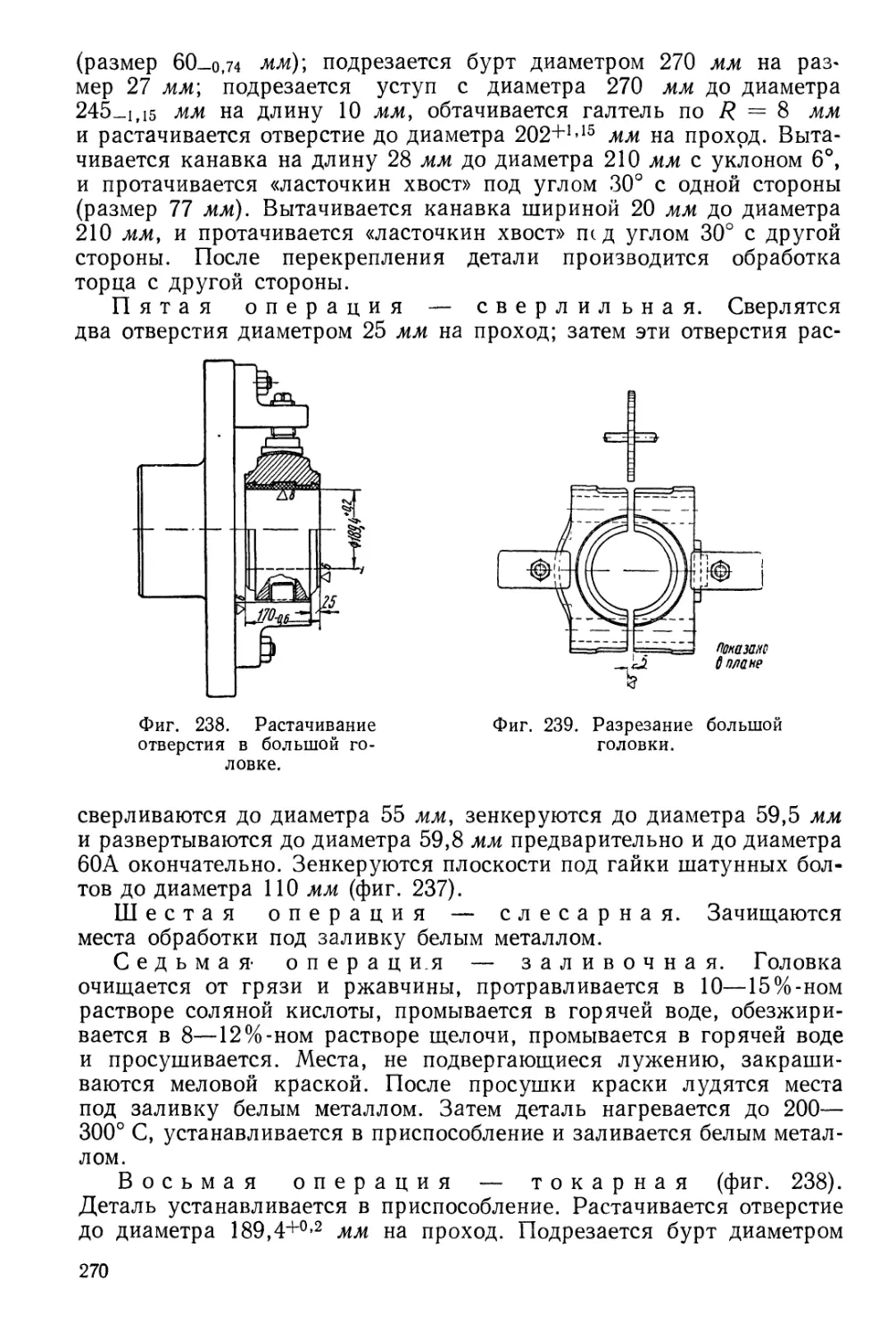
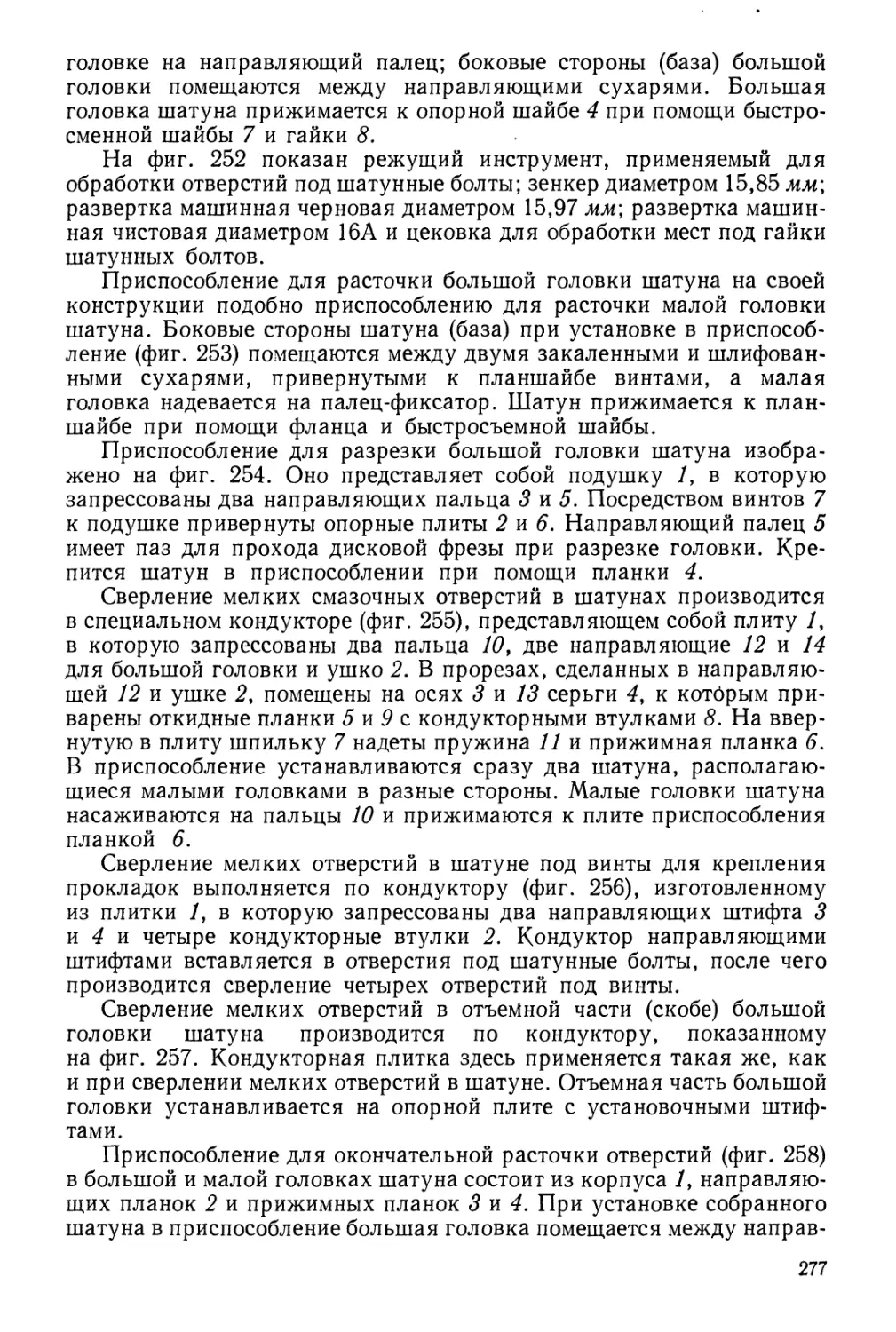
/

















































































































































































































































































































































































































































































































Текст
j ТЕХНОЛОГИЯ КО.МПРЕССОРОСТРОЕНИЯ
4 !l
3
Б. А. ГАЛИЦКИЙ и Б. И. БЕЛЯКОВ
ТЕХНОЛОГИЯ
КОМПРЕССОРОСТРОЕНИЯ
Издание третье,
переработанное и дополненное
МАШ ГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1961
В книге излагаются особенности технологии компрес-
соростроения применительно к механическим и сборочным
цехам. В ней рассматриваются технические и технико-
экономические требования к проектированию технологи-
ческих процессов в компрессоростроении, описываются
технологические процессы изготовления основных деталей
компрессоров и в заключительной главе излагается техно-
логия сборки компрессоров.
Книга предназначена для инженерно-технических работ-
ников предприятий, конструкторских бюро и научно-
исследовательских институтов, связанных с компрессоро-
строением, а также для инженерно-технических работ-
ников предприятий, эксплуатирующих компрессорное
оборудование.
Книга может быть использована в качестве учебного
пособия студентами машиностроительных втузов и тех-
никумов.
Рецензент инж. П. Г. Удыма
Редактор А. Н. Василенко
Редакция литературы по химическому и текстильному машиностроению
Зав. редакцией инж. В. И. РЫБАКОВА
ПРЕДИСЛОВИЕ
Быстро развивающееся народное хозяйство поставило перед работ-
никами химического машиностроения и компрессоростроения боль-
шие задачи по обеспечению предприятий химической и других отра-
слей промышленности компрессорами различных типов и назначений.
Эти задачи могут быть успешно решены путем применения на ком-
прессоростроительных заводах прогрессивных методов обработки
деталей, использования агрегатных и специальных станков, органи-
зации поточного серийного производства отдельных типов компрес-
соров и т. п.
Не менее важное значение имеет типизация компрессоров, а также
унификация их узлов и деталей.
Настоящая работа обобщает опыт заводов по изготовлению ком-
прессоров поршневого типа. В книге подробно изложены техноло-
гические процессы серийного производства основных деталей компрес-
соров малой и средней мощности и индивидуального производства
крупных и специальных машин.
Значительное внимание уделено также классификации деталей
компрессоров по технологическим признакам и разработке типовых
технологических процессов механической обработки.
При составлении книги авторами были использованы главным
образом практические материалы компрессоростроительных заво-
дов, а также типовые технологические процессы, разработанные
НИИХИММАШем, и ряд литературных источников.
В третье издание книги внесены изменения и дополнения, выте-
кающие из последних достижений отечественной промышленности,
а также из утвержденных за последние годы ГОСТов, ведомственных
и отраслевых нормалей.
Книга дополнена двумя новыми главами: изготовление поршне-
вых пальцев и пальцев крейцкопфов компрессоров; изготовление
корпусов и ползунов крейцкопфов компрессоров.
Главы I, III, VI, VII, X, XII и XVII написаны Б. И. Беляковым,
главы II, IV, V, VIII, IX, XI, XIII, XIV, XV и XVI Б. А. Галиц-
ким. Им же переработаны и дополнены все главы второго издания.
3
Текст отсутствует
левая сторона
ГЛАВА /
КЛАССИФИКАЦИЯ КОМПРЕССОРОВ И ХАРАКТЕРИСТИКА
КОМПРЕССОРНОГО ПРОИЗВОДСТВА
КЛАССИФИКАЦИЯ КОМПРЕССОРОВ
Компрессоростроение начало развиваться в нашей стране в 30-х
годах и к настоящему времени располагает всеми возможностями
для обеспечения народного хозяйства компрессорным оборудованием.
Газовые и особенно воздушные компрессоры получили широкое
распространение в самых различных отраслях народного хозяйства
Советского Союза. Они применяются в химической, горнодобываю-
щей, строительной промышленности, в металлургии и машинострое-
нии, в кислородно-автогенном производстве, холодильной технике,
для перекачивания газа на большие расстояния и для других
целей.
Потребность в компримировании газов до 1500 ати, а также
и необходимость иметь широкие пределы производительности — все
это привело к созданию компрессоров многих типоразмеров и кон-
струкций.
В зависимости от принципа воздействия частей машины на массы
сжимаемого газа компрессоры разделяются на поршневые, центро-
бежные и ротационные. Каждая из трех перечисленных групп ком-
прессорных машин имеет свою область применения, однако степень
их распространения в народном хозяйстве различна.
Вследствие возможности получения широких пределов по давле-
нию и производительности наибольшее применение получили порш-
невые компрессоры. Основным признаком, определяющим конструк-
тивное оформление поршневых компрессоров, служит расположение
в них осей рабочих цилиндров. Оно бывает горизонтальным, верти-
кальным, угловым, V и W-образным. Горизонтальные машины боль-
шей частью выполняются многоцилиндровыми двойного действия;
вертикальные строятся простого или двойного действия с двумя или
большим количеством цилиндров; V и W-образные — многоцилинд-
ровыми и большей частью простого действия.
V и W-образное расположение цилиндров характерно для быстро-
ходных машин с небольшой производительностью. В последнее время
такое расположение цилиндров применяется и на машинах средней
производительности, когда требуется особая компактность машины,
а также в передвижных компрессорных установках.
Компрессоры давлением 8 ати и производительностью до
50 м31мин обычно имеют вертикальное расположение цилиндров.
Компрессоры большей производительности изготовляются угловыми
и горизонтальными.
Угловое расположение цилиндров применяется главным образом
в мотокомпрессорах с горизонтальными компримирующими цилинд-
рами и вертикальными силовыми. Однако в последнее время начато
изготовление таких воздушных компрессоров производительностью
до 100 м3/мин.
Преимущество компрессоров данного типа заключается в их урав-
новешенности, вследствие чего для них не нужно делать тяжелых
фундаментов.
По классификатору компрессорные машины малой и большой
производительности зашифровываются одинаково. С целью упорядо-
чения шифров, а также для удобства пользования ими введено еди-
ное для всех компрессорных машин обозначение, состоящее из пяти
цифр: первая обозначает тип компрессорной машины; вторая —
конструктивную особенность; третья — производительность; чет-
вертая — давление нагнетания и пятая — род сжимаемого газа.
В основу классификации поршневых компрессоров положены
следующие признаки:
I. Тип компрессора:
1. Поршневой '
II. Конструктивная особенность:
1. Горизонтальный.
2. Вертикальный.
3. Угловой (V-, W-и L-образный).
4. Мотокомпрессорный.
5. Со свободно движущимися поршнями.
6. Мембранный.
III. Производительность в м3!час (м3/мин):
1. От 0 до 63 (от 0 до 1,05).
2. От 63 до 160 (от 1,05 до 2,66).
3. От 160 до 630 (от 2,66 до 10,5).
4. От 630 до 1600 (от 10,5 до 26,6).
5. От 1600 до 6300 (от 26,6 до 105).
6. От 6300 до 16000 (от 105 до 266).
IV. Давление нагнетания в ати:
1. Вакуум-насос и вакуум-компрессор;
2. От 1 до 3.
3. От 3 до 10.
4. От 10 до 100.
5. От 100 до 350.
6. 350 и выше.
7. —
8. Циркуляционный компрессор.
6
V. Род сжимаемого газа:
I. Воздух.
2. Инертный газ.
3. Прочие, в том числе взрывоопасный, токсичный и корро-
зионно активный.
Например, поршневой горизонтальный воздушный компрессор
с производительностью 100 мЧмин, и давлением 8 ати по класси-
фикатору будет иметь обозначение 11531.
По конструкции кривошипно-шатунного механизма поршневые
компрессоры разделяются на крейцкопфные и бескрейцкопфные.
В основу классификации компрессоров по технологическим при-
знакам должны быть положены конструктивные особенности основ-
ной базовой детали машины: рамы, картера, блок-картера. Другие
детали компрессора, как, например, цилиндры, поршни, шатуны,
большей частью входят в состав унифицированных узлов, приме-
няются в компрессорах различных типов и по этой причине, как
правило, не могут характеризовать основные технологические осо-
бенности поршневых машин.
Вместе с тем в ряде случаев конструкция отдельных деталей
также влияет на особый характер технологии выполнения механи-
ческих и сборочных операций. Это относится, например, к компрес-
сорам с дифференциальными поршнями. Независимо от конструк-
ции рамы или картера все компрессоры с дифференциальными порш-
нями следует выделить в отдельную технологическую группу.
К числу признаков, определяющих конструкцию основной базо-
вой детали, относятся следующие:
1. Расположение осей цилиндров (горизонтальное, вертикальное,
угловое, V и W-образное).
2. Устройство кривошипно-шатунного механизма (крейцкопф-
ный или бескрейцкопфный).
3. Количество цилиндров и их конструкция (отдельные цилиндры
или цилиндровые блоки).
С учетом перечисленных признаков в группе поршневых компрес-
соров в качестве технологических представителей можно выделить
несколько типов.
Компрессоры горизонтальные крейцкопфные с байонетной или
вильчатой рамой. Газовый горизонтальный компрессор марки
1Г-266/320 (фиг. 1), крейцкопфный, двухрядный, шестицилиндровый,
предназначается для сжатия газовой азотно-водородной смеси в про-
изводстве синтетического аммиака.
Газ сжимается последовательно в шести ступенях компрессора
и после каждой ступени сжатия проходит последовательно через
холодильник и маслоотделитель.
Цилиндры всех ступеней помещаются на двух расположенных
рядом байонетных рамах, имеющих по одному коренному подшипнику
и цилиндрические крейцкопфные направляющие.
Расположение цилиндров в порядке последовательности от рамы:
й р я д у низкого давления: вторая ступень — проме-
жуточный фонарь — первая ступень;
в ряду высокого давления: третья ступень — проме-
жуточный фонарь — четвертая ступень (передняя полость) — пятая
ступень и четвертая ступень (задняя полость) — шестая ступень.
При работе с промежуточным отбором сжимаемого газа передняя
полость цилиндра четвертой ступени используется как уравнитель-
ная полость.
Цилиндры первой, второй и третьей ступени — двойного, а ос-
тальные — простого действия. Промежуточные фонари и цилиндры
первой, четвертой и пятой ступеней опираются на качающие
опоры.
Компрессор снабжен холодильниками, маслоотделителями и бу-
ферными емкостями.
Фиг. 1. Газовый компрессор производительностью 16 000 мУчас,
давлением 320 ати.
Цилиндры первой, второй и третьей ступеней — литые чугунные,
с водяными рубашками. Цилиндры высокого давления (четвертая,
пятая и шестая ступени) — стальные кованые, снабжены вставными
втулками и разъемными стальными кожухами водяных рубашек.
Промежуточные фонари — литые чугунные, имеют нижнюю
цилиндрическую направляющую для промежуточных ползунов сос-
тавных штоков. Шток ряда низкого давления имеет концевой ползун,
установленный на направляющей концевого фонаря.
Концевой фонарь ряда низкого давления — литой, консольно
крепится к торцовой крышке цилиндра первой ступени.
Поршни первой и второй ступеней — дисковые, двухстенные,
подвешенные на сквозных штоках. Поршень цилиндра третьей сту-
пени — подвесной, откован заодно со своим штоком. Поршень чет-
вертой, пятой и шестой ступеней — ступенчатый, составной. Пор-
шень шестой ступени самоустанавливающийся.
Число уплотнительных поршневых колец: в первой ступени — 2,
во второй — 4, в третьей — 6, в четвертой и пятой — по 14, а в ше-
стой — 20.
8
Всасывающие и нагнетательные клапаны — самодействующие,
пластинчатые, кольцевые; в цилиндрах первой и второй ступеней —
групповые, в остальных — индивидуальные.
Производительность первой ступени компрессора (при условиях
всасывания) равна 266 м3!мин, или 16 000 м31час. Наибольшее давле-
ние нагнетания составляет 320 ати. Ход поршня 1000 мм. Диаметр
цилиндра первой ступени 1420 мм, а шестой ступени 118 мм.
Диаметр штока первой, второй и третьей ступеней 220 мм. Поршне-
вое усилие ряда низкого давления 79 750 кг, а ряда высокого давле-
ния 92 470 кг.
Привод осуществляется от электродвигателя, ротор которого
насажен непосредственно на кривошипный вал компрессора. Мощ-
ность электродвигателя составляет 4000 кет, а мощность, потребляе-
мая на валу компрессора, 3760 кет. Число оборотов кривошипного
вала 125 в минуту.
Охлаждение компрессора водяное, расход охлаждающей воды
составляет 320 м3/час. Внутренние диаметры газопровода: всасываю-
щего 800 мм, нагнетательного 68 мм.
Регулирование производительности — плавное, ручное, посред-
ством задержки закрытия всасывающего клапана в пределах 100—
70%.
Вес компрессора без электродвигателя 180 000 кг\ вес электродви-
гателя 80 000 кг\ вес всей компрессорной установки 370 000 кг.
Габаритные размеры установки: длина 25 000, ширина 14 000,
высота (от пола машинного зала) 4250 и высота подвала 5000 мм.
Газовый компрессор марки 1Г-266/320 — одна из уникальных
по своим размерам, весу и производительности машин, выпущен-
ных отечественной компрессоростроительной промышленностью. При-
нятые в конструкции компрессора байонетные рамы позволили уве-
личить надежность работы компрессора за счет сокращения числа
подшипников.
Взамен тяжелого и сложного в изготовлении коленчатого вала
в компрессоре применен простой кривошипный двухопорный вал,
что позволило установить шатуны с кривошипной и крейцкопфной
головками закрытого типа и разъемными стальными вкладышами,
залитыми баббитом.
Технологические особенности механической обработки деталей
компрессоров подобного типа состоят главным образом в том, что
приходится иметь дело с изготовлением крупногабаритных и тяже-
лых деталей в условиях индивидуального производства. Вес наиболее
тяжелых деталей компрессора: цилиндра первой ступени 20 000,
вала с противовесами 26 000, рамы 20 100 и ротора электродвигателя
с валом 83 400 кг.
Газовый горизонтальный компрессор марки 3,5Г-108/35 (фиг. 2)
крейцкопфный, двухрядный, четырехцилиндровый, предназначается
для сжатия смеси углеводородных газов на химических предприя-
тиях. Производительность компрессора (при условиях всасывания)
126 м3!мин или 7500 м3/час при давлении на всасывании
1,02 ата.
Наибольшее давление нагнетания 34 ати. Ход поршня 650 мм.
Диаметр цилиндра первой ступени 1100 мм, последнейtступени
270 мм. Диаметр штока первой ступени 160 мм. Максимальное порш-
невое усилие ряда первой ступени составляет 29 200, а ряда второй,
третьей и четвертой ступени 32 550 кг.
Фиг. 2. Газовый горизонтальный компрессор марки 3,5Г-108/35.
Компрессор приводится в действие синхронным электродвигате-
лем, ротор которого насажен непосредственно на кривошипный вал
машины. Мощность электродвигателя 1250 кет, а мощность, потреб-
ляемая на валу компрессора, 1190 кет. Число оборотов кривошипного
вала компрессора 167 в минуту.
Фиг. 3. Газовый горизонтальный циркуляционный компрессор мар-
ки 5Г-3/285-320.
Смазка механизма движения циркуляционная от шестеренчатого
насоса, а цилиндров и сальников — принудительная от многоплун-
жерного насоса. Расход охлаждающей воды около 100 м3/час.
Габаритные размеры установки: длина 14 000, ширина 8000,
высота (от пола машинного зала) 2650 и высота подвала 4800 мм.
Вес компрессорной установки 100 000 кг. Вес наиболее тяжелой де-
тали (кривошипного вала с ротором электродвигателя) 20 420 кг.
Газовый горизонтальный циркуляционный крейцкопфный одно-
рядный одноцилиндровый компрессор марки 5Г-3/285-320 (фиг. 3)
используется для сжатия азотно-водородной смеси.
10
Рама компрессора — байонетного типа, с одним коренным под-
шипником. Кривошипный вал — двухопорный, со стороны криво-
шипа опирается на коренной подшипник рамы, а с другой стороны —
на выносной подшипник.
Цилиндр компрессора — кованый из углеродистой стали, с каме-
рой для переднего сальника. Цилиндр снабжен чугунной рабочей
втулкой и с торца закрыт крышкой с камерой для заднего сальника.
В корпусе цилиндра размещены два всасывающих и два нагнетатель-
ных клапана.
Цилиндр крепится к фланцу рамы при помощи промежуточного
кольца и задней стороной опирается на качающую опору. Поршень,
насаженный на утолщенную часть штока, имеет четыре уплотнитель-
ных поршневых кольца. Несущая поверхность поршня залита бабби-
том.
Всасывающие и нагнетательные клапаны — самодействующие
пластинчатые, двухкольцевые. Сальники — металлические, само-
уплотняющиеся, с эластичными уплотняющими элементами.
Производительность компрессора (при условиях всасывания)
составляет 3 мЧмин. Давление всасывания 285 ати, а максимальное
давление нагнетания 320 ати. Ход поршня 450, диаметр цилиндра
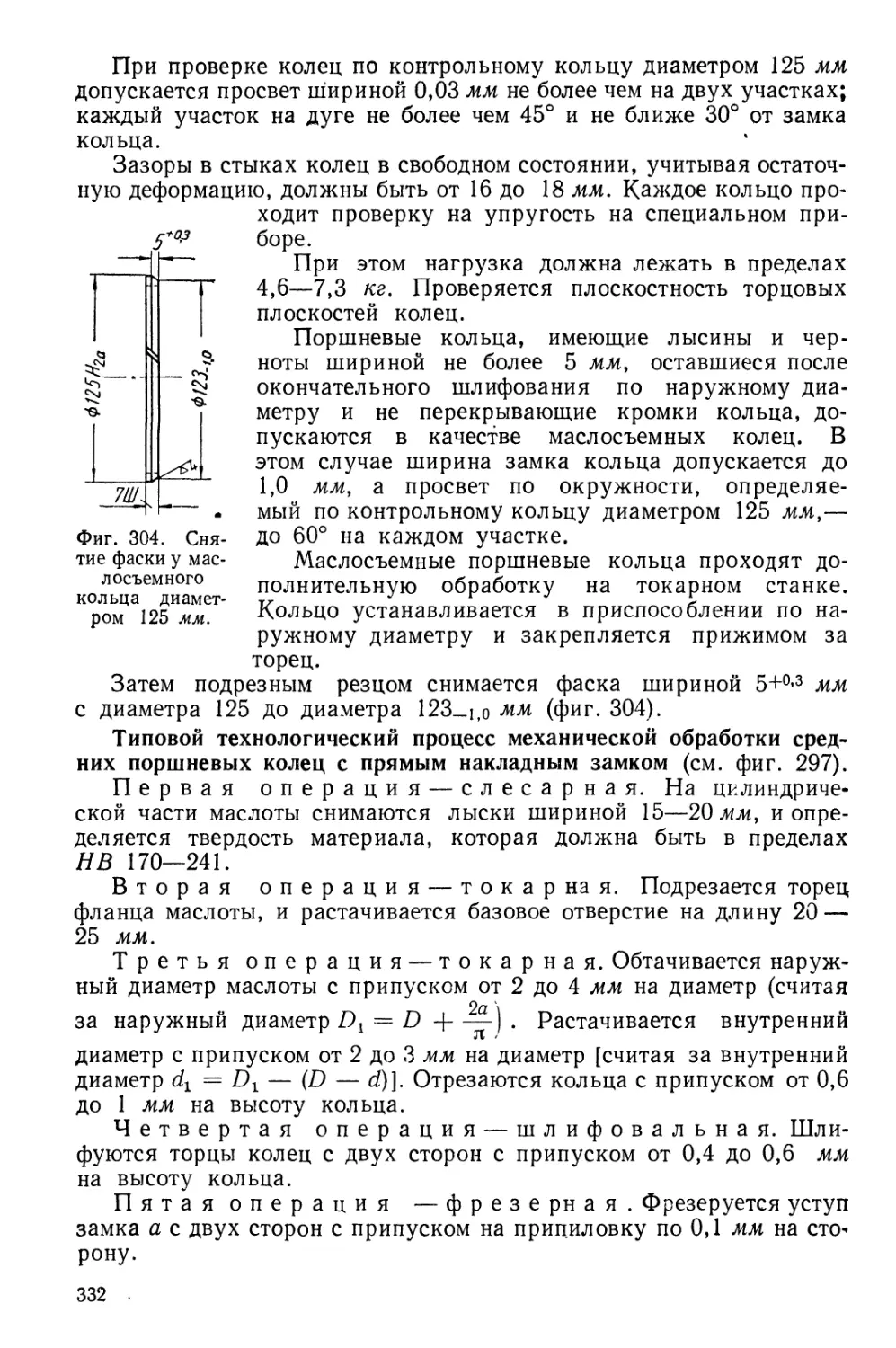
первой ступени 210 мм. Наибольшее поршневое усилие 13 400 кг.
Регулирование производительности плавное, ручное в пределах
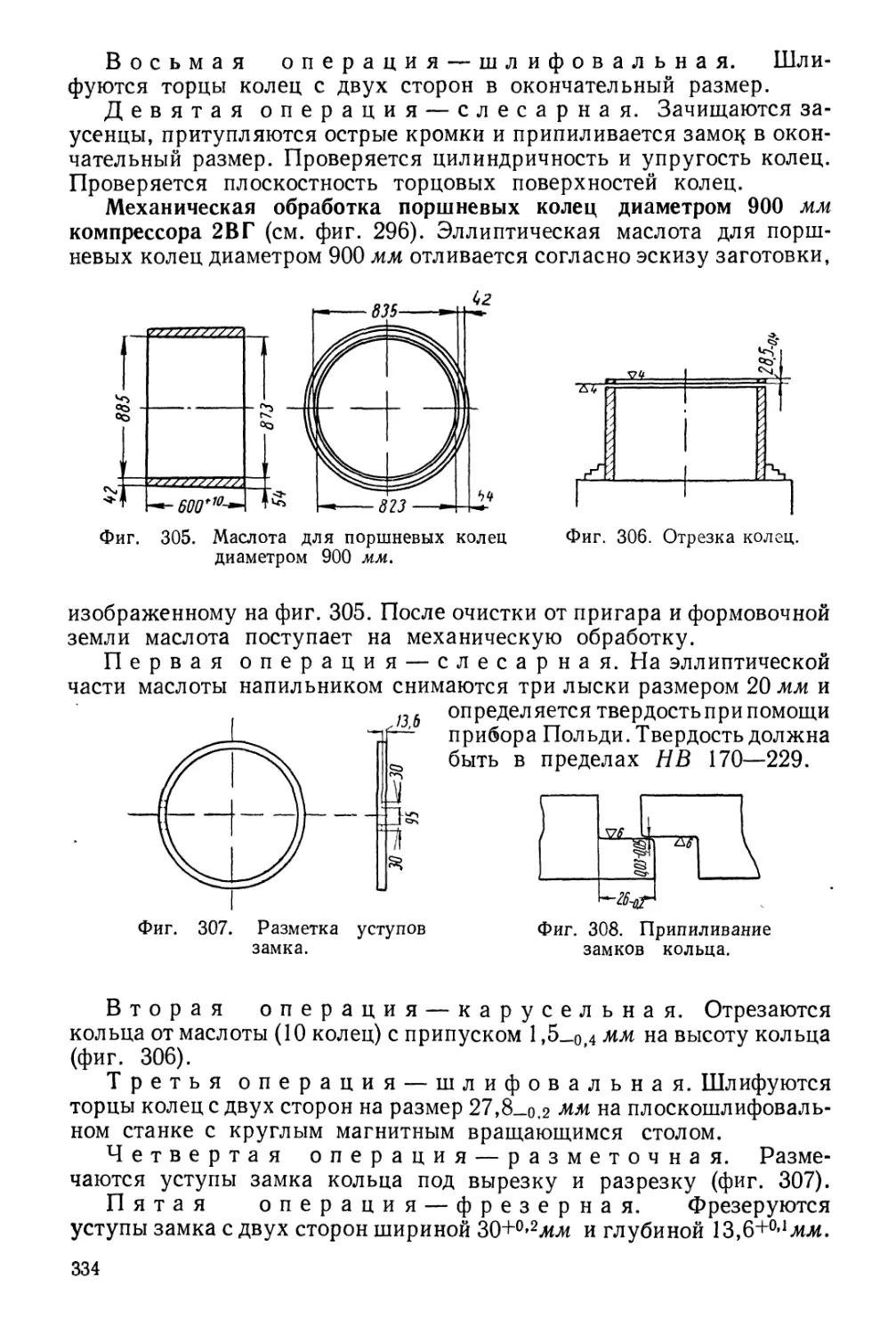
100—60% посредством вентиля, установленного в средней плоскости
цилиндра, и байпасного вентиля на коммуникации. Привод осу-
ществляется от электродвигателя мощностью 292 кет, ротор которого
насажен непосредственно на кривошипный вал компрессора. Мощ-
ность, потребляемая на валу компрессора, составляет 268 кет. Число
оборотов кривошипного вала 125 в минуту. Габаритные размеры уста-
новки: длина (с учетом выемки поршня) 9560, ширина 4300, высота
4500 мм. Вес компрессорной установки составляет около 30 000 кг.
Воздушный горизонтальный крейцкопфный двухрядный двойного
действия компрессор марки 2ВГ (фиг. 4) является компрессором об-
щего назначения. Воздух сжимается последовательно в двух цилинд-
рах: в цилиндре первой ступени воздух, поступающий через фильтр
по всасывающему трубопроводу из атмосферы, сжимается до 2,4 ати
и подается в промежуточный холодильник. Из холодильника воздух
поступает в цилиндр второй ступени, где сжимается до конечного
давления 8 ати.
Рамы, механизмы движения и смазочные устройства в обоих
рядах машины одинаковые. Рама компрессора закрытая, вильчатого
типа, с двумя коренными подшипниками. Направляющие крейц-
копфа цилиндрические. Коренные подшипники снабжены разъем-
ными чугунными вкладышами, залитыми баббитом.
Коленчатый вал — стальной, многоопорный, установлен на четы-
рех подшипниках и имеет два колена, расположенные под углом 90°
друг к другу. Шатуны стальные, кованые. На кривошипном конце
стержня шатуна имеется лапа, к которой болтами крепится криво-
шипная головка, состоящая из двух половин, залитых баббитом.
Крейцкопфная головка шатуна глухая, снабжена залитым бабби-
11
том разъемным стальным вкладышем и клином для подтяжки вкла-
дыша.
Крейцкопфы — цилиндрические, с отъемными башмаками. На
поршне первой ступени установлено три, а на поршне второй сту-
пени — четыре уплотнительных поршневых кольца. Цилиндры
(на компрессоре их два — один низкого и один высокого давления)
литые, чугунные, крепятся болтами к крейцкопфной части рамы.
Цилиндры имеют водяные рубашки, а также гнезда для клапанов,
радиально расположенные в передней и задней части.
Фиг. 4. Воздушный горизонтальный компрессор марки 2ВГ
производительностью 100 мР/мин, давлением 8 ати.
Клапаны — самодействующие, пластинчатые, кольцевые. На каж-
дом цилиндре помещаются шесть всасывающих и шесть нагнетатель-
ных клапанов.
Всасывающие клапаны имеют отжимные приспособления, управ-
ляемые двумя грузовыми регуляторами. Последние, кроме того,
автоматически поддерживают постоянное давление в ресивере. Саль-
ники — металлические, с разрезными кольцами, помещены в перед-
ней части цилиндров. Для охлаждения воздуха, сжатого в цилиндре
первой ступени, компрессор снабжен промежуточным холодильником.
-Производительность компрессора (при условиях всасывания)
100 мЧмин, наибольшее давление нагнетания 8 ати. Ход поршня
550 мм. Диаметр цилиндра низкого давления 900, высокого давления
530 мм, диаметр штока 100 мм. Наибольшее поршневое усилие
15 000 кг.
Мощность электродвигателя, ротор которого насаживается непо-
средственно на коленчатый вал компрессора, составляет 625 кет,
а мощность, потребляемая на валу компрессора, 570 кет. Регулиро-
вание производительности автоматическое, двухпозиционное (100;
12
50 и 0%). Диаметр всасывающего трубопровода 400, нагнетательного
200 мм.
Число оборотов коленчатого вала 167 в минуту.
Габаритные размеры установки: длина (монтажная) 9300; ширина
7600 и высота (монтажная) 3000 мм. Вес компрессорной установки
составляет около 35 000 кг.
Большим достижением в развитии отечественного компрес-
соростроения явилась разработка ленинградским филиалом
НИИХИММАШа нормального ряда баз мощных, горизонтальных
компрессоров высокого давления (табл. 1). Благодаря этому в кон-
Таблица 1
Нормальный ряд баз мощных горизонтальных компрессоров
Характеристика Базы
1Г 2Г зг 3.5Г 4Г 5Г
Максимальное поршневое уси- лие в ш .... 90 60 45 35 35 15
Ход поршня в мм 1000 900 500 700 650 600 500 450 450
Число оборо- тов в минуту 125 125 125 150 150 167 187 167 187
Средняя ско- рость поршня в м/сек .... 4,17 3,75 3,33 3,50 3,25 3,34 3,12 3,06 2,81
Максимальная мощность в квпг 4500 2800 1900 1500 1000 650
струкциях тяжелых компрессоров используются нормализованные
узлы и детали.
За основную характеристику базы принято поршневое усилие
или допускаемое максимальное усилие на шток. Дополнительными
характеристиками баз являются ход поршня, число оборотов, сред-
няя скорость поршня и максимальная мощность.
Разработка нормального ряда баз мощных компрессоров высокого
давления производилась на основе анализа потребности химической
и других отраслей промышленности в компрессорах на ближайшие
годы.
13
Компрессоры вертикальные крейцкопфные со станиной, картером
и цилиндровым блоком. Представителем компрессоров этого типа
может служить изображенный на фиг. 5 воздушный вертикальный
крейцкопфный двухступенчатый компрессор двойного' действия
типа 2Р общего назначения.
Основные данные компрессора: производительность (при усло-
виях всасывания) 20 м3/мин; наибольшее давление нагнетания 8 сипи',
число оборотов коленчатого вала 500 в минуту; ход поршня 200 мм',
диаметр цилиндра первой ступени 400 мм, второй ступени 230 мм.
Станина и картер компрессора выполнены разъемными, плоскость
разъема проходит вдоль оси коленчатого вала.
В шатунно-кривошипном механизме применены подшипники
скольжения, залитые баббитом. Шатун имеет вильчатую головку.
Крейцкопф кованый, разъемный. Коленчатый вал двухколенный,
с противовесами, установлен на трех коренных подшипниках. Смазка
циркуляционная, от масляного насоса. Привод от электродвигателя
осуществляется плоским или клиновидными ремнями.
Для компрессоров этого типа характерна обработка станины
с крейцкопфными направляющими и цельнолитого цилиндрового
блока.
Компрессоры вертикальные бескрейцкопфные с блок-картером
и вставными гильзами. Воздушный вертикальный бескрейцкопфный
компрессор марки 200В-10/8 (фиг. 6) общего назначения характери-
14
зуется следующими основными данными: производительность (при
условиях всасывания) 10 м3/мин; максимальное давление нагнетания
8 ати; число оборотов коленчатого вала в минуту 720; ход поршня
200 мм; диаметр цилиндра первой ступени 350 мм; второй ступени
200 мм; вес компрессора 1450 кг.
Главной базовой деталью компрессора является цельнолитой
блок-картер коробчатой формы. Конструктивно он выполнен в виде
одностенной отливки с короткими большого диаметра расточками
для укладки опор коленчатого вала и центрирующими поясками
для запрессовывания цилиндровых втулок. Коленчатый вал на роли-
коподшипниках в сборе со специальными разжимными опорами сво-
бодно заводится в расточки картера, где закрепляется и фиксируется
в осевом направлении.
Конструкция компрессора предусматривает применение штампо-
ванных шатунов. Поршневые пальцы — плавающего типа. Смазка
подшипников шатунов производится под давлением от шестеренчатого
насоса, приводимого в движение непосредственно от коленчатого
вала. Цилиндры смазываются маслом, разбрызгиваемым шату-
нами в картере. Всасывающие и нагнетательные клапаны — пла-
стинчатые, кольцевые, стандартного типа. Трубчатый цилиндри-
ческий охладитель воздуха смонтирован на боковой стороне кар-
тера.
Отличительная особенность механической обработки компрессо-
ров этого типа заключается в изготовлении цельнолитого блок-кар-
тера со вставными цилиндровыми втулками.
Производство этих машин крупносерийное, организованное по ме-
тоду поточной механической обработки основных деталей, с приме-
нением специальных и агрегатных станков.
В результате большой совместной работы, проделанной
НИИХИММАШем и компрессоростроительными заводами по норма-
лизации типов и основных параметров воздушных компрессоров
общего назначения, в 1953 г. был разработан проект Государствен-
ного общесоюзного стандарта.
Утвержденный Советом Министров СССР 15 декабря 1953 г.
государственный общесоюзный стандарт «Компрессоры воздушные
поршневые общего назначения. Типы и основные параметры» —
ГОСТ 6791-53 распространяется на проектирование стационарных
воздушных поршневых компрессоров общего назначения, применяе-
мых в различных отраслях народного хозяйства с 1954 г., а на серий-
ное изготовление %их — с 1957 г.
ГОСТом 6791-53 установлены следующие основные параметры
воздушных поршневых компрессоров общего назначения (табл. 2).
Компрессоры по этому ГОСТу должны изготовляться следующих
типов:
воздушные бескрейцкопфные вертикальные — ВВ
воздушные бескрейцкопфные V-образные — ВУ
воздушные бескрейцкопфные W-образные — ВШ
воздушные крейцкопфные угловые (прямоугольные) — ВП
воздушные крейцкопфные горизонтальные — ВГ
15
Таблица 2
Основные параметры воздушных поршневых компрессоров
Произво- дитель* ность в м*!мин Конечное давление сжатия в ати Число ступеней сжатия Привод Потребля- емая мощ- ность » на валу компрес- сора в кет не более Вес сухой в кг не более
3 4 1 Непосредственное соеди- нение или клиноременная передача 14,5 550
6 4 1 То же 28,5 700
3 8 2 » 19 650
6 8 2 » 37 850
10 8 2 » 60 1 450
20 8 2 » 120 3 000
30 8 2 » 176 5 500
50 8 2 Непосредственное соеди- нение 290 9 000
100 8 2 То же 1 1 570 18 000
Компрессоры должны изготовляться с водяным охлаждением
цилиндров и промежуточных холодильников. Для компрессоров
производительностью 3 и 6 ms/muh допускается воздушное охлажде-
ние цилиндров и промежуточных холодильников.
Производительность компрессоров, указанная в табл. 2, отно-
сится к условиям всасывания, т. е. к температуре и давлению воздуха,
измеренным перед всасывающим патрубком.
Указанный ГОСТ устанавливает перспективу развития компрессо-
ростроения в нашей стране на ближайшие годы и направляет кон-
структорскую мысль на создание более прогрессивных и экономич-
ных машин.
Компрессоры вертикальные бескрейцкопфные с картером
и цилиндровым блоком. К компрессорам этого типа относится
аммиачный двухцилиндровый компрессор марки 2АВ-15 (фиг. 7),
имеющий следующую техническую характеристику: холодопроиз-
водительность — 50—75 тыс. стандартных калорий в час при числах
оборотов коленчатого вала соответственно 480—720 в минуту; диа-
метр цилиндра 150 мм\ ход поршня 140 мм.
Компрессор 2АВ-15 имеет следующие конструктивные особен-
ности:
1) закрытый картер работает под давлением всасывания и имеет
с обеих сторон крышки для доступа к нижним головкам шатуна;
2) два цилиндра отлиты в виде блока и имеют с одной стороны
по одному всасывающему и одному нагнетательному штуцеру;
3) вал двухколенчатый с коленами, расположенными под углом
180° друг к другу;
4) шатуны штампованные, двутаврового профиля;
16
5) поршни проходные тронковые с окнами для засасывания газа
и с плавающим поршневым пальцем;
6) клапаны самодействующие пластинчатые; всасывающий клапан
расположен в дне поршня, а нагнетательный в крышке цилиндра
и удерживается буферной пружиной;
7) сальниковое уплотнение вала — мембранное с металлическими
кольцами трения и масляным затвором.
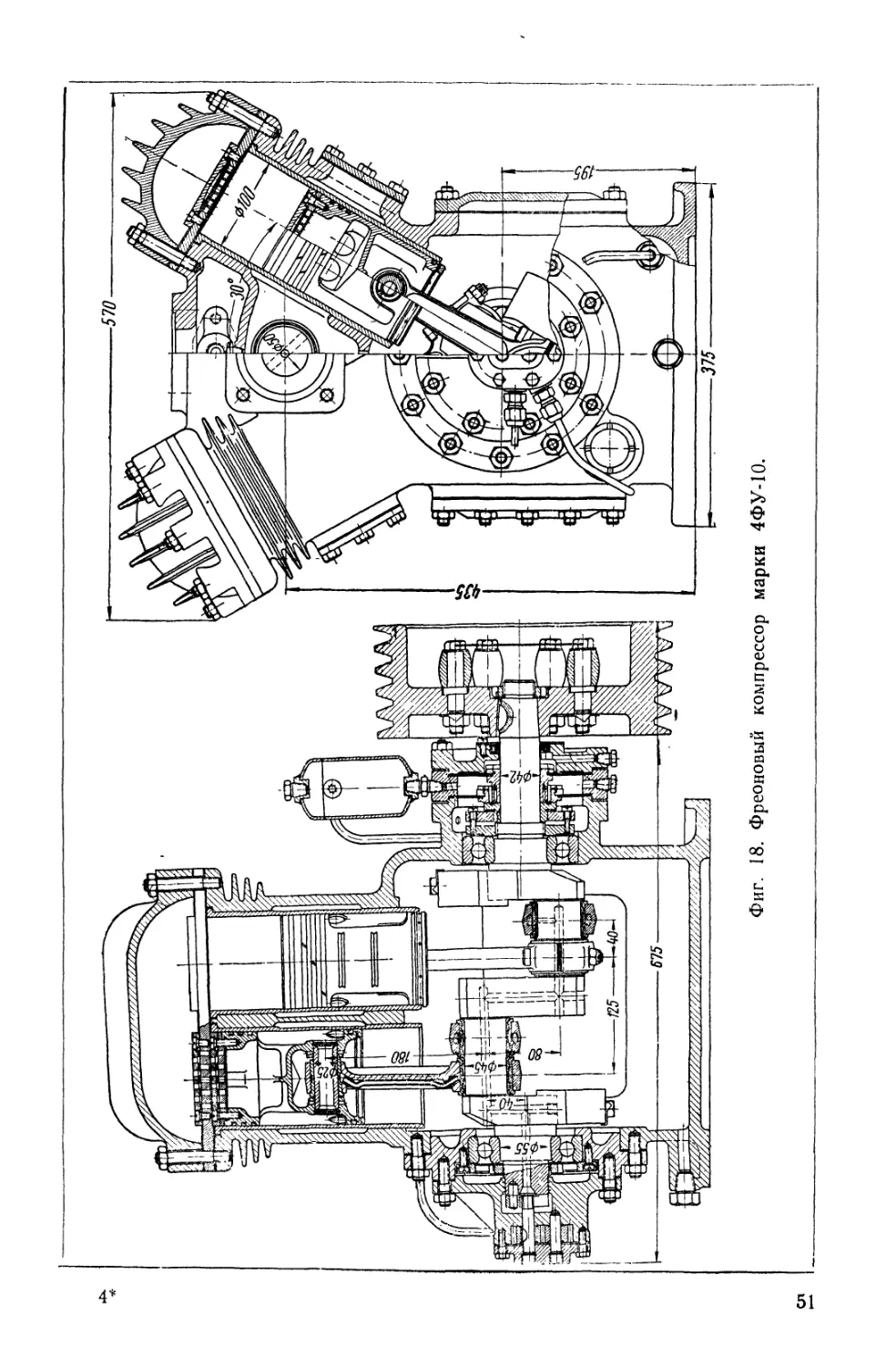
Другим примером компрессоров этого же типа, но малых разме-
ров, может служить вертикальный двухцилиндровый фреоновый
компрессор марки 2ФВ-6,5 (фиг. 8).
Фиг. 7. Аммиачный компрессор мар- Фиг. 8. Вертикальный компрессор
ки 2АВ-15. марки 2ФВ-6,5.
Основные данные этого компрессора следующие: диаметр цилинд-
ров 67,5 мм] ход поршня 50 мм] число оборотов коленчатого вала
компрессора 600 и 850 в минуту; холодопроизводительность —
2800 и 4000 стандартных калорий в час; мощность на валу 1,08
и 1,53 кет соответственно числам оборотов; привод компрессора
от электродвигателя посредством клиноременной передачи.
Компрессор 2ФВ-6,5 имеет чугунный картер закрытого типа,
работающий под давлением всасывания. Цилиндры этого компрес-
сора отлиты общим блоком с ребрами для воздушного охлаждения
в верхней части и двумя штуцерами — всасывающим и нагнета-
тельным. Вал компрессора — двухколенчатый двухопорный, штам-
пованный из стали марки 45. Колена вала расположены под углом
180° друг к другу. Задний коренной подшипник шариковый, перед-
ний — роликовый. Шатуны двутаврового сечения, штампованные
2 Галицкий 331 17
из стали марки 40, имеют разъемные нижние и неразъемные верхние
головки; в верхние головки запрессованы бронзовые втулки, а ниж-
ние головки залиты баббитом. Поршни из алюминиевого сплава
тронковые непроходные, с плавающими пальцами, двумя уплотни-
тельными и одним маслосъемным поршневыми кольцами. Клапаны
всасывающие и нагнетательные — самодействующие пластинчатые
ленточного типа; материал клапанной пластины — сталь марки У10А.
Сальниковое уплотнение вала — сильфонное с металлическими
трущимися кольцами. Смазка кривошипно-шатунного механизма
и цилиндров барботажная.
Конструкция компрессора 2ФВ-6,5 характерна тем, что в нем
применена шатунно-поршневая группа (шатун, поршень, поршне-
вой палец, поршневые кольца) от двигателя малолитражного авто-
мобил я «Москвич».
Утвержденный в 1953 г. Управлением по стандартизации при
Совете Министров СССР государственный общесоюзный стандарт
«Компрессоры поршневые холодильных установок. Типы и основные
параметры» — ГОСТ 6492-53 распространен на поршневые компрес-
соры одноступенчатого сжатия холодильных установок, работаю-
щих на аммиаке (NH3), и холодильных установок, работающих на
фреоне 12 (дифтордихлорметан CF2C12).
Указанным ГОСТом определено, что компрессоры должны изго-
товляться шести типов:
Аммиачные
крейцкопфные горизонтальные — АГ
крейцкопфные угловые — АП
бескрейцкопфные вертикальные — АВ
бескрейцкопфные V-образные — АУ
Фреоновые
бескрейцкопфные вертикальные — ФВ
бескрейцкопфные V-образные — ФУ
Каждому компрессору присваивается условное обозначение,
состоящее из букв и цифр. Первая буква означает холодильный агент,
для которого предназначен компрессор: А — аммиачный, Ф — фрео-
новый. Вторая буква означает тип компрессора: В — вертикаль-
ный, У — V-образный, Г — горизонтальный, П — угловой. Цифры
означают холодопроизводительность в тысячах ккал/час.
ГОСТом 6492-53 установлены основные параметры аммиачных
(табл. 3) и фреоновых (табл. 4) компрессоров. Внедрение ГОСТа
6492-53 в производство позволит обеспечить народное хозяйство
компрессорами для холодильных установок, стоящими на уровне
передовой зарубежной техники.
Компрессоры угловые. Воздушный угловой крейцкопфный двой-
ного действия Компрессор марки ВП-10/8 (фиг. 9) спроектирован
в полном соответствии с ГОСТом 6791-53.
18
Таблица 3
Аммиачные одноступенчатые компрессоры
Обозначение типоразмера Холодопроиз- водительность при темпера- туре кипения минус 15° С в ккал[час Число цилинд- ров Привод Число оборотов в минуту не ме- нее Потребляемая мощность на ва- лу компрессора в кет не более Сухой вес компрессора
с ма- хови- ком без махо- вика
в кг нс г более
АВ-8 8 000 2 Бескрейцкопфные Непосредствен- 720 3,5 140 100
АВ-15 15 000 2 ное соединение или клиноремен- ная передача То же 960 5,8 210 170
АУ-30 30 000 4 » 960 11 280 250
АВ-75 75 000 2 1 » 720 26 1100 1 000
АУ-150 150 000 4 » 720 51 1350 1 250
АВ-300 300 000 2 » 480 100 5500 4 600
АУ-600 600 000 4 » 480 200 7000 6 000
АГ-600 600 000 1 Крейцкопфные Непосредствен- 187 220 — 9 500
АП-600 600 000 1 ное соединение То же 375 220 8 000
АГ-1200 1 200 000 2 » 187 430 — 19 500
АП-1200 1 200 000 2 » 300 430 — 16 500
Таблица 4
Фреоновые одноступенчатые поршневые компрессоры
Обозначение типоразмера Холодопроизво- дительность при температуре ки- пения минус 15°С в ккал(час Число цилинд- ров Привод Число оборотов в минуту не ме- нее : Потребляемая мощность на ва- лу компрессора в кет не более Сухой вес компрессора
с ма- хови- ком без махо- вика
в кг не ‘ более
ФВ-0,35 350 1 Бескрейцкопфные Клиноременная 800 0,2 18 16
ФВ-0,75 750 2 передача То же 850 0,35 29 25
ФВ-1,5 1 500 2 » 850 0,75 35 27
ФУ-1,5 1 500 4 » 850 0,75 35 27
ФВ-4 4 000 2 » 850 2,0 48 42
ФУ-8 8 000 4 » 850 4,0 80 70
ФВ-12 12 000 2 Непосредствен- 960 6,0 210 170
ФУ-25 25 000 4 ное соединение или клиноремен- ная передача То же 960 12 280 250
ФВ-60 60 000 2 » 720 27 1150 1050
ФУ-120 120 000 4 » 720 54 1400 130'0
ФВ-250 250 000 2 » 480 ПО 5500 5000
2*
19
Фиг. 9. Воздушный угловой компрессор ВП-10/8.
Фиг. 10. Воздушный угловой компрессор ВП-50/8.
20
Производительность компрессора (при условиях всасывания)
составляет 10 м3/мин. Наибольшее давление нагнетания 8 ати.
Ход поршня 125 мм. Число оборотов коленчатого вала компрессора
735 в минуту. Компрессор имеет две ступени сжатия в двух цилинд-
рах. Диаметр цилиндра первой ступени 305 мм, а второй ступени
190 мм. Наибольшее поршневое усилие 1800 кг. Мощность, потреб-
ляемая на валу компрессора, 59 кет.
Габаритные размеры компрессора (без электродвигателя): длина
1600, ширина 950 и высота 2550 мм. Вес (со встроенным холодиль-
ником, без электродвигателя) 1400 кг. Вес наиболее тяжелой детали
компрессора (станины) 415 кг. Регулирование производительности
автоматическое, двухпозиционное (100 и 60%). Привод осуще-
ствляется от электродвигателя через клиноременную передачу.
Мощность электродвигателя 75 кет. Расход охлаждающей воды
около 3 мЧчас.
Для компрессоров углового типа характерна обработка рамы,
выполненной как одно целое с двумя крейцкопфными направляю-
щими. Характерным в конструкции этих машин является применение
одноколенчатого вала с небольшим расстоянием между опорами,
которыми служат подшипники качения.
Вторым примером компрессоров этого же типа, но больших
размеров, может служить воздушный угловой крейцкопфный компрес-
сор двойного действия марки ВП-50/8, представленный на фиг. 10.
Производительность компрессора (при условиях всасывания)
50 м3/мин или 3000 м31час. Наибольшее давление нагнетания 8 ати.
Ход поршня 300 мм, число оборотов коленчатого вала 375 в минуту.
Компрессор двухступенчатый, двухцилиндровый. Диаметр цилиндра
первой ступени 600, а второй ступени 350 мм. Наибольшее поршневое
усилие 7000 кг. Мощность, потребляемая на валу компрессора,
272 кет. Габаритные размеры (без электродвигателя): длина 3100,
ширина 1590, высота ЗОЮ мм. Вес компрессора (без электродвига-
теля и холодильника) 6600 кг. Вес наиболее тяжелой детали (ста-
нины) 1250 кг.
Расход охлаждающей воды около 10 м3/час. Внутренний диаметр
воздухопровода: всасывающего 220, нагнетательного 150 мм.
Привод осуществляется от электродвигателя, ротор которого
насажен на коленчатый вал компрессора. Электродвигатель — син-
хронный, трехфазного тока, мощностью 300 кет. Габаритные размеры
всей компрессорной установки: длина 3100, ширина (монтажная)
5020, высота (монтажная) 4600 мм.
Вес всей установки составляет 11 730 кг.
Компрессоры V-образные с картером и цилиндровыми блоками.
На фиг. 11 изображен аммиачный одноступенчатый компрессор
марки 4АУ-15, характеризуемый следующими данными: холодо-
производительность 100—150 тыс. стандартных калорий в час при
числах оборотов соответственно 480—720 в минуту; диаметр цилиндра
150 мм; ход поршня 140 мм.
Цилиндры этого компрессора отлиты в виде двух блоков, по
два цилиндра в каждом. Литой чугунный картер, работающий под
21
давлением всасывания, разделен вертикальной перегородкой на две
части — кривошипную и механизмов смазки.
Коленчатый вал имеет два колена, расположенные под углом 180°
друг к другу. Коренные подшипники вала — роликовые. Поршни —
прямоточные тронкового типа,
Фиг. 11. Аммиачный компрессор мар-
ки 4АУ-15.
с четырьмя уплотнительными и од-
ним маслосъемным кольцами. Ша-
туны—штампованные, двутаврово-
го профиля с разъемной нижней
и неразъемной верхней головкой.
В нижней головке расположены
стальные вкладыши с баббитовой
заливкой, в верхней запрессована
бронзовая втулка. Клапаны—само-
действующие пластинчатые двух-
кольцевые. Всасывающие клапаны
расположены в днище поршня, а
нагнетательные — в ложной крыш-
ке цилиндра. Сальник коленчатого
вала — мембранный, с металли-
ческими кольцами трения и ма-
сляным затвором.
Компрессор 4АУ-15 является
базовой машиной ряда аммиачных
компрессоров, имеющих одинако-
вые цилиндры, поршни и шатуны.
За счет изменения числа оборотов
и количества цилиндров два типо-
размера компрессоров перекрыва-
ют диапазон производительности
от 50 до 150 тыс. стандартных калорий в час. Общность многих дета-
лей этого ряда компрессоров (шатунов, поршней, поршневых колец,
цилиндров, клапанов, масляных насосов, сальников и арматуры)
создает возможность крупносерийного производства.
Компрессоры V-образные с картером и цилиндрами. Воздушный
V-образный бескрейцкопфный компрессор (фиг. 12) простого дейст-
вия марки ВУ-3/8 представляет собой двухступенчатую, двухци-
линдровую машину. Угол развала цилиндров составляет 90°. Произ-
водительность компрессора (при условиях всасывания) 3 м3/мин.
Наибольшее давление нагнетания 8 ати. Ход поршня 100 мм, число
оборотов коленчатого вала 975 в минуту. Диаметр цилиндра первой
ступени 220, а второй ступени 120 мм.
Мощность, потребляемая на валу компрессора, составляет около
20 кет. Габаритные размеры (с промежуточным холодильником)
без электродвигателя: длина 1072, ширина 1200 и высота 1070 мм.
Вес с промежуточным холодильником без электродвигателя 700 кг.
Вес наиболее тяжелой детали (картер в сборе) 161 кг.
Смазка механизма движения — циркуляционная, от шестерен-
чатого насоса; смазка цилиндров — разбрызгиванием. Привод ком-
прессора осуществляется от асинхронного электродвигателя через
упругую муфту.
Картер компрессора литой чугунный. В торцовых стенках его
имеются две расточки под подшипники коленчатого вала. К задней
торцовой стенке крепится корпус масляного насоса. Цилиндры также
чугунные, отлитые заодно с водяными рубашками.
Цилиндры крепятся к картеру с помощью шпилек. На верхних
привалочных плоскостях цилиндров устанавливаются клапанные
доски и крышки. Для доступа к механизму движения в боковых
стенках картера имеются окна, закрываемые крышками. На этих же
сапуны, служащие для сообщения кар-
крышках устанавливаются
тера с атмосферой и под-
держания внутри него по-
стоянного давления.
Коленчатый вал ком-
прессора одноколенный,
опирается на два коренных
конических роликопод-
шипника. Поршни литые
чугунные; каждый имеет по
два уплотнительных и по
два маслосъемных поршне-
вых кольца. Шатуны сталь-
ныештампованные. Клапа-
ны ленточные самопружи-
нящие. Пластины клапанов
расположены в специаль-
ных гнездах, имеющихся
в клапанных досках.
Верхние клапанные дос-
ки служат для всасываю-
щих клапанов седлами,
нижние — ограничителями
Фиг. 12. Воздушный компрессор марки ВУ-3/8.
подъема (для нагнетательных клапанов
наоборот).
Компрессоры V-образные с дифференциальными поршнями. При-
мером компрессоров этого типа может служить воздушный компрес-
сор марки 1ВУ (фиг. 13, см. вклейку) трехступенчатого сжатия,
с водяным охлаждением цилиндров. Его производительность (при
условиях всасывания) 50 м3/час, давление 150 ати. Четыре состав-
ных цилиндра расположены V-образно: в первой линии два цилиндра
первой и второй, во второй — два цилиндра первой и третьей сту-
пеней. Таким образом, три ступени сжатия осуществляются посред-
ством двух дифференциальных поршней.
Диаметры поршней первой, второй и третьей ступеней соответ-
ственно равны 125; 78 и 35 мм\ ход поршней 100 лш; число оборотов
коленчатого вала компрессора 600 в минуту.
Вал компрессора имеет одну удлиненную кривошипную шейку
для двух шатунов и опирается на два конических роликоподшипника,
установленных в крышках картера.
23
Компрессор 1ВУ передвижной, устанавливается на двухосной
прицепной тележке и приводится в движение от бензинового двига-
теля ГАЗ-MM через редуктор.
Для компрессоров этого типа характерна обработка картера слож-
ной конструкции и ступенчатых (дифференциальных) по'ршней.
Компрессоры W-образные. На фиг. 14 изображен общий вид
воздушного компрессора марки 160В-20/8 W-образного типа. Основ-
ные данные компрессора: производительность (при условиях всасы-
вания) 20 м3/мин\ наибольшее давление нагнетания 8 ати\ число обо-
ротов коленчатого вала 720 в минуту. Число цилиндров: первой сту-
пени — четыре диаметром 270 о; второй ступени — два диамет-
ром 200 мм\ ход поршней 160 мм; потребляемая мощность на валу
компрессора 140 кет; вес компрессора (без электродвигателя)
2800 кг.
По конструкции компрессор 160В-20/8 является двухступенчатой
шестицилиндровой машиной простого действия с тремя рядами ци-
линдров, расположенными попарно под углом 60° друг к другу.
Основной базирующей деталью компрессора является чугунный
картер жесткой конструкции, на нем монтируются все узлы. В гори-
зонтальных расточках картера помещен двухколенчатый вал, кото-
рый вращается на двух радиальных сферических роликоподшипни-
ках, установленных в специальных опорах.
На каждой шатунной шейке вала расположены нижние головки
двух шатунов первой ступени и одного шатуна второй ступени.
Блоки цилиндров устанавливаются на площадках в верхней
части картера и укрепляются шпильками, причем блок цилиндров
второй ступени расположен вертикально, а два блока цилиндров
первой ступени — наклонно, под углом 60° к вертикальной оси ком-
прессора.
На каждом блоке цилиндров имеется клапанная коробка с двумя
всасывающими и двумя нагнетательными клапанами. Все клапаны —
кольцевые пластинчатые самодействующие. Клапанные коробки
соединены трубопроводом с промежуточным холодильником.
Продольный и поперечный разрезы компрессора 160В-20/8 пред-
ставлены на фиг. 15.
Компрессоры мембранные. Мембранный компрессор марки
МК-2,5/200 (фиг. 16) представляет собой вертикальную двухступен-
чатую машину, предназначенную для сжатия воздуха или инертных
газов. Сжатие газа производится последовательно в двух мембран-
ных полостях, причем сжатый газ полностью изолирован от попада-
ния масла и от подсоса воздуха из внешней среды.
Роль поршней в данном компрессоре выполняют тонкие металли-
ческие мембраны. Они прогибаются в сторону крышки под действием
масла, перемещающегося в масляных цилиндрах при возвратно-
поступательном движении масляных поршней, а в противоположную
сторону — под действием давления всасываемого газа и упругих
сил, возникающих при деформации мембран.
Нижний мембранный блок служит для первой ступени сжатия,
верхний — для второй. Газ по всасывающему трубопроводу посту-
24
Фиг. 13. Компрессор высокого давления марки 1ВУ.
пает в мембранный блок первой ступени, сжимается в нем до 14,5 ати
и, пройдя промежуточный холодильник, поступает в мембранный
блок второй ступени, где сжимается до конечного давления 200 ати.
Картер компрессора — сварной, выполнен в виде закрытой ко-
робки с отъемными боковыми крышками и вставной втулкой цилиндра
первой ступени масляной системы.
Фиг. 14. Компрессор марки 160В-20/8.
На верхней плоскости картера установлен корпус масляного
цилиндра второй ступени с мембранными блоками, расположенными
один над другим.
Коленчатый вал — двухопорный, вращается на двух роликовых
подшипниках, вставленных в специальные съемные опоры, располо-
женные в расточках картера. Щатун имеет разъемную нижнюю
головку с бронзовым вкладышем. Поршень масляных цилиндров
первой и второй ступеней — ступенчатый, составной, с пятью уплот-
нительными поршневыми кольцами в первой ступени и десятью набор-
ными кольцами во второй ступени.
Всасывающие и нагнетательные клапаны — пластинчатые.
Утечка масла из масляных цилиндров компенсируется с помощью
специальных подкачивающих масляных насосов плунжерного типа.
Они повышают давление масла до определенного предела, на который
настроены ограничители давления с перепускными шпиндельными
клапанами ручной регулировки.
Производительность мембранного компрессора (при условиях
всасывания) 2,5 м3/час\ наибольшее давление нагнетания 200 ати.
Ход поршня 85 о, число оборотов вала компрессора 250 в минуту.
Диаметр мембраны первой ступени 380, а второй 185 мм. Макси-
мальный прогиб мембраны первой ступени 5,5, второй — 2,4 мм.
Диаметры масляных цилиндров: первой ступени 75, второй 20 мм.
Мощность, потребляемая на валу компрессора, 1,84 кет.
25
26
Фиг. 16. Мембранный компрессор
марки МК-2,5/200.
ного устройства в станине, и
Габаритные размеры (без электродвигателя): длина 600, ширина
840, высота 1450 мм. Вес компрессора (без электродвигателя) 700 кг.
Смазка механизма движения — разбрызгиванием. Привод от асин-
хронного электродвигателя мощностью 2,7 кет через клиноременную
передачу.
Компрессоры с гидравлическим приводом одноступенчатые. Ком-
прессор ГГ-5/400-1500 (фиг. 17) горизонтальный, однорядный одно-
ступенчатый, с двумя противоположно расположенными цилиндрами
простого действия предназначается
для сжатия этилена до давления
1500 ати.
Компрессор имеет гидравличе-
ский привод поршневого типа. Ци-
линдр гидропривода расположен
между газовыми цилиндрами компрес-
сора и соединен с ними при помо-
щи промежуточных фонарей. Пита-
ние цилиндра гидропривода маслом
осуществляется от винтовых насосов.
Компрессор всасывает газ из кол-
лектора через фильтр, сжимает его
в двух цилиндрах одной ступени и
подает в нагнетательный коллектор.
Станина компрессора — литая чу-
гунная. В ней установлен золотник
главного распределительного устрой-
ства гидропривода, управляющий со-
единением рабочих полостей цилинд-
ра с окнами подвода и слива масла.
На патрубке станины в полости рас-
пределительного устройства установ-
лен поршневой аккумулятор, пред-
назначенный для смягчения гидрав-
лических ударов в гидроприводе.
Цилиндр гидропривода — литой
чугунный, имеет каналы, ведущие
к золотнику главного распределитель-
пусковой клапан золотникового типа.
Последний предназначается для регулирования числа ходов ком-
прессора.
Поршень цилиндра гидропривода — подвешенного типа, со што-
ком и пятью поршневыми кольцами; шток поршня опирается на на-
правляющие втулки сальников. На торцовых поверхностях поршня
сделаны проточки, образующие в мертвых точках вместе с выступами
крышек цилиндра катарракты. Последние предохраняют поршни
от ударов о крышки при перемене хода. Концы штока соединены
с поршнями газовых цилиндров посредством шаровых шарниров,
допускающих как радиальное, так и угловое перемещение оси порш-
ней.
28
Фонари — литые чугунные, соединяют цилиндр гидропривода
с газовыми цилиндрами и служат крышками цилиндра гидропривода.
Газовые цилиндры компрессора изготовлены из стали марки 40Х,
в них запрессованы гильзы из стали марки 38XH3MA. Уплотнение
плунжеров в цилиндрах компрессора осуществляется посредством
гидравлического затвора, создаваемого смазочной жидкостью (гли-
церином) при давлении около 1200 ати.
Рабочая часть цилиндра снабжена охлаждающей рубашкой.
Клапаны компрессора — самодействующие, шарикового типа.
Фиг. 17. Компрессор марки ГГ-5/400-1500.
Производительность компрессора регулируется изменением ча-
стоты ходов поршня гидропривода в результате автоматического или
ручного перепуска масла из питающего маслопровода в сливной.
Производительность компрессора (при температуре газа 0°
и атмосферном давлении 760 мм рт. ст.) составляет 5 м3/мин. Дав-
ление всасывания 400 ати. Наибольшее давление нагнетания
1500 ати. поршня 180 мм. Число двойных ходов в минуту 80.
Диаметр газового цилиндра 30 мм, диаметр цилиндра гидропривода
350 мм.
Максимальное поршневое усилие 11 000 кг. Потребляемая мощ-
ность 55 кет. Габаритные размеры: длина 3175, ширина 820 и высота
1750 мм. Вес 3320 кг.
ХАРАКТЕРИСТИКА КОМПРЕССОРНОГО ПРОИЗВОДСТВА
Проведенные за последнее время стандартизация, нормализация
и унификация компрессоров, их узлов и деталей, а также специа-
лизация компрессоростроительных заводов создали предпосылки
29
к увеличению серийности производства как отдельных деталей
и узлов компрессоров, так и компрессорного оборудования в целом.
Увеличение серийности позволяет применять на заводах более
прогрессивные технологические процессы механической обработки
деталей и сборки узлов компрессоров. Появляется возможность соз-
давать переменно-поточные и поточные линии механической обра-
ботки деталей и сборки узлов и самих компрессоров, применять для
обработки деталей специализированные, операционные и специаль-
ные агрегатные станки.
Внедрение передовой технологии и организации производства,
в свою очередь, значительно повышает производительность труда,
снижает себестоимость и улучшает качество выпускаемого обору-
дования.
Для компрессорного производства характерны большое разно-
образие конструкций компрессоров и материалов для их изготовле-
ния; различная серийность; довольно высокая точность и повышен-
ная степень чистоты обрабатываемых поверхностей кривошипно-
шатунного механизма, цилиндровой группы и ряда других
деталей.
Поршневые компрессорные машины имеют ряд конструктивных
особенностей, которые не встречаются в поршневых машинах дру-
гого назначения. Так, например, картеры некоторых типов газовых
компрессоров работают под давлением. Такие картеры должны иметь
плотную отливку и надежное сальниковое уплотнение коленчатого
вала.
Для некоторых конструкций компрессорных машин характерно
применение ступенчатых (дифференциальных) поршней. Цилиндры
таких компрессоров расположены в одну линию и имеют одну кри-
вошипно-шатунную связь поршня с коленчатым валом.
В современных поршневых и газовых компрессорах применяются
исключительно самодействующие всасывающие и нагнетательные
клапаны различных конструкций: тарельчато-шпиндельные, пластин-
чатые (одно, двух- и многокольцевые) и самопружинящие ленточные
клапаны. В конструкциях отечественных компрессоров наибольшее
распространение получили пластинчатые и ленточные типы кла-
панов.
Наибольшее применение в народном хозяйстве имеют воздушные
компрессоры общего назначения, используемые для обеспечения
сжатым воздухом различных пневматических инструментов, уст-
ройств и оборудования. Эти компрессоры выпускаются серийно
и крупносерийно. Специальные (средние) и холодильные компрес-
соры выпускаются мелкосерийно и серийно. Тяжелые мощные гори-
зонтальные компрессоры строятся индивидуально.
Крупные детали воздушных и газовых компрессоров (станины,
картеры, рамы, цилиндры) изготовляются из обычного серого чугуна.
Специальные легированные чугуны применяются для изготовления
ответственных деталей в тех случаях, когда по условиям их работы
требуется высокая плотность материала. Применение легированных
чугунов быстро растет в связи с расширением в последние годы про-
зо
изводства фреоновых компрессоров. Из этого материала изготов-
ляются цилиндры, картеры и другие детали фреоновых холодильных
компрессоров.
Легированные и высоколегированные стали применяются в ком-
прессоростроении для изготовления шатунных болтов, поршневых
пальцев, клапанных пластин и ряда других особо ответственных дета-
лей.
Ценным материалом для изготовления деталей компрессоров яв-
ляется высокопрочный чугун, обладающий высокими механическими
свойствами (предел прочности при разрыве 40—65 кг!мм\ предел
прочности при изгибе 60—130 кг/мм\ стрела прогиба 5—7 мм при
длине 300 мм). Сумской завод им. Фрунзе успешно применяет этот
материал для седел и ограничителей подъема клапанов, для от-
дельных видов цилиндров высокого давления и ряда других
деталей#
В табл. 5 приведено соотношение норм расхода основных материа-
лов для компрессоров двух марок: вертикального воздушного с дав-
лением до 220 ати марки 2Р-3/220 и V-образного аммиачного марки
4АУ-15.
Таблица 5
Соотношение норм расхода основных материалов для изготовления поршневых
компрессоров
Материалы Вертикальный воздушный компрессор высокого давления марки 2Р-3/220 V-образный аммиачный компрессор марки 4АУ-15
Число марок мате- риала Вес в кг % от общего веса Число марок мате- риала Вес в кг % от общего веса
Чугун 5 4701,0 66,1 2 1121,0 45,7
Углеродистые стали . . 11 2301,5 32,4 8 1261,0 51,3
Легированные стали . . Цветные металлы и 5 33,9 0,4 5 43,4 1,8
сплавы 5 74,5 1,04 4 25,5 1,05
В том числе:
медь 1 4,7 0,07 — — —
бронза 1 20,0 0,28 1 16,3 0,67
латунь 1 2,8 0,04 — — —
баббит 1 38,0 0,53 1 8,5 0,35
припой 1 9,0 0,12 2 0,7 0,03
Резина, паронит и т. п. — 4,5 0,06 3,5 0,15
Всего .... 26 7115,4 100 19 2454,4 100
Как видно из таблицы, чугун составляет от 45,7 до 66,1 % общего
веса всех материалов, углеродистая сталь — от 32,4 до 51,3% и леги-
рованная сталь — от 0,4 до 1,8%.
31
Ранее на компрессоростроительных заводах преобладали методы
обработки и контроля деталей, а также сборки узлов и самих машин,
характерные для индивидуального и мелкосерийного производства.
В последние годы устаревшие методы производства вытесняются
более прогрессивными. На заводах создаются участки поточной
обработки деталей и сборки узлов компрессоров, все шире приме-
няются специализированные станки и приспособления.
К ним относятся универсально-сборные приспособления (УСП)
и универсально-сборные накладные кондукторы (УСНК). Они спо-
собствуют сокращению сроков технологической подготовки про-
изводства и ускорению освоения нового компрессорного оборудо-
вания.
ГЛАВА II
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ОСНОВЫ
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В КОМПРЕССОРОСТРОЕНИИ
НАПРАВЛЕНИЕ РАЗВИТИЯ КОМПРЕССОРОСТРОЕН И Я
Постановление майского (1958 г.) Пленума Центрального Коми-
тета КПСС «Об ускорении развития химической промышленности
и особенно производства синтетических материалов и изделий из них
для удовлетворения потребностей населения и нужд народного хозяй-
ства» и «Контрольные цифры развития народного хозяйства СССР
на 1959—1965 годы», принятые XXI съездом КПСС, поставили перед
компрессоростроителями большие задачи по обеспечению предприя-
тий химической промышленности и других отраслей народного
хозяйства достаточным количеством новейшего высокопроизводи-
тельного компрессорного оборудования.
Предусматривается значительное увеличение выпуска компрес-
соров различных типов и назначений, а также освоение большего
количества компрессоров новых типов (фреоновых, высокого давле-
ния, мембранных, передвижных и других).
Эти задачи намечается решить за счет строительства новых,
реконструкции и расширения действующих предприятий, строи-
тельства на некоторых заводах новых цехов, а также путем приме-
нения прогрессивных технологических процессов, использования
в производстве специальных агрегатных и специализированных стан-
ков, применения поточных методов производства, механизации и авто-
матизации отдельных производственных процессов.
Требуется проведение целого ряда мероприятий в области кон-
струирования, технологии и организации производства.
Мероприятия в области конструирования. Необходимо разра-
ботать нормальные ряды (типы и основные параметры) специальных
воздушных и газовых компрессоров, передвижных компрессорных
станций для промышленного воздуха общего назначения и специаль-
ных воздушных и газовых, а также мембранных компрессоров.
При этом следует значительно сократить номенклатуру типо-
размеров компрессоров и компрессорных станций и одновременно
обеспечить полное покрытие потребности народного хозяйства
3 Галицкий 331 33
в компрессорном оборудовании необходимых параметров по произ-
водительности и давлению за счет использования баз (станины, меха-
низмы движения, цилиндровые и поршневые группы) отдельных кон-
струкций компрессоров и широкой унификации и нормализации их
узлов и деталей.
Предстоит создать новые конструкции винтовых компрессоров
на давление до 10 ати, компрессоров специального назначения,
цилиндро-поршневые группы которых будут работать без смазки
(с графитовыми поршневыми кольцами и уплотнениями сальников,
а также с лабиринтовыми уплотнениями поршней). Требуется скон-
струировать машины со свободно движущимися поршнями (дизель-
компрессоры) для компрессорных станций общего и специаль-
ного назначения, горизонтальные тяжелые компрессоры с оппозит-
ным расположением цилиндров, с герметическими сальниками
и другие.
Компрессоры должны быть снабжены приборами автоматического
регулирования производительности и давления.
В новых компрессорах советских конструкций должны быть
широко использованы высококачественные легированные стали,
термическая обработка для повышения механических свойств ме-
талла, литье из модифицированного, малолегированного и высокс-
прочного чугунов, пластмассы и неметаллические материалы, а основ-
ные параметры компрессоров (расход электроэнергии на единицу
производительности, удельный вес, габарит) должны быть снижены.
В то же время конструкция компрессора должна быть проста,
технологична, не сложна в изготовлении и не трудоемка.
Мероприятия в области технологии и организации производства.
Следует значительно сократить трудовые затраты на изготовление
компрессоров, снизить себестоимость машин и улучшить их качество.
Для этого в заготовительных цехах необходимо шире внедрять
механизацию трудоемких и тяжелых работ и в первую очередь пол-
ностью механизировать загрузку вагранок, землеприготовление
и выбивку опок. Ручную формовку деталей и изготовление стержней
следует заменить машиной, а для формовки крупных деталей внед-
рить пескометы.
Изготовление заготовок-поковок необходимо перевести со сво-
бодной ковки на штамповку под молотами и прессами.
Требуется механизировать процессы очистки и обрубки литых
и кованых заготовок, широко применяя дробеметную, гидроструй-
ную обдувку и пневматическую обрубку.
Особое внимание следует уделить получению заготовок, близких по
своим размерам к чертежным размерам деталей. Литье по выпла-
вляемым моделям и в оболочковые формы из смесей на термореак-
тивных смолах и из химически твердеющих смесей на жидком стекле
обеспечивает получение заготовок с точностью от 7-го до 4-го класса
и достаточно чистой поверхностью. Применение литья в кокиль
и центробежного литья также будет способствовать уменьшению
припусков на механическую обработку деталей и снижению отходов
металла.
34
В механосборочных цехах необходимо внедрить более совершен-
ную прогрессивную технологию изготовления деталей и сборки
компрессоров. Это может быть достигнуто путем повышения коэф-
фициента оснащенности технологических процессов специальными
приспособлениями и инструментом, особенно сложными приспособле-
ниями, многолезвийным режущим инструментом, специальными
наладками, а также контрольно-измерительными инструментами
и приборами.
На всех компрессоростроительных заводах должны быть приме-
нены универсально-сборные приспособления (УСП) и универсально-
сборные накладные кондукторы (УСНК). Следует внедрить серийно-
поточное производство деталей и сборки компрессоров, применяя
для обработки трудоемких корпусных и технологически сложных
деталей специальные агрегатные, специализированные и операцион-
ные станки.
Необходимо организовать применение электрошлаковой сварки,
автоматической и полуавтоматической дуговой сварки под флюсом
и в защитных газовых средах (аргон, углекислый газ), контактной
сварки, электронагрева, закалки т. в. ч. и поверхностного упроч-
няющего наклепа деталей (дробеструйный метод, обкатка роликами
и др.). Оснастить универсальные металлорежущие станки пневма-
тическими и гидравлическими зажимами, специальными наладками,
упорами и ограничителями хода, а рабочие места слесарей-сборщи-
ков гайковертами и шпильковертами.
Важнейшим средством увеличения выпуска компрессоров является
специализация компрессоростроительных заводов, т. е. производ-
ство на каждом предприятии ограниченного количества типораз-
меров компрессоров одного конструктивного ряда. При этом ряд уни-
фицированных узлов и нормализованных деталей должны поставлять
специализированные заводы. В первую очередь должно быть орга-
низовано централизованное производство поршневых колец, всасы-
вающих и нагнетательных клапанов, нормальных деталей и авто-
матики.
Повышение общей производственно-технической культуры на ком-
прессоростроительных заводах, использование всех внутренних
резервов, строгое соблюдение технологической дисциплины, правиль-
ная организация технологической подготовки производства будут
способствовать неуклонному росту производительности труда, улуч-
шению качества и снижению себестоимости компрессоров.
ТРУДОВЫЕ ЗАТРАТЫ НА РАЗРАБОТКУ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА И ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОЙ ОСНАСТКИ
ДЛЯ ИЗГОТОВЛЕНИЯ КОМПРЕССОРОВ
Решающее значение для быстрого и высококачественного освое-
ния производства новейших типов компрессоров имеет правильная
организация технологической подготовки производства на компрес-
соростроительных заводах. Разработка технологических процессов
и проектирование специальных приспособлений и инструмента доста-
точно трудоемки даже для индивидуального и мелкосерийного
з*
35
производства, и для их выполнения требуются опытные квалифи-
цированные инженерно-технические работники.
Повышение производительности труда, снижение себестоимости
и улучшение качества выпускаемой заводами продукции также
неразрывно связаны с правильной организацией технологической
подготовки производства.
Между тем на компрессоростроительных заводах технологическая
подготовка производства остается пока еще на низком уровне, и,
к сожалению, этому вопросу не уделяется достаточно внимания.
Руководящие работники некоторых заводов полагают, что для
обеспечения технического прогресса в какой-либо отрасли народ-
ного хозяйства достаточно создать проекты современных машин,
не уступающих по своим технико-экономическим показателям луч-
шим образцам машин передовых зарубежных фирм, и передать их
рабочие чертежи в производство.
В действительности это далеко не так. Современные высокопро-
изводительные машины, создаваемые на основе последних достиже-
ний науки, техники и передового опыта, представляют собой слож-
нейшие сочетания узлов и деталей весьма многообразных конструк-
тивных форм, с высокими классами точности и чистоты обработки.
Для того чтобы освоить изготовление новой машины на заводе,
требуется большая трудоемкая работа квалифицированных техно-
логов и конструкторов по проектированию специальных приспособле-
ний и инструмента. В отдельных случаях для изготовления неко-
торых основных ответственных деталей требуется не только прове-
дение экспериментальных работ, но и проектирование специального
оборудования или сложнейших специальных приспособлений.
Одним из существенных вопросов дальнейшего технического
прогресса отечественного компрессоростроения является соотноше-
ние сил инженерно-технических работников, принимающих участие
в создании новых компрессорных машин (конструкторы, проектанты
компрессоров) и занимающихся технологической подготовкой их
производства (технологи и конструкторы по проектированию спе-
циальной технологической оснастки).
Согласно сведениям, опубликованным в печати, в отдельных отра-
слях промышленности на предприятиях с крупносерийным и массо-
вым производством на одного конструктора, проектирующего изде-
лия, в среднем приходится до двадцати технологов и конструкторов
по проектированию специальной технологической оснастки — при-
способлений, кондукторов, штампов, литейной оснастки, режущего
и мерительного инструмента.
Такое соотношение сил инженерно-технических работников, заня-
тых конструированием изделий и ведающих технологической под-
готовкой производства, позволяет в весьма короткие сроки осваи-
вать экспериментальные образцы новых сложнейших современных
типов машин и оборудования, стоящих на уровне мировой техники,
и налаживать их серийный выпуск.
На заводах с серийным, мелкосерийным и даже индивидуальным
характером производства объемы разработки технологических про-
зе
цессов и проектирования специальной технологической оснастки
весьма значительны и в большинстве случаев в несколько раз пре-
восходят объемы работ по конструированию изделий.
В доказательство этого приведем несколько примеров из прак-
тики московского завода «Компрессор». Здесь выпускался серийно,
по 40—50 шт. в месяц, воздушный компрессор марки 1ВУ на давле-
ние 150 ати. На технический расчет и проектирование штампованного
шатуна этого компрессора конструкторами было затрачено 25 чело-
веко-часов.
Вместе с тем на разработку технологического процесса механи-
ческой обработки этого шатуна технологами было затрачено около
40 человеко-часов и на проектирование более десяти специальных
приспособлений для его обработки — 210 человеко-часов. Сюда
входят приспособления: для разметки центров головок шатуна;
для расточки отверстия малой головки шатуна на токарном станке;
для фрезерования боков большой головки шатуна (базы) и мест под
головки и гайки шатунных болтов; для расточки отверстия в большой
головке шатуна на токарном станке; для разрезки большой головки
шатуна на фрезерном станке; для сверления отверстий диаметром
6 мм в малой головке шатуна под смазочную трубку и четырех отвер-
стий диаметром 6 мм в теле шатуна; для расточки отверстий во втулке
малой головки и во вкладышах большой головки шатуна на верти-
кальном алмазно-расточном станке; кондукторы для сверления отвер-
стий под шатунные болты и четырех отверстий диаметром 2,5 мм
в скобе шатуна для винтов крепления прокладок. Кроме того
спроектировано несколько специальных мерительных шаблонов
и режущих инструментов.
Следовательно, на технологическую подготовку механической
обработки шатуна было затрачено 250 человеко-часов. Иначе говоря,
отношение трудовых затрат, произведенных конструкторами изде-
лий, к трудовым затратам работников, занимающихся технологи-
ческой подготовкой производства, в данном случае составляет 25 : 250
или 1 : 10.
Здесь не приводятся трудовые затраты на проектирование штам-
пов для горячей штамповки шатунов, так как эта работа выполня-
лась на другом предприятии, поставлявшем штампованные заготовки
шатунов заводу «Компрессор» в порядке кооперирования.
Если же к трудовым затратам на технологическую подготовку
механической обработки шатуна прибавить и эти трудовые затраты,
то отношение будет еще больше.
На проектирование детали, изготовление которой не требует
специальных приспособлений и инструмента, например, розетки
всасывающего клапана цилиндра первой ступени этого же воздуш-
ного компрессора, конструкторами было затрачено 4 человеко-часа,
а на разработку технологического процесса ее механической обра-
ботки и вычерчивание межоперационных эскизов технологам потре-
бовалось 20 человеко-часов. И в этом случае отношение трудовых
затрат конструкторов изделий к трудовым затратам технологов соста-
вляет 1 : 5.
37
Показателен и следующий пример. На проектирование штуцера
воздухопровода к компрессору 1ВУ, для изготовления которого
не требовалось проектирования специальной технологической осна-
стки и вычерчивания межоперационных эскизов, конструкторами
было затрачено 2 человеко-часа, а на разработку технологического
процесса механической обработки штуцера ушло 4 человеко-часа.
Как видно, даже здесь отношение времени, затраченного конструк-
торами изделий, к времени, затраченному технологами, составляет 1:2.
Если сравнить затраты труда конструкторов, проектирующих
сложные литые корпусные детали компрессора (станины, картеры,
цилиндры), с затратами труда технологов и конструкторов на про-
ектирование специальной технологической оснастки и разработку
технологического процесса изготовления перечисленных деталей,
то соотношение будет не менее чем 1 : 20.
Для правильной организации технологической подготовки про-
изводства даже при невысоких требованиях к качеству разработки
технологических процессов на компрессоростроительных заводах
с индивидуальным и мелкосерийным характером производства отно-
шение числа работников Отдела главного технолога к числу работ-
ников Отдела главного конструктора должно быть не менее чем 2:1,
а на заводах с мелкосерийным и серийным характером производства
не менее чем 3:1.
На компрессоростроительных заводах, где считают, что разра-
ботка технологического процесса и оснащение его специальными
приспособлениями и инструментом не является такой же важной
задачей, как и проектирование компрессоров совершенной конструк-
ции, численность работников Отдела главного технолога обычно
бывает равной численности работников Отдела главного конструктора.
При таком соотношении сил отделов разработка технологических
процессов в отдельных случаях сводится к записям в технологиче-
ской документации: «Выточить деталь по чертежу», «фрезеровать
бока по размеру» и т. п. и проставлению норм и расценок.
В то же время не дается никаких указаний о том, как вести про-
цесс изготовления детали, чтобы точно выдержать ее геометрические
формы, обеспечить допуски на неточность изготовления и необходи-
мую степень чистоты поверхностей.
Оснащение технологических процессов сводится в подобных слу-
чаях к проектированию нескольких несложных приспособлений и ин-
струментов; изготовление деталей компрессоров производится на уни-
версальном металлорежущем оборудовании отсталыми методами,
а стоимость машин получается чрезмерно высокой.
На основании многолетней работы авторов можно установить,
что на разработку операционного (без расчета режимов резания)
технологического процесса механической обработки деталей компрес-
соров мощностью от 30 до 80 кет в среднем технологами затрачи-
вается:
а) на простую деталь (штуцер, промежуточное кольцо, поршне-
вой палец, пластина клапана, противовес, шатунный болт и т. д.)
от 4 до 10 человеко-часов;
38
б) на деталь средней сложности (вкладыш шатуна, седло клапана,
маховик, корпус распределительной колонки, поршень и т. д.)
от 10 до 30 человеко-часов;
в) на сложную деталь (шатун, цилиндр, коленчатый вал, ста-
нина и т. п.) от 30 до 120 человеко-часов.
Для примера возьмем компрессор средней мощности, состоящий
из 200—300 оригинальных деталей.
Разделив его детали по сложности на три группы: простые,
средней сложности и сложные и считая, что простых деталей из общего
количества будет 80%, средней сложности 15% и сложных 5%,
можно принять для укрупненных подсчетов, что на разработку тех-
нологического процесса механической обработки деталей таких
компрессоров потребуется от 2000 до 4000 человеко-часов или
примерно от 286 до 572 человеко-дней.
Для ориентировочного подсчета трудовых затрат на проектиро-
вание специальных приспособлений, режущего и измерительного
инструмента можно руководствоваться следующими средними дан-
ными на единицу технологической оснастки:
а) приспособления (общий вид и рабочие чертежи деталей) для
механической обработки деталей компрессоров — 40 человеко-часов;
б) специальный режущий инструмент— 10 человеко-часов;
в) специальный измерительный инструмент — 5 человеко-часов.
Фактические затраты труда рабочих инструментального цеха
на изготовление специальных приспособлений, режущего и измери-
тельного инструмента в среднем составляют 150—200% от затрат
труда на проектирование этих приспособлений и инструмента.
Таким образом, на изготовление приспособлений! будет затрачи-
ваться от 60 до 80 час., режущего инструмента — от 15 до 20 час.
и измерительного инструмента — от 7 до 10 час. на единицу.
СТЕПЕНЬ ОСНАЩЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СПЕЦИАЛЬНЫМИ ПРИСПОСОБЛЕНИЯМИ И ИНСТРУМЕНТОМ
В ЗАВИСИМОСТИ ОТ РАЗМЕРА СЕРИИ ВЫПУСКАЕМЫХ КОМПРЕССОРОВ
Количество машин, выпускаемых компрессоростроительными за-
водами, весьма различно. Оно колеблется от 2—3 до нескольких
сотен штук в год. Средний коэффициент серийности, т. е. частное
от деления общего количества машин, выпущенных заводами за
год, на количество типоразмеров компрессоров, за последние годы
составляет 50—60. По отдельным заводам коэффициент серийности
колеблется от 15—20 до 700—900. В связи с этим различна и степень
оснащенности технологических процессов специальными приспособле-
ниями и инструментом.
Величина годового выпуска компрессоров определяет целесо-
образность применения того или иного количества специальной
оснастки, необходимой для их изготовления.
Так, при индивидуальном производстве компрессоров (2 — 6 шт.
в год) специальные приспособления, режущие и измерительные
инструменты изготовляются в большинстве случаев только для тех
39
деталей, которые не могут быть обработаны посредством универ-
сальных приспособлений и инструментов. С увеличением выпуска
до 80—100 машин в год появляется экономическая целесообраз-
ность производить обработку большинства деталей при помощи спе-
циальной технологической оснастки.
Дальнейшее увеличение размера серии выпускаемых компрес-
соров позволяет не только расширить применение специальных
приспособлений и инструментов, но и перевести обработку ряда
деталей с универсальных металлорежущих станков на полуавтоматы,
автоматы, а также на агрегатные, специализированные и операцион-
ные станки.
На машиностроительных предприятиях при технологической
подготовке производства степень оснащенности технологических
процессов принято оценивать коэффициентом К. Он является част-
ным от деления количества наименований специальных приспособле-
ний П или специальных режущих Ри и измерительных Ии инстру-
ментов, потребных для изготовления данного изделия, на количество
наименований оригинальных деталей До, т. е. деталей, ранее не изго-
товлявшихся на данном заводе. Покупные детали и узлы (болты,
гайки, шарикоподшипники, манометры и т. п.) при определении
коэффициента технологической оснащенности из расчета исклю-
чаются. Коэффициент К правильно определять отдельно для приспо-
соблений 77, режущего Ри и измерительного Ии инструментов.
Следовательно, для приспособлений (приспособления, кондук-
торы, штампы, оправки, державки и т. п.)
Для режущего инструмента (фасонные резцы, пушечные сверла,
зенкеры, цековки и т. п.)
к = —
ЛР До
Для измерительного инструмента (шаблоны, нутромеры, кольца,
штихмассы и т. п.)
В число наименований приспособлений и инструментов вклю-
чаются специальные приспособления и измерительный инструмент,
предназначенные для контрольных операций.
На большинстве отечественных компрессоростроительных заво-
дов коэффициент технологической оснащенности определяется
не отдельно для приспособлений и инструментов, а для всей специ-
альной технологической оснастки сразу. В этом случае
„ П + Ри-\-Ии
к„—.
Коэффициент технологической оснащенности на компрессоро-
строительных заводах в среднем колеблется от 0,2 до 1,8; по отдель-
ным компрессорам — от 0,1 до 4—5. Средний коэффициент техно-
40
логической оснащенности на московском заводе «Компрессор» со-
ставляет 1,6; на Уральском компрессорном заводе — 1; на Мели-
топольском компрессорном заводе не превышает 0,8.
Определение коэффициента технологической оснащенности для
всей специальной технологической оснастки сразу, а не отдельно
для приспособлений и инструментов мы считаем неправильным, так
как зачастую высокий коэффициент технологической оснащенности
получается в результате того, что в количество единиц специаль-
ной технологической оснастки включается значительное число про-
стых специальных измерительных инструментов и в особенности раз-
личных шаблонов.
На основании опыта можно установить следующие минимальные
величины коэффициентов технологической оснащенности К для спе-
циальных приспособлений, режущего и измерительного инструмента
в зависимости от числа выпускаемых компрессоров в год (табл. 6).
Таблица 6
Минимальные величины коэффициентов технологической оснащенности К
Технологическая оснастка Коэффициент технологи- ческой осна- щенности Выпуск компрессоров в год в шт.
25—50 125—250 500—1000
Приспособления Кп 0,2 0,6 1,4
Режущий инструмент Кр 0,05 0,15 0,4
Измерительный инструмент .... Ки 0,2 0,6 1,4
При индивидуальном и мелкосерийном производстве компрессо-
ров необходимо шире внедрять универсально-сборные приспособле-
ния (УСП) и универсально-сборные накладные кондукторы (УСНК),
что позволит значительно сократить применение специальных при-
способлений, кондукторов и другой технологической оснастки для
механической обработки деталей компрессоров.
Универсально-сборные приспособления и универсально-сборные
накладные кондукторы состоят из отдельных нормализованных
взаимозаменяемых элементов (узлов и деталей), которые можно
многократно использовать в процессе сборки всевозможных приспо-
соблений для различных работ и в процессе сборки кондукторов для
сверления отверстий в разных деталях с высокой степенью точности.
Внедрение на компрессоростроительных заводах универсально-
сборных приспособлений и универсально-сборных накладных кон-
дукторов будет способствовать сокращению сроков технологической
подготовки производства, ускорению освоения новых машин, сниже-
нию себестоимости и увеличению выпуска продукции, а также повы-
шению ее качества. Кроме того, внедрение в производство про-
грессивной технологической оснастки повысит производственно-тех-
ническую культуру заводов и увеличит коэффициент оснащен-
ности технологических процессов.
41
СЕБЕСТОИМОСТЬ ИЗГОТОВЛЕНИЯ КОМПРЕССОРОВ И ПУТИ
ЕЕ СНИЖЕНИЯ
Себестоимость продукции — один из основных экономических
показателей деятельности компрессоростроительного предприятия.
В этом показателе в конечном счете отражаются результаты
всей производственно-хозяйственной деятельности коллектива завода.
Себестоимость показывает, во что обходится предприятию выпускае-
мая им продукция. Она выражает в денежной форме все затраты
предприятия, связанные с производством и реализацией продукции.
Снижение себестоимости продукции повышает рентабельность
предприятия, образует прибыль, которая создает условия для даль-
нейшего развития производства.
Снижение себестоимости только на 1 % дает заводу средней мощ-
ности экономию в несколько сот тысяч рублей в год.
Следовательно, одной из основных задач, стоящих перед техно-
логом при разработке технологического процесса, является макси-
мальное снижение стоимости изготовления деталей компрессора
и его сборки.
Себестоимость изготовления компрессора С складывается из
следующих основных частей:
1) стоимости материалов — СМ;
2) заработной платы производственных рабочих — 3/7;
3) косвенных или накладных расходов (цеховых и общезавод-
ских) — НР\
С - СМ + ЗП + HP.
Из всех трех вышеприведенных элементов себестоимости два
последних — основная заработная плата и накладные расходы —
находятся в прямой зависимости от трудоемкости изготовления дета-
лей и узловой и общей сборки компрессора.
Трудоемкость изготовления деталей, а также узловой и общей
сборки компрессора представляет собой то время, которое дается
производственному рабочему в виде нормы на выполнение указанных
работ. Трудоемкость Т может быть разбита на две части: подготови-
тельно-заключительное время Тп.3 и штучное время Тш.
Подготовительно-заключительное время дается производствен-
ным рабочим на партию П обрабатываемых деталей, сборку узлов
или общую сборку компрессоров для подготовки к работе и ее завер-
шения, т. е. для получения технической документации и ознаком-
ления с нею, подготовки рабочего места, получения инструктажа,
приспособлений, инструмента, материалов, заготовок или полуфаб-
рикатов, деталей, для наладки станков и приспособлений, сдачи
выполненной работы работникам Отдела технического контроля,
приведения рабочего места в порядок, а также для снятия и сдачи
приспособлений, инструмента, документации и т. п.
Штучное время дается рабочему на непосредственное изготовление
одной детали, сборку одного узла или одного компрессора.
На некоторых компрессоростроительных заводах подготовительно-
заключительное время на сборочные работы (сборка узлов и общая
42
сборка компрессора) не дается рабочему отдельно, а включается
в штучное время. Тогда
Т =
В свою очередь, Тш можно расчленить на основное время То,
которое затрачивается на изменение формы, размеров и состояния
детали, и на вспомогательное время Тв, которое затрачивается на раз-
личные приемы, не связанные непосредственно с изменением формы,
размеров или состояния детали, т. е. на включение и выключение
станка, подвод и отвод режущего инструмента, измерение детали
и т. п. Отсюда
т = ^тг + + т^-
Анализируя эту формулу, можно установить, что снижение тру-
доемкости изготовления изделия может быть достигнуто за счет
уменьшения Тп.3, То, Тв и увеличения П.
Увеличение партии П обрабатываемых деталей в несколько раз
во столько же раз уменьшает величину подготовительно-заключи-
тельного времени Тп.3 на единицу изделия.
Уменьшение величины подготовительно-заключительного вре-
мени может быть достигнуто также и за счет улучшения организа-
ции производства: доставки на рабочее место материала, заготовок
или полуфабрикатов, приспособлений, инструмента, технической
документации; оборудования рабочего места подъемными устрой-
ствами и т. п.
Уменьшение основного То и вспомогательного Тв времени может
быть осуществлено за счет применения более совершенных методов
изготовления деталей и максимальной механизации и автомати-
зации ручных работ: внедрения более высоких режимов резания;
применения фасонного и многолезвийного режущего инструмента;
внедрения одновременной обработки нескольких деталей или не-
скольких поверхностей одной детали; обработки деталей методом
внутреннего и наружного протягивания; применения универсально-
сборных приспособлений, универсально-сборных накладных кон-
дукторов, многоместных приспособлений, автоматических ограничи-
телей хода, упоров, пневматических и гидравлических зажимов,
быстросменных патронов, режущих инструментов с пластинками
из твердых и минерало-керамических сплавов, шпильковертов и гай-
ковертов; организации централизованной заточки и доводки режущего
инструмента; использования холостых ходов станка, специальных
агрегатных, специализированных и операционных станков; внедре-
ния автоматической и полуавтоматической электродуговой сварки
под слоем флюса и в среде защитных газов, электрошлаковой сварки,
воздушнодуговой резки металлов и т. п.
Важным средством снижения себестоимости является уменьше-
ние удельного веса заработной платы в стоимости единицы продук-
ции.
Заработная плата производственных рабочих ЗП является про-
изведением трудоемкости изготовления изделия Т в нормо-часах
на величину оплаты одного нормо-часа рабочего соответствующей
квалификации в рублях Р:
ЗП = Т-Р.
Отсюда следует, что чем менее сложный труд применяется для
изготовления изделия, тем меньше будет величина заработной платы,
приходящаяся на единицу продукции, при неизменной величине
трудоемкости данного изделия.
Применение же менее квалифицированной рабочей силы воз-
можно в тех случаях, когда изготовление детали расчленяется на мак-
симальное количество отдельных несложных операций и когда для
изготовления детали применяются специальные агрегатные, специ-
ализированные и операционные станки, обеспечивающие высокую
производительность труда и необходимую точность обработки детали.
Накладные расходы HP как цеховые, так и общезаводские при
подсчете себестоимости компрессоров определяются в процентном
отношении к заработной плате производственных рабочих. К наклад-
ным расходам относятся заработная плата инженерно-технического
персонала, служащих, младшего обслуживающего персонала, вспо-
могательных рабочих, охраны предприятия; расходы по содержанию
и эксплуатации зданий, сооружений, оборудования (амортизация,
текущий ремонт), затраты на ремонт приспособлений и инструмен-
тов, оплата за электроэнергию, топливо, вспомогательные материалы,
транспорт; расходы на проведение экспериментальных работ, испы-
таний, исследований, на рационализацию и изобретательство,
на стандартизацию, нормализацию и т. д.
Снижение расходов по этим видам затрат может быть достигнуто
за счет улучшения организации производства, лучшего использо-
вания оборудования, уменьшения численности обслуживающего
персонала, организации планово-предупредительного ремонта и мо-
дернизации оборудования, сокращения управленческих расходов
и других затрат.
Вопрос уменьшения затрат на материалы, идущие на изготовле-
ние компрессоров, должен всегда находиться в поле зрения техно-
лога при разработке технологического процесса. Особое внимание
следует уделять экономии дефицитных и дорогостоящих материалов
(цветные металлы и сплавы, высоколегированные стали, текстолит,
кожа и т. п.).
Снижение стоимости материалов, затрачиваемых на изготовле-
ние деталей компрессоров, может быть достигнуто следующими
путями:
а) уменьшением припусков и допусков на изготовление поковок,
литья и других заготовок;
б) уменьшением припусков на механическую обработку деталей,
изготовляемых из проката;
в) внедрением штамповки заготовок вместо свободной ковки,
а также внедрением прогрессивных методов безоблойной штамповки
вместо штамповки в обычных штампах;
44
г) применением литья по выплавляемым моделям и в оболочко-
вые формы, литья в кокиль и центробежного литья;
д) применением всех видов сварки, а особенно электрошлаковой
сварки;
е) внедрением центробежной заливки вкладышей компрессоров;
ж) использованием отходов материалов для изготовления пред-
метов широкого потребления и т. д.
Опыт ряда компрессоростроительных заводов подтверждает эффек-
тивность изложенных выше путей снижения себестоимости продукции.
Так, на Уральском компрессорном заводе коленчатые валы воз-
душного компрессора высокого давления марки 1ВУ поступали
на механическую обработку партиями по 5 шт. На все одиннадцать
операций механической обработки на токарном станке давалось
подготовительно-заключительное время 120 мин., т. е. подготови-
тельно-заключительное время на обработку одного коленчатого
вала составляло 24 мин.
После того как размер партии коленчатых валов, запускаемых
в обработку, был доведен до 10 шт., доля подготовительно-заключи-
тельного времени, приходящегося на один коленчатый вал, снизи-
лась в 2 раза и стала равной 12 мин.
На Московском заводе «Компрессор» на полную механическую
обработку четырех шатунов аммиачного компрессора марки 4АУ-15
из заготовок, получаемых методом свободной ковки, была установ-
лена норма 34 час. 44 мин. После перевода изготовления заготовок
шатуна на метод штамповки время на механическую обработку
шатунов сократилось до 21 часа.
Снижение трудоемкости механической обработки четырех шату-
нов составило 13 час. 44 мин., а вес металла, расходуемого на изго-
товление шатунов, уменьшился почти в 2 раза.
На Мелитопольском компрессорном заводе механическая обра-
ботка четырех отверстий в клапанной коробке первой ступени воз-
душного компрессора марки 200В-10/8 производилась на универ-
сальных металлорежущих станках; на обработку клапанной коробки
затрачивалось 8 час. После перевода обработки клапанной коробки
первой ступени на специальные операционные станки марок ВСР-1
и ВСР-2 затрата времени на указанную выше работу сократилась до
47 мин., т. е. производительность труда повысилась более чем в 10 раз.
На Сумском машиностроительном заводе им. Фрунзе перевод
обработки основных деталей воздушного компрессора марки 2Р-20/8
на серийно-поточный метод, увеличение коэффициента оснащенности
технологического процесса механической обработки более чем
в 2 раза, внедрение механизации тяжелых и трудоемких работ (ма-
шинная формовка деталей, гидроструйная очистка литых и кованых
заготовок и т. д.), внедрение в производство специальных агрегат-
ных станков снизили общие трудовые затраты на изготовление
одного компрессора с 4486 до 1400 нормо-часов.
ГЛАВА III
УНИФИКАЦИЯ УЗЛОВ И ДЕТАЛЕЙ
В КОМПРЕССОРОСТРОЕНИИ
Унификацией узлов и деталей в машиностроении считается такой
метод конструктивной нормализации, при котором из различных
конструкций узлов и деталей, имеющих одинаковое назначение,
выбирают только одну определенную конструкцию, которую делают
основной для данного ряда машин.
Несмотря на многотипность компрессоров и разнообразие цилин-
дровых групп, в компрессоростроении имеются большие возмож-
ности для создания рядов унифицированных машин с широким при-
менением унифицированных узлов и деталей.
Унификация в компрессоростроении дает значительные преиму-
щества, так как уменьшает количество типов рам, станин, коленча-
тых валов, цилиндров и других технологически сложных и трудо-
емких деталей и, увеличивая количество одинаковых деталей, позво-
ляет организовать их серийное производство.
Кроме того, унификация облегчает переход с одной конструкции
компрессора на другую в пределах данного типа. В этом случае заново
проектируют только узлы и детали, определяющие новые параметры
компрессора по производительности и давлению или же повышающие
его конструктивные и эксплуатационные качества; все остальные
узлы и детали ochobhopi базовой конструкции компрессора исполь-
зуются без изменения. Унифицированный ряд компрессоров обеспе-
чивает потребность в машинах разных характеристик по произво-
дительности и давлению при наименьшем количестве моделей.
Унификация в компрессоростроении проводится в следующих
направлениях.
1. В качестве унифицированных узлов используются цилиндры,
цилиндровые блоки и поршни. Индивидуальными узлами являются
станины и коленчатые валы. В этом случае компрессорный ряд с раз-
личными параметрами по производительности получают за счет
изменения хода поршня, количества и расположения цилиндров
(цилиндровых блоков) и числа оборотов коленчатого вала. Унифи-
кация узлов цилиндров и поршней имеет преимущество при произ-
водстве ряда компрессоров при одном и том же давлении.
46
2. В качестве унифицированных узлов используются станина
и механизм движения, в том числе коленчатый вал. В этом случае
ряд компрессоров, различных по производительности и давлению,
получают за счет применения индивидуальных цилиндров и изме-
нения числа оборотов коленчатого вала.
ПРИМЕРЫ КОНСТРУКТИВНОЙ НОРМАЛИЗАЦИИ КОМПРЕССОРОВ
На заводе «Компрессор» при организации производства амми-
ачных и фреоновых компрессоров в послевоенный период была про-
ведена широкая унификация узлов и деталей ряда компрессорных
машин. В результате весьма ценной работы, выполненной Централь-
ным конструкторским бюро холодильного машиностроения (инж.
Е. С. Гуревич, В. И. Блинов и В. Ф. Леонова), на базе одного ком-
прессора были созданы аммиачные одноступенчатые машины с диа-
пазоном холодопроизводительности от 75 до 200 тыс. ккал/час при
температуре испарения минус 10° С и фреоновые одноступенчатые
машины с холодопроизводительностью от 100 до 300 тыс. ккал/час
при температуре испарения +5° С.
Базовой машино?! этого ряда унифицированных компрессоров
служит аммиачный четырехцилиндровый V-образный компрессор
марки 4АУ-15 с диаметром цилиндров 150 мм и ходом поршней 140 мм
(см. фиг. И). Конструкция компрессора предусматривает два вида
приводов: при 720 об/мин непосредственное соединение с электро-
двигателем через муфту, а при 480 об/мин — клиноременная передача
через шкив-маховик.
В результате унификации на базе компрессора 4АУ-15 получены
машины, перечисленные в табл. 7.
Унифицированный ряд компрессоров состоит из аммиачных машин
марок 4АУ-15 и 2АВ-15 и фреоновых машин марок 4ФУ-19 и 2ФВ-19.
Известно, что среднее индикаторное и максимальное давление фреона
в 1,7 раза меньше, чем аммиака’ В связи с этим для рационального
использования расчетной прочности кривошипно-шатунного меха-
низма и картера базового компрессора площадь сечения цилиндров
фреоновых машин увеличена в той же пропорции, т. е. в 1,7 раза.
В описываемом ряде унифицированных машин оригинальные
узлы фреоновых компрессоров имеют следующие конструктивные
отличия:
а) поршни и соответственно цилиндры имеют диаметр 190 мм
против 150 мм в аммиачных компрессорах;
б) на цилиндровых блоках нет водяных рубашек ввиду низких
температур перегрева фреона при нагнетании;
в) всасывающие и нагнетательные клапаны имеют большие
размеры и проходные сечения, чем у аммиачных компрессоров.
Увеличение размеров и проходных сечений клапанов вызвано,
с одной стороны, увеличением диаметров цилиндров и, с другой,
необходимостью снижения скоростей газа и уменьшения потерь
ввиду большего удельного веса фреона по сравнению с аммиаком;
47
Таблица 7
Унифицированный ряд аммиачных и фреоновых компрессоров
Параметры Одноступенчатый четырехцилиндровый аммиачный V-образ- ный компрессор марки 4АУ 15 Одноступенчатый двухци- линдровый аммиачный вер- тикальный компрессор марки 2АВ-15 Одноступенчатый четырехцилиндровый фреоновый V-образ- ный компрессор марки 4ФУ-19 Одноступенчатый двухци- линдровый фреоновый вер- тикальный компрессор марки 2ФВ-19
Привод Привод Привод Привод
через муфту посред- ством кли- норемен- ной пере- дачи через муфту посредством клиноремен- ной передачи через муфту посред- ством кли- норемен- ной пере- дачи через муфту посредством клиноремен- ной передачи
Число оборотов коленчатого вала в минуту 720 480 720 480 720 480 720 480
Холодопроизводительность в ккал/час 200 000 150 000 100 000 75 000 300 000 200 000 150 000 100 000
Температура испарения в °C . . —10 —10 —10 — 10 +5 +5 +5 +5
Расположение цилиндров .... V-образ- ное V-образ- ное Вертикаль- ное Вертикаль- ное V-образ- ное V-образ- ное Вертикаль- ное Вертикаль- ное
Диаметр цилиндров в мм .... 150 150 150 150 190 190 190 190
Ход поршня в мм 140 140 140 140 140 140 140 140
Число цилиндров 4 4 2 2 4 4 2 2
Вес компрессора в кг 1250 1500 960 1150 1320 1680 950 1100
г) предохранительный клапан имеет увеличенные проходные
сечения и отрегулирован на открытие при меньшем давлении, чем
в аммиачных машинах;
д) газопровод имеет увеличенные проходные сечения ввиду боль-
шего объема циркулирующего хладагента и большего удельного веса
фреона по сравнению с аммиаком.
Все остальные узлы фреоновых компрессоров 4ФУ-19 и 2ФВ-19
не отличаются от узлов аммиачных компрессоров унифицированного
ряда (табл. 8).
