/













































































































































































































Автор: Кайбышев О.А.
Теги: металлургия свойства материалов, влияющие на деформируемость машиностроение обработка металлов металлы
Год: 1984




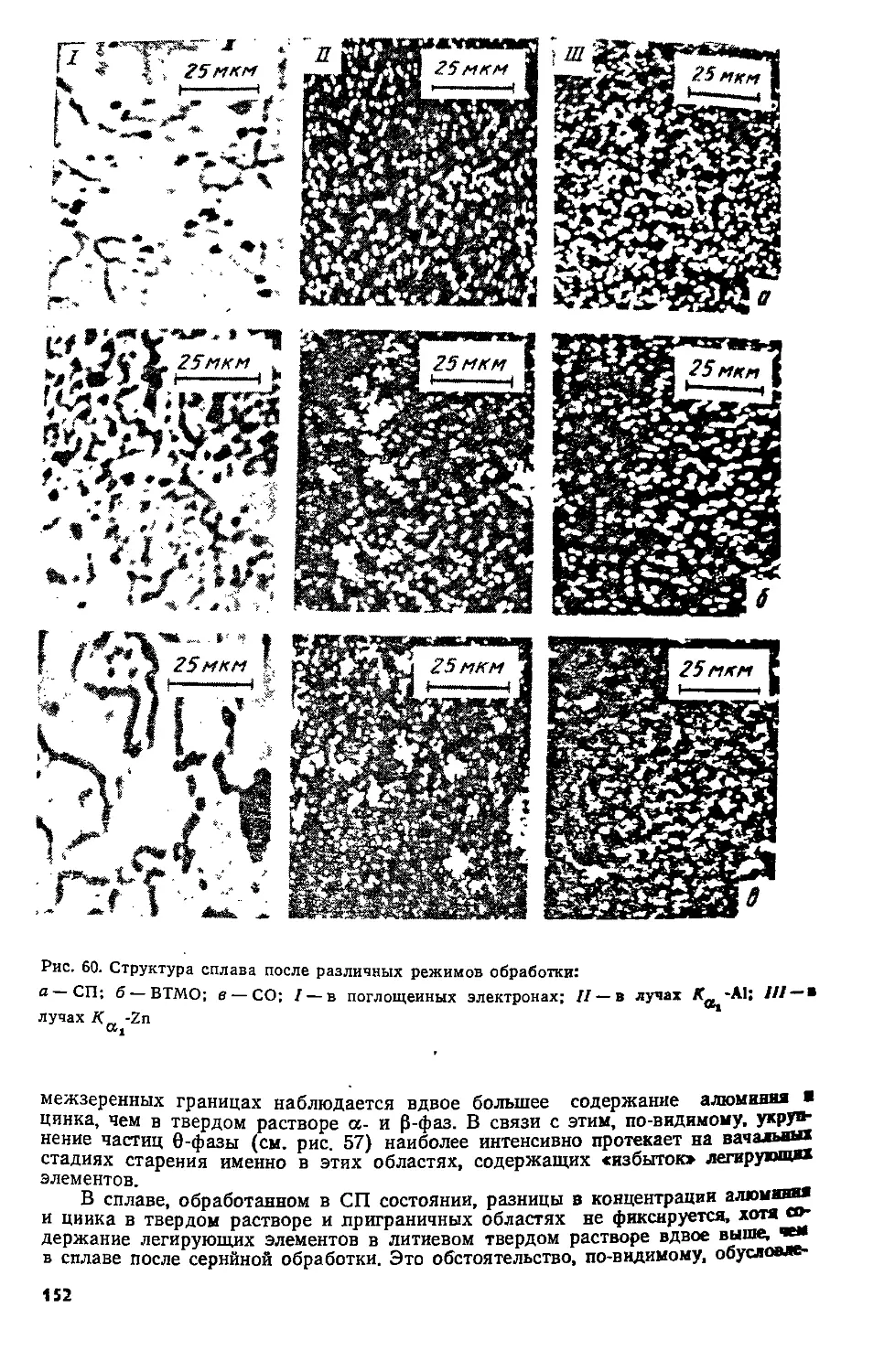
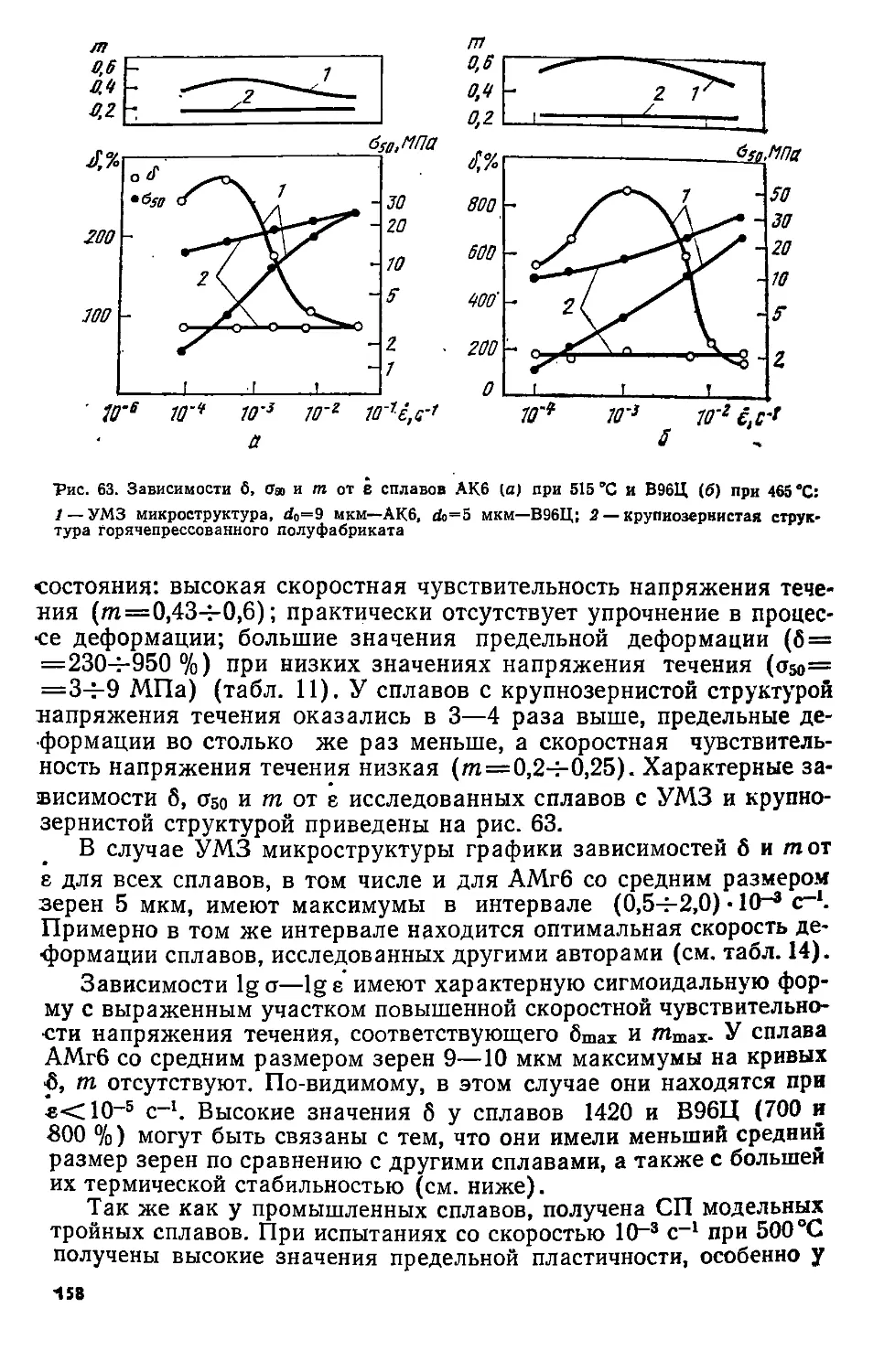
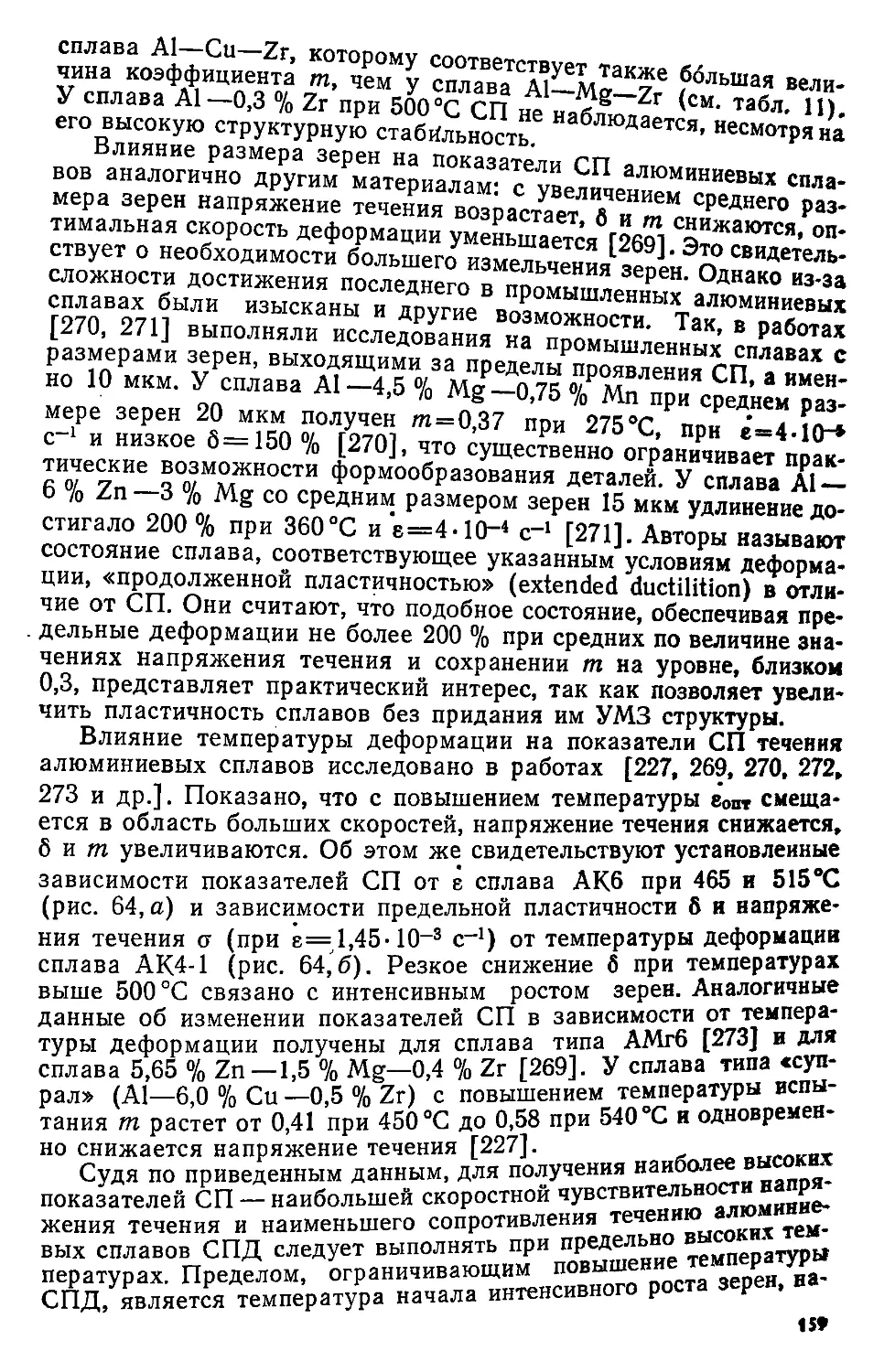
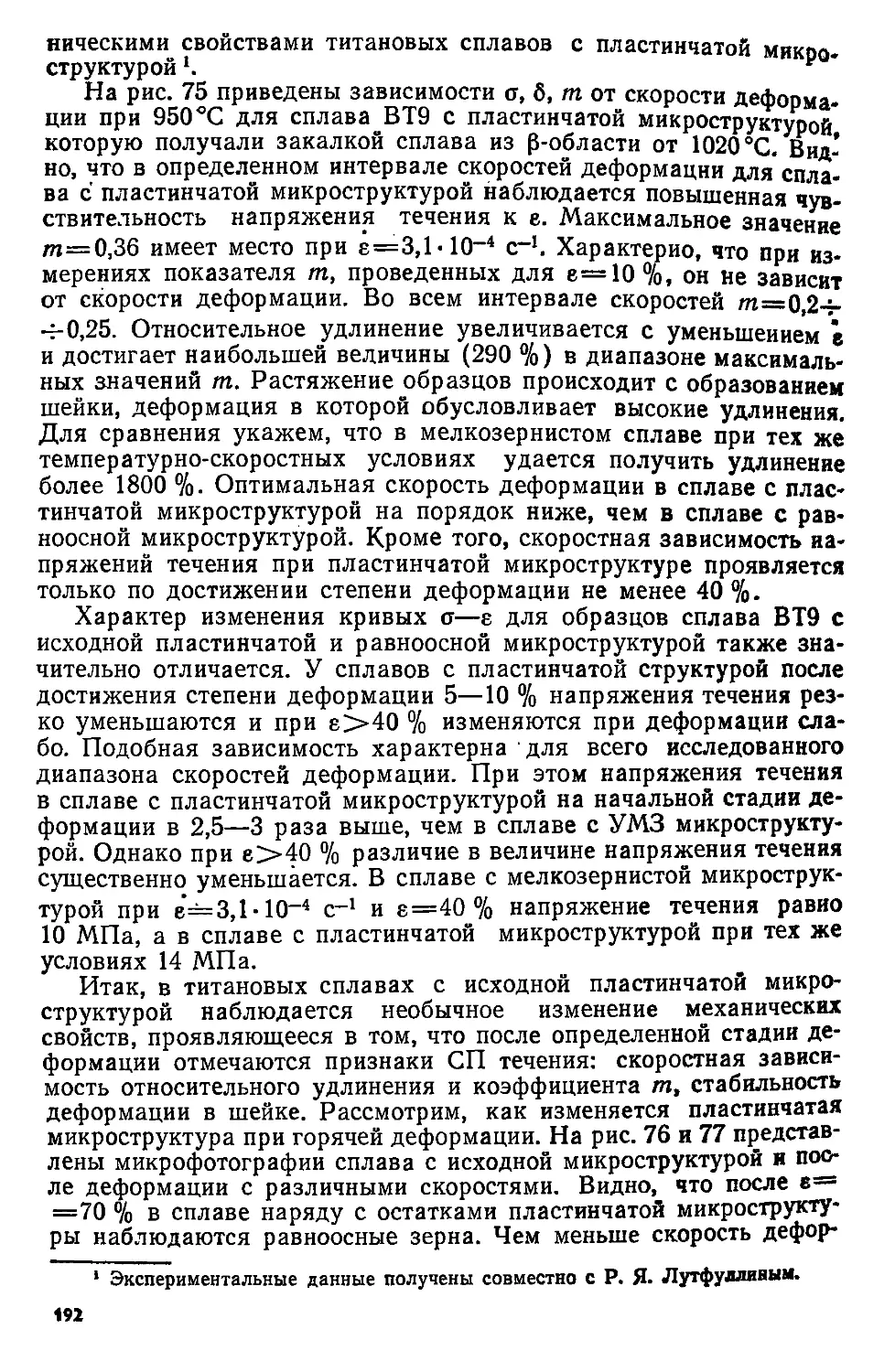
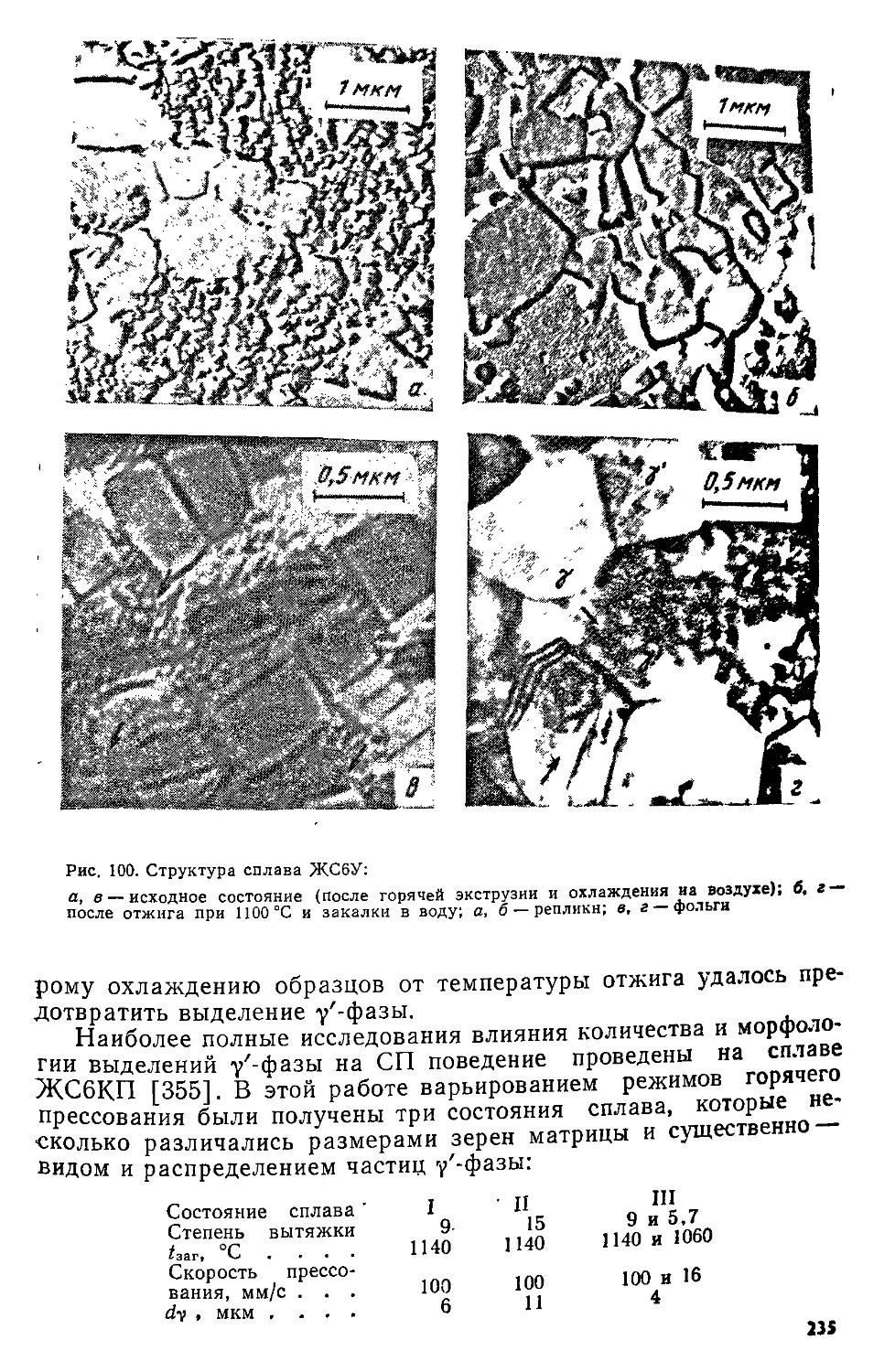
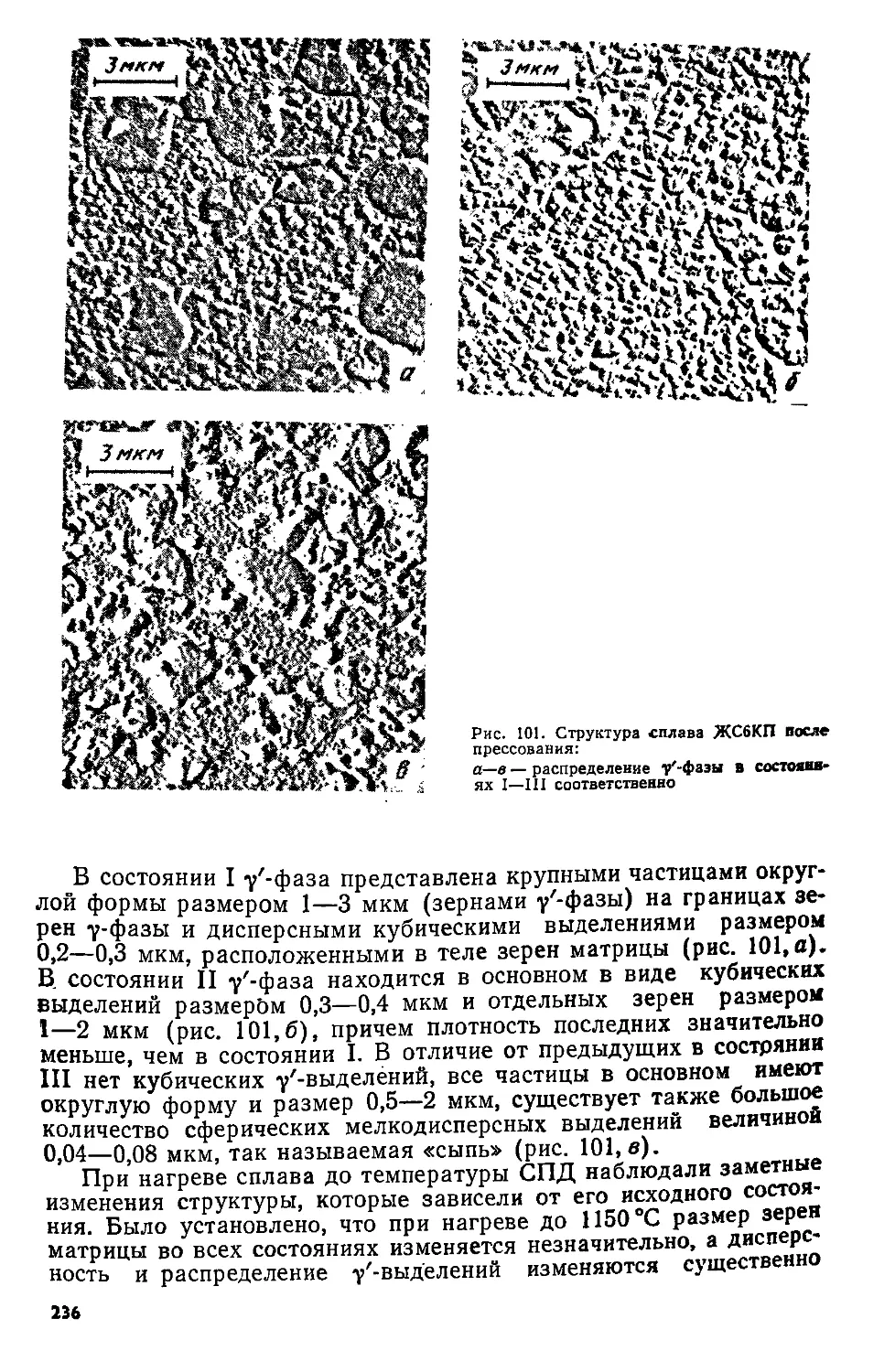
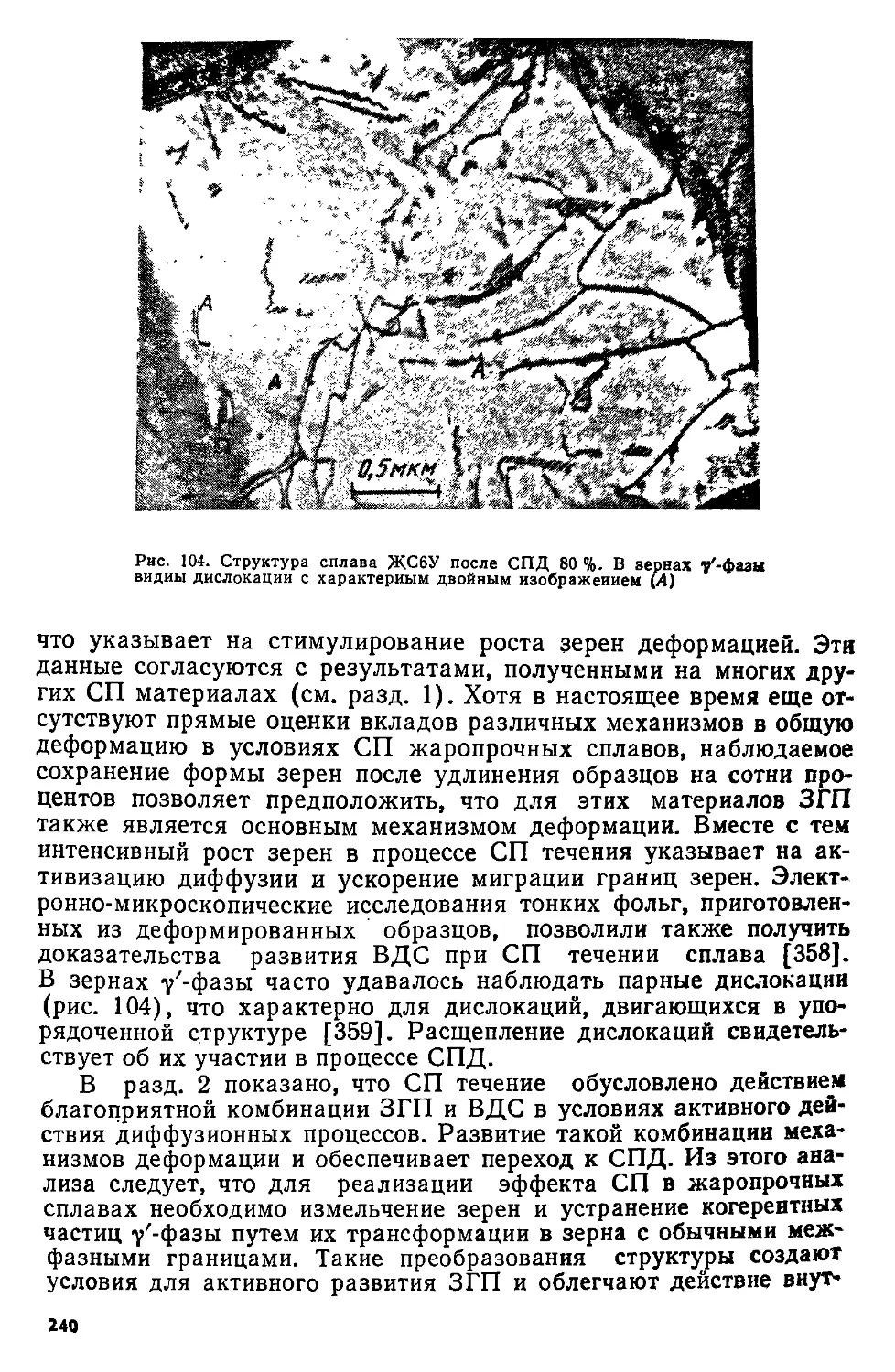
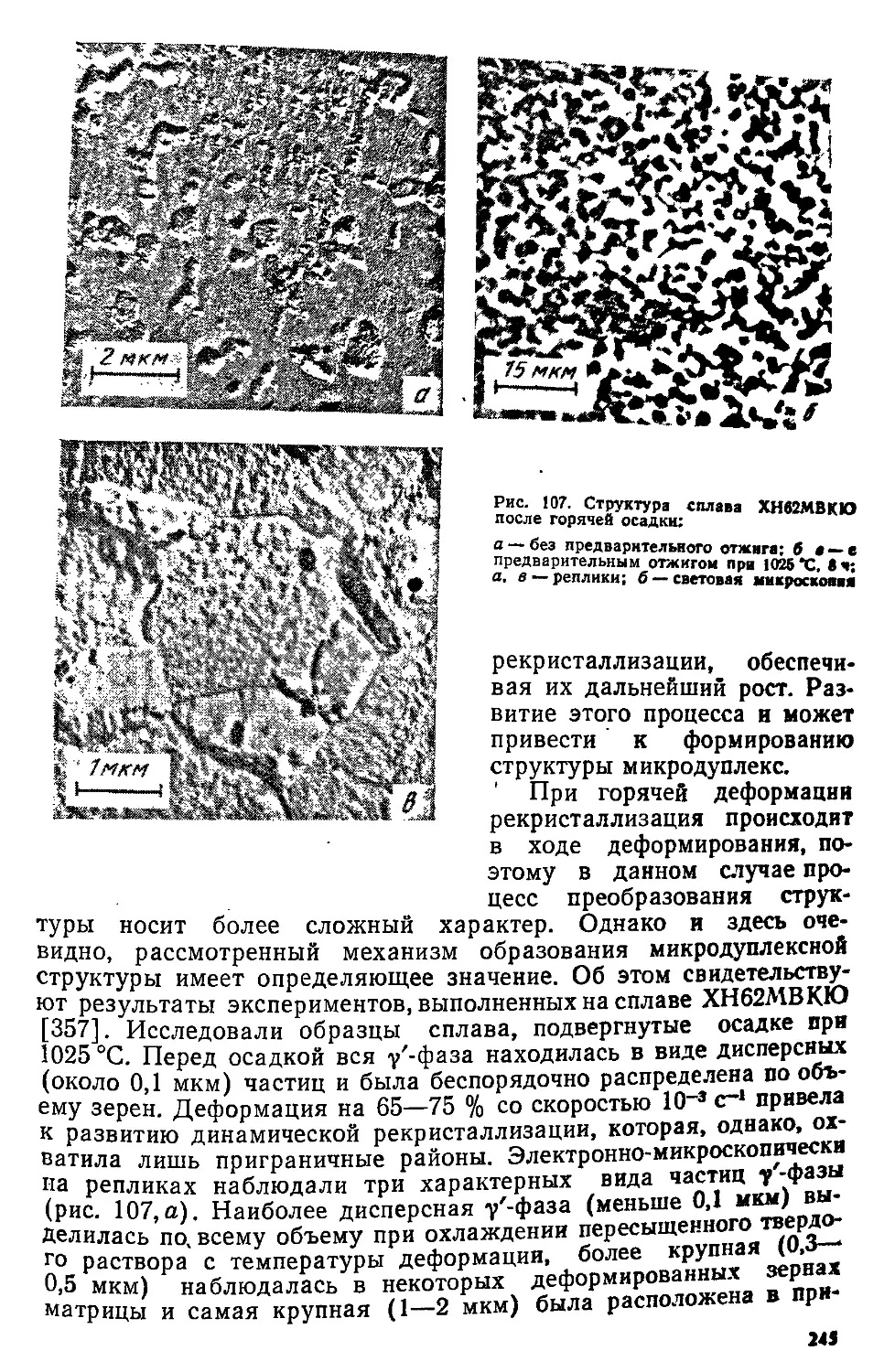
Текст
О. А.Кайбышев
СВЕРХ-
ПЛАСТИЧНОСТЬ
ПРОМЫШЛЕННЫХ
СПЛАВОВ
О. А.Кайбышев
СВЕРХ-
ПЛАСТИЧНОСТЬ
ПРОМЫШЛЕННЫХ
СПЛАВОВ
&
МОСКВА
•МЕТАЛЛУРГИЯ-
1984
УДК 669.017:539.52(438)
рецензент: преф., доп. техн, неук В. М.
спла,т- Кайбвше‘ °- * М-; “"«Ч»”
ГИЯ, 1984.264 с микроструктурные и температурно-скоростные условия дефор.
РаССМ°^ппимые для перевода металлических сплавов в сверхпластичное
мании, не0^<Хтавлены данные о механизме деформации сплавов в сверхпла-
состояние. Представле д ия явления> уЧИТЫвающая особую роль гра-
стичном состоянии, 00 У д процессах. Описаны методы перевода в сверхпла-
ниц зерен в ДеФ°Р™°™ н^хсплавов на основе магния, алюминия, титана,
стачное состоялие про сплавов. Проанализированы причины благоприят-
а также ста„ляейг ^п^плас?ическойРеформации на механические свойства сплавов.
Н0Г0КнигЯапредназначена для научных и инженерно-технических работников ме-
К и машиностроительной промышленности. Может быть полезна
107. Табл. 22. Библиогр. описок: 372 .зав.
К
2605000000—090
040(01)—84
41—84
© Издательство «Металлургия», 1984
СОДЕРЖАНИЕ
Стр.
Предисловие......................................
Введение ...................................................
1. СТРУКТУРНАЯ СВЕРХПЛАСТИЧНОСТЬ............................
1.1. Феноменология явления и ее связь с исходной микроструктурой
1.2. Эволюция структуры и особенности разрушения............
2. ПРИРОДА СВЕРХПЛАСТИЧЕСКОГО ТЕЧЕНИЯ.......................
2.1. Исследование механизмов сверхпластической деформации
2.1.1. Зернограничное проскальзывание . . .....
2.1.2. Внутризеренная деформация.........................
2.1.3. Диффузионная ползучесть......................
2.1.4. Взаимосвязь и роль различных механизмов деформации в обес
печении сверхпластической деформации....................
2.2. Микромеханизмы и теория сверхпластической деформации
2.2.1. Физические модели сверхпластического течения ....
2.2.2. Границы зерен в деформационных процессах ....
2.2.3. Теория структурной сверхпластичности..............
3. МЕТОДЫ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОИ МИКРО
СТРУКТУРЫ В ПРОМЫШЛЕННЫХ СПЛАВАХ............................
4
6
10
10
26
35
36
37
45
60
67
71
72
76
89
102
3.1. Металлургические способы измельчения микроструктуры сплавов . 103
3.2. Использование термической обработки для получения ультрамелкозер-
нистой микроструктуры...........................................105
4. СВЕРХПЛАСТИЧНОСТЬ МАГНИЕВЫХ СПЛАВОВ..........................116
4.1. Влияние исходной микроструктуры и температурно-скоростных усло-
вий деформации на пластичность сплавов..........................119
4.2. Влияние сверхпластической деформации на свойства сплавов . . 130
5. СВЕРХПЛАСТИЧНОСТЬ ПРОМЫШЛЕННЫХ АЛЮМИНИЕВЫХ
СПЛАВОВ . . ....................................................153
5.1. Влияние химического состава, структуры и условий деформирования
на сверхпластичность сплавов....................................154
5.2. Особенности получения ультрамелкозернистой структуры и перевода
в сверхпластическое состояние алюминиевых сплавов..............162
5.3. Влияние обработки с применением сверхпластической деформации на
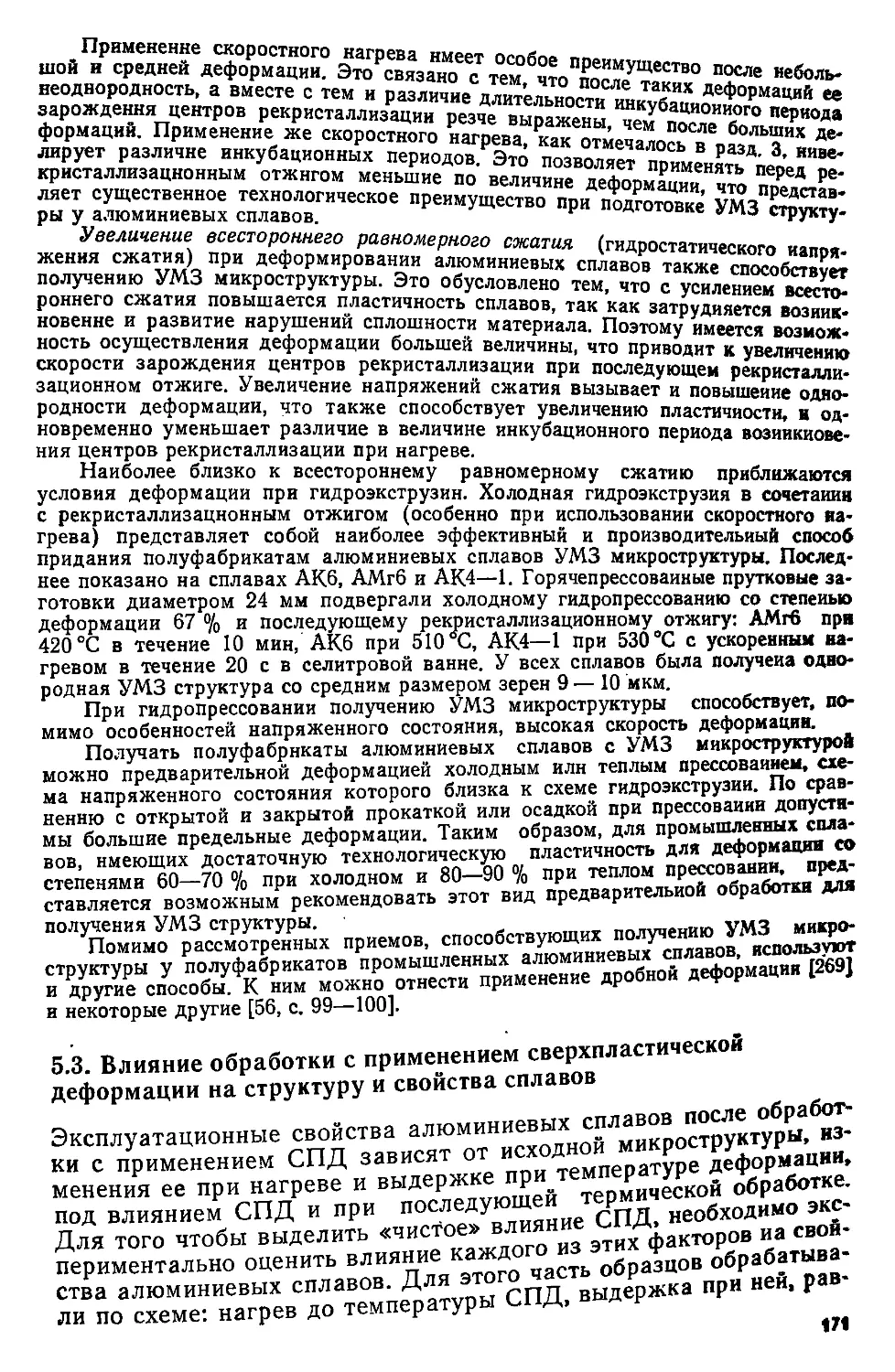
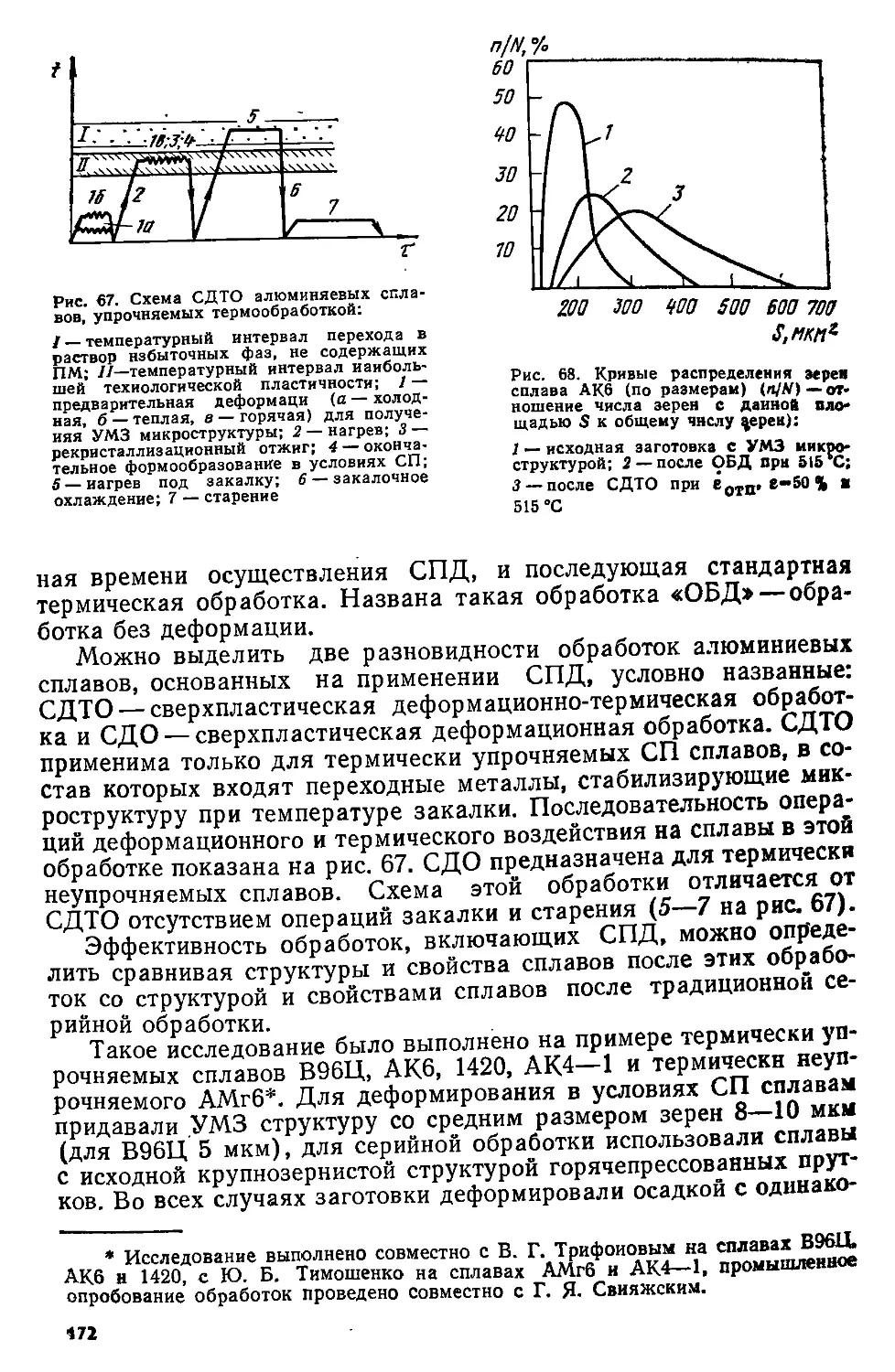
структуру и свойства сплавов .................................. 171
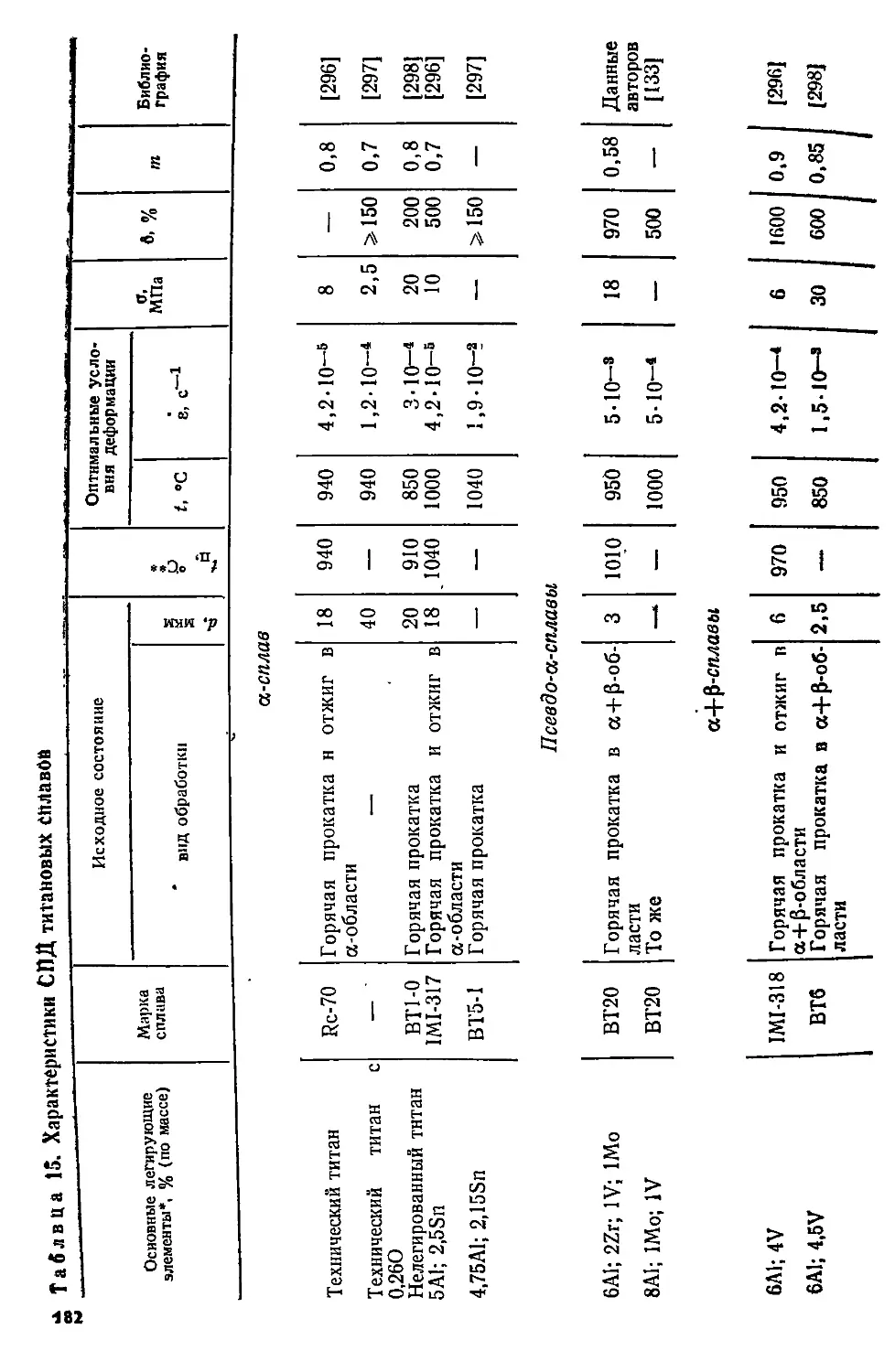
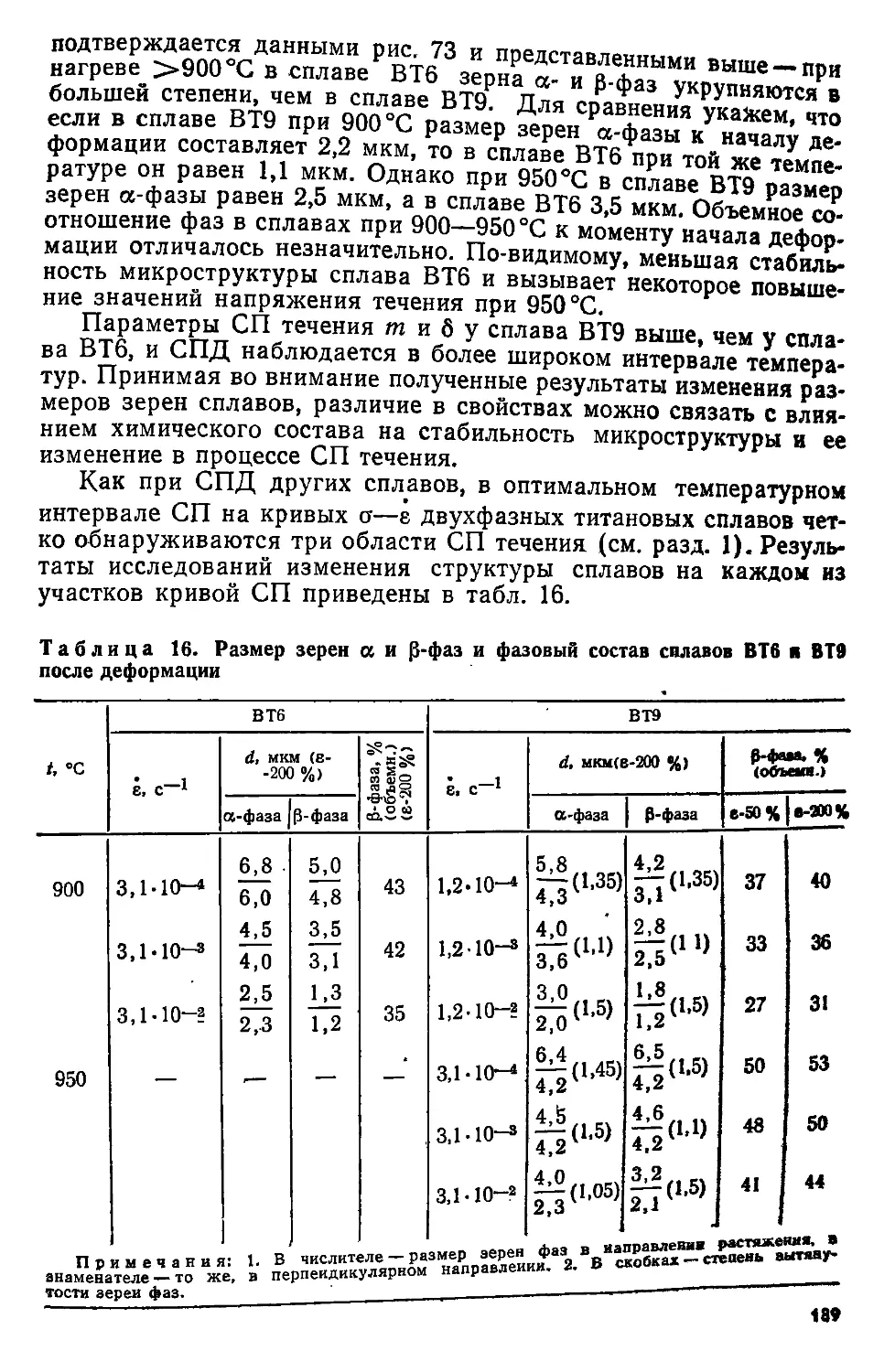
6. СВЕРХПЛАСТИЧНОСТЬ ТИТАНА И ЕГО СПЛАВОВ .... 179
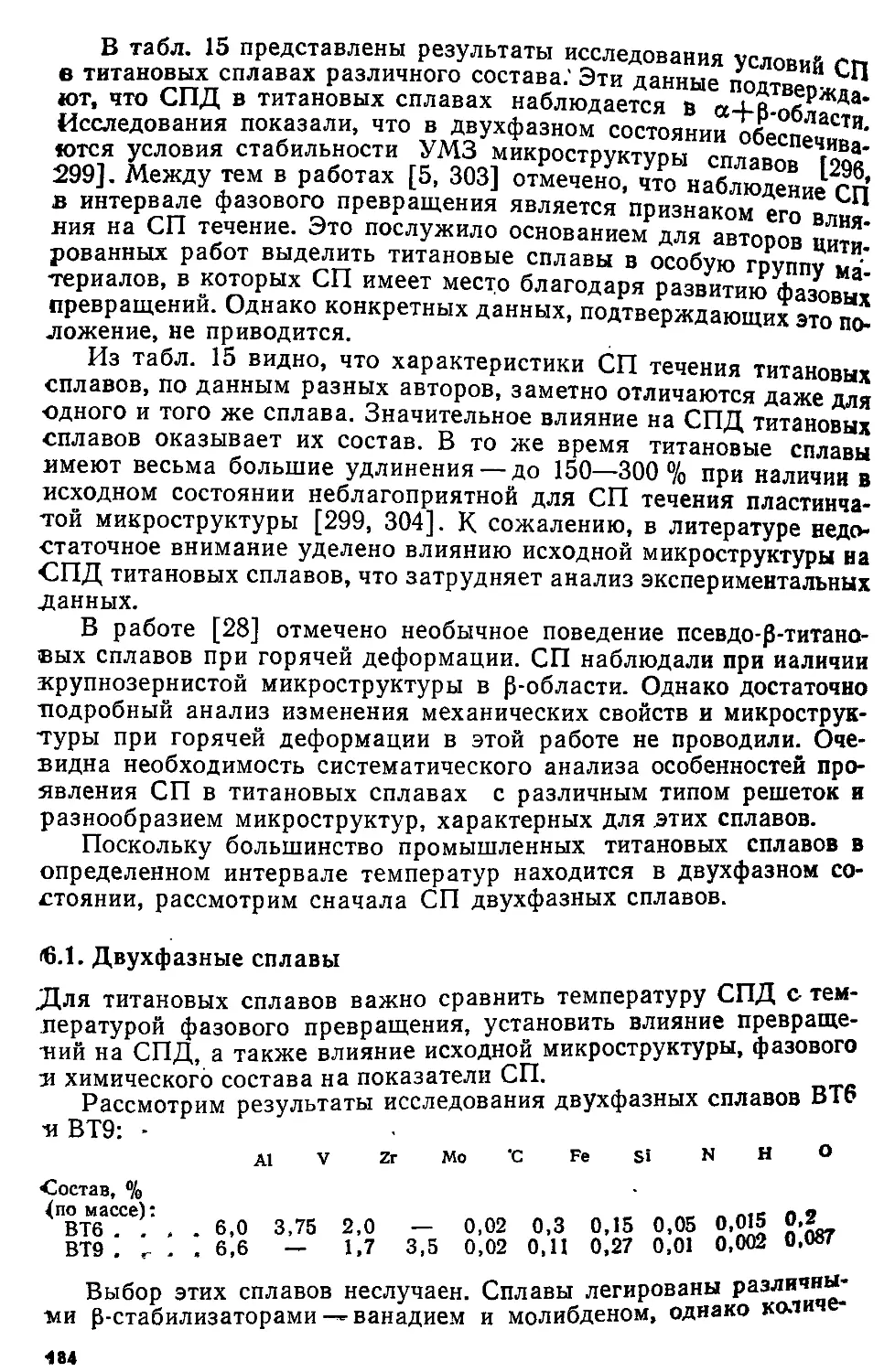
6.1. Двухфазные сплавы.......................................... 184
6.2. Пластичность сплавов в однофазной области....................*•”
6.3. Методы подготовки ультрамелкозернистой микроструктуры • . . 20S
6.4. Влияние сверхпластической деформации на механические свойства
сплавов . .................................
7. СТРУКТУРНАЯ СВЕРХПЛАСТИЧНОСТЬ СТАЛИ............................219
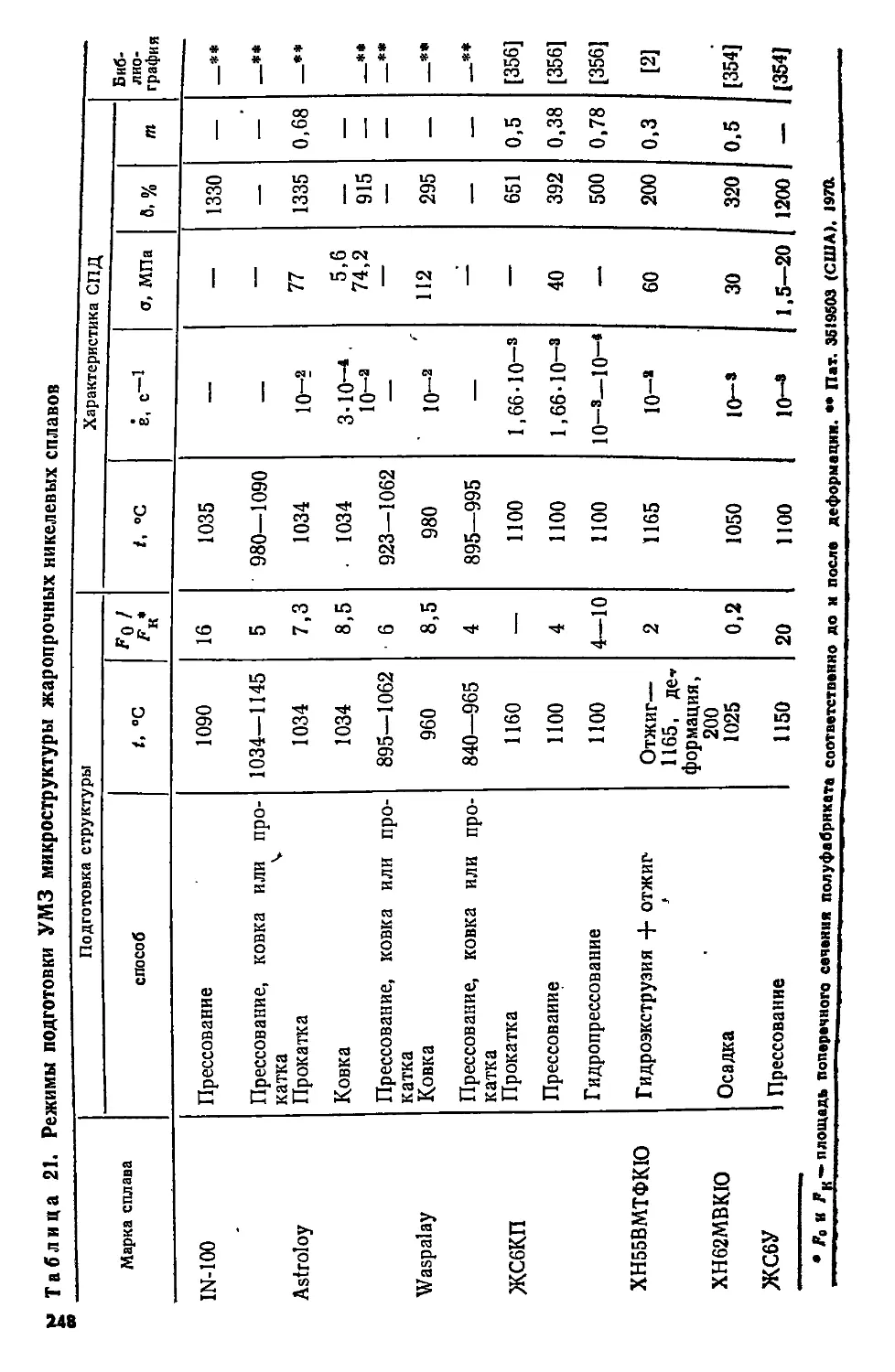
8. СВЕРХПЛАСТИЧНОСТЬ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ 228
8.1. Влияние структуры и температурно-скоростных условий деформации
на пластичность сплавов.............................................
8.2. Методы перевода сплавов в сверхпластическое состояние .... **
8.3. Жаропрочные свойства сплавов после обработки в сверхпластическом
состоянии..........................................................
Библиографический список.........................
3
ПРЕДИСЛОВИЕ
Предлагаемая вниманию читателей книга О. А. Кайоышева с со-
трудниками, посвященная вопросам сверхпластической деформа-
ции металлических материалов, интересна прежде всего своей
практической направленностью и ооширным фактическим материал
лом о сверхпластичности сплавов на основе никеля, железа, алю-*
миния, титана, магния. Важный и весьма оптимистический вывод,
который может сделать читатель, — возможность получения сверх-
пластичного состояния сплавов практически любой основы.
Впервые сверхпластическая деформация рассматривается не
только как возможность формообразования с большими деформа-
циями при малых внешних усилиях, но и как новый вид обработ-
ки, приводящий к повышению эксплуатационных свойств сплавов.
Авторы книги уделяют также большое внимание механизму яв-
ления, его теории. В принципе при изучении формоизменения в ус-
ловиях сверхпластичности наблюдают следы «элементарных» ме-
ханизмов деформации, уже хорошо известных из работ, в которых
изучали деформацию как при различных методах обработки дав-
лением или испытаниях при активном растяжении в широком ин-
тервале скоростей и температур, так и при высокотемпературной
ползучести. Исключением является, пожалуй, «блуждание» отдель-
ных зерен, которое в таком виде ни при каких других условиях де-
формации не наблюдали.
Специфической особенностью сверхпластической деформации
является многообразие процессов, приводящих к непрерывному
формоизменению материала. Это и движение дислокаций, и зерно-
граничная деформация, значительная часть которой несомненно
связана с дислокациями, и направленный диффузионный перенос.
При изучении сверхпластической деформации наблюдают мигра-
цию границ зерен и образование полосчатых зон вдоль границ зе-
рен и др.
В литературе ведется широкая дискуссия и попытки определе-
ния «главного механизма», ответственного за сверхпластическую
Деформацию [1—5]. Несомненно, желание выделить главный ме-
ханизм, ответственный за сверхпластическую деформацию, класси-
фицировать, какой или какие механизмы являются основными, а
какие аккомодационными, естественно. Ответ на этот вопрос дают
и авторы новой монографии. Однако, по-видимому, вопрос состоит
не в том, что дает основной вклад в формоизменение материала.
Важно также выяснить, что обеспечивает формоизменение без на-
рушения сплошности материала. При таком подходе нельзя делить
наблюдаемые «элементарные механизмы» на основные и второсте-
пенные, а дискуссия о главном механизме неплодотворна. Авторы
монографии рассматривают явление сверхпластичности как еди-
ный процесс во взаимосвязи различных деформационных процес-
сов на микро- и макроуровне. Разделение явления на отдельные
механизмы в данном случае имеет смысл только с чисто методоло-
гической точки зрения.
4
Новым моментом, важным для теории эффекта
ности, является установление связи внутризеренного cSL ОТ‘1
зернограничного проскальзывания нриУ сверхпластичес^й д"*о„"
мации. Автор обратил внимание на то, что взаимодействие мше-
точных дислокации с границами зерен имеет важной значение м»
объяснения доминирующего вклада проскальзывания по гоаиипям
зерен при сверхпластическом течении. На основе современных
представлений о физике большеугловых границ в книге обосновы-
вается новое положение: дислокации входят в границы зерен и
при температурно-скоростных условиях, характерных для этого яв-
ления, делают структуру границ неравновесной. В результате сти-
мулируется зернограничное проскальзывание и миграция границ
зерен. На основании этих данных, а также данных, полученных из
эксперимента, удалось создать физическую модель явления, не
только удовлетворительно описывающую известные положения, но
позволившую предсказать новые эффекты.
Главное преимущество предлагаемой книги перед уже имеющи-
мися — рассмотрение явления сверхпластичности и металлофнзи-
ческий анализ природы явления, а также доведение результатов до
практической реализации. Описаны промышленные методы полу-
чения ультрамелкозернистой микроструктуры в сплавах, даны ре-
жимы сверхпластической деформации для конкретных сплавов,
оценено влияние этого вида деформации на свойства металличес-
ких материалов. Следует также отметить, что изложенные идеи и
методы могут быть полезными цри решении задач повышения пла-
стичности малопластичных материалов. .
Несмотря на то что в книге приведены результаты исследовании
многих отечественных и зарубежных авторов, это -не литератур
ный обзор, а в основном плод экспериментальных и^ретическнх
исследований. Можно надеяться, что изложенные р
дут полезны читателям как с познавательной точки зрения,
непосредственно в их работе.
Профессор В. М. РОЗЕНБЕРГ
ВВЕДЕНИЕ
Одним из важнейших свойств металлических материалов является
пластичность —- спосооность под действием внешних механических
напряжений изменять форму без разрушения. Это свойство широко
используют в технологии, в частности на нем основаны методы
обработки металлов давлением.
_ Длительное время в металловедении существовало мнение, что
пластичность определяется фазовым и химическим составом спла-
вов и ею не удается управлять в широких пределах. Обычно одно-
фазные сплавы оказывались более пластичными, чем многофазные.
На этих представлениях базируется разделение металлов на пла-
стичные и малопластичные и соответственно классификация спла-
вов по виду диаграмм состояния на деформируемые и литейные.
А. А. Бочвар обнаружил и впервые исследовал резкое увели-
чение пластичности в. двухфазных цинк-алюминиевых сплавах [6].
Он понял, что речь идет о существовании нового явления, назван-
ного им сверхпластичностью. Наличие этих аномалий на ’сплавах
других систем было подтверждено в работах А. А. Преснякова с
сотр.
В результате исследований, выполненных в последние годы,
представления о природе пластичности металлов и сплавов претер-
пели коренное изменение. Оказалось, что пластичность металли-
ческих поликристаллических материалов можно увеличить в десят-
ки и даже сотни раз путем их перевода в сверхпластичное состояние.
Существующее разделение сплавов на пластичные и малопластич-
ные условно; оно характеризует лишь свойства сплавов при тради-
ционных условиях испытания. В сверхпластичном состоянии литей-
ные сплавы, например чугуны, могут быть не менее, а даже более
пластичными, чем деформируемые сплавы — стали [7].
К сверхпластичности, если под этим термином понимать способ-
ность металлических материалов к аномально высокому удлине-
нию, можно отнести широкий круг явлений. Однако наиболее ха-
рактерными являются две группы: структурная сверхпластичность,
наблюдаемая в ультрамелкозернистых материалах, а также сверх-
пластичность, обусловленная воздействием на металлические мате-
риалы внешней среды, при развитии фазовых превращений в про-
цессе деформации, радиации, термоциклирования. Наибольший
интерес представляет первая группа явлений, поскольку она позво-
ляет рассматривать сверхпластичность как универсальное состоя-
ние металлических материалов, наблюдающееся при определенной
микроструктуре, температуре и скорости деформации. В настоящей
книге рассмотрена только структурная сверхпластичность. Пока-
зана возможность перевода в сверхпластичное состояние наиболее
широко используемых в технике сплавов, в том числе таких мало-
пластичных в обычных условиях, как жаропрочные сплавы на ос-
нове титана и никеля.
Основные характерные признаки сверхпластического течения:
резкое увеличение ресурсов пластичности — относительное удлине-
6
ние достигает сотен и тысяч процентов; заметное еНи^ои
деформации и практически отсутствие деАопмян™ Ние ?СИлий
я ИЯ в процессе пластического течения*
жения течения от скорости деформации Р ависимость напря-
Нетрудно представить, что эти особенности сверхпласттшп™
состояния благоприятны для формообразования изделий ОдЕ
для использования этого явления в технологии необходимо реши™
ряд вопросов. Как получить состояние сверхпластичностиТко?-
кретных промышленных сплавах? Как повлияет обработка в свеп!
пластичном состоянии на служебные характеристики промышлен-
ных сплавов, не ухудшит ли она их? Каковы оптимальные темпе-
ратурно-скоростные условия обработки сплавов в сверхпластичном
состоянии?
Для многих промышленных сплавов уже сейчас можно сфор-
мулировать ответы на поставленные вопросы, для других —пока
нет, но в любом случае можно наметить линию подхода к решению
задачи.
В монографии подробно рассмотрены факторы, влияющие на
проявление сверхпластичности в металлических материалах, меха-
низмы деформации, обусловливающие сверхпластическое течение.
Есть два пути получения в сплавах ультрамелкозернистой мик-
роструктуры, необходимой для перевода в сверхпластичное состоя-
ние: разработка и использование сплавов, в которых необходимая
структура легко достигается путем регулирования их химического
и фазового состава, и изыскание предварительной обработки, обес-
печивающей получение мелкого зерна в сплавах практически лю-
бого состава. Между этими подходами нет противоречия, скорее,
они дополняют друг друга. Однако второй путь более реален, по-
скольку подбор материалов для конкретных изделий производится,
как правило, с учетом требований к эксплуатационным характе-
ристикам материала, а не их технологичности, хотя последний фак-
тор также учитывается. Отсюда ясно, что надо разрабатывать лег-
ко реализуемые в промышленности способы получения полуфаб-
рикатов из обычных сплавов, способных к сверхпластическому
течению.
Систематические исследования большой группы промышленных
сплавов позволили установить, что, используя особенности пред-
варительной горячей и холодной деформации, фазовые и структур-
ные превращения при нагреве и охлаждении сплавов, можно пред-
ложить легко реализуемые способы получения ультрамелкозернис-
той микроструктуры во многих промышленных сплавах. •
Выполненные в последние годы исследования показали, что об-
работка промышленных сплавов в сверхпластичном состоянии в
большинстве случаев не ухудшает, а улучшает комплекс механич
ских свойств промышленных сплавов. Так, у ряда сплавов после
обработки в сверхпластичном состоянии наблюдается увеличе
прочностных свойств и пластичности при комнатной температур .
После обработки в сверхпластичном состоянии резко сннж
анизотропия механических свойств, что особенно существен д.
металлов и сплавов с гексагональной решеткой, заметно повыща.
ется ударная вязкость и усталостная прочность.
Обработка в сверхпластичном состоянии позволяет радикально
улучшить свойства ряда сплавов и может быть рекомендована как
специальная деформационно-термическая обработка. Так, обработ-
ка сплавов Mg—Li в сверхпластичном состоянии не только повы-
шает комплекс механических свойств, но и позволяет стабилизиро-
вать их во времени (отсутствие стабильности свойств — основной
недостаток сплавов этой системы).
Повышение механических свойств промышленных сплавов пос-
ле обработки в сверхпластичном состоянии обусловлено измене-
ниями структуры. Дело в том, что сверхпластичное состояние по-
зволяет избежать органического недостатка обычных видов дефор-
мации. При штамповке изделий, особенно сложной конфигурации,
степень деформации на различных участках заготовки различна и
определяется ее конфигурацией. Неоднородность деформации при-
водит к неоднородности микроструктуры и, как следствие, к не-
однородности механических свойств материала, которые, не устра-
няются, а в ряде случаев даже усиливаются при последующей тер-
мической обработке.
В условиях сверхпластического течения микроструктура мате-
риала слабо зависит от степени деформации, а также активизиру-
ются диффузионные процессы, что способствует получению
состояния с высокой структурной и химической однородностью.
Кроме того, отсутствие накопления дислокаций при сверхпласти-
ческом течении, наличие ультрамелкозернистой микроструктуры
способствуют увеличению пластичности и ударной вязкости при
комнатной и более низких температурах. Из этого можно сделать
заключение, что условия сверхпластического течения целесообразно
использовать не только для увеличения ресурса пластичности про-
мышленных сплавов, но и для контролируемого изменения их
структуры и эксплуатационных свойств.
Настоящая книга — результат коллективного труда многих ис-
следователей. При подготовке книги широко использованы резуль-
таты собственных исследований, полученные в Проблемной научно-
исследовательской лаборатории сверхпластичности металлов и
сплавов при Уфимском ордена Ленина авиационном институте, а
также новые сведения, имеющиеся в мировой литературе.
Разд. 1 написан совместно с И. В. Казачковым и Р. 3. Валие-
вым, разд. 2 и 8 — с Р. 3. Валиевым, разд. 3 и 4 — с Р. Р. Салихо-
вым, разд. 5 — с М. X. Рабиновичем, разд. 6 и 7 — с Г. А. Салище-
вым.
Авторы выражают благодарность проф., докт. техн, наук
В. М. Розенбергу за ценные замечания и советы, сделанные им
при рецензировании и редактировании рукописи, а также
L'- Гайнутдиновой за помощь в ее подготовке.
в
Условные сокращения
ВДС — внутризеренное дислокационное скольжение;
ВТМО — высокотемпературная термомеханическая обработка;
ГП—гексагональная плотноупакованная (решетка);
ДП — диффузионная ползучесть;
ДСР — динамическая собирательная рекристаллизация;
ЗГД —зернограничные дислокации;
ЗГРД — захваченные границами решеточные дислокации;
ЗГП —зернограничное проскальзывание;
ЗСВ —зоны, свободные от выделений;
КТМО — комбинированная термомеханическая обработка;
HP — направление растяжения;
НТМО — низкотемпературная термомеханическая обработка;
рд — решеточные дислокации;
СДО—сверхпластическая деформационная обработка;
СДТО — сверхпластическая деформационно-термическая обработка;
СПД — сверхпластическая деформация;
СП —сверхпластичность (сверхпластичный);
УМЗ —ультрамелкозернистая (структура).
/« = t/lgo/dlgs— коэффициент скоростной чувствительности напряж
течения;
о — напряжение течения;
s — деформация;
8 —скорость деформации;
б — относительное удлинение до разрушения;
d —размер зерен.
1. СТРУКТУРНАЯ СВЕРХПЛАСТИЧНОСТЬ
Условия перехода к СП состоянию определяются тремя основными
факторами: наличием УМЗ структуры (d<10—15 мкм), темпера-
турой деформации выше 0,4 Тпл. и определенным скоростным интер-
валом деформирования (обычно 10~4—Ю-’с-1). Проявление эффек-
та СП практически у всех сплавов имеет общие черты, благодаря
чему его можно рассматривать как особый вид пластической де-
формации, характеризующейся не только специфической феноме-
нологией, но и сильным влиянием структуры на механические
свойства металлических материалов.
Наиболее существенное отличие обычной деформации от СПД
состоит в том, что при обычной деформации напряжение течения
сильно зависит от степени деформации и относительно слабо — от
скорости деформации. В условиях СП наоборот: напряжение тече-
ния слабо зависит от степени деформации, но сильно — от скоро-
сти деформации. На этом основании структурную СП можно опре-
делить как способность металлов и сплавов к большим пластичес-
ким деформациям без разрушения в условиях высокой скоростной
чувствительности напряжения течения.
1.1. Феноменология явления и ее связь
с исходной микроструктурой
Феноменологические особенности поведения материалов в условиях
СП состояния подробно описаны в ряде монографий и обзоров
[1—6]. Ниже приводятся наиболее существенные результаты изу-
чения феноменологии СП течения, необходимые для понимания ме-
ханизма деформации и свойств конкретных промышленных сплавов.
Одним из наиболее характерных признаков СПД является вы-
сокая устойчивость деформации образца, т. е. сопротивление обра-
зованию и развитию шейки во время растяжения. В соответствии
с представлениями, развитыми Хартом [1—3], причину этой устой-
чивости можно понять, исходя из зависимости напряжения течения
от степени и скорости деформации, которая для изотермических
условий имеет вид:
o = Ae"em, (1)
где А—эмпирическая константа; п, m — параметры материала,
определяющие зависимость упрочнения от степени и скорости де-
формации.
Для материалов со слабой зависимостью напряжения течения
от скорости деформации, т. е. при т, близком к нулю, параметр
деформационного упрочнения можно определить как
п = d 1g а/d 1g 8. (2)
Для материалов, слабо упрочняющихся при деформации, вы-
ражение (1) принимает вид:
о = А8т, (3)
ю
и параметр скоростного упрочнения определяется как
т = d 1g о/d 1g ё.
Устойчивость пластического течения опейте <4)
веденных выше параметров, рассматривая условм При'
развития шеики на образце. В месте локятт?,, образования и
рость течения и степень дефорадив’ возрасХ ™Ф?МаЦ"“ “°-
остальной частью образца. Соответственно пппГ П° сРавнению с
этого участка образца обусловленное пара метра
образом, высокая устойчивость пластического течения может быть
реализована за счет деформационного наклепа или скоростного уп-
рочнения материала, т. е. больших значений коэффициентов п и m
Для уяснения отличий СП течения от обычной пластической де-
формации рассмотрим механические свойства сплавов, испытанных
в различных условиях.
Известно, что обычно пластическое течение сопровождается не-
прерывным упрочнением в процессе растяжения, затем следуют ло-
кализация деформации, образование шейки и разрушение. Вместе
с тем, как показывает анализ истинных кривых растяжения, в ус-
ловиях СП деформация уже при небольших степенях выходит иа
стадию, где пластическое течение развивается под действием не-
больших и постоянных напряжений практически без упрочнения до
сотен и тысяч процентов удлинения, а иногда даже наблюдается
разупрочнение. При этом развитие локализации деформации в ви-
де образующихся шеек либо приостанавливается, либо происходит
медленно на протяжении всего процесса растяжения.
Скоростная зависимость механических свойств СП сплавов так-
же резко отличается от обычной деформации (рис. 1). Для СПД
типична сильная зависимость напряжения течения от скорости
деформации, которая в логарифмических масштабах имеет сигмо-
идальный вид (рис. 1, а). Такая сигмоидальная форма кривой a s
позволяет выделить на ней три области. При низких скоростях де-
формации наблюдается относительно слабая зависимость а от в
(рис. 1,а, область I) и низкие значения т и 6 (рис. 1,0, в). С по-
вышением е зависимость напряжения течения от скорости деформа-
ции становится более резкой, величины tn и б возрастают и ПР°
ходит переход к области II, где эффект СП достигает максиму .
Интервал скоростей деформации, соответствующий области »
сколько отличается у разных сплавов, но обычно находится д
пазоне 10~4—Ю^с-1. Дальнейшее увеличение в вызывает снижение
иг и б. В области III при высоких ё относительное УДЛИнение, на-
пряжение течения ст и параметр т приближаются к зн КПиВой
рактерным для обычных пластичных материалов. Та о Р
1g ст—1g ё, часто называемой кривой СП, на КОТ°Р°®^’материалов в
ются три области, является типичным для различ: пабо-
СП состоянии. Следует отметить, что в
тах [8—11] обнаружено не уменьшение, а увел' _Идефор-
чувствительности напряжения течения при мал Р
Рис. 1. Типичные зависимости напряжения
течения а (а), относительного удлинения
6 (б) и коэффициента т (в) от скорости
деформации е сплавов в СП (/) и обыч-
ном (2) состояниях:
I—III — характерные области СП
ция, при которой о и 6 слабо
мации, когда параметр щ стана,
новится близким к единице. Ссы-
лаясь на результаты этих иссле-
дований, авторы работ [10, Ц1
сделали предположение, что на-
блюдаемое обычно уменьшение
параметра т в области I являет-,
ся лишь кажущимся эффектом
обусловленным ростом зерен в
процессе СПД, особенно ннтен-
сивным при малых е (см. 1,2).
Однако тщательные исследова-
ния механических свойств и
структуры сплавов не подтверди-
ли эту гипотезу [12]. Авторы ра-
боты [12] считают, что в рабо-
тах [8—11] была допущена ошиб-
ка, обусловленная измерением
параметра т при слишком малых
степенях деформации, не харак-
теризующих стадию стабильного
СП течения. Уточнение зависимо-
сти Igo—1gе при малых в пред-
ставляет интерес и требует до-
полнительных исследований.
Отмеченная выше корреляция
между зависимостями 6 и т от
скорости деформации является
важным экспериментально уста-
новленным фактом. Результаты,
полученные при испытаниях мно-
гих сплавов, показывают, что пе-
реход к СП течению происходит
при т>0,3, а при меньших зна-
чениях т идет обычная деформа-
зависят от скорости деформации.
Следует отметить, что механическая модель вязко-пластическо-
го течения, развитая в работах Харта, позволяет лишь качественно
объяснить поведение СП материалов, а попытки установить коли-
чественную связь между величиной коэффициента т и пластично-
стью не дали однозначного результата [13—15]. Тем не менее, как
было отмечено, практически у всех металлов и сплавов в СП состо-
янии установлена качественная взаимосвязь между б и коэффици-
ентом т, который является важнейшей характеристикой СП ма-
териалов.
Методам определения т посвящено большое число работ, на-
пример [3, 6, 16—22]. Коэффициент т определяют по наклону кри-
вых Igo—1g в либо методом переключения скоростей в процессе
12
деформации с применением различных способов расчета и
полиции кривых нагрузка — деформация, а также nn nJJ ^стра-
та ния на релаксацию напряжений Значительное вни^Ли М ИСПЫ'
исследователи уделяли этому вопросу, связано с трудностям?™®
ределения «истинной» величины т. Часто значеният,определен'
ные разными методами, при сохранении качественной короеляний
с относительным удлинением довольно существенно различаются
Различия в значении абсолютной величины коэффициента m
измеренного разными способами, обусловлены рядом факторов в
том числе исходным структурным состоянием материала его изме-
нением в процессе растяжения и степенью деформации, при кото-
рых определяют т. Большое значение, как показывают результаты
работы [22], имеет форма кривых напряжение —деформация в
условиях СП течения. Дело в том, что на измеряемую величину т
существенное влияние оказывает величина и знак коэффициента
деформационного упрочнения п, который зависит от формы истин-
ных кривых деформаций. Как показали исследования, при опреде-
лении коэффициента т необходимо анализировать истинные кри-
вые растяжения при разных скоростях деформации, измерения про-
изводить лишь в точках, где коэффициент п имеет один знак для
обеих сравниваемых скоростей деформации. Учет этого обстоятель-
ства требует детального изучения истинных кривых растяжения
при разных скоростях деформации. Однако при постановке всего
комплекса исследований теряется практический смысл определе-
ния коэффициента т как параметра, позволяющего упростить
оценку СП поведения материала.
Изложенное показывает, что в настоящее время не существует
универсального способа определения абсолютной величины коэф-
фициента скоростной чувствительности напряжения течения и
измеренную величину т следует рассматривать не как константу
материала, а как структурно-чувствительный параметр, конкрет-
ное значение которого зависит не только от методики его измере-
ния, но и от степени и скорости деформации образца.
Таким образом, СПД присущи следующие признаки:
1. Большие значения относительного удлинения образцов при
растяжении и высокая устойчивость процесса пластического тече-
ния за счет повышенной скоростной чувствительности напряжения
течения.
2. Относительно низкое напряжение течения, отсутствие замет-
ного упрочнения в процессе пластического течения.
3. Резкая зависимость напряжения течения, удлинения и пара-
метра т от скорости деформации.
Параметры СП течения о, б, m и положение оптимальног^^Р^
стного интервала определяются структурой сплава и тем Р У1>
деформации. Ниже представлен анализ влияния различи Ф
ров на СПД. ыотя-
Температура. Для СПД характерна резкая темпе-
нических свойств от температуры деформации. П _JBHrv опти-
ратуры приводит к снижению напряжения течен *7
13
мального скоростного интервала СП (область II на рис. 1) к более
высоким е. Однако такое влияние температуры наблюдается лиш
в пределах, в которых сохраняется стабильность УМЗ структуру*
Если же при повышении температуры происходит значительный
рост зерен или полностью теряется стабильность структуры в ре-
зультате перехода материала в однофазное состояние, то эффект
СП резко снижается или исчезает совсем. * т
Зависимость скорости СПД от температуры можно описать
уравнением Аррениуса:
ё = сехр(— QJRT),
где с — константа; Q — энергия активации; R — газовая постоян-
ная.
Аналогичную зависимость можно использовать для описания
влияния температуры на напряжение течения:
о = kexp(Q/RT), (6)
где k — константа.
Величина энергии активации отражает природу термоактиви-
руемых процессов, контролирующих скорость деформации, и явля-
ется важным показателем СП течения. Величину Q обычно опреде-
ляют путем проведения испытаний при постоянном напряжении
или постоянной е в некотором диапазоне температур деформации.
