время ₽»• I
нессов обратного расширения, всась,Р°'
„ня и сжатия, меньше чем со стор01| ‘
полости нагнетания. В это время кла
пан прижат силой давления газа ё I
гнезду в цилиндре. Только в период I
нагнетания сила давления газа, дей.
ствуюшая на нагнетательный клапан
со стороны полости нагнетания, мень-
ше. чем сила давления газа, действую-
щая на клапан со стороны рабочей по-
лости цилиндра, из-за гидравлических
потерь в клапане.
Максимальная сила, отрывающая
всасывающий клапан от гнезда во вре-
мя процесса нагнетания, в несколько
раз больше, так как на клапан в это вре-
мя действует перепад давления, значе-
ние которого больше (из-за гидравли-
ческих потерь в нагнетательном клапа-
не) разности давлений нагнетания и
всасывания. Поэтому всасывающий клапан должен быть прижат к гнезду
в цилиндре с большей силой. По этой причине в цилиндрах компрессоров
среднего и высокого давления всасывающий клапан прижимается не-
сколькими нажимными болтами, а нагнетательный — лишь одним, рас-
положенным центрально (рис. 3.1.58).
гл "Р™ 03(13113 к Упорной поверхности гнезда и одновременно-
поужины ГпигРзК1Ч^о\ИтПОД крЫ111ков можно использовать тарельчатые
цилиндра, которая BO3MoXKnPpeJZre KJ,anaH0B исключает деформацию
В одном цилиндре могут быть вит Ю1аг1анов винтами-
™пудля всасывающих и нагнетатоХ еНЬ‘ крепления> Различные по
В цилиндрах воздушною о\ ш ,? ЫХ 101311311011 (рис. 3.1.60).
гнезда через боковые окна в 1013113111,1 могут быть вставлены в
распорными винтовыми колонк»'^^ И прижать1 к седлу центральными
Клапаны с нажимными фон ря ‘РНС' 3L22>- I
линдров должны иметь фиксипу^,. ижнеи части горизонтальных ци-
выпадение из гнезда во время vct u WC ус|р°иства, предотвращающие их
струкции, показанной на рис 3 1 гш КИ крь1Шек при сборке. Так, в кон-
выпадения штифтами. 1 ’ клапан и фонарь фиксируются от
Крепление и уплотнение клапаип»
рессоров. Комбинированные кланами цилиндРах бескрейцкопфных комп-
часто выполняют в клапанной „ 1и"Л?°сскреицкопфных компрессорах
клапанной плите (см. рис. 3.1 2)/в ЭТ^М; рис- 3.1.45, е) или их крепят к
172 лучае проблем с их креплением
Глава 3.1. Цилиндры
Рис.
, । 58 Крепление нагнетательного и всасывающего клапанов в цилиндре высокого
давления
Рис. 3.1.59. Крепление клапанов тарельчатыми ир>
а - всасывающего; б - нагнетательного
РвнМ, HI. Конструкции сборочных единиц и деталей поршневых компрессор^
Рнс 3 < 61. Пример
’ *с'ановки «гп
ВЫСОКог“’д»^&,,уПл^еИи Л
п₽ессора апава цилиндра
пнем нет’ и неподвижные стыки меж.™
mi'0"', ,питой, а также между клапанной Х<т*-Рпусом ди-1индра и
1 Й-’-'liaMH* (см § 3.1.11). пл”тои „ крышкой уп?от
i4K1T 1 .и lx головках (без отдельной клапанной г.
’ 1п1С 'пфнЫХ компрессоров (см. рис. 3.1.9) ин??? ЦИЛИНДР<>В бес-
I gpc',llKt.. часто крепят и уплотняют так же, акХли^?.Н“е ^ны
,реССоров. Пятачковые и сферические клапан£Т кРеицкопф-
нь'4 k ' щииндра, цилиндр или клапанную пли™ как пп аВЛИВают в
^,<1пис 3.2.78, 3.2.79, а также лист А. 1.28 в раз^е «Атлас?0, На резьбе
|( средне'0
§ 3.1.10. ОХЛАЖДЕНИЕ ЦИЛИНДРОВ
цели охлаждения цилиндров. Охлаждение цилиндров компрессоров
ег несколько целей: I) исключить или уменьшить подогрев газа на
всасывании; 2) снизить температуру нагнетаемого газа; 3) уменьшить от-
ложения нагара в клапанах и нагнетательной полости; 4) устранить при-
,орание поршневых колец; 5) выровнять температуры стенок цилиндра
чтобы исключить или уменьшить тепловую деформацию рабочей поверх-
носги цилиндра; 6) уменьшить вероятность пригорания прокладок.
Первая цель охлаждения цилиндров обоснована в 1-м томе. Подогрев
газа на всасывании уменьшает производительность компрессора и увели-
.1 работу сжатия и перемещения единицы массы газа.
вторая цель охлаждения цилиндра, а следовательно, и сжимаемого газа
обусловлена тем, что значение температуры нагнетаемого газа ограничи-
ли правилами безопасной эксплуатации компрессоров. Так, напри-
мер. в во з аушных двухступенчатых компрессорах общего назначения тем-
пера аура воздуха после каждой ступени сжатия у нагнетательного пат-
рубка должна быть не выше 160 ’С (при температуре всасываемого воздуха
-” С, температуре охлаждающей воды 15 °C и номинальном конечном
' 1 'СШШ 0,9 М Па).
Обоснование третьей и четвертой целей охлаждения цилиндров зак-
1 aeicH в следующем. Масло, подаваемое в цилиндр для смазки трущих-
'• ч1. контактирует с горячим газом и под действием высокой темпера-
раслагается. Чем больше температура сжимаемого газа, тем инген-
|1СС разложение масла. Часть продуктов разложения масла отклады-
4 "а поверхностях полости нагнетания и деталей клапанов. и
/ 1 ксния, называемые нагаром, могут быть в жидком, смолообразно
",еРДом виде. Нагар на деталях клапанов может нарушить
. ' 9 IUO1V последних. Нагар, накапливающийся в полости нагн . .
\.н.1 и|°с°бствовать взрыву компрессора. Поэтому желательн , ’
inVH;i 1ОЛОсти нагнетания температура смеси газа с маслом У
С|М3.1.ц.
F
„ деталей поршневых компрессоров
lU. ' ~~
.ежившийся на тор11®о“ьца°может затруднить nep'eVeJ1'и '
НаГЗР в вторых РЗспОЛ°*е3"Сложения нагара могут <-врилИпн^Ч
канавок, в кот й KoJlbUa из-за ш ессор остановлен, и все
колен в канав а. м оК, когда ком Р масла имеют НИз лс. ,
^ОВЬХоваХно. и ХреСС°ра К°ЛЬЦа МОГУГ
таЛ'™nv При последующем пуск енной упруГости и не BbIn J
^липание колен принято называть пРи J
функций уплотне обоснована необходимостью уме1|к I
раН£ая охлаждения цилинДР„ НеравнОмерные температурные Де‘
шения износа рабочих "^"искажению оси и формы рабочей пОверх.
формации цилиндра^овь1Шенного износа последней и порщНе.
ности, ЧТО является пр ।
вых колец. пяж„ен11Я цилиндров связана с облегчением ремонта 1
Шестах «ель охлаждении охлаждении цилиндр и крышки ЦИ-
компрессоров. При » л°^Т°темпераТуру и прокладки, изготовленные из
линдра могут иметь высокую цеантипригарных материалов, при- I
наиболее распространенных в ( уплотнения так, что их при раз-
горают. т. е. прилипаютг к^°ХонТов невозможно снять, не разрушив. ’
борке цилиндров во вре: P СЧОжную форму за счет большого числа
Прокладки зачастую имеюочень' * 3 д 23), соединяющих
газРовыеООиКянькФпРолости крышек и корпуса цилиндра. Изготовление
новых прокладок сложной конфигурации достаточно трудоемко. Здесь
следует отметить, что промышленностью созданы и производятся анти-
пригарные прокладочные материалы.
Способы охлаждения сжимаемого газа. Отвод теплоты от сжимаемого в
цилиндре газа осуществляют следующими способами: 1) воздушным вне-
шним охлаждением цилиндров; 2) водяным внешним охлаждением ци-
линдров; 3) внутренним1 охлаждением газа путем впрыска воды или дру-
гой жидкости в рабочую полость или в поток всасываемого газа2.
При внешнем охлаждении теплота отводится вследствие конвектив-
ного теплообмена от горячего сжимаемого газа к более холодным стен-
кам рабочей полости цилиндра. Затем теплота вследствие теплопровод-
ности проходит через стенку цилиндра и в результате конвективного
теплообмена отводится от наружной поверхности стенки цилиндра к по-
току охлаждающей среды (воды или воздуха), которая и уносит теплоту
из компрессора. н J
впрыскивается холотняя <,внутреннем’> охлаждении в рабочую полость
пель Тепл^а оГгопячегл адаЮШая жидкость в виде очень мелких ка-
пель. 1еплота от горячего сжимаемого газа вследствие конвективного теп-
лообмена непосредственно с поветт^-гVJICUствие конвективною
уносится из компрессора сжатым газом нм? КЙПеЛЬ передается каплЯ? *
дающая жидкость впрыскивается в оабоч еСТС С ними- Поскольку охлаж
кодисперсном виде, площадь поверхност??, ПОЛОСТЬ компрессора в мел-
ости капель очень велика, т. е. вели
' Термин не очень удачный, но широко испог,
- См. монографию Пластинин ПИ, щсо6 ’ > р3у^'ый » компрессорной технике.
сорок со впрыском жидкости // Итоги науки и техник. ?-Чие пР°Цессы объемных компрес-
ростроение. Холодильное машиностроение/ ВИНИТИ ^ер' Насосостроение и компрессо-
17< ~'"6.-том 5. - 154 с.
------------------- -——
хность теплообмена между газом и
I ка эти два фактора: большая поверхностГтеп™ «"бающей жид-
I кос" ши теплообмен между горячим газом и °бмена и непосрел
I cf’C"^ обусловливают хорошее охлаждение газа с°™аждаюшей жидко-
I сТЬпРи впрыске воды в рабочую полость возмо’ж1^ИМаемого в ЦИЛИНД-
I р\ отвод теплоты от газа к испаряющимся Ka™°ee ИСПаРен”е. При
I ^ „чикается. Внутреннее охлаждение сжимаете ? В°ДЫ Стельно
I У'! рессорах используется редко и только в мадых ° м “ В ^Р^евых
I к ого назначения. компрессорах специ-
особенности конструирования цилИНдров с
I т жимасмою газа. Следует различать физически отвода тепло™
везенная от сжимаемого газа к стенкам ра™чей ™?НЫ: <<теплота,
/юга. отведенная от сжимаемого газа ко пенка полости Цилиндра»,
I <'тс;'е„ юта, отведенная от цилиндра в окру^
„ткостью или охлаждающим воздухом». ЩУ реду охлаждающей
ж (|Ч пояснения различия между величинами «тепло™ «г
сжимаемого газа к стенкам рабочей полости цилинлпа»»’ °тведенная от
денная от цилиндра в окружающую среду йИ^тве’
охлаждающим воздухом» рассмотрим процесс отвода тепло^ХХ ™
бочей полости в упрощенном виде. Всю отводимую в процессесжатияэт
сжимаемого газа в стенки рабочей полости цилиндра теплотГмХно
условно разделить на две части: транзитную и регенеративную Транзит-
ная теплота - часть отведенной в стенку от сжимаемого газа теплоты
прошедшая через стенку цилиндра и затем отведенная от внешней по-
верхности стенки цилиндра в охлаждающую цилиндр жидкость Регенера-
тивная теплота — часть отведенной от сжимаемого газа теплоты вошед-
шая в стенку цилиндра, но которая из-за тепловой инерции стенки не ус-
певает пройти через стенку в охлаждающую жидкость за время процессов
сжатия и нагнетания, когда газ в цилиндре горячее стенки цилиндра.
После процессов сжатия и нагнетания в цилиндре происходят процессы
обратного расширения и всасывания, когда газ в цилиндре холоднее стен-
ки цилиндра. В это время теплота, не успевшая пройти через стенку, от-
водится от стенки к газу. Таким образом, какая-то часть теплоты, отведен-
ной от газа в стенку цилиндра в процессах сжатия и нагнетания, подво-
дится к газу в цилиндре в процессах обратного расширения и всасывания
следующего цикла. Это и есть регенеративная теплота, отводимая от газа в
процессах сжатия и нагнетания. В этом случае стенка цилиндра играет
Родь регенеративного теплообменника, который воспринимает теплоту от
' л. когда газ горячее стенки цилиндра, и отдает теплоту газу, когда таз
холоднее стенки цилиндра:
Qi ~ Страна^ Срег,
"'р|юп~ теплота- отведенная от сжимаемого газа в стенх” Ру^^аемого'газа; cJL -
1 1 времени, когда температура стенки ниже темперагу: ^генеративная часть от-
|н‘ [ ип'ам часть отведенной от сжимаемого газа теплоты, Орег - регенера
°и от сжимаемого газа теплоты.
ме?.ем больше значение частоты вращения коле"лд™™ цилиндра, гем
меньше пРеМЯ полного Рабочего цикла Втярал°(Чтак как время контакта го-
РячегА дная отведенная от газа теплота Qr (га часТь отведен
' 1Че,° газа со стенкой меньше) и тем меньше транзитная
деталей поршневых компрессоров
сборочных единии^__;---------------
in. Конструкиии
г, Исследования показывают, что При ч
от газа теплоты (Араиз- об/мин и более транзитный тещ,. Л|1с
н0 Филенчатого вала 1W шра составляет менее 2 * °Ч
врЗШеХзст нки рабочей по og , «Ариель» (США) пч
Г мКомпрессов энерп "к Опь^ Ф*^
Го е 20 лет показал, что даже .Р:,1МЬ1Х взносах рабочей поверхности J 3
о”дания цилиндров пр» Д^з сказанного следует, что в ряде случа
водяное охлаждение стенки рабочей
.ХСтКиилиКраЫне об’«^^едования двигателей внутреннего сгоРа.
Интересно °™етн;ь',7°‘имении частоты вращения температура ра
НИЯ показывают уо прм-ва снижаться, так как время контакта
бочей поверхности Щтлинщ тью в одного рабочего
горячих газов с этой по цилнндра подводится тем мень-
уменьшается и от горя бопьще частота вращеНия коленчатого вала
ШеиТзТреКнер н вного теплообмена между стенками цилиндра и га-
зом нХшимся в рабочей полости цилиндра компрессора, температура
вн тоен2 поверхности стенки цилиндра в общем виде должна носить
колебательный характер. Исследования показывают, что амплитуда коле-
баний температуры поверхности рабочей полости цилиндра компрессо-
ров в большинстве случаев не превышает 1 ...2 С, и, следовательно, изме-
нением температуры рабочей поверхности цилиндра в большинстве слу-
чаев решения инженерных задач можно пренебречь.
В большинстве случаев в правильно сконструированных неохлаждае-
мых цилиндрах высокооборотных поршневых компрессоров низкого дав-
ления подогрев газа на всасывании меньше, чем в цилиндрах с водяным
охлаждением. Это объясняется тем, что для охлаждения цилиндров ис-
пользуется циркуляционная вода, температура которой на входе в комп-
рессор, как правило, больше температуры газа в стандартной точке всасы-
вания1. По мнению специалистов фирмы «Ариель» (США), при охлажде-
нии цилиндров такой водой всасываемый газ может подогреваться, а не
охлаждаться.
кообооотннх^лмппА™ следует’ что В современных быстроходных и высо-
дано усложнение констп^ низкого 11 среднего давления не всегда оправ-
ниееговвидемногостенн”тХИиДРа В°ДЯН°Й РубашК0Й 14 выполне'
мание уделитГуменшению'подогрева"-охлаждения следует особое вни-
мого подогрева всасываемого газа и v За При всась|Вании, избегая при-
зовые мосты между всасываем, уменьшая насколько возможно теп-
рис. 3.1.8 — цилиндр простого дейстГ«1°ерЯЧИМ - Нагнетаемь,м газом (см.
рис. 3.1.22 и 3.1.23 - цилиндры двойного СС1$реицк°пфного компрессора,
цилиндров нет общей стенки между деиствия). В этих конструкциях
а рис. 3.1.2 показана неудачная констпГ7,ЯМИ всась1вания и нагнетания,
гревом всасываемого газа о горячую стеюфЦИЯ цилиндра с прямым подо-
вания и нагнетания2. У'° стенкУ- Разделяющую полости всасы-
............................„1ри1]18
Глава 3.1. Цилиндр,
„ поздушное охлаждение цилиндров Ппми»..
Цне....(бескрейцкопфных компрессорах. Для^слич^ СГ° "рсимУ1»е-
тце""° ,и1чпнДР обдувается потоком воздуха созпяпя И” Э(М,С1Ста о*
чилиндра и головку оребряют(смрис 3"ТзТ “"ТГ0'
' к .ио располагают радиально, т. е. псопенпйЛ ’2’ 3 ' и 3-*13).
ре6'1'1 l’fn’o6bi поток охлаждающего воздуха, создаваемый”^ °СИ цилинд-
L 1ак „сн вдоль ребер. Ребра для упрощения иТотпп, вентилятоРом,
.............°-№" -
11 . .сн на рис. л- •
’''"'“го в6ЛИЗИ НМТ- «“ стенк" контактирую™гор,™"
;. Поэтому считается целесообразным ребра на корпусе цилинлп,
в 3 111).
р"С||по юльныс ребра, т. е. параллельные оси цилиндра (см. лист А I 22 в
' ' ,с <• \i.iac»), применяют редко.
' 1 Особое внимание при воздушном охлаждении следует обратить на ох-
,1К1Сние головки цилиндра. Прежде всего необходимо максимально ог-
uuPiiiTb подогрев 1аза на всасывании. С этой точки зрения часто приме-
няемая конструкция головки цилиндра (см. рис. 3.1.2) выполнена непра-
Hii 1ьно, так как полости всасывания и нагнетания имеют общую стенку,
нагретую нагнетаемым газом. Более правильное конструктивное решение
io ишки показано на рис. 3.1.8, при котором нет общей стенки между по-
10С1ЯМП всасывания и нагнетания. Кроме того, как это уже говорилось
выше, стремятся улучшить охлаждение полости нагнетания с целью
\мепы11ить отложение нагара в ней.
Охлаждение цилиндров обдувом воздуха не обеспечивает равномерно-
ети охлаждения цилиндра: сторона цилиндра, обращенная к вентилятору,
ох л ждастся лучше, чем противоположная. В том случае, когда поток воз-
iw.i охлаждает последовательно два цилиндра, лучше охлаждается ци-
ан р. расположенный ближе к вентилятору. Для улучшения охлаждения и
о впивания температуры стенок применяют дефлекторы (рис. 3.1.62)—
ла ii.ni.ic устройства, организующие и направляющие поток охлажда-
ло воздуха. Дефлектор, выполненный по схеме б, имеет преимуше-
ред дефлектором, выполненным по схеме а. Благодаря завихрени-
онжа и меньшему гидравлическому сопротивлению при дефлекто
Ро выполненных по схеме е, достигается лучшее и более равномерное
: Денис цилиндра. „„„ГТПук-
11' листе А.1.2 раздела «Атлас» в качестве примера показана к01™
компрессора, снабженного дефлектором. Дефлектор> ор . ,.ожен.
1 °клаждающего воздуха от центробежного вентиля top •» Р ох.
1111 о на валу компрессора, для лучшего охлаждения меж у
J'^oiejia типа «воздух-воздух» и ци-
п На листе А. 1.13 раздела «Атлас»
азцн компрессор с дефлектором,
1 Ич 1
1ра,1еиириТеории теплообмена известно, что
“Идная форма ребер не оптимальна.
1
а
Рис 3.1.62. Схемы дефлектор»»
179
^чных 1
Ш Коиапрукччч сбор__________ ~
, „ отводяшим патрубками межступе„.1а
^«.«кь,м „«аюшего воздуха Чеиз „^ц,
охладителя и ор _ов Обычно проточной технол
вешнее водяноеок.1а^ение“ 51ра н ег0 крышки. Охлаждаю.^
ческой водой охлаждают корпус„ССКОЛько автономных подводОв
воду подводят и отводя ’ ра и в каждую крышку (см. рис. 3.1,5) иди и
Sb годы в корпус цилиндра и ду „ отводу воды в ЦИЛИНДр ис-
пользуя только ПО одн перетекает из охлаждающей руба
рис. 3.1.17). В последнем слу ж цидиндра и из охлаждающей Руба,'
ки крышки вохла^аюшуюру рутой крышки через переливу
ки цилиндра в охлаждающую и корпуса цилиндра. В конст
окна, предусмотренные в от. 3д 17> вода подводится к нижней
рукции цилиндра, показан роходит из крышки в корпус цилиндра
"3 |“,рлуи иилиндра 8 8'рхн,ою крь,шку
с ВОДЯНЫМ охлаж?ением «МУСТ
Для лучшего оюыжд в охдаждающеи рубашке не было
вХшньп пузырей и застойных зон. Во избежание образования воздущ.
t пузырей подвод воды выполняют в нижнеи части, а отвод - в верх-
ей точке Отвод воды в верхней точке позволяет воде при заполнении
водяной рубашки вытеснить воздух из последней. В тех случаях, когда не-
возможно выполнить отвод охлаждающей воды в верхней точке водяной
рубашки, используют отводные трубки, открытые в верхней части водя-
ной рубашки, через которые во время заполнения водяной рубашки водой
вытесняется воздух и через которые в дальнейшем осуществляется слив
охлаждающей воды (см. рис. 3.1.40). На этом рисунке можно видеть тру-
бу, которая принимает в верхней части водяной рубашки воздух при за-
полнении охлаждающей рубашки водой, а затем уже охладившую ци-
линдр воду и, огибая цилиндр, отводит их вниз.
На рис. 3.1.17 показан вертикальный цилиндр углового L-образного
компрессора, в нижней крышке которого предусмотрена отводная труб-
ка. Вода входит в нижнюю крышку, заполняет ее, вытесняя воздух через
открытый торец трубки, расположенный в верхней части водяной ру-
па^’РтгаРкШпоИ' РИ ЭТ0М ВОЗДУШНОГО пузыря в нижней крышке не об-
ную tdv6kv и'ппгтг ШеМ В0Да выходит из нижней крышки через отвод-
реливные окт В водяную РУбашку корпуса цилиндра через це-
лости каналы могу? быть B^inonH^6’ Отводящие воздух из водяной по-
раздела «Атлас») ’ подне,|ы в отливках крышек (см. лист А.2.Ю
В '
водяной рубашке крышки "ри отводс воды через верхнюю ее часть в
крышки, выходящая к паблик обРазоваться застойная зона, и стенка
юшей водой, т. е. плохо охлй^пП°ЛОСТп’ ®удет плохо омываться охлажда-
нижней части верхней крыш™“ЛДля Диквидации застойной зоны в
через которую вода выходит из устанавливают отводную трубку,
™)б°лее нагреше по’
TOuh"1,,.""'1'" “> »'»бХ”“огоИо°,’"°м'“их °"а»июшую ВОДУ, on-
1 следах I...15 м/с Расхода воды, задаваясь скоростью
180
Гла в ° 3.1.
оСледовательном ОЮ1ажле"ии расположенных п п-ь
HP-' 11 цилииДР01’ вертикальных, V- и W-образны°ДН°М рядУ "е-
" кКю в0ЛУ "ОЛВОДЯТ в НИЖНИЙ цилиндр, а отводят иМПресс°Р«в ОХ-
,;„ажда'о1иеи воды из цнлн||ди „ цил мр'не™ Ik
„ереливвые окна паи. ииогда, _ черп "п ря«> "Ровсхо.
д-", , , ые внешние
,,1Слыюс количество теплоты1, отводимой „
р'||( дров, уменьшается от ступени к ступени ТаТи*43™116* В0Д0Н
t)r" 0 .иестиступенчатого компрессора [20] покажи ДОВания ™
относительной величины qo отводимой в воля^ СЛе/у,0111ие зна-
|L" i И ступеней q0 0,18...0,13; III и IV ступеней а =п^\^ашки тепло-
1,1 |С1| Ч. = 0,06...0,04. Таким образом, значение а\ г°’12-°-О8> V и VI
е ' "ния мало, поэтому их охлаждение иногда не ппр упенях высокого
, о X компрессоров. Следует ожидало) X Даже у
'‘J ременных компрессоров абсолютные значения q0 6yZ м'ёньш^1514
С1„111Я уменьшения значении q0 в ступенях высокого давления7 Ч™
Гак. исследования показывают, что для I и п даал5НИя сохРа-
; высокооборотных компрессоров значения q0 = о 04 (Ши Современ'
"Jh 1;1Я второй ступени меньше, чем для первой ’ 8 И ЧТ° Значе'
1’асход и параметры охлаждающей воды. Рекомендуется расход волы
И ( , с) определять через индикаторную мощность ступени Ki пJ
рлноегь температур А/ воды до и после цилиндра: Л q°
Ц/_
4.19ДГ’
ширают в пределах 5...10°С.
К сожалению, применение этой формулы затруднено в связи с отсут-
i .нем рекомендаций по выбору значений q0 для современных многосту-
iMmii.ix компрессоров.
Учитывая, что охлаждающая вода охлаждает последовательно межсту-
тенчатые охладители газа и только затем цилиндры (см. далее), количе-
ство проходящей через цилиндры низкого и среднего давления охлаждаю-
biси воды часто определяется расходом охлаждающей воды межступенча-
" "" осадителями.
1 )чень важно правильно выбрать температуру охлаждающей цилиндр
1ак как при низкой температуре стенок цилиндра увеличивается
"си, масла в цилиндре и на стенках цилиндра возможна конденсация
1 из сжимаемого газа. С усилением охлаждения стенок цилиндра увс-
тспея вязкость масла, а следовательно, и мощность трения. Причем
с 'учае мощность трения возрастает больше, чем снижается инди-
’ 1 01 мощность. Конденсирующаяся на стенках цилиндра влага смы-
'-стяную пленку, что увеличивает износ рабочей поверхности ни-
11 может привести к коррозии. Конденсация влаги ,|С|С1К’ча('1СЯ
111111 Условии, что температура стенок цилиндра выше гочк> р
!1 ‘ мою газа. Поэтому рекомендуется при сжатии влажной- i.r. .
11ь-емпературу охлаждающей воды на 5...Ю С выше тс
"’"пению к индикаторной работе ступени.
181
PtjdfJ Ш --—- '
гяется подачей охлаждающей воды в охла>
™“е
дающие рубашки i ялиндров В компрессорах, сжимающИх
Ле"особые случаи o^^e"e" т^ель.х углеводородов, на холод.
«родные газы с содержал,,я фракции, близких по свойствам
стежках цилиндра возможна конд ют м причем образующий
к бензину, которые раХаюшйми свойствами. Все это приводит к более
раствор не обладает смазывавши „ водяных паров. в *
высоким взносам, чем пр х^кдаюшей воды температурой 60...80 С.
рекомендуется применен i охлаЖдаюшей воды до 60 С не следует
С увеличением темпера ОН „ поверхности цилиндра. Специальных
ожидать увеличения износа Р я температуры охлаждающей воды на
исследовании влияния нов проводилось. Однако исследования,
износ цилиндров компрес и сгорания, показывают значитель-
при повышении тем.
ПеРПТрГи^лаьТв=и'Хко"° воды не рекомендуется нагревать охлаж-
дающую воду свыше 40 ‘С, так как при больших температурах возможно
выпадение на стенках водяной рубашки твердого нерастворимого осадка,
который уменьшает теплопередачу через стенки цилиндра.
Иногда для охлаждения компрессоров используют замкнутые автоном-
ные циркуляционные системы. В этом случае в качестве охлаждающей
жидкости используется водяной конденсат, масло или этиленгликоль.
При использовании для охлаждения цилиндров компрессоров морской
воды для предохранения от электрохимической коррозии в водяные ру-
башки цилиндров и подводящие воду трубопроводы устанавливают цин-
ковые или другого типа протекторы, уменьшающие образование нера-
створимых осадков. Конструктивная противокоррозионная защита систе-
мы охлаждения заключается в применении по возможности однородных
материалов, не образующих электролитическую пару, и в установке про-
текторов, легко заменяемых при разрушении [18]. Протекторная защита
о еспечивается только при условии надежного электрического контакта
протектора с защищаемой поверхностью.
’ 3.1.11. УПЛОТНЕНИЕ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
деталей ЦИЛИНДРОВ
крышками, цилигХ^^Т"^ детали Цилиндра (корпус цилиндра с
патрубков цилиндра с фла1п1)1РеНЦка;1ЬНЬ1Х блоках Цилиндров, фланцы
ДУ собой при помощи шпилек Рубопроводов и Т. д.) соединяются меж-
соединений - нагруженное ।керных связей1 и т. и. Особенность этих
факторами (силами моментам рспляемь,х Деталей внешними силовыми
оментами сил), которые стремятся разъединить
таья или болты, дая.
182
Гло«а 3.1 Uli
;lV ними, т. С. нарушить плотность их соединения п
шсссоров основными внешними силовыми SonS”* ЦИЛИНЛ-
> 1 с,„,к между соединяемыми деталями, являются . Раск₽ы-
' кжс силы И моменты сил, с которыми надетой давде"»я
3. !овать подсоединенные к цилиндру трубопроводы /,?^^
1Сплового расширения последних), а также ( Том мисле
„ ,с 11‘ с устройства (охладители газа, буферные емкое™™НтОВЛечННЬ1е на
..м^ЛсФУировании деталей цилиндров комХор^в не/б
1,1 не только нераскрытое, но и плотность ст?/™ нсобх°Димо
внешних силовых факторах, нагружающих соелим?РИ все4х В03-
e"tJl J тсбования предъявляют к фланцевым соединениемАнало‘
1",,|" |||) шндрами и трубопроводов друг с другом ^РУбопрово-
s (пХХтУ^г,-
, юго сечения и др.) или притиркои шлифованных поверхностей
М ц.н,более распространены плоские прокладки из паронита меди алю
.вых сплавов, стали и других специальных прокладочных материТ-
]011 в зависимости от уплотняемого давления. В связи с запрещением в
.1Чс.ран использования паронита появилось много новых мягких про
* ... 10Ч1,ых материалов, в том числе антипригарных. Прокладки из неан-
пшригарных материалов (в том числе из паронита) под действием высо-
KOI. гемпературы пригорают к уплотняемым поверхностям и при разборке
титров, как правило, разрушаются. Прокладки могут быть фигурны-
ми весьма сложной формы (см., например, уплотняемый разъем цилинд-
ра на рис. 3.1.16), и изготовление их может быть достаточно трудоемким.
Прокладки из антипригарных материалов при разборке цилиндров не
аюгея и могут быть повторно использованы.
При выборе материала прокладки необходимо учитывать, чтобы он не
ниупал в реакцию с сжимаемым газом. Так, например, медные прокладки
io', применять в компрессорах, сжимающих аммиак и ацетилен, так
аммиак разъедает медь, а ацетилен образует с медью взрывчатое со-
г imieiiiie.
Мягкие (неметаллические) прокладки рекомендуется применять при
нении перепада давлений до 4 МПа [20|. Имеются рекомендации по
" 1ыовапию прокладок из специальных резин в судовых компрессорах
ыее высоких давлений (до 30 МПа) 118|.
1 Фи высоких давлениях для уплотнения фланцев применяют стальные
'1 ишеские линзовые (рис. 3.1.63, а) или гребенчатые (рис. 3.1.63, 0)
1 |К|1, а также металлические прокладки из круглой проволоки
'-63, «), в которых уплотнение осуществляется контактом поли
- 11 "С ио плоскости. _ ,_ир.
""вы уплотнения неподвижных соединений. Для обеспечения
111 соединения при помощи мягкой прокладки ее следус *
"'о Ч'МЫМ давлением <7обж, "Р» котором создаются такие . )(((?моЖ
'''сские деформации прокладки в зоне контакта, ко!Д
'''"-'""с 1111 линии — понятие условное. Вдсйствите """с™ веских к'Ф<’Р'’,а,1ИЙ
"°сле сж им КТОМ "° Узкой полоске, который образуется за счет плас
прокладки.
183
л и прокладки из круглой проволоки (») „
Р.К. 3.1.6- у,иопкНИЯ 2 __ болт. } _ фланцы
,„икающие вследствие погрешностей формы и Шеро.
ные пути .печек, во -1 каюш перекрываются.
ховатости Уплотняемых поверх герметичности соединения прокладка
Таким образом, для соей* флаНцами соединяемых деталей
должна быть Равномерно з создающей на поверхности прокладки
и внешних сил) контактное давление Рпр =
= “значения зависят от материала прокладки (табл. 3.1.1).
3.1.1. Приближенные значения т. q^, [?]. ?min W плоских прокладок1
т 1 . МПа I |?1, МПа ?т1„, МПа
1,2 3,5 18 2,5
1,2 5 20 3,5
1,2 7 20 4,5
1,6 32 НО 10
1,4 10 40 4
1,4 50 80 40
2 100 140 50
2,4 160 200 70
2,7 250 350 80
Материал прокладки
Резиновый лист
Твердая резина (или мягкая с ткане-
вой прослойкой)
Твердая резина с тканевой прослойкой
Паронит или прессованный асбест
Фторопласт-4
Фибра
Мягкий алюминий
Мягкая медь
Мягкая сталь
они должны ^ги>Ы АПЯ жидких сред. При уплотнении воздуха
юшей способностью (водоотд гелий и т п\Р ’ ?р/ >’пло™снии сред с высокой проника-
н ivjihh и г. п.) — в 2,5 раза.
левич. - М.: Маш^ст^оеш^?993Ш—Нб40ПСРаВ°ЧНИК/И А' БиРгеР’ Б ф- Шор, Г- Б- ИоСИ'
Контактные давления imrw
равномерно из-за дефОрмащ1иР^СПРеДеДЯТЬСЯ по плошади прокладки не-
знач'нИЯ ;)авления ушютняемой^спр^8 При затяжке шпилек и болтов,
чения га ДавленияЯ|Рлок на поокча ДЫ И внешних нагрузок. Локальные
Я контактного дарения п ДКу М01уг сличаться от среднего зна-
прср, высчитанного по уравнению
Pnp.cP=4L,
где />а] _ р ’
184 ЗЯ М°ЩадЬ 1,рокла^по0котороТпроисеХ ШПИЛек (болтов) в соединении;
происходит уплотнение стыка.
Глава 3.1. Цилиндры
ания уплотнения стыка прокладкой, когда кон-
U.i.ikic’Pк „„ой происходит обжатие прокладки, меньше
<’"*: тве''"0 прокладки (в соответствии с рис. 3.1.17)
о»**
t итывать, что контактная площадь, по которой происходит
ГлсдУсТ уЧ,п„ой листовой прокладки, может быть меньше площади
бхатис (1’и'ХР0^адки (рис. 3.1.64).
..пл которых Рпр.лок < ?обж. нельзя допускать, чтобы значение
С !, зонах, сния Рпр лок было равно значению <?обж.т1п (см. табл. 3.1.1)
voHTaKTl'01 е него), при котором наступает раскрытие плотного стыка и
шли мС"ь'".и1ия соединения. Естественно, что <7обж > <?o6x.min- В компрес-
раз1'сРмсГИ для того чтобы исключить возможность появления зон, в
быть разгерметизация, при определении усилия затяжки
кОторь,х м° боЛТов используют коэффициент запаса К, который получил
ш|11,лс1< "пние коэффициента затяжки (см. далее).
найме1101’*1 ь в виду, что слишком большое значение контактного
Следует и мягкую прокладку может привести к разрушению матери-
давлеиия Рпр к потере плотности соединения. Существует значение
ала проклял ом прокладка может расплющиваться, в ней возникают
?обж т'«’пР1.нь1 и происходит последующее их развитие, особенно при
действием переменного давления уплотняемой среды,
эксплуаташ внешних нагру3ок или вибраций. В этом случае про-
2а'ка разрушается и теряет уплотняющие свойства.
При высоких и сверхвысоких давлениях уплотнение осуществляется
притертыми шлифованными поверхностями без применения прокладок.
Герметичность уплотнения по притертым поверхностям обеспечивается
не только деформацией неровностей соединяемых деталей при затяжке
соединения, для чего потребовались бы очень большие усилия сжатия, но
и вследствие молекулярных сил сцепления в пленке масла, которым уп-
.юшяемые поверхности смазываются при сборке [20].
Во время эксплуатации в материале прокладок и фланцев могут быть
ре таксационные явления, а также может наблюдаться ослабление затяжки
резьбовых соединений. Эти явления учитываются увеличением усилия за-
тяжки соединения при сборке по сравнению с расчетным значением.
Уплотнение плоскими прокладками. Фланцевые соединения деталей ци-
'индр^ц трубопроводов с цилиндрами и фланцы трубопроводов между со-
бой могут быть уплотнены плоскими
кольцевыми прокладками открытого
типа (рис. 3.1.65, о); прокладками, за-
крытыми в замке (рис. 3.1.65, б) или в
канавке шип—паз (рис. 3.1.65, в).
Неподвижные соединения деталей
Цилиндров компрессоров в большин-
стве случаев уплотняются плоскими
истовыми фигурными прокладками
1111 • 3.1.65. Типы установки плоских прокладок
между фланцами:
икппт"Р01о1адк0й открытого типа; б — с прокладкой,
р тои в замке; в — с прокладкой, закрытой в канавке
шип—паз
,дета.ей поршневых компрессоров
и с6ороч11ых едвнвЦ"
Их
заг-- фор“у улл’"'--
ssве: Lr.;;s 4=
ПРИ °^ Вна“сжатие про^ или болтов усилие /*3.^, котор^'
а=^^^--г“иконта™ымдвдя^
обеспечило бы Раа ° Хетичность стыка.
•%tss**,**7г вс ж
/затО >ЛП ^об*’
К—“ "рМ““ **
РмтО > ’Г^пр.ср^^обж.
f ^шая (контактная) плошадь прокладки; Рпр.ср - средний диаметр „р,
®адТи;4-ширина прокладмг М
пявления уплотняемой среды Рг остаточное
усилиГХтТ-им^
Рзат.ост = ^затО — 0 —
где х - коэффициент основной нагрузки1; Рг - сила давления газа.
При этом контактное давление на прокладку qocr становится меньше,
чем <7о6ж. Герметичность соединения прокладок сохраняется, если соблю-
дается условие
?OCT "’/’уП-
гас in - iipuk.ia.a,i'iHi,iii г > |ффгшиснт; /> — уплотняемый перепад давления.
В компрессоростроении значения прокладочного коэффициента т ре-
к°^ендУется принимать: для прокладок из мягкого алюминия 4, для мяг-
ния будет обе<1^иЯАПар0НИТа *’5' Таким образом, герметичность соедине-
шпильками (болтами) "РИ сборке минимальное усилие, создаваемое
1) сжимающее прокладку, будет
Лат! =/у„ труп + (1 -z)/>r
в процессе эксплуатации'111'1'' явлени^ и возможного ослабления затяжки
^зат| = (1,3., 1 S’) f /<
В"Р"5«»же»„„.т. . ’ Л" ₽” + (1-ЙР,.
—ФФипиепта основной нагрузку.задаваться следующими значениями
0Прсделен ри Раиновых прокладках рс = О.5-
чсния / см Снятия «Koadwhun
1" «yteiBga-srs»..««и.
Чашиностроенис, 1993 L здрапо,|ник- И. А. Биргер, Б. Ф. Ш°Р’
Глава 3.1. Цилиндр,
неметаллических прокладках (кроме резины) у = о пт-
08;'’Р” ,'ских прокладках Х = 0,1...0,2. «Д-ДЗ, при
1 ' „пПИ П1ЛП noiio-rntrini
I мст^деление газовых сил, действующих на прокладки. Давление газа
I °",See на крышку цилиндра, определяет газовую силу, которая пы’
I ле,К' ^скрыть стык между корпусом цилиндра и крышкой ГазоХ
I таегся/ дят из условия действия максимального давления в рабочей
I цилиндра на площадь, ограниченную средним диаметром коЛЬ
г'° 'ш прокладки dcp (см. на рис. 3.1.66 уплотнение между крышкой и кор-
I .ipBOI* 14 II г-птрииг R том rnwop ________ 14
лй прок-по" ,.р \ мьлсцу крышкой и кор-
,IC п цилиндра н ступени); в том случае, если стягивающие уплотня
|,уС , стык шпильки проходят через фигурную прокладку, силу Р on
емь1 я>от ИЗ условия действия максимального давления в рабочей полости
ре?пиндра на площадь, образованную контуром, по форме повторяющим
и' .‘ренний контур прокладки, но проведенным через оси стягивающих
Хык шпилек.
В дифференциальных блоках цилиндров газовые силы, раскрывающие
тыки между корпусами цилиндров, а также стыки между корпусами ци-
линдров и крышками, могут суммироваться. На рис. 3.1.66 показана схема
дифференциального цилиндра с рабочими полостями трех ступеней сжа-
тия Для такого блока цилиндров расчетные газовые силы, раскрывающие
с11,1к между крышкой и корпусом цилиндра II ступени,
Л.кр-2 — ОД85 t/cp2 РН2;
между корпусом цилиндра II ступени и корпусом цилиндра 1 ступени
/ф2_, =0,785/)2рн2 +0,785(</2р -dD2)Pti[ и т. д„
.;,с рп. и дн1 — давления нагнетания второй и первой ступеней сжатия соответственно.
Усилия, раскрывающие стыки соединений, передаются через шпильки
креп тения присоединяемых цилиндров.
Выбор размеров контактной площади плоских прокладок. При конструи-
ровании уплотнений листовыми фигурными прокладками необходимо
обеспечить: I) сжатие прокладки с определенным усилием; 2) равномер-
1 к давление обжатия по всей поверхности прокладки. Первая задача свя-
ша с прочностью шпилек или болтов, сжимающих фланцы соединения,
'б-'м больше контактная площадь прокладки, тем большее требуется уси
• ше для того, чтобы обеспечить необходимое давление ее обжатия, тем
'">дсе нагружены стягивающие фланцы шпильки или болты. оэт У
!ремятся уменьшить контактную площадь прокладки. Вторая зада и с
1,1:1 <•' правильным расположением стягивающих фланцы шп^
""дгов гак, чтобы обжатие прокладки было равномерным, ри
'них К определению усилий, действую-
а прокладки дифференциального блока
О'линдров с тремя сгупенями сжатия:
нилиндр | ступени; 2 — цилиндр И ступени;
3 ~ цилиндр III ступени
187
деп,а,еи поршневых компрессоров
,м,ш сбо^ cdUHMU
' - ц|„р11нс прокладок (большой кОн "
тП ПРИ боль'110" 1 " У прокладок обеспечить трУд,ак-
читывать^^Херное „ебСльшую контактную пд0|^е.
п ои плошали Желательно £ шиР<1НЫ контактной площади X
Другими слОВппомадки При вь боре ориеНтироваться на реко
дации по выбору ширнны h и толшины 6 прокладок
31.2. рекомендуемые3,134 ----- «V
Толщина прокладки 8,Тчй~~~~
мсталличесК0|,
неметаллической
I.0...1.5
1.0...1.5
1,5...2,0
1.5...2.5
2...3,0
металлическом
3...4
4...S
5....6
6...7
8...12
немегада^£1
5...6
6...7
7...8
8...I2
12...20
1...2
2...3
3...4
4...5
5...6
Средний диаметр
прокладки, мм
До 100
I00...200
200...400
400...600
Свыше 600
, р )ПНПИНЫ b открытой прокладки, зажатой между гладкими
При выборе ширинь । чт0 укладка выдавливается из соедине-
фландами, следует , анцами давлением газа, которое действует на ее
тХьГХХваеЛ мсжзу фланцами трением. Поэтому необходимо
Соблюсти условие невыдавливания прокладки, зажатой между круглыми
гладкими фланцами
2кД|р > л(Z^np.cp — Ь)Ър,
где 2яД„р.ср6«Ар - сила трения, удерживающая прокладку, зажатую между фланцами;
л(Др.ср - Ь)Ьр — сила, вылавливающая прокладку; Рпр.ср — средний диаметр прокладки;
Ь- ширина прокладки; q - удельное давление на прокладку; Д, — коэффициент трения
(для паронита/ц, = 0,5, для резины Д, = 0,6); 6 — толщина прокладки; р — давление, выдав-
ливающее прокладку.
Приближенно можно считать, что в обычных условиях работа проклад-
ки без выдавливания обеспечивается при - = 0 1 0 2
шения по площади^стыкУЖыбТ'ИВаЮЩИХ фланць1’ и способ ИХ разме-
равномерныи обжим !1рок.1а и,кТ10ТЛа1КэМ °бРазом, чтобы обеспечить
"Ример, фланце соединения коп.СМ' § 3’ При фигурных фланцах (на-
номерного обжатия проклало/гт^ цилиндРа с крышкой) для более рав-
си?.еппгляя их Ребрами. Расстояния араются повысить жесткость фланцев,
10)Ziinu°T'н^вясмого давлен и яМЖадУ шпильками принимают в зави-
ХГ I-10 МПа/= (2 7 Р~ 1 МПа / = (4...8, иногда до
^адка тем б^ ДИаметР шпилек Чем°’ "РИ Р > 10 МПа > = (2...3,2)t/0> где
^у±Г2Начени«' можХХ1* фданцы и чем мягче про-
тия плоских фи'ХГ6 Шага ' ме*ду н1пи'п1ЖаТЬ' ПЛИ жестких фланцах до-
1олщина пчоск НЫХ Проклад°к см тяи кам„и‘ ® Равномерности обжа-
НОВЬ'М можЖ г Х "Рокадой. То.п Юке в § 3-' -3.
ф1анцев (см. табл.Т3 [В2збрана по ан^югии00^4 проклаДок (кроме рези-
188 ' с прокладками для круглых
[ ------------———----------------
I ..ина плоских резиновых прокладок оппа„«
TS ем относительной деформации прокладки по^ьТ НеобходимЬ1м
!К гараптИРУется плотность соединения, 0 высоте в. при кото-
Е=
I ’
I гдс /,. первоначальная высота прокладки; й, - высота сжатой
Надежная и длительная герметизация прч.™
I гается при е - (30 ±10) %. Конструктивнее схемыТ Прокладками д0СТи
I г необходимое фиксированное значение е по’Ф ЭНЦев’ обеспечиваю’
I уплотнение резиновыми кольцами круглого™ Заны На Рис 3 167
раненные в машиностроении уплотнения резин™™* ШиР°К0 Распроет
сечения используют и в компрессорах (см наппи МИ кольчамикрХго
ко в отечественных компрессорах уплотненна Р Мер’ РИс- 3.1 57)
I Р„„„ОШМИ кольцами пока не на™™и "’'""«""«ных соел„Й,ий
усмотрим этот тип уплотнений более полмбно Поэт"",у
Основные правила конструирования zJpobHo- у
вами круглого сечения1: 1) начальная дефХа™^™ Эластичньши коль-
обеспечить необходимое контактное дамени А С,еЧения кольиа Должна
не должно перемещаться в канавке; 3) объем кя2 К°ЛЬЦ0 под нагрузкой
ше Объема кольца с учетом Допусков на ю^впарВ,Ш Должен быть боль-
оно возможно; 4) зазор между сопрягаемыми И набухания, если
температурных и силовых деформаций до^сен б"™ерхнос™ с Учетом
жен оыть меньше зазора, при
Рис. 3.1.67. Конструктивные схемы флан-
цев, обеспечивающие необходимое фикси-
рованное значение е:
а — с резиновой прокладкой в канавке, б и в -
с резиновой прокладкой в замке; Л,. bt — раз-
меры прокладки; kt, kt — зазоры; rf, — внутрен-
ний диаметр прокладки
I
М МаШ1жостооеиЛЛ^ой тех*!!??а / Под обш’ ₽ед’ А и Голубева и Л. А. Конда-
H'-'vHHc, 1УоО. — 464 с.
189
„ Леталеи поршневых компрессоров
сборочных ебшпш^_^----------------------Ж
|,ис 11.68. Конструкции и схемы уста„п
резиновых ут-лоп-ительных колец кРуглот
котором происходит выдаВЛи
кольца; 5) поверхность сопрягаем*1*
кольцом деталей не должна иметь Iе
«Ьектов (рисок, раковин и т. п.).
Конструкция и схемы установки vn
лотнительных резиновых колец с Кр' '
лым поперечным сечением диаметром dй
посадочные места (канавки шириной /ь
показаны на рис. 3.1.68. На рис. 3.1.68 ’
показано кольцо для уплотнения п0
внутренней поверхности, которое уСТа.
новлено в канавку с натягом по наруж.
ному диаметру, а на рис. 3.1.68, б-
кольцо, установленное с натягом по
внутреннему диаметру, которое уплот-
няет сопряженный цилиндр наружным
диаметром Dp. На рис. 3.1.68, в изобра-
жено торцовое уплотнение плоского
разъема при действии давления газа изнутри, в котором кольцо установ-
лено с натягом (до 3 %) по наружному диаметру Du.„ Аналогичное уплот-
нение с натягом по внутреннему диаметру D при действии давления сна-
ружи изображено на рис. 3.1.68, г. При уплотнении перепадов давления
более 20 МПа рекомендуется устанавливать защитные шайбы из фтороп-
ласта или подобного материала для перекрытия зазора и предотвращения
выдавливания резины в зазор под действием перепада давления (см.
рис. 3.1.68, ддля торцового уплотнения и рис. 3.1.68, е для радиального
уплотнения). При перепадах давления до 20 МПа резиновые кольца мож-
но устанавливать без защитных шайб, если обеспечены допустимые зна-
чения зазоров, в которые возможно выдавливание резины (табл. 3.1.3).
3.1.3. Допустимые зазоры в уплотнениях резиновыми кольцами
—ja30P (на сторону), мм, при твердости резины IRHD _________
I 80 | 90
0 06 °’12 0,15
’иб 0,08 ОДО
н//^^ДРУГИХ эластомеРчых уплотнений, ус-
, является то, что вследствие малого
“”|И пРак™чески неизменного объема при
на кантам, ------жидкости: они cnuvwr’
?ктирУющие поверхности. При установке
Перепад давления
МПа
До 5
5...I0
=====.: ___________________
им п?Мации эти материалы попик ‘'/“^шчески неизменного объема при
резиновДаВатЬ давление на контакт/ Очень вязк°й жидкости: они способ-
лотняемпх Кольца ^метром dв кХпЩИе повеРхности. При установке
Давление п ”,оверхн°стях шириной / к°льцо деформируется и на уп-
ной дефс«ShU ^кает начальное контактное
стоянии (по<1|11|1И-СЖатия и модуля эласти3аВИСИТ от значечий относитель-
(под Действием давления)X™™00™ £- Рез”ны. В рабочем со-
} К0ЛЬЦ0 "Рижимается перепадом давле-
J-I- UUlUHfJpH
«...ИЯ резинового кольца и рас-
y;>s.
.. стенке канавки и длина
к бо^лверхности увеличивается
""пак"'01’!’ 3 1.69, б). Значение на-
к° ' (р посительной деформации
Д° ' цой ° так, чтобы обеспечить необходимое для уплотнения мини-
' ’ltl,i6npal° яхтное давление pKmin к концу эксплуатации или до регла-
£'",«опта узла. Опыт показывает, что при е = 0,2...0,3 остаточные
м .|ц|0|Орс „ткапливаются медленнее, а при значении е = 0,22...0,25
^’Р""'0'1’ долговечность максимальна.
1ИК'|”чеС П при монтаже (в холодном состоянии) с учетом старения
Значс,,ия„1яксационных процессов назначают в пределах рк0 = 1,5...
” ,?о соответствует е = 0,15...0,35 при Е„ = 7...12 МПа.
3 о М1‘а’ j и /р резиновых колец круглого сечения (рис. 3.1.70, а) оп-
’ Диаметры а ктаким образом, чтобы они соответствовали внешним
поделены 1 и , 3.1.70, б) уплотняемым диаметрам из ряда Ra20
Р. " Y Й36 и из основного ряда по ГОСТ 12447-80.
по I 0е1 11Оперечного сечения резиновых колец и соответствующие
диаметры £тняемых диаметров (см. рис. 3.1.70) приведены ниже.
им диапазоны у
d, мм D и Du, мм
1,9 3...5O
2,5 4...150
3,0 20...150
3,6 22...250
4,6 28...25O
5,8 5O...5OO
7,5’ 82...132
8,5 135...400
* Не рекомендуется.
£к
а
Объем уплотнительного кольца долже р с щ % больше объема
< дно Обычно принимают объем кан оавной ширине дефор-
к.-i.ua. Желательно ширину канавки вы
мированного кольца для того, чтобы умень-
Ичить перемещения кольца в канавке (см.
рис. 3.1.69).
Рекомендуемые формы и размеры кана
1,к иод кольцевые резиновые уплотнения с
круглым поперечным сечением приведены
На Рис/З.Г71_и в табл. 3.1.4.
'Ht 3.1.70. Размеры резинового КОЯД11Л „₽уцлотняемых
НИЯ (о)
» положение кольца относительно
поверхностей (о)
191
Рис. 3.1.71. Размеры канавок:
... ,< 6- ли чиогаения, я - пч горнового уплотнения; г - для KOHveu
У ноя Фаски
3.1.4. размеры канавок подуплотиител ьные кольца круглого сечения Торцовые уплотнения
Диаметр d, мм “"йьфййГ-] А мм ММ Диаметр d„ мм 4 Глубина А, мм Ширина Ьт, мм Фаска М мм
1,9 2,5 3,0 3,6 4,6 5,8 8,5 Допуск 2,6 3,6 4,0 4,7 5,6 7,0 10,3 ЯП \э 1 1 1 1 1 1 1 - t4-» -+* О> 22+2,8 D+ 3,7 D+ 4,7 0+5,6 D+ 7,4 0+9,2 0+13,6 то 1,4 1,85 2,2 2,6 3,3 4,2 6,5 +0,1 мм 2,5 3,5 4,5 5,0 6,0 7,5 10,5 7712 ~2Л ~ 3,3 . 4,2 5,0 7,2 7,8 Н,5 //12
Ширина канавки для колец с защитной шайбой увеличивается на тол-
щину шайбы.
Важно притупить кромки М (рис. 3.1.72) зазора, в который может вы-
давливаться резина. Острые кромки срезают резину, большой радиус
скругления кромки создает клиновой эффект. Наилучшим считается ра-
диус скругления кромки г = О, I ...0.2 мм.
по У|1101ненне металлическими прокладками с контактом по линии. В комп-
сосдиненш?и1пГ° дааления (до '00 МПа) для уплотнения неподвижных
-по линии, в‘ос’Хном тпеГтИе мсталл11ческие прокладки с контактом
проволоки круглого сеченияЦсм ри^Т^ГтГРебеНЧаТЫе ”
ном состоянии (бездействии ™ Р С' Такие прокладки в свобод-
ностями фланцев ппактиие^ жимаЮ111ИХ усилий) контактируют с поверх-
печивающим в зоне контяДП° линии- ПРИ сжатии их с усилием, обес-
иредел текучести (рк = 2 3 4 ,К0|1тактные давления рк, превышающие
полосу контакта. ’ <<линия>> контакта превращается в узкую
'^вые прОкмдки (см
ти, контактип™,,’ ° имеют сферические поверхнос-
Фланцев (угоч \. А,11Ие с К0НУСными поверхностями
низкоуглеродист,,усности =70°), и изготовляются из
Ределения необ\\пИ легиР°ванных сталей. Для оп-
неооходимои СИЛы сжатия используют
Рис. 3.1 72 J
192
Глава 3.1. Цилиндры
к’
линейное контактное усилие й, (Н/см), которое «предел,», „„
5е«"»СТ"' .
' р Sln(p+p) 0
л ncos р sin р 1
h _ эмпирические коэффициенты; р - давление; р - у™ конус _
rnctf11' П _ контактный диаметр. 'и угол трения
[р = 8-ЗО'); Рк
' ИмСсм из этой зависимости для стальных деталей соединения
р, МПа 10 32 70
Д, Н/см 920 DK 1400 О, 2400 0,
g первом приближении удельным линейным контактным усилием
ложно задаваться РЛ = 3000 Н/см для Dy = 6...45 мм и РЛ = 5000 Н/см для
п =45...200 мм.
’ при уплотнении газовых сред может быть использована также эмпи-
рическая зависимость
P„=kJr,
где Л' = 300 для гелия и водорода и К = 200 для других газов; R — радиус профиля, м (см.
рис. 3.1 03. о).
Контактирующие поверхности фланцев и линзы должны иметь шеро-
ховатость не более Ra = 0,32 мкм (Лтах = 2 мкм). Линзы рекомендуется
электролитически покрывать цинком с толщиной слоя 10...20 мкм.
Гребенчатые прокладки (см. рис. 3.1.63, б) выполняют из легированных
и углеродистых сталей, меди и алюминиевых сплавов и применяют до
давлений 14 МПа. Такие прокладки имеют треугольные кольцевые гре-
бешки с кольцевыми площадками шириной 0,15...0,25 мм на вершинах,
которые выполняются с шагом t = 1,5...2,0 мм. При обжатии таких прокла-
док деформации гребешков происходят при меньших усилиях сжатия (в
2 ..2,2 раза), чем в плоских металлических прокладках. Толщина прокла-
док обычно составляет 2...4 мм.
Усилие, необходимое для обеспечения герметичности соединения с
гребенчатыми прокладками, можно подсчитать по уравнению
Л)бж ~ я/>усл^ср?о,
так11г;1 ~ усл°вная ширина прокладки, 6val = ZCol Z ~ число гребней; Со — на^ь“‘’“
г ММ ширина гребня до обжатия; Рср - средний диаметр прокладки, q0 - удельное
|С на прокладку, необходимое для обеспечения плотности, q0 4от.
Дэя меди, например марки М3, можно принять от = 70 МПа.
кои " 10Т|,ение притиркой по плоскости. Уплотнение по плоекосшi р
"Рименяют в компрессорах высокого давления. При пр Р
2 См у'айер Э' Г°Рновые уплотнения. — М.: Машиностроение, Д^д ц Голубе
г'11 I a k JI0THeHHa и уплотнительная техника: Справочник /
ондакова. — М.: Машиностроение, 1986. — 464 с.
...... 193
/7/ ебо^ыхединш, н деталей поршневых но.нпрв"^
метрических поверхностей уплотнение достигается не тоЛЬКп
тате птастическнх деформации, для достижения которЫх в р
очень большие усилия сжатия поверхностей, но и в результате
ных сил сцепления в пленке масла, которым поверхности v Oj,eKyn
предварительно смазываются. Следует учитывать, что при не^ л°ТНе>
обжиме притертого уплотнения прорыв 1аза нарушает масля нм^Тагоч»***4
что последующая подтяжка шпилек не позволит получить гё ОДец,.10**
уплотнения. Для обеспечения герметичности соединения в PN1eT1^Ч|Л1,
требуется его разборка и повторное смазывание маслом пове^0*1 ^у^'0
лотнения. РхНостц,ае
Значение контактного давления qCT. необходимого дпя
герметичности притертых плоскостей, зависит от давления °®есПече
газа р,. материна уплотняемых поверхностей, вязкости х * ^Пл°тНяек"11’1
ватости притертых поверхностей. 1асла и Uiep0°'°
Усилие Qj (кгс) обжатия соединения, гарантирхтощее гр
может быть определено по эмпирической зависимости геРметичнОсть1
) i
Ь ~ ширин
-л- •"ч |
==:=«=й2- 6' I
6в '-<Р-ега™ди.мсл,голотн1н1я^ »- |
ЗЛЛ3^ниекоэффициента .
1...6
6.
5.
4..
3..
2-1,5
А кгс/см2
До 40
40...80
ДО-120
,20-200
2О0...350
350-..600
<500...8оо
Следует обраги.
..5
.4
.3
.2
_П|£Р1ая сталь
8...7
..6
.5
.4
.3
2
7.
6.
5.
4..
3..
2...I.5
""'J'x' находится в пре^елах™= 2д°2°5"ояска в существующих к
сгР>к ,0 меньшее значение Ь. Однако ляЛа ’ РекоменДУется н'
I <яТнс должно превышать допускаемого конетаНД^ЛОТНяемь'" поко?
I ю уплотняющих поверхностей. Отсюда аКТН0Г0 напряжениГ^я
р
h > -_ зат
П/)ср [О]сж ’
I где Ря ' vt" ,1,с затяжки; - допускаемое напряжение сжатия.
Значения [о|сж могут быть приняты лпя
1 200 МПа, для стали - 250...300 МПа (в зависимое™"" Г -
I уплотнение угловыми металлическими щхжлХо»! « Марки).
рессорах иногда используют угловые металдачесю^- В ПОП,,,НР
I g кольцевое пространство с треугольным попепги ‘ хрис.
I цилиндром, клапаном и клапанным фонарем aavn! М сечением
в0ЛОКи (например, из отожженной меди) с кр^?ЫВают-..............н-
ем, материал которого под действием нажимаюшег» Поперечн1»м сечени-
I Чет, заполняет все свободное пространство межпмГ°*СИЛИЯ от фонаря те-
фонарсм и цилиндром и перекрывает все возм^н^™™’ данным
Необходимый диаметр круглого поперечного^^ неплотности.
сечения прокладки
вопрелелах 150...
поршневых комп
—I между
кольцо из про-
V 0,785’
ном^ Фо™” "Ж между цилиндром, клапа-
необходимо осущеста^ть^тютнение^од6 УПЛ0тнения применяют, когда
Н|1е Я »а рис. 3.1.56 и 3 1 74) На пие 3 1^ поверхностям (см. уплотне-
и 3.1./^). на рис. 3.1.56 путем использования угловой
~4iL
194 РИ71ЧЖой
Руления лС°Э^ициеигь|>вЬзавиКСПерименИЙЫЮ
-польз При нахожле ависим°с™ для оп-
;тями- Все вВеедичины С ХС1ИИ ЗНачений которых
Я"И o6^Z^b' с внесХТ^НЫми размерно-
Значком «тильда"*-” размернос-
»»».»«уам
nPtCeoPOB. - Саратов: ЦБТИ.
Клапан
Фонарь
₽ис. з
и-
1 -1.74. Црим
еР применения угловой металлической прокладки (а) и расчетная схема (6)
195
, н„м и деталей поршневых компрессоров
мух СТОРОН (слева - „о „л^'ч.
“р'*- '1? пм~ с”5
...
Сила. необ'оЯ | 0 соединения в мным болтом через фонарь ю, .J1®
‘1бжа{ |Я74ПоР£печиваетея одних£твовала сила давления, в торце ф0£а'
на 3.1.74, б для
РЯ рчс^етная схема .^^Х^илие затяжки Р3зт. при котором да
лотнения необходимо об печит ухность и на боковую (ЦИЛИНДриче
Х иром^ки на торнов^'; чем давлеНие смятия матери^
кую) поверхность q
прокладки ?см:
и q'- ^'7--Чем-
С увеличением угла а давление прокладки на боковую (цилиндричес-
к^то^ конХукиищ показанной на рис. 3.1 74, а, усилие затяж-
ки углового уплотнения Рт1 должно обеспечить необходимое для уплот-
нения обжатие соединения притиркой левой стороны клапана к втулке
цилиндра. Аналогично в конструкции, показанной на рис. 3.1.56, усилие
затяжки Рмт1 углового уплотнения А должно обеспечить необходимое об-
жатие мягкой прокладки Б между клапаном и цилиндром. При конструи-
ровании принимается усилие затяжки Р^ или Рзать имеющее большее
значение.
Уплотнение резьбовых соединений трубопроводов с цилиндром. В малых
компрессорах трубопроводы подсоединяются к цилиндру при помощи
резьбовых соединений с использованием уплотнения мягкими проклад-
ками или за счет контакта металл-металл.
3.1.12. ОПОРЫ ЦИЛИНДРОВ
ры большой массьишею^опоп13 гориаонтальных рядах крупные цилинд-
мации осей цилиндпон г™ РЫ’ что°ы исключить вертикальные дефор-
буферных емкостей имеХ^Мих силы тяжести и силы тяжести
иы над цилиндрами и на них оп'Ча1Ь1Х охладителей, если они расположе-
устанаиливать ци 011нраются.
Уп1ругиепА(ьеЙству|ощие Вдоль^си1КИе опоры недопустимо, так как газо-
npm ieiii|K 'U|)Maill1H ряда в этом пч ЦИЛИ11дРа> вызывают периодические
Е™и"а"рам™". Кроме того, в этом же на-
ЗИГНЫХ КСВД°ХьД±Р^,ЦИ.И: С*РН ые деформации
b ,opH30Hilu|,t’n0pouc одним цилинпп''1ЯНМСТР°В- У современных оппо-
чтобы обесн На,|раилении Moiv^r?’ '* рвду суммарные деформации
обеспечить свободу быть больше I мм. Поэтому
у перемещения цилиндров при упругих и
в разрезе условно
“С- 3.1.75. Цилиндр высокого ;(aejleiIIW со смль1я
шей опорой
^онь'* деформациях, вдоль
•е „ чяшими, катящимися, качя^. Ряда опот.
Ji’’c-и-я смазки по
Качающиеся опоры вменяют ПоверхнОсти ые Ка^вКи Х^3'
с р.,гщх>странсниая из качающихся „пП°В: На ножХ’ м Рас‘
;оторая состоит из вертикальной кача^°Р ' Оп<>Ра па и СухаР«х. Наин
г7)| высокой твердости и двух оп^ающеися опопм ^ax (РИС 7бг°'
ш« Р.г,,,е, Чем рщиус
1*'1*аХ. мень-
197
Рис. 3.1.76. Качаюшаяся опора цилиндра на ножах
Рис. 3.1.77. Опора цилиндра на сухарях
Глава 3.1. Цилиндры
Рис. 3.1.79. Компрессор, цилиндр которого имеет опору в форме листа
Опора цилиндра на сухарях показана на рис. 3.1.77. Опорные поверх-
ности сухарей делают цилиндрическими и обрабатывают из центров по
радиусам, которые больше, чем высота сухарей. Смазку сухарей осуше-
СНШЮ1 через верхнюю опорную пли-
ту. Напряжения смятия в опорных по-
верхностях можно определить по фор-
муле Герца. При этом допустимое на-
пряжение для чугуна до 400 МПа, для
стального литья — 650 МПа, для каче-
стненной стали — до 900 МПа.
Конструкция опор на роликах ясна
ИЗ рис. 3.1.78.
Нашли применение гибкие опоры в
форме листа (рис. 3.1.79) и в форме
тРУбы (рис. 3.1.80). Такие опоры кон-
С1руктивио просты. Их особенность в
том, что они препятствуют вертикаль-
ным перемещениям не только вниз, но
и вверх. Такие перемещения возможны
°Д Действием тепловых деформаций
У ’ и аппаратов. Особенности опор в
рме листа в том, что они дополни-
н<" 3.1.80. Гибкая опора в форме трубы
Глава
3.1. Цилиндры
н
масла.
д-Д
110
Пока30''0
ус^°
c6op°4H*\J^^
Рис,
20\
цилиндр14- нлннлро»
^.образн^'
смаз*11 •
\у.обРа111Ь1Х "
ГпС. 3.1.81- Диухшар-P^S
опора, работаюиш^
60+0,5
135
+?+?»
Б-Б
61-
SsS^sS-"S^|=Si£"^
'. 5=lsSS-'
НИИ перпеИД1Л
.по ирешисн ют перемещениям цилиндра в направл »
кулярном его оси. пегулир°в1<\,а-
Опоры цилиндров любого типа должны обеспечить их Р с0?е ц
высоте. Наиболее распространенные регулировки опор по _ ^д.7
бор прокладок (см. рис. ЗА.75) и регулировочные винты (сМ. Р
,о2 точки по^ода
•У яВеР^Ь,,Ь1Х’
С _ дЛя BCV
„ _ ;ия горизонтальных,
------- 8 3.7Л “3-7,3'
О фонарях станин см. 8
200
Глава
3.1. Цилиндры
а
-для
-ДЛЯ
Всасывание
компрессоров
Рис. 3.1.83. Штуцеры подвода масла в цилиндры:
компрессоров низкого давления; б для компрессоров высокого давления
Масло
штуцер вы-
1 КЗ) Иногда В компрессорах низкого давления масло подвалит
/рис. 3 ,i;, .ным довольно сложным каналам (см., например, р и с 3Т8 Д
( сП1’11" ,! зованием маслоподводящей трубки р 5184) |
пли "^'.’рессорах низкого давления масляные штуцеры ввинчивают «
В к° пндра. а в компрессорах высокого давления - во в™ " «
коР"',;, бы избежать утечки масла между втулкой и корпусом цйХХ ’
/ ТО"’ ". „с пиунера во втулке недостаточно надежно. Поэтому =а
/ Крс’" '„-ривают дополнительный внешний штуцер (см. рис. 3.1 8К I
I пРссе ли будет вырван основной. При этом внутренний штуцер вы-
, .1ОС1аТОчно гибким, чтобы он не препятствовал деформациям
" "°' .И1.
S 3.1.14. МАТЕРИАЛЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3 К ОБРАБОТКЕ ЦИЛИНДРОВ
сведения о материалах цилиндров. С точки зрения конструктора
лам цилиндров предъявляют следующие требования: прочность’
Ь, герметичность (особенно для холодильных компрессоров), вы-
ррозионная стойкость к сжимаемому газу и износостойкость,
.омпрессоров, повышающих давление газов до 7 МПа (при очень
[ мало-. размерах и простых формах — до 22 МПа), цилиндры отливают из
|| серого и легированного чугунов; до 12 МПа — из высокопрочного чугуна
11 с шаровидным графитом и от 4 до 25 МПа — из стали. Для давлений от 25
д0 40 МПа цилиндры выполняют коваными из углеродистой стали, для
бб 1ьших давлений — коваными из легированной стали. При выборе мате-
. риала цилиндров учитывают размеры заготовки.
' Материалы литых цилиндров. Цилиндры низкого давления изготовляют
из О1.1ИВОК из серого чугуна не хуже, чем СЧ20, имеющего перлитную
структуру. При повышенных давлениях используют легированный или
высокопрочный магниевый чугун. Легированный и магниевый чугуны
применяют также для цилиндров компрессоров низкого давления, сжи-
1 мающих токсичные и взрывоопасные газы. Структура чугуна должна по
I возможности приближаться к чисто перлитной. Цементит способствует
износу поршня и поршневых колец, увеличивает хрупкость и усадку чугу-
на. а потому должен быть исключен из чугуна. Содержание феррита дол-
жно быть минимальным, так как он, будучи мягким, увеличивает износ
, рабочей поверхности цилиндра и снижает прочность чугуна. Для обеспе-
I чения высоких механических свойств и перлитной структуры отливки,
особенно при толстых стенках, сумма углерода и кремния не должна пре
вьппагь 4,6 %; при этом кремния не должно быть более 1,6 %. к
Для получения высококачественных отливок цилиндров важно
11111 некоторые технологические рекомендации. Низкая темдеР ур< „
1рсна и заливки чугуна приводит к повышенной П°Р‘1С.Т°СТ” VDa за.
™’чу температура нагрева не должна быть ниже 1400 С, т р у
"шки - ниже изо °C. Перед заливкой форму следует подогр^ь р
1 газом до 180...200°С. Остывание отливки цилиндра должно> быть рав
U()?QblM' Извлекать отливку из формы следует поел
i в
' О . л
деформациях втулки см. § 3.1.6.
в ЦИЛИ РИС'11М Подвад масла чеР« специальные каналы
'О подводят в точках Ь'ХХпп^п°браЗНЬ1Х и ^-образных компрессоров
масло ппЦИЛИНДРах (см' Р«с 31 юе^Ьпближе к ВМТ’ чем в Г°РИЗОИ'
четырех ДВ0ДЯТ’ как "Равило в мт ™ ПрИ Маль1Х диаметРах Цилиндра
Цукини , Х’ ПРИ больших - в тРеХ ИЛ
MdC К раб°чей SSctT I ЦИЛИНДРЬ| крейцкопфных компрессо-
ре™ цилиндров подводят через штуцеР»
203
///. сборов единая и деталей поршневых 'еомпрее^^^
Твердость ч>пна, Л',Я Ш’ЛИВДа НИ3^>^
’^“ц кч^^олородных компрессоров применяют СПе
СЖИМаЮЩИХ водор
смесн предъявлчюглополнительные требования минимально?? Ид" с,
ния кремния, так как наличие кремния способствует вьщелени0^
графита. который взаимодействует с водородом, образуя МеТ^'° Зе5
ствие чего в чугуне появляются поры. , вед- 11
Цилиндры для компрессоров, сжимающих нейтральные газк
нич /5 МПа. выполняют из литой стати типа 25Л, 35Л, реже ‘’До Ланл '
сварными или коваными. нр| бьщ.ц '
Отливки цилиндров подвергают искусственному или ест».
старению. Считается, что естественное старение значителы ‘Сст8еНн0л
кусственного. При естественном старении отливки Длителы/0 Л^1и,е и
лерживают в атмосферных условиях. Продолжительность е°С Врем« вы
старения отливок зависит от материала, а также от сложнпеСТесТВенн0г
литья. На компрессоростроительных заводах время естестп» И Условий
ния. неодолимое для снятия напряжений, возникающих п?НН°Го стапе
отливки, принимают 3...4 мес. 1 х ПРИ охлажден
_ Искусственное старение осуществляют с помощью таг.,
оотки отливок: отливки надевают до темпепатупю нп^Ичес*ОЙ обпа
пета скорости нагрева, затем со скоростью 50 °C „ ^5°. С ^До 2°0 °C б
при этой температуре в течение ? ™р“стью С в час) и вылеп? без
, Охлаждение отливок после искусстве Ч В зависимости от толщины J?3*01
со скоростью if) сс о I синого старения nevnwo» * стенок
« - ЕЙ Пр'„™С 200Р-С.ИД^^’ Ве®
W ЛГмп” стади ЗОХМА 35Y50; при явлениях от з/3 \ачес^иой
Рактеристи!? ~ 1,3 с^и ЗОХМ * " 40Х до ГОСТ Д° 70 МПа ~
,С1 ^учести'"'^^-1 "Рочност^ЛИ Яругих сталей с^3’ ПРИ давлениях
НоС1’тельное более 5(J0 МПа п И При растяжении к Механическими ха-
;КОСГЬ - бо°ееТяе'?,е ’°'Г',ОСИтеаь)(о?у ^ более МПа, пре-
Цилинд^ы 0,8 МПа И (Lr /опе,речного сем^ ение более 15 %, ОТ-
< стХ^ение(дс)п СеЧеНИЯ 45 ударная вяз-
М1‘..МН/а; “ '-'3 * Ni; 0,5^Па в“лолняют
-'SXr*.. Си„е % М°> С "Р'~о=
ч>"™“?£лВеТеМКИ
V,fla. изгоТон?"КИ '^чиндров комп-
т°вляют из серого чугуна
цилиндров компрессоров среднего и высоко™
I r42(, :Uu?S СИЗО и МСЧЗО. Твердость по Бринелю ч^МСН^Я ~ из
I гЧ2(’- С, в 170...241, для чугунов СЧЗО и МСЧЗО - НВ ц420 и
I С1*2-5 J прочности, износостойкости и коррозионной стойкости П0‘
I 0О'"С",'1 ированные чугуны с присадками Cr, Ni, Mo, V, Т Лп
'-'"h'нв1«^»и"а“ь,'ых “₽” антифр"™°"-“ Л”;
"илиндр°“ высокого давления, осо^кио бы
Д О нь.х, рекомендуется использовать высоколегированный кислого’
СТ1К , чугун С аустенитной структурой (2,6...3 0 % С- 1 а 5 с"
У'»"’;1 Мп; % $>, 16...17 % Ni; S...7 % Си или д^’4^
О Л-1 • f |СОкой износостойкостью. ру с’ °°лада-
|°’СЧКП кислородных компрессоров и компрессоров, сжимающих аг
„сХные газы, выполняют из коррозионно-стойкой стали, алюминие-
Й бронзы или из другого материала, не корродирующего в сжимаемой
срМатериалы крепежных деталей. Шпильки и другие крепежные детали
цилиндров обь1Ч’1° ииГп°30Впоуд и3 Стали 35’ а для ВЬ1СОК°нагруженных
шпилек - стали 35Х, 40Х и 38ХА, так как легированные стали имеют пре-
„ел текучести в 2...3 раза выше, чем обычные углеродистые стали. Следует
«читывать, что легированные стали более чувствительны к концентрато-
рам напряжений. Поэтому при значительных переменных нагрузках целе-
сообразно их применять лишь при упрочении резьбового соединения (на-
катка резьбы, наклеп впадин резьбы и т. п.). Шпильки из легированных
сталей без упрочения резьбы, работающие при переменных нагрузках, не-
намного прочнее, чем шпильки из углеродистой стали.
Требования к механической обработке цилиндров. Допустимые отклоне-
ния от геометрии цилиндрической рабочей поверхности цилиндров
(овальность, конусность, бочкообразность) на разных компрессорострои-
тельных заводах отличаются друг от друга и зависят от размеров цилиндра
и давлений газа. Так, для компрессоров общего назначения эти отклонения
при < 300 мм не должны быть более половины допуска Н1 на диаметр.
При > 300 мм допускается увеличение отклонений, но не более до-
пуска на диаметр. Ограничения на отклонения от геометрии цилиндри-
ческой рабочей поверхности цилиндров обусловлены необходимостью
обеспечить хорошую приработку поршневых колец к рабочей поверхнос-
ти цилиндра.
Отклонение неперпендикулярности оси рабочей поверхности цилинд-
ре (зеркала цилиндра) к привалочной плоскости не должно превышать
(| ||.'1 .мм на 100 мм радиуса. „
Смещение осей цилиндрических поверхностей выступов (Р ’
Мигрирующих крышку цилиндра и корпус цилиндра, и см
"" 'ипдрических поверхностей выступов (расточек) на кры 11ИЛИНДра
'1е||трирующих крышку цилиндра и станину, относительн Требова-
''с юлжно превышать половины допуска на диаметр Ц ‘х износов,
Ч изложенные в абзаце, позволяют избежать по’ поверхности
'ичваемых несоосностью рабочей поверхности ци Р
' "аправляющей движение кРейцкоп^н(Ь(Ье0енциальном блоке,
1е|иенне осей цилиндров, выполненных в д ФФ Р 1метр Перекос
не ДО-"ЖНО превышать половины допуска на менывии диаметр. Р
..„алей поршневых компрессоров
.. KoHCfHp)'K,<l/U __——g~
— днфферени»- °’03 - 0,04 мм°’°2 %
и~ ” *** -
JX'S-,^^SS-W’*'*
(ТО гост 2789) ОСНОВНЫХ поверх,,
Х^ьный ''зНОСЛ°боетТКе с большей чистотой износ увеличивается
0 "" °'4511Som SLSbSe микронеровности не удерживают масляную
рабочей поверхности (зеркала) цилиндра
Параметр шеР0Х°ва™ е ‘орОв принимается 0,63. Аналогичное значе-
бескрейцкопфных компр т мается и для рабочих поверхностей
ние параметра шеР0Х°в“ крейцкопфных компрессоров. Рабочую по-
цилиндров х,а-3“х ;ИЛ,ейцРкопфнь1Х компрессоров при диаметре до 600 мм
верхность цилиндра Р парамеТром шероховатости не хуже 1,25 мкм,
при°Хе^Ясвь1и.е 600 мм - не хуже 2.5 мкм, привалочные плоскости
июр > - 2.5 мкм. расточки под сальник - 2,5 мкм, посадочные места
’Папанов и крышек клапанных гнезд - 2,5 мкм, привалочные плоскости
штуцеров — 1,25 мкм.
При использовании поршневых колец из текстолита, фторопластовых
композиций и тому подобных мягких материалов износ рабочей поверх-
ности цилиндра уменьшается в несколько раз. При этом количество пода-
ваемого в цилиндр масла может быть уменьшено. В случае использования
таких поршневых колец требуется чистота обработки рабочей поверхнос-
ти цилиндра по параметру шероховатости не хуже 0,63...0,32 мкм.
Обычно точность обработки зеркала цилиндра бескрейцкопфных и
о.ш.-.'Шфньл компрессоров определяется допуском //7,
rmUru'u,CTb центровки Рабочей поверхности цилиндра типа «ведро» и pa-
re выспи??™ЯЮШИХ крснцкопФа определяется посадкой центрируюше-
лннлрах - такой*™' 11ентриРУющей расточке станины (в составных ци-
стороны станины и ци' .’инчра?’1‘Снтрируюшего соединения крышки со
точка в станине - и,.,, ,n, JPa ' ?садка в соединении центрирующая рас-
ло МЛ. Крышки цилин товп™ ВЫСТуп ци™ндра выбирается от Я7/Лб
кам W9//9, Я9/еь илИ и I , нтРУются с корпусом цилиндра по посад-
Сса-1ьником^ФоЯнХк1шКРЬ,ШеК) И //8/А8’ Я9/Л8 ИЛИ //9/?
ей расгочке корпуса цилиш.пР клапана Устанавливают в соответству
нЛ Е1крывд цилиндра с зазором, соот-
u~M 8 ₽а“
'2 »ен°Р“ >'мo, ""те“ точнее должна быть обработга
—W -»™а твеР'
дамп обработки.
ПОрш^^ компр'ссОров
Глава 3.2. Клапаны
,$1 ПО выбору материалов и обработки цилиндров компрессоров
ЗамсчЯ’1’ ц выборс материалов для цилиндров компрессоров без
I с СМИ’•‘,, vCr учитывать, что поверхности таких цилиндров, контакгиру-
I , ГЗК" с лмаемым газом, не защищены масляной пленкой и могут быть
I с С пзны влагой в сжимаемом газе.
I оРРо3"Р Гжбы поршневых опорных и уплотнительных колец из фторло-
I к с рок CJ,y зиЦИй в большой мере зависит от материала цилиндра. Рабо-
I noi’l,|X К°Мупости цилиндров выполняют из специальных чугунов и не-
I чие ,10ВС дх сталей. Применение других материалов не рекомендуется.
I пживс10"11 ния И. Ю. Славина показывают, что имеет большое значение
| Исс;|СД0"пки стали. Так, например, фторлоновые материалы при трении
I выбор м;‘Р •, з в дВа раза меньше изнашиваются, чем при трении по ста-
I rlOi'Ssll9T|20|.
I ли |Х . колеи из самосмазывающихся фторлоновых композиций зави-
Из"°С..стоты обработки рабочей поверхности цилиндра. Желательно
сит ОГ 4 скольжение фторлона не по металлу, а фторлона по нанесен-
обсспсчи ^ессе прираб0ТКИ СЛою фторлона на контртеле. Следует учиты-
номУ |!фторлоновые композиции обладают малой адгезией к другим
вать, 410 и удерживаются во впадинах шероховатой поверхности. Ми-
матери^11 'ос фторлоновых композиций достигается при микроне-
I и1П'а "тях рабочей поверхности цилиндра Ra = 0,32...0,2 мкм.
I р0'г ппоиспытания цилиндров. После механической обработки цилиндры
"ДР.1,г1гся гидроиспытаниям. Гидроиспытания полости водяной ру-
I 2°;1ВкСи проводят давлением 0,3 МПа при свободном сливе и 0,6 МПа -
6 спине с напором (в замкнутых системах охлаждения). Давления гид-
™ пи ( газовых полостей - 1,5 р„б (при р„ь до 40 МПа) и-
' "I ’5 Р (ПРИ Рр-б = 40 МПа и более). Мокрые тулки подлежат гнароис-
"7n=ennSSZX^Sb.x сжимаются токсичные и взры-
Лс°“ые "азы та™ nZep»»’ на плотность сжатым воздухом или
другими способами.
Глава 3.2
КЛАПАНЫ ПОРШНЕВЫХ КОМПРЕССОРОВ
§ 3.2.1. НАЗНАЧЕНИЕ КЛАПАНОВ И ОБЩИЕ СВЕДЕНИЯ
ств,?а3,1агСНИе 1С1апанов’ Клапаны поршневых компрессоров — устрой-
ми вс /° >111ак)111ие и разобщающие рабочую полость цилиндра с полостя-
одно.м СЬ'ВаНИЯ и нагнетания. Назначение клапанов — пропускать газ в
его в "а"равлении в определенные периоды времени и не пропускать
Цикл i ° РаТН0М напРавлении в течение остального времени рабочего
naiim/W<7WW<? всась1вающих клапанов — пропускать газ из полости всасы-
Шз Из 11 Рабочую полость цилиндра в период всасывания и не пропускать
"w.r к "олости цилиндра в полость всасывания. Назначение нагнетатель-
~ пропускать газ из рабочей полости цилиндра в полость
Ния в / г,Я в пеРи°Д нагнетания и не пропускать его из полости нагнета-
' । аоочую полость цилиндра.
207
единиц « I_______
/«*-пмпрессоров. При течении газа Чепр
клапанах к"”"^ений теряется1 * часть энерг^3 * * * * Ч.
Общие свСЛр"нлических достигать 25 % всей энергии, пОд. *4
,ГШ из-за ГИДР®® апаНах м°^ора. Все это свидетельствует о
, . пи ЭНСРГИ" , „аду компрссс Р клапанов поршневых ком»
^/^оле,5оран конС?Яускной способности изложен в
прав"1ЬН^мапан0В п° "Звания показывают, что гидравличес^ Ь
„он Подбор КД® цсследоваю 1енные самодействующими п°-
Ь ' Со^ стве?нь.е потери• «бУ^исит также от плотно?^"
"закрь,тия’влияния ГУЛЬСаци^
.ХпГнаУабо^ клапаны двух типов: СаМо
1е1^Тшие^ большинстве порщНе
lf Самолействун>ш« ХТсамодеиствую1Пие клапаны, так как они £
компрессоров 8 эксплуатации, а также экономичнее При
нерасчетных Равнодействующего клапана являются (рис. 3.2.1)-
Осн,ОВНЫМ пями чТоез которые проходит газ; запорный (замыкающий)
седю / с каналами черт перекрь1Вает каналы в седле; пружинящие уС-
элемент-пласт'™ - шие своевременное закрытие запорным органом
SS е2 и оцзаничитель подъема запорного элемента 4 с проходами
газ При подъеме запорного органа от седла образуется щель между
Хоным органом и седлом, через которую всасывающий клапан пропус-
кает газ из полости всасывания в рабочую полость цилиндра, а нагнета-
тельный клапан - из рабочей полости цилиндра в полость нагнетания.
Поскольку большинство самодействующих клапанов поршневых комп-
рессоров имеют запорные органы в виде пластин, в дальнейшем вместо
термин;: -запорный орган» б\ :ем использовать термин «пластина».
Самодействующие клапаны открываются под действием небольшого
перепада давлений до и после клапана и закрываются под действием пру-
жины и обратного перепада давлений3. Пластина открывает проход в сед-
ле, если сила от перепада давления перед
и за седлом больше, чем прижимающие
пластину к седлу силы пружины (с уче-
том силы предварительного натяжения).
Основная задача клапана — пропускать газ
в одном направлении и не пропускать его
в обратном направлении. Поэтому плас-
тна должна в идеальном случае закрыть
проход в седле в момент, когда перепад
давления на пластине будет менять свой
Щель
Рис. 3.1.1. Осноиные элементы и раэ-
меры самодействующего клапана:
I - седло; 2 — пластина; 3 — пружина;
4— ограничитель подъема; а — ширина
уплотняющей кромки; b — ширина про-
шла а седле, Ь' - ширина прохода в огра-
ничителе подъема, d, - посадочный диа-
метр. h - высота подъема пластины
20»
1 Термин «потеря энергии» — Усло^!^!^оватслЯ
>уме1ыющий потерю энергии для пси
компрессором. коМпре«'
• См. том 1, § 2.7 «Особенности работы аМ)1..
сора с принудительно действующими кла аС1-иНУ
Подробнее о силах, действующих ” нЫ ей
клапана, и о динамике движения плас-
том!, §6.8.
Гл ова 3.2. Клапаны поршневых кои
_______________________ншневых компрессоров
. бУДСт Равным ЧУДЮ, чтобы не допустить nfin»»
13|'аК> зластина не закроет каналы в седле в этот момент п° "°Т0Ка газа
I ' .‘.порыв газа, который приводит к уменьшению п’п Р°И30йдет о6‘
рД1"'’1 „ергстической эффективности, а также к изм^неи°ИЗВОДИТельно-
I ст" режима работы компрессора’. Чтобы пластина закпХ7МПераТур~
! "оГ°Х1Жна начать двигаться от ограничителя к седлу паньЛР В°Время’
|’'рс"ада Да“Л“ИЯ “ ПЛаС™«е- д» ЭТОЙ’£ХТадтад-
^Назначение пружины клапана. Упрощенно можно полагать что п
1Сния. действующий на пластину, равен гидравлическим’г™? Перепад
Л в в щели, которые пропорциональны квадрату скоооТти р0Тивле’
S Лою очередь, мгновенная скорость газа в щели гаопошш™ В Щели
* S скорости поршня в этот момент врТме™ РХРоТ^ТЛа МГН0’
® . си мости от угла поворота коленчатого вала (от воемДи? СЯ в
Низкому К синусоидальному. Таким образом, перепад дХнцГуЛепТ’
Лютич пластину в открытом состоянии, уменьшается к п’ удержи’
всасывания и нагнетания. Сила сжатой пружинТдейств^^Тплас8
тину при ес полном открытии, в определенный момент вреТни стано'
вится больше силы, обусловленной положительным перепадом давления
С этого момента пружина начнет закрывать клапан (перемещать пластину
от ограничителя к седлу) еще при положительном перепаде давления
обеспечивая в идеале закрытие пластиной прохода в седле в момент вое’
мени, когда перепад давления на пластине будет менять свой знак или в
момент времени, незначительно отличающийся от этого.
Принудительно действующие клапаны. Принудительно действующие
клапаны открываются и закрываются при помощи специального механиз-
ма или специального устройства. Такие клапаны открываются и закрыва-
ются под действием внешних сил в определенные моменты времени (при
заданных углах поворота коленчатого вала), определяемые настройкой
независимо от перепада давлений на подвижном запорном элементе.
Принудительно действующие клапаны со специальным механизмом от-
крытия и закрытия чаще всего представляют собой золотниковые конст-
рукции (см. листы А.3.6, А.3.8 и А.3.9 в разделе «Атлас») или конструк-
ции. аналогичные клапанам двигателей внутреннего сгорания.
Еще одним типом принудительно действующих клапанов со специаль-
ными устройствами являются электромагнитные клапаны, запорные
органы которых закрывают и открывают проходное сечение клапана под
Действием электропривода, рабочий орган которого совершает возвратно-
постунательное движение. Такие типы клапанов разрабатываются и начи-
наю! применяться в последнее время в высокооборотных компрессорах. В
шме I было показано, что принудительно действующие клапаны с меха-
ническим приводом менее экономичны при нерасчетных режимах работы
'""’"рессора, чем самодействующие2. Принудительно действующие кла-
ПЦ||Ь| с электромагнитным приводом3 и электронной системой управле-
1ПВ электродвигателей с
Подробнее см. том 1. „рктпомагнитные - оди“ !? возвратно-поступательных
Название условное, так как элек I классификации ьСЯ в брошюре И.
1,1 I'l’aiiio поступательным движение ожно ознак электроде
J 1сК|ропривОдов, применяемых в компрессора^ о.поступател
"" । М. и др. Поршневые компрессоры с
1ем - М. ЦИНТИхимнефтемаш, 1У»1-
См. том 1, § 2.7.
14
«390
209
,, genuuei) поршневых «хереса**, J
**'Л " k. они по сравнению с самоДейс
^оршневь'е ^'^дко. клапанов поршневых компреСГп
нстречаюгся кр• ^одеиствз'О ^нфнкацни клапанов ста! ' ₽°в
^ю^Пшмозаменяемост11 -очньк и наружных диаметров
В тпктзены "„дуальных всасывающих и нагнет^?*'
ГОСТ гнем лпяиид^шуа дамения до 40 мПа)не^е.1ь.
6ннЫ22« ^ьиевЫХ до 4 *,Пз)- РекомендУемь>е посадок0'
НЫ\ы ипо7осовь.х (нзда^« х клапанов приведены в табл. 3.2 |Ь,е
Гам^ы индив><дузльных^в ХТ11ПОВ 11НДИВНдуальных самодеЙСТ8у1о
- с“ми
ши\ кип. индивидуальных круглых клапанов
3 2.1. Посадочные днамезр____________——
Нар'хный диаметр
</ мм
160
100
40
Посадочный диаметр
4(.мм
_________________
16
18
20
25
28
32
36
40
45
50
55
60
63
70
80
(85)
90
100
110
125
140
(150)
(155)
160
(165)
180
200
220
250
(265)
280
320
360
400
Примеч—
Максимальная разность давлений на Манане
МПа
кгс/см!
400
24
26
31
34
38
42
47
52
57
63
68
71
79
90
(95)
100
112
122
137__________
155
(162)
(158)
175
(177)
195
215__________
235
265
(280)
295
335
375
420
меиДУ^
1 н и я ; Клапаны, размеры которых заключены в скобки, не ре
см ка
См том I, приложения 2 и 3.
210
|
Гл а в а 3-2- Лапаны поршневых
_____________________('«невы.х компрессоров
, основные размерыи параметры самодействующих
I .sss'gn; само.
I А'|1См, (ширина посадочного буртика) на седле, Ь - ««7"““'
цтс" KptlC, Ь' - ширина прохода в ограничителе подъемах "Р°Х0‘
да н у, подъема запорного органа (высота щели). К основным пД™"
»ь,с тчной част" клапана отн°счтся также максимальная высотой РЭМ
<°,юго <на рис- 311 нс показана), ”
Р«ст°янием между селлом " ограничителем с и го=оа Т
порного органа о
Лигах = С - О.
Ширину прохода в седле Л выбирают из условия, чтобы площадь про-
да в седле была несколько больше, чем площадь в щели. Ширину про-
хода в ограничителе подъема пластины принимают равной или чуть боль-
ше ширины Прохода в седле, b (10...1,2)Ь. Ширина уплотняющей кром-
1( (ширина посадочного буртика) а обычно находится в пределах а =
= 0,75.-2,5 мм-
X основным размерам круглых плоских клапанов относятся (см
рис. 3.2.2): посадочный диаметр d{, по которому клапан устанавливается в
гнездо цилиндра, диаметр опорного бурта do и высота заглубляемой в
гнездо части клапана Лвс (для всасывающего клапана) или /тн (для нагнета-
тельного клапана). Высота заглубляемой в гнездо цилиндра части клапана
всасывающих Авс и нагнетательных /тн клапанов может быть различной.
Значение высоты h, заглубляемой в гнездо клапана, определяет конфи-
гурацию и размеры гнезда в цилиндре. На рис. 3.2.2 показаны конфигура-
ции гнезд в цилиндрах для клапанов с разной высотой А, заглубляемых в
гнездо цилиндра частей. Клапан А не может быть установлен в гнездо,
выполненное для клапана Б, так как он будет выступать в рабочую по-
доен, цилиндра, где движется поршень. Установка клапана Б в гнездо ци-
линдра, выполненное для клапана А, приводит к ничем не обоснованному
увеличению мертвого объема.
Площадь прохода в седле. При рассмотрении гидравлических потерь в
клапане или при определении коэффициента расхода, приведенных к
се 1 |у, за площадь прохода в седле fc принимают сумму наименьших се те
НИИ всех проходов в седле клапана с учетом перемычек. Площадь прохода
11 се тле/. не полностью определяет сопротивление клапана (см. д* с
Л '-А
P|lt 3-2-2. К
0,,фигурация гнезд в цилиндрах для клапанов с разной высотой Л мглуб.-шемых
в гнездо цилиндра частей:
а — клапан А, б — клапан Б
21
пл\пчного сечения из выходе из седла. При оПгч
да=^иа истину закрытого клапана использую?^^
wworo сечения на выходе из седла f, т. е. площадь, ,1а к "'ад(, %
Хг давление газа со стороны седла. Не во всех случад* /°ТоРу %.
'р когда в кольцевых или дисковых клапанах со cTOpOHbf^f'. ff° Ле(,
полняют кольцевые проточки в седле объединяющие пРо^А
разделенные перемычками (см. рис. 3.2.15 и 3.2.17). Напомн. ДЬ| в с/ П|>г
шаль прохода в седле/ - суммарная площадь наименщщХ М> *»То Ч
седа. „ Пр°*0л?'°'
Плошать проходного сечения в щели Под площадью пп ’°8 8
ния ше.ти /ш принято понимать выходное сечение ЩелцР °пОДНоГ'о
шаль прохода в шели/ш определяют по периметру запорно °Эт°Му Сс',с-
сгинь/) Этот параметр имеет очень большое значение т °Г° °Рга»<а г °'
нсму приводятся все гидравлические сопротивления в кл >К Как °бы ”Л8-
пиепт расхода клапана аш и. исходя из/ш, определяют ппПЯНе и Коза К I
в седле и ограничителе. 1ЛО1Чади Ффц.
Правильно сконструированный клапан тем совеппг °*Од°8
е/о //лошадь проходного сечения щели. ншеннее, Чем _
Коэффициент сопротивления клапана Соппотинпао, °ЛЬЦ1е
"зпоч. чожет характеризоваться коэффициентом Дп ’ СОЗДа«аемпР
рыи используется в известной формуле для оасчАт°ПР°ТИВЛеНИя г е kj'1а
w t'/ег гидравлических сопротивлений' ’ ‘ ТЭ Падеиия дав,5’К°То- I
Ни« Др 1
. „ х W2 I
где и' — скорость газа • л
газа, р - плотность газа. S
й зависимости от ТОГО „ И
....................I
' у-2 “ '’С Sjih ^2 '
тем совершеннее клапан' К°',(^,И11иент°в сопротивления и клапана,
коэффициенты расх
и'"’ калана чаще испол1<пчптСССО,1ах для характеристики сопро-
Г г 1С('1Н1яетсоб°й отношение де' ' коэФФициент
расхода а, который
,ри" Некому расходу [/ ствительного расхода газа через клапан
а = -£
"РИ этом определяет»*^
|.)М|е, ами по уравнению для несжима
212
Глава 3.2. Клапаны поршневых компрессоров
' „гти НО С учетом сжимаемости проходящего через клапан газа
емой ^Дфиние'- расширения'
чсРс3
У =Е f 1—
ит ЕР^2 р,
пасширения2площадь проходного сечения в клапане, к которо-
»^коэф«нис
• нт расхода ос, Др — перепад давления на клапане; р — плотность газа
I где Ч> Г, сн коэФФииИ
Р:^ев^’пан-
на”1 от того, какую площадь проходного сечения использу-
п зависим00 лоща^ь прОхода в шели/ш или площадь прохода в сед-
I для Рас’,ста соответственно коэффициент расхода клапана аш, приве-
10 ф находят с г ода в щели, или коэффициент расхода клапана ас,
пенили к площади прохода в седле. Коэффициент расхода аш и ко-
1 приведен"'’ 1И.1С'ода о^ связаны между собою отношением = ajc<
| эффиииент P
ОтсЮДЯ_______
аш - — и ас = а
4 с “ш г
д /я самодействующих клапанов компрессоров используют как коэф-
I финиент расхода оф, приведенный к площади прохода в седле, так и коэф-
I фициент расхода схщ, приведенный к площади прохода в щели, хотя изме-
нение коэффициента расхода а,., по мнению специалистов [6], более на-
I глядно характеризует изменение пропускной способности клапана в зави-
J симости от высоты подъема запорного органа клапана, а изменение (,с —
изменение его газодинамического сопротивления.
Значения коэффициентов расхода аш и ас обычно определяют экспе-
риментально продувкой клапанов в стационарном потоке воздуха в авто-
модельном режиме течения4 (Re > ReKp). Об автомодельности режима су-
лят по зависимости ащ и а,, от Re. Ha рис. 3.2.3 в качестве примера показа-
на зависимость коэффициента расхода аш от Re для пятикольцевого кла-
пана |23|. Об экспериментальном определении коэффициентов расхода
клапанов см. том 1, § 6.5.
Значения коэффициентов расхода клапана aul и </ зависят от отноше-
ния площадей прохода в щели и в седле fuJfc- Для большого числа типов
клапанов экспериментальные значения ащ и зависят от отношения вы-
С0|ы подъема пластины h к ширине прохода в седле Ь. Поэтому для боль-
111010 числа типов клапанов экспериментальные значения а1Ц и пред-
ставляются в функции от h/b. Для некоторых типов клапанов коэффини-
С"1Ь| расхода а получают экспериментально в зависимости от отношения
I Q
1 ,(>лроб1|'|°ЛХОДаХ К 0,1исанию расходов газа через клапан см. том 1, § 6.3.
11 °бщс.м''е °, коэФФициенте расширения см. том I.
к " ""Чади iipoVy iae а'“^ш = = "«гр/гр- гдс «огр — коэффициент расхода, приведенный
f ’ СледуС1 хо;|а 11 ограничителе;/ф — плошадь прохода в ограничителе.
°0;,ыпец чаг , о,мстить. что поток газа в клапане работающего компрессора автомоделей в
11 времени работы клапана.
213
. Д1шиеита расхода от числа Re для пятикольцевого клапада
Рис. 3.2.3 Зависимость коэфф * _ подъема пластин, мм
АгЬкпиенты расхода аш и с достаточной сте-
в нтстояшее время коэффи11,1 , расчетными способами.
пенью точности моО^тбытьп^. ициеНт расхода а не характеризует од-
^ Эквивалентная "-"^оаь клапана, так как клапаны разных кон-
нозначно пропускную спосоон 5ь1х значениях коэффициентов рас.
струкний или Размеров, "р" соответственно разные значения площади
хода аш или а. м0^ "7Я А Для характеристики пропускной способно-
- ’дивалентную
щадь клапана _
Ф — — acJc-
Эквивалентная площадь - площадь такого условного отверстия, гид-
равлическое сопротивление которого отсутствует, а весь перепад давления
в отверстии идет на повышение кинетической энергии газа. Расход газа
через такое условное отверстие и расход газа через действительный кла-
пан будут одинаковыми при равных Др, р и Т. Принцип замены клапана
условным отверстием с площадью проходного сечения Ф = af иллюстри-
руется рис. 3.2.4.
Таким образом, при р, - р,; р2 = р2 и 7] =7] расход газа через клапан
чениУбечвсех сопротивлений и теплообмена) равен расходу газа при те-
что Ф < f Значений3 эквнвален™ое сечение Ф отверстия. Естественно,
бора определяющего^™?!! площади ф клапана не зависит от вы-
как Ф = (Хщ/щ = аия’ к К0Т0Р°му отнесен коэффициент а, так
Как было показано п 1
зуется для выбора клапяЛТ ’ эквивалентная площадь клапана Ф исполь-
К«фф»™« ™ "1»"У“"ОЙ способности.
пюи площади Ф к площади Кт ЛОщади' Равен отношению эквивален-
Оапанн°го гнезда Егн в цилиндре:
Ф
Фк—,
~~~—'— Осадочный ли
1 См. том I. ИаМ(.тр клапанного гнезда в цилиндре.
214 1
Рис. 3.2.4. Замена клапана (а)
условным отверстием (б) без
потерь на трепне и без тепло-
обмена
Глава 32^аныпоршн,ев
____________________________ *омпрессоров
Площадь ф
По значению коэффициента использование.
тй клапанов различных типов. Чем выш Фк сУДят об эгЬж»
1 клапана. На рис. 3.2.5 приведу!on ЗНачение Фк, тем*Ктивн°с-
наиболее распространенных типов круглРь«е"1”ровочные значен
паНов в зависимости от посадочного диаметп^ИВИДуальнь^ плХх^
Максимальная высота подъема пластинА Р а'
высоты подъема пластины, тем больше 7й апа,,а- Чем больше
кла-
пана, тем меньше скорости газа в щели и
гидравлические сопротивления клапана. Но
чем больше высота подъема пластины, тем,
как правило, больше скорости посадки плас-
тины на седло и ограничитель подъема, тем
больше кинетическая энергия пластины при
посадке на седло и ограничитель, тем боль-
ше контактные напряжения в моменты по-
садки пластины и тем меньше долговечность
пластин. Допустимая максимальная высота
подъема пластин Лтах зависит от частоты
вращения коленчатого вала компрессора;
давления, при котором работает клапан; раз-
меров и конструкции пластины (массы плас-
тины). Последнее объясняется тем, что ки-
нетическая энергия пластины при ее посад-
ке на седло и ограничитель пропорциональ-
на ее массе. Допустимая максимальная
высота подъема пластин Лтах зависит также и
от материала, из которого изготовлена плас-
111113 (сталь или пластмасса).
Мертвый объем клапана. Каналы в клапа-
"е, которые служат для прохода газа, имеют
<|р|,ем- Газ из этих каналов не может быть
111,1 еснен поршнем. Поэтому объем каналов
11 кпапане от рабочей полости цилиндра до
>а"°Рных органов является «мертвым»1. Так,
—-------
§ । । ',[|ределение понятия «мертвый объем» см. том I,
Рис. 3.2.5. Зависимость коэф-
фициента использования <рк от
посадочного диаметра d\ для
наиболее распространенных ти-
пов круглых индивидуальных
плоских клапанов:
/ — прямогонные клапаны типа
ПИК; 2 — прямоточные .зубчатые"
типа ПИ К-А; 3 — прямоточные
ниппельные; 4—кольцевые и дис-
ковые; 5 — полосовые
215
.ч-л пешневых компрессоров
рис. 3.2.6. Мертвый объем кл»п»щ.
,,, ,. ее г>с; 2 - объем каналов в огпа,.. I
объем ъ?'Утренней полости клапана; Л
мл: Х”* можная высота подъема пл к,,,,..
*01
угнетательного клапана мертвым ofk
н будет объем канала 1 (рИс. 3.2 >%,
’Дя всасывающего - сумма объемов *СЧ
ле’ 7 в ограничителе подъема и полог а,,а-
м^птвый объем всасывающих клапанов ? 1
5 м больше проходные сечения в клапане^
ри нагнетательных. Чем с ще производительность комп^Л
ше' не мертвый объем 1М^-||111рз и частоте вращения ыцци ’’'«Со.
с'л;Тнеи’чен,,ь'хра3'КГ ячквытом состоянии. В томе 1 было пока ,
Р3 ^мегичноеть клапана.в Р закрытом состоянии зависят прОизв^
что от герметичности кл п геп1ческая эффективность и темпера^'
гельнесть ^%(пРХРгёрмеТиЧностЬ клапанов в закрытом состоянии,
ный режим. Чем ххже гер компрессора при неизменных размерах
меньше пР01,зв0Д1'^ен^я вала, тем меньше КПД компрессора и S
вьТмоптб^ Херапть. нагнетания при неизменном относись
Н°^РХ^кД“а^вХаХ1<зуется условной величиной ~ ус.
' S дам 51 по периметру запорных органов (пластин) в закрытом
Стоянии Иногда для характеристики герметичности клапанов исполь-
зхтот другую условную величину - площадь сечения условной щели Fy =
Д/ где /пер - суммарный условный периметр уплотнения по середине
уплотняющей кромки. Эти величины для разных типов клапанов имеют
неодинаковые значения, так как герметичность клапана зависит от отно-
шения давлений на закрытом клапане, от свойств газа и от конструкции
клапанов (материала пластин и седла, качества поверхностей пластин и
седла, возможностей перемещения пластин в плоскости уплотнения
и т д г Допустимые значения условного зазора бу для дисковых и кольце-
вых клапанов: притертых 0,25 мкм, со шлифованными седлами 0,4...
мкм. >. обточенными седлами (после ремонта) 1,0,..1,2 мкм; для поло-
совых и прямоточных 1 мкм.
шается. аботЮ1 <50-200 часов) герметичность клапанов улуч-
*бтся друг к дп\тл,; (^ГШИе повеРхнос™ седла и пластин прирабатыва-
стины которых не ' 11,0 замстен эффект приработки в клапанах, пла-
постоянно в процессе п|Г1РеМешаться относительно седла, и пластина
иим И тем же местом седла™ 0ДНИМ и тем же местом контактирует с од-
Количество газа и по
м дольше суммарный ° через закРЬ|тый клапан, тем больше.
ЕГ "^«ченЙ2^5? *• чем больше сум*
п -!ичение проходных сеч мп & щели- Отсюда следует, что, как пра-
иапана °₽Н°ГО Органа cO4Po[!ox"a’’^anaHC за счет возрастания пери-
Измерение п к л-1ается уменьшением герметичност!
сто>*нии ад ьре^Ванные Лапаны |т\ТаНа Обычно изготовляемые заво-
вр€ме1ш падения б 0 Р°тВнеряют на плотность в закрытом
°солютного давления от р, = 0,5 МПа
Рис. 3.2.7. Стенд для проверки клапанов на плотность:
/_ проверяемый клапан; 2 — манометр; 3 — вентиль; 4 — бобышка под манометр; 5— днище; 6 —
штшгг шайба; S— ось серьги; 9—корпус; 10— крышка; 11 — прокладка; 12— нажимной болт,
ш ' I ; _ планка; 14 — серьга; 15 — фонарь (нажимной стакан)
давления р2 = 0,3 МПа в емкости, на которой установлен испытуемый
клапан (рис. 3.2.7). Естественно, что чем плотность клапана больше, тем
больше время падения давления в емкости от р\ = 0,5 МПа до давления
р2 = 0,3 МПа.
Время падения давления в емкости из-за неплотности закрытого кла-
пана зависит от температуры воздуха в емкости и от объема емкости. За
стандартные значения приняты: объем емкости У„ - 0,064 м3 и темпера-
тура /’ст = 293 К. Критерием плотности клапана в этом случае является
время падения давления /ст (с). Естественно, чем больше критерий плот-
ное ги /ст (время падения давления в указанном интервале), тем герметич-
ней клапан.
плпялке. Открывают регулиро-
Измерепия /ст проводят в следуюше Р' ’ ость сжатым воздухом
№ты„ вентиль 3(см. рис. 3.2 7) и Закрывают ре.у-
.» имени» 0.6...0.7 МПа <5—6 кгс/см- в сосу». В “°-
ировочный вентиль и наблюдают за над х включают секундомер,
"енг давления 0,5 МПа (4 кгс/см* по маноме РУ) омер останав-
а при давлении 0,3 МПа (3 кгс/см2 по манометру)
ивают. ппипаботки клапана в течение
, Значение критерия плотности t„ после Р РваннЫХ условиях, не дол-
-3 Зх ч. измеренное при стандартны. з 2.2.
Ж||° быть меньше, чем указанное в та
217
„QUUO клапана на плотность проводят при других значение
ЕепапСоывозд)ла в емкости 7] и объема емкости то необходим^
привестг?получешюе значение критерия плотности /, к стандартному По
формуле
При известном критерии плотности /ст можно оценить значение услов-
ного зазора 5у Э |6|.
На герметичность клапанов влияет запыленность газа. Чем больше за-
пыленность газа, тем больше утечки его через неплотности закрытого
клапана, так как пыль попадает между пластиной и поверхностью седла и
не позволяет пластине плотно прилегать к седлу.
^ем.б?льше значенне критерия плотности /ст> тем эффективнее клапан,
тип. ™ШИСН1.давления потока. Коэффициент давления потока рл необ-
клапаш моделиРовании движения запорного органа
одной и другой’сторон ’ обусНпОСТЬДаВЛеНИЙ’ действУющих на пластину с
пли, как ее называют спр00уСЛ0ВЛИВает силу Давления газа на пластину
ж,С1аза'Действующее на\лХну’1СИбУДаВЛеНИЯ П°Т°Ка Га3а Ра' ДаВЛС'
мени.таки но поверхности п . У’ !0®111СМ случае переменно как во вре-
юшего потока статическое лЯпаСТИНЫ' ^ак’ напРимер, со стороны набега-
кам, где скорость увеличивает™^ падает от Центра пластины к ее кром-
давл™1°Р0НЬ1’ МОЖНо получит! п^1’ действУюШие на пластину с каж-
наппимр На "лощадь. Решение J^eM интегРирования произведения
(что само п "редпол°жении обтек?И Задачи даже в упрощенном виде,
кашы пласт Себе Значительно иеД Я Пластины идеальными струями
Менные паке,111'^' СЛ0Ж|ю при немаст Действительную картину обте-
с Учетом турбупр,Ь1ЧИслительных Пп ВлетвоРитедьной точности. Совре-
к определению си Ных течений. ТочнпаММ позволяют решать эту задачУ
проверок. л Давления газа ня СТ,Ь таких решений в применении
218 "Дастину еще требует тщательных
------------------2° 21й~
переменных давлений, действующих с nnw
И *' '“'„енчя газа на пластину Рл не равна произведению п™ ‘ пластины>
сИ^Х измеряемых по обе стороны пластины статических =.°СреП'
"с";'1р111ал'’ пластиныа лишь пропорциональна ему, т. е. ий ДР
Рл = Р/плАр,
„эффипиент пропорциональности.
I ГДС р " К
R компрессоростроении принято силу давления газа Р условна ~
Bi к площади прохода в седле/с. Поэтому л условно отно-
I
рй = Рд/сАр,
_ коэффициент пропорциональности, который получил
I гДСт ч пьчения потока, отнесенный к площади прохода в седле/.. е ”К0ЭФФици-
Считаегся что геометрически подобные клапаны имеют одинаковые
значения рд. Основным геометрическим параметром, от которого зависит
значение рд, принимается отношение h/b, где h - высота позема пласти-
11Ь1 /, - ширина прохода в седле.
I " ’для клапанов с автономными пружинами и недеформируемыми плас-
тинами коэффициент давления потока рд определяют экспериментально
непосредственным уравновешиванием силы Ра. Для экспериментального
определения рд клапанов с упруго деформируемыми самопружинящими
пластинами чаще всего используют два метода. Первый заключается в из-
мерении распределения давлений по пластине, построении эпюр этих
давлений, интегрировании их по площади пластины и представлении ре-
зультатов в зависимости от разности статических осредненных давлений
по обе стороны пластины. Второй, более простой, способ использует то
положение, что в открытом клапане, изогнутая пластина которого нахо-
дится в статическом равновесии, сила давления потока газа уравновеши-
вается ее пружинящим усилием. Пружинящее усилие пластины в этом
случае определяют или расчетным способом по ее прогибу, условно счи-
тая нагрузку на пластину равномерно распределенной, или методом тен-
мме|рирования.
Коэффициент демпфирования. Пластина клапана движется в вязкой
среде, поэтому вязкая среда оказывает сопротивление движению пласти-
ны, Силы вязкостного трения зависят от плотности среды, скорости дви-
жения пластины и конструкции пластины клапана. Влияние этих аэроди-
намических сил трения на движение пластин клапанов особенно суще-
c’ibciiho при высоком давлении и большой вязкости газа.
1аким образом, сила трения Рп, входящая в уравнение динамики дви-
жения пластины клапана (том 1, уравнение (6.65)], обусловливается вяз-
К(,еиным трением пластины о газ и механическим трением пластины ои а-
"Равляющие. Трение о направляющие в большинстве случаев ‘
11 lb|io, и им или пренебрегают, или учитывают, несколько з.
1|авляющую, обусловленную вязкостным трением.
определяют по площади пластины/,,,. В этом случае ис-
ачений рд, отнесенных к площади седла, некорректно.
219
Рвздел 1,1
, „„ и деталей поршневых компрессоров
,„ЮГ. W с"'“ МЗК“ТНОГО ТМНИ» „
порнион^ьь
„ости называемый коэффициентом демп<ьи
,к.^.............................*"**>
и . . „неНТ демпфирования Для косвенного ,
Часто, завышая коэфф « направдяющие, коэффициент ДЛ
м',с,'“°стью *"
г=По +орх",
ис По _ коэффициент, з^пымтий
колебгн"и "ластнны'
s , , , КЛАССИФИКАЦИЯ САМОДЕЙСТВУЮЩИХ КЛАПАНОВ
§ 3.2.3. КЛАС поршнЕВЬ|Х КОМПРЕССОРОВ
Многообразие условий работы поршневых компрессоров (разные про-
изводительности и уровни давлений, разные газы, разные частоты враще-
ния вала, разные конструкции цилиндров и др.) обусловливает существо-
вание многих типов самодействующих клапанов, отличающихся конст-
руктивным исполнением, материалом деталей и т. д.
Признаки классификации. Ниже приведена принятая в МГТУ им.
Н. Э. Баумана классификация самодействующих клапанов поршневых
компрессоров.
/. По назначению
l.l. Всасывающие.
1.2. Нагнетательные.
1.3. Обратимые.
2. По типу замыкающего (запирающего) элемента
2.1. Пластинчатые.
2.2. Непластинчатые.
3. По выполнению
3.1. Индивидуальные.
3.2. Групповые.
3.3. Комбинированные для одного цилиндра.
3.4. Комбинированные для блока цилиндров.
4. По направлению потока
4.1. Прямоточные.
4.2. Непрямоточные
4.2.1. С поворотом потока газа на 90°.
4 2.2. С двумя поворотами потока газа на 90°.
4.3. С Y-образным потоком газа.
5 По форме замыкающего (запирающего) элемента
5.1. Кольцевой.
5.2. Дисковый.
220
Глава 3.2. Клапаны поршневых ко
------------------------<евых компрессоров
' полосовой
51 'пвсллерный.
- 5 Тарельчатый.
.6 Грибковый.
Пейсе гковый.
Зоютничковый.
.. профилю замыкающего элемента
% 'профилированный,
(^профилированный.
7 //„ принципу подпружинивания
7 I с автономными точечными пружинами (пружиной^
' . с автономными концентрическими пружинами
3 Без автономных пружин (с самопружиняшим замкни
- 4 комбинированное подпружинивание. ««кающим органом - пластиной)
е Ци способу подпружинивания
С одностадийным подпружиниванием.
g 2. с многостадийным подпружиниванием.
у Но типу пружинящего элемента
9 I с витыми цилиндрическими пружинами.
9 2 С витыми коническими пружинами.
9 3 С плоскими (волнистыми) пружинами.
9.4 С рычажными автономными дисковыми пружинами
9 < с рычажными пружинами, выполненными заодно с
9 6 С комбинированным пружинящим элементом. «кающим органом.
р) По типу замыкающего органа
|() I. Самопружинящий.
10 2. Несамопружинящий.
'/ По типу направления движения пластин
11.1. С направляющими с трением.
112 С направляющими без трения.
По типу демпфирования удара пластины о седло и об ограничитель
- I ( механическим демпфированием.
12 2. С пневматическим демпфированием.
12 3. Без демпфирования.
1Ф По форме корпуса
Плоский круглый.
i ’2 Плоский нскруглый.
13 3. Башенный.
13.4. Многоярусный.
13 5. Этажный.
.' 3 Но типу ограничителя
4 (. 01кРытым ограничителем подъема пластин.
- с закрытым ограничителем подъема пластин.
J Ншведснная классификация охватывает лишь основные, наиболее
"'1С|,яемые конструкции самодействующих клапанов и их основные
ie?Mciilbl и является открытой классификацией, так как с развитием
,|;п||1)1|11 И И компРесс°РОСтроения появляются новые конструкции кла-
сосг,11>Ке н настоящем параграфе рассмотрены только основные элементы,
111 шющие классификацию. Остальные элементы классификации по-
221
13.1.
13.3.
13.5.
деталей поршневых компрессоров
гбОРО^ едиНШ,и
^Гконкретных конструкции в
ясняюп-я при РассмР" 1 лапаны. Они различаются По . *
ртщзфа' м-ншеин^^-ивно они различаются Расположений
Всясываюш’е Ко11структ в^° бочей полости цилиндра (р£М Се£
нию <тм. Р; отношению ' 0ДЬ1 в ограничителе обращ^. 3 2.1!
и ^»|,ч'Хак>1пих клапана „ ьНЫХ клапанах к рабочей S * Ра
3.2-9) В7ости и»-1>»ыра- В %Г'сед1е. Клапаны выполняют таким°л°Л
гьвда sу -
сТс"т^^ 0 качестве замыкающего (з
С‘ Пжпгнчатыи клапан ой> полосовой или любой другой Р^о
органа) пластид кру1лоз<.ып _ ManaH, имеющий замыкав
НОЙ формы. '^леГ сложной, чем пластина, формы (см., напр^*
рис 3.2.83 И Р"^.;^пан Представляет собой сборочную единицу в.,
Индивидуальный кл d;vHKUin“i: или управление всасыванием’ »Ь
п°'1НЯЮшг^нагнетанием\см.^исК3.2.8 " ИндивидуальныеХ2
; ’ вп1Г1ивают непосредственно в гнездах, выполненных в корпусе ци.