Таблица 8
Комплектование унифицированными узлами аммиачных и фреоновых компрессоров
Узел Марки компрессоров унифицированного ряда
2AB-15 4ФУ-19 | 2ФВ-19
Марки компрессоров, от которых изпользуются узлы
Картер 2АВ-15 4АУ-15 2АВ-15
Цилиндровый блок 4АУ-15 4ФУ-19 4ФУ-19
Коленчатый вал 2АВ-15 4АУ-15 2АВ-15
Шатун 4АУ-15 4АУ-15 4АУ-15
Поршень 4АУ-15 4ФУ-19 4ФУ-19
Всасывающий клапан 4АУ-15 4ФУ-19 4ФУ-19
Нагнетательный клапан 4АУ-15 4ФУ-19 4ФУ-19
Предохранительный клапан 4АУ-15 4ФУ-19 4ФУ-19
Сальник 4АУ-15 4АУ-15 4АУ-15
Масляный насос 4АУ-15 4АУ-15 4АУ-15
Масляный фильтр 4АУ-15 4АУ-15 4АУ-15
Перепускной масляный клапан .... 4АУ-15 4АУ-15 4АУ-15
Обратный клапан 4АУ-15 4АУ-15 4АУ-15
Газопровод 2АВ-15 4ФУ-19 2ФВ-19
Маслопровод 4АУ-15 4ФУ-19 4ФУ-19
Водопровод 2АВ-15 — —
Количество всех узлов компрессора 16 15 15
Количество оригинальных узлов . . . 4 7 1
Количество унифицированных узлов 12 8 14
Примечание. В таблицене указан базовый компрессор 4АУ-15, все 16 узлов
которого являются оригинальными.
Из таблицы видно, что в случае производства четырех неунифи-
цированных машин потребовалось бы изготовить модели и оснастку
на 62 оригинальных узла. Унификация дала возможность ограни-
читься для того же количества машин 28 оригинальными узлами
и соответственно уменьшить количество необходимых моделей и ос-
настки. На заводе «Компрессор» при проектировании низкотемпера-
турных холодильных установок были использованы унифицированные
компрессоры как отдельные части холодильного агрегата. Разработан-
ный ряд низкотемпературных двухступенчатых установок преду-
сматривает использование компрессоров 4АУ-15 и 4БАУ-19 в каче-
4 Галицкий 331
49
стве ступени низкого давления и компрессора 2АВ-15 в качестве
ступени высокого давления холодильного агрегата. Аммиачный
компрессор 4БАУ-19 состоит из тех же узлов, что и фреоновый ком-
прессор 4ФУ-19, отличаясь лишь отсутствием перепускнык клапа-
нов на цилиндрах и материалами прокладок и трубопроводов.
Нормальный ряд низкотемпературных холодильных установок
приведен в табл. 9.
Таблица 9
Нормальный ряд низкотемпературных холодильных установок
Параметры Машины
АДС-10 АДС-30 АДС-45 АДС-150
Холодопроизводительность в ккал/час 10 000 30 000 45 000 150 000
Температура испарения в ° С —60 —50 —50 —30
Число ступеней в компрес- соре 2 2 2 2
Тип компрессора низкой ступени 4АУ-15 4БАУ-19 4БАУ-19 4БАУ-19
Число оборотов компрес- сора низкой ступени в минуту 720 480 720 720
Тип компрессора высокой ступени 2АВ-15 2АВ-15 2АВ-15 2АВ-15
Число оборотов компрес- сора высокой ступени в минуту 350 480 720 720
Эффективная мощность в кет 19,1 31,6 44,9 75,8
Вес компрессорной уста- новки в кг 2 650 2 850 2 600 2 600
В установках АДС-10 и АДС-30 каждый компрессор приводится
во вращение индивидуальным электродвигателем. В установках
АДС-45 и АДС-150 спаренные компрессоры вращаются одним двух-
концевым электродвигателем через эластичные муфты.
Во всех установках с температурой испарения ниже 35° С, т. е.
в АДС-10, АДС-30 и АДС-45, принята единая схема двухстороннего
сжатия с переохлаждением жидкого аммиака в змеевике промежу-
точного сосуда. В установке АДС-150 с температурой испарения
минус 30° С принята еще более простая схема двухступенчатого
сжатия со сбивом перегрева пара низкой ступени в водяном промежу-
точном холодильнике.
В результате широкой унификации на заводе «Компрессор» была
резко увеличена серийность производства узлов и деталей, что позво-
лило организовать поточную обработку основных деталей компрес-
соров, а также одновременную сборку на потоке пяти типов компрес-
соров.
50
Фиг. 18. Фреоновый компрессор марки 4ФУ-10.
Метод конструктивной нормализации компрессоров средней про-
изводительности в несколько измененном виде был использовай
Одесским заводом холодильного машиностроения при организации
производства аммиачных и фреоновых компрессоров малой 'произво-
дительности. Здесь на базе одного компрессора были созданы аммиач-
ные одноступенчатые машины с диапазоном холодопроизводитель-
ности от 11 600 до 48 500 ккал/час при температуре испарения
—10° С и фреоновые одноступенчатые машины холодопроизводитель-
ностью от 20 000 до 60 000 ккал/час при температуре испарения +5° С.
Базовой машиной этого ряда холодильных компрессоров служит
фреоновый одноступенчатый четырехцилиндровый V-образный ком-
прессор марки 4ФУ-10 с диаметрами цилиндров 100 мм и с ходом
поршней 80 мм (фиг. 18).
Унифицированный ряд машин с V-образным расположением
цилиндров и ходом поршня 80 мм, построенный на базе компрессора
4ФУ-10, приведен в табл. 10.
Таблица 10
Унифицированный ряд холодильных компрессоров малой производительности
Наименование параметров Одноступенчатый двухцилиндровый аммиачный компрессор марки 2АУ-8 Одноступен- чатый четы- рехцилиндро- вый аммиач- ный компрес- сор марки 4АУ-8 Одноступен- чатый двух- цилиндровый фреоновый компрессор марки 2ФУ-10 Одноступен- чатый четы- рехцилинд- ровый фрео- новый ком- прессор мар- ки 4ФУ-10
Число оборотов ко- ленчатого вала в минуту Холодопроизводи- тельность в ккал/час Температура испаре- ния в °C Диаметр цилиндров в мм Число цилиндров . . 500 720 960 1 1 600 16 700 22 200 £ 2 2 2 720 960 35 700 48 500 10 Ю | 4 4 720 960 20 000 30 000 4 1( 2 2 720 960 40 000 60 000 -5 30 4 4
Здесь оригинально разрешена задача перехода с фреоновой
конструкции компрессора на аммиачную при разных диаметрах
цилиндров. С этой целью применен цельнолитой чугунный блок-
картер со вставными цилиндровыми втулками диаметром 80 мм
Кля. аммиачных и 100 мм для фреоновых компрессоров. Для исполь-
зования одной и той же модели блок-картера для фреоновой и амми-
ачной модификации компрессора посадочные места под цилиндровые
втулки сделаны одинаковыми. Цилиндровые втулки для компрессо-
ров марок 2ФУ-10 и 4ФУ-10 имеют внутренний диаметр 100 мм
и для компрессоров марок 2АУ-8 и 4АУ-8 — 80 мм при одинаковом
наружном диаметре.
Комплектование унифицированными узлами компрессоров 2ФУ-10,
2АУ-8 и 4АУ-8 представлено в табл. 11.
Преимущество унификации очевидно и в данном случае: при про-
изводстве четырех неунифицированных компрессоров потребовалось
52
Таблица 11
Комплектование унифицированными узлами аммиачных и фреоновых компрессоров
Наименование узла Марки компрессоров унифицированного ряда
2ФУ-10 4АУ-8 | 2АУ-8
Марки к< ИС эмпрессоров, о пользуются уз т которых лы
Блок-картер 2ФУ-10 4ФУ-10 2ФУ-10
Коленчатый вал 2ФУ-10 МФУ-10 2ФУ-10
Поршень 4ФУ-10 4АУ-8 4АУ-8
Шатун 4ФУ-10 4ФУ-10 4ФУ-10
Обратный клапан 4ФУ-10 4ФУ-10 4ФУ-10
Сальник 4ФУ-10 4АУ-8 4АУ-8
Предохранительный клапан 4ФУ-10 4АУ-8 4АУ-8
Нагнетательный клапан 4ФУ-10 4АУ-8 4АУ-8
Всасывающий клапан 4ФУ-10 4АУ-8 4АУ-8
Смазка компрессора 2ФУ-10 4АУ-8 2АУ-8
, Перепускной вентиль 4ФУ-10 4ФУ-10 4ФУ-10
Масляный фильтр 2ФУ-10 4ФУ-10 2ФУ-10
Насос масляный 4ФУ-10 4ФУ-10 4ФУ-10
Масляный бачок 4ФУ-10 — —
Муфта маховика 2ФУ-10 4ФУ-10 2ФУ-10
Грязеуловитель 2ФУ-10 4ФУ-10 2ФУ-10
Газопровод 2ФУ-10 4АУ-8 2АУ-8
Инструмент 4ФУ-10 4ФУ-10 4ФУ-10
Всего узлов 18 17 17
Количество оригинальных узлов 7 7 2
Примечание. В таблице не указан базовый компрессор 4ФУ-10, все 18
узлов которого являются оригинальными.
бы изготовить модели, оснастку и специальный инструмент на 70 раз-
ных узлов; в результате унификации количество оригинальных
узлов сокращено до 34 и соответственно уменьшена потребность
в оснастке.
В табл. 12 приведен пример конструктивной нормализации фрео-
новых компрессоров с использованием унифицированной цилиндро-
поршневой группы. Серия быстроходных фреоновых компрессоров
с широким диапазоном по холодопроизводительности запроекти-
рована с одними и теми же цилиндрами диаметром 76,2 мм. В таб-
лице приведены основные данные этой серии.
Как видно из приведенной таблицы, унифицированный ряд ком-
прессоров для холодильных установок производительностью от 23
до 165 тыс. ккал/час получен за счет изменения количества цилиндров
и хода поршня при различных числах оборотов коленчатого вала.
При стремлении увеличить в V-образных компрессорах число
цилиндров свыше шести необходимо учитывать рост технологически^
трудностей, связанных с изготовлением и сборкой машин, имеющих
многоопорные коленчатые валы.
Таблица 12
Унифицированный ряд быстроходных холодильных компрессоров
Диаметр цилиндра в мм Ход поршня в мм Количество цилиндров Число оборотов в минуту Холодопроиз- водительность в тыс. ккал/час Мощность двигателя в л. с.
76,2 74,6 2 1150 23,0 7,5
76,2 74,6 4 870 35,0 10,0
76,2 74,6 4 1150 45,5 15,0
76,2 76,2 6 870 56,0 20,0
76,2 76,2 6 1150 74,0 25,0
76,2 88,9 8 1150 115,0 40,0
76,2 88,9 8 1750 165,0 60,0
Расширение номенклатуры холодильных установок в сторону
повышения их холодопроизводительности без создания новых моделей
машин может быть рационально осуществлено за счет параллельного
соединения в одном агрегате двух компрессоров с электродвигателем,
расположенным в середине.
Несколько по-иному проведена конструктивная нормализация
воздушных компрессоров на давление 8 ати на одном из компрессо-
ростроительных заводов. Базовый компрессор марки 160В-20/8
Фиг. 19. Унифицированный ряд компрессоров марок 160В-10/8
и 160В-20/8.
(см. фиг. 15) запроектирован в виде двухступенчатой шестицилин-
дровой машины с тремя рядами цилиндров, расположенных попарно
под углом 60° друг к другу.
W-образное расположение цилиндров и компоновка на каждой
шейке коленчатого вала трех нижних головок шатунов позволили
значительно уменьшить размеры компрессора и создать компактную
конструкцию машины. В данном случае унификация проведена
на базе поршневой и цилиндровой группы с шатунами. Уменьшая
или увеличивая количество цилиндров и меняя картеры и коленча-
54
тые валы, можно получить ряд компрессорных машин на 3, 6 и 9 ци-
линдров производительностью соответственно 10, 20 и 30 м3!час
при одном и том же давлении.
Для сравнения на фиг. 19 приведены общие виды двух унифици*
рованных компрессоров производительностью 10 и 20 м3!час на давле-
ние 8 ати. Конструктивная нормализация в данном случае проведена
в полной мере. По наружному виду это совершенно подобные машины,
отличающиеся лишь размерами и конструкцией картера и блока
цилиндров. Примером конструктивной нормализации вертикаль-
ных крейцкопфных машин может служить серия компрессоров,
приведенная в табл. 13.
Таблица 13
Унифицированный ряд вертикальных крейцкопфных компрессоров
Основные параметры Марки компрессоров
2Р-20/8 2Р-10-20 2Р-3/220 2Р-3/350 2Р К-1,5/220
Число цилиндров .... Диаметр цилиндра в мм: 2 4 4 4 4
1-й ступени 400 330 330 330 280
2-й » 230 220 170 170 150
3-й » — ПО 80 80 70
4-й » Производительность — НО 40 40 35
в м31мин 20 10 3 3 1,5
Давление в ати .... 8 20 220 350 220
Ход поршня в мм . • • • Число оборотов колен- 200 200 150 150 150
чатого вала в минуту 500 425 400 400 240
Мощность в кет .... 115 90 50 65 23,5
Вес в кг 4500 4200 3200 3200 2850 1
Компрессоры различного назначения (воздушные и газовые)
производительностью от 1,5 до 20 мъ/мин и давлением от 8 до 350 ати
унифицированы на базе механизма движения (коленчатого вала,
шатуна, крейцкопфа со штоком) и картера со станиной (фиг. 20).
К числу унифицированных узлов этой базы относятся: станина—
картер, крейцкопф со штоком, шатун, маслонасос, привод для мас-
лонасоса, фильтр для масла и два коленчатых вала для хода поршня
150 и 200 мм.
Индивидуальными узлами являются цилиндры всех ступеней,
холодильник, маховик, газопровод и водопровод, трубопровод
манометров и смазки цилиндров, маслоотделители. Кроме того, ряд
узлов и деталей (обратные масляные клапаны, запорные вентили,
клапаны цилиндра, предохранительные клапаны, сальники и ключи)
являются заводскими нормалями и применяются в компрессорах
всех типов. Расстояние между осями цилиндров базового компрессора
равно 400 мм. Двухколенный трехопорный вал монтируется на вкла»
дышах с баббитовой заливкой.
55
Фиг. 20. Конструктивная схема базы механизма движения.
Схема комплектования компрессоров индивидуальными и уни-
фицированными узлами приведена на фиг. 21.
Рассматривая унифицированные ряды вертикальных крейцкопф-
ных компрессоров, следует отметить, что в отношении рациональ-
ного использования конструкций в наивыгоднейших условиях нахо-
дится базовый компрессор, основные детали которого рассчитываются
по максимальному поршневому усилию. Остальные машины унифи-
цированного ряда работают в той или иной степени с недогрузкой
картера, станины и механизма движения.
Детали поГОСТ Унифицированные узлы Нормализованные узлы
Крепежные Станина Картер Крейцкопф Шатун Маслонасос Привод масло насоса Фильтр для масла Коленчатый бал с контр- грузом Муфта сцепления Съёмные параллели Обратные масляные клапаны Запорные вентили Клапаны цилиндров Винтовые соединения Ключи Фланцы Сальники Предохранительные клапаны
Фиг. 21. Схема комплектования вертикальных крейцкопфных компрессоров инди-
видуальными и унифицированными узлами.
Включение в унифицированный ряд компрессоров с поршневым
усилием, в 2—3 раза меньшим, чем у базовой машины, может быть
оправдано только в том случае, когда в условиях индивидуального
производства нецелесообразно создавать новые модели машин.
Резкая разница в мощности компрессоров по сравнению с базовым
компрессором может привести к неоправданно тяжелой конструк-
ции машины.
В свете этих соображений приведенный выше ряд унифицирован-
ных вертикальных крейцкопфных компрессоров является техни-
чески обоснованным лишь при обязательном условии устойчивого
серийного выпуска базового компрессора 2Р-20/8. Производство
компрессоров с резко недогруженными базовыми деталями должно
носить индивидуальный характер.
Пересмотр конструкции базового компрессора, естественно, ведет
к необходимости создания унифицированного ряда машин на новой
основе.
Г Л А В А IV
СТАНКИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
КОМПРЕССОРОВ
На компрессоростроительных заводах с индивидуальным и мел-
косерийным характером производства для обработки деталей ком-
прессоров применяются металлорежущие станки универсального
типа.
Для обработки деталей компрессоров, имеющих большие габарит
и вес, используются уникальные универсальные металлорежущие
станки, которые в случае необходимости оснащаются специальными
приспособлениями (обработка коленчатого вала и др.).
На заводах с мелкосерийным и серийным, а также с крупносе-
рийным выпуском компрессоров большую часть металлорежущего
оборудования представляют станки универсального типа, но вместе
с тем механические цехи укомплектовываются специализированными
металлорежущими станками (для обработки шатунных шеек и внут-
ренних щек коленчатого вала, для внутреннего шлифования отдель-
ных цилиндров и блоков цилиндров компрессоров и др.) и высоко-
производительными операционными и специальными агрегатными
станками, предназначенными для механической обработки деталей
компрессоров.
УНИВЕРСАЛЬНЫЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Наибольший удельный вес среди металлорежущих станков на ком-
прессоростроительных заводах имеет группа станков для токарной
обработки деталей: токарные, токарно-винторезные, револьверные
и карусельные.
Токарные и токарно-винторезные станки применяются с высотой
центров от 150 до 750 мм и с расстоянием между центрами от 750
до 10 000 мм.
Револьверные станки в основном предназначаются для обработки
пруткового материала диаметром до 85 мм.
Карусельные станки служат для точения и растачивания цилин-
дрических и конических поверхностей и протачивания торцов сред-
них и крупных деталей компрессоров (цилиндры, блоки цилиндров,
58
маховики и т. д.) и могут быть использованы для сверления, зенко-
вания и развертывания отверстий в этих деталях компрессоров.
Для обработки средних деталей компрессоров применяются одно-
стоечные карусельные станки (фиг. 22), снабженные одним вертикаль-
ным поворотным суппортом с револьверной головкой на ползуне
и одним боковым суппортом, на ползуне которого имеется четырех-
гранный поворотный резцедержатель.
Обрабатываемая деталь закрепляется на планшайбе кулачками.
Диаметр планшайбы от 600 до 1200 мм. Управление станком осу-
ществляется от подвесного пульта.
Крупные детали компрессоров обрабатываются на двухстоечных
карусельных станках (фиг. 23). Станки оснащены двумя вертикаль-
ными суппортами, смонтированными на поперечине, и одним гори-
зонтальным боковым суппортом, перемещающимся по направляю-
щим правой стойки.
Все суппорты имеют механические подачи и ускоренные переме-
щения во всех направлениях. Отжим и зажим поперечины при ее
перемещении производится автоматически от отдельного электро-
двигателя. Числа оборотов планшайбы и величины подач суппортов
настраиваются переключением зубчатых колес коробки скоростей
и коробок подач. Переключение числа оборотов планшайбы осуще-
ствляется гидравлически с пульта управления.
Планшайба имеет гидравлическую разгрузку и электрогидравли-
ческое торможение. При обработке таких деталей, как шкивы и махо-
вики, могут быть использованы одновременно все три суппорта (рас-
точка ступицы, обточка обода по наружному диаметру и проточка
верхнего торца).
Диаметр планшайбы у больших карусельных станков доходит
до 5000 мм.
Обработка отверстий в деталях компрессоров производится
на сверлильных и расточных станках.
Вертикально-сверлильные станки применяются на компрессоро-
строительных заводах для сверления, зенкования и развертывания
отверстий диаметром до 50—75 мм, а также для нарезания резьбы
метчиками в условиях индивидуального и мелкосерийного произ-
водства.
Вертикально-сверлильные станки, оснащенные многошпиндель-
ными головками и приспособлениями для закрепления обрабаты-
ваемых деталей, с успехом применяются в серийном и крупносерий-
ном производстве компрессоров.
Радиально-сверлильные станки используются для сверления,
зенкования, развертывания и нарезания резьбы метчиками в тяже-
лых крупных деталях компрессоров (картеры, станины, блоки цилин-
дров и т. п.). Благодаря большому диапазону чисел оборотов и подач
шпинделя радиально-сверлильные станки обеспечивают сверление
отверстий диаметром от 5 до 75 мм. Вылет хобота у этих станков
достигает 3000 мм.
1 Горизонтально-расточные (вертикально-фрезерные) станки:
(фиг. 24) предназначены для обработки крупногабаритных тяжелых
39
Фиг. 22. Карусельный станок одностоечный (модель
1531) для обработки средних деталей компрессоров.
Фиг. 23. Карусельный станок двухстоечный (модель
1532) для обработки крупных деталей компрессоров.
деталей компрессоров (расточка коренных подшипников станин,
гнезд клапанов в крупных цилиндрах и т. д.). На этих станках можно
производить растачивание, зенкование и развертывание отверстий,
фрезерование плоскостей и нарезание метрических и дюймовых резьб.
Обрабатываемая деталь закрепляется на неподвижной плите.
Передняя стойка имеет рабочее и установочное поперечные пере-
мещения, задняя — только установочное. Рабочий шпиндель смон-
тирован в жесткой выдвижной гильзе, что дает возможность распо-
лагать переднюю опору шпинделя непосредственно у места обработки.
Управление станком осуществляется посредством электродвигателя
и лимбов, заменяющих штурвалы и рукоятки. Зажим и отжим ко-
Фиг. 24. Горизонтально-расточной станок (модель 2633).
лонки и шпиндельной бабки — автоматические. Имеется возможность
автоматической установки шпинделя по координатам с точностью
0,01—0,015 мм посредством электрического установа.
Переключение скоростей шпинделя выполняется на ходу.
Горизонтально-расточные станки имеют диаметр расточного шпин-
деля от 50 до 200 мм и на них могут обрабатываться детали компрес-
соров длиной до 5000 мм.
Строгальные и долбежные станки различных типов применяются
в компрессоростроении главным образом для обработки плоских
поверхностей. Продольно-строгальные станки предназначены для
строгания плоскостей крупных деталей компрессоров. На станках
могут обрабатываться горизонтальные, вертикальные, наклонные
плоскости, а также различные пазы и канавки.
Продольно-строгальный станок (фиг. 25) снабжен двумя верти-
кальными и двумя боковыми суппортами. Вертикальные суппорты
имеют механические вертикальную и горизонтальную подачи, а боко-
вые суппорты — механическую вертикальную и ручную горизон-
61
тальную. Стол приводится в движение при помощи червячно-рееч-
ной передачи от реверсивного электродвигателя постоянного тока.
Врезание и вывод резцов осуществляется при замедленном движе-
нии стола.
Управление станком осуществляется при помощи подвесной кно-
почной станции. На продольно-строгальных станках можно обра-
батывать детали шириной до 2000 мм и длиной до 8000—10 000 мм.
Довольно широкое применение в производстве компрессоров
имеют фрезерные станки (горизонтальные, вертикальные, универ-
сальные и др.). По большому разнообразию операций, которые
Фиг. 25. Продольно-строгальный станок двухстоечный (модель 7242А).
могут быть выполнены на фрезерных станках, они занимают второе
место после станков для токарной обработки деталей.
Из большого количества фрезерных станков различных типов
в компрессоростроении наибольшее значение имеют продольно-
фрезерные станки (портального типа), предназначающиеся для обра-
ботки тяжелых и громоздких деталей компрессоров (рамы, станины,
картеры и т. д.).
Продольно-фрезерный станок (фиг. 26) имеет четыре поворотные
шпиндельные головки. Две из них — вертикальные, перемещающиеся
по траверсе в горизонтальном направлении, и две горизонтальные,
перемещающиеся по направляющим боковых стоек станка в верти-
кальном направлении.
Обработка деталей может производиться одновременно четырьмя
фрезами посредством подачи стола, шпиндельных головок при непо-
движном столе, а также посредством одновременной подачи стола
и шпиндельных головок. Шпиндель каждой головки приводится
в движение от отдельных электродвигателей переменного тока
62
Рабочие подачи и быстрые установочные перемещения стола
и шпиндельных головок осуществляются от электродвигателя посто-
янного тока и общей коробки передач. Траверза перемещается от элек-
тродвигателя переменного тока.
Управление продольно-фрезерным станком производится от под-
весного пульта и дублирующих кнопочных станций.
Рабочая поверхность стола станка 1250 X 4250 мм.
Шлифовальные станки в компрессоростроении применяются глав-
ным образом для выполнения чистовых отделочных операций и обес-
Фиг. 26. Продольно-фрезерный станок (модель 6652).
печения необходимой степени точности обрабатываемых поверх-
ностей.
Из довольно большого числа типов плоскошлифовальных стан-
ков наибольшее распространение имеют плоскошлифовальные уни-
версальные станки с круглым вращающимся электромагнитным сто-
лом.
Плоскошлифовальный универсальный станок (фиг. 27) имеет
круглый стол и горизонтальный шпиндель. Он снабжен автомати-
чески действующими устройствами, позволяющими реверсировать
привод возвратно-поступательного движения люльки стола, изме-
нять число оборотов стола в зависимости от взаимного расположе-
ния шлифовального круга и центра стола, f сохраняя при этом
63
постоянство относительной скорости детали и шлифовального круга,
а также прекращать при помощи жесткого упора подачу круга на
деталь после снятия заданного припуска.
Фиг. 27. Плоскошлифовальный станок с вращающимся элек-
тромагнитным столом (модель ЗА741).
На таких станках обрабатываются поршневые кольца, пластины
клапанов цилиндров и другие детали. В производстве компрессоров
применяются плоскошлифовальные станки со столами диаметром
от 300 до 1000 мм.
СПЕЦИАЛЬНЫЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
При организации серийного или крупносерийного производства
компрессоров становится выгодным применять для обработки кор-
пусных трудоемких деталей специальные агрегатные и специали-
зированные станки.
Специальный двухшпиндельный вертикально-расточной станок
марки 2ВРС-1, показанный на фиг. 28, предназначен для обработки
станины и отъемной параллели компрессора 2Р-20/8.
Станок состоит из следующих основных узлов: редуктора /,
механизма подачи 2, ходового винта 3, режущего инструмента 4,
каретки 5, головки 6, станины 7, электрооборудования 8 и подвиж-
ного стола 9.
Техническая характеристика станка 2ВРС-1
Высота от пола до верхней плоскости детали в мм............. 965
Величина хода каретки со шпинделями в мм...................... 820
Количество шпинделей ................................... 2
Число оборотов шпинделей в минуту....................... 30,9
64
Расстояние между осями шпинделей в мм................... 400
Рабочая скорость перемещения каретки в мм!мин........... 12,7
Рабочая подача каретки в мм]об.......................... 0,412
Скорость ускоренного перемещения каретки в мм!мин .... 1155
Мощность электродвигателя привода станка в кет .... 5,8
Площадь стола (длина и ширина) в мм..................... 1100X900
Максимальный ход стола в мм............................. 750
Мощность электродвигателя для перемещения стола в кет • • . 0,55
Габарит станка (высота, длина, ширина) в мм............. 3650X2870X 1450
Фиг. 28. Специальный двухшпиндельный вертикально-расточной станок марки
2ВРС-1.
Кинематическая схема станка приведена на фиг. 29.
На станке производятся следующие операции: расточка напра-
вляющих крейцкопфов до диаметра 230А3 на длину 360 мм\ снятие
фасок размером 3 мм на 45° на направляющих; расточка отверстий
в станине до диаметра 340А3 на длину 20 мм и до диаметра ЗООА3
на длину 20 мм.
Подлежащие обработке поверхности обрабатываются за два про-
хода. Во время первого прохода производится предварительная
5 Галицкий 331 65
6
5
7
4
1575
10
Фиг. 31. Агрегатный горизонтально-фрезерный станок марки 2ГФБ-1.
CD
CD
Фиг. 29. Кинематическая схема станка 2ВРС-1.
Фиг. 30. Специальный двухшпиндель-
ный вертикально-расточной станок
марки 2ВРС-2.
черновая расточка, при втором, окончательном проходе, — чистовая
расточка.
Для обработки станины применяются специальные оправки,
оснащенные резцами. В каждой оправке закреплено по шесть резцов.
Управление станком автоматизировано.
Специальный двухшпиндельный вертикально-расточной станок
марки 2ВРС-2 (фиг. 30) предназначен для расточки отверстий в блоке
цилиндров воздушного компрессора марки 2Р-20/8 производитель-
ностью 20 м3/мин, давлением 8 ати.
Станок состоит из следующих основных узлов: станины с проти-
вовесом, головки, подвижного стола, редуктора, каретки со шпин-
делями, ходового винта, механизма подачи, электродвигателей, смен-
ного приспособления и режущего инструмента.
Техническая характеристика станка 2ВРС-2
Высота от пола до верхней плоскости детали в мм............... 880
Величина хода каретки со шпинделями в мм...................... 755
Количество шпинделей............................................ 2
Расстояние между осями шпинделей в мм......................... 400
Число оборотов шпинделей в минуту........................ 18,09
Рабочая подача каретки в мм!об.................................. 1
Скорость ускоренного перемещения каретки в мм!мин............ 1455
Мощность электродвигателя привода станка в кет................. 10
Площадь стола для установки деталей (длина и ширина) в мм . • 1100х 900
Максимальный ход стола в мм................................... 750
Мощность электродвигателя для перемещения стола в кет • . • 0,55
Габарит станка (высота, длина, ширина) в мм................ 3055X3200X 1715
На станке производятся следующие операции:
1. Расточка двух отверстий под крышки первой и второй ступеней
диаметрами 405А3 и 235А3 на длину 183 мм.
2. Снятие фасок у двух отверстий под крышки размером 3 мм
на 45°.
3. Расточка двух отверстий под сальники первой и второй сту-
пеней диаметром 405А3 на длину 183 мм (а затем диаметром 415+°’2
на длину 25 мм) и диаметром 235А 3 на длину 183 мм (а затем снятие
фаски размером 3 мм на 45°).
4. Расточка двух отверстий под поршни первой и второй ступеней
диаметрами 400А3 и 230А3 на длину 274 мм.
Для обработки блока цилиндров применяется специальный
инструмент, состоящий из сменных головок с резцами и пластинами
для черновой и чистовой расточки. Электрическая схема управления
предусматривает раздельное управление электродвигателями с авто-
матическим отключением их в исходных положениях. Электродвига-
тель стола может быть включен только тогда, когда каретка нахо-
дится в крайнем верхнем положении.
Агрегатный горизонтально-фрезерный станок марки 2ГФБ-1
(фиг. 31, см. вклейку) предназначен для фрезерования торцов клапан-
ных гнезд цилиндра первой ступени в блоке цилиндров компрес-
сора 2Р-20/8. Станок состоит из узлов, унифицированных с другими
станками, предназначенными для обработки блока цилиндров того
же компрессора.
5*
67
Основные узлы станка: инструмент 1 (узел 92); зажимное приспо-
собление 2 (узел 9); электроупоры 3 стола (узел 71); механизм при-
вода 4 (узел 4); червячная коробка 5 (узел 6); стол 6 (узел 2); ста-
нина 7 (узел 1); шпиндельная головка 8 (узел 3); электрооборудо-
вание 9 (узел 91); коробка подач 10 (узел 5).
Техническая характеристика станка 2ГФБ-1
Характеристика головки:
число шпинделей .......................................... 2
расстояние между осями шпинделей в мм................... 340
наибольшее выдвижение пиноли в мм....................... 150
перемещение пиноли за один оборот лимба в мм • . • 0,25
Размеры стола (длина и ширина) в мм...................... 1100X680
Диаметр поворотной части стола в мм........................... 700
Возможный угол поворота стола в град.......................... 150
Последовательные углы поворота стола при обработке деталей
в град. .................................................... 45; 55; 45
Наибольшее продольное перемещение стола в мм.................. 900
Число оборотов шпинделей в минуту........................ 27,2
Рабочая подача стола в мм/мин............................ 35,8
Ускоренная подача стола в мм!мин............................. 1000
Электродвигатель головки мощностью 7,8 кет...................... 1
Электродвигатели рабочей подачи и быстрого подвода стола
мощностью по 1,8 кет......................................... 2
Габарит станка (длина, ширина, высота) в мм................2150Х 1800Х 1575
Кинематическая схема станка приведена на фиг.' 32.
Фрезерование торцов клапанных гнезд производится попарно
двумя торцовыми фрезами за один проход. После трех последова-
тельных поворотов стола заканчивается обработка остальных трех
пар торцов клапанных гнезд. Базовыми поверхностями для установки
детали служат основное отверстие цилиндра диаметром 405А3 и отвер-
стие диаметром 45А3, специально обработанное на торце блока
цилиндров для фиксации (фиг. 33).
Для обработки детали применяются специальные торцовые фрезы
диаметром 300 мм со вставными ножами. Управление станком авто-
матизировано.
Агрегатный горизонтально-фрезерный станок марки 2ГФБ-2,
подобный станку 2ГФБ-1, применяется для фрезерования торцов
клапанных гнезд цилиндра второй ступени блока цилиндров ком-
прессора 2Р-20/8. Поверхности обработки и установочные базы
детали показаны на фиг. 34.
Агрегатные горизонтальные сверлильные-фрезерные станки ма-
рок 2ГФБ-3 и 2ГФБ-4, также состоящие из унифицированных узлов
станков типа 2ГФБ, предназначены для фрезерования пазов клапан-
ных гнезд цилиндров первой и второй ступеней блока цилиндров
компрессора 2Р-20/8. Поверхности обработки и установочные базы
цилиндра первой ступени этого компрессора изображены на фиг. 35.
68
ЯД -51/4 ,
Н'-1Дк6т 1
n-15D0o5/w J
Фиг. 33. Поверхности обработки и
установочные базы блока цилиндров.
Фиг. 34. Поверхности обработки и
установочные базы блока цилиндров.
Агрегатный горизонтально-расточной станок марки 4ГРБ-1
(фиг. 36) представляет собой специальный станок для предваритель-
Фиг. 35. Поверхности обработки и
установочные базы цилиндра пер-
вой ступени.
ной расточки гнезд клапанов ци-
линдра первой ступени в* блоке
цилиндров воздушного компрессора
марки 2Р-20/8.
Станок состоит из узлов, уни-
фицированных с другими станками,
предназначенными для обработки
блока цилиндров этого компрессора.
Основные узлы станка: стани-
на, поворотный стол, шпиндельные
головки, механизм привода, ко-
робка подач, червячная коробка,
электроупоры головок, зажимное
приспособление, электрооборудова-
ние, инструмент.
Обработка гнезд клапанов про-
изводится двумя головками (че-
тырьмя шпинделями) одновремен-
но, причем предварительно растачи-
: гнезд.
ваются две пары клапанных
Техническая характеристика станка 4ГРБ-1
Характеристика головки: Левая Правая
число шпинделей .................................... 2 2
расстояние от оси первого шпинделя головки до плоско-
сти приспособления в мм............................ 150 150
расстояние между осями шпинделей в мм............... 340 340
наибольшее выдвижение пиноли в мм................... 150 150
перемещение пиноли на 1 оборот лимба в мм......... 0,25 0,25
наибольшее перемещение головки в мм................. 250 250
быстрое перемещение головки в м/мин................. 1 1
Диаметр поворотного стола в мм.................................. 700
Угол поворота стола в град..................................... 45
Число оборотов шпинделей в минуту:
левой головки............................................ 36,7
правой головки........................................... 30,8
Рабочая подача левой головки в мм/мин:
без перебора............................................. 22,2
с перебором ............................................. 9,25
Рабочая подача правой головки в мм/мин:
без перебора .............................................. 24
с перебором................................................. 6
Электродвигатели головок мощностью по 10 кет..................... 2
Электродвигатели рабочей подачи мощностью по 1,8 кет ... 2
Электродвигатели быстрого подвода головок мощностью
по 1,8 кет.................................................. 2
Габарит станка (длина, ширина, высота) в мм........ 2250X 2000X1575
После поворота и фиксации стола обрабатывается вторая пара
гнезд. Операция заключается в черновой расточке диаметров гнезд,
подрезке дна камеры и сверлении отверстия в центре дна камеры.
70 .
Базовыми поверхностями для установки детали служат основ-
ное отверстие цилиндра диаметром 405А3 и отверстие диаметром 45А3,
специально обработанное на торце блока цилиндров для фиксации.
Предварительная обработка первой пары клапанных гнезд заклю-
чается в получистовой расточке первого отверстия до диаметра 193А4
на длину 42 мм\ получистовой расточке второго отверстия до диаметра
188 мм на длину 15 мм\ предварительной расточке третьего отвер-
стия до диаметра 173А4, на длину 36 мм\ сверлении отверстия диа-
метром 30 мм в центре дна камеры и планировке дна с диаметра 30
до диаметра 173А4.
Фиг. 36. Агрегатный горизонтально-расточной станок марки 4ГРБ-1.
Предварительная обработка второй пары клапанных гнезд заклю-
чается в получистовой расточке первого отверстия до диаметра 143А4
на длину 42 мм\ получистовой расточке второго отверстия до диа-
метра 139А4 на длину 12 мм\ предварительной расточке третьего
отверстия до диаметра 128А4 на длину 16 мм\ сверлении отверстия
диаметром 30 мм в центре дна камеры и планировке дна с диаметра
30 до диаметра 128А4.
Для обработки клапанных гнезд применяется специальный
инструмент, состоящий из различных комбинаций резцов в наборных
головках. Управление станком автоматизировано.
Агрегатный горизонтально-расточной станок марки 4ГРБ-2 подо-
бен станку 4ГРБ-1 и предназначается для окончательной расточки
гнезд клапанов цилиндра первой ступени в блоке цилиндров компрес-
сора 2Р-20/8.
Различие в тёхнической характеристике станка 4ГРБ-2 по сравне-
нию со станком 4ГРБ-1 заключается в следующем:
Число оборотов шпинделей в минуту:
левой головки............................................. 86,5
правой головки............................................ 69у5
71
Рабочая подача левой головки в мм!мин......................... 25,4 .
Рабочая подача правой головки в мм!мин ....................... 21
Ускоренный ход головок в мм!мин............................. 1000
Электродвигатели головок мощностью 7,8 кет..................... 2
Кинематическая схема станка 4ГРБ-2 приведена на фиг. 37.
Окончательная обработка первой пары клапанных гнезд заклю-
чается в чистовой расточке отверстий с диаметра 193А4 до диаметра
195А3 на длину 42 мм; с диаметра 173А4 до диаметра 175А3 на длину
36 мм; с диаметра 188 до диаметра 190+10 на длину 15 мм и снятии
фасок размером 2 мм на 45° у наружного торца гнезда и 1 мм на 45°
у отверстия диаметром 175А3.
Окончательная обработка второй пары клапанных гнезд заклю-
чается в чистовой расточке отверстий с диаметра 143А4 до диа-
метра 145А3 на длину 42 мм; с диаметра 128А4 до диаметра 130А3
Фиг. 38. Специальный горизонтально-подрезной станок марки ГПК-1.
на длину 16 мм; с диаметра 139А4 до диаметра 141+1>0 на длину 12 мм
и снятии фасок 2 мм на 45° у наружного торца гнезда и 1 мм на 45°
у отверстия диаметром 130А3.
Агрегатные горизонтально-расточные станки марок 4ГРБ-3
и 4ГРБ-4 аналогичны станкам 4ГРБ-1 и 4ГРБ-2 и предназначаются
соответственно для предварительной и окончательной расточки гнезд
клапанов цилиндра второй ступени в блоке цилиндров компрессора
2Р-20/8.
Специальный горизонтально-подрезной станок марки ГПК-1
(фиг. 38) предназначен для подрезки торцов трех отверстий под под-
шипники коленчатого вала в картере компрессора 2Р-20/8.
Основные узлы станка: станина, шпиндельная коробка, кондук-
тор, сверлильно-расточная головка, режущий инструмент, приспо-
собление для наладки станка, электрооборудование и электроуноры.
73
Техническая характеристика станка ГПК-1
Тип сверлильно-расточной головки....................... 2СРВ-51
Количество шпинделей................................. 1
Число оборотов шпинделя в минуту..................... £9
Мощность электродвигателя в кет .............. 7,8
Величина подачи в мм/об.............................. 0,17
Рабочий ход головки в мм............................. 80
Габарит станка (длина, ширина, высота) в мм.......... 3950X1320X1730
Специальный горизонтально-расточной станок марки ГРК-1
(фиг. 39) предназначен для одновременной расточки трех отверстий
диаметром 135А3 под подшипники коленчатого вала в картере ком-
прессора 2Р-20/8.
Основные узлы станка: приспособление 1 для наладки станка;
сверлильно-расточная головка 2; шпиндельная коробка 3; режущий
инструмент 4\ кондуктор 5; электрооборудование 6\ станина 7.
Все основные узлы унифицированы со станком ГПК-1.
Техническая характеристика станка ГРК-1
Тип головки.................................................. 2СРВ-51
Количество шпинделей...................................... 1
Число оборотов шпинделя в минуту.......................... 68
Мощность электродвигателя в кет........................ 5,8
Величина подачи в мм/об......................................... 0,25
Рабочий ход головки в мм.................................. 356
Мощность электродвигателя ускоренного хода в кет.......... 1
Габарит станка (длина, ширина, высота) в мм................. 4010X 1320X1730
Одновременная расточка трех отверстий под подшипники про-
изводится шестью резцами, закрепленными в борштанге.
Три резца являются черновыми и три остальные — чистовыми.
Чистовые резцы работают последовательно после черновых.
Специальный операционный вертикальный сверлильно-расточ-
ной станок марки ВСР-1 (фиг. 40) предназначен для расточки отвер-
стий (первая операция) клапанных гнезд в крышке первой ступени
воздушного компрессора (марки 200-В-10/8) производительностью
10 м31мин и давлением 8 ати. Станок ВСР-1 спроектирован на базе
вертикально-сверлильного станка 2150 и в нем применены без изме-
нения следующие узлы станка 2150: электрооборудование 1 (узел 9);
коробка скоростей 2 (узел 1); шпиндель 3 (узел 6); коробка подач 4
(узел 2); кронштейн 5 (узел 3).
В станке частично перепроектирована станина и вновь спроекти-
рованы поворотный стол и инструмент.
Техническая характеристика станка ВСР-1
Наибольший ход шпинделя в мм................................. 392
Число оборотов шпинделя в минуту........................... 46 и 76
Подача на 1 оборот шпинделя в мм.......................... 0,3 и 0,47
Вылет шпинделя в мм.................................... 330
Наибольшее вертикальное перемещение кронштейна в мм . . . 200
Диаметр стола в мм..................................... 750
Наибольшее расстояние от стола до конца шпинделя в мм . . • 650
Мощность электродвигателя в кет........................ 7,8
Габарит станка (деш-m Ширина, высота) в мм............. 1635X1070X3165
74
Фиг. 39. Специальный горизонтально-расточной станок марки ГРК-1.
На станке ВСР-1 выполняются операции по расточке отверстий
клапанных гнезд диаметром 155А4 (два отверстия) на длину 52,5 мм,
диаметром 155А4 (два отверстия) на длину 35 мм и по расточке
четырех отверстий диаметром 175А4 на длину 20 мм. Деталь обра*
батывается в четырех различных положениях при соответствующих
поворотах стола станка. Для обработки детали применяется
специальный режущий инструмент, состоящий из набора резцов,
укрепленных в борштанге.
Фиг. 40. Специальный операционный вертикальный сверлильно-расточной
станок марки ВСР-1.
Схема работы резцов при расточке отверстий диаметром 175А4
на длину 20 мм и диаметром 155А4 на длину 52,5 мм изображена
на фиг. 41.
Для выполнения второй операции по расточке отверстий клапан-
ных гнезд в крышке первой ступени применяется специальный
операционный станок марки ВСР-2, по своему устройству анало-
гичный станку ВСР-1. Здесь в качестве режущего инструмента
используется расточная пластана, закрепленная в оправке.
76
Специальные операционные вертикальные сверлильно-расточные
станки марки ВСР-3 (фиг. 42) и ВСР-4 предназначены для расточки
отверстий (первая и вторая операции) клапанных гнезд в крышке
второй ступени компрессора 200-В-10/8. По своей конструкции
они подобны станкам ВСР-1 и ВСР-2.
Специальный трехшпиндельный вертикально-сверлильный ста-
нок марки ВС-3 (фиг. 43) предназначен для сверления отверстий
в крышке первой ступени компрессора 200-В-10/8. Станок, так же
как и станки типа ВСР, спроектирован на базе вертикально-свер-
Фиг. 41. Схема работы резцов при рас-
точке отверстий.
Фиг. 42. Специальный опера-
ционный станок марки ВСР-3.
л ильного станка 2150. В нем использованы следующие узлы станка
2150: электрооборудование 1 (узел 9); коробка скоростей 2 (узел 1);
шпиндель 3 (узел 6); коробка подач 4 (узел 2) и кронштейн 5 (узел 3).
Посредством трехшпиндельной сверлильной головки в обрабаты-
ваемой детали одновременно сверлятся три отверстия; при последую-
щих поворотах детали (три поворота) сверлятся остальные девять
отверстий.
Специальные операционные горизонтально-расточные станки
типа РГ-70 (фиг. 44) применяются для расточки и подрезки отвер-
стий под поршневой палец в поршнях первой и второй ступеней
компрессора 200В-10/8. Поршни устанавливаются в специальные
приспособления, прикрепленные к суппортам станков. Расточка
отверстий производится борштангой, закрепленной в шпинделе станка
и оснащенной резцами с пластинками из твердого сплава.
Станки для обработки коленчатых валов компрессоров. Специа-
лизированный станок (фиг. 45) предназначен для обработки шатун-
ных шеек и внутренних щек коленчатого вала. На станках подоб-
77
660---------4 (•-----------------1330
Фиг. 43. Специальный трехшпиндельный вертикально-сверлильный
станок марки ВС-3.
Фиг. 44. Специальные операционные горизонтально-расточные станки
типа РГ-70.
78
ного типа можно обрабатывать шатунные шейки крупных коленча-
тых валов, имеющих диаметр до 550 мм.
Во время обработки шатунных шеек неподвижный коленчатый
вал закрепляется в призмах специальных стоек.
Базовыми поверхностями для установки коленчатого вала служат
предварительно обточенные коренные шейки вала. Стойки пере-
мещаются по направляющим станины и устанавливаются на опре-
Фиг. 45. Специализированный станок (модель 9804) для обработки
шатунных шеек коленчатых валов.
деленном расстоянии друг от друга в зависимости от размеров
коленчатого вала.
Обработка шатунных шеек и внутренних щек коленчатого вала
производится резцом, закрепленным в резцедержателе суппорта
вращающегося кольца, помещенного в венце станка. Венец может
перемещаться как вдоль, так и поперек станины. Величина про-
дольного хода венца до 2700 мм, а поперечного хода до 700 мм.
Вращающееся кольцо имеет 8 скоростей: от 1,66 до 16,2 обо-
ротов в минуту. Рабочая продольная подача венца от 0,184 до
5 мм/об, а продольная — от 0,18 до 4,9 мм/об. Скорость быстрого
продольного и поперечного перемещения венца соответственно
равна 715 и 730 мм/мин.
В случае обработки многоколенных валов необходимо для обра-
ботки каждого колена перекреплять вал. Привод станка осуще-
ствляется от трех отдельных электродвигателей.
Высокопроизводительный специализированный станок для обра-
ботки коленчатых валов среднего размера, изображенный на фиг. 46,
79
позволяет производить обработку не только шатунных шеек и вну-
тренних щек, но и коренных шеек коленчатых валов. Во время обра-
ботки шеек коленчатый вал, закрепленный во вкладышах бабок,
вращается. Для усиления жесткости станка он снабжен, верхней
траверзой. Перед установкой коленчатого вала на станок его концы
протачиваются в размер под вкладыши бабок. Для обработки шатун-
ных шеек и внутренних щек вала вкладыши бабок смещают на вели-
чину радиуса кривошипа.
Между бабками станка помещен вращающийся люнет, служащий
для поддержания коленчатого вала во время его обработки.
Фиг. 46. Станок для обработки коленчатых валов среднего
размера.
Обработку вала можно производить одновременно четырьмя
резцами: два резца закрепляются в суппортах, перемещающихся
по станине; два — в резцедержателях, установленных на верхней
траверзе станка. Станки подобного типа имеют высоту центров бабок
от 400 до 600 мм, и на них можно обрабатывать коленчатые валы
длиной от 1600 до 3000 мм. Привод бабок осуществляется от отдель-
ных электродвигателей.
Для шлифования коренных шеек коленчатых валов применяются
круглошлифовальные полуавтоматические станки (фиг. 47).
На станке может производиться шлифование коренных шеек диа-
метром от 150 до 280 мм у коленчатых валов длиной от 2000
до 6000 мм.
Коленчатый вал устанавливается в люнетах и приводится во вра-
щение плавающим поводком, укрепленным на планшайбе передней
бабки, от электродвигателя постоянного тока с бесступенчатым
регулированием чисел оборотов.
На станке можно шлифовать конусные шейки. На шлифовальной
бабке могут устанавливаться шлифовальные круги диаметром
от 750 до 1100 мм.
80
Станок гидрофицирован. Предусмотрена возможность произво-
дить на нем правку шлифовального круга без снятия обрабаты-
ваемой детали. Управление станком осуществляется кнопочной
станцией, рукоятками и маховичками.
Фиг. 47. Полуавтоматический круглошлифовальный станок
(модель ХШ-105) для шлифования коренных шеек коленчатых
валов.
Специализированный круглошлифовальный полуавтоматический
станок (фиг. 48) предназначен для шлифования шатунных шеек
коленчатых валов длиной до 2000 мм. Перемещение стола, ускорен-
Фиг. 48. Специализированный круглошлифовальный полуавтоматичес-
кий станок (модель ХШ-140) для шлифования шатунных шеек колен-
чатых валов.
ный подвод и отвод шлифовального круга, замедленная подача для
шлифования буртиков шеек и врезание осуществляются при помощи
гидравлики.
На станке можно шлифовать шатунные шейки коленчатых валов
диаметром от 50 до 150 мм. Наибольший диаметр обрабатываемой
6 Га пицкий 331
81
детали 650 мм. Скорость гидравлического перемещения стола состав-
ляет от 0,2 до 6 м/мин. Наибольший диаметр шлифовального круга,
устанавливаемого на шлифовальной бабке, равен 1100 мм.
Привод станка осуществляется от электродвигателей трехфаз-
ного тока.
Станки для чистовой обработки цилиндров компрессоров. Для
шлифования внутренних поверхностей цилиндров диаметром от 100
до 280 мм и длиной до 1200 мм используются специализированные
внутришлифовальные станки (фиг. 49) горизонтального типа.
По направляющим станины станка перемещается стол, несущий
на себе бабку с вращающимся шпинделем. Верхний стол станка —
Фиг. 49. Специализированный внутришлифовальный станок (модель ХШ-83А)
для шлифования цилиндров диаметром до 280 мм.
поворотный. Для облегчения центрирования детали предусмотрена
съемная задняя бабка, снимаемая со станка после установки и закреп-
ления цилиндра. Один конец шлифуемого цилиндра зажимается
в трехкулачковом самоцентрирующем патроне, а второй поддержи-
вается люнетом с роликовыми опорами.
Шлифовальная головка имеет лишь поперечное перемещение.
Скорость гидравлического перемещения стола от 0,2 до 6 м/мин.
Рабочая поперечная подача круга ручная и автоматическая (гидра-
влическая), регулируется в пределах 0,005—0,02 мм на каждый оди-
нарный или двойной ход стола станка. Наибольшая величина хода
шлифовальной бабки 300 мм. Скорость вращения детали 22—
250 об/мин. Привод станка осуществляется от отдельных электро-
двигателей.
Специализированный станок, предназначенный для шлифования
внутренних поверхностей цилиндров диаметром от 250 до 500 мм
и длиной до 2150 мм, изображен на фиг. 50. Деталь устанавливается
в трехкулачковом самоцентрирующем патроне и роликовом люнете..
Перемещение стола станка производится от электродвигателя постоян-
ного тока с бесступенчатым регулированием скоростей на всем
диапазоне от 0,2 до 2,5 м!мин. Деталь приводится во вращение от трех-
82
скоростного электродвигателя и имеет шесть чисел оборотов в пре-
делах от 20 до 135 в минуту. Станок снабжен двумя сменными шли-
фовальными головками. Шпиндели шлифовальных головок приво-
дятся во вращение от двухскоростного электродвигателя и могут
иметь четыре скорости: 3000, 2000, 1500 и 1000 об/мин.
Наибольший наружный диаметр устанавливаемого цилиндра
540 мм, а наибольшая величина перемещения стола станка 4200 мм.
Привод станка осуществляется от отдельных электродвигателей.
Окончательной чистовой отделочной операцией для рабочих
поверхностей цилиндров является хонингование. Оно производится
Фиг. 50. Специализированный внутришлифовальный станок (модель ХШ-134)
для шлифования цилиндров диаметром до 500 мм.
одновременным вращательным и возвратно-поступательным движе-
нием головки, снабженной абразивными брусками, которые пружи-
нами прижимаются к обрабатываемой поверхности цилиндра.
В результате такого вида обработки достигается высокая точ-
ность размеров и чистота поверхности.
Специализированный вертикальный хонинговальный станок
(фиг. 51) предназначен для хонингования отверстий в цилиндрах,
блоках цилиндров и гильзах цилиндров диаметром от 80 до 160 мм
и длиной до 400 мм. Хонингование производится специальной голов-
кой — хоном с гидравлическим разжимом абразивных брусков.
Шпиндель приводится во вращение от отдельного электродви-
гателя через коробку скоростей, с помощью которой устанавли-
ваются числа оборотов шпинделя 130, 177, 235 и 352 в минуту.
Возвратно-поступательное движение шпиндельной бабки осуще-
ствляется с помощью гидравлического приспособления. Длина
хода регулируется кулачками на лимбе управления. Пределы
скоростей возвратно-поступательного движения шпиндельной
бабки — 0— 20 м/мин. Расстояние от оси шпинделя до направляю-
щих станины (вылет) составляет 350 мм. Привод станка осуще-
ствляется от отдельных электродвигателей.
6* 83
Фиг. 52. Хонинговальный станок
(модель 385) для обработки цилиндров
диаметром до 500 мм.
84
Обработка цилиндров больших размеров производится на специа-
лизированных вертикальных хонинговальных станках, подобных
представленному на фиг. 52. На станке можно обрабатывать цилин-
дры диаметром от 150 до 500 мм. Хонингование производится хонин-
говальной головкой с гидравлическим разжимом абразивных брусков.
Цикл работы станка — полуавтоматический: медленный ввод инстру-
мента — включение вращения и возвратно-поступательного движе-
ния головки — разжим брусков до заданного размера — доводка
отверстия без дальнейшего разжима брусков — сжатие брусков
и вывод хонинговальной головки.
Шпиндель приводится во вращение от отдельного электродвига-
теля через коробку скоростей, с помощью которой изменяются числа
оборотов шпинделя. Пределы чисел оборотов шпинделя — 25—150
в минуту.
Возвратно-поступательное движение шпиндельной бабки, пере-
мещение стола и переключение скоростей шпинделя производятся
гидравлически. Наибольший ход шпиндельной бабки составляет
1750 мм. Пределы скоростей возвратно-поступательного движения
шпинделя — 0—15 м!мин. Органы управления станком располо-
жены на доступной для обслуживания высоте. Привод станка осу-
ществляется от отдельных электродвигателей.
Станок марки ШПС для тонкой шлифовки и притирки деталей
компрессоров (конструкции инж. М. И. Павлова). Шлифовально-
притирочный станок марки ШПС (фиг. 53) предназначается для тон-
кой шлифовки и притирки клапанных пластин, поршневых колец,
промежуточных колец наборных поршней, поршневых пальцев и дру-
гих деталей компрессоров, имеющих плоские или цилиндрические
поверхности.
Техническая характеристика станка
Наружный диаметр верхней и нижней притирочных плит в мм .... 450
Диаметр отверстия верхней притирочной плиты в мм ........ 127
Число оборотов нижней притирочной плиты в минуту................. 90—165
Хара ктер и стика э л ектр од в и гател я :
мощность в кет ............................................... 0,56
число оборотов в минуту.................................... 945
Рекомендуемые диаметры деталей, обрабатываемых на станке, в мм . . 28—70
Габарит станка в мм:
длина ...............................................................1045
ширина . .................................................. 750
высота .................................................... 500
Станок состоит из станины /, устройства для смачивания 2,
корпуса подшипников 3 с радиальным и упорным подшипниками,
горизонтально вращающегося круглого стола 4, притирочной плиты 5,
нормальной оснастки 6, бачка с капельницей 7, песочницы 8 и натяж-
ного приспособления 9 с электродвигателем.
Особенность станка марки ШПС по сравнению с другими станками
того же назначения заключается в том, что притирка деталей осу-
ществляется на нем не путем создания сложных принудительных
движений станка, а с помощью простой, оригинальной типовой
85
оснастки при несложной конструкции станка. Необходимая сложная
кинематика движений притираемых деталей создается посредством
фрикционного сцепления, сопровождающего процесс притирки.
Процесс притирки, кинематика движений притираемых деталей,
а также необходимая оснастка выбираются в соответствии с формой
Фиг. 53. Станок марки ШПС для тонкой шлифовки и притир-
ки деталей компрессоров.
деталей и числом притираемых поверхностей. На станке можно
притирать детали, имеющие плоские поверхности с одной стороны
(односторонняя притирка), с двух сторон (двусторонняя притирка),
а также детали с цилиндрическими и сферическими поверхностями.
Для притирки применяются нормальные одноместные или много-
местные приспособления.
Односторонняя притирка. Односторонняя при-
тирка плоской поверхности детали, как, например, клапанной
пластины (фиг. 54) или седла клапана (фиг. 55) осуществляется
следующим образом: на притирочную плиту 4 стола (фиг. 54) кладутся
86
притираемые детали, посаженные на оправки 5 с зенкованными цен-
тральными отверстиями, в которые
ков 3. Каждый паучок имеет кор-
пус, в центральное отверстие кото-
рого входит острие центросмесите-
ля 2, укрепленного на стержне 1.
Стержень устанавливается в пазу
кронштейна станины станка с такой
эксце нтр ич ностью относител ь но
оси стола, чтобы притираемые дета-
ли равномерно располагались по
всей поверхности нижней плиты
от центра до края с некоторым
перекрытием. Детали станка укры-
ты в кожухе 6.
Нажимая на стержень сверху
вниз и закрепляя его винтом,
можно регулировать нагрузку на
притираемые детали от весьма
значительной в начале процесса
притирания до едва ощутимой при
окончательной чистовой отделке.
вставляются концы трех пауч-
При включении электродвигателя фиг. 54. Односторонняя притирка
СТОЛ станка приходит во вращение клапанных пластин,
и силой трения приводит во вра-
щательное движение вокруг собственных осей все три паучка
с закрепленными на их концах деталями, а также сами детали
вокруг концов паучков. При такой кинематике движения каждая
притираемая деталь описывает сложную траекторию, благодаря
Фиг. 55. Односторонняя притирка седел клапанов,
87
Фиг. 56. Двусторонняя притирка поршйе-
вых колец.
чему притирается почти по всей поверхности притирочной плиты.
Этим достигается высокая степень точности притираемой поверх-
ности детали.
Во время работы станка необходимо периодически подсыпать
на притирочную плиту абразивный порошок из предназначенной
для этой цели песочницы. Кроме того, из бачка посредством капель-
ницы необходимо подавать с определенной интенсивностью смазы-
вающую жидкость.
Для смывания с притирочных плит абразивного порошка керо-
сином или эмульсией служит поворачивающаяся на горизонтальной
оси трубка (см. фиг. 53). При опускании нижнего скошенного конца
трубки в жидкость последняя
под динамическим напором на-
гнетается в трубку и подается
на притирочные плиты. Для
удаления излишне накаплива-
ющейся эмульсии следует на
верхний конец трубки надеть
резиновый шланг, по которому
жидкость будет отведена на-
ружу.
Притирочные порошки и сма-
зывающая жидкость для целей
притирки берутся обычные. В
практике компрессорострои-
тельных заводов хорошие ре-
зультаты при притирке зака-
ленных клапанных пластин из
стали марки 38ХА показал кар-
бид бора (порошок № 230) с
применением в качестве смазы-
вающей жидкости керосина.
Двусторонняя при-
тирка. Двусторонняя при-
тирка плоских деталей, как, например, промежуточных колец,
наборных поршней и поршневых колец осуществляется таким образом
(фиг. 56): на нижнюю притирочную плиту 5 кладется сепаратор 4,
состоящий из диска с укрепленным в центре штифтом и имеющий
отверстия, расположенные концентрическими кругами. В отверстия
сепаратора вставляются притираемые детали, а сверху на них
укладывается верхняя притирочная плита 3 с центральным отвер-
стием. Через это отверстие опускается диск 2, жестко прикреплен-
ный к стержню /, и одним из спирально расположенных отверстий
надевается на штифт сепаратора. Детали станка защищены кожу-
хом 6.
Величина смещения оси сепаратора относительно оси верхней
притирочной плиты определяется расстоянием между осью диска
и осью отверстия, в которое вставлен штифт сепаратора. Смещение
следует выбирать возможно большим, но следить при этом, чтобы
8S
притираемые детали выходили из-под притирочной плиты лишь
на небольшую величину.
По этому же правилу устанавливается эксцентричность оси сепа-
ратора относительно оси стола.
Вращением стола приводится во вращательное движение и сепа-
ратор, причем вследствие эксцентричности осей притираемые детали
начинают скользить по всей по-
верхности плиты, описывая петле-
образные движения и постепенно
поворачиваясь вокруг собственных
осей. Верхняя притирочная пли-
та, увлекаемая вращением сепа-
ратора, совершает такие же слож-
ные движения относительно прити-
раемых деталей, как и нижняя,
притирая таким образом и вторую
сторону детали. Особенностью дву-
сторонней притирки является то,
что истиранию подвергаются сна-
чала более толстые детали, а за-
тем остальные до тех пор, пока
все детали не станут совершенно
одинаковыми по толщине, не имея
при этом конусности.
Снятие эксцентричности у про-
межуточных колец наборных порш-
ней. Эта операция осуществляет-
ся на приспособлении при помощи
специальных оправок, на которые
надеваются кольца со скользящей
±4
Ft-сила трения
- сила, вызывающая качение детали
F„ сила, вызывающая истирание детали
Фиг. 57. Снятие эксцентричности
у промежуточных колец.
посадкой (фиг. 57). Оправки 2 закладываются в сепаратор 4 под
углом к направлению движения притирочной плиты 3. Сепаратор
установлен неподвижно и концентрично оси стола, благодаря чему
оправки со стержнем 1 будут одновременно скользить по прити-
рочной плите и медленно вращаться вокруг собственных осей.
При этом кольца будут вращаться вокруг своих оправок, причем
разные кольца будут вращаться с разными скоростями, так как
они находятся под разными углами к направлению движения при-
тира.
Истиранию будут подвергаться вначале наиболее толстые стенки
колец. Притирка заканчивается, когда ликвидирована эксцентри-
чность всех колец.
Процесс притирки ускорится, если на сепаратор положить
верхний притир, который при неподвижном сепараторе будет вра-
щаться в противоположном направлении. Промежуточные кольца
при этом получатся не только концентричными, но и одинакового
диаметра на всех оправках одной партии.
Описанные выше операции по притирке деталей не исчерпывают
всех возможностей станка. Аналогично притирке деталей абразив-
89
ным порошком или чугунными притирочными плитами возможны
также процессы притирки-шлифовки на нижнем и верхнем абразив-
ных кругах. Процесс истирания металла при этом идет быстрее,
но степень чистоты поверхности получается более низкой. Этот про-
цесс шлифования можно рекомендовать при необходимости снятия
значительных слоев металла.
В заключение следует отметить, что, помимо деталей рекомен-
дованных размеров, на станке могут обрабатываться и детали более
крупных размеров до диаметра 150 мм.
ГЛАВА V
ТЕХНОЛОГИЧЕСКОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
Целью технологического планирования производства является
определение наиболее рациональных методов обработки деталей
компрессоров и их сборки; выбор необходимого оборудования, при-
способлений и инструмента; установление порядка прохождения
заготовок и деталей по цехам завода; определение величины трудо-
вых затрат и количества рабочих по квалификациям, а также коли-
чества оборудования, приспособлений и инструмента и уточнение
норм расхода основных и вспомогательных материалов.
При составлении плана технологической подготовки производства
необходимо учитывать:
1) количество намеченных к выпуску компрессоров;
2) сроки выпуска компрессоров;
3) технические условия на детали и узлы компрессоров в отно-
шении точности их изготовления и допускаемых отклонений от уста-
новленного взаимного расположения их поверхностей, чистоты обра-
батываемых поверхностей и механических свойств материалов;
4) наличие в цехах завода оборудования, подъемно-транспортных
средств и их загрузку;
5) необходимость размещения заказов на изготовление отдельных
заготовок и деталей компрессоров на других предприятиях в порядке
кооперирования;
6) наличие квалифицированных рабочих.
В зависимости от задания следует определять целесообразность
применения тех или иных форм технологической документации для
разработки технологического процесса на изготовление деталей
и сборку компрессора, необходимость применения передовых, наи-
более эффективных методов технологии, экономичность применения
специальных приспособлений, режущего и измерительного инстру-
мента и их количества (коэффициент оснащенности), а также специ-
ального оборудования. Технологический план подготовки произ-
водства на заводах разрабатывается на следующих основных формах
технологической документации.
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ ДЕТАЛЕЙ (РАСЦЕХОВКА)
Наличие полного комплекта рабочих чертежей компрессора и тех-
нических условий на его изготовление, сборку и. приемку позволяет
приступить к составлению технологического маршрута деталей
91
(расцеховке). Основным назначением этого документа является
определение метода обработки деталей и установление очередности
этой обработки в заготовительных и производственных цехах завода.
При разработке технологического маршрута деталей одновременно
решается и вопрос о необходимости получения в порядке коопери-
рования с других заводов литья, заготовок, полностью или частично
обработанных деталей, а также устанавливается потребность в при-
обретении готовых изделий (шарикоподшипников, арматуры, кре-
пежа и т. д.).
Формы этого документа, применяемые на компрессоростроитель-
ных заводах, весьма разнообразны. В качестве образца приводится
форма «Технологический маршрут по цехам» (табл. 14).
Технологический маршрут по цехам
Изделие__________________
Таблица 14
Лз по пор. Наименование детали и эскиз № черте- жа Мате- риал Коли- чество Лэ опе- рации Наиме- нование опера- ции Цех- H3i ото- витель
Данные для заполнения первых пяти граф этой формы берутся
из рабочего чертежа детали. При заполнении графы «Количество»
учитывается также и количество деталей, идущих в запасные части
к компрессору (клапаны, поршневые кольца и т. п.).
В последующих графах — «№ операции», «Наименование опе-
рации» и «Цех-изготовитель» — указываются вид и степень обра-
ботки детали. Например, для штампованного шатуна, поступающего
на завод в порядке кооперирования, в последних трех графах
табл. 14 будут указаны следующие данные:
№ операции Наименование операции Цех-изготовитель
1 Штамповка Поступает с завода А
2 Нормализация Термический цех
3 Пескоструйная обдувка Литейный цех
4 Полная механическая обра- ботка Механический цех № 1
5 |__ ~ Сборка Сборочный цех
На основании технологического маршрута деталей (расцеховка)
по каждому цеху в отдельности разрабатывается технологический
процесс обработки деталей компрессора.
92
Таблица 15
Форма маршрутно-технологической карты
Завод Маршрутно-технологическая карта № 45 Лист № Всего листов 4 Чертеж № 2004 Деталь №04
Материал и марка Сталь 15 Вес детали в кг Черный вес детали — Наименование изделия Компрессор 1ВУ
Профиль и размер 045 мм Чистый вес детали 0,49 Наименование детали Поршневой палец
Вид заготовки Пруток
Норма расхода материала 1,5 Количество дета- 9. 9 лей в изделии Размер партии 12шт.
Количество штук в одной заготовке 12
| «№ цеха <№ операции Наименование операций Ла операционной карты Обору- дова- ние Наименование приспособле- ния Инструмент Разряд работы Штучное время на операцию Расценка на 1 шт. Подготови- тельно-заклю- чител- ное время на операцию Штучно-калькуляцион- ное время Примечание
Группа Индекс Наименование режуще о инструмента Наименование мерител! ьото инструмента Норма вре- мени Расценка на 1 шт.
Индекс Индекс
2 1 2 Револьверная обра- ботка по операционному эскизу № 1 Токарная — оконча- тельная обработка от- верстия и т. д. — АВ-З-2 ТВ-2-1 Цанга 045 Трехкулач- ковый патрон Резец про- ходной, сверла 024 и 28, отрезной резец Линейка 200 мм Скоба 44В7 3 5 О17 02° О34 О56 О80 Q20 О58 С56 —
Изме- нения Дата № документа Подпись Дата № документа Подпись Дата № документа Подпись Дата № документа Подпись
1 1 1
Разработал: | Дата { Проверил: | Дата ) Утвердил: | Дата
Таблица 16
Форма технологической карты
Завод Технологическая карта Наименование изделия Компрессор 1ВУ Цех № 3
Наименование детали № чертежа № детали Количество деталей на 1 изделие Количество деталей в заготовке Материал Размер Вид заготовки, № поковочной карты № модели Вес
черный чистый
Фонарь 4201 01 2+2 23 Сталь 45 055 055 х 1500 1,2 0,4
№ операции J\la перехода Наименование операций и переходов № операционного эскиза № пролета Группа оборудова- ния № станка Наименование приспособле- ния и № Инструмент Норма времени Разряд Расценок Подготови- тельно-заклю- чительное на партию
режущий измерительный Руб. Коп. Время Расценок
Наименование и № Наименование и №
1 1 2 Револьверная Подрезать торен Подать пруток до упора и т. д. 1 — АВ-3-2 — Цанга 055 Резец подрез- ной Сверло 021 « 027 Резец отрез- ной Линейка 200 мм Штангенцир- куль 200 мм Q20 3 — 39 Озо О58
Изме- нения № изме- нения № доку- мента Под- пись Дата № изме- нения № доку- мента Под- пись Дата № изме- нения № доку- мента Под- пись Дата № изме- нения № доку- мента Под- пись Дата
1
Разработано технологом: Проверил: Утвердил:
МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Форма маршрутно-технологической карты (табл. 15) является
обязательной для всех видов производства. В крупносерийном и се-
рийном производствах компрессоров эта форма в основном служит
для планирования, а в мелкосерийном и индивидуальном является
основным технологическим документом.
Маршрутно-технологическая карта составляется на каждую
деталь и содержит данные о порядке и последовательности изготовле-
ния детали в цехах завода, данные об оборудовании, приспособле-
ниях и инструменте, разряде работы, нормах и расценках по каждой
операции; кроме того, в ней даются сведения о материале, заготовке
и норме расхода материала.
В графе «Наименование операций» указывается краткое содер-
жание операции, например, обточить поверху начерно, нарезать
резьбу, фрезеровать паз и т. д. В том случае, когда эта карта является
основным технологическим документом, графа заполняется более
подробно с указанием размеров обрабатываемых поверхностей.
Для разработки технологического процесса на компрессоры,
выпускаемые мелкими сериями, на отдельных заводах иногда при-
меняется несколько видоизмененная форма маршрутно-технологи-
ческой карты (табл. 16). По существу она является операционной,
но без указания режимов резания, применяемых для обработки
детали, и без операционных эскизов обработки.
Операционные эскизы разрабатываются только на сложные
детали на отдельных бланках (табл. 17), прилагаемых к технологи-
Таблица 17
Форма операционного эскиза
95
Форма технологической карты
Завод Цех №3 Технологическая карта на механическую обработку № 27
№ операции № перехода Наименование операций и пере- ходов Припуск к номинальному размеру в мм № установочной поверх- 1 ности № обрабатываемой поверх- ности Оборудо- вание При- спосо- бление Инструмент
режу- щий вспо- мога- тель- ный мери- тель- ный
Группа или инвентар- ный № Индекс № черт, или индекс № черт, или индекс № черт, или индекс
1 2 3 4 5 6 7 8 9 10 И
1 1 Слесарная. Снять лыску на плоскости торца маслоты шири- ной 15 мм — — - Наждач- ное точило — — — Ли- нейка 200 мм
2 1 Б р и н е л и р ова- ние. Произве- сти определение твердости мас- лоты при да- влении 3000 кг шариком 010 мм при выдержке 30 сек. и т. д. Пресс Бринеля
96
Таблица 18
на механическую обработку
Лист Ко 1 Всего листов 15 Чертеж № 2002 Деталь № 02
Наименование изделия: Компрессор 1ВУ
Наименование детали: Поршневое кольцо 0 125 мм
Материал и марка СЧ 36 Черный вес детали в кг —
Вид заготовки Маслота Чистый вес детали в кг —
Профиль и размер По эскизу Норма расхода материала в кг __
Количество штук в одной заготовке 12 Деталь Получить —
Количество деталей на изделие 10
Сдать —
Размер партии 120 шт.
Расчетные данные Режим обработки | Разряд работы Время Расценок
Диаметр обработки или ширина строгания в мм Расчетная длина обра- ботки в мм Число проходов Количество одновре- менно обработанных деталей Скорость резания в м/мин Число оборотов или двойных ходов 1 Глубина резания в мм Подача в мм Подгот.-заключ. I Основ- ное | Вспомогательное | I Обслуживания рабо- | чего места | Штучное | Норма выработки | Подготовит.-заключ. время На 1 шт.
за 1 оборот | в минуту | Машинное Ручное 1
12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
— — — — — — — — 3 — — О01 — — 0»1 — — 002
— — — — — — — — — — — — — — — —
7 Галицкий 331
97
ческим картам. Такие же операционные эскизы обработки, наклеен-
ные на фанеру или плотный картон и покрытые цапон-лаком, позво-
ляющим в дальнейшем, при загрязнении эскиза, смывать с него
грязь, выдаются из цеховой кладовой чертежей рабочему. Для уста-
новления правильного режима резания при обработке детали все
рабочие места мастеров и наладчиков снабжаются альбомами спра-
вочных таблиц режимов резания по различным видам холодной
обработки металла, принятых на данном заводе, и соответствую-
щими инструкциями по применению этих режимов.
В графе «Наименование операций и переходов» даются подроб-
ные сведения о способе установки детали, последовательности опе-
раций и переходов и о размерах обрабатываемых поверхностей
детали.
ОПЕРАЦИОННЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Для разработки технологического процесса обработки деталей
компрессоров, выпускаемых серийно, служит технологическая карта,
форма которой представлена в табл. 18.
Эта технологическая карта разрабатывается на каждую деталь
в отдельности и является основным технологическим документом
для инструктажа рабочих при обработке деталей и для внутрицехо-
вого планирования.
В ней даются подробные сведения о последовательности операций
и переходов и их описание, о размерах поверхностей обработки,
режиме резания, применяемом при обработке детали, а также при-
водятся данные о приспособлениях, оборудовании, инструментах,
материале и заготовке детали и о нормах и расценках на обработку
детали. Технологическая карта снабжается эскизом детали в том
виде, в каком деталь получается после ее изготовления в данном
цехе.
В соответствии с разработанным технологическим процессом
производятся последовательное изготовление и пооперационная
приемка деталей.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ
На все изготовляемые заводом компрессоры разрабатывается
технологический процесс сборки как отдельных узлов, так и всего
изделия в целом. Разработка технологического процесса сборки
производится на картах (табл. 19).
h Эти технологические карты являются основным технологическим
документом для всех видов производства, но заполняются с различ-
ной степенью детализации в зависимости от размера партии выпу-
скаемых заводом машин. Они служат для инструктажа рабочих,
а также и для целей планирования. Графы режимов работ в форме
карты не предусмотрены, и в тех случаях, когда по ходу выполне-
ния сборочных работ требуется некоторая обработка на станках
(сверление, зенкерование, нарезка или прогонка резьбы и т. п.),
98
Таблица 19
Технологическая карта сборки №
Завод Цех Лист Всего листов Сборка №
о
Наименование сборочной единицы № технического условия на сборку Вспомога- тельные материалы Наименова- ние Марка Расход на шт. Наимено- вание Марка Расход на шт<
| № детали Наименование детали/сборки Количество 1 Na операции Na перехода Наименование опе- рации и перехода Обору- дова- ние При- спосо- бление Инструмент 1 Профессия Число рабочих Нормы и расценки
Продолжитель- ность Штучное время Разряд Расценок за шт. Подготовительно- заключительное время на партию
Наимено- вание или № Шифр Рабочий | Контроль- но-изме- рительный Время Разряд Расценок
Изме- нения Дата № доку- мента Под- пись Дата № доку- мента Под- пись Дата № доку- мента Под- пись Дата № доку- мента Под- пись Дата N? доку- мента Под- пись Дата № доку- мента Под- пись
Разработал: Дата Проверил: Дата Утвердил: Дата Представитель цеха: Дата
режим обработки проставляется после описания данной операции
в .скобках. Если же в процессе сборки приходится производить
механическую обработку отдельных поверхностей на токарных,
фрезерных и других металлорежущих станках, то разработку тех-
нологического процесса на эти операции следует производить на блан-
ках технологических карт по формам, представленным в табл. 15,
16 или 18.
ВЕДОМОСТИ СПЕЦИАЛЬНЫХ И НОРМАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
И ИНСТРУМЕНТА
После разработки технологического процесса на обработку дета-
лей и сборку компрессора составляется ведомость специальных при-
способлений, режущего и измерительного инструмента (табл. 20).
Таблица 20
Форма ведомости специальной оснастки
Завод Сводная ведомость специальной оснастки Наименование изделия Цех №
№ по пор. Наименование приспособле- ния и инстру- мента № приспосо- бления и инструмента Количество Наименова- ние деталей № чертежа детали Наименование операций № операции № станка Группа обо- рудования
В нее заносятся все специальные приспособления, режущий и изме-
рительный инструменты, запроектированные для изготовления дан-
ного изделия. Она может служить сводной ведомостью отдельно для
приспособлений, режущего и измерительного инструмента и сводной
ведомостью всех видов специальной оснастки, предназначенной для
обработки определенных деталей компрессора.
Сводные ведомости нормальных приспособлений (универсальные
патроны, планшайбы, центры, станочные тиски и т. д.) не состав-
ляются, так как при организованном производстве эти приспособ-
ления должны быть при станках и в инструментальной кладовой
цеха и по мере их износа или выхода из строя по другим причинам
планомерно заменяться.
Форма сводной ведомости нормального режущего и измери-
тельного инструмента приведена в табл. 21.
В графе «Норма деталей на 1 шт.» проставляется количество
деталей, которое можно обработать одним инструментом до его износа
(определяется по нормам). Для измерительного инструмента ука-
100
Таблица 2/
Форма сводной ведомости инструмента
Завод Сводная ведомость инструмента Наименование изделия Цех №
№ по пор. Наименование инструмента Размер Норма дета- лей на 1 шт. Количество № по пор. Наименование инструмента Размер Норма дета- лей на 1 шт. Количество
зывается количество возможных промеров детали до полного износа
инструмента. Графа заполняется только для изделий, выпускаемых
серийно или крупносерийно. В этом случае в графе «Количество»
указывается количество инструмента, потребное для выполнения
месячной производственной программы по данному изделию.
Для изделий, выпускаемых единично или мелкими сериями,
в графе «Количество» проставляется ориентиройочная потребность
в данном инструменте в штуках для изготовления одного из-
делия.
СВОДНЫЕ ВЕДОМОСТИ ТРУДОВЫХ ЗАТРАТ НА ИЗДЕЛИЕ
На основании сведений о типах оборудования и нормах времени
определяются количества оборудования и производственных рабо-
чих, необходимые для изготовления данного изделия, и составляется
сводная ведомость трудовых затрат.
Сводка нормированного времени на машину (табл. 22) включает
в себя данные о профессии рабочих и нормированном времени (штуч-
ном и подготовительно-заключительном) для данной профессии
по разрядам, об оборудовании с подразделением его по типам и основ-
ным размерам, итоговые данные нормированного времени и заработ-
ной платы по профессиям и итоговые данные нормированного вре-
мени и заработной платы на изготовление всей машины.
В отдельных случаях для машин, изготовляемых серийно, состав-
ляются карточки сводных сведений о трудовых затратах и заработной
плате на каждую деталь. Форма подобной карточки приводится
в табл. 23.
При составлении сводной ведомости трудовых затрат на машину
следует учитывать все детали и узлы, поставляемые вместе с машиной
как запасные части к ней, а также необходимость (особенно при
единичном производстве) изготовления в цехах завода различных
мелких крепежных деталей неходовых торговых размеров.
101
о Таблица 2$
Завод На 196 г.
Сводка нормированного времени по разрядам и профессиям
на машину марки узел № цех №
о.
о
с
о
с
%
Наименование
профессии
Всего на
1 машину
Человеко-
часы
Заработная плата
s
На штуку
Подгото-
вительно-
заключи-
тельная
Руб.
Коп.
Руб.
Коп.
Всего нормированного времени по разрядам:
Всего норм: Всего деталей:
Техник-нормировщик: Зав. ТНБ:
Нач. ТО:
Таблица 23
Карточка сводных сведений на деталь
КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ
В целях облегчения подбора оборудования и упрощения запол-
нения разделов об оборудовании во всей технической документации
рекомендуется все имеющееся на заводе металлорежущее и металло-
давящее оборудование разбить на определенные группы по типам
и основным размерам, характеризующим данный станок.
В табл. 24 приведен классификатор металлорежущего и металло-
давящего оборудования, который может быть рекомендован для заво-
дов, занятых производством компрессоров. В этом классификаторе
все оборудование разбито на соответствующие типы и каждому типу
присвоено буквенное обозначение (литер).
При сокращенном обозначении станка после букв ставится одна
цифра, выражающая основной размер станка. Например, токарно-
винторезный станок с высотой центров 250 мм обозначается ТВ-3,
горизонтально-расточной станок с диаметром шпинделя 80 мм обо-
значается РГ-2 и т. д. При полном обозначении станка после букв
ставятся две цифры через дефис, причем первая указывает на основ-
ные его данные по классификатору, а вторая — на вспомогательные.
В этом случае токарно-винторезный станок с высотой центров 250 мм
и расстоянием между центрами 1000 мм будет обозначаться ТВ-3-1,
а горизонтально-расточной станок с диаметром шпинделя 80 мм
и максимальным ходом шпинделя 750 мм — РГ-2-2 и т. д.
Классификатором охватывается все основное стандартное металло-
режущее и металлодавящее оборудование завода; остальные станки
103
о
Таблица 24
Классификатор металлорежущего и металлодавящего оборудования
Оборудование, станки Литер Основные размеры в мм Вспомогательные размеры Основные данные Вспомогательные данные
1 2 3 4 1 2 3 4
Токарные т До 150 До 200 До 300 Свыше 300 До 1000 До 1500 До 2000 Свыше 2000 Высота центров Расстояние центрами между
Токарно-винторез- ные ТВ До 150 До 200 До 300 Свыше 300 До 1000 До 1500 До 2000 Свыше 2000 То же То же
Токарно-карусель- ные тк До 800 До 1600 До 2000 Свыше 2000 До 450 До 750 Свыше 750 — Максимальный диа- метр обточки Максимальная точения высота
Револьверные, вер- тикальная ось вращения голов- АВ 25 38 63 Свыше 63 250 350 450 Свыше 450 Максимальный диа- метр обработки прутка Максимальный диа- метр обработки в патроне
ки
Револьверные, го- ризонтальная АГ 25 38 63 Свыше 63 150 250 350 Свыше 350 То же То же
ось вращения головки
Автоматы А 12 18 24 36 и выше 60 100 150 Свыше 150 Максимальная длина подачи прутка
Вертикально-свер- лильные ОВ 6 18 35 50 и выше 150 250 350 Свыше 350 Максимальный диа- метр сверления Вылет оси шпинделя
Радиально-свер- лильные ОР 30 50 Свыше 50 — 1000 1500 2000 Свыше 2000 То же То же
Расточные гори- зонтальные РГ До 60 До 80 До ПО Свыше ПО 500 750 1000 Свыше 1000 Диаметр шпинделя Ход шпинделя
Расточные верти- кальные РВ До 60 До 80 До НО Свыше ПО 500 750 1000 Свыше 1000 То же То же
Расточные дово- дочные РД До 60 До 80 До по , Свыше ПО 500 750 1000 Свыше 1000
Продолжение табл. 24
Оборудование, станки Литер Основные размеры в мм Вспомогательные размеры Основные данные Вспомогательные данные
1 2 3 4 1 2 3 4
Фрезерные гори- зонтальные ФГ 300 500 800 Свыше 800 200 350 500 Свыше 500 Длина продольного хода стола Наибольшее расстоя- ние от оси шпинде- ля до стола
Фрезерные верти- кальные ФВ 300 500 800 Свыше 800 300 450 600 Свыше 600 Длина продольного хода стола Наибольшее расстоя- ние от шпинделя до стола
Фрезерные про- дольные ФП 1500 2000 3000 Свыше 3000 400 650 950 Свыше 950 То же То же
Фрезерные уни- версальные ФУ 300 500 800 Свыше 800 300 450 600 Свыше 600 Наибольшее расстоя- ние от оси шпинде- ля до стола
Фрезерные резьбо- нарезные ФР 60 150 200 Свыше 200 50 75 100 Свыше 100 Максимальный диа- метр нарезаемой резьбы Диаметр нарезаемой шестерни Максимальная длина нарезки
Зубодолбежные зд До 150 До 350 Свыше 350 — До 50 До 90 Свыше 90 — Высота нарезаемой шестерни
Круглошлифоваль- ные шк До 100 До 200 До 300 Свыше 300 До 500 До 1000 До 1500 Свыше 1500 Высота центров Расстояние между центрами
Плоскошлифоваль- шп До До До Свыше До До До Свыше Наибольшая длина Наибольшая ширина
ные 500 1000 1500 1500 200 400 600 600 шлифования или диаметр стола шлифования
Бесцентрово-шли- фовальные ШБ 50 75 Свыше 75 — — — — — Наибольший диаметр шлифования —
Поперечно-стро- гальные сш 400 500 750 Свыше 750 400 500 750 Свыше 750 Наибольший ход пол- зуна Наибольшая ширина строгания
Продольно-стро- гальные СП 1500 2500 3500 Свыше 3500 750 1000 1500 Свыше 1501Э Наибольшая длина строгания То же
а
Продолжение табл. 24
Оборудование,станки Литер Основные размеры в мм Вспомогательные размеры Основные данные Вспомогательные данные
1 2 3 4 1 2 3 4
Болторезные БР 20 30 45 Свыше 45 200 300 400 Свыше 400 Наибольший диаметр нарезки резьбы Наибольшая длина ; нарезки
Резьбонакатные PH 110/82 120/105 15 25 Максимальное и мини- мальное расстояние между осями роли- ков Максимальная длина j накатки резьбы
Прессы фрикцион- ные ПФ 50 100 250 Свыше 250 — — — — Максимальная мощ- ность в т —
Прессы эксцентри- ковые ПЭ 25 75 150 Свыше 150 — — — — То же —
Ножницы гильо- тинные НГ 4 8 12 Свыше 12 1000 1250 1500 Свыше 1500 Максимальная толщи- на разрезаемого материала Ширина реза
Ножницы рычаж- ные HP До 4 Свыше 4 — ' — — — — — То же —
Ножницы ролико- вые НФ До 4 До 8 Свыше 8 — — — — — —
Кантовочный ста- нок КС До 8 — — — — До 2000 — — Максимальная толщи- на материала Максимальная длина j заготовки
Пила дисковая пд 850 1000 — • — — — — — Максимальный диа- метр пилы — ?
Пресс-ножницы ПН До 400 До 800 До 1600 Свыше 1600 100 125 150 Свыше 150 Максимальное сечение разрезаемого мате- риала в мм2 Максимальная мощ- ность в т -
Клепальная ма- шина км 5 10 20 Свыше 20 — — — — Максимальный диа- метр заклепки —
Протяжной станок ПР 1000 2000 5000 Свыше 5000 — — — — Максимальная длина протягиваемого прутка —
считаются специальными, и в техническую документацию вносится
их полное наименование или фирма с указанием инвентарного
номера станка.
ТЕХНОЛОГИЧЕСКИЙ ПАСПОРТ МАШИНЫ
Технологический паспорт (табл. 25) содержит сведения об основ-
ных параметрах машины и ее технологической характеристике.
В нем приводятся разбивка веса машины по роду материалов и заго-
товок, полная трудоемкость изготовления машины по всем участкам
производственного цикла, технологические показатели (весовые,
калькуляционные и др.). Даются сведения о материальной оснастке
производства, о затратах времени на изготовление литья, на кузнечно-
прессовые операции, на механическую обработку изделия, на сле-
сарно-сборочные и другие работы. Он имеет данные о литье и поков-
ках, получаемых со стороны в порядке кооперирования, о механи-
чески обрабатываемых деталях на стороне и их стоимости.
Технологические паспорта ежегодно пересматриваются с учетом
изменений, внесенных в материальную структуру машины и техно-
логический процесс ее изготовления за этот период.
Технологический паспорт заполняется на основании первичных
заводских документов, технологических карт, спецификаций, свод-
ных ведомостей оснастки и другой технологической документации.
ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В результате бурного роста машиностроения и внедрения в произ-
водство передовых методов современной технологии обработки ме-
таллов появилась необходимость обобщить накопленный опыт отдель-
ных отраслей промышленности и создать унифицированные техно-
логические процессы.
Современные направления в методике типизации технологических
процессов имеют в основе следующие принципы:
1. Типизация технологических процессов по классификации дета-
лей на основе общности их технологических задач.
2. Типизация технологических процессов по классификации
поверхностей обработки.
В этом случае разнообразие форм деталей рассматривается как
сочетание небольшого количества типовых поверхностей, для обра-
ботки которых разрабатываются технологические нормали.
3. Типизация технологических процессов по классификации
деталей как звеньев размерных цепей изделий по подобию их кон-
структивных форм и в зависимости от технических условий и норм
точности.
На компрессоростроительных заводах при разработке типовых
технологических процессов наибольшее распространение получил
первый из указанных принципов.
В этом случае все детали компрессоров разделяются на соот-
ветствующие классы, характеризуемые общностью технологических
107
Таблица 25
Технологический паспорт
Н аименование изделия----------------------------------------------
Марка или тип----------------------:-------------------------------
Год освоения-----------------------
Фактический выпуск в 19---- г. ---------— шт.
3 авод- из готов ител ь-.--------------------------.-------> ------____
Наименование Е”иница измерения Показатель Примечание
Габарит: длина ширина высота Вес ММ кг
Дир ектор:------------------------
Главный инженер:-----------------------
/. Основная технологическая характеристика
По состоя- нию на Затраты времени Металл Стоимость машины в руб.
Всего нормо- часов Всего станко- часов В т. ч. по меха- ни' еской обработке Расход на 1 машину Коэффи- циент исполь- зования Оптовая цена Плановая себестои- мость
19 г.
II. Разбивка веса машины (изделия) по роду материалов и заготовок
Наименование Коли1 ество наименова- ний деталей Количество деталей на 1 машину Чистый вес в кг \ Норма рас- хода в кг Коэф4 ициент исполъзова- ния материа- ла Наибол! ший вес 1 детали в кг Примечание
1 2 3 4 5 6 7 8
Чугунное литье В т. ч.: серый чугун .... ковкий чугун .... модифицированный чугун антифрикционный чу- гун
108
Продолжение табл. 25
Наименование Количество наименова- ний деталей Количество деталей на 1 машину Чистый вес в кг Норма рас- хода в кг Коэффициент использова- ния материа- ла Наибольший вес 1 детали в кг Примечание
1 2 3 4 5 6 7 8
Стальное литье Цветное литье Прокат из черного металла . . В том числе для механической обработки для металлоконструкций для поковок для штамповки и вы- резки Из них: крепежные детали . . Трубы Прокат из цветного металла .
Всего металла . . Лесоматериалы Прочие материалы Покупные детали и изделия . Из них крепежные детали . .
Всего материала В том числе обрабатываемых в механических цехах . . .
111. Кооперирование
Получение со стороны Количество наименова- ний деталей Количество деталей на 1 машину Общий вес Наибольший вес детали Стоимость на 1 машину Примечание
Литье чугунное серое » » ковкое » стальное » цветное Поковки Детали механической обработки . .
109
Продолжение табл. 25
IV. Трудозатраты по основным участкам производственного цикла
Наименование работ (участка) Нормочасы Станкочасы Характерное оборудование для данной работы
Литейные работы Кузнечно-прессовые Заготовительные Электросварочные Автогенная резка Автогенная сварка Станочные работы механического цеха Слесарно-сборочные работы Деревообработочные операции Термические работы Гальванические и малярные работы Испытательные работы Прочие работы
Всего затрат времени
V, Удельный вес станко-часов
в °/0 по видам механической
обработки
VI. Материальная оснастка
технологического процесса
Наименование Требуемое ко- личество наи- менований по техноло иче- скому про- [ цессу Фактическое нали ие наи- менований Примечание
Формовочные плиты Модели металличе- ские Модели деревянные Штампы Приспособления . . Специальный режу- щий инструмент . Специальный мери- тельный инстру- мент
VII. Калькуляционные показатели
Токарные Револьверные Автоматы Карусельные Расточные Продольно-строгальные . . Поперечно-строгальные . . Долбежные Сверлильные Фрезерные Зуборезные Шлифовальные Специальные
НО
Количество станко-часов на 1 т обрабо-
танных деталей
Количество нормо-часов на 1 т машины
Количество станко-часов на 1000 руб.
стоимости машины
Количество нормо-часов на 1000 руб.
стоимости машины
Процент слесарно-сборочных работ к ме-
ханическим работам
Средний вес 1 детали в кг
задач, решаемых в условиях определенной конфигурации этих
деталей.
В дальнейшем каждый класс деталей разделяется на типы, имею-
щие в условиях одинаковой производственной обстановки общий план
обработки основных поверхностей.
Решающее значение для типизации технологических процессов
обработки деталей компрессоров имеет конструктивное оформление
деталей и градация компрессоров по их конструктивной форме.
Эта градация может быть представлена в виде следующих трех типов
машин:
а) горизонтальные одноступенчатые компрессоры;
б) вертикальные одноступенчатые компрессоры (V-образные рас-
сматриваются как разновидность вертикальных);
в) многоступенчатые компрессоры.
Компрессоростроение по требованиям к точности и чистоте обра-
ботки поверхностей основных деталей может быть поставлено
на одном уровне с автотракторной промышленностью. Обработка
ответственных деталей поршневых компрессоров производится по 2-му
классу точности, а чистота обработки ответственных поверхностей
деталей должна соответствовать 7—10-му классам.
Стремление к снижению веса и уменьшению габарита машин
в основном за счет повышения их быстроходности и большей напря-
женности деталей при сохранении долговечности и износоустойчи-
вости приводит к применению в компрессоростроении легированных
металлов, повышению твердости деталей (посредством термообра-
ботки) и более повышенным требованиям к качеству обработки
трущихся поверхностей деталей.
Все перечисленные особенности производства поршневых ком-
прессоров должны найти свое отражение в процессе разработки
типовых технологических процессов на обработку деталей при ком-
плексном решении всех вопросов, т. е. при подборе оборудования,
приспособлений, инструмента, режимов обработки и т. п.
Типовые технологические процессы должны разрабатываться
на основе наиболее совершенных, проверенных в производстве тех-
нологических процессов передовых компрессоростроительных заво-
дов, а также дизелестроительных, автотракторных и авиацион-
ных.
В общих чертах типовые технологические процессы на детали
поршневых компрессоров должны решать следующие принципиаль-
ные задачи:
а) классификация форм деталей изделий и сведение их к мини-
мальному количеству типов;
б) выбор наиболее рационального оборудования для обработки
данного типа деталей;
в) выбор минимального количества необходимых приспособлений
и инструмента, обеспечивающих требуемую геометрию деталей,
точность обработки и чистоту обрабатываемых поверхностей;
г) выбор метода установки деталей и баз для обработки;
д) разработка последовательности технологических операций.
Ш
На каждый тип детали рекомендуется разрабатывать несколько
вариантов типовых технологических процессов в зависимости от
характера производства, наличия оборудования и технико-экономи-
ческих соображений.
Типизация технологических процессов должна способствовать
упорядочению и систематизации подготовки производства.
Типовые технологические процессы должны быть руководящим
материалом по комплексу вопросов обработки деталей поршневых
компрессоров и помогать заводским технологам во внедрении пере-
довой техники.
В последующих главах приведены отдельные примеры типовых
технологических процессов компрессоростроительных заводов.
ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТА ПОТОЧНОГО
ПРОИЗВОДСТВА КОМПРЕССОРОВ
Как было указано выше, увеличение выпуска компрессоров,
снижение их себестоимости и повышение качества могут быть достиг-
нуты в результате организации производственных процессов на уровне
современной технической культуры. Одним из наиболее прогрессив-
ных методов организации производственного процесса является
метод поточного производства. Практика показала, что при четкой
организации производства и внедрении поточного метода обеспечи-
вается максимальный выпуск продукции при минимальной ее себе-
стоимости.
При правильном техническом решении технологических, кон-
структорских и организационных вопросов производства поточный
метод может быть внедрен во всех звеньях производственного про-
цесса и на предприятиях с мелкосерийным выпуском машин.
Это подтверждается внедрением поточных методов в производ-
ственные процессы станкостроительных заводов им. Орджоникидзе,
«Красный пролетарий* и др., являющихся заводами серийного про-
изводства станков с довольно разнообразной номенклатурой. Разра-
ботка технологического проекта поточного производства проводится
на основе руководящих положений, изложенных ниже.
Составление технического задания. Основой всего проекта слу-
жит техническое задание, в котором должны быть освещены следую-
щие вопросы:
1. Указаны марки компрессоров и завод, на котором намечается
организация производства этих компрессоров.
2. Установлена производственная программа выпуска компрес-
соров.
3. Даны подробные технические и технологические характери-
стики компрессоров по всем параметрам, определяющим их кон-
струкцию и назначение.
4. Определен полный объем технологического проекта и установ-
лены сроки выполнения его по разделам.
5. Приведены технико-экономические показатели, устанавливаю-
щие целесообразность организации поточного метода производства.
112
Рассмотрение технологичности конструкции машины. Основным
фактором, способствующим организации потока, является техноло-
гичность конструкции машины, которая характеризуется:
1) простотой конструкции деталей машины, позволяющей произ-
водить минимальные затраты труда на их изготовление;
2) отсутствием у деталей излишне обрабатываемых поверхностей;
3) отсутствием излишней точности обработки и чистоты обрабаты-
ваемых поверхностей;
4) правильным выбором баз для обработки деталей;
5) правильным выбором материала деталей и методов изготовле-
ния заготовок;
6) минимальным объемом пригоночных работ при сборке;
7) максимальной унификацией деталей и узлов машины;
8) максимальной нормализацией размеров отверстий и валов,
посадок, резьб и т. д.
После рассмотрения конструкции машины с точки зрения ее
технологичности и внесения необходимых изменений в рабочие чер-
тежи производится разбивка деталей по группам для определения
поточных линий. Эта разбивка ведется по конструктивным и техно-
логическим признакам деталей.
Составление технологического процесса на механическую обра-
ботку деталей. Технологический процесс механической обработки
разрабатывается на один или несколько однотипных компрессоров,
намеченных к производству на базе имеющегося на заводе оборудо-
вания, с максимальным оснащением его специальными приспособ-
лениями, режущим и измерительным инструментом.
Для деталей компрессоров, которые невыгодно обрабатывать
на универсальных металлорежущих станках, намечаются агрегатные
и специальные станки.
При составлении технологического процесса необходимо ориен-
тироваться на современные методы обработки и специальную высоко-
производительную оснастку, как то:
1) перевод обработки поверхностей корпусных базовых деталей
с шабровки на шлифование;
2) отделка точных отверстий методом хонингования;
3) термообработка деталей т. в. ч.;
4) широкое применение методов внутреннего и наружного про-
тягивания;
5) применение шлифования вместо строгания, фрезерования
и обточки;
6) увеличение стойкости и срока работы быстроизнашивающихся
деталей путем их азотирования, хромирования и цементации с после-
дующей закалкой;
7) широкое применение при обработке деталей на универсальных
станках высокопроизводительных приспособлений (поворотных мно-
гоместных и многошпиндельных головок, делительных головок,
специальных самоцентрирующих пневматических зажимных патро-
нов и т. д.), обеспечивающих максимальную производительность
и качество обработки;
8 Галицкий 331
113
8) внедрение металлорежущих автоматов и полуавтоматов для
изготовления крепежных и других нормализованных деталей.
При разработке технологического процесса необходимо руковод-
ствоваться типовым технологическим процессом для аналогичных
групп деталей с типовой технологической оснасткой. Разработка
технологического процесса должна производиться на технологиче-
ских картах (см. табл. 18) с обязательным установлением режима
обработки.
Нормирование. На составленный технологический процесс должны
быть установлены технически обоснованные расчетные нормы вре-
мени. К этой работе необходимо относиться с особым вниманием,
так как ошибки могут существенно повлиять на четкость органи-
зации потока и привести к неправильным организационным и техно-
логическим решениям.
Маршрутно-технологический график. Основным оперативным
документом при проектировании поточных линий является мар-
шрутно-технологический график, который составляется на основе
разработанной технологии изготовления деталей.
По маршрутно-технологическому графику проверяются:
1) путь движения деталей по операциям;
2) наличие возвратных движений деталей в процессе обработки;
3) закрепление за отдельными станками двух или нескольких
последовательно выполняемых операций;
4) операционная трудоемкость по видам оборудования;
5) загрузка оборудования.
В случае недогрузки отдельных станков поточной линии необ-
ходимо учесть возможность их использования в порядке коопери-
рования с другими линиями. При этом надо предусмотреть наиболее
рациональную транспортировку деталей с одной линии на дру-
гую.
Необходимо учитывать, что максимальная эффективность поточной
линии достигается тогда, когда продолжительность одной или не-
скольких операций, выполняемых на отдельных станках линии,
будет равна или кратна такту потока.
После проверки и доработки маршрутно-технологического гра-
фика производится окончательное закрепление деталей за станками
данной поточной линии.
Поточные линии механической обработки деталей. При обработке
трудоемких деталей компрессоров (станины, картеры, цилиндры,
коленчатые валы) рекомендуется применять постоянную форму
потока. Постоянная форма потока — это поточная линия, с которой
одна или несколько совместно обрабатываемых деталей выпускаются
непрерывно, без переналадки оборудования. Загрузка оборудования
достигается наличием заделов деталей и установлением различного
режима работы оборудования и рабочих по отдельным опера-
циям.
При обработке нескольких конструктивно схожих деталей реко-
мендуется применять переменную форму потока, при которой обра-
ботка нескольких конструктивно схожих деталей производится
114
в определенной последовательности, с передачей детали от операции
к операции транспортными партиями и с минимальными затратами
времени на переналадку оборудования.
Планирование механического цеха. После корректирования техно-
логического процесса и установления типа линий, а также закреп-
ления деталей за линиями в механическом цехе производится плани-
рование оборудования и выбор транспортных средств.
По разработанному и утвержденному технологическому проекту
составляются спецификации оборудования, оснастки и транспорт-
ных средств и устанавливаются сроки их получения или изготов-
ления.
К технологическому проекту поточного производства составляется
подробная пояснительная записка, в которой должны быть обосно-
ваны все технико-экономические показатели данного производства.
8
ГЛ AB AVI’
ТОЧНОСТЬ И КАЧЕСТВО ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ КОМПРЕССОРОВ
Для обеспечения надлежащего качества детали машин должны
изготовляться в точном соответствии с техническими требованиями
в отношении химического состава и физико-механических свойств
металлов, точности размеров, качества обработанных поверхностей.
Установление необходимой точности размеров и качества поверх-
ностей является ответственной задачей, правильное разрешение
которой обеспечивает надежную и долговечную работу машин.
Ниже приводятся соображения по выбору допусков, посадок
и классов чистоты применительно к особым требованиям компрессоро-
строения для практического руководства при определении точных
размеров деталей и качества их поверхностей.
ПОРЯДОК РАЗРАБОТКИ И КЛАССИФИКАЦИЯ ДОПУСКОВ
Разработка допусков при проектировании машин ведется в сле-
дующем порядке:
а) устанавливаются допуски на все окончательные размеры;
б) определяются допускаемые отклонения от принятой геомет-
рической формы деталей и взаимного расположения поверхностей;
в) выбираются величины зазоров и натягов между сопряжен-
ными размерами и назначаются классы точности, типы посадок
и система допусков;
г) в соответствии с принятым технологическим процессом уста-
навливаются допуски на промежуточные операции.
По своему назначению допуски разделяются на конструктивные,
указывающие окончательные размеры деталей и способы их соеди-
нения, и на производственные, зависящие от принятого порядка
операций и методов обработки.
К числу производственных относятся допуски не только на
размеры, связанные с выполнением промежуточных операций,
но также на некоторые окончательные размеры деталей. Так, в трон-
ковом поршне внутренняя выточка юбки служит технологической
базой для выполнения последующих операций и обрабатывается
в связи с этим по 2-му классу точности.
|16
По характеру соединений деталей между собой допуски разде-
ляются на диаметральные (к ним условно относятся соединения
по параллельным плоскостям) и линейные.
Диаметральные допуски показывают предельные величины зазо-
ров между валами и отверстиями деталей, создающих свободу их
относительного движения, или предельные величины натягов при
неподвижных соединениях. Линейные допуски применяются для
поверхностей, не являющихся охватываемыми и охватывающими.
Ряд сопряженных линейных размеров может состоять из двух
или нескольких размеров, расположенных последовательно один
за другим.
Выбор допусков на линейные размеры осложняется тем, что
на них отсутствуют разработанные системы допусков и посадок,
в связи с чем линейные допуски устанавливаются на основании
заводского опыта изготовления и эксплуатации компрессоров.
ДОПУСКИ И ПОСАДКИ, ПРИМЕНЯЕМЫЕ В КОМПРЕССОРОСТРОЕНИИ
В компрессоростроении применяются преимущественно допуски
и посадки по системе отверстия. В отдельных обоснованных случаях
допускается применение системы вала, а также сочетание системы
отверстия и системы вала. При назначении величины допусков и
характера посадок необходимо соблюдать следующие условия:
1. Должна быть обеспечена полная взаимозаменяемость основных
деталей при серийном производстве; при индивидуальном произ-
водстве крупных машин пригоночные ручные операции на сборке
должны быть максимально сокращены.
2. Не следует допускать расширения номенклатуры посадок,
так как это влечет за собой увеличение затрат на измерительный
и режущий инструмент.
3. В отдельных случаях разрешается пользоваться комбинацией
элементов посадок различных классов точности.
Детали компрессоров средней и крупной мощности, выпускае-
мых в индивидуальном порядке или малыми сериями, изготовляются
на заводах с минимальной оснасткой и вследствие этого с недостаточ-
ной точностью. В этом случае возникает необходимость применения
при сборке машин весьма трудоемких ручных пригоночных операций.
К числу пригоночных операций, применение которых при сборке
крупных компрессоров, выпускаемых в индивидуальном порядке,
является технически обоснованным, относятся следующие: шабровка
направляющих крейцкопфа, вкладышей коренных и шатунных
подшипников; подгонка продольных зазоров кривошипной головки
шатуна и коренных подшипников коленчатых валов.
При изготовлении основных деталей компрессоров средней
и крупной мощности (цилиндров, поршней, шатунов, коленчатых
валов, станин и др.) применяются допуски и посадки 2-го и 3-го
классов точности.
Помимо диаметральных и линейных допусков, при изготовлении
компрессорных деталей необходимо также четко устанавливать до-
пуски на отклонения от принятой геометрической формы (овальность,
117
конусность и Те д.) и допуски на различного рода отступле-
ния от расположения и формы поверхностей (непрямолинейность,
неплоскостность, непараллельность, неперпендикуляркость и т. д.).
Для ответственных резьбовых соединений (шатунных болтов,
штоков, шпилек силовых цилиндров и крышек коренных подшип-
ников и др.) применяются резьбы не ниже 2-го класса точности.
При изготовлении основных резьбовых соединений по 2-му
классу точности может быть рекомендован селективный подбор
деталей. Для резьб в штуцерах, трубопроводах, креплениях клапанов
и в крышках цилиндров также применяется 2-й класс точности.
Менее ответственные резьбы выполняются по 3-му классу.
Свободные размеры обработанных поверхностей, точность которых
не обозначена на чертежах, рекомендуется изготовлять по допускам
7-го класса точности, а свободные размеры необработанных поверх-
ностей — по 9-му классу точности. В компрессоростроении для
размеров от 1 до 500 мм нормализованными являются только
следующие стандартные допуски и посадки:
по 2-му классу отверстие — А (ОСТ 1012)1 широкоходовая-- -Ш3(ОСТ 1013)
горячая —Гр (ОСТ 1042) по 4-му классу
легкопрессовая — Пл (ОСТ 1044) тугая — Т (ОСТ 1012) отверстие — - А4 (ОСТ 1014)
плотная — П (ОСТ 1012) скользящая - - СДОСТ 1014)
скользящая — С (ОСТ 1012) ходовая - - Х4(ОСТ 1014)
движения — Д (ОСТ 1012)
ходовая — X (ОСТ 1012) по 5-му классу
широкоходовая — Ш (ОСТ 1012) отверстие - А5 (ОСТ 1015)
по 3-му классу скользящая ходовая - С5 (ОСТ 1015) - Xs (ОСТ 1015)
отверстие — А» (ОСТ 1013)
прессовая первая — ПР 13 (ОСТ 1069) ,,и классу
скользящая —С3 (ОСТ 1013) отверстие - -А, (ОСТ 1010)
ходовая — Х3 (ОСТ 1013) вал - В7(ОСТ 1010)
Допуски и посадки размеров свыше 500 до 10 000 мм назна-
чаются в соответствии с ГОСТом 2689-54.
Ограничение применения стандартных допусков и посадок не рас-
пространяется на детали и узлы, для которых допуски и посадки
определяются имеющимися нормалями или стандартами.
Номинальные размеры назначаются из ряда нормальных диа-
метров и длин в соответствии с ГОСТом 6636-53.
Правильно выбранным классом считается наиболее грубый класс,
обеспечивающий надежную работу данного сопряжения.
Допуски резьбовых соединений назначаются в соответствии
с ГОСТом 9253-59 для метрических резьб, ГОСТом 6357-52 для
трубных цилиндрических резьб, ГОСТом 6111-52 и ГОСТом 6211-52
для конических резьб, ОСТом ВКС 7714 для трапецеидальных
резьб.
118
Допуски зубчатых передач назначаются в соответствии с ГОСТом
1643-56 для цилиндрических колес и ГОСТом 1758-56 для кони-
ческих колес. В компрессоростроении применяются зубчатые пере-
дачи 2, 3 и 4-го классов точности.
Допуски для мест установки шарико- и роликоподшипников
назначаются в соответствии с ГОСТом 3325-55.
Допуски шпоночных соединений назначаются в соответствии
с ГОСТом 7227-58 для призматических и сегментных шпонок
и ГОСТом 8791-58 для клиновых шпонок и шпонок на лыске.
МЕЖОПЕРАЦИОННЫЕ ПРИПУСКИ
Припуски на промежуточные операции механической обработки
деталей устанавливаются по заводским нормалям. В целях сокраще-
ния времени обработки и экономии
металла припуски должны быть мини-
мальными, но вместе с тем достаточны-
ми для получения точной и чистой по-
верхности.
Размеры припусков зависят от при-
нятых методов обработки и габарита
Фиг. 58. Поршневой палец.
обрабатываемой детали. При установлении припусков на меха-
ническую обработку необходимо учитывать деформацию терми-
Фиг. 59. Схема расположения припус-
ков и допусков при обработке порш-
невого пальца:
чески обработанных деталей;
деформацию деталей в процессе
их обработки на станках, а
также меньшую точность при об-
работке крупных деталей, так
как с увеличением размеров де-
талей растут деформации от уси-
лий резания и внутренних напря-
жений.
В качестве примера приведем
схемы расположения припусков
при обработке поршневого пальца,
А — размер заготовки диаметром 48 мм;
Б — наибольший размер под чистовую об-
работку после черновой диаметром 44 мм;
В — наименьший размер под чистовую об-
работку после черновой диаметром 43,38 мм;
Г — наибольший размер под шлифование
диаметром 40, 80 мм; Д — наименьший раз-
мер под шлифование диаметром 40, 63 мм;
Е — наибольший окончательный размер
диаметром 40, 008 мм; Ж — наименьший
окончательный размер диаметром 39,992 мм;
а — припуск на диаметр под черно-
вую обработку 4 мм; б — допуск на ди-
аметр под черновую обработку 0,62 мм;
в — наибольший припуск на диаметр под
чистовую обработку 3,37 мм; е — наимень-
ший припуск на диаметр под чистовую об-
работку 2,75 мм; д — допуск на диаметр
под чистовую обработку 0,17 мм; е — наи-
больший припуск на диаметр 0,808 мм;
ж — наименьший припуск на диаметр под
шлифование 0,638 мм; з — допуск на ди-
аметр на неточность изготовления при
шлифовании 0,016 мм.
окончательные размеры которого
показаны на фиг. 58.
Промежуточные операции при
обработке пальца выполняются со
следующими размерами.
Обработка отверстия
Сверлить диаметром 24 мм.
Рассверлить с диаметра 24 мм
до диаметра 28+0’52 мм.
Расточить с диаметра 28 мм
до диаметра 29,7+01 мм.
Зенкеровать с диаметра 29,7 мм
до диаметра 30А4.
119
Обработка по верху
Обточить до диаметра 44_062 мм.
Обточить до диаметра 40,8_ОД7 мм-
Шлифовать до диаметра 40П.
Обработка торца
Отрезать заготовку длиной 115 мм.
Подрезать торец на длину 114_0т5 мм.
Подрезать торец на длину 113-о>87 мм.
Схема расположения припусков и до-
пусков при обработке поршневого пальца
по верху приведена на фиг. 59.
Фиг. 60. Схема расположения припусков
и допусков при обработке отверстия поршне-
вого пальца:
Фиг. 61. Схема расположе-
ния припусков и допусков
при обработке торца поршне-
вого пальца:
А — отверстие заготовки диаметром 24 мм (из-
под сверла); Б — наименьший размер под рас-
сверливание диаметра 28 мм; В — наибольший
размер под рассверливание диаметром 28, 52 мм;
Г — наименьший размер под расточку диаметром
29,7 мм; Д — наибольший размер под расточку
диаметром 29,8 мм; Е — наименьший окончатель-
ный размер диаметром 30 мм; Ж — наибольший
окончательный размер диаметром 30, 14 мм; а —
припуск на диаметр под рассверливание 4 мм;
б—допуск на диаметр под рассверливание 0,52 мм;
в — наибольший допуск на диаметр под расточку
1,8 мм; г — наименьший припуск на диаметр под
расточку 1,28 мм; д — допуск на диаметр под рас-
точку 0,1 мм; е — наибольший припуск на диа-
метр под зенкерование 0,44 мм; ж — наименьший
припуск на диаметр под зенкерование 0,34 мм;
з — допуск на неточность изготовления 0,14 мм.
А — размер заготовки 115 мм;
Б — наибольший размер под
чистовую обработку 114 мм;
В—наименьший размер под чис-
товую обработку 113,5 мм; Г—
наибольший окончательный раз-
мер ИЗ мм; Д — наименьший
окончательный размер 112,13 мм;
а — припуск на длину под чер-
новую обработку 1 мм; б — до-
пуск на длину под черновую об-
работку 0,5 мм; в — наибольший
припуск на длину под чистовую
обработку 1,87 мм; а—наимень-
ший припуск на длину под чис-
товую обработку 1,37 мм; д —
допуск на длину на неточность
изготовления 0,87 мм.
Схема расположения припусков и допусков при обработке отвер-
стия поршневого пальца представлена на фиг. 60.
Схема расположения припусков и допусков при обработке торца
поршневого пальца показана на фиг. 61.
ПРИМЕРЫ ДОПУСКОВ И ПОСАДОК И МЕТОДЫ ИХ РАЗРАБОТКИ
ДЛЯ ОСНОВНЫХ ДЕТАЛЕЙ И УЗЛОВ КОМПРЕССОРОВ
На фиг. 62 представлен разрез V-образного четырехцилиндро-
вого аммиачного компрессора марки 4АУ-15 с обозначением поса-
дочных мест буквами. Ниже приводятся соображения по выбору
допусков и посадок.