Экспериментальное вычисление энергии активации проводят по
тангенсу угла наклона зависимостей In е—1/Т или In о—1/Т соот-
ветственно условиям испытаний. Однако предэкспоненциальные
множители в формулах (5) и (6) обычно зависят от температуры,
поэтому в принципе описанная методика позволяет измерять не ис-
тинную энергию активации, а так называемую кажущуюся, кото-
рая может несколько отличаться от истинной величины Q. Несмот-
ря на некоторую условность, измерения энергии активации имеют
важное значение для анализа природы СП течения и ее оценка
проведена в работах [2—4, 6] и др. (табл. 1). В области II вели-
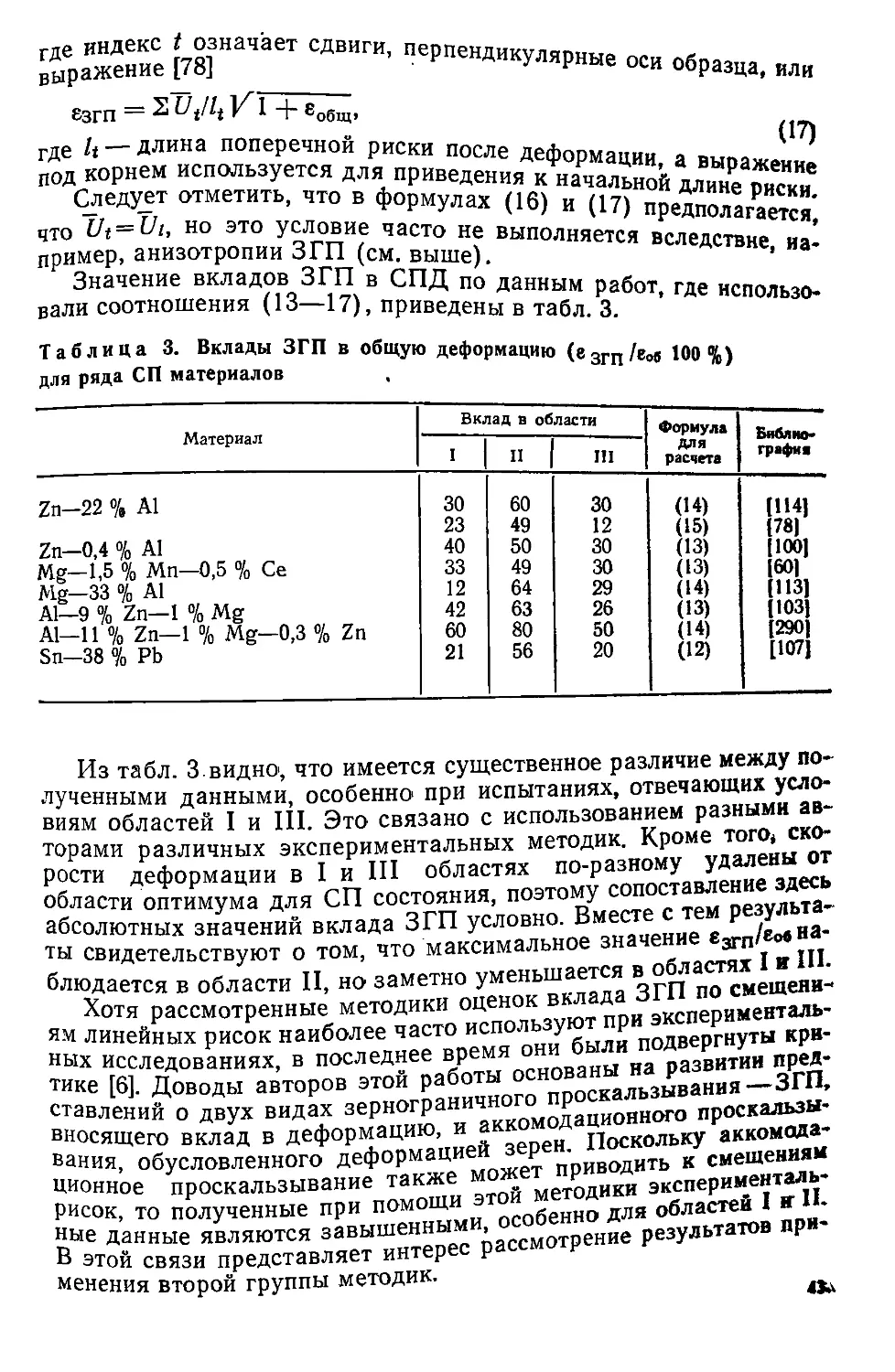
Таблица 1. Значения энергии активации СПД в трех скоростных интервалах
и энергии активации объемной Qos и зернограничной Qrp диффузии *, кДж/моль
Сплав Энергия активации СПД в областях Библио- графия <?o6 ®rp Библио- графия
I п III
Zn—0,4 % Al 59 42 84 [2] (Zn) 82 63 [26]
Zn—22 % Al 74 79 — [8] (Zn) 94 51 [27]
96 70 — [И] (Al) 143 72
119 78 [23]
Sn—38 %Pb 80 50 80 [4] (Sn) 104 40 [27]
84 53 [24] (Pb) 10Z 65
Sn—35 %Bi — 46 88 [25] Sn 104 40 [27]
Cd—5 %Pb 59 42 — [25] Cd 95 42 [27]
• Приведены данные для самодиффузии указанного компонента сплава.
14
Рис. 2. Зависимость предела те-
кучести а0 2 сплава Zn—0,4 %
Al от размера зереи d при 20 °C
и 8-10~8c-1[2]
6oa,nna
ЛЯ7
до
во
40
1 5 9 13 П 21 25 29 33 37 41 45
чина Q обычно близка к энергии активации зернограничиой диф-
фузии, но повышается и при увеличении, и при уменьшении скоро-
сти деформации, причем в области III она часто становится близ-
кой к энергии активации объемной диффузии.
Размер зерен. Среди структурных факторов, влияющих на эф-
фект СП, следует прежде всего выделить размер зерен. Стабильная
УМЗ структура с d< 104-15 мкм — необходимое условие получения
структурной СП.
На примере сплавов, близких к однофазным (поскольку в них
удается получить равноосное зерно от единиц до сотен микромет-
ров) , можно проследить, как происходит переход от обычной дефор-
мации к СП течению по мере измельчения микроструктуры. Так,
для сплава Zn — 0,4 % Al показано [2], что при rf>10 мкм зави-
симость а0,2 от d (рис. 2) подчиняется соотношению Холла—Петча,
в соответствии с которым c>-~d_1/2. Однако в области d<10 мкм за-
висимость предела текучести от размера зерна меняется на обрат-
ную и наблюдается снижение оо,2 с уменьшением d.
По мере измельчения структуры изменяется и пластичность
сплава Zn — 0,4 % Al, а также скоростная зависимость его свойств.
Особенно резкие изменения б наблюдаются при изменении размера
зерен от 10 до 1 мкм — относительное удлинение возрастает от 25
до 400 % (рис. 2) и одновременно резко усиливается характерная
для СП зависимость свойств от скорости деформации.
В работах [1—3] исследована количественная зависимость на-
пряжения СП течения от величины зерна. Показано, что при СПД
•она имеет вид:
а ~ da, (?)
где а = 0,74-2, причем наиболее часто а= 1.
Установлено, что при постоянном о влияние величины зерен на
скорость деформации во второй области можно выразить соотноше-
нием
где Ь = 24-3.
Изменение размера зерен оказывает большое влияние и на з -
висимость напряжения течения от скорости деформации: уменьш
лие d сдвигает оптимальный интервал еп> в котором проявляется
15
эффект СП, к более высоким скоростям деформации, как правило
на величину до нескольких порядков. Соответственно при измене-
нии размера зерен смещаются максимумы значений зависимостей
т— ей б—е к более высоким е, причем максимальная величина 6
возрастает.
Таким образом, стабильная мелкозернистая структура являет-
ся необходимым условием получения эффекта СП. К настоящему
времени это установлено для подавляющего большинства сверх-
пластичных сплавов.
Однако в ряде случаев признаки СП течения наблюдали в круп-
нозернистых материалах [28—32]. Причины такого поведения
сплавов различны. В частности, установлено, что в процессе дефор-
мации крупнозернистых титановых сплавов внутри зерен форми-
руется субструктура, поведение которой, вероятно, подобно мелко-
зернистой структуре СП материалов [28].
Вместе с тем на сплавах системы А1—Ge показано, что эффект
сверхпластичности наблюдается при d= 1004-200 мкм [31—33].
При этом не обнаружено образование субструктуры в процессе де-
формации. В то же время найдена корреляция между исходной по-
ристостью сплавов, возникающей в результате фазового превраще-
ния при нагреве до температуры испытаний, и относительным удли-
нением в условиях СП течения [32]. Максимум пластичности
получен в сплаве А1 — 0,4 % Ge, в котором исходная пористость
также достигла наибольшего значения [примерно 0,8 % (объемн.)].
В работе [33] показано, что эффект СП в сплавах А1—Ge обуслов-
лен тем, что пористость способствует развитию комбинации меха-
низмов, характерной для обычных СП сплавов, а поскольку порис-
тость поддерживается на постоянном уровне, она не ведет к разру-
шению материала.
Разнозернистость. При анализе влияния структурных характе-
ристик на эффект СП обычно оперируют средним размером зерен,
хотя в отдельных случаях величина кристаллитов в испытываемом
сплаве может различаться на порядок и более. Особенно это от-
носится к промышленным сплавам, в которых при получении мел-
кого зерна в процессе интенсивной предварительной пластической
деформации иногда получаются наряду с мелкозернистой структу-
рой зоны крупных зерен. Наличие разнозернистости, естественно,
изменяет свойства сплавов в условиях СП течения, поскольку по-
явление в структуре более крупных зерен должно приводить к сни-
жению эффекта СП.
Изложенное удобно проиллюстрировать на примере промыш-
ленного алюминиевого сплава 01420 (А1 — 5 % Mg—1,8% Li —
0,12% Zr). Сплав получали в трех состояниях: с равноосной мелко-
зернистой микроструктурой — d=6 мкм, с крупнозернистой микро-
структурой d=75 мкм и смешанной структурой, в которой наряду
с крупными вытянутыми зернами имеют место равноосные мелкие
зерна с d = 6 мкм.
Площадь фракций мелких и крупных зерен в этом состоянии
находилась в соотношении 1:1.
16
Ниже приведена зависимость 6, а и т от типа микроструктуры
при деформации сплава 01420 (/деф = 450°С, е=10~3 с~>):
d, мкм... 6 75 Смешанная
6, % ... 720 210 390
а, МПа . . 5 20 13
т........ 0,55 0,22 0,40
Из приведенных данных видно, что и при наличии смешанной
структуры сплав проявляет признаки СП состояния. Однако при
этом несколько увеличиваются напряжения течения, уменьшается
относительное удлинение. Одновременно скоростной интервал про-
явления СПД смещается в область меньших в. В крупнозернистом
сплаве СПД на поверхности не наблюдается, б и т не зависят от
е и деформация осуществляется с образованием шейки. В работах
[34—36] на сплавах Zn — 22 % Al, латуни и Ti —6 % Al —4% V
показано, что положение оптимального скоростного интервала
и величина т зависят от характера распределения зерен по
размерам. Была предложена модель [37], позволяющая рассчи-
тать свойства сплава с учетом объемной доли зерен с разным раз-
мером, принимая их вклад в СПД аддитивным. Сравнение резуль-
татов, рассчитанных по модели, показало удовлетворительное сов-
падение с экспериментальными результатами, полученными на
сплавах Ti — 6 % А1 — 4 % V и А1 7475.
Одним из случаев проявления разнозернистости структуры пр»
деформации можно считать эффект влияния микронеоднородностей
в виде вытянутых частиц по бывшим границам зерен высокотем-
пературной фазы. Наличие сетки микронеоднородностей в виде
границ крупных зерен на фоне УМЗ структуры сплава Zn —
22 % Al и латуни значительно снижает относительное удлинение
и повышает напряжение течения в условиях СПД [6, 38, 39]. Раз-
рушение сетки этих границ в результате предварительной пласти-
ческой деформации приводило к снижению ст и повышению б.
• Фазовый состав. Размер зерен — важная, но не единственная
характеристика структуры, определяющая свойства СП сплавов.
Существенное влияние на структуру и свойства сплавов в условиях
СП течения оказывает химический и фазовый составы. Взаимосвязь
химического состава с эффектом СП более подробно рассмотрена
при анализе влияния легирования на свойства конкретных промыш-
ленных сплавов. Существует мнение [1], что химический состав
оказывает косвенное влияние на СПД через микроструктуру, т.е.
путем создания условий для получения стабильной УМЗ микро-
структуры. Влияние фазового состава на эффект СП обычно рас-
сматривают в первую очередь также с точки зрения стабильности
микроструктуры [1—4, 6]. Действительно, это наиболее очевидный
аспект влияния фазового состава на СПД. Не случайно впервые
СП была обнаружена и изучена на сплавах с примерно одинако-
вым соотношением фаз эвтектического или эвтектоидного состава.
В таких материалах наиболее .легко -иолучить-ультрамелкое зерно 2
2 О. А. Кайбышев
и обеспечить его стабильность. При высоких температурах дефоп.
мации рост зерен резко активизируется, что препятствует прояа*
лению эффекта СП в чистых металлах и сплавах [40]. Ясно, что
с увеличением количества второй фазы стабильность структуры
сплавов возрастает, поэтому перевести в СП состояние многофаз-
ные сплавы легче, чем однофазные, а получение СП состояния в
особо чистых металлах на принципах структурной СП оказывается
практически неосуществимой задачей. Однако влияние фазового
состава на СПД не исчерпывается лишь стабилизацией микро-
структуры и размера зерен сплавов, а существенными оказываются
деформационные характеристики фаз.
Рассмотрим этот вопрос более подробно. Деформационные ха-
рактеристики фаз зависят от их химического состава, типа решет-
ки и гомологической температуры деформации. Казалось бы, зная
эти характеристики, можно предсказать возможность СП течения
многофазных сплавов. Однако истинная картина поведения таких
сплавов значительно сложнее, * поскольку необходимо учитывать
взаимодействие фаз в процессе деформации. Так, рост зерен фаз
в процессе деформации не может происходить без взаимной диф-
фузии компонентов сплава, диффузионные характеристики фаз
могут оказать существенное влияние на СПД. При изменении фазо-
го состава меняется также структура, протяженность и доля меж-
фазных границ в сплаве. То, что это существенно для СПД, следу-
ет из различия в осуществлении ЗГП на межзеренных и межфаз-
ных границах [6]. Наконец, от фазового состава могут зависеть
предпочтительные системы скольжения в фазах. Установлено, что
от количества a-фазы в сплавах Zn—Al с ультрамелким зерном
зависят действующие системы скольжения в цинковой 0-фазе [41,
42]. Увеличение количества a-фазы способствует развитию неба-
зисных систем скольжения в 0-фазе, что объясняется облегчением
зарождения дислокаций . типа (с-|-а) на межфазных границах по
сравнению с межзеренными границами в а- и 0-фазах.
Детальное и систематическое исследование всех этих вопросов
в настоящее время пока не проведено. Однако уже сейчас ясно, что
оптимальные условия для развития СПД, с точки зрения фазового
состава, не сводятся лишь к получению соотношения фаз 1 : 1.
В зависимости от деформационных характеристик фаз опти-
мальное соотношение между ними с точки зрения СПД может из-
меняться в ту или другую сторону. Специальное изучение этого
вопроса проведено на примере сплавов системы Zn—Al, содержа-
щих 0,4—72 % (по массе) А1 [2, 38]. Гомологические температуры
для а- и 0-фаз в сплавах заметно отличаются, поэтому возможно-
сти пластической деформации при 250 °C в 0-фазе заметно
выше, чем в a-фазе. В результате при увеличении скорости дефор-
мации большее относительное удлинение имеет сплав Zn—10 % Al,
а не сплав эвтектоидного состава. Особенно наглядно значение де-
формационных характеристик фаз проявляется при понижении
температуры деформации, когда фактор стабильности размера зе-
рен играет меньшую роль. В этом случае наиболее пластичными
18
оказываются сплавы, богатые цинком, хотя их структура с точки
зрения проявления СПД менее благоприятная, чем у эвтектоидного
сплава. Поведение a-фазы в сплавах, содержащих более 50 °/
(объемн.) 0-фазы, в определенной мере подобно твердым включе°-
ниям, находящимся в пластичной матрице.
Аналогичные результаты по влиянию фазового состава на эф-
фект СП были получены позднее на сплавах системы Си—Zn [391.
Таким образом, роль фазового состава сплавов заключается не
только в формировании оптимальной УМЗ микроструктуры с вы-
сокой стабильностью размеров зерен при 7’>0,4 Тлл. При условии
близких микроструктур необходимо учитывать и деформационные
характеристики каждой фазы, а также взаимодействие фаз в про-
цессе деформации.
Текстура. Влияние текстуры на свойства металлов и сплавов
традиционно связывают с появлением преимущественной ориенти-
ровки зерен в поликристалле. Механические свойства монокрис-
таллов зависят от ориентировки кристаллической решетки по отно-
шению к действующему усилию, вследствие чего при наличии преи-
мущественной ориентировки зерен в поликристаллах наблюдается
анизотропия свойств.
Впервые этот эффект для условий СПД был изучен на сплаве
Zn — 0,4 % Al [43]. Установлено, что о, б и коэффициент пг значи-
тельно изменяются в зависимости от направления вырезки образцов
по отношению к направлению прокатки. Этот факт, по мнению
авторов работы [43], связан с наличием кристаллографической
текстуры в сплаве Zn — 0,4 % Al. Впоследствии анизотропия
свойств в условиях СПД была обнаружена у многих сплавов:
Zn—Al [44—46], алюминиевой бронзы [47], латуни [35], Sn—Bi
[48], Ti — 6 % Al—4 % V [36]. Однако полученные результаты
не всегда трактуются как следствие наличия преимущественной
ориентировки зерен. Для металлов и сплавов, особенно промыш-
ленных, в которых наблюдается эффект СП, из-за специфики под-
готовки структуры и наличия в них примесей и включений харак-
терна определенная степень неоднородности структуры: ^вытяну-
тость зерен и направленность в расположении включений и фаз,
что может оказывать влияние на эффект СП. Многие авторы счи-
тают, что анизотропия свойств возникает в результате направлен-
ного расположения в структуре включений и частиц второй фазы.
Так, установлено [35], что и анизотропия микроструктуры и крис-
таллографическая текстура латуни Л59 обусловливают неоднород-
ность свойств относительно направления прокатки. По-видимому,
суммарное влияние этих структурных параметров на анизотропию
свойств имеет место и в других случаях, однако этот вопрос изучен
недостаточно.
Следует отметить, что часто наблюдается анизотропия толь т>
относительного удлинения, а напряжение течения изотропно [ ,
45, 46]. Так, в сплаве Zn — 22 % Al [45, 46], несмотря на наличие
текстуры, анизотропия напряжения течения отсутствовала, е
висимость от направления вырезки образцов появлялась т
сплаве с вытянутыми В направлении прокатки зернами. Отсутстви
анизотропии напряжения течения в определенной степени затпуд
няет трактовку влияния текстуры на свойства сплавов, и некото-
рые исследователи, например авторы работы [36], на этом осно
вании считают, что преимущественная ориентировка зерен не из?
меняет эффект СП. Однако отсутствие анизотропии напряжения
течения может быть спецификой влияния текстуры на СПД и от-
нюдь не означать отсутствие такого влияния. Для изучения влия*
ния преимущественной ориентировки зерен на эффект СП необхо-
димо провести исследование свойств сплава в бестекступ.
ном состоянии и с различной текстурой при идентичной микро-
структуре. Такие исследования были проведены на спляпа*
Zn — 22 % Al и ВТ6 [2, 43, 44, 48]. аХ
сплава в бестекстур.
Наиболее детально влияние текстуры изучали на сплаве Zn__
22 % Al, в котором, используя особенности монотектоидного рас-
пада при закалке и регулируя режим прокатки, удается получить
широкую гамму состояний — от бестекстурного до острой преиму-
щественной ориентировки, как в одной 0-фазе, так и в обеих а- и
0-фазах. Для эксперимента были выбраны условия обработки этого
сплава, приведенные в табл. 2. После всех режимов обработки
Таблица 2. Влияние текстуры на напряжение течения а40 сплава Zn — 22 % Al
К S S Тип текстуры
Номер 1 состоя 1 сплава Режим подготовки структуры а-фаза [5-фаза
1 2 3 4 Закалка, прокатка при 250 °C, отжиг при 350 °C 5 ч, закалка Закалка, прокатка при 20 °C, отжиг при 350 °C 5 ч, закалка Закалка, прокатка при 20 °C Закалка, прокатка при 250 °C Нет (001) [Гоо]+ +(1Ю) [112] (001) [100]+ +(120) [212] Нет Нет (ЮГО) [0001] + +(1210) [10'10] (1010) [0001] + (0001) + 24° НН—НП [1010] (0001)
структура сплавов была равноосной, а близкий размер зерен (при-
мерно 0,5 мкм) был получен при различном времени отжига при
250 °C.
Сравнение свойств текстурованного и бестекстурного сплава в
закаленном состоянии позволяет выявить влияние текстуры на ме-
ханические свойства в чистом виде, поскольку закалка в качестве
окончательной обработки делает преимущественную ориентировку
зерен основным параметром структуры, отличающим состояни
1 и 2 (см. табл. 2). Как видно из приведенных в табл. 2 результа-
тов, текстура вызывает снижение напряжения течения во все
исследованном температурно-скоростном интервале.
20
Из анализа кривых истинные напряжения — деформация еле
дует, что различие в величине о сохраняется до е=150% и более
Относительное удлинение закаленного текстурованного сплава зна-
чительно больше, чем бестекстурного (рис. 3).
Текстура влияет на положение оптимального скоростного инте-
вала СП. Как видно из рис. 3, максимум величин т и 6 у сплава
в состоянии 2 сдвинут к более высоким скоростям деформации по
сравнению с состоянием 1. Таким образом, при одинаковой микро-
структуре наличие текстуры в сплаве Zn—22 % Al приводит к сни-
жению напряжения течения, повышению относительного удлинения
и сдвигу оптимального интервала скоростей деформации к более
высоким g. С понижением температуры испытаний описанные вы-
ше эффекты влияния текстуры не только сохраняются, но и усили-
ваются (см. табл. 2). Так, после закалки при 250 °C и е=2,8Х
XI О-4 с-1 величина 6 в 1,3 раза выше, а о в 1,25 раза меньше в тек-
стурованном сплаве, чем в бестекстурном. При 150 °C эти значения
возрастают до 2,1 и 1,5 раз соответственно. Оптимальные скорости
состояний 1 и 2 при 250°C отличаются в 2—3 раза, а при 150°С—
в 15 раз. При комнатной температуре разница в свойствах между
состояниями 1 и 2 еще более увеличивается, но ее трудно оценить
[46]
а10, МПа, при е, с 1
2,8-Ю-4 2,8-10—2 2,8-КГ"1
20 «С 150 °C 250 °C 20 °C 150 °C 250 °C 20 °C . 150 °C 250 ’С
183 21 2,5 261 118 16,6 — 182 44
114,5 15,3 2,2 • 295 79 13,4 — ПО 26,4
88,6 3,2 1,04 270 40 9,4 — 71 25
101 9,9 1,26 304 96 11.7 — 163 32
количественно, так как оптимальный скоростной интервал нахо-
дится при 10~4с-1. о
Известно [2, 6], что в результате предварительной деформации
закаленного бестекстурного сплава эффект СП в нем заметно воз-
растает. Авторы работ [35] связывают такое изменение свойств с
разрушением сетки вытянутых частиц по границам зерен выс°ко-
температурной фазы, а не с возникновением текстуры в проц
предварительной деформации. Исследования, проведенные в Р
те [45], показали, что структурная неоднородность оказывает влия-
ние на напряжение течения и относительное удлинение
ных стадиях деформации, но практически не влияет на с р ну
2f
Рис. 3. Зависимость относи»,
го удлинения в (а) и кт1ими*
т (б) сплава Zn'-kW„fe
от е [46]. Кривые 1—4
ют состояниям сплава, пои?'!**
иым в табл. 2 “Римдев.
зависимость этих механических характеристик. Результаты по»,
веденные на рис. 3 и в табл. 2, показывают, что в прокатанных*спла-
вах (состояния 3 и 4) возрастает относительное удлинение и замет-
но снижается напряжение течения по сравнению с закаленным
состоянием. При этом наблюдается и сдвиг скоростного интервала
проявления эффекта СП в сплаве с преимущественной ориентиров-
кой зерен, т. е. изменение свойств сплава после прокатки обуслов-
лено не только разрушением неоднородности микроструктуры, нов
возникновением текстуры в процессе прокатки.
Текстура обусловливает значительное отличие свойств сплава
в состояниях 3 и 4, которые различаются только характером тек-
стур прокатки. Напряжение течения в холоднокатаном сплаве
(состояние 3) ниже, а относительное удлинение выше, чем в горя-
чекатаном. При этом оптимальный интервал скоростей деформация
сплава в состоянии 3 значительно сдвинут в сторону высоких 8. Так
же как и для закаленных состояний, влияние текстуры на свойства
прокатанных сплавов существенно возрастает при понижении тем-
пературы испытаний.
Универсальность описанных эффектов влияния преимуществен-
ной ориентировки зерен на свойства сплавов в условиях СП тече-
ния подтверждается и результатами исследования титанового
сплава ВТ6 [49, 50], в котором сравнительно легче получить УМЗ
структуру и эффект СП. Сплав в двух состояниях — бестекстурном
и с острой текстурой — получали различным сочетанием режимов
осадки и прокатки при 800—900 °C. Микроструктура сплавов была
равноосной, а за счет различного времени отжига был достигнут
одинаковый размер зерен (около 4 мкм) в обоих состояниях. Таким
образом, был получен сплав в двух состояниях с идентичной мик-
роструктурой и различной текстурой.
Испытания на растяжение показали, что напряжение течения
текстурованного сплава ниже, чем бестекстурного. Такое влияние
текстуры проявилось при температурах испытаний 700—900^-,
причем разница в а возрастала с понижением температуры дефор-
мации. Значительно изменяется в зависимости от текстуры и плас-
тичность сплава. Относительное удлинение текстурованного сплава
выше, чем бестекстурного, и эти различия также возрастают
понижением температуры испытаний. Так, если S текстурованио
сплава при 900 °C в 1,06 раза больше, чем бестекстурного, то при
22
700°C пластичность текстурованного сплава уже в 3 пЯ5Я
Изучение скоростной зависимости т показало.что nJ™. Ше'
скорости в текстурованном сплаве сдвинуты в стортау бмёеХп®
испытаний’61* 9Т0Т СДВИГ В°ЭраСТаеТ ° "»"™« температуры
7„СРПне"?е Результатов. полученных на сплавах ВТ6 • в
Zn 22 /о А1, позволяет сделать заключение, что характер влияния
текстуры на свойства обоих материалов аналогичен. Описанный
эффекты влияния преимущественной ориентировки на СП течение
являются совершенно необычными и ранее не отмечались. Вместе
с тем в литературе описаны данные экспериментов, которые также
можно трактовать как результат воздействия текстуры на свойст-
ва. Например, в работе [51] показано, что с увеличением степени
предварительной деформации размер зерен не уменьшался а
возрастал. При этом относительное удлинение увеличивалось, а
напряжение течения уменьшалось. Близкие результаты по влия-
нию предварительной деформации на свойства в условиях СПД
получены на латуни [35].,
Исследования сплава Zn—22 % Al позволили сделать заклю-
чение, что установленные изменения характеристик СП течения
связаны с тем, что наличие кристаллографической текстуры изме-
няет структуру границ зерен в поликристалле [36]. Связь текстуры
со структурой границ зерен не вызывает сомнения, поскольку, ос-
новываясь на известной по текстурным данным функции распреде-
ления ориентировок, всегда можно построить функцию распределе-
ния границ по характеризующим их геометрическим параметрам,
в частности по углам разориентировки между зернами. А от этих
геометрических параметров зависит структура границ зерен. Зер-
нограничные процессы, которые играют определяющую роль в про-
явлении СП поведения, рассмотрены в 2.2.2.
Состояние границ зерен. В структуре ультрамелкозернистых
СП материалов резко возрастает общая протяженность границ зе-
рен (размер зерен характеризует по существу величину, обратную
площади границ зерен, приходящихся на единицу объема). При
этом границы зерен являются не только геометрическими поверх-
ностями, разделяющими зерна различной ориентации, но и важным
структурным элементом поликристаллического материала, опреде-
ляющим его свойства. К сожалению, этому вопросу при исследова-
ниях структурной СП уделялось мало внимания, что во многом
связано с недостатком данных о поведении границ зерен в проц -
сах пластической деформации. Однако достигнутый в послед
годы прогресс в понимании структуры и свойств боЛЬ“”^ и
границ зерен [52—54] позволил по-новому подойти к по гПСТОЯ.
анализу экспериментов, направленных на выяснение р
ния границ в проявлении СПД. . _ __ПРЛРНИЯ
Интерес представляют результаты исследовании Этот
магниевого сплава МА8, содержащего в структуре дв * лас.
сплав, отожженный после холодной прокатки, явля ctdvkty-
тичным при 400°C и 10 мкм [2]. Введение двойников в структу
23
ру сплава было проведено путем холодной деформации обвач
После такой обработки более 75 % всех зерен содержали двой0*'
ки деформации и их количество почти не изменялось при нагп
до температуры СПД. Наличие двойниковых прослоек можно о *
сматривать как дополнительное измельчение структуры_____с v*
том границ двойников величина зерен в сплаве составляет ока**
3 мкм. Как известно, уменьшение размера зерен обычно облегча
реализацию эффекта СП и обусловливает сдвиг интервала
проявления к более высоким скоростям. Однако, как показали мл.
ханические испытания, в сплаве, содержащем двойники, наблюла
ется иная картина: происходит увеличение напряжений’течения в
максимальные значения параметров пластичности — б и коэффи.
циент т смещаются в сторону меньших скоростей деформации.
Структурные исследования позволили выявить причины наблюда-
емых изменений механических свойств. Было установлено что
проскальзывание по двойниковым границам не происходит, в тоже
время двойники способствуют накоплению дислокаций в структу-
ре. Двойниковые границы являются большеугловыми, но относятся
к специальным границам зерен (см. 2.2.2), проявляющим особые
свойства: они не являются стоками для дислокаций. Таким обра-
зом, результаты проведенных исследований непосредственно сви-
детельствуют о важной роли структуры границ в проявлении СПД.
Наряду со структурой границ зерен на развитие зерногранич-
ных процессов определяющее влияние оказывают тип и концентра-
ция примесей и сегрегаций. Поэтому можно ожидать их значитель-
ного влияния и на развитие СП течения. Ряд новых эксперимен-
тальных данных подтверждает это положение.
В спеченном алюминиевом сплаве CAC-I-50 (А1—27,1 % Si-*
5,5 % Ni—0,46 % Fe—1,26 % А12О3) легко получить микрострук-
туру с размером зерен 1,5—4 мкм. Такая структура достаточно
стабильна вплоть до 550 °C (0,95 Тил). Однако СП течение сплава
не наблюдается. Для его деформации характерны о>50 МПа,
б<30 %, т<0,3. Важно отметить, что сплавы близкого состава,
имеющие аналогичную микроструктуру, проявляют все признаки
СП в идентичных условиях испытаний. Вероятно, причина отсут-
ствия СПД в сплаве САС связана с блокировкой подвижности гра-
ниц либо окисной пленкой по границам зерен, образующейся при
подготовке сплава, либо частицами AI2O3. В результате становится
невозможным действие специфических механизмов деформации,
характрных для СП течения.
В работе [55] наблюдали исчезновение эффекта СП после ста-
рения сплава Zn—0,4 % Al. Было установлено, что старение в те--
чение 6 мес, хотя практически не повлияло на размер зерен, кото-
рый составлял примерно 1 мкм, но привело к переходу сплава в со-
стояние с низкой пластичностью (6 = 30 %, /п<0,2%). Исследова-
ние причин этого эффекта (см. 2.2.2) позволяет сделать вывод, я
при старении, по-видимому, произошло изменение концентраци
примесей на границах зерен: оно привело к тому, что границы П
рестали служить эффективными стоками для дислокаций, тем с
24
мым резко затрудняя развитие ЗГП. С этой точки зоения
представляют интерес результаты, полученные на модельныхЯ«Г
миниевых сплавах А1-2 % (ат.) Си-0,16 %*а?) z дТ'
2 % (ат.) Mg—0,16 % (ат.) Zr [56]. Эти сплавы по структе бл1Т
ки к однофазным. Медь и магний находятся в них в твердом паст!
воре, а цирконий в основном в составе интерметаллидных
соединений Al3Zr. Специальной предварительной обработкой в
сплавах была получена микроструктура с d=7 мкм и равномерным
распределением частиц вторичной фазы Al3Zr. Расстояние между
частицами I.
Ниже представлены исходные структурные данные и показа-
тели СП алюминиевых сплавов А1—2 % (ат.) Си— 0 16 % (атЪ
Zr (1) и А1 2 % (ат.) Mg—0,16 % (ат.) —Zr (2) при скорости де-
формации е=1,7-10~3 с-1 (do=7 мкм):
Сплав 1, мкм dba, мкм т ®тах' % МПа
1 0,25 8/7 0,53/0,40 900/400 4/9
2 0,23 9/7,5 0,33/0,27 360/190 10/21
Примечаии Т деф=723 К. е. В числителе — данные при Тдеф-773 К. в знаменателе — пр»
Из приведенных данных видно, что при одинаковой микрострук-
туре и идентичных условиях испытаний напряжение течения в спла-
ве, легированном медью, значительно ниже, а относительное удли-
нение существенно выше, чем в сплаве, легированном магнием.
Изучение микроструктуры в процессе деформации не выявило
значительных отличий между сплавами, и лишь электронно-микро-
скопическое исследование структуры границ зерен позволяет объ-
яснить полученные различия в свойствах. Установлено, что грани-
цы в сплаве, легированном медью, обладают более высокой способ-
ностью к поглощению решеточных дислокаций, чем границы в спла-
ве, легированном магнием (см. также разд. 2.2).
В работе [57] приведены результаты изучения эффекта СП в бе-
риллии, легированном иттрием. В связи со слабой растворимостью
иттрия в бериллии введение его приводит к выделению частиц сое-
динения YBei3 по границам зерен. В результате выделившиеся час-
тицы стабилизируют мелкозернистую структуру, что согласно суще-
ствующим представлениям должно привести к увеличению эффек-
та СП. Однако, несмотря на повышение стабильности микрострук-
туры, СП в сплавах бериллия с иттрием не только не усиливается,
но и при увеличении количества иттрия более 0,5 % величина т
резко падает до 0,1—0,2 и соответственно значительно уменьшает-
ся относительное удлинение. Такое влияние легирования связывают
с изменением свойств границ зерен при появлении на них дисперс-
ных выделений [57].
Полученные данные свидетельствуют о важности состояния гра-
ниц зерен в проявлении СП течения. Они указывают на то, что
Дание УМЗ структуры является необходимым, но не доста
условием для реализации эффекта СП. Важно также уч
25
специфику структуры и состояния границ зерен и их поведеии
(проскальзывание, миграция) в микроструктуре СП материалов
которые должны обусловить развитие процессов, определяющц
СПД. Однако необходимы дальнейшие исследования, направленны
на установление таких параметров структуры и состояния границ
зерен, которые обеспечили бы наилучшие показатели эффект«
структурной СП. а
1.2. Эволюция структуры и особенности разрушения
Изучение структурных изменений при СПД имеет два аспекта: е
одной стороны, позволяет судить об особенностях процесса СПД,
с другой стороны — прогнозировать свойства материалов после
СПД. К настоящему времени выполнено большое количество работ
посвященных исследованию микроструктуры, дислокационной
структуры, текстурообразования, деформационного рельефа и по-
ристости на различных металлах и сплавах в СП состоянии. Рас-
смотрим основные результаты, позволяющие представить состояние
проблемы.
Микроструктура. Один из наиболее важных результатов —ус-
тановление сохранения равноосности зерен после СПД [1—3]. Зер-
на даже после удлинения образцов на сотни процентов в области
наибольшей скоростной чувствительности напряжения течения ос-
таются приблизительно равноосными. Этот результат подтвержден
практически на всех СП материалах. Вместе с тем в сплавах с ис-
ходной металлографической текстурой обычно наблюдается ее
уменьшение при деформации. Возможны два варианта объяснения
сохранения равноосной формы зерен. Согласно первому, происхо-
дит вытягивание зерен при деформации, но оно снимается мигра-
цией границ [58]. По второму, зерна остаются равноосными вслед-
ствие необычного их перемещения, при котором они перераспреде-
ляются как целые со сменой соседей (см. 2.1.1). Очевидно, оба про-
цесса могут иметь место в ходе СП течения.
Равноосность зерен сохраняется не только при деформирова-
нии в области II, но и при изменении скорости деформации. Од-
нако значительное увеличение 8 обычно приводит к вытянутости зе-
рен и иногда к измельчению, что связано с выходом материала из
СП состояния. В работах [58, 59] обнаружено появление вытянуто-
сти зерен и при деформации с малыми скоростями. Этот эффект на-
иболее заметен при деформировании сплавов с г. п. решеткой, а его
природа, очевидно, обусловлена особенностями действующих меха-
низмов в области I [60].
Другая характерная особенность изменения микроструктуры
рост зерен, который связан не только с влиянием времени и тем-
пературы, но и со спецификой природы СПД, поскольку размер зе-
рен в деформируемой части образца обычно больше, чем в его го-
ловках [1—3]. В двухфазных сплавах, как правило, происходит
рост зерен обеих фаз, а в сплавах, близких по структуре к однофаз-
26
ным, наблюдается резкий рост зерен матрицы, при этом размепы
избыточной фазы изменяются мало. размеры
В ряде работ подробно исследована кинетика роста зеоен в чя
висимости от скорости деформации. Установлено, что изменен™
среднего размера зерен сплава Ni—Fe—Си [61] в процессе деЛоп-
мации зависит от времени деформирования: т р
Д d ~ /т.
В то же время другой параметр процесса — скорость роста зе-
рен увеличивается с повышением скорости деформации и описыва-
ется эмпирическим уравнением
dlx = k е2^3»
где k — коэффициент пропорциональности.
Представляет интерес оценка увеличения размера зерен, обус-
ловленного деформацией, которая равна
(10)
A cfg — d dQ,
(П)
где d — средний размер зерен после некоторой степени деформа-
ции; d0 — средний размер зерен после отжига за время, равное вре-
мени деформации на данную степень.
Показано [2, 59, 62], что и в двухфазном сплаве Zn—22 % Al—
и в сплавах, близких по структуре к однофазным, —Zn—0,4 % AI,
Sn—5 %. Bi и др., величина дополнительного роста зерен за счет
деформации увеличиваются при повышении степени и уменьшении
скорости деформации (рис. 4), в то же время скорость роста зерен
Дс?е/т непрерывно возрастает с увеличением е.
Вопрос о природе роста зерен исследован неоднократно. Как
свидетельствует теоретический анализ [62], рост зерен при СПД
не может происходить за счет коалесценции зерен, а осуществляет-
ся путем миграции границ, причем наблюдается увеличение их под-
вижности в процессе деформации. Развитие этих представлений в
работах [59, 63] позволяет по-
лагать, что рост зерен в СП ма-
териалах связан с повышением
подвижности границ зерен вслед-
ствие ускорения зернограничной
диффузии при образовании не-
равновесной структуры границ
во время деформации (см. также
2.2.3), а движущей силой этого
процесса, как и при нормальном
росте зерен, является уменьше-
ние поверхностной энергии гра-
ниц зерен. Исходя из этих поло-
жений, удается объяснить основ-
ные закономерности кинетики
роста зерен, наблюдаемые экспе-
риментально. В пользу этих пред-
линных скоростях деформации сплава
Zn—0,4 % Al:
/_е=410_5с-^: 2-е-410"*с :
3_’в=410-3с—1 1591
27
ставлений свидетельствуют также недавние исследования, в Клт
рых наблюдали идентичное влияние исходной текстуры [461 в
гирования [64] на рост зерен при отжиге и СПД. J
Дислокационная структура. Многочисленные результаты эл₽
тронно-микроскопических исследований дислокационной структ**
ры тонких фольг из образцов после СПД [1—3] показали, что х
рактерным является отсутствие в СП материалах субструктур*
даже после больших удлинений. Зерна, как правило, вообще св£
бодны от дислокаций. Лишь в сплавах, содержащих дисперсные ча.
стицы вторых фаз, удается наблюдать отдельные дислокации (пие.
5,а, б), а согласно работам [1, 59, 64—67] — и единичные дислока-
ционные стенки, число которых несколько увеличивается с повыше*
нием скорости деформации.
Такие картины типичны для материалов после деформации в
областях I и II. При высоких скоростях деформации (область Ш)
когда наблюдается снижение характеристик СП, происходит ре>
кое увеличение плотности дислокаций в структуре, во многих зер*
нах можно обнаружить сплетение дислокаций и субграницы (рис,
5, в).
Необходимо отметить, что отсутствие развитой субструктуры
после СПД не является доказательством малой активности дисло*
каций, поскольку возможно их быстрое исчезновение в процессе де-
формирования, разгрузки и медленного охлаждения с температуры
деформации образцов (см. 2.1.2).
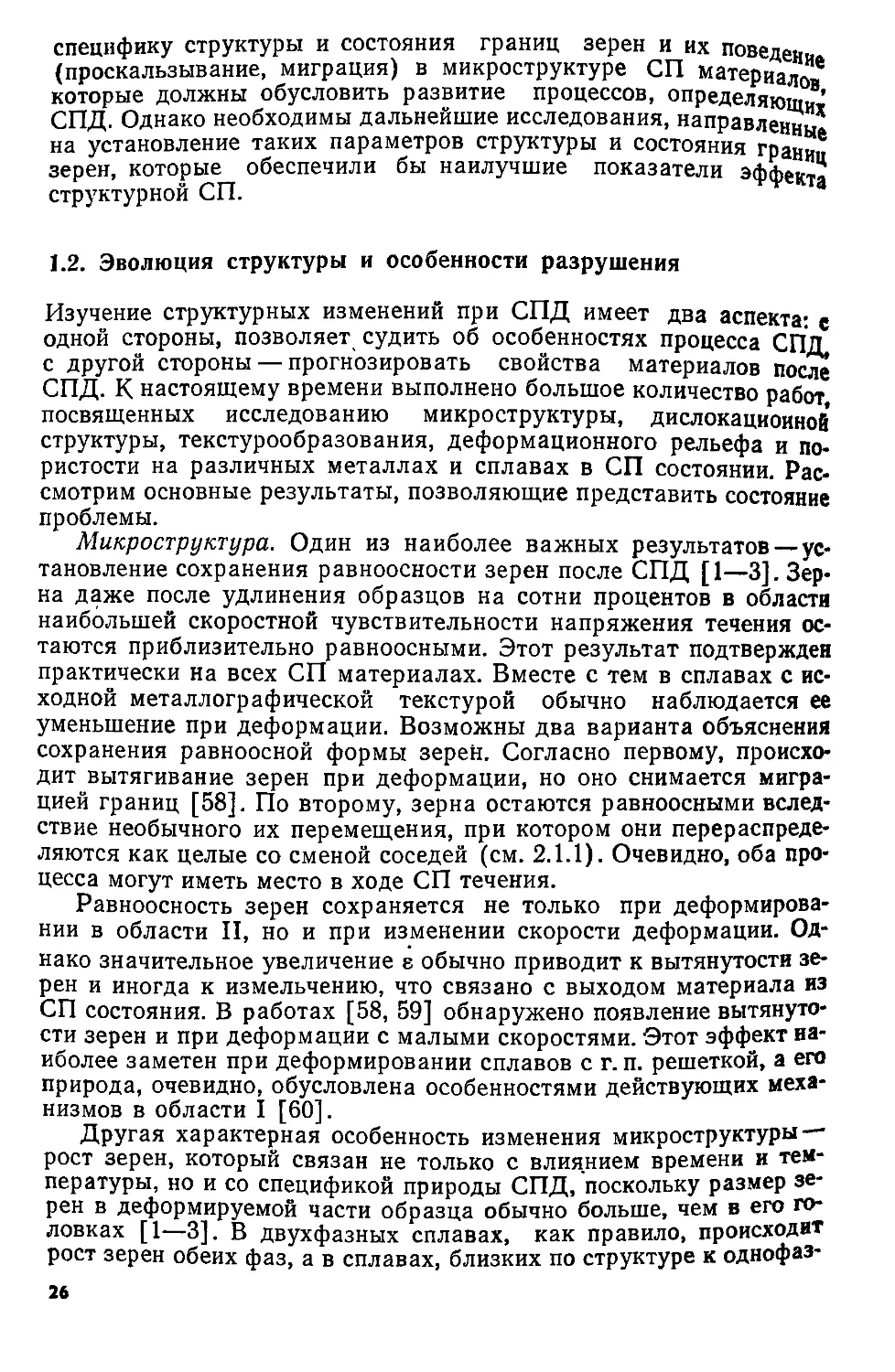
Особо следует отметить отдельные сообщения о наблюдении
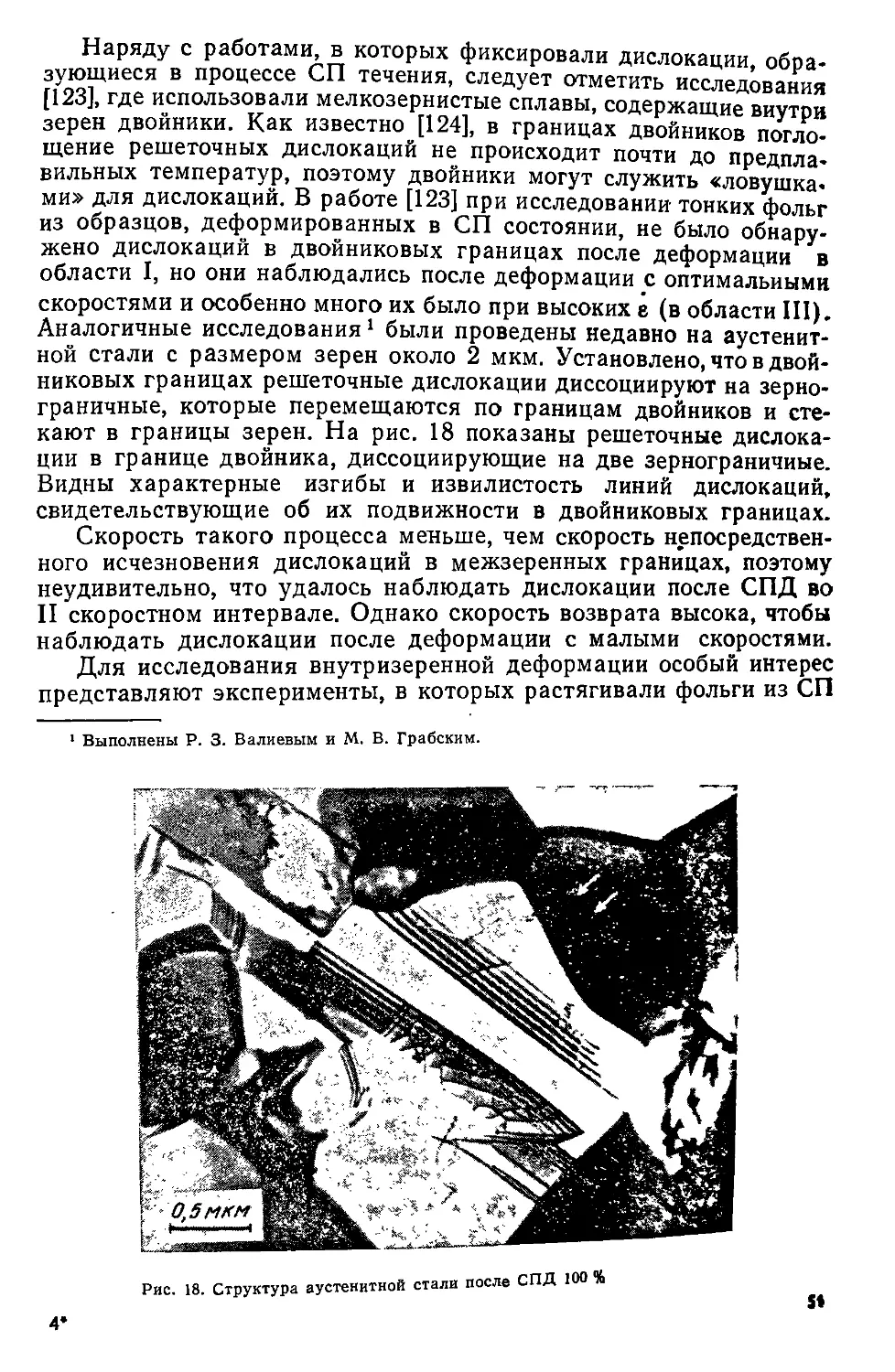
дефектов в границах зерен после СПД [1, 41, 68, 69] (рис. 6).
В работе [68] замечено, что в магниевом сплаве. МА8 плотность
дефектов возрастает с повышением скорости деформации, и сделай
вывод о том, что они являются захваченными границами решеточ-
ными дислокациями. Однако во многих материалах границы зерен
свободны от дефектов, что обусловлено их ускоренной релаксацией
при высоких температурах (см. 2.2.2).
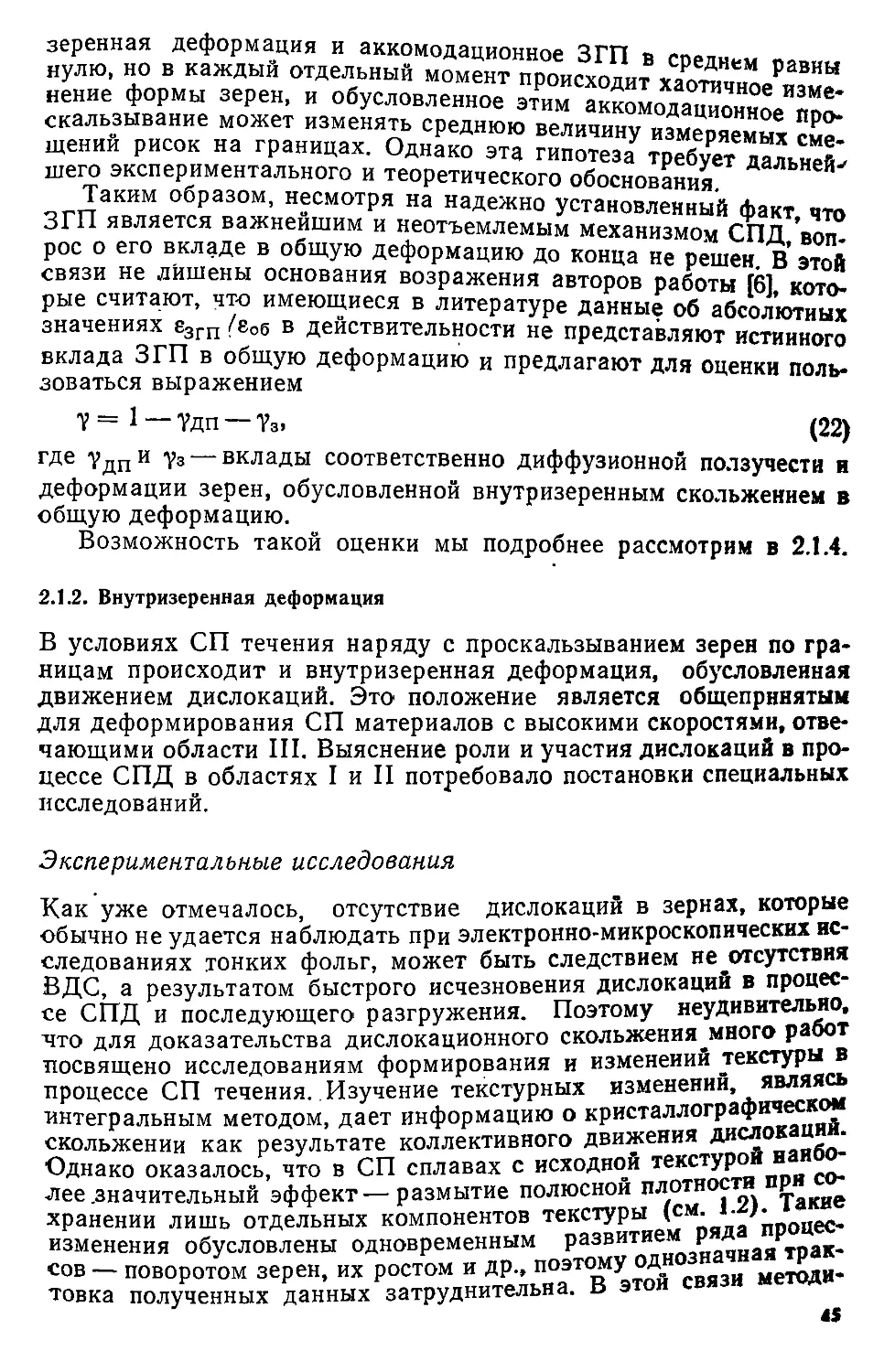
Текстуры. Изучение текстур представляет интерес и для регу-
лирования свойств СП материалов, и для исследования действу»'
щих механизмов деформации. Чаще всего исходный материал име-
ет текстуру, возникающую при его предварительной обработке, ис-
пользуемой для перевода сплавов в СП состояние. Еще в первых
исследованиях текстурных изменений [2, 3] установлено, что с уве-
личением степени деформации исходная текстура заметно размы-
вается, причем наиболее сильно при скоростях, отвечающих обла-
сти II, что иногда приводит к полностью бестекстурному состоянию.
Такое размытие текстуры обычно объясняют хаотичным разворо-
том зерен при их относительных перемещениях как целых. В то же
время систематические исследования [2, 3] показали, что наряду
с размытием текстуры часто наблюдается образование новых мак-
симумов на полюсных фигурах и сохранение интенсивности исход-
ных. Эти данные важны для исследования внутризеренного сколь-
жения в условиях СП и подробно рассмотрены в разд. 2.
Топография. Для топографических исследований ультрамодно*
зернистых СП материалов широко применяют электронную микр
Рис. 8. Дислокационная структура сплава АМгб после СПД
40 % со скоростью: (67J:
о —а—4'10-‘с”1 (область 1); б — в-8-Ю^С-1 (область
II): о—'е-|0~эс~1 (область 1Ц)
Рис. 6. Границы зерен после СПД 50 % сплава МА8 со скоростью
10—3с“х при 400 °C
скопию (метод реплик и растровую). Световую микроскопию для
этих целей можно использовать, если материал имеет относитель-
но крупные зерна (примерно 10—15 мкм). На рис. 7, а показана
типичная фотография реплики, полученной с поверхности дефор-
мированного образца сплава Zn—0,4 % Al, который был предва-
рительно отполирован. Выделим несколько особенностей возника-
ющего деформационного рельефа, характерных и для других СП
материалов.
Во-первых, — отсутствие линий скольжения. Этот факт надеж-
но установлен многими исследованиями [1—3, 6]. Линии скольже-
ния удается обнаружить обычно только после деформации с высо-
кими скоростями. Однако в работе [70] наблюдали образование
следов скольжения после деформирования сплава МА8 в области
II. Авторы связали это с отсутствием роста зерен при деформации
сплава. Известно, что для образования видимой линии скольжения
необходимо, чтобы по одной плоскости прошло сравнительно боль-
шое количество дислокаций (более 100). При СПД источниками
дислокаций являются, очевидно, границы зерен (см. 2.1.2), в ре-
зультате линии скольжения не образуются, поскольку, как отме-
чено выше, в процессе СПД происходит рост зерен и, следователь-
но, местоположение источника дислокаций непрерывно изменяется
при деформации.
Вторая особенность образующегося рельефа — выявление гра-
ниц зерен уже после малых степеней деформации вследствие отно-
сительного их смещения. Во многих работах наблюдали разрывы
и смещения на границах рисок, предварительно нанесенных на по-
30
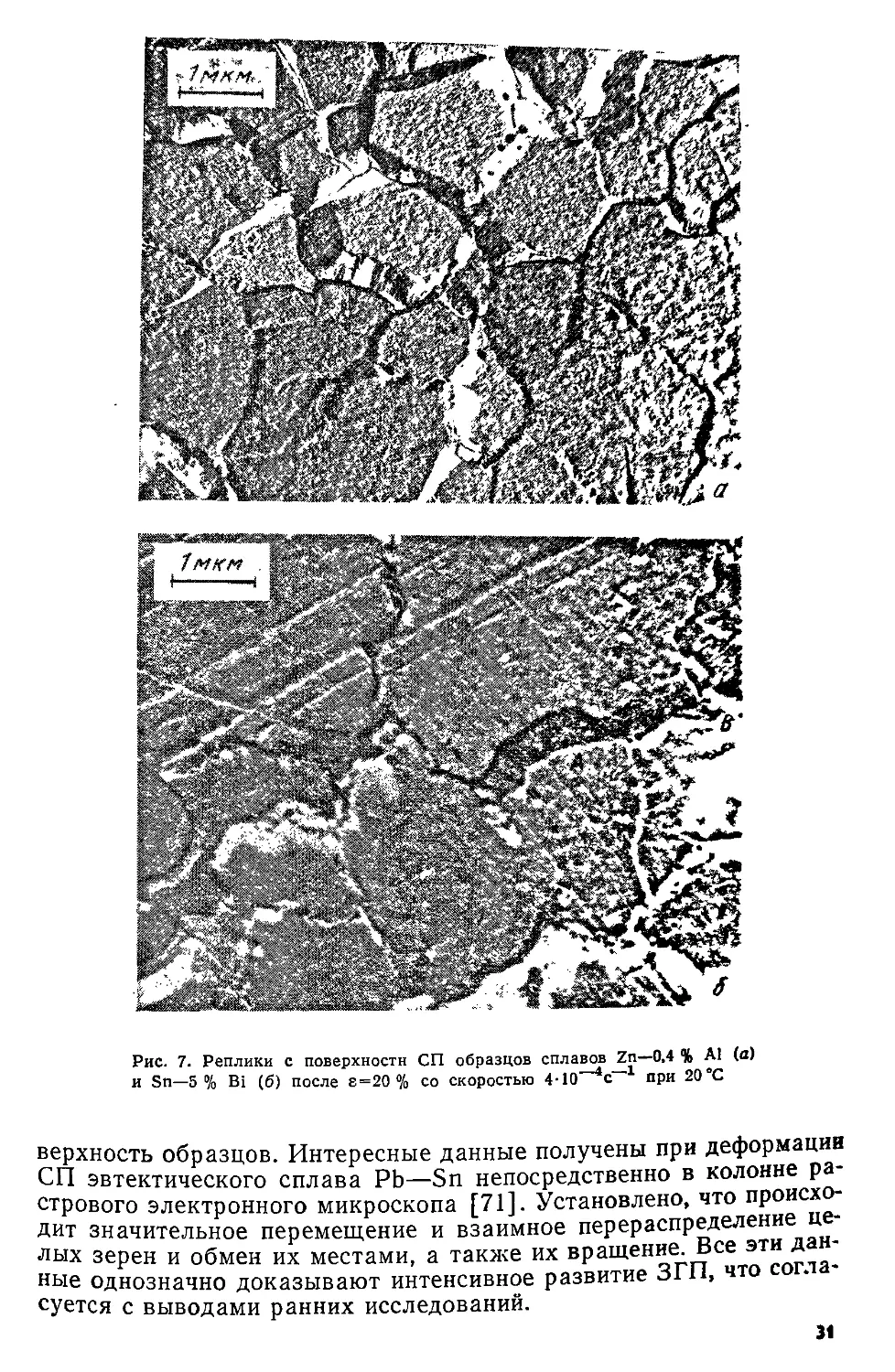
Рис. 7. Реплики с поверхности СП образцов
и Sn—5 % Bi (б) после е=20 % со скоростью
сплавов Zn—0,4 % Al (а)
4-10-4с~1 при 20 °C
верхность образцов. Интересные данные получены при деформации
СП эвтектического сплава РЬ—Sn непосредственно в колонне ра
стрового электронного микроскопа [71]. Установлено, что пР°ис*
Дит значительное перемещение и взаимное перераспределен!!
лых зерен и обмен их местами, а также их вращение^ ВСеДТсогла-
ные однозначно доказывают интенсивное развитие 3111, ч
суется с выводами ранних исследований.
31
Еще один важный результат топографических исследований
наблюдение образования деформационных зон вблизи границ а
рен (Д на рис. 7,6). Этот структурный феномен представляет бол
той интерес, поскольку образующиеся зоны несут важную инЛоп*
мацию о действующих механизмах деформации. Впервые внимани
на такие зоны обращено Бэкофеном с сотр. [72, 73]. Поздие
их наблюдали на самых разных СП материалах [2, 6, 7фЛ
76 и др.].
При изучении деформационных зон методом реплик во многих
из них часто можно обнаружить специфический полосчатый рель-
еф, поэтому в литературе их часто называют «полосчатыми» зона-
ми. Однако это определение не совсем верно, поскольку полосча-
тость связана с качеством подготовки поверхности образца перед
деформацией и часто может отсутствовать [6]. Как свидетельствуют
исследования, ширина зон увеличивается с повышением степени
деформации, но уменьшается при снижении скорости растяжения
Тщательные исследования деформационных зон на двухфазном
сплаве Zn—22 % Al [6, 77, 78], показали, что зоны образуются пре-
имущественно на межфазных границах и наклонены к поверхности
образца в основном под углом 10—20°, причем средний угол
уменьшается при понижении скорости деформации.
Вопрос о природе наблюдаемых деформационных зон сложен.
В работах Бэкофена высказано предположение, что эти зоны яв-
ляются следствием диффузионной ползучести. В более поздних ис-
следованиях [74, 75] сделан вывод, что зоны выявляются за счет
ЗГП, когда обнажаются внутренние поверхности границ. Одиако
•образование новых поверхностей может происходить и вследствие
диффузионного массопереноса [6, 79], поэтому более справедливым
представляется рассмотрение образования деформационных зон
как результата ЗГП и диффузии. Кроме того, в их формирований,
очевидно, участвует и миграция границ зерен, особенно в однофаз-
ных материалах [2, 60], что, например, видно из рис. 7,6. Именно
со сложным характером образования деформационных зон свя-
зано, вероятно, исключительно разнообразное их проявление, вы-
являемое при топографических исследованиях.
Порообразование. Повышенная пористость — важный структур-
ный эффект, наблюдаемый после СПД. Первоначально она была
•обнаружена на медных сплавах, но к настоящему времени выявле-
на в широком круге материалов [80—82]. Оказалось, что, как н
при ползучести, особенно склонны к порообразованию сплавы на
основе меди, железа, алюминия, никеля и магния, в которых поры
можно обнаружить уже после СПД на относительно небольшие
степени деформации (50—100 %). В цинковых сплавах поры обыч-
но наблюдаются только после больших деформаций [83]. В спла-
вах титана, свинца, циркония образование заметной пористости,
как .правило, не обнаружено. Кроме того, на развитие пористости
оказывает влияние схема деформации — плотность пор после осай'
ки намного меньше, чем после растяжения при идентичных темпе-
ратурно-скоростных условиях испытаний.
32
Рис. 8. Поры в деформированных образцах
со скоростью 3-10“2 (а) и 2-10-?с—1 (б).
сплава меди после растяжения при 623 К
Ось растяжения вертикальна 181]
Объемная доля пор монотонно увеличивается со степенью де-
формации, часто достигая к моменту разрушения 3—5 %. Количе-
ственно зависимость объемной доли пор f от деформации е можно
записать в виде
f = a&n, (12)
где а и п — константы.
Установлено [84], что для стали значение п меняется от 1,5 до
2,5 при повышении скорости деформации (переходе от области I к
области II и III). В то же время в сплаве МА8 нами наблюдалось
увеличение п от 1,3 до 2,2. Объемная доля и размер пор при задан-
ной степени деформации обычно возрастают с уменьшением скоро-
сти деформации (рис. 8), однако в некоторых материалах макси-
мальная пористость соответствует максимуму пластичности [81,
82].
В настоящее время нет прямых данных о зародышах пор, но
полезными здесь могут быть феноменологические наблюдения по-
рообразования. Как показывают многочисленные исследования, са-
мые малые поры всегда возникают на границах зерен. Установлено,
что в латунях поры преимущественно зарождаются на межфазных
границах, на которых также наблюдали наибольшее проскальзы-
вание [81, 82]. Поры часто обнаруживаются вблизи выделений,
причем увеличение частиц приводит к повышению пористости [85].
В работе [86] на основе прямых наблюдений в высоковольтном
микроскопе предложена модель образования пор, основанная на
том, что зародыши пор возникают вследствие концентрации напря-
жений при блокировании ЗГП частицами. В то же время авторы
работы [87, 88] полагают, что зародыши пор могут существовать
еще до деформации вследствие нарушения сцепления на границ
выделение — матрица.
33
Рост пор при СПД, как и при ползучести, может осуществлять-
ся двумя способами [89, 90]: за счет диффузии вакансий и дефоп!
мационным путем, например вследствие раскрытия зародышей по
в результате проскальзывания по границам. В первом случае по-
ры должны быть округлой формы, во втором — с острыми углами
Характерное изменение формы и распределения пор с увеличением
скорости деформации (см. рис. 8) — появление вытянутости, сто£
чечность часто связывают с уменьшением роли диффузии и увели-
чением роли деформационного роста пор [82]. Возможна и иная
точка зрения. Как показано в работе [91], форма пор должна за-
висеть от соотношения скоростей диффузионных потоков по поверх!
ности поры и по границам зерен. Если скорость зернограничных по-
токов будет ниже, чем по поверхности поры, она будет иметь рав-
ноосную форму; если же скорость зернограничных потоков будет
выше,, чем по поверхности поры, — пора станет вытянутой. По-
скольку скорость диффузии по границам при повышении ё возрас-
тает (см. 2.2.2), то этот фактор может стать определяющим в из-
менении формы пор при высоких скоростях деформации.
Вопрос о роли пор при СПД до конца не выяснен. Обычно при-
нято считать, что порообразование — сопутствующий и вредный
процесс. Вместе с тем при определенном уровне пористости она мо-
жет быть полезной для СП, поскольку способствует облегчению
развития ЗГП [32, 33, 92]. Экспериментально показано [92], что
вблизи пор величина проскальзывания существенно увеличивается.
Очевидно, этот эффект может играть определяющую роль в прояв-
лении СП у крупнозернистых материалов [33]. Однако в типичных
СП материалах (с мелкозернистой структурой) пористость вряд ли
играет такую роль. Во-первых, на начальном этапе деформации по-
ры наблюдаются относительно редко. Во-вторых, с увеличением
деформации, когда происходит повышение пористости, не обнару-
живается увеличение ЗГП. Наконец, при изменении схемы нагру-
жения, в частности при осадке образцов, наблюдается значительно
меньшая пористость, но показатели пластичности не ухудшаются.
Таким образом, при растяжении мелкозернистых СП материа-
лов пористость, скорее всего, не играет заметной положительной
роли. В то же время ее накопление в процессе деформирования
значительно ускоряет разрушение материалов.
Разрушение. К сожалению, несмотря на важность проблемы,
существует мало информации о разрушении СП материалов. В це-
лом у СП сплавов могут наблюдаться два типа разрушения. Не-
которые материалы, например эвтектоид Zn—Al, титановые сплавы,
обычно деформируются с образованием значительной шейки и уто-
няются почти до точечного сечения. Однако многие материалы раз-
рушаются хрупко — без заметной шейки (рис. 9), при этом с уве-
личением скорости деформации повышается склонность к образо-
ванию шейки.
Исследования сплавов, разрушающихся по хрупкому типу, по-
казывают [80—82], что у них происходит значительное накопление
пористости и поры достигают больших размеров — порядка не-
34
скольких зерен. В то же
время неясно, какова роль
пор в процессе разрушения.
Ряд исследователей [6, 81]
полагают, что образование
трещин и разрушение про-
исходят в результате слия-
ния пор. Вместе с тем увели-
чение пристости может при-
водить к изменению меха-
низма СПД [93], что долж-
но отразиться на характере
напряжения течения спла-
вов. В этой связи представ-
ляет интерес зависимость
о—8 с учетом истинной пло-
щади сечения,, для чего из
общей площади образца ну-
жно вычесть площадь, заня-
тую порами. Такой анализ,
выполненный в работе [82],
показал, что в области сте-
пеней деформации, непосред-
ственно предшествующих
разрушению, можно наблю-
дать нехарактерное для СП
течения заметное деформа-
ционное упрочнение матери-
ала (рис. 10), что свидетель-
ствует об изменении харак-
тера деформации в этих ус-
ловиях. Эти данные подт-
верждают предположение о
смене деформационных про-
цессов, типичных для СПД
Рис. 9. Образцы из стали 20X13 в исходном со-
стоянии U) и деформированные до разрушения
при 800 °C со скоростями (2), 3'10""*
(3), 3-10—3С—1 (4), 3-10~2(5), З-КГ-1 (в)
Рис. 10. Зависимость истинное напряжение тече-
ния— деформация сплава МА8:
1 - при 400°C и е=8-10-3с-1; 2-то же, е уче-
том порообразования
при накоплении значительной порис-
тости в образцах.
Разрушение материалов, у которых при деформации развива-
ется шейка, по-видимому, также связано с особенностями изменения
структуры и действующих механизмов на конечной стадии де-
формации. Возможной причиной выхода материала из СП состоя-
ния здесь может быть интенсивный рост зерен в процессе
рования. Однако детальное выяснение вопроса требует дальне1
исследований.
2. ПРИРОДА СВЕРХПЛАСТИЧЕСКОГО ТЕЧЕНИЯ
Характерные для СПД изменения структуры c0XP^.?.ftH„ дп.Вне-
осности зерен, их рост, отсутствие накопления дислоПР<ьопмацин
обычны для привычных представлений о пластиче Д Ф
3” 35
металлов. Для объяснения СП поведения материалов предлп^а«
много гипотез [1—3, 118, 146]. Ранние теории основывались на vt?
кальности явления: считалось, что оно имеет место лишь в отдел
ных сплавах и связано с их специфическими особенностями. Одна!
ко сверхпластичность — универсальное состояние металлических
материалов, возникающее при создании в них УМЗ микрострукту-
ры и деформирования в определенном температурно-скоростном
интервале. Одинаковая феноменология й общность структурных из-
менений различных СП материалов свидетельствуют об единой
природе эффекта. Однако до сих пор общепринятой теории явления
не существует. Основные причины, затрудняющие ее создание, сле-
дующие:
сложность изучения структуры УМЗ материалов при сравни-
тельно незначительных структурных изменениях;
одновременное действие нескольких механизмов деформации
при СП течении требует выявления их вкладов в общую деформа-
цию, роли и взаимодействия одного с другим. Между тем физика
кооперированных процессов пластического течения делает лишь
первые шаги;
при деформации мелкозернистых СП материалов важную роль
играют границы зерен, но структура этих дефектов и природа зер-
нограничных процессов — ЗГП и миграции границ зерен до конца
не ясны.
В настоящей главе на основании экспериментальных данных ис-
следований механизмов деформации, действующих в условиях СП
течения, и обсуждения результатов изучения поведения границ зе-
рен при СПД развивается новый подход к пониманию природы эф-
фекта сверхпластичности. '
2.1. Исследование механизмов сверхпластической деформации
Исследования последних лет дали однозначное доказательство
неправомерности предположения, что СП течение обусловлено дей-
ствием особого механизма, не характерного для обычной деформа-
ции. Установлено, что в СП состоянии действуют известные меха-
низмы деформации: ЗГП, ВДС и ДП, а сверхпластичность прояв-
ляется при их благоприятной комбинации. Важно выяснить роль
и специфику действия каждого из этих механизмов, а также их
взаимосвязь при СП течении. Однако сложность явления СП не по-
зволяет в одном эксперименте однозначно определить действующие
механизмы деформации. Необходимую информацию удается полу-
чить только при использовании комплекса взаимодополняющих ме-
тодик— наблюдении структурных изменений в процессе деформа-
ции, характера возникающего деформационного рельефа, путем
специальных экспериментов, позволяющих связать изменения ме-
ханических свойств с изменениями структуры материала.
Решающее значение для установления природы СПД приобре-
тает также выбор объектов исследования, поскольку прямые на-
блюдения удается сделать далеко не на всех материалах. Ниже
36
следнне годы.
тпигие ИЗ KOTOriMv г,
которых получены в по-
2.1.1. Зернограничное проскальзывание
ЗГП вид деформации п°ликристаллических матепияппп а
ливающии относительные перемещения зеоен па Р„ ’ обУслов'
общей границы. Проскальзывание зерен может п„еиЛТН0СТ“ И1
ствие их смещения вдоль границы или в узкой Ро сходить вслед-
[97, 98]. Действие ЗГП в условиях СП ?ечеюя бХ₽в™™°Й 30м
в работе Пирсона. Последующие исследования, проведанные*™
различных материалах, Тюдтвердали эти результаты и позволили
^ма“и СПД ЗЗКОНОМе*но™ ^™ня этого механизмаZ
Методики исследования. Развитие ЗГП приводит к образованию
на полированной поверхности характерного деформационного рель-
ефа вследствие относительного, смещения зерен, а также вызывает
смещение на границах рисок, предварительно нанесенных на обра-
зец (см. рис. 7). Величина проскальзывания геометрически описы-
вается вектором смещения в плоскости границы, который можно
разложить в трех взаимно перпендикулярных направлениях с ком-
понентами (рис. 11): U — вдоль оси растяжения, V и W — перпен-
дикулярно оси растяжения. Видно также, что необходимы два угла
(ф и 0) для определения ориентации поверхности границы.
Для исследования проскальзывания в ультрамелкозернистых
СП материалах обычно используют одно- или двухступенчатые реп-
лики. По смещению рисок или специально нанесенных сеток [99]
можно определить только компоненты ЗГП в плоскости шлифа
(U и W). Для измерения вертикальной составляющей (Уна рис. 11)
в работе [100] при приготовлении реплик использовали оттенение
хромом, что позволило оценить величину V по ширине рельефа на
реплике. Эту методику с достаточной надежностью можно приме-
нять только для случаев смещения зерен по границам, накл0«е®’
ным под относительно большими углами к исследуемой пов р
СТИВ 'СП сплавах с относительно крупным зерном (примерно>10
15 мкм) удобно использовать интерференционную микрос о .
' чт0 упоминаемые методики могут
после сравнительно небольших степеней
Однако необходимо отметить
быть применены только 1
Рис. 11. Схема проскальзывания
по границе между зернами 1 и
Р — полный вектор смещения с
компонентами U, V и Й7 [116]
37
деформации (до 20—40 %), пока на поверхности не происходит
значительного искажения рельефа. Большое значение для изучения
ЗГП имеют эксперименты по деформированию СП образцов непо-
средственно («in—situ») в электронном микроскопе, которые позво-
ляют проследить динамику перемещения зерен в процессе дефор.
мации [71, 106]. Ценным, несмотря на значительную методическую
сложность, является также использование методики прицельной
электронной микроскопии реплик [6, 76, 78].
Вместе с тем при проведении топографических исследований
ЗГП необходимо учитывать, что условия деформации зерен на по-
верхности и в объеме металла различны. Поэтому возникает воп-
рос, насколько проскальзывание, наблюдаемое на поверхности об-
разца, отражает ЗГП в его объеме. Для изучения этого вопроса
проведена пока только одна работа, выполненная на СП сплаве
А1—9,3 % Zn—1 % Mg—0,22 % Zr [103], в которой путем специ-
альной обработки были образованы непрерывные цепочки дискрет-
ных частиц окиси алюминия. О развитии ЗГП судили по разрывам
этих внутренних меток на границах зерен после деформации. На
основании полученных данных авторы делают вывод, что общая
картина развития ЗГП и взаимных смещений зерен в объеме об-
разца такая же, как и на поверхности. Этот результат в целом со-
гласуется с данными опытов по растяжению массивных (толщиной
до 4 мкм) фолы из СП материалов в колонне просвечивающего
микроскопа с ускоряющим напряжением 1000 кВ [104—106]. По-
этому можно полагать, что основные особенности ЗГП, которые об-
наруживаются при топографических исследованиях, аналогичны и
при развитии этого процесса в объеме образцов. Вместе с тем не
исключено, что количественные данные могут и различаться.
Особенности действия зернограничного проскальзывания
при сверхпластической деформации
Типичный результат, полученный многими исследователями, — от-
сутствие изгиба рисок при их разрыве на границе вследствие сме-
щения зерен при СП течении. Это свидетельствует о том, что про-
скальзывание зерен происходит непосредственно по поверхности
границы. Только в редких случаях [74] наблюдали искривление
рисок у границ, указывающее на значительную деформацию зерен
при развитии ЗГП. Следует отметить, что в отличие от деформации
крупнозернистых материалов [108] величина проскальзывания при
СП незначительно различается на разных участках одной границы.
Не происходит также уменьшения величины ЗГП в области стыков
зерен. В то же время наблюдается значительное различие величи-
ны смещений на отдельных границах зерен, поэтому при оценке
проскальзывания используют его статистически усредненные зна-
чения.
У ряда сплавов с матричной структурой [60, 100] обнаружена
анизотропия ЗГП (рис. 12). Вертикальная составляющая смещения
зерен при малых скоростях деформации (область I) больше на
38
границах, поперечных относительно
оси растяжения, чем на параллель-
ных и находящихся под углом 45°.
При оптимальных и высоких скоро-
стях это различие уменьшается, а
максимальные смещения наблюда-
ются на 45-градусных границах.
При этом наиболее интенсивно про-
скальзывание развивается во вто-
ром скоростном интервале (область
II). К сожалению, пока отсутствуют
такие данные для сплавов с микро-
дуплексной структурой.
В двухфазных сплавах ЗГП по-
Рис. 12. Вертикальная составляющая
ЗГП в сплаве МА8 на границах, елея
которых на поверхности образцов со-
ставляет с осью растяжения углы 0. 4&
и 90°, 8-6 % 11721:
/ —в-2-1(Г*вс—1 .
III —
II — е-а-10Г*с~1;
разному развивается на грани-
цах разного типа. В эвтектоиде Zn
цах разного типа. В эвтектоиде Zn—22% Al [78] и двухфазной
латуни [109] проскальзывание значительно больше на межфазных
границах, чем между зернами одной фазы. В то же время в сплаве
Sn—38 % Pb наблюдается иная картина.
Ниже представлены величины проскальзывания по разным ти-
пам границ при СПД сплава Sn—38 % Pb на 22 % в областях I,
II, III при 425 К [107]:
Тип границы.............
Проскальзывание, нм, в
области:
I...................
II...................
III...................
Sn—Sn Pb—Sn Pb-Pb
330 270 0
870 430 0
310 220 0
Из этих данных видно, что наибольшее проскальзывание проис-
ходит на Sn—Sn межзеренных границах, смещение отсутствует на
границах РЬ—РЬ, а на межфазных границах РЬ—Sn наблюдается
промежуточное значение. Неоднозначны данные о развитии ЗГП
в эвтектоиде Zn — 22 % Al. В работах [78, 104] наблюдали наи-
большее проскальзывание на межфазных границах, а в работе
[94] — на границах Zn—Zn, в то же время наименьшее ЗГП было
на границах А1—А1.
Причины различий ЗГП на границах разного типа в настоящее
время не совсем ясны. Предполагают, что оно связано с различия-
ми диффузионных характеристик границ. Однако этот вывод требу-
ет дальнейших подтверждений [94].
Еще одна важная особенность зернограничного проскальзыва-
ния при СП течении — зависимость его величины от скорости де-
формации (см. выше). Величина проскальзывания максимальна во
II скоростном интервале и уменьшается и при увеличении, и умень-
шении е, т. е. изменяется подобно характеристикам пластичности.
Эти результаты типичны для различных материалов и свидетельст
вуют о тесной связи между СП и ЗГП. /-.гттт ИОп<«птгв
Следствием интенсивного развития ЗГП при CI Д й
микроскопическое перемещение зерен и их вращение, Эту р . У
з*
I
Рис. 13. Перераспределение зерен и изменение их формы при обычной деформации (а,
б) и СПД (в, г)
рассматривали для горячей деформации обычных материалов [2,
3, 6], но особенно она важна при СПД. При обычной деформации
удлинение образцов определяется средней величиной удлинения
каждого из зерен, при этом в сечении образца число зерен не из-
меняется (рис. 13,а, б). В условиях СПД даже при огромных уд-
линениях образцов форма зерен изменяется незначительно (см.
1.2), поэтому перемещение зерен, приводящее к увеличению их чи-
сла вдоль оси растяжения и уменьшению в поперечном направле-
нии, является основной причиной, обусловливающей деформацию
образца (рис. 13,в, г). Однако, несмотря на важность, для теоре-
тического описания СПД закономерности перемещения и враще-
ния зерен экспериментально изучены довольно слабо.
Интересны результаты исследования Дингл и [71], который на
основании непосредственных наблюдений на образцах эвтектичес-
кого сплава РЬ—Sn установил, что во время СПД форма зерен су-
щественно не изменяется; они, перемещаясь, отходят друг от дру-
га, меняя соседей. Смену соседей наблюдали и в работах [76, 104],
причем установлено, что в ряде случаев перестановка зерен проис-
ходит в соответствии с известной схемой Эшби — Верралла (110]
(рис. 14). Однако такая схема перестановки может относиться
только к нескольким зернам, и ее трудно сопоставить с перемеще-
нием зерен в пределах всего образца. Более соответствует эскпери-
ментальным данным схема перемещения зерен [111], иллюстриру-
емая на рис. 15.
40
Рис. 14. Последовательные положе-
нии (а—в) при перестановке зерен
(1—4)по Эшбн — Верраллу, приво-
дящей к истинной деформации е-
Слева — представление дви-
жения зерен без аккомодации:
зерна должны перекрываться и
расходиться. Справа — развитие
аккомодации ЗГП за счет формо-
изменения зерен и заполнения
возникающих пустот из соседних
нижележащих плоскостей (тем-
ные участки). Особенностью этой
Рис. 15. Схема проскальзывания яа дефор-
мации зерен н процессе СПД, У-яапраа-
ление растяжении [111]
модели является то, что зерна пе-
ремещаются на значительные
расстояния и остаются в среднем
равноосными, однако при этом может изменяться их форма (зериа
испытывают деформацию приспособления и происходит их выдав-
ливание из лежащих ниже слоев).
Взаимные смещения и перестановки зерен при СПД всегда со-
провождаются их вращением, которое удается непосредственно на-
блюдать, например по развороту царапин. Углы вращения изменя-
ются от зерна к зерну и могут быть значительными, достигая иногда
десятков градусов при е=804-100% [71, 101]. Причина вра-
щения зерен обусловлена, очевидно, разным сопротивлением про-
скальзыванию на различных границах [112]. Проведенный в ука-
занных работах анализ свидетельствует о важной роли вращения
зерен как аккомодационного процесса, связанного с обеспечением
совместной деформации зерен без необходимости их проскальзы-
вания по «трудным» границам.
Перемещение зерен при СП течении тесно связано с развитие
ЗГП и вкладом этого механизма в общую деформацию.
Вклад в деформацию
В работах [2, 6, 67, 78, 94, J00, 103, 107, 113, 114]
но оценивали вклад ЗГП в общую деформацию. Для оцеЛ.обеняо-
использовали различные методы. Кратк0 рассмотр
сти [6, 99, 115].
Существуют две группы методов оценки вклада ЗГП в общую
деформацию: по смещениям (разрывам) линейных маркеров____пи
сок и по изменению формы зерен. р
В первом случае определяют компоненты полного вектора сме-
щения зерен по границе (см. рис. 11). Поскольку такие изменения
проводят в основном на поверхности образцов, необходимо учиты-
вать тип поверхности [116]. Если границы зерен, выходящие на по-
верхность образца, мигрируют и принимают равновесное положе-
ние (приблизительно перпендикулярное поверхности), то такую по-
верхность называют «отожженной». Если миграция границ затор-
можена, например дисперсными выделениями, то плоскости границ
зерен, выходящие на поверхность, в процессе нагрева и испытания
составляют с осью растяжения такие же углы гр и 6, как и внутри
образца. В этом случае поверхность называют «свежей».
Определение деформации, обусловленной ЗГП, наиболее просто
может быть проведено по продольным смещениям рисок, парал-
лельных оси растяжения Ui, где индекс I означает измерение по
продольным царапинам. Однако величину продольного разрыва ри-
сок сильно искажают особенности образующегося деформационного
рельефа на поверхности, в частности деформационные зоны (см.
1.2), что не позволяет в чистом виде измерить величину смещения
зерен. Вместе с тем, если для каждой границы, пересекаемой рис-
кой, измерить величины W и 0, то деформацию ЗГП можно оценить
из соотношения
езгп =2(WHgQ)ini> (13)
где щ — среднее число смещений на единицу длины, а выражение
под чертой означает среднее продольное смещение, вычисленное
по поперечным смещениям продольных рисок.
Выражние (13) получено из предположения, что при одноосном
растяжении W=V, а 0 = ф для свежей поверхности. Поскольку при
СПД происходит рост зерен, то формулой (13) можно пользовать-
ся только при малых степенях деформации.
Для СП материалов вследствие большой вариации формы н
размеров зерен возможно упрощение [99, 115, 116] формулы (13):
Езгп kWmt (14); еЗГП = (15)
где k и k’ — константы, определяемые экспериментально, а индекс
г означает измерение на случайно выбранных границах.