, р 111( крышках цилиндра (см., например, рис. 3.1.20 и рис. 3.1.|5).
Самьши распространенными клапанами являются индивидуальные круг-
лые плоские клапаны.
Групповой клапан. Состоит из общей плиты и установленных на ней
нескольких индивидуальных одинаковых клапанов одного назначения.
На рис. 3.2.10 показан групповой клапан, содержащий 7 кольцевых инди-
видуальных клапанов. Индивидуальные клапаны устанавливают в поса-
дочные гнезда, выполненные на общей плите группового клапана. Общую
плиту группового клапана монтируют в посадочное гнездо цилиндра.
Комбинированный клапан. Представляет собой моноблочную сбороч-
ю единицу, которая совмещает в себе элементы, выполняющие функ-
Рис. 3.2.8. Всасывающий инди-
видуальный круглый кольцевой
клапан закрытого тина;
1 - седло; 2 - пластина; 3 — пру-
жина, 4 - ограничитель подъема;
h - полная высота подъема пластины
222
/I
Рис. 3.2.9. Нагнетательный ин-
дивидуальный круглый кольцевой
клапан закрытого типа:
1 — пружина; 2 — ограничитель
подъема; 3 — пластина; 4 — седло.
11 — полная высота подъема пластины
Рис. 3.2.10. Групповой клапан
„. как всасывающего, так и нагнетательного клапанов. Пример комби
“ „итого клапана приведен на рис. 3.2.11. Внутренняя Sb
I Sana (с четырьмя кольцевыми пластинами) выполняет функции аса-
I сываюшего клапана, а наружная часть (с двумя кольцевыми пластина-
функции нагнетательного клапана. Конструкции комбинирован-
ных клапанов различных типов приведены также на рисунках
I 3 2.28...3.2.31, 3.2.55 и 3.2.ио. На 3.2.54 показан комбинированный поло-
I совой клапан, выполненный для блока двух цилиндров.
| Прямоточные и непрямоточные клапаны. Различаются организацией те-
! чения газа через клапан. В наиболее распространенных пластинчатых
клапанах: кольцевых, дисковых, полосовых и пятачковых — замыкающие
органы (пластины) расположены перпендикулярно потоку газа, выходя-
щему из прохода седла (рис. 3.2.12, а). Поток газа в таких клапанах совер-
шает два поворота на 90°, что обусловливает значительные гидравличес-
кие потери. Существуют клапаны, в которых поток газа совершает один
поворот на 90° (см. рис. 3.2.72). Эти клапаны относятся к классу непрямо-
точных.
В прямоточных клапанах (рис. 3.2.12, б) замыкающие органы (пласти-
ны) расположены практически параллельно набегающему потоку. Поток
газа в таких клапанах очень близок к прямому. Поэтому гидравлические
сопротивления в прямоточных клапанах меньше, чем в непрямоточных.
В клапанах с профилированными запирающими органами (рис. 3.2. , в)
поток газа не совершает резких поворотов. По организации потоков газа
эти клапаны занимают промежуточное
место между прямоточными клапанами
и клапанами с запорными органами —
пластинами, расположенными перпен-
дикулярно набегающему потоку газа,
•акие клапаны относят к клапанам с
образным потоком газа.
Клапаны с открытым и закрытым
ОгРаничителями подъема пластин. Эта
'История классификации самодейству-
®'них клапанов может быть пояснена
11 3.2.17, на котором показан клапан
Рис З.2.И. Комбинированный клапан
223
РНС 3 212 Схемы непрямоточного (о), прямоточного (б) клапанов и клапана с Y-образным
I ИС. J.i-- Г1АТЛ1'ПМ ГЙЧЙ (я)
с открытым ограничителем, имеющий свободный выход газа в радиаль-
ном направлении, и рис. 3.2.42, на котором изображен клапан с закрытым
ограничителем, не имеющий радиального выхода газа. Иногда их называ-
ю клапанами открытого и закрытого типа соответственно.
котоп|₽щ можете,,,е° ₽аи,мь,е клапзнь1. Обратимым называют клапан,
того, как он vcianoH lpCatblHai0lllMM Ш|и нагнетательным в зависимости от
пример, полосовые и^п'* '"СЖ цилиндРа' Обратимыми могут быть, на-
i.к»SSKaSS’''" <™- § 3.2.7 и 3.2.8). Так, например,
СТЯ1И1ИЮ||1Ихсс;ии1Н<||П,|..1,'|"С''1ЮИ Ю|апа|1, У Которого ГОЛОВКИ ВИНТОВ,
чителя подъема или в KoDiivep ''^11’ |10дъема> утоплены в корпусе ограни-
Ч'ановлен седлом к полости *;ВД1а’ можетбыть нагнетательным, если он
1ПСп°'раничителем к полости пиЛИНДра’ И |,сас|лваю1цим, если он обра-
Г1РимсРомцеобоа1им ,1и;|индра.
бнтьисп3РИС 3,2,8 и 3 2 Всась1н°Вявляются кольцевые клапаны, пока-
го Ю1апанаМ30Ван в Качестве нагнег°ЩИИ Ю'а"а" (см- Рис- 3-2.8) не МО*еТ
полости Ци’лиш."0ЛкЖенная "a cejvie' V-’1101 °’ Так как гайка всасываюпк’;
причине ин'|)аГ,СЗ З|1а'1ителык)1 п’, 1С Может быть обращена к рабочей
' " 1 '-ачес।не"' 1а'1СЛь,,Ь|й клапан ?'‘С111чения мертвого объема. По тон
По..0с1альнысХгваю^го. аН см' Рис. 3.2.9) не может быть испол1,
—Ются далее при расемот
_____--------------
---- KO*«peccopow
ч 2 д. ТРЕБОВАНИЯ К САМОДЕЙСТВУЮпил..
§ 3 2 ПОРШНЕВЫХ КОМПРЕСС^ КЛАПАН*»*
, .„с требования к клапанам поршневых компоессопп» г
°6"‘uiai"’- поршневых компрессоров лoлжнь^oXTст^CЙCTBy'o-
Г £сУ требовании. Основные из них: малый мерный X ЦеломУ
к<Хчсские сопротивления протекающему потоку гХ М’ Малые
ГИДР 'открытия и закрытия клапана, плотность в закрытомСВОеВреМен-
р°с КОСТЬ, долговечность и взаимозаменяемость Р состоянии,
мертвый объем в клапанах. Ранее было показано ™
X приводит к снижению производительности компрессОпа“е^ВЫЙ
С ом- следует сгРемиться уменьшить мертвый объем в каланах М
’бЬтме гидравлические сопротивления проходящему потоку eat ч
,псс гидравлическое сопротивление оказывают ЛХ У ' Чем
?Соку ™ "ьш.е ’нергии Ha„“XS“
«„асывачия в рабочую полость цилиндра и из цилиндра в цолостТка'
......в. " «“ 6ольше индикаторная мощность компрессора" Kpo’i
„го. чем больше гидравлические сопротивления во всасывающем оа
„ано. «« меньше производительность компрессора’. Гидравлически
сопротивления пропорциональны квадрату скорости газа. Поэтому тре-
бование малых гидравлических сопротивлений в клапанах сводится к
требованию минимизации скоростей газа, т. е. максимизации проход-
ных сечений и прежде всего максимизации эквивалентной площади кла-
панов.
Своевременность открытия и закрытия клапана. Всасывающий клапан
в идеальном случае должен открываться в момент, когда давление газа в
цилиндре во время процесса обратного расширения сравняется сдавлени-
ем в полости всасывания, а нагнетательный клапан — когда давление газа
в цилиндре во время процесса сжатия сравняется с давлением в полости
нагнетания. Запаздывание открытия клапана приводит к увеличению рас-
хода энергии.
В идеале закрытие клапанов должно закончиться в момент, когда знак
разности давлений перед и за клапаном меняется на противоположный.
Закрытие клапанов в этот момент времени предотвращает обратный по-
ток газа через клапан. Обратные потоки газа при запаздывании закрытия
клапанов приводят к потерям производительности и к энергетическим
П0|срям. Объяснения причин нежелательности запаздывания открытия и
закрытия клапанов рассмотрены в томе 1, § 6.2. Причинами запаздывания
"ооадки запорной пластины клапана на седло, т. е. закрытия клапана, яв-
лякпея сила инерции пластины, сила прилипания пластины к ограни ш
11 1111 тьсма и сила сопротивления газа движению пластины.
1 '"Скольку наибольшее влияние на запаздывание открытия и закрытия
1 "li1 оказывают силы инерции пластины, т0 тРе®ова”ие,св°5вр^,1ПЙ
Ма " <)1КРЬ1ТИЯ и закрытия клапана иногда заменяют требовани
"одвижных частей клапана.
2 рМ' том 1, § 3 2,
’См^ Ь^ав/з.
деталей поршневых кол,прессоров
'"^ состоянии. Ранее в томе 1 б.,
,,1Ц1„о f! в закрытом состоянии При^ Ус,.
Пшт^ ^".„ести клапан энергетических Хар к
ношено, что в ^юспп
Хям '’f10"3® к опасном)' * ’ы заменяемость. Эти Требо '
Sn-peccopa да,говенное^, чаше> чем другие элеме^Х,
№Йы. ”0СК°-ПЬ так как они нуждаются в периодиче? *>.
0С0беНН0вы^ большими нагрузками, Воз*° за.
рессора. вь^лоЖение объяс )с кдапана _ пластине. На Пля X
мене Гак^ , уссго в запорно. ор изгибает ее в то время, когляСТи"У
швми пре ж давления, к I Кроме того, фаза От^ ^а.
действуе переппаст1|„а находится ограничитель «^Pb,^
Хана заканчивается УДаР ы Q седд0. Кинетическая энергия »
Sa закрытия -удар™Д „ напряжения в пластине в этот моЙ'
пшы в момент удар . а « ]( квадрата скорости ее движения. Та^
зависят от »асс ' ;яПавСппастине в моменты ударов тем больше, чем боЛь
образом, напряжен я > п. ц посадки пластины на седдо и л -
ще масса пластины и бо. об ограничитель подъема -
ничитель подъема, и . так как К0НТакт пластины с седлом oev
ШеЙ ПзяетРс"только по узким уплотняющим кромкам. Поэтому д0ПусТ|
ост, посадки пластины на седло меньше, чем на ограничитель
:1ма Допустимые значения скорости пластины в момент удара об
ограничить подъема для разных типов клапанов различны и находятся
в пределах S 10 м/с. Допустимые значения скоростей посадки пластины
зависят от материалов пластины, седла и ограничителя подъема. На
практике принято оценивать допустимые значения средней скорости на
фазе открытия, т. е. на пути от седла до ограничителя, значением 3 м/с, а
средней скорости на фазе закрытия, т. е. на пути от ограничителя до сед-
ла, - 1 м/с.
Взаимосвязь между требованиями к клапанам. Все требования, предъяв-
ляемые к самодействующим клапанам, одновременно выполнить не пред-
ставляется возможным, так как некоторые из них связаны друг с другом и
иногда противоречат друг другу. Так, например, гидравлические сопро-
тив.1ения и надежность связаны друг с другом. С увеличением высоты
на em'XanaHHbIX п'пастин возрастают проходное сечение щели клапа-
службы к ип-т? 11ая ||;10щадь 11 экономичность компрессора, но срок
пана на седло и о г™ ЭТ°М уменьшается> скорости посадки пластин кла-
мых, т. е. будут возник""пе;'ь 1юдъема могут оказаться больше допусти-
в момент посадки пласта. недопустимь1е значения напряжений от ударов
'акже следует учитывал, На седло и ограничитель подъема. При этом
иапан может закрыват, си Т°кПРИ увеличении высоты подъема пластины
зано выше, ухудШает объекш,?^1ЬШИМ запазДЬ1ванием, что, как было ска
еСТребо Ые И ЭнеРгетические характеристики комп-
(,1дастина кг'0 сказано вышТ а"Ствующих клапанов поршневых »ом,,^р
1ейств(>г'"'ана нах°Дится на Мент’ когДа клапан полностью отКР
^нойдля с,юепа За"орнь1й орган кпяИЧИТеле)’ пРУжины клапана до
ш ^временного закрывапана с определенной силой, ДО«^_
226 РЫТИЯ лапана. При слишком слабых прУ
2° 80 32 Кла^0Ршневых компрессоров
| орган клапана запазлктпп«
с”»"'» обратному потоку' ’«Рь.тпе„., что „„
ком г ||а ссдпо, в результате чего запоонмй Р Стям п°салки^ ости
' <2 . С ДРУ'ОЙ стороны, в начале процессор'34 Ю1апан^быСтп 'е°РН0Г0
I uli , к lauan начинает открываться сипя 2? всасывания и и? разРУ-
<2 6Ы-Ь небольшой. Если в моментаДтеиСТВИ* ПрУ^ны
I fe прУ*ина Действует на пластину, будет бо^'™3 Лапана сила ЗСТИну
К перепад давления, необходимый от^п1Ш°И’ Т0 ПотРебуется б°Т°'
Euic потери энергии на открытие клапана ТяНИя ^панат 2
^апана предъявляют два требования: I) пружи*™ °браз°м, к’пр^Т
Ьиод открытия клапана; 2) пружина должад б2Д°Л*на бь>ть «сл2п
при полностью открытом клапане, когда плас?и? ДОСТат°чно «сильной
ограничителе подъема, - которые противоречат п КЛапана находится „я
роны. пружины должны быть слабыми, с дрХой ДРУГ Друг^ <с одной сто
Компромисс при выполнении требований „ стоРоны, - сильна. ?'
совместимость требований, проявляемы" к^ТЯеМЫХ к Клапанам Не
приводит к необходимости находить комщю ™ аНам и их пружинам
ниями. Нахождение наилучшего компромисса по,?^ ЭТИМИ требова-
ни„ математического моделирования рабочих ппо.Т*"0 При испо2зова-
ти цилиндра совместно с математическим процессов в рабочей полое
норного органа клапана. О математической^?Hp°BaHHeM Движения за-
цессов в поршневом компрессоре см том .Моделировании рабочих поо-
поршневых компрессоров на ЭВМ», а о матемя^ ” вМ°ДеДирование
движения запорной пластины самодейстХшегоИЧЛСКОМ иодировании
«Динамика самодействующих клапанов» и^б] ЭНа ~ том §6.8
§ 3.2.5. КОЛЬЦЕВЫЕ КЛАПАНЫ
Устройство кольцевого клапана. В кольцевых клапанах, как правило2,
запорными органами являются плоские кольцевые пластины (от I до
э пластин в клапане, редко — больше) наружным диаметром от 30 до
мм, шириной 5... 12 мм и толщиной 0,8...3,0 мм в зависимости от раз-
Mcpoi! клапана и разности давлений на клапане. Кольцевые пластинчатые
апаны относятся к непрямоточным. Их плоские запорные органы
I о пщевые пластины) расположены перпендикулярно потоку газа, выте-
'"'’"Д'му из проходов в седле (см. рис. 3.2.12, а).
нсшпий вид и устройство типичного кольцевого клапана показаны на
Рис. 3.2.13.
стя^'Ь11Н0 седло и ограничитель подъема пластин кольцевых клапанов
стоп"ВаЮТСЯ шнилькой и гайкой так, чтобы последняя не была обращена в
НИ ||> Рабочей полости цилиндра. Шпильку, ввернутую в седло или огра-
поп-1СгЬ 110лъема пластины, расклепывают, чтобы предотвратить утечки
1 )1Л)е и обеспечить надежное соединение, и зачищают заподлицо.
?Нака пеп?.г'НИм’ что запорный орган клапана должен закрыть клапан в момент изменения
§6.2) р пада давлений на клапане, чтобы предотвратить обратный поток газа (см. том I,
Дсгвуют кольцевые запорные органы не плоского типа (см. далее).
is-
227
Глава 3.2. Клапаны поршневых компрессе
и деш^еи
Раздел III. Конструкции сборочных единиц
-й поршневых компрессоров
РИС. 3.2.13. Внешний вид (а) и УС1
типичного кольцевого клапан". (б;
„„пинг 2— гайка; 3 — седло; 4 ~
;", L'. х_ пружины; 7 — стягивающая шаст,,нц ,
'"''thhhuWI. подъема пластин; 9- iianPS,,J,,*a'i
огр движение кольцевых пластин
5
в седле И в ограничителе ПОдъ i
кольцевых клапанов выполнены Коль.
newbie проходы с перемычками (на
3 2 14 они показаны пунктиром)
Проходы в седле закрываются плаСТи:
‘ми которые на рис. 3 2.14 показаны
сплошными линиями. Проходы в ОГ-
пяничителе подъема пластин смещены
„ радиальном направлении относи-
тельно проходов в седле и кольцевых
запорных пластин (см. рис. 3.2.14, 6).
Для увеличения площади щели кла-
пана’ в седле со стороны поверхности,
контактирующей с пластиной, выпол-
няют сплошные кольцевые проточки 3
; (рис 3 2.15), которые объединяют про-
ходы в седле, выполненные в виде дуг,
разделенных перемычками, или в ком-
прессорах высокого давления в виде
сверленых отверстий (см. рис. 3.Z.ZU).
Кольцевые пластины перекрывают I
проходы (каналы) в седле, а проходы в
ограничителе подъема смещены в р
диальном направлении относв™вв
проходов в седле и кольцевых_п
(см. рис. 3.2.1 и 3.2.14, а и б). Совпаде-
ние осей седла и ограничителя под
ма обеспечивается центровочным УР
б тиком (см. рис. 3.2.17), посадко
стягивающей шпильке (см. рис. 3.2.15) или другим способом. Чтобы плас
тины не смещались и перекрывали проходы в седле, предусматривают
правляющие движения пластин в виде центрирующих выступов о (.
мм п “ в™°лненных на ограничителе подъема, или штиФ}°л0В
.р с' ’ а^' конструктивное исполнение центрирующих вь,с У1
ПеоемнчкеиЛе П°ДЪеМа ПЛастин показано на рис. 3.2.13 (см. поз. 9)-
чек в поохолйх н'гР0Х°ДаХ ограничителя подъема относительно пер'
крывали проходи в ВЫ11ОЛИЯЮТ так, чтобы они совпадали и не 1'
но Поэтому правильное Ип°ГраИИЧИТеле подъема пластин соотвезег я
подъема пластин то г*и (-Положсние седла относительно ограни
дящим в корпус седла и° ЬШ> за$иксиРовано, например, штифтом,
У седла и в корпус ограничителя (см рис 3.2.17).
2 2о
° б
Рис. 3.2.14. Схема расположения пластин:
„те П.по проходов в седле кольцевого клапана; 6 — относительно проходов в ограничителе
е1Ого клапана; в - относительно проходов с седле дискового клапана, и типы напоа^
7, X и дисковых клапанов; 7 - кольцевые пластины (показаны сплошными линиями) 2 -
Л' к ’' ’ "ыс (показаны пунктиром); 3 - перемычки в кольцевом проходе в седле; 4-направляющие
7 V проходы в ограничителе подъема (показаны пунктиром); 6 - направляющие выступы”!
ie подъема; 7 — пластина дискового клапана, 8 центральная направляющая дискового кла-
Сиособы подпружинивания пластин кольцевых клапанов. Назначение
. ни самодействующих клапанов было рассмотрено в § 3.2.1, атребо-
"’Н11Я К пружинам — В § 3.2.2.
I |о'шружинивание пластин кольцевых клапанов может быть осуществ-
лю питыми пружинами: точечными цилиндрическими (см. рис. 3.2.13),
точечными коническими (см. рис. 3.2.22 и 3.2.23), размещенными по ок-
ружноегям кольцевых пластин. В кольцевых клапанах малого диаметра
!ю шргжннивание пластин может обеспечиваться кольцевыми пружина-
ми выполненными концентрично к кольцевым пластинам клапана (см.
рис. 3.2.20). Подпружинивание пластин кольцевых клапанов плоскими
рычажными пружинами (см. рис. 3.2.43) применяют редко.
Подпружинивание точечными витыми пружинами возможно в двух конст-
। Рукшиных вариантах. В одном конструктивном исполнении каждая точеч-
I пая пружина действует только на одну пластину (см. схему на рис. . . ,
I и конструкцию клапана на рис. 3.2.13). Обычно на каждую пластину у
I напаивают от 3 до 6 точечных пружин.
1
Ч .дгнетательный^'-
” Ячный *одаиеВО ........зчка; "
Р , сплошная ^^".и-^Жстнни
I гогт, 2 - Н.п1равляюшая;3 ^jnenbHO^^'вь1С0Та но
11 и центрирующая се^1“лв подъема; А — п
де,палей поровых компрессоров
^ро^е^
P^Ul.^cnU^
1 2.16. Схемы установки точс.(||
11 кольцевых клапанов: х "Р>аЧ|
„„ужины, действующие на одну
‘ * цы действующие одновременно на г,
'₽>*. ны; / -пластины; 2- пруж„’^ ;
в другом конструктивном Ван»,
подпружинивания пластин точРИа,,те
ми пружинами каждая точечна СЧНЬ|'
жина действует одновременно f."Py'
пластины (см. схему на рис 3 э *1«ДВс
Так. во всасывающем трехкопь. ’
клапане (рис. 3.2.17) точечные^8014
две соседние кольцевые пластины^
и РННО на две CUVCAnnv ---••«uvinnbl. |а_
/ЮШЬ! действуют одновремен ичить дааметр пружин и> следовательно,
кая конструкция позволяет ) изготовлеНы, что увеличивает стой’
диаметр проволоки из Koi P^ „ истнрания. Кроме того, при такой кон-
кость пружин пР°тиваКппноВоемснность движения соседних пластин и
струкции достигается од На рис 3.2.17 виден штифт, который обеспе-
Ш д;Г,««”рдалени» устройства клапана выполненного по
пнГ 2 17 нРИС 3 2 18 показан клапан аналогичной конструкции в ра-
зобранном виде. Чтобы нс усложнять рисунок, из шести пружин показа-
ны две Считается, что вариант подпружинивания точечными пружина-
ми. действующими на одну пластину, все же предпочтительней, так как в
этом случае проще изготовление пружин и сборка клапана, а также пото-
му, что в нем отсутствует влияние соседних пластин друг на друга в случае
поломки одной из них.
Точечные пружины устанавливают в специальных цилиндрических
гнездах, выполненных в ограничителе подъема (см., например, рис. 3.2.17).
В днищах гнезд выполняют сквозные отверстия (см. рис. 3.2.17) для пре-
12112222“порш"ев^ ^Mnpf(
пру-
„ Всасывающий клапан, аналогичный по
1>ис- -12'..ии клапану на рис. 3.2.17, в разобранном
рук«ии виде:
,.|итсль подъема; 2— пружины (из шести по-
, оП’:1"’ т _ направляющий штифт; 4 - запирающие
',.„11,1 .""Ц \ _ демпфирующие пластины; 6 — седло
гниения накопления в гнезде мас-
11,1 "|,|я всасывающих клапанов есть еще
13 / причина выполнения таких отвер-
0 '"‘1 в ограничителе подъема. В начале
сТ"сь1вания в цилиндре, а следователь-
вса и гнездах, в которых расположены
"л-жины. образуется значительное раз-
П жение. Пластина, достигая ограничи-
2|Я подъема, закрывает эти гнезда, ког-
1С| в ПИХ имеется это разрежение. При
отсутствии отверстий в гнездах пласти-
на как бы «присасывается» к ограничи-
гс'по подъема, что мешает пластине в
соответствующий момент времени на-
чать двигаться от ограничителя подъема
к седлу, т. е. мешает клапану закрыться
вовремя.
Чтобы избежать защемления точеч-
ных пружин между ограничителем подъема и пластиной и поломки
жин о г этого, их иногда снабжают колпачками (рис. 3.2.19).
Масса точечных пружин мала, поэтому они могут применяться даже в
клапанах высокооборотных компрессоров. Точечные пружины выполня-
ли витыми (цилиндрическими или коническими).
Подпружинивание кольцевыми (концентрическими) пружинами предус-
матривает установку одной пружины на каждую пластину. В этом случае
кольцевая (концентрическая) пружина может быть витой цилиндричес-
кой (см. рис. 3.2.8) или волнистой (см. рис. 3.2.24).
Цилиндрическая кольцевая (концентрическая) витая кольцевая пру-
жина имеет такой диаметр, чтобы действовать на кольцевую пластину по
ее среднему диаметру. Кольцевые (концентрические) витые пружины
имеют следующие преимущества перед точечными:
1) большие, чем у точечных пружин, размеры сечения (диаметр) про-
волоки обусловливают меньшую чувствительность к износу и коррозии, а
ис-'1оватсльно, увеличивают срок службы;
-) при использовании кольцевых пружин отсутствуют многочисле
11Ь1е гнезда в ограничителе подъема, а имеющиеся в нем кольцевые пр
гочкц под пружины увеличивают его
Другую податливость, что уменьшает
К(’Н1актные напряжения в пластине от
ячра при посадке на ограничитель.
1 ,,с- 3.2.19. Кольцевой клапан с точечными
“ружииами, снабженными колпачками
231
„ деталей поршневых компрессоров
} витые пружины имеют с„
„е (концентрически
Однако кольневь массу дв11Жущихся частей
шие недостатки. чТ0 увеличив, кольцевые пружины выпол^Ч
D большая м»с вдения, так н многокольцевого к,,'°т'п
2) С"ОЖИО прЬо"олоаи и ^проволоки различного сечец^Ч
“”’не (™ тр'6овани”‘
X” “К “ дан,™— "Х“а’ “ СЛ“О“,™Ы,°- “ «РМШ.»
“«Ч' "РУЖИН“ ™ "т«У. КЗДро,
Ме5 неравномерное давлен. своей оси> что неблагоприятно СКа
вызывает врашен-ш п^ещны ( привОДИТ к перекосам при движ а
зывается на плотности Ш ьшает срок службы последних, так как
пластин, что. всвою очеред ,вУжении г[ластина ударяется о седло и огра
при неплоскопараллельном д адновременно и так как скорости местного
ничитель не всей плоекстать за счет «эффекта хлыста».
С0УпРпеЛислеРтьЭ1е недостатки кольцевых (концентрических) пРужин
Перечис“с„льнее чем больше диаметр клапана. Поэтому цилинд-
ZZX.Xё концентрические) пружины используют в клапан^
Е“ размера (см. Р«- Ш " 3 2 ’>" "режЯе кег° В вы'»к™
давления (рис. 3.2.20).
При сравнении способов подпружинивания цилиндрическими точеч-
ными и кольцевыми (концентрическими) витыми пружинами следует
учесть, что точечные витые пружины имеют большую возможность унифи-
кадии,’ так как при одинаковых пружинах могут быть обеспечены различ-
ные усилия, действующие на пластину, путем изменения числа пружин.
Цилиндрические пр.ужины кольцевых клапанов. В самодействующих кла-
панах компрессоров применяют цилиндрические точечные (см. рис. 3.2.13)
и концентрические пружины (см. рис. 3.2.8 и 3.2.9).
Точечные цилиндрические витые пружины выполняют, как правило, из
круглой проволоки. Выше было сказано, что для предотвращения пере-
косов точечных витых цилиндрических пружин и связанных с перекоса-
оис точечные витые пружины размещают в колпачках (см.
предотВпЯшеш?оПаЧКИ Часто ломаются. поэтому вместо колпачков дая
иию витых точечными°е0В пружин применяют специальную конструк-
по спирали в плоскости^" С ДВУМЯ к°нцевыми витками, подогнутыми
Иногда применяют точечный’ опиРающег°ся на пластину (рис. 3.2.21).
витками с двух концов Cvi цилинДрические пружины с подогнутыми
которых используют как ппССТВуют конструкции кольцевых клапанов, в
пачки. к пружины с подогнутыми витками, так и кол-
Кольцевые (концешлпи
круглой или плющеной ппо^пп^ ^“идрические пружины навивают из
ме^ЛеНИИ' Пруаднь- изплюпюГ-С большей стороной в радиальном на-
меньш^ высоту, чем пр^ны °” Пр°ВОЛОКИ в сжатом состоянии имеют
- 01 Рапичитель подЪема выП0аВ^Руг;10Й проволоки. Последнее п03В°,
ть с меньшей высотой, т. е. сократи
Глава 3.2. Клапаны поршневых компрессоров
В-В
—.а <31 МПа) с кольцевыми
Рис. 3.2.20. Кольцевой нагнетательный ^^““Хыми^едле каналами дпя "₽охода
(концентрическими) витыми пружина ппТЖИН ИЗ
Однако изготовление пру
мертый объем всасывающего клада^' ппедъяв-
ч.потеной проволоки более ТРУДО сказано ранее, к пружинах
Специальные пружины. Как бь^о сказану действовать
•1ЯЮ1 следующие требования. пру' ч в0 время открытия нахож-
небольшим усилием (быть «слабыми») во Р <<сильНыми») при
снювать на пластину с большим У
деталей поршневых компрессора.
„„Г единиц"
сборочн*'
2 плоских витко п0
спороло Архимеде
подогнутым ПО спирали правым концом
«’"’’’"“нодьема (я1. § 3.2.2) Цилиндрические
пении пластины на °' ''‘Xw vWB.-.c гворяют этим требованиям.
S рпкины не полностью Д в ^аны устанавливают на-
Иногда вместо (Р"С- 3.2.22, а), имеющие нелинейную
витые из ленты конические пр^ ^спосп такОи пружины, малая в начале
характеристику (рисвстает к концу ее подъема, что соответству-
подъема пластины, резко во р Схема установки конической пру.
ет требованиям к пружина 3 2 23 Недостаток конических пру.
хины в ыапа"еняп°Кжность вследствие более интенсивного истирания и
пружинами из круглой про-
"пс/пые пружины переменной жесткости состоят из двух элементов:
собственно кольцевой волнистой пружины и кольцевой опорной пласти-
ны (рис. 3.2.24). Кольцевая опорная пластина имеет жесткую волнистую
поверхность. Длина волны пружины в два раза больше, чем длина волны
Р-3.2.22. Кокк^,,^
характеристика (б)
Рис. 3.2.23. Схема
установки коническ
пружины в клапан
234
3.2, Клапан поршневых компраспрпв
РИС. 3.2.24. Схема клапана с волнистой пружиной переменной жесткое™:
I - седло; 2 - пружина; 3 - опорная пластина; 4- ограничитель подъема
|);1 опорной пластине. Известно, что жесткость пружины зависит от дли-
ь1 свободно изгибаемых ее участков. Чем меньше длина свободно изги-
баемых участков пружины, тем больше ее жесткость. Когда клапан зак-
рь1Т ;Lutna свободно изгибаемых участков пружины равна х. По мере пе-
ремещения пластины от седла к ограничителю свободная длина изгибае-
Mi,i\ участков пружины уменьшается и достигает значения х/2 при
полностью открытом клапане. Таким образом, жесткость пружины увели-
чивается с подъемом пластины. Волнистые пружины, имея малую соб-
ственную высоту, позволяют сделать ограничитель подъема малой высоты
и тем самым обеспечить малый мертвый объем всасывающих клапанов.
Конструкция всасывающего двухкольцевого клапана с волнистыми пру-
жинами переменной жесткости приведена на рис. 3.2.25.
Рычажные пружины редко используют в кольцевых клапанах1.
Демпфирование ударов пластины об ограничитель подъема и о седло. При
открытии пластина ударяется об ограничитель подъема, а при закрытии —
о седло. Контактные напряжения, возникающие при ударе пластины о
седло и об ограничитель подъема, пропорциональны кинетической энер-
гии пластины в момент удара. Эти напряжения являются одной из глав-
ных причин поломок пластин, выкрашивания седел и ограничителей
подъемов клапанов. С увеличением частоты вращения коленчатого вала
ударные напряжения в пластинах клапанов возрастают.
После удара об ограничитель подъема пластина может отскакивать и
совершать колебательные движения между ограничителем и седлом, что
Vieiibinaei время-сечение открытия клапана и приводит к увеличен
г>отерям энергии2.
Для смягчения ударов о седло и
01 раничитель подъема используют
механические или газовые демп-
феры.
Рис 3.2.25. Конструкция всасывающего
кольцевого клапана с волнистыми пружина-
ми переменной жесткости
Рис'23У2Л4Р3ОЙСТВО
' См. том 1,
рычажных пружин см.
235
Рагде.ч ///. Конструкции сборочных единиц и деталей поршневых компврг,
---------------------------------------------------------
. ..„опгизатором в ограничителе подъема
„мгта.'1Л"ческ"
,, 26 Клапан с иеметал
3-2 И- /иргкого демпфирования ударов пластины
ейший способ механ! ин (см. рис. 3.2.17 и 3.2.18), одна из
установка сдвоенных №[1о ]ожена ближе к седлу), другад
котор х является запираюшеи (Р* пластин позволяет существенно
демпферной Пр.^снеш е вуют конструкции клапанов, в ко-
Сличить срок работы ^апанаину]: запорная и две демпферные,
торых установлены три ла лняют из пластмасс или с целью демп-
Иногда демпферные плас™‘ н ограничитель делают стальные плас-
фирования удара пласт"н ем Плоские пружины (волнистые и ры-
тины с пластмассовым н^"е«ь лсмпфируЮщих пластин.
чажные) одновременно P « р ка в седло и ограничитель подъема
с Р—“Ь'М или фторопласта-
ы мортизатором. установленным в специальном гнезде ограничителя
подъема показан на рис. 3.2.26. Энергия удара пластины в таком клапане
в значительной степени поглощается деформацией неметаллического
амортизатора.
Клапаны с газовым демпфером. Для уменьшения энергии удара пласти-
ны об ограничитель подъема применяют газовый демпфер. Принципи-
альное устройство клапана с таким демпфером показано на рис. 3.2.27, а.
Клапан с газовым демпфером имеет замкнутую полость газового демпфе-
ра (ПГД), состоящую из кольцевой полости КП (рис. 3.2.27, б), в которую
а
Ж!
Рис. 3.2.27. Устройство (а) клапана с газовым демпфером и схема (б) газового Де I
во всасывающем клапане: нянин-
/ -- седло; 2 - кольцевая пластина; 3 - ограничитель подъема; 4 - пружина; ПВ - полоть" К°ЛЬ’
ПИ - полость цилиндра; ДII - дополнительная полость; ПГ - полость гнезда под прУ*ипу ’
цевая полость, в которую входит пластина
Глава 3.2. Клапаны поршневых ком пре,
,„.гИна клапана; полостей гнезд ПГ r
ход1”' " 1 ополчительных полостей ДП. ' Р Размещены пру-
'‘,|ЧЫ "/-крытии клапана пластина движется от селля v ~
ПР1 „ сЖимает газ в ПГД. При этом давление Рг в НГДадвып^*0
цо11,1 ' (азоры Л и 52 малы и газ не успевает выходить из ПГД П™ СЯ’
i>K' , епие, действующее на пластину со стороны ПГП п №1Шен'
11(,е ’ " „ржепию пластины и уменьшает скорость посадки "Р°тиволей-
<гель. По мнению специалистов [6], п₽ри закрыв^клапанГ^г^
лГ " , шижется от ограничителя к седлу и когпя пана, когда
'" ^."’'ппение в ПГД д, уменьшается и в определенный мом^н^” °бЪ£М
11'' с, с а' •> меньше давления газа, действующего на пластину с пп^тиво”
‘ S СТ0Р0НЫ- ПОЗВОЛЯеТ УМеНЬШИТЬ ярость посЕХ
'•"применение газового демпфера может увеличить время откоытия
1 1 „,я клапана и привести к нежелательному запаздыванию закрытия
шана. Поэтому разработка клапанов с газовым демпфером требует во
рвмх. серьезных теоретических исследований с использованием сПёци'
ню математических моделей ступени компрессора, в которых при mS-
‘ сировании динамики движения пластин учитываются процессы изме-
нения давления в полостях газового демпфера при перетекании газа через
зазоры 5| и 52 (см. рис. 3.2.27, о), и, во-вторых, проведения эксперимен-
(1Ь!1Ы\ исследовании и доводочных работ.
Индивидуальные кольцевые клапаны высокого давления. Кольцевые кла-
паны высокою давления отличаются тем, что из условий прочности они
оо.тее массивны, седло и ограничитель подъема изготовлены из стали.
Проходы в седле и ограничителе подъема выполнены в виде сквозных
сверленых отверстий, расположенных под кольцевой пластиной по ок-
ружности (см. рис. 3.2.20). На выходе из седла отверстия объединяют
проточенными в теле седла кольцевыми канавками (см. разрез В—В на
рис 3.2.20). Кольцевые канавки-проточки, объединяющие сверленые
к.ншы, хорошо видны на рис. 3.2.33. Пружины кольцевых клапанов вы-
сокою давления, как правило, выполняют кольцевыми (концентричес-
кими).
Комбинированные кольцевые клапаны низкого давления. Концентричес-
кий комбинированный кольцевой клапан низкого давления (рис. 3.2.28)
имеет три концентрически расположенные кольцевые запорные пласти-
шж Внутренняя часть клапана (с двумя кольцевыми пластинами) выпол-
Ш|С1 функции всасывающего клапана, а наружная часть (с одной кольце-
вой и.тетиной) — функции нагнетательного клапана, через который газ
1131 чешется в кольцевую полость нагнетания и затем отводится через на-
11 *с ।а ।е. । ы ।ый патрубок. Клапан устанавливают между цилиндром и
к11|,Н|1кой цилиндра. .....
Ixomieii грический кольцевой комбинированный клапан (см. рис. . .
"Meci шесть кольцевых пластин. Четыре внутренние пластины являются
шшыми органами всасывающего клапана, а две пластины на пеРи<Р
[ - нагнетательного клапана. Такой клапан может бы\ь ея'
,'1С’ выполненном в клапанной плите или в торцовой час , ‘
|( ил'ожны два варианта компоновки концентрическокь.
н iч 11)1 ° клапана: всасывающая часть размещается внутр , <
|1а периферии, или наоборот.
237
. кпннентрический комбинированный клапан низкого давления
Рис. 3.2.28. Кольцевой ьоииетр.
Наиболее часто в комбинированных концентрических кольцевых кла-
пана вой иных компрессоров низкого давления нагнетательная часть
располагается на периферии клапана, так как при этом она лучше охлаж-
мется. Размещение нагнетательной части комбинированного концентри-
ческого клапана внутри ухудшает ее охлаждение и может привести к пере-
греву и, как следствие, - к уменьшению срока работы. Размещение вса-
сывающей части такого клапана внутри сопровождается несколько боль-
шим подогревом всасываемого воздуха, снижением производительности и
ухудшением КПД. При внутреннем расположении всасывающей части
клапана облегчается установка системы отжима всасывающих клапанов
для регулирования производительности.
Преимущество комбинированных концентрических клапанов низкого
давления — большие проходные сечения, поскольку в них более полно
используется торцовая площадь цилиндра, и поэтому их применяют в
высокооборотных (частота вращения коленчатого вала до 50 с-1) комп-
рессорах.
В холодильных бессальниковых комп-
рессорах всасывание хладагента происхо-
дит из картера. На рис. 3.2.29 показан
комбинированный клапан, использую-
щимся в таких компрессорах. Особен-
ность клапана — использование тори3
втулки цилиндра в качестве седла всасы-
Комбинированные кольцевые клапаны
высокою давления. Комбинированные
кольцевые клапаны применяют в ком
Рессорах высокого давления, в которь
1 1,1 3 2.29. Комбинированный клапан холодил***
бессальникового компрессора
п0ршневых кпмпр
Рис. 3.2.30. Комбинированный кольцевой
клапан на 20 МПа
и торцовой поверхности ци-
цл0"1аД недостаточно для размеще-
лиНДРаиндивидуальных клапанов:
ци>' д| ..|О1цего и нагнетательного.
вса«7оис. 3.2.30 показан комбини-
..„гй кольцевой клапан высо-
РоВа'давления (20 МПа). Всасывае-
ко1<’газ из кольцевой полости вса-
М'’"'1ния "° сверлениям 1 поступает
СЬ'кол1>ЦСвую проточку 2, которая
” -пывается кольцевой пластиной 3,
’^пружиненной кольцевой кон-
центрической пружиной. При вса-
1 тиши пластина 3 поднимается и
п’з проходит в цилиндр через свер-
жения 4 и 5. При нагнетании газ
проходит по сверлениям 4 к кольце-
вой пластине нагнетательной части клапана.
Комбинированный кольцевой клапан на давление 70 МПа (рис 3 2 31)
имеет массивный корпус, выполненный из единой поковки в котооом
механической обработкой выполнена сферическая полость всасывания с
боковым каналом для подвода всасываемого газа. Из сферической полос-
ти всасывания газ проходит по внутренним наклонным сверлениям в
кольцевую проточку в седле под кольцевой пластиной всасывающей сто-
роны клапана. В процессе всасывания пластина поднимается от седла и
пропускает газ в рабочую полость цилиндра. При нагнетании газ из ци-
линдра по другим сверлениям поступает в кольцевую проточку в седле
под кольцевой пластиной нагнетательной части клапана и далее через
о:крытый нагнетательный клапан в полость нагнетания. Способ уста-
новки клапана подобного типа в цилиндре компрессора показан на
рис. 3.1.32, где клапан аналогичной конструкции размещен внутри
крышки цилиндра.
Клапаны с профилированными запорными органами. Кольцевые клапаны
могут быть не только пластинчатыми. Появление пластических масс на ос-
нове материалов РЕЕК (полиэтер-этер-кетонов), РА (полиамидов) и др.,
пригодных по своим механическим свойствам для запорных органов клапа-
нов и имеющих малую плотность, позволило создать не пластинчатые, а
объемные кольца с профилем, обеспечивающим более плавный поток газа
И- следовательно, меньшие гидравлические сопротивления. На рис. 3.2.32
показаны типы профилей кольцевых запорных органов, применяемые в
к 1 niaiiax поршневых компрессоров, а на рис. 3.2.33 — конструктивное уст-
ройство кольцевого клапана с профилированным сечением пластин.
Область применения клапанов с профилированными запорными орг
плми из пластмасс зависит от марки материала (его физико-гехни <ес
свойств) И от условий работы (рабочих давлений и температуры
Высота подъема пластины. При увеличении высоты подъема
"с'ичивается площадь прохода в щели, уменьшается скорое > „
1|"’ а следовательно, снижаются и гидравлические с Р ( (
^а''ане. Однако при этом уменьшается Pa6OTOcnoco6HOCTbiiaacj.m (
1 -4). Допустимое по условиям работоспособности (д
Рис. 3.2.31. Комбинированный кольцевой клапан на 70 МПа
3'2’32- Типы профилей коль
^пластина /евЬ1Х 3аПОрньк°Р|'анов:
' г ~ седло
Рис. 3.2.33. Конструктивное устройство кольцевого клапана с профилированным сечением
пластин:
I — ограничитель подъема пластин; 2 — гайка; 3 — направляющие движение пластин выступы; 4— шай-
ба. предотвращающая самоотвинчивание гайки; 5— пружины; 6 — профилированные со стороны седла
пластины; 7— толкатели, устанавливаемые в пружины; 8— стягивающая шпилька с пояском, направля-
ющим движение малой пластины; 9— седло
|ченис высоты подъема пластины зависит от частоты вращения коленчатого
вала, давления, при котором работает клапан, и размера (массы) пластин.
На рис. 3.2.34 приведена номограмма, которой можно пользоваться при
выборе значения высоты подъема пластин кольцевого клапана [6]. Высота
подъема пластины зависит от материала, из которого она изготовлена. Но-
мограмма на рис. 3.2.34 разработана для определения возможной высоты
подъема стальных пластин.
Коэффициенты расхода. Экспериментальные продувки клапанов стати-
ческим потоком показывают, что основные сопротивления создаются не в
седле, а в щели и на выходе из щели. Поэтому для кольцевых клапанов
более целесообразно пользоваться коэффициентом расхода аш, приведен-
|||,1М к площади прохода в щели.
Для кольцевых клапанов принято значения коэффициента рас. ш
"Редсщвлять в зависимости от отношения h/b, где h — высота под •
>'Л.1С1ИНЫ; б — ширина прохода в седле. Такая экспериментал. -
,|С|тая зависимость для коэффициента расхода аш кольцев - 1
"Рчведена на рис. 3.2.35, а. Зависимость коэффициентов Расхо^ р
' сленных к площади прохода в седле и полученных пересче
'’Дана на рис. 3.2.35, б1.
1 Более подробно о выборе коэффициента расхода кольцевых и дисковых клапанов с I I
241
ГизИс! Ш
сборов е0‘
^Г^тГГГГб10 20 40р, МПа
“с
р„с 3.2.34. Номограмма для выбор» ,,
м» „ого значения высоты подъема оалЬн"“"Ус1н
8.0'0»^ п11| кольцевых и дисковых клапац '"'«с
Коэффициент давления!
Необходимые для математическс
моделирования движения пластин
кольцевого клапана1 значения k 1
эффиниента рд, полученные экСп°'
рпментальным способом при стати
ческой продувке и отнесенные й
площади прохода в седле, приведены
на рис. 3.2.36 [20} в зависимости от
отношения -, где h — высота подъе.
ма пластины; b — ширина прохода в
седле. Исследования, проведенные
Г. Н. Чекушкиным2, подтверждают ха-
рактер изменения коэффициента р
полученные Г. Н. Чекушкиным, неЛ-
Значения же коэффициента рд,
сколько ниже при >0.25 и выше при — <0,25.
b "г
Плошадь прохода в щели. Площадь прохода в щели/ш кольцевых плас-
тинчатых клапанов равна произведению суммы не загроможденных на-
правляющими наружных и внутренних периметров всех пластин (за выче-
том суммы длин всех направляющих3 по наружным и внутренним диа-
0,9
0.8
0,7
0,6
0,5
0,4
0,4
0,2
о
0,7 0,2 0,3
б
Рис. 3.2.35. Коэффициенты расхода кольцевых клапанов:
о коэффициент Ощ [20]; б — коэффициент ас, пересчитанный по аш (61
1 См. том 1, § 6.8.
комп^ссго^овИН--^Т1руд^|ССКазаа0нТкоТоСхаим0ик^СТВ^ЮШИХ клапа1|ов 6ь|СТРоходнь2-Х
С 65-71. ганскою химико-тсхнолыического института. - Т. 44,
242
всех пластин) на высоту подъема
)СтРаМ В т е. сумме цилиндрических
.|лас'г11"’стсй с высотой, равной высоте
iioBcpXa пластин А, и с диаметрами,
цоД1’^'1 наружным /?пл.н । и внутренним
ра»н диаметрам всех пластин, минус
wn" пная плошадь загромождения ще-
суМмар направляющими движения пла-
дСЙ /загр
СТР1*' „
= /; X ^пл.нар/ + Аш.вн ।)J /загр,
о
РпИотока2О36ллКОЭффИЦИеитяамсния
потока р„ для кольцевых клапанов
I
выси»
__ ЧИСЛО кольцевых пластин;
где » "
/загр — А X 4
,|ИС ,0 поверхностей направляющих, загромождающих щели- /
( ''Х загромождающих щели. Х Шели’ ~ алина дуг направ-
Плошадь прохода в седле. Площадь прохода в седле £ - сумма наи
меньших площадей всех проходов в сеаде. Для кольцевых клапанов с
кольцевыми проходами в седле1 с
л=.?й(аг
с. нар/
' Дз.вн/) Z Хуперу,
г1, п - число кольцевых проходов в седле (равно числу кольцевых пластин); Дсна ( и
р наружный и внутренний диаметры i-го кольцевого прохода в седле в месте ^"наи-
меньшим проходным сечением; г,- — число перемычек в г-м кольцевом проходе в седле; 6, —
ширина /-го кольцевого прохода в седле в месте с наименьшим проходным сечением; /пср 7 —
i ин । и перемычки по окружности в г'-м кольцевом проходе в седле.
В клапанах высокого давления, в которых проходы в седле выполнены
в виде сверлений (см. рис. 3.2.20), площадь прохода в седле/с равняется
сумме минимальных поперечных сечений всех сверлений.
§ 3.2.6. ДИСКОВЫЕ КЛАПАНЫ
Общие положения. Дисковый клапан так же, как кольцевой, состоит из
се;иа, ограничителя подъема, запорного органа — дисковой пластины и
пружин (рис. 3.2.37). Седло и ограничитель подъема дисковой пластины
'пекового клапана так же, как и в многокольцевом клапане, имеют два
"111 более кольцевых проходных каналов с перемычками. Дисковые кла-
";1|,|>| 'ак же, как и кольцевые, относятся к непрямоточным клапанам, х
” к,екис запорные органы (кольцевые запорные части дисковой пласги
111,1 * Расположены перпендикулярно потоку газа, вытекающему из прохо
1(||! 11 ее.i.ie (см. рис. 3.2.12, а).
Инструкции седла и ограничителя подъема дискового KJiaIia'k‘
1 ||1Ь| конструкциям этих деталей кольцевых клапанов. Поз У Р
h 11 1 -шпанах высокого давления проходы в седле выполняются в виде ряда Р
1 ”иде кольцевых проходов.
.„о^ееы^омпресеоров
и деп’^1
3 2.37- Д“сковый клапап с трением.
1>1,С' „ клапана в сборе; б — устрой-,,
.Р11111НЙ R,ta. о __ гайка; 3 — седло; 4 -?'°Кла
" - •""’"'nnpaBBBiouiaB движение пласти
и , 5 "7 " стягивающая шпилька; myil
штифн ' аничитсль подъема плас1и|„,,,1|'Ун,
к11, цы; и
что было сказано о кОль I
ческ>1 все- (сМ § 3 .2.5), относИТСя '
вь1хКЛЛвым В настоящем параГраф I
к дИС пины основные отличия ДИс*.
РассМО1пянов от кольцевых.
ВЫХ клала овых клапанов от коль. I
От‘Ппиннипиальным отличием Дис. I
иевых нр в от кольцевых является 1
ковых клш одного пластинчатого I
„спользова ВМесто нескольких
запорного ных пластин. Запорная
кольцевых ‘ а предСтавдяет собой
ДИСКОВ1ко кольцевых пластин, объели- I
НеСКХ перемычками в одну деталь (см. I
нениых пер диск с прорезями (про-
Р»с 3' ппя газа). Расположение про-
ходамВ каналов в седле и ограничителе
ЧОДНЬ яискового клапана аналогично
подъема лис в КОльцевом клапане.
ИХ расположу *°апанаХ; как и в коль-
В дисковых обеспечить направ-
“'““е'тдания дисковой пластины,
"т':‘Х“«ьпосто»н^»=
кольцевых проходе' й пластины
ми элементами дисков°” е) Задача
(пластина не должна смешаться способами,
направления движения дисковых пласти р ияппавдяютей втулк1 -
SS способ - использование центральной »а"Р™Я“Ш3.2.37). №
вдоль которой движется дисковая пластина (см. поз. , .‘этоМу дисковые
этом дисковая пластина трется о направляющую втулку, пластины от-
клапаны с таким способом направления движения диск направде’
носятся к клапанам с трением. Второй способ — обеспеч пдастины
ния движения закрывающей проходы в седле части диско
без использования направляющих с трением (см. далее). задача на-
Дисковые клапаны с трением. Выше уже было сказано, что еЦ1енаИс'
правления движения пдастины дискового клапана может быть Р что
пользованием центральной направляющей втулки (см. рис. 3. цеНТ'
при движении пластина дисковою клапана в этом случае трет ва_
ралыню направляющую. В компрессорах со смазкой централ
правляющие втулки выполняют из металла. оСй 14
для предотвоашения ппа...»,,,... „uvnvr своей
- :;,аяивы.
...
| С 'репчатой формы аемифернои ус^Во°могательных
сС' ,кИ T"y^’Jx закрывают ^рывающих nP^Ja 7 ’движение рабочей
WW=s=sss!.
^действует с ра
Закрыл! \
1
hk Сило лру*ины
Открыт 1
половину .
, Л2 38 Д^овЬ,ЙКЛ
Рис. 3.238 *ема Положе*
1 - схема действия пйр^правляк»ие? “^2 — »
сительно ступенчатой напр _ седло^рыва
пирную) дисковую ила стица; 4 е прул
Напирающая) дисковая д^пфирУ10111
“И»ого2ыа11а"аПИЧс"ая^'^над1с.
б«1рснНиаяПрамя*0Щими
*^5*5
246
. icii поршневых компрессоров
иЫс ед«''м « _----------------]I
m.VKUu«
14.^^ „„соты подъема А,) раб
,„с1)|1я ";| tнонине закрывающие пруЖИ|||, 1
. /от поло*с" к0 0С1Ю1 на средНем рИс. 3.2 ЗХ / ^«ч,
<^1Я клапана п^аначинается при высоте по’ б'
на„пой стадии о^чей пластины 3 На второй стадии открьгпЪсМа б'111
'ги>ы‘П|<Рь,тИпиавысоте ,,од!«ствует с демпферной пластиной и ,kJ'a'ia"
Sh^ закрывающих 4 и вспоМог? "S
на рабочая плап'* ое усили стин в конце второй СТ£ЙЬЧ
на нее действует с9 Положен^ 3 2 38> б Таким o6pa^HH (1|'
(лемпферн^ 1|Оказано на »'’ анов на рабочую пластину 5 Л"Пт
крытия ^апан открытия закрь1вающих), а на пластину, ^У-
КОМ ^ые усилия пружин толь значительные усилия (суммарное>'
ЮТ от чничигеля. ДСИСТ1 • ' так и вспомогательных nDvJc"-
шуЮ0Ст дЖмапии как зак-Р ^м’ы цианов. На рис. 3.2.38
"о и требуется от приняв щих на рабочую пластину, от пе^3-
заназавис.^мость усилиМ хараКтеристике усилии, действующ^‘
пения пластиньк <Лолояк предварительным натягом, с коТо£ь
габочую пластину, обсл _е) пружины ?рижимают демпф
вспомогательные (Д^еФРтой направляющеи втулки, когда нет вза^
пт’1'1"»' к1’4 1 -: 1е'мпферных пластин.
действия Р3’’0J '' ’ВЬ1Хктапавов без трения. Второй способ обеспечения
™ ™ижения и закрытия проходов в седле кольцевыми элемен
TZ1» пластины заключается в использовании дисковой пласти-
Ы пештальной формы с зажатой между седлом и ограничителем подъе-
ма ее центральной частью. Такая дисковая пластина состоит из трех час-
тей: 1) основной (запирающей) части 7 (рис. 3.2.39), закрывающей прохо-
ды в седле (в данном случае три кольцевых прохода); 2) фиксирующей
части 2. которая зажата между седлом и ограничителем подъема; 3) двух1
упруго деформируемых криволинейных рычагов-балок 3, соединяющих
основную подвижную 1 и фиксирующую 2 части. При работе клапана ос-
новная (запирающая) часть 1 пластины в идеале движется плоскопарал-
лельно седлу; фиксирующая часть 2 оста-
ется неподвижной, а криволинейные ры-
чаги-балки 3 изгибаются. Таким образом,
достигается хорошее направление движе-
ния основной (запирающей) части 7, кото-
рая всегда садится на седло одинаково, что
обеспечивает хорошую прирабатываемость
основной (запирающей) части 7 дисковой
пластины к седлу. Упруго деформируемые
криволинейные рычаги-балки 3 не только
направляют рабочую (запирающую) часть
дисковой пластины, но и, прогибаясь,
играют роль пружин. Рычаги-балки 7
сфрезеровываются или сошлифовываются
lld меньшую толщину для большей упрУ
1011 податливости. Очень важно, что в кла
'анах с фиксированной центральной час
И Данной конструкции.
.() кляня" с закрепленной центральной
1’"с ю рябо'"* дисковой пластины без трения:
.а вил клапана в сборе; б - устройство клапа-
„ЦС11""’ . 2 - гайка; 3 — седло; 4 и 6 - листанни-
4 Т/ - 11аюпгие) кольца; 5 - рабочая дисковая плас-
"’,.ЫС (’^'„емпфсрныс пластины; 8 - пружины; 9-
7 " ит и<|кг; Ю - ограничитель подъема
10
исковых пластин направление дви-
TbIji запорной части осуществляется
*с'“' -ния, что исключает возможность
бе3г -и 111 Я. которое может быть в трущих-
зае; ‘рах и ЧТО позволяет использовать
сЯ I тйп' клапанов в компрессорах без
этот 1
сМа|<лапан с закрепленной центральной
.lblo рабочей дисковой пластины по-
ка кт на Рис- 3-2.40.
Существует много вариантов выпол-
)ИЯ дисковых клапанных пластин с
фиксированной центральной частью и
направляющими в виде упруго деформи-
руемых криволинейных рычагов-балок.
Дисковые клапаны без трения с точеч-
ными пружинами. Клапан с рабочей дис-
ковой пластиной 5 (рис. 3.2.41, а) с зак-
репленной центральной частью выпол-
нен по рис. 3.2.39. Клапан имеет точеч-
ные цилиндрические витые пружины 3,
так как силы упругости криволинейных
направляющих балок дисковой рабочей
пластины недостаточно для своевремен-
ного закрытия клапана, и демпферную
пластину 4. Конструкция демпферной
пластины аналогична конструкции рабо-
чей и также имеет зафиксированную
центральную часть и пружинящие упру-
гие криволинейные балки. В демпфер-
ной пластине предусмотрены прорези
для точечных пружин. На рис. 3.2.41, б
представлено усилие Q, с которым дей-
ствуют пружинящие элементы на основ-
ную (запирающую) часть рабочей диско- „ „ „o.HUV
|!°и пластины 5 в зависимости от перемещения последней. Г руж -
Цементов в этом клапане три: 1) упруго деформируемые крив
палки рабочей пластины 5; 2) точечные пружины 5; 3) упру Ф участке
с'иле криволинейные балки демпферной пластины 4. Р ' на нее
"1| ||>ема основной (запорной) части рабочей пластины ( упругих
• сисгвуют силы, обусловленные деформацией ее nr)VXHH При вы-
р"волинейныХ балок и деформацией точечных вить' РУ стинь1
СС)1С подъема А, рабочая пластина 5 достигает демпферной пластины
247
udem^ei. порш^ ^.прессорое
сборов
ь„ый клапан с дисковой пластиной по рис. 3.2.39:
,7 41 Дисковый нагнет314, -киняшего усилия; 1 — седло; 2 — ограничитель
РИС- 1зпзнз; * - «РГвр^^стина; S - рабочая (запирающая) пластин?
о -KOHCTO>«w»4e\HM пружина;’
ей до ограничителя подъема 2 (от А, до h = А, + h
далее движется вместе с не ДО о1Р ысоты подъема рабочей пластины). На
W - ^«CIIM^bH0?fH0BHW (запорную) часть рабочеи пластины дей-
Хтке подъема й2 на основн}то (овленн0е деформацией ее собственных
ствует суммарное усилие, ооу формацией точечных витых пружин
упругих криволинейных ош балок демпферной пласти-
плюс деформацией кР”"е* пфировать удар рабочей пластины об ог-
нь, 4. Это позволяет необходимое усилие пружин в полнос-
раничитель подъемаi и о ного закрытия клапана. Значение
ХмХы/"S-^aaZ. от седла до демпферной пластины, а
таюкезначение перемещения /н при взаимодействии рабочеи пластины с
^пфёрной мот регулироваться толщиной дистанционных шайб, за-
жатых между ними в центральной части клапана. „ -
В клапанах без трения возможно демпфирование удара дисковой рабо-
чей пластины о седло. Для этого рабочая пластина устанавливается на
седло через дистанционную шайбу (рис. 3.2.42). Плоскость центральной
фиксирующей части дисковой пластины расположена за счет дистанци-
онной шайбы выше плоскости седла, по которой происходит закрытие
клапана. Чтобы рабочая пластина закрыла проходы в седле, витые точеч-
248
Глава J-2. КлаПдНЫ поршневых компрессарт)
,„ужины должны благодаря предварительному их натя™
1П'|С,Р vnpyi-ой деформации криволинейных балок пякГ^ Преодолегь
ус-ил"с, Прижатия рабочеи пластины к Рабочей пластины
У’с";"'С лом случае невелико и равно раз-
усилий от витых пружин и от упру-
орМации криволинейных балок
го*’ пластины, что соответствует тре-
Рнс. 3.2.44. Дисковый клапан с плос-
кими дисковыми рычажными пружи-
нами;
6aJ1Kaбаясь' смягчает удар рабочей плас-
"жыо седло.
тИ р щажные пружинящие дисковые плас-
'' В дисковых клапанах без трения
тН,'поко используют «плоские» рычажные
Ш1 хинные дисковые пластины. Пружин-
пр- дисковая пластина 1 с рычажными
пежинами (рис. 3.2.43) состоит из фик-
сированной центральной части 4, упруго
Нормируемых криволинейных балок 3 и
отогнутых рычажных пружин 2. Усилие,
создаваемое такой пружинной дисковой
пластиной, равно сумме усилий от дефор-
мации криволинейных балок 3 и от де-
формации пружинных рычагов 2.
Дисковые клапаны также могут иметь
одну или несколько дисковых рычажных
пружин (рис. 3.2.44) для увеличения об-
щей жесткости. Зависимость усилия, со-
здаваемого такими дисковыми рычажны-
Рис. 3.2.43. Плоская дисковая пружина
с рычажными пружинами:
1 - пружинная дисковая пластина; 2 — ры-
чажные пружины; 3— упруго деформируемые
криволинейные балки; 4 — центральная за-
фиксированная часть диска
а — клапан в сборе; б — разобранный
клапан: / — шплинт; 2 — гайка; 3 — ог-
раничитель подъема; 4 — плоские диско
вые пружины; 5 — демпфирующая плас
тина; 6 — рабочая (запирающая) диско
вая пластина; 7 — шпилька; 8— направ-
ляющая втулка; 9 — сетю; 10— штифт
249
„«лен иори<"евых компРессоро9
. еди""11 ——————-------------------
, 45 Зависимость усилия Р
ими иртжипными Дисковыми1^ “Ъ1ав8
11 ll,t ' ымп пружинными рычагами ’""ч>
CS ₽аб0ЧеЙ (3а"0Р,,0Й) ДИСКОВ0"
1> , — усилия соответственно ""'т
Лр|- ^«дисковых пружинных пласт,,."j'®". Лву, и
« - J ' —
клапанов без трения, в которых
; >21^^—------------------------------
' -- , рма рабочей (запирающей) дисковой
... от высоты по. ъс. |]араболе вид и асимптотически 'ас-
J ми.П,Р^с 3 2.45) имеет высоты подъема. К11 чри.
' тины (Р'К -„'Цельному зна« (усиЛия прижатия рабочР,-
;бл?2
; бСЗ Tn™’ В КОТ°РЫХ ра
Известны ^^тРУ^ Хстая (без направляющих) дисковая плас?'
; бочая (за^ь'“ЮХданнь№< рычагам дисковой направляющей плас?
приклепывается к 1. тре клапана (см. рис. 3.2.46).
; ны, которая зашсмда инных дисковых пластин уменьшает высоту
lojZ'eTnXa.' а следовательно, мертвый объем всасываю^
' “X проходов в седле и ограничителе подъема. Все сказанное о про-
“ходов в седле и ограничителях подъема кольцевых клапанов
(см § 3 2 5) относится и к дисковым клапанам. На рис. 3.2.46 показан
'дисковый'клапан без трения, у которого с целью улучшения газолинами-
।веских свойств и увеличения коэффициента расхода проходы в седле и
о,раничитслс подъема выполнены обтекаемыми.
Комбинированные дисковые клапаны. Комбинированные дисковые
,'клапаны применяют редко и, как правило, в сочетании с кольцевыми.
Так, например, в концентрических комбинированных клапанах (см.
рис. 3.2.29) центральная нагнетательная часть может быть выполнена с
дисковыми клапанами, а периферийная (всасывающая часть) — с кольце-
ВЫМИ.
Дисковые клапаны высокого давле-
ния. Дисковые клапаны высокого дав-
ления из условий прочности более мас-
сивны, а их седла и ограничители
подъема выполняют из стали. Проходы
в седле и ограничителе подъема часто
выполняют в виде сверлений, располо-
женных по окружностям, аналогично
тому, как это сделано в кольцевом кла-
пане высокого давления, показанном
на рис. 3.2.20.
Рис. 3.2.46. Дисковый клапан без трения с про-
филированными каналами в седле и ограничителе
250
.....я подъема пластины. Все «тл „ ---
1?|1|ця высоты подъема пластин копк^'*0 0 Bbl6«pe макет
.„рующеися на производстве клапановд£п*’8ег>> (Австрия)X
‘ он на рис. 3.2.47, а приводятся значения макХя?РШНевых к°мпрессо
Ьстип Л в зависимости от частоты вращения коХ”™ ВЬ,СОТЫ подъема
опа и давления, при котором работает дисковый v аТОГО вала компрес
зависимости от наружного диаметра дисковой Из рис- 3.2 47 б
ис „оправочного коэффициента к ддя КлатХХе
рессоров, на который следует умножить значёниZ °°6°P°THblx ^мп-
'„ченнос из рис. 3.2.47, а. ение высоты подъема h по
Коэффициент расхода. В соответствии с пеком.»»
ксля (20| принимают значение коэффициента XT"™" М' И-Френ-
плошади щели для дисковых клапанов по данным п “ш’ отнесенного к
нов („о рис. 3.2.35, а) в зависимости от отношен»Ш1,яхольцевых клапа-
„одьсма пластины; b - ширина прохода в седле /Ь’ где А ~ высота
На рис. 3.2.48 приведены значения коэ*ЛиТ.м₽
ченные В. П. Исаковым для многоканал^Хов^0^ ПОЛУ-
Коэффициент давления потока. М И ФпеХтк силана [6].
мать значение коэффициента давления ря дисковых прини’
полученным для кольцевых клапанов (см рис 3 7 ЗМ П° Данным’
опюшения h/b |20|. р ' в зависимости от
На рис. 3.2.49 приведены значения рд, полученные В П Исаковым лпя
многоканальных дисковых клапанов [6] Исаковым для
Площади прохода в щели и в седле. Площади прохода в щели Л и в сед
“м. ““ 0ПРСДеЛЯЮТ "° Т“ Же и ™
.сн'иГюТмп ,ДИСКОВЬ,Х кдапанов Дисковые клапаны применяют до дав-
лении 100 МПа при частоте вращения коленчатого вала до 50 с"1 при по-
йис. 3.2.47. Рекомендуемые значения мак-
симально допустимой высоты подъема
пластины дисковых клапанов фирмы
«Hoerbiger»
Рис. 3.2.48. Коэффициент расхода:
/— многоканального дискового клапана; 2 -
то же, с демпферной пластиной |6|
251
refill *>*
Ри
1.6
0,4
'°0
и деталей поршневых компрессо/Ц^Ш
—
3.2.49. Козффиниент давлен».
„ятаканальиого дискового клана,,. ,
•11Я с демпферной пластиной |б| 2 - т0
•• ho
.V диаметрах d\ от 30 до 4Qn
caS? более высокую эффективно^ Ч
1 „ипевые, так как при одинаковом ’ Ч
ночном диаметре d\ в них может быть'4’
' ,иено большее число проходных Л l,Ll
"е£ьшей ширины Ь а следовательно,
d^/h Z О обеспечить больший периметр Л.,,и
°'6h/ большее значение площади Продай
„ „исковых клапанах при одинаковом посад “
„ f таким образом-в большее значение эквивалентной^'
шели/ш- . моЖно получи' пластин. Меньшая высота пп„
“tTn ,е клапаны при больших зиаче™^'
“ ,№«« Последнее особенно вахно „р„ ;
0™ врашения коленчатого тен;1енЦ1П1 увеличения оборотности и
ствиошей в нае* ^компрессоров1. Возможность механического
быстроходности поршневь, (запираюшИх) пластин позволяет доста-
,!ТОЬЗНКЯ пос^и 1ичивать срок службы клапанов J
точно простым спосооа' > ных ДИСковых пластин уменьшает высоп
Применение iltocct к Tej]bHOj и мертвый объем всасывающих
ограничителя подъема, а в?-
^недостаткам дисковых клапанов следует отнести большую массу
подвижных частей, сложность конструкции и, следовательно, более высо-
кую трудоемкость изготовления. При низких давлениях дисковые клапа-
шс погери давления, чем прямоточные.
Дисковые клапаны без трения имеют преимущества при их наклонном
расположении, так как при этом у других клапанов с трением может быть
повышенный износ направляющих. Дисковые клапаны широко исполь-
зуют в зарубежных компрессорах. В компрессорах российского производ-
их применяют редко.
§ 3.2.7. ПОЛОСОВЫЕ КЛАПАНЫ
Устройство самопрсжиняпюгл „„
полосового клапана2' стсжяпо-1осового клапана. Запорными органами
Формируемых прямоугопгн> ,v™астинь1> выполненные в виде упруго де-
крывают прямоугольные пппуап0Л°Столщин°й 0,3...1,0 мм, которые пере-
наои7°Ле^^ Устройство полосового клапана
тетьно „и 'а'а расположенис п-'г запоРнь,ми) пластинами 2 показано
парке 3 2?°/ “ Сад,е 7 (проходь! по?я(3аКрЬ'ВаЮЩИХ) пластиН отн0^
показаны пунктирными линиями)
иия коленчатого увсличение обо flnMv
'"""в tVm'T^ - повышение частоты враШ£
Полосовые клапаны ‘L ^.шости - повышение значения средней О®
Клапан закрыт
Клапан закрыт
Вис. 3.2.50. Устройство полосового клапана (в); расположение ₽а“°^с1’*"’₽1"^Хо^аНичителе
носшелыю проходов в седле (б); взаимное Расп°я1°*ен!,е). с₽хема поз<кового клапана (г):
подъема и схема потоков газа в открытом клапане (в),
/ сс.по; 2 — упруго деформируемая рабочая (запорная) 'огоаничгтгель подъема
направляющие;5 - шпилька, стягивающая седло и ограничите/
„„ н гнездах направляющих 4 (см.
Концы рабочих пластин находятся перекрытие проходов в
рис. 3.2.50, б), которые обеспечивают пос™™ им смешаться относи-
<- i.ic при посадке пластин на седло, не выполняют в спеииаль-
'с ii.no проходов в седле. Гнезда напра‘ ограничителем подъема
Н|-'х планках, расположенных между ограничителе подъе-
“м. рис 3.2.50, б и позицию 5на рис. ^/’’^„юших в теле о.раничи-
’Ч (рис. 3.2.51, б). При выполнении гнезд нпродольного перемеше-
1 'я подъема (без планок) для предотвращения
"ия пластин используют шпонки /.
a
c схемы двух типов полосовых клапанов:
Рис U-q- _ без свободного хода рабочей пластины- ;
in_ подъема смешены относительно прОХОДОв
Проходы в ограниы не перекрывали их, когда клапан 0?
сед е так. Р*6°п0 о овые клапаны являются непрямоточным^ п° '
крыт (рис. -’-2-50’^зпдастинчатый клапан, делает два поворота на 90°’
ток газа, проходя через ш полосового клапана в закрытом еоСТОя
Полосовая рабочая в. „ ижимается к последнему neDe’
ни11 клапана свободно лежит н , * „ з ? Щирину перекрытиУ jep -
палом -13атсн‘'"(“, Р аПана рекомендуется принимать не менее 1 Мм
Т" Полосовые-клапаны без свободного подъема пластины. Под действием
рпепала давления рабочая пластина типичного «классического» полосе-
оХана^поднимаясь. сразу опирается концами на профилирован-
ный ограничитель подъема и упруго прогибается до тех пор, пока она не
прижмется к ограничителю подъема (см. рис. 3.2.50, г), профиль которого
часто выполняют по радиусу R (см. ниже), и открывает клапан. По боко-
вым кромкам рабочей пластины между пластиной и седлом образуются
щели А. имеющие форму сегментов, через которые и проходит газ в от-
крытом клапане. Высота щели полностью открытого полосового клапана
минимальна по концам и максимальна в центре. Рабочая пластина при
этом, прогнутая по профилю ограничителя подъема, стремится выпря-
миться за счет сил собственной упругости. Эти силы собственной упруго-
сти рабочей пластины, стремясь выпрямить пластину, выполняют функ-
ции пружины и помогают пластине своевременно закрыться. Поэтому
ТоС1°11,шлК'пПаНЬ‘ относятся к самопружинящим1.
из условии •. 1а^ины„полосового самопружинящего клапана выбирают
в клапане и своевременно04"00™’ минимальных гидравлических потерь
пластины возрастает ёе закРытия клапана. С увеличением толшины
Давления в клапане Вып^0™00™’ что пРив°Дит к увеличению потерь
трудно, поэтому обеспеиип?ИТЬ все Упомянутые условия одновременно
важным в конкретном спV4ч ЮТ °ДН0 из них> которое является наиболее
часто при заданной долговеи>.11РИМенения полосовых клапанов. Наиболее
'че гидравлические потери н°°™ 11Ытаются обеспечить возможно мень-
Упп С запаздь,ванием закги п1апане и возможно меньшие потери, свя
. / "РМая линия изотХ Р Ия Лапана. ' J
j^ara к oi-раничителю, в nepiвом™НЬ1 полосового клапана, пока она ш
in "Риближении соответствует изгибу
еСбулуг Рассмотрены К01|С1
₽ 14111,11 с Дополнительным подпружинивание*
к определению свободного прогиба пластины
г I--"’2, 14 полосового клапана
рис- ’
гпй на концах балки под действием рав-
йпЛНО °"СРаспределенной нагрузки1 (рис. 3.2.52).
1 ,мср"° „ттпугой линии балки в этом случае
Мнение УПРУ
х = ^(/’-2/у2+У3),
24 £/
истины; йм_ширинапласти
, „ _ подъем точки, лежащей на расстоянии у от кон,.,
raj_ модуль упругости; J - момент инерции.
На практике удобнее пользоваться зависим™
НЬ1 с единичной шириной (йпл= 1): остью для прогибов пласти-
1Л1//3 о, 2 з
2 £53 ~2'У + у
ГДе 6 — толщина пластины.
При этом максимальный прогиб в середине
пластины (у = //2)
х
=±рР_
max 32 £§3
и максимальное напряжение в середине пластины (.у = 1/2)
ГО2
4Ч51
Пружинящая сила Рпр свободно опертой на концах балки
под действием равномерно распределенной нагрузки,
, изогнутой
384E//U.
пр 5 Р '
С целью упрощения изготовления профиль ограничителя подъема вы-
полняют по дуге окружности. В этом случае изогнутая под действием дав-
ления газа пластина принимает форму ограничителя подъема, т. е. дуги
окружности. При этом изгибающий момент и напряжения в пластине ста-
новятся постоянными по всей длине пластины.
Полосовые клапаны с частичным «свободным ходом». Кроме рассмот
Репного «классического» самопружинящего полосовою клапана, pa оная
11 ’осгина которого практически защемлена с концов, широко при
С;1мопрУжинящие полосовые клапаны с частичным «свободны* ходам
Рабочей пластины (рис. 3.2.53). Рабочая пластина такого ^’па,‘а м°
110Думаться на высоту А, плоскопараллельно, не прогибаясь. Достигнув
ес 1 В действительности перепады давления, действующие на пластину в ее середине и по
конНам, неодинаковы.
255
A,,„aiei< поршневых компрессоров
//л опирается концами на Пп
Я рабоч,чЯ пЛЛдалее деформируется так JJ0^
поД*ма’ Р подъема ' ’р принимая форму orpaJ’ Мк
этой ВЬнй ‘’^""'"'посо»^' ^п ема Атах рабочей пластины в
Р°”анВ" ёском" высота под*р й 11рОгиб пластины. |сЧе h
«.класса 7, .^щадьи*1 Л -- >"р- ободНым ходом» имеют
'^а! Vli'c части«ишм сХьшее значение ЭкВИв^>ее
эТОП<яосовые ^11а' хода в ш*"0’е сопротивление, чем «Ю1аСс?">Й
значение адош^ гидра^^^змерах проходов в седле.
плошада Ф '* Цапаны вР"Хов. Индивидуальный полосовой кдап
кис» полосовые M ofOB„|V клала,"’„ть1.седла и плиты - ограничив
Констр«и|,’,Д.) соСТОит и 1ьками. В плитах выполнены со?”
(см- p"%t;h ^ вИНТаМположенные прямоугольные вытянутые Пр^'
иодъема. стя»> ( расположи kdomc того, выполнены ппсиы.
Х„»™тел«ми подъем"”* ';»-
к,’ИР,»я с» "“Hoc™ от™' »
р0В поверхности которых л°* е движение пластин. Продольным !Ме
Папане.'и i незла. 'ianp^'I р^пятствуют шпонки. КрайнЛ пластины и
щениям рабочих "-1а Рзов;1,111Я плошали клапана выполнены мень-
проходы для лучшею искостн сопряжения плиты-седла и плиты -
шей дайны, чем основные. • д к другу дая обеспечения плотности
ограничителя |,0Д"Рвь1е Цапаны применяют редко, так как они име^
Индивидуальные полос oanaH0Bj небольшие проходные се-
ют, по сравнению : др посадочном диаМетре d} клапана и низкое значе-
ннёИкоВэффи!иента расхода вследствие малых подъемов пластин, допуска-
еМКомб1шир°^^^^ в бескрейцкопфных компрессо-
рах часто применяют комбинированные полосовые клапаны. На
рис. 3.2.54 показан сдвоенный комбинированный полосовой клапан с
единой клапанной плитой для блока двух цилиндров бес крейцкопфного
компрессора. Он отличается от рассмотренного выше индивидуального
полосового клапана тем, что всасывающий и нагнетательный клапаны
каждого цилиндра имеют одну клапанную плиту 7, а функции другой
плиты выполняют съемные накладки (розетки) 2 нагнетательных и 3 вса-
сывающих клапанов.
ПЛИта ,/служит ВДновременно ограничителем подъема вса-
ных клапян™а/ПаН0В <верхняя часть на виде сверху) и седлом нагнетатель-
НОВ в плите выпо'1нщ1Ь1Чнт!ъНа ВИДС сверху)' В зоне всасывающих клапа-
ограничителями по ne.,.,P^H'IHpoBaHHbie УглУбления, которые являются
рым. изгибаясь, пои Л'Я П""астин всасывающего клапана и к koto-
hoi ся пластины при полностью открытом клана-
V/////A
Рис. 3.2.53 Схем
1<И "’""‘'м «-свободным ходом» рабочей пласгинЫ
______________________2_ава 3.2.Клапаны поршневых компрессороя
Рис. 3.2.54. Комбинированный полосовой
клапан с единой клапанной плитой для бло-
ка двух цилиндров, бескрейцкопфного ком-
прессора:
1 - клапанная плита; 2 — розетки нагнетатель-
ных клапанов; 3 — розетки всасывающих клапа-
нов
Рис. 3.2.55. Комбинированный
полосовой клапан с двумя плита-
ми для одного цилиндра
с и проходы, по которым газ из открытых щелей всасывающего клапана
поступает в рабочую полость цилиндра. В зоне нагнетательных клапанов
тита. выполняющая функции седла нагнетательных клапанов, плоская, в
ней предусмотрены проходы для подвода газа из рабочей полости цилин-
дра к п метине нагнетательного клапана.
Розетки 2 служат ограничителем подъема нагнетательных клапанов. В
них выполнены профилированные углубления, на поверхность которых
ложится пластина при полном открытии клапана, и проходы, по которым
газ, выходящий из открытых щелей нагнетательных клапанов, проходит в
полость нагнетания. Розетки 3 являются седлом всасывающих клапанов.
Опп выполнены плоскими и также имеют проходы для подвода газа из
полости всасывания к пластинам всасывающих клапанов.
При сборке клапана необходимо обеспечить взаимное Рас’}°л° й
проходов в седлах и ограничителях подъема. Это достигается ф
накладок относительно плиты штифтами. „™,Ппрссопа
Комбинированный клапан цилиндра бескреицкопфно _
может иметь конструкцию с двумя плитами (рис. 3.22) ) жунк.
"аковы. Одна половина каждой из плит - плоская. * олосовыми Са-
111111 седла и имеет четыре прохода для газа, закрыва - й
м°чружипящими рабочими пластинами. Другая поз пп0Х0д0вдля газа,
^позпяег функции ограничителя подъема, заглублен-
Чкмычки между которыми обработаны по дуге РУ и поверхнос-
011 11 тело плиты. К этим обработанным по дуге Р. остью открыт.
!| "ужимаются рабочие пластины, когда клало ельн0друг дру-
111 сборке клапана плиты разворачивают на 18 читслсм подъема
u так- чтобы седло одной плиты совмещалось с ограни зи.
17 Ч >91) _ _ _ _ _
; деталей поршневых компрессоров
0220
энный полосовой клапан башенного типа:
Рис 3.2.56. Комбинирован всасываюшего клапана; 4- направ)1Я|п„
' ^„ннй стакан: “Дастина нагнетательного клапана
панов притирают друг К другу ДЛЯ ТОГО, ЧТОбы
дртгой. плиты таких клапанов вс ние между плитами,
бежать перетечек газа ^конструкция комбинированного полосовое
На рис 3.2.36 not; 3 наВсасываюшие клапаны расположены на bhvt-
клапана башенного типа 0 _ внешней. Преимущество таких ба-
«нов -большие проходные сечения’не-
Л°Специа^ьнТХГпЕХГ^апанов. Стремление конструкторов
наГпи ™ компромисс между обеспечением малых потерь энергии и
б ьш С-’ ювечности полосовых клапанов привело к созданию целого
.тиши л кониршши. Рассмотрим лишь некоторые из них.
Полосовые клапаны типа «домик». Они имеют профиль ограничителя
подъема, состоящий из двух прямых (рис. 3.2.57). По мнению авторов
этого клапана, пластина не испытывает больших ударных нагрузок, так
как она как бы перекатывается по профилю ограничителя. В процессе
подъема расстояние между точками опоры пластины на ограничителе
Схема работы клапана
I вс. 3.2.57. Полосовой клапан типа «домик»: J
а - схема работы клапана, б - коне™.,., . . а - двух^10
огоаничиИЯ' ~ напРаш'яющая планка; 2 — седло, 3
... огРаничитель подъема; 4 -пластина
2 jo
-------------—Реесоро,
Рис. 3.2.58. Полосовой клапан с подпружиненной упрутодеформируемой пластиной
лется что приводит к увеличению жесткости упругодеформируе-
умс"ь1"‘.. пластины. Таким образом, пружинящее усилие пластины в на-
мой час . ема пластины мало, что обеспечивает малые потери энергии а в
чале "од ъема это усилие становится большим, что и требуется от систе-
кон111' 11 уЖ11лцвания клапанной пластины. Клапаны типа «домик» хоро-
мы 1'2 оМСНдовали себя в холодильных компрессорах.
клапаны с подпружиненной пластиной. Стремление использо-
а’ астины малой толщины, которые легко открываются, а следова-
ваТЬ " ' имеют небольшие потери энергии при открытии, но характеризу-
тельно. 1статочным подпружиниванием при полном открытии, привело к
ЮТСЯ 'зованию дополнительных пружин. Полосовой клапан с подпружи-
"С"° " I упрутодеформируемой пластиной показан на рис. 3.2.58.
ИеН/м юсовые клапаны с упругим ограничителем. В клапанах с упругим ог-
читетем толщиной 5] (рис. 3.2.59) обеспечены хорошие условия пе-
ршения концов закрывающих пластин толщиной б2, мягкое перекаты-
пАние пластины по упругому ограничителю подъема - пружине и исклю-
чаются вибрации пластины, что увеличивает срок их надежной работы.
Отличие такого клапана состоит в оригинальном комбинированном огра-
ничив ,е подъема, состоящем из жесткого профилированного ограничи-
ТС1Я подъема 3 и упругого пружинного ограничителя подъема 1, ИЗО™УТО
X рипусу К. Перед сборкой пружина - упругий ограничитель опира-
ется концами на рабочую пластину и контактирует с жестким ограничите-
лем в двух точках, расположенных на расстоянии 2а0 друг от друга. При
сборке пружина — ограничитель деформируется при перемещении жест-
кого ограничителя подъема на А. При этом точки контакта между упругим
и жестким ограничителями располагаются на расстоянии 2а, и появляется
предварительный натяг на концах рабоч
пластины. При работе клапана концы ра
чей пластины могут или подниматься на вы
соту /1К иди оставаться на седле в зависимое
та от настройки клапана подбором значД
ний предварительного натяга и жесткост
рабочей пластины и упругого ограничителя
подъема. При подъеме рабочая пластина
РнС' 3.2.59. Полосовой клапан с упругим ограничителем.
в,скп"0,|<!женис элементов клапана перед сборкой. б—^'^па
& ' ~ УПРУ™Й ограничитель подъема; 2- рабочая
по,. ’ *«ткий ограничитель подъема, 4 - седл г
р 1 показана рабочая пластина в положении Р
И*
р^., П1. Конструкции сборочных единиц и деталей поршневых котпрес^
1’нс 3 2.60. Гргаповая рабочая (запорная пластина»
ального полосового клапана без ттГ» *р>'гЛот
ТР<‘ННя Г° HlVlu
огибается и обкатывается по упругому ограничи^
подъема без УдаР°®яЫ без ,прения. Могут быть Вь,п
По.юсовы без трения пластин о напрас-
ны поя°со Л„я запирающих органов в этом '
, Направление двИ*п, ,чагами, как в дисковых клапанах к
юшие гнезда. апраВляюшими Р групповая (для перекрытия4 »ез
обе^ечИнТ Сис "ЙО показан^ходов) рабочая пластин^ кр^ "
треН,ких параллельных пР°"°Хана без трения. Оба упругодефорМИру£
С(КХйуХного нолосово.о кла ш закреплены на седле РУе
X а^равзяюших рыча а пластиной, аналогичной пружине, пока-
йж н выгнутой пружи НОИ имеет такую же геометрическую фОрму
з нои на рис. 3.2.58^ Пр^и ,ой) плаСтины. Полосовые клапаны
So и подвижная часть рабоче. ( компрессорах Со смазкой, так и в комп-
без трения могут р
рессорах без смазки I I- Основное отличие швеллерного клапана
Швеллерные клапда"я Тренных выше типов полосовых клапанов,
(рис. 3.2.61) от других рас и п„ орган выполнен в виде жесткой не-
заключается в том, чт0 е'° еречным сечением в виде швеллера. Запор-
деформируемой полосы мается от седла не изгибаясь, поэтому
ныи орган такого клапаг Движение швеллерной пластины на-
„ЫСОГ. шел» ’ 0"да„ в которые входят ее концы. Запор-
Х’р™ шХриога клапана подпружинен выгнутой по дуге полото-
“°'»« клапаны могут быть попользованы в компрессорах со
“без смазки. В последнем случае планки с направляющими дан-
жение запорных органов пазами выполняют из самосмазывающихсяШ1те-|
а
260
риалов.
Высота подъема пластины. Высота подъема
пластины полосового клапана неодинакова по
длине пластины (см. рис. 3.2.50, г). Как было
сказано ранее, максимально допустимое значе-
ние высоты подъема пластин самодействующих
клапанов выбирается с точки зрения обеспече-
ния их прочности и надежности и зависит отча-
сзоты вращения коленчатого вала (рис. 3.2.62).
С точки зрения обеспечения умеренных по-
терь давления рекомендуется в полосовых кла-
на, iax принимать максимальную высоту подъе-
а пластин /гтах = (0,6...0,8)6 и высоту свободно-
ппо^ЪеМа /!| = <0.15,.,0,2)Л2, где b - ширина
ла в седле; — высота изгиба пластины в
1 "с. 3.2.61, Швеллерный клапан:
Л> сто клапана; 6 — швеллерная пластина с пружнноР
_J____ л, об/мин
10 20п,с~1
Р11С 3.2.62. Номограмма для выбора максимально допустимой высоты подъема полосового
1 ” самопружинящего клапана илимлюго
центре. В наиболее часто встречающихся полосовых
'максимальной высоты подъема к длине прохода в сеп7Р Г отношение
пределах от 0,047 до 0,072. При этих значениях h /ftcnhb находится в
да «с изменяется незначительно. Для швеллепныхЯп Ффициент расх°-
выбирать Лтах = (0,5...0,6)6 [6]. Как считает МГ И X
носовых клапанов не должен превышать допустив вько^п^ма
кольцевых клапанов [20]. Геометрические размеры полосового mSS
свободного хода пластины (см. рис. 3.2.50, г) связаны с hmM соотношением
Атах =41 “COS
клапана со свободным ходом h\
=h1+^l-cos|j.
Площадь прохода в щели полосового клапана. Полнад^пл^^ хода
июли /и, с двух сторон одной изогнутом пла
“ тластины со свободным
11лошадь щели с двух сторон одной изо! нУ™и 1 пластинЫ) чем у клапа-
Хо юм больше на величину щелей свобод!
11а без свободного хода. в седле/с определяется как
Площадь прохода в седле. Площадь пр ; (сверленых) канало
1-мма цсех площадей продольных или РУ
седле.
261
, „и и деталей поршневых компрессоров
со и ниц “ ______________
о.в
аг 0,60S
h2/bs<>
0,6
й<
0,2\^-
0,1 0,2
0,2 0,3
7\\о,1
—-----
0,3 0,6
0,8 /ь
[sussngl
Коэффициенты расхода 3
коэффициента расхода в заВи®ЧеЧ
ти ОТ отношения МаКсИМшпМ,,С.
высоты подъема пластины ц ьИоц
ширине прохода в седле и отго,',^ к
/,,//> высоты свободного подьема^’Ния
рине прохода в седле приведен*1"1’
рис. 3.2.631. Значения а* при /Ль' На
соответствуют значениям д,"" * О
лерных клапанов (h2 — высота и,г
пластины в центре). плгиба
Значения коэффициента расхода
могут быть найдены пересчетом, уЛ"1
тывая. что <Хщ/й1 ~ ^efe-
Коэффициент давления потока. 3,.
ченис коэффициента давления потока
рд не зависит от значений высоты
подъема пластины в центре и от жест
Рис 3 2 63. Коэффициенты расхода
\ полосовых клапанов
хости пластины. В широком интервале значений отношений 5// = О.бЬУ?.
О 0065 и Л^™= о,1... 1,2 коэффициент давления потока, отнесенный к пло-
шали пластины, рл = 1,0...1,2 [6].
Применение полосовых клапанов. Полосовые клапаны применяют в ос-
новном в бескрейцкопфных компрессорах низкого давления малой и
средней производительности при частоте вращения коленчатого вала до
25 с*1. Напряжения при изгибе пластин при заданном значении макси-
мального прогиба пропорционально кубу толщины пластины. Поэтому
используют тонкие пластины, что не позволяет применять этот тип кла-
панов для повышенных давлений. Как правило, полосовые клапаны ис-
пользуют там, где необходимо обеспечить долговечность клапана и где
экономичность компрессоров не является решающим фактором.
Широко применяют полосовые клапаны в холодильных компрессорах.
Этому способствует их малый мертвый объем и хорошая плотность в за-
крытом состоянии.
Распространенное мнение, что применение полосовых клапанов не-
возможно, если требуется изменение производительности компрессора
ик)Ж1м°1л ^лапанов> не обосновано. Совместные исследования ЛПИ
ничесхий Ш1инина (ныне Санкт-Петербургский государственный тех-
возможн<ит|1И1ВСрСИ1С1^ И Ереванского компрессорного завода показали
ЛОСОВЫХ Клапяппе,1е"ИЯ ПрОИ31!ОДИТельнОСТИ компрессоров ОТЖИМОМ ПО-
ЛОСОВЫХ клапанов в пределах 100...50 %.
3.2.8. ПРЯМОТОЧНЫЕ КЛАПАНЫ
Устройство прямоточного клапана ПИК. Прямоточный котоит 113 не
прямоточный индивидуальный круглый (рис. 3.2.64, о) с (Ы1 вьй1011'
скольких однотипных плит, каждая из которых, с одной стор ’
---------
1 Подробнее см Кондратьева ! Ф. Об определении потерь энергии 88—Ю ’
клапанах поршневою компрессора. — Труды НИИхиммаша, 1958, вып. w
262
Рис. 3.2.64.Устройство и принцип работы
Р "ряч°точного клапана ПИК:
„пямоточный клапан ПИК, б схема работы клапана* в_
" ная „лита; 2- замыкающая снаружи односторонняя’^С™™клапа«а; 1- замыкающая йен
Л’1"1'" конус"ое кольио; 5 и 7 - плиты' б ! ,™^™”"3’ ‘"’нка; * - Xi"'
пластины и составляет 0,3.„О,5 мм при высоте пластины б^мм” Рабочая
„тонна зажата между двумя плитами по П-образному контуру так что
бы язык пластины мог свободно прогибаться под действием перепада дав-
ания газа (рис. 3.2.64, б) и открывать клапан. Плоская сторона плиты 5
служит седлом. В седле выполнены узкие проходы для газа (они видны на
рис 3.2.64, а). Когда клапан находится в закрытом состоянии, запираю-
щий opi ан-пластина 6 находится на седле и перекрывает проходы в седле.
Тыльная профилированная сторона соседней плиты 7служит ограничите-
лем подъема для рассматриваемой пластины 6. Сторона ограничителя
подъема выполнена так, чтобы язык пластины 6мог прогибаться поддей-
ствием перепада давлений. При полностью открытом клапане пластина 6,
прогнувшись, лежит на ограничителе подъема соседней плиты 7 (см.
рис. 3.2.64, б). Таким образом, каждая плита служит одновременно седлом
л ля одной пластины и ограничителем подъема для другой пластины. В
центре клапана расположена плита 7 (см. рис. 3.2.64, а), которая служит
ni раничитслем подъема двух, примыкающих к ней с двух сторон рабочих
пласт ин. Плиты плотно прижимаются друг к другу с помощью конусных
стяжных колец 4. Конусные стяжные кольца фиксируются стопорными
планками 3, чтобы предотвратить их спадание во время работы.
Недостатками клапанов ПИК являются малое сечение щели и Демпфи-
рующая сила, которая определяется вытеснением газа из-под ш‘а
"" "’'пои площади (во время ее поднятия) практически толь ко>
к-’ю щель па конце пластины во время открытия |С”ап®"‘‘ . ‘ от огра.
,|(|му явлению при закрытии клапана, когда пласти”^ давления по-
"И'пчеля, создастся препятствующий движению пер пластиной
«^ьку газ не успевает поступать в пространство между,пластид
H,ll|oit площади и ограничителем подъема чер У У
Прямоточные клапаны ПИК менее плотны,
1111Ы круглого прямоточного клапана имею1 внем переменного пе-
1111110 разные жесткости. Поэтому они под д
2оЗ
, и деталей поршневых компрессоров
сборочных едш^_-----------------------------g
Р^ ///• ----
деформируются П°-Разн°му, ЧТо
»иня циклически A t относительно друга ~ tHBjinc.r
репааа давл£ ного их с^‘а|ЬН0 друг друга обусловливают цег "осщ
чнН прпния плит. КР° П„,юсовые клапаны. 8Ыс0т
сти прилеп дисковые и пол клапанов. Исследования Р
Че^обчатость плас™" "PJ” моточных) типов клапанов показыв1е«-
ствХихклапановДРУГ^<Н ОГ натяга пружины играет важную^,
/величина предварителыч ия и закрытия клапана. Ппяи ь »
обеспечении своевременного ,щими и Не имеют пружин Й?'
ные клапаны являются JJaT0CTb) пластин с вогнутостью в С**КО
предварительный изгиб (ж дит к эффеК1у> аналогичному пред^'У
седла (см. рис ^’^х пружин. Большая желобчатость пластин
тельному натягу клапан ьн0 сказывается на надежности клапанов
моточных клапанов огр состоянии и экономических показатеЛя'
на ,,Х ™Тодн квыбором желобчатое™ пластин в определен^
компрессора. Однако СВОевременное и плотное закрытие Прям 'Х
пределах можно обеспечить М1апанов типа ПИК хорошие °’
стреле прогиба (желобчатости) пластины в
Прямоточные клапаны ПИК-А. Клапаны ПИК-А (рис. 3.2.65, а) имеют
01 ю от клапанов ПИК пластину, Разделенную прорезями на не-
сколько запорных элементов-языков (рис. 3.2.65, б), связанных между со-
бой обшей перемычкой по защемленному краю . В этом случае газ может
выходить из проходов в седле не только с торца отогнутой пластины, но и
через близкие к треугольной форме боковые щели отогнутых языков.
Обычно каждый язык перекрывает 2...4 канала в седле. Меньшая площадь
каждого языка и большая площадь выхода газа из-под языка обусловлива-
ют меньшее демпфирующее сопротивление газа движению пластины.
Большая площадь прохода в щели (добавляются боковые проходы, близ-
кие по форме к треугольным) обеспечивает меньшие скорости газа в щели
и, как следствие, меньшие гидравлические сопротивления. Каналы (про-
ходы) в седле клапанов ПИК-А выполнены более широкими и глубокими
(рис. 3.2.65, а), чем в клапанах ПИК (см. рис. 3.2.64, а). В седле между
группами каналов, каждая из которых перекрывается одним языком плас-
тины, выполнены специальные дополнительные боковые выходные кана-
ZT J™ Газа’ ВЫХ0ЛЯ1нег° из седла через близкие к треугольной
Эти допо>шитреПкЦеЛИ °Т0ГНуть,х языков в открытом клапане (рис. 3.2.66).
которые делят ппяг'6 выходные каналь' расположены напротив прорезей,
вами “ Г У ЯЗЫКИ' Значение Риеров, обозначенных бук-
и для адапанов^азных тип/™ РаЗНЫХ ПЛИТ клапана одного типоразмера
постоянны. оразмеров. Размеры, обозначенные цифрами,
нов ПИК) делает их боХ^'^1013 (12 мм против 8 мм у к^13.
имеют большую плотность есткими’ а следовательно, клапаны ПИК-
««'ifc “““ ««». пик.л (рис 12В , ПИК
264
Прямоточные клапаны ПИК-АМ и ПИК-АБ. Клапаны ПИК-АМ
(рис 3.2.67) отличаются от клапанов ПИК-А поперечными кайтми вы-
полненными на ограничителе подъема, которые ДОПОЛ1™оп,емапри
mi выход газа из-под пластины, движущейся к огранич Кроме того,
открытии, и вход газа под пластину при закрытии я у„еньшает-
смачивасмая поверхность контакта пластины и р ителю1
СИ, уменьшается и сила «прилипания» плзстиныV1OT прямоточные клапа-
Для высокооборотных компрессоров испо У ПИК-АМ, но отли-
вы ПИК-АБ, аналогичные по конструкции кл пластин клапанов
чающиеся от них меньшей высотой пда!?ти - При меньшей высоте
ПИК-АБ — 40 мм, толщина пластин — 0, ... , неО11ИОНность и меньшие
"частицы клапанов ПИК-АБ имеют мень у икаюшие за счет стес-
чвлы сопротивления открытию и закр^‘™ ’а ПОд языки.
венных выхода газа из-под языков и вход
—------- 1 § 6 9
1 О силе прилипания пластины к ограничителю
пппшневых компяесспппо
Рис. 3.2.67. Плита клапана ПИК-^^
Глава 3.2. Клапаны поршневых компрессоров
.чпованные прямоточные клапаны. Комбинированные прямоточ-
lioiafr*4' nI применяются в бескреицкопфных компрессорах. Устрой-
к"а1гп1Ироваиного круглого прямоточного клапана и один изспосо-
" <о к°мЬ ки его в головке цилиндра показаны на рис. 3.2.68
л!яЛс,а1 подъема пластины. Значение высоты подъема конца пластин
111 выс°,а ч клапанов ПИК, работающих при давлениях до 10 МПа
ЛЯМ010'1" при частоте вращения коленчатого вала до 12,5 с~’ - до
"ipii"11MillOnn частоте вращения коленчатого вала до 25 с“1 - до 2,2 мм.
!, (,мм 11 |ИСнты расхода. Принято коэффициент расхода прямоточных
КозФО”1" инимать в зависимости от значения отношения FJF^, где
11апан01’ 1, ,.ь проходного сечения в щели под свободной кромкой плас-
/ ,i" площадь прохода на входе в седло. Для клапанов ПИК коэф-
п'щы и 'с -хода аш, отнесенный к площади выходного сечения, находит-
Ф1,|1ИС1" РиахО 91.-.0Л6 ПРИ ^ш/^с = 0А-1,0 [20].
сЯ в пред0-1 Сления значения коэффициента расхода о^, отнесенного к
для опрс' клапанов ПИК, можно воспользоваться эксперименталь-
илошади сед ависимОстью «<; = 0,437 h при высоте подъема свободного
ио полученн =06 1 6 мм или для клапанов ПИК-А зависимостью
кониа пластищь = 0 6 ’.2,34 мм 16].
<хс = 0,3 h при полученные продувкой клапанов ПИК-А значения
Эксперимента отнесенного к площади щели, достаточно точ-
зависимостью
= 0,84(1-0,194-]
в диапазоне изменения FJFC от0,2 дс> 1 .,5ИЯ Рд для прямо-
"“коэффп.шент „но™ ковее“Х«
Sb” Тойоны по уравнению 1ЭД
Г (F VI
ра = 0,62 1“ г
НО
аш
Рд
° круглый прямоточный кла герметИзирУ»-
Рис. 3.2.68. Комбинированны^ с двух сторож
и деталей поршневых компрессоров
п л,. III ----
, А можно также воспользоваться зависимо^
Для клапанов "11К 2 + 0,115/1 + 0,218, яК
"р0”“а“ме ° ““°
/г = X aCibCiZcn
гл,,кина проходов на входе в седло; - число проходов в ССД1С
, _ ш„рина и глубина j яз[>п.ов.
языком пластины,
под каждым • прохода в щели для клапанов ПИк
Пдошадь прохода в шел
/щ = X ^пЛ' ‘^ИИ
для клапанов ПИ К-А
Лц = X <ПЛ1^^ПЛ1 +^11Л/)>
где п — число пластин; г пл/ — число языков на пластине; h — высота подъема свободного
конца пластины; /м, и Апл, — ширина и длина свободной кромки языка.
Приведенная масса пластины. При математическом моделировании
прямоточных клапанов используют две модели: пластину с распределен-
ными параметрами или пластину как одномассовую систему. Приведение
массы пластины к одномассовой системе, когда вся масса пластины со-
средоточена в точке на конце пластины, выполняют из условия равенства
кинетических энергий реальной пластины и условной системы с одной
сосредоточенной массой
т"р~ b Т5—~a(x)dx,
oh2(J)
енно ширина, толщина и длина; h — высота подъема элемента dx.
применяют в воздуппшу4клапанов Прямоточные клапаны широко
вых ступенях воздушных мирессоРах общего назначения, а также в пер-
давления при частоте RnainpJa3°BblX компРессоров среднего и высокого
пале давления на клапан?™ д клпНЧатого вала до 12,5 с"1 и при пере-
ирямотока позволяет значите ^а’ Так как использование принципа
рямоточные клапаны оаботяи? Уменьшить потери энергии в клапанах.
n P'J3HeBblx компрессорах со смязкб“3 трения и потому применяются в
ненныхЭТЬ Прямоточнь,е клапаны И бе3 смазки- Не рекомендуется ис-
ит. п । и И коксу1°Щихся газах Гп омпРессоРах> работающих на загряз-
лсгкотекучих газах. Рогаз, неочищенный коксовый газ
268
счет
- -----------
s 3'2-9'ПРУГИЕ ™ПЫ СДМО^ТВУЮЩИХ
многообразие условий работы компрессов™ =
большого числа типов самодействующ£° ^СЛ0Вливает существо
сп> '«ее существующие типы клапанов НГХ В'Полн°стьюХ
' В настоящем параграфе кратко описаны во™ож-
...ас- „ ко наиболее распрост.
р‘ Ниппельные клапаны. Ниппельный клапан (рис
|1ЛИты / стандартных размеров; ниппельного U'69) сост°ит из
крУ башенного типа; рабочих пластин 3 и стопорноГп'еСТИГранного сед-
о пластины. Плита представляет собой монпп0 устР°«ства 4, кре-
"ко'пжими отверстиями сложной формы, В которое УЮ Деталь с не-
^„„ные седла. В верхней части плиты отверстийJXT™ НИП’
1Ж11Сй части - пирамидовидные с 3...6 плоскими таняТи 5 ^КИе’ а в
служат ограничителями подъема пластин. Снаруж?н=п? 3111 граии
с । в верхней части цилиндрический поясока в "иппельное седло 2
части оно выполнено в виде многогранника с плоскими
служат седлами для рабочих пластин клапана. Число граней™ ’Которые
ном седле 2 равно числу граней пирамидовидного отверстия в н^нТча'
сти плиты / и соответственно числу пластин. Ниппельные се™ве!х’
„ей цилиндрической частью запрессовываются или завал ьцовываются в
ди.щндрических поясках отверстий в плите 1 (возможны другие способы
закрепления ниппельного седла в плите). В ниппельном седле выполнены
ннлиндрическии проход и в каждой грани окна 7 для подвода газа к рабо-
чей запорной пластине, а также обтекатель 6. Обтекатель обеспечивает
хорошую организацию потока газа и тем самым уменьшает гидравличес-
кие потери в клапане. Рабочие (запорные пластины) своими хвостовика-
ми закреплены на ниппельном седле при помощи стопорного устрой-
ства 4 — запрессованных сухарей. В этом случае пластины жестко за-
креплены на ниппельном седле, что обеспечивает работу пластин без
трения и износа.
Имеются конструкции ниппельных клапанов с нежестким креплением
пластин: пластины подвешены на специальных скобах (рис. 3.2.70, а);
пластины закреплены рычагами, входящими в пазы, выполненные на
ниппельном седле, или в гнезда в плите (рис. 3.2.70, б); пластины с обвод-
ными рычагами крепятся скобами на нижней части ниппельного седла
(рис. 3.2.70, в).
Наиболее распространенные формы нежестко закрепляемых пластин
ниппельных клапанов показаны на рис. 3.2.71. Форма пл_а^т™^1ипп1п^лв'г
ных клапанов позволяет настраивать их
изменения жесткости их «ножки» или
направляющих рычагов, а не только за
изменения толщины пластины,
1~
Рис. 3.2.69. Ниппельный клапан:
стог1ппИта; 2 ~~ шестигранное седло; 3 —пластина; 4 —
по -nip ое УстР°йство; 5 — ограничитель подъема, вы-
НЫЙ ^,НЬ1И на теле «шиты; 6- обтекатель, изготовлеп-
‘ одно с шестигранным седлом; 7 — окна для про-
хода газа в седле
на оптимальную работу за счет
Рнс 3.2.70. Нежесткие способы крепления пластин ниппельных клапанов
Толщину пластин ниппельных клапанов
как у прямоточных ^апа™Вразности давления в пределах 0,20,6 мм.
принимают в зависимости от р тннами представляет собой автоном-
Ниппельное седло в сборе с устаНавливаться в круглые плиты
ный узел - ниппель. Ни.пп Поток газа в ниппельных клапанах не
разного посадочного диаметр ны (рабочие пластины) не распо-
имеет резких поворотов =набегаюшему потоку газа. Поэтому ниппель-
ложены перпендикулярн МОТОЧНЬ1М.
ные клапаны можно отн большие проходные сечения и оказывают
малы“рт^е сопротивления, примерно равные потерям давле-
НН?оХТоЧтНпрямоточаных ниппельные клапаны могут работать в ком-
прессорвысокого давления (до 32 МПа) с перепадами давления до
6 Высота подъема конца пластины ниппельных клапанов зависит от ра-
бочего давления. Так. при частоте вращения вала до 12,5 с рекомендует-
ся для воздушных компрессоров принимать высоту подъема в соответ-
ствии со следующими данными:
р, МПа
А, мм
до 1 1...5 2...20
4 3,5 3,0
При частоте вращения вала 12,5...20 с-1 рекомендуется уменьшать вы-
соту подъема конца пластины ниппельного клапана на 10 %, а при часто-
те вращения 20...25 с-1 — на 25 %. '
Площадь прохода в седле ниппельного клапана
г = znF0,
где г- число ниппелей в клапане- n - u
ПпптпА ИСЛ°1раней ниппеля; Fo — площадь сечения окна.
нению [6]Ь ПР°Х0 а в щели ниппельного клапана подсчитывают по урав-
Лц = [(2А-2/л81па)/л+йпл5пл]лг>
270
/Л—длина подъема свободного конца пластины;
части) пластии^Тк!1* Закрывающей окно расширенной
0пл — ширина «лопатки» пластины,
Piiq 3^71
Формы рабочих пластин ниппельных
клапанов
__------------------о в а 3 J »-
^евых ком
;............... ПЛ""“™ ««.77 -
а = 57,3___'ИСЛ0 "Ип"Мсй в
3<.-0>+3/„G аУ
,,„ ,Н.1Ч длина нсзащемленной части П»о ' 2)
/. пластины. и Дастины; 0 = /
i'h*1* ‘л — Длина и
К())ффициент расхода ниппельных кпп. и’ (пру*и.
.пенни к ниппельным клапана»апанов имеет тпи
.„несенный к площади Цилиндр^Чес"°ЛЬЗуют Коэффиц°ИенДН0СТи- В
ьипиенг расхода ас, отнесенный к пР ° вх°ДНого к "'1Иен1 Расхода
,'рою1а в окнах) Fc; коэффициент расход пР°х°Да в се^ Р КоэФ-
i)bL\0 IC A.1.IX ВДОЛЬ свободной кромки rniacTiP’ 2ТНесенный к пл(ПЛ0Щали
4, = 17-ЗОсММ, “ отношением £вых/? = пТ£Нь,; Для клапанов гПД0ЩаД1' на
|Ин /1 = 1,5...3,5 мм значения коэфгЬИ1, °’35"1’5 при высоте ПС ДИаметРом
ш - ОД-0,8 и - 0.95...0“ГзТ'"™» «ЭД» наХ™П“ "»
А„„ Лл " л близки к линейным РекомЛ Ости щ? Преде’
„к,,,,., >1,0, так как а этом « “а“ ™^„T? 5f6"» “’SS?"""
15 .п» определения значений «„ Л" »
а -л ю .г а “1ЬСЯ зависимостью
авх ~ 0,18 + 0,4 FBwjfBX'
Значения других коэффициентов можно найти с учетом соотношений:
авых = авх т и ас=авх~р1-
*вых
Лепестковые клапаны. Запорным органом лепесткового клапана
(рис. 3.2.72) служит консольная гибкая пластина с жестко закрепленным
концом. В закрытом состоянии пластина свободно лежит на седле и зак-
рывает окно или несколько окон. Под действием перепада давления кон-
ец л.но закрепленная пластина изгибается и открывает проход в седле.
Формы пластин могут быть разнообразными. Путем изменения формы
пластины конструктор может менять ее жесткость и настраивать клапан,
не меняя толщины пластины. За счет формы пластины могут быть реше-
ны конетруктивныс проблемы (расположение всасывающих и нагнета-
le.ibHbix каналов в клапанной плите). Так, например, канал нагнетатель-
ною клапана может быть размещен в окне ножки всасывающего клапана
'^1 рис. 3.2.72, 6).
б
а
Рис. 3.2.72. Лепестковый клапан:
° — с одним проходом в седле; б —
с несколькими проходами в седле
271
Ра*" /Я КонстРУ^
, и деталей поршневых компрессоров
сборочных единиц
а - клапан с
тьема лепесткового клапана:
"-S- »Х ° >»’»
«пиаться без ограничителя подъема
клапаны могут выполни[ьс*ны (рис. 3.2.73, а) или с
Лепестков ограничителем конца пластины (рис. 3.2.73, б).
ЙвЕчимем подъема толке’ выполняют на поверхности
Клане» случае = № объем нагнетательного клапана
цилиндра, что позво.
практически к нулю. „„г,™ клапана составляет 0,15...0,5 мм;
Р Толщина пластин ^епестк°®°£°проходные сечения, малый мер-
Депестковые клапаны имею ьд F1Х компрессорах низкого
твый объем. Их применяют а «алых воДУ а в герметичных, с
давления и в холодильных компрессора , .
частотой вращения вала до 50 с . пягположена практически перпенди-
Пластина лепесткового клапана распол £ клапаны относятся к
кулярно набегающему потоку, поэтому лепестк0 пепесткОвых клапанах
непрямоточным клапанам. Однако
это имеет
имеет всего один поворот на 90 , а не два поворота н ’ яет малые
место в кольцевых, дисковых и полосовых клапанах. Э
гидравлические потери в лепестковых клапанах. лепестко-
Коэффициент расхода ас, отнесенный к площади седла, дэ поОДувок в
вых клапанов зависит от профиля прохода в седле. Результать Ji ситет,
статическом потоке, полученные S.Touber (Технический у ппОхо-
г. Делфт, Нидерланды), показаны на рис. 3.2.74 для двух профил
да в седле: с острыми кромками и наилучшего (34]. п0 ре-
Коэффициент давления потока на лепестковую пластину можн с00т-
комендациям S. Touber принимать постоянным и равным 0,6 и U,
ветственно для всасывающих и нагнетательных клапанов (34]. в х0_
На рис. 3.2.75 показан пример размещения лепестковых клапан
лодильном компрессоре с диаметром цилиндра, равным 160 мм р I- та.
1арельчатые клапаны. В компрессорах нашли применение два т р
рельчатых клапанов: с плоскими тарелочками (пятачковые) (рис. 3.
со сферическими тарелочками (рис. 3.2.77). ирнИе
по^чиТи кпСя° сферичес^ими тарелочками. Наибольшее распростране
получили клапаны со сферической тарелочкой (см. рис. 3.2.77). Ограни
272
Рис. 3.2.74. Коэффициент расхода oq для двух профилей прохода в седле лепесткового
клапана
тсль подъема крепится к седлу с помощью резьбового соединения. Опор-
ная поверхность ограничителя подъема повторяет внутренний профиль
тарелочки. Пружину устанавливают в гнезде, выполненном в ограничите-
ле подъема. Тарелочку клапана штампуют из листовой стали или титано-
вого листа. Тарелочка имеет сферическую форму, а седло — закругленную
кромку. При подъеме тарелочки образуется щель, плавно сужающаяся на
входе и плавно расширяющаяся на выходе. В такой конфузорно-диффу-
зорной щели восстанавливается часть скоростного напора струи, благода-
ря чему уменьшается потеря давления. Газ последовательно проходит че
ре з сверление в седле (проход в седле), щель между тарелочкой и седлом и
выходит через окна, образованные в ограничителе подъема трехугольнь!
ми срезами на ограничителе подъема. В таких клапанах от^у^ву
пиальныс направляющие движения тарелочки. Правильн ля
норного органа — тарелочки обеспечивается сте13Ках иРгнезда для
подъема или корпуса, а также соосностью проход
пружин в ограничителе. и ВВИНчиваться в
Клапаны изготовлены таким образом, чтоб е .. основные дета-
к лапанную плиту. Способ установки в клапанно 3,2.78.
111 клапана со сферической тарелочкой показаны ‘НоцНчиванием в кла-
Необходимые проходные сечения достига! мер> в четырехсту-
||;|||ную плиту достаточного числа клапанов. > [ СТуПени сжатия
|1с"чатом свободноноршневом дизель-компре нагнетательных
11 клапанную плиту установлены 31 всасываfi |ИроваНного клапана
цапана. На рис. 3 2.79 показана пли"\ХХны клапаны со сфе-
°мпрессора низкого давления, в которую у
Рнческими тарелочками.
18 9.19ц
273
Рис. 3.2.75. Размешение лепестковых клапа-
нов в цилиндре холодильного компрессора
с диаметром цилиндра, равным 160 мм:
а — пластины нагнетательного клапана; б — эскиз
комбинированного клапана; в — пластины всасы-
вающего клапана; 1 — проходы в седлах всасываю-
щих клапанов; 2 — проходы в седлах нагнетатель-
ных клапанов; 3 — ограничители подъема нагнета-
тельных клапанов; 4— клапанная плита; 5— огра-
ничители подъема всасывающих клапанов; 6 —
цилиндр; 7 — поршень
в
Рис. 3.2.76. Пятачковый клапан;
/ — направляющая втулки; 2 — вспомогательная
пружина. 3 — втулка ограничения подъема; 4 —
опорный диск; 5 — пружина; 6 — пластина; 7 —
направляющие; 8 — седло
Рис. 3.2.77. Клапан со сферичес-
кой тарелочкой:
I — седло; 2 — ограничитель подъема;
3 — сферическая тарелочка; 4 — пру-
жина; h — высота подъема тарелочки
Высота подъема сферической тарелочки принимается в диапазоне I 5
3 () мм, толщина тарелочки 1...3 мм, диаметр тарелочки - 15 37 мм
П.ющадь прохода в щели определяется по уравнению
1К- принятые обозначения соответствуют рис. 3.2.80;
здесь
Пс
а - 2 +г,
Лц
М2Я
Лщ+Л +
= ^(Я + г)2 +/12+2/1>/(Л+г)2-а2
R-r.
Тарельчатые клапаны со сферическими тарелочками применяют в воз-
душных и газовых малых компрессорах, в свободнопоршневых компрес-
сорах при давлениях до 50 МПа и частоте вращения вала до 25 с-1.
Рис. 3.2.79. Плита комбинированного клапана со сферическими тарелочка
275
18*
р.^л т- Конструк"""
сборочных единице
Рис 3.2.80. к расчет) плошали шелн
клапана со сферическими тарелочкам
деталей поршневых компрессоров
Рис. 3.2.81. Всасывающий (а) и нагнетатель
ный (б) клапаны со сферическими тарелочка
ми, различающиеся корпусами:
/ — запорная сферическая тарелка; 2 — седло; 3 _
ограничитель подъема; 4 — корпус (неунифиииро-
ванная деталь); 5 — пружина
Тарельчатые клапаны со сферическими тарелочками просты в изготов-
лении, надежны и просты в ремонте. Они обратимы, т. е. могут использо-
ваться как всасывающие и как нагнетательные без изменения конструк-
ции основных деталей (седла, ограничителя подъема и рабочей таре-
лочки). В этом случае их ввинчивают в клапанные доски или со сторо-
ны рабочей полости, или с противоположной стороны. Иногда для
всасывающих и нагнетательных клапанов выполняют различными только
корпуса, оставляя унифицированными основные детали (рис. 3.2.81). Тог-
да и всасывающий, и нагнетательный клапаны ввинчиваются в детали ци-
линдра с одной стороны, что облегчает смену клапанов во время ремонта.
Недостатки тарельчатых клапанов со сферическими тарелочками:
большой мертвый объем и малые проходные сечения собранных на плите
клапанов.
тые клапаны со сферически'^ отечественной промышленности тарельча-
ры: посадочный размео d = M i 8тарелочками имеют следующие парамет-
щели 4 = 0,732.. 0 739 см2 , - ’ аЛ0Щадь в седле Fc = 0,735 см2, площадь
Пятачковые клапаны ’9 ММ'
ходильных компрессорах. КонстйС'1ЯЮТ в маль1х воздушных, а также в хо-
селпрТРеССОра показана на ш1<У*Г^7/51ТаЧКОВОГО клапана холодильно-
наппЯВ’п1еЯЬ.Ме2'?У сеДлом и naTau3?i I аз проходит через отверстие в
на 2ппечЮЩИХ 7(°кна па рисунке нр°В°Й тарелочк°й и затем через окна в
УДаре. во?мпЗНЯеТ ЦИлинДР и клапан. "оказаны)- Вспомогательная пружи-
1рибкон1.рЖН°М при П0ПаДании н пи°Т разрУшения при гидравлическом
менование ц01?апаны- Этот тип клапанп'^ жидкого хладагента.
77, рме Опирающего тб °В РИС‘ ^-2.82) получил свое наи-
276 ° рабочего органа, напоминающей гриб.
гл а в а
12
Ко '"’Ptccopoe
, 1 «2 Грибковый клапан с запопис..
J*' ,Пластической массы (о) „ фор£ «и' орга-
||Ями “3 органов (£) ла|,орных
(уменьшено) &
с конической запорной частью
--- i подвиж-
являющими в таких клапанах яв
' , цилиндрические «ножки» гриГ
шпорных органов при давлениях
2S МПа. Запорные органы-грибки из
1)1(,ваяют из пластических масс типа
>1 । к или нейлона. При более высоких
нениях запорные органы грибковых
цианов выполняют металлическими
(рИС. З.-.оЗ).