120
Размер А. В сопряжении цилиндр — поршневое кольцо —
поршень применяются различные посадки 2, 2а и 3-го класса точ-
ности. Зеркало цилиндров диаметром до 300—500 мм обрабаты-
вается по 2-му классу точности (система отверстия), а цилиндров
диаметром свыше 500 мм — по 3-му классу точности. Наружные
диаметры поршневых колец диаметром до 500 мм выполняются
Фиг. 62. Разрез четырехцилиндрового аммиачного компрессора марки4АУ-15.
с допуском по посадке Н2а (напряженная, 2а класса точности),
а диаметром свыше 500 мм — с допуском по посадке П2а (плотная,
2а класса точности).
Соединение поршневого кольца с канавкой поршня (размер Ж)
Аз
осуществляется по посадке -щ-.
Наружные диаметры поршней выполняются с предельными откло-
нениями, обеспечивающими необходимый температурный зазор.
Величина поля допуска отклонений должна быть в пределах посадки
скольжения 2-го класса для бескрейцкопфных компрессоров, 3-го
121
класса для крейцкопфных компрессоров и 5-го класса для крейц-
копфных компрессоров с подвесным поршнем.
У горизонтальных компрессоров со скользящими поршнями
большого диаметра последние обрабатываются по посадке С3 с'после-
дующей затыловкой 2/3—3/4 верхней части окружности поршня
на глубину 0,3—0,8 мм в зависимости от диаметра поршня.
Выбор посадок для соединения цилиндр — поршень опреде-
ляется условием хорошего прилегания поверхностей поршня и ци-
линдра компрессора, а также наличием достаточного зазора для
предохранения поршня и цилиндра от задиров при их нагревании
во время работы.
Решение этой задачи представляет значительные трудности,
так как на величину зазора поршень — цилиндр влияют различные
факторы: конструкция компрессора (вертикальное или горизон-
тальное расположение цилиндров); материал и конструкция поршня;
температурный режим в цилиндре и др.
Некоторые компрессоростроительные заводы обрабатывают отвер-
стие цилиндра диаметром свыше 300 мм по 3-му классу точности.
Это нельзя признать правильным, так как для обеспечения надежной
работы компрессора необходимо стремиться к высокой точности
размеров зеркала цилиндра, созданию гладкой поверхности и выпол-
нению других требований, предъявляемых к точному отверстию.
При отделке зеркала цилиндра рекомендуется применять шли-
фование, хонингование или алмазную расточку, т. е. такие методы
обработки цилиндрических отверстий, которые обеспечивают точ-
ность обработки в пределах 2-го класса. При этих условиях обра-
ботка компрессорных цилиндров диаметром до 500 мм включительно
по 3-му классу точности ничем не может быть оправдана.
Размер Б. Зазор между вкладышем шатуна и шейкой коленча-
того вала служит для циркуляции смазки. Величина зазора должна
быть минимальной и вместе с тем достаточной для того, чтобы обе-
спечить работу подшипника без излишнего нагревания.
Величина зазора в коренных и кривошипных подшипниках сколь-
жения зависит главным образом от системы смазки, усилия на под-
шипники и быстроходности компрессора. Подшипники быстроходных
валов должны иметь большие зазоры, чем подшипники тихоходных
валов. Однако чрезмерные величины зазоров в быстроходных маши-
нах могут привести к появлению стуков.
Для обеспечения малых зазоров в подшипниках требуется боль-
шая степень точности обработки вала и подшипников и тщательная
сборка компрессора.
В компрессоростроении принято для мелких и средних компрес-
соров выполнять вкладыш шатуна и шатунную шейку коленчатого
д
вала по посадке -р-. Требуемая величина рабочего зазора между
вкладышем и шейкой обеспечивается операциями при сборке.
На этих же компрессорах для коренной шейки коленчатого вала
и внутреннего диаметра подшипника качения задаются допуски,
предусмотренные для соответствующих условий по ГОСТу 3325-55.
122
Для кривошипных и коленчатых валов крупных горизонтальных
компрессоров предусматривается обработка вкладыша подшипника
и коренной шейки по посадке Величина рабочего зазора обеспе-
чивается подгоночными операциями при сборке компрессора.
Размер В. Место под стальной вкладыш с баббитовой заливкой
большой головки шатуна следует растачивать по 2-му классу точ-
ности. В этом случае наиболее употребительными посадками яв-
А А
ляются — и -pj-.
Размер Г. Расточка отверстия в картере под боковую крышку,
в которой помещается роликовый подшипник коленчатого вала,
Компрессор марки 9 А У-15
Палеи поршня Поршень (отберстие бобыш)
Количество групп -3 Допуск группы 0,009
Зазоры после сортаробни 0,010-0,036
Фиг. 63. Расположение полей допусков в рассортированных
на три группы поршнях, поршневых пальцах и шатунах.
должна быть выполнена по 2-му классу точности. Во избежание
перекоса коленчатого вала и шатунного механизма посадка боковой
крышки в отверстие картера должна обеспечить минимальные
радиальные зазоры. Этому условию соответствует посадка С.
Размер Д. Стержень шатунного болта шлифуется по скобе Д.
Отверстия под шатунный болт развертываются по размеру А.
При изготовлении шатунного болта необходимо обеспечить
перпендикулярность опорных поверхностей головок и гаек болта
к его оси. Равным образом опорные поверхности в головке шатуна
под болты и гайки должны быть перпендикулярны осям отверстий
под шатунные болты. При несоблюдении этого условия возможен
обрыв шатунных болтов из-за появления в них напряжений изгиба,
что влечет за собой аварию компрессора.
Размер Е. В представленной конструкции компрессора поршне-
вые пальцы выполнены по типу плавающих и могут свободно про»
ворачиваться в отверстиях бобышек поршня и во втулке шатуна.
Для обеспечения зазоров между поршневым пальцем и отвер-
стиями в поршне и втулке шатуна в пределах 0,018—0,036 мм
допуск на их изготовление установлен в 0,027 мм. Поршне-
вые пальцы, поршни и шатуны рассортировываются на три
группы с допуском в каждой группе 0,009 мм, что обеспечивает
123
Фиг. 64. Масляный насос
компрессора 4АУ-15.
зовой втулке (размер
получение в подобранных группах зазоров заданных размеров.
На фиг. 63 показано расположение полей допусков в группах.
На фиг. 64 представлен разрез масляного насоса компрессора
4АУ-15, основные посадочные места которого обозначены буквами.
Ниже приводятся обоснования выбора
допусков и посадок для этого узла ком-
прессора.
Размер А. Шестерня со спиральным
зубом, термически обработанная до твер-
дости 197—229 НВ, должна быть посаже-
на на валик кронштейна с незначитель-
ным зазором и закреплена на нем шпон-
кой и стопорным винтом.
Посадку необходимо выбрать так,
чтобы биение наружного диаметра спи-
ральной шестерни по отношению к ва-
лику не превышало 0,05 мм. Этому
24А3
условию удовлетворяет посадка -24(7’
Как видно, в данном случае при изго-
товлении двух сопряженных деталей при-
менены различные классы точности: от-
верстие выполнено по 3-му классу, а
валик по 2-му.
Точное отверстие выполнить сложнее,
чем валик той же точности, ввиду чего
в ряде случаев, подобных описанному
выше, вал изготовляется по более высо-
кому классу точности, чем отверстие.
Размер Б. Бронзовая втулка должна
быть плотно запрессована в отверстие чу-
гунного кронштейна. Применена вторая
о 32А3
прессовая посадка 3-го класса •
Валик кронштейна должен с незна-
чительным зазором вращаться в брон-
В) и в нижнем отверстии кронштейна
(размер Г). Для обеспечения необходимого зазора применена посадка
В этом случае наибольший зазор, т. е. разность между наи-
большим предельным размером отверстия и наименьшим предель-
ным размером вала, равен 0,067 мм\ наименьший зазор, т. е. раз-
ность между наименьшим предельным размером отверстия и наи-
большим предельным размером вала, равен 0,008 мм.
Размер Д. Валик кронштейна имеет шип, который свободно
входит в прорез валика ведущей шестерни.
Ходовая посадка 5-го класса обеспечивает достаточные
оЛ5
зазоры этого подвижного соединения, а также свободное вращение
валика ведущей шестерни в своих опорах.
124
Размер Е. Валик шестерни соединяется с последней посредством
ГТ 18 Аз
шпонки. Применена посадка -щц, которая дает зазоры в пре-
делах 0,006—0,053 мм. Эллипсность и конусность наружного диа-
метра валика должны быть выдержаны в пределах допуска на обра-
ботку.
Размеры Ж, 3. При работе насоса допускается: радиальное бие-
ние наружной поверхности шестерни относительно поверхности
Фиг. 65. Корпус масляного насоса.
валика не более 0,01 мм; биение торцовой поверхности не более
0,01 мм.
Размер И. При помощи центрирующего выступа диаметром ЗОС
и впадины диаметром ЗОА корпус соединяется с кронштейном.
Одновременно выступ диаметром ЗОС является базой при обра-
ботке отверстий корпуса насоса диаметрами 18 и 48 мм.
Размер К. Наперстковый клапан должен иметь свободное дви-
жение в отверстии диаметром 16 мм. Применена ходовая посадка
Q 16 А3
3-го класса
16Х3
С особой тщательностью должен быть разработан порядок меха-
нической обработки корпуса и крышки насоса и назначены посадки
и допускаемые отклонения по этим деталям.
125
На фиг. 65 приведен чертеж корпуса насоса. При изготовлении
корпуса должны быть выдержаны следующие условия: овальность
и конусность отверстий диаметрами 18 и 48 мм — в пределах допу-
сков на их обработку; допустимое смещение осей отверстий диамет-
рами 18 и 48 мм — не более 0,02 мм.
Посадка шестерен в корпусе выполнена по , что обеспечи-
вает зазор между корпусом и наружными поверхностями шестерен
в пределах 0,01—0,2 мм.
Зазор между торцами шестерен и нижней плоскостью корпуса
обеспечивается посадкой -|нтг в пределах 0,01—0,08 мм.
ОСНОВНЫЕ ТРЕБОВАНИЯ К КАЧЕСТВУ ПОВЕРХНОСТИ
В современном машиностроении предъявляются высокие требо-
вания к качеству обработанных поверхностей ответственных деталей
машин.
Применение таких видов отделочной обработки, как тонкая
алмазная расточка, тонкое шлифование, хонингование и притирка,
дало возможность получать поверхности деталей весьма высокого
качества.
Вместе с тем ни один из перечисленных методов обработки
не гарантирует получения идеально ровной поверхности. На ней
остаются различные по характеру и величине неровности, вызван-
ные условиями обработки детали. Неровности поверхности, даже
самые незначительные, в ряде случаев оказывают серьезное влияние
на эксплуатацию машин.
Чистота поверхности и физические свойства поверхностного
слоя имеют особо важное значение для работы взаимно сопряжен-
ных трущихся деталей компрессора: поршень — цилиндр, коренные
подшипники — шейки коленчатого вала, штоки-— сальники, крейц-
копфы — направляющие и т. д.
От качества поверхности зависят: износоустойчивость поверх-
ностей трущихся пар; устойчивость посадок подвижных соединений;
прочность посадок неподвижных соединений; усталостная прочность
деталей при переменной нагрузке; противокоррозионная стойкость
поверхности.
Опыт показал, что износоустойчивость поверхностей трущихся
пар повышается по мере улучшения чистоты поверхностей. Пред-
ставляют интерес данные сравнительных испытаний дизелей с рабо-
чими цилиндрами, зеркало которых обработано методами развер-
тывания и хонингования *. Цилиндр двигателя, обработанный
методом развертывания, получил окончательную приработку только
через 200 час. работы, причем износ цилиндра за первые 50 час.
составил 0,038 мм. За то же время работы хонингованный цилиндр
не имел практически ощутимого износа, и стандартное давление
1 Белецкий Д. Г., Тонкое точение, Оборонгиз, 1946.
126
установилось в цилиндре после 45 час. работы двигателя. Резуль
таты многочисленных испытаний, проведенных в автомобильной
промышленности, также подтверждают общепринятое мнение о необ-
ходимости придания зеркалу цилиндра высокой степени чистоты.
В процессе эксплуатации компрессоров интенсивному износу
подвергаются трущиеся поверхности коренных и шатунных шеек
коленчатых валов и вкладышей подшипников. Известно также,
что степень износа этих деталей зависит от характера смазки, на усло-
вия работы которой, в свою очередь, влияет чистота трущихся
поверхностей. Значительные неровности на них вызывают разрывы
масляной пленки, нарушая нормальный процесс смазки.
Прочность неподвижно соединяемых деталей также зависит
от чистоты поверхности, так как при запрессовывании деталей
происходит смятие выступающих неровностей и уменьшение расчет-
ного натяга. С улучшением чистоты поверхности прочность непод-
вижных соединений увеличивается.
Риски и мелкие надрезы, получающиеся на поверхностях при
механической обработке, вызывают концентрацию напряжений,
появление мелких трещин и вследствие этого возможность поломки
детали, в особенности при знакопеременных нагрузках.
Падение усталостной прочности (для твердых легированных
сталей) в зависимости от класса чистоты поверхности детали изме-
няется на 30—40%. В меньшей степени подвергнуты концентрации
напряжений чугун и цветные металлы.
КЛАССЫ ЧИСТОТЫ, ПРИМЕНЯЕМЫЕ В КОМПРЕССОРОСТРОЕН И И
Утвержденный в 1959 г. Комитетом стандартов мер и измери-
тельных приборов при Совете Министров СССР новый ГОСТ 2789-59
«Шероховатость поверхности» устанавливает новые термины, клас-
сификацию и обозначение шероховатости поверхности.
Шероховатость поверхности определяется одним из следующих
параметров:
а) средним арифметическим отклонением профиля Ra\
б) высотой неровностей Rz,
ГОСТом 2789-59 установлен ряд значений базовых длин при
измерении шероховатости поверхности. Установлены 14 классов
чистоты поверхности, для которых максимальные числовые значения
шероховатости Ra или Rz при базовых длинах / должны соответ-
ствовать указанным в табл. 26.
Классы чистоты поверхности 6—14 дополнительно разделяются
на разряды (в компрессоростроении не применяются).
Для обозначения всех классов чистоты поверхности установлен
один знак — равносторонний треугольник V» рядом с которым
указывается номер класса, например: V 5, V 7.
Шероховатость поверхностей грубее 1-го класса, обозначается
знаком V, над которым указывается высота неровностей Rz в микро-
500
нах, например V.
127
Таблица 26
Максимальные числовые значения шероховатости поверхности
Класс чистоты поверхности Среднее арифметиче- ское отклонение профиля Ra в мк Высота неровностей Rz в мк Базовая длина 1 в мм
Не более
1 80 320
2 40 160 8
3 20 80
4 10 40 2,5
5 5 20
6 2,5 10
7 1,25 6,3 0,8
8 0,63 3,2
9 0,32 1,6
10 0,16 0,8 0,25
11 0,08 0,4
12 0,04 0,2
13 0,02 0,1 0,08
14 0,01 0,05
Числовые значения Rz выбираются из ряда R 10 по ГОСТу
8032-56: 400, 500, 630, 800.
В табл. 27 дана характеристика чистоты поверхностей деталей
(применительно к компрессоростроению) и приведены примеры
применения классов чистоты.
Табл. 28 и 29 содержат описание условий, определяющих выбор
чистоты поверхностей сопрягающихся деталей основных узлов
поршневых компрессоров и примерный характер отделочных опе-
раций.
Фиг. 66 дает представление о применении различных классов
чистоты поверхности при производстве поршневых компрессоров.
Как видно из фигуры, наиболее употребительны классы чистоты,
обозначаемые V 4, ?5, V 6. При выполнении отделочных операций
применяются классы чистоты V 7, V 8, V 9 ив отдельных случаях
(для деталей быстроходных компрессоров) — V 10.
Для оценки чистоты поверхностей в лабораторных и заводских
условиях применяется в зависимости от характера поверхностей
целый ряд приборов. Наиболее употребительными приборами
являются: электродинамический профилометр Киселева, профило-
метр Аббота, двойной микроскоп Линника, микроинтерферометр
Линника и др.
Профилометры применяются для оценки чистоты поверхности
в пределах 5—12-го класса чистоты. Оценка чистоты поверхности
10—14-го классов осуществляется микроинтерферометрами Линника.
128
Таблица 27
Характеристика чистоты поверхности (применительно к компрессоростроению)
Класс чи- стоты по- верхности по ГОСТу 2789-59 Характеристика поверхности Примеры применения классов чистоты
V 1 — В компрессоростроении не при- меняется
v 2 Грубо обработанные поверх- ности крупных и средних деталей. Ra не более 40 мк, Rz не более 160 мк Поверхность коренной части и кривошипа крупных криво- шипных валов, крупных и сред- них коленчатых валов, шатунов, рам, станин и картеров после обдирочных операций и др.
v 3 Грубо обработанные поверх- ности крупных, средних и мелких деталей. Ra не более 20 мк, Rz не более 80 мк Отверстия под болты и шпиль- ки; подошвы рам и станин; по- верхности под заливку бабби- том вкладышей коренных и ша- тунных подшипников; отверстия под смазку в коленчатых валах; проточки для выхода резца в не- ответственных деталях; поверх- ности штоков, валов, шатунов, цилиндров, картеров, крейцкоп- фов после их предварительной механической обработки и др.
V 4 Получисто обработанные по- верхности деталей с малозамет- ными следами обработки. Ra не более 10 мк, Rz не более 40 мк Места под уплотняющие про- кладки; торцовые поверхности валов, зубчатых колес, шкивов, муфт, втулок; отверстия под чи- стые болты; грани чистых гаек; наружные поверхности корпусов краников, обратных клапанов для масла, манометровых вентилей и др.
v 5 Получисто обработанные по- верхности деталей с малозамет- ными следами обработки. Ra не более 5 мк, Rz не более 20 мк Открытые несопряженные ци- линдрические поверхности дета- лей; обработанные поверхности крупных и средних деталей, испы- тывающих в процессе работы такие напряжения, величина и характер которых не требуют учета усталостной прочности де- тали; несопрягаемые поверхно- сти коленчатых валов и др.
V 6 Получисто обработанные по- верхности деталей с малозамет- ными следами обработки. Ra не более 2,5 мк, Rz не более 10 мк Зеркало цилиндра крейцкопф- ных машин при диаметре поршня свыше 600 мм\ наружная цилинд- рическая поверхность поршней крейцкопфных машин; торцовые поверхности канавок под порш- невые кольца; наружные поверх- ности поршневых колец; торцовые поверхности поршневых колец диаметром свыше 700 мм\ поса- дочные отверстия под корпусы подшипников качения и др.
9 Галицкий 331
129
Продолжение табл. 27
Класс чи- стоты по- верхности по ГОСТу 2789-59‘ Характеристика поверхности Примеры применения классов чистоты »
V 7 V 8 V 9 v 10 Чисто обработанные поверх- ности деталей без видимых нево- оруженным глазом следов обра- ботки. Ra не более 1,25 мк, Rz не более 6,3 мк Чисто обработанные поверх- ности деталей без видимых не- вооруженным глазом следов об- работки. Ra не более 0,63 мк, Rz не более 3,2 мк Чисто обработанные поверх- ности деталей без видимых не- вооруженным глазом следов об- работки. Ra не более 0,32 мк, Rz не более 1,6 мк Весьма чисто обработанные по- верхности деталей. Высшая сте- пень чистоты. Ra не более 0,16 мк, Rz не более 0,8 мк. Направляющие крейцкопфа; зеркало цилиндра крейцкопфных машин при диаметре поршня до 600 мм; наружная цилиндриче- ская поверхность поршней бес- крейцкопфных машин; торцовые поверхности поршневых колец диаметром свыше 250 мм до 700 мм включительно; посадочные поверхности шатунного болта; шейки и цапфы под подшипники качения; отверстия конические под штифты и др. Зеркало цилиндров бескрейц- копфных машин; торцовые по- верхности поршневых колец диа- метром до 250 мм включительно; наружные поверхности пальцев бескрейцкопфных машин и участ- ков поверхности пальца, сопря- гаемых с шатуном крейцкопфных машин при диаметре свыше 150 мм; шейки коленчатых ва- лов под подшипники скольжения диаметром свыше 100 мм и др. Наружные поверхности паль- цев бескрейцкопфных машин и участков поверхности пальца, со- прягаемых с шатуном крейц- копфных машин при диаметре до 150 мм включительно; шейки коленчатых валов под подшип- ники скольжения диаметром до 100 мм; уплотнительная поверх- ность седла клапана и др. Трущаяся цилиндрическая по- верхность штока. Поверхность клапанных пластин. Трущиеся поверхности особо ответственных деталей и др.
Примечание. Классы чистоты V 11, V 12, V 13 и V 14 при изготовлении деталей компрессоров не применяются.
130
Таблица 28
Чистота обработки основных поверхностей деталей поршневых компрессоров
(картеров, коленчатых валов, блоков цилиндров)
Наименование деталей и их поверхностей Класс чи- стоты по- верхности по ГОСТу 2789-59 Условия, определяющие чистоту обработки Примерный характер отделочных (финишных) операций
Картеры
1. Отверстия под под- шипники качения v6 Сохранение поса- дочных зазоров Чистовое растачи- вание
2. Плоскость под бло- ки v6 Обеспечение плот- ности прилегания Чистовое фрезе- рование
3. Плоскость основа- ния v4 Обеспечение пло- скостности базового основания Фрезерование
Коленчатые валы
1. Шатунные и корен- ные шейки под подшип- ники скольжения диа- метром до 100 мм v9 Повышение изно- соустойчивости Тонкое шлифова- ние (или полирова- ние)
2. Галтели в местах перехода от шеек к ще- кам v9 Повышение уста- лостной прочности Полирование
3. Посадочный поя- сок для шестерни ма- сляного насоса V7 Сохранение поса- дочных зазоров Шлифование
4. Поверхности щек кривошипов V5 Повышение уста- лостной прочности Обтачивание
5. Посадочный конус для маховика V7 Сохранение поса- дочных зазоров Тонкое обтачива- ние
6. Несопрягаемые по- верхности v5 Повышение уста- лостной прочности и облегчение выявле- ния дефектов мате- риала Фрезерование и обтачивание
Блоки цилиндров
1. Зеркало цилиндров бескрейцкопфных ма- шин v8 Повышение изно- соустойчивости Тонкое растачи- вание или чистовое шлифование
2. Отверстия под сед- ла нагнетательных кла- панов v6 Сохранение поса- дочных зазоров Чистовое растачи- вание
3. Плоскости сопря- жения с картером v6 Обеспечение плот- ности прилегания Чистовое обтачи- вание (или чистовое фрезерование)
4. Плоскости сопря- жения с крышками ци- линдров v4 То же Обтачивание (или фрезерование)
5. Плоскости сопря- жения уплотняющих поясков седел с пласти- нами нагнетательных клапанов v9 Сохранение газо- непроницаемости Тонкое шлифова- ние (или притирка)
9*
131
Таблица 29
Чистота обработки основных поверхностей деталей поршневых компрессоров
(шатунов, поршней, поршневых пальцев, поршневых колец)
Наименование деталей и их поверхностей Класс чи- стоты по- верхности по ГОСТу 2789-59 Условия, определяющие чистоту обработки Примерный характер отделочных (финишных) операций
Шатуны. 1. Отверстия под V6 Улучшение приле- Чистовое раста-
вкладыши в кривошип- ных головках и отвер- стия под втулку в порш- невых головках 2. Отверстия во V8 гания вкладышей или втулок к своим гнездам для лучшей теплопередачи Повышение из- чивание Тонкое растачи-
втулках под поршневые пальцы и во вклады- шах под шатунные шей- ки вала 3. Отверстия под V7 носоустойчивости Сохранение поса- вание (или отделоч- ное развертывание) Чистовое развер-
шатунные болты 4. Несопрягаемые по- V5 дочных зазоров Повышение уста- тывание Обтачивание (или
верхности Поршни 1. Наружная цилинд- V7 лостной прочности и облегчение выявле- ния дефектов мате- риала Повышение изно- фрезерование) Тонкое обтачива-
рическая поверхность поршней бескрейц- копфных машин 2. Отверстие под V8 соустойчивости То же ние Тонкое растачи-
поршневой палец 3. Торцовые поверх- V6 Сохранение поса- вание (или отделоч- ное развертывание) Чистовое обтачи-
ности канавок под поршневые кольца Поршневые пальцы Наружная поверх- V9 дочных зазоров Повышение изно- вание Тонкое шлифова-
ность пальцев диамет- ром до 150 мм Поршневые кольца 1. Наружная цилинд- V6 соустойчивости Сохранение поса- ние (или полирова- ние) Чистовое обтачи-
рическая поверхность 2. Торцовая поверх- V8 дочных зазоров То же вание Чистовое шлифо-
ность колец диаметром до 250 мм вание
132
В заводских условиях эти приборы применяются только для
оценки чистоты поверхностей особо ответственных деталей.
В компрессоростроении получил распространение способ оценки
чистоты поверхности путем сравнения чистоты испытуемой поверх-
ности с эталоном, имеющим известную степень чистоты. Для опре-
деления класса чистоты по эталонам необходимо подобрать два сосед-
них по классу эталона, у одного из которых чистота поверхности
выше, у другого ниже чистоты контролируемой поверхности. Послед-
ней присваивается класс более грубого эталона.
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ НА ЧИСТОТУ
ПОВЕРХНОСТИ
При изготовлении деталей путем механической обработки степень
чистоты поверхности зависит от режимов резания, качества инстру-
ментов, свойств обрабатываемого металла, условий крепления дета-
лей и ряда других технологических факторов.
В заводских условиях задача выбора правильных методов обра-
ботки для достижения заданной чистоты поверхности может быть
облегчена путем использования таблиц и графиков, обобщающих
экспериментальные работы в этой области.
В этом отношении для компрессоростроительных заводов пред-
ставляют практический интерес экспериментальные работы, уста-
навливающие влияние разных методов обработки на чистоту поверх-
ности, выполненные кафедрой технологии машиностроения МВТУ
им. Баумана.
Исследование проводилось по процессам обтачивания, растачи-
вания и шлифования на образцах из стали 45, чугуна СЧ 15-32
и бронзы ОЦС 6-6-3, т. е. по видам обработки и на материалах,
употребительных в компрессоростроении.
Результаты этих исследований сводятся к следующему.
133
Токарная обработка. 1. На фиг. 67 приведен график, характери-
зующий влияние материала на чистоту поверхности при различных
подачах.
Из графика видно, что в результате чистовой токарной обра-
ботки при различных подачах наилучшая чистота получается при
обработке бронзы. Затем, в по-
рядке ухудшения чистоты, идут
чугун СЧ 15-32, сталь 45 и сталь
12ХНЗА. При подаче порядка
0,1—0,2 мм/об достигается чи-
стота поверхности бронзовых и
чугунных деталей в пределах V6.
На фиг. 68 приведен гра-
фик зависимости чистоты об-
работки поверхности от про-
дольной подачи при предвари-
тельной токарной обработке
бронзы ОЦС 6-6-3, чугуна
СЧ 15-32 и стали 12ХНЗА.
Фиг. 68. Зависимость чистоты поверхно-
сти от продольной подачи при предвари-
тельной токарной обработке.
Фиг. 67. Зависимость чистоты поверх-
ности от продольной подачи при чис-
товой токарной обработке.
2. На фиг. 69 показано влияние скорости резания на чистоту
поверхности.
Исследование влияния скорости резания на чистоту поверх-
ности проводилось на материалах трех видов: стали 12ХНЗА,
бронзе ОЦС 6-6-3 и нержавеющей стали ЭЯ1-Т (1Х18Н9Т).
Результаты исследований показывают, что при скоростях реза-
ния до 10—15 м!мин чистота поверхности заметно ухудшается.
134
Начиная с 30—40 м/мин, увеличение скорости резания не оказывает
заметного влияния на чистоту поверхности.
3. Влияние радиуса закругления вершины резца на чистоту
обработки для тонкой расточки и
обточки при различных подачах
показано на фиг. 70.
График показывает, что уве-
личение радиуса закругления
резца вызывает улучшение чис-
тоты поверхности.
В результате анализа при-
веденных графиков можно ус-
тановить, что чистота поверх-
ности при токарной обработке
зависит главным образом от
режимов резания и геометрии
резца. Из режимов резания
наибольшее влияние на чисто-
ту поверхности оказывает по-
дача.
Наружное шлифование про-
дольной подачей. 1. Увеличе-
ние глубины резания при шли-
фовании вызывает ухудшение
Фиг. 69. Зависимость чистоты поверхно-
сти от скорости резания (точение) при про-
дольной подаче.
чистоты поверхности (фиг. 71).
2. При продольной подаче до 0,7 ширины круга чистота поверх-
Фиг. 70. Зависимость чистоты поверхности от радиуса закругления
резца при тонкой обточке и расточке с различными подачами.
Дальнейшее увеличение продольной подачи вызывает ухудше-
ние чистоты (фиг. 72).
135
Таблица 30
Классификация чистоты поверхностей при разных видах обработки резанием
(по данным Института машиноведения АН СССР)
Группа Весьма чистые Чистые Получ истые Грубые
Класс № 14 13 12 11 10 9 8 7 6 5 4 3 2 1
#z вмк 0,05 0,1 0,2 0,4 0,8 1,6 3,2 6,3 10 20 40 80 160 320
Точение и строгание Обдирочное Чистовое Тонкое
Растачива- ние Обдирочное Чистовое Тонкое
Развертыва- ние Чистовое Отделочное
Цилиндриче- ское фрезе- рование Обдирочное Чистовое
Торцовое фрезерование Обдирочное Чистовое Тонкое
Шлифование Грубое Чистовое Тонкое
Протягива- ние Чистовое Отделочное
Лапингова- ние (при- тирка) Предвари- тельное Чистовое Тонкое —
Хонингова- ние Предвари- тельное Отделочное
1
136
3. Влияние окружной скорости
поверхности незначительно.
изделия (фиг. 73) на чистоту
Фиг. 72. Зависимость чистоты поверх-
ности от продольной подачи в долях
ширины круга В.
Фиг. 71. Зависимость чистоты поверх-
ности от глубины резания при шли-
фовании.
4. Чистота поверхности резко ухудшается при уменьшении
номера зернистости шлифовального круга (фиг. 74).
Таким образом, при шлифовании чистота поверхности зависит
главным образом от качества шлифовального круга и режимов
шлифования.
Фиг. 73. Зависимость чистоты поверх-
ности от окружной скорости изделия
при наружном шлифовании.
Фиг. 74. Зависимость чистоты поверх-
ности от зернистости шлифовального
круга.
Значительное влияние на чистоту поверхности при шлифовании
оказывают зернистость шлифовального круга и глубина шлифо-
вания.
Шлифование обеспечивает чистоту поверхности в пределах
6—9-го классов ГОСТа 2789-59.
Зависимость между видами обработки, применяемыми в машино-
строении, и классами чистоты по ГОСТу 2789-59 приведена в табл. 30.
137
ГЛАВА VII
ИЗГОТОВЛЕНИЕ РАМ, КАРТЕРОВ, БЛОК-КАРТЕРОВ
И СТАНИН ПОРШНЕВЫХ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ РАМ, КАРТЕРОВ, БЛОК-КАРТЕРОВ, СТАНИН
И ПРЕДЪЯВЛЯЕМЫЕ К НИМ ТРЕБОВАНИЯ
В зависимости от конструкции компрессоров основными базовыми
деталями при их сборке служат: рамы — в горизонтальных машинах;
картеры, блок-картеры и станины — в вертикальных, V и W-образ-
ных машинах.
На этих базовых деталях монтируются и координируются с необ-
ходимой точностью все остальные узлы и детали компрессоров и уста-
навливается правильное их взаимодействие. Вертикальные крейц-
копфные машины имеют станину с крейцкопфными направляющими,
которая крепится на картере и, в свою очередь, выполняет роль
базовой детали для цилиндров или цилиндровых блоков. В неко-
торых конструкциях вертикальных крейцкопфных компрессоров
основной базовой деталью служит цельноотлитая станина.
На основные базовые детали во время работы компрессора дей-
ствуют растягивающие и изгибающие силы, значительные по вели-
чине и переменные по направлению. Под влиянием этих сил воз-
можно появление деформации отдельных узлов и деталей и вибрация
машины в целом, если базовые детали по своей конструкции не будут
достаточно жесткими.
Поэтому основное требование к конструкции рам, картеров и дру-
гих базовых деталей заключается в их жесткости, способной про-
тивостоять усилиям, возникающим при работе компрессора.
При изготовлении базовых деталей следует учитывать, что пра-
вильное расположение движущихся узлов и деталей компрессора
и их взаимодействие в значительной мере зависят от точности обра-
ботки основных базовых поверхностей.
При наличии отклонений в расположении трущихся сопряжен-
ных деталей неизбежен их преждевременный износ, что приводит
к изменению зазоров в сопряженных парах и к нарушению работы
кривошипно-шатунного механизма. Поэтому к выбору конструктив-
ных форм рам и других базовых деталей компрессоров, к назначению
138
материала для этих деталей, а также к технологии отливки и меха-
нической обработки предъявляются высокие требования.
Точность механической обработки рам характеризуется следую-
щими условиями:
1. Ось отверстий под коренные подшипники должна быть парал-
лельна привалочной плоскости цилиндра. Отклонение от параллель-
ности этой оси по отношению к привалочной плоскости допускается
не более 0,2 мм на каждый метр длины привалочной плоскости
(фиг. 75).
2. Привалочная плоскость цилиндра должна быть перпендику-
лярна оси расточки направляющих крейцкопфа. Отклонение от
перпендикулярности этой оси к плоскости привалочного фланца
допускается не свыше 0,02 мм на каждые 100 мм радиуса (фиг. 76)
привалочного фланца.
Фиг. 75. Схема непараллельности оси от-
верстий под коренные подшипники по от-
ношению к привалочной плоскости ци-
линдра.
Ось параллелей
Фиг. 76. Схема неперпендикуляр-
кости оси направляющих крейцкоп-
фа к плоскости привалочного
фланца.
3. Величина несоосности рабочих поверхностей направляющих
крейцкопфа и центрирующей поверхности под цилиндр или фонарь
не должна превышать 0,02 мм.
4. Привалочные плоскости фонаря крейцкопфных компрессоров
должны быть строго параллельны. Отклонение от параллельности
привалочных плоскостей фонаря допускается не более чем на 0,02 мм
на 100 мм длины плоскости.
5. Ось отверстий коренных подшипников должна быть перпен-
дикулярна оси поверхности направляющих крейцкопфа. Неперпен-
дикулярность оси отверстий коренных подшипников к оси поверх-
ности направляющих крейцкопфа не должна превышать 0,02 мм
на 100 мм длины.
6. Отверстия под коренные подшипники должны быть соосны.
Несоосность отверстий для коренных подшипников допускается в пре-
делах допуска на диаметр отверстия.
7. Оси посадочных отверстий цилиндра, направляющих крейц-
копфа и отверстий коренных подшипников коленчатого вала должны
находиться в одной плоскости.
8. Конусность и овальность рабочих поверхностей крейцкопф-
ных направляющих и отверстий под коренные подшипники не должны
превышать допуска на диаметр по 2-му классу точности.
9. Заточки на фланцах станины для центровки с цилиндром
должны быть выполнены концентрично с осью станины.
139
Смещение центров, а также овальность и конусность этих заточек
допускаются в пределах допуска на диаметр по 2-му классу точности.
К точности механической обработки картеров предъявляются
следующие требования:
1. Непараллельность оси отверстий для коренных подшипников
к плоскости разъема картера не должна превышать 0,02 мм на 100 мм
длины.
2. Оси отверстий под шарико- и роликоподшипники должны
быть соосны. Несоосность отверстий под подшипники качения не
должна быть более 0,01 мм на длине 100 мм.
3. Овальность и конусность отверстий под подшипники качения
допускается в пределах, установленных ГОСТом 3325-55.
4. Торцовые плоскости фланцев должны быть строго перпенди-
кулярны оси отверстий под подшипники коленчатого вала. Откло-
нения от перпендикулярности допускаются в пределах 0,02 мм
на каждые 100 мм диаметра фланца.
5. Неперпендикулярность оси отверстий для коренных подшип-
ников к оси направляющего посадочного отверстия под цилиндры
не должна превышать 0,02 мм на 100 мм длины.
6. Ось отверстий под подшипники коленчатого вала должна быть
строго параллельна плоскости крепления блока цилиндров. Откло-
нение от параллельности допускается не более чем на 0,02 мм
на 100 мм длины.
При механической обработке блок-картеров необходимо обеспе-
чить:
1) параллельность оси отверстий под коренные подшипники
к верхней привалочной плоскости. Отклонения от параллельности
допускаются не свыше 0,02 мм на 100 мм длины;
2) соосность отверстий для коренных подшипников. Величина
нарушения соосности этих отверстий не должна превышать допуска,
установленного на диаметр отверстия;
3) перпендикулярность оси отверстий под коренные подшипники
коленчатого вала к оси рабочих поверхностей направляющих крейц-
копфа. Отступление от перпендикулярности не должно превышать
0,2 мм на 1000 мм длины;
4) отсутствие овальности и конусности отверстий под коренные
подшипники;
5) расположение осей посадочных отверстий цилиндров, направ-
ляющих крейцкопфа и отверстий под подшипники коленчатого вала
в одной плоскости.
При механической обработке станин должны быть соблюдены
требования, предъявляемые к взаимному расположению поверхностей
и допускаемым отклонениям от правильной геометрической формы
рам и картеров.
Отливки рам, картеров, блок-картеров и станин должны испы-
тываться на плотность: для воздушных и газовых компрессоров —
водой без давления; для холодильных компрессоров с герметичными
картерами — водой под давлением до 16 ати и воздухом под давле-
нием 10 ати.
140
При наличии раковин на рабочих поверхностях направля-
ющих крейцкопфа крупных компрессоров, выпускаемых инди-
видуально, допускается расточка этих поверхностей на больший
диаметр, превышающий номинальный не более чем на 10 мм, с после-
дующей пригонкой башмаков крейцкопфа. На резьбе под шпильки
смотровых крышек и других неответственных деталей допускаются
раковины размером не более ширины двух ниток. Число раковин —
не более двух, расположенных в противоположных местах.
В отверстиях под болты цилиндра могут быть допущены отдель-
ные небольшие газовые раковины диаметром и глубиной не более
2—4 мм.
Допустимые дефекты литья в обработанных деталях оговариваются
в специальных технических условиях.
УСТРАНЕНИЕ ПОРИСТОСТИ ОТЛИВОК КАРТЕРОВ, ЦИЛИНДРОВ,
ПОРШНЕЙ И ДРУГИХ ДЕТАЛЕЙ КОМПРЕССОРОВ
Отливки деталей компрессоров с газовой пористостью, давшие
при гидравлическом испытании течь (отпотевание и каплеобразо-
вание), уплотняются посредством пропитки дефектных мест раз-
личными составами: бакелитовым лаком; водным раствором хлор-
ного железа и натровой селитры со взмученным железным суриком;
раствором соды; хлорным железом и аммиаком; фаолитовым лаком,
нашатырем и другими веществами.
Для исправления ответственных чугунных отливок, в том числе
цилиндров компрессоров, пористых отливок из бронзы и алюминия,
в настоящее время широко применяется пропитка их бакелитовым
лаком. Детали, пропитанные этим лаком, обладают хорошей стой-
костью в различных средах (воздух, вода пресная и морская, нефть,
масло, пар) при температуре до 250°. При более высокой температуре
стойкость деталей ухудшается, так как уже при 300° бакелит горит.
Перед пропиткой бакелитовым лаком отливки подвергаются тща-
тельной дробеструйной или пескоструйной очистке и просушиваются
в течение 1 часа при температуре 120—140°.
Детали с незначительной пористостью пропитываются жидким
бакелитовым лаком с содержанием 30—50% смолы, что соответ-
ствует удельному весу лака, равному 0,95—1,0.
Детали с более крупными пороками пропитываются более густым
бакелитовым лаком с содержанием 50—60% смолы и с добавкой
в него наполнителя — порошкообразной чугунной стружки примерно
такого же состава, как и пропитываемый чугун. При наличии в от-
ливке мелких и крупных пор пропитка вначале производится
жидким, а затем густым бакелитовым лаком.
В качестве растворителя бакелитовой смолы применяется эти-
ловый (винный) спирт-сырец или ректификат крепостью не менее 92°.
Бакелитовый лак должен иметь удельный вес 0,95—1,0. Измерение
удельного веса лака производится при помощи ареометра.
Пропитка деталей бакелитовым лаком может быть односторонней
или всесторонней (в вакууме или .без него).
141
По одностороннему методу обычно пропитываются
крупные и тяжелые отливки: картеры, цилиндры, крупные вентили
и др. Бакелитовый лак подается в закрытую со всех сторон внутрен-
нюю полость отливки, в которой ручным гидравлическим насосом
создается давление. Величина давления на 2—5 ати выше пробного
при гидравлическом испытании, указанного в рабочих чертежах.
Пропитка деталей бакелитовым лаком производится на обычном
стенде для гидравлических испытаний. В процессе пропитки деталей
необходимо обращать особое внимание на герметичность прокладок,
уплотняющих отверстия отливок.
Во избежание попадания бакелитового лака в манометр гидравли-
ческого насоса трубка, на которой он крепится, делается V-образной
(высотой примерно 200 мм) и заполняется глицерином.
Процесс пропитки длится до тех пор, пока на поверхности детали
на появятся капли лака.
Выдержка детали, наполненной бакелитовым лаком, под давле-
нием составляет не менее 20—30 мин.
После пропитки бакелитовым лаком отливка проходит естествен-
ную сушку на воздухе в течение 3—4 час., а затем подвергается
искусственной сушке в печи.
Нагрев деталей для сушки и полимеризации бакелитовой смолы
производится в течение 20 час. до температуры 80°, выдержка при
данной температуре составляет 30 мин. После этого температура
в печи повышается до 120° в течение 1 часа, и детали при этой темпе-
ратуре выдерживаются также 1 час. Затем температура в течение
1 часа поднимается до 150—160°, после чего детали охлаждаются
до 50—60° вместе с печью, а затем на воздухе.
После дробеструйной или пескоструйной очистки детали под-
вергаются контрольному гидравлическому испытанию при давлении
на 10—20% выше эксплуатационного.
Детали, выдержавшие контрольные испытания, считаются год-
ными и направляются в производство.
Помещение, в котором производится пропитка деталей бакелито-
вым лаком, следует хорошо вентилировать. Лак, попавший на кожу,
смывается спиртом. Во избежание воспламенения бакелитового лака
курить в пропиточном помещении воспрещается.
Пропитка деталей бакелитовым лаком по всестороннему
методу производится в специальном баке. После укладки деталей
в баке создается вакуум в 60—70 мм рт. ст. Выдержка под вакуумом—
не менее 10 мин., после чего бак заполняется бакелитовым лаком,
и в нем создается давление не ниже принятого при гидравлическом
испытании данных деталей. Длительность выдержки деталей под
давлением не менее 20—30 мин. Слой бакелитового лака над дета-
лями, загруженными в бак, должен быть не менее 10—15 мм.
При всестороннем методе без вакуума воздух из бака не выка-
чивается.
Сушка и термическая обработка деталей производится так же,
как и после пропитки по одностороннему методу. Соблюдение тем-
пературных режимов и продолжительности нагрева имеет большое
142
значение для правильного проведения процесса полимеризации
бакелита.
Процесс полимеризации считается законченным, если горячая
пленка бакелита утратила липкость, а пропитанная спиртом вата
при тщательном протирании ею остывшей пленки бакелита не окра-
шивается.
Для определения удельного веса загустевшего бакелитового лака
пользуются мензуркой объемом 250 см3, которая наполняется лаком
до соответствующей метки. Удельный вес бакелитового лака опре-
деляется ареометром с ценой деления 0,006.
Количество бакелитовой смолы в лаке определяется по графику
зависимости между содержанием смолы в лаке и его удельным
Фиг. 77. График зависимости между содержанием смолы в ба-
келитовом лаке и его удельным весом.
весом (фиг. 77). Лак разбавляется спиртом до концентрации баке-
литовой смолы 37—50%. Добавка спирта производится из расчета
примерно 0,1 спирта по объему на каждые 5% снижения содержа-
ния смолы.
После размешивания разбавленного лака определяется его удель-
ный вес. Бакелитовый лак с удельным весом от 0,95 до 1,0 пригоден
для работы и содержит 37—50% бакелитовой смолы.
В заводской практике получила большое распространение про-
питка пористых чугунных отливок водным раствором хлорного же-
леза и натровой селитры со взмученным железным суриком. Про-
питка производится на обычных стендах для гидравлического испы-
тания деталей.
Раствор состоит из 5,7% хлорного железа, 3,5% натровой
селитры, 82,5% воды и 8,3% железного сурика. Порядок пригото-
вления раствора следующий: натровая селитра растворяется в воде,
туда добавляется хлорное железо, после чего раствор приобретает
143
удельный вес 1,04 или 5,4° по Бомэ. Затем к нему добавляется
железный сурик.
Железный сурик в воде не растворяется, поэтому при пропитке
деталей указанным раствором его необходимо тщательно перемеши-
вать. Перед пропиткой внутренние поверхности деталей должны быть
очищены и обезжирены.
Раствор нагнетают под давлением 3—5 ати\ выдержка деталей
при этом давлении 1—2 мин. в зависимости от толщины стенок
отливки. Давление, под которым нагнетается раствор, не должно
превышать предельного давления, принятого для гидравлического
испытания детали. На этом процесс пропитки заканчивается.
По истечении 2—3 час. выдерживания на воздухе деталь под-
вергается гидравлическому испытанию водой, имеющей температуру
60—90°.
В результате ряда реакций из раствора в порах металла отла-
гается магнитная окись железа, которая уплотняет отливку. Обра-
ботанные поверхности деталей должны быть черными, что показы-
вает правильное действие раствора.
Исправление пористости деталей производится также раствором,
состоящим из 50% соды (Na2CO3) и 50% воды. Для лучшего запол-
нения пор в раствор добавляется наполнитель — свинцовый глет
или жженая известь.
Раствор нагнетается во внутреннюю полость отливки под давле-
нием 5—10 ати до тех пор, пока он не начнет просачиваться наружу.
Место, где просачивается раствор, нагревается газовой горелкой
до температуры 60° в течение 5—8 мин.
В случае пропитки пористых деталей хлорным железом и аммиа-
ком пропитывающая жидкость состоит из крепкого раствора хлор-
ного железа (FeCl3) и водного раствора аммиака (NH3).
После пропитки в порах деталей образуется NH4C1 и гидрат
окиси железа, которые, заполняя поры, делают отливку плотной
и непроницаемой.
Следует отметить, что отливки, пропитанные таким составом,
не надежны в условиях работы под давлением пара.
Пропитка фаолитовым лаком производится так же, как пропитка
бакелитовым лаком.
Отличие состоит в том, что из-за большой вязкости фаолитового
лака последний перед пропиткой следует нагреть. При нагреве лака
из него выделяются вредные составляющие.
После пропитки производится термическая обработка детали
при температуре 150—160° в течение 10 час.
Пропитка 4—5-процентным водным раствором нашатыря (NHC1)
производится при давлении 5—10 ати. Рекомендуется применять
наполнители раствора: порошкообразную чугунную стружку или
тонкий порошок железной окалины, которые быстро окисляются
и надежно заполняют поры. В смысле коррозионной стойкости про-
питка раствором нашатыря уступает пропитке бакелитовым лаком
и .применима только для неответственных деталей.
144
КЛАССИФИКАЦИЯ ОСНОВНЫХ БАЗОВЫХ ДЕТАЛЕЙ КОМПРЕССОРОВ
ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
С технологической точки зрения основные базовые детали ком-
прессоров можно разбить на следующие группы:
1) рамы горизонтальных компрессоров двух типов — вильчатые
с двумя коренными подшипниками для вала и байонетные с одним
коренным подшипником. В обеих конструкциях фонари рам отде-
ляются от крейцкопфной части перегородкой, в которой крепится
сальник штока;
2) картеры крупных вертикальных компрессоров с промежуточ-
ными опорами для коленчатого вала;
3) картеры средних и малых компрессоров без промежуточных
опор для коленчатого вала;
4) блок-картеры цельнолитые и со вставными цилиндровыми
втулками;
5) станины вертикальных компрессоров с цилиндрическими
направляющими для крейцкопфов.
Каждая из перечисленных групп базовых деталей, в свою оче-
редь, имеет целый ряд конструктивных модификаций в зависимости
от расположения и количества цилиндров, а также от характера
опор коренных подшипников.
По своему габариту базовые детали весьма различны; их вес
колеблется от десятков килограммов до нескольких тонн.
Особые требования в отношении герметичности предъявляются
к картерам холодильных машин, которые, в отличие от воздуш-
ных компрессоров, работают под давлением.
МАТЕРИАЛ, ЗАГОТОВКА, ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
Рамы, картеры и станины отливаются из чугуна марки СЧ 18-36
по ГОСТу 1412-54. Механические свойства чугуна этой марки при-
ведены в табл. 31.
Микроструктура отливок должна иметь вид мелкозернистой
эвтектоидной перлитной основы с равномерно распределенными
средними и мелкими пластинчатыми завихрениями графитовых
включений.
Чугунные картеры фреоновых компрессоров должны отвечать
высоким требованиям плотности, так как холодильный газ фреон
Таблица 31
Механические свойства чугуна марки СЧ 18-36
При растяжении При изгибе При расстоянии между опорами Твердость по Бринелю НВ в к,г!мм2
Предел прочности в кг/мм2 не менее 600 мм | 300 мм
Стрела прогиба при изгибе в мм
18 36 8 2,5 170—229
10 Галицкий 331
145
обладает исключительной способностью проникать через малейшие
неплотности в металле. Поэтому изготовление картеров фреоновых
компрессоров по сравнению с воздушными представляет более
сложную литейную задачу. Для производства конструктивно слож-
ных и ответственных отливок картеров фреоновых машин в отдель-
ных случаях целесообразно применять легированные хромоникеле-
вые чугуны с содержанием хрома от 1 до 1,5% и никеля от 2 до 3%.
Отлитые детали должны быть очищены от формовочной земли
и обрублены от наплывов металла в местах сборки форм. Внутрен-
ние и наружные поверхности отливок должны быть тщательно
очищены путем дробеструйной или пескоструйной обдувки до метал-
лического блеска. Отклонение по толщине стенок допускается в пре-
делах, установленных ГОСТом 1855-55.
Материал каждой детали испытывается в литейном цехе на твер-
дость прибором Польди. В рамах и станинах испытание твердости
проводится на крейцкопфных параллелях, для чего места испытания
предварительно освобождаются от литейной корки и зачищаются.
Испытание чугуна на изгиб производится на образцах, отливаемых
отдельно от деталей, но из того же ковша.
Сложная конфигурация корпусных деталей компрессоров (рам,
станин и др.) способствует возникновению в них при отливке вну-
тренних напряжений. Уменьшение внутренних напряжений может
быть достигнуто рядом мероприятий. Этой цели при конструирова-
нии чугунных деталей прежде всего служит устранение резких пере-
ходов от более тонких частей к более массивным и равномерное
распределение металла по контуру отливки. При конструировании
литых деталей необходимо учитывать также особенности процесса
отвердевания отливок. Дальнейшим средством уменьшения вну-
тренних напряжений в отливках служит их естественное или искус-
ственное старение.
При естественном старении отливки длительное время выдержи-
ваются в атмосферных условиях. До направления отливок на литей-
ный двор для старения необходимо произвести грубую обдирку мест
обработки детали. В результате снятия поверхности корки чугуна
происходит перераспределение и выравнивание внутренних напря-
жений отливки. Продолжительность естественного старения рам
и станин зависит от их конструкции, материала и условий отливки.
На компрессоростроительных заводах принят 3—4-месячный срок
выдерживания отливок крупных деталей.
Представляет определенный интерес исследовательская работа,
выполненная Технологической лабораторией московского завода
«Красный пролетарий» им. А. И. Ефремова, по определению вели-
чины деформаций станин станка 1А62 X 1000 после операции чер-
нового фрезерования.
В результате исследований было установлено, что отмена есте-
ственного старения станин в течение 13 суток после чернового фре-
зерования не влияет на качество станин. Деформации станин пре-
кращаются через 4—5 час. после операции чернового фрезеро-
вания.
146
Многолетняя работа завода после отмены 13-суточного естествен-
ного старения станин подтверждает правильность сделанных выводов.
Более экономичным и поэтому рекомендуемым является искус-
ственное старение, которое заключается в снятии внутренних напря-
жений при помощи термической обработки отливок в газовых или
нефтяных печах. Станины и в особенности рамы горизонтальных
компрессоров во избежание деформации при нагреве необходимо уста-
навливать в печи на достаточное количество опор. Кроме того, тре-
буется обеспечить равномерный нагрев и охлаждение всех частей
детали. При проведении термообработки следует постепенно нагре-
вать отливки в течение 3—4 час. совместно с печью и не допускать
загрузки холодных деталей в разогретую печь.
Процесс искусственного старения рам и станин наиболее эффек-
тивен при нагреве отливок до 550° с выдержкой при этой температуре
в течение 3—5 час. в’зависимости от габарита деталей. Охлаждение
отливок следует вести в печи со скоростью 30° в час до темпера-
туры 200°. Дальнейшее охлаждение деталей можно вести на воздухе.
Сокращение внутренних напряжений до некоторой степени также
можно получить за счет механического воздействия на отливки путем
их встряхивания на специальных приспособлениях или обстукива-
ния пневматическим инструментом в подвешенном состоянии.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ОСНОВНЫХ БАЗОВЫХ ДЕТАЛЕЙ
КОМПРЕССОРОВ (РАМ, КАРТЕРОВ И ДРУГИХ)
Механическая обработка рам компрессоров (фиг. 78). Как было
сказано выше, к данной технологической группе относятся рамы
вильчатые с двумя коренными подшипниками для коленчатого
вала и рамы байонетные с одним коренным подшипником.
Вильчатые рамы применяются для одиночных горизонтальных
машин с двухопорным валом. В спаренных горизонтальных компрес-
сорах двухступенчатого сжатия (с параллельно расположенными
цилиндрами) применяются рамы байонетного типа. Преимущество
байонетных рам заключается в наличии только двух опор для колен-
чатого вала спаренных компрессоров, чем устраняется статическая
неопределенность расположения вала на четырех опорах.
При производстве мощных горизонтальных компрессоров байо-
нетные рамы получили преимущественное применение. Спаренные
машины с байонетными рамами проще в сборке, так как при этом
облегчается укладка коленчатого вала на две опоры вместо четырех.
Характер и последовательность станочных и контрольных опе-
раций механической обработки байонетных и вильчатых рам одина-
ковы. Отличие заключается лишь в том, что в вильчатых рамах обра-
батываются два отверстия под коренные подшипники, а в байонет-
ных — одно. По этой причине ниже изложен технологический про-
цесс обработки только рам вильчатого типа.
Вильчатые рамы относятся к числу тяжелых, сложных и трудоем-
ких деталей, изготовляемых обычно индивидуально или мелкими
сериями. Это обстоятельство отражается на построении технологи-
ческого процесса обработки рам.
10*
147
Основные операции при обработке рам: расточка отверстий под
вкладыши коренных подшипников, расточка крейцкопфных напра-
вляющих и обработка привалочной плоскости цилиндра. Сложная
конфигурация рам и обработка их на универсальных станках'без спе-
циальных приспособлений вызывает необходимость применения
разметочных операций. Разметкой проверяется пригодность отливки
для механической обработки и определяется необходимое положение
базирующих поверхностей по отношению к необработанным, черным
поверхностям отливки. В дальнейшем, при обработке рам осевые
разметочные риски используются для правильной установки детали
на станках по отношению к плоскости стола и инструменту.
Необходимым условием правильно построенного технологического
процесса обработки рам является, как было уже сказано, обязатель-
ная операция — термическая обработка для снятия внутренних
напряжений в отливках. В этом случае механическая обработка
разделяется термической операцией на две части — предварительную
и окончательную. За счет снятия поверхностного слоя металла
при обдирке рамы получается некоторое уменьшение внутренних
напряжении в отливках. В результате последующей термической
обработки происходит дальнейшее их снижение. Излагаемый ниже
технологический процесс механической обработки рам предусматри-
вает их термическую обработку как обязательную операцию.
148
Обработка вильчатой рамы производится в следующей последо-
вательности.
Первая операция — разметочная. Отливка раз-
мечается под фрезерование опорных платиков а, мест под крышки
коренных подшипников б, мест под ограждение кривошипа ц крейц-
копфа. Затем производится разметка под предварительную, до ста-
рения, расточку мест под цилиндр в, переднюю крышку г и коренные
подшипники д. Разметочные риски накерниваются.
Вторая операция — фрезерная. Выполняется на
продольно-фрезерном станке, имеющем два вертикальных и два
горизонтальных шпинделя. Рама устанавливается основанием вверх,
выверяется по рискам и закрепляется планками. Технологической
базой служат необработанные поверхности рамы. Сначала фрезе-
руют двумя фрезами последовательно три пары платиков нижнего
основания. Затем рама открепляется и устанавливается основанием
на подкладные призмы. При этой установке фрезеруются места
под ограждение кривошипа и под крышки коренных подшипников,
на окончательный размер 95 X 260А. Фланцы под боковые крышки е
фрезеруют с двух установок рамы, наклоняя ее каждый раз под
углом 6'27" к плоскости стола.
Третья операция — слесарная. Пригоняются по
местам крышки коренных подшипников.
Четвертая операция — сверлильная. Рама уста-
навливается нижним основанием на плиту радиально-сверлильного
станка. Производится сверление восьми отверстий диаметром 20,5 мм,
нарезка в них резьбы М24 и зенкерование бобышек под фундамент-
ные болты.
Пятая операция-*слесарная. Устанавливаются
и закрепляются две крышки коренных подшипников.
Шестая операция — расточная. Рама устанавли-
вается на подкладных призмах на столе горизонтально-расточного
станка кривошипной частью в сторону задней стойки. Проверка соос-
ности борштанги с главной осью рамы производится по контрольным
окружностям, намеченным на фланцах отверстий под цилиндр и перед-
нюю крышку. Предварительная расточка отверстий в раме выпол-
няется в следующей последовательности. Сначала растачиваются
отверстия под цилиндр в, крышку сальника ж, переднюю крышку г
и направляющие поверхности под ползуны крейцкопфа з. Затем про-
тачиваются до диаметра 402 мм места внутренних торцов коренных
подшипников.
Следующим переходом подрезаются торцы под крышку сальника,
переднюю крышку и фланец и. Предварительная расточка отверстий
под коренные подшипники и подрезка их наружных, торцов выпол-
няются на том же горизонтально-расточном станке при помощи бор-
штанги, установленной в шпинделе и подшипнике задней стойки
станка. Соосность борштанги с осью отверстия под коренные под-
шипники проверяется иглой, вставленной в борштангу, по контроль-
ным окружностям, намеченным на обоих торцах коренных подшип-
ников.
149
После этой операции контролер ОТ К ставит на раме устойчивой
краской дату окончания данной операции, и деталь направляется
на заводской двор для старения в естественных условиях на срок
не менее 3 месяцев или на термообработку в печах.
Седьмая операция — разметочная. После про-
ведения операции старения рама размечается под окончательную
расточку всех отверстий и подрезку фланцев. Разметочные риски
накерниваются.
Восьмая операция — расточная. Рама устана-
вливается на столе расточного станка на призмы кривошипной частью
в сторону задней стойки. Соосность борштанги с главной осью рамы
проверяется иглой, вставленной в борштангу, по контрольным окруж-
ностям, намеченным на фланцах отверстий под цилиндр и переднюю
крышку. До начала обработки правильность установки рамы прове-
ряется работником ОТК.
Окончательная обработка отверстий и фланцев выполняется
в следующей последовательности. Сначала растачиваются отверстие
под цилиндр до диаметра 370А, отверстие под крышку сальника
до диаметра 290А3, направляющие под ползуны крейцкопфа до диа-
метра 319,85 мм и отверстие под переднюю крышку до диаметра
170А. Припуск на шабровку направляющих крейцкопфа остав-
ляется 0,15 мм на диаметр. Затем растачивается отверстие диамет-
ром 410А3, ограничивающее плоскости внутренних торцов коренных
подшипников. После расточки отверстий диаметром 290А3 в последние
вставляется втулка, и окончательная обработка последующих отвер-
стий и торцов производится с промежуточной опорой борштанги.
Последующими переходами подрезаются торец фланца и для при-
соединения цилиндра; торец фланца к для присоединения крышки
сальника; торец отверстия сальника до диаметра 315 мм\ плоскость л
для присоединения передней крышки.
Расточка отверстий диаметром 260А под коренные подшипники
производится боковой борштангой на том же расточном станке.
Соосность борштанги с осью коренных подшипников проверяется
иглой борштанги по контрольным окружностям разметки на торцо-
вых поверхностях станины. Горизонтальное положение боковой
борштанги проверяется индикатором, подведенным к борштанге
снизу в двух точках, ближайших к опорам. Подрезка внутренних
торцов на размер 410А3 производится по контрольной расточке,
выполненной ранее. Последующие операции — разметка, сверление
и нарезка всех отверстий рамы.
Отверстие диаметром 170А в кривошипной части рамы является
технологическим. Во-первых, через него проходит борштанга рас-
точного станка; во-вторых, оно используется в дальнейшем для про-
хождения струны, при помощи которой проверяется правильность
установки цилиндра при сборке компрессора.
Платики м (см. фиг. 78), расположенные в начале направляющих
крейцкопфа и обработанные одновременно с ними, являются мери-
тельными базами, которые используются при сборке компрессоров
для промера расстояния от струны до крейцкопфных направляющих,
150
Механическая обработка картеров крупных вертикальных ком-
прессоров с промежуточными опорами для коленчатого вала. При
обработке картера наиболее трудоемкими являются операции по под-
резке торцов и расточке отверстий под подшипники коленчатого вала.
Для выполнения этих операций на заводах, изготовляющих компрес-
соры крупными сериями, применяют специализированные станки.
Так, на Сумском машиностроительном заводе им. Фрунзе под-
резка торцов отверстий под вкладыши коренных подшипников выпол-
няется на станке ГПК-1 (см. фиг. 38). Для этого картер устанавли-
вается на приспособлении (фиг. 79), состоящем из чугунной плиты 7,
направляющих втулок 2 для расточной борштанги и прижимов 3
Фиг, 79. Приспособление для установки картера при подрезке торцов.
для крепления детали. Картер поступает на станок с пригнанными
и привернутыми крышками подшипников. Верхней фрезерованной
плоскостью картер опирается на калиброванные штифты и крепится
планками.
Подрезка торцов отверстий подшипников производится ножами
с пластинками из твердого сплава ВК-8, укрепленными на борштанге.
Борштанга вращается в направляющих втулках приспособления
и соединена со шпинделем станка посредством муфты шарнирного
типа (фиг. 80). Преимущество борштанг, работающих с направляю-
щими опорами, заключается в том, что биение шпинделя станка ком-'
пенсируется зазорами муфты. В этом случае степень точности выпол-
нения операции не зависит от состояния станка.
Обработка торцов .производится в две операции. Первой опера-
цией, при снятых четырех крайних резцах 7, 2, 5, 6, производится
подрезка торцов средней опоры резцами 3 и 4. Сначала подрезается
151
одна сторона, затем обратным хо-
дом шпинделя вторая сторона.
Второй операцией резцами 6 и 2
одновременно подрезаются внеш-
няя сторона правой и внутренняя
сторона левой опор, а затем обрат-
ным ходом шпинделя резцами 1
и 5 подрезаются две другие сто-
роны.
На подрезку всех шести торцов
картера затрачивается 37 мин.
Для одновременной расточки в
картере трех отверстий диаметром
135А3 под подшипники коленчато-
го вала применяется специальный
горизонтально-расточной станок
ГРК-1 (см. фиг. 39). С предыдущей
операции картер поступает с при-
вернутыми крышками и подрезан-
ными торцами. Для обеспечения
направления борштанги и креп-
ления детали применяется специ-
альное приспособление (фиг. 81).
Это приспособление в отличие от
аналогичного, применяемого при
подрезке торцов (см. фиг. 79), име-
ет дополнительно два неподвиж-
ных люнета 2, которые исключа-
ют прогиб борштанги при работе.
Установка обрабатываемой детали
в приспособлении производится
плоскостью разъема на калибро-
ванные штифты 1. Деталь крепит-
ся четырьмя планками.
Расточка трех отверстий произ-
водится борштангой, изображенной
на фиг. 82. Каждое отверстие
растачивается комплектом резцов
с пластинками из твердого сплава
и быстрорежущей стали. Комплект
резцов состоит из чернового рез-
ца ВК8, получистового ВК8,
чистового РФ-1 и контрольного
РФ-1. Для получения большей
точности борштанга соединена со
шпинделем станка шарнирно. Рез-
цы на глубину устанавливают-
ся в борштанге по контрольным
шаблонам Л 2, 3 (фиг 83).
152
Машинное время на обработку трех отверстий составляет 19,8 мин.,
вспомогательное 28 мин.
Механическая обработка картеров средних и малых компрессоров.
К этой технологической группе относятся картеры вертикальных,
V- и W-образных компрессоров. Последовательность станочных опе-
раций, их характер и способы крепления почти одинаковы для кар-
теров различных конструкций, отнесенных к данной технологической
Фиг. 81. Приспособление для установки картера
при расточке отверстий диаметром 135А3.
группе. Представителем группы может служить картер V-образного
аммиачного компрессора марки 4АУ-15 (фиг. 84).
Типовым технологическим процессом обработки картера преду-
сматривается выполнение основных станочных операций в такой
последовательности.
1. Фрезерование плоскостей основания А.
Операция выполняется на продольно-фрезерном станке; картер уста-
навливается в специальном приспособлении, устраняющем приме-
нение разметки. В качестве базовых поверхностей используются два
отлитых в заготовке картера отверстия под подшипники коленчатого
вала. В указанные отверстия вставляется самоцентрирующая
оправка 1 с двумя рядами выдвигающихся упорных стержней 2 и 3
(фиг. 85). Картер вместе с закрепленной на нем оправкой 1 уста-
153
Фиг. 82. Борштанга для расточки трех отверстий диаметром 135А3 в картере компрессора.
Фиг. 84. Картер V-образного компрессора 4АУ-15.
Фиг. 85. Приспособление для крепления картера при фрезеро-
вании плоскости основания.
154
навливается на опорные стойки 4 и 5 приспособления. Установлен^
ный таким образом картер может поворачиваться с самоцентрирую-
гцей оправкой вокруг горизонтальной оси приспособления. Для того
чтобы закрепить картер в положении, обеспечивающем пареллель-
Фиг. 86. Приспособление для
сверления отверстий в плос-
кости основания картера.
ность плоскости основания А плоскости стола фрезерного станка,
применены опоры 6 и 7, которые упираются в платики подошвы
картера, параллельные фрезируемой плоскости.
Фиг 87. Приспособление для установки картера при фрезеровании
плоскостей под блоки цилиндров.
2. Сверление базовых отверстий Би других
отверстий в подошве картера (фиг. 86). Картер 1
вместе с центрирующей оправкой 2 устанавливается на призмы 3 и 4
приспособления для сверления отверстий в плоскости основания
картера. Отверстия сверлятся через втулки кондуктора 5. Отвер-
155
стия 6 и 7, расположенные по диагонали, после сверления разверты-
ваются и используются при дальнейшей обработке картера в качестве
дополнительной базы, обеспечивающей правильное расположение
основных осей детали по отношению к приспособлению и, инстру-
менту.
3. Расточка отверстий В, Г, Д, подрезка тор-
цов Е, Ж, 3, И и обточка выступа К. После установки
Фиг. 88. Фрезерование привалочных плоскостей
картера под блоки цилиндров и плоскостей
под боковые крышки на четырехшпиндельном
продольно-фрезерном станке.
картера в приспособлении
на плоскость А и базовые
отверстия Б на горизон-
тально-расточном станке
производится расточка
многорезцовой оправкой
отверстий под подшипни-
ки и подрезка торцов.
4. Фрезерова-
ние привалочных
плоскостей О и Н
под блоки цилинд-
ров и плоскостей
Л и М. под боко-
вые крышки. Кар-
теры попарно устанавли-
ваются на нижнюю плос-
кость основания и базо-
вые отверстия в специаль-
ное приспособление, изо-
браженное на фиг. 87. При-
валочные плоскости под
блоки цилиндров и плос-
кости под боковые крыш-
ки фрезеруются за один
проход на четырёхшпин-
дельном продольно-фре-
зерном станке (фиг. 88).
Установка фрез (см. фиг. 87)
/, 2, 3 и 4, прикре-
пленным к стойке приспособления.
Далее операции выполняются в следующем порядке: фрезерова-
ние пазов под смотровое стекло и платиков под манометровый щит;
испытание картера на герметичность; сверление отверстий и нареза-
ние всех резьб под шпильки; шлифование привалочных плоскостей
под блоки цилиндров. Последняя операция введена для ликвидации
трудоемкой работы по пришабриванию привалочных плоскостей,
производимой при сборке компрессора.
Готовый картер вновь испытывается на герметичность, промы-
вается, сушится и подвергается окончательному контролю.
Механическая обработка блок-картеров со вставными цилиндр
ровыми цтулками. В ряде конструкций воздушных и холодильных
производится по контурным плиткам
156
компрессоров малой мощности цилиндры отливаются вместе с кар-
тером. Основанием для усложнения отливки служит стремление
устранить разъем между картером и цилиндрами и тем самым сокра-
тить одно лишнее уплотнение. Для холодильных компрессоров это
является существенным как средство борьбы с утечкой холодильного
агента.
Характер обработки блок-картера зависит от его конструкции,
масштабов производства и наличия станочного оборудования. Трудо-
емкость механической обработки и высокие требования к точности
изготовления блок-картеров делают целесообразным применение
специальных станков даже при средних масштабах производства.
При этом на специальном оборудовании выполняются только основ-
ные операции: фрезерование главных плоскостей, расточка отверстий
под опоры коленчатого вала и цилиндровых отверстий. Второстепен-
ные операции выполняются на универсальном оборудовании с при-
менением различного рода приспособлений.
На фиг. 89 изображен цельнолитой чугунный блок-картер короб-
чатой формы с двумя вертикальными отверстиями под цилиндровые
втулки и двумя горизонтальными — под опоры коленчатого вала.
Станочная обработка блок-картера начинается с фрезерования
на четырехшпиндельном продольно-фрезерном станке опорных пло-
скостей а лап и платиков боковой поверхности (операция первая,
фиг. 90). Блок-картер устанавливается на специальное приспособ-
ление (фиг. 91). Центрирование детали по отверстиям под подшип-
ники коленчатого вала осуществляется посредством само центрирую-
щей разжимной оправки 1. Упоры 2, 3 и 4 приспособления служат
для установки фрез.
Затем блок-картер поступает на радиально-сверлильный станок
для сверления по накладному кондуктору отверстий под фундамент-
ные болты и развертывания двух базовых отверстий диаметром
26+0.045 мм (операция вторая, фиг. 92)-.
Вся дальнейшая обработка блок-картера ведется с установкой
детали на нижние обработанные поверхности лап и базовые отвер-
стия диаметром 26+0’045 мм.
Третья операция (фиг. 93) — фрезерование плоскости под крышку
цилиндра и плоскостей под боковые крышки блок-картера.
Обработка указанных . плоскостей выполняется одновременно
за один проход на четырехшпиндельном продольно-фрезерном станке.
Четвертая операция (фиг. 94) выполняется на специальном
четырехшпиндельном расточном станке, на котором производятся
расточка отверстий диаметрами 330+°’1 мм под подшипники и под-
резка торцов этих отверстий; расточка отверстий диаметром
230+0’09 мм, 232+°’09jhjh, 235+0’3 мм и проточка впадины диаметром
251 мм — под запрессовку гильзцилиндров второй ступени; рас-
точка отверстий диаметром 385+°’12 мм, 388+°*12 мм, 390+0’38 мм,
проточка впадины диаметром 405 мм и подрезка торцов — под
запрессовку гильзцилиндров первой ступени.
Расточной станок снабжен горизонтальной борштангой с набором
резцов, для расточки отверстий под подшипники коленчатого вала
157
Фиг. 90. Опера-
ция первая —
фрезерование
опорных плос-
костей лап и
платиков боко-
вой поверхности.
Фиг. 91. Приспособление для фрезерования опорных плоскос-
тей лап и платиков боковой поверхности блок-картера.
Фиг. 93. Операция третья — фрезерование плос-
кости под крышку цилиндра.
Фиг. 92. Операция
вторая — сверление
отверстий под фунда-
ментные болты и раз-
вертывание техноло-
гических базовых от-
верстий.
Фиг. 94. Операция чет-
вертая — расточка отвер-
стий под подшипники и
отверстий под запрессовку
гильз цилиндров.
I—23.5-1
159
и подрезки торцов, а также двумя одновременно работающими вер-
тикальными борштангами с набором резцов для расточки отверстий
под гильзы цилиндров.
Для обработки картер устанавливается на стол станка (фиг. 95)
опорными плоскостями прилива а.
Посредством вертикальной головки ведется одновременная обра-
ботка всех трех поясков каждого отверстия, для чего в борштангах
предусмотрены для каждого пояска
по три последовательно работающих
резца. Расточка начинается после пред-
варительного ввода борштанг в отверс-
тия с таким расчетом, чтобы все чер-
новые резцы при включении рабочей
подачи вступали в работу одновре-
менно. После прохода чернового и по-
лучистового резцов борштанги уско-
ренным ходом выводятся из отверстий
Фиг. 95. Установка блок-картера для обработки на расточ-
ном станке.
и с них снимаются насадные головки с черновыми резцами
для, расточки нижнего пояска. Борштанги со снятыми насад-
ными головками вновь вводятся в отверстия, после чего произ-
водится окончательная расточка поясков и проточка канавки
на верхней плоскости блок-картера.
Для возможности предварительного ввода борштанг в нерасто-
ченные отверстия стол станка с установленной на нем деталью не дово-
дится до упора на 20—30 мм. Борштанги устанавливаются резцами
в одну сторону и вводятся в отверстия с эксцентрицитетом, создаю-
щим зазор между резцами и стенками необработанного отверстия.
Горизонтальные отверстия диаметром ЗЗОА3 обрабатываются
одновременно. Горизонтальная борштанга имеет опору в виде пол-
зушки, двигающейся вместе с борштангой. Для расточки каждого
отверстия на борштанге устанавливают по три резца. Перед началом
расточки горизонтальная борштанга так же, как и вертикальные,
предварительно заводится в деталь, и оба черновых резца вступают
в работу одновременно. Кроме расточных резцов, в борштанге закреп-
лены четыре резца для подрезки торцов отверстий диаметром 330 мм
как с внешней, так и с внутренней стороны блок-картера. После
окончательной расточки отверстий дальнейшим ходом борштанги
160
производится подрезка внешнего торца первого отверстия и внутрен-
него торца второго отверстия. Затем подача борштанги реверсируется,
и на обратном ходу ее производится подрезка двух других торцов
(внешнего и внутреннего). По окончании обработки борштанга на
ускоренном ходу выводится из детали.
Ввод горизонтальной борштанги производится так же, как и ввод
вертикальных борштанг. Горизонтальная борштанга перед вводом
ее в обрабатываемую деталь уста-
навливается резцами в одну сто-
рону. Благодаря образующемуся
эксцентрицитету между осями от-
верстия и борштанги последняя
может быть свободно введена в
необработанное отверстие.
После ввода всех трех бор-
штанг стол станка вместе с де-
талью доводится до жесткого
упора и закрепляется на ста-
нине.
Порядок и режимы расточки
блок-картера приведены в табл.
32 и 33.
Сверление отверстий и нарез-
ка резьбы в блок-картере выпол-
няются на радиально-сверлильном
станке в приспособлении, которое
представляет собой кондуктор ко-
робчатой формы (фиг. 96) прямо-
угольного сечения с открытыми то{
Фиг. 96. Кондуктор для сверления
отверстий в блок-картере.
ами. К нижнему торцу наглухо
прикреплена чугунная плита, служащая базой для установки обра-
батываемой детали и для установки кондукторных втулок, предназ-
наченных для сверления отверстий в верхней плоскости блок-
картера.
Блок-картер закладывается в кондуктор верхней плоскостью
вниз и фиксируется по заранее расточенным в верхней плоскости
отверстиям диаметром 235 и 390 мм (см. фиг. 89), для чего на внут-
енней стороне торцовой плиты укреплены стальные (направляющие)
штыри. В боковых стенках кондуктора имеются прямоугольные окна
для крепления детали. В них закладываются планки, которые
прижимают обрабатываемую деталь к торцовой плите.
Сверление отверстий во всех стенках блок-картера производится
через кондукторные втулки, укрепленные на боковых стенках и тор-
цовой плите кондуктора. Отверстия, в которых после сверления
нарезается резьба, сверлятся через сменные втулки; гладкие отвер-
стия — через постоянные втулки.
Отверстия под резьбу на внешних торцах расточек для подшип-
ников коленчатого вала сверлятся через накладной кондуктор.
Этот кондуктор крепится на корпусе основного кондуктора, но фик-
сируется по расточенному в блок-картере отверстию.
11 Галицкий 331
161
Технологический расчет работы специального трехшпиндельного расточного станка
№ головки 1 № шпинделя № перехода Переходы Размеры обра- ботки в мм Качество окончательно об- работанной поверхности Режущий инструмент — наименование и размер Материал режущей части
d 1 t
1 1 А Б В Г Д Е 1 Ж 2 3 Установить деталь на шпильки Подвести стол с де- талью до предвари- тельного упора Вывести шпиндель из зацепления, повер- нуть на угол до 180° и завести его в ра- сточное отверстие Вывести два вертикаль- ных шпинделя из за- цепления, повернуть их на угол до 180° и завести в отверстие по упору Подвести стол с де- талью до упора вруч- ную и закрепить вин- тами Включить вращение и подачу шпинделя Одновременная обдир- ка двух отверстий . с диаметра 314 до диаметра 327 мм Автоматическое вы- ключение головки, ручное изменение скорости, пуск го- ловки Одновременная получи- стовая расточка двух отверстий с диамет- ра 327 мм до диа- метра 329,5А4 Автоматическое вы- ключение головки, ручное изменение подачи, пуск станка ЗЗОА3 ЗЗОА3 120 120 6,5 1,25 V4 V5 Резцы расточ- ные проход- ные в бор- штанге 2 шт. Резцы расточ- ные проход- ные в бор- штанге 2 шт. ВК8 ВК8
162
Таблица 32
для обработки отверстий диаметром ЗЗОА3 под коленчатый вал
Теоретический режим Принятый режим Расчет длины рабочих и холостых ходов в мм и потребность времени на них в мин.
v в м/мин VO о 5 ш о со п в об/мин V в м/мин п в об/мин VO с> зг мшг/игиг я S Длина обработки по чертежу Припуск на обра- ботку к длине Врезание Перебег Совмещение с по- следним переходом Расчетная длина рабочего хода Время на рабочий ход Длина ускоренного хода Время на холостые ходы и вспомога- тельное
— — 4,1
— — — — — — 1000 — — — — — — — 900 0,96
— — — — —- — 1000 — — — — — — — 750 1,15
— — — — — — — — — — — — — — 550 1,15
— — — — — — — — — — — —- — — 100 2,5
— — 0,06
19,6 0,8 19 15,4 15 0,8 12 120 15 10 — — 145 12,1 — —
— 0,17
35,3 0,8 34 31,1 30 0,8 24 120 15 — — — 135 5,6 — —
0,14
11*
163
№ головки | № шпинделя № перехода Переходы Размеры обра- ботки в мм Качество окончательно об- работанной поверхности Режущий инструмент — наименование и размер Материал режущей части
d 1 t
3 Чистовая расточка с диаметра 329,5 мм до диаметра ЗЗОА3 ЗЗОА3 120 0,25 ^6 Резцы расточ- ные проход- ные в бор- штанге 2 шт. ВК8
и Автоматическое выклю- чение головки, руч- ное изменение скоро- сти, пуск станка —
4 Подрезка двух торцов 390 8 30 V4 Резцы подрез- ВК8
отверстия в размер по упору и снятие фасок 2 мм на 45° 380 8 25 V3 ные торцовые для диаметра 390 мм — 1 шт., для диаметра 4 380 мм — 1 шт. ВК8
К Автоматическое выклю- чение вращения и подачи — — — — — —
Л Установка двух под- резных резцов — — — — — —
м Ручной подвод резцов и включение враще- ния и подачи — — — — — —
5 Подрезка двух торцов 390 8 30 V4 Резцы подрез- ВК8
отверстия в размер по упору и снятие двух фасок 2 мм по 45° 380 8 20 V3 ные торцовые съемные для диаметра 390 мм— 1 шт., для диаметра 380 мм — 1 шт. ВК8
Н Автоматическое выклю- чение головки — . — — — — —
О Ручной отвод головки и съемка двух резцов — — — — — —
П Включение ускорен- ного обратного хода и вывод борштанги — — — -— — —
J j Р Открепление детали, включение ускорен- ного обратного хода стола, съемка детали и очистка приспособ- ления
164
to И- to I— 05 1 1 I I ££111 ££ 1 £ 4^ 05 4^ 05 о V в м/мин Теоретический режим
1 III —° 1 1 1 -°-° 1 P 1111 WOOlll 00 00 1 00 s0 в л/ж/об
Illi 1 1 1 1 “ п в об/мин
Illi 1 1 1 1 “ <£> 4^ 0 4- i— V в м/мин Принятый режим
Illi СЛ СЛ 1 1 1 слог 1 О п в об/мин
1 III -°-0 1 1 1 1 -° 11,1 00 00 I 1 1 00 00 1 OO s0 в мм/об
О О to | to I I 45-45- 1 § S § 0,01 S 1 1 0,01 1 о S в мм/мин
Illi 1 1 1 1 1 II 1 £ ' о Длина обработки по чертежу Расчет длины рабочих и холостых ходов в мм и потребность времени на них в мин.
Illi 00 00 I | | oo OO 1 ог Припуск на обра- ботку к длине
Illi 4^4^111 45- 45- 1 1 Врезание
Illi 1 1 1 1 1 II 1 1 Перебег
Illi £1111 £1.1 1 Совмещение с по- следним переходом
135 12 ,2 Расчетная длина рабочег о хода
Illi । £ । । । । £ । § Время на рабочий ход
— 100 100 1450 1000 Длина ускоренного хода
СЛ p p p О ND О О О СЛ СП О II Сл о О '**— ND ND СЛ ND 4=- Время на хол стые ходы и вспомога- тельное
Продолжение табл. 32
Технологический расчет работы специального трехшпиндельного расточного станка
№ головки 1 № шпинделя № перехода Переходы Размеры обра- ботки в мм Качество окончательно об- ' работанной поверхности Режущий инструмент — наименование и размер Материал режущей части
d 1 t
2 1 А 1 2 3 4 5 6 Б В Г д Установить подачу, включить головку Черновая расточка от- верстия с диаметра 374 до диаметра 387 мм То же с диаметра 372 до диаметра 385 мм То же с диаметра 369 до диаметра 382 мм Прлучистовая расточка отверстия с диамет- ра 387 до диаметра 389,5А4 Получистовая расточка отверстия с диамет- ра 385 до диаметра 387,5А4 То же с диаметра 382 мм до диаметра 384,5А4 Автоматическое пере- ключение подачи на обратный ускоренный ход, вывод борштан- ги в исходное поло- жение и выключение вращения Ручное свинчивание двух резцовых голо- вок со шпинделей Изменение подачи . . Ручное включение ус- коренной подачи, ввод борштанги до упора и ручное включение рабочего хода Расто> 390А4 388А3 385А3 390А4 388А3 385А3 та сп 25 20 25 25 20 25 гупенч 6,5 6,5 6,5 1,25 1,25 1,25 атых V4 V4 V4 V4 V4 V4 отверстий с дь Резец расточ- ной проход- ной в бор- штанге То же » » » 1амет ВК8 ВК8 ВК8 ВК8 ВК8 ВК8
166
Таблица 33
по обработке двух отверстий под гильзы цилиндров компрессора
Теоретический режим Принятый режим Расчет длины рабочих и холостых ходов в мм и потребность времени на них в мин.
V в м/мин s0 в мм!об я я S \о о V в м/мин п в об/мин Подача Длина обработки по чертежу Врезание Перебег | Совмещение с после- дующим переходом Расчетная длина рабочего хода Время на рабочий ход Длина ускоренного хода Время на холостые ходы и вспомога- тельное
vo о СП о . .. _. s в мм/мин
рами 405 мм, 390A388Aa и 385А3
— — — — — — 0,12
23,8 0,5 19,5 18,4 15 0,5 7,5 25 15 5 45 — — __ —
23,8 0,5 19,5 18,4 15 0,5 7,5 20 15 10 45 — — — —
23,8 0,5 19,5 18,4 15 0,5 7,5 25 15 5 — 45 6,0 — —
38,0 0,5 31,0 18,4 15 0,5 7,5 25 — 10 35 — — — —
38,0 0,5 31,0 18,4 15 0,5 7,5 20 5 10 35 — -- — —
38,0 0,5 31,0 18,4 . 15 0,5 7,5 25 __ 10 — 35 4,67 —
— — — — — — 1000 — — — — — — 630 0,67
— ' — — — — — — — — — — — — — 1,6 0,1
— — — — — — 1000 __ — •— — — 650 0,75
167
1 № головки 1 № шпинделя № перехода Переходы Размеры обра- ботки в мм Качество окончателт но об- работанной поверхности Режущий инструмент — наименование и размер Материал режущей части
d 1 t
2 2 7 8 9 10 Е Ж 3 А 1 2 3 4 5 Чистовое растачивание отверстия То же » Растачивание глухого отверстия на длину 10 мм Автоматическое пере- ключение подачи на ускоренный обратный ход Вывод борштанги в исходное положение Выключение головки Установить подачу и включить головку Черновая расточка от- верстия с диаметра 219 до диаметра 232 мм То же с диаметра 216 до диаметра 229 мм То же с диаметра 214 до диаметра 227 мм Получистовая расточка отверстий с диамет- ра 232 мм до диа- метра 234,5А4 • • • То же с диаметра 229 мм до диаметра 231,5А4 390А4 388А3 385А3 405 Рас 235А4 232А3 230А3 235А4 232А3 25 20 25 10 '.точка 25 20 25 25 20 0,25 0,25 0,25 7,5 : стуг 6,5 6,5 6,5 1,25 1,25 < <1 < < < 1 I 1 1 1 <<!< < ф». 4^. 1 й 1 1 1 05 05 05 05 Резец расточ- ной проход- ной чистовой в борштанге То же » Резец расточ- ной подрезной чистовой в борштанге 1ых отверстий с Резец расточ- ной проход- ной в бор- штанге То. же » » » РФ1 РФ1 ; РФ1 : ВК8 Зиамет ВК8 ВК8 ВК8 ; РФ1 РФ1
168
^691
ND ND *— *— СО ND ND ND СО СО О О О 1 g I 1 1 ND СО СО СО 00 00 ~-4 '*-4 § ND 4^^ V в M/MUH Теоретический режим
р р р р р О? I | . Р РР Р ОД СЛ си СЛ ОД ND ND ND ND сл слеп сл So в ММ,!об
СО СО ND ND ND ND *— ►— *— ND ND ND ND ND 1*111 PPP P ND ND СЛ СЛ СЛ Nd 4^ ND ND ND Co n в об/мин
. , ; ; C71 . P P P P P 1 11 1 P PP P o'*— oo О t ND 4^ 4^ 4^ V В Ml мин Принятый режим
Co ел ел ел ел ел 1 1x0 1 1 1 ел ел СЛ СЛ ib п в об/мин
w P P P P P t E* 1 1 1 P PP P од од од СЛ on R ND ND ND ND bo ел ел СЛ СЛ s0 в мм/об 1 Подача
-4 -4 -4 -o -4 co CO CO CO ОД СЛ СЛ СЛ СЛ I ib I P I P4P4 ^4 «0 0 ел ел СЛ СЛ s в мм/мин
ND ND ND ND ND 1 III *— ЬО ND ND 0 СЛ СЛ 0 ел 1 III 0 ело СЛ Длина обработки по чертежу Расчет длины рабочих и холостых ходов в мм и потребность времени на них в мин.
ел 1 од ел од 1 III .1 елея СЛ Врезание
0 0 ел 0 ел 1 III 1 ело ел Перебег
COCO I 4^ 4^ I III 1 | 4^ . 4^ СЛСЛ 1 СЛ СЛ 1 III 1 1 СЛ СЛ Совмещение с после- дующим переходом
1 1 & 1 II III 0 CT 1 1 Расчетная длина рабочего хода
II ъ 1 1 1 III -S §1 1 00 Время на рабочий ход
II II 1 I I s 1 III 1 Длина ускоренного хода
0,02 0,71 . 0,02 0,12 Время на холостые ходы и вспомога- тельное
Продолжение табл. 33
I № головки I № шпинделя № перехода Переходы Раз» бел d леры о< КИ в л 1 бра- 1М t Качество окончательно об- 1 работанной поверхности | Режущий инструмент — наименование и размер Материал режущей части
6 Б В Г д 7 8 9 10 Е Ж 3 и Получистовая расточка отверстий с диаметра 227 мм до диаметра 229,5А4 .' Автоматическое пере- ключение подачи на обратный ускоренный ход, вывод борштан- ги в исходное поло- жение и выключение вращения Свинчивание двух рез- цовых головок со шпинделей вручную Изменение подачи . . Включение ускоренной подачи, ввод бор- штанги по упору и ручное включение рабочего хода .... Чистовое растачивание отверстия То же » Растачивание глухого отверстия с диамет- ра 235 до диаметра 251 мм на глубину 10 мм Автоматическое пере- ключение подачи на ускоренный обратный ход Вывод борштанги в ис- ходное положение Выключение головки Установка двух резцо- вых головок . . . 230А3 235А4 232А3 230А3 251 25 25 20 25 10 1,25 0,25 0,25 0,25 8,0 V4 V6 V6 V6 V6 Резец расточ- ной проходной в борштанге Резец расточ- ной проход- ной чистовой То же » Резец расточ- ной подрезной в борштанге РФ1 РФ1 РФ1 РФ1 ВК8
a 70
, СО ND nd to to I I -1° 00 ,W W 1 III °° ND 4^ 4^ 4^ OO V в м/мин Теоретический режим
О о о о о Illi ND ND ND ND I II I СЛ 1 1 СП СЛСЛ СЛ s0 в мм/об
со со со 00 IHI -- 1 III £ О СЛ СЛ СЛ ND п в об/мин
11,0 11,1 п,о 11,0 11,8 V в м/мин Принятый режим
1111 сл СЛСЛ сл 1 III сл п в об/мин
lill bo ND ND ND | || I СЛ СЛ СЛ СЛ СЛ s0 в мм/об 1 Подача
W-. со со со СО _ -q I 1 О I ^q Lq^q ^q О I 1 О цч 1 1 о 1 S СЛСЛ сл о 1 1 о u о о о s в мм/мин
1111 5 сто ст 1 III 8 Длина обработки по чертежу Расчет длины рабочих и холостых ходов в мм и потребность времени на них в мин.
1111 1 СЛСЛ сл 1 III 1 Врезание
1111 1 ело сл I III о Перебег
Illi 1 1 ст ст 1 III 1 Совмещение с после- дующим переходом
1111 3 Sill III £ Расчетная длина рабочего хода
Illi g gill III g oo -q Время на рабочий ход
llgl 1 Illg llg 1 Длина ускоренного хода
О О О О 1 II 1 О 0^—0 1 О О М О ' II 1 '*4 СЛ ел 1 ND — to сл -~q Время на холостые ходы и вспомога- тельное
Продолжение табл. 33
вид по стрелке в
вид по стрелке Я
~----Ф230
Ф385
>1
Ф2295/
2
Ф2321
Фиг.
Двух
ФЗдиц,
04/75. -
-Ф235Д,
-Ф251-
ф%32н3~
Обладатываемая деталь *
97. Вертикальные борштанги для расточки
отверстий под цилиндровые втулки в
блок-картере.
ФМ5-
I Л—
\Ф387-
Сверление отверстий производится в пяти стенках блок-кар-
тера, для чего приспособление с находящейся в нем деталью кан-
туется каждый раз после просверливания отверстий в каждой стенке.
Для устойчивого положе-
ния приспособления на
плите станка на каждой
стороне корпуса кондук-
тора предусмотрены обра-
ботанные опорные плос-
кости. Кантовка кондук-
тора производится при по-
мощи специального при-
способления (см. фиг. 96).
Приспособление представ-
ляет собой вал а, на ко-
торый надеты две тяги б.
Одна из тяг укреплена
на валу постоянно, дру-
гая же может перемещать-
ся для установки по га-
бариту кондуктора. Под-
вижная тяга фиксируется
в требуемом положении
пальцем, пропущенным че-
рез вал. К верхним кон-
цам тяг прикреплены гру-
зовые цепи, при помощи
которых приспособление
подвешивается к тали или
к другому подъемно-транс-
портному устройству. В
нижних концах тяг закре-
плены пальцы, которые
вставляются в специаль-
ные втулки, запрессован-
ные в корпус кондуктора.
Втулки запрессованы в че-
тыре боковых стенки
корпуса, что позволяет
кантовать кондуктор на
все шесть сторон.
При помощи подвесно-
го приспособления кондук-
вывешивается на талях, поворачивается и опускается на
после чего подвесное
в
тор
плиту станка в требуемом положении,
приспособление разъединяется с кондуктором и отводится
сторону.
Для облегчения поворота кондуктора на пальцах подвесного
приспособления рекомендуется предварительно отбалансировать кон-
172
дуктор с заложенной в него деталью. Балансировку производят
путем прикрепления грузов к боковым стенкам корпуса кондуктора.
После сверления всех отверстий и нарезания резьбы кондуктор
устанавливается на плиту в стороне от станка и из него извлекается
обработанная деталь.
Приспособления и инструмент для изготовления блок-картера.
На фиг. 97 показаны две вертикальные многорезцовые борштанги
для одновременной расточки двух отверстий под втулки цилин-
дров первой и второй ступеней. Обе борштанги одинаковы по кон-
струкции и отличаются лишь размерами. Связь борштанг со шпин-
делями станка осуществляется путем жесткого крепления болтами.
Отверстие диаметром 130А в борштангах является установочной
Фиг. 98. Борштанга для расточки отверстий диаметром 330 мм и подрезки
торцов в блок-картере компрессора 200В-10/8.
базой при соединении их со шпинделем. В нижней части борштанг
установлены съемные головки с черновыми и получистовыми резцами.
Применение съемных головок вызвано тем, что вертикальное пере-
мещение борштанг ограничено одновременно работающей горизон-
тальной борштангой. Поэтому после прохода черновой и полу-
чистовой стружек съемные головки удаляются, и окончательная
отделка посадочных мест под цилиндровые втулки производится
при снятых съемных головках.
Каждый из трех поясков отверстий блок-картера обрабатывается
последовательно тремя резцами: черновым /, получистовым 2, чисто-
вым 3. Все черновые резцы вступают в работу одновременно.
Подрезные резцы 4 и 5 предназначены: верхний — для выточки
канавок диаметром 251 и 405 мм и нижний — для проточки торца
нижнего пояска.
На фиг. 98 изображена горизонтальная борштанга для расточки
отверстий диаметром 330 мм и подрезки торцов в блок-картере.
Соединение борштанги со шпинделем станка — жесткое, посред-
ством болтов.
Борштанга имеет вторую скользящую опору в виде втулки диа-
метром 150 мм. На оправке закреплены четыре резца для подрезки
торцов и шесть резцов для расточки двух отверстий диаметром
330 мм.
На фиг. 99 показано приспособление для запрессовывания
цилиндровых втулок. Приспособление состоит из переносного
173
гидравлического цилиндра 1 со штоком 7, траверзой Р, сменного
диска 6 и направляющей крестовины 8.
На верхнем конце штока укреплен гайкой поршень, состоящий
из двух чугунных дисков 2 и 4. Между дисками помещается кожаная
манжета 3.
Усилие запрессовывания создается путем подкачки масла через
трубку 5 ручным плунжерным насосом.
Основные рабочие параметры приспособления: усилие пресса
3000 кг\ давление масла в цилиндре 25 атпа\ диаметр цилиндра 150 мм;
Фиг. 99. Приспособление для запрес-
совывания цилиндровых втулок.
ход подвижной части приспособ-
ления 80 мм.
Запрессовывание втулок осу-
ществляется следующим образом.
1. К нижней части втулки бол-
тами прикрепляется крестовина,,
посредством которой приспособле-
ние вместе с цилиндровой втулкой
центрируется по оси отверстия
блок-картера.
2. Втулка с крестовиной встав-
ляется в отверстия, опираясь на
средний поясок.
3. Сменный диск и гидравличес-
кий цилиндр со штоком устанав-
ливаются на место.
4. Снизу на шток надевается
стальная траверза и закрепляется
на штоке клином 10. Своими кон-
цами траверза опирается на окна
блок-картера.
5. В цилиндровое пространст-
во нагнетается масло. Давление
масла создает усилие, направлен-
ное вниз на сменный диск, ко-
торый запрессовывает цилиндро-
вую втулку на свое место.
Приспособление позволяет запрессовать втулки с наибольшим
диаметром 350 мм. За счет замены диска 6 можно запрессовывать
цилиндровые втулки меньших диаметров. Это же приспособление
может быть использовано для выпрессовывания втулок при их
замене.
Механическая обработка станин компрессоров. Описываемый
ниже процесс механической обработки станины предусматривает
оснащение универсальных станков высокопроизводительными при-
способлениями, а по наиболее трудоемкой операции — расточке
направляющих крейцкопфа и посадочных отверстий под блок цилин-
дров — применение специализированных вертикально-расточных
двухшпиндельных станков с комбинированными расточными голов-
ками.
174
при
Фиг. 101. Установка станины при вто-
рой операции.
Фиг. 100. 'Установка станины
первой операции.
Фиг. 102. Установка ста-
нины при третьей опе-
рации.
Фиг. 103. Установка ста-
нины при четвертой опе-
рации.
Фиг. 104. Установ-
ка станины для рас-
точки направляю-
щих крейцкопфа и
отверстий диамет-
ром 300А3 и 340А3.
175’
Технологический расчет работы двухшпиндельного вертикально-расточного станка
в станине
№ шпинделя 1 № перехода Переходы Размер обработки в мм Режущий инструмент — наименование и размер Материал режущей части
d 1 t
• 1 и 2 1 и 2 1 и 2 1 1 1 А Б 1 2 3 4 5 6 Отвести подвижной стол, установить и закрепить деталь, подвести стол в ра- бочее положение и закрепить Ускоренный подвод . . Черновая расточка от- верстия диаметром 230А3 с диаметра 214 до диаметра 226 мм Получистовая расточка отверстия с диамет- ра 226 до диаметра 229 мм Чистовая расточка от- верстия с припуском под притирку с диа- метра 229 мм до диаметра 230А3 Черновая расточка от- верстия диаметром 340А3 с диаметра 322 до диаметра 332 мм Чистовая расточка от- верстия диаметром 340А3 с диаметра 332 мм до диаметра 340А3 Снятце фаски 3 мм на 45° на направляю- щих крейцкопфа на диаметр 230А3 . . . 230А3 230А3 230А3 340А3 340А3 236 360 360 360 20 20 3 6,0 1,5 0,5 5,0 4,0 3,0 Резец расточ- ной проход- ной То же Резец расточ- ной проход- ной чистовой Резец расточ- ной проход- ной То же Резец расточ- ной фасочный ВК8 ВК8 РФ1 ВК8 ВК8 РФ1
Д76
Таблица 34
по обработке направляющих крейцкопфа и отверстий диаметром 300 А3 и 340 А3
компрессора 2Р
Теоретический режим Принятый режим Расчет длины рабочих и холостых и потребность времени на них ХОДОВ В ММ, в мин.
V В M.JMUH о а* CQ СЛ п в об/мин и в в м/мин п в об/мин s0 в мм! об эдача X а д as а* и СЛ Длина обработки по чертежу Врезание Перебег Совмещение с после- дующим переходом Расчетная длина рабочего хода Время на рабочий ход Длина ускоренного хода инструмента Время на холостые ходы и вспомога- тельное
22,8 22,8 22,8 31,4 42,4 0,4 0,4 0,4 0,4 0,4 31,6 31,6 31,6 30,0 40,0 21,7 21,9 22,0 31,8 32,4 30,6 30,6 30,6 30,6 30,6 0,4 0,4 0,4 0,4 0,4 950 800 12,24 12,24 12,24 12,24 12,24 360 360 360 27 27 3 10 10 10 10 10 5 5 5 5 10 335 335 2 40 40 375 40 47 3 3,27 3,27 30,7 3,27 3,84 0,25 700 265 6,0 0,4 0,41 0,82
12 Галицкий 331
177
№ шпинделя № перехода Переходы Размер обработки в мм Режущий инструмент — наименование и размер Материал режущей части
d 1 t
2 4а Черновая расточка от- верстия диаметром ЗООА3 с диаметра 282 ВК8
2 5а до диаметра 292 мм Чистовая расточка от- верстия диаметром ЗООА3 с диаметра 292 мм до диаметра ЗООАз 20 5,0 Резец расточ- ной проход- ной
2 6а ЗООА3 Снятие фаски 3 мм на 45° на направляю- щих крейцкопфа на ЗООА3 20 4,0 То же ВК8
диаметре 230А3 . . . 236 3 3,0 Резец расточ- ной фасочный РФ1
В Г Выключить подачу . . Установить резцы и включить ускорен- ную подачу вверх, вывести инструмент в исходное положе-
ние
Точно так же, как и при обработке блок-картера, после началь-
ных операций (фрезерных) вся дальнейшая обработка деталей
ведется на одной и той же неизменной технологической базе. Это
позволяет полностью устранить разметочные операции, но требует
высококачественных отливок в отношении постоянства их размеров
и формы.
Механическая обработка станины начинается с фрезерования
на четырехшпиндельном продольно-фрезерном станке плоскости
разъема а и плоскостей под крышки б (фиг. 100, операция первая).
На следующей второй операции одновременно фрезеруются верхняя b
и торцовые плоскости г станины (фиг. 101).
Затем производится сверление отверстий под шпильки во фланце
плоскости разъема и обработка (сверление и развертка) отверстий
1 и 2 под контрольные штифты, которые служат технологической
178
Продолжение табл. 34
Теоретический Принятый режим Расчет длины рабочих и холостых ходов в мм
режим и потребность времени на них в мин.
Подача S м <Ь 52 ч S сс и 9S Я о о Л 2 Г
1 V в м/мин ко о и п в об/мин ае з а п в об/мин s0 в мм!об s в мм/мин Длина обработ по чертежу Врезание Перебег Совмещение с пос. дующим переходе Расчетная дли рабочего хода Время на рабоч ход Глина ускоренно хода инструмент* Время на холост ХОДЫ И ВСПОМО1 тельное
31,4 0,4 34,4 27,5 30,6 0,4 12,24 27 10 5 2 40 3,27 — 0,41
41,0 0,4 43,3 28,7 30,6 0,4 12,24 27 10 10 3 47 3,84 — —
— — — — — — — 3 — — — 3 0,25 — 0,82
— 0,08
— __ — — — — 800 — — — — — — 820 1,6
базой для всех последующих операций обработки станины (операция
третья, фиг. 102).
Кондуктор для сверления базовых отверстий и отверстий под
шпильки центрируется по наружному контуру плоскости разъема
с выверкой положения кондуктора по ребрам параллелей крейц-
копфа.
Расточка отверстий диаметром 230А3, ЗООА3 и 340А3 произво-
дится на специальном вертикально-расточном станке с двумя одно-
временно работающими шпинделями, снабженными борштангами
с набором резцов (операция четвертая, фиг. 103).
Установка станины для расточки направляющих крейцкопфа
и отверстий диаметром ЗООА3 и 340А3 показана на фиг. 104.
Технологический расчет работы двухшпиндельного вертикально-
расточного станка приведен в табл. 34.
12* 179
На фиг. 105 показаны две оправки для расточки отверстий
в станине. На каждой из оправок укреплено по шесть резцов. Отвер-
стия диаметром 230А3 растачиваются последовательно тремя резцами:
черновым /, получистовым 2 и чистовым 3.
Фиг. 105. Оправки для расточки направляющих крейцкопфа и отверстий диа-
метром ЗООАз и 340А3 в станине компрессора.
Отверстия диаметром ЗООА3 и 340А3 растачиваются двумя рез-
цами: черновым 4 и чистовым 5. Фаски в верхней части крейцкопф-
ных направляющих снимаются резцами 6.
ГЛАВА VIII
ИЗГОТОВЛЕНИЕ КОЛЕНЧАТЫХ ВАЛОВ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ КОЛЕНЧАТЫХ ВАЛОВ И ПРЕДЪЯВЛЯЕМЫЕ
К НИМ ТРЕБОВАНИЯ
Кривошипно-шатунный механизм компрессора, состоящий
из коленчатого вала, шатуна и крейцкопфа или поршня, служит
для преобразования равномерного вращательного движения колен-
чатого вала в неравномерное возвратно-поступательное движение
крейцкопфа или поршня и для передачи усилия с коленчатого вала
на поршень цилиндра для производства работы — сжатия газов.
Коленчатый вал является одной из ответственных деталей компрес-
сора, и от точности его изготовления зависит качество работы ком-
прессора — плавность и равномерность хода, а также износостой-
кость движущихся частей и соприкасающихся с ними поверхностей
деталей. Во время работы коленчатый вал подвергается переменным
нагрузкам и испытывает сложные напряжения.
Основные требования, предъявляемые к коленчатым валам,
сводятся к следующим:
1. Биение коренных шеек относительно оси вала не должно пре-
вышать:
1) при диаметре шейки вала до 80 мм — 0,02 мм-,
2) » » » вала от 80 до 180 .м— 0,03 мм;
3) » » » » » 180 » 260 »— 0,04 » ;
4) » » » » » 260 » 500 »— 0,05 » .
2. Оси всех шатунных шеек должны быть параллельны общей
оси коренных шеек, и ось каждой из них должна лежать в одной
плоскости с осью коренных шеек. Отклонение от параллельности
осей шатунных шеек относительно оси коренных шеек не должно
превышать 0,02 мм на 100 мм длины вала.
3. Коренные и шатунные шейки вала должны быть цилиндриче-
скими. Овальность и конусность коренных и шатунных шеек должна
быть не более половины допуска на диаметр шейки по 2-му классу
точности.
4. Оси шатунных шеек должны находиться на одинаковом рас-
стоянии от оси коренных шеек. Отклонение от номинального размера
не должно превышать ± 0,15 мм на 100 мм радиуса кривошипа.
181
5. Углы расположения шатунных шеек не должны иметь откло-
нения от номинала более чем на + 15'.
6. Шатунные и коренные шейки вала диаметром до 100 мм и их
галтели должны иметь чистоту поверхности не ниже 9-го* класса,
а шейки диаметром свыше 100 мм и их галтели не ниже 8-го класса.
7. Коренные 1 и шатунные шейки вала в соответствии с ГОСТом
7426-55 должны подвергаться поверхностному упрочнению. Твердость
поверхности шеек коленчатого вала после упрочнения должна быть:
для валов из стали марок 40 и 40Х в пределах HRC 48—58, а для
валов из стали марки 45 — в пределах HRC 52—62.
На окончательно обработанном коленчатом валу не допускаются
трещины, забоины, вмятины, волосовины, плены, закаты, раковины,
заусенцы и неметаллические включения.
КЛАССИФИКАЦИЯ КОЛЕНЧАТЫХ ВАЛОВ ПО ТЕХНОЛОГИЧЕСКИМ
ПРИЗНАКАМ
Коленчатые валы компрессоров различных типов можно разбить
на три основные технологические группы:
1. Коленчатые валы малые — с одним или двумя коленами.
2. Коленчатые валы средние — с двумя, тремя и четырьмя коле-
нами.
3. Коленчатые валы крупные — с одним или двумя коленами,
с роторной частью для электродвигателя.
Коленчатые валы первой технологической группы [аммиачный
компрессор И-10, воздушные компрессоры КВД, В К-25, 1ВУ
(фиг. 106), В-3-6 и др.] характеризуются следующими основными
параметрами:
диаметр шатунной шейки от 30 до 85 мм;
длина коленчатого вала от 250 до 1000 » ;
вес коленчатого вала от 3 до 50 кг.
Ко второй технологической группе могут быть отнесены колен-
чатые валы воздушных компрессоров 200В-10/8 (фиг. 107), 2Р-20/8
В300-2К, аммиачных компрессоров 2АВ-15, 4АУ-15 и др. Основные
параметры коленчатых валов этой технологической группы:
диаметр шатунной шейки от 90 до 130 мм;
длина коленчатого вала от 1000 до 2000 » ;
вес коленчатого вала от 75 до 250 кг.
Коленчатые валы последней третьей технологической группы
[аммиачный компрессор 2АГ (фиг. 108), воздушный компрессор 2ВГ
и др.] имеют:
диаметр шатунной шейки от 130 до 300 мм;
длину от 2000 до 6000 мм;
вес от 400 до 6000 кг.
1 Хотя ГОСТом 7426-55 предусматривается поверхностное упрочнение корен-
ных шеек всех коленчатых валов, мы считаем, что коренные шейки вала должны
подвергаться поверхностному упрочнению только в тех случаях, когда они работают
В подшипниках скольжения.
Фиг. 106. Коленчатый вал компрессора 1ВУ.
Фиг. 107. Коленчатый вал компрессора 200В-10/8.
185
2617
Фиг. 108. Коленчатый вал компрессора 2АГ.
Эти технологические группы включают коленчатые валы компрес-
соров всех типов — горизонтальных, вертикальных и V-образных.
Деление коленчатых валов на три вышеуказанные технологические
группы сделано исходя из следующих соображений.
1. Для коленчатых валов первой группы — из-за возможности
применять для их обработки универсальное металлорежущее обору-
дование небольших габаритов, а также из-за возможности пользо-
ваться при обработке малых валов несложными подъемными устрой-
ствами, а для валов, имеющих чистый вес до 10 кг, совсем их не при-
менять.
2. Для коленчатых валов второй группы — из-за потребности
применять для их обработки универсальное металлорежущее обору-
дование средних и больших габаритов и в отдельных случаях спе-
циализированные металлорежущие станки. В механических цехах
должны быть подъемно-транспортные устройства небольшого тон-
нажа, обслуживающие всю производственную площадь цеха.
3. Для коленчатых валов третьей технологической группы —
из-за необходимости применять крупное уникальное металлорежущее
оборудование, а также специализированные станки для обработки
шатунных шеек и внутренних щек валов. Для обработки крупных
валов требуется крановое оборудование грузоподъемностью 5—20 т,
могущее обслужить всю производственную площадь механического
цеха.
Для крупных компрессоров с байонетными рамами применяются
составные коренные валы с кривошипами, насаживаемыми на вал
в горячем состоянии. Шатунные шейки кривошипов таких валов
имеют диаметр до 300—400 мм, длина коренного вала равняется
5000—6000 мм, а вес его с кривошипами и противовесами доходит
до 25 000—30 000 кг. Технологический процесс механической обра-
ботки и сборки составных коренных валов для крупных компрессоров
отличен от технологического процесса механической обработки
коленчатых валов трех вышеуказанных основных технологических
групп.
МАТЕРИАЛ, КОВКА И ТЕРМИЧЕСКАЯ ОБРАБОТКА ПОКОВОК
КОЛЕНЧАТЫХ ВАЛОВ
Коленчатые валы компрессоров должны изготовляться из высоко-
качественной углеродистой стали марок 40 или 45 по ГОСТу 1050-60
или легированной стали марки 40Х по ГОСТу 4543-57 (табл. 35).
Поковки коленчатых валов должны подвергаться термической
обработке и удовлетворять требованиям ГОСТа 8479-57 «Поковки
из конструкционной углеродистой и легированной стали. Класси-
фикация и технические требования» по группе V.
Поковки для коленчатых валов малых, средних и крупных раз-
меров изготовляются путем свободной ковки под молотами или прес-
сами.
Поковки для коленчатых валов средних и крупных размеров,
выполняемые в большинстве случаев на мощных парогидравлических
186
Таблица 35
Химический состав стали в %
Марка стали С Мп SI S 1 1 р N1 Сг
не более
40 45 40Х 0,37-0,45 0,42—0,50 0,37—0,45 0,5—0,8 0,5—0,8 0,5—0,8 0,17—0,37 0,17—0,37 0,17—0,37 0,040 0,040 0,035 0,040 0,040 0,035 0,25 0,25 0,25 0,25 не более 0,25 не более 0,8—1,1
Механические свойства стали
Марка стали
40 45 40 X
Предел текучести в кг/мм2 не менее Предел прочности в кг/мм2 не менее Удлинение в % не менее Сужение площади поперечного сечения в % не менее Ударная вязкость в кГ/см2 не менее 34 58 19 45 6 36 61 16 40 5 85 100 10 45 6
Примечания: 1. Образцы стали марок 40 и 45 для испытания на растяжение изготовляются из нормализованных заготовок. Испытание на ударную вязкость про- изводится на термически обработанных образцах (ГОСТ 1050-60). 2. Механические свойства стали марки 40Х определяются на образцах, изготовлен- ных из термически обработанных заготовок (ГОСТ 4543-57).
прессах (фиг. 109), поступают на компрессоростроительные заводы
с других крупных машиностроительных заводов в порядке коопери-
рования. Поковки малых коленчатых валов выполняются в кузнеч-
ных цехах компрессоростроительных заводов свободной ковкой,
а для крупных серий изготовляются на других заводах путем штам-
повки.
Припуски и допуски на поковки коленчатых валов устанавли-
ваются по ГОСТу 7829-55 «Поковки из углеродистой и легированной
стали, изготовляемые свободной ковкой на молотах. Припуски
и допуски» и по ГОСТу 7062-54 «Поковки из углеродистой и легиро-
ванной стали, изготовляемые свободной ковкой на прессах. При-
пуски и допуски».
Заготовки малых коленчатых валов (фиг. НО) отковываются
с припуском на номинальный размер сечений от 10 до 20 мм, припуск
на длину вала устанавливается от 25 до 50 мм.
Допуск на поковку этих валов принимают для размеров сечений
вала от ± 2 до ± 4 мм. Допуск на длину вала колеблется от ± 6
до ±12 мм. Поковки средних коленчатых валов изготовляются
с припуском на номинальный размер сечений от 20 до 25 мм, а при-
пуск на длину вала принимается от 50 до 80 мм. Допуски на данные
поковки обычно устанавливают ±4 мм на размер сечений и ±12 мм
на длину вала.
Для поковок крупных коленчатых валов припуски на обработку
принимают от 25 до60ям, а в отдельных сл^аях и до 120 мм на
187
размер сечений. Припуски на длину вала устанавливают в преде-
лах 120—250 мм. Допуски на поковки крупных коленчатых валов
берут в пределах от ±4 до ±10 мм.
Фиг. 109. Ковка коленчатого вала компрессора 2ВГ на
парогидравлическом прессе мощностью 2000 т.
должна иметь удлиненный конец
Фиг. ПО. Поковка коленчатого вала.
Разворот колен вала под требуемый угол производят в нагре-
том состоянии во время ковки, применяя для этого различные
устройства.
Каждая поковка коленчатого вала: малого, среднего и крупного
(на 60—100 мм сверх припуска
на длину вала). Из него изго-
товляют образцы для испы-
тания механических свойств
материала.
Обязательными для приемки
коленчатых валов показателями
механических свойств являются
предел текучести или предел
прочности, относительное удлинение, относительное сужение и
ударная вязкость.
Количество образцов для механических испытаний поковок
коленчатых валов должно быть не менее одного на разрыв и двух
на удар от каждой поковки. Кроме того, у каждой поковки опреде-
ляется твердость.