Значения коэффициентов k и k' зависят от типа материала, со-
стояния поверхности и условий деформации [115, 116]. Поэтому не-
обходимы надежные обоснования выбора значений k и k’. Исполь-
зованные в литературе величины этих коэффициентов условны
в работах [60, 100] k' принимали равным 1,4, а в [107] Л=1,5. В ря-
де работ для оценки деформации ЗГП использовали поперечны
риски, на которых измеряли продольные смещения. В этом случа
использовали выражение [2, 114]
езгп =Т7е73, (]6)
42
где индекс t означает сдвиги,
выражение [78]
езгп = И1 + 8 общ»
пеРпендикулярные „си „вразца, „л„
где h — длина поперечной риски после (17)
под корнем используется для приведения ?ЛРМации’ а выражение
следует отметить, ,то в фо^Х Tlnw* "
что Ut — Ui, но это условие часто не кнпап ' предполагается,
пример, анизотропии ЗГП (см. выше) ЫПОлняется вследствие, на-
значение вкладов ЗГП в СПД по данным
вали соотношения (13—17), приведень?в табл 3 ™ ИСП0ЛЬ30’
Таблица 3. Вклады ЗГП в общую деформацию (е
для ряда СП материалов
ЗГП /еов ЮО %)
Материал Вклад в области Формула ДЛЯ расчета Библио- графия
I П HI
Zn—22 % Al Zn—0,4 % Al Mg-1,5 % Mn—0,5 % Ce Mg-33 % Al Al—9 % Zn—1 % Mg Al—11 % Zn—1 % Mg—0,3 % Zn Sn—38 % Pb 30 23 40 33 12 42 60 21 60 49 50 49 64 63 80 56 30 12 30 30 29 26 50 20 (14) (15) (13) (13) (14) (13) (14) (12) (1141 (78) 100] 60) 113] 103) (290] (107)
Из табл. з. видно, что имеется существенное различие между по-
лученными данными, особенно при испытаниях, отвечающих усло-
виям областей I и III. Это связано с использованием разными ав-
торами различных экспериментальных методик. Кроме тог *
рости деформации в I и III областях по-разному уд
области оптимума для СП состояния, поэтому сопост De3VnbTa-
абсолютных значений вклада ЗГП условно. Вместе Р У
ты свидетельствуют о том, что максимальное значе ЗГПт1ГП1
блюдается в области II, но заметно уменьшается вол^С™^ещени-
Хотя рассмотренные методики оценок вкл_Д чКСпепименталь-
ям линейных рисок наиболее часто использу P подвергнуты кри-
вых исследованиях, в последнее время ° J* развитии пред-
тике [6]. Доводы авторов этой работы ^Х^ваия —ЗГП,
ставлений о двух видах зерногранично р проскальзы-
вносящего вклад в деформацию, и акк Д. Поскольку аккомада-
вания, обусловленного деформацией. р п’оиводить к смешениям
ционное проскальзывание также ^е^етРдИКИ эксперименталь-
рисок, то полученные при помощи geHHO для областей I < _•
ные данные являются завышенным , отрение результатов при*
В этой связи представляет интерес р
менения второй группы методик.
Методика использования измерений формы зерен для оценки
вклада ЗГП впервые предложена Речингером (см. [2, 89]). Идея
ее состоит в следующем: поскольку перераспределение зерен, обес-
печивающее деформацию образца (см. рис. 13), происходит вслед-
стие их относительного проскальзывания, то полную Деформацию
образца можно определить как сумму деформации за счет ЗГП и
деформации зерен (s3):
еоб = езгп + ез- (18)
Для расчета деформации зерен Речингер предложил формулу
83 = (W/’"1> (19)
где Nt и Ni — числа зерен на единице длины в поперечном и про-
дольном направлениях соответственно.
Для определения е3 возможно использование и несколько иных
выражений (см. 2.1.2).
Эти представления развиты Кэнноном [117]. Он учел, что дефор-
мация зерен должна сопровождаться их взаимным смещением для
обеспечения цельности образца — аккомодационным ЗГП, поэто-
му выражение (18) правильнее записать:
еоб = езгп(/?) + 8згпИк) + 8з> (20)
где езгп(^) —деформация за счет ЗГП по Речингеру; езгп (Лк)—
деформация, обусловленная аккомодационным ЗГП.
Определение деформации от ЗГП на основе анализа формы зе-
рен имеет ряд преимуществ перед техникой маркеров [99]: 1) мож-
но проводить любое необходимое число измерений для обеспечения
статистической достоверности; 2) измерение одинаково легко про-
водить на поверхности и в объеме деформированного образца;
3) принципиально неограниченна величина деформации образца, на
котором производится исследование.
Вместе с тем оказалось, что использование выражений (18) и
(20) для СП материалов дает результаты, которые существенно
выше полученных при помощи маркерных рисок (см. табл. 3). Как
отмечено в 1.2, зерна даже после значительных степеней СП дефор-
мации обычно остаются практически равноосными, поэтому сред-
нее значение деформации зерен близко к нулю, и из выражения
(20) имеем:
еоб — ®згп(/?), (21)
т. е. в согласии с этой методикой тзгп«1. Очевидно некоторое уд-
линение зерен может маскироваться миграцией границ (см. 1.2)»
особенно в сплавах с нестабильной микроструктурой. Все же вели-
чина Узгп, определенная на одном образце по изменению формы
зерен, обычно значительно выше, чем определенная по методике
маркеров.
Авторы работы [111] объясняют это противоречие на основании
модели перемещения зерен, представленной на рис. 15. В случае
СПД зерна деформируются таким образом, что их общая виутри-
44
зеренная деформация и аккомодационное ЗГП о
нулю, но в каждый отдельный момент происходит хаотаЧи^РаВИЫ
нение формы зерен, и обусловленное этим аккомола^шли?А ИЗМе'
скальзывание может изменять среднюю величину измеряемых с£?
щении рисок на границах. Однако эта гипотеза требует да^ьнХ
шего экспериментального и теоретического обоснования ”
^гпаКпИ™Л?)а30М’ Н?СМОТРЯ на надежно установленный факт что
ЗГП является важнейшим и неотъемлемым механизмом СПЛ ’воп
рос о его вкладе в общую деформацию до конца не решен В* этой
связи не лишены основания возражения авторов работы (61 кото-
рые считают, что имеющиеся в литературе данные об абсолютных
значениях езгп <еОб в действительности не представляют истинного
вклада ЗГП в общую деформацию и предлагают для оценки поль-
зоваться выражением
У = 1 — ?дп — ?з> (22)
где Тдп и Тз —вклады соответственно диффузионной ползучести и
деформации зерен, обусловленной внутризеренным скольжением в
общую деформацию.
Возможность такой оценки мы подробнее рассмотрим в 2.1.4.
2.1.2. Внутризеренная деформация
В условиях СП течения наряду с проскальзыванием зерен по гра-
ницам происходит и внутризеренная деформация, обусловленная
движением дислокаций. Это положение является общепринятым
для деформирования СП материалов с высокими скоростями, отве-
чающими области III. Выяснение роли и участия дислокаций в про-
цессе СПД в областях I и II потребовало постановки специальных
исследований.
Экспериментальные исследования
Как уже отмечалось, отсутствие дислокаций в зернах, которые
обычно не удается наблюдать при электронно-микроскопических ис-
следованиях тонких фолы, может быть следствием не отсутствия
ВДС, а результатом быстрого исчезновения дислокаций в процес-
се СПД и последующего разгружения. Поэтому неудивительно,
что для доказательства дислокационного скольжения^много работ
посвящено исследованиям формирования и изменений текстуры в
процессе СП течения. Изучение текстурных изменении, явля
интегральным методом, дает информацию о кристаллография
скольжении как результате коллективного движения дисло ‘
Однако оказалось, что в СП сплавах с исходной текстурой наноо-
-лее .значительный эффект—размытие полюсной плоти Такие
хранении лишь отдельных компонентов текстуры (см. '• оцес_
изменения обусловлены одновременным развитие р Тпак-
сов — поворотом зерен, их ростом и др., поэтому од методи-
товка полученных данных затруднительна. В э
Рис. 16. Полюсные фигуры (0001) fl-фазы сплава Zn—22 % Al (d-0,5 мкм) после
растяжения при 250 °C иа е=200 % со скоростью деформаций в, с“^ [2J;
а — 6-10~6; б— 1,7-10~2; в —З-КГ”1; г —5-10
чески наиболее верно изучение формирования текстуры в процес-
се СП течения в материале с исходным бестекстурным состоянием.
Впервые такие исследования с построением цолных полюсных
фигур были проведены на сплаве Zn—22 % Al [119], который в ис-
ходном закаленном состоянии не имел текстуры. Было обнаружено,
что после деформации в условиях СПД исходного бестекстурного
образца в I и III скоростных интервалах в цинковой фазе образу-
ются резко отличные друг от друга аксиальные текстуры (рис.
16). При малых е (область I) возникает максимум направлений
оси растяжения, а в III скоростном интервале формируется тексту-
ра с максимумом в поперечном направлении. Переход от одной
текстуры к другой в зависимости от е происходит постепенно за
счет ослабления одного максимума, а затем возникновения и уси-
ления другого. В некотором интервале (е) в области II замет-
ной текстуры после растяжения в 0-фазе не возникает. Интенсив-
ность максимума полюсной плотности возрастает с увеличением
степени деформации. Позднее было установлено, что существует
тесная корреляция между наблюдаемыми особенностями текстуро-
образования и изменениями механических свойств сплава в зави-
симости от размера зерен [120] и условий деформации. Эти экспе-
риментальные результаты имеют принципиальное значение, по-
скольку дают прямое доказательство связи закономерностей СПД
и текстурообразования в процессе деформации (см. также 2.4.1).
Для расшифровки полученных результатов проводили модели-
рование текстурообразования на ЭВМ1. Задачей моделирования
1 Данные получены О. А. Кайбышевым, И. В. Казачковым, И. В. Александ-
ровым.
46
являлся подбор систем скольжения, действие котппм*
вести к текстурным изменениям, наблюдаемым экспернмент^льяо
Моделирование проводилось на основе теории Тейлооа Пп^
талл был представлен набором 504 кристаллитов, имеющих
ческую ориентировку в пространстве. Выбор систем скольжений
в каждом кристаллите проводился из принципа наименьшей оаб*
ты деформации. Исходя из особенности СПД, было предположено
что скольжение по разным системам в кристаллите происходит по
переменно независимо друг от друга. Относительный вклад систем
скольжения в деформацию регулировался в рамках такой модели
путем изменения соотношения между критическими скалывающими
напряжениями для разных систем скольжения.
В результате обсчета различных вариантов было получено что
экспериментально наблюдаемые типы текстур получаются при мо-
делировании деформации со скольжением либо по базисным СС
{максимум_в ПН), либо по пирамидальным СС при совместном
действии (с + а) и (с—а) скольжения (максимум в HP). Попере-
менное действие этих СС в зависимости от вкладов в деформацию
приводит к смене одного типа текстур другим.
С учетом ЗГП, приводящего к хаотическому размытию полюс-
ной плотности, были получены следующие количественные резуль-
таты. При соотношении вероятностей действия базисных и пирами-
дальных систем скольжения р = 1 формируется текстура с макси-
мумом в направлении растяжения. /Ир=1,4, при р=1,5 /н₽=1,0 и
при р=3 /нр = 0,6. Таким образом, результаты моделирования объ-
ясняют характер текстурообразования при СПД сплава Zn—22 %
Al. Формирование текстурного максимума в HP при малых е про-
исходит в результате преимущественного скольжения по пирами-
дальным системам типа {Т122}< 1123>. По мере увеличения е в
скольжение начинает вовлекаться все большее число базисных
СС типа {0001}< 1120>. В результате максимум в HP начинает
ослабляться и при некоторых скоростях преимущественная ориен-
тировка зерен после СПД не возникает. Дальнейшее повышение в
приводит к преимущественному скольжению по базисным системам
и возникновению максимума в ПН.
В работе [2] на различных материалах обнаружена скоростная
зависимость текстурообразования при СПД. Этот эффект объясне
развитием ВДС, а также увеличением действующих систем сколь-
жения при повышении скорости СПД.
Однако интерпретация действующих систем скольжения
новании текстурных данных далеко не всегда однозначна,
при исследовании материалов с высокой симметрией кр
ческой решетки, например кубической. В связи с ЭТИМД ание
терес при текстурных исследованиях представляет и‘ по_
функции распределения кристаллографических ори р * трех-
зволяющих получать информацию о распредел. ыхРидеальных
мерном пространстве и подсчитывать долю раз
ориентировок.
a
Такие обстоятельные исследования были проведены и их результа
ты обобщены в обзоре [3]. Установлено, что при СПД отдельны
компоненты исходной текстуры размываются с различной скопов
стью, причем некоторые из них могут сохраняться. Авторы работы
[3] пришли к выводу, что в сплавах Zn—40 % Al и Al—33 % Си
кристаллографическое скольжение развивается при всех скорое,
тях деформации, но множественное скольжение имеет место только
в III скоростном интервале. Однако в работе [126] используя ана-
логичную методику, на сплаве А1—6 % Си—0,3 % Zr не удалось
получить доказательств ВДС в области I. Возможно, это связано
с недостатком методического подхода авторов, которые изучали из-
менение текстуры, а не их образование, что приводит к неоднознач-
ности трактовок экспериментальных данных, особенно в материа-
лах с высокой симметрией кристаллических решеток.
С критикой трактовки текстурных изменений в процессе СПД
выступили авторы работы [6]. По их мнению, появление или сохра-
нение предпочтительных кристаллографических ориентировок в ря-
де сплавов связано с ростом зерен при деформации, а не с дисло-
кационным скольжением. Вывод авторов основан на исследовании
текстурных изменений в латуни [121], где после СПД обнаружено
появление новых максимумов, характерных для текстур рекристал-
лизации, а также на изучении формирования текстуры в сплаве
Zn—22 % Al в поле градиента температур [122]. Максимум в на-
правлении оси в p-фазе сплава при СПД в области I, по мнению
авторов, образуется благодаря преимущественному росту зерен в
этом направлении. Основанием для такого заключения является
то, что в цинке коэффициент диффузии вдоль оси с на несколько
порядков больше, чем в других направлениях. Однако предполо-
жение авторов противоречит следующим экспериментальным
данным. * _
Во-первых, если образование текстуры вдоль оси с объясня-
лось бы преимущественным ростом зерен p-фазы в этом же на-
правлении, то увеличение доли a-фазы в сплаве должно было бы
подавить образование текстуры. Поэтому формирование текстуры
вдоль оси с при СПД должно было бы облегчаться в сплавах, бо-
гатых цинком, и затрудняться в сплавах, богатых алюминием. Фак-
тически наблюдается противоположная картина — легирование
цинка алюминием способствует появлению при растяжении с ма-
лой скоростью максимума в p-фазе вдоль оси с [2, 41].
Во-вторых, понижение температуры экспоненциально уменьша-
ет коэффициент диффузии, что должно уменьшить вклад диффузи-
онных процессов в деформацию. В результате вклад роста зерен
в текстурообразование должен резко падать с уменьшением темпе-
ратуры деформации. Однако проведенные специальные исследова-
ния показали, что появление максимума в направлении растяжения
в p-фазе бестекстурного в исходном состоянии сплава Zn—22 % Al
наблюдается не только при 250 °C, но и при снижении температур
деформации до 150 °C и даже при 20 °C.
48
В-третьих,, возникающая В процессе растяжения
р.фазе имеет четко выраженный аксиальный характео ™£Ура *
вующии схеме деформации образца. Р КТер’ С00тветст-
Таким образом, хотя изучение текстур дает важную инфоома
цию о развитии внутризеренного скольжения при СПД
трактовка полученных данных не всегда однозначна и неХолим?
дополнительные методы исследования особенностей внутризеоен
ной деформации. В связи с этим в последние годы вновь возрос^
интерес к использованию дифракционной микроскопии. F
Исчезновение дислокаций, возможное в период разгрузки и ох-
лаждения образца, может быть предотвращено’дисперсными вы-
делениями в объеме зерен и быстрым охлаждением образца с тем-
пературы СПД.
Исследование тонких фолы, приготовленных из сплавов, содер-
жащих дисперсные выделения, проведено в работах [59, 64—67].
Оказалось, что в этих случаях часто удается наблюдать дислока-
ционную структуру в зернах (см. рис. 5) — при малых е (в облас-
ти I) наблюдаются, как правило, отдельные дислокации, при пере-
ходе во II скоростной интервал плотность дислокаций несколько-
увеличивается, но развитая субструктура не образуется, и только
после растяжения с высокими скоростями во многих зернах можно
обнаружить дислокационные сплетения и субграницы. В магние-
вом сплаве МА8 на основании анализа дислокационных структур
проведена идентификация действующих систем скольжения [65].
Показано, что с увеличением скорости деформации (при переходе
из области I в область II) происходит вовлечение в действие на-
ряду с базисным скольжением пирамидальных систем. Этот вывод
совпал с данными, полученными при текстурных исследованиях.
Поэтому результаты работы [65] дают однозначное доказательство
важности внутризеренного скольжения при СПД этого сплава. Од-
нако следует отметить, что эти эксперименты были проведены на
материале с относительно крупным зерном (примерно 10 мкм) и
полученные данные могли отражать особенности его поведения.
Исследование дислокационной структуры зерен алюминиевой фа-
зы в типичном СП сплаве Zn—40 % Al [64] во многом подтвердило
результаты работы [65]. Установлено, что хотя все дислокации име-
ли векторы Бюргерса, принадлежащие семейству а/2 <110>, с
увеличением скорости деформации также наблюдается повышение
числа действующих направлений скольжения. К сожалению, в ра-
боте [64] имеется один недостаток — высокая плотность дислока-
ций в исходном материале. Поэтому до конца не ясно, в какой
мере наблюдаемая после деформации дислокационная структура
связана с процессом СП течения.
Сохранение дисперсными частицами дислокационной структуры
имеет ограниченное значение, поскольку лишь некоторые СП ма-
териалы содержат подходящие выделения, стабильные при темпе-
ратуре деформации и способные эффективно фиксировать дислока-
ции. Более универсально применение «мгновенной» закалки образ-
цов в момент окончания деформации. Для этой цели в работах
4 О. А. Карбышев
49
Pjlc- 17. Дислокации в ф зернах сплава Zn—22 % Al после растяжения
100 % и «мгновенной закалки»
{41, 42] при изучении УМЗ сплавов системы Zn—Al было исполь-
зовано специальное устройство, обеспечивающее очень быстрое
охлаждение образцов менее чем за 0,2 с после их разгрузки. Ис-
следования показали, что непосредственно закалка недеформиро-
ванных образцов не приводит к образованию дислокационной
структуры. В то же время после СПД удалось обнаружить дислока-
ции во многих зернах (рис. 17), хотя в исходном состоянии они не
были видны. Применение закалочного устройства позволило зафик-
сировать дислокацию и в а-, и в 0-фазе даже при скоростях дефор-
мации, соответствующих I области, тогда как после обычного ох-
лаждения дислокации отсутствуют и после деформации образцов
со значительно большей скоростью. При повышении скорости
деформации наблюдали некоторое увеличение общей плотности
дислокаций, причем в цинковой фазе были обнаружены дислокации
с иными векторами Бюргерса, чем при малых скоростях деформа-
ции. Эти данные указывают на вовлечение в действие новых систем
скольжения при увеличении е, что соответствовало характеру тек-
стурных изменений в исследуемых сплавах. Хотя в рассмотренных
работах вследствие методических трудностей не был проведен пол-
ный статистический анализ векторов Бюргерса наблюдаемых дис-
локаций, полученные данные, как и результаты более ранних ра-
бот [59, 65], подтверждают вывод текстурных исследований о раз-
витии внутризеренного скольжения во всех трех скоростных интер-
валах и увеличении числа действующих систем скольжения при
повышении е, что особенно наглядно проявляется в материалах с
г. п. решеткой.
50
Наряду с работами, в которых фиксировали дислокации обра-
зующиеся в процессе СП течения, следует отметить исследования
[123], где использовали мелкозернистые сплавы, содержащие внутри
зерен двойники. Как известно [124], в границах двойников погло-
щение решеточных дислокаций не происходит почти до предпла-
вильных температур, поэтому двойники могут служить «ловушка-
ми» для дислокаций. В работе [123] при исследовании- тонких фольг
из образцов, деформированных в СП состоянии, не было обнару-
жено дислокаций в двойниковых границах после деформации в
области I, но они наблюдались после деформации с оптимальными
скоростями и особенно много их было при высоких ё (в области III).
Аналогичные исследования1 были проведены недавно на аустенит-
ной стали с размером зерен около 2 мкм. Установлено, что в двой-
никовых границах решеточные дислокации диссоциируют на зерно-
граничные, которые перемещаются по границам двойников и сте-
кают в границы зерен. На рис. 18 показаны решеточные дислока-
ции в границе двойника, диссоциирующие на две зернограничиые.
Видны характерные изгибы и извилистость линий дислокаций,
свидетельствующие об их подвижности в двойниковых границах.
Скорость такого процесса меньше, чем скорость непосредствен-
ного исчезновения дислокаций в межзеренных границах, поэтому
неудивительно, что удалось наблюдать дислокации после СПД во
II скоростном интервале. Однако скорость возврата высока, чтобы
наблюдать дислокации после деформации с малыми скоростями.
Для исследования внутризеренной деформации особый интерес
представляют эксперименты, в которых растягивали фольги из СП
1 Выполнены Р. 3. Валиевым и М. В. Грабским.
Рис. 18. Структура аустенитной стали после СПД 100 %
S*
4‘
материалов непосредственно в колонне электронного микроскопа
Первый эксперимент такого рода выполнен на эвтектоидном сила
ве Zn—22 % Al [125]. Авторы наблюдали движение дислокаций в
процессе деформирования. Однако полученные результаты имеют
ограниченную ценность — в работе был использован микроскоп е
ускоряющим напряжением 100 кВ и исследовали очень тонкие
•фольги, поведение которых может значительно отличаться от по
ведения массивного образца. Поэтому в последующих эксперимен-
тах для непосредственного Наблюдения при растяжении использо-
вали высоковольтные (500—1000 кВ) микроскопы, где толщина
прозрачной для электронов фольги составляет около 4 мкм. Такое
исследование, проведенное на сплаве Zn—22 % Al при 100 °C, не
выявило заметной дислокационной активности в p-зернах, удалось
наблюдать лишь отдельные дислокации в а-зернах [104]. По мне-
нию авторов работы [126], эти данные не характерны для СПД в
обычных условиях, поскольку под действием электронного пучка
в объекте возможно повышение концентрации вакансий на несколь-
ко порядков. Деформацию фольг необходимо вести выше опреде-
ленной критической температуры (Тк), когда концентрация терми-
ческих вакансий больше, чем образованных при электронной бом-
бардировке, а это условие не было соблюдено в работе [104]. Эти
возражения не применимы к другим экспериментам [105, 127], но
они также показали малую дислокационную активность при СПД.
Прямое наблюдение движения отдельных дислокаций при рас-
тяжении фольг из СП материалов непосредственно в электронном
микроскопе связано с рядом методических трудностей [106]. Если
дислокации генерируются и легко исчезают на границах зерен, то
возможность их наблюдения ограничивается временем их переме-
щения через зерно. Так как дислокации нельзя наблюдать, когда
это время меньше 0,1 с при размере зерен 1 мкм, скорость движе-
ния дислокаций для их прямого обнаружения не должна превы-
шать 10~5 м/с. Однако их реальная скорость может быть значи-
тельно выше. Например, в монокристаллах цинка скорость движе-
ния дислокаций при комнатной температуре и напряжениях
порядка 10 МПа составляет около 1 м/с. Кроме того, при СПД мел-
козернистых сплавов число подвижных дислокаций в зернах очень
мало. Так, для обеспечения деформации зерна, по величине равной
половине деформаций всего образца, достаточно, чтобы в каждом
зерне проходила одна дислокация только через 6 с [106].
При непосредственном наблюдении дислокаций в микроскопе
возникают также трудности, связанные со значительным измене-
нием дифракционного контраста в зернах в результате смещения
образца, а также развития ЗГП. В этой связи важное значение
имеют данные специального исследования внутризеренного сколь-
жения при растяжении СП сплава Zn—0,4 % Al в высоковольтном
микроскопе [106]. По структуре этот сплав близок к однофазным
материалам; он содержит лишь дисперсные частицы алюминиевой
фазы, которые в данной работе были использованы как маркеры
для определения внутризеренной деформации. Оказалось, что при
52
Рис. 19. Структура СП сплава Zn-0,4 % Al в исходном состоянии (а) “
непосредственно в колонне высоковольтного микроскопа (б). Стрелками указано р
ние деформации зерен [106]
растяжении фолы заметно изменилось расстояние между части-
цами, расположенными в пределах одного зерна (рис. 19), хотя
движение дислокаций также це удавалось наблюдать, «Этот Э(₽<Р
не может происходить вследствие развития диффузионных проц
сов (см. 2.1.3). Эффект также не связан с поворотами зер ,
скольку повороты при СПД носят ненаправленный характер,
ме того, для степеней деформации 30—40 %, использу »
сперименте, их средняя величина не превышает L J-
S3
таком повороте смещение маркеров по величине должно быть ма
лым и его нельзя экспериментально зафиксировать. Поэтому ппо*
веденный эксперимент дает однозначное доказательство действия
внутризеренного дислокационного скольжения в процессе СП те.
чения. Отметим, что этот вывод не согласуется с выводами работы
[128], в которой проводили измерения акустической эмиссии в про.
цессе СПД сплава Zn—0,4 % Al. Очевидно, установленное в этой
работе отсутствие пиков акустической эмиссии не является доказа-
тельством малой активности дислокаций, а связано с особенностя-
ми их движения (количеством одновременно движущихся дисло-
каций и длиной их пробега).
Суммируя рассмотренные выше результаты исследований, мож-
но отметить, что, несмотря на сложность трактовки экспериментов
в настоящее время имеется большое количество данных, доказы-
вающих, что во всех трех областях СП течения имеет место дви-
жение дислокаций. С увеличением скорости деформации происхо-
дит изменение характера внутризеренного скольжения, связанное
с увеличением числа действующих систем. Эти положения спра-
ведливы для различных СП материалов.
Вклад внутризеренного дислокационного скольжения
в общую деформацию
К настоящему времени накоплено еще мало данных о вкладе вну-
тризеренной деформации, обусловленной движением дислокаций в
общую деформацию при СПД. Для этой цели можно использовать
два способа оценок — по изменению формы зерен и с помощью
маркеров внутри зерна. В первом случае используют методику
Речингера [см. формулу (19)]. Однако в изменение формы зерен
при СПД наряду с внутризеренным скольжением делают вклад
другие процессы, в частности миграции границ, что может сильно
исказить результаты [6, 99].
В работах [60, 67, 113] внутризеренную деформацию оценивали
по смещению маркерных рисок, расположенных перпендикулярно
оси растяжения и лежащих в пределах одного зерна. В этом слу-
чае вклад внутризеренного скольжения можно определить по фор-
муле
Увдс = еВдс /еоб = (4 — /<М£об>
где /о и 1\ — расстояния между рисками в данном зерне до и после
деформации.
Хотя эта методика не учитывает возможную неоднородность
деформации внутри зерен, она при достаточной статистике дает
реальную оценку средней величины уклада. Следует отметить, что
вследствие технической трудности нанесения двух рисок в одном
зерне и повторных измерений предложенная методика дает досто-
верные результаты только для СП материалов с относительно
крупным зерном — примерно 10—15 мкм, когда можно использо-
вать более надежные методы световой микроскопии. Ниже пред-
54
ставлены результаты оценки величины ВДС по методике
для трех сплавов в СП состоянии: етодике рисок
MA8
0,25
43
24
[60]
AM гб
0,25
39
34
66
[67]
боб..................
Вклад в области:
I.................
II.............
ш................;
Библиография ....
-Определение величины у по
_ 1 ьдь
Mg—33 % Al
0,3
30
21
[ИЗ]
__ результатам смещений внутрен-
них маркеров при СПД сплава Zn—0,4 % Al непосредственно в
колонне электронного микроскопа подтвердило правильность ме-
тода и справедливость количественных оценок [106].
Как видно из представленных выше данных, величина Увдс
у исследуемых сплавов минимальна при деформации с оптималь-
ными скоростями и имеется тенденция ее увеличения и с повыше-
нием, и уменьшением скорости деформации. Следует отметить, что
полученные результаты не противоречат факту непрерывного’ по-
вышения плотности подвижных дислокаций с увеличением скоро-
сти деформации и обусловлены особенностями внутреннего сколь-
жения при СПД (см. ниже).
В работе [6] предложена новая методика определения вклада
внутризеренной деформации, которая могла бы быть использова-
на для оценок в сплавах с ультрамелким зерном. Авторы предла-
гают измерять изменения максимальных хорд зерен от границы до
границы в направлении растяжения подряд у всех зерен на выбран-
ном для исследования участке поверхности, а затем алгебраически
суммировать измерения длин этих пород. Однако эта методика не
учитывает образование деформационных зон вблизи границ зерен,
которое затрудняет определение истинного размера зерен на по-
верхности образца (см. 1.2), вследствие чего возможно значитель-
ное искажение результатов. Неудивительно, что значения уВдс»
полученные в работе [6], заметно отличаются от представленных
выше данных.
Особенности внутризеренного скольжения
при сверхпластической деформации
Как свидетельствуют экспериментальные исследования, внутризе-
ренная деформация имеет место в различных СП материалах. Од-
нако необходимо еще ответить на ряд вопросов — какова специфика
движения дислокаций, почему при деформации не происходит на-
копления дислокаций и значительного удлинения зеРеы#РслеЛСТ^,е.
развития внутризеренной деформации, как объяснить наблюдае _
значения вкладов ВДС и ряд других. Все эти вопросы связ
особенностями действия ВДС при СПД, т. е. зарожде ’ й
жением и поглощением внутрезеренных дислокации (Д• я
решетки). К сожалению, несмотря на важность дл_
природы СПД, эти вопросы в литературе освещены ела оу.
ss
Из трех отдельных этапов ВДС — зарождения, движения и по.
глощения дислокаций — наиболее трудно осуществим, очевидно
первый. В ином случае типичным было бы накопление дислокаций
в теле или вблизи границ зерен. В мелкозернистых СП материа-
лах невозможно зарождение дислокаций внутри зерен за счет де&
ствия источников Франка — Рида, поскольку, как показывают
расчеты, напряжение, необходимое для их работы, значительно
превышает напряжение СП течения [1, 2]. Наиболее вероятное место
зарождения дислокаций — границы зерен, где всегда можно ожи-
дать появления большой концентрации напряжений [1]. В пользу
этого вывода свидетельствуют эксперименты по деформации СП
сплава Zn—0,4 % Al в колонне высоковольтного электронного мик-
роскопа [106]. Наблюдение дислокаций, присутствующих уже в ис-
ходном состоянии, например в зерне С на рис. 19, показало, что
при растяжении большая их часть сохраняется, лишь слегка изменив
конфигурацию, в то время как в зерне произошла заметная дефор-
мация. Следовательно, наблюдаемые дислокации не участвовали в
процессе деформации из-за, очевидно, малых напряжений, дейст-
вующих на них. А деформация зерна была обусловлена дислока-
циями, генерированными на границах зерен под действием отно-
сительно больших локальных напряжений, которые определяют и
характер их движения.
Другая особенность — движение дислокаций внутри зерен
вследствие их малых размеров — происходит легко от границы до
границы и осуществляется преимущественно консервативным пу-
тем. Ряд экспериментальных наблюдений подтверждает это пред-
положение.
1. Дефекты, которые образуются при взаимодействии границ зе-
рен с решеточными дислокациями и часто наблюдаемые после
СПД (см. рис. 6 и 20), выглядят обычно в виде прямых линий, со-
ответствующих следу пересечения плоскости скольжения с поверх-
ностью границы. В случае переползания дислокаций следовало бы
ожидать искривления их линий.
2. Проведенный в работе [64] анализ обнаруженных после СПД
дислокаций показал, что в области I и II дислокации в основном
находились в своих плоскостях скольжения, только с ростом скоро-
сти деформации возрастало число дислокаций, покидавших их
вследствие переползания.
3. При использовании методики «мгновенной» закалки, как
правило, фиксировали не субграницы, а дислокации, расположен-
ные в одной плоскости [41, 42]. Известно, что сплетения и суб-
границы являются характерными элементами дислокационной
структуры только после деформации с высокими скоростями, ког-
да в результате накопления дислокаций в структуре движение их
затрудняется. t
Вывод о движении дислокаций в основном за счет скольжения
не согласуется с представлениями о дислокационном перемещений
в узкой приграничной зоне («мантии») путем их переползания. Этн
представления, развитые Джифккинсом [118, 144] и затем исполь-
56
Рис. 20. Границы зерен после СПД сплава Zn—50 % Al и «мгновенное
закалки». Стрелками указаны ЗГРД
зованные в работах [6, 129], базируются на наблюдении ряда осо-
бенностей деформационного рельефа — приграничных зон, склад-
чатости. Однако рельеф после деформации (см. 1.2) имеет слож-
ную природу и не может быть однозначно трактован как проявле-
ние приграничной внутризеренной деформации. В настоящее время
нет прямых доказательств преимущественного движения дислока-
ций в «мантии». Вместе с тем, рассмотренные выше эксперименты
по наблюдению дислокаций свидетельствуют о равномерном распо-
ложении дислокаций внутри зерен и отсутствии их преимуществен-
ного скопления у границ зерен. Кроме того, движение дислокаций
в «мантии» должно приводить к искривлению рисок в пригранич-
ных участках, что не типично для СПД. Исходя из этих представ-
лений, нельзя объяснить также наблюдения смещений маркерных
выделений в пределах одного зерна (см. рис. 19).
Дислокации, выходя на границы зерен в условиях СПД, погло-
щаются ими. Поэтому можно утверждать, что при СПД именно
границы являются основными стоками для дислокаций решетки,
эффективность действия которых определяет скорость их накопле-
ния. Доказательством этого являются данные, полученные при по-
мощи методики «мгновенной» закалки, которая дает возможность
наблюдать присутствие~в границах линейных дефектов (рис. 20)
[41, 42]. Продолжение некоторых линий в границе как дислокаци
в теле зерен (см. рис. 20) служит подтверждением того, что эти
линии являются «вошедшими» решеточными дислокациями,
блюдаемое ослабление и размытие изображений некоторых дисл
каций (показано стрелками) свидетельствует о частичном нх
51
глощений границами зерен. Подробнее аспекты действия грации
зерен как стоков для дислокаций рассмотрены в 2.2.2, ц
Таким образом, при СП течении поведение дислокаций качест-
венно отлично от обычной деформации; их источниками и стоками
являются границы зерен, а зарождение и движение дислокаций
происходит под действием локальных, а не внешних напряжений
Исходя из этих положений, можно объяснить различные структур-
ные изменения, обусловленные проявлением ВДС.
Прежде всего следует отметить, что из-за высокой скорости
поглощения дислокаций при СПД имеет значение учет не общей
плотности дислокаций в структуре материалов, а их мгновенной
плотности, характеризующей интенсивность дислокационного дви-
жения, т, е, число подвижных дислокаций, участвующих в СПД в
единицу времени. Этот вопрос обсуждался в работах [1, 63], Так
как при СПД дислокации зарождаются на границах зерен в ре-
зультате действия локальных напряжений, возникающих при ЗГП,
для оценки скорости их генерации справедливо выражение [1, 63]
d p/dt = e/4bd, (24)
где 8 — скорость деформации; b — вектор Бюргерса; d — размер
зерен.
Если процесс абсорбции дислокаций требует времени т, то для
их объемной плотности имеем
d p/dt ~ &l4bd — р/т. (25)
Стационарное решение уравнения (25) при 8=const дает выра-
жение
р= Ex/4bd. (26)
Приняв в согласии с экспериментами по «мгновенной» закалке
т«1 с, для сплава с d=l мкм при 8=10-3 с-1 получаем р»
«г 108 см-2. Поскольку т мало зависит от скорости деформации
[63], плотность подвижных дислокаций пропорциональна скорости
деформации, что соответствует данным структурных исследований.
Вместе с тем интересно отметить, что при р=108 см-2 на каждое
зерно в среднем приходится всего лишь несколько дислокаций, при-
чем их число уменьшается с уменьшением размера зерен, хотя
плотность дислокаций в согласии с выражением (26) ’возрастает.
Необходимо учитывать также другое важное отличие ВДС при
СПД, связанное с воздействием локальных напряжений на зарож-
дение и движение дислокаций. Особенно четко эта особенность про-
является во II области СПД, где ВДС носит преимущественно ак-
комодационный характер (см. 2.1.4).
Как показали эксперименты по деформации образцов непосред-
ственно в электронном микроскопе, удлинение зерен, например А
и В на рис. 19, соответствует направлению скольжения в этих зер-
нах, но не совпадает с направлением растяжения образца. В свою
53
очередь, локальные напряжения обусловприм rm „„„
тием ЗГП. В результате развит»
ческих условиях - скольжение развивается под действием “а“пФвя
женин, непрерывно изменяющихся в по величине, и но наппавлГ
нию. Изменение формы зерен при этом носит осциллирующий
характер, не связанный с направлением оси растяжения, питому
при деформации зерна не удлиняются, а остаются равноосным/
Физическая ситуация развития ВДС при СПД близка к той кото!
рая наблюдается при циклической деформации. В последнем слу-
чае внешние напряжения непрерывно меняются по величине и
знаку, в результате внутризеренная деформация имеет место а
форма зерен заметно не изменяется. Наконец, специфика осущест-
вления ВДС при СПД обусловлена испусканием источником мало-
го числа дислокаций. Это легко понять, так как источником дис-
локаций являются границы зерен, а они при СПД подвижны,
поскольку одновременно осуществляется проскальзывание и миг-
рация зерен, а также изменяется величина и знак локальных на-
пряжений. В результате при СПД видимых следов скольжения не
наблюдается.
Рассмотренные представления об особенностях внутризеренной
деформации справедливы в основном для оптимальных скоростей
деформации (области II); в I и III скоростных интервалах, где
изменяется соотношение и роль действующих механизмов, воз-
можны определенные особенности в действии ВДС.
- В области III внутризеренное скольжение становится все более
независимым от ЗГП (как при обычной деформации), и это опре-
деляет значительную величину вклада ВДС в общую дефор-
мацию.
В области I плотность подвижных дислокаций уменьшается по
сравнению с оптимальной скоростью СПД [см. формулу (26)].
В этом случае установленное на ряде сплавов (см. 2.1.2) увеличе-
ние вклада ВДС можно объяснить только с точки зрения изменения
характера скольжения. Действительно, как было показано в 2.1.2,
в области I наблюдается уменьшение действующих систем сколь-
жения, но это должно приводить к увеличению направленности
движения дислокаций в пределах отдельных зерен, что особенно
существенно при наличии текстуры и деформации сплавов с 111
решеткой. В результате может происходить не только повышли
вклада ВДС в общую деформацию, но и появление вытянут
зерен и образование в сплавах с исходным бестекстурным с
нием кристаллографической текстуры, что также удается эк р
ментально наблюдать в области I. от-
Таким образом, действие ВДС в условиях СП ка R йшее
личается от его развития при обычной деформац_ . и
отличие состоит в том, что источниками и стокамиi д _ оНСХОДНт,
СПД являются границы зерен, а движение Дисл° возникающих
по-видимому, под действием локальнынапряж в ол’ожений „озво-
на границах при осуществлении din. -Учет внутоизеренного
ляет понять структурные особенности проя *
скольжения при СПД — изменение структуры, характер деф0В1.а
двойного рельефа, а также результаты экспериментальных оцешГ
вклада ВДС в общую деформацию. н°8
2.1.3. Диффузионная ползучесть
СПД связана с активизацией диффузионных процессов. Об этом
свидетельствуют данные прямых измерений параметров диффу3и„
[2, 130], а также результаты исследования структурных измене-
ний, в частности кинетики роста зерен [59, 62].
В настоящее время не вызывает сомнения важность Диффузйи
для обеспечения СП поведения. Более сложен вопрос о роли на-
правленного диффузионного массопереноса—диффузионной пол-
зучести в проявлении СП течения. Экспериментальное исследование
развития ДП при СПД встретило много трудностей, поэтому до по-
следнего времени не было единого мнения по данному- вопросу.
Согласно классическим представлениям [1—3, 6] направленный
диффузионный массоперенос обусловлен градиентом концентрации
вакансий, возникающим между различно ориентированными отно-
сительно оси растяжения границами под действием приложенных
напряжений. Различают два вида ДП — ползучесть Наббарро —
Херринга, при которой диффузионные потоки направлены через
объем зерен, и ползучесть Кобла, когда эти потоки перемещаются
по границам зерен. Поскольку скорость ползучести Кобла имеет
более сильную зависимость от размера зерен, действие этого про-
цесса в УМЗ СП материала предполагается более предпочтитель-
ным.
Эксприменталъные исследования
Развитие ДП при СПД исследовали до настоящего времени в ос-
новном двумя методами: либо по инертным меткам, которыми мо-
гут быть частицы выделений, либо по деформационным (полосча-
тым) зонам, которые при СПД образуются у границ зерен.
1. В сплавах, содержащих дисперсные выделения, при развитии
ДП происходит образование ЗСВ. Эти зоны формируются вблизи
поперечных (относительно оси растяжения) границ зерен, в то же
время на продольных границах возникает повышенная плотность
выделений (рис. 21). Такое перераспределение выделений надежно
установлено при развитии ДП в крупнозернистых материалах
[131].
После СП деформации ЗСВ были впервые обнаружены вр а бо-
тах [132, 133], где перераспределение дисперсных выделений изу-
чали в световом микроскопе и несколько позднее методом микро-
рентгеноспектрального анализа [2]. Было установлено образование
обедненных зон у поперечных границ, тогда как обогащения вблизи
продольных границ обнаружено не было. По-видимому, такой ре-
зультат связан с использованием методик, имеющих относительно
малое разрешение, что не позволило установить все особенности
перераспределения частиц (или легирующих элементов), поскаль-
60
Вис. 21’ Охема образования
ЗСВ при диффузионной пол-
зучести [131]
ку отдельные выделения не были видны. Возникла неоднозначность
трактовки полученных результатов: некоторые авторы связывали
формирование обедненных зон с интенсивным развитием миграции
границ зерен при сверхпластической деформации [134]. Хорошо
известно, что за мигрирующей границей часто могут образовывать-
ся такие зоны [97].
В этой связи большой интерес представляет использование про-
свечивающей электронной микроскопии для изучения перераспре-
деления дисперсных выделений при СПД. Такие исследования бы-
ли проведены на магниевом' сплаве МА8 [135] и алюминиевом
АМгб [67]. Эти сплавы содержат стабильные при температуре
СПД частицы марганцовистых фаз, а атомы марганца более тяже-
лые и диффундируют медленнее, чем атомы матрицы, поэтому при
диффузии легких атомов частицы можно использовать как инерт-
ные метки.
В исходном состоянии выделения были равномерно распределе-
ны в микроструктуре. СПД приводит к образованию зон, свобод-
ных от дисперсных частиц (рис. 22, а и б). Как видно на снимке,
одновременно с появлением ЗСВ у поперечных границ зерен повы-
шается концентрация частиц на некоторых продольных границах
(см. стрелки на рис. 22, а).
Проведенные в работе [135] исследования позволили проанали-
зировать также участие в формировании обедненных зон миграции
границ, о развитии которой свидетельствует рост зерен при СПД-
Известно [97], что мигрирующая граница может увлекать за собой
дисперсные выделения. При этом также возникает зона, свободная
от выделений. Однако такое повышение количества выделени
вблизи зоны и в приведенном случае экспериментально не обнару-
жено (см. рис. 22,а,б). Маловероятен также механизм оор -
вания ЗСВ за счет растворения выделений мигрирующей гр *
поскольку, например, при отжиге образцов сплава МАв р
ратуре выше 400 °C ЗСВ не образовывались, в то время как ip«
м
Рис. 22. ЗСВ в структуре сплава МА8 после СПД 40 % со скоростью
деформации 2-10 5с—(а) и 8-10-®с 1 (б) [135]
ницы зерен интенсивно мигрировали, что приводило к значительн
му росту зерен. Таким образом, установленное перераспределен
дисперсных выделений дает однозначное доказательство деистви
ДП в условиях сверхпластичности.
Однако одновременное развитие миграции границ може у
ложнять наблюдаемую картину, поэтому не для всех зерен Уда
отчетливо видеть увеличение плотности частиц на продольных р
42
ннцах зерен Процесс миграции границ, по-видимому зачастую
маскирует области повышенной плотности выделений Кроме
го, в ряде случаев вследствие миграции границ можно мблюдХ
появление отдельных частиц в ЗСВ (например, у А на рис 22?
Подобная ситуация возможна, в частности, при развитии послед^
вательности таких процессов: диффузионная ползучесть - мигра-
ция границ зерен — диффузионная ползучесть. р
Таким образом, перераспределение дисперсных выделений дает
наиболее прямую информацию о развитии ДП. Однако эту методи-
ку можно использовать только на ограниченном круге материа-
лов — сплавах, содержащих стабильные частицы.
2. В качестве другой методики в работах [76, 78] предложено
использование измерений деформационных зон, образующихся на
поверхности образцов при их растяжении (см. 1.2). Полагая, что
деформационные зоны формируются в основном за счет ДП, авто-
ры работ [6, 76, 78] считают, что по данным об особенностях зон
можно судить о закономерностях развития ДП. Этот вывод осно-
ван на результатах работы [73], где отмечается, что после дефор-
мации образца наводороженного сплава Mg — 0,5 % Zn на поли-
рованной поверхности без травления видны полосчатые зоны, а на
травленых шлифах — зоны, свободные от выделений гидрида цир-
кония. Оба типа зон были примерно одинаковы по ширине н рас-
полагались поперек оси растяжения. Авторы работы [73] считают,
что эти зоны имеют одинаковую диффузионную природу.
Следует, однако, отметить, что в указанной работе [73] иссле-
довали крупнозернистый (rf>30 мкм) сплав. Поэтому представля-
ют интерес данные о сопоставлении размеров деформационных зон
и ЗСВ для СП материала.
Ниже приведены данные по ширине деформационных зон £дз и
зон, свободных от выделений, измеренных в объеме и вблизи
поверхности образцов Ь™вв после СПД сплава МА8 на е=40%.
после СПД сплава МА8 на е=40%:
8Х, С-1 2-Ю-5- 2-Ю-4 2-Ю-3
£д3, мкм . . , . 4,1 2,2 0,9
Z-зсв > мкм • • • • 0,8 0,4 0,2
1-зсв, мкм. . . , 1,3 0,6 • 0,4
Как видно из приведенных данных, в случае СП пл Р
деформационных зон значительно больше ширины • „нои.
возможных причин такого различия — формировани д Ф р
ных зон на поверхности образца, а не в его объеме ^с™еа’“
линий условий деформации на поверхностииб*вхся вблизи
Поэтому были проведены измерения ЗСВ, обр_ У_ нн на 8S
поверхности образца, для чего образец поел д Ф ₽ енйЯ ТОнкой
=40 % с одной стороны покрывали.лаком для п о^азалось> что>
фольги его утоняли с nP°™Bon^o°BY°eCKOJibKO уменьшилась, но
разница в ширине зон (Ьдз~ь3св! нескил / что в
осталась достаточно большой, что свидетельствуют о
63
случае СП материалов образование деформационных зон обуслов-
лено действием не только ДП, но и других процессов. В качестве
таковых могут выступать, в частности, ЗГП и миграция границ зе„
рен Этот вывод находится в согласии с результатами многих ис-
следователей (см. 1.2). Таким образом, хотя ДП, очевидно, может
играть определенную роль в формировании деформационных зон
однако по измерению ширины зон нельзя получить прямую инфор!
мацию о развитии ДП.
Особенности диффузионной ползучести
при сверхпластической деформации
Для понимания роли ДП в обеспечении СПД большой интерес
представляют данные об особенностях действия этого процесса при
СП течении и сравнение их с классическими представлениями о
диффузионном массопереносе.
К сожалению, вследствие трудностей экспериментального изу-
чения ДП таких данных к настоящему времени накоплено мало.
Использование для этой цели результатов топографических иссле-
дований деформационных зон, как отмечено выше, имеет ограни-
ченное значение. В этой связи рассмотрим результаты изучения
характера образования ЗСВ в различных условиях деформации
магниевого сплава МА8 [135].
Установлено, что расположение и ширина обедненных зон в
сплаве при данной степени растяжения существенно зависят от
скорости деформации. При малых скоростях (в области I) зоны,
свободные от выделений, встречаются почти в половине зерен, при-
чем примерно 80 % всех зон — около поперечных границ. При по-
вышении скорости деформации число зерен, содержащих ЗСВ,
уменьшается, а расположение зон становится менее упорядочен-
ным — их часто (в 60 % всех случаев) уже можно обнаружить на
границах, ориентированных произвольным образом (см. рис. 22,6).
Увеличение скорости деформации также приводило к значительно-
му уменьшению ширины ЗСВ. После растяжения со скоростью
более 8-10—3 с-1 (в области III) ЗСВ практически отсутствуют.
В целом аналогичные закономерности в образовании зон были об-
наружены и при исследовании перераспределения дисперсных вы-
делений в сплаве АМгб [67].
Полученные данные свидетельствуют о значительной неоднород-
ности процессов при СПД в пределах отдельных зерен и сложном
характере развития ДП. В согласии с классическими моделями
ДП, когда диффузионный массоперенос происходит под действием
приложенных напряжений, обедненные зоны возникают вблизи по-
перечных (относительно оси растяжения) границ зерен. Иное рас-
положение зон, наблюдаемое при СПД, позволяет полагать, что
диффузионный массоперенос в этих условиях осуществляется под
действием локальных внутренних напряжений. Такая картина соот-
ветствует ситуации, когда ДП является не основным, а сопутству-
ющим механизмом деформации (см. 1,2.4).
«4
4. ДП как направленный массоперенос должна приводить к
появлению вытянутости зерен (см. рис. 21). Однако поскольку ДП
происходит под действием локальных напряжений, величина и на*
правление которых при СПД могут непрерывно изменяться то
направленность ДП уменьшается (по аналогии с ВДС) и вытяну-
тость зерен оказывается незначительной. Такая ситуация справед-
лива для оптимальных скоростей деформации — области И, при
переходе в область I, как показывает эксперимент, увеличивается
направленный характер ДП и возрастает ее роль в образовании
вытянутости зерен.
Вывод о действии в условиях СП особой разновидности ДП де-
лают и авторы работы [78]. Для объяснения отсутствия вытянуто-
сти зерен при СПД двухфазного сплава Zn — 22 % Al они предпо-
ложили, что в отличие от модели классической ДП к поперечной
границе диффундируют атомы не с продольных границ того же
зерна, а от других зерен (ДП с участием растворно-осадительных
процессов). Авторы полагают, что в этом случае направленный
массоперенос к поперечной границе между зернами не должны из-
менять их размеров, перпендикулярных оси растяжения. С разви-
тием этой разновидности ДП в работах [6, 78] связывают увеличе-
ние размера зерен вдоль оси растяжения без изменения их попереч-
ника и появление на поверхности новых зерен. Однако из этих
представлений неясно, как осуществляется деформация образца,
поскольку, как свидетельствуют эксперименты, рост зерен идет во
всех направлениях, а в среднем вытянутость оси отсутствует. Пред-
ложенная гипотеза разработана для двухфазных СП сплавов и не
может быть применена к однофазным. Ее слабость в том, что она
построена на результатах изучения деформационных зон в предпо-
ложении, что их возникновение обусловлено только ДП, но это
предположение, как отмечено выше, не соответствует эксперимен-
тальным данным.
Вклад в деформацию
Для определения величины деформации, вызванной ДП, можно из-
мерить ширину приграничных зон — ЗСВ. В этом случае вклад ДП
в общую деформацию рассчитывают по формуле [136]
Удп = (1/5)-еоб,
где L — средняя ширина ЗСВ в направлении растяжения, 5
среднее расстояние между ЗСВ. _
В работах [67, 135] вместо S принят начальный размер зерен
do. Можно согласиться с авторами [6], что это не совсем к0РР®^'
но, поскольку в данном случае не учитывается удлинение р .
вызванное ВДС. Однако для небольших степеней деформации
(<50 %) при использовании этой методики относительная
в оценках удп, обусловленная изменением формы зерен, не прев
«S
5 О. А. Кайбышев
шает статистической ошибки. Результаты оценок вклада ДП по из.
мерениям ЗСВ представлены ниже:
Mg—6 % Mg-l ,5 % Al—6,3 %
Zn—0,5% Zr Mn—0,3 % Ce Mg—0,5 % Mn
Вклад УдП В об-
ласти: I 31 14 11
II 17 2 3
III 5 0 0
Библиография . . [136] [135] [67]
Приведенные оценки свидетельствуют о том, что в исследуемы*
материалах вклад ДП при скоростях деформации, отвечающих II
области, незначителен. Этот вклад увеличивается с уменьшением
скорости деформации.
Авторы работ [6, 78] считают, что для определения деформации
за счет ДП можно использовать деформационные (полосчатые зо-
ны), образующиеся на поверхности образцов. Предлагается оценку
вклада ДП рассчитывать по формуле
Тдп = Bn cos р/еоб, (28)
где В — длина полосок в полосчатой зоне; р — угол между полос-
ками и осью растяжения; п — среднее число полосчатых зон на
единице длины продольных секущих.
Авторы цитируемых работ высказали предположение о возмож-
ности использования также более простого выражения (27), где
вместо средней ширины ЗСВ измеряется ширина деформационных
зон. Приведенные в работе [78] оценки вклада ДП, основанные на
этих представлениях, показали, что величина едп/еоб для сплава
Zn — 22 % Al весьма значительна: в области II она составляет
около 50 % и увеличивается в I скоростном интервале до 75—
95 %. В то же время использование выражения (28) для определе-
ния вклада ДП в сплаве Zn — 0,4 % AI дает парадоксальный ре-
зультат, превышающий 100 % (рис. 23). Таким образом, методика.
основанная на измерениях деформационных зон, дает значительно
завышенные данные, что подтверждает ранее сделанный вывод о
несправедливости представлений об
Рис. 23. Рассчитанные по формуле (28)
значения деформации, обусловленной
ДП, для СП сплава Zn—0,4 % Al в
предположении о диффузионной при-
роде деформационных зои
образовании этих зон как результа-
та преимущественного действия
диффузионного массопереноса.
Суммируя результаты исследо-
ваний ДП при СПД, можно сделать
заключение, что наиболее достовер-
ными в настоящее время являются
данные, полученные на сплавах, со-
держащих стабильные дисперсные
выделения. В согласии с проведен-
ными оценками вклад ДП в общую
деформацию незначителен и состав-
66
ляет несколько процентов, хотя и увеличивается ппп
скорости деформации. В условиях СП течения „„ЛрИ понижении
соперенос осуществляется не под действием п?м?ФуЗИ°ННЫЙ мас'
жений, а в поле локальных внутренних напряжениТна^п^111”1'
ГрРо1еес~а “ На"*>авлен™ непрерывнойЩ
2.1.4. Взаимосвязь и роль различных механизмов деформации
в обеспечении сверхпластической деформации
Полученные к настоящему времени экспериментальные данные v6e-
дительно свидетельствуют о том, что в условиях СП течения лей-
ствуют одновременно несколько механизмов деформации —ЗГП
ВДС и ДП. Развитие этих механизмов происходит в тесной взаи-
мосвязи. Установление взаимосвязи действующих механизмов_________
одна из основных проблем при исследовании природы СП течения.
Возможны два подхода к анализу этой проблемы — микроскопиче-
ский и макроскопический. На микроуровне развитие каждого ме-
ханизма деформации может быть рассмотрено как кооперирован-
ное движение дефектов кристаллического строения — дислокаций
решетки, вакансий, зернограничных дислокаций, а их взаимосвязь
выражается во взаимодействии этих дефектов с границами зерен.
Такой подход лежит в основе модельных представлений о СПД и
подробно рассмотрен в следующем разделе. Между тем макроско-
пический подход позволяет, не вдаваясь в анализ микропроцессов,
выделить роль каждого из механизмов деформации в обеспечении
СПД.
Для такого анализа важное значение имеет сопоставление из-
менения механических свойств и действующих механизмов дефор-
мации при изменении скорости деформации. Как отмечено^в разд.
1, СПД от обычных видов деформации отличается сильной скоро-
стной зависимостью свойств (напряжения течения и удлинения).
Сопоставим скоростную зависимость изменения свойств при
СПД и данные о вкладах различных механизмов в общую деформа-
цию. Для СПД характерна: экстремальная зависимость т и о от
е, максимум этих характеристик достигается в области II и их
величина уменьшается и в области I, и в области III. С таким изме-
нением характеристик пластичности коррелирует изменение вкла-
да ЗГП в общую деформацию, при изменении в вклад ЗГП макси-
мален в области II и уменьшается и при увеличении, и при у
шении е. Наличие корреляции в изменении б и т, с одн°йъяетсом-
и вклада в ЗГП в общую деформацию, с другой, не вызывает
нения, несмотря на методические трудности в измерении ?згп •
Покажем, что качественно корреляция между этими *ира .
стиками не изменяется, если определить величину Узгп
из соотношений (22) как узгп —1 Твдс "дп „iiunnrTDVKTVnoa
ние 7згп возможно для сплавов с матричной ^Рос^^е
МА8 н АМгб, на которых было проведено независимое измерение
а
пп‘в22‘*Вклады Згп- ВДС *
ДП в Деформацию сплавов мЛ
$ЛАМг£ <б) в «S’ 0^
III) кривой сверхпластичкосзд
Вычисленные значения узгп
вкладов ВДС и ДП (см. табл. 3). Вычисленные значения узгп
представлены на рис. 24, где видно, что они превышают Данные
оценок, приведенные в табл. 3. Это несоответствие можно объяс-
нить некоторым занижением вклада тЗГп при определении с ис-
пользованием обычных методик. Однако и при этом прослежива-
ется корреляция между изменением узгп и характеристик т, 6
при СПД. Вклад ЗГП максимален в области II и может достигать
70—80 % общей деформации, но уменьшается и при увеличении,
и при уменьшении е. Наличие такой корреляции между изменением
свойств и структурных характеристик указывает на их тесную вза-
имосвязь. На этом основании большинство исследователей делают
вывод, что ЗГП является основным механизмом деформации при
СПД.
Однако остается неясным ответ на вопросы, почему вклад ЗГП
максимален в области II и имеется ли корреляция между действи-
ем других механизмов деформации и свойствами сплавов при СПД.
Здесь важно отметить, что в поликристалле при развитии ЗГП
необходимо протекание аккомодационных процессов, обеспечиваю-
щих подстройку и приспособление зерен при деформации образца
для обеспечения условий совместной деформации и сохранения
сплошности материала. В качестве аккомодационных процессов мо-
гут выступать ВДС, ДП и миграция границ зерен.
Сопоставление вклада ВДС в общую деформацию при СПД я
изменение механических свойств при изменении е также позволяют
установить некоторую корреляционную связь Вклад ВДС минима-
лен в области II, несколько повышается в области I и становится
заметным в области III. Наблюдается корреляция не только меж-
ду изменением увдс и т, 6, но и характером ВДС и параметрами
СПД. На это, в частности, указывает установленная в работе [119]
корреляция между изменением свойств сплава Zn—22 % Al и ско-
ростной зависимостью текстурообразования.
68
Текстурный переход в p-фазе наблюдается пои скооогтяг поа™
мацнн 3-10-, 5-10-= и 10-= с-- у сплава с размР"р“мТре»
2,35 мкм соответственно При сравнении скоростной зависимое™
текстурообразования в В-фазе сплава со скоростной зависимостью
механических свойств было определено, что скоростной интеовал
текстурного перехода и максимальные значения т, б совершенно
одинаково сдвигаются к малым е с увеличением размера зерен
Таким образом, была установлена корреляция между изменением
механических свойств и характером ВДС в p-фазе сплава в зави-
симости от е и его исходной микроструктуры. Исследование пока-
зало, что такая же корреляция наблюдается при уменьшении тем-
пературы деформации. Понижение температуры деформации снижа-
ет область оптимальных т, б в сторону меньших е, соответственно
смещается и скоростной интервал текстурного перехода в р-фазе
сплава.
Корреляция между изменением увдс, характером ВДС и меха-
ническими свойствами при СПД указывает на важную роль этого
механизма в осуществлении СП течения. В области II, как отмече-
но выше, ВДС носит преимущественно аккомодационный харак-
тер — оно осуществляется под действием локальных напряжений,
возникающих при развитии ЗГП попеременно по многим системам
скольжения. При этом создаются наиболее благоприятные условия
для развития самого ЗГП. В области I ВДС становится более на-
правленным вследствие действия преимущественных систем сколь-
жения. Вклад ВДС в общую деформацию при этом увеличивается,
хотя интенсивность дислокационного скольжения уменьшается.
При высоких е (область III) ВДС начинает играть самостоятель-
ную роль в деформации и развивается под действием приложенных,
а не локальных напряжений. Вклад ВДС в общую деформацию
при этом увеличивается.
Корреляция между изменением свойств при СПД и вкладами
узгп и Твдс указывает также, что эти два механизма деформации
при СПД тесно взаимосвязаны. Максимуму узгп соответствует ми-
нимум Узде > т. е. наиболее благоприятные условия для развития
ЗГП создаются, если действует аккомодационное множественное
скольжение.
Экспериментальные данные показывают, что при СПД ДиффУ
зионная ползучесть также является в основном аккомодацио
механизмом, роль которого заключается не в обеспечении уд.
ния образца, а, скорее, в осуществлении локальной ^еФ°Р
снятии перенапряжений, возникающих при совместной деф Р
зерен поликристалла. .Вместе с тем вклад ДП 8 °тли’ экст.
стных зависимостей вклада ЗГП и параметров СП, ск0_
ремальный характер, монотонно повышается с У“ полагать,
рости деформации (см. рис. 24). Эти данные_поз сопу1,с1.вуЮщНм
что ДП при свехпластическом течении являете ут07
механизмом деформации (см. также 2.2.3).
б
Рис. 25. Расположение зерен в образце в исходном состоянии (а), после ди<Ь<Ьузиаввл»
ползучести (б) и ЗГП (в) [139] *** оииоя
Роль миграции границ в процессах аккомодации не совсем оче-
видна, поскольку наибольшие показатели СП проявляют сплавы со
стабильной, не склонной к росту зерен микроструктурой. Возмож-
но, однако, что она также способна снимать локальные перенапря-
жения на границах зерен [2].
Вместе с тем при сверхпластической деформации ВДС и ДП вы-
полняют не только аккомодационную роль, но и непосредственно
влияют на развитие ЗГП. Воздействие ВДС на проскальзывание
по границам хорошо известно, например, из экспериментов по пол-
зучести [89]. Стимулирующее влияние ВДС на развитие ЗГП ус-
тановлено в опытах на бикристаллах [97, 137, 138] (см. также
2.2.2). Вывод о влиянии ВДС на ЗГП следует и из ряда экспери-
ментальных фактов, установленных при изучении особенностей
СПД. Как свидетельствуют экспериментальные данные, при малых
скоростях деформации, в условиях действия преимущественной си-
стемы скольжения, дислокации в основном подходят к поперечным
границам. И именно на этих границах зерен наблюдается наиболь-
шая величина проскальзывания (см. рис. 12), хотя, как известно,
максимальные касательные напряжения действуют на границах,
расположенных под углом 45° к оси растяжения. Кроме того, с уве-
личением ё происходит повышение интенсивности ВДС, увеличи-
вается и скорость ЗГП (величина проскальзывания в единицу вре-
мени). Воздействие внутризеренного дислокационного скольжения
на ЗГП лежит в основе представлений, объясняющих зависимость
величины проскальзывания от скорости деформации (см. 2.2.2).
Диффузионная ползучесть также может оказывать влияние на
развитие ЗГП. В частности, ДП всегда сопровождается ЗГП, кото-
рое препятствует образованию несплошностей по границам зерен
[139]. Это видно из схемы, представленной на рис. 25. Вследствие
направленного диффузионного массопереноса зерна вытягиваются
и между ними должны образоваться пустоты (рис. 25, б\. Целост-
70
ность образца сохраняется благодаря отнпеы™„
зерен (рис. 25,в). В этом случае проскальзыЛ^ ному смещению
модационную роль. Отметим, что аналогичнойДЫПОлняет акко-
ЗГП может в принципе развеваться *?при дей^
При сверхпластической деформации имеется связки^
и ВДС. Хорошо известно что наличие дислокаций в струкЛо1
жет активизировать диффузию. В условиях СП эта2яз?Лп™'
димому, обусловлена изменением состояния границ зерен ппиХ
глощении ими дислокаций (см. 2.2.2). Ниже будет показано X
этот эффект приводит также к изменению миграционной способиЛ
стИдГраниц зерен и обеспечивает дополнительный рост зеренi пр^
Таким образом, можно сделать заключение, что к настоящему
времени твердо установлено действие в условиях СП течения не-
скольких механизмов деформации — ЗГП, ВДС н ДП, развитие ко-
торых происходит в тесной взаимосвязи. Установлена корреляция
между вкладами в общую деформацию ЗГП и ВДС, а также харак-
тером ВДС и изменением механических свойств сплавов при СПД.
Эти экспериментальные данные должны быть учтены и объяс-
нены при разработке теории СПД.
2.2. Микромеханизмы и теория
сверхпластической деформации
Исследование действующих механизмов деформации при СПД яв-
ляется основной для разработки теории СП. Теория должна объ-
яснить как феноменологию явления, так и все структурные измене-
ния, наблюдаемые в процессе СП течения. Кроме того, теория дол-
жна предсказать новые, еще неизвестные эффекты и служить основой
для создания методов управления СП состоянием. На микро-
уровне СПД так же, как и обычная деформация, представляет со-
бой единый кооперированный процесс движения дефектов кристал-
лического строения, но в отличие от обычной деформации СП те-
чение осуществляется кооперированным движением одновременно
зернограничных и решеточных дислокаций, а также вакансии, ло-
тя СПД обусловлена механизмами, характерными и для обычно
деформации, ЗГП, ВДС и ДП, уникальность^явления определяется
качественно новым сочетанием их взаимодействия, котор Д
гается за счет особой роли границ зерен при СПД, когда гр
являются эффективными источниками и стоками дефек Р __ ’
Суммируя результаты исследований, можно вы-®^л” в
Щие основные положения, объяснение которых долж
нове теории СПД: п „и^пияпия с высо-
1. Характерный вид кривых напряжение: д Ф Р Наличие
кой скоростной чувствительностью напряже
трех типичных областей на кривой e=f (<0- и зависимость
2. Связь СП поведения со структурой, структуры и состо-
напряжения течения от размера зерен, а т
яния границ зерен.
3. Характерные изменения микроструктуры, зависящие от Ст
пени и скорости деформации (рост зерен, стимулируемый деф0Г
мацией).
4. Реально установленные особенности действующих механиз-
мов деформации и данные об их вкладах в общую деформацию
Общепринятая модель, объясняющая все эти положения, еще
не создана. Обстоятельные обзоры более ранних гипотез, предло.
женных для объяснения СП, представлены в работах [1—3].В на-
стоящем разделе рассмотрим их кратко, в основном с позиции но-
вых экспериментальных данных, и подробнее остановимся на мо-
делях, развиваемых в последние годы.
2.2.1. Физические модели сверхпластического течения
Ряд теоретических моделей для объяснения СП был предложен
уже в середине 70-х годов. В них в качестве основного, доминиру-
ющего механизма, дающего наибольший вклад в общую деформа-
цию, рассматривались ДП, ВДС и ЗГП.
Использование представлений о ДП для объяснения природы
сверхпластичности предложено Бэкофеном с сотр. [72]. Не останав-
ливаясь детально на критике этой гипотезы [1—3], отметим, что
наиболее трудным для нее является объяснение экспериментально
наблюдаемой зависимости между о и е. Кроме того, она не учиты-
вает роли внутризеренного скольжения при СПД, а также соотно-
шения вкладов действующих механизмов деформации. В последнее
время диффузионная гипотеза была поддержана в работе [6]. Од-
нако, как показано в 2.1.3, при экспериментальных исследованиях
получены существенно завышенные данные о вкладе ДП, что при-
вело к неправильному выводу о роли этого процесса при СПД.
Существует несколько гипотез, в которых авторы пытаются
объяснить СП течение, основываясь на представлениях об обычном
движении дислокаций в зернах. В частности, одна из гипотез опи-
рается на предположение о том, что СПД является результатом
взаимодействия двух конкурирующих процессов — упрочнения при
ВДС и динамической рекристаллизации [1, 3]. Рекристаллизация
устраняет упрочнение и сохраняет равноосный характер микро-
структуры. Одйако многие экспериментальные данные противоре-
чат этой модели: не получено доказательств зарождения новых зе-
рен при СПД, форма и размеры зерен мало изменяются во время
деформирования, но перераспределяются в объеме материала пу-
тем проскальзывания (см. 2.1.1). Недавнее исследование динами-
ческой собирательной рекристаллизации в алюминии — процесса,
в котором происходит ВДС и одновременно рост исходных зерен,
прямо показало, что в этом случае напряжение течения имеет низ-
кую скоростную чувствительность, а материал— невысокую пла-
стичность [140].
Вместе с тем экспериментальные исследования особенностей
развития действующих механизмов деформации, оценка их вкла-
дов в общую деформацию являются доказательством того, что
72
ЗГП — доминирующий механизм СП течения (см. 2 14) Неуяини
тельно, что на этом положении основывается большинство совое-
менных моделей СПД. Однако принятие факта о доминирующей оо-
ли ЗГП далеко не решает всей проблемы. Одновременно с ЗГП
действуют другие механизмы —ВДС и ДП и необходимо учиты-
вать их взаимосвязь и роль. В принципе контролирующим меха-
низмом СПД 1 может быть как основной механизм — ЗГП, так и
аккомодационные процессы. Существуют также различные точки
зрения и на природу самого ЗГП (см. 2.2.2); они обусловили мно-
гообразие моделей СПД. Можно выделить три группы этих моде-
лей, в которых контролирующими процессами являются: диффузи-
онная аккомодация, движение решеточных дислокаций и собствен-
но ЗГП.
Следует отметить, что в моделях первой и второй групп обыч-
но предполагается, что ЗГП развивается относительно легко и его
микромеханизм, как правило, не рассматривается, а скорость де-
формации контролируется аккомодационными процессами.
Большинство теоретических моделей предназначено для описа-
ния СП поведения сплавов в оптимальных скоростных условиях,
т. е. области II. Для области III обычно полагают, что здесь доми-
нирующим механизмом является ВДС и поведение материала опи-
сывается уравнениями, характерными для дислокационной ползу-
чести. Построение модели СПД для области I представляет боль-
шой интерес с точки зрения физики процессов, но здесь достигнут
относительно слабый прогресс. Это связано с недостаточной ясно-
стью феноменологических закономерностей в этой области (см.
разд. 1) и значительно меньшим числом структурных исследований.
В гипотезах, рассматривающих ЗГП с диффузионной аккомода-
цией, скорость деформации описывается уравнениями, в принципе
аналогичными для моделей, основанных на представлениях о ДП.
Широкую известность здесь получила модель Эшби — Верралла
[ПО]. Ее особенность — учет перестановок зерен при деформации
СП образцов (см. рис. 16), вследствие чего сокращаются пути диф-
фузии и зависимость скорости деформации от напряжения имеет
вид:
ПафСЬ/ Ь \2<т — <т0
е = А * I ~7 —
kT \ a j G
где k — постоянная Больцмана; Т — температура; G модуль
сдвига; b — вектор Бюргерса; d — размер зерен; Л константа,
£)Эф— эффективный коэффициент диффузии, учитывающий зерн
граничную и решеточную диффузию; о0=0>72 г/d порогово
пряжение, г — энергия границ зерен. пл-
Пороговое напряжение физически обусловлено увел
верхности границ при перестановках зерен, а его роль
1 Контролирующий механизм — это механизм,скорость ле-
чения при деформации с заданной скоростью или ли РУ10
формации при нагружении с заданным а.
П
(29)
том, что оо обусловливает снижение скоростной чувствительности
напряжения течения при малых е, т. е. определяет появление обла-
сти I. _
Критический анализ модели Эшби — Верралла недавно прове*
ден в работах [141, 142]. На основании данных последних лет, ав-.
торы доказали, что модель в предложенной форме плохо объясня-
ет сигмоидальный вид кривых o=f(e), полученных для различных
размеров зерен. Кроме того, она не объясняет экспериментально
наблюдаемые увеличение энергии активации и уменьшение вклада
ЗГП при переходе от области II в область I. Следует также отме-
тить, что хотя модель согласуется с некоторыми структурными дан-
ными, например сохранением равноосности зерен, она не учитывав
ет важности ВДС, не рассматривает природу ЗГП, а как показали
экспериментальные результаты, без этого невозможно объяснить
СПД.
Многочисленна группа гипотез, основанных на представлениях
о ЗГП, контролируемом движением решеточных дислокаций в зер-
нах.
Болл и Хатчисон [74] рассмотрели процесс проскальзывания
группы зерен, сам процесс ЗГП происходит легко, но он ограничи-
вается вследствие повышения напряжений на таких препятствиях,
как тройные стыки. Аккомодация осуществляется путем генерации
дислокаций на препятствиях и последующего их движения через
зерна так, что они скапливаются на противоположных границах.
Этапом, контролирующим скорость в этой последовательности, яв-
ляется переползание головных дислокаций в скоплении вдоль гра-
ницы к месту их аннигиляции. Для скорости деформации в работе
получено выражение
e = A-DbGb.(-L}2l-^-\2 (30)
kT \ d / \ G / ’
где А—константа; £>г, — коэфифциент зернограничной диффузии.
Аналогичный анализ проведен в работе [143], где принято, что
проскальзывание зерен осуществляется не группами, а индивиду-
ально.
Обе гипотезы предсказывают т = 0,5 и зависимость скорости
деформации от размера зерен, близкую к экспериментально наблю-
даемой. Главный недостаток гипотез, основанных на этих моде-
лях,— отсутствие экспериментальных доказательств наличия дис-
локационных скоплений в зернах после СПД.
Модификации дислокационных моделей описаны в работах
[129, 144, 145]; в них рассматривается аккомодация ЗГП путем
движения отдельных решеточных дислокаций. В работе [145]
предполагается, что дислокации, генерированные на границах, дви-
гаются через зерна и затем переползают вдоль противоположных
границ, где аннигилируют. В недавной модели Ариэли и Мукерджи
[129] новым моментом является-допущение, что переползающие
дислокации могут сами размножаться по механизму Бардина —
74
Херрнн™. В то же время в модели Джифкинса [1441 аккомодация
ЗГП обусловлена перемещением решеточных дислокаций в vS
приграничной зоне «мантии». Модель конкретизирует пооскалмы
вание по границам как результат движения зернограничных дисло-
кации, которые, скапливаясь в тройных стыках, вызывают заоож-
дение дислокаций решетки и их движение в мантии вдоль гоании
соседних зерен. Е Ц
Таким образом, общим для дислокационных моделей является
предположение, что снятие препятствий для развития ЗГП (трой-
ных стыков, порогов) связано с движением решеточных дислокаций
и их переползанием вблизи границ зерен, которое и контролирует
скорость процесса. Хотя каждая из моделей имеет определенные
достоинства, они не согласуются с многими экспериментальными
данными, выявленными в последние годы (см. 2.1). В частности
представления, лежащие в их основе, противоречат установленным
фактам преимущественного перемещения решеточных дислокаций
путем скольжения внутри зерен и легкого входа в границы, т. е.
представлению о том, что движение решеточных дислокаций не мо-
жет быть процессом, контролирующим СП течение.
Существенно отличаются от моделей первых двух групп модели
третьей группы, которые рассматривают ЗГП как контролирующий
механизм деформации. Среди них наибольшую известность полу-
чили модель Грабского [1] и модель Падманабхана [146].
В модели Грабского [1] впервые сделана попытка создать тео-
рию СПД, основанную на данных о структуре и свойствах границ
зерен. Однако в те годы (1973 г.) лишь наметился прогресс в изу-
чении поведения границ в деформационных процессах. Неудиви-
тельно, что предложенная модель оказалась во многом противоре-
чащей современным представлениям о роли границ зерен в природе
СПД (см. 2.2.2). Так, она не рассматривает процесс диссоциа-
ции решеточных дислокаций в границах, не учитывает влияния не-
равновесных дефектов на развитие зернограничных процессов. Кро-
ме того, модель не учитывает важнейший момент — взаимодействие
при СПД различных кооперированных механизмов деформации.
Падманабхан [146] также исходит из положения, что тройные
стыки и другие препятствия не останавливают вязкого течения по
границам зерен, т. е. аккомодационные процессы не лимитируют
скорость ЗГП, поэтому сдвиг по границам обеспечивает высокую
пластичность. Он выделяет в процессе СПД две стадии началь
ную стадию нестабильного течения и стадию стабильного
(собственно СПД). На начальной стадии деформирования 1пере-
группировки атомов в границе приводят к развитию пр пооога.
ния, которое однако блокируется препятствиями, напримt р Р
ми, тройными стыками, другими неровностями обоатных
ние проскальзыванию у препятствий ведет к появлени» °6PJ«“
упругих напряжений. Когда эти напряжени ппкальная направ-
сдвиговые напряжения, на границе, т^пераспределению
ленная диффузия, которая пРия^ит * действие препятствий
материала неровностей, что тормозящее деис г *
уменьшается и продолжается развитие проскальзывания. Этим обу-
словливается переход к стабильному течению. Модель, однако, не
рассматривает микромеханизм ЗГП, в ней принимается, что при-
рода проскальзывания связана с диффузионными перегруппиров-
ками атомов в границах в согласии с представлениями, развитыми
в известной работе Ке Тинсуя (см. [54]).
Для скорости деформации в работе [146] получено выражение
е = (cZ/cP) an exp (— QlkT), (3 ] j
где с — константа; I — расстояние диффузионного переноса атомов;
Qn=1/m—энергия активации.
Модель Падманабхана подробно рассмотрена и подвергнута
критике в работах [141, 147]. Принципиальный недостаток этой
модели — отсутствие учета роли аккомодационных процессов, без
чего нельзя объяснить многие особенности изменения структуры
СП материалов — рост зерен, искривление границ, порообразова-
ние и др. Кроме того, поскольку в теории не рассматривается мик-
ромеханизм проскальзывания, то при выводе основного уравнения
СП в виде e=f(o) сделано много условных предположений.
В целом рассмотрение теоретических моделей позволяет оде-
лась заключение, что ни одна из них не объясняет все изменения
механических свойств и микроструктуры при СПД. Хотя большин-
ство моделей не противоречит феноменологии явления, но при вы-
воде уравнения СПД используются разные, порой противоречащие
друг другу предположения и вводятся различные параметры, непод-
дающиеся прямой экспериментальной проверке. Удовлетворитель-
ная модель СПД должна прежде всего опираться на надежно ус-
тановленные микроскопические параметры и закономерности. К та-
кому выводу пришли авторы большинства последних обзоров по
теории СПД [52, 141, 142]. Однако сложность проблемы заключа-
ется в том, что в структурном аспекте необходим учет необычай-
ной протяженности областей, занятых границами зерен в мелко-
зернистых материалах, а с точки зрения механизма деформации —
поведения и роли границ зерен в процессах пластического течения.
В то же время вопросы физики границ зерен до недавнего времени
оставались слабо изученными. Неудивительно, что представления
о структуре и свойствах границ зерен еще недостаточно использу-
ются при анализе природы СПД. В этой связи целесообразно об-
ратиться к результатам последних исследований структуры и
свойств границ зерен, поскольку они позволяют глубже понять
атомные аспекты механизма СПД.
2.2.2. Границы зерен в деформационных процессах
Как отмечено в разд. 1, микроструктура СП материалов характерна
зуется значительной протяженностью большеугловых границ зе-
рен. Несмотря на то что границы зерен являются одним из самых,
«старых» дефектов микроструктуры поликристаллических матери-
алов, лишь в последние годы достигнут существенный прогресс в
76
Рис. 26. Ориентационная зависимость
энергии границ наклона с осью пово-
рота [011] в алюминии [98]
понимании их атомной структуры, поведении при пластической де-
формации и роли в процессе СП течения [53, 54, 63, 97, 98, 148_
150].
В основе современных описаний структуры границ зерен ле-
жит концепция решетки мест совпадения (см. [97, 98]), в соответ-
ствии с которой в двух произвольно ориентированных кристаллах
может быть выбрана «сверхрешетка» таким образом, чтобы атомы
обоих кристаллов находились в ее узлах. Характерным дискрет-
ным углам поворота соответствует определенная плотность узлов
совпадения, т. е. их доля по отношению ко всем атомам решетки
кристалла. Для характеристики решетки совпадения обычно ис-
пользуют не плотность узлов совпадения, а обратную ее величину
S — число атомов решетки кристалла, приходящихся на один узел
совпадения в общей сверхрешетке. При некоторых разориентиров-
ках соседних зерен совпадающие узлы встречаются сравнительно
часто и для них значения 2 относительно малы. Такие разориенти-
ровки называют специальными. В качестве критерия близости к
специальным ориентировкам обычно принимают значения 2<25.
Специальным разориентировкам зерен соответствуют так называе-
мые специальные границы, изучение которых представляет особый
интерес, поскольку, как показывают наблюдения, они обладают
наиболее совершенной структурой и проявляют особые свойства.
Так, на кривой зависимости энергии границ от разориентировки со-
седних зерен специальным углам отвечают провалы энергии (рис.
26). Границы с малым 2 отличаются обычно малой подвижностью,
малым значением коэффициента зернограничной диффузии и дру-
гими особыми свойствами [148, 151, 152].
При отклонении разориентировки соседних зерен от ориентации,
точно соответствующей специальной, особые свойства специаль-
ных границ изменяются не резко, а постепенно. Структура таки
границ может быть представлена как специальная, но и с нало
ной сеткой структурных зернограничных дислокации, комп ру
ющей отклонение от идеальной ориентировки. В общем: уч -
описания структуры границ, близких к специальным, тр у
сетки параллельных ЗГД, величина вектора БюРгерс’
обратно пропорциональна значению S . Согласно гео Р
му айализу Воллманна [53], при ^увеличении угла отклонения от
разориентировки, соответствующей определенному S, происходит
уменьшение расстояния между ЗГД. Этот вывод подтвержден во
многих экспериментах для границ, близких к специальным.
Для практики важен вопрос — какая часть от общего количест-
ва границ зерен в обычных поликристаллических материалах отно-
сится к специальным или близким к ним. Исследования, проведен-
ные на ряде материалов, показали [151—154], что даже в хорошо
отожженных чистых материалах количество таких границ невелико
(5—15%) и уменьшается при повышении содержания примесей.
Поэтому реальные металлы и сплавы содержат в основном обыч-
ные (произвольные) границы зерен с низкой плотностью узлов со-
впадения.
Здесь следует отметить, что в настоящее время атомное строе-
ние обычных границ зерен до конца не выяснено. Для них пред-
ставление о структурных ЗГД может быть использовано пока только
в виде гипотезы. Полученные в последние годы данные элек-
тронной дифракции прямого атомного разрешения подтвердили вы-
воды более ранних исследований (см. [97]) о периодичности струк-
туры этих границ. Вместе с тем структурные ЗГД в них не удается
обнаружить современными экспериментальными методами, что не-
удивительно, поскольку в соответствии с геометрическим анализом
ЗГД здесь должны иметь очень малые, близкие к нулю векторы
Бюргерса. В связи с этим недавно было предложено описание
структуры произвольных границ, где граница представляется как
набор периодически расположенных групп атомов по типу полиэд-
ров [155, 156]. Однако это описание пока не удается использовать
для анализа перестроек зернограничной структуры с целью выяв-
ления поведения границ в деформационных процессах. В настоя-
щее время более полезным здесь представляется использование
дислокационных представлений, введение которых, даже формаль-
ное, позволяет понять многие свойства границ зерен [53, 54, 63,
150]. Поэтому представления о периодической структуре обычных
границ зерен и ЗГД как нарушениях этой периодичности, мы будем
использовать ниже при анализе конкретных зернограничных про-
цессов.
В то же время важно отметить, что рассматриваемые обычно
в литературе описания зернограничных структур относятся к совер-
шенным границам зерен. Структурные ЗГД, которые могут присут-
ствовать в таких границах, являются неотделимой частью периоди-
ческого строения границ зерен. По структуре к совершенным близ-
ки границы зерен в хорошо отожженных материалах. Совершенные
границы зерен обладают минимальной энергией при заданных кри-
сталлогеометрических параметрах границы, для них характерно от-
сутствие дальнодействующих упругих полей напряжений. Структу-
ра таких границ является стабильной и равновесной. Вместе с тем
в реальных металлах структура границ зерен определяется не толь-
ко кристаллогеометрическими параметрами, но и результатом вза-
имодействия границ с другими дефектами решетки — дислокация-
78
?н2’ 27‘ ГехНЛР?ция Дислокаций решетки с произвольной гоанипы зепеи
в сплаве МА8 при деформации образца непосредственно в колонне
электронного микроскопа [158] нелинейно в колонне
ми, точечными дефектами. Рассмотрим этот вопрос несколько под-
робнее.