Одной 113 разновидностей грибковых
клапанов являются шпиндельные клапан»
(рис. 3.2.84). Основная особенность их — —ivvkuh запорной
110ГО органа за счет шпинделя, расположено^™6 ДВИЖен™ подвиж^
Конические поверхности, по которым пооиехп В НапРавл«ющей. в™*'
притирают. Шпиндельные клапаны отличат?уплотнение клатана
ключительно малым мертвым объемом и небо ™Ысокой плотностью ИС1
противлением. и небольшим гидравлическим со
Высота подъема шпиндельных клапана
2.4 мм при максимальном диаметре запоонот^Находится в пределах
наклона конического седла Р = 35 45° р 0 элемента до 55 мм. Угол
Площадь прохода в щели f клапяма »
седлу определяют (рис. 3.2.85) по зависимости™46™ уШ10тнением по
/щ = /щ • АВ = uh sin + |sin 2₽ j
i.ie / — длина кольцевой щели по среднему диаметру Дср
Z)cn =| Dc + - sin 2Р
ср 2 ' J
h высота подъема запорного элемента.
ис- 3.2.83. Грибковый клапан на давление
220 МПа
Рис. 3.2.84. Нагнетательный
шпиндельный клапан:
1 — седло; 2— ограничитель польема,
3 — запорный элемент; 4 — пружина
277
деп,алей поршневых компрессоров
foMk-j Ш. Конструкции сборочных единиц и
Рис. 3.2.85. К расчету площади
прохода в щели шпиндельного
клапана с коническим седлом
0,6-
0,2 \
050
058
2/}= 92°
О ~OJ 0^2 О.'З s/d
norvnna и коэффициент давления потока шпиндельных клапанов
Рис. 3.2.86. Коэффициент расхода ко ч>ч-
„^Ишпиента давления потока рд и коэффициента расхода
Значения к0*ц могут быть в первом приближении приняты
аналогичных клапанов двигателей внутреннего
СГОраНИЯн2коВые2 тпаны. Принципиальное устройство золотничкового
показано на рис. 3.2.87. Основными элементами клапана являют-
5 с каналами для прохода газа; золотнички 4, закрывающие или
каналы в седле; ограничители подъема 2 с обтекателями,
120°
Золотничковые
клапана 1
ся:седла
открывающие
32 канала, 4
09
4 болта
крепления
6
6
4
8
015
011
в
a
Рис. 3.2.87. Золотничковый клапан:
a — схема устройства клапана (клапан закрыт); б — поток газа в
открытом клапане; в — запорный подвижный элемент и ограничи- » __ ограничите)
тель подъема с магнитами вместо пружины, 1 — обойма для ограничителей подъема, / .. 5 — сеДЛ •
подъема с обтекателем; 3 - гнездо пружины; 4 — подвижный запорный орган (золотни ''шие ДвИ*
б — магниты, 7— лапки прессового крепления ограничителя подъема; 8 — лапки, напра
ние золотничка (23)
278
',^^выхко^<>роя
__l ,Ul<" 32 Клапан
оВанные лапками 7в обойму 7; пруЖИн.. v
гелей подъема и золотничков Лапки У^Тановленнь,е в гнездах
Рг| J’.,ка. При открытом клапане (см. рис ДН^’Ра,,ЛЯ|«1 Движение
к’1,1 проходи । по каналам между направляющих ’ газ’ вь,х°Дящий и
селл ^органа-золотничка 4и затем межд1у л^а7Пок 5 ™движьюго ”-
„ч’ 1 ,я подъема 2. Вместо пружин иногда ис™ Неподви*ного ог?а-
'„магниты 6 (см. рис. 3.2.87, в). Да Пользуют магниты ?ли
,/lCK ।
§ 3.2.10. МАТЕРИАЛЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Материалы неподвижных деталей клапанов (семи, л
направляющих). Обычно седла и ограничители ,^аничителей "одъе-
к-оных. грибковых, полосовых, тарельчатых кпйп, дъема кольцевых,
I1!) Mila выполняют из серых чугунов СЧ20, СЧ25 СЧЗО иРсн^ЛеНИЯХ до
ениях более 4 МПа - из конструкционных сталей 35 40> 40Y "РИ ДаВ‘
, и сверхвысоких давлениях — из легиоовянм^ 7 -40Х’при высо’
«XII3МФА. Для увеличения износостойкости седел 12S2 30ХМА-
...... рекомендуется закаливать токами л^окойч’аХы
до твердости HRC 35...40. Иногда седла и ограничители подъема изготов
1яЮт из бронзы (например, АМц9-2). изготов
В клапанах с трением подвергающиеся износу поверхности элементов
клапанов, направляющие движение пластин (части ограничителей подъе-
ма, штифтов, вкладышей и т.п.), также рекомендуется закалять до твердо-
сти не менее ИКС оО. Иногда эти элементы клапанов выполняют из теп-
лостойких неметаллических материалов с низким значением коэффици-
ента трения.
Неподвижные детали прямоточных и ниппельных клапанов, работаю-
щих при перепаде давлений до 4 МПа, изготовляют из алюминиевых
сплавов (например, Ал 14В) методом литья под давлением, а при больших
перепадах давлений — из сталей 40 и 45 механической обработкой.
Неподвижные детали клапанов компрессоров, сжимающих кислород,
выполняют из латуни (например, Л63М).
В клапанах с металлическими пластинами в компрессорах без смазки
направляющие движение пластин элементы выполняют из самосмазыва-
юпщхся пластмасс.
Материалы пружин клапанов. Выбор материала для пружин клапанов
зависит от условий работы, сжимаемой среды и температурных режимов.
Пружины клапанов выполняют из высокоуглеродистых стадеи (напри
мер. 60, 70, 80) или легированных сталей (например, 65С2ВА /uczaa,
XI8H10T, 50ХФА, 4X13, 09Х15Н8Ю). Иногда пружины клапанов изготс
14101 из бериллиевой проволоки. „ , мятепиала
Материалы подвижных запорных органов клапанов* Рий‘работы,
Ддя подвижных запорных органов клапанов за®и^ ам подвижных
е^имаемой среды и температурных режимов. К <бования; высокие
а||орных органов клапанов предъявляют следу гойкость и опреде-
механические свойства, малая масса, высокая и сти Требования
'енпые соотношения ударной вязкости и пред У~ ‘ запорных ор
;!ысокой износостойкости особенно важны для материалов
' 111015 клапанов с трением.
. и,,,, и деталей поршневых компрессоров
....
о,,,,е запорные органы клапанов (п„
. недсформиРУем .... клапанов) обычно выполняв аст,Пи
ПодВИЖН^сковых. 09Х15Н8Ю, 20X2 Н4А^ 1,1 '
кольцевых дисков^ 30X13. Х>*оТ4-1, ТС-7 и др.) или пл"<и<
СТОВ°”яых сплавов (напРим^р’ Отолита, армированных фтоРл£?и,'с
Г"ТаНмасс (стеклопластик^- полиамида, полиимида и .?о '^"Ых
кнх пластин клапанов
зуют стальную пр>жи > ей (например, 09X15Н8Ю). При изгото?
УЮА или из ле11)р° шруемых запорных органов следует помнить, что у®'
ленив )лр\тодеформир) поперек направления проката меньше'
талостная "Р°чнос направления проката.
чем при изгибе вдоль нь м неподвижными направляющи
'TlwSa™™»1»1'» " выполненные в цилиндре или крышках ц„.
линдра гнезда по посадке Hu/dn или Hi2/dl2 (см. посадочный диаметр </,
на рис. 3.2.2).
Рекомендуется чтобы центровка седла и ограничителя подъема соот-
ветствовала посадкам Я9//9 или Н9/е9. Если седло и ограничитель
подъема центрируются чистой частью соединительной шпильки (см.
рис. 3.2.20), то соединения болт-седло и болт-ограничитель подъема реко-
мендуется также выполнять по посадкам Т/9//9 или Н9/е9.
Соединение нажимного фонаря с выступом на клапане обычно выпол-
няют по посадке Н\ 1 /<У11.
Рекомендуется допускать отклонение высоты подъема пластины не бо-
лее 5 % от номинала.
Чистота обработки рабочих уплотнительных поверхностей седла и ог-
раничителя подъема должна соответствовать параметру шероховатости
Глава 3.3
ПОРШНИ И ШТОКИ
§ 3.3.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ПОРШНЕЙ
КОМПРЕССОРОВ
Назначение поршней. Попиши „
няют (уменьшают и увеличив ВЬ1П0лняют следующие функции: изме-
^нергию от механизма движении1 рабочиЙ объем цилиндра; передают
мл^ТНОГОрасширения передают ни сжимаемомУ газу; во время процесса
' . 1 в передаче работы кшатУн СИЛУ Давления газа, т. е. прини-
рабоч^1 Тронковь1е поршни кронеРаТНОГО расшиРения газа на коленча-
. ю поверхность цилиндрР° Т0Г0’ пеРеДают нормальную силу Nна
1 0 нормальной силе N fu , ,
280 e7VcMT°M 1,§ 12.1.
----------; ———
1(.сификаиия ,|ОРш,,ей- В СВЯЗИ С МНОГПАК
СОР1] ’ у Баумана общая классификация поХТй™ Снятая в МПУ
"м , , воздействию на рабочую поверхность КОмпР«соров.
11( которые передают нормальнуюS у
„ цилиндра (поршни бескрейцкопфных ком™? На рабочУю поверх-
, оршни, которые не передают силу NHa рабочи °Р0в);
поршни крейцкопфных компрессоров) Чую п°верхность цилинд-
Р;|'//(, ,т1пу поршней-.
тонковые;
,-роиковые облегченные;
дисковые;
дифференциальные;
пальчиковые;
плунжерные.
//<> форме поршня'.
с плоскими торцовыми стенками;
с коническими стенками.
//о материалу, из которого выполнен поршень;
чугунные;
стальные;
из алюминиевых сплавов;
из других металлов;
неметаллические.
По наличию специальных направляющих поверхностей на поршне;
без специальных направляющих;
с металлическими направляющими;
с неметаллическими направляющими.
По наличию контакта между металлом поршня и металлом цилиндра;
с непосредственным контактом;
без контакта (с гарантированным зазором).
По виду заготовки;
литые;
кованые;
сварные;
полученные другими способами.
Чо исполнению;
Цельные (состоящие из одной детали);
составные (состоящие из нескольких деталей).
Чо связи с механизмом движения;
с жесткой связью с механизмом движения,
с шарнирной связью с механизмом движения,
2 чвухшарнирной связью; „ „_,П„1РНК\
без связи с механизмом движения <«летаЮ1“и
(> самоцентрированию поршня относительно ц
|1Ссамоцентрирующийся поршень;
с в моце11трирующийся поршень.
281
, „ деталей поршневых компрессоров
Раздел Щ- Конс^Г^ ----- "
я на штоке:
KS^S*-“" Я
на шпильках,
на винтах.
По наитию со смазкой цилиндров;
поршни компрессоров цилиндров.
поршн|1 “ цилиндром-
По ..невыми кольцами;
™рш"«ы"" “льиами;
“™”м (плунжерные поршни). ' М
С лабиринтным уплотнением,
манжетами;
в’поршневых коуптреспорах используют тронкопые дисковые, диффе-
ренниальные, пальчиковые и плунжерные поршни (рис. 3.3.1).
Тронковым называют поршень (см. рис. 3.3.1, а), движение к которому
от механизма передается непосредственно от шатуна и который передает
нормальную силу W на цилиндр. Тронковые поршни применяют в
бескрейцкопфных компрессорах.
Дисковый поршень (см. рис. 3.3.1, б) воспринимает от крейцкопфного
механизма движения через шток силу, действующую по оси цилиндра, и
не воспринимает от механизма движения нормальную силу N и не пере-
а
в
Рис. 3.3.1. Схемы типов поршней:
а — тронковый; б — дисковый плоский; в — дисковый конический; г — дифференциалы*
д - дифференциальный тронковый; е - пальчиковый и плунжерный
282
Z ------—з.з. Ппршни,
ce „а цилиндр. Дисковые нРрщни „ 7?
‘ .rCOpaX- РИМеНяк>Т R Vn
Hl- „фференпиальный поршень имеет КреиркопфНЫх ком-
' „ рабочих торцовых поверхностей Неск°льКо Цип,
;;;;; диаметров и может образовывать с С°?кТ,1етсгвенн0Н"РИЧески’< Раб0-
|сско||,м’ Рабочих полостей. Дифферсн ^И(ЬФеРенциальн^КОЛько раб°-
„ бсскрсицкопфных (см. рис ЗЪ ильные пот,ш М Цилиндпом
(см. рис. 3.3.1, а). = 3.3.1, 0). так и в?рРе™“ J!™'»»”"
। |Сс подробное описание тронковыу ИЦкопфНЬ1х Комп.
„С1, дано далее в § 3.3.2...3.3.4. Х’ ДИск°вых и диффепр14
Па .чьчиковые поршни (см. рис 33 1 фференЦиальных
гем- что они снабжены поршневыми L? 0ТЛичаются от njlVH
„ежДУ поршнем и цилиндром. Пальчик ЦЭМи Щ1Я УПло™РР,У*ернь,х
J|fli;1pax простого действия высокого давлен "СРШНи ^именяютТ0”3
чюршнем и цилиндром поршневыми копы- Уплотнение заД™ ЦИ’
давления газа до 40...50 МПа, так как ° Ц«МИ исп°льзуют ппи? Между
венские поршневых колец сопровожу РИ б°лее ВЬ1«>ких дач^о репадах
„ рабочей поверхности ц„"Р„ “РТ™ больш"™ ХХТ
При перепадах давления свыше 40 ’ 50 мп
поршни, которые не имеют поршневых колеи цРИМеняют плунжерные
плунжерных поршней рабочая полость ц=пя СЛучае исп°льзования
сгвенно по рабочей поверхности порш^я-=РУПЛ°ТНЯетСЯ неп°сред
гично тому, как уплотняется шток плУнжера сальниками анало-
Остальные категории классификап
югся при рассмотрении конкретных конс^р^ийпор^ ПОЯСНЯ’
§ 3.3.2. ТРОНКОВЫЕ ПОРШНИ
Конструкции тронковых поршней. Тронковые поршни могут быть про-
си. ши (рис. 3.3.2) или дифференциальными (рис. 3.3.3).
Простой тронковый поршень состоит из днища и цилиндрической ча-
сти, которая в свою очередь делится на головку (в ней располагаются пор-
шневые кольца) и юбку (нижняя опорная, направляющая часть поршня).
Наиболее часто тронковые поршни соединяются с шатуном при помо-
щи поршневого пальца, установленного в бобышках, выполненных в пор-
оше, или в съемных подшипниках (рис. 3.3.4, а). Съемные поршневые
РИС. 3.3.2. Простой тронковый поршень
283
, ппиных единиц « деталей поршневых компрессоров
///• --------------------------------------------------------—-_
Рис. 3.3.3. Дифференциальный
поршень компрессора низкого дав"с°"Чй
подшипники применяют в дИ(М
ренпиальных тронковых порщ*с'
для обеспечения регулирования МЛ
твого объема в рабочей полости ей
стороны механизма движения. МеРт
вое пространство рабочей полости Со
стороны механизма движения в этом
случае регулируется за счет толщины
прокладок между съемными поршНе.
„ поошнем. Существуют другие типы сочленения
выми подшипниками и порш^ (см , наприМер, соединение шаровым
тронковых порши
шарниром на рис. 3.3.4пальца и бобыШек, в которых установлен
Важно обеспечить жестко формациЯх возможны задиры и зак-
„оршневой палеи, так как: пРголовки шаТуна. Следует также уделить
линивание подшипника вер Жесткость днища поршня и бобы-
ЙГХЙ «^«ечпваетея ребрами. V
выми подшипниками
В двухступенчатом компрессоре тронковые поршни I и 11 ступеней не-
обходимо выполнить с одинаковыми массами1. Поэтому поршень первой
ступени стремятся максимально возможно облегчить. В таких случаях,
наряду с использованием поршней из алюминиевых сплавов, применяют
поршни облегченного типа, на боковой (ненагруженной) поверхности
юбок которых для снижения его массы делают вырезы в виде окон (рис.
3.3.5) или удаляют ненагруженную часть юбки (рис. 3.3.6).
о
Рис. 3.3.4. Сочленение тронкового
поршня с шатуном:
а — пальцем в съемных подшипниках;
б — шаровым шарниром
‘ См-™<>У !5 в доме,
284
б
Рис. 3.3.5. Обле™„ныйтр011ко
К1, „левая „роточка для сбора масла; 2-ми™ окнами в юбке:
На цилиндрической поверхности головки „
няют канавки под уплотнительные и маслоЛРкТ°ВОГО ПОРШНЯ выпол-
Поршневые кольца должны иметь возможное^ ™ « П0Ршневые кольца,
канавке. I дубину канавок под поршневые коп °ДН° "вмениться в
больше, чем радиальная толщина поршневого выполняют несколько
колыю полностью входило в канавку и не впё™ Ца’ лля того- чтобы
рои поршень прижимается к рабочей повепхмёётНимало СИЛУ с кото-
Количсство уплотнительных поршневых^п™ ЦИ™ра'
сти от уплотняемого перепада давления и часто Ц ВЬ1бирают в зависимо-
к л л ох ^н ада давления и частоты вращения коленчато-
, что достаточно двух маслосъемных ко-
Количество уплотнительных поршневых
го вала (см. § 3.4.2). Считается,
Рис, 3.3.6. Облегченный поршень
с неполной юбкой
285
, ,u„u и деталей поршневых компрессоров
пгкшш сборочных Сдинши ______________——
Ш- Констр)хШ____________
п на поршне выполняют две канавки Под
Поэтому обычно на ”ор )Ни I и II ступеней компрессоре.
1е?;с ные кольцаЛронковыеп^р^ четыре канавки под п оро
^»’"аче"гоЧрых »«»«'» уплотнительными, а остальные
гольиа. два 1,3 к н
чим газом и п0^пдХ™лаГа^ся на торЦ°В°И повеРХНОСТИ поршня, Кла!'
мый нагар, который отла. нагнетательном трубопроводе. Повыщенва'
нах, полости ”аг»ета^’т привести к его воспламенению и взрыву Л
количество нагара £ того. излишнее количество масла усиливав
душного комврегтин цапана к седлу и ограничителю, что приводит к £
ПрИЛИПям’так как прил.шая, например, к ограничителю, пластина задер
поломкам та 1 как р „ затем с большей скоростью движется к седлу
и конХнЫе напряжения при ударе пластины о седло при этом буд^
большеНеобходимость маслосъемных колец обусловлена насосным дей.
ствием поршневых уплотнительных колец (см. § 3.4.3\
Маслосъемные кольца располагают или оба выше пальца, или
одно -выше пальца, а другое - ниже него. Первое предпочтительнее, так
как при этом достигается лучшая смазка опорной поверхности поршня и
лучшая смазка между кольцами и цилиндром. В тронковых поршнях об-
легченного типа (см. рис. 3.3.5 и 3.3.6) оба маслосъемных кольца устанав-
ливают выше поршневого пальца, т. е. выше облегчающих поршень окон
(см. рис. 3.3.5) или вырезов. Размещение одного или двух маслосъемных
колец ниже облегчающих поршень окон нецелесообразно, так как масло
через окна попадает на рабочую поверхность цилиндра.
Перед маслосъемными кольцами на поршне выполняют кольцевые про-
точки 7 (см. рис. 3.3.5) для сбора снятого с цилиндра масла и сверления 2
для сброса снятого масла в картер. Сверления 3 предназначены для раз-
грузки маслосъемных колец1. При наличии отверстий 3 давление в ка-
навке становится близким к давлению в картере, и кольцо прижимается
к рабочей поверхности цилиндра практически только под действием
со ственной упругости. Это позволяет маслосъемному кольцу всплывать
чтпй^ппН0М 10111116 при ходе к ВМТ и пропускать под собой масло с тем,
сбросить вХкартер°РШНЯ К соскрести его с поверхности цилиндра и
быть недостаточен^п’0 И ВЬ1С0К0Г0 Давления диаметр цилиндра может
В этом случае опоон™ внутри него верхней головки шатуна,
метра, чем диаметп гХп С?Ь поршня (юбку) выполняют большего диа-
кольца (см. рис 3 1 131 К” 110ршня’ на которой размещены поршневые
В ни J'1' * ' *
обработанный по посадке ”n«aCT° выполняют технологический поясок,
при механической обоабптке / которь1й служит технологической базой
ки используют также для плП1_°РШНЯ ^см' рис- 3-3.3). Выступающие пояс-
повышения жесткости юбки поршня.
’ См- § 3.4.2,
286
Рис. 3.3.7. Поршень с фигурным днищем
Днища тронковых поршней бескрейцкопфных компрессоров обычно
выполняют плоскими. В холодильных компрессорах применяют поршни
с фигурным днищем (рис. 3.3.7), выступы которого предназначены для
вытеснения сжимаемого хладагента из клапанных каналов. Иногда в фор-
сированных компрессорах с целью снижения температуры нагнетания
увеличивают теплообменную поверхность головки и днища поршня, вы-
полняя на последнем кольцевые ребра.
Размеры тронковых поршней. При работе тронковый поршень прижи-
мается к поверхности цилиндра нормальной силой N, которая имеет мак-
симальное значение в начале процесса нагнетания или при малом относи-
тельном повышении давления — в момент, когда шатун перпендикулярен
кривошипу1. Полную высоту тронкового поршня выбирают из допусти-
мого значения расчетного давления поршня на стенку цилиндра (МН/м )
> Мпах
max DnH”
''е ~ максимальное значение нормальнойi силы с К°Т°Р°^ "я°^ вычетоТсуммарной
ис'|к\ цилиндра, Н; D.. - диаметр поршня, м; Н - высота поршня
'“-'соты колец, м.
Допустимые значения < О,15...О,35 МН/ьЛ при этом большие зиа-
1е1|ия принимают для быстроходных компрессор _
В существующих компрессорах полная вы
ц = (0,6...1,65)Рп •
Расчет силы N см. в томе 1.
287
„ деталей поршневых компрессоров W
----------
Ра*1 3 3 8) обычно принимают В fine
,„я поршня 5 <р1ёС„спОльзуютдля поршней, днищ
г‘Ял. юбк“ лорш"я 1 т "<*.
пь,! усилены Р^Хяют В-12 м”пй канавки под поршневое кольЦо 11п
К до 300 мм выпо ишадО „ервои высоту перемычек м Фи-
Расстояние е о мсндуется в _ высота (вдоль У Ка-
кМХ * - "<>р“,нев°г° И|
лавками под "°Р , каНавками, " „ескОлько ниже середины ОПОп
ТТв которых уяад“-
”„?»№«»»« ’ш ши негавпалении оси цилиндра и оси шату.
Хн шаг,® "SX rfo выбирают, используя соотношение
на Наружный диаметр о
j6 = (l,3...1,4)rfn.
где d„ — диаметр поршневого пальца.
Внутренний диаметр канавки в чугунном поршне под чугунные порш-
невые кольца Z)BH k рекомендуется выбирать по зависимости1
Дн.к = Dn - {It + 0,006Z>n) ,
где D„ - диаметр поршня; t — радиальная ширина поршневого кольца.
При выполнении поршня или поршневых колец из других материалов
следует учитывать разные значения коэффициентов теплового расшире-
ния материалов поршня и колец.
Толщину стенки рабочей части поршня принимают исходя из обеспе-
чения прочности поршня в сечении под нижней канавкой. Толщина стен-
ки поршня под канавками определяется напряжениями сжатия и растя-
Рнс. 3.3.8. К определению основных
размеров тронкового поршня
288
жения, возникающими от максимальных
газовых сил, действующих на днище пор-
шня, и максимальной силой инерции,
создаваемой массой части поршня с
кольцами, которая расположена выше
нижней канавки. При этом допустимые
напряжения сжатия и растяжения при-
нимают 30...35 и 5...10 МПа для чугунных
поршней или 15...20 и 3...8 МПа для алю-
миниевых соответственно от газовых сил
и сил инерции. В этом расчете использу
ют площадь опасного сечения fx п0 ка
Ш1<пи3ависимость справедлива для всех тип0В
тронковых, дисковых и дифференииаль
-------------------------------_ _ Глав“ 3-3- Поршни и штоки
маслосъемного кольца без учета о™ с
°“а6л'™’ •» ™pcT„,„„
/х=р«(2гвн+л)>
|(||Г11„?1111ИЙ радиус поршня под канавкой; з -Толщина
|К'"" аЖИЫЙ зазор Дм между поршнем И НИЛК ня ™Д канавкой.
М°,'ся‘при сборке (т- е- В ХОЛ°ДНОМ состояний’ КОТОрый обеспе-
^шального рабочего зазора, когда поршень и шТ °Т необх°Димо-
г11 "" натурного расширения поршня и цилинХЦ«индр нагреты, и от
поршнем и цилиндром в рабочем (нагретом) состТян™™* 3а3°Р
М Др = еД,
оросительный диаметральный зазор в рабочем состоянии- п_ „„
i-;ic1 ’ о диаметр цилиндра.
Зазор Др не следует выбирать более необходимого так как
пения Др приводит к росту уноса масла. ’ Увеличение
^‘‘нормальная работа обеспечивается при значениях е от 0 002 до 0 003
Монтажный зазор в холодном состоянии при этом определяетсяпо“за-
»'п'моя‘'
I
Упрощенно для поршневых компрессоров можно найти монтажный (в
холодном состоянии) зазор между чугунным поршнем и чугунным цилин-
дром по зависимости
Д„ = (0,003...0,008)Я.
При чугунном цилиндре и поршне из алюминиевого сплава значение
у, увеличивают в 1,5...2 раза.
Необходимый монтажный зазор Дм обеспечивают, назначая соответ-
ствующий размер диаметра поршня.
При выборе монтажного зазора между поршнем и цилиндром следует
учитывать, что при работе поршень может деформироваться. Вследствие
тою. что в зоне бобышек значительная часть металла располагается в на-
правлении оси пальца, при нагреве поршень деформируется неравномер-
но. Сечение поршня в этом случае принимает овальную форму с увеличе-
нием размера вдоль оси пальца (рис. 3.3.9, а)- Давление газа, действующее
I на днище, также деформирует поршень (рис. 3.3.9, б). В напРаваеь’1’и
вдоль оси пальца также могут возникнуть деформации мпжет
Мадьной силы1 ЛЦрис. 3.3.9, в). В результате этого в зоне
возникнуть натяг между поршнем и цилиндром, что Р ‘Ь1 пор.
"°РШня. В таких случаях удаляют часть металла с вн
'""И около поршневого пальца (см. рис. 3.3.2). ппямоточных бескрейц-
-оршни прямоточных компрессоров. Поршни Р й на две час-
"Фпых компрессоров (рис. 3.3.10) разделены i Р Рположен юршне-
Допорную и проточную. В опорной части поршпя расположен о^ о‘
“ои палец. При всасывании газ проходит через окна на раоо
См- том 1, § 12.1.
19 9390
289
Рис 3 3.9. Деформации формы тронкового поршня:
л.и- «-деформации от сид давления газа; в - деформация, вызывае
температурные деформаши . - *ормальноП силой У
136^
рямоточного бескрсйцкопфного компрессора
и штоки
~ ° ° 3.3. Поршни
11|Дра и через проточную часть порШня к пг
ст" 11 it расположен в торце поршня. При этом СЫВающему клапану
^касается с наиболее горячими поверхНОсТямСЙСЬ,Ваемый газ меньше
со'"1' з (возле нагнетательных клапанов), что S рабочей прости цй
....Л, при всасывании. приводит к меньшему подо-
1 Материалы. Тронковые поршни изготовляют и,
Злость окончательно обработанного поршнй hrЭТ^СЧ25 и СЧЗО
(т,’шйвых сплавов (например, АЛ1, АЛ10В и дп ? п"130) или из ^ю-
М'1Й шей из алюминиевых сплавов следует учитывать РИ ^пользовании
>'°Р" оэффиииент теплового Расширения больший Г° "оследние име-
•°т ча) чем у стали и чугуна. Поршни из алюмин^Х (приблизительно в
2РХ не портят зеркало (рабочую поверхность) нилинХ^^808 ПрИ зади'
Р1 псс поршни подвергают старению. ндра-
Технические требования. Отклонения от геометпии ч
Хкой поверхности тронковых поршней (овально™ ружнои пилинд-
Сбразность) не должны быть более’половлньХад
11еперпендикулярность оси отверстия под поршневой палец в бобьш™
к оси поршня должна быть не более 0,02 мм на 100 мм дли^ы отверстХ
Неперпендикулярность торцовой поверхности поршня и торцовьйХо
верхностей канавок для поршневых колец к образующей циливдриХкой
поверхности поршня не должна превышать 0,03...0,05 мм на 100 мм длины.
Овальность и конусность опорной поверхности для пальцев в бобыш-
ках поршня не должна превышать более половины допуска.
Отклонение от пересечения осей отверстия под поршневой палец и
оси поршня не более 0,2 мм.
Отклонение расстояния от торца поршня до оси отверстия под порш-
невой палец не более ±0,10 мм надлине 100 мм.
Допустимые отклонения наружного диаметра поршня задают исходя
из необходимости обеспечить требуемый расчетный зазор между порш-
нем и рабочей поверхностью цилиндра.
Канавки для поршневых колец выполняют таким образом, чтобы меж-
ду горновыми поверхностями поршневого кольца и торцовыми стенками
канавки обеспечить зазор, соответствующий посадке /79/<78. Соединения
подшипник в бобышке поршня—поршневой палец и поршневой палец-
подшипник в верхней головке шатуна выполняют по посадке Hl/hb. Более
предпочтительно зазоры в подшипнике бобышки поршня и подшипнике
верхней головки шатуна задавать из расчета подшипников скольжения.
Рекомендуемые параметры шероховатости обрабатываемых ра очих
поверхностей тронковых поршней: наружная ц^ивдрическая пов
ность — 0,63; отверстия под поршневой палец — 0,63, торц
|10сти канавок под поршневые кольца — 1,25. толши-
I екомендуется гальваническое лужение чугунных Р
"°" слоя покрытия 0,03...0,05 мм.
§ 3.3.3. ДИСКОВЫЕ ПОРШНИ
сК(К?1ассиФикация дисковых поршней. Дисковые поршни
''1Ьзящими или подвешенными (рис. 3.3.!•)• 3.3.12) или алю-
Mln, СК01!Ь1е поршни ВЫПОЛНЯЮТ ЛИТЫМИ ИЗ чугу точенными из
М11 Иевых сплавРов (рис 3.3.13), сварными (рис. 3.3.14) или
19»
I
Рис. 3.3.12. Чугунный литой дисковый поршень
Передняя сторона
01416
Рис. 3.3.14. Сварной поршень
ПОКОВКИ, единой для поршня и штока (рис. 3.3.15). Они могут быть
сплошными (рис. 3.3.16) или полыми (см. рис. 3.3.12). Последниеиногда
выполняют неразъемными или составными, состоящими из двух
(рис. 3.3.17) или нескольких частей (рис. 3.3.18). Д У
Кроме того, дисковые поршни компрессоров со смазкой отличаются от
поршней компрессоров без смазки, а поршни компрессоров со смазкой
могут иметь традиционную и нетрадиционную конструкцию (см. далее).
Подвешенные поршни. Подвешенными (см. рис. 3.3.11, б) поршни вы-
полняю!' при их большой массе. Такие поршни во время работы не каса-
нием стенок цилиндра. Компрессоры с подвешенными поршнями менее
чувствительны к температурным и другим деформациям цилиндров, а
также к загрязнению газов. Они могут работать при меньшем расходе сма-
зочного масла и требуют меньшей приработки, а механический КПД ком-
прессоров с такими поршнями выше, чем у компрессоров со скользящим
поршнем. Пример конструкции цилиндра с подвешенным поршнем по-
казан на рис. 3.3.19 [28].
Плавные недостатки компрессоров с подвешенным поршнем — более
сложные конструкции цилиндра и поршня, а также дополнительный
с‘1п>н11к. Следует отметить, что современные конструкции компрессоров
1 подвешенными поршнями позволяют отказаться от установки дополни
1Сльного сальника на холостой (несиловой) части штока, этой кон
^кпии холостая часть штока выходит в герметичную ка“еРу; полос-
'•"Ускным каналом, выполненным в штоке, сообщена с р
‘ "'ЙИЛИНДра (см. рис. 3.3.19). „„ov ™ смазкой ци-
Свешенные поршни применяют как в компресс р
т‘Р°в> Так и без смазки- лппя сп смазкой. Литые полые
!|()тРа' ИЦИ0|,ные дисковые поршни компрессоров пебоами жест-
должны быть жесткими. Поэтому их выполнлют с ребрами ...
°ст“ (ОТ 3 до 8 ребер), которые чаще всего расположены между тори
° - конструкция поршня; 6 - поршень в сборе со штоком и крейцкопфом
ми стенками поршня (см. рис. 3.3.22). Иногда nefinn
ют на торцовых стенках (рис. 3.3.20). Р Ра жесткости выполня-
В чугунных поршнях ребра жесткости, расположенье »»
..... стенками, не соединяются с ободом или со ступицей дХХвд’
шс„ия возникновения остаточных напряжений и непрааютьХЗтХХ
деформации при нагреве поршня во время работы (см рис 3 3 22) ИнТ
1да по тем же причинам в чугунных поршнях ребра приливают к ступице
не полностью (см. рис. 3.3.12). у
В алюминиевых литых дисковых поршнях, исходя из требований проч-
ное i п, рекомендуется все ребра приливать к ступице и через одно ребро —
коболу поршня (см. рис. 3.3.13). Применение алюминиевых сплавов для
изготовления литых дисковых поршней позволяет снизить массу поршня
। ис- 3.3.17. Составной дисковый поршень
из двух частей:
I — переходная шайба
Рис 3 3.18. Составной дисковый
поршень из нескольких частей
295
Рис. 3.3.19. Конструкция цилиндра с подвешенным дисковым поршнем:
I — вторая опора поршня; 2 — опорное кольцо
Б-Б
*>ИС’ 3 3'20- Литой дисковый
•ь с ребрами жесткости на торцовых стенках
i а в a 3.3. Поршни и штоки
..-г-^
1,1 'I I ’1'1'1 о поршня, опорный бурт штока выпгтп Я СМ2Т”Я На ступицу
3 3?8) или ™bi
Р',С|’а п^еДУсматриХт технологией
чков и для удаления сгоревшей стержневой смеси. Эти теш0Лши-
вых ’ ‘отверстия глушат пробками, устанавливаемыми на сурике™» дру-
„метиках. Рекомендуется эти пробки раскернивать мя того чтобы
11(\ |С| очгить ИХ самоотвинчивание.
'^цТобрашенном к ВМТ (к внешней крышке) торце поршня выполняют
\ (несквозные) сверления с нарезанной резьбой, в которые ввинчи-
i;|VX пым-болты для облегчения вытаскивания поршня из цилиндра при
1,aKV Ркс компрессора (см., например, рис. 3.3.20).
11'н использовании составных дисковых поршней необходимо особое
р ,ие обратить на герметизацию полости внутри поршня, чтобы не
а""ма’ ть попадания в нее масла.
10 стки конического поршня (см. рис. 3.1.15) более жесткие, что позво-
с к ]П0Лнить их меньшей толщины и, следовательно, уменьшить массу
ляет вь ме того, конические поршни позволяют разместить в цилин-
п°РШНЯпаны с большим проходным сечением, так как поверхность конуса
;1рС поверхности его основания.
бо;гппотные дисковые поршни (см. рис. 3.3.16) применяют в ступенях
с ,, высокого давления с целью выравнивания возвратно-поступа-
Ср£Д^ ппижушихся масс по рядам1. С той же целью выравнивания масс
теЛЬНпям иногда специально увеличивают длину сплошных поршней.
"° Иногда дисковые поршни небольшого диаметра выполняют за одно
целдХтРтХный мо«;а™
Z““ с'ХтомраХн'о температурного расширения ни«а и пор-
шня в диапазоне
5 = (0,8...1,2)0/1000
или по формуле
5 = aATD + 5о, ия
где а = 1.1 IO’5 - относительный
чугуна; А 7’ — разность между температур нагнетаемого и всасываем
можно принять равной разности темпер' тур мм.
......— удваивают.
Для поршней из алюминиевых С’1ЯВВВВ диаметра поршия[,в.,оиуска на
Допустимые действительные зниеМ поля принятог иилиндра;
состоянии обычно определяются на номинальный диаме р
размер D - s = D - (аДТЛ + 80), » - ном
л — монзажный зазор.
1 См. том 1, глава 15.
297
□ и деталей поршневых компрессоров
Р.^ 77/. Конструкш^^ “
Р„с 3 3 21 Схемы двух типов порошей с несущей поверхностью:
а — обработанной излвух центров; 6-обработанной из одного центра
Поскольку диаметр цилиндра и диаметр поршня отличаются на вели-
чий то соприкосновение поршня с рабочеи поверхностью цилиндра
может происходить на небольших опорных поверхностях (теоретически
по линии) удельное давление на которых может достигать высоких значе-
ний Поэтому опорная часть такого поршня на дуге 90... 120 обрабатыва-
ется по размеру диаметра цилиндра, а на остальной части окружности
поршня обработку проводят с учетом необходимого монтажного зазора s.
Такую обработку производят из двух центров или из одного центра
(рис. 3.3.21). Более распространено изготовление таких поршней из одно-
го центра (см. рис. 3.3.21, б). На дуге 10...15° с каждой стороны несущую
поверхность слегка занижают для предотвращения заклинивания поршня
при нагреве во время работы. Передний и задний концы несущей поверх-
ности скашивают под углом 1...2° на длине 15...20 мм для создания масля-
ного клина. Для удобства механической обработки поршней небольших
диаметров несущую баббитовую заливку несущей поверхности выполня-
ют кольцевой (по всей окружности поршня).
Несущую поверхность поршня выполняют без заливки антифрикци-
““ материалом (Рис- 3.3.22) или с заливкой антифрикционным ма-
|сри<июм.
тальны^пя'п'пп ‘10ршни большой массы и большого диаметра горизон-
Фрикционного метЯЖаЮТ специальн°й несущей поверхностью из анти-
колец (рис 3 3 231 ипГ’ ко™рая может располагаться между поршневых
анте поршень и цилин™ J*6 ИХ СТОроны (Р”С. 3.3.24). В последнем вари-
несущая поверхность сНрго0ГуТ П0ЛУчиться короче. Однако в этом случае
более жестких требований сзеркала Цилиндра1, что является причиной
этом случае может произойти °РКе компРессора. При неточной сборке в
ала несущей поверхности Пп выкрашивание антифрикционного матери-
полагать несущую повепхмогтЭТИМ причинам более предпочтительно РаС'
норшневыми кольцами Ь 110ршня в зоне между уплотнительными
О расточке для сбегаколецсм§з15
Рис. 3.3.22. Дисковый поршень с несущей поверхностью бм
материалом
заливки антифрикционным
Для заливки несущей поверхности отечественные компрессоростоои
тельные заводы применяют малооловянистые баббиты типа БН и Ыб за’
рубежные фирмы используют более дорогие высокооловянистые баббщы'
Иногда несущую поверхность поршня выполняют в виде бронзовой на-
плавки. когда бронзу наносят на специально подготовленную поверх-
ность путем напыления в расплавленном состоянии
Несущая поверхность из антифрикционных металлов снижает износ ци-
линдра и предотвращает задиры при использовании стальных поршней.
,>НС 3-3-23. Дисковый сварной поршень с одной несущей поверхностью между кольцами
□ и деталей поршневых компрессоров
Р.^ 77/. Конструкш^^ “
Р„с 3 3 21 Схемы двух типов порошей с несущей поверхностью:
а — обработанной излвух центров; 6-обработанной из одного центра
Поскольку диаметр цилиндра и диаметр поршня отличаются на вели-
чий то соприкосновение поршня с рабочей поверхностью цилиндра
может происходить на небольших опорных поверхностях (теоретически
по линии) удельное давление на которых может достигать высоких значе-
ний Поэтому опорная часть такого поршня на дуге 90... 120 обрабатыва-
ется по размеру диаметра цилиндра, а на остальной части окружности
поршня обработку проводят с учетом необходимого монтажного зазора s.
Такую обработку производят из двух центров или из одного центра
(рис. 3.3.21). Более распространено изготовление таких поршней из одно-
го центра (см. рис. 3.3.21, б). На дуге 10...15° с каждой стороны несущую
поверхность слегка занижают для предотвращения заклинивания поршня
при нагреве во время работы. Передний и задний концы несущей поверх-
ности скашивают под углом 1...2° на длине 15...20 мм для создания масля-
ного клина. Для удобства механической обработки поршней небольших
диаметров несущую баббитовую заливку несущей поверхности выполня-
ют кольцевой (по всей окружности поршня).
Несущую поверхность поршня выполняют без заливки антифрикци-
““ материалом (Рис- 3.3.22) или с заливкой антифрикционным ма-
|сри<июм.
тальны^пя'п'пп ‘10ршни большой массы и большого диаметра горизон-
Фрикционного метЯЖаЮТ специальн°й несущей поверхностью из анти-
колец (рис 3 3 231 ипГ’ ко™рая может располагаться между поршневых
анте поршень и цилин™ J*6 ИХ СТОроны (Р”С. 3.3.24). В последнем вари-
несущая поверхность сНрго0ГуТ П0ЛУчиться короче. Однако в этом случае
более жестких требований сзеркала Цилиндра1, что является причиной
этом случае может произойти °РКе компРессора. При неточной сборке в
ала несущей поверхности Пп выкрашивание антифрикционного матери-
полагать несущую повепхмогтЭТИМ причинам более предпочтительно РаС'
норшневыми кольцами Ь 110ршня в зоне между уплотнительными
О расточке для сбегаколецсм§з15
Рис. 3.3.22. Дисковый поршень с несущей поверхностью бм
материалом
заливки антифрикционным
Для заливки несущей поверхности отечественные компрессоростоои
тельные заводы применяют малооловянистые баббиты типа БН и Ыб за’
рубежные фирмы используют более дорогие высокооловянистые баббщы'
Иногда несущую поверхность поршня выполняют в виде бронзовой на-
плавки. когда бронзу наносят на специально подготовленную поверх-
ность путем напыления в расплавленном состоянии
Несущая поверхность из антифрикционных металлов снижает износ ци-
линдра и предотвращает задиры при использовании стальных поршней.
,>НС 3-3-23. Дисковый сварной поршень с одной несущей поверхностью между кольцами
попшневых компрессоопл
Р„С. 3.3.24. Дисковый сварной поршень с двумя несущими поверхностями
Несшая поверхность из антифрикционного материала может быть
п^Гнахтле 90 .120° (см. рис. 3.3.16) или по всей окружности пор-
шня В первом случае необходима фиксация положения поршня, чтобы
несший сегмент поршня, выполненный из антифрикционного материа-
ла находится в зоне контакта поршня и цилиндра (в горизонтальных ря-
дах-в нижней части). Во втором случае возможно вращение поршня
внутри цилиндра (такое вращение бывает необходимо при регулировании
мертвого объема ввинчиванием штока поршня в крейцкопф или его вы-
винчиванием).
Положение поршней горизонтальных цилиндров с несущей поверхно-
стью на части окружности фиксируют на штоке шпонкой или штифтом.
Особое внимание следует обратить на обеспечение хорошего сцепле-
ния заливаемого или наплавляемого антифрикционного материала с ма-
териалом поршня. Для этого в местах заливки баббитом на поршне вы-
полняют выточки в форме ласточкина хвоста, а поверхность, на которую
производится заливка, специальным образом обрабатывают (при заливке
оа итом чаще всего обезжиривают и лудят). Следует учесть, что важным
0ГРаничение интервала времени между обработкой по-
повепхностк°РШНЯ И нанесением антифрикционных материалов на эту
или его несше^пп^У0 поршня (см- Рис- 3.3.11, о) горизонтального ряда
ния удельного давленийТкп 0Пределяют ИСХ°ДЯ из допустимого значе-
ность цилиндра ’ С которым поршень давит на рабочую поверх-
ь н5
то^поршнеад юлНа Hec^PeHHnosep°HocTH(no Т°Ка; Ь ~ шиРина проекции несущейi по-
& ршневых колец. =рхности (по оси поршня) или длина поршня за выче
поверхнпШаТЬ 0,05 МПа дляС^^2УЩей повеРхности значение к не ДолЖ5
зоо Р ™ Избаббита- лунных поршней и 0,1 МПа для несуШеИ
•‘ольцамГ"" масла искошен
Т 3.25. Дисковый поршень с канавкой
Р"с’ ‘ |,ь,ми УплотнитеЛь11ым^коНаКОПЛе'
'лова . . ,,
"Орш^ » штако
Для уменьшения износа цилиндпя
„меняется крайние поршНев дра и порщНе
росами, а на поверхности поршня за ^полня^Т
рсмогреть кольцевые канавки мя Ми кольцами пп°
рис. 3.3.25). Масло, накопленное в” Накопления J P
Р1Васг хорошую смазку поверхности ско7аНавках-
ком „рессора, а также при уменьшенном°"Ь*ени* при пХ
емого в цилиндр масла. ННом количестве попяЛ
Сварные дисковые поршни. Свапняа
и 3.3,24) позволяет уменьшить массу ппнНСТрукция (см пиг Пи
массой литого чугунного. Основный Р На 30. 40 %™ 3’3’14- 3-3-23
дИсковых поршней заключаются в НрР£ДНости конструиПоваСравнению с
поршня (в том числе ограничить его ле°(РХОдим°сти обеУсг?ечипХСНарНЬ1х
деформации торцовых стенок) и О деФоРмаПии в осевом Л *есткость
^вильно выбрать формы торцов^0 ?рочн°^ь. П^и этом нЙеНШ’И
расположение сварных швов. ВыбираяSen™ ₽ебер жестк^™ и обадТи
тывают их доступность и последовательность п^НИе СВарных ШВОВ, учи-
ня один к другому в процессе сборки топшня X ВЭрКИ Тентов под-
зывает, что с точки зрения прочное"^XОтечественный опыт п0™
ребра с ободом L Поэтому обод поршня болХТ™ Жедательно связать
нескольких частей (рис. 3.3.26, а) д ^ ТоГ'ШРГ0 Диаметра выполняют из
ность сборки поршня с приваренными^ ободу nS' обеспечить возмож-
ен чае ребра / приваривают к торцовым^стенкям ?РТ жесткос™. В этом
ней части обода 4. Элементы 3 и ₽5прив^Тв ^с^
8 9
10 11
в
Рис. 3.3.26. Возможные варианты исполнения
сварных дисковых поршней
SSS
I
ЦИНти°РШневыс оппозитные компрессоры Пензенского компрессорного завода
ихимнефтемаш, 197I. - 61 с.
301
сталей поршневых компрессоров W
. /// Конструкии ________---
Гв ---------" большого диаметра (см. рис. 3.3.26, б)
ргких поршнях боль ступнце и ободу, а детальТРа
сварныхк Ториовым сте сварных ПОршнях среднего Ра°с'
т1кже пР,,вар военной к Реора1р. чзстей и провести сварку так же Ме’
^Ь»-^3=йгимойстенке'°при^
обЬ,Х ованных В этой стен к х сварного типа - соединен
В профРезе£ нагруженное место в J Ступина может быть выполнен!
На"°0Л тенок’с втулкой ступшы.^ . конструкции)л^На
TOpU°nrt (наиболее часто исп л . Поршень может быть приварен к
СТУПИЦЫ (СМ‘ РИС’ 3 * "«J
t и? таким образом не^и. наружНых поверхностей сварНо:
Окончательную механическую сварных швов.
го поршня проводят послег отж ссоров с0 смазкой. Литые диско-
Г° Материалы дисковых п ш шг ко. шре^
вые поршни изготовляютиз * а должна быть перлитной. Твердость
иированного чугуна, струж. р ^ алюминиевых поршней используют
Зе —iielfaie"сплавы (типа Ал1, Ал10В и т.п.). Литые поршни
подвергают старению. х стеНок, ребер и других деталей, изго-
В сварных поршнях длуорновых с сложной
товляемых из листаnpi_ ™ьное дитье марки 15Л Сварные поршни от-
формы (ступица,обод) сварке остаточных напряжений. После
З^^^в^ГокоХельную механическую обработку наружных по-
ВеРВНкомпрессорах. сжимающих агрессивные газы, сварные поршни мо-
гут быть изготовлены из коррозионно-стойкой стали.
Для заливки несущей поверхности поршня (см. рис. 3.3.23 и д.э./ч; при-
меняют малооловянистые баббиты типа БН и Б16. Иногда несущую по-
верхность поршня выполняют в виде бронзовой наплавки.
Технические требования к дисковым поршням. Отклонения от геометрии
наружной цилиндрической поверхности поршней (овальность, конус-
ность. бочкообразность) не должны быть более половины допуска.
Неперпендикулярность торцовой поверхности поршня и боковых по-
верхностей канавок для поршневых колец к образующей цилиндрическом
поверхности поршня не должна превышать 0,05 мм на 100 мм длины.
Смещение оси отверстия под шток относительно оси наружной ци-
линдрической (рабочей) поверхности поршня не должно превышать по-
ловины допуска на диаметр отверстия. На некоторых компрессорострои-
тельных заводах отклонение от соосности отверстия под шток относи
ллине°1ПпРУЖНОй повеРхн°сти поршня допускается не более 0,02 мм на
длине ши мм.
подбурт штокаперпе“дикУлярности торцовых опорных поверхностей
под шток не должно" ГаИКУ крепления поршня на штоке к оси отверс
ХонёниеТп .’Ревь,шать °>02 мм на длине 100 мм.
под поршневые кольнТ“дикулярности боковых поверхностей каиа
шток допускается не более 0 ПЗИТеЛЬН° °СИ посаД°чного отверстия
не оолее 0,03 мм на длине 100 мм.
» илокк
------------------—--------_^ГЛава 33 Поршни
с тавки для чугунных поршневых колец ВЫп
между торцовыми поверхностями порщНе,"°ЛНЯЮТ таким образом
мтобь' вки в чугунном поршне обеспечив/0 КОЛЬЦа и терновыми
//9/^. что позволяет поршневым ^тствХи
нВ-11 „гшках поршня. Выбирая значения это,ам св°бодно перемещать
СН 1Х „ поршнях, выполненных их дру?£ Зазора при п°Ршневы;
Читывать разные значения коэффиццещ^ ^Риалов, «водимо
он поршня и поршневых колец. теплового расширения мате
Г"‘* -лишение «цилиндрическая посадочная п™,
1И1няя поверхность расточки в поршне под шток! ^”°СТЬ штока-внут-
U ж полняют по посадке
1 рекомендуется гальваническое лужение hvtvhuu.
,и слоя покрытия 0,03...0,05 мм. Угунных поршней с толщи-
Полые дисковые поршни подвергают гидпанличргс
внутренним давлением. При этом давление испытан^ «X исп“таниям
Т11 поршня принимают в 1,5 раза больше максиммьнпгР^ ’П0Л0С’
J’в"юШего на поршень. максимального давления, дей-
1 Дисковые поршни компрессоров без смазки. Дисковые поршни компоес
соров без смазки отличаются от поршней компрессоров со смазкой конст-
руктивным исполнением внешней рабочей поверхности Эти от™ оп-
ределяются двумя причинами. Первая причина - при отсутствии смазки
в цилиндре необходимо исключить прямой контакт между движущимся
металлическим поршнем и неподвижной металлической рабочей поверх-
ностью цилиндра для того, чтобы не допустить задиров последней. Вторая
причина — при отсутствии смазки в цилиндре необходимо исключить за-
диры рабочей поверхности цилиндра элементами, уплотняющими зазор
между поршнем и цилиндром, т. е. между поршневыми кольцами и рабо-
чей поверхностью цилиндра.
Кроме того, поршни компрессоров без смазки в рабочем состоянии не
покрыты пленкой масла, и поэтому они должны быть выполнены из мате-
риалов. не подверженных коррозии под воздействием влаги, которая мо-
жет быть в сжимаемом газе.
Типичная конструкция поршня компрессора без смазки показана на
рис. 3.3.19 и 3.3.27. В конструкции поршня предусмотрено направляющее
(опорное) кольцо 2 (см. рис. 3.3.19), выполненное из самосмазывающего-
ся пластического материала, которое препятствует контакту между движу-
щимся поршнем и неподвижным цилиндром. Зазор между поршнем и
Цилиндром уплотняется поршневыми кольцами, которые выполнены из
1ЛК0Г0 же самосмазывающегося материала, что и направляю •
|]ри выполнении направляющего (опорного) кольца и у задиры
шневых колец из самосмазывающегося материала ис исключить
Рабочей поверхности цилиндра при работе без см ния газа> на
'Фижатие опорных колец к цилиндру сила” ные канавки на рабочей (на-
орных кольцах предусматривают РазгРУзсузКд опорных колец может
Равляющей) поверхности и на торцах. Раз Р. СВеолений. Внутрен-
цЬ'ть осуществлена также при помОШ“ "кольца должны плотно при-
Цилиндрической поверхностью опорн наружной цилинд-
ко дну канавки, в которой они Расйпол^‘Р^остью поршня для
ческой поверхностью выступать над рабо рабочей поверхностью
,ого- чтобы предотвратить контакт последнего с раоо
и деталей поршневых компрессоров
сборочных единиц
Рида /«• Конструш<^____---------
Рис. 3.3.27. Дисковый nonHlt>11
сора без смазки с двуМя £
(опорными) колЬца^“*л"к>|11|^1
/ опорные кольца; 2 — УПЛ0ТМо
.... кольца из фторлоновой ">Чс
3- экспандеры
,„ппы между торцами опорного кольца и канавки под него в
^„ндра. Зазору > рабочей поверхностью цилиндра и нару*’
ной даиндр^кой поверхностью опорного кольца выбирают с учетом
теП'лис~?2ршЦень компрессора без смазки может иметь одно опорное
копы о когда уплотнительные поршневые кольца располагаются по обе
™ Хны (см. рис. 3.3.19), или два опорных кольца, когда уплотнитель-
ные поршневые кольца расположены между ними (рис. 3.3.27). В после-
днем варианте поршень и цилиндр могут получиться короче.
Конструктивно опорные кольца выполняют с разрезом или цельными
(рис. 3.3.28). Цельные (неразрезные) опорные кольца (см. рис. 3.3.28, а)
применяют в тех случаях, когда на рабочей поверхности цилиндра имеют-
ся окна (например, для клапанов) или выход в расточку для сбега колец.
Опорные кольца с разрезом надеваются на поршень в разжатом состоя-
нии так же, как это делается с обычными уплотнительными поршневыми
кольцами. Опорные кольца без разреза напрессовывают на поршень в хо-
лодном состоянии с применением направляющего конуса-расширителя.
Наиболее распространенные современные пластические материалы, из
которых изготовляют поршневые и опорные кольца, созданы на базе
фторлоновых и других композиций и обладают способностью после де-
формаций возвращаться к исходному состоянию. Поэтому для опорных
колец из этих материалов подобный способ сборки не вызывает проблем.
ЛР ™рН°е К0ЛЬЦ0 должно ВТО охватывать поршень, поэтому при опре-
коэ(Ь(Ьи11иентРяат»ерОВ нужно учитывать различные значения линейного
Зазоры между нягпЛ0В0Г0 расшиРения Для фторлона и материала поршня,
дром должны соотвее?ХвРа?ь°п$с7°СТОЯНИИ опорным кольцом и ЦИЛИН'
На поршнях “ I оватьпосаДке движения.
число канавок для vnnnr^01308 без смазки обычно выполняют меньшее
вок для уплотнительных поршневых колец, чем число канавок
Рис' 3-ЗЛ8. Направляющие м
а ~ иельнп "0₽"ые) кольча дисковых поршней:
Цельное;вив_сразрезом
304
22233 "°р^иштоки
,„рессорах со смазкой и чугунными кольцами т»
„ ко*’ 1 ' число уплотняющих поршневых колы, как “‘пользуется
.си»; „„рсдслснии радиальной толщины цельных и
.."Ч",r"°
, |6Д,111С '
1 3.3.1. Радиальные толщины опорных колец « 4кгом„„„.._ ...
— ««« КОМПОЗИЦИЙ
Диаметр цилиндра, мм кольца $, мм
разрезного 1 Цельного
20...
2
3
4
5
6
8
10
10
12
3
35...60 5
60...130 6
130...200 8
200...300 10
300...400 12
400...530 13
530..660 14
660. ..800 16
В вертикальных рядах высоту' опорных колец принимают равной уд-
военной высоте уплотняющих колец. В горизонтальных рядах вьХ
0ПОрных колец выбирают таким образом, чтобы удельное давление от
суммарной массы поршня и половины штока на проекцию кольца не пре-
вышало бы 35 кН/м2.
Направляющие разрезные кольца во избежание дополнительного из-
носа не должны прижиматься к рабочей поверхности перепадом давле-
ния, как это имеет место в поршневых кольцах (см. §3.4.2). Поэтому их
разгружают от перепада давлений, действующих на внутреннюю и вне-
шнюю поверхности. Для этого направляющие разрезные кольца снабжа-
ют радиальными канавками, выполненными на торцах (см. рис. 3.3.28, 6).
Наилучшая разгрузка опорных колец достигается выполнением разгру-
зочных канавок как на торцовых поверхностях, так и на рабочей поверх-
носги опорного кольца (см. рис. 3.3.28, в).
Поршни компрессоров без смазки в рабочем состоянии не покрыты
пленкой масла, и поэтому они должны быть выполнены из материалов,
не подверженных коррозии под воздействием влаги, которая может быть
в сжимаемом газе.
Примеры конструкций дисковых поршней компрессоров без смазки
"‘’казаны на рис. 3.3.19 и 3.3.27. „ п опа
Нетрадиционные дисковые поршни компрессоров со смазкой. В совре
мениых компрессорах со смазкой при давлениях до 20 М а в
"'"Роко применяют нетрадиционные конструкции дисковых и ’
‘""'•огичные конструкциям поршней компрессоров без . Поош-
К(’мпрессоров без смазки (см. рис. 3.3.19 и J.J.z ), ...е из са.
Равляющие) и уплотнительные поршневые колв^ ’ onoDHbIX и уплот-
‘мазывающихся пластических масс, а констру ий ПОрщней
2"ouwx поршень колец таких нетрадиционных конструкции пори
1 1!'”‘ОТОЙ опорных колец принято называть размер колец вдоль оси поршня.
>n JVJ
9390
, „ деталей поршневых компрессоров
—————
гиииЛ аналогичны конструкциям опорных и у„
к'"”"';';опорные кольца в Нетрзд
"ЧЙ. м» » “""^“Компрессоров со смазкой искт„„.,
,,«-трукШ.ях поршней к поверхностью цилиндра. Все rv м°’’
"»Ршве“К.?пдаш«й компрессоров без
Н« Р-’нк »?„=^кольцам нетрадиционных дисковых поршней
рессоров со смазкош уплОтнительные кольца, установленные „
Конструктивно поршн х компрессоров со смазкой, аналогич
нетрадиционных дисковь н^ кольцам компрессоров без смазки. Ч'
ны поршневым > плот.в тельных КОлец из самосмазывающИхся Ма.
4,,a\nOHeX.mHOHHb.x поршнях компрессоров со смазкой можНо
териалов в нетрадиц r порШнях компрессоров без смазки (См
принимать тем же, \ <ч.
§ 3-4'2)' niJuklP писковые поршни компрессоров со смазкой имеют пял
S ". 2“- с традиционны...........конструкциями. Гла,Й
?хР пп имущество заключается в том, что при их использовании резко
уменьшается износ рабочей поверхности цилиндра, так как изнашива-
йся Zee мягкие направляющие (опорные) и уплотнительные поршне-
вые кольца выполненные из самосмазываюшихся материалов. Износ
пабочей поверхности цилиндра настолько мал, что в ряде случаев на ней
даже не предусматриваются расточки для сбега колец. Стоимость опор-
ных и уплотнительных колец и их замена значительно меньше ремонта
рабочей поверхности цилиндра. Это преимущество нетрадиционных
поршней компрессоров со смазкой особенно важно при современной
тенденции повышения быстроходности поршневых компрессоров, когда
средняя скорость поршня может достигать 6 м/с и даже более, так как
чем больше средняя скорость поршня, тем выше темп износа в возврат-
но-поступательных парах трения и прежде всего — износ рабочей поверх-
ности цилиндра.
В нетрадиционных конструкциях дисковых поршней компрессоров со
смазкой опорные и уплотнительные кольца выполняют из самосмазываю-
шихся материалов (см. далее в этом параграфе), что обеспечивает их ма-
лые взносы в пусковые периоды, когда масляная пленка на поверхностях
еще не полностью сформировалась, и что предохраняет цилиндр комп-
I ессора от задиров при аварийном выходе из строя системы смазки,
ет цит'.Т'2’1110 самосмазываюшихся материалов в парах трения позволя-
использовать миниРаТИТЬ количество подаваемой в цилиндр смазки, т. е.
можно даже отказатьс^т МикросмазкУ Цилиндров. В ряде случаев воз-
смазки только в сальник™ подачи смазки в цилиндры, оставив подачу
лающей в цилинлп Гч° ЫС уплотнения штока; при этом смазки, посту;
работы опорных и vnnnr ьников’ оказывается достаточно для нормальной
Уплотнениез У лотнительных колец.
чивается уплотнителем^/™£^.Нем и цилиндром в этом случае обеспе-
того же самосмазываюшегп 110ршиевь1ми кольцами, изготовленными и3
Требования к немХ МатеРиала- что и направляющие кольца.
11 уплотняющих коленетпзпИМ матеРиалам направляющих (опорных)
Рессоров со смазкой аналог/чи?1ЦИ°^НЫХ инструкциях поршней комп-
306 1 гРсбованиям к материалам, из которь
—~ !' /мл»™, и шпюки
,„Я1ОГ опорные и поршневые уплптъ.
„ -° мазки (схк § 3.4.6). Однако к так^ мТЬНЫС кольца комппее
ЬдК смазк" с поршмм“ Hnw“«SS“X£X
см-
« 3 4 дифференциальные поршни, поршни ямо
3 3 ПЛУНЖЕРЫ НИ ВЬ1С°КОГО ДАВЛЕНИЯ,
шффсрснциальным поршнем называют комКи
JbKHX рабочих полостей, объединенных в одинЕ ПОршней »*'
1, С одной детали или единого сборочного узла выполненных в
?,ра „„казан на рис. 3.3.3. ПоршкемяХцв?ки™*"’™ «-
Еятся расположить ближе к центру тяжести опорной п^р ршнях стре-
;;1Я поверхность может быть выполнена^ли наZXn™
о шня. ИЛИ на большем и малом). Чтобы не boX,0
.вшивания поршня в цилиндре переход от большого диаметра к ХХ
выполняют коническим. По той же причине диаметр поршня шсокого
давления на участке до головки делают на 1...3 мм меньше диаметра го
довки поршня (см. рис. 3.1.13). Под головкой в этом случае, как это было
сказано выше, понимается часть поршня, на которой размешены поршне-
вые кольца.
Поршневой палец дифференциального поршня, выполненного по схе-
ме б (см. рис. 3.1.1), может выходить в рабочую полость второй ступени
компрессора, когда полость внутри полого пальца может служить как бы
дополнительным мертвым объемом второй ступени. Поэтому в таких
компрессорах внутреннюю полость пальца выполняют с одной стороны
«глухой», а с другой стороны закрывают заглушкой (см. лист А.1.16 разде-
ла «Атлас») или заглушенной с двух сторон (см. лист А.1.15 раздела «Ат-
лас»), В этом случае возможны дополнительные утечки в картер через за-
зор между поршнем и цилиндром и зазор между пальцем и бобышками
поршня. Чтобы исключить эти утечки, нижнюю часть поршня увеличива-
ют, располагая обычный плавающий палец в поршне таким образом, что-
бы он не выходил в рабочую полость второй ступени (см. лист А. 1.2 разде-
ла «Атлас»).
Дифференциальные поршни бескрейцкопфных компрессоров ступе
"с" среднего и высокого давления выполняют составными (рис.
"°С"Тольне большой ход поршня, трудности преда^^^ этой проблемы
‘ х поршней внутри расточки цилиндра. Дл Р поршня высоко-
"ользуют шарнирное или двухшарнирное с Д называемые «летаю-
° Давления' (см., например, рис. 3.3.34), или так назы
’с” поршни, которые не закреплены на на"р 8 ЦИЛиндре. В ком-
10е '"пенной с шатуном, и потому самоцентрируются
«„„армиях поршня высокого дав-
1еци>! Il)иробнее об одношарнирном и двухшарнирном со
далее. 307
20*
Рвнчл Hl Конструкции сборочных единиц и деталей поршневых компл-^^ш
___________________________________ ________________________ ' СоРов
Рис 3 3.29. Составной (о) и цельный (б) дифференциальные поршни бескрейцкопфного
компрессора
прессорах высокого давления во время работы такие поршни постоянно
прижимаются к направляющей части поршня силами давления газа, кото-
рые больше сил инерции «летающего» поршня. При этом при конструи-
ровании учитывают, что во время пуска компрессора «летающий» пор-
шень под действием сил инерции и газовых сил своей головкой ударяется
о головку цилиндра и своей пяткой — о направляющую часть поршня до
тех пор, когда силы давления газа на поршень будут больше сил инерции.
Общие сведения о конструкции дифференциальных поршней крейцкопф-
ных компрессоров. Дифференциальные поршни крейцкопфных компрес-
С0РПи<ыьП°’111ЯЮТ цельными (рис. 3.3.30) или составными (рис. 3.3.31).
как т™?ип1НЦИаЛЬНЫе поршни ступеней низкого и среднего давления,
костенного гтЯЬпё°1НЯЮТ чугУнными или (для уменьшения массы) из тон-
спТвов 0,0 ЛИТЬЯ’ и;,и сварными и реже - из алюминиевых
нионная ЗСГ°М бЛ°Ке ЦИЛИНДРОВ предусмотрена компенса-
легчения изготов^ёния лиЩщ°Л0СТЬ’ То с 4елью Уменьшения массы и об-
открытым в эту полость (см риёГзТз!)ЫЙ ПОршень делают составным и
разован штоком с закпепёрый ВКОТОРЬ1Х Дифференциальный поршень об-
Так же, как в бескоейп^пёж НЭ НеМ гол°вкой поршня (см. рис. 3.1.26).
высокого'давления вьш^^ диаметр тела поршня
С Ичед11 0117,7 на Рис. 3 3Т30)Э О’8’"2,11 мм меньше диаметра головки
вым и определяется значениями ™ В К0М|,Рессоре принимается одинако-
। ода поршня I ступени1 Поэтому порш-
'-м. том I.
308
Рис. 3.3.30. Цельный дифференциальный поршень (а) горизонтального компрессора
и конструкция головки поршня ступени высокого давления (б)
ни ступеней высокого давления имеют малый диаметр и относительно
(большой ход, а следовательно, большую длину. Такие длинные поршни
требуют тщательной центровки их относительно расточки рабочей поверх-
ности цилиндра. Даже незначительные перекосы таких поршней могут при-
Bcmt к задирам. По этой причине поршни ступеней высокого давления вы-
полняют самоустанавливающимися по оси цилиндра.
На рис. 3.3.31 показана простейшая конструкция
самоустанавливающегося поршня высокого давле-
ния. Самоустановка поршня высокого давления воз-
можна за счет зазоров в соединении его с поршнем
низкого давления. Поскольку газовые силы, действу-
ющие на поршень высокого давления, все время зна-
чительно больше, чем силы инерции, то поршень
высокого давления постоянно прижат к поршню
низкого давления, и нет перекладки зазоров в этом
соединении при работе компрессора. пбеслов-
Чтобы избежать повышенных »=Х„н2ьн°«
1СННЫХ перекосами поршней в дифф Р шарнир.
1,11 (индрах высокого давления, испол у порш-
"ые соединения поршня высокого Дав 11аонирного
"см низкого давления. Простой ваРил ‘ поршнем
соединения поршня высокого давле!: бодее слоЖ-
низкого давления показан на рис. 3. • >
•‘нс. 3.3 41 г
• Составной открытый дифференциальный поршень
высокого давления с наборной головкой
, „ деталей поршневых компрессоров
единиц и _____________________
сборочных
Рис. 3.3.32. Простое шарнирное C0Pn
поршня высокого давления с поршнем "'"Не
давления ”
Ptjdrj т- ^нструкии“
ные - на рис. 3.3.30 и 3.3.33. в Ва
анте шарнирного соединения, по-
денном на рис. 3.3.30, шайбы /, 2С
нои стороны и 5, 6 с другой соедино'
ются друг с другом по сферический
поверхностям, имеющим один цент 1
Между деталями 3 и 4 предусмотрен
зазор. Такое соединение допускает
как угловые смещения поршня высо-
кого давления, так и радиальные, про-
исходящие в параллельных плоскостях
Ти Y.
Во время работы силы давления
газа на поршень высокого давления
всегда больше сил инерции. Поэтому
головка шарнира всегда прижата к
пяте со значительным усилием, что
вызывает большие силы трения в шар-
нире.
Использование одного шарнира не
всегда дает удовлетворительные ре-
зультаты, так как момент от силы тре-
ния в нем может быть больше, чем мо-
мент от боковой нагрузки. Примене-
ние двух шарниров, находящихся друг
от друга на некотором расстоянии, по-
линдр7(рисиТз)341)1СОКОГО давления самоустанавливаться в расточке ци-
^нтакт^шарнипе" ПпиСеТ сФервческий Угол, по которому происходит
жен эксцентрически!? сФерическом У™е пары шарнира возмо-
(Рис. 3.3.35, б), что можеС аКТ С эксцентРиситетом е в одной точке
конструкцию неработосппгпк^“СТ^ К повышенным износам и сделать
ровании поршня. нои- слеДует учитывать при конструи-
Наборные поршни Пгт
Диаметр и уплотняются п?п1и?ТУПеНе^ выс°кого давления имеют малый
поршневыми кольцами с увеличенным отноше-
1 ис- 3.3.33. Поршень ступени выс
° давления с шарнирным соединением головки
рис. 3.3.34. Два варианта (а и б) двухшарнирных поршней высокого давления
пнем / Mi- радиальной толщины кольца / к его rUa
чем состоянии (внешний диаметр кольца в этЛ . Нему диаметру в рабо-
pv расточки цилиндра Du). С увеличением значЛ^0™™ РавенДиамет-
иышаются упругая сила колец и их удельное пянпао, отношения t/DH по-
ра. Чтобы поршневое кольцо завести в канави ппп На зеркало нилинд-
ходимо расширить до внутреннего его Sfe™PUT’последнее не°б-
порпшя или, что то же, — больше D что nLn РЭ’ большего Диаметра
кольцо над гребнями между канавками. При бХи^е^^
шневые кольца не могут быть заведены в канавки на поршне таюш ™о'
сооом, так как при этом в них возникают высокие напрмя Изгиба и
б
1 *че. 3 3 зк и /м возможный эксне1ггрическнй контакт и
'“'чвм,;,. ' ДвУХшарнириое соединение поршня (а), малом сферическом угле шаро
"""не „а поршень пары сил N-N на плече / и Р-Р Р" "
вого контакта в этой конструкции W । ,
, „ деталей поршневых компрессоров
пгкиии сборочных единиц
Раздел ///. КонстР) _________________
1’ис. 3.3.36. Два варианта кон,^
наборного норцпщ V>,<|ihh
кольцо может сломаться. р
поршни высокого давления вк10^у
няют наборными (рис. 3.3 36^ °л~
пользуя дистанционные кольца пс'
варианта I и Я Дистанционных ^Ва
леи, используемых в наборных ПК°
шнях, показаны на рис. 3.3.36 0°Рп
наборных поршнях поршневые В
б дистанционные кольца заводят И
свободном состоянии без разгибания.
торца поршня в свои д ПЛОТНЫ) так как в них возможны перетечки
НаХсетеХм поршня и дистанционными кольцами. Газ проника-
Га3йап пУальные зазоры между дистанционными кольцами и затем в обход
пТоош“евых колен поступает в полость низкого давления. Исследования
показывают что утечки через наборные поршни больше утечек через пор-
шни оСной конструкции в 2...2,5 раза. Поэтому плотность прилегания
тоопов дистанционных колец обычно проверяется наливом керосина
внутрь дистанционных колец, положенных друг на друга.
Существуют конструкции наборных поршней, дистанционные кольца
в которых самоуплотняются под действием давления газа на торец порш-
ня. В таких конструкциях дистанционные кольца служат опорой для тор-
цовой части поршня и воспринимают силу давления газа, действующую
на последнюю |20].
В современных компрессорах в ступенях высокого давления все чаще
применяют сегментные поршневые кольца, состоящие из двух частей (см.
рис. 3.4.2, д'), что позволяет избежать использования конструктивно слож-
ных наборных поршней. Имеется опыт использования разрезанных на две
части поршневых колец при установке их в поршень без экспандеров.
Дифференциальные поршни компрессоров без смазки1. Так же, как диско-
вые поршни компрессоров без смазки, дифференциальные поршни комп-
рессоров без смазки снабжены направляющими (опорными) кольцами,
“неннь|ми из сам°смазывающихся материалов. Эти кольца предотвра-
na6nupft°nTai<T между металлическим корпусом поршня и металлической
обеспечивается пптЬЮ' Уплотнение зазора между поршнем и цилиндром
ми из самосмйзкт?ШНеВЬ1МИ уплотнительными кольцами, изготовленны-
еделаны опорные koS)* Материала (из того же материала, из которого
опорныеРи уплотнитепкмг.еНИЯХ Д° 20 МПа в компрессорах без смазки
пластических масс (кпмпа' Кольца выполняют из самосмазываюшихся
Имеются сведения что На основе фторлона или полиамида),
кие массы, применение кп™ЛИСЬ новые самосмазывающиеся пластичес
тельных колец обеспечиняртРЫХ ЛЛЯ изгот°вления опорных и уплотни-
J3 смазки при больших давленияхЛеТВ°РИТеЛЬНую ра®оту к°мпРессор°В
312 таЮКе ДИСК°ВЫе П°РШНИ ком"Ре«оров без смазки в § 3.3.3.
1И и штоки
П°РШН\
п» «««^ “
к"с ",‘с низкого давления) или по двум hl СКОльзяШими 1ю ш*0"'Та’
пор"1' . давления) металлическим onnn? ПоРшне низкого иДН°И (на
iii.ic"k< с заливкой белым антифрикцион₽НЬ1М ПовеРхностям п поршнс
;1СЛастся в дисковых поршнях. ДлящплТв^^ анадогичн?Х'
применяют малооловянистые баббиты БН и Ки°ПпОрных поверхЕ
£ ..яX па опорную поверхность 100...200 кН^^МДельныГХ
г.иом Ь'ь3- .. ИВКУ производят баб-
п" традиционные дифференциальные порШни КОмпп
м, дои...о нетрадиционным конструкциям диСк0^С°РОВ со сма1кой*
, ,от нетрадиционные конструкции диффереДцС™ВВ1х П0Ршней приме-
‘ч()ров со смазкой, в которых использованы опХ1 П°РШНей комп-
on.ua из самосмазывающихся материалов котопм₽ упдотнительные
и,но работать со смазкой. В настоящее впема™ могуг Удовлетвори-
' юшиеся пластические материалы, УДОШ1етвоРрител^еСТк£ЮТ самосмазы-
,‘ёссорах со смазкой при давлениях до 69 МПа Работающие в комп-
11 1 |.|Унжерные поршни. В ступенях высокого давления пап,,.
на „рцжимаются к рабочей поверхности цилиндра со значительньш^^и'
шсм. которое обусловливает большой их износ" Следует понимать во
внимание. что при больших усилиях прижатия колец к цилиндру масло
выдавливается из зоны их контакта, что значительно ухудшает смазку
трущихся поверхностей кольца и цилиндра и способствует увеличению
,емпа их износа. При больших усилиях прижатия поршневых колец к
зеркалу цилиндра возникает проблема отвода теплоты, выделяемой при
трении колец.
По названным причинам уплотнение поршней поршневыми кольца-
ми рекомендуется при перепадах давления менее 50 МПа. При больших
перепадах давления рекомендуется применять плунжерные поршни
(рис. 3.3.37), уплотнение которых осуществляется путем выполнения
на поршне лабиринтных канавок и сальников. Плунжеры могут выпол-
ни гься гладкими с уплотнением только сальниками (рис. 3.3.38 и см.
рис. 3.1.32).
11лунжеры имеют малый диаметр и большую длину и нагружены с тор-
на высоким давлением. Поэтому они должны быть проверены на про-
дольный изгиб, как стержни с шарнирной заделкой. Иногда ход поршня в
ряду компрессора с плунжером выбирают укороченным из соо ражении
прочности плунжера на продольный изгиб. пи,,..янир
По той же причине (малый диаметр, большая длина) ос
седует уделять точному направлению плунжера в ц р ’ в парал-
•'ч.пьпос биение крейцкопфа, вызываемое пере1^1^ eD0B КОмпрессо-
•1е ,ях, для плунжера недопустимо (особенно дл Уиспользуют
ров сверхвысокого давления). Для решения э™“й опфом, а с промежу-
елинение плунжера не непосредственно с, р й K0]L0M посредством
0,|||ым ползуном, в свою очередь связанным Р
||,()йного шарового шарнира или гибкого штока.
( б'м
с. " О сила^С НСгРадици°нные дисковые поршни компрессоров со смазкой в § 3.3.3.
' S 3.4.2. ’ 'Сжимающих поршневое кольцо к рабочей поверхности цилиндра,
313
попи/невых колтрессооп»
119+0,3
Рис. 3.3.37. Плунжерный поршень
Рис 3 3 38 П
«а Давление 250 МПа с гладким плунжерным поршнем и комбинирован-
ным клапаном в головке
-- ----По1,Шни “
ин важным вопросом, который приХо,,„
||>ксрОв, является отвод теплотыSu СЯ Р^ьпри ИСПп
„ш п ,ь1>1110 отвод теплоты трения осуЕ * от сальниковогоЕ™’
е вшжных уплотняющих элементовЕЕ™ ДВУ«*
ш"1 бывающим по специальным каняп,Прот°чным охлажп^ 1) от
„ороны; 2) от ПОАВИЖ,^™»
I'"1' . ,,,м » дополнительных охлаждать ра - "«точным S пы с
i“; ОСРОВ1П..Х УПЛОТ„ЯЮШ„Х SSSS-
JE зеркаЛьного блеска ' ^«Фуют и поли
рм.ость плунжера подвергают специадьньщ споспвШен”я износа та-
ймер. азотирование) или выполняют из спеЕ М обРаб^ки (на-
атсриалов (например, напыление карбида SdE'i износ^™йких
хнжера или изготовление плунжера из каобипя Р ?а повер*ность
Для азотируемых плунжеров используют стали 35ХмЙРа?^кЦ.е.ДИК0м)'
;S\K)A. JoaMIOA или
Овальность и конусность плунжера допускают в
.1011уска. ТОют в пределах половины
§ 3.3.5. ШТОКИ
Назначение штока. Оно состоит в том, чтобы передавать движение от
крейцкопфа к поршню и передавать усилия (энергию) от крейцкопфа к
поршню п от поршня к крейцкопфу. Шток соединяет поршень с механиз-
мом движения, и его относят к поршневой группе деталей.
Классификация штоков. Различают штоки для скользящих поршней,
расположенных консольно (см. рис. 3.3.11, а), и сквозные штоки для под-
вешенных поршней, которые расположены посередине штока, имеющего
.те опоры и два сальниковых уплотнения (см. рис. 3.3.11, б).
Часть сквозного штока со стороны механизма движения нагружена
больше, чем его другая часть. Однако обе части штока выполняют одина-
кового диаметра с целью унификации сальников. По той же причине
пи оки с консольными поршнями для всех рядов многорядных компрес-
соров обычно выполняют одинаковыми по диаметру, если даже по усло-
виям прочности этого не требуется.
Конст рукция штоков. Типичная конструкция штока показана на рис.- ).
Обычно поршень фиксируется на штоке при помощи гайки, которая
прижимает поршень к плоскому (см. рис. 3.3.16, б) или
Фис. 3.3.40) упорному бурту штока на штоке, или к пеРех°д” Жикс-шню
МУ кольцу (см. рис. 3.3.17). Из технологических соображении ф >
|,0Ршня на штоке по конусу применяют редко. ^пп„пп„ необходимо
При использовании поршней из алюминиевых L ‘ я в месТе кон-
.^сисчить допустимые для этих сплав°вЛ^Яую площадь контакта. При
‘К1а поршня с буртом, т.е. обеспечить бог у заодно со штоком
'1"° ‘ьзовании штока с высоким буртом, выл еспечиваЮщую допусти-
"меющим большую опорную поверхнос , смятия, при меха-
мь,с Д-ня поршня из алюминиевого сплава напряжения
। ппименение карбид вольфрама 1
5 6 r<BK0Kg мпРессорах сверхвысокого давления наш
315
- к яботке штока в стружку уходит большое количество металла,
ническои обработке шток увеличивают> а с целью уменьшения
Поэтому высоту oypi алюминиевого поршня применяют пере-
удельных Д^вХпское^ое кольцо (см. рис. 3.3.17) с большой пло-
ходное упорное пли обеспечивает допустимые для алюминие-
™ raSe ^напряжения. Аналогичное стальное у„ор„«
ВЫХ п пясполагают и со стороны гайки. Упорное стальное переходное
Еолшо иногда устанавливают между поршнем и буртом штока и при чу-
дных поршнях. Необходимую площадь контакта между поршнем и
упорной поверхностью бурта (переходного упорного кольца) определяют
исходя как из максимальной газовой силы, действующей на поршень, так
и, в необходимых случаях, и из максимальной силы инерции поршня.
Для уменьшения концентрации напряжений переход от бурта к стерж-
ню штока рекомендуется выполнять плавно по радиусам с заглублением в
тело штока и бурта (рис. 3.3.41).
Рис. 3.3.40. Фиксация поршня по
конусному упорному бурту на штоке
316
Рис. 3.3.41. Рациональная конструкция
упорного бурта штока
л о в a 3.3. Поршни и штоки
2~
1
!’мс. 3.3.42. Схема обработки сквозного
"° МУМ осям ; _ ; н 2
13Х с подвешенными поршнями дли»
При обработке длинный ШТок Шт°ка может к
"" ни резания, что может сказать™ и°Жет ИМеть болыпи»Т быть боль'
Г|Я компенсации этого прогиба и,Точности его изготоп„Р°ГИбы от
^скаюшимся под небольшим углом S Гн* обта^акХ двум
ч U I» рис. 3.3.42) с тем, чтобы при обоаб^(Наеучастке -О и 2 2 (на
ямилась. Эффекта уменьшения влияния пр^ °бщая °‘ь штока вьш-
ботки на точность изготовления можно та^ет?™3 во в₽емя «бра-
выми способами механической обработки 1211 ИЧЬДругим1' специадь-
В отечественном компрессоростроении ( иепмп
кОц| рекомендуется штоки выполнять диаметр ^кфикации сальни-
5; 32- 40; 45; 50; 60; 70; 80; 100; 120 и 130 мм?п°и пРабочсй части « X:
щамсгра штока, соответствующем допуску Й6 Пустимом отклонении
Крепление поршня на штоке. Наиболее часто ппп.
Я открытой (выступающей) (см. рис. 3 3 17) или наЛтоке крепит-
и 3.3.18) гайкой. Самоотвинчивание гайки за^прп еннои (см-Рис-3.3.16
„поке, может привести к тяжелой аварии ПоэтомуэХХх,П0[ТНЬ На
зафиксировать (застопорить)2. Гайка, навинченная\аУшток^Не°бХ°ДИМ0
поршне только в том случае, когда’лорш^Хю^ХХ?'
„ан на штоке и не может проворачиваться относительно штока (см
рис. 3.3.18Х Если поршень может проворачиваться на штоке то гайку не-
обходимо фиксировать стопорением непосредственно относительно urro-
, ка (см. рис. 3.3.17). В компрессорах с усилием по штоку 20 кН и более на-
шло применение крепление поршня на штоке гайкой (рис. 3.3.43), кото-
рая получила название «мультилок».
Крепление поршня на штоке может осуществляться не только гайкой,
но и с помощью винтов (см. рис. 3.3.25 и рис. 3.3.44) или шпилек
(рис. 3.3.45). Такие крепления считаются более надежными.
ни ' С||,°собНы 1ах См‘ главУ 3-5.
4 '°м | _ Т.иксации гаек от самоотвинчивания см. Орлов II. И. Основы конструирова
1X1 Машиностроение, 1988.
317
....... и деталей поршневых компрессоров
сборочных еОи'"*__________________
раэдел 1Н. K0Hcmr^_J_--—-
Рис. 3.3.44. Крепление поршня
на штоке с помощью винтов
Рис. 3.3.45. Крепление поршня на штоке с помощью
шпилек
Крепление поршня гайкой на штоке необходимо выполнять напря-
женным (с натягом), чтобы исключить раскрытие стыка, образования за-
зора (и возможности ударных нагрузок) между поршнем и буртом, а также
между поршнем и гайкой. При этом следует иметь в виду, что поршень и
шток изготовляют из разных материалов, имеющих разные коэффициен-
ты теплового линейного расширения. Последнее очень важно учитывать,
если на штоке крепится дифференциальный поршень, имеющий боль-
шую длину. Некоторые компрессоростроительные заводы при креплении
длинных дифференциальных поршней на штоке применяют предвари-
тельный нагрев штока на 40...50°. Иногда длинные дифференциальные
поршни крепятся к штоку только одной передней стенкой (рис. 3.3.46).
этом случае передняя закрепленная на поршне стенка должна быть уп-
лотнена по штоку.
м штоки
------------------------------------------Глава 3.3. Поршни
! д.......................................~
'“к-
Ilt ' ,«тьея по ...току, В противно’ S™3“ "°ст'»“
п некоторой мере скататься мертвым nSS!S" "°”еть “Р-
!«»',°ЪХ“нТ‘>”Й ПР0КЛМК"- ’"’"“““«оГв’еХяже^и";™.
РсзХна’штоке выполняют мелкой и со скругленными впадинами для
чтобы уменьшить концентрации напряжений. Резьба нарезается
10 - термической обработки (улучшения).
"° шнсние штока с крейцкопфом рассмотрено в § 3.6.4.
Сквозные штоки. Обычно сквозные штоки уплотняются сальниками
о стороны механизма движения, так и со стороны хвостовика штока.
\‘11' \.цые штоки можно выполнять без уплотнения со стороны внешней
(см. рис. 3.3.19). В этом случае в них предусматривают канал, со-
К'Ь поший закрытую полость, в которой движется ненагруженный хвос-
Н к штока, с рабочей полостью цилиндра для того, чтобы в закрытой
'о'ости не было сжатия газа.
Изготовление сквозных штоков вызывает технологические трудности
, 11Х большой длины. Во-первых, поковка таких штоков нетехноло-
"3 3 \ Во вторых при механической обработке длинного штока трудно
".'лечить высокий класс точности. В-третьих, возникают сложности с ул-
ичением рабочей поверхности. Поэтому иногда сквозные штоки выпол-
1 . ’ составными (рис. 3.3.47), состоящими из двух частей. В этом случае
X штока может быть уготовлена из более дешевого
, ,, ипоме того облегчается механическая и термическая обра-
ботка" Герметичность узла с составным
кой торца бурта штока к уплотняющему соблюдением строгой перпенди-
иость составного штока обеспечиваетеоси.
ю.тярности сопрягаемых торцовых пов р
Рис. 3.3.47. Составной cM0JH0“ ^K‘6cllKa с нарезанными зуОимн
' пор.нены 2 - передний шток; 3 - '',0PU,,,CBOe "
для предотвращения самоот Р
319
и деталей поршневых компрессоров
г.м.,„
w „ трс6мМ..«S
MaTCP"vA а азотируемые иь'пГсталей. 8*^К)д
?5. < •' nnvrux легированн подвергают поверхности
НКСЯ..«. шлифуют. а для компрессор^**» »«.
"араметр шерЮ10"а"*™ «*£
дааек“ и п"“р"о“ 6Урта к °си “"линдриче
Ториевое биение превышать 0,02 мм на 100 мм диаметра "
поверхности штока не деской поверхности, сопрягаемой с пор
РаДИаЛЬН™^о рабочей поверхности штока рекомендуется Д0ПуР.
шнем, о™осителыноJ отклонение от соосности резьбового или гладк0.
катьнеболее^025 мм,соединения с крейцкопфом или серьгой) относи-
го конца штока ( с и штока _ не более 0,02 мм. Ряд компрессоро-
ТеЛЬН7паьных заводов допускают несоосность сопрягаемой с поршнем
«риче кой поверхности и трущейся в сальнике цилиндрической
пов рано сти штока в пределах допуска hl на диаметр. Посадку в соедине-
нии Хотиень-шток выбирают Hl/fi> или НЛ/тЬ. В случае использования
птой посадки Ш/тб притирку поршня к бурту осуществляют с помощью
контрпритиров.
Торцовое биение опорной поверхности гаики крепления поршня к
штоку- относительно оси резьбового отверстия на диаметре опорной по-
верхности следует допускать не более 0,05 мм.
Искривление оси штока или радиальное биение цилиндрической по-
верхности штока должно быть меньше 0,07 мм на 1 м длины.
При изготовлении штоков рекомендуется обеспечить следующие пара-
метры шероховатости: рабочая цилиндрическая поверхность штока —
0,16, опорная поверхность бурта — 0,32 мм.
Рабочую часть штока подвергают поверхностному упрочению, напри-
мер азотированию. Лучшие результаты дает ионное азотирование.
Резьбу на штоке обычно подвергают упрочению накаткой.
айки штоков изготовляют в комплекте со штоком. Поверхность резь-
оы гаики должна иметь чистоту обработки, соответствующую параметру
nv»uAMiar0C™ Не ниже мкм- Биение опорного торца гайки при на-
hvtoctk '"1аметре Резьбы свыше 15 мм должно быть меньше 0,05 мм. Вог-
' и выпуклость опорного торца гайки не допускается.
Глава 3.4
ПОРШНЕВЫЕ КОЛЬЦА
Уплоп § 3 41 °БЩИЕ СВЕДЕНИЯ О ПОРШНЕВЫХ КОЛЬЦАХ
Уплотнение зазораРмеТ,^^,''°рш,1СМ и Ра®очей поверхностью цилиндр®-
может быть двух видов- п г ршнем и Рабочей поверхностью цилиндр
РОМ> т е-лабиринтное yninwpPbI™eM 3a3OPaJ 2) с гарантированным
32Q *,и1и*нение.
"------3.4. n
„ ною очередь перекрытие зазопя . -------~~___22К°льца
1 Nl, осуществлено: ра между Порш
>С1 .рпшевыми уплотнительными коли, И ЦИлинДРом мо
.....(см. рис. 3.4.21); ‘"«“««и (Св.
ушейся мембраной (рис. 3.4.1) 7);
jjiop между плунжерным поршнем
••ля ₽аслоло«— “ss:-г -
' |(Jllf,o 1ЫПСС распространение для «п„ ЦИлиндре (см
„шдром получили поршневые кольп°яТНения За*>ра меж™
11 |(111Ь1 поршневых колец. Поршневые t ЗДУ Поршнем
„„нигсльные (компрессионные) маспТ^ Делятс« по назНяи
ЕS'Srкольца
। [азначение уплотнительных поршневые Поршня
поршнем и рабочей поверхностью цилиадпТ? ~ пере*Рыть зазор меж™
газа из рабочей полости или притечке гам в Препят^вовать S
|1ЯЮ111,Ш Эффект колец основан на лабириНтНОм ЛРез ЭТОТ заз°р- Сот
на плотном прилегании их к зеркалу ЦИли ™°аМИТСТВИИ набора кол^ц и
Шня. I Юршневое кольцо при работе приж=СЯ канавок пор
рическои поверхностью к рабочей поверхности о и^шней цилинЬ-
перепада давления газа перед кольцом и за Щра под Действием
ми собственной упругости или силой упоХ(тиМ ДаЛее)’атакжееила-
(спсииа.тьным упругим кольцом разжимХ..» пРУжины-экспандера
„угрю Оно также прижимается боков™то„ХойТ““еВ”е
“ канавки .поршня под суммарным Дейст^Хы^^Х".:
нпя газа, действующим вдоль оси поршня, и силы трения, которая воз-
никает при движении кольца по рабочей поверхности цилиндра. Под-
робнее об уплотнительных поршневых кольцах см. § 3.4.2.
Назначение маслосъемных поршневых колец — перекрыть зазор между
поршнем и рабочей поверхностью цилиндра, чтобы предотвратить попа-
дание излишков масла в рабочую полость бескрейцкопфного компрессо-
ра. цилиндры которого смазываются разбрызгиванием. Подробнее о мас-
•юсьемных поршневых кольцах см. § 3.4.3.
Дроссельные поршневые кольца используются в компрессорах высокого
предназначены для дросселирования газа (с целью уменьше-
давления и 1 , .. „пмп_
ния перепада давления, действующего для
лект уплотнительных поршневых к0^ еж.
уменьшения пульсации давления в "°л° стабили.
'У уплотнительными кольцами (с ие колец
ЗДии работы уплотнительных порш янления,
(см. рис. 3.4.15)]. Уменьшение перепада Д л
Действующего на комплект У™0™” Д пОЛостях
;,си, и уменьшение пульсации давле пОЗВОляют
между уплотнительными кольцам* ,.ипиндра-
уменьшить износ рабочей поверхно пезнЫми
дроссельные кольца
• с'анавливаются в канавках набор
б наборных поршнях см. § 3.3.4.
21
«390
Рис. 3.4.1. Схема уплот-
нения зазора между порш-
нем и цилиндром катя-
щейся мембраной
32!
. „иных единиц U деталей поршневых коМпрессо
„„ .юпшневое кольцо с прямым замком (о) к основные па,..
Рис. 3.4.2. Станларшое поршневое (ff) Ра’меры
О заз Стандартное уплотнительное кольцо с одним косым замком (а), косой замок
Рис. 3.4.3. Стандартное у „ двумя косыми замКами (в) ™к (б)
Назначение опорных поршневых колец — не допустить касания подвижного
поршня с неподвижной рабочей поверхностью (см. рис. 3.3.27 и 3.3.28), на-
пример в компрессорах без смазки цилиндров. Подробнее об опорных коль-
цах см. п. «Дисковые поршни компрессоров без смазки» в § 3.3.3.
Классификация поршневых колец. Уплотнительные и маслосъемные
кольца можно классифицировать следующим образом.
По исполнению:
цельные, выполненные в виде одной детали, имеющей один разрез,
называемый замком (рис. 3.4.2, а, рис. 3.4.3, а, рис. 3.4.4, а и рис. 3.4.5, а);
разрезные (сегментные), состоящие из двух (см. рис. 3.4.3, в) или более
(см. рис. 3.4.4, в) сегментов.
По материалу, из которого выполнено кольцо:
металлические (в основном чугунные, реже — бронзовые и очень ред-
ко — стальные);
а б в
Рис. 3.4.4. Поршневое кольцо с замком внахлестку:
а — общий вид кольца с одним разрезом; б — замок внахлестку; в — общий вид кольца с тре
разрезами и замками внахлестку
° 6 пытией) <в)
I ис 3.4.5. Поршневое кольцо с фигурным замком (внахлестку с двойным перс
и замок с двойным перекрытием (б)
322
лпичсские.
<-«.««.„oew.
поверхности
с:>' '^п°ргевЬ1Х колец’установленн^ в одну канавКу
,п кольцо2;
° * ,.|И несколько колец.
Йршневые К°ЛЬЦа’ КР°Ме Т0Г0’ М0ГУГ бЫТЬ классиФицированы но ус-
Уменьшенной смазкой (мини- и микросмазкой);
Apt смазки.
Тпи состояния поршневых колец. Наиболее часто применяемое цельное
iiicboc кольцо с одной прорезью (замком) выполняют так, что в сво-
состоянии оно имеет наружный размер больше диаметра цилинд-
внутренний размер — меньше диаметра поршня (рис. 3.4.6, 6).
Р3 Пои установке в цилиндр поршневое кольцо сжимают до диаметра ци-
а (рис. 3.4.6, в), и поэтому в рабочем состоянии, находясь в цилинд-
лиНДР‘ ;ow состоянии, кольцо пытается расшириться и оказывает давле-
Рс й % его стенки, прижимаясь к рабочей поверхности цилиндра за счет
Н"е vnovrocTH материала. Так как кольцо при установке в цилиндр сжи-
СИЛ У то на наружной поверхности в нем могут возникнуть опасные на-
ппяжения растяжения. Допустимость этих напряжений проверяют расче-
том колец на прочность. Размеры стандартизованных поршневых колец
выбраны с учетом возможных напряжений при вставлении их в цилиндр
и поэтому не требуют этого расчета. установке колец в поршне-
При надевании колец на поршень "Р« ихРвнут-
вые канавки, кольца надо расширить д , Здд ау Этодела-
ренний диаметр был бы больше диаметр Р
P,IC' 3-4-6. Сравн
< "не размеров поршневых колец при надевании на поршень (а), в свободном
остоянии (б), в рабочем состоянии внутри цилиндра (в)
| I
|Раб?чей повепу';,Т„1,оказано’ что это не основная сила, прижимающая поршневое кольцо к
°;,Ь1'о & цилиндра.
оыть составным, например сдвоенным (см. далее).
323
единиц и деталей поршневых компрессору
РаиК.: I" "«‘•’•."'’'''2221———-'-----------—
с .V можно было провести нал поверхностью ПогГ
юг 11Я того, чтобы ИХ мож ямн которые имеются между каРш»<я
первой канавки и ДШnee. Р кольЦО вводится в поршневую канав>Ми
поршня. Надетое на пор приНимает свободное состояние
пол действием сил (в0 время протаскивания >
рис- 3 4.6. 6). ПР’Х/кнмгь опасные напряжения растяжения на в,^>з
поршень) '1О^ВХ Особенно большие напряжения могут вознТ?6"
НИХ волокнах K°^H х колен на поршни высокого давления 5^'-
при надевании порш ннх хара1сгерНы увеличенные Знач С|°'
шие малый диа№ й толщины кольца к его внешнему диаме^
отношения РУ(инешний диаметр кольца в рабочем состоянии п?У 8
pa”™,CSw ш“л'™ра fl"’ Поэтому эти напряжения
5.з’Хны в канав», неразборного поршня. Такне кольца неполна^
,ВкХГ.ыполн“етСтак,,м образом, чтобы в рабочем состоянии (сад.
том состоянии внутри цилиндра, показанном на рис. 3.4.6, в) наружная
поверхность кольца была цилиндрическом с радиусом Du. Это достигается
технологией производства колец. Для наиболее распространенных в оте-
чественном компрессоростроении поршневых чугунных колец с равно-
мерной эпюрой распределения давления на зеркало цилиндра1 чаще все-
го применяют метод термофиксации, при котором круглое кольцо, обра-
ботанное по диаметру цилиндра, подвергают термической обработке при
торцах кольца, разведенных на размер замка Ао, требуемый в свободном
состоянии (см. рис. 3.4.6, б).
Силы, которыми прижимается поршневое кольцо к рабочей поверхности
цилиндра При работе кольцо внутри цилиндра прижимается к рабочей
поверхности цилиндра суммой сил: силой собственной упругости и силой
давления газа. При этом давление, с которым кольцо прижимается к ци-
линдру перепадом газового давления, существенно больше, чем давление,
1СгДОТОрыМ/КОЛЬио ужимается к цилиндру под действием собственной
кппкня^ покМ’ Д-аЛее В §3,4пРижатие силами собственной упругости
пеоепапя™»™!'1 полости цилиндра необходимо для создания начального
перепада давления газа на кольце.
жим^осГГрабочеУплвА™61’1 Под действием названных сил кольцо при-
аилиндром иР поршнем неХ?И цилиндРа и перекрывало зазор между
поршневой канавке ’ необходимо, чтобы оно свободно двигалось в
Уплотнит§ УПЛ°ТНИТЕЛЬНЬ1Е ПОРШНЕВЫЕ КОЛЬЦА
^и^давяения д0 4О.Р5()НмПа Кольца применяют при уплотняемом пе-
личецп1еЖДу "°РШнем и цилинпМп\10₽ШНевь,м ко"'>нам. Перетечки газа в за-
ют потребляемую уделнш.М Уменьшают производительность, уве
У о мощность, могут влиять на температу
цтинда пш ясйтиеи еов.
ПпР^ек0ЛЫ4а
||С1апия ступени и на надежность nafin
I" , «кновных требований к конструК1|и,;ОТы хомпрессооа' п
заюи **•’
Г, ДолСП - обеспечение
|< ||О11срхности цилиндра. Износ УплотнителЬНкСаМИХ так и ра'-
|’| |И цилиндра зависит от ряла фактХн Т КолеД и рабочей по
Lrcpa трения колец по цилиндру и свойств матепиаЧеНИЯ силы трения
Деи колец И рабочей поверхности ЦилиндРГЕя°ВТрущихся поверх!
о Н11 „щдру, в свою очередь, зависит от ряда фаДопРТер Трения *°лец
„,„ой силы, прижимающей кольцо к рабочей п “ Прежде всего от
У скорости скольжения, профиля поверхности тп? рхности пилинд-
'6Р.,6О1КИ трущихся поверхностей, свойств и качегт К0льца’ ячества
ри.ыа. а также от свойств и чистоты сжимаемого газа “ Смазочного мате-
р; материалов. ’ого газа и от свойств тРущих.
Конструкция уплотнительных поршневых колен Уп™™
•пневые кольца, как правило, выполняют из чугунап₽ ™тельные пор-
разре )Ом (замком) (см. рис. 3.4.2, а, рис. 3.4.3 ЛиС 3 44 „Т С °ДНИМ
разрезанными на несколько отдельных сегментов3 ’ (см оиАТА “
<4.4. в). ' и -3’ в и
Применяемые в компрессорах замки уплотнительных поршневых ко-
ки показаны: на рис. 3.4.2 - прямой замок, на рис. 3.4.3, а- косой за-
мок, на рис. 3.4.4 — замок внахлестку. Замки более сложных форм (на-
пример, см. рис. 3.4.5) в современных компрессорах применяют очень
ре 1ко и з-за сложности изготовления.
У течки через прямые замки несколько больше, чем через косые. Замок
внахлестку не является газоплотным, так как газ может проходить через
торцовой зазор в замке под кольцо и, обойдя перекрывающие друг друга
концы кольца, уходить через второй торцовой зазор за кольцо. Исследо-
вания показали, что утечки при замке внахлестку всего лишь на 5 % мень-
ше. чем при прямом или косом замке; однако по мере износа колец плот-
ность колец с прямым и косым замками ухудшается, в то время как плот-
ность колец с замком внахлестку практически не изменяется. Последнее
обстоятельство особенно важно учитывать в современных компрессорах с
кольцами из пластических масс, которые могут изнашиваться существен-
но быс трее чугунных. Металлические поршневые кольца с замком внах-
нсстку применяют редко, поскольку стоимость их изготовления выше и
11111’склонны к разрушениям в местах перекрытия.
При сборке компрессора замки соседних поршневых колец разводят!.
‘ 1 •ри работе компрессора кольца с прямыми, и особен”° ’
^нкамц поворачиваются под действием струи газа, и замки р х
, в «дну линию, что увеличивает протечки газа черезз з Р замками
, Орость вращения поршневых уплотнительных коле11 поршневые
’ "е- чем с прямыми. Поэтому рекомендуется не пр ]енных из
м2°™ительные кольца с косыми замками в поршнях, изготовленных
’ S',' Том 1 , „ „сыпаться просто поршневыми
к1'" и лп'1ес "орчшевые кольца с одним разрезом будутназы1ИТЬся сегментными
,<1М12 а кольца, разрезанные на несколько частей, будут
чтобы исключить повышенные износы топна„
алюминиевых сплаво иевые кольца [21] для умеНьшения протечек **
СТеН°м обычно применяют кольца, изготовленные с левым и правым н"°
“оном замка (Р--с. 3.4.7, ф, которые располагают в канавках поршня
0ЧеЕраРчИивате7’к?лец в канавке препятствует их пригоранию, поэто-
mv 2к Хвать положение замков не рекомендуется. Однако для умень-
шения протечек газа через кольца в случае скользящих поршней горизон-
тальных цилиндров большого диаметра замки фиксируют в пределах не-
сущей поверхности, т. е. там, где поршень плотно прилегает к цилиндру.
Фиксирующие винты ввинчивают в тело поршня через специальное свер-
ление в замке кольца или одновременно в кольце и поршне. Чтобы штиф-
ты не вывинчивались, их расксрнивают или выполняют с продольным
распилом, и концы разводят. Пример фиксации поршневого кольца от
проворачивания винтом с раскерненной головкой показан на рис. 3.4.8.
Конструктивные типы уплотнительных поршневых колец. Конструкции
уплотнительных поршневых колец, чаще всего применяемые в компрес-
сорах, показаны на рис. 3.4.9.
Наиболее распространены поршневые кольца типа / (см. рис. 3.4.9, а),
которые имеют традиционную прямоугольную форму и применяются в
поршневых компрессорах всех типов. Иногда в каждую канавку поршня
устанавливают два традиционных поршневых кольца типа I с фиксирован-
но разведенными замками. При этом износ колец и утечки газа несколько
уменьшаются.
ными РИС' 3'4’9, би с одним или двумя закатан-
в компрессооа^вы П ЭМИ’ выстУпа1<’Щими на 0.05...0,1 мм, применяют
ся. Это особенно важКно°тЯаВЛеНИЯ’ Такие кольца быстро прирабатывают-
службы колеи зависит « ак Как в компрессорах высокого давления срок
Прорыв газа высокого^йвлТн^ч пСТИ ИХ В начальной стадии приработки,
ностью цилиндра в ппонрс 1ИЯ В Зазор междУ кольцом и рабочей поверх-
кольца, что способствует » Се пРиРаботки может вызвать автоколебания
в «временных комп Разрушению.
ки поршня Устанавливают™1^’ втом числе высокого давления, в канав-
строенныетипа W(CM оис Т4о'НЬ1е типа /и(см- рис. 3.4.9, г, д и е) или
’ ’ ’ м и н) уплотнительные кольца. Прямые
замки кольцевых элементов уплотне
ний поршня типов IV и IX смешают и
326
nnmTnL^'4'8' Фиксация поршневого кольца от ,
Р рачивания винтом с раскерненной голо
е ж з
Рис. 3.4.9. Различные конструкции поршневых уплотнительных колец:
стандартное с прямоугольным поперечным сечением (тип I); б —с одной вставкой (тип II); в-с двумя
неганками (тип III); г — сдвоенное кольцо (тип IV) — поперечное сечение; д — сдвоенное кольцо (тип IV)
в сборе; е — сдвоенное кольцо (тип IV) в разобранном виде; ж — составное, состоящее из трех частей
назоплоз нос кольцо (тип V); з — составное, состоящее из трех частей газоплотное кольцо с вставками
(иш VI); и - уплотнительное кольцо с трапециевидным поперечным сечением (тип VII); к — составное
и । ipe\ частей кольцо одностороннего действия для компрессора высокого давления (тип VIII); л — состав-
ное кольцо (тип VIII) в сборе; м — строенное уплотнительное кольцо двухстороннего действия (тип IX) —
поперечное сечение; н — строенное уплотнительное кольцо двухстороннего действия (тип IX) в сборе;
о — разгруженное двухсегментное кольцо (тип X)
_______________________________________________штифтами). У пл от*
фиксируют относительно друг ДРУга (ка*-"^уплотняющего зазор между
пение типа IV состоит из двух элемен _ кольцевого элемента и за-
чоршпем и рабочей поверхностью цил охватывает уплотняющий
мыкающего L-образного элемента, к и расположен со сторо-
злемепт, перекрывает зазор в замке по „ кольцевой элемент Упл°
чы более высокого давления. УПЛО1Н плвления к торцовой поверх;
Чечня типа IV прижимается перепадо уплотнение в радиал
'ч канавки в поршне, по которой происход!
TZ, wna IV откосит к т»=.
ччя. Последнее обстоятельство озна > нем и рабочей п
" ‘"осторонним, уплотняя зазор ме У одну сторону.
цчлиндра только при перепаде давления
единиц и деталей поршневых компрессоров
гвойства сдвоенных колец типа IV Но "
уплотняют^ св уплотняющих колец По СпЯП1 Миогщ
Имеются сведения, что изготХ'*""»;
' "Т„" обичяи' «"2 с "наполнителями сдвоенное У г1лп а,
анпвых композиции С обычных стандартных J Ьн<>е
x-z ™"а ,v вь,_ из
Поршневые >п.
пластических масс. уплотнение типа IV является одностор0Нни
Выше было сказан^ч . давЛения в одну сторону. >
т.е. является ra X™ ютнение, работающее как газоплотное в двух‘ Ри
необходимости иметь^ ые поршневые уплотнительные /от-
правлениях, применяю и уплотнительных элемента с двух сторон /
типа IX. которь р” ^-образной формы (см. рис. 3.4.9, м и «).
мыкающего элемент итедьные кольца типа Ии типа И/Явля
„,Г== " Применяются в компрессорах высокого „ сверяв
С“ у™т"=мые чугунные поршневые кольца ,пта VII(см. рис. 3.4.9,8)
ппХю В тронковых поршнях одностороннего действия быстроход-
Е бескрейцкопфных компрессоров. Особенность таких колец - скос на
части рабочей поверхности кольца под углом 1,5 2,0 (в некоторых случа-
ях до 5°) Скос в сторону рабочей полости способствует образованию мас-
ляного клина при ходе поршня к ВМТ, когда кольцо наиболее нагружено.
Такие кольца быстро прирабатываются, что особенно важно при цилинд-
рах, имеющих азотированную рабочую поверхность, которая медленно
прирабатывается вследствие малого значения коэффициента трения чугу-
на по азотированной поверхности.
Поршневые уплотнительные кольца поршней высокого давления име-
ют малые диаметры и большие относительные радиальные толщины (по
отношению к радиусу цилиндра). Такие кольца, как правило, не могут
быть надеты на поршень, т. е. помещены в поршневую канавку, обычным
способом (расширением кольца до его внутреннего размера большего,
чем наружный диаметр поршня), так как при этом в них возникли бы
недопустимые напряжения растяжения на внутренних волокнах. В § 3.3.4
нием решение этой проблемы может быть получено использова-
стоящее BneX ипп ШНеЙ ^СМ' рис’ Для наборных поршней в на-
тельные кольца и и?ЛпяГ°к обычные стандартные поршневые уплотни-
газоплотные попшна? работанные специально для наборных поршней
Роннего действия. Однато^яТ m“"a УШ (СМ’ рис‘ 3'4’9, К И ОДНОСТ°’_
статки (см. § 3.3.4') R по борные поршни имеют существенные недо
компрессоров примени/-иГ/* ступеней высокого давления современных
Рае. 3.4.3, в и 3.4.4 «) со гт ронзовь1е сегментные поршневые кольца (см-
требуют использования ни/п/ртНЬ1М попеРечным сечением, которые не
(С06— канавки в ..Р ых поршней и могут быть легко установи
рами п° Сегментные к°льца с зя?0М поршне Даже при малых диаметра^
ности аЯ Первоначадьного ппижяКаМИ внахлестку комплектуют экспанд
-----1 J^erMeHTHbie кольца с ко/™ поршневых колец к рабочей п°вер и
1 бю Ыми замками, выполненными в ОД«
Б—ьюо-сфирмы<<
oppressor Products» (США).
- — •— жчл Думмшмимц
И так. как это показано на рис. 3.4 3 в «гп
п '^еров. Сегментные поршневые кольца более ^ШН° работаюг без эк-
с1ь'" /рабочей поверхности цилиндра и быстпее па 2Мерно прижима-
ц.'сгно, ЧТО первые со стороны рабочей пап РИрабатываютсв
1 ' высокого давления имеют значительные™ поршневые кольца
^l11' ходится наибольший перепад давления Так как на
н"х я сида, прижимающая сегменты кольи Л ует наибольшав
ma 11оэтому специально для этих целей ?чей поверхности
“•Г1 сегментные кольца
, состоят из двух сегментов с косыми разпезам» е ’ ’’ Кольца эт°-
10 1 поверхности и сверлениями, соединяющим!\ Lс канавками на ра-
vtxhocth с полостью под кольцом. Таким обпаап канавки на рабочей
Х.ЮМ выравниваются, что ириво™к »Е,“""'НИЯ "
”ы газ прижимает сегменты к рабочей поверхности иилТт^да^нТвю,
, сверлением могут быть также использованы алл разгр,з™Р„орш"“™
колен от осевого газового усилия, прижимающего кольцо к торговой
стенке канавки.
Для уплотнительных колец малого и среднего диаметра рекомендуется
выполнять скругления кромок трущихся поверхностей радиусом от 0 1 до
0,5 мм, а для уплотнительных поршневых колец большого диаметра —
фаски до 1 мм под углом 45 в зависимости от размера кольца. Скругления
и фаски способствуют образованию масляного клина и уменьшают износ
кольца и рабочей поверхности цилиндра. На внутренних кромках снима-
ют фаски для обеспечения гарантированного зазора в углах канавки.
Диаметральный зазор между внутренней цилиндрической поверхнос-
тью кольца и внутренней цилиндрической поверхностью канавки в порш-
не выбирают в пределах 0,5...2,0 мм в зависимости от размера кольца. В
канавку поршня (по ее ширине) кольцо устанавливается с зазором, соот-
ветствующим посадке HS/dR, так, чтобы оно могло свободно перемещать-
ся в канавке.
Эпюры упругих сил давления поршневых колец на рабочую поверхность
цилиндра. Уплотнительные поршневые кольца выполняют с равномерным
ио окружности давлением от сил собственной упругости, с которым они
прижимаются к рабочей поверхности цилиндра, или с неравномерной
эпюрой л их давлений. Как показали исследования и опыт эксплуатации
компрессоров и двигателей внутреннего сгорания, при ис22^ваова?,п_
поршневых колец с равномерным распределением силы при Me*nv
ствие собственной упругости после определенного срокаi р<
кольцом и рабочей поверхностью цилиндра (в первую P „ б е за.
ка) появляются просветы и, следовательно, пропусК1’ ‘ ,MeTDa По мере
метна эта негерметичность у поршневых колец м м‘ния его прижа-
113||оса поршневых колец изменяется распределею концы кольца в
Ия с наибольшим падением давления у замк п р ||ИЛИНдра. Было выяв-
амке могут даже отходить от рабочей поверхн обеспечить плотное
• 1||°, что для уменьшения этого эффекта не р ' енным неравномерным
I листание кольца к зеркалу цилиндра со P наибольшим давлением
р; С1'Ределением давления р по его окружности [с наибольш
'°ло замка (рис. 3.4.10 и 3.4.11)]. поошневые кольца с капле-
"оршневых компрессорах применяю г.1вается зависимостью
!Ид,10‘> Формой эпюры давления, которая описываете
^.киии сборов <*ипи'
Рис. 3.4.10. Грушевидная эпюра
давлений уплотнительного поршне-
вого кольца на стенку цилиндра
Рис. 3.4.11. Каплевидная эпюра
давлений уплотнительного порш-
невого кольца на стенку цилиндра
Л = РЛр > гае рср — среднее давление кольца на стенку цилиндр», н <
эффициент, зависящий от угла у: ’ й Ко
ш, град 0 30 60
р 1,05 1,05 1,14
90 120 150 180
0,9 0,45 0,67 2,85
Поршневые кольца с каплевидной эпюрой давлений от сил собствен-
ной упругости приблизительно в 1,5 раза долговечней (теоретически — в
2 раза и более), чем с равномерным по окружности давлением, они обес-
печивают меньший расход масла, менее склонны к вибрациям, сохраняют
плотность даже при значительном износе.
Заданное распределение радиальных давлений кольца от сил собствен-
ной упругости (заданная эпюра давлений по окружности прилегания
кольца к цилиндру) обеспечивается применением специальных техноло-
гий изготовления.
ройИдХ°нТйНбИолееТРХ^ колец С РавномеРной эпю'
тодом термофиксапии пп,/?аКИе кольца> например, можно получить ме-
колец разводят в замке на п котором КОНИЬ1 обработанных по окружности
чем >10, и в таком со-
способлении, в котором пйгрт ,°ТКе' Термообработка производится в при-
мя жесткими плитами а кони уложенных в стопку колец зажат между дву-
Согласно теории поршневого *олец РазвеДены специальной планкой.
на стенку цилиндра равно [20] °ЛЬЦа’ среднее давление кольца рк (МН/и2)
9
Рк _L,
где д, _ величина замка ’ ’ ' m 7
•' СВОбодного кольца (за вычетом теплового
- цм г" = - наоС 5 ~ м°ДУль упругостиП°\лпС/Д1!СМу диаметРУ кольца в свободно
<ш,я чугун°в е=
jjq ус кольца в цилиндпе ’ Радиальная толщина кольца, м, On
’ м, ° — диаметр цилиндра, м.
'"Ршневыг кольца
шределения среднего давления колк
Д;'нием сил собственной упругости может бытА?™™ ци™нлра под
Ь"’ 'Цость. нашедшая применение в Двигателях использована за-
лях «нутреннего сгорания1:
Рк =0,152Е____АА
, г, -- диаметр цилиндра.
r/lC 1
Приведенные зависимости для л п
зления кольца на поверхность нили АЗЬ'Вают’ знамен,,
Цой упругости тем больше, нем болынААПод Действием УдЛль»ого
больше значение замка Ло в свободном сое? Радиадьная толщина ?СТВен'
Среднее удельное давление уплотнитеп Нии КОльна ' и чем
ность цилиндра под действием сил Ных колец на пао™,
L„„„„aTb в пределах: “6™нной е"^
Для цилиндров низкого
и среднего давления
Для цилиндров высокого
।______давления
30-100 кН/м2,
100-350 кН/м2
Для уплотнительных колец со скосом на рабочей поверхности (см.
рис. 3.4.9, w) значение удельного давления условно рассчитывают на всю
ширину кольца.
Сила прижатия колец к рабочей поверхности цилиндра под действием
сил собственной упругости не является, как будет показано далее, основ-
ной силой, прижимающей кольцо к рабочей поверхности цилиндра. Она
необходима для того, чтобы в начальный момент работы компрессора со-
здать разность давлений перед кольцом и за кольцом, под действием ко-
торою кольцо прижимается к рабочей поверхности цилиндра.
Сегментные (разрезные) поршневые кольца. Иногда чугунные или брон-
зовые уплотнительные кольца выполняют разрезными, состоящими из
двух или более частей (сегментов), как показано на рис. 3.4.3, в’ и . . , •
Отмечено, что такие кольца лучше деформируются по профил Р‘
поверхности цилиндра и лучше прирабатываются, ак: к ‘
кольца не имеют сил собственной упругости, для пер перепа-
жатия2 колец к рабочей поверхности цил™ат"лСь°Ны‘е упругие пружины-
1а давления используют специальные Pac^l|P пуЖ11НЬ1.^Спандеры, кото-
эспандеры, установленные под кольцам,р^ов поршневые кольца,
Рые разжимают состоящие из нескольких с обычные поршневые
могут быть выполнены по тому же ПРИНЦ"^’ имают сегменты коль-
K0-,i>na, или волнистыми (рис. 3.4.12), кот Р прижатие к рабочей
11а от днища канавки, создавая первоначальное и
"оверхности цилиндра. «пешевления производства в ка-
целью упрощения конструкции У танавлИвают разрезные, со-
"авки поршней высокого давления ино Д У
---------- £ uuv И тоакторных двигателей. - М.
й Колчин А. И., Демидов В. П. Расчет автомо иль
1сшая школа, 2002. пабочей поверхности см. далее.
О вервоначальном прижатии колец к р
331
„ Летами поршневых компрессоров
Рис. 3.4.13. Действие давления газа
на поршневое кольцо
Рис. 3.4.12. Волнистая пружина-
экспандер
стоящие из двух частей поршневые кольца без экспандеров. Применение
так X нтных поршневых колец в ступенях высокого давления позво-
?яе отказаться от поршней наборного типа (поршень наборного типа см.
рис 3 3 36), которые сложны в изготовлении и, как это было показано в
8 3.3.4. имеют ряд недостатков.
Имеется опыт применения разрезных колец без экспандеров и на сту-
пенях низкого и среднего давления.
Силы газового давления, действующие на поршневое кольцо. При работе
компрессора под действием разности давлений перед кольцом и позади
него зазор вдоль оси поршня выбирается, и кольцо своей торцовой поверх-
ностью прижимается к боковой поверхности канавки со стороны меньше-
го давления (рис. 3.4.13).