Поковки коленчатых валов не должны иметь расслоений, трещин,
закатов, плен, песочин, волосовин и других дефектов. На необраба-
тываемых поверхностях поковок допускаются местные дефекты
138
типа вмятин от окалины, забоин и т. п., а также пологая вырубка
или зачистка дефектов при условии, что размеры поковки остаются
в пределах допуска. Дефекты на поверхностях поковок, подлежащих
механической обработке, допускаются без удаления, если их глубина,
определяемая контрольной вырубкой или зачисткой, такова, что
на механическую обработку остается не менее 25% номинального
одностороннего припуска для поковок, изготовленных свободной
ковкой, и 50% для заготовок, изготовленных штамповкой.
Поковки коленчатых валов, которые после термической обработки
выправлялись в холодном или подогретом состоянии, должны быть
подвергнуты отпуску для снятия остаточных напряжений.
Представляют интерес экспериментальные работы по изготовлению
чугунных коленчатых валов для компрессоров средней мощности,
проведенные на московском заводе «Компрессор».
По предварительным данным изготовление чугунного литого
коленчатого вала должно обходиться дешевле стального кованого,
так как расход металла будет сокращен на 30—40%, а механическая
обработка вала упростится.
Примерный химический состав модифицированного чугуна, при-
меняемого для литых коленчатых валов, характеризуется следующими
данными: 2,8—3,2% С; 1,3—1,8% Si; 1,1 —1,3% Мп; 1,3—1,5% Си;
0,15—0,25% Сг; 0,3—0,5% Ni; S < 0,1%; Р<0,2%. В качестве
модифицирующих присадок в ковш добавляется 0,05% А1 и 0,1 —
0,2% FeSi.
Технологический процесс отливки чугунных коленчатых валов
мало отличается от технологии отливки ответственных деталей
компрессоров.
Для того чтобы гарантировать высокое качество литых чугунных
валов, каждый такой вал необходимо тщательно просвечивать на рент-
геновском аппарате или проверять при помощи ультразвукового
дефектоскопа.
По механическим свойствам литой чугунный коленчатый вал
не уступает кованому стальному валу. Это подтверждается резуль-
татами длительных испытаний компрессора 4АУ-15 с литым колен-
чатым валом из модифицированного чугуна в лабораторных и эксплуа-
тационных условиях.
Однако завод «Компрессор» до настоящего времени продолжает
выпускать компрессоры с коваными коленчатыми валами. Другие
компрессоростроительные заводы также не проявляют должного
интереса к этому делу.
В то же время в отечественном автомобилестроении литые колен-
чатые валы находят широкое применение.
Такие валы для автомобильных двигателей изготовляются
из высокопрочного чугуна, легированного магнием (чугун с глобуляр-
ным графитом и ферритографитовой основой).
Механические свойства литых коленчатых валов характери-
зуются пределом прочности около 60 кг!мм2 и твердостью НВ
187—262.
18©
МЕХАНИЧЕСКАЯ ОБРАБОТКА КОЛЕНЧАТЫХ ВАЛОВ
До поступления в механический цех поковки коленчатых валов
очищаются от окалины. Поковки малых и средних коленчатых, валов,
как правило, очищаются от окалины путем дробеструйной или песко-
струйной обдувки. У поковок крупных коленчатых валов окалина
обивается при помощи пневматических молотков.
Очистка поковок коленчатых валов перед механической обработ-
кой является обязательной. Она обеспечивает уменьшение расхода
режущего инструмента и понижает износ металлорежущего оборудо-
вания, на котором обрабатываются эти детали.
Приведенные далее типовые технологические процессы механи-
ческой обработки коленчатых валов, принятые на компрессорострои-
тельных заводах, могут быть положены в основу разработки тех-
нологических процессов для коленчатых валов всех аналогичных
типов.
Типовой технологический процесс механической обработки малых
коленчатых валов (фиг. 111). Доставленные в механический цех
поковки малых коленчатых валов поступают на разметку. В процессе
разметки (первая операция), помимо разметки концов
вала (под отрезку) и наружных щек колен, производится проверка
габарита поковки. Эта операция производится при помощи наклад-
ного контурного шаблона. При разметке концов вала с каждой его
стороны оставляют припуск от 10 до 20 мм на последующую пере-
центровку и с одного конца дополнительный припуск от 60 до 100 мм
на изготовление образцов для испытания механических свойств
материала. Риски, нанесенные при разметке наружных контуров
щек колен вала и его концов, накернивают.
Второй операцией является отрезка по разметке кон-
цов вала на дисковой пиле или на ножовочном станке.
После отрезки концов вала производят разметку их под цен-
тровку (третья операция).
Четвертая операция — зацентровка концов вала. Эта
операция выполняется на радиально-сверлильном станке посредством
190
комбинированного сверла или сверла и зенковки с углом 60°. Глу-
бина зацентровки для валов этого типа 7,5—15 мм.
Во время пятой токарной операции производится
черновая обточка концов вала по верху с припуском от 2 до 4 мм
на максимальный диаметр шейки, обточка по верху цилиндрических
поверхностей щек колен вала в окончательный размер и чистовая
подрезка наружных плоскостей щек по разметке также в окончатель-
ный размер. Окончательно обработанные наружные поверхности
щек в дальнейшем служат базой при окончательной подрезке кон-
цов вала. При наличии на щеках вала скосов они обрабатываются
в окончательный размер после подрезки наружных плоскостей щек.
Шестая операция — разметочная. Колена вала
размечаются под сверление и вырезку лишнего металла для образо-
вания шатунных шеек. При разметке оставляется припуск от 3 до 5 мм
на сторону по всему внутреннему контуру. Диаметр сверла при этом
следует выбирать с расчетом обеспечения выхода дисковой пилы
при разрезке, а также, чтобы количество отверстий было кратным
ширине вырезаемого металла.
Седьмая операция — сверлильная. Сверление
отверстий в коленах вала производится по линиям разметки на про-
ход для облегчения вырезки лишнего металла.
Во время восьмой — отрезной операции — про-
резается лишний металл в коленах до выхода дисковой пилы в отвер-
стия, просверленные для этой цели. После прорезки лишнего металла
его выбивают (девятая операция) из колен вручную при
помощи зубила и кувалды. Вышеописанный метод образования колен
вала (шестая, седьмая, восьмая и девятая операции) менее трудоемок
по сравнению с другими методами — сплошным высверливанием
лишнего металла по контуру с последующей его выбивкой вручную,
долблением лишнего металла и другими способами, применяемыми
на отдельных заводах.
Для малых коленчатых валов, имеющих вес до 10—15 кг, вырезка'
лишнего металла для образования колен осуществляется на токарном
станке одновременно с операцией черновой обдирки шатунных шеек.
Десятая операция — токарная. Во время этой
операции концевые шейки вала обтачиваются чисто под люнет,
производится чистовая подрезка концов вала в окончательный размер
от наружных плоскостей щек, а также вторичная зацентровка его
на глубину от 7,5 до 15 мм. Необходимость вторичной, окончательной
подрезки концов вала и вторичной перецентровки вызывается тем,
что пятая — токарная операция (обточка цилиндрических поверхно-
стей щек и подрезка их наружных плоскостей) осуществляется
в неблагоприятных условиях ударных нагрузок на резец, следствием
чего является повышенная разработка центровых отверстий.
Во время одиннадцатой — токарной операции
концы коленчатого вала обтачиваются под приспособление для
обработки шатунных шеек (центросместители). Обточка концов вала
выполняется чисто, с точностью под посадку С3, на длину не менее
одного диаметра конца вала. После этого (двенадцатая опе-
191
рация) размечаются торцы концевых шеек вала таким образом,
чтобы нанесенные риски лежали в плоскости, проходящей через
центры коренных и шатунных шеек. Риски на торцах шеек вала
накернивают.
Тринадцатая операция — токарная. Коленча-
тый вал устанавливается в специальные приспособления (центро-
сместители) по рискам, нанесенным на торцах концевых шеек вала
и на центросместителях. Затем вал с приспособлениями на концах
устанавливается в центрах токарного станка, причем оси шатунных
шеек должны совпасть с осью центров станка, а коренные шейки —
расположиться эксцентрично по отношению к последней. Внутрен-
ние плоскости щек подрезаются до буртиков галтелей в окончательный
размер, а шатунные шейки обтачиваются предварительно с припуском
на последующую обработку от 3 до 8 мм на диаметр. При подрезке
внутренних плоскостей щек радиусы перехода от буртиков к щекам
протачиваются в окончательный размер. После проточки шатунных
шеек вал снимается со станка, и с него снимают центросместители.
Четырнадцатая операция — токарная. При
этой операции выполняется вторичная обточка шатунных шеек под
шлифование, для чего коленчатый вал вновь устанавливается в цен-
тросместители. Это вызывается тем, что во время первой, черновой
обточки при обдирке внутренних поверхностей щек колен вала из-за
больших ударных нагрузок возможно изменение первоначального
положения вала в центросместителях. Шатунные шейки и радиусы
галтелей обтачиваются чисто, с припуском под последующее шли-
фование от 0,5 до 1,8 мм на диаметр.
Во время пятнадцатой операции производится чисто-
вая обточка концов вала по всем диаметрам. При этом необходимо
выдержать все радиусы переходов от одного диаметра к другому.
Припуск на последующее шлифование оставляется в пределах 0,5—
1,8 мм на диаметр.
На части шейки вала, на которой в дальнейшем должна быть
нарезана резьба, оставляется припуск от 3 до 6 мм на диаметр.
Чистовая обработка коренных и всех других шеек, находящихся
на одной оси с ними, у коленчатых валов данной технологической
группы должна производиться только после чистовой обточки шатун-
ных шеек. Это требование обусловлено необходимостью иметь мак-
симально возможные диаметры коренных шеек для сохранения
наибольшей жесткости коленчатого вала при обработке шатунных
шеек под шлифование.
Шестнадцатая операция — разметочная.
Производится разметка наружных боковых плоскостей щек и торцов
под противовесы — под фрезерование или строгание. Разметочные
риски накерниваются.
Семнадцатая операция — фрезерная (стро-
гальная). Производится чистовая обработка в окончательный размер
боковых плоскостей щек и торцов под противовесы в специальном
зажимном приспособлении. При этом чисто обработанные коренные
шейки вала служат базой при установке вала в приспособление
192
и обеспечивают симметричное расположение боковых плоскостей
щек по отношению к оси вращения вала.
Последующая операция (восемнадцатая) — термиче-
ская. Коренные и шатунные шейки коленчатого вала закаливают
и отпускают до требуемой твердости. Режим термической обработки
устанавливается в зависимости от марки применяемой стали. Эта
операция необходима для обеспечения износоустойчивости коренных
и шатунных шеек коленчатого вала.
Затем (девятнадцатая операция) коленчатый вал
очищается от окалины путем дробеметной или пескоструйной обдувки,
после чего (двадцатая операция) вал размечают под сверле-
ние отверстий для смазки, крепления противовесов и других, кроме
отверстий для смазки, расположенных на наружных поверхностях
коренных и шатунных шеек. Сверление отверстий (двадцать
первая операция) для смазки, крепления противовесов и дру-
гих выполняется на радиально-сверлильном станке согласно разметке.
Сверление отверстий для смазки производится после термической
обработки вала. Если бы эта операция производилась до термообра-
ботки, то было бы трудно после этого очистить отверстия от окалины,
образовавшейся в процессе термообработки.
Следующая операция (двадцать вторая) — зачистка
конусов центровых отверстий резцом — выполняется на токарном
станке в люнете, после чего (двадцать третья операция)
производится предварительное шлифование коренных и всех других
шеек вала и радиусов перехода от одного диаметра к другому. При-
пуск на окончательное шлифование устанавливается в пределах
0,4—0,8мм на диаметр. Шейки вала под центросместители шлифуются
с точностью под посадку С. Обработка шеек выполняется на кругло-
шлифовальном станке.
Двадцать четвертая операция — шлифо-
вальная. Шатунные шейки вала и радиусы галтелей шлифуются
в окончательный размер. Шлифование шатунных шеек производится
на круглошлифовальном станке в специальных приспособлениях —
центросместителях — или же на специализированном шлифовальном
станке (фиг. 112). Установка цектросместителей на вал производится
по рискам, предварительно нанесенным на торцах концевых шеек
и центросместителях.
Во время следующей, двадцать пятой операции
конец вала протачивается на токарном станке под резьбу, и затем
резцом нарезается резьба в окончательный размер.
Двадцать шестая операция — шлифоваль-
ная. Выполняется на круглошлифовальном станке. Шейки вала
и радиусы переходов от одного диаметра к другому шлифуются
в окончательный размер. Особо тщательно должны быть отделаны
коренные шейки вала.
После шлифования шеек размечаются отверстия (двадцать
седьмая операция) для смазки, расположенные на наруж-
ных поверхностях коренных и шатунных шеек, и шпоночная
канавка.
13 Галицкий 331
193
Сверление отверстий (двадцать восьмая операция)
для смазки выполняется на радиально-сверлильном станке согласно
произведенной разметке.
Предпоследняя, двадцать девятая операция —
фрезерная. Фрезеруется на вертикально-фрезерном станке
канавка для шпонки по разметке. Сверление отверстий для смазки,
расположенных на наружных поверхностях коренных и шатунных
шеек, а также фрезерование шпоночной канавки производятся после
окончательной отделки шеек. Такая последовательность установлена
Фиг. 112. Шлифование шатунных шеек коленчатого вала
на специализированном шлифовальном станке.
для того, чтобы избежать выкрашивания абразивного круга при
проходе его через отверстие и шпоночный паз и за счет этого получить
чистую и ровную поверхность на обрабатываемых шейках.
Последняя, тридцатая операция — слесарная,
во время которой нарезаются резьбы в отверстиях и производятся
зачистка острых кромок и заусенцев, а также продувка смазочных
каналов сжатым воздухом.
После каждой операции производится обязательный контроль
размеров, состояния поверхности и правильности геометрических
форм детали посредством внешнего осмотра и промеров соответствую-
щими приспособлениями, инструментами и приборами.
Механическая обработка коленчатого вала компрессора 1ВУ.
В качестве примера механической обработки коленчатого вала пер-
вой технологической группы приводим описание обработки колен-
чатого вала компрессора 1ВУ.
Откованная заготовка коленчатого вала (фиг. 113) подвергается
термической обработке (нормализации) и после очистки ее от окалины
путем пескоструйной обдувки поступает на обработку в механиче-
ский цех.
194
Механическая обработка коленчатого вала компрессора 1ВУ
производится в такой последовательности.
Первая операция — разметочная. Поковка вала
укладывается на разметочную плиту, и по контурному шаблону
концы вала размечаются под отрезку на размер 545-2,о, т. е. с одного
конца вала 10 мм и с другого конца 60 мм на изготовление образца
для испытания механичес-
ких свойств материала.
Кроме того, наносятся
риски для подрезки щек
на размер 2O8_i,o (подрез-
ка по И мм с каждой сто-
роны). Нанесенные риски
накерниваются.
Вторая опера-
ция — отрезная.
Поковка вала устанав-
Фиг. 113. Заготовка коленчатого вала ком-
прессора 1ВУ.
ливается на призмы дисковой
пилы и закрепляется. Сперва
отрезается один конец вала согласно разметке, затем поковка пере-
крепляется и отрезается второй конец вала.
Третья операция — разметочная. Торцы вала
размечаются под зацентрование, после чего центры накерниваются.
Четвертая операция — сверлильная. Для
удобства крепления к столу радиально-сверлильного станка поковки
крепятся попарно. Зацентрование торцов вала осуществляется
в несколько переходов. Сперва засверливаются торцы вала сверлом
Фиг. 114. Пятая операция — токарная.
диаметром 6 мм на глубину 15 мм, а затем раззенковываются с диа-
метра 6 до диаметра 15 мм под углом 60°. Во время следующего пере-
хода поковки перекрепляются и устанавливаются другими концами
к шпинделю станка. После повторения переходов зацентрования
(сверление, раззенковка) детали открепляют и снимают со станка.
Пятая операция — токарная. Производятся чер-
новая обточка коренных шеек до щек на размер диаметром 85__о,8 мм;
чистовая обточка в окончательный размер цилиндрической части
щек до R = 95_о,8 мм; чистовая подрезка наружных плоскостей
щек по разметке на размер 208_i,омм в окончательный размер и при
этом выдерживаются радиусы перехода R = 5 мм (фиг. 114).
Шестая операция — токарная. Верхний суппорт
токарного станка устанавливается под углом 35°30'.
13*
195
Протачиваются скосы щек в окончательный размер под
углом 35°30' (см. фиг. 114). Ширина скоса выдерживается 25 мм.
Седьмая операция — токарная. Деталь устана-
вливается коротким концом к задней бабке, протачивается конец
вала до диаметра 78_0.2 мм на длину, приблизительно равную 80 мм;
под проточенный конец вала подводится люнет и подрезается торец
этого конца вала на размер 106—о,5 мм. Затем торец вала засверливают
сверлом диаметром 8 мм на глубину 15 мм и раззенковывают с диа-
метра 8 мм до диаметра 15 мм под углом 60°, после чего деталь
перекрепляют и устанавливают длинным концом к задней бабке.
Конец вала протачивают до диаметра 78__0,2 мм на длину 80 мм,
под проточенную шейку подводят люнет, и длинный конец вала
подрезают на длину 199-0.5 мм. После перецентрования длинного
конца деталь снимается со станка. Во время этой операции общая
длина вала выдерживается в пределах 513-1,5 мм (фиг. 115).
Восьмая операция — токарная. Обтачиваются
концы вала под приспособления для обработки шатунной шейки
(центросместители) до диаметра 75С3 на длину 65_i.o мм (фиг. 116).
Девятая операция — разметочная. Торцы вала
размечаются под установку центросместителей. На торцах вала
наносятся и накерниваются риски таким образом, чтобы они про-
ходили через центры шатунных и коренных шеек.
Десятая операция — токарная (фиг. 117). Под-
резаются внутренние плоскости щек, и обтачивается шатунная
шейка. На шейках вала диаметром 75С3 устанавливаются центро-
сместители по рискам, нанесенным наторцахвала и центросместителях,
после чего они закрепляются. Вал с центросместителями устанавли-
вается в центрах станка длинным концом к задней бабке. Вначале
врезаются в шатунную шейку прорезным резцом и протачивают ее
вразгонку до диаметра 73_0,5 мм на длину, приблизительно равную
80 мм. Затем подрезают внутренние плоскости щек до буртиков гал-
телей диаметром 85_о,5 мм, выдерживая при этом радиусы перехода
R = 10 мм и размеры 40-0.з4 мм от наружной плоскости щеки
и 128+0,53 мм между внутренними плоскостями щек. После этого
обтачивают шатунную шейку до диаметра 73_о,5 мм на длину
ИО4-0’8 мм, выдерживая размер бурта 9-0,зб мм, и снимают деталь
со станка.
Одиннадцатая операция — токарная. Обта-
чивается шатунная шейка под последующее шлифование.' После
десятой операции центросместители снимаются с вала и устанавли-
ваются по рискам вновь. Шатунная шейка обтачивается до диаметра
66,5-0.2 мм на длину 123+°’26 мм, при этом выдерживаются радиусы
галтелей R = 5 мм и толщина буртика 2,5_0,12 мм (фиг. 118).
Двенадцатая операция — токарная. Вал уста-
навливается в центрах длинным концом к задней бабке. Обтачивается
длинный конец до диаметра 8О-о,4 мм до щеки и радиус перехода
от щеки к шейке вала R = 5 мм (торец щеки не подрезается). Затем
обтачиваются коренная шейка до диаметра 71,4-0.2 мм на длину
196
Фиг. 115. Седьмая опера-
ция — токарная.
Фиг. 116. Обточка концов
вала под центросмесители.
Фиг. 117. Десятая операция — то-
карная.
Фиг. 118. Обточка шатунной
шейки.
Фиг. 120. Тринадцатая операция-
токарная.
Фиг. 119. Двенадцатая операция — то-
карная.
197
74,5-0.4 мм от галтели шатунной шейки и радиус перехода R = 3 мм\
обтачиваются шейка до диаметра 69,4_0.2 мм и радиус перехода R =
= 3 мм на длину 44,5__0.з мм от торца диаметром 80 мм. Последним
переходом обтачивается конец вала до диаметра 55-0.4 мм
на длину 22_о,5 мм от торца вала, при этом выдерживается радиус
перехода R — 3 мм (фиг. 119).
Тринадцатая операция — токарная. Вал уста-
навливается в центрах коротким концом к задней бабке. Обтачиваются
короткий конец до диаметра 8О_о.4 мм до щеки и радиус перехода 7? =
= 5 мм (торец щеки не подрезается). После этого обтачиваются
коренная шейка до диаметра 71,4_0.2 мм и радиус перехода R = 3 мм,
при этом выдерживается размер 271,5-0.5 мм от торца шейки диа-
метром 80 мм длинного конца вала. Затем обтачиваются конец вала
до диаметра 66,4_0.2 мм и радиус перехода R = 3 мм на раз-
мер 44,5-о,з мм от торца шейки диаметром 80 мм короткого конца
вала, и снимается фаска размером 3 мм на 45° по кромке торца вала
(фиг. 120).
Четырнадцатая операция — токарная. Вал
устанавливается в центрах длинным концом к задней бабке. Верх-
ний суппорт станка ставится под углом 2°52', затем производится
обточка конуса до диаметра 62_0.2 мм (фиг. 121).
Пятнадцатая операция — разметочная.
Коленчатый вал устанавливается на разметочной плите на призмах
(щеки вала параллельны плите) и выверяется в горизонтальном поло-
жении по центрам коренных и шатунной шеек. Проводятся риски
на торцах концов вала и щеках по центрам шеек. Затем вал прово-
рачивают на 90° (шатунной шейкой вверх) и проводят риски на наруж-
ных сторонах щек на 40 мм ниже центра и на 50 мм выше центра
вала. На этих рисках симметрично центровой линии откладываются
размеры 95 мм внизу и 85,6 мм вверху. Полученные точки соединяют
рисками, и риски проводят до конца щек. Разметка накернивается.
Шестнадцатая операция — фрезерная. Про-
изводится фрезерование боковых щек и торцовой поверхности щек
в приспособлении по разметке в окончательный размер (фиг. 122).
Семнадцатая операция — термическая.
Шатунная шейка коленчатого вала подвергается закалке с после-
дующим отпуском. Твердость шатунной шейки вала после термо-
обработки должна быть в пределах HRC 52—62.
Восемнадцатая операция — пескоструй-
ная. Производится тщательная очистка детали от окалины путем
пескоструй ной обдувки.
Девятнадцатая операция — разметочная.
Размечаются два отверстия для смазки диаметром 16,3 мм.
Двадцатая операция — сверлильная. Для
удобства крепления к боковой плоскости стола радиально-сверлиль-
ного станка устанавливаются сразу два вала короткими концами
кверху. Сначала сверлятся отверстия диаметром 11,8 мм на глу-
бину 20 мм по кондуктору, затем кондуктор снимается, и эти отвер-
стия развертываются с диаметра 11,8 мм до диаметра 12А. После
198
КонусНО
Фиг. 121. Обточка конуса.
Фиг. 122. Фрезерование боковых щек и торцовой поверх-
ности щек.
Фиг. 123. Двадцатая операция—-
сверлильная.
Фиг. 124. Двадцать первая операция — сверлильная.
199
этого производится сверление отверстий диаметром 16,3 мм на глу-
бину 132+1’° мм и отверстий диаметром 16,3 мм на проход по раз-
метке (фиг. 123).
Двадцать первая операция — сверлил-ьна я.
Сверлятся отверстия диаметром 16,3 мм на глубину 90 мм до соедине-
ния с отверстием в шатунной шейке. Аналогично двадцатой операции
детали для удобства крепятся к столу станка попарно (фиг. 124).
Двадцать вторая операция — токарная.
Верхний суппорт токарного станка устанавливается под углом 30°.
3L §4
Коленчатый вал коротким концом
зажимается в трехкулачковом па-
троне, а длинный конец (диа-
метром 71,4 мм) устанавливается
е
FT
Фиг. 126. Шлифование конуса вала. Фиг. 127. Шлифование шатунной шей-
ки вала.
в неподвижный люнет. После этого вал выверяется на биение с точ-
ностью 0,4 мм по диаметру 80 мм и 0,5 мм по диаметру 55 мм, а затем
производится проточка конуса центра под углом 60° до удаления
черноты и снятие предохранительной фаски 2 мм на 120°. После
перекрепления детали производится проточка конуса центрового
отверстия с другого конца вала.
Двадцать третья операция — шлифовальная.
Коленчатый вал устанавливается в центрах круглошлифовального
станка длинным концом к передней бабке. Вначале шлифуется корен-
ная шейка длинного конца вала до диаметра 7О,2_о.о2 мм, при этом
выдерживается радиус перехода R = 3 мм. и размер от галтели шатун-
ной шейки 74—0.2 мм. Во время следующего перехода шлифуются
шейка вала до диаметра 68 + 0,1 мм и радиус перехода R = 3 мм
на размер 44,3_о.з мм от галтели коренной шейки'. Затем шлифуются
коренная шейка со стороны короткого конца вала до диа-
метра 7O,3_o.i мм и радиус перехода R = 3 мм, при этом выдержи-
вается размер 271-0.2 мм от галтели коренной шейки длинного конца
вала. Последним переходом шлифуются концевая шейка короткого
конца вала до диаметра 65,3-o.i мм и радиус перехода R = 3 лии
на размер 44,3_о.з мм от галтели коренной шейки короткого конца
вала (фиг. 125).
200
Шлифование вышеуказанных шеек вала (предварительное) про-
изводится шлифовальным кругом из корунда средней мягкости, зер-
нистостью 46.
Двадцать четвертая операция — шлифо-
вал ь н а я. Стол круглошлифовального станка поворачивается
на угол 2°52'. Коленчатый вал устанавливается в центрах длинным
концом к задней бабке. Конус вала шлифуется до диаметра 61 +
+ 0,1 мм. .Шлифование конуса производится таким же шлифоваль-
ным кругом, как и в двадцать третьей операции (фиг. 126).
Двадцать пятая операция — шлифоваль-
диамет-
ная. Коленчатый вал устанавливается конусом и
ром 7О,2_о,о2 мм в приспособление,
закрепленное на шпинделе кругло-
Фиг. 129. Шлифование шеек вала.
Фиг. 128. Нарезание резьбы 1М48 ХЗ.
шлифовального станка. Шатунная шейка выверяется на биение с точ-
ностью до 0,2 ми, после чего шейка шлифуется до диаметра 651о;ов -М-и
в окончательный размер; при этом выдерживаются радиусы галте-
лей R = 5 мм, длина шейки 125А и размер 73_о,г мм от галтели
коренной шейки длинного конца вала (фиг. 127). Шлифование шатун-
ной шейки производится шлифовальным кругом из корунда средней
мягкости, зернистостью 60.
Двадцать шестая операция — токарная.
Деталь устанавливается в центрах токарного станка длинным кон-
цом к задней бабке. Затем протачивается конец вала под резьбу до диа-
метра 47,8_o.i мм, подрезается торец конуса на размер 216,5 ±
± 0,25 мм от галтели шатунной шейки и снимается фаска 2 мм на 45°
по кромке диаметра 47,8 мм. После проточки канавки для выхода
резца размером 4 мм до диаметра 45_о 5 мм нарезается резьба 1М48 хЗ
(фиг. 128).
Двадцать седьмая операция — шлифоваль-
ная. Выполняется на круглошлифовальном станке в центрах.
Шлифуются коренная шейка длинного конца вала до диа-
метра 7О1олоз мм и радиус галтели R — 3 мм на длину 72,5 + 0,1 мм
от галтели шатунной шейки; шлифуются коренная шейка короткого
конца вала до диаметра 7О+о',ооз мм и радиус галтели R = 3 мм
на длину 270 + 0,25 мм от галтели коренной шейки длинного конца
вала, а затем шлифуются концевая шейка короткого конца вала
до диаметра 65 + 0,01 мм и радиус галтели R — 3 мм на раз-
мер 44_о,з мм от торца вала (фиг. 129). Шлифование шеек вала
201
производится шлифовальным кругом из корунда средней мягкости,
зернистостью 60.
Двадцать восьмая операция — шлифоваль-
ная. Производится окончательное шлифование конуса вала до диа-
метра 6О_о,1 мм (меньшего диаметра конуса) под углом 2°52' на кру-
гл ошлифовальном станке.
Двадцать девятая операция — разметоч-
н а я. Размечаются два отверстия для смазки диаметром 5 мм
и шпоночная канавка шириной 12 мм и длиной 53 мм.
Тридцатая операция — сверлильная. Свер-
лятся два смазочных отверстия диаметром 5 мм на глубину 25 мм
до соединения со смазочным каналом в шатунной шейке, затем эти
отверстия раззенковываются на глубину 2 мм под 60°.
Тридцать первая операция — фрезерная.
Выполняется на вертикально-фрезерном станке. Коленчатый вал
устанавливается в приспособлении и закрепляется. Фрезеруется
канавка под шпонку по разметке
Фиг. 130. Фрезерование канавки под шпонку.
а — двухколенчатый вал; б—трех-
коленчатый вал.
Тридцать вторая операция — слесарная.
Нарезаются резьбы 1М18 на глубину 25 мм в трех отверстиях под
смазку, зачищаются оселком все острые кромки и заусенцы, смазоч-
ные отверстия продуваются сжатым воздухом.
Типовой технологический процесс механической обработки сред-
них коленчатых валов (фиг. 131). Первая операция —
проверка габарита поковки, разметка концов поковки для их отрезки
и разметка наружных контуров щек колен вала. Выполняется эта
операция на разметочной плите. При разметке концов вала под
отрезку с каждой стороны оставляется припуск от 25 до 30 мм
на последующее перецентрирование и с одного конца дополнительный
припуск от 60 до 100 мм на изготовление образцов для испытания
механических свойств материала. Разметка накернивается.
Вторая операция производится на дисковой пиле.
Отрезаются концы вала по разметке.
Третья операция — разметочная. Размечаются
концы вала под зацентрование.
Четвертая операция — сверлильная. Произ-
водится зацентрование концов вала на радиально-сверлильном станке
202
посредством комбинированного сверла или сверла и зенковки
с углом 60° на глубину 20 мм.
Пятая операция — токарная. Производится чер-
новая обточка концов вала с припуском от 4 до 6 мм на максимальный
диаметр шейки вала, чистовая обточка по верху цилиндрических
поверхностей щек колен вала в окончательный размер и чистовая
подрезка наружных плоскостей щек также в окончательный размер.
При наличии на щеках вала скосов они обрабатываются в оконча-
тельный размер после подрезки наружных поверхностей щек.
Шестая операция — разметка колен вала
под вырезку лишнего металла для образования шатунных шеек.
При разметке оставляется припуск от 5 до 8 мм на сторону по всему
внутреннему контуру.
Во время седьмой операции сверлятся отверстия
в коленах вала по разметке для облегчения вырезки лишнего
металла.
Восьмая операция — отрезная. Прорезается
дисковой пилой лишний металл в коленах вала по разметке до выхода
дисковой пилы в отверстия, предварительно просверленные для этой
цели.
Девятая операция — слесарная. Лишний металл
выбивается из колен вручную при помощи кувалды и зубила.
Десятая операция — токарная. Концы вала обта-
чиваются чисто под люнет, а затем производится чистовая подрезка
концов вала в окончательный размер от наружных плоскостей щек
и вторичное зацентрование концов вала на глубину 20 мм.
Одиннадцатая операция — токарная. Концы
коленчатого вала обтачиваются под приспособления для обработки
шатунных шеек (центросместители) или же под вкладыши специали-
зированного станка для обработки шатунных шеек. Обточка концов
вала выполняется чисто, с точностью под посадку С3 на длину не менее
одного диаметра конца вала.
Вслед за этой операцией коленчатый вал размечается (двенад-
цатая операция). Наносятся риски на обоих торцах конце-
вых шеек вала или же на наружных плоскостях щек в случае после-
дующей обработки шатунных шеек на специализированном станке.
Риски наносятся через центр концевых шеек таким образом, чтобы
они лежали в плоскости, проходящей через центры коренных и шатун-
ных шеек. Риски накернивают.
Тринадцатая операция — токарная. Произво-
дится черновая обточка шатунных шеек с припуском от 10 до 12 мм
на диаметр и чистовая подрезка внутренних плоскостей щек до бур-
тиков галтелей в окончательный размер, при этом выдерживаются
радиусы переходов от буртиков к щекам. Эту операцию можно
выполнять либо на токарном станке при помощи приспособлений —
центросместителей, либо на специализированном станке для обработки
шатунных шеек. В случае обработки шатунных шеек на специали-
зированном станке припуск на последующее шлифование шеек оста-
вляется от 2 до 3 ntnt на диаметр.
203
Четырнадцатая операция — токарная. Про-
изводится в том случае, если предыдущая операция выполнялась
на токарном станке. Коленчатый вал с центросместителями устана-
вливается в центрах токарного станка, и производится 'обточка
шатунных шеек и радиусов галтелей с припуском под последующее
шлифование от 2 до 3 мм на диаметр.
Пятнадцатая операция — токарная. Обтачи-
ваются концы вала по всем диаметрам с припуском под шлифование
от 2 до 3 мм на диаметр. При обточке шеек необходимо выдержать
все радиусы переходов от одного диаметра к другому. На шейке
Фиг. 132. Строгание боковых плоскостей щек
коленчатого вала.
вала, на которой в дальнейшем должна быть нарезана резьба, оста-
вляется припуск 8 мм на диаметр.
Шестнадцатая операция — разметочная.
Размечаются наружные плоскости щек под фрезерование или строга-
ние их боковых плоскостей и торцов под противовесы. Разметка
накернивается.
Семнадцатая операция — фрезерная (стро-
гальная). Производится чистовая обработка в окончательный размер
боковых плоскостей щек и торцов под противовесы по разметке
(фиг. 132).
Во время восемнадцатой операции производится
термическая обработка коренных и шатунных шеек коленчатого
вала. Их закаливают и затем отпускают до требуемой твердости.
Режим термической обработки устанавливается в зависимости
от марки применяемой стали.
Девятнадцатая операция —.дробеструй-
ная или пескоструйная. Коленчатый вал очищается
от окалины путем дробеструйной или пескоструйной обдувки.
Двадцатая операция — разметочная. Произ-
водится разметка коленчатого вала под сверление отверстий для
204
смазки (за исключением отверстий для смазки, расположенных
на наружных поверхностях коренных и шатунных шеек), для креп-
ления противовесов, а также под сверление других отверстий.
Разметка накернивается.
После разметки коленчатый вал крепят к столу радиально-свер-
лильного станка (двадцать первая операция) и сверлят
отверстия для смазки, крепления противовесов и другие.
Двадцать вторая операция — токарная.
Производится зачистка конусов центровых отверстий резцом. Выпол-
няется на токарном станке, в люнете.
Двадцать третья операция — шлифоваль-
ная. Выполняется на круглошлифовальном станке. Шлифуются
концы вала по всем диаметрам предварительно, при этом выдержи-
ваются все радиусы перехода от одного диаметра к другому. Шейки
вала под центросместители или под вкладыши специального станка
(в случае обработки на специальном станке) шлифуются с точностью
под посадку С. Припуск на окончательное шлифование оставляется
в пределах 0,6—1 мм на диаметр.
Двадцать четвертая операция — шлифо-
вальная. Шлифуются шатунные шейки и радиусы галтелей
в окончательный размер. Шлифование шатунных шеек выполняется
либо на круглошлифовальном станке в центросместителях, либо
на специализированном шлифовальном станке, снабженном эксцен-
тричными планшайбами с вкладышами для установки коленчатого
вала.
Двадцать пятая операция — токарная. Про-
тачивается на токарном станке конец вала под резьбу, а затем наре-
зается резьба.
Двадцать шестая операция — шлифоваль-
ная. Производится окончательное шлифование концов вала по всем
диаметрам и радиусов перехода от одного диаметра к другому. Особое
внимание уделяется отделке коренных шеек вала.
Эта операция выполняется на круглошлйфовальном станке.
После шлифования концов вала размечаются (двадцать седь-
мая операция) отверстия для смазки, расположенные
на наружных поверхностях коренных и шатунных шеек, и шпоноч-
ные канавки.
Сверление отверстий (двадцать восьмая операция)
для смазки выполняется на радиально-сверлильном станке согласно
произведенной разметке.
Двадцать девятая операция — фрезерная.
Производится фрезерование шпоночных канавок по разметке на вер-
тикально-фрезерном станке.
Тридцатая операция — слесарная. Нарезаются
резьбы в отверстиях, зачищаются заусенцы и острые кромки на обра-
ботанных поверхностях, продуваются сжатым воздухом смазочные
каналы.
После каждой операции обязательно контролируются размеры,
состояние поверхности и правильность геометрических форм детали
205
|f V4 Кругом
Фиг. 133. Коленчатый вал компрессора 4АУ-15
посредством внешнего осмотра и промера соответствующими при-
способлениями, инструментами и приборами.
В качестве примера механической обработки средних коленчатых
валов приводим технологический процесс механической обработки
коленчатого вала аммиачного компрессора марки 4АУ-15.
Механическая обработка коленчатого вала компрессора 4АУ-15
(фиг. 133). Заготовка коленчатого вала (эскиз поковки — фиг. 134),
Фиг. 134. Поковка коленчатого вала
компрессора 4АУ-15.
Фиг. 135. Отрезка концов по-
ковки.
прошедшая нормализацию, подвергается очистке от окалины путем
пескоструйной обдувки, после чего поковка поступает в механи-
ческий цех.
Первая операция — разметочная. Выполняется
на разметочной плите по шаблону. Наносятся риски для подрезки
щек на размер 500 -1.5 мм и отрезки концов
вала на размер 1100—2,о мм. Риски накер-
ниваются.
Вторая операция — от-
резная. Производится на дисковой
пиле. Поковка устанавливается на приз-
мы и закрепляется. Вначале отрезается
длинный конец поковки согласно раз-
метке, затем поковка перекрепляется и
отрезается короткий конец поковки по фиг. 136. Зацентрование кон-
разметке, при этом выдерживается об- цов вала.
щая Длина 1100-2,о мм (фиг. 135).
Третья операция — разметочная. Торцы кон-
цов поковки размечаются под зацентрование. Намеченные центры
накерниваются.
Четвертая операция — сверлильная. Две
поковки вала крепятся к столу радиально-сверлильного станка
в вертикальном положении (фиг. 136). Торцы поковок засверливаются
сверлом диаметром 10 мм на глубину 20+°’5 мм, затем эти отверстия
раззенковываются с диаметра 10 до диаметра 16 мм под угол 60°.
После перекрепления поковок зацентровываются торцы вторых
концов поковок.
Пятая операция — токарная. Деталь устанавли-
вается в центрах токарного станка длинным концом к задней бабке.
Вначале обтачивается длинный конец вала до диаметра 95—о,8 мм,
207
до перехода к щеке; затем обтачивается цилиндрическая поверхность
щек на проход до диаметра 25O_i,o мм в окончательный размер и под-
резается наружная плоскость щеки с диаметра 250 до диа-
метра 115_о,8 мм по разметке. При этом выдерживается радиус
перехода R = 4 мм. После этого подрезается торец буртика с диа-
метра 115 до диаметра 95-0,s мм на длину 10-о,7 мм, а затем деталь
Фиг. 137. Пятая операция — токарная.
Фиг. 138. Обтачивание шатунной шейки.
этом
перекрепляется и устанавливается коротким концом к задней бабке.
Во время следующего перехода обтачивается короткий конец вала
до диаметра 95~о,8 мм, до перехода к щеке; далее подрезается наруж-
ная плоскость щеки с диаметра 250 до диаметра 115„о,8 мм
на длину 500—1,5 мм с радиусом перехода R — 4 мм и подрезается
торец буртика с диаметра 115
до диаметра 95_о,8 мм на
длину 20-1,з мм (фиг. 137).
Шестаяопераци я—
токарная. Верхний суп-
порт токарного станка уста-
навливается под углом 45°. Де-
таль помещается в центрах
станка и закрепляется. Затем
протачивается скос щеки со
стороны передней бабки стан-
ка с диаметра 250 мм до
R = 90 мм под углом 45°,
скоса 35 мм по шаблону.
Деталь перекрепляется, устанавливается другим концом к зад-
ней бабке, и протачивается скос щеки с другой стороны.
Седьмая операция — разметочная. Размечаются
колена вала под вырезку лишнего металла по шаблону на раз-
мер 130 мм между внутренними плоскостями щек. Риски накерни-
ваются.
Восьмая операция — токарная (фиг. 138). Деталь
устанавливается на призмы специализированного станка для обточки
шатунных шеек коленчатых валов и закрепляется. Шатунные шейки
устанавливаются в горизонтальном положении. Обточка шатунной
шейки до диаметра 100-o.s мм на длину 130+1’° мм производится
врезанием посредством специального резца, при этом выдерживается
размер 75_о,8 мм. Потом подводится к венцу станка вторая шатунная
208
шейка и повторяется предыдущий переход, при этом выдерживается
размер 9О_о,8 мм.
Девятая операция — токарная (фиг. 139). Деталь
устанавливается в центрах токарного станка коротким концом к зад-
Фиг. 139. Девятая операция — токарная.
ней бабке. Обтачивается короткий конец вала до диаметра 92_0,2 мм
на длину приблизительно 80 мм, затем под проточенный конец вала
подводится люнет и отводится задний центр. Подрезается торец
короткого конца вала на размер 169_o,s мм\ сверлится отверстие
в торце вала диаметром 14,4 мм на глубину 210+1,° мм\ рассверли-
вается это отверстие до диаметра 17 мм на глубину 65+1,0лш. Затем
рассверленное отверстие
зенкеруется с диаметра 17
до диаметра 18+0,24 мм на
глубину 65+1,0 мм и с диа-
метра 18 мм на глубину
3 мм под углом 60°. Пос-
ле этого деталь перекре-
пляется и устанавливает-
ся длинным концом к зад-
нем бабке. Обтачивается
длинный конец вала под
люнет, устанавливается
люнет и отводится задний
центр. Подрезается торец
длинного конца вала на
размер 381_о,8 мм\ засвер-
ливается отверстие свер-
лом диаметром 10 мм
на глубину 20+°’5 мм и
затем раззенковывается с
углом 60°.
Фиг. 141. Двенадцатая операция — токарная.
диаметра 10 до диаметра 16 мм под
Десятая операция — токарная. Коленчатый вал
устанавливается в центрах токарного станка (фиг. 140). В начале
обтачивается длинный конец вала до диаметра 90С3 на длину при-
близительно ЭОлиипод центросместитель, затем деталь перекрепляется
и протачивается короткий конец вала под те же размеры.
14 Галицкий 331
209
Одиннадцатая операция — разметочная.
Наносятся риски на торцах концов вала таким образом, чтобы они
проходили через центры коренных и шатунных шеек.
Двенадцатая операция — токарная. * Выпол-
няется на токарном станке (фиг. 141). На проточенные концы вала
надеваются центросместители, устанавливаются по рискам, нанесен-
ным на торцах концов вала и самих центросместителях, и закреп-
ляются. Коленчатый вал с центросместителями устанавливается
в центрах станка длинным концом к задней бабке.
Подрезается внутренняя плоскость щеки со стороны короткого
конца вала до буртиков галтелей диаметром ПО-о.5 мм с радиу-
сом R = 4 мм на размер 6О-о,4 мм; подрезается внутренняя плоскость
другой щеки до буртиков галтелей диаметром 110—0,5 мм, с радиу-
сом R = 4 мм на размер 155+0’5 мм; затем обтачивается шатунная
шейка до диаметра 92_о,2 мм на длину 148+0’3 мм. При этом выдер-
живаются радиусы галтелей R = 4 мм и размер 3,5_0.i5 мм. Затем
деталь с центросместителями перекрепляется для обработки
второй шатунной шейки. Повторяются предыдущие переходы.
Выдерживается размер щеки 65_о,4 мм.
Тринадцатая операция — токарная (фиг. 142).
Деталь устанавливается в центрах токарного станка коротким
концом к задней бабке. Обтачивается конец вала до диа-
метра 92_о,2 мм, при этом выдерживаются размер 79,5_0,4 мм и радиус
перехода R — 3 мм. Обтачивается шейка вала до диаметра 54“°’2 мм
с радиусом R = 6 мм на размер 62_о,4 мм. Обтачивается конец вала
до диаметра 44_0,2 мм на размер 42_0,4 мм.
Четырнадцатая операция — токарная. Про-
изводится на токарном станке. Коленчатый вал устанавливается
в центрах длинным концом к задней бабке (фиг. 143). Обтачивается
конец вала до диаметра 92_0,2 мм с радиусом перехода R = 3 мм
на размер 517_0,8 мм, обтачиваются шейка вала до диаметра 72_0,2 мм
с радиусом R = 3 мм на размер 9О_о,4 мм и конец вала до диа-
метра 54_о,2 мм с радиусом R = 3 мм на размер 265_0,7 мм.
Пятнадцатая операция — токарная (см. фиг. 143).
Верхний суппорт токарного станка устанавливается под углом 2°52'.
Коленчатый вал устанавливается в центрах станка длинным концом
к задней бабке. Обтачивается конус до диаметра 62_0,2 мм.
Шестнадцатая операция — разметочная. Раз-
мечаются щеки вала под фрезерование боковых плоскостей и крайние
щеки под фрезерование торцовых плоскостей. Риски накерниваются.
Семнадцатая операция — фрезерная (фиг. 144).
Выполняется на вертикально-фрезерном станке. Фрезеруются боко-
вые плоскости щек по разметке.
Восемнадцатая операция — термическая.
Шатунные шейки коленчатого вала подвергаются закалке с после-
дующим отпуском. Твердость шатунных шеек после термообработки
должна быть в пределах HRC 52—62.
Девятнадцатая операция — пескоструй-
ная. Вал очищается от окалины путем пескоструйной обдувки.
210
Фиг. 142. Тринадцатая операция — токарная.
"5/7”
Фиг. 143. Четырнадцатая и пятнадцатая опера-
ции — токарные.
Фиг. 144. Фрезерование боковых плоскостей щек.
14*
211
Двадцатая операция — разметочная. Разме-
чаются четыре отверстия для смазки диаметром 14,4 мм и четыре
отверстия диаметром 18,4 мм для крепления притивовесов.
Двадцать первая операция — сверлильная
(фиг. 145). Два вала устанавливаются к боковой плоскости стола
радиально-сверлильного станка в вертикальном положении, корот-
ким концом кверху. Сверлятся отверстия диаметром 14,4 мм на глу-
бину 265+2’0 мм и диаметром 14,4 мм на глубину 185+1’5 мм. После
этого детали перекрепляются и устанавливаются на призмы боковыми
плоскостями щек перпендикулярно плите. Сверлятся отверстия диа-
метром 14,4 мм на глубину 140+1’0 мм, сверлятся отверстия диа-
метром 14,4 мм на глубину 215+2*0 мм и два отверстия диамет-
ром 18,4 мм на глубину 45+1-0 мм. Затем детали поворачиваются
на 180° и сверлятся последние два отверстия диаметром 18,4 мм
на глубину 45+1’0 мм.
Двадцать вторая операция — токарная
(фиг. 146). Верхний суппорт токарного станка устанавливается
под угол 30°. Коленчатый вал устанавливается коротким концом
в трехкулачковый патрон, а длинным концом (диаметром 72 мм)
в люнет. Вал выверяется на биение так, чтобы биение по диа-
метру 92 мм не превышало 0,5 мм, а биение конца вала — 0,7 мм.
Протачивается конус центрового отверстия под углом 60° до удаления
черноты и снимается фаска 1 мм на 120°. Деталь перекрепляется,
поворачивается другим концом к задней бабке и выверяется на биение
по внутреннему диаметру 18 мм с точностью до 0,1 мм. Протачивается
конус центрового отверстия под углом 60° до удаления черноты.
Двадцать третья операция — шлифоваль-
ная (фиг. 147). Производится на круглошлифовальном станке.
Деталь устанавливается в центрах длинным концом к передней бабке.
Шлифуется коренная шейка до диаметра 9О,5-О.оз мм с радиусом
перехода R = 3 мм на размер 79_о,2 мм; шлифуется шейка до диа-
метра 52,5-o.i мм, при этом выдерживается размер 62__о,4 мм
и радиус R = 3 мм; шлифуется вторая коренная шейка до диа-
метра 9О,5-о.оз мм с радиусом R = 3 мм на размер 516_0,4 мм и шли-
фуется шейка вала до диаметра 7O,5_o.i мм с радиусом R = 3 мм
на размер 9О_о,4 мм.
Двадцать четвертая операция — шлифо-
вальная. Стол круглошлифовального станка поворачивается
на угол 2°52'. Деталь устанавливается в центрах длинным концом
к задней бабке. Шлифуется конус вала до диаметра 61 ±0,1 мм.
Двадцать пятая операция — шлифовальная
(фиг. 148). Выполняется на круглошлифовальном станке в специаль-
ном приспособлении. Коленчатый вал устанавливается коренными
шейками диаметром 90,5_о.оз мм в приспособление. Выверяется
шатунная шейка на биение с точностью до 0,2 мм и шлифуется
до диаметра 9OZo,’o75 мм с галтелями (R = 4 мм) на длину 150+0’04 мм.
При этом выдерживается размер 78_о,2 мм. Вал перекрепляется.
Выверяется вторая шатунная шейка на биение тоже с точностью
до 0,2 мм. Затем шлифуют вторую шатунную шейку до диа-
212
Фиг. 146. Двадцать вторая операция — токарная.
Фиг. 147. Двадцать третья операция — шлифо»
вальная.
Фиг. 148. Шлифование шатунных шеек.
Фиг. 149. Двадцать шестая операция — токарная.
213
метра 9012’,075 мм и галтели (7? = 4 мм) на длину 150+0’04 мм, выдер-
живая при этом размер 7О_о,2 мм.
Двадцать шестая операция — токарная
(фиг. 149). Коленчатый вал устанавливается в центрах токарного
станка коротким концом к задней бабке.
Протачиваются на расстоянии 4 мм от торца канавка шири-
ной 3 мм до диаметра 39_0,з мм и на расстоянии 50 мм от торца вто-
рая канавка шириной 2 мм до того же диаметра и на расстоянии 64 мм
от торца третья канавка шириной 2 мм до диаметра 45_0,5 мм. Про-
тачивается место под резь-
бу до диаметра 47,8_0,i мм
на длину 10 мм, снима-
ются фаски 0,5 мм на 45°
по кромкам диаметра
47,8 мм и нарезается резь-
ба 2М48х2 до канавки.
Деталь перекрепляется
и устанавливается длин-
ным концом к задней баб-
ке. Протачивается канавка
с диаметра 90,5 до диа-
метра 82—о,5 мм, шириной 5 мм на размер 28 мм от торца; протачи-
вается вторая канавка шириной 4 мм до диаметра 42_0,5 мм на рас-
стоянии 26 мм от торца вала; протачивается конец вала под резьбу
до диаметра 47,8-ол мм> снимается фаска 2 мм на 45° по кромке
диаметра 47,8 мм и нарезается резьба 2М48х 2 до канавки. Прота-
чивается шейка под резьбу 3 дюйма трубную до диаметра 87,7_0.25 мм
на длину 28 мм, снимаются фаски 2 мм на 45° по кромкам диа-
метра 87,7 мм и нарезается резьба 3 дюйма трубная, 11 ниток
на 1 дюйм.
Двадцать седьмая операция — шлифоваль-
ная (фиг. 150). Деталь устанавливается в центрах круглошлифо-
вального станка длинным концом к передней бабке. Шлифуются
коренная шейка короткого конца вала до диаметра 9OZo’,o75 мм
и радиус R = 3 мм, при этом выдерживается размер 77,5_0,2 мм.
Шлифуется шейка до диаметра 52Zoj2 мм и радиус R = 3 мм, шли-
фуется концевая шейка до диаметра 42_0,017 мм до резьбы; затем
шлифуются коренная шейка длинного конца вала до диа-
метра 901^75 мм и радиус R = 3 мм, при этом выдерживается раз-
мер 515-ол мм\ шлифуется шейка до диаметра 7О1олг мм с радиу-
сом R = 3 мм на размер 9О_о,2з мм.
Двадцать восьмая операция — шлифоваль-
ная (см. фиг. 150). Стол круглошлифовального станка поворачи-
вается на угол 2°52'. Деталь устанавливается в центрах станка
длинным концом к задней бабке. Шлифуется конус до диаметра 60 ±
± 0,1 мм.
Двадцать девятая операция — разметоч-
ная. Размечаются четыре отверстия диаметром 8 мм на шатунных
214
шейках, одно отверстие диаметром 6 мм на шейке диаметром 70 мм,
шпоночная канавка шириной 12 мм на конусе вала и шпоночная
канавка шириной 8 мм на диаметре 42 мм.
Тридцатая операция выполняется на радиально-
сверлильном станке. Сверлятся два отверстия диаметром 8 мм
на глубину 38 мм до соединения со смазочными каналами в первой
шатунной шейке. Деталь перекрепляется. Сверлятся два отверстия
диаметром 8 мм на глубину 38 мм до соединения со смазочными кана-
лами во второй шатунной шейке и сверлится отверстие диаметром 6 мм
на глубину 3 мм согласно разметке.
Тридцать первая операция — фрезерная
выполняется на вертикально-фрезерном станке. Фрезеруются канавка
под сегментную шпонку шириной 12+0*12 мм на глубину 16 мм
на конусе вала по разметке и вторая шпоночная канавка на диа-
метре 42 мм шириной 8+0’12 мм на глубину 9,5 мм.
Тридцать вторая операция — слесарная.
Нарезаются резьбы 1М16х1,5 на глубину 15 мм в четырех отвер-
стиях под смазку. Нарезаются резьбы 1М20х1,5 на глубину 45 мм
в четырех отверстиях для крепления противовесов. Зачищаются
оселком все острые кромки и заусенцы. Смазочные отверстия про-
дуваются сжатым воздухом.
Типовой технологический процесс механической обработки круп-
ных коленчатых валов (фиг. 151). Первая операция заклю-
Фиг. 151. Крупные коленчатые валы:
а — одноколенный с роторной частью; б — двухколенный с роторной частью.
чается в разметке поковки коленчатого вала. Размечаются наруж-
ные контуры щек и концы вала под отрезку. При разметке концов
оставляется припуск по 40 мм с каждой стороны на перецентрование.
Разметка накернивается.
Вторая операция — отрезная. Производится
отрезка концов вала на дисковой пиле по разметке, после чего
(третья операция) концы вала размечаются под зацентро-
вание.
Четвертая операция — расточная. Произво-
дится зацентрование концов вала на глубину 30 мм под углом 90°
на расточном станке. Зацентрование крупных коленчатых валов
215
ввиду их больших габарита и веса на радиально-сверлильных стан-
ках не производят.
Пятая операция — токарная. Обтачивается конец,
находящийся у задней бабки, под люнет с припуском 10 мм на диа-
метр, на длину от одного до двух диаметров концевой шейки. После
установки неподвижного люнета обтачиваются коренные шейки
и роторная часть вала с припуском 10 мм на диаметр. При этом
выдерживаются все радиусы переходов. Коренная шейка вала,
расположенная у передней бабки, обтачивается чисто для установки
люнета в следующей операции. Затем подрезаются наружные пло-
скости щек с припуском 2 мм на сторону (кроме плоскости щеки,
обращенной к передней бабке) и подрезается конец вала для пере-
центрования. Последним переходом конец вала зацентровывается
на глубину 30 мм под углом 90°.
Во время следующей, шестой операции у коленчатого
вала после установки его на токарном станке подрезается наружная
плоскость щеки с припуском 2 мм на сторону и обтачивается корен-
ная шейка (в предыдущей операции обращенная к передней бабке)
с припуском 10 мм на диаметр.
При обточке коренной шейки выдерживается радиус перехода
от шейки к щеке. После обточки шейки подрезается конец вала для
перецентрования, при этом выдерживается общая длина вала. Зацен-
трование конца вала производится на глубину 30 мм под уг-
лом 90°.
Седьмая операция — разметочная. Размечаются
колена вала под фрезерование (строгание) боковых и торцовых пло-
скостей щек.
Восьмая операция — фрезерная (строгальная).
Выполнение этой операции до образования колен вызвано необхо-
димостью уменьшить толщину колен для облегчения сверления отвер-
стий и вырезки лишнего металла из колен вала. Операция произво-
дится на продольно-фрезерном или продольно-строгальном станке.
Фрезеруются (строгаются) боковые и торцовые плоскости щек по раз-
метке в окончательный размер.
Девятая операция — разметочная. Разме-
чаются колена вала под вырезку лишнего металла для образования
шатунных шеек. Припуск на последующую обработку оставляется
в пределах от 10 до 20 мм на сторону.
Десятая операция — сверлильная. Выпол-
няется на радиально-сверлильном станке. Сверлятся отверстия
в коленах вала на проход по разметке для облегчения вырезки лиш-
него металла.
Одиннадцатая операция — отрезная. Диско-
вой пилой вырезается лишний металл из колен по разметке до выхода
пилы в отверстия, просверленные во время предыдущей операции.
Затем (двенадцатая операция) производится выбивка
лишнего металла из колен вручную.
Тринадцатая операция — токарная. Выпол-
няется на специализированном станке для обработки шатунных
216
шеек. Вначале подрезаются внутренние плоскости щек с припуском
2 мм на сторону, а затем обтачиваются шатунные шейки вала с при-
пуском от 5 до 10 мм на диаметр. При этом выдерживаются радиусы
переходов.
Во время следующей (четырнадцатой операции) обта-
чиваются концевые коренные шейки с припуском от 1 до 2 мм на диа-
метр, обтачиваются коренные шейки с припуском под полирование
от 0,04 до 0,08 мм на диаметр; обтачиваются роторная часть и наруж-
ные плоскости щек в окончательный размер. Во время'обработки
шеек и роторной части должны быть выдержаны все радиусы перехо-
дов. Перед данной операцией термическая обработка коленчатого
вала не предусмотрена ввиду затруднительности ее выполнения
на компрессоростроительных заводах из-за отсутствия нагреватель-
ных печей большого габарита.
Поверхностная закалка шеек коленчатых валов пока еще не нашла
широкого применения на компрессоростроительных заводах.
Метод нагартовки шеек вала роликами не изучен, а поэтому
также не может быть рекомендован.
Пятнадцатая операция — разметочная.
Коленчатый вал размечается под фрезерование всех шпоночных кана-
вок и пазов и под сверление всех отверстий для смазки, расположен-
ных на поверхностях коренных и шатунных шеек.
Шестнадцатая операция — фрезерная-. Про-
изводится на продольно-фрезерном станке. Фрезеруются все шпоноч-
ные канавки и пазы по разметке в окончательный размер.
Семнадцатая операция — сверлильная.
Выполняется на радиально-сверлильном или горизонтально-расточ-
ном станке. Сверлятся по разметке все отверстия для смазки, крепле-
ния противовесов и другие.
Восемнадцатая операция — токарная произ-
водится на специализированном станке для обработки шатунных
шеек. Подрезаются внутренние плоскости щек, обтачиваются и
полируются шатунные шейки вала в окончательный размер.
При этом должны быть выдержаны радиусы перехода от шеек
к щекам.
Девятнадцатая операция — токарная.
Выполняется на токарном станке. Вал устанавливается в неподвиж-
ный люнет. Обтачиваются и полируются концевые коренные шейки
в окончательный размер, затем полируются коренные шейки, при-
легающие к роторной части вала, также в окончательный размер.
При обточке и полировании шеек выдерживаются все радиусы пере-
ходов от одного диаметра к другому.
Двадцатая операция — разметочная. Разме-
чаются отверстия для смазки на поверхностях шатунных и коренных
шеек вала.
Двадцать первая операция выполняется
на радиально-сверлильном или горизонтально-расточном станке.
Сверлятся отверстия для смазки по разметке, а затем раззенковы-
ваются под угол 60°.
217
Двадцать вторая операция — слесарная.
Нарезаются резьбы, зачищаются острые кромки и заусенцы и про-
дуваются сжатым воздухом смазочные каналы.
После каждой операции обязательно контролируются размеры,
состояние поверхности и правильность геометрических форм детали
посредством внешнего осмотра и соответствующих промеров при-
способлениями, инструментами и приборами.
Для иллюстрации изложенного выше типового технологического
процесса рассмотрим механическую обработку коленчатого вала
аммиачного компрессора 2АГ.
Механическая обработка коленчатого вала аммиачного компрес-
сора 2АГ. Поковка для коленчатого вала компрессора 2АГ
(см. фиг. 108) выполняется согласно чертежу заготовки (фиг. 152),
после чего она подвергается термической обработке — нормализации.
Фиг. 152. Поковка коленчатого вала аммиачного ком-
прессора 2АГ.
Первая операция — слесарная. Поковка вала
укладывается на деревянные брусья, и при помощи пневматического
молотка с нее отбивается окалина.
Вторая операция — разметочная. Размечается
габарит вала и накерниваются наружные контуры щек вала и его
Фиг. 153. Отрезка конца вала.
концы под отрезку. При
разметке концов остав-
ляется припуск с каждой
стороны по 40 мм на по-
следующее перецентрова-
ние.
Третья опера-
ция — отрезная.
Производится на диско-
вой пиле. Поковка уста-
навливается на призмьГ и закрепляется. Отрезается по разметке
один конец вала, затем поковка перекрепляется и производится
отрезка второго конца вала (фиг. 153) согласно разметке.
Четвертая операция — разметочная. Разме-
чаются торцы концов поковки вала под зацентрование.
Пятая операция — расточная. Выполняется
на горизонтально-расточном станке. Поковка вала устанавливается
на призмы и закрепляется. Затем в торце вала сверлится отверстие
диаметром 12 мм на глубину 30+0 5 мм. после чего это отверстие раззен-
2<18
ковывается с диаметра 12 до диаметра 40 мм под 90°. Деталь перекреп-
ляется, поворачивается другим концом к шпинделю станка, и произ-
водится зацентрование второго конца поковки.
Шестая операция — токарная (фиг. 154). Поковка
вала устанавливается в центрах токарного станка коротким концом
к передней бабке и закрепляется. Сперва об-
тачивается поясок под люнет с диаметра 190
до диаметра 15O_i,o мм на длину 380 мм чисто;
затем под проточенный поясок устанавливает-
ся люнет и обтачивается роторная часть
Фиг. 154. Шестая операция — токарная.
вала с диаметра 320 до диаметра 280—1,о мм на длину при-
близительно 530 мм. Обтачивается шейка с диаметра 270 до диа-
метра 23O_ito мм на длину 875+1’0 мм от торца вала. Обтачивается
конус с диаметра 230 до диаметра 150 мм на длину 2OO_i,o мм. Обта-
чивается второй конус с диаметра 230 до диаметра 180-1,о мм
на длину 2OO-i,o мм. Протачивается наружная плоскость щеки
вала согласно разметке до диаметра 205-1,о мм. При этом выдержи-
вается радиус перехода У? —10 мм и размер 2014+2’0 мм от торца
вала. Обтачивается коренная шейка с диаметра 230 до диа-
метра 17O_i,o мм на длину 240+1>0 мм. При этом выдерживаются
радиус перехода R = 10 мм и размер буртика 10 мм. Обтачивается
место под маслоуловительное кольцо до диаметра 24O_i,o мм на про-
ход. Подрезается торец бурта с диаметра 240 до диаметра 180-1,о мм
на размер 50-0,5 мм. Подрезается конец вала на размер 1974-2,0 мм.
Сверлится отверстие диа-
метром 12 мм на глубину
30+0’5 мм\ раззенковывает-
ся с диаметра 12 до диа-
метра 45 мм под угол 90°
и снимается предохрани-
тельная фаска размером
2,5 мм на 120°.
Седьмая опе-
рация — токар-
ная. Коленчатый вал
устанавливается в центры токарного станка коротким концом к зад-
ней бабке и закрепляется. Протачиваются (фиг. 155) наружная
плоскость щеки согласно разметке до диаметра 205-1,0 мм на размер
219
332—1,0 мм и радиус перехода 7? = 10 мм. Обтачиваются коренная
шейка с диаметра 210 до диаметра 17O_i,o мм на длину 342_i,0 мм
и радиус перехода R = 10 мм. Подрезается конец вала на раз-
мер 311—1,0 мм. Сверлится отверстие диаметром 12 мм на глу-
бину 30+0’5 мм. Просверленное отверстие раззенковывается до диа-
метра 45 мм под угол 90°, и снимается предохранительная фаска
размером 2,5 мм на 120°.
Восьмая операция — разметочная. Произво-
дится на разметочной плите. Коленчатый вал устанавливается
на призмы коленом параллельно плите, наносятся осевые линии,
и колено вала размечается под фрезерование. Разметка накерни-
вается.
Девятая операция — фрезерная (фиг. 156).
Выполняется на продольно-фрезерном станке. Вал устанавливается
Фиг. 156. Фрезерование плоскостей колен вала.
на призмы, выверяется по разметке и закрепляется. Фрезеруется
боковая плоскость колена по разметке; на кромках колена снимаются
фаски 15 мм на 45°; затем коленчатый вал перекрепляется (повора-
чивается на 180°) и фрезеруются вторая боковая поверхность щеки
и верхняя плоскость колена на размеры 210_о,6 мм и 425_0,8 мм,
после чего на кромках колена также снимаются фаски размером 15 мм
на 45°.
Десятая операция — разметочная. Коленчатый
вал устанавливается на разметочной плите в призмах коленом пер-
пендикулярно плите и выверяется по угольнику. Проводится осевая
линия на размер 212 мм от нижней плоскости колена. Наносятся
контрольные риски на размер 150 мм под обточку внутренних пло-
скостей щек. Наносятся контрольные риски на размер 138 мм для
последующей прорезки колена. Размечаются три отверстия диа-
метром 48 мм под высверливание лишнего металла на осевой линии
(размер 212 мм) так, чтобы среднее отверстие лежало на оси криво-
шипа, а два крайних касались его. Разметка накернивается.
Одиннадцатая операция — сверлильная.
Производится на радиально-сверлильном станке. Вначале сверлятся
три отверстия диаметром 15 мм на глубину 100 мм по разметке,
потом эти отверстия рассверливаются до диаметра 48 мм на глу-
бину 210 мм на проход.
Двенадцатая операция — отрезная (фиг. 157).
Выполняется на дисковой пиле. Вал устанавливается на призмы
220
Вид у ст ан од к и дала д плане
Фиг. 157. Прорезание лишнего металла в коле-
не вала.
Фиг. 158. Обработка шатун-
ной шейки вала.
Фиг. 159. Пятнадцатая операция — токарная.
Фиг. 160. Шестнадцатая операция — токарная.
0ЖТ
fiZOO.,
221
и закрепляется. Прорезается лишний металл в колене вала по раз-
метке до выхода пилы в отверстия.
Тринадцатая операция — слесарная. Из ко-
лена вала выбивается лишний металл вручную.
Четырнадцатая операция — токарная
(фиг. 158). Коленчатый вал устанавливается на призмы специализи-
рованного станка для обработки шатунных шеек коленчатых валов
и закрепляется. Подрезаются внутренние плоскости щек до буртиков
диаметром 192_i,0 мм так, чтобы между ними было 150+1 ’° мм, при
этом выдерживаются радиусы перехода R = 10 мм. Затем обтачи-
вается шатунная шейка до диаметра 156_i,0 мм на длину 144+1 ’° мм
с радиусами перехода R = 10 мм.
Пятнадцатая операция — токарная (фиг. 159).
Производится на токарном станке. Коленчатый вал устанав-
ливается в центрах длинным концом к передней бабке. Под корен-
ную шейку у роторной части вала ’ устанавливается люнет. После
выверки коренной шейки на биение с точностью до 0,1 мм вал
закрепляется. Протачивается наружная плоскость щеки со стороны
короткого конца вала до буртика диаметром 195-1,о мм с радиусом
перехода R = 10 мм на размер 89_i,0 мм. Обтачивается коренная
шейка с диаметра 170 до диаметра 161_о,о8 мм, при этом выдержи-
ваются размеры буртика 6 мм и радиус Z? = 10 мм. Обтачивается
шейка под шестерню с диаметра 161 до диаметра 81_о,46 мм. Сни-
мается фаска по диаметру 161 мм размером 2 мм на 45°.
Шестнадцатая операция — токарная (фиг. 160).
Коленчатый вал устанавливается в центры токарного станка
коротким концом к передней бабке. Под коренную шейку
у роторной части вала устанавливается люнет. Коренная шейка
выверяется на биение с точностью до 0,1 мм, после чего вал закреп-
ляется. Обтачивается шейка выносного подшипника с диаметра 150
до диаметра 14О,О6_о.оз мм на размер 34O_i,o мм. Обтачивается
роторная часть вала с диаметра 280 до диаметра 270^0,’оз5 мм на про-
ход. Обтачивается шейка под контактные кольца с диаметра 230
до диаметра 22О^о;оо4 мм на размер 565_i,0 мм. При этом выдержи-
вается радиус перехода R = 100 мм. Обтачивается конус с диа-
метра 220 до диаметра 140 мм на размер 365__10 мм при установке
суппорта станка под угол 11°20'. Обтачивается шейка вала до диа-
метра 22O-i,o мм под радиус R = 100 мм на размеры 450-1,о мм
и 81—0,7 мм. Обтачивается конусная часть вала со стороны кривошипа
с диаметра 220 до диаметра 17О_о,8 мм на длину 200-1,о мм. Для
проточки конуса суппорт станка устанавливается под угол 5°43'.
После этих переходов люнет перекрепляется и устанавливается
под роторную часть вала (диаметр 270 мм). Протачивается наружная
плоскость щеки со стороны роторной части до буртика диамет-
ром 195_i,o мм с радиусом перехода R = 10 мм на размер 328_i,o мм.
Обтачивается коренная шейка с диаметра 170 до диа-
метра 16О,О8-о,оз мм на длину 250+0’09 мм с радиусом перехода R =
= 10 мм, при этом выдерживается размер буртика 7-0,4 мм. Обта-
222
чивается место под маслоуловительное кольцо с диаметра 240 до диа-
метра 23О_1,о мм на проход. Обтачивается буртик коренного под-
шипника до диаметра 195-1,о мм на размер 2_0,2 мм. Обтачивается
буртик под канавку до диаметра 2OO_i,o мм на размер 12_о,4 мм.
Обтачивается профиль конуса по шаблону. Прорезается канавка
радиусом R = 3,5 мм до диаметра 188_i,0 мм. При этом выдержи-
вается размер буртика 2_о,2 мм. Обтачивается радиус перехода R =
= 20 мм к диаметру 170 мм под углом 45° по шаблону.
Семнадцатая операция — разметочная. Ко-
ленчатый вал устанавливается на разметочную плиту. Размечаются
три отверстия диаметром 8 мм и одно отверстие под резьбу 1М20
на торце вала; размечаются два отверстия под резьбу 1М20 на наруж-
ной и торцовой сторонах щеки, одно отверстие диаметром 13 мм
на шейке под контактные кольца и на роторной части два паза для
шпонок. Разметочные риски накерниваются.
Восемнадцатая операция — фрезерная. Вы-
полняется на продольно-фрезерном станке. Фрезеруются два паза
для шпонок по разметке глубиной 18мм, шириной 67,4 мм на проход,
длиной 455 мм.
Девятнадцатая операция — сверлильная
(фиг. 161). Производится на радиально-сверлильном станке. Колен-
чатый вал длинным концом опускается в яму, выверяется в вертикаль-
ном положении и закрепляется. Сверлятся три отверстия диамет-
ром 6,7 мм под резьбу М8 на глубину 15 мм, одно отверстие диамет-
ром 18 мм в торце коренной шейки на глубину 372+2’0 мм, одно
отверстие диаметром 18 мм в торце щеки на глубину 180+2 0 мм.
В отверстиях диаметром 18 мм нарезается резьба 1М20 на глу-
бину 28+1’0 мм. Деталь перекрепляется, устанавливается на стол
станка коленом перпендикулярно столу. Сверлится отверстие диа-
метром 18 мм на глубину 340+2>0 мм\ затем в этом отверстии наре-
зается резьба 1М20 на глубину 28+1>0 мм. Сверлится отверстие диа-
метром 13 мм на глубину 20+1»0 мм по разметке на шейке под кон-
тактные кольца.
Двадцатая операция — токарная (фиг. 162).
Коленчатый вал устанавливается на призмы специализированного
станка для обработки шатунных шеек. Подрезаются внутренние
плоскости щек, обтачиваются буртики шейки до диаметра 185-1,о мм,
при этом выдерживаются размеры 158+1’0, 85_i,o мм и радиус пере-
хода R = 10 мм. Обтачивается шатунная шейка до диа-
метра 15О,1_о,о8 мм на длину 154+1’0 мм с радиусом перехода R =
— 10 мм. Размер буртика выдерживается равным 2_0,2 мм. Затем
шатунная шейка полируется посредством специальных жимков,
наждачного порошка и пасты ГОИ до диаметра 150—o,os мм
на длину 154 мм.
Двадцать первая операция — токарная
(фиг. 163). Выполняется на токарном станке. Коленчатый вал уста-
навливается длинным концом к передней бабке в центр, а под корен-
ную шейку у роторной части устанавливается неподвижный люнет.
Коренная шейка выверяется на биение по индикатору с точностью
223
Фиг. 162. Обработка шатунной шейки вала.
Фиг. 163. Двадцать первая операция — токарная.
224
до 0,02 мм, после чего шейка выносного подшипника закрепляется
кулачками патрона. Обтачивается место под шестерню до диа-
метра 8О-о,о27 мм на длину 52 мм. Обтачивается коренная шейка
до диаметра 16О,О8_о.оз мм на длину 255 мм с радиусом перехода R
= 10 мм. Полируется коренная шейка до диаметра 16О-о,оз мм
с радиусом R = 10 мм на длину 255 мм. Полирование производится
специальными жимками, наждачным порошком и пастой ГОИ.
После этого коленчатый вал перекрепляется, устанавливается корот-
ким концом к передней бабке и закрепляется. Полируются коренная
шейка до диаметра 16О-О.оз ммс радиусом R — Юлш на длину 250 мл
и шейка выносного подшипника до диаметра 140-о,оз мм
на длину 340 мм.
Двадцать вторая операция — разметочная.
Производится на разметочной плите. Размечаются на коренной
и шатунной шейках по одному отверстию для смазки диаметром 12 мм.
Двадцать третья операция — сверлильная.
Выполняется на радиально-сверлильном станке. Сверлятся по раз-
метке два отверстия диаметром 12 мм до соединения со смазочными
отверстиями, после чего эти отверстия раззенковываются на глу-
бину 4 мм под углом 90°.
Двадцать четвертая операция — слесар-
ная. Коленчатый вал устанавливается на деревянные козлы.
Нарезаются три отверстия под резьбу М8 на глубину 15 мм в торце
вала. Зачищаются острые кромки и заусенцы; затем все отверстия
продуваются сжатым воздухом.
Механическая обработка и сборка составного коренного вала
газового компрессора производительностью 10 000 мЧчас, давлением
320 ати с кривошипами (фиг. 164). Механическая обработка корен-
ного вала (фиг. 165). Поковка коренного вала, очищенная от окалины,
поступает в механический цех.
Первая операция — разметочная. Проверяются
габаритные размеры поковки вала. Размечаются ось и центр вала,
а также его концы под отрезку. При разметке концов вала оставляется
припуск с каждой стороны не менее 50 мм на последующее перецентро-
вание.
Вторая операция — расточная. Выполняется
на горизонтально-расточном станке. Поковка вала устанавливается
на призмы, выверяется по разметке и закрепляется. Затем в торце
вала сверлится отверстие диаметром 10 мм на глубину 80 мм, после
чего торец вала фрезеруется для последующего зацентрования.
Отверстие диаметром 10 мм рассверливается до диаметра 25 мм
на глубину 100 мм, а затем до диаметра 51 мм на ту же глубину
и раззенковывается с диаметра 51 мм до диаметра 90 мм под угол 60°.
Поковка перекрепляется, поворачивается другим концом к шпинделю
станка, после чего производится зацентрование второго конца
вала.
Третья операция — токарная. Поковка вала уста-
навливается в центрах токарного станка и закрепляется. Протачи-
вается конец вала до диаметра 560 мм на длину приблизительно
15 Галицкий 331
225
т
51
6\
291-Щ)
233-
6-5
723—^1
135-329^95^
Вид по стрелке А
-----5600-
Фиг. 164. Составной
коренной вал газово-
го компрессора про-
изв одител ьно стью
10 000 мЧчас, давле-
нием 320 ати с кри-
вошипами.
Фиг. 165. Коренная часть вала газового компрессора.
Фиг. 166. Операции третья и шестая — токарные.
226
1100 мм, при этом выдерживается радиус перехода R = 25 мм,
затем (фиг. 166) под проточенную часть вала устанавливается люнет.
Обтачиваются роторная часть вала до диаметра 820 мм, шейка вала
до диаметра 760 мм на длину 495 мм, конус с диаметра 760 мм до диа-
метра 640 мм на длину 329 мм и шейка вала до диаметра 640 мм
на длину 135 мм. Далее обтачиваются второй конус с диаметра 820 мм
до диаметра 640 мм на длину 287 мм, шейка вала до диаметра 640 мм
на длину 140 мм и коренная шейка до диаметра 560 мм на длину
приблизительно 1060 мм. При этом выдерживается радиус пере-
хода R =25 мм. После этого обтачивается шейка вала под кривошип
до диаметра 440 мм на длину приблизительно 375 мм и надрезается
конец вала с диаметра 440 мм до диаметра 90 мм на длине 320+2>0 мм.
Четвертая .операция — слесарная. Отрезается
вручную надрезанный конец вала.
Пятая операция — расточная. Вал устанавли-
вается на призмы, выверяется и закрепляется. В торце вала сверлится
отверстие диаметром 25 мм на глубину 100 мм, затем оно рассверли-
вается до диаметра 51 мм на ту же глубину и раззенковывается
с диаметра 51 мм до диаметра 96 мм под угол 60°. Следующим пере-
ходом растачивается заточка диаметром 56 мм на длину 8 мм (см.
фиг. 165, место Б) и затем снимается предохранительная фаска раз-
мером 5 мм на угол 120°.
Шестая операция — токарная. Вал устанавли-
вается в центрах токарного станка новым центровым отверстием
к передней бабке и закрепляется. Под шейку вала диаметром 560 мм
устанавливается люнет. Конец вала обтачивается до диаметра 440 мм
на длину 725 мм от шейки диаметром 640 мм (см. фиг. 166) и надре-
зается с диаметра 440 мм до диаметра 90 мм на удалении 1045+2*0 мм
от шейки диаметром 640 мм.
Седьмая операция — слесарная. Отрезается
вручную надрезанный конец вала.
Восьмая операция — расточная. Повторяются
все переходы пятой операции.
Девятая операция — токарная. Деталь устана-
вливается в центрах токарного станка и закрепляется. Под коренную
шейку диаметром 560 мм устанавливается люнет. Обтачивается ротор-
ная часть вала до диаметра 815 мм на длину 1858 мм, затем до диа-
метра 805 мм на длину 1708 мм, до диаметра 785 мм на длину 558 мм
и до диаметра 765 мм на длину 130 мм. Обтачиваются шейки до диа-
метра 755 мм на длину 495 мм, конус с диаметра 755 мм до диа-
метра 635 мм на длину 329 мм и шейка до диаметра 635 мм
на длину 135 мм (фиг. 167). Люнет переставляется, после чего обта-
чиваются коренная шейка до диаметра 555 мм на длину 725 мм
с радиусом, равным 25 мм, и шейка под кривошип до диа-
метра 435 мм на длину 320+2*0 мм.
Десятая операция — токарная. Вал устанавли-
вается в центрах токарного станка и закрепляется. Обтачиваются
конус с диаметра 815 мм до диаметра 635 мм на длину 287 мм, шейка
вала до диаметра 635 мм на длину 140 мм, шейка вала до диа^
15*
227
метра 555 мм на длину 725 мм с радиусом перехода R = 25 мм
и шейка под кривошип до диаметра 435 мм на длину 320+2,0 мм.
Одиннадцатая операция — токарная. Вал
устанавливается в центрах токарного станка и закрепляется. Обта-
Фиг. 167. Операции девятая и десятая — токарные.
чивается роторная часть вала до диаметра 810 мм на длину 150 мм,
а далее до диаметра 8ОО+^озо мм на длину 1150 мм (см. фиг. 165f.
При этом выдерживается радиус перехода R = 2,5 мм (фиг. 168).
Затем обтачивается диаметр 780 мм на длину 428 мм и диа-
метр 760+0,52 мм на длину 130 мм. Далее обтачиваются шейка вала
до диаметра 750 мм, конус вала с диаметра 750 мм до диаметра 630 мм
на длину 329 мм и шейка вала до диаметра 630—o.is мм
Фиг. 168. Обточка коренного вала (операция одиннадцатая).
на длину 135 мм. Обтачивается коренная шейка до диа-
метра 55О2о’,з4 мм и подрезается торец шейки диаметром 630 мм.
Затем обтачивается шейка под кривошип до диаметра 43Офол15 мм,
у нее подрезается торец на размер 320 мм и снимается фаска. Прота-
чивается выточка в торце коренной шейки (см. фиг. 165, место Л)
до диаметра 515 мм на глубину 40 мм по шаблону. После этого вал
переустанавливается, и у него обтачиваются конус с диаметра 810 мм
до диаметра 630 мм и шейка до диаметра 63O-_o,i8 мм на
длину 140 мм. Далее обтачивается коренная шейка до диа-
228
метра 55О_о.’з4 мм на длину 725 мм, при этом выдерживается радиус,
равный 25 мм, и подрезается торец шейки диаметром 630 мм. Обта-
чивается шейка под кривошип до диаметра 43О+олТ5 мм, и у нее
подрезается торец на размер 320 мм и снимается фаска. Затем в торце
коренной шейки протачивается выточка до диаметра 515 мм на глу-
бину 40 мм по шаблону.
Двенадцатая операция — разметочная.
Размечаются шпоночные пазы, местные углубления на диа-
метре 780 мм и шпоночная канавка на диаметре 760 мм.
Тринадцатая операция — расточная. На
горизонтально-расточном станке производится фрезерование мест-
ных углублений и шпоночной канавки по разметке.
Четырнадцатая операция — строгальная.
На продольно-строгальном станке строгаются шпоночные пазы
по разметке на глубину 54+^2 мм.
Пятнадцатая операция — разметочная. Вал
размечается под насадку кривошипов, и на коренных шейках разме-
чаются отверстия для смазки.
Шестнадцатая операция — расточная.
На горизонтально-расточном станке сверлится в торце вала отвер-
стие диаметром 25 лш на глубину 880 мм, затем это отверстие рассвер-
ливается до диаметра 51 мм на ту же глубину и производится наре-
зание резьбы 13/4 дюйма трубной на глубину 45 мм. Деталь пере-
крепляется, и в другом торце также сверлится, рассверливается
и нарезается отверстие.
Семнадцатая операция—-сверлильная. Про-
изводится на радиально-сверлильном станке. Сверлятся по разметке
отверстия диаметром 25 мм на глубину 250 мм до соединения с цент-
ральным отверстием, и затем кромки этих отверстий скругляются
под радиус R = 10 мм посредством специального зенкера.
Механическая обработка кривошипа коренного вала (фиг. 169).
Первая операция — карусельная. Поковка криво-
шипа устанавливается на стол карусельного станка шейкой криво-
шипа вниз и закрепляется. Протачивается плоскость криво-
шипа (900 Х1185 мм). Затем поковка перекрепляется и протачивается
плоскость торца шейки кривошипа (диаметр 300 мм).
Вторая операция — разметочная. Размечаются
ось шейки кривошипа (диаметр 300 мм), ось отверстия (диа-
метр 430 мм), щеки кривошипа (320 мм) и шейка кривошипа под
обточку.
Третья операция — карусельная. Деталь уста-
навливается на стол карусельного станка шейкой кривошипа вверх,
выверяется по разметке и закрепляется. Обтачивается шейка кри-
вошипа до диаметра 350 мм, у нее подрезается торец на раз-
мер 310 мм, а затем обтачивается плоскость кривошипа (фиг. 170)
на размер 340 мм.
Четвертая операция — разметочная. Разме-
чаются контур кривошипа и отверстие диаметром 430 мм.
229
Фиг. 169. Кривощип коренного вала.
Фиг. 170. Третья операция — ка^
русельная.
Фиг. 171. Обработка кривошипов на продольно-строгальном станке.
230
Пятая операция — строгальная. Деталь уста-
навливается на стол продольно-строгального станка шейкой криво-
шипа вверх и закрепляется. Вначале строгается первый скос щеки
кривошипа по разметке (фиг. 171 и 172), затем после перекрепления
детали — второй скос щеки. После этого строгаются боковые стороны
на размеры 900 и 514 мм, затем (после перекрепления детали) торцо-
вые стороны кривошипа на размер 1185 мм. При этом выдерживается
размер 348 мм.
Шестая опер ация — сверлильная. Кривошип
устанавливается на стол радиально-сверлильного станка и закреп-
ляется. Сверлится по разметке отверстие диа-
метром 25 мм на глубину 340 мм (на про-
ход), последующими переходами оно рассверли-
вается до диаметров 60, 95 и 135 мм на ту же
глубину.
Седьмая операция — расточ-
ная. На горизонтально-расточном станке
производится расточка отверстия диаметром
135 мм до диаметра 380 мм.
Восьмая операция — кару-
сельная. Деталь устанавливается на стол
карусельного станка шейкой кривошипа вниз,
выверяется по центру отверстия диаметром
380 мм и закрепляется. Протачивается плос-
кость (900 х 1185 жж), при этом выдерживается
Фиг. 172. Пятая опе-
рация — строгальная.
толщина щеки кривошипа 330 жж. Растачивается отверстие диамет-
ром 380 жж до диаметра 430+0>06 мм на глубину 330 мм и снимается
фаска размером 1 жж на 45°.
Девятая операция — разметочная. Размечается
центр шейки кривошипа.
Десятая операция — карусельная. Кривошип
устанавливается на стол карусельного станка шейкой вверх, выве-
ряется по центру шейки и закрепляется. Обтачивается шейка до диа-
метра 305 жж на длину 310 жж, протачивается торец шейки на раз-
мер 610 жж от нижней плоскости, растачивается выточка диамет-
ром 440 жж на размер 310 жж от торца шейки. При этом обтачивается
буртик диаметром 350 жж, высотой 5 жж и выдерживаются радиусы
закругления 15 и 20 жж. Далее обтачивается шейка кривошипа до диа-
метра 3OOZo:?25 мм на длину 305 жж с радиусом перехода 15 жж,
а затем снимается фаска размером 1 жж на 45°. Последним переходом
протачивается плоскость щеки на размер 320 жж от нижней плоско-
сти.
Одиннадцатая операция — карусельная.
Деталь устанавливается на стол станка шейкой кривошипа вниз,
выверяется по отверстию диаметром 430 жж и закрепляется. Обта-
чивается плоскость щеки до диаметра 620 жж с радиусом 10 жж на раз-
мер 10 жж. Растачивается выточка диаметром 551 жж на глубину 2 жж
и снимается фаска размером 1 жж на 45° у отверстия диамет-
ром 430 жж.
231
Двенадцатая операция — разметочная. Раз-
мечается контур кривошипа (7? = 260 и R = 450 мм), затем пазы
размером 120 х 30 мм, фаски 60 мм на 45°, углубление 400 х 2 мм
и кольцевой поясок выточки диаметром 440 мм под, фрезе-
рование.
Тринадцатая операция — долбежная. Деталь
устанавливается шейкой кривошипа вверх, выверяется по центру
шейки и закрепляется. Долбится контур кривошипа по ра-
диусу 260 мм. Деталь перекрепляется, выверяется по центру
отверстия диаметром 430 мм и долбится контур по радиусу 450 мм.
Последующими переходами долбятся углубление размером 400 X
X 2 мм, пазы 120 х 30 мм и фаски 60 мм на 45°.
Четырнадцатая операция — расточная. На
горизонтально-расточном станке фрезеруется кольцевой поясок
выточки диаметром 440 мм по разметке.
Пятнадцатая операция — разметочная. Про-
изводится разметка всех отверстий для смазки, крепления шайбы
и противовеса.
Шестнадцатая операция — расточная. На
горизонтально-расточном станке производится сверление и нареза-
ние отверстий для крепления противовеса (М48х5 и М72х6).
Семнадцатая операция — сверлильная.
На радиально-сверлильном станке сверлится отверстие диаметром
25 мм на глубину 545 мм на проход до соединения с отверстием
диаметром 430 мм. Затем это отверстие рассверливается до диаметра
51 мм, в нем нарезается резьба диаметром 13/4 дюйма трубная длиной
50 мм и растачивается выточка диаметром 60 мм, глубиной 5 мм.
Деталь переустанавливается, и те же переходы выполняются над
отверстием диаметром 51 мм и глубиной 455 мм, соединяющимся
с отверстием диаметром 51 мм и глубиной 545 мм. Далее сверлятся
четыре отверстия диаметром 26,1 мм на глубину 50 мм и в них наре-
зается резьба МЗО X 3,5. Деталь снова переустанавливается, и в ней
сверлятся два отверстия диаметром 20 мм на глубину около 150 мм
до соединения с отверстием диаметром 51 мм. Последними перехо-
дами кромки отверстий скругляются по радиусу 8 мм.
Восемнадцатая операция — разметочная.
Размечаются оси отверстия диаметром 430 мм для посадки криво-
шипа на коренной вал.
Сборка коренного вала с кривошипами. Коренной вал устанавли-
вается на плите, на призмах, выверяется по уровню и разметочным
рискам и закрепляется. После этого проверяется посадочный размер
шейки коренного вала и посадочный размер отверстия кривошипа
диаметром 430А. Кривошип в земляном горне нагревается до темпе-
ратуры 300—350° С. При этой температуре в отверстие диаметром
430А кривошипа должен входить штихмас размером 431,5 мм;
этим способом контролируется температура нагрева криво-
шипа.
Нагретый до указанной температуры кривошип надевается на
шейку коренного вала по осевой линии согласно разметке и остывает
232
на воздухе. Аналогично производится посадка второго кривошипа
на другой конец коренного вала. Затем производится зачистка острых
кромок и заусенцев вала и продувка всех его отверстий сжатым воз-
духом.
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ
Приспособления для механической обработки коленчатых валов.
Как было сказано выше, обработка шатунных шеек малых и средних
коленчатых валов производится на токарных и круглошлифовальных
станках в центросместителях, ус-
танавливаемых на обоих концах
вала. На фиг. 173 изображен цент-
росместитель для обработки шатун-
ных шеек коленчатых валов. Он
состоит из стального корпуса /,
прижима 2, крепящегося к корпу-
су посредством шпилек 5, гаек 4
и шайб 5. В отверстие, расточенное
в корпусе, запрессован стальной,
закаленный до твердости HRC 45—
50 центр 6. Расстояние от центра до
оси шейки вала, на которую наде-
вается центр осместитель, равно
расстоянию между осью коренных
шеек и осью шатунной шейки
Фиг. 173. Центросместитель для об-
работки шатунных шеек коленчатого
вала.
коленчатого вала. В центросместителях, предназначенных для пред-
варительной обработки шатунных шеек, отверстие под шейку вала
растачивается с точностью по 3-му классу, а шейка коленчатого
вала под центросместитель обтачивается под посадку С3. В центро-
сместителях, служащих для окончательной обработки шатунных
шеек, это отверстие выполняется с точностью по 2-му классу, а шейка
вала под центросместитель обтачивается под посадку С. Центросме-
стители устанавливаются на шейки коленчатого вала по разметоч-
ным рискам, нанесенным на них при разметке вала, и по осевым
рискам, имеющимся на центросместителях. По кромкам отверстия
центросместителя сняты предохранительные фаски, предохраняю-
щие отверстие от забоин. При надевании центросместителя на шейку
вала и съеме его не допускаются удары молотком или кувалдой.
Эти операции необходимо производить при помощи специальных
скоб с винтом по типу применяемых для стягивания шкивов. Отвер-
стие для центра в центросместителях и сами центры рекомендуется
делать конусными для того, чтобы их было легче выбивать из кор-
пуса центросместителя при замене.
На фиг. 174 представлено приспособление (центросместитель)
для окончательной обработки шатунной шейки коленчатого вала
компрессора 1ВУ. Приспособление состоит из планшайбы 7, навин-
чиваемой на шпиндель станка, и корпуса 3, прикрепленного к план-
233
шайбе болтами 2 и штифтами 5. Корпус имеет расточенное конус-
ное отверстие а, куда вставляется конусный конец вала. Цилиндри-
ческое отверстие б в корпусе расшлифовано до размера 70,21+0’02 мм,
вид А
Фиг. 174. Центросместитель для окончательной обработки
шейки коленчатого вала компрессора 1ВУ.
Фиг. 175. Специализированная наладка для об-
работки малых и средних коленчатых валов.
а шейка коленчатого вала, вставляемая в это отверстие, выполняется
размером 7О,2_о,о2 лш. Цилиндрическая шейка вала зажимается
в корпусе приспособления
при помощи болта 4. Ще-
ка вала, помещенная в паз
корпуса, закрепляется
винтами 6. Отверстия в
служат для крепления
контргрузов к планшайбе
для уравновешивания при-
способления. Второй конец
обрабатываемого вала ос-
тается свободным.
Специал из ированная
наладка, применяемая для
обработки шатунных шеек
малых и средних коленча-
тых валов на токарных
и круглошлифовальных станках, показана на фиг. 175. Она состоит
из планшайбы /, навинчиваемой на шпиндель станка и являющейся
ведущей, и планшайбы 3 ведомой, вращающейся на бронзовой втулке,
закрепленной на шпинделе задней бабки. Коренные шейки обраба-
тываемого коленчатого вала устанавливаются во втулках кронштей-
234
нов 4, привернутых к планшайбам болтами. Для уравновешивания
приспособления к планшайбам прикреплены чугунные противо-
весы 2.
Шатунные шейки коленчатых валов больших компрессоров обра-
батываются на специализированных станках, предназначенных для
этой цели. Обрабатываемый коленчатый вал не вращается, а закреп-
ляется неподвижно в специальных центросместительных стойках
(фиг. 176). Стойки состоят из чугунных корпусов /, крышек 2 и вкла-
дышей <?, в которые устанавливаются коренные шейки вала. Стойки
крепятся к столу станка болтами.
На фиг. 177 изображено приспособление для фрезерования боко-
вых поверхностей щек малых коленчатых валов. Оно представляет
собой опорную плиту 2, к которой приварены электросваркой две
призматические стойки 6 и две опорные стойки 1. В призматические
стойки ввинчены четыре шпильки 5 с гайками 5, нажимающими
на накладки 4, которые закрепляют в приспособлении коленчатый
вал. Высота опорной стойки рассчитывается в соответствии с диамет-
ром шатунной шейки вала (база). Для увеличения износоустойчи-
вости призм стоек к ним при помощи винтов 8 привернуты стальные
закаленные пластинки 7. Приспособление крепится к столу фрезер-
ного станка при помощи четырех болтов.
Приспособление аналогичной конструкции (фиг. 178) применяется
и для фрезерования боковых поверхностей щек средних коленчатых
валов. Данное приспособление снабжено регулирующими опорными
стойками а, что делает его до некоторой степени универсальным,
так как позволяет обрабатывать и другие коленчатые валы, не очень
отличающиеся по своим размерам от запроектированного для обра-
ботки на указанном приспособлении. Базой для фрезерования обеих
боковых поверхностей щек вала служит шатунная шейка вала.
Фрезерование шпоночной канавки на конусной шейке коленчатого
вала для сегментных шпонок осуществляется на вертикально-фрезер-
ном станке в приспособлении (фиг. 179), представляющем собой
стальную опорную плиту /, к которой приварены электросваркой
две стойки 2 и опора 5 для шатунной шейки. Коренные шейки колен-
чатого вала опираются на вкладыши 6, привернутые к стойкам при
помощи винтов 9. Закрепление коренных шеек вала во вкладышах
производится при помощи прижимных планок 8. Для предохранения
обработанных коренных шеек вала от забоин и вмятин на опорных
поверхностях прижимных планок наплавлены медные пластинки 7.
К опоре 5 привернута винтами 3 отшлифованная накладка 4.
Для облегчения установки и выверки приспособления к опорной
плите привернуты винтами 10 два сухаря 11. Приспособление кре-
пится к столу вертикально-фрезерного станка двумя болтами.
Полирование коренных шеек больших коленчатых валов произво-
дится на токарных станках при помощи специальных жимков
(фиг. 180), состоящих из двух деревянных колодок с чугунными вкла-
дышами, соединенных посредством кожаного ремня. Шейки вала
полируются мелким наждачным порошком и окончательно —
пастой ГОИ.
235
Фиг. 176. Центросместительные стойки для обработки круп-
ных коленчатых валов.
Фиг. 177. Приспособление
для фрезерования щек
коленчатого вала.
Фиг. 178. Приспособление
для фрезерования боковых
поверхностей щек средних
коленчатых валов.
236
Для проверки правильного положения осей коренных и шатун-
ных шеек коленчатого вала применяются точно обработанные и шли-
фованные призмы с углом конуса 90°. Проверка производится на раз-
меточной плите при помощи стоечного индикатора. На призмах про-
Фиг. 179. Приспособление для фрезерования шпоночной ка-
навки для сегментных шпонок.
веряется биение коренных шеек коленчатого вала в трех точках
по длине и в трех положениях шейки (смещение на 120°).
Инструмент для механической обработки коленчатых валов.
Измерение линейных размеров между наружными торцовыми
поверхностями щек коленчатого вала произ-
водится либо при помощи универсальных из-
мерительных инструментов (линейка, штан-
генциркуль и др.), либо специальными предель-
ными шаблонами. Данного типа шаблоны
Фиг. 180. Жимки для
полирования шеек
крупных коленчатых
валов.
Фиг. 182. Шаблоны для
измерения расстояний
между ступенчато-рас-
положенными торцо-
выми поверхностями.
Фиг. 181. Шаблон для из-
мерения расстояния от гал-
тели шатунной шейки до
галтели коренной шейки.
изготовляются из стали марки 15, цементируются и затем подвер-
гаются закалке до твердости HRC 56—62.
Расстояние от галтели (бурта) шатунной шейки до галтели корен-
ной шейки коленчатых валов измеряется предельным шаблоном,
237
показанным на фиг. 181. Применение для этой цели универсальных
инструментов не рекомендуется, так как они не обеспечивают тре-
буемой точности замеров.
Типы предельных шаблонов, служащих для измерения линейных
размеров между ступенчато расположенными торцовыми поверхно-
Фиг. 183. Шаблон
для измерения глу-
бины шпоночной
канавки.
Фиг. 184. Шаблон
для измерения уг-
лов щек вала под
противовесы.
Фиг. 185. Шаб-
лон для измере-
ния угла скоса
щек вала.
стями шеек коленчатого
вала, изображены на фиг. 182. Замер этих
размеров может производиться и посредством универсальных изме-
рительных инструментов — глубиномеров и штангенциркулей.
Для измерения высоты выступов галтелей на шатунных шейках
коленчатого вала применяют предельный шаблон.
Для измерения глубины шпоночных канавок на шейках коленча-
того вала применяются специальные предельные шаблоны. Тип
Фиг. 186. Конусные предельные втулка
и пробка.
подобного шаблона изобра-
жен на фиг. 183. Измерение
ширины шпоночных канавок
производится при помощи
нормальных предельных про-
бок.
Специальный шаблон, при-
меняемый для измерения уг-
лов щек коленчатого вала
под противовесы, изображен
на фиг. 184. Замер углов может производиться и при помощи
универсального угломера, обеспечивающего точность измерения
от 2 до 5'.
Шаблон для измерения угла скоса щек коленчатого вала показан
на фиг. 185. Эта операция также может производиться посредством
универсального угломера.
Конусные шейки коленчатых валов под шкив, маховик или муфту
измеряются посредством предельных конусных втулок. На фиг. 186
изображены конусные предельные втулка и пробка, служащие для
измерения конусных шеек коленчатых валов и конусных отверстий
в маховике, шкиве или муфте, надеваемых на вал.
Зацентрование центровых отверстий коленчатого вала осуще-
ствляется при помощи зенковок, изготовляемых обычно из угле-
238
родистой качественной стали марок У10А или У12А. После термиче-
ской обработки зенковки твердость режущей части ее должна быть
в пределах HRC 62—64, а твердость хвостовой части HRC 40—45.
Сверление глубоких отверстий для смазки шеек коленчатого
вала выполняется посредством специальных удлиненных сверл.
Материал режущей части сверла — быстрорежущая сталь
марки РФ1, хвостовой части — углеродистая сталь марки 45. После
термообработки твердость режущей части HRC 61—65, хвостовой
части HRC 30—40. Сверло шлифуется на конус с уменьшением
диаметра к хвостовой части на 0,08—0,12 мм. Перемычка сверла
утолщается к хвостовой части с 2,8 до 4,2—4,6 мм.
Шпоночные канавки для сегментных шпонок прорезаются
на шейке коленчатого вала посредством специальных трехсторон-
них фрез.
ГЛ AB A IX
ИЗГОТОВЛЕНИЕ ШАТУНОВ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ ШАТУНОВ И ПРЕДЪЯВЛЯЕМЫЕ К НИМ
ТРЕБОВАНИЯ
Назначение шатунов компрессоров — преобразовывать враща-
тельное движение коленчатого вала в возвратно-поступательное
движение крейцкопфа или поршня и передавать усилия с коленчатого
вала на поршень цилиндра для производства работы — сжатия
газов.
Шатун является связывающим звеном между коленчатым валом
и крейцкопфом (поршнем), и на него во время работы действуют
попеременно сжимающие и растягивающие силы, а у быстроходных
машин еще и изгибающие усилия от возникающих сил инерции.
Шатун состоит из следующих основных частей: малой головки —
поршневой (крейцкопфной), стержня и большой головки (криво-
шипной).
Конструкция шатуна должна быть прочной, жесткой, а вес его —
возможно минимальным. Эти требования определяют конфигурацию
стержня шатуна и его головок, а также материал для его изготовле-
ния. Стержни шатунов компрессоров имеют двутавровое или круглое
сечение.
Шатуны со стержнями двутаврового сечения изготовляются
методом горячей штамповки.
Основные требования, предъявляемые к шатунам компрессоров,
заключаются в следующем.
1. Отверстия, расточенные в малой (поршневой или крейцкопф-
ной) и большой (кривошипной) головках шатуна, должны быть
цилиндричны. Овальность и конусность рабочих поверхностей
поршневой или крейцкопфной головки диаметром до 100 мм вклю-
чительно не должна превышать половины допуска на диаметр рабо-
чей поверхности по 2-му классу точности. Овальность и конусность
отверстия кривошипной головки шатуна не должна превышать допу-
ска на диаметр отверстия по 2-му классу точности.
2. Оси отверстий малой и большой головок шатуна должны быть
параллельны между собой. Непараллельность осей отверстий поршне-
вой или крейцкопфной и кривошипной головок не должна быть
более 0,03 мм на 100 мм длины отверстия.
240
3. Отклонение от общей плоскости осей отверстий поршневой
или крейцкопфной и кривошипной головок шатуна должно быть
не более 0,05 мм на 100 мм длины отверстия.
4. Неперпендикулярность торцовых поверхностей поршневой или
крейцкопфной и кривошипной головок шатуна к осям их отверстий
не должна превышать 0,05 мм на 100 мм радиуса.
5. Взаимное смещение торцовых поверхностей поршневой или
крейцкопфной и кривошипной головок шатуна не должно быть более
0,2 мм.
6. Оси отверстий под шатунные болты должны лежать в плоско-
сти, проходящей через ось стержня шатуна и перпендикулярной
к осям отверстий малой и большой головок. Кроме того, оси отвер-
стий под шатунные болты должны быть параллельны оси стержня
и симметрично расположены по отношению к ней. Непараллельность
осей отверстий под шатунные болты допустима в пределах не более
0,02 мм на 100 мм длины.
7. Отклонение шатунов от веса, указанного в чертеже, не должно
превышать +3%.
8. Окончательно обработанные шатуны не должны иметь воло-
совин, плен, трещин, рисок и других дефектов. Обработка всех
поверхностей должна соответствовать указаниям рабочего чертежа
детали. Смазочные отверстия, просверленные в шатуне, должны
быть тщательно очищены от грязи и стружки и продуты сжатым
воздухом.
КЛАССИФИКАЦИЯ ШАТУНОВ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Шатуны горизонтальных, вертикальных и других типов компрес-
соров можно разбить на три основные технологические группы:
1. Шатуны малые и средние штампованные с одним разъемом
большой головки.
2. Шатуны малые и средние точеные с одним разъемом большой
головки.
3. Шатуны крупные точеные с отъемной большой головкой
(с двумя разъемами большой головки).
Шатуны первой технологической группы [воздушный компрес-
сор 1ВУ (фиг. 187), фреоновый компрессор ВФ-3 и др.] характери-
зуются следующими основными параметрами:
а) диаметр отверстия большой головки — от 30 до 100 мм\
б) расстояние между осями большой и малой головок — от 100
до 450 мм\
в) вес шатуна — от 1,5 до 10 кг.
Ко второй технологической группе следует отнести шатуны
аммиачных компрессоров И-10, 4АУ-15, воздушных ВК-25, 1ВУ
и др. (фиг. 188).
Основные параметры шатунов этой группы:
а) диаметр отверстия большой головки — от 30 до 100 мм'
б) расстояние между осями большой и малой головок — от 100
до 450 мм\
в) вес шатуна — от 3 до 15 кг.
16 Галицкий 331
241
Фиг. 187. Шатун компрессора 1ВУ.
<1
777777777 777777777777ffifr
Фиг. 188. Шатуны малые и средние точеные, с одним
разъемом большой головки.
242
Шатуны третьей технологической группы [аммиачный компрес-
сор ЗАГ (фиг. 189), воздушный компрессор 2ВГ и др. ] имеют следую-
щие основные параметры:
а) диаметр отверстия большой головки — от 100 до 200 мм;
б) расстояние между осями большой и малой головок от 500
до 1250 мм;
в) вес шатуна — от 50 до 250 кг.
Шатуны первой технологической группы применяются в компрес-
сорах, выпускаемых серийно, и имеют характерные технологические
Фиг. 189. Шатун горизонтального аммиачного компрессора ЗАГ с отъемной разрез-
ной большой головкой.
особенности механической обработки. Шатуны второй группы
по своим параметрам мало отличаются от первой и применяются
в конструкциях компрессоров, выпускаемых мелкими сериями
и в индивидуальном порядке. Третья группа шатунов выделена
в самостоятельную ввиду отличия основных параметров, а также
по причине иных конструктивных форм, устанавливающих особый
технологический процесс их обработки. Шатуны этого типа имеют
наибольшее распространение в конструкциях тяжелых горизонталь-
ных компрессоров.
МАТЕРИАЛ, КОВКА, ШТАМПОВКА И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ШАТУНОВ
Шатуны компрессоров должны изготовляться из высококаче-
ственной конструкционной углеродистой стали марок 40 или 45
по ГОСТу 1050-60.
Поковки шатунов, изготовляемые свободной ковкой и горячей
штамповкой, должны удовлетворять требованиям группы IV
ГОСТа 8479-57 («Поковки из конструкционной углеродистой и леги-
рованной стали. Классификация и технические требования»).
По форме и размерам поковки шатунов должны отвечать чертежу
готовой детали с припусками на механическую обработку, техноло-
гическими напусками и допусками на точность изготовления, уста-
16* 243
новленными в соответствии с ГОСТом 7062-54 (для поковок, изго-
товляемых свободной ковкой на прессах), ГОСТом 7829-55 (для
поковок, изготовляемых свободной ковкой на молотах)
и ГОСТом 7505-55 (для поковок, изготовляемых горячей штам-
повкой) v
Поковки шатунов, поступающие на механическую обработку,
не должны иметь расслоений, трещин, закатов, плен, песочин,
волосовин и других дефектов. На необрабатываемых поверхностях
поковок допускаются местные дефекты типа вмятин от окалины,
Фиг. 190. Заготовка шатуна малого размера, выполненная
в штампе.
забоин ит. п., а также пологая вырубка или зачистка дефектов
при условии, что размеры поковки остаются в пределах допуска.
Дефекты на поверхностях поковок, подлежащих механической обра-
ботке, допускаются без удаления, если глубина их, определяемая
контрольной вырубкой или зачисткой, такова, что на механическую
обработку остается не менее 25% номинального одностороннего
припуска для поковок, изготовляемых свободной ковкой, и 50% для
заготовок, изготовленных штамповкой.
Стальные поковки шатунов крупных размеров изготовляются
путем свободной ковки на прессах или молотах и в большинстве
случаев поступают на компрессоростроительные заводы с заводов
других отраслей промышленности в порядке кооперирования. Заго-
товки для шатунов малых и средних размеров выполняются двумя
способами: свободной ковкой под молотами и горячей штамповкой
(фиг. 190) под молотами или прессами в специальных штампах.
Поковки для этих шатунов изготовляются в кузнечно-прессовых
цехах компрессоростроительных заводов, а штампованные заготовки
получаются в порядке кооперирования с других заводов.
Штампованные шатуны применяются при серийном производстве
малых и средних компрессоров. В индивидуальном и мелкосерийном
производстве применяются заготовки, полученные методом свобод-
ной ковки.
244
Большая головка у малых и средних шатунов отковывается
за одно целое со стержнем шатуна, а у крупных — отдельно. Заго-
товки, полученные свободной ковкой, подвергаются механической
обработке кругом; в штампованных же заготовках стержень шатуна
и наружные поверхности, образующие контур большой и малой
головок, не обрабатываются, за исключением боковых плоскостей
головок.
Припуски на механическую обработку шатунов, изготовляемых
свободной ковкой, назначаются по ГОСТу 7829-55 или ГОСТу 7062-54
с расчетом получения окончательно обработанной детали, без чернот.
Для штампованных шатунов припуски на механическую обработку
боковых плоскостей большой и малой головок устанавливаются
по ГОСТу 7505-55. Припуск на механическую обработку боковых
плоскостей большой и малой головок штампованных шатунов первой
технологической группы устанавливается в пределах от 2,5 до 4 мм
на сторону с допуском от 1? до мм. Отверстия в головках
шатуна не прошиваются.
Поковки шатунов второй технологической группы выполняются
с припуском на диаметр стержня и размер толщины головок от 8
до 16 мм и допуском от до ±3 мм на номинальный размер
поковки; припуск на длину и ширину головок устанавливается
в пределах 10—20 мм на размер с допуском от ± 2 до 1? мм\ при-
пуск на длину шатунов принимают равным от 22 до 40 мм с допуском
от ±6 до ±12 мм. Отверстие в большой головке шатуна проши-
вается в том случае, если диаметр отверстия более 60 мм.
Для поковок шатунов третьей технологической группы припуски
назначаются:
а) для тела шатуна — на диаметр стержня и размер толщины
лапы от 20 до 30 мм с допуском от 11 до ±5 мм, а на длину тела
шатуна — от 45 до 60 мм с допуском от ±12 до ±15 мм\
б) для большой головки шатуна — от 14 до 20 мм на размер
длины и ширины головки с допуском ОТ 11 до ±6 мм.
Отверстие в большой головке шатуна должно обязательно про-
шиваться. Припуск на механическую обработку отверстия устанавли-
вается в пределах от 20 до 26 мм на диаметр с Допуском от
до ±6 мм.
В соответствии с ГОСТом 8479-57 производится определение
твердости каждой поковки шатуна и механических свойств партии
поковок. Обязательными для приемки показателями механических
свойств являются: предел текучести или предел прочности, относи-
тельное удлинение, относительное сужение и ударная вязкость.
Поковки шатунов испытываются:
а) при весе до 10 кг и партии до 300 шт. — 2 шт.; при партии
свыше 300 шт. — 0,5%, но не менее 2 шт.;
б) при весе свыше 10 до 20 кг и партии до 200 шт. — 2 шт.; при
партии свыше 200 шт. — 1%, но не менее 3 шт.;
в) при весе свыше 20 кг и партии до 150 шт. — 2 шт.; при партии
свыше 150 шт. — 1,5%, но не менее 3 шт.
В каждом отдельном случае при решении вопроса о назначении
припусков на механическую обработку шатунов следует учитывать,
что завышенные припуски вызывают лишний расход металла и излиш-
нюю механическую обработку. Заготовки шатунов должны подвер-
гаться термической обработке — нормализации и очистке от ока-
лины путем дробеметной или пескоструйной обдувки.
Макроструктура продольного разреза шатуна должна характе-
ризоваться направлением волокон вдоль оси шатуна, соответствую-
щим его наружным контурам, без петель и обрывов.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ШАТУНОВ
Методы механической обработки шатунов, применяющиеся
на наших компрессоростроительных заводах, разнообразны. Это
объясняется индивидуальными особенностями заводов, наличием
разного оборудования и различной степенью технологической осна-
щенности процессов.
На отдельных заводах технологические процессы механической
обработки шатунов имеют целый ряд существенных недостатков.
К основным недостаткам следует отнести отсутствие тщательного
контроля поковок, из-за чего последние поступают на обработку
с чрезмерно большими припусками и повышенной твердостью;
операция «Обточка по контуру» производится без применения при-
способлений и копиров; обработка отверстий под шатунные болты
выполняется на расточном станке резцом; расточка отверстий
в головках шатуна производится по разметке, вследствие чего
не выдерживаются допуски на расстояние между осями.
Приведенные ниже типовые технологические процессы разрабо-
таны на основе опыта передовых компрессоростроительных заводов
с учетом особенностей индивидуального и мелкосерийного произ-
водства компрессоров. Основное внимание при этом уделялось пра-
вильному назначению последовательности операций, правильному
выбору оборудования и технологических баз. Количество специаль-
ных приспособлений и инструмента назначалось минимальное.
Типовой технологический процесс механической обработки малых
и средних штампованных шатунов с одним разъемом большой
головки (фиг. 191). Первая операция выполняется на вер-
тикально-фрезерном станке. Фрезеруются обе плоскости головок
шатуна с припуском на последующее шлифование от 0,4 до 0,6 мм
на сторону. После этого (вторая операция) производится
разметка центров большой и малой головок шатуна по шаблону.
Размеченные центры накерниваются.
Третья операция — сверлильная, во время
которой на радиально-сверлильном станке сверлятся и зенкеруются
отверстия в большой и малой головках шатуна с припуском от 2
до 5 мм на диаметр. В тех случаях, когда отверстие в большой головке
пересекается с отверстиями под шатунные болты, припуск под рас-
точку отверстия следует считать от касательной окружности между
внутренними образующими отверстий под болты.
246
Четвертая операция — шлифовальная. На
плоскошлифовальном станке шлифуются обе боковые плоскости
большой и малой головок шатуна в окончательный размер. Этой
операцией обеспечивается строгая параллельность плоскостей голо-
вок шатуна и создается технологическая база для последующих
операций. Для шлифования применяется корундовый круг СМ зер-
нистостью 46.
На базе шлифованной боковой плоскости шатуна и цилиндриче-
ской поверхности малой головки производится пятая опера-
ция — расточка на токарном станке в специальном приспо-
соблении отверстия малой головки в окончательный размер.
Фиг. 191. Штампованный шатун с одним разъемом большой
головки.
Шестая операция — фрезерная. Фрезеруются
бока большой головки шатуна (база) под посадку Х3 в специальном
приспособлении.
Базируясь на обработанные стороны большой головки и отверстие
в малой головке шатуна, выполняют седьмую операци ю—
фрезерование мест под головки и гайки шатунных болтов. Операция
производится в специальном приспособлении при помощи трехсто-
ронних фрез.
Восьмая операция — сверлильная. На ради-
ально-сверлильном станке по кондуктору сверлятся, зенкеруются,
а затем развертываются отверстия под шатунные болты в оконча-
тельный размер. Во время этой операции также зенкеруются плоско-
сти под гайки шатунных болтов.
Девятая операция — токарная. В специальном
приспособлении растачивается отверстие в большой головке шатуна
в окончательный размер.