Многочисленные исследования характера распределений линий
•скольжения, данные электронной микроскопии свидетельствуют
[149], что границы зерен являются эффективными источниками
решеточных дислокаций. Имеются наблюдения зарождения дисло-
каций на различных неровностях границ зерен — порогах, уступах,
в тройных стыках. В то же время, как показали исследования вза-
имодействия границ зерен и РД при деформации образцов непо-
средственно в колонне электронного микроскопа [157, 158], наибо-
лее часто зарождение дислокаций происходит на участках границ
зерен, где нет видимых дефектов (рис. 27). Следует отметить, что
после зарождения дислокаций также не наблюдается образования
видимых дефектов в строении границ, хотя локальное изменение
их структуры, очевидно, имеет место. Экспериментальные данные,
таким образом, показывают, что дислокации на границах зерен
зарождаются не только на геометрических неровностях, но и на
элементах структуры самих границ, связанных с особым располо-
жением атомов по их поверхности.
Необходимо особо отметить влияние ЗГП на зарождение РД У
траниц. Как показывают результаты моделирования на ЭВМ [loyj,
при зарождении дислокаций на зернограничных ступеньках атом-
ных размеров проскальзывание по границе приводит к сниж
напряжений, необходимых для их зарождения, более чем
порядка. Это обусловлено высокой концентрацией напря
•ступеньках при появлении в плоскости границы сдвигов Р
-женин. п
Рис. 28. ЗГРД в границах зерен сплава МА8 (а) и магнии (б) при
е=2 % и /е =20 °C. Видны характерные изгибы контуров экстинции,
обусловленные релаксацией ЗГРД в магнии
Другой аспект взаимодействия РД с границами зерен — способ-
ность границ поглощать дислокации, т. е. служить стоками для РД-
Хорошо известно [149], что при пластической деформации и рекри-
сталлизации дислокации могут входить в границы зерен. Образу-
ющиеся дефекты — ЗГРД можно отчетливо наблюдать, например,
при холодной деформации после малых степеней, когда их плот-
ность невысока (рис. 28,а). При повышении температуры ЗГРД
80
становятся не стабильными и диссоциируют на внесенные ЗГП*
Этот процесс для специальных границ и близких 7 , ЗГД *
прямо наблюдать электронно-микроскопически. В произвольный
границах, как было установлено при отжиге фольг неХедстееин^
в электронном микроскопе, происходит релаксация ЗГРД наблю-
Даемая в микроскопе как ослабление и размытие их изображений
К" ‘ Многочисленные исследования релаксации ЗГРД [68
160-164] свидетельствуют о том, что в чистых металлах она про-
исходит при температурах 0,3-0,4 Тпл, но эта температура воз-
растает при наличии примесей. Так, у магния температура релак-
сации ЗГРД ниже комнатной [164], но у сплава МА8 (Мг-1 5%
Мп 0,3 /о Се) она равна 350—400°C [68]. Установлено [150 164
165], что после релаксации ЗГРД и исчезования их изображений
структура границ зерен не становится совершенной и равновесной;
это указывает на нарушение периодичности в строении границ зе-
рен, связанное с наличием-дефектов структуры границ, т. е. ЗГД,
Данные работ [150, 164, 165] подтверждают вывод кристаллогео-
метрического анализа о том [53], что в произвольных границах
ЗГРД также диссоциируют на внесенные ЗГД. Однако в таких
границах ЗГД обладают столь малыми векторами Бюргерса, что
их не удается обнаружить даже в электронном микроскопе: в со-
гласии с геометрическим рассмотрением [53] внесенные ЗГД име-
ют те же величины векторов Бюргерса, что и структурные ЗГД, а
для произвольных границ зерен, когда 2>25, их значения ие пре-
вышают 2-10 ~9 см. 1 "
Учитывая поведение ЗГД, можно выделить две стадии поглоще-
ния решеточных дислокаций границами зерен [150, 166]; вначале
происходит диссоциация ЗГРД на внесенные ЗГД, затем перестрой-
ка зернограничной структуры, приводящая к исчезновению ЗГД
вследствие их аннигиляции, ЗГП или миграции границ, либо обра-
зования равновесных конфигураций ЗГД, т. е. перехода внесенных
ЗГД в структурные. Кинетика поглощения РД имеет диффузион-
ную природу [150], поэтому процесс развивается только при доста-
точно высоких температурах.
При повышенных температурах границы зерен в поликристалли-
ческих материалах являются также активными источниками и сто-
ками вакансий. Об этом свидетельствуют многочисленные экспери-
менты по наблюдению зон, свободных от выделений, образующихся
после закалки образцов, вследствие стока вакансий в границы
[149, 167].
Доказательством зарождения и аннигиляции вакансии в грани-
цах зерен являются также наблюдения диффузионной ползучести
в поликристаллических материалах. При анализе этих эксперим
тов всегда полагали, что границы зерен являются совершенными
(идеальными) стоками вакансий, т. е. способны принимать и испус
* Именно внесенные ЗГД в отличие от структурных ЗГД м^бо-
ми, т. е. нарушениями периодической структуры границ зерен. Д Д
значения будем пользоваться просто термином ЗГД.
. л . 8»
,6 О. А. Кайбышев
кать неограниченное их количество. Хотя атомные аспекты этой
лроблемы до настоящего времени остаются во многом неясными
в последние годы были получены прямые данные о необходимости
учета конкретной структуры границ зерен при рассмотрении вопро.
са. Так, в работах [168, 169] было показано, что низкоэнергетичес-
.кие специальные’ границы далеки от совершенства с точки зрения
.возможности зарождения и поглощения вакансий. Это связано с
тем, что источниками и стоками вакансий в границах зерен явля-
ются ЗГД, которые переползают в плоскости границы или двига-
ются вдоль границы путем скольжения и переползания. Вакансии
зарождаются и поглощаются ядрами ЗГД в процессе их перепол-
зания. В результате дисперсные частицы, уступы, ступеньки, ока-
зывающие влияние на перемещение ЗГД, имеют значение и для за-
рождения, и для поглощения вакансий. •
Эффективность действия границ зерен как источников и стоков
дефектов решетки имеет определяющее значение для развития внут-
-ризеренных деформационных процессов, в частности влияет на фор-
мирование субструктуры. Например, в работе [170] установлена
лрямая связь между эффективностью границ поглощать дислока-
ции и плотностью дислокаций в структуре. Важной является и дру-
гая сторона проблемы—изменение структуры границ зерен при их
ззаимодействии с дефектами решетки. Эти изменения, связанные
€ нарушениями периодичности структуры границ, т. е. появлением
зернограничных дефектов и возникновением дальнодействующих
напряжений вокруг границ зерен, приводят к тому, что при задан-
ных кристаллографических параметрах границы зерен будут обла-
дать повышенной энергией [1, 63, 150]:
ЕВ=ЕО + &Е, (32)
ар Gba , е a h
IX Е =----------------1д-------
4л(1 — v) 2h л.Ь
тде Ео — энергия границы с совершенной равновесной структурой;
ЛЕ — приращение энергии, обусловленное присутствием дефектов
структуры границы; v — коэффициент Пуассона; h — расстояние
между дефектами; е — основание натурального логарифма; а~
~1Ч-2, параметр, определяющий энергию ядра дислокации.
Границы зерен, содержащие зернограничные дефекты, являют-
ся неравновесными по структуре и вследствие возврата структуры
границ переходят в более равновесное состояние.
Значительное влияние на свойства границ зерен оказывает при-
сутствие дефектов дислокационного характера: ЗГРД и продуктов
их диссоциации — внесенных ЗГД. В этом случае границы зерен
•обычно обладают дальнодействующими полями упругих напря-
жений [150], что существенно влияет на поведение границ при плас-
тической деформации и рекристаллизации (см. ниже). Кроме того,
поскольку здесь повышение общей энергии границы зерен нмее
упругую природу, происходит уменьшение энергии образования
вакансий. Исходя из этих представлений, в работе [63] получе
•82
цах з?рен с «равн’о^Тст^ро"’’”"™0® ДИффузи” в г₽а»"-
DH = Do exp (а а2 A E/kT),
(33)
™антаа7 з°пй’"л£ "Т «ФФУзии в равновесных
а- котетйт «-ТТ знергии,за счет Дислокаций в
границах, а константа, а-1, а—атомный радиус; & —постояв-
ная Больцмана; Т — температура, К. У ностояи-
Наличие дефектов границ зерен может привести к ускорению
зернограничнои диффузии на 1—2 порядка [63]. «прению
Особое значение эффекты, связанные со взаимодействием гоа-
ниц зерен и дефектов решетки, имеют при СПД. Как свидетельству-
ют исследования особенностей ВДС (см. 2.1.2), зарождение дисло-
каций при СПД происходит в основном на границах зерен. При
этом возникновение локальных напряжений, связанных с развити-
ем ЗГП, приводит к зарождению решеточных дислокаций при
очень малых напряжениях, которые характерны для СП течения.
В свою очередь, отсутствие видимых дислокаций в объеме зерен
после СПД обусловлено! легкостью поглощения решеточных дис-
локаций границами. СП состояние реализуется при температурах
выше температуры релаксации ЗГРД, поэтому решеточные дисло-
кации не стабильны в границах зерен при СПД и быстро релакси-
руют. Неудивительно, что ЗГРД редко наблюдаются в образцах,
деформированных в СП состоянии. Их можно обнаружить в основ-
ном лишь с использованием методики мгновенной закалки (см.
рис. 20).
Доказательством важности поглощения РД при СП течении яв-
ляются эксперименты, в которых изучали влияние состояния гра-
ниц зерен на СП поведение УМЗ сплавов (см. разд. 1). Так, про-
катанный сплав Zn—0,4 % Al с d~l мкм после старения полностью
потерял СП свойства. Для определения способности границ к по-
глощению РД был проведен следующий эксперимент. Образцы
сплава в сверхпластичном и состаренном состояниях для введения
РД в границы деформировали на 3 % при —50°C, а затем выдер-
живали при температуре СПД (4-20°C). Оказалось, что в соста-
ренном сплаве ЗГРД остались стабильными, а в свежепрокатан-
ном состоянии дефекты релаксировали. Такое различие в поведе-
нии РД в границах зерен связано, по-видимому, с появлением зер-
нограничных сегрегаций примесей при старении сплава. ру У
ные исследования показали, что в состаренном сплаве
от свежепрокатанного после деформации наблюдае згп
плотность дислокаций в зернах, резко уменьшается в ~
и эти эффекты связаны, очевидно, с затруднением езультатамя
ницах зерен. Полученные данные подтверждаю сплавах с
исследований, выполненных на модельных а ин новлена кор-
различным типом легирования (см. 1.1), где 'эффективностью
реляция между способностью сплавов к ищ
поглощения дислокаций в границах.
На процесс релаксации ЗГРД оказывает существенное влияни
не только содержание примесей в границе, но и структура гранит
а также их состояние, обусловленное предварительной обработкой
сплава [161, 171]. По-видимому, с этими эффектами связано влия
ние исходной текстуры на формирование дислокационной структур
ры и СП свойства сплава Zn—22 % Al и других материалов* (см
разд. 1). ' *
Результаты этих экспериментов подтверждают вывод ряда иссле-
дователей о том, что быстрая релаксация ЗГРД является необходи-
мым условием СП [170, 172]. Причина этого состоит в появлении
подвижных ЗГД, образующихся при диссоциации ЗГРД и их влия-
нии на развитие зернограничных процессов. Рассмотрим подробнее
•эти вопросы.
Приведенные выше положения о структуре и свойствах границ
.зерен имеют важное значение для понимания природы деформаци-
онных процессов, непосредственно связанных с границами зерен —
ЗГП, миграции границ, ДП.
При пластической деформации металлов проскальзывание по
границам обычно развивается совместно с ВДС. Имеется много
моделей, в которых ЗГП. рассматривают как результат различной
деформации соседних зерен [89], как следствие движения вблизи
границы индивидуальных РД [97] или дислокационного слоя. В этих
'случаях ЗГП требует интенсивной приграничной деформации. Од-
нако часто проскальзывание связано со сдвигом только по границе
зерен (истинное ЗГП) и может наблюдаться, например, в услови-
ях и дислокационной, и диффузионной ползучести при отсутствии
движения дислокаций в зернах. Поэтому проскальзывание можно
подразделить на две разновидности— «чистое» ЗГП, не связанное с
-внутризеренным скольжением, и ЗГП, развиваемое одновременно
-с ВДС.
В связи с этим большой интерес представляют результаты ис-
-следований ЗГП в бикристаллах цинка, где удалось наблюдать и
^изучать обе разновидности проскальзывания. Схема вырезки об-
•разцов приведена на рис. 29 [137, 138]. Цинк имеет только одну
преимущественную плоскость скольжения, поэтому эксперименты
на цинковых бикристаллах дают благоприятную возможность для
разделения эффектов взаимного влияния деформационных процес-
сов на границе и в теле зерен. Было установлено, что «чистое» про-
скальзывание можно наблюдать только при очень малых напря-
жениях (1—3 МПа), параметр тзгп близок к единице, а энергия
•активации процесса близка к энергии активации зернограничной
.диффузии. Вместе с тем оказалось, что «чистое» проскальзывание
развивается неоднородно вдоль границы, что характерно для дис-
.локационного механизма процесса. Однако объяснить проскальзы-
вание как результат перемещения структурных ЗГД не представ-
.ляется возможным, поскольку не было обнаружено изменения
разориентировки кристаллов и зарождения решеточных дислока-
ций на границах. Вероятно, наблюдаемое «чистое» ЗГП обуслов-
лено вязким движением ЗГД, генерируемых непосредственно
•34
плоскости границы. В то же вре-
мя действие этого микромеха-
низма возможно только при низ-
ких напряжениях — при увели-
чении сдвиговых напряжений в
границе до величин более 3 МПа
наблюдали остановку процесса
ЗГП и интенсивную генерацию
решеточных дислокаций с гра-
ницы (аккомодационное ВДС).
На бикристаллах цинка бы-
ли также исследованы законо-
мерности ЗГП по границе при
его развитии одновременно со
скольжением в кристаллах. Ока-
залось, что в этом случае при
равных сдвиговых напряжениях
на границе происходит увели-
чение скорости проскальзывания
(стимулирование проскальзыва-
ния) по сравнению с «чистым»
ЗГП в 50—60 раз (рис. 30),
наблюдается также уменьше-
ние параметра /Изгп до 0,4—0,5,
а
•Г * |<f
Рис. 29. Схема вырезки (а) и типы бякря-
сталлов цинка (б) для исследований «чи-
стого» ЗГП (/) и ЗГП, связанного е внут-
ризерениым скольжением (//); ГЗ —гра-
ница между зернами бикристалла (138J
причем скорость проскальзы-
вания и значение /Пзгп зависят от величины внутризерен-
ного скольжения. Так как в эксперименте происходило взаимодей-
ствие решеточных дислокаций с границами, а температура испыта-
ний была выше температуры релаксации ЗГРД, авторы предполо-
жили, что в этом случае механизм проскальзывания связан с дви-
жением внесенных ЗГД, образующихся при диссоциации в гра-
нице решеточных дислокаций. В настоящее время еще трудно по-
лучить однозначное доказательство этого механизма, поскольку,
как отмечалось выше, ЗГД в произвольных границах имеют очень
малые векторы Бюргерса, и они не видны даже в электронном мик-
роскопе. Однако определяющая роль внесенных ЗГД в обеспече-
нии проскальзывания была показана на специальных границ
1173, 174] (см. также рис. 18), где ЗГД имеют большие векторы
Бюргерса. Исследования дислокационной структуры гр Д Р
при помощи новых методов высокого разрешения под в р
эту точку зрения [175]. __п
Таким образом, проведенные исследования свидет с
том, что ЗГП осуществляется путем движения ЗГД. 10 ппЧМОж-
ВДС можно предположить, что действие ЗГП зависит _
ности зарождения ЗГД и легкости их движения в зарож-
ницы. Наиболее трудным при этом, по-видимому, мя реше-
дение ЗГД. В случае диссоциации захмченн^ Рс По?нций
точных дислокации образование ЗГД оолегча одновременном
более высокую скорость проскальзывания ПР можно объяснить
действии с ВДС по сравнению с «чистым» 3111 м
8S
обходимые для обеспечения скорости про-
скальзывания, наблюдаемой при СПД
сплава, в случаях «чистого» ЗГП (2) и
ЗГП, стимулированного ВДС (3)
более легким в этом случае образованием ЗГД и увеличением плот-
ности подвижных ЗГД. Кроме того, внесенные ЗГД, являясь нерав-
новесными дефектами границ зерен, как отмечено выше, обуслов-
ливают активизацию зернограничной диффузии, поэтому при боль-
шой их плотности возможно увеличение подвижности ЗГД. Сле-
дует, однако, подчеркнуть, что ускорение развития ЗГП при взаи-
модействии решеточных дислокаций с границами зерен возможно
только в условиях релаксации ЗГРД. В то же время нерелаксиро-
ванные решеточные дислокации в границах (до диссоциации), на-
оборот, препятствуют развитию проскальзывания. Этот вывод со-
гласуется с данными ряда исследований [97, 175].
Ри_выяснении природы СП результаты исследований разновид-
ностей ЗГП имеют важное значение для ответа на принципиальный
вопрос—-какой микромеханизм ЗГП осуществляется в случае СП
течения. Хотя, как отмечено выше, во многих моделях СПД меха-
низм ЗГП не рассматривается, поскольку предполагается, что ско-
рость деформации контролируют аккомодационные процессы, пред-
ставляется, что ответ на этот вопрос позволит решить многие до
сих пор неясные вопросы физики СП. Рассмотрим подробнее эти
моменты.
Поскольку наблюдать непосредственно механизм ЗГП не удя-
тся, то следует проанализировать данные о закономерностях ЗГП
в оикристаллах и СП материалах. В связи с этим интересно сопо-
ставить напряжения течения при СПД и необходимый уровень
напряжений для осуществления различных видов ЗГП. Сравним
уровни напряжений, необходимые для обеспечения одинаковых
86
Mt А?[ГоГЬЗЫВа"ИЯ В ^кристаллах цинка н сплава
ние —деформацияДсплаваН2п—0,4Л%А| УВиднс>К что"3?* яап₽яже'
тех СП материалов [19], выход на стадию У Дру'
происходит после развития заметноп
участке. На этом же рисунке приведены уровни напряжений нраТ
ходимые для обеспечения скорости проскальзывания 4-10"4 мкм/с
соответствующей скорости ЗГП при сверхпластическойТеформаГ
«™сплава [1°0] В бикРисталл^х Цинка при развитии «истого»
ЗГП и ЗГП, стимулированного ВДС. Как видно на рис. 31 н!пря’
жение течения в случае «чистого» зернограничного проскальзыва-
ния заметно выше напряжения СПД, но уровень напряжения СП
течения близок к уровню напряжения течения для стимулирован-
ного 3111. Кроме того, в последнем случае т3гп =0,4, т. е. совпа-
дает с величиной параметра т, наблюдаемого в условиях СП те-
чения. Поскольку во второй области СПД вклад ЗГП в общую де-
формацию наибольший и, по-видимому, ЗГП контролирует напря-
жение течения, то данные проведенного сравнения являются важ-
ным свидетельством того, что при сверхпластической деформации
развивается ЗГП, стимулированное внутризеренным дислокацион-
ным скольжением, т. е. обусловленное движение ЗГД, образующих-
ся при диссоциации решеточных дислокаций. Отсюда следует, что
на микроуровне существует тесная связь процессов ВДС и ЗГП.
Этот вывод согласуется и с данными макроскопических наблюде-
ний (см. 2.1.4).
Для развития этого вида ЗГП необходима определенная темпе-
ратура, выше которой границы зерен перестают быть препятствия-
ми для движения РД, а захватывают и активно их поглощают.
В результате вошедшие в границу РД релаксируют с образованием
ЗГД. Как было показано выше, температура, при которой наблю-
дается релаксация вошедших в границу РД, может быть измеРе”?
и для разных материалов она различна. Однако для развития ЗГП
и проявления сверхпластичности необходимо, чтобы температура
релаксации решеточных дислокаций в границах была ниже темпе-
ратуры СПД. Этот вывод подтверждается рассмотренными выше
экспериментальными данными о влиянии состояния границ зерен
на стабильность захваченных РД и СП поведения ряда сплав°^.
Рассматривая в качестве механизма проскальзывания дв
ние ЗГД по поверхности границы, необходимо Уче£5»> 5Т° Л® TOMV
можно только путем скольжения и переползания [97, ]
для облегчения высокой подвижности ЗГД требуется яиффу-
зернограничной диффузии. Этим обусловлена свлзв ппобтемы.
знойных процессов. Но здесь важна и другая ст р ₽ няя ва-
Движение ЗГД обязательно требует n0™°“*e” акансийУзависит от
кансий. При этом локальная концентрация факторы
плотности и подвижности ЗГД. ^а разных гр вЫравниваю-
различны, поэтому возникают диффузио пптпки диффузионного
щие градиент концентрации вакансий. Эти потоки Диффу *
массопереноса локальны, они определяются развитием ЗГП, но
свою очередь, способствуют осуществлению проскальзывания соз.
давая условия для быстрого движения ЗГД. Важно, что при разви-
тии этой разновидности ДП ее скорость определяется скоростью
зарождения и поглощения, вакансий на границах зерен. Рассмот-
ренная картина согласуется с данными макроскопических наблю-
дений (см. 2.1), что свидетельствует о реальности описанных осо-
бенностей осуществления зернограничного проскальзывания и дийь
фузионной ползучести при СП течении.
Еще один важный эффект, связанный с изменениями структуры
границ, — влияние зернограничных дефектов на развитие мигра-
ции. Как известно [177], скорость миграции v может быть описана
выражением
v = MF, (34)
где М— подвижность границ; F— движущая сила миграции.
При повышении энергии границ за счет образования неравно-
весных дефектов оба эти фактора могут возрастать, что должно
приводить к увеличению скорости миграции. В работе [178] полу-
чено выражение, описывающее увеличение скорости миграции гра-
ниц при их отклонении от равновесного состояния в случае нор-
мального роста зерен
vB/v0 = (1 + Д Е/Ео) exp [а - Л Е WM/(8/kT)], (35)
где Vh/v0 — отношение скоростей миграции границ с неравновесной
Пн и равновесной По структурой; ДЕ — приращение энергии границ
(на единицу площади) за счет присутствия зернограничных дефек-
тов; а — константа; 1ГМ — молекулярный объем; б — ширина гра-
ницы; k — газовая постоянная; Т — температура.
Как видно из выражения (35), влияние неравновесности струк-
туры на скорость миграции границ зерен в основном обусловлено
экспоненциальным множителем, связанным с подвижностью границ.
Физическая причина этого, состоит, очевидно, в том, что наличие
зернограничных дефектов оказывает влияние на диффузию [см.
формулу (33)].
Таким образом, полученные данные свидетельствуют о том, что
взаимодействие дефектов решетки с границами зерен оказывает
существенное влияние на структуру и свойства последних, вследст-
вие чего изменяется поведение и роль границ зерен в деформацион-
ных процессах. Эти результаты имеют важное значение для пони-
мания природы процессов на границах зерен. Становится ясным,
что ЗГП при СП течении осуществляется, очевидно, путем коопе-
рированного перемещения ЗГД по поверхности границ зерен. Од-
нако этот процесс тесно связан с движением решеточных Дисл0^£
ций и вакансий. Решеточные дислокации создают условия для об-
разования ЗГД, а их движение обеспечивает аккомодацию зерен
при пластическом течении. Увеличение концентрации вакансий соз-
дает условия для перемещения ЗГД с достаточно высокой скоро-
стью, а диффузионные потоки также снимают локальные перена-
88
пряжения в процессе деформации. Эти установленные положения
должны быть учтены при анализе физической природы струк^оной
сверхпластичности. * чрук1урнои
2.2.3. Теория структурной сверхпластичности
Анализ большого количества экспериментальных данных показы-
вает, что СПД —это единый процесс, где ЗГП-доминирующий
механизм деформации, контролирующий напряжение течения и
аккомодационные механизмы ВДС и ДП взаимосвязаны. Для осу-
ществления СПД, как при обычной деформации, необходимо дви-
жение дефектов решетки: ЗГД, дислокаций и вакансий, но специ-
фика этого вида деформации состоит в сохранении сплошности ма-
териала благодаря отсутствию накопления дефектов решетки при
деформации. Это возможно, когда ЗГП является не только меха-
низмом деформации, но и механизмом возврата структуры мате-
риала, а развитие ВДС и ДП идет под действием локальных на-
пряжений и приводит к их релаксации.
Для понимания природы и создания теории СПД необходим
учет конкретного микромеханизма ЗГП и атомных аспектов, свя-
занных с ним изменений структуры границ зерен: В настоящее
время здесь еще нет полной ясности, но уже имеющиеся данные о
строении и свойствах границ зерен (см. 2.2.2) могут быть исполь-
зованы при разработке теории СПД. Рассмотрим пути построения
и возможности такой теории.
Описание модели. Выделим прежде всего положения, составля-
ющие основу нового подхода.
1. СПД металлических материалов связана в основном с пере-
распределением зерен вследствие их взаимного проскальзывания и
смены соседей. Изменения формы зерен имеют циклический харак-
тер и зерна в целом остаются равноосными. Это положение непо-
средственно вытекает из данных об особенностях механизмов СПД
и оценок их вкладов в общую деформацию (см. 2.1.4).
2. В соответствии с результатами исследований природы ЗГП
(см. 2.2.2) могут иметь место два вида зернограничного проскаль-
зывания: «чистое» ЗГП, обусловленное, по-видимому, движением
ЗГД, которые генерируются в границе и имеют векторы Бюргерса,
лежащие в ее поверхности, и «стимулированное» ЗГП, связанное с
перемещением ЗГД, образующихся при диссоциации в границе дис-
локаций решетки и имеющих в общем случае произвольную н
правленность векторов Бюргерса.
3. На атомном уровне СПД обусловлена кооперированным дви
жением зернограничных дислокаций, решеточных днслоь. ц
вакансий, причем их движение находится в тесной вз коа
обусловленной действием границ зерен как источник
дислокаций и вакансий, а скорости различных деформации
процессов находятся в кинетическом соответствии. коистал-
Рассматривая СП как результат движения .д ф ф0рМации
лической решетки, можно полагать, что пр
должен начаться с генерации зернограничных дислокаций. Действ»
тельно, зарождение и поглощение вакансий в границе требует дв»
жения ЗГД, а зарождение решеточных дислокаций в ультрамелко
зернистых материалах затруднено. Генерирование ЗГД приведет
к развитию «чистого» ЗГП, но этот процесс может обеспечить весь
ма малую деформацию, так как поверхности границы не всегда
плоские и на них имеются различные пороги, а также тройные
стыки, которые являются препятствиями для движения ЗГД, Не-
трудно видеть, что поскольку число дислокаций в образующихся ско-
плениях n^adtj/Gb, где d—длина границы, и взяв типичные для СП
сплавов значения cr/G^lO-4, b/d = 10~64-10-5, откуда п«102-т-10
получим для величины накопленной деформации е—bn/d«i(H’
Для дальнейшего развития деформации путем движения ЗГД необ-
ходимо «включить» какой-либо аккомодационный механизм, кото-
рый бы обеспечивал рассасывание зернограничных дислокаций в
скоплениях.
В этих условиях наиболее эффективным процессом аккомода-
ции является, по-видимому, зарождение решеточных дислокаций,
которое может значительно облегчаться благодаря концентрации
напряжений в голове скопления ЗГД. В соответствии с работой
[159] локальная концентрация напряжений здесь может более чем
на порядок превышать величину приложенных напряжений. В то
же время в начале деформации диффузия не может обеспечить не-
обходимую аккомодацию зерен при их проскальзывании, посколь-
ку скользящие ЗГД не являются источниками и стоками вакансий
[167]. Генерированные на границах зерен дислокации решетки в
ультрамелкозернистых СП материалах проходят через зерна и
«входят» вновь в границы, где они абсорбируются. При развитии
последовательности процессов — зарождения, движения и погло-
щения решеточных дислокаций лимитирующим является последний
и он определяет скорость возврата. Однако, как подчеркивалось
выше (см. 2.2.2), в процессе поглощения дислокаций решетки про-
исходит образование высокоподвижных ЗГД и это приводит к раз-
витию стимулированного ЗГП. Это ЗГП играет роль не только ме-
ханизма деформации, но и механизма возврата, поскольку приво-
дит к исчезновению ЗГД. Таким образом, на начальной стадии
СП течения создаются условия для постепенного «включения» ЗГП,
стимулированного ВС, и увеличения его роли при СПД.
На стадии стабильной деформации устанавливается динамичес-
кое равновесие между скоростью упрочнения при образовании ско-
плений скользящих ЗГД и скоростью возврата, обусловленного ан-
нигиляцией ЗГД, образующихся при поглощении решеточных дис-
локаций. Здесь реализуется кинетическое соответствие между
дефектами решетки, входящими в границы зерен и генерируемыми
ими (рис. 32). С одной стороны, скопления ЗГД инициируют зарож-
дение решеточных дислокаций, с другой — при диссоциации захва-
ченных границами решеточных дислокаций происходит образование
высокоподвижных ЗГД, осуществляющих зернограничное проскаль-
зывание. В то же время движение этих ЗГД связано с зарождением
90
или поглощением вакансии, поэтому
вследствие разной плотности и подвиж-
ности зернограничных дислокаций на
различных границах зерен возникают
локальные диффузионные потоки — раз-
вивается диффузионная аккомодация.
Наилучшие условия для развития ЗГП
создаются, когда ВДС может развивать-
ся по многим системам скольжения.
Отметим, что рассматриваемая ми-
кроскопическая картина согласуется с
результатами исследований механизмов
СПД (см. разд. 2), в согласии с которы-
ми ЗГП дает основной вклад в деформа-
цию, а ВНутриЗереННОе скольжение И Рис. 32. Схема развития яефор-
диффузионная ползучесть играют в ос- ^„"«абилЖ’сп’ЙЬ-й
новном аккомодационную роль, но при
этом влияют на кинетику ЗГП.
Исходя из развиваемых представлений, можно получить урав-
нения для описания основных закономерностей СПД.
Как известно, макроскопическая деформация образца описыва-
ется уравнением
d o/dt = Е* (s0 — ер),
(36)
где 8о — скорость деформации, задаваемая машиной; е₽— ско-
рость пластической деформации образца: Е*— эффективный мо-
дуль упругости системы образец — машина.
В соответствии с полученными экспериментальными данными
(см. 2.1.4) величина пластической деформации образцов еР при
СПД обусловлена вкладами трех механизмов — зернограничного
проскальзывания, внутризеренного скольжения и диффузионной
ползучести, т. е. гР = 8ЗГП + евс + едп Отсюда имеем
, • , (37)
— 8згп + евс + е±дп-
В оптимальных условиях СПД (области II) вклады!ВС и ДП
малы, поэтому скорость пластической деформации Р
вить в виде
. « — — — (ooj
8р = 8згп = К Ьь PbVb, _ _
где ~Ьь — усредненный вектор Бюргерса ЗГД, ^с®ь*згД;Уже-
ненные скорость движения и объемн • ический характер
коэффициент усреднения, учитывающий статистическ^ *
геометрических характеристик поликрис Р
ЦМВ Хах данной модели плотность зернограииивых дислокаций
можно описать кинетическим уравнение.
dpb/dt — pt— Рг/Ть» 9i
где (а) — скорость увеличения плотности генерируемых ЗГД*
Тб —среднее время жизни ЗГД, обусловленное их исчезновением й
тройных стыках; по порядку величины хь равно d/vb. Величину
р+ оценим из соотношения у
р^ = gd(6n/6f)» (40)
где Z — объемная плотность источников ЗГД, примерно равная
1/d3; &n/bt — скорость зарождения ЗГД; бп— число дислокаций
генерированных за время 6t. *
Для вычисления bn/8t воспользуемся обобщенной силовой мо-
делью дислокационного источника [179], которая позволяет устано-
вить необходимые соотношения, не конкретизируя микромеханнзм
генерации ЗГД. В согласии с этой моделью источник зарождает
дислокации, пока эффективные напряжения на источнике а=а—
здесь стоб — обратные напряжения от уже испущенных дислокаций
превышают некоторое критическое напряжение ст/=ст—аОб^о^
Так как за время 6t испущенные бп дислокации переместятся на
расстояние 8L = vb8t, то источник будет непрерывно испускать дис-
локации, пока обратные напряжения от бп дислокаций, определяе-
мые как Gbb8n/8L=Gbb§n/vb8t, будут меньше или равны ст—ст;.
Откуда для скорости зарождения имеем
f б n/б f = (ст — стг) vb/Gbb. (41)
Подставив соотношения (41) и (40) в (39), получим следующее
уравнение:
d pjdt + рь/ть = (ст — стг) vbIGbd\ (42)
На стабильной стадии СПД o=co(nst и уравнение (42) имеет
решение
где р0 — начальная плотность ЗГД.
Из уравнения (42) следует, что при t^>xb плотность ЗГД стре-
мится к стационарному значению
Р« = (ст — <3i)IGbbd. (44)
Для описания макроскопической деформации образца в соот-
ветствии с уравнениями (36) и (38) необходимо также представить
выражение для скорости движения ЗГД. Поскольку в соответствии
с экспериментами на бикристаллах (2.2.2) движение ЗГД, как пра-
вило, является неконсервативным и определяется диффузионными
процессами, то для vb можно воспользоваться выражением для
скорости переползания дислокаций длиной ~d, перемещающихся
под действием напряжений (ст—ст,) [179]:
vb~DQ(CT— стг)/16^Т, (45>
где D — коэффициент зернограничной диффузии; Q—вакансион-
ный объем.
92
(43)
(46)
и (45>
So = (CT — CTi)2 Й D/16 Gd?kT
или, записывая выражение в традиционном виде
• _A/^i\a/MaD ехо/ Q \
е°“ЛТ 1g И d ) °еХр С" я?/’ (47)
где A = QG/16bl > Q энергия активации зернограничной диффу-
зии, а для напряжения СП течения при заданной скорости
ст = at 4- d ]Л16 kTG e/QD, {48)
Отсюда получаем eo~d-2 или G~d, что хорошо согласуется с
экспериментальными данными для оптимальных скоростей деЛоо-
мации (область II) (см. 1.1). * и
Из соотношения (46) можно вычислить величину коэффициента
скоростной чувствительности напряжения течения т
т = d 1g ст/d 1g ё = (ст — стг)/2ст. (49)
Из выражения (49) следует, что при ст^ст, коэффициент т стре-
мится к 0,5, а при ст->стг, что характерно для малых скоростей де-
формации, т->0. Таким образом, в рамках рассматриваемой моде-
ли коэффициент скоростной чувствительности меняется в интервале
0^иг<0,5 при переходе из области I в область!!, что также хорошо
согласуется с экспериментальными данными для различных мате-
риалов (см. 1.1).
При высоких скоростях деформации (области III), как показа-
но экспериментально в 2.1.4, происходит резкое увеличение вклада
в общую деформацию внутризеренного скольжения, которое начи-
нает играть самостоятельную роль в деформации. Поэтому в согла-
сии с уравнением (37) в скорость деформации образца значитель-
ный вклад вносит евс с коэффициентом т<С0,3, что, очевидно,
приводит к снижению скоростной чувствительности напряжения СП
течения в этих условиях.
Ценность любой модели состоит в возможности описания пове-
дения при деформации и его сопоставимости с известными данны-
ми исследований микроструктуры и механических свойств. Однако
задачей физической теории является не только объяснение особен-
ностей СП поведения, в том числе их микроскопических причин, но
и предсказание и выявление новых эффектов. В связи с этим важно
отметить, что анализируемая модель базируется на результат•
детальных исследований изменений структуры, характерных д
СПД: сохранении равноосности зерен, отсутствии дислокаци^^
структуре, типичных изменениях текстуры. Вместе с тем
позволяет понять причины и количественно описать явл уско-
рьте до сих пор не имели удовлетворительного объяснен . *
рение диффузии в процессе СПД, рост зерен, обусловленный дефор
мацией, критический размер зерен, обусловливающ Р
93
СП состояние, влияние текстуры на СПД и некоторые другие. Рас-
смотрим эти вопросы подробнее.
Структура границ зерен при сверхпластической деформации
причины ускорения диффузионных процессов. Появление дефектов
•структуры границ зерен при СПД является основной причиной
определяющей их свойства и поведение. В соответствии с развивае-
мыми представлениями в процессе СП течения в границах зерен
одновременно развивается два процесса: захват границами реше-
точных дислокаций и их релаксация, связанная с диссоциацией на
.зернограничные дислокации. В этом случае поверхностная плот-
ность захваченных РД может быть описана выражением, получен-
ным в работе [63]:
р = а (ет/6), (50)
где а—константа, учитывающая геометрию скольжения в зернах
««1; т—время релаксации ЗГРД; b — вектор Бюргерса ЗГРД.’
6«26рд [158].
Величина т составляет при СПД, с учетом ускорения за счет де-
формации, не более нескольких секунд. Подставляя в выражение
(50) т~1 с, получаем для е^в-Ю^с-1 значение р«105см~1, что
близко к данным, полученным при помощи методики «мгновенной»
закалки [41, 42]. Важно, что плотность ЗГРД не зависит от степе-
ни деформации, но резко возрастает с повышением в и это согласу-
ется с экспериментом.
Труднее оценить плотность ЗГД, поскольку еще не до конца
ясен механизм их исчезновения в границах зерен. Из рассмотрения
взаимной аннигиляции ЗГД в работе [63] получено значение плот-
ности р& = 2-105 см-1, которое также несколько возрастало с увели-
чением 8. К сожалению, эти оценки не удается сравнить с экспери-
ментом, поскольку, как отмечалось выше, разрешение электронно-
го микроскопа недостаточно для того, чтобы видеть ЗГД на
обычных границах. Тем не менее проведенные оценки имеют важное
значение для анализа свойств границ зерен при СПД. Действи-
тельно, наличие дефектов в границах (захваченные решеточные
дислокации и продукты их диссоциации — зернограничные дисло-
кации) обеспечивает заметное повышение энергии границ (см. 2.2.2).
В соответствии с выражением (32) оценим величину приращения
энергии ЬЕ, например, для магниевого сплава МА8 [63]. Подстав-
ляя в выражение (32) характерные для сплава значения G—
= 3-106 Н/см2, v = 0,3, Л=1/р и 1гь=1/рь, получим
ХЮ-6 Дж/см2, т. е. величины АЕ достигает приблизительно 30т»
от исходной энергии границы.
Такое изменение энергетического состояния границ должно
приводить к резкому ускорению в них кинетических пРоц?55|>г’мВ
том числе диффузионных. В согласии с анализом работы [63]| 1см-
формулу (33)], увеличение коэффициента зернограннчной диффУ*
зии в неравновесной границе по сравнению с равновесной опреде-
ляется соотношением Db/dt> =ехрОткуда при ДД®1
94
= 17-10~6 Дж/см2, X2d
10 15 см2, kT—8*10 21 Дм, имеем DblD°b
Так как Д£=/(е), то можно ожидать что при СПД коэффици-
ент диффузии будет увеличиваться на 1—1,5 порядка в зависймо?-
ти от скорости деформации. Соответствие этих результатов экспе-
риментальным данным об ускорении диффузии при СПД [2 1301
позволяет считать изменения структуры и энергетического состоя-
ния границ зерен вследствие их взаимодействия с РД главной пок-
ойной изменения кинетики диффузионных процессов в условиях
СП течения. Действительно, проведенный в работе [63] анализ дру-
гих возможных причин ускорения диффузии — генерирования ва-
кансий порогами движущихся винтовых зернограничных дислока-
ций и генерирования вакансий при переползании ЗГД показал что
их роль незначительна. *
Рост зерен и скоростная зависимость вклада зернограничного
проскальзывания. Как отмечалось в 1.2, для СПД характерен рост
зерен и его проявление обусловлено инициируемой деформацией
миграцией границ зерен. Объяснение этого факта может быть да-
но, исходя из развиваемой модели. Для анализа кинетики роста зе-
рен здесь могут быть использованы представления о влиянии не-
равновесности структуры границ на их миграционные свойства
(см. 2.2.2). В согласии с этими представлениями скорость мигра-
ции dd/dt определяется движущей силой процесса F и подвижно-
стью границ М: dd/dt=MF, причем неравновесность влияет в ос-
новном на величину подвижности, которая зависит от кинетичес-
ких параметров зернограничной диффузии [см. формулу (35)]. Для
количественных оценок роста зерен воспользуемся несколько упро-
щенным подходом, использованным в работах [59, 100].
Поскольку подвижность границ зерен при постоянстве других
факторов определяется концентрацией вакансий Са, то в условиях
термического равновесия
М == KCv, ' ’
где К — константа, зависящая от типа границ зерен. В то же вре-
мя величина F'xA/d и отсюда
d2 — & = 2KCvt, (52)
гдет — время деформации (отжига). „пм.а„апгп
Проведем оценку для сплава Zn—0,4 % Al, сверхп
при комнатной температуре (см. 1.2). В этих услови р
ная концентрация вакансий С0 = Ю 6 [2, 59j-J4^^a/c₽ в соот-
рен при отжиге была определена величина д 5 с пои
ветствии с выражением (32) можно определить данным [2]
СПД, которые оказались близки к.экспериментальным данным I I
» составили 2.10- 94 0- иМ4£
уОрХнняВе(52°) оценим РХ зёрен "Р" Р^™“’
формации сплава. значения Ad (см.
На рис. 33 приведены экспериментальн _з Видно, что
1.2) и кривые Ad=f(e), полученные из уравнения „
Рис. 33. Экспериментальные значения
и рассчитанные кривые роста зерен
Дй, обусловленного деформацией при
различных скоростях растяжения СП
сплава Zn—0,4 % Al, с
/_4.10—5; 2 — 4-10“*; 3 —4-10-3
экспериментальные и расчетные
значения для различных е доста-
точно хорошо согласуются друг j
другом. Это позволяет сделать за-
ключение, что рост зерен при СПп
является прямым следствием изме-
нения структуры границ в резуль".
тате поглощения ГЗ решеточных ди-
слокаций — положения, лежащего
в основе рассматриваемой модели
Еще один важный структурный
эффект, объяснение которого мо-
жет быть дано исходя из тео-
рии,— экстремальная зависимость
вклада зернограничного проскаль-
зывания в общую деформацию:
вклад ЗГП максимален при опти-
мальных скоростях СПД (область
II) и уменьшается как при увеличении, так и при уменьшении ско-
рости деформации, — области III и I соответственно (см. 2.1).
Этот эффект является надежно установленным экспериментальным
фактом и характерен для различных СП материалов. Его объясне-
ние должно быть связано с анализом влияния скорости деформа-
ции на скорость ЗГП, определяемую поведением зернограничных
дислокаций. Действительно, в соответствии с выражением (31) ско-
рость ЗГП пропорциональна плотности ЗГД и скорости их движе-
ния, которые для области II определяются соотношениями (44) и
(45). Конкретный вид этих соотношений для областей I и III пока
не совсем ясен, поэтому не удается дать количественное описание
скоростной зависимости вклада ЗГП. Однако для качественного
рассмотрения вопроса важно подчеркнуть, что в области Ш ско-
рость движения ЗГД уменьшается по сравнению с величиной, за-
даваемой формулой (45), вследствие появления в границах значи-
тельной плотности нерелаксированных решеточных дислокаций.
В то же время в области I в результате увеличения роли процес-
сов возврата в границах зерен, например из-за интенсивной ми-
грации [150], должно понизиться значение плотности ЗГД по срав-
нению с выражением (44). Эти эффекты приведут к уменьшению
величины относительной скорости ЗГП — езгп/еОб в областях I и
III и, следовательно, снижению вклада зернограничного проскаль-
зывания в общую деформацию.
Размер зерен, соответствующий переходу в сверхпластичное со-
стояние. Учитывая поведение границ зерен в процессе СПД, мож-
но количественно оценить величину критического размера зерен,
при котором происходит переход от обычной деформации к сверх
пластической. Этот вопрос не имел до сих пор удовлетворительно-
го объяснения. „
Известно, что при обычной деформации поликристалличес -
материалов зависимость предела текучести от размера зерен о у*
96
словлена передачей деформации от чепмя и QOr,„„
соотношением Холла — Петча Р К зерну и определяется
(55)
(53)
где£и со—постоянные для данного материала.
При СПД основным механизмом деформации становитга
пограничное проскальзывание, поэтому из^еняю?сГХп«За „ Р’
дачи деформации от зерна к зерну и соотношение Холи» пС₽е'
не выполняется: <y~d [см Фоомулу Г4М1 е ХоллаПетча
формации к свврхпластическо^будаг^иабладапаогои'выпля^'
нии соотношения У • д Ться при выполне-
cd(4p) = c(rfKp). (54>
Используя выражения (48) и (53) при оа»о„, получим ВЬфа.
жение для определения dKp 3 v
^кр ~ у КDQ/16'nGkT.
При помощи уравнения (55) можно оценить dKP, например, для
сплава Zn—0,4 % Al (см. рис. 2), для которого К = (2,l-i-3,2)X
XI 0~4 Н/см2 [2]. Для коэффициента зернограничной диффузии при
СП деформации с учетом ускорения диффузии на порядок имеем
£>=2’10-114-2-1СН° см2/с. При подстановке остальных значений в
выражение (55) находим, что dKP лежит в интервале 8—18 мкм,
что достаточно хорошо согласуется с экспериментом для сплава
Zn—0,4 % Al (см. рис. 2). Такое совпадение рассчитанных и экспе-
риментальных значений является еще одним важным аргументом
в пользу справедливости представлений о ЗГП, стимулируемом
внутризеренным скольжением, как контролирующем механизме
СПД.
Неупругость и начальная стадия сверхпластической деформа-
ции. Разрабатываемые представления могут быть использованы
не только с целью традиционного объяснения скоростной зависи-
мости механических свойств, т. е. кривой сверхпластичности е=
=f(o) [см. выражение (47)], но и анализа истинных кривых нап-
ряжение— деформация, чему в литературе уделялось недостаточ-
ное внимание.
Как отмечалось в 1.1, на кривых а — е можно выделить два
участка (стадии) — начальной деформации и стабильного течения.
Между тем в согласии с развиваемым подходом изучение началь-
ной стадии важно для выяснения «включения» тех процессов, к-
торые ответственны за СП течения, и в этой связи пре дет а
экспериментальный интерес. В качестве примера на рис.Р
ставлены начальные участки кривых напряжение Д
СП сплава Sn—5 % Bi. Как видно из приведенных кривых, р
СП течении практически отсутствует линейный уч начина-
ный для упругой деформации, пластическое тече
9Т
7 О. А. Кайбышев
Рис. 34. Начальные участки кривых
напряжение течения а — деформация е
сплава Sn—5 % Bi при /=20°С и ё,
С""1 5
1 — 3-10-5; 2 —3-10-4; 3 — 3-10~®
ется при очень малых напряжениях
и приводит к относительно резко-
му увеличению о. Наклон началь-
ного участка возрастает с повыше-
нием скорости деформации.
Аналогичные факты наблюдали
и на других СП материалах [19]
Вместе с тем тщательные иссле-
дования механического поведения
на начальной стадии СПД по-
казали [181], что здесь проис-
ходит не только деформационное
упрочнение, но существует и зна-
чительная нелинейная упругость.
Эта неупругость проявляется к
образовании линейного участка на
кривой о—е после кратковре-
менной остановки и последующей
деформации, причем по наклону
участка можно судить 0 величине
модуля нелинейной упругости £е-
Оказалось, что величина этого модуля возрастает при повышении
скорости деформации, а его значение близко к величине зерногра-
ничного модуля. Так, для сплава Sn—5 % Bi значения Ее равны
3,1 • 103, 3,8-103 и 4,5-103 МПа при скоростях деформации 3-10-8,
3-10-4 и 3-10~Зс~1 соответственно. Наблюдаемые значения Ее зна-
чительно меньше модуля упругости для монокристалла олова, рав-
ного 1,9-104 МПа, но близки к значению зернограничного модуля,
которое примерно на порядок меньше. Эти данные подтверждают
вывод [181], что упругое поведение при СПД, по-видимому, опреде-
ляется упругими эффектами на границах зерен. Это положение
хорошо согласуется с развиваемыми в настоящей модели представ-
лениями, в согласии с которыми СП течение начинается с зарожде-
ния и движения зернограничных дислокаций. Вместе с тем модель,
позволяет объяснить появление линейного участка на кривой о—в
при резкой остановке и последующей деформации образца, а также
скоростную зависимость модуля Ес-
Как уже отмечалось, СПД осуществляется при некоторой ста-
ционарной плотности ЗГД, соответствующей кинетическому равно-
весию между ЗГД, образующимися при взаимодействии дислока-
ций с границами зерен и их возвратом в результате развития ЗГП,
стимулированного ВДС. Упругие свойства границ возрастают при
наличии в них ЗГД [120]. При резком разгружении образца в струк-
туре фиксируется избыточная плотность ЗГД, которая препятству-
ет развитию «чистого» ЗГП при последующем нагружении, что
приводит к появлению линейного участка на кривой <г е.
С увеличением е плотность ЗГД увеличивается [см, формулу
(50)]. Этим можно объяснить соответствующее увеличение модуля
Ес со скоростью деформации.
98
Исходя из рассматриваемой модели, протяженность области
перехода к стадии стабильного течения определяется временем
хода параметров р6 и vb на стационарные значения, котовые X'
следует из выражений (43) и (45), связаны с времен™ Рт» 1 на-
чальнои плотностью ЗГД Ро. При о>а-щ можно оценить хаоак-
тер деформирования в переходной области.
Перепишем уравнение (36) в виде
do/d е0 =£* (1 — ёр/ё0).
Используя выражения (38), (43) и (45), можно получить
(1 — е~/дь) == е0 (1 — е~ео/8н), (57)
где Ен = ео-тй—величина начальной стадии.
Подставив (57) в выражение (56), получим уравнение кривой
деформирования <т(е) в переходной области
d c/d е0 = £*e~so/eH.
Решением уравнения (58) является
(58)
о(е) = от(1 — е ео/ен), (59)
где 8о величина деформации образца; от — напряжение течения
на стабильной стадии.
Сопоставим полученные результаты с экспериментальными дан-
ными по величине начальной стадии. Взяв типичные для СПД зна-
чения: de 10 мкм, иьсЮ-6 см/с, ео=10-4-j-10~3с~1, получаем, что
«н = 80 хъ~ 10-1-?10-2, т. е. 1—10%, что по порядку величинысов-
падает с экспериментальными значениями (см. 1.1).
Влияние условий деформации на сверхпластическую деформа-
цию. Рассматриваемая теория позволяет объяснить ряд особенно-
стей кривых напряжение — деформация при варьировании условий
деформации, в частности падение напряжения СП течения после
кратковременной деформации с повышенными скоростями, а так-
же влияние предварительного наклепа на СПД.
В соответствии с описываемой моделью параметры СПД мож-
но изменять, изменяя стационарную плотность ЗГД, а она в свою
очередь зависит от условий деформации. Так, после кратковремен-
ной деформации с повышенной скоростью si(e2>ei) в границах
зерен должна существовать повышенная плотность ЗГД, что обес-
печит в соответствии с выражением (38) более высокую скорость
ЗГП. В условиях заданной скорости деформации 81 изменение
рости проскальзывания приведет к снижению напряжения теч
Это предположение было недавно экспериментально пров р
работе [182] на различных материалах. Схема проведенн _
таний представлена на рис. 35. Установлено, что после кр
менной деформации с повышенной скоростью ^пин
уменьшение напряжения течения при последующе д Ф Р
скоростью 61 (ср. точки С и Е). Величину эффекта мо
99
7*
Рис. 35. Схема кривой напряжение
течения а — деформация е при рез-
ком изменении скорости деформа-
ции СП сплавов [182]
б, МП а
Рис. 36. Начальные участки кривых
напряжение течения а — дефоомаиия •
сплава МА8 при СПД в исходиои со!
стоянии (<е-400°С), полученном ре-
кристаллизационным ОТЖИГОМ и
после предварительной холодной де-
формации 5 % (2) Л
теризовать двумя парамвтрами — отношением geI^c (обозначения
см. на рис. 35) и временем возврата тг, которое определяли как
(ед—8£)/ei. Оказалось, что падение напряжений характерно толь-
ко для сплавов в сверхпластичном состоянии, причем величина эф-
фекта зависит от условий деформации, диапазона изменяемых ско-
ростей, степени деформации. В сплаве Sn—5 % Bi наблюдали при-
мерно равные значения-Ов/ос ~ 1,18 при изменении скорости де-
формации на порядок в областях I и II, но эффект уменьшался в
области III. Величина эффекта возрастает при увеличении диапа-
зона изменяемых скоростей на два-три порядка, когда скорость ei
соответствует области III, а скорость Ei области II или I.
Структурные исследования на сплаве МА8 показали, что после
кратковременной деформации с повышенной скоростью размер зе-
рен не меняется. В то же время наблюдается резкое повышение
плотности решеточных дислокаций, которые в основном присут-
ствовали в границах зерен. Поскольку эти дислокации вследствие
их диссоциации являются непосредственной причиной появления
высокоподвижных ЗГД, то полученные результаты могут быть рас-
смотрены как прямое подтверждение представлений о решающей
роли зернограничных дефектов в осуществлении ЗГП при СПД.
Дополнительное введение в структуру границ зерен ЗГД мо-
жет быть осуществлено не только за счет деформации с повышен-
ными скоростями, но и предварительным наклепом. Действитель-
но, если образцы подвергнуть наклепу, то в структуре произойдет
накопление решеточных дислокаций. Они будут присутствовать
как в границах, так и в теле зерен. При нагреве до температуры
СПД и в процессе СП течения захваченные границами РД будут
цоглощаться, при этом диссоциируя на зернограничные дислока-
ции. Поэтому повышение плотности подвижных ЗГП должно при-
вести к ускорению зернограничного проскальзывания и, следова-
тельно, снижению напряжений течения. Для проверки этих предпо-
100
ложений был проведен эксперимент: образцы сплава МАЯ
вергали при комнатной температуре предварите„ ж 8 0Д'
на 3-5 %. На рис. 36 приведен^[кривые нап2ХнивДеф°^Мации
ция в условиях СПД сплава в различных состояниях!ТеЛешГ
рнтелькой деформации (/) я дополнительной холодной обра’б^
на 5 % GO- Сравнение этих зависимостей указывает на появление
двух эффектов, связанных с влиянием предварительной дефйа-
ции,-более резким упрочнением на начальной стадии и cS
нием напряжения СП течения на стадии стабильной деформации
Важно, чтобы при этом размер зерен после СПД сплава в обоих
состояниях был практически одинаков. Электронная микроскопия
показала, что предварительная холодная деформация привела к
появлению дислокаций в структуре, но они в сплаве с УМЗ струк-
турой находились в основном в границах зерен. При нагреве до
температуры СПД захваченные границами решеточные дислока-
ции релаксировали, что, по-видимому, является результатом их
диссоциации на ЗГД (см. 2.2.2). Вместе с тем наличие ЗГД, как
отмечалось выше, не только облегчает зернограничное проскальзы-
вание, но и приводит к повышению нелинейной упругости. Этим,
очевидно, объясняется факт противоположного влияния наклепа
на величину напряжений на начальной и стабильной стадиях СПД.
Влияние текстуры. Как было показано в 1.1, кристаллографи-
ческая текстура оказывает необычное влияние на СП поведение:
от вида текстуры зависит положение оптимального интервала
СПД, величина напряжения течения, а также наблюдается замет-
ная анизотропия пластичности. Особенно наглядно это проявляет-
ся в сплавах с матричной микроструктурой. Так, в магниевом спла-
ве MA15(Mg—3,1 % Zn—1,6% Cd—0,45% La —0,6% Zr) с ис-
ходной аксиальной текстурой, когда плоскость базиса параллельна
оси растяжения, напряжения течения при СПД у образцов, выре-
занных вдоль оси растяжения, при е=10 % оказываются заметно
выше (на 40%), чем в поперечном направлении. Однако после
СПД на 70 % в обоих состояниях сплава формируется новая, но
одинаковая текстура и происходит выравнивание действующих на-
пряжений при испытании продольных и поперечных образцов.
Ни в одной из известных моделей СПД не делалось попытки о
яснить установленное влияние кристаллографической текстуры
СПД. Рассмотрим полученные данные, исходя из развиваемых в
настоящей работе представлений. иаппяже-
В соответствии с этими представлениями увеличе
ния течения в сплаве с неблагоприятной °Риев™Р напряже-
литов для скольжения связано с повышением вел ЗГП.
ния, необходимого для начала ВДС при развити еренного
Действительно, при СПД неблагоприятная Д ение реше-
скольжения текстура, по-видимому, затрудн огд это должно
точных дислокаций и, следовательно, дви^ ви„ с формулой
привести к увеличению величины Ou и в тем уровень дей-
(48) к повышению напряжения течения. счет изменения
ствующих напряжений может быть понижен за с
структуры границ зерен, обусловленного поглощением решеточных
дислокаций и инициируемым им «стимулированным» ЗГП. Как от-
мечалось выше, этого можно достичь за счет кратковременной
деформации с повышенными скоростями. Проверка этого предпо
ложения показала, что в продольных образцах сплава МА15 пос-
ле кратковременной деформации с высокой скоростью (в области
III) на 5 % величина напряжения течения снижается до уровня
близкого к величине напряжения течения в поперечных образцах’
Этот эксперимент можно рассматривать как доказательство спра-
ведливости высказанной трактовки причины влияния текстуры на
Кристаллографическая текстура влияет не только на развитие
.ВДС, но также определяет структуру границ зерен. При определен-
ной текстуре в сплаве возможно увеличение роли специальных
границ. В общем случае это обстоятельство также должно быть
учтено при анализе влияния исходной текстуры на СПД.
Таким образом, теория СПД, основанная на учете роли ГЗ при
деформации, позволяет описать многие наиболее важные законо-
мерности изменения механических свойств и структуры, характер-
ные для этого явления.
3. МЕТОДЫ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ
МИКРОСТРУКТУРЫ В ПРОМЫШЛЕННЫХ СПЛАВАХ
Повышение пластичности промышленных сплавов путем перевода их в СП со-
стояние во многом сводится к изысканию способов получения УМЗ структуры
в металлических материалах. Для этого необходимо разработать такие методы
изменения микроструктуры металлов, которые просты и достаточно универсаль-
ны, т. е. применимы к широкому кругу металлов и сплавов. В данном случае
речь идет не о демонстрационных опытах, обеспечивающих получение УМЗ мик-
роструктуры на лабораторных образцах, а о промышленных методах, позволяю-
щих получать мелкозернистые полуфабрикаты различного ассортимента, кото-
рые могут найти широкое применение в промышленности.
К настоящему времени наметились два основных направления, реализация
которых позволяет получать полуфабрикаты с необходимой для сверхпластично-
сти УМЗ микроструктурой:
а) разработка и использование СП сплавов, в которых мелкозернистая
структура получается за счет регулирования их химического и фазового состава
с целью наиболее легкого получения УМЗ микроструктуры;
б) изыскание путем предварительной обработки, обеспечивающей получе-
ние ультрамелкого верна в существующих промышленных сплавах практически
любого состава.
Эти направления дополняют друг друга, но второй путь более перспекти-
вен, поскольку подбор материалов для деталей машни и конструкций произво-
дят, как правило, исходя из требований к их эксплуатационным характеристи-
кам, а не из возможности реализации в них эффекта СП, хотя этот фактор так-
же надо учитывать. Второй путь обеспечивает более быстрое использование си
в промышленности. Отсюда понятна необходимость разработки легко осуще<Т“
вляемых способов получения СП полуфабрикатов промышленных сплавов.
Способы измельчения микроструктуры полуфабрикатов можно подразделит»
на три группы. Прежде всего это металлургические способы, освованвые на варьч
нрованин условий кристаллизации. Другая группа способов, обеспечивающая
получение УМЗ структуры в промышленных сплавах, связана е использованием
термообработки, в частности рекристаллизационного отжига, термоцнклирова*
102
ния, горячей пластической деформации, либо термомеханнческой
конец,-специальная группа способов, включающая порошТоДЛ^”' На'
пакетную прокатку, электролитическое послойное осаждений Л™.металлУРг”к>,
ванне специальных методов получения УМЗ структуры опмвдано Х£п°ЛЬЭ0*
случаях, когда невозможно получить требуемую CTDVKTvnv ® тех
поскольку промышленная реализация их сложна и тоудХка₽В даниом°^баМ"’
рассмотрены основные принципы первых двух групп способов Сп«? жР ДМе
особенности получения УМЗ структуры в конкреХ сплав^нз^ж^Т^
следующих разделах. л изложены в Во-
S. 1. Металлургические способы измельчения
микроструктуры сплавов
Измельчить микроструктуру сплавов при кристаллизации можно несколькими
принципиально различными спосооами. Во-первых, регулированием условий м
твердевания с целью повышения числа и скорости зарождения центров кристал-
лизации. Во-вторых, воздействием на кристаллизующийся сплав УЗ колебаний.
В-третьих, легированием расплава специальными элементами-модификаторами
Используя перечисленные приемы или их комбинации, можно добиться за-
метного измельчения микроструктуры слитков практически всех промышленных
сплавов. Наряду с измельчением размеров зерен в сплавах удается получить
дисперсные и равномерно распределенные продукты, первичной и вторичной кри-
сталлизации, способствующие получению УМЗ структуры при последующей об-
работке в твердой фазе.
Рассмотрим возможности каждого из указанных выше способов. Переохлаж-
дение жидкого металла способствует значительному увеличению числа зароды-
шей кристаллизации. Этот способ измельчения микроструктуры эффективно ис-
пользуют в различных технологических операциях получения сплавов.
Возможности способа иллюстрируют эксперименты с закалкой из жидкого
состояния с высокими скоростями охлаждения. При соприкосновении жидкого
металла с подложкой, имеющей высокую теплопроводность, скорость охлажде-
ния резко возрастает и достигает 106°С/с. Используя этот способ, удается из-
мельчить микроструктуру до десятых долей микрометра [133]. Однако способ не
нашел широкого применения в силу следующих причин: во-первых, размеры по-
лучаемого «слитка» в одном из направлений (толщина) ие превышают несколь-
ких десятков микрометров, поэтому трудно ожидать, что такие слитки были бы
пригодны для непосредственной обработки их в твердом состоянии: во-вторых,
в связи с ограничениями перераспределения компонентов при кристаллизации и
уменьшением различий в условиях затвердевания по толщине объектов, при за-
калке из жидкого состояния фиксируются преимущественно однофазные состоя-
ния, ультрамелкое зерно в которых не стабильно при иагреве.
При охлаждении больших объемов жидкого металла сложно обеспечить
высокую степень переохлаждения расплава. При малых степенях переохлажде-
ния, как известно, размер зерен в слитках практически не изменяется. В работе
[133] показано, что размер зерен чистого никеля мало изменялся до тех пор,
пока температура переохлаждения не достигала примерно 175 С, ТОЛЬК2(ЛОЭТ°
случае размер зерен резко уменьшался практически на порядок САГ
200 мкм. Авторы работы [183] наблюдали аналогичные измеиеняя микР”5туяп12-
ры сплавов на основе железа. При температуре переохлаждения окал
размер зерен уменьшался до 100 мкм. Обеспечить температуру перео
Даже такого уровня равномерно по сечению промышленных слитк в
В результате этот способ, как правило, не позволяет получать умо рт»- в
туру в промышленных сплавах. „,,иРппя достнга-
Заметное измельчение микроструктуры слитков Польши р I» металла
ется при использовании УЗ обработки кристаллизующего сплавов в
[133, 184, 185]. Размер зерен при этом уменьшается у_ ди°*ОдНОсть слитка
2—3 раза, а у ряда многофазных сплавов — в 5 10 ра , д Р
повышается. оасппеделение продуктов
Влияние УЗ обработки на измельчение зерен * РДС"Р£Д Си _ 0.5 % Zr
первичной кристаллизации исследовали на спл глелуюЩим режимам:
А1 —0,5% Zr. Обработку сплавов производили по следующим р
103
1. Расплав обрабатывали ультразвуком (частота 18 кГц, мощность 2 kR-i
непосредственно в тигле при 900—1000 °C, после чего производили заливку^
2. Расплав подвергали УЗ обработке непосредственно во время залив
3, Расплав не подвергали УЗ обработке (контрольная заливка). ®ки'
Полученные результаты показали, что УЗ обработка обоих сплавов замет
измельчает микроструктуру — в среднем с 3000 до 100 мкм. Наиболее эфЛа?
тивно влияние УЗ обработки было в том случае, когда облучение расплава nnol
изводили непосредственно во время заливки. Р0*
Использование УЗ обработки обеспечивает на практике измельчение зеоем
в сплавах, но не всегда гарантирует получение микроструктуры с требуемым
размером зерен. К тому же использование УЗ облучения требует больших эиеп-
гозатрат, а продолжение действия ультразвука после окончания процесса затвео-
девания может вызвать образование трещин в сплаве. Поэтому практически
задача измельчения микроструктуры в сплавах может быть решена введением в
расплав элементов-модификаторов. Модифицирование — один из наиболее тра-
диционных приемов получения мелкозернистых литых структур и в настоят^
время широко используется в промышленности.
Влияние элементов-модификаторов на кристаллизацию и измельчение мик« '
роструктуры исследовано в работах [186—189].
Суть модифицирования заключается в следующем. При переходе расплава
из жидкого состояния в твердое необходимо, чтобы между жидкой и твердой
фазами образовалась поверхность раздела, что связано с затратой энергии.
Уменьшить величину энергетического барьера, а следовательно, увеличить ско-
рость зарождения центров кристаллизации можно за счет создания готовых по-
верхностей раздела в расплаве, а также уменьшения поверхностной энергии
зародыша. То и другое можно регулировать путем введения в расплав элементов-
модификаторов. Критический размер зародыша в процессе гетерогенного зарож-
дения (в присутствии элементов-модификаторов) может быть меньшим, чем при
гомогенном (без модификаторов), так как слишком мелкие зародыши кристалли-
зации при гомогенном зарождении не способны к росту, а в присутствии моди-
фикаторов размер критического зародыша практически может определяться раз-
мерами модифицирующих частиц.
1 Необходимыми признаками хорошего модификатора, обеспечивающего соз-
дание готовых поверхностей раздела, являются структурное и размерное соот-
ветствие между ними и кристаллизующейся фазой. Вместе с тем разница между
плотностью модификатора и жидкой фазы должна быть как можно меньшей,
иначе может происходить его всплывание или осаждение, т. е. неравномерное
распределение в сплаве.
Рассмотрим возможности использования модифицирования для измельчения
микроструктуры на примере конкретных промышленных сплавов.
При гетерогенном зарождении модифицирующие частицы, окруженные жид-
кой фазой, служат центрами кристаллизации, на которых и начинает зарож-
даться кристаллизующаяся фаза. Типичным примером могут служить добавки
титана и бора или их соединений с алюминием. Эти добавки, взаимодействуя
с расплавленным алюминием, образуют модифицирующие интерметаллические
соединения ЛАЦ и А1Вг, которые способствуют эффективному измельчению зе-
рен алюминия.
В работе [191] изучали эффективность модифицирования лигатурой AI 5%
Л—1 % В слитков промышленных сплавов АДО, АМгб, Д16, АВ. Оказалось, что
при литье слитков, модифицированных титаном и бором, зерна измельчаются в
2—3 раза, а средний размер дендритной ячейки уменьшается до 100—120 мкм.
При этом наряду с существенным измельчением зерен происходит полное устра-
нение разнозернистости и формирование по всему сечению сравнительно мелкой
и равноосной микроструктуры.
Модифицирование оказалось наиболее эффективным и при получении
ков из конструкционных сталей с мелкозернистой структурой [192, с. 112—1WJ-
Для стали 12ХНЗМФА с помощью расчета на ЭВМ был выделен оптимальный
комплекс элементов-модификаторов: Zr—Y—Sr—Nb. Выбор подобного сочетаяя
элементов-модификаторов связан с влиянием на литую структуру окислов, ни-
тридов, гидридов и сульфидов. Модифицирование позволило получить слитки
104
с размером зерен около 3 мкм. При температурах выше 100(1 °г •
териал был сверхпластичным. е 1000 полученный ма-
Широко используют также элементы-модификаторы другого типа г
вие которых связано с уменьшением поверхностной энергии дейет'
раздела между жидкой и твердой фазами. Например^в систеЯЙ ТГИЦЫ
лучения высокопрочного вязкого чугуна с шаровидным графитом
эффективны поверхностно-активные модификаторы - хорошо известныГдобя»^
магния или редкоземельных металлов [133]. н известные дооавкя
В сплавах системы Al—Si для предотвращения роста игольчатых кристаллов
кремния в расплав вводят добавки серы и фосфора. Эти элементы, адсорбир^
на межфазных границах и уменьшая поверхностную энергию, способствует^
разованию мелкозернистой структуры с зернами микронных размеров [193 1941
Наибольший эффект измельчения зерен слитков достигается при сочетаний
УЗ обработки и модифицирования. В работе [195] приведены результаты УЗоб-
работки при непрерывном литье слитков цинковых сплавов марки ЦО молигЬя
цированных алюминием, и марки ЦМП, модифицированных алюминием и! маг-
нием. Оказалось, что степень измельчения зерен за счет комплексного воздейст-
вия УЗ обработки и модифицирования достаточно велика. В слитках ЦО при
УЗ обработке зерно измельчается в 10—15 раз (с 1000 до 50—100 мкм) в
слитках сплава ЦМП — в 5 раз (с 250 до 50—40 мкм). ’*
В работе [185] представлены результаты изменения размеров зереи и ден-
дритных ячеек в слитках при УЗ обработке кристаллизующихся алюминиевых
сплавов 1960, Д20-1, Д16, модифицированных добавками, % (ат.): 0,152г;
0,18Zr+0,lTi+0,lV; 0,18Zr+0,lTi соответственно. Размер почти равноосных зе-
рен сформированной в этих условиях структуры составлял в среднем 20—70 мкм
в зависимости от диаметра слитка, в то время как без обработки ультразвуком
наблюдалась веерная дендритная структура с размером зерен 300—2000 мкм.
Рассмотренные выше данные показывают, что, регулируя условия кристал-
лизации, можно заметно измельчить микроструктуру слитков, однако получить
УМЗ микроструктуру в промышленных сплавах, как правило, не удается. Тем
не менее измельчение микроструктуры при кристаллизации важно для получе-
ния УМЗ структуры при последующей обработке в твердой фазе. Об этом сви-
детельствуют результаты работ [185, 195].
На примере сплава А1—0,5 % Zr также показано, что УМЗ микроструктуру
(d=3-j-5 мкм) можно получить после предварительной обработки экструзией при
рекристаллизационном отжиге слитков с исходным размером зереи 100 мкм, ио
не удается получить УМЗ микроструктуру при такой же обработке слитка с
d=3000 мкм. Аналогичные данные получены и на других материалах.
3.2. Использование термической обработки
для получения ультрамелкозернистой микроструктуры
Получить УМЗ микроструктуру можно термической обРаб°™“’
кристаллизационным отжигом или термоциклированием. Р „Умышленных
этих видов обработки на формирование УМЗ структуры р
“«р»СТВВлВзВ,В»»«^ . ,
Н“Х £S”e Сформировании межозерии™»
рекристаллизации изложены, в работах [177, labj. рекристаллиза-
метры, определяющие конечную микроструктуру ихРроста. Сложность
ции: скорость образования зародышей и линейн р тжнге обусловлена труд-
получения УМЗ структуры при РекРистаЛлнИ.^Ц“ оосту зародышей и необходи-
мостью создания большого ^числа 'спос°®”“* р рекристаллизации обработка,
мостью фиксации начальной стадии ззвеР“е „пзп,оение значительного наклепа,
Для выполнения первого условия необходимо а эт0 не всегда возмож»
для чего требуется деформация с боль1™4? ппедотвращения роста рекристал-
но, особенно в малопластичных сплавах. Для предотвращ
10S
лизованных зерен необходимо либо резко сократить время нагрева при темп
ратуре рекристаллизации, либо добиться выделения частиц второй фазы стай
лизирующих УМЗ структуру. В связи с этим практически задача получения
ультрамелкого зерна в металлических материалах может быть решена при уЛ
ложнении обычной схемы обработки (холодная или теплая деформация и далее
рекристаллизационный отжиг) специальными приемами. Такими приемами мо.
гут быть скоростной нагрев и предварительная регламентированная гетерогени-
зация сплавов.
Рассмотрим особенности каждого из указанных приемов обработки.
Основное достоинство скоростного нагрева — возможности получения'ультра*
мелкого зерна в чистых металлах и однофазных сплавах. В таких материалах
рост зерен при высоких температурах настолько облегчен, что добиться сильного
измельчения микроструктуры другими способами практически не удается. Осо-
бым преимуществом скоростного нагрева является также возможность исполь-
зования перед рекристаллизационным отжигом пластической деформации отио>
сительно небольших степеней.
Известно, что после небольших и средних степеней деформации ее неодно-
родность, а следовательно, и различие в длительности инкубационного периода
реализации потенциальных центров рекристаллизации при медленном нагреве
выражены резче, чем после больших деформаций. Применение же скоростного
нагрева нивелирует различие инкубационных периодов и способствует формиро-
ванию однородной УМЗ структуры по всему объему материала.
Физической предпосылкой применения скоростного нагрева является то об-
стоятельство, что с увеличением скорости нагрева быстрее растет скорость обра-
зования зародышей рекристаллизации п, чем. линейная скорость роста зароды-
шей с [177, 197]. Как следствие этого, при больших скоростях нагрева увеличение
п становится доминирующим фактором, который определяет особениостн кине-
тики первичной рекристаллизации и структуру сплава [198]. Для преимущест-
венного роста п. с увеличением скорости нагрева имеется несколько предпо-
сылок:
а) при ускоренном нагреве сохраняется повышенная плотность дислокаций
до температур, при которых становится возможной рекристаллизация, так как
не успевают пройти (или менее полно проходят) процессы возврата. Экспери-
ментально показано, что при быстром нагреве подавление возврата я совмеще-
ние его по времени и по температуре с процессом рекристаллизации является
основной причиной изменения кинетики рекристаллизации [197];
б) повышается температура начала рекристаллизации.
При непрерывном нагреве скорость зарождения центров рекристаллизации
находится в экспоненциальной зависимости от температуры [199].
Причина специфического влияния быстрого нагрева состоит в том, что в
ходе нагрева при низких температурах не успевают реализоваться потенциаль-
ные центры рекристаллизации с малым инкубационным периодом. При высоких
температурах уменьшается и инкубационный период, и разница в его длитель-
ности для различно деформированных участков матрицы. В результате этого
сразу образуется большое число центров рекристаллизации.
Вместе с тем необходимо принимать во внимание, что для получения УМЗ
структуры при скоростном нагреве время пребывания металла при высокой тем-
пературе должно быть малым и сопоставимым со временем от окончания нагре-
ва до закалки в воду. В результате существенное влияние на размер зерен
оказывает не только скорость нагрева, но и скорость последующего охлаждения.
Следовательно, для получения УМЗ микроструктуры необходимо вести про-
цесс рекристаллизации при строго контролируемых температуре, скорости на-
грева и охлаждения, времени изотермической выдержки и фиксировать как мож-
но более ранние стадии завершения первичной рекристаллизации.
Рассмотрим на примере чистого никеля, однофазного нихрома и стали
12Х18Н10Т, которая при повышенных температурах имеет некоторое количество
избыточной карбидной фазы, возможности скоростного нагрева как метода по-
лучения УМЗ структуры. Исходные отожженные прутки из этих материалов
подвергали волочению со степенью обжатия 50 % и на специальной установке
[2], позволяющей нагревать образцы со скоростями 250—25000 °С/с, — рекри-
сталлизационному отжигу. Изучали влияние скорости и температуры нагрева,
106
времени выдержки до закалки на формирование mul-плп
лизацни. Для сравнения проводили печной отжиг ппи ™РУКТуры при РекРистал-
составляла 0,5 °С/с. Оказалось, чго в условиях скпПХ?Р,0М Скорость ««рева
сформировать УМЗ структуру в ^чистом УникОелеЯ ПоХ₽ нХ°а Жг У“
ростью 400 С/с и практически мгновенного охлаждения раэ^Лап30 С со СК0‘
превышал 4 мкм. При печном отжиге получить микрострЛт™ с S ннкеля ие
менее 10 мкм не удается. В нихроме и стали в пДипЛ^1УРУ С размеР°м зерен
удается после закалки зафиксировать структуру сзепномпоимАп^пО™ нагрева
значительно меньшим, чем в никеле. При этом интервал™ 2 Мкм' т е'
хрома и стали 12Х18Н10Т заметно шиРре, чем y^S, ^вс^^
В условиях медленного нагрева (0,5°С/с) в нихроме и стали к момент 9я
вершения первичной рекристаллизации хотя и формируется достаточно
зернистая структура (d=4-6 мкм), однако имеется заметная разнозерннст^
и вытянутость отдельных зерен. р«пиЛерннстость
Существенное влияние на конечный размер зерен оказывает не только «о
рость нагрева, но и время от окончания нагрева до закалки в воду т поасоль™
в ходе скоростного нагрева время пребывания металла при высокой температ^
очень мало и сопоставимо со временем от окончания нагрева до охлаждения
В стали 12Х18Ш0Т при скорости нагрева 35—500°С/с и времени от окончания
нагрева до закалки образцов в воду т=0,03 с зерно измельчается незначительно
с 2,5 до 2 мкм. Более резко размер зерен зависит от времени т. Так, при одной
и той же скорости нагрева 500 °С/с изменение т от 0,4 до 0,03 с приводит к из-
менению размера зерна в стали от 4 до 2 мкм. Таким образом, оба фактора —
скорость нагрева и время выдержки при температуре рекристаллизации сущест-
венны для получения УМЗ структуры.
Скоростной нагрев является эффективным способом измельчения микро-
структуры других промышленных сплавов. В сплавах титана с а+0-структурой
(ВТ14) и 0-структурой (ВТ15) нагрев со скоростью 25—300°С/с после холодной
деформации позволяет получить однородную мелкозернистую структуру со сред-
ним размером 0-зерен 10—15 мкм.
В алюминиевых промышленных сплавах, используя скоростной нагрев, уда-
лось измельчить зерно до 7—9 мкм (см. разд. 5). Следует отметить, что при
печном отжиге к моменту завершения рекристаллизации размер зерен составляет
14 мкм.
Получить .ультрамелкое зерно в сплавах удается, если в них имеются вто-
рые фазы, частицы которых стабилизируют рекристаллизованную микрострукту-
ру. Это обстоятельство можно использовать при проведении рекристаллизации
после предварительной гетерогенизации сплава, когда в микроструктуре сплава
фиксируются избыточные дисперсные фазы, которые не коагулируют при тем-
пературе рекристаллизации. Устойчивые дисперсные частицы увеличивают ско-
рость зарождения центров рекристаллизации и тормозят рост рекристаллизован-
ных зерен.
В общем случае частицы служат барьерами для дислокаций,
в матрице при деформации. Это приводит к локальному увеличению их _
сти. В микрообъемах, прилегающих к частицам, возрастает избыток д ,
одного знака и, как следствие, в этих областях наблюдаются л°ка_п_и_„„ ного
кристаллической решетки. Такие участки становятся местами пред ,ппмипова_
зарождения центров рекристаллизации, поскольку здесь °®легуа ^ucvtctbhh
ние границ с большими углами разориентировки. Таким образо , в р утствни
частиц избыточной фазы увеличивается параметр п. скорость
Однако при чрезмерно высокой пт/ТТрезуЛтате^м^ся неко-
роста центров рекристаллизации ослабляется 117/J. в р&,'_т
торый оптимальный с точки зрения повышения п размер частиц. симальным
Зинер и Смит [200] установили количественную связь между п[>исутствии
размером зерен матрицы jDmax, который может быть д _™HOg долей С» в
дисперсных частиц, средним размером этих частиц в и
сплаве:
^шах — ИСу
(60
ЮГ
Величины Со, d и среднее межчастичное расстояние I связаны между
следующим образом: с°бой
I =
(61)
Из соотношения (60) следует, что регулируя размер дисперсных части» '
их объемную долю, можно получить £>тах<10 мкм, т. е. очень мелкое зепнг» ®
При выводе соотношения (60), устанавливающего возможность управляй
размером рекристаллизованных зерен, предполагается сферическая формаа’
стиц избыточной фазы и равномерность их распределения в структуре Одна
оио не учитывает природу избыточной фазы, а поэтому и особенности ее»/
имодействия с матрицей. Это соотношение дает только представление о
в каком направлении надо изменять d и Со для получения мелкого зерна ТОМ’
Для успешного применения рассматриваемого метода получения УМЗ ctdvk
туры необходимо экспериментальное уточнение для каждого конкретного сплава
требуемой гетерогенизации структуры. Задачу решают эмпирически — подбором
режимов гетерогенизирующей обработки, при которой обеспечивается получение
УМЗ структуры. Между тем, как отмечают авторы работы [201], ие всякие ча.
стицы избыточных фаз могут являться потенциальными центрами рекристалл»
зацин. Они установили, что рекристаллизованные зерна преимущественно зарож»
даются на частицах, размер которых выше некоторого критического de. Влияние
размера частиц на кинетику рекристаллизации определяется только одним пара-
метром — числом частиц в единице объема с размером выше de. г
Авторы работы [202] на основании выполненных ими исследований на холод--'
нокатаном сплаве А1—0,75 % А12О3—0,2 % Fe—0,17% Si с равномерно распре-
деленными мелкими частицами А12О3 (~0,1 мкм) и крупными частицами FeAli
(0,2—4 мкм) установили, что зародыши рекристаллизации преимущественно об-
разуются у границ исходных зерен и на отрезках выоокоугловых границ зерен,
расположенных в полосах деформации. Частицы FeAI3 служат активными цент-
рами зарождения только в том случае, если они расположены вблизи от таких
границ. Присутствие в сплаве крупных частиц FeAl3 не приводит к значительно-
му измельчению зерен. А формирование УМЗ структуры в исследуемом сплаве
с частицами d=5 мкм происходит в процессе роста субзерен, которые на опре-
деленной стадии приобретают высокоугловую разориентировку.
Таким образом, механизм формирования УМЗ структуры при рекристалли-
зационном отжиге в присутствии избыточных фаз не имеет однозначной трак-
товки. Тем не менее факт влияния избыточных фаз на структуру материала не
вызывает сомнения. Об этом свидетельствуют и результаты работы [203]. Авторы
исследовали рост зерен в стали с 3 % Si и 0,3 % Сг, которая вследствие присут-
ствия кремния является двухфазной при 1000—1300 °C; соотношение фаз в стали
регулировали изменением содержания углерода. С целью формирования мелко-
зернистой структуры образцы после гомогенизации подвергали холодной про-
катке с суммарной степенью обжатия 33 %, а затем отжигу в_ течение 300 я.
Для сравнения исследовали однофазную сталь после аналогичной предваритель-
ной обработки. Оказалось, что в зависимости от продолжительности отжига при
1100 °C двухфазная сталь имеет значительно более мелкое зерно по сравнению
с однофазной—средний размер зерен в двухфазной стали менее 50 мкм. А р
800 °C в двухфазной стали можно сформировать УМЗ структуру с Р33*4^
зерен 2 мкм, тогда как в аналогичных условиях однофазная
зерен около 100 мкм [204]. Холодная прокатка стали 15Х18Н12С4ТЮ аустенити-
ферритного класса (содержание феррита около 5—20 %) с последующи р
сталлизационным отжигом при 820—870 °C приводит к образованию мык и-
нистой структуры с размером зерен 1—3 мкм. Обработка стали 12X1 I
с практически однофазной структурой в аналогичных условиях сп з
формированию структуры с размером зерен 14—20 мкм. -плавах
Можно привести некоторые способы создания и в ПР°““™ олучениЯ УМЗ
гетерогеиизированной структуры и тем самым У0-?03*"* ДД>ТРпогенизаци1О соз-
структуры. У дисперсионнотвердеющих сплавов тРебУ®“У®Упование d и C# воз-
дают распадом пересыщенного твердого раствора. РегУР температуры
можно подбором температуры распада. Она д0ДЖ”3 „бяятЛаза выделяется из-
сольвуса, но выше температуры, при которой избыточная ф
108
лишне дисперсной (обычно это температура упрочняющего -
т.е. термическую обработку надо проводить УВ режи^^е^аииП^'
вости, в работе [205] на примере сплава 7475 (А1—5 8 % Zn—9 9 о/.В м
1.6 % Си) предложен способ получения полуфабрикатов с УМЗ стоукХЛГ
ализующий описанный выше прием. Он включает перестаривание обраЖиного
на твердый раствор сплава для получения большого количества и нуХ>й
персности интерметаллидных частиц, холодную или теплую деформацию со^Г-
ющую локальный наклеп вокруг интерметаллидов, скоростной иагоев
темпЖуры СОЛЬвуСа‘ Такая комплексная обработка обеспечивает формном»,
ние УМЗ микроструктуры с размером зерен в несколько микрометров Для «1
гулирования гетерогенизации дисперсионнотвердеющих сплавов используют
предварительную (перед распадом) деформацию1. При этом учитывается воз-
можность влияния деформации на кинетику, морфологию и распределение поо-
дуктов распада пересыщенных твердых растворов [206, 207].