При работе компрессора давление кольца на стенку цилиндра опреде-
ляется не только силами собственной упругости кольца. На рис. 3.4.13
показано действие давления газов на поршневое кольцо в радиальном на-
правлении. Давление, действующее на внутреннюю поверхность кольца,
превышает среднее давление, действующее на внешнюю поверхность
кольца, и создает основное усилие, прижимающее кольцо к зеркалу ци-
лоиж> изобР™к>шие давления газа, пропорциональны дей-
на поошневпм^' Из РИС'3'4'13 видно> что чем больше перепад давления
сти цилиндра' B ueZnJCM свльнее оно прижимается к рабочей поверхно-
ьго кольца к пабп М при^лижении можно считать, что сила прижатия
средним давлением Т" п°верхности Цилиндра определяется условным
кольцом: пр'’ равным полуразности давлений газа перед и за
Сила прижатия па
поршня из-за перепада дамет?°РШНевь1х колеЦ в комплекте уплотнения
г.?’лавления газа прижимается^^ неодинак°ва. Сильнее всего перепа-
шени^ИНДра' Сила пРижатия пеп!РВ°/ кольцо со стороны рабочей подое-
на копи давления) колец к оабочрг'Х С0 сторонь1 газовой полости повы-
упругости ЗНачительно больше сиХн^™00™ из'за пеРепада давлеН!щ
’ прижатия вследствие собственной
1е«ые кольца
------------------------------ Гл ° ’ 0 J-4. Порши,
сСсс работы уплотнительное колыш п
Вцилиндра не только силой собствеХТ^" к ра6о'1сй по-
„сР\° см разности давлении перед и за кольцом ^РУГ0СТИ’ но ” под
дс"1: поверхности из-за перепада давлений игпя?тРИЖатие к°льиа к ра-
ба"1" ' еличивая плотность прилегания колец и е?ак п°ложительную
1,0и, уплотнения, так и отрицательную полк ’ Рледовательно, герме-
,п'"||К, )||<>с кольца и цилиндра. Р л ’ Увеличивая работу тре-
и"'1." 3.4.14 показано типичное пасппРП₽„о
1 '.'пи поршня простого действия поршневым^?*6™* газа в У"'
11,111 ,и цилиндра над поршнем давление газа равно °ЬцЭМИ в Рабочей
110" в зазор между торцовой стенкой 1-го поршне™™ ЧаСТЬ газа проте’
м'е1 при этом давление падает до р. Из тпп,,^°ð кольца и стенкой
^'^пространство под 1-м кольцом, расширяется него дав^иТП°Пада’
С1 „ Далее давление падает до л. В nocBenvion.uv давление снижает-
С' ч' давление изменяется аналогично. элементах уплотне-
"" как видно из рис. 3.4.14, наибольший перепад давления приходится на
ое СО стороны рабочей полости цилиндра кольцо. Экспери^ Хь-
;с данные показывают, что в первом приближении можно считать для
комплекта из трех колец -0,75рц, Рг = 0,20рци р3 => 0,075рц.
При низкой частоте вращения вала изменение давления перед кольца-
ми по углу поворота кривошипа происходит аналогично изменению дав-
ания газа над поршнем. Это хорошо иллюстрируется исследованиями,
проведенными Эвайсом на установке, в которой сжатию подвергался воз-
дух в условиях, близких к работе компрессора. Диаграммы изменения
Явления перед поршневыми кольцами по Эвайсу при 2 и 6 кольцах при
высокой частоте вращения стабилизируются и имеют незначительные ко-
1ебания. Исследования Эвайса подтверждают, что первое кольцо воспри-
нимает основной перепад давления, причем с увеличением частоты вра-
щения этот перепад давлений возрастает. Последние кольца воспринима-
ют малый перепад давления, который с увеличением частоты вращения
снижается. Из рис. 3.4.15 видно, что на отдельных участках поворота ко-
1енчатого вала, соответствующих процессу обратного расширения, давле
ние перед кольцом может быть меньше давления за кольцом.
Другая картина наблюдается в компрессорных ступенях оди Р
действия с давлением в процессе всасывания (в рабочей п
333
Рис. 3.4.15. Диаграммы изменения давления перед поршневыми кольцами (по Эвайсу)
при 2 и 6 кольцах:
4
(
а — при л0 = 200 об/мин; б — при л0 = 400 об/мин
ра), значительно большим, чем по другую сторону поршня. В таких ступе-
сжатия значительный перепад давлений наблюдается на первых коль-
цо, ьцахе[1о]ерепал давлении снижается и снова возрастает на последних
порш^выхш^о^па11*1680™ уплотнения- Перетекание газа в уплотнении
зор в замке поршневого коипа^ м °СНОВНОМ’ тремя пУ™ми: 1) через за-
и рабочей повеохнпстк^ ' Ца’ 2 между наружной поверхностью кольца
«La » “на.™ BXZ"T; 3) ЖПУ торцовыми поверхностями
Рис. 3.3.31 и 3.3.36) возмож ° П0Ршнях наборной конструкции (см.
кольцами и телом поршня их Также Утечки газа между дистанционными
°нш>1х колец. ежду торцовыми поверхностями дистанци-
тельных кольцах основные1Изготовленнь1Х и приработанных уплотни-
азор в замке кольца. При непп КИ из'за неплотностей происходят через
ные t?PMe рабочей поверхноспшш™4140 точной Форме колец или неточ-
топпа СЧКИ могут возникнуть индра (например, овальности) основ-
кольп<1Ь?МИ стенками кольца и к°льцом и цилиндром или между
навою MtlHeTO4Horo выполнГнТ™ Канавки> в которой установлено
мн°гоповыша’ вводим°е в цилиндр™ рцовь1х поверхностей колец и ка-
п °тноссмазки, заполняет зазоры и на-
ВА так^ак уТ">ЦаМИ снОиРжаютХеПеЧКИ Через Уплотнение поршня
У еньшается время ппаС П0ВЬ1шением частоты врашения
Я Прохождения газа через неплотности в
1Л-----------------2213--------
каЖдого никла. Измерения утечек г
е нысокого давления показали что ?а ЧеР« nopiUHeRhIP
'' ..|Счки газа уменьшаются не только « увеличением Ч Д Ые КОлЬ|‘а в
11,0 величине- Объясняется это тем что относительноеноЧиСТ°ТЫ Враще-
"7 ...сляиая пленка лучше уплотняет зазопИ Повь,шенйи с ко по абсолют-
Основ.... факторы, влияющие на выбп? рости порш-
v Ko.ien- При выборе числа уплотнив? ЧИСла Уплотнители..
’читывать следующие положения: ЬНЫх ПоРшневых\ХП°Ри1Не‘
и больших перепадов давления на поп,,. СЛедует
юТ11Игельных колец; °РШНе требуется большее число
изл[1шнее число колец приводит к неоплат
мО1Пности на трение, особенно в ступенях высо^г°МУ Умению потерь
„ри увеличении частоты вращения умены?? ° давления; РЬ
ки через комплект уплотнительных колец тТп™ относительные угеч-
ния можно уменьшить необходимое чиелй уплощи Р°СТе Частоть‘ вРаше-
„злишнее число уплотнительных коле. ТНИтельнь1х колец;
стоимость поршня в сборе; ц неоправданно увеличивает
с ростом числа колец увеличивается осрйай „„
при выборе числа поршневых колец следует М6Р Поршня;
диаметр уплотняемого поршня, конструкцию н\.П.РИНИМать во внимание
Выбор числа металлических уплотнительных К0Лец’
рессорах со смазкой. Фрейлих [27J рекомендует вЛ?НеВЬ'Х К°лец В комп’
веских Уплотнительных поршневых колец 7Улля т™ РЗТЬ ЧИСЛ° металли’
со смазкой в зависимое™ o’)
Z = (10Др)Ч
современных компрессорах число уплотнительных колец принимают
меньше, чем по рекомендациям Фрейлиха. Исходя из накопленного оте-
чественным компрессоростроением опыта, число чугунных поршневых
колец Z рекомендуется выбирать в следующей зависимости от восприни-
маемой поршнем разности давлений Др (МПа):
Др, МПа Z Др, МПа Z Др, МПа Z
До 0,4 2 1,6...2,5 4-5 Ю...16 8-10
0,4...0,7 2—3 2.5...4.0 5-6 16...25 10-12
0,7... 1,0 3 4,0...7,0 6-7 25...40 12-15
1,0.. .1,6 3-4 7,0... 10 7-8
При этом число колец следует выбирать с учетом частоты вращения
iilLIU' принимая меньшее число колец для компрессоров с большей часто-
, вращения вала, так как как было показано выше, при большей часто-
вРащения вала значение относительных перетечек через неплотности
•'^'ьшается.
1 В современных многооборотных компрессорах низкого давл^”я
°' |>2 МПа) не следует использовать больше двух или максимум трех
"•'«тняющих колец Ппи трех четырех и пяти кольцах утечки почти
р.^'^овь., работа же трения при увеличении числа поршневых колец
335
/// Конструкции сборочных единиц и деталей поршневых Кол --
t * ________________________-— _____________________ ~~^PQq 1
Следгет учитывать, что последовательное Увеличени7Г^"\
ВЫ уплотнительных колец все меньше и меньше влиДт Ис;'а п
ХтнДия. Поэтому завышение числа уплотнительных
хает утечки газа. но увеличивает работу трения. ^дец
Известны удовлетворительно работающие быстрохоп,,.
компрессоры низкого давления с цилиндрами простого Д* ПОр„ И
на поршне установлено одно уплотнительное кольцо. ' '"%.
Число газоплотных тройных поршневых колец прини '
чем обычных. Так, например, поршень этиленового ком°т Ме>, "
высокого давления, воспринимающий перепад в 220 МпРесс°Ра ‘"""м
пятью комплектами тройных газоплотных колец с бронза’ УпДот,?еР^
на внешних поверхностях и прямым замком (см. рис 3 4 q По„етСя
Бронзовые поршневые уплотнительные кольца. Неко ЧСКами
компрессоростроительные заводы для уплотнения поп°РЫе 3аРУбе
высокого давления применяют бронзовые поршневь РЦ1Ней средн Hblc
кольца. Такие кольца удовлетворительно работают 8000? 11
Кольца больших диаметров выполняют из пористой ° 000 ч и кЬ|е
бронзы разрезными из 3...4 сегментов (в зависимости аНТиФРИкци2°Лее.
няемого поршня). Их снабжают экспандерами Зам™ От ДИаМетРа ДН,,ой
иют .нтеегку. Примерь, тМ ,ре7 сегХтны? ”та«олец вС*
рис. 3.4.4, в и рис. 3.4.16. Бронзовые колызя Д, КолеП ПокД? П°л'
по сравнению с чугунными. ' полняют большей nHbl На
в о “сот“
S»"SZ^X^pl“Heob,e
Текстолитовые колы,а пн„ УгУнных (см. прило.
подвергаются
те^ипТпЮТ ТеРм°обработИ"?Гда нРопитку ? .Вгт°Правку по горцам, чтобы
НЫ е?Л2Р^стабилизиоуК°И’ так как Ппи Пп ™™Т.0ВЬ,х колед маслом
нагреш^.”Р011итки те^е^ РазмеРь. и уГ1пПРО"И2Ке ПР" повышенной
Предст '1 Масляной ваннрС1°ЛИТовь1х попщмр. ЧНяется текстолит. Извест-
СтолитовыхеТСЯ’ ЧТо чрОпиВТОЮ1авах. Р ВЫХ Колец под Давлением в
°бъявнитьХИхКх°пЛед маРсХКОЙ
"0™"Р»ерад^~Ра^с^
0КИхДавленИ-
16,5
'--13,25
Р"с- 3.4.16. Поршневое бронзовое кольцо
сегментов кольцо из трех
336
кольца
-------------------------а 3.4. Поршнгпи
прижатии колец к поверхности им
ях. 11Р'иЯ масло выжимается из пор текстолита”,?^ б°ЛЬП1им "Спадом
1|Оверх|1ОСТИ 'Рения. Здесь следует отметит,7 контакта и смазы-
лыюм прижатии к рабочей поверхностипи L° Чугунные ^иа
HP" Сп из зоны контакта, увеличивая таким обмз™ НДра «^вливают
пения условии смазки. Поэтому при рабо™ тРение и износ из-за
Л«ч ? VIЛ'ННЫС. 1 скстолитовые кольца имеют нап^ 2 ,3 раэа додьше,
чсМ пазности давлений 25 МПа и 24 000ч при паз?™У Не менее 8000 4
"р На текстолитовые поршневые кольца накладывдю?^6”^ 5 МПа
пия по температурам: температура нагнетании огРаничения при-
g’C при Давлениях до 15 МПа и 120‘С при давления?™ МПаТ™
Щитовые кольца имеют лучшую уплотнительную сио обноеть чем ч?’
иные, так как лучше прирабатываются и лучше деформируя т е от’
' сживают рабочую поверхность цилиндра. Р ируются, т. е. от-
° учитывая хорошую плотность текстолитовых колец, их число Zb ком-
плекте уплотнения поршня выбирают меньшим, чем для чугунных колец
при том же уплотняемом перепаде давления Др:
При этом большие значения Z принимают для компрессоров, сжимаю-
щих легкие газы.
Текстолитовые поршневые кольца могут работать как в чугунных, так
11 в стальных цилиндрах. Среднеарифметическое отклонение профиля
рабочей поверхности цилиндра должно быть не более 0,63 мкм, а торцо-
вых поверхностей канавок в поршне — не более 1 мкм на базовой длине
0,8 мм [2].
При назначении размера и допуска на ширину и глубину канавок в
поршне, в которые устанавливают текстолитовые поршневые кольца, не-
обходимо учитывать различные коэффициенты температурного расшире
ния текстолита и материала поршня и обеспечить сво одн°е д р '
ние кольца в канавке, помня при этом, что большие зазор
цом и торцовыми стенками канавки приведут к то у,
разбиваться при ударах о торцовые сте“™ “аУс'с0ВЬ1Х композиционных
Уплотнительные поршневые кольца из ™ быстроходности порш-
материалов. Современная тенденция *ростнРПоршня Ст, опре-
невых компрессоров, т. е. увеличения сРед ИЗНОса рабочей поверхнос-
леляет повышенное внимание к огранич соответствует увеличе-
111 нилиндра1. Естественно, что росту зная * цилиндра в единицу
11Ие пути трения поршневых колец по п трения, то рост С„, уве-
иРсмени. Поскольку износ пропориион цилиндра, т. е. увеличивает
'пчивает темп износа рабочей повер*.е ддЯ поршневых колен спени
износ
в единицу времени. Использован "^Доэффипиентох.трения
‘ Ь||ь1х неметаллических материал изН0С рабочей поверх
'°3воляет уменьшить в несколько р
6 см. том 1, § 3.17.
337
7/Z ^с.ру^ сборов единиц и депиией пОрШневых
линдра с давлением рг =
симости
При этом следует помнить
. и работУ треяН”*рц1невых колец из специальны?,81»
линдра <втуЛК J темп изН°са "нению с износом металлических
можный большие в (по сра'>однако малая стоимость пластмас
^SenacTOB ихззме их
замева аилищрм“Ь;
практически иск. „п1|,невые кольца, изготовленные из ГЯ1
цн о1НДйплВее распространены пор> фторлона-4 (Фторопласта-4)
Ый фторлон имеет низкие мех ктсристики (малую теплопроводность
вых Sen другие Физичке хра температурНого РасшиРения и т.п.)'
большие значения ^^^ршневых колец используют только компо-
Поэтому ДЛЯ изготовления пор ые КОЛьца, изготовленные из фтор,
зинии на основе Ф^^етворительно работают до давлении 30 МПа
доновых композиции, удовлетвр . б
при средних скоростях пор поршНевых колец аналогичны конст-
Р Конструтшии Ф™рполаме2х ными> т е. с одним разрезом (зам.
рукциям чугунных, их вып частей (для цилиндров больших диамет-
ком), или сегментными ” "полимернь1Х композиций недостаточна мя
ров). Так как упру ость 1 р колец к рабочей поверхности, цель-
^фек-г.шного так же, как сегментные,
ные кольца из фторпол п р ющими их к рабочей поверхности ци-
10 30 кПжХиение р’ подсчитывают но за.,,-
Рк Рэксп(^
эксп/^)>
КОЛЬЦО, Рэксп '
радиальная толщина кольца.
гдс Ржп — давление экспандепа ня m
-О-2t; D - диаметр цилиндра- t -пялия?1"" ~ наружный Диаметр экспандера; Ржл=
Р >' радиальная толщина кольца.
поршневого кольца на^пабочУ П° зависимости. аналогичной для давления
собственной упругости ’ *° новеРхн°сть цилиндра под действием сил
ми или внахлестку. Замок пня™ композиций выполняют прямыми, косы-
угунных, так как экспандеп ПрСТКу у Филоновых колец плотнее, чему
пал^еСТКууфторлон°вь1х ХеиРеКРЫВает стык изнутри. Однако замок
ка' ledfn ВЛеНИЯ’ так как при нов, ’1РИМеНЯЮТ только пРи умеренных пере-
мать во нмИРУЮТСЯ При назначениСННЬ1Х перепадах Давления концы зам-
расшипеи,ИМлНИе ВЬ1сокое значени размеР°в замка необходимо прини-
ра между Л ф1орлон°вых компози^ коэФФициента линейного теплового
следует учипп?М И стенками канаш? При опРеДелении торцового зазо-
фторлоновыу аГЬ’ ЧТ0 К0ЭФФипир И В П0РШНС В ХОЛОДНОМ СОСТОЯ"'1
композиций значится? линейного теплового расш"РеН1'
"о выше, чем чугуна и стали. Поэт
кольца
,яМкИ и торцовые зазоры у колец Из Атп„
мУР чем У чугунных. Филоновых композиций боль
"^Поскольку фторлоновые композиции име^
‘ количество подаваемой в цилиндры см^иСаМ0СмазывающИе свой
с ныпсно. в ряде случаев для смазки колецК”М°жет быть значительно
5 бывает Достаточно смазки, подаваемой толЬк?в°РгЛОНОВЫХ компози
ские штока. о в сальниковое уплот-
1 Кольца из фторлоновых композиций мпп. =
с температур от -200 до +260 °C. Однак^Х^ В ШИроком диапа-
зКИе кольца при температурах более 160 °C так Kav. НДуется вменять
,,е характеристики фторлоновых композицийХ^|яТанические и дРу.
тсМпературы. Так, например, с повышением те2ем^С” С увеличением
„зное увеличивается. ‘емпературы относительный
Температура, °C 25 50 100
Относительный износ I 2 я 130 200
3 9 15
Так как одной из целей применения колен «•>
ций может быть снижение износа рабочей -юверхн^сти цил°ишпа°МП03И’
вишенных средних скоростях поршня, то при использоХиТихТоле^
исключения контакта между поршнем и рабочей поверхностью
линдра на поршне устанавливают направляющие (опорные) кодща На'
правляюшие кольца выполняют из того же материка, что и поршневые
(СМ. § 3.3.3). При работе компрессора направляющее кольцо должно туго
охватывать поршень, предотвращая контакт между поршнем и рабочей
поверхностью цилиндра. Поэтому при назначении размеров направляю-
щего кольца и поршня следует учитывать различные значения линейного
коэффициента теплового расширения для материалов направляющего
кольца и поршня. Направляющее кольцо должно быть разгружено от при-
жатия его к рабочей поверхности цилиндра перепадом давления газа так
же, как это делается в компрессорах без смазки. Зазор в рабочем (нагре-
том) состоянии между направляющим кольцом и рабочей поверхностью
цилиндра должен соответствовать посадке движения.
Фторлоновые кольца хорошо прирабатываются, и утечки через них
меньше, чем через чугунные. Поэтому число уплотнительных колец из
фторлоновых композиций выбирают меньшим, чем для чугунных, в соот-
ветствии с наибольшим уплотняемым перепадом давления Дрп на поршне.
Зак, М. И. Френкель рекомендует следующую зависимость необходимого
числа уплотнительных поршневых колец из фторлоновых композиции от
Уплотняемого перепада давлений [20]:
Перепад давлений Лр„, МПа Число колец
Менее 0,4
0,4.„2,0
2,0...7,5 ,
7.5...15
выбБ0Лее совРеменные рекомендации ^РУ6^*3^бывать пшЦилиндра
выборе числа уплотняющих поршневых колец учитывать
(табл. 3.4,1)1.
Prance Compressor Products, bulletin 200-A.
339
22»
. слоновых композиций: высота 6 и.,
Основнь,е Г-*
шальная толщина работают кольца из фТОр.
§ 3.4.3. МАСЛОСЪЕМНЫЕ ПОРШНЕВЫЕ КОЛЬЦА
Нрпйуолимость Установки маслосъемных колец. В бескрейцкопфных
Необходимость ? сть цилиндра наносится большое количество
SSeM его разбрызгивания в картере компрессора. Уплотнительные
попшнеше кольца обладают так называемым насосным эффектом (см.
S вследствие чего масло с поверхности цилиндра ниже поршня пе-
Хсится в рабочую полость, где оно под действием высокой температу-
ры может разлагаться и образовывать нагар (продукт разложения масла).
Отложение нагара может быть причиной загорания масла, а иногда и
взрывов смеси паров масла с кислородом воздуха. Кроме того, отложение
нагара может нарушить нормальную работу поршневых колец (затруднить
их свободное перемещение в канавках поршня) и клапанов (мешать дви-
жению пластин клапанов).
Насосное действие уплотнительных поршневых колец может быть по-
яснено с помощью рис. 3.4.17. Процесс подачи масла в цилиндр поршне-
выми кольцами заключается в следующем. В начале движения поршня от
ВМТ (во время процесса обратного расширения) кольца силой инерции и
силой трения прижаты к верхней плоскости канавки; при этом все сво-
бодное пространство между нижним кольцом и поршнем заполнено мас-
лом (см. рис. 3.4.17, а). При дальнейшем движении поршня к НМ Г изме-
няется направление силы инерции, которая в определенный момент вре-
Около
ВМТ
Около
НМТ
б
Около
ВМТ
в
мени преодолевает трение кольца о
стенку цилиндра; кольцо прижимается
к нижней плоскости канавки, вытес-
няя масло вверх в область меньшего
давления (см. рис. 3.4.17, б). В таком
положении кольцо остается в течени
части хода поршня к ВМТ. При ПР
ближении к ВМТ кольцо, переместив-
о
340
Рис. 3.4.17. К пояснению насосного ^р11)Нях
уплотнительных колец в тронковых i н
/Д224 п^ыекольца
РИС мае??’ Принци" Действия
маслосъемного кольца
а^при ходе вниз
• —: кольца-
расточках /
канавке, вновь прижимается к вепх
"'"'плоскости канавки и вытесняет масло
'"-’"•навки (см. рис. 3.4.17, в). Таким обра-
масло может постепенно подаваться в
vio полость цилиндра.
1’"б|изначсние маслосъемных поршневых
1 , _ нс допустить поступления излиш-
< масла в рабочую полость цилиндра
"С .рессора с тронковым поршнем. Мас-
К"М смныс кольца при ходе поршня вверх
" 1вают на масляном клине и за счет сил
""пикающих в масляном клине, незначи-
в° ь110 уменьшаются в диаметре, пропуская
под собой масло, находящееся на поверхности цилиндпа а п™
<и соскабливают масло с зеркала цилиндра (рис. 3 4 18)’ сХе
1 с поверхности цилиндра масло собирается в специтньгс п
м. рис. 3.4.19), выполненных на поршне под маслоХыми кольцами
отводится в картер через специальные отверстия 2 в корпус^ поршня’
Чтобы маслосъемное кольцо всплывало на масляном клине его
ют от разности давлении, действующих на внешнюю и внутреннюю ци’-
линдрические поверхности, и уменьшают таким образом силу его прижа-
тия к рабочей поверхности цилиндра1.
Конструкции маслосъемных колец. Наиболее часто применяемые в оте-
чественных компрессорах конструктивные формы маслосъемных колец
показаны на рис. 3.4.19, а...в. Разгрузка маслосъемных колец осуществля-
ется выполнением сверленых или фрезерованных каналов в теле кольца и
(или) сверлений в поршне. Сверления 3 в поршне предназначены для
уменьшения давления газа на внутреннюю цилиндрическую поверхность
кольца до давления в картере, значение которого в воздушных компрессо-
рах близко к атмосферному.
Каналы 4, 5 в теле маслосъемного кольца (см. рис. 3.4.19, б, в) выпол-
няют с целью уравнять значения давлений, действующих на внутреннюю
и внешнюю цилиндрические поверхности кольца. Конструкция типично-
го поршневого маслосъемного кольца с фрезерованными разгрузочными
каналами в теле кольца по типу II показана на рис. 3.4.20.
Конструкция маслосъемных колец, показанных на рис. 3.4.19, а, ана-
•101 ична конструкции уплотнительных колец типа VII (см. рис. J. . , и)
Рис. 3.4.19. Конструктивные формы маслосъемных колен
' ° силах, прижимающих поршневое кольцо к рабочей поверхности цилиндра, см. § 3.4Д
поршневых компрессоров
„„ типичного поршневого маслосъемного кольца с Фрезерованными
Рис. 3.4.20. Консп>>ъиия тепичгш в кольца 110 ™пу „
Tonuvn пазмерами конусной расточки, у маслосъемных колеи
15’, а цилиндрическую часть кольца «5
ШаиТногда'в'одну канавку устанавливают два маслосъемных кольца (см.
рис. 3.4.19, в). р-
Удельное давление маслосъемных колец на рабочую поверхность ци-
линдра за счет сил собственной упругости рекомендуется принимать в
пределах 30...50 кН/м2. Для маслосъемных колец значение удельного дав-
ления от сил собственной упругости условно рассчитывают на всю высоту
кольца Ь.
Маслосъемные поршневые кольца выполняют цельными, т. е. только с
одним разрезом. Иногда их делают несколько большей высоты, чем уп-
лотнительное, так как они ослаблены пазами для отвода масла.
§ 3.4.4. ОСНОВНЫЕ РАЗМЕРЫ ПОРШНЕВЫХ КОЛЕЦ
Основные размеры поршневых колец показаны на рис. 3.4.2, б: b -
Т0Та кольца’ 1 ~ радиальная толщина кольца; 5 — тепловой зазор в
мке кольца в холодном состоянии, когда кольцо вставлено в цилиндр;
ловой зазоп П° среднемУ диаметру в свободном состоянии (теп-
разность между змя°ДИТ В размер замка Ло) или, другими словами, Л "
чемсостояв ЗНаЧениями зазоров В замке кольца в свободном и рабо-
обеспечения геобхоХюгп”^ толщины кольца t определяют исходя из
чей поверхности пилим давления начального прижатия кольца к раб
вставлено в цилиндп ;?^ СИЛ0Й собственной упругости, когда оно
и больше /, тем выше зняиРмХ°ДИТСЯ в ра^очем состоянии. Чем больше
к цилиндру силой собстприп\С ДавЛения’ с которым прижимается коль
шины кольца сопровождаете□ " упругости- Увеличение радиальной т
никают при надевании колеи мР°СТ^М напРяжений изгиба, которые в
радиальной толщины кольца < В рабочем состоянии. Предел увеличе
пряжения при надевании копк!?аПределяется Допустимым значением
342 d на поршень, так как чем больше t,
Глава 3.4. Поршневые кольца
|С напряжения растяжения на BHVTnpij
"Р" -
"Ответственно b/t = 0,6...1,0 При этом Трах 6ол« 80 мм nnJ°Мя
& меньшие значения ЬЦ. Вьгсота кольца Ь црТтич аМ"Рам «отвТктТ
0ГНЯ1ошие свойства колец. Однако с ее увеХГн^ Не ВЛИяет наX
сти кольца, которая в этом случае легче ппеолппВОЗрастает «ла
сго торном и стенкой канавки в поршне. При больт?^ Трение меаду
иия „а кольце, т. е. при большой силе прижатая kS* перепадах давле-
болыиои силе трения на торцах кольца работа ™ЦакторцУ канавки и
плавно и сопровождается ударами о зеркало ^ин±Ца^роисходит не
сгво оказывает существенное влияние на прочной Это обстоятель-
сказано, что высота кольца b не влияет на радиХ^^^' Ранее было
стенку цилиндра в рабочем состоянии однако сипя г £ ение кольца на
ти кольца в рабочем состоянии с увеличением Ь возрастет” п°Й УПругос-
преодоления сил трения на торцовых поверхностях ПоэтомУ лля
мом перепаде давлений, превышающем 10 0 15 0I мп “ ПрИ уплотняе'
следуст увеличивать в 1,5 раза по сравнений ё МНа’ ВЫС0ТУ кольца
ней низкого давления. сравнению с рекомендуемой для ступе-
Для наборных поршней радиальная толшиня копатг ш-тп
лях диаметра, может быть больше приблизительно в 2 раза mJaTnoVm
невые кольца в этом случае не надо расширять для того чтобы установив
их в канавки поршня. Напомним, что при расширении
°"ас"Ь1е напряжения Растяжения на его внутренней поверхности кото-
РЬ иТе к ь",е. чем больше радиальная толщина кольца
ЛОДкХиЛНШР Те"Л0В°Й 3”0Р 1 S 6 ИМ“ К0ЛЬЦа' W»=™O"> «О-
ХА}-' ,
5 = а( Тк - Tu)kD,
где а — коэффициент линейного расширения материала кольца; Гк — рабочая температура
кольца; 7'„ — температура холодного цилиндра; D — диаметр цилиндра.
Для чугунных колец и обычных температурных режимов справедливо
выражение
S = 0,0040.
Типы, основные параметры и Разм^рв' металлические порш-
Регламентированы ГОСТ 9515* Кольца Р нЫХ ПОршневых колеи ш
невых компрессоров. Основные размер я принимать в соответств
в'с’чественных компрессоров рекоменду ,„unv_
1аолицей, приведенной в приложении - _ нительных колен реко
Основные размеры текстолитовых У , приложение 25).• -
ет« принимать по РТМ ЛенНИИхиммаша . ластовЫХ комп°3"и
Основные размеры поршневых ко колеи и могут быть пр
1 лкже отличаются от размеров чугун •
’'блице, приведенной в приложении • 343
□ и деталей поршневых компрессоров
~
------„ь« «-* ™еЛ„°„Х“
•. ”°Рясс (тексто.пит. Фтор°?ор110выми поверхностями кольца ?3ор1'в
чеСИ'\ осевые зазоры ме^льШР чем У чугунных, из-за более выг^-
“^""“тем<>"»го|’асшире,,"я ЭТИХ "ате',и>"<». '”*»«
значения коэффии'*
млпы И ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
§ 3.4.5. ^ffSECKHX ПОРШНЕВЫХ КОЛЕЦ
эпических поршневых колец. Металлические noPlUlJ
Материалы ^^компрессорах со смазкой цилиндров. Доле-
вые кольиа применяю/ в of материала, из которого они изготовл '
ность поршневых колеи и иилнндра, по которой они рабоч-
им. материала рабочей Рх материалов и услОвии работы. Металличес’
а также от качества см» изготовляют из высококачественна?
кие поршневые к лШ* химического состава> микроструХ"^
перлитного ™т0 „ чугун, из которого выполнена рабочая^
механических сво . твердОстью по Бриннелю НВ 180,..250 СЧ?
Х.Х”XS НВ 'В' ..255 или специальные 4yryHbJ 2»
Ю™я рекомендации по выбору материала для чугунных поршневых колец
в зависимости от их размера: при диаметре до 200 мм - не хуже, чем чу-
гун СЧ25. при диаметре более 200 мм - не хуже, чем чугун СЧ20'. При
выборе материала для поршневых колец, работающих при давлениях до
40 МПа, можно ориентироваться на рекомендации ГОСТ 9515*2 (см. таб-
лицу 3.4.3).
3.4.3. Материалы металлических поршневых колец
Диаметр наружный, мм Материал Предел проч- ности при растяжении, Н/мм2, не менее Твердость
HRB НВ
От 20 до 500 Серый и легированный чугун 196,0 92...107 192...300
Свыше 500
176,0 88.. 107 180...300
До 800 Высокопрочный чугун с шаровидным графитом 490,0 92...107 192...300
поршневых колеи R гм™ рекоменлации по выбору твердости чугунных
бирать твердость поршнев??ТВИИ С одними рекомендациями следует вы-
ти цилиндров (втулки > тот К°Лец равной твердости рабочей поверхнос-
иый износ (износ кольца + ?Г°’ что^ы обеспечить минимальный суммар-
ответствии с другими пекг>м₽.ПН0С рабочей поверхности цилиндра). В со-
ет выбирать большей на 5 птдациями твердость поршневых колец след)'
что на поршневое кольцо ппихопНИЦ п? БРиннелю. Это объясняется тем,
динице площади поверхност?14™ б°льшая работа трения, отнесенн
---------- 1 трущихся деталей. Третьи рекомендаи
См. ^РУ^-ин А. у р|
' ЮСТ 9515’ Кад??,^гросние.?9?)Н^Т|И^исдолговечности поршневых компресС°Р
аллические поршневых компрессоров.
---------------—----------а?4
1ОТ выбирать твердость поршневых колеи .
поверхности цилиндра, исходя из положена е твеРд°сти ра-
б< быть меньше износа колец, так как ремонт nJ° ИЗНОС динара
и цилиндра дороже замены поршневых колен Ц ЛИНдра или смена
н1' 1К .мнение твердости различных участков
OlKJeTbipex единиц HRB. У К°в одного кольца должно быть
MeHnL улучшения качества поршневых колеи
Лором (0,3...0,5 %), никелем (О,15...О 25 %/7по‘ ИН0Гпа легиРУют
l|,0Lnt Микроструктура чугуна для поршневых колеОХ™ (0’15"0-25 %)
H-'JP-.. меЛкопластинчатый или сорбитообРазнкшЛД На представдять
С£реДеденнь1М гРафитом- СтРУсгурно свободный цемХтитРавНомерно
раС Включение точечного графита, графита 6 недопуска-
2,,,Хф-> и феррита рекомендуегс^огХ"м"и
Ш;1дЙ первых, самых нагруженных поршневых колец ступеней высокого
давления рекомендуется пористое хромирование, которое значи=
уменьшает износ кольца и рабочей поверхности цилиндра. При этом сни-
жается и трение торцовых поверхностей колец по торцовым поверхнос-
тям стенок канавок в поршне и, следовательно, уменьшается износ этих
поверхностей. Ряд фирм раоочие поверхности колец подвергают лужению
оловом, оксидированию и т. п.
В компрессорах высокого давления поршневые кольца иногда изготов-
ляют из бронз с высокой износостойкостью, например бронзы БрОФ10-1,
специальных сталей. Для работы в тяжелых условиях высокого и сверхвы-
сокого давления применяют поршневые кольца, комбинированные из чу-
гуна и бронзы (см. рис. 3.4.9, а и б), или хромированные чугунные и
стальные кольца.
Требования к изготовлению металлических поршневых колец компрессо-
ров со смазкой. Рабочую поверхность поршневого кольца допустимо обра-
батывать проточкой чистовым резцом на малой подаче. Такой обработки
обычно бывает достаточно для обеспечения хорошей приработки. Торцо-
вые поверхности колец рекомендуется шлифовать. У колец малого диа-
метра (ступеней высокого давления) торцовые поверхности притирают.
Особенно качественная обработка торцовых поверхностей колец и кана-
вок требуется в компрессорах, сжимающих текучие и легкие газы (водо-
род. гелий и т. д.). А
Новые поршневые кольца необходимо прирабатывать при о ильн
смазке. . _
Наружный диаметр поршневых колец диаметром до 50 '^'^'OOcotv
с допуском к7, при диаметре свыше 500 мм — с д У КОльца — Н\\.
кольца - с допуском </8. Допуск на внутренний ди р ах допуска на
«носгенность кольца рекомендуется выдержив Р
Радиальную толщину. ™аими между внутренней цилинд-
диаметральный зазор в рабочем состояние . - 'ческой поверхно-
'ческой поверхностью кольца и внутренней • . q 5 2,0 мм в за-
а. ю "Донышка» канавки в поршне выбираю могло полностью утапли-
^чмости от размера кольца так, чтобы кольцо могло полно
1ВСЯ В канавке. „шпине) чугунное поршневое
кчи,(Х1аВКУ чугунного П°РШНЯ (сП0°0Тветствуюшим посадке f/8/Л, так,
10 устанавливается с зазором, соотве у
5 „ ,, деталей поршневых компрессоров
сборочных единиц^________----------j
- Ra = 2,5 мкм; внутренних цилинт,-
— /fa =10 мкм. При-
кол ьца, °пределеННЬ1е
Ra, мкм, не более
/11ЛонешРУ^
, могло свободно перемеп^тьм оВ1 выборе"
"~ых
ные трС ° „а пябочей цилиндрической попал».
К°Чистота обработ^ наруЖарамРтру Л/ = 2 5 мкм; торцовых повер^*1
колец обычно соотве . мм _ Ra _ 0,63 мкм, диаметром 250
скй колец дааметром ДО = 7 5 мкм: внмтпем»,.----- НИ
700 мм - Ra - 1 плоскости замка
поверхностей
ГОСТ 9515*1
Поверхность
Торцовые поверхности колеи диаметром:
свыше 200 мм до 500 мм
свыше 500 мм до 900 мм
свыше 900 мм
Наружная цилиндрическая поверхность
Остальные поверхности
0,63
1,00
1,25
2,50
2,50
40
Торцовые поверхности колец должны быть плоскими и параллельны-
ми. Допуск на отклонение от параллельности должен быть в пределах от-
клонений, установленных на высоту кольца. Рекомендуется выдерживать
допуски на плоскостность (коробление) торцовых поверхностей поршне-
вых колец в зависимости от отношения b/D в соответствии с ГОСТ 9515*1.
Кольцо должно равномерно прилегать к рабочей поверхности цилинд-
ра. Радиальный зазор допускается не более чем в двух участках, дуга
которых не более 36°. Зазоры должны быть расположены не ближе чем на
дуге 30° от замка. Считается допустимым, если максимальная величина
радиального зазора для колец диаметром до 120 мм не более 0,02 мм, для
кол£Ц диаметром 120...250 мм — 0,03 мм, для колец диаметром 250...
5W MM - 0,04 мм и для колец диаметром свыше 500 мм — 0,05 мм. Более
ны в°ГОСТ 95Ь*1еНДаЦИИ по допустимь1М радиальным зазорам приведе-
мендуется^беспеч'н'пТ^1'10^ колец Диаметром от 250 до 400 мм реко-
0,06 мм и диаметоом г1Ь МеНЛл^’^5 мм’ диаметР°м от 400 до 600 мм —
веряют щупом наРконтрольной ~ °’°8 ММ‘ Плоскостность колец ПР°’
„ ЕТАЛПИЧёСКИЕ материалы поршневых КОЛЕЦ
неметаллические мд
невых колец для комппессп^Ь11|рименяют для уплотнительных пори'
дров- р в как без смазки, так и со смазкой цили>
'См ГОСТ 95)5-Кольца порШнсвыемет
346 металлические поршневых компрессоров.
кольца
при трении
л а 8 ° Поршневые
кования к материалам поршневых колец коы
. '.Йния, когор\!^ без смазки
ТРсб°атери^ам поршневых колец компрессороS P СЯ неме™чес-
к,,М «тся к следующему. без смазки, в основном
низкий коэффициент трения и высокая износостпй
смазки, в том числе, если требуется, при работе ХПЪ При
<4 Надежная работа в широком интервале темп “ Р Де сухих газ°В-
достаточное значение коэффициента тепл0ППппТУР'
.....«“•» инертность „о »т„оше„„;е"ХР“™ос™-
; достаточная механическая прочность при вХТ’У Газу'
Тооме могут быть в рабочей полости цилиндра Х температурах,
7 частицы, т. е. спо-
С° Материалы поршневых колец компрессоров без Х^ВыбоТР°В'
, ‘с массовых поршневых колец осложняется тем °Р материала
Интенсивно развиваются, появляются новые материтГ Наи^™
применение в отечественных компрессорах получили кольц и СрТ
новых' композиции созданных на основе политетрафторэтилена (рус-
ское сокращение - ПТФЭ, латинское - PTFE), и из материалов noj-
ценных на основе полиамидов (ПА). р ’ олу
1 Чистый Фторлон (Фторопласт-4) - самосмазывающийся материал
плотностью (2,1 ...2,3) 10 кг/м , который может работать в узлах трения
без смазки. Он представляет собой аморфную массу с включенными в
нее твердыми кристаллами, имеет низкий коэффициент трения
(0,09.. 0,1 при низких давлениях и при трении по чугуну и стали; 0,04
при повышении удельного давления до 15...30 МПа); способен работать
при высоких температурах (до 250...260 °C); химически стоек по отноше-
нию почти ко всем химически активным веществам (кислотам, щело-
чам, спиртам, эфирам и т. п.); не гигроскопичен; имеет относительно
высокие прочность и упругость; инородные небольшие твердые включе-
ния хорошо внедряются в него, не вызывая его повреждения. Недостат-
ками чистого Фторлона являются: высокая хладотекучесть; явно выра-
женная зависимость физико-механических свойств от температуры;
очень малая теплопроводность [0,24 Вт/(м2 • К)]; меньшая, чем у стали,
теплопроводность (боле чем в 100 раз); высокое, сильно зависящее от
температуры значение коэффициента линейного теплового расширения,
значение которого [(8...21) • 10~5 1/К] более чем в 10 раз выше, чем для
стали и чугуна; малая твердость; плохая сопротивляемость деформаци
ям- Для поршневых колец важным недостатком является низкая тепло-
проводность Фторлона, так как в зонах трения накапливается теплота,
повышается температура и ухудшаются ФИЗИК0‘ме’^”^Р^“ не нашли
Ристики материала. Поршневые кольца из чистого Р
применения в поршневых компрессорах.
"н«1вСкомпОВИКОВ И’ И" 3ахаренк0 В П- Ла?981Б1%8Т Т^рмин^фтортюн. введен авто-
1 компрессорах. - Л.: Машиностроение, 19?L тпных композиций вместо часто
Viiornifi11 а||ТНФрикционных фторопластов и Фт0Р°с' твуст большое количество фторо-
н.° .^бяясмого термина «фторопласте, поскольку существует о^
в. из которых не все обладают антифрикиионн
347
. « деталей поршневых компрессоров
„Л, м ------
: ' •>» ^“°s ...
в пор,,,,1С из фторлоновь' от стекловолокно (до 25 /\ИТе^м??'
Ячестве наполнителей^ - (до 6() %) медь> ДИсул ьфид%^ГРафиИ>
плчныс волокна, асбест,Г1С1С||Оиолокна увеличивает износоет? .И6ДС|,.’
55;«"'«^ЛЛос“до&.»кп графита и кокто^< >
и лр.шает твердость и про |( механИческие свойства. ц "° р0,|'Ка
увеличивают теплрпровоД |10ВЫшает теплопроводность b1e*i
фторлона бР°нз0,\а" ктеристики. Дисульфид молибдена являет^ ''°3и
пии. механические характ Рзыва1ОЩИе качества композиции. При^М
смазкой и Улучшает самое 1б1)н)1рованнь1С наполните№ (например^
нашли как моно-, так > * п. стекл0?0локно + дисульфид молиЛ°м'
бинации: стемоволокно износостоикость композиции (в цеСкп5н«
идр.). Наполнители по ш^едеформации (до бодее чем в J() оЛЬКо
десятков раз), сс'ТплХоДНО^ь (в 5...Ю раз), твердость (на й3^?'
кость(в4...5раз;,зе| и ттеплового расширеНия и зависимое/,
также уменьшают х° Ц от темПературы. Большое значение для С|,п/е'
жНИЧеХы?кохшоРзиций имеют размеры частиц наполнителя, их фор/''
равномерность распределения по объему композиции. Следует учитывать'
что введЕ добавок во фторлоновые композиции может улучшить одни
характеристики композиции и одновременно ухудшить другие.
Как правило, состав и способ получения, а часто и свойства флторло-
новых композиций представляют собой «ноу-хау» производителя и не
разглашаются.
При средних и высоких давлениях с целью повышения ресурса реко-
мендуется применять поршневые кольца из фторлоновых композиций в
компрессорах с температурами нагнетания не выше 160...170 °C, так как
их износ значительно повышается при высоких температурах:
Температура, "С 20 100 150 200
Относительный износ 1 5 9 15
Следует учитывать особенности износа поршневых колец из фторло-
новых композиций: во время приработки износ колец значительный, так
как фторлоновый материал колец наносится на поверхность контртела и
>леР*ивае1СЯ На повеРхнос™ последнего за счет микронеровностей, т. е.
ио/птр///1васкя на повеРхность трения контртела. На поверхности
разуется ппри/46” повеРхности Цилиндра или цилиндровой втулки) об-
трение фтортонпп3-'ЧаСТИЦ ФтоРлонов°й композиции. Далее происходит
новоГ ™ поршневых колец по пленке из фторло-
шается трение и снижается°тем П°ВерХН0СТИ цилиндРа- ПРИ этом умеНЬ’
Необходимость обпазоняи " износа поршневых колец.
из того же материала что ИЯ На ра®очей поверхности цилиндра пленю
обусловливает требование*1 трущиеся п° этой пленке поршневые кольца,
леи из одного материала И31отовления уплотнительных и опорных ко
Обычно считается ппй
высоком давлении нагнет//^’ если износ колец за 1000 ч работы При
""ЛоршневТ °’‘ °™ б°Лее °’3-0’5 мм и при низком давле
'-'ош’етворительно работай°nB?eMeHHbIX Филоновых композиций могу*
348 Ь Д° Давлений 25...3O МПа при средних скорой
поршиевыекол11ча
,п||щя до 5...6 м/с. Срок службы погний»
к < давления |20|. 1ых компрессорах низ-
ко' еметалличсские материалы порш|1СВЫх
„."око используют неметаллические матери^, ?""рессоРо* со смазкой.
1 Доходных порюнсвых компрессорах со см^з'^ /°РШНевЬ1Х ™яец в
б£са рабочей поверхности цилиндра и сни?ения пТЬЮ Чтения
бенно важно при повышенной средней скорости п« б°ТЫ трения-
° оса рабочей поверхности цилиндра пропорцио ™ “р,?ня-™ как темп
1 п,пня. Использование поршневых и опорных <" средней скорости
"Методических самосмазывающихся материа]1оГппВЛЯЮЩИХ) колеииз
Мпичество подаваемой в цилиндр смазки и H iLu '°JI’eT Уменьшать
и микросмазкой. И выпо™ять компрессоры с
М"тпебования, которые предъявляются к самосмятып,^
лИческим материалам поршневых колец компрессоров сХкоГан™'
ичны требованиям к неметаллическим материалам пп™ ’ °*
1 ”,.рСссоро» без смазки (см. ранее) „ отлиХТо,Z
НЬ1М требованием - эффективно работать при заданном режиме CMaS
мини- И микросмазкои). режиме смазки (с
Текстолитовые поршневые кольца изготовляют из втулочного текстолита
Для поршневых колец компрессоров, работающих со смазкой в Рос-
сии применяют фторлоновые композиции марок АФГМ (Фтортон с до
банками графита и дисульфида молибдена), Ф4К20 (Фторлон с добавкой
порошкового графита), флубон 20 (Фторлон с добавкой 20 % углеродисто-
го волокна), а также Ф40К20, Ф40К15М5 и др. Композиции Ф40К20,
Ф40К15М5 созданы на базе фторопласта-40, имеют небольшие деформа-
ции при высоких давлениях и могут применяться не только при стандарт-
ной, но и при мини-смазке, когда в цилиндры подается меньше смазки
(до трех раз), чем обычно.
Рабочие поверхности цилиндров (втулок) при использовании колец из
фторлоновых композиций выполняют чугунными или стальными. Хро-
мирование рабочей поверхности не рекомендуется.
Фторлоновые композиции дороги, и, по мнению специалистов, от них
нельзя ждать резкого улучшения свойств за счет новых наполнителей.
Поэтому начинают применять созданные на других основах (не фторло-
новых) пластические массы с наполнителями, из которых выполняют
поршневые кольца компрессоров со смазкой. Так, отечественный матери-
ал [ рафелон, созданный на основе ароматического полиамида фенидон ,
имеет прочность в 10 раз выше, чем фторполимерные
точную упругость, чтобы работать без экспандеров, ра ° ной
300 °C1 И хорошо работает со смазкой. Второй прим р даепластик
пластмассы для поршневых колец компрессоров со обладает ма-
ЛТМ-2. имеющий в своем составе полиамшную смолу^облает ма_
»» Усадкой (. I %), обеспечивает большую ™™2cJb2K"e4PT“ "“совет-
Мых изделий, имеет небольшое влагопоглошеш ( > характеризуется
вУет стабильности размеров в процессе^Х^еТивноТушплоотво-
ысокои теплопроводностью, способствуют кольца из материала
- из зоны трения, и теплостойкостью. Поршневые
in tpkvt и деформируются.
При таких температурах фторлоновые матер
^яйле«^/’'""свылкол"'/’<’ссо₽ов
.^сборо^^11
,/л
/>йз<К.т"
, ‘»>'"р“сорах с '>гю«"-.п„ч
лт-Г* С-
'“•£.««>“ „п“р0“ЗГн»«"=”,,и,х ’
х* е уплотнения поршня
§ э.4.7. MAH)Kt применяют манжетные упл
пых компрессоР^жным поршнем и неподвижным £
В спеииаль т л 21) меЖДУ
-Ъа (РИС' анкетой (РИС 3
ЛИ Поршень с оди^аях. когдас двумя манжетами (рис. 3.4.21,5}
СТеша€Сьшс атмосферно^^^ействия, когда давление рц может бЫТь
Используют В шш* П тнческих масс или кожи.
ниже атмосферно пластичес свободном состоянии несколько
Манжеты выпо; борта манжеть поверхность манжеты имеет не-
HaP^aZpan"^MpaAl^HP H поршня с манжетой в цилиндр ман-
больше диаметр При введении собственНои упругости к рабо-
большую кон. и прижимается ' ную герметичность. При ра-
же?де*ЕосРти цилиндра, создав^ ерхности цилиндра перепадом
ГЙ "мяХета Прижимается к Ра^^°ВнаРрис. 3.4.21. Чем больше Дрм,
к рабочей поверхности цияииАр.,
йескчиа» "“'вдеты о°р"бочую поверхность цилиндра
Сила трения манжеты и ра
Рм=/мД^м(Рц-Л)>
h _ щипина трушейся части манжеты.
где/ц_ коэффициент трения манжеты о цилиндр, 6М ширина
Рис. 3.4.21. Манжетное уплотнение поршня:
° “прнХ0^ колГиоЙ7 ~ С ДВумя “Нотами; / - шток; 2 - поршень; 3 - всномо^^а
прижимное кольцо, 4 - манжета; 5 - ось стягивающей шпильки; 6 - гайка и контр
350
,1|1И использовании манжет рабочая повепхнпг
ПР/ ательно отполирована. РХНость цилиндра должна
б^плотнение поршня манжетами работоспособно пп
Утпельных специальных случаях и выше до давлений 30 МПа
а11 преимущества манжетных Уплотнений: высокая ™
1 /конструкции и компактность. Недостаток / рметичность, про-
с1 о при средней скорости поршня более I м/е (п ,Стрый износ, осо-
бен"0 v м/с (для кожи и фибры)
Глава 3.5
УПЛОТНЕНИЕ ШТОКОВ И ПЛУНЖЕРОВ КОМПРЕССОРОВ
§ 3.5.1. ОБЩИЕ СВЕДЕНИЯ
Назначение сальников1. Оно состоит в том, чтобы препятствовать vre4
ке сжимаемого газа в месте выхода штока или плунжера из цилиндра
Уплотняющий Эффект сальников основан на плотном прилегании
няюших элементов сальника как к рабочей поверхности возвратношоХ
пательно движущегося штока, так и к неподвижным стенкам цилиндра
или крышки цилиндра, или установленным в них деталям
Требования к сальникам. Требования к сальникам в основном анало-
гичны требованиям к поршневым уплотнительным кольцам*, хорошее уп-
лотнение зазоров и обеспечение допустимых износов^. Кроме того, осо-
бенным требованием к конструкции сальников является обеспечение до-
пустимых тепловых режимов с учетом выделяющейся теплоты трения
(см. далее).
Условия работы сальников. Сальник выполняет свои функции, пере-
крывая зазоры между подвижным штоком и неподвижными частями ци-
линдра. При этом неподвижные детали сальника прижимаются к подвиж-
ному штоку и трутся об него. Поэтому во избежание излишнего износа и
перегрева сальника необходимо смазывать его маслом. Обычно для смаз-
ки сальника используют то же масло, что и для смазки цилиндра. Суще-
ствуют сальники, уплотняющие элементы которых выполнены из само-
смазывающихся материалов и которые могут работать без смазки.
Смазка не только уменьшает трение, но и улучшает герметичность
сальника. Смачиваемость маслом металлических деталей сальника такова,
что капиллярные силы тонкой пленки масла (толщина пленки масла по-
рядка 1 мкм) превышают все остальные силы, в том числе силы давления
Уплотняемой среды. Чтобы тонкий слой масла был бы достаточен ,одяраз-
Деления двух движущихся относительно друг ДРУга детаде1\’ /Ур ТОЛШИНы
костей (гребешков) на их поверхностях должна быть строгая
слоя пленки масла. Чтобы сальник был герметичным,> постоян-
параллельность подвижной и неподвижной поверх! Следует учи-
"Рилегание друг к другу при наличиима«яи°к (
'лвать, что масляная пленка может быть разру Р
Щпхся деталей.
Упло УсТаревший. н° общепринятый в отечественном машинос^оешш термин ш
отняющих поступательно движущиеся штоки и Р
Подробнее см. § 3.4.2.
351
^яйле«^/’'""свылкол"'/’<’ссо₽ов
.^сборо^^11
,/л
/>йз<К.т"
, ‘»>'"р“сорах с '>гю«"-.п„ч
лт-Г* С-
'“•£.««>“ „п“р0“ЗГн»«"=”,,и,х ’
х* е уплотнения поршня
§ э.4.7. MAH)Kt применяют манжетные упл
пых компрессоР^жным поршнем и неподвижным £
В спеииаль т л 21) меЖДУ
-Ъа (РИС' анкетой (РИС 3
ЛИ Поршень с оди^аях. когдас двумя манжетами (рис. 3.4.21,5}
СТеша€Сьшс атмосферно^^^ействия, когда давление рц может бЫТь
Используют В шш* П тнческих масс или кожи.
ниже атмосферно пластичес свободном состоянии несколько
Манжеты выпо; борта манжеть поверхность манжеты имеет не-
HaP^aZpan"^MpaAl^HP H поршня с манжетой в цилиндр ман-
больше диаметр При введении собственНои упругости к рабо-
большую кон. и прижимается ' ную герметичность. При ра-
же?де*ЕосРти цилиндра, создав^ ерхности цилиндра перепадом
ГЙ "мяХета Прижимается к Ра^^°ВнаРрис. 3.4.21. Чем больше Дрм,
к рабочей поверхности цияииАр.,
йескчиа» "“'вдеты о°р"бочую поверхность цилиндра
Сила трения манжеты и ра
Рм=/мД^м(Рц-Л)>
h _ щипина трушейся части манжеты.
где/ц_ коэффициент трения манжеты о цилиндр, 6М ширина
Рис. 3.4.21. Манжетное уплотнение поршня:
° “прнХ0^ колГиоЙ7 ~ С ДВумя “Нотами; / - шток; 2 - поршень; 3 - всномо^^а
прижимное кольцо, 4 - манжета; 5 - ось стягивающей шпильки; 6 - гайка и контр
350
,1|1И использовании манжет рабочая повепхнпг
ПР/ ательно отполирована. РХНость цилиндра должна
б^плотнение поршня манжетами работоспособно пп
Утпельных специальных случаях и выше до давлений 30 МПа
а11 преимущества манжетных Уплотнений: высокая ™
1 /конструкции и компактность. Недостаток / рметичность, про-
с1 о при средней скорости поршня более I м/е (п ,Стрый износ, осо-
бен"0 v м/с (для кожи и фибры)
Глава 3.5
УПЛОТНЕНИЕ ШТОКОВ И ПЛУНЖЕРОВ КОМПРЕССОРОВ
§ 3.5.1. ОБЩИЕ СВЕДЕНИЯ
Назначение сальников1. Оно состоит в том, чтобы препятствовать vre4
ке сжимаемого газа в месте выхода штока или плунжера из цилиндра
Уплотняющий Эффект сальников основан на плотном прилегании
няюших элементов сальника как к рабочей поверхности возвратношоХ
пательно движущегося штока, так и к неподвижным стенкам цилиндра
или крышки цилиндра, или установленным в них деталям
Требования к сальникам. Требования к сальникам в основном анало-
гичны требованиям к поршневым уплотнительным кольцам*, хорошее уп-
лотнение зазоров и обеспечение допустимых износов^. Кроме того, осо-
бенным требованием к конструкции сальников является обеспечение до-
пустимых тепловых режимов с учетом выделяющейся теплоты трения
(см. далее).
Условия работы сальников. Сальник выполняет свои функции, пере-
крывая зазоры между подвижным штоком и неподвижными частями ци-
линдра. При этом неподвижные детали сальника прижимаются к подвиж-
ному штоку и трутся об него. Поэтому во избежание излишнего износа и
перегрева сальника необходимо смазывать его маслом. Обычно для смаз-
ки сальника используют то же масло, что и для смазки цилиндра. Суще-
ствуют сальники, уплотняющие элементы которых выполнены из само-
смазывающихся материалов и которые могут работать без смазки.
Смазка не только уменьшает трение, но и улучшает герметичность
сальника. Смачиваемость маслом металлических деталей сальника такова,
что капиллярные силы тонкой пленки масла (толщина пленки масла по-
рядка 1 мкм) превышают все остальные силы, в том числе силы давления
Уплотняемой среды. Чтобы тонкий слой масла был бы достаточен ,одяраз-
Деления двух движущихся относительно друг ДРУга детаде1\’ /Ур ТОЛШИНы
костей (гребешков) на их поверхностях должна быть строгая
слоя пленки масла. Чтобы сальник был герметичным,> постоян-
параллельность подвижной и неподвижной поверх! Следует учи-
"Рилегание друг к другу при наличиима«яи°к (
'лвать, что масляная пленка может быть разру Р
Щпхся деталей.
Упло УсТаревший. н° общепринятый в отечественном машинос^оешш термин ш
отняющих поступательно движущиеся штоки и Р
Подробнее см. § 3.4.2.
351
Раздел
2,19 10“5
1,03 • io-5
(1200...2400) Ю-5
1300 IO*5
д Him и деталей поршневых компрессоров
///. КокстРУкци^^.-—--" " ’*•4.
„ято считать, что утечки газа1 v
ппиближении приня обратно пропорциональны п Рабо.
СгТзаИ"ем меньше утечки) и пропорц
чеЙ П°Л(чем больше вязкость.а , ввдн0 из зависимости> с ^аль.
м “н“ентри,еско“
I/ =0,26---—>
'yr ’ ц/
льный зазор, м; « - ~ Да^ий,
Значения коэффициента вязкости И для некоторых газов и жидКостей
при 100 °C:
Воздух
Водород
Компрессорные масла
Глицерин
Подача в зазор смазки, имеющей высокую вязкость, значительно сни-
^ПотеТга'зГчерез новые приработанные правильно сконструирован-
ные и точно изготовленные современные сальники2 обычно не превыша-
ют 0 1 0 2 % производительности компрессора. Через изношенные или
не приработанные сальники утечки могут быть значительными.
Особенности работы сальников. Трение прижатых к штоку уплотни-
тельных элементов сальника обусловливает износ этих элементов и рабо-
чей поверхности штока, а также выделение теплоты трения, которая мо-
жет быть значительной. Износ уплотняющих элементов приводит к поте-
ре плотности сальника. Перегрев сальника также нежелателен, так как из-
за перегрева могут измениться физико-технические свойства материала
уплотняющих элементов, что сопровождается увеличением износа. Иног-
да перегрев сальников может быть причиной задиров рабочих поверхнос-
тей. Поэтому при проектировании и эксплуатации сальников следует осо-
бое внимание уделить компенсации износа уплотняющих элементов и от-
воду теплоты трения3.
„l,v^(CoTaHUH0Hllbie Ф°наРи для обслуживания сальников. Для монтажа и об-
спеш1алкн1^С,ы?НИК0В меаду станиной и цилиндром предусматривают
ОТЛИТЫМИ зао шпари’ КОТОрЬ1е ВЫПОЛНЯЮТ автономными (см. рис. 3.1-18),
но с крышкой ии!?иСТаНИ^0Й (см'лист в РазДеле «Атлас») или заод-
также обслуживают ма^ СМ' РИС' Из дистанционных фонаре'
ния со штоков смазьшй^°СЪеМНОе УстР°йство, которое служит для удале
системы смазки цилин- ЩСГ° механизм движения масла и для отделен
КИ цилинДРов и сальников от системы смазки механизма
далееК Раб°',СЙ полос™ Цилиндра не означает утечку в окружающую среДУ <сМ'
3 Об охлааденииУсадьниковПсмР§б315 9НЫе сальники-
352 '
Глава 3.5. Уплотнение штоков и плунжеров компрессоров
лгда в этих системах используют разные сорта масел. Иногда
^лишения габаритов компрессора отказываются от дистанци-
Л01 пью с° пей и маслосниматель выполняют не в раме, а присоединяют
' этом случае монтаж и обслуживание сальников осуществля-
<’""Ь.ыО'ку- „ непосредственно из станины (см. листы А.2.5 и А.2.6 в раз-
<.сРсзД'0 к‘
|ЮтГ<:Атлас»7-
когда для смазки механизма движения используют то же
слУчаЯХ’ идя смазки цилиндров и сальников, специальный фонарь
.•io, чТ° " ,ой и цилиндром не выполняют, а обслуживание сальника
М хДУ сТ‘11'11' - из цилиндра (см. лист А.2.12 в разделе «Атлас») или через
яСщ11есТВЛЯ1° ic В современных конструкциях сальников компрессоров
°с'ки в стаНИчейия обслуживание сальников требуется только во время
/л пего назна1 Поэтому сальники можно монтировать и обслуживать
<5них рсм°нто '
ццЛйНДРа1 д сальников. Одним из основных параметров размерного
1(3 Размср,,ь,и р ют уплотняемый диаметр штока. В России рекомен-
ТвыпХтьУс диаметрами; 24; 32; 40; 45; 50; 60; 70; 80; 100;
пуется штоки вьн ывать рекомендуемые размеры уплотняющих што-
и0и'зОмМ’
К11 сальников.
§ 3.5.2. ОСНОВНЫЕ ТИПЫ САЛЬНИКОВ
Классификация сальников. Различные условия работы поршневых ком-
прессоров потребовали создания множества типов сальников, отличаю-
щихся конструктивным исполнением, материалами и областями приме-
нения. В настоящей главе рассмотрены лишь наиболее широко применя-
емые их конструкции.
Общепринятой классификации сальников нет. Ниже приведена клас-
сификация сальников компрессоров, принятая в МГТУ им. Н. Э. Баумана.
По принципу компенсации износа:
[«самоуплотняющиеся (с принудительной компенсацией износа);
самоуплотняющиеся.
По типу уплотняющих элементов:
с деформируемыми уплотняющими элементами;
с жесткими уплотняющими элементами;
с уплотняющими элементами разного типа (часть элементов дефор
РУемых, часть — жестких).
По форме уплотняющих элементов:
с прямоугольными элементами;
с плоскими элементами;
с трапециевидными элементами;
с треугольными элементами;
с манжетными элементами.
Устройству уплотняющих элементов.
с неразрезными уплотняющими элементами,
е Разрезными уплотняющими элементами.
0 числу уплотнительных камер:
однокамерные;
многокамерные.
353
23
9390
„Линии и деталей поршневых кол<„рессоров
г^Ц1Лонсп^—' 7 ~~
^предс^ьниковой;°л°^ными полостями.
с Сколькими полостей внутри сальника:
По назначениювсп
для отвода утечем газом;
проД>^\ное"Т0С0го давления (тазового или масляного);
для создания о уплотнения.
К»^-7=-^ну;
SJSSS—
По типу осаждения:
без охлаждения; ием водой или маслом;
? да»"г““д°«« "»«™ 1ТеН"Я М СЧе1 в“пол,ген,,я Т'ш™“ мост»,
/7оспесоф'0"»!^ '"^р“сов ер сальников;
С отводом теплоты от кор, о
С отводом теплоты от штока.
По наличию смазки.
С одним подводом смазки;
с несколькими подводами смазки,
без подвода смазки.
По организации направления штока:
с направляющими для штока,
без направляющих для штока.
По агрегатности:
с автономным корпусом;
без автономного корпуса, т. е. встроенные в другую деталь (например,
в крышку цилиндра), когда эта деталь служит корпусом сальника.
По наличию вспомогательных дроссельных элементов:
с дроссельными элементами;
без дроссельных элементов.
Самоуплотняющиеся и несамоуплотняющиеся (принудительно уплотняе-
мые) сальники. Прежде всего принято делить сальники по способу ком-
пенсации износа их элементов: с самокомпенсацией износа, т. е. само-
уплотняющиеся; принудительно уплотняемые, т. е. с принудительной
износа (несамоуплотняющиеся, требующие периодичес-
к штокуТикЮйРп7ЭЛеМеНТЬ1 самоУплотняющихся сальников прижимаются
ний и поэтому иоеВ“,М деталям за счет уплотняемого перепада давле-
и постоянно пеоект компенсиРУют износ уплотняющих элементо
не нужда ™:Хо^ТиТ**^ 3а30рь1 ме^у НИМИ И
камеру многокамепнпт .И ВЬ1110ЛНЯ|отся многокамерными. На каЖДУ
няемого перепада давления Ь'пИКа приходится лишь часть общего упл
элементов сальника на ш™ Г'ОЭТОМУ снижается давление уплотняю
лотняющих элементов Vn К’ уменьша*отся трение и износ штока и уи
тельной компенсацией Д0ТНяю,дие элементы сальников с прИ’!УиХ)
Глава 3.5 v_„
-----------------------• Уплотнение ium„
- " —--------“"лохов U плувж,^
~—---- ерОв КОА1ПРессопп*
ЛОРМИРУ'ОГ^’ прижимаются к штоку ----
ДС1ИХ элементов таких сальников Ко^Рекрь‘вают зазоп и
'^тяжкой. Поэтому главный недостаток- "СрНсирУется йпепи^ >Шот-
''O‘L- необходимость постоянного ко^"есамоУплогйю^риодической
Суживания (подтяжки). Второй недоЙИх работы иS. Сальни-
°ne i^ (от 1ЮДТЯЖКИ до подтяжки) пло7н» ЭТИх сальниЛРИодического
срл0 выполняют однокамерными ОТНость. Такие саль ° Г Меньшая
0И Направляющие и дроссельные элемент ’ как пРа-
„екиии сальников чувствительны к пене?/ сальников. Некот™
Р при высоких уплотняемых пеоепЯп?°Сам и биениям ° рые к°нст-
злементах, выполненных из пластХТп ЭВЛения ”X (°Собен-
тОвленными из антифрикционного материй^ Их
зь1) направляющими втулками, которые 0^1?°™ металла ик бпон’
штока внутри сальника. Таких направлявшиЭЮт биедие и?епе Р
(между сальником и уплотняемой рабочей М0Жет бьпь одна
с, 3.5.1 или со стороны фланца сальника - пигТДС?ью иилиндра 2
высокого давления - две (по обе стороны сальни ?12)1 а в компрессоРах
С целью упрощения изготовления и сбор™ ~ см- р“с- 3 5.20
сальников направляющую втулку выполняю/еКоторых конструкциях
этом ее положение фиксируют буртом (р^з Н° °Т сальника; при
Направляющие втулки, расположенные м
мой рабочей полостью цилиндра являются^ сальник°м и уплотняе-
которое снижаетдавление и пульсации давлеНия°пСеЛЬНЬ1м Устройством,
чая тем самым работу уплотняющих элемент™ / Рад сальником, облег-
кии компрессоров повышенного ла^ени» И“°гда ‘
дроссельные втулки, которые отличаются от о “‘’"81'0т смиалыше
дросселируют газ перед сальником но не rmrL Ра^1яющих тем, что
ния штока в сальнике. ’ шолняют функции направле-
Т-^Л. Сальник с направляющей шток втулкой, установленной между сальником
I __ и уплотняемой рабочей полостью цилиндра:
"‘ПслШоиС|(У''л°тнительной камеры; 2-набор уплотняющих элементов; 3 - фланец; 4-корпус ywior-
‘ ,еРы вредсальника; 5— стягивающая шпилька; 6— уплотнительная камера с направляю
шей втулкой
23.
355
^ииых единиц и деталей поршневых компрессор»,
т. Конструкции сборочных
Рис. 3.5.2. Сальник с направляющей втулкой,
установленной со стороны фланца
Внутри расположенных вблизи уплотняемых рабочих полостей камер
сальников высокого давления для снижения давления и пульсации давле-
ния за уплотняющим комплектом устанавливают неразрезное дроссель-
ное кольцо, которое надето на шток с зазором, соответствующим посадке
777/^6 (см.,' например, дроссельное кольцо 3 уплотняющего комплекта
сальника типа II на рис. 3.5.15). Иногда дроссельные кольца устанавлива-
ют с двух сторон уплотняющего комплекта сальника (см. уплотняющий
комплект сальника типа III на рис. 3.5.15). В сальниках зарубежных комп-
рессоров иногда сальники выполняют с дополнительными камерами, спе-
циально предназначенными для ус-
тановки разрезных дроссельных ко-
лец аналогично тому, как это пока-
зано на рис. 3.5.25, а, позиция 1.
Разрезные дроссельные кольца (рис.
3.5.4) обычно состоят из трех час-
тей, стянутых браслетной пружи-
ной. Разъемные дроссельные кольца
значительно облегчают замену и ре-
монт сальников.
Подвод
смазки
ЙИ1
й
\\\\
Отвод
^Фт ^кОл Р о^ Фпснруетсн
' " брЗЬцО; р
ТНЬ'е г,РУ^!,1^°‘‘‘ес кольио.
ы’ о —фланги
356
----------------
Рис. 3.5.4. Разрезные дроссельные кольца сальников.
а - простое; б — разгруженное
ПсТадьные категории классификации сапки
.я^гся далее в ходе описания их конкретно< X
с" Способы установки сальника в цилиндр. Обычно г ° 6
„ С внешней стороны цилиндра (со стороны боп?ЬНИКИ Устанавлива-
Уа .ример, из дистанционного фонаря' (см. рис * ™3|<ого Давления),
ташшы (см лист А.2.8). Такие сальники обслуживаю™? Ю фонаря
Опционном фонаре или фонаре станины. У т через окна в дис-
13 некоторых случаях в компрессорах низкого давления сапк
устанавливаться изнутри цилиндра (см. рис. 3.1.22 и листы А? ш aTiT
л ? 12). Обслуживание такого сальника невозможно бе?(„, А'211 и
« «ишч». поэтому такой сальник обсядаХ’
ремонтов, когда поршень вынимают из цилиндра (например замене
поршневых колец). Для современных самоуплотняющихся сальников
низкого давления с металлическими кольцами компрессоров со смазкой
такое обслуживание допустимо.
§ 3.5.3. НЕСАМОУПЛОТНЯЮЩИЕСЯ САЛЬНИКИ
Сальники с мягкой набивкой. В простейших сальниках этого типа
(рис. 3.5.5, а и б) в кольцевое пространство, образованное корпусом саль-
ника 2 (в конструкции, показанной на рисунке, нет автономного корпуса,
корпусом сальника служит расточка в крышке цилиндра) и штоком 6, по-
мещена мягкая (деформируемая) набивка 52. В результате подтягивания
нажимного фланца 4 шпильками 5 (или гайкой с резьбой) уплотняющая
набивка сжимается, деформируется и прижимается к подвижному штоку
и неподвижному корпусу 2, перекрывая возможные зазоры между штоком
и крышкой цилиндра. Чтобы избежать повреждения штока во время сбор-
ки и во время работы, с двух сторон набивки устанавливают направляю-
щие втулки (грундбуксы) 1. При работе такого сальника износ набивки 3
и штока 6 приводит к образованию зазора и утечкам через него, зное
мягкой уплотняющей набивки 3 и штока компенсируется периодической
подтяжкой шпилек 5 (см. рис. 3.5.5, б) или подтяжкой гаики (см.
Рис. 3.5.5, а). В качестве мягкой набивки применяют фторлон, ф
вые композиции или другие деформируемые материалы. иног-
Для направления движения штока и более равномер' втулки
да в сальнике с мягкой набивкой предусматривают р
> Центрирующие шток (см. рис. 3.5.5 , Й1 Хорошо зарекомендо-
Сальники с мягкой полуметаллической набив
——-______
2 2 дистаниионных фонарях и фонарях стан1’в“ ??а?опчатобумажная ветошь, в
Ко На Заре компрессоростроения мягкой набив куски сала. Вероятно, отсюда
для обеспечения смазки уплотнения заворачивали кус
10 наименование «сальники». 357
б
Рис. 3.5.5. Простейшие «самоуплотняющиеся сальники с мягкой набивкой:
. .. гайкой б — с мягкой набивкой И ПОДТЯЖКОЙ ШПИЛЬКями. I
напоавляюшая^п'лка (грувдбукса); 2 - крышка цилиндра; 3 - мягкая (деформируемая) набивка;
нажимной"фланец; 5 —шпилька; 6- шток; в - сальник с мягкой полуметаллической набивкой
вали себя полуметаллические мягкие набивки, материалом для изготовле-
ния уплотняющих элементов которых служат смеси мелко раздробленно-
го антифрикционного металла (например, баббитовой стружки) и неме-
таллического мягкого пропитанного маслом наполнителя (например,
проваренных в масле древесных опилок). Смесь прессуется в набивочные
кольца квадратного сечения (см. рис. 3.5.5, в). Лучшими среди мягких на-
бивок считают полуметаллические набивочные кольца, которые состоят
из пропитанного смазкой с графитом асбестового сердечника с оболочкой
из баббита. На трущейся контактирующей со штоком внутренней поверх-
ности баббитовой оболочки такого набивочного кольца выполнены от-
Фит)™^’ Ч£ре3 К0Т0РЬ1е ПРИ затяжке сальника выдавливается смазка (гра-
бе? ™ “ С на®ИВК011 такими кольцами может работать с подачей и
ник через спепи^кнк^Т В 30ну трения- Жидкая смазка подается в саль-
цами (см. рис. 3 5 5 вГп^31”’’ п°мсщенный между набивочными коль-
ких сальников и шток™ квалнФицированном обслуживании износ та-
ти поршня менее 3 м/?) незначителен34 С° СМаЗК0Й (при сРедней скор0С'
нии, отличаются высоким^*16 на^ивки компактны, просты в изготовле-
ботать без подвода смазки ан™ФРикционными свойствами, могут ра-
тепло. Срок службы комплекте ия£аЮТ спос°бностью хорошо отводит
Двух лет и выше. ‘ 1абивки при непрерывной работе д
”олуК0МбИНИР0ВаНН0Й Набивкой- Несамоуплотняюшийся саль-
« в « совсем корректен, но он широко испол^'
358 *
Глава 3.5. Уплотнение штоков и плунжеров компрессоров
набивкой уплотняющими коль-
ни* с |)Ь1цолненными из пластичного
иКционного материала и сталь-
аН нажимных колец, устанавливаемых
ць,х ' уплотняющими, показан на
ме 3 5.6. Стальные или чугунные коль-
Р^имеют треугольную или ромбовид-
lia ' форму и при подтяжке сальника
' ижимают уплотняющие кольца к
"р ’у Такие сальники при тщатель-
111 г° изготовлении и качественной
н° ке> при точном направлении што-
а отличаются высокой плотностью и
сальник с'кпмкеиаМОу,,ЛОТН-ЯЮШИЙСЯ
"‘‘“систематическом поджатии име- ниР<>ванной набивкой
срок службы до года. Смазка, поступающая от пик™,
нарь между уплотняющими элементами, должна бьттстрогодо^овЙ’
ной. При избытке смазки и плотном сальнике давление масла может ле’
формировать и выдавливать уплотняющие кольца в зазор мевду мет^-
лическими нажимными кольцами и штоком, что приводит к выХ
сальника из строя.
' Замечания к несамоуплотняющимся сальникам. Ранее было сказано что
сальники с мягкой и полуметаллической набивкой несамоуплотняюши-
еся. По мере износа набивки несамоуплотняющихся сальников образу-
ется зазор между набивкой и штоком и появляются утечки через саль-
ник. Для устранения этого зазора необходимо сальник подтянуть, чтобы
вновь прижать набивку к штоку. Сила прижатия мягкой и полуметалли-
ческой набивки к штоку должна быть несколько больше, чем уплотняе-
мое давление.
Нссамоуплотняющиеся сальники с мягкой и полуметаллической на-
бивкой могут иметь автономный корпус (см. рис. 3.5.5, в) или не иметь
его, когда корпусом сальника служит расточка в крышке цилиндра (см.
рис. 3.5.5, а и б).
Недостатками сальников с мягкой и полуметаллической набивкой яв-
ляются: большие износы набивки и штока, необходимость частой под-
тяжки и необходимость периодически менять изношенную набивку. По-
этому в современных компрессорах сальники с мягкой набивкой приме-
няют крайне редко и только в специальных (например, лабораторных)
компрессорах.
опименение в компрессорах на-
Примснение сальников. Наибольшее Р ра3резными элементами,
"ыи самоуплотняющиеся сальники с аняя плотность и не ip
гак как такие сальники долго служа , '^резными элементами P
Ухода (подтяжки). Сальники с плос ущесТвенно компрессоров .
меняют для уплотнения штоков пр хорошо работать и i Р
10 и среднего давления. Однако он тами из специальных Р
Ких давлениях. С уплотняющими элеме 359
сборов едшш^
деталей поршневых компрессора.
Раздел Ш-
щ КонстрУ^" ___
рюдел да—J——' помешенными в двух- и Трехг
„ысокой точностью И ня плунжеров KOMnpe^oit
ппненными с вь‘с0 Меняют и ^я>‘ j сальники этого типа с ynjlOT1°P0|>
S 1 я, самосмаз^««,.
в i‘“mpecc°₽“6и с“«^
ш!лся мат^мпа ’ « с плоскими разрезными уплотняю,,,
давления г^О ^ка. Сальник^ и с уплотняющими Элемс J
Устр0И т?ми выполняют мн°'0КкааЖДую камеру приходится часть общ®'
ми элемепно.1 камере При это»на к дствие этого уменьшается Лаю '
ми в каждой кам и а давлен и ьшаеТся сила трения и Ум
го уплотняемо ° нер]ементов на шток, у и штока.
ние>7изно^м1.потняюп1их элеме 1МИ уплотняющими Элемен.
шается,"Ь’й сальник с пло^ давления показан на рис. 3.5.7 и
миРв°оз ioro компрессора ни тнитеЛьных камер, в каждой из Ко.
Сальник состоит I13X’cP^x разрезных кольца, одно из которых за-
торых расположено по дв ^шеР Каждое разрезное кольцо стягивает-
1 юшее. а другое - >Xpnvca камер притирают друг к дР5ту
я браслетной пружиной , на шесть частей (см. рис. 3.5.7, в) та.
Уплотняющие кольца разрез и ОСНОвных частей, соприкасаю-
ким образом. чтоб“Р“Хкрь1ТЫ сверху сегментами1. Контактирующие
шихся со штоком, бьыи пере Р ^1ьца притираются. Для правильной
поверхности частей >2™™ етственно маркируют. Основные части уп-
сборки притертые детали сои ие штоком> будучи установленны-
лотняюшего кольца, контак ру
Рис. 3.5.7. Простейший сальник с плоскими разрезными уплотняющими элементами воз№
кого компрессора низкого давления:
масляХ7Р^нХГ?-И6раслетн7яРХжХРЬб 2 ~ Уплотняющее кольцо; 3 - замь1каюш^' |'лот|1|Я'о111СС
н^лсшая пружина, 6 - штифт; б - замыкающее кольцо; в — Упяи
кольцо
этого типа (см далее)™ вариантов Разрезных колец уплотняющего комплекта саЛЬН
360
Рис. 3.5.8. Устройство сальника по рис. 3.5.7:
1 и 2 — стягивающие шпилька и гайка; 3 — фланец, 4 и 6 - брас-
летные пружины; 5 — уплотняющее кольцо. 7 — штифт; 8— кор-
пус камеры с масляным канатом; 9 — прокладка, 10 — корпус
передней (со стороны рабочей полости цилиндра) камеры. 11 —
корпус камеры с подводом масла; 12 — калиброванная трубка
[ ми на шток, не должны соприкасаться друг с другом, а должны образовы-
вать радиальные зазоры о между собой. Эти зазоры необходимы для того,
чтобы при износах основных частей уплотняющего кольца и штока эти
основные части уплотняющего кольца могли постоянно плотно прижи-
маться к штоку. Другими словами, при износах основных частей уплотня-
ющего кольца и штока зазора между штоком и основными частями уплот-
няющего кольца не будет образовываться до тех пор, пока зазоры 5 не вы-
берутся. В каждой камере зазоры (вдоль оси штока) между основными ча-
стями уплотняющего кольца перекрываются замыкающим кольцом (см.
рис. 3.5.7, б), разделенным на три части радиальными разрезами. Уплот-
няющее кольцо повернуто относительно замыкающего таким образом,
чтобы радиальные разрезы в них не совпадали, а взаимно перекрыва-
лись. Положение уплотняющего кольца относительно замыкающего
фиксируется штифтом. Поэтому замыкающее кольцо постоянно пере-
крывает с торца радиальные прорези в уплотняющем кольце. Уплотняю-
щее кольцо, состоящее из шести частей, ставится в камере со стороны
низкого давления и прижимается к внешней торцовой повертшости кор-
пуса соседней камеры. Таким образом, комплект, ^™ЯВ1И нёплот.
няющего и замыкающего колец, теоретически пере' Р ппОг»езях уп-
ности в уплотнении штока, причем зазоры в Р^“ стейРкомпен-
лотняющего и замыкающего колец допускают ’ льног’о КОльца,
сирующий износ уплотнительной поверхности уплотнительного
которая трется по штоку. П„пятц1пакугся браслетны-
Часги уплотняющего и замыкающего> ко. создавая предварительное
111 пружинами и прижимаются ими к што у, авлений на комплек-
сно'некие, необходимое для начального перепада^давле ШНевых
1е колец сальника аналогично тому, как это имеет мес
Уплотнительных кольцах (см. § 3.4.2). , тора к нажимному флан-
Смазка подводится под давлением отлу рик
_ «?«««« « детмей "°Рш"евы* коМпрес
н>’"^емой полсти Jсальника масляные каналь^06^
уплотняв’. чтОбы при с г этого положение Konnv,-„ в к°Ры 0
преДпСсовпРадали ДРУГ ^сируется штифтами или некоторым
КГси«Гьно ДРУТДРУ'^шилек, или другим способом. Ме^,
H0CV„, стягиваюших шп внутренним торцом KoDriVn '
°ЛНМе^^т°РиоМ ^ованный^осевой зазор а (рис. 3.5.9).
выполняют гарантирован составляет не менее 0,1 ...0 ^ЬНиКа
показанного на рис. ЗЛ - неметаллических кольцах. Ч^^Ри
мешлическихи^ ие, равное уплотняемому, необХо°^'
печать в камер «ысо торцовыми стенками камеры и к *
”“еТ' “°™1СТВ,ЮШИИ П0СаД“ 7У7« с
питературтк радаР» у №МПлекто„ уплотняющих элемент», „
Радиальный заз°Р ндриЧеской поверхностью расточки в коппУгр'ь'
ника и вн>'тре“”^. скают значительный прогиб штока. Из опыта экеЛ
меры и зазор J д0 ' я принимать следующие значения зазоров при
атаиии рекомендуем я при ₽м н-
Хт для больших диаметров штоков и низких перепадов давления На
^Поитертые торцовые поверхности корпусов камер стягивают шпилька-
ми или (иногда) болтами. Затяжка шпилек должна обеспечить плотность
соединения корпусов камер2. При диаметре штока более 60 мм для равно-
мерной обтяжки соединения рекомендуется применять 6 стягивающих
шпилек. При диаметре штока менее 60 мм обыч-
но используют 3...4 шпильки.
Принцип работы сальника. Принцип работы
сальника с плоскими разрезными уплотняющими
элементами аналогичен принципу работы порш-
невых колец (см. § 3.4.2). Как было сказано ранее,
во время работы компрессора в полости камеры
сальника давление газа приблизительно равно
уплотняемому давлению. Поэтому уплотняющий
комплект, расположенный в полости камеры и
состоящий из уплотняющих, замыкающих и
дроссельных колец, прижимается перепадом дав-
ления /> — //, где р и />' — давления с разных сторон
уплотняющего элемента, в осевом направлении х
горновой поверхности корпуса следующей кам^
Ры, перекрывая торцовый (радиальный) зазОр
предотвращая утечку газа по нему (Рис- п.иа
азрезные уплотняющие и замыкающее к
акже под действием перепада давления пр
ми цементами
362
2 ОбЛ«п^Нее 0 смазкс сальников см. § 3.5.9- ..еТале<*сМ
§3.1.1] ОТНСНИИ неподвижных соединений
Рис. 3.5.10. К пояснению принципа работы сальника с плоскими элементами
маются к штоку в радиальном направлении, перекрывая зазор вдоль што-
ка и предотвращая утечку газа вдоль штока.
Сила прижатия колец сальника к штоку. Аналогично поршневым коль-
цам (см. § 3.4.2) сила прижатия комплекта уплотняющих колец к штоку
равна сумме сил: силы, обусловленной перепадом давления, и силы пер-
воначального прижатия под действием браслетных пружин. Давление
газа, действующее на внешнюю поверхность колец сальника, превышает
среднее давление, действующее на внутреннюю поверхность колец, и со-
здает усилие, прижимающее кольца к штоку. Так же, как в поршневых
уплотнительных кольцах, сила предварительного прижатия уплотняющих
колец сальника к штоку браслетными пружинами значительно меньше
силы прижатия от газовых сил (о значениях давлений, действующих на
шток и обусловленных прижатием браслетных пружин, см. далее). Таким
образом, основное усилие, прижимающее кольца сальника к штоку, воз-
никает из-за разности давлений на внешней цилиндрической поверхнос-
ти кольца и в масляной пленке в зазоре между кольцом и штоком, т. е.
В°об" Давлений в камеРе-
'элементами СЛучае давление в зазоре между штоком и уплотняющими
что в пеп 1 садьника распределено по сложному закону. Если считать,
закону । ВОМ приближении давление в зазоре изменяется по линейному
измени 1 уплотняюЩие элементы прижимаются к штоку также линейно
что 0се'ОЩИМСЯ Вдоль оси перепадом давления (см. рис. 3.5.10), а также
"а нто ВЬ1С РазмеРы уплотняющего и замыкающего колец одинаковы, то
ДавлецР°е П° Ходу газа Уплотняющее кольцо действует среднее радиальное
Бп*,с’ в три Раза большее, чем на первое (замыкающее).
обеснМ1етнь,е "РУЖИНЫ. Рекомендуется с помощью браслетных пружин
Давлеи1ИВаТЬ пеРв°пачальное прижатие металлических колец к штоку с
бРонз ИеМ 0,1 °’2 МПа- Большие значения соответствуют кольцам из
сальни1 ИЛИ С заливкой баббитом, а также сальникам высокого давления и
иерн ,Кам> Работающим по азотированным штокам. Большие значения
начального прижатия также следует выбирать для сальников высо-
363
единиц « деталей п°Р,и"евых кол"'РессорОв
Рис 3 5 11 Сальник со сдвоенными браслетными пружинами на давление 80 МПа
кого давления, где уплотняющее кольцо воспринимает значительную осе
X нагрузку и сила трения на его торцовой плоскости которую ДОлЖ а
шяодолевать браслетная пружина, может быть велика. Если сила трени
на торце пластины при пуске компрессора будет больше силы браслетной
пружины, то предварительное прижатие кольца к штоку может быть не
обеспечено. В таких случаях применяют сдвоенные браслетные пружины
(рис. 3.5.11).
Осевое прижатие уплотняющих элементов. В сальниках компрессоров
среднего давления (выше 1,6 МПа) для обеспечения гарантированного
начального осевого прижатия уплотняющего комплекта к торцовой по-
верхности корпуса следующей по ходу газа камеры (в том же направле-
нии, что и давление газа) рекомендуется устанавливать осевые точечные
пружины (см. рис. 3.5.9) или осевые плоские рычажные пружины, анало-
гичные применяемым в клапанах (см. рис. 3.2.43). Иногда для начального
осевого прижатия уплотняющих элементов используют клиновой эффект
и применяют браслетные пружины (рис. 3.5.12). Клиновое кольцо, осуще-
ствляющее первоначальный осевой прижим, выполняют разрезным (на-
пример, с тремя радиальными разрезами), а на
его торцовой поверхности со стороны высокого
давления делают радиальные канавки для прохо-
да газа высокого давления в полость камеры,
чтобы на комплект из уплотняющего и замыкаю
щего кольца действовал перепад давления, соз
ющий радиальное прижатие частей этих коле
штоку.
Рис. 3.5 I? п - —me
’•«ментов бра<чн.^₽ИТСЛЬ,,ое осевое прижатие У|Г101,'"!?эф-
|ыми пружинами вследствие клино>ог
фекта
и ^У"^ров ымпресспров
по-
с Давлением
Глава 35
------------
Начальный осевой прижим уплотняющее
МпГ“ ’«№«
°’0вбирая осевые зазоры, осевые пружин
„«ют необходимость в соблюдены/, 1 способствуют
уСюи1ИХ колен и глубины камеры. ТОчнь,х Разменов высоты^"*0 И
"Я,И .огда осевые пружины воздействуют на ко
хсНтов через нажимные неразрезные дроссель*™6*7 Уплотняющих эле
м коню перемешаться вдоль оси нозял ЛЬНые кольца котопь.е
jZ 1 . уп»о— комплект™ « »Х₽ „“Т
(°0Сть таких нажимных колец объясняется тем что п' 3'5'15)' Не°бходи-
твуют на кольцо, разрезанное на несколько частей еВЫе пружи,|ы дей-
с Для обеспечения устойчивой работы осевых п
т в колпачки аналогично тому, как это делаете?*" ИХ ИНОГДа поме-
кольпевых клапанах (см. рис. 3.2.19). ается в описанных ранее
распределение общего перепада давления меж™ »
рами. Перепады давления по камерам сальник =^ЛЬИЫМ? каме’
как и в случае поршневых колец, наибольший перепал "ИП°ВЫ-Та/ же’
возникает в камере, расположенной первой от ySSeS "а" °бычно
линдра. Во второй и следующих камерах он знаЙелмо мены??*™
::ьНГпДоХнномуВРеМЯ ЦИКЛа —о уменьшается,ТриблХ.
В ступенях высокого давления значительный перепад давления наблю-
дается не только в первой, но и в последней камере На рис 3 5 13 б по
казано экспериментально полученное распределение давлений по каме-
рам, которое подтверждает эти положения.
Распределение давлений по камерам зависит от частоты вращения вала
(см. рис. 3.5.13, в): с ее увеличением перепад давления на первой камере
растет. На распределение давлений по камерам также влияет тип материа-
ла, из которого изготовлены комплекты плоских колец. В качестве ил-
люстрации к этому положению на рис. 3.5.14 приведены эксперимен-
тальные данные для комплектов колец, выполненных из наполненного
PTFE (poly tetra fluoro ethylene), полимерной композиции PTFE + PPS
(poly phenylene sulphide) и модифицированного PEEK (poly ether ether
ketone)1.
В циркуляционных компрессорах, у которых давление в цилиндре ве-
лико, но изменяется в небольших пределах, наибольший перепад давле-
ний приходится на последнюю камеру.
На распределение перепада давления между камерами сальника можно
влиять путем использования вспомогательных распределительных полос-
тей (см. далее в § 3.5.7). г
Распределение износа уплотняющих элементов по камерам, оотв, т
ственно перепадам давлений износы комплектов уплотняющих ^ко
сальнике тоже неодинаковы — в малонагруженных камера- *ю
возрастают лишь в том случае, если смежная камера, в Р
ольший перепад давлений, теряет плотность.
sealing svstP G ' Feistel N. Investigation of the operational behaviour of dry-running piston-rod
March Э7 98n’ cr°sshead compressors / 3-rd European forum for reciprocating compressors.
-003, Vienna.-p.l 1-21.
365
б
ника с плоскими
Рис. 3.5.13. Результаты измерения давлений в камерах шестикамерного саль
уплотнительными элементами: - 3 19 м/с; в
раТпоеделениТлаипс'иий- Р’^^^ние давлений по камерам при средней скорости |60 ММ1
' каме₽ам "Ри различной частоте вращения вала <пРдПач
Д пениях всасывания и нагнетания соответственно 4и Ю J
в
п „ з 5 14. влияние материала, из которого изготовлены рабочие „
Деление давления в камерах сальникового ^лотнения₽ при Рк’= Ж Ж
наполненный PTFE; б — полимерная композиция PTFE + PPS я иппиЖ,
а — напилnv . и ггэ, в — модифицированный РЕЕК
Конструкции уплотняющих и замыкающих колец. В компрессооостоое
нии применяют большое число конструкций сальников, отличающихся
числом плоских колец в камере и способом их разрезки Наиболее пас
пространенные из сальниковых камер показаны на рис 3 5 15Р
Комплект уплотняющих элементов типа /был рассмотрен выше (см.
рис. 3.5.7 и 3.5.8).
В комплекте типа II установлено 3 кольца: два, как в комплекте типа I
и плюс — дополнительное неразрезное дроссельное кольцо 3.
Комплект типа III отличается тем, что в нем уплотнительное кольцо 3
разрезано на три части и установлено два дроссельных кольца / и 4.
Уплотняющие кольца, показанные в комплектах типов I, II и III, имеют
ограничения по износу, определяемые радиальным зазором между приле-
гающими к штоку частями. Дроссельные кольца насаживают на шток с
небольшим зазором (например, с зазором, соответствующим посадке Н1/$>
или 1П//7) и устанавливают в сальниках высокого давления.
В уплотняющих кольцах комплекта типа IV разрезы выполнены тан-
генциально по касательной так, чтобы отсутствовали осевые зазоры. Оба
кольца в уплотняющем комплекте типа IV выполнены таким образом, что
обеспечивается уплотнение штока при перепадах давления, действующих
как в одну сторону, так и в другую. При перепаде давления,
в прямом направлении, основным уплотняющим кольцом явля иппотня-
но 2, а при обратном направлении перепада давлении осн У
ющим кольцом является кольцо /. Гпятпезано на
Уплотняющее кольцо в уплотняющем ко“плек уПд0ТняюРщиРе кольца,
четыре неравных части нерадиальными разрезал • имеют ограНиче-
чримененные в сальниковых камерах типов / >
чип по износу. лп1Л,я. пва одинаковых уплот-
В комплекте типа VI использованы три кольц . охватывающее,
чающих, разрезанных радиально на три ча ‘ внх4Ри третьего, охва-
чружинное. Два уплотняющих кольца устан эй упругости первона-
уывающего первые два, которое силами с°° Охватывающее кольцо
1а-'|ьно прижимает уплотняющие кольца ец Отсутствие браслет-
'ерекрывает радиальные щели * ширину уплотняющих ко-
Ь'Х пружин позволяет почти вдвое СО*Р“ ная фиксация уплотняющих
ц> т- е. уменьшить длину сальника. В прорези не совпадалг
кодец, необходимая для того, чтобы радиальные пр
Кольца
Тип /
Тип И
Тип V
Тип VI
Тип VII
Тип III
Тип
КонсЮ^
диниц U деталей поршневых компрессоров
Тип VIII
Глава 3.5. Уплотнение штоков и плунжеров компрессоров
Рис. 3.5Л6. Действие дав-
лений в разгруженном саль-
нике
sSsSSHT—
ШИХ диаметрах ш
з 5Л. Число камер в сальниках
10
Давление
4
6
8
I
%
i
Диаметр
штока, мм
28...50
55...80
90...160
180...220
, МПа
4.0
газоплотный комплект типа VI
щле^ачКГкомпрессорах высокого и сверхвы-
txе‘ дХеНИ*е элементы комплектов типов VII
сок°,’^отнл,от^ется использовать при их выпол-
У,’Г рскоме^лических материалов.
!///'Р неметаллу ть трение меаду .
ве'^оемление м кольцами, с одной сто-
С2м и замьпкаю стороНы, для того, чтобы
Я*1011 и штока, с ДРУ количество выделяемой
ро"ь’;шить 'лЗНОСпоивело к созданию сальников
уМ^ трения, при ШИМи кольцами спе-
те|И>няюшими и за™ ечного сечения. При-
с>'"Лст1ото иРофИпДта замыкающих и уплотняю-
цдаль оГо компл ,ог0 профиля показан на
л Тол ей ете““^» ."«и « »пу,р»"'й "°-
,к?16. Ьл«™®₽” ольиа и спеимьпь» про- может быть уменьшено
РиС ; замыкающего а1ИЯ комплекта колен х т уменьшено тре-
-is тЕ&Г'' *
имзкой частоте у
сплос«<^(^п1)
олнснием плоских
Рис. 3.5.15. Примеры сальниковых камер с различным конструктивным ис
уплотняющих элементов
были постоянно разведены относительно друг друга, 0СУшес™^ вхоДйт в
диальным штифтом, который раскернен в пружинящем коль ь1Вак>и1еГ°
пазы уплотняющих. Обычно на внешней поверхности о с кот°'
пружинного кольца выполняют насечку для увеличения давл газоПЛ01'
рым оно действует на уплотняющие кольца. Комплект типа лЯм вокрУ’
ный. В нем теоретически нет возможности перехода газа по
з камерах , камеРь ,,,ка
нажимному фланну ‘ уплотним0 реТЬ, что°^ другОм. ^,л штИфтам”
"и
»’стяп’’ *** '
или некоторым см чиСЛо камер комПЛектаМ-
способом. ппеНИЯХ, к°гД „„отняю^ь
При высоких давлен к упдо
ют несколько подв
24 9390
5
6
8
Смазка сальников. Сма
6
8
подаО®"ен««м »
см-
368
369
Эпичных единиц и деталей поршневых компрессоров
Раздел П1. КонстРУ^^____-----------------------------
„а уников и технические требования. Рекомендуется '
кам^ер ХХ-ь из ^й^5’ ПрИ ДаВЛСНИЯХ Д° >2 М Па Д0ПусрПУса
кольца) изготовмют ^У более 0 2 % механические свойства тР*;ь
ние фосфора Д • а твердость НВ 170...210. В связи с указанной тЗКИе
же. как у чугуна СЧ20-а ™еРт0В твердость рабочей части штока Ху-
достью Уплотняю^ HRC 55 62. Для изготовления уплотняющих элрМе"'
“6 Х емюг 6Р„„У. Имеется опыт успешного „еХ
тов таюке<ипр",,.. уплотняющих элементов, состоящих из стальной ,я
Ч«Й основы и слоя бронзы толщиной 1.5...2.5 мм, нанесенного в J
гтр контакта со штоком.
Неметаллические уплотняющие элементы выполняют из композиций
на основе фторлона, полиамидов и других материалов и применяют в
сальниках при давлении до 60 М Па.
Допускаемое биение торцовых притертых поверхностей корпусов ка-
мер и сопряженной поверхности фланца не должно быть более 0,02 мм
относительно оси вращения этих деталей. Неперпендикулярность торцов
и внутреннего отверстия (под шток) в уплотняющих и замыкающих коль-
цах не должна превышать 0,015 мм на 100 мм длины.
Внутренние поверхности уплотняющего и замыкающего колец долж-
ны притираться по калибру до параметра шероховатости 0,32 мм. Торцо-
вые поверхности колец и поверхности тангенциальных разрезов уплотня-
ющего кольца обрабатываются по параметру шероховатости 0,16 мм. При
серийном производстве сальников для воздушных компрессоров с приме-
нением механической притирки допускается повышение параметра ше-
роховатости.
Направляющие и дроссельные втулки. Сальники с плоскими уплотняю-
щими элементами в компрессорах низкого и среднего давления допускают
значительные прогибы и биения штока. При высоких и сверхвысоких дав-
лениях биения и перекосы штока недопустимы, что обусловливает необхо-
димость установки направляющих втулок из антифрикционных металлов.
При повышенных давлениях сальники с плоскими неметаллическими
уплотняющими элементами в цилиндрах компрессоров со смазкой и с
поршнями нетрадиционной конструкции (см. § 3.3.3) могут быть чувстви-
тельны к биению и перекосам вала. Поэтому в них также иногда устанав-
вают направляющие втулки из антифрикционного металла.
§ КОМПЛЕКТДМиО^стлЮЩИЕСЯ сальники с трапециевидными
ЕКТДМИ металлических уплотняющих элементов
сал^ники₽сКтпапепирНпИК°В компрессоров со смазкой. Самоуплотняющиеся
элементов ппим<>11и1г1ИДНЬ1МИ комплектами металлических уплотняюши
Давления (до 100 я ,/ ДДЯ уплотнения штоков компрессоров высоко1
ния показывают что пп^ Д° 120 МПа)- Экспериментальные исследова-
Уплотняющими элемри давлениях менее 10 МПа сальники с плоски
комплектами металл и чеТ^? работают лучше, чем с трапециевидны
сальника следует учитыпят Х уплотня1°щих элементов. При выборе т
тами сложнее в изготонп₽ Ь’ ЧТ0 сальники с трапециевидными компл
37() явлении и дороже.
б
Рис. 3.5.17. Самоуплотняющийся сальник среднего давления с трапециевидными комплектами:
а — конструкция; б — комплект уплотняющих элементов;
1 - внешнее замыкающее кольцо Т-образного поперечного сечения; 2— внутренние уплотняющие коль-
ца; 3 - штифт; 4 — нажимная обойма; 5 — упорное кольцо; 6 — корпус камеры; 7— шаровая шайба; 8-
пружина; 9— штифт; 10 — промежуточное нажимное кольцо
На рис. 3.5.17 показан самоуплотняющийся сальник с трапециевидны-
ми комплектами, состоящими из металлических уплотняющих и замыка-
ющего элементов, для компрессоров среднего давления со смазкой. Тра-
пециевидный комплект состоит из внешнего замыкающего кольца Т-об-
разного поперечного сечения 1 с одним радиальным разрезом и двух при
мыкающих к нему внутренних уплотняющих колец 2, также iимеющих™
Одному радиальному разрезу. Разрезы колец разведены на 120;i кольца
^Фиксированы относительно друг друга штифтами к лот.
^bua / и 2 выполнены из белого металла или бронзьк Компл. ^плот
яющих колец помещен во внутреннюю обои”У’?брмной обоймой 4,
Упорным неразрезным кольцом 5 и неразрез япиальным зазором,
перекрывают друг друга с
ьца 4\\ 5 плотно прилегают к комплекту У камепы 6 с радиаль-
И'лотняющими кольцами установлена в к.р Уй самоустановки
Ь Зазором- Рассчитанным на прогиб штока. Для лучше^
1мы при значительном прогибе штока Точечные пружины 8,
Да предусматривают упорную шаровую шайбу 7. Ючечн
24* -Э ' 1
n 7 < 1Я Действие газового давления (а) и действие сил (б) в уплотняющем компл»
^"сальника с^пепиевидными комплектами металлических уплотняющих элеме^ов '
паспопоженные по окружности в гнездах корпуса камеры 6, действуют R
Есевом направлении на промежуточные нажимные кольца 10 и обойму
4 которые передают начальное давление на уплотняющие кольца ;
прижимая их в радиальном направлении к иноку и в осевом направле-
нии. При работе уплотняющие кольца / прижимаются к штоку давлени-
ем газа как видно из рис. 3.5.18, а. Основное усилие прижатия уплотняю
щих колец 2 (см. рис. 3.5.17), необходимое для уплотнения, оказывает
давление газа, которое действует на уплотняющий комплект в осевом на-
правлении, так как сила давления газа Р', действующая на нажимную
обойму 4 в осевом направлении, создает радиальную силу Д
(рис. 3.5.18, б).
Чтобы обеспечить высокое давление в камерах сальника, необходимо
предусмотреть следующие полученные из опыта эксплуатации значения
монтажных зазоров (рис. 3.5.19): а = 0,8...1,0 мм; б = 1,5...2,5 мм; в =
= 0,5...0,8; г= 0,7...1,0 мм и 6= 1,5...3,0 мм; е = 1,5...2,5 мм.
Для удовлетворительной работы сальника уплотняющие элементы
должны плотно охватывать шток. Конические поверхности кольца 1 (см.
рис. 3.5.17) и двух колец 2, составляющих уплотняющий комплект трапе-
циевидного сечения, обрабатывают совместно и тщательно пригоняют к
полированным коническим поверхностям неразрезных колец 4 и 5, обра-
зующих обойму. Для обеспечения плотности прилегания обоймы к каме-
тираютИКаСаЮ11'ИеСЯ MeW с°б°й их торцовые поверхности взаимно при-
ти ± ”аа?°Наа(см- рис’ 3-5.18, б) образующей конической поверхнос-
ствуюших 1гп^ИХ элементов зависит от уплотняемого давления и в суше-
ределя^т обкши УЮЦИЯХ находится в пределах 60...82°. Угол наклона а оп-
о экспериментально. В сальниках высокого давления
иногда конструктивная форма уплотняю-
щих элементов изменяется в зависимости
от давления, для которого они предназна
чены: чем больше перепад давления в каме
ре, тем больше угол а. Так, в сальнике, по
казанном на рис. 3.5.20, угол а больше в
первых камерах, считая от рабочей полос
цилиндра, и уменьшается к внешнему к°
uui З'5'1’- Монтажные зазоры в сальниках с 'Р-111'
Дными комплектами металлических уплотняю
элементов
Рис. 3.5.20. Сальник с трапециевидными комплектами уплотняющих элементов на 55 МПа
иу сальника. Однако такой порядок изменения угла а нельзя считать пра-
вильным для всех случаев, так как в сальниках высокого давления наибо-
лее нагруженными являются первая и последняя камеры. Отечественные
исследования показали, что в циркуляционных компрессорах наиболее
нагруженной является последняя камера сальника и что в сальниках таких
компрессоров следует применять обратный (не такой, как на рис.
|1орядок изменения угла а. „„
В сальниках на давление 80 МПа и более в корп^ ' Р Поэтому
ччтая от полости цилиндра, возникают вь,сок^^ар и ВЫПОлняют
^Рчуса этих камер изготовляют из легированно
Выбор числа камер сальников. Число Рабоч“ д^юших1ЬэлементовР(без
. счидными комплектами металлических уп давления р (МПа): до
is '",'",т%’мпас-5 *»мп» -
. ilia — з 4 каМеры; от 10 до 40 МПа
j, камер и от 80 до 120 МПа - 6...7 камер^ компреСсоров, сжимаю-
Ч1И 0,?ЬШее число камеР применяют в н смесь и др.), а также при
легкие газы (водород, азотно-водородная
' 0 предсальнике см. § 3.5.8.
373
„ деталей поршневых компрессоров
,, сборов ед,,Н‘‘‘<“~__—-—-
и/ Л'о«стЛ’'‘'(И'_-—'
~№М,.Р««>Р<>“ о низкой часготой ВМпй
больших диаметрах што и долговечность работы саль
элементов" матего-??1
М»териалы с^7) вЫПОлняют из снцовистой брОнзы типа БрОс 8^ии
ца2(сМтпРМПа - из оловянно-с изнОсостоики, чем баббиты, в От‘
свыше 30 МПа ?5 Бронзы ьол тняющие элементы, кроме Эл
Bs sSh«‘^'*“смьнике уюгся
§3 5.6. САЛЬНИКИ С РАЗРЕЗНЫМИ УПРУГИМИ КОЛЬЦАМИ
Устройство сальников с разрезными упругими кольцами. Уплотняющие
элементы таких сальников (рис. 3.5.21) аналогичны поршневым уплотни-
тельным кольцам и имеют один радиальным разрез. В отличие от порщ.
невых уплотняющие сальниковые кольца имеют рабочую поверхность на
внутреннем диаметре. Они под действием собственной упругости не рас-
ширяются, как поршневые кольца, а сжимаются и прижимаются внутрен-
ней цилиндрической поверхностью к штоку. Принцип действия упругих
колец и силы, прижимающие такие кольца сальников к штоку, аналогич-
ны принципу действия и действующим силам в поршневых кольцах.
Сальники с упругими уплотняющими кольцами относятся к само-
уплотняющимся, так как их износ постоянно компенсируется прижатием
к штоку под действием сил собственной упругости и перепада давления
(аналогично поршневым уплотнительным кольцам).
Рис. 3.5.21. Сальник с разрезными
упругими кольцами
Рис. 3.5.22. Уплотнительная камера
сальника высокого давления с двумя
разрезными упругими кольцами:
1 — L-образное кольцо с пружинящим
усилием; 2— уплотняющее кольио
уплотнения другого типа.
|ДЛЯ ^сальника могут испп
374 ис°льзоваться
лпиии и деталей поршневых компрес(:ор
„пекшш сборочных единиц^^___----
Раздел И'- ИонстР)^--- ’
1 С 24 Уплотняющий комплект с уплотняют,.
Хцевым-элеме^м, «-олнен^м нт еамос
'к'ольио”родним разрезом; J-встроенное антиэкезруз^,,^
n^AUMViiiecTBO сальников этого типа — Пп
конструкции И изготовления. Недостатки -?с^
К п меньшая плотность по сравнению с Дпv 0*-
пнтажа и несколько ме Из.за этих недостатков сальни? ИМ1’
Ня°№отняюшимисяс^ьни нашли ограниченное применение. Су11‘
из ДВУХ Разрезных K0^t КО11СТ
РУГЙьники с Уплотнтош"^* сальника высокого давления с двУМя £
пукдия уплотнительно показана на рис. 3.5.22. В камере установле
Еыми упругими радиальному разрезу кольца: одно - Вспом
Р0 два имеюших по одному Р? с инящим усилием к центру и BTQ.
гательное L-образное я Dj металла (при давлениях до 13 МПа) Ил„
рос _уплотняющее 2избел ях) Замки (разрезы) колец 1 и 2раз.
бронзы (при^лееХОение колеи относительно друг друга зафиксир0Ва.
ведены на 180’, а пол°"собом. Чугунное кольцо 1 охватывает кольцо
НО штифтом или другим сн ой упругости сжимается, прижимая к
2 и под действием сил сои цо 2 > создавая начальное прижатие его
штоку основное уплотняюш к ШТОку в осевом направлении созда-
к штоку. Основные сал^ пр огично тому, как это происходит в порш-
ЮТся перепадом давленаа Кольцо 1 выполняет функции замыкаю-
шеВго* п^крьщ-ббльщую часть щели, образованной радиальным разре-
зом кольца 2. hitokv и к торцовой поверхности ка-
мерКьХп7с7с^Хамер также притираются друг к другу.
Рис. 3.5.25 Схем
ное СХема сальника- I _ ЛЛ0Т|,ЯЮи«е) выполнено а°м,'лектами из двух разрезных колен, одн°
лекг?^цо; 3 ~ уплот,^азрмное лроссслки амосмазывающсгося материала:
иПа ^такими УПЛотняющимВиГэлемОентамипок Нй Лавления от 25 до
б4 .которых сальниках этого типа с nen2L Зана на ₽ис- 3.5 23
'’,'цого кольца со штоком устанавливаю”сЙн?РаЩения епакта
чУУ' ' выполненное, как говорилось выше иЖ ТОе ^отняющее
K°J"; но уплотняющему элементу сальника показяииЗЫ ИЛИ баббита а”а-
4°'r сальниках с разрезными кольцами мощ ПпиМР?оМУ Нарис- 35-24-
ленты, выполненные из самосмазывающихся м.т Узнающие
ютняюший комплект (см. рис. В ЭТ0М СЛУ"
“Йиняшего чугунного 1 с одним разрезом; уплщнХьногп^11’- СаМ0‘
пру * ... встроенного антиэкструзионного 3 ппяпл/ СЛЬ0Г0 2 С одним
Ра3р материала уплотняющего кольца 2 в зазоп меж™аШаЮЩеГ0 вьщавли'
ваЕы Антиэкструзионное кольцо выполняетсяST И К°рпусом
совместима с сжимаемым газом, или других металлов а прй низкихТв'
ениях - из пластических масс, менее текучих, чем материал =няю
щего кольца, и центруется относительно штока кольцом 1. ГЬсЕнёё по-
зволяет выполнить зазор между штоком и антиэкструзионным кёльцом
меньше зазора между штоком и корпусами камер сальника. Такое внут-
реннее антиэкструзионное кольцо устанавливают со стороны меньшего
давления (рис. 3.5.25). Иногда для предотвращения выдавливания само-
смазывающегося материала в сторону уплотняемого цилиндра (например,
на ходе всасывания) в уплотняющий комплект добавляют вспомогатель-
ное накладное неразрёзное антиэкструзионное кольцо в одну или несколь-
ко камер, расположенных вблизи уплотняемого цилиндра.
Сальники с уплотняющими комплектами с двумя разрезными кольца-
ми применяют как в компрессорах со смазкой, так и без смазки.
§ 3.5.7. САМОУПЛОТНЯЮЩИЕСЯ САЛЬНИКИ С ДЕФОРМИРУЕМЫМИ
УПЛОТНЯЮЩИМИ ЭЛЕМЕНТАМИ
Самоуплотняющиеся сальники с деформируемыми уплотняющими
элементами имеют комбинированную набивку, которая состоит из неде-
формируемых нажимных элементов и деформируемых уплотняющих
элементов.
Сальники с трапециевидными деформируемыми уплотняющими элемента-
ми. Примеры конструкций уплотнительных комплектов камер таких саль-
ников показаны на рис. 3.5.26. Неметаллическое деформируемое уплотня-
ющее кольцо 2 трапециевидного поперечного сечения, изготовленное, на-
Г|Ример, из фторлоновой композиции, установлено между обоймой 1 и на-
*и.мным кольцом 5, выполненными из бронзы (например, р ’ ’ о
Уплотняющее кольцо, а следовательно, и обойма, и нажимное к°льа°
4г'с'2.г в компрессорах низкого давления конусные в°вер-хн° рабОчий
- При более высоких давлениях угол конусности j ‘ корпу.
*-Ртикальный торец обоймы 1 притирают к т0Ри0В°" соседних камер так-
‘ с°седпей камеры. Торцовые поверхности К°РП> набивки (обойма /,
УПЛ0?няИРаЮТ ЛРУГ К ДРУГУ’ В Раб0ЧеМпы10Т?иНт Д ) прижимается обоймой
• отняющее кольцо 2, нажимное кольпo Jи - До авлением газа, кото-
рое РЦ2ВОЙ поверхности корпуса соседней ка р_ ьнь|й прижим
?бой1еНСТВует на правую поверхность узл^ ^Р^еры „ нажимного
имы / к торцовой поверхности корпуса с0^ поужинами 6. Уплот-
К°ЛЬйа 3 к уплотняющему кольцу 2 обеспечивается пружин
и деталей поршневых компрессоров
а
камеп самоуплотняющихся сальников с трапециевид.
Рис. 3.5.26. Упло^ельвые коимэлементами из пластических масс:
ИЫМИ леф . диаметром 50 мм и более; в - для штоков диамет-
а - ДЛЯ штоков диаметром до 45мм кольцо; 3 _ нажимное кольцо; 4 - гайка; 5 - колпачок
ром менее 25 мм; 1 - _’пруЖ11на; 7 - дополнительное нажимное кольцо
няюшее кольцо 2 сжимается между обоймой и нажимным кольцом силой
давления газа и силой пружины и в результате деформаций прижимается
к штоку, перекрывая уплотняемый зазор. Износ уплотняющего кольца
компенсируется постоянным прижимом нажимного кольца под действи-
ем давления газа в осевом направлении, т. е. сальник такой конструкции
является самоуплотняющимся.
липкой'бпп,7 И нажимное кольцо 3 могут быть выполнены из стали с за-
диаметое обп^пД” наплавкой баббита (например, Б83) на внутреннем
ных поверхностей пп°М“К штоку- Допустимое биение торцовых и конус-
ение внутренних ии™МЫ " нажимного кольца, а также радиальное би-
относительно базовойПпсРИЧеСКИХ повеРхн°стей, обращенных к штоку,
уплотняющего кольни щ " вращения не Должно превышать 0,02 мм; для
вышать 0,04 мм KohvchuJ'*16 аналогичных поверхностей не должно пре-
щего колец должны иметьХ?^™ обоймь1- нажимного и уплотняю-
удовлетворительной работы "арамстр шероховатости хуже 0,63 мкм. Для
следующие требования- пош>СаДЬНИК0В этого типа к штокам предъявляют
рочению, обеспечивающем', рхн°сть штока должна быть подвергнута уп-
не ниже HRC 45...62- ненип. ' ра®очей зоне штока твердость по Роквеллу
выводить размер его’диаметп1-?ДРИЧНОСТЬ Рабочей поверхности не должна
Сальники '0висанкДХ1ве2е^:,РВД„еЛЬ' поля Д^УСка А6.
де давления от 10 до 100 М1Ъ и™ рекомендуется применять при пер
р оменДУется принимать в зя ^исло Уплотнительных камер в сальни
40 лп кпТмп° 20 МПа - 2 3 ВИСИМОСТИ от уплотняемого перепада дав
J До 60 МПа — з 5 р"3 камеРЫ, от 20 до 40 МПа — 3 4 камеры,0
н^ещ^МеР С°0ТВетствУет тяжелым Д° 100 МПа ~ 4 '6 камер'
смазка. Смазку рекомо М условиям работы: текучие газы, Р
378 У рекомендуется подавать при трех камерах после
Рис. 3.5.27. Сальник с элементами треугольного сечения
/- уплотняющие кольца; 2- замыкающее дроссельное кольцо; 3 - нажимные кольца- 4- замыкаю-
щее охватывающее кольцо; 5 - пружина '
|-й (от уплотняемой рабочей полости цилиндра) камеры, при четырех ка-
мерах — после 2-й, при пяти камерах — после 1-й и 3-й и при шести ка-
мерах — после 1, 3 и 5-й камер.
Сальники с деформируемыми уплотняющими элементами треугольного се-
чения. В сальнике на давление 6 МПа, показанном на рис. 3.5.27, уплот-
няющие конические кольца 7 выполнены с одним разрезом из пластмас-
совой композиции на основе Фторлона1. Замыкающие дроссельные
кольца 2, расположенные между уплотняющими кольцами 7, и нажимные
кольца 3, которые одновременно являются замыкающими, изготовлены
из стеклопластика. Зазор между штоком и нажимными кольцами 3 дол-
жен быть менее 0,1 мм для того, чтобы
пластичный материал уплотняющих ко-
лец 2 не выжимался в этот зазор. Зазор
между нажимными кольцами перекрыт
кольцом 4 из маслостойкой резины, на-
детым с натягом. Пружины 5 обеспечи-
вают первоначальный прижим уплотня-
ющего комплекта к торцу корпуса пос-
ледующей камеры. Во время работы уп-
л0|няющий комплект прижимается к
111 юку давлением газа. Уплотняющие
кольца имеют угол конусности 45° и вы-
1олнены с одним разрезом. Внутренний
Мых композиционных материалах, исп0^^_
роц Уэлах уплотнения поршневых компре
’ § 3.4.6.