После расточки отверстия разрезается ножовочной фрезой боль-
шая головка шатуна (десятая операция). Эта операция
производится в специальном приспособлении на горизонтальио-фре-
247
зерном станке. До разрезки головки следует замаркировать оди-
наковыми обозначениями скобу и тело шатуна.
Во время следующих —о диннадцатой, двенадца-
той и тринадцатой сверлильных one р*а ц и й
сверлятся отверстия для смазочной трубки, отверстия под винты
крепления прокладок в скобе и теле шатуна.
Четырнадцатая операция — слесарная. Сни-
маются заусенцы в местах обработки; нарезаются резьбы; при-
тупляются острые кромки; в малую головку шатуна запрессовы-
вается бронзовая втулка; припаивается масляная трубка к шатуну
и производится сборка вкладышей большой головки.
Последняя, пятнадцатая операция — расточ-
ная. Растачиваются отверстия во вкладышах большой головки
Фиг. 192. Расточка отверстий в головках шатуна
на специальном алмазно-расточном станке.
и во втулке малой головки в окончательный размер. Эту операцию
рекомендуется выполнять на вертикальном алмазно-расточном
станке. В крайнем случае при отсутствии такого станка операцию
можно производить на вертикально-фрезерном станке при большом
числе оборотов и минимальной подаче. Наилучшим способом дости-
жения параллельности осей отверстий головок шатуна является
одновременная расточка обоих отверстий на специальном двух-
шпиндельном вертикальном алмазно-расточном станке (фиг. 192).
Нижнее расположение шпинделей у станка позволяет вести наблю-
дение за ходом расточки отверстий и облегчает контрольные про-
меры при обработке.
Механическая обработка штампованного шатуна компрессора
1ВУ. Обработка штампованного шатуна компрессора 1ВУ
(см. фиг. 187) производится в следующем порядке.
Первая операция — фрезерование плоскостей
головок шатуна с двух сторон на размер 49_о,з мм (фиг. 193) произ-
водится на вертикально-фрезерном станке. Вначале, при фрезеро-
248
вании первой плоскости, выдерживается размер 22,5+0*1 мм от ребра
шатуна, затем детали перекрепляются и фрезеруется вторая пло-
скость на размер 49__о,з мм. Для удобства шатуны закрепляются
попарно.
Вторая операция — разметочная. Разме-
чаются центры большой и малой головок шатуна по шаблону и затем
накерниваются.
Третья операция — сверлильная (фиг. 194).
Выполняется на радиально-сверлильном станке. Шатуны крепятся
к столу станка попарно. Сначала засверливаются центры в большой
и малой головках сверлом диаметром 5 мм на глубину 10 мм, затем
в обеих головках сверлятся отверстия диаметром 25 мм на проход,
после чего в малой головке отверстие рассверливается с диаметра 25
до диаметра 42 мм на проход, а в большой головке до диаметра 50 мм.
Последним переходом отверстие в большой головке зенкеруется
до диаметра 65 мм на проход.
Четвертая операция — шлифовальная
(фиг. 195). Производится на плоскошлифовальном станке с круглым
вращающимся столом. На стол станка кладется несколько (10—
12 шт.) шатунов заусенцами от предыдущего сверления кверху.
Плоскости головок прошлифовывают с одной стороны чисто, перево-
рачивают детали и шлифуют их с другой стороны в окончательный
размер 48Д (48Zo’o27 мм). Для шлифования применяется корундо-
вый круг средней мягкости зернистостью 46.
Пятая операция — токарная. Растачивается
отверстие в малой головке шатуна до диаметра 48 А3 на проход
в специальном приспособлении на токарном станке (фиг. 196).
Шестая операция — фрезерная. Выполняется
на горизонтально-фрезерном станке в приспособлении (фиг. 197).
Фрезеруются бока большой головки шатуна (база) на размер Н4Х3
парными фрезами за один проход.
Седьмая операция — фрезерная. Фрезеруются
места под головки шатунных болтов и под засверливание отверстий
для них (фиг. 198). Операция осуществляется в приспособлении
на горизонтально-фрезерном станке двумя трехсторонними фрезами
диаметром НО х 27 мм и диаметром 106 х 27 мм. При фрезеро-
вании должны быть выдержаны размеры 68__о,4 мм со стороны
стержня, 72_о,74 мм со стороны скобы шатуна и 75_о,4 мм между
отфрезерованными местами под головки и гайки шатунных
болтов.
Восьмая операция — сверлильная. Сверлятся
по кондуктору два отверстия диаметром 15 мм под шатунные болты
на проход, затем эти отверстия зенкеруются до диаметра 15,85 мм
(фиг. 199). Далее цекуются места под гайки, после чего отверстия
под болты развертываются черновой разверткой до диаметра 15,96 мм
и чистовой разверткой до диаметра 16А.
Девятая операция — токарная. Производится
на токарном станке в приспособлении. Растачивается отверстие
в „большой „головке .шатуна до диаметра 80А и снимается фаска
249
Фиг. 193. Фрезерование плос-
костей головок шатуна.
Фиг. 194. Сверление и зенкерование
отверстий в головках шатуна.
Фиг. 197. Фрезерование
боков большой головки
шатуна.
250
Фиг. 198. Фрезерование мест под головки
шатунных болтов.
Фиг. 199. Сверление и
развертывание отверс-
тий под шатунные
болты.
Фиг. 202. Сверление отверстий
под смазочную трубку.
251
1,5 мм на 45°; затем деталь перекрепляется и фаска снимается с дру
гой стороны (фиг. 200).
Десятая операция — фрезерная. Ножовочной
фрезой в приспособлении (фиг. 201) разрезается большая' головка
шатуна. Перед разрезкой тело шатуна и скоба маркируются одина-
ковым шифром.
Одиннадцатая операция — сверлильная.
Сверлятся в специальном приспособлении отверстия диаметром 6 мм
в большой и малой головках шатуна (под смазочную трубку) глуби-
ной 10 мм на проход; затем эти отверстия рассверливаются до диа-
метра 10 мм на глубину 3 мм (фиг. 202).
Двенадцатая операция — сверлильная.
Сверлятся в специальном приспособлении (фиг. 203) четыре отверстия
диаметром 6 мм на глубину 5 мм в теле шатуна.
Тринадцатая операция — сверлильная.
Сверлятся по кондуктору (фиг. 204) четыре отверстия диаметром
2,5 мм, глубиной 10 мм в скобе шатуна для винтов крепления про-
кладок.
Четырнадцатая операция — слесарная.
Снимаются заусенцы в местах обработки; нарезается резьба М3
глубиной 10 мм в четырех отверстиях скобы шатуна; притупляются
острые кромки; припаивается масляная трубка к шатуну; проду-
ваются отверстия сжатым воздухом; сверлятся и нарезаются отвер-
стия для винтов крепления масляной трубки. В малую головку
шатуна запрессовывается бронзовая втулка; сверлится одно отвер-
стие диаметром 4 мм на глубину 10 мм, затем в нем нарезается
резьба Мб, и втулка закрепляется винтом. Закрепляются прокладки,
и производится сборка шатуна с вкладышами большой головки.
Пятнадцатая операция — расточная. Раста-
чиваются отверстия во втулке малой головки шатуна до диа-
метра 40А и во вкладышах большой головки до диаметра 65А.
Эта операция (фиг. 205) производится на вертикальном алмазно-
расточном станке в приспособлении.
Типовой технологический процесс механической обработки малых
и средних точеных шатунов с одним разъемом большой головки
(фиг. 206). Обработка шатунов этого типа начинается (первая
операция) с разметки габарита детали, осевой линии стержня,
центров большой и малой головок и центровых отверстий. Далее
(вторая операция) на радиально-сверлильном станке
зацентровываются концы шатуна на глубину от 8 до 16 мм. Центро-
вые отверстия являются базой для последующей обработки
детали.
Третья операция — токарная. Подрезаются
торцы детали по разметке до центровых бобышек, обтачиваются
по шаблонам головки и стержень шатуна с припуском от 2 до 4 мм
на диаметр (фиг. 207).
Четвертая операция — токарная. Обтачи-
ваются большая и малая головки шатуна по контуру, радиусы пере-
ходов от головок к стержню и стержень в окончательный размер.
252
Фиг. 203. Сверление от-
верстий диаметром 6 мм.
Фиг. 204. Сверление отверс-
тий диаметром 2,5 мм.
Фиг. 205. Растачивание отверстий во втулке и вкладышах
шатуна.
Фиг. 206. Шатуны малые и средние точеные с одним
разъемом большой головки.
253
Радиусы переходов и стержень обтачиваются по копиру. При обточке
контура большой головки выступы обтачиваются под посадку Х3
(база). Разбивка токарной обработки контура шатуна на две опера-
ции вызывается неравномерностью припусков на обработку, получае-
мых при свободной ковке заготовки, а также необходимостью при-
менять для получения профиля сферических поверхностей стержня
копирные устройства.
Пятая операция — разметочная. Размечаются
боковые плоскости шатуна под фрезерование.
Следующая операция (шестая) выполняется на вертикально-
фрезерном станке. Фрезеруются плоскости головок шатуна с двух
сторон с припуском от 0,4 до 0,6 мм на сторону на последующее
шлифование.
Фиг. 207. Обточка головок и стержня шатуна.
Седьмая операция — фрезерная. Отрезаются
центровые бобышки ножовочной фрезой. Далее шатун размечается
по шаблону (восьмая операция) под сверление отвер-
стий в большой и малой головках.
Девятая операция — сверлильная. Произ-
водится на радиально-сверлильном станке. Сверлятся отверстия
в малой и большой головках с припуском от 2 до 6 мм на диаметр
под последующую расточку, после чего (десятая опера-
ция) деталь очищается от заусенцев, образовавшихся при сверле-
нии и фрезеровании.
Одиннадцатая операция — шлифовальная.
На плоскошлифовальном станке шлифуются обе плоскости большой
и малой головок шатуна в окончательный размер. Эта операция имеет
целью создать технологическую базу для последующей обработки
и обеспечивает заданную высоту большой головки (при наличии
вкладышей).
Двенадцатая операция — токарная. Растачи-
вается отверстие в малой головке шатуна в окончательный размер.
254
Операция расточки производится в специальном приспособлении
на токарном станке.
Во время тринадцатой операции фрезеруются
плоскости под головки шатунных болтов. Операция производится
в специальном приспособлении на горизонтально-фрезерном станке.
Четырнадцатая операция — сверлильная.
На радиально-сверлильном станке по кондуктору сверлятся, зенке-
руются и развертываются отверстия под шатунные болты в оконча-
тельный размер. Затем цекуются плоскости под гайки шатунных
болтов.
Пятнадцатая операция — токарная. Выпол-
няется в специальном приспособлении. Растачивается отверстие
в большой головке шатуна в окончательный размер.
Затем на горизонтально-фрезерном станке производится шест-
надцатая операция — разрезка большой головки шатуна
ножовочной фрезой.
Семнадцатая операция — слесарная. На
плоскостях соединения скобы с телом шатуна зачищаются зау-
сенцы, образовавшиеся при механической обработке.
Во время последующих восемнадцатой, девятнад-
цатой и двадцатой сверлильных операций
на радиально-сверлильном станке производится сверление отверстий
в скобе и теле шатуна под винты крепления прокладок, для смазки
и др.
Двадцать первая операция — слесарная.
Зачищаются все заусенцы в местах обработки, нарезаются резьбы,
притупляются острые кромки и затем производится сборка шатуна
(вкладыши, шатунные болты, втулка малой головки и про-
кладки).
Двадцать вторая операция — расточная.
Производится на вертикальном алмазно-расточном станке в специаль-
ном приспособлении. Растачиваются отверстия во вкладышах
большой головки и во втулке малой головки в окончательный
размер.
Для примера обработки шатунов второй технологической группы
ниже приводится описание технологического процесса обработки
шатунов компрессора 1ВУ.
Механическая обработка точеного шатуна компрессора 1ВУ
(фиг. 208). Заготовка шатуна, откованная по эскизу поковки
(фиг. 209), прошедшая термическую обработку — нормализацию
и очищенная от окалины путем пескоструйной обдувки, поступает
на обработку в механический цех.
Первая операция — разметочная. Разме-
чается по шаблону габарит поковки, наносятся риски для подрезки
большой и малой головок на размер 391-1,о мм и размечаются торцы
поковки под зацентрование. Разметка накернивается.
Вторая операция — Сверлильная. На радиаль-
но-сверлильном станке засверливаются торцы поковок сверлом диа-
метром 6 мм на глубину 15 мм, а затем эти отверстия раззенковы-
255
ваются с диаметра 6 мм до диаметра 15 мм под углом 60°. На станке
поковки крепятся попарно.
235±(Ц
V5 Кругом
Фиг. 208. Точеный шатун компрессора 1ВУ.
Третья операция — токарная (фиг. 210). Обтачи-
вается большая головка до диаметра 118_о,87 мм; подрезается торец
по разметке с диаметра 118 мм до диаметра 20 мм; подрезается уступ
с наружной стороны большой головки с диаметра 118 мм до диа-
метра92_о,87Л4Л1надлину 15+°’43мж.
Далее обтачивается стержень ша-
туна до диаметра 44_о>6г мм на
длину 184+1 ’° мм, после чего обта-
Фиг. 209. Поковка для точеного ша-
туна компрессора 1ВУ.
Фиг. 210. Третья операция — токарная.
чиваются сфера большой головки по R = 55 мм и радиус перехода
R = 18 мм по шаблону. После перекрепления детали обтачивается
малая головка до диаметра 82__0,87 мм, подрезается торец малой
головки с диаметра 82 мм до диаметра 20 мм. При этом выдержи-
вается общая длина 391__i,o мм. Затем обтачиваются сфера малой
головки по R = 41 мм и радиус перехода от головки к стержню
256
no R = 23 мм\ подрезается торец большой головки с внутренней
стороны с диаметра 118 мм до диаметра 92__0,87 мм на длину 82_0,87 мм
и обтачивается радиус перехода R = 23 мм от большой головки
к стержню шатуна по шаблонам.
Четвертая операция — токарная. Подрезается
торец большой головки с наружной стороны с диаметра 118 мм
до диаметра 88_о,87 мм на размер 79_0,5 мм; обтачиваются сфера
большой головки по Я = 53 мм и радиус перехода R — 20 мм;
обтачивается большая головка по верху до диаметра 114Zo,’?4 мм
в окончательный размер. Затем деталь перекрепляется, после чего
подрезается торец большой головки с внутренней стороны с диаметра
114 мм до диаметра 88_о,87 мм на размер 77_0,5 мм и обтачиваются
по копиру сфера малой головки по R = 36 мм, радиус перехода
R = 25 мм, конус стержня до диаметров 35_о,62 мм и 4О_о,62 мм
и радиус перехода к большой головке R = 25 мм в окончательные
размеры (фиг. 211).
Пятая операция — разметочная. Шатун раз-
мечается под фрезерование плоскостей на размер 48,6 мм симметрично
оси стержня. Разметка накернивается.
Шестая операция — фрезерная. Производится
на вертикально-фрезерном станке. Фрезеруются плоскости большой
и малой головок с двух сторон (фиг. 212) на размер 48,6_о,2 мм.
Седьмая операция — фрезерная. Произво-
дится на горизонтально-фрезерном станке. Отрезаются центровые
бобышки у большой и малой головок дисковой фрезой. При этом
выдерживается длина шатуна 384-1,0 мм.
Восьмая операция — разметочная. Разме-
чаются по шаблону отверстия малой и большой головок шатуна.
Центр отверстия малой головки накернивается.
Девятая операция — сверлильная. На ради-
ально-сверлильном станке сверлится отверстие в малой головке
шатуна сверлом диаметром 25 мм на проход; затем это отверстие
рассверливается до диаметра 40 мм.
Десятая операция — слесарная. Зачищаются
поверхности на сферах головок после отрезки центровых бобышек
и заусенцы на кромках отверстий и плоскостях.
Одиннадцатая операция — шлифовальная.
Выполняется на плоскошлифовальном станке. Шлифуются плоскости
большой и малой головок на размер 48,2_o,i мм, затем детали пере-
вертываются и шлифуются с другой стороны в окончательный раз-
мер 48Д (фиг. 213).
Двенадцатая операция — токарная. Деталь
устанавливается в приспособление (фиг. 214), и в малой головке
растачивается отверстие с диаметра 40 мм до диаметра 48А3.
Тринадцатая операция — фрезерная. Произ-
водится на горизонтально-фрезерном станке в приспособлении. Фре-
зеруется плоскость под головку шатунного болта на размер 75_o,s мм,
затем деталь перекрепляется и фрезеруется плоскость с другой сто-
роны детали (фиг. 215).
17 Галицкий 331 257
Фиг. 211. Четвертая опера-
ция — токарная.
Фиг. 212. Фрезерование плоскостей головок шатуна.
Фиг. 214. Растачивание отверстия в малой головке
шатуна.
258
Четырнадцатая операция — сверлильная.
Сверлятся отверстия под шатунные болты на радиально-сверлильном
станке. Вначале сверлятся два отверстия диаметром 14 мм на проход,
затем они зенкеруются с диаметра 14 мм до диаметра 15,85 мм,
после чего развертываются до диаметра 16А. Последним переходом
зенкеруются места диаметром 30 мм под гайки шатунных болтов
(фиг. 216).
Пятнадцатая операция — токарная. Раста-
чивается в приспособлении отверстие в большой головке шатуна
до диаметра 80А и по кромкам отверстия снимаются фаски 1,5 мм
на 45° (фиг. 217).
Шестнадцатая операция — фрезерная. На
горизонтально-фрезерном станке в приспособлении разрезается
большая головка шатуна на две части (см. фиг. 201).
Семнадцатая операция — слесарная. Зачи-
щаются скоба и тело шатуна после разрезки. Снимаются заусенцы
и притупляются острые кромки.
Восемнадцатая операция — сверлильная.
Сверлятся четыре отверстия диаметром 6 мм на глубину 5 мм в теле
шатуна по кондуктору (см. фиг. 203).
Девятнадцатая операция — сверлильная.
Сверлятся четыре отверстия диаметром 4 мм под резьбу М5 на глу-
бину 10 мм в скобе шатуна по кондуктору (фиг. 218).
Двадцатая операция — сверлильная. За-
сверливается . отверстие диаметром 18 мм на глубину 15—20 мм
по кондуктору, затем кондуктор снимается, и отверстие диаметром
18 мм сверлится на проход (фиг. 219), далее это отверстие рассверли-
вается до диаметра 24 мм на проход.
Двадцать первая операция — слесарная.
Нарезается резьба М5 на глубину 10 мм в четырех отверстиях скобы
шатуна, снимаются все заусенцы в местах обработки и отверстия про-
дуваются сжатым воздухом. В малую головку шатуна запрессовы-
вается втулка. Сверлится отверстие диаметром 4 мм на глубину 10 мм:
в нем нарезается резьба М5, и в нее ввинчивается винт, закрепляю-
щий втулку. Производится сборка большой головки шатуна (вкла-
дыши, прокладки и болты с гайками).
Двадцать вторая операция — расточная.
Растачиваются отверстия во вкладышах до диаметра 65А и во втулке
шатуна до диаметра 40А. Операция производится на вертикальном
алмазно-расточном станке (см. фиг. 205).
Типовой технологический процесс механической обработки круп-
ных точеных шатунов с отъемной большой головкой (фиг. 220).
Крупные точеные шатуны с отъемной большой головкой представляют
собой с технологической точки зрения две различные детали: тело
шатуна и головку, имеющие каждая свой самостоятельный порядок
операций.
Механическая обработка тела шатуна. Во время первой
операции — разметочной — производится проверка
габарита поковки и размечаются лапа, малая головка для последую-
17*
259
Фиг. 215. Фрезерование плоскости под
головку шатунного болта.
Фиг. 216. Сверление и
развертывание отверстий
под шатунные болты.
Фиг. 217. Растачивание отверстия в большой головке
шатуна.
Фиг. 218. Сверление отверс-
тий диаметром 4 мм.
Фиг. 219. Сверление от-
верстия диаметром 24 мм.
260
щей подрезки и центр отверстия малой головки по шаблону. Разме-
чаются торцы лапы и малой головки под зацентрование. Разметка
накернивается.
Вторая операция выполняется на радиально-сверлиль-
ном станке. Зацентровываются торцы детали на глубину от 10
до 20 мм. Центровые отверстия являются базой для последующей
обработки детали.
Следующая, третья операция — токарная.
Подрезаются торцы детали по разметке до центровых бобышек, обта-
чиваются по диаметрам лапа, сфера малой головки, радиусы перехо-
дов и стержень по шаблонам с припуском от 3 до 4 мм на диаметр.
На торце лапы припуск оставляют от 1 до 2 мм на сторону.
Фиг. 220. Крупный точеный шатун с отъемной большой
головкой.
Четвертая операция — токарная. Обтачи-
ваются по диаметрам лапа, сфера малой головки, радиусы переходов
и стержень по шаблонам в окончательный размер. Далее (пятая
операция) размечаются обе плоскости тела шатуна под фрезе-
рование. Затем на продольно-фрезерном станке (шестая опе-
рация) по разметке фрезеруются обе плоскости тела шатуна
в окончательный размер, после чего (седьмая операция)
размечается контур отверстия в малой головке под вкладыши
и клин.
Восьмая операция — сверлильная. Сверлятся
отверстия под вкладыши и клин в малой головке.
Девятая операция — токарная. Подрезается
лапа, срезаются центровые бобышки, сверлится и растачивается
в лапе отверстие под бобышку большой головки в окончательный
размер. Эта операция производится на токарном станке в люнете
с предварительной выверкой установки детали по обработанным
боковым плоскостям малой головки шатуна в горизонтальном поло-
жении по отношению к параллелям станка. Назначение этой опера-
ции — обеспечить перпендикулярность привалочной плоскости лапы
к боковым плоскостям головки шатуна. Выполнение этого условия
гарантирует соблюдение при дальнейших операциях технических
требований к взаимному расположению осей большой и малой голо-
вок шатуна.
261
Десятая операция — расточная. На горизон-
тально-расточном станке фрезеруется концевой фрезой паз под
выступ большой головки.
Во время одиннадцатой операции сверлятся, зен-
керуются и развертываются отверстия под шатунные болты; зенке-
руются плоскости под головки шатунных болтов и сверлятся отвер-
стия под винты. Эта операция производится на радиально-сверлиль-
ном станке.
Двенадцатая операция — фрезерная. Раста-
чиваются отверстия в малой головке тела шатуна под вкладыши
и клин в окончательный размер и фрезеруются внутренний контур
отверстия малой головки и паз на плоскости лапы также в оконча-
тельный размер. Операция производится на вертикально-фрезерном
станке.
Тринадцатая операция выполняется на радиально-
сверлильном станке. Сверлятся мелкие отверстия под смазку.
Далее — четырнадцатая операция — зачищаются
все заусенцы в местах обработки, нарезаются резьбы и собирается
тело шатуна с вкладышами и клином.
Последняя, пятнадцатая операция — расточ-
ная. Выполняется на вертикально-фрезерном станке или верти-
кальном алмазно-расточном станке.
Растачивается отверстие во вкладышах малой головки шатуна
в окончательный размер.
Механическая обработка большой головки шатуна. Обработка
большой головки шатуна начинается с разметки (первая опе-
рация) торцов под зацентрование.
Вторая операция — сверлильная. Зацентро-
вываются торцы головки на глубину от 10 до 20 мм.
Третья операция — токарная. Гслсвка обтачи-
вается по диаметрам, подрезается торец опорной плоскости до центри-
рующего выступа и обтачивается сферическая поверхность головки
в окончательный размер. Срезаются центровые бобышки.
Четвертая операция — токарная. Выпол-
няется в специальном приспособлении. Подрезаются боковые пло-
скости и бурты головки, растачивается отверстие и прорезаются
канавки под заливку белым металлом.
Пятая операция — сверлятся, зенкеруются и разверты-
ваются отверстия под шатунные болты и цекуются плоскости под
гайки шатунных болтов. Для этой операции применяется тот же кон-
дуктор, что и для сверления отверстий в лапе тела шатуна. При выпол-
нении операции должна быть достигнута перпендикулярность осей
отверстий под болты к привалочной плоскости и симметричность
их расположения по отношению к центрирующему выступу.
Шестая операция — слесарная. Зачищаются
места обработки под заливку белым металлом.
Седьмая операция — заливочная. Заливается
отверстие головки белым металлом. Заливку рекомендуется произво-
дить центробежным способом. Этот метод обеспечивает хорошее
262
приставание белого металла к поверхности головки, надлежащую
его плотность и экономию в расходе металла.
Восьмая операция — токарная. Растачивается
отверстие в большой головке, залитое белым металлом, с припуском
от 0,3 до 0,6 мм на диаметр и подрезаются плоскости буртов в окон-
чательный размер. Операция выполняется в приспособлении.
Девятая операция — разметка большой головки под
разрезку.
Десятая операция — фрезерная. Производится
на горизонтально-фрезерном станке. Головка разрезается на две поло-
вины с припуском на припиловку до 0,5 мм на сторону.
Одиннадцатая операция — плоскости разъема
головки запиливаются и зачищаются все заусенцы.
Двенадцатая операция — разметочная.
Размечается нижняя часть большой головки под строгание замкового
выступа для соединения с телом шатуна.
Тринадцатая операция — строгальная.
Производится на шепинге. Строгается замковый выступ на нижней
части головки до центрирующего выступа в окончательный размер.
Четырнадцатая и пятнадцатая опера-
ции — сверлильные. Сверлятся по кондукторам мелкие
отверстия под смазку, винты крепления прокладок и другие.
Шестнадцатая операция — слесарная. Сни-
маются заусенцы в местах обработки на нижней и верхней частях
большой головки, нарезаются резьбы и производится сборка головки
под окончательную расточку.
Семнадцатая операция — токарная. Раста-
чивается отверстие в большой головке (заливка белым металлом)
в окончательный размер. Операция выполняется на токарном станке
в приспособлении.
Механическая обработка тела шатуна компрессора ЗАГ (фиг. 221).
Поковка тела шатуна (фиг. 222) после термической обработки и очи-
стки от окалины поступает в цех на механическую обработку.
Первая операция — разметочная. По шаблону
наносятся риски для подрезки лапы и малой головки и накернивается
центр отверстия малой головки. Размечаются торцы лапы и малой
головки под зацентрование. Центры и риски припусков накерни-
ваются.
Вторая операция — сверлильная. Произво-
дится на радиально-сверлильном станке. Сначала засверливается
отверстие в торце лапы сверлом диаметром 8 мм на глубину 20 мм,
затем это отверстие раззенковывается до диаметра 20 мм под 60°.
После перекрепления детали зацентровывается торец малой го-
ловки.
Третья операция — токарная. Деталь устанавли-
вается в центры малой головкой к передней бабке. Обтачивается
лапа по верху до диаметра 384-1,55 мм и затем подрезается по разметке
с диаметра 384 мм до диаметра 30 мм. Деталь перекрепляется и уста-
навливается малой головкой в сторону задней бабки (фиг. 223).
263
Фиг. 221. Тело шатуна компрессора ЗАГ.
Фиг. 223. Третья операция — то-
карная.
Фиг. 222. Поковка тела шатуна ком-
прессора ЗАГ.
Фиг. 224. Четвертая операция — то-
карная.
264
Обтачивается малая головка до диаметра 274-1,35 мм на проход,
подрезается торец головки с диаметром 274 мм до диаметра 30 мм.
При этом выдерживается размер общей длины 1238__2,о мм. Затем
на расстоянии 250 мм от торца лапы врезаются резцом и обтачивают
стержень до диаметра 114_о,87 мм на длину 430+1*0 мм. Обтачивается
радиус перехода R = 83 мм от лапы к стержню. При этом выдержи-
вается размер 66_о,5 мм.‘Обтачиваются радиус перехода R = 248 мм
от стержня к головке и конус головки с диаметром 114 мм до диаметра
274 мм под угол 25° (суппорт устанавливается под угол 12°30').
Обтачивается сфера головки по R = 137 мм. Обточка ведется по спе-
циальным шаблонам.
Четвертая операция — токарная (фиг. 224).
Деталь устанавливается в центры малой головкой к передней бабке.
Обтачивается лапа по верху до 38О_о,7б мм, затем деталь перекреп-
ляется. После этого врезаются резцом в стержень на расстоянии
240 мм от торца лапы и обтачивают его до диаметра 11О_о t46 ММ
на длину 443+i,o мм в окончательный размер. Обтачивается радиус
перехода R = 85 мм от лапы к стержню. При этом выдерживают
размер лапы 64_о,4 мм. Обтачивается малая головка по верху до диа-
метра 27О_о,7б мм, радиус перехода R = 250 мм и конус головки
на длину 360+1’0 мм под угол 25° в окончательный размер. Деталь
перекрепляется. Обтачивается сфера головки по R ~ 135 мм, при
этом выдерживаются размеры 58 и 1235-1,о мм. Обточка произво-
дится по шаблонам.
Пятая операция — разметочная. Размечаются
плоскости тела шатуна под фрезерование на размер 120 мм симмет-
рично оси детали.
Шестая операция — фрезерная. Фрезеруются
плоскости лапы и головки на размер 120Х3 по разметке (фиг. 225).
Седьмая операция — разметочная. Разме-
чается внутренний контур отверстия в малой головке по шаблону
и накерниваются центры отверстий.
Восьмая операция — сверлильная. Сверлятся
в головке согласно разметке два отверстия диаметром 25 мм на про-
ход. Затем эти отверстия рассверливаются до диаметра 50 мм и затем
до диаметра 75 мм (фиг. 226).
Девятая операция — токарная (фиг. 227).
Деталь устанавливается в центры, затем устанавливается люнет.
Головка закрепляется в кулачках патрона, предварительно прове-
ряется индикатором параллельность плоскостей головки и лапы
к параллелям станка, после чего головка в кулачках закрепляется
окончательно. Срезается центровая бобышка диаметром 30 мм
на лапе; подрезается торец лапы на размер 62_0,4 мм\ сверлится
отверстие диаметром 25 мм на глубину 30 мм, затем оно рассверли-
вается до диаметра 50 мм на глубину 31 мм, после чего растачивается
резцом до диаметра 70А на глубину 31 мм. Деталь перекрепляется,
и срезается центровая бобышка диаметром 30 мм на малой головке.
Десятая операция — расточная (фиг. 228).
Производится на горизонтально-расточном станке. Деталь уклады-
265
И
Фиг. 225. Фрезерование плоскости лапы и головки
шатуна.
Фиг.
227. Девятая операция — токарная.
E-
~ГТШ777777777777777777777777777.
Фиг. 226. Сверление отверстий
в головке шатуна.
к 16**
1 И 70
Фиг. 229. Сверление и развер-
тывание отверстий под шатун-
ные болты.
©да
Фиг. 228. Фрезерование паза.
$
ФК
Фиг. 230. Двенадцатая операция —
фрезерная.
266
вается на стол станка, в шпиндель вставляется центратор, который
вводят в отверстие диаметром 70А, после чего закрепляют деталь.
Фрезеруется паз на размер 70+0*06 мм, глубиной 16+0*5 мм на длину
120 мм в окончательный размер.
Одиннадцатая операция — сверлильная
(фиг. 229). Деталь закрепляется на боковой плоскости стола радиаль-
но-сверлильного станка. Выверяется по уровню горизонтальное
положение лапы. Сверлятся по кондуктору два отверстия диаметром
25 мм на проход, затем они рассверливаются до диаметра 55 мм;
далее эти отверстия зенкеруются до диаметра 59,5 мм и затем раз-
вертываются до диаметра 60 мм. Кондуктор снимается, и произво-
дится цековка мест под головки шатунных болтов до диаметра 90 мм.
Затем устанавливается новый кондуктор и сверлятся четыре отвер-
стия диаметром И мм на глубину 6 мм.
Двенадцатая операция — фрезерная
(фиг. 230). Растачиваются отверстия в малой головке с диаметра
75 мм до диаметров 185А3 и 100А3. Выфрезеровывается перемычка
между отверстиями, и затем фрезеруется внутренний контур отвер-
стия малой головки по шаблонам.
Тринадцатая операция — сверлильная
(фиг. 231). Сверлятся по кондукторам два отверстия диаметром 10 мм
на глубину 14 мм, отверстие диаметром 8,4 мм на проход, отверстие
диаметром 8,4 мм до пересечения с первым отверстием, три отверстия
диаметром 3,3 мм на глубину 12 мм и затем зенкеруется отверстие
диаметром 28/11 мм на глубину 6 мм.
Четырнадцатая операция — слесарная.
Снимаются заусенцы в местах обработки, нарезаются резьбы М10
и М4, собирается тело шатуна с вкладышами и клиньями.
Пятнадцатая операция — расточная. Произ-
водится на вертикальном алмазно-расточном станке. Растачивается
отверстие во вкладышах малой головки шатуна до диаметра 130А
(фиг. 232).
Механическая обработка большой головки шатуна компрессора
ЗАГ (фиг. 233). Поковка большой головки шатуна изготовляется
по эскизу, изображенному на фиг. 234.
Первая операция — разметочная. Произво-
дится разметка торцов головки под зацентрование.
Вторая операция — сверлильная. Сверлится
отверстие диаметром 8 мм на глубину 20 мм и затем раззенковывается
с диаметра 8 мм до диаметра 20 мм под угол 60° с одного торца
головки, затем с другого.
Третья операция — токарная (фиг. 235).
Головка обтачивается поверху предварительно до диаметра 385 мм
до кулачков; подрезается торец с диаметра 385 мм до диаметра 30 мм
па размер 20 мм; подрезается торец с диаметра 385 мм до диаметра
74 мм на длину 15 мм, а затем деталь перекрепляется. Обтачивается
поверху до диаметра 385 мм оставшийся уступ; подрезается торец
с диаметра 385 мм до диаметра 30 мм на размер 333_ 1,35 мм; затем
267
268
снова производится обточка головки поверху до диаметра 380-1,55 мм
в окончательный размер; подрезается уступ с диаметра 380 мм
до диаметра 27О_о,б мм на размер 298_о,7 мм, и обтачиваются сфера
по k = 170 мм и радиусы перехо-
дов R ~ 150 мм. Следующим пере-
ходом обтачивается головка до
диаметра 370-1,55 мм на длину
Фиг. 235. Третья операция — то-
карная.
Фиг. 234. Поковка большой голов-
ки шатуна компрессора ЗАГ.
173+1’0 мм. При этом выдерживаются радиусы переходов /? = 8 мм.
Далее деталь снова перекрепляется. Обтачивается выступ с диаметра
74 мм до диаметра 7О_о,о2 мм на длину 15_0,4з мм; подрезается опор-
ная плоскость с диаметра 380 мм до диаметра 14O_i,o мм на длину
Фиг. 236. Четвертая опе-
рация— токарная.
15_0,4з мм, и срезается бобышка диаметром 30 мм заподлицо с тор-
цом диаметром 70_о,о2 мм. После перекрепления детали срезается
вторая бобышка заподлицо со сферой. При этом выдерживается
общий размер 348-1,35 мм.
Четвертая операция — токарная (фиг. 236).
Деталь устанавливается в приспособлении. Подрезается торец
головки до диаметра 270-1,is мм на длину до упора приспособления
269
(размер 60-0,74 мм)\ подрезается бурт диаметром 270 мм на раз-
мер 27 мм', подрезается уступ с диаметра 270 мм до диаметра
245—1,15 мм на длину 10 мм, обтачивается галтель по R = 8 мм
и растачивается отверстие до диаметра 202+1’15 мм на проход. Выта-
чивается канавка на длину 28 мм до диаметра 210 мм с уклоном 6°,
и протачивается «ласточкин хвост» под углом 30° с одной стороны
(размер 77 мм). Вытачивается канавка шириной 20 мм до диаметра
210 мм, и протачивается «ласточкин хвост» псд углом 30° с другой
стороны. После перекрепления детали производится обработка
торца с другой стороны.
Пятая операция — сверлильная. Сверлятся
два отверстия диаметром 25 мм на проход; затем эти отверстия рас-
Фиг. 238. Растачивание
отверстия в большой го-
ловке.
сверливаются до диаметра 55 мм, зенкеруются до диаметра 59,5 мм
и развертываются до диаметра 59,8 мм предварительно и до диаметра
60А окончательно. Зенкеруются плоскости под гайки шатунных бол-
тов до диаметра ПО мм (фиг. 237).
Шестая операция — слесарная. Зачищаются
места обработки под заливку белым металлом.
Седьмая- операц и.я — заливочная. Головка
очищается от грязи и ржавчины, протравливается в 10—15%-ном
растворе соляной кислоты, промывается в горячей воде, обезжири-
вается в 8—12%-ном растворе щелочи, промывается в горячей воде
и просушивается. Места, не подвергающиеся лужению, закраши-
ваются меловой краской. После просушки краски лудятся места
под заливку белым металлом. Затем деталь нагревается до 200—
300° С, устанавливается в приспособление и заливается белым метал-
лом.
Восьмая операция — токарная (фиг. 238).
Деталь устанавливается в приспособление. Растачивается отверстие
до диаметра 189,4+0*2 мм на проход. Подрезается бурт диаметром
270
245 мм на размер 25 мм от торца. Деталь перекрепляется, выве-
ряется параллельность подрезанного торца к плоскости планшайбы
и подрезается бурт диаметром 245 мм на размер 170_о,в
Девятая
чается головка
разметочная. Разме-
операция
под разрезку.
Фиг. 240. Строгание выс-
тупа.
Фиг. 241. Сверление отверстий
диаметром 5 мм.
Десятая операция — фрезерная. Разрезается
головка на две половины. Ширина разреза 5 мм (фиг. 239).
Одиннадцатая операция — слесарная.
Запиливаются плоскости разъема после разрезки. Снимаются шабе-
ром заусенцы и острые кромки.
Двенадцатая операция —
разметочная. Размечается опорная плос-
кость под строгание замкового выступа.
Тринадцатая операция —
строгальная. Строгается выступ диа-
Фиг. 242. Пятнадцатая операция — сверлиль- отверстия в большой го-
ная. ловке.
метром 140 мм до выступа диаметром 70 мм заподлицо с опорной
плоскостью; прорезаются пазы шириной 36 мм на глубину 0,5 мм.
При этом выдерживается высота замкового выступа 15,5 мм
(фиг. 240).
Четырнадцатая операция — сверлильная.
Сверлятся четыре отверстия (под резьбу Мб) диаметром 5 мм на глу-
бину 12 мм по кондуктору (фиг. 241).
Пятнадцатая операция — сверлильная.
Сверлятся по кондукторам четыре отверстия диаметром 11 мм
на глубину 10 мм, одно отверстие диаметром 8 мм для смазки глуби-
ной 30 мм, четыре отверстия диаметром 5 мм на глубину 12 мм,
271
одно отверстие диаметром 11 мм на глубину 68 мм для смазки, три
отверстия диаметром 2,9 мм, глубиной 12 мм, и затем цекуется торец
отверстия диаметром 11 мм до диаметра 28 мм на глубину 2 мм
(фиг. 242).
Шестнадцатая операция — слесар н~а я.
Снимаются заусенцы в местах обработки; нарезается резьба Мб
в восьми отверстиях на глубину 12 мм, резьба М4 в трех отверстиях
на глубину 10 мм\ припиливается центрирующий выступ на размер
7О._о,2 мм, и производится сборка головки под окончательную
расточку.
Семнадцатая операция — токари а"я. Раста-
чивается отверстие в большой головке до диаметра 190А в оконча-
тельный размер (фиг. 243).
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ШАТУНОВ
В связи с тем, что мелкие компрессоры выпускаются большей
частью серийно, а средние и крупные — единично или небольшими
партиями, коэффициент оснащенности этих деталей специальными
приспособлениями и инструментом различен. В соответствии с этим
при разработке технологических процессов на шатуны малого раз-
мера предусматривают большее количество специальных приспособ-
лений, режущего и измерительного
инструмента, чем для шатунов сред-
него и крупного размеров.
Ниже приведены наиболее ха-
рактерные специальные приспособ-
ления и инструмент, применяемые
при обработке шатунов.
При фрезеровании торцов малой
и большой головок штампованно-
го шатуна замер высоты произво-
J_EZ____L
]—-----Г
Фиг. 244. Предельный шаблон для дится от ребра шатуна предель-
замера высоты головки шатуна ным шаблоном (фиг. 244).
(штампованного). Разметка центров малой и боль-
шой головок этого же шатуна
выполняется при помощи шаблона (фиг. 245), представляющего
собой грибок 1, привернутый винтами 3 к накладке 2. Расточка
малой головки шатуна производится в приспособлении, показанном
на фиг. 246. Планшайба 4 приспособления навинчивается на шпин-
дель токарного станка. Шатун устанавливается в приспособление
малой головки по центру шпинделя станка на упорную призму 3
и закрепляется откидным прижимным фланцем 2 и шайбой 1. Для
уравновешивания приспособления в нижней части планшайбы при-
креплен винтами 6 противовес 5. В этом приспособлении отверстие
в малой головке растачивается в окончательный размер с точностью
по 3-му классу.
Фрезерование боков большой головки (база) штампованного
шатуна производится в приспособлении (фиг. 247), представляющем
272
Фиг. 245. Шаблон для раз-
метки центров головок ша-
туна.
Фиг. 246. Приспособление для расточки малой головки шату-
на на токарном станке.
Фиг. 247. Приспособление для фрезерования боков (базы)
шатуна.
18 Галицкий
331
273
собой плиту /, к низу которой приварены четыре планки 2, помещаю-
щиеся в Т-образные пазы стола станка при установке приспособле-
ния. К верху плиты приварены втулка 3 и накладка 6, в Т-образный
паз которой вставлен сухарь 10 с привернутой к нему винтами 8
сферической шайбой 9. Шатун устанавливается расточенном отвер-
стием малой головки на палец 4, а большой головкой опирается
на сферическую шайбу, которая свободно перемещается по пазу
накладки. Закрепляется шатун в приспособлении посредством быстро-
съемных планки 7 и шайбы 5.
Рассверливание и зенкерование отверстия в большой головке
шатуна выполняется на радиально-сверлильном станке в приспособ-
лении, изображенном на фиг. 248. Плита 8 приспособления имеет
внизу три планки 9 и сверху накладку 7 и втулку 13, приваренные
к плите электросваркой. К накладке винтами 4 привернуты сухари 5,
и на шпильки 1, ввинченные также в накладку, надет прижимной
фланец 3. Сухари центрируются штифтами 6. Во втулке закреплен
палец 12 при помощи гайки 14. В торец пальца завинчена шпилька 11
с гайкой 2. На шпильку пальца надевается быстросменная шайба 10.
Шатун устанавливается в приспособлении следующим образом:
расточенным отверстием в малой головке он надевается на палец,
а большая головка помещается между сухарями. Закрепляется
шатун при помощи фланца 3 и шайбы 10.
После того, как отверстие в большой головке рассверлят свер-
лом большого диаметра, производят зенкерование специальным
насадным зенкером (фиг. 249), состоящим из оправки 1, зенкера 5,
поводка 4, гайки 2 и шпонки 5.
Приспособление для одновременного фрезерования мест под
головки и гайки шатунных болтов у нескольких шатунов сразу пока-
зано на фиг. 250. К плите приспособления 1 приварены две стойки:
малая 2 и большая 5. Для усиления жесткости приспособления
к плите и стойкам приварены два ребра 14. Плита перемещается
на направляющих сухарях 7. В большую и малую стойки запрессо-
ваны валики 10 и 13. В верхней части большой стойки, по бокам ее,
привернуты винтами 9 стальные закаленные и шлифованные устано-
вочные планки 3 и 4. По этим планкам ведется установка набора
из двух трехсторонних фрез. При установке в приспособление шатуны
надеваются расточенными отверстиями в малой головке на валик 13
и отверстиями в большой головке на валик 10. Между отверстием
в большой головке и валиком 10 имеются большие зазоры, поэтому
боковая сторона шатуна (база) опирается на шлифованную накладку
6, привернутую к плите посредством винтов 8. Закрепляются шатуны
при помощи гаек 11 и шайб 12.
Кондуктор для сверления и зенкерования отверстий под шатун-
ные болты в штампованном шатуне представляет собой (фиг. 251)
стойку, сваренную из плит /, 3, 6 и ребер 2. В плите 3 закреплены
направляющий палец 9 и болт 5; к ней же привернуты болтами 12
направляющие сухари 13. В отверстия, расточенные в верхней
плите 6, запрессованы две втулки 10, в которые вставляются сменные
кондукторные втулки 11. Шатун устанавливается отверстием в малой
274
Фиг. 248. Приспособление для рассверливания и зенкерования от-
верстия большой головки шатуна.
Фиг. 249.
Специальный
насадной
зенкер.
Фиг. 250. Приспособление для фрезерования мест
под головки и гайки шатунных болтов.
18*
275
Фиг. 251.
Кондуктор
для свер-
ления от-
верстий
под ша-
тунные
болты.
а — зенкер диаметром 15,85 мм; б — черновая развертка
диаметром 15,97 мм; в — чистовая развертка диаметром
16А; г — цековка для обработки мест под гайки ша-
тунных болтов.
276
головке на направляющий палец; боковые стороны (база) большой
головки помещаются между направляющими сухарями. Большая
головка шатуна прижимается к опорной шайбе 4 при помощи быстро-
сменной шайбы 7 и гайки 8.
На фиг. 252 показан режущий инструмент, применяемый для
обработки отверстий под шатунные болты; зенкер диаметром 15,85 мм;
развертка машинная черновая диаметром 15,97 мм; развертка машин-
ная чистовая диаметром 16А и цековка для обработки мест под гайки
шатунных болтов.
Приспособление для расточки большой головки шатуна на своей
конструкции подобно приспособлению для расточки малой головки
шатуна. Боковые стороны шатуна (база) при установке в приспособ-
ление (фиг. 253) помещаются между двумя закаленными и шлифован-
ными сухарями, привернутыми к планшайбе винтами, а малая
головка надевается на палец-фиксатор. Шатун прижимается к план-
шайбе при помощи фланца и быстросъемной шайбы.
Приспособление для разрезки большой головки шатуна изобра-
жено на фиг. 254. Оно представляет собой подушку 7, в которую
запрессованы два направляющих пальца 3 и 5. Посредством винтов 7
к подушке привернуты опорные плиты 2 и 6. Направляющий палец 5
имеет паз для прохода дисковой фрезы при разрезке головки. Кре-
пится шатун в приспособлении при помощи планки 4.
Сверление мелких смазочных отверстий в шатунах производится
в специальном кондукторе (фиг. 255), представляющем собой плиту 7,
в которую запрессованы два пальца 10, две направляющие 12 и 14
для большой головки и ушко 2. В прорезах, сделанных в направляю-
щей 12 и ушке 2, помещены на осях 3 и 13 серьги 4, к котбрым при-
варены откидные планки 5 и 9 с кондукторными втулками 8. На ввер-
нутую в плиту шпильку 7 надеты пружина 11 и прижимная планка 6.
В приспособление устанавливаются сразу два шатуна, располагаю-
щиеся малыми головками в разные стороны. Малые головки шатуна
насаживаются на пальцы 10 и прижимаются к плите приспособления
планкой 6.
Сверление мелких отверстий в шатуне под винты для крепления
прокладок выполняется по кондуктору (фиг. 256), изготовленному
из плитки 7, в которую запрессованы два направляющих штифта 3
и 4 и четыре кондукторные втулки 2. Кондуктор направляющими
штифтами вставляется в отверстия под шатунные болты, после чего
производится сверление четырех отверстий под винты.
Сверление мелких отверстий в отъемной части (скобе) большой
головки шатуна производится по кондуктору, показанному
на фиг. 257. Кондукторная плитка здесь применяется такая же, как
и при сверлении мелких отверстий в шатуне. Отъемная часть большой
головки устанавливается на опорной плите с установочными штиф-
тами.
Приспособление для окончательной расточки отверстий (фиг. 258)
в большой и малой головках шатуна состоит из корпуса 7, направляю-
щих планок 2 и прижимных планок 3 и 4. При установке собранного
шатуна в приспособление большая головка помещается между направ-
277
278
ляющими планками, а бурт бронзовой втулки малой головки входит
в отверстие, расточенное в корпусе приспособления.
Приспособление для чистовой обточки радиуса большой головки
крупных шатунов (фиг. 259) запроектировано для установки на токар-
ном станке. У верхнего суппорта 1 продольной подачи станка выни-
мается винт, благодаря чему суппорт может свободно перемещаться
по направляющим. Приспособление 2, состоящее из серьги, шар-
нирно соединенной со стойкой, привернутой к каретке 3 станка,
и с пальцем, укрепленным на верхнем суппорте /, обеспечивает про-
точку у большой головки сферической поверхности радиусом R
при перемещении от руки поперечного суппорта 4 в сторону от обра-
батываемого шатуна. Расстояние
между центровыми отверстиями
серьги равно размеру радиуса 7?.
Наборная фреза, применяе-
мая для фрезерования плоскос-
тей шатунов крупного и средне-
го размеров на продольно-фре-
зерном станке, изображена на
фиг. 260. Корпус фрезы 1 при
помощи болтов 6 и 7 с гайка-
ми 8 соединяется с оправкой 5,
вставляемой в шпиндель стан-
ка. В пазы, имеющиеся в корпусе
фрезы, помещаются резцы 5, при-
жимаемые к корпусу планками 4
и болтами 2.
Специальная оправка для на-
Фиг. 258. Приспособление для окон-
чательной расточки отверстий в боль-
шой и малой головках шатуна.
садных зенкеров и разверток, при-
меняемая при обработке отверстий под шатунные болты (фиг. 261),
обеспечивает хорошую чистоту обрабатываемых отверстий благодаря
подводу охлаждающей жидкости с низа режущего инструмента.
Этим достигается быстрое удаление стружки, образующейся -при
резании металла. Уплотнение подвижного соединения оправки
с кольцом и фланцами производится мягкой набивкой.
Специальная оправка для насадных цековок, применяемая для
обработки мест под головки шатунных болтов (фиг. 262), состоит
из оправки 1 с конусным хвостовиком, опорного штифта 3 и торцо-
вой цековки 2.
Проверка общего контура тела крупного точеного шатуна произ-
водится фасонными шаблонами по типу, изображенному на фиг. 263.
Проверка радиусов переходов и сферы большой и малой головок
шатунов осуществляется при помощи шаблонов, показанных
на фиг. 264.
Приспособление для расточки отверстия большой головки круп-
ных точеных шатунов (фиг. 265) на токарном станке представляет
собой планшайбу /, к которой привернута рамка из двух угольни-
ков 2 и 5, соединенных между собой планками 4 для жесткости.
Установка детали в приспособление производится на два направляю-
279
280
Фиг. 261. Оправка
для насадных зенке-
ров и разверток.
Фиг. 263. Шаблон для проверки
контура шатуна.
Фиг. 262. Специальная оправка
для цековок.
Фиг. 264. Шаблоны.
Фиг. 265. Приспособление для расточки отверстия большой
головки шатуна.
281
Фиг. 266. Кондуктор для сверления от-
верстий под шатунные болты.
Фиг. 267. Приспособление для обработки отверстий малой головки шатуна.
Фиг. 268. Проверка правильности расточки
головок шатуна в горизонтальной плос-
кости.
Фиг. 269. Проверка
правильности расточ-
ки головок шатуна в
вертикальной плос-
кости.
282
щих штыря 5, помещенных в угольнике 3. Закрепляется деталь
посредством винта 6.
Кондуктор для сверления отверстий под шатунные болты в теле
шатуна и большой головке изображен на фиг. 266.
Обработка отверстия в малой головке крупных точеных шатунов
производится в приспособлении (фиг. 267), состоящем из уголь-
ника /, опорной планки 2 и прижимных планок 3.
Проверка правильности положения осей большой и малой голо-
вок шатуна в двух плоскостях производится на разметочной плите
при помощи призм, контрольных валиков и стоечного индикатора.
Проверка правильности расточки головок шатуна в горизонталь-
ной плоскости показана на фиг. 268. Контрольный валик /, точно
пригнанный по отверстию большой головки шатуна, устанавливается
на двух призмах 6 в горизонтальном положении. Валик 3, плотно
пригнанный по отверстию малой головки шатуна, опирается на дом-
кратик 4. Индикатором 2, укрепленным на стойке 5, производится
замер положения валика в двух крайних точках. По разности пока-
заний замера определяется величина перекоса оси малой головки
шатуна по отношению к оси большой головки.
Схема проверки правильности расточки головок шатуна в верти-
кальной плоскости показана на фиг. 269. В этом случае шатун уста-
навливается в вертикальном положении. Контрольный валик дол-
жен быть изготовлен строго цилиндричным. При диаметре валика
от 80 до 100 мм и длине его от 400 до 500 мм допуск на неточность
изготовления устанавливается в 0,01 мм на диаметр валика.
ГЛАВА X
ИЗГОТОВЛЕНИЕ ПОРШНЕЙ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ ПОРШНЕЙ И ПРЕДЪЯВЛЯЕМЫЕ К НИМ ТРЕБОВАНИЯ
Поршни компрессоров выполняют работу сжатия газа в цилин-
драх. В бескрейцкопфных машинах поршни одновременно служат
крейцкопфами кривошипно-шатунного механизма.
От качества изготовления поршней и сопряженных с ними порш-
невых колец зависит долговечность работы цилиндров и обеспе-
чение заданных параметров компрессора. Поршень должен быть
достаточно прочным, чтобы противостоять давлению газов и инер-
ционным силам, возникающим при работе компрессора, и одновре-
менно иметь наименьший вес для данной конструкции и размеров.
Наиболее распространенными конструкциями поршней являются
следующие:
1. Дисковые поршни, применяемые в крейцкопфных машинах.
2. Поршни тронкового типа, применяемые в бескрейцкопфных
машинах.
Все тронковые поршни имеют отверстие под поршневой палец,
ось которого перпендикулярна оси поршня.
Существуют различные способы соединения поршневого пальца
с поршнем и шатуном: поршневой палец может свободно вращаться
в отверстии поршня и во втулке шатуна, либо плотно закрепляться
в отверстии поршня или во втулке шатуна.
Разновидностью тронковых поршней являются так называемые
прямоточные поршни, у которых в верхней части поршня имеются
выточки для всасывающих клапанов.
3. Дифференциальные (ступенчатые) поршни, применяемые в мно-
гоступенчатых компрессорах малой производительности и высокого
давления. Поршни этого типа разделяются на ступенчатые цельные
и ступенчатые составные. В ступенчатых составных поршнях пор-
шень высокого давления обычно соединяется с ведущим поршнем —
шарниром плавающего типа. Необходимые величины осевого и ради-
ального зазоров головки штока обеспечиваются при сборке за счет
подгонки дистанционного кольца.
4. Наборные поршни, в которых канавки под поршневые кольца
образуются путем набора на стержень промежуточных колец.
284
Обычно наборные поршни являются поршнями высокого давления
и соединяются с основным ведущим поршнем шарнирно или жестко.
Дисковые (скользящие) поршни горизонтальных машин, выпол-
няя работу сжатия газа, одновременно испытывают усилия трения
о стенку цилиндра от своего веса. В связи с этим в крупных горизон-
тальных компрессорах для предохранения зеркала цилиндра и тру-
щейся поверхности поршня от задиров и для уменьшения износа
нижняя часть поршня заливается баббитом, выступающим в обрабо-
танном виде из тела поршня на 1—1,5 мм.
Уменьшение трения верхней части дискового поршня достигается
за счет протачивания верхней части на специальном затыловочном
приспособлении на 2/3—3/4 длины окружности и на глубину
0,3—0,8 мм в зависимости от диаметра поршня.
Дисковые и наборные поршни крейцкопфных вертикальных
машин не испытывают дополнительных боковых усилий и работают
в более благоприятных условиях по сравнению с поршнями гори-
зонтальных компрессоров.
Тронковые поршни различных конструкций испытывают допол-
нительные боковые усилия от сил, действующих вдоль оси шатуна.
Особые условия работы этой группы поршней требуют повышен-
ной чистоты и точности изготовления трущихся поверхностей.
Основные требования, предъявляемые к поршням, заключаются
в следующем:
1. Овальность и конусность наружной цилиндрической поверх-
ности поршней не должна превышать:
а) для бескрейцкопфных компрессоров — более половины допу-
ска по 2-му классу точности;
б) для крейцкопфных компрессоров — более половины допуска
по 3-му классу точности.
2. В тронковых поршнях ось отверстия под поршневой палец
должна быть перпендикулярна оси наружного диаметра поршня.
Неперпендикулярность оси отверстия под поршневой палец к оси
поршня не должна превышать 0,02 мм на 100 мм длины.
3. В дисковых поршнях отклонение от перпендикулярности
поверхности опорного торца под шток к оси отверстия под шток допу-
скается до 0,02 мм на 100 мм длины отверстия.
4. Опорная поверхность под бурт штока у поршней и торцовая
поверхность бурта штока, сопрягаемая с поршнями, должны быть
притерты.
5. Несоосность отверстия под шток с наружной цилиндрической
поверхностью поршня не должна превышать допуска на диаметр
отверстия по 2-му классу точности.
6. В дисковых поршнях отклонение от перпендикулярности
торцовых поверхностей поршня к оси отверстия под шток допускается
до 0,02 мм на 100 мм диаметра поршня.
7. В дифференциальных поршнях с жестко соединенными ступе-
нями должна быть обеспечена соосность наружных поверхностей;
биение одной ступени по отношению к другой допускается не более
0,03 мм.
285
8. Овальность и конусность отверстий под поршневой палец
у тронковых поршней не должна превышать половины допуска
на диаметр по 2-му классу точности.
9. Неперпендикулярность боковых поверхностей канацок для
поршневых колец к оси отверстия под шток не должна быть более
0,05 мм на 100 мм длины.
10. Чистота обработанной наружной цилиндрической поверх-
ности поршней бескрейцкопфных компрессоров должна быть не ниже
7-го класса, а для поршней крейцкопфных компрессоров не ниже
6-го класса. Чистота торцовых поверхностей канавок под порш-
невые кольца должна быть не ниже 6-го класса.
11. Поршни крейцкопфных и днища поршней бескрейцкопфных
компрессоров должны быть прочными и плотными. При гидравличе-
ском испытании в течение 5 мин. давлением воды, равным полутор-
ному рабочему давлению, нарушение прочности и плотности поршней
и днищ поршней не допускается.
12. Черновины, задиры, острые кромки, забоины и заусенцы
на наружной цилиндрической поверхности поршней, а также на тор-
цовых поверхностях канавок и на перемычках между канавками
поршней не допускаются.
13. Отклонение от веса, указанного в чертежах, не должно пре-
вышать: для поршней весом до 100 кг + 5% и для поршней весом
свыше 100 кг +3,5%.
14. Виды, количество, размеры, расположение дефектов, допу-
скаемых к исправлению, и способы исправления дефектов должны
быть установлены техническими условиями.
15. На обработанных поверхностях поршней бескрейцкопфных
компрессоров допускаются одиночные чистые газовые раковины:
а) на днище в количестве до 5 шт., глубиной не более 15% тол-
щины стенки, диаметром не более 3 мм при расстоянии не ближе
20 мм друг от друга и не ближе 10 мм от края;
б) на наружной цилиндрической части поршня в количестве
не более 5 шт., глубиной не более 1,5 мм и диаметром до 3 мм,
не ближе 10 мм от края;
в) на цилиндрической поверхности канавок для уплотнительных
и маслосъемных поршневых колец в количестве до 2 шт. в канавке,
диаметром до 2 мм и глубиной не более 2 мм.
На торцовых плоскостях канавок и на перемычках между канав-
ками раковины не допускаются;
г) на поверхностях отверстий под поршневой палец допускается
одна раковина глубиной до 1 мм и диаметром до 2 мм.
16. На наружной обработанной цилиндрической поверхности
поршней крейцкопфных компрессоров допускаются одиночные чистые
газовые раковины наибольшим размером 3 мм, глубиной до 15% тол-
щины стенки и в количестве не более 2 шт. на каждые 15 дм2 поверх-
ности поршня при расстоянии не ближе 20 мм от канавок под поршне-
вые кольца или от края.
На днищах поршней допускаются одиночные чистые газовые
раковины диаметром до 5 мм, глубиной до 15% толщины, стенки;
286
в количестве не более 3 шт. на каждые 10 дм2 площади днища при
расположении их не ближе 20 мм от края поршня.
На цилиндрических поверхностях канавок для поршневых колец
допускается по одной раковине наибольшего размера до 2 мм, глу-
биной до 2 мм на длине канавки 200 мм.
На торцовых плоскостях канавок раковины не допускаются.
Чугунные отливки поршней должны быть подвергнуты до окон-
чательной обработки старению в случае, если конструкция этих
деталей не гарантирует отсутствия коробления.
Рекомендуемый режим искусственного старения: нагрев отливок
в печи до температуры 200° без учета скорости нагрева. Нагрев
с температуры 200° до температуры 500—550° — со скоростью 50°
в час; выдержка при этой температуре от 2 до 5 час. в зависимости
от толщины стенок (не менее 1 часа на 20—25 мм сечения стенки
у рабочей части); охлаждение вместе с печью до 200° со скоростью
30° в час, а затем на воздухе.
Алюминиевые поршни, отлитые в кокиль, проходят термическую
обработку до механической обработки. Ниже приведены режимы
термической обработки кокильных отливок поршней из сплава АЛ1.
Закалка:
температура нагрева..................................... 515 ±5° С
время выдержки ......................................... 2—4 часа
.......................вода с температу-
рой 50—100® или
воздух
Старение:
температура нагрева .................................. 220 ±10° С
время выдержки ....................................... 2—4 часа
охлаждающая среда......................................... воздух
КЛАССИФИКАЦИЯ ПОРШНЕЙ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Поршни компрессоров различных типов можно разбить на четыре
технологические группы: дисковые; тронковые — одноступенчатые
и дифференциальные неразъемные; тронковые прямоточные; набор-
ные.
К первой технологической группе могут быть отнесены поршни
крейцкопфных горизонтальных и вертикальных компрессоров
и ведущие поршни дифференциальных составных поршней.
Основные параметры поршней первой технологической группы
следующие:
а) наружный диаметр поршня — от 100 до 1500 мм\
б) длина поршня — от 75 до 750 мм\
в) вес поршня — от 30 до 1500 кг.
Поршни второй технологической группы характеризуются сле-
дующими основными параметрами:
а) наружный диаметр поршня — от 75 до 350 мм\
б) длина поршня — от 150 до 400 мм\
в) вес поршня — от 2 до 30 кг.
287
Эта технологическая группа объединяет как тронковые одно-
ступенчатые, так и тронковые дифференциальные поршни ввиду
того, что последовательность операций при их обработке, приме-
няемое оборудование и оснастка для поршней обоих типов одина-
ковы.
Поршни третьей технологической группы имеют следующие пара-
метры:
а) наружный диаметр поршня — от 75 до 200 мм;
б) длина поршня — от 125 до 350 мм;
в) вес поршня — от 2 до 20 кг.
Эта группа поршней по характеру механической обработки
близко подходит ко второй технологической группе. Однако наличие
в прямоточных поршнях выточки под клапаны и более сложная
конструкция внутренней полости поршня вызывают необходимость
иметь технологический процесс, несколько отличный от процесса
второй группы.
Поршни четвертой технологической группы имеют:
а) наружный диаметр — от 35 до 65 мм;
б) длину — от 300 до 400 мм;
в) вес — от 2,5 до 10 кг.
Поршни этой группы состоят из деталей, которые по конструк-
ции и характеру обработки относятся к классам валов и колец,
поэтому технологический процесс их обработки резко отличается
от процесса обработки первых трех технологических групп поршней.
МАТЕРИАЛЫ ПОРШНЕЙ
Для того чтобы поршни удовлетворяли предъявляемым требова-
ниям, для их изготовления применяются материалы с достаточной
прочностью, плотностью и малой изнашиваемостью.
Наиболее распространенным материалом для изготовления
поршней является чугун марки СЧ 18-36 по ГОСТу 1412-54 с преде-
лом прочности при растяжении не менее 18 кг! мм2 и твердостью
в пределах НВ 170—229.
Стержни дифференциального составного поршня высокого давле-
ния изготовляются из стали марки 40 по ГОСТу 1050-60 с пределом
прочности при разрыве не менее 57 кг/мм2, относительным удлине-
нием не менее 19% и твердостью НВ 217 не более.
Стержень малых наборных поршней изготовляется из стали
марок 35 и 40 по ГОСТу 1050-60. Промежуточные кольца малых
наборных поршней изготовляются из стали марок 25 и 35 по тому же
ГОСТу, а больших наборных поршней — из чугуна перлитной
структуры.
Для уменьшения инерционных усилий в некоторых конструкциях
быстроходных компрессоров применяются легкие алюминиевые
поршни из сплава АЛ1 (ГОСТ 2685-53). Этот сплав обладает хорошей
жаропрочностью и пригоден для деталей, работающих при повы-
шенных температурах. Наличие в сплаве никеля улучшает анти-
фрикционные свойства отливок. При хорошей обрабатываемости
288
Таблица 36
Химический состав алюминиевого сплава марки АЛ1 в %
Си Mg Ni Ai Fe | Zn | Si Сумма примесей
не более
3,75-4,5 1,25—1,75 1,75—2,25 Осталь- ное 0,8 0,3 0,7 1,5
Механические свойства алюминиевого сплава марки АЛ1
Состояние сплава Предел прочности при растяжении в кг/мм* Относительное удлинение на расчетной длине 1 5d % Твердость по Бри- нелю при диаметре шарика 10 мм и нагрузке 1000 кг
Не менее
Литой в кокиль, закаленный и ча- стично состарен- ный 20 0,5 95
резанием сплав АЛ1 имеет удовлетворительную коррозионную
устойчивость.
Химический состав и механические свойства сплава АЛ1 приве-
дены в табл. 36.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ПОРШНЕЙ
Несмотря на многообразие конструкций компрессорных поршней,
классификация их по технологическим признакам дает возможность
создать типовые технологические процессы. Первые типовые техно-
логические процессы механической обработки поршней были разра-
ботаны московским заводом «Компрессор»; при этом до некоторой
степени учитывался опыт производства поршней на автомобильных
заводах. Прежде всего это относится к тронковым поршням, обра-
ботка которых в автомобилестроении достигла большой степени
совершенства.
В типовом технологическом процессе механической обработки
тронковых поршней предусматриваются следующие условия:
1. При предварительной обработке наружных поверхностей
поршня для получения стенок одинаковой толщины за базу прини-
мается его внутренняя необработанная поверхность.
2. Для большинства последующих операций в качестве вспомо-
гательной базы принимается расточенный поясок юбки и ее чисто
подрезанный торец.
19 Галицкий 331
289
3. Во избежание деформации под влиянием внутренних напря-
жений после обдирочных операций вводится искусственное старение
поршня.
4. После старения поршня в первую очередь должна бцть про-
ведена расточка центрирующего пояска юбки, на базе которого
выполняется чистовая расточка отверстия под поршневой палец
с припуском под алмазную расточку.
5. При окончательной обработке отверстия под палец за базу
берется наружная шлифованная поверхность поршня в отличие
от распространенного на компрессоростроительных заводах метода
использования в качестве базы дна или юбки поршня.
Типовой технологический процесс механической обработки ди-
сковых поршней (фиг. 270). Очищенная от формовочной земли
отливка поршня после обрубки и обработки на дробеструйном или
пескоструйном аппарате поступает в механический цех на токарный
или карусельный станок для выполнения первой опера-
ции — отрезки прибыли.
Вторая операция — токарная — выполняется
для малых поршней на токарных и для крупных поршней на кару-
сельных станках. Поршень обрабатывается с двух установов в четы-
рехкулачковом патроне следующим образом: обтачивается наруж-
ный диаметр Д, подрезаются торцы А и Б, растачиваются отверстия d
и выточки dlt d2 и d3 с припуском 2—3 мм на сторону, прорезаются
канавки В под поршневые кольца с припуском 0,5—1,0 мм на сто-
рону по ширине и 1 —1,5 мм по внутреннему диаметру.
Третья операция — сверлильная. После рас-
сверливания отверстий Г под заглушки с припуском 0,8—1,0 мм
на диаметр производится их зенкерование и нарезание резьбы.
Четвертая и пятая операции — слесарные.
Производится очистка внутренней полости поршня от земли
и стружки. Завертываются заглушки; при этом в два отверстия,
расположенные с одной стороны, заглушки не устанавливаются.
290
Шестая операция — гидравлическая проба.
Величина давления устанавливается согласно техническим усло-
виям.
Седьмая операция — токарная. Поршень за-
крепляется в четырехкулачковом патроне. Производится расточка
отверстия d и подрезается торец Е в окончательный размер. Затем
окончательно растачивается выточка d3, прорезается канавка,
снимается фаска и подрезается торец А.
Восьмая операция — токарная. Поршень уста-
навливается на центрирующий палец по диаметру d. После этого
растачиваются выточки dx и d2 в окончательный размер. Подрезается
торец И и торец Р в окончательный размер. Прорезается канавка
и снимается фаска.
Девятая операция — слесарная. Устанавли-
ваются две заглушки на сурике, и производится предварительная
притирка опорных торцов И и Е. Операция предварительной при-
тирки торцов под шток и гайку необходима для обеспечения их пер-
пендикулярности к оси отверстия под шток. Отверстие и торцы
штока являются технологическими базами для последующей обра-
ботки поршня на оправке.
Десятая операция заключается в 1 окончательной
наружной обточке диаметра Д, в подрезке торцов А и Б, в прорезке
канавок В под поршневые кольца и в обточке закруглений
по радиусу Р.
Одиннадцатая операция выполняется только для
скользящих поршней горизонтальных машин и заключается в про-
точке (затыловке) поверхности Ж на глубину от 0,3 до 0,8 мм в зави-
симости от величины диаметра поршня.
Острые кромки после обработки поверхности должны быть
закруглены.
Последней операцией является притирка опорных торцов Е
по штоку и И по гайке штока. Эта операция необходима для создания
герметичности соединения и предотвращения люфта поршня на штоке.
После окончания всей механической обработки поршни подвер-
гаются вторичной гидравлической пробе.
В качестве примера в табл. 37 приведен на технологических кар-
тах процесс механической обработки дискового поршня диаметром
900 мм (фиг. 271 и 272).
Типовой технологический процесс механической обработки трон-
ковых одноступенчатых и дифференциальных неразъемных поршней
(фиг. 273 и 274). Первая операция — токарная.
Обработка поршней этой технологической группы начинается е пред-
варительной подрезки дна поршня А и предварительного зацентро-
вания. Для последующих переходов поршень поджимается центром.
Затем производится подрезка дна с припуском 1,5—2 мм, наружная
обточка поверхности Д с припуском 1,5—2 мм на сторону и под-
резка торца юбки с припуском 2—3 мм. Для получения равностен-
ного поршня за базу принимается внутренняя поверхность поршня.
Обработка производится на специальной разжимной оправке.
19*
291
Таблица 37
Технологический процесс механической обработки дискового поршня
диаметром 900 мм
Наименование
перехода
Приспособление
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
Операция первая — карусельная
1 Закрепить отливку в па- троне за прибыль, прове- рить по верху Патрон четырехку- лачковый Резец отрезной ВК8
2 Отрезать прибыль, вы-
держав размер 525—5 0 мм
3 Открепить и снять де- таль
4 Отбить прибыль
Операция вторая - карусельная
Линейка
1000 мм
1 Установить деталь в па-
трон и проверить биение
с точностью до 2—3 мм
2 Подрезать торец до раз-
мера 53 ±1 мм от внут-
реннего торца бобышки
3 Обточить верх до
0 906—! 5 мм
4 Расточить отверстие до
0 9О+0,87 мм на проход
Патрон
четырехку-
лачковый
Резец
подрезной
ВК8
Резец
проходной
ВК8
Резец
расточной
ВК8
Линейка
1000 мм
Штанген-
циркуль
250 мм
Нутромер
Глубиномер
292
Продолжение табл. 37
№ пере> I хода Наименование перехода Приспособление и вспомога- тельный инструмент Режущий инструмент Измерительный инструмент
5 6 7 8 Расточить выточку до 0 133^"1,0 мм и подрезать дно выточки на глубину 95 +‘>° мм Расточить выточку до 0 185"^1,15 мм и подре- зать дно выточки на глу- бину 50+1’° мм Прорезать предвари- тельно три канавки шири- ной 23"^0,5 мм, глубиной 23+0,5 мм, выдержав раз- меры 147,5__1>0; 241,5_10; 335,5__j 0 мм. Открепить и снять де- таль Onepai щя третья — кс Резец канавочный ВК8 грусельная
о
1
2
3
4
Закрепить поршень за Патрон Резец Линейка
проточенную часть, про- четырехку- подрезной 1000 мм
верить на биение по про- точенной поверхности с точностью 0,5 мм лачковый ВК8
Подрезать торец до раз- Резец Штанген-
мера 506_j q мм проходной циркуль
Обточить верх до 0906—! 5 мм ВК8 250 мм
Расточить выточку до 0125+1,0 мм на глуби- Резец расточной Глубиномер
ну 45+1,0 мм ВК8
1
Операция четвертая — сверлильная
Установить и закрепить
поршень планками к столу
Планки
прижимные
293
Продолжение табл. 37
1 № пере- хода Наименование перехода Приспособление и вспомога- тельный инструмент Режущий инструмент Измерительный инструмент
2 3 4 5 6 7 1 2 1 2 1 2 3 4 Рассверлить отверстия под заглушки до 0 67+0’74 мм Зенкеровать отверстия под заглушки до 0 68,5+°>5 мм Нарезать резьбу 2М72 Перевернуть деталь вто- рой стороной Повторить четыре пер- вых перехода Открепить и снять де- таль One Очистить внутреннюю полость от формовочной земли и стружки Продуть сжатым возду- хом Опе^ Завернуть заглушки 2М72 на сурике Отрезать припуск на за- глушках, данный под за- вертку. В два отверстия, расположенные со стороны выточки 0190 мм, заглуш- ки не ставить Опере Произвести гидропробу внутренней полости водой при давлении 5 ати Продуть и просушить деталь Завернуть в два отвер- стия заглушки 2М72 на сурике Отрезать припуск на за- глушках, данный под за- вертку Патрон быстросмен- ный >рация пятая — < пация шестая — Планки прижимные щия седьмая — ei Стол для гидропробы Штуцер Планки прижимные Сверло 0 67 мм Зенкер 0 68,5 мм Метчик 0 2М72 слесарная слесарная 1дропроба Пробка резьбовая 2М72
294
Продолжение табл. 37
№ пере-
хода
Наименование
перехода
Приспособление
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
Операция восьмая — карусельная
1 Закрепить деталь в па- троне, проверить на бие- ние с точностью до 1 мм Патрон четырехку- лачковый Резец подрезной ВК8
2 Подрезать торец до раз- мера 5О5__о 5 мм
3 Расточить отверстие под Резец Штанген-
шток до 0 95+0,035 мм расточной циркуль
ВК8 150 мм
4 Расточить выточку 0 130+°’53 мм Глубиномер
5 Подрезать дно выточки до размера 47+0,3 мм
6 Выточить канавку с Резец
0 127 до 0 130 мм канавочный
ВК8
7 Снять фаску 1 мм на 45°
8 Открепить и снять де-
таль
Оперся щя девятая — кс грусельная
295
Продолжение табл. 37
Наименование
перехода
Приспособление
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
1
2
3
4
5
6
7
8
1
1
2
Установить поршень на
центрирующий палец с
0 95А, прижать план-
ками к планшайбе
Расточить выточку до
0 138+0’53 мм
Подрезать дно выточки,
выдержав размер 98+° 5 л ж
Расточить выточку
0 190+°’6 мм
Подрезать дно выточки,
выдержав размер 45±0,1 мм
Проточить канавку
с 0 135 до 0 138 мм,
глубиной 1 мм
Снять фаску 1 мм на
45°
Открепить и снять де-
таль
Планшайба
Центрирую-
щий палец
Резец
расточной
ВК8
Штанген-
циркуль
250 мм
Глубиномер
Резец
канавочный
Операция десятая — слесарная
Притереть опорные тор-
цы в выточках под шток
и гайку штока
Притир
с направле-
нием по
0 95А
Операция одиннадцатая — токарная
Поставить поршень на
оправку
Установить в центрах,
поджать кулачками, про-
верить биение оправки
Оправка
центровая
Патрон
четырехку-
лачковый
296
Продолжение табл. 37
<ь Приспособление
Наименование и вспомог а- Режущий Измерительный
перехода тельный инструмент инструмент
2g инструмент
3 Обточить наружный диа- Резец Скоба
метр окончательно до проходной 900 С3
0 900—о 17 мм ВК8 Штанген-
4 Подрезать торцы порш- Резец
ня окончательно до разме- ра 500 л .с мм подрезной ВК8 циркуль 500 мм
5 Прорезать канавки под Резец Калибр 27 А
поршневые кольца оконча- подрезной
тельно шириной 27+0,045 мм, левый ВК8
6 глубиной 23,5+0’28 мм Проточить четыре канав- ки, г = 3 мм Резец канавочный ВК8 Шаблон, г = 3 мм для канавок
7 Снять фаски на канав- ках под поршневые кольца 2 мм на 45° Резец профильный Шаблон профильный
8 Открепить и снять де-
таль
1
2
Поставить поршень
оправку, установить
центрах, поджать кулач-
ками, проверить биение
оправки
Произвести обточку
2/3 наружной поверхно-
сти на глубину 0,8 мм
на
в
Оправка
с копиром
Резец
проходной
ВК8
Штанген-
циркуль
150 мм
Четырех-
кулачковый
патрон
Операция тринадцатая — слесарная
Зачистить заусенцы, за-
круглить острые кромки
после обточки 2/3 наруж-
ной поверхности
Напильник
297
Продолжение табл. 37
№ пере- хода Наименование перехода Приспособление и вспомога- тельный инструмент Режущий инструмент Измерительный инструмент
1 2 3 1 2 3 4 5 6 Операция ч Разметить под фрезеро- вание выемки 15 X 25 X X 10 мм Операцш Установить поршень на стол станка, крепить план- ками Фрезеровать по размет- ке выемку 15X25X10 мм Открепить и снять де- таль Операцш Притереть опорный то- рец по штоку Притереть опорный то- рец по гайке штока Собрать поршень со што- ком, произвести нормаль- ную затяжку Дать разметочную риску для установки кондуктора при сверлении отверстий под стопор на поршне и на поршневой гайке Накернить установочные риски Разобрать поршень со ШТОКОМ Операци Сверлить отверстия 0 12,5 мм под стопор на поршне и на поршневой гайке Операци Окончательная зачистка заусенцев и острых кромок етырнадцатая - Призма г пятнадцатая - Прижимные планки, болты ? шестнадцатая Прижимные планки Специальный хомутик я семнадцатая - Накладной кондуктор я восемнадцатая - разметочная Рейсмус, чертилка, кернер — фрезерная Фреза пальцевая 0 10 мм г — слесарная Чертилка, кернер - сверлильная Сверло 0 12,5 мм — слесарная Напильник личной, шабер Линейка 500 мм Штанген- циркуль 150 мм Штанген- циркуль 150 мм
298
Фиг. 271. Дисковый поршень диаметром 900 мм.
Фиг. 272. Эскиз отливки
дискового поршня.
Фиг. 273. Тронковый од-
ноступенчатый поршень.
Фиг. 274. Тронковый дифференциальный
неразъемный поршень.
299
Для коротких поршней разжимная оправка может быть заменена
двухкулачковым патроном, при помощи которого поршень крепится
на разжим за внутреннюю поверхность со стороны отрезанной при-
были. Разностенность поршня допускается не более 1—1,5 мм.
Дифференциальные поршни имеют дополнительную операцию:
подрезку уступа Б, Наружные диаметры поршней обрабатываются
по 4-му классу точности (С4), так как они служат при дальнейшей
обработке технологическими базами.
Вторая операция — токарная. Поршень кре-
пится в трехкулачковом патроне с сырыми кулачками за предвари-
тельно обработанную поверхность Д. Операция выполняется на токар-
ном или револьверном станке и заключается в подрезке торца юбки
с припуском 1,5—2 мм, расточке центрирующего пояска Г с припу-
ском 1—1,5 мм на сторону и в окончательной расточке места Ж
между бобышками.
Третья операция — разметочная. На наруж-
ной поверхности дна поршня наносится установочная риска, прохо-
дящая через ось бобышек под поршневой палец.
Четвертая операция — токарная. Поршень
устанавливается в приспособлении таким образом, чтобы его устано-
вочная риска была совмещена с риской приспособления. Произво-
дится предварительная расточка отверстия под поршневой палец
с припуском 1 —1,5 мм на сторону и окончательно подрезаются
внутренние стороны Ж-
Пятая операция — термическая — относится
только к чугунным поршням. Алюминиевые поршни, как показал
опыт, после обдирки не требуют термической обработки. Устанавли-
вается следующий температурный режим искусственного старения:
температура нагрева 500—550° С с выдержкой при этой температуре
в течение 2—3 час. в зависимости от размеров и конфигурации детали;
охлаждение до 200° С в печи, после чего деталь вынимается из печи
и охлаждается на воздухе.
Шестая операция — токарная или револь-
верная. Подрезается торец В, растачивается центрирующий
поясок Г и снимаются фаски по внутреннему диаметру юбки. Центри-
рующий поясок Г растачивается по 2-му классу точности и служит
технологической базой для последующей обработки поршня.
Седьмая операция — токарная или револь-
верная. Поршень устанавливается на специальной оправке
с центрирующей шайбой и закрепляется через шпиндель. Подре-
зается торец А окончательно; зацентровывается окончательно дно
поршня и поджимается центром; обтачивается поверхность Д с при-
пуском на шлифование 0,2—0,35 мм на сторону; протачиваются
боковые стороны канавок И под поршневые кольца предварительно
с припуском 0,25—0,5 мм на сторону и протачивается внутренний
диаметр канавок И в окончательный размер.
Восьмая операция — токарная. Деталь уста-
навливается в специальном приспособлении, базируясь по центри-
рующей выточке в юбке поршня, Растачивается отверстие 3 под
300
поршневой палец с припуском на окончательную расточку 0,4—0,6 мм
на диаметр. Прорезаются канавки К под стопорные кольца оконча-
тельно.
Девятая операция заключается в гидравлическом
испытании поршня, если это обусловлено техническими условиями.
Десятая операция — токарная. Производится
чистовая проточка канавок И. Ширина канавок проверяется калиб-
ром-пробкой.
Одиннадцатая операция — сверлильная.
Производится сверление по кондуктору смазочных отверстий
в канавках поршня.
Двенадцатая операция — шлифовальная.
Поршень устанавливается и закрепляется на поводковой центри-
рующей шайбе. Наружная поверхность Д чугунных поршней шли-
фуется окончательно. Диаметр поршня проверяется предельной
скобой.
Для алюминиевых поршней шлифование заменяется тонкой
токарной обработкой (алмазной обточкой).
Тринадцатая операция — расточная. Произ-
водится окончательная расточка отверстия 3 под поршневой палец.
Для этой цели применяются специальные станки для алмазной обра-
ботки отверстий. Поршень должен быть установлен в специальном
приспособлении таким образом, чтобы ось предварительно обрабо-
танного отверстия совпадала с осью станка. Конструкция такого
приспособления описана ниже. При отсутствии станков алмазной
расточки окончательная обработка отверстий под поршневой палец
может быть выполнена на токарном станке путем расточки и развер-
тывания. Обработанное отверстие 3 должно быть проверено индика-
тором на перпендикулярность оси отверстия к образующей поршня.
Четырнадцатая операция — слесарная.
Зачищаются заусенцы и острые кромки на обработанных поверхно-
стях. Поршень промывается в керосине и просушивается сжатым
воздухом.
В качестве примера в табл. 38 приведен на технологических кар-
тах процесс механической обработки тронкового одноступенчатого
поршня (фиг. 275 и 276).
Типовой технологический процесс механической обработки трон-
ковых прямоточных поршней (фиг. 277). Технологический процесс
механической обработки тронковых прямоточных поршней по боль-
шинству операций совпадает с технологическим процессом тронко-
вых одноступенчатых поршней. Основное отличие в механической
обработке заключается в наличии у прямоточных поршней двух
камер во внутренней полости поршня, которые в литье могут быть
смещены одна относительно другой. Поэтому разметка прямоточных
поршней является обязательной, в то время как при обработке обыч-
ных тронковых поршней она не требуется. Кроме того, у прямоточ-
ных поршней должна быть обработана выточка под клапан. При раз-
метке (первая операция) необходимо разбить на две сто-
роны возможное взаимное смещение внутренних поверхностей
301
Фиг. 276. Эскиз отливки поршня.
302
Таблица 38
Технологический процесс механической обработки тронкового
одноступенчатого поршня
Наименование
перехода
Приспособления
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
Операция первая — токарная
1
2
3
4
5
6
Установить поршень на
специальном приспособле-
нии с фиксацией по внут-
ренней поверхности и за-
крепить
Подрезать торец дна
поршня
Зацентровать дно порш-
ня предварительно
0 7,5 мм на 60°, под-
жать центром
Подрезать дно поршня
на размер 70±0,5 мм
Обточить верх до
0 214—0 3 мм на проход
Открепить и снять пор-
шень
Двухкулач-
ковый спе-
циальный
патрон
Резец
подрезной
ВК8
Сверло
центровочное
Штанген-
циркуль,
глубиномер
Резец
проходной
ВК8
Скоба
214 С4
Операция вторая — токарная
303
Продолжение табл. 38
I № пере- хода Наименование перехода Приспособления и вспомога- тельный инструмент Режущий инструмент Измерительный инструмент
1 Установить поршень в сырые кулачки и закрепить Патрон трехкулачко- вый
2 Подрезать торец юбки Резец Штанген-
поршня до размера 162± подрезной циркуль, глубиномер
±0,5 мм ВК8
3 Расточить центрирую- Резец Пробка
4 5 6 щий поясок . до 0 182+0-3 мм Расточить между бо- бышками под поршневой палец до 0 50±0,5 мм Снять фаску 1 мм на 45° по кромке 0 182 мм Открепить и снять де- таль расточной ВК8 182 С4
Операция
Нанести установочную
риску на юбке, вынеся
ее на образующую, про-
ходящую через ось бобы-
шек под поршневой палец
третья — разметочная
Призма
Чертилка,
кернер
Операция четвертая — токарная
1
2
Установить поршень на
приспособление базой
0 182 мм, совместив уста-
новочную риску на поршне
с риской на приспособле-
ние
Расточить отверстие под
поршневой палец предва-
рительно до 0 44+°-62 мм
Приспособ-
ление
Резец
расточной
ВК8
Штанген-
рейсмус
Линейка,
штанген-
циркуль
304
Продолжение табл. 38
к *
3g
Наименование
перехода
Приспособления
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
3 Подрезать внутренние
торцы бобышек до размера
50±0,5 мм
4 Открепить и снять пор-
шень
Примечание. После
четвертой операции произ-
водится искусственное ста-
рение поршня
Резец
отогнутый
Операция пятая — токарная
1 Установить поршень в
сырые кулачки и закрепить
2 Подрезать торец юбки
поршня до размера 160±
±0,5 мм
3 Расточить центрирую-
щий поясок до 0 185±
±0,045 мм
4 Снять фаску 1 мм на
45° по 0 185 мм
5 Открепить и снять де-
таль
Патрон
трехкулач- ковый Резец подрезной ВК8 Резец расточной Штанген- циркуль
Пробка 185А
20 Галицкий 331
305
Продолжение табл. 38
Наименование
перехода
Приспособления
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
Операция шестая — токарная
1 Установить поршень ба-
зой 0 185 мм на оправку
и закрепить
2
Подрезать торец до раз-
мера 17О_о 53 мм
3 Засверлить отверстие
0 8,3 мм на глубину
20 мм
4 Снять центровую фаску
резцом до 0 14 мм на 60°,
поджать центром
5 Обточить верх до
0 21О,5___о 09 мм на проход
6
Проточить пять канавок
под поршневые кольца ши-
риной 5+0,16
мм до
0 197_0 б мм
7 Снять фаски 1,2 мм на
45° по кромкам днища
и юбки поршня
8 Открепить и снять пор-
шень
Оправка с затяжкой через шпиндель Резец подрезной ВК8 Сверло 0 8,3 мм Штанген- циркуль Глубиномер
Резец . центровочный
Резец проходной ВК8 Резец канавочный ВК8 Скоба 210,5 С3 Шаблон ступенчатый для канавок Скоба спе- циальная 197 С5
306
Продолжение табл. 38
3 8
Наименование
перехода
Приспособления
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
Операция седьмая — токарная
1
2
3
4
5
Установить поршень на
приспособление базой
0 185 мм, сцентрировав
по предварительно расто-
ченному отверстию под
поршневой палец
Расточить отверстие под
поршневой палец до
0 47,4+°’17 мм
Проточить канавки под
стопорные кольца, выдер-
жав размер между ними
107±0,3 мм
Снять фаски 1,3 мм на
45° по 47,4 мм
Открепить и снять де-
таль
Приспособле-
ние
Резец
расточной
Резец
канавочный
Операция восьмая — токарная
Пробка
47,4 А4
Шаблон
для промера
положения
канавок
20*
307
Продолжение табл. 38
1 № пере- хода Наименование перехода Приспособления и вспомога- тельный инструмент Режущий инструмент Измерительный инструмент
1 Установить поршень на оправку базой 0 185 мм и закрепить Оправка с затяжкой через шпиндель
2 Проточить пять канавок под поршневые кольца окончательно шириной б+0-03 мм Резец канавочный ВК8 Калибр 6А3
3 Открепить и снять пор- шень Шаблон ступенчатый
Операция девятая — сверлильная
1
Кондуктор
2
3
Вставить поршень в кон-
дуктор и закрепить
Сверлить, 30 масляных
3 м м
снять пор-
отверстий 0
Открепит^ и
шень
Призма
Сверло
0 3 мм
заусенцы
Зачистить
после сверления масляных
отверстий
Операция десятая — слесарная
Шабер
Тиски
с мягкими
губками
Операция одиннадцатая — шлифовальная
1
2
3
Установить в поршень центрирующую шайбу и установить поршень в цент- ры Шлифовать наружную поверхность до 0 21О“од8 мм Снять поршень Поводковая центрирую- щая шайба Шлифоваль- ный круг корундовый СМ, зерни- стость 46
Скоба 2 ЮЛ
308
Продолжение табл. 38
Наименование
перехода
Приспособления
и вспомога-
тельный
инструмент
Режущий
инструмент
Измерительный
инструмент
Операция двенадцатая — слесарная
Установить деталь в
тиски со специальными
губками
Нарезать резьбу Ml О X
Х1,5
Тиски
со специаль-
ными губ-
ками Метчик Калибр
М10Х1,5 резьбовой М10Х1,5
Операция тринадцатая — расточная
1 2 Установить поршень 0 210 мм на приспособле- ние и закрепить Расточить отверстие под Приспособ- ление Резец Пробка 48А
поршневой палец оконча- расточной Контрольное
тельно до 0 48^"°’027 мм ВК8 приспособле- ние
3 Открепить и снять пор- Скоба про-
шень * мера расстоя- ния от дна поршня до отверстия
Операция четырнадцатая — слесарная
1 Зачистить заусенцы острые кромки и Тиски с мягкими Напильник, шабер
2 Промыть поршень в росине ке- губками
3 Продуть воздухом полной осушки ДО
309
Фиг. 277. Тронковый прямоточный
поршень.
закрепляется в трехкулачковом
и вывести центровые риски на торцы и боковые поверхности
поршня.
Вторая операция — токарная. На токарном
станке отрезается прибыль со стороны юбки с припуском'2—3 мм.
Отрезка прибыли выделяется в самостоятельную операцию только
для тех поршней, у которых высота прибыли более 15 мм.
Третья операция — токарная. После отрезки
прибыли поршень по размеченным рискам устанавливается в четырех-
кулачковом патроне токарного станка и закрепляется. Обработка
поршня начинается со стороны
клапанного гнезда в такой по-
следовательности: подрезается то-
рец А с припуском 1,5—2,0 мм\
растачивается выточка Б с тем
же припуском; растачивается вы-
точка В и подрезается дно в окон-
чательный размер и, наконец, рас-
тачивается предварительно отвер-
стие Е с припуском на сторону
1—1,5 мм. Прежде чем присту-
пить к предварительной обточке
наружной поверхности Д, кото-
рая выполняется с той же уста-
новки детали, в клапанное от-
верстие вставляют центровую
шайбу, подпирая ее задним цент-
ром. Проточка наружного диа-
метра производится по скобе С4.
Для проверки разностенности
поршня, которая допускается не
более 1—\,§мм, применяется спе-
циальный измерительный инстру-
мент —стенкомер.
Четвертая опера-
ция-токарная. Поршень
патроне за наружную поверхность
со стороны клапанного гнезда, предварительно обработанную на пре-
дыдущей операции.
Подрезка торца Ж и расточка центрирующего пояска 3 произ-
водятся с припуском 1,5—2,0 мм. Затем в окончательный размер
растачиваются внутренние торцы бобышек. Для обточки поршня
по наружному диаметру Д в один размер с проточенной частью
в предыдущей операции в отверстие юбки вставляется центровая
шайба, которая подпирается центром.
Пятая операция — разметочная — заклю-
чается в разметке установочной риски на торце А, проходящей через
ось бобышек под поршневой палец.
Шестая операция — токарная. Во время этой
операции производится предварительная расточка отверстия К под
310
поршневой палец и в окончательный размер подрезаются внутренние
торцы при этом поршень устанавливается в специальном приспо-
соблении таким образом, чтобы риска, нанесенная на торце поршня,
совпадала с риской на приспособлении.
Седьмая операция — сверлильная. По кон-
дуктору сверлятся отверстия П.
Восьмая операция — термическая. Произво-
дится искусственное старение поршня.
Девятая операция — токарная. В окончатель-
ный размер подрезается торец Ж, растачивается центрирующий
поясок 3 и снимается фаска.
Десятая операция — токарная. Поршень уста-
навливается центрирующим пояском 3 на специальной оправке
и закрепляется через шпиндель. Затем производятся в окончательный
размер: подрезка торца Л; расточка выточки Б; подрезка торца М;
подрезка торца Г; расточка отверстия под резьбу Е; нарезка резьбы Е
резцом с последующей калибровкой метчиком; снятие фасок
в выточках.
Для обточки наружной поверхности поршня Д и прорезки кана-
вок Р (одиннадцатая операция) деталь устанавли-
вается на специальной оправке с закреплением через шпиндель.
С другого конца поршня в выточку Б вставляется центровая шайба.
В зависимости от диаметра поршня оставляется припуск от 0,2
до 0,35 мм. Прорезка канавок Р под поршневые кольца производится
в два приема: предварительно с припуском 0,25—0,5 мм на сторону
и затем в окончательный размер. Поверхность О протачивается окон-
чательно.
Двенадцатая операция — токарная. Произ-
водится расточка отверстия /С с припуском 0,4—0,6 мм на диаметр.
Тринадцатая операция — сверлильная.
Сверлятся по кондуктору смазочные отверстия.
Четырнадцатая операция — шлифоваль-
ная. Шлифуется поверхность Д в окончательный размер.
Пятнадцатая операция — доводочная.
Производится окончательная расточка отверстия К под поршневой
палец.
После каждой операции производится контрольная проверка
размеров, правильности геометрических форм и состояния поверх-
ности детали при помощи принятых по технологическому процессу
приспособлений, инструментов и приборов, а также путем внешнего
осмотра.
Типовой технологический процесс механической обработки набор-
ных поршней (фиг. 278). Стержень наборного поршня изготовляется
из поковки или пруткового материала. После зацентрования заго-
товки с двух сторон механическая обработка стержня выполняется
в следующей последовательности.
Первая операция — токарная. Производится
грубая обточка стержня кругом и подрезка его торцов с припуском
2 мм на сторону.
311
Вторая операция — термическая. Предвари-
тельно обработанная заготовка стержня подвергается закалке
и отпуску до требуемой твердости.
Третья операция — токарная. Подрезается
окончательно торец Б и зацентровывается; подрезается торец А
с припуском 0,5—1 мм; протачивается окончательно выточка В
и зацентровывается.
Четвертая операция — токарная. На токар-
ном станке в центрах обтачиваются в окончательный размер диа-
метры Д и Г; обтачивается диаметр Е с припуском на шлифование
0,15—0,2 мм на сторону; подрезаются окончательно торцы Л, Ж, 3;
Фиг. 278. Наборный поршень.
протачиваются канавки И и Д’. Биение торцов Л, Ж и 3 не должно
превышать 0,01 мм.
Пятая операция — токарная. В центрах прота-
чивается конец стержня Л под резьбу, вытачивается канавка М
и нарезается резьба.
Шестая операция — фрезерная. Стержень уста-
навливается в центрах делительного приспособления и в нем профре-
зеровываются с двух сторон канавки Н.
Седьмая операция — шлифовальная. Окон-
чательно шлифуется диаметр стержня Е по предельной скобе С.
Восьмая операция — притирочная. На токар-
ном станке специальным притиром притирается торец 3.
Девятая операция — слесарная. Производится
зачистка напильником всех острых кромок и заусенцев.
Промежуточные кольца (большие и малые) изготовляются
из чугунных заготовок, отлитых с припуском 3—4 мм на сторону.
Обработка колец производится в следующей последовательности.
Первая операция — токарная. Подрезается
торец со стороны большого диаметра прибыльной части и протачи-
вается под кулачки на длину 40 мм.
Вторая операция — револьверная. Подре-
зается предварительно торец и зацентровывается под сверление;
сверлится отверстие с припуском 1 —1,5 мм на сторону и одновре-
менно предварительно обтачивается верх с тем же припуском; раста-
чивается отверстие с припуском под развертку 0,2—0,25 мм на диа-
метр и одновременно обтачивается верх с припуском на шлифование
по 0,2 мм на сторону; отверстие развертывается окончательно;
подрезается торец и отрезается кольцо с припуском 0,15—0,2 мм
312
на сторону. При выполнении этой операции для малых колец наруж-
ный диаметр их подвергается окончательной токарной обработке
и не шлифуется.
Третья операция — шлифовальная. На шли-
фовальном станке с магнитным столом шлифуются торцы колец
предварительно с припуском 0,05—0,075 мм на сторону.
Четвертая операция — токарная. Зенкером
снимаются фаски в отверстии кольца.
Пятая операция — шлифовальная. Шли-
фуются торцы колец с припуском на притирку 0,005—0,01 мм
на сторону.
Фиг. 279. Приспособление для предварительной обточки поршня
по верху.
Шестая операция — шлифовальная. Кольца
набираются на оправку и шлифуются в окончательный размер
по наружному диаметру.
Седьмая операция — слесарная. Состоит в при-
тирке на притирочном станке торцов колец.
После зачистки острых кромок и заусенцев кольца должны быть
промыты в керосине и обдуты воздухом.
Приведенный выше технологический процесс составлен на изго-
товление наборного поршня плавающего типа. Технологический
процесс обработки поршня с жестким креплением отличается от пре-
дыдущего тем, что стержень поршня сначала предварительно обра-
батывается в местах постановки промежуточных колец и под резьбу;
затем окончательно обрабатывается место соединения стержня с веду-
щим поршнем (также обработанным предварительно). Собранный
узел имеет те же операции, что и неразъемный дифференциальный
поршень.
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПОРШНЕЙ
Ниже приводится описание ряда приспособлений, применяемых
при изготовлении поршней на компрессоростроительных заводах.
Приспособление для предварительной обточки поршня. Пред-
варительная обточка поршня по верху производится в приспособле-
нии, изображенном на фиг. 279. Планшайба 1 двухкулачкового пат-
313
рона навинчивается на шпиндель токарного станка. Поршень уста-
навливается на разжимную цанговую оправку 4. При этом подвиж-
ной конусообразный наконечник 3, расположенный на конце оправки,
доводится до соприкосновения с дном поршня. Затем поршень под-
жимается центром задней бабки и закрепляется за внутреннюю
поверхность юбки двумя кулачками 5 при помощи винта 2. В данном
случае в качестве первоначальной базы
избрана внутренняя необработанная (из-
под литья) поверхность поршня.
Приспособление для окончательной
обточки поршня по верху и прорезки
канавок. Окончательная обточка поршня
1 2 3
Фиг. 280. Приспособление для окончатель-
ной обточки поршня по верху и проточки
канавок для поршневых колец.
Фиг. 281. Угольник для предвари-
тельной расточки отверстия под
поршневой палец.
по верху и прорезка канавок для поршневых колец выполняется на
оправке, представленной нафиг. 280. Оправка2 имеет центрирующий
выступ диаметром 1 ЮС и вставляется в конусное отверстие шпинделя
токарного станка.
Поршень устанавливается на оправку, базируясь на выточку
диаметром 110А в юбке, и закрепляется при помощи пальца 4,
вставляемого в отверстия бобышек поршня, и тяги 3, проходящей
через отверстие шпинделя станка и имеющей на конце нажимную
гайку 1.
Приспособление для предварительной расточки отверстия под
поршневой палец. Приспособление для предварительной расточки
отверстия под поршневой палец, изображенное на фиг. 281, состоит
из чугунной планшайбы 7, навинченной на шпиндель токарного
станка, и угольника, состоящего из двух сваренных прямоугольных
плиток 2 и 9, усиленных для жесткости косынками 10. Угольник за-
крепляется на планшайбе болтами 3 и фиксируется двумя контроль-
ными штифтами 4. В горизонтально расположенной плитке угольника
расточено под прямым углом к оси планшайбы отверстие для под-
кладного кольца 8, на которое устанавливается поршень, базируясь
на отверстие в юбке поршня. Закрепление поршня производится
при помощи фланца 6 и нажимных гаек 5, навертываемых на две ко-
лонки 7.
Приспособление для алмазной расточки отверстия под поршне-
вой палец. Приспособление для алмазной расточки отверстия под
314
Фиг. 282. Приспособление для алмазной расточки
отверстия под поршневой палец.
Фиг. 283. Кондуктор для сверления отверстия
под резьбу для стопорного болта.
Фиг. 284. Кондуктор для сверления отверстий
в канавках под маслосъемные кольца.
315
палец поршня показано на фиг. 282. Призма 5 приспособления имеет
в нижней части направление 8. К торцовой плоскости призмы при-
креплены винтами 7 две планки 4 с отверстиями для крючкообразных
зажимов. Вертикальное положение отверстий поршня, установлен-
ного на призму, проверяется при помощи оправки /, прохо-
дящей через отверстия в бобышках поршня и отверстие в направ-
ляющей втулке призмы, после чего поршень закрепляется хому-
том 2, крючкообразными зажимами 3 с гайками 6.
Кондуктор для сверления отверстия под стопорный болт. Сверле-
ние отверстия диаметром 8,4 мм под резьбу Ml0 стопорного болта
в бобышке поршня производится по накладному кондуктору, изобра-
женному на фиг. 283. Кондуктор состоит из корпуса 1 и серьги 2,
приваренной к шпильке 5, в которую вложена шпонка 4. В отверстие
под поршневой палец и отверстие в приспособлении вставляется фаль-
шивый стержень 5. Закрепление поршня осуществляется посредством
зажимной гайки 6. Направляющая втулка 7 для сверла расположена
в корпусе кондуктора.
Кондуктор для сверления отверстий диаметром 3 мм в канавках
под маслосъемные кольца (фиг. 284). Закрепление поршня в кон-
дукторе производится при помощи серьги I и фальшивого стержня 2,
как это описано выше. Кондуктор 3 цилиндрической формы со встав-
ленными по окружности направляющими втулками 4 в процессе
сверления поворачивается на призме вручную.
Приспособление для расточки отверстия под поршневой палец
в крупных поршнях (фиг. 285). Приспособление представляет собой
чугунный угольник /, фиксируемый цилиндрическим штырем 2
по центру планшайбы вертикально-расточного станка. Поршень уста-
Фиг. 285. Угольник для расточки
отверстия под поршневой палец
в крупных поршнях.
Фиг. 286. Приспособление для фасонной
обточки дисковых поршней.
навливается окончательно обработанной донной частью в выточку
угольника и закрепляется планками 3. Со стороны юбки поршень
опирается на призму 4.
Приспособление для затыловки поршней горизонтальных ком-
прессоров. Как было сказано выше, для уменьшения трения верх-
няя часть поршня в крупных горизонтальных компрессорах затыло-
316
вывается на длине от 2/9 до 3/4 окружности поршня и на глубину
рт 0,3 до 0,8 мм. Для этой цели применяется приспособление, схема-
тически изображенное на фиг. 286. На оправку /, установленную
в центрах токарного станка, надета стальная втулка-копир 2. На суп-
порте станка устанавливается головка 4, в которой укрепляется
упор 5, соприкасающийся с копирной втулкой, и резец. Наличие
пружины 5 обеспечивает в процессе обточки поршня возвратно-посту-
пательное движение головки перпендикулярно оси станка. Продоль-
ная подача резца осуществляется за счет перемещения каретки.
Благодаря незначительной глубине резания и малым подачам копир-
ное приспособление этой конструкции работает вполне надежно.
Оправка для предварительной наружной обточки компрессорных
поршней тронкового типа (фиг. 287). Корпус 7 оправки вставляется
в конусное отверстие шпинделя передней бабки токарного или револь-
верного станка и закрепляется в нем посредством втулки 5 и гайки 3.
В отверстие корпуса вставлены два ползуна, каждый из которых имеет
по три скоса. Первый ползун 11 штифтом 12 соединен с продольной
тягой 2, имеющей на конце гайку 1. Второй ползун 10 соединен с гиль-
зой 6, имеющей на конце нажимную втулку 4. Раздвижные штифты 9
в количестве 6 шт. прижимаются к скошенным плоскостям ползунов
посредством пружин 8. При затягивании гайки 1 оба ползуна, удер-
живаемые от вращательного движения винтами 15 и 13, сближаются
и одновременно раздвигают штифты 9, центрирующие поршень по
внутренней поверхности. При вращении гайки 1 в обратную сторону
ползуны и раздвижные штифты под воздействием пружин 14 и 8
возвращаются в первоначальное положение, и предварительно об-
работанный по наружному диаметру и торцу поршень может быть
снят с оправки.
317
Фиг. 288. Центровая шайба
для шлифования поршня.
Фиг. 289. Оправка для шлифования
промежуточных колец сборных порш-
ней по наружному диаметру.
Фиг. 291. Стенкомер для измерения
толщины стенок поршня.
Фиг. 290. Контрольное приспособление
для проверки перекоса оси отверстия
под палец поршня.
318
Центровая шайба для шлифования поршня (фиг. 288). Поршень
выточкой юбки устанавливается на центрирующий выступ 2 шайбы 1
и поджимается центром 3. Поводковый стержень, закрепленный
гайкой 4, при вращении шайбы, опираясь на бобышку, вращает
поршень. При изготовлении центровой шайбы шлифование центри-
рующего выступа производится в центрах 5 и 6, чем обеспечивается
концентричное расположение центрирующего выступа по отношению
к оси шайбы.
Оправка для шлифования промежуточных колец сборных поршней
по наружному диаметру (фиг. 289). Кольца устанавливаются в коли-
честве 15—20 шт. на шлифованный стержень оправки 1 и закреп-
ляются через сферическое подкладное кольцо 2 и шайбу 3 гайкой 4.
Контрольное приспособление для проверки взаимного располо-
жения поверхностей поршня. Основная контрольная операция
заключается в проверке положения оси отверстия под поршневой
палец по отношению к образующей поршня. Для этой цели при-
меняются довольно сложные контрольные приспособления, в основе
которых лежит метод проверки посредством индикатора и валика,
вставляемого в отверстия поршня. Наиболее сложные из этих приспо-
соблений нашли применение при производстве поршней автомобиль-
ных и авиационных двигателей.
Проверка компрессорных поршней при помощи контрольного
приспособления, изображенного на фиг. 290, дает вполне удовлетво-
рительные результаты.
Для проверки поршень надевается на палец 1 и опирается на
призму 2, прикрепленную к угольнику 3 винтом 4. Индикатор 5
доводится до соприкосновения с поршнем, и показание его замечается.
Затем поршень снимается с пальца, поворачивается вокруг своей
оси на 180° и надевается на палец другой стороной. Замечается новое
показание индикатора. Разность показаний индикатора дает удвоен-
ный перекос оси отверстия поршня под поршневой палец по отно-
шению к образующей поршня на плече, равном расстоянию от инди-
катора до опорной призмы.
На фиг. 291 показан контрольный инструмент — стенкомер для
измерения толщины стенок поршня.
ГЛАВА XI
ИЗГОТОВЛЕНИЕ ПОРШНЕВЫХ КОЛЕЦ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ ПОРШНЕВЫХ КОЛЕЦ И ПРЕДЪЯВЛЯЕМЫЕ
К НИМ ТРЕБОВАНИЯ
Поршневые кольца служат для уплотнения зазора между внутрен-
ней поверхностью цилиндра и поршнем компрессора во время его
работы, а также удаляют с зеркала цилиндра излишнюю смазку.
По своему назначению поршневые кольца делятся на уплотняю-
щие (компрессионные) и маслосъемные.
Все бескрейцкопфные компрессоры с тронковыми поршнями
(простого действия) имеют маслосъемные кольца, располагаемые
в нижней части поршня. Горизонтальные и вертикальные крейцкопф-
ные компрессоры (компрессоры двойного действия) имеют только
уплотняющие поршневые кольца.
Уплотняющие поршневые кольца изготовляются диаметром от 20
до 1500 мм. Кольца диаметром от 20 до 38 мм включительно приме-
няются для поршней компрессоров наборной кон-
струкции, остальные — для поршней нормальной
конструкции. Маслосъемные поршневые кольца вы-
полняются диаметром от 40 до 350 мм.
По своей конструкции поршневые маслосъемные
кольца почти не отличаются от уплотняющих
(фиг. 292).
Поршневые кольца должны плотно прижимать-
<риг. zyz. ^ече- *
ния поршневых ся по всеи окружности к стенкам цилиндра и ока-
колец — уплот- зывать на них равномерное давление.
Для достижения необходимого удельного дав-
ления на внутреннюю поверхность цилиндра
поршневое кольцо в свободном состоянии долж-
няющего а и ма-
слосъемного б.
но иметь замок определенного размера. Этот размер подбирается
с таким расчетом, чтобы кольца диаметром 40—1500 мм в свободном
состоянии надевались на поршень и снимались с него.
Наружный диаметр поршневого кольца должен выполняться
с допуском по посадке Н2а (напряженная — класса точности 2а)
согласно ОСТу НКМ 1016 для колец диаметром до 500 мм и с допус-
ком П2а (плотная — класса точности 2а) согласно ГОСТу 2689-54
для колец диаметром свыше 500 мм. Допуск на высоту поршневого
320
кольца устанавливается по посадке Ш (широкоходовая — 2-го класса
точности) согласно ОСТу 1012.
Чистота наружной цилиндрической поверхности поршневых колец
должна быть не ниже 6-го класса по ГОСТу 2789-59.
Чистота обработки торцовых плоскостей поршневых колец
должна быть не ниже:
для колец с наружным диаметром от 20 до 250 мм...............V&
» » » » » свыше 250 » 700 » ...............V?
» » » » » » 700 » V6
Внутренняя цилиндрическая поверхность поршневых колец и пло-
скости замков должны быть обработаны не ниже 4-го класса.
Торцовые плоскости поршневых колец должны быть строго пер-
пендикулярны образующей наружной поверхности.
Непараллельность торцовых плоскостей поршневых колец
должна быть в пределах допуска на высоту кольца.
Равномерность прилегания поршневого кольца к внутренней
поверхности цилиндра проверяется в контрольном кольце.
Допускается радиальный зазор (просвет) между поршневым коль-
цом и контрольным кольцом с диаметром, равным номинальному
диаметру цилиндра, не более чем на двух участках; каждый участок
на дуге не более чем 45° и не ближе 30° от замка кольца.
Величина максимального радиального зазора (просвета) не должна
превышать следующих значений:
для колец с наружным диаметром 20—48 мм..................0,01 мм
» » » » » 50—120 »......................0,02 »
» » » » » 125—250 »......................0,03 »
» » » » » 260—500 >......................0,05 »
» » > > » свыше 500 »......................0,08 »
Торцовые поверхности поршневых колец должны быть плоскими.
Коробление торцовых поверхностей не должно превышать сле-
дующих значений:
для колец с наружным диаметром до 150 мм...............0,04 мм
» » » » свыше 150 > 400 » ............0,05 >
» » » » > 400 » ............0,07 >
Проверка коробления торцовых поверхностей поршневых колец
с наружным диаметром до 350 мм включительно производится в спе-
циальном приспособлении, состоящем из двух вертикально располо-
женных параллельных полированных плит, установленных друг
от друга на расстоянии, равном наибольшему размеру кольца по
высоте, с добавлением указанного выше допуска. Высота и ширина
плит не должны быть меньше наружного диаметра проверяемого
поршневого кольца. Годное поршневое кольцо должно под действием
собственного веса проходить между плитами.
Поршневые кольца с наружным диаметром более 350 мм прове-
ряются на контрольной плите щупом.
Тепловой зазор в замке поршневого кольца проверяется в конт-
рольном кольце, внутренний диаметр которого соответствует номи-
нальному диаметру цилиндра. Тепловой зазор должен составлять
21 Галицкий 331 321
0,4% от номинального наружного диаметра поршневого кольца
со следующим допуском в сторону увеличения:
для колец с наружным диаметром до 120 мм............... 0,2 мм
» » » » свыше 120 » 200 » 0,3 »
» » » » свыше 200 » 500 » 0,4 »
» » » » свыше 500 » 0,5 »
Окончательно обработанное поршневое кольцо должно обладать
упругостью, определяемой усилием Q, необходимым для сведения
зазора в замке кольца в свободном состоянии до величины, соответ-
ствующей среднему зазору у кольца, вложенного в цилиндр компрес-
сора (или в контрольное кольцо).
Величина усилия Q, направленного перпендикулярно диаметру,
проходящему через замок кольца (фиг. 293), должна быть в следую-
щих пределах:
для колец с наружным диаметром 20—38 j мм
» » » » 40—80 »
» » » » свыше 80 до 200 »
» .. » » » » 200 » 500 »
» ту» » » » 500 » 900 »
» » » » » 900 » 1500 »
1,4—3,4 кг
1—4 »
2,7—12,6 »
10—30 »
24—78 »
60—190 »
Модуль упругости металла поршневых колец должен находиться
в следующих пределах:
для колец с наружным диаметром 20—200 мм . . .10 000—12 000 кг/мм*
» » » » свыше 200 до 500 > . . . 9 000—11 000 »
» » » » » 500 » 1500 » . . . 8 000—10 000 »
. Одновременно с определением упругости каждого поршневого
кольца вычисляется модуль упругости материала.
Для этого испытываются 2% колец от общего их числа в партии.
Величина условного модуля упругости Е в кг/мм2 подсчитывается
по формуле
с с л Q ( D , У
Е = 5,4—77- —.---1 ,
’ bfty \ t / *
где Q — усилие, приложенное согласно схеме на фиг. 293;
b — высота кольца в мм;
f — величина зазора в замке в мм, подсчитанная как разность
между зазором кольца в свободном состоянии и зазором
сжатого кольца; зазор замеряется в направлении, перпен-
дикулярном к образующей внутренней цилиндрической
поверхности кольца;
ф — (для колец с прямоугольным сечением ф = 1);
D — наружный диаметр кольца в рабочем состоянии в мм;
t — радиальная толщина кольца в мм.
Твердость торцовой поверхности готовых поршневых колец
должна быть в пределах HRB 91—102.
Твердость проверяется в трех точках торцовых плоскостей
кольца. Разность показаний твердости в одном кольце не должна
322
превышать четырех единиц по Роквеллу (шкала В). Испытанию под-
вергается 1 % колец от партии, но не менее 3 шт.
Трещины, раковины, рыхлости, черновины, следы засоренности
инородными включениями, заусенцы на поверхностях поршневых
колец не допускаются.
Радиальные риски на торцовых по-
верхностях поршневого кольца и рис-
ки на наружной поверхности кольца
по направлению образующей цилинд-
рической поверхности не допуска-
ются.