Если в сплавах имеется избыточная вторая фаза, то в этом случае основная
задача формирования УМЗ микроструктуры заключается в выборе режимов
пластической деформации и рекристаллизационного отжига. Отпадает необхо-
димость искусственной гетерогенизации сплавов. Для формирования УМЗ микро-
структуры присутствующие в сплаве выделения должны способствовать увели-
чению параметра п и эффективно сдерживать миграцию границ.
Примером таких материалов являются магниевые сплавы, в которых при-
сутствие избыточных выделений позволяет сравнительно легко получить УМЗ
микроструктуру и сохранить ее при высоких температурах. Такими сплавами
являются практически все деформируемые промышленные магниевые сплавы, а
также большая часть литейных сплавов — МЛ4, МЛ5, МЛ 12, МЛ 15.
Эффективный метод измельчения микроструктуры исследуемых материа-
лов— рекристаллизационный отжиг после холодной пластической деформации.
Сплавы деформировали при комнатной температуре с e=5-i-20 % и подвергали
отжигу при 250—450 °C [208]. Микроструктурные исследования показали, что
после такой обработки в сплавах формируется УМЗ структура с размером зереи
около 10 мкм. Получение УМЗ структуры легче осуществить в сложнолегиро-
ванных сплавах. Например, в магниевых сплавах с небольшим содержанием ле-
гирующих элементов МА8, МА2, МА2—1 и др. структуру с ультрамелким зерном
(d<10 мкм) получить не удается ввиду недостаточной эффективности стаби-
лизирующего влияния избыточных фаз. Лишь при увеличении размеров зерен
до 10 мкм и более концентрация избыточных выделений на границах оказыва-
ется достаточной для стабилизации микроструктуры сплава данного состава.
В сложнолегированных сплавах, в структуре которых имеется большее количе-
ство избыточных фаз, получить УМЗ структуру при тех же условиях обработки
достаточно легко. В сплаве МА15, содержащем избыточные фазы с цинком,
цирконием и лантаном, удается получить и зафиксировать структуру с зерном
3—4 мкм.
Ситуация заметно упрощается, если в сплавах имеется близкое о миое
соотношение фаз. В этом случае задача обработки состоит в измельчении*ре
каждой нз фаз, их равномерном распределении в объеме сплава, т.е. п луч
структуры типа микродуплекс. Для этого обработку ведут в
рекристаллизации предшествует распад либо одновременно протекают _Р°
рекристаллизации и распада. показано что измельчение
В работе [209] на примере сплавов Fe—Ст—№ показано, что и
и формирование микродуплексной стР^200^-1С2бО°С)Рс последующей холодной
наблюдают при закалке из у-области (1200 1260 С) , уя двухфазной
деформацией и вторичным нагревом до температур P МИКООструктуру в
структуры (850-1000°C). Без холодной ДеФ°Рмац™2^3“бХЗо числа
таких материалах получить не удается ^ДлТ^Хполызуяаналогичную обра-
центров рекристаллизации. Авторам работы l210’* и пазмепом зерен около
Сотку, удалось сформировать структуру микродуп екс с р Р с. Указан-
2 мкм в стали Fe-25 % Сг-5,7 % N1-°-7 °/о я *7"ряде двухфазных
ными способами структура микродуплекс была п луч
сплавов на основе меди [211, 212].
’ Пат. 3563815 (США), 1971.
10»
(62)
оТаким образом, рекристаллизационный отжиг как способ формипоалн»»
УМЗ структуры в металлических материалах имеет широкие возможности F
уникальность состоит в том, что он применим ко всем металлам и спл’аяя
независимо от их химического или фазового состава и исходной микростоукт™’
Однако этот способ требует проведения холодной пластической деформации'
т. е. значительных усилий деформации и энергозатрат на стадии подготт»
структуры. Эффективность способа часто определяется возможностью дебоома.
ции сплава с высокими степенями, а это не всегда удается осуществить ocnZ
бенно для сплавов, имеющих при комнатной температуре высокую прочность»
низкую пластичность. Поэтому использование рекристаллизационного отжига ка«
способа получения УМЗ микроструктур не всегда экономически и технология»,
ски оправдано. С этой точки зрения перспективны способы, основанные на высХ
котемпературной пластической деформации и термомеханической обработке
Горячая пластическая деформация. Существенно измельчить зерна пяла
сплавов, можно, подвергнув их горячей пластической деформации. Динамиче-
ская рекристаллизация — основной процесс, обеспечивающий при этом нзмель^
чение микроструктуры.
Главные параметры, от которых зависит размер зерен при динамической ре-
кристаллизации, как и при рекристаллизации обработки, — скорость образования
зародышей и линейная скорость их роста. Воздействуя иа эти два параметра
можно существенно изменять микроструктуру металлов и сплавов, ее однород-
ность.
Образование зародышей при динамической рекристаллизации связано с на-
личием субструктуры, образующейся при горячей пластической деформации
[213]. Число потенциально возможных центров рекристаллизации п в единицу
объема, по мнению авторов, пропорционально:
п ~ 3/di*,
где d— размер исходного зерна; t — размер субзерна.
Размер зерна dP после динамической рекристаллизации изменяется пропор-
ционально:
1/dp ~ 3>pldt*, (63)
где р — вероятность активации мест зародышеобразования, которая увеличива-
ется с ростом действующих напряжений.
Одним из важных параметров, определяющих возможность протекания ди-
намической рекристаллизации в чистых металлах, является величина энергии де-
фектов упаковки. Исследования, выполненные в работах [213, 214], показали,
что в таких металлах, как медь, никель, которые характеризуются сравнительно
небольшой величиной энергии дефектов упаковки при значительных степенях де-
формации, наблюдается динамическая рекристаллизация, а в алюминии [215J,
a-железе, тугоплавких металлах с о. ц. к. решеткой [216], у которых величина
энергии дефектов упаковки имеет большие значения, процессы возврата протека-
ют настолько быстро, что динамическая рекристаллизация не наблюдается [216].
Однако даже в металлах и сплавах с высокой энергией дефектов упаковки можно
создать условия, затрудняющие протекание динамического возврата и облегчаю-
щие развитие динамической рекристаллизации. К таким условиям можно отнести
изменение режимов деформации (уменьшение температуры с сохранением доста-
точно'высокой скорости деформации) либо специальное легирование элементами,
понижающими энергию дефектов упаковки и затрудняющими перераспределение
дислокаций.
В работе [217] исследована структура чистого ал^мин^’п^РпТ^Х что
ходе горячей деформации при кручении в интервале 100—630 с. иоказано, ч
при температурах ниже 350 °C при высоких степенях деформации дотекает ди
намическая рекристаллизация с формированием УМЗ структуры, a . iu •
О важности легирующих добавок для получения УМЗ структуры[в
с большой энергией дефектов упаковки свидетельствует факт формир с..ога1
которых сложнолегированных алюминиевых сплавах (01420, 1-01, ,4 .
100, В0708) ультрамелкой структуры во время Ф°РмообРазУющеД5,?Р^„ ^Х
мации за счет динамической рекристаллизации. Аналогичные резу °лУ
чены на сплавах на основе железа [177].
11.0
Размер зерен при динамической рекристалличяп»»
чия избыточных фаз. В этом случае существенно как ЛХ7 ’акже от иал*
формации и насколько она превышает температуру де'
В присутствии избыточных фаз количество потенциальноРаствоРимости.
рождения центров динамической рекристаллизавди £в» за'
сталлизованных зерен сдерживается этими выделениям» «^2 ’ рОСТ рекри'
барьеров. Эта ситуация аналогична влиянию включений и?п?,Р играют роль
зованных зерен после холодной деформации и нагрева ПпимапР рекристалли-
жить рекристаллизация при прессовании сплава Sn—5 <У вГррп«М М0Жет ***’
процесс деформации сплава с большой вытяжкой мо£ил nS?” осУществлять
до температуры сольвуса. При этом Joct зерен в поопессе XT** ааготовкУ
сдерживается выделениями частиц висмута, образующимисяпр^ЕХ^Х"
дого раствора. О важности присутствия включений для акти^ипЛ таер'
динамической рекристаллизации указано в работе [2181 Автопы ппп^аНИ”
влияние дисперсных сульфидных частиц на динамическую оекп»гтЯРп^
хромоникелевой стали (20 % Сг+25 % Ni) с 0,06 % S. В образцах етХжХх
избыточные сульфидные выделения при горячей деформации, была отаечеиа ди’
намическая рекристаллизация, если же перегревом выше точки солидуса и замел-
ленным охлаждением обеспечивалось расплавление и выделение сульфидов толь-
ко на границах зерен при последующей горячей деформации, динамическая ое-
кристаллизация не наблюдалась. и
Особо важную роль для протекания динамической рекристаллизация при
горячей деформации играют степень и скорость деформации. В качестве примера
приведем результаты, полученные при изучении особенностей формироаания УМЗ
микроструктуры при динамической рекристаллизации магниевых сплавов.
Нами была исследована большая группа магниевых сплавов: деформируемых
(МА8, МА15, МА21) и литейных (МЛ5, МЛ 12). Слитки этих сплавов подвергали
прессованию с различными степенями деформации в широком диапазоне темпе-
ратур. Металлографический анализ показал, что обязательным условием форми-
рования УМЗ структуры в сплавах является деформирование их при умеренных
температурах (200—300 °C) с большими одноразовыми деформациимя (не ме-
нее 70—80 %). При выполнении этих условий и в литейных, и в деформируемых
магниевых сплавах формируется структура с достаточно мелким размером зерен
(d=74-10 мкм). Повышение температуры, как и снижение степени деформации,
приводит к неоднородности микроструктуры: в сплавах наряду с ультрамелким
зерном имеются колонии крупных нерекристаллизованных объемов. Например,
при степенях деформации, существенно меньших 70—80 %, даже при относи-
тельно умеренных температурах (200—300 °C) наблюдается значительная разно-
зернистость, размеры зерен отличаются на порядок и более. В материале встре-
чаются области с размерами зерен 5—10 мкм и 50—120 мкм. Аналогичная кар-
тина наблюдается при повышении температуры деформация. VMQ
Рассмотрим влияние скорости деформации на формирование УМЗ структуры
при динамической рекристаллизации. Для этого полезно сравнить особенности
формирования микроструктуры при различных схемах деформирования, иапр -
мер прессовании и осадке, поскольку эти схемы иагруженяи позволяют о с-
чить существенно различную локальную скорость течения металла пр*°
вой степени деформации и скорости перемещения деформируемого и
Исследуем микроструктурные изменения на примере ДВУ*Ф „рЖопмапия
МА21. Это даст возможность не только изучить влияние скоростидеФ°р пеле-
на размер зерен и степень их неоднородности, но и выявить хар Р
ления структурных составляющих а- и P-зерен при различны влияния
рования, что важно с точки зрения их взаимного стабилиз рую
иа микроструктуру сплава. ' осадкой (скорость
Результаты исследований показали, что при Д ф р же с высокями степе-
деформации существенно ниже, чем при ПР® температур (200—300 °C), что
ними деформации (в=80 %) в том же сплаваТолучять не удаетсж
и при прессовании, УМЗ структуру в обеих Фяппизоваиной. Основной причиной
•Фаза а на основе магния остается ”epJ*p -структуры при прессовании J***’
формирования различной по характеру ми р йр^ аР0ТКИ и одинаковой степени
ке при одних и тех же температурах исходной ^ботеи^^ которыв
деформации является, по-видимому, разл
определяется в основном скоростью деформации в пластической эоне (оч
деформации). При прессовании скорость деформации достигает ё=Ю-М02 *-1
при осадке е=10-24-10°с-1. Поэтому при прессовании возникают условия Л '
гоприятные для динамической рекристаллизации и в а-, и в 0-фазе. При ос а"
вследствие меньших скоростей деформации и существенной неоднородности*
формации последняя, по-видимому, локализуется в основном в литиевой В Ля*"
с меньшим, чем a-фаза, сопротивлением деформированию. Поэтому в a-фазе
сутствуют условия для протекания динамической рекристаллизации и в ией мм
козернистая структура не формируется. Однако при последующей изотермической
выдержке при температуре горячей деформации в a-фазе сплава в результат»
так называемой послединамической рекристаллизации формируется УМЗ микса,
структура, хотя и с некоторой степенью разнозериистости. Существенное влияии
схема деформации оказывает на характер распределения структурных составля
ющих. Если после прессования структура сплава состоит из относительно узки»
чередующихся «полос» а- и 0-зерен, то после осадки зерна а- и ₽-фаз распола*
гаются в материале отдельными областями (рис. 37,а и б), что крайне неблаго^
приятно, поскольку отсутствуют условия для стабилизирующего влияния фаз
друг на друга при последующем нагреве и деформации. Таким образом, наряду
со степенью и температурой деформации важное влияние на формирование УМЗ
структуры при горячей деформации оказывает схема и скорость леформяпии
Выполненные исследования позволяют в общих чертах наметить пути полу-
чения УМЗ полуфабрикатов в материалах с матричной структурой путем горячей
пластической деформации. Основным требованием для обеспечения формирова-
ния УМЗ микроструктуры является деформирование металлов и сплавов с вы-
сокими степенями деформации (не ниже 50—70 %), а выбранная схема деформа-
ции должна обеспечивать максимальную скорость деформации в зоне пласти-
ческого течения.
Горячая пластическая деформация интересна и с точки зрения получения
микродуплексной структуры. Возможности получения структуры такого типа
иллюстрируют результаты работ [133, 219]. Авторы работы [133] на сплаве ни-
келя с 38 % Сг и 18 % Fe показали, что при использовании горячей пластиче-
ской деформации богатая хромом а'-фаза, выделяясь преимущественно по грани-
цам непрерывно рекристаллизующейся г. ц. к. матрицы, стабилизирует структуру
и создает благоприятные условия для получения микродуплексной структуры с
размером зерен несколько микрометров.
Используя режимы горячей пластической деформации, микродуплексную
структуру можно получить в нержавеющей стали состава Fe—26 % Ст—6,5 % Ni
[219]. Микроструктура стали после обработки состоит из мелкодисперсных (2—
3 мкм) зерен феррита и аустенита.
Близкая по смыслу задача возникает при получении УМЗ структуры в жа-
ропрочных сплавах на никелевой основе. Получение в этих сплавах структуры
типа микродуплекс (у+у') сводится к нахождению режимов обработки, позво-
ляющих не только измельчить зерна матрицы у, но и добиться получения у-фазы
с высокоугловой разориентировкой по отношению к у-матрице. Подробно этот
вопрос см. в разд. 8.
Рассмотрим особенности формирования УМЗ микроструктуры при термо
клировании и термомеханической обработке.
Термоциклирование. Этот способ измельчения микроструктуры „"5?^
наличии в сплаве фазового превращения в твердом состоянии. Суш
особенность термоциклической обработки металлических материалов, при д
к формированию УМЗ микроструктуры, состоит в том, что эффект изм
зерен наблюдается при термоциклировании вблизи температурного . р
фазовых превращений — и диффузионных, и мартенситных.
Типичным примером получения УМЗ структуры при 'rePMO’¥?^P?®„oMV
вблизи температуры фазовых превращений, происходящих п° Д,паботах
механизму, может служить эффект измельчения зерен, обнаруженный Р , а
[220, 221]. Авторы, изучая влияние термоциклирования на развитие
сверхпластичности в армко-железе, в процессе многократного н р циклов
дения вблизи температур А3, установили, что по мере увеличе‘ форми-
испытания наблюдалось измельчение зерен и в результате в матер Ф Р
112
Рис. 37. Микроструктура сплава МА2Г после 8=80 % при 250 °C:
а — осадкой; б — прессованием
явлениеЬп^тео^оиикСлиппТУРа С размеРом 3еРен около 1—5 мкм. Подобное же
лях разного т?тап ИКЛИ')Овании наблюдали в углеродистых и легированных ста-
В работе„"рИ пРевРаЩении феррит - аустенит [222-224].
туру стали 4ПУМ J пРивеДены результаты влияния термоциклировання на струк-
870__650 °C п П’ сталь 40ЛН подвергали циклированию в области температур
7___о А после пяти циклов нагрева и охлаждения размер зерен составил
пи-пггл it ’ '-'леДУет отметить, что после обычной закалки размер зерен стали был
около 11 мкм. г г г
Рит^сК<тМ °^Ра30„м’ теРмоциклирование в области превращений аустенит — фер-
одинаковои степенью надежности способствует формированию ультрамел-
8 О. А. Кайбышев цу
кого зерна и в чистом железе, и в углеродистых и легированных сталях ЭтЛ
способ можно использовать также для других материалов, имеющих полймопж
яое превращение, близкое по характеру к превращению в сталях. К их
можно отнести титан, уран, цирконий и сплавы на их основе. ”
Термоциклнрование в области температуры позволяет получить зепнистый
перлит в стали [225]. Обычно для такой обработки достаточно 5—10 циклов
Б результате появляется возможность получения в перлите структуры типа мик
родуплекс с размером зерен феррита и цементита 3—5 мкм. Сталь с такой мик-
роструктурой проявляет все признаки СП течения [56, с. 74—76]. к'
Аналогичные по характеру изменения микроструктуры наблюдаются пои
термоциклировании в области температур мартенситного у—«'-превращения Так
путем термоциклирования (многократной закалки) между 0 и 825 42 в образцах
стали, содержащей 0,42 % С и 1,8 % Мп, была получена УМЗ структура с раз.
мерой зерен 1—2 мкм [226]. Таким же способом было получено ультрамелкоё
зерно в сплаве системы Fe—Ni—Ti [227]. Эффективность термоциклирования
при наличии диффузионных и мартенситных превращений зависит от числа ци-
клов нагрев — охлаждение при прочих равных условиях. Наиболее показательно
в этом отношении поведение стали 5 % Ni+Cr+Mo+V [183], Установлено, что
после одного цикла быстрой аустенизации формируется неоднородная микро*
структура с различным размером зерен аустенита. Однородная структура е
ультрамелким зерном достигается после пяти циклов быстрого нагрева и охлаж-
дения.
Исследования, выполненные на стали 05Х12Н7МД2, содержащей в норма*
лизованном состоянии около 50 % мартенсита, показали, что при термоциклнро»
вании в интервале у^а-превращения [нагрев образцов до температуры At+
4- Ю-Ь20 °C (800 °C) и закалка] формирование мелкозернистой структуры проис-
ходит после девяти циклов нагрева и охлаждения [228].
Механизм формирования УМЗ структуры при термоциклировании с фазовой
перекристаллизацией экспериментально исследован мало. Поэтому не удивитель-
но, что для объяснения данного явления предложено большое число гипотез,
хотя ни одна из них не получила .однозначного экспериментального подтверж*
дения.
Автор работы [229], изучая процессы измельчения зерен в железоуглероди-
стых сплавах, отметил, что оно достигается в основном за счет увеличения
скорости зарождения центров рекристаллизации феррита при быстром охлажде-
нии стали из области устойчивого состояния аустенита. Установлено, что мелкне
аустенитные зерна формируются в основном в процессе кратковременного отжига
железоуглеродистых сплавов при температуре аустенизации сплава [230, 231].
Несмотря на то что термоциклнрование— один из наиболее простых и
технологичных способов получения УМЗ микроструктуры в сплавах, он не уни-
версален, т. е. не применим к широкому кругу металлов и сплавов, в которых
не происходят фазовые превращения, связанные с полиморфизмом.
Трансформация пластинчатой микроструктуры в равноосную. В многофазных
сплавах необходимые условия для получения стабильной микроструктуры, как
правило, обеспечиваются химическим и фазовым составом. Вопрос состоит лишь
в измельчении зерен и придании им равноосной формы с целью получения струк-
туры типа микродуплекс.
Обычно в процессе кристаллизации или фазовых превращений в твердом
состоянии многофазных сплавов получают пластинчатую микроструктуру с че-
редованием пластин различных фаз. Типичный пример такой структуры перлит
в стали. Практический интерес представляет возможность трансформации такой
структуры в равноосную. Хотя термодинамически равноосная микроструктура
соответствует более равновесному состоянию, т. е. состоянию с меньшей поверх-
ностной энергией, тем не менее только выдержка при высоких температурах не
обеспечивает трансформацию пластинчатой микроструктуры в равноосную. -?тот
эффект, по мнению авторов работы [232], связан с низкой подвижностью меж-
фазной границы, обусловленной хорошим сопряжением кристаллических реш
на ней. Тем,не менее на ряде материалов при отжиге наблюдали деление ш -
стин на фрагменты с последующей их сфероидизацией [233]. Однако при это.
процесс развивается медленно. Существенное ускорение трансформации -
стиичатой микроструктуры в равноосную наблюдается при термоциклирова
114
г
Рис. 38. Схема технологических ре-
жимов получения структуры микро-
дуплекс в сталях:
а — «изоформинг»; б — с использо-
ванием НТМО; в — с использовани-
ем деформации в процессе охлаж-
дения
(при наличии в сплаве фазовых превращений), предшествующей холодной в
горячей деформации.
Пластическая деформация способствует ускорению трансформации пластин-
чатой микроструктуры в структуру типа микродуплекс. Причина этого — форми-
рование в пластинах субграниц в результате предшествующего наклепа и по-
следующего отжига, что способствует увеличению движущей силы процесса
сфероидизации [234].
Аналогичная ситуация наблюдается при горячей деформации. Образующиеся
в этом случае субграницы позволяют значительно повысить скорость сфероиди-
зации. В работе [235] приведены- оценки скорости сфероидизации перлита в
образцах недеформированной стали по сравнению с образцами, подвергнутыми
холодной и горячей деформации. После холодной деформации скорость сферо-
идизации возросла в 100 раз, а после кручения при 700 °C — в 10000 раз.
Такие же эффекты наблюдали в некоторых других сплавах с пластинчатой
микроструктурой. Так, в литом сплаве А1—33 % Си [190] наблюдали удлинение
до 500 %, что связано с трансформацией пластинчатой микроструктуры в равно-
осную в процессе горячей деформации.
Термомеханическая обработка (ТМО). В последние годы появилось значи-
тельное количество работ [69, 219, 236], в которых исследовано формирование
УМЗ микроструктуры при ТМО. Основная суть измельчения структуры при ТМО
заключается во влиянии деформации сплавов на фазовые превращения. Как из-
вестно, процессы превращения ускоряются в результате пластической деформации
и вместо пластинчатых образований чаще всего возникает дисперсная зернистая
структура. УМЗ микроструктуру металлических материалов при ТМО можно
сформировать несколькими принципиально различными способами.
Рассмотрим возможности ТМО, позволяющей сформировать УМЗ микро-
структуру на примере сталей. Одним из практически осуществимых методов ТМО
является процесс изоформинг. Изоформинг предусматривает интенсивную дефор-
мацию стали в процессе аустенито-перлитного превращения (рис. 38, а).
вид обработки наиболее благоприятен с точки зрения получения структуры^жп
микродуплекс. Примером может служить формирование структуры УМЛ перлит
в сталях 45, 65Г и У8 [237]. Микродуплексная структура (феррит+цементы г,
с размером зерен порядка 1 мкм формировалась в сталях 65Г и У» при р®
до 850 °C, подстуживании до 720 °C и прокатке при этой температ)фе
пенью обжатия 20 %, а в образцах стали 45 — после нагрева и ₽
800°C со степенью обжатия 50 %. Аналогичные по характеру изме е Р°
115
структуры наблюдали на стали ШХ15 [238]. УМЗ микроструктуру типа ми«пп_
дуплекс в сталях удается получить, используя режимы НТМО. Схема НТМл
включает нагрев сталей выше температуры А3, ускоренное охлаждение аустениУ
с температуры нагрева, холодную деформацию с последующим нагревом
температуры двухфазной области и последующее охлаждение до комнатной те»
пературы (рис. 38,6). При этих режимах обработки вторая фаза, выделяясь
яри нагреве холоднодеформированной матрицы, сдерживает рост непрерывно
кристаллизующейся у-фазы. В результате при иагреве до температуры выше А
формируется УМЗ микроструктура аустенита, распад которого при последующем
охлаждении способствует формированию микродуплексной структуры7 Фев.
рит+цементит.
Используя режимы НТМО в стали состава Fe—4 % Ni—3 % Mo_______1 6 % Ti e
а+у-структурой, удалось получить УМЗ структуру с размером зерен 3 мкм
[239]. Аналогичные данные получены в железохромоникелевых сплавах. В ре-
зультате НТМО в них формировалась УМЗ микроструктура с d—2 мкм [2171*
Другой вид ТМО — рекристаллизация горячедеформированиого материала^
Суть данного способа заключается в нагреве сталей выше температуры А» ।
деформировании при постепенно понижающейся температуре (рис. 38,в); при
этом избыточный цементит в сталях, выделяясь преимущественно по границам
непрерывно рекристаллизующихся зерен аустенита, стабилизирует нх рост, фор-
мируя УМЗ микроструктуру. Распад аустенита с ультрамелким зерном ниже
температуры At и деформация продуктов распада способствуют формированию
зернистого перлита достаточно высокой дисперсности. В работе [240] исследо-
вали влияние указанной схемы обработки на формирование микродуплексной
структуры в обычной высокоуглеродистой стали, содержащей 1,3—1,9 % С.
ТМО такой стали состояла в нагреве, до 1150°C до образования однофазной
аустенитной структуры, прокатке при постепенно понижающейся температуре, во
время которой происходило выделение цементита, и окончательной прокатке при
550 °C. Конечная микроструктура стали после такой обработки представляет со-
бой тонкую смесь сфероидизированного цементита и феррита с зерном порядка
1 мкм.
Аналогичные результаты получены авторами работы [210]. После горячей
прокатки стали (Fe—25 % Сг—5,7 % Ni—0,69 % Ti—0,1 % Al) с температуры
1100 °C в ней. также формируется наиболее благоприятная структура микродуп-
лекс со средним размером зерен 3,6 мкм.
Таким образом, анализ различных вариантов ТМО свидетельствует о перс-
пективности их применения с целью получения УМЗ микроструктуры в сталях.
В заключение следует отметить, что, используя особенности изменения мик-
роструктуры при фазовых превращениях, холодной и горячей деформации, на-
греве и охлаждении, можно добиться измельчения зерен большинства промыш-
ленных сплавов до 4<10 мкм, что обеспечивает структурные условия для
вода их в СП состояние.
пере-
4. СВЕРХПЛАСТИЧНОСТЬ МАГНИЕВЫХ СПЛАВОВ
пре-
так-
Интерес к магниевым сплавам объясняется целым рядом их
имуществ перед другими конструкционными материалами, а
же практически неограниченными сырьевыми ресурсами.
Конструкции из магниевых сплавов отличаются более высо
жесткостью и удельной прочностью по сравнению с конструк
ми той же массы из других металлических материалов, iв*
сталь и титан. Благодаря этим особенностям магнии и ег
воспринимают большие ударные нагрузки, чем, например, ‘
ниевые сплавы, что позволяет эффективно использовать ся
сплавы в приборах и для изготовления деталей, подвергающихся
ударным нагрузкам.
Высокая химическая стойкость магния и его сплаве»» ™
нию к горючим материалам, минеральным мас^Хлочам ГтТ
же особые физические свойства, например малая сп^бнйь к
глощению нейтронов, отсутствие взаимодействия с ^аном
щая теплопроводность, делают их перспективными’ „Р°*
?еСти°кеЬ30ВаНИЯ В раЗЛИЧНЫХ энеРгетических узлах и ядерной эн%-
Вместе с тем ограниченность применения магния и его сплавов
в технике и относительно малый объем деформируемых магние*
вых сплавов в общем производстве и потреблении промышленно-
стью обусловлены их относительно . невысокой технологической
пластичностью — относительное удлинение не превышает 30—
70 % даже в условиях горячего деформирования, повышенной ани-
зотропией механических свойств [241—243]. Коэффициент анизотро-
пии, взятый как отношение временного сопротивления и предела
текучести в продольном направлении к поперечному для сплава
МА15, достигает по о0>2 4, по ов 2, 3 [244].
Основная причина низкой пластичности и анизотропии свойств
магния и его сплавов — их кристаллическая структура. Магний
имеет г. п. решетку с отношением осей с/а= 1,624, что близко к
теоретическому значению. Поэтому деформация его при обычных
температурах происходит практически целиком за счет скольжения
по плоскостям базиса (0001) в направлении <1120> [245]. Нали-
чие только базисной плоскости скольжения в поликристалличе-
ском материале резко ухудшает условия совместной деформа-
ции зерен и обусловливает низкую пластичность. Ограничен-
ность систем скольжения, а также наличие текстуры в магние-
вых сплавах — причина высокой анизотропии их механических
свойств.
Известны многочисленные попытки улучшения свойств дефор-
мируемых магниевых сплавов путем дополнительного легирования
различными элементами, но существенных результатов добиться
не удалось [186, 246]. В лучшем случае легирование позволяет по-
высить уровень прочностных свойств при сохранении низких пока-
зателей пластичности. Повышение прочностных характеристик,
как правило, сопровождается усилением анизотропии свои
(например, сплавов МА14, МА15, МА19 [186, 244]), к
увеличивается при ориентированном выделении части
Значительное увеличение пластичности достигнуто> в
литиевых сплавах [186, 247]. Легирование магния л поочнос-
ет получать сверхлегкие сплавы с еще большей уд Основное
тью и жесткостью, чем у других магниевых сплаво[ £ го эле.
преимущество использования лития в качестве_____т?объемноцен-
мента состоит в появлении в сплавах системы ° носТЬ спла-
трированной 0-фазы, которая резко повышав магниеволитневых
вов при комнатной температуре, Пластичн В-фазы, но н
сплавов возрастает не только благодаря g сплаве Mg—
за счет понижения отношения с/а, в г. п. р
14,5 % (ат.) Li отношение осей с/а a-фазы снижается до 1 ri
В результате в a-фазе становится возможным небазисное сколь»
ние, возникает интенсивное скольжение по плоскостям призмы
Появление небазисного скольжения с изменением отношени
с/а связано с изменением расстояния d между плоскостями поич*
мы. Напряжение, требуемое для передвижения дислокации, равно*
_ __ _ —2n<f/&(l-v)
а ~ре ’ (64)
где р — фактор, зависящий от модуля сдвига и коэффициента Пу.
ассона v; Ь — вектор Бюргерса.
Из выражения (64) видно, что о в зависимости от d изменяется
по экспоненциальному закону. При уменьшении с/а расстояние
между плоскостями призмы увеличивается и становится более
близким к d между плоскостями базиса. Поэтому вероятность
скольжения по плоскости призмы возрастает.
Вместе с тем легирование магния литием в количествах, доста.
точных для образования 0-твердого раствора с о. ц. к. решеткой
[более 5,7 % (по массе)], приводит к снижению стабильности
свойств сплава при комнатной температуре. Промышленное ис-
пользование этих сплавов в широких масштабах возможно лишь
при разработке простых и технологичных способов стабилизации
свойств магниеволитиевых сплавов.
Таким образом, перед металловедами стоит задача повышения
механических свойств магния и его сплавов, особенно пластичнос-
ти, а также снижения их анизотропии.
Один из радикальных методов улучшения механических свойств
магниевых сплавов — обработка в СП состоянии. При этом воз-
можно решение двух задач: резкое увеличение технологической
пластичности и изготовление деталей сложной формы и уникальных
размеров, а также использование особенностей сверхпластической
деформации для направленного изменения структуры и свойств
этих сплавов.
Впервые проявление эффекта СП в магниевых сплавах модель-
ного состава отмечено в работах [73, 132, 248—249, 250, 251]. Ав-
торы установили наличие повышенной пластичности и снижения
напряжения течения в сплаве Mg—6 % Zn—0,5 %Zr, в двойных
сплавах эвтектического состава магния с никелем, медью и алю-
минием. Возможность получения СП в промышленных магниевых
сплавах впервые показана в работах [2, 252]. Оказалось, что сплав
МА8 с исходной мелкозернистой микроструктурой проявляет все
признаки СП течения.
В литературе отсутствуют систематические данные по ИЗУ\
нию эффекта СП в промышленных магниевых сплавах. Без так
данных невозможно оценить целесообразность обработки ПРО>*
ленных магниевых сплавов в СП состоянии. Ниже представл
результаты сравнительного исследования пластичности и проч
вых свойств ряда магниевых сплавов в условиях обычной и
деформации.
118
4.1. Влияние исходной микроструктуры и температурно-
скоростных условии деформации на пластичность сплавов
Оценим влияние исходной микроструктуры на механические свай
ства магниевых сплавов в условиях горячей деформации ffD‘
этом важно сравнить свойства сплавов с обычным и ультрамелким
зерном, а также влияние химического и фазового состава нГпп«£
явление эффекта СП. г°-
Исследования проводили на материалах трех видов: техничес-
ки чистом магнии, сплавах с матричной микроструктурой а также
на двухфазном сплаве с микродуплексной микроструктурой и со-
отношением фаз, близким 1:1. Химический и фазовый состав ис-
следованных материалов приведен в табл. 4.
Таблица 4. Химический и фазовый состав магниевых сплавов
Марка Система сплава Содержание компонентов, % Фазовый вост в
Мг90 — 0,1 (Fe+Ni+Si + Cu+ H-Al+Mn) a-Mg
МА8 Mg—Мп—Се l,8Mn; 0,25Ce а-твердый раствор (ос- нова Mg); 0-Mn; MngCe
МА15 Mg—Zn—Zr l,6Cd; 3,lZn; 0,65Zr; 0,95La a-твердый раствор (ос- нова Mg); (MgZn)»La; Zr3Zn2; ZrH2
МА21 Mg—Li 5,2 Al; 4,7Cd; 8,1 Li 0,21Mn; l,38Zn a-твердый раствор (ос- нова Mg); P-твердый раствор (ос- нова Li); ₽-Mn, AIL!
Из данных табл. 4 видно, что наиболее близок по составу к чис-
тому металлу технический магний Мг90. Сплав МА8, легирован-
ный марганцем и церием, содержит небольшое количество избы-
точного марганца в виде самостоятельной фазы и интерметаллид-
ной фазы MggCe высокой дисперсности, как правило, невидимой в
обычном оптическом микроскопе. Сплав МА8 — наименее легиро-
ванный из всех известных промышленных магниевых сплавов и по
химическому и фазовому составу наиболее близок к однофазному
сплаву на основе магния.
Сложнолегированный сплав МА15 имеет большое количеств
избыточных фаз с .цинком, цирконием и лантаном, что позв
стабилизировать микроструктуру при высоких температурах
нить влияние этого фактора на СПД магниевых спла®° ' ’„ен_
МА8 и МА15 представляют практический интерес, так к к У ga
ные на них основные закономерности могут быть п р
другие магниевые сплавы с матричной микростру ДУР • имеет
Магниеволитиевый сплав МА21 раствора
многофазную микроструктуру, состоящую из Р
на основе магния и p-твердого раствора, богатого Литием' «опи-
того» в сплаве имеется некоторое количество других избыточных
Приведенные в табл. 4 сплавы охватывают практически всю
гамму промышленных магниевых сплавов. Можно полагать чт
исследование СП этих сплавов будет иметь универсальное зиаче
ние практически для всех других магниевых сплавов.' е’
Рассмотрим влияние температурно-скоростных условий дефоп-
мации на механические свойства выбранных сплавов. При этом
важно сравнить механические свойства сплавов с обычной микпо-
структурой со свойствами тех же сплавов с УМЗ микроструктурой
полученной предварительной обработкой. Такое исследование пси
зволяет не только выявить области СП течения в магниевых спла-
вах, но и оценить целесообразность предварительной обработки е
целью перевода магниевых сплавов в СП состояние. Для решения
задачи предварительной обработкой в материалах была получена
микроструктура с размером зерен 200 и 15 мкм.
Исходную мелкозернистую микроструктуру получали горячим
прессованием слитков. Режимы обработки и особенности форми-
рования УМЗ микроструктуры в конкретных магниевых сплавах
рассмотрены ранее (см. разд. 3). В сплаве МА8 УМЗ микрострук-
туру с размером зерен менее 10 мкм получить не удалось. Это, по-
видимому, обусловлено, тем, что количество частиц Mg9Ce для
эффективной стабилизации зерен в УМЗ сплаве (d<10 мкм) не-
достаточно вследствие чрезвычайно высокой протяженности гра-
ниц зерен.
В связи с этим для получения сопоставимых результатов все
исследуемые мелкозернистые материалы были приведены в близ-
кое микроструктурное состояние с размером зерен 15 мкм.
Для получения крупнозернистого материала (d=200 мкм) ис-
ходные горячепрессованные прутки отжигали при 450—520 °C в
течение 6 ч.
Рассмотрим изменение механических свойств магниевых спла-
вов при комнатной температуре и в условиях горячей деформации
(испытания проводили при 20 °C):
мгэа
170/200
70/90
8,0/11,5
даны значения
ов, МПа............ , . .
Ол 2 * А1Па
«;%......................
Примечание, В числителе
d =15 мкм.
МА8
210/250
130/170
14,0/18,0
при d =200
*МА15
235/300
150/260
13,0/16,0
мкм, в знаменателе — Ч*
МАЯ
185/210
105/150
27,0/26,0
Из этих данных видно, что технический магний имеет сравни-
тельно низкий уровень ств, (Тод и невысокую пластичность при ком-
натной температуре; значительному повышению свойств при это
температуре способствует легирование магния Редк°_
элементами, например церием (МА8) или лантаном (МА15), а -
дание на этой основе многокомпонентных магниевых сплаво
цинком, цирконием, марганцем и кадмием позволяет еще оол
120
Рис. 39. Зависимость напряжения течении о
и относительного удлинении 6 от температуры
деформации сплавов с d=200 мкм при е'=
=4,1-10“3с“х:
1 — Мг90; 2 — МА8; 3 — МА15; 4 — МА21
Рис. 40. Истинные кривые напряже-
нне течений 0 — деформация *
сплавов с d—200 мкм при
”4.1-10“®с~х;
а — Мг90 при 400’С; б —МАЗ при
400 °C; в — МА15 при 450 °C
повысить свойства магниевых сплавов. Прочностные свойства слож-
нолегированного сплава MAI5 выше на 60—80 МПа, чем чистого
магния, и на 20—30 МПа, чем малолегированного сплава МА8.
Вместе с тем упрочнение многокомпонентных магниевых спла-
вов не является простой суммой упрочняющих эффектов от введе-
ния отдельных элементов. Примером может служить сложиолеги-
рованный магниеволитиевый сплав МА21. Легирование магния
литием существенно разупрочняет сплав, даже в присутствии боль-
шого числа сравнительно сильных упрочнителей — алюминия, цин-
ка, кадмия, марганца [245]. Прочность сплава МА21 лишь на 15—
30 МПа выше, чем чистого магния, и значительно уступает свойст-
вам сплавов МА8 и МА15.
Легирование магния оказывает благоприятное влияние на
пластичность сплавов. Относительное удлинение сплавов МА8 и
МА15 в 1,5 раза выше, чем чистого магния, наиболее значительно
повышается пластичность при введении в сплав лития. Она стано-
вится более чем в 2 .раза выше, чем у магния, и в 1,5 раза, чем у
сплавов МА8 и МА15.
Итак, химический и фазовый составы оказывают достаточ
сильное влияние на свойства магниевых сплавов при комнатн
температуре.. __ пп_
Данные о механических свойствах исследуемых сплавов пр
вышенных температурах представлены на рис. 39 4О _
Из рис. 39 видно, что изменение относительного
напряжения течения от температуры испытания н ТРМПепатуры
ный характер. На кривых зависимости гле матерна-
можно выделить два участка: первый от 20 до^СГС, где матерка
121
т
0,1.
о,мпа
10’
10°
цз
W’ г, с1.
Рис. 41. Зависимость напряжения тече-
ния о и коэффициента т от скорости
деформации сплавов с rf=200 мкм:
1 —-МА21 при 450 °C; 2 — МА15 при
450 °C; а —МгЭО при 400 °C; 4 — МА8
При 400 °C
10'* 10~3 1О'г
лы сохраняют ту невысокую пла-
стичность, которая характерна для
них при комнатной температуре и
второй —от 250 до 500 °C, где для
магниевых сплавов наблюдается за-
метное увеличение пластичности. В
диапазоне температур ‘ *
удлинение достигает
Влияние температуры
на удлинение чистого
столь значительно,
6^75%, хотя и для
место заметное повышение пластич-
ности при температуре выше 250°C.
Условное напряжение течения о
наиболее резко снижается у всех
материалов в интервале 200—350°С.
Дальнейшее увеличение температу-
ры вплоть до 500 °C слабо влияет
на величину о. Причем если в об-
ласти 200—350 °C имеет место неко-
торое различие показателей о в за-
висимости от состава, то при более
высоких температурах эта разни-
независимо от химического состава
400—450 °C
130—150 %,
испытания
магния не
при 400°C
него имеет
ца нивелируется. Все сплавы
имеют близкие значения напряжения течения. Исключение состав-
ляет сплав МА21, у которого о существенно ниже по сравнению с
другими материалами во всем интервале температур испытания.
Это связано, как показано выше, с разупрочнением при легирова-
нии литием.
На рис. 40 видно, что чистый магний характеризуется значитель-
ным упрочнением при горячей деформации вплоть до разрушения.
Иная картина имеет место при растяжении крупнозернистых спла-
вов. Упрочнение для них наблюдается только при малых степенях
деформации (s= 104-15 %); дальнейшее повышение деформации ие
только не увеличивает действующие напряжения, но и несколько
уменьшает их. При е = 304-35 % для всех сплавов наблюдается
стадия установившегося течения. Из вида кривых напряжение
деформация следует, что деформации крупнозернистых магниевых
сплавов присущи слабые признаки СП течения [2].
Все материалы, за исключением сплава МА21, характеризуют-
ся слабой скоростной чувствительностью напряжения течения
(рис. 41). Измерения коэффициента т при температуре максималь-
ной пластичности материалов (450 °C) показали, что он не превы-
шает 0,10—0,16 и линейно изменяется во всем скоростном интер-
вале (10~4—ICHc-1). У крупнозернистого магниеволитиевого
сплава МА21 имеется область повышенной скоростной чувствитель-
ности напряжения течения. В интервале g = l,6-10-4—8,3-10”’ с
величина т 0,3.
122
Таким образом, в результате изу-
чения влияния температурно-скорост-
ных условий деформации на механи-
ческие свойства крупнозернистых ма-
гниевых сплавов установлены следую-
щие некоторые особенности их пове-
дения:
1) пластичность немонотонно зави-
сит от температуры испытания. При
температурах выше 250 °C у всех ис-
следованных материалов наблюдается
наиболее значительный рост относи-
тельного удлинения и снижение напря-
жения течения;
2) у сплавов даже при горячей де-
формации наблюдается упрочнение,
по крайней мере, на начальных стади-
ях деформации;
о 700 200 300 000 500 t*C
Рис. 42. Зависимость напряжении
течения 0 и относи тельного удли-
нения в от температуры деформа-
ции материалов с мкм врв
ё-4.1-10-3 с-1:
1 — МА8; 2 — МА 15; 3 —MA2J
3) при 400—450 °C и ё=1,6-10~4—
—8,3-10-3 с-1 крупнозернистые сплавы имеют некоторые признаки
СП течения, характеризующиеся относительно высокими значени-
ями б, характером кривых о—е, а сплав МА21—и повышенной ско-
ростной чувствительностью напряжения течения. В чистом магнии
даже слабые признаки СП течения отсутствуют.
Рассмотрим влияние измельчения исходной микроструктуры на
механические свойства магниевых сплавов при различных темпе-
ратурно-скоростных условиях деформации. Установлено, что при
комнатной температуре уменьшение размера зерен приводит к по-
вышению механических свойств сплавов. Их прочность возрастает
в среднем на 15—40 %, а изменение удлинения, которое оценива-
лось как (А6/6) 100 % (Дб— разность относительного удлинения
между мелкозернистыми и крупнозернистыми материалами) также
повышается в среднем на 20—30 % (см. выше).
Наиболее структурно-чувствительной характеристикой магние-
. вых сплавов является предел текучести. При этом более сущест-
венное влияние измельчение зерен оказывает на повышение пре-
дела текучести сложнолегированных сплавов МА15 и МА21. Если
прирост <То,2 при изменении размеров зерен от 200 до 15 мкм для
чистого магния и малолегированного сплава МА8 и составляет в
среднем 20—40 МПа, то для сплавов МА15 и МА21 он равен 40—
100 МПа. Увеличение временного сопротивления <тв при измельче-
нии микроструктуры составляет 30—40 МПа у чиСТ<^ЛеГНИ
сплава МА8 и 65МПа у сложнолегированного сплава£*^„
Результаты механических испытаний мелкозерни 42-_44.
лов при повышенных температурах представлены р • нсход.
Установлено, что свойства чистого магния слабо озерннстОго
ной микроструктуры, относительное удлинени, Горячая
магния во всем интервале температур не пр сопповожд"ается ин-
деформация материала вплоть до разру Р
Рис. 43. Истинные кривые напряжения течения а —деформация в сплавов с 4-
в —МА8, 400“С 8=4,1-10-3с-1; 6-MA1S, 450’С, ё-4,Ы0“’с~1’
450 °C, 8=8,3-10—Sc~1 ’ *
тенсивным упрочнением, коэффициент скоростной чувствительности
не превышает 0,12. Полученные результаты свидетельствуют о том
что мелкозернистый чистый магний не проявляет даже слабых при-
знаков СП. F
Иная картина наблюдается после измельчения микроструктуры
сплавов. Их механические свойства резко изменяются и наиболее
существенно в интервале 350—450 °C. Если 20—250 °C сплавы ха-
рактеризуются слабой зависимостью пластичности от температуры,
относительное удлинение изменяется от 10 до 70 % и значения 0
сплавов с мелким и крупным зерном близки, то в интервале 350—
450 °C мелкозернистые сплавы имеют аномально высокую пластич-
ность (см. рис. 42). Максимум б у сплавов МА8, МА15 и МА21 со-
ставляет соответственно 320, 300 и 450 %, что в 1,5—3 раза выше
пластичности крупнозернистых сплавов. Увеличение температуры
выше 450 °C приводит к некоторому уменьшению пластичности
при 500 °C относительное удлинение составляет соответственно 100,
250 и 230 %.
Напряжения течения у мелкозернистых сплавов выше, чем у
крупнозернистых, при всех температурах и степенях деформации
(см. рис. 42). Это связано со спецификой не магниевых сплавов,
а выбранных объектов исследования со сравнительно крупным раз-
мером зерен (^=15мкм).
При испытании сплава МА15 с УМЗ микроструктурой
(d=3-i-4 мкм) напряжение течения в широком диапазоне
температур было ниже, чем при размере зерен 15 и 200 мкм,
а пластичность существенно (на 100—150 %) выше. Т. е. для маг-
ниевых сплавов при достаточно мелком размере зерен характерна
та же зависимость между пластичностью и напряжением течения,
что и для других металлов и сплавов [86, 87]. Характер изменения
кривых <т—s типичен для СП материалов, стадия установившегося
течения для всех сплавов наблюдается уже при е=15 % деформа-
ция в дальнейшем осуществляется без заметного упрочнения (см.
рис. 43).
Наиболее существенное различие в свойствах мелкозернист
и крупнозернистых материалов выявилось при сравнении скор -
ной зависимости напряжения течения (см. рис. 41, 44). В интер
e=2-10-3-s-2-10-2 с-1 для мелкозернистых сплавов наблюдается
сильная зависимость напряжения течения от скорости деформ ц
124
Рис. 44. Зависимость напряжения те-
чения а н коэффициента т от скоро-
сти деформации сплавов с d=15 мкм:
1 — МА21, 450 °C; 2 — МА15, 450 °C;
3 — МА8, 400 °C
Рнс. 45. Зависимость относительного
удлинения & и напряжения течения О
от температуры деформации. Цифры
на кривых 0 — значения коэффициента
jn;
1 — МА8, в—4,1-10—3 с-1; 2 — МА15,
8=4,1 10~Sc—l; 3-МА21, ё-М-
Измерения коэффициента т показали, что его величина достигает
соответственно 0,4; 0,45; 0,55 у сплавов МА8, MAI5 и МА21 (для
крупнозернистых сплавов; которые слабо зависят от скорости де-
формации, значения т составляют 0,10—0,16 для сплавов МА8 в
МА15 и 0,3 для сплава МА21).
Из этих данных следует, что при растяжении мелкозернистых
магниевых сплавов при 400—450 °C в интервале е=2-10~’-т-
4-2-10-2 с-1 обнаруживаются все признаки СП течения.
Вместе с тем исследованные материалы на основе магния име-
ют особенности, которые не вписываются в рамки традиционных
представлений о СП поведении металлов и сплавов: во-первых, эф-
фект СП наблюдается при относительно крупном размере зерен
(rf=15 мкм), что не характерно для других металлов и сплавов;
во-вторых, напряжение- течения сплавов с зернами rf=15 мкм боль-
ше, чем у крупнозернистых сплавов, хотя их пластичность заметно
выше.
Тем не менее для магниевых сплавов характерны общие призна-
ки, присущие всем СП материалам, — высокие значения относи-
тельного удлинения в интервале 350—450 °C и £= 10-*-т-10"л с-*»
специфический характер изменения кривой напряжение—дефор-
мация, высокая скоростная чувствительность напряжения течения,
резкая скоростная зависимость удлинения.
Рассмотрим влияние состава на свойства мелкозернистых маг-
ниевых сплавов в условиях СП течения. В интервале 350 450 С и
12S
скоростей сверхпластического течения 2-10“3—2-10~2 с~’ сплав
МА8 и МА 15, заметно отличающиеся по уровню механических
свойств при комнатной температуре, имеют близкие значения на-
пряжения течения и относительного удлинения (рис. 45). Это дает
основание полагать, что в условиях СП свойства исследованных
магниевых сплавов зависят в основном от исходной микрострукту-
ры, а влияние химического состава проявляется косвенно через
стабильность микроструктуры. и
Так, химический состав сплавов оказывает существенное влия-
ние на положение оптимального температурного интервала СП
Действительно, если в сплаве МА8, в котором стабилизация микро-
структуры при легировании магния церием и марганцем эффектив-
на до 400 °C, максимум удлинения, равный 320 %, наблюдается в
интервале 380—400 °C, а в сложнолегированном сплаве МА15 со-
держащем большое количество избыточных фаз с цинком, цирко-
нием и лантаном, стабилизирующий эффект которых выше, макси-
мум пластичности наблюдается при более высоких температурах,
удлинение достигает максимума 300 % при 450 °C (см. рис. 45). *
У двухфазного сплава МА21 в интервале температур проявле-
ния эффекта СП (350—450 °C) значения напряжения течения ниже
соответствующих значений для сплавов МА8 и МА 15 и имеет ме-
сто более слабая зависимость о от температуры. Относительное
удлинение и величина коэффициента скоростной чувствительности
двухфазного сплава МА21, как и следовало ожидать, выше соот-
ветствующих показателей сплавов МА8 и МА15. Для сплава харак-
терна более резкая скоростная зависимость напряжения течения,
интервал повышенной ско-
ростной чувствительности
смещается в область повы-
шенных скоростей деформа-
ции. Максимальные значе-
ния т =0,55 и 6=475% до-
стигаются при е =8,3-10~3
с-1 (рис. 46). Такое поведе-
ние двухфазного магниево-
литиевого сплава может
быть обусловлено наличием
более благоприятной с точ-
ки зрения развития СПД ми-
кроструктуры с отношением
фаз, близким к 1:1. В спла-
ве наряду с г. п. а-фазои
имеется пластичная литие-
вая p-фаза с о. ц. к. решет-
7/7‘? 7О~3 Ю'г Н'г . 7Z7’
е.с1
Рис. 46. Зависимость напряжения те-
чения а сплавов от скорости деформа-
ции в при 450 °C:
/ —МА8: г —МА15; 3 — МА21
126
рячей деформации значительно возрастает при из^епьЛ^ Г°'
микроструктуры и оказывается существенно б₽оле^веткой ИХ
пластичность магния при тех же температурно скоростныху^в?
ях деформации. r F услови-
Резкая зависимость механических свойств магниевых сплавов
от микроструктуры и температурно-скоростных условий деформаций
обусловлена рядом причин. При нагреве и горячей деформации из-
меняются микроструктуры сплавов, а также механизм их деформа-
ции. Рассмотрим с этих позиций причины изменения механических
свойств магниевых сплавов.
Заметное увеличение пластичности крупнозернистых магниевых
сплавов при температуре выше 250 °C, очевидно, связано с измене-
нием механизма деформации. Известно, что при температурах вы-
ше 225 °C в магнии становится возможным множественное сколь-
жение за счет развития скольжения по пирамидальным плоскостям.
Это предположение подтверждается также наблюдаемым упрочне-
нием при горячей деформации крупнозернистых магниевых сплавов
(см. рис. 40) и фрагментацией структуры, которая возможна лишь
в условиях множественного скольжения (рис. 47). Фрагменты осо-
бенно четко выявляются за счет цветового контраста, обусловлен-
ного разориентировкой отдельных субзерен по отношению к
матричному зерну.
Измельчение микроструктуры крупнозернистых сплавов за счет
фрагментации при горячей деформации в диапазоне е= 1,6-10-4-?
-4-8,3-10-3 с-1 является, по-видимому, другой причиной увеличе-
ния пластичности и наличия признаков СП течения в крупнозерни-
стых магниевых сплавах. Подобное изменение микроструктуры и
свойств наблюдали при деформации крупнозернистых 0-сплавов
титана и 0-латуни в работе [28].
Интересно отметить, что фрагментация при горячей деформации
характерна лишь для крупнозернистых сплавов; при горячей де-
формации чистого магния образование фрагментов не наблюдается.
В чистом магнии субзерна не выявляются (рис. 47,0). иоразую-
щиеся субзерна в магнии, по-видимому, быстро вырастают в ре-
зультате миграции высокоугловых
температуры и времени нагрева
го магния (d=15 мкм):
^наг, С .... -
ricp, мкм, при х, ч:
0,5. . .
1 . . .
2 . .' -
Из этих данных видно,
стабильна при нагреве, тем более в
В интервале е = 4,1- 10-4-т-4,1- Ю-3 с _ _
меров зерен в магнии в среднем на ои ^"“"МИруется так же, как
тый магний с исходным мелким . з р /б==75 %, /п=0,1).
обычный несверхпластичныи матери ( Ш
чему, быстро вырастают в ре-
границ. Рассмотрим влияние
размер зерен технически чисто-
на
400 -
150
190
240
300
26
31
68
200
12
15
28
100
10
10
11
[КИМ зерном r^e - jjY
й материал (6 —7о /о» m • 1
128
Рис. 47. Микроструктура круииозсриистых сплавов поело горячеП деформации:
и-МЮО. б МАВ. и, б 1л 400 С. в' 4.110 • с-1, a-MAIS; а-МАЛ. а
I иг
«—I и *•> *
Итак, в технически чистом магнии и»
фект СП независимо от исходного состояв* Я реализовать эф-
нако незначительные добавки легиоуюших ЛЛгИ?Р°СТр/УКТуры‘ Од'
позволяют наблюдать в магниевых^епАп?лементов (сплав МА8)
350-450 °C все признаки СП течения ° “М 3ерн0М пр«
Легирующие элементы в магниевых сипя па*
билизацин микроструктуры при повышенных темгера?уи7нТаг7Г
мелкозернистых магниевых сплавов МА8 МА15 KlA2l . Р
^аТх.400 И 450°СПРа~ “ XpBa We"-“
Указанные выше температурные режимы СПД технически
обеспечиваются сравнительно легко. Тем не менее при практи-
ком использовании эффекта СП возникает проблема снижения
температуры СП течения даже ценой некоторого снижения атас-
тичности деформируемых материалов.
Особое значение изложенное приобретает для легковоспламеня-
ющихся магниевых сплавов, у которых температура возгорания
ниже температурного интервала СП течения, что усложняет их об-
работку. В связи с этим рассмотрим возможность снижения темпе-
ратуры СП течения на примере сплава МА21.
Анализ результатов, приведенных на рис. 42, показывает, что
наиболее перспективна в этом отношении температура 350 °C, при
которой сплав имеет достаточно высокий ресурс пластичности, и
вместе с тем эта температура безопасна с точки зрения возгора-
ния сплава [232]. •
Мелкозернистый сплав при этой температуре, как и при более
высокой, проявляет все признаки СП течения: наблюдается резкая
зависимость напряжения течения от скорости деформации, повы-
шенные значения коэффициента скоростной чувствительности
(щ=0,35), высокие значения относительного удлинения (6=
= 270 %). Однако имеет место смещение области повышенной ско-
ростной чувствительности напряжения течения к более низким
скоростям деформации, , максимум m и 6 наблюдаются при е=
= 1,7-10~3 с-1.
Таким образом, сравнительные исследования
сплаве МА21, показали, что при температуре 350 С, безопасной е
точки зрения возгорания сплава, в материале на®л^д пбпаботке
ки СП течения. Видно, что для магниевых сплаа?®Хтуоы СПД
их в режиме СП имеется возможность снижения температуры^
в среднем на 75-100 °C [253] при сравнительно небольшой потере
в ресурсе пластичности. „-пппиирм основаны
На практике способы обработки g этой СВЯзи можно
на использовании сложных схем деф р ‘ ерИСТИКи СП тече-
оценить влияние схемы деформации раРтяжение значительный
ния. Поэтому наряду с испытаниям раовиЯХ> приближенных к
интерес представляют режимы СПД У ол на примере сплавов
объемному формообразованию. Д проявления эффекта СП
МА15 и МА21 была изучена возможнос« осадки.
и определены основные режимы СПД в у
9 О. А. Кайбышев
429
Способность материалов к СП течению оценивали по характеп
кривых о—е, величине напряжения течения и коэффициенту скоп
стной чувствительности напряжения течения т. Оказалось что°я
сплавов МА15 и МА21 с размером зерен d=15 мкм при 450
350 °C соответственно различия в характере изменения истинны
кривых напряжений от степени деформации при растяжении**
осадке практически не наблюдается; в обоих случаях стадия уста”
повившегося течения наступает после е= 10-г-15 %. у а
Зависимость т от скорости деформации при растяжении и осад-
ке исследуемых материалов имеет сходный характер. Следует от-
метить, что при осадке максимум т для сплавов сдвигается по от-
ношению к максимуму в случае растяжения в область более высо-
ких скоростей деформации: при растяжении сплава МА15 макси-
мум коэффициента т = 0,45 наблюдается при е=4д.1о-з c-j
(450°С) и для сплава МА21 при е = 1,7-10~3 с~1 (350°С), а при
осадке сплавов МА15 и МА21 т = 0,48 и т=0,33 при е*=1,6-10~2 с-1
и е = 8,3-10~3 с-1 соответственно.
Таким образом, при осадке сплавов, как и при растяжении, име-
ют место все признаки СП течения, которые характеризуются об-
щими признаками: специфическим характером изменения истинных
кривых напряжение — деформация, высокой скоростной чувстви-
тельностью напряжения течения. Сдвиг при осадке оптимальной
скорости СПД в область более высоких скоростей деформации по
сравнению с испытанием на растяжение имеет важное практичес-
кое значение, поскольку позволяет вести штамповку при более вы-
соких скоростях деформации.
В результате изучения зависимости механических свойств маг-
ниевых сплавов от микроструктуры и температурно-скоростных ус-
ловий деформации можно сделать следующие выводы:
1. Измельчение зерен даже до <2=15 мкм способствует резкому
увеличению ресурса пластичности сплавов в среднем до 300—
400 % и снижению напряжения течения до 10—15 МПа.
2. Эффект СПД наблюдается в диапазоне температур 350—
450°C и скоростей деформации е = 2- 1О-34-2- 10-2 с-1. Пластич-
ность мелкозернистых сплавов оказывается существенно более вы-
сокой, чем пластичность чистого магния при тех же температурно-
скоростных условиях деформации.
3. Обработка магниевых сплавов при сложных схемах дефор-
мации возможна при больших скоростях, чем при растяжении; это
имеет важное практическое значение.
4.2. Влияние сверхпластической деформации
на свойства сплавов
Для практики важно оценить влияние деформации в условиях СП
течения на служебные характеристики магниевых сплавов,
ниевые сплавы имеют невысокие характеристики прочности и
кую пластичность, поэтому уровень достигаемых ими при о р
130
ке свойств имеет важное значение мр ™
ности обработки, но и для применения ДЛЯ оценки аФфектив-
Температурные режимы СПД nSoLnn Д°  издел«ях.
вов (см. 4.1) близки к температуоРам ННЫХ Магниевых сада-
[186, 241], поэтому появляется возможн^КХ^* обРаб<™«
только как метод формообразования ™делийи.^ать СПД
ВОВ, но в сочетании с термической обадбп™? магниевых сада-
способ улучшения комплекса механически^»^ эФФ®ктивный
с. 112-113; 254]. При этом важно СВ0ЙСТВ l56; 192).
СПД на свойства магниевых сплавов, но и сравГиТХ^ ВЛИ «НИе
ботки с другими методами упрочнения. ₽а НИТЬ этот вид обра-
Применительно к магниевым сплавам различают три основные
труппы обработок, позволяющих заметно повысить уром“ь меи'
нических свойств. Прежде всего это измельчение мнкростт^
При этом заметно повышаются пределы текучести и прочйоЗ? .
вместе с тем и пластичность. Вторая группа способов связана с
использованием деформационного упрочнения — наклепа. Этот вид
обработки наиболее универсален и приемлем практически для всех
промышленных сплавов. Наконец, третья группа способов____ис-
пользование термической или термомеханической обработки. Для
деформируемых полуфабрикатов из магниевых сплавов, ие упроч-
няемых термической обработкой (MAI, МА2—1, МА8, МА15 и др.),
применяют высокотемпературный (рекристаллизационный) и низ-
котемпературный (для снятия остаточных напряжений) отжиги.
Для термически упрочняемых магниевых полуфабрикатов из спла-
вов МА5, МА14, MAH, МА12, МА21 и др. в основном используют
закалку и искусственное старение, а также термомеханическую об-
работку— низкотемпературную (НТМО), высокотемпературную
(ВТМО) и комбинированную (КТМО) [186].
Рассмотрим возможности этих видов обработки. Влияние
измельчения зерен на механические свойства магниевых сплавов
показано выше (см. 4.1). Как установлено, измельчение микрострук
туры способствует повышению прочностных характеристик в сред
нем на 40—100 МПа и пластичности на 3—10 %. Однако измель-
чение микроструктуры не устраняет анизотропии м поя
свойств — одного из основных недостатков магниев свойств
измельчении микроструктуры анизотропия меха мелк03€ряНс-
может даже усиливаться, поскольку для получ оомаци« кото-
тых полуфабрикатов требуется предваритель J р магниевых
рая, как правило, приводит к усилению> текстУР^• “а™ностя
сплавах. Например, после прокатки Раз“®^ н поперечных
(текучести) и относительном РСПЛавов увеличивается
образцов в полуфабрикатах ма™ава св0^ств проявляется после
[255]. Особенно сильно анизотропия прутков в поперечном
прессования. Предел текучести пРе^ова™** РУ^Ырезанных в на-
направлении обычно вдвое ниже, чем образцов, Р
правлении прессования. магниевых сплавов за
Повышение уровня механическ х штамповки, которую
счет наклепа целесообразно проводить после ш
ввиду малой технологичности проводят при высоких темпеоагоп
и небольших скоростях деформации, что не обеспечивает неЖ»*
димый уровень механических свойств [186]. Дополнительное vnonu
нение штамповок из магниевых сплавов наклепом— важный и и₽*
обходимый технологический прием. Для повышения уровня меха
нических свойств часто используют теплую деформацию
-4-15 %) при 240—270°C. F
Так, временное сопротивление и предел текучести при полуго
рячей нагартовке штамповок из сплава МА2 в среднем увеличива"
ются на 20—30 МПа по сравнению с горячедеформированным со'
стоянием [186]. Наклеп целесообразно использовать и для неко-
торых термически упрочняемых сплавов, упрочнение которых пой
термической обработке незначительно (сплавы МА5, МА14 и др)
Вместе с тем при наклепе заметно снижается пластичность магний
вых сплавов [186].
Одним из эффективных способов повышения пластических ха-
рактеристик магниевых сплавов служит термическая обработка, в
частности высокотемпературный рекристаллизационный отжиг. Ре-
кристаллизационный отжиг после деформации сплавов МА8 и
МА15 повышает пластичность с 10 до 15 и с 3,5 до 11 % соответ-
ственно. Причем в сплаве МА8 наблюдается дополнительное повы-
шение прочностных характеристик на 10—20 МПа по сравнению с
горячекатаным состоянием, что связано с образованием полиго-
нальной структуры.
Упрочняющая термическая обработка магниевых сплавов (за-
калка и старение) характеризуется рядом особенностей, прежде
всего обусловленных относительно малой скоростью развития диф-
фузионных процессов в них при температурах термической обра-
ботки [256]. В частности, из-за малой скорости диффузии пересы-
щенные твердые растворы фиксируются при сравнительно неболь-
ших скоростях охлаждения, поэтому магниевые сплавы обычно
закаливают на воздухе. После закалки сплавы подвергают искусст-
венному старению. Естественное старение в магниевых сплавах
практически не происходит, за исключением магниеволитиевых
а+р- или р-сплавов, отличающихся высокой диффузионной актив-
ностью p-фазы, имеющей о. ц. к. решетку. Эффект старения в маг-
ниевых сплавах сравнительно невелик, и поэтому при упрочняю-
щей термической обработке чаще всего ограничиваются только
закалкой.
Исследование влияния упрочняющей термической обРаб°™*
(закалка с последующим естественным старением) иа сплав
[247, 257] показало, что она обеспечивает рост прочностных
свойств на 20—35 МПа по сравнению со сплавом в горячепрессо-
ванном состоянии. Однако пластичность при этом резко снижает я,
относительное удлинение падает с 20 до 11 %• гпття.
Наиболее существенно механические свойства магн
bob могут быть повышены методами термомеханичес „„вных
ки. Применительно к магниевым сплавам используют р ем
вида ТМО: НТМО — деформация между закалкой и старен »
132
ВТМО — деформация перед закалкой и КТМП
упрочнение достигается обработкой с ирпап2™°“’в этом случае
но ВТМО и НТМО. Р КОИ с использованием одновремен-
Авторы работы [258] на примере МАП и МА12
временное сопротивление после ВТМО и НТМп«пП0Казали» *"<>
температуре выше на 20-70 МПа по сравнению Т пк™натиой
сплавов после термической обработки (п?
НИИ и сжатии в 1,5—2 раза превышает соотаеТтатошие
ли термически обработанных сплавов. МаксималХй
упрочнения сплавов МАП и МА12 достигается при КТМО^Этот
вид^обработки позволяет существенно (на 20-30 МПа) повысить
свойства при комнатной температуре по сравнению с ВтК
г обеспечить достаточно высокий уровень свойств при 250—
3°°_($9П МГЬАлА1ЯПо/’ И 250 С П°СЛе К™° имеет а»=250 МПа;
oo,2 = 22U МПа; о= 18 %. ’
На важность ТМО как эффективного средства повышения проч-
ностных свойств магниевых сплавов указывает и тот факт, что для
некоторых сплавов системы Mg—Y термомеханическая обработка
рекомендуется как неотъемлемая часть технологии получения по-
луфабрикатов из магниевых сплавов [259].
Вместе с тем после ТМО длительная прочность и пластичность
магниевых сплавов оказываются ниже, чем после обычной терми-
ческой обработки [260].
Значительно повысить прочностные характеристики магниеволи-
тиевых сплавов можно путем ТМО. В работе [261] авторами опро-
бованы различные режимы ВТМО и найден оптимальный вариант,
заключающийся в нагреве до 350 °C, подстуживании до 150 “С,
дальнейшем прессовании при этой температуре с большими обжа-
тиями. В результате такой обработки временное сопротивление и
предел текучести по сравнению с обычным прессованием (темпера-
тура прессования 250—280 °C) увеличились на 30 40 МПа: ов=
= 2304-270 МПа и о0,2 = 2104-230 МПа. Однако полученный в ре-
зультате ВТМО прирост прочностных свойств полностью или час-
тично исчезает после стабилизирующего отжига при 100
или длительного вылеживания при комнатной темпераргре. J
Ов И 00,2 сплава, полученные после термической обработки и
НТМО, по истечении 6 мес понижаются на 20—35 МПа [257]. П
ле ВТМО при наложении стабилизирующего нагрева
дается снижение свойств в среднем на 15—20 MU I 1- комбн_
Используя указанные выше способы упрочнен поомЫшлен-
нацию, удается повысить уровень прочностных ых характе-
ных магниевых сплавов. Однако снижением пластич-
ристик, как правило, сопровождается Рез пбпаботки,—форми-
ности и, что самое отрицательное в проц• обусловливающая
руется острая кристаллографическая т УР » случаев свойства
высокую анизотропию свойств. В бол а is_-25 % выше
сплавов в продольном направлении в среднем на
свойств в поперечном, а анизотропия механических свойств высо-
колегированных сплавов может быть еще значительнее [186].
Изложенное указывает на целесообразность оценки влияния
обработки в СП состоянии на изменение механических свойств
магниевых сплавов. Учитывая микроструктуру, характерную для
СП состояния, можно ожидать, что такая обработка приведет к по-
вышению пластичности, ударной вязкости и снижению анизотропии
механических свойств. При этом интересно выяснить, влияет ли
СПД на изменение служебных свойств, связан ли этот эффект с
измельчением микроструктуры сплавов, а также влияет ли СПД на
последующие фазовые превращения в дисперсионнотвердеющнх
сплавах.
Чтобы решить эти вопросы, было проведено исследование на
сплавах МА 15 и МА21. Выбор этих материалов не случаен. Сплав
МА15 является термически неупрочняемым, и на его примере пред-
ставляется возможность оценить влияние СПД на комплекс свойств
в чистом виде при отсутствии в сплаве фазовых превращений в
процессе охлаждения.
Сплав МА21 —термически упрочняемый; его структура и свой-
ства резко изменяются при термической обработке. Поэтому появ-
ляется возможность не только установить комплексное влияние
СПД и последующей термической обработки на уровень механи-
ческих свойств, но и оценить влияние СПД на характер фазовых
превращений в сплаве. Сплав МА21 интересен еще и тем, что до
сих пор не изучены причины нестабильности его механических
свойств.
Рассмотрим влияние СПД на механические свойства сплава
МА15. При этом важно сравнить механические свойства сплава при
комнатной температуре в исходном состоянии (горячепрессован-
ный пруток), после деформирования в режиме СП течения и после
отжига при температуре СПД, равной 450 °C.
Результаты испытаний, приведенные в табл. 5, показывают, что
сплав МА 15 в исходном горячепрессованном состоянии, имея срав-
нительно высокие характеристики прочности и пластичности в про-
дольном направлении, отличается чрезвычайно сильной анизотр
Таблица 5. Механические свойства сплава МА15 при комнатной
температуре после различных видов обработки
Вид обработки В продольном направлении. Под углом 45° к осн прессования В поперечном направлении
ав’ МПа ®0,2’ МПа б. % ав’ МПа ®0.2> МПа б. % «В- МПа ®од’ МПа б. %
Горячее прессование (ис- ходное состояние) . . Отжиг при 450 °C, I ч . 305 298 263 265 17,5 20 242 238 153 140 16 18 240 230 130 121 12 15
СПД (50 %) при 450 °C, 8=4,Ы0-! с-1 256 151 25 254 149 25 251 141 25
134
пиеи механических свойств. Свойства гппЯП, «
лении заметно выше, чем в поперечном Ня® "Р°Д0Льн°м направ-
различие наблюдается в пределе
что снижение общего уровня ппочностны^™\И р сно 0™етить,
дит при увеличении угла между направлением выпА?СТИКлПроисхо'
направлением прессования от 0 до₽45 °сТв вырезки образцов я
90 °C а. и ао,а изменяются незначительно Что от 45 "
сти, то наибольшее ее значение набптппяв-rlL0 касается пластичио-
сования, наименьшее — под углом 90°\)тноситАпПраВЛеИИИ П₽ес'
отличается примерно в 1,5 раза ’ Относительн°е удлинение
Отжиг после прессования практически не изменяет свойства я
их анизотропию. свойства я
СПД свойства сплава МА15 становятся изотропными
(см. табл. 5). При этом происходит снижение общего уровня проч-
ностных характеристик в продольном направлении и их увеличение
на 10 20 МПа в поперечном по сравнению с соответствующими
показателями для исходного горячепрессованного прутка.
Наиболее существенно предшествующая СПД влияет на плас-
тичность сплава. Относительное удлинение материала после СПД
возрастает в 1,5—2 раза.
Высокий запас пластичности создает благоприятные условия
для упрочнения сплава путем наклепа. Поскольку при наклепе
магниевых сплавов в основном используют небольшие степени де-
формации (5—15 %), сохраняется изотропность механических
свойств, полученная после обработки в СП состоянии.
Приведенные данные показывают, что СПД благоприятно по-
влияла на комплекс механических свойств сплава МА 15, обеспечив
высокую изотропность свойств и резко повысив его пластичность
при комнатной температуре.
Рассмотрим причину влияния СПД на механические свойства
этого сплава.
Повышение пластичности и существенное снижение анизотропии
механических свойств объяснить одним влиянием отжига нельзя.
Это следует из сравнения свойств прессованного и отожженного
сплавов. Металлографический анализ показал, что микроструктура
сплава МА 15 в исходном (горячепрессованном) состоянии харак-
теризуется некоторой неоднородностью. Наряду с мел ₽
рекристаллизованной структурой (J«15mkm) в спла?е р
ся узкие полосы деформации с нерекристаллизованной тру
расположенные параллельно оси прессования. ____________
полос деформации в исследуемом материале не „ что
Электронно-микроскопическими исследовани> У скопления дис-
в полосах деформации наблюдаются значи е дислокаци-
локаций и образование дислокационных к у > • структуре
онная структура в полосах деформации близка^к стр
холоднодеформированных материалов. сах деформации за-
структура материала более однород , ” мелкозернистой
вершается рекристаллизация с ^разова изменяется
структуры. В целом же микрострук уу г
Рис. 48. Полюсные фигуры (0001) спла-
ва МА15 после отжига при 450 °C (а)
и после СПД при 450 °C и 8=4,1-
• l0_Sc“1(6)
слабо и близка к структуре исход,
ного материала.
Микроструктуру сплава после
СПД изучали на образцах, полу*
ченных осадкой исходных горяче-
прессованных прутков со степенью
деформации 50 %. Оказалось, что
микроструктура сплава после СПД
мало отличается от таковой после
отжига. Размер зерен в процессе
деформации изменяется незначи-
тельно (укрупняются в среднем на
1—2 мкм), зерна сохраняют свою
равноосность. Однако структурная
неоднородность которая имелась в
исходном прутке, исчезла. Кроме
того, после СП течения отсутствуют
скопления дислокаций и субструк-
тура, в зернах сплава удается на-
блюдать лишь отдельные дислокации. Заметные различия свойств
отожженного сплава и сплава после СПД позволяют считать, что
изменение свойств сплава после СПД связано с изменениями не
только микроструктуры, но и какого-то другого структурного пара-
метра. Можно предположить, что изменение свойств сплава свя-
зано с изменением кристаллографической текстуры.
Сравнение кристаллографической текстуры сплава после отжига
и после СПД (рис. 48) показывает, что в процессе отжига исходная
кристаллографическая текстура деформации существенно не меня-
ется. Наблюдается лишь незначительное размытие полюсной плот-
ности в направлении ПН и некоторое ослабление текстурных мак-
симумов на периферии полюсной фигуры. Вследствие этого, а так-
же незначительных микроструктурных изменений при отжиге в
сплаве сохраняется исходный уровень механических свойств.
Между тем в процессе СП течения в сплаве МА15 наблюдаются
заметные изменения кристаллографической текстуры. В материале
за счет интенсивного ЗГП сильно размываются исходные текстур-
ные максимумы и после СПД >50 % в сплаве формируются тексту-
ры с равномерным распределением кристаллографических ориен-
тировок зерен в пространстве. С этим и связано резкое снижение
анизотропии механических свойств и повышение пластичности
сплава МА 15.
Таким образом, деформация магниевых сплавов в режиме СП
позволяет устранить недостаток других видов упрочняющей оор -
ботки, поскольку СПД не только сохраняет мелкозернистую МИКР
структуру, но и приводит к практически бестекстурному состоянию,
обеспечивая тем самым высокую изотропность М®^®ничесмыл
свойств. Поэтому СПД можно рекомендовать как эффективным
способ устранения анизотропии механических свойств магни
сплавов.
136
В данном случае изменение свойств
ким изменением структуры пои СПП пп? Влено специфичес-
новить влияние СПД £ поТедЖинтеР^
сплавах. 3 щие фазовые превращения в
Рассмотрим влияние СПД на ctdvktvov м ™ г
нотвердеющего магниеволитиевого силам MA?i и Дисперсиоя-
пользование магниеволитиевых сплавов « ппД. естно’ ЧТо и<>
специальной упрочняющей обработки нр ппГп₽г°?1ЫШЛеннос’ги без
кого интереса, поскольку сплавы этой системы имеХ^ практичес-
струкционную прочность и, что самое главное, нёстабкльнойь^ё’
ханических свойств во времени [245 2471 v ИЛЬНость ме*
ных в промышленных условиях, о’=210-230 МП?0 ст П°ЧЖИ'
--140 МПа, что значительно ниже свойств сплава^еу^р^
щих обработок [246]. Использование же специальной упоочнХ
щей термической или термомеханической обработки не является
эффективным средством повышения прочностных характеристик
магниеволитиевых сплавов, поскольку полученный при этом уро-
вень свойств оказывается нестабильным.
Следует отметить, что в литературе высказаны лишь отдельные
предположения о причинах изменения механических свойств при
длительном вылеживании или эксплуатации магниеволитиевых
сплавов. Отсутствие надежных' структурных данных не позво-
лило однозначно установить эти причины. В связи с этим воз-
никает необходимость в постановке специальных исследо-
ваний.
Интересно сравнить свойства сплава МА21 после различных ва-
риантов упрочняющей обработки со свойствами после обработки в
СП состоянии в сочетании с термическим упрочнением (закалка с
температуры СПД и естественное старение).
Свойства сплава МА21 исследовали:
в горячепрессованном (исходном) состоянии; осп or
обработанном по серийному режиму (нагрев до 250 280 С» де-
формация при этой температуре, охлаждение на воздухе),
после высокотемпературной обработки (нагрев до 350 G, под-
стуживание до 270 °C, деформация при этой температуре с после
дующей закалкой и естественным старением); осл°г
после упрочняющей термической обработки (нагрев_Д
выдержка при этой температуре с закалкой и последую
венным старением); D Bnnv и есте-
после СПД при 350 °C с последующей закалкой в воду в
СТВСц“1СЮТапоелуИчеМния сопоставимых результатов всследоваввл
проводили на полуфабрикатах сн^и3^пвр^тур£ые режимы СПД
Следует отметить, что реальные те р^атур П0Дрзакалку. По-
сплава совпадают с температурой нагр а вклад в повышение
этому имеется возможность р Д закаЛки с тем-
мй х—- -
НИИ.
137
Результаты определения механических свойств сплава МА?1
после различных видов обработки при комнатной температуое пп
ведены в табл. 6. р Ри'
Таблица 6. Механические свойства сплава МЛ21 после различных вилов
обработки при 20 °C А “
Вид обработки °В- МПа a-i- МПа в. % 4>. 7.
Горячее прессование Термообработка, закалка с 231 167 — 18 26,0
350 °C и естественное старение 268 201 17 23
СО 242 178 103 17 25 21,0
ВТМО СПД с последующей закалкой в воду и естественным старе- 280 218 108 14
нием 286 220 111 16 26,0
Из табл. 6 видно, что наиболее благоприятное влияние на повы-
шение прочностных свойств сплава МА21 оказывает СПД с закал-
кой в воду и естественным старением. В этом случае наблюдается
такое же повышение прочностных свойств, как и после ВТМО.
Временное сопротивление и предел текучести в среднем на 40—
50 МПа выше, чем у исходного горячепрессованного прутка.
При обработке сплава по традиционному режиму повышение
свойств не столь значительно. Имеет место лишь некоторое увели-
чение временного сопротивления и предела текучести (на 10—
15 МПа) по сравнению со свойствами исходного материала. Упроч-
няющая термическая обработка позволяет заметно повысить уро-
вень прочностных свойств, однако при этом прирост ов и <то,2 зна-
чителен только по сравнению со свойствами сплава в горячепрессо-
ванном состоянии и обработанном по обычной технологии и вместе
с тем на 15—25 МПа ниже свойств сплава, обработанного в состоя-
нии СП.
Что касается пластичности сплава, то установить определенную
закономерность по влиянию различных вариантов обработки на от-
носительное удлинение не удалось. Оно при всех видах обработки
оказалось близким и изменялось от 14 до 18 %.
Полученные экспериментальные данные показывают, что СПД
позволяет существенно повысить механические свойства сплава
МА21 при комнатной температуре. Сплав МА21, склонный к разуп-
рочнению при длительной эксплуатации или вылеживании, после
СПД показал высокую стабильность механических свойств. Свой-
ства сплава после длительного вылеживания при комнатной тем-
пературе в течение трех лет остались на уровне имевшихся сразу
после СПД. Промежуточные испытания, результаты которых при
ведены в табл. 7, также показали высокую стабильность ^механиче-
ских свойств. Свойства сплава после ВТМО, термической °®Р* ’
ки (закалки и старения), а также обработанного по сери
138
Таблица 7. Влияние длительной выдержки пои 20 °C . -
механических свойств сплава МА21 н при V на стабильность
7 сут 2 мес 6 иес
Вид обработки ав- МПа °0.2’ МПа в. % «в- МПа **0,2' мЛа в. % "в* МПа 1 мп» 1 Л %
Термообработка, закал- ка с 350 °C и естествен-
ное старение СО ВТМО СПД с последующей за- калкой и естественным 268 242 280 201 178 218 16 17 14 252 230 241 187 163 183 18 18 16 242 220 238 172 158 172 18,5 18 17
старением 286 220 16 284 212 18 277 213 17
Продолжение
Вид обработки 12 мес 24 мес 36 мес
СТв> МПа ^0.2’ МЛа в. % МПа ff0.2’ МПа в. % V МПа в. %
Термообработка, закал- ка с 350 °C и естествен- ное старение .... 240 170 19,5 238 171 19 240 172 18
СО 219 157 18 220 153 18 218 152 18
ВТМО 232 171 16 230 176 16,5 231 170 17
СПД с последующей за- калкой и естественным старением 285 214 17 280 217 16 290 217 16
технологии, нестабильны при комнатной температуре и уже по ис-
течении двух-трех месяцев понижаются практически до уровня
свойств исходного горячепрессованного прутка (табл. 7).