Отвод
газа /
Рис 3.5.28. Манжетный сальник
379
a — конструкция сальника; б — манже
___________2°ва 3'5-У,и^"ение итп,
’ °8 ц ^Уикеров компрессоров
Р уплотняющих колец пригоняется к
Мщение 110 цилиндрической поверхности^ П° посадке Я7/Й6 Со
<ки цилиндра) выполняют по посади //, /Туса камер-кор^с
кр ПИКИ хорошо работают в компрессом* /Jили ЯН/dlO Такие
СЙа’ сжимающих влажный или сухой газ ппХ " без смазки ни-
Хо составом фторлоновых композиций из кото™ °НИ отл*™ся
Тп няюшие кольца. Показанный на рис. 3 5 27Х Р ° выподнены уп-
Лпедназначен для уплотнения штока при пеоепЯпРТХКамернь,й сальник
Явлениях 2 и 0,8 МПа число уплотняющих Sn “r6"™ 6 МПа' П₽и
Ответственно на одну и на две по сравнению с X“бирают меньше со-
оТиС 3.5.27. С сальником, показанным на
Р‘ Манжетные сальники. Уплотняющие элементы
манжеты (рис. 3.5.28) не имеют радиальных разрезов и выпо™0™"a ~
Частичных материалов с высокими механическими 0 ВЬ1ВОЛНЯЮТСЯ из
м свойствами. Манжеты под Действием р™ноХаХ^^ИКЦИ°ННЫ-
Гштоку и по контуру прилегания - к корпусуТа^^ТеХиТ
мается к штоку по пояску, составляющему лишь часть ее высоты По этой
причине в сальнике не возникает большого трения и при относительно
малой скорости поршня (штока) нет значительного перегрева ельно
Манжеты,, изготовленные на основе поликапролактама полиамид-
ной смолы П-68, применяют даже для уплотнения плунжеров компрессо-
ров сверхвысокого давления (рис. 3.5.29). Нецелесообразно увеличивать
число манжет в сальниках сверхвысокого давления без увеличения числа
каскадов1 в сальнике, так как это не приводит к разгрузке перегруженных
камер, но ухудшает отвод теплоты от штока, что сокращает срок службы
сальника.
§ 3.5.8. ВСПОМОГАТЕЛЬНЫЕ ПОЛОСТИ САЛЬНИКОВ
Ранее было сказано, что протечки через приработанные и неизношен-
ные сальники малы. Однако они все же есть, пусть и незначительные. По
мере износа уплотняющих элементов неплотность сальников увеличива-
ется. В компрессоре могут сжиматься ядовитые и взрывоопасные газы,
попадание которых в атмосферу недопустимо. Чтобы предотвратить попа-
дание сжимаемого газа в помещение компрессорной станции, в сальниках
предусматривают отводы просочившегося через уплотняющие элементы
газа, а в необходимых случаях — гидравлические или газов“® звтворь ’
Предсальники и полости отвода утечек. Для отвода утечек в
выполняют вспомогательную полость, образованную21е^,у сальни.
уплотнительными камерами сальника и камерой (ка* р (камеры),
ка. Предсальником принято называть уплотнитель осферу или фо-
"Редотвращающую утечки из полости отводвек из предсальника
«арь цилиндра. Схема сальника с полостью' °™ д Хедсальником и от-
казана на рис. 3.5.30, а, а конструкция садьника^с пред и
волом утечек через сальник - на рис. 3.5.1. Прошедший
гм 6 3 57 п. «полости распределения перепада
о разделении сальника на каскады см. S • • •
да“ления в сальнике». полость сальника (полость oi-
ьода В об1цсм случае это может быть любая всп°*'%ромЫвочная полость), расположенная
м,,* У1СЧСК. буферная полость, продувочная й средой (СМ. далее).
МСЖДУ основной частью сальника и внешней окружающей
381
. „иных единиц и деталей поршневых компресс
6~—
5—~
2—^
Рис. 3.5.30. Схемы сальников с вспомогательными полостями:
в-с полостью отвода утечек из предсальника; б- с буферной полостью и полостью отвода утечек-
с продувочной (промывочной) полостью и полостью отвода утечек; г - с полостью охлаждения- 1 _ ~
вод утечек; 2- подвод буферного газа (масла); 3 - подвод продувочного газа или промывочного мЛ'
4- отвод продувочного газа или промывочного масла; 5 — подвод охлаждающей жидкости- «- о™»’
охлаждающей жидкости: 7- кольцевая вспомогательная полость для охлаждающей жидкости ’#-
даемая камера ’
тельные камеры сальника газ собирается в камере отвода газа и отводится
оттуда по специальным каналам через фланец сальника, как правило, на
всасывание компрессора. Пример выполнения отводящих утечки каналов
показан на рис. 3.5.32. Отвод газа в сальниках целесообразен во всех ком-
прессорах, работающих со смазкой (в том числе воздушных), чтобы пре-
дотвратить образование масляного тумана в помещении компрессорной
станции, так как масляный туман может вредно влиять на изоляцию элек-
тродвигателей. Однако в существующих воздушных компрессорах низко-
иипЛя ,е»ИЯ предсадьник и отвод протекшего через сальники воздуха
иногда не предусматриваются.
no^f лтппС™’ Использование предсальника и вспомогательной
проникновение уТечек через сальник не полностью предотвращает
токсичных взоывоопя/,ОМеЩеНИе компРессорной станции. При сжатии
отвода утечек выполня НЫХ’ пожароопасных газов в сальнике за полостью
буферную в котопгю .?Т еЩе Одну вспомогательную полость сальника -
ный газ с давлением 2дается масло, воздух, азот или другой нейтраль-
0,02. .0,05 МПа (см пис давления в полости отвода утечек на
лость станины или в rhnuo ® так°й конструкции сальников в по
пии) возможна утечка пи,,?ь}1илиндРа (помещение компрессорной ста
масла. Схема утечек и сп«Ь ®у(^еРН0Г0 нейтрального газа или буфсРн
мерах с буферной полосты«° установки уплотняющих комплектов в
на рис. 3.5.31. Как видно иол°стью отвода утечек сальника показ
редсальника с буферной плппРИСунКа’ Уплотняющие комплекты к
"• Уплотняющий компп» °СТЬЮ должны быть установлены «зер
ионному сальнику, долженКТ рРедсальника, расположенный ближе к
382 должен предотвращать утечки буферного газа по *т0
Рис. 3.5.31. Схема утечек и способ установки уплотняющих я™™™
с буферной полостью и полостью отвода )™че7°“ " КаМераХ сальника
/ - подвод буферного газа; 2 - отвод утечек; о - монтажный зазор
ку из буферной полости в полость отвода газа, протекшего чеоез основ-
ную часть сальника (на рис. 3.5.31 в правую сторону), а уплотняющий
комплект предсальника, расположенный ближе к фланцу, - предотвра-
щать утечки по штоку из буферной полости в полость станины или в фо-
нарь цилиндра (на рис. 3.5.31 в левую сторону).
Каналы, по которым подводится газ в буферную полость сальника, вы-
полняются аналогично каналам, отводящим утечки (см. рис. 3.5.32).
Промывочные и продувочные полости. Иногда буферную полость делают
проточной, через которую продувают воздух, азот или другой нейтраль-
ный газ с давлением, большим давления в полости отвода утечек на 0,02...
0,05 МПа (см. рис. 3.5.30, в)1. Такую полость называют продувочной.
В некоторых случаях вместо продувки газами через продувочную по-
лость сальника прокачивают масло. Тогда эту полость называют промы-
вочной. Промывка маслом повышает герметичность компрессора. В оте-
чественном компрессоростроении принято промывку выполнять с само-
стоятельной системой циркуляции масла. В циркуляционную систему
промывки сальников входят насос и герметичный маслобак, в котором
масло охлаждается и отделяется от газа. Часто герметичный маслобак.рас-
катают над компрессором и сообщают газовую подушку над газом с по-
ветью отвода утечек, обеспечивая, таким образом, давл Р„
нои полости сальника больше, чем в полости отвода га ’ ЧНрй п0.
чину за счет столба масла. Так как давление ма Р не может
• ости больше, чем в полости отвода газа, то ежи полости Наобо-
рРоходить через уплотняющие камеры, раздела промывОчной по-
’ в этом случае имеются перетечки газа ил в ПОлость отво-
да Jt В П0Л0сть отвода утечек. Количество пере перепад давления мал.
Да ^ечек газа или масла незначительно, так как перепад д
1,0 Рекомендациям Стандарта API 618 (США) — не менее
383
эпичных единиц и деталей поршневых компрессоров
----------------------------
ие газа или масла в промывочной полости бол,
Поскольку aaanemie га тняющая камера между этими Oj,bUie,
в полости отвода £7?’/положение, обратное остальным кам?°сС'
должна быть Уста«0ЛЛвьше случае с буферной емкостью. Ка^Рач7
же. как в «""^проводится охлажденным маслом, то оно отв0ли
Если промывка.про образом охлаждает сальник. В эт0Т'1>П-
лоту трения<эт шток определяюТ, учитывая отвод теплоты
расход промь вочн * в сальнике. ы, ВЬ|Де,
ляюшеися вслед/™ "и в которых нет полости отвода утечек u
СушеСТВУя ^и буферная полость. В этом случае утечки газа отв” СС1ь
промывочная М)Ф газом иди маслом. В0Дятся
вместе с "Р™ь'™ Ь1ВОЧНЫМ и продувочным полостям сальника выпа
™ аХ“™™ТЛк»"м. отводящим утечки (см. например, РИ”Ь' »«№,-
Положи ооаждения. Для отвода теплоты трения от уплотняющих^
Полости OXJ адм* выполнены специальные полости дЛа п '
S1SSS^жидкости. Простейший сальник с
корпуса только одной уплотняющей камеры (1 и со стороны Цилиндра)
показан на рис. 3.5.30, г. Охлаждающая жидкость подается по спещД
1ым охлаждающим каналам в уплотнительных камерах в кольцевую вспо-
могательную полость 7, выполненную на лицевой торцовой поверхности
корпуса камеры 8, охлаждает эту камеру и отводится по каналам в уплот-
няющих камерах. Более подробно об охлаждении сальников см. § 3.5.9.
Полости распределения перепада давления в сальнике. Выше было пока-
зано, что большая часть перепада давления на сальнике приходится на
первую и последнюю уплотняющие камеры. Сальники на давление более
50 МПа разделяют на части (каскады) специальными полостями, в кото-
рых принудительно поддерживается промежуточное постоянное давле-
ние. В этом случае каждый каскад сальника работает как самостоятель-
ный сальник. Если в полости в середине сальника поддерживать давле-
ние, близкое к среднему между действующим на сальник и атмосферным,
то этим сальник делят на два каскада, нагруженных приблизительно оди-
наково и работающих независимо друг от друга. Например, в двухкаскад-
ном сальнике в качестве промежуточного давления выбирают одно из
межступенчатых давлений и соединяют полость между каскадами с соот-
ветствующими межступенчатыми коммуникациями. В многокаскадных
сальниках промежуточные (между каскадами) давления также выбирают
равными межступенчатым давлениям.
(см т^^Тэох^ манжетный сальник плунжера цилиндра на 150 МПа
так как в мяи^ет?°Делен межстУпенчатыми давлениями на три каскада,
жет без увеличенийМ сальни|<е нецелесообразно увеличивать число ман-
дит к разгрузке пеп?гпСЛа каскадов в сальнике, потому что это не прив
ка, что сокращает срок оужбы стника УХУДШаеТ °ТВ°Д тепл0ТЫ °Т Ш
Смазка § 3 j 9 СМАЗКА и охлаждение сальников
целями: уменьштъ'ттен^иС_альников осуществляется с нес^°ЛЬ,5иХ
элементов сальника vmpmi И ТеМ самым снизить нагрев уплотн я.
«тих элементов и штока^ ШИТЬ износ тРУШихся поверхностей (Уп
ников осуществляется J И увеличить плотность сальника. Смазкие
384 Я °т WHKaTopa, который приводится в де"сТВ
Глава 3.5
,0Гпне"ие штоков и
_J^**Poe компрессоров
копним* компрессорах от коленчатпп
в от автономного электродвигателя Вала’ а в крупны*
РаХд наиболее распространенных многой» к°мпрессо-
жидкая смазка подводится от лчКп. Мерны* сальна,
ле'свсрлсниям в камерах подается к иЦуКнТРа к Фданцус^ьНнииЗКОго Дав-
п°2 м Уплотняющими комплектами чер?3 Л°Льшинстве слХ' ме И да?ее
"L цилиндра) камеры (см. рис. 3 57 «хРПЛс 2’й (от Ео У ’’м
ы । при сборке сальника масляные ко Не°бходимо пп емои по-
^ьс'другом. ДЛЯ этого положение корпУ^1” В корпусах КаТпДУСМотреть.
^фиксируется штифтами или некоторый?с2„ер°ТНОсительно“р?дпуИ
^положения одной ИЗ стягивающих Шпипр Щением ОТ СИММетпУ РУ'
р в сальниках с повышенным давлением п^™ другими способам^0™
к) масла между третьей и четвертой™^"
;еИу .торой и третей камерами. Сальи’fe « Я), а иного“
давления более 6,3... 10 МПа , выполняют с тремя^6? аЮщие на перепад
ми масла. Тремя или четырьмя подвод^
В горизонтальных цилиндрах масло должно пп
на верхнюю часть штока. Поэтому в случае нескоп?. °ДИТЬСЯ в Яниках
торнах корпусов камер выполняют дуговые капая/ п°Дводов масла на
осевых каналов, выполненных не в верхней чает ’ П° которь1М масло от
часть сальника и оттуда подается на шток (см тя™ постУпа?т в верхнюю
В компрессорах низкого давления сальники мо^пГк’ 3’Ч2)’
смазки за счет масла, которое попадает на шток Х^инппТ е3 П0ДВОДа
Охлаждение сальников. Высокая темпепя-пт» ™ре’
сальника и штока является причиной повышенно иТХ^пТиТ
лаждении сальников улучшаются условия смазки и увеличивается с?ок их
службы. Сальники с уплотняющими элементами из фтороХтовых ком
позиции и других самосмазываюшихся материалов оТоб?нно“аютСЯ в
охлаждении, так как износоустойчивость и механические харай?ристики
этих материалов значительно ухудшаются с ростом температуры.
а
Рис. 3.5.32. Пятикамерный сальник с двумя подводами смазки
I jg
зависимости от типа сальников.
385
’390
ш. "°РШ"евых кол,п^^
Охлаждение сальников, особенно в компрессорах с повы,,
«Шляется одной из важнейших проблем прИ коне
сХиковых уплотнениях штоков при трении Уплотняющ^<4
шшк выделяется значительное количество теплоты тРения >е*е J Й
' я °шихся сальниках сила прижатия уплотняющих элементов aM<W<>
висит от перепада давления. Поэтому в сальниках компресс®*
юших на повышенное давление, выделяется значительно ?!' ₽5> *'
теплоты трения. Кроме перепада давления количество выде^ *°а<т''
нике теплоты зависит от средней скорости штока (средней скОп°И u °
шня), коэффициента трения материалов трущихся пар, ширили nJ
юших элементов сальника и диаметра уплотняемого штока
Между корпусом сальника и крышкой цилиндра выполнят
шой монтажный зазор (см. зазор а на рис. 3.5.31), необходимый Ве®°ль-
чтобы вставлять и вынимать сальник при замене изнашиваемы ДЛя т°г'>
тов. Слой газа в этом зазоре является тепловым барьером и пм ЭлеМен-
исключает отвод теплоты от сальника к охлаждаемому корпусу ТИЧсс*и
цилиндра. При этом единственным тепловым мостом для отвода Крь'ШК1’
от сальника служит шток. Отвод теплоты по штоку возможен- во ТеПл°ТЬ|
рону - к поршню и в другую сторону — к крейцкопфу и далее- СТ°‘
правляющим крейцкопфа. Отвод теплоты к поршню ограничен и * На'
сокой температуры поршня. Отвод теплоты к крейцкопфу и через ВЫ’
направляющим также не может быть существенным из-за знач 3 НеГ° •
длины штока и зазоров между крейцкопфом и направляющими ИТельной
Наибольшее применение нашли четыре пути отвода теплоты тоени
сальников: 1) отвод теплоты от корпусов камер путем прокачки холоди™
масла (иногда воды) по спиральным каналам, выполненным на внешней
цилиндрической поверхности корпусов камер (между корпусами камер
расточкой в крышке цилиндра) (см. рис. 3.5.20); 2) отвод теплоты от кор
рис°3 5аззег 3?°охпЧЯж Й Х0Л0ДН0Г0 масла по каналам в корпусах камер (см.
лом во ВСПОМОГЯТАП*46”116 штока холодным смазывающим сальник мас-
специальных тепппЬН°И промывочн°й полости сальника1; 4) выполнение
крышке цилиндра. М°СТ°В отвода теплоты от корпуса сальника к
охлажд^ь^плиты Т нК1П°Ка3аННЫЙ на рис> 3-5-33> имеет специальные
лаждающей жидкости Чт,10РЬ1Х выполнены кольцевые каналы для ох-
контакт с обоймами hhvt охлаждаемые плиты имеют непосредственны!!
тому такой способ охпХРИ которых Расположены трущиеся пары, и по-
следует учитывать и . 1НИЯ сальник°в является эффективным.
есть, нагревается ппи ее J 11а1,равляюшая втулка сальника, если таковая
правляющую втулку ох11ахГеНИИ 0 Шток- Поэтому при необходимости ма-
кающим по спиральным i/J''0' хол°Дным промывочным маслом2, пр°те
сти^направляющей втулки 1авкам’ выполненным на наружной поверхн
имеют ряд недостатков* Ь("щИ маслом или водой) способы охлажде®ти
илкостных охлаждающих новные из них: 1) возможные неплотн
• Ждающих каналов загпячКаНалов; связанное с неплотностям!
загрязнение сжимаемого газа; 3) засорение эти
2 См. §3.5.8.
О промывке сальников см. §3.5.8.
JOO
Глава 3.5. Уплотнение штоков и плунжеров компрессоров
ВЬ1ХОдХ^иЮ^
Вход охлаждающей
жидкости
6
Рис. 3.5.33. Способы отвода теплоты от корпусов камер прокачкой холодного масла
по каналам в корпусах камер:
° — конструктивная схема выполнения каналов: 1 — охлаждаемые плиты; 2— камера с дроссельным
кольцом; 6 — схема потока охлаждающей жидкости
3 S-34. Схема устройства сальника Tbennosleeve с тепловым мостом для отвода теплоты:
ная обойма; 2- разрезная втулка; 3- резьбовой штифт; приспособление для вращения
резьбового штифта
25*
*" • вгт"‘
пплтии или твердыми частицами, находяп»^^\
каналов из-за’корро СЛОЖНость подводящих и отводящая в
лажтаюшеи жидкост ^ дов и ентов охлаждающей ^аЛ
юшую ЖИДКОСТ2нлРьтпов специальном подсоединительной
ибтХОдЛ"М5°)Снеобх^имость постоянного контроля протока
3 5 34 показан сальник Thermosleeve, в котором ИСПп %й
На Р кмьгй тепловой мост для отвода теплоты от корПуса ^°лЬЗо
спеи яемой крышке цилиндра. Медная разрезная втУдКа 2
^^нусной поверхностью натягивается резьбовым штифтОм>Рен
не" вьшолненный на наружной поверхности сдвоенной o6oftJ>-
п^тнТюших комплектов сальника, образуя тепловой мост Ме^,Чх
S обоймой 7 И корпусом крышки цилиндра, через которыЙ>
о? обоймы 7 сальника переходит в корпус крышки цилиндр?^
идаего конуса разрезной медной втулки 2 на наружный ЬЯг
обоймы / осуществляется в результате ввинчивания резьбовой щпХ°^
в резьбу, выполненную в обойме / и в разрезной втулке 2. Необх^ 7
для натяга конуса разрезной втулки 2 на конус обоймы 7 вращение Т?
бового штифта 3 осуществляется вращением резьбового штифта слепи'
альным приспособлением 4, которое проходит через специальные кана.
лы в обоймах сальников и вводится в зацепление с резьбовым штифтом 1
во время установки сальника в гнездо крышки цилиндра. После натяга
разрезной втулки 2 на конус обоймы 1 приспособление 4 удаляется В
результате натяга конуса разрезной втулки 2 на конус обоймы 7 разрез-
ная втулка 2 расширяется и плотно прижимается с одной стороны на-
ружной поверхностью к корпусу крышки цилиндра и с другой стороны
внутренней конусной поверхностью — к конусной поверхности обоймы
/, образуя таким образом тепловой мост между сальником и охлаждае-
мой крышкой цилиндра. Сальник свободен от недостатков, присущих
сальникам с жидкостным охлаждением.
ОТНЕНИЕ ШТ0^дБрУФЕиРНЬ1МИ ДИСТАНЦИОННЫМИ
сальникГЭ30В ^-тре^Х^ с*атии особо токсичных и взрыво-
могут vr°M недостаточно, так как 3-5-2-3.5.8 уплотнений штока
ис)2ючРиеКаТЬСЯ ШТОКОМ И пспе1-1пб°ЛЬШие количества сжимаемого газа
нь'е фонами ЭТ0Г° Применяют гепм°ети^СЯ ИМ В окРУжающую среду. Для
Типы буфе Р гизированные буферные дистанцион
че^1СРНЬ,ХФ0НаРейШ1,|Ьрел<?)<),,а₽еЙ' Применяют три типа проме-
нредставляет^к1013^ сРВДу’ Пепп ,азиаченных Для предотвращения Г'
*од поршня1 Пп?Й Герм^чнуПюерВ^ тип буферного фонаря (рис.
основной сал| и И ЭТом часть штокя °СТЬ длиной несколько большей-
сичным и^к Ч Уплотн?;ОщКиа1Кпо;°Рая может входить В ЦИЛИНДР
НЬ| бУФерного3<?пВООПаснь1м газом И рабочий Цилиндр с сжимаемым
ЛИНДра " и в ±аГ'Для того чтобы мХ°ДИТ В сальник 7с другой
388 Р м м°гут содерхат^аСЛ0, сбывавшее в сальнике
ься частицы токсичного или
Р„, 3.S.3S. Дополнительное Л—. „„ б,ф,рнм>
'' ЕЙ (йи* га,а "^«“wwSo 1 ~ подвод бурного
|V"' 4 - вход о",ажЛаЮШСЙ сальник жидкости*; 5 - подво1 У ; 3 ~ "Одюд cmuiS^
саЛЬ"пя б'- "ояпол бУФсР"°го газа нли масла к сальнику меадугюлЙ^™° газа в полостъ буферного
<в>°я*; 7- сальник, объединенный с маслосъемным устоойс?^, Т нины и пол«™о буферно
«"ft оклаждаюшсй сальник жидкости*; 10- отвод пролувочно/Г^ 7П~ а₽ена* полостн Фонаря; 9-
вых°д ° основного сальника; 11 - основной сальник (еХ^бугаяГ™ МаСЛа) “ ^e4eK
^опасного газа, не могло попасть на часть штока, входящую в сальник 7с
другой стороны фонаря, на штоке установлен маслоотсекатель. В полос™
буферного фонаря создают разрежение, отсасывая газ специальным ваку-
ум-насосом. Между полостью буферного фонаря и полостью станины ус-
танавливается маслосъемное устройство (рис. 3.5.36), объединенное с
сальником 7 (см. рис. 3.5.35), имеющим буферную сальниковую вспомо-
гательную полость , в которую подводится инертный газ или масло повы-
шенного давления. В этом случае утечки газа из полости буферного фона-
ря практически исключаются. Однако частицы газа, имеющиеся в полос-
ти буферного фонаря, могут попадать на часть штока, которая может вхо-
дить в сальник 7, уплотняющий шток между полостью буферного фонаря
и полостью механизма движения (полостью станины), и таким образом
попасть в сальник, а затем в полость станины. Буферный фонарь одновре-
менно является дистанционным, так как при снятых люках через него
можно обслуживать сальники.
Рнс’ 3.5.36. Маслосъемное устройсп.0, объединенное с сальником буферного фонаря;
' ' масл°съемное устройство; 2-уплотнение штока двунаправленного действия между буферным
фонарем и полостью станины
сальниках с буферной вспомогательной полостью см. § .
389
и деталей поршневых компрессоров
----------------------
< 23^5 6 7 8 9
Рис. 3.5.37. Дополнительное уплотнение штока двумя буферными фонарями:
а - копотким и длинным; б-двумя длинными; / - подвод буферного газа или масла (продувочного гам
ми промывочного масла) к основному сальнику ; 2 - подвод смазки к основному сальнику; J _
ошажающей основной сальник жидкости’; 4 - отвод утечек и буферного газа, напускаемого в полоса
первого буферного фонаря; 5- подвод буферного газа в полость первого буферного фонаря; 6- отвод
утечек и буферного газа, напускаемого в полость второго буферного фонаря; 7— подвод буферного газа
(масла) к промежуточному сальнику; 8 — подвод буферного газа в полость второго буферного фонаря;
9— подвод буферного газа (масла) к сальнику, установленному между полостью станины и полостью вто-
рого буферного фонаря; 10— сальник, объединенный с маслосъемным устройством; 77 — дренаж второго
буферного фонаря; 12 — промежуточный сальник между двумя буферными фонарями; 13 — дренаж пер-
вого буферного фонаря; 14 — выход жидкости, охлаждающей основной сальник*; 75 — отвод утечек и
продувочного газа или промывочного масла*; 16— основной сальник (если требуется)
В компрессорах, сжимающих особо токсичные газы, применяют допол-
нительное уплотнение штока двумя буферными фонарями (рис. 3.5.37),
разделенными перегородкой с внутренним сальником, имеющим буфер-
ную сальниковую вспомогательную полость (3.5.38). В полости первого
зферного фонаря, расположенного вблизи рабочего цилиндра, поддер-
ной а К° второй полости буферного фонаря, расположен-
газ под избыточнкХаНИЗМа движения> подводят воздух или нейтральным
ХХя тем ч ” п Даме'1ИСМ- Сдвоенный фонарь по рис. 3.5.37, бот-
шня. ’ ИНЫ °б°их его фонарей несколько больше хода пор
„..Буферный
газ (масло)
Рис. 3.5.38. Уплотне-
ние штока между двумя
буферными фонарями
390
Глава За
г л а в а з 6 ——
ЭЛЕМЕНТЫ КРИВОШИПНО-ШДТУн^
8з.6л.ко„енчдтыеикривоши^низМА
Обшие положения. Вал поршневого или
Г°.поступательное движение поршней * Ия вала Двигателя «аченн°-
энергии поршням. Коленчатые валы являйся сРеЙЦК°Пфов и передачи
тивном и производственном отношении детедям°^ейшими в консто™
требования прочности, жесткости (минимЛ и' К валам прелъЛ™
мальной нагрузке), износостойкости и вьадкойтДефОрмации при мТкс?
Валы кривошипных механизмов движения пп с™ изг°т овЛен^
выполняют коленчатыми (на рис. 3.6.1 показан п РШНевых к°мпресеоров
те А.4.9 раздела «Атлас» - четырехколенный Л ухопорнь,й вал, налис-
развала парных колен 90"), кривошипными (рис зо°ПОрНЫЙ вал с углом
центриковыми (см. лист А. 1.37 в разделе IV) ч 2 И рис’ 3’6'3) или за-
меняются очень редко и только в малых или ЛЛ^еНТрнковь,е валы при-
Основные элементы коленчатых и кривои1ип1ых «Л”ЫХЛОМПрессорах-
ментами коленчатых валов являются (см nJu п Основными эле-
75; шатунные шейки 4 и 6; щеки 3 5 и 10- еипЛЛ : коренные шейки 9 и
му подводится энергия (мощность)- cnnfi’nn °-0И носок вала <У> к которо-
вовесы 77 и 12. ^Ш^сть), свободный хвостовик вала 7; проти-
Коренными шейками вал опивается ня ь-лпргп,,.
установленные в раме (станине или картере). ЧислокХ^шед/веда
Рис. 3.6.1. Двухопорный коленча-
тый вал V-образного четырехряд-
ного компрессора:
1 — хвостовик вала; 2, 7 - коренные
подшипники; 2, 10 — теки вала; 4,
6— шатунные шейки вала; 5 — про-
межуточная шека вала; 8 — силовой
(приводной) носок вала; 9, 13 — ко-
ренные шейки вала; 11, /2—противо-
весы; 14 — болты крепления противо-
весов
391
определяет число его опор. К шатунным шейкам коленчатого вала под-
вижно присоединены шатуны. К одной шатунной шейке может быть под-
соединено несколько шатунов (см., например, листы А. 1.35 и А. 1.36 в раз-
деле «Атлас»),
Щеки коленчатого вала соединя-
ют коренные шейки с шатунными
или шатунные шейки между собой.
Щеки, соединяющие шатунные шей-
ки между собой, называют промежу-
точными (см. поз. 5 на рис. 3.6.1). У
коленчатых валов каждая шатунная
шейка расположена, как правило,
между двух силовых щек1, в то время
как кривошип кривошипного вала
имеет одну силовую щеку с одной
стороны (см. лист А. 1.21 в разделе
«Атлас»),
Кривошипные валы. Кривошипные
валы могут иметь один или два КРИ
вошипа, к которым подсоединена
шатуны. Показанный на рис. 3 -
Щеки могут быть не силовыми, а . на
гательными, которые не передают Ус ' 11Мер,
коренную опору и используются, на и т11.
Для привода масляного насоса или ка
вовесы (см. лист А. 1.20).
КОИВОШИПНЫЙ вал крупного горизонтального двухрядного vnunnp
типа Г (см. схему в на рис. 2.3.2) имеет два кривоХТвТпоТеХ« зГ
одно СО щеками, насаженными на концы вала и развернутым на 90° от'
носительно друг друга. Средняя утолщенная часть вала предназначена Z
установки ротора электродвигателя, для чего на валу имеются пазы
тангенциальных шпонок. аы
‘ Малый бескрейцкопфный компрессор с однокривошипным валом по-
казан на рис. З.о.З. Вал имеет два коренных подшипника, расположенных
по одну сторону ряда компрессора.
На одном кривошипе может быть установлено несколько шатунов ^см
лист А. 1.20 в разделе «Атлас»),
Малые поршневые компрессоры иногда выполняют без собственного
вала с насаженной непосредственно на вал электродвигателя щекой с
кривошипом аналогично тому, как щека с кривошипом насаживается на
вал горизонтального компрессора (см. рис. 3.6.2). В этом случае картер
компрессора устанавливают на фланце электродвигателя и компрессор не
имеет собственных опор.
Кривошипные валы позволяют использовать подшипники качения в
мотылевой головке шатуна (см. рис. 3.6.3 и лист А. 1.20), так как под-
шипник качения легко установить на кривошипе с открытого конца. К
свободному концу кривошипа могут быть подсоединены холостые
щеки-противовесы (см. лист А.1.20), устройства для привода вспомога-
тельных узлов (например, привода вентилятора на листе А. I. в разделе
Коленчатые валы. В поршневых компрессорах нашли ”а“^?ЛЬ1ве®
менение коленчатые валы. При индивидуальном и мелко р
водстве коленчатые валы изготовляют из поковок (ри . . . ,
рийном производстве - из штамп°ван”Ь1503^оХВ°Они могут быть двух-
коленчатые валы могут иметь от 1 до 1U к 3 6 23 и лист А.4.9 в
опорными (см. рис. 3.6.1) и MHOroonopHb?1Jo устанавливают в подшип-
Разделе «Атлас»). Многоопорные валы обы У у кажд0го пол-
яках скольжения, монтируют в станину ил Р У Р компрессоров с
шипника отдельная крышка. Существуют конструкц^^
оренными подшипниками скольжени , гоопорНыевалыустанав-
'онтируют с торца рамы1. В редких случ с торца станины (см.
Ливают в подшипниках качения и монтируют с тори
Рис. 3.6.12).
1 См. главу 3.7.
393
///• сборочных единиц и деталей поршневых КомПрессор
Двухопорные коленчатые валы позволяют использовать
качения в качестве коренных и обычно монтируются в ст„Тв
(см., например, бескрейцкопфныикомпрессор на листе с
копфный компрессор на листе А.2.5 в разделе «Атлас») в Л1'9 и
чаях двухопорные валы могут монтироваться в двух пОдп„?ек°Ц)пк,Рс4.
жения (см. § 3.7.4). ПниКах ЛС;,У-
Коленчатые валы могут быть цельными (см. рис. 3 6 1 ^4,
А.4.9 в разделе «Атлас») и иметь цельные колена (рис. 3 6 5 3'6-12
ными и иметь полусоставные (рис. 3.6.5, б и рис 3 6 6\ Hjih СИ jiHct
(рис. 3.6.5, в) колена. В составном колене щеки и шатун ИЛи сост°С|;'й'
шейки выполняют в виде отдельных деталей, которые Н&Я 11 Коп98"11'?
сборке (шатунная шейка и коренные части вала запресс^ С°едиНя1от,Я|г1я
В полусоставных коленах щеки выполняют как одно °ВЬ1ВаК>т в ./ пРи
шейками вала (см. рис. 3.6.6) или как одно целое с шят?^Л°е с к°Рен^Ки)'
рис. 3.6.5, б). шатунной ще£^ЫМи
Щеки напрессовывают на шейки в горячем состояни Я СА1'
1/900) 4 (где 4 - диаметр шейки), обеспечивающим £ Натя,ом (1/7пп
нения без использования шпонок. При рабочем прОекР°ЧН0сть
проверяют расчетом. Размеры t0 и t (см рис 3 6 51 Ир°вании м И'
мать больше, чем 4/3 [21]. Р ' '°'5' рекомендуется п Натяг
Ваты с составными и полууставными коленами Ринц-
Примеры более сложных конструкций составивбрабать1ВаЮт в Сбп
ленчатых валов см. на листах А. 1.37, А. 1 38 и А 1 4п ? П°Лусоставны!
Аналогично кривошипные валы могут быть > '4° В разделе «Атлас» К°’
ми и составными. Так, вал показамиЦельными, полуспг '
™"°Хых™шеа“Ке'
394
3.6.5. Типы коленвалов:
(шеки Bbinnii... 6 ~ полусоставные
Щейкой); в — сост заодно с шатунной
Рис. 3.6.6. Вариант вала с полусоставным коленом
Существуют специальные конструкции цельных коленчатых валов, по-
зволяющие протащить на шатунную шейку подшипник качения или не-
разъемные элементы, необходимые для установки подшипников качения
(см., например, рис. 3.6.7 и лист А.1.1 в разделе «Атлас»), Недостатком та-
ких валов является их меньшая жесткость и увеличение размеров комп-
рессора.
Из технологических соображений крупные многоопорные коленчатые
валы иногда выполняют разрезными, состоящими из двух частей, жестко
соединенных фланцами, выполненными в единых поковках с частями
ала (рис. 3.6.8). При этом каждую составную часть вала изготовляют из
оковки меньшей массы, что позволяет использовать менее мощное и бо-
ва|С aetueBoe кузнечно-прессовое оборудование. Во фланцах предусматри-
‘"п гэяементы, Центрующие обе части вала.
ейки коленчатых валов. Шатунные и коренные шейки должны иметь
РМу и размеры, обеспечивающие необходимые прочность, жесткость и
,, 10состойкость. При конструировании коленчатого вала стремятся к та-
нВМ,КонстРУкциям шеек и щек, при которых напряжения распределяются
олее равномерно по всему объему элементов колена.
ки 1,больЦ1инстве поршневых компрессоров коренные и шатунные шеи-
Тальных коленчатых валов выполняют сплошными. При конструиро-
395
,... „ Деталей поршневых компрессовоп
Рис 3 6 7 Цельный коленчатый вал, позволяющий использовать подшипник качения
на шатунной шейке
вании стальных валов для высокооборотных компрессоров следует иметь
в виду, что в двигателях внутреннего сгорания с целью уменьшения вра-
щающихся масс (сил инерции вращающихся масс) и массы всего вала, а
также с целью повышения прочности вала шатунные и коренные шейки
выполняют полыми (рис. 3.6.9). Полые шейки вала позволяют обеспечить
более равномерное распределение напряжений в щеках, а также в местах
перехода коренных и шатунных шеек в щеки.
Номинальные сопротивления изгибу и кручению в полых шейках
уменьшаются незначительно. Так, например, при диаметре цилиндричес-
кой полости в шатунной шейке, равном половине внешнего диаметра ша-
тунной шейки, моменты сопротивления сечения полой шейки изгибу и
кручению уменьшаются всего на 6 % от соответствующих моментов со-
Рис. 3.6.8. Соедини-
тельные фланцы раз-
резного вала
Рис. 3.6.9. Полые шейки вала:
стями';‘?!2,ЛсР‘™СКИМИ полос™ми; б — с бочкообразным”_
эксцентричной полостью в шатунной шс1
эксцентриситет
в
396
уменьшается такжЬТегонТб %Хн.',ь'^^ость полой шейки
<^о при рациональном конструкции колёХ^^ий1 показыва-
ли пек достаточной толщины прочность коХ ™^ И использова-
"пвЫпена на 16...32 % благодаря использованию п ™ ° Вала может быть
П Полости бочкообразной формы (см. рис. 3 6 о 2.ль,х шеек.
„сйках коленчатых валов двигателей внутреннегоЧаСТ0 пРименяемые
" тых коленчатых валов компрессоров, позволяю? ешёГ ” В Шейках
Л паспределить напряжения и вследствие зтпгп„ более Рациональ-
‘почность вала, а также дополнительно несколькоВ°ВЫСИТЬ Усталостную
«нерпионные силы вращающихся масс. По данный иёпЗИТЬ Массу вала и
ЕеР(см. упомянутый выше источник), прочность колётат™™ НЭ круче‘
тЯми бочкообразной формы в шейках на 25.. 60 % бомшЬ™ С П0Л0‘
0 0 же вала с цилиндрическими полостями в шейках ^?е прочности та-
изгиб при этом повысилась на 10 %. Рекомендуется максимХ'Х^-
метр бочкообразных полостей выполнять примерно до 0,7 от внТшшго
диаметра шеики .
в высокооборотных машинах для уменьшения нагрузки коренных
подшипников неуравновешенными инерционными силами вращающихся
масс полости внутри шатунных шеек иногда выполняют эксцентрично
оси шейки (см. рис. 3.6.9, в).
Есть сведения, что при правильно сконструированном коленчатом
вале с полыми шейками его усталостная прочность примерно в 2 раза
больше по сравнению с усталостной прочностью вала со сплошными
шейками2.
Внутренние полости иногда выполняют только в шатунных шейках,
оставляя коренные шейки сплошными.
Замечания к выбору размеров шеек коленчатых валов. Размеры шеек ко-
ленчатого вала определяются прочностными расчетами и размерами под-
шипников, в которых работают эти шейки.
При подшипниках скольжения размеры шеек вала предварительно вы-
бирают по допустимому максимальному значению удельного давления в
подшипниках скольжения ктт с последующей проверкой на нагрев. Зна-
чение Лтах определяют по максимальному значению cyx’xtaPH°1'
^max, действующей на подшипник скольжения, включая ,сс:
неуравновешенных поступательно движущихся и враша
Лщах =
где /с л пиаметр шейки (подшипника).
1 ~ рабочая длина шейки (подшипника), а - диаметр
п оиимх шеек’ при вкладышах под-
шн, °"устимые значения для к°Ре^п„. DI1 вкладышах подшипни-
“'ипников, залитых баббитом, - 5...6,5 МПа, пр» вю
в> залитых свинцовистой бронзой ,
। Н С Ханина. — М..’ Машгиз,
1%' Инструкция и прочность коленчатого вала / Под реж двигатеИей. -
ливка подшипников свинцовистой op yyj
и. Конструкции сборочныхединиц и деталей поршневых компрес^
литых свинцовист относительной длины шейки (l/d) ее прогиб Вп
Приувеличени предельные отношения l/d: аля
ет. Рекомоиуются сле^ 0 5 0д (20]. коре^
ШегрпРмённая тенденция к уменьшению отношения длины щеек .
== ™пр"этом
Рао°бДыяно из технологических соображений все коренные шейки выПол
няют одинакового диаметра 4ш- Исключения из этого редки. ДНамеП°л'
таенных шеек </шш по производственным соображениям и соображени
жеслсости также желательно иметь одинаковыми и выполнять их рав.
ными диаметрам коренных шеек 4 ш. Иногда, ради уменьшения размеров
и массы мотылевой головки шатуна, Ощ.ш выполняют на 10...15 % меньше
чем <4Ш. Уменьшение </ш ш п0 сравнению с дк ш позволяет уменьшить вра-
щающиеся массы, а следовательно, и массы противовесов, но снижает
жесткость коленчатого вала. В двухопорных валах с несколькими колена-
ми и большим расстоянием между коренными шейками с целью увеличе-
ния жесткости вала принимают значения б/шш больше, чем </кш
(рис. 3.6.10). С увеличением </ш.ш возрастают размеры и масса мотылевой
головки шатуна, масса шатунной шейки и силы инерции вращающихся
масс, которые увеличивают нагрузку на подшипники, а также размеры и
массу противовесов.
Увеличением можно снизить напряжения в щеках1, уменьшить
удельное давление в коренном подшипнике, увеличить несущую спо-
собность этого подшипника, уменьшить деформации вала и напряже-
ния в нем.
В некоторых схемах компрессоров требуется разместить на одной ша-
тунной шейке несколько шатунов, что может привести к увеличению дли-
ны шатунной шейки и связанных с этим ее деформаций. В этом случае
п1РР1/еЛаЮТ °ольше- избежание чрезмерного удлинения шатунных
б. п-к " связанного с этим увеличения их деформации шатуны должны
шейки y3KHN’M- Сужение головок шатунов укорачивает шатунные
лефопмаиии1Ь|1^аеТ °бщую Длину вала, а также напряжения в нем и его
го подшипника °трицательно влияет на несущую способность мотылево-
шипника к его диамстоуи S уменьшения отношения /ш.п/4.п АГ,ИНВ1н"°кДе
в бескоейнкппАи РУ ис.увеличения удельного давления в подшипни
ограничивается w блок’каРтеРных компрессорах часто значен
(лиаме^циХоа. “ °’68D- где Dn - диаметр поршня
сборе с поршнем чёпеа КОТОР°М возможен демонтаж и монтаж шатуч
шатунными болтами)*3 цилиндр (при креплении крышки шатуна Д У
горных двигав
' Попык К. Г. Конструирование и расчет автомобильных и тра
М Высшая школа, 1973.
2 Подробнее см. § 3.6.2.
398
Рис. 3.6.10. Коленчатый вал W-образного холодильного компрессора:
1,4 — коренные шейки; 2, 3 — шатунные шейки
Щеки коленчатых валов. Число и конструкция щек коленчатого вала
зависят от типа компрессора и его схемы. Часто применяемые формы щек
коленчатых валов компрессоров показаны на рис. 3.6.11. Простейшая
форма щек (см. рис. 3.6.11, о) имеет большие вращающиеся массы. По-
этому приведенную вращающуюся массу щек1 уменьшают, срезая их не-
нагруженные части (см. рис. 3.6.11, б и 3.6.11, в). Части щек, соединяю-
щие их с коренными шейками, для установки противовесов выполняют
так, как показано на рис. 3.6.11, б. Отечественные заводы наиболее часто
при индивидуальном и мелкосерийном производстве поршневых комп-
рессоров щеки облегчают, обтачивая их наружную часть по радиусу / и
торцовую часть по конусу (см. рис. 3.6.11, г). Снятие металла на щеке по
конусу не отражается на прочности при выполнении угла J
(см. рис. 3 6 11 г) до опоеделенных пределов. При значительном угл
“нусности среза ше™ поенном на рис. 3.6.IM пунктиром, предел
выносливости снижается. т 6 11 имеют повышенные
Круглые и эллиптические щеки (см. рис. 3.6.1 , J изготовле-
ачения момента сопротивления изгибу, но из- тамальна с ТОчки
их применяют редко. Эллиптическая форма шек оптимальна
'ния массы, прочности и жесткости. воашения вала, мо-
, . га кРУглых щеках, когда их оси совпала 6.12), что сокращает
дли, Ыть Установлены подшипники качени(Р ' огоопорный коленча-
5НУ вала и, главное, позволяет многоколейный многооп у
в^о^монтировать с торца рамы.
См том 1, § 11з
399
Глава 3.6. Элементы кривошипно-шатунного механично
III. КОНУРУ
16 13. К пояснению понятия «перекрытие
рис- Л шеек коленчатого вала»:
а|Т без перекрытия шеек —е; б ~ вал с перекпы
/,^валос тием шеек +е ‘ pb,_
деталей поршневых компрессоров
сборочек 'диниЦ
298+0,25
1635
67,5г).!
16- 9390
рис 3 6 12
0~,<0Hnp>W111)H "ЫМИ "а Чуглых Шеках,adc°Hn^’"™oro компрессора с подшипнику.
схема вала; б— вал 0 которых совпадают с осью врашения в
ками'СГЬ1Р1;ХРялного компрессора в сборе с подШКПН
+0.5
3 6.11. Формы шек коленвала
эТ Ц~Д|
bj —|—
Когда вал между коренными подшипника
^положенные возле коренных подши^Х™™"™- ’« Е’
Атлас»)- ^см- лист А.4.9 в раздел^
для валов с составными и полусоставным
выбирают большей, чем толщина щек в цельн *0Ленами толщину щек h
но воспользоваться рекомендациями для щек “ 2°ЛеНах’ При эт°м мож-
валов двигателем внутреннего сгорания: составных и полууставных
Ащ > О,62</Ш ш.
Перекрытие шеек коленчатых валов. С целью
прочности коленчатых валов шатунные и копрыЛ -ния жес™сти и
перекрытием +г (рис. 3.6.13, в), когда metaSl EX ,ь||,ол"я«эт ‘
сторон щеки, перекрывают друг друга. А5со.отн^а"™р7кЕ™
шеек е= - R, где R — радиус кривошипа.
Перекрытие шеек может быть значительным (более 50 % от диаметра
коренной шеики) для обеспечения жесткости длинных двухопорных £
лов с несколькими разнесенными шатунными шейками (см. рис 3.6.10)
нов (рисИ3 шейками’ к КОТОРЫМ подсоединено по несколько шату-
Перекрытие начинает ощутимо влиять на прочность лишь после дос-
тижения определенного своего значения, что видно из результатов экспе-
риментальных исследований валов легкого двигателя внутреннего сгора-
985-г </
6-6
В-В
Б>
Р"С- 3.6.Ц Ва
dJI с перекрытием как шатунной и коренных шеек, так и двух длинных шатун-
ных шеек
401
—"Ч'ЫСОров
м„.,киии сборов
Щ. Конс”Р>^___------
„ , й । с Зависимость прочио-
^f'noH изгибе коленчатого вала
от перекрытия шеек
Рис. 3.6.16. Сопряжения соосных вал». ,
и шейки со шекой (б) в ,в)
Л А ! ч На этой диаграмме по оси ординат отложены отношения
НИЯ (рис. 3'6-15)'„^чение амплитуды напряжении при е/</к.ш * 0, оа0 - ЗНа.
Й’ам'Л» напряжений при г/4 „ - 0; Диаметр коре„,„
шейки [4|. „яеличивает усталостное сопротивление изгибу. Так,
Перекрытие шеек увез ^Toro изготовлеНного из чугуна с ша-
например, перекрытиеичивает коэффициент запаса прочности щек на
^"=оУ на 60 % (при отношении перекрытия к диаметру
Шеег™иН°При резком^изменении сечений в местах перехода шеек в щеки
возникают концентрации напряжений. Следует учитывать, что при одина-
^вь^адиусах галтелей предел выносливости для сопряжения шеики со
шекой меньше, чем для такого же сопряжения диаметров соосного вала
(рис. 3.6.16). Так, при соотношениях размеров, показанных на рис. 3.6.16,
это снижение предела выносливости может достигать 20...25 % |4|.
Уменьшение концентрации напряжений в месте перехода шейки в
теку может быть достигнуто увеличением радиуса галтели сопряжения.
Известно, что при галтели, выполненной по эллипсу (рис. 3.6.17, б), с ра-
диусом г в начале галтели, равном диаметру шейки d, концентрация на-
пряжений сводится к минимуму1. Однако такая эллиптическая галтель су-
в
Рис. 3.6.17. Способы выполнения галтелей: 3
ин । и, радиусу, б — по эллипсу; в _ по нескольким радиусам; г — с поднутрением
с подрезкой шейки; 1 — шока; 2 — шейка ------1
1 ^УХадХниТ1979ЯВИГаТСЛей “«Утреннего сгорания / Под ред. Н. Х.ДьЯЧСН
________" 8 36 Элементы кривошипно-шатунного мехатпма
||1 птоМУ ,,d }> (СМ пис 3 6 17 в) Ппи M е ь "^сколькими ра-
но /?, —Аз <см- Рис- J в)- при этом ббльшим радиусом попжмя
дИУсаМп„Исака та часть галтели, где напряжения наибольшие ГтДи
б^ь ° ают рабочУ'0 длину шейки. Поэтому их иногда вьшолняютТпод
УМС1' исм в теку радиусом г (см. рис. 3.6.17, г) или с подре= шейки
Н^пис 3.6.17, д), тем самым сокращая уменьшение длины рабочей части
(cM;fu Галтели с поднутрением в щеку не всегда увеличивают прочность
1Де^кИяК как могут уменьшить прочность щеки1.
ваЛи’тобы исключить возможность подрезания щеки при шлифовании
. м последнюю сопрягают не прямо со щекой, а с кольцевым бурти-
uJCl1 / -м оис. 3.6.17, в). Буртик в свою очередь сопрягают со щекой галте-
ком (, „олненной по радиусу гбур > (0,07...0,l)d,„.
дькэ, /.цвовесы Коленчатые валы могут быть выполнены без противове-
1 к м рис. 3.6.23), с приставными противовесами (см. рис. 3.6.1) или с
с0В овесами, выполненными заодно с валом (см. рис. 3.6.10). Некото-
пр°ти1! собь1 крепления противовесов показаны на рис. 3.6.18. Наиболее
РЬ1С с" гранено крепление приставных противовесов к щекам вала винта-
распрос I .jgig ау Иногда (очень редко) противовесы привариваются
ми(см- Ри£ла'
к и^КаяМноТка многоопорных валов в подшипниках. Для фиксации много-
У гп многоколенного вала в осевом направлении одну из коренных
оПОрИ05пяпывают в опорно-упорный подшипник и фиксируют в осевом
шеСК У ппии В остальных коренных подшипниках вал имеет свободу
направлени _ Б о необходимую для его теплового расширения
осевого перемещения « назначают одинаковый тепловой осевой
Обычно для всех 0 ПОДШИПНИКу, наиболее удален-
зазор, значение котор' Р иближении можно считать, что удлинение
ХУи°: SZ1 чугуна составляет 0.S...O.6 мм на I м при ^нченин
от осевых перемещений: закрепление его пер
Рис. 3.6.18. Крепление противовеса к шеке:
~~ Ьинтами- /
' — Щека; 2 — противовес; б — штифтами с расклепанными головками; в — двумя
шпонками и шпилькой
1 Д(
" Мацц из'У'|962НСГО сгоРания- Гом 21 Конструкция и расчет /Под рсд. А. С. Орли-
1 'ение и выбор массы противовесов см. том 1, глава 15.
403
—"Ч'ЫСОров
м„.,киии сборов
Щ. Конс”Р>^___------
„ , й । с Зависимость прочио-
^f'noH изгибе коленчатого вала
от перекрытия шеек
Рис. 3.6.16. Сопряжения соосных вал». ,
и шейки со шекой (б) в ,в)
Л А ! ч На этой диаграмме по оси ординат отложены отношения
НИЯ (рис. 3'6-15)'„^чение амплитуды напряжении при е/</к.ш * 0, оа0 - ЗНа.
Й’ам'Л» напряжений при г/4 „ - 0; Диаметр коре„,„
шейки [4|. „яеличивает усталостное сопротивление изгибу. Так,
Перекрытие шеек увез ^Toro изготовлеНного из чугуна с ша-
например, перекрытиеичивает коэффициент запаса прочности щек на
^"=оУ на 60 % (при отношении перекрытия к диаметру
Шеег™иН°При резком^изменении сечений в местах перехода шеек в щеки
возникают концентрации напряжений. Следует учитывать, что при одина-
^вь^адиусах галтелей предел выносливости для сопряжения шеики со
шекой меньше, чем для такого же сопряжения диаметров соосного вала
(рис. 3.6.16). Так, при соотношениях размеров, показанных на рис. 3.6.16,
это снижение предела выносливости может достигать 20...25 % |4|.
Уменьшение концентрации напряжений в месте перехода шейки в
теку может быть достигнуто увеличением радиуса галтели сопряжения.
Известно, что при галтели, выполненной по эллипсу (рис. 3.6.17, б), с ра-
диусом г в начале галтели, равном диаметру шейки d, концентрация на-
пряжений сводится к минимуму1. Однако такая эллиптическая галтель су-
в
Рис. 3.6.17. Способы выполнения галтелей: 3
ин । и, радиусу, б — по эллипсу; в _ по нескольким радиусам; г — с поднутрением
с подрезкой шейки; 1 — шока; 2 — шейка ------1
1 ^УХадХниТ1979ЯВИГаТСЛей “«Утреннего сгорания / Под ред. Н. Х.ДьЯЧСН
________" 8 36 Элементы кривошипно-шатунного мехатпма
||1 птоМУ ,,d }> (СМ пис 3 6 17 в) Ппи M е ь "^сколькими ра-
но /?, —Аз <см- Рис- J в)- при этом ббльшим радиусом попжмя
дИУсаМп„Исака та часть галтели, где напряжения наибольшие ГтДи
б^ь ° ают рабочУ'0 длину шейки. Поэтому их иногда вьшолняютТпод
УМС1' исм в теку радиусом г (см. рис. 3.6.17, г) или с подре= шейки
Н^пис 3.6.17, д), тем самым сокращая уменьшение длины рабочей части
(cM;fu Галтели с поднутрением в щеку не всегда увеличивают прочность
1Де^кИяК как могут уменьшить прочность щеки1.
ваЛи’тобы исключить возможность подрезания щеки при шлифовании
. м последнюю сопрягают не прямо со щекой, а с кольцевым бурти-
uJCl1 / -м оис. 3.6.17, в). Буртик в свою очередь сопрягают со щекой галте-
ком (, „олненной по радиусу гбур > (0,07...0,l)d,„.
дькэ, /.цвовесы Коленчатые валы могут быть выполнены без противове-
1 к м рис. 3.6.23), с приставными противовесами (см. рис. 3.6.1) или с
с0В овесами, выполненными заодно с валом (см. рис. 3.6.10). Некото-
пр°ти1! собь1 крепления противовесов показаны на рис. 3.6.18. Наиболее
РЬ1С с" гранено крепление приставных противовесов к щекам вала винта-
распрос I .jgig ау Иногда (очень редко) противовесы привариваются
ми(см- Ри£ла'
к и^КаяМноТка многоопорных валов в подшипниках. Для фиксации много-
У гп многоколенного вала в осевом направлении одну из коренных
оПОрИ05пяпывают в опорно-упорный подшипник и фиксируют в осевом
шеСК У ппии В остальных коренных подшипниках вал имеет свободу
направлени _ Б о необходимую для его теплового расширения
осевого перемещения « назначают одинаковый тепловой осевой
Обычно для всех 0 ПОДШИПНИКу, наиболее удален-
зазор, значение котор' Р иближении можно считать, что удлинение
ХУи°: SZ1 чугуна составляет 0.S...O.6 мм на I м при ^нченин
от осевых перемещений: закрепление его пер
Рис. 3.6.18. Крепление противовеса к шеке:
~~ Ьинтами- /
' — Щека; 2 — противовес; б — штифтами с расклепанными головками; в — двумя
шпонками и шпилькой
1 Д(
" Мацц из'У'|962НСГО сгоРания- Гом 21 Конструкция и расчет /Под рсд. А. С. Орли-
1 'ение и выбор массы противовесов см. том 1, глава 15.
403
Рвздех III. Конструкции сборочных единиц и деталей поршневые ..
КОЛ'^ссОров
Рис. 3.6.19. Опоры вала трехрядного вертикального компрессо
/_ опорно-упорный подшипник, фиксиррошийвал^в осевом направлении; 2, J,,’’
" ОГ,°РНЫС
оппктй ОТ двигателя ПОДШИПНИК ВЫПОЛНЯЮТ ОПОрно-уппп
опоре;Т6 19) Если компрессор приводится в действие электродв^^
(рис-3'6' пппго консольно посажен на силовой хвостовик вала, то М’
ротор которопника около электродвигателя (см. рис. 3.6 23) т °'
XZ-Х» в"™-™- »™Р«» подшипник23»' Ти-
? спновка ^опорных валов в подшипниках. Двухопорные валы в со-
временных малых и средних компрессорах, как правило, устанавливают в
подшипниках качения. Фиксацию таких валов от осевого смещения осу
шествляют стандартными способами1 с учетом температурного УДЛИНе.
ния вала. „
Особый случай представляют собой двухопорные коленчатые валы с
опорами на подшипники с коническими роликами, используемые в ком-
прессорах, выполненных по схемам W или WW (см., например, лист
А.1.9 в разделе «Атлас»). В этом случае двухколенный вал с разваленными
на 180° коленами может иметь большую длину, так как на каждой шатун-
ной шейке устанавливают по два или по три шатуна. Значительные темпе-
ратурные удлинения вала, распирая подшипники, могут быть причиной
заклинивания конических роликов в обоймах подшипников. Установка
же таких подшипников на валу с осевыми зазорами, учитывающими тем-
пературное удлинение вала и позволяющими подшипнику при нагреве
вала перемещаться в осевом направлении, может оказаться неудовлетво-
рительной, так как в этом случае при работе компрессора наружная обой-
ма незакрепленного подшипника под действием температурного удлине-
кпмп^г сместится в осевом направлении. При остановке и охлаждении
подшипник " ВаЛа д'пнна последнего уменьшится, а наружная обойма
валу. Во впемя'п^еТ остаться в положении, соответствующем нагретому
ры подшипника меж^ЩеГ° ПуСКа’ когда вал не нагРет> внутренние зазо-
недопустимо больших? коническими роликами и обоймами могут б
вала вместе с насаженко'--4™ может привести к недопустимому бие _
ника из строя. и На него внутренней обоймой и выходу подш
зано на рис. 3.6.20. Один6??*11™ это^ пР°блемы в подвижной опоре по*
навливается в подвижной31Юдшипников (удаленный от двигателя) .
1111 ифтом от проворота * ос,евом направлении, но зафиксиров
Рота, опоре 7. Подвижная опора подшипника поДПР>
’ 0"и«ны в курсе
404 ади машин».
Рис 3.6.20. Устройство подпружиненной опоры длинного вала, установленного в подшипники
с коническими роликами:
I — подвижная опора; 2 — плоская кольцевая пружина
жинена плоской кольцевой пружиной 2. Под действием пружины под-
вижная опора перемешается и выбирает зазор между коническими роли-
ками и обоймами подшипника, когда вал находится в холодномдостоя-
нии. В рабочем состоянии, когда вал нагревается и удя ’т'6ы не
позволяет подвижной опоре подшипника nepeN’e?*-T подшипника,
было заклинивания конических роликов между ‘rозвоашает под-
При остановке компрессора и охлаждении вала к ролиКам с
.ИЖ„УЮ опору, прижимая нар>^
усилием, при котором не может быть предусматривают сверле-
Масляные каналы. В теле коленчатого _,нных шеек (см. рис.
ные каналы для подвода смазки к подшипни g не меНее 5 мм
3.6.14 и 3.6.23). Диаметр масляных «налов должен оь
(чаще всего 5... 10 мм в зависимости от раз В вКОДенЧатом валу под-
Смазку от масляного насоса в маслины ‘ -м рис 3 .6.2 и 3.6.23), а
водят через коренной подшипник сколь __ через «ложный» под-
11 компрессорах с подшипниками Ka4el^ v30K и служит только для
^ипник 4, который не несет никаких на р свобОдного хвостовика
смазки2 (см. рис. 3.6.24), или с торисво
(см. листы А. 1.3, А. 1.19 и А.2.1 в разделе <
, Подвод смазки к коренным подшипникам с фТОй.
Иногда это устройство называют ма
под-
вала
405
Part,., ///. ACT aW/ сборочных единиц U деталей поршневых
Относительно места выхода отверстия для смазки на повСп
тхиной шейки, т. е. места подвода смазки к мотылевому и *н°стц ,
шатуна на шатунной шейке коленчатого вала, существуют’ г^шИп Ч.
как с точки зрения прочности шатунной шеики, так и с
боты подшипника скольжения. ^>е,<Ия п **
Место выхода масляного канала на шатунной шейке значите
яет на прочность вала, так как этот канал служит концентра"?8*) вЛ1
жений. Исследования показывают, что эпюра действительны?4
ных напряжений < в валу имеет овальную форму с максиму?КасаТе?
кости колена в отличие от номинальных напряжений т (рис ч 8 *ioe
этому в напряженных валах рекомендуется отверстие для нп, '^). По
располагать под углом у, близким к 90 или к 270 к плоскости к
показали эксперименты, предел выносливости при кручеии,0Леь,а- Ках
расположения масляного канала под углом у = 90° повышается*1 В СлУЧае
сравнению с пределом выносливости при у =30° и на 15 % по с "а % По
пределом выносливости при у = 0°. Сравнениюс
С точки зрения работы подшипника скольжения масло сл
лить в зону низкого давления подшипника (см. § 3.6.5) fl 1 едУет ПодВо.
Имеются рекомендации по выбору места расположени
подводящего смазку, в зоне минимальных действующих н Я 0Таерс*я
которые определяют по векторной диаграмме нагрузок мя ? "?ейку СИл ’
зоне, находящейся в 90° от максимальных нагрузок на шей? г?-!?’ Или в
Сверления для подвода масла в шейках являются конпемтпЬ
пряжении, поэтому кромки выхода масляного свеоленмаРаТ°?МИНа'
скруглять с возможно большим радиусом с последышейZ Необходимо
=% радуса шейи уменьш~™
ше Zin НН?МИ’,а При 0 = 45° ««и боль-
наклонн?*10 на З0 % • При сверлении в вале
гать сипы масляных каналов следует избе-
ки в шрп Ю напряженнь1Х мест перехода шей-
была бы?ТаК 4ТО0Ы стенка масляного канала
нее чемУДаЛСпа °Т понерхности шейки не ме-
3.6.1] г) На 0,1диаметра шейки (см. рис.
носСоГЛОИ носок коленчатого вала. Силовой
единргшпЛеНЧатого вала используют для со-
вала с приводным двигателем. В ма-
1
1
^?^'наптПе₽н^СЛениекаса.
^««ниюша^^дне.
^'-VOCKOCn^/
<Нд)
бильных иЬ1тпа^топ КонстРУирование и расчет ав1"°^.
ла, 199з ракт°РНых двигателей. — М.: Высшая шк°
Глава 3 6 э.
______________________
, ,2 Пояснение угла наклона масляного канала 0 к
с. З-6-1 d » к оси шейки
срсД1",х компрессорах на силовом носке вала
лЫ* 11 пивают место для установки маховика ? Пре’
^^одновременно -Ужит полумуфтой (см. лист°А ГТ
<<дтлас>>) Или при клиноременной передне'3 *
РаЗД«оДНЬ.м шкивом или вентилятором (см. лист A on ~
ЛРИ пелнем случае спицы маховика могут быть разделе «Атлас»),
В "° осевого вентилятора (см. лист АЛ .13 в п1злРп?°лНеНЬ1 в ввде крьи,ь-
л°пэтки иентробежвд> ж
осссорах силовой носок вала может быть выполне^зными^бТмТв
зависимости от того, каким образом вал соединен с электродвигателем
Когда ротор электродвигателя насаживают на вал компрессора комолы
но распространение получили два способа выполнения силового носка В
первом случае на силовом носке предусматривают специальный участок
вата, который предназначен для запрессовки на него ротора электродви-
гателя и на котором выполняют пазы для тангенциальных шпонок (см.
iiicT А.4.9 в разделе «Атлас»). Во втором случае силовой носок вала комп-
рессора заканчивается фланцем (рис. 3.6.23), который соединяется с
фпанцем вала двигателя так же, как соединяются части разрезного вала
(см рис. 3.6.8). Второй способ соединения коленчатого вала с электро-
двигателем применяют в крупных компрессорах как для консольного рас-
положения ротора электродвигателя, так и в случае электродвигателя с
выносным подшипником.
Холостой хвостовик коленчатого вала. Холостой хвостовик коленчатого
вала установленного в подшипниках качения, используют для подвода
масла в сверления в валу, по которым масло поступает к подшипникам
шатунных шеек. Как было показано ранее, масло может РРЛВ<’Д1УВ w
с торца холостого хвостовика или через ложный подш матоива.
муфту), для размещения которого на *0Л^ муфты) показано
ют место. Устройство ложного подшипника (м
Р,,с- 3.6.23 ч
• ,с'ырехко.'1енный вал базы 0-400 оппозитного компрессора с фланцем для
подсоединения вала ротора электродвигателя
407
3.6.24. Конструкция привода масляного насоса и лубрикатора от к Р
ренный масляный насос; 2- ручка ручного ПрОВОрота вала; 3 - лубрикатор^ £м ваМ'
терня на вспомогатсл
"4 la компрессора и подвода смазки через ложный нодши на коленчатом валу; 7- шес-
iVJ "чигншк (муфта подвода масла); 5— масляный фильтр,
г,Ом о нательный вал
л,и деталей поршневых компрессоров
Рв^.1 III Констру^^^ ------— ——— _ _—
от маслонасоса показан стрелкой. Мя„
„ , 6 24 Подвод масл а у ЯНУЮ муфту) 4 и затем из и» ° По.
“ °»отному «’“’ному ка„ад'
радиальные свер о о-
ленчатом валу. рессорах на холостой хвостовик УсТанаш1
Иногда в малых Р разделе «Атлас»). <Иот
вентилятор (см. листА^ ^ханизм0В. Холостой хвостовик испоЛЬзУ1
Привод вспомогательных механизмов: масляного насоса (см ‘Ь^т
Дпя привода н^^'^азделе «Атлас»); масляного насоса и лубриД^
А 1.9, А. 1.19 и А. 1-31 в разд ЛИст А.1.34 в разделе «Атлас»); , ат°Ра
(см. рис. 3.6.24), вентиляi Р <<Атлас>> ВИДНа шестерня, приводящД '°й
помпы (на листе А. 1 3 в Р д нных компрессорах наиболее часто На !°'
дяную помпу) И тл Е отечео 3 6 24) устанавливают щНа о-
лостом хвостовике кор шестерней вспомогательного вала ос'
""Д™Х’»ен7“р“ндикулярно осн коленчатого вала. Нижи°
,КХери=°«> »“0,ю,а™‘™р “:и'а "еРеДает “РаЩ'НИе М “"««
’“холостой и«га«7,"ндаРиспользуют для проворачивания вала пе-
пед пуском компрессора после длительных остановок для подвода масла к
смазываемым поверхностям. Механизм проворачивания вала может
иметь ручной привод или в крупных компрессорах с поршневой силой
более 100 кН — привод от автономного электродвигателя. На рис. 3.6.24
показан один из вариантов ручного механизма проворачивания вала, а на
рис. 3.6.25 — механизм с электроприводом для проворачивания вала оп-
позитного компрессора с поршневой силой 160 кН. Электродвигатель 1
(см. рис. 3.6.25) вращает червяк 2 и через него — червячное колесо 3, ци-
линдрические шестерни 4, 5 и 6 и насаженную на хвостовик коленчатого
вала шестерню 7. Шестерня 6 при включенном механизме проворачива-
ния находится в зацеплении с шестерней 7. Включение и отключение осу-
ществляется поворотом рукоятки (на рис. 3.6.25 не показана), связанной
со скользящей по шпонкам шестерней 6. В системе автоматики компрес-
сора должна быть предусмотрена блокировка пуска компрессора при
включенном механизме проворачивания [2].
При смазке механизма движения разбрызгиванием масла беговыми
иппм1₽»о₽ВаЮЩИМИ кольцами на валу предусматривают специальные
(см листы вс,ледствне трения о которые эти кольца вращаются
11 А'1 13 в Разделе «Атлас»),
вают уплотнени^1ач^кХВ°СТ0ВИКИ вала’ выходящие из рамы, устаиавли-
рамы1 Для облегчеш ы “асло по вращающемуся валу не вытекало и
вают маслоуловитель Т0™ уплот11е™л вала иногда на вал устанавли-
лоотводящего козырька (сТТ™ из маслосбРасьшающего кольца/Мас-
ло, попадающее на маД^' ' А1'9 и А-2'8 в Риделе «Атлас>>)' МД-
тробежной силой и затем с рась1ваю1Иее кольцо, сбрасывается с вала Ц
ленный на валукрДв ^ер. На рис. 3^.26 показан устаноВ
РУпного компрессора маслоуловитель со сдвоенным»
валов, предназначенные для предотврати"
410 урсс ’Детали машин».
Рис. 3.6.26. Маслоуловитель на валу
крупного компрессора
Рис. 3.6.25. Механизм проворачивания
коленчатого вала:
1 — электродвигатель; 2 — червяк; 3 — червяч-
ное колесо вала; 4, 5, 6 — цилиндрические шес-
терни; 7 — шестерня, насаженная на хвостовик
коленчатого вала
(а и б) разъемными маслосбрасываюшими кольцами и
сдвоенным маслоотводящим козырьком. ^мппессооостроении на-
Литые коленчатые валы. В последнеевре^ вь1СОКОПрОчного чугуна
чали применять коленчатые валы од де «Атлас»).
(рис. 3.6.27, см. также листы А.4.25 и А. • £ пр0ЧНЫх чугунов регла-
Механические свойства отечествен таких чугунов обусловлена
монтированы ГОСТ 7293. Высокая nP04”oftCTI.OTOpaH способствует сниже-
шаровидной формой графитных включен , ючений. Поэтому одно из
нию концентрации напряжений около - по сравнению со стальны-
основных преимуществ чугунных литьг чугуна с шаровидным гр-
Ми — значительно меньшая чувствите центраторам усталостных
Фитом к надрезам, сверлениям и ДРУГ могут
пряжений. «лих дополнительных затР
В конструкцию литых валов без мые^на более рациональное Р^"^мер,
>ыть внесены элементы, направлен ации напряжении ( *
"ение напряжений и снижение к°ованыХ валах осушествл
Утренние полости в шейках). В
и деталей поршневых компрессоров
еоини^ __________
В-в
Рис. 3.6.27. Литой коленчатый вал
компрессора °Ппо’ИТ|Г„
’Ого
роприятий пУтем механической ок
ботки затруднено, а часто и совсем п
возможно. Придание шейкам дитп?
коленчатого вала формы, обеспечив?
юшей равномерное распределение На.
пряжений в местах их концентрации ,,
сочетании с про1рессивными методам^
упрочения позволяют получить лИТЬ1„
п. .сокопрочного чугуна с более высоким пределом
коленчатые валы из валов.
выносливости, чем У кован обладают хороШими антифрикционными
Высокопрочные чу i у нвалов в двигателях внутреннего сго-
свойствами. Опыт прим " ОСТОЙКость наиболее нагруженных шатунных
рания показывает что из бодьше, чем у стальных валов.
шеек таких валов, как пр чугунные литые коленчатые валы
По ..а изгиб, поэтому Шеки чугунных колеи-
обладают меньшей пр пазмеров чем у стальных валов.
” ....сокопрочного чугуна значительно выше, чем
,г—Хахи, что препятствует развитию крутильных колебании.
у Пи” пых валах снижается объем механической обработки (по ней-
тоонКным, до 20...25 %), более чем в два раза уменьшается количество
снимаемой стружки и масса коленчатого вала становится меньше.
Практика показывает, что изготовление литых валов экономичнее, чем
кованых.
ле^Г^Т60^ 1£хнические требования по изготовлению ко-
тунных шеек otho?41’1 В 10158. Непараллельное™ образующих Ша-
дрины. Биение копр»^"0 °СИ Вала Д0ПУскают не более 0,02 мм на 100 мм
лах от 0,03 до 0 06 мм'’» ШееК от,юсительно °си вала допускают в преде-
фланца для соединения ависимости от их диаметра. Торцовое биение
Непараллельное™ и несиммр ~ НС б°лее 0,005 на 100 мм Диаметра I20!'
ных пазов относитеть РИЧИОСТЬ боковых поверхностей шпоноч-
Допуск на радиус клип™ °,03'"°’05 мм на 100 мм длины [17].
100 мм длины радиуса кпия И1И11а не Должен превышать ±0,15 мм на
Hcncpiici Н кривошипа
пускается 0,005 мм на 100 ™РДОВЬ1Х поверхностей фланцев к оси вала Д°-
составного вала. 1 диаметра фланца при жестком соединении
Овальность и конусно
Диаметр шеек выдержИ|,я?.1ССК не более половины допуска.
смазки подшипника ска "° посадкам/7 или d8 в зависимости о?
ПпсЯНИЯ- ск°Дьжения и по посадке кб под подшипни-
•Ьсадка противовеса на ...
относительно
< до четырех колен, и ±10... 15 мин для Вадов и^ИН валов, имею-
1ДЦХ dJI0B’ имеющих более четырех
к материалы коленчатых валов. Для малы у
и3 сталей 40, 45 и 40Х с изготов-
лЯ>650 МПа; пределом текучести от>400 МПЯ „ °СТИ на Растяжение
^0 МПа. имиа, пределом усталости о_,>
2' валы средних и крупных компрессоров обычно выпи™
п свойствами после термообработки (улучшение?0ЛНЯ1?1 из стали 40
^00 МПа; о_! >260 МПа; т_, > 150 МПа; §5^7 J 3?V= S °т Г
Г,। > 146. Легированные стали применяют редкЛак МДж/м
Способы повышения прочности коленчатых валов. Существует две труп
пы способов повышения усталостной прочности коленчатых валов и из-
носостойкости коренных и шатунных шеек путем проведения конструк-
тивных и технологических мероприятий.
Конструктивные мероприятия для уменьшения концентрации напря-
жений и увеличения пределов усталостной прочности заключаются в сле-
дующем:
1) использование перекрытия шеек вала. С увеличением значения аб-
солютного перекрытия шеек Дш повышается жесткость колена и увеличи-
вается предел выносливости на изгиб, причем влияние увеличения пере-
крытия щек ощутимо только после значения относительного перекрытия
Л,„/</>0,1 [4]; '
2) использование галтелей в местах перехода шеек в щеку с целью
уменьшения концентрации напряжений (см. выше п. «Галтели»);
3) увеличение моментов сопротивления поперечного сечения щеки из-
гибу 1УИЗГ и кручению jyKp путем увеличения толщины и ширины щеки,
вследствие чего уменьшаются амплитуды напряжений аа и та и повыша
ются запасы прочности; пп
4) выполнение шатунной шейки с полой полостью, расп
отношению к оси шатунной шейки с эксцентриситетом е’ < о ’ ’ п ’ J
что снижает напряжение изгиба у галтели, повыш уй шейки,
кость и уменьшает силу инерции вращающихся расположенных ци-
Считается, что при использовании экс?ентричеС^ ^оборотных машин
линдрических полостей в шатунной шейке в
повышается усталостная прочность на 10.„ > ^Д^образной формы, что
->) выполнение внутренних полостей ш - в галТелях. Считает-
"особствует снижению концентрации н P поочность на кручение и
что при бочкообразных полостях усталостная прочно
131 иб увеличивается до 30 %; отверстия в шейке. Так как
о) правильное расположение^ маслян - шейке имеет овальную
юра касательных напряжений т в У ранее), то расположение
ФормУ с максимумами в плоскости колена (см. Р
, единиц и деталей поршневых компрессоров
Р^/^онсп^ --------------------
_„ом у= 90’ и у = 270° увеличивает поен
масляных каналов под^л J5 % п0 сравнению с у = 0° и у
сти при кручении пример да маслянОго сверления с возМо J8°”;
7) скр>тление кромм подировкои уменьшения*'*0 Чь
шим радиусом с последу к°нЦец>
рации напряжении; на масляного сверления по отпп,
8) правильный выбор на^ масляного
X—ThvJ» “яютс" а при о .
больше "Р^иТоа^чета многоколенчатых валов на кРутильн
9) проведение р на валу> как npaBHJIOj усиливает kdv-Л Леба-
ния. Наличие пр резонанса крутильных колебаний
анисов на отельных щеках позволяет изменить частоту
К°ТоТпрХе^нйе расчета вала на изгибные колебания. Частота собСТВе "
ных изгибных колебаний вала ®с не должна находиться в интервалах 0
<Мс < 1,3со н 1.7® < ®с * 2,3®, где ® - частота вращения коленчат^
вала. Отмечается, что расчет на изгибные колебания имеет практиче™ ?
интерес особенно для оппозитных четырехрядных компрессоров с ко И
сольно установленными на силовом хвостовике роторами электродвигат^
лей. Значение частоты собственных колебаний вала зависит от жестко 6
вала и подшипников, масс и моментов инерции ротора и самого вала v™
ловий опирания вала в подшипниках, силы магнитного притяжения по
ра электродвигателя к его статору, гироскопического эффекта при вра ?°
нии ротора и т. д. Следует учитывать, что в действительности колебания
вала являются квазигармоническими (жесткость вала является функиие“
времени) и нелинейными (жесткость вала зависит от перемещений и™
сказывается на точности расчетов [2]. ' го
К технологическим способам повышения усталостной прочности колен
слздТ И ИЗНОСОСТОЙКОСТИ к°Рен™х и шатунных шеек относятся
2) ZXCXVa ТОГ”"”’ ЦИаН“Р«- ««менад.);
обдувка зробью)''''' 'Н <!11<11,1 слоя вкатка роликами, обжим шариками,
4) комбинированные.
лучить очень твердыйЬизнпсС поверхностного слоя азотом) позволяет по-
тный СЛОЙ. В ЭТОМ слое ст° н КОРР°ЗИ°ННО-СТОЙКИЙ тонкий поверхнос-
тельно повышают ппелеи «ЛаЮТСЯ напряжения сжатия, которые значи-
ло данным испытаний кппр°СТИ И износ°стойкость детали.
рания при азотировании вя™ нчатых валов двигателей внутреннего сго-
пределы выносливости их тя1/ В’ изготовленных из легированных сталей,
при кручении - на 30...40 / Повышаются: при изгибе - на 30...60 % и
ых отверстий после азотипг>няЛеДУеТ иметь в виду, что сверление масля-
выносливости при кручений Ия Может значительно понизить предел
М Высшая школа, °9^Р51’рование и расчет автомобильных и тракторных двигателей
414
Глава 3.6. Элементы кривошипно-шатунного механизме
лднако процесс азотирования, яшм
"-к™™” „-«г
’^%,и?ается ионное азотерХ"”™»»™.. Наив°„“"“К0'Т“
"blM,с стоимости других способов азотиппОИМОСТЬ которого ЗИ °,гресси,ь
ть сведения, что при правХ^Х5*' дельно
с п0Лыми шейками его усталостная ™о7нРУИрованном коленчатом
Йыпе по сравнению с усталостной про^Х ПРИМерно в Два раза
,11СЙКаМИ ’ вала со сплошными
“раскеп коленчатых валов. Проверку состояния п
опорного вала осуществляют измерением расХ°С"°ВН0Й линии много-
положениях: коленом вверх и коленом вни?р, щек <Раскепа) при
личина деформации (расхождения) щек под net™ П ~ Удвоенная ве-
мента при приложении к шатунной шейке постоя™^ изгиба1°шего мо-
Он измеряется на расстоянии (Л + </К1,/2) от , ОИ СИЛЬ| <рис- 3.6.28).
радиус кривошипа; <(„ - «“‘1™чнтй шейки, где
Обычно задают монтажные и прелельньы"™”™' “ И'
2-го колен от консольного электродвигателя Раскепов для 1-го и
' в современном компрессоростроении считается, что раскеп может
служить не основным, а лишь дополнительным показателемте^^ческ^
состояния вала. При этом основными показателями технического состоя-
ния вала считаются. 1) предельно допустимый износ коренной шейки
вала (зазор между шейкой вала и подшипником); 2) предельная (мини-
мальная) толщина вкладыша коренного подшипника (максимальный за-
зор в подшипнике), 3) значение допустимого эксцентриситета осей рото-
ра и статора электродвигателя, — а не раскеп [2].
Предельно допустимый в эксплуатации раскеп для компрессора с кон-
сольным электродвигателем зависит от массы ротора электродвигателя и
длины консоли, поэтому устанавливается отдельно для компрессора каж-
дой марки.
По М. И. Френкелю [20], нормальное значение расхождения щек, рав-
ное разности измерений при двух положениях вала, не должно превышать
0,00008 5П: у нового вала и 0,000125 5П — у вала, находящегося в экс-
плуатации, где 5П — ход поршня. Предельно допустимое, по М. И. Френке-
лю, значение раскепа — 0,000255п-
По мнению М. И. Френкеля, численные значения раскепов в конеч-
ном счете позволяют приближенно оценить дополнительные, н у
емые расчетом напряжения, возникающие вследствие не
жа или износа.
Под действием нагрузок колено вала дефор-
мируется (см. рис. 3.6.28). Значения раскепа
связаны с деформациями коренных и шатунных
шеек вала. По значению раскепа можно при
ближенно судить о допустимости деформ
Шатунных и коренных шеек с точки зрения р
ОТЬ1 коренных и шатунных подшипн
скольжения.
Ных'иПСЛК К' Г' Конструие°Ваме ВысшаяТ ХМа°б1$-
и тракторных двигателем. — М.. высш
рв^.< ///. Конструкции Сборочных единиц и деталей поршневых КОмПрессоров
§ 3.6.2. ШАТУНЫ
Общие положения. Шатун — элемент кривошипно-шатуш,
низма. Он связывает тронковыи поршень или крейцкопф с *°г° Ме„
валом и служит для передачи усилии (энергии) от коленчато^^аЙ'
тронковому поршню (крейцкопфу) и, наоборот от tPohkobJ° <”М
(крейцкопфа) - к коленчатому валу. Во время работы компресс®
совершает сложное движение и подвергается действию пепе. ра Шат 4
значению и направлению газовых и инерционных сил. fe"Hbix ™
Основные требования, предъявляемые к шатунной группе- п '°
прочность, жесткость и надежность, высокая износостойкостДОСТат°чНа
способность подшипников, малая масса. ь и Работоа
В средне- и крупносерийном производстве шатуны изг
штампованных заготовок, а в индивидуальном производстве °Тоаля,от и,
стве малыми сериями — из поковок. На рис. 3.6.29, а показа ** ПроязВод
прессора, выполненный из поковки (см. рис. 3.6.29, б) a i Н ШатУн Ком
шатун того же компрессора, выполненный из штампован"1 Р~С' 3-6.30 J
после перехода на серийное производство. На рис. 3 6 30 />Н°И Заг°т°вки
зан металл, удаляемый механической обработкой ’° ЧеРНьШ пока
Общие сведения о конструкциях шатунов. Типичный ш™-.,
следующих элементов: стержня 2 кривошипной (мотылеЖ Сост°ит из
которую также иногда называют большой; поршневой и Л ) г°Л0В|<и 3
головки 1 (ее часто называют малой головкой); шатунных кРеицкопФной
и гаек, а также .кладышей подшХион (Г™" <<ш"»
3.6.32).Кривошипном головкой шатун шаонипмп Л 5 (рис- 3.6.31 и
нои шейкой коленчатого вала а малой гопникР- ° соединяется с шатун
«го через палеи’) - с троико, ш"„РШнем “PW»S
Длину компрессорных шатунов („а™ ” кРеиш<оафом. (”ще
"° °"тт "° знаншчи^параметра Г°т№>
'ш
откуда /Ш=Л
^R ’
где Л-Радиус кривошипа- / _
> ш длина шатуна.
вале z/=H]/4 я П0Ршневых комппе
Рессоров принимаюгЯ Тихох°Дных горизонт В обычно находится в интер-
Ь1х кРейцкопфнЫх ’^ак лРавило, = । /<; альных крейцкопфных комп-
°мпрессоров^ =,/д °^пРессороц Д. ~\ /л ^ЛЯ отечественных оппозит-
еяиВЛХ СЛ^ к±- <4’5- О >7; для вертикальных
ди«ить дВа Ша ’ Да к одной шатуний На\ения см. том 1, § 11.1.
не один относите Л,607'66’ Использук^еИКе ВЭЛа необ*одимо подсо-
—_______ ' ° Другого по л/и или обычные шатуны, сме-
1 Специал Не шат^нн°й шейки (см. листы
Ются Редко. шаРнирного соединения шатуна
Рис. M.29. U1W (>• "
*1.36 и A.2.7 в разделе «Атлас»), или центральные шаттл)
или сочлененные шатуны (рис. 3.6.34 и • • СТОИМОсти (по сравнени
Центральные шатуны из-за более вькюкои
со смещенными) в компрессорах при атунов; простота констру ’
Основное преимущество смещенных шат^оымиут е их низкая с™
в°зможность изготовления шатунов относительно легко (
Имость. Кроме того, в смешенных ш У смазки к П°4Ш1"" vpaBHo-
снию с сочлененными) организова инакова, что облег р аток
11 головки, кинематика и динами их в компрессоре.
кивание инерционных сил, действующих 417
9390
27
110 Рис. 3.6^29 а Же компРессора, для которого использовался шатун
лненного из штампованной заготовки для него:
° ~ шатУн; б — заготовка
335
Пришабрить по шейке коленчатого вала
Качество шабровки проверить по краске.
Количество пятен на квадрат 25*25 мм
должно быть не менее 6
27*
„„ сборочных единой « Старей пори,невых кол,„ресс
Разде; Ш- Конструхоиисбор
Рис. 3.6.33. Центральные шатуны V-образного компрессора:
1 — вильчатый шатун; 2 — внутренний (центральный) шатун
Рис- 3 «34. Схема сочлененных
шатунов
Рис. 3.6.35. Конструкция сочленения шатуне
I л а в a 3.6. Элементы кривошипно-шатунного механизма
иных шатунов необходимость удлиненной, т. е. менее жесткой,
п1атУ,1"ппавЛСНИИ оси вала шатуны фиксируются на валу с зазором, соот-
В ||аП 1иим посадке Нц/Лц или близким к нему.
„стст^1,°' (поршневая или крейцкопфная) головка шатуна. Малая головка
Мала дужит для шарнирного соединения шатуна с тронковым порш-
ц1атУ”а псйцкопфом и бывает двух типов: обычно соединение шатуна с
пей иЯ11 ипи крейцкопфом выполняется через палец (рис. 3.6.36) или в
ii°Pu"’eM <ых случаях — сферической головкой (см. рис. 3.3.4, б)1. Конст-
спеПяаЛЬ туна с малой сферической головкой показана на рис. 3.6.37.
рукПиЯ 11к Лловку шатуна выполняют, как правило, цельной. Основные
[У1алУ'° в Компрессоростроении конструктивные формы малых го-
прцМс11ЯСМ’ ПЬ1 на рис. 3.6.38. Наиболее часто в компрессорах использу-
ловок 1,окаоковку, образованную сферой (см. рис. 3.6.38, б).
|01 малую I механизма движения разбрызгиванием в верхней части ма-
При смаз на предусматривают отверстие (рис. 3.6.39, а) или пре-
лой головки У подвода смазкн к подшипнику пальца. В этих
резь (см- Р” п внутреннюю полость поршневого пальца выполняют с
случаях ино - ьзуют в качестве накопителя масла аналогично тому,
какэ^покааано на рис. 3.6.41, б.
^•6.36. Соединение шатуна с поршнем прямоточного компрессора через палец
1 Все
1и"См |MiiS-H,,OC далее о малых головках шатунов относится к соединению шатуна с пор-
крейцкопфом, выполненным через палец, если нет специальных указаний.
421
попшневых компрессопп»
рис. 3.6.37. Шатун с малой сферической головкой
Рис. 3.6.38. Конструктивные формы малых головок обычных компрессорных шатунов:
a — цилиндрическая; б — сферическая; в — усиленная
Рис. 3.6.39. Смазка подшипника малой головки:
о — разбрызгиванием; б, в — принудительная
пои циркуляционной смазке механизма пт
н ие малой головки с пальцем смазываетсяД™сЖпения шарнирное соеди-
"с'ппенис в стержне шатуна (см. рис. 3 6 ЗП „ ’ постУпающИм через
ЙР рис. 3.6.32) от подшипника кривошипной ” Специадьн°й трубке
Дается по каналам в валу масляным насосом Е™ Шатуна’ «"о
' ику в верхней головке шатуна через крейцкопЛ пп °Д СМазки к подшип-
"и для лучшего распределения смазки на оабп? ?рименяется редко.
, Ja скольжения малой головки иногда вь1поп1П°Верх"ости полшип-
£с 3.6.39, б) или несколько подводов сма3Е v П0Перечную канавку
ллненной в теле головки или на поверх?,™™ ольцевой канавки, вы-
Sc 3.6.39, в). С целью распределения, сма7кИТадЫШа подшипняка
крейцкопфного) пальца иногда выполняют продольные”^ ПОршневого
навки, в которые подается смазка. При остановке юмп2 И°ЗНЫС ка’
навках остается масло, которое в первые моменты ппи ™ РЭ В Э™Х ка'
ках компрессора смазывает подшипник, пока масляный“асоГнепрока’
чал масло по маслопроводам. и насос не прока-
Запрессованная в малой головке шатуна втулка подшипника скольже-
ния, выполненная из антифрикционного материала, может быть установ-
лена заподлицо с телом головки (см. рис. 3.6.39, а) или выступать из нее
(см. рис. 3.6.39, в). В некоторых случаях используют две втулки, запрессо-
ванные с двух сторон малой головки шатуна и обработанные по внутрен-
нему диаметру за один проход в сборе с шатуном (см. рис. 3.6.51). При
этом образующийся между втулками зазор используют как поперечный
кольцевой канал для распределения масла по окружности подшипника.
В рядах бескрейцкопфных компрессоров, работающих без перекладки
пальца, для облегчения поступления масла, более равномерного распре-
деления его по подшипнику и для лучшего отвода теплоты от подшипни-
ка на рабочей поверхности втулки иногда выполняют продольные или
винтовые открытые с торцов канавки глубиной до 0,5 мм и шириной до
3 мм. Число канавок (от 12 до 24) выбирают с учетом угловых перемеще-
ний шатуна так, чтобы смазывалась вся поверхность пальца. В крупных
крейцкопфных компрессорах с большими диаметрами подшипников та-
кие канавки на рабочей поверхности втулки выполняют больших разме-
ров (рис. 3.6.40). Сквозные (открытые с торцов подшипника канавки)
увеличивают расход смазки через подшипник, что способствует лучш х
отводу теплоты трения и уносу продуктов износа. „npnuuv ^пейп-
В малой головке бескрейцкопфных, а также малы Р одшипники
копфных компрессоров иногда применяют и™льй ойдлительно-
(рис. 3.6.41), которые допускают высокие усилияХпХтоХеимуше-
сти работы без ремонта. Игольчатые ’10Л“и"Нй^ают без перекладки. При
ственно в компрессорах, в которых пальцы р головке шаТуна палеи
чснользовании подшипников качения в^ р. 3.6.41, б). Нс-
закрепляют в бобышках поршня или креиц Р ^малой ГОловке шатуна:
Достатки применения игольчатых подши ^бпьшие размеры и масса
СЛОЖНОСТЬ конструкции, сложность сбор
г°ловки. й головке шатуна в значи-
Расчеты показывают, что напряжения в а который определяется
1ельной мере зависят от угла заделки г ' цаиболее опасные на-
сестом перехода головки в стержень (р • . ,д» в два раза меньше, чем
нряжения на внешних волокнах для Угд 423
т. Конструкции сборов единиц и деталей поршневых Компрессоров
Рис. 3.6.40. Втулка подшипника крейцкопфной головки шатуна
крупного компрессора
б
Рис. 3.6.41. Приме!
°вепх?Латуна с простым игп чатых подшипников в малой головке шатуна:
'оповки щатуна с порш™”сдвоенным К° г, с двумя обоймами; б - узел соединения
м Наборным игольчатым подшипником
Рис. 3.6.42. Эпюры напряжений на
внешней aaj и внутренней поверх-
ностях головки шатуна при разных
углах заделки а
РИС'го™1и Ф°РМЫ пеРсх»да малой
Головки шатуна в стержень:
а — простейшая; б — усиленная
для угла а - 125°. Поэтому рекомендуется переход стержня к малой гол™
ке шатуна выполнять так, как показано на рис 3 6 43₽ б
В тех случаях, когда палец закрепляется в малой головке шатуна пос-
леднюю выполняют с разрезом в плоскости, проходящей через ось голов-
ки (см. рис. 3.6.88, е); при этом по условиям прочности более целесооб-
разно выполнять разрез под углом, чем по оси шатуна.
Во время эскизного проектирования при выборе размеров малой го-
ловки шатуна бескрейцкопфных компрессоров можно ориентироваться
на рекомендации, приведенные ниже, и на рис. 3.6.44.
Наружный диаметр головки dr (1,5...1,7) d„
Длина поршневой головки шатуна /ш:
с плавающим пальцем (0,35...0,45)0П
с закрепленным пальцем (0,28...0,32) Dn
Минимальная толщина стенки головки hr 0,3</п
Радиальная толщина стенки втулки j0 менее 0,09</„
Примечание. d„ — внешний диаметр пальца; Dn — диаметр опорной по-
верхности тронкового поршня.
При рабочем проектировании размеры проверяют и уточняют расчета
ми на прочность, удельные давления и т. п. nqrPTn_
Длину малой головки шатуна /ш выполняют на 3... м чтобы*избе-
яния между бобышками поршня или крейцкопфа дл’ удлинении
жать заклинивания и перекоса шатуна при р бескоейцкопфном
вала или при несовпадении осей шатуна и пил ЛстеЛей крейцкопфа в
компрессоре (или осей шатуна и направляющ^. из-за неточнос-
крейцкопфном компрессоре), которое может возникнуть
в вертикальных крейцкопфных
туны с вильчатой малой головкой (рис. • - ПОДШипник в крейцкоп-
^яется с крейцкопфом открытого™па-ГОЛОВКи шатуна.
Ье размещается в середине между проу ‘ формы поперечного сечения
Стержень шатуна. Наиболее применяемы Ф Р 6 Выбор формы
верхней компрессорных шатунов показаны на рис
Рис. 3.6.44. К рекомендациям по выбору основных размеров элементов шатуна
400+0,5
06Отб
Рис. 3.6.45. Шатун с вильчатой
малой (крейцкопфной) головкой
Рис. 3.6.46. Наиболее |,₽им!"^я
формы поперечного сечения и
компрессорных шатунов.
паны ДОЯ
а — двутавровая (С0"^пов):«--Ус'
бсскреицкопфных компрессоров ые
ложненная двутавровая; в, г и
^оиипно.шо
перечного сечения стержня главнь
"Отопления шатуна. При мелкос=„ об₽азом завись
" ог коваными с обработкой точением? производстве ц,а?иТех,'ологии
?ПЖНЯ, постоянного или слегка кРУглого или ,2?атуны изготов-
С2оволстве средними и крупнымип° ХеТсХ™0 сечен™
JPaTyHbi со стержнем двутаврового тип??" Применяи>т тмп3?9)' В
^Г~ к 60ЯЬШОЙ
Р Стержень должен иметь плавные пеое™ (см-
повышенных концентраций напряжений ДЫ К головкам во избежание
условия закрепления концов шатуна в п "зоежание
кости, перпендикулярной ей, различны (риТХ^Г0 качаниа и в плос-
работы компрессора деформации стержня шаг 3-6.47). Поэтому во время
сечением в плоскости его качания ив пХ"?? С Кругль1м поперечным
будут различны. Из-за неодинакового закреп? "’ перпендикулярной ей
лым поперечным сечением стержня будет со?? КОНЦОВ шатун с круг-
изгибу от силы Р в плоскости с шарнирным закп?ИВЛЯТЬСЯ пРодольному
слабее, чем в той плоскости, в которой он не им ением конш>в шатуна
цах свободы угловых перемещений ет в закРепленных кон-
Стержень шатуна двутавровой формы имеет
тов инерции сечения / и моментов сопротивленад“ёч?ни?и?"Я М0Мен‘
Но осей х и у, а потому по сравнению с другими формам Хчени? пш
=остВьЬ,Х МЭССе И °беСПеЧИВает шатУнУ большие жесткость?
npOHrlUvI D.
Основные преимущества шатунов со стержнем круглого сечения- про-
стота и малая стоимость изготовления при индивидуальном или мелкосе-
рийном производстве. Основной их недостаток — нерациональное ис-
пользование материала (излишняя жесткость в направлении, перпендику-
лярном к плоскости качания шатуна). Масса полого круглого стержня
шатуна при малой толщине стенки, когда d{ =(0,7...0,75) d„, где <7, —
внутренний диаметр; d„ — наружный диаметр стержня шатуна (см.
рис. 3.6.46, в), приближается к массе стержня с двутавровым сечением при
том же запасе прочности.
В процессе эскизного проектирования при выборе размеров стержня
шатуна двутаврового поперечного сечения для бескрейцкопфных компрес-
следующие рекомендации (см. также рис. 3.6.44).
соров ориентируются на
Минимальная ширина стержня шатуна йш.тш
Максимальная ширина стержня шатуна Лш.
Размер полок двутавра стержня шатуна/>ш (0- " ’ ш
Примечание. Максимальная ширина участ-
определяется в месте начала перехода прям
ка стержня к мотылевой головке.
При рабочем проектировании Раз^рЫ 13
Ряют и уточняют расчетами на проч
,| закрепления
Рис. 3.6.47. Схемы нагружения стержня' “’^оскостях:
его концов в двух перпендикуляр перпендикулЯрной
р
р
у-
1 и 1
-у
'у
IV
б
427
а
сборочных единиц и деталей поршневых компрессоров
/// ----------------------------------------——
гп чтобы обеспечить лучшее уравновешивание Лп
Иногда для ™ГОеХыполняютс соосными оппозитными Ря ДВу*р
ното компрессора, его ВЫ с вильча™м стержнем (рис. з^и, нд
пмьзуя В одном и Р^ая (мотылевая) головка шатуна. В больЙ',
Традиционная кр удобства монтажа и демонтажа кривой? 1СТв«
ui3tvhob компренс,^ма кривошипную головку шатуна выполняют^"110-
шатунного механизма ^плоскостью разъема, перпендикулярной 0?}>-
той, т.е. Pa3beMHe0^ через ось ее расточки (см. рис. 3.6.31). При Эт^Л
туна и проходяшеи чср на одно целое со стержНем шатуна '°Дна
половина головки вь шатунными болтами, шпильками или вицЛРУ'
гая крепится к ылевого ПОдШИпника. Нтами
и XhcwS кривошипной головки шатуна компрессора предъявля
Ют следующие требования:
JJ жесткость для обеспечения надежной ра6оН|
стеРжню “чениях “° избежание
вышенных концентраций напряжении^
4) надежность болтовых соединении.
Крепление крышки кривошипной головки к телу шатуна обычно осу-
ществляют двумя (в очень редких случаях четырьмя) шатунными болтами
шпильками или винтами. Наиболее часто для этой цели используют ша-
тунные болты. Съемная крышка центрируется относительно тела шатуна,
как правило, центрирующими (фиксирующими) поясками «чистой» части
шатунных болтов и штифтами.
В разъемную кривошипную головку шатунов устанавливают толсто-
стенные (см. рис. 3.6.32) или тонкостенные вкладыши (см. рис. 3.6.31)
подшипников скольжения (см. § 3.6.6).
Для надежной работы подшипников скольжения необходимо обеспе-
чить их неподвижность в расточке головки шатуна. Толстостенные вкла-
дыши подшипников фиксируют от проворота и от осевого смещения
врезающимися в них шатунными болтами (см. рис. 3.6.32). Тонкостенные
вкладыши фиксируют от проворота и осевого смещения усиками, отогну-
1ыми в паз, который выполнен в разъеме (см. рис. 3.6.49 и рис. 3.6.102).
При использовании подшипников скольжения с толстостенными
вкладышами или при заливке антифрикционного металла непосредствен-
пяНгт ,'7У крышки и телУ шатуна в разъем подшипника устанавливают
минимальной10* толщиной °,1 мм и более. Набор прокладок должен быть
разрезается вте™яЩиИНЫ’ Лишь немного больше толщины пилы, которой
ника часть ппокляпо'<;1аДЫШа и головка шатуна. По мере износа подшип-
шейкой валами рабочей^*107 ДЛЯ Устранения повышенного зазора межаУ
гивают. Однако с hup поверхностью подшипника, а подшипник подт
мых деталей что ппии«1,ИеМ прокладок уменьшается жесткость стягива
Кроме того, при удален,? Т К повышению напряжений в шатунных болт
поверхности подшипннЛ 11рокладок нарушается круглая форма рабе>
шдродинамической зеопш, ' е' нс обеспечиваются условия, требуе
кладки между Д1)умя р ви смазки. В современных компрессорах
олстостенных вкладышах *рНаМИ подшипников не используют даже н.
пап ‘7корошо смазываемых пТаЯ’ Что износ правильно сконструировав
Работе будет мал. 6МЬ,Х подшипников при длительной непрерь-вН01
428
Глава 3.6. Элементы кривошипно-шатунного механизма
Рис. 3.6.48. База компрессора мощностью 180 кВт с шатуном, имеющим вильчатый стержень
Ф
///. “ дет"ей П0РШНевЫХ К0Л^^
Рис. 3.6.49. Шатун с крышкой кривошипной головки увеличенной жесткости
Для повышения жесткости кривошипной головки шатуна обычно ув
личивают высоту средней части крышки мотылевого подшипника или
снабжают ее ребрами, или выполняют ее двутавроподобного профиля с
двухсторонними выемками вблизи нейтрального слоя (рис. 3.6.49).
При эскизном проектировании можно в первом приближении ориен-
тироваться на следующие соотношения основных размеров кривошипной
головки шатуна бескрейцкопфных компрессоров (см. также рис. 3.6 50)-
Высота стягиваемой шатунными болтами части обоймы:
подшипника й,
крышки головки шатуна hi
Диаметр шатунного болта 4.6
Радиус закругления у головки шатунного болта rt
Радиус закругления у центровочных поясков шатунного
ООЛТЗ /'2
Расстояние между шатунными болтами С6
Примечание. 4ш — диаметр шатунной шейки вала.
(О 55...0.65) 4„
(0.5...0.65) 4Ш
(0,18...0,25)4.и
(0,1...0,25) 4.6
> 0,25 4.6
(1,2...1,3) <k
430
______________________
Специальные кривошипные головки
^Il^^nHb*Prox^B^HcnXeiw^^yxWaJ^^BaHBXPOMnpeccona2leHHI’IX7T3-
крИпставляют головки с косым разрезом ’ Наибольший°Р х применяют
"релвки и головки главного шатуна сочпр ТЬеМные головки J!Pec из них
^Кривошипные головки с косым разрезо^ы\^^Ъ.' РЭЗЪемнь,е
.„ейцкопфных компрессорах (прежде всего Л '6'51) применяют R
Условиям сборки шатун в сборе с поршнем дол* К~Картерных)> когда по
• индр. что ограничивает размеры кривошИпЙ**Н прох°Дить через ци
шинстве случаев при использовании традиционный101Шатуна' В боль-
рок шатуна диаметр кривошипной шейки “ крив°шипнь,х голо-
диаметра цилиндра . В МНОГОЦИЛИНДРОВЫХ блок кап ен быть менее °,68
С двухопорным валом, когда диаметры шеек погЗртерных компрессорах
целях жесткости вала большими (см. рис. 3.6 10 должны быть в
чить размеры традиционной кривошипной головки. 4 ’ Не удается полу-
проход головки через цилиндр, так как кпивойп.1™’ допускающие
разрезом, перпендикулярным оси шатуна имеет ™ гол°вка шатуна с
диаметр цилиндра. На рис. 3.6.52, а поХно что п^ чем
шейки больше, чем 0,68 диаметра цилиндра’ в^бол^пюй Ре шатунной
невозможно разместить шатунные бол™ и ™ ТР Г°Л°ВКе ШЭТуна
полкения кривошипных головок шатун™с*°сь",u””S„"P"a4K “к в»
снятой крышке шатун с косым разрезом крейцкопфной головки может
быть введен в картер через цилиндр (рис. 3.6.52, 6).
Если цилиндры выполняют отъемными от картера, их при сборке ком-
прессора устанавливают на картер после сборки механизма движения и
упомянутые выше ограничения размеров кривошипной головки шатуна
отсутствуют. В таких случаях шатуны с косым разъемом кривошипной го-
ловки не применяют.
Проведенные для шатунов двигателей внутреннего сгорания расчеты
показывают, что угол наклона <р плоскости разреза головки к оси шатуна
целесообразно принимать в пределах 42...50° [4].
Крышки кривошипных головок с косым разъемом обычно крепят вин-
тами, ввинчиваемыми в другую часть головки, выполненную заодно с те-
лом шатуна.
В косом разъеме головки шатуна появляются значительные перемен-
ные усилия сдвига крышки головки относительно подошвы основного
тела шатуна. Поэтому крышку относительно тела фиксируют замком типа
«шип-впадина», который воспринимает усилия сдвига вдоль разъема го-
ловки. Центровку крышки относительно тела шатуна ^Ушествляют"°
гадкой в замке и дополнительно штифтом (см. рис. 3.6.5 ).Дру
бы фиксации крышки шатуна с косым разрезом хр"пной головки
относительно тела шатуна (см. [4]) не нашли применения в компрессоро
11 Роении из-за сложности изготовления. nrinwun быть выбрано с
V4P апРавление разреза кривошипнои годовк1 чтобы наиболее на-
у‘1етом направления вращения вала таким образом, чтобы
Уженная зона головки не попадала на разъем.
малые холодильные компрессоры, имеющие валы с диаметром шатунных
в
Рис. 3.6.52. К пояснению
необходимости применения
шатунов с косым разрезом
кривошипной головки:
а — головка с прямым разре-
зом; б — головка с косым раз-
резом
Рис. 3.6.53. Отъемная кривошипная
головка шатуна:
/ — стержень шатуна; 2 — прокладки для ре-
гулирования линейных мертвых объемов в
цилиндре; 3 — съемный корпус шатунного
подшипника; 4 — прокладки, регулирующие
зазор в шатунном подшипнике; 5 — крышка
шатунного подшипника; 6 — штифты
Иногда в компрессорах применяют отъемные кривошипные головки ша-
тунов' (рис. 3.6.53). Отъемная головка состоит из двух частей: крышки и
корпуса подшипника, которые шатунными болтами крепятся к пяте стер-
жня шатуна. Такие головки позволяют осуществить заливку антифрикци-
онного материала без использования вкладышей подшипника. В бескрейц-
копфных компрессорах с цилиндрами дифференциального типа (см. лист
А. 1.28 в разделе «Атлас») отъемные головки шатуна позволяют регулиро-
иать мертвый объем полостей цилиндра, расположенных со стороны ме-
ханизма движения. Для этого меняют толщину пластины-прокладки меж-
ду пятой стержня и головкой. При этом регулирование 1Ч?.£?.1‘
полостей сжатия со стороны крышки цилиндра осуществ и его
сп°собом: изменением толщины прокладок между
крышкой.
Головку главного шатуне сочлененных ^у^шатувов входят
“"сильного компрессора. В комплект ео-е»ен«ь» „р1,це„.
ДЩ главный шатун и один (см. рис. 3.6.3 п енных шатунов холо-
”Ь,,Х Шатунов. На рис. 3.6.54 показана группа с^«НЫХ Ш
'ьного компрессора с тремя прицепным Ун
^рессоросзроении шатуны с такими ковками называют «морскими.,
28 ’390
W*, ill- Констру^
Тройных единиц и деталей поршневых кох,пРессоров
Рис. 3.6.54. Группа сочлененных шатунов холодильного компрессора
Преимущество сочлененных шатунов - сокращение размера компвес
сора вдоль оси вала, а их недостатки: сложность конструкции трудности
подвода смазки к подшипникам головок прицепных шатунов К недостат-
также Можн° отнес™ разяин/ук, КИнем”щ,
что ухулпгярт vn- ’ соеднненных с главным и прицепными шатунами,
ненные шатгны вновешивание компрессоров с такими шатунами. Сочле-
компрессооах еняют в вееР°- и звездообразных бескрейцкопфных
остальных прицепных ЬПгш°МПЛеКТ шатунов состоит из одного главного и
ет учитывать что гпа ~ пР°ектиР°вании сочлененных шатунов следу-
нияотсХ^пма^Т ШЭТУН испытывает дополнительные напряже-
нительная нагрузкаЧерез Г|Рицепн°й шатун, и что возникает допол-
бое внимание при 1ппр"°РНуЮ поверхность поршня главного ряда. Осо-
нирным соединениям *™ровании сочлененных шатунов уделяют шар-
выбору размеров nnnvn/1ННОГ.° шатУна с прицепными, обоснованному
пальиа, соединяющего’|!П1?'Ь1 (nPoyuipIH) на главном шатуне, размеров
ки (между расточкой погРтп?еПНОЙ шатун с главным, и толщины перемыч-
О |овку прицепного шатуняТ кривошипного подшипника и выемкой под
чтобы упростите
казана;'°ВКу ВЬ1полняют озл ^м иеглавного шатуна, иногда его КРИВ°^“'".
рой I'1яшУП-1а сочлененных 1нат°И 0Т главного шатуна. На рис. 3.
шат\ ц <Ь1И ШатУн имеет on р УН0В локом°тивного компрессора, в
Шатуна изготовляют отдельно ^Ную ГОЛОВКУ- При этом стержень главно^.
434 т головки и затем неподвижно соед
Глава 3 6 a.
Эле»^Ы кривошипа.
Рис. 3.6.55. Группа сочлененных шатунов локомотивного компрессора
с последней. Такая конструкция головки главного шатуна позволяет
обойтись без вкладышей подшипников, так как позволяеХивать анти-
фрикционный металл прямо на материал головки.
Неразъемную кривошипную головку шатунов в современном компрессо-
ростроении выполняют в случае применения в ней подшипников качения
в компрессорах с кривошипным валом (см. рис. 3.6.3) или со сборным ко-
ленчатым валом (см. листы А. 1.14 и А. 1.15 в разделе «Атлас»),
Шатунные болты. Шатунные болты относятся к наиболее ответствен-
ным деталям. Обрыв одного из болтов вызывает увеличенную деформа-
цию и обрыв другого и может привести к разрушению картера бескрейц-
копфного или станины крейцкопфного компрессора, т. е. к полному вы-
ходу из строя компрессора. В первом приближении при эскизном проек-
тировании бескрейцкопфных компрессоров можно задаваться диаметром
шатунного болта г/шб = (0,18...0,25) где 4/ш.ш - диаметр шатунной
шейки вала с последующим уточнением после расчетов на прочность .
Шатунные болты устанавливают в калиброванные отверстия двух по-
ловин кривошипной головки шатуна и своей «чистой» частью центриру-
ют обе половинки кривошипной головки шатуна. Болты следует распола-
гать возможно ближе к кривошипной шейке коленчатого вала.
При конструировании шатунных болтов слелуетУр^'"™Яен от до’
чтобы болт нагружался только на растяжение и был р РУЖ
полнительного изгиба и среза. шатунных бол-
Наиболее используемые в компрессорах коне P^^ye болты состо-
яв компрессоров приведены на рис. 3'6п56’ (цеНТртРУюших поясков)
из головки, стержня2, центрирующеголо поясок предназначен для
Резьбовой части. Основной центрируют нтровки двух половин
Нитрирования тела шатуна с крышкой и дл
Г д г Полина. - М.: Машгиз, 1962.
, Двигатели внутреннего сгорания. Том 2 / Под ред-
Иногда его называют стеблем.
435
28’
Рис. 3.6.56.
о и б —
Наиболее используемые в компрессорах конструкции шатунных болтов:
эскизы шатунных болтов; в - шатунный болт крупного компрессора
гэипгп подшипника, если последний выполнен с толстостенными
2ХаИТд.а”“«х пояска (см. рис. 3.6.56, 6) предназначен,.,
=шения изгибных напряжений, которые могут возникать при затяж-
кегайки шатунного болта. Эти напряжения могут быть также снижены
повышением жесткости кривошипной головки, уменьшением опорных
поверхностей головок и гаек болтов, а также применением для головок и
гаек самоустанавливающихся опорных поверхностей.
Известно, что при циклически изменяющихся нагрузках усталостная
прочность болтов возрастает при увеличении податливости стержня бол-
та, а также жесткости стягиваемых деталей. Поэтому для повышения уста-
лостной прочности шатунных болтов диаметр стержня болта уменьшают
до значения диаметра 0,8...0,9 от внутреннего диаметра резьбы.
Для снижения концентрации напряжений избегают резких переходов в
теле шатунных болтов, принимая радиус закругления у головки шатунно-
го болта г3 = (0,15...0,25)J1U6; радиус закругления при переходе центровоч-
ных поясков в стержень шатунного болта Гг > 0,25 dm 6; радиус закругления
при переходе от резьбы к стержню г,> 0,2 Дшб (см. рис. 3.6.56).
Рекомендуется в шатунных болтах применять мелкие резьбы, при ко-
торых прочность болта выше, чем при крупной резьбе. Изготовлять резь-
\ рекомендуется методом накатки после термической обработки и пред-
варительнои нарезки. Для увеличения прочности резьбы шатунного болта
шагД5ы’|20])Т СКругЛение впадин Резьбы Радиусом г = 0,1445, где 5-
ки И1оаз3бопки1|1шт°ТВИИЧИВанИЯ гайки на шатунном болте во время сбор-
сируют от поовопгугэ3 НЭ ВаЛу ВН^РИ картера (рамы) шатунный болт ф
няют лыски или гпр Вокр- Г своей оси- Для этого на головке болта вын
аию болта от пповопАТИаЛЬНЬке упоР|1Ь1С поверхности (рис. 3.6.57). и_
меняют 'редко"1’0801’0™ Штифтом * (см. рис. 3.6.57, г) в компрессорах при-
еамоотвинчиватьс^Х вое₽еТЬ’ чтобы гайки шатунных болтов не могл
упреждения самоотВИнчРивЯ Раб°ТЫ' Часто применяемые способы пР
436 амоотвинчивания гаек шатунных болтов компрессоров
Глава з л ч„
, 3.6^ исп
Ка3?ой пластины, отгибаемо? Ш17рань1лгинта(см. Рис 3 6 57
< й упругой штампованной ко, Р?айгаи^ (см. рИс ^>6): сто-
!" и ся гаек (см. рис. 3.6.57, г). Само????^ Рис” 6 57 а .’ в); спе^-
Ря однсна таК’ ЧТ° ее к°Р°"чатая чадЛЯЩаясягайка(с’^’^оконг-
»"и„чивании, а прорези в корончатой Час-?еМЛяет ^ннК'6'57-
^эластичной. части Делают эту ча б°лт ПРИ
л Шатунные болты малых и средних к Ики бо’
,пт корончатыми гайками, котопыр f°MnPeccopoB, как п„
^плинтами. В крупных компрессорах ,'ИКСИруются от саМоотВИЛ°’ Стяги’
Губчатым венцом, фиксируя его зубчато?пШаТунНь,х б°лтовХ?ТНИЯ
„и В зацеплении и закрепляется на ° Планкой, которая я 1П0ЛНЯ1°т
“&»«« гаек шатунныкТо™^*»W ‘
рос Обеспечивает необходимую силу затяжки??*107 в Пол°жении кото
тунных болтов приводит к раскрытию стХ чпе°°Таточная затяжкаX
сопровождаться текучестью материала и, как елелет?РНая затяжка может
давлением затяжки. Необходимую силу затяжЛ е’ послеДУющим ос-
ролируют динамометрическим тарированным^?аТуНпЬ1х болтов «>нт-
рессорах применяют гидрозатяжку шатунный ' В кРУпных комп-
контроль силы затяжки. у ых болтов, обеспечивающую
Шатунный болт крупного компрессов
имеет два центрирующих пояска^ затягиваете? НЭ РИС' 3-6’56’ б- Болт
гайкой. ся сам°иентРиРующейся
Материалы и технические требования а ____
Надежность шатунов и шатунных болтов моТе7бьпь'обеаТУННЬ1М б°ЛТаМ'
блюдении ряда требований к их конструкции обеспечена при со-
Гайки (увеличено)
Контргайка по рис. д Рис- г Рис'
Р"С З б Способы фиксации .парного болта от “ СП°СОбЫ "₽еДУ"₽еЖда'
ния самоотвинчивания гаек шатун
437
. единиц и деталей поршневых компрессоров
Раздел Ш Koucinpy^J^ ---- — —
HbTVHW ВЫПОЛНЯЮТ ИЗ конструкцИо
„ епи^ы шатунов- Ш^сй 40Х, 45Х, 38ХА, 38ХМД
40 /ГХ из леп-Р0^; 40Х2Н2МА и т. п.) изготовляют выс
Тированных сталей стал ов и сечении. Следует УЧитыв*>.
ояжеТые шатуны повышенную чувствительность к Качес?’Ч)
ТТрованные стали 1 шатуны из легированных сталей реко^ ;
Юности детали- Поэтом) зачищать для удаления обезуГЛе^у'т.
^механически обрабатыв^ ^ верОятность развития УсталоСТнРх°*'Н-
него слоя. В котором воз ров применяемые в крупных комп^’
шин (4). Шатуныбольш. ? ^ вь1ПОлняют из поковок механиче??
рах, выпускаемых^^ Услабленныи поверхностный слой полное?'
обработкой, при ю
удаляют. лигтпуКции компрессоров с шатунами из алюминиеш,
Ижс™“К„Тк имеют вкладышей и трутся пепосредстве„„*
сплавов, которые стальному пальцу [ 1 ]. По
стальное кривошипу Шатунные болты ненагруженных Mann
- S"»p“ = ВЫПОЛНЯЮТ из углеродистых сталей 35. “о" .
, хромистых и хромоникелевых срелнеуглеродистых
лей Дтя быстроходных компрессоров шатуны изготовляют из сталей «,
as 4ST2 Реже для изготовления шатунов применяют легированные стали
40Х 40ХН. 40ГМ. 40СГ, ЗОХМА и др. Высоконапряженные шатунные
болты выполняют из более прочных и вязких легированных сталей типа
40ХН2МА. 40Х2Н2МА, 38XH3MA, 36Х2Н2МФА. Ранее рекомендовав-
шиеся стали с низким содержанием углерода (18Х2Н4МА, 2ОХНЗА) для
шатунных болтов с большим усилием затяжки не следует применять, так
как в них накапливаются пластические деформации и возможны ослаб-
ления усилия затяжки [4].
Гайки шатунных болтов выполняют из тех же материалов, что и шатун-
ные болты, или из углеродистых сталей 30, 35, 40 и т. п.
Отклонение формы. Овальность, бочкообразность и конусность цилинд-
рических рабочих поверхностей подшипников скольжения в крейц-
копфной (поршневой) и кривошипной головке шатуна допускается не
более */2 допуска на диаметр по Н1.
Овальность и конусность центрирующего пояска шатунного болта и
поверхностей под него не должны превышать 2/3 допуска на диаметр.
тк.юнения взаимного расположения поверхностей и осей. Оси подшип-
ников скольжения в головках шатунов должны лежать в одной плоскости
” ^Р-н-кулярными средней плоскости шатуна. Неперпендику
™ей no?nunuKaeTC\Heб0лее °’03 мм на 100 мм ^ины; непардллельн^
на длине 100 мм°АВ бо"Г|ьшой и малой головках — не более 0,02.-0,0 3
и кривошипной голХ'от сое°СеЙ“ раСТ0ЧеК кРейикопфной (П°Р^М на
ЮО мм длины расточки Р еи плоскости шатуна не более 0,05
пряженные с'ним?1,1,?™ головки шатунного болта и гайки, а ^аК*е-?
пендикулярными оси,?рхности шатуна и его крышки должны быт
жне последнего допоим .Тадля того. чтобы исключить появлени р.
ность образующей повел™*1™4 напРяжений изгиба. Неперпенд» >
шеи поверхности сверления под шатунный болт отно
4 Зо
Глава 3 6
л опорных поверхностей для головки
тсяь"0 О1...0,02 мм на 100 мм [17]. Торцод^к? И гайки “пускается не
Золовки болта допускается не более 0,1 мм на то °ПОрной повсрхнос-
т" Перекос резьбы шатунного болта (биение кЛй2° ММ радиУса П9].
So резьбового калибра относительно посХ * ™Чек Торца с“ди-
'метре торповои поверхности калибра, равном X Части болта при
л“ гЙки) для болтов с наружным диаметром pe3b^мпетрУ борного тор-
llil «ышать 0,01 мм, свыше 15 мм - 0,05 мм 6 До 15 мм не Должен
ПРОси отверстий под шатунные болты должны быти
,.атуна и лежать в одной плоскости. Непараллёльмпстк^^^^1” оси
Sn шатунные болты допускается не более 0,02 мХ Гоп отверстий
^Отклонение торцовых плоскостей головок шатуна ОТ°ПРМ Ш1ИНЫ-
н0Сти к осям расточек под подшипники не более00 X нарппепндикУляр-
”°а При использовании толстостенных вкладышей и b™ J°° ММ раДИ’
ших за размеры головок, эти требования переносятся нГби^й ВЬ1С1упаю-
поверхностей подшипниковых вкладышей (втулок) 6 Торцовых
Чистота обработки рабочих поверхностей.'В целях уменьшения кон
иеНтрании напряжении параметр чистоты обработки стержня ша^нного
ботта должен быть не хуже чем 0,63 мкм.