1 % готовых колец, но не менее
3 шт. от партии подвергаются испы-
танию на остаточную деформацию и
прочность при изгибе по ГОСТу 7295-54
и на микроструктуру по ГОСТу 3443-57.
Остаточная деформация поршневых
колец с наружным диаметром до
250 мм включительно при испытании
Q
Фиг. 293. Схема”'контроля уп-
ругости поршневых колец.
на изгиб под нагрузкой, вызывающей напряжение 25 кг/мм2,
не должна превышать 10%.
Поршневые кольца должны обладать
высокими механическими
свойствами и хорошо сохранять свою упругость, чтобы создать
необходимую плотность между поршнем и стенками цилиндра.
Материал поршневого кольца должен обладать хорошими анти-
фрикционными качествами, износоустойчивостью и прочностью.
После окончательного изготовления поршневые кольца подвер-
гаются размагничиванию.
КЛАССИФИКАЦИЯ ПОРШНЕВЫХ КОЛЕЦ КОМПРЕССОРОВ
ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Поршневые кольца компрессоров всех типов и размеров имеют
в рабочем состоянии одинаковую цилиндрическую форму и разли-
чаются лишь по конструкции замков, которые бывают косые, разре-
занные под углом 45° (фиг. 294, а) и прямые накладные (фиг. 294, б).
Поршневые кольца с косым замком изготовляются с правым
и левым наклоном замка.
При установке на поршень кольца рекомендуется располагать
поочередно с правым и левым наклоном замка.
На фиг. 295 представлено поршневое кольцо диаметром 30 мм
с косым замком цилиндра третьей ступени воздушного компрессора
1ВУ, а на фиг. 296 — поршневое кольцо диаметром 900 мм с прямым
накладным замком цилиндра первой ступени воздушного компрес-
сора 2ВГ.
На большинстве отечественных компрессоростроительных заво-
дов поршневые кольца с косым замком применяются для поршней
диаметром до 220 мм, кольца с прямыми накладными замками —
для поршней диаметром свыше 220 до 1500 мм.
21*
323
Однако на отдельных компрессоростроительных заводах поршне-
вые кольца с прямыми накладными замками изготовляют и для порш-
ней, имеющих диаметр менее 220 мм, а поршневые кольца с косым
замком — для поршней, имеющих диаметр свыше 220 мм. >
В зависимости от диаметра и конструкции замка поршневые
кольца компрессоров можно разбить на три технологические группы:
Фиг. 294. Замки поршневых
колец: косые а и прямые
накладные б.
Фиг. 295. Поршне-
вое кольцо диамет-
ром 30 мм цилиндр а
третьей ступени воз-
душного компрес-
сора 1ВУ.
Фиг. 296. Поршневое кольцо диаметром
900 мм цилиндра первой ступени воздушного
компрессора 2ВГ.
1) поршневые кольца малые с косым замком, разрезанным под
углом 45°, имеющие наружный диаметр 20—220 мм;
2) поршневые кольца средние с прямым накладным замком,
имеющие наружный диаметр свыше 221 до 350 мм;
3) поршневые кольца большие с прямым накладным замком,
имеющие наружный диаметр свыше 351 до 1500 мм.
МАТЕРИАЛ, ПРИПУСКИ НА ОБРАБОТКУ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЗАГОТОВОК (МАСЛОТ) ДЛЯ ПОРШНЕВЫХ КОЛЕЦ
КОМПРЕССОРОВ
Наиболее распространенным материалом для изготовления заго-
товок (маслот) поршневых колец компрессоров является серый высо-
кокачественный перлитный чугун марок СЧ 18-36,СЧ 21-40 и СЧ 24-44
по ГОСТу 1412-54, обладающий высокими механическими свойствами,
хорошей упругостью и износостойкостью.
324
Механические свойства литых заготовок (маслот)
Таблица 39
Диаметр поршневых колец в мм Предел прочности при рас- тяжении в кг/мм2 Предел прочности при изгибе в кг/мм2 При расстоянии между опорами Твердость НВ Марка чугуна (не ниже)
600 мм | 300 мм
стрела пр( изгиба эгиба при i в мм
не менее
J\q 200 24 44 9 3 170—241 СЧ 24-44
210—500 21 40 9 3 170—241 СЧ 21-40
520—1500 18 36 8 2,5 170—229 СЧ 18-36
Таблица 40
Требования к химическому составу заготовок (маслот)
Химический состав в %
Материал Мп | Сг | NI р 1 S
общ Si не более
Для поршневых ко- лец с диаметром до 500 мм . . . 3—3,4 до 1,2—1,8 5,2 0,7—1 0,3 0,5 0,5 0,12
Для поршневых ко- лец с диаметром свыше 500 мм . . 2,8—3,2 ДО 1—1,4 4,6 0,6—1 — — 0,5 0,12
Механические свойства литых заготовок (маслот) для поршневых
колец должны находиться в следующих пределах (табл. 39).
Большое значение для качества заготовок поршневых колец
имеет и химический состав материалов. К химическому составу мас-
лот предъявляются (факультативно) следующие требования (табл. 40).
Микроструктура металла поршневых колец должна представлять
собой мелкопластинчатый или сорбитсобразный перлит с равномерно
распределенным мелким или средним пластинчатым графитом завих-
ренной, прямолинейной, хлопьевидной или шарообразной формы
и отдельными мелкими, равномерно распределенными включениями
фосфидной эвтектики.
Не допускается структурно свободный цементит. Эвтектический
графит и феррит допускаются в виде отдельных мелких включений
в количестве не более 5% площади шлифа для каждого включения.
Излом отливки должен иметь однородное мелкозернистое строение
с матовым оттенком.
325
Следует иметь в виду, что чугунные маслоты с одинаковым хими-
ческим составом могут иметь разную структуру в зависимости от мето-
дов отливки: в сухие формы, в сырые формы, в кокиль и т. д.
Испытания механических свойств металла отливок маслот про-
изводятся по ГОСТу 2055-43 «Отливки из серого и ковкого чугуна.
Методы механических испытаний». Отливки маслот в местах, подвер-
гающихся испытанию на твердость по Бринелю, должны быть пред-
варительно обработаны на глубину не менее 1 мм. Способ обработки
(зачистка абразивом, запиловка напильником с предварительной
обрубкой зубилом или без нее, обработка на металлорежущих стан-
ках и т. д.) устанавливается заводом — изготовителем маслот.
Испытанию на твердость подвергается каждая отливка (маслота)
не менее чем в трех точках по ее длине. Разность показаний твердости
для одной отливки должна быть не более 20 единиц НВ.
Химический анализ металла отливок производится по ГОСТу
2331-43. Для определения отдельных элементов допускается приме-
нение спектрального анализа.
В последнее время распространилось мнение о целесообразности
изготовлять поршневые кольца компрессоров большей твердости,
чем цилиндр или гильза цилиндра. Этот вывод основывается на том,
что поршневое кольцо, сделанное из серого чугуна такой же или
немного меньшей, чем материал цилиндра или гильзы цилиндра
твердости, срабатывается якобы во столько раз быстрее цилиндра
или гильзы цилиндра, во сколько раз ход поршня больше высоты
кольца.
Указанное мнение не встречает поддержки на компрессорострои-
тельных заводах. При всех условиях значительно экономичнее заме-
нить износившиеся поршневые кольца, чем растачивать цилиндр
или заменять его гильзу.
На основе многолетнего опыта эксплуатации компрессоров в раз-
личных отраслях промышленности на компрессоростроительных заво-
дах при сборке компрессоров принято подбирать твердость поршне-
вых колец, равную твердости цилиндра или гильзы цилиндра или же
на 2—3 единицы HRB ниже их твердости.
Заготовки для малых поршневых колец отливаются с припуском
4—10 мм на наружный и внутренний диаметры. Для поршневых колец
диаметром до 50 мм заготовки отливаются в виде сплошных болва-
нок, без отверстия.
Заготовки (маслоты) для поршневых колец среднего размера
(фиг. 297) отливаются с припуском по наружному и внутреннему
диаметрам от 10 до 12 мм, считая, что наружный диаметр после об-
точки должен быть
а внутренний dx = —(D — d).
Маслоты для больших поршневых колец отливаются в виде
эллиптических заготовок по форме разрезанного кольца в свободном
326
состоянии с припуском от 6 до 10 мм на сторону по внутреннему и на"
ружному периметрам.
На некоторых компрессоростроительных заводах для устранения
внутренних напряжений, возникающих при охлаждении отливки
в форме, и повышения механиче-
ских свойств маслоты подвергаются
термической обработке — закалке
с последующим отпуском. Терми-
ческая обработка маслот с целью
повышения механических свойств
чугуна основана на изменении его
структуры.
Маслоты нагревают в печи до
температуры 820—860° и выдержи-
вают при этой температуре в те-
чение 20—30 мин. Затем производят
Фиг. 297. Поршневое кольцо сред-
него размера.
закалку в масле с температурой от 25 до 60°. После закалки маслоты
подвергают отпуску, нагревая до температуры 520—540° с выдерж-
кой при этой температуре в течение часа и с последующим медленным
охлаждением на воздухе. В результате термической обработки чугун-
ные маслоты приобретают повышенные механические свойства.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ПОРШНЕВЫХ КОЛЕЦ
На отечественных компрессоростроительных заводах до послед-
него времени одним из самых распространенных способов механи-
ческой обработки поршневых колец компрессоров всех размеров был
способ механического формообразования. Этот способ состоит в том,
что цилиндрическая чугунная маслота обтачивается снаружи, раста-
чивается изнутри и разрезается на цилиндрические кольца.
Затем у колец вырезают небольшую часть по окружности, кольца
сжимают посредством хомута или втулки и в сжатом состоянии снова
обтачивают по внутреннему и наружному диаметрам. В результате
такой механической обработки поршневые кольца в рабочем состоя-
нии приобретают цилиндрическую форму.
Указанный способ механической обработки поршневых колец
все еще применяется на отдельных заводах, хотя имеет ряд сущест-
венных недостатков. Прежде всего он требует больших припусков
на механическую обработку, что вызывает необходимость превращать
большие количества металла в стружку, непроизводительно затра-
чивая электроэнергию, рабочую силу и изнашивая металлорежущее
оборудование. Большие припуски на обработку, кроме того, затруд-
няют получение отливки маслоты высокого качества, вследствие
чего обработанные поршневые кольца неравномерно прилегают
к стенкам цилиндра и не обеспечивают равномерного давления.
Поскольку способ механического формообразования является
отсталым, нет необходимости приводить сведения о применяемых
технологических процессах изготовления колец по этому способу.
В результате большой экспериментально-исследовательской ра-
боты, проведенной московским заводом «Компрессор» по разработке
327
типовых технологических процессов механической обработки поршне-
вых колец компрессоров в условиях индивидуального, мелкосерий-
ного и серийного производства, в настоящее время на большинстве
компрессоростроительных заводов установились следующие методы
их изготовления.
1. Термический метод фиксации замка
кольца, по которому цилиндрическая маслота обрабатывается
по наружному и внутреннему диаметрам на окончательные размеры
или с небольшим припуском по наружному диаметру. После этого
маслота разрезается на отдельные кольца с учетом припуска на шли-
фование их торцов. Далее кольца разрезаются под углом 45° тонкой
ножовочной фрезой или слесарной ножовкой. Концы колец разводят
на величину, равную зазору в замке кольца в свободном состоянии,
и набирают их на специальную оправку со шпонкой (распоркой).
Шпонка имеет ширину, соответствующую размеру разведенного
замка кольца. Затем кольца, надетые на оправку, подвергают терми-
ческой обработке — низкому отжигу, в результате чего уничтожаются
внутренние напряжения, возникшие в кольцах при разводе концов,
и фиксируется положение колец, в котором они находятся, т. е. с раз-
веденным замком.
Снятые с оправки кольца имеют форму поршневога кольца, нахо-
дящегося в свободном состоянии, и обладают необходимыми упругими
свойствами. Окончательная обработка наружного диаметра колец,
изготовленных с припуском по наружному диаметру, производится
при помощи специального приспособления.
Термический метод обработки колец позволяет применять тонко-
стенные маслоты с небольшими припусками на обработку, что улуч-
шает качество отливок и уменьшает время, затрачиваемое на механи-
ческую обработку. Расход металла по сравнению с методом механи-
ческого формообразования также уменьшается.
Кольца, обработанные термическим способом, как показали
результаты исследовательских работ, более равномерно прираба-
тываются к цилиндру и плотно прижимаются по всей окружности
к стенкам цилиндра.
2. Комбинированный метод применяется для порш-
невых колец среднего размера с прямым накладным замком. Он за-
ключается в сочетании метода термической фиксации замка с методом
механического формообразования; при этом упругость кольца дости-
гается как за счет вырезки части кольца, так и за счет развода концов
кольца и термической их фиксации.
3. Метод получения колец из эллиптиче-
ских маслот применяется для поршневых колец большого
диаметра с прямым накладным замком. Маслота отливается эллипти-
ческой формы, соответствующей форме поршневого кольца в свобод-
ном состоянии, с небольшими припусками на обработку. Маслота
разрезается на отдельные кольца, и в них вырезаются небольшие
куски (около 1/10 диаметра). Затем кольца сжимаются, приобретая
при этом цилиндрическую форму, и в сжатом виде обрабатываются
по наружному и внутреннему диаметрам.
328
При этом методе обработки упругие свойства колец значительно
возрастают по сравнению с кольцами, обработанными по методу
механического формообразования. Время, затрачиваемое на их меха-
ническую обработку, сокращается, отпадает необходимость произво-
дить предварительную обточку и расточку.
Типовой технологический процесс механической обработки малых
поршневых колец диаметром до 220 мм. Поршневые кольца первой
технологической группы обрабатываются по методу термической фик-
сации замка. Заготовки-маслоты для удобства механической обра-
ботки отливаются с фланцем. При обточке маслота крепится к план-
шайбе за фланец, и этим устраняются необходимость крепления ее
в четырехкулачковом патроне и возникновение вследствие этого воз-
можных деформаций. После очистки от пригара путем пескоструйной
или дробеструйной обдувки маслоты поступают в цех для механи-
ческой обработки.
Первая операция — слесарная. На цилиндриче-
ской части маслоты снимаются три лыски шириной от 10 до 20 мм
и определяется твердость материала, которая должна быть в пре-
делах НВ 170—241.
Вторая операция — токарная. Подрезается торец
фланца маслоты и растачивается базовое отверстие на длину 10—
15 мм для колец диаметром свыше 50 мм или протачивается по наруж-
ному диаметру болванка на длину 30—35 мм для колец диаметром
до 50 мм.
Расточка базового отверстия обеспечивает при последующей
операции центричность установки маслоты на планшайбе станка
и тем самым позволяет отливать маслоты с меньшими припусками
на обработку.
Третья операция — револьверная. Обтачи-
вается наружный диаметр маслоты с припуском от 0,3 до 0,8 мм
на диаметр и одновременно растачивается внутренний диаметр в окон-
чательный размер. Отрезаются кольца (по несколько штук одновре-
менно) с припуском от 0,4 до 0,8 мм на высоту кольца. Для колец
диаметром до 50 мм внутреннее отверстие вначале сверлится, а затем
растачивается резцом.
Четвертая операция — шлифовальная. Про-
изводится на плоскошлифовальном станке с круглым магнитным
вращающимся столом. Шлифуются торцы с двух сторон с припуском
от 0,2 до 0,5 мм на высоту кольца.
Пятая операция — фрезерная. Кольца разре-
заются под углом 45°. На последующую припиловку замка остав-
ляется припуск 0,1 мм.
Шестая операция — слесарная. Зачищаются
заусенцы. Разводятся замки у колец, и кольца надеваются на спе-
циальную оправку.
Седьмая операция — термическая. Произво-
дится термофиксация замков колец. Кольца с оправками нагреваются
до температуры 600—620° и выдерживаются при этой температуре
в течение 45—60 мин. Затем кольца вынимают из печи и медленно
329
охлаждают на воздухе. Проведение такой термической обработки
не вызывает заметного изменения микроструктуры и твердости кольца.
Зато величина снятия внутренних напряжений достигает 90—95%,
что соответствует степени фиксации замка кольца от заданного
размера.
При назначении ширины шпонки, разводящей кольца в при-
способлении, следует руководствоваться этим процентным соотно-
шением. После термической обработки определяется твердость колец,
которая должна быть в пределах HRB 91 —102.
Восьмая операция — шлифовальная. Шли-
фуются торцы колец с двух сторон в окончательный размер.
Девятая операция — слесарная. Припиливается
замок кольца по специальному предварительному контрольному
кольцу, и кольца набираются на оправку.
Десятая операция — токарная или шлифо-
вальная. Кольца обтачиваются или шлифуются по наружному
диаметру в окончательный размер.
Одиннадцатая операция — слесарная. Запи-
ливаются замки колец в окончательный размер по контрольному
кольцу. Далее проверяется цилиндричность кольца по контрольному
кольцу. Допускается просвет величиной от 0,01 до 0,03 мм не более
чем на двух участках; каждый участок на дуге не более 45° и не ближе
30° от замка кольца. Проверяется упругость кольца и плоскостность
торцовых поверхностей.
Механическая обработка поршневых колец диаметром 125 мм
компрессора 1ВУ. Отлитая маслота-заготовка на 12 колец (фиг. 298),
тщательно очищенная, поступает на механическую обработку.
Фиг. 298. Заготовка (ма-
слота) для поршневых
колец диаметром 125 мм.
Фиг. 299. Подрезка тор-
ца и растачивание ба-
зы.
Фиг. 300. Обтачивание и
растачивание маслоты и
отрезка колец.
Первая операция.— слесарная. Выполняется на
наждачном точиле. Снимаются на цилиндрической части маслоты три
лыски шириной 15 мм и определяется твердость маслоты на прессе
Бринеля. Диаметр отпечатка должен быть в пределах 4,6—3,9 мм,
что соответствует твердости НВ 170—241.
Вторая операция — токарная. Маслота устанав-
ливается в трехкулачковом патроне. Производится подрезка торца
фланца с диаметра 175 мм до внутреннего диаметра, после чего раста-
чивается база до диаметра 120+0’5 мм на длину 10+1,0 мм (фиг. 299).
ззо
Третья операция — револьверная. Маслота ус-
танавливается выточкой (базой) диаметром 120 мм на специальную
планшайбу и прижимается планками за фланец. Затем маслота
протачивается снаружи и внутри одновременно до диаметра 127
и 115 мм и далее до диаметров 125,5_о,о8 и 116 ±0,1 мм на длину
140_з мм. Последующими переходами отрезаются кольца толщи-
ной 7,8_о,2 мм сразу по 6 шт. одновременно (фиг. 300).
Четвертая операция — шлифовальная. Торцы
колец шлифуются предварительно с двух сторон до разме-
ров 7,4_о,1 мм.
Пятая операция — фрезерная. Производится в спе-
циальном приспособлении. Кольца разрезаются под углом 45° ножо-
щаются заусенцы. Затем разводятся замки колец на 15 мм между
концами и кольца надеваются на специальную оправку со шпонкой
(фиг. 302). Кольца на оправке приобретают такую же форму, как
в свободном состоянии.
Седьмая операция — термическая. Оправки
с набранными кольцами помещают в нагревательную печь и нагре-
вают в течение 1 часа до температуры 600—620°. При этой темпера-
туре кольца выдерживаются в течение45—60 мин., после чего выни-
маются из печи и медленно охлаждаются на воздухе. Твердость
колец после термофиксации замков должна быть в пределах НRB
91 — 102.
Восьмая операция —- шлифовальная. Шли-
фуются торцы колец с двух сторон в окончательный размер 7Ш.
Девятая операция — слесарная. Припиливаются
замки колец по предварительному контрольному кольцу диаметром
125,5 мм на размер 0,35—0,45 мм, после чего кольца набираются
на специальную оправку.
Десятая операция — шлифовальная. Кольца
шлифуются по наружному диаметру в окончательный размер 125 Н2а
(фиг. 303).
Одиннадцатая операция — слесарная. Запи-
ливаются замки колец по контрольному кольцу диаметром 125 мм
в окончательный размер, равный 0,5—0,8 мм.
331
5^
7Ш.
Фиг. 304. Сня-
тие фаски у мас-
лосъемного
кольца диамет-
ром 125 мм.
При проверке колец по контрольному кольцу диаметром 125 мм
допускается просвет шириной 0,03 мм не более чем на двух участках;
каждый участок на дуге не более чем 45° и не ближе 30° от замка
кольца.
Зазоры в стыках колец в свободном состоянии, учитывая остаточ-
ную деформацию, должны быть от 16 до 18 мм. Каждое кольцо про-
ходит проверку на упругость на специальном при-
боре.
При этом нагрузка должна лежать в пределах
4,6—7,3 кг. Проверяется плоскостность торцовых
плоскостей колец.
Поршневые кольца, имеющие лысины и чер-
ноты шириной не более 5 мм, оставшиеся после
окончательного шлифования по наружному диа-
метру и не перекрывающие кромки кольца, до-
пускаются в качестве маслосъемных колец. В
этом случае ширина замка кольца допускается до
1,0 мм, а просвет по окружности, определяе-
мый по контрольному кольцу диаметром 125 мм,—
до 60° на каждом участке.
Маслосъемные поршневые кольца проходят до-
полнительную обработку на токарном станке.
Кольцо устанавливается в приспособлении по на-
ружному диаметру и закрепляется прижимом за
торец.
Затем подрезным резцом снимается фаска шириной 5+°’3 мм
с диаметра 125 до диаметра 123_i,0 мм (фиг. 304).
Типовой технологический процесс механической обработки сред-
них поршневых колец с прямым накладным замком (см. фиг. 297).
Первая операция — слесарная. На цилиндриче-
ской части маслоты снимаются лыски шириной 15—20жл1, и опре-
деляется твердость материала, которая должна быть в пределах
НВ 170—241.
Вторая операция — токарная. Подрезается торец
фланца маслоты, и растачивается базовое отверстие на длину 20 —
25 мм.
Третья операция — токарная. Обтачивается наруж-
ный диаметр маслоты с припуском от 2 до 4 мм на диаметр (считая
за наружный диаметр = D + . Растачивается внутренний
диаметр с припуском от 2 до 3 мм на диаметр [считая за внутренний
диаметр = D± — (D — сГ)]. Отрезаются кольца с припуском от 0,6
до 1 мм на высоту кольца.
Четвертая операция — шлифовальная. Шли-
фуются торцы колец с двух сторон с припуском от 0,4 до 0,6 мм
на высоту кольца.
Пятая операция — фрезе рная. Фрезеруется уступ
замка а с двух сторон с припуском на припиловку по 0,1 мм на сто*
рону.
332 •
Шестая операция — слесарная. Зачищаются за-
усенцы, припиливаются уступы замка, и кольца набираются в спе-
циальное приспособление.
Седьмая операция — токарная. Растачивается
внутренний диаметр колец в окончательный размер. Кольца пере-
крепляются — снимается втулка приспособления, и производится
обточка колец по наружному диаметру с припуском от 0,8 до 1,2 мм
на диаметр.
Восьмая операция — слесарная. Зачищаются
заусенцы, разводятся замки у колец, и кольца надеваются на спе-
циальную оправку.
Девятая операция — термическая. Произво-
дится термофиксация замков колец и проверяется твердость колец.
Десятая операция — шлифовальная. Шли-
фуются торцы колец с двух сторон в окончательный размер.
Одиннадцатая операция — слесарная. Запи-
ливаются замки колец, и кольца набираются на оправку.
Двенадцатая операция — токарная или
шлифовальная. Кольца обтачиваются или шлифуются по на-
ружному диаметру в окончательный размер.
Тринадцатая операция — слесарная. Запили-
ваются замки колец в окончательный размер, и проверяются цилинд-
ричность и упругость колец. Проверяется плоскостность торцовых
поверхностей колец.
Типовой технологический процесс механической обработки боль-
ших поршневых колец с прямым накладным замком. Заготовкой для
колец служит эллиптическая маслота без фланца, отлитая по форме
кольца в свободном состоянии.
Первая операция — слесарная. На эллиптической
части маслоты снимаются три лыски размером 20 мм и определяется
твердость материала, которая должна быть в пределах НВ 170—229,
Вторая операция — карусельная. Маслота раз-
резается на кольца с припуском от 0,8 до 1,5 мм на высоту кольца.
Третья операция — шлифовальная. Шлифуются
торцы колец с двух сторон с припуском от 0,5 до 0,8 мм на высоту
кольца.
Четвертая операция — разметочная. Разме-
чаются уступы замка под вырезку и разрезку.
Пятая операция — фрезерная. Фрезеруются уступы
замка с двух сторон с припуском на припиловку по 0,2—0,3 мм
на сторону. Вырезается замковая часть кольца согласно раз-
метке.
Шестая операция — слесарная. Зачищаются за-
усенцы и припиливаются уступы замка. Кольца набираются в спе-
циальный хомут.
Седьмая операция — карусельная. Растачи-
вается внутренний диаметр колец в окончательный размер. Кольца
перекрепляются — снимается хомут. Обтачивается наружный диа-
метр колец в окончательный размер.
333
Восьмая операция — шлифовальная. Шли-
фуются торцы колец с двух сторон в окончательный размер.
Девятая операция — слесарная. Зачищаются за-
усенцы, притупляются острые кромки и припиливается замоц в окон-
чательный размер. Проверяется цилиндричность и упругость колец.
Проверяется плоскостность торцовых поверхностей колец.
Механическая обработка поршневых колец диаметром 900 мм
компрессора 2ВГ (см. фиг. 296). Эллиптическая маслота для порш-
невых колец диаметром 900 мм отливается согласно эскизу заготовки,
Фиг. 305. Маслота для поршневых колец
диаметром 900 мм.
изображенному на фиг. 305. После очистки от пригара и формовочной
земли маслота поступает на механическую обработку.
Первая операция — слесарная. На эллиптической
части маслоты напильником снимаются три лыски размером 20ли! и
Фиг. 307. Разметка уступов
замка.
определяется твердость при помощи
прибора Польди. Твердость должна
быть в пределах НВ 170—229.
Фиг. 308. Припиливание
замков кольца.
Вторая операция — карусельная. Отрезаются
кольца от маслоты (10 колец) с припуском 1,5_0,4 мм на высоту кольца
(фиг. 306).
Третья операция — шлифовальная. Шлифуются
торцы колец с двух сторон на размер 27,8_0.2 мм на плоскошлифоваль-
ном станке с круглым магнитным вращающимся столом.
Четвертая операция — разметочная. Разме-
чаются уступы замка кольца под вырезку и разрезку (фиг. 307).
Пятая операция — фрезерная. Фрезеруются
уступы замка с двух сторон шириной 30+0>2Л1Л1 и глубиной 13,6+0»1 мм.
334
Вырезается замковая часть кольца согласно разметке ножовочной
фрезой диаметром 150 х 4 мм. При этом выдерживается размер
уступа 26+0’2 мм.
Шестая операция — слесарная. Зачищаются за-
усенцы, припиливаются уступы замка на зазор от 0,03 до 0,05 мм.
При этом выдерживается размер длины уступов 26_0,2 мм (фиг. 308).
Пять колец набираются в специальный хомут.
Седьмая операция — карусельная. Хомут
с кольцами устанавливается в приспособлении. Растачивается внут-
ренний диаметр колец на размер 854+0*5 мм. Кольца перекреп-
ляются — снимается хомут и обтачивается наружный диаметр колец
на размер 900П2а.
Восьмая операция — шлифовальная. Шли»
фуются торцы кольца с двух сторон в окончательный размер 27Ш.
Девятая операция — слесарная. Зачищаются за-
усенцы; притупляются острые кромки (фаски 0,5 мм на 45°); запили-
ваются замки на размер 4+0*2 и 26+0»2 мм\ проверяется наличие зазора
между уступами, равного 0,03—0,50 мм. Проверяется цилиндрич-
ность кольца по контрольному кольцу. Допускается радиальный
зазор (просвет) не более 0,08 мм между поршневым кольцом и конт-
рольным кольцом не более чем на двух участках; каждый участок
по дуге не более чем 45° и не ближе 30° от замка кольца. Проверяется
упругость кольца на специальном приборе. При этом нагрузка должна
быть в пределах 55—78 кг. Проверяется плоскостность торцовых
поверхностей колец.
Прогрессивный технологический процесс механической обработки
поршневых колец диаметром 270 мм воздушного компрессора
160В-20/8. В тех случаях, когда необходимо изготовлять поршне-
вые кольца одного размера крупными партиями, следует применять
наиболее прогрессивные методы организации производственных про-
цессов — поточное производство деталей. Внедрение поточных мето-
дов производства обеспечивает максимальный выпуск деталей при ми-
нимальных затратах труда.
Как показала практика отечественных компрессоростроительных
заводов, поточный метод производства поршневых колец может
быть внедрен и на предприятиях с мелкосерийным и серийным вы-
пуском компрессоров.
Мелитопольским компрессорным заводом в содружестве с Укр-
НИИХИММАШем был разработан и внедрен проект организа-
ции участка поточного изготовления поршневых колец компрес-
соров.
Прогрессивный технологический процесс механической обработки
поршневых колец обеспечил высокую производительность труда
на поточном участке (фиг. 309) и надлежащее качество деталей.
В качестве примера в табл. 41 приводится на операционных
технологических картах прогрессивный технологический процесс
механической обработки поршневых колец диаметром 270 мм воздуш-
ного компрессора марки 160В-20/8 производительностью 20 мЧмин
на давление 8 ати.
335
Операция первая — выполняется на токарно-винторез-
ном станке типа 1Д63. У станка снимается суппорт, и вместо него
на каретке устанавливается специальное пневматическое зажимное
приспособление. Расточная головка для расточки заготовок (^аслот)
навинчивается на шпиндель передней бабки станка.
Расточка заготовки (маслоты) производится за один проход при
числе оборотов расточной головки 60 в минуту и подаче заготовки
(маслоты) 1,5 мм/об.
Обточка заготовки (маслоты) и подрезка ее торцов (вторая
операция) осуществляются * на токарном многорезцовом полу-
Фиг. 309. Участок поточного изготовления поршневых
колец компрессоров.
автомате (модель 116). Заготовка (маслота) устанавливается расточен-
ным внутренним диаметром на разжимные патроны передней и зад-
ней бабок.
Обточка заготовки (маслоты) выполняется за один проход при
60 оборотах шпинделя станка в минуту и подаче 0,6 мм/об.
Операции третья ичетвертая аналогичны первой
и второй операциям. Операция пятая производится на ре-
вольверном станке (модель 2А-36) при числе оборотов шпинделя
62 в минуту и подаче 0,23 мм/об.
Предварительное шлифование торцов колец (шестая опера-
ция) производится на плоскошлифовальном станке с круглым сто-
лом и вертикальным шпинделем (модель 3756).
Разрезка колец (седьмая операция) выполняется на го-
ризонтальном консольно-фрезерном станке типа 6Н82Г.
Восьмая операция — термическая.
336
Таблица 41
Технологический процесс механической обработки поршневых
колец диаметром 270 мм воздушного компрессора 160В-20/8
| № пе- 1 рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
Заготовка (маслота) для поршневых колец, отлитая центробежным способом
Операция первая — токарная
Установить заготовку
(маслоту) в пневматическое
зажимное приспособление
и закрепить
Расточить заготовку
(маслоту) предварительно
до диаметра 250Аб
Пневматиче-
ское зажимное
приспособление
Кз"04-Л5-1П
' Открепить и снять за-
готовку (маслоту)
Расточная го-
ловка для рас-
точки загото-
вок-маслот
Кз-04-05-1 Р
Штихмас
250А5
Операция вторая -токарная
22 Галицкий 331
337
Продолжение табл. 41
I № пе- I рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
1 Установить заготовку (маслоту) на разжимные патроны передней и задней бабок и закрепить Патрон раз- жимной на пе- реднюю бабку К3-04-05-2П Патрон раз- жимной на зад- нюю бабку К3-04-05-2П1
2 Обточить заготовку Резцедержате- Резцы проход- Скоба 274С5.
(маслоту) до диаметра 274С5, обточить бурт до ли задние 2 шт. Резцедержа- ные ВК8. Рез- цы подрезные Скоба 278 мм. Шаблон 261 мм.
3 диаметра 278 мм и одно- временно подрезать торцы в размер 261 мм и вну- тренний торец бурта в раз- мер 12 мм Открепить и снять заго- товку (маслоту) О п е р а ц и тель передни 1 шт. я третья й * < 1 ВК8 -токарная § Шаблон 12 мм
1 2 3 Установить заготовку (маслоту) в пневматиче- ское зажимное приспособ- ление и закрепить Расточить заготовку (маслоту) окончательно до диаметра 253,4А4 Открепить и снять заго- товку (маслоту) Пневматиче- ское зажимнс приспособле ние Кз-04-04- 1П )е Расточная го- ловка для рас- точки загото- вок (маслот) Кз-04-05-1 Р Штихмас 253,4А4
338
Продолжение табл. 41
№ пе- рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
Операция четвертая — токарная
1 2 Установить заготовку (маслоту) на разжимные патроны передней и задней бабок и закрепить Обточить заготовку (маслоту) до диаметра 271,6С4 и одновременно под- резать торец в размер 260 мм и внутренний торец бурта в размер 10 мм Патрон раз- жимной на пе- реднюю бабку К3-04-05-2П Патрон раз- жимной на зад- нюю бабку К3-04-05-2П1 Резцедержа- тель задний 1 шт. Резцедержа- тель передний 1 шт. Резцы проход- ные ВК8. Рез- цы подрезные ВК8 Скоба 271,6С4. Шаблон 260 мм Шаблон 10 мм
3 Открепить и снять заго-
товку (маслоту)
Операция пятая — токарная
о2*
339
Продолжение табл. 41
№ пе- рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
1 2 3 4 Установить заготовку (маслоту) в специальную планшайбу и закрепить Отрезать кольцо высотой 7,7__0 2 Повторить переход 2 девят- надцать раз Открепить и снять оста- ток заготовки (маслоты) Операция ш Специальная планшайба К3-04-05-11П естая — ш л 1 1 * Резец отрез- ной ВК8 1фов а льна Шаблон 7,7_0,2 мм я
1 2 3 4 5 1 2 3 Уложить пять колец на маг- нитный стол станка и за- крепить Шлифовать торцы колец до размера 7,6_0d мм Открепить кольца, пере- вернуть и снова закрепить Шлифовать торцы колец до размеров 7,5_0,i мм Открепить и снять кольца Операция Установить кольцо в при- способление и закрепить Разрезать кольцо (ши- рина разреза 1 мм) Открепить и снять кольцо Магнитный стол станка седьмая — /z Id Приспособле- ние К8-04-05-6П Шлифовальный круг карбо- рунд СМ 24-46 фрезерная Фреза 0 80Х 1 мм . Скоба 7,6_0d мм Скоба 7,5—од мм
340
Продолжение табл. 41
№ пе- рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
1 2 3 4 5 6 7 Операци я Развести замки 14 колец, надеть их на шпонку при- способления и закрепить Загрузить приспособле- ния с кольцами в электри- ческую печь Нагреть приспособления с кольцами до температуры 600—620° С Выдержать приспособле- ния с кольцами при темпе- ратуре 600—620° С 45— 60 мин. Выгрузить приспособле- ния с кольцами из электри- ческой печи и охладить на воздухе Открепить кольца и снять их с приспособления Проверить твердость ко- лец, которая должна быть в пределах HRB 91—102 Твердость проверяется в трех точках торцовых плоскостей колец. Разность показаний твер- дости не должна превышать четырех единиц HRB восьмая — те ?, Приспособле- ние для термо- фиксации Кз-04-05- 12П Электрическая печь ‘рмическая Термопара хромель-алю- мелевая Прибор Роквелла
341
Продолжение табл. 41
№ пе- рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
Операция девятая — шлифовал ь на Я
§
V7 1 j
d А 7 | I
1 Уложить четыре кольца на магнитный стол станка и закрепить Магнитный стол станка
2 Шлифовать торцы колец до размера 7,3_0?1 мм Шлифоваль- ный круг кар- борунд СМ 24-46 Скоба 7,3 мм
3 Открепить кольца, пере- вернуть и снова закрепить
4 Шлифовать торцы колец до размера 7,15_0,08 мм Скоба 7,15_о,о8 мм
5 Открепить и снять кольца
Операция дес ята я — ш л ифо в а л ь н а я
cS'Sj ’ »!
^7
£7 j
1 Уложить два кольца на магнитный стол станка и закрепить Магнитный стол станка
2 Шлифовать торцы колец до размера 7,1_0,05 мм Шлифовальный круг карборунд СМ 46-60 Скоба 7,1 —о, 05 мм
3 4 Открепить кольца, пере- вернуть и снова закрепить Шлифовать торцы колец до размера 7Ш Скоба 7Ш
5 Открепить и снять кольца
342
Продолжение табл. 41
cg
£о.
Наименование перехода
Приспособления
Режущий
инструмент
Измерительный
инструмент
Операция одиннадцатая — токарная
2
3
4
Набрать на оправку при-
способления 20 колец зам-
ками в разные стороны и
закрепить. Выпрессовать
оправку с кольцами из обой-
мы приспособления
Установить оправку с 20
кольцами в центрах станка
и закрепить
Обточить кольца до диа-
метра 270 Н2а
Снять оправку со станка
Разобрать оправку и
снять кольца
Приспособле-
ние для обточ-
ки наружного
диаметра колец
К3-04-05-ЗП.
Винтовой пресс.
Вкладыш-коль-
цо
Резец проход-
ной ВК8
Скоба 270 Н2а
Операция двенадцатая — слесарная
1 2 Установить кольцо в при- способление и закрепить Припилить замок кольца в окончательный размер 1,2+°’3 мм Приспособление К3-04-05-8П Напильник плоский лич- ной Шаблон 1>2+013 мм Контрольное кольцо диа- метром 270 Н2а
3 Притупить острые кромки
4 Открепить и снять коль-
цо
343
Продолжение табл. 41
| № ие- 1 рехода Наименование перехода Приспособления Режущий инструмент Измерительный инструмент
Поршневое кольцо диаметром 270 мм (дет. 04-05) воздушного
компрессора 160В-20/8
—-<г>210Нг(К-----
О п е р а ц и я—к онтрольная
1 Проверить цилиндрич- Контрольное
ность кольца по контроль- ному кольцу. Величина максимального радиально- го зазора (просвета) не дол- жна превышать 0,05 мм кольцо диа- метром 270 Н2а Щуп
Зазор допускается не бо- лее чем на двух участках; каждый участок на дуге не более чем 45° и не ближе 30® от замка кольца
2 Проверить коробление торцовых поверхностей кольца, которое не должно быть более 0,05 мм Специальное приспособле- ние (параллель- ные полиро- ванные плиты)
3 Проверить упругость кольца. Упругость кольца должна находиться в пределах 12—* 18 кг Приспособле- ние для про- верки упруго- сти поршневых колец
344
Девятая операция производится на плоскошлифоваль-
ном станке (модель 3756). Окончательно шлифуются торцы колец
(десятая операция) на плоскошлифовальном станке с круглым
столом и’горизонтальным шпинделем (модель 3740).
Одиннадцатая операция выполняется на обычном
токарно-винторезном станке.
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ
ПОРШНЕВЫХ КОЛЕЦ
Применение специальных приспособлений и инструмента повы-
шает точность изготовления поршневых колец и их качество, снижает
трудовые затраты. Крепление маслот при выполнении операций рас-
точки, обточки и отрезки от них колец производится в специальных
планшайбах.
На фиг. 310 изображена специальная планшайба для обработки
колец малого и среднего размеров. Эта планшайба навертывается
на шпиндель токарного или револьверного станка и имеет центрирую-
щий выступ, на который надевается маслота с заранее расточенной
выточкой (базой). Крепится маслота за фланец при помощи планок
2, шпилек 3, ввернутых в планшайбу 1, и гаек 4.
Одновременная предварительная обточка маслоты по наруж-
ному диаметру и расточка внутреннего диаметра производятся на ре-
вольверном станке посредством двухрезцовой державки (фиг. 311),
закрепляемой в револьверной головке станка четырьмя болтами. Дер-
жавка такого же типа применяется для окончательной чистовой
обточки и расточки маслоты.
Для отрезки колец от маслоты применяются многорезцовые
державки, имеющие 6—10 резцов (фиг. 312), которые располагаются
таким образом, что каждый резец вступает в работу поочередно.
Между резцами устанавливаются шлифованные калиброванные про-
кладки, ширина которых равна высоте отрезаемого от маслоты кольца.
Измерение наружного и внутреннего диаметров кольца (неразре-
занного) и его высоты производится штангелями, микрометрами,
штихмасами и предельными пробками, скобами и шаблонами.
На фиг. 313 показаны предельные плоская пробка, скоба и шаблон
для замера поршневого кольца диаметром 125 мм после третьей
операции. Кроме обозначений замеряемого размера, на специальном
измерительном инструменте указывается тип изделия, для которого
инструмент предназначается.
Приспособление для разрезки поршневых колец (фиг. 314) сле-
сарной ножовкой вручную представляет собой плиту, к которой
приварена стойка с расточенным отверстием для хвостовика гнезда.
В гнезде помещен диск-толкатель, соединенный с рукояткой посред-
ством гайки. Поршневое кольцо вставляется в гнездо и прижимается
откидной планкой. Разрезка кольца производится ножовкой, встав-
ляемой в паз между стальными (калеными) накладками. После раз-
резки кольцо выталкивается из гнезда при помощи диска-толкателя.
345
Фиг. 310. Планшайба для
обработки маслот малого и
среднего размера.
Фиг. 311. Двухрезцовая дер-
жавка для одновременной рас-
точки и обточки маслоты.
Фиг. 312. Многорезцовая дер-
жавка для отрезки колец.
346
Фиг. 313. Измерительный инструмент для замера поршневого кольца диа-
метром 125 мм после третьей операции:
а — предельная плоская пробка (замер внутреннего диаметра); б — предельная скоба
(замер наружного диаметра); в — предельный шаблон (замер высоты кольца).
Фиг. 314. Приспособление для разрезки поршневых колец.
Фиг. 315. Приспособление для разрезки поршневых колец диа-
метром 35, 78 и 125 мм на горизонтально-фрезерном станке.
347
На фиг. 315 изображено приспособление для разрезки поршневых
колец диаметром 35, 78 и 125 мм на горизонтально-фрезерном станке.
Оно представляет собой основание Л к которому при помощи винтов 9
крепится направляющий сухарь 10. Основание прикрепляется^ столу
станка двумя болтами, заводимыми в пазы. По направляющим основа-
ния, имеющим форму ласточкина хвоста, свободно перемещается кор-
пус 2. На наклонной плоскости корпуса (под углом 45°) имеются вы-
ступы диаметром 31Х3, 71Х3 и 116Х3, на которые надеваются кольца,
подлежащие разрезке. Прижим кольца осуществляется при помощи
откидной планки 3, вращающейся на оси 5 и прижимаемой к торцу
кольцапосредствомэксцентрикового рычага7, шарнирно соединенного
с серьгой 6. Ось 5 установлена в отверстие шпильки 4. Фрезерование
замка кольца какого-либо из указанных выше размеров проводится
следующим образом. Эксцентриковый рычаг 7 поднимается вверх,
и серьга 6 вместе с ним отводится в сторону; затем, подняв планку S,
надевают на выступ корпуса кольцо и прижимают его планкой.
После этого кольцо, установленное в корпусе приспособления, под-
водится к дисковой ножовочной фрезе и разрезается. Ручка 3, при-
варенная к корпусу, служит для перемещения корпуса по направ-
ляющим основания 1.
Термическая фиксация замка колец осуществляется в приспособ-
лении, показанном на фиг. 316. Для набора колец в приспособление
вынимают клин 5 из стержня 2 и снимают фланец 4. После этого
у колец разводят замки и надевают их на шпонку 3, приваренную
к фланцу 1. Затем, надев на стержень фланец, сжимают кольца, заби-
вая клин в паз стержня, предварительно выравняв кольца по уголь-
нику.
Расточка внутреннего диаметра и обточка наружного диаметра
поршневых колец среднего размера выполняются в приспособлении,
показанном на фиг. 317.
Кольца, изготовляемые по методу термической фиксации замка
с припуском по наружному диаметру для окончательной обработки,
набираются в специальное приспособление, изображенное на фиг. 318
и состоящее из обоймы 1, оправки 2, упорного кольца 3, шайбы 4
и гайки 5. Торцы шайбы и гайки должны быть обязательно пришли-
фованы во избежание возможных перекосов при сжимании колец.
Выпрессование оправки с кольцами из обоймы производится винто-
вым ручным прессом на подставке, устанавливаемой на столе пресса
и имеющей несколько сменных вкладышей для обойм различного
размера.
Снятие фаски у маслосъемных поршневых колец производится
в приспособлении, показанном на фиг. 319. Планшайба 1 приспособ-
ления навинчивается на шпиндель токарного станка. Кольца наде-
ваются на выступ планшайбы и прижимаются к ней быстросменной
шайбой 2, после чего у кольца протачивается фаска.
Приспособление — хомут для набора больших поршневых колец
под последующую обточку и расточку — показано на фиг. 320.
В хомут набирают от 5 до 10 поршневых колец в зависимости от их
размера. Затем хомут с кольцами устанавливают на центрирующий
34S
Фиг. 316. Приспособле- Фиг. 317. Приспособление для расточки и об-
ние для термической точки поршневых колец среднего размера.
фиксации замка поршне*
вых колец.
Фиг. 318. Приспособление
для шлифования наружного
диаметра поршневых колец.
Фиг. 319. Приспособление для сня-
тия фаски у маслосъемных поршне-
вых колец.
Фиг. 320. Приспособление—хомут
для набора больших поршневых
колец под обточку и расточку.
349
выступ планшайбы приспособления для расточки и обточки больших
поршневых колец (фиг. 321) и сжимают кольца буртом упорного
кольца А, после чего, сняв хомут, производят расточку внутреннего
диаметра колец. Произведя внутреннюю расточку колец, их пере-
крепляют, прижимая к планшайбе буртом упорного кольца В посред-
ством болтов /, ввинчиваемых в план-
шайбу; сняв упорное кольцо А и вы-
винтив из планшайбы шпильки 2, про-
изводят окончательную обточку колец
по наружному диаметру.
Проверка наружного диаметра кольца,
зазоравзамке (в рабочем состоянии), а так-
же цилиндричности кольца производится
Конусность и зшпсность отб <*>125
допускается не более 001мм
Калить до HRC50+55
Фиг. 321. Приспособление для расточки и об- Фиг. 322. Контрольное кольцо
точки поршневых колец большого размера. для проверки поршневого коль-
ца диаметром 125 мм.
при помощи контрольного кольца (фиг. 322). Контрольное
кольцо кладется на проверочную плиту, и в него вставляет-
ся проверяемое поршневое кольцо. Размер зазора замка про-
веряется щупом. Цилиндричность кольца определяется по про-
свету между контрольным и проверяемым кольцом. Величина
допустимой ширины просвета и длины его по окружности ус-
танавливается техническими условиями.
Упругость кольца (способность сопротивляться усилию, которое
необходимо затратить, чтобы свести концы кольца до положения его
в рабочем состоянии) определяется при помощи различных приборов.
На компрессоростроительных заводах получил большое распростра-
нение очень простой и недорогой в изготовлении прибор, изображен-
ный на фиг. 323. Он представляет собой плиту /, на которой укреп-
лена колонка 4. Колонка шарнирно соединена с рычагом 7, на конце
которого может свободно перемещаться груз 8. К плите посредством
двух болтов 2 привернута нижняя бронзовая подушка 3, а к рычагу
прикреплена при помощи трех винтов 5 верхняя бронзовая подушка 6.
На ойределенном расстоянии от оси вращения рычага на последнем
нанесены две засечки . Перемещение между ними груза определяет
пределы нагрузок на кольцо. Проверяемое поршневое кольцо поме-
щают между верхней и нижней подушками, причем замок кольца
должен находиться на одинаковом расстоянии между опорными по-
верхностями подушек.
350
Для удобства работников отдела технического контроля рекомен-
дуется наносить электропером непосредственно на плите текст техни-
ческих условий на приемку поршневых колец по упругости (фиг. 324).
Пневматическое зажимное приспособление (фиг. 325), предназна-
ченное для крепления заготовок (маслот) диаметром от 116 до 285 мм,
too
Фиг. 323. Прибор для определения упругости поршневых колец
диаметром 125 мм.
устанавливается на токарно-винторезном станке типа 1Д63 (вместо
суппорта). Приспособление представляет собой чугунную плиту 6,
к которой посредством винтов 7 и шпилек 9 с гайками 10 и шайбами 8
прикреплен стальной корпус 18. В корпус ввинчены четыре ко-
лонки 17, на которые надеты опорные шайбы 15 и пневматический
Текст пишется электропером ___________________________________
\Технические условия на приёмку поршневых колец 0125 по упругости
„ Сбоб.сост. 16+18 мм
Зазоры -----\
Сжат. сост. 0,5 + 0,8 мм
„ 1гр = 4.6-5,9 кг у
погрузка
2 гр.• 6,0- 7,3 кг у
1. Зазор замка 6 свободном состоянии от 16 до 18 мм
2. Зазор замка в статом состоянии от 0,5 до 0,8 мм
3. Величина нагрузки на кольцо при сжатии его до
рабочего состояния должна быть б пределак 4,6 т 7,3 кг
При этом кольца сортируются на 2 группы.
1 группа-нагрузка = 4,6 - 5,9 к г
2 группа - нагрузка Рг= 6,0 -7,3 кг
4. Каждое кольцо клеймится номером группы
против замка
--------------------------------------400-------------------------------—|
Фиг. 324. Плита прибора для определения упругости поршневых колец диаметром
125 мм.
цилиндр 1. Последний закреплен гайками 13, опирающимися на
шайбы 14.
Пневматический цилиндр имеет внутренний диаметр 200А3.
В поршень пневматического цилиндра ввинчен шток, к концу кото-
рого болтом 11 прикреплена головка упора 2. Уплотнение зазора
между пневматическим цилиндром и поршнем достигается посред-
ством двух манжет из кожи. Уплотнение зазора между цилиндром
351
и штоком осуществляется при помощи стального кольца и двух вкла-
дышей из баббита, сжимаемых гайкой.
На головку упора 2 надета и приварена электросваркой направ-
ляющая 5. С головкой упора соединен посредством цилиндрического
Фиг. 325. Пневматическое зажимное приспособление для крепления
заготовок (маслот).
штифта 4 стальной упор 16. закаленный до твердости HRC 40—45.
К корпусу 18 четырьмя болтами 5 крепятся сменные призмы 19—26
для установки заготовок (маслот) диаметром от 116 до 285 мм. В пнев-
Фиг. 326. Расточная головка для расточки заготовок (маслот).
матический цилиндр ввинчены два штуцера 12. к которым подсоеди’
няются шланги пневматической сети.
Усилие прижима на штоке при давлении воздуха в цилиндре 8 ати
составляет 2510 кг, а рабочий ход штока равен 90 мм.
352
Расточная головка (фиг. 326) для расточки маслот навинчивается
на шпиндель передней бабки токарно-винторезного станка типа 1Д63.
К державке 4 четырьмя винтами 2 с потайной головкой и двумя шпон-
ками 3 крепится резцовая головка 6. В прямоугольные пазы резцо-
вой головки устанавливаются резцы /; установка резцов для расточки
маслоты до определенного диаметра осуществляется посредством уста-
новочных винтов 5, а зажим резцов в прямоугольном пазу резцовой
головки — зажимными винтами 7 с гайками 8.
Разжимной патрон (фиг. 327) на переднюю бабку токарного много-
резцового полуавтомата (модель 116) представляет собой чугунный
корпус Л к которому посредством винтов 3 прикреплены два сталь-
ные кольца 4. В кольцевой выточке корпуса помещены четыре
губки 6, закаленные до твердости HRC 40—45. Губки опираются
на сухари 5, которые, в свою очередь, опираются на наклонные по-
верхности пазов тяги 2. Губки 6 под действием пружин 7, опираю-
щихся на пальцы S, запрессованные в торцовые поверхности губок
(по два пальца с каждой стороны губки) и на внутреннюю поверх-
ность кольца 4, все время прижимаются к сухарям 5 и стремятся
переместить их по направлению к оси патрона. Левый конец тяги 2
с резьбой ввинчивается в поршень пневматического цилиндра, рас-
положенного с другой стороны передней бабки станка. При движении
тяги 2 влево сухари 5 перемещаются по своим каналам вверх и при-
жимают губки 6 к внутренней поверхности маслоты.
При движении тяги 2 вправо губки 6 под действием пружин 7
перемещают сухари 5 в направлении оси патрона и освобождают
от зажима маслоту.
Устройство разжимного патрона на заднюю бабку аналогично
устройству разжимного патрона на переднюю бабку.
23 Галицкий 331
ГЛ AB A XII
ИЗГОТОВЛЕНИЕ ЦИЛИНДРОВ
КОМПРЕССОРОВ
НАЗНАЧЕНИЕ ЦИЛИНДРОВ И ПРЕДЪЯВЛЯЕМЫЕ К НИМ ТРЕБОВАНИЯ
В цилиндрах компрессоров происходит рабочий процесс — сжа-
тие газа. От качества изготовления цилиндров зависят длительность
и надежность работы сопряженной пары цилиндр — поршень.
К конструкции цилиндров и к качеству их изготовления предъяв-
ляются весьма высокие требования, так как во время работы компрес-
сора цилиндры подвергаются значительным переменным усилиям
от давления газа и дополнительным температурным напряжениям.
Основная технологическая задача при обработке цилиндров
состоит в получении точных цилиндрических поверхностей различ-
ных диаметров.
Зеркало цилиндра должно иметь правильную форму и гладкую
чистую поверхность, а диаметр его должен быть строго выдержан
в пределах допуска. С увеличением диаметра и длины цилиндров
растут и трудности их изготовления.
К зеркалу цилиндра предъявляются следующие основные тре-
бования:
1) правильное положение оси зеркала цилиндра по отношению
к опорным поверхностям, а в блоках также и взаимная параллель-
ность осей;
2) цилиндричность поверхности, т. е. отсутствие конуса или
изменения диаметра по длине цилиндра;
3) отсутствие овальности, т. е. соблюдение равенства всех диа-
метров;
4) прямолинейность оси;
5) придание поверхности цилиндра требуемой степени чистоты.
Точность механической обработки основных показанных
на фиг. 328 и 329 поверхностей цилиндров характеризуется следую-
щими данными:
1. Диаметр зеркала цилиндра D до 300 мм включительно обраба-
тывается с точностью по 2-му классу, диаметр зеркала цилиндра
свыше 300 мм — по 3-му классу точности.
2. Овальность и конусность зеркала цилиндра диаметром до
300 мм включительно не должны превышать более половины допуска
354
на диаметр по 2-му классу точности; диаметром свыше 300 мм —
не более допуска на диаметр по 2-му классу точности.
3. Неперпендикулярность привалочной плоскости В цилиндра
к оси зеркала цилиндра допускается в пределах до 0,02 мм на 100 мм
радиуса.
Фиг. 328. Центрирующие и опорные поверхности цилиндров различных
конструкций.
4. Непараллельное^ осей цилиндров в блоке цилиндров должна
быть не более 0,015 мм на 100 мм длины цилиндра.
5. Чистота обработанной поверхности зеркала цилиндра крейц-
копфных компрессоров при диаметре поршня до 600 мм должна быть
не ниже V7, а при диаметре поршня свыше 600 мм — не ниже V6.
Фиг. 329. Центрирующие и опорные поверхности цилиндровых блоков.
Чистота обработанной поверхности зеркала цилиндра бескрейц-
копфных компрессоров не должна быть ниже 8-го класса.
6. Твердость торцовых поверхностей цилиндров и гильз цилин-
дров должна находиться в пределах НВ 190—241.
7. Неперпендикулярность оси шпильки к опорной поверхности
цилиндра (для ответственных шпилек, нагруженных переменным
усилием от давления газа) не должна быть более 0,2 мм на 100 мм
длины.
23*
355
8. Несоосность осей зеркала цилиндра и центрирующей поверх-
ности А под привалку не должна быть более половины допуска
на диаметр центрирующей поверхности.
9. Овальность центрирующей поверхности А не должна превы-
шать половины допуска на ее диаметр.
10. Диаметр отверстий Б под нагнетательный клапан должен
обрабатываться с точностью по 3-му классу.
11. Отверстия С под крышки цилиндров первой и второй ступени
и отверстие Б под нагнетательный клапан должны быть концент-
ричны оси цилиндра; эксцентричность допускается не более 0,03 мм
для отверстий С и не более 0,08 мм для отверстий Б.
12. Притирочная плоскость Г под нагнетательный клапан должна
быть перпендикулярна оси цилиндра; отклонение от перпендику-
лярности не должно быть более 0,04 мм на длине 100 мм.
Цилиндры должны быть прочными и плотными. При гидравли-
ческом испытании давлением воды, равным полуторному рабочему
давлению, в течение 5 мин. нарушение прочности и плотности цилин-
дров не допускается.
Полости цилиндров для охлаждающей воды должны подвергаться
гидравлическому испытанию давлением 3 ати.
При испытании цилиндров течь и отпотевание не допускаются.
В местах отдельных очагов течи на необработанной поверхности
в рубашках цилиндров допускается исправление дефекта путем
заварки, постановки ввертышей, а при появлении запотевания —
путем пропитки бакелитовым лаком или другими растворами.
На рабочей поверхности цилиндров, блоков цилиндров и цилин-
дровых втулок, а также на уплотнительных поясках клапанных гнезд
цилиндров раковины не допускаются.
Мелкие поры, являющиеся следствием выкрашивания графита
и равномерно распределенные на рабочей поверхности цилиндров,
блоков, блоков цилиндров и цилиндровых втулок, не могут служить
причиной к забракованию детали, если их диаметр и глубина не пре-
вышают 0,15 мм. Сплошные включения пор не допускаются.
За пределами рабочей поверхности цилиндров, блоков цилин-
дров и цилиндровых втулок допускаются одиночные чистые газовые
раковины в количестве не более 5 шт. и глубиной до 10% толщины стенки.
На других обработанных поверхностях цилиндров, блоков цилин-
дров, цилиндровых втулок и корпусов цилиндров допускаются без
исправления раковины диаметром до 3 мм и глубиной не выше 15%
толщины стенки, общей площадью не свыше 2% от площади данной
поверхности, если они не снижают прочности деталей и не ухуд-
шают товарного вида детали.
На необработанных поверхностях цилиндров, блоков цилиндров,
цилиндровых втулок и корпусов цилиндров допускаются без испра-
вления раковины размером до 5 мм, глубиной до 0,25 толщины стенки
на площади, равной 3% поверхности, если они не снижают проч-
ности деталей.
Дефекты, выходящие за пределы установленных норм, должны
быть исправлены. Метод исправления дефектов должен определяться
356
степенью ответственности исправляемых мест детали, гарантиро-
вать полноценность исправленных деталей в эксплуатации и удо-
влетворять требованиям, предъявляемым к внешнему виду детали.
На окончательно обработанных поверхностях цилиндров заварка
не допускается.
Чугунные отливки цилиндров и блоков цилиндров в случае, если
отсутствие коробления не обеспечивается конструкцией этих дета-
лей, должны быть подвергнуты до окончательной обработки старе-
нию.
КЛАССИФИКАЦИЯ ЦИЛИНДРОВ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
В воздушных и специальных газовых компрессорах применяются
цилиндры самых разнообразных типов: блоки двухцилиндровые
одноступенчатые одностороннего действия; блоки двухцилиндровые
двухступенчатые двухстороннего действия; цилиндры в блоке с кар-
тером — одноцилиндровые и двухцилиндровые; цилиндры раздель-
ные глухие с крышками двухстороннего действия; цилиндры раздель-
ные сквозные без крышек одностороннего действия.
Перечисленные типы цилиндров отличаются также по своему
конструктивному оформлению, размерам и материалам. В некоторых
конструкциях цилиндров применяются вставные цилиндровые
втулки.
В связи с многообразием типов цилиндров разработка четкой
классификации их представляет значительные трудности. Однако
из числа наиболее часто применяемых конструкций можно выделить
по технологическим признакам четыре группы цилиндров.
К первой технологической группе относятся чугунные цилиндры
крупных размеров горизонтальных и вертикальных машин низкого
давления двухстороннего действия со следующими параметрами:
диаметр зеркала цилиндра от 300 до 1500 мм, длина цилиндра от 800
до 2000 мм, вес обработанного цилиндра от 800 до 15000 кг. Цилиндры
этой группы имеют следующие конструктивные особенности: донышко
цилиндра, в котором расположено отверстие для сальника, отлито
вместе с телом цилиндра; отверстия для всасывающих и нагнета-
тельных клапанов расположены по окружности цилиндра в два
ряда.
Ко второй технологической группе относятся цилиндры средних
и малых размеров (кованые стальные и литые чугунные) односторон-
него действия со следующими параметрами: диаметр зеркала цилиндра
от 30 до 80 мм, длина цилиндра от 200 до 350 мм, вес цилиндра от 20
до 50 кг.
К третьей технологической группе относятся двухцилиндровые
чугунные блоки одностороннего действия. Основные параметры
цилиндровых блоков: диаметр зеркала от 150 до 300 мм, длина цилин-
дров от 450 до 800 мм, вес блока цилиндров от 90 до 250 кг. К данной
группе отнесены блоки цилиндров холодильных компрессоров с порш-
нями проточного типа, в которых всасывающие клапаны помещены
в дне ^поршня, а нагнетательные — в ложной крышке цилиндра.
357
К четвертой технологической группе относятся двухцилиндровые
чугунные блоки двухстороннего действия. Основные параметры
цилиндровых блоков: диаметр зеркала от 100 до 400 мм, длина цилин-
дров от 300 до 640 мм, вес от 100 до 1500 кг.
В цилиндровых блоках этой группы всасывающие и нагнетатель-
ные клапаны расположены в теле блока в два ряда.
МАТЕРИАЛЫ, ЗАГОТОВКА, ТЕРМИЧЕСКАЯ ОБРАБОТКА
Цилиндры и блоки воздушных, газовых и холодильных компрес-
соров изготовляются из чугуна марок СЧ 21-40 согласно ГОСТу
1412-54, цилиндры специальных газовых компрессоров высокого
давления — из конструкционной углеродистой стали марок 35 и 45
по ГОСТу 1050-60.
Механические свойства чугуна марки СЧ 21-40 приведены
в табл. 42.
Таблица 42
Механические свойства чугуна
Марка чугуна Предел прочности при растя- жении в кг/мм2, не менее Предел прочности при из/ ибе в кг/мм2, не менее При расстоянии между опорами Твердость НВ
600 мм 300 мм
стрела прогиба при изгибе в мм
СЧ 21-40 21 40 9 3 170—241
Для изготовления стальных цилиндров преимущественное приме-
нение получила сталь марки 45.
В некоторых конструкциях специальных газовых компрессоров
высокого давления в целях увеличения антикоррозионной стойкости
зеркала цилиндров применяется нержавеющая сталь марки 3X13
и др. Цилиндры, изготовляемые из стали марки 45, подвергаются
термической обработке до твердости НВ 197—241.
Чугунные отливки цилиндров и блоков компрессоров, в особен-
ности фреоновых, должны обладать высокой степенью плотности.
Кроме того, отливки цилиндров должны иметь минимальные внут-
ренние напряжения.
Формовка и отливка цилиндров более сложна по сравнению
с формовкой и отливкой других деталей компрессоров. Учитывая,
что вес отлитых цилиндров некоторых компрессоров достигает 20 т,
брак литья наносит значительный материальный ущерб. В боль-
шинстве случаев основанием для забракования цилиндров служит
наличие на зеркале раковин, обнаруженных при механической обра-
ботке. Для уменьшения брака отливок в цилиндрах применяют смен-
ные втулки из чугуна с перлитной структурой.
358
Отливки цилиндров должны быть тщательно очищены от фор-
мовочной земли, обрублены от наплывов металла и очищены путем
дробеструйной или пескоструйной обдувки. Внутренние водяные
полости цилиндра после очистки их от стержневой земли должны
быть продуты воздухом и промыты водой.
Испытание отливок цилиндров на твердость производится после
отрезки прибыли с двух противоположных сторон. Твердость отли-
вок должна находиться в пределах НВ 190—241.
Испытание чугуна на изгиб производится на образцах, отлитых
отдельно от детали, но из того же ковша.
При наличии в отливках дефектов на нерабочих местах (рако-
вин, рыхлот, утяжек и т. п.) допускается их исправление путем
удаления дефектных мест и постановки пробок, ввернутых на резьбе.
Характер допускаемых дефектов и методы их исправления должны
быть обусловлены заводскими техническими условиями.
Все чугунные цилиндры подвергаются искусственному старению
по следующему режиму: подогрев до температуры 200° без учета
скорости нагрева; с температуры 200° до температуры 500—550°
со скоростью 50° в час; выдержка при указанной температуре в печи
от 2 до 5 час. в зависимости от толщины стенки. Охлаждение вместе
с печью до 200°, а затем на воздухе.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЦИЛИНДРОВ ПЕРВОЙ
ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
Крупные цилиндры компрессоров изготовляются индивидуально
или мелкими партиями, поэтому обработка их ведется исключи-
тельно на универсальных станках: токарно-карусельных, горизон-
тально-расточных и радиально-сверлильных. Технологические про-
цессы механической обработки этих цилиндров, применяемые на ком-
прессоростроительных заводах, примерно одинаковы. Они отличаются
лишь в деталях выполнения второстепенных операций.
К числу основных операций обработки крупных цилиндров отно-
сятся следующие.
1. Обработка зеркала цилиндра, торцовых поверхностей и отвер-
стий под крышку и сальник. Эти операции выполняются на кару-
сельных станках с диаметром планшайбы 2,5—5 м. Преимущество
обработки крупных цилиндров на карусельных станках заключается
в простоте установки цилиндра на планшайбе станка и в надежном
и быстром его креплении.
2. Обработка отверстий под всасывающие и нагнетательные
клапаны. Крупные цилиндры имеют до 16 клапанных отверстий,
расположенных в два ряда по окружности цилиндра. На всех заво-
дах обработка клапанных гнезд выполняется на горизонтально-рас-
точных станках с круглым поворотным столом, позволяющим с одной
установки цилиндра расточить все клапанные гнезда и профрезеро-
вать торцовые плоскости крепления клапанов.
3. Окончательная отделка зеркала цилиндра. При изготовлении
цилиндров особенно ответственна операция окончательной отделки
359
зеркала цилиндра для повышения его износоустойчивости и анти-
коррозионной стойкости. Общепринятыми на заводах способами окон-
чательной обработки зеркала цилиндров считаются точение, алмаз-
ная расточка (тонкое точение), шлифование и хонингование. Любой
из этих видов обработки обеспечивает принятую в компрессорострое-
нии чистоту поверхности зеркала, т. е. 6-й и 8-й классы по ГОСТу
2789-59. Заводы решают эту задачу в зависимости от имеющегося
станочного оборудования и размеров цилиндра.
Наилучшие результаты в отношении чистоты дает отделка поверх-
ностей хонингованием. Для ускорения хонингования большое зна-
чение имеет чистота поверхности, получаемая с предшествующей
операции. Чем чище эта поверхность и чем меньший припуск остается
для хонингования, тем быстрее происходит отделка зеркала.
Операционные припуски для обработки чугунных блоков цилин-
дров диаметром около 100 мм под хонингование в зависимости
от характера предшествующей операции приведены в табл. 43.
Операционные припуски под хонингование в зависимости от диа-
метра обработки даны в табл. 44.
Таблица 43
Операция, предшествующая хонингованию На диаметр припуск в мм
Растачивание обычное Развертывание Шлифование или тонкое (алмазное) растачивание 0,05—0,08 0,02-0,04 0,01 и менее
Таблица 44
Диаметр обрабатываемого отверстия в мм На диаметр припуск в мм
Чугун Сталь
Свыше 25 до 125 » 150 » 275 » 300 » 500 0,02—0,1 0,08—0,16 0,12—0,20 0,01—0,04 0,02—0,05 0,04—0,06
Ввиду отсутствия на заводах крупных универсальных хонинг-
станков зеркало цилиндров диаметром свыше 600—800 мм вместо
хонингования обычно подвергают только тщательной токарной
отделке.
Некоторые заводы из-за отсутствия хонинг-станков используют
для хонингования отверстий небольших диаметров сверлильные
станки, сообщая инструменту возвратно-поступательное движение
от руки. Естественно, что производительность хонингования в этом
случае невысока.
При изготовлении цилиндров в качестве обязательной операции
должно применяться искусственное старение отливок. Нарушение
360
технологического процесса в этой части ведет к серьезным последст-
виям в виде появления в цилиндрах трещин во время эксплуатации
машин.
В качестве примера механической обработки крупных чугунных
цилиндров ниже приводится технологический процесс обработки
цилиндра воздушного компрессора производительностью 100 м?!час
с диаметром зеркала 530 мм.
После очистки отливки цилиндра от литников, выпоров и стерж-
ней, очистки газовых и водяных полостей и продувки их сжатым
Фиг. 331. Операция Фиг. 332. Операция чет-
вторая. вертая.
воздухом отливка поступает в термическую печь для искусственного
старения. Затем отливка подвергается гидроиспытанию на проч-
ность и герметичность.
Механическая обработка цилиндра производится в такой после-
довательности.
Первая операция — карусельная (фиг. 330).
Деталь устанавливается на столе карусельного станка, проверяется
на биение по верхнему и нижнему поясам цилиндра и закрепляется
в четырехкулачковом патроне. Порядок переходов при этой опера-
ции следующий:
1) растачивается предварительно отверстие сальника до диа-
метра 199 мм на проход, одновременно подрезаются первый торец
в размер 65 мм и второй торец в размер 30+0’52 мм до диаметра
474 мм\
2) растачивается выемка в отверстии сальника до диаметра
205+1’15 мм на длину I35+0’26 мм, выдерживая размер 40_ОД7 мм
от торца;
361
3) растачивается отверстие сальника окончательно до диаметра
200+0’045 мм на проход;
4) снимается фаска 2 X 45°;
5) обтачивается окончательно выступ до диаметра 470_0>04 мм
на длину 30+0’52 мм;
6) снимается фаска 1 X 30° на диаметре 470 мм.
Вторая операция — карусельная (фиг. 331).
На планшайбу карусельного станка устанавливается приспособле-
ние с центрирующей шайбой, опорная плоскость которой чисто
протачивается. Цилиндр опирается на плоскость шайбы и центри-
руется по диаметру 470 мм. Затем растачивается отверстие зеркала
на диаметр 526 мм до дна отливки; подрезают торцы: первый, выдер-
Фиг. 333. Операция пятая.
Фиг. 334. Операция шестая.
живая размер 1257-0 5 мм, второй — до диаметра 673_012 мм на глу-
бину 1О+0’36 мм; подрезают торец дна, выдерживая размер 187_0>5лш.
Операция третья — разметочная. Размечаются
клапанные гнезда, фланцы и отверстия цилиндра.
Операция четвертая — расточная (фиг. 332).
На горизонтально-расточном станке с круглым поворотным столом
производится обработка клапанных и других отверстий цилиндра,
подрезка всех торцов, сверление и нарезание резьб. Цилиндр уста-
навливается на подкладную шайбу и центрируется по диаметру
673_012 мм. С помощью последовательных поворотов круглого стола
производится подрезка всех фланцев клапанных гнезд нижнего
и верхнего поясков. Затем трехрезцовой «рловкой, поворачивая
стол станка каждый раз на соответствующий угол, растачивают
клапанные отверстия до диаметра 164 мм на длину 220+1’15 мм,
до диаметра 179 мм на длину 164 мм и до диаметра 200 мм на длину
4 мм. После этого аналогичным способом с применением четырех-
362
g^Q-'ggp2,45'
—0532*‘''а-
Фиг. 335. Операция седьмая.
резцовой головки производится окончательная расточка отверстий
верхнего пояска клапанных гнезд до диаметра 165+0’08 мм на длину
220+1’15 мм, до диаметра 18СН0’08 мм на длину 165+0*26 мм, до диа-
метра 201+0’6 мм на длину 5+0’36 мм.
Таким же способом выполняется предварительная и оконча-
тельная обработка отверстий нижнего пояса клапанных гнезд. Затем
производятся сверление и нарезка резьб всех отверстий цилиндра.
Операция пятая — сверлильная (фиг. 333). На ра-
диально-сверлильном станке по накладному кондуктору сверлятся
26 отверстий диаметром 20,6+0*26 мм на глубину 42 мм; зенкуются
фаски 1,5 X 45°, и в отверстиях наре-
зается резьба М24 X 3.
Операция шестая — свер-
лильная (фиг. 334). На радиально-
сверлильном станке по накладному кон-
дуктору сверлятся восемь отверстий диа-
метром 17,1 мм на глубину 34 мм — под
резьбу М20 X 2,5; сверлятся и зенкуют-
ся четыре отверстия до диаметра 52,5 мм
на проход — под резьбу 2М56 X 3; свер-
лятся восемь отверстий диаметром 36,8мм
на глубину 68 мм — под резьбу М42х4,5;
зенкуются фаски и нарезается резьба в
указанных отверстиях.
Операция седьмая — ка-
русельная (фиг. 335). Способ уста-
новки крепления цилиндра тот же, что и
для выполнения второй операции.
Порядок переходов при выполнении
операции следующий:
1) подрезают торец дна до диамет-
ра 532+0’38 мм, выдерживая размер
215_0>3 мм по установу, и подачей
метр 532+0’38 мм на длину 85+0’23 мм; подрезают верхний торец
в размер 1050+0’54 мм;
2) растачивается отверстие диаметром 532+0’38 мм под крышку
на глубину 245+0’3 мм и подрезается второй торец до диаметра
672 мм на глубину 10+0’36 мм;
3) растачивается отверстие зеркала до диаметра 530+0*06 мм
на проход;
4) обтачивается выступ до диаметра 67ОЗо’оэ мм на глУбину
10+°’36 мм;
5) протачивается фаска 2 мм на 45° на диаметре 532 мм.
Операция восьмая — слесарная. Производится
зачистка острых кромок после механической обработки, продувка
сжатым воздухом всех отверстий цилиндра, ввертывание и крепле-
ние заглушек.
Операция девятая — контрольная. Газовые
полости цилиндра испытываются водой на 12 ати, а водяной
диа-
363
камеры — на 3 ати. При заполнении полостей цилиндров водой
находящийся в них .воздух должен быть удален.
Операция десятая — слесарная. Пневматическим
зубилом срезаются выступающие части заглушек. Открепляются
заглушки.
Операция одиннадцатая. Цилиндр промывается
содовым раствором и просушивается подогретым сжатым воздухом.
Операция двенадцатая — контрольная. Про-
веряются . все размеры и состояние обработанных поверхностей
согласно чертежу и техническим условиям.
Операция тринадцатая — окрашивание. Не-
обработанные поверхности детали окрашиваются, а обработанные
смазываются маслом.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЦИЛИНДРОВ ВТОРОЙ
ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
В качестве примера механической обработки стальных цилиндров
приведен технологический процесс обработки цилиндра третьей
ступени компрессора марки 1ВУ (фиг. 336). Материал — сталь
марки 45 по ГОСТу 1050-60. Чистый вес 11 кг.
Фиг. 336. Цилиндр третьей ступени
компрессора 1ВУ.
Фиг. 337. Поковка цилиндра третьей сту-
пени компрессора 1ВУ.
На фиг. 337 изображен эскиз поковки цилиндра с припусками
на механическую обработку согласно принятым нормам на поковки
прямоугольного сечения.
Порядок операций обработки следующий.
Первая и вторая операции — разметка поковки
и рассверливание центров.
364
Третья операция — токарная (фиг. 338). Обра-
ботка производится на токарном станке. Поковка устанавливается
в центрах стороной А к патрону и закрепляется.
Порядок переходов при выполнении операций следующий: под-
резать торец тумбы с диаметра 150 до диаметра 30 мм в размер
Фиг. 339. Операция четвертая.
Н*---20Г1-----Н
Фиг. 340. Операция пятая.
до диаметра ои_0>7 мм, сделав
Фиг. 341. Операция седьмая.
280_3 о мм; обточить тумбу до диаметра 130_1>0 мм на длину
49,5-о,в мм', обточить углы фланца до диаметра 200 мм; обточить
шейку’ до диаметра 70 мм на длине 70 мм; подрезать вторую
сторону фланца Б с диаметра 200 до диаметра 70 мм, выдержав
толщину фланца 25_0>б мм; подрезать торец В в размер 94+0’7 мм
до диаметра 70 мм; обточить шейку
радиусы перехода к торцу головки В
и фланцу Б.
Четвертая опера-
ция — токарная (фиг. 339):
деталь установить в центрах тум-
бой к патрону и закрепить; подре-
зать торец головки до диаметра
20 мм в размер 100_1>о мм; подре-
зать торец головки до диаметра
65—0 7 мм в размер 81_1>0 мм; откре-
пить и снять деталь.
Пятая операция —
револьверная (фиг. 340):
установить деталь головкой в четырехкулачковом патроне, проверив
на биение по диаметрам 130 и 60 мм с точностью до 0,5 мм; срезать
центровую бобышку; сверлить отверстие диаметром 30+0’2 мм
на глубину 206+1’° мм, сверлить отверстие диаметром 20+°-2 мм
на проход; открепить и снять деталь.
Шестая операция —те рмическая. Термически
обработать цилиндр до твердости НВ 197—241.
Седьмая операция — револьверная (фиг. 341):
установить деталь головкой в четырехкулачковом патроне, выверив
на биение по диаметрам 130 и 60 мм с точностью до 0,5 мм; подре-
зать торец тумбы; расточить зеркало цилиндра резцом с диаметра
30 до диаметра 34,5+°>* мм под черновой зенкер на глубину
209,2+0-3 мм; зенкеровать зеркало черновым зенкером диаметром
34,8+0,5 мм; зенкеровать отверстие чистовым зенкером диаметром
365
35+0’02 мм; снять фаску по кромке зеркала шириной 3 мм под углом
30°; зачистить зеркало мелкой шкуркой до блеска, сняв не более
0,01—0,02 мм по диаметру в пределах допуска диаметра 35А; под-
резать торец тумбы, выдержав размер длины зеркала 209,2+V’3 мм;
обточить тумбу до диаметра 125_0 027 мм на длину 50+0*1 мм, подре-
зав торец фланца; снять фаску 0,5 мм на 45° на кромке диаметром
125 мм; подрезать торец фланца до диаметра 140__10 мм, выдержав
высоту притирочного пояса 0,5 мм; проточить канавку по диаметру
127 мм шириной 1 мм и глубиной 0,5 мм; подрезать квадратный
фланец с другой стороны до диаметра 55 мм, выдержав толщину
фланца 20-0,5 мм и радиус перехода 5 мм; проточить шейку до диа-
метра 55 мм; подрезать торец головки до диаметра 55 мм, выдержав
размер 170+0’3 мм от торца тумбы и радиус перехода 5 мм; откре-
пить и снять деталь.
Переходы этой операции являются наиболее ответствен-
отверстия зеркальной по-
верхности диаметром 35 мм,
глубиной 209 мм представля-
ет значительные технологи-
ческие трудности.
Восьмая опера-
ция — разметка плоскос-
тей под строгание.
Девятая опера-
ция — строгальная
(фиг. 342): 1) установить де-
ными, так как получение точного
Фиг. 342. Операция девятая. таль в .параллельных тис-
ках, выверить одну сторону
фланца рейсмусом в горизонтальном положении и закрепить; 2) стро-
гать ребро фланца по разметке; 3) строгать выступ А, выдержав
размер 40 мм от зеркала цилиндра длиной 24 мм; 4) перекрепить
деталь, повернув на 90°; выверить строганую сторону по угольнику
и повторить второй переход; 5) перекрепить деталь, повернув на 90°;
выверить строганую сторону фланца по угольнику и повторить
второй и третий переходы, выдержав размеры 115 и 155 мм; 6) пере-
крепить деталь и повторить переход; 7) открепить и снять деталь.
Десятая операция — токарная (фиг. 343):
1) установить деталь в приспособлении тумбой к шпинделю и закре-
пить; 2) подрезать торец головки до диаметра 65 мм, выдержав
высоту головки 75_о,7 мм> 3) проточить бобышку с диаметра 65 до
диаметра 6О_о 7 мм; 4) подрезать торец бобышки на размер 20+0’52 мм;
5) расточить отверстие диаметром 20 мм до диаметра 24А3 глуби-
ной 55 мм на проход; 6) расточить отверстие с диаметра 24 мм до диа-
метра 32А3 глубиной 49 ± 0,25 мм; 7) расточить отверстие под
резьбу 1х/8 дюйма до диаметра 35,2 мм на глубину 30 мм; 8) прото-
чить канавку шириной 10 мм до диаметра 37+0’5 мм на расстоянии
35 мм от торца; 9) проточить канавку под выход резьбы шириной 5 мм
до диаметра 38 мм на расстоянии 25 мм от торца; 10) проточить
уступ глубиной 2 мм с диаметра 35 до диаметра 51 мм, подрезав
366
торец начисто; 11) снять фаску 2 мм на 45° по диаметру 35 мм и наре-
зать трубную резьбу диаметром IVg дюйма; 12) подрезать буртик
цилиндра со стороны зеркала,
выдержав глубину 210 + 0,1 мм;
подрезать торец начисто с ди-
аметра 24 до диаметра 37 мм и
проточить канавку шириной
10 мм; 13) открепить и снять
деталь.
Одиннадцатая опе-
рация — токарная. Об-
работка второго клапанного
гнезда, расположенного на рас-
стоянии 60 + 0,25 мм от оси
цилиндра, производится на то-
карном станке в специальном
Фиг. 343. Операция десятая.
приспособлении, позволяющем
установить эксцентрично расположенное клапанное гнездо по цент-
ру шпинделя станка.
Двенадцатая операция — расточка на токарном
станке канавки тумбы с диаметра 65 до диаметра 100 + 0,25 мм
(см. фиг. 336). При последующих операциях производится строгание
плоскостей головки и сверление всех отверстий цилиндра.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЦИЛИНДРОВ ТРЕТЬЕЙ
ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
Фиг. 344. Блок двух-
цилиндровый.
После очистки отливки’цилиндрового блока от литников, выпо-
ров и стержней, тщательной очистки газовых и водяных полостей,
продувки их сжатым воздухом отливка по-
ступает в термическую печь для искусствен-
ного старения. Затем производится испытание
отливки блока на прочность и герметичность.
К числу основных операций механиче-
ской обработки двухцилиндровых блоков
(фиг. 344), предусмотренных типовым техноло-
гическим процессом, относятся следующие.
1. Фрезерование верхней А и нижней Б
плоскостей и двух фланцев В и Г под па-
трубки. Эта операция выполняется на четы-
рехшпиндельном продольно-фрезерном станке.
Все четыре плоскости обрабатываются одно-
временно, с одной установки детали. В ка-
честве базовых поверхностей при установке
блока в приспособлении приняты наружные
поверхности детали и фланец привалочной
плоскости.
2. Сверление и цековка отверстий Д, а также сверление и раз-
вертка отверстий Е — в привалочной плоскости.
Эти операции выполняются на радиально-сверлильном станке.
Накладной кондуктор устанавливается по наружному контуру фланца
367
привал очной плоскости. Отверстия Е в качестве базовых исполь-
зуются для всей дальнейшей обработки блока.
3. Черновая расточка зеркала цилиндров Ж и разделка отвер-
стий 3 и И под нагнетательные клапаны и крышки.
При расточке блок цилиндров устанавливается в специальном
приспособлении и фиксируется по отверстиям Е. Операция выпол-
няется на вертикально-расточном двухшпиндельном специализиро-
ванном станке. После этой операции рекомендуется произвести гид-
равлическое испытание блока на герметичность, для того чтобы блоки,
не доброкачественные по литью, не поступали на дальнейшую обра-
ботку.
4. Шлифовка привалочной плоскости блока. Эта операция,
выполняемая на плоскошлифовальном станке, введена для того,
----
Фиг. 345. Операция первая — фрезерная.
чтобы устранить слесарную операцию шабрения при сборке, практи-
ковавшуюся до последнего времени на компрессоростроительных
заводах.
5. Чистовая расточка зеркала блока Ж. Блок базируется на при-
валочную плоскость, что обеспечивает перпендикулярность осей
цилиндров по отношению к этой плоскости. Расточка производится
на специализированном двухшпиндельном вертикально-расточном
станке.
6. Испытание блока на герметичность. Газовые полости испы-
тываются под давлением водой и воздухом согласно техническим усло-
виям, полости рубашки — водой под давлением 3 ати.
7. Хонингование зеркала цилиндров. Блок базируется на при-
валочную плоскость. Каждое отверстие цилиндра хонингуется от-
дельно.
В качестве примера механической обработки двухцилиндровых
блоков третьей технологической группы ниже приведен рабочий
процесс обработки блока компрессора марки 4АУ-15 с диаметром
зеркала цилиндров 150 мм.
Цилиндровые блоки этой группы обрабатываются в следующем
порядке.
Первая операция — фрезерная (фиг. 345).
Деталь обрабатывается на четырехшпиндельном продольно-фрезер-
ном станке,, опираясь на базовые поверхности, условно помеченные
на эскизах заштрихованным треугольником. Все четыре плоскости
фрезеруются одновременно. Две плоскости блока (привалочная
368
и верхняя) фрезеруются в размер 518,4-0,4 мм. При этом выдержи-
вается размер 25,5_0>5 мм толщины фланца. Плоскости двух фланцев
фрезеруются в размер 150_0>2в и 120__о.2в мм по установам при-
способления.
Вторая операция — сверлильная (фиг. 346). На
радиально-сверлильном станке по накладному кондуктору сверлятся
18 отверстий диаметром 18+0’23 мм на проход и цекуются до диаметра
34+°,62 мм с обратной стороны фланца; сверлятся два отверстия
Фиг. 346. Операция вто-
рая — сверлильная.
Фиг. 347. Операция третья — рас-
точная.
диаметром 12,6 мм на проход и развертываются до диаметра
12,8+0’035 мм.
Третья операция — расточная (фиг. 347)
На двухшпиндельном вертикально-расточном станке посредством
борштанг с многорезцовыми головками одновременно растачиваются
два отверстия зеркала до диаметра 148,8+0’2 мм на проход предва-
рительно; два отверстия под нагнетательные клапаны до диаметра
163,8+0’2 мм на глубину 86,3+0*2 мм предварительно; две выточки
до диаметра 185+0’6 мм на глубину 5+°«3 мм под крышки цилиндра
окончательно.
Затем растачиваются с обратной стороны две фаски 3,6 х 45е
на диаметре 148,8 мм.
Четвертая операция — слесарная. Произво
дится подготовка блока к испытанию на прочность и герметичность.
Пятая операция — контрольная. Газовые полости
цилиндра испытываются давлением воды 24 ати и давлением воз-
духа 16 ати, а полости водяной рубашки — давлением воды 3 ати.
Шестая и седьмая операции — сверлильные.
Производится сверление и зенкерование всех отверстий блока с уста-
новкой детали в поворотное приспособление.
24 Галицкий 331 369
Восьмая операция — шлифовальная (фиг. 348).
На плоскошлифовальном станке с магнитным столом шлифуется
Фиг. 348. Операция
восьмая — шлифоваль-
ная.
привалочная плоскость блока на размер
518_о,76 мм.
Девятая операция — расточ-
ная (фиг. 349). На двухшпиндельном вер-
тикально-расточном станке посредством борш-
танг с многорезцовыми головками одновремен-
но в окончательный размер растачивают два
отверстия зеркала до диаметра 149,98+0’03 мм
и два отверстия под нагнетательный клапан
до диаметра 165+0*08 мм, выдерживая размер
431_0,3б мм. Затем прорезают в торцах канавки
1,5 х 1,5 мм по диаметру 165 мм и снимают
фаски 1 мм на 45° на диаметре 149,98 мм.
Десятая операция — слесарная. Подготовка
блока к окончательному испытанию на прочность и герме-
тичность.
Одиннадцатая
операция — контрольная.
Газовые полости цилиндра испытываются давлением воды 24 ати
Фиг. 349. Операция девятая — расточная.
и давлением воздуха 16 ати,
а полости водяной рубашки—
давлением воды 3 ати.
Двенадцатая опе-
рация — х о и и п г о -
Фиг. 350. Операция двенадцатая —
хонинговальная.
в а л ь н а я (фиг. 350). На вертикально-хонинговальном стан-
ке поочередно хонингуются отверстия зеркала до диаметра
150+0’04 мм.
Тринадцатая операция — моечная. Блок про-
мывается в содовом растворе и просушивается подогретым сжатым
воздухом.
Четырнадцатая операция — контрол ь-
н а я.
370
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЦИЛИНДРОВ ЧЕТВЕРТОЙ
ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
Применяемые на заводах способы механической обработки блоков
цилиндров весьма разнообразны и зависят от особенностей кон-
струкции блоков, масштабов производства и наличия станочного
оборудования. Значительная трудоемкость механической обработки
блоков и высокие требования, предъявляемые к точности их изго-
товления, делают целесообразным применение специальных станков
даже при средних масштабах производства. При этом на специальном
оборудовании обрабатывают только основные поверхности блока:
отверстия под поршни, плоскости клапанных фланцев и отверстия
под нагнетательные и всасывающие клапаны. Второстепенные поверх-
ности и различного рода мелкие операции выполняют на универ-
сальном оборудовании.
Описание ряда конструкций специальных станков, применяемых
при изготовлении блоков, приводилось в главе IV.
Ниже представлены два варианта обработки блока цилиндров
воздушного компрессора марки 2Р-20/8 — на универсальном и спе-
циальном оборудовании.
Выполнение операций механической обработки блока цилиндров
на универсальных станках. Получили распространение два способа
обработки верхней плоскости и подошвы блока цилиндров.
1. Верхнюю плоскость и подошву блоков небольших размеров
фрезеруют на вертикально-фрезерных станках. Растачивание цилин-
дровых отверстий в этом случае производится на горизонтально-
расточных станках. Исключение составляют самые малые блоки,
полная обработка которых (протачивание плоскостей и растачивание
цилиндровых отверстий) выполняется на обычных токарных станках
путем крепления блока в патроне станка.
2. Верхнюю плоскость и подошву блоков больших размеров про-
тачивают на крупных карусельных станках.
Растачивание цилиндровых отверстий производится на том же
карусельном станке.
Преимущество обработки блоков больших размеров на карусель-
ных станках заключается в простоте установки и крепления их
на планшайбе станка'.
Растачивание зеркала цилиндра и отверстий под цилиндровые
крышки в крупных блоках (фиг. 351) выполняется на карусельных
станках в следующей последовательности:
1) протачивается верхняя плоскость, растачивается отверстие
диаметром 400А3 и место под крышку диаметром 405А3 (фиг. 352);
2) блок устанавливается проточенным местом на центрирующую
шайбу диаметром 405А3 и закрепляется планками за окна клапанных
гнезд, после чего протачивается нижняя плоскость блока, растачи-
вается место под вторую крышку первого цилиндрового отверстия
диаметром 405А3 и выточка диаметром 415+0’2 мм (фиг. 353);
3) блок устанавливается предварительно обработанным отвер-
стием на центрирующий выступ приспособления, и производится
24* 371
Фиг. 351. Блок цилиндров ком-
прессора 2Р-20/8.
Фиг. 352. Первая установка блока
цилиндров.
Фиг. 353. Вторая установка блока Фиг. 354. Третья установка блока
цилиндров. цилиндров.
372
расточка второго цилиндрового отверстия диаметром 230А3 и места
под крышку диаметром 235А3 (фиг. 354);
4) блок устанавливается на центрирующий выступ приспособле-
ния и закрепляется, после чего растачивается отверстие диаметром
235А3 под вторую крышку (фиг. 355).
Обработка всасывающих и нагнетательных клапанных гнезд
производится на горизонтально-расточном станке. В качестве уста-
новочной базы при обработке клапанных отверстий цилиндра первой
ступени служит отверстие диаметром 405А3.
Путем ряда последовательных поворотов стола фрезеруют торцы
и обрабатывают одно за другим все клапанные отверстия цилиндра
первой ступени.
Аналогичным способом обрабатываются плоскости и отверстия
клапанов цилиндров второй ступени.
Затем следуют сверление различного рода отверстий, слесарные
работы, гидравлическое испытание и как завершающая операция —
хонингование зеркала блока.
Недостаток изложенного способа обработки блока на универсаль-
ных станках заключается в большой затрате времени на выполнение
основных операций.
Значительное сокращение времени обработки блоков цилиндров
достигается за счет выполнения основных наиболее трудоемких опе-
раций на специальных станках.
Выполнение основных операций механической обработки блока
цилиндров на специальном оборудовании. Расточка отвер-
стий цилиндров первой и второй ступени.
Для расточки отверстий в блоке цилиндров применяется специальный
двухшпиндельный вертикально-расточной станок марки 2ВРС-2.
Блок цилиндров устанавливается на плиту станка 1 (фиг. 356).
Затем двумя расточными шпинделями одновременно производятся
следующие операции: предварительно растачивается цилиндр пер-
вой ступени по диаметру 400А3 и окончательно по диаметру 405А3;
предварительно растачивается цилиндр второй ступени по диа-
метру 230А3 и окончательно по диаметру 235А3. После этого блок
открепляется, перевертывается и устанавливается на сменное при-
способление 2, представляющее собой плиту, укрепленную на столе
станка. Центрование блока осуществляется по отверстиям диаметрами
405А3 и 235А3 посредством двух штырей. После закрепления блока
растачивают цилиндр первой ступени на диаметры 405А3 и 415+0’2 мм
окончательно и зеркало цилиндра 400А3 с припуском на последую-
щую обработку; растачивают цилиндр второй ступени по диаметру
235А3 окончательно и зеркало цилиндра диаметром 230А3 с припу-
ском на последующую обработку.
Фрезерование торцов клапанных гнезд
цилиндра первой ступени. Для этой цели приме-
няется горизонтально-фрезерный станок марки 2ГФБ 1. Обработка
производится двумя торцовыми фрезами за один проход каждой
пары клапанных гнезд (фиг. 357) с последующим поворотом и фикса-
цией стола для обработки торцов следующей пары клапанных гнезд.
373
Фиг. 356. Специаль-
ный двухшпиндель-
ный вертикально-рас-
точной станок марки
2ВРС-2.
Фиг. 357. Установка
блока цилиндров на
столе горизонтально-
фрезерного станка для
обработки торцов кла-
панных гнезд.
374
В качестве базовых поверхностей при установке блока исполь-
зованы основное отверстие цилиндра диаметром 405А3 и отверстие
диаметром 45А8, специально обработанное на торце цилиндра для
фиксации. Технологический расчет работы станка 2ГФБ-1 по фрезе-
рованию торцов клапанных гнезд приведен в табл. 45.
Предварительная расточка гнезд клапа-
нов цилиндра первой ступени производится на агре-
гатном горизонтально-расточном станке 4ГРБ-1. Станок имеет две
головки, в каждой из которых размещено по два расточных шпин-
деля с комбинированными резцовыми оправками. В цилиндре первой
ступени должны быть обработаны четыре пары клапанных гнезд.
Базовыми поверхностями для установки блока служат основное
отверстие цилиндра диаметром 405А3 и отверстие диаметром 45А3,
специально обработанное в торце блока для фиксации. После уста-
новки детали на столе станка (фиг. 358) обработку клапанных гнезд
выполняют в два приема: сначала одновременно четырьмя резцо-
выми головками обрабатывают две пары гнезд 1 и 3; после поворота
стола с деталью на новую позицию обрабатывают остальные две
пары гнезд 2 и 4.
На фиг. 359 показана схема наладки инструмента при предва-
рительной расточке клапанных гнезд в блоке цилиндра первой сту-
пени.
Предварительную обработку первой пары клапанных гнезд
с диаметрами 195А3, 190 мм и 175А3 выполняют в 7 переходов:
1) предварительно растачивают отверстие диаметром 195А3 с диа-
метра 179 до диаметра 188 мм;
2) растачивают отверстие диаметром 195А3 с диаметра 188 мм
до диаметра 193А4;
3) предварительно растачивают отверстие диаметром 190 мм
с диаметра 159 мм до диаметра 173А4;
4) предварительно растачивают отверстие диаметром 175А3 с диа-
метра 159 мм до диаметра 173А4;
5) растачивают отверстие диаметром 190 мм с диаметра 173 мм
до диаметра 188А4;
6) сверлят отверстие в центре для клапанного гнезда;
7) производят планировку дна клапанного гнезда.
Предварительную обработку третьей пары клапанных гнезд
с диаметрами 145А3, 141 мм и 130А3 выполняют в 8 пере-
ходов:
1) проверяют отлитое отверстие диаметром 129 мм инструмен-
том диаметром 128А4 на рабочей подаче;
2) предварительно растачивают отверстие диаметром 145А3 с диа-
метра 129 мм до диаметра 139А4;
3) растачивают под окончательную обработку отверстие диа-
метром 145А3 с диаметра 139А4 до диаметра 143А4;
4) предварительно растачивает отверстие диаметром 141 мм
с диаметра 114 мм до диаметра 128 мм;
5) предварительно растачивают отверстие диаметром 130А3 с диа-
метра 114 мм до диаметра 128А4;
375
Технологический расчет работы станка 2ГФБ-1 по фрезерованию
I № головки № шпинделя № перехода Наименование перехода Размеры обра- ботки в мм Режущий инструмент
d 1 t Качество поверх- ности 1 Наименование и размер Материал режущей части
Фрезерование торцов клапанных
1-2 А Б 1 В Г Д Е Установить и закрепить деталь, включить ускоренную подачу стола, подвести деталь Включить рабочую подачу Фрезеровать первую пару торцов на проход Автоматическое переключение на обратный ход и отвод стола . . . Поворот стола на 60° Включить ускоренную подачу и подвести стол Включить рабочую подачу 220 — 8 V 4 Фреза торцовая 0 300 мм со вставными ножа- ми, z = 22, 2 шт. ВК8
1—2 2 Ж 3 И К Фрезеровать вторую пару торцов Автоматическое переключение на обратный ход и отвод стола . . . Поворот стола на 60° Включение ускоренной подачи и подвод стола Включение рабочей подачи 220 — 8 V4 То же ВК8
1—2 3 л м н о Фрезеровать третью пару торцов Автоматическое переключение на обратный ход и отвод стола . . . Поворот стола на 60° Включение ускоренной подачи и подвод стола Включение рабочей подачи 270 — 8 V4 То же ВК8
1—2 4 П Р С Фрезеровать четвертую пару тор- цов Ручное переключение рабочей по- дачи на обратный ход и отвод стола Съем детали и очистка приспособ- ления Поворот стола на 180° 270 — 8 V4 То же ВК8
376
Таблица 45
торцов клапанных гнезд в блоке цилиндров компрессора 2 Р-20/8
Теоретический режим Принятый режим Расчет длины рабочих и холостых ходов и потребного времени на них
v м/мин Sz мм/зуб s0 мм! об п об/мин V м/мин п об/мин Подача Длина обработки по чертежу в мм Врезание в мм Перебег в мм Расчетная длина рабочего хода в мм Время на рабочий ход в мин. 1 Ускоренный подвод инструмента в мм Время на холостые ходы и вспомога- тельное в мин.
sz So sm
гнезд в цилиндре первой ступени
30 0,0685 1,51 31,9 25,6 27,2 0,06 1,33 1000 35,8 1000 1000 220 5 10 235 6,6 500 530 300 4,4 0,5 0,53 1,0 0,3 0,03
30 0,0685 1,51 31,9 25,6 27,2 0,06 1,33 35,8 1000 1000 220 5 10 235 6,6 530 300 0,53 1,0 0,3 0,03
30 0,0685 1,51 31,9 25,6 27,2 0,06 1,33 35,8 1000 1000 270 1 5 10 285 8,0 630 350 0,63 1,0 0,35 0,03
30 0,0685 1,51 31,9 25,6 27,2 0,06 1,33 35,8 1000 270 5 10 285 8,0 750 0,75 3,2 2,0
377
2W0
Фиг. 358. Схема обработки клапанных гнезд в цилиндре первой ступени.
Фиг. 359. Схема наладки инструмента при предварительной расточке
клапанных гнезд в цилиндре.
378
6) растачивают отверстие диаметром 141 мм с диаметра 128 мм
до диаметра 139А4;
7) сверлят отверстие диаметром 30 мм в центре клапанного
гнезда;
8) производят планировку дна клапанного гнезда с диаметра
30 мм до диаметра 128А4.
Предварительная одновременная обработка второй и четвертой
пар клапанных гнезд включает полное повторение циклов работы
первой и второй головок станка с той же затратой времени.
Окончательную расточку клапанных гнезд
в цилиндре первой ступени выполняют на агрегат-
ном горизонтально-расточном станке типа 4ГРБ-2.
Способ установки детали такой же, как при предварительной рас-
точке клапанных гнезд на станке типа 2ГРБ-1. Обработка произво-
дится двумя головками, одновременно растачивающими две пары
гнезд.
Сначала обрабатываются первая и третья пары клапанных гнезд.
Затем, после поворота стола станка на новую позицию, обрабаты-
ваются вторая и четвертая пары гнезд.
Чистовую обработку первой пары выполняют в 4 перехода:
1) получистовое и чистовое растачивание отверстия с диаметра
193А4 до диаметра 195А3;
2) чистовое растачивание отверстия с диаметра 173А4 до диаметра
175А3;
3) чистовое растачивание отверстия с диаметра 188А4 до диаметра
190+1’10 мм\
4) снятие фасок 2 мм на 45° у наружного торца гнезда и 1 мм
на 45° у отверстия диаметром 175А3;
Чистовую обработку третьей пары выполняют также в 4 пере-
хода:
1) получистовое и чистовое растачивание отверстия с диаметра
143А4 до диаметра 145А3;
2) чистовое растачивание отверстия с диаметра 128А4 до диаметра
130А3;
3) чистовое растачивание отверстия с диаметра 139А4 до диа-
метра 141 мм\
4) снятие фасок 2 мм на 45° у наружного торца гнезда и I мм
на 45° у отверстия диаметром 130А3.
Чистовая одновременная расточка второй и четвертой пар
клапанных гнезд включает полное повторение циклов работы первой
и второй головок с той же затратой времени.
Фрезерование пазов клапанных гнезд цилин-
дров первой ступени выполняется на агрегатном гори-
зонтальном сверлильно-фрезерном станке 2ГФБ-3 (фиг. 360). Обра-
ботка ведется двумя инструментами за один проход каждой пары
клапанных гнезд с поворотом и фиксацией стола для обработки
следующей пары гнезд. Количество фиксирующих отверстий в столе
станка соответствует количеству клапанных гнезд в блоке цилиндра.
Операция состоит из двух переходов: 1) сверление спиральным свер-
379
Размеры и
места обработки
гнезда клапана
Схема
обработки детали
Фиг. 360. Агрегатный горизонтальный сверлиль-
но-фрезерный станок типа 2ГФБ-3.
Фиг. 362. Резцовая головка для чер-
новой расточки отверстия диаметром
397 мм в блоке цилиндров компрес-
сора 2Р.
Фиг. 363. Резцовая
головка для чистовой
расточки отверстия
диаметром 405А3 в бло-
ке цилиндров компрес-
сора 2Р.
381
лом отверстия в конце паза и 2) фрезерование его на заданную длину.
В качестве установочной базы для этой операции, как и для пре-
дыдущих (при обработке клапанных гнезд), служит отверстие диа-
метром 405А3 и отверстие диаметром 45А3 для фиксации блока.
Схема наладки инструмента при фрезеровании пазов клапанных
гнезд цилиндра первой ступени представлена на фиг. 361.
Чистовая расточка и хонингование отвер-
стий зеркала цилиндра. После выполнения операций
по обработке клапанных гнезд на вертикально-расточном двухшпин-
дельном станке производится одновременно чистовая расточка отвер-
стий зеркала цилиндра до диаметров 399,95+0’06 мм и 229,95+0’045 мм
с припуском на последующее хонингование отверстий до диаметров
4ОО+0’06 мм и 230+0’045 мм. Для предохранения зеркала цилиндра
от повреждений в процессе механической обработки хонингование
производится после выполнения всех станочных и слесарных опе-
раций.
На фиг. 362 и 363 приведены эскизы резцовых головок, применяе-
мых для черновой и чистовой расточки отверстий в блоке цилиндров
вертикального компрессора марки 2Р.
ГЛАВА XIII
ИЗГОТОВЛЕНИЕ ВСАСЫВАЮЩИХ И НАГНЕТАТЕЛЬНЫХ
КЛАПАНОВ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ КЛАПАНОВ И ПРЕДЪЯВЛЯЕМЫЕ К НИМ ТРЕБОВАНИЯ
Всасывающие и нагнетательные клапаны являются важнейшими
рабочими органами компрессора, определяющими характер и каче-
ство его индикаторной диаграммы.
Клапаны служат для распределения газов во время рабочего
процесса в цилиндре.
От правильного выбора размеров клапанов и качества их изго-
товления зависят экономичность и надежность работы компрессора.
К клапанам предъявляются следующие основные требования:
1) плотное прилегание (герметичность) запорных элементов кла-
пана;
2) малые сопротивления при всасывании и нагнетании;
3) надежная работа под воздействием ударных нагрузок в тече-
ние длительного времени.
В поршневых компрессорах применяются самодействующие и при-
нудительно действующие клапаны. Самодействующие клапаны под-
разделяются на тарельчатые
и пластинчатые. Пластинча-
тые клапаны, в свою оче-
редь, делятся на дисковые,
одно-, двух- и многокольце-
вые; ленточные самопружи-
нящие; ленточные с плас-
тиной в виде швеллера.
На компрессорострои-
тельных заводах Советско-
го Союза в воздушных и
газовых компрессорах обще-
го назначения получил ши-
рокое распространение само-
действующий кольцевой плас-
тинчатый клапан, изображенный на фиг. 364. Клапансостоитиз седла 7,
ограничителя подъема 2 и одной или нескольких кольцевых пла-
стин 3. Каждая клапанная пластина прижимается к седлу клапана
Фиг. 364. Кольцевой пластинчатый самодей-
ствующий клапан.
383
пружиной 4. В кольцевых пластинчатых клапанах применяются
преимущественно кольцевые винтовые пружины прямоугольного
сечения. В отдельных конструкциях клапанов вместо одной кольце-
вой пружины на пластину действуют от трех до восьми точечных
(местных) пружин из проволоки круглого сечения. Обычно количе-
ство кольцевых пластин в одном клапане не превышает четырех.
Наиболее ответственной деталью кольцевых пластинчатых кла-
панов являются клапанные пластины, которые подвергаются дина-
мической вибрационной нагрузке с частотой от 125 до 1500 циклов
в минуту при температуре до 180°.
Основные требования, предъявляемые к деталям кольцевых пла-
стинчатых клапанов, сводятся к следующему:
1. Вогнутость и выпусклость на поверхности прилегания клапан-
ной пластины к седлу клапана после шлифовки недопустимы и должны
проверяться на контрольной плите по краске. Прилегание должно
быть полным по всей длине уплотняющих поясков.
2. На уплотнительных поверхностях седла клапана не допу-
скаются забоины, вмятины, риски, раковины и другие дефекты,
ухудшающие герметичность клапанов. Чистота уплотнительных
поверхностей седла клапана после шлифовки должна быть не ниже
9-го класса.
3. У ограничителя подъема клапана на опорной поверхности
центрирующего бурта и поверхности прилегания к клапанным пла-
стинам не допускаются забоины, вмятины, раковины и черноты.
Чистота обработки опорной поверхности центрирующего бурта огра-
ничителя подъема клапана должна быть не ниже 8-го класса.
У основания направляющих выступов должна быть предусмот-
рена подрезка, обеспечивающая прилегание пластины клапана
к ограничителю подъема.
4. Овальность и конусность посадочных мест и направляющих
поверхностей седла и ограничителя подъема клапана допускаются
в пределах допуска на диаметр по 3-му классу точности.
5. Неперпендикулярность оси расточенного отверстия в седле
клапана под центрирующий бурт ограничителя подъема к плоскостям
прилегания клапанных пластин допускается не более 0,05 мм
на 100 мм длины.
6. Твердость поверхности кольцевых клапанных пластин после
термической обработки (перед окончательной чистовой шлифовкой)
должна быть в пределах RC 48—54.
7. Шлифовка клапанных пластин должна производиться торцом
чашечного абразивного круга. После шлифовки на магнитном столе
шлифовального станка пластины должны быть размагничены.
Окончательная обработка клапанных пластин (после последней
термической обработки) должна выполняться посредством притирки
с обеих сторон. Чистота поверхности притертых пластин не должна
быть ниже 10-го класса. Чистота боковых (цилиндрических) по-
верхностей пластин должна быть не ниже 7-го класса.
8. На поверхностях окончательно обработанных клапанных пла-
стин не допускаются надрезы, царапины, риски, следы отпечатков
384
конуса прибора Роквелла и другие дефекты, снижающие усталост-
ную прочность материала детали.
Заусенцы на клапанных пластинах должны быть зачищены,
а острые кромки обязательно скруглены. Окалина на цилиндри-
ческих поверхностях не допускается.
9. Наружный и внутренний диаметры, параллельность торцов
и перпендикулярность образующей к торцам проверяются: у коль-
цевых пружин — под контрольным грузом, соответствующим мак-
симальной рабочей нагрузке, действующей на пружину; у точечных
(местных) пружин — в свободном состоянии.
Допустимое отклонение наружного и внутреннего диаметров:
у кольцевых пружин ± 1 мм; у точечных (местных) пружин
±0,3 мм.
Допускаемое отклонение от параллельности торцов кольцевых
пружин не должно превышать 3 мм на 100 мм диаметра.
Допускаемое отклонение от перпендикулярности образующей
пружины к обоим торцам не должно превышать 1/б0 высоты сжатой
пружины.
10. Высота нагруженной пружины должна проверяться под
контрольным центрально расположенным грузом, соответствующим
максимальной рабочей нагрузке, действующей на пружину.
Допустимое отклонение высоты пружины под контрольным гру-
зом ±10% от величины нормального прогиба.
Допустимое отклонение высоты пружины, сжатой до соприкосно-
вения витков, составляет ±1 мм.
Разность величины шага при сжатии одной и той же пружины
до первого соприкосновения двух каких-либо рабочих витков должна
быть не более 1 мм у кольцевых и 0,2 мм у точечных (местных)
пружин.
И. Точность обработки основных элементов кольцевого клапана
должна обеспечивать:
а) сопряжение пластины клапана с направляющим выступом
по посадке —- (широкоходовая 3-го класса);
ш3
б) сопряжение седла клапана с центрирующим буртом ограни-
чителя подъема по посадке (скользящая 3-го класса);
в) толщину клапанных пластин по допуску С5 (скользящая 5-го
класса);
г) подъем клапанных пластин с допуском ±5% от номиналь-
ного размера.
12. Кольцевые пластинчатые клапаны в сборе должны быть гер-
метичными. Протекание керосина, налитого в клапан со стороны
ограничителя подъема при испытании в течение 5 мин., не допу-
скается.
В течение 5 мин. допускается просачивание отдельных капель
керосина в количестве не более: для клапанов однопластинчатых —
5 капель, двухпластинчатых — 14 капель, трехпластинчатых —
20 капель и четырехпластинчатых — 32 капель.
25 Галицкий 331
385
КЛАССИФИКАЦИЯ ОСНОВНЫХ ДЕТАЛЕЙ КОЛЬЦЕВОГО
ПЛАСТИНЧАТОГО КЛАПАНА ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Фиг. 365. Кольцевая клапан-
ная пластина.
Кольцевые клапанные пластины, применяемые в самодействующих
кольцевых клапанах поршневых компрессоров, можно отнести к одной
технологической группе.
Пластины этой технологической группы (фиг. 365) характери-
зуются следующими параметрами: наружный диаметр пластин
DH = 60 ч- 295 мм, внутренний диа-
метр Dg = 40 -ч- 266 мм и толщина
в = 2 -н 3 мм.
Седла всасывающих и нагнета-
тельных кольцевых клапанов (фиг.
366) могут быть объединены в одну
технологическую группу.
Основные параметры этой тех-
нологической группы седел харак-
теризуются следующими данными: наружный диаметр D = 80 ч-
-и 325 мм, высота седла Н = 18 —50 мм.
В зависимости от конструкции ограничители подъема всасы-
вающих и нагнетательных кольцевых клапанов можно разделить
на две технологические группы.
Фиг. 366. Седло кольцевого кла-
пана.
Фиг. 367. Ограничитель подъема
кольцевых клапанов с гнездами
для кольцевых пружин.
К первой технологической группе относятся ограничители подъема
кольцевых клапанов с гнездами для кольцевых пружин (фиг. 367).
Ограничители подъема данной технологической группы
характеризуются следующими параметрами: наружный диаметр
D = 50 -ч- 296 мм, высота Н = 24 -н 38 мм.
386
Фиг. 368. Ограничитель подъема кольцевых клапанов с гнез-
дами для точечных (местных) ^пружин.
К
Фиг. 369. Пружины са-
модействующих клапанов:
а — кольцевая прямоуголь-
ного сечения; б — точечная
(местная) круглого сечения.
25*
387
Ко второй технологической группе относятся ограничители
подъема кольцевых клапанов с гнездами для точечных (местных)
пружин (фиг. 368). Основные параметры этой технологи-
ческой группы: наружный диаметр D = 80 н- 303 мм и 'высота
Н = 32 -н 38 мм.
В самодействующих кольцевых пластинчатых клапанах приме-
няются кольцевые пружины прямоугольного сечения (фиг. 369, а).
Они характеризуются следующими данными: средний диаметр пру-
жины Dcp = 50 -н 281 мм; высота пружины в свободном состоянии
Нсв = 20 ч- 593 мм; сечение проволоки пружины а х к — от 1,5 х
X 3,5 мм до 4 х 6 мм. Кроме того, применяются точечные (местные)
пружины круглого сечения (фиг. 369, б), имеющие следующие пара-
метры: средний диаметр пружины Dcp ~ 8 ч- 10 мм; высота пружины
в свободном состоянии Нсв = 19 ч- 38 мм и диаметр проволоки
d = 0,5 ч- 0,8 мм.
Эти пружины объединены в одну технологическую группу,
так как имеют одинаковую технологию изготовления.
МАТЕРИАЛЫ ПЛАСТИНЧАТЫХ КОЛЬЦЕВЫХ КЛАПАНОВ
И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Седла пластинчатых кольцевых клапанов и ограничители подъема
должны изготовляться по металлическим моделям из чугунного
литья марки не ниже СЧ 21-40 по ГОСТу 1412-54.
Твердость чугунных седел клапанов и ограничителей подъема
после черновой обработки должна находитьсяв пределах НВ 170—241.
Допускается изготовление седел клапанов и ограничителей
подъема из стального литья марок 25Л, 35Л и 45Л по ГОСТу 977-58
в тех случаях, когда это требуется по условиям прочности.
В последние годы для изготовления седел клапанов и ограничи-
телей подъема начато применение высокопрочного чугуна, обладаю-
щего весьма высокими механическими свойствами. Прекращение
поломок седел клапанов и ограничителей подъема во время эксплуа-
тации компрессоров явилось весьма ценным результатом применения
высокопрочных чугунов.
Рекомендуется производить отливку седел клапанов и ограничи-
телей подъема в оболочковых формах или по выплавляемым мо-
делям.
Необработанные поверхности внутренних проходов седел кла-
панов и ограничителей подъема должны быть чистыми, без наплы-
вов, пузырей, литейных швов, пористости и других литейных поро-
ков. На необрабатываемых поверхностях допускаются единичные
газовые раковины диаметром до 3 мм и глубиной до 1 мм на рас-
стоянии не менее 20 мм одна от другой.
Чугунные седла и ограничители подъема клапанов должны быть
до окончательной обработки подвергнуты старению.
Точность выполнения необрабатываемых поверхностей седел
и ограничителей подъема клапанов должна быть не ниже точности
изготовления отливок 2-го класса из серого чугуна по ГОСТу 1855-55.