Практический интерес представляет изучение влияния кратко-
временных и длительных технологических нагревов при 100—150 С
на стабильность механических свойств сплава МА21, поско?в^
изделия из магниеволитиевых сплавов предназначены для работы
при температурах до 100 °C. Кроме того, технологические нагревы
изделий из магниеволитиевых сплавов проводят с целью снятия
сварочных напряжений в сложносочлененных конструкции. и
В работах [257, 261] указано, что использование ВТМии
НТМО позволяет в какой-то степени повысить стабильность свойств
сплава МА21 при комнатной температуре, хотя и в этом уч _____
истечении 6 мес наблюдается снижение свойств в сРеД
30 МПа. Однако технологические нагревы нагрева
упрочнение уже в первые 6—10 ч и свойства спла
не отличаются от свойств исходного материала. MA2L дефор-
Ниже приведены механические св0“®”а калкой в воду и есте-
мированного в режиме СП с последующей закалкой в воду
ственным старением, после стабилизирующего нагрева при 100
в течение 10 ч (числитель) и 100 ч (знаменатель) и последующей
выдержки при комнатной температуре: 3 щ и
т при 20 °C . . . 15 сут
<тв, МПА .... 284/265
оо,2.МПА .... 187/180
б, &........... 18/15
6 мес 12 мес 24 мес
279/268 282/268 280/270
183/179 185/181 181/179
17,5/16 18/16 17/16
Из этих данных видно, что эффект разупрочнения при техноло-
гических нагревах невелик. Наблюдается лишь незначительное
снижение (на 15—20 МПа) временного сопротивления и предела
текучести по сравнению с таковыми для сплава сразу после дефор-
мации. Свойства сплава остаются на достаточно высоком уровне и
практически не изменяются с течением времени при комнатной тем-
пературе и.слабо изменяются при 100 °C с увеличением продолжи-
тельности нагрева от 10 до 100 ч.
Итак, экспериментальные данные показывают, что СПД в соче-
тании с закалкой является не только упрочняющей обработкой но
и позволяет стабилизировать механические свойства во времени.
Следует отметить, что хотя СПД с последующей закалкой дает
сравнимое повышение свойств с ВТМО, однако причины, вызываю-
щие повышение уровня механических свойств после этих видов
обработок, по-видимому, различны. На это, в частности, указывает
разница в стабильности свойств сплава после СПД и ВТМО.
Рассмотрим возможные причины благоприятного влияния СПД на механи-
ческие свойства сплава МА21. Их повышение после деформации в режиме СП
течения может быть обусловлено совокупностью двух обработок: упрочнением,
вызванным закалкой сплава с температуры СПД, и повышением свойств за счет
специфических структурных изменений, имеющих место при СП течении. Для
выяснения роли и природы термического упрочнения исследуем фазовое состоя-
ние сплава после различных видов обработки.
Согласно литературным данным о тройной диаграмме Mg—Li—AI, сплав
МА21 состоит из магниевого твердого раствора, а, твердого раствора 0, богатого
литием, некоторого количества избыточной фазы AlLi и марганцовистой фазы.
Добавки цинка, кадмия не изменяют фазового состава сплава [247]. Присутст-
вие в материале равновесной фазы AlLi не приводит к упрочнению сплава при
термической обработке [262]. В связи с этим механизм термического упрочнения
его остается неясным.
Для выяснения причин изменения механических свойств сплава МА21 под-
робно исследовали его фазовый состав.
По данным рентгеноструктурного фазового анализа (рис. 49), на рентгено-
граммах сплава в исходном состоянии, кроме дифракционных линий от извест-
ных фаз а, 0 и AlLi, имеются дополнительные линии, которые проиндицированы
как линии, принадлежащие фазе с составом MgLi2X, где X — алюминий, цинк иля
кадмий (фаза 0). Изучение фазового состава сплава при высоких температурах
позволило определить температурные области существования избыточных фаз.
Оказалось, что линии 0-фазы на рентгенограммах сохраняются при нагреве до
175 °C. При дальнейшем нагреве-они исчезают. Это позволяет предположить, что
данная фаза либо распадается с образованием более равновесной фазы, либо
переходит в твердый раствор. Дифракционные линии фазы AlLi присутствуют
на рентгенограммах вплоть до 350 °C и лишь при 375 °C отражения от этих фаз
исчезают. Зафиксировать гомогенный твердый раствор а- и 0-фаз практически
не удается. На всех образцах после закалки с температуры гомогенности при-
сутствовали линии 0-фазы.
Изучение фазовых и структурных составляющих сплава проводили также
металлографическим методом. Обычные методы микроанализа для этого прак-
140
Рис. 49. Изменение фазового состава сплава МА21, отработанного по различным вариантам:
а — исходное горячепрессованное состояние; б — упрочняющая термообработка; в—
мация в режиме СП с последующей закалкой в воду н естественным старением; а — ВТЧО;
д — СО
тически неприемлемы, поскольку травимость различных фаз мало Рззличае1^
В этих условиях эффективным оказалось применение методов цветной нетала-
трафии, поскольку различные фазовые и структурные составляющие сил
можно выявлять по цветовому контрасту. „ЯПгпяФим
Результаты исследований сплава с использованием цветной Хы
показали, что наряду с а- и ₽-твердыми растворами имеются из черно-
окрашенные в различные цвета, которые имеют различный к нтр щд
белом снимке (рнс. 50). Микрорентгеноструктурныи анализ “ Оряются
оценить природу этих фаз. Так, было установлено, что в фа е Р
цннк и кадмий. _ .... „„„атп-п-а мяпганцовистой
Темные выделения в виде отдельных включений я пя.яотаеяяЯ1с достнга-
фазой, богатой алюминием. Содержание алюминия в э
Интерес представляет цветовой контраст в Р^^Хок„аску, что указывает
одного зерна наблюдаются области, имеющие ра у
141
Рис. 50. Микроструктура сплава МА21 в поляризованном свете
на химическую неоднородность состава фазы. Не исключено, что это связано с
выделением в 0-зернах дисперсных частиц вторичной 0-фазы, причем плотность
выделений в различных участках 0-зерец. различна. Выявить природу этих вы-
делений микрорентгеноспектральным анализом не удается, поскольку размеры ча-
стиц находятся за пределами разрешающей способности метода.
Электронно-микроскопическое исследование позволило подтвердить высказан-
ное предположение. Оказалось, что 0-фаза присутствует в сплаве в виде мелко-
дисперсных выделений внутри зерен 0-твердого раствора (рис. 51). Дифракцион-
ная картина от мелкодисперсных частиц выявляется в виде кольцевых линий на
электронограмме (рис. 52). Расшифровка линий показала, что они принадлежат
0-фазе. Точечные рефлексы электронограммы, находящиеся между кольцевыми,
были проиндицированы как матричные рефлексы 0-фазы с о. ц. к. решеткой. Од-
нако выяснить принадлежность данных рефлексов к отдельным структурным
составляющим удалось только при наблюдении объекта в юстированном темно-
польном изображении (рис. 53). Этот метод оказался полезным при идентифи-
кации фаз в сплаве.
Фаза AlLi в сплаве МА21, как показали результаты дифракционной элект-
ронной микроскопии, распределена в виде одиночных или групповых выделений
внутри зерен 0-фазы либо на межфазных и межзеренных границах.
Таким образом, на основании комплексных исследований структуры сплава
МА21 в исходном (горячепрессованном) состоянии можно считать надежно уста-
новленным наличие в нем следующих фаз: a-твердого раствора на основе маг-
ния, 0-твердого раствора, богатого литием, фазы AlLi и фазы 0 с составом
MgLi2X, где X— алюминий, цинк или кадмий.
Рассмотрим фазовое состояние сплава МА21 после различных^ видов обра-
ботки и постараемся установить корреляцию между изменением свойств и струк-
турными изменениями. Качественное изменение фазового состава сплава в за-
висимости от вида обработки не наблюдается. Однако имеет место явное раз-
личие в количественном содержании избыточных фаз 0 и AlLi, их морфология
и распределении в сплаве (см. рис. 49, 54). Действительно, после упрочняющей
термической обработки и деформации сплава в режиме СП течения и последую-
щей закалки наблюдается резкое увеличение интегральной интенсивности ливии
(311) и (400), принадлежащих 0-фазе. После ВТМО и серийной обработки, как
показал сравнительный анализ интегральных интенсивностей линий 0-фазы, со-
держание ее значительно ниже. Это обусловлено, вероятнее всего, различиями в
142
Рис. 51. Микроструктура сплава МА21 (стрел- Рис. 52. Электроиограмма от ^-составляй-
кой указана ^-составляющая сплава с мелко- щей сплава, содержащая дисперсные ча-
дисперсными выделениями 0-фазы) стицы 0-фазы
И Р,
режимах обработки. Если при термической обработке и СПД закал™
то°ппиИВТМОаКТмИЧеСКИ С темпе₽атУРы гомогенности твердых растров оиВ
ПРИПВ5МО имела место неполная закалка, поскольку ей предшествовал оас-
ад в процессе подстуживания заготовок с температуры нагоева 350 °C пп таи
пературы деформации 280 °C. ? УР нагрева 35U С до тем-
„ /лпЛаВАИТеЛоНЫЙ анализ интегральной интенсивности линий (220) фазы AlLi
и (400) фазы 9 показал, что содержание фазы AlLi зависит от количества 0-фа-
зы в сплаве (см. рис. 49). После термической обработки и СПД высокому со-
держанию в материале фазы 6 соответствует малое количество фазы AJLL На-
оборот, после ВТМО и серийной обработки в структуре сплава наблюдается
значительное количество фазы AlLi, но малое содержание 0-фазы.
Эти данные позволяют сделать заключение, что 0-фаза имеет переходную
•структуру и фазовые превращения в сплаве при распаде P-твердого раствора
протекают по схеме: (3-твердый раствор ->0-»-AlLi, что согласуется с предполо-
жениями, выдвинутыми в работе [245].
Сравнительный анализ изменения механических свойств (см. табл. 7) и фа-
зового состава сплава MA2I (см. рис. 49) дает основание предполагать, что
термическое упрочнение его обусловлено дисперсионным твердением и выделе-
нием при закалке из твердого раствора мелкодисперсной 0-фазы, высокое со-
держание которой определяет повышенный уровень механических свойств. Дей-
ствительно, в исходном (горячепрессованном) состоянии в сплаве с невысоким
содержанием 0-фазы свойства существенно ниже, чем после закалки, когда резко
возрастает количество 0-фазы. В пользу высказанного предположения свиде-
тельствует и тот факт, что при отжиге закаленных образцов наблюдалась четкая
корреляция между снижением уровня прочностных характеристик в уменьшением
интегральных интенсивностей дифракционных линий 0-фазы.
Естественное старение в течение Первых 24—30 ч приводило к некоторому
увеличению интегральной интенсивности линий, принадлежащих 0-фазе, при этом
наблюдалось повышение уровня прочностных свойств на 10—20 МПа. При более
продолжительном старении (300—500 ч) сплав перестаривался и имело место
снижение уровня прочностных свойств. „
Поскольку свойства сплава после ВТМО и СПД выше, чем п^сле 3aKaJ®*
естественного старения (см. табл. 7), повышение свойств нельзя объяснить^толь-
ко влиянием термического упрочнения. Высокие значения прочностных сво
после ВТМО и СПД вызваны различными причинами: в первом’случае —влия-
нием термического и субструктурного упрочнения, во втором тонкими изм
143
Рис. 53. Микроструктура еплава МЛ21 ве-
сле упрочняющей термообработки (закал-
ка с 350 °C+естественное старение):
а — светопольное изображение; б — юсти-
рованное темнопольное изображение at
рефлексов 6-фазы; а — то же, от рефлек-
сов матричной Р-фазы
ниями структуры сплава в процессе СП течения, что в сочетании с закалкой при-
вело к значительному повышению свойств. Для проверки этого предположения
проанализируем микроструктурные изменения, имеющие место в условиях СПД
в сплаве.
При СПД микроструктура остается равноосной до самых больших степеней
или трансформируется в равноосную в процессе деформации при наличии исход-
ной неравноосной микроструктуры в материале (см. разд. 2). В сплаве MA2I
первоначально вытянутые зерна в направлении прессования в процессе деформа-
ции становятся равноосными, в материале исчезает разнозернистость, а взаимные
перемещения зерен и фаз относительно друг друга в результате интенсивного ЗГП
приводят к перераспределению зерен и образованию структуры эвтектоидного
типа (рис. 55). Наряду с этими изменениями микроструктуры сплава, как будет
показано ниже, происходит выравнивание химического состава фазовых составля-
ющих (а- и P-твердых растворов) и в то же время в процессе СПД не образуется
субструктура, т. е. сплав приобретает более равновесное состояние. Вероятно»
что такие структурные изменения в процессе СПД являются одним из основных
факторов, приводящих к дополнительному приросту прочностных характеристик
и стабилизации механических свойств.
Это положение также доказывается данными, полученными при совместном
изучении изменения механических свойств и микроструктуры сплава, деформиро-
ванного с различными степенями деформации при СП течении. В^ условиях,
когда структурные изменения, обусловленные СП течением, малы (в—40 и в
144
Рис. 54. Микроструктура сплава МА21:
а—после обработки в режиме СП тече-
ния; б — ВТМО; в — СО
условиях, когда наиболее полно протекают микроструктурные изменения, я реа-
лизуются все особенности СПД (е=80 и 95 %). Действительно, при е=40 % на-
блюдаются относительно небольшие микроструктурные изменения по сравнению
с исходным материалом. Поэтому неудивительно, что свойства сплава практичес-
ки не отличаются от свойств материала после упрочняющей термической обра-
ботки.
Этот вывод следует из изменения механических свойств сплава МА21 в за-
висимости от степени СПД:
еспд, % .... 40 60 80 95
ав, МПа . 263 272 286 317
00,2, МПа ... 200 213 220 262
<5. %...............17,7 11,5 16,4 13,2
С увеличением степени СПД структурная неоднородность постеп®™ _
ет и после в=80 % в сплаве формируется однородная мелкозернист
руктура с зернами d=15 мкм (см. рнс. 55). Вместе с этим «с оо^МПа
чнваются характеристики прочности. Прочность после в—ви % пластяч-
выше, чем после в=40 %. Наилучшее сочетание прочностных свойств
ности достигается в сплаве после деформации с наибольшей ВОСТИгает 45—
=95%), при этом вклад СПД в эффект повышенДп“°иХно^П=40 %.
60 МПа по сравнению со свойствами материала, дефор ₽ ропии свойств
Вместе с тем СПД благоприятно влияет и на снижение анизотр
145
Рис. 55. Микроструктура сплава МА21:
д —исходное состояние; б, в, г—после деформации 40, 60 и 80 % соответственно в ре-
жиме СП течения
сплава МА21. Сплав МА21, отличаясь высокой изотропностью прочностных
свойств в горячепрессованных прутках в исходном состоянии (<гв=231, Оол=
= 167 МПа — в долевом направлении и ов=223, ст0,2=161 МПа — в поперечном
направлении), имеет четко выраженную анизотропию пластичности: в долево
направлении 6=18 %, в поперечном 6 = 12 %. Деформация в режиме СП течения,
сохраняя высокую изотропность прочностных свойств сплава в долевом направ-
лении ств=284 МПа, оо,2=220 МПа и в поперечном направлении ов—280, оог—
=213 МПа), резко снижает анизотропию пластичности; в долевом направл
6=17 %, в поперечном 6 = 18 %. Это, по-виднмому, связано, как показано_в
с повышением микроструктурной однородности сплава МА21 и с особенное
изменения кристаллографической текстуры при СПД. „„„„.приме
Таким образом, экспериментальные результаты показали, опоД.
комплекса механических свойств после деформации в режиме С11 тече н * н
нительно к упрочнению, вызванному закалкой, обусловлено микростру ур
изменениями, имеющими место при СПД. „„гтрматизн-
Вместе с тем в настоящее время не проведено еще достаточ_ отсутст-
рованных исследований, направленных на изучение физической пр р
вия стабильности свойств магниеволитиевых сплавов.
146
Рассмотрим особенности микпостт/ктипИд,„
тонкой структуры сплава МА21 после различных вило«НпбНЙ’«фа3ового Устава,
после СПД, с тем чтобы установить, определенную связь в Том числе
изменениями и стабильностью механических свойств сппя^ ДУ стРУктУрными
Установлено (см. рис. 54) что сплава.
ляется условиями и видом обработки. В прЕссеТпл СПЛава опреде-
сплаве формируется однородная мелкозернистая саду™ П^лГвтмВпЫШе’ »
рнинои обработки микроструктурная неоднородность н! только н1 И Се"
лення избыточных фаз. наблюдается высокая степень неодно^одностГраст^де’
ности тонкой структурыНсплаЛва^ТкоторыеМнеРобнаруживаю°тЛсяЛ np^o^J1* ОСОбСИ‘
таллографическом анализе. Установлено, что частицы вторичных выдЙ“ний°по^
сериинои обработки располагаются в основном вдоль межфазный“и ^жзеоеи^
границ и отдельными локальными скоплениями в зернах литиевой В ?
рис. 54). ВТМО меняет морфологию выделившихся HacUXX^e «“мЙ'
зеренные границы частично «очищаются» от избыточных выделений однако в В
фазе наблюдается образование довольно крупных частиц, расположенных пом-
мущественно вблизи границ ₽-₽ (см. рис. 54). Наиболее существенные измем-
ния в характере распада пересыщенного твердого раствора наблюдаются после
обработки в режиме СП течения. Для fJ-фазы характерно наличие мелкодисперс*
ных выделении 0-фазы, равномерно распределенной по всему объему зерна, и от-
сутствие грубых выделений на межфазных и межзеренных границах (см. рис.
54). После закалки резко уменьшается объемная доля грубых избыточных выде-
лений в теле зерен и приграничных областях. Однако выделения 0-фазы в
₽-твердом растворе отличаются высокой степенью неоднородности.
Полученные данные убедительно свидетельствуют, что СПД влияет иа рас-
пад пересыщенного 0-твердого раствора и морфологию выделяющихся частиц.
Можно ожидать, что образование однородной равновесной структуры — одна из
возможных причин повышения и стабилизации механических свойств магиневоли-
тиевых сплавов после СПД.
Из изложенного следует, что в принципе возможно повышение уровня проч-
ностных свойств сплава МА21 за счет закалки и старения, ВТМО и СПД. Однако
причины, вызывающие повышение уровня механических свойств, различны: при
закалке — дисперсионное твердение с выделением из твердого раствора 0-фазы,
при ВТМО — субструктурное упрочнение в сочетании с дораспадом 0-твердого
раствора при СПД — тонкие микроструктурные изменения, в сочетании с изме-
нением структуры сплава при закалке. Различия в механизме повышения свойств
сплава, а следовательно, существенные различия в структурном состоянии как
показано выше, обусловливают различную стабильность механических своигт
после разных видов обработки. вмле-
Изучим подробнее процессы, ”Р»™я™”о^сХТеГр^^™
жнвании или эксплуатации, приводящие в конечном Р
после обработки по существующим серийным режимам^ . повышеНиой
Известно, что свойства многофазных пРиШих т I в сплава
температурах зависят от свойств фазовых о т ’ Важн0 выяснить, в
МА21 определяются свойствами а- и 0-твердых р;аств р * «.фазах спла-
какой из фаз происходит старение. Для Ре“е™а ве1)Д0СТЬ Исследования про-
ва МА21 в процессе вылеживания измеряли микро^Р^ н после упрочняющей
водили на сплаве, деформированном в режи количества грубых избы-
термической обработки, поскольку Ha™L сеоийной обработки не позволяет
точных фаз в структуре сплава после ВТ рсти а- и ₽-твердых растворов
достаточно надежно оценить величину ми Р Р /рис. 56). Данные рис. 56
и ее изменение в процессе длительного> „.составляющей после
свидетельствуют о том, что микротвердпод ^Па. В процессе длит®л^ак.
обработки примерно одинакова и сост ердость a-твердого раствора пр
вылеживания (в течение одного года) ^ротвердост^^ в вылеЖИВания
тически меняется, т. е. в сплаве МА21 старение ф
при комнатной температуре не пронс д существенно завяс?*п_ти (//=
F Мнкротвердость ₽-составляющей в.сплаве мнкротвердости
ствующей обработки. Первоначально близкие
гяюг-т
iooq *
а
,»L
Др, НПа
йИС; П6,„ Изменение мик1>отвем
В- (/) и a-составляющей (2>
ва МА21 с течением времени; СПла*
а —после СПД; б —после тепи»
ческого упрочнения (аакалкя^
350 С+естественное старение)** *
1350 МПа) после упрочняю-
щей термической обработки и
деформации в режиме СП те-
чения с последующей закалкой
с течением времени заметно
различаются. Представляет ин-
терес тот факт, что на кривой
микротвердости ₽-твердого рас-
твора для термически упроч-
ненного сплава наблюдается
плавный спад в течение пер-
вых 6 мес, после чего микро-
твердость p-фазы практически
„ не меняется. Значения микро-
твердости р-составляющеи сплава, деформированного в режиме СП, слабо изме-
няются с течением времени вплоть до одного года выдержки сплава при комнат-
ной температуре.
Таким образом, полученные результаты дают основание полагать, что эф-
фект упрочнения в магнневолитиевых а+р-сплавах связан в основном при тер-
мической обработке с упрочнением p-фазы, а наблюдаемое ее разупрочнение при
вылеживании при комнатной температуре приводит к нестабильности свойств
сплава МА21. Данные электронно-микроскопического анализа подтвердили ука-
занное предположение, поскольку обнаружена хорошая корреляция между
изменениями мнкротвердости и структурой сплава в процессе длительного выле-
живания, Установлено, что в р-составляющей сплава после упрочняющей терми-
ческой обработки в процессе длительного вылеживания (в течение трех меся-
цев) происходит укрупнение частиц 0-фазы и появляются выделения нового ти-
па, располагающиеся, вдоль межфазных и межзеренных границ (рис. 57, а и б),
которые дают дополнительные рефлексы на микроэлектронограммах (рис. 58, а).
Расшифровка электронограмм показала, что рефлексы принадлежат фазе AlLi.
^Сравнительный анализ изменения микроструктуры и механических свойств пока-
зывает, что свойства сплава снижаются в то время, когда выделения 0-фазы до-
статочно укрупняются, т. е. сплав перестарнвается. После обработки сплава в
•режиме СП микроструктура характеризуется высокой однородностью выделений
-0-фазы на начальных стадиях и практически не меняется с увеличением продол-
жительности старения (до одного года) при комнатной температуре (см. рис. 57,
-виг, 58, б).
Различие в характере структурных изменений при длительном вылеживании
«сплава после СПД и термической обработки — это, вероятнее всего, результат
химической неоднородности в p-твердом растворе. Действительно, СПД за счет
резкой активизации диффузионных процессов и ЗГП способствует существенно-
му выравниванию химического состава фазовых составляющих сплава (см. ниже),
в то время как нагрев под закалку при упрочняющей термической обработке
из-за низких скоростей диффузии в магниевых сплавах не 3nfin_
-ному перераспределению легирующих элементов в материале (11). 1ш™м оора
зом, наблюдения за состоянием структуры сплава в процессе длительного выле-
живания показали, что процесс разупрочнения магниеволитиевых сплавов «и»--
ле упрочняющей термической обработки обусловлен перестарив -ф
ее трансформацией в равновесное состояние. получена
Дополнительная информация о структурных изменениях в спл' -кпго
яри изучении изменения механических свойств сплава после тех
нагрева (при 150°C в течение 100 ч). Эти исследования показал^чтер^кое
снижение прочностных свойств сплава после ВТМО и серийной। Р а1В»яия_
исходит в .первые 6—10 ч старения и не обусловлено существен
Рис. 57 Микроструктура сплава МА21 после упрочняющей термообработки (а, 6)
СПД (в, г):
а, в — после естественного старения, через 3 сут; б, г — то же, через 3 мес
ми фазового состава (рис. 59, табл. 8). С увеличением продолжительности ста-
рения вплоть до исчезновения линий, принадлежащих 0-фазе, снижение свойств
практически не наблюдается: имеется лишь некоторая тенденция и к уменьше-
Таблица 8. Изменение механических свойств сплава МА21 после различных видов обработки и технологического нагрева при 150 °C в течение о 10» *
Продол- СПД ВТМО СО
житель- и ость старения, ч <тв, МПа <Т0,2. МПа а. % "в- 1 МПа <Г0 2, МПа & % "в- МПа "ал- МП а & %
6 ч 48 ч 100 ч 286 271 265 255 220 196 182 177 16 17 17 17 280 244 233 236 218 172 176 178 14 16 17 14 '242 235 232 233 178 173 178 173 17 19 16 17
149
Рис. 58. Электронограмма от (J-фазы сплава МА21 через 3 мес естественного старения:
а — после упрочняющей термообработки; б — после СПД
нию временного сопротивления. Следовательно, механические свойства сплава
МА21 зависят не только от перехода 0-фазы в равновесную фазу AlLi, во наи-
большее упрочнение наблюдается в процессе структурных изменений, предии*?.
вующих этому превращению. Вероятно, существенное влияние на прочностям»
свойства сплава оказывает характер связи между частицами 0-фазы и матри-
цей. При наличии когерентной связи достигается наибольшее упрочнение; в про-
цессе коагуляции и укрупнения частиц 0-фазы когерентная связь, по-видимому,
нарушается и наблюдается разупрочнение сплава. Что касается свойств сплава,
деформированного в режиме СП течения, то наложение нагрева не приводит к
резкому снижению уровня прочностных характеристик, по крайней мере, в пер-
вые 6—10 ч, как после ВТМО и серийной обработки. Лишь с увеличением про-
должительности старения до 100 ч наблюдается тенденция к снятию эффекта уп-
рочнения, вызванного закалкой с температуры СПД.
Причиной такого различия в изменении прочностных свойств после различных
видов обработки может быть неодинаковая устойчивость 0-фазы ^превращению
в равновесное состояние. Действительно, если после ВТМО и серийной обработ-
ки дифракционные линии от 0-фазы исчезают на рентгенограмме после 24—-28 ч
нагрева при 150 °C, то после обработки в режиме СП линии, принадлежащие
0-фазе, сохраняются вплоть до 100 ч старения (см. рис. 59), т. е. 0-фаза, обра-
зующаяся при СПД, представляет собой более стабильный структурный эле-
мент, чем после ВТМО и серийной обработки.
Вероятно, состав 0-фазы также изменяется в зависимости от вида обработ-
ки. Непосредственно установить разницу в химическом составе фазы после рав-
ных видов обработки микрорентгеноспектральным анализом не удается,®^
скольку размер частиц находится за пределами разрешающей способности микро-
аналнзатора. Тем не менее различие параметров решеток 0-фазы показывает,
она имеет переменный состав в зависимости от вида обработки. Так, после оор
ботки сплава в режиме СП период решетки а 0-фазы равен 0,6804 нм, посж
ВТМО 0,6731 нм и после серийной обработки 0,6725 нм. ывать
На устойчивость 0-фазы к распаду существенное влияние может оказыв»
состояние P-твердого раствора, а именно: степень его легирования и рай
ность распределения легирующих элементов в пределах зерен p-фазы. в
связи проанализируем данные мнкрорентгеноспектрального анализа. резУ пЯЯ^
ты, полученные при съемке в характеристических рентгеновских лУчахл^п^__ вы-
цинка и кадмия, показали, что обработка сплава в режиме СП способствует
сокой степени однородности распределения в нем химических элементе
60,а). После ВТМО и обработки по серийному режиму сплаву присуща
150
Рис. 59. Зависимость интенсивностей дифракционных
и 0-фазы от продолжительности нагрева при 150 °C:
а — без нагрева; б, в, г — после старения 6; 48 и 100
I — ВТМО; II — СО; III — обработка в режиме СП
линий фазы A1U
ч соответственно:
кая химическая неоднородность, характеризующаяся локальными изменениям
концентрации алюминия и цинка в различных микрообъемах сплава (рис. ои,
б и в). С целью выявления закономерности распределения легирующет
тов микроструктуру этих же областей изучали в поглощенных эдактро ^^^^^
залось, что после обработки сплава по серийному режиму и ВТ ппилега-
скоплеиия легирующих элементов в основном наблюдаются в о __в
ющих к межфазным и межзеренным границам, и в меньшей
еРКоличесСтвВенный микрорентгеноспектральный анадаз^^та&я.
что после обработки сплава по серийному режиму
151
Рис. 60. Структура сплава после различных режимов обработки:
а—СП; б — ВТМО; в — СО; I— в поглощенных электронах; II —в лучах X^-Al: 41 —в
лучах К а -Zn
межзеренных границах наблюдается вдвое большее содержание
цинка, чем в твердом растворе а- и fi-фаз. В связи с этим, по-видимо У-^?^
нение частиц 0-фазы (см. рис. 57) наиболее интенсивно протекаетн
стадиях старения именно в этих областях, содержащих «избыток» ружии“
элементов. _тг» тттт** олпмняня
В сплаве, обработанном в СП состоянии, разницы в хотя а>~
и циика в твердом растворе и приграничных областях не фи руется»
держание легирующих элементов в литиевом твердом раст р' обуслоале-
в сплаве после серийной обработки. Это обстоятельство, по- нд У.
152
Таблица 9. Содержание легирующих эл»м«>и™.. „
сплава МА21 Рующих элементов в структурных составляющих
Вид обработ- ки Се а-фаза >Держание легирующих межфазная область а—3 элементов, % (по мае 3-фаза се) межзеренная область
А1 Zn Cd А1 Zn Cd А1 Zn Cd А! Zn Cd
СПД ВТМО СО 1,7 2,0 1.7 1,5 1,6 1,5 3,2 3,4 3,6 1,8 2,7 2,6 1,6 2,4 2,2 3,4 5,0 4,6 2,2 0,9 0,94 2,4 1,5 1,5 4,2 4,7 4,9 2,3 1,6 1.8 2,2 1.9 2,2 3,8 5 4,7
ботки.ЗЛИЧИЯМИ 5 * * В ТемПературе закалки сплав°в после различных видов обра-
Таким образом, в соответствии с полученными данными можно сделать за-
ключение, что стабильность механических свойств сплава МА21 после обработки
в режиме СПД обусловлена его высокой структурной и химической однородно-
стью, а также изменением характера распада 0-твердого раствора после закал-
ки с температуры СПД. Действительно, 0-составляющая сплава после обработки
в режиме СП характеризуется высокой однородностью выделений упрочняющей
0-фазы, равномерно распределенной по всему объему зерен, и химическим соста-
вом, отличным от состава 0-фазы после серийной обработки и ВТМО. Выделе-
ния такого типа в 0-фазе в совокупности с высокой химической однородностью
распределения легирующих элементов менее склонны к коагуляции при комнат-
ной температуре за счет выравнивающей диффузии, движущей силой которой
является градиент концентрации легирующих элементов между выделениями
разного размера. После СО и ВТМО появляющаяся при длительном вылежива-
нии нестабильность свойств, по-видимому, обусловлена постепенным переходом
6-фазы в равновесную структуру и нарушением когерентных связей между рав-
новесными выделениями 0-фазы и 0-матрицей.
Итак, полученные в данном разделе результаты позволяют сделать следу-
ющие обобщения:
1. СПД является эффективным средством улучшения комплекса механиче-
ских свойств магниевых сплавов. При этом обеспечиваются ие только повышен-
ные прочностные характеристики, но и высокие пластичность и изотропность ме-
ханических свойств, что особенно важно для металлов с г. п. решеткой.
2. Обработка сплавов в режиме СП может быть специальным видом тер-
мической обработки. СПД осуществляется без накопления дислокаций и обра-
зования субструктуры, а резкая активация диффузионных процессов приводит к
выравниванию химического состава, причем более эффективно и за более корот-
кий промежуток времени, чем отжиг. ___ _________________
3. На примере сплава МА21 показано, что СПД влияет иа развитие пре-
вращений в сплаве при последующей закалке и старении. СПД сп
лучению в сплаве более стабильного и однородного структура мехаия-
благодаря чему появляется возможность обеспечения стабил
ческих свойств при комнатной температуре.
5. СВЕРХПЛАСТИЧНОСТЬ ПРОМЫШЛЕННЫХ
АЛЮМИНИЕВЫХ СПЛАВОВ
СП алюминиевых сплавов впервые была иССЛ^°®а^е^щего после
ском сплаве А1-33 % Си [263]. У этого силам
соответствующей горячей наблюдали на
обнаружено 6 = 2000 % при 500 С [264] им сплавам на осно-
других эвтектических и близких к эвтектическим сш
ве алюминия в системах Al—Si [265], Al—Си—Mg [266] и др
Вследствие низких эксплуатационных свойств сплавов этих с
тем были проведены разработки новых менее легированных сп
вов, обладающих более высоким комплексом механических свпйп3’
и способных к СПД [267, 268]. Одновременно выполнены исслел?
вания с целью перевода в СП состояние известных промышленны
сплавов. ых
Все сплавы на алюминиевой основе, у которых обнаружена СП
можно разделить на две группы: упрочняемые термической обоа
боткой и неупрочняемые, к ним относятся и деформируемые и ли*
тейные сплавы. ’
В последнее время все большее внимание уделяется СП дефоо-
мируемых алюминиевых сплавов, что обусловлено возможностью
практической реализации эффекта СП путем замены традиционных
методов обработки давлением, применяемых для этой группы
сплавов, обработкой, включающей деформацию в условиях СП
СПД алюминиевых сплавов рассматривается в обзорах [267»
268]; в монографической же литературе по этой проблеме нет сис-
тематических данных. Вместе с тем установление взаимосвязи ме-
жду химическим, фазовым составами и структурой сплавов, с од-
ной стороны, и характеристиками их СП, а также эксплуатацион-
ными свойствами, с другой, имеет существенное теоретическое я
практическое значение.
В связи с этим в настоящем разделе сделана попытка воспол-
нить имеющийся пробел на основе обобщения результатов исследо-
ваний авторов и литературных данных.
5.1. Влияние химического состава, структуры и условий
деформирования на сверхпластичность сплавов
Для установления связи показателей СПД алюминиевых сплавов
с их химическим и фазовым составами и условиями деформирова-
ния было проведено специальное исследование на ряде модельных
и промышленных сплавов 2 (табл. 10).
Химические составы выбранных сплавов представляют различ-
ные системы, на основе которых построены композиции большинст-
ва алюминиевых сплавов. Это важные в практическом отношении
и широко используемые промышленные деформируемые сплавы,
термически упрочняемые В96Ц, В93, АК6, АК4—1, 1420 и
чески неупрочняемый АМгб,.а также модельные сплавы А
1,58 % Mg, Al - 4,1% Си, Al - 0,5 % Zr, Al - 1,58 % Mg- 0,5 %
Zr, Al — 4,1 % Си — 0,5 % Zr и технически чистый алюминий мар
ки А99. В модельных сплавах приняты одинаковые атомные к
центрации магния и меди, равные 2 % (ат.).
> Пат. 1363977 (Великобритания), 1974; пат. 138^86 (Ветмюбритания)^!^
г Исследования стандартных сплавов выполнены с°вме „ Ценевым.
новым, Ю. Б. Тимошенко, модельных сплавов и алюмини
154
Табли! сплавов " .0. х_. соиа.„ и вмелад
Сплав Zn ^Содержание легируй элем^Г%7^^
Си Mg Zr SI. Мп, и, Fe, NI
АК6 В96Ц 1420 7,56 2,4 2,26 0,68 2,75 0,15 0,9Si; 0,71Мп
АК4—1 В93 АМгб 6,07 2,3 Г, 02 5,07 1,6 1,82 6,4 0,12 1.8L1 0.9Fe; 1, INi
1* — 4,1 О.бЗМп
2* 3* — 1,58
4* 5* б* — 4,1 1,58 1,58 0,3 0,3 0,5 —
А99** 0,5 —
* Сплавы 1 6 модельные. ** Примесей не более 0,01 %,
Несмотря на различие химического состава у сплавов имеется
общая особенность — им всем присуща матричная структура, ти-
пичная для деформируемых алюминиевых сплавов.
При исследовании промышленных сплавов исходным материа-
лом служили горячепрессованные прутки. Предварительной обра-
боткой заготовкам придана УМЗ микроструктура со средним раз-
мером зерен: у сплавов АК6 и АК4—1 9—10 мкм, В96Ц и 1420 5—
6 мкм, АМгб 4—5 и 9—10 мкм.
У модельных сплавов и алюминия исходным материалом слу-
жил слиток. Из него гидроэкструзией с последующей прокаткой из-
готовляли ленту толщиной 0,5 мм. После рекристаллизационного
отжига при 300 °C в течение 30 мин алюминию придана УМЗ струк-
тура со средним размером зерен 6 мкм. Для получения УМЗ стро-
ения ленту модельных сплавов отжигали при 500 °C,
Для сопоставления исследованы также крупнозернистые образ-
цы стандартных сплавов, вырезанные из исходных прутковых ма-
териалов. У алюминия крупное зерно d=50 мкм получено отжиг
ленты при 600 °C. _ „„„„ ппол-
Обоснование выбранных режимов обработки материа Р
ставлено в 5.2.
У алюминия, несмотря на исходное УМЗ строение, *^*™*^0
СП не было получено. Предельная деформация со ^боазо-
Ю-» с-» при 330 °C составила 75 %, при этом им^° Д^то обр^
вание заметной шейки после е = 40% и низкая ск Рведенне алюмй.
тельность напряжения течения (т^0,07). 1а °~g стабильно-
ния, как и магния, связано с отсутствием РУ У₽ деформации
сти — быстрым ростом зерен под влиянием нагрева и деу F
Рис. 61. Зависимость размера зерен алю*
мииия с исходной мелкозернистой структу-
рой (d=6 мкм) от степени деформации е
при 330 °C; внач=10—Зс—х:
1 — в направлении растяжения; 2 — в пер-
пендикулярном направлении; 3 — при от-
жиге (без деформации) в течение времени,
равном длительности деформации на за-
данную степень
Рис. 62. Зависимость напряжения
течения о алюминия степени
деформации е при 330 °C ж я-
=Ю—8с~1;
1 — do—6 мкм; 2 — do“50 мкм
[140]. Согласно данным, приведенным рис. 61, рост зерен алюми-
ния, вызванный деформацией, существенно превышает их укруп-
некие под влиянием только нзгрева и при этом рост становится
анизотропным. Уже при е=10 % средний размер зерен в продоль-
ном и поперечном направлениях увеличился с 6 до 20 и 14 мкм со-
ответственно, в то время как под влиянием одного нагрева той же
длительности, что и время деформирования, он достиг 12 мкм пря
отсутствии анизотропии роста.
Вызванный деформацией рост зерен — результат развития в хо-
де ее динамической собирательной рекристаллизации (ДСР). Про-
явление ДСР неоднократно наблюдали при СПД различных спла-
вов [1—3; 59; 192, с. 99—100]. В рассматриваемом же случае пря
ДСР в алюминии обнаружен ряд отличительных особенностей. Так
же как при СПД, напряжение течения не зависит от степени дефор-
мации (рис. 62). Однако в отличие от СПД о слабо зависит от в,
величина тп<0,1. У крупнозернистого алюминия деформация в этих
же условиях сопровождается интенсивным упрочнением. Изучение
механизма деформации мелкозернистого алюминия позволило уста-
новить, что ДСР протекает в условиях преимущественного разви-
тия внутризеренного скольжения, вклад которого в общую дефор-
мацию составил 78±11 %. Развитие.интенсивной миграции границ
в ходе ДСР в алюминии приводит к тому, что плотность дислока-
ций слабо зависит от е. В большинстве зерен наблюдаются лишь
отдельные дислокации и только после 8=20 % появляются «обор-
ванные» субграницы. Такое изменение структуры и определяет от-
сутствие упрочнения при деформации мелкозернистого алюминия.
В тех же условиях при деформации крупнозернистого алюминия
рост зерен не наблюдается, в результате с увеличением 8 повыша-
156
ется плотность дислокаций и образуется субструктура что и вычм
вает его упрочнение. ’ что и вызы-
Низкая структурная стабильность обнаружена и у бинапныт
модельных сплавов алюминия с медью и магнием, а также у <SS?
нолегированного промышленного сплава В93. У ож'
Ниже показано влияние температуры и длительности отжига на
размер зерен модельных сплавов (исходный — пепел отжигпм
средний размер зерен 7 мкм): F м
t, °C 450' • 500 500 650
т, мин . „ . dCT), мкм, сплава: Al—1,58 % Mg . 2 2 60 60
25 35 115 —
Al—4,1 % Си .. v 9 30 100
Al—0,3 % Zr . . — — Частичная рекрис- , таллизация 30
Быстрый рост зерен практически исключил возможность дости-
жения у этих сплавов СП состояния. Остальным исследованным
промышленным сплавам свойственна достаточно высокая стабиль-
ность структуры. У них обнаружены все характерные признаки СП
Таблица 11. Механические свойства алюминиевых сплавов •
Сплав МКМ *опт, °C Вопт, с-1 в*. % ам, МПа «2
270 3 0,55
АК6 9—10 515 4-Ю-4
75 13 0,20
230 9 0,45
9—10 530 4-Ю-4
АК4—1 —
850 4 0,60
5—6 470 ью-3
В96Ц 180 13 0,23
410 4 0,45
420 6-IO-5 ~
АМгб 9—10 150 12 0,20
4-10-4 >700 5 0,55
1420 5-6 450 220 20 0,22
6-10-? 400 1 0,33
А1—1,58 % Mg—0,5 % Zr 6—7 500 • я
6-Ю—3 950 4 0,53
Al—4,1 % Си—0,5 % Zr 6—7 500 «1 IX
500 0,42
Al—4,1 % Си—0,5 % Zr 6—7 450 6-Ю-8
для сплавов
* В числителе приведены параметры СП ^ур
меиателе —для сплавов с крупнозернистой структур^
с УМЗ микроструктурой- • а*а"
15?
Тис. 63. Зависимости б, Чао и т от в сплавов АК6 (а) при 515 °C и В96Ц (б) при 465 °C:
/ — УМЗ микроструктура, d0=9 мкм—АК6, do=5 мкм—В96Ц; 2 — крупнозернистая струк-
тура горячепрессованного полуфабриката
состояния: высокая скоростная чувствительность напряжения тече-
ния (т=0,434-0,6); практически отсутствует упрочнение в процес-
се деформации; большие значения предельной деформации (б=
=2304-950 %) при низких значениях напряжения течения (050=
=34-9 МПа) (табл. 11). У сплавов с крупнозернистой структурой
напряжения течения оказались в 3—4 раза выше, предельные де-
формации во столько же раз меньше, а скоростная чувствитель-
ность напряжения течения низкая (т—0,24-0,25). Характерные за-
висимости 6, о50 и т от в исследованных сплавов с УМЗ и крупно-
зернистой структурой приведены на рис. 63.
В случае УМЗ микроструктуры графики зависимостей б и тот
8 для всех сплавов, в том числе и для АМгб со средним размером
зерен 5 мкм, имеют максимумы в интервале (0,54-2,0) 10-3 с-1.
Примерно в том же интервале находится оптимальная скорость де-
•формации сплавов, исследованных другими авторами (см. табл. 14).
Зависимости Igo—1gв имеют характерную сигмоидальную фор-
му с выраженным участком повышенной скоростной чувствительно-
сти напряжения течения, соответствующего бтах и ттах- У сплава
АМгб со средним размером зерен 9—10 мкм максимумы на кривых
б, tn отсутствуют. По-видимому, в этом случае они находятся при
®<10-5 с-1. Высокие значения б у сплавов 1420 и В96Ц (700 и
300 %) могут быть связаны с тем, что они имели меньший средний
размер зерен по сравнению с другими сплавами, а также с большей
их термической стабильностью (см. ниже).
Так же как у промышленных сплавов, получена СП модельных
тройных сплавов. При испытаниях со скоростью 10-3 с-1 при 500 °C
получены высокие значения предельной пластичности, особенно у
158
сплава Al Си Zr, которому соответствует также ббпкпг*
чина коэффициента т, чем у сплава AI-mJ? 70Льшая вели-
У сплава Al-0,3 % Zr при 500 °C СП не на^я Табл' И>'
его высокую структурную стабильность 6 ЮдаетСя’ несмотря на
Влияние размера зерен на показатели СП алюминиевые
вов аналогично другим материалам: с увеличениеГсреТе^оЛ"
мера зерен напряжение течения возрастает, в и m снижайся₽пГ
тимальная скорость деформации уменьшается [2691. Это
ствует о необходимости большего измельчения зерен. Однако из-за
сложности достижения последнего в промышленных алюминиевый
Г970В9711Ывы изысканы и ДРУгие возможности. Так, в работах
[270, 271] выполняли исследования на промышленных сплавах с
размерами зерен, выходящими за пределы проявления СП а имен-
но 10 мкм. У сплава А1 -4,5 % Mg-0,75 Мп при средней р и-
мере зерен 20 мкм получен ш=0,37 при 275 °C, при е=4-10~*
с 1 и низкое 6=150 % [270], что существенно ограничивает прак-
тические возможности формообразования деталей. У сплава А1 —
6 % Zn 3 % Mg со средним размером зерен 15 мкм удлинение до-
стигало 200 % при 360°C и e=4-10~4 с-1 [271]. Авторы называют
состояние сплава, соответствующее указанным условиям деформа-
ции, «продолженной пластичностью» (extended ductilition) в отли-
чие от СП. Они считают, что подобное состояние, обеспечивая пре-
. дельные деформации не более 200 % при средних по величине зна-
чениях напряжения течения и сохранении т на уровне, близком
0,3, представляет практический интерес, так как позволяет увели-
чить пластичность сплавов без придания им УМЗ структуры.
Влияние температуры деформации на показатели СП течения
алюминиевых сплавов исследовано в работах [227, 269, 270, 272,
273 и др.]. Показано, что с повышением температуры еопт смеща-
ется в область больших скоростей, напряжение течения снижается,
б и т увеличиваются. Об этом же свидетельствуют установленные
зависимости показателей СП от в сплава АК6 при 465 и 515 С
(рис. 64, а) и зависимости предельной пластичности 6 и напряже-
ния течения о (при е= 1,45-10_3 с"1) от температуры деформации
сплава АК4-1 (рис. 64,6). Резкое снижение 6 при температурах
выше 500 °C связано с интенсивным ростом зерен. Аналогичные
данные об изменении показателей СП в зависимости *®м р
туры деформации получены для сплава типа ,АМГЛ„*- -.„„я «cvn-
сплава 5,65% Zn-1,5 % Mg-0,4 % Zr [269]. У сплава типа «суп_
рал» (А1—6,0 % Си —0,5 % Zr) с повышением температуры «
тания т растет от 0,41 при 450 °C до 0,58 при 540 С и одноврем
но снижается напряжение течения [227]. «яиболее высоких
Судя по приведенным данным, Для полуq ительн0СТИ напря-
показателей СП — наибольшей скоростной у ю алюминие-
жения течения и наименьшего сопротивл но вЫСоких тем-
вых сплавов СПД следует выполнять, р Р дщение температуры
пературах. Пределом, ограничивающ роста зерен, на-
СПД, является температура начала интенсивного р
Рис. 64. Зависимости б, Оэ>, т от ё сплава АК6 (tfo—9 мкм) при 515 °C U) и 465 “С (2)
(а) и б (/) и а» (2) от температуры деформации сплава АК4—1 (d0-9 мкм) при ё-
= 1,45-10~3 с-1 (б)
пример у сплава АК4—1, а у сплавов со стабильной микрострукту-
рой— температура, при которой имеет место межкристаллитное
окисление.
У низко- и среднелегированных сплавов, например АМгб и АК6,
температуры, обеспечивающие наиболее высокие показатели СП,
оказываются выше температур предельной растворимости основ-
ных легирующих элементов — магния, меди, кремния, при которых
избыточные фазы, содержащие эти элементы, переходят в раствор.
Однако при тех же температурах не растворяются избыточные вто-
ричные фазы — алюминиды переходных металлов, что обусловлива-
ет возможность стабилизации микроструктуры сплавов.
В структуре сплавов, легированных выше предела растворимо-
сти основных легирующих элементов, при температуре СПД, помимо
высоколегированного твердого раствора и алюминидов переход-
ных металлов содержится небольшое количество равновесных вто-
рых фаз эвтектического или перетектического происхождения. На-
пример, у сплава В96Ц S-фаза (на основе Al2CuMg) [242], у суп-
рала 0-фаза (на основе CuAh) [268], у сплава 1420 S-фаза (на
основе A^MgLi) или у-фаза (на основе Mgi7Ali2) [274].
Как показано выше, понижение температуры деформации при-
водит к снижению показателей СП. Однако интенсивность этого
снижения неодинаковая у разных сплавов. Так, у сплава АК6 по-
нижение температуры деформации с 515 до 465 °C вызывает сниже-
ние максимального удлинения от 270 до ДЗО % при е=4-10-* с~’,
что сопровождается заметным увеличением напряжения течения
(см. рис. 64,о). Также сильно падает предельная пластичность
сплава у АК4—1: от 230 до 130 % при понижении температуры
СПД от 525 до 450 °C. Вместе с тем у сплава АМгб при снижении
температуры от 520 до 400°C сохраняются высокие значения уд-
линения [273].
160
Следует отметить различие темпеоатчпиы* »
рассмотренных сплавов. У сплавов АК6 и АК4—?Вг & деФ°РмаЦии
температуры выше, чем у сплава АМгб хотя ймДлМ,°Л0Г,1ческие
показатели СП снижаются в меньшей степени ТакОепаЛ°СЛеДНеГО
менении показателей СП течения связан>Х'видХ^
у первых двух сплавов понижение температуоы conn™™* ’ Что
реходом в область ниже сольвуса избыточных фазПе'
цирконий, а у АМгб обе температуры-SfiSS
рения избыточной 0-фазы на основе А13Ме, у сплавГдГ 7Р„ м
с добавкой циркония при нагреве выше’ те^ерату^^рАеТько?^
створимости вторичных фаз, не содержащих Цирконий пласта
ность резко возрастает [269]. ииркинии, пластич-
Согласно отмеченным выше особенностям изменения показате-
лей СИ в зависимости от температуры, для выполнения СПД тер-
мически упрочняемых алюминиевых сплавов можно рекомендовать
температуры нагрева под закалку. Они соответствуют предельно
высокому нагреву, используемому при обработке полуфабрикатов
деформируемых алюминиевых сплавов. Если требуется выполне-
ние СПД с большими степенями (например, при пневмоформовке),
целесообразно применение более низких температур. Это связано
с тем, что при длительном деформировании даже у термически ста-
бильных сплавов укрупнение зерен, вызванное СПД, может быть
значительным. Так, у сплава типа «супрал» после 6=400 % при
начальной оптимальной скорости 3-10_3 с-1 средний размер зерен
составил при 450 °C 5,8 мкм, при 480 °C 7 мкм и прн 520°C 9,2 мкм,.
а предельные деформации при тех же температурах равны соответ-
ственно 960, 740 и 420 %.
С учетом особенностей изменения пластичности, т и напряже-
ния течения для супрала в качестве оптимальной для СПД приня-
та температура 480 °C [227, 268], которая несколько ниже темпе-
ратуры нагрева под закалку (500°C).
Выбор для СПД алюминиевых деформируемых сплавов пре-
дельно высоких температур имеет практические преимущества:
возможность совмещения нагрева для формоизменения заготовки
с нагревом под закалку, выполнение деформации с большими ско-
ростями (из-за смещения оптимального интервала скоростей СИД
в сторону более высоких е). . _л„а.
Влияние напряженного и деформированного состоянии и
затели СП течения алюминиевых сплавов имеет те же ос
сти, что у сплавов на других основах. При переходе от ли
растяжения к деформации осадкой, т. е. к условиям в р и
неравномерного сжатия, зависимости показателей „р,
деформации несколько изменяются: ^птимальная о временно
шается в сторону больших скоростей «-
несколько увеличивается показатель m [275^ зерен
следования авторов у сплава АМгб С0 <;Р д /25 °C максимум
9 мкм при переходе от растяжения к сж Р в ннтер.
т смещается из области скоростей, меньших: с сплавасУМЗ
вал 8-10-4—3,3-10~3 с"1. Удельные усилия при осад
161
О. А. Кайбышев
структурой снижаются в 3 раза по сравнению с усилиями деформа-
ции крупнозернистого сплава.
Рассмотренные особенности СП поведения алюминиевых спла-
вов с матричной структурой позволяют установить определенную
взаимосвязь между химическим и фазовым составами этих сплавов
и проявлением в них сверхпластичности.
Согласно данным, приведенным в табл. 11, уровень показате-
лей СП у стандартных и модельных сплавов неодинаков. Группа
сплавов, легированных цирконием (В96Ц, 1420 и др.), судя по со-
четанию всех показателей (с учетом их наибольших и наименьших
значений), имеет наиболее высокий уровень показателей СП. Леги-
рование марганцем (АК6, АМгб) менее эффективно. Сплав АК4—1
содержащий железо и никель, как показано выше, наименее тер-
мически стабилен и из-за ускоренного роста зерен в ходе СПД
имеет наименьшие значения предельной пластичности, коэффици-
ента т и наибольшее значение напряжения течения.
Из модельных сплавов более высокие показатели СП получены
у сплава, легированного, помимо циркония, медью. Введение маг-
ния в сплав AI—0,5 % Zr дает заметно более низкие значения д и
т (см. табл. 11). (Необходимо отметить, что у обоих сплавов ле-
гирование осуществлялось введением одинаковых атомных коли-
честв меди и магния.) Причины влияния легирующих элементов на
СП алюминиевых сплавов рассмотрены в следующем разделе.
5.2. Особенности получения ультрамелкозернистой структуры
и перевода в сверхпластичное состояние алюминиевых сплавов
Для обеспечения возможности придания алюминиевым сплавам стабильной УМЗ
структуры их химический состав должен удовлетворять двум противоречивым
требованиям. С одной стороны, для получения мелкозернистого строения я на-
дежной стабилизации структуры легирующие элементы должны затруднять ре-
кристаллизацию: повышать температуру ее начала и конца, препятствовать рос-
ту зерен. С другой стороны, должно быть обеспечено прохождение первичной
рекристаллизации, без которой невозможно формирование УМЗ структуры. Ком-
промиссное решение задачи можно найти эмпирическим подбором соответствую-
щих композиций сплавов.
Сопоставление химических составов исследованных промышленных и модель-
ных сплавов показывает, что основным условием получения и стабилизации УМЗ
структуры является присутствие в них определенного количества переходных
металлов, резко затрудняющих рекристаллизацию. При отсутствии этих элементов
не только модельные двойные сплавы А1—Си, А1—Mg, но и высоколегированный
сплав В93 оказываются, подобно чистому алюминию, термически не стабильны-
ми и не способными к СПД. И наоборот, все сплавы, несмотря иа большое раз-
личие их состава, но содержащие переходные металлы (см. табл. 10), обнару-
живают все признаки СП (см. табл. 11). Это в значительной степени связано с
возможностью придания им соответствующей обработкой УМЗ микроструктуры
достаточной стабильности. Одиако введение в алюминий только переходных ме-
таллов недостаточно. При отсутствии таких легирующих элементов, как медь,
магний, цинк, алюминиевые сплавы, содержащие только переходные металлы,
не приобретают УМЗ микроструктуры. Так, у сплава А1—0,3 % Zr, по данным
нашего исследования, практически невозможно получвть УМЗ структуру со-
ответственно достичь СП состояния. Несмотря на большую предварительную
холодную деформацию гидроэкструзией (85 %), при последующем вагреве этот
сплав не претерпевает рекристаллизации, за счет которой возможно получение
162
Рис. 65. Макроструктура слит-
ков сплавов:
а — А1 — 1,58 % (по массе) Mg;
б, в —AI —1,58 Mg-0,3% Zr
после замедленной (б) я уско-
ренной (в) кристаллизации; х2
УМЗ структуры, а приобретает полигонизованную структуру. Рекристаллизация
протекает лишь частично при 500 °C (см. выше). У сплава А1—0,5 % 2г вследст-
вие очень высокого диспергирования Al3Zr начало рекристаллизации обнаружено
лишь при 560 °C, но достигнуто очень невысокое СП удлинение (268).
Таким образом, в составе алюминиевых сплавов, предназначенных для СПД,
обязательно присутствие, помимо переходных металлов, других элементов, обес-
печивающих формирование УМЗ микроструктуры за счет процессов рекристал-
лизации.
Рассмотрим природу влияния легирующих элементов на формирование я
стабильность УМЗ микроструктуры алюминиевых сплавов.
Влияние переходных металлов на процессы структурообразовання много-
факторное. Оно сказывается при кристаллизации слитков, их отжиге и на за-
ключительных операциях деформационно-термической обработки, в ходе которых
формируется окончательная УМЗ структура.
Из числа переходных металлов наиболее эффективное влияние на образо-
вание УМЗ микроструктуры, судя по данным работ {227, 268] н по результатам
нашего исследования, имеет цирконий.
Особенности формирования структуры при затвердевании слитков алюмини-
евых сплавов, содержащих переходные металлы, и при их последующей оор -
ботке, иллюстрируют данные, полученные при исследовании сплава А1 1,оо >
Mg с 0,3 % Zr и без циркония.
Введение 0,3 % Zr в алюминиевомагниевый сплав приводит в сяучае змад
ленной кристаллизации слитка (в горячей изложнице) к обоазо-
зерен в микроструктуре (рис. 65). Это изменение строения обу
ванием в начальной стадии затвердевания интеРметаллид?®13Л^?,Дно влияют ва
модифицирующее действие при кристаллизации сплава _nvrM переходных
строение алюминиевых сплавов первичные алюминиды ДРУ что> помимо
металлов [276]. Особенностью исследованного сплава является (AUMg,Zr.)
двойного алюминида циркония, в нем образуется тройная фаза (
[277].
1«Э
Рис. 66. Микроструктура сплава AI—1,58 %
Mg — 0,3 % Zr после отжига. Видна пер-
вичная неравновесная фаза Т правильной
формы и стерженьковые вторичные выде-
ления метастабнльной модификации фазы
Al3Zr
сталлизации.
Присутствие в литом исследуемом
сплаве повышенного количества первич-
ных выделений Т-фазы установлено
электронно-микроскопическим анализом.
Включения Т-фазы имеют скелетообраз-
ную форму или правильную огранку,
выделения Al3Zr— стерженьков ого вида
(рис. 66) [277] или сферической формы.
Ускорение кристаллизации (при за-
твердевании тройного сплава в холодной
изложнице) оказывает необычное, на
первый взгляд, влияние: вместо даль-
нейшего измельчения зерен, обусловлен-
ного возросшей степенью переохлажде-
ния и-соответственно увеличением ско-
рости зарождения центров кристаллиза-
ции, наблюдается резкое укрупнение зе-
рен (см. рис. 65, в). Последнее вызвано
тем, что быстрое охлаждение, подавляя
образование первичных кристаллов
Al3Zr, ослабляет их модифицирующее
действие.
Несвязанный в интерметаллиды
цирконий остается в растворе, что сопро-
вождается увеличением степени его пере-
сыщения. Последнее подтверждается ха-
рактером изменения периода кристалли-
ческой решетки. Как видно из данных табл. 12, переход в раствор циркония, име-
ющего значительно больший атомный радиус, чем алюминий, приводит к увеличе-
нию периода кристаллической решетки, возрастающему по мере ускорения кри-
Таблица 12. Влияние скорости кристаллизации и условий отжига слитков
на период кристаллической решетки модельных сплавов, нм
Сплав Литое состояние Состояние после отжига «Г V
*отж, °C ”0ТЖ. ’
24 48
А1—1,58 % Mg. 0,4055 430 0,4056 —
Al—1,58 % Mg—0,3 % Zr (замедлен- 0,4058 450 0,4058 —
ная кристаллизация) Al—1,58 % Mg—0,3 % Zr (ускоренная 0,4059 400 0,4061 0,4061
кристаллизация) 0,4059 0,4059 450 500 0,4060 0,4058 0,4058 0,4057
Аналогичная взаимосвязь между скоростью кристаллизации, размером мак-
рбзерна и степенью пересыщения твердого раствора установлена для сплава
типа «супрал» [227]. Авторы показали, что однородная УМЗ микроструктура и
высокие показатели СП у этого сплава могут быть получены лишь при доста-
точно большом пересыщении твердого раствора цирконием в слитке. На этом
основании для оценки его качества ими предложен критерий: размер микрозер-
на должен быть более 100 мкм. Последнее означает, что при затвердевании слит-
ка скорость кристаллизации была достаточно высокой, чтобы обеспечить подав-
ление образования первичных интерметаллидов, их модифицирующего действия
и одновременно достичь требуемого пересыщения твердого раствора цирконием.
Введение циркония сказывается не только на макроструктуре, но и на мик-
164
построении сплава. По данным металлографического явяп»,
Al-Mg на границах дендритных ячеек присутствует в^а’ В Литом стлав®
При введении циркония эта фаза исчезаетРкпигЛ У™, неРавиовесиая В-фаза.
участия [277]. При высокой скоростикри^^
ко выраженное дендритное строение с высокой сплава наблюдается яр-
тов. Вторые фазы —первичные алюминиды цирХя-^моХ"
лишь при рассмотрении в электронном микроскопе обнаружить
В связи с такой особенностью мпкоостппенисг рнпопап
рнй, позволяющий оценивать требуемую степень п₽п^ а° пРедложеи‘ крате-
ра цирконием для достижения SokhT показав Р^-
слитка супрала размер дендритных ячеек не должен бьЙГболге
чение дендритной структуры связано с увеличением г™™?™ 30 Измель'
которая одновременно обеспечивает требуемое пересыщение тве^догоТа^м’
Слитки алюминиевых сплавов обычно подвергают отжигу адя no₽B=L«
технологической пластичности и улучшения качества горя7едеформиро“аишх
полуфабрикатов. Об особенностях изменения структурного состояния сплава
при этом отжиге ценную информацию дают результаты измерения периода
таллическои решетки. Так, у исследованного сплава Al-Mg обнапужено vX.
чение периода. Это может быть вызвано лишь переходом в раствбр нерав^овес-
нои Р (А13М§2)-фазы эвтектического происхождения, что подтверждает и мин.
роструктурный анализ.
Необычным с точки зрения данных, имеющихся в литературе, является уве-
личение периода в случае отжига сплава Al—Mg—Zr и при том наиболее силь-
ное при отжиге после ускоренной кристаллизации. Это можно объяснить пере-
ходом в раствор некоторой части выделений Т-фазы, содержащей пираний,
образовавшихся по перитектической реакции в условиях неравновесной кристалли-
зации. О растворении частиц Т-фазы при отжиге свидетельствует наблюдающая-
ся около этих частиц повышенная плотность вторичных выделений AljZr (см.
рис. 66), что может быть результатом большей пересыщеиности раствора около
растворяющейся Т-фазы.
Согласно работе [277], Т-фаза образуется в системе А1—Mg—Zr по перитек-
тической реакции X+Al3Zr->a+T. При неравновесной кристаллизации появля-
ется избыток жидкости перитектического состава. При затвердевании эта жид-
кость дает избыточное количество а- и Т-фаз. С увеличением скорости охлаж-
дения степень неравновесности возрастает и увеличивается количество избыточ-
ной f-фазы. Поэтому при гомогенизации в течение 24 ч при 450 °C после уско-
ренной кристаллизации наблюдается большее увеличение периода решетки (см.
табл. 12).
Однако, как видно из табл. 12, увеличение длительности гомогенизации до
48 ч сопровождается уменьшением периода решетки. Аналогичное его уменьше-
ние проходит при всех выдержках при 500 °C. Это может быть следствием лишь
выхода из раствора циркония. Последнее вызвано процессом * распада J?®?®®**!
щенного раствора, сопровождающегося образованием вторичной метастаоильи
фазы Al3Zr, идущим параллельно растворению неравновесной части Т-фазы-
зультирующее влияние отжига на концентрацию твердого раствора, __
тельно, на его период, зависит от соотношения скоростей обоих проц -
видимому, при 500 °C растворение неравновесной части Г-фазы проходит о?
меньшей выдержке, чем 24 ч. сплава AI—
Таким образом, показано, что при формировании СТРУ®^Р сложный алю-
Mg—Zr определенную роль играет, помимо двойного алюм идя, даже при
минид. Результаты исследования также свидетельствуют" охлаждения все же
ускоренной кристаллизации в холодной изложнице СК°Р „ разделительной
недостаточно высока, что обусловливает возможность протмания разделите^-
диффузии в жидкости приводящей к образованию перветных чшетал^ ^^^^е
и соответственно к образованию Т-фазы по перит и возмож-
применения больших скоростей охлаждения при з Ров Последнее являет-
но большее подавление образования первичны„ . пи0К0'Нию раствора (276).
ся условием получения аномально пересыщен заключение, что для сплава
Результаты исследования позволяют сдела
> Пат. 1387586 (Великобритания), 1975; пат. 3876474 (США), 1975.
165
Па О. А. Кайбышев
Al—1,58 % Mg отжиг, устраняющий дендритную ликвацию и переводящий »
раствор неравновесную 0-фазу, является гомогенизирующим — придает саля *
строение однородного твердого раствора. У тройного сплава с цирконием нэп
ду с устранением химической микронеоднородности и растворением некотопль
части 7-фазы отжиг, как было показано, вызывает распад пересыщенного ии
конием твердого раствора с образованием высокодисперсных выделений мега!
стабильной модификации Al3Zr (см. рис. 66). Т. е. в этом случае он вызывает
помимо гомогенизирующего влияния, распад твердого раствора.
Рассмотренные изменения строения сплава А1—Mg—Zr при отжиге слитка
являются типичными. В сплавах, содержащих переходные металлы, сильно за-
держивающие рекристаллизацию, в раствор переходят неравновесные первичич»
интерметаллиды—соединения на базе основных легирующих элементов — меди
магния, цинка и другого типа (CuA12, Al2CuMg, Mg2Si, AlaMg2, MgZn2). Одно!
временно из раствора, пересыщенного по отношению к переходным металяам
выделяются вторичные фазы — метастабильные модификации алюминидов пе-
реходных металлов: Al3Zr, А16Мп, Al7Cr, Al3Fe и др.1.
При деформационно-термической обработке слитков или горячедеформиро-
ванных полуфабрикатов происходит окончательное формирование УМЗ струк-
туры вследствие развития рекристаллизационных процессов. Результаты иссле-
дования сплавов А1—1,58 % Mg и А1—1,58 % Mg—0,3 % Zr позволяют просле-
дить за особенностями влияния переходных Металлов на процессы структурооб-
разования на этом этапе получения УМЗ структуры.
Слитки сплавов после отжига при 450 °C, 24 ч подвергали холодиому гнд-
ропрессованию2 с е=60 %. Полученные прутки прокатывали в леиту со стелены»
деформации 90 %. Образцы, вырезанные из ленты, подвергали рекристаллизаци-
онному отжигу. После нагрева при 550 °C в течение 1 ч у алюмиииевомагивево-
го сплава получена полиэдрическая структура со средним размером зерен
1000 мкм, а у сплава с добавкой циркония средний размер зерен составил
30 мкм. В обоих случаях формирование структуры произошло в результате пер-
вичной и следовавшей за ней собирательной рекристаллизации.
Цирконий затрудняет прохождение первичной рекристаллизации:
Al-1,58 % Mg Al-1,58 % Mg-0,3 % Al-0,3 % Zr Al-0.5 % Zr
Zr*
375
-300
^нач.рекр(Тотж—2 ч), °C . 260
тРек при 500 °C, с . . . <5
• При замедленной скорости кристаллизации слитка (в горячей изложнице).
500 560
Не заканчивается [268J
Влияние циркония на собирательную рекристаллизацию оценивали сравне-
нием средних скоростей роста рекристаллизованных зерен. Установлено, что при
одинаковом начальном размере зерна 7 мкм в интервале выдержки 5—15 с при
600 °C средняя скорость роста зерен в сплаве без циркония в 10—15 раз выше,
чем в сплаве с цирконием. Эти данные показывают, что введение циркония силь-
но затрудняет прохождение первичной рекристаллизации, способствует измель-
чению зерен и, подавляя собирательную рекристаллизацию, стабилизирует мел-
козернистую структуру.
Наблюдаемые в исследованном сплаве особенности влияния циркония на
рекристаллизационные процессы типичны для алюминиевых сплавов с матричной
структурой. Аналогичное воздействие оказывают добавки других переходных
металлов, но с разной степенью эффективности [276]. Это влияние связано в ос-
новном с присутствием в сплавах дисперсных вторичных выделений алюминидов
переходных металлов, которые не растворяются при высоких температурах. При-
рода их влияния на развитие первичной и вторичной рекристаллизации рассмот-
рена в разд. 3.
1 Стабильная фаза Al3Zr имеет тетрагональную решетку, а ее метастабшп»-
ная модификация — кубическую [276].
2 При более низких температурах отжига выделение вторичного алюминид»
циркония не обнаружено.
166
Преимущество легирования алюминиевых сплавов
с другими переходными металлами связано с тем «то ?”Р°ннем по сравнению
пересыщенного раствора образует наиболее дисперсные пто™ТТ При распаде
избыточной фазы Al3Zr которые не коагулируют вплотьдо 5оЗВЫделевия
Известно, что наибольшая устойчивость, микрострукт^пыС &
оптимальной степени дисперсности продуктов паспяпя УнПР“ Достигается при
прал Al-Mg-Zr и Al—Mg—Zn—Zr SSS c^SeX Bo “ЛаВах
рен 5 мкм стабилизируется частицами AL7r nwowf-r.,™ средни“ размером зе-
Большая или меньшая степень дисперсности менее благоприятны0 °Д “КМ 12681 ’
Требуемая дисперсность продуктов распада пересыщенных растворов п»п.
ходных металлов в алюминии и равномерность их распределения пс
рицы могут быть достигнуты при определенных условиях получения долуфабм
катов алюминиевых сплавов. Наиболее важное условие-высокая ckodoSb ок
лаждения при кристаллизации. Это обеспечивает достижение необходимого пГ
ресыщения твердого раствора и одновременно уменьшает сегрегацию переходных
металлов, обусловленную внутрикристаллической ликвацией В частности.
легировании цирконием уменьшается его сегрегация в центре дендритных ячеис
которая возникает соответственно перитектическому типу диаграммы состояния
этого элемента с алюминием. Наряду с достижением определенной пересышенио-
сти твердого раствора ускоренная кристаллизация слитков супрала приводит
также к уменьшению ширины приграничных зон, обедненных цирконием [2681
Последнее связано с уменьшением размеров дендритных ячеек. Тем самым обес-
печивается большая однородность структуры при последующем рекристаллиза-
ционном отжиге. В ином случае в приграничных зонах формируются крупные
зерна и, таким образом, усиливается неоднородность структуры сплава в целом.
Объемная концентрация дисперсных продуктов распада и равномерность их
распределения по зерну зависят от степени легирования сплавов. Так, при леги-
ровании цирконием для получения высоких показателей СП требуется 0,5 % Zr
[227, 268]. Обычно же его вводят в алюминиевые сплавы до 0,15 % (по массе).
Но уже при 0,2 % Zr возможно ухудшение показателей СП, что связано с не-
возможностью обеспечить получение однородного УМЗ строения — в структуре
появляется большое количество крупных зереи, которые образуются в участках,
обедненных цирконием [268]. Степень обеднения становится тем большей, чем
меньше содержания циркония в сплаве. Соответственно этому в приграничных
зонах уменьшается количество продуктов распада, образующихся при отжиге
слитков, недостаток которых сказывается на зарождении центров рекристалли-
зации.
Характерно, что присутствие в сплаве других переходных металлов ие ком-
пенсирует недостатка в содержании циркония. Так, сплав АА2219 (6 % Си,
0,3 % Fe, 0,3 % Мп, 0,22 % Zr, 0,2 % Si), близкий к супралу по механическим
свойствам, имеющий такое же содержание меди и большое общее количество
переходных металлов (0,8 %), но менее легированный цирконием, неспособен
^Влияние других легирующих элементов, помимо переходных М”ДЛД°В’ вв
формирование УМЗ микроструктуры, ее стабильность и показатели СП изучи
мало, точки зрения исследователей по этому вопросу не • магння_
водятся некоторые экспериментальные данные о влиянии u a, L__ и Э1СС.
основных легирующих элементов, определяющих уровень те
ллуатационных свойств алюминиевых сплавов. постигнута из-за
В сплаве алюминия с 0,3 % Zr сверхпластичность.небша даиину».
невозможности получить УМЗ структуру. Однако пркпясталлизационным от-
мимо 0,3 % Zr, 1,58 % Mg или 4,1 % Си, ®03“0Ж"“ и перевести их в
жигом получить структуру со средним размером зер
СП состояние (см. табл. 11). „инка в сплаве AI—0,5 %
Согласно работе [268], с увеличением содержания ци н
Zr величина предельной СП деформации по а*?с • ю %— 620 %- Такое
3 % Zn она составляет 360 %, при 5 /о Zn цННКаР возможно, связано с
повышение показателя СП с ростом с°Дер оы деформации, обусловлен-
некоторым увеличением гомологической т руРтмечено выше, установлено,
ным снижением солидуса. В этой же р оте, _екрИСТаллизация обнаружива-
йте при отсутствии цинка в сплаве А1 , /о Р Р
ется лишь при 560 °C и достигнуто небольшое удлине
Па*
Следует отметить, что цинк, медь и магний оказывают влияние на СПИ, «v
дучн в твердом растворе. Важным является также то обстоятельство что их
присутствие обеспечивает получение УМЗ микроструктуры за счет первичной ое-
кристаллизации, а при отсутствии меди, магния и цинка в сплаве, содержащем
только цирконий, рекристаллизация оказывается подавленной, и протекает пре-
имущественно полигонизация.
Как указано выше (см. табл. 11), в присутствии меди алюминиевые сплавы
имеют более высокие показатели СП, чем при легировании магнием. Можно
предполагать, что одна из причин различия уровней СП — неодинаковое воядей-
ствие легирующих элементов на процессы ЗГП, лежащие в основе механизма
СП. В рассматриваемом случае природа влияния меди и магния, находящихся
в растворе, может быть связана с действием двух факторов. При равных атом-
ных содержаниях медь сильнее, чем магний, понижает температуру начала плав-
ления и, таким образом, при одинаковых температурах испытания 500 °C гомо-
логическая температура у сплава А1—Си—Zr оказывается заметно выше, чем у
сплава А1—Mg—Zr. Так, у двойных сплавов алюминия с 2 % (ат.) Си* и 2 %
(ат.) Mg температура 500 ЪС отвечает соответственно 0,92 и 0,85 Тал. Следстви-
ем этого должна быть большая скорость диссоциации захваченных дислокаций
и релаксации дефектов в границах.
Помимо указанного фактора, вероятно, сказывается и особенность влияния
атомов меди и магния на структуру границ зерен (см. разд. 2). Об этом свиде-
тельствует и то, что и при примерно равных гомологических температурах
(0,85 Гил) у сплава А1—4,1 % Си—0,5 % Zr обнаружена повышенная интенсив-
ность диссоциации захваченных границами решеточных дислокаций и соответст-
венно более высокие показатели СП течения, чем у сплава А1—Mg—Zr (см,
табл. 11 для сплава А1—Си—Zr данные при 450 °C, а для Al—Mg—Zr при
500 °C).
Влияние меди на формирование структуры и на СП алюминиевых сплавов
более сложно, чем цинка и магния. Если эти два элемента при температурах го-
могенизационного отжига и СПД находятся в растворе, то часть меди уже при
сравнительно небольшом содержании в сплаве оказывается за пределами раст-
воримости и образует вторую, избыточную фазу СиА12. Согласно работе [268],
роль частиц этой фазы в сплаве супрал заключается в подавлении возврата и
обеспечении получения мелких рекристаллизованных зерен в приграничных зо-
нах, обедненных цирконием. За счет этого повышается однородность структуры
сплава и соответственно однородность его деформации.
По данным электронно-микроскопического исследования [278] частицы СиА1»
играют главную роль в торможении роста зерен с момента достижения послед-
ними размеров, равных примерно расстоянию между частицами. Этого размера
зериа достигают в результате укрупнения в ходе СПД при больших деформаци-
ях (200—300 %).
На основе установленных взаимосвязей между химическим и фазовым со-
ставами алюминиевых сплавов и их СП представляется возможным прогнозиро-
вать их СП поведение, а также в первом приближении составы новых СП алю-
миниевых сплавов. По содержанию основных легирующих элементов большинст-
во промышленных алюминиевых сплавов отвечает требованиям перевода их в
СП состояние. Однако ие во всех сплавах содержатся переходные металлы, обес-
печивающие эффективное подавление роста зерен в ходе ДСР. Поэтому прак-
тически пригодными для обработки с применением СПД могут быть лишь спла-
вы, содержащие, помимо основных легирующих элементов, достаточное коли-
чество одного или нескольких переходных металлов—циркония, марганца, хрома.
Для промышленных сплавов, предназначенных специально для обработки с
применением СПД, по-видимому, целесообразна корректировка составов с вве-
дением 0,5 % Zr вместо других переходных металлов, при условии использова-
ния высоких скоростей кристаллизации при изготовлении слитков. Благодаря
этому возможно значительное упрощение дальнейшей обработки для получения
УМЗ структуры, а также повышение предельной пластичности и снижение на-
пряжения течения при СПД.
Соответствие состава и условий получения слитков алюминиевых сплавов
сформулированным выше требованиям, является решением лишь части пробле-
мы. Чтобы получить УМЗ строение, необходима специальная обработка. Для
168
горячедеформированных полуфабрикатов пппм«„,„
практически лишь два метода- рекписталли?^шле“ных сплавов применимы
либо теплой деформации или жеРгорРячая ^формация сон™ после холоднЛ
мическои рекристаллизацией. В обоих случая? УМ^^РОВО?иющаям ляпа-
годаря образованию в деформированной матрице сплавав формиРУетс* бла-
ров рекристаллизации. р це сплава большого числа цент-
Первый метод, включающий предварительна^
формацию, наиболее универсален. Второ? основанный ня «7“ ЛИб° теплУ«> М-
ческой рекристаллизации, применим к ограниченному чиму я^ТВаЯИИ дииам«-
Сюда относятся, например, супрал [2671 Д20 Г109 г ^о сплав<».
ВА708 [280] к. „о W М W1
гут быть отнесены к «природно» сверхпластичным J™™ I ’-упрал и 1201 мо-
УМЗ структуры возможно за счет динамической пи™' которых получение
формообразующей операции - горячего прессования прутков“<Sob° .Тст
вившегосТ СПУчениТЙ^Э] Г°РЯЧ6Й Деформации до наступления’усЛиТ-
Применение метода получения УМЗ структуры за счет статической или ди-
намической рекристаллизации связано» с трудностями — высокой энергией лебек.
тов упаковки у алюминия и его сплавов. Последнее обусловливает повышенную
интенсивность процессов возврата и, как следствие, снижение скорости зарож-
дения центров рекристаллизации при рекристаллизационном отжиге и горячей
деформации [177]. Поэтому при использовании простой схемы обработки—де-
формация и рекристаллизационный отжиг —УМЗ структуру удается получить в
ограниченном числе случаев и лишь при условии применения больших деформа-
ций перед рекристаллизационным отжигом. Так, для получения структуры со
средним размером зерен 9 мкм у горячепрессованиого сплава АМгб перед ре-
кристаллизационным отжигом потребовалась холодная прокатка за несколько
проходов со степенью деформации не менее 70 % [272], горячепрессоваиному
полуфабрикату сплава В96Ц придали УМЗ микроструктуру, применяв
многопроходную прокатку с общей степенью деформации 90 % [281].
системы А1—Zn—Mg для получения УМЗ структуры деформировали
холодной прокаткой с е=80 % [269].
Для горячепрессованных заготовок сплава АК6, чтобы получить
размер зерен 10 мкм, недостаточным оказалось холодное прессование со сте-
пенью деформации 70 % с последующим рекристаллизационным отжигом, вы-
полнявшимся нагревом в электропечи при 520 °C. Необходимое измельчение зер-
на было достигнуто применением специальных приемов.
Обработка со столь большими деформациями при комнатной температуре
или при невысоком нагреве (в пределах 200 °C) технологически невыгодна
требует больших энерго- и трудозатрат, сопровождается ускоренным износом ин-
струмента или его разрушением. К тому же она применима для получения
микроструктуры лишь в небольших заготовках, но и в этом случае, как видно и
примере сплава АК6, может оказаться неэффективной. Поэтому по °™
к большинству алюминиевых сплавов оказывается необходимым нспользо
уСЛОЖНеННЫХ Обработок. ___ пптгаРЯЯЯ
К числу особых приемов, которые могут быть применены да «уч^
УМЗ структуры у промышленных деформируемых алю“вваев“х^^йяагрев
сятся: предварительная регламентированная гетерогенизац напряжений при де-
при рекристаллизационном отжиге, увеличение сжимающ . выполнения
формировании и некоторые другие ^„ж^обсуадается возможность их прнме-
этих приемов рассмотрены в разд. 3. Ниже о осуждаем»
нения для алюминиевых сплавов. Пель ее —получе-
Предварительная регламентированная колич^гва части
ние в матрице сплавов — твердом растворе опр д ^^ сплавов е матричной
избыточных фаз заданной дисперсностиУ а втовичных фаз' при распаде ие-
структурой это достигается за счет выделен р
ресыщенного твердого раствора. „„„„„ пл^пжиым предварительно устано-
В настоящее время не представля' изирующих обработок, обеспечя-
вить для различных сплавов режимы ге р
* Составы сплавов см. в табл. 14.
теплую
Сплавы
дробной
средний
169
вающих получение требуемой степени измельчения продуктов распада и их объ-
емной доли. Поэтому для каждого сплава необходимо экспериментальное уточив-
ние этих режимов. Безусловно лишь то, что у алюминиевых сплавов температу-
ры обработки, при которых должно происходить окончательное формирование
наиболее благоприятной гетерогенной структуры, находятся ниже сольвуса но
выше температур, при которых избыточная фаза выделяется излишне дисперсной
(температура дисперсионного твердения). Примерно температура гетерогени-
зации должна находиться в интервале 250—400 °C. Для регулирования гетеро-
генизации можно применять не только термическое, но и деформационное воз-
действие, эффективно влияющее на морфологию и кинетику распада пересыщен-
ных твердых растворов [206, 207]. Ниже рассмотрены примеры использования
различных гетерогенизирующих обработок, применение которых обусловило воз-
можность получения в алюминиевых сплавах стабильной УМЗ структуры.
В сплаве ВА708 стабильная рекристаллизованная УМЗ микроструктура со
средним размером зерен 5 мкм была получена за счет гетерогенизации, достиг-
нутой благодаря образованию во время горячей деформации при 360 °C избы-
точной фазы Mg3Zn3Al2 [280]. Объемная доля избыточной фазы составляла
0,014, а средний размер частиц 0,16 мкм. Расчетный определенный авто-
ром на основании соотношения Зинера (см. разд. 3), оказался близким к разме-
ру зерен, установленному экспериментально.
Другие способы обработки, обеспечивающие регламентированную гетероге-
низацию алюминиевых сплавов, необходимую для получения УМЗ структуры,
использованы в работе [267]. Согласно патентам \ дисперсионнотвердеющие алю-
миниевые сплавы первоначально переводят в гомогенное состояние, затем пере-
старивают при температуре, превышающей температуру дисперсиоииого тверде-
ния, пластически деформируют при температуре перестаривания или ниже ее я
далее подвергают рекристаллизационному отжигу. Вторичная избыточная фаза,
выделившаяся при перестаривании, способствует увеличению числа центров пер-
вичной рекристаллизации и сдерживает рост зерен.
В основе разработки состава и метода обработки сплава супрал находится
идея регулирования рекристаллизованной структуры за счет регламентированной
гетерогенизации сплава. Для этого после ускоренного охлаждения сплав отжига-
ют при 370 °C, в результате из твердого раствора выделяются частицы алюми-
нида циркония Al3Zr размером 10,0—30,0 нм [267].
Регламентированная гетерогенизации не является для алюминиевых сплавов
универсальным приемом, обеспечивающим получение УМЗ структуры. В случае
недостаточной легированности сплава, которая определяется количеством леги-
рующих элементов и особенностью их взаимодействия с алюминием, ие может
быть достигнута требуемая объемная доля избыточной фазы. Этим, по-видимому,
можно объяснить то, что у сплава АК6 не удалось достичь требуемого измель-
чения зерен только за счет различных гетерогенизирующих обработок.
Неэффективна гетерогенизации алюминиевых сплавов, у которых вторичные
избыточные фазы недостаточно стабильны. В этих сплавах из-за коагуляции
частиц избыточной фазы при нагреве до температуры рекристаллизационного
отжига не удается получить требуемую микроструктуру.