Чтобы улучшить прилегание вкладышей и втулок к постелям подшип-
ников и усилить отвод теплоты, расточки под вкладыши в кривошипных
головках и отверстия под втулки в крейцкопфных (поршневых) головках
следует выполнять с параметром шероховатости не хуже 2,5 мкм.
Отверстия во втулках под пальцы и во вкладышах под шатунные шей-
ки вала должны иметь параметры шероховатости не хуже 0,63 мкм.
Отверстия под шатунные болты обрабатывают с параметром шерохова-
тости не хуже 1,25 мкм, центрирующие пояски и шейки шатунного бол-
та — не хуже 0,63 мкм.
Параметр шероховатости торцовых плоскостей большой и малой голо-
вок рекомендуется выбирать не хуже 1,25 мкм.
Допуски и посадки. В направлении оси вала шатуны фиксируют на валу
с зазором, соответствующим посадке Hl 1/Д11 или близким к нему.
Посадка соединения центрирующий поясок шатунного болта — свер-
ление в большой головке шатуна (под шатунный болт) — Н
Допуски на обработку постелей подшипников см. §§ З.б.э и .
§ 3.6.3. КРЕЙЦКОПФЫ И ПОЛЗУНЫ
Основные элементы крейцкопфа. Основнымй ^пеГщкопфа со што-
=Т (р„с. 3.6.58): , -
м- 3 — съемный башмак; 3 — раоочая v Д'
чногда называемая несущей; 4- корпус ; 1 qT0 назначение крейц-
Назначение крейцкопфа. Общепринято ‘ ’ v уу возникающую в
О"фа — воспринимать и передавать нормал выполненные в
кРивОШИ11но_шатунном механизме2, на направляющи
, Корпус крейцкопфа иногда называют телом крепи
нормальной силе N см. том 1.
439
станине, разная от этой силы подвижное соединение поршень_Ци,
линдр и сальники.
В современном компрессоростроении, характеризующемся повышени-
ем быстроходности компрессора и частоты вращения коленчатого вала, а
также увеличением действующих газовых сил (за счет более высоких дав-
лений газа), к крейцкопфам в ряде случаев предъявляют дополнительные
требования: минимизировать перекос и обеспечить максимально возмож-
ную соосность осей поршня (плунжера) и цилиндра.
Образование перекоса осей поршня (плунжера) и цилиндра показано
на рис. 3.6.59. Возможный перекос осей зависит от отношения s/L, гдез-
зазор между наружной несущей (рабочей) поверхностью крейцкопфа и
направляющими; L — длина рабочей поверхности крейцкопфа. Чем
меньше отношение s/L, тем меньше возможный перекос осей. Значение
зазора 5 определяется толщиной масляной пленки и тепловыми деформа-
циями крейцкопфа и направляющих. Так как тепловые деформации зави-
сят от размера крейцкопфа D, то чем больше D, тем больше необходимый
-ОР 5 И ТеМ °ольше возможный перекос осей.
омент, опрокидывающий крейцкопф, пропорционален расстоянию
°кЛлД°жВЬ1 кРе'1ЦК0пФа До оси крейцкопфного пальца.
кпейштпн ”кация кРенчкопфов. Полной общепринятой классификации
Р ц опфов поршневых компрессоров нет. В МГТУ им. Н. Э. Баумана
принята следующая классификация
крейцкопфов, которая не претендуй
на полноту и строгость, но м0*
быть полезна при изучении и про
тировании.
Рис. 3.6.59. Образование перекоса осей
цилиндра и штока
440
кривошипно-i
а в а За ~
----------------------------- '
'' -______________________________
Но расположению крейцкопфной
. ^опфа: Ф ^овки от> ~
открытые, 0CUmejl^ корпуса
закрыть,с-
[Jo типу корпуса:
с цельным корпусом;
с составным корпусом.
jjo выполнению рабочих направляю,,,,
с рабочей поверхностью, выполнен?^^^-
кпейикопфа; енн°и непосредст„Р
с рабочей поверхностью, выполнен» - На К0Рпусе
С плоской направляющей повеохнп °Верхностью-
По числу рабочих направляющих элече^'
с двумя направляющими элементами*
с одним направляющим элементом
По размеру направляющих элементов-
с одинаковыми по размену няпп,» '
с разными по размеру напраМяющ„“и“"^““е"™и;
ййгг с Ssr •
с пальцем, закрепленным в бобышках xmn
с приставным пальцем корпуса крейцкопфа;
По конструкции соединения штока с крейцкопфом-
™фз) РЯЬбовь1м мнением (ввинчивание штика в корпус крейц.
с ' П₽ИтМЮЙ "“«с
С внутренней резьбовой муфтой;
с фланцевым соединением;
с бугельным соединением;
без резьбы на «крейцкопфном» конце штока,
шее гвуют также специальные типы крейцкопфов.
(рис^б'го16 И откРь,тые крейцкопфы. Корпус закрытого крейцкопфа
вн\т 1 °, ’ нмеет коробчатую форму, т. е. имеет внутреннюю полость,
оп()пР" К°™Р0Й Размешена головка шатуна. При этом палец имеет две
на Р1' В б°бышках корпуса крейцкопфа, а головка шатуна расположена
фальце между этими бобышками. Закрытые крейцкопфы получили
нанбольшее применение.
и не Рпус открытого крейцкопфа (рис. 3.6.60, б) выполнен одностенным
cavu “Меет внУтренней полости. Крейцкопфную головку шатуна в этом
учае делают вильчатой (см. рис. 3.6.45 и 3.6.60, б). Она охватывает кор-
0-с кречикопфа снаружи (см. рис. 3.7.6). В современных конструкциях
По;н *1 ГЬ,Х кРейцкопфов палец не проходит сквозь тело крейцкопфа, а вы-
г,0^ яется приставным (см. рис. 3.6.60. б), что позволяет уменьшить массу
ком?,ательно движущихся частей. Открытые крейцкопфы применяют в
к°М||пзССОрах’ когда требуется максимально сократить ia аритныи размер
еесора вдоль оси ряда.
441
Рис. 3.6.60. Закрытый и открытый
крейцкопфы малых и средних
компрессоров:
а — традиционный закрытый крейц-
копф; б — открытый крейцкопф с при-
ставным пальцем; 1 — корпус крейцкоп-
фа; 2 — шатун; 3 — палец крейцкопфа;
4— каналы для подвода масла к рабочей
(направляющей) поверхности крейцкоп-
фа; 5 — гайки крепления штока; 6 —
шток
Открытые крейцкопфы могут
Открытые крейцкопфы могут быть выполнены составными
(рис. 3.6.61), что позволяет при сборке компрессора регулировать зазор в
подшипнике скольжения (в месте сочленения пальца с телом крейцкоп-
фа) изменением толщины прокладок и при ремонтах компенсировать из-
нос подшипника уменьшением толщины прокладок. Из-за сложности из-
готовления в современных компрессорах составные открытые крейцкоп-
фы применяют очень редко.
Рабочая (направляющая) поверхность и башмаки крейцкопфа. Обычно
рабочие (направляющие) поверхности крейцкопфов выполняют цилинд-
рическими (см. рис. 3.6.58 и 3.6.60). Редко рабочие (направляющие) по-
верхности крейцкопфа имеют более сложную рабочую поверхность (на-
пример, бочкообразную), предназна-
ченную для лучшего образования мас-
ляного клина и повышения несущей
способности масляной пленки между
крейцкопфом и направляющими.
в крупных компрессорах сверхвы-
сокого давления применяют специаль-
ные крейцкопфы с плоскими рабочим1
поверхностями (рис. 3.6.62). Кре1’а'
копфы с плоскими рабочими (|,аП^
ляющими) поверхностями обеспе
вают меньший угол возможного п
коса оси поршня (плунжера),
Рис. 3.6.61. Составной крейнкоиФ
1W. 3.6.62. Схема крейцкопфа с плоскими рабочими (направляк)щими)
,‘<пкопфы традиционного типа, из-за мап^„
ХпсратУРНЫХ деформаций направляющего элемент^ ? е • меньших
TSbinHX зазоров 5 между рабочей (направляющей^™ И’ следовательно,
пфа и направляющими. Конструкции кпейикопТерХН°СТЬЮ крейц'
?ми (направляющими) ра'
в мелких и средних компрессорах используют ?епкНЛ -
,гМ рис. 3.6.60), у которых рабочая (направляющая^ п крейцкопфы
"«’непосредственно на корпусе'
простота конструкции, меньшая масса, возможность болГе точного ntro
товления и обработки рабочей (направляющей) поверхности изZ X
тров (см. рис. J.O./^J.
В средних и крупных компрессорах применяют крейцкопфы со съем-
ными башмаками (см. рис. 3.6.58). В этом случае рабочая (направляющая)
поверхность выполняется на съемных башмаках и получается обработкой
крейцкопфа в сборе. Съемные башмаки позволяют с помощью прокладок
регулировать зазор между рабочей поверхностью крейцкопфа и направля-
ющими в станине как при сборке, так и в случае износа башмаков. На ра-
бочую поверхность чугунных башмаков обычно заливают слой малооло-
вянистого баббита толщиной 4...5 мм. Заливку несущей поверхности не
делают у крейцкопфов, выполненных из алюминиевых сплавов, а также у
чугунных крейцкопфов без башмаков малых компрессоров.
Башмак следует выполнять жестким, чтобы нагрузка от нормальной
силы N воспринималась всей несущей поверхностью. Для создания
гидродинамического клина в масляном слое башмаки выполняют со ско-
сами на концах несущей поверхности с уклоном приблизительно 1 .50
(см. рис. 3.6.58 — левая проекция). „
Для лучшего распределения смазки по рабочей (направляющей) п р
ности крейцкопфа на ней предусматривают маслораспределительн|ь
навки. При подводе смазки по каналам, выполненным з 6.58)
Рис. 3.6.60) или в корпусе и в башмаках крейцкопф не ’ ей По-
Распределительные канавки не следует выводит Р
Крейцкопфы без съемных башмаков име1^е®2 башмаюмшСо-
а J5...2O % по сравнению с креЙЦК0"?Л^\Щ°я»Ьв^а требует макси-
Ременная тенденция увеличения частоты Р ся деталей. Поэтому
•ального снижения массы поступательно Д *^™ольшее применение не
Реицкопфы без съемных башмаков наход Последнему способству-
ГОлько в средних, но и в крупных компрессорах. Поел
"7(без съемных башмаков) крейцкопфы начина-
Ют ис. Последнее время за рубежом цельные (
,ользовать в крупных компрессорах.
ст простота копструкпии, изготовления и сборки крейцкопфов fcj
ных башмаков. „ ЪеМ-
Обычно несущие поверхности крейцкопфов выполняют один-.
размеров (см. рис. 3.6.58 и 3.6.60). В вертикальных и горизонтальных ТК°ВЬ|Х
компрессорах башмаки крейцкопфа могут иметь разные размет ИПа*
рис. 3.6.61). Это объясняется тем, что нормальные силы М, перелай СМ'
на станину и действующие с разных сторон крейцкопфа, неодинако 1Ые
в основном направлены в одну сторону2. В эксплуатации все еще на ВЫ 11
ся вертикальные компрессоры устаревших конструкций, имеющие Х0Дят'
копфы с одним башмаком (рис. 3.6.63). ’ кРейц-
Размеры рабочей (направляющей) поверхности крейцкопфа Крейпх
воспринимает возникающую в кривошипно-шатунном механизме °П’
мальную силу М которая является составляющей суммарной сильГТ
действующей по штоку3: и “ь
W = P£tg р,
гае ₽ — угол наклона шатуна к оси ряда (цилиндра).
Значение силы N максимально вблизи середины хода поршня:
^max ^-A^Emaxi
гае >./> — отношение радиуса кривошипа R к длине шатуна L.
Площадь рабочей (направляющей) поверхности крейцкопфа ®“^ана.
исходя из допустимых значений удельного давления крейцкопф
правляющую
N
l _ J т max
КРСЙЦ Г ’ лярнУ10
chic N* проекиня Рабочей (направляющей) поверхности на плоскость, перпенд
'См. том 1. яммСиЛ^СМ
-Работоспособность таких крейцкопфов объясняется характером диагр'
TOM I).
ТОМ •
О силах, действующих в кривошипно-шатунном механизме компрсссора’
444
М"» >201.
- —и эсвдога „ю
сК г?чсй поверхности) а = (0,8.. 1 (on1 скомеидациями: длина б,„ Р
<Й«ТИ> ‘ - W.S^ O.OSIO., с уч'с’о"*0“Иу?™"аь6аш“« («»«“’
аЕения крейцкопфа ™ направляюще й Х значений удельного
размеров крейцкопфа, работающего ?ри назначении основ-
веских направляющих (не в сплошной направивазд!ленных чилиндри-
п обеспечить возможность извлечения кпейющ?1 втулке), желатель-
"°сле поворота на 90° (рис. 3.6.64). Реичкопфа из направляющих
" выбор зазора между крейцкопфом и направляющими ч
состоянии между рабочими поверхностями крейЕпЖ 3 3°Р В хол°Дном
рекомендуется выбирать в пределах (0,004 0 0051 л? m И напРавляющих
Ю1ПИМ посадке от HI /fl [20] до HK/if [19] " ’ 5)Пкр (21 или соответству-
Требования к соединению крейцкопфа со штоком с™
копфа со штоком - одно из наиболее ответственных в^опТ11™ Кре-Ц’
копфном компрессоре. Соединение крейцкопфа с поршнем доДЕ
разборным и в подавляющем большинстве случаев позволяющ^ре^ли
ровать зазор между ближнеи к механизму движения крышкойnLZaи
поршнем Использование шатунов со съемной большой головкой (см
рис. 3.6.53), позволяющих путем изменения толщины прокладок между
телом шатуна и съемной головкой регулировать зазор между ближней к
механизму движения крышкой цилиндра и поршнем, в современных ком-
прессорах крайне редко из-за их высокой стоимости, сложности изготов-
ления и регулирования.
При знакопеременных усилиях вдоль оси штока последний должен
иметь напряженное соединение с крейцкопфом с определенным усилием
предварительной затяжки.
В горизонтальных рядах с поршнями, имеющими несущие поверхнос-
ти, выполненные не по всей окружности поршня, а лишь на ее части (см.
рис.3.3.23), штоки с закрепленными на них поршнями должны быть за-
фиксированы в крейцкопфах от проворота вокруг своей оси для того, что-
бы обеспечить правильное положение поршня.
В компрессорах без смазки желательно, чтобы соединение крейцкоп-
фа со штоком давало возможность проворачивать поршень по мере ю
носа опорных колец с целью равномерного распределения их износ
О р у Ж Ц Q Q -р | |
Соединение крейцкопфа со штоком ввинчиванием штока ® к°Р"Усо*р ’
к°пфа. Наиболее простой способ соединения кРеи^ ейцкопфа(см.
котором шток ввинчивается непосредственно в к р у
рис. 3.7.3, а и лист А.2.10 в разделе «Атлас»),
часто применяется компрессоростроительными
заводами США и работающими по ихлицензи
Ям европейскими заводами. Такой спосо со
"с- 3-6.64. Схема извлечения крейцкопфа из направляю
с поворотом его на 90°:
ли1,<и7зНЬ,е Лини" ~ Ра6очее положение к^.й““2нии иТотнини
ии - положение крейцкопфа при его извлечении
445
точных единиц и деталей поршневых компресс
Ра,*, ///. Конструкции сборочнь^__-----—---------------------------ДД
т 6 65 Резьбовое соединение крейцкопфа сп
РнС- ’ применением разрезной контргайки с ко,^<>Ком
единения позволяет сократить ади
компрессора и регулировать заЗОрЬ1 У р«Да
поршнем и крышками цилиндров Пр^У
ввинчиванием или вывинчиванием
крейцкопфа. Этот способ соединения Кре
копфа со штоком при использовании вД'
зонтальных рядах имеет недостаток, КоторРь,
„ пои регулировании зазоров между порщНерь,и
заключается в том, что ПР1’ р ся вращать шток вместе с порШНем, 4TJ
крышками Цилиндров приход ь> залитую антифрикционным Ме
требует выполнять несшую й горизонтальНых рядов, а не подуге
толом, по всей °^ост Рл0ЖНяет изготовление поршней болЬШих
(см. выше). Это удорожа зонтальными рядами.
размеров компрессоров с . н с крейцкопфом необходимо обеспе-
При резьбовом со“""ОИзВОльного вывинчивания штока из корпуса
чить невозможность р щения самопроизвольного вывинчивания
крейцкопфа. Для пред н ИСПОЛьзуют контргайку или другие спо-
штока из корпуса кре» меняют разрезные контргайки с конусом
/°бЫ з 6 65°и 3 6 66) которые при затяжке на участке под конусом плотно
(рис. 3.6.65 и З.о.оод Е улучшает равномерность нагрузки на вит-
обжимают резьб> прОчность соединения крейцкопфа со штоком [20].
КИ Пр. к“ йпкопфах из алюминиевых сплавов шток ввинчивают в резьбу,
выполненнуто в залитой в корпус крейцкопфа стальной втулке (см.
”И Муфтовое соединение крейцкопфа со штоком. В крупных отечественных
компрессорах с горизонтальными рядами наиболее распространено муф-
товое соединение крейцкопфа со штоком (рис. 3.6.67). Соединительная
муфта 5 выполнена разъемной, состоит из двух частей и в собранном со-
стоянии охватывает бурты на хоботе крейцкопфа 3 и на гайке о, навин-
ченной на шток. При вращении гайки 6 шток упирается через дистанци-
онную шайбу 4 в торец гнезда в корпусе крейцкопфа, чем обеспечиваете ц?
АС
3*45Ф,
X
1 2
Рис' 3.6.66. Раэрезна,
,я контргайка
С конусом
Рис. 3.6.67. Муфтовое соединение
крейцкопфа со штоком:
I — шток; 2 — стопорная зубчатая д|.
корпус крейцкопфа; 4 — дистаниионна
ба; 5— разборная муфта; 6— гая
446
Рис. 3.6.68. Крейцкопф крупного компрессора с муфго.ым соединением со штоком
напряженность соединения (предварительная затяжка). Зазоры между
поршнем и крышками цилиндра регулируют изменением высоты дист^-
ционнои шайбы 4 под торцом хвостовика штока. При этом шток вместе с
поршнем меняет свое положение относительно крейцкопфа вдоль оси
ряда, изменяя размер между осью пальца и торцами поршня, т. е. смещая
поршень в цилиндре вдоль оси ряда.
Крейцкопф с муфтовым соединением со штоком показан на
рис. 3.6.68. Положение муфты относительно крейцкопфа зафиксировано
винтом. Ось штока центрируется с осью крейцкопфа посадкой хвостовика
штока в гнезде, выполненном в крейцкопфе. Самоотвинчивание гайки
предотвращается закрепленной на муфте короткой зубчатой рейкой, ко-
торая входит в зацепление с зубчатым венцом гайки. В горизонтальных
рядах при необходимости (смотри ранее) шток фиксируют в крейцкопфе
от проворота вокруг своей оси штифтом, установленным на хвостовике
(см. рис. 3.6.68).
Фланцевое соединение крейцкопфа со штоком. На рис. 3.6.69 показан
крейцкопф, имеющий фланцевое соединение со штоком. Фланец 2 на-
винчен на шток 1 и крепится к корпусу крейцкопфа четырьмя шпилька-
ми Зазоры между поршнем и крышками цилиндра регулируют под ором
высоты дистанционной шайбы 4. Преимущество такого соединения
копфа со штоком — возможность корректировки радиального имловок»
положения оси штока. Первое достигается радиальным CN’ и фланец
товика штока винтами 5, второе — затяжкой шли ’ тигают полного
крепится к крейцкопфу. Варьируя мтяг°“ фланцевое соеди-
Рилегания крейцкопфа к направляющим [ L фиксированным
™™^«цкопфа со
LoeaHneiiHe крейцкопфа со штоком двум еняЮТ соединение крейц-
отечественных компрессорах также применяют
к°пФа со штоком двумя гайками (рис. 3.6./0). па и
Рис 3.6.69. Фланневос соединение крейцкопфа со штоком:
, Л,о ГА штоком б-пояснение регулирования положения штока' /
о - соединение крейцкопфа со> и о о . регулирования зазоров м поршнеХ01^ 2~
фланеи; 3 - крейцкопф, Хты для регулирования положения штока У П0Ршнем и кРЫш.
крейцкопф, соединенный со штоком двумя гайками, имеющий регули-
ровку положения штока, аналогичную показанной на рис. 3.6.69. Иногда
применяют соединение крейцкопфа со штоком двумя гайками упрощен-
ного типа без регулирующих винтов (см. рис. 3.6.60, а).
Соединение крейцкопфа со штоком через палец. В небольших компрес-
сорах также применяют допускающее свободные угловые качания крейц-
копфа соединение штока с крейцкопфом через палец (рис. 3.6.72). Крейц-
копф 10 коробчатого типа выполнен полым и состоит из двух башмаков,
выполненных заодно с двумя боковыми стенками с бобышками, в кото-
рых подвижно устанавливают плавающий палец 6, который фиксируется
от осевых перемещений стальными разрезными пружинными стопорны-
ми кольцами-шайбами 5 и 9 так же, как плавающие поршневые пальцы.
Шток 8, имеющий проушину с подшипником 7, подвижно соединен с
пальцем 6. Шатун 12 имеет вильчатую головку с подшипниками 4 и И и
гакже подвижно соединен с пальцем 6, охватывая проушину штока с двух
рои аким образом, крейцкопф и шток могут совершать качательныс
движения вокруг оси пальца. На
рис. 3.6.73 показан крейцкопф, соеди-
ненный со штоком через палец, а на
рис. 3.6.74 — корпус такого крейцкопфа.
Преимущества такого соединения крейц-
копфа со штоком: значительное умень
шение массы крейцкопфа, снижение ве
роятности задиров направляющих «рейн
конфа, уменьшение износов труш*1Х
1‘ис. 3.6.70. Соединение крейцкопфа со и*10*
двумя гайками:
пшп ШТОК; 2 ~ "лРУжная гайка; 3 — крейцкопф. ^ юи1ий
I НЯЯ гайка; 5 - фиксирующий винт; 6 - ртг^мопрои5
1Т. 7— зубчатая планка, предотвращают*4*
вольное отворачивание наружной гаи
поверхностей крейцкопфа и направляющих и некоторое уменьшение по-
терь на трение. Последнее объясняется тем, что рабочие (направляющие)
поверхности, выполненные не цилиндрическими, а специального профи-
ля (напоминающего бочкообразный), позволяют имеющему свободу вра-
щения вокруг пальца крейцкопфу все время наилучшим образом образо-
вывать масляный клин на прямом и обратном ходах.
Соединение крейцкопфа со штоком через палец не позволяет регули-
ровать зазоры между поршнем и крышками цилиндра, что является недо-
статком этого типа соединения. При соеди-
нении штока с крейцкопфом через палец
применяют раздельное выполнение штока и
проушин (см. рис. 3.6.73), когда возможно
ввинчивание и вывинчивание штока из про-
ушины, необходимое для регулирования
мертвых объемов в цилиндре.
Особые случаи соединения крейцкопфа со
Штоком. Крейцкопфы, изготовленные заод-
но со штоком или поршнем, применяют
1О;1ько в малых компрессорах.
'11с- 3.6.72. Механизм движения с соединением што
с крейцкопфом через пален:
Ц|атуннпШка шатУнного подшипника; 2, 12 -.П?/У2'£вклады-
И1И i n, 10 подшипника; 2 — коленчатый вал, зрсзнЫе
пРужи^.ипников u верхней головке шатуна, направле-
нии х |цие шайбы, фиксирующие пален в о проушине
и'^ка~;,алец; 7~ подшипник, ycTanaBjoiBaeMbi^B^P^^
. <9 _ шток с ПроуШИНой; 10 — крейцкопф,
2ч
9.W0
I'oiAej Hl. Конструкции сборочных единиц и деталей попши^
'евЫх^РеСсоров
/4
А
Б—Б
Рис. 3.6.73. Крейцкопф, соединенный
со штоком через палец, в сборе:
1 — корпус крейцкопфа; 2 — разрезное
пружинное стопорное кольцо; 3 — плава-
ющий палец; 4 — вильчатая серьга штока;
5 — контргайка
Глава 36
,, ступенях высокого давления малых комп
сокого давления имеют малый диаметр и гПрессоР°в поршни ступеней
этом газовое усилие, действующе^’ п™°Вательн0- малую ™ccv
Чтения, много больше инерционных сил и °Р“еНЬ СТупени ™сокото
Д„ижат к крейцкопфу. Поэтому в ступенях nJУ Поршень постоянно
ПРпшень нс соединяют с крейцкопфом Такие Кого Давления иногда
^таюшими». Короткое время в период пуска JPJrT ПРИНЯТО взывать
1онные силы больше газовых, «летающий» п n l PWCOpa’ ™ инер-
“Еиндра- «Летающий» поршень выполняют манима° крышкУ
вбирают соответствующие материалы для нако^ Н° °блегченным и
ВРста на крышке цилиндра, о которое удаояетеа Ика П0Ршня и для
М..еТаюшего» поршня заключается в том, что он имТ*"*’’ ПреимУщество
«L и потому не нуждается в центровке при сборке иё^Ируется в цилин-
2дих» поршней позволяет значительно упростить^°вакие «лета-
^еньшить стоимость изготовления компрессора онструкцию РяДа и
в открытых крейцкопфах с приставными пальцами шток может
чиваться непосредственно в приставной палец (см рис 3 6 60 Т
Соединение штока с крейцкопфом, когда шток не имеет резьбы на
•КРяХютФредко.КОНие Р"С' ’’ ‘ отеч“™'""ь» KoxniX™
Использование крейцкопфов для лучшего уравновешивания компрессора.
В томе 1 было показано, что в подавляющем большинстве схем компрес-
соров ДЛЯ уравновешивания неуравновешенных сил инерции следует
обеспечить возможность того, чтобы возвратно-поступательно движу-
щиеся массы были одинаковыми во всех рядах. Это удается выполнить
не во всех случаях даже для номинальных значений масс. Кроме того,
при номинальных одинаковых массах изготовленные детали могут иметь
фактические массы, отличающиеся от номинальных, например, за счет
допускаемых при литье отклонений размеров. В современных высоко-
оборотных компрессорах такие отклонения масс приведут к большой,
иногда недопустимой, неуравновешенности. Для выравнивания посту-
пательно движущихся масс по рядам ис-
пользуют крейцкопфы, добавляя к ним
после взвешивания всех поступательно
движущихся деталей необходимые мае- 1
сы или снимая с них металл в предус-
мотренных для этого местах.
Широко применяют выравнивание
поступательно движущихся масс по ря-
дам за счет необходимого увеличения
массы контргаек, предохраняющих шток
°т самопроизвольного вывинчивания из
КоРпуса крейцкопфа (рис. 3.6.75). Массы
А-А
сопя ^'75' Выравнивание масс по рядам компрес-
р за счст использования утяжеленной контргай-
ки на штоке:
"РУЖинпп’ 2 ~ Утяжеленная контргайка; 3 — Pa3J*3r2f
КПП1,ОС стог|°Рное кольцо; /— плавающий палеи, 5
Р lye крейцкопфа; 6— вильчатая серьга штока
451
I'oiAej Hl. Конструкции сборочных единиц и деталей попши^
'евЫх^РеСсоров
/4
А
Б—Б
Рис. 3.6.73. Крейцкопф, соединенный
со штоком через палец, в сборе:
1 — корпус крейцкопфа; 2 — разрезное
пружинное стопорное кольцо; 3 — плава-
ющий палец; 4 — вильчатая серьга штока;
5 — контргайка
Глава 36
,, ступенях высокого давления малых комп
сокого давления имеют малый диаметр и гПрессоР°в поршни ступеней
этом газовое усилие, действующе^’ п™°Вательн0- малую ™ccv
Чтения, много больше инерционных сил и °Р“еНЬ СТупени ™сокото
Д„ижат к крейцкопфу. Поэтому в ступенях nJУ Поршень постоянно
ПРпшень нс соединяют с крейцкопфом Такие Кого Давления иногда
^таюшими». Короткое время в период пуска JPJrT ПРИНЯТО взывать
1онные силы больше газовых, «летающий» п n l PWCOpa’ ™ инер-
“Еиндра- «Летающий» поршень выполняют манима° крышкУ
вбирают соответствующие материалы для нако^ Н° °блегченным и
ВРста на крышке цилиндра, о которое удаояетеа Ика П0Ршня и для
М..еТаюшего» поршня заключается в том, что он имТ*"*’’ ПреимУщество
«L и потому не нуждается в центровке при сборке иё^Ируется в цилин-
2дих» поршней позволяет значительно упростить^°вакие «лета-
^еньшить стоимость изготовления компрессора онструкцию РяДа и
в открытых крейцкопфах с приставными пальцами шток может
чиваться непосредственно в приставной палец (см рис 3 6 60 Т
Соединение штока с крейцкопфом, когда шток не имеет резьбы на
•КРяХютФредко.КОНие Р"С' ’’ ‘ отеч“™'""ь» KoxniX™
Использование крейцкопфов для лучшего уравновешивания компрессора.
В томе 1 было показано, что в подавляющем большинстве схем компрес-
соров ДЛЯ уравновешивания неуравновешенных сил инерции следует
обеспечить возможность того, чтобы возвратно-поступательно движу-
щиеся массы были одинаковыми во всех рядах. Это удается выполнить
не во всех случаях даже для номинальных значений масс. Кроме того,
при номинальных одинаковых массах изготовленные детали могут иметь
фактические массы, отличающиеся от номинальных, например, за счет
допускаемых при литье отклонений размеров. В современных высоко-
оборотных компрессорах такие отклонения масс приведут к большой,
иногда недопустимой, неуравновешенности. Для выравнивания посту-
пательно движущихся масс по рядам ис-
пользуют крейцкопфы, добавляя к ним
после взвешивания всех поступательно
движущихся деталей необходимые мае- 1
сы или снимая с них металл в предус-
мотренных для этого местах.
Широко применяют выравнивание
поступательно движущихся масс по ря-
дам за счет необходимого увеличения
массы контргаек, предохраняющих шток
°т самопроизвольного вывинчивания из
КоРпуса крейцкопфа (рис. 3.6.75). Массы
А-А
сопя ^'75' Выравнивание масс по рядам компрес-
р за счст использования утяжеленной контргай-
ки на штоке:
"РУЖинпп’ 2 ~ Утяжеленная контргайка; 3 — Pa3J*3r2f
КПП1,ОС стог|°Рное кольцо; /— плавающий палеи, 5
Р lye крейцкопфа; 6— вильчатая серьга штока
451
Рис. 3.6.76. Утяжеленная контргайка по рис. 3.6.75
, з 6 76) путем изменения глубины сверлении 026 и высоты
контргаек (рис. 3.6. 0) "3 наилучшими с точки зрения выравнивания масс
контргайки//подбирают паи у
по рядам. _ Масло должно подводиться к трущимся рабочим
Смазка крейцкопфов. и направляющих, а также (при плавающем
поверхностям креинко щ стям пальца и бобышек. Смазка осуще-
пальие) - к ТРУШИМС г) насоса. Смазку самотеком в крейц-
сталяется ““„„от не применяют.
копфах современных Р сверления в валу поступает к шатун-
Масло от масляното нашатунаили по специальной
□кеП-“ шипнику в верхней головке шатуна. Затем масло подается
подканалам в крейцкопфном пальце и крейцкопфе к трущейся паре крей-
цкопф—направляющие и (при плаваю-
щем пальце) к трущимся парам палец-
бобышки крейцкопфа (см. рис. 3.6.58,
3.6.60 и 3.6.71).
Более простой способ подачи масла
на направляющие показан на рис. 3.6.77.
Через специальные сверления в крейц-
копфной головке шатуна струя масла че-
рез окно в корпусе крейцкопфа попадает
на направляющие.
Особенности крейцкопфов оппозитных
компрессоров. В томе 1 было показано,
что в компрессорах с цилиндрами Дв0И
ного действия нормальная сила /V пр
прямом и обратном ходах практиче
всегда (за исключением небольших уч
тков около мертвых точек, где Ра^ т
ется газ мертвого объема и сила А
Ц7777///Т77
Нис. 3.6.77. Смазка трущейся пары
оправляющие через окно в рабочей (напр
поверхности крейцкопф3
л о в а
От крейцкопфа
Р
\ N' =J
"° кРейцкопф
Рис. 3.6.78. Действие сил дгв
ИП,° '>асположеииых рядах
обратный знак) прижимает крейцкопф к одной
рую направлено вращение вала при ходе поршня от Нмт Ю^ей’ на кот°-
Sthom компрессоре в рядах, расположенных сопм“МТ К ВМТ- В опп°-
врашение вала будет направлено на нижнюю H S Стороны ста™ны,
расположенных по другую сторону станины, - £ * 8 Радах’
ШУЮ (рис. 3.6.78). Соответственно в одних пялах направляю-
женных справа от вала, крейцкопф (сучетом е^осилытежес™) будетв™'
гпа прижат к нижнеи направляющей а в nnv™ ' будет все'
слева от вала, крейцкопф большую часть вреКXoVb^
жат к верхней направляющей и небольшую часть времени^ к ™₽й
Перекладка крейцкопфа в левых рядах при больших зазорах меаду кмйш
копфом и направляющими приводит к стукам. Удары крейцкотфа о на-
правляющие могут- повлиять на масляную пленку в подшипниках крейц-
копфного пальца. Перекладка крейцкопфа обусловливает периодические
вертикальные перемещения штока, которые могут сказаться на работе
сальников. Поэтому в оппозитных компрессорах рекомендуется зазор
между крейцкопфом и направляющими выбирать минимальным, соответ-
ствующим посадке Hl/fl [20] или 0,004...0,005 от диаметра крейцкопфа
[2]. Кроме того, требуемый зазор между крейцкопфом и направляющими
рекомендуется обеспечивать специальной технологией обработки рабочих
(направляющих) поверхностей крейцкопфа. Первая обработка проводит-
ся в размер диаметра расточки направляющих центрально так, чтобы
ось обработки проходила через ось пальца и совпадала с осью штока
(рис. 3.6.79). Перед второй обработкой ось обработки параллельно смеща-
ют вверх или вниз на величину необходимого зазора (в зависимости от
того, вверху или внизу требуется получить зазор). Вторая обра отка отно
сительно смещенной оси проводится также на тот же рдз^р дид?^ ый
сточки направляющих. После такой обработки обесдед‘ прилегание
зазор между крейцкопфом и направляющими, пр' контакт крейц-
крейцкопфов в оппозитно расположенных рядах и - мест0 при обра-
копфа с направляющими аналогично тому как это имеет место при
ботке поршня из двух центров (см. рис. 3.3.2 ) I
Материалы и технические требо-
вания. Корпусы крейцкопфов обыч-
но изготовляют литьем из стали 35Л,
Реже из поковок стали 30 и 35. Баш-
^аки делают из отливок из чугуна
((-420 и лучше) или из алюминие-
Рнс- 3.6.79. Пояснение обработай рабочей
'оверхности крейцкопфа из двух центров
S
/// Кочструкиии сборочных единиц и деталей поршневых ко^ссор^
«.о» гппявов. Корпусы цельных (без съемных башмаков) кпр,-
ыюминисвых сплавов (например, сплава АЛ 10В) позволяют рс?к°г,Фоц
^зссу поступательно движущихся частей. Износ алюминиевых"0^**3
,Ьов при работе по чугунным направляющим практически отс£
Соединение башмак-корпус крейцкопфа типа шип~паз ,, 1усГ ''
выполняют по посадке Hi/ifi- 10 °сц р
Конусность рабочей (направляющей) поверхности цИли *а>
части крейцкопфа на длине башмака должна быть не более Ри,'еск0
диаметр. До,,Уска *
Неперпендикулярность оси отверстия под палец к оси плк
правляюшей) поверхности крейцкопфа допускается не более 0 п’ей (на.
100 мм длины. мм '
Несоосность резьбы под шток и оси рабочей (направляют -\
ности должна быть не более допуска на диаметр крейцкопфа П°ВеРх-
Перекос оси резьбы под шток с осью рабочей (направляю! -
ности допускается не более 0,05 мм на 100 мм. ilei3) п°верх.
Неперпендикулярность опорной поверхности под гайку кп
ка к оси крейцкопфа должна быть не более 0,05 мм на диаме"ЛеИИя Шт<>-
Чистота обработки рабочей (направляющей) поверхност ТРе '^Мм-
с параметром шероховатости не хуже 1,25 мкм, поверхнос ВЬ'Полняется
палец - не хуже 2,5 мкм и сопрягаемых поверхностей кппп,И ГНезд Под
фа и его съемных башмаков — 2,5 мкм. °рпуса крейцкоп.
Ползуны Ползуны предназначены для поддержания
штоков и плунжеров. Они отличаются от крейцкопфов ™ НапРавдения
принимают от механизма движения нормально сил^ Н L ’ ЧТ° Не в°<>
механизме движения. На рис. 3.6.80 и 3.6.81 показаны «ема3 примТУЮ В
Гис. 3.6.80. Схема применения ползуна
в компрессоре с обводными тягами:
/ и 3 — плунжеры; 2 — ползун; 4 — крейцкопф;
5 — обводные тяги
454
ползуна и конструкция ряда цилиндров с ползуном в компрессорах высо-
кого и сверхвысокого давления с обводными тягами. В таких компрессо-
рах газовые силы, действующие на поршни, замыкаются на ползуне. На
механизм движения тягами передается только разница газовых сил дей-
к7Ухолмтой\Т/тиЖеРЬ'' П°ЛЗУНЬ1 ТаКЖе ИН0Гда используют для поддерж-
массы 1см пис а а сквозного штока с подвешенным поршнем большой
массы (см. рис. 3.3.11,6).
случая^ко^лаЬт^ир0ЛЗУг:Ь1 В компрессорах высокого давления в тех
Р у тся более высокая точность направления поршня
или плунжера, чем может обеспе-
чить крейцкопф, применяют вспо-
могательные цилиндрические пол-
зуны (рис. 3.6.82), которые с одной
стороны имеют двухшарнирное со-
единение с крейцкопфом1, а с ДРУ'
гой стороны — жесткое соединение
с поршнем или плунжером.
Вспомогательные ползуны при
меняют также в компрессорах е
смазки для более точной центр08
' О двухшарнирном соединении
ней см. гл. 3.1.
Сжатый
газ
Р„е 3.6.81. Р„ с п
"Холе1ШЛИНДРе " °6еСПеЧеНИЯ «Р»ом меньших „зиоео, опер-
Обводные крейцкопфы. Поршни (плунжепы)
сверхвысокого давления имеют малые диаметры, так как при°больших° ши-
фрах газовые поршневые силы имеют недопустимо большие значеХ
Цилиндры с такими поршнями можно выполнить только простого дей-
ствия. При этом большие газовые силы будут направлены всегда в одну
сторону, полностью передаваться на механизм движения, и пальцы крейц-
копфов будут работать при больших удельных давлениях без перекладки1,
т. е. при плохой смазке, что делает компрессор обычной конструкции не-
работоспособным. Поэтому в компрессорах высокого и сверхвысокого
давления применяют обводные крейцкопфы (см. лист А.3.4 в разделе «Ат-
лас»), которые входят в группу специальных крейцкопфов в приведенной
выше классификации. Устройство обводного крейцкопфа компрессора с
плоской рабочей поверхностью, изображенного на листе А.3.4 в разделе
«Атлас», упрощенно показано на рис. 3.6.83. Обводной крейцкопф выпол-
нен составным и состоит из специальных крейцкопфа и ползуна, имею-
щих плоские рабочие (направляющие) поверхности (см. рис. 3.6.6.) и со-
единенных жесткими тягами. С двух сторон к обводному крейцкопфу
подсоединены два плунжера оппозитно и соосно расположенных ни™
ров так, что газовые силы, действующие на эти плунжеры,
обводном крейцкопфе. Поэтому на механизм движе^ ^ мзницей даУвде.
лия, обусловленные не давлением в i—
цилиндрах, а лишь разницей давле-
„ к S3 Схема устройства обводного
• стью.
I 5-плунжеры или нтгоки. 2-крейи-
' конф; 3 - тяги, 4 ~ ™ у
Рис. 3.6.82. Схема крейцкопфа с вспомо-
гательным ползуном:
' ~ плунжер (поршень); 2 - вспомогательный
’°лзун; 3 — двухшарнирная тяга; 4 — креин
конф
О перекладке пальцев см. § 2.1.4.
455
единиц и деталей поршневыл компрессоров
///•
ний газа в оппозитных цилиндрах, так же, как в компрессоре с цилинд-
ром двойного действия.
Обводные крейцкопфы, выполненные по схеме, приведенной на
рис. 3.6.62, могут быть открытыми (рис. 3.6.84), имеющими не шатун с
вильчатой малой головкой, как при обычных открытых крейцкопфах, а
два шатуна, подсоединенных кривошипными головками к одной шатун-
ной шейке вала и крейцкопфными головками к пальцу крейцкопфа и рас-
положенных по обе стороны корпуса крейцкопфа.
На рис. 3.6.85 показан обводной крейцкопф другой, более совершен-
ной конструкции — с центральными крыльями. Рис. 3.6.86 в упрощенном
д а в а 3 6 ъ
Рис. 3.6.86. Пояснение устрой-
ства крейцкопфа по рис. 3.6.85
)ПС поясняет устройство такого коей,,. L
гпярной сборный (из двух частей *°Пфа-
^цкопфа 4 (см. рис. 3.6.85) выиолиен^
и с окнами в боковых стенках п по'
пенней полости крейцкопфа размещена?"’’
£рсз окна в боковых стенках проходит "лё'
0* коленчатого вала 8, имеющего кореёщыр
ёёдшипники по обе стороны крейцкопДа
Крейцкопф имеет четыре плоскихР направ!'
1ощих крыла 3 и 5, попарно расположенных
10 Обс стороны вала, которые воспринимают
сИлу N и обеспечивают центровку присоеди-
ненных к нему оппозитно расположенных и
соосных плунжеров 7 и 2 в вертикальной
плоскости. Центровка плунжеров в горизон-
тальной плоскости обеспечивается плоскими
вертикальными направляющими 6 крейцкоп-
фа 4. Конструкция на рис. 3.6.85 имеет одну
вертикальную направляющую, конструкция
на рис. 3.6.86 — две направляющие. Движение
от коленчатого вала 8 через шатун 7, палец 9
передается крейцкопфу 4 и плунжерам 7 и 2. Одно из преимуществ крейц-
копфов с центральными крыльями — обеспечение очень малых значе-
ний возможных перекосов осей (см. рис. 3.6.59). Это объясняется неболь-
той толщиной крыльев и, следовательно, их малым температурным рас-
ширением, что позволяет выполнить минимальным зазор между крылья-
ми и направляющими постелями при больших значениях длины
крейцкопфа 1 (у существующих компрессоров расстояние между пере-
дней и задней парой крыльев составляет от 2,5 до 3 м).
Второе преимущество таких крейцкопфов — возможность достичь хо-
рошего совпадения осей плунжеров с осями цилиндров как в вертикаль-
ной, так и в горизонтальной плоскостях. Третье преимущество этих крейц-
копфов — минимальный опрокидывающий крейцкопф момент за счет
практически отсутствующего плеча Я (см. рис. 3.6.59).
В компрессорах с обводным крейцкопфом крейцкопфные пальцы ра о
тают с перекладкой, так же, как в компрессорах с цилиндрами
действия, что обеспечивает хорошую смазку трущихся п Р-
пальца.
§ 3.6.4. ПОРШНЕВЫЕ И КРЕЙЦКОПФНЫЕ ПАЛЬЦЫ
Общие сведения. Пальцы являются звеном Передающим усилия от ша-
Рессора (кривошипно-шатунного механиз ). _Р поршня или крейц-
тУна к поршню или к крейцкопфу и на Р поршнем или крейц-
копфа к шатуну. Они шарнирно соединя
копфом. f- соеза от поршневых газо-
Пальцы испытывают напряжения изг ихся сил а также напряже-
ных сил и сил инерции поступательно-движушихс
ния от овализации1.
1 О напряжениях от овализации см. гл. 3.2.
457
„ деталей поршневых компрессоров
пкиии сборов ___________—---------------
и/ №<W' и ______—'
дивные формы поршневых пальцев „
Конструкти невые пальцы выполняют "°М-
Поршневь'е обленен. * стьЮ или внутренней Пол^'
з»иь<нариС пиеской BH>TPe”f^'сопротивления изгибу. Для пальп>’
*и с цилиндр,ч Ме равного р пользуемых в современна ? с
п ~ а’,аметр "°*
U&5..M гд® Х рнс. З.ЗЛ а| плЬцее. Возможны три способа vcl>.„
пальцы, которые во время раб^8'
Сп0С00Ы^3 6.88): 1) плаваю &бобыШкаХ1 так и в верхней го?о?
ки па-1ьиабодно проворачиваться закрепленные в бобышках (Л
могут свободно пр з 6 88 2) пальи (см ^Чсм.
кеЛЭ6 88 Ф: 3> —'-о^ессорах наиболее часто применяют плавав
рИСВ „алых и средних компресс Р „ваться в подшипнике верхней го-
.„„enibUH. х0Т0Рь'еЛ°?ках поршня или крейцкопфа. Относительные
2и шаттна и в бобышкахгР в ПОДШНПНике верхней головки
5^«ольжения .шваюше близитеЛьно в два раза уменьша-
ла и в подшипниках б°оь СКОЛьжения пальцев, закрепленных в
Хя по сравнению со скорост • шается пугь трения, пропорцио-
бобышках или шапшеЛФ ’ э ; сниЖается износ, пропорциональ-
ный скорости проект ок ости пальца происходит более
НЫЙ пути скольжения, юно с с0'храняет цилиндрическую форму и
равномерно. всдедс™’\Чае™ ия пальца. Допустимые удельные давления
лальи“ на 10 •30 % больше’ча1>
закрепленных.
Плавающие поршневые пальцы фиксируют от осевых смещений сталь-
ными пружинными стопорными кольцами (рис. 3.6.89, а) или заглушка-
ми-фиксаторами (рис. 3.6.89, б и в). Заглушки-фиксаторы выполняют из
алюминиевого сплава, реже — из бронзы.
Наружную поверхность заглушек-фиксато-
ров выполняют по сфере с радиусом мень-
ше радиуса цилиндра, а потому соприкос-
новение заглушки-фиксатора с рабочей по-
верхностью цилиндра происходит на малом
участке, что облегчает проворачивание
пальца в бобышках.
Крепление пальца в головке шатуна по-
зволяет уменьшить ширину головки шату-
на (нет трения, нет износа), т. е. длину из-
гибаемой части пальца, а следовательно, и
прогиб пальца. Уменьшение толшины го-
ловки при креплении пальца в головке ша
1У на позволяет увеличить длину бобышек
снизить удельное давление пальца на опор
Рис. 3.6.87. Поршневые пальиы-
°, 6, в -- цилиндрические; г, д — приближенные^
458 °беспечиваюшей равное сопротивление
Рис. 3.6.88. Способы установки поршневого палый-
° - и-'1”"''* и8"6" 6~ ПаЛе^гХХХВ^Х°РШ™; —““й
ную поверхность в бобышках. Все это позволяет несколько сократить из-
нос пальца. Крепление поршневого пальца в головке шатуна может при-
меняться при использовании чугунных поршней. Из соображений проч-
ности разрез малой головки выполняют под углом к оси шатуна.
В малых и средних компрессорах поршневые и крейцкопфные патьцы
могут устанавливаться в шатунной головке в подшипниках качения (см.
рис. 3.6.41).
В некоторых конструкциях компрессоров пальцы дифференциальных
тронковых поршней двойного действия могут выходить в рабочую по-
лость одной из ступеней. Тогда для того чтобы полость внутри пальца не
добавлялась к мертвому объему, в пальце устанавливают герметичные заг-
лушки. „ .
Крейцкопфные пальцы. Крейцкопфные пальцы мачых
ных компрессоров выполняют так же, как поршневые пазьцы р
копфных.
В крупных компрессорах соединение
пальца с крейцкопфом выполня-
ют чаще всего по неподвижным кони-
ческим поверхностям (см. рис. 3.6.58 и
3.6.68). Конструкцию конических
пальцев см. на листе А.4.3 в разделе
«Атлас». Обычно конусность посадоч-
ных поверхностей пальца задается в
пределах от I : 7 до 1 : 15, хотя известны
Рис- 3.6.89. Способы осевой фиксации плавающе-
го пальца:
а ~~ пРУжинными стопорными кольцами; б — заглуш
ми; в — вариант заглушки
///• “ aem^U "и"~Л KUMn^oe
'"He
кпейикопфных пальцев с конусностью 1 : 20. Пп \
^^Хных поверхностей позволяет перешлифовы^-е.,,^
прп ремонтах, цы при рабочих диаметрах меньше 1 so bllb|
Крейнкопфнь л^1ЬчесРки^н поверхностями посадки в ° Мм ’’Р.п
то выполнять с цилиндр пальцы малых и средних кш^'^опа'
ЦиЛИ^РИ Фиксированы от проворота в бобышках крейц^Р^со?'
^пНсмТрЬис^6.60?или выполнены плавающими (см. рИс 3 Шп?°й
гАпией от осевого смещения разжимными стальными стопорНь ' ),С К
X аналогично тому, как это делается с поршневыми пад*^ «Оль.
пит 3 6 68 а). В последнее время цилиндрические крейцкопфный*1 (сМ
иногда применяют даже в крупных компрессорах, так как их ст
еньше стоимости пальцев с конусными поверхностями с учетп? М°Сть
шей стоимости ремонта конических пальцев. °м МеНь.
Все сказанное выше о плавающих поршневых пальцах относит
плавающим крейцкопфным пальцам. Ся и к
Размеры поршневых и крейцкопфных пальцев. Во время работы п
вой палец подвергается воздействию переменных по значению и ,°РШНе'
лению нагрузок. В поршневом пальце возникают напряжения „рав'
смятия и сдвига от овализации его поперечного сечения1. Поршев 3“Иба’
лец должен быть жестким, так как при его деформациях возможнь°И Па'
ры и заклинивание подшипника верхней головки шатуна. 1 Зади"
Движение пальца относительно опорных поверхностей в головке
на и в бобышках поршня или крейцкопфа носит возвратно-вращател*^17’
характер. При таком относительном движении трущихся повепхнп “
невозможно осуществить жидкостное трение в подвижных соединений
между пальцем и шатуном, между пальцем и бобышками поршня или
крейцкопфа. Поэтому вследствие полужидкостного трения износ пальца
™ ЫШеНИЫМ’ а его расчет сводится к определению основньХз
меров, исходя из допустимых удельных давлений2 основных раз-
мтно допустамыми^точки^п^011^”0™ пальцев определяются макси-
ления £тах, определенного пп 3реНИЯ износов значениями удельного дав-
опорные поверхности попп 'РоекНии рабочих поверхностей пальца на
“"тиков в SZXZT В В'РХНеЙ ГОЛОВКС ша1>™ " ”д-
' лшах б-
^3X11=-—- И 1с -Утах
/ d max б ~ ,
^^тах — максимальная г. . Л ° 2/б“п
°ВК1 шатуна; 2/б - длинаподХ^никоТв^ Р^ень; 'п ~ ллина подшипника в*
Рекомендуется зн бобышках поршня; d„ - диаметр пальиа.
ыбирать в пределах /= (]С,ог’|осительной длины поршневого пальца /
№ 119 иаа??Швили р с р
2 "^000 ’619«Т "°РШНСВ0Г0 пальиа авиационного двигателя. Тр^
460
Глава ЗА а
~~ ’-—^2^ меха11има
-------
ПРторых суммарная сила РЕ, действую^ Стационарных ком Палец 11
к° гЛРа направлена в одну сторону' г^ая На Пвлец, Не менЯрРеСС°Р0в’ в
ВС ШИКОМ верхней головки шатуна nZ Этом зазоР между Пяп ЗНак’ т'е'
"''п мадки зазора). Допустимое Значе?а ВЬ1бира^сяХ^ем 11
SS в диапазоне 15...25 МПа ^я стаХоУДеЛЬН0го ДавТн^Г^
рых суммарная сила PL, действующая ^Ип°»арных компрессор^ХХ
ботает с перекладкой зазора с одной стороныМеняет знак, и пклец ра-
„ые допускаемые значения удельного давлХЛ “а на ^ю. Разда-
ющих с перекладкой и без перекладки зазоо^ "к®151 пальцев- работа-
перекладка зазора улучшает условия смазки ’ обУсловлены тем, что
Для поршневых пальцев передвижных ком
лее высокие значения удельного давления к ресс°Р°в Допускаются бо-
рекладки зазора, и до 35 МПа, если палец работав п МПа ’ если нет пе'
Это объясняется тем, что к долговечности пеперекладк°й зазоров,
предъявляют меньшие требования. ПршюленХТ.*™* компРессоров
бора fcmax п справедливы для работы поршневого пшиаХ* ВЫ'
шиннике верхней головки шатуна. ЭЛЬЦа в бР°нзовом под-
Допустимые значения выбирают на 10...25 % ниже чем для к
если поршень выполнен из алюминиевых сплавов с запрёссовХши в
бобышки бронзовыми втулками, и на 20...35 % ниже, если палец опирает
ся на алюминиевую бобышку. р
Допустимое давление на рабочую поверхность крейцкопфного пальца
принимают ктах п — 15...20 МПа. Давление в месте посадки пальца в крейц-
копф|ДОпускается до 35...40 МПа, а в форсированных компрессорах — до
При использовании игольчатых подшипников условные значения
^тах п принимают до 50 МПа как для поршневых, так и для крейцкопфных
пальцев. Принятые конструктивные размеры пальца проверяют прочност-
ными расчетами на изгиб и срез.
Материалы поршневых и крейцкопфных пальцев. Обычно к материалам
поршневых и крейцкопфных пальцев предъявляют следующие требова-
ния: высокая прочность и вязкость; высокая износостойкость; малые де-
формации при работе.
Материал пальца должен быть вязким, а его трущаяся рабочая поверх-
ность твердой. Обычно это обеспечивается изготовлением пальца из^ма-
лоуглеродистых сталей с цементацией наружного слоя иД°след}юшеи
калкой в печи или поверхностной закалкой электронагр •
тации пальцы изготовляют из малоуглеродистых дох’
। ХМА и 20X3. Кроме того, пальцы “"‘Дбтьвподверга.
ъ и г. и. Такие пальцы во избежание их. пол рцементаиии н закалки
от закалке токами высокой частоты. Глуо цементируются на
зависит от размера8пальца. Так, поршневые; п™яц^ЗУнуТ i.o...
рубину 0,5...2,0 мм до твердости 50...50, закш
-з мм до твердости HRC 50 ..62. рабочей поверхности пал ь-
Технические требования. Чистота обр тости не хуже 0,32. Обыч-
^Должна соответствовать параметру шероховатости
О суммарной поршневой силе см. том 1, §
461
' иных единиц и деталей поршневых компрессоров
—-—------------------------—
Лп1лпуют. Допускается при диаметрах п
„о „МИ1И шероховатости 1,е хуже 0.63. “"‘«a S,
* 1» мм рабочей поверхности поршневых „адьг,
Овальность половины допуска // • Цец,
попжна превышать полов ными поверхностями подщИп 1С
Л° Зазоры мему поршня или крейцкопфа пример "»»»„ ,
хевхе шатуп»" вбо»шках^п пальцев |18| или Н^<
ша1УМ""бобышках П0₽шня “’5:
ствуюший пос^гет1//^рсннего диаметра по отношению к BHeil,u
, еЭг'Хн№ X—” “ "реде”х °-1'-0'3 ММ В
размеров пальца.
§ 3.6.5. ПОДШИПНИКИ КАЧЕНИЯ В ПОРШНЕВЫХ КОМПРЕССОРАХ
В механизмах движения поршневых компрессоров применяют под.
ишпники качения и подшипники скольжения .
По менение подшипников качения в поршневых компрессорах. ПодШип.
ники качения широко применяют в качестве коренных в бескрейцкопф-
™Х например, листы А. 1.3 и А. 1.9 в разделе .Атлас»), а также в ма-
лых и средних крейцкопфных компрессорах с двухопорным валом (см„
например, листы А.2.5 и А.2.8 в разделе «Атлас»). Иногда их используют в
качестве коренных подшипников в компрессорах с многоопорным валом
(см. рис. 3.7.17).
Подшипники качения применяют в качестве мотылевого подшипника
в компрессорах с кривошипным валом (см. лист А. 1.20 в разделе «Атлас»)
и реже в небольших компрессорах с составным коленчатым валом (см.
лист А.1.14 в разделе «Атлас»). Использование стандартных подшипников
качения в качестве мотылевых в компрессорах с коленчатым валом огра-
ничено, так как при этом требуются дорогие сборные коленчатые валы,
сложные в изготовлении и монтаже.
Подшипники качения, как правило игольчатого типа, иногда приме-
няют в малых головках шатунов как бескрейцкопфных (см. рис. 3.6.41),
так и малых и средних крейцкопфных компрессоров. Подшипники каче-
ния применяют в верхней головке шатуна прежде всего в тех случаях, ког
да нет перекладки пальца.
Вал с двумя опорами на подшипниках качения фиксируется в осевом
пгХТпНИИ ДВумя способами: 1) враспор; 2) с одной зафиксированном в
поп 11поетя^ЖеНИИ О1юрой и с Другой — плавающей. Установка вала вр
осевое пепем^пХИ°’"°ГИЧНа' В этом слУчае каждый подшипник фикс* P.
качения впаспг>пНИе Вала в одном направлении. Установку подшип
при нагреве- Р ВЬ1ПОЛНЯЮТ с зазором s, позволяющим валу расшир
s = Д/н + 5,
иии материал. -T'S),116 |1ала; Чв<*4ЛГ, « — коэффициент линейного Р^^ри
4И' ° скадьженкя . „ршнс,ых коипре„ор„ с„ . , § ,.6.6.
Глава 3 6
-----------------—
и гается, что при длине вала менее 500
u подшипников (даже конических') из-заХмп! °ПаСНОСТИ закдинива-
|,и РатУРных деформаций
"^'.тоимушест ва и недостатки применения пп„..
У компрессорах. Преимущества примснснТяТ0’ качеиия в поршне-
®ь'*,невых компрессорах: малое сопротивлениеП°"шипников качения в
<, пуска компрессора; удовлетворительная пабп" трогании с места во
0реМстве смазки; малая ширина. Работа при небольшом ко-
лИ Недостатки применения подшипников качения п ™
их сложность изготовления2; большие диаметпяппоршневых компрес-
сный уровень шума при работе, особенно пвиРвые»Ые-РаЗМерь1; повы’
С меньшие, чем у подшипников скольжения поп “К°И частоте враще-
|,и.?’нвость. Кроме того, подшипники качения овечность и виброус-
Т°боапий в широком спектре частот, что очень важно л™ возбудителями
рессоров. Эти вибрации объясняются неточностью изгототниГшариков
И роликов, а также деформацией беговых дорожек. Отрицательные свой-
ства подшипников качения возрастают с увеличением диаметра вала
Замечание к выбору подшипников качения. В настоящее время в зави-
симости от условий работы подшипники качения поршневых компрес-
соров выбирают стандартными методами3: или по динамической грузо-
подъемности исходя из обеспечения необходимого ресурса с заданной
вероятностью (критерием является усталостное выкрашивание), или по
статической грузоподъемности (критерием являются максимальные
контактные напряжения), и проверяют подшипник на предельную час-
тоту вращения.
Ресурс подшипников качения — число оборотов, которое сделает
одно из колец относительно другого до появления признаков усталости
материала колец или тел качения. Ресурс подшипников измеряют в мил-
лионах оборотов L или в часах Ц. Для поршневых компрессоров долго-
вечность работы подшипников качения рекомендуется принимать
2000 до 50 000 ч в зависимости от назначения компрессора и техническо-
го задания [20|.
§ 3.6.6. ПОДШИПНИКИ СКОЛЬЖЕНИЯ В ПОРШНЕВЫХ КОМПРЕССОРАХ
Применение подшипников скольжения в поршневых компрессорах. Под-
шипники скольжения широко применяют в механизмах движения комп-
рессоров. Их используют в качестве коренных подшипников многоопор-
НЬ1Х валов и двухопорных валов средних и больших компрессоров, в каче-
С1ве мотылевых подшипников коленчатых и кривошипных валов, а также
в качестве подшипников в малых головках шатунов и подшипников паль-
нев в бобышках тронковых поршней и крейцкопфов.
2 По' § 371 " Установка двухопорных в“°® ® "„дартХ'Гподшипники качения.
, полому в компрессорах применяют только ста В ц к Ганулич и др : Под ред
О д рМ * Детали машин / Л-А. Андриенко. Ь. А. 2. Подшипники качения
С± ’1Х0ВСК0|°- - М.: Изд-во МГТУ им. Н Э.Б®^*®»®', Б. А. Яхин и др. - М.: Ма-
ин, °'1Н1|к-каталог / Л. В. Черневский, Р. В- К°Р Конструирование узлов и деталей ма-
Строение. 1997; 3. Дунаев П.Ф., Леликов О. П. Констру Р
' ~ М•: AKADEMIA, 2002.
u „ йеталей поршневых компрессоров
------
Рв^ех I" —— Коренные подшипники СкПп
11|11Пниковскольжен п , 6 (рис. 3.6.90), кр
КРЫШКУ И К0РПУС
ни". %лго вкладыша-„„ппсЬных пальцев обычно ппеп„
Ручных про^невых и ^“„овденные в неразрезной МалойTJ
Л"РПодв.ипники ПОР втулки- уст бышках тронкового порЩня ил°и
; гобой неРа3 „ис 3.6.32) или В в виде нера3резных втулок и^?
ЛЯяке шатуна (см- риники сколь*6” ников в небольших комПресJ
Йикопфа- Подши яренных под и д 2 _28 разделе «Атл ₽ о-
^пользуют в качеств^(сМ листы во избежание ДефорМа'
^^^кк^у(посгаи)п дюр
Kavp’“^
SSW“°SSw^" ^йивам"(напримср’ “к”"-
тами или другими контроля температуры коренных под-
впадина). коМпрессорах для н гне3да для датчиков измерения
"° 6—~
температуры, котор
поверхностям. й пв/1ШИПников скольжения. Назначение вклады-
Н”Т™,:ьш№ "ников и заливку антифрикционного ме.
шеи-облегать Р. только вкладыши. Вкладыш при ремонте
быть заменен просто в быстро, в то время как, например, для ре-
подшипников при заливке антифрикционного металла прямо ка
шатун требуется трудоемкий демонтаж всего шатуна.
Чтобы не выполнять вкладыши целиком из дорогостоящего антифрик-
ционного материала, их обычно делают двухслойными (многослойными),
состоящими из подложки, изготовленной из дешевого и прочного метал-
ла, на которую заливается слой антифрикционного металла. При заливке
^1|,;’|’икционного металла обычно требуется разогреть до температуры
и деталь, на которую заливается антифрикционный металл. Это не-
кие. 3.6.90. Коренной подшипник скольже-
ния вертикального компрессора:
/ — коренная шейка коленчатого вала; 2 —
крышка, 3- шпилька, 4— штифты; 5 — толсто-
стенный вкладыш из двух частей; 6 — корпус
(постель) подшипника, 7— дистанционные про-
кладки
обходимо для обеспечения прочно-
го соединения заливаемого анти-
фрикционного металла с основой,
на которую он заливается. Исполь-
зование вкладышей позволяет ра-
зогревать перед заливкой антифрик-
ционного металла только вклады-
ши, а не всю деталь (раму, шатун
и т. п.).
------“ „гпа называв
1 Корпус подшипника иногд
постелью подшипника.
464
РИС. 3.6.91. Коренной подшипник с вкладЫшами
I - клин; 2 - координирующая поверхность- 3 ** ЧаСТеЙ;
сть-З-цлуцер^и^^
Вкладыши коренных подшипников И МОТИЛАМ
на обычно делают из двух одинаковых половин котопТГИК°В Шату'
проворачивания и осевых перемещений. Выполнен?-РУЮТ от
пых подшипников из двух половин позволяет п? вкладышей корен-
подъема коленчатого вала. В крупных компрессорах воадьшТкорТнных
подшипников могут состоять из четырех частей (рис. 3 6 91) В совоемен
ных компрессорах вкладыши из четырех частей практически не применя-
ют. Однако в эксплуатации еще находится значительное количество ком-
прессоров с подшипниками этого типа.
Типы вкладышей подшипников скольжения. Вкладыши подшипников
скольжения классифицируют на две группы: толстостенные и тонко-
стенные.
Толстостенные вкладыши тщательно подгоняют к постели и к шейке
вала. Качество подгонки проверяют на краску: контактная поверхность
между вкладышем и постелью должна быть окрашена не менее чем на
25 % при равномерном распределении краски; при подгонке вкладышей
после их расточки и шабровки 85 % рабочей поверхности должно равно-
мерно окрашиваться по всей поверхности соприкосновения вкладыша с
шейкой вала. Шабровку и подгонку верхних вкладышей проводят после
подгонки нижних вкладышей и укладки вала. РПГТЯППЯ»т
К тонкостенным относятся вкладыши, т0"щ™апв2^ ?пиальная осо-
менее 0,05 от диаметра цапфы (шейки легко деформировать-
бенность тонкостенных вкладышей — способн /ГНА3па) Тонкостен-
Ся и принимать форму точно обработанной п° _ ь ПОЛНостью вза-
НЫе вкладыши не пришабривают, поэто*'у°" ВКладышей, которые нуж-
«мозаменяемыми в отличие от толстостенных вкладыш
Даются в персональной подгонке. отечественных компрессорах
Во вновь проектируемых современн выполненные из би-
нрименяют тонкостенные вкладыши п й сплав). Компрессоры с
Металлической ленты (сталь—антифри всееше встречаются в экс-
110 'шинниками с толстостенными вкладышами
нДУатации. Коренные подшипники
О||орцо_у11()р1|ь1е ПОДШИПНИКИ опорно-упорными, которые до
Ск°Дьжения в компрессорах могут быть Р
9»)
v w деталей поршневых компрессоров
nvruuu сборочных еоини< -------------
III- Констру-чи^^------
Рис. 3.6.93. Двухсторонний ynonim
ный подшипник скольжения с тоЛст"°П0₽'
ными вкладышами С0Сгсн-
Рис. 3.6.92. Подшипник скольжения
с толстостенными вкладышами с од-
носторонним упором
ппт нал в осевом направлении. Для этого подшипни-
полнительно фиксируют в ми, имеют заливку антифрикционным
кн С толстостенными вклад » которые упираются гребни вала. На
материалом торцов вклад ’ пник с односторонним упором, а на
рис. 3.6.92 показан тако ПОДШИПник. В упорных подшипни-
рис. 3.6.93 - двухс™Р°” ядышами нельзя выполнять упорные бурты заед-
ках с тонкостенными вк.л увеличивает жесткость вклады-
НО с опорными принимать форму расточки постели
шей, что не позвол - ПОДШИПниках с тонкостенными вкла-
П0Д1,П1ПН1^на^ивают разрезные упорные кольца 7 (рис. 3.6.94), закреп-
ZZa SbZ и корпусе подшипника винтами 2 с потайными голов-
ками. Гребни, выполненные на валу, упираются в упорные колЫф 7, ЩЙц
Рис. 3.6.94. Опорно-упор-
ный подшипник с тонкостен-
ными вкладышами:
/ — упорные кольца; 2 —кре-
пежные винты
466
сируя тем самым вал в осевом направлении.
Преимущества и недостатки подшипников
скольжения. Подшипники скольжения по срав-
нению с подшипниками качения имеют следую-
щие преимущества: меньшие диаметральные
размеры; меньшие уровни шума и вибрации,
ббльшую долговечность; ббльшую виброустои
чивость. В случае правильно сконструирован^
го подшипника скольжения при жидкостно
смазке (см. далее) коэффициент гидродинам
ческою трения может быть уменьшен до зна
ния 0,0005, что ниже, чем коэффициент ТР
подшипников качения [4]. Современные то
стенные подшипники скольжения обеспеч
срок службы 30 000...50 000 ч. В случае иСП° JHblX
вания современных стандартных тонкОСТ,.1Ьже-
вкладышей стоимость подшипников сК
ния ниже стоимости подшипников качен
роды1111
1 О толстостенных и тонкостенных вкладыш3
ов скольжения см. далее.
Глава 3 Л а.
Рис. 3.6.95. Положение вала в цилиндрическом
подшипнике при жидкостном (а) и при полужид-
костном (б) режимах смазки
Вместе с т?»
»ия Уступают поХИпПНИКИскольже-
по сопротивлению пт?“икам качения
та во время пуска ко? рогании с мес-
также следует отнести Расплавлен?Й?вд
иого материала при перегрузках или HapS *HBaHHe ан™фрикци?н
щипники скольжения требуют жесткого соблюпР режима смазки. Под-
бавления подаваемой смазки. Они, как поЮЮ Я качества, количества
размеры, чем подшипники качения р ило> имеют большие осевые
Режимы смазки подшипников скольжения В
смазки различают режимы: жидкостной попД,?одинамическ°й теории
смазки. При жидкостном режиме смазки (п^ Л°оТ?°И/ граничной
«трушиеся» части разделены слоем смазки ЛавприЮ ’ 0) движУщиеся
противодействующее внешней нагрузке и ппрпо™ в маслянои пленке,
между «трущимися» металлическим^ поверхностям^^11166 контакт
при существовании так называемого «масляного клина? ^рыГобТа
зуется вследствие увлечения масла в сужающуюся часть зазорвращаю-
щимся валом. н рщ
Для обеспечения жидкостного режима работы подшипника минималь-
ная толщина масляного слоя Amjn должна быть больше суммы высот мик-
ронеровностей цапфы (вала) Л., и микронеровностей рабочей поверхнос-
ти подшипника R&. В реальных подшипниках имеют место перекосы
вала, температурные деформации, погрешности формы вала (рис. 3.6.96)
и подшипника, поэтому на основании опыта рекомендуется в первом
приближении принимать за условие жидкостного режима работы под-
шипника
hmin>2(Rzl + fy),
где 6rain - минимальная толщина масляного слоя; Я., и высоты микронер
шейки вала и подшипника.
Основное требование к подшипникам
тали в жидкостном режиме смазки. Из эт р
вий, которые предъявляются к кон-
струкции: правильно выбранный
ui'^ 3-6-96. Погрешности формы вала, влияю-
ие на минимальную толщину масляного слоя.
шёйГерскос шейки вала в подшипнике; б — прогиб
ноя'рг." вала; ® ~ местные неровности на рабочей
л _ РХ||ости вкладыша; г — несоосность шеек вала.
ки “°Л||истость шейки вала; е - конусность шеи-
ност, а’ ~ эллипсность шейки вала; а — "ет
Увеличивающая допускаемое значение миг
мальной толщины масляного слоя
3
467
30*
• единиц и деталей поршневых компрессоров
Рв^ех Ш-
сокая чистота обработки, точность геомст
радиальный ^^Гьжения, правильное расположение
ф0Р пхностирподшвпни^ возникает в случае, когда из-за уМе 'J
частоты вращения вала или увеличения*^
S смазки, сниженая недостаточную толщину „ ,,ot "С|“-
ВЯз нагрузки масляная пл к аться своими микронеро' ^х"о-
ТРеНИЯ ПРИ П0ЛУЖадК°-^
£ы£е,Счем поверхности подшипника и вала пол„о '
ЦР''реЖ11г ^са масляный слой между ними отсутствует, MaJ’° '
тью соприкасаютсятях находится только в виде адсорбированной 11л 'а
трущихся поверхности этом значительно больше, чем при
ки- Коэффициент у меньше> чем при сухом трении. При гра ЛУ_
жидкостном режиме перегрев подшипника, схватывание тРУщ°м
;УХ;Хте"Ги^заедание подшипника, что может вывести по^'.
ник ИЗ строя. ИПНИКОв скольжения. Рассмотрим упрощенную
EZ-—” скольжения под нагрузкой Р |1 |. Г|р„ ,ю*
Н Ш Ш лирического в<ыа в цилиндрическом подшипнике (рис. 3.6.97)
1Ягпп S екается в сужающийся зазор между цапфой вала и подшипни-
ком Скорость частиц масла, прилегающих к валу, равна окружной скорос-
ти вала а скорость частиц масла, прилегающих к неподвижной стенке,
павна нулю В зазоре между цапфой и подшипником происходит непре-
рывное движение масла под действием эффекта увлечения масла валом и
перепада давлений. Попадая в сужающийся зазор, масло стремится рас-
течься параллельно и перпендикулярно направлению движения. Этому
растеканию масла сопротивляются силы вязкости, которые могут быть
преодолены повышенным давлением в зазоре. Наибольшее давление бу-
дет в месте наибольшего сближения цапфы и подшипника при Лт,п (см.
рис. 3.6.97).
Повышенное давление поднимает цапфу, увеличивая проходные сече-
ния и скорости истечения масла через торцы зазора между цапфой и под-
шипником. В результате устанавливается равновесие, при котором коли-
чество вытекающего масла равно количеству масла, увлекаемого вращаю-
щейся цапфой. а-
Под действием градиента давлений искажается картина распределения
скоростей в слое t- " '
можноВо£^'ОЩеЙСЯ части зазора вблизи стенки воз-
СДВИЖение масла-
поднимаетсяТВ11еМ СИЛ давления масла вал не только
повышении чя° И сме,цается в сторону движения. При
Центру попт.,аСТОТЫ вРашения вал перемещается к
ности. пника по кривой, близкой к полуокру*'
Зз
Шипником°лЯп^Меньшего зазора между валом и пог
ляного ело? сп Ие резко падает. Несущая часть мае
составляет 90... 150° по окружности пол
3 6 97' С.К°Р0Стей <7> и Давлений (2) в nonepe’»0**
Цилиндрического подшипника
Глава 3.6. Элементы кривошипное
гкооосгей ( Г) и давлений (2) в зазоре вдоль оси
6 98. Эп»Р,’,11^и,и1Ричсского подшипника
ри»3' '
шатунного MexailulMa
пика В остальной части затопи ,
„ равно давлению, с который “So"“ "м«™-
;Ч"'”пеИК К ',°"'“"ПНИ,<У“И’""«Хто‘в
Jl \1асло вытекает из подшипника чепрт
Эпюры скоростей и давления масла вдоль Оси°,.?РЦЬ1-
„ичсского подшипника имеют вид, показами 'Шлинд-
Р подшипники поршневых компрессоров ня РИС' 36-98-
времени усилием. Толщина слоя масла п?и этом п-6""' перемен™м во
ся При некоторых положениях шейки вала онам2ТЧески из«еняет-
1ИЖС критической (значение относительного быть псРиодически
е _ смешение оси вала от оси подшипника S - п РИСИТета X =*/6. где
папфой и подшипником, - приближается к елии^ЬНЫЙ зазор меадУ
исходит в режим полужидкостной смазки Считает™ И П0ДШИПНИ|< пе-
ния вала могут быть не опасными для работы по—.4™ такие положе-
хительность соприкосновения шейки вала с потпш ника’ если продол-
времени никла. Следует иметь в виду, ™ с роХ 2° %
ник толщина слоя масла уменьшается и длительность к^итическогоТбли’
жения вала с подшипником увеличивается н"-ичсского соли-
Пол действием нагрузок происходит деформация шеек вала и подшип-
ника. Эти деформации вызывают перераспределение параметров слоя
масла не только по окружности подшипника, но и по его длине. Так, при
перекосе вала в подшипнике происходит перераспределение давления в
слое масла по длине шейки, и эпюра давлений становится несимметрич-
ной относительно середины подшипника.
Канавки на несущей поверхности подшипника скольжения. Канавки,
выполненные на несущей части подшипника скольжения, отрицательно
сказываются на распределении гидродинамического давления в слое мас-
ла и, следовательно, на грузоподъемности подшипника. Гидродинамичес-
кое давление резко уменьшается при сквозных продольных канавках
(рис. 3.6.99, а) из-за утечек масла по этим канавкам через торцы подшип-
ника. Штриховая линия соответствует эпюре давления в подшипнике без
•'ИС. 3.6.99. Влияние канавок на эпюры давках;
“ ' "РИ сквозных продольных канавках; б -ский подшипник без кана
канавке. Пунктир - цилиндр лот
урочных единиц и деталей поршневых компрессоров
рвзде.1 HI. КонстрУ^^___ ---- ———————_—
в ВИДУ, что выполнение сквозных пр0Лп„'
Яим»к. Сид масла «»Р« споеобств^г, М.
навок.вь.т подшипника.
отводу теплоты от канавки уменьшают гидродинами >
Несквозные продол мность ПОДШИПНика, но в меньшей °е Яв-
ление /Обычно расстояние от торцов вкладышей До Кр/
(рис. 3.6.99. б), ооыч И где /_ддина вкдадыша. Из-за снижени Нав*и
принимают примерно нежелательны клиновидные нескп "есУ
шей способнов стыках вкладышей. Клиновидные^3**
канавки-*холодильн1 к олько в том случае, если масляS Вк” 8
стыках вкладышейпосле остановки компрессора в
имеет привод от , оторое смазывает подшипник сразу п0СпР Иль'
ничках» остается масло ко° Р масляный насос не пОс.
ледуюшего п>ск „ 0 к подшипнику. Вместо «холодильнич^^0'
провод, под®0^’*ссорах в стыке половин вкладыша предусм^Ов’'8
хзкиеТквозные скосы глубиной 0.02...0.1 мм и шириной 6...10
рьк дат для предотвращения разрыва масляной пленки при неточно,,
сопряжении половин вкладыша.
При использовании продольных масляных канавок на несущей поверх-
ности подшипника следует их края выполнять таким образом, чтобы со-
здавались условия для образования масляного клина (скашивать, округ-
лять и т. п.).
Выполняемые иногда в подшипнике кольцевые маслораспределитель-
ные канавки (рис. 3.6.99, в) делят по длине подшипник на два подшипни-
ка, и грузоподъемность подшипника с такой канавкой уменьшается
(штриховая линия соответствует эпюре давления в подшипнике без ка-
навки). Поэтому кольцевые канавки в подшипниках компрессоров допус-
каются только в тех случаях, когда требуется непрерывный подвод смазки
по всей окружности подшипника. При наличии таких канавок количество
масла, поступающего в коренные подшипники, а из них в шатунные под-
шипники больших и малых головок, возрастает. Кольцевые канавки уси-
ливают охлаждение коренных и особенно шатунных подшипников.
Если возможно, следует избегать канавок на несущей части подшип-
ника.
Основные размеры подшипника скольжения. Диаметр подшипника оп-
диаметР°м шейки вала, который получают из расчета на проч-
лоп\'сти^<лгСТК0СТЬ' Длину подшипника / принимают исходя из значения
го давления рдоп на проекцию несущей поверхности:
- R
Paon ld,
где Л - нагрузка на подшипник / _ „ к , шейки B11J
рабочая длина подшипника; d — диаметр ш
шей-5...10ПМп1. д/бр/Ое значение Рдоп.тах Для баббитовых вклад
корен™миТпадшивдХмРеСС°РаХ С валами’ имеющими два колена NBJo'
________ никами, отношение l/d коренных подшипников
1 Более подробно см. далее
470
Глава 36 •а
——,чеханиыа
а в пределах °>4 - °>8- Подшипники с м»
Пускают большие перекосы шеек вала и £?НаЧением «"ношения //и
Ся подшипников и валов. Значения l/d ~ 0TnTpe,,,HOC™ изгшов
грузоподъемности подшипников Пои А соотв<"ствуютн°и’-
6нка следует учитывать, что с уменьшением А-б°Ре ШИНЬ1 "одшип-
,10сгь У1 , 'зэпип^п uo «а, а у длинного пл * пая способ-
опасность задиров на краях из-за воз^ ° ° подш»пника возни-
Аки- Х Пр°Гиба наклона
Подшипники с полужидкостной и гранично-
ответствие допустимым значениям окружной “ Смазкой проверяют на
‘° _ давление. Для баббита допускаются значени?0™ критеРию ри,
0 50 м/с. Критерий ри для оценки работоспособна" Д° 75 МПа' м/с” и
3°1 [КОСТНЫМ трением не применяют. сооности подшипников с
А На стадии эскизного проектирования относительный зяш
ни» Шейка-подшипник рекомендуется выбирать npeleiaVoXT’
0.0012 от диаметра шеики (большие значения соАетсгв^ м幫а"
метрам), а при свинцовистых бронзах - на 30...50 % больше ЕшиеТ
з0Ры при использовании свинцовистых бронз В. Хлумский объясняет раз-
личной теплопроводностью материала заливки [21]. Для компрессоров
рекомендуется выбирать минимальный зазор Д,^ с учетом материала под-
шипника |2):
Материт подшипника
Свинцовистый и оловянистый
Медно-свинцовистый
Алюминиевый
4nm/<*
0,0005...0,00075,
0,00075...0,001
0.001...0.00125
В. Хлумский рекомендует выбирать диаметральный зазор в подшипни-
ках скольжения поршневых компрессоров так, чтобы он был более чем в
четыре раза больше минимальной толщины масляного слоя /imjn [21].
Окончательное решение о выборе значения зазора в подшипнике при-
нимают после уточненного расчета подшипника (например, по М. В. Ко-
ровчинскому), так как от этого зазора зависит охлаждение подшипника.
Замечания к расчету подшипников скольжения. Расчет подшипников
скольжения с полужидкостной и граничной смазкой по допустимым зна
нениям р, и и ри считается окончательным. пппектн-
Расчет подшипников скольжения с жидкостным трен iР
Рованиц поршневых компрессоров продолжается и за й теплоты,
•'спим расхода масла через подшипник, количеств а
М|,нимальной толщины масляного слоя и темпер нагрУзок происхо-
Следует учитывать, что под действием пер® ипника. Эти деформа-
и,т изменяющиеся деформации шеек вала и масла не только По
0** взывают перераспределение парамеггр перекосе вала в под-
РУжности подшипника, но и по его длин ’ слое маСла по длине
'"пике происходит перераспределение относцТельно се-
аеег ,ки’ и эпюра давлений становится несим мечр тные уравнения,
зав,И"Ь1 п°Дшипника. Все параметры, вход ений при этом не суше-
ствуеТп7 Времени и к0°Рдинат' ^’Sb находят применение прибли-
1 Поэтому при расчетах подшипн 47[
Лплочных единиц и деталей поршневых коЛ1пресс
я/. --—
в отечественном компрессоростроении пЯР, \
ЖСНИЫС пльження принято проводить по М. В. КороВЧИ|Р СЧет По
НИКОВ СКОЛЬЖеВ . онных заливок подшипников скочь?,у • И"'
Материалы * ы для подшипников скольжения додж®*’"’’ А„т
фрикционные^ Рвамн. ВЫСОкими износостойкостью и *HbIo6>-
слел>^^шё 1 прирабатываемостью, хорошей связываемостью ?°Ст°50 ь
тью. '°Р°шХХЧНой прочностью на усталость и смятие г МеО'
т^ю"1 достаточной теплопроводностью, малым коэффИцие’н^аСТи «М
Требование малого значения коэффициента трения обусловлено ?Ре,<'1я
во время пуска компрессора в коренных и шатунных ЛодШип®Но Тем> *
бежно граничное или полужидкостное трение, а в подшипник
головки шатуна эти виды трения возможны и при работе на Раб * Ма*>й
жиме. Быстрое развитие науки и техники обусловливает постОян?М Ре-
явление новых антифрикционных материалов. Ниже рассмотрен?е п°-
ренные практикой в течение длительного времени антифрИКиИ(;“ Пр°ве-
териалы, применяемые в подшипниках скольжения. ННые ма-
Баббиты. В качестве антифрикционных материалов, залива
подложку вкладышей подшипников скольжения, применяют выс МЬ*Х На
вянистые, свшшово-оловянистые, кальциевые, мышьяковисто °Ко°Ло'
вне и графитизированные баббиты. Баббиты обладают высокой Кадмие'
ностью и хорошей прирабатываемостью. пластич-
Отечественные высокооловянистые баббиты Б88 и Б83 имеют
антифрикционные свойства. Они могут работать при р д0 1 в эп^п016
окружных скоростях скольжения до 4...6 м/с. Коэффициент трения
бита Б83 при работе со смазкой равен 0,005. рения баб-
Высокооловянистые баббиты Б88 и Б83 имеют высокую стпима
низкую усталостную прочность и плохую прирабатываемо^ппи СТЬ’
не заливки менее 1 мм Поэтому в отечеХиил ываемость при толщи-
лользуюг „х зажните.,» - ев,.„новис™S™
в подшипниках с толстостенным» оаооиты ЬК2, ЬН, БТ, Б6 и др.
ВЫХ компрессоров обычно ппнмемТ‘^аМИ отечественных поршне-
костенными вкладышами - ( к^"к'ОТ£аббНТЬ1 Б83, БК2 и БН, с тон-
БН и Б83 равен соответсп(еи,БКп пп^°ЭЛфИЦИенг тРения баббитов БК2.
пускаются р = 15 10 ^>009; 0,006 и 0,005. Для баббита БН до-
имеетл)^шуюуСталостн. ‘ " окружнь1е скорости до 6 м/с. Баббит БК-2
бит Б83. Р чность и ббльшую долговечность, чем баб-
Главныи недостаток 6a66i
™. При больших давлениях ?°В ~ Низкий предел усталостной прочное-
кРашиваются и растрескинятт* знакопеРеменных нагрузках баббиты вы-
‘ выплавляются. Усталостна ?Я’ а На участка* перегрева выдавливаются
nnIt₽Majla подкладки вкла'11 "Р°чность баббитовой заливки зависит от
нейнпНИИ В заливке объясняете’ ТЭК Как возникновение остаточных на-
(коэй!° расшиРения баббита Я разницей между коэффициентами ли-
Исп*ЦИеНТ ЛИНеиного раС1ииПпОдаОЖКИ’ на ко™Рую заливается бабб»п
24,5 • 10-6, стали 12 10 )
ливюГ10К вкладь,ша УвеличивЙусИеНТ линейного расширения 18 .'°а.
Ивает Усталостную прочность баббитовой за
Маш^^ий м в. примадная _ м.:
472 С0РИЯ подшипников жидкостного трения.
механизма
Глава 36
-------------------—
ТсМОсратура баббитовых поДшипни
,‘юячсские свойства. Поэтому в натри™™™’ сРа»"™-но низкие
м т ФР"ки,,ОННОГО материала применяв с о"*ИП,’иках в качестве
а! с ая бР°нза - соедине™е мели со свинцомТЕ^0 бронзу' Свинц°-
ПОПШИ'11,ИКИ С 3аЛИВКОИ СВИНЦОВИСТОЙ брон ОЙ име^ ’ НаПРИМер' Sn).
П"йкость (В два-три раза выше, чем у баббитпю высокую износо-
к точности, качеству обработ^ и°ни бол^ требова-
Зовательны к поверхностной твердости шеек коленчД0™’ Они более
$ И выше) И к системе смазки (сорт и качество мяг™ ° вала (HRC
5'« масла). У подшипников из свинцовистых fin™’давление- фильтра-
рмость. Для лучшей прирабатываемое™ заливу прирабатыва-
нким слоем (0,1 мм) олова или баббита (Ел0Й±НЗЫ Покрывают
Следует учитывать, что при попадании воды в масло возмоЕвы™'
ние свинца из сплава. Для предотвращения вымывания свивда рабоХ)
поверхность подшипника покрывают слоем олова или свинцово олов^
нистым сплавом.
В отечественном машиностроении для нагруженных подшипников
скольжения в качестве антифрикционного материала применяют бронзу
БрСЗО и БрОС5-25. Свинцовистую бронзу БрСЗО используют как матери-
ал подложек толстостенных вкладышей и в качестве антифрикционного
слоя, залитого на стальную подложку. Вкладыши с заливкой свинцовис-
той бронзой БрСЗО допускают рдоп до 30 МПа, с заливкой оловянистой
бронзой — до 35 МПа при окружной скорости до 12 м/с.
В качестве антифрикционных материалов в подшипниках скольжения
применяются алюминиевые (например, БрАЖ9-4 и БрАЖМц1О-3-1,5) и
оловянистые (например, БрОС8-12, БрОФ7-0,2, БрОФЮ-1) бронзы.
Бронзу используют и для подшипников в виде однослойной втулки без
заливки.
Сплавы на основе алюминия. В отечественном машиностроении приме-
няют антифрикционные сплавы на основе алюминия, которые имеют вы
сокое сопротивление усталостным разрушениям. вьк01^у“ тввл°ар На
ность и хорошую коррозионную стойкосты Антифрикгш а скоросТ11
основе алюминия имеют значения кт1Х ДО *> АМЫРТяплических
скольжения 9...20 м/с и применяются ь
лентах. Такие сплавы (например, АСМ) требул вСВЯЗИС более вы-
полни in никах (по сравнению с баббитом на нуждаются в повы-
соким коэффициентом линейного Расшир^ ’ работают при наличии
'пенной твердости шеек коленчатого вала, р rnMV10 низкую стоимость
жестких опор и тонкой очистки масла, и
1131 отовления. „„«меняют в тонкостенных штам-
Алюминиевый сплав АСМ успешно Р
"онанных биметаллических вкладышах. рубежом применяют анти-
. ^РУгие антифрикционные материалы. * £ ,е п0 своим свойствам
Фрикционные материалы на основе кал 1 ’ ми баббитами и свинцова<Г
'Шмают промежуточное место межд.у у ние со стальной подложк। _
011 бронзой. У этих сплавов хорошее сиепл ^пользуют сплавы на основе
Кроме того, в подшипниках скольжсн
еди и серебра. 473
(бд ныХ единиц и деталей поршневых компрессоров
Ш- КонстРУ^^---------------------------------------
я поверхность вкладышей слоя (5 (5
Нанесение на тр>^сова. кадмия) сокращает время пРИраб^)м
"метров <«ин^’Хпйент трения и способствует xopOlUc°> пОд.
.пинка снижает ко3^*остн. Для предохранения от фретг1Л" сМаЧи.
S S?"ShoS покрывают медью. "W'<.
зТи стальные вклада^^нными вкладышами. Толстостенные ВКлаЛ1
31 “подшипники с то.петое вкладыша) и нанесенной на нее
состоят из ПОДЛОЖИ (KOPa-. Подложку вкладыша выполняют
антифрикционного мет • бронзы (например, БрОЦСбС^й
Химер, сталь 15 ^’(СЧ20, СЧ25). Бронза лучше стали nent3 11
BpOUC5-5-5), реж "3 ч; - “одШИПника и, следовательно, улучшает ^ет
теплоту внешнему кор. овые подложки толстостенных вклады^:
ВИЯ работы подшип^ меньШего усилия затяжки, и, кроме того, в ава
подшипников требдтот рашения подачи масла баббит выплат '
ных ситуациях, когда пред0Храняют шейки вала от задиров. Для ^я/
ется, бронзовые поди подшипников скольжения хорошо зарекомендовав
ложек толстостенных _ паре с заливкой баббитом БК-2.
себя бронза Ьрииь ^нных вкдадышей подшипников компрессоров
обьнно^ меняют баббиты Б-83 и БН. Для поршневых компрессоров
рекомендуется толщину слоя баббита з в подшипниках с толстостенным,,
вкладышами выбирать, ориентируясь на соотношение s = -l- + (i..,2) мм
(см рис 3 6 100) Толщина слоя баббитовой заливки толстостенных под-
шипников может быть до 10 мм и даже больше. Рекомендуется перед за-
ливкой баббитом поверхность вкладышей грубо обработать и лудить при-
поем из 40 % олова и 60 % свинца. Для лучшего удержания баббита на чу-
гунных подложках толстостенных вкладышей выполняют канавки, а при
больших диаметрах подшипников — канавки типа «ласточкин хвост»
(рис. 3.6.100). Глубина канавок h типа «ласточкин хвост» обычно состав-
ляет 2/3 от толщины баббитовой заливки s.
Толстостенные вкладыши из бронзы могут выполняться однослойны-
ми без заливки другим металлом.
В связи с недостатками (необходимость пришабровки, большие тол
шины заливки антифрикционных материалов и связанные с этим сто
имость и прочность последних) толстостенные вкладыши в современны
машинах применяют крайне редко.
Подшипники с тонкостенными вкладышами. К тонкостенным вкладышу
относят вкладыши, толщина подложки которых равна (О,О2...О,О5)г/, где
1=тИ рабочий) Диаметр вкладыша [20]. Как было сказано выШ’
легко ле<1ю^НаЯ особскность тонкостенных вкладышей — споС° д11а-
mctdv d пгстр роваться 11 принимать форму точно обработанной
не пришабоинают 1НеЗЛа^ корпУса подшипника. Тонкостенные в 1Ч1,е
от толстостенпнх Я’ 110ЭТ0МУ они полностью взаимозаменяемы гоНки
толстостенных вкладышей, которые требуют персональной подгон
Рис. 3.6.100. Канавки типа
‘ласточкин хвост»
474
Гл а в а 3.6
механиыа
ме ТОГО, тонкостенные разрезные В1<па
КР° „мя ремонтов могут быть замен?,.?, г Ыши коренных
Современные тонкостенные вкладьщ",,ПОДЪема вала. °ДШИПНИКОа
. , которая получается прокатом .Л Штампуют из бим^,,
яСИ1лЛОВ. Часть ленты, выполненная из м°С И3 Стали и антифп^ш еСК°"
£овой и заменяет собой подложку вк^Тм"™’CT*™S
5ой подложки тонкостенного вкладыша ™-Минимальная
плжна быть > 0,03с/, а для шатунных подшИп?.н оренпных подшипников
^нний (рабочий) диаметр вкладыша Ников > 0,02d, где d ~ ВНут-
р вкладыш штампуется таким образом, что когпэ
бедном состоянии, его внешняя поверхность н яи™?’ находится в сво-
(рис 3.6.Ю1, а), а изменяется по закону [4]- является Цилиндрической
COS ф,
Дг = Дгп 1-2^
V П
„ — угол по окружности вкладыша.
ГДС т
При посадке в постель вкладыш под действием сил F деформируют на
величину 2Дг, и он принимает цилиндрическую форму РУ на
Для надежной работы подшипника с тонкостенными вкладышами не-
обходимо плотное прилегание последних к постели. Эго прилегание про-
веряют по краске при обжатии вкладыша определенным усилием. Необ-
ходимо обеспечить прилегание вкладыша к постели не менее чем на 75 %
площади наружной поверхности вкладыша. Плотное прилегание вклады-
ша к постели подшипника необходимо для отвода теплоты от вкладыша.
Чтобы обеспечить плотное прилегание тонкостенного вкладыша к по-
стели, длину полуокружности вкладыша по наружной поверхности вы-
полняют больше, чем длина полуокружности постели (см. рис. 3.6.101, 6}.
Выступание вкладыша ДА определяет его деформацию и плотность приле-
гания к постели при затяжке крышки подшипника болтами (натяг) при
установке и обжатии вкладыша в постели. При недостаточном натяге
вкладыш может лишь частично прилегать к постели и соприкасаться с
шейкой вала только отдельными участками. При недостаточном натяге
ухудшается теплоотвод от вкладыша. При чрезмерном натяге ^ожет ыть
превышен предел текучести материала корпуса и в°а“°*е D0B ре2
прилегающих к стыку, внутрь к оси подшипника. Дл Р
комсндуется, чтобы при нагрузке силой Рсоставляю-
щей Ю... 15 % поршневой силы, значение ДА ыло р
но (0,0006...0,0009)^/. В этом случае внешняя повер.-
н°сть вкладыша, прижатого крышкои подш“ ’
очно повторяет цилиндрическую форму nofi зова.
беспечивает правильную форму зазора ‘ег0
сия маСЛЯного клина [20]. двига™Х в' пределах
ОпРання Обычно значение ДА находит Р
°’°5...0,1 мм [4]. точный расчет затяжки подшипни
1,11 3 6.101. К понятиям параметров тонкостенного вклады
а — распрямление Лг; б — выступани
d„+26r„
О
а
с „иных единиц и деталей поршневых компрессору
м.
Расточить по *
гиперболической
кривой \
, На всей Т
длине х .
вклод^О.035
‘олщинд слоя
ооббито 0,7+02
Схема измерения высоты и толщины вклад!
\О=1990 Н
[по поверхности В
АЛ.иии 0330.5*
(после отгиба упора)
(до отгиба
У"
1x35°
3+0.2
ТБ
"о о*о?? п0 „
^нииЦ^О^***
веской то^и.
в Кох^Ы
Рис. 3.6.102. Тонкостенный полувкладыш подшипника
с тонкостенными вкладышами проводят по методике, предложенной
М. А. Салтыковым* 1.
Конструкция тонкостенного полувкладыша коренного подшипника
оппозитного компрессора показана на рис. 3.6.102.
Работоспособность тонкостенных вкладышей зависит от формы рабо-
чей (трущейся) поверхности. Чаще всего рабочую поверхность тонкостен-
ного вкладыша подшипника выполняют цилиндрической. Если постель
подшипника, в которую помещают вкладыш, имеет большую жесткость,
то цилиндрическая рабочая (трущаяся) поверхность может иметь общую с
наружной поверхностью ось. Если же постель подшипника имеет недо-
статочную жесткость то
дыша. В результате дефооТынин^01 деФ°РмиР°ваться при обжатии вкла-
плоскости разъема корпуса пп„ остс;1и может уменьшиться ее размере
подшипника. Аналогичные ипника и масляный зазор в этой части
возможны при неудовлетвопнт ормации Рабочей поверхности вкладыша
исключить сужениГзазопа ?,Рп еЛЬН0М °"™нии подшипника. Чтобы
ск-пгДеНИЯ>> Краев вкДадыша оскости Разъема подшипника по причине
ши ’ Ширин°й Ю...12 мм Д . кРЗЯХ его несУЩей поверхности делают
Форму рабочей0 7НаРИС' 3 6 102)°Й °’01 • 0’05 мм »а всю Д™ п№
рабочихualnJI04 Жест|<остиСне толк|?СТеННОГ° вкладыша рекомендуется
ловия паг.п РУЗКах мо*стде<1ют,,, ' Ько постели, но и вала, который пр
11,1 вкладыша при и пи роваться. При малой жесткости вала у
м°и цилиндрической рабочей поверхн°с
затяж^ поД^И
1 Салтыков М А К расчету усилий на стыках постели и параметров , 3 с^зьеМ1'1’1
ков с тонкостенными вкладышами. - «Вестник машиностроения». р
< аттиков М. А К расчету натягов и усилий на стыках тонкостенных в
подшипников. — «Вестник машиностроения», 1964, № 12, с. 7 1*»
476
Глава 3 Л а
WS'wX™“" п"одшЕ<«• рис. 3.6,6) Вли '
к°са можно уменьшить расточкой Д’кВО31!Ика|°Щего из-за Гаж”'Пере'
в^е’пболической кривой, когда толщинПовеРхности воадьш^аЦИИ
'.'/максимального значения в середине дочини Ша изменяется по длине
уменьшение толщины вкладыша от Л г Мальной У краев вк2ы
/оставляет 0,01 ...0,05 мм определяется расчетомТНЫ К Краям при этом
путем Параметры гиперболы должны соответ^ npoBePBe™ опытным
"Тобы обеспечить постоянство условий работы И?Ь деФ°Рмапии вала,
Тыш но всей площади подшипника [21 смазки паРы вал-вкла-
д фиксация тонкостенных вкладышей от ппо
пеЧивается отгибанием фиксирующего усика °рачивания обычно обес-
корпуса подшипника (см. рис. 3.6.102). Фиксип^УблеНИе на разъеме
полувкладышей размещают на одной стороне по^ш™5™ С0ПРяженных
01ИН относительно другого. одшипника со смещением
1 Особые требования предъявляют к оазногтрми^.
вкладышей подшипников (не более 0,02 мм независимо от^азмераГи к
постоянству толщины антифрикционного слоя. При толщине анХик
„ионного слоя 0,5... 1 мм допускают колебания толщины этого слоя в пре-
делах ±0,25 мм. При этом толщина антифрикционного слоя должна быть
не менее 0,3 мм.
Так как рабочая поверхность тонкостенных вкладышей близка к пра-
вильной цилиндрической форме, их износ при жидкостном режиме
смазки мал и замена их в компрессорах требуется через 30 000...50 000 ч
работы [20].
Нежелательно выполнение упорных буртов (для восприятия осевых
усилий) на тонкостенных подшипниках, так как такие бурты значительно
уменьшают способность тонкостенных вкладышей деформироваться. При
тонкостенных подшипниках для восприятия осевых усилий используют
независимые от радиального подшипника разрезные упорные накладки
(см. рис. 3.6.94).
Для тонкостенных вкладышей мотылевой (кривошипнои) головки ша-
туна применяют те же материалы, что и для коренных подшипников.
Крышки подшипников. Крышки подшипников должны быть жесткими
и хорошо сцентрированы с постелью. Необходимо ооесп тоебованне
ность крышки относительно постели в к°р1}уСеЦен°ров^у крышки под-
особенно важно при тонкостенных вкладыша . Р - Рр
ишпника в раме рекомендуется выполнять .в шHaZ кото.
Неразъемные подшипники скольжения (/У в бобышках поршня
Рые опираются пальцы (в верхней голов ' ’ втулОк из антифрик-
11ли крейцкопфа), выполняют неРазъ®м“ „ионных втулок в верхней го-
рмонного материала. Толщина антифР1 составЛяет приблизительно
яовке шатунов малых и средних компрес Р
(0-°6- Д08Мпал. „ ,„ятуна выполняют чаше всего из
втулки-подшипники малых голово У ми из ленты. В качес™с
бронзы литыми, из тянутой трубки ил различных видов (наприу р,
^,атериала для них используют брон
ЬрЛЖ9-4, БрОЦ-Ю-2, БрОЦС5-5-5, ЬрОФ1б выполняЮТ гладкими иди
втулки-подшипники малой голов и равномерного распрыч
продольными канавками для под 477
вечных единиц и деталей поршневых коМПрессоров
------------—---------------—
пника Несквозные продольные канавки
масла подлине подшипн заглублением в тело втулки на
Апезой радиусом г- *: соответствуют большим значещ ? °Ф д'
Оми (большие значею1пник„ х ГОловок шатунов Jxо
Нагруженные втулки рабочеи поверхности поЬ’^
С винтовыми ^7НпЬ'с 3 6.40). Поперечная кольцевая канавка Ппр П"в-
ка) канавками (см- Р ого масла ко всем винтовым канавкам оз-
начена для подвода сма М) вь|бирают „сходя из угловых перемя-
ло винтовых канавоклд смазывалась вся поверхность подШип ремев(е.
ний шатуна, такич™квозным винтовым канавкам служит не тол^' П°'
"° " "" <,Иа“ИИ" ПМШИ"НИ“ " "ыноеа
зивных частиц. подш1Шников рекомендуется выполнять со <•„»
^Х»™рТшер»Ю!1таСТ,.(иех^е>:
» свыше 120 до 180 мм
наружной поверхности:
диаметром от 24 до 140 мм
„ свыше 140 до 200 мм
поверхностей торцов
остальных поверхностей
0,63 мкм
1,25 мкм
1,25 мкм
2,5 мкм
5 мкм
10 мкм
Глава 3.7
НЕПОДВИЖНЫЕ КОРПУСНЫЕ ЭЛЕМЕНТЫ КОМПРЕССОРОВ
§ 3.7.1. НЕПОДВИЖНЫЕ КОРПУСНЫЕ ЭЛЕМЕНТЫ КРЕЙЦКОПФНЫХ
КОМПРЕССОРОВ
Неподвижные корпусные элементы компрессора. Поршневой крейцкопф-
ный компрессор имеет неподвижные элементы конструкции, предназна-
ченные для обеспечения работы механизма движения, для объединения
цилиндропоршневой группы с механизмом движения и для установки
компрессора на фундамент. К таким неподвижным корпусным элементам
компрессора относятся (рис. 3.7.1): рама 1, фонарь станины 3, направляю-
^ТИЦК0Пф постели 2 и 4 (их также называют направляющими крейн-
пчтсгиимк.а просто направляющими, а иногда параллелями1). Все конст-
dhc 3 7 1 "СП0ДВИЖНЬ1е элементы компрессора, приведенного на
К Vnu вь,ПШ1нены в единой отливке.
лей такжеТотнпситг1М элементам группы неподвижных корпусных дета-
фонарем станины и? Д11Станционный фонарь2, устанавливаемый меЖДУ
«Атлас^ =,й ЛИЛИНДРОМ (см- дис™ А 2.10, А.2.20, А.2.30 в раздел
станины направляю 11С|1ОДВИЖНЫХ корпусных элементов (рама, фонарь
выполняет опредепенныр КрейцкопФ постели, дистанционный фонарь)
наделенные ниже функции.
2 ДистанционХНОфонХиИиЯн?гпМИНОЛОГИИ ~ одна из пР°блем компрессорной техним'
онный фонарь» соответствует меж JL назыпают фонарями цилиндров. Термин «Л
478 ме*лународным стандартам.
РИС. 3.7.1. База оппозитного компрессора, имеющая станину RkInnrn.o
У’ выполненную в единой отливке:
/ - рама; 2, 4 - направляющие крейцкопф постели; 3 - фонарь станины
функции неподвижных конструктивных элементов компрессора. В комп-
рессоростроении рамой принято называть сборочную единицу с подшип-
никами, в которые укладывают вал (см. поз. 1 на рис. 3.7.1). Функции,
которые выполняет рама, поддерживать подшипники, в которых установ-
лен коленчатый вал, и играть роль опорной плиты, которой компрессор
опирается на фундамент и с помощью которой компрессор закреплен на
фундаменте. Поэтому рамы поршневых компрессоров иногда называют
фундаментными рамами. В небольших и средних компрессорах нижнюю
часть внутренней полости рамы используют в качестве маслосборника.
Основная функция фонаря станины 3 — соединять раму с цилиндрами
или с дистанционными фонарями.
Направляющие крейцкопф постели (параллели) 2 и 4 предназначены
для того, чтобы воспринимать нормальную силу N, которая возникает в
кривошипно-шатунном механизме1, и передавать ее через другие непод
вижные элементы фундаменту. „ипинлп 7
Функции дистанционного фонаря 2 (рис. 3.7.2) у обеспе-
на определенное расстояние от ФонаР” И"“оз^ЖНОсть монтажа, ре-
чить: 1) через окна в дистанционном фонаре 4eDe3 окна в
гулировки и ремонта сальника 5, уплотняюше ^р0ВКИ и ремон-
Дистанционном фонаре - возможность мон - PJ смазь1вается меха-
га устройства 4, снимающего со штока м ’ ПОДВОдяших к сальнику
чизм движения; 3) возможность монтажа тру ’ омь1вочную и охлажда-
смазочное масло, буферный и продувочн /яльник2, — см. также лист
юШую жидкость или отводящих утечки Р _ качественное уплотне-
А.2.20 в разделе «Атлас»; 4) в некоторых
ние штока (см. § 3.5.10).
' О нормальной силе N см. том 1. п[)0Мывке и охлаждении сальникоЕ
См. о буферном, продувочном газ ,
печек в § 3.5.8.
479
Рнс 17 2 Пример использования дистанционного фонаря для подвода Tnvfm„
' ’ (ШТОК внутри дистанционного фонаря условно оборван): садьнику
/-цилиндр; 2-дистанционный фонарь; 3 — станина; /-устройство, снимающее г„
5 — сальник; 6 — шток со штока масл
Дополнительное особое назначение имеют дистанционные фонап
между цилиндрами и станиной крейцкопфных компрессоров без смазк1
цилиндров. Такой дистанционный фонарь дополнительно должен обес'
печнть размещение внутри себя штока с закрепленной на нем масло
сбрасывающей манжетой (см. лист А.2.29 в разделе «Атлас»), которая де
лит шток на две части. Одна из частей штока, расположенная ниже масло-
сбрасывающей манжеты и называемая «замасляной», может входить в
маслосъемное устройство, которое отделяет смазываемый механизм дви-
жения от полости дистанционного фонаря и может содержать смазочное
масло. «Замасляная» часть штока не может входить в несмазываемый
сальник цилиндра без смазки. Вторая («чистая») часть штока, которая
расположена выше маслосбрасывающей манжеты, при работе компрессо-
ра может входить в несмазывасмый сальник цилиндра, но не может вхо-
дить в устройство, снимающее масло со штока. Маслосбрасывающая ман-
жета на штоке предназначена для того, чтобы сбрасывать со штока масло,
которое может попасть на него в маслосъемном устройстве станины. Ес-
тественно, дистанционный фонарь компрессора без смазки цилиндров
должен иметь длину больше, чем ход поршня.
Станина компрессора (понятие и структура). Станиной в компрессорост
роении называют сборочную единицу, объединяющую в себе раму, Фон
ри станины и направляющие крейцкопф постели. пе.
меннл кмпп*10*61 бь1ть С|,Р°ектиРована в виде одной детали, однР
коейпкпш) ЛНЯЮ|Цей Функции рамы, фонарей станины и направл
Хе о±ь::ГЯСЙ' ИЛИ СОСТОЯТЬ из нескольких деталей. В послед^
мента или cnaiv а ДСТали станины могут выполнять функцию одн ( п0.
казана база општ?НКЦИИ нескольких элементов станины. На РиС- еНцуЮ
вв^оХйдХ^^^^Рессора, имеющая станину, изго^ен.^
рей станины и наппяппДН°Временно выполняющей функции pai* > __ из-
готовленная в вине, яющих крейцкопф постелей, а на рис. 3 "сбо-
ре с коленчатым валом°И ДСТШ1И станииа V-образного компресс Р
480
____________2_°e° J z Н'"°д<ш*НЫР
" " ----К0мпР^с0р0в
Станина также может состоять: 1) из Dauit
,.«ны, и отдельно выполняемых няп„ Ы’ отлитой заолнп . ж
ста' 3 1 3); 2) из рамы, отлитой заодноПгРаВЛЯ10Щих крейцкопгЬФ°НаряМИ
(Р« и фонаря станины, который ш"«"РШяющйХ
Йарем (см. лист АЗ. I u Рлзлелс «АтласТ)°нди т?аолно с аятниионнмм
111 в станине базы вертикального КОмппп
оИс. 3.7.6, одна направляющая постель крейцкопф ЮобРаженной на
Ь станины, а другая выполнена съемной Ф °Тлита заолн° с фона-
г Стенки, но которым сопрягаются детали станнит. /
кости), делают утолщенными в 1,5 раза (иногда лоз пРзИВаЛ°ЧНЬ1е плос‘
Ксгал1,ными стенками. да до 2 раз) по сравнению с
° Станину, имеющую раму, фонари цилиндпа и мяпп,
копф постели, выполненные в одной отливке (см рис 37 КреЙЦ‘
0 малых и средних компрессорах. Она имеет небольшие tfi/’ применяют
I оста а изготовлении и обслуживании. Так£ ,SoнcШ^cт™и^'
жет быть использована для компрессоров без смазки и Хругих специ’
альных компрессоров. Для этого достаточно между станиной и циливдра-
ми установить соответствующие съемные дистанционные фонари (см. да-
лее). При этом может быть установлен дистанционный фонарь любой
конструкции и любых размеров в направлении оси ряда.
В горизонтальных рядах дистанционный фонарь может иметь подвиж-
ную опору, аналогичную по конструкции опорам цилиндров (см.
§3.1.12).
Съемные направляющие в виде втулок (см. рис. 3.7.3), по мнению из-
готовителей, позволяют выполнять их из более качественного материала и
более качественного литья (например, центробежного), чем вся станина,
и при износе их поворачивать или заменять. Следует отметить, что при
общепринятых значениях нагрузок и средней скорости поршней и выпол-
нении крейцкопфов из алюминиевых сплавов износ чугунных качествен-
но изготовленных направляющих практически отсутствует. Таким обра-
зом, применение съемных направляющих (параллелей) в станине может
оказаться преимуществом только для очень быстроходных КО14ПР^сор°в
или при невозможности получить качественную отливку стаю’
полненную заодно с направляющими. Сушественнь кая об_
съемных направляющих втулок являются более слож втулок
«»тка „ трудности, связанные с устаноак»^мя
<См рис. 3.7.3, в), а также с демонтажом и мо вке направляющей
Ремонтов. Последнее обусловлено тем что р J3M0XH0 демОнтировать и
тулки так, как это показано на рис. ’'у, > 3.6.64) без демонтажа
'''оптировать крейцкопф поворотом на 9 ( . • втулок со стороны ци-
П'линдров Кроме того, установка напра „„«ходимостью увеличения
'""Дров (см. рис. 3.7.3, а и б) связана с „“единение к нему цилинд-
Рланца фонаря станины, что осложняе сокого давления, производ-
0|! небольшого диаметра, т. е. цилиндр
Ь1Х компрессоров. „ „„пЛных компрессоров фонарь ста-
Ряде конструкций малых кРеиц а функции фонаря станинь р
1И11Ь1- как таковой, может отсутствовать, а фун
11 «390
поршневых
Раздел 1П. Конструкции сборочных единиц и деталей
Рис. 3.7.6. База вертикального компрессора с укладкой вала в раму и подшипники сверху (с разъемом станины по оси вала):
рама; 2 — фонарь станины; 3 — съемная направляющая крейцкопфа; 4 — направляющая крейцкопфа, выполненная заодно с фонарем станины
компрессоров
___________2°ва 37-Н^одвиж11Ыр
выполняют оребренные (для повышении
э йжснные фланцами для соединении *есткостШ няп„„
S.2* и Д.2.22 и разделе «Атлас.Г™’ ‘ « ии.и^ХТм™””;
А в станину иногда встраивают межступенчя , ^м. листы
,..,за (см., например, лист А.2.7 в ь,и охладитель
’.Нореи» показал, что при истроенном OMamS»’' Одиак» опыт та»™а
i«». что создает трудности с охла«де,,„”™'„?"™a “««’
цине. ’ собираемого в ста-
§ 3.7.2. РАМЫ КРЕЙЦКОПФНЫХ КОМПРЕССОРОВ
Классификация рам. Как было сказано ранее пей
заключаются в том, чтобы: поддерживать подшипник"Т функции Рамы
ется коленчатый вал, и играть роль опорной плиты ип та К°™РЫХ враща’
опирается на фундамент и закрепляется на нем- ппи t Р°И компРессоР
подняться автономными как отдельная сбороч!ая единица' ^Тбыть
объединены в одной отливке с другими корпусными элементами - фона
рями станины и направляющими крейцкопфа. 4
Конструкции рам крейцкопфных компрессоров можно классифициро-
вать по нескольким признакам. н
По типу валов, размещаемых в раме:
рамы для коленчатых валов;
рамы для кривошипных валов.
По типу опор вала:
с подшипниками качения;
с подшипниками скольжения.
По числу опор вала:
с одной опорой вала в раме (байонетная рама);
с валом, имеющим две опоры в раме;
с валом, имеющим много опор в раме.
По способу монтажа вала в раму:
с монтажом вала в раму с ее торца; ___
с укладкой вала в раму и в разъемные подшипники скольжен р. у
рамы.
По способу выполнения внутренней полости рамы.
открытая рама;
закрытая рама.
По способу установки приводного дв^^н приВодным двигателем;
Рама компрессора с автономно установл огда двигатель установ-
„ Рама, несущая приводной электродвигатель^огда^
Лен на раме и не имеет собственных опор крейцкопфных комп-
Категории предложенной классифик конкретных конструкций.
рессоров пояснены ниже при рассмотр ч КОМпрессоров. В настоя-
I амы крупных горизонтальных (||С"П" ППОЗИТные) компрессоры не вы-
время крупные горизонтальные
Ускаются, но еще встречаются в ЭКСП„У олняли заодно с направляющи
Обычно рамы таких компрессоров з 7.7 и 3.7.8) или закрытыми.
1 11 Фонарем станины открытыми (Р • 4^5
Закрытая рама (рис. 3.7.9, а) имеет коробчатую форму, выполненную
литьем Открытые, обычно сверху, рамы (рис. 3.7.9, б) применяли для
крупных тихоходных горизонтальных компрессоров. Такая открытая рама
закрывалась легкой крышкой (кожухом) 1 из тонколистового материала,
которая служила только для того, чтобы закрыть движущиеся части. От-
крытые рамы со снятым покрывным кожухом показаны на рис. 3.7.7 и
рис. 3.7.8.
В крупных горизонтальных (неоппозитных) компрессорах применяли
два типа рам: вильчатые (см. рис. 3.7.7) и байонетные (см. рис. 3.7.8).
Вильчатая рама имеет два подшипника. Поэтому вал однорядного комп-
рессора с вильчатой рамой имеет три подшипника: два в раме плюс вы-
носной подшипник электродвигателя (рис. 3.7.10, а), а в двухрядном ис-
полнении — четыре подшипника (см. схему б на рис. 3.7.10 и схему в на
рис. 2.3.2), что делает вал статически неопределимой системой и вызывает
трудности при монтаже.
аионетной называют раму горизонтального компрессора, имеющую
одну коренную опору для кривошипного вала, на который насажен ро-
™^КТРО«1Я- Г1Р11 этом вторая опора кривошипного вала распо-
полненя VTJ01' сторонь1 Ротора электродвигателя и может быть вы-
(оис 3 7 11 .НОРЯДНОМ компрессоре в виде выносного подшипник
раме (рис. 3 7 I " В двухрядном компрессоре — в другой байонетной
"la ".пая закрытая (а) и открытая (б) рамы
Глава 37 ц
'• Henodt
визк1,ые корпусные элементы
-----------'________'менты компрессоров
Рис. 3.7.10. Схемы расположения
подшипников в компрессорах с виль-
чатыми рамами:
а _ в однорядном компрессоре; б — в
двухрядном компрессоре; I — ротор
электродвигателя, насаженный на вал.
Кривошипы условно показаны в одной
плоскости
nomiiunu.!1' Схемы Расположения
Дшипников в компрессорах с
оаионетными рамами:
о — в однорядном компрессоре; б — в
Двухрядном компрессоре; I - ротоо
электродвигателя, насаженный на вал
кривошипы условно показаны в од-
ной плоскости
Рамы вертикальных компрессоров. Рамы вертикальных компрессоров
могут быть автономными или выполняться заодно с другими элементами
станины. Примеры возможных конструкций автономной рамы верти-
кального компрессора (рама типа опорной плиты) приведены на рис. 3.7.6
и 3.7.12. При такой конструкции рамы коленчатый вал укладывается и в
раму, и в подшипники сверху при снятых фонаре станины, направляю-
щих и крышках подшипников (см. рис. 3.7.12). При этом каждый под-
шипник имеет свою автономную крышку. Показанные на рис. 3.7.6 и
3.7.12 рамы имеют по три коренных подшипника скольжения. В верти-
кальных компрессорах при укладке вала в раму сверху плоскость разъема
автономной рамы (типа опорной плиты) и фонаря станины обычно со-
впадает с плоскостью разъема коренных под-
шипников скольжения, как это показано на
рис. 3.7.6 и рис. 3.7.12.
В более современных вертикальных комп-
рессорах коленчатый вал вводят в раму с ее
торца1 (см. листы А.2.15 и А.2.28 в разделе
«Атлас») и укладывают его в разъемные под-
шипники скольжения сверху (см. рис. 3.7.1 )
Уже внутри рамы аналогично тому, как это
Делается в оппозитных компрессорах (см.
рис- 3.7.15), или при двухопорных валах ис
"ользуют неразъемные подшипники ск
Жения в виде втулок (см. лист А.2.28 в ра««
Атлас»), а раму выполняют коро
Ипа> без разъема и заодно с фонарям
Линдров.