388
Клапанные пластины работают в сложных условиях знакопере-
менных нагрузок, способствующих их преждевременному износу.
Кроме того, на работу пластин оказывает вредное влияние газо-
вая среда с температурой до 180°, вызывающая коррозию металла.
Сложные условия работы клапанных пластин обусловливают
высокие требования к качеству материала. Последний должен обла-
дать высокой усталостной прочностью.
На компрессоростроительных заводах для клапанных пластин
применяют листовые качественные легированную сталь марки ЗОХГС
по ГОСТу 4543-57 и высоколегированную сталь марки 3X13 (ЭЖЗ)
по ГОСТу 5632-51.
Химический состав этих сталей приведен в табл. 46.
Таблица 46
Химический состав сталей, применяемых на компрессоростроительных заводах
для изготовления клапанных пластин, в %
Марка стали с Si Мп Сг р S Си Ni
не более
ЗОХГС 3X13 0,28—0,35 0,25—0,34 0,90—1,20 <0,60 0,8—1,1 <0,60 0,8—1,1 12—14 0,035 0,035 0,035 0,030 0,2 0,25 0,60
Листовая сталь, идущая на изготовление кольцевых клапанных
пластин, не должна иметь волосовин, закатов, расслоений и инород-
ных включений.
При изготовлении клапанных пластин методом холодной штам-
повки из листовой стали они должны иметь припуск на последующую
механическую обработку не менее толщины листа на сторону. Эксцен-
тричность отверстия клапанной пластины по отношению к ее внешнему
контуру не должна превышать 0,25 мм.
Все клапанные пластины подвергаются термической обработке,
которая в значительной степени определяет стойкость пластин в экс-
плуатационных условиях.
Режимы термической обработки клапанных пластин из сталей
марок ЗОХГС и 3X13 (ЭЖЗ) поданным исследований НИИХИММАШа
приведены ниже.
Термическая обработка клапанных пластин из стали марки ЗОХГС.
Нагрев клапанных пластин под закалку производится до темпера-
туры 870—890°. Время нагрева зависит от размеров и количества
одновременно закаливаемых пластин.
Предварительно шлифованные с двух сторон пластины с припу-
ском на сторону на окончательную шлифовку не менее 0,25 мм
размещаются в специальном зажимном приспособлении, в котором
они плотно прилегают друг к другу и во избежание коробления
туго затягиваются клином между стальными шайбами. Время
389
выдержки нагретых до вышеуказанной температуры пластин соста-
вляет 30—45 мин.
Охлаждение клапанных пластин после нагрева под закалку про-
изводится в масле. Масло в закалочном баке должно иметь темпера-
туру не выше 50—60°.
Отпуск клапанных пластин рекомендуется производить сразу же
после закалки. Для отпуска пластины нагреваются до температуры
250—275° и выдерживаются при этой температуре в течение 2—3 час.,
после чего охлаждаются на воздухе.
Твердость пластин после термической обработки должна быть
в пределах HRC 48—52.
Термическая обработка клапанных пластин из стали марки
3X13 (ЭЖЗ). Клапанные пластины, зажатые в специальном приспо-
соблении, нагреваются до температуры 1040—1060° и выдержи-
ваются при этой температуре в течение 25—35 мин., после чего охла-
ждаются в масле.
Для отпуска клапанные пластины нагреваются до температуры
350—400°, выдерживаются при этой температуре от 2 до 2,5 час.
и после этого охлаждаются на воздухе.
Твердость клапанных пластин после отпуска находится в пределах
HRC 48—52.
В результате длительных испытаний в производственных условиях
на воздушных и аммиачных компрессорах было установлено, что
повышение твердости термически обработанных клапанных пластин
способствует увеличению их долговечности.
Результаты испытаний приводятся в табл. 47.
Таблица 47
Стойкость клапанных пластин в зависимости от их твердости
Марка стали Твердость HRC Средняя стойкость в часах
на воздушных компрессорах на аммиачных компрессорах
ЗОХГС 37 50 600 1000 300 1200
3X13 (ЭЖЗ) 40 52 1000 1200 870 1200
Высокая стойкость клапанных пластин, имеющих твердость
HRC 50—52, объясняется их более высокой ударно-циклической
прочностью и износостойкостью.
Во время эксплуатации компрессоров бывают случаи, когда кла-
панные пластины, изготовленные из одного материала с одинаковой
твердостью, имеют различную стойкость.
Установлено, что причиной этого являются внутренние напря-
жения, возникающие в клапанных пластинах при их термической
обработке и шлифовании.
390
Для снятия внутренних напряжений был введен дополнительный
отпуск клапанных пластин после их окончательной шлифовки.
Температура отпуска и время выдержки при этой температуре
такие же, как и при первом отпуске.
Дополнительный отпуск после окончательной шлифовки кла-
панных пластин оказался эффективным средством повышения их
долговечности и, что особенно важно, значительно уменьшил раз-
ницу в стойкости пластин одной партии.
Данные об увеличении стойкости клапанных пластин после допол-
нительного отпуска приводятся в табл. 48.
Таблица 48
Увеличение стойкости клапанных пластин после дополнительного отпуска
Марка стали Твердость HRC Средняя стойкость пластин в часах
без дополнительного отпуска после дополнительного отпуска
ЗОХГС 50 1000 2500
3X13 52 1200 2600
Как видно из таблицы, стойкость клапанных пластин после допол-
нительного отпуска увеличилась более чем в два раза.
Дополнительный отпуск клапанных пластин после чистовой
окончательной шлифовки (перед притиркой) введен в технологи-
ческий процесс изготовления пластин на ряде компрессорострои-
тельных заводов и полностью себя оправдал.
Клапанные пружины, являющиеся упругим постоянно действую-
щим элементом клапана, должны обладать высокими упругими свой-
ствами, прочностью и пластичностью.
В компрессоростроении наибольшее применение для изготовле-
ния пружин к пластинчатым самодействующим кольцевым клапа-
нам получила хромованадиевая сталь марки 50ХФА по ГОСТу
2052-53. ,
Указанная сталь имеет следующий химический состав: угле-
рода — 0,46—0,54%; кремния — 0,17—0,37%; марганца — 0,5—
0,8%; хрома — 0,8—1,1%; никеля — не более 0,4%; ванадия —
0,1—0,2%; серы— не более 0,03% и фосфора — не более 0,035%.
Пружины клапанов изготовляются из этой стали путем холод-
ной навивки. Проволока, применяемая для навивки пружин, должна
быть отожженной. Поверхность проволоки для пружин должна быть
гладкой, без трещин, плен, закатов, раковин и штрихов.
Пружины должны иметь с каждой стороны по 3/4 поджатых нера-
бочих витков. Нерабочий виток должен быть поджат и сошлифован
перпендикулярно оси пружины, обеспечивая плотное его прилега-
ние к плоскости.
Толщина нерабочего витка должна равномерно уменьшаться
до V4 высоты сечения.
391
Концы пружины, сжатой под рабочей нагрузкой, не должны
выступать за пределы ее контура. Для пружин прямоугольного
сечения допускается принижение выступающих концов путем шли-
фования со снятием не более V4 ширины конца пружины. ,
Навитые пружины подвергаются предварительной термической
обработке — нормализации и окончательной термической обра-
ботке — закалке с последующим отпуском.
Режимы термической обработки пружин приведены в табл. 49.
Таблица 49
Режимы термической обработки пружин
Вид термической обработки Температура в °C n 1 Выдержка в мин. Охлаждающая среда
Нормализация Закалка Отпуск 720—730 850—860 400—420 15—20 15—20 25—30* Воздух Масло Свинцовая или соляная ванна
* Продолжительность отпуска, указанная в таблице, относится к свинцовой ванне. Для соляной ванны она увеличивается на 25%.
При нагреве пружин в муфельных или пламенных печах для
предупреждения обезуглероживания поверхностного слоя стали
на под печи периодически засыпается угольный порошок в смеси
с 10% соды.
Твердость пружин после термической обработки должна нахо-
диться в пределах HRC 43—47.
ИЗГОТОВЛЕНИЕ КОЛЬЦЕВЫХ КЛАПАННЫХ ПЛАСТИН
Кольцевые клапанные пластины изготовляются из листовой стали.
На компрессоростроительных заводах применяют два различных
способа получения заготовки клапанной пластины — холодную штам-
повку в вырубном штампе и вырезку резцом на токарном станке.
Существует довольно распространенное мнение, будто штамповка
заготовок для пластин на вырубном штампе снижает стойкость пла-
стин из-за возникновения микротрещин по линии среза металла
пластины. При проверке в НИИХИММАШе это мнение не подтвер-
дилось.
Для проверки было проведено глубокое травление заготовок
пластин в 10%-ной серной кислоте и испытание на магнитном дефек-
тоскопе. Трещин при этом не было обнаружено.
Параллельные испытания клапанных пластин, вырезанных рез-
цом на токарном станке и вырубленных в штампах, показали, что
стойкость их одинакова.
Опыт ряда компрессоростроительных заводов подтверждает,
что при изготовлении заготовок пластин штамповкой из полосы
с припуском по наружному и внутреннему контуру на последующую
392
механическую обработку не менее толщины листа на сторону обе-
спечивается высокое качество готовых пластин.
На отдельных компрессоростроительных заводах до настоящего
времени клапанные пластины малых размеров изготовляются из прут-
кового металла. Это недопустимо, так . как механические свойства
таких пластин из-за перерезания волокон металла сильно понижены.
Кроме того, пластины, изготовленные из пруткового металла,
более предрасположены к возникновению трещин.
Для устранения возникшего при штамповке коробления клапан-
ные пластины подвергаются рихтовке на правйльном штампе. Затем
партия пластин зажимается в специальном приспособлении и на то-
карном станке производится расточка отверстий пластин с неболь-
шим припуском на окончательную обработку.
Для обточки наружной поверхности клапанные пластины пачкой
закрепляются на специальной центровой оправке. При обточке
наружной поверхности пластин также оставляется небольшой при-
пуск на окончательную обработку.
После обработки наружного и внутреннего контуров клапанные
пластины подвергаются шлифованию с двух сторон с припуском
на окончательное шлифование не менее 0,25 мм на сторону. Шли-
фование плоскостей пластин выполняется на плоскошлифоваль-
ном станке с вертикальным шпинделем чашечным абразивным кру-
гом с малой подачей.
В процессе шлифования во избежание коробления пластины надо
переворачивать по несколько раз. После шлифования их размагни-
чивают.
Пластины после предварительного шлифования должны иметь
чистоту поверхности не ниже 8-го класса.
Следующей операцией является термическая обработка пла-
стин — закалка с последующим отпуском. Твердость пластин после
термической обработки должна быть в пределах HRC 46—52.
После термической обработки следует обязательно удалить ока-
лину на наружном и внутреннем контуре клапанных пластин, так
как в этих местах наиболее вероятно образование трещин. Это дости-
гается окончательной обработкой — шлифованием; клапанные пла-
стины обрабатываются в специальных приспособлениях, аналогич-
ных применяемым при расточке отверстий пластин и обточке их
наружной поверхности. .
Затем производится окончательное шлифование плоскостей кла-
панных пластин. Послей этой операции чистота поверхности пластин
должна быть в пределах 9—10-го классов.
Следующая операция — размагничивание пластин на специаль-
ном приборе.
Обязательным является скругление острых кромок по наруж-
ному и внутреннему диаметрам пластин, так как острые кромки
являются местами концентрации напряжений.
Для снятия внутренних напряжений, возникающих в клапанных
пластинах при окончательном шлифовании, производится допол-
нительная термическая обработка — повторный отпуск.
393
Температура отпуска и время выдержки пластин при этой тем-
пературе такие же, как и при первом отпуске.
Окончательная обработка клапанных пластин заключается в при-
тирке плоскостей с двух сторон. Чистота поверхности притертых
пластин не должна быть ниже 10-го класса по ГОСТу 2789-59.
При контрольной проверке правильности геометрических размеров
клапанных пластин одновременно должна производиться и проверка
Фиг. 370. Кольцевая пластина клапана воз-
душного компрессора ВП-20/8.
их на отсутствие трещин.
Типовой технологический
процесс изготовления коль-
цевых клапанных пластин
приведен в табл. 50.
В|качестве примера ни-
же приводится рабочая тех-
нология изготовления коль-
цевых пластин клапана воз-
душного компрессора ВП-20/8
(фиг. 370).
Материал пластин—лис-
товая хромокремнемарганце-
вая сталь марки ЗОХГС по
ГОСТу 4543-57 толщи ной Змм.
Изготовление клапанных
пластин производится в сле-
дующем порядке.
Первая опера-
ц и я—з аготовитель-
н а я. На гильотинных нож-
ницах отрезаются от листа
стали полосы шириной 155 ши.
Вторая опера-
ция — штамповоч-
ная. На эксцентриковом прессе производится вырубка заго-
товок пластин с наружным диаметром 151 мм и внутренним диа-
метром 121 мм.
Третья операция — правильная. На прессе про-
изводится правка плоскостей заготовки пластины для устранения
коробления пластины, возникшего при штамповке.
Четвертая операция — токарная. Пластины
обрабатываются на токарном станке в специальном зажимном при-
способлении в количестве 50 шт. Производится расточка отверстий
до диаметра 124,2 А4 и 6-го класса чистоты поверхности.
Пятая операция — токарная. Пластины в коли-
честве 50 шт. набираются на центровую оправку и на токарном
станке обтачиваются по верху до диаметра 147,8 С4 и 6-го класса
чистоты поверхности.
Шестая операция —-шлифовальная. Плоскости
пластин шлифуются на плоскошлифовальном станке с вертикаль-
ным шпинделем и магнитным столом предварительно с двух сторон.
394
Таблица 50
Типовой технологический процесс изготовления кольцевых клапанных пластин
£ я с w О ® а Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
1 2 3 4 5 6 Заготовительная Отрезать от листа стали полосу шириной, равной наружному диаметру пла- стины, с припуском на ме- ханическую обработку от 8 до 12 мм на размер в за- висимости от толщины листа Штамповочная Отштамповать пластину с припуском на механиче- скую обработку по наруж- ному и внутреннему диа- метрам от 4 до 6 мм Правильная Править плоскости заго- товки пластины для устра- нения полученного после штамповки коробления Токарная Расточить отверстия в пачке пластин с припуском на окончательную обработ- ку от 0,8 до 1,2 мм на диа- метр. Чистота обработан- ной поверхности должна быть не ниже V 6 Токарная Обточить по наружному диаметру пачку пластин с припуском на окончатель- ную обработку от 0,8 до 1,2 мм на диаметр. Чистота обработанной поверхности должна быть не ниже V 6 Шлифовальная Шлифовать предвари- тельно плоскости пластин с двух сторон, переворачи- вая пластины в процессе шлифовки 3—4 раза, с при- пуском на окончательную шлифовку не менее 0,25 мм на сторону. Гильотин- ные нож- ницы Пресс Пресс Токарный станок Токарный станок Плоскошли- фовальный станок с вертикаль- ным шпин- делем Упор Штамп вырубной Штамп для правки Специаль- ное зажим- ное приспо- собление Центровая оправка Магнитный стол Ножи Резец расточ- ной ВК8 Резец проход- ной ВК8 Круг аб- разивный чашеч- ный, зер- нистость 120 Линейка Штанген- циркуль Пробка а4 Скоба С4 Скоба С5
395
Продолжение табл. 50
1 № one- j рации j Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
7 8 9 10 11 12 Чистота обрабатываемой поверхности должна быть не ниже V 8 Размагничивание Размагнитить клапан* ные пластины Термическая Закалить и отпустить пачку пластин. Режим тер- мической обработки уста- навливается в зависимости от выбранной марки стали. Твердость клапанных пла- стин после термообработки должна быть в пределах HRC 46—52 Шлифовальная Шлифовать отверстия в пачке пластин в оконча- тельный размер. Чистота обработанной поверхности не должна быть ниже V 7 Шлифовальная Шлифовать по наружно- му диаметру пачку пластин в окончательный размер. Чистота обработанной по- верхности не должна быть ниже V 7 Ш лифовальная Шлифовать окончательно плоскости пластин с двух сторон, переворачивая пла- стины в процессе шлифовки 4—5 раз. Чистота обрабо- танной поверхности должна быть в пределах V 9—10 Размагничивание Размагнитить клапанные пластины Прибор для размагни- чивания Термиче- ская печь. Закалочная ванна Внутришли- фовальный станок Круглошли- фовальный станок Плоско- шлифоваль- ный станок с вертикаль- ным шпин- делем Прибор для размагни- чивания Специаль- ное зажим- ное приспо- собление Специаль- ное зажим- ное приспо- собление Центровая оправка Магнитный стол Круг абразив- ный, зер- нистость 120—160 Круг абразив- ный, зер- нистость 120—160 Круг абразив- ный ча- шечный, зерни- стость 220 Термо- пара. Прибор Роквел- ла Пробка Аз Ско ба Ш3 Скоба С5
396
Продолжение табл. 50
С S о £ Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
13 Слесарная
Скруглить острые кромки по наружному и внутрен- нему диаметрам пластин Верстак — Абразив- ные бру- ски —
14 Термическая
Произвести отпуск пачки пластин. Режим термиче- ской обработки такой же, как и при операции вось- мой Термиче- ская печь Специаль- ное зажим- ное приспо- собление — Термо- пара
15 Притирочная
Притереть клапанные пластины с двух сторон. Чистота поверхности пло- скостей пластин после при- тирки должна быть не ниже V ю Верстак Плита притироч- ная Паста ГОИ Скоба С5
16 Контрольная
Проверить правильность размеров наружного и вну- треннего диаметров пла- стины и ее толщины. Уста- новить наличие скруглен- ных кромок по наружному и внутренним диаметрам пластины и отсутствие на поверхности пластин тре- щин Контроль- ный стенд Магнитный дефекто- скоп Пробка А3, скоба Ш3, ско- ба С5
В процессе шлифования пластины переворачиваются 3—4 раза для
устранения коробления. Толщина шлифованных пластин должна
быть доведена до 2,6 С4, а чистота поверхности—не ниже 8-го класса.
Седьмая операция — размагничивание. Кла-
панные пластины размагничиваются на специальном приборе.
Восьмая операция — термическая. Пачка кла-
панных пластин в количестве 50 шт. устанавливается в специальном
зажимном приспособлении, нагревается в термической печи до тем-
пературы 870—890° и выдерживается при этой температуре в течение
35—40 мин. После нагрева клапанные пластины охлаждаются в масле.
Закаленные пластины подвергаются отпуску. Для этого они нагре-
ваются до температуры 250—275°, выдерживаются при этой темпе-
ратуре в течение 2—3 час., после чего охлаждаются на воздухе.
397
Девятая операция — контрольная. Прове-
ряется твердость пластин на приборе Роквелла. После термической
обработки она должна быть в пределах HRC 46—52.
Десятая операция — шлифовальная. Пла-
стины в количестве 50 шт. набираются в специальное зажимное при-
способление, и на внутришлифовальном станке отверстия пластин
шлифуются в окончательный размер до диаметра 125А3 и 7-го класса
чистоты поверхности.
Одиннадцатая операция — шлифовальная.
Пачка пластин в количестве 50 шт. зажимается в центровой оправке
и на круглошлифовальном станке шлифуется по наружному диаметру
в окончательный размер 147Ш3до7-го класса чистоты поверхности.
Двенадцатая операция — шлифовальная.
Плоскости пластин шлифуются на плоскошлифовальном станке
с обеих сторон в окончательный размер 2 С5. В процессе шлифования
пластины переворачиваются 4—5 раз для устранения коробления.
Чистота плоскостей пластин должна быть 9—10-го класса.
Тринадцатая операция — размагничива-
ние. Клапанные пластины размагничиваются на специальном при-
боре.
Четырнадцатая операция — слесарная.
У клапанных пластин при помощи абразивных брусков скругляются
острые кромки по наружному и внутреннему диаметрам до R =
=0,1 -4- 0,2 мм.
Пятнадцатая операция — термическая. Про-
изводится вторичный отпуск 50 пластин, зажатых в специальном
приспособлении. Нагрев до температуры 250—275°, выдержка при
этой температуре 2—3 часа, охлаждение на воздухе.
Шестнадцатая операция — притирочная.
Клапанные пластины притираются с двух сторон на притирочной
плите. Окончательный размер толщины пластины должен быть 2С5,
а чистота поверхностей пластин 10-го класса.
Семнадцатая операция — контрольная. Про-
изводится проверка правильности геометрических размеров пластин,
и на магнитном дефектоскопе проверяется отсутствие трещин на по-
верхностях пластин.
ИЗГОТОВЛЕНИЕ СЕДЕЛ КЛАПАНОВ
На отдельных компрессоростроительных заводах до настоящего
времени седла кольцевых клапанов изготовляются на малопроизво-
дительных универсальных токарно-винторезных станках. Токарные
операции производятся одним резцом, с излишним размельчением
операций.
Ввиду того, что такие технологические процессы механической
обработки не обеспечивают должного качества поверхности уплотни-
тельных поясков (поверхности кольцевых выступов седла, соприка-
сающиеся с клапанной пластиной), доводка седла производится
вручную при сборке клапана, на что затрачивается много времени.
398
Таблица 51
Типовой технологический процесс изготовления чугунного седла
кольцевого клапана
№ опера- ции № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
0 01 02 03 04 05 — Литейная Отлить заготовку сед- ла с припуском на меха- ническую обработку от 3 до 6 мм на сторону Обрубная Очистить заготовку седла от литников, ли- тейных швов и наплывов Дробеструйная (или пескоструйная) Очистить заготовку седла от земли и песка Револьверная Подрезать торец сед- ла Б, обточить наруж- ный диаметр К, пере- крепить заготовку и подрезать торец П под V 4. Припуск на после- дующую механическую обработку оставляется от 1,5 до 3 мм Старение Заготовки седла кла- пана нагреваются в печи до 200° без учета скоро- сти нагрева, а с темпера- туры 200 до 500—550° со скоростью 50° в час. Выдерживаются при этой температуре 2—3 часа, а затем охлаждаются вместе с печью до 200° со скоростью 30° в час, после чего охлаждаются на воздухе Контрольная Проверяется твер- дость заготовок' седел, которая должна быть для чугуна СЧ 21-40 в пределах НВ 170—241 Наждачное точило Дробеструй- ный (или пескоструй- ный) аппа- рат Револьвер- ный станок Термиче- ская печь Прибор Бринеля Трехкулач- ковый патрон Пневма- тическое зубило Резец проход- ной ВК8. Резец подрез- ной ВК8 Штанген Термо- пара Лупа
399
Продолжение табл. 51
СЗ о. 0) с О К <!=! S < Д' ( № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий ,измери- тельный
1 Револьверная
1 Подрезать торец Б предварительно с при- пуском от 0,5 до 1 мм под V 6 Револьвер- ный станок Трехкулач- ковый патрон Резец подрез- ной ВК8 Штанген
2 Одновременно:
а) обточить наружный диаметр К в оконча- тельный размер под V 5 б) сверлить отверстие Е в окончательный раз- мер под V 5 Державка. Втулка пе- реходная с внутренним конусом Резец подрез- ной ВК8. Сверло Скоба х4. Пробка А7
3 Одновременно:
а) подрезать торец И до диаметра А пред- варительно под V 5, выдерживая высоту выступа с припуском 0,5 мм б) подрезать торец 3 до диаметра Ж в окон- чательный размер под V 5 в) зенкеровать отвер- стие Д предваритель- но под V 6 — Державка двухрез- цовая. Втулка переходная с внутрен- ним конусом Резцы подрез- ные ВК8. Зенкер Штанген Скоба С5
4 Одновременно: а) проточить в торце седла концентричные канавки В (сквозные) в окончательный раз- мер под V 5 б) проточить в торце седла концентричные канавки Г (глухие), выдерживая ширину уплотнительных по- ясков в окончатель- ный размер под \7 5 в) обточить фаски на кромках уплотни- тельных поясков Державки многорез- цовые Резцы прорез- ные ВК8. Резцы фасоч- ные В Кб Специ- альные калибры Аб. Специ- альные скобы С5. Штанген. Шаблон
400
Продолжение табл. 51
№ опера- ции о Г- СЗ .QJ О % X Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
5 Одновременно: а) обточить диаметр в окончательный раз- мер под V 6 б) зенкеровать отвер- стие Д в окончатель- ный размер под V 6 в) проточить риску в торце бурта — Державка. Втулка переходная с внутрен- ним конусом Резец подрез- ной ВК8. Зенкер. Резец прорез- ной В К8 Скоба Ш3 Пробка А4
6 Подрезать плоскости уплотнительных поясков под V 7 с припуском под чистовую шлифовку от 0,2 до 0,3 мм — Резец проход- ной чи- стовой ВК8 Шаблон А?
2 7 Притупить острые кромки со стороны обра- ботки Револьверная — — Напиль- ник личной —
1 2 Подрезать торец П в окончательный размер под V 5 Одновременно: а) обточить диаметр Л предварительно под V 6 б) зенкеровать отвер- стие О предваритель- но под V 6 Револьвер- ный станок Патрон трехкулач- ковый с сы- рыми кулач- ками Державка. Втулка переходная с внутрен- ним конусом Резец подрез- ной ВК8 Резец подрез- ной ВК8 Зенкер Штанген Штанген Шаблон ^5
3 4 Подрезать торец бур- та С в окончательный размер под V 5 Одновременно: а) обточить диаметр Л в окончательный раз- мер под V 6 б) зенкеровать отвер- стие О в окончатель- ный размер под V 6 в) проточить риску в тор- це бурта г) обточить фаску П на диаметр Л — Державка. Втулка переходная с внутрен- ним кону- сом Резец подрез- ной ВК8 Зенкер. Резец подрез- ной ВК8 Скоба ш8. Пробка Аб
26 Галицкий 331
401
Продолжение табл. 51
№ опера- ции № пере- j хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
5 Расточить канавку Н в окончательный размер под V 5 — — Резец канавоч- ный спе- циаль- ный Шаблон А? Штанген
3 6 7 Обточить фаску М под V 5 Притупить острые кромки со стороны обра- ботки Шлифовальная __ — Резец фасоч- ный На- пильник личной Шаблон А?
4 5 1 Шлифовать плоскости уплотнительных пояс- ков Б в окончательный размер под V 9 Размагн ич иван и е Размагнитить седло клапана Слесарная Плоскошли- фовальный станок с вер- тикальным шпинделем Магнитная плита Прибор для размаг- ничивания Круг корбо- рундо- вый, зер- нистость 150 Шаблон As
1 Притупить острые кромки после механиче- ской обработки Тиски Шабер. Напиль- ник личной
6 2 Очистить деталь от стружки сжатым возду- хом Моечная — Шланг —
1 Промыть деталь в со- довом растворе Ванна — — —
7 2 Просушить деталь по- догретым сжатым возду- хом Контрольная Седло клапана прове- ряется согласно чертежу и техническим условиям Контроль- ный стенд Шланг — Специ- альные калибры и скобы, шабло- ны, пробки, штанген
Типовым технологическим процессом, приведенным выше, пре-
дусматривается изготовление седел клапанов на револьверных стан-
ках с применением многорезцовых наладок.
Необработанные поверхности внутренних проходов седел клапа-
нов получаются в литье. Поэтому они должны быть выполнены с осо-
бой тщательностью. Отливку седел клапанов обязательно нужно
производить по металлическим моделям, а еще лучше — в оболочко-
402
вых формах или по выплавляемым моделям, что позволит получить
детали точных размеров.
Отлитые седла клапанов должны быть тщательно очищены путем
дробеструйной или пескоструйной обдувки. Твердость седла из чугуна
марки СЧ 21-40 должна после чер-
новой обработки находиться в
пределах НВ 170—241.
Уплотнительные пояски седла
необходимо шлифовать до чистоты
поверхности не ниже 9-го класса.
Особое внимание следует уде-
лять тщательному выполнению
фасок проходных сечений седла.
Чугунные седла после пред-
варительной механической обра-
ботки подвергаются искусствен-
Фиг. 371. Эскиз седла клапана.
ному старению.
Типовой технологический процесс изготовления чугунного седла
кольцевого клапана (фиг. 371) приводится в табл. 51.
ИЗГОТОВЛЕНИЕ ОГРАНИЧИТЕЛЕЙ ПОДЪЕМА ПЛАСТИН
КЛАПАНОВ
Ограничители служат для ограничения подъема и направления
клапанных пластин во время их движения.
На некоторых компрессоростроительных заводах технологический
процесс изготовления ограничителей подъема клапанов, так же
как и изготовления седел клапанов, характеризуется тем, что токар-
ные операции неоправданно дифференцированы и обработка ведется
на токарно-винторезных станках одним резцом.
Фрезерование направляющего выступа под клапанные пластины
производится на вертикально-фрезерном станке с поворотным сто-
лом пальцевой фрезой малого диаметра, что является непроизводи-
тельным и требует больших затрат времени.
Типовым технологическим процессом предусматривается токар-
ная обработка на револьверных станках с применением многорез-
цовых наладок, оснащенных твердосплавным инструментом.
Отливку ограничителей подъема клапанов необходимо произво-
дить по металлическим моделям из чугуна марки не ниже СЧ 21-40
по ГОСТу 1412-54.
Рекомендуется производить отливку ограничителей подъема в обо-
лочковых формах или по выплавляемым моделям.
Чугунные ограничители подъема клапанов после предваритель-
ной механической обработки подвергаются искусственному старению.
Твердость их после черновой механической обработки должна быть
в пределах НВ 170^—241.
Необработанные поверхности внутренних проходов ограничите-
лей подъема должны быть чистыми, без наплывов, литейных швов,
пористости и других литейных пороков.
26* 403
Таблица 52
Типовой технологический процесс изготовления чугунного ограничителя
подъема кольцевых клапанов с гнездами для кольцевых пружин
№ опера- ции № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
0 01 02 03 04 05 — Литейная Отлить заготовку ог- раничителя подъема с припуском на механи- ческую обработку от 3 до 6 мм на сторону Обрубная Очистить заготовку ограничителя подъема от литников, литейных швов и наплывов Дробеструйная (или пескоструйная) Очистить заготовку ограничителя подъема от земли и песка Револьверная Подрезать торцы огра- ничителя подъема В, И и Д; обточить поверх- ности уступов Д, Ж, 3 и подрезать дно усту- пов Е под V 4. Припуск на последующую меха- ническую обработку от 1,5 до 3 мм Старение Заготовки ограничите- лей подъема загрузить в печь и нагревать до 200° без учета скорости нагрева, а с темпера- туры 200° до температу- ры 500—550° со скоро- стью 50° в час. Выдер- жать при этой темпера- туре 2—3 часа, а затем охладить вместе с печью до 200° со скоростью 30° в час, после чего охлаж- дать на воздухе Контрольная Проверить твердость заготовок ограничителей подъема, которая должна быть для чугуна СЧ 21-40 в пределах НВ 17.0—241 Наждачное точило Дробеструй- ный (или пескоструй- ный) аппа- рат Револьвер- ный станок Термиче- ская печь Прибор Бринеля Трехкулач- ковый патрон Пневма- тическое зубило Резец подрез- ной ВК8. Резец проход- ной ВК8 Штанген Термо- пара Лупа
404
Продолжение табл. 52
- № опера- ции № пере- i хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
1 1 2 3 4 5 6 7 8 Револьверная Подрезать торец Б в окончательный размер под V 5 Одновременно: а) сверлить отверстие Г в окончательный раз- мер на проход под \7 5 б) обточить поверхно- сти уступов Д и М и подрезать дно усту- пов Е предварительно под V 6 ) подрезать торец И в окончательный раз- мер под V 5 г) подрезать торец К в окончательный раз- мер под V 6 Одновременно: Проточить конусные канавки А в оконча- тельный размер под V 5 Одновременно: Обточить диаметры В и 3 в окончательный раз- мер под V 6 Обточить поверхности уступов Д и Ж и подре- зать дно уступов Е в окончательный размер под V 6 Проточить канавки 0 у диаметров Д и 3 в окончательный размер под V 3 Снять фаски на диа- метрах Д, Ж и 3 в окон- чательный размер под V 5 Притупить острые кромки со стороны об- работки Револьвер- ный станок Трехкулач- ковый патрон Кронштейн. Втулка с внутренним конусом Державка Державка Кронштейн, державка Кронштейн, державка многорез- цовая Державка Резец подрез- ной ВК8 Сверло Резец прорез- ной ВК8 Резец подрез- ной ВК8 Резец подрез- ной ВК8 Резцы подрез- ные спе- циаль- ные В К8 Резцы подрез- ные В Кб Резец прорез- ной В Кб Резец специ- альный Резец фасоч- ный В Кб Напиль- ник личной Шаблон В, Штанген Штан- ген, шаблон А7 Шаблон А7 Штанген Шаблон А7, глубино- мер а7 Скоба х8, кольцо х8 Кольца в7, шаблон А7 Шаблон специ- альный Шаблон А7
405
Продолжение табл. 52
№ опера-
ции
№ пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий ’измери- тельный
2 1 Револьверная Расточить отверстие Н Револьвер- Приспособ- ление для Резец расточ- Штанген
2 предварительно под V6 Зенкеровать отвер- ный станок крепления детали Втулка, ной ВК8 Зенкер Пробка
3 стие Н в окончательный размер под V 6 Расточить канавку Л кронштейн Резец ^5 Штан-
4 в окончательный размер под V 5 Снять фаску М у от- канавоч- ный спе- циаль- ный Резец ген, шаблон А7 Шаблон
5 верстия Г в окончатель- ный размер под V 5 Притупить острые фасоч- ный Напиль- А7
3 4 1 кромки со стороны об- работки Сверлильная Сверлить отверстия П в конусных канавках в окончательный размер под V 5 Слесарная Притупить острые Вертикаль- но-свер- лильный станок Кондуктор. Патрон для сверла Тиски ник личной Сверло Шабер, Пробка А?
2 кромки после механиче- ской обработки Очистить деталь от Шланг напиль- ник личной
5 1 стружки сжатым возду- хом Моечная Промыть деталь в со- Ванна
2 довом растворе Просушить деталь по- — Шланг —. ,—
6 догретым сжатым воз- духом Контрольная Ограничитель подъема проверить согласно чер- тежу и техническим условиям i Контроль- ный стенд — — Шаб- лоны, глуби- номер, скобы, кольца, пробки, штанген
406
Таблица 53
Типовой технологический процесс изготовления чугунного ограничителя
подъема кольцевых клапанов с гнездами для точечных (местных) пружин
сз о. О) к О S «О. К Й- ! № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инструмент
режущий измери- тельный
Операции: литейная, обрубная, дробеструйная (или пескоструйная), ре- вольверная, старение и контрольная выпол- няются так же, как и для ограничителя подъема кольцевых клапанов с гнездами для кольцевых пружин (см. табл. 52)
1 1 Револьверная Одновременно: а) подрезать торец А в окончательный раз- мер под V 5 б) подрезать торец У под V 8 и проточить диаметр Ф под V 6 в окончательный раз- мер Револьвер- ный станок Трехкулач- ковый патрон Резцы подрез- ные ВК8 Шаблоны в7, скоба Вб
2 Одновременно: а) сверлить отверстие Б предварительно на проход с припуском под развертывание под V 5 б) подрезать торец П в окончательный раз- мер под V — Кронштейн. Втулка с внутренним конусом Сверло Резец подрез- ной ВК8 Штанген Шаблон А7
в) обточить поверхно- сти направляющих уступов Ж, Д, Е, 3 и В и дно уступов Г предварительно под V 6 — Кронштейн, державка Резцы прорез- ные ВК8, резец подрез- ной ВК8 Штан- ген, шаблон А7
3 Одновременно: а) обточить поверхно- сти направляющих уступов А, Д, Е, 3 и В и дно уступов Г в окончательный раз- мер под \7 6 — Кронштейн, державка Резцы прорез- ные ВК8, резец подрез- ной ВК8 Штан- ген, шаблон А7, кольца А4
б) развернуть отверстие Б в окончательный размер на проход под V 6 — Втулка с внутренним конусом Разверт- ка а4 Пробка jwjw®1?
Продолжение табл. 53
се Q. <У С О Я »©; я < Д' . № пере- хода 1— Наименование операции и краткое ее содержание Оборудование Приспособ- ление Инстр режущий умент измери- тельный
2 3 1 в) проточить канавки Р у направляющих уступов в оконча- тельный размер под V 3 г) снять фаски И на направляющих усту- пах в окончательный размер под V 3 Сверлильная Сверлить отверстие К в окончательный размер на проход под V 4 Сверлить отверстие Л в окончательный размер (на глубину с учетом последующей цековки) под V 3 Цековать торцы от- верстий М в окончатель- ный размер под V 5 Снять фаски Н в окон- чательный размер под V 5 Сверлить отверстия Т в окончательный размер под V 4 Фрезерная Фрезеровать торцы С направляющих уступов в окончательный размер под V 4 Операции: слесарная, моечная и контрольная выполняются так же, как и для ограничителя подъема кольцевых кла- панов с гнездами для кольцевых пружин (см. табл. 52) Вертикаль- но-свер- лильный станок Вертикаль- но-фрезер- ный станок Державка Кондуктор со сменными втулками Патрон быстро- сменный Поворот- ное приспо- собление Резец специ- альный Резцы фасоч- ные В Кб Сверла, специ- альная цековка Зенкер Фреза конце- вая Шаблон специ- альный Шаблон А7 Пробки а7, глубино- мер а7, шаблоны А7 Шаблон В7 1
408
Фиг. 372. Ограничитель подъема кольцевых кла-
панов с гнездами для кольцевых пружин.
Фиг. 373. Ограничитель подъема клапанов с гнездами для точеч-
ных (местных) пружин.
409
Предусмотренное типовым технологическим процессом улучше-
ние технологии обработки ограничителей подъема наряду с повыше-
нием качества обеспечивает снижение трудоемкости изготовления
деталей.
В табл. 52 и 53 приводятся типовые технологические про-
цессы изготовления чугунных ограничителей подъема кольцевых
клапанов с гнездами для кольцевых пружин (фиг. 372) и ограничи-
телей подъема кольцевых клапанов с гнездами для точечных (мест-
ных) пружин (фиг. 373).
ИЗГОТОВЛЕНИЕ КЛАПАННЫХ ПРУЖИН
Клапанные пружины являются упругими элементами, которые
благодаря предварительной затяжке прижимают клапанную пла-
стину к седлу клапана.
В кольцевых пластинчатых клапанах применяются кольцевые
пружины прямоугольного сечения и точечные (местные) пружины
круглого сечения. Для изготовления клапанных пружин приме-
няется проволока из хромоникелевой стали марки 50ХФА по
ГОСТу 2052-53.
Основное требование к материалу пружин — высокие упругие
свойства наряду с высокой прочностью и пластичностью.
Качество пружин может резко снизиться из-за дефектов, имею-
щихся на внешней поверхности проволоки (царапины, трещины
и др.).
Пружины изготовляются путем холодной навивки. В целях уве-
личения упругих свойств и прочности пружины пластинчатых кла-
панов подвергаются термической обработке: предварительной (норма-
лизация) и окончательной (закалка с последующим отпуском).
Независимо от того, будет ли сечение проволоки прямоугольным
или круглым, технология изготовления клапанных пружин не изме-
няется. На некоторых компрессоростроительных заводах технологи-
ческие процессы изготовления клапанных пружин отличаются малой
производительностью из-за отсутствия минимально необходимой осна-
стки как для изготовления, так и для контроля качества этих ответ-
ственных деталей.
Приведенный ниже типовой технологический процесс изготовле-
ния клапанных пружин рассчитан на изготовление пружин неболь-
шими сериями при максимально возможной для этих условий техно-
логической оснащенности.
Проволока для изготовления пружин должна быть отожженной.
Навивка производится на токарном станке при помощи специального
приспособления, дающего возможность производить групповую на-
вивку пружин с периодическим образованием рабочих и опорных
(нерабочих) витков. Типовой технологический процесс изготовления
клапанных пружин позволяет исключить трудоемкую ручную опера-
цию по поджатию нерабочих витков, ручную обработку торцов пру-
жин на заточном станке, осуществлять приемку пружин в соответ-
ствии с техническими условиями, а это улучшает качество пружин
и снижает трудоемкость их изготовления.
410
Типовой технологический процесс изготовления клапанных пру-
жин. Операция первая — токарная. Конец прово-
локи закрепляется на оправке специального приспособления, смон-
тированного на токарном станке, и производится навивка заготовки
диаметром D, шагом t и длиной Н для нескольких пружин. При
этом обеспечивается наличие опорных нерабочих витков для каждой
отдельной пружины. Затем заготовка пружин пресс-ножницами
отрезается от бухты проволоки.
Операция вторая — штамповочная. Заготовка
пружин на штампе, установленном на прессе, разрубается на отдель-
ные пружины с числом витков А и длиной В.
Операция третья — слесарная. Зачищаются пру-
жины от заусенцев после разрубки и выправляются по шагу и обра-
зующей.
Операция четвертая — термическая. Пру-
жины, насаженные на оправки, помещаются в нагревательную печь
и нагреваются до температуры 720—730°. Выдерживаются при этой
температуре 15—20 мин., после чего охлаждаются на воздухе (норма-
лизация).
Закалка пружин производится в масле после нагрева их до темпе-
ратуры 850—860° и выдержки при этой температуре в течение 15—
20 мин. После закалки пружины отпускаются в соляной ванне при
температуре 400—420°. Продолжительность отпуска составляет 30—
40 мин. Твердость пружин после термической обработки должна быть
в пределах HRC 43—47.
Операция пятая — шлифовальная. Пружины
закрепляются в специальном приспособлении, установленном на
плоскошлифовальном станке. Производится шлифование торцов
пружин с одной стороны под V7; затем пружины перекрепляются
и их торцы шлифуются с другой стороны под V7.
Операция шестая — технологическая. Пру-
жины устанавливаются в специальное приспособление, закреплен-
ное на винтовом прессе, и трехкратно обжимаются до соприкоснове-
ния витков. Перед обжатием и после него производится замер высоты
пружин. Разность этих размеров должна быть не более: для пру-
жин высотой менее 100 мм — 0,5%; более 100 мм — 0,5%, но не бо-
лее 1 мм.
Операция седьмая — контрольная. Произво-
дится проверка пружин в соответствии с чертежом и техническими
условиями.
ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
КОЛЬЦЕВЫХ ПЛАСТИНЧАТЫХ КЛАПАНОВ
Штамп для одновременной вырубки наружного контура клапан-
ных пластин и пробивки отверстий в них представлен на фиг. 374.
Он состоит из нижней плиты 7, в отверстия. 16 которой запрессо-
ваны две направляющие колонки 15; верхней плиты 8 с двумя направ-
ляющими втулками 14, с которой при помощи трех болтов 12 и трех
4 и
412
болтов 9 соединены хвостовик 13, пуансонодержатель 7 и матрица 6.
Пуансон 5 своим верхним торцом опирается на верхнюю плиту S,
а внутри матрицы 6 находится выталкиватель 4.
В фасонной выемке хвостовика 13 помещается трехконцевая
планка 11 толкателя, опирающаяся на три шпильки толкателя 18.
Фиг. 376. Центровая оправка для обтачивания наружного
контура клапанных пластин.
Фиг. 377. Приспособление
для закалки и отпуска
пластин.
В хвостовике 13 помещается и толкатель 10. Выталкиватель 4 дейст-
вует от поперечины пресса через промежуточные толкатели 10, 11
и 18. Съемник 3 подвижный. Он перемещается от действия четырех
пружин 17. В съемник ввинчены четыре
направляющие болта 2.
К нижней плите 1 посредством болтов
19 крепится пуансон-матрица 21, а в ней
помещены две пружины 20, опирающиеся
на упоры 22.
Растачивание отверстий в клапанных
пластинах производится в приспособлении
(фиг. 375), состоящем из планшайбы 1, на-
винчиваемой на шпиндель токарного стан-
ка; стакана 3, соединенного с планшай-
бой посредством центрирующего выступа,
и четырех болтов 2 с гайками. Клапанные
пластины набираются в приспособление и
сжимаются торцом гайки 4, навинченной
на стакан.
Обтачивание клапанных пластин по на-
ружному диаметру осуществляется на цент-
ровой оправке (фиг. 376). Она состоит из
корпуса 2 и упорного диска 3. К диску с
помощью винта 6
шайба 4. В торцы
сованы закаленные
ные на центровую
откидная
запрес-
крепится
оправки
центры 1. Набран-
оправку клапанные
пластины сжимаются торцом упорного диска
Зажимное приспособление для закалки
(фиг. 377) состоит из нижней плиты 5, верхней плиты 3 и стержня 7
с пазом для клина 1. Пластины 4 стопкой кладутся на нижнюю пли-
ту, плотно прилегая друг к другу своими шлифованными плоскостями,
накрываются верхней плитой и туго затягиваются клином. В плитах
3
и
при помощи гайки 5.
отпуска пластин
413
Д|
Фиг. 378. Схема специального приспособления для навивки клапанных пружин.
просверлены отверстия 2 и 6, предназначенные для циркуляции
охлаждающей жидкости.
Навивка клапанных пружин производится на токарном станке
при помощи специального приспособления (фиг. 378), дающего воз-
можность производить групповую навивку пружин с периодическим
формообразованием рабочих и опорных (нерабочих) витков.
Приспособление для навивки пружин состоит из копирного вин-
та 10 и оправки 3, соединенных муфтой 6. Левая часть приспособле-
ния пропускается через шпиндель 1 передней бабки токарного станка,
правая поддерживается втулкой 9, установленной вместо пиноли
задней бабки.
Фиг. 379. Пресс-ножницы для разрезки проволоки.
На шпиндель токарного станка навинчен патрон 2 с внутренней
шпонкой, входящей в паз оправки. Корпус, в котором помещена
разрезная гайка S, соединяется с маховиком 7.
Бухта проволоки 14 устанавливается в кронштейне 11, проволока
огибает натяжные ролики 12 и 13, а затем проходит через натяжное
приспособление 5. Конец проволоки закрепляется замком 15.
Навивка групповой заготовки пружин производится на оправке,
осевое перемещение которой происходит от копирного винта 10.
Чередование рабочих и опорных витков пружины достигается за счет
соответствующего профилирования копирного винта.
На копирном винте нарезана винтовая канавка с шагом, прибли-
зительно равным шагу рабочих витков навиваемой пружины. В вин-
товую канавку через интервалы, равные длине одной пружины,
впаиваются пластины, служащие для периодического выключения
копирного устройства. Благодаря этому в процессе навивки пру-
жины происходит образование сплошной навивки на тех участках
415
заготовки, где должны быть расположены опорные витки. Создание
необходимого для навивки пружин натяжения проволоки осущест-
вляется натяжным приспособлением 5.
При навивке пружин из проволоки прямоугольного сечения
правильное расположение витков пружины обеспечивается п'рижим-
ным башмаком 16. После окончания навивки групповой заготовки
пружин проволока разрезается пресс-ножницами 4.
Пресс-ножницы для разрезки проволоки представлены на фиг. 379.
К корпусу 5 пресс-ножниц посредством винтов 1 прикреплен нижний
Фиг. 380. Групповое приспособление для шлифовки торцов пружин.
нож 3, соединенный шарнирно с верхним ножом 8, и на конце ножа 8
имеется резьбовое отверстие, в которое ввинчен упорный болт 2,
опирающийся на верхнюю поверхность торцового эксцентрика 4.
К корпусу пресс-ножниц винтами 7 прикреплена центровая оправка 6,
на которую надет торцовый эксцентрик.
В торцовый эксцентрик ввинчена рукоятка 9. Пресс-ножницы
приводятся в действие поворотом рукоятки торцового эксцентрика.
Торцы пружин шлифуются на плоскошлифовальном станке в груп-
повом приспособлении (фиг. 380), в котором обрабатывается сразу
несколько пружин. Пружины устанавливаются в гнезда приспособ-
ления и закрепляются прижимными планками 1 и 2. Планки стяги-
ваются посредством стержня 3 и рукоятки 4, навинчиваемой на конец
стержня. Пружины 5 служат для отжима прижимных планок при
откреплении обрабатываемых пружин. После шлифования одного
торца пружины переворачиваются и производится шлифование
второго торца.
ГЛАВА XIV
ИЗГОТОВЛЕНИЕ ВКЛАДЫШЕЙ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ ВКЛАДЫШЕЙ И ПРЕДЪЯВЛЯЕМЫЕ К НИМ ТРЕБОВАНИЯ
Вкладыши служат опорами для коренных и шатунных шеек
коленчатого вала и пальца крейцкопфа или поршня. Наружная
и внутренняя рабочие поверхности вкладыша должны быть строго
концентричны. При обработке вкладышей необходимо обеспечить
цилиндричность этих поверхностей. Овальность и конусность наруж-
ной и внутренней поверхностей вкладыша не должны превышать
допусков на обработку. Торцы вкладыша должны быть параллельны
между собой и перпендикулярны оси вращения наружной и внутрен-
ней поверхностей вкладыша.
КЛАССИФИКАЦИЯ ВКЛАДЫШЕЙ ПО ТЕХНОЛОГИЧЕСКИМ
ПРИЗНАКАМ
Конструкции вкладышей компрессоров весьма разнообразны,
но технологические приемы их изготовления аналогичны, поэтому
механическая обработка их может быть типизирована.
Классификацию вкладышей по технологическим признакам раз-
работал Сумской машиностроительный завод им. Фрунзе. По этой
классификации все вкладыши разбиты на три технологические
группы, которые, в свою очередь, подразделены на типы. В основу
разбивки на группы положены геометрические признаки и техноло-
гические соображения. Классу, охватывающему все вкладыши,
присвоен шифр Вк, технологическим группам соответственно Вк-1,
Вк-2 и Вк-3, типам вкладышей — Вк-11, Вк-12, Вк-21, Вк-22, Вк-31
и Вк-32.
К первой технологической группе Вк-1 относятся вкладыши
больших разъемных головок шатуна; к ним можно отнести также
и вкладыши коренных выносных подшипников вала. Эта группа
подразделена на типы в зависимости от габарита вкладышей. Тип
Вк-11 включает в себя вкладыши крупных размеров, тип Вк-12 —
малых размеров.
Ко второй технологической группе Вк-2 относятся вкладыши
из двух половин, применяемые для малых (крейцкопфных) головок
шатунов. Группа подразделена на типы в зависимости от размеров
27 Галицкий 331
417
Таблица 54
Классификатор вкладышей компрессора
Класс I Вкладыши | Шифр | В к
v I Эскизы характерных деталей, входящих в группу,
Характеристика группы | н и обозначение типа
Вк-1|Вк-11|Вк-12
Вкладыши из двух половин, применяемые в шатунах с разъемной головкой Материал вкладыша—сталь 20 Заливка » баббит Полуда » ПОС 30
Параметры в мм
Тип Г с d А L
наиб. 1 найм. । наиб. I 2 Я я я наиб. 1 2 Я я я
Вк-11 Вк-12 260 130 135 95 200 95 100 70 200 95 100 70
Вк-2
Вк-21
Вк-22
Вкладыши из двух половин,
применяемые для крейцкопф-
ных головок шатунов. Тип
Вк-21
Материал вкладыша—сталь 20
Заливка » баббит
Полуда » ПОС 30
Тип Вк-22. Материал вкла-
дыша—бронза Бр. ОЦС 6-6-3
Тип Параметры в мм
Dc dA Lx
наиб- 1 найм. J ' наиб. I найм. наиб. I найм. |
Вк-21 Вк-22 320 125 145 60 | 260 1 100 НО 45 290 140 150 65
Вк-3
Вкладыши из четырех час-
тей, применяемые для корен-
ных подшипников
Материал вкладыша—чугун
СЧ 15-32, сталь 25Л
Заливка вкладыша—баббит
Полуда » ПОС 30
Тип Параметры в мм
Dc dA Lx
наиб. I 2 Я я я наиб. 2 Я я я наиб. 2 Я я я
Вк-31 Вк-32 740 380 400 265 480 250 260 175 720 360 380 280
418
и материала, из которого сделаны вкладыши. Тип Вк-21 включает
в себя вкладыши больших размеров, изготовленные из стали с бабби-
товой заливкой. Вкладыши типа Вк-22 изготовляются из бронзы.
К третьей технологической группе Вк-3 относятся вкладыши
из четырех частей, применяемые в коренных подшипниках колен-
чатого вала.
В табл. 54 даны основные размеры типов вкладышей всех трех
технологических групп и приведены их эскизы.
МАТЕРИАЛЫ ВКЛАДЫШЕЙ КОМПРЕССОРОВ
Вкладыши коренных подшипников коленчатых валов изготов-
ляются из серого чугуна марки СЧ 15-32 по ГОСТу 1412-54 или стали
марки 25Л по ГОСТу 977-58 и марки 20 по ГОСТу 1050-60.
Вкладыши большой и малой головок шатунов изготовляются
из стали марки 20, стального литья марки 25Л и бронзы марки
Бр. ОЦС 6-6-3 по ГОСТу 613-50 (табл. 55).
Таблица 55
Механические свойства и химический состав материалов вкладышей
Параметры Марка материалов
Чугун СЧ 15-32 Сталь 25Л Сталь 20 Бронза Бр. ОЦС 6-6-3
Предел прочности при растя- жении в кг/мм2, не менее . . Предел текучести в кг {мм2, не менее Относительное удлинение в % не менее Твердость НВ 15 163-229 45 24 19 41 25 25 156 15 6 60
Химический состав в %
Марка материала С Мп Si S не б Р олее Sn Zn РЬ Си
Сталь 25Л Сталь 20 Бронза Бр. ОЦС 6-6-3 0,22—0,30 0,17—0,25 0,50—0,80 0,35—0,65 0,17—0,37 0,17—0,37 0,045 0,045 0,040 0,040 5-7 5—7 2—4 Осталь- ное
Заливка чугунных и стальных вкладышей производится бабби-
том марок Б83, Б16 и др. в зависимости от числа оборотов вала и на-
грузок, воспринимаемых вкладышами.
Указанные марки материалов являются наиболее распростра-
ненными в компрессоростроении. Но наряду с ними в отдельных
конструкциях специальных компрессоров для изготовления вклады-
шей применяются и другие материалы.
27*
419
8
Таблица 56
Карта типового технологического процесса
Класс Вкладыши Эскиз детали Типы машин, отнесенных к технологической группе
Технологиче- ская группа Вк-1 I Наимено- вание Шифр Наи- мено- вание Шифр
Основная характеристика группы Вкладыши из двух половин, при- меняемые в шатунах с разъемной головкой. Материал вкладыша—сталь 20, заливка—баббит, полуда—ПОС 30 ?! L,^ — L—\— — 850 ати 2ВГ 45В 2-300-2К 300-2К 400-2К
Dc Параметры в мм dA
наиб.| найм. наиб. найм. наиб. | найм.
260 | 95 200 70 200 | 70
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспособ- ления Эскиз установки и крепления Отклоне- ния
режущий измери- тельный
1 Приемка заго- товки: а) припуски; б) твердость
2 Токарная об- работка: а) наружного диаметра; б) внутреннего диаметра; в) торцов в окончательные размеры Токарный станок Скоба, пробка (штих- мас) и шаблон Патрон (сырые ку- лачки) — J yg г 3 J О -
ж //////// 1— /Zj7/z чщ_Г w ВЯНВ1ГП ввнмижиёц ‘ёохяХЯноя ‘EweHdjj b ЯОНЕ1Э HI4H4irHird9S3 -OHqirEHtfBj BHH9HHtf909 XB199W а нхфихш ton 9HH9ird9a9 9
иэинве -оёаеаёф внэнаиве qiHQ Х9Ж0ГС UJDKOdXQ У//////////А///////////, ВЯНВ1ГП BEHWHMCHdu ‘EWEHdn ЯОНЕ1Э HnHqiTEJodjQ HM£9d -£ad 91ГЭОП И9ХЭ0Я -ЭО1ГП aHHUJodx^ 9
ff /| r I FH°F~n ЧЗ^ 1 \\ 1
1 п / — V \ \\\. \х 1 1 2^\ <\ r \ q 14 J // / / EMHEIfll BEHjMHMCHdU ‘EjMSHdu g£dd(j) BBH -ьоаожон BESOM3Hff ЯОНВ1Э HI4Hd9£ -9d(|)-OH4irBl -HOEHdOJ ННИЯО1Г -on 9atf uh umiqtf -UITMa UM£9d££j
EIHITII BEHhOigWEBJ HM£9d£Ed bit# uMxgjvuud c
Продолжение табл. 56
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспособ- ления Эскиз установки и крепления Отклоненения
режущий измери- тельный
7 Заливка бабби- том (заливке предшествует лу- жение) Приспособ- ление для заливки с < II II II || II ч X II »» II II II s Ч 11 11 11 |1 । — ниц _ _ 3 1
8 Разметка гнезд под шатунные бол- ты (по шатуну) Разметочная плита
9 Фрезерование гнезд для ша- тунных болтов Вертикаль- но-фрезер- ный станок Призма, прижимная планка 1 ! Ил 1 У вкладышей ша- тунов компрессоров 300-2К и 400-2К по- сле запрессовки в шатун производится долбление
10 Сборка шатуна Слесарное
11 Планировка и расточка вклады- шей в собранном виде Расточной станок Стойка ! । -
МЕХАНИЧЕСКАЯ ОБРАБОТКА ВКЛАДЫШЕЙ КОМПРЕССОРОВ
Разработанные Сумским машиностроительным заводом им. Фрунзе
типовые технологические процессы на механическую обработку
вкладышей компрессоров 2-300-2К, 400-2К, 45В, 2ВГ, 850 ати и др.
имели цель установить правильную последовательность операций;
определить основные и промежуточные базы; установить методы
выполнения операций; выбрать необходимые для этого оборудование,
приспособления и инструмент.
Разработка типовых технологических процессов на вкладыши
проведена с учетом индивидуального производства компрессо-
ров.
Благодаря целому ряду новых технологических приемов, внесен-
ных в типовой технологический процесс, — применению улучшен-
ного метода заливки вкладышей баббитом, ликвидации лишних
операций, применению специальных приспособлений и инструмен-
тов,—снизились трудовые затраты на обработку вкладышей по срав-
нению с применявшимся ранее технологическим процессом.
Обработка вкладышей технологической группы Вк-1. Типовым
технологическим процессом обработки вкладышей этой технологи-
ческой группы предусматривается ограниченное количество специаль-
ных приспособлений и инструментов. Последовательность операций
и методы обработки указаны в карте типового технологического про-
цесса (табл. 56).
В последнее время вместо заливки вкладышей баббитом, указан-
ной в операции седьмой, на ряде заводов получила распространение
центробежная заливка вкладышей, что и рекомендуется для внедре-
ния на всех компрессоростроительных предприятиях.
Обработка вкладышей технологической группы Вк-2. Порядок
обработки вкладышей технологической группы Вк-2 приведен
в табл. 57. Для обработки вкладышей этой группы предусмотрено
также небольшое количество специальной оснастки и инстру-
ментов.
Операция двенадцатая — окончательная обработка вкладышей
в собранном виде — производится на расточном станке по упорам,
установленным на станине станка (по штихмасу), чем достигается
выдерживание допусков на расстоянии между центрами отверстий
в малой и большой головках шатуна.
Обработка вкладышей технологической группы Вк-3. Порядок
обработки вкладышей технологической группы Вк-3 приведен
в табл. 58. Вкладыши этой группы состоят из четырех частей и при-
меняются для коренных подшипников коленчатого вала крупных
горизонтальных компрессоров.
Механическая обработка вкладышей воздушного компрессора
1-ВУ. Для малых компрессоров, выпускаемых сериями, вкладыши
небольшого размера из двух половин с баббитовой заливкой (фиг. 381)
изготовляются из пруткового материала. Для их производства техно-
логическим процессом предусматривается значительно большее коли-
чество специальных приспособлений и инструмента. Вместо приня-
423
to
Таблица 57
Карта типового технологического процесса
Класс Вкладыши Эскиз детали Типы машин, отнесенных к технологической группе
Технологиче- ская группа Вк-2 Наимено- вание Шифр Наи- мено- вание Шифр
Основная характеристика группы Вкладыши из двух половин, применяе- мые для крейцкопфных головок шатунов. Тип Вк-21. Материал—сталь 20 Тип Вк-22. Материал — бронза Бр. ОЦС 6-6-3 Параметры в мм и и 1' I' ii И и । । пт—Н-Н-1! 71TW a и ии;; — Z, — 45В 2ВГ 3-300-2К 400-2К 300-2К
D, | \
наиб. найм. наиб. [ найм. | наиб. найм.
320 60 | 260 | 45 | 290 65
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспособ- ления Эскиз установки и крепления Отклонения
режущий измери- тельный
1 Приемка заготовки: а) припуски; б) твердость — — — — —
2 Разметка для стро- гания (фрезерова- ния) мест соедине- ния Разметочная плита — — — — —
Продолжение табл. 57
№ опера- ции Краткое содержание операции Оборудование Специг инстр режущий 1ЛБНЫЙ умент измери- тельный Приспособ- ления Эскиз установки и крепления Отклонения
3 Строгание мест со- единения Строгальный станок Призма, прижимная планка у* i ГТ" cSb
в
4 Пайка Слесарное — — — — —
5 Токарная обработка под заливку Токарный станок Пробка (штих- мас) и шаблон Патрон В & □ та V4 Вкладыши типа Вк-22 растачи- ваются в оконча- тельный размер
Продолжение табл. 57
№
опера-
ции
Краткое содержание
операции
Оборудование
Специальный инструмент
режущий измери- тельный
Приспособ-
ления
6 Заливка (заливке предшествует лу- жение) баббитом Приспособ- ление для заливки
7 Обработка одной по- ловины на спе- циальной оправке Токарный станок
8 Подметка по шабло- ну боковой плос- кости Разметочная плита
Эскиз установки и крепления
Отклонения
К вклады-
шам типа
Вк-22 эта
операция
не относится
Продолжение табл. 57
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспособ- ления Эскиз установки и крепления Отклонения
режущий измери- тельный
9 Долбежка боковых плоскостей Долбежный станок — Шаблон Зажимные клинья Л _ /
10 Строгание клиновой плоскости Строгальный станок — — — —
ff'r
1 ф ф 1
11 Припасовка вклады- ша в головку ша- туна Слесарное — — — — —
12 Окончательная обра- ботка вкладышей в собранном виде Расточный станок — — Стойка —
Карта типового технологического процесса
Таблица 58
Класс Вкладыши Эскиз детали | Типы машин, отнесенных к технологической группе
Технологиче- ская группа Вк-3 Наиме- нование Шифр Наиме- нование Шифр
Основная ха- рактеристика группы Вкладыши из четырех частей, применяемые для коренных подшипников Материал вкладыша — чугун СЧ 15-32, сталь 25Л Заливка вкладыша — баббит Полуда — ПОС 30 । — j
850 ати, 5-550-5К, 2ВГ
, 1, ... , р ; L 4- 4- -4—4 1 ; ) 1 1 -т + 11
Параметры ' I i ~1 1 - । [ j j] ।
Dc Lx L,
наиб. найм. наиб. найм. наиб. найм.
740 265 480 175 720 280
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспо- собление Эскиз установки и крепления Отклонения
режу- щий измери- тельный
1 Приемка заготовки: а) припуски; б) твердость — — — — — —
2 Разметка плоскостей разъема для стро- гания Разметочная плита — — — — —
Продолжение табл. 58
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспо- собление Эскиз установки и крепления Отклонения
режу- щий измери- тельный
3 Строгание плоскос- тей разъема Строгальный станок — — Призма, прижим- ные планки —
4 Разметка отверстий для штифтов, рым- болтов Разметочная плита — — — — —
5 Сверление отверстий для штифтов, рым- болтов Сверлиль- ный станок — — Призма, прижим- ные планки 1 у\ —
ЙЬии
6 Сборка слесарная Слесарное — — —
7 Токарная обработка под заливку Токарный станок‘ Пробка (штих- мас) Патрон, хомут iw 1 /Хомут -п-п-п-гЗ —
иг
Продолжение табл. 58
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспо- собление Эскиз установки и крепления Отклонения
режу- щий измери- тельный
8 Разборка Слесарное — — — — —
9 Заливка баббитом (перед заливкой производится лу- жение) — — — Приспо- собление для за- ливки с Е 3 J У вклады- шей боль- ших разме-. ров зали- вается каж- дая часть в отдель- ности
•
/ / / Л
10
Расточка баббита,
обточка наружной
поверхности и под-
резка буртиков
Токарный
станок
Пробка
(штих-
мас),
скоба
Патрон,
хомут
_ п -Г" " 1—А7-]
м 1 J J—i I !_ 1 1 । ) j 1,
! ! .UL
11
Разметка клиновых
плоскостей под
строгание
Разметочная
плита
Продолжение табл. 58
№ опера- ции Краткое содержание операции Оборудование Специальный инструмент Приспо- собление Эскиз установки и крепления Отклонения
режу- щий измери- тельный
12 Строгание клиновой поверхности Строгальный станок Прижим- ные планки VS V i
J
[J
13 Подметка для свер- ления верхней и нижней частей вкладыша Слесарное — — — — —
14 Сверление по месту верхней и нижней частей вкладыша Сверлильный станок Вкладыши компрессора 850 ати имеют до- полнитель- ные опера- ции: сверле- ние отвер- стий в тор- цах и фре- зерование их для охлаждения
той для вкладышей компрессоров, выпускаемых индивидуально,
обработки концентричных поверхностей с одной установки для этих
вкладышей принят метод обработки вначале внутреннего диа-
метра, а затем наружного с установкой вкладыша на специальной
оправке.
Заливка вкладышей баббитом производится центробежным спо-
собом.
Для примера рассмотрим более подробно технологический про-
цесс обработки вкладышей компрессора 1-ВУ с внутренним диамет-
ром 65 мм.
Первая операция — заготовительная. Пру-
ток стали диаметром 95 мм устанавливают на призмы дисковой пилы
и закрепляют, после чего отрезают заготовку
длиной 7О_1,о мм.
Вторая операция — револь-
верная. Заготовку устанавливают в че-
Фиг. 381. Вкладыш
из двух половин с
баббитовой заливкой.
Фиг. 382. Вторая опе-
рация — револьвер-
ная.
Фиг. 383. Третья опера-
ция — токарная.
тырехкулачковом патроне револьверного станка, выверяют на
биение с точностью до 1 мм и закрепляют. Затем подрезают
торец, выдерживая общую длину 66 мм, обтачивают (фиг. 382)
по верху до диаметра 94-0,э мм на длину 50 мм до кулачков патрона;
сверлят отверстие диаметром 15 мм на проход, рассверливают это
отверстие с диаметра 15 до диаметра 55 мм и растачивают его до диа-
метра 65+0’5 мм..
Третья операция — токарная. Деталь устанавли-
вают в трехкулачковом патроне токарного станка за проточенный
диаметр 94 мм, выверяют на биение по наружному диаметру и закреп-
ляют. Подрезав торец на размер 63_о,7 мм, растачивают внутрен-
ний диаметр (фиг. 383) до размера 69+0»2Д!Л1, затем растачивают вы-
точку диаметром 84+0*9 мм на глубину 3,5 мм, скругляют радиус
перехода, равный 2,5 мм, на плоскость выточки диаметром 84 мм
и врезают угол 60° касательно торцу выточки диаметром 84 мм,
шириной 1,5 мм. Следующим переходом врезают канавку шириной
10лии на глубину 2мм до диаметра 73+07 мм, на расстоянии 12,5jwjh
от торца, после чего врезают вторую канавку на расстоянии 42,5 мм
432
Фиг. 384. Четвертая
операция — токар-
ная.
девятая о
баббитом
Фиг. 385. Растачива-
ние внутреннего диа-
метра и подрезание
торца.
от торца и третью канавку шириной 4,5 мм на глубину 1 мм до диа-
метра 71 мм. Заканчивают обработку внутреннего диаметра-проточ-
кой «ласточкиных хвостов» под углом 30° в канавках.
Четвертая операция выполняется на токарном станке.
На специальную оправку надевают три вкладыш
гайкой и устанавливают оправку в центрах стан-
ка. Затем протачивают вкладыши по верху до
диаметра 92_0,5 мм и врезают канавки до
диаметра 92_о,5 мм на расстоянии 11 мм и
8 мм от торцов каждого вкладыша. Заканчи-
вают обработку (фиг. 384) проточкой средней
части вкладышей до размера 82_0,б мм.
Пятая операция— разметоч-
ная. Деталь устанавливают на призму и
наносят центровую линию со стороны буртика
размером 8 мм. Найдя центр вкладыша, про-
водят окружность диаметром 73 мм и от то-
чек пересечения окружности с центровой линией откладывают
по два отрезка размером 10 мм на этой же окружности. От
полученных точек размечают «ласточкины хвосты» и прокерни-
вают линии разметки.
Шестая операция выполняется на поперечно-строгаль-
ном станке. Деталь устанавливают в приспособление и закрепляют.
Строгание четырех «ласточкиных хвостов» производится по разметке.
Седьмая операция — слесарная. Зачищаются за-
усенцы в «ласточкиных хвостах» и канавках.
Восьмая операция — лужение внутренней поверх-
ности вкладыша под заливку баббитом.
” перация — заливка вкладыша
дологический процесс заливки см. ниже).
Внутренний диаметр залитого баббитом вкла-
дыша должен быть 58—60 мм и иметь глад-
кую поверхность.
Десятая операция — токар-
ная. Деталь зажимают в трехкулачковом
патроне токарного станка за диаметр 92 мм
и выверяют на биение. Сперва растачивают
внутренний диаметр вкладыша до размера
64,6+0,1 мм. Припуск О,4+0,1 мм оставляют
на шабрение по шейке коленчатого вала.
Затем подрезают торец на размер 1О_о,2 мм
(фиг. 385), протачивают галтель радиуса 6 мм
и планируют торец вкладыша с диаметра
92 до диаметра 84 мм,' выдерживая толщину выступающего баб-
битового буртика 1 мм.
Одиннадцатая операция — токарная. Деталь
крепится в трехкулачковом патроне за диаметр 92 мм проточенным
торцом к шпинделю станка. Затем подрезается торец вкладыша
на общую длину 62,8_о,об мм и планируется торец вкладыша
28 Галицкий 331 433
с диаметра 92 до диаметра 71 мм. При этом выдерживается разме
баббитового буртика 1 мм (см. фиг. 385). После планировки на торце
вкладыша должны быть заметны канавки («ласточкины хвосты»).
Двенадцатая операция — токарная. Деталь
устанавливается на специальную оправку и закрепляется/после
чего подрезают торец буртика с внутренней стороны на размер
7,5_02лии; протачивают наружный диаметр вкладыша до размера 80С
и подрезают второй внутренний торец бурта до размера 48А между
ними.
Тринадцатая операция — разметочная.
Деталь устанавливается на призму, и на торец вкладыша наносится
центровая линия в середине между двумя ближайшими по расстоя-
нию видными на торце «ласточкиными хвостами».
Четырнадцатая операция— сверлильная.
Деталь устанавливается в кондуктор. При этом центровая линия
разметки на торце вкладыша должна совместиться с риской на кон-
дукторе. В детали сверлятся два отверстия диаметром 16 мм по кон-
дуктору (места под шатунные болты).
Пятнадцатая операция — фрезерная. Перед
разрезкой вкладыша производится клеймение верхней и нижней
его половинок буквенными или цифровыми обозначениями (различ-
ными для каждого вкладыша). Вкладыш надевается на специальную
оправку и закрепляется. Разметочная риска должна находиться
по центру прореза диска приспособления. Вкладыш разрезается
дисковой фрезой (диаметром ПО X 1,5 мм). После разрезки вкла-
дыша с одной стороны оправка поворачивается на 180° и произво-
дится разрезка его с другой стороны.
После разрезки отдельные половинки вкладышей проверяются
ОТК на звук. Звук должен быть чистым, без дребезжания и глухих
тонов.
Шестнадцатая операция — слесарная.
Припиливаются плоскости разреза и зачищаются заусенцы после
сверления и разрезки.
ЗАЛИВКА ВКЛАДЫШЕЙ БАББИТОМ
Вопросу организации баббитозаливочн^х мастерских на компрес-
соростроительных заводах следует уделять особое внимание. Даже
при индивидуальном производстве затраты на оборудование хорошей
баббитозаливочной мастерской окупаются в течение короткого срока
ее эксплуатации.
Как указывалось выше, наиболее распространенными марками
баббита, применяемого в компрессоростроении, являются Б83 и Б16
или их заменители БН и Б6 по ГОСТу 1320-55. Характеристика
указанных баббитов приведена в табл. 59.
Подготовка вкладышей к лужению и лужение. Поступающие
для заливки баббитом вкладыши тщательно очищаются от грязи
при помощи стальной щетки, затем производится их очистка от ржав-
чины. Для этого вкладыши подвергают травлению в 10—15%-ном
434
Таблица 59
Химический состав баббитов в %
Марка баббита Sb Си Cd Ni As Sn РЬ Примесей Fe, Zn, Bi и др. не более
Б83 БН Б16 Б6 10—12 13—15 15—17 14—16 5,5—6,5 1,5—2 1,5—2 2,5—3 1,25—1,75 1,75—2,25 0,75—1,25 0,5—0,9 0,6—1,0 Осталь- ное 9—11 15—17 5—6 Осталь- ное То же » 0,55 0,35 0,6 0,4
Механические и физические свойства баббитов
Свойства Марки баббитов
Б 83 БН Б16 Б6
Удельный вес в г/смг Начало затвердевания в. °C Конец затвердевания в °C Сопротивление разрыву в кг/мм2, . . . Удлинение в % Сопротивление сжатию в кг/мм2 . . . Твердость НВ Линейная усадка в % Коэффициент трения со смазкой . . . Коэффициент трения без смазки ... 7,38 370 210 9,0 6,0 11,5 30 0,65 0,005 0,28 9,55 400 240 7,0 1,0 12,7 29 0,5 0,006 0,27 9,29 410 240 7,8 0,2 12,3 30 0,006 0,25 9,6 416 232 6,8 0,2 13,6 32 0,55 0,005
растворе серной или соляной кислоты в течение 5—15 мин., после
чего промывают в горячей воде с температурой 70—100°. Затем
следует обезжиривание вкладышей. Обезжиривание производится
в 8—12%-ном растворе щелочи (едкое кали или едкий натр), нагретой
до температуры 75—90°, в течение 5—10 мин., после чего вкладыши
промывают в горячей воде для удаления остатков щелочи и просуши-
вают. После этой операции прикасаться руками к поверхностям
вкладыша, подготовленным для полуды, нельзя, так как от этого
на них остаются жировые пятна.
Поверхности вкладышей, не подвергающиеся пркрытию полудой,
закрашиваются меловой краской, приготовленной по следующим
рецептам (состав в %):
а) мел в порошке ..........
клей столярный...........
вода ..... ..............
23 или б) мел в порошке .... 40
2 стекло жидкое .... 40
75 вода..................... 20
Окрашенные вкладыши просушиваются в электрической муфель-
ной печи. Перед лужением незакрашенные поверхности вкладышей
покрываются раствором травленой соляной кислоты (хлористый
28*
435
цинк ZnCl2) при помощи волосяной кисти. Затем вкладыши поме-
щаются в электропечь, где они нагреваются до температуры 120—
150°. Нагретый вкладыш вторично покрывают раствором травленой
кислоты, опускают в тигель с расплавленной полудой, имеющей
температуру 300—330°, и выдерживают до тех пор (обычно
2—10 мин.), пока он не прогреется до температуры полуды. В каче-
стве полуды для всех вкладышей применяется сплав ПОСЗО (сплав
из 30% олова и 70% свинца). Поверхности вкладыша, не покрыв-
шиеся полудой при лужении в тигле, в виде отдельных небольших
пятнышек, долуживают вручную. Облуженная поверхность вкла-
дыша должна иметь светлый и блестящий вид.
Заливка вкладышей ручным способом. Плавка баббита произ-
водится при температуре 400—475° в металлических тиглях, поме-
щенных в специальную электрическую печь. Для предотвращения
окисления расплавленного баббита на его поверхность насыпают
слой древесного угля толщиной от 20 до 40 мм. Древесный уголь
должен быть сухой, кусочками от 5 до 10 мм. Во время заливки баб-
бита, если эта работа протекает непрерывно в течение нескольких
часов, следует периодически вводить в тигель с баббитом небольшое
количество порошкообразного нашатыря (хлористый аммоний)
и перемешивать расплавленный баббит в тигле для очищения его
от окиси.
Приспособления для заливки баббитом вкладышей необходимо
предварительно нагревать в электропечи до температуры 150—200°.
Температура вкладышей перед их установкой в приспособление
должна быть в пределах 200—230°. Устанавливать вкладыши в при-
способление нужно быстро и немедленно заливать их баббитом.
Заливку необходимо производить при помощи мерного ковша,
объем которого равен объему слоя баббитовой заливки вкладыша
с учетом соответствующих припусков на окончательную обра-
ботку.
Ковш для заливки перед работой должен быть предварительно
нагрет, как и приспособление.
Заливку вкладышей следует вести таким образом, чтобы расстоя-
ние между литником приспособления и ковшом было минимальным,
а сечение струи металла максимальным. Расплавленный металл дол-
жен поступать в приспособление равномерно и непрерывно. К концу
заливки скорость поступления металла рекомендуется уменьшать.
После окончательного затвердевания залитого слоя приспособление
разбирается и из него вынимаются вкладыши.
Следует заметить, что при ручном способе заливки приходится
предусматривать большие припуски на обработку, доходящие для
вкладышей больших размеров до 6—8 мм на сторону из-за несовер-
шенства и примитивности применяемых приспособлений. В отдель-
ных случаях при применении приспособлений, с помощью которых
обеспечивается хорошее центрирование стержня по отношению
к внутренней поверхности вкладышей, становится возможным остав-
лять припуск на окончательную обработку (шабрение) всего лишь
в несколько десятых миллиметра на сторону.
436
Заливка вкладышей центробежным способом. Технологический
процесс заливки вкладышей центробежным способом по сравнению
с процессом ручной заливки дает возможность значительно улучшить
качество вкладышей и снизить непроизводительные потери дорогого
и дефицитного цветного металла.
Перед началом заливки центробежное приспособление нагре-
вается, до 150—200°. Вынутые из тигля с полудой вкладыши быстро
устанавливаются в приспособление и зажимаются; приспособление
приводится во вращение, после чего немедленно производят заливку
баббита при помощи мерного ковша. Расплавленный баббит посту-
пает внутрь вкладышей по литнику-воронке, расположенной в центре
заливаемых деталей. Благодаря действию центробежной силы
жидкий металл стремится равномерно распределиться по окружности
вкладышей и, оказывая давление на стенки вкладыша, уплотняется.
В целях ускорения охлаждения приспособления и вкладышей
их обдувают сжатым воздухом или охлаждают тонкой струей воды.
Время, затрачиваемое на охлаждение вкладышей, колеблется
от 2 до 10 мин. в зависимости от их размеров. После охлаждения
вкладышей выключают электродвигатель, открепляют приспособле-
ние и вынимают вкладыши. Вращающееся приспособление обяза-
тельно должно быть ограждено предохранительным кожухом.
Необходимую скорость вращения заливаемого вкладыша можно
определить, пользуясь следующей эмпирической формулой:
v == 50^5,
где v — окружная скорость внутреннего диаметра вкладыша
в м/мин\
D ~ внутренний диаметр вкладыша в мм.
Число оборотов заливаемого вкладыша определяется по фор-
муле
где п число оборотов вкладыша в минуту;
v окружная скорость внутреннего диаметра вкладыша
в м/мин\
D — внутренний диаметр вкладыша в мм.
Числа оборотов вкладышей, практически применяемые на ком-
прессоростроительных заводах, приведены в табл. 60.
Во время процесса плавки и заливки вкладышей температуру
металла и деталей измеряют пирометрами и термометрами. При отсут-
ствии этих приборов можно руководствоваться следующими практи-
ческими приемами:
1. Температура 450° при плавке баббита характеризуется тем,
что древесный уголь, находящийся на поверхности баббита, слегка
тлеет.
2. Температуру 200° можно определить, если пруток из
сплава ПОСЗО при проведении им по нагретой поверхности детали
начинает размазываться.
W
Таблица 60
Числа оборотов вкладышей, заливаемых центробежным способом
Внутренний диа- метр вкладыша в мм Число оборотов вкладыша в минуту Внутренний диа- * метр вкладыша в мм Число оборотов вкладыша в минуту
50 1200 200 450
75 900 250 400
100 750 300 330
150 500 400 290
3. Температура 150° определяется быстротой испарения воды,
брызнутой на вкладыш.
Уплотнение мест соединения вкладышей друг с другом и с при-
способлением достигается при помощи стальных прокладок, огне-
упорной глины и асбеста в зависимости от применяемого способа
заливки и конструкции приспособления.
К залитым вкладышам предъявляются следующие требования:
1. Поверхность залитого баббитом вкладыша должна быть глад-
кой и иметь матово-серебристый цвет. Если вкладыш заливался
перегретым баббитом, то поверхность заливки будет желтого цвета.
В этом случае вкладыш бракуется и направляется на перезаливку.
2. Подвешенный на проволоке залитый вкладыш при постуки-
вании его металлическим прутком не должен издавать дребезжащих
и глухих звуков. Наличие этих звуков указывает на недоброка-
чественность заливки и означает, что заливка в отдельных местах
не пристала к поверхности вкладыша. Вкладыш с такими дефектами
бракуется и подвергается перезаливке.
3. При наличии на поверхности вкладышей глубоких раковин,
плен и других дефектов глубиной более припуска на обработку вкла-
дыши бракуются и должны быть перезалиты. Наличие мелких
чистых газовых раковин глубиной менее припуска на обработку
не должно служить поводом к браковке вкладыша.
4. При пользовании для заливки вкладышей немерными ковшами,
а также в случае заливки остывающим металлом происходят недо-
ливы; в этом случае неизбежна повторная заливка вкладыша.
5. Допускается залуживание и запайка отдельных чистых газо-
вых раковин глубиной более припуска на обработку. Залуживание
производится сплавом такого же химического состава, как и заливка
вкладыша.
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ВКЛАДЫШЕЙ
Как указывалось выше, при обработке вкладышей компрессоров
в большинстве случаев обходятся универсальными приспособле-
ниями и нормальным инструментом. Количество применяемых спе-
циальных приспособлений и инструмента весьма ограничено. Ниже
приводится описание наиболее характерных из них.
«8
Фиг. 386. Специальный резец для
проточки канавок под «ласточкин
хвост».
Фиг. 387. Специальный резец для
проточки «ласточкиных хвостов».
439
Фиг. 391. Типы мерных ковшей, применяемых
для заливки вкладышей.
Обработку внутреннего диаметра вкладышей — проточку кана-
вок под «ласточкин хвост» и проточку «ласточкиных хвостов»
(см. операцию третью) выполняют при помощи специальных
канавочных резцов (фиг. 386 и 387).
Обточка вкладышей по верху производится при помощи центровой
оправки (фиг. 388). На оправку 1 надеваются три вкладыша, затем
надевается фланец 2, шайба 5, и приспособление стягивается гай-
кой 4.
Для строгания «ласточкиных хвостов» во вкладышах на попе-
речно-строгальных станках (шепингах) применяется приспособление,
изображенное на фиг. 389.
Оно состоит из резцовой
оправки 5, закрепляемой
в суппорте шепинга, и
зажимного устройства, ус-
танавливаемого на столе
станка. Вкладыш поме-
щается между нижней 6
и верхней 3 половинка-
ми зажимного устройства
и зажимается посредством
шпилек 2 и гаек 1. Ре-
зец, устанавливаемый в
оправке, опирается на то-
рец втулки 7, надетой
на оправку, и крепится
винтом 4.
Для заливки больших
вкладышей компрессоров
применяется приспособле-
ние (фиг. 390), обеспе-
чивающее хорошее цент-
рование вкладышей на
стержне и дающее воз-
можность оставлять не-
значительные припуски
(несколько десятых мил-
лиметра на сторону) на
окончательную обработ-
ку (шабровку) внутрен-
него диаметра вкладышей
по шейке коленчатого
вала компрессора. Ука-
занное приспособление
Фиг. 392. Приспособление для центробежной
заливки вкладышей.
состоит из двух колец 2 и 5, между которыми помещают-
ся вкладыш и пустотелый стержень 3. Точное центрование
стержня и вкладыша достигается при помощи конических расточек,
сделанных в кольцах. В свою очередь, кольца вкладыша поме-
щаются в нижнее установочное кольцо 9 и в верхнее покрывающее
440
Фиг. 394. Кондуктор для сверления отверстий
во вкладышах.
Фиг. 395. Приспособление для разрезания вкладышей.
441
кольцо 7. Установочное и покрывающее кольца стягиваются при
помощи болтов 1 и клиньев 6, Между вкладышами помещены сталь-
ные прокладки 4,
Заливку вкладыша производят через литниковые воронки <8,
вставляемые в отверстия, просверленные в покрывающем кольце.
Для того чтобы использовать это приспособление для заливки вкла-
дышей других размеров, необходимо изготовить только два новых
кольца и стержень. Остальные детали используются от основного
приспособления.
В целях экономии дефицитного материала, идущего на заливку
вкладышей, рекомендуется при заливке пользоваться только мер-
ными ковшами (фиг. 391), объем которых точно подсчитывается
и должен соответствовать объему слоя баббитовой заливки вкладыша
с учетом припусков на обработку.
Приспособление для заливки вкладышей небольшого размера
центробежным способом изображено на фиг. 392. Оно состоит из кор-
пуса /, крышки 3 и двух откидных болтов 2 с гайками-бараш-
ками 4. Корпус приспособления навинчивается на шпиндель станка.
Заливаемый вкладыш устанавливается в корпус приспособления
и зажимается крышкой, стягиваемой посредством откидных болтов.
В центровое отверстие крышки пропускается конец трубки, согнутой
под углом и сваренной с воронкой, через которую во вкладыш посту-
пает расплавленный металл. Вкладыши небольшого размера
(с внутренним диаметром от 50 до 100 мм) можно заливать центро-
бежным способом, закрепляя приспособление непосредственно
на валу электродвигателя небольшой мощности, с числом оборотов
от 750 до 1000 в минуту.
Разжимная оправка, применяемая для обработки наружного
диаметра и подрезки торца у вкладышей (еще не разрезанных),
очень несложна (фиг. 393) в изготовлении и надежно центрирует
и закрепляет деталь. Подобная конструкция ойравки может быть
использована не только для подрезки торца и обточки наружного
диаметра вкладыша, но и для обработки целого ряда других деталей,
имеющих в качестве базы для последующей обработки расточенное
отверстие.
Сверление во вкладышах отверстий под шатунные болты произво-
дится в кондукторе (фиг. 394), состоящем из корпуса /, крышки 2,
двух откидных болтов 3 с гайками-барашками 4 и двух кондуктор-
ных втулок 5. Вкладыш помещается между корпусом и крышкой
кондуктора и закрепляется при помощи откидных болтов с гайками.
Разрезание вкладышей на две половины выполняется в приспо-
соблении (фиг. 395), устанавливаемом на столе горизонтально-фре-
зерного станка. После разрезания верхней части вкладыша оправка
с вкладышем поворачивается на 180° и производится разрезка
нижней части вкладыша. Вкладыш разрезается дисковой фрезой,
устанавливаемой по пазу, имеющемуся во фланце оправки.
ГЛАВА XV
ИЗГОТОВЛЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ И ПАЛЬЦЕВ
КРЕЙЦКОПФОВ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ, ПАЛЬЦЕВ КРЕЙЦКОПФОВ
И ПРЕДЪЯВЛЯЕМЫЕ К НИМ ТРЕБОВАНИЯ
Поршневые пальцы являются замыкающим звеном при передаче
усилий от шатуна к поршню в кривошипно-шатунном механизме
компрессора. Пальцы крейцкопфа являются промежуточным звеном
при передаче усилий от шатуна к штоку в компрессорах с крейц-
копфным кривошипно-шатунным механизмом.
Воспринимая от шатуна усилия возвратно-поступательных дви-
жений, поршневые пальцы и пальцы крейцкопфа подвергаются
периодическим нагрузкам на изгиб, величина которых колеблется
от нуля до максимума. Это последнее обстоятельство создает неблаго-
приятные условия для работы поршневых пальцев и пальцев крейц-
копфа.
Поршневые пальцы и пальцы крейцкопфа — ответственные детали
поршневых компрессоров, и к ним предъявляются следующие основ-
ные требования:
1. Овальность и конусность наружной поверхности поршневых
пальцев бескрейцкопфных компрессоров и участка пальца крейц-
копфа, сопрягаемого с шатуном крейцкопфных компрессоров,
не должны быть более половины допуска на диаметр по 2-му классу
точности.
2. Чистота обработанных наружных поверхностей поршневых
пальцев бескрейцкопфных компрессоров и участка поверхности
пальца крейцкопфа, сопрягаемого с шатуном крейцкопфных компрес-
соров при диаметре до 150 мм включительно, должна быть не ниже
9-го, а при диаметре свыше 150 мм — не ниже 8-го класса.
3. Трущиеся наружные поверхности поршневых пальцев и паль-
цев крейцкопфа должны подвергаться поверхностному упрочнению.
Твердость наружной поверхности этих деталей должна составлять
HRC 56—62.
4. Палец крейцкопфа и разъемный вкладыш шатуна должны
д
выполняться по посадке^; при неразъемном вкладыше —
443
A
по посадке д. Требуемая величина зазора обеспечивается опера-
циями при сборке.
5. Эксцентричность внутреннего диаметра поршневого пальца
к внешнему диаметру, т. е. разностенность, допускается в пределах
0,1—0,3 мм в зависимости от размеров пальца.
6. Заусенцы поршневых пальцев и пальцев крейцкопфа должны
быть зачищены, острые углы притуплены, а края смазочных отвер-
стий скруглены.
7. Свободные размеры механически обработанных поверхностей
поршневых пальцев и пальцев крейцкопфа должны выполняться
с точностью не ниже 7-го класса.
КЛАССИФИКАЦИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ И ПАЛЬЦЕВ
КРЕЙЦКОПФА ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Поршневые пальцы бескрейцкопфных компрессоров: плавающие,
плавающие с заглушками и неподвижные могут быть отнесены к одной
технологической группе независимо от их размеров.
Типы поршневых пальцев представлены в табл. 61.
Таблица 61
Типы поршневых пальцев
Технологическая группа—поршневые пальцы
444
Таблица 62
Типы пальцев крейцкопфа
Технологическая группа—пальцы крейцкопфа
Пальцы крейцкопфа по своей конструкции разделяются
на цилиндрические гладкие; цилиндрические ступенчатые; цилин-
дрические с коническими поверхностями.
Каждая из этих групп имеет свой типовой технологический
процесс обработки.
Типы пальцев крейцкопфа представлены в табл. 62.
МАТЕРИАЛЫ, ЗАГОТОВКИ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПОРШНЕВЫХ ПАЛЬЦЕВ И ПАЛЬЦЕВ КРЕЙЦКОПФА КОМПРЕССОРОВ
Поршневые пальцы и пальцы крейцкопфа компрессоров изго-
товляются из стали марок 20 или 45 по ГОСТу 1050-60 и марок 15Х,
20Х или 40Х по ГОСТу 4543-57. Химический состав стали марок 15Х
и 20Х приведен в табл. 63.
Так как по условиям работы поршневые пальцы и пальцы крейц-
копфа должны иметь высокую поверхностную твердость и износо-
445
Таблица 63
Химический состав стали марок 15Х и 20Х в %
Марка стали С Si Мп Ст '
15Х 0,12—0,18 0,17—0,37 0,40—0,70 0,70—1,0
20 X 0,17—0,23 0,17—0,37 0,50—0,80 0,70—1,0
устойчивость при сохранении вязкой сердцевины, то для их изго-
товления рекомендуется применять цементуемые стали марок 20,
15Х и 20Х. Эти стали цементуются и затем термически обрабаты-
ваются до твердости HRC 56—62. Стали марок 45 и 40Х (нецементу-
емые) термически обрабатываются до той же твердости.
Глубина цементации поршневых пальцев и пальцев крейцкопфа
должна быть в пределах 0,8—1,2 мм после шлифования и проверяется
по излому образца данного материала, который вместе с партией
пальцев подвергался цементации.
Поршневые пальцы изготовляются из круглого проката. Пальцы
крейцкопфа изготовляются из круглого проката, а при отсутствии
материала требуемого размера и профиля могут быть изготовлены
из поковки, полученной свободной ковкой. В последнем случае
пальцы крейцкопфа изготовляются по рабочим чертежам с соответ-
ствующими припусками на механическую обработку.
Нагрев материала и ковка заготовки пальца крейцкопфа произ-
водятся при режимах, гарантирующих наличие мелкозернистой
структуры и отсутствие пережога металла. Для снятия внутренних
напряжений, возникших в процессе ковки, все поковки подвер-
гаются термической обработке — нормализации.
Перед механической обработкой необходимо тщательно очищать
поковки от окалины путем дробеструйной или пескоструйной
обдувки. Очищенные от окалины поковки не должны иметь трещин,
плен, закатов и других дефектов металла. Исправление дефектов
поковок пальцев крейцкопфа не допускается.
ИЗГОТОВЛЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ И ПАЛЬЦЕВ
КРЕЙЦКОПФА КОМПРЕССОРОВ
Технологические процессы изготовления поршневых пальцев
на компрессоростроительных заводах весьма разнообразны и зача-
стую не учитывают экономики производства. Отдельные заводы
производят шлифование пальцев на разжимной оправке, конструк-
ция которой требует предварительной технологической расточки
отверстия в пальце, что удорожает изготовление деталей.
Некоторые заводы в тех случаях, когда во внутреннюю часть
пальца вставляются заглушки, растачивают посадочные отверстия
пальцев резцом, тогда как применение развертки и качающейся
державки значительно ускоряет процесс изготовления пальцев.
446
Таблица 64
Типовой технологический процесс изготовления поршневых пальцев
компрессоров
| № опера- ции сх (У _ с ? X Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
1 2 1 2 3 4 5 6 7 Револьверная Подать пруток до упо- ра Подрезать торец А под V 4 Центровать для на- правления сверла Обточить предвари- тельно наружный диа- метр Б под V 6 с при- пуском под шлифование и одновременно сверлить отверстие В под V 4 с припуском под развер- тывание Снять фаску Г под V 6 Проточить фаски Д и Е одновременно под V 4 Отрезать деталь с при- пуском на подрезку Токарная Револьвер- ный станок Цанговый патрон, цанга, упор, оправка, державки, переходные втулки Резец подрез- ной, цен- тровоч- ное сверло, резец проход- ной, сверло, резец фа- сочный, резцы проход- ные ле- вый и правый, резец отрезной Штанген Пробка А4
3 1 2 3 Подрезать торец Ж в окончательный размер ’ под V 4 Снять фаску 3 под V 6 Развернуть отверстие В в окончательный раз- мер под V 6 Сверлильная Токарный станок Трехкулач- ковый патрон Качающая- ся державка Резец проход- ной Резец расточ- ной Разверт- ка Штанген Пробка A3
4 5 1 1 1 2 Сверлить отверстие И под V 3 в окончательный размер Слесарная Зачистить заусенцы после сверления Термическая Цементовать наруж- ную поверхность пальца Термически обрабо- тать наружную поверх- ность пальца до твердо- сти HRC 56—62 Сверлиль- ный станок Верстак Термиче- ская печь Закалочная ванна Сверлиль- ный патрон, кондуктор Сверло Шабер, напиль- ник Пробка А4 Термо- пара, прибор Роквелла
447
Продолжение табл. 64
I № опера- ции № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
6 Токарная
7 1 Зачистить фаски Г и 3 (при последующей ста Шлифовальная Токарный станок шлифовке на нке операция < Трехкулач- ковый патрон бесцентрово-1] отпадает) Наждач- ное полотно 1лифоваль НОМ
1 Шлифовать наружный диаметр Б под V 9 в окончательный размер Круглошли- фовальный станок (бесцентрово- шлифоваль- ный станок) Поводковый патрон, специаль- ная оправка (нож) Шлифо- вальный Круг (круги) Предель- ная скоба
8 Контрольная
1 Поршневой палец про- верить согласно чертежу и техническим условиям Контроль- ный стенд Штан- ген, пробки, предель- ная скоба
Типовой технологический процесс изготовления поршневых паль-
цев (табл. 64) объединяет все конструкции поршневых пальцев в одну
технологическую группу.
Предварительная обработка поршневого пальца производится
на револьверном станке с одной установки заготовки; при этом обра-
батывается как наружная, так и внутренняя поверхность детали.
Фаски поршневого пальца обрабатываются одновременно при
помощи специальной двухрезцовой державки.
Окончательная обработка наружной поверхности пальца произ-
водится на шлифовальном станке.
Типовым технологическим процессом предусмотрено выполнение
этой операции в двух вариантах, отличающихся тем, что в одном
случае шлифование наружного диаметра пальцев производится
на бесцентрово-шлифовальном, а в другом — на круглошлифовальном
станке. Первый вариант имеет явные преимущества перед вторым
в отношении затрат времени, но связан с применением бесцентрово-
шлифовального станка, который имеется не на всех компрессоро-
строительных заводах.
К недостаткам бесцентровой шлифовки следует отнести то, что
этот метод не устраняет разностенности, которая неизбежно наблю-
дается при изготовлении длинных и полых деталей.
448
Вследствие этих причин данный вариант типового технологиче-
ского процесса может быть рекомендован только для обработки
коротких пальцев, когда отклонение по разностенности укладывается
в пределы допусков.
Поршневые пальцы с жестким допуском на разностенность,
а также изготовляемые в небольших количествах должны шлифо-
ваться на двухконусной оправке на круглошлифовальном станке.
Применение этой оправки позволяет обойтись без предваритель-
ной технологической расточки внутреннего диаметра отверстия
и гарантирует требуемое качество поршневых пальцев.
Опыт показывает, что при минимальной технологической оснастке
типовой технологический процесс изготовления поршневых пальцев
(фиг. 396) дает экономичный ме-
тод механической обработки и
при точном его соблюдении обес-
печивает высокое качество изго-
товления поршневых пальцев ком-
прессоров.
В случае изготовления плава-
ющих поршневых пальцев без за-
глушек и неподвижных поршневых
пальцев в четвертом переходе
операции первой свер-
ление отверстия В производится
в окончательный размер, а в о п
необходимость выполнения трег
Фиг. 396. Поршневой палец бескрейц
копфного компрессора.
рации второй отпадает
jro перехода — развертывания
отверстия.
При изготовлении плавающих поршневых пальцев без заглушек
и с заглушками операции третья — сверлильная
и четвертая — слесарная не производятся.
Операции третья — сверлильная и четвер-
тая — слесарная выполняются при изготовлении неподвиж-
ных поршневых пальцев.
Поршневые пальцы, изготовляемые из стали марки 45 или 40Х,
цементации не подвергаются (операция пятая — терми-
ческая, первый переход).
Одновременная обработка двух фасок Д и Е у поршневых паль-
цев осуществляется при помощи специальной двухрезцовой дер-
жавки (фиг. 397), которая имеет в корпусе 1 два квадратных отвер-
стия для установки резцов 2. Крепятся резцы посредством вин-
тов 3.
Шлифование наружного диаметра поршневых пальцев, выпол-
няемое на круглошлифовальном станке, производится на двухконус-
ной оправке (фиг. 398), состоящей из стержня 1 с конусом, конусной
втулки 2, надеваемой на стержень, и гайки 3, навинчиваемой на конец
стержня. На концах стержня имеются конусные отверстия. Все
детали оправки термически обработаны.
Технология изготовления пальцев крейцкопфа компрессоров
на некоторых компрессоростроительных заводах имеет существенные
29 Галицкий 331
449
недостатки: применение для обработки пальцев крейцкопфа ложных
центров, ведущих к излишнему расходу металла; возвратные движе-
ния пальцев на токарных операциях, причиной которых служат
поверхности пальцев, не подлежащих цементации, и т. д. ,
Типовые технологические процессы изготовления пальцев крейц-
копфа (табл. 65—67) предусматривают использование более рацио-
Фиг. 397. Двухрезцовая державка для одно-
временной обработки двух фасок у поршне-
вых пальцев.
нального вида заготовки,
благодаря чему можно от-
казаться от применения
ложных центров и за-
менить их центрами, ко-
торые сверлятся в теле
детали.
Рекомендуется также
подвергать цементации все
поверхности пальца крейц-
копфа.
Типовые технологиче-
ские процессы изготовле-
ния пальцев крейцкопфов
разработаны для трех тех-
нологических групп в за-
висимости от сочетания
поверхностей пальцев:
1) цилиндрические гладкие; 2) цилиндрические ступенчатые; 3) ци-
линдрические с коническими поверхностями.
По типовым технологическим процессам заготовкой для пальцев
крейцкопфа служит круглая прутковая сталь. Для обработки паль-
цев крейцкопфа первой и третьей технологических групп введены
не предусмотренные конструкцией центровые отверстия, отсутствие
ПорианеЗои пат
Фиг. 398. Двухконусная оправка для шлифования
наружного диаметра поршневого пальца.
которых вызывает излишний расход металла и удлинение процесса
механической обработки деталей.
Что же касается влияния центровых отверстий на снижение проч-
ности пальца крейцкопфа, то следует учесть, что ввиду малого раз-
мера центрового отверстия оно находится на весьма близком расстоя-
нии от нейтральной оси детали в зоне, где напряжения очень малы.
Поэтому его влияние на прочность пальца настолько незначительно,
что им можно пренебречь.
450
Таблица 65
Типовой технологический процесс изготовления пальцев крейцкопфа
цилиндрических гладких
1 № опе- рации № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
1 2 3 4 1 1 2 3 4 1 2 3 4 1 2 Отрезная Отрезать заготовку с припуском на механиче- скую обработку длиной #=2ч-4 мм Токарная Подрезать торец А под V 4 Зацентровать торец А под V 6 Перекрепить деталь и подрезать торец Б под V 4 в окончательный размер Зацентровать торец Б под V 6 Токарная Обточить наружный диаметр В по верху на длину более половины Н под V 6 с припуском под шлифование Снять фаску Г под V 4. Переустановить деталь Обточить оставшуюся часть наружного диамет- ра В под V 6 с припу- ском под шлифование Снять фаску Д под V 4 Термическая Цементовать наруж- ную поверхность пальца Термически обрабо- тать наружную поверх- ность пальца до твердо- сти НДС 56—62 При изготовлении или 41 Пила дисковая Токарный станок Токарный станок Термиче- ская печь, закалочная ванна пальцев крейщ ЭХ переход 1 Тиски Трехкулач- ковый патрон, втулка переходная Планшайба, поводковый хомутик, центра <опфа из ста; отпадает Диск Резец подрез- ной, центро- вочное сверло Резец проход- ной, резец фасоч- ный 1и марки Линейка Штанген Штанген Термо- пара, прибор Роквелла 45
29:
451
Продолжение табл. 65
। № опе- рации № пере- I хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
5 1 Токарная Зачистить конусы Токарный Трехкулач- Наждач-
6 1 центровых отверстий При последующей с Ш лифовальная Шлифовать наружный станок шлифовке на танке операция Кругло- ковый патрон бесцентрово-г [ отпадает Планшайба, ное полотно нлифоваль Шлифо- НОМ Предель-
7 1 диаметр В по верху под V 8 —9 в окончательный размер Контрольная Палец крейцкопфа проверить согласно чер- тежу и техническим ус- ловиям шлифоваль- ный станок (бесцентро- во-шлифо- вальный станок) Контроль- ный стенд подводко- вый хому- тик, центры (нож) вальный круг (круги) ная скоба Штанген, предель- ная скоба
Таблица 66
Типовой технологический процесс изготовления пальцев крейцкопфа
цилиндрических ступенчатых
1 № one- 1 рации пере- 1 хода Наименование операции и краткое ее содержание Оборудование Приспо- собления Инструмент
режущий измери- тельный
1 2 1 1 2 3 4 Отрезная Отрезать заготовку с припуском на механиче- скую обработку длиной 3-^-5 мм Токарная Подрезать торец А под V4 Зацентровать торец А под V 6 Перекрепить деталь и подрезать торец Б под V 4 в окончатель- ный размер Зацентровать торец Б под V 6 Пила дисковая Токарный станок Тиски Трехкулач- ковый патрон Державка для сверла Диск Резец подрезной Сверло центро- вочное Линейка Штанген
452
Продолжение табл. 66
№ опера-[ ПИИ № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления И нет] режущий эумент измери- тельный
3 4 5 1 2 3 4 1 2 3 4 5 1 2 3 4 5 Токарная Обточить наружный диаметр В по верху под V 3 предварительно с припуском на оконча- тельную обработку Обточить наружный диаметр Г по верху под V 3 предварительно с припуском на оконча- тельную обработку Прорезать канавку Гх под V 4 в окончатель- ный размер Переустановить деталь и обточить наружный диаметр Д по верху под V 3 предварительно с припуском на оконча- тельную обработку Токарная Сверлить отверстие Е под V 3 в окончатель- ный размер на глубину более половины Н Расточить отверстие Ж под V 3 в окончатель- ный размер Нарезать резьбу Ж предварительно Калибровать резьбу Ж метчиком в окончатель- ный размер Снять фаску 3 под V 3 в окончательный размер Токарная Сверлить отверстие Е под V 3 в окончательный размер на проход Расточить отверстие И под V 3 в окончательный размер Нарезать резьбу И предварительно Калибровать резьбу И метчиком в окончатель- ный размер Снять фаску К под V 3 в окончательный размер Токарный станок Токарный станок Токарный станок Планшайба; подводно- вый хомутик, центры Трехкулач- ковый патрон, втулка переходная Трехкулач- ковый патрон, втулка переходная Резец проход- ной, резец канавоч- ный Сверло, резец расточ- ной, резец резьбо- вой, метчик, резец фасоч- ный Сверло, резец расточ- ной, резец резьбо- вой, метчик, резец фасочный Штанген, предель- ная скоба Предель- ные пробки, резьбо- вая пробка, штанген Предель- ные пробки, резьбо- вая пробка, штанген /
453
Продолжение табл. 66
1 № опера- ции № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
6 7 8 9 1 2 3 4 5 1 2 3 4 1 2 1 Токарная Обточить наружный диаметр В по верху под V 6 с припуском на окончательное шлифо- вание Обточить наружный диаметр Г по верху под V 6 с припуском на окон- чательное шлифование Снять фаску П под V 4 в окончательный раз- мер Переустановить деталь и обточить наружный диаметр Д по верху под V 6 с припуском на окончательное шлифова- ние Снять фаску П1 под V 4 в окончательный размер Сверлильная Сверлить отверстие Л под V 3 на проход в окончательный размер Сверлить отверстие О под V 3 на проход в окончательный размер Сверлить отверстия и М2 под V 3 на проход в окончатель- ный размер Сверлить отверстия Нг и Н2 под V 4 на про- ход в окончательный размер Термическая Цементовать наруж- ные поверхности пальца крейцкопфа Термообработать на- ружные поверхности пальца до твердости HRC 56—62 При изготовлены или Токарная Зачистить фаски 3 и /< Токарный станок Сверлильный станок Термиче- ская печь, закалочная ванна i пальцев кре! 40Х переход Токарный станок Планшайба, подводко- вый хомутик, центры Сверлильный быстро- сменный патрон, кондуктор 1цкопфа из ст 1 отпадает Трехкулач- ковый патрон Резец проход- ной, резец фасоч- ный Сверла 'али мары Наждач- ное полотно Предель- ные скобы, штанген Предель- ные пробки, штаген Термо- пара, прибор Роквел- ла I 45
4В4
Продолжение табл. 66
№ опера- j ции № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
10 11 1 2 3 1 Шлифовальная Шлифовать наружный диаметр В по верху под V 8—9 в оконча- тельный размер Шлифовать наружный диаметр Г по верху под V 8—9 в окончательный размер Переустановить деталь и шлифовать наружный диаметр Д по верху под V 8—9 в окончательный размер Контрольная Палец крейцкопфа проверить, согласно чертежу и техническим условиям Круглошли- фовальный станок Контроль- ный стенд Планшайба, поводковый хомутик, центры Шлифо- вальный круг Предель- ные скобы Штан- ген, предель- ные скобы, пробки, резьбо- вая пробка
Таблица 67
Типовой технологический процесс изготовления пальцев крейцкопфа
цилиндрических с коническими поверхностями
№ опера- ции № пере- хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
1 Отрезная
1 Отрезать заготовку с припуском на механиче- скую обработку.длиной Я—3~5 мм Пила дисковая Тиски Диск Линейка
2 Токарная
1 2 Подрезать торец Л под V 5 Зацентровать торец А под \7 6 Токарный станок Трехкулач- ковый патрон, державка для сверла Резец подрез- ной, сверло центро- вочное Штанген
455
Продолжение табл. 67
СЗ rv Инструмент
| № one] ции № пер< хода Наименование операции и краткое ее содержание Оборудование Приспособ- ления режущий измери- тельный
3 Токарная
1 2 3 4 Подрезать торец Б под V 5 в окончатель- ный размер Зацентровать торец Б под V 6 Сверлить отверстие В под V 5 в окончательный размер Нарезать резьбу в от- верстии В Токарный станок Трехкулач- ковый патрон, державка для сверла Переходная втулка Державка для метчика Резец подрез- ной, сверло центро- вочное, сверло, метчик Штан- ген, линейка, резьбо- вая пробка
4 Сверлильная
1 Сверлить два техноло- гических отверстия Г под V 5 в окончательный размер Сверлиль- ный станок Тиски машинные, кондуктор, сверлиль- ный патрон Сверло Пробка А4
5 Токарная
1 2 3 Обточить наружный диаметр Д по верху под V 6 с припуском на окончательное шлифо- вание Обточить наружный диаметр Е по верху под V 6 предварительно Прорезать канавку Ж под V 4 в окончатель- ный размер Токарный станок Планшайба, специаль- ный поводок, центры Резец проход- ной, резец канавоч- ный Скоба предель- ная, штанген
6 Токарная
1 2 3 Обточить конусные поверхности 3 и Е по верху под V 6 с припу- ском на окончательное шлифование Снять фаску И под V 5 в окончательный размер Притупить острые кромки Токарный станок Планшайба, специаль- ный поводок, центры Резец проход- ной, резец фасоч- ный, напиль- ник Калибры конус- ные, штанген
456
Продолжение табл. 67
1 № опера- ции 6 Iя «о. О Л X Наименование операции и краткое ее содержание Оборудование Приспособ- ления Инструмент
режущий измери- тельный
7 8 9 10 11 12 13 14 1 1 1 2 1 1 1 1 1 Разметочная Разметить шпоночную канавку К Фрезерная Фрезеровать шпоноч- ную канавку К под V 6 в окончательный размер Термическая Цементовать наруж- ные поверхности пальца крейцкопфа Термообработать на- ружные поверхности пальца до твердости НРС 56—62 При изготовлении или Токарная Зачистить конусы цен- тровых отверстий Шлифовальная Шлифовать конусные поверхности 3 и £ по вер- ху под\7 3—9 в окон- чательный размер Шлифовальная Шлифовать наружный диаметр Д по верху под V 8—9 в окончатель- ный размер Слесарная Притереть конусные поверхности пальца к корпусу крейцкопфа Контрольная Палец крейцкопфа проверить, согласно чер- тежу и техническим условиям Разметоч- ная плита Вертикаль- но-фрезер- ный станок Термиче- ская печь, закалочная ванна пальцев крей: 40Х переход Токарный станок Кругло- шлифоваль- ный станок Кругло- шлифоваль- ный станок Верстак Контроль- ный стенд Призма, молоток, приспособ- ление Тиски машинные, оправка цкопфа из ст 1 отпадает Трехкулач- ковый патрон Планшайба, специаль- ный поводок, центры Планшайба, специаль- ный поводок, центры Специаль- ный поводок Чертил- ка, кернер Фреза торцо- вая али марок Наждач- ное полотно Шлифо- вальный круг Шлифо- вальный круг Прити- рочная паста Штанген Пробка Аз, штанген Термо- пара, прибор Роквел- ла 45 Калибры конус- ные Скоба предель- ная 1 Штанген, резьбо- вая пробка, пробка А4, скобы предель- ные, пробка A3, калибры конусные
457
Фиг. 399. Палец крейцкопфа первой
технологической группы.
Фиг. 401. Палец крейцкопфа третьей технологиче-
ской группы.
458
Сверление смазочного отверстия пальцев крейцкопфа второй
технологической группы производится с двух сторон, что создает
наиболее благоприятные условия для работы сверла, и в то же время
образующаяся иногда незначительная ступенчатость смазочного
отверстия не может отрицательно повлиять на качество
детали.
Сверление радиального отверстия в пальцах производится по кон-
дуктору.
Обработка пальцев крейцкопфа третьей технологической группы
производится в центрах; крутящий момент передается при помощи
специального поводка, что избавляет от необходимости иметь на заго-
товке хвостовик, на который крепится хомутик.
Припуски на обтачивание конических поверхностей пальцев
уменьшены, так как шлифование конусов ведется с одной установки.
Типовой технологический процесс изготовления пальцев крейц-
копфа первой технологической группы (фиг. 399) приведен в табл. 65.
Типовой технологический процесс изготовления пальцев крейц-
копфа второй технологической группы (фиг. 400) приведен в табл. 66.
Типовой технологический процесс изготовления пальцев крейц-
копфа третьей технологической группы (фиг. 401) приведен
в табл. 67.
Специальный поводок (фиг. 402) для точения, шлифования и при-
тирки пальца к корпусу крейцкопфа состоит из планки 1 и ввинчен-
ных в нее двух штифтов 2. В центре планки расточено отверстие 3,
через которое проходит центр токарного станка.
Фиг. 402. Специальный поводок для точения,
шлифования и притирки пальца крейцкопфа.
Кондуктор для сверления двух технологических отверстий и раз-
метки шпоночной канавки в пальце крейцкопфа показан на фиг. 403.
Он представляет собой корпус 1, к которому двумя винтами 2 при-
винчена фигурная планка 3 для разметки шпоночной канавки.
В отверстия, расточенные в корпусе, запрессованы две кондуктор-
ные втулки 4.
459
В отверстие, расточенное в центре корпуса, вставлен центра-
тор 5, имеющий два резьбовых хвостовика. На один из них навин-
чена рукоятка 6 и закреплена штифтом 7. Второй резьбовой хвосто-
Фиг. 403. Кондуктор для сверления двух технологических
отверстий и разметки шпоночной канавки.
вик ввинчивается в резьбовое отверстие, нарезанное в пальце
крейцкопфа, и прижимает корпус кондуктора к пальцу крейцкопфа.
Центратор удерживается в корпусе кондуктора пружинным коль-
цом 8.
ГЛАВА XVI
ИЗГОТОВЛЕНИЕ КОРПУСОВ И ПОЛЗУНОВ
КРЕЙЦКОПФОВ КОМПРЕССОРОВ
НАЗНАЧЕНИЕ КРЕЙЦКОПФОВ И ПРЕДЪЯВЛЯЕМЫЕ
К НИМ ТРЕБОВАНИЯ
Крейцкопф в кривошипно-шатунном механизме крейцкопфных
компрессоров предназначен для передачи усилий от шатуна, имею-
щего качательное движение вокруг пальца крейцкопфа, к поршню,
имеющему возвратно-поступательное движение.
Крейцкопфы малых компрессоров изготовляются, как правило,
цельными, без отъемных ползунов, а средних и тяжелых компрессо-
ров — составными, из корпуса и двух ползунов. Последнее обстоя-
тельство позволяет регулировать (при помощи прокладок различ-
ной толщины) величину зазора между крейцкопфом и направляю-
щими станины компрессора, компенсируя несовпадение осей цилиндра
и направляющих станины.
Основные требования, предъявляемые к крейцкопфам компрес-
соров, заключаются в следующем:
1. Конусность трущейся поверхности крейцкопфа на длине пол-
зуна допускается не более допуска на диаметр крейцкопфа по 2-му
классу точности.
2. Неперпендикулярность оси отверстия под палец крейцкопфа
к оси трущейся поверхности крейцкопфа не должна быть более
0,02 мм на 100 мм длины.