Применение скоростного нагрева. В разд. 3 показано, что увеличение скоро-
сти нагрева при рекристаллизационном отжиге сопровождается измельчением
зерен. Это связано с увеличением скорости зарождения центров рекристаллиза-
ции. Эффективность применения высоких скоростей нагрева для получения УМЗ
структуры у алюминиевых сплавов была исследована на сплаве АК6. Заготовки
диаметром 38 мм, длиной 44 мм подвергали индукционному нагреву. Температу-
ра по сечению заготовки выровнялась через 18 с и достигла заданного уровня через
20 с. Для достижения той же температуры в центре заготовки при иагреве в
печи сопротивления потребовалось 50 мин. В области температур 300—450’С,
при которых у сцлава АК6 активно протекают процессы возврата и еще невоз-
можно развитие рекристаллизации, средние скорости нагрева составляли 0,1 и
25°С/с соответственно при печном и индукционном нагревах. Увеличение скоро-
сти нагрева привело к уменьшению среднего размера зерен от 14 до 9,5 мкм.
1 Пат. 4092181 (США), 1978; пат. 2388893 (Франция), 1978.
170
шой иРсР®Дией\^ормСации? Это^вязансГ^ Tes^^HTo^oc^11160™0 после неболь-
формаций. Применение же скоростного нагревакак отме^Х^
лирует различие инкубационных периодов Это позволяв разд- 3’ ниве-
кристаллнзацнонным отжигом меньшие по’ величий деЕпмациИеН„^ перед ре'
ляет существенное технологическое преимущество при под?отовке’ УМ Л™™0’
ры у алюминиевых сплавов. F “одютовке УМЗ структу-
Увеличение всестороннего равномерного сжатия (гидростатического ияПп«
женин сжатия) при деформировании алюминиевых сплавов также спасл^»Р
получению УМЗ микроструктуры. Это обусловлено тем что с уснле^« SX
роннего сжатия повышается пластичность сплавов, так как затрудняется во^Г
новенне и развитие нарушений сплошности материала. Поэтому им^я^Хж
ность осуществления деформации большей величины, что приводит к увеличен^
скорости зарождения центров рекристаллизации при последующем рекристалли-
зационном отжиге. Увеличение напряжений сжатия вызывает и повышение одно-
родности деформации, что также способствует увеличению пластичности, к од-
новременно уменьшает различие в величине инкубационного периода возникнове-
ния центров рекристаллизации при нагреве.
Наиболее близко к всестороннему равномерному сжатию приближаются
условия деформации при гидроэкструзин. Холодная гидроэкструзия в сочетании
с рекристаллизационным отжигом (особенно при использовании скоростного на-
грева) представляет собой наиболее эффективный и производительный способ
придания полуфабрикатам алюминиевых сплавов УМЗ микроструктуры. Послед-
нее показано на сплавах АК6, АМгб и АК4—1. Горячепрессоваиные прутковые за-
готовки диаметром 24 мм подвергали холодному гидропрессованию со степенью
деформации 67 % и последующему рекристаллизационному отжигу: АМгб прн
420 °C в течение 10 мин, АК6 при 510 rfC, АК4—1 при 530 °C с ускоренным на-
гревом в течение 20 с в селитровой ванне. У всех сплавов была получена одно-
родная УМЗ структура со средним размером зерен 9 — 10 мкм.
При гидропрессовании получению УМЗ микроструктуры способствует, по-
мимо особенностей напряженного состояния, высокая скорость деформации.
Получать полуфабрикаты алюминиевых сплавов с УМЗ микроструктурой
можно предварительной деформацией холодным илн теплым прессованием, схе-
ма напряженного состояния которого близка к схеме гидроэкструзии. По срав-
нению с открытой и закрытой прокаткой или осадкой при прессовании допусти-
мы большие предельные деформации. Таким образом, для промышленных спла-
вов, имеющих достаточную технологическую пластичность для деформации со
степенями 60—70 % при холодном и 80—90 % при тепл°“ "р^°
ставляется возможным рекомендовать этот вид предварительной р
приемов, способствующих
структуры у полуфабрикатов промышленных алюмини в п«Ьопмаиия 12691
и другие способы К ним можно отнести применение дробной деформация
и некоторые другие [56, с. 99—100].
5.3. Влияние обработки с применением сверхпластическои
деформации на структуру и свойства сплавов
Эксплуатационные свойства алюминиевыхн^?л®®°р0"труктурь1» из-
ки с применением СПД зависят от исх.Д е деформации,
менения ее при нагреве и выдержке пр Рической обработке,
под влиянием СПД и при последу их необходимо экс-
Для того чтобы выделить «чистое» этих факторов иа свой»
периментально оценить влияние кажд ть образцов обрабатыва-
ема алюминиевых сплавов. Для гПд выдержка при ней, рав-
ли по схеме: нагрев до температуры СИД, Д к
sW\\Ts\\4W ^ул\ЪЬУЛ ЛУЛУ
1л£ V Б-х
Рис. 67. Схема СДТО алюминиевых спла-
вов, упрочняемых термообработкой:
/ — температурный интервал перехода в
раствор избыточных фаз, не содержащих
ПМ; II—температурный интервал наиболь-
шей технологической пластичности; 1 —
предварительная деформаци (а — холод-
ная, б — теплая, в — горячая) для получе-
ния УМЗ микроструктуры; 2 — нагрев; 3 —
рекристаллизационный отжиг; 4 — оконча-
тельное формообразование в условиях СП;
5 — нагрев под закалку; 6 — закалочное
охлаждение; 7 — старение
S,nnnz
Рис. 68. Кривые распределения зерен
сплава АК6 (по размерам) (n]N) — от-
ношение числа зерен е данной пло-
щадью S к общему числу %ерен):
1 — исходная заготовка с УМЗ микро-
структурой; 2 —после ОБД при 515‘С;
3 — после СДТО при ёотп, е-50 % ж
515’С
t
r
ная времени осуществления СПД, и последующая стандартная
термическая обработка. Названа такая обработка «ОБД» — обра-
ботка без деформации.
Можно выделить две разновидности обработок алюминиевых
сплавов, основанных на применении СПД, условно названные:
СДТО — сверхпластическая деформационно-термическая обработ-
ка и СДО — сверхпластическая деформационная обработка. СДТО
применима только для термически упрочняемых СП сплавов, в со-
став которых входят переходные металлы, стабилизирующие мик-
роструктуру при температуре закалки. Последовательность опера-
ций деформационного и термического воздействия на сплавы в этой
обработке показана на рис. 67. СДО предназначена для термически
неупрочняемых сплавов. Схема этой обработки отличается от
СДТО отсутствием операций закалки и старения (5—7 на рис. 67).
Эффективность обработок, включающих СПД, можно опреде-
лить сравнивая структуры и свойства сплавов после этих обрабо-
ток со структурой и свойствами сплавов после традиционной се-
рийной обработки.
Такое исследование было выполнено на примере термически уп-
рочняемых сплавов В96Ц, АК6, 1420, АК4—1 и термически неуп-
рочняемого АМгб*. Для деформирования в условиях СП сплавам
придавали УМЗ структуру со средним размером зерен 8—10 мкм
(для В96Ц 5 мкм), для серийной обработки использовали сплавы
с исходной крупнозернистой структурой горячепрессованных прут-
ков. Во всех случаях заготовки деформировали осадкой с одинако-
* Исследование выполнено совместно с В. Г. Трифоновым на сплавах В96Ц.
АК6 н 1420, с Ю. Б. Тимошенко на сплавах АМгб и АК4—1, промышленное
опробование обработок проведено совместно с Г. Я. Свияжским.
472
выми по величине деформациями оавными кп о/ гт ~
деформировали на гидравлическом и мехаднческоЛ" С° сплавн
?даТЯГЛ08"?,,™ми «* Г°Р*«Й обработкаSffSS
10°—io-1 С-1 соответственно. СПД cocvni₽™Ja™ ’ ни*“Ю'|и
модернизированном гидравлическом noeS₽ J иД На специально
виях с начальной скоростью, равной е й ^РМИЧесКИХ
мальной для каждого сплава РскоростГдефоомациТпппл!Ре’ 0ПТИ''
примерно постоянной в автоматическом режимеработТп^Та
температуру во время деформирования - в лредыаГ^С пЛ.
закалке поковки охлаждали в воде с температурой 20°С или иа
воздухе (сплав 1420). В случае СДТО эту операцию выполняли сг^
зу после окончания деформации. Задержка, связанная с удЛе™.
ем поковки из изотермического штампа, составляла 10—15 е. Поч
еле закалки все образцы подвергали старению по типовым для
каждого сплава режимам.
Влияние СПД на свойства исследованных сплавов можно уста-
новить .при сравнении результатов испытаний, выполненных после
обработки, включающей СПД, и после ОБД. Судя по близости зна-
чений Ов, Но,2 и б после обеих обработок (табл. 13), собственное
Таблица 13. Влияние вида обработки на механические свойства сплавов
при комнатной температуре
Марка сплава Вид обработки ав МПа «о.а, МПа
АК6 ОБД 445 352 15
СДТО 432’ 338 15
СО* 411 319 мм
со** 483 363 14
АМгб ОБД 396 196 26,5
СДО 399 204 28
СО* 366 175 26
В96Ц ОБД СДТО 626 585 5,5
со** 663 623 3
1420 ОБД СДТО со** 457 462 471 296 301 317 14 8
8-10’—10—1с—1; ** 8=10 Ю Хс х.
влияние СПД на механические СВ0Й57°Л,^^ваетс^НИная картина
вых сплавов экспериментально не обн РУ я физических
выявляется из результатов исследов РУК
свойств. „„„утыиргкпго и металлографичес-
По данным электронно-микроскопическо сплавов поД
кого анализов установлено, что тоНК РДпе ОБД практически не
янием СПД по сравнению со строением после иад
претерпевает изменений. Однако заметно изменяется микрострук-
тура. При СПД происходит дополнительный рост зерен в попереч-
ном и продольном направлениях, протекающий с неодинаковой ин-
тенсивностью у разных сплавов. На рис. 68 приведены кривые рас-
пределения зерен по размерам для трех состояний сплава АК6.
Вид и положение кривых распределения типичен для изменения
микроструктуры при собирательной рекристаллизации [177]. Сопо-
ставление кривых 1 и 2 показывает, что нагрев без деформации
приводит к изменению размера зерен в результате статической со-
бирательной рекристаллизации. Сравнение кривых 2 и 3 позволя-
ет оценить непосредственное влияние СПД на изменение структу-
ры. Зерна растут в этом случае до больших размеров и интенсив-
нее, чем только при нагреве..
Особенностью укрупнения зерен, вызванного СПД, у большин-
ства исследованных сплавов является анизотропия роста — большее
увеличение в направлении наибольшей деформации растяжения.
Это приводит к возникновению металлографической текстуры, ко-
эффициент формы достигает величины, равной примерно 1,1—1,4.
Такая особенность изменения структуры под влиянием СПД обна-
руживается независимо от способа деформирования: и при растя-
жении, и при осадке. Анизотропия роста зависит от состава спла-
ва; при равных по величине деформациях коэффициент формы у
разных сплавов неодинаковый.
К особенностям влияния СПД на структуру сплавов следует
отнести наблюдавшееся устранение неоднородности микростроения
в тех случаях, когда в исходной мелкозернистой микроструктуре
имеются отдельно крупные зерна или их скопления. Обработка без
деформации не устраняет этой неоднородности. При СПД у сплавов
В96Ц и 1420 происходит вызванное деформацией увеличение раз-
меров мелких зерен, составляющих основную часть структуры.
В крупных же зернах имеет место фрагментация, и на их границах
формируются новые мелкие зерна. В результате этих процессов по-
вышается однородность структуры в целом. СПД по сравнению с
ОВД приводит к заметному размытию кристаллографической тек-
стуры.
К особенностям влияния СПД на структуру относится наблю-
давшееся у ряда сплавов развитие пористости при деформации рас-
тяжением. Так же как рост зерен и его анизотропия, интенсивность
порообразования зависит от состава сплавов [3, 6]. Количествен-
ным металлографическим анализом растянутых образцов сплава
АК4—1 установлено, что при равном исходном размере зерен 9—
10 мкм с увеличением степени деформации от 45 до 90 % при ско-
рости деформации, близкой к оптимальной, суммарный объем пор
увеличивается от 3,8 до 6,2 % по отношению к объему сплава, а при
повышенной скорости деформации (в III области СП)—от 2,1 до
4,7 %. В сплаве АМгб при больших деформациях и тех же скоро-
стях пористость развивается в меньшей степени; она увеличивается
соответственно от 3,1 до 5,3 % при оптимальной и от 1,6 до 2,6 %
при повышенной скорости деформации. В сплаве В96Ц со сред-
174
ним размером зерен 5 мкм развитие пористости и пп
шающеи способности оптической микройопии L Лределах РазРе'
При изменении схемы деформации И Н обнаРУжено.
тость, по данным металлографического и электппСЛе СПД порис'
ческого анализов, у всех исследованных Р°ННО‘Микроскопи'
свидетельствует о подавлений развития *">
сплавах при СПД, выполняемой в условиях всестооонир^ еВЫХ
мерного сжатия. Поэтому, вероятно, не следует ожиХ з«^™
влияния пористости на механические свойства сплашш 0
ванных в СП состоянии при всестороннем неравномерно»?сжатии*
давлением°М “ подавляющет° большинства’ способов обрХЙ
Со структурным состоянием алюминиевых сплавов, которое из-
меняется под влиянием СПД, связано изменение их чувствительно-
сти к межкристаллитной коррозии (МКК) после деформации Для
оценки этих изменений исследован сплав В96Ц, отличающийся
средней стойкостью к МКК [274, 282]. Перед испытаниями образ-
цы подвергали старению по стандартному режиму 140°C, 16 ч по-
сле закалки в воду при 20 °C, выполнявшейся после нагрева без де-
формации (соответствует ОБД), сразу после СПД и после выдер-
жек в течение 5, 15 и 30 мин при температуре СПД после ее
чания.
окон-
Установлено, что СПД понижает стойкость к МКК.
Ниже показано влияние вида обработки на стойкость к меж-
кристаллитной коррозии сплава В96Ц:
ОВД сдто СПД+5 мин СПД+15 мин СПД4-30 мин СО
Интенсивность мкк, %* . . 40 55 51 59 45 62
Глубина МКК, мм .... . 0,66 1,12 0,76 0,76 0,84 1,16
* Отношение протяженности участков, пораженных коррозией, к исследуемой длине
образца.
Однако задержки при температуре деформации после ее окон-
чания приводят к восстановлению стойкости к МКК.
Развитие МКК У сплавов системы Al—Си—Mg—Zn, к которой
относится сплав В96Ц, обусловлено активным состоянием границ
возникновение которого связывают с образованием пригр
ЗСВ [282]. В зависимости от условий обработки сплава зсо и
гут иметь различную ширину, в различной степени оилй
рующими элементами (медью, магнием, цинком). пазни-
понижение коррозионной стойкости вызывается и актив-
цы электродных потенциалов и соответственно
ности анодного растворения ЗСВ [282]. гппявов свидетель-
О влиянии СПД на структурное состо исследованных сплавов
ствует также изменение кинетики стар старения после ОБД.
после деформации по сРавнвви^ J испытаниях ВРсвежезакаленном
Так, например, у сплава АК6 при испытаниях
состоянии (через 10 с после закалки образцов в воду при 20 °C)
твердость после нагрева без деформации оказывается выше, а элек-
тропроводность ниже, чем после СПД. Однако при выдержке, осо-
бенно в течение первых 5 ч, темп естественного старения оказыва-
ется заметно выше после СПД, о чем свидетельствует большее сни-
жение электропроводности и более интенсивный рост твердости.
Различие в кинетике распада твердого раствора обнаружено и при
искусственном старени сплавов АК6 и 1420.
Таким образом, судя по изменению строения сплавов при
СПД — их микроструктуры, кристаллографической текстуры, по-
ристости, а также по изменению физических и химических
ствойств — электропроводности, кинетики распада пересыщенного
раствора, коррозионной стойкости, вызванных СПД, можно считать,
что эффект этой деформации .значительный. Вместе с тем при за-
метных изменениях в структурном состоянии сплавов влияние СПД
на механические свойства практически не обнаруживается. Такая
особенность — слабое изменение механических свойств при срав-
нительно значительных изменениях структуры — характерна для
алюминиевых сплавов. Например, малая чувствительность механи-
ческих свойств неструктурным изменениям обнаружена при Сопо-
ставлении структуры и свойств ряда сплавов после ВТМО и СО
[207], в отдельных случаях — при сравнении прочностных характе-
ристик сплавов с рекристаллизованной и нерекристаллизованиой
структурами [283, 284].
Из анализа влияния СПД на структуру сплавов и на их физи-
ческие и механические свойства следует, что обработки, в которых
применяют СПД при выполнении окончательного формообразова-
ния, представляют собой новые виды обработок алюминиевых спла-
вов. Они отличаются от других известных деформационно-термиче-
ских обработок не только технологическими схемами их выполне-
ния, но и особенностями структурного состояния и свойств,
которые они придают алюминиевым сплавам.
Однако для использования на практике обработки, основанной
на применении СПД, следует оценить ее эффективность в сопостав-
лении с традиционной обработкой. Эффективность обработок СДТО
и СДО определяли сопоставлением механических свойств, корро-
зионной стойкости и структуры после этих обработок и после СО.
Соотношение прочностных характеристик и пластичности, судя по
данным табл. 13, зависит от скорости деформации при СО. Чем
больше скорость деформации, тем интенсивнее разупрочнение при
последующем нагреве под закалку в условиях серийной.обработ-
ки. В случае деформации с пониженной скоростью (е=1О~,-т-
~-10~2 с-1) нагрев под закалку исследованных сплавов не сопро-
вождался рекристаллизацией. При повышенной же скорости де-
-формации (ё=104-10-1 с-1) сплавы при последующем нагреве под
закалку оказывались полностью рекристаллизованными.
С указанной особенностью влияния скорости деформации на со-
стояние сплавов после СО согласуются результаты механических
176
испытаний. В случае деформации пои СС\ г- „
прочностные характеристики сплавов поме “sS СК0Р°«ью
ваются заметно ниже, чем после обработок•/?’ обработки оказы-
сплавы АК6 и АМгб в табл 13) Ппи ающих СПД (см.
скоростью более высокие характемстикиФпппиаЦИИ С понижевной
обретают после серийной обработки после ЕпТ СПлавы при*
нерекристаллизованными (АК6, В96Ц 1420) П™Й °НИ остаются
вов после обработок, основанных на СП П ^п? аСТИЧность Спла'
симо от скорости, с которой выполняла^;^ее высокая> незави-
обработке. У сплавов средней прочности-Тмгб SS®'*
щих сравнительно высоким уровнем пластичности
вызванное СДТО, незначительно. У сплавов ;ке' с понн^ёниы’м
уровнем пластичности-у среднепрочного 1420 и высотопред“го
В96Ц выигрыш в пластичности при СДТО существенный — в повы-
шается в 1,5—2 раза. v “
Обработка, включающая СПД, вызывает также уменьшение
анизотропии механических свойств. Например, у сплава АК6 отно-
шение предела текучести в поперечном и продольном направлени-
ях после СДТО и СО равно соответственно 1 и 0,96.
Влияние вида обработки на стойкость к МКК зависит от при-
роды сплава. Так, у сплава АМгб, стойкого к МКК [274], не обна-
ружено различие в величине коррозии после СДО и СО. У сплава
В96Ц, обладающего удовлетворительной стойкостью к МКК» после
СДТО склонность к этому опасному виду коррозии существенно
снижается (см. выше).
Различие в структуре сплавов в зависимости от вида обработ-
ки обнаруживается на всех исследованных уровнях строения —
тонкой, микро- и макроструктуре. Особенности тонкой структуры
и микроструктуры после СДТО рассмотрены выше при определении
«чистого» влияния СПД на строение сплавов. При сопоставлении
обработок необходимо дополнительно оценить влияние СПД на
структуру в условиях неоднородного распределения деформации по
объему. Неоднородность деформации всегда имеет место при фор-
мообразовании изделий сложной формы. После СДТО макрострук-
тура и соответственно микростроение, как показано на примере за-
готовки после осадки в условиях СПД из сплава АМгб [285], од-
нородны по объему. Это объясняется важной особенностью СПД
слабой зависимостью структуры сплавов от степени деформап и.
В результате во всех участках заготовки, независимо е*
их локальной деформации, сохраняется однородная и “
стая структура. Более того, в случае исходной неоднор
роструктуры при СПД происходит ее выравнивание. темПерату-
При СО, если температура рекристаллизации выш^темп^ату
ры нагрева под/’““^"’^^'’горячедрессованной заготовки
стью —сплавы АК6, В96Ц, 142U), у горн тапактерна круп-
сохраняется неоднородное строение.^Дл^"^ми зернами, имею-
нозернистая микроструктура с силвв° в серИйной обработки при
щими субструктуру. Если в исталлизация, она протекает
нагреве под закалку происходит р Р
по объему неоднородно, что обусловливает неоднородность макро-
и микростроения. Крупные зерна образуются в местах интенсивно-
го течения металла вследствие опережающего развития в этих мес-
тах первичной рекристаллизации [276], а также в участках с кри-
тической степенью деформации.
Таким образом, структура алюминиевых сплавов после обрабо-
ток, основанных на применении СПД, отличается значительно
большей однородностью тонкого, микро- и макростроения по срав-
нению со структурой после СО. Применение СДТО и СДО позво-
ляет решить одну из сложных задач металловедения алюминиевых
сплавов — устранение разнозернистости. В условиях СО трудность
решения этой задачи обусловлена практической невозможностью
устранения неоднородности деформации по объему полуфабрика-
тов.
Особенности структурного состояния сплавов после обработок,
включающих СПД, позволяют объяснить различие в свойствах*
Так как СПД не сопровождается деформационным упрочнением,
то более высокий уровень прочностных свойств сплавов после
СДТО по сравнению со свойствами после СО, придающей сплавам
рекристаллизованную структуру, может быть обусловлен только
различием размера зерен после той и другой обработок. Поэтому
благодаря мелкозернистой структуре после СДТО сплавы имеют
большее сопротивление пластической деформации (сплавы АК6 и
АМгб при е = 10°4-10-1 с -1—см. табл. 13). В случае деформации
при СО с пониженной скоростью, После которой при нагреве под
закалку сплавы остаются перекристаллизованными, имеет место
«структурное упрочнение» !. Оно превосходит по величине эффект
упрочнения, обусловленный мелкозернистой структурой. Вследст-
вие этого у сплавов АК6, В96Ц и 1420 прочностные характеристи-
ки после СО, выполненной с применением деформации со скоростью
10~2—10-1 с-1, выше, чем после СДТО (см. табл. 13).
Большую пластичность сплавов после обработки, основанной на
применении СПД, можно объяснить однородностью и мелкозерни-
стостью строения, которое имеют сплавы, деформированные в ус-
ловиях СП. У сплавов В96Ц и 1420, отличающихся пониженной
пластичностью после СО, пластичность повышается после СДТО
вследствие отсутствия структурного упрочнения при этой обработке.
Уменьшение анизотропии механических свойств, обнаруженное
при обработке с применением СПД, вероятно, вызвано устранени-
ем металлографической и размытием кристаллографической тек-
стур, с которыми связана анизотропия у алюминиевых сплавов
[288].
1 «Структурное упрочнение» — одна из особенностей алюминиевых сплавов;
оно представляет собой упрочнение термически обработанных деформированных
полуфабрикатов или деталей, обусловленное сохранением после закалки пере-
кристаллизованной (полигонизованной) структуры. Этот вид упрочнения возмо-
жен, если температура нагрева под закалку ниже температуры рекристаллиза-
ции [286].
178
Таблица 14. Показатели сверхПластичностн алюминиевых сплавов
Сплав dt мкм 4 Л ®опт, c 1 в, % J. МПа BOB m Библио- I график I
АМг(6,4 %Mg; 0,63 % Мп) 9,5 420 MO-* 400 5 0,45 1272,
Д20(6,4 % Си; 0,6 % Мп; 0,13 % Ti; — 450 l-10“8 150 20 0,42 287] (192,
0,05 %Zr) c. 99]
1201(6,3% Си; 0,27 % Мп; 0,2 %Zr; 0,1 %V; — 450 3-Ю-3 — 30 0,45 [279]
0,05 %Ti)
АК4-1 (2,3 % Си; 1,6 %Mg; 0,9 %Fe; 10 530 4-10“4 230 0,45 9 [199, c.72—
1,1 %Ni)
В96Ц (7,6 % Zn; 2,3 % Си; 2,7 % Mg; 5 470 1-10-s 850 5 0,6 74] [81]
0,15 % Zr) Супрал (6 %Cu; 0,5 %Zr) 5—6 420— 1,5-10-3 800— 0,4- [267]
BA-708 (6,1 %Zn; 480 1200 0,5
15 360 4-10—4 200 22 0,3 [280]
3,13 % Mg; 1,5 % Си;
0,24 % Mn; 0,19 % Cr;
0,24 %Fe; 0,03 %Ti)
MS 7075 (5,6 %Zn; 2,5 %Mg; 1,5 % Си; 0,2 %Cr; 0,2 %Fe; 0,1 % Si) 10 400 1,7-10—4 200 [289]
MS 2024 (4,5 % Си; 1,5 %Mg; 0,5 %Mn; — 475 — 170 — 0,29 [289]
0,2 %Fe; 0,1 % Si) Al 5456 (4,5 % Mg; 20 275 4-10-5 150 40 0,35 [270]
0,75 %Zr) Al—10,7 %Zn— 7 550 2,3-10—4 1500 10
0,7 [269]
0,9 %Mg—0,4 %Zr
Al—5,7 %Zn— 1,6 % Mg—0,4 %Zr 9 520 2.3-10-4 500 — 0,65 [269]
Al—5,8 %Mg—0,4 %Zr 7,6 520 8,3-Ю-4 885 50 0,65 [273]
Al—9,3 %Zn—1 %Mg— 0,2 %Zr 9,5 520 6,7-Ю-з — Ы 0,65 [273]
Таким образом, можно сделать заключение, что обработки, ос-
нованные на применении СПД, по сравнению с СО обеспечивают
изделиям из алюминиевых сплавов однородную структуру, мелко-
зернистое строение и улучшают комплекс их свойств, что приводит
к повышению их конструкционной прочности.
Параметры СПД для ряда промышленных сплавов представл
ны в табл. 14.
6. СВЕРХПЛАСТИЧНОСТЬ ТИТАНА И ЕГО СПЛАВОВ
По сравнению с другими г. п. металлами поликристаллический ти
тан обладает более высокой пластичностью. Это связано «
в а-титане скольжение возможно по призматическим Р
17»
ним плоскостям, тогда как в других г. п. металлах—преимуше™
венно лишь по плоскости базиса. Кроме того, при пластической лГ
формации а-титана значительную роль играет двойникование
[291].
Достаточной пластичностью обладают и сплавы на основе В ти
тана с о.ц.к. решеткой [291]. Пластическая деформация В-Фазы
происходит как скольжением, так и двойникованием, и ее пластич
ность во многом зависит от содержания легирующих элементов'
Большинство титановых сплавов обладает существенно более
низкой пластичностью по сравнению с чистым титаном [291, 2921
Благодаря высокому напряжению течения, интенсивному упрочне-
нию в ходе деформации они с большим трудом поддаются холодной
деформации.
При повышении температуры сопротивление деформации тита-
новых сплавов существенно снижается и увеличивается пластич-
ность [292, 293]. Однако при использовании обычной горячей де-
формации вследствие ее неравномерности и неоднородности в спла-
вах образуются так называемые зоны интенсивного течения
приводящие к резко выраженной макро- и микроструктурной неодно-
родности [292, 293]. Низкая теплопроводность титановых сплавов
тоже способствует образованию таких зон. Стремление избежать
появления неоднородности, а также относительно невысокая пла-
стичность сплавов в обычных условиях деформации ведут к много-
переходности обработки, введению промежуточных нагревов. Тер-
мической обработкой после горячей деформации часто не удается
полностью исключить • микроструктурную неоднородность в полу-
фабрикатах и получить требуемое сочетание механических свойств.
Между тем титановые сплавы как конструкционные материалы
должны иметь комплекс разнообразных свойств — прочность и пла-
стичность, усталостную прочность, жаропрочность, вязкость разру-
шения и др., которые зависят от структурного состояния. Рассмот-
рим особенности формирования микроструктуры в титановых спла-
вах.
Фазовый состав и микроструктура титановых сплавов изменя-
ются в зависимости от содержания и соотношения легирующих
элементов. Основой микроструктуры титановых сплавов являются
твердые растворы а- и р-титана. Количественное соотношение меж-
ду этими фазами в отожженном состоянии определяет классифика-
цию титановых сплавов, которые подразделяют на а- и р-сплавы,
псевдо-а- и псевдо-р-сплавы, двухфазные а+р-сплавы [294]. На
изменение количественного соотношения а- и p-фаз существенно
влияет легирование (имеются элементы а-стабилизаторы, например
алюминий, и р-стабилизаторы — молибден, ванадий, хром, железо
и др.) и термическая обработка. При охлаждении с определенных
температур нагрева возможно зафиксировать при комнатной тем-
пературе метастабильные фазы р, а' или а". Характерная особен-
ность а- и а+р-сплавов — резкое укрупнение микроструктуры при
переходе в p-область. Этот процесс слабее проявляется в высоко-
легированных р-сплавах [294, 295].
180
Существенные изменения микоостпх/ктхттмл пплгтл
ственно и при охлаждении сплавов. При охлаждением ST®А'
в крупных p-зернах а- и «+₽-сплавов в резулиа?полимоп^^
превращения формируется пластинчатая микроструктур Диепе?
сность колонии пластин существенно зависит от ле?иров!ни1спл£
вов. В высоколегированных псевдо-р-сплавах после отжига в (Кб-
ласти наблюдаются значительно более мелкие частицы a-фазы, чем
в а- и а+р-сплавах [294]. Пластинчатая микроструктура чрезвы-
чайно устойчива и с большим трудом поддается изменению пои
термоооработке. ‘
Ввиду многообразия микроструктур, наблюдающихся в титано-
вых сплавах и особенно в двухфазных, до сих пор нет четкой усто-
явшейся терминологии их. Наиболее обобщающая приведена в ра*
боте [294], где предлагается, учитывая специфические изменения
структуры титановых сплавов после обработки в p-области, рас-
сматривать два типа микроструктур: равноосную (глобулярную)
и пластинчатую. Для удобства изложения материала и сохранения
единства терминологии в этой главе в равной мере используются
следующие термины: мелкозернистая (глобулярная, равноосная)
и крупнозернистая (пластинчатая).
Титановые сплавы в зависимости от типа микроструктуры име-
ют различный комплекс механических свойств. Сплавы с мелко-
зернистой микроструктурой обладают более высокими прочностны-
ми характеристиками, ударной вязкостью, пределом усталости, чем
сплавы с крупнозернистой пластинчатой структурой [294]. В то же
время, например, для двухфазных сплавов с пластинчатой структу-
рой отмечаются более высокие характеристики жаропрочности,
вязкости разрушения [294]. Для получения мелкозернистой микро-
структуры обработка сплавов должна проходить в а+Р-области.
Однако на практике вследствие неоднородности деформация про-
работка пластинчатой микроструктуры происходит неравномерно
по сечению заготовки, и это не позволяет получить однородную мел-
козернистую структуру в изделии.
Отмеченные выше трудности, имеющие место при обработке ти-
тановых сплавов, нельзя полностью устранить в рамках традицион-
ной технологии. В связи с этим их обработка в СП состоянии при-
обретает особо важное значение. Она позволяет резко уменьшить
сопротивление деформации и увеличить пластичность титановых
сплавов. При этом важно установить влияние СПД на микрострук
туру и комплекс механических свойств сплавов. тя-аПо
Первые исследования эффекта СП в технически чи^т°м_.
сплавах Ti-0,25 % О, TI—5 % Al-2,5 Sn, Ti-6 % Al-4 VV.
проведены в работе [296]. Авторы показали, что 0Г*Р Д гОстоя-
влияние на проявление СП оказывает наличие в исход титановых,
нии УМЗ микроструктуры. Однако, как особенн КОэ(ЬФициен-
сплавов, было отмечено, что максимальные значе g фазовых
та т и удлинения наблюдаются в температурной области <₽
превращений.
1М
m
Таблвца 15. Характеристики СПД титановых сплавов
Основные легирующие элементы*, % (по массе) Марка сплава Исходное состояние * * Й Оптимальные усло- вия деформации а. МПа в- % т Библио- графия
вид обработки V. d, мкм t, »С 8, с--1
а-сплав
Технический титан Технический титан с 0,260 Нелегированный тнтан 5А1; 2,5Sn 4.75А1; 2,15Sn Rc-70 BT1-0 IMI-317 BT5-1 Горячая прокатка н отжиг в а-области 18 40 20 18 940 910 .1040 940 940 850 1000 1040 4,2 -10—5 1,2-10—* 3-10—* 4,2-10-5 1.9-10-? 8 2,5 20 10 >150 200 500 >150 0,8 0,7 0,8 0,7 [296] [297] [298] [296] [297]
Горячая прокатка Горячая прокатка а-области Горячая прокатка и отжиг в
Псевдо-а-сплавы
6А1; 2Zr; IV; IMo BT20 Горячая прокатка ласти То же в а+Р-об- 3 1010 950 5-10-3 18 970 0,58 Данные
8A1; IMo; IV BT20 — 1000 5-Ю—4 — 500 — авторов [133]
а+р-сплавы
6A1; 4V 6A1; 4,5V IMI-318 BT6 Горячая прокатка а+р-области Горячая прокатка ласти и отжиг п в а+Р-об- 6 2,5 970 950 850 4,2-Ю-з 1,5-Ю-з 6 30 1600 1 600 1 0.9 1 0,85 1 [296] [298]
>- 6AI; 4,5V ьэ * BT6 Закалка из p-области, горячая прокатка в а+р-области 1 — 900 IO-3 4 180( ) 0,67 15]
6А1; 2,5Мо; 2Сг; 0,3Si; BT3-1 Горячая прокатка в а+Р-об- 2,5 950 850 4-10-* 20 >700 0,7— [299] [61
0,5Fe 2Сг; 0,3Si; 0,5Fe BT3-1 ласти Закалка из p-области, горячая 850 1,2-10—2 22 >200С 0,8 0,48
6.5А1; 3,3Mo BT9 прокатка в а+Р-области Горячая прокатка в ос+Р-об- 2,5 990 900 1,5-Ю-з 40 >2000 0,8 [299]
l,5Zr; 0,25Si l,5Zr; 0,25Si BT9 ласти То же 2 1000 950 2,7-10-3 29 >1800 0,6 [300]
4.5A1; ЗМо; IV BT14 » » 5—7 950 850 4-10-4 10 1000 0,8 [301]
4.5A1; ЗМо; IV BT14 » » 1,2 950 875 5-10-3 6 >2000 0,7 [6]
2.5A1; 5Mo; 5V BT16 » » — 850 800 3-Ю-4 30 190 0,35 [298]
5.5А1; 2Мо; 4,5V: ICr: 0,7Fe BT23 880 850 3-10-* 30 220 0,4 Данные
5A1; 5Mo; 5V; IFe; ICr BT22 » » 2 880 860 IO-8 30 250 0,5 авторов [298]
HMo; 6Sn; 4Zr 1 P-ni Холодная прокатка, старение 8 745 730 6-10—8 27 514 [302[
3A1; 7Mo; HCr j BT15 Псевдо-fi-a lAaet 12 4 770 | 5-10-« | 23 | 200 | 0,43 ( [298]
• Дев средний химический состав. •• < п— температура полного полиморфного превращения.
В табл. 15 представлены результаты исследования условий гп
в титановых сплавах различного состава.' Эти данные подтвеп-
ют, что СПД в титановых сплавах наблюдается в аЧ-В-обла^3’
Исследования показали, что в двухфазном состоянии обеспечив'
ются условия стабильности УМЗ микроструктуры сплавов 19QR*
299]. Между тем в работах [5, 303] отмечено, что наблюдение СП
в интервале фазового превращения является признаком его влня
яия на СП течение. Это послужило основанием для авторов иИТи
рованных работ выделить титановые сплавы в особую группу ма*
териалов, в которых СП имеет место благодаря развитию фазовых
превращений. Однако конкретных данных, подтверждающих это по-
ложение, не приводится.
Из табл. 15 видно, что характеристики СП течения титановых
сплавов, по данным разных авторов, заметно отличаются даже для
одного и того же сплава. Значительное влияние на СПД титановых
сплавов оказывает их состав. В то же время титановые сплавы
имеют весьма большие удлинения —до 150—300% при наличии в
исходном состоянии неблагоприятной для СП течения пластинча-
той микроструктуры [299, 304]. К сожалению, в литературе недо-
статочное внимание уделено влиянию исходной микроструктуры на
СПД титановых сплавов, что затрудняет анализ экспериментальных
данных.
В работе [28] отмечено необычное поведение псевдо-0-титано-
вых сплавов при горячей деформации. СП наблюдали при наличии
крупнозернистой микроструктуры в ^-области. Однако достаточно
подробный анализ изменения механических свойств и микрострук-
туры при горячей деформации в этой работе не проводили. Оче-
видна необходимость систематического анализа особенностей про-
явления СП в титановых сплавах с различным типом решеток и
разнообразием микроструктур, характерных для этих сплавов.
Поскольку большинство промышленных титановых сплавов в
определенном интервале температур находится в двухфазном со-
стоянии, рассмотрим сначала СП двухфазных сплавов.
<6.1. Двухфазные сплавы
Для титановых сплавов важно сравнить температуру СПД с тем-
лературой фазового превращения, установить влияние превраще-
ний на СПД, а также влияние исходной микроструктуры, фазового
л химического состава на показатели СП.
Рассмотрим результаты исследования двухфазных сплавов ВН?
и ВТ9: •
Al v
Zr Мо ‘С Fe Si N Н О
Состав, %
4по массе):
ВТ6 . .
ВТ9 . г
Выбор
•ми р-стабилизаторами —
484
. 6,0 3,75
. 6,6 —
этих сплавов
2,0 - 0,02 0,3 0,15 0,05 0,015 0,8
1,7 3,5 0,02 0,11 0,27 0,01 0,002 0,0»?
неслучаен. Сплавы легированы Раз^4”^
ванадием и молибденом, однако к
Рис. 69. Зависимость Напряжения тече-
ния а, относительного удлинения 6 и
коэффициента т от температуры де-
формации сплава- ВТ6 при ё=3 1-
-Ю-’с-1
Рис. 70. Зависимость коэффициента
^.»™иап л,жеиия течения а от ско-
рости деформация силам ВТ6 поя
температуре, ‘С: ”
/. 2 — 900; 9 — 850; 4 — 950
ство а-стабилизатора — алюминия 1-------
исследовании можно установить влияние химического состава^спла-
вов на СП. Температуры полного полиморфного превращения
сплавов отличались незначительно. Исходное состояние сплавов—
горячекатаные в a+0-области прутки. Зависимости напряжения те-
чения и относительного удлинения от температуры и скорости де-
формации этих сплавов (рис. 69—71) имеют в основном близкий
характер. ТЗоэтому более подробно рассмотрим результаты, полу-
ченные на. сплаве ВТ9.
Температурная зависимость удлинения сплава характеризуется
резко выраженным максимумом в интервале 900—950°С (рис. 71).
Относительное удлинение достигает при этом более чем 1800 %
(конечные значения не были получены из-за ограниченного хода
испытательной машины). Как снижение, так и повышение темпера-
туры приводит к резкому уменьшению удлинения сплава. Пластич-
ность при температурах, близких к температуре полного полиморф-
лого превращения, остается высокой (6=500%).
Относительное удлинение сплава существенно зависит от ско-
рости деформации (рис. 72,а, б). Имеется корреляция между мак-
симальными значениями относительного удлинения и т. При 900
.максимум т=0,58 приходится на е = 1,2-10-в с-1, а при 950°C мак-
симум т=0,54 соответствует е=3,Ы0-3 с-1.
Характер истинных кривых напряжение—деформация спл
ВТ9 является типичным для СПД.
Зависимость механических свойств сплава ВТботтем р тур
и скорости деформации в основном подобна наблюл _
-сплава ВТ9. При оптимальной температуре СП сплаваiBT6 J
и е=3 1-Ю-3 с-1 относительное удлинение равно 1000 %, а
=0,54.’ ш
почти одинаковое, поэтому при
£°/о б, МПа т
800 850 ООО 050 1000 t °C
Рис. 71. Зависимость напряжения течения
С, относительного удлинения 6 и коэффи-
циента т от температуры деформации
сплава ВТ9 при е=3,1-10 ® с 1
Таким образом, максимали.
'ные значения удлинения обои»
сплавов имеют место при темп*
ратурах, отвечающих а-|-В-облГ
сти, и на 50-100 °C ниже темпе-
ратуры полного полиморфного
превращения. Аналогичные завн-
симости удлинения и напряже-
ний течения от температурно-ско-
ростных условий деформации для
других двухфазных титановых
сплавов получены в работах
[298,299,304]. Р “
Вместе с тем пластичность
сплавов ВТ6 и ВТ9 заметно раз-
личается — у сплава ВТ6 удлине-
ние ниже и уже температурная
область проявления СПД. Для
объяснения полученных результа-
тов рассмотрим данные микроструктурного исследования. При этом
учтем, что микроструктура титановых сплавов зависит не только
от предварительной обработки материала, но и изменяется при на-
греве до температуры деформации.
Микроструктура сплавов ВТ6 и ВТ9 в исходном состоянии мел-
козернистая с вытянутыми в направлении прокатки зернами а- и
0-фаз. В сплаве ВТ9 металлографическая текстура выражена бо-
лее четко, чем в сплаве ВТ6, поэтому изменение микроструктуры и
фазового состава при нагреве и выдержке рассмотрим на примере
сплава ВТ9. В исходном состоянии он имеет перекристаллизован-
ную микроструктуру. Первые признаки рекристаллизации отмеча-
ются при нагреве выше 800°С; при 850°C и выдержке 60 мии на-
блюдается заметное укрупнение и округление вытянутых зерен а-
и 0-фаз, а после нагрева до 900 °C и небольшой выдержки (10 мии)
сплав рекристаллизуется полностью.
Данные об изменении размеров зерен а- и 0-фаз после нагрева
при 900—1000 °C приведены на рис. 73. Они показывают, что как
при повышении температуры нагрева, так и при увеличении вре-
мени выдержки наблюдается существенное укрупнение зерен а- й
0-фаз. Наиболее интенсивный рост зерен отмечается на начальных
стадиях выдержки 30—60 мин и при температурах выше 950 °C.
Нагрев сплава до 1000 °C приводит к резкому укрупнению зерей
0-фазы. Вытянутость зерен фаз, имевшая место в исходном состоя-
нии, уменьшается с повышением температуры и увеличением вре-
мени выдержки. Следует отметить, что при 900 и 950 °C вытяну-
тость зерен фаз заметно уменьшается лишь после выдержки бо-
лее 2—4 ч.
Процессам рекристаллизации, вызывающим при нагреве измене-
ния микроструктуры титановых сплавов, сопутствуют фазовые
превращения.
186
- ш ' иг* . etC~r
Рис. 72. Зависимость коэффициента т (а) и напряжения течения а (б) от схооости ае-
формации сплава ВТ9 при температуре, °C:
1 — 850; 2 — 900; 3 — 950; 4 — 1000
<ЛИ7Г
Рис. 73. Зависимость размера зерен а- и p-фаз сплава ВТ9 °в продольном (а) попереч-
ном (б) направлениях от времени выдержки и температуры, °C:
1 — 900; 2 — 950; 3—1000
Ниже приведены результаты фазового
ле нагрева и выдержки:
t, °с............... 900
Содержание 0-фазы *, %
(объемы.), при т:
10 мин.............
30 ‘
120 ............... 35
анализа сплава ВТ9 пос-
950 1000
41 63
49 75
51 75
• Количественный фазовый анализ проводили металлографи-
чески. Ошибка составляла ±1,5 %.
187
Эти данные указывают на существенное изменение фазового со-
става в сплаве при сравнительно небольших изменениях температу-
ры. Наиболее .сильные изменения фазового состава отмечаются на
начальных стадиях выдержки. По-видимому, прохождение фазовых
превращений в процессе выдержки связано с чрезвычайно медлен-
ны^ перераспределением легирующих элементов в титановых спла-
вах: при нагреве, что прежде всего обусловлено относительно низ-
ким коэффициентом диффузии р-стабилизаторов [291].
Качественно аналогичные изменения микроструктуры и фазово-
го состава при нагреве имеют место и В сплаве ВТ&.
Ниже приведен размер зерен а- (числитель} и p-фаз (знамена-
тель). сплава ВТ6 при нагреве и выдержке:
t, °C................ 900 950
d, мкм, при т:
10 мин............ 1,1/0,7 3,5/—
30 . 2,4/1,1 6/—
120 ».............. 3,6/1,7 9/—
Фазовый состав сплава ВТ6 при нагреве и выдержке таков:
А °C —900 950
Содержание 0-фа-
зы, % (объемн.),
при т:
10 мин. . . . 21 42
30 » ... 37 50
120 » .... 38 57
Из приведенных-данных следует, что микроструктура и фазо-
вый состав двухфазных титановых сплавов претерпевают сущест-
венные изменения при нагреве в верхней части a-j-p-области в ре-
зультате развития рекристаллизации и фазовых превращений.
В связи с этим механические свойства при горячей деформации
двухфазных титановых сплавов определяются микроструктурой,
формирующейся в процессе нагрева к началу деформации. Дости-
жению наибольшей пластичности сплавов ВТб.и ВТ9 способствует
формирование в процессе нагрева двухфазной УМЗ микрострукту-
ры. При температуре испытания выше оптимальной у сплавов на-
блюдается значительное укрупнение зерен фаз (см. рис. 73), по-
этому пластичность резко снижается. При температурах, меньших
оптимальных, пластичность снижается ввиду недостаточной акти-
визации диффузионных процессов.
Проанализируем природу различного СП поведения сплавов.
Прежде всего оценим причины различия температурной зависимо-
сти напряжения течения сплавов. В сплаве ВТ6 в отличие от спла-
ва ВТ9 напряжение течения после резкого снижения при достиже-
нии 900 °C не уменьшается; при росте температуры до 950°C — уве-
личивается.
Различия температурной зависимости свойств должны быть свя-
заны с особенностями изменения микроструктуры при нагреве. Это
188
подтверждается данными рис. 73 и представленными
нагреве >900°С в сплаве” ВТ6 зерн’а “фаз "кр’у^Ж
большей степени, чем в сплаве ВТ9. Для сравнения В
если в сплаве ВТ9 при 900’С размер Xф1”ы7 KaSj ™
формации составляет 2,2 мкм, то в сплаве ВТ6 при той же темпе
ратуре он равен 1,1 мкм. Однако при 950°С в сплаве ВТ9 размео
зерен a-фазы равен 2,5 мкм, а в сплаве ВТ6 3,5 мкм. Объемное со-
отношение фаз в сплавах при 900—950°C к моменту начала дефор-
мации отличалось незначительно. По-видимому, меньшая стабиль-
ность микроструктуры сплава ВТ6 и вызывает некоторое повыше-
ние значений напряжения течения при 950 °C.
Параметры СП течения т и 6 у сплава ВТ9 выше, чем у спла-
ва ВТ6, и СПД наблюдается в более широком интервале темпера-
тур. Принимая во внимание полученные результаты изменения раз-
меров зерен сплавов, различие в свойствах можно связать с влия-
нием химического состава на стабильность микроструктуры и ее
изменение в процессе СП течения.
Как при СПД других сплавов, в оптимальном температурном
интервале СП на кривых о—е двухфазных титановых сплавов чет-
ко обнаруживаются три области СП течения (см. разд. ^.Резуль-
таты исследований изменения структуры сплавов на каждом из
участков кривой СП приведены в табл. 16.
Таблица 16. Размер зерен а и p-фаз и фазовый состав сплавов ВТ6 я ВТ9
после деформации
1 ВТ6 ВТО
t, °C d, мкм (е- -200 %) « . х^ я 2L. СО QjO ё, с-1 d, мкм(В-200 %) Р-фава. % (объема.)
«-фаза 3-фаза &S1? 02.SS а-фаза Р-фаза B-SO% в-200%
900 3,1-10-* 6,8 6,0 5,0 4,8 43 1,2-10—4 5,8 1з‘,да 4,2 37 40
З.ЫО-3 4,5 4,0 3,5 3,1 42 1,2 IO-3 4,0 й(1д> ^(11) 2,5К 1 33 36
3,1-10-2 2,5 2,3 1,3 1,2 35 1,2-10-2 ^(1,5) 2,0k ' — (1,5) 1,2 ' 27 31
950 — I— — — 3,1 • 10-4 — (1,45) 4,2' — (1,5) 4,2' 50 53
3,1-IO-3 — (1,5) 4,2v ^(1.1) 4,2' 48 50
3,1-10-2 — (1,05) 2,3v ^(1,5) 2,1 41 44
Пр анамен гости а и м е ч а н и ателе — то ж я: 1. В ие, в пе числит рпеидик еле — р* улярном амер зерен направлен фаз в на ИИ. 2. в I правлении ’ лобках — степень вытяяу-
189
Наиболее характерным структурным изменением в сплавах BTfi
и ВТ9 при СПД является рост зерен. При этом уменьшение скопа,
сти и повышение степени деформации приводят к увеличению паз
мера зерен. Рост зерен при деформации протекает интенсивнее чем
за время выдержки при температуре испытания, равной времени
деформации. При высоких скоростях деформации, соответствующих
III области СП течения, рост зерен практически не наблюдается
Подобные изменения микроструктуры при СПД титановых сплавов
неоднократно отмечали исследователи [296, 299, 304]. Изменение
величины зерен при СПД в разных сплавах неодинаково. В част-
ности, в сплаве ВТ6 оно протекает более интенсивно, чем в сплаве
ВТ9. После деформации 200 % в сплаве ВТ6 средний размер зе-
рен a-фазы при е=3,1*10~4 с-1 составлял 6,4 мкм, тогда как в
сплаве ВТ9 при той же температуре испытания и степени дефор-
мации, но при меньшей скорости деформации 1,2-10~4 с-1 он был
равен 5 мкм.
Итак, более стабильная микроструктура сплава ВТ9 по сравне-
нию сосплавом ВТ6, по-видимому, обусловливает более широкий
температурно-скоростной диапазон СПД и высокие значения пла-
стичности сплава ВТ9.
Сложным образом зависит форма зерен фаз сплавов от скоро-
сти деформации (см. табл. 16). При всех исследованных скоростях
деформации в сплаве ВТ6 не наблюдается изменение формы зерен
а- и p-фаз. В сплаве ВТ9 при 900—950 °C обнаружена вытянутость
зерен обеих фаз в направлении растяжения при малых и высоких
скоростях деформации; при оптимальных скоростях она существен-
но меньше. Причины изменения формы зерен при СПД рассмотре-
ны в разд. 2.
Интересным фактом, установленным при изучении изменений
микроструктуры сплавов при СПД, является изменение их фазово-
го состава. Как следует из табл. 16, в процессе СПД сплавов про-
исходит увеличение количества p-фазы. Изменение фазового соста-
ва зависит от скорости деформации. Наиболее значительные изме-
нения фазового состава наблюдали при малых и оптимальных
скоростях деформации. При высоких скоростях изменение количе-
ства а- и p-фаз при увеличении степени деформации по сравнению
с исходным было менее существенным (см. табл. 16 и выше). Из
табл. 16 также следует, что более резко фазовые превращения в
сплаве развиваются на начальных стадиях деформации.
Изменение количества а- и p-фаз должно быть связано с тем,
что при СП течении интенсифицируются диффузионные процессы
(см. разд. 2). Нагрев до температуры, при которой осуществляется
деформация, из-за сравнительно низкой диффузионной подвижно-
сти p-стабилизирующих элементов, по-видимому, не приводит кдо-
стижению фазового равновесия. Например, если для сплава ВТ9
для достижения 49 % p-фазы при 950 °C требуется выдержка
30 мин, то практически такое же количество p-фазы отмечается
после 2,5 мин деформации на 50 % при е=3,Ы0-3 с-1.
190
1 — исходное состояние; 2 — предваритель-
ная деформации 25 % при 8i=3,l-10—:tc—
с последующим уменьшением до е2
Рис. 75. Зависимость напряжения течения
О, относительного удлинения д я коэффи-
циента т от скоростя деформации при
950 °C сплава ВТ9 с пластинчато» микро-
структурой; б и т рассчитаны для е-40 %
Приведенные данные подтверждают предположение авторов ра-
бот [5, 303] о возможности протекания фазовых превращений при
СПД титановых сплавов. Однако изменение фазового состава име-
ет место преимущественно на начальной стадии деформации.
Изучение механизма деформации СП течения титановых спла-
вов показывает, что он имеет те же особенности, что и у других
сплавов (см. разд. 2) в состоянии структурной СП. Косвенно это
положение подтверждается экспериментом, выполненным на спла-
ве В T9: образцы после е=25 % при 950°C и скорости, большей
оптимальной, равной 500 мм/мин (а; =3,1 -IO-1 с-1), резко разгру-
жали и затем деформировали со скоростью 5 мм/мин (е2=3,1Х
ХЮ-3 с-1), т. е. соответствующей оптимуму СП.
На рис. 74 приведены кривые зависимости о—е.^характеризу-
ющие напряжение течения сплава без предварительной деформации
и после предварительной деформации на 25 %. Как видно, кривые
растяжения существенно различаются. После предварительной д
формации с высокой скоростью напряжения течения резко У“
шаются. Однако при дальнейшем увеличении степени дефцР
имеется тенденция к сближению кривых. Детальное объя
менения напряжений течения после переключения с ₽ жа.
в разд. 2. Эксперимент, несмотря на специфику -н
зового .состава титановых сплавов, указывает на т У ВЛС.
ду двумя основными механизмами СП течения: титановых
Выше рассмотрено проявление СП в ДУ Ф ые с меха-
сплавах с УМЗ макроструктурой. Сопоставим эти данные
191
ннческими свойствами титановых сплавов с пластинчатой микоо.
структурой *. р *
На рис. 75 приведены зависимости о, 6, т от скорости деформа-
ции при 950°С для сплава ВТ9 с пластинчатой микроструктурой*
которую получали закалкой сплава из p-области от 1020°C. Вид-
но, что в определенном интервале скоростей деформации для* спла-
ва с пластинчатой микроструктурой наблюдается повышенная чув-
ствительность напряжения течения к е. Максимальное значение
wi=0,36 имеет место при е=3,1-10-4 с-1. Характерно, что при из-
мерениях показателя т, проведенных для е=10 %, он не зависит
от скорости деформации. Во всем интервале скоростей /п=0,2-$-
4-0,25. Относительное удлинение увеличивается с уменьшением в
и достигает наибольшей величины (290 %) в диапазоне максималь-
ных значений т. Растяжение образцов происходит с образованием
шейки, деформация в которой обусловливает высокие удлинения.
Для сравнения укажем, что в мелкозернистом сплаве при тех же
температурно-скоростных условиях удается получить удлинение
более 1800 %. Оптимальная скорость деформации в сплаве с плас-
тинчатой микроструктурой на порядок ниже, чем в сплаве с рав-
ноосной микроструктурой. Кроме того, скоростная зависимость на-
пряжений течения при пластинчатой микроструктуре проявляется
только по достижении степени деформации не менее 40%.
Характер изменения кривых о—е для образцов сплава ВТ9 с
исходной пластинчатой и равноосной микроструктурой также зна-
чительно отличается. У сплавов с пластинчатой структурой после
достижения степени деформации 5—10 % напряжения течения рез-
ко уменьшаются и при е>40 % изменяются при деформации сла-
бо. Подобная зависимость характерна для всего исследованного
диапазона скоростей деформации. При этом напряжения течения
в сплаве с пластинчатой микроструктурой на начальной стадии де-
формации в 2,5—3 раза выше, чем в сплаве с УМЗ микрострукту-
рой. Однако при е>40 % различие в величине напряжения течения
существенно уменьшается. В сплаве с мелкозернистой микрострук-
турой при е=3,1-10“4 с-1 и е=40 % напряжение течения равно
10 МПа, а в сплаве с пластинчатой микроструктурой при тех же
условиях 14 МПа.
Итак, в титановых сплавах с исходной пластинчатой микро-
структурой наблюдается необычное изменение механических
свойств, проявляющееся в том, что после определенной стадии де-
формации отмечаются признаки СП течения: скоростная зависи-
мость относительного удлинения и коэффициента т, стабильность
деформации в шейке. Рассмотрим, как изменяется пластинчатая
микроструктура при горячей деформации. На рис. 76 и 77 представ-
лены микрофотографии сплава с исходной микроструктурой и пос-
ле деформации с различными скоростями. Видно, что после в—
=70 % в сплаве наряду с остатками пластинчатой микрострукту-
ры наблюдаются равноосные зерна. Чем меньше скорость дефор-
1 Экспериментальные данные получены совместно с Р. Я. Лутфуллиным.
192
мации, тем крупнее зерна и остав-
шиеся пластины фаз. Границы
пластин искривлены и разделены
на отдельные фрагменты. Анализ
эволюции микроструктуры по сте-
пеням деформации показал, что
наиболее отчетливо наблюдаемые
изменения обнаруживаются по
достижении е=404-50 %.
Таким образом, причинами
снижения напряжений течения с
увеличением степени деформации
и проявления в титановом сплаве
СП с пластинчатой микрострук-
турой может быть преобразова-
ние последней • в равноосную в
Рис. 76. Микроструктура сплава ВТ9 после
нагрева при 950 °C, выдержке 30 мни, де-
формации 30% при в-3,1 -10-4с~1
процессе пластического течения.
Аналогичный результат был по-
лучен на сплавах А1—33 % Си
[190
[235
Pb—Sn/ [305]
и стали
Преобразование пластинчатой структуры в равноосную иссле-
довали в работах [190, 235, 306, 307]. Однако в титановых спла-
вах указанный процесс изучен слабо [306]. Поэтому нами были
проанализированы структурные изменения в титановых сплавах в
зависимости от скорости и степени деформации.
В процессе горячей деформации сплава наблюдается существен-
ное изменение внутризеренной структуры a-фазы по сравнению с
исходной (рис. 78 и 79). Исходное состояние сплава перед дефор-
мацией характеризуется наличием высокой плотности дислокаций»
Рис..
77. Микроструктура
и в-3,1-10-®с~1 (а)
сплава ВТ9
после деформации 70 % при 8—3,1 10
193
Рис. 78. Микроструктура сплава ВТ9 после
нагрева при 950 °C и выдержке 30 мин
Рис. 79. Микроструктура сплава ВТ9 после
деформации 40 % при Ё-З.ЬКГ^сГ"1
двойников превращения (см. рис. 78). В процессе деформации плот-
ность дислокаций повышается, образуются субграницы. Эти де-
фекты делят пластины a-фазы на фрагменты (см. рис. 79 и 80).
Разориентировки между отдельными фрагментами небольшая, до
1—2° и она незначительно меняется при деформации (см. рис. 80).
На рис. 79 и 80 отчетливо видно, что искривление межфазных гра-
ниц отмечается в месте их пересечения с границами субзерен, двой-
никами. Наряду с этим наблюдается смещение фрагментов пластин
a-фазы относительно друг друга. Такие изменения внутризеренной
структуры наблюдаются во всем диапазоне исследуемых скоростей.
Какие же факторы обусловливают преобразование микроструктуры
в сплаве?
Как известно (см. разд. 3), движущей силой сфероидизации пла-
стинчатых структур является стремление к уменьшению поверхно-
стной энергии. Образование межзеренной границы в пластине вы-
зывает локальное изменение уровня поверхностной энергии на
межфазной границе, что, в свою очередь, приводит к активизации
сфероидизации [306, 307].
Между тем, как следует из полученных данных, преобразованию
пластинчатой микроструктуры в равноосную способствует не толь-
ко образование субзеренной структуры в сплаве, но и активизация
сфероидизации при горячей деформации. По-видимому, смещение
фрагментов пластин, наблюдаемое при деформации, приводит к ло-
кальному повышению поверхностной энергии на межфазной грани-
це, что благоприятствует образованию равноосных зерен.
В работе [308] утверждается, что в титановых сплавах с пла-
стинчатой микроструктурой измельчение происходит в результате
протекания динамической рекристаллизации. Однако авторы этой
работы подробных структурных исследований не проводили. Дей-
194
Рис. 80. Дислокационная структура a-фазы сплава ВТ9 после деформация 60 % при
6=3,1-10“4с“1. Электронограммы в верхней и нижней частях снимка сняты с соответст-
вующих фрагментов a-фазы. Ось зоны [020]
ствительно, измельчение крупнозернистой микроструктуры возмож-
но за счет динамической рекристаллизации, но при высоких скоро-
стях деформации, при которых происходит интенсивное накопление
дислокаций, а время, необходимое для их перераспределения, не-
достаточно. Так, при деформации сплава ВТ9 со скоростью е=
=5 с-1 при 950°C и е=70 % в микроструктуре появляются новые
рекристаллизованные зерна, что можно объяснить протеканием ди-
намической рекристаллизации (рис. 81).
Исследования, выполненные на сплаве ВТ9, показывают, что
режимы горячей деформации существенно влияют на механизм
трансформации пластинчатой микроструктуры в равноосную. При
горячей деформации сплава в исследованном интервале е=104-т-
-г-10~2 с-1 ускоряется сфероидизация, что приводит к преобразова-
нию пластинчатой микроструктуры в равноосную. Условия преоб-
разования пластинчатой микроструктуры в мелкозернистую, веро-
ятно, существенно зависят от формы, дисперсности и разориеити-
ровки пластинчатых выделений фаз. В этой связи рассмотрим дан-
195
ные, полученные на сплаве ВТЗ-1
с пластинчатой микроструктурой
подготовленной в результату
предварительной деформации при
температурах 0-области с после-
дующим охлаждением на возду-
хе [309]. В этом состоянии сплав
ВТЗ-1 при 925°C и 6=7,4.10-4
с-1, несмотря на наличие пластин-
чатой микроструктуры, показал
очень высокую пластичность
(6 = 900 %) при т=0,4 (сплав
с УМЗ структурой в тех же усло-
виях имеет 6=1350 % и т—
= 0,46). Характер изменения на-
пряжений течения с увеличением
степени деформации аналогичен
рассмотренному для сплава ВТ9
с пластинчатой микроструктурой.
На образцах сплава при дефор-
не происходило образования шей-
Рис. 81. Микроструктура сплава ВТ9 по-
сле деформации 70 % при 950 °C и ё=
=5 с-1
мации в оптимальных условиях
ки, однако уже в исходном состоянии в сплаве наблюдались от-
дельные равноосные зерна а- и 0-фаз. Причина высокой пластич-
ности сплава ВТЗ-1 с пластинчатой микроструктурой — быстрое
преобразование последней в равноосную благодаря высокой дис-
персности пластинчатых выделений, поскольку ее формирование
происходило в деформированной 0-матрице [294].
Таким образом, двухфазные титановые сплавы проявляют при-
знаки СП течения при наличии и мелкозернистой, и пластинчатой
микроструктуры. При нагреве этих сплавов до температур, близ-
ких к температуре полного полиморфного превращения, в них раз-
виваются фазовые превращения и рекристаллизационные процессы
В результате создаются условия для получения УМЗ микрострук-
туры либо при нагреве, либо в процессе изотермической деформа-
ции; в последнем случае пластинчатая микроструктура трансфор-
мируется в равноосную.
Специфическая особенность двухфазных титановых сплавов —
ускорение фазовых превращений в процессе СПД. Этот процесс не
играет определяющей роли в развитии СПД, поскольку наблюда-
ется на начальной, стадии деформации, но способствует получению
УМЗ микроструктуры, необходимой для СП течения. Оптимальные
температурные условия СПД для двухфазных титановых сплавов
зависят от температуры полного полиморфного превращения. При
переходе в однофазную область наблюдается резкий рост зерен, и
пластичность сплавов уменьшается. В результате температуру пол-
ного полиморфного превращения следует рассматривать как верх-
ний предел для возможности реализации СПД в этих условиях.
Нижний предел температурной области СП определяется темпера-
турой начала рекристаллизации. Так, в сплаве Ti—6 % Al—4 % »
196
после холодной деформации на
80 % рекристаллизация наблюдает-
ся при 560—670 °C [310], а призна-
ки СПД [311]—начиная с 685-^
725°C (при 725°С, ё=10-5ч-4,7Х
ХЮ-4 с-1, 6^250 %, т =0,34-0,5),
что примерно на 300 °C ниже темпе-
ратуры полного полиморфного прев-
ращения.
В высоколегированных титано-
вых сплавах температура полного
полиморфного превращения снижа-
ется, соответственно изменяется
температурный интервал проявле-
ния СПД. Так, в сплаве ВТЗО
Рнс. 82. Зависимость напряжения тече-
ния а и относительного удлинения А
от температуры деформации сплава
ВТЗО при в-1,3>10“®С—х
температура полного полиморфного превращения равна 735°G Из
рис. 82 видно, что в сплаве с размером зерен 6 мкм по мере при-
ближения к температуре полиморфного превращения снижается <т
и растет б. Если при 650 °C 6=200 %, то при 725°C оно увеличива-
ется до 350 %. При деформации в 0-области (750°C) б уменьшает-
ся, но остается на достаточно высоком уровне. Причины высокой
пластичности сплава в 0-области рассмотрены в 6.2.
Существенное влияние на характеристики СП течения в двух-
фазных титановых сплавах оказывает исходная микроструктура.
Как установлено выше, измельчение микроструктуры способствует
увеличению показателей пластичности и расширяет температурно-
скоростной интервал проявления СПД; аналогичное влияние иа эти
параметры оказывает текстура (см. разд. 1). Необходимо отметить
еще один фактор, который влияет на показатели СПД двухфазных
титановых сплавов — их фазовый состав. Его сравнительно легко
можно регулировать, изменяя температуру сплавов. Так, опти-
мальная температура СПД сплавов ВТ6 и ВТ9 соответствует объ-
емному соотношению фаз а : 0=3 : 2. У сплава Ti—6 % Al—4 % V
предварительное измельчение микроструктуры способствует сниже-
нию оптимальной температуры СПД до 815°C [302]. Соотношение
фаз а и 0 при этой температуре приблизительно 7:3. Эти данные
указывают на то, что оптимальная температура СПД в двухфазных
титановых сплавах не всегда соответствует соотношению фаз 1:1.
Как следует из сравнительного исследования титановых сплавов
ВТ6 и ВТ9, существенное влияние на характеристики СП оказыва-
ет химический состав фаз. В этой связи относительно низкие ха-
рактеристики СП в малолегированных а- и псевдо-а-сплавах в
двухфазной области, по-видимому, обусловлены невысокой стабиль
ностью микроструктуры (см. табл. 15).
6.2. Пластичность сплавов в однофазной области1
Для титановых сплавов и в а- и в 0-области наибольшую
представляет сохранение мелкозернистой микроструктуры в
1 Экспериментальные данные получены совместно с Р. М. Галеевым.
Рис. 83. Зависимость напряжения течения (Jso
и относительного удлинения 6 от температу-
ры деформации холоднокатаного (/) и отож-
женного (2) сплава BTI-00 прн е=1,3-10“3с—1
с интенсивным ростом зеоеи
при нагреве. Казалось бы в
этих фазовых областях добить-
ся высокой пластичности спла-
вов невозможно, так же как в
техническом алюминии и маг-
нии (см. разд. 4.5). Однако ре-
зультаты исследований [28
297, 298] показывают высокую
пластичность сплавов, наблю-
дающуюся при значительном
размере зерен в исходном со-
стоянии. В а-сплаве ВТ 1-0
(технически чистый титан) СП
наблюдали при размере зерен
20 мкм [298] и 40 мкм [297].
В р-сплавах Ti—8 % Мп, Ti—
15% Mo, Ti — 3 % Al-И %
V—13 % Сг СП состояние от-
мечали при ^=2004-500 мкм
[28].
Рассмотрим влияние исход-
ной микроструктуры, темпера-
турно-'скоростных условий де-
формации на пластичность од-
нофазного сплава, а также из-
менение микроструктуры в ус-
ловиях проявления высокой
пластичности. Для исследова-
ний использовали технически
чистый титан ВТ1-00 [состав, % (по массе): А1 0,31; Fe 0,25; С
0,05; N 0,035; О 0,10; Si 0,07; Н 0,08] в двух состояниях: холодно-
катаном (е = 50%) и отожженном (850 °C, 2 ч). После, отжига
размер зерен составлял примерно 150 мкм. '
Влияние температуры деформации на механические свойства
сплава ВТ1-00 в обоих структурных состояниях представлено на
рис. 83.
Зависимость относительного удлинения от температуры носит
немонотонный характер: рост, резкое падение и снова возраста-
ние 6. Повышение пластичности сплава в холоднокатаном состоя-
нии с ростом температуры испытания происходит более интенсив-
но. При температуре более 850° С относительное удлинение прак-
тически не зависит от исходного состояния сплава.
Изменение напряжения течения от температуры деформации но-
сит хотя и менее выраженный, но также немонотонный характер.
С повышением температуры резко уменьшаются напряжения те-
чения сплава. При температурах более 850 °C напряжение течения
не зависит от исходной структуры сплава. При температуре выше
875° С напряжение течения изменяется также аномально, как и
198
-пластичность. Оно резко уменьшается я .
ратур, что и б. Последующее повышение темп?Темпе'
ет на напряжение течения. мпературы слабо влия-
Сложный характер зависимости б и о от темпепатупм п
обусловлен структурными изменениями, происходХ^ ™ А е
ве. В холоднокатаном сплаве при напеве до
рекристаллизация, в результате которой образуется микппЛт ДИТ
ра с </—10 мкм. Дальнейшее повышение температуры непрерывно
увеличивает размер зерен, и при 850° С он мало ойиается
мера зерен в отожженном сплаве (</=150 мкм). При 885-890»?
в сплаве происходит «-^-превращение (294]. Микроструктура спла^
ва при этих температурах двухфазная (а+0). Размер зерен а-фазы
равен примерно 150 мкм, 0-фаза расположена по границам а-фазы
Нагрев сплава в 0-области укрупняет микроструктуру Пои 925® Г
</=300 мкм, а при 1000° С </ = 800 мкм. Формированию мелкозер*
нистой микроструктуры при нагреве до 600° С соответствует рез-
кое повышение пластичности и снижение напряжений течения. Од-
нако при дальнейшем повышении температуры удлинение сущест-
венно не изменяется.
Изучение скоростных зависимостей сплава ВТ1-00 при различ-
ных температурах показало следующее. При 600° С относительное
удлинение в значительной мере зависит от скорости деформации.
При е = 6,6 • 10~2 с-1 удлинение равно 50 %, тогда как при г=
= 3,3-10-3 с-1 — 140%. Дальнейшее уменьшение скорости дефор-
мации несколько снижает удлинение. Величина коэффициента т
также зависит от скорости деформации. При уменьшении скорости
деформации до & =3,3 -10-3 с-1 т возрастает от 0,1 до 0,26, одиако
последующее уменьшение е не приводит к заметному изменению
т. Испытания при других температурах в а-области не выявили
заметного влияния скорости деформации на показатели пластич-
ности, т«0,2.
Таким образом, в сплаве ВТ1-00 за счет предварительного из-
мельчения зерен удается повысить пластичность в интервале 600
700° С. Однако при этом имеются лишь слабые признаки СПД Это
должно быть связано с отсутствием стабильности микроструктуры
сплава. По данным работы [312], при температурах до 600 С. в тех-
нически чистом титане происходит деформационное старение,
можно, протекание этого процесса осложняет наблюдеии
сплаве.
СП не наблюдается в
Крупнозернистом ivinn.puvipyrnj~---------- _
кая пластичность сплава с такой микроструктур.....
структурными изменениями, х<
деформации [219].
В а-титановых сплавах
нии температуры ’
ВЫСОКИМ ’*»_*.**-—£-j 1- к
обстоятельством связано то, что в псевд
L.U не наил1иднс1<,м о технически чистом титане при нал
крупнозернистой микроструктуры в а-области. ®тно а со
1 И Н - _акой микроструктурой связана со
арактерными для обычной горячей
: сплавах вследствие увеличения при^легирюваь
зратуры РекРисталлизации ^ФФе*т именно с этим
температурам [201» 294]. Дю вид^ сп наблюда-
m
ется в двухфазной области [296—298]. Интересно, что в технич
ски чистом титане ВТ1-00 в интервале фазового превращения vn"
линение не увеличивается, а уменьшается. СПД в а+р-области не
наблюдается. Эти данные находятся в противоречии с результата*
ми работ [296, 303]. В частности, авторы работы [296] приводят
резко выраженную скоростную зависимость т для технически чис-
того тита-на в диапазоне температур полиморфного превращения*
Оценку т проводили ступенчатым переключением скоростей. Если
воспользоваться такой методикой оценки т, то скоростная зависи-
мость будет наблюдаться и в наших условиях эксперимента. Одна-
ко определение т из наклона кривых о—е дает постоянное значе-
ние, равное примерно 0,2.
Следует отметить, что, несмотря на низкие значения относи-
тельного удлинения сплава ВТ 1-00, поперечное сужение образцов
составляет 100 %. Малая величина б образца при большом значе-
нии ф свидетельствует о потере устойчивости пластического течения
на начальной стадии деформации. В сплаве ВТ 1-00 в а+р-области
формируется крупнозернистая двухфазная микроструктура, что
препятствует развитию СП течения, и деформация сплава осущест-
вляется по обычным механизмам. Исследование микроструктуры
сплава в процессе горячей деформации подтверждает такое пред-
положение. Так, изучение деформационного рельефа образцов
сплава после деформации на 5 % в интервале фазового превраще-
ния показывает, что в p-фазе в отличие от a-фазы отчетливо обна-
руживаются следы скольжения. Это указывает на то, что на на-
чальной стадии пластического течения деформация локализуется в
р-фазе, что ведет к преждевременному разрушению образцов.
Различие деформационных характеристик фаз оказывает влия-
ние на удлинение сплавов только при наличии крупнозернистой
микроструктуры. В интервале температур полиморфного превраще-
ния в псевдо-а, двухфазных сплавах с мелкозернистой микрострук-
турой наблюдается СПД.
В p-области признаки СП течения в сплаве ВТ1-00 отсутству-
ют, хотя некоторый рост относительного удлинения имеет место
при температуре более 900 °C. Причины невысоких значений удли-
нения сплава в p-области определить сложно, так как при охлаж-
дении в результате фазовых превращений микроструктура сущест-
венно изменяется. Для изучения особенностей горячей деформации
в p-области необходим сплав, в котором после закалки
фиксируется высокотемпературное состояние. Поэтому в
качестве материала для проведения такого исследования был
- взят высоколегированный сплав ВТЗО [состав, % (по массе):
Мо 11,4; Sn 5,5; Zr 4,2; Fe 0,08; С 0,015; N 0,012; О 0,10; Н 0,01] в
двух состояниях: горячекатаном и отожженном. После отжига при
900 °C в течение 6 ч размер зерен p-фазы составлял 200 мкм.
Температурная зависимость механических свойств сплава ВТЗО
представлена на рис. 84. Видно, что в а+р-области (£=700°С)
сплав в горячекатаном состоянии имеет более высокие удлине-
ния—200 %, чем в отожженном—100 %. При переходе в р-об-
200
ласть и повышении температуры до
800 °C пластичность сплава в горя-
чекатаном состоянии увеличивается
до 300 %. Увеличение пластично-
сти отожженного сплава замет-
но меньше. При дальнейшем по-
вышении температуры пластич-
ность горячекатаного сплава
до 900 °C практически не изменяет-
ся, а затем при температуре около
1000 °C несколько увеличивается.
Пластичность отожженного сплава
в интервале 800—1000 °C увеличи-
вается в большей степени, чем го-
рячекатаного: от 6 = 140% при
800 °C до 6 = 340 % при 1000 °C. При
1000 °C пластичность сплава не за-
висит от его исходного состояния.
Зависимость напряжения тече-
ния сплава от температуры дефор-
мации монотонная: чем большетем-
700 800 900 WOO t*s
Рис. 64. Зависимость напряжения тече-
ния а в относительного удлинении •
от температуры деформации горячека-
таного (/) и отожженного (2) сплава
ВТЗО ири
пература, тем ниже напряжение те-
чения. Напряжения течения горячекатаного и отожженного со-
стояний отличаются во всем интервале температур вплоть до
1000 °C.
Необходимо отметить, что на приведенных графиках отсутст-
вуют аномалии при переходе через точку фазового превращения,
наблюдавшиеся для а-титана.
Исследование микроструктуры показало, что у сплава в горя-
чекатаном состоянии наблюдаются значительные изменения раз-
мера зерен при нагреве. Если при 700 °C после прохождения ре-
кристаллизации в горячекатаном сплаве размер зерен был околр
10 мкм, то при 800 °C к моменту деформации 30 мкм, при 900°C—
80 мкм, а при 1000 °C—150 мкм. В отожженном сплаве размер
зерен от температуры нагрева практически не зависит.
Интересно сравнить удлинение технического титана ВТ1-00 н
сплава ВТЗО в p-области. На рис. 83 и 84 видно, что при близких
микроструктуре и температурно-скоростных условиях деформации
удлинение сплава ВТЗО в 5 раз больше, чем титана.
Проанализируем характер кривых напряжение
для разных температур и скоростей деформации при 900 v. (р
85). Из рис. 85 видно, что на начальной стадии деформации напр
жение течения резко увеличивается, после деформации। >
уменьшается до определенной величины, а затем слабо з
е. Характер кривых о—s сохраняется при всех темп®Р^Р нчииа
тания, но чем меньше скорость деформации, тем меН^“ имостям
пика напряжения течения. По построенным затем К(>
—е* брали соответствующим деформации 50 %) оцени
201
13 О. А. Кайбышев
пряжение течения а —деформа- 7/7-у ln-/f 1п-3 z , .
ции s сплава ВТЗО при 950 °C и ™ >и 10 10 10 EtG~*
8- с : Рис. 86. Зависимость напряжения течения о, т-
ю“3- 9 чч in“4- носительного удлинения о и коэффициента т от
1 ы-ш , £ o.o-iu , скорости деформации горячекатаного (/) и отож-
2 — 3,3-10 2 женного (2) сплава ВТЗО при 900 °C
эффициент т. При 800 °C максимальная величина т у сплава в
горячекатаном состоянии равна 0,3. В отожженном сплаве макси-
мум т смещен к низким скоростям и величина его практически
такая же. Оценка зависимости величины т от скорости деформа-
ции при 900 °C в целом дала аналогичные результаты, но скорост-
ная зависимость т выражена более резко (рис. 86). При е=3,ЗХ
ХЮ“3 с-1 в горячекатаном состоянии /п = 0,4. В отожженном состо-
янии т слабо зависит от 8 и равен 0,3. Корреляция между бит
от скорости деформации отсутствует.
Следует отметить, что относительное удлинение сплава и в го-
рячекатаном, и в отожженном состоянии зависит от скорости де-
формации. Чем меньше скорость деформации, тем больше пла-
стичность. Во всем интервале скоростей сохраняется различие в
пластичности и напряжениях течения различных состояний сплава.
Пластичность горячекатаного сплава больше, а напряжения тече-
ния меньше, чем отожженного. Важно, что в области низких ско-
ростей и максимальных значений т имеет место равномерная де-
формация образцов.
Таким образом, подтверждается факт, что в сплаве ВТЗО отме-
чаются признаки СП течения в p-области: наличие скоростной за-
висимости коэффициента т, величина которого доходит до значе-
ний более 0,3, высокое относительное удлинение при равномерной
деформации образца, независимость напряжения течения от степе-
ни деформации при оптимальных скоростях. В общем, результаты
совпадают с данными, полученными в работе [28]. Однако имеет-
ся различие в величине т. Если в отожженном сплаве коэффици-
ент т во всех случаях не превышал 0,3, то в крупнозернистом со-
стоянии он был близок к единице [28]. Вероятно это связано С
различием методик в определении tn.
202
Структурные исследования
сплава проводили при температу-
ре 900 °C, при которой наиболее
четко выражена зависимость ко-
эффициента т от скорости де-
формации в горячекатаном спла-
ве. Оказалось, что в процессе де-
формации сплава ВТЗО происхо-
дят сложные структурные изме-
нения. При всех скоростях растя-
жения б>100 % отмечается ин-
тенсивная фрагментация зерен
fj-фазы и сильное искривление их
границ. В итоге исходные зерна
теряют первоначальные очерта-
ния, однако при этом образуются
новые зерна или субзерна разме-
ром от 10 до 50 мкм (рис. 87).
В крупных субзернах выявляются
еще более мелкие субзерна
(рис. 88).
Рис. 87. Микроструктура горячекатаного
сплава ВТЗО после деформации при ISO %
B=l,3-J0~3c—1 и 900 °C; Х100
Как показывают измерения, в процессе деформации при ско-
ростях, соответствующих высокой пластичности, у горячекатаного
сплава наблюдается рост исходных зерен.
Ниже приведена зависимость параметров микроструктуры спла-
ва ВТЗО от скорости деформации и выдержки за время деформа-
ции те при 900 °C:
Скорость дефор-
мации, с-1 . . . 3,3-10—5/6,6-10—5 3,310т»/2,7-10-»
Размер исходных
зерен, мкм:
после дефор-
мации .... 210/200 100/—*
после Те . . . 300/235 150/210
Размер субзерен,
мкм.............. 15—25/10—20 5—10,6—10
3,3-10-*/3,3-10-«
-/-•
100/200
2—4/3—10
Примечание. В числителе приведены
менателе — для отожженного.
значения для горячекатаного силам, в эва-
* Подсчет размера зерен ие проводился из-за потери четкости очертаний исходных
зерен.
Отличным от обычного СП поведения является то, что ПРИ
формации размер зерен увеличивается в меньшей степени, чем р
выдержке за время, равное времени деформации. В отоя^ -
сплаве рост зерен при малых скоростях не происходит, а п₽
ших наблюдается их сильная вытянутость в направлени р и
ния. Размер образующихся в зернах субзерен за®”^итч меньше
Деформации и, следовательно, напряжения тече” •
скорость, тем больше размеры образующихся су ер * е в
При металлографическом исследовании выявляли рамнчие^
характере структурных изменений сплава в а
203
13*
Рис. 88. Дислокационная структура горячекатаного сплава ВТЗО после дефор-
мации 100 % при е=1,3-10~8с~''1 и 900 °C
ходной микроструктуры. Так, если в отожженном сплаве при ъ—
= 3,3-10-3 с-1 и 6=100% деформация осуществляется крайне не-
однородно, наблюдается вытянутость зерен в направлении растя-
жения и субзерна образуются преимущественно около границ
зерен, то в горячекатаном сплаве при том же удлинении дефор-
мация развивается более равномерно, субзерна образуются во всем
объеме исходных зерен, а их вытянутость в направлении растяже-
ния не отмечается.
Электронно-микроскопическое исследование подтвердило факт
резкого изменения дислокационной структуры сплава на началь-
ной стадии деформации, отмеченный в работе [28]. Образующиеся
при малых удлинениях вытянутые субзерна трансформируются в
процессе дальнейшей деформации в равноосные, чему соответству-
ет уменьшение напряжений течения. При увеличении степени де-
формации субзерна растут, при этом происходит изменение их раз-
ориентировки от десятых долей градуса до 5—8 °. Вероятно, встре-
чаются границы субзерен и с большей разориентировкой.
Внутри субзерен в процессе деформации вновь образуются дис-
локационные ячейки (см. рис. 88). С увеличением степени дефор-
мации отдельные субзерна достигают размера 30—40 мкм. Образу-
ющаяся в процессе деформации субструктура в общем мало изме-
няется с увеличением степени вплоть до 200 %, и средние размеры
субзерен сохраняются постоянными.
Изучение деформационного рельефа позволило установить, что
при растяжении сплава определенную роль играет развитие ЗГП
(рис. 89). Смещение рисок отмечается как на границах исходных
зерен, так и на границах субзерен. Эти субзерна разные по вели-
204
Рис. 89. Рельеф поверхности горячекатаного сплава ВТЗО после деформации 20 %; Х500
чине —от 10 до 50 мкм. Сопоставление данных по размерам суб-
зерен, полученных при оценке деформационного рельефа, и элек-
тронно-микроскопических данных позволяет предположить, что
проскальзывание идет по субзернам со среднеугловой разориенти-
ровкой. Поэтому смещения зерен неоднородны по величине; кроме
того, ЗГП осуществляется далеко не по всем границам. Подсчет
смещений вели по границам исходных зерен и по границам обра-
зовавшихся при деформации субзерен. Оценка вклада ЗГП в об-
щую деформацию для горячекатаного сплава при 900 °C ё=6,2Х
ХЮ-3 с-1 и е=100 % дала величину 35±7 %. Уменьшение ско-
рости деформации до 1,4-10~4 с-1 снижает долю ЗГП до 18±4%.