Рис 3 7.12. Рама и фонарь ста-
У шинники сверху
дЬ1вяРтНутр11 PaMb> вал в подшипники сХОЛ^орца/
Вается сверху, но в раму он вводится с ее торна
487
т. единиц и детаЛей П0РШНевЫХ кол"^ссо^
о , V и W-образных компрессоров. Рамы L-, V- „ U/ "
Рамы L-,, J- вь1Полняют заодно с фонарями LW'°6pai
компрессорово „ заодно с направляющими (рис. 3.7 13) д'иНы Ч
Р"С'2'2’8 ’fJ naMbi для V- и W-образных крейцкопфных ААвт°Чо!См
-«“V“ro ’ “шых ко""рес“р“’<
А'¥ам7оХиХТх компрессоров. Рамы оппозитных комПресс И
полняют как автономными, так и отлитыми заодно с другими^^^Ьг-
СТ“алых оппозитных компрессоров рама может быть
одно с фонарями станины (см. рис. 3.7 3) или заодно с фонарями m На За-
ра и направляющими (см. рис. 3.7.1), или автономно (см ри?И5иНд.
Крупные оппозитные компрессоры обычно выпускают с автом ' 3'7 г>)
рамами (см. рис. 3.7.5). °Ho^<
Рамы оппозитных компрессоров с многоопорными валами
имеют коробчатую форму с проемом в верхней части, через кото °®Ь1чНо
дят (опускают) в раму и укладывают в подшипники скольжения ^Ь1Й Вв°'
тый вал, устанавливают крышки подшипников, а иногда мош- Колейча-
туны и крейцкопфы (рис. 3.7.14). иРУЮт ща.
В последнее время появились оппозитные компрессоры дуге
которых в поперечном сечении имеют цилиндрическую фоо п рамы
лению изготовителя, масса таких рам меньше (до 50 %) обк> *^° заяв'
кими стенками. ЧНЫх с плос-
Дополннтельные замечания по конструкции рам Часто ни»и
рамы крейцкопфных компрессоров с поршневым усилием 6?Ю Часть
используют как емкость для сбора масла системы смазки клип " Менее
шатунного механизма движения, что позволяет обходиться КВОШИПН°-
тельного маслобака. В этом случае следует обеспечить ofitu ДОПОЛНИ‘
необходимый для охлаждения масла, циркулирующего г маславраме,
механизма движения (см. главу 2 4) Маслямяа ПЩ в системе смазки
рамы может иметь устройство ванна В нижней час™
устройство для охлаждения масла (см. змеевик для
А-А
В.с,,,,,,,., ' . .
“w.™ крей„0„ф„ого ««».!»«*
направляющими и фонарями станины
охлаждающей воды на листах А.2.10, А.2.11 и А.2.20 раздела «Атлас»). В
компрессорах, работающих при низких температурах, в МДСЛЯ“°^
рамы может быть установлено устройство для подогрева м
'“^иногда t
пользуют в качестве маслосборника, для ли
ные: масляные баки, выполняемые отдельно от р^ отверстия под фунда.
Лапы для крепления рамы к ФУНДаме» L амент т0 для того, чтобы
ментные болты. Так как масло разрушаеФ- руг ’стаНины предусмат-
предотвратить попадание масла на фунд > мой и с лапами (см.
ривают желоб, который выполняют з
Рис. 3.7.3). оппгп чугуна (чаше всего СЧ20). В
Рамы, как правило, отливают из «р<-"^товлены из
специальных случаях рамы могут я рамы многорядных оппо
сплавов. Иногда для упрощения л составными с разъ
компрессоров (более 4 рядов) в*1 пер-
"лоскости, перпендикулярной оси Л , этом стенки сварнь ‘ '
Рамы изготовляют также сварнь „аюЩие подшипники, и и
"спдикулярные оси вала и ПО^ТньХстальными литыми с ребрами
иий жесткости часто выполняют цельными 489
Ра^ ///. едини, и деталей поршневых
Рис. 3.7.15. База оппп
СПаЛОМ, ВВОДИМЫМ В Г)?м?,',0,° Кп
стенными Разъемными „Х'>а><4
женин |,,|(ами
С*Ч.
поперечной жесткости, а оста
стенки приваривают к ним мНь,е
холимая жесткость пароле; '
оси вала стенок сварной рамы пкЬ1х
печивается приварными ребрам '
Как правило, многоопот
рамы с подшипниками скольже
выполняют так, чтобы валы Мо”Ия
быть введены в раму сверху и Ул
жены в подшипники сверху и чтоб
крышо1 птичников могли быть закреплены на раме (ем. р„с. 3.,,“
3 7.14). метких двухопорных коленчатых валах раму делают та-
При коротких жестки д^ ввести в раму не сверху, а
ким образом, чтобы ваз в торце рамы предусматривают окно для
тореи (см. рис. з./л , - ми соответствующих размеров, закрываемое
прохода вала с против аюткоренНой подшипник. В таких конструк-
крышкои, в которой р ессоров коренные подшипники скольжения,
циях малых и средн) быть установлены в торцовой стенке
ВЫ"“К7Х™ке ка”то покаино на рис. 3.7.1. Аналогичные коне,-
рамы и в крып , которых монтируют коленчатые валы с дву-
^“2каченил (S. например, рис. 2.2.7
2 2 8) В средних и крупных компрессорах двухопорные валы устанавли-
вают в раму с торца и укладывают уже внутри рамы в разъемные подшип-
ники скольжения, имеющие крышки (рис. 3.7.15).
Известны компрессоры, в которых многоопорныи коленчатый вал м
тируют в раму с ее торца с применением раздвижных опор (рис. „
Имеются рамы компрессоров, в которые многоопорный коленчатый
вал монтируют с торца, когда коренные подшипники качения устанав
вают на круглые щеки вала (рис. 3.7.17).
"< в раму с торца и мо^"п“иков многоопорного коленчатого вала, монтяР-
490 многоопорного вала через торец рамы (о)
Гл о в а
Рис 3.7.17. База оппозитного компрессора с рамой и
с коренными подшипниками качения на Шеках^онтарОу^ОГтЫорца°ЛеНЧаТЪ,Й ““
Число коренных подшипников скольжения. Число коренных подшипни-
ков, устанавливаемых в раме, определяется числом рядов и конструкцией
вала. Так, в оппозитных компрессорах применяют два типа коленчатых
валов: 1) с парными коленами (см. схему на рис. 3.7.18, а, конструкцию на
рис. 2.2.6), когда между двумя подшипниками располагают два колена;
2) с раздельными коленами (см. схему на рис. 3.7.18, б и конструкцию на
рис. 3.7.19), когда каждое колено расположено между двумя подшипника-
ми. Естественно, при конструкции вала с раздельными коленами жест-
кость рамы повышается, так как число коренных подшипников, устанав-
ливаемых в раме, будет больше (будет больше и число поперечных ребер,
которые поддерживают эти подшипники), чем при конструкции вала с
парными коленами при том же числе рядов.
Рамы крупных компрессоров, у которых ротор электродвигателя нас
жен на консоль вала, имеют, как правило, со стороны э^^тр°^ви
дополнительный подшипник, воспринимающий подшипники
электродвигателя (см. рис. 3.7.5). Вь1н°7Ь‘амыПстороны электродвигателе
расположенные с противоположной от рамы Р
(см., например, рис. 3.7.10, а), в совре-
менных компрессорах применяют
Редко.
Смазка коренных подшипников
скольжения. Смазка к коренным под-
Р"С. 3.7.18. Схемы расположения колен
оппозитного компрессора:
а — парные колена; б — раздельные колена
Рв^., ///. Конструкции сборочных единиц и детапеипорш^ КОЛ1прессород
п
•20. ПодвОд масла к подшипникам скольжения.
Рис. 3.7.19. База оппо-
зитного компрессора с
валом с раздельными
коленами
— сверху; б — снизу
крьппкн^ скольжения подводится или через
ти rinni верху> или через постели (нижние час-
многоопп ПНИКа) СНИЗУ <РИС- 3.7.20). В случае
ется мас1|Р1ЮГ° вала ВНУТРИ рамы прокладыва-
питься к ЯНЬ1И коллектор, который может кре-
полшит.С1енкам Рамы И от которого к каждому
Дается г ИКу "° тРУбке или гибкому шлангу по-
Маз°чное масло. Иногда вдоль рамь'
Глава 37
.——-----------------
,гкают трубу-коллектор (рис. з 7 2n vn
|,р0',пИ отливке РгГЬ1’ а СВерлсния 2 (Рис 3 7т№° Уста1»вак>т в фор.
<чной трубы / к подшипникам выполняют i"v чеп₽аМЭСЛаИ3pav
Л‘ ,.цика. У чеРез постель под-
"'^''новные размеры рамы. Pa3MepbI 0
Жженных с ними узлов и деталей: валов ИСХОДЯ из Размеров
с° меров мест сопряжения с фонарями станины РУН°В’ кРейцк°ифон и
Ра Горной плоскости рамы выбирают из условна Расстояние от оси вала
Д° .ки пол коренными подшипниками Обычно ДОСтаточной жесткости
^ пределах (2...3.5)d, где d - диаметр корХ^Расстояние находит-
’ДйрУФУ™ ₽аму обь™° пр»Хки“ е«“е^а'
ими узлами и деталями. мест ее сопряжения с
Жесткость рам. Рамы должны быть не только прочными но и жестки
МИ они должны обеспечивать минимальные деформации коренных под-
шипников и плоскостей крепления фонарей станины. В м^орядных
компрессорах с многоопорными валами даже малые деформации оп^
могут привести к значительным напряжениям в коленчатом валу. От жест-
кости рамы зависит точность ее размеров и форм, получаемых механичес-
кой обработкой.
Жесткость рамы обеспечивается оребрением ее стенок, прежде всего
поперечных, в которых устанавливают подшипники, и боковых, к кото-
эым приваливают фонари станины с направляющими крейцкопфов.
р' Очень важно в рамах компрессоров минимизировать угловые деформа-
ши плоскостей, к которым крепят фонари станины. Поэтому следует
обеспечивать осесимметричную жесткость рамы относительно оси ци-
линтров Рассмотрим необходимость этого требования на примере рамы
сверху1жесткости рамы в ’„«жней «верхней
жесткость нижней части рамы больш ’ уменьшением разности
Уменьшение этих деформации обе этого в верхней части
жесткостей нижней и верхней частей р сквозной анкерной стяжкой
рамы устанавливают распорные бру показана на рис. 3.7.24. По-
(см. рис. 3.7.5). Установка распорных бру^°нных компрессорах часто
перечное сечение распорного бруса середине которого проходит аг
выполняют в виде буквы П в пустой «РеДие»н0Г0 сечения чугунных: рас^
пая стяжка (см. рис. 3.7.5)1. Пл0В1‘бирать больше пятикратно!
норных брусьев рекомендуется £ рекомендуется оутаким
анкерных стяжек, а их посадку и , Этот натяг расся1’нЫХ брусьев
натягом (обычно не менее 0,1”н’е1,нЫх стяжек длина ра прОема в
образом, чтобы после затяжки а Р первоначальному р‘ еРие< при ко-
в сжатом состоянии была бы Р должны занять парал-
Раме; при этом боковые стенки рамыД^ фонари стаНины ьуду
г°ром привалочные плоскости Р
с0 сверлением анкерной стяжки.
Применяют и обычные брусья с
493
и деталей поршневых компрессоппя
Э1е',е"ты компрессоров
леЛе;?ьнУ|оУ°брРаботку пРивалХГх₽„ “ осям рядов- Рекоме
1'а2ек распорных брусьев. Распорнь1еС£0СТей выполнять ^“уется °кон-
Сп5нных подшипников или как можно ^УСЬЯ расп°лагаЮт в пеп3атяжки
:=ГкХ^а-£ f Х=
:=-===:===-=-===
конструкции коленчатого вала. Так, напримепПРеССОров ™еет выбор
дельными коленами (см. рис. 3.7.18, б и 3 ш Ш1Я валов с раз-
для валов с парными коленами (см. рис. 3 7 Д Жестки’ чем Рамы
рис. 2.2.6). ’ а и конструкцию на
Это объясняется тем, что, во-первых па
коленами имеет большее число поперечных'L^?37108 с Раздельными
располагаются подшипники, а во-вторых месте > 2 которЬ1Х
стенке рамы для валов с парными коленами (см пИСР^1?\Ф°Нарей к
рично относительно подшипников и несущих их жестки/!"^™"67’
стенок рамы. При этом при работе компрессораKocoS nJSS
стенки рамы для валов с парными коленами вызывает период” бо
ковые смешения фонарей станины и направляющих крейцкопфа Поэто-
му привалочные стенки таких рам усиливают ребрами, а привалочные
фланцы фонарей станины выполняют прямоугольными (или другой фор-
мы), максимально вытянутыми в высоту.
В вертикальных компрессорах выравнивание жесткостей рамы по
плоскости соединения с фонарем станины значительно упрощается. Этот
фактор является одним из преимуществ вертикальных компрессоров.
Предотвращение утечек масла из рамы по валу. При работе компрессора
возможны утечки масла из рамы по валу. Для предотвращения этих уте-
чек в компрессоростроении используют специальные маслоуловители.
Пример такого маслоуловителя показан на рис. 3.6.26. Маслоуловитель
состоит из разъемного сдвоенного маслосбрасывающего (отбойного)
кольца, имеющего маслосбрасывающие гребни а и б и закрепленного на
валу, и маслоотводящих желобков, выполненных на разъемной торцовой
крышке рамы. Масло, текущее по валу, попадает на вращающееся м с.
сбрасывающее кольцо и центробежной силой от рарв1ва оамы сте.
рию. Затем оно по неподвижному желобку/на торцов специальному
кает в нижнюю часть этой крышки и отводи У
отверстию в нижнюю часть рамы. ппедотврашения утечек
После маслоуловителя для более над Рл1ЯГКОй набивкой или
масла по валу могут быть установлены уплотнения
манжетное уплотнение1. „ппотнением имеют особенное
Маслоуловители с дополнительным у одвигателя, когда ротор
значение при общем вале компрессора 1- , так как масло, по-
Электродвигателя насаживается на вал _ кушать их электроизоля
падая на обмотки электродвигателя,
НИЮ.
----- а по валу, рассматриваются в многочис-
Ле, ' Устройства, предотвращающие утечки ма
нь,х книгах по деталям машин.
урочных единиц и деталей поршневых компрессоров
Раздел /Я. --------------- '----------------
р стыки между рамой и фонарями станины Лп
Крышки на Ра”е"„ы просадками или герметизирующего^
быть надежно упл маСла. стащи
для предотвращения утна раме. На противоположном ПрИВолх,
Агрегаты. У^^шх компрессоров могут устанавливаться маЛУоТ°р-
це рамы малых и средних ты системы смазки механизма дви1Нь'«
циркуляционный HJc°Ca3K„ цилиндров и сальников и механизм
лубрикатор системы сма ^ компрессорах масляный Циркуляц^”Пр°-
ворачивания вала, в кру с автономными приводами (см пНнь'й
насос и лубрикат0Р вь ’ Атлас»), а иногда и другие агрегаты ципкЛ СТЬ|
А.2.18 и А.2.19 в разде. анавливают автономно не на раме. Р УЛяци-
онной системы смаз . шания вала. На раме крупных и средних
Механизмыдля пр ворабычно устанавливают механизм проворачиИЦ'
копфных компрес Р необходимо при монтаже и ремонтах Ко^'
ния вала. Проворачив“ ости сборки, а также в тех случаях
необходимо чтобы ваз был в определенном положении (например,’ в
чт когаа поршни надо установить в мертвой точке). Проворачивание
X необходимо также после длительных остановок для распределени
смазочного масла по смазываемым поверхностям. Иногда проворачива-
ние вала используют при продувке газового тракта компрессорных уста-
новок. сжимающих взрывоопасные и токсичные газы. Для выполнения
всех вышеперечисленных функций механизм проворачивания вала дол-
жен быть реверсивным.
Механизм проворота для небольших машин выполняют с ручным при-
водом, для крупных — с электроприводом. В случае электропривода ско-
рость проворачивания обычно принимается 0,5... 1,0 об/мин. Проворачи-
вают вал только при разгруженном компрессоре.
Примеры ручного механизма для проворачивания вала показаны на
рис. 3.6.24 и 3.7.25. При осевом нажатии на ручку (см. рис. 3.6.24) сжима-
ется возвратная пружина и храповой механизм приводит в зацепление
ручку с валом, что позволяет, поворачивая ручку, проворачивать вал. Пос-
ле окончания проворота вала сжатая возвратная пружина выталкивает
ручку влево и выводит из зацепления храповой механизм. При работе
компрессора ручка не имеет связи с ва-
лом и находится в неподвижном состо-
янии.
На рис. 3.6.25 представлен пример
механизма проворачивания вала с
электроприводом, установленного на
крышке рамы. Электродвигатель /вра
тает червяк 2 и через него червячн
колесо 3. От червячного колеса вРаи‘
ние передается на шестерню 7, закр
ленную на коленчатом валу,
диндрические шестерни 4, 5и о.
чают и выключают механизм РУ _
кой (на рис. 3.6.25 не пока за
которая вилкой перемешает п & за,
шпонкам шестерню 6, вводя е еНця
цепление или выводя ее из зане
Гло в а 17 и
'----к°Рпусные
--------^e„mw компрессорпв
ерней 7. Изменение направления п '-----------~
с Мнения подключения электроде™* Чтения обеспечь
1 пот вала вручную вращением MaxonJu Кэлектросети ся путем
в°р |Яю1ией вал электродвигателя с°в™ка- устан°вленногп М°*ен про'
с;1‘ цуском компрессора механизм ппо^п К°М 2 (мах<№ик не пп Муфте’ С0‘
Се положение отсоединяется от вК”’пеРемеиХиемПе‘
л Значение максимального крутящего мМг'рессоРа. шестерни бв
вать механизм проворота вала с электроХ^ К°Т°рь,й №н созда
иствуюших при трогании с места компрессо ” ’Зависит от трения
;еЛем, и инерционности ротора главног
низма проворота вала с электроприводом реХен^' Рас^ меха-
крутяшем моменте, который составляет 25 Р^°^ендУется проводить при
щеГ0 момента на валу компрессора ' от Финального крутя-
При использовании механизмов проворота вапя Р
необходимо в системе автоматики и управления ™ электР°пРиводом
реть невозможность (блокировку) пуска компрессопТппи00^ "Рас-
цепление механизме проворота вала и возможное^ ВВДенном в за‘
нис механизма проворота только при разгр^Х
Установка на раме агрегатов систем смазки компрессора На торцовой
стенке рамы со стороны, противоположной главному приводХых
крейцкопфных компрессоров с номинальным газовым усилием до бГкН
(см. рис. 3.6.24), устанавливают циркуляционный масляный насос систе-
мы смазки механизма движения 7, лубрикатор 3, предназначенный для
подачи смазки в цилиндры и в сальники, охладитель масла системы смаз-
ки и масляные фильтры механизма движения (масляные охладитель и
фильтры на рис. 3.6.24 не показаны). Размещение агрегатов циркуляци-
онной системы смазки механизма движения на торцовой стенке рамы
среднего оппозитного компрессора с номинальным газовым усилием
100 кН показано на рис. 3.7.26.
Сапуны. Если во внутренней полости рамы давление воздуха будет
больше, чем атмосферное (например, из-за повышения температуры воз-
духа в полости рамы), то в месте выхода вала из рамы под действием пере-
пада давления возможно выдавливание масла по валу. Для обеспечения
атмосферного давления во внутренней полости раму сообщают с ат
мосферой через сапуны. Сапуны пропускают воздух из рамыi в;а™°сферу,
НО не пропускают масляные капли благодаря набивке, ударя елует лас-
кании масла задерживаются на ней и стекают в раму. ' . масл0 вы.
полагать на раме таким образом, чтобы в них неза головок шат’унов
'екающее из подшипников скольжения крз компрессорах не де-
во время работы компрессора. Иногда в во ДУ ' трубопроводом со
ла'от сапун, а внутреннюю полость рамы соединяют щу
всасыванием в компрессор. электродвигателя. В случаях,
"ама, несущая статор основного приводи 0 непосредственно на
к°| да ротор электродвигателя установлен к несущей статор электро-
'tL|y компрессора, рама компрессора можеля в этом случае на раме
вигателя. Для крепления статора электр непосредственно статора элект-
'полняют фланцы для крепления к ни «Атлас») или спениаль
Двигателя (см. рис. 3.7.27 и лист А.2.в Ра^лас>))
10 переходника (см. лист А.2.7 в разд
32 - 9390
497
3
- СМ»™ м.хаим.ма »—• та|Ш“0" CP'“"°
We. 3.7.U. ^a™ «PC— 5- ««— —
, _ °™- 3 '
3.7. Неподвижные корпусные элементы компрессоров
^nnuHblx единиц и деталей поршневых компрессород
Pai^ Ш- Хонстру^^6^^-----------------------—-----
, фОнари станины могут быть изготовлены в Ви
фонари стан"нь,я ТОн РчаШе их выполняют как одно целое с Дс Иц
дивидуальных №’НЬ1МИ деталями. Ранее в этой главе была
неподвижными К°Р > пис 3 7Д), у которого фонари станины Bl п еДеНа
база компрессора (сМр Р ющи/(Икрейцк0Пф постелями. В мальЙ*1^,
заодно с рамой и напра могут быть отлиты 3 ХиСрсд
них компрессорах Фон и 2 2 8) в средних и крупных компп Рам°й
(см., например, рис^ - вЫП0ЛНяют заодно с направляющим^ ^°?ах
чаше всего фонариПример, рис. 2.2.6, 3.7.4 и 3.7.5), Ми <Рейц.
“ ИФ„5ф“«Р" ™НИНЬ' “ГОТ0МЯ,0Т М0ДН° '
рями (см. рис. 3.T.5Y ют> как правило, коробчатой формы г и
Ф0НХиТвнешними фланцами для установки их на раме и ддя
ренними или внешн дистанционных фонарей. На боковых cS
ЛеНЖонаТстан= Должны иметь окна достаточных размеров для ве^
нах фонари стан тационных и ремонтных работ в их внугреннр
НИЯ ™ гоеш всего для сборки и разборки соединения крейцкопфа ”
штоком’и с mTVHOM. В случае применения внутренних фланцев окна в
фонарях станины должны обеспечить удобную затяжку шпилек этих
ФланСев Если необходимо, на внутренних фланцах выполняют местные
поиливы под гайки шпилек, выводя плоскости соприкосновения гаек с
приливами на уровень окна для удобства их затяжки.
Устройства для снятия масла со штока. Обычно для смазки механизма
движения и смазки цилиндров и сальников используют разные масла с
разными физико-техническими свойствами (см. главу 2.4). Шток может
выносить компрессорное масло из цилиндра в полость фонаря станины,
откуда оно попадает в раму и смешивается с индустриальным маслом сис-
темы смазки механизма движения С другой стороны, шток может зано-
сить индустриальное масло из системы смазки механизма движения в ци-
линдр, где оно смешивается с компрессорным маслом. Последнее приво-
дит к повышенному нагарообразованию в цилиндре и потому особенно
нежелательно. Поэтому полость фонаря станины и полость дистанцион-
ного фонаря разделяют стенкой-перегородкой, которая может быть вы-
полнена заодно или с фонарем станины, или с дистанционным фонарем.
В некоторых конструкциях компрессоров разделяющая системы смазки
стенка / с маслосъемным устройством может быть установлена на направ-
ляющую крейцкопф втулку (см. рис. 3.7.17). Для устранения переноса
няпя^тмг014 И3 полос™ Фонаря станины в полость дистанционного фо-
снимает в стенке-перегородке устанавливают маслосниматель, КОТ°РЬ"
ка в KOTonvm со,1|1гока- Устройство, снимающее масло со штока, и ст
(систему смазки'аН0ВЛеН° ЭТ0 УстР°иство, разделяют две системы сма
сальников) в котпМСХа"ИЗМа движения и систему смазки цилиндр
масел (см. главу 3 правило> используют разные типы сма3° еГ0
конструкцию колеи е римеры такого маслоснимателя и входяши
К“Л — со штока, показаны на. рисТ»
ны на три части стян, ;<IC0 "JT0Ka, показанные на рис. 3.7.2», Р i м
образом, чтобы они бьыи ±СЛЛ™Ь,МИ пружинами и установлены^^
механизма движения н напРавлены заостренными кромками в я для
отвода ШТ? “““‘""Нателах предусматривают
штока масла. Иногда, когда нежелательно попал
Рис. 3.7.28. Схемы маслоснимателя (о) и кольцо, снимающее масло со штока (б)
отработавшего компрессорного масла в механизм движения, часть колец,
снимающих масло со штока, устанавливают заостренными кромками в
обратную сторону и предусматривают второй отвод снятого со штока мас-
ла. Число колец, снимающих масло со штока и направленных в одну сто-
рону, принимают от 2 до 5.
Особенно высокие требования к маслоснимателям предъявляют в комп-
рессорах без смазки цилиндров.
В компрессорах, сжимающих токсичные газы, взрыво- и пожароопас-
ные, а также вызывающие коррозию или вступающие в реакцию с маслом
системы смазки механизма движения, в стенку,
разделяющую полости фонаря станины и дис-
танционного фонаря, дополнительно устанав-
ливают сальник или в маслосниматель встраи-
вают сальниковый элемент (рис. 3.7.29).
Жесткость фонарей станины. Фонари стани-
ны должны быть прочными и жесткими.
Прежде всего жесткость фонаря станины дол
*на обеспечить минимальные угловые дефор
мации плоскости, которой он крепится кРа,‘’
того чтобы ось расточки направляю
кР£йцкопфа пересекала ось вращения вал
1г°бы эти оси были перпендикулярны ДРУ
Руг\ Жесткость фонаря станины означ‘ ’ х
Ругой стороны, обеспечение миним
Р|,с 3.7.29. Маслосниматель с дополнительным встроенным
сальниковым элементом
501
^nnuHblx единиц и деталей поршневых компрессород
Pai^ Ш- Хонстру^^6^^-----------------------—-----
, фОнари станины могут быть изготовлены в Ви
фонари стан"нь,я ТОн РчаШе их выполняют как одно целое с Дс Иц
дивидуальных №’НЬ1МИ деталями. Ранее в этой главе была
неподвижными К°Р > пис 3 7Д), у которого фонари станины Bl п еДеНа
база компрессора (сМр Р ющи/(Икрейцк0Пф постелями. В мальЙ*1^,
заодно с рамой и напра могут быть отлиты 3 ХиСрсд
них компрессорах Фон и 2 2 8) в средних и крупных компп Рам°й
(см., например, рис^ - вЫП0ЛНяют заодно с направляющим^ ^°?ах
чаше всего фонариПример, рис. 2.2.6, 3.7.4 и 3.7.5), Ми <Рейц.
“ ИФ„5ф“«Р" ™НИНЬ' “ГОТ0МЯ,0Т М0ДН° '
рями (см. рис. 3.T.5Y ют> как правило, коробчатой формы г и
Ф0НХиТвнешними фланцами для установки их на раме и ддя
ренними или внешн дистанционных фонарей. На боковых cS
ЛеНЖонаТстан= Должны иметь окна достаточных размеров для ве^
нах фонари стан тационных и ремонтных работ в их внугреннр
НИЯ ™ гоеш всего для сборки и разборки соединения крейцкопфа ”
штоком’и с mTVHOM. В случае применения внутренних фланцев окна в
фонарях станины должны обеспечить удобную затяжку шпилек этих
ФланСев Если необходимо, на внутренних фланцах выполняют местные
поиливы под гайки шпилек, выводя плоскости соприкосновения гаек с
приливами на уровень окна для удобства их затяжки.
Устройства для снятия масла со штока. Обычно для смазки механизма
движения и смазки цилиндров и сальников используют разные масла с
разными физико-техническими свойствами (см. главу 2.4). Шток может
выносить компрессорное масло из цилиндра в полость фонаря станины,
откуда оно попадает в раму и смешивается с индустриальным маслом сис-
темы смазки механизма движения С другой стороны, шток может зано-
сить индустриальное масло из системы смазки механизма движения в ци-
линдр, где оно смешивается с компрессорным маслом. Последнее приво-
дит к повышенному нагарообразованию в цилиндре и потому особенно
нежелательно. Поэтому полость фонаря станины и полость дистанцион-
ного фонаря разделяют стенкой-перегородкой, которая может быть вы-
полнена заодно или с фонарем станины, или с дистанционным фонарем.
В некоторых конструкциях компрессоров разделяющая системы смазки
стенка / с маслосъемным устройством может быть установлена на направ-
ляющую крейцкопф втулку (см. рис. 3.7.17). Для устранения переноса
няпя^тмг014 И3 полос™ Фонаря станины в полость дистанционного фо-
снимает в стенке-перегородке устанавливают маслосниматель, КОТ°РЬ"
ка в KOTonvm со,1|1гока- Устройство, снимающее масло со штока, и ст
(систему смазки'аН0ВЛеН° ЭТ0 УстР°иство, разделяют две системы сма
сальников) в котпМСХа"ИЗМа движения и систему смазки цилиндр
масел (см. главу 3 правило> используют разные типы сма3° еГ0
конструкцию колеи е римеры такого маслоснимателя и входяши
К“Л — со штока, показаны на. рисТ»
ны на три части стян, ;<IC0 "JT0Ka, показанные на рис. 3.7.2», Р i м
образом, чтобы они бьыи ±СЛЛ™Ь,МИ пружинами и установлены^^
механизма движения н напРавлены заостренными кромками в я для
отвода ШТ? “““‘""Нателах предусматривают
штока масла. Иногда, когда нежелательно попал
Рис. 3.7.28. Схемы маслоснимателя (о) и кольцо, снимающее масло со штока (б)
отработавшего компрессорного масла в механизм движения, часть колец,
снимающих масло со штока, устанавливают заостренными кромками в
обратную сторону и предусматривают второй отвод снятого со штока мас-
ла. Число колец, снимающих масло со штока и направленных в одну сто-
рону, принимают от 2 до 5.
Особенно высокие требования к маслоснимателям предъявляют в комп-
рессорах без смазки цилиндров.
В компрессорах, сжимающих токсичные газы, взрыво- и пожароопас-
ные, а также вызывающие коррозию или вступающие в реакцию с маслом
системы смазки механизма движения, в стенку,
разделяющую полости фонаря станины и дис-
танционного фонаря, дополнительно устанав-
ливают сальник или в маслосниматель встраи-
вают сальниковый элемент (рис. 3.7.29).
Жесткость фонарей станины. Фонари стани-
ны должны быть прочными и жесткими.
Прежде всего жесткость фонаря станины дол
*на обеспечить минимальные угловые дефор
мации плоскости, которой он крепится кРа,‘’
того чтобы ось расточки направляю
кР£йцкопфа пересекала ось вращения вал
1г°бы эти оси были перпендикулярны ДРУ
Руг\ Жесткость фонаря станины означ‘ ’ х
Ругой стороны, обеспечение миним
Р|,с 3.7.29. Маслосниматель с дополнительным встроенным
сальниковым элементом
501
Лопочных единиц и деталей поршневых компрессор^
р,*. ///• -----------------------------
„ „^гкгости, К которой крепится НИЛИп..^'^
VIl0BWX Д^°РмаяипИьИустанавливаемый между фонарем стани^. Или д
танкионный Фо»аР*’о>сь цилиндра совпадала с осью расточки £ Ми J, '
дром, дяя тог01 Ло^ими словами, следует обеспечить осесим><о'
ших крейцкопфа. Друг цилиндра и, в лучшем случае, —трг>Чцо'
равенство жесткостей J Р„ фланцев соединения фонар^егв
>71Р)ТИХ деформации нным фонарем. Обеспечивая жестко
с цилиндром и диете направляющими крейцкопфа, слеп, фона
рей станин, нормальных сил N, возникающих в к ДУет УЧщ
SSJSS-* * » ^нтальных рядов _ „
ТИ самого фонаря. например, оппозитных компрессов
в горизонтальнь.хряда, «а ющими крейцКо,,фа°р““ ™ Ф».
варь ст="ингь'’°б“Д“на„равяеннь.е вертикально (нерпендикувд^и
значительные силь, Р тяжести самого фонаря и закреплеиН° °С11
ряда), °®УСЛОМяН”^(сИнот1альной силой N, с которой крХ^Г "
л“'йсг“ от ™ ««прамчюшие. в СреДНИХ " КТНЫХ компРе“°Рах эти*еВим
S быт"значительными - они могут деформировать фонарь етани^
в вертикальной плоское™ и исказить ось ряда. Поэтому фонари станиц"
объединенные с направляющими постелями крейцкопфа, дая кртн"“л
оппозитных компрессоров проектируют непосредственно опирающимися
на фундамент (см., например, рис. 3.7.5) или в средних и крупных оппо-
зитных компрессорах под такие фонари станины устанавливают гибкие
опоры (см. лист А.2.26 в разделе «Атлас»), аналогичные гибким опорам
цилиндров (см. § 3.1.12).
В горизонтальных рядах при использовании фонаря станины, непос-
редственно опертого на фундамент (см. рис. 3.7.5), следует учитывать, что
нижняя часть фонаря станины получается более жесткой, чем верхняя.
Поэтому в этих случаях необходимо максимально увеличивать продоль-
ную жесткость верхней части фонаря станины, используя ребра и допол-
нительные стенки. Во всех случаях при необходимости устройства опор
под фонарями цилиндров и под направляющими крейцкопф постелями
следует, если возможно, использовать гибкие опоры.
Особенности опор фонарей станины оппозитных компрессоров. К конст-
рукциям опор фонарей станин оппозитных компрессоров предъявляют
требования воспринимать не только усилия сжатия, направленные вниз,
но и усилия растяжения, направленные вверх, так как нормальная сила /V
пЯ°уП ппюИ,ТН0М компРесс°Ре направлена в одних рядах вниз, а в другихря-
этпму пп?я?ЖеНН“1Х с дрУг°й стороны вала, — вверх (см. рис. 3.6.78). По-
KOHCTnvvn,?0Ha₽eH станин оппозитных компрессоров наиболее подходит
казанная на^риТз’ ра^отающая как на сжатие, так и на расширение, и по-
могут бьпъ в?шоя *рей11копФ постели. Направляющие крейцкопф пос гели
станины, или в составе автономными или заодно с рамой либо с фонар
рем^Ж выполняют заодно с Фона;
пример, рис 3 7 Т) оТМеР) рис' 3'7 4) или заодно со станиной (см.
жение крейцкопфа °р,,Ь1е поверхности постелей, направляют'
углом охвата креФз’КоПф° улСл^яае выполняют в форме дуг окру^
5О2 ч а/и...90 с каждой стороны.
Егоров
Глава 37 г,
--------------- - -Коп
рапляютие крейцкопф постели ~ —-
Н‘о;11а направляющая крейцкоп* пМогуг бЬ1ть СЪем
>,еР’цс 3.7.6, выполнена съемной. Ф Пос^ь коМпреМс"“Ми Так> Напри.
113 установка съемных направляющих КПР- °Ра’ пок«анного
у^ис 3.7.3), ПО мнению изготпи» креиИкоп(Ь
(СюШие из более качественного матер^’ Позв°ляет вы™ ® ВИде ВТУЛО*
лЯи вся станина, и при износе их иовЕ И болсе качеста» ТЬ направ-
Йить, что при общепринятых значеЕхТИли Заменя^ ЛИтья'-
М п пней и выполнении крейцкопфов S НагрУ3°к и спелн5 Дует от’
11 Р, их качественно изготовленных Няп адЮминиевыхсЕ скорости
Смески отсутствует.
11р‘ нх (параллелей) в станине может Применение съемнм* постелей
^ень быстроходных компрессоров или ЕЕ1оТМУЩеСТВОМ SX
атливке станины, выполненной заодно с напп. °ЖНости получит?
Целями, качественные поверхности последних ЩИМи крейЦ№пф П0-
Существенным недостатком съемных напп»»
отелей в виде втулок являются более сложная Х?ЩИХ креЙ1^опф по-
т0удности, связанные с установкой и коеппХШческая обработка и
рис. 3.7.3, в), а также с демонтажом и монтажом S S втулок (см-
монтов. Последнее обусловлено тем, что при устаЕке^?0 ” ре‘
втулки так, как это показано, например, на рис 3 7 3 Т направляющей
монтировать и монтировать крейцкопф поворотом на’Й’(сГрис^бб^
без демонтажа цилиндров. Кроме того, установка направляющих крей-
конф постелей в виде втулок со стороны цилиндров (см рис 3 7 3 аи Я
требует увеличения фланца фонаря станины, что осложняет присоедине-
ние к нему цилиндров небольшого диаметра (высокого давления) произ-
води ых компрессоров. К недостаткам направляющих крейцкопф посте-
лей, выполненных в виде съемных втулок, следует также отнести их мень-
шую жесткость.
Автономные направляющие крейцкопф постели в виде втулок приме-
няют в компрессорах с усилием по штоку до 160 кН.
К постелям, направляющим движение крейцкопфа, подводится масло
из циркуляционной системы смазки механизма движения по каналам
внутри тела крейцкопфа (см. рис. 3.6.58 и 3.6.60) или другими способами
(см. рис. 3.6.77). Необходимо предусмотреть спуск масла, смазывающего
постели, в маслосборник, которым обычно служит нижняя часть^амьь
Дистанционные фонари. Дистанционный фонарь- дм?™т пя,леле «дт.
неи иди в виде отдельной детали (см. листы А.2.10 и . ре «Дд-дас»),
лас»), или заодно с фонарем станины (см. пист/1’«Атлас») или заодно с
или заодно со станиной (см. лист А.2.7 в разд лист д.2.11 вразделе
цилиндром или крышкой цилиндра (см. рис. .
‘Атлас»), которые обслуживаются
Дистанционные фонари имеют окна, ч®рез смазка, охлаждающие
сальники и через которые к сальнику подв°^в и буферный газ. Через
°Да или масло, масло для промывки салься утечки3.
ИС|анционный фонарь от сальника такж
2 ^пример, центробежного. Фонарем, см. § 3 7 '
з ° Функциях, выполняемых дистанционным фон Р
'~м- главу 3.5.
503
чных единиц и деталей поршневых компрессоров
Раздел т.КонстрУ^ ---- --------------------—
, члгчт быть открытыми, т. е. имет>
Дистанционные а (см. листы А.2.3 и А.2.10 в
открытые 3аКРЬ1ваемые крышками (см. листы А.2.ц^Чъ
д я в'разделе «А™^, взрыво- и пожароопасных газов дИстяп И
При сжатии токсичнь1 ^честве дополнительного уплотнения цен-
ный фонарь используют подость дистанционного фонаря уцЛо,
В этом случае внутре»” дистанциОнного фонаря и полостью h?T-
Обычно между поло йств0) снимающее масло со шТОКа Л°паря
станины У^Та 2 20 раздела «Атлас»), для того чтобы раздел^с-
ты А.2.7, А.2.Ю и/У c ^v смазки механизма движения и системн о ДВе
—«нцие. как праскяо. ыасла^
— и< ’"°™ » фонарях С,
НЬ или « цилиндров- а устройство снимающее масло со штока, вь По '
™ют Троенным в сальник. Для обслуживания сальника из цилинд а
требуется вынуть поршень из цилиндра, но это допустимо, так как coZ
менные самоуплотняющиеся смазываемые сальники низкого давления
практически не нуждаются в обслуживании между средними ремонтами.
Дистанционные фонари компрессоров без смазки имеют длину, кото-
рая позволяет той части штока, которая контактирует с маслосъемным ус-
тройством фонаря станины, не контактировать с бессмазочным сальни-
ком цилиндра.
§ 3.7.4. КОРПУСНЫЕ ДЕТАЛИ БЕСКРЕЙЦКОПФНЫХ ПОРШНЕВЫХ
КОМПРЕССОРОВ
Картеры. Сборочную единицу бескрейцкопфного компрессора, внутри
которой размещается коленчатый вал, принято (по аналогии с двигателя-
ми внутреннего сгорания) называть картером.
Наиболее распространены картеры коробчатого типа (см., например,
листы .1.1, А. 1.9 и А. 1.10). Как правило, картеры представляют собой
nojiyi° ВНУТРИ конструкцию, форма которой определяется чис-
лом цилиндров и кинематической схемой
го каптеп^ппии°ЛНЯЮТ ;'ИТЬ1МИ или> Реже, сварными. Примеры сварно-
«Атлас».Р Р Ы на листах А. 1.28 и А. 1.29, А. 1.42 и А. 1.43 в разделе
для монтажааколенчаСгогпРИВаЮТл3аКрЫВаемЬ1е кРышками торцовые окна
ют сборку механизма . ° Вала и боковые окна, через которые осушеет
монтаж шатунов и ,, ДВИЖения,/шатУнов и т.п.). В некоторых слу
полняют через съемные/ деталей на коленчатом валу внутри картера
К лривоочн'ьХХкос”™ <>“• 3.7.30).
линдры (см., например, лист А Г?”8 подсоединяю^ или ^цилинД'
ст А-119 в разделе «Атлас»), или блок-ци
2 См. главу 3.5.
смазки механизмаТвйХТХКа°зкиПРССС°рах все чащс применяют единый тип масла
504 Цилиндров и сальников.
Глава 37 и
-------корпусные
. - 30. Картер W-образного компресса
рис. 3 ' со съемным поддоном и
(СМ. лист А. 1.17 там же). Стенки
ппивалочных поверхностей и мест
„писоединения фланцев выполняют
Ьылсй толщины (чаще всего
20.. .25 мм), чем стенки картера
/|0 |4 мм). Жесткость привалочных
плоскостей и стенок картера обеспе-
чивается оребрением (толщина ребер
жесткости 8... 10 мм).
Нижнюю часть картера использу-
ют в качестве маслосборника. Иног-
да в масляной ванне картера устанав-
ливают теплообменники для охлаж-
дения масла при повышенной темпе-
ратуре окружающей среды или для подогрева масла с целью облегчения
пуска компрессора при низкой температуре окружающей среды (см лист
А. 1.22 в разделе «Атлас»),
Картеры могут быть разъемными (см., например, листы А. 1.37...А. 1.41
в разделе «Атлас»),
Малые бескрейцкопфные компрессоры могут выполняться без картера
(см. лист А. 1.27 и рис. 2 на листе А. 1.44 в разделе «Атлас»),
Блок-картеры. Иногда картер отливают заодно с цилиндрами (см. лист
А. 1.23 в разделе «Атлас»). В этом случае деталь, объединяющая картер и
цилиндры, называется блок-картером. Для упрощения изготовления
блок-картеров рабочие полости цилиндров в них часто образуются мок-
рыми втулками, которые в бескрейцкопфных компрессорах принято на-
зывать мокрыми гильзами (рис. 3.7.31 и 3.7.32, см. также листы А. 1.35 и
А. 1.36 в разделе «Атлас»).
РИС. 3.7.32. Сварной блок-картер ве=ьного бескрейцкопфноп, Двухцили^
] — мокрая втулка
Очень редко в бескрейцкопфных компрессорах используют блок-кап.
теры выполненные по силовой схеме с несущим блоком цилиндров, ког-
да коленчатый вал устанавливают в подшипниках, подвешенных к блоку
цилиндров (рис. 3.7.33).
К недостаткам блок-картерных компрессоров следует отнести трудно-
сти, а иногда и невозможность создания производных компрессоров на их
базе, а также сложность отливок и механической обработки.
Сапуны. Картеры всегда снабжают сапунами — устройствами, поддер-
живающими внутри картера давление, близкое к атмосферному. Необхо-
димость сапунов обоснована в § 3.7.1. Установка сапунов в бескрейцкоп-
фных компрессорах еще более важна, чем в крейцкопфных, так как в этих
машинах натекания газа из полостей сжатия в картер более существенны,
ибо происходят через большие зазоры между цилиндром и поршневыми
кольцами. Кроме того, в ряде кинематических схем компрессоров (напри-
мер, в двухрядном V-образном компрессоре) возможны периоды времени,
когда оба поршня движутся к валу, уменьшая объем картера и повышая
давление газа в картере. Ранее было пояснено, что давление газа в карте-
большее, чем давление в атмосфепР ———
р пгсра п° валу. феРе, пРиво
^дополнительные конструктивные Элем ВЬ1теканию масла
р в компрессорах со смазкой мехами. 35 и А1-36 в
„еЛыо обеспечения постоянства ynOfZ , дви*ения na.fin
“рызгивание, в картере иногда^ыгю^ Ла’с к°тоРо% пп ГИВанием с
бр!;’иу (см, поз. 2 на листе А.1.18 в п£ ”ЯЮтд вспомо?атеЛь^СХОДитРаа‘
шсСТерней (см. поз. 7 там же) во всЙог^Л4’ Мас™ забрасываеТ
маслосборника на дне картера. Излишки мГ Ную ванну из осип *
могательной ванны. Таким образом об«пДХСТекают чеР« край вспо°
масла во вспомогательной ванне, с котор0го " Постоян™й урове^
брызгивателями, установленными на шатенах t Р^Рызгивается раз-
масла в маслосборнике. унах’ независимо от количества
Иногда внутри картера располагают масляный и
дительнои смазки механизма движения (см Х™ л ,С?С системы прину-
«Атлас»). Обратите внимание,
полнен плунжерным с приводом от эксцентрика ыи насос вы-
В некоторых компрессорах фланец к котппп>п, „
родвигатель, выполняют в одной отливке с каркром^Т^дТ^Гв
разделе «Атлас») или заодно с торцовой крышкой картера (см лист А114
тэм же).
В холодильных бессальниковых компрессорах блок-картер выполняют
герметичным и размещают внутри него электродвигатель.
§ 3.7.5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ РАМ
И КАРТЕРОВ
Материалы. Неподвижные детали отечественных компрессоров изго-
товляют, как правило, литыми из серого чугуна СЧ20. Для деталей ста-
нин и картеров специальных компрессоров используют отливки из спе-
циальных чугунов, сталей и алюминиевых сплавов. Рекомендуется ис-
пользовать высокопрочный чугун как более технологичный в механи-
ческой обработке материал по сравнению со сталью. Литейные уклоны
для внешних поверхностей выполняют несколько большими, чем для
внутренних.
Сварные заготовки для станин и картеров отечественных порш
компрессоров применяют редко. внутренних
। Заготовки обязательно подвергаются старени дл
111 ’ейных или сварочных напряжений. 0 предъявляют сле-
„ ех,,ичес,<ие требования к обработке. Н‘ формы и расположе-
ние дополнительные требования к отклонениям формы
я поверхностей рам и картеров: „11ЦРГ|<ИХ поверхностей под Корен-
H. 'огклонения от соосности цилиндр должны быть не более
0Ь/ подшипники относительно их обшей оси дол
Мм на длине 100 мм; 507
,IIUU сборочных единиц и деталей поршневых компрессоров
Газ^ III^oncmp^^L-..-----------------------------—
аиия от параллельности привалочных поверхностей
2) отклонения и J' относительно оси отверстий пп„ П°Д и,
правляюшие илиi не больше 0,01 ...0,02 мм на длине 100^^"'^
подШИП"’от размеров компрессора); Мм (в За.
висимости ОТ разм и ть цилиндрических поверхностей по,.
3) °ВаЛитшки допускаются не более половины (в крупных ко1К°Рс"-
Hbie подшипники допУ опуска на диаметр; ком1|рессо
раХиГотоонения от перпендикулярности осей, выполненных в раМр
я?ине центрирующих отверстии под направляющие или цилиХ?”
обшей ос>“ отверстий под подшипники допускаются не более 0,0,?^
бодания от перпендикулярности осей рабочих поверхностей Ня
поавляюших, выполненных заодно со станиной, к общей оси отвер^
Е подшипники допускаются не более 0,02 мм на длине 100 мм; РС™И
61 отклонение от пересечения осей отверстии под направляющие Или
цилиндры и общей оси отверстий под подшипники не должно быть более
О 2 0 5 мм в зависимости от размеров станины;
’ 7) неперпендикулярность привалочных полостей станины или рамык
оси рабочих направляющих крейцкопф поверхностей должна быть не бо-
лее 0,02 мм на 100 мм радиуса привалочной плоскости;
8) несоосность рабочих поверхностей направляющих крейцкопфа и
центрирующей поверхности под цилиндр или фонарь допускается не бо-
лее 0,02 мм;
9) непараллельное™ привалочных плоскостей дистанционного фонаря
допускается не более 0,02 мм на 100 мм длины плоскости;
10) ось расточек под коренные подшипники и образующие этих расто-
чек должны быть параллельны плоскости фланцев, предусмотренных на
картере для крепления его к фундаментной раме и установки на картер
станины. Непараллельное™ допускается не более 0,03 мм на 1 м длины.
Неплоскостность поверхностей верхнего фланца не должна превышать
0,03 мм. Подобные требования точности изготовления предъявляют также
к сопрягаемым поверхностям станины.
Резьбовые отверстия под болты и шпильки должны быть перпендику-
псГйк °порным поверхностям. Отклонение от перпендикулярности
0 2 мм ня 0ВЫХ °™еРстий к опорным поверхностям должно быть не более
О,z мм на длине 100 мм.
ваютОпоп1апям1тп°ВерХНОСТИ неп°Движных корпусных деталей обрабаты
подшипников ског шероховатос™ не хуже 40. Постели для тонкостей
хуже 1,25. ения обрабатывают с параметром шероховатос
новки для тоТго,1чтобь^Г1!аТЬ1ВаЮТ На специальных станках с одНО роУрмы
и взаимного распопов беспечить высокие требования к точности Ф Р .
них поверхностей под пап* постелей коренных подшипников и прнТЬ).
под направляющие или другие неподвижные элемен
р а 3 Д е л iv
""" “SEa"».««
А,.,. БЕСКРЕЙЦКОПФНЫЕ ВЕРТИКАЛЬНЫЕ КОМПРЕССОРЫ
Лист А. 1.1. Бескрейцкопфный вертикальный nnuoe
рессор. Компрессор выполнен с подшипником к1че1ГеНЧа™Й Комп'
шейке неразъемного коленчатого вала. ачения на шатунной
Лист А. 1.2. Бескрейцкопфный вертикальный двухступенчатый опнп
цилиндровым компрессор с дифференциальным поршнем Диффереши’
альный поршень выполнен двухсторонним. Охлаждение' воздушное от
центробежного вентилятора, установленного на валу компрессора. Поток
охлаждающего межступенчатый охладитель и цилиндр воздуха организу-
ется разъемным дефлектором. Смазка компрессора осуществляется мас-
лоразбрызгивающим кольцом.
Листы А.1.3, А.1.4, А.1.5. Бескрейцкопфный вертикальный двухступен-
чатый двухцилиндровый компрессор (на трех листах): лист А.1.3 — про-
дольный разрез; лист А. 1.4 — поперечный разрез по I ступени; лист
А.1.5 — поперечный разрез по II ступени. Компрессор выполнен блок-
картерным с цилиндрами простого действия. Коренные подшипники рас-
положены в разжимных опорах. Смазка механизма движения циркуляци-
онная. На свободном конце вала установлена шестерня привода водяного
насоса.
Лист А. 1.6. Бескрейцкопфный вертикальный компрессор окоренными
подшипниками скольжения: Ve = 220 м3/ч, рн = 32 МПа, л0 м”1? ’
Ст = 3,9 м/с. Смазка механизма движения под лавле'п'рр1; конце-
альные поршни выполнены односторонними.
вью охладители встроены в охлаждающую рубашку' У nBVXCTVneH4a-
Лье™ А.1.7, А.1Р8. Бескрейцкопфный
1ЫИ компрессор с коренными подшипникам^ чный разрез. Диф-
лист А.1.7 - продольный разрез; ли^т1^'т ООННИМи. Смазка разбрызги-
‘^Ренциальные поршни выполнены однос р
аанием (кольцами).
АЛ.2. БЕСКРЕЙЦКОПФНЫЕ «'ОБРАЗНЫЕ КОМПРЕС
низкого Л"вгения кошресюр о6ше.
, Листы А.1.9, АЛЛО. Бескрейцкопфный и 9 __ продольныи разрез,
0 назначения ВУ-6/8 (на двух листах^ л „линдров разбрызгиванием
"«ст А. 1. ю — поперечный разрез. Смазка„ Охлаждение цилиндров
2азка механизма движения циркулянионна
*стУпенчатого охладителя водяно • разнЫй двухступенча . .
Лист А. 1.Ц. Бескрейцкопфный V-образн^ _ всась1ваюшии фильтр.
Рессор 2ВУ1-2,5/12М2: 1 - масляный насо 509
pt)dfJ ff. Л”"°с
конструкций поршневых компрессоров
межступенчатый охладитель; 4 — соединительный корПус.
/охранительный клапан I ступени. Межступенчатый охлади^’ 5 -
егсТХухом. подаваемым центробежным вентилятором-Max_' °^aZe'
показан), выполненным заодно с полумуфтои. 8и*ом (, 2
Лист А. 1.12. Бескрейцкопфный V-образныи двухступенчаты -
со П- / —маховик; 2- центробежный вентилятор, установлен» *°мпрее
ховике; 3- пластинчатый межступенчатыи охладитель. Нажим», "а Ма
клапанов уплотнены резиновыми кольцами. Съемная опора к». ^0|,апн
позволяет выполнить ее разной для стационарных и передвиж.МПрессопа
рессоров (на листе А.1.12 показана опора стационарного комппа Ь1Х к°Мп
Лист А. 1.13. Бескрейцкопфный V-образный двухступенчаты СС°Ра).
сор с комбинированными клапанами. Смазка разбрызгиваниех ** K°MnPec-
Межступенчатый охладитель и маховик-вентилятор размещен ' К°ЛьваМц
торе, образованном межступенчатыми коммуникациями Ы В ДеФлек.
Лист А. 1.14. Бескрейцкопфный V-образный двухступенчат “
сор с цилиндрами простого действия, с подшипниками ка ЫИ к°МпРес-
тунной шейке вала. Коленчатый вал разборный. чения на ща.
Лист АЛ.15. Бескрейцкопфный V-образный двухступенчата -
сор с дифференциальными цилиндрами, с подшипникамг” К0МпРес-
шатунной шейке вата. Коленчатый вал разборный Внутпа» Качения на
плавающих пальцев заглушены крышками ' ренние полости
Лист А. 1.16. Бескрейцкопфный L-образный двухстах»..
С0₽Лист АС1Т17° кНИМИ дифФеРенцнальными поршнями аТЫИ КомпРес-
лист АЛ. 17. Бескрейцкопфный V-обпазный
сор с воздушным охлаждением. Цилиндры выппп^РеХРЯДНЫЙ компрес-
Смазка разбрызгиванием. Р 'полнены в виде блоков,
сор для пеРеДвижнойекоЦмпр^сорной°стааЗНЬ1^ Двухступенчатый компрес-
ным поддоном. ЦилинлрьТГ^Х0^11 с вспом°гательным шслЯ-
ка £з?ВНИеМ' Текстолитовая шестерня Ти™ раздельнвши. Смазка
верхний па °Г? основнь1м (нижним! ™ основного маслосборни-
верхнего пп?°Н 2 Излишк'1 забрасывав ма?ДД°Н°М’ забРась'вает масло в
Уровень мя/и°На в ниж"ий. Таким обпя ° масла сливаются через край
шегося в мае in fepxHeM поддоне незашт/°М поддеРживается постоянный
маслосборнике картера ЗВИСИМ0 от количества масла, остав-
А1.3. БЕСКРЕЙЦКОПФНЫЕ W-ОБРАЗНЫЕ КОМПРЕ
НИЗКОГО ДАВЛЕНИЯ *оМП-
Лист АЛ.19. Бескрейцкопфный W-образный двухаа^ения при11апа-
рессор с прицепными шатунами. Смазка механизма д оТОЧнЫМи 10
тельная. Компрессор снабжен комбинированными пр -птеН'
нами. Боковые шатуны цилиндров 1 ступени принспнъ • j. двУ*сТ” кОм
Лист А.1.20. Простейший бескрейцкопфный W-oop роДи1ИП,\цзМа
чатый компрессор с консольным кривошипным валоь ме*а
качения на кривошипной шейке вала. Смазка цилиндр
движения разбрызгиванием. пеНчать1В К ^рй'
Лист А.1.21. Бескрейцкопфный W-образный двухсту' чченИЯ иа
рессор с консольным кривошипным валом. Подшипники
510
ПНОЙ шейке вала. Привод вентилятора _ пт
гпо / - клапанная коробка и цилинлпi НЫИ электровозный комп
Йка и цилиндр II ступени; 3 ~ узел npSueST; 2 ~ клапанная ко-
сматый холодильник; 5 - фильтр всасываеХ^081 межсту-
лказываюшии давление нагнетания; 7 - п™ B03W> 6 - прибор
вентилятор; 9 - маслосборник; 70 - маслят°*ранительный клапан;
8 масляный насос; 11 -сапун.
д.,.4. БЕСКРЕЙЦКОПФНЫЕ ГОРИЗОНТАЛЬНЫЕ КОМПРЕССОРЫ
Лист АЛ.23. Бескрейцкопфный горизонтальный оппао
сор с коренными подшипниками качения м смазкой Т'И компрес'
У; 148 мм, Ру = 125 мм, S„ = 147 мм, “ - “иТ„-ьР?РЫЗГИМН"ем
„„дров масляной ванны и межступенчатого охладителя - ,Х™'
лист А.1.24. Бескрейцкопфный горизонтальный опиозитньХмпрео-
ИР с коренными подшипниками скольжения, со встроенным дв™.м.
чатым редуктором. Смазочный насос плунжерного типа приводится в
действие от эксцентрика на валу.
Лист А. 1.25. Бескрейцкопфный горизонтальный двухступенчатый ком-
прессор с подшипниками скольжения и со встроенным редуктором: 7 —
клапанная коробка цилиндра I ступени; 2 — блок цилиндров I и
П ступеней; 3 — сапун; 4 — съемная крышка картера; 5 — ведущая шес-
терня; 6 — ведомая шестерня, служащая межколенной щекой коленчатого
вала; 7 — откидывающаяся крышка шатуна; 8 — крышка подшипника
скольжения ведущего вала; 9 — шатун; 10 — крышка коренного подшип-
ника; 77 — коленчатый вал.
Лист А. 1.26. Ручной двухступенчатый компрессор.
Лист А. 1.27 (см. стр. 552). Бескартерный ручной компрессор: 1 — при-
водной рычаг; 2 — шатун I ступени; 3 — поршень I ступени; 4 — всасыва-
ющий клапан I ступени; 5 — блок цилиндров; 6— всасывающий клапан
И ступени; 7— нагнетательный клапан II ступени; 8— поршень ступе-
ни; 9— шатун II ступени.
А.1.5. СПЕЦИАЛЬНЫЕ БЕСКРЕЙЦКОПФНЫЕ КОМПРЕССОРЫ
Листы А.1.28, А.1.29. Судовой бескрейцкопфный
ступенчатый компрессор (на двух листах), диет .
рез; лист А.1.29 — продольный разрез. V-образный воздуш-
Листы А.1.30, А.1.31, А.1.32. Бескреицкопфньш
ный трехступенчатый поршневой компрес р и I и II ступеней;
листах): лист А.1.30 — поперечный разрез д । 32 — поперечный
лист А. 1.31 - продольный разрез компрессора, лист а.
Разрез по цилиндрам I и III ступеней. образный трехступенчатый
ком ,СТЬ1 АЛЗЗ« А1-34- БеС.КРГ|Цз?П_?поперечнь1Й разрез; А. 1.34 - про-
°мпрессор (на двух листах): А. 1.33 п р
лольный разрез по ряду III ступени. й шесТицилиндровый трехсту-
Лнсты А.1.35, А.1.36. Бескрейцкопфный ш чатыми охлаДителями.
нчатый компрессор со встроенным! __ продольный разрез.
Л11ст А.!.з5 _ поперечный разрез; лист А.1.3о jn
/г.«
„ а 1 37 (СМ. стр. 566). Бескрейцкопфный авИацИон
Лист А. 1.3/ (см й КОМПрессор. Компрессор имеет»
^'"'^оложенньТх
Р'?н0 *=S И по оси шатунной шейки. Фиксация <*-
б0И ппТигении выполнена по переднему подшипнику (считав В °с«-
В°пМя) Равнодействующая от сил инерции 1-го порядка уравздЛ1^-
вода). Равнод • вы которых залит свинец. В нижнюю (бп! ена
прО™Хсттного (38ХА) шатуна ряда III ступени запрессована бр^10)
Е ОФ7-02) втулка, которая скользит по стальной (ШХ15) обойме
Soro подшипника шатунной (мотылевой) шеики коленчатого
Нижняя (большая) головка стального (I2XH3A) шатуна ряда I и це-
пеней обжимается по этой обойме винтом, стягивающим разрез в степ?
не шатуна. Мертвые объемы регулируют прокладками на картере и го-
ловке. _
Для предотвращения задиров при малых зазорах и обедненной смазке
образующие поверхности поршней графитизируют. Гильзы (38ХА) ци-
линдров запрессованы по большему и меньшему диаметрам. Гермети-
зация запрессованных поверхностей достигается применением уплотни-
телей (бакелитового лака или силоксановой эмали). Механизм компрес-
сора смазывается маслом из магистрали транспортного двигателя, которое
подводится в центральное сверление в коленчатом вале [16].
Листы А.1.38, А. 1.39. Бескрейцкопфный авиационный трехступенча-
тый четырехцилиндровый компрессор. Лист А.1.38 — продольный раз-
рез, лист А. 1.39 — поперечный разрез. Компрессор имеет два цилиндра
I ступени и по одному цилиндру II и III ступеней. III ступень образована
дифференциальным цилиндром и размещена в кольцевой полости. Ша-
туны центральные. Коленчатый вал сборный, состоит из трех частей: ле-
вой — с шатунной шейкой рядов I и III ступеней, правой — с шатунной
шейкой рядов I и II ступеней и промежуточной щеки, которая соединя-
ет первые две части. Картер составной с разъемом по главной оси вала
компрессора 116].
Листы А. 1.40, А.1.41. Бескрейцкопфный авиационный звездообразный
шесгирядный четырехступенчатый компрессор. Компрессор имеет три
Т в пип, цСТуПеНИ и по ОДНОМУ Цилиндру II, III и IV ступеней. Всасыва-
емые 11»П1ииДРЬ1 ПР°ИСХОДИТ чеРез каналы на зеркале цилиндра, открыв
нами. Вед\<шЯаяИмВпЛИЗИ НМТ’ Механизм движения с прицепными ша У
центрично паспоп™ °МаЯ ЧаС™ коленчатого вала, соединенные на
ДУ собой по им женных Цилиндрических поверхностях, стянуты
Фиксация вала в осевом каправлев»»
Листе A.I 42 А « Г1"1™.™,. [|6].
рессор для сжатия «А 3‘ ^удовои V-образный четырехступенчатьн .
лист А. 143 -поолппЗДУХоа до 40 МПа'> лист А. 1.42 - поперечный разре ’
Делитель IV ст=и Т” Ра3рез; 1 ~ сварной картер; 2 - водомас** .
линдры 1 и И ступемр» пРеДохранительный клапан IV ступени’ еНц;
5)2 ступеней ряда I-II-IV ступеней; 5 - цилиндр IV стУ^
w /
ОАО "УРАЛЬСКИЙ КОМПРЕССО
компрессорное и криогенное <
I * Передвижные азотные компрессорные станиии •Воздух, ,.
I • Передвижные воздушные компрессорные станиии •Газификн
• Поршневые компрессорные агрегаты
• Винтовые компрессорные агрегаты
• Мембранные компрессорные агрегаты
Детандерные агрегаты
1ЫЙ ЗАВОД,
орудование
длительные yciai
>ы
i югенные
_________।воздуха
•Сосуды Дьюара
'Н08ки
'ерньн у|
•Рампы
•Блок осушки
б»
620007, г. Екатеринбург, У А
тел/факс+7 ’
Р-ГГХ —-*
А 2- Конструкции
, плунжер с лабиринтным уплпт,,»
воздуха после I ступени, 77 - Полость H^He«> охладитель сжатого
цилиндра IH ступени, 73 — предохранитгч7НИЯступеки; 72 — крышка
цилиндр Hl ступени; 75 — поршень Щ ступени мЭПаН 11 стУпени; 14 -
пан I ступени; 77- поршень I и ц ступеней 7. В<СаСЬ1Вающий ™a-
цилиндр I и II ступеней ряда 1-П-1Ц ступеней^ ‘ ‘ 1 стУпеней; 18-
картера; 27 - поддон картера; 22 - п,» „ ' шатун; 20 - крышка
вал; 24 и 26 - торцовые крышки картера 25- toT^ 23 ~ коленчатый
ле I ступени. Смазка механизма движенияк21СЛ00тделитель пос-
шестеренным масляным насосом, подаюшим ресс°Ра осуществляется
вала. Смазка цилиндров осуществляется маслом 1°,к ™рец колензатого
цизмом движения компрессора, и маслом всасы’Л.36рызгиваемь1м меха-
масляного тумана в цилиндры I ступени Комппёгепн™ И3 картера в виде
ной водой, подаваемой вихревым насосом который по™^™ Заборт‘
ние от шестерни, установленной на несиловом ^онце вХ Ппгп
тельные клапаны установлены непосредственно на компТ^Редохрани’
Лист А.1.44. Холодильный герметичный компрессор 7 - ™- 2
камерный глушитель; 3 - трубчатый глушитель; 4- коленчать.Я’ 5-
поршень: 6- нагнетательный клапан; 7- амортизатор; 8- проадньгё
контакты; 9 - удлинитель масляного насоса; 10- охладитель
Лист А. 1.45. Холодильный бессальниковый компрессор. Бескрейцкоп-
фныи неппямоточныи V-образный компрессор (7)ц = 67,5 мм; 5 = 65 мм-
П .л ‘ ~ блок-картер; 2 — передняя крышка; 3 — масляный на-
сос; 4 — шатунно-поршневая группа; 5 — гильза цилиндра; 6— крышка;
7— клапанная плита; 8— коллектор; 9— нагнетательный вентиль; 10 —
клеммная коробка; 77 — задняя крышка; 72 — коленчатый вал с противо-
весами; 73— статор; 14— ротор; 75— масляный фильтр; 76— всасываю-
щий вентиль; 77— газовый фильтр; 18 — боковая крышка.
А.2. конструкции крейцкопфных компрессоров
А.2.1. КРЕЙЦКОПФНЫЕ КОМПРЕССОРЫ НИЗКОГО ДАВЛЕНИЯ
пенчатмй А.2.2. Крейцкопфный L-образный воздушный двухсту-
А.2 1 __ 1 компРессоР с номинальным поршневым усилием 20 кН; лист
ти кон Продольнь- разрез; лист А.2.2 — поперечный разрез. Особенное-
Почос СТРУКЦИИ: ЦИЛИНДРЫ типа «ведро»; объединение газовых и водяных
Л теи цилиндра и крышки через окна.
пецч-СТЬ1 А,2,3> А.2.4. Крейцкопфный L-образный воздушный двухсту-
д атый компрессор с номинальным поршневым усилием 30 кН; лист
коц ~ нРВДольный разрез; А.2.4 — поперечный разрез. Особенности
дров 1РУКЦИИ: Цилиндры выполнены открытыми, нижние крышки цилин-
талк нзготовлены заодно с дистанционными фонарями, опора горизон-
>IIOro цилиндра расположена под нагнетательной трубой II ступени.
neH4CTbJ А-2-5’ А.2.6. Крейцкопфный L-образный воздушный двухсту-
д 2 аты* компрессор с номинальным поршневым усилием 50 кН; лист
продольный разрез; лист А.2.6 — поперечный разрез.
’39о
513
Пиде> /К Апюс
КОМПреССОР°в
* 7 7 (см стр. 569). Крейцкопфный L-образный воздуц.М1 ч
ЛиСтА'2- компрессор с водяным охлаждением. Особенност. ИдвУх
ступенчатым. компР^ межступенчатыи охладитель; отсутствие ”, *°вст-
рукиии; встро^ водов; встроенные в станину фон вНеШн
межступенчатых сальников; встроенные в станину патрубКи^я Мон-
тажа и обслу*”аа ваюшего и нагнетательного трубопроводов ЧТп' П°Д-
соединения вса цилиндры без демонтажа трубопроводов: J? П°3во-
ляетД/ХНоВнем пола СТаНИНа’ ЧТ° ОбЛеГЧЭеТ °?Луживание ц11ЛиПн0Л1,н-
тая над \Р°ВН панов горизонтального ряда, облегчает слив Ма^Др°в>
сальников и о ПОКазаны устройства подсоединений а' На
раарел3Х мертвых объемов для изменения производительности 2?'
оессора Стрелками показан поток воздуха. к^п-
Р Листы А 2 8, А.2.9. Крейцкопфный V-образныи воздушный ДВУХгт
пенчашй компрессор; лист А.2.8 - продольный разрез; лист А.2.9 ПоУ'
Перечный разрез. Отсутствуют дистанционные фонари; для обслуживания
сальников предусмотрены люки в фонарях станины. ~ ни«
ЛистА.2.10. Крейцкопфный V-образныи воздушный двухступенчатый
компрессор с цилиндрами открытого типа. Монтаж и обслуживание саль-
ников осуществляют через постоянно открытые люки в дистанционных
фонарях, установленных между цилиндрами и фонарями станины.
Лист А.2.11. Крейцкопфный V-образный воздушный двухступенчатый
компрессор с цилиндрами типа «ведро», выполненными заодно с дистан-
ционными фонарями, через люки в которых производится монтаж и об-
служивание сальников.
Листы А.2.12, А.2.13. Крейцкопфный V-образный воздушный двухсту-
пенчатый компрессор без охлаждения цилиндров и с воздушным охлаж-
дением межступенчатого охладителя; лист А.2.12 — поперечный разрез;
лист А.2.13 — продольный разрез и изометрическое изображение деталей
механизма движения. Особенности конструкции: исключительная про-
стота отливок; монтаж и крепление сальников из цилиндра; крепление
клапанов раздвижными винтами; «качающиеся» крейцкопфы; крепления
всасывающих и нагнетательных патрубков к фланцам цилиндра одним
винтом, крепление верхних крышек и цилиндра к нижним крышкам ци-
’ 14Вдра длинными (анкерными) шпильками; выполнение каналов, соеди-
ц1Ри ™Хп,ВСаСЬ’ВаюЩие 14 нагнетательные полости верхних и нижних кры-
ментами С минимальными тепловыми мостами и нагретыми эле-
воздух потпк-пТРУКЦИИ’ продув межстУпенчатого охладителя типа воздух
реплипованир'1^Х’ПаВДа^щего В03ДУха от центробежного вентилятора,
ми под гайками JnTBbIX объемов нижних полостей цилиндров проклад.
рессор может имptl. ______ р ^а птоках. Как вариа , ____________
ЛистА.2.14 Кпрйп XC47neij4aTbIM охладитель водяного охлажден
компрессор. Дкопфный W-образный воздушный двухступенч
вертикального комппеселЫЙ разрез по РЯДУ • ступени двухступенчато
Лист д 2, 1 (х г''с.соря. «I
Двухступенчатый компп^°рП^НЬ1Й оппозитный двухрядный в03ДУ1д1кН.
Лист А.2.17. Разрез пг, °р с номинальным поршневым усилие п0-
оТГ„рядного (См ХИНЛа,Мо 1 и II ступеней крейцкопфных °
к°мпрессоров с номиХьмТ А 218) и четырехрядного (см. лист А./-
514 1 м П0Ршневым усилием 100 кН.
— ------------------—
Лист А.2.18. Крейцкопфный двухрядный Ппп
„,сГо назначения: / - компрессор; 2- оп'„,°?позитный компрессор об-
цилиндра И ступени; 4- влагомаслоо?Йт?л°"-Т СТаНИНЫ; 5 — опора
lz_ груба соединительная межступенчатая 7 ’ 5 ~ электродвигатель;
ный; 3 — охладитель межступенчатый- 9 — 5Г1апан предохранитель-
„риводом; Ю — насос масляный системы гма,Р ИКатор с авт°номным
//- охладитель масла. вмазки механизма движения;
Лист А.2.19. Крейцкопфный четырехрядна
общего назначения (обозначения те же, что на листе A Visfu омпрессор
„ый (см. лист А.2.19) и двухрядный (см. лист А 2 8)’ ЧетырехРяД-
унифицированные цилиндры, шатуны, крейикопЬ, РеССОры имеют
межступенчатые коммуникации. Р ОПФЫ, поршни, штоки,
а.2.2. крейцкопфные компрессоры специального
НАЗНАЧЕНИЯ
Лист А.2.20 (см. стр. 592) Крейцкопфный этиленовый дожимающий
двухступенчатый компрессор (рвс = 0,22 МПа, рн = 2,28 МПа).
Листы А.2.21, А.2.22. Крейцкопфный газовый W-образный компрес-
сор, созданный на базе бескрейцкопфного воздушного компрессора (см.
лист А.1.22).
Листы А.2.23, А.2.24. Крейцкопфный дожимающий воздушный комп-
рессор (рвс = 0,6 МПа, рн = 22,0 МПа); лист А.2.23 — продольный разрез;
лист А.2.24 — поперечный разрез. Компрессор унифицирован по станине
и механизму движения с компрессором, показанным на листах А.2.8 и
А.2.9.
Лист А.2.25. Крейцкопфный L-образный четырехступенчатый комп-
рессор. Компрессор выполнен на унифицированной базе (см. листы А.2.1
и А.2.2).
Лист А.2.26. Крейцкопфный водородный оппозитный двухрядный ше
стиступенчатый компрессор (Ис= 20 м3/мин, рн = 32 МПа).
Лист А.2.27. Крейцкопфный газовый компрессор со сдвоенными дис-
танционными фОНарЯМИ. „ „
Лист А.2.28. Крейцкопфный вертикальный двухрядный ^^."bo
тый компрессор без смазки цилиндров: 1 крейцкопф, ^ис’
снимающее масло со штока; 3 — устройство, раздел в устройство 2; 4 и
тую» часть и замасляную часть, которая Д7_ Порщень II ступе-
5 — сальники без смазки; 6 — поршень ступ
ни; 8~ поршень III ступени. тпехоядный трехступенча-
Лист А.2.29. Крейцкопфный вертикальньш _трехрядны
тый кислородный компрессор без смазю одноступенчатый газовый
Лист А.2.30. Крейцкопфный L-образныи одн у
компрессор без смазки цилиндров. одноступенчатый компрессор
Лист А.2.31. Вертикальный двухрядный д йцкопф; 2 - дополни-
с лабиринтным уплотнением: 7 0Cfl __ устройство, снимающее масло
гельная, направляющая шток втулка, с лабиринтным уплотне-
Со щтока; 4 — сальник без смазки; 5
Нием; 6~ цилиндр; 7— крышка цилиндра.
33*
515
, ,, Гпрйпкопфный воздушный оппозитный шестип '''
Лист А-.32. Р ого давления (40,1 МПа) пронзГзодитЛ'У11еНча.
п>ш КОМКомпр?ссор создан на унифицированной базе (см.
$ М/МИН* •*'** г
А 3. ОСОБЫЕ КОНСТРУКЦИИ ПОРШНЕВЫХ КОМПРЕССОРОВ
Пигг А 3 1 Вертикальный компрессор с механизмом Брауна (см То. .
с . ^Полностью уравновешенный вертикальный компрессор. Т°м '
§ 15Д А 3 2 Кислородный компрессор с цилиндрами и межступеНчатк,
л пнтёлями охлаждаемыми в проточной водяной ванне. Чаты'
М”^ АЗ З Дожимающий этиленовый компрессор сверхвысокого Лап
пения с пшроприводом от вспомогательного насоса. Производительн^
компрессора по свободному газу 5ма/мин, диаметр компрессор^
плеера 30 мм; ход плунжеров 180 мм; начальное давление 40 МПа; ко
нечное давление 150 МПа.
Чист А.3.4 (см. стр. 608). Этиленовый компрессор сверхвысокого дав-
ления с разборным обводным крейцкопфом.
Листы А.3.5, А.3.6. Поршневой вакуум-компрессор (вакуум-насос) с
вращающимся притертым золотником, лист А.3.5 продольный разрез;
лист А.3.6 - поперечный разрез.
Листы А.3.7, А.3.8. Тихоходный горизонтальный поршневой вакуум-
компрессор (вакуум-насос) с плоским притертым золотником; лист
А.3.7 — продольный разрез; лист А.3.8 — вид сверху.
Лист А.3.9. Быстроходный поршневой вакуум-компрессор (вакуум-на-
сос) системы МВТУ им. Н. Э. Баумана с золотником поршневого типа: 1 —
вакуум-компрессор; 2— электродвигатель; 3 — лубрикатор; 4 — коленча-
тый вал; 5 — шатун; 6— шток основного рабочего поршня; 7— основной
рабочий поршень; 8 — цилиндр; 9 — золотник поршневого типа; 10 —
шестеренный насос системы смазки механизма движения; 77 — эксцент-
рик привода золотника. Золотник поршневого типа уплотнен поршне-
выми кольцами, не имеет подвижных относительно друг друга притер-
тых поверхностей и потому не ограничивает быстроходность вакуум-
компрессора.
’ Равновешенный вертикальный двухступенчатый комп-
ЛВУМЯ противоположно движущимися поршнями в одном цилин-
женнымХмА^-,П°рШень ПРНВ°ДИТСЯ в действие одним шатуном, располо-
Второй (ниж^нй?^ шатУнов, приводящих в действие нижний поршень-
нами от шеек k J поршень приводится в действие двумя боковыми ша
ocX^XaeR₽aTOrO-BaJ,a’ расположенных под углом 180’ к шейке
воположном наппяп-,ерХНИ пИ нижний поршни движутся всегда в пр
3УетсядтяуравновеппНИИ' ПР°тив°положное движение поршней ис
но движущимися ,, ’ДанияА1НеРционных СИЛ, создаваемых постулат ie
полости: над верхним nJ”' КомпРессоРный цилиндр имеет три Р я.
ми-Полость над верхнимРппНеМ’ ПОД нижним поршнем и меЖДУ " лЯ1Отся
Рабочими полостями I П0Ршнем и полость между поршнями я еМ
я^яется рабочей полостей “ сжатия, а полость под нижним порш
Лист А.3.11. ю 11 ступени. пьНо-
'«ршневой KOMnpecconV”цил!1ндР°ВЬ1й четырехступенчатый акси __ ga-
516 осои шайбой: 1 — крепежный фланец,
^ 4. Рабочие чертежи
иал слива масла; 3 и 16 ~ пеРедняя и задняя п
*а цилиндра; 5 - приводной вал; 6 "°™винь' картера; 4 - ВТуЛ-
tL косая шайба, 8- шариковый упорный упорный подшипник-
.ципника; Ю - толкатель; 77 - пружина " ° ПНИК; 9~ обойма под-
03душныи канал, 14- всасывающее окно в иип^3’ 12 ~ мунжер; 13 -
;ый тарельчатый клапан; 17 - уплотнение масляУ на™татель-
ваюшая втулка; 19 - масляная полость- 201 i ” полости; 18 - пла-
расхода охлаждающей воды. Подробнее см 116УСтроиство Регулирования
ЛистА.3.12. Газомотокомпрессор; а - попРп»
дольный разрез. Газовый компрессор и привоЕй 6 ~ Пр0‘
вый двигатель внутреннего сгорания выполнеГв одном % газ0‘
ным картером-станиной. V-образно расположенной ^илин^п^ С еДИ'
двигателя внутреннего сгорания и расположенные 0™ Р газового
2 ь, газопого компрессора подсоеДепь,
„у валу. На каждый компрессорный пиликлр приход™ дУюК™"„4™;
двигателя. и
Лист А.3.13. Свободнопоршневые Дизель-компрессоры: a - вертикаль-
ный продольный разрез двухступенчатого свободнопоршневого дизель-
компрессора, б вертикальный продольный разрез четырехступенчатого
свободнопоршневого дизель-компрессора; в — схема механизма синхро-
низации движения поршней зубчатыми рейками; г — схема рычажного
синхронизирующего механизма движения поршней.
Лист А.3.14. Авиационный бесшатунный поршневой компрессор: 7 —
кольцо; 2 — противовес; 3 — обойма подшипника; 4 — штуцер подвода
охлаждающей воды; 5 — регулятор системы охлаждения; 6 — бронзовый
сухарь; 7 — палец плунжера; 8 — вилка плунжера. Бронзовый сухарь 6
скользит по обойме 3 игольчатого подшипника, совершая качательное и
возвратно-поступательное движение относительно оси цилиндра так, что
его ось симметрии всегда проходит через ось мотылевой шейки коленча-
того вала. При вращении механизма плунжерные пальць. совершают воз
вратно-поступательное движение вдоль оси цилиндров, сасывание про
исходит через отверстия в стенке цилиндра, открываемь р
(плунжером) вблизи нижней мертвой точки. ппиволом-
Лист А.3.15. Мем бранный —п
1 - болт для отжима ограничителя, 2 вер. 4 _ перфорирован-
гиба мембраны; 3 - упругая металлическ мембраны; 5 - блок гидроци-
ный нижний диск—ограничитель прогио . трубка для добавления
линдра; 6 - клапан-ограничитель давлен. масляного насоса;
масла от насоса в гидроблок, о эксне р
9~ подкачивающий маслонасос.
А.4. РАБОЧИЕ ЧЕРТЕЖИ
НЫ ?'СТ л-4л- Устройство цилиндра, рабочие чертежи которого приведе-
д -а ЛИстах А,.4.2...А.4.8: 1 — передняя крышка (ближняя к механизму
про*ения)’ 2— прокладка; 5 — корпус цилиндра; 4— мокрая втулка; 5 —
'адка; 6 — задняя крышка.
(ни СТЬ| А-4-2, А.4 3 А4 4 Рабочий чертеж корпуса цилиндра I ступени
d тРех листах).
517
J И' Атас конструкций поршневых компрессоров
Техническиv .г
/ Отливка должна соответ^------.
СТП 0584-116—85.
2 Неуказанные литейные радиусы выполнять 5...Ю Мм Лы и
^Тв/пренние необрабатываемые поверхности отливки Пп "Ук'
тщательно очищены от формовочной земли, песка, пригара *ны бы
4. Отливку подвергнуть естественному или искусственными
5 Неперпендикулярность поверхностей Ж и 3 относите , СТареНиш
точки Р не более 0,02 мм на 100 мм радиуса. ,ьн° Оси
6. Отклонение от плоскостности поверхностей Жи 3 не бо
7. Овальность и конусность поверхности Р не более 0 075 0,05 Мм
8. Резьбы выполнять с полем допуска 7Н ГОСТ 16093—81 '
точности В ГОСТ 6351-81. Шероховатость поверхности пп/ ^сом
не ниже Rz 20. Р°фила Резьб
9. Непараллельность плоскости II горизонтальной плоек
дящей через ось цилиндра, не более 0,1 мм на 100 мм длины^™’ Пр°Хо'
10. Неуказанные предельные отклонения размеров, получа
нической обработкой, выполнять //14, /114, ±/714/2 ’ "чаемых меха-
11. Маркировать - обозначение чертежа, номер паспорта пт, ж
глубиной не более 0,5 мм и клеймить ОТК р d ШриФтом 6,
Листы А.4.5, А.4.6, А.4.7, А.4.8. Рабочий чертеж передней ™
линдра I ступени (на четырех листах). Р Д *ен крь1Шки ци-
Технические требования.
СТП0»“ба-8ТЛ”а ио,летв<>Рять требованиям ГОСТ 26358-И
1 искусственном, старей,»,
ные уклоны 5...8°. Р ' принять равными 5... 10 мм, литей-
ка и пригара. 1овсРхности крышки тщательно очистить от земли, пес-
Г//7Ж
8’ НепаР^лельностьПповерН°СТИ более 0,05 мм-
ДЛИдНЬ||) Рхностей Y и Р не более 0,02 мм на 100 мм
JpjM pJa '00 Мм раДиуса1Ь ПовсРхности Рк оси поверхности Мне более
С]Т]И п Нс бадее 0,1 Мм Г1Оверхностей Н и М относительно оси поверх-
и - ^параллельное/ т
|2не более 0,1 мм на 10дР';РВЬ1х поверхностей Гбобышек и поверхнос-
б0«е 0 зТеНДИкУлярность 0SHbI бобьпп«и.
13. НалиниСеЙ ОтвеРстий С—Н отвеРстий Фк базовой поверхност
конусной по/ "ересечения ппивНе более 0,5 мм на I00 мм глубиньь
ВЬ|сотой неровнАН°СТи ДопускаютРХНОСТеЙ обРаботки клапанных ок
*а и клеймо откСТеЙ в предела/ ,СЯ ВЬ1стУпы от врезания инстрУме' .
0 3 мм. К щрифтом 5‘ 2 мм. Маркировать обозначение fp
518 5 Пр 3 ГОСТ 26.020—80 глубиной не
- _----- ЛЛ Рабочие чертежи
листы А.4.9, АЛЛО. Рабочий чертеж пя
званого (на двух листах). 1вала коленчатого мип™
^Технические требования. многоколенного
I поковка - Гр. V-КП275 ГОСТ 8479 7п
2. Механические испытания провести?70'
из конпа поковки, соответствующего Верхне^°Д0ЛЬНЬ1х обР™, взятых
3. Поковка должна быть исследована и У 0нцуслитка
для контроля макроструктуры проводите г,ХКм°СТРУКТуру' °гбор проб
земплста из конца заготовки вала, соответ^ механиче«ой вырезки
слитка на расстоянии не менее половины ceueZ ЩеГ° верхнему к°нну
те (включая рсз). Макроструктура вала не до™? ПОКОВКИ в данном мес-
ты, флокенов, трещин, подкорковых пузыпей иметь усадо'1ной Рымо-
ких включений (засоров). Вид излома должен ?*°плении неметвдличес-
зернистым, волокнистым, без наличия камне»»™ одн°Р°Дным, мелко-
кой шиферное™. Контролю «
поковка от слитка, получаемая со стороны п^ибь^п"одвергается одна
4. Поковку исследовать на микроструХу ТедичиняТ
КИХ включений не должна превышать З^йла по ГОСТ 5639-8T™4eC’
5. На окончательно обработанных поверхностях вала не допускаются
трещины, закаты, заковы, плены, расслоения, скопления неметалличес-
ких включении (засоры), свищи, механические повреждения (забоины,
вмятины), окалина, черновины и грубые риски. Проверку проводить ме-
тодом магнитной дефектоскопии, после чего вал размагнитить.
6. Допускаются исправления дефектов, указанных в п. 5, путем выру-
бок и расчисток.
7. Общее число вырубок и расчисток на валу допускается не более 3, из
них 2 могут быть расположены на шейках вала, при этом на одной шейке
допускается не более одного исправления.
8. Размеры вырубок и расчисток допускаются следующие: глубина не
более 2 мм, длина не более 20 мм, ширина не более 10 мм.
9. Вырубки и расчистки своей длинной частью должны быть направле-
ны вдоль оси вала на шатунных и коренных шейках, а на щеках — вдоль
радиуса кривошипа. Поверхности вырубок и расчисток должны иметь
шероховатость Ra 2,5.
ЮгачХю^ейные металл.,,ескш—
лее 3 шт. на каждом элементе вала и не бо 10^ они направлены
вии, что кучность не превышает 5 шт. н
Вдоль волокон и не расположены цепочк0"’ п0 3 мм Не учитываются)
б) волосовины длиной до 20 мм (воло н п0 одной Образующей
на двух соседних шейках, расположен пппускается не более 3 шт. на
"е допускается, общее число волосов у сечеНии любого элемен-
шейке вала и не более 3 шт. в одном п Р
та вдла; „ „ зП мм в количестве до 3 шт.
в) ликвационные полосы длиной д абОтанной поверхности не до
11 Заварка и зачеканка дефектов на оор
"’‘Хк™ И уеалоккме
'3. На галтелях и на расстояни допускаются.
наличие дефектов и их исправлен 519
м. г. ------------------—......
,е1Р отклонения размеров отверстий Ц]4 „
14. Неуказанные предельн
лов А14 остальных ±1‘
10 15. «Размеры для справок.^ кореннЫХ „ шатунных шеек не бо
16. Овальность, конус»
0,02 мм. галтелей обеспечить инструментом.
17. Размеры радиус0®^ шеек вала должны проверяться на TDev
18 Биение и непараллельност f п₽и этом допускается; Рех
опорах, установленных на ш £ ности и не более 0,04 мм;
а) биение “Ренна1?кХазгюших поверхностей шатунных шеек отНо.
б) непараллельное™^оор на )()0 мм вмесТе с отклонены
е“ТотСХе%Нической формы. Периодичность контроля устанавли-
вается технологическим "Р°и ^с*‘н быть тщательно очищены от грязи
быть тщательно скруглены „о
СУ "3 шаптшых шеек и коренной шейки фиксирующего подшип-
ника поддать упрочнению способом поверхностной деформации. Глу-
бина Упрочненного слоя не менее 3 мм. Размер обеспечить инструментом.
21. Маркировать: обозначение чертежа, порядковый номер детали (но-
мер паспорта), номер плавки шрифтом 6 глубиной не более 0,5 мм и
клеймить ОТК.
22. На поверхности П допускается фаска 2 х 45 .
23. Допуск перпендикулярности резьбовых отверстий к опорным по-
верхностям не должен быть более 0,8 мм на 100 мм длины.
24. При накатке галтелей на поверхности Л со стороны шеек или бурта
допускается ненакатанный поясок шириной не более 4 мм шероховатос-
тью не более Ra 2,5.
Лист А.4.11. Поршень в сборе со штоком: 1 — поршень; 2 — штифт; 3 —
шток; 4 — поршневая гайка; 5 и 6 — поршневые уплотнительные кольца.
Технические требования.
1. Поршневые кольца должны свободно проворачиваться и при нажа-
тии утопать в канавках не менее чем на 0,23 мм ниже уровня цилиндри-
ческой поверхности поршня.
синельно друГ°аРШНеВЫХ К°ЛеЦ должны быть развернуты на 180° друг отно-
Дучо3ш17товоХРом'г^Й гайки поизводить моментом 393 Н • м с после-
рёзьбу и торец гайки ап На УГ°Л '° 0Т отпРавной точки. Перед сборкой
см?аТь маслом компрессо°рР™м Жост 1861-71 ПОрШНеВЫе К0ЛЬ“а
ДолжноРбь1т1равномеВрнь1м н?!' А “ Б пР°веРить по краске. Прилегание
вы не допускаются. а площади не менее 80 %, радиальные разры-
6. После затяжки поыцневп^1^ Не должна выступать за торен шТ0*“.
из пазов поршня (поз 1\ ганки (поз. 4) поясок В отогнуть в од>
. заготовка должна пал
гр. IV-rp. 345. “ответствовать требованиям ГОСТ 8479-70
520
——_______ л-*- Рабочие чертеж
2 Заготовка штока после предВЯп
сверена ультразвуком на отсуггстви=^ельн°й обоабп^
" ,.Ч1ИЙ, трещин, Шлаковых вклю С усал°чных озт " лол*на быть
^'т 24507-80. Фиксации noS^Hii- Флокено
мм: и более. Не допускаются лефеш?6^' валент”^™’и с
?п„ес' дефекты эквивалентной плот, Эквивалентной п7нои плошадыо
£„ное расстояние между
асть дефекта превышает условна г 50 Мм* если vein» пР°стран-
^„„ого отражателя, эл^ТвоГЛ”"^ SEE"
если расстояние от дефекта до окончательной^6 данному дефекту-
менее 5 мм. Бурт Ж, прилегающая к бу^ту зона6^6013^^'' поверЕ
штока на длине 20 мм (с обеих сторон)^рке^не 45 " кони™
ся не подвергать. р Рке ультразвуком допускает-
3. Макроструктура не должна иметь усадочных па
пузырей, расслоении, трещин, шлаковый вю= Р-°Т'Н и Р^ости,
мых без применения оптических приборов К™™ “ флокенов- види-
двух темплетах, взятых по одному от разных пй осуществляется на
партии. При отсутствии сертификата на партию™^" ШТанг °дноГ|
каждый пруток - штанга. Дефекты, обнарТенныеподЛеРгается
пуска на механическую обработку, браковочным признак™™е явдяюкя'
гп^! ?77ч1Н;пНе",еТХ',ЛИЧеСК1,Х ВИЮЧен11й’ определяемых по мето^ш’,
ГОСТ 1 / 78 70, не должна превышать по среднему балду 3,5, по макси-
мальному баллу 4. Контроль проводится на 6 образцах, взятых от 6 прут-
ков одной плавки.
5. Величина зерна должна быть не ниже 5 баллов по ГОСТ 5639-82.
6. Микроструктура закаленного слоя должна быть мартенситная или мар-
тенситно-трооститная и находиться в пределах 1,25 балла по ГОСТ 8233—56,
что должно быть обеспечено техпроцессом обработки.
7. На окончательно обработанных поверхностях не допускаются: тре-
щины, закаты, заковы, плены, расслоения, усадочные рыхлоты, скопле-
ния неметаллических включений (засоры), свищи, механические повреж-
дения и другие дефекты, видимые невооруженным глазом. Допускаются
отдельные точечные и линейные неметаллические вкл1?чени,1в°до'’рв‘*
вы). направленные вдоль оси штока, в количестве не• оол^ 'нне0ДН0п
мирной протяженностью не более 100 мм ПР” м” 5 шт на „лошади
штуки не более 20 мм. Расположение дефектов не ба
Ю см-. Проверку' проводить методом магнитной дефектоскоп
чего шток размагнитить. забоев задиров, вмятин и
8. Резьбы должны быть чистыми, не ' бы должны бьпь скругле-
>ругих дефектов. По внутреннему диаметр Р04...0.08 от начально-
ны радиусом R = 0,576 мм и подкатаныt на ;ехнол0гическим про-
1 ° размера. Величину глубины промин
Нессом. ' „лености Дне более ООН мм.
9- Овальность и конусообразное™ по Р° поверхности Д не оо. ч
*,,снпе “
,12. Несоосность осей резьб о
03 мм обеспечить технологичесю
более
более
более
РанНч П. Am юс конструкций поршневых компрессоров
ло отелей обеспечить инструментом.
13. Размеры Р’ДС овые отверстия /? - 6.3 ГОСТ 14034-74.
\\SaX-e предельные отклонения отверстии НЫ, валов
тальные по ±/714/2_ обозначение чертежа, номер паспорта, марКа
16. Д'Д глубиной не более 0,3 мм и клеимо ОТК.
Р" 17а*иразмеТры.для' ^равок^ 0 6() /;6 на 0 ()3 мм
,8- Д°К отконда резьбы под крейцкопфную ганку. Доп^а
НаД^Х А4 13°А4.14. Рабочий чертеж поршня сварного I ступени (На
ЛВЛистыаАЛ15, А.4.16, А.4.17. Крейцкопф в сборе и рабочий черТеж
КР Листеле. Рабочий чертеж цилиндра низкого давления бескрейцкопф.
НОЛистМА.4е19°раабочий чертеж цилиндра высокого давления бескрейц.
копсЬного компрессора. u u
1ист 4 4 20 Цилиндр двойного действия с одной крышкой в сборе.
Листы А.4.21, А.4.22. Рабочий чертеж корпуса цилиндра двойного
действия с одной крышкой (на двух листах).
Лист А.4.23. Рабочий чертеж поршня тронкового облегченного.
Лист А4.24. Рабочий чертеж поршня дискового литого.
Лист А.4.25. Рабочий чертеж вала многоколенного чугунного литого
оппозитного компрессора.
Лист А.4.26. Рабочий чертеж вала одноколенного стального кованого.
Лист А.4.27. Рабочий чертеж вала одноколенного чугунного литого.
Лист А.4.28. Рабочий чертеж шатуна точеного.
Лист А.4.29. Рабочие чертежи шатуна штампованного и крышки шатуна.
Технические требования к шатуну.
1. Перед механической обработкой заготовку шатуна подвергнуть нор-
мализации.
2. Непараллельность плоскостей 1—1 и II—II не более 0,05 мм на всей
длине шатуна.
3. Оси отверстий 0 208 и 0 95 должны лежать в одной плоскости и
ьпь перпендикулярными к плоскости шатуна I—I, перекос осей и их
длинь|ПеНД11К'ЛЯРН°СТЬ К плоскости шатуна не более 0,05 мм на 100 мм
5. Оси'отверстий Сд' д5"ость 0 208Д и 0 95 не более допуска на диаметр,
в одной плоскости пспек^Т4Ы бь1? параллельны оси шатуна и лежать
6. Овальность и kohvp°C °Сеи Не более °,02 мм на 100 мм длины,
диаметр. сть и конусность отверстий 0 36А не более 2/3 допуска на
указанной на чертежг п°р' обра®отки тело шатуна разрезать по линии,
*М-. Неперпендикуляпнк^п разрезк°й части шатуна клеймить в мес!а
лее^О, 15 мм на 100 мм длиныИНИИ разреза к осям отверстий 0 36А не б
||ендикулярна к оси отвепХЯии°Д°ЛКИ шатУнного болта должна быть пер
проверяется на прилегание 36 с точностью 0,1 мм на 100 мм длины
П|ДС но краске.
^Рабочие чертежи
.ческие требования к крышке шатуна.
{СНспаР‘и1лелЬН°СТЬ плоскостсй 3-1 и И—И не более 0,05 мм на всей
лЛ,а”сА'ги отверстий 0 36А должны быть параллельны оси шатуна и ле-
2- °^пной плоскости; перекос осей не более 0,02 на 100 мм длины.
;кать 'Дальность и конусность отверстий 0 36А не более 2/3 допуска на
пиаМе1Р’, с механической обработки тело шатуна разрезать по линии, ука-
А. -°С чертеже; перед разрезкой части шатуна клеймить в местах «М».
зацН°^ "d ендикулярность линии разреза к осям отверстий 0 36А не более
l,Cf'e на 100 мм длины.
а 15 ММ прилегания гайки шатунного болта должна быть перпен-
5 Плоек отверстия 0 36А с точностью 0,1 мм на 100 мм длины и
тикулярна о легание по краске.
провеРяеТСл ди Рабочий чертеж корпуса качающегося крейцкопфа (см.
Диет А-4 ли-
S 3.6.3)- Рабочие чертежи крейцкопфных пальцев.
* ЛистА4 31-
524
Лист А. 1.2
_____
дров^о^Р^------
525
Бескрейцкопфнь1й^вёрг^а',ьН0‘и
лист 2-й (на трех листаХ/^___
527
Лист А. 1.7
530
Бе^Рейикопфн^^~~~ —-------------------------------—
-2£. шипникани качения — БЧ1сггЧпенчатый компрессор с коренными
---------------(на двух листах)
ЛисгпЛ1.8
------------^—------------7л^хст^°ть,й *°"пРессор С
Бескрейцкопфный вертикальный оч кистах) __
подшипниками качения — лист x-uj^_______--
531
14"
Лист А 1.25
————__________ jIВ^Вя
---компРессоРс п°дшиПНиК°
548
ЛистАЛ28
_____пфныи
Р школьный трехступенчатый компрессор ~~ лиС
550
ЛистАЛ28
_____пфныи
Р школьный трехступенчатый компрессор ~~ лиС
550
Лист А. 1.30 Бескрейцкопфный
553
.................
вой компрессорсреднего^_____-----
Лист А 1.31 \Бескрейцкопфный У-образный воздушный трехступенчотый^Р^Р^1
_______аои компРе<*ор среднего давления — лист 2-й (на трех листах)_.
пор^не'
554
------------------------------Т~~~~~Г^пёхстипеняатый 4-цилиндровый поршне-
Бескрейцкопфный V-оброзный воздушн _ лисПЮ1)
вой компрессор среднего давления_________________________-
Лист А. 1.33
БескРейцкм^~~~ ' --_ ____
556
~ ——__________________________- '^нчагпь1й ^Рехиил
Лист А. 1.34 Бескрейцкопфный трехе™ ---__
------ лист 2-й (на двух лис^
----^пРессор
шндр0^ __
557
Б — Б
Лист А. 1.35
ми о^адитсяями вС'Проетым‘">,ехс'п6"’^''^тм
A 1.38 Авиационный
(!^дв^^ГХЦиЛиНдрОвый тРехступенчатый компрессор -
560
Лист А. 1.39
______________________________~7^л^йгг1рехстУп'
Авиационный четырехиилиндровы
(на двух листах)_________
,енчо^й ^рессор -
лист 2-й
36 — 9390
'^фферётиа'”’ными
565
”-й(нЛухлис^------
Л“ст~А143 I Судовой бескрейцкопфн^йче
—-------- поршнями на 40 МПа — ли^2-
Лист А. 1.37 I Авиационный двухцилиндровый трехстуленчотый компрессор
566
A — A
--------
--------—- ^бразныивоМ
Лист А. 2.4 с номинальн^_^-
573
Лист А. 2.5
----------- /•/•'/' '/°\
' -—----Мух листах) -—
574
п г>ш//*j^>Лк1 м i i(~U/lU€A1 ________— ~ """'
------------- V o6po3Hbi. воздушный крейикОпфнЫй дв^ступениатий компрессор с цилиндрами типа .ведро..
Лист А.2.11 I Qbmo/1HeHHbiMU заодно с дистанционными фонарями __________________________
AZ 75| Поперечный разрез^
ОС
сл
8
Лист А.2.19
Оппозитный четыРехРяднь!й~воздушный крейцкопфныйдвухступенчотый компрессор
с номинальным поршневым усилием >00 кН______—--------------------
Лист А.2.25 | L-оброзный четырезсступенчатый компрессор
[лист А.2.2б\Оппозитный двухрядный шестиступенчатый компрессор
1
АЗ. > Z | Аксиально-поршневой компрессор с косой шайбой
do„aduwo^o^oj
Лист А.3.14\Авиационный бесшатцнный
поршневой компрессор
1
616
Детали, составляющие цилиндр I
Лист А. 4.2
------- лп TcrnyneHLi --------------'617
Корпус уилиндра!^^-
д-д
ЕО
повернуто
к
н-н
Лист А. 4.4
Корпус цилиндра/ ступени - лист 3-й (на трех листах)
619
L---— 259.11_________J
(расчетный, технологический)
,_й четыр„ мс^)
620
Rz20.
Лист A. 4.7 Крышка передняя а
—----------—________________Цилиндра / ступени - лист 3-й (на четырех
622
Лист А. 4.9
Вал коленчатый многоколенный кованый - лист 1-й (на двух листах)
11 1'-1 III 1:1 IV 2:1
628
Лист А.4.15 / Крейцкопф в сборе
630
го >гг
632
| Лист A.4.T8\ Цилиндр низкого давления бескрейикопфного компрессора
640
41 9390
642
В Q (увеличено)
648
Цилиндрический
(увеличено)
Приложение 1
ЗНАКИ, ПРИМЕНЯЕМЫЕ ПРИ НАНЕСЕНИИ РАЗМЕРОВ
Длина дуги Радиус Диаметр Сфера 'я 0 О Квадрат Уклон Конус Развертка □
Пр
иложение 2
ЗНАКИ, ПРИМЕНЯЕМЫЕ ПРИ НАНЕСЕНИИ ДОПУСКОВ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Прямолинейность —- Параллельность И
Плоскостность / 7 Перпендикулярность ±
Круглость о Наклон
Цилиндричность о Соосность ©
Профиль продольного — Симметричность
сечения
Биение / Позиционность ф
Полное биение и Пересечение осей X
Приложение 3
ПРИМЕРЫ ОБОЗНАЧЕНИЯ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
Параллельность плоскостей
Параллельность поверхностей
вращения
□Н
650
Приложение 4
ПРЩШьнь,Ео™он==к=
д
у
Овальность и конусность формы зеркала
цилиндра допускаются в пределах половины
.допуска на диаметр по /77
Обеспечение равномерной притираемо-
сти поршневых колен
Овальность и конусность коренных и шатун-
ных шеек допускаются не более половины
допуска на диаметр шейки по Н7
Овальность и конусность рабочей поверхности
крейцкопфной или поршневой головки допус-
каются не более половины допуска на диаметр
по т
Конусность трущейся поверхности крейнкоп
фа на длине башмака допускается не более
допуска на диаметр по /77
Обеспечение
по диаметру,
равномерного зазора как
так и по длине
Овальность и конусность наружной и .
ческой поверхности поршней бескре
НЫХ машин — не более половины до У
110 7/7, для крейцкопфных машин
половины допуска по Я? ____________—
Овальность и конусность на 1 м -
Рабочей поверхности штока: для "
0,02 . 0.02 мм, 0 80... 120 — 0.03.. 0.04 м
0 120,..180 - 0,04...0,06 мм
ника
651
Приложение 1
ЗНАКИ, ПРИМЕНЯЕМЫЕ ПРИ НАНЕСЕНИИ РАЗМЕРОВ
Длина дуги Радиус Диаметр Сфера 'я 0 О Квадрат Уклон Конус Развертка □
Пр
иложение 2
ЗНАКИ, ПРИМЕНЯЕМЫЕ ПРИ НАНЕСЕНИИ ДОПУСКОВ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Прямолинейность —- Параллельность И
Плоскостность / 7 Перпендикулярность ±
Круглость о Наклон
Цилиндричность о Соосность ©
Профиль продольного — Симметричность
сечения
Биение / Позиционность ф
Полное биение и Пересечение осей X
Приложение 3
ПРИМЕРЫ ОБОЗНАЧЕНИЯ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
Параллельность плоскостей
Параллельность поверхностей
вращения
□Н
650
Приложение 4
ПРЩШьнь,Ео™он==к=
д
у
Овальность и конусность формы зеркала
цилиндра допускаются в пределах половины
.допуска на диаметр по /77
Обеспечение равномерной притираемо-
сти поршневых колен
Овальность и конусность коренных и шатун-
ных шеек допускаются не более половины
допуска на диаметр шейки по Н7
Овальность и конусность рабочей поверхности
крейцкопфной или поршневой головки допус-
каются не более половины допуска на диаметр
по т
Конусность трущейся поверхности крейнкоп
фа на длине башмака допускается не более
допуска на диаметр по /77
Обеспечение
по диаметру,
равномерного зазора как
так и по длине
Овальность и конусность наружной и .
ческой поверхности поршней бескре
НЫХ машин — не более половины до У
110 7/7, для крейцкопфных машин
половины допуска по Я? ____________—
Овальность и конусность на 1 м -
Рабочей поверхности штока: для "
0,02 . 0.02 мм, 0 80... 120 — 0.03.. 0.04 м
0 120,..180 - 0,04...0,06 мм
ника
651
Прило*сн11С
Коленчатый вал
I. Биение коренных шеек относи-
тельно осн вала
0,02...0,03
2. Отклонение от параллельности
осей шатунных шеек относительно
оси коренных шеек на длине 100 мм
Шатуны
1. Непараллельность осей отверстий
кривошипной и крейцкопфной или
поршневой головок на 100 мм дли-
ны отверстия
2. Отклонение от обшей плоскости
осей отверстий поршневой или
крейцкопфной и кривошипной
головок шатуна на 100 мм длины
отверстия
3. Неперпендикулярность торцовых
поверхностей поршневой или крейц-
копфной и кривошипной головок
к осям их отверстий на 100 мм дли-
ны радиуса
4. Непараллельность осей отверстий
под шатунные болты на длине
100 мм
0,02
0,03
0,05
0,05
0,02
Обеспечение равномерного зазо-
ра в подшипниках и предотвра-
щение преждевременного изна-
шивания
То же
Предотвращение преждевремен-
ного изнашивания подшипников
большой и малой головок
То же
Обеспечение равномерного тор-
цового зазора
Обеспечение надежной работы
шатунных болтов
Крейцкопф
1. Неперпендикулярность оси от-
верстия под палец к оси трущейся
поверхности крейцкопфа на длине
100 мм
2. Перекос оси резьбы под шток
с осью трушейся поверхности на
длине 100 мм
3. Неперпендикулярность опорной
поверхности под гайку для крепле-
ния штока к оси крейцкопфа на диа-
метре 100 мм
0,02 Обеспечение равномерного зазо-
ра как по диаметру, так и по дли
не крейцкопфа
0,05 Обеспечение надежной работы
сальников
0,05 То же
Шток
1. Торцовое биение опорной плос-
кости бурта к оси цилиндрической
поверхности на 100 мм диаметра
2 Искривление оси штока или ради-
альное биение штока на 1 м длины
3. Несоосность цилиндрической
поверхности, сопрягаемой с порш-
нем и трушейся частью штока,
не более допуска на диаметр по 1П
652
0’02 Обеспечение равномерной на-
грузки на всю опорную плос-
0 07 кость бурта
,и' Обеспечение равномерного из-
нашивания сальников
Обеспечение равномерного зазо
ра между поршнем и зеркалом
цилиндра
Наименование отклонения
Поршень
Неперпендикулярность оси отвер-
1 !„ пол поршневой палец к оси
ошня на длине 100 мм
^Неперпендикулярность опорной
оверхное™ под посадку штока
' оси отверстия под шток на 100 мм
'ины отверстия
3 Неперпендикулярность боковой
поверхности канавок для поршне-
ВЬ1Х колеи к оси отверстия под шток
и к образующей цилиндрической
поверхности поршня на 100 мм
ДЛИНЫ
4 Нссоосность отверстия под шток
с наружной цилиндрической поверх-
ностью поршня не более половины
допуска на диаметр отверстия
Цилиндр
1. Неперпендикулярность оси зерка-
ла цилиндра к привалочной плоскос-
ти на 100 мм радиуса
2. Непараллельность осей цилинд-
ров в блоке цилиндров вертикаль-
ных компрессоров на 100 мм длины
3. Смещение оси центрирующего
выступа (впадины) относительно оси
цилиндра не должно превышать по-
ловины допуска на диаметр цилиндра
4. Смещение осей цилиндров при
дифференциальном выполнении
не должно превышать половины
допуска на меньший диаметр
ЭЦ? 0,02 0,02 0,05 по^ращение заклини8ания П’Пки ''аНопорХ°МСРНОЙ на- РНую "одерхность иевого колщаТ1'Гани" порш- аУпилиндРааП0Вы^ клерка-
0,05 ===== колец и заклинивания поршня
0,02 0,015 Обеспечение соосности цилинд- ра и крейцкопфа и снижение из- носа Обеспечение равномерного зазо- ра между поршнем и зеркалом цилиндра Тоже
0,015 »
Приложение 6
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ ОТ П^В’„ргссороТоБШЕГО НАЗНАЧЕНИЯ
ОСНОВНЫХ ДЕТАЛЕЙ ВОЗДУШНЫХ КОМПРЕ
„иной геометрической формы основных деталей
Допускаемые отклонения от пРав,и"” „ в таблице.
компрессора не должны превышать указан
До^кземоеотклоненке
Наименование отклонения
Станина, Рм“ “ каРтер
Иесоосность отверстий под подшипники
качения ггей под
Непараллельность привалочных плоска
пилиндры или фонари с осью отверст
подшипники плоскостей
^перпендикулярность привалочных
станины или рамы к оси рабочих п Р
направляющих крейцкопфа
Не более 0,01 мм на длине 100 мм
л П2 мм на 100 ММ дайны
привдаочной плоскости
пМ мм на 100 ММ радиуса
653
Приюжгния
Наименование отклонения
Несоосность рабочих поверхностей направляю-
щих крейцкопфа и центрирующей поверхности
под цилиндр или фонарь
Непараллельное™ привалочных плоскостей
фонаря крейцкопфных машин
Цилиндр
Овальность и конусность зеркала цилиндра диа-
метром до 300 мм вкл.
То же. диаметром свыше 300 мм
Неперпендикулярность привалочной плоскости
цилиндра к оси зеркала цилиндра
Непараллельное™ осей цилиндров в блоке
цилиндров
------------
Допускаемое
Не более 0,02 мм
Не более 0,02 мм на 100 мм п„
ПЛОСКОСТИ "ЛИНЫ
Не более половины допуска на дИа.
метр
Не более допуска на диаметр
Не более 0,02 мм на 100 мм радиуса
Не более 0,015 мм на 100 мм длины
цилиндра
Поршень
Овальность и конусность наружной цилиндриче-
ской поверхности
Неперпендикулярность оси отверстия под порш-
невой палец к оси поршня
Неперпендикулярность опорной поверхности
под посадку штока к оси отверстия под шток
Шток
Несоосность цилиндрической поверхности,
сопрягаемой с поршнем, и трущейся части
штока
Коробление торцовых поверхностей (кольца дол-
жны проходить под действием собственного веса
между полированными плитами приспособле-
ния, установленными на расстоянии, равном
наибольшей высоте кольца, с добавлением
указанного ниже допуска; кольца диаметром
свыше 350 мм проверяются на плите щупом)
для колец с наружным диаметром
до 150 мм
свыше 150 до 400 мм
свыше 400 мм
Не более половины допуска
Не более 0,02 мм на длине 100 мм
Не более 0,02 мм на 100 мм длины от-
верстия
Не более допуска на диаметр цилинл
рической части
Крейцкоиф
крейцкопфа
Неперпендикулярность оси отверстия под па-
лец к оси трущейся поверхности крейцкопфа
Несоосность резьбы под шток и оси трущейся
поверхности
Перекос оси резьбы под шток с осью трущейся
поверхности
Неперпендикулярность опорной поверхности
под гайку для крепления штока к оси крейц-
копфа
Конусность трущейся поверхности
на длине башмака
Р"
леи к оси трущейся
Р»----- .
поверхности
Пальцы
Овальность и конусность наружной поверхнос-
ти пальцев бескрейцкопфных машин и участка
пальца, сопрягаемого с шатуном крейцкопфных
машин
654
Не более 0,04 мм
Не более 0,05 мм
Не более 0,07 мм
Не более допуска на диаметр
Не более 0,02 мм на 100 мм длины
Не более допуска на диаметр крейц-
копфа
Не более 0,15 мм на
Не более 0,05 мм на диаметре 100 мм
100 мм
Не более половины допуска на диаметр
Сепарабельность осей отверстий головок
отклонение от обшей плоскости осей от»^
порш"'""
Неперпендикулярность торцовых поверхностей
крейцкопфной и кривошипной головок к оД
их отверстий 0«м
Взаимное смешение торцовых поверхностей
крейцкопфной и кривошипных головок
Непараллельность осей отверстий под шатуН
ные болты
—«пи допуска на диаметр
е-чоЧСЙ поверхности
Не более 0,05 мм на 500 мм длины
отверстия
Не более 0,05 мм на 500 мм длины
отверстия
Не более 0,05 мм на 500 мм радиуса
Не более 0,2 мм
Не ^ее 0,02 мм на 100 „м
Шатунный болт
Овальность и конусность посадочного места
стержня болтов
Биение крайних точек опорной поверхности
головки болта относительно посадочной поверх
пости стержня: р
для болтов с наружным диаметром резьбы
до 15 мм
свыше 15 мм
Перекос резьбы болта (биение крайних точек
торца специального резьбового калибра относи-
тельно посадочной части болта при диаметре
торцовой поверхности калибра, равном диамет-
ру опорного торца гайки шатунного болта):
для болтов с наружным диаметром резьбы
до 15 мм
свыше 15 мм
Не более 0,05 мм
Не более 0,02 мм
Не более 0,1 мм
Не более 0,05 мм
Гайка шатунного болта
Биение опорного торца относительно оси резьбы:
для гаек с наружным диаметром резьбы Q [ мм
до 15 Не более 0,05 мм
свыше 15 мм Не допускается
Вогнутость и выпуклость опорного торна
Коленчатый вал
Овальность и конусность шатунных и коренных
шеек
Непараллельность осей шатунных шеек с ось
вала
Биение коренных шеек относительно оси в
Приложение 7
UI
Не более половины допуска на диаметр
шейки
Не более 0,02 мм на 100 мм длины
по ГОСТ 10158-62
Параметры шероховатости Rz25.
Вид обработки
ЗНАКИ ШЕРОХОВМОСТИ
Шабрить
Полировать
^Ке ypl Р И м е ч а
“ "е Ставитса\Ио ~ сРеДнее арифметическое отклонение профиля, мкм (на черте-
Rz — высота неровностей профиля по десяти точкам, мкм.
655
Приложение 8
параметры шероховатости ОСНОВНЫХ ПОВЕРХНОСТЕЙ п,
ПАРАМЕТРЫ ПОРШНЕВЫХ КОМПРЕССОРОВ Е” ЛЕТА ч
’Ей
--------------------1 Параметр Условия-^——
Поверхности деталей_| шероховатости шеРоховатост^лшо^^-^
Картеры, рамы, станины ~~ "-'--1!^
Отверстия пол подшипники качения Скости разъема остова 2,5 2,5 Сохранение посадОЧн,,„ Обеспечение плотности Л^Ров ния и Прилега.
Плоскость основания Лг40 Обеспечение плоскости к основания °аз<>вого
Коленчатые и кривошипные валы
Шатунные и коренные шейки под подшипники скольжения Посадочный поясок для шестерен Посадочная поверхность для маховик. Поверхности шеек кривошипов Несопрягаемые поверхности Б 0,32 1,25 1 1,25 Я?20 Rz20 локи цилиндров Повышение износостойкости Сохранение Повышение сопротивления усталости н Повышение сопротивления усталости и облегчение выявле ния дефектов материала
Зеркало цилиндров бескрейцкопфных 0,63 Повышение износостойкости
машин и цилиндров низкого давления крейцкопфных машин Зеркало цилиндров среднего и высо- 0,32 То же
кого давления
Отверстия под седла клапанов Плоскости сопряжения со станиной 2,5 2,5 Сохранение посадочных зазоров Обеспечение плотности прилега-
Плоскости сопряжения с крышками цилиндров Аг40 ния То же
Плоскости сопряжения уплотняющих поясков седел с пластинами нагнета- Клапаны
0,32 Сохранение газонепроницае-
тельных клапанов мости
пальць™ЯВо°|1км"<аХ П°Л П0Ршневые шейки вала ЫШах под шатУнные Шатуны 2,5 Улучшение прилегания вклады- шей или втулок к гнездам для
0,63 лучшей теплопередачи Повышение износостойкости
Несоп"яИгЯаеПмыеШпаТУННЬ1е болты и йельнофрезеров°авнеР^°сти (точеные 1,25 Яг20 Сохранение посадочных зазоров Повышение сопротивления
Пл°екости большой и м „ усталости и облегчение выявле-
Ой и мааой головок 1,25 ния дефектов материала
П«КИ««„ь Сохранение посадочных зазоро Повышение износостойкости
Поршни 0,63
656
Поверхности деталей уЛная цилиндрическая поверх- 'И1.'5ч | " н поршня крейцкопфных машин J.5
"° гостия под поршневой палец Типовые поверхности канавок под , °.63 Т°пШнсвые кольца 2,5...li2s Опорнь'С поверхности под бурт штока Q Наружная поверхность Поршневые Наружная цилиндрическая поверхность , Ча Горновая поверхность колец диаметром: ’5 до 250 мм а , от 250 до 750 мм свыше 750 мм ПовЧ|ЦСнП^~~^и22Г__ исизн°^й^г is„„ «дачных зазоров нИя<:"еЧение плотности прилега- П°ВЫШе«Ие износостойкости Мнение посадочных зазоров То же »
Штоки
0,16
0,32
Повышение износостойкости
Обеспечение плотности прилега-
Рабочая поверхность штока
Опорная поверхность бурта
Приложение 9
НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ ЛИНЕЙНЫХ РАЗМЕРОВ
НА ЧЕРТЕЖАХ
Комбинированный способ
04Of7(--iio5o)
ИЖ
04OH7lW'
П
риложение 10
ПОСАДКИ В ОСНОВНЫХ УЗЛАХ
Коленчатые валы
Вкладыш подшипника — шейка
коренная (диаметр)
Вкладыш шатуна — шейка шатун-
ная (диаметр)
Вкладыш подшипника — шейка ко
Ренная (длина)
Вкладыш шатуна — шейка шатунная
(Длина)
42 -93ЭД
поршневых 1ЮМ1ИО0К»
Сопрягаемые детали
Условия,
Посади
Hi Js6 О6«пгчсш« лк- S
Hl
h6 ifQ
19
ЯП SSI
rfll
Пр^ожеч"1
Посадка
Hl
и7
Hl
kf>
Согтрягасмыедста^
Вал — муфта соединительная без до-
полнительного крепления
Вад — муфта соединительная с допол-
нительным креплением
_____________________ПР°долакецие
Условия. определяющие посад^ ~~
Обеспечение натяга, способного
передать крутящий момент
Обеспечение точности соединения
сборки и разборки без значитель- '
ных усилий
Шатун
Вкладыш — палец крейцкопфа
(диаметр)
Вкладыш — крейцкопфная головка
(длина)
Малая головка шатуна — вкладыш
(диаметр)
Большая головка шатуна — центри-
рующий поясок шатунного болта
(диаметр)
Крейцкопф
Направляющая крейцкопфа — крейц-
копф (диаметр)
Башмак — корпус крейцкопфа
(диаметр)
Башмак — корпус крейцкопфа
(длина)
Корпус крейцкопфа - шток (диаметр)
- nc>
Вкладыш крейцкопфа - палец крейн-
копфа (диаметр)
Шток щ
Шток — уплотняющий элемент —
HS
Шток - поршень
Поршень
Цилиндр — кольцо поршневое диа-
метром:
до 300 мм
kl
от 300 до 500 мм
kl
свыше 500 мм К?.