3. Отклонение от соосности резьбы под шток к оси трущейся
поверхности крейцкопфа допускается не более допуска на диаметр
крейцкопфа по 2-му классу точности.
4. Перекос оси резьбы под шток относительно оси трущейся
поверхности крейцкопфа не должен быть более 0,15 мм на 100 мм
длины. ч
5. Неперпендикулярность опорной поверхности под гайку для
крепления штока к оси крейцкопфа не должна превышать 0,05 мм
на диаметре 100 мм.
6. Чистота обработанной трущейся поверхности крейцкопфа
должна быть не ниже 7-го класса по ГОСТу 2789-59.
461
7. Точность механической обработки корпуса и ползунов крейц-
копфа должна обеспечивать:
а) сопряжение корпуса крейцкопфа с ползунами (по длине)
А3
по посадке
б) сопряжение корпуса крейцкопфа с ползунами (по диаметру)
А3
по посадке ;
^3
в) сопряжение крейкопфа с направляющими станины компрес-
сора по посадке (требуемая величина рабочего зазора обес-
печивается операциями при сборке).
8. Отклонение от веса, указанного в чертежах, не должно превы-
шать для крейцкопфов в сборе +4%.
9. Свободные размеры механически обработанных поверхностей
корпуса и ползунов крейцкопфа выполняются по 7-му классу точ-
ности.
10. На обработанных поверхностях корпуса и ползунов крейц-
копфа недопустимы трещины, пористость, раковины и другие дефекты.
КЛАССИФИКАЦИЯ КОРПУСОВ И ПОЛЗУНОВ КРЕЙЦКОПФОВ
КОМПРЕССОРОВ ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Из большего количества конструкций корпусов крейцкопфов
можно выделить, с технологической точки зрения, три основные
группы. К ним относятся корпуса цилиндрической, плоской и вильча-
той формы. Типы корпусов крейцкопфов компрессоров представлены
в табл. 68.
В кривошипно-шатунном механизме средних и тяжелых крейц-
копфных компрессоров применяются отъемные ползуны крейцкопфов.
Имеется много конструктивных разновидностей отъемных пол-
зунов крейцкопфов: односторонние, двухсторонние клиновидные,
двухсторонние одинаковые и другие. Клиновидные ползуны вслед-
ствие сложности их изготовления, а также неравномерного удель-
ного давления, возникающего при работе, в настоящее время в ком-
прессоростроении не применяются.
Наиболее распространенные в компрессоростроении отъемные
ползуны крейцкопфов можно выделить в две технологические группы:
ползуны съемные двухсторонние одинаковые и ползуны съемные
двухсторонние разные. Типы отъемных ползунов крейцкопфов
компрессоров представлены в табл. 69.
МАТЕРИАЛЫ И ТЕРМИЧЕСКАЯ ОБРАБОТКА КОРПУСОВ
И ПОЛЗУНОВ крейцкопфов КОМПРЕССОРОВ
Корпуса крейцкопфов компрессоров изготовляются литыми и ко-
ваными. Для отливки корпусов крейцкопфов применяются серый
чугун марок СЧ 18-36 и СЧ 21-40 по ГОСТу 1412-54, а также сталь
марок 35Л — 45Л по ГОСТу 977-58. Кованые корпуса крейцкоп-
фов выполняются из стали марки 35—45 по ГОСТу 1050-60.
462
Таблица 68
Типы корпусов крейцкопфов компрессоров
Тип корпуса крейцкопфа
(технологическая группа)
Эскиз детали
Цилидрической формы
Плоской формы
Вильчатой формы
Для изготовления ползунов крейцкопфов применяется серый
чугун марок СЧ 18-36 и СЧ 21-40 по ГОСТу 1412-54.
В случае, если отсутствие коробления не обеспечивается кон-
струкцией чугунных отливок корпусов и ползунов крейцкопфа, они
должны быть подвергнуты до окончательной обработки старению.
Необходимость старения и предварительной грубой механической
обработки перед старением устанавливается техническими усло-
виями на изготовление этих деталей.
Рекомендуемый режим искусственного старения: нагрев отливок
деталей в нагревательной печи до температуры 200° без учета скорости
нагрева; дальнейший нагрев с температуры 200° до температуры
463
Таблица 69
Типы отъемных ползунов крейцкопфов компрессоров
Таблица 70
Механические свойства стали
Марка стали Предел текучести в кГ/мм2 Временное сопротивле- ние в кГ/мм2 Относитель- ное удлине- ние в % 65 Относитель- ное сужение в % Ударная вязкость в кГм/см2
не менее
35Л 28 50 15 25 3,5
40Л 30 53 14 25 3,0
45Л 32 55 12 20 3,0
464
500—550° со скоростью 50° в час; выдержка при этой температуре
от 2 до 5 час. в зависимости от толщины стенок деталей (не менее
1 часа на 25 мм сечения стенки); охлаждение деталей — вместе с печью
до температуры 200° со скоростью 30° в час, а затем на воздухе.
Твердость чугунных корпусов и ползунов крейцкопфа после
механической обработки должна быть НВ 170—241 (в зависимости
от марки применяемого чугуна). Припуски на механическую обра-
ботку, а также предельные отклонения от размеров и веса должны
соответствовать ГОСТу 1855-55. Чугунные отливки корпусов и пол-
зунов крейцкопфов очищаются от песка путем дробеструйной или
пескоструйной обдувки.
На корпусах крейцкопфов, изготовленных из стального литья,
допускается устранение дефектов посредством заварки, если это не на-
рушает прочности и не ухудшает вида деталей. На корпусах крейц-
копфов из чугунного литья, а также из поковки, выполненной сво-
бодной ковкой, заварка не допускается. Исправление дефектов
в стальных отливках заваркой должно производиться перед терми-
ческой обработкой.
Корпуса крейцкопфов, отлитые из стали, подвергаются терми-
ческой обработке. Механические свойства стали отливок корпусов
крейцкопфов в нормализованном или отожженном состоянии должны
соответствовать требованиям, указанным в табл. 70.
Основными показателями механических свойств стали являются
предел текучести, относительное удлинение и ударная вязкость.
Отливки корпусов крейцкопфов должны быть очищены от песка
и окалины путем дробеструйной или пескоструйной обдувки.
Прибыли и литники должны быть удалены, а места их располо-
жения зачищены в пределах допусков, указанных на чертежах или
в технических условиях. Заливы и заусенцы должны быть удалены
и зачищены заподлицо с поверхностью отливки.
На обрабатываемых поверхностях отливок не допускаются поверх-
ностные дефекты, превышающие по глубине 2/3 припуска на механи-
ческую обработку.
Мелкие единичные раковины диаметром до 3 мм и глубиной
до 2 мм, расположенные на посадочных поверхностях корпуса крейц-
копфа, допускается не заваривать.
Кованые корпуса крейцкопфов не должны иметь трещин, плен,
волосовин, закатов и других дефектов металла. Нагрев под ковку
и сам процесс ковки должны производиться при режимах, гаранти-
рующих мелкозернистую структуру металла и отсутствие трещин.
Изготовление поковок корпусов крейцкопфов необходимо выпол-
нять со степенью уковки выше двух.
МЕХАНИЧЕСКАЯ ОБРАБОТКА КОРПУСОВ И ПОЛЗУНОВ
КРЕЙЦКОПФОВ КОМПРЕССОРОВ
Технологические процессы изготовления корпусов крейцкоп-
фов, применяемые на компрессоростроительных заводах, весьма
разнообразны.
30 Галицкий 331
465
Это объясняется не только различием геометрических форм и раз-
меров корпусов крейцкопфов, но и тем, что технологи при решении
технологических задач зачастую не учитывают экономики произ-
водства. Так, коническое отверстие под шток в корпусе креццкопфа
вильчатой формы последовательно сверлится спиральными сверлами
диаметром 15, 30, 45 и 60 мм, после чего с диаметра 60 мм до диаметра
85 мм растачивается резцом, а затем резцом же растачивается на конус
в окончательный размер. Так как при таком порядке обработки кони-
ческого отверстия трудно получить требуемую точность, приходится
производить дополнительные работы по пригонке сопрягаемых
деталей.
Разметка конического отверстия под палец и отверстий под резьбу
производится в два приема — перед расточкой отверстия под палец
и перед сверлением отверстий под резьбу, тогда как по ходу процесса
она может быть выполнена одновременно.
Расточка конического отверстия под палец производится по раз-
метке, в то время как простое приспособление дает возможность
производить расточку отверстия без разметки.
Старение чугунных корпусов крейцкопфов для устранения внут-
ренних напряжений, полученных в процессе отливки, не проводится.
Ответственные поверхности корпусов крейцкопфов обрабаты-
ваются на универсальных приспособлениях, которые требуют зна-
чительного времени на установку детали и не гарантируют требуе-
мой точности обработки.
Эти примеры показывают, что применяемый технологический
процесс не может обеспечить высокого качества корпусов крейц-
копфов и, кроме того, недостаточно рентабелен.
В соответствии с произведенной разбивкой корпусов крейцкоп-
фов на три технологические группы разработаны три варианта типо-
вых технологических процессов их механической обработки.
Корпуса крейцкопфов компрессоров первой технологической
группы изготовляются из литых заготовок и обрабатываются на ре-
вольверных станках: подрезаются торцы, растачивается отверстие
под палец и обтачивается наружный диаметр корпуса крейцкопфа.
Расточка отверстия под палец и подрезка внутренних плоскостей
бобышек выполняется при помощи специального приспособления.
Деталь центрируется в приспособлении и обрабатывается без раз-
метки под расточку.
Обработка базовых плоскостей корпусов крейцкопфов второй
технологической группы производится фрезерованием вместо обычно
применяемого строгания.
Фрезерование гарантирует требуемую точность и плоскостность
и вместе с тем значительно сокращает время обработки детали.
Разметка отверстий под палец и под шток производится одно-
временно. Это освобождает от вторичной транспортировки детали
на разметку. Расточка отверстия под шток в торце корпуса крейц-
копфа, а также отверстия под палец осуществляется на револьверном
станке. Необходимая точность обработки достигается за счет при-
менения специальных приспособлений.
466
Корпус крейцкопфа обтачивается по наружному диаметру в спе-
циальном приспособлении.
Для сверления многочисленных отверстий под резьбу и смазку
предусмотрен комбинированный кондуктор.
Механическая обработка корпусов крейцкопфов третьей техно-
логической группы выполняется на токарном станке, а растачива-
ние отверстия под палец — на расточном станке в специальном при-
способлении, которое обеспечивает необходимую точность изготовле-
ния и дает возможность производить подрезку внешних и внутрен-
них плоскостей бобышек с одной установки детали.
Сверление отверстий больших размеров производится высоко-
производительными зенкерами, дающими возможность производить
обработку с меньшим количеством переходов.
Типовой технологический процесс предусматривает минимальные
припуски на окончательную обработку отверстий, так как оконча-
тельная отделка конических отверстий производится развертками,
обеспечивающими необходимые точность и чистоту поверхности.
Обточка корпуса крейцкопфа производится на специальной
оправке.
Применение типовых тех-
нологических процессов уве-
личивает производительность
труда и снижает себестои-
мость изготовления деталей.
Разумеется, намеченными
мероприятиями не исчерпы-
вается возможность дальней-
шего усовершенствования
технологических процессов
изготовления корпусов крейц-
копфов компрессоров.
Типовой технологиче-
ский процесс механической
обработки корпусов крейц-
копфов цилиндрической фор-
мы (фиг. 404). Чугунная
Фиг. 404. Корпус крейцкопфа цилиндри-
ческой формы.
отливка корпуса крейцкопфа,
подвергнутая искусственному старению и очищенная от песка путем
дробеструйной или пескоструйной обдувки, поступает в механиче-
ский цех на револьверный станок для дальнейшей обработки.
Операция первая — револьверная. Корпус
крейцкопфа зажимается в четырехкулачковом патроне револьвер-
ного станка.
Производится подрезка торца А под V4, затем растачивается
отверстие Б под ?6и снимается фаска В под V4 в окончательный
размер. >
Операция вторая — револьверная. Деталь
устанавливается в специальное приспособление. Растачивается под
V 7 отверстие Г под палец предварительно и затем подрезаются
30*
467
торцовые плоскости ^бобышек Ж. с внутренней стороны под V 6
в окончательный размер. Развертывается отверстие Г развертками
под V9 в окончательный размер.
Операция третья — револьверная. Корпус
крейцкопфа устанавливается в специальном приспособлении. Под-
резается торец И под V7 в окончательный размер, затем сверлится
отверстие К под V4 предварительно и после этого растачивается
под V 6 в окончательный размер. Снимается фаска Л под V 5 в окон-
чательный размер. Производится обтачивание наружного диаметра М
под V6 предварительно и снимается фаска Д под V5.
Операция четвертая — фрезерная. Деталь
устанавливается в специальное приспособление на вертикально-
фрезерном станке. Выполняется фрезерование торцовой фрезой
поверхности Н под V5 в окончательный размер, затем деталь пере-
ворачивается и производится фрезерование поверхности Нг под V 5
в окончательный размер.
«.Операция пятая — сверлильная. На сверлиль-
ном станке сверлятся по кондуктору отверстия Р под \74 в окон-
чательный размер, затем в этих отверстиях метчиком нарезается
резьба.
Операция шестая — шлифовальная. На круг-
лошлифовальном станке в специальном приспособлении шлифуется
наружный диаметр М под V8 в окончательный размер.
Операция седьмая — слесарная. Производится
зачистка заусенцев и притупление острых кромок у детали.
Операция восьмая — контрольная. Корпус
крейцкопфа проверяется согласно чертежу и техническим усло-
виям.
Типовой технологический процесс механической обработки кор-
пусов крейцкопфов плоской формы (фиг. 405). Поковка корпуса
Фиг. 405. Корпус крейцкопфа плоской формы.
крейцкопфа, подвергнутая термической обработке (нормализации)
и очищенная от окалины на дробеструйном или пескоструйном аппа-
рате, поступает в цех для механической обработки.
468
Операция первая — фрезерная. Поковка закре-
пляется в машинных тисках на фрезерном станке. Фрезеруется
поверхность А под V6, затем поковка перекрепляется и фрезе*
руется поверхность Б под V6 в окончательный размер.
Операция вторая — токарная. Деталь закре-
пляется в четырехкулачковом патроне токарного станка. Подре-
зается торец В под V4 и обтачивается наружный диаметр Г под V3
предварительно.
Операция третья — токарная. Деталь закре-
пляется в четырехкулачковом патроне токарного станка. Подре-
зается торец Д под ?5 в окончательный размер. Обтачивается
поверхность Е под V3 предварительно.
Операция четвертая — разметочная. На раз-
меточной плите размечается отверстие Ж под палец.
Операция пятая — револьверная. Деталь закре-
пляется в четырехкулачковом патроне револьверного станка. Свер-
лится отверстие Ж на проход под V 3, а затем растачивается резцом
предварительно под V5.
Операция шестая — револьверная. Деталь уста-
навливается в специальное приспособление. Обтачивается наружный
диаметр Г под V3 в окончательный размер. Обтачивается диа-
метр 3 под V б в окончательный размер. Обтачивается поверхность Е
и снимается фаска О под V3 в окончательный размер. Сверлится
отверстие И под V 3, а затем подрезается резцом торец отверстия И
под V5 в окончательный размер. Прорезается резцом выточка К
под V3 в окончательный размер. Растачивается отверстие Л для
резьбы под V5. Прорезается резцом выточка М под ?3в оконча-
тельный размер. Растачивается отверстие Н под V6b окончатель-
ный размер. Нарезается резцом резьба в отверстии Л, а затем резьба
калибруется метчиком.
Операция седьмая — токарная. Деталь устана-
вливается в специальное приспособление. Растачивается отверстие Ж
под V б в окончательный размер.
Операция восьмая — св ер л и л ь н а я. Деталь уста-
навливается в специальный поворотный кондуктор. Сверлятся
и затем рассверливаются отверстия П под V 4 в окончательный
размер. Сверлятся отверстия Р под V 4, после чего в них нарезается
резьба. Сверлится отверстие С под V4, и в нем нарезается резьба.
Сверлятся отверстия Т под V4, а затем в них нарезается
резьба.
Операция девятая — слесарная. Производится
зачистка заусенцев и притупление острых кромок у детали.
Операция десятая — контрольная. Корпус
крейцкопфа проверяется согласно чертежу и техническим усло-
виям.
Типовой технологический процесс механической обработки кор-
пусов крейцкопфов вильчатой формы (фйг. 406). Стальная отливка
корпуса крейцкопфа, подвергнутая термической обработке (отжигу
или нормализации) и очищенная от песка и окалины путем дробе-
469
струйной или пескоструйной обдувки, поступает в цех для механи-
ческой обработки.
Операция первая — токарная. Отливка корпуса
крейцкопфа закрепляется в четырехкулачковом патроне токарного
станка за диаметр А. Растачивается технологическая выточка Б
под V 6 с точностью по 2-му классу и подрезается торец В под V 5.
Обтачивается наружный диаметр Г под V 4 предварительно.
Операция вторая — токарная. Деталь устанавли-
вается в специальное приспособление. Подрезается торец Д под V 5
в окончательный размер.
Обтачивается наружный диаметр А под V 3 в окончательный
размер. Зацентровывается торец Д и затем сверлится на проход
отверстие Е под V 3 предварительно. Рассверливается отверстие Е
Фиг. 406. Корпус крейцкопфа вильчатой формы.
под V 3 предварительно. Зенкеруется отверстие Е под V 6 в оконча-
тельный размер. Растачивается конусное отверстие Ж под V б пред-
варительно. Растачивается выточка 3 под V 6 в окончательный
размер. Развертывается конусное отверстие Ж под V 7 в окончатель-
ный размер.
Операция третья — токарная. Деталь устанавли-
вается на специальной оправке в центрах токарного станка. Под-
резается торец И под\75 в окончательный размер. Обтачивается
наружный диаметр Г под V 6 в окончательный размер.
Операция четвертая — расточная. Деталь уста-
навливается в специальном приспособлении на горизонтально-
расточном станке. Растачивается отверстие К под V 6 с припуском
под развертывание. Подрезается торец Л под V 5 и затем торец М
под ?6 в окончательный размер. Подрезается торец Н под V5
и затем торец О под ?6в окончательный размер. Развертывается
конусными развертками отверстие К под V 8 в окончательный
размер.
Операция пятая — разметочная. На разметочной
плите размечаются плоскости Р и С под фрезерование, а также
шпоночная канавка П.
Операция шестая — фрезерная. Деталь устана-
вливается в приспособление на столе вертикально-фрезерного станка.
470
Фрезеруется плоскость Р под ?5 в окончательный размер. Деталь
перекрепляется, и фрезеруется плоскость С под V 5 в окончательный
размер.
Операция седьмая — долбежная. Деталь устана-
вливается в специальном приспособлении. Производится долбление
шпоночной канавки П под V б в окончательный размер.
Операция восьмая — сверлильная. На свер-
лильном станке по кондуктору сверлятся отверстия Т под V 4
и затем в них нарезается резьба. По кондуктору сверлятся отвер-
стия У под V 4, после чего в них нарезается резьба.
Операция девятая — фрезерная. Деталь уста-
навливается в приспособление на столе вертикально-фрезерного
станка. Сверлится на проход отверстие Ф под V 4, а затем фрезе-
руется паз под V 6 в окончательный размер.
Операция десятая — слесарная. Производится
зачистка заусенцев и притупление острых кромок у детали.
Операция одиннадцатая — контрольная.
Корпус крейцкопфа проверяется согласно чертежу и техническим
условиям.
Существующие технологические процессы механической обра-
ботки ползунов крейцкопфов недостаточно оснащены специальными
приспособлениями, что значительно удлиняет процесс обработки
и не всегда обеспечивает требуемое качество деталей.
Типовые технологические процессы разработаны для двух тех-
нологических групп ползунов крейцкопфов: двухсторонних одина-
ковых; двухсторонних разных.
Ползуны крейцкопфов первой технологической группы рекомен-
дуется изготовлять из цилиндрических заготовок. Сверление отвер-
стий в ползунах этой группы целесообразно производить в поворот-
ном приспособлении, что дает возможность выполнять данную опе-
рацию с минимальным вспомогательным временем.
Разрезка заготовки на детали производится в приспособлении,
обеспечивающем необходимую жесткость при обработке двумя фре-
зами одновременно. Благодаря этому достигается требуемая чистота
обрабатываемых поверхностей, сокращается машинное время обра-
ботки и устраняется трудоемкая слесарная обработка после стро-
гания.
Расточка посадочных поверхностей ползунов крейцкопфов второй
технологической группы производится в приспособлении по 4 шт.
одновременно, что в 2 раза увеличивает производительность труда
по сравнению с существующим технологическим процессом.
Запроектированная специальная технологическая оснастка позво-
лит резко снизить трудоемкость изготовления ползунов.
Типовой технологический процесс механической обработки пол-
зунов крейцкопфов двухсторонних одинаковых (фиг. 407). Чугунная
цилиндрическая заготовка, подвергнутая искусственному старению
и очищенная от песка путем дробеструйной или пескоструйной
обдувки, поступает в механический цех для последующей обра-
ботки.
471
Операция первая — токарная. Заготовка закре-
пляется в четырехкулачковом патроне токарного станка. Подрезается
торец А под V3. Растачиваются ребра Б и В до диаметра d под
V 3. Растачивается выточка Г до диаметра dx под V 6. Обтачивается
наружный диаметр D с припуском 1—2 мм на сторону поД V6.
Снимается фаска Е под V3. Отрезается заготовка с припуском 1—
2 мм на размер L под V3.
Операция вторая — сверлильная. Заготовка
устанавливается в специальное поворотное приспособление (кон-
дуктор). Сверлятся по кондуктору последовательно отверстия 3
под болты на проход под V3. Зенкеруются последовательно отвер-
стия Ж под головки болтов под V4.
Операция третья — фрезерная. Заготовка уста-
навливается в специальное поворотное приспособление на горизон-
тально-фрезерном станке. Фрезеруются одновременно два угловых
паза (трехсторонними фрезами) на цилиндре под V3. При этом
выдерживается размер между плоскостями Z. Деталь поворачивается
на угол 180°.
Фрезеруются с противоположной стороны цилиндра два угловых
паза под V 3. Снимается со станка оправка с двумя трехсторонними
фрезами и устанавливается оправка с двумя дисковыми фрезами.
Цилиндр последовательно разрезается по пазам на отдельные детали.
При этом выдерживается высота ползуна h и обрабатываются поверх-
ности К и /Q под V3.
Операция третья — слесарная. Производится
зачистка заусенцев и притупление острых кромок у детали. Пол-
зуны крепятся к корпусу крейцкопфа, и последующая механическая
обработка ползунов производится в сборе с корпусом крейцкопфа.
Операция четвертая — токарная. Корпус
крейцкопфа в сборе с ползунами устанавливается в приспособление.
Обтачивается наружный диаметр D под ?7 в окончательный размер.
Подрезается торец М и снимается фаска И под V 3 в окончательный
размер.
Операция пятая — фрезерная. Собранный кор’
пус крейцкопфа устанавливается в приспособление. Фрезеруются
радиальные смазочные канавки П под V 4. Фрезеруются продольные
смазочные канавки Т под V 4 в окончательный размер.
472
Операция шестая — слесарная. Производится
зачистка заусенцев и притупление острых кромок у детали.
Операция седьмая — контрольная. Корпус
крейцкопфа в сборе с ползунами проверяется согласно чертежу
и техническим условиям.
Типовой технологический процесс механической обработки пол-
зунов крейцкопфов двухсторонних разных (фиг. 408). Чугунные
отливки ползунов крейцкопфов, подвергнутые искусственному ста-
рению и очищенные от песка путем дробеструйной или пескоструй-
ной обдувки, поступают в цех для дальнейшей механической обра-
ботки.
Операция первая — то карна я. Четыре ползуна
крейцкопфа устанавливаются в приспособление и закрепляются.
Растачивается внутренний диаметр ползунов d с припуском 1 мм
на сторону под V3. Подрезаются торцы А и Аг под ?5в оконча-
Фиг. 408. Ползун крейцкопфа двухсторонний разный.
тельный размер. Растачивается внутренний диаметр ползунов d
под ?6в окончательный размер.
Операция вторая — сверлильная. По кондук-
тору сверлятся последовательно отверстия Б на проход под V3
в окончательный размер. Зенкеруются последовательно отверстия В
под V 4 в окончательный размер. Сверлится отверстие Г на проход
под V3. Деталь переворачивается на другую сторону. Сверлится
отверстие Е под V 4 в окончательный размер.
Операция третья — фрезерная. Деталь закре-
пляется в приспособлении. Фрезеруются одновременно торцы Ж
и Жх ползуна под ?3в окончательный размер.
Операция четвертая — слесарная. Производится
зачистка заусенцев и притупление оетрых кромок у детали. Пол-
зуны крепятся к корпусу крейцкопфа, и последующая механическая
обработка ползунов производится в сборе с корпусом крейцкопфа.
473
Операция пятая — токарная. Корпус крейцкопфа
в сборе с ползунами устанавливается в приспособление. Обтачивается
наружный диаметр D под V7 в окончательный размер.
Операция шестая — фрезерная. Деталь уста-
навливается в приспособление. Фрезеруются смазочные канавки К
под V4 в окончательный размер.
Операция седьмая — слесарная. Производится
зачистка заусенцев и притупление острых кромок у детали.
Операция восьмая — контрольная. Корпус
крейцкопфа в сборе с ползунами проверяется согласно чертежу
и техническим условиям.
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ
КОРПУСОВ И ПОЛЗУНОВ КРЕЙЦКОПФОВ
Обтачивание наружного диаметра, подрезка торца и растачива-
ние отверстия в корпусе крейцкопфа цилиндрической формы произ-
водятся в приспособлении (фиг. 409), состоящем из корпуса 1 с конус-
ным хвостовиком, тяги 2, упорной шайбы 3, гайки 4 и пальца 5.
Корпус с конусным хвостовиком устанавливается в шпиндель перед-
ней бабки станка.
Обрабатываемый корпус крейцкопфа устанавливается на цилин-
дрическую направляющую часть А корпуса с конусным хвостовиком,
палец 5 вставляется в отверстие под палец в корпусе крейцкопфа
и проушину тяги 2 и посредством гайки и шайбы, опирающейся
на торец шпинделя станка, прижимается к торцовой поверхности Б
корпуса приспособления.
Шлифование наружного диаметра корпуса крейцкопфа на кругло-
шлифовальном станке осуществляется в этом же приспособлении.
Приспособление для фрезерования плоских поверхностей у кор-
пуса крейцкопфа цилиндрической формы (фиг. 410) состоит из кор-
пуса /, устанавливаемого на стол вертикально-фрезерного станка;
направляющего пальца 2, прикрепленного к корпусу посредством
винта 3, и ползуна 4, перемещающегося по корпусу. Корпус крейц-
копфа надевается на направляющий палец и закрепляется ползуном
при помощи эксцентрика 5 с рукояткой 6. Эксцентрик опирается
на упор 7, запрессованный в отверстие ползуна.
Сверление отверстий в торце корпуса крейцкопфа цилиндриче-
ской формы выполняется по накладному кондуктору, представлен-
ному на фиг. 411.
Накладной кондуктор представляет собой корпус Л в который
запрессовано шесть кондукторных втулок 2 и четыре направляющих
штифта 3, предохраняющих корпус кондуктора от проворачивания.
Растачивание отверстия под шток в корпусе крейцкопфа плоской
формы осуществляется в приспособлении, изображенном на фиг. 412.
Оно состоит из корпуса /, навинчиваемого на шпиндель станка;
пальца 2, вставленного в отверстия, расточенные в корпусе приспо-
собления, и втулки 3, надетой на палец. Крепление пальца к корпусу
приспособления производится винтом 5. Корпус крейцкопфа поме-
474
Фиг. 409. Приспособление для обтачивания (шлифования) на-
ружного диаметра, подрезки торца и растачивания отверстия
в корпусе крейцкопфа цилиндрической формы.
Фиг. 410. Приспособление для фрезерования плос-
ких поверхностй у корпуса крейцкопфа цилинд-
рической формы.
Фиг. 411. Накладной
кондуктор для свер-
ления отверстий в тор-
це корпуса крейцкоп-
фа цилиндрической
формы.
475
щается в пазу А приспособления. Перед установкой корпуса крейц-
копфа в приспособление в отверстие под палец крейцкопфа встав-
ляется втулка 3. Крепление корпуса крейцкопфа в приспособлении
производится посредством трех винтов 4,
Фиг. 412. Приспособление
для растачивания отверстия
под шток в корпусе крейц-
копфа.
Обтачивание наружного диаметра корпуса крейцкопфа вильчатой
формы производится в приспособлении (фиг. 413), состоящем из
оправки Л быстросменной шайбы 2 и гайки 3. В торцах оправки
имеются центровые отверстия. Корпус крейцкопфа плотно садится
на конус оправки и закрепляется гайкой.
Фиг. 413. Приспособле-
ние для обтачивания на-
ружного диаметра корпу-
са крейцкопфа вильчатой
формы.
Растачивание и развертывание отверстия под палец в корпусе
крейцкопфа вильчатой формы выполняются на горизонтально-
расточном станке в специальном приспособлении, показанном на
фиг. 414.
Приспособление выполнено в виде плиты /, к которой приварена
электросваркой стойка 2 и привернуты призмы 3. К стойке прива-
рена скоба 4. В отверстие, расточенное в скобе, запрессован конус-
476
ный валик 5. В плиту ввинчены две опорные стойки 8 и две стойки
6t на которые надеты пружины 7.
Фиг. 414. Приспособле-
ние для растачивания и
развертывания отверстия
под палец в корпусе крейц-
копфа вильчатой формы.
При установке корпуса крейцкопфа в приспособление выверка
правильности его положения производится посредством откидного
фиксатора 9. Крепление корпуса крейцкопфа в приспособлении осу-
ществляется двумя прижимными планками 10 и гайками 11.
Фиг. 415. Накладной кондуктор для сверления четырех
отверстий в бобышке корпуса крейцкопфа вильчатой
формы.
Во время установки приспособление на столе горизонтально-
расточного станка выверяется по призмам приспособления перпен-
дикулярность оси конусного валика к оси шпинделя станка.
477
Сверление четырех отверстий в бобышке корпуса крейцкопфа
вильчатой формы производится по накладному кондуктору, изобра-
женному на фиг. 415. Он состоит из корпуса 2, в который запрес-
сованы четыре кондукторные втулки /, и направляющей шпонки 4,
привернутой к корпусу кондуктора винтом 3. Сверление отверстий
выполняется на радиально-сверлильном станке.
Приспособление (фиг. 416), при помощи которого производится
долбление шпоночной канавки, фрезерование плоскостей и пазов
в корпусе крейцкопфа вильчатой формы, состоит из плиты /, к кото-
рой приварена электросваркой планка 2; регулируемого упора-
домкратика 7, ввернутого в резьбовое отверстие, имеющееся в плите,
Фиг. 416. Приспособление для долбления шпоночной канавки, фрезерования
плоскостей и пазов в корпусе крейцкопфа вильчатой формы.
и двух шпилек 9 и 11, также ввернутых в плиту. На шпильку 9
надета пружина 10, поддерживающая прижимную планку 8. Две
такие же шпильки 3 и 6 ввинчены в планку 2. На шпильку 6 надета
пружина 4, поддерживающая прижимную планку 5. В плиту запрес-
сованы два ограничителя 12.
Обрабатываемый корпус крейцкопфа опирается на плиту торцом
фланца, а его хвостовая часть ложится на упор-домкратик.
Высокопроизводительный двузубый зенкер, который применяется
для обработки отверстий, имеющих большой припуск на обработку,
представлен на фиг. 417. Подобные зенкеры изготовляются для
обработки отверстий диаметром от 50 до 150 мм. Двузубый зенкер
имеет короткую рабочую часть. Передний угол у зенкеров, пред-
назначенных для обработки отверстий в стальных корпусах крейц-
копфа, выполняется в пределах 15—25°.
Калибрующая часть двузубого зенкера имеет обратную конус-
ность в пределах 1,5—2,5°.
478
Фиг. 418. Конусный калибр-пробка.
Фиг. 419. Специальный измерительный инструмент:
а — калибр для проверки правильности расстояния между внутренними бобышка-
ми; б — шаблон для проверки симметричности положения плоскости наружной
бобышки; в — предельный шаблон для промера толщины стенки корпуса крейцкопфа.
479
Для проверки конусных отверстий под шток в корпусах крейц-
копфов используются конусные калибры-пробки, подобные изобра-
женному на фиг. 418.
Специальный измерительный инструмент для проверки рас-
стояния между внутренними бобышками, симметричности положе-
ния плоскости наружной бобышки и толщины стенки корпуса крейц-
копфа вильчатой формы представлен на фиг. 419.
Базой для предельного калибра при проверке правильности
расстояния между внутренними бобышками и для шаблона при
проверке симметричности положения плоскости наружной бобышки<
по отношению к оси корпуса крейцкопфа служит технологическая
выточка D, выполненная по 2-му классу точности.
Фиг. 420. Контрольное приспособление для проверки перпендикулярности
осей отверстий под палец и шток в корпусе крейцкопфа.
Проверка перпендикулярности осей отверстий под палец и шток
в корпусе крейцкопфа вильчатой формы производится в специальном
контрольном прйспособлении (фиг. 420).
Корпус крейцкопфа устанавливается на конусном валике 2,
запрессованном в плиту / приспособления.-К плите двумя болтами 4
прикреплена стойка 3. К ней болтами 5 привернута планка б, имею-
щая резьбовое отверстие, в которое ввинчен винт 7, соединенный
с ползушкой 8. В ползушку запрессована втулка 9, служащая для
направления конусного калибра-пробки 10. Ползушка 8 имеет воз-
можность перемещаться вверх и вниз по стойке 3.
Специальное поворотное приспособление для фрезерования угло-
вых пазов и разрезки цилиндрической заготовки ползунов крейц-
копфа двухсторонних одинаковых на отдельные детали изображено
на фиг. 421.
Приспособление представляет собой плиту 14, к которой электро-
сваркой приварены две стойки 1 и 13. Со стойками шарнирно соеди-
нены откидные крышки 7 и 11. В отверстия, расточенные в стойках
и откидных крышках, помещается вал 6 с насаженным на него цилин-
дром 10.
Обрабатываемая цилиндрическая заготовка ползунов крейцкопфа
надевается на цилиндр с валом и- крепится к цилиндру посредством
480
болтов 9. После этого вал с цилиндром и прикрепленной к нему
заготовкой укладывается на стойки.
Фиг. 421. Специальное поворотное приспособление для фрезерования угловых
пазов и разрезки заготовки на отдельные детали.
К стойке 1 винтами 5 прикреплен фиксатор 2. Палец 3 фиксатора
входит в одну из четырех втулок 4, запрессованных в торцовую
часть цилиндра.
АА-ББ
Фиг. 422. Приспособление для растачивания внутреннего диаметра ползунов
двухсторонних разных и подрезки у них торцов.
С откидными крышками шарнирно соединены габариты 8. Крепле-
ние откидных крышек к стойкам осуществляется посредством откид-
ных болтов 15 и гаек 16.
31 Галицкий 331
481
Поворачивание вала производится рукояткой 12, При установке
фрез пользуются габаритами с применением щупа. После установки
фрез габариты отводятся в сторону.
Жесткое крепление цилиндрической заготовки в приспособлении
позволяет вести ее обработку одновременно двумя фрезами.
Приспособление для растачивания внутреннего диаметра пол-
зунов крейцкопфов двухсторонних разных и подрезки у них торцов
(фиг. 422) представляет собой цилиндрический корпус 1, в хвостовой
Фиг. 423. Приспособление для фрезерования боковых плос-
костей у ползунов крейцкопфов.
части которого нарезана резьба А по шпинделю станка. В отверстия,
просверленные в корпусе, вставлены болты 2, на которые надеты
пружины 3 и прижимные планки 4. Крепление деталей, установлен-
ных в приспособление, осуществляется посредством гаек 5, навин-
ченных на болты.
Для направления деталей в корпусе запрессованы ограничители 6.
Приспособление для фрезерования боковых плоскостей у пол-
зунов крейцкопфов двухсторонних разных (фиг. 423) представляет
собой плиту /, к которой приварена электросваркой опора 2,
В резьбовые отверстия, имеющиеся в опоре, ввинчиваются винты 3,
которыми и крепится обрабатываемая деталь в приспособлении.
ГЛАВА XVI/
СБОРКА КОМПРЕССОРОВ
ОСОБЕННОСТИ СБОРКИ КОМПРЕССОРОВ
Сборка компрессоров, как и других машин, заключается в соеди-
нении и во взаимном расположении в определенной последователь-
ности и с необходимой точностью отдельных узлов и деталей, соста-
вляющих компрессор.
Конструкция компрессора должна допускать возможность при-
менения наиболее экономичного при заданной серийности техноло-
гического процесса сборки отдельных узлов и машин в целом. Рас-
членение компрессора на обособленные сборочные единицы (узлы
и группы), из которых возможно без повторных разборок произвести
общую сборку машины, является основным условием технологич-
ности конструкции компрессора применительно к его сборке. Рас-
члененный сборочный процесс предусматривает закрепление за каж-
дым рабочим ограниченного количества операций, что позволяет
значительно увеличить производительность труда за счет приобре-
тения рабочим в короткий срок необходимых навыков, а также при-
менения специальных сборочных приспособлений и инструмента.
Сокращение до минимума ручных пригоночных операций является
весьма важным требованием, предъявляемым к конструкции ком-
прессора.
Перечисленные технологические требования не являются неиз-
менными и полностью зависят от конструкции, а также от условий
и масштаба производства компрессоров.
Сборка мелких компрессоров, выпускаемых обычно серийно,
выполняется с минимальным количеством слесарных пригоночных
операций. В этом случае требуемая точность соединения отдельных
частей компрессора и правильное расположение осей движущихся
механизмов и их взаимодействие обеспечиваются за счет механической
обработки деталей.
При сборке крупных компрессоров, выпускаемых индивидуально,
дополнительными, весьма трудоемкими слесарными операциями
являются главным образом укладка коленчатого вала и выверка
осевых линий кривошипно-шатунного механизма. Эти работы могут
быть сокращены введением дополнительных более сложных операций
по обработке деталей. Дополнительные затраты на усложнение обра-
31*
483
ботки крупных деталей окупаются за счет уменьшения трудоемкости
сборки и особенно монтажа. Кроме того, исключение пригоночных
работ положительно сказывается в процессе эксплуатации машины.
В машиностроении различают две основные формы сборки —
стационарную и подвижную х.
При стационарной сборке все сборочные операции выполняются
бригадой рабочих на одном сборочном месте. Процесс сборки раз-
деляется на узловую и общую сборку изделия.
В зависимости от трудоемкости сборки изделия и серийности
производства применяется различная степень дифференциации сбо-
рочных элементов.
Расчленение сборочного процесса на отдельные операции в соот-
ветствии с заданным темпом выпуска позволяет осуществить поточ-
ную сборку изделия на неподвижных стендах.
При подвижной сборке собираемое изделие перемещается в про-
цессе сборки вручную (на рольгангах, на безрельсовых тележках
или на тележках по рельсовому пути).
В поточно-массовом производстве перемещение собираемого изде-
лия осуществляется посредством конвейера.
В компрессоростроении в зависимости от серийности производ-
ства применяются следующие организационные формы сборки.
Сборка компрессоров, выпускаемых мелкими сериями, произво-
дится на стационарных местах и организована по бригадно-узло-
вому принципу: каждый рабочий бригады выполняет полностью
сборку одного или нескольких узлов, которые поступают на общую
сборку изделия, выполняемую другими членами бригады.
С увеличением серийности производства компрессоров приме-
няется поточная сборка узлов на стационарных местах и общая
сборка изделия на тележках, передвигаемых вручную.
Преимущества поточного производства, в том числе и поточной
сборки, за последние годы были подробно освещены в технической
литературе и подтверждены на ряде примеров из различных отраслей
машиностроения 1 2.
Переход на поточный метод увеличивает производительность
труда и снижает себестоимость изделий за счет сокращения про-
изводственного цикла, уменьшения незавершенного производства,
сокращения брака, более совершенного планирования и лучшей
организации труда.
Поточная сборка машин по сравнению с бригадно-узловой сбор-
кой в основном характеризуется непрерывностью процесса сборки
отдельных узлов и машины в целом.
С этой целью при проектировании технологического процесса
сборки производится синхронизация всех сборочных операций,
которые должны быть спланированы таким образом, чтобы длитель-
ность каждой операции была равна, либо кратна темпу сборки.
1 Кован В. М., Технология сборки машин, Энциклопедический справочник
«Машиностроение», т. 5, Машгиз, 1947.
2 Новиков М. П., Сборка машин и механизмов, Машгиз, 1951.
484
Темп сборки определяется как частное от деления времени на про-
граммное задание в штуках:
,, __ 60Ф
где t' — номинальный темп сборки в минутах;
Ф — годовой фонд рабочего времени в часах;
Ns — размер годовой производственной программы в штуках.
Для дополнительной гарантии бесперебойности процесса сборки
вводится предварительная комплектация деталей для сборки узлов,
а также узлов и деталей для общей сборки компрессора. Ряд проме-
жуточных операций узловой сборки (спаривание головок шатунов
под расточку, установка крышек подшипников и картера для после-
дующей механической обработки и др.) и гидроиспытание узлов
и деталей выполняются на специальных верстаках и сборочных уча-
стках, включенных в поточные линии механической обработки дета-
лей, что исключает возврат последних со сборочного отделения
в механическое.
Компрессоры, как правило, выпускаются мелкими или средними
сериями и нескольких марок. Это обстоятельство исключает приме-
нение в сборочных цехах компрессоростроительных заводов постоян-
но-поточных линий, где предмет сборки остается неизменным в тече-
ние длительного времени. При сборке компрессоров поток осущест-
вляется в форме переменно-поточных линий с выпуском в течение
месяца нескольких серий машин различных марок.
Переход от поточной сборки партии компрессоров одной марки
к другой при правильной организации производства не представляет
больших трудностей.
СБОРОЧНЫЕ ЭЛЕМЕНТЫ
Первичным элементом сборки компрессора, как и всякой другой
машины, является деталь, т. е. часть изделия, изготовленная
из одного целого куска материала. Соединение в процессе сборки нес-
кольких законченных обработкой деталей называют узлом изделия.
Узлы при сборке компрессора комплектуются в сборочные группы.
Отличие группы от узла заключается в том, что группа является
сборочным элементом высшего порядка и непосредственно включается
в состав изделия, в то время как узел входит в изделие в составе
группы. Таким образом, каждая из групп состоит из ряда узлов
и отдельных деталей. Некоторые детали имеют самостоятельное
значение и непосредственно входят в состав изделия.
В машинах различают узлы первого, второго, третьего и так далее
порядков.
Узел первого порядка непосредственно входит в состав группы.
Узел второго порядка входит в состав узла первого порядка и т. д.
Так, цилиндровый блок, входящий в группу цилиндров, является
узлом первого порядка, а нагнетательные и всасывающие клапаны,
монтируемые на цилиндре, являются узлами второго порядка.
Различают конструктивные и сборочные элементы изделий. Кон-
структивные элементы выделяются при конструировании изделия,
485
GO
310—\
— 400-
Фиг. 424. Воздушный вер-
тикальный двухступенча-
тый компрессор.
исходя из выполняемой ими роли в машине или механизме. Сбороч-
ные элементы представляют собой узлы и детали, которые выделяются
при разработке технологии сборки изделия в целях возможности
произвести самостоятельную их сборку независимо от других эле-
ментов машины. В компрессорах все группы и основные узлы
являются одновременно конструктивными и сборочными элемен-
тами, что облегчает решение технологических задач сборки.
В дальнейшем, при описании сборки компрессоров, нами исполь-
зован метод построения схем сборочных элементов, разработанный
проф. В. М. Кованом и изложенный в его «Технологии машинострое-
ния». Указанный метод дает представление о последовательном
порядке комплектования изделия из отдельных его элементов и зна-
чительно упрощает проектирование технологического процесса
сборки.
При построении схем сборки изделия по этому методу каждая
деталь, узел, группа изображаются в виде прямоугольника, в левой
части которого указывается их индекс, в середине — название
и справа — количество монтируемых сборочных элементов.
В последующих разделах настоящей главы приведено описание
сборки основных узлов и групп воздушного вертикального двух-
ступенчатого компрессора, разрез которого дан на фиг. 424. Ком-
прессоры этого типа состоят из следующих сборочных групп: группы
станина — картер, группы цилиндров, группы движения, группы
воздухопровода и группы маслопровода.
СБОРКА ГРУППЫ СТАНИНА — КАРТЕР
На фиг. 425 представлен чертеж группы станина — картер.
В группу входят следующие узлы: станина — картер Л 2; корен-
ной подшипник 3; маслосниматель 4; крышка станины 5; рамка 6;
щуп масла 7; спускной штуцер 3; отъемная параллель 9.
Станина — картер поступает на сборку в собранном виде после
механической обработки гнезд под коренные подшипники и крейц-
копфных направляющих.
При сборке группы станина — картер должны быть выполнены
следующие операции:
а) установка вкладышей коренных подшипников;
б) шабровка холодильников во вкладышах и прорубка канавок
для смазки;
в) сверление и нареЗка мелких отверстий в картере;
г) предварительная шабровка параллелей станины и отъем-
ных параллелей и прорубка в них канавок для смазки;
д) нарезка мелких отверстий в станине;
е) окраска картера и станины изнутри.
Маслосниматель, крышки станины, рамки, щуп и спускной штуцер
устанавливаются при общей сборке компрессора.
Наиболее серьезной операцией при сборке группы станина —
картер является установка коренных подшипников. Нижние и верх-
ние вкладыши подшипников должны плотно дежать в своих гнездах.
487
Зазор между гнездом и вкладышем, во-первых, может привести
к деформации подшипника при работе компрессора и, во-вторых,
препятствует отводу тепла от подшипника. С другой стороны, неже-
лательна и тугая посадка вкладыша, так как в этом случае^ трудно
обеспечить плотное прилегание вкладышей к своим гнездам. Кроме
того, тугая посадка затрудняет снятие вкладышей при ремонте ком-
прессора.
Фиг. 425. Группа станина—картер.
Обработка гнезд картера и наружной поверхности вкладышей
производится по 2-му классу точности с посадкой скольжения ~ .
Перед установкой подшипников в картер следует проверить каче-
ство их обработки и в случае необходимости произвести посадку
вкладышей с шабровкой по краске. Обычно для верхней половины
вкладыша оказывается достаточной точность механической обработки.
После окончания пригонки вкладышей их следует пронумеро-
вать по своим гнездам.
Технология обработки группы станина — картер должна обеспе-
чить взаимное расположение осей направляющих крейцкопфа и гнезд
коренных подшипников в пределах допусков, установленных техни-
ческими условиями. Расточка направляющих крейцкопфа произво-
дится после пригонки фланца отъемной параллели и установки при-
зонных штифтов. Прокладки под фланец параллели ставятся при
общей сборке компрессора. Толщиной прокладки регулируется
величина зазора между крейцкопфом и параллелями станины.
В рассматриваемом случае зазор между ползунами крейцкопфа
и параллелями должен быть выдержан в пределах О,О5_ог мм
на сторону.
На фиг. 426 приведена схема сборочных элементов группы ста-
нина — картер.
488
СБОРКА ГРУППЫ ЦИЛИНДРОВ
В комплект группы цилиндров (фиг. 427) входят следующие узлы:
блок цилиндра с крышками и фонарями /; отжимное устройство 2
первой ступени; отжимное устройство 3 второй ступени; клапан
всасывающий 4 первой ступени; клапан всасывающий 5 второй сту-
пени; клапан нагнетательный 6; сальник 7 и ниппель 8 для
смазки.
В процессе общей сборки компрессора в цилиндрах должны быть
проверены:
а) зазоры между крышками и поршнем в его крайних положениях;
б) перебеги колец;
в) величины проходов для газа у карманов крышек и их совпа-
дение с вырезом окон в цилиндрах под клапаны.
Проверка величины зазоров между крышками и поршнем в его
верхнем и нижнем положениях производится при помощи свинцовых
пластинок, вставляемых в область
8 7
Фиг. 428. Замер мертвых про- Фиг. 429. Сборочный чертеж узла вса-
странств. сывающего клапана.
Для того чтобы обеспечить заданные размеры зазора между дном
поршня и крышками, производится подрезка дистанционной шайбы
в крейцкопфе, или же зазор регулируется подбором толщины про-
кладки под фланец крышки цилиндра.
При установке блока на станину проверяется совпадение осей
расточек цилиндров и направляющих параллелей крейцкопфов.
Проверка производится при открытой верхней крышке посредством
измерения щупом зазора между цилиндрическими поверхностями
цилиндра и поршня в двух диаметрально-противоположных
и взаимно-перпендикулярных направлениях.
Положение блока цилиндра по отношению к осям крейцкопфных
направляющих станины фиксируется двумя призонными штиф-
тами.
491
Сборка всасывающих и нагнетательных клапанов. Fla фиг. 429
показан сборочный чертеж узла всасывающего клапана. Всасываю-
щий клапан состоит из седла 3, ограничителя подъема 5, клапанных
пластин 4, 8 с пружинами 6, 7 и болта 1 с гайкой 2. Опорные буртики
седла шлифованы и должны лежать в одной плоскости. Нагнета-
тельный клапан состоит из тех же деталей, что и всасывающий.
Перед сборкой всасывающего и нагнетательного клапанов сле-
дует проверить плотность прилегания посадочных поясков седла
к плоскостям клапанных пластин.
Седло и пластина должны соприкасаться по всему периметру^
уплотнительного пояска, что проверяется по краске. При отсутствии
полного прилегания пластина должна быть притерта к седлу.
Наличие герметичного контакта пластин с седлом, а также ниж-
него торца головки болта с уступом отверстия под болт проверяется
до сборки клапана в специальном приспособлении.
Собранный клапан должен быть испытан на герметичность керо-
сином, который в течение 5 мин. не должен протекать через зону
контакта; должны быть также проверены подъем пластин и утопание
пружин в канавках ограничителя подъема.
В качестве примера ниже приведен процесс сборки всасывающего
клапана.
Первая операция. Производится притирка нижнего
торца головки болта 1 (см. фиг. 429) к уступу отверстия под головку
в ограничителе подъема 5, а также буртиков седла 3 и ограничителя
подъема 5. После притирки необходимо проверить наличие контакт-
ного пояска шириной не менее 0,5 мм по всему периметру притирае-
мых поверхностей.
Вторая операция. Контроль величины контакта уплот-
няющих поверхностей седла и пластин производится следующим спо-
собом:
а) на уплотняющие пояски седла 3 наносится кистью краска,
после чего на них укладываются внутренняя и наружная пластины 8
и 4;
б) на поверхности пластин 4 и 8 устанавливается приспособле-
ние с присосами, посредством которого пластины прижимаются
к седлу и повертываются несколько раз вокруг оси седла до образо-
вания окрашенного пояска в местах контакта на уплотняющих
поверхностях.
При отсутствии контактного пояска необходимых размеров пла-
стины должны быть притерты к седлу.
Третья операция. В специальном приспособлении
проверяются:
а) герметичность контакта болта 1 с ограничителем подъема 5
и ограничителя подъема 5 с седлом 3;
б) герметичность контакта пластин 4 и 8 с седлом 3.
Проверка производится керосином в течение 5 мин.
Четвертая операция. Производится общая сборка
всасывающего клапана. Базовой деталью при сборке служит седло
клапана.
492
Пятая операция. Проверяются высота подъема пластин
и отсутствие их заедания во время работы.
Фиг. 430. Схема сборочных элементов всасывающего клапана.
Схема сборочных элементов клапана приведена на фиг. 430
Все детали клапана расположены на схеме в порядке последователь
ности их сборки с седлом.
Сборка отжимных устройств. На фиг. 431 изображен сбо
рочный чертеж отжимного устройства. При сборке отжим
ного устройства необходимо
обеспечить одинаковое приле-
гание концов штырей 3 к кла-
панным пластинам. При нажа-
тии на поршенек 2 концы
штырей должны одновременно
касаться клапанных пластин,
отжимая их на полный ход
поршенька. Поршенек должен
быть тщательно притерт к ци-
линдрическому гнезду крыш-
ки 1.
В некоторых конструкциях
отжимных устройств в целях
большей плотности на порше-
нек надеваются поршневые
кольца 4. В ходе поршенька
допускаются отклонения + 1лш.
При затягивании крышки 1
зазор а между крышкой и
проторцованной частью прилива
клапанного гнезда должен 61
Фиг. 431. Сборочный чертеж узла
отжимного устройства.
одинаковым по всему пери-
метру.
Схема комплектования отжимного устройства и последователь-
ность сборочных операций приведены на фиг. 432.
Сборка сальников. В компрессорах двойного действия приме-
няются главным образом металлические сальниковые набивки, состоя-
щие из разрезных чугунных колец. На отечественных компрессоро-
строительных заводах нашел широкое применение сальник, изо-
браженный на фиг. 433.
493
Фиг. 433. Сборочный чертеж
узла сальника.
494
Сальник состоит из крышки 1, втулки 2 и камер 3, 5, 7, в которых
помещаются уплотняющие кольца из перлитного чугуна, попарно
разрезанные на три и шесть частей. Кольца по наружному диаметру
стягиваются пружиной, при помощи которой они прижимаются
к штоку. Между кольцами и камерами устанавливаются дроссель-
ные шайбы 6. Кольца попарно связаны между собой штиф-
тами.
Во время работы компрессора камеры удерживаются от враще-
ния шпилькой 4.
Преимущество сальников этого типа заключается в полной гаран-
тии от заедания во время работы, так как разрезные уплотняющие
кольца, соприкасающиеся со штоком, имеют в обойме свободу дви-
Кольцо растянуто
Фиг. 434. Кольцо из трех частей.
Фиг. 435. Кольцо из
шести частей.
жения при их деформации от нагревания. В этой конструкции ради-
альные усилия в сальнике могут быть отрегулированы на заданную
расчетом величину за счет подбора пружин необходимой упругости.
Это обстоятельство весьма существенно, так как позволяет полу-
чить достаточную плотность в сальнике при малом давлении колец
на шток. В сальниках обычной конструкции с мягкой набивкой уплот-
нение по штоку обеспечивается за счет произвольного осевого уплот-
нения сальниковой набивки, что ведет к преждевременному износу
штока.
Необходимая плотность в сальнике достигается за счет притирки
разрезных колец к штоку, а также обойм, дроссельных шайб и колец
друг к другу своими торцовыми плоскостями.
Сборка сальника производится на фальшивом штоке в такой после-
довательности:
а) притираются по плите одной стороной крышка 1 и втулка 2;
б) в первой камере нарезается одно отверстие диаметром Мб
и притираются торцовые плоскости камеры и поверхность прилега-
ния уплотняющего кольца;
в) во второй, третьей и четвертой камерах притираются по плите
и друг к другу торцовые плоскости камер и внутри их поверхности
прилегания колец;
г) притираются по плите с двух сторон и друг к другу уплотняю-
щие кольца;
495
д) стыковые плоскости колец взаимно притираются друг к другу,
после чего кольца своей цилиндрической частью притираются к штоку;
кольца могут быть разрезаны на три части (фиг. 434) или на шесть
частей (фиг. 435);
е) производится притирка дроссельных шайб с двух сторон.
Фиг. 436. Схема сборки элементов сальника.
При окончательной сборке притертые поверхности уплотняющих
колец слегка смазываются машинным маслом, а притертые торцовые
поверхности камер вытираются насухо.
Сборка сальника выполняется по схеме, изображенной на фиг. 436.
СБОРКА ГРУППЫ ДВИЖЕНИЯ
Сборочный чертеж группы движения показан на фиг. 437.
В состав группы входят следующие узлы первой и второй ступеней:
коленчатый вал, шатун, крейцкопф и поршень. Сборка отдельных
узлов группы движения и их правильное соединение являются тру-
доемкой и наиболее ответственной операцией. Технологический
процесс сборки каждого отдельного узла и группы движения в целом
должен быть разработан самым тщательным образом.
Ниже в последовательном порядке дается описание применяемых
на компрессоростроительных заводах методов сборки группы дви-
жения крейцкопфных компрессоров.
Закрепление противовесов на щеках вала. При установке противо-
веса необходимо обеспечить плотную посадку его на щеке вала
с натягом около 0,01 мм.
После закрепления противовесов коленчатый вал устанавливается
в центрах токарного станка и подвергается статической баланси-
496
ровке. Удаление избыточного дисбаланса производится за счет сня-
тия металла в местах а (фиг. 438) противовеса. г
Укладка коленчатого вала (см. фиг. 438). К укладке коленчатого
вала предъявляются следующие требования:
а) коренные шейки вала должны прилегать всей поверхностью
к нижним вкладышам подшипников;
Вредное про-
странство
Перебег
кольца
Перебее
кольиа
Замеры зазоров Sf и S? между поршнем
и цилиндром производить б верхней и
нижней мертвых точках
Ь00±02
023ОА
§-------0400 А
0,05-03
0.05-03
Припасовать
по краске
Вредное про-
странство
Фиг. 437. Сборочный чертеж группы движения.
н.м.т.
200 ±0,1
0,05-(
ПТ
Замеры зазоров между парал-
лелями станины и башмаками
крейцкопфов производить в верх-
нем и нижнем положении
0.05-03
б) зазор с каждой стороны цапфы в среднем опорном коренном
подшипнике должен находиться в пределах 0,1—0,2 мм;
в) зазор с внутренней стороны цапф в крайних коренных подшип-
никах должен быть в пределах 0,6—0,9 мм;
г) ось коленчатого вала должна быть строго параллельна пло-
скости разъема картера со станиной;
32 Галицкий 331
497
д) радиусы смазочных отверстий в местах их выхода на поверх-
ность шейки вала должны иметь плавный переход.
Приведенные выше средние величины зазоров, применяемые
при укладке коленчатых валов, в каждом отдельном случае уточ-
няются техническими условиями сборки компрессоров.
К укладке коленчатого вала относятся следующие операции:
а) шабровка нижних половин вкладышей коренных подшипни-
ков;
б) шабровка верхних половин вкладышей коренных подшип-
ников;
в) проверка параллельности оси вала плоскости разъема картера;
г) создание масляного зазора во вкладышах.
Фиг. 438. Укладка коленчатого вала.
Укладка коленчатого вала является одной из основных опера-
ций при сборке компрессора. Она должна быть выполнена с особой
тщательностью, так как нормальная работа механизма движения
в первую очередь зависит от точности укладки коленчатого
вала.
Наличие чрезмерно большого зазора между шейкой вала и корен-
ным подшипником, неравномерная просадка коренных подшипников,
неудовлетворительное центрование вала по отношению к привален-
ной плоскости цилиндра и другие дефекты отражаются на нормаль-
ной работе шатунно-поршневой группы, приводят к преждевремен-
ному износу движущихся и сопряженных с ними деталей и нередко
к тяжелой аварии компрессора до поломки коленчатого вала вклю-
чительно.
Перед укладкой вала необходимо проверить качество обработки
его шеек в отношении овальности и конусности.
Шабровка вкладышей коренных подшипников. До шабровки
коренных подшипников необходимо проверить параллельность оси
вала плоскости разъема картера. Проверка производится индика-
тором от плоскости картера или специальным приспособлением
с микрометрическим винтом (фиг. 439). Указанное приспособление,
называемое «просадочной скобой», устанавливается на чисто стро-
ганную плоскость картера у гнезд коренных подшипников. Замеры
498
Фиг. 439. Приспособле-
ние для проверки поло-
жения коленчатого вала
относительно плоскости
разъема картера.
на подшипники, не
производятся в четырех положениях, через каждые 90° поворота
вала, и подсчитывается средняя величина замеров. После этого
на шейку вала тонким слоем наносится краска. Вал укладывают
на подшипники и слегка поворачивают. Шабровка начинается с ниж-
них половинок вкладышей. При этом не следует вынимать вкладыши
из гнезд, так как окончательная установ-
ка коренных вкладышей выполняется при
узловой сборке картера.
При шабровке вкладышей следует' сна-
чала снимать слой краски и ^баббита,на
их нижних, а затем на боковых частях.
Необходимо, однако, иметь в виду, что
чрезмерная шабровка боковых сторон вкла-
дышей может привести в дальнейшем к до-
полнительному вышабриванию низа вкла-
дышей. Шабровка производится до тех пор,
пока вся поверхность вкладыша не по-
кроется равномерно расположенными пят-
нами с точностью пригонки не менее 1—
1,5 пятна на 1 см2, Для этой цели
смазывание шеек вала краской, опуска-
ние, поворачивание и вынимание вала по-
вторяют несколько раз. Затем вал кладут
смазывая шейки вала краской. Шабровка ведется на блеск по сле-
дам, оставляемым валом.
В процессе шабровки все время следят за тем, чтобы ось вала
была параллельна плоскости разъема картера, пользуясь для
этой цели описанной выше просадочной скобой или валовым
уровнем.
Подгонку вкладышей можно считать оконченной только в том
случае, когда шейки коленчатого вала одинаково прилегают ко всем
вкладышам, а ось находится в горизонтальной плоскости и парал-
лельна плоскости разъема картера.
Неодинаковое прилегание шеек вала хотя бы в одном подшип-
нике приведет к тому, что этот подшипник во время работы будет
подвергаться более сильному износу, что приведет в последующем
к его разработке.
При наличии в неправильно установленном и пришабренном
подшипнике зазора более допустимой величины коленчатый вал
во время работы компрессора под влиянием нагрузки получит про-
гиб на величину зазора, что будет способствовать появлению в нем
трещин, а возможно, вызовет его поломку. При укладке вала необ-
ходимо также обеспечить заданные величины осевых зазоров с уче-
том температурного расширения вала. Осевые зазоры подсчитываются
отдельно для каждого подшипника по расстоянию от опорного под-
шипника и по средней температуре вала во время работы. В мно-
гоопорном коленчатом валу большое удлинение вала в одну сторону
может вызвать соответствующее смещение шатунов с поршнями. Сум-
марный осевой зазор в опорном подшипнике принимается равным
32*
499
0,2—0,4 мм. Упор вала на средний вкладыш должен передаваться
через выступающий поясок баббитовой заливки.
Обычно в качестве опорного фиксирующего берется средний под-
шипник; в этом случае вал получает возможность расширяться
в обе стороны, и тем самым величина смещения уменьшается в 2 раза.
Осевые зазоры между крайними щеками вала и вкладышами выдер-
живаются в пределах 0,6—0,9 мм.
После окончания шабровки нижних половин вкладышей начи-
нают выверку и шабровку верхних половин.
Прежде всего проверяется плотность прилегания вкладышей
к своим гнездам в верхних крышках подшипников. После этого
приступают к шабровке верхних половин вкладышей, для чего вал
кладется на нижние вкладыши, шейка вала смазывается тонким
слоем краски, а верхние крышки с вкладышами устанавливаются
на свои места и туго притягиваются гайками. Для того чтобы полу-
чить правильные отпечатки краски на поверхности верхнего вкла-
дыша, необходимо избегать перекоса крышки при ее закреплении
гайками. Поэтому подтяжку гаек следует производить с одинаковой
силой, постепенно и крестообразно. В том случае, когда поверхность
верхней половины вкладыша не покрывается отпечатками краски,
производят опиловку плоскостей верхней крышки. Для этой цели
плоскость нижней половины вкладыша покрывается тонким слоем кра-
ски, а верхняя половина устанавливается на свое место и зажимается
болтами. По отпечаткам краски определяют места, которые должны
быть опилены в первую очередь. Шабровку верхних половин вкла-
дышей следует производить до тех пор, пока не будет достигнуто
равномерное распределение пятен краски по их внутренней поверх-
ности.
Последняя операция заключается в создании определенной вели-
чины масляного зазора. Это достигается путем постановки металли-
ческих калиброванных прокладок между стыками вкладышей или же
за счет дополнительной шабровки внутренних поверхностей вклады-
шей до тех пор, пока верхние вкладыши перестанут брать
краску.
Прокладки должны быть вырезаны и установлены на место так,
чтобы они не касались галтелей вала и была устранена возможность
их сдвига во время сборки или при работе компрессора.
Для ускорения шабровки подшипников применяют развертыва-
ние баббитовых вкладышей, расточенных с небольшим припуском
и установленных в гнезда рамы. Эта операция для мелких компрес-
соров производится вручную, а для крупных — на горизонтально-
расточном станке. Быстрая и точная установка вкладышей должна
быть обеспечена предварительной тщательной обработкой гнезд
рамы по диаметру и длине с применением чистовых разверток и конт-
рольных скоб на длину вкладышей. При изготовлении вкладышей
наружный их диаметр и отклонения по конусности и овальности
следует выдержать точно в установленных пределах.
После окончания шабровки вкладыши и вал должны быть про-
мыты керосином, насухо вытерты, а все смазочные отверстия про-
500
дуты воздухом. Перед окончательной укладкой вала и сборкой
подшипников их необходимо смазать маслом.
При правильной сборке и пригонке подшипников вал после тугой
затяжки гайками крышек должен сравнительно легко вращаться
за маховик и немного поворачи-
ваться под действием сил инер-
ции.
Проверка параллельности ко-
ренных и шатунных шеек. Неза-
висимо от размеров коленчатых
валов непараллельность осей
шатунных и коренных шеек до-
пускается не более 0,02 мм на
100 мм длины шейки.
Проверка параллельности
осей шатунных и коренных
Фиг. 440. Приспособление для проверки
параллельности коренных и шатунных
шеек.
шеек производится по уровню
или при помощи индикаторного
приспособления, изображенно-
го на фиг. 440.
Приспособление представляет собой каретку /, которая скользит
по валику 2, закрепленному на двух стойках 3, опирающихся
на шейку вала. Передвигая каретку вместе с индикатором 4 вдоль
оси вала, определяют отклонения от параллельности оси шатунной
Фиг. 441. Разрез крейцкопфа.
шейки 6 по отношению к
коренной шейке 5. Замеры
производятся в верхнем и
нижнем положении вала.
Сборка крейцкопфа. На
фиг. 441 показан крейцкопф
со съемными ползунами /,
привернутыми к корпусу вин-
тами 3. Ползуны должны
быть плотно посажены на
выступы корпуса и при окон-
чательной сборке туго затя-
нуты. Между корпусом и
ползунами закладываются
прокладки, при помощи ко-
торых при сборке компрес-
сора регулируется зазор меж-
ду параллелями станины и
ползунами. По мере изно-
са параллелей и ползунов прокладками поддерживают нор-
мальную величину зазора между ними. При механической обра-
ботке корпус крейцкопфа обрабатывается вместе с привернутыми
ползунами. Имея в виду, что оси крейцкопфа и жестко присоединен-
ного к нему штока с поршнем должны лежать на одной линии, необ-
ходимо проверить это совпадение на разметочной плите при помощи
501
индикатора. Для этой цели поршень, соединенный с крейцкопфом,
устанавливают на подкладочные призмы на разметочной плите.
Убедившись в горизонтальном положении поверхности поршня
и штока, проверяют индикатором поверхности ползунов. При цали-
Крейцкопф
Квадрат-
ный уро день
Фиг. 442. Установка поршня в сборе со штоком и
крейцкопфом для проверки взаимного расположе-
ния их осей.
чии перекоса необходимо установить поршень с крейцкопфом в центры
токарного станка и резцом устранить перекос. При значительном
перекосе следует положить под ползуны прокладки толщиной,
допускающей снятие стружки по всей поверхности ползунов. Затем
производится пришабривание пальца крейцкопфа к своим гнездам,
который должен входить в них плотно, без качки.
Фиг. 443. Сборочный эскиз крейцкопфа.
Шабровка скосов
ползунов
Прежде чем приступить к общей сборке крейцкопфа, необходимо
убедиться в перпендикулярности оси отверстия под палец по отно-
шению к оси крейцкопфа. Эта проверка производится на разметоч-
ной плите следующим образом: поршень со штоком и крейцкопфом
устанавливается на призмы в строго горизонтальном положении
(фиг. 442); в отверстие корпуса крейцкопфа вставляется контроль-
ный валик, к которому прикладывается квадратный уровень. По пока-
занию уровня можно судить о величине отклонения от перпендику-
лярности оси отверстия под палец к оси крейцкопфа.
После прорубки во вкладыше смазочных канавок и шабровки
холодильников производится общая сборка крейцкопфа.
502
Толщину прокладок между верхней и нижней частями корпуса
надо подобрать такой, чтобы она могла обеспечить зазор между
внутренним диаметром отверстия под палец и самим пальцем в пре-
делах 0,03—0,05 мм. Затяжка корончатых гаек производится уси-
лием одного рабочего ключом, плечо которого должно быть около
300 мм (фиг. 443).
Ползуны крейцкопфа прикрепляются к верхней части корпуса
с натягом в замке величиной 0,02 мм. Отверстие для подвода смазки
в ползунах крейцкопфа следует про-
верить и продуть сжатым возду-
хом.
Собранный крейцкопф должен
удовлетворять следующим условиям:
а) ось отверстия под палец долж-
на быть перпендикулярна верти-
кальной оси ползуна.
Допускаемые отклонения: не-
перпендикулярность оси отверстия
под палец к вертикальной оси ползу-
нов должна быть не более 0,02 мм
на 100 мм длины;
б) зазор между щеками вильча-
той головки шатуна и баббитовой
заливкой корпуса — по 1,5 мм с
каждой стороны (см. фиг. 437);
в) максимальный зазор по сред-
нему диаметру в резьбе болта и
гайки 0,12 мм]
г) максимальный зазор по сред-
нему диаметру в резьбе штока и
корпуса 0,12 мм]
д) максимальный зазор между от-
Фиг. 444. Узел поршня.
верстием и болтом до 0,05 мм.
Приведенные выше величины зазоров являются средними и в каж-
дом отдельном случае уточняются техническими условиями на сборку
крейцкопфов.
Сборка поршней. В узел поршня, изображенный на фиг. 444,
входят следующие детали: поршень, поршневые кольца, шток и корон-
чатая гайка.
К сборке узла поршня предъявляются следующие требо-
вания:
а) бурт штока должен быть притерт к выточке в поршне;
б) гайка штока должна прилегать к поршню без зазора;
в) поршневые кольца должны свободно передвигаться в пазах
и при нажатии рукой прятаться в канавках поршня первой и второй
ступени.
Зазор кольца в канавке поршня должен быть не менее среднего
А
значения посадки -щ .
503
Для обеспечения динамической уравновешенности компрессора
вес поршня с поршневыми кольцами должен быть в пределах, уста-
новленных техническими условиями.
Сборка поршневого узла выполняется в такой последователь-
ности:
а) плоскость бурта штока К притирается к выточке в поршне;
б) шток вставляется в отверстие поршня, навертывается корон-
Фиг. 445. Шатун компрессора.
чатая гайка и подмечается место под
сверление отверстия для шплинта;
в) сверлится отверстие под шплинт,
корончатая гайка окончательно на-
вертывается на шток и зашплинтовы-
вается; •
г) после промывки поршневых ка-
навок керосином и смазки поршне-
вых колец компрессорным маслом пос-
ледние устанавливаются на поршень.
Поршневые кольца перед установ-
кой на поршень должны быть по-
добраны по канавкам с таким рас-
четом, чтобы был обеспечен необхо-
димый температурный зазор во из-
бежание заедания колец. После под-
бора колец их следует пронумеро-
вать и, надев на поршень, убе-
диться в наличии обусловленных чер-
тежом зазоров а в замках при пол-
ностью стянутых кольцах. Поршневые кольца с поршнем вводят
в цилиндр со смещением их замков равномерно по окружности.
Сборка шатуна. Собранный шатун должен удовлетворять следую-
щим основным условиям: ~
а) втулка малой головки шатуна должна быть тщательно пришаб-
рена к пальцу крейцкопфа. Вкладыши большой головки шатуна
должны быть пришабрены к шейкам вала;
б) оси большой и малой головок шатуна должны быть парал-
лельны между собой и в то же время перпендикулярны плоскости
симметрии шатуна.
В конструкции шатуна, изображенного на фиг. 445, малая го-
ловка 1 шатуна имеет форму вилки, в отверстиях которой помещается
крейцкопфный палец 2, В этой конструкции ось вкладышей боль-
шой головки шатуна должна быть параллельна оси крейцкопфного
пальца, который плотно запрессовывается в отверстия вилки; при-
меняются также и плавающие пальцы;
в) расстояние между отверстиями большой и малой головок
шатуна должно быть выдержано в заданных пределах.
Наиболее распространенная конструкция шатуна представлена
на фиг. 446.
Шатун состоит из тела шатуна 9, скобы 2 шатуна, вкла-
дыша 3 большой головки шатуна, втулки 7 малой головки шатуна.
504
шатунных болтов 5 с корончатыми гайками 1 и прокладок 4. При
подготовке к сборке и при сборке шатуна этой конструкции необхо-
димо обеспечить следующие условия:
а) прилегание наружной поверхности вкладыша 3 по ложам скоб
и тела шатуна при проверке на краску должно быть не менее 2—3 пя-
тен на 6 см2;
б) комплекты прокладок 4 должны быть подобраны с разницей
по толщине не более 0,1 мм;
в) опорные плоскости головок шатунных болтов 5 и гаек 1 должны
быть притерты к шатуну по краске.
Затяжка шатунных гаек производится динамометрическим клю-
чом;
г) втулка 7 должна быть запрессована в малую головку шатуна
с натягом 0,055—0,160 мм, причем торцы втулки должны выступать
над торцами малой головки шатуна на 2—2,5 мм;
Фиг. 446. Сборочный чертеж узла шатуна.
д) смазочные канавки 8 должны иметь прямолинейное направле-
ние по образующей втулки и проходить по центру четырех радиаль-
ных отверстий 6 диаметром 6 мм, расположенных под углом 90°.
Канавки должны иметь чистую, без выступов поверхность и плавные
выходные концы.
Применяются два способа шабровки вкладышей большой головки.
По первому способу шабровка ведется по точно изготовленному
вспомогательному валу с диаметром, равным диаметру шатунной
шейки коленчатого вала.
По второму способу шабровка производится непосредственно
по шейкам коленчатого вала, без применения вспомогательного
вала.
Шабровка вкладыша шатуна по вспомогательному валу. Приме-
нение вспомогательного вала облегчает перенесение краски с вала
505
на поверхность вкладыша. Однако во всех случаях шабровка по вспо-
могательному валу является только предварительной операцией;
окончательная доводка вкладышей выполняется при общей сборке
механизма движения компрессора.
Прежде чем приступить к шабровке вкладышей по вспомогатель-
ному валу, производят подгонку закруглений вкладыша к галте-
лям вала, если правильное сопряжение их не было достигнуто при
механической обработке. После этого вспомогательный вал смазы-
вается тонким слоем краски и на нем укрепляется шатун. Шатунные
болты стягиваются с такой силой,
а
лобы шатун, установленный
в горизонтальное положение,
мог падать под действием
своего веса с заметным са-
моторможением. Окраску на
вкладыше подшипника по-
лучают за счет поворачи-
вания стержня шатуна на
некоторый угол вокруг вспо-
могательного вала.
Шабровка продолжается
до тех пор, пока ось ша-
тунного подшипника бу-
дет перпендикулярна доле-
вой плоскости шатуна, изо-
браженной на фиг. 447 ли-
нией аа.
Долевая плоскость сим-
метрии аа намечается на
теле шатуна до механиче-
ской обработки тонкой рис-
шатунах этой риской поль-
обработке шатуна и в даль-
Фиг. 447. Проверка перпендикулярности оси
крейцкопфного пальца к долевой плоскости
симметрии шатуна при помощи отвеса.
кой и прокернивается. В крупных
зуются при начальной механической
нейшем при сборке кривошипно-шатунного механизма.
Проверка перпендикулярности производится отвесом, состоящим
из проволочки диаметром 0,2 лш, укрепленной в центре малой го-
ловки шатуна, и грузика. Устанавливая шатун в наклонном поло-
жении так, как это указано на фиг. 447, проверяют совпадение
проволочки отвеса с накерненной линией на теле шатуна. Затем
перекидывают отвес на другую сторону шатуна и указанный прием
повторяют.
Разница в величине отклонений будет показывать, что тело
шатуна скручено относительно своей оси.
Шабровка вкладышей шатуна по коленчатому валу. Шабровка
вкладышей непосредственно по коленчатому валу производится ана-
логично описанной выше. Проверка положения шатуна относительно
оси коренных подшипников коленчатого вала производится также
при помощи отвеса. Заданный техническими условиями зазор
между вкладышем подшипника шатуна и шейкой вала дости-
гается при помощи фольговых прокладок, устанавливаемых по пло-
506
скости разъема головки шатуна, или за счет дополнительной шаб-
ровки вкладышей.
Как было сказано выше, ось малой головки шатуна должна быть
параллельна оси большой головки шатуна. Для того чтобы убедиться
в этом, следует установить шатун вертикально на гладком горизон-
тально выверенном валике, вставить в отверстие малой головки ша-
туна вспомогательный валик и проверить его горизонтальное поло-
жение при помощи уровня. Затем на том же приспособлении ша-
туну придают горизонтальное положение и аналогично предыдущему
проверяют уровнем параллельность осей шатуна в этом положении.
Исправление перекосов осей шатуна путем шабровки подшипни-
ков— вынужденная операция; она вызывается несовершенством тех-
нологического процесса изготовле-
ния шатунов и контроля их качества.
В правильно организованном
производстве средних и крупных
компрессоров должна быть обеспе-
чена такая точность изготовления
шатунов и вкладышей, которая
совершенно устранила бы необхо-
димость исправления перекосов осей
подшипников.
Толщину прокладок в большой
головке шатуна следует подобрать
такой, чтобы прокладки могли обес-
печить зазор между внутренним
диаметром вкладыша и шейкой вала
в пределах 0,05—0,07 мм (фиг. 448).
Затяжка корончатой гайки бол-
та производится усилием одного ра-
бочего ключом, плечо которого долж-
но быть около 300 мм.
Ба тяг на
зазор по
диаметру 0,05+0,07
Фиг. 448. Сборочный эскиз шатуна.
Крейцкопфный палец должен быть пригнан плотно в отверстие
вильчатой головки; величина натяга должна быть в пределах 0,01—
0,015 мм.
Ось вкладышей большой головки должна быть параллельна оси
пальца вильчатой головки.
Ось симметрии вкладыша должна совпадать с осью симметрии
вильчатой головки.
Ось вкладыша и ось пальца должны быть перпендикулярны оси
стержня шатуна.
Допускаемые отклонения:
1) непараллельность оси вкладыша шатуна оси пальца — не более
0,03 мм на 100 мм длины;
2) осевой зазор шатунной шейки вала с каждой стороны вкладыша
в пределах 0,1—0,2 мм;
3) зазор между торцом пальца и стопорной пружиной около 0,5 мм;
4) максимальный зазор по среднему диаметру в резьбе шатунного
болта и гайки — 0,12 мм;
507
5) максимальный зазор между отверстием и шатунным болтом —
до 0,05 мм.
Проверка шатунов малых размеров. При крупносерийном про-
изводстве компрессоров малой мощности проверка параллельности
осей вкладышей большой головки и втулки малой головки шатуна
должна быть выполнена особенно тщательно.
Проверка расположения этих осей шатуна выполняется в два
приема — при вертикальном и горизонтальном положениях шатуна.
Для проверки шатунов служат следующие приспособления: шабро-
вочная плита, две призмы, поршневой палец и индикатор. Высота
Фиг. 449. Проверка параллельности осей вкладышей большой головки
шатуна и поршневого пальца при помощи индикатора.
призм после их установки на плиту должна быть проверена индика-
тором по коренным шейкам коленчатого вала. Разница по высоте
допускается не более 0,015 мм. Поршневые пальцы должны быть
проверены на конусность, которая допускается не более 0,005 мм
на длине пальца.
Проверка шатуна в вертикальном положе-
нии. Коленчатый вал в сборе с шатуном кладется коренными шей-
ками на призмы так, как показано на фиг. 449 (положение а). Прове-
ряемый шатун устанавливается вертикально при нижнем положении
шатунной шейки вала. Индикатором производятся замеры перекоса
поршневого пальца и записываются величина и направление пере-
коса. Затем коленчатый вал повертывается на 180°, шатун снова
устанавливается в вертикальное положение (положение б), и произво-
дятся вторичные замеры индикатором.
Алгебраическая разность результатов замеров позволяет судить
о качестве изготовления шеек коленчатого вала. В идеальном случае
показания индикатора при верхнем и нижнем положениях криво-
шипа вала должны быть одинаковы.
508
Фиг. 450. Проверка перекоса осей
шатуна на скручивание.
Правильно изготовленный шатун не должен иметь, помимо
ошибки коленчатого вала, перекоса более 0,005 мм на длине пальца
50 мм. При наличии перекоса сверх этой величины допускается
исправление перекоса пальца за счет выгибки тела шатуна. Для
этой цели со стороны приподнятого конца поршневого пальца произ-
водится удар молотком по середине стержня шатуна. Несмотря
на некоторую, на первый взгляд, примитивность этого способа гибки
шатуна, он дает возможность получать шатуны с такими минималь-
ными перекосами, которые трудно достижимы за счет только одной
механической обработки. Например,
известно, что устранение перекосов
окончательно обработанного коленча-
того вала путем гибки на эксцентри-
ковом прессе широко применяется в
автотракторной промышленности.
Окончательно исправленный ме-
тодом гибки шатун должен показы-
вать на индикаторе половину ошиб-
ки коленчатого вала.
Проверка шатуна в
горизонтальном поло-
жении. Проверка шатуна на отсутствие скручивания малой го-
ловки относительно большой производится при горизонтальном поло-
жении шейки коленчатого вала.
Замеры индикатором перекоса поршневого пальца ведутся при
двух положениях шатуна:
положение первое — коленчатый вал в сборе с шатуном кладется
на призмы так, как это указано на фиг. 450;
положение второе — коленчатый вал повернут на 180°; шатун
приведен в положение, подобное предыдущему.
При отсутствии скручивания шатуна ось его малой головки
должна лежать в плоскости, проходящей через ось колена.
Наличие перекосов в одну сторону, фиксируемых показанием
индикатора, при первом и втором положениях коленчатого вала
будет свидетельствовать о том, что оси отверстия под поршневой палец
и шатунной шейки не лежат в одной плоскости, т. е. тело шатуна
имеет скручивание.
ОБЩАЯ СБОРКА КОМПРЕССОРА КРЕЙЦКОПФНОЙ КОНСТРУКЦИИ
После окончания сборки отдельных узлов приступают к общей
сборке компрессора (марки 2Р-20/8), которая ведется в такой после-
довательности:
1. На сборочный стенд устанавливается картер; горизонтальное
положение верхней плоскости выверяется по уровню. Укладывается
коленчатый вал с противовесами. На коленчатом валу закрепляется
приводная шестерня насоса.
2. Закрепляется масляный коллектор и производится разводка
коммуникаций для смазки группы движения.
509
3. На шатунные шейки вала устанавливаются шатуны.
4. На картер ставится станина и крепится к нему; производится
сборка крейцкопфа с шатуном, при этом отъемная параллель должна
быть со станины снята.
5. Отъемная параллель устанавливается на свое место, и щупом
проверяется величина зазора между направляющими крейцкопфа
и ползунами.
6. На станину устанавливается блок цилиндров; положение
осей цилиндров по отношению к крейцкопфным направляющим выве-
ряется при помощи приспособления для центрования блока; сверлятся
и развертываются два отверстия под призонные штифты; в них встав-
ляются штифты, и производится окончательное закрепление блока
цилиндров на фланце станины; затем снимается отъемная параллель
и убирается приспособление для центрования блока.
7. В нижние крышки блока закладываются металлические саль-
ники в собранном виде.
8. В цилиндровые отверстия вставляются поршни с надетыми
на них поршневыми кольцами; штоки поршней соединяются с крейц-
копфами через окна отъемных параллелей. При правильном положе-
нии штока относительно крейцкопфа шток должен свободно ввер-
нуться в отверстие крейцкопфа; зеркало цилиндра должно быть сма-
зано компрессорным маслом.
9. Устанавливается стойка с шестеренчатым масляным насосом
и проверяется зацепление его зубьев с приводной шестерней; уста-
навливаются эксцентрик для привода плунжерного насоса и масля-
ный фильтр, после чего заканчивается разводка коммуникаций цир-
куляционной смазки.
10. Под фланец отъемной параллели закладывается прокладка
из промасленного ватмана, и производится окончательное закрепле-
ние параллели шпильками; окна в станине и картере (кроме окна
со стороны привода маслонасоса) закрываются крышками.
11. Вставляются на свое место верхние крышки блока и закреп-
ляются гайками. Производится проверка мертвого пространства
между крышками блока и поршнем в его крайних верхнем и нижнем
положениях. Регулирование величины мертвого пространства про-
изводится за счет изменения толщины дистанционной шайбы крейц-
копфа или прокладок под фланцы крышек.
12. Ставятся клапаны и их отжимные устройства.
13. Монтируется трубопровод цилиндровой смазки, ставятся
плунжерный маслонасос на кронштейн у картера и регулятор дав-
ления.
14. Устанавливается щиток с манометрами и производится раз-
водка коммуникаций к ним.
15. Устанавливается на свое место промежуточный охладитель
воздуха и производится разводка трубопровода охлаждающей воды.
16. Ставятся маслоотражатель на вал и маслосниматель к ста-
нине и картеру.
17. Закрепляется маховик на коленчатом валу и ставится предо-
хранительный кожух к ступице маховика.
510
18. Ставится предохранительный клапан первой ступени и закры-
вается окно на станине со стороны маслонасоса.
Перед установкой компрессора на испытательный стенд следует
очистить и промыть картер и другие детали в картере, омываемые
маслом. Компрессор испытывается путем обкатки, продувки и под
нагрузкой.
Обкатка компрессора. Все клапаны цилиндров первой и второй
ступеней должны быть сняты, а нагнетательный трубопровод открыт
на выпуск в атмосферу. Картер, плунжерный и шестеренчатый
насосы заливаются маслом. Включается подвод охлаждающей воды
и проверяется сборка компрессора путем проворачивания маховика
вручную.
Общая продолжительность испытания вхолостую устанавли-
вается в 3 часа и производится в три приема: первый прием
продолжительностью 15 мин., второй — 45 мин., третий — 2 часа.
После каждого приема испытания проверяются:
а) температура всех деталей кривошипно-шатунного механизма,
подвергающихся трению, которая не должна быть выше 50—55° С;
б) подача масла к каждой точке смазки. Расход цилиндровой
смазки компрессора регулируется посредством соответствующего
изменения хода плунжера масляного насоса.
При правильной сборке компрессор должен работать плавно,
без стуков и излишнего нагрева трущихся поверхностей.
Продувка компрессора. Перед продувкой необходимо:
а) разобрать каждый клапан компрессора;
б) смазать детали клапанов компрессорным маслом и собрать;
проверить подъем пластинок, обратив внимание на плавный (без
заеданий) их ход; высота подьема пластин должна быть 3,5—4 мм*,
в) клапанные гнезда в цилиндрах очистить.
Продувку компрессора производить в следующем порядке:
а) вложить клапаны в цилиндр первой ступени и пустить компрес-
сор на 15—20 мин.;
б) компрессор остановить; вложить клапаны в цилиндр второй
ступени и снова пустить компрессор на 15—20 мин.
После испытания компрессора вхолостую производятся его
частичная разборка и просмотр состояния коренных и шатунных
шеек коленчатого вала шатунных и коренных вкладышей, пальцев
крейцкопфа, параллелей станины, штоков, поршневых колец и внут-
ренних поверхностей цилиндров. Обнаруженные дефекты (надиры,
риски и т. д.) должны быть устранены.
Из картера спускается масло и разбирается масляный фильтр.
Картер, маслопроводы и фильтр промываются керосином и насухо
обтираются чистой ветошью.
Опробование под нагрузкой. Все клапаны цилиндров первой
и второй ступеней устанавливаются на свои места. Нагнетательный
трубопровод присоединяется к ресиверу. Картер и шестеренчатый
насос заливаются свежим маслом.
Работа под нагрузкой производится в два приема: первый прием
продолжительностью 1 час, второй прием — 3 часа.
511
В процессе испытания производятся следующие контрольные
операции: проверяется температура всех трущихся деталей криво-
шипно-шатунного механизма; замеряется давление масла в трубо-
проводе циркуляционной смазки; замеряется температура* масла
в картере; замеряется температура воздуха в цилиндрах первой
и второй ступеней и в охладителе; фиксируется давление в цилиндрах
первой и второй ступеней; проверяется работа клапанов, сальников
и регулятора; проверяется подача смазки в цилиндры компрессора
и охлаждающей воды и герметичность всех соединений.
При испытании во время первого периода давление нагнетания
на манометре второй ступени поддерживается около 4 кПсм?,
а во время второго периода — около 8 кПсм?, при этом давление
от 4 до 8 кПсм? повышается постепенно и не менее чем за 60 мин.
После испытания компрессора проверяются следующие детали:
коленчатый вал, шатуны, поршневые кольца, штоки, сальники,
крейцкопфные пальцы, всасывающие и нагнетательные клапаны.
Выявленные дефекты должны быть устранены.
СБОРКА КОМПРЕССОРА БЕСКРЕЙЦКОПФНОЙ КОНСТРУКЦИИ
На фиг. 451 изображен вертикальный двухцилиндровый одно-
ступенчатый аммиачный компрессор марки 2АВ-27. Компрессор
характеризуется следующими основными данными: диаметр цилин-
дра 270 мм, ход поршня 250 мм, число оборотов коленчатого вала
480 в минуту, мощность на валу 140 л. с., холодопроизводительность
325 тыс. стандартных калорий в час.
Компрессор имеет следующие характерные особенности кон-
струкции:
а) картер литой чугунный, с передней и задней крышками для
монтажа опор коленчатого вала и двумя боковыми крышками для
сборки и разборки шатунно-поршневой группы с коленчатым валом;
б) цилиндры отлиты блоком;
в) вал двухколенный, двухопорный с коренными подшипниками
скольжения;
г) шатуны точеные, с отъемной нижней крышкой и вкладышами,
залитыми баббитом; верхняя головка шатуна неразъемная с запрес-
сованной бронзовой втулкой;
д) поршни чугунные тронковые проходные, с плавающим паль-
цем;
е) клапаны самодействующие пластинчатые кольцевые; всасы-
вающие клапаны расположены в днище поршня, а нагнетательные —
в ложной крышке;
ж) смазка кривошипно-шатунного механизма и цилиндров —
под давлением от шестеренчатого масляного насоса.
Компрессор состоит из следующих узлов: картера, переднего
подшипника, заднего подшипника, коленчатого вала, блока цилин-
дров, шатуна, поршня, сальника, нагнетательного клапана, всасы-
вающего клапана, манометрового щита, масляного холодильника,
масляного насоса, маховика, фильтра масляного насоса, газового
512
аЗ Галицкий
коллектора, водопровода, газопровода, маслопровода и ряда других
мелких узлов.
Особенности сборки аммиачного вертикального бескрейцкопф-
ного компрессора по сравнению с описанной в настоящей главе сбор-
кой воздушного вертикального крейцкопфного компрессора состоят
в следующем: картер аммиачного компрессора работает под давле-
нием всасывания, в связи сччем должна быть обеспечена герметич-
ность картера во время работы компрессора; для уплотнения выход-
ного конца коленчатого вала применяется мембранный сальник
с масляным затвором и металлическими кольцами трения; в бескрейц-
Фиг. 452. Сборка зад-
него подшипника с
вкладышем.
Фиг. 453. Шабровка коренных подшипников
по ложному валу.
копфной конструкции компрессора поршень соединяется непосред-
ственно с шатуном, что требует применения иных методов узловой
сборки и проверки шатунно-поршневой группы; сборка проходного
тронкового поршня, замеры вредного пространства, укладка колен-
чатого вала, установка цилиндрового блока, выверка осевых линий
кривошипно-шатунного механизма выполняются по-иному, чем при
сборке крейцкопфных компрессоров.
Сборка основных узлов компрессоров бескрейцкопфной конструк-
ции1. Описание сборки основных узлов компрессора марки 2АВ-27
приведено ниже.
Сборка корпуса заднего подшипника
с вкладышами (фиг. 452). Вкладыши 1 должны быть поса-
жены в гнезда корпуса подшипника 2 и крышки 3 по краске.
Шабровкой необходимо достигнуть прилегания поверхности вкла-
дышей диаметром 230С к своим гнездам с точностью 2—3 пятна
на 6 см2. Торцы вкладышей по линии их разъема должны прилегать
1 По материалам завода «Компрессор».
514
по плите на краску с той же точностью, причем параллельность
торцов к образующей диаметром 230С должна быть обеспечена в пре-
делах 0,05 мм на длине 100 мм\ проверка производится индикатором.
Два набора прокладок 4 с разностью по толщине не более 0,1 мм
привертываются каждый двумя винтами к нижней половине вкла-
дыша. Торцы наборов не должны доходить до расточки диаметром
160 мм на 0,4—0,7 мм и до торцов вкладышей на 1,5—2 мм.
В отверстие крышки подшипника запрессовывается штифт 5.
Верхняя крышка с вкладышем надевается на шпильки корпуса под-
шипника и закрепляется гайками.
Сборка корпуса переднего подшипника с вкладышами выпол-
няется аналогичным способом.
Шабровка коренных подшипников по лож-
ному валу (фиг. 453). Для ускорения и удобства предваритель-
ную шабровку коренных подшипников рекомендуется производить
по ложному валу 2. При шабровке для подъема вала применяются
домкратики 4 и S, один из которых устанавливается внутри картера.
Поворачивание вала производится посредством рычага 5 и втулки 6,
насаженной на конец вала.
Сначала предварительно пришабриваются нижние половины
вкладышей переднего 3 и заднего 7 подшипников. При этом должно
быть обеспечено равномерное прилегание вкладышей по валу
на краску с точностью 6 пятен на 6 см2 и параллельность оси вала
к верхней плоскости картера 1 с точностью 0,10 мм на длине 1000 мм.
Для выверки параллельности применяется индикаторное приспо-
собление, устанавливаемое на верхней плоскости картера. Замеры
производятся в двух положениях индикаторного приспособления а
и б по осям кривошипно-шатунного механизма, расположенным
в данной конструкции компрессора на расстоянии 500 мм. По окон-
чании шабровки нижних половин вкладышей, не вынимая ложного
вала, пришабривают предварительно верхние половины вкладышей
с постановкой и затяжкой верхних крышек подшипника; равномер-
ность прилегания вкладышей по валу на краску должна быть обеспе-
чена до 6 пятен на 6 см2. Далее производится окончательная при-
шабровка вкладышей переднего и заднего подшипников по ложному
валу с затяжкой верхних крышек. При этом равномерное прилегание
вкладышей по краске должно быть выполнено с точностью не менее
7—8 пятен на 6 см2, а вал должен проворачиваться без усилия
и иметь плавный ход. В процессе окончательной пришабровки под-
шипников определяется набор прокладок отдельно для каждого
подшипника.
Предварительная установка блока цилин-
дров на картер и выверка расположения
осей цилиндров (фиг. 454). Блок цилиндров / устанавли-
вается на верхнюю плоскость картера 4; отверстия для контрольных
штифтов в блоке цилиндров и картере должны быть совмещены.
После закрепления блока проверяется с помощью контрольного
приспособления перпендикулярность осей цилиндров и оси ложного
вала 7 с точностью 0,15 мм на 1000 мм длины, а также положение
33*
515
шипника (размер 168 мм).
Фиг. 454. Предварительная установка блока ци-
линдров на картер и выверка расположения
осей цилиндров.
оси заднего цилиндра относительно внутреннего борта заднего под-
контрольное приспособление состоит
из стержня 3, . на кото-
ром закреплены два дис-
ка 2, и концевой втул-
ки 5 с индикатором. При-
способление должно плот-
но без качки входить в
оба отверстия цилиндра.
О степени неперпенди-
куляркости осей цилинд-
ров и оси ложного вала
судят по разности пока-
заний индикатора в по-
ложении, указанном на
фиг. 454, и при повер-
тывании контрольного
приспособления на 180°.
В идеальном случае раз-
ность показаний индика-
тора будет равна нулю.
Положение оси заднего
цилиндра относительно
внутреннего борта задне-
го подшипника проверяется посредством калиброванного стержня 6.
Способ промера показан на той же фигуре.
Назначение описанного контрольного приспособления заклю-
чается в том, чтобы периодически проверять точность механической
обработки картера и блока ци-
линдров.
Сборка коленчато-
го вала с задним под-
шипником (фиг. 455). Ко-
ленчатый вал 1 устанавливается
в горизонтальном положении
на стойках 2 и 3 с призмами.
Проверяется на краску при-
легание вкладышей заднего
подшипника по шейкам колен-
чатого вала и по галтелям.
Зазор по оси коленчатого вала
между галтелями шейки ва-
ла и вкладышами должен быть
Фиг. 455. Сборка коленчатого вала
0,10—0,20 мм и проверяется с задним подшипником.
щупом. При установке набора
прокладок надо проверить величину зазора (допускается 0,4—0,7 мм)
между торцами прокладок и цилиндрической поверхностью шейки
коленчатого вала. Зазор между торцами прокладок и торцами вкла-
дышей должен составлять 1,5—2 мм. После окончательной сборки
516
заднего подшипника проверяется плавность его вращения на шейке
коленчатого вала.
Сборка поршня с шатуном. Для обеспечения
минимального зазора между поршневым пальцем плавающего типа
и отверстиями в поршне и шатуне производится сортировка поршне-
вых пальцев, поршней и шатунов на три класса по табл. 71.
Таблица 71
Сортировка поршневых пальцев, поршней и шатунов по классам
№ класса Отверстие в поршне 0 80А Отверстие в шатуне 0 80А Наружный диа- метр поршневого пальца 80 С Цвет условной маркировки
I 80+о,’ооо 8О+0012 би4-0,000 on—0,015 0,023 Красный
II ол+0.025 ои+0,013 СП+0.025 би+0,013 о л—0,007 oU_0,014 Зеленый
III О0+0.35 ои 4-0,026 ол+0,035 ои+0,026 о Л—0,000 ои-0,006 Желтый
Подбор поршневых пальцев по отверстиям поршня и шатуна
производится по цветам их условной маркировки. Перед тем как
вставлять поршневой палец в отверстия поршня и шатуна, поверх-
ность пальца смазывается легким слоем масла.
Плавное, без качки проворачивание пальца будет свидетельство-
вать об удовлетворительном соединении шатуна с поршнем. Зазор
между бобышками поршня и верхней головкой шатуна должен быть
2,5—3 мм на сторону. При сборке шатуна с поршнем основная кон-
трольная операция заключается в проверке перпендикулярности
оси отверстия большой головки шатуна к образующей наружного
диаметра поршня.
Для этой цели применяется изображенное на фиг. 456 приспособ-
ление, состоящее из плиты /, двух стоек 2, 5 и вала 4.
Ось вала 4, на котором закрепляется в подвешенном состоянии
шатун в сборе с поршнем, должна быть строго параллельна шабро-
ванной поверхности плиты.
На стойке 7 индикатора закреплена призма 6, которая при про-
верке перпендикулярности оси отверстия на большой головке шатуна
к образующей поршня доводится до соприкосновения с поршнем
в двух противоположных положениях индикатора. Индикатор 3
доводится до соприкосновения с поршнем сначала в первом, а затем
во втором положениях, как это изображено на фиг. 456. Разность
показаний индикатора дает удвоенный перекос оси отверстия боль-
шой головки шатуна по отношению к образующей поршня на плече,
517
равном расстоянию от оси вала 4 до опорной призмы 6. Отклонение
перпендикулярности оси отверстия диаметром 160А к образующей
поршня должно составлять не более 0,15 мм на длине 1000 мм.
Перекос устраняется за счет шабровки вкладыша большой головки
шатуна.
Общая сборка компрессора бескрейцкопфной конструкции. Опе-
рация первая — подбор комплекта регу-
лирующих прокладок к заднему подшип-
нику в сборе с коленчатым валом. Для этой
цели применяется специальная линейка — приспособление, уста-
Фиг. 456. Сборка поршня с шатуном.
навливаемое на верхнюю плоскость картера с фиксацией на двух
отверстиях в картере под контрольные штифты, и приспособление,
устанавливаемое на заднюю шатунную шейку коленчатого вала
до упора в галтель. Измеряя зазор между торцом фланца заднего
подшипника и мерительным стержнем приспособления, определяют
толщину регулирующих прокладок.
Операция вторая — установка в картер
коленчатого вала в сборе с задним под-
шипником и окончательная шабровка
коренных подшипников (фиг. 457)'. Картер подается
на сборочный стенд в сборе с передним подшипником.
С переднего подшипника снимается верхняя крышка с половиной
вкладыша. Коленчатый вал в сборе с задним подшипником и набором
прокладок устанавливается в картер. При шабровке коренных под-
шипников по шейкам коленчатого вала должна быть обеспечена точ-
ность шабровки не менее 7—8 пятен на 6 см2. Зазор между внутрен-
518
ним торцом переднего подшипника и галтелью коленчатого вала
должен быть 2—3 мм, а осевой зазор в заднем коренном подшип-
нике — 0,10—0,20 мм.
Фиг. 457. Установка коленчатого вала в сборе с задним
подшипником.
Параллельность осей шатунных шеек коленчатого вала верхней
плоскости картера проверяется индикатором с точностью 0,02 мм
на длине 100 мм. После окончания шабровки и проверки зазоров
и параллельности осей
шатунных шеек произво-
дится регулирование про-
кладками диаметрально-
го (масляного) зазора в
коренных подшипниках в
Фиг. 458. Установка двух про- Фиг. 459. Установка, выверка и крепление
тивовесов на коленчатый вал. блока цилиндров.
пределах 0,08—0,12 мм. При вращении коленчатого вала бие-
ние конца вала, проверяемое индикатором, не должно превы-
шать 0,05 мм.
519
Операция третья — установка двух про-
тивовесов на коленчатый вал (фиг. 458). Перед
установкой на коленчатый вал 2 противовесы 1 должны быть отбалан-
сированы и испытаны на прочность. Зазор между щеками коленча-
того вала и боковыми плоскостями противовесов не должен превы-
шать 0,08 мм. В местах прилегания противовесов к валу зазор
не допускается. Крепление противовесов к валу болтами должно
быть надежным: болты — законтрены замками, а головки бол-
тов — плотно прилегать к цекованным плоскостям противовесов.
Операция четвертая — установка, выверка
и крепление блока цилиндров (фиг. 459). Выверка
положения осей цилиндров производится следующим образом:
1) на верхнюю плоскость картера устанавливается прокладка;
2) цилиндровый блок 1 заводится на шпильки и устанавливается
на плоскость картера 6 таким образом, чтобы отверстия под кониче-
ские штифты в блоке и картере были совмещены;
3) после прикрепления блока к картеру проверяется положение
осей цилиндров по отношению к шатунным шейкам коленчатого
вала. Эта проверка выполняется при помощи контрольного приспо-
собления, состоящего из стержня 3, на котором закреплены два
диска 2, и концевой контрольной втулки 5. Приспособление должно
плотно, без качки входить в оба отверстия цилиндра. При правиль-
ном положении блока цилиндров размер а между галтелями шейки
коленчатого вала и контрольной втулкой 5 должен быть одинаков;
допустимый снос осей цилиндров с центра шатунных шеек коленча-
того вала допускается не более 1 мм;
4) после окончательной установки и выверки блока цилиндров
развертываются два контрольных отверстия и в них запрессовы-
ваются конические штифты 4.
Операция пятая — установка шатунно-
поршневой группы и окончательная шаб-
ровка шатунных подшипников (фиг. 460).
Передняя шейка коленчатого вала устанавливается в верхнее поло-
жение и на нее наносится легкий слой краски. Поршни в сборе с шату-
ном (со снятыми скобами и вынутыми вкладышами) поочередно
заводятся в отверстия блока цилиндров. Диаметральный зазор
между цилиндрами и поршнем должен быть 0,21—0,034 мм, что
проверяется ленточным щупом. После сборки большой головки
шатуна производится шабровка вкладышей по шейкам коленчатого
вала с точностью прилегания не менее 7—8 пятен на 6 см2, в про-
цессе шабровки производится разборка и сборка скобы шатуна,
подъем поршня с шатуном и проворачивание коленчатого вала.
Затем проверяется равномерность зазоров по оси поршневого пальца
между цилиндром и поршнем в верхнем и нижнем положениях
поршня; проверяются осевые зазоры у больших головок шатуна
и регулируются при помощи прокладок диаметральные зазоры
в шатунных подшипниках; производится окончательная сборка
подшипников с коленчатым валом и затяжка шатунных гаек динамо-
метрическим ключом.
520
В результате правильно выполненной сборки при вращении
коленчатого вала движущиеся части кривошипно-шатунного меха-
Фиг. 460. Установка шатунно-поршневой группы
и окончательная шабровка' шатунных подшипников.
низма должны иметь равномерный плавный ход при полном отсут-
ствии каких-либо заеданий в подшипниках и цилиндрах.
Биение конца коленчатого вала не должно превышать 0,05 мм,
что проверяется индикатором.
Операция шестая — определение вред-
ного пространства (фиг. 461). Для определения вредного
пространства в компрессорах с тронковыми проходными поршнями
на заводе «Компрессор» применяется изображенное на фигуре при-
способление состоящее из подвижного мерительного стержня 2
521
и нажимного винта 5. Высота а опорных поверхностей приспособле-
ния и длина мерительного стержня 2 должны быть калиброваны
и одинаковы.
Контрольное приспособление устанавливается на притертый
бортик б цилиндра; мерительный стержень несколько выдвинут
в сторону поршня при ослабленном нажимном винте. Поршень ста-
вится в верхнее мертвое положение, мерительный стержень дово-
дится до соприкосновения с
Фиг. 462. Установка поршне-
вых колец на поршни.
ных подшипник О
торцом розетки всасывающего клапана 4
и закрепляется винтом 3. Затем конт-
рольное приспособление устанавливает-
ся обратной стороной на притертый
торец седла 5 нагнетательного кла-
пана; щупом замеряется зазор между
торцом мерительного стержня приспо-
собления и углублением в седле на-
гнетательного клапана. Замеренный
зазор покажет величину вредного прос-
транства.
Эту проверку необходимо произвес-
ти при установке контрольного прис-
пособления в четырех положениях че-
рез 90°. В случае необходимости за-
данную чертежом величину вредного
пространства получают за счет под-
резки нижних торцов седла нагне-
тательного клапана с последующей
повторной притиркой седла по борти-
ку б цилиндра.
Операция седьмая —
установка поршневых ко-
лец на поршни и окон-
чательная сборка шатун*
в с коленчатым валом
(фиг. 462).
Перед установкой поршневых колец на поршни необходимо про-
верить по контрольному кольцу 1 зазоры в замках: величина зазоров
должна быть 0,6—0,3 мм. Зазоры между канавками поршня и порш-
невыми кольцами должны быть 0,110—0,045 мм. Поршневые
кольца должны утопать в канавках поршня на 1,0—1,7 мм и переме-
щаться в них под действием собственного веса. При установке
в цилиндры поршней в сборе с шатунами замки поршневых колец
должны быть установлены в разбивку (у верхних колец че-
рез 120°).
После установки поршневых колец поршни в сборе с шатунами
через направляющее кольцо поочередно вводятся в цилиндры до со-
единения шатунов с верхними половинами вкладышей. Затем про-
изводится окончательная сборка шатунного подшипника с колен-
чатым валом и шатунные болты затягиваются динамометрическим
ключом.
522
Операция восьмая — установка нагнета-
тельных клапанов, буферных пружин и кры-
шек блока.
Операция девятая — установка масля-
ного насоса и регулирование зацепления
шестерен привода.
Последующие операции (с 10-й до 22-й) выполняются в такой
последовательности: установка масляного фильтра и масляного
холодильника, монтаж внутреннего маслопровода, установка боко-
вых и торцовой крышек картера, установка крышки сальника
и сборка сальника компрессора, установка газового коллектора
в сборе и байпассов, установка манометрового щита на компрессор,
монтаж внешнего маслопровода и масляной арматуры, монтаж газо-
провода и водопровода, постановка маховика на коленчатый вал
и окончательный контроль собранного компрессора.
ОГЛАВЛЕНИЕ
Предисловие............................................................ 3
Глава /. Классификация компрессоров и характеристика компрессорного
производства ......................................................... 5
Классификация компрессоров......................................... 5
Характеристика компрессорного производства ...................... 29
Глава II. Технико-экономические основы проектирования технологических
процессов в компрессоростроен и и........................................ 33
Направление развития компрессоростроения ........................... 33
Трудовые затраты на разработку технологического процесса и проек-
тирование специальной оснастки для изготовления компрессоров . . 35
Степень оснащенности технологических процессов специальными при-
способлениями и инструментом в зависимости от размера серии выпу-
скаемых компрессоров................................................ 39
Себестоимость изготовления компрессоров и пути ее снижения .... 42
Глава III. Унификация узлов и деталей в компрессоростроен и и......... 46
Примеры конструктивной нормализации компрессоров.................... 47
Глава IV. Станки для механической обработки деталей компрессоров ... 58
Универсальные металлорежущие станки................................. 58
Специальные металлорежущие станки . ................................ 64
Глава V. Технологическое планирование производства...................... 91
Технологический маршрут деталей (расцеховка)........................ 91
Маршрутный технологический процесс.................................. 95
Операционный технологический процесс ............................... 98
Технологический процесс сборки...................................... 98
Ведомости специальных и нормальных приспособлений и инструмента 100
• Сводные ведомости трудовых затрат на изделие...................... 101
Классификация оборудования......................................... 103
Технологический паспорт машины..................................... 107
Типизация технологических процессов................................ 107
Основы разработки технологического проекта поточного производства
компрессоров....................................................... 112
Глава VI. Точность и качество обработанных поверхностей деталей компрес-
соров .............................................................. 116
Порядок разработки и классификация допусков ................... 116
Допуски и посадки, применяемые в компрессоростроении.......... 117
Межоперационные припуски........................................ 119
Примеры допусков и посадок и методы их разработки для основных
деталей и узлов компрессоров........................................ 120
Основные требования к качеству поверхности.................... . . 126
Классы чистоты, применяемые в компрессоростроении............... . . 127
Влияние технологических факторов на чистоту поверхности . • . . . 133
524
Глава VII. Изготовление рам, картеров, блок-картеров и станин поршне-
вых компрессоров....................................................... 138
Назначение рам, картеров, блок-картеров* станин и предъявляемые
к ним требования ..................................................... 138
Устранение пористости отливок картеров, цилиндров, поршней и дру-
гих деталей компрессоров............................................... 141
Классификация основных базовых деталей компрессоров по техноло-
гическим признакам..................................................... 145
Материал, заготовка, термическая обработка деталей..................... 145
Механическая обработка основных базовых деталей компрессоров (рам,
картеров и других) . .................................................. 147
Глава VIII. Изготовление коленчатых валов компрессоров..................... 181
Назначение коленчатых валов и предъявляемые к ним требования . . 181
Классификация коленчатых валов по технологическим признакам . . 182
Материал, ковка и термическая обработка поковок коленчатых валов . . 186
Механическая обработка коленчатых валов................................ 190
Приспособления и инструмент для механической обработки коленчатых
валов.................................................................. 233
Глава IX. Изготовление шатунов компрессоров................................ 240
Назначение шатунов и предъявляемые к ним требования.................... 240
Классификация шатунов по технологическим признакам .................... 241
•Материал, ковка, штамповка и термическая обработка шатунов . . . 243
Механическая обработка шатунов......................................... 246
Приспособления и инструмент для обработки шатунов...................... 272
Глава X. Изготовление поршней компрессоров................................. 284
Назначение поршней и предъявляемые к ним требования.................... 284
Классификация поршней по технологическим признакам..................... 287
Материалы поршней . ................................................... 287
Механическая обработка поршней......................................... 289
Приспособления и инструмент для обработки поршней...................... 313
Глава XI. Изготовление поршневых колец компрессоров........................ 320
Назначение поршневых колец и предъявляемые к ним требования . . . 320
Классификация поршневых колец компрессоров по технологическим
признакам . ........................................................... 323
Материал, припуски на обработку и термическая обработка заготовок
(маслот) для поршневых колец компрессоров.............................. 324
Механическая обработка поршневых колец ................................ 327
Приспособления и инструмент для обработки поршневых колец . . . . 345
Глава XII. Изготовление цилиндров компрессоров............................. 354
Назначение цилиндров и предъявляемые к ним требования.................. 354
Классификация цилиндров по технологическим признакам................... 357
Материалы, заготовка, термическая обработка............................ 358
Механическая обработка цилиндров первой технологической группы 359
Механическая обработка цилиндров второй технологической группы 364
Механическая обработка цилиндров третьей технологической группы 367
Механическая обработка цилиндров четвертой технологической группы 371
Глава XIII. Изготовление всасывающих и нагнетательных клапанов комп-
рессоров ............................................................ 383
Назначение клапанов и предъявляемые к ним требования................... 383
Классификация основных деталей кольцевого пластинчатого клапана
по технологическим признакам........................................... 386
Материалы пластинчатых кольцевых клапанов и их термическая
обработка........................................................ 388
Изготовление кольцевых клапанных пластин ............................. 392
Изготовление седел клапанов........................................... 398
Изготовление ограничителей подъема пластин клапанов................... 403
525
Изготовление клапанных пружин . ‘................................. 410
Приспособления для изготовления деталей кольцевых пластинчатых
клапанов ......................................................... 411
Глава XIV. Изготовление вкладышей компрессоров........................ 417
Назначение вкладышей и предъявляемые к ним требования........... 417
Классификация вкладышей по технологическим признакам........... 417
Л1атериалы вкладышей компрессоров ................................ 419
Механическая обработка вкладышей компрессоров..................... 423
Заливка вкладышей баббитом........................................ 434
Приспособления и инструмент для обработки вкладышей .............. 438
Глава XV. Изготовление поршневых пальцев и пальцев крейцкопфов
и компрессоров........................................................ 443
Назначение поршневых пальцев, пальцев крейцкопфов и предъявляемые
к ним требования ................................................ 443
Классификация поршневых пальцев и пальцев крейцкопфа по техно-
логическим признакам.............................................. 444
Материалы, заготовки и термическая обработка поршневых пальцев
и пальцев крейцкопфа компрессоров................................. 445
Изготовление поршневых пальцев и пальцев крейцкопфа компрессоров 446
Глава XVI. Изготовление корпусов и ползунов крейцкопфов компрессоров 461
Назначение крейцкопфов и предъявляемые к ним требования .... 461
Классификация корпусов и ползунов крейцкопфов компрессоров по тех-
нологическим признакам............................................ 462
Материалы и термическая обработка корпусов и ползунов крейцкопфов
компрессоров..................................................... 462
Механическая обработка корпусов и ползунов крейцкопфов компрес-
соров ............................................................ 465
Приспособления и инструмент для обработки корпусов и ползунов
крейцкопфов....................................................... 474
Глава X VII. Сборка компрессоров ..................................... 483
Особенности сборки компрессоров .................................. 483
Сборочные элементы................................................ 485
Сборка группы станина—картер ..................................... 487
Сборка группы цилиндров........................................... 491
Сборка группы движения ........................................... 496
Общая сборка компрессора крейцкопфной конструкции ................ 509
Сборка компрессора бескрейцкопфной конструкции ................... 512
Борис Акимович Галицкий п
Борис Иванович Беляков
ТЕХНОЛОГИЯ КОМПРЕССОРОСТРОЕНИЯ
Технический редактор 3. И. Чернова
Корректоры Ц. И. Будницкая и
О. К. Добровольская
Сдано в производство 17/X 1960 г. Подписано
к печати 27/1 1961 г. Т-02509. Тираж 10 000 экз.
Печ. л. 33,5 (2 вкл.) Бум. л. 16,75.
Уч.-изд. л. 35,4 Формат 60x92Vie Зак. 331
Типография № 6 УПП Ленсовнархоза
Ленинград, Моисеенко 10.