Jsl
I/O
Поршень (канавка) — кольцо порш- —
невое (высота кольца)
Поршень (бобышка) — палец порш- —
невой (диаметр) hf>
Вкладыш шатуна — палец поршневой Д2
(диаметр) /ф
К СО
Н1
gf>
HS
hS
Hl
Л6
Hl
g6
HS
jsb
HS
hS
HS
Js6
HS
hS
Обеспечение минимального зазора
Обеспечение требуемого зазора
Обеспечение точности соединения
То же
Обеспечение минимального зазора
То же
Обеспечение точности соединения,
сборки и разборки без особых
усилий
Обеспечение соосности и точности
сборки
Обеспечение минимального зазора
Обеспечение минимальных
зазоров
Обеспечение малых зазоров и соос-
ности
Обеспечение плотного прилегания
поршневого кольца к зеркалу ци-
линдра
То же
»
Обеспечение подвижной посадки,
сборки и разборки без особых
усилий
Обеспечение подвижной посадки
с минимальным зазором
То же
^“млсени.
Прило*ение " ----
ТВЕРДОСТЬ поверхностей „
ОБЩЕГО Ндт^^ЕЙ Ко
Торцовые поверхности цилиндров и НЛЧЕ,,ЙЯ МПРЕсСОРоВ
Трущаяся поверхность штока после ц^индпа
Наружная поверхность пальцев УПрочнения
Наружная цилиндрическая поверхнот-п.
болтов после термообработки ШатУнных
Торцовые поверхности гаек шатуннму с
термообработки ых «олтов после
Поверхности шеек коленчатых валов п™
для валов из стали 40 и 40Х ле Уточнения:
» » » » 45
Поверхности кольцевых пластин клапанов
Приложение 12
Нв 1Э0...241
^52.$
HRC 56.„62
ИНС 26 .34
ИНС 25..32
HRC 48...S8
HRC S2...62
HRC 48...S4
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
М24
M24LH
М24 х 2
М24 х 2-6g-30
М24 х 2-6Я-30
МЕТРИЧЕСКИХ РЕЗЬБ
То же, с мелким шагом 2 мм
вания 30 мм, отличающейся от нормальной
Примечания:!. Поля допусков 8g и 1Н в условных обозначениях не указывают.
2. В отличие от цилиндрических метрических резьб вместо индекса М для метрических
конических резьб ставится индекс КМ, для трапецеидальных резьб - индекс Тг, для упор-
ных — 5.
Приложение 13
ФИЗИЧЕСКИЕ СВОЙСТВА НЕКОТОРЫХ МАТЕРИАЛОВ ПРИ г = 20 'С
— Коэффи- циент Пуассона v Коэффициент Коэффициент
Материалы Плотность р, г/см1 Модуль Е- КН, МПа линейного расширения а -10*, 1/-С теплопровод- ности X, Вт/<м -CI
Углеродистые стали 7,85 2,0—2,2 0,3 11 45...70
(сталь 20, сталь 45 и др.) Легированные стали 7,85 2.0...2.2 0,3 11...12 12...17 35...45 12...25
(30ХГСА, 12ХНЗА) Жаропрочные сплавы 8,0...8,2 2,0—2,2 0,3
(ХН77ТЮР, 12Х18Н9Т 35...60
и др.) Чугун 6,5...7,5 1,0...1,5 0,71—0,78 0,25 0,31 20...25 120—175
Алюминиевые сплавы (АЛ4, Д1 и др.) 2,6...2,9 -1,8 0,34 27 70-115 8.16
0,4—0,45
Магниевые сплавы (МА5 и др.) 0,3 8,5
-4,5 1,1...1.2
Титановые сплавы (ВТЗ 0,29 0,3 — —
11 др.) Стеклотекстолит 1,6...!,7 0,3 0,6—0,7 — —
Ориентированные стек- лопластики -1,9 -2,5 0,3 10...5
1.3...2.8
Однонаправленный уоралюминий J“4...60 % бора) Однонаправленные 0,25 1...3 659
1,4...1.5 1...2
Углепластики
42>
Приложения
ОСНОВНЫЕ ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ*
ГОСТ ~Т Марка материала | ав, МПа at, МПа п„, кДж/м’ 8, % 1 //fl. МПа
Отливки из серого чугу- СЧ15 СЧ20 147 196 — — — 2250 2360
на с пластинчатым гра- фитом (ГОСТ 1412-85) Отливки из ковкого чу- гуна (ГОСТ 1215—79) СЧ25 КЧ30-6Ф КЧ45-7п КЧ55-4П 245 294 441 539 — 6 7 4 2450 1600 2020 2370
Отливки из высокопроч- ного чугуна с шаровид- ным графитом ВЧ38-17 ВЧ5О-7 ВЧ70-2 373 490 686 — — 17 7 2 1670 2360 2940
(ГОСТ 7293-85) Отливки из антифрикни - АЧС-1 — — — — 2360
онного чугуна АЧС-2 — 2250
(ГОСТ 1585-85) Чугун легированный для ЧНХТ 274 — — — 2800
отливок со специальны- ЧНХМД 290 — — — 2800
ми свойствами (ГОСТ 7769-82) ЧН2ОД2Ш 490 — 2200
Медистый чугун МСЧ20 > 196 — — — 2360
Хромоникелевый чугун ХНСЧ25 >245 — — — 2450
Щелочестойкий чугун СЧЩ 2 > 177 — — — 2300
Отливки из конструкци- 25Л 441 235 392 19
онной нелегированной ЗОЛ 470 254 343 17
и легированной стали** (ГОСТ 977-88) 35ХГСЛ 587 341 294 14 —
Отливки из высоколеги- 20X1ЗЛ 588 441 392 16
рованнои стали со спе- циальными свойствами 12Х18Н12БЛ 392 196 196 13 —
(ГОСТ 2176-77) Отливки из хладостой- 25МЛС 441 245 588 ?0
кой и износостойкой ЗОХНМЛС 831 686 784 980
стали (ГОСТ 21357-87) ЮХ18Н9МЛС 452 196 25
Сталь углеродистая обыкновенного качест- Ст2кп 324 412 432 588 186 30 —
ва*** (ГОСТ 380-94) Сталь углеродистая ка- СтЗсп Стбпс 20 216 226 294 — 26 25 12 —
чественная конструк- 35 412 245 — 25 1600
иионная (ГОСТ 1050-88) 45 529 314 687 20 2030
Сталь легированная 40Х 40ХН 12ХНЗА 598 353 491 16 2250
конструкционная (ГОСТ 4543-71) 981 981 932 1079 1079 1079 981 1177 490 490 785 785 589 687 10 11 2130 2030
30ХГСА 687 883 И 2130
40ХН2МА 834 491 10 2250
38ХНЗМА 932 785 12 2640
38Х2МЮА 981 785 12 2640
Стали высоколегирован- ные и сплавы коррозион- 660 36Х2Н2МФА 12Х18Н9Т 12Х18Н10Т 834 1079 196 196 883 785 245 245 14 12 45 45 2250 2640
ГОСТ Марка г г
°.' Мпа~
'^Ттюйкие' жаростой- 0Х14Г14ГИР JVMOa
''° и жаропрочные 20X13 — 5.% _]^МПа
(%СГ 5632-72) 30X13 831 1569 630 —
Сталь рсссорно-пру- 65Г 1275 588 10 —
жинная углеродистая 60С2 981 785 3 —
* легированная 50ХФД ‘275 477 — —
;'ГОС-Г 14959-79) *275 1079 — 6 2360 2640 2640
Сталь инструменталь- У8А 8
ная углеродистая У10 —
(ГОСТ 1435-99) - - 1830
длюминий и сплавы Д1 373 so 1930
алюминиевые деформи- АД1 —
руемые (ГОСТ 4784-97) Д16 АК6 392 353 - 12 25 10 -
Сплавы алюминиевые ли- ДЛ9 196 — 12
тейные (ГОСТ 1583-93) АК5М7 147 — — 490 780
(АЛ 10В) — —
Прутки из оловянно- фосфористой бронзы (ГОСТ 10025-78) БрОФ7-0,2 363 - - 55 690
Бронзы оловянные ли- БрО4Ц7С5 147 590
тейные (ГОСТ 613-79) 6
Бронзы безоловянные* **, БрКМцЗ-1
обрабатываемые давле- нием (ГОСТ 18175-78) БрАЖ9-4 — - - - -
Бронзы безоловянные БрА9Мц2Л 392 — — 20 780
литейные БрА10Ж4Н4Л 587 — — 5 1570
(ГОСТ 493-79) Сплавы медно-цинко- Л63 290 — — 40 690 790 1280
вые’ (латуни), обрабаты ЛС59-1 330 — — 15
ваемые давлением ЛЖМц59-1-1 490 —
(ГОСТ 15527-70) 12 780
Сплавы медно-цинко- ЛЦЗОАЗ 294 18 880
вые (латуни) литейные (ГОСТ 17711-93) ЛЦ40МцЗЖ 441
* Механические свойства стандартом не ответственного (группа
** Различают отливки общего назначения (гр.
(1|нетственного назначения (группа III)- _ полуспокойная. групп
“* кп — сталь кипящая, сп — спокойная, железоуглероднс-
Примечания:!. Обозначения лег,'р^Х: ^юм"Н,"]д|!й (Ф —г'никель <Н’ $
jbrx (первая буква) и цветных (вторая бУ^фор (П. Ф)^ез0 (_ ж), олове, .
1' г). бериллий (-, Б), молибден (М, »• Ф к (-, Ш,» ( сурьма (-. W
ХРом (X, -), вольфрам (В, -), ниобии (Б. >• «зрганеи (Г. "^твенно лите
цирконий (Ц, -), кремний (С, К), „а^^ественная.
2. Буквы Л, С, Ш и А в конце обознаяi „ыс
Малостойкая до Т = 213 К, шаровидной Ф
литейная,
661
Пpм^oжr>^^‘^^
Приложение 15
ПРЯМОТОЧНЫЕ САМОДЕЙСТВУЮЩИЕ КЛАПАНЫ
ппелназначены для компрессоров (воздушных и газовых) Ппп„
Прямоточные ^ап®”“пп^д.л/с А м3/мин) с частотой вращения вала до 12,5 с-' цРс '3'
водитольностью более чем ища м / ^па Использош,ние клапанов в компрессорах с бОщ'
Жсто"ажн^^^^^ в^а (ДО 25 с-') допускается с разрешения веду^
^то^^-=ости от установки может быть всасывающим или нагне-
тательным. гляпяна состоит: из слова «клапан», буквенного обозначения ПИК (пПя
Наименование клапанасост и ЧИСЛОВЫх значений, разделенных между собой тип
моточный илшивидяльный круг 3),^ подъема (в мм) (указывается факультативно) ДР'
диаметра </| (в мм) (см. рису ’• . мпа), а также из двух букв, первая из котип.0’
пускаемой разностиi даалс * В10рая - назначение клапана, и обозначения Ост
0б0Поим7рМоЙ чеш я "^апан ПИК 2^0-2,6-1.6АГ ОСТ 26-12-2005-78» или
ПИК 220И6АГ ост 26-12-3005-78», что означает: клапан прямоточный индивидуальный
пик 1-”7’ .. диаметром </. = 220 мм (с высотой подъема пластины 6 = 26 мм!
придопустимой разнице давления на клапан Др„ = 1,6 МПа в исполнении с пилообразны-
ми пластинами типа А, для компрессоров без смазки, т. е. с повышенной герметичное-
ТЬ1°Буква, отражающая назначение клапана, для воздушных компрессоров не проставляет-
ся. Для обозначения клапанов газоперекачивающих компрессоров с корпусными деталями
из стали используется буква С, для кислородных компрессоров с корпусными деталями из
латуни или медно-цинковых сплавов — буква Л.
Цифра после буквенных обозначений модификации клапана отражает порядковый но-
мер модернизации. Высота подъема пластины может быть в обозначении опущена.
Основные данные* о клапанах ПИК и ПИК-А в соответствии с ОСТ 26-12-2005—78
.... --‘ппойгтптпше прямоточные поршневых компрессоров. Технические дан-
Прямоточный индивидуальный круглый
клапан:
1 — седло-ограничитель; 2 — пластина-пру-
жина; 3 — кольцо крепежное; 4 — стопорная
планка
Обозначение клапана Площадь, см2, не менее Диаметр, мм Мертвый объем клапана, см3 Масса,
эквива- I лентная | на посадоч- наруж- ный d{ ный всасыва- нагнета- ющего тельного кг, не более
При небол ПИК 100-0,4Л ПИК 110-0.4А ПИК 110-0,4АЛ ПИК 125-0.5А ПИК 125-0.4АЛ ьшой разност 15,0 18,6 16,2 22,8 16,2 24,0 20,4 27,4 20,0 27,0 и давлений н 100 112 ИО 122 НО 122 125 137 125 137 а к л а п а н 0,4 МПа 54,0 80,0 3,7 57,0 100,0 13 53,4 107,3 4,7 82,0 123 1.» 82,0 121 5-7
• Остальные данные см. в ОСТ 26-12-2005—78
662
Обозначение клапана
ПлощальГсм?
не менее
пик 140-0,4А
ПИК 140-0,4АЛ
ПИК 180-0,4AI
ПИК 180-0,4АЛ
ПИК 200-0,4А
ПИК 222-0,4А
ПИК 220-0,4АЛ
ПИК 250-0,4А
ПИК 320-0,4А
эквива-
лентная
^Cbito.
Мм
каРУж-
нагнета-
зельного
на входе
диаметр.
иосадоч.
лап'-’.см>
Мз«а,
кг, нс'
более
При
ПИК 320-0,6А
При
21,0
22,6
45,3
45,3
62,5
64,6
64,6
79,0
138,7
наибольшей г.,пУсти давлений
на клапан 0,6 МПа
195,3 320 335 553,0
наибольшей разности давлений
на клапан 1,0 МПа
29,8
32,0
64,7
68,8
88,0
91,0
98,0
118,0
195,3
140
140
180
180
200
220
220
250
320
155
155
195
195
215
235
235
265
335
Рйзности
»7,6
85,2
<89,3
<61,4
226,9
286,0
240,0
309,0
553,0
136,5
143,0
290,5
307,6
385,1
410,0
438,0
505,0
680,0
2,4
7,6
3,6
П,5
4,6
5,1
16,5
6,9
11,0
138,7
680,0
11,0
ПИК 250-1,ОА 79,0 118,0 250 ш
265 287,2 451,0 69
При наибольшей разности давлений
на клапан 1,6 МПа
ПИК 180-1,6А1 45,8 64,7 180 195 189,3 290,5 3,6
ПИК 180-1,6АЛ 45,8 68,8 180 195 161,4 307,6 11,5
ПИК 200-1,6А 62,5 88,0 200 215 226,9 385,1 4,6
ПИК 220-1,6А 64,6 91,0 220 235 286,0 410,0 5,1
ПИК 220-16АЛ 64,6 98,0 220 235 240,0 438,0 16,5
ПИК 220-16С 72,2 110,4 220 235 293,6 484,0 16.0
При наибольшей разности давлении
на клапан 2,5 МПа
ПИК 70-2,5 ПИК 110-2.5А 5,4 16,2 6,9 22,3 70 ПО 79 122 122 17,0 57,0 53,4 32,0 100,0 107,3 0,6 1.4 4,7
ПИК 110-2.5АЛ 16,2 24,0 ПО 137 82,0 123,0 1.8
ПИК 125-2,5А 20,4 27,4 125 125 140 140 137 82,0 121,0 5,7 2,4 7,6 14.0
ПИК 125-2,5АО ПИК 140-2,5А 20,0 21,0 27,0 29,8 155 155 87,6 85,2 136,4 143,0 376,0
ПИК 140-2,5АЛ ПИК 220-2,5АС 22,6 59,6 32,0 84,0 220 220 235 235 208,0 293,6 287,2 331,7 484Д) 451,0 16,0 22,0
ПИК 220-2,5С 72,2 110,4 250 265 646.4 22,0
ПИК 250-2,5АС 76,0 108,0 250 265
ПИК 250-2,5С 93,1 148,8 . л Г Т И 1 а в л ен и й
При наиболь клапан 4,9 МПа 17,0 32,0 80,0 0,6 3,7
ПИК 70-4,0 5,4 6,9 е О Z 70 100 112 122 122 Н7 54,0 57,0 100,0 107,3 123 1,4 4,7
ПИК 100-4,ОЛ 15,0 18,6 110 53,4 1.8
ПИК 110-4,ОА 16,2 22,3 1Ю 82,0 121 5,7
ПИК 110-4.0АЛ ПИК 125-4.0А 16,2 20,4 24,0 27,4 27,0 84,0 125 125 Р' 137 235 82,0 208,0 376.0 14,0 663
ПИК 125-4,ОАЛ ПИК 220-4,ОАС 20,0 59,6 220
Прччжении
п „ и чоженне 16
плсйГГПУЮПШЕ КОЛЬЦЕВЫЕ КЛАПАНЫ
ССЯЕ« ПРУЖИНАМИ (типов ВКТ и НКТ)
г точечными пружинами типов ВКТ (всасывающий кольцевой с
Кольцевые клапаны с точечным Р^ьный кольцевой с точечными пружинами) пред'
точечными пружинами) иНМ <на™ нсвых компрессоров производительностью свы
назначены для вомушных и газовых пор^ о 17мз/с (ю м’/мин), с частотой вращени»
______________________________ г-* н наибольшей паанлгт. ^ ..
7
б
Кольцевые клапаны с точечными
пружинами (типа КТ):
а - всасывающий; б - нагнетательный; 1 —
седло: 2 - ограничитель; 3 — пластина 4 —
пружина: 5- шпилька по ГОСТ 22038—76'
6-гайка по ГОСТ 5915-70
вала до 12,5 с"1 и наибольшей разностью давлр
ний до 25 МПа (см. рисунок).
Полное наименование клапана состоит
слова «клапан» и следующих элементов: 1) fiw
венного шифра (ВКТ или НКТ); 2) числового
шифра, который состоит из числовых значений
посадочного диаметра d\ (в мм), высоты h подъе
ма пластины (в мм), допускаемой разности давле-
ний на клапан (в МПа); 3) буквы, обозначаю
шей модификацию (М — клапан с газовыми дем-
пферами); 4) цифры, показывающей величину
приведенного усилия пружин Дпр (в Н/м2) и
5) обозначения ОСТ.
Пример: «Клапан ВКТ 100-2,0-6,4М-11000
ОСТ 26-12-2030-81» означает, что клапан всасы-
вающий (В), кольцевой (К) с точечными (Т) пру-
жинами, с посадочным диаметром 100 мм, высо-
той подъема пластины 2 мм, с допустимой разно-
стью давлений на клапане 6,4 МПа, клапан имеет
газовые демпферы (М), пружины клапана имеют
приведенное усилие II 000 Н/м2. Приведенное
усилие пружины в шифре клапана может быть
опущено. Поэтому упомянутый в примере клапан
может быть обозначен «Клапан ВКТ-100-2 0-6 4М
ОСТ 26-12-2030-81». ’ ’
Приведенное усилие пружины выбирается из
ряда: 2750, 3500, 4500, 5500, 8000, 11 000 20 000
30000, 40 000, 50 000, 60 000 , 70 000 80 000’
90 000, 100 000 Н/м2. ’
Основные данные клапанов ВКТ и НКТ в
обычном исполнении представлены в табл. 1, а
сведения о модификации М (с газовым демпфе-
ром) - в табл. 2.
Неполный шифр
клапана"
Эквивалентная площадь Ф, см2, нс менее Мертвый объем клапана Р, см} Ширина прохо- да в седле Л, мм
всасы- вающего ' нагнета- тельного
КТ 100-1,5-1 0
КТ 100-2,0-10
КТ 100-2,5-1 0
КТ 110-1,5-1,0
КТ 110-2,0-1 0
кт НО-2,5-1,’о
КТ 125-2,0-1,0
КТ 125-2,5-1,0
КТ 140-1,5-1,0
664
7,5
8,9
9,9
9,1
10,6
Н,8
12,8
14,7
15,7
81
84
88
92
96
100
140
145
187
73
73
73
92
92
92
136
136
172
6
6
6
7
7
7
8
8
6
Таблица!
ч
h с 3 2 § О ua ci £ °
Высота пластш S 2 2 X С II 2 2 2 2 S 2 ° с 5 х
Чз чз £ С « а- « з оз
1,5 2,0 2,5 1,5 2,0 2,5 2,0 2,5 1,5 100 112 10 25,0 75 2
100 112 10 25,5 75 2
100 112 10 26,0 75 2
110 122 10 25,0 75 2
но 122 10 25,5 75 2
но 122 10 26,0 75 2
125 125 140 137 137 155 10 10 10 25,5 26,0 32,0 80 80 85 2 2 3
итная t>, см2, Мертвый объем клапана
Неполный шифр Н клапана* И, см’
, 2 нагнета- / гельного /
Экви! плош не ме 3 3 « S a з
kF140^0->-0 ^140-2,5-1,0 £т 160-2,0-1,0 КТ 160-2,5-1,0 18,4 20,3 23,1 26,8 194 201 275 284 172 172 232 232
1/-J- 160-3,0-1,0 КТ 180-1,5-1,0 28,6 23,4 294 314 232 324
КТ 180-2,0-1,0 29,0 325 324
КТ 180-2,5-1,0 32,7 336 324
КТ 180-3,0-1,0 37,4 348 324
КТ 200-2,0-1,0 34,0 415 510
КТ 200-2,5-1,0 39,4 430 510
КТ 200-3,0-1,0 43,4 445 510
КТ 200-3,5-1,0 48,5 460 510
КТ 220-2,5-1,0 41,6 473 555
КТ 220-2,5-1,0 47,3 487 555
КТ 220-3,0-1,0 53,4 500 555
КТ 220-3,5-1,0 62,5 515 555
КТ 55-1,5-1,6 2,3 15 11
КТ 55-2,0-1,6 2,8 15 11
КТ 60-1,5-1,6 2,6 23 14
КТ 60-2,0-1,6 3,1 24 14
КТ 60-2,5-1,6 3,6 25 14
КТ 70-1,5-1,6 3,0 30 22
КТ 70-2,0-1,6 3,5 31 22
КТ 70-2,5-1,6 4,0 33 22
КТ 80-2,0-1,6 4,4 45 30
КТ 80-2,5-1,6 5,0 47 30
КТ 90-2,0-1,6 5,2 55 37
КТ 90-2,5-1,6 5,9 57 37
КТ-100-1,5-1,6 6,9 81 73
КТ 100-2,0-1,6 8,8 84 73
КТ 100-2,5-1,6 9,8 88 73
КТ НО-1,5-1,6 9,0 92 103
КТ 110-2,0-1,6 10,6 96 103
КТ 110-2,5-1,6 11,8 100 103
КТ 125-2,0-1,6 12,8 140 152
КТ 125-2,5-1,6 14,7 145 152
КГ 125-3,0-1,6 16,1 150 152
КГ 140-1,5-1,6 15,7 187 172
КТ 140-2,0-1,6 18,4 194 172
КГ 140-2,5-1,6 20,3 201 172
J? '60-2,0-1,6 23,1 275 260
К' 160-2,5-1,6 26 8 284 260
КТ 160-3,0-1,6 28^6 294 260
К' '80-1,5-1,6 25 9 370 32
КГ 180-2,0-1,6 31 2 385 32
КГ 180-2,5-1,6 35,0 200 32
КТ '80-3,0-1,6 39,7 415 32
п^'.и,
° ; |<- Ss Xs. ^ение
С м
/ Ширина да в ссдл I Высота п< / пластины 2 I 155 155 175 175 175 195 195 195 195 215 5 5 < 1 2 5 э кольне- рохадов
6 6 8 8 8 7 7 7 7 2,0 2,5 2,0 2,5 3,0 1,5 2,0 2,5 3,0 140 140 160 160 160 180 180 180 180 10 10 12 12 12 12 12 12 32,5 33.0 32,5 33,0 33,5 36,0 36,5 37,0 X 85 85 85 85 85 90 90 90 5; Зз X 3 3 3 3 3 4 4 4
8 2,0 200 12 37,5 90 4
8 8 8 7 7 7 7 6 2,5 3,0 3,5 2,0 2,5 3,0 3,5 200 200 200 220 220 220 220 215 215 215 235 235 235 235 12 12 12 12 12 12 12 12 36.5 37,0 37,5 38,0 36,5 37,0 37,5 38,0 95 95 95 95 95 95 95 95 4 4 4 4 5 5 5 5
1,5 55 63 6 17,5 50 1
6 2,0 55 63 6 18,0 50 1
6 1,6 60 68 8 19,5 55 1
6 2,0 60 68 8 20,0 55 1
6 2,5 60 68 8 20,5 55 1
7 1,5 70 79 8 24,0 60 1
7 2,0 70 79 8 24,5 60 1
7 2,5 70 79 8 25,0 60 1
8 2,0 80 90 8 24,5 60 1
8 2,5 80 90 8 25,0 60 1
8 2,0 90 100 8 24,5 60 1
8 6 6 6 7 7 7 8 8 8 6 6 6 8 8 8 7 7 7 7 2,5 90 100 8 25,0 60 1
1,5 2,0 2,5 1,5 2,0 2,5 2,0 2,5 3,0 1,5 2,0 2,5 2,0 2,5 3,0 1,5 2,0 2,5 3,0 100 100 100 ПО ПО ПО 125 125 125 140 140 140 160 160 160 180 180 180 180 112 112 112 112 122 122 137 137 137 155 155 155 175 175 175 195 195 195 195 10 10 10 10 10 10 10 10 10 10 10 10 12 12 12 12 12 12 12 25,5 25,0 26,0 28,0 28,5 29,0 28,5 29,0 29,5 32,0 32,5 33,0 32,5 33,0 33,5 34,0 35,0 35,5 35,0 65 65 65 70 70 70 70 70 70 75 75 75 80 80 80 85 85 85 85 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 4 4 4 4 665
Продолжение
Неполный шифр клапана* Эквивалентная | площадь ф г 1 <е менее всасы- вающего ~ £ о 2 - ‘ as о-2 § 3 S 3 1 нагнета- г Ё тельного Ширина прохо- | да в седле Ь, мм Высота подъема пластины h, мм ИИ
7 1 ^ 510 8 2,0 200 215 500 510 8 2-5 200 215 515 510 8 3,0 200 215 50 5 0 8 3,5 200 215 59? «5 7 2.0 220 235 610 615 7 ЭЭП 735 Л75 615 7 3,7 220 235 7 3,5 220 235 290 280 8 1,5 160 175 300 280 8 2,0 160 175 310 280 8 2,5 160 175 390 420 7 1,5 180 195 400 420 7 2,0 180 195 410 420 7 2,5 180 195 420 420 7 3,0 180 195 580 570 8 1,5 200 215 595 570 8 2,0 200 215 610 570 8 2,5 200 215 625 570 8 3,0 200 215 640 570 8 3,5 200 215 580 780 7 2,0 220 235 600 780 7 2,5 220 235 615 780 7 3,0 220 235 630 780 7 3,5 220 235 26 24 7 1,5 70 79 28 24 7 2,0 70 79 29 24 7 2,5 70 79 43 30 8 2,0 80 90 44 30 8 2,5 80 90 32 40 8 2,0 90 100 33 40 8 2,5 90 100 6 1,5 ЮО 112 М с 6 2’° ЮО 112 83 м 7 2,5 100 112 86 «о , 1,5 110 122 89 ЯП , 210 110 122 108 95 8 l’s "° 122 112 95 я ’п 125 137 46 95 ’° 125 137 230 132 6 Н 125 137 235 132 6 i’n 140 153 240 132 6 140 133 186 200 7 2’5 140 155 193 200 7 in 160 173 200 200 7 2>° 160 175 320 235 6 эп 160 173 330 235 6 180 '95 6 2-3 180 195
кт 200-2,0-1,6 36, КТ 200-2,5-1,6 41. КТ 200-3,0-1,6 46, КТ 200-3,5-1,6 5 > КТ 220-2,0-1,6 41, КТ 220-2,5-1,6 47 КТ 220-3,0-1,6 59,‘ КТ 220-3,5-1,6 62,5 КТ 160-1,5-2,5 18,9 КТ 160-2,0-2,5 23, КТ 160-2,5-2,5 26, КТ 180-1,5-2,5 26,3 КТ 180-2,0-2,5 30.6 КТ 180-2,5-2,5 35,6 КТ 180-3,0-2,5 38,8 КТ 200-1,5-2,5 36,3 КТ 200-2,0-2,5 36,' КТ 200-2,5-2,5 41,3 КТ 200-3,0-2,5 46,1 КТ 200-3,5-2,5 51,5 КТ 220-2,0-2,5 44,7 КТ 220-2,5-2,5 51,0 КТ 220-3,0-2,5 56,6 КТ 220-3,5-2,5 64,5 КТ 70-1,5-4,0 3,05 КТ 70-2,0-4,0 3,58 КТ 70-2,5-4,0 4,08 КТ 80-2,0-4,0 4,45 КТ 80-2,5-4,0 5 0( КТ 90-2,0-4,0 5^20 КТ 90-2,5-4,0 5 9( КТ 100-1,5-4,0 6 9 КТ 100-2,0-4,0 8 9 КТ 100-2,5-4,0 9’8 КТ 110-1,5-4,0 8 5 КТ 110-2,0-4,0 9 9 КТ 110-2,5-4,0 и’ КТ 125-1,5-4,0 10' КТ 125-2,0-4,0 12 i КТ 125-2,5-4,0 и КТ 140-1,5-4,0 |4’( КТ 140-2,0-4,0 17*| кт 140-2,5-4,0 1»’< КТ 160-1,5-4 0 is’ КТ 160-2,0-4’,0 21 кт 160-2,5-4,0 24 КТ 180-2,0-4,0 та’ КТ 180-2,5-4,0 33 666
а-
' Число кольце-
вых проходов
12 38,5 90 4
12 39,0 90 4
12 39,5 90 4
12 40,0 90 4
12 45,5 95 5
12 46,0 95 5
12 46,5 95 5
12 47,0 95 5
12 36,0 85 3
12 36,5 85 3
12 37,0 85 3
12 42,0 95 4
12 42,5 95 4
12 43,0 95 4
12 43,5 95 4
12 47,0 100 4
12 47,5 100 4
12 48,0 100 4
12 48,5 100 4
12 49,0 100 4
12 55,5 106 5
12 56,0 106 5
12 56,8 106 5
12 57,0 106 5
8 26,0 60 1
8 26,5 60 1
8 27,0 60 1
8 24,5 60 1
8 25,0 60 1
8 26,0 65 1
8 26,5 65 1
10 32,0 65 1
10 32,5 65 1
10 33,0 65 1
10 25,0 70 2
10 25,5 70 2
10 26,0 70 2
10 27,0 70 2
10 27,5 70 2
10 28,0 70 2
10 30,0 75 3
10 30,5 75 3
10 31,0 75 3
10 30,0 80 3
10 30,5 80 3
12 31,0 80 3
12 34,0 85 4
12 34,5 85 4
Неполный шиФР Н клапана’ Эквивалентная плошадь Ф, см2, не менее Мертвый объем клапана К,, см>
всасы- 1 ваюшего нагнета- тельного
37,2 340 235
£ 200-2,0-4,0 34,3 520 292
S 200-2,5-4,0 39,1 537 292
S 200-3,0-4,0 КТ 220-2,0-4,0 КТ 220-2,5-4,0 КТ 220-3,0'4,0 КТ 70-1,5-6,4 43,4 42,4 48,0 54,2 3,1 550 590 610 630 29 292 360 360 360 31
КТ 70-2,1-6,4 3,6 31 31
КТ 70-2,5-6,4 4,1 33 31
КТ 80-2,0-6,4 4,4 48 37
КТ 80-2,5-6,4 5,0 50 37
КТ 90-2,0-6,4 5,2 58 51
КТ 90-2,5-6,4 5,9 60 51
КТ 100-1,5-6,4 6,9 72 65
КТ 100-2,0-6,4 8,8 75 65
КТ 100-2,5-6,4 9,8 78 65
КТ 110-1,5-6,4 9,0 93 102
КТ 110-2,0-6,4 10,6 97 102
КТ 110-2,5-6,4 11,8 100 102
КТ 125-1,5-6,4 10,1 120 122
КТ 125-2,0-6,4 12,8 124 122
КТ 125-2,5-6,4 14,7 128 122
КТ 140-2,0-6,4 18,4 205 151
КТ 140-2,5-6,4 20,3 216 151
КТ 160-1,5-6,4 18,4 204 240
КТ 160-2,0-6,4 23,1 212 240
КТ 160-2,5-6,4 26,8 220 240
КТ 180-2,0-6,4 31,2 364 295
КТ 180-2,5-6,4 35,0 375 295
КТ 180-3,0-6,4 39,7 386 295
КТ 200-2,0-6,4 36,7 560 370
КТ 200-2,5-6,4 41,3 570 370
КТ 200-3,0-6,4 46,1 580 370
КТ 55-1,5-10,0 2,2 16 19
КТ 55-1,5-10,0 2,8 17 19
КТ 60-1,5-10,0 2,6 25 23
КТ 60-2,0-10,0 3,1 26 23
КТ 70-1,5-10,0 3,0 29 33
КТ 70-2,0-10,0 3,5 31 33
КТ 80-2,0-10,0 4,4 48 41
К1 80-2,5-10,0 5,0 50 41
КТ 90-2,0-10,0 5,2 58 58
КЗ 90-2,5-10,0 5,9 60 58
К1 100-2,0-10,0 8,8 75 74
*60-2,5-10,0 9,8 78 74
ро-1,5-10,0 51 110-2,0-10,0 8,6 9,9 130 135 115 115
кт !!0'2’5-ю.о Кг ^5-1,5-10,0 11,1 10,2 140 173 115 132
6 s iS- S CQ ~6~ 7 7 7 6 6 6 7 7 7 8 8 8 8 6 6 6 6 6 6 7 7 7 6 6 7 7 7 6 6 6 7 7 7 7 7 7 7 7 7 8 8 8 8 6 6 6 6 6 7 Xs. Га Н о и 3 2 со § 3,0 2,0 2,5 3,0 2,0 2,5 3,0 1,5 2,0 2,5 2,0 2,5 2,0 2,5 1,5 2,0 2,5 1,5 2,0 2,5 1,5 2,0 2,5 2,0 2,5 1,5 2,0 2,5 2,0 2,5 3,0 2,0 2,5 3,0 1,5 2,0 1,5 2,0 1,5 2,0 2,0 2,5 2,0 2,5 2,0 2,5 1,5 2,0 2,5 1.5 S 180 200 200 200 220 220 220 70 70 70 80 80 90 90 100 100 100 110 ПС ПО 125 125 125 14С 140 16С 160 160 180 18С 180 200 200 200 55 55 60 60 70 70 80 80 90 90 100 100 1Ю 110 1Ю 135 5 S т? 195 215 215 215 235 235 235 79 79 79 90 90 100 10( И 11 11 12 12 12 13 13 13 15 15 17 17 17 19 19 19 21 21 21. 63 63 68 68 79 79 90 90 100 100 112 112 122 122 122 137 X S I 12 12 12 12 12 12 12 10 10 10 10 10 10 10 12 12 12 12 12 12 12 12 12 15 15 15 15 15 15 15 15 15 15 15 10 10 10 10 10 10 10 10 10 10 12 12 12 12 12 12 s : 35,0 34,0 34,5 35,5 40,5 41,0 41,5 27,0 27,5 28,0 27,5 28,0 31,5 32,0 26,0 26,5 27,0 30,0 30, 31,0 32,( 32,. 33,0 26, 27,( 32,( 32, 33,0 39, 40, 40, 44, 45, 45, 22, 23,0 24, 25,0 30,< 30,. 30,- 31,с 34,5 35,0 34.. 35,0 41,« 41,5 42,С 45,0 Продо. : г 85 85 85 85 90 90 90 70 70 70 70 70 75 75 75 75 75 80 80 80 85 85 85 95 85 90 90 90 95 95 95 100 100 100 60 60 65 65 70 70 70 70 75 75 80 80 85 85 85 90 Хение з“ р 1! 4 4 4 4 5 5 5 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 3 3 3 3 3 4 4 4 4 4 4 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 667
Щ>и.к>ЖГИ‘‘Я
п1,о^олжец1,„
Неполный шифр клапана* КТ 125-2,0-10,0 КТ 125-2,5-Ю.О КТ 140-2.0-10,0 КТ 140-2,5-10,0 КТ 160-1,5-10,0 КТ 160-2,0-10,0 КТ 160-2.5-10,0 КТ 180-2,0-10,0 КТ 180-2,5-10,0 КТ 180-3,0-10,0 КТ 200-2,0-10,0 КТ 200-2,5-10,0 КТ 200-3,0-10,0 КТ 55-1,5-16,0 КТ 55-2,0-16,0 КТ 60-1,5-16,0 КТ 60-2,0-16,0 КТ 70-1,5-16,0 КТ 70-2,0-16,0 КТ 80-1,5-16.0 КТ 80-2,0-16,0 КТ 90-1,5-16,0 КТ 90-2,0-16,0 КТ 100-1,5-16,0 КТ 100-2,0-16,0 КТ 100-2,5-16,0 КТ 110-1,5-16,0 КТ 110-2,0-16,0 КТ 110-2,5-16,0 КТ 125-1,5-16,0 КТ 125-2,0-16,0 КТ 125-2,5-16,0 КТ 140-1,5-10,0 КТ 140-2,0-16,0 КТ 140-2,5-16,0 КТ 55-1,5-25,0 КТ 55-2,0-25,0 КТ 60-1,5-25,0 КТ 60-2,0-25,0 КТ 70-1,5-25,0 КТ 70-2,0-25,0 КТ 80-1,5-25,0 КТ 80-2,0-25,0 КТ 90-1,5-25,0 КТ 90-2,0-25,0 0 л <9 iis ssS m е д 12,0 13,7 17,0 18,8 18,3 21,5 24,5 29,0 33,0 37,2 34,3 39,1 43,4 2,4 2,8 2,6 3,1 3,0 3,6 3,9 4,4 4,5 5,2 6,9 8,8 9,8 8,6 9,9 11,1 10,2 12,0 13,7 14,6 17,0 18,8 2,3 2,8 2,6 3,1 3,2 3,5 3,6 4,4 4,2 5,2 Мертвый объем клапана см’ еПТ ig h У о С £ Jhjjtd 180 132 186 132 287 212 302 212 260 300 270 300 280 300 465 370 480 370 495 370 715 450 730 450 745 450 16 22 17 22 25 26 26 26 31 39 33 39 48 53 50 53 58 72 60 72 88 104 92 104 95 104 130 159 135 159 140 159 151 210 156 210 161 210 295 233 302 283 309 283 16 47 17 47 25 58 26 58 29 77 31 77 46 115 48 115 56 180 58 180 Ширина прохо- да в седле 6, мм Высота подъема пластины Л, мм мм 1 d2, мм Е S X 4С II -с ww ‘ty | мм Число кольце- вых проходов
7 э 0135 137 12 45,5 90 2 ' 2’5 135 137 12 46,0 90 2 ; 2 0 140 155 15 47,5 90 3 л 2’5 140 155 15 48,0 90 3 7 1’5 160 175 15 47,0 90 3 7 2’0 160 175 15 47,5 90 3 7 2’5 160 175 15 48,0 90 3 6 2 0 180 195 15 56,5 100 4 6 2 5 180 195 15 57,0 100 4 6 3 0 180 195 15 57,5 100 4 7 2 0 200 215 15 61,5 105 4 7 2’5 200 215 15 62,0 105 4 7 3 0 200 215 15 62,5 105 4 6 |’5 55 63 10 25,5 65 1 6 2'0 55 63 10 26,0 65 1 5 1,5 60 68 10 31,5 70 1 5 2 0 60 68 10 32,0 70 1 7 1,5 70 79 10 31,5 75 1 7 2,0 70 79 10 32,0 75 1 8 1,5 80 90 10 34,0 80 1 8 2,0 80 90 10 34,5 80 1 8 1,5 90 100 10 42,0 85 1 8 2,0 90 100 10 42,5 85 1 6 1,5 100 112 12 47,0 90 2 6 2,0 100 112 12 47,5 90 2 6 2,5 100 112 12 48,0 90 2 6 1,5 ПО 122 12 55,0 95 2 6 2,0 ПО 122 12 55,0 95 2 6 2,5 НО 122 12 56,0 95 2 7 1,5 125 137 12 60,0 100 2 7 2,0 125 137 12 60,5 100 2 7 2,5 125 137 12 61,0 100 2 6 1,5 140 155 15 68,0 105 3 Ь 2,0 140 155 15 68,5 105 3 6 2,5 140 155 15 69,0 105 3 & 55 63 10 27,5 70 1 ° 2’° 55 63 10 28,0 70 1 ° !>5 60 68 10 85,5 75 1 , 2-° 60 68 10 36,0 75 1 ' ‘-5 70 79 10 37,5 80 1 ' 2’° 70 79 10 38,0 80 1 о *’5 80 90 10 41,5 85 1 п 2>? 80 90 10 42,0 85 1 о 90 ЮО 10 46,5 90 1 2’° 90 ЮО 10 47,0 90 1
• Полный шифр клапана получается добавлением перед неполным '''имер,
(для всасывающего клапана) или буквы Н (для нагнетательного клапана). Напри
ВКТ 100-1,5-1,0.
668
шифром буквы В
Неполный шифр
клапана
х °
Ее
Иё
S 3
Э о г
О В х
кТ 100-1,ОМ
кт 110-1,ом
КТ 125-1,ОМ
КТ 140-0,1М
КТ 160-1,ом
КТ 180-1,ОМ
КТ 2OO-1,ОМ
КТ 220-1,ОМ
КТ 55-1,6М
КТ 60-1.6М
КТ 70-1,6М
КТ 80-1,6М
КТ 90-1.6М
КТ 100-1,6М
КТ 110-1.6М
КТ 125-1.6М
КТ 140-1.6М
КТ 160-1,6М
КТ 180-1,6М
КТ 200-1,6М
КТ 220-1,6 М
КТ 160-2,5М
КТ 180-2,5М
КТ 200-2,5М
КТ 220-2,5М
КТ 250-2,5М
КТ 70-4,ОМ
КТ 80-4,ОМ
КТ 90-4,ОМ
КТ 100-4,ОМ
КТ 110-4,ОМ
кт 125-4,ОМ
кт 140-4,ОМ
КТ 160-4,ОМ
КТ 180-4,ОМ
КТ 200-4,ОМ
КТ 220-4,ОМ
КТ 250-4,ОМ
КТ 70-6,4М
КТ 80-6,4М
КТ 90-6,4М
КТ 100-6,4М
КТ 11О-6.4М
КТ 125-6.4М
КТ 140-6,4М
КТ 160-6,4М
7,0
8,0
11,0
14,5
20,8
22,7
32,5
32,5
0,8
1,4
2,6
3,2
4,5
7,0
17,8
20,3
37,0
37,0
52,6
57,9
83,1
83,1
4,8
4,8
6,8
8,1
13,8
17,8
табл
и u а 2
os
h
н
15,8
18,1
25,0
32,9
46,7
51,5
73,9
73,9
1,9
3,2
6,0
7,2
10,2
15,8
МеРТ80го
'Р0«Ранства
Лапана р
.____см> '
3 *
3 з
2 2
г S
51,7
72,1
90,0
Ш,0
170
197,5
315,6
343,0
10,0
12,5
28,9
26,1
30,5
8,0 20,3 18,1 72,1
11,0 14,5 37,0 37,0 25,0 32,9 90,9 111,0
20,6 52,6 46,7 170.0
22,7 57,9 51,5 197,5
32,5 83,1 73,9 315,6
32,5 83,1 73,9 343,0
20,6 52,6 46,7 160,0
22,7 57,9 51,5 197,5
32,5 83,1 73,9 315,6
32,5 23,1 73,9 343,0
40,0 112,5 100,0 482,5
2,6 6,8 6,0 28,9
3,2 8,1 7,2 26,1
4,5 13,8 10,2 28,1
7,0 17,8 15,8 51,7
8,0 20,3 18,1 72,1
11,0 37,0 25,0 90,0
14,5
20,8
22,7
32,5
32,5
40,0
37,0
52,6
57,9
83,1
83,1
112,5
111,0
170,0
197,5
315,6
343,0
2,6 6,8 6,0
3,2 8,1 7,2
4,5 13,8 10,2
7,0 17,8 15,8
8,0 20,3 18,1
11,0 37,0 25,0
14,5 37,0 32,9
20,6 52,6 46,7
32,9
46,7
51,5
73,9
73,9
100,0 482,5
28,9
26,1
30,5
51,7
72,1
90,0
111,0
170,0
50,7
58,3
85,6
97,4
178,6
176,5
251,0
291,0
П,5
11,5
19,4
28,6
36,5
50,7
58,3
85,6
97,4
178,6
176,5
251,0
291,0
178,6
187,7
291,1
331,0
447,9
19,4
28,6
36,5
60,9
70,1
101,0
116,2
208,4
221,6
331,0
371,1
502,0
20,2
34,9
43,6
60.9
70,1
116,4
135,0
238,2
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4.5
4,5
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
1,5
1,5
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2.0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2.0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
3,0
2,0
2,0
2,0
2,0
2,0
2,0
g
3
°3
и
100
по
125
140
160
180
200 2|5
220 235
55
60
70
80
90
100
ПО
125
140
160
180
200
220
160
180
200
220
250
70
80
90 I
100 1
ПО
125
140
160
180 195
200 215
220
250
70
80
90
100
ПО
125
140
160
112
112
137
155
175
195
63
68
79
90
100
112
122
134
155
175
196
215
235
175
195
215
235
265
79
90
100
112
122
137
155 I
175 I
235
265
79
90
100
112
122
137
155
175
10
10
10
10
12
12
12
12
6
6
8
8
I 8
10
10
10
10
12
12
12
12
12
12
12
12
12
8
8
8
10
10
10
10
12
12
12
12
12
10
10
10
12
12
12
15
15
25
25
25
25
30
30
30
35
25
25
25
25
25
25
25
25
25
30
30
30
35
30
32
35
35
40
25
25
25
30
30
30
30
35
38
40
40
45
26
30
30
30
30
38
38
43
25
25
25
25
25
25
25
30
25
25
25
25
25
25
25
25
25
25
25
25
30
25
25
30
30
30
25
25
25
25
25
25
25
25
25
25
30
30
25
25
25
25
25
25
25
25 '
2
2
3
3
4
4
4
5
2
2
2
2
3
3
4
4
5
5
4
4
5
5
6
2
2
3
3
4
4
4
5
6
2
2
2
3
3
4
669
KT 180-6.4M 22,7 57,9 QI 1
KT 200-6,4M 32,5 Э 4
KT 32-10,OM 0,5 23
KT 36-10,OM 0,5 2,4
KT 40-Ю.0М 0,6 3,2
KT 45-10,OM 0,6 3,1
KT 50-10,OM 0,8 4,8
KT 55-10,OM 0,8 4,8
KT 60-10.0M 1,4 4,8
KT 70-10,OM 2,6 6,8
KT 80-10.0M 3,2 8,1
KT 90-10,OM 4,5 13,8
KT 100-10.0M 7,0 17,8
KT 110-10,OM 8,0 20,3
KT 125-10.0M 11,0 37,0
KT 140-I0.0M 14,5 37,0
KT 160-10.0M 20,6 52,5
KT 180-10,OM 22,7 57,9
KT 200-10.0M 32,5 83,1
KT 32-I6.0M 0,6 2,4
KT 36-16,OM 0,6 2,4
KT 40-16,08 0,5 3,1
KT 45-16,OM 0,5 3,1
KT 50-16.6M 0,8 4,8
KT 55-16,OM 0,8 4,8
KT 60-16.0M 1,4 4,8
KT 70-16,OM 2,6 6,8
KT 80-16,OM 3,2 8,1
KT 90-16,OM 4,5 13,8
KT 100-16,OM 7,0 17,8
KT 110-16,OM 8,0 20,3
KT 125-16,OM 11,0 37,0
KT I40-16.0M 14,5 37,0
KT 32-25,OM 0,5 2,4
KT 36-25,OM 0,5 2,4
KT 40-25,OM 0,6 3,1
KT 45-25,OM 0,6 3,1
KT 50-25,OM 0,8 4,8
KT 55-25,OM 0,8 4,8
KT 60-25,OM 1,4 4 8
KT 70-25,OM 2,6 6,8
KT 80-25,OM 3,2 X 1
KT 90-25,OM 4,5 0,1 13,8
51,5 197,5 232,9 4,5 2,0
73,9 315,6 371,2 4,5 2,0
1,3 6,8 6,4 4,0 1,5
1,3 6,8 6,4 4,0 1,5
1,4 8,2 8,1 4,0 1,5
1,4 8,2 9,1 4,0 1,5
1,9 10,0 12,3 4,0 1,5
1,9 10,0 12,3 4,0 1,5
3,2 12,5 12,3 4,0 1,5
2,1 28,9 21,8 4,5 2,0
7,2 28,2 41,2 4,5 2,0
10,2 30,5 50,6 4,5 2,0
15,8 51,7 71,7 4,5 2,0
18,1 72,1 81,9 4,5 2,0
25,0 90,0 131,8 4,5 2,0
32,9 111,0 135,0 4,5 2,0
46,7 170,0 268,0 4,5 2,0
51,9 197,5 261,2 4,5 2,0
73,9 315,6 411,2 4,5 2,0
1,3 6,8 6,6 4,0 1,5
1,3 6,8 6,6 4,0 1,5
1,4 8,8 10,5 4,0 1,5
1,4 8,8 10,5 4,0 1,5
1,9 10,0 14,6 2,5 1,5
1,9 10,0 14,6 2,5 1,5
3,2 12,5 14,6 4,5 1,5
6,0 28,9 23,4 4,5 2,0
7,2 26,2 47,4 4,5 2,0
10,2 30,5 58,6 4,5 2,0
15,8 51,7 81,9 4,5 2,0
18,1 72,1 93,7 4,5 2,0
25,0 90,0 147,2 4,5 2,0
32,9 111,0 191,6 4,5 2,0
1,3 6,8 7,0 4,0 2,0
1,3 6,8 7,0 4,0 2,0
1,4 8,2 13,4 4,0 2,0
1,4 8,2 •3,4 4,0 2,0
1,9 10,0 15,6 4,5 2,0
1,9 10,0 15,6 4,5 2,0
3,2 12,5 12,5 4,5 2,0 3,0 2,0 2,0
8,0 28,9 25,0 4,5
7,2 10,2 26,2 30,5 53,7 64,7 4,5 4,5
180 195 15 43 25 4
200 215 15 48 25 5
32 38 10 25 25 1
36 42 10 25 25 1
40 47 10 27 25 |
45 52 10 27 25 1
50 57 10 27 25 1
55 63 10 27 25 I
60 68 10 27 25 1
70 79 10 28 25 1
80 90 10 35 25 1
90 100 10 35 25 2
100 112 12 38 25 2
110 122 12 38 25 2
125 137 12 45 25 3
140 155 15 45 25 3
160 175 15 48 25 4
180 195 15 48 25 4
200 215 15 53 25 5
32 38 10 30 25 1
36 42 10 30 25 1
40 47 10 30 25 1
45 52 10 30 25 1
50 57 10 30 25 1
55 63 10 30 25 1
60 68 10 30 25 1
70 79 10 30 25 1
80 90 10 40 25 1
90 100 10 40 25 2
100 112 12 40 25 2
НО 122 12 40 25 2
125 137 12 45 25 3
140 155 15 50 25 3
32 38 10 32 25 1
36 42 10 32 25 1
40 47 10 32 25 1
45 52 10 32 25 1
50 57 10 32 25 1
55 63 10 32 25 1
60 68 10 32 25 1
70 79 10 32 25 I
80 90 10 45 25 I
90 100 10 45 25 2
=s= kT в
сложение 17
П р "
самодействующие ЦельнолИТЬ1е
гамодействуюшис индивидуальные ппяма
Гачены для управления процессом всасы»о°Т0чнь<е Ue„
||а3' ОТОЙ вращения вала до 25 с-'. Ывания и на^ть,Н|
с чаСТ
Клапан Масса, кг о
__ 1——-2£_
ЦП К-85-4,0 цПК-ЮО-2,5 ПК- по-з.о 0,430 0,450 0,580 85 100 ПО
цПК-125-2,5 0,600 125
ЦПК-15О-2.5 0,925 150
цПК-155-2,5 0,975 155
цПК-165-1,6 1,100 165
ЦП к-180-1,6 1,400 180
цПК-220-1,6 2,300 220
О
K0M"Pe«oZ
95
112
122
137
162
167
177
195
235
в
35
25
30
25
25
25
25
25
30
и
11
15
6
7
9
9
9
9
9
12
5
12
9
8
8
8
Ю.5
ОСНОВНЫЕ
Характеристика ЦП К-85-4,0 ЦПК-100-2,5 ЦПК-110-3,0 ЦПК-125-2,5 ЦПК-150-2.5 ЦПК-155-2.5 ЦПК-165-1,6 ЦП К-I8O-1.6 ЦП К-220-1,6 ।
Площадь прохода, см2:
в щели/ш
в «седле»
Высота подъема пласти-
ны /1, мм
Толщина пластины мм
Толщина пружины З^р, мм
Объем мертвого простран-
ства Им, см3:
со стороны всасывания
со стороны нагнетания
Минимальная разность
Давления для полного
открытия клапана Др, МПа,
не более
Перепад давления на кла-
пан ДДкл, МПа
7,8 18 23 39 43 46 53 63 98
16 24 31 42 63 68 77 87 135
2,5 2,8 2,7 2,8 2,8 2,8 2,8 2,8 2,8
0,4 0,3 0,4 0,3 0,3 0,3 0,3 0,3 0,3
0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2
44 56 72 81 102 ПО 44 124 50 138 55 279 85
12 0,02 18 0,02 23 0,02 29 0,02 41 0,02 0,02 0,02 0,02 0,02
4,0 2,5 3,0 2,5 2,5 2,5 1,6 1,6 1,6
„оямоточиые кля<>»н“ ор||ая пли»
Цельнолитые прями 4 сш
Q _ ПРУ*^
азрез; б _ основные размеры; 1 — пластина.
Приложение 18
ОСНОВНЫЕ РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ ПРОТОЧНЫХ ЧАСТЕЙ ПОЛОСОВЫХ (ЛЕНТОЧНЫХ) КЛАПАНОВ
Длина прохода
в седле
Длина пластины
Ширина прохода
в седле
Ширина прохода
в ограничителе
Ширина плас-
тины
Подъем пластины
по концам
Прогиб центра
пластины
Плошадь прохода
в щели
Плошадь прохода
в седле
Радиус
L мм 40 40 40 40 50 50
Ц мм 46 46 46 46 58 58
Ь мм 4 4 5 5 4 4
by мм 4 4 5 5 4 4
Ъ\ мм 6 6 8 8 6 6
А, мм 0,2 0,2 0,2 0,2 0,2 0,2
*2 мм 2,0 2,5 2,0 2,5 2,0 2,5
Au см2 1,33 1.54 1,33 1,54 1,83 2,22
А см2 1,47 1.47 1.95 1,95 1,96 1,96
мм 133 107 133 107 211
50 50 60 60 60 68 70 70
58 58 68 68 60 68 78 78
55557755
55556655
8 8 8 8 10 10 8 8
0,2 0,2 0,2 0,2 0,2 0,2 0,3 0,3
2,0 2,5 2,0 2,5 2,0 2,5 3,0 3,5
1,83 2,22 2,19 2,63 2,19 2,63 3,61 4,03
2,45 2,45 2,95 2,95 4,13 4,13 3,40 3,40
70 70 70 80 80 80 80 80
78 78 78 90 90 90 90 95
77755777
6 6 « 5 5 6 6 6
10 Ю 10 8 8 10 Ю ю
0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3
3,0 3,5 4,0 3,0 3,5 3,0 3,5 4,0
3,61 4,03 4,63 4,15 4,77 4,15 4,77 5,2
4,77 4,77 4,77 3,90 3,90 5,47 5,47 5,47
R
169 211
169
290 222
290 222 255 219 255 219 192 399 291 399 291
255
06£6-
Длина прохода
в седле
Длина пластины
Ширина прохода
в седле
Ширина прохода
в ограничителе
Ширина плас-
тины
Подъем пластины
по концам
Прогиб центра
пластины
Плошадь прохода
в шели
Плошадь прохода
в седле
Радиус
L мм
£| мм
b мм
by мм
Ь\ мм
ft] мм
Ьг мм
Fui см2
Fc см2
R мм
90
100
7
6
10
0,3
3,5
5,19
6,16
359
90
100
7
6
10
0,4
4,0
5,94
6,16
315
90
100
9
8
12
0,3
3,5
5,19
7,93
359
90
100
9
8
12
0,4
4,0
5,94
7,93
315
100
ПО
7
6
10
0,3
3,5
5,75
6,87
434
100
но
7
6
10
0,4
4,0
6,58
6,87
380
100
110
9
8
12
0,3
3,5
5,75
8,85
434
100
НО
9
8
12
0,4
4,0
6,58
8,85
380
НО
ПО
НО
НО
120
120
120
120
120
7
120
7
120
9
120
9
130
7
130
7
130
9
130
9
6
6
8
8
6
6
8
8
10
10
12
12
10
10
12
12
0,4
0,5
0,4
0,5
0,4
0,5
0,4
0,5
3,5
4,0
3,5
4,0
4,0
4,5
4,0
4,5
6,36
7,58
516
7,23
7,58
452
6,36
7,23
7,88
8,23
7,88
8,23
8,28
8,28
8,28
8,28
10,6
10,6
516
452
530
472
530
472
130
8
12
0,4
4,0
8,13
615
140
9
О, мм
Обозначение
Приложение 19
ХАРАКТЕРИСТИКА КОМБИНИРОВАННЫХ КЛАПАНОВ ДЛЯ
Х.4РЛМН1 ЦИЛИНДРОВ ОТ 100 ДО 250 мм ДИЛМЕТр0()
Число
пластин
I х 15
1 х 15
I х 14
1 х 14
I х 13
1 х 13
1 х 12
1 х 12
I х 12
1 х 12
1 х 11
1 X 11
1 X 11
4
4
4
4
4
4
3
3
3
3
3
3
Седло / х Ь. мм Подъем, мм Е„, ММ1
ПОх 7 4,0 98,0
ПО х 7 3,5 86,7 38,о
100 х 7 4,0 91,5 35,2 с
100 х 7 3,5 81,0
ПОх 7 4,0 85,5
ПОх 7 3,5 74,6
90x7 4,0 71,0 )4 £
90x7 3,5 62,0 22 9
90x7 4,0 71,0 24 6
90 х 7 3,5 62,0 22 9
80 х 7 4,0 57,0 20'7
80 х 7 3,5 52,8 19 5
80 х 7 3,0 46,2 179
120x7 4,5 32,9 14,7
120x7 4,0 31,5 13,6
120 х 7 4,5 32,9 14,7
120x7 4,0 31,5 13,6
120 х 7 4,5 32,9 14,7
120x7 4,0 31,5 13,6
НОх 7 4,0 21,7 10,0
ПОх 7 3,5 19,1 9,3
ПОх 7 4,0 21,7 10,0
НОх 7 3,5 19,1 9,3
100x7 4,0 19,8 9,05
100x7 3,5 17,2 8,4
250
250
230
230
220
220
200
200
190
190
170
170
170
150
150
140
140
135
135
125
125
115
115
100
100
К-250-4
К-250-3,5
К-230-4
К-230-3,5
К-220-4
К-220-3,5
К-200-4
К-200-3,5
К-190-4
К-190-3,5
К-170-4
К-170-3,5
К-170-3
К-150-4,5
К-150-4,0
К-140-4,5
К-140-4,0
К-135-4,5
К-135-4,0
К-125-4,0
К-125-3,5
К-115-4,0
К-115-3,5
К-100-4,0
К-100-3,5
I
К170
К115
674
K25o
KI 00
675
43*
Приложен"' -° КОМБИНИРОВАННЫХ КЛАПАНОВ ЦИЛИНДРОВ ОТ 115 ДО 270 мм
1 Б7мм | Л„-мм’ J Ф, см*
Обозначение j
КР 135-2,5 135 21,0 9,13
135 17,5 7,97
КР 135-2 125 17,8 7,57
КР 125-2,5 125 14,6 6,62
КР 125-2 115 13,3 6,03
КР 115-2,5 115 11,0 5,25
КР П5-2 КР 100-2,5 КР ЮО-2 КР 140-2,5 КР 140-2 100 100 140 140 13,3 11,0 21,0 17,5 6,03 5,25 9,13 7,97
КР 150-3,5 150 40,3 14,9
КР 150-3 150 36,1 14,0
КР 170-4 170 37,0 15,7
КР 170-3,5 170 32,2 15,0
КР 170-3 170 28,9 13,8
КР 190-4 190 52,0 21,8
КР 190-3,5 190 47,6 20,6
КР 190-3 190 41,4 19,0
КР 200-4 200 52,0 21,8
КР 200-3,5 200 47,6 20,6
КР 200-3 200 41,4 19,0
КР 220-4 220 71,2 29,5
КР 220-3 220 62,2 27,8 29,5 27,8 38,3 36,1 38,3 36,1 41,8 38,2
КР 230-4 КР 230-3,5 КР 250-4 КР 250-3,5 КР 260-4 КР 260-3,5 КР 270-4 КР 270-4,5 230 230 250 250 260 260 270 270 71,2 62,2 105 80,5 105 80,5 86,7 76,3
КР270
676
КР 250
КР 170
КР 135
Приложение 21
ЛЕНТОЧНЫЕкл^«Я^—
КОНСТРУКЦИИ -----
------------------шйфрктапанов
Основные параметры клапана о о о о чО о о оо
<7|, мм 70 85
^2, ММ 79 95
^тах» ММ 34 34
Ар, МПа 0,6... 0,6...
4,0 4,0
fc, СМ2 10,8 15,7
Ац> СМ^ 9,17 13,0
Л» см^ 13,0 18,3
Нщ 0,548 0,555
ф, СМ2 5,0 7,2
НО
122
34
0,6...
2,5
28,4
24,1
32
0,548
13,2
125
137
34
0.6...
2,5
36,6
30,2
40,0
0,55
16,6
155
167
34
0,6...
2,5
48,6
46,8
54,0
0,51
23.9
165
177
34
0,6-
2.5
54,0
52,0
59,4
0,51
26,6
180
195
34
0,6-
2,5
64,8
62,4
70,2
0,516
32,2
220
235
34
0,6-
2.5
86.4
83,2
91,8
0,511
42,5
250
265
34
0,6...
2,5
102,6
98,8
108.0
0,51
50,5
265
280
40
0,6...
2,5
108
104
113,4
0,511
53,1
67?
Upu.<o:*(HU’'~_______________’
_____-----------------------------------
-----------------------Шифр клапанов_____________________ —
Основные параметрь’ клапана ги“г, см3 И“, см3 <пл U мм Вт. мм бщ,. мм Лц, мм Лк, мм дс, мм До, мм ДЛпр, ММ iK, мм Ьс, мм Вщ.о) мм Ь„, мм /с = ММ i 1 S g а 5 е; ~ 18,4 26,7 25,3 35,6 5 6 55 65 7 1 0,5 0,6 2,0 2,0 1,0 1,0 1,25 1,25 0,5 0,5 6 8 10,5 10,5 4,5 4,5 3,5 3,5 4,5 4,5 48 58 г о ё 48,3 62,8 8 86 7 0,6 2,1 1,05 1,25 0,5 10 10,5 4,5 3,5 4,5 79 О х© О И 40 О чО А гч о о оо о о гм «=: хо о о о 183,6 229,2 20 130 7 0,6 2,4 1,2 1,25 0 10 11,5 4,5 4,5 4,5 120
61,2 82,6 91,8 110,2 146,9 174,4 78,6 107,9 119,2 141,1 185,1 218,2 9 9 10 12 16 19 96 130 130 130 130 130 7 7 7 7 7 7 0,6 0,6 0,6 0,6 0,6 0,6 2 1 2,4 2,4 2,4 2,4 2,4 1,05 1,2 1,2 1,2 1,2 1,2 1,25 1,25 1,25 1,25 1,25 1,25 0,5 0,25 0,25 0,25 0 0 Ю 10 10 10 10 10 11,0 11,0 11,0 11,0 11,5 11,5 4,5 4,5 4,5 4,5 4,5 4,5 3,5 4,0 4,0 4,0 4,5 4,5 4,5 4,5 4,5 4,5 4,5 4,5 89 120 120 120 120 120
678 Сточные клапан, с упругим ограничителем
Приложения
0 * е н и е 22
(1 Р 11 ” ПОСАДОЧНЫЕ РАЗМЕРЫ КЛАПАНОВ
апОчные размеры клапанов при разности давлений u
I. П°с,2? аолжны соответствовать указанным в табл i Н® “ana«“ «е более 4 мп,
зО к* сМ 2пОчные размеры клапанов при разности давлений ня
(40 * Поел»®1 соответствовать указанным в табл ? на мапа« свыше 4 МПа
00 Й иММ е 4 а Н И РИС- Не °ПРе"Т
3
Размеры для справок. Клапаны типа К:
а _ всасывающий; б - нагнетательный
44 9390
680
Приложенн*
1аблица 2
682
ОСНОВНЫЕ РАЗМЕРЫ
СТАНДАРТ»ЫХ ЧУГУН,,k
Ных"(»«1нанхюто1
Радиал ь
Диаметр ная тол-
цилиндра шина
Du, мм кольца / мм
Высота
кольца Ь,
мм
Высота
кольца Ь,
мм
Наборные поршни
Радиаль-
ная тол-
Шина
кольца т
_мм
Диаметр
динара
°., мм
20 120 l<25__
22 125 4,5
24 _Д30__
26 1,5 _В5__
28 2,5 140 [50__ 155 5,0
30 32
35 1,75 160 165 170 5,5
38 2,0
6,0
Обычные поршни 175
40 1,5 180
42 1,6 185 6,5
45 1,7 1,8 190
48 200
7,0
50 205
52 55 2,0 2,5 210 215 7,0
220 7,5
58
60 2,25 230
240 250 8,0
62
65
8,5
68 70 2,5 260
270
72 2,75 280 300 9,0
75
78 80 310
320 9,5
82 3,0 330
340 10,0
85
__350__
88 3,25 3,0 "КГ’
360
90
3,5 370
95 380 ~ 11,0
100 3,75 400 11,5
105 410 11,5
НО 4,0 ~~зТП[
115
3,5
4,0
5,0
6,0
7,0
8.0
9,0
Диаметр
нилиндра
0., мм
420
430_
440
450
460
470
480
500
520
550
580
600
620
650
680
700
730
750
780
800
820
850
880
900
Радиаль-
ная тол-
щина
кольца I,
мм
12,0
12,5
13,0
вд
14,0
14,5
15,5
16,0
17,0
Ко
19,0
20,0
21,0
22,0
23,0
24,0
25,0
950 1000 26,0 27,0
1050 28,0
1100 30,0
1150 31,0
34,0
36,0
37,0
38,0
39.0
40.0
1200
1250
1300
1350
1400
1450
1500
Высота
кольца Ь,
мм
9,0
9,0
10,0
12,0
14,0
15,0
18.0
22,0
24,0
683
44*
Приложи*
П?*™*'”"' 24 размеры УПЛОТНИТЕЛЬНЫХ
Размеры уплотняющего
кольца, мм
Диаметр цилиндра Р, мм ц радиальная толщина / | высота b
40 70 100 150 200 275 —3,5“ 5,0 6,5 8,0 9,0 10,0 3,5 5,0 6,5 8,0 9,0 10,0
350 12,0 12,0
425 14,0 14,0
500 16,0 16,0
625 20,0 20,0
Приложение 25
ОСНОВНЫЕ РАЗМЕРЫ ТЕКСТОЛИТОВЫХ ПОРШНЕВЫХ КОЛЕЦ*
Диаметр цилиндра, мм Радиальная толщина, мм Высота, мм Размер замка в свободном состоянии, мм
номинальная предельное отклонение
20...40 2 +0,02 -0,07 4 7
Свыше 40 до 80 3 +0,02 5 10
-0,09
Свыше 80 до 120 5 +0,02 6 16
-0,11
Свыше 120 до 160 6 +0,02 8 23
-0,11
Свыше 160 до 200 8 +0,02 10 30
Свыше 200 до 250 -0,13
10 +0,02 10 38
Свыше 250 до 400 12 -0,13 +0,03 12 50
Свыше 400 до 600 1А -0,17
+0,04 -0,21 16 80
'По РТМ ЛенНИИхиммаша.
684
Приложение 26 ' —— ^^ ''Р^г'лсения
С ХСЯ ФТОР.Л “А ОТЕЧегтог
Марка Предел "Рочноста, МПа мОДуль~] 1ивыхкомпозицихй
материала Упругости Парная
разрыв на изгиб на сжатие При сжатии х х КН вяз- кость X Тмрдосп, по Ьрин- келю, нв Теплостой- кость по Вика при 50 МПа, *с Коэфф^Г ииснт
х Ю-з, Дж/м; линейного Расшире- ния X
Графелон-10 114 228 26 s 0,34 0,4 0,467 х 10»,'с-'
Графелон-20 86 166 270 52 306 300 з
Графелон-35 Графелон 38 52 127 100 260 189,5 25 10 354 400 307 320 3
4Д11Т-30 0,374 12 255 309 3
АФГМ Флубон-20 23,5... Ю..15 31 8...16 33,5 0.07...0, - 67-143 — 4...7
25,5 — 50-60 - 6,6
Ф4К20 13,7... 15,7 — 21 0,063 - 40-50 — 10...12
685
2: Приложение 27
ОС г
ОСНОВНЫЕ РАЗМЕРЫ И СООТНОШЕНИЯ РАЗМЕРОВ ШАТУНОВ
Fc — плошадь сечения гладкого стержня болта; Г„н р — площадь сечения внутреннего диаметра резьбы болта.
Приложение 28
ОСНОВНЫЕ РАЗМЕРЫ И СООТНОШЕНИЯ РАЗМЕРОВ КРЕЙЦКОПФОВ
16 124,7 100 0,800 45 5
25 149,7 130 0,867 55 10
40 179,7 160 0,889 70 10
63 219,7 200 0,910 80 20
100 От
— — 0,875 — —
400 до 1,030
Критиче-
ское на-
Диамстр пряжение
штока //
МН/м 2 |
Примем?
нсвое усилие, МН; Fu
0,05 80 0,640 40 3,13 85 2,13 40 I
0,077 100 0,667 50 3,00 105 2,10 50 I
0,063 115 0,639 60 3,00 130 2,17 60 I
0,1 140 0,637 75 2,93 160 2,13 75 1
Для — От 0,625 — От 3,00 — — — От 1,11
MI0 до 0,650 до 3,33 до 1,21
0,072
25
32
40
50
32.0
30,5
31,3
31,5
От 29,4
до 34,6
М 24x1,5
М 30x1,5
М36х2
М48х2
— Палец за
креплен-
ный
Соедине-
ние со што-
ком муфто-
вое или
фланцем
а н и е. По литературным данным: L - (0.8... 1,0)D;
5шт — плошадь сечения штока, м2.
№ (0,5...0,65)Р; /п - (2...3,3)с/п> Л - 19.6...33.4; К =
, где П— порш-
^шт
f
1
Приложение 29
Обозначение Z, Ь Ь, Н к 5 Масса,
базы 2М 1,6 67 55 65 65 14 14 ПО ПО 200 200 100 100 30 80
4М 2,5 67 75 20 140 250 125 52
2М 2,5 4М 2,5 2М 4,0 4М 4,0 2М 6 1 73 73 85 85 105 65 75 75 95 75 85 85 100 20 25 25 35 140 170 170 200 250 300 300 360 125 150 150 180 142 92 233 164
4М6.3 105 95 100 35 200 360 180 530
690
Приложение Jo
Большинство эвристических приемов
^ёр^
ре\о и’змен?пГпе"меВнныеГаМН ШЭГ ^енен^м'ен^" ГУ','НИЯ У~°'°
надо изменить переменные). временных (как и на каждую величину
I Изменить характер Функционалов 7^“’
повысив степень свободы псремешенкГ^ соеаин«ння между мем^
2. ра»л,„ь Н1 .S’ST.S.”'”»- „'Sr >»>•
двигать только последнюю часть. уа<№ную. (тяжелую) и .удобную. (литой п.
3. Разделить объект на две части: -объемную, и и ’
за пределы, ограничивающие объем. «необъемную»; вынести объемную часть
4. Разделить объект на части так, чтобы каждая
лее подходящих материалов. VTb могла Ьытъ изготовлена из наибо-
s. Разделить объект на части так чтобы nnufinw»^ ~
работает и где она непосредственно нужна, или поставщ^Х^ааь^наиКт^-
приятные для ее работы условия. наиоолее олаго
6. Разделить объект на части, после чего изготовить, обработать (погрузить и т п) каж-
дую часть отдельно, а затем провести сборку.
7. Разделить ЭО на несколько частей с тем, чтобы при выходе из строя одной части
объект в целом сохранял работоспособность.
8. Выделить из свойств объекта вредное свойство и изолировать (нейтрализовать) его
9. Разделить движущийся поток «перегородкой» на два или несколько потоков.
10. Разделить объект на части так, чтобы их можно было заменить при изменении режи-
ма работы.
Приемы совмещения
11. Один объект или ЭО работают в нескольких местах.
12. Один ЭО одновременно выполняет несколько функций, благодаря чему отпадает
необходимость в других ЭО.
13. Один ЭО по принципу «матрешки» размешается внутри другого, который, в свою
очередь, находится внутри третьего и т. д.
14. Соединить (скомбинировать) в одно целое такие элементы (детали, узлы или меха-
низмы), которые отдельно выполняют определенные функции, имеют самостоятельное на-
значение и продолжают выполнять те же функции в новом комплексе
15. Перейти от последового веденш«этапов "вное н^начение.
16. Ликвидировать вредные факторы заснет3. рывного полезного действия
17. Вести работу без холостых ходов по н0 „ сам себя обслуживать.
18. Объект должен выполнять не только.основн Р (энергии, веше-
выполняя вспомогательные и ремонтные операции, испо.
ства).
Приемы упрощения
19. Изменить характер функционального соединения между ЭО, снизить степень свобо-
ды перемещения одних элементов по отношению к другим^ операций) объекты или
20. Соединить однородные (или предназначенные для смежных
их элементы ЭО. и да,и (узлы) одной унифицирован-
21. Заменить разнородные по материалу
ной деталью (узлом).
22. Заменить сложные ЭО простыми.
23. Убрать «лишние» элементы. „„энного функционального назначения ич к
24. Отбросить ЭО, не имеюшие су архаично устойчивым деталям и узлам с
гих случаях это относится к традииион до)
Приложения
Приемы переноса решения из другой области
тих областей техники (ответить на вопрос: «как решаЮТСя
25 Перенести ^Х^ма^моб^^н^вопрос: «как решаются в технике зада.
ч%ГХолХ"?ь «прообразы, природы.
Приемы преобразования формы
, „ ЧО на вызывающие интерес технико-экономические по-
70 Выяснить влияние Ф°Р*1 улучшились эти показатели.
dm. изменить ее так, чтобы >лучшш сктируемого объекта в целом.
^^Нарушить симметрию we^Hrawi ^Р^ Рукриволинейным, от плоских поверх-
30 Перейти от прямолинейных 'апог]ненных с гранями, к шаровым и эллиптическим
ногтей к сферическим; от частей,
^^Жстранить пустоты (дверки) в ЭО.
Приемы введения и использования новых детмей, сборочных единиц,
приемы материалов и т. о.
зд применить новые источники энергии.
Использовать новые силы (теплового расширения, капиллярного разбухания, упру-
гие центробежные. магнитные, аэродинамические, обратные связи и т. п).
36 Применить пневмо- и гидроконструкции, гибкие оболочки, пленки, нити и др.
37' Заменить часть объекта или его элемент аналогичным по своему функциональному
назначению.
Приемы «наоборот»
38. Сделать движущиеся части объекта неподвижными, а неподвижные — движущимися.
39. Перевернуть объект «вверх ногами» или положить его на бок, изменить ориентацию
удлиненных ЭО, сблизить удаленные ЭО и, наоборот, изменить направление движения или
направление вращения и др.
40. Поменять функциональное назначение у частей объекта.
41. Выполнить жесткую часть объекта из материала, допускающего изменение формы
при работе.
42. Усилить вредные факторы настолько, чтобы они перестали быть вредными.
Приемы профилактической компенсации
воположные₽недопусХыВм₽илиЛмрОГ° напряжения заранее придать ЭО изменения, проти-
44. Компенсировать вес объеХЭТСЛЬНЬ'М ₽а6°ЧИМ изменен”™-
подъемной силой, или за счет внр1пи.^СОеДИ/НСНием с дРУ™ми объектами, обладавшими
t 45. Компенсировать чрезмерный ЛЛ (иснтР°бежных, магнитных и др.).
Фе1<4б к Р ход энергии получением какого-либо другого эф-
ныхш аварийными средствами. ° невь1С0кУк> надежность объекта заранее подготовлен-
Р<1Т ^Хб^умиьЛсни' Ы ТаК ЧТОбЫ °НИ М°ГЛИ СРЭЗУ вступать в действие без зат"
4^₽ПбредИусм^тпетВ' повышения надежности создать легко используемый
ИС " 3а“1ИТу лсгкоп°вреждаемых ЭО.
50. Использовать вредные^ °
вредным факторомРи""'1И <1>актоР 110 пХцип^ХнП°Л0ЖИТеЛЬН0Г0 эФФекта-
4 клином» путем сложения с другим
Приложения
52. Противопоставить впеп —----—____.
эффект, действующий проти»„°Му аИскгу (lh3
53. Допустить аВДрию и "ОпОДО*,,о Ф ору)п°прин,,ип
вения этого вредного фавора вТ>--И’Менен'
«ином, этот же
Приемы количеств
54. Увеличить (уменьшить) число ““'е"е''ия
ментов. исло одновременно -
55. Изменить «традиционные. значе» Действ*оших обетов или их эле
процесса. значения параметров к
56. Уменьшить значение требуемого по« ИДИ техноло™'>еСкого
на порядок. 1 ,ого показателя почти „„
П0ЧТИД0 нуля или, наоборот, увеличить
Приел<ы Мнения условий ра6оты
Заменить более вредное трение скольж.и
Заменить поступательное (прямолинейное) д=М и на°борот.
Заменить «традиционную, сложную траекторию п» врашательн“м, и наоборот.
наоборот. у историю движения прямой или окружнос-
Изменить цвет или сделать ЭО прозрачным.
Изменить агрегатное состояние ЭО
Изменить условия работы так, чтобы не приходилось
1/1 JXIOUUTL Х7Г> nonrin ___ __ -
57.
58.
59.
тью, и
60.
61.
«• Изменить условия 'раб™ ч^
стадии процесса выполнялись на большой скорости. Р опасные
Приемы перехода в другое измерение
64. Трудности, связанные с движением (или размещением) по линии, устраняются, если
объект приобретает возможность перемешаться (размешаться) в двух измерениях (на плос-
кости). Соответственно могут упрощаться другие задачи при переходе от движения (разме-
щения) в плоскости к трехмерному пространству, и наоборот, трудности могут быть устра-
нены путем понижения меры пространства.
65 Перейти от «одноэтажной, компоновки к «многоэтажной», и наоборот.
66. Выйти за «традиционные, пределы (границы) времени или пространства.
Приемы изменения среды
67. Изменить параметры Физик°-мДхв”^^°й
68. Изменить размеры, форму, массу объектов сред
ствованным объектом. объекта среды.
69. Изменить агрегатное сост° Д ачными объекты среды. некоторые объекты, ок-
70. Изменить цвет или М^ать прозам Ческу>о среду или некоторые
71. Заменить физико-механическую
ружающис проектируемый , и и факторы среды.
’ 72. Исключить некоторые объекты
Приемы частичного реш уповать все
73. Получить 99 %
100 %. Задача перестает о^^етдорены не все тре наоборот
74. Пусть будут ^"денной задачи^шевой недоя^^^а его упрошен-
75. Найти решение noc”ivlo долговечность д крупного
76. Заменить дор°ГОСТ
77. Использовать вместо л модели.
ные, дешевые и прочные копии
Приложения
гт1(.... элементов и объекта в целом должны изменяться и быть оптимадь.
7g. Характеристикиi элсмсн о каждом режиме.
ними на каждом этапе происси^ |Юрить испарить и т. п.) выполнившую свое казна-
79. Отбросить (отцепив, > г
''"я^Перейта^нспрерывного движения, подачи мощности (энергии) к периодической
или импульсной.
Прием «скачка к идеалу»
.. попрпелить при постановке задачи «идеальный, объект, а затем превратить его в
.«неспособный. с использованием изложенных выше приемов.
’ Определить с помощью приемов 1-81 после решения конструкторско-изобрета-
„л “кой шачТв результате которого изменились некоторые ЭО. как должны быть изме-
нены другие ЭО. чтобы эффективность объекта повысилась.
83 Определить после принятого решения, как должны быть изменены объекты среды,
взаимодействующие с усовершенствованным объектом, чтобы эффективность последнего
84. Проверить, можно ли спроектированный объект эффективно применять по-новому
или в другой области.
85. Использовать найденную техническую идею при решении других технических задач.
Примечание. Следует помнить, что фонд эвристических приемов является откры
той системой в том смысле, что он может постоянно пополняться новыми приемами.
I Вейнберг Б. С. Поршневые Knun
I960. - 343 с. компрессоры холодильных м
2. Видякин 10. А., Доброклонский Eg fi ~ М': Го™ргиздат,
Л.: Машиностроение, 1979 - 279 г ' ’ Ко"дРатьева Т Ф
3. Галиев Р. М„ Шевченко Р /л v ППМитнь,с компрессоры.-
Казань. КХТИ, 1984. - 19 с. ' ' К°НСТруиРо»ание поршнях компрессоров- Атлас
4. Двигатели внутреннего сгорания- Конг™ “
вых и комбинированных двигателей / Под реПТопли " РмС,,СТ на п₽<~ ™ршнс.
построение, 1984.- 384 с. и д а. с. °рлина, М. Г. Круглова. - М.: Маши-
5. Киселев В. В., Меринцев С. П., Шелест П А к™.™
построение, 1965. - 335 с. ' КомпРессоры локомотива. - М.: Маши-
6. Кондратьева Т. Ф., Исаков В П Кп^па,.,.—
строен ие, 1983. - 224 с. поршневых компрессоров. - Л.: Машино-
7. Новиков И. И Захаренко В. П.. Ландо Б. С. Бессмазочные поршневые уплотнения в
компрессорах. — Л.: Машиностроение, 1981. — 238 с.
8. Новиков С. М., Слепченко А. Г., Тигарев П. А. Корабельные поршневые компрессо-
ры. — М.: Изд-во Министерства обороны СССР, 1961. - 198 с.
9. Объемные компрессоры: атлас конструкций / Г. А. Поспелов, П. И. Пластинин,
А. X. Сафин, А. И. Шварц. — М.: Машиностроение, 1994. — 120 с.
10. Пластинин П. И. Основы конструирования систем и машин. - М.: Изд-во МГТУ
им. Н. Э. Баумана, 1992. — 62 с.
11 Пластинин П. И. Поршневые компрессоры: том 1. Теория и расчет. — М.: Колос,
"110°12. Пластинин П. И. Теория и расчет поршневых компрессоров. - М.: Агропромиздат,
1987. — 271 с. Пирумов, И. К. Прилуикий, П. И. Плас-
13. Поршневые компрессоры / Б. С. Фотин, и. t>. пиру
тинин. — Л.: Машиностроение, 1987. - 372 с. _ м .л,: Маштиз, 1961. -
14. Поршневые компрессоры / Под ред. С. Е. Захаренко.
4S4;S. < к.
17. Технология компрессоростроениi / _ J36 с ^построение. 1981. -
А. II. Виноградов. - М.: Машиностроение^компрсссорам. - Л-- Судостро=н
18. Тигарев П. А. Справочник по У неаых компрессорных
32° с. „ надеЖности и долговечности Р
21. думский В. Поршневые компр^ ред and Gas
22. Холодильные компрес‘ ,ing Compre«oR ог 1995. - 166 р. _ Houslon.
23. АР! Standard 618 Rec.p Petroleum and Maintenance.
Services. — Washington, D. ioroCatingColTlp rrfichterventilen. - Wien
24. Bloch //.. HoefuerJ. R«P1^ , 40 P- in kolbenverdubterv
Texas: Gulf Publishing Сопзра У. vcntl|plat
25. Brtwirth, Leopold. Strom
Eigcnverlag, 1998. — 506 s.
Список рекомендуемой литературы
304 s.
Berlin.-
26 р^е
у. chiumsky dP acr cu piston. - Bucuresti: Editura Tehnica. 1964. -
2«. cwoaba ' .^cPrd,chter. - Berlin-Gottingen: Sprinder Verlag, 1961. - 218 s.
29. FrNtch F.^oVxn ta verdjchtcr. Aus|egung bctneb, konstruktion.
30. Кйппег, han-ncin^
Spri^r/^ Te’c’hnika stWeneho vzduchu. - Praha: SNTL/Alfa. 1988. - 330 s.
32' Ufa A Novak P. Atlas pistovych kompresjnj. - Praha: CVUT, 1981. - 77 s.
33 Machu E. H. Compressor performance and valve dynamics. - Vienna: Hoerbiger, 1991 _
l0334 Reciprocating compressors, gas engines and engine-compressors. _ Fi
NuovoPignone, год издания неизвестен. -216 р.
35. Soedel И< Design and Mechanics of Compressor Valves. - West Lafayette; Ray W. Herr t
Labs of Purdue University, 1984. - 170 p. lck
36. Stamatescu C, Tafca'D., Grigoriu V. Compresoare volumice. - Bucuresti: Editura Tehni
1965. - 552 p. a’
37. TouberS. A. A contribution to the improvement of compressor valve design. — Delft- n
Technical University, 1976. — 190 p. e|B
Предисловие .
Давление
Раздел *• ОСНОВЫ ПРОЕКТИРОйлии,.
И МАШИН................... ОВАНИЯ И
КОНСТруи₽овдния систем
3
Глава 1.1. Проектирование и конструирование п»
§1.1.1. Введение в проектирование...... Н°В"Ые "°"т’ " °пределеви’......’
Моральное старение машин...... .......................................
Жизненный цикл машины и необтпи».^ ё................................7
s >. 1.2. Этапы создан» "**“ —..............’
§1.1.3 . Определение понятий «проектирование, и «кодирование^..........in
Термин «проектирование»............... ..............................
Проектно-конструкторский процесс....................................
Специфические особенности проектирования........................... щ
Инженерное проектирование и конструирование.........................11
Классификация проектных задач по степени неопределенности входа, выхода
и аппарата проектирования.......................................
§ 1.1.4. Основные термины и их определения.....................
Внешнее проектирование..........................................
Внутреннее проектирование......................................
Логическая схема проектирования (логический граф)...............
Проектная процедура.........................................
Проектная операция.................................
Проектное решение............................. .................
Стратегия проектирования.................. .....................
Технология (алгоритм) проектирования .................
Основные факторы, учитываемые при пр процедур и операций
§ 1.1.5. Пример логической последовательности проект.Р°........
проектно-конструкторского процесса ных процедур и операций.
§1.1.6 . Алгоритмы выполнения нскотор определения области
Алгоритм Формулировки проектной задачи...........................
поиска ее решения (AI)......технического решения (А2)...........
Алгоритм сравнения вариантов 0ПТимизаиии (А .......
Алгоритм межвариантной (стТУ^Р^^ан-гной) оптимизации (А4) ••••••.
Алгоритм параметрическо ования ..............""""..............
Алгоритм детального про ................
3"BI...........................................................
пооектироваН1< .........
Глава 1.2. Общие положения Р .................••••.....
,ш .......................................................
Унификация в машиностроен
7
.13
.13
.13
.13
.14
.14
„14
„14
„14
„14
„14
15
18
„18
„19
.21
„21
„22
„22
...23
...23
...23
697
(kuWue
методы унификации....-..... ...............................
Методы. унификации............ ............................
.......................===
........................
^о^ошие' жесткость конструкции..............................
факторы, определяю повышенИя жесткости......................
Конструктивные cn^oto и оборудования.......
§ 1.2.3. Обшие правила констру р
,.™т5пи и ее стадийная разработка
,ЕСКШ.............................
§131 Обшие положения ЕСКД.............
Структура ЕСКД.....................
Назначение ЕСКД......................'
Виды изделий и их структура в соответствии с ЕСКД...........
§ 1.3.2. Конструкторская документация..........................
Графические документы.......................................
Списочные документы.........................................
Текстовые документы.........................................
Основные конструкторские документы..........................
Комплектность конструкторской документации..................
§ 1.3.3. Стадийное проектирование по ЕСКД......................
§ 1.3.4. Техническое задание. Техническое предложение..........
Техническое задание.........................................
Техническое предложение.....................................
§ 1.3.5. Эскизный проект.......................................
§ 1.3.6. Технический проект..............................
§ 1.3.7. Рабочая документация.............
23
.24
24
.24
.25
.25
.25
.26
.26
29
29
29
29
30
31
31
32
32
32
33
33
36
36
37
38
40
42
Раздел II. ОСНОВЫ ПРОЕКТИРОВАНИЯ ПОРШНЕВЫХ КОМПРЕССОРОВ..............43
Глава 2.1. Введение в проектирование поршневых компрессоров......
ПР°еетИР0ВаНИЯ И Жуирования поршневых
Общие положения ...........................
52.1.2. Основные параметры ° Т°ЧКИ Зрения производителя.
Основные размеры иТ РШНеВЫХ КОМ"Ре«оров......
Определяющие гирам^НаЧСНИЯ паРаметров компрессора ...
«"^еляемыепарамХ ....................................2
«ело ступеней сжатия ......................
^яя скорость поРщня с........................ ....
®лия^еВ^стоты\К°ЛеНЧ—"° ВЯЛа • ......................"
698 ---вала на Размеры——........................
.43
.43
.43
.44
.44
.44
.44
.44
.45
.45
.45
. 46
.48
.48
Влияние частоты вращения
Отношение хода поршня к ди, юю сг
§2.1.3. Классификация поршневых иИлиндРа ’
... по Функционал,К,?МПРССС0^в
по ТИпУмеханизмаМЛвижеНаЧеНИ'0
по виду сжимаемой X........
по применению.... .........
по давлению
по расположению
Оглавление
8аданас^нюю
WCTb поршня
— к°мпрессоро,в .............
Классификация
Классификация
Классификация
Классификация
Классификация
Классификация
Классификация
по устройству приХИНЛ₽0В 1<ОМПРеиора
§ 2.1 А Понятие ряда и типы рядов порХвых'ко............
Ряд компрессора........... ых к°мпрессоров
Типы рядов................ .........................
Ряды с обводными крейцкопфом адиХ»..................
Перекладка пальца.......... лными тягами...
Гл... 2.2. И; ,..
§ 2.2 1 Унификация баз, узлов и деталей поршневых компрессоров
Унификация в компрессоростроении ...........
Виды унификации в поршневых компрессорах
База компрессора.......................
Унификация по механизму движения и станине (по базе 1-го тапа)..
Унификация по цилиндропоршневой группе (по базе 2-го типа)..........
Комбинированная унификация..........................................
§ 2.2.2. Ряды отечественных унифицированных баз поршневых компрессоров.
Общие сведения......................................................
Обозначение нормализованных баз компрессоров........................
Обозначение компрессоров, созданных на нормализованных базах........
Рекомендуемые параметры баз крейцкопфных компрессоров...
Стандартизованные базы бескрейикопфных компрессоров.....
§ 2.2.3. Подходы к разработке новых поршневых компрессоров.•
Основные подходы к разработке пор“^
Создание нового поршневого компрес р . .................... * *
базе 1-го типа....................а базы 1-готипа..............
Замечания по выбору стандартизованной дующей. но не стандартазо-
Проектирование нового компрессора на .....................
ванной базе 1-го типа............Создание нового ряда баз поршневых
Проектирование новой базы 1-го тип ....................
компрессоров................... ................................
Глава 2.3. Выбор схемы поршневого hoWW ............................
S 2.3. I. Об»,». положе»». .«бор. .....
Понятие схемы компрессора-"^................... ................
Задачи, решаемые при выборе ................. ..................
Критерии выбора схемы ы компрессора- .................
Факторы, влияюшие на вЫ Р .....................................
§2.3.2. Выбор типа механизма Д ............... .................
Бескрейцкопфные компрессор ..................
Крейцкопфные компрессор14
49
49
49
49
.50
.56
..57
..57
..60
.61
...61
...61
...61
...62
...63
...63
...63
...63
...64
...64
...64
...65
...69
...70
...70
...70
...70
.„...71
...78
...79
...79
80
81
82
82
...85
...85
...85
„85
.86
„87
„89
„89
„90
699
45*
Опасение
_________q Типы компрессоров........
компрессоров с горизонтальными рядами
90
90
91
91
93
„„ожения рялов компрессора.
§ 2.3.3. Выбор распой* «ых компрессоров - - . ............
' классификация пфные компрессоры типа Г..
компрессоры..........
SXS-X^MHoroKoae
5234 B-Sp ™"а PMOB К0МПреСС°Ра.ZZ............................
§2^^а--'пр" чиа,а рмов...........................
Замечания к выбору числа рядов.......... ..................
......98
8 Р*Основные требования к распределю сгупсн^ сжатия по рядам и размещению
ступеней сжатия внутри рядов.....................................
Распределение ступеней сжатия по рядам...........••............
Предварительные сведения, необходимые для размещения ступеней сжатия
внутри рядов...................................
Размещение ступеней сжатия внутри рядов (компоновка рядов).....
Замечания к размещению ступеней сжатия в дифференциальном блоке
цилиндров с числом ступеней более двух.........................
Глава 2.4. Основы смазки поршневых компрессоров..................
.94
.94
.94
.94
.96
.96
.96
.97
98
99
100
102
103
103
§2.4.1. Основные сведения о смазочных материалах...............................103
Основные характеристики смазочных материалов........................................103
Две группы масел для смазывания поршневых компрессоров...
Масла для смазки цилиндров и сальников...................
Классификация и обозначение компрессорных масел в России.
Масла для смазки механизма движения компрессоров.........
Замечания по обозначениям индустриальных масел...........
Замечания по международной классификации масел по ISO ...
s 2.4.2. Смазка цилиндров и сальников
Смазка цилиндра разбрызгиванием...........
Смазка впрыском распыленного масла
Нормы подачТ И СаЛ"НИК0В "0ЛаЧеЙ “ под даменис;::::
рмы подачи масла в цилиндры и сальники..
’ _3 Смазка механизма движения ...............
Смазка ДВИЖеНИЯ разбрызгиванием..........................
..?..................
Масляиы. MWaHH3Ma Жжения.....................
р а смазки механизма движения...........
nOf ШНЕВЫХ КОМПРЕССОРОВ°Р0ЧНЫХ ЕДИНИН И ДЕТАЛЕЙ
Глава 3.1. Цилиндры...... .................................
...................
700 реицкопфных компрессоров.;;;;;;;'..........
105
105
106
108
108
109
ПО
ПО
111
111
112
113
113
114
115
116
119
119
119
124
^Юпление
клапанов.... ...........
компрессоров
Чугунные нилиндры бсскрей11Ко .
Стальные цилиндры бсскрейцкoj"Ux KoMnpWcoDOR
§31.3. Чугунные цилиндры крСЙЦКог^х х°мпрессор0„"
.............. ““РЬ' ‘ Boa„HblM оХ ^"Рессоров
Чугунные цилиндры без водяного СНисм..........
Дифференциальные цилиндры 0*Ла*де,,ия......
Выбор толщины стенки чугунных.................
Перемычки между гнездами клапан^ИНЛ₽°В.....
§3.1.4 . Стальные цилиндры крейцкопфных
§3.1.5 . Рабочая поверхность цилиндра
§3.1.6 . Втулки цилиндров...
Общие сведения о втулках
Мокрые втулки ............
Сухие втулки..............
Сухие втулки с буртом или упором .......
Гладкие и ступенчатые сухие втулки
Замечание ......................
§ 3.1.7. Патрубки и полости всасывания и нагнетания
Обшие сведения о всасывающих и нагнетательных патрубках
Способы выполнения патрубков..............
Размеры патрубков.............................
Полости всасывания и нагнетания....................
§ 3.1.8. Размещение клапанов в цилиндре..........
Способы размещения клапанов........................
Специальные способы размещения клапанов............
§3.1.9 . Крепление и уплотнение клапанов в цилиндрах.
Крепление и уплотнение клапанов в цилиндрах крейцкопфных компрессоров
Крепление и уплотнение клапанов в цилиндрах бескрейнкопфных
компрессоров...............................................
§3.1.10 . Охлаждение цилиндров.......................
Цели охлаждения цилиндров..........................
Способы охлаждения сжимаемого газа.....'ZT.ZZ ОТВОда теплоты
Особенности конструирования цилиндров с ................
от сжимаемого газа..................... ......................
Внешнее воздушное охлаждение цилиндр ...................
Внешнее водяное охлаждение цилиндр ...........................
Расход и параметры охлаждающей воды ..........................
Особые случаи охлаждения цилиндров • ей цилиндров..........
§3.1.11 . Уплотнение неподвижных соединен..................
Общие положения..............^соединений............... ......
Основы уплотнения неподвижн ....................... ..........
Уплотнение плоскими 11р0^1щихна пробки.;; .......
Определение газовых сил, Д • носких прок1
Выбор размеров контактной пл ................. ...............
Толщина плоских прокладок ... углОго сечеНИЯ’м п0 линии.......
Уплотнение резиновыми ^’-'ь^^ми с контактом но ..............
Уплотнение металлическими ...........• .............
Уплотнение притиркой по ПЛическиМи проклаДка‘
Уплотнение угловыми металл
124
.128
.128
.128
.136
..140
..140
..141
..141
..147
... 149
... 149
... 150
...151
...152
...153
...155
...155
.... 155
.... 156
....159
...160
...160
.... 160
.... 168
.... 170
....170
... 172
... 175
...175
..176
.177
.179
.180
.181
.182
. 182
.182
.183
..185
..187
„187
.188
.189
.192
.193
.195
701
Уплотненна резь ............... .....................
§3.1-12. Опоры ЦИЛИНДРО^ров..................................
Назначение опор ...................... ...................
,, ..........................................................
‘ -..........................................................
-В подвода смазки в и-
, технические требования
материалах ЦИДИНДа -
Подвод смазки в
Подвод смазки в
Конструкции ум°в
§3.1.14. Материалы и
Обшие сведения о ......
Материалы литых цилиндров..... ..................................
Материалы кованых цилиндров....... ..............................
Материалы втулок иилиндро».... ...............................
компрееоор».
без смазки.........................
Гидроиспытания цилиндров.................
цилиндры крейцкопфных компрессоров
к обработке цилиндров............
196
196
•196
197
• 201
201
201
-202
203
-203
203
-204
-204
-205
-205
207
207
Глава 3.2. Клапаны поршневых компрессоров..........................
§ 3.2.1. Назначение клапанов и обшие сведения......................
Назначение клапанов.............................................
Обшие сведения о клапанах компрессоров..........................
Самодействующие клапаны.........................................
Назначение пружины клапана......................................
Принудительно действующие клапаны...............................
Стандартизация самодействующих клапанов поршневых компрессоров
§ 3.2.2. Основные размеры и параметры самодействующих клапанов.....
Основные размеры клапана........................................
Плошадь прохода в седле...........
Плошадь проходного сечения на выходе из седла...................
Плошадь проходного сечения в шели
Коэффициент сопротивления клапана
Коэффициенты расхода
Эквивалентная площадь
Коэффициент использования плошали...............................
КоэНииигн. " закрытог° «лапана.........
......
Признаки11 СХХииеЙСТВУЮЩИХ КЛаПаНОВ
всасывающие и наг. ....................
Пластинчатый клапанТаТеЛЬНЬ'е КЛапанЫ..
И^видуальный ..........................
702 ....................
207
поршневых компрессоров
207
207
208
208
209
209
210
211
211
211
212
212
212
212
214
214
215
215
216
216
218
219
220
220
222
,222
,222
Групповой клапан... ' '_________
Комбинированный клапан...............
Прямоточные и непрямого^"............................
Клапаны с открытым и закрыт КЛаПаны.. ...............
Обратимые и необратимые клХыРаНИЧИТеЛ’ми подима пла..
§ э.2.4. Требования к самодействук>Щи“....... Н.........
Обшие требования к клапанам „ клапанам ..............
Требования к пружинам самоаей^'’1’1* КомпР««Ров К°МПрсссоРов
Компромисс при выполнении УЮЩИХ ^"анов пошли..,......
,3.2.5. Ко,™ клапаны
Устройство кольцевого клапана .....................
Способы подпружинивания пластан ..........................
Цилиндрические пружины кольцевых кланов^и0''.........
Специальные пружины........ .................
Демпфирование ударов пластины об ограничителе'nZ..........
Клапаны с газовым демпфером лъемаиоседло....
Индивидуальные кольцевые клапаны высокого давления........
Комбинированные кольцевые клапаны низкого давления.
Комбинированные кольцевые клапаны высокого давления.
Клапаны с профилированными запорными органами
Высота подъема пластины...........................
Коэффициенты расхода......................................
Коэффициент давления потока...............................
Площадь прохода в щели....................................
Площадь прохода в седле...................................
§ 3.2.6. Дисковые клапаны....................................
Общие положения...........................................
Отличия дисковых клапанов от кольцевых....................
Дисковые клапаны с трением........................
Дисковый клапан с трением двухстадийного открытия.
Особенности дисковых клапанов без трения.........
Дисковые клапаны без трения с точечными пр. ..............
Рычажные пружинящие дисковые пластины..................
Профили проходов в седле и ограничится ...................
Комбинированные дисковые клапаны .........................
Дисковые клапаны высокого давлен ....................
Высота подъема пластины.... .................
Коэффициенты расхода....... .................
Коэффициент давления потока. ..................
Площади прохода в щели иве
Применение дисковых клапане ..............
§ 3.2.7. Полосовые клапаны...."".'Нового клапана.............
Устройство самопружиняшего подъема пластины ..............
Полосовые клапаны без св°чным .свободным ходом ...........
Полосовые клапаны с ЧЗСТНапаН0В......
Конструкция полосовых кла ^паны...... ...........
Комбинированные полосов клапанов.....
Специальные типы полосов
Олюв.тие
222
222
223
223
.224
.225
..225
.226
..227
..227
..227
...229
...232
...233
...235
...236
....237
....237
....238
...239
..239
....241
...242
...242
...243
...243
...243
...244
...244
...245
...246
...247
...249
...250
...250
...250
...251
...251
...251
...251
...251
...252
...252
...254
...255
...256
...256
...258
703
Прямоточные
............
Коз#«и||СН™ потока.......................... ...............
.............................................-
'»»•".........................................
Прямоточные клапаны ПИК-АБ.............................
=z=rz—..................................
Высота подъема пластины.....-...................................
Коэффициенты расхода............ ...............................
Коэффициент давления потока...........
Плошадь прохода в седле............
Плошадь прохода в шели..........
Приведенная масса пластины......................................
Применение прямоточных клапанов.................................
§ 3.2.9. Другие типы самодействующих клапанов......................
Ниппельные клапаны...........................................
Лепестковые клапаны.............................................
Тарельчатые клапаны.............................................
Грибковые клапаны...............................................
Золотничковые клапаны...........................................
§3.2.10. Материалы и технические требования........................
Материалы неподвижных деталей клапанов (седел, ограничителей подъема
и направляющих).......................
Материалы пружин клапанов....................
Материмы подвижных запорных органов клапанов....................
Требования к обработке
2бо
261
•261
•262
262
262
262
262
• 264
264
265
.267
.267
.267
.267
.268
.268
.268
.268
.269
.269
.271
.272
.276
.278
.279
279
279
279
280
Глава 3.3. Поршни и штоки........
’’ ”р"е”
Классификация поршней...............................
9 3.3.2. Тронковые поршни .............................
5аОзНм?УКЦИИТРОНКовь,х "оршней......................
поршней............................
Мэтериалы ЯМ0Т0ЧНЬ'Х КОМПРесс°РОв....’’.............
•^^^ЕЕЕ21-
.......................................................
’ Рационные ................ .....................
,« =.................................................
°р°в со смазкой....
...280
...280
...280
...281
...283
...283
...287
...289
...291
...291
...291
...291
...293
.293
„301
„302
давление
.......................................
......°РШНИкомпРессороВ со смазкой
Технические требования к дИСко
Дисковые поршни компрессоров Порщням
Нетрадиционные дисковые поп ” СМазки.. ......
§ 3.3.4. Дифференциальные попиши КОМПрс«оров . .........."Z......
Дифференциальные поршни бе ’ П°РШни высокого n,*”0*0**........
Общие сведения о конструкции ^“’"’"Фных компоГ”1”1’ Плун*еРы..
компрессоров..........РУКЦИИ яиФФеренциальны "Ре'С°ров..... °?
Наборные поршни........................... крейцкопфных...... 7
Дифференциальные поршни г-”
Традиционные дифференциальные
Нетрадиционные дифференциал!
Плунжерные поршни.....
§ 3.3.5. Штоки ..........
Назначение штока..........
Классификация штоков......
Конструкция штоков........
Крепление поршня на штоке
Сквозные штоки............
Материалы и требования к изготовлению
Глава 3.4. Поршневые кольца..........
.... 308
...310
...312
...313
...313
...313
...315
...315
...315
...315
...317
...319
...320
...320
§ 3.4.1. Общие сведения о поршневых кольцах........................
Уплотнение зазора между поршнем и рабочей поверхностью цилиндра.
Типы поршневых колец............................................
Классификация поршневых колец..................................
Три состояния поршневых колец...................................
Силы, которыми прижимается поршневое кольцо к рабочей поверхности
цилиндра........................................................
§3.4.2 . Уплотнительные поршневые кольца.....................
Требования к уплотнительным поршневым кольцам..................
Конструкция уплотнительных поршневых колен....•••.............
Конструктивные типы уплотнительных порш“В^ , поверхность
Эпюры упругих сил давления поршневых колен на рабочую.Р.........
цилиндра.........................""""а .........................
Сегментные (разрезные) поршневые к евое КОльио............
Силы газового давления, действующ ..............................
Неплотности поршневого уплотнени уплотнительных поршневых
Основные факторы, влияюшие на вы............. в'компрессорах
колец......................Мнительных поршневых колен...........
Выбор числа металлических у ..................... .............
со смазкой ................«тельные кольца........ .............
Бронзовые поршневые уПЛ°™ отннТС.пьныс KMbUi* ы'х КОМпозинионных
Текстолитовые поршневые у ьца из пластмассо ....................
Уплотнительные поршневые к ...............материалов...........
материалов...............„^х композиционных м...Р...............
Поршневые кольца из фторл ................. .................
§3.4.3 . Маслосъемные п°РШНСВЬсьемных холей...•••"................
Необходимость установки м ^еЦ.............
Конструкции маслосъемных
320
320
321
322
323
324
324
324
325
326
329
331
332
334
335
335
336
336
337
338
340
340
341
705
• 345
346
347
347
349
350
колеи компрессоров со смазкой
351
351
351
351
351
352
352
353
353
353
354
355
357
357
357
357
358
359
...3,4
Требования к изготовл......................................1".’. Z
р.Гбс^'и;^
“ ““..................................................................
.......................................
г,... 3.5. У»— .....................
§351 Общие сведения....................
Назначение сальников............
Требования к сальникам.......................
Условия работы сальников..................................
Особенности работы сальников........................................
Дистанционные фонари для обслуживания сальников.....................
Размерный ряд сальников.............................................
§3.5.2. Основные типы сальников.......................................
Классификация сальников.............................................
Самоуплотняющиеся и несамоугоютняющиеся (принудительно уплотняемые)
сальники ...........................................................
Направляющие и дроссельные элементы сальников......................
Способы установки сальника в цилиндр................................
§3.5.3. Несамоуплотняющиеся сальники..................................
Сальники с мягкой набивкой..........................................
Сальники с мягкой полуметаллической набивкой........................
Сальники с комбинированной набивкой
Замечания к несамоуплотняющимся сальникам...............
элемент» оуллотняюи1исся сальники с плоскими разрезными уплотняющими
Применение сальников... ....................................
Устройство сальника. ...............................
Принцип работы сальника .................................
прижатия колец сальника к што'к^...............................
Браслетные пружины ....................................
................д
распределение износа уплотняю^8^1™ Между Уплотнительными камерами
"»..................................................................
..............=-........
’ 355 Самоу|ЩотняЮи Ые втулки ......... ..............................
КонХжция с^ТНЯЮЩИХ эл^енТов 1рапсииевилными комплектами...........
« ....................................................................
.359
.359
.360
.362
.363
.363
.364
.365
.365
.367
.369
.369
.370
.370
370
370
Заиление
колец ..
Уплотняющими
Выбор числа камер сальников
Материалы сальников ...................
§3.5.6. Сальники с Ратрезными yi',pvrMM...........
Устройство сальников с разрезнь КОльиами... ....
Сальники с уплотняющими kom'ZГ
§ 3.5.7. Самоуплотняющиеся СадьникислеМ2’ДВУХраз^х'
элементами................. ф0РмиРУемыми
Сальники с трапециевидными деф ...............
Сальники с деформируемыми —ми
Манжетные сальники.......... и Эле«ентами треугольного
§ 3.5.8. Вспомогательные полости сальников...................
Предсальники и полости отвода утечек .....................
Буферные полости............ .............................
Промывочные и продувочные полости ........................
Полости охлаждения.......... ...................
Полости распределения перепада давления в сальнике........
§ 3.5.9. Смазка и охлаждение сальников
Смазка сальников...........................
Охлаждение сальников...........................
§3.5.10. Уплотнение штоков буферными дистанционными фонарями.
Назначение буферных фонарей..............................
Типы буферных дистанционных фонарей......................
377
377
сечения ....379
...........381
...........381
...........381
...........382
...........383
...........384
...........384
...........384
...........384
...........385
...........388
...........388
...........388
Глава 3.6. Элементы кривошипно-шатунного механизма
§ 3.6.1. Коленчатые и кривошипные валы...........
Общие положения..............................
Основные элементы коленчатых и кривошипных валов
Кривошипные валы..........................
Коленчатые валы........................
Шейки коленчатых валов.................млов
Замечания к выбору размеров шеек коленчатыхвало „
Щеки коленчатых валов......... ..............
Перекрытие шеек коленчатых валов ...........
Галтели...................... ..............
Противовесы .............мов в подшипниках..
Установка многоопорных в ....................
Установка двухопорных валов .................
Масляные каналы............ .................
Силовой носок коленчатого в .................
холостой хвостовик коле^еаханизм0в........•
Привод вспомогательны ............
Уплотнение вала........ ..................
Литые коленчатые валы......"...............-..
Технические требования ................ .....
Материалы коленчатых в. _ коленчатых в
Способы повышения прочно*.................
Раскеп коленчатых валов
...373
...374
...374
.... 374
....376
391
.391
.391
.391
..392
„393
„395
„397
„399
„401
„402
„403
.403
...404
...405
...406
...407
...410
...410
...411
...412
...413
...413
...415
707
Оиалкчие
416
416
416
•421
425
428
431
435
437
439
439
.439
.440
.441
.442
.444
.445
.445
.445
.446
.447
.447
.448
.449
.451
.452
.452
.453
.454
.454
.455
.457
.457
.458
.458
.459
.460
.461
.461
.462
.462
р.6.2. Ш«УНЫ........ ..............................
Обшие положения —_ х шатунов......................................
стеР^нь шат>^в-о-шИпная (моть.левая) головка шатуна...............
ХХХичё^е^ёбования к
«36 3 Крейцкопфы и ползуны .......... ................................
Основные элементы крейцкопфа.......................................
Назначение крейцкопфа......... ....................................
Классификация крейцкопфов .............
Чакпытые и открытые крейцкопфы................ """
ХХпр«™««> “ б>ш“" т ...........................
Размеры рабочей (направляющей) поверхности креинкопфа..............
Выбор зазора между крейцкопфом и направляющими.....................
Требования к соединению крейцкопфа со штоком.......................
Соединение крейцкопфа со штоком ввинчиванием штока в корпус крейцкопфа
Муфтовое соединение крейцкопфа со штоком............................
Фланцевое соединение крейцкопфа со штоком .........................
Соединение крейцкопфа со штоком двумя гайками.......................
Соединение крейцкопфа со штоком через палец.........................
Особые случаи соединения крейцкопфа со штоком.......................
Использование крейцкопфов для лучшего уравновешивания компрессора...
Смазка крейцкопфов..................................................
Особенности крейцкопфов оппозитных компрессоров.....................
Материалы и технические требования..................................
Ползуны............................
Вспомогательные ползуны......................
Обводные крейцкопфы................
§3.6.4. Поршневые и крейцкопфные пальцы..............
Общие сведения
Поршневые пальцы.......
Способы установки поршневых пальцев
Крейцкопфные пальцы
Размеры поршневых и крёйцёопфных'^ьпёёёёё.............
Технич П°РШНевых и крейцкопфных пальцев ............................
'ехнические требования ............................
^пресрпр»?..........................
Прб«мушества „ нм^щткИКпппм.Я ‘ ПОршневых компрессорах..............
компрессорах. енения подшипников качения в поршневых
...............
Применение подшипников ” П°РШНевых компрессорах......................463
компрессорах :............«63
708 подшипников скольжения .........................." 464
()^ач.Кние
Типы вкладышей подшИпникоп
Опорно-упорные подшипники СКадьжения
Преимущества и недостатки СК°Ль*ения ................
Режимы смазки подшипников^"/'^06 .........................Z
Принцип работы подшипнике НИя.......... ...............
Канавки на несущей поверхнос™ °ЛЬ*ения.'..................
Основные размеры подшипника скопШИПНИКа Скояь*ёния........
Замечания к расчету подшипников ’.......... ..............
Материалы антифрикционных зали К°ЛЬ*еНИя... ..............
Подшипники с толстостенными вкл^Т"^08
Подшипники с тонкостенными вкладышами ............•
Крышки подшипников...... Шами.............................
Неразъемные подшипники ско^/ениё'^/".................3"
Глава 3.7. Неподвижные корпусные элементы компрессоров.
§ 3.7 Л. Неподвижные корпусные элементы крейцкопфных компрессор
Неподвижные корпусные элементы компрессора
Функции неподвижных конструктивных элементов компрессора".'.’.'.’.'.'.'
Станина компрессора (понятие и структура)
§3.7.2 . Рамы крейцкопфных компрессоров................
Классификация рам.......................................
Рамы крупных горизонтальных (неоппозитных) компрессоров.
Рамы вертикальных компрессоров..........................
Рамы L-, V- и W-образных компрессоров...................
Рамы оппозитных компрессоров............................
Дополнительные замечания по конструкции рам.............
Число коренных подшипников скольжения...................
Смазка коренных подшипников скольжения..................
Основные размеры рамы....................
Жесткость рам........................ ..................
Предотвращение утечек масла из рамы по У ...............
Агрегаты, устанавливаемые на раме. ...............
-г.-’:''-
§3.7.3 . Другие неподвижные корпус ................. ....
Фонари станины.........." ................. ....
Устройство для снятия масла с ..........................
Жесткость фонарей станины оппозитных компр .....
Особенности опор фонарей ст ......
Направляющие крейцкопф " .........
Дистанционные фонари оПфНых
§ 3.7.4. Корпусные детали бескр ...
Картеры .............. ...........
Блок-картеры.......... ...........
Сапуны................
.465
.465
.466
..467
.468
.469
.470
...471
...472
...474
...474
...477
....477
478
478
478
479
.480
.485
.485
.485
.487
.488
..488
..488
..491
..491
..493
„493
„495
...496
...496
...497
...497
...497
...499
... 500
...500
...501
...502
... 502
...503
....504
...504
....505
...506
709
Огмл*"*
•ктивные элементы картеРов и блок-картеров..
дополнительные -^Изготовлению рам и картеров........................
j 3 7Л. Технические требования к.................
„орШНЕВЫХ КОМПРЕССОРОВ
Раздел IV. АТЛАС КОНСТГУки .......................
А;конструкции бес крейцкопфных компрессоров....
А- — ..................
А.1.2. Бескрейпкопфные р компреСсоры низкого давления ..................
A1J. Бескрейнкопфны W обкомпрессоры.....................................
—........................................
А.2. Конструкции крейцкопфных компрессоров
А 7 1 крейцкопфные компрессоры низкого давления.........................
Крейцкопфные компрессоры специального назначения....................
АЗ. Особые конструкции поршневых компрессоров...........................
А.4. Рабочие чертежи......................................
ПРИЛОЖЕНИЯ..............................................................
Приложение 1. Знаки, применяемые при нанесении размеров.................
Приложение 2. Знаки, применяемые при нанесении допусков формы и располо-
жения поверхностей.......................................................
Приложение 3. Примеры обозначения расположения поверхностей на чертежах.
Приложение 4. Предельные отклонения формы поверхностей основных деталей
поршневых компрессоров..................................................
Приложение 5. Отклонения взаимного расположения поверхностей основных
деталей поршневых компрессоров..........................................
Приложение 6. Допускаемые отклонения от правильной геометрической формы
основных деталей воздушных компрессоров общего назначения...............
Приложение 7. Знаки шероховатости.......................................
Приложение 8. Параметры шероховатости основных поверхностей деталей поршне-
вых компрессоров.........
Приложение 9. Нанесение предельных отклонений линейных размеров на чертежах
Приложение 10. Посадки в основных узлах поршневых компрессоров..........
Приложение 17 ]?срЛ0СТ|' г|О|,сРхностей деталей компрессоров общего назначения .
Ч иложе ’ щИМеРЫ УСЛ0ВНЫХ °б°3начений метрических резьб.................
при I = 20 -С ИЗИЧеСКИе СВ0ЙСТва некот°рых конструктивных материалов
и. О.ОВНЫ—....................................................
прможсине и. Само°точные самадейству~ клапаны.z:zzz“:zz:::
(типов ВКТ и 14к^одсйствУюЩие кольцевые клапаны с точечными пружинами
Приложение 17 С' ...........................
Приложение 18. Осн0т”рекХшГЬНОЛИТЫе ПрЯМОТОЧНЫе лапаны..................
"'"‘л-оных (ленточных) клапанов УСМЬ1С размеРы и параметры проточных частей
710 ...............................................
.507
• 507
.507
.507
.509
.509
.509
.509
.510
.511
.511
.513
.513
.515
.516
.517
.650
.650
650
650
651
652
653
655
656
657
657
659
659
659
660
662
664
671
672
Оглавление
..674
676
Приложение 19. Характеристика комбинип
цилиндров от 100 до 250 мм... Рованных клапанов для диям^
Приложение 20. Характеристика комбиниоова
цилиндров от 115 до 270 мм ............. ННых Папанов для диаметров..
Приложение 21. Самодействующие ленточные .......................
конструкции проф. И. К. Прилуцкого...... аНЫ с Другим ограничителем
Приложение 22. Посадочные размеры клапанов"..............................
Приложение 23. Основные размеры стандартных чугун'.........................
Приложение 24. Рекомендуемые размеры уплотнителк"ЫХ П°Ршневых колеи......683
лоновых композиций ............... 5™от’«™ьных поршневых колец из фтор-
Приложение 25 Основные размеры текстолитовых поршневых колец.............«1
Приложение 26. Физико-механические свойства отечественных самосмазываю...
щихся фторлоновых композиций..................
Приложение 27. Основные размеры и соотношения размеров шатунов....Z......686
Приложение 28. Основные размеры и соотношения размеров крейцкопфов> ”""”Z. '.687
Приложение 29. Конструктивные элементы вала............................ 688
Приложение 30. Фонд эвристических приемов................................691
Список рекомендуемой литературы..........................................69$