Рассмотренные результаты структурных изменений при горя-
чей деформации крупнозернистого сплава позволяют уточнить ме-
ханизм деформации в этих условиях. По мнению авторов работы
[28], СП крупнозернистых сплавов обусловлено формированием
стабильной равноосной субзеренной микроструктуры, а ее роль за-
ключается в обеспечении ускорения диффузии по границам субзе-
рен. Учитывая высокие значения коэффициента т (близкие к еди-
нице), полученные в эксперименте, они пришли к выводу, что ме-
ханизмом СП течения является диффузионная ползучесть. Между
тем эти авторы, не отрицая возможности укрупнения субзерен в
процессе горячей деформации за счет миграции границ, не дают
ясного ответа на вопрос: каким образом сохраняется в процессе
деформации исходный размер субзерен?
Как показано выше, т#=1, поэтому трудно согласиться,
чиная с некоторых степеней деформации диФФУ?ион^1НИ Ра,.
честь становится контролирующим механизмом деформ Зычной
меры субзерен растут при деформации, как и зеР^® р ппактиЧе-
СПД (см. разд. 1). При этом средний размер^увзереа
ски не меняется. По-виднмому, это возможно т_ обоаэова-
когда наряду с ростом субзерен имеет место р
ния. Наблюдаемую картину структурных изменений можно более
точно описать следующим образом. ВДС — главный механизм де-
формации на начальной стадии деформации. Образующиеся суб-
зерна, благодаря особенностям взаимодействия дислокаций в о.ц к
решетке [313], трансформируются с образованием средне- и высо-
коугловых границ. По этим границам становится возможным раз-
витие ЗГП, и они начинают играть самостоятельную роль в дефор-
мации (как обычные границы зерен). Рост субзерен приводит к
затруднению ЗГП, развитию ВДС и образованию новых субзерен
Далее действие различных комбинаций механизмов деформаций
вновь повторяется.
Таким образом, субзеренная структура постоянно воспроизво-
дится в процессе горячей деформации, отчего и создается впечат-
ление ее стабильности. Самостоятельная роль субзерен в деформа-
ции подтверждается смещением рисок по границам субзерен и
опережающим ростом исходных зерен при выдержке за время де-
формации, чем при деформации (см. выше). Предложенный меха-
низм осуществления деформации позволяет более точно описать
изменение механических свойств при горячей деформации сплава.
Упрочнение на начальной стадии деформации связано с развити-
ем ВДС, снижение усилий деформации — с развитием ЗГП по гра-
ницам исходных зерен и образовавшихся субзерен. Однако в связи
с рассмотренным характером структурных изменений ЗГП проте-
кает неравномерно в различных объемах микроструктуры. Поэтому
при деформации сплава отмечается относительно малый вклад
ЗГП в общую деформацию и слабая зависимость т от е.
Во многом близкий механизм деформации рассмотрен в работе
[30] при анализе высокой пластичности алюминия и его сплавов,
наблюдающейся при кручении.
Деформация сплава с более мелким зерном происходит одно-
роднее, и для нее характерна большая равномерность образующих-
ся субзерен. В итоге пластичность сплава с мелкозернистой микро-
структурой существенно выше, что особенно заметно проявляется
при пониженных температурах в p-области (см. рис. 84).
Образование субструктуры при горячей деформации — харак-
терный признак этого вида пластического течения. Однако он да-
леко не всегда приводит к увеличению пластичности, как это имеет
место в случае деформации высоколегированных титановых спла-
вов. По-видимому, дело тут не только в размерах образующихся
субзерен, но и в структуре их границ. Трансформация структуры
границ субзерен в процессе пластического течения в средне- и вы-
сокоугловые границы способствует самостоятельному участию суб-
зерен в деформации и развитию, в частности, ЗГП по этим грани-
цам. Структура границ субзерен, в свою очередь, по-видимому, за-
висит не только от типа решетки, но и от возможностей
перераспределения дислокаций в субграницах. Как отмечалось вы-
ше, в p-фазе сплава ВТ1-00 высокие удлинения не наблюдаются.
При одинаковой гомогологической температуре (0,61 Гил) удлине-
ния для сплавов ВТГ00 (925 °C) и ВТЗО (1000 °C) отличаются в
206
5 раз. При этом размер зерен сплавов различается незначительно
Между тем степень легированное™ 0-твердого раствора сплавов
существенно разная и, следовательно, различна величина энещии
дефектов упаковки. Действительно, энергия дефектов упаковки п
чистом 0-титане составляет более 0,2 Дж/м», а в легированном
0-сплаве может снижаться до 0,015 Дж/м* [314]. Возможности для
перераспределения дислокаций в этих сплавах неодинаковы' это
позволяет предполагать, что при прочих равных условиях сущест-
венное влияние на формирование высокоугловых границ субзеоен
оказывает энергия дефектов упаковки. Е
Итак, в однофазных а- и 0-областях титановых сплавов наблю-
даются признаки СП течения. В a-области СП отмечается только
при наличии УМЗ микроструктуры. В 0-области СП обнаружено в
крупнозернистом высоколегированном сплаве, СП течение при этом
характеризуется особым механизмом деформации. Особенности
СПД титановых сплавов в 0-области требуют дальнейшего изуче-
ния.
Выше рассмотрены закономерности изменения пластичности
при горячей деформации широко применяемых в промышленности
титановых сплавов, основой которых являются а- или 0-твердые
растворы. Среди титановых сплавов, представляющих значитель-
ный практический интерес в силу высокой жаропрочности, следует
выделить сплавы системы Ti—Al на основе у-фазы (TiAl)—упо-
рядоченной фазы с тетрагональной решеткой [294]. Сплавы обла-
дают практически нулевой пластичностью при комнатной темпера-
туре и труднодеформируемы при высоких температурах.
Интересно было оценить влияние исходной микроструктуры —
крупнозернистой (100 мкм) и мелкозернистой (5 мкм) на относи-
тельное удлинение сплава Ti—38 % (по массе) А1 в однофазной
у-области. Исследовали изменение удлинения и напряжений тече-
ния в интервале 950—1150 °C при е=1,2-10~3 с-1. В сплаве с круп-
нозернистой микроструктурой о б
слабо изменяется с температурой —
от 10 % при 950 °C до 65 % при
1150°С. В мелкозернистом состоя-
нии удлинение при 950 °C составля-
ет 75 %, при повышении темпе-
ратуры до 1050 °C достигает макси-
мума—130 %, а при 1150°С
уменьшается до 70 %. Напряжения
течения монотонно уменьшают-
ся с температурой — в сплаве с
мелкозернистой микроструктурой
они меньше, чем в сплаве с крупно-
зернистой. Исследование скоро-
стной зависимости сплава при
1050 °C выявило характерное из-
менение его свойств, присущее
СПД (рис. 90). При оптимальных
б, МПа
10
IO'*
100
0,5-
0.0
0.3
0.2
0.1
- 150
юо
50
ю-1
Рис. 90.
чения <г О). °™*"™ (3) от скоро-
б (2) и коэффиниент * д1 Врц
сти деформации сплава I»-» »
1050 °C
условиях— 1050°С, s=l,2*10-3 с-1, 6 = 130%, m=0,39, а о=
= 100 МПа.
Проведенные исследования показали типичную для структурной
СП зависимость микроструктуры от скорости деформации.
Таким образом, при наличии мелкозернистой микроструктуры в
исходном состоянии и подборе определенных температурно-ско-
ростных условий пластичность даже труднодеформируемых тита-
новых у-сплавов можно существенно повысить.
6.3. Методы подготовки ультрамелкозернистой микроструктуры
Как показано выше, получить СП состояние у титановых сплавов
значительно проще, чем у других материалов. СПД титановых
сплавов реализуется даже без специальной подготовки микрострук-
туры, например при горячей деформации крупнозернистого р-спла-
ва, а также двухфазных сплавов с пластинчатой микроструктурой.
Это связано со специфическими особенностями изменения микро-
структуры титановых сплавов при нагреве и горячей деформации,
когда пластинчатая и крупнозернистая микроструктуры трансфор-
мируются в УМЗ. Характеристики пластичности, получаемые в
сплавах с такой микроструктурой, достаточно высоки (6=2004-
4-300 %), а различие в напряжениях течения крупнозернистых и
мелкозернистых материалов отмечается в основном на начальной
стадии деформации и становится несущественным на конечной
стадии. Это позволяет во многих случаях с успехом обрабатывать
титановые сплавы в СП состоянии без предварительной подготов-
ки УМЗ микроструктуры.
Тем не менее в сплаве с пластинчатой микроструктурой даже
при самых больших деформациях, например при однопереходной
штамповке,’ не удается получить однородную УМЗ микрострукту-
ру [192, с. ИЗ—114], что ухудшает комплекс механических свойств
материала. Запас Пластичности сплавов с крупнозернистой микро-
структурой может быть также далеко недостаточным при таких
технологических схемах изготовления изделий, как пневмоформов-
ка, листовая штамповка и др. Наконец, известные недостатки об-
работки титановых сплавов при высоких температурах — склон-
ность к газонасыщению, необходимость использования специаль-
ного инструмента — заставляют искать возможности снижения
температуры СПД. Поэтому предварительная обработка с целью
получения УМЗ микроструктуры в полуфабрикатах сплавов хотя
и усложняет технологический процесс, может быть целесообраз-
ной. Рассмотрим некоторые методы измельчения микроструктуры
титановых сплавов.
Один из самых распространенных и технологичных путей из-
мельчения микроструктуры титановых сплавов — теплая иля горя-
чая деформация в a-J-p-области. Так, для измельчения микрострук-
туры сплавов применяют «геторайзинг»-процесс’. Он заключается
1 Пат. 3519503 (США), 1970.
208
Рис. 91. Зависимость напряжения тече-
ния а. относительного удлинения 6 и
коэффициента т от скорости деформа-
8 сплава ВТ6 после предваритель-
ной обработки при 700 °C
в деформации сплавов при температурах на 10—100 °C ниже тем
пературы рекристаллизации с обжатием не менее 50 %. Горячий
наклеп после обработки в таких условиях обеспечивает протекание
рекристаллизации и формирование УМЗ микроструктуры. Такой
способ достаточно эффективно можно применять к полуфабрика-
там, прошедшим предварительную обработку в а-ЬР-области. Из-
мельчение микроструктуры заготовок, прошедших термическую
обработку или деформацию в p-области, требует учета некоторых
особенностей фазовых превращений в титановых сплавах. В про-
цессе охлаждения заготовок из p-области наряду с образованием
пластинчатых выделений а-фазы по границам бывших р-зерен
образуется прослойка а-фазы. Наличие такой прослойки увеличи-
вает неравномерность деформации, что затрудняет получение од-
нородной УМЗ микроструктуры в сплавах.
С целью устранения этого недостатка заготовки из титановых
сплавов после нагрева в p-области начинают деформировать в про-
цессе охлаждения до необходимых температур в aj-p-области1 или
сразу после переохлаждения [56, с. 120—121]. В обоих случаях
удается повысить однородность формирующейся при горячей де-
формации микроструктуры. При этом эффективно применение де-
формации в p-области, так как формирование в процессе обработ-
ки субзеренной микроструктуры способствует образованию при ох-
лаждении более коротких и тонких пластин а-фазы.
Авторы работы [315] перед окончательной деформацией в
а-{-р-области нагревают сплавы до p-области и после деформации
закаливают. По их мнению, мелкоигольчатый мартенсит, формиру-
ющийся при охлаждении в сплаве, при нагреве под вторую дефор-
мацию распадается с образованием мелкодисперсной смеси Ф »
что способствует получению УМЗ микроструктуры с a<I мк^'
--------<-т-т----вов> обработанных по предлагаемому спосооу,
чем после обычной прокатки в a-f-p ° л.
°'т5 °C И 8 =
HUlinn cinnui v re МПа
течения снижаются со 145 до 55 МП »
от 100 до 900 %.
казатели СП сплавов
существенно выше, ------------------ * С7к<>г и «==
[315]. Например, у сплава ВТ14, испытанного ьм
= 1,3-10-1 с-1, напряжения
а пластичность повышается
’ Пат. 3470034 (США)’, 1969.
20»
Следует заметить, что эффективность способа, основанного на
особенности распада мартенситной структуры, существенно зави-
сит от температуры нагрева под прокатку и времени выдержки
при данной температуре. Например, в предлагаемом для обработ-
ки сплава ВТ 14 интервале температур 750—850 °C распад мартен-
сита протекает очень быстро — от нескольких десятков секунд д0
минут [291]. Поэтому наибольший эффект может быть получен
при малых выдержках заготовок при температурах обработки, что
нетехнологично. Увеличение времени выдержки приведет к обра-
зованию а+р-пластинчатой микроструктуры, и эффект от предва-
рительной закалки сплава из 0-области будет состоять в отсутствии
прослойки a-фазы по границам бывших 0-зерен. В итоге данный
способ будет мало чем отличаться от «геторайзинга-процесса.
Распад мартенситной структуры или метастабильного 0-твердо-
го раствора в титановых сплавах можно резко интенсифицировать
холодной деформацией после закалки. Образование при старении
разориентированных выделений а- и p-фаз позволяет при последу-
ющем нагреве до температур рекристаллизации получить УМЗ
микроструктуру. Так, в работе [302] характеристики СП сплава
0-III (аналог ВТЗО) были существенно повышены путем предва-
рительной закалки из p-области, холодной деформации и старения.
Размер зерен после такой обработки составляет 0,5—1 мкм. Если
сплав с крупнозернистой микроструктурой проявляет эффект СП
только в 0-области, то после такой обработки сплав в а+р-облас-
ти показывает высокую пластичность и низкие напряжения течения.
При 700—730 °C (температура полного полиморфного превраще-
ния 745 °C) в интервале е = 10-4+6-10~5 с-1 напряжения течения
составляют 27—67 МПа, а относительное удлинение 200—500 %.
Предварительной обработкой, включающей холодную прокатку
со степенью 59 % и отжиг, удается существенно снизить темпера-
туру СПД в титановом сплаве Ti—6 % Al—4% V в результате из-
мельчения микроструктуры [302]. Сплав, обычно обрабатываемый
при температуре а+р-области 925°C, показывает при 815°C низ-
кие напряжения течения (3—60 МПа) в диапазоне s=10-5-j-
-?10-3 с-1.
При использовании того или иного метода получения УМЗ
микроструктуры необходимо принимать во внимание, что не толь-
ко уменьшение размера зерен, но и получение острой кристалло-
графической текстуры позволяет эффективно влиять на характе-
ристики СП течения сплавов. Так, в сплаве ВТ6 деформацией при
850—900 °C с обжатиями за проход не менее 50 % был получен
размер зерен 1 мкм. После этого осуществляли прокатку с обжа-
тиями 10—20 % при 750 °C с промежуточными отжигами для соз-
дания острой кристаллографической текстуры. На рис. 91 пред-
ставлены зависимости о, 6, т сплава ВТ6 от скорости деформации
при 700 °C. Видно, что сплав ВТ6 при этой низкой для титановых
сплавов температуре обработки показывает все признаки СПД. В
интервале скоростей 10-4—10-3 с-*1 относительное удлинение состав-
210
ляет 600—400 % при ст=60ч-150 МПа щ=0 9^_пе .
результаты получены в работе [311] ’ ’ ' Аналогичные
cbTSS
541 % легированием хромом, имеющим в титане £
эффициент диффузионной подвижности, чем ванадий. Другой Ло
соб решения этой задачи - повышение характеристик ОТ этого
же сплава путем легирования иттрием [317]. Иттрий, взаимадей"
ствуя с кислородом, образует мелкие частицы окислов котовые
туру°сп^ава.Ь "° ГРаНИЦЭМ 3ереН фа3’ стабили3иРУ™ микрострук-’
6.4. Влияние сверхпластической деформации на механические
свойства сплавов1
В разд. 4 и 5 на примере магниевых и алюминиевых сплавов пока-
зано, что обработка их в СП состоянии, оказывая специфическое
влияние на структуру, может быть использована как новый вид
упрочняющей обработки, позволяющей существенно улучшить
комплекс механических свойств этих сплавов. Интересно выяснить
влияние обработки в СП состоянии на свойства титановых спла-
вов. В отличие от магниевых и алюминиевых сплавов на формиро-
вание механических свойств титановых сплавов большое влияние
оказывает полиморфное превращение, протекающее при нагреве и
охлаждении.
В работе [318] исследовали механические свойства сплава ВТ9
после СПД и после нагрева и выдержки при температуре дефор-
мации, но без деформирования — обработка без деформации
(ОВД). После обработки по указанным двум схемам заготовки
сплава охлаждали на воздухе. При таких условиях охлаждения
микроструктура сплава чрезвычайно сильно изменялась по сравне-
нию с высокотемпературным состоянием, поскольку происходил не
только распад метастабильной фазы, но и изменение количества и
размеров первичной а-фазы [294]. Далее заготовки подвергали
старению по стандартному режиму. После этого часть заготовок
сплава длительно выдерживали при температуре старения (испы
тание на термическую стабильность). Такая обработка не р
сильна перестариванию, ибо в процессе длительной выдержки
блюдается не разупрочнение, а упрочнение сплавов всл
распада метастабильных фаз. Важно то, что термическ сплава
ность чувствительна к исходному структурному сост я Сгтгтиа
[292, 294]. В этой связи возникает ряд вопросов о влияни* ^х“~м0,
механические свойства титановых сплавов. Во-_ Р ’сталлизацин
выяснить влияние СПД при наличии фазовой р Р
’ Экспериментальные исследования проведены совместно
ным.
21Г
на свойства этих сплавов. Во-вторых,— каково место упрочняющей
обработки с использованием СПД среди других известных видов
обработки этих сплавов, в частности по сравнению с ВТМО.
В-третьих, представляет интерес сравнение свойств сплавов после
обычной СО и после СПД, что позволит оценить возможность ис-
пользования СПД как метода регулирования микроструктуры и
свойств титановых сплавов.
К сожалению, систематические исследования по влиянию СПД
на свойства титановых сплавов в литературе практически отсутст-
вуют. В работах [319—322] показано, что изотермические условия
деформации способствуют получению однородной микроструктуры
в титановых сплавах и повышению комплекса механических
свойств. Однако авторы не анализируют скоростные режимы об-
работки и данные об исходной микроструктуре сплавов, что не
позволяет соотнести эти результаты с параметрами СПД и выяс-
нить ее влияние на свойства.
В 6.1 представлены данные о СП поведении сплава ВТ9, что
позволяет использовать его в качестве объекта исследования для
решения поставленных задач. Для этого имеются благоприятные
возможности: температура, соответствующая оптимальной СП в
сплаве, и температура проведения термической обработки, СО и
ВТМО совпадают. Это облегчает сравнение результатов различ-
ных видов обработки. Наконец, в сплаве, как уже отмечалось, лег-
ко получить как УМЗ равноосную, так и пластинчатую микро-
структуру.
Сплав ВТ9 исследовали в двух состояниях — с исходной мел-
козернистой (глобулярной) микроструктурой и дисперсной пла-
стинчатой. Температура полного полиморфного превращения спла-
ва с мелкозернистой микроструктурой составляла 1000 °C, а сплава
с пластинчатой 990 °C. Заготовки деформировали осадкой в изо-
термических условиях на прессе со скоростями 10-4—10-1 с-1 при
температурах: 970 °C для сплава с мелкозернистой микрострукту-
рой и 950 °C для сплава с дисперсной пластинчатой микрострукту-
рой. Степень деформации заготовок составляла 75 %, выдержка их
после нагрева до температуры штамповки 10 мин. Старение прово-
дили при 530 °C, 6 ч. ОВД осуществляли при температурах дефор-
мации сплава, выдержка составляла 1 ч, после чего образцы ох-
лаждали и подвергали старению при тех же режимах. Скорости
охлаждения всех заготовок, обработанных по разным режимам,
отличались незначительно, что достигалось выбором соответствую-
щих условий охлаждения. Обработку для получения термически
стабильного сплава проводили при 500 °C в течение 200 ч.
Несмотря на резкое отличие микроструктур сплава в выбран-
ных состояниях, при указанных выше температурных режимах
они имеют довольно близкие значения оптимальных скоростей
СПД: 3,1* 10~3 с-1 для сплава с УМЗ микроструктурой и 1,2Х
ХЮ-3 с-1 для сплава с дисперсной пластинчатой микроструктурой.
На основании этих данных был выбран диапазон скоростей дефор-
мации, в котором проводили обработку сплава.
212
Результаты исследования механических свойств сплава приве-
дены в табл. 17. Из табл. 17 видно, что обработка в СП состоянии
по сравнению с ОБД повышает комплекс механических свойств
сплава, временное сопротивление увеличивается на 80_100 МПа
при сохранении высокого уровня пластичности. В случае исходной
пластинчатой микроструктуры эффект усиливается и наблюдается
также увеличение предела текучести на 100 МПа.
Таблица 17. Механические свойства сплава ВТ9 с различной исходной
микроструктурой после деформации и ОБД
г, с-1 ав, МПа а0,2 • МПа в. % Ф.%
Мелкозернистая микроструктура
1,2-10—1 1230/1240 1040/1120 16,0/14,0 45/30
6-10—а 1220/1240 1000/1100 17,0/14,0 49/35
2,5-10-2 1210/1230 1030/1100 15,0/16,0 46/34
4-10—3 1200/1210 1030/1100 16,0/15,0 46/38
2,5-10“4 1190/1200 1010/1050 18,0/17,0 46/42
ОБД 1130/1160 1025/1060 16,0/14,0 46/40
Дисперсная пластинчатая микроструктура
6-10-? 1260/1290 1180/1210 8,0/6,0 39/18
2,6-10-з 1230/1260 1160/1170 13,0/9,0 44/36
3,6-10“4 1200/1240 1080/1120 15,0/9,0 40/32
ОБД 1120/1150 1060/1080 14,0/9,0 40/32
Примечание. В числителе приведены значения, полученные после деформация
термической обработки со старением при 530 °C, б ч, в зиамеиателе — после дополянтельиой
выдержки сплава при 500 °C, 200 ч.
Из данных табл. 17 следует также, что механические свойства
сплава заметно зависят от скорости деформации. С ее увеличени-
ем ов и оо,2 растут, но уменьшается термостабильность. Особенно
четко эта тенденция выявляется у сплава с пластинчатой микро-
структурой. При деформации заготовок со скоростью выше опти-
мальной (s = 6-10-2 с-1) относительное сужение уменьшается бо-
лее чем в 2 раза. Обработка сплава при g меньше оптимальной при-
водит к некоторому снижению прочностных свойств. Таким обра-
зом, полученные данные показывают, что обработка сплава в
режиме, соответствующем оптимальным условиям СПД, обеспечи-
вает наиболее благоприятное сочетание прочностных и пластиче-
ских свойств при наличии исходной мелкозернистой и дисперсной
пластинчатой микроструктуры.
Чтобы установить причины повышения прочностных харак
ристик сплава после СПД по сравнению с ОБД, рассмотри РУ
турные изменения, имеющие место В сплаве после раз -
дов обработки. Более подробно исследуем сплав с мелкозернистой
микроструктурой.
213
После ОБД (выдержка при 970 °C, 1 ч) микроструктура сплав»
характеризуется неоднородным распределением равноосных зелен
а- и 0-фаз. Средний размер зерен а-фазы составляет 2,5 мкм Ха
рактер изменения микроструктуры сплава при осадке (f—970 °C?
в зависимости от е качественно аналогичен наблюдаемому пои
растяжении: J Р"
Скорость деформации,
с->.....................2,5-10-*
Размер зерен первичной
a-фазы, мкм............ 3,4
Количество первичной
а-фазы, % (объемн.) . 51
Период решетки 0-фазы,
нм..................... 0,3263
4-10—Ч 2,5-10-2 6-10-2 1,2-10-1
2,3 2,1 1,9 1,8
50 50 57 59
0,3259 0,3248 0,3246
Зерна а- и 0-фаз особенно заметно укрупняются при скоростях,
меньших оптимальных. При оптимальных и малых скоростях де-
.формации микроструктура сплава более однородная, чем после
ОБД. Вместе с тем в зависимости от скорости горячей деформации
в сплаве наблюдается различное количество первичной а-фазы.
Если в структуре сплава, деформированного со скоростью 1,2Х
ХЮ-1 с-1, содержится 59 % первичной а-фазы, то после деформа-
ции с оптимальной скоростью—50 % (те =3 мин). В микрострук-
туре сплава после ОБД содержится также 50 % а-фазы, т. е.
уменьшение скорости горячей деформации заготовок способствует
приближению сплава к более равновесному состоянию. Как отме-
чено в 6.1, изменение фазового состава, цо-видимому, связано с
перераспределением легирующих элементов, которое при нагреве
и выдержке протекает медленно, но может значительно ускоряться
в результате активизации диффузионных процессов при уменьше-
нии скорости СПД. В пользу этого предположения свидетельству-
ет также изменение периода решетки 0-фазы. Чем меньше ско-
рость деформации заготовок, тем больше его величина и, следова-
тельно, тем больше обеднена эта фаза легирующими элементами.
Необходимо отметить, что наиболее значительно период решетки
0-фазы изменяется после деформации с оптимальными и меньшими
оптимальных скоростями, причем при уменьшении скорости дефор-
мации его значения приближаются к периоду решетки 0-фазы в
термически обработанном образце (0,3269 нм).
Аналогичные структурные изменения в зависимости от скорос-
ти СПД наблюдаются в сплаве ВТ9 с исходной дисперсной плас-
тинчатой микроструктурой [318]. Однако в результате обработки
сплава при высоких скоростях деформации исходная неоднород-
ность пластинчатой структуры не устраняется. После деформации
с оптимальными скоростями микроструктура такого сплава пред-
ставляет собой в основном однородную смесь равноосных зерен
а- и 0-фаз. Изучение микроструктуры сплава методами дифракци-
онной микроскопии подтвердило данные, полученные при металло-
графическом исследовании. При деформации сплава со скоростью,
214
соответствующей оптимуму СП, и меньших скоростях пластин™
тая микроструктура частично трансформируется в равноХю пои
этом в структуре сплава наблюдаются лишь отдельные дислокации
Увеличение скорости деформации приводит к ее неравнХпн0Сти
в сплаве сохраняется структурная неоднородность, вызванная Й
завершенностью процесса преобразования пластинчатой микоо
структуры в равноосную, а также формируется субструктура осо-
бенно четко выявляемая в a-фазе. v '
Таким образом, различие в состояниях сплава после СПД и
ОБД, выявленное при изучении механических свойств тюдтвер-
ждается данными структурного анализа. Сопоставление микро-
структуры сплава и его свойств после различных обработок поз-
воляет сделать заключение, что структурная неоднородность спла-
ва, имеющаяся в исходном состоянии или дополнительно появля-
ющаяся в процессе деформации с высокими скоростями, оказывает
существенное влияние на его механические свойства. Причина по-
вышения прочностных характеристик сплава после СПД по срав-
нению с ОБД заключается в устранении структурной неоднородно-
сти и преобразовании пластинчатой микроструктуры в равноосную.
При этом в результате ускорения фазовых превращений, рекри-
сталлизации СПД способствует достижению более равновесного
состояния сплава. Специфические особенности СПД, обеспечиваю-
щие развитие этих процессов и формирование особого структурно-
го состояния сплава, подробно рассмотрены в разд. 4.
Повышение структурной и химической неоднородности сплава,
по-видимому, приводит к увеличению однородности распада мета-
стабильных фаз и при охлаждении, и при старении. Однако подт-
вердить это экспериментально в титановых сплавах сложно из-за
высокой дисперсности микроструктуры. Правильность этого пред-
положения была установлена при исследовании влияния СПД на
свойства магниевых сплавов (см. разд. 4).
Данные, полученные при изучении сплава ВТ9, показывают,
что специфическое влияние СПД на микроструктуру и свойства
сплава не только сохраняется, но даже усиливается при^прохож-
дении последующей фазовой перекристаллизации. Такой вывод
сделан на основании того, что после СПД и ОБД алюминиевых и
магниевых сплавов не наблюдается существенного различия в
свойствах, как у сплава ВТ9. Наконец, выполненное исследование
благодаря большому набору структурных состояний в сплаве поз-
воляет сделать заключение о причинах, обусловливающих терми-
ческую нестабильность сплава. Она наблюдается при деформации
сплава с пластинчатой микроструктурой со скоростями, большим
оптимальных при СПД (см. табл. 17). Микроструктура
после такой обработки характеризуется наибольшей структур
химической неоднородностью, обусловленной незавершенно
преобразования пластинчатой микроструктуры в равноос,
также незавершенностью процессов перераспределения Р{ти
щих элементов при деформации (см. выше). ^о-види У»
факторы и обусловливают изменение характера стар
215
при выдержке при 500 °C в течение 200 ч, что приводит к потере
термической стабильности сплава.
Рассмотренные особенности влияния СПД на структуру и ме-
ханические свойства сплава ВТ9 носят универсальный характер,
что подтверждается исследованиями, проведенными на сплавах
ВТЗ-1, ВТ8, ВТ23.
Рассмотрим вопрос о влиянии обработки и в условиях СП сре-
ди других методов упрочняющей обработки титановых сплавов*
ВТМО и СО [323]. -
Как известно [292], при ВТМО титановых сплавов достигается
высокий комплекс механических свойств. Это обусловлено создани-
ем в процессе высокотемпературной деформации высокой плотно-
сти дефектов, которые наследуются при фазовых превращениях,
происходящих при закалке. СО обычно проводится в иных услови-
ях, чем ВТМО. При этом СО ведут в несколько этапов до дости-
жения необходимой степени деформации с промежуточными на-
гревами, заготовки охлаждают на воздухе, после чего проводят
термическую обработку [293].
Для исследования использовали сплав ВТ9 с дисперсной пла-
стинчатой микроструктурой. ВТМО и СО проводили на прессе. Ре-
жимы ВТМО: температура нагрева заготовок 960 °C, е=5 с~‘, е=
=60 %, продолжительность паузы перед извлечением заготовки из
печи и охлаждением в воде 10 с.
Режимы СО: температура нагрева заготовок 950 °C, деформа-
ция в две стадии с промежуточными нагревами, калибровка и
термическая обработка при 950 °C, 1 ч, охлаждение на воздухе,
старение при 530 °C, 6 ч. Суммарная степень деформации состав-
ляла 75 %.
Режимы и оборудование при СПД описаны выше. Необходимо
отметить, что часть заготовок после деформации закаливали в
воду, продолжительность паузы перед закалкой 25 с. После ВТМО
и СПД с закалкой отпуск вели при 570 °C, 2 ч. Для сравнения ме-
ханических свойств с ВТМО и СПД проводили ОБД.
В табл. 18 приведены результаты изучения механических
свойств сплава ВТ9 после ВТМО, СПД и ОБД. Видно, что после
СПД сплав не уступает по временному сопротивлению и ударной
вязкости материалу, подвергнутому ВТМО.
Резкого различия анизотропии механических свойств у образ-
цов сплава после разных видов обработки не отмечается. Так, пос-
ле СПД наблюдается большая однородность предела текучести
сплава, чем после ВТМО. Время до разрушения образцов сплава
ВТ9 после СПД составляет практически такую же величину, как
и после ВТМО. Важно, что после СПД и прочность, и пластич-
ность существенно выше, чем после обычной термообработки ОБД
(см. табл. 18).
Структурные исследования позволили объяснить причины раз-
личия свойств сплава после разных видов обработки. Высокий
комплекс механических свойств после СПД обусловлен структур-
но-однородным состоянием сплава [192, с. 30—31; 323].
216
Т а блица 18. Механические свойства сплапя кто
обработки а сплава ВТ9 после различных видов
Вид обработки ®в. МПа а0,2- МПа в. % ч>, % “h* кДж/м* t, ч
ВТМО 1490 1380 6,0 14,0 0,27 14Л
СПД + закалка*: ё=6,2-10-2 с-1 1450 1490 1500 1310 1390 1310 8,0 7,0 7,0 16,0 18,0 19,0 0,28 0,26 0,29 120
СПД + закалка*: ё=2,&.10-з с-1 1460 1470 1310 1270 7,0 7,0 17,0 16,0 0,27 0,26 160
ОБД + закалка*: на- 1360 1170 5,0 12,0
грев при 950 °C, 1 ч — — —
Примечания: приведены свойства в 1. т — предо •время до льном иапр разрушения авлении, а а-500вС, в знамена: с-еоо мп геле —в ио а). 2 . В ч> перечном. елнтея»
* Закалка при 570 °C, 2 ч.
В сплаве с дисперсной пластинчатой микроструктурой струк-
турная неоднородность после обработки с высокими скоростями,
как показано выше, не только сохраняется, но усиливается.
Влияние на механические свойства титанового сплава микро-
структурной неоднородности в виде зоны интенсивного течения вы-
является при сравнении СО и СПД [323].
Ниже приведены механические свойства сплава ВТ9 после СО
и СПД:
Вид обработки ов, МПа о0,2, МПа 6, % г|>, % ан, т, ч a-i, МПавт.р кДж/м?
кДж/м8
1150 1070 14,0 42,0 0,64 150 490 0,18
СО H80
1090 9,0 36,0 0,35 — — —•
1230 1160 13,0 44,0 0,72 134 540 0,21
спд 1170 9,0 36,0 0,69 ПО —
Примечания: 1. т — время до разрушения (<“500’’, ст-600 МПа). 2. В числителе
приведены свойства после старения при 530 °C, 6 ч, в знаменателе — после
иой выдержки при 500 °C, 200 ч. 3. CT_j — на базе №2-10* циклов.
Как видно из этих данных, комплекс механических свойств-
сплава после СПД существенно выше, чем после СО. Особо следу-
ет отметить рост характеристик прочности, ударной вязкости, От.у
и сопротивления усталости о-i. Для сплава после СО характерна
ярко выраженная макро- и микроструктурная неоднородность,
предопределило более низкие механические свойства спл^®’
Следует отметить одно практически важное обст°л *
вытекающее из приведенных результатов. При исп°л^ леЛоо-
тимальных режимов СПД необязательно применени
217
14 О. А. Кайбышев
мации отжига и возможно сокращение времени выдержки заготп
вок перед деформацией [192, с. 30—31; 323].
Известно, что сплавы с исходной крупнозернистой пластинча-
той микроструктурой имеют низкие прочностные и пластические
свойства. Обработку в условиях СП можно рекомендовать как ме-
тод исправления такой микроструктуры.
Ниже приведены механические свойства сплава ВТ9 с исход-
ной пластинчатой микроструктурой:
Деформация при 960°С, * ё=1,7-10~3 с-1 Отжиг при 960°С, 1 ч*
8, % • • 28 50 68 __
сгв, МПа • - -1120 1210 1190 1110
сг0,2, МПа ••1010 1010 1090 980
6, % •• 8,0 11,0 14,0 7,0
ф, % ••15,0 23,0 42,0 12,0
* Последующее охлаждение на воздухе и выдержка 6 ч при
530 °C
После штамповки сплава заготовки подвергали только старе-
нию. Видно, что чем больше степень его деформации, тем больше
значения временного сопротивления и предела текучести, одновре-
менно резко возрастает пластичность (6 и ф) по сравнению с тер-
мообработанным состоянием. Однако высокие значения пластично-
сти, сравнимые с данными, характерными для сплава с мелкозер-
нистой микроструктурой, удается получить только при сравнительно
высоких степенях деформации, которые обеспечивают требуе-
мое измельчение микроструктуры сплава при горячей деформации.
Благоприятное влияние, оказываемое СПД на комплекс меха-
нических свойств титановых сплавов, выявляется и при обработке
сплавов на интерметаллидной основе. Особо актуальным для этих
сплавов является повышение пластичности при комнатной темпе-
ратуре. у-Сплав Ti—38% Al в мелкозернистом состоянии (d=
=5 мкм) деформировали при оптимальной температуре СПД
1050°C и скорости 3-10-3 С"1 на е=40 %. Исследование механиче-
ских свойств у-сплава после СПД показало, что по сравнению с
крупнозернистым (литым) состоянием они резко повысились. Если
в крупнозернистом у-сплаве сгв=180 МПа, а 6 = 0,12 %, то после
СПД ов=520 МПа, о0,2=440 МПа, 6=1,5 %. Т. е. обработку в
условиях СП с успехом можно применять для повышения пластич-
ности хрупких у-сплавов титана.
В заключение следует отметить, что применительно к титано-
вым сплавам СПД следует рассматривать не только как метод
формообразования изделий, но и как вид деформационно-термиче-
ской обработки, позволяющей повысить комплекс их механических
свойств. Эффективность обработки титановых сплавов в СП со-
стоянии сравнима с эффективностью ВТМО. Дальнейшие исследо-
вания позволят уточнить наиболее перспективные области приме-
нения такой обработки.
218
7. СТРУКТУРНАЯ СВЕРХПЛАСТИЧНОСТЬ СТАЛИ
Пластичность стали можно резко повысить путем ее перевода в СП состояние
В настоящем разделе рассмотрена структурная СП стали. Поскольку СПП нГ
блюдается при температурах выше 0,4—0,5Гпл, то необходимо рассмотоеть в™
мощность получения в стали при этих температурах УМЗ микроструктуры В ста
лях благодаря полиморфизму железа, а также вследствие существенной 'завися"
мости микроструктуры и фазового состава от содержания легирующих элементов,
и температуры нагрева возможно образование и матричной, и микродуплексной
микроструктуры. При нагреве микроструктура сталей в результате фазовых пре-
вращений может существенно изменяться. Анализ условий наблюдения СПД со-
ответственно в той или иной фазовой области наиболее удобно начать с желе-
зоуглеродистых сплавов.
Прежде всего представляет интерес рассмотреть зависимость пластичности
технически чистого железа от температуры деформации и установить ее связь
с фазовыми превращениями и изменениями микроструктуры при нагреве. В желе-
зе при нагреве ферритные зерна нестабильны, рост происходит интенсивно. При
температурах, соответствующих критическим точкам железа, микроструктура
крупнозернистая. Наиболее высокие удлинения в технически чистом железе, как
отмечено в работе [324], наблюдаются при температурах, близких к началу’пре-
вращения. Автор исследовал пластичность технически чистого железа, содержа-
щего 0,006 % С, в области фазовых превращений. При приближении к темпера-
туре начала а-э-у-превращения удлинение заметно увеличивается, достигая мак-
симума (50 %) при 850 °C — самой высокой температуре существования
однофазного состояния (феррита). Появление аустенита при переходе в аусте-
нито-ферритную область приводит к резкому снижению удлинения до 5 %.
В аустенитной области удлинение с ростом температуры повышается и при
1000 °C составляет 30 %. Напряжение течения монотонно снижается с повыше-
нием температуры деформации. В области фазового превращения отмечается
некоторое повышение напряжения течения.
Характер зависимости относительного удлинения железа от температуры в
области фазового превращения очень близок к рассмотренной выше температур-
ной зависимости пластичности технически чистого титана (см. разд. 6). Автор
объясняет это, исходя из предположения о различии деформационных характе-
ристик фаз: высокопластичного феррита и менее пластичного аустенита [324].
Однако конкретных структурных данных, подтверждающих это предположение,
не представлено.
Рассмотренные данные о пластичности железа в интервале фазового пре-
вращения находятся в противоречии с результатами работы [297]. Авторы ука-
зывают на высокие значения т (0,6) и 6 (>150 %) железа, содержащего
0,017 % С, в интервале температур полиморфного превращения. К сожалению,
выяснить причину расхождения данных нельзя из-за отсутствия структурных ис-
следований в работах [297, 324].
Увеличение содержания углерода и вследствие этого выделение цементита
в стали должно оказывать стабилизирующее влияние на ее микроструктуру, при-
знаки СП, обнаруженные при испытании на ползучесть холоднокатаной на о %
стали, содержащей 0,05 % С, косвенно подтверждают это [325]. При натр' Д
температуры деформации (540 °C) в стали формировалась равноосная
структура с размером зерен 5—7 мкм. При этой температуре и
10 МПа наблюдалось равномерное относительное удлинение до 80 %.
6 резко зависели от величины приложенного напряжения. При ум
увеличении напряжений удлинение стали уменьшалось. микпо-
По-видимому, трудности в обеспечении стабильной мелкозер_ .
структуры не позволяют наблюдать СП в железе в феррнтнои и ау «словие-
ластях. В сталях СП следует ожидать в двухфазных областях,, гд _
наиболее легко выполнимо. Проанализируем особенности СП ^-„О„глеооди-
титной, аустенито-цементитной и аустенито-ферритной областях ж у
"““Злении СП . феррито-цементятно»
значение имеет количество неметпта^‘ .„сонях удлинений и ио» Ф«»-
жаиием углерода 0,15—0,2 7о (о д> цемент
21*
14*
вой области не обнаружено [326, 327]. Между тем в стали А40Г (7 % нем₽и
та) с размером зерен 5,2 мкм оптимальные условия СП (6=260 %, т=0 3б
725 °C с соответствуют феррито-цементитной области [3281 д*
торы предполагают, что дополнительно способствовать стабилизации микростп*
туры прн этих температурах могут серосодержащие фазы, присутствующий11'
этой стали. 1
Стабильность микроструктуры значительно возрастает в эвтектоидной стя
с содержанием 12 % цементита. Авторы работы [328], сопоставляя результя^
исследования пластичности стали У8 с А40Г, отмечают, что при практическ
одинаковом размере зерен в них сталь У8 имеет более высокое относительно®
удлинение. В оптимальных условиях (в= 1,1-10-4c-* и /=710°С) удлинение еп
ставляет 320 %, а /п = 0,45. С0‘
Благоприятное влияние цементита на стабильность микроструктуры позво-
ляет получить СП в таких малопластичных сталях, как заэвтектоидные. Стали
У12 и У12А со структурой зернистого перлита проявляют СП также ниже Теи
пературы Act, т. е. в феррито-цементитной области [329]. м*
Увеличение содержания углерода в заэвтектоидной стали не только ие умень-
шает, но даже увеличивает эффект СП. Особенно ярко СП проявляется в сталях
с содержанием 1,3—1,9 % С [329]. Предварительной обработкой в этих сталях
была получена микроструктура с размером зерен феррита 0,5—1,5 мкм и шаро-
видными частицами цементита (0,1—0,5 мкм). Объемная доля цементита в стали
с 1,9 % С составляла около 30 %. Наиболее высокие значения относительного
удлинения в этих сталях (—-1500 %) отмечаются при температуре, соответствую-
щей феррито-цементитной области. 1
СП наблюдали и в чугуне [7]. Белый чугун, содержащий, %: С 3,5; Si 0,6—
1,2; Мп 0,4—1,1; Р>0,08; S>0,18, в котором специальной обработкой была
создана микроструктура с размером зерен феррита 2—3 мкм, имел объемное
соотношение феррита н цементита 1:1. При 700 °C н ^в-Ю^С"1 удлинение
составляло 100 %, а щ=0,32. При той же температуре испытания и скорости
растяжения 8*10-5с-1 6=150%, /п=0,35. По сравнению с высокоуглеродистыми
сталями эффект СП в чугуне выражен менее ярко. По мнению авторов работы
[7], это связано с неполной сфероидизацией цементита и недостаточной его дис-
персностью. Итак, в феррито-цементитной области при наличии в исходном со-
стоянии УМЗ микроструктуры наблюдается СП сталей. Однако СП отмечается
только в сталях, содержащих значительное количество цементита, что связано
с его стабилизирующим влиянием на микроструктуру сталей.
В аустенито-ферритной области стабильность УМЗ микроструктуры в зави-
симости от содержания углерода и температуры нагрева обеспечивается аусте-
нитной или ферритной фазой. Между тем, учитывая результаты исследования
удлинения железа в аустенито-ферритной области, следовало бы полагать, что
пластичность сталей в этом интервале будет низкая. Однако, как установлено
в работе [324], после резкого снижения 6 в стали 17Г1С при переходе через
точку Act удлинение затем также резко увеличивается и непрерывно повышается
с ростом температуры в интервале полиморфного превращения. При температуре
Ас3 удлинение достигает максимального значения (80 %). Необходимо отметить,
что сталь в исходном состоянии имела крупнозернистую феррито-перлитную мик-
роструктуру.
Представляет интерес более подробно исследовать изменение относительного
удлинения низкоуглеродистой стали с различной исходной микроструктурой,
крупнозернистой и мелкозернистой в аустенито-ферритной области.
Нами была исследована типичная низкоуглеродистая малолегированная сталь
15ХСНД (Aci = 720°C; Ас3=880°С) в двух состояниях — крупнозернистом (по-
еле горячей прокатки в аустенитной области) со средним размером зерен 20 мкм
и мелкозернистом (после предварительной деформации в двухфазной области
существования феррита и аустенита) с размером зерен 3 мкм. Микроструктура
в обоих состояниях феррито-перлитная. Полученные данные представлены на
рис. 92.
В феррито-цементитной области значения относительного удлинения стали
сравнительно невелики. Пластичность мелкозернистых образцов выше, чем РУ
нозернистых. Эти данные подтверждают отсутствие СП в низкоуглеродистия
220
6, tin a
Рис. 92. Зависимость напряжения
течения а и относительного удлине-
ния 6 от температуры деформации
мелкозернистой (/) и крупнозерни-
стой (2) стали 15ХСНД при в=
=6,6-Ю^с—1
ч.мпа
Зависимость напряжения
а, относительного удлже-
коэффициеита т от скоро-
Рис. 93.
течения
иия й и
сти деформации в мелкозернистой
стали 15ХСНД при 800 °C
стали при температурах ниже Ась При температуре испытания выше Ас1 пла-
стичность крупнозернистой и мелкозернистой стали увеличивается, достигая мак-
симума при 800 °C. Наибольшее удлинение крупнозернистой стали составляет
55 %, мелкозернистой 170 %. При температуре более 800°C пластичность умень-
шается вне зависимости от исходной величины зерен. При 900 °C (выше Acs)
удлинение стали в исходном мелкозернистом состоянии равно 60 %, а в крупно-
зернистом 35 %.
Исходная величина зерен практически не оказывает влияния на зависимость
величины напряжения течения от температуры испытания. Во всем интервале
исследованных температур величины напряжений течения различаются незначи-
тельно. С повышением температуры испытания напряжения течения монотонно
снижаются.
Исследование скоростной зависимости механических свойств мелкозернистой
стали при различных температурах подтвердило, что максимальные значения т
и б наблюдаются при температурах, отвечающих феррито-аустенитной области.
При 700 °C /п<0,18, такое же значение т имеет при 900 °C. Максимальное отно-
сительное удлинение (215 %) при /п=0,4 и о=50 МПа в стали обнаруживается
яри 800°C и е=3,3-10-4 с"1 (рис. 93).
Таким образом, низкоуглеродистая сталь 15ХСНД в мелкозернистом состоя-
нии проявляет все признаки СП при температуре 800 °C, соответствующей фер-
рито-аустенитной области. В' температурной области ниже 800 °C СП не наблю-
дается.
Установленные изменения механических свойств находятся в прямой зави-
симости от фазового состава и микроструктуры стали, формирующейся перед
.деформацией. Исходное мелкое зерно стали при нагреве до Ас{ несколько укруп-
няется при 700 “С, средний размер зерен равен 5 мкм. Если учесть, что количест-
во цементита при этой температуре невелико, то причиной незначительной пла-
стичности стали в феррито-цементитной области, вероятно, является нестабиль-
ность микроструктуры. .
При нагреве до температур, отвечающих феррито-аустеннтной области, вре-
зультате перекристаллизации микроструктура становится более мелкозер'
При 800 °C средний размер зерен равен 3 мкм; он стабилен благодар'
большого количества второй фазы (40 % аустенита). С дальнейшим стали
температуры количество аустенитной фазы увеличивается, размер р
р астет
Итак, исходная микроструктура существенно влияет на
15ХСНД. СП течение наблюдается в стали с исходной мелкозернистой микро-
221
структурой в феррито-аустенитной области, что обусловлено формированием по»
нагреве в интервале полиморфного превращения стабильной мелкозернистой
микроструктуры с благоприятным объемным соотношением фаз. Эти данные со*
гласуются с исследованиями, проведенными на других низкоуглеродистых стиля»
состава: 0,2 % С, 1,4 % Мп [226] и 0,15 % С, 2 % А1 [326]. ля’
Увеличение содержания углерода в сталях, равно как и повышение темпе-
ратуры, ведет в аустенито-ферритной области к преобладанию в микроструктуре
аустенитной фазы. В этом случае пластичность снижается. В мелкозернистой
стали А40Г [328] пластичность в аустенито-ферритной области резко уменьша-
лась, а напряжения течения увеличивались по сравнению с деформацией в феп-
рито-цементитной области. Структурных исследований, объясняющих такое по-
ведение стали, авторы не проводили. Они полагают, что зто связано с нестабиль-
ностью микроструктуры при нагреве выше Асх или с растворением при иагреве
стабилизирующих микроструктуру стали серосодержащих фаз. Не исключено
также, что уменьшение пластичности в феррито-аустенитной области стали А40Г
зависит от увеличения количества аустенитной фазы, обладающей большей склон-
ностью к деформационному упрочнению, чем феррит. Однако эти данные требуют
дальнейшего уточнения.
При наличии мелкозернистой микроструктуры и температурах, обеспечива-
ющих ее стабильность, СП может наблюдаться в аустенито-цемеититной обла-
сти. При исследовании сплавов с содержанием 1,3—2,1 % С установлено, что при
температурах от Aci до 850 °C 6>500 %, а /п«0,5 [240]. С повышением темпе-
ратуры испытания в аустенито-ферритной области пластичность снижается [329],
что связано с уменьшением количества цементита из-за увеличения растворимо^
сти углерода в аустените и потери стабильности микроструктуры. По-видимому,
из-за уменьшения количества цементита (до 1—2 %) не обеспечивается стаби-
лизация аустенита в стали с содержанием 0,91 % С, поэтому пластичность резко
уменьшается при переходе в. аустенито-цементитную область по сравнению с
феррито-цементитной [330], в которой 13 % цементита.
Таким образом, СП углеродистых сталей может проявляться при наличии
УМЗ микроструктуры в различных структурных областях. Температурная об-
ласть реализации СП той или иной стали будет, прежде всего, зависеть от ста-
билизирующего влияния второй фазы на микроструктуру стали. Выше темпера-
туры Acj эффект СП в низкоуглеродистых сталях наблюдается, если рост фер-
ритной фазы стабилизируется аустенитом, а в высокоуглеродистых сталях, если
рост аустенитной фазы стабилизируется цементитом. По-видимому, на получение
СП в той или иной области оказывают также влияние деформационные харак-
теристики фаз и их количественное соотношение.
Рассмотренные особенности проявления СП в углеродистых сталях, состав
которых отвечает различным структурным областям диаграмм состоянии Fe—С,
могут явиться ориентиром для оценки возможности перевода в СП состояние
легированных сталей. Основой микроструктуры легированных сталей при темпе-
ратурах выше температуры рекристаллизации являются твердые растворы фер-
рита или аустенита; кроме этих фаз, обычно имеются вторичные фазы: карбиды
и интерметаллиды.
Анализ проявления СП в легированных сталях целесообразно начать со ста-
лей, имеющих матричную микроструктуру. Типичным примером стали с матрич-
ной микроструктурой может служить сталь 12Х18Н10Т аустенитного класса-
Микроструктура такой стали —зерна аустенита с равномерно распределенным»
карбидами по границам и в теле зерен. Рассмотрим особенности проявления СП
этой стали. На рис. 94 представлена температурная зависимость относительного
удлинения мелкозернистой (d=2 мкм) и крупнозернистой (d=20 мкм) стали
[2]. Видно, что мелкозернистая сталь имеет более высокие значения удлинения,
чем крупнозернистая, во всем исследованном диапазоне температур.
Различие в исходной микроструктуре стали влияет на скоростную зависи-
мость напряжения течения и удлинения (рис. 95). У крупнозернистой стали на-
пряжения течения выше, чем у мелкозернистой, при всех исследованных скоро-
стях деформации. Наиболее характерное различие состоит в повышенной ско-
ростной чувствительности напряжения течения в стали с исходным мелким
зерном. Так, если у крупнозернистой стали о слабо зависит от в (т=0,05), то
у стали с d=2 мкм т=0,5. Для мелкозернистой стали характерна четко выра-
222
женная зависимость пластичности от скорости деформации При е=3 3-10~’с-’
удлинение имеет максимум, равный 240 %. Характерная зависимость пластич-
ности мелкозернистой стали от температуры деформации определяется измене-
ниями микроструктуры при нагреве и деформации. Оценка размера зерен об-
разцов, деформированных на 100 % при разных температурах, показала, что
если при 740 °C он увеличился по сравнению с исходным в 1,5 раза, то при
800 °C — в 2,2 раза, а при 900 °C — в 6 раз. Снижение пластичности стали при
температурах выше 780 °C связано с потерей стабильности микроструктуры, ве-
роятно, из-за растворения и коагуляции карбидов. Таким образом, СП аустенит-
ной стали 12Х18Н10Т обусловлена наличием в определенном интервале темпера-
тур и скоростей деформации стабильной мелкозернистой микроструктуры мат-
ричного типа.
Необходимо отметить, что СП аустенитной стали реализуется в интервале
температур, в котором у стали в обычном состоянии наблюдается провал пла-
стичности [331]. Таким образом, полученные данные свидетельствуют о том, что
перевод стали 12Х18Н10Т в СП состояние позволяет не только ликвидировать
провал пластичности, но и резко увеличить удлинение до значений, которых не
удается достичь даже при 1200 °C. Этот пример особенно четко показывает раз-
личие реализации запаса пластичности путем деформации в изотермических
условиях и условиях СП течения. Только учет микроструктуры и температурно-
скоростных условий деформации позволяет получить в сплавах наибольшую
пластичность. Повышение только температуры деформации слабо влияет на пла-
стичность, а в ряде случаев, как, например, у аустенитных сталей, с увеличением
температуры пластичность может уменьшиться.
В связи с этим интересно рассмотреть СП аустенито-ферритных сталей,
имеющих пониженные характеристики пластичности при горячей деформации по
сравнению с аустенитными сталями [204, 332—334].
В работе [332] исследовали особенности СПД двухфазных аустенито-фер-
ритных сталей. После предварительной обработки стали 0Х12Г14Н4ФЗ получили
микроструктуру с размером зерен аустенита и феррита 1—2 мкм. Испытания
при температурах, отвечающих двухфазной области при в=5,5
ли все признаки СП. Максимум относительного удлинения при 950 с сост
400 % при т=0,43. Именно при этой температуре формировалась УМJ стр. у
ра типа микродуплекс с почти одинаковым объемным соотношением <р рр
аустенита. „.„„о топгпне-
При повышении температуры испытания отмечалось ГГТ
ние зерен обеих фаз, что сопровождалось уменьшением показа А ‘ _avCTe,
Аналогичные данные были получены при исследовании СПД ф рр
нитных хромоникелевых сталей [333, 334].
Ш
Рис. 96. Зависимость напряжения тече-
ния а и относительного удлинения 6
от температуры деформации стали
20X13 с d=5 (/) и d=10 мкм (2) при
Таким Образом, образование в яв„,
фазных аустенито-ферритных сталях
родуплексной структуры обеспечивает S*
ревод их в СП состояние. Данные, пом
ставленные выше для аустенитных и aw-н.*
нито-ферритных сталей, показывают что.
СП состоянии наблюдается резкое повыше-
ние характеристик пластичности в темпам,
турном интервале обработки, традиционна
характеризующемся низкой пластичность»
и обычно не рекомендуемом для дефоома.
ции этих сталей [204]. * н *
Оценим особенности СП в стали 20X13
рерлитного класса (Act=820°C, Ас»-
= 880°C), при нагреве которой отмечаются
структурные изменения, близкие тем, кото-
рые происходят в углеродистой доэвтекто-
идной стали. Количество карбидов в ста-
ли составляет 10-^13 %.
Исследовали температурную зависимость относительного удлинения и на-
пряжения течения стали 20X13 в двух структурных состояниях — с размером зе-
рен 5 и 10 мкм. Микроструктура стали в обоих состояниях была матричного ти-
па: в ферритных зернах и по их границам расположены карбидные выделения.
В стали с размером зерен 10 мкм карбиды предпочтительно расположены по
границам и дисперснее, чем в более мелкозернистой.
Пластичность стали в обоих состояниях существенно зависит от температуры
деформации (рис. .96), достигая максимальных значений в феррито-карбндиой
области при 800 °C. Образцы с размером зерен 10 мкм имели удлинение 120 %
при е=3,3-10-3с-1, а с более мелким 160 %. Повышение температуры испытаиня
выше Act уменьшает пластичность стали. Напряжения течения с повышением
температуры до Aci уменьшаются в обоих состояниях. При малых размерах зе-
рен изменения более значительные, чем при крупных. С переходом в феррито-
аустенитную область напряжения течения возрастают и только при 900 °C вновь
достигают значений, наблюдаемых при 700 °C.
Исследование скоростной зависимости свойств стали с размером зерен 5 мкм
при 800 °C показало, что она проявляет все признаки СПД. При оптимальной
е=6,6-10-4с-1 6 = 190 %, /71=0,32.
Таким образом, мелкозернистая сталь 20X13 перлитного класса проявляет
СП в феррито-карбидной области. Стабильность ферритных зерен определяет
наличие карбидных фаз в микроструктуре. Повышение температуры, как показал
микроструктурный анализ, приводит к росту ферритных и аустенитных зерен
и коагуляции карбидов, что снижает пластичность стали.
Аналогичные данные получены на сталях ледебуритного класса, в которых
СПД наблюдается также в феррито-карбидной области, при температуре на 10-“
30 °C ниже Aci [329]. '
Рассмотренные данные показывают, что в легированных сталях можно вы-
делить структурные области проявления СП, нагрев и деформация в которых
обеспечивают сохранение мелкозернистой стабильной микроструктуры.
Между тем, по мнению авторов работы [335], не только величина зерея
имеет первостепенное значение для реализации СП стали. Субзеренная структура,
созданная в стали в процессе предварительной обработки, в отличие от упроч-
няющего действия при горячей деформации оказывает благоприятное влияние на
СЙ сталей. Однако эти данные требуют дальнейшего уточнения.
СП в сталях может не зависеть от исходной микроструктуры. В
[330] СПД наблюдали в углеродистой стали эвтектоидного состава с исходим
пластинчатой микроструктурой. Это связано с преобразованием перлита в
цессе нагрева и последующей горячей деформации в микроструктуру с равноос-
ными выделениями феррита и цементита. Однако в общем случае перевод стаям
в СП состояние фактически сводится к изысканию технологичных методов полу-
чения УМЗ микроструктуры. Рассмотрим это более подробно. .
224
К сталям применимы все виды обработок
микроструктуры металлов и сплавов, вписанных °в
микроструктуры облегчено ввиду наличия полиморфного пп & измельчение
лее доступный способ получения УМЗ микроструктуры в етал«ЩеНИЯ' Наиб°*
обработка. F руллуры в сталях — термическая
В средне- и высокоуглеродистых сталях мелкоч₽п«н^,™ч ’
можно получить закалкой с высоким отпуском Результат т^ой ^Кр0СТр7ктуРУ
ки —относительно мелкозернистая микроструктура с паврМ00®работ*
цементита в рекристаллизованной ферритной матрице Эффтивиосто^^"*
ния можно повысить применив скоростной нагрев до темпХДр н™чалТ^Г
зования аустенита. Если после улучшения сталь подвергнуть Быстрому
ционному или контактному нагреву и вторичной закалке, то достигается доХ
нительное измельчение зерен. В стали А40Г после такой ойв3лХ™.,Г„ Ся допол"
равен 5,2 мкм, а в стали У8-6 мкм [328] обработки размер вереи
В конструкционных сталях мелкое зерно аустенита (5—6 мкм) можно полу
чнть только при соблюдении оптимальных температурно-временных усЗй
предзакалочного нагрева [336]. Так, для стали 38ХС оптимальный режим оба
печивается в условиях печного нагрёва со скоростью не менее 05Х/с до Ас.
с иоследующей закалкой. Выдержка более 1—2 мин приводит к большему огруб-
лению зерен аустенита, чем нагрев выше Ас3 на 30—40 °C. Однако такой метод
применим только для заготовок небольших размеров.
Для высокоуглеродистых сталей в ряде случаев эффективен сфероидизиру-
ющий отжиг ниже Act с образованием зернистого перлита.
Процесс сфероидизации можно существенно ускорить, если исходная струк-
тура достаточно дисперсна. Например, в стали с 1 % С зернистый перлит можно
получить отжигом при 700 °C за 1—2 ч из бейнита по сравнению с 10—15 ч
при исходной перлитной структуре [337]. Успешно измельчается микроструктура
сталей при термоциклировании (см. разд. 3) и [338—342] *. Однако необходимо
отметить, что наиболее мелкозернистую микроструктуру при термоциклировании
можно получить, если дополнительно использовать скоростной нагрев [339, 340].
В стали 40ХФ при многократном индукционном нагреве со скоростью 215°С/с и
последующей закалке зерно аустенита измельчается с 45 до 2 мкм [339].
Измельчения микроструктуры термоциклированием можно достичь и в та-
ких сталях, как аустенитная Х18Н8 [341]. Область мартенситного превращения
в ней находится ниже комнатной температуры. Термоциклироваиие при 25 "Сз*
ч=ь(—196 °C) с промежуточными нагревами до температуры рекристаллизации
уменьшает величину зерна с 15 до 4 мкм.
Термоциклическая обработка может иметь преимущество по сравнению с
методом получения мелкого зерна горячей деформацией [342]. В этой ра
сопоставляли размер зерен в стали, содержащей 0,4 % С и 4 % N1, поел д ух
вариантов обработки. После четырехкратной термоциклической обра
0 °C) и высокого отпуска зерна были равноосные размером 3 мкм, п р'
ки при 860 °C, закалки с этой температуры и высокого отпуска . р
были неравноосными с d=4 мкм.'Деформирование при 695 С и е— - аб_
казало, что максимальное значение коэффициента т для стал й Р
тайном состоянии равно 0,55, а в прокатанном 0,35. поокалива-
Возможности термоциклирования ограничены учением д й Ретод По-
емостью стали, поэтому горячая деформация ^оле^т„УпггпР РНТЯПНИ режимов
лучения УМЗ микроструктуры в сталях. ПРИ р ы окончания, после-
нагрева под деформацию, степени деформации, ^мп р ^р в сталях с необ-
деформационных выдержек можно получить микр рук УРУ
ходимой величиной размера зерен (см. разд. 3)- деформацию необходимо
Для получения наиболее мелкого зерна гор с ^=3-н5 мкм в ннзко-
проводить в двухфазной области. Так, ^Р^Р^Тд^ить деформацией при тем-
углеродистых малолегированных сталях “°?™° в стали 15ХСНД такая
пературах аустенито-ферритной области . На р р. ________«по °C
микроструктура формируется после деформации при
-е- 10-1с-1 с обжатиями не менее 50 %.
> Пат. 80930 (ПНР), 1978.
2 Пат. 3723194 (ТША), 1973.
22$
Мелкозернистую структуру в' сталях можно получить рекриста л лиажн.
иым отжигом, что особенно существенно для сталей, в которых отсутствуй™ °Й'
диморфные превращения. В нержавеющей стали 12Х18Н10Т сочетание холл Ио*
деформации с последующим скоростным нагревом до температуры рекпистя Н0*
зационного отжига позволяет получить d<2 мкм [2]. н н сталли-
Если при комнатной температуре удается зафиксировать метастабилы.
фазу, то, вызывая ее распад холодной деформацией с последующим нагпевом°
температуры рекристаллизации, можно добиться измельчения mhkdoctdvktvJ10
Так, в аустенито-ферритных сталях 0Х12Г14Н4ФЗ и 0Х12Г14Н4Ю2 послезакя*'
с 1250 °C было зафиксировано состояние 6-феррита [343]. После холодной*”
формации на 50 % и отжига при 800 °C была получена аустеиито-феопити^
структура с размером d=l=2 мкм . * иритиая
Часто в процессе рекристаллизационного отжига не удается полностью ил
ключить микроструктурную неоднородность. В работе [334] исходная микоХ
структура аустенито-ферритной стали, содержащей, %: Сг 21,12; Ni 675- Мо
2,39; Си 1,62; Мп 1,84, представляла собой чередующиеся полосы зерен ферпита
и аустенита, вытянутые в направлении прокатки. Для устранения неоднородности
микроструктуры проводили холодную деформацию с последующим рекристалли-
зационным отжигом. Поскольку в сталях такого состава в определенном интер-
вале температур возможно образование охрупчивающей or-фазы, температура ре-
кристаллизации была выбрана выше верхней границы ее появления. ™ ™
Для устранения полосчатости холодную прокатку (е=50 %) проводили в
два этапа, причем деформацию вели в направлении, поперечном по отношению к
направлению прокатки в исходном состоянии. После каждого перехода прово-
дили отжиг при 950 °C. В результате такой обработки относительное удлинение
стали было равно 500 % при 1000°C и e=3-10~4c~1. Размер зерен составлял
при этой температуре 2—5 мкм.
Для повышения технологичности обработки малопластичиых сталей с целью
получения УМЗ микроструктуры применяют порошковую металлургию.
Методом распыления расплава в инертной атмосфере получают порошки из
чугуна и стали [7]. Этот способ обеспечивает образование мелкозернистой струк-
туры в каждой сферической частице порошка за счет высоких (10soC/c) скоро-
стей охлаждения. Размер частиц составлял 60—350 мкм. Порошки вакуумиро-
вали, нагревали до 680—700 °C и брикетировали. Для получения плотных заго-
товок брикеты подвергали термомеханической обработке. В стали с содержа-
нием 0,81 % С таким образом была получена микроструктура с размером зерен
феррита 0,5—1,0 мкм и цементита 0,1—0,5 мкм, а в чугуне, содержащем 3,5 % С,
0,6—1,2 % Si, 0,4—1,1 % Мп, зерна феррита имели размер 2—3 мкм.
В работе [192, с. 101—102] грануляцией получали мелкозернистую сталь
Fe—20 % Ni—15 % Со. После спекания и холодной деформации на 50 % в ин-
тервале 700—730 °C сталь проявляла СП течение. При 710 °C и е=1,1-10“*с^
т=0,37, а 6<320 %.
Легирование может дать определенный эффект при получении мелкозерни-
стой структуры и стабилизации ее при СП течении. В работе [344] исследовали
влияние добавок хрома в стали, содержащей 1,6 % С. Обнаружено, что хром
значительно усиливает СП свойства сталей. Это присходит потому, что хром вхо-
дит в цементит и стабилизирует его. Это, в свою очередь, приводит к небольшо-
му росту зерен феррита в ходе СПД. В стали, содержащей 1,6 %С+1,5 % Сг,
при 650°C и е=2-10~4 с-1 6=1200%, однако при тех же условиях в стали, не
легированной хромом, 6=470 %.
Измельчение микроструктуры позволяет существенно повысить механические
свойства сталей: временное сопротивление, пластичность, ударную вязкость, уста-
лостную прочность и др. УМЗ микроструктура приводит к снижению порога
хладноломкости сталей [345], в них в меньшей степени проявляется отпускная
хрупкость [346]. Такое влияние измельчения микроструктуры на свойства стада
связывают с резким увеличением суммарной протяженности границ, на КОТ°Р“5
как известно, происходит сегрегация примесей [347]. При измельчении зерен
снижается концентрация примесей на них, более равномерно распределяются кар-
биды, что приводит к улучшению механических свойств сталей [347]. Между те.
как следует из приведенных выше данных, температуры проведения СПД в®’
следующей термической обработки для сталей в отличие, например, от тнтановы*
226
сплавов не всегда совпадают.. Прежде всего сюда птипги-г„=
происходят полиморфные превращения. В этой связи инт₽п^ тали’ 8 кот°рых
венное влияние СПД на свойства стали, а такжГвлёяёёё Собст'
лей при последующей термической обработке, в резулиате^ свойства Ста-
структура в значительной степени изменяется. Р У е К0Т0Р0Й их микро-
Рассмотрим влияние измельчения микроструктупы и СПИ ио -опСо
не имеющей полиморфных превращений. Такое исслеловяии₽^пС Й ТВа стали»
стали 12Х18Н10Т [2]Послё'измельчения зерен £ 2"мкм еВпй^аПр°ВеДеИ0 на
повышались по сравнению с крупнозернистой сталью (20 мкмЬ ва сУществеи“°
стом состоянии ов=730 МПа и 6 = 55 %, а еГмёлкозеонистом гп?РУ?03ерНИ'
-890 МПа, S-50 % СПД уменьшает „4™ „X
зерен в процессе деформации. После СПД ов=730 МПа, 6 = 40 % т ё моК
хотя и снизились, но сохраняются на достаточно высоком уровне. свинства
Помимо механических свойств, оценивали склонность стали в коупиозепии
стом и мелкозернистом состояниях к МКК (испытание по ГОСТ 6032—68) Пп
еле кипячения в агрессивной среде в течение 15 ч на крупнозернистых образцах
были обнаружены признаки межкристаллитной коррозии.' На мелкозернистых
образцах даже после кипячения в течение 200 ч таких признаков не обнаруже-
но. Это свидетельствует о том, что стали с УМЗ структурой имеют меньшую
химическую неоднородность. По-видимому, при дисперсной структуре области
активизации приграничных диффузионных процессов соизмеримы с размерами
зерен, что способствует уменьшению химической неоднородности. н
Изучение механических свойств сталей, в которых происходят полиморфные
превращения, проводили после деформации в изотермических условиях и после-
дующей термообработки [4, 348]. Однако условия деформации не соответствова-
ли состоянию СП, что не позволяет выяснить влияние СПД на свойства сталей.
Между тем необходимость проведения такого исследования, очевидна, поскольку
неясно, как изменятся при последующей термообработке в результате фазовых
превращений свойства сталей. При этом целесообразно провести сопоставление
с каким-либо из эффективных методов упрочняющей обработки сталей, например
ВТМО. Такое исследование было выполнено на двух сталях—низкоуглероднетой
15ХСНД и коррозионностойкой 20X13.
СПД стали 15ХСНД с предварительно измельченной микроструктурой про-
водили осадкой на 50 % на прессе при 800°C и е=6,6-10-3с-1 (оптимальные
условия СПД), после чего образцы подвергали термообработке при 930°C, 1 ч,
охлаждали в воде, проводили отпуск при 500 °C, 1 ч. Часть заготовок была об-
работана по этому режиму без проведения деформации (ОБД). СПД стали
20X13 с предварительно измельченной микроструктурой осуществляли при 800 С,
е=6,6-10-3с-1 (оптимальные условия СПД) осадкой на 50 %. Затем термически
обрабатывали при 1050 °C, 1 ч, охлаждали в масле, проводили отпуск 700 л-,
2 ч. Часть заготовок в исходном состоянии была обработана по этим же режи-
мам без проведения деформации (ОБД). опуп
Для сравнения механических свойств проводили ВТМО. Сталь 20X13 под-
вергали ВТМО по режиму: температура нагрева заготовок 1050 °C, 8=3 Л”’
е=30 %. Пауза при извлечении заготовки из печи до охлаждения штам
в масле составляла 5 с. Отпуск вели при 700 °C, 2 ч.
В. табл. 19 представлены результаты исследования механических сво
лей 15ХСНД и 20X13 после различных видов обработай Видно, с последующей
стали имеют более высокие механические Впеменное со-
термообработкой, чем после ОБД. В стали 15ХСНДпосле СПД
противление и предел текучести на 90 МПа выше, че 90X13 после ВТМО
20X13 — на 130 и 170 МПа соответственно. Сравнение стали 20Х13 н
и СПД показывает близкие значения механических свойств. И р
пластические характеристики сталей отличаются незн • мманнчеасяе
Таким образом, СПД ока.н.ает баагопрш™ое .»"» м
свойства исследованных сталей, существенно повыш„я *х Уровень Р
с ОБД. По эффективности такая обработка сравнима<° £“Вают, что общее о&м-
Проведенные микроструктурные а«^ед°®ключающееся в формировании со-
гораживание микроструктуры при СИД, зак „остью (См. разд. 4—6).
стояния с высокой структурной и химической однородность <
Т дов^ра^о1 киМеХаНИЧеСКИе свойства сталей 15ХСНД и 20X13 после
различвых
Вид обработки <гЕ. МПа <*0,2 • МПа & % %
Сталь 15ХСНД
ОБД, закалка при 930 °C, от- пуск при 500 °C 880 815 15 61
СПД, закалка при 930 °C, от- пуск при 500 °C 970 905 18 58
Сталь 20X13
ОБД, закалка при 1030 °C, от- 705 450 23 64
пуск при 700 °C СПД, закалка при 1030 °C, от- 840 620 17 59
пуск при 700 °C ВТМО 815 660 20 68
наследуется при последующей термической обработке. В сравнении с ОБД это
выражается в формировании при нагреве до температуры термообработки более
однородной, равноосной микроструктуры, хотя более крупной, чем исходная УМЗ
микроструктура. СПД способствует устранению неоднородности микроструктуры.
Особенно ярко это проявляется в стали 20X13, в которой, помимо разнозерня-
стости, имеет место неравномерное распределение карбидов, — то и другое устра-
няется обработкой в условиях СПД.
Итак, деформация в условиях СП может быть эффективным методом упроч-
няющей обработки сталей. Особенности влияния СПД на структуру и свойства
сталей требуют дальнейшего изучения.
8. СВЕРХПЛАСТИЧНОСТЬ ЖАРОПРОЧНЫХ
НИКЕЛЕВЫХ СПЛАВОВ
В настоящее время сплавы на основе никеля являются одной из
наиболее распространенных групп жаропрочных сплавов и широко
используются для изготовления деталей, работающих при высоких
температурах. Эти температуры достигают 0,8 Таа. Важное прак-
тическое значение сплавов на основе никеля привело к интенсив-
ным исследованиям их структуры и свойств [349, 350, 351].
Разнообразные требования к свойствам жаропрочных сплавов
способствовали разработке в последние 10—15 лет сложных по
составу никелевых сплавов. Так, если первый отечественный сплав
на никелевой основе ХН77ТЮ по существу содержит три легиру-
ющих компонента, то один из новых сплавов ЭП741—12 легирую-
щих элементов. Большинство современных жаропрочных никеле-
вых сплавов содержит 12—13 компонентов, добавляемых в тща-
тельно контролируемых количествах, среди них 10—20 % Сг, около
8 % Ti и А1, небольшие количества бора, циркония, углерода и по
228
выбору кобальта, молибдена, ниобия, вольфрама и тантала
сложный химический состав этих сплавов необходим иТ-ь
рования определенной структуры и фазового состава стабЬм^
в условиях длительного воздействия напряжений, и^сиХт
нагрева и агрессивных сред. F интенсивного
Для никелевых сплавов характерны следующие основные со-
ставляющие структуры. Матрица сплава (у-фаза) представляет
собой твердый раствор на никелевой основе с г. ц к решетко?
обычно с повышенным содержанием элементов, растворяющихся в
никеле: кобальта, хрома, молибдена и вольфрама. Упрочняющей
обычно является интерметаллидная /-фаза Ni3(Al, Ti) с упооядо-
ченной г. ц. к. решеткой. Она образуется при кристаллизации
сплава (первичная у -фаза), а также при выделении в дисперсном
виде из пересыщенного твердого раствора матрицы. Сопряжен-
виде из пересыщенного твердого раствора матрицы. Сопряжен-
ность. решеток у- и /-фаз и близость их периодов (несоответствие
периодов решетки составляет менее 0,1 %) создают возможность
образования межфазных границ с низкой поверхностной энергией.
Это обусловливает высокую стабильность размеров /-фазы.
В рассматриваемых сплавах, как правило, содержится 0,05—
0,2 % С, который, взаимодействуя с легирующими элементами, об-
разует карбиды типа МеС. Во время термообработки и в процессе
эксплуатации они распадаются на карбиды Ме2зС6 и МеС, выде-
ляющиеся часто по границам зерен. В некоторых жаропрочных
сплавах наблюдали образование интерметаллидных фаз типа
электронных соединений.
Хотя многие вопросы взаимосвязи стабильности и морфологии
структуры со свойствами никелевых сплавов требуют дальнейшего
исследования, на основании обобщения опыта и эксперименталь-
ных данных можно выделить ряд основных факторов, обусловли-
вающих их высокую жаропрочность [352, 353]. Это, во-первых,
высокая степень легированности твердого раствора у-фазы, кото-
рая вызывает искажения решетки и замедляет диффузионные про-
цессы.
Однако основной фактор, влияющий на высокую жаропрочность
сплавов,—: это дисперсионное твердение за счет выделения при
старении после закалки частиц /-фазы. При этом когерентность
решетки частиц /-фазы и матрицы сохраняется до высоких темпе-
ратур и приводит к появлению значительных упругих напряжени ,
препятствующих перемещению дислокаций, а также задержке ук
рупнения частиц. Упорядочение /-фазы способствует дополнит
ному упрочнению, затрудняя перерезание частиц дисло ’
вследствие повышенной энергии возникающих антифазн Р
Жаропрочные свойства никелевых сплавов зависят от р Р' _
рен: влияние увеличения размера зерен на повышени д Аакт
сти и сопротивление ползучести - надежно Уст«н0^ен“ва^яй
В последнее время большое внимание уделяете ГПлавов. Уста-
влияния границ зерен матрицы на жаропрочно • дго_
новлено [352], что малые добавки бора могут у <ракое влия-
вечность в 13 раз, а длительную прочность д Р
ние связывают с сегрегацией этого элемента на границах зерен и
замедлением диффузии по ним.
Установление факторов, от которых зависит жаропрочность
позволило определить основные направления повышения прочност-
ных свойств никелевых сплавов. Эти направления сейчас успешно
развивают по линии увеличения, содержания и дисперсности v'.
•фазы, легирования матрицы и /-фазы с целью повышения упругих
напряжений на когерентных границах у и /-фаз и уменьшения
скорости укрупнения выделений при высоких температурах [3501
Для решения этих вопросов наряду с изысканием режимов обра-
ботки осуществляют усложнение состава сплавов путем комплекс-
ного легирования. Это позволяет повысить рабочие температуры
новых сплавов до 1000—1050 °C. _
Одйако увеличение жаропрочных свойств сплавов привело к
резкому повышению трудоемкости и снижению эффективности их
•обработки. Это обусловлено тем, что повышение жаропрочности
•обычно связано со снижением пластичности и ухудшением обра-
батываемости. Поэтому при использовании жаропрочных сплавов
возникает противоречние между целью — обеспечением в изделиях
высоких эксплуатационных свойств — и средствами получения та-
ких изделий. Жаропрочные сплавы при эксплуатации должны
иметь большое сопротивление деформации, но в технологии требу-
ется их высокая пластичность. Решение проблемы заключается в
комплексном подходе, включающем обеспечение достаточной тех-
нологической пластичности и последующее восстановление необхо-
димых служебных свойств. Регулирование жаропрочности сплавов
проводят, как правило, методами термического воздействия. Более
сложно обеспечить технологическую пластичность.
Для повышения пластичности традиционно проводят обработку
в однофазной области. Однако в высоколегированных жаропроч-
ных сплавах однофазное состояние отсутствует. Поэтому большое
практическое значение и актуальность приобретает развитие но-
вых методов повышения технологической пластичности жаропроч-
ных сплавов. Среди них эффективным может быть перевод сплавов
в СП состояние [2, 6, 275].
Следует отметить, что использование явления СП открывает
также путь к повышению эксплуатационных свойств изделий из
жаропрочных сплавов. СПД, обеспечивая высокую однородность
•структуры (см. разд. 4 и 6), способствует устранению разнозер-
нистости, которая резко ухудшает жаропрочность и потому явля-
ется одним из основных видов производственного брака при полу-
чении изделий из жаропрочных сплавов.
Исходя из природы СПД (см. разд. 2), можно полагать, что
для перевода жаропрочных сплавов в СП состояние важно не
только измельчить микроструктуру матрицы у-фазы, но и изменить
структуру границ зерен между у- и “/-фазами. При наличии коге-
рентной связи между этими фазами /-фаза играет упрочняющую
роль, а развитие ЗГП по таким границам затрудняется. В резуль-
тате для перевода жаропрочных сплавов в СП состояние необходн-
230
Рис. 97. Схема, иллюстрирую-
щая преобразование структуры
в жаропрочных никелевых
сплавах с целью их перевода в
СП состояние
МО получить в них микродуплексную структуру С примерно одина-
ковым размером зерен у- и у'-фаз (рис. 97). Принципиальный мо-
ментом при этом является то, что границы между у- и /-Фазами
должны быть большеугловыми, чтобы обеспечить развитие ЗГП
В настоящей главе представлены доказательства важности мор-
фологии у -фазы в проявлении СПД, рассмотрены параметры, оп-
ределяющие пластичность и СП жаропрочных сплавов, дан анализ
методов их перевода в СП состояние, обсуждены принципы вос-
становления и повышения их жаропрочных свойств. Поскольку
прочностные и пластические свойства никелевых жаропрочных
сплавов в значительной мере определяются особенностями струк-
туры и условиями деформирования, рассмотрим влияние этих
факторов.
8.1. Влияние структуры и температурно-скоростных
условий деформации на пластичность сплавов
В литературе отсутствуют систематические данные о методах по-
вышения технологической пластичности жаропрочных сплавов, ма-
ло результатов сравнительных исследований роли структурных
параметров, выполненных на различных материалах. Поэтому целе-
сообразно проследить закономерности влияния структуры и темпе-
ратурно-скоростных условий на сплавах никеля по мере усложне-
ния их состава — от технически чистого никеля НП-2 и
однофазного сплава Х20Н80 до многофазных и сложнолегироваи-
ных сплавов —ХН77ТЮ, ХН62МВКЮ, ХН55ВМТКЮ, ЖС6КП,
ЖС6У. Все эти сплавы, состав которых приведен в табл. 20, явля-
ются промышленными материалами, а их структура и механиче-
ские свойства изучены достаточно полно.
Подробные исследования пластичности технически чистог
келя НП-2 и нихрома Х20Н80 проведены в работе [2J Показано,
что эти сплавы с крупным (80—100 мкм) и мелким
зерном качественно ведут себя различно. В мелкозерни
стоянии оба материала обнаруживают типичные призн
никеля СП состояние проявляется при 800 °C.и в—• • значе_
наблюдаются невысокие напряжения течения, пазоушения
ние т и значительное относительное удлинен j ниже,
(рис. 98). Величина максимального удлинения (о<—
23»
Таблица 20. Химический и фазовый состав жаропрочных никелевых сплавов
Марка сплава Состав. % (по массе) V'-фааа, % (объемн.) t. "C* Nb). % (no массе)
НП-2 0,02 С; 0,0014 S; 0,1 Мп; 0,04 Fe; 99,5 Ni — — —
Х20Н80 0,08 С; 0,03 Р; 0,03 S; 0,36 Мп; 0,35 Fe; 0,22 Ti; 0,02 Al; ост. Ni — — 0,24
ХН77ТЮ (ЭИ437) 19,8 Cr; 2,7 Ti; 0,8 Al; 0,06 C; 0,006 Si; 0,51 Mg; ост. Ni 12 970 3,5
ХН62МВКЮ (ЭИ867) 9,76 Cr; 4,62 Al; 9,62 Mo; 4,93 W; 5,08 Co; 0,02 С; 0,02 В; 0,27 Ge; 0,12 Si; ост. Ni 34 1075 4.6
ХН55ВМТ- КЮ (ЭИ929) 0,05 C; 0,18 Si; 0,13 Mn; 1,01 Fe; 1,65 Ti; 4,04 Al; 5,5 W; 0,37 V; 5,04 Mo; 13,4 Co; 0,02 В; 10,3 Cr; ост. Ni 38 1170 5,7
ЖС6КП 0,13 C; 10,5 Cr; 8,7 Co; 3,7 W; 5,4 Mo; 4,7 Al; 3,2 Ti; 0,2 Fe; 0,1 Mn; 0,1 Si; 0,005 S; 0,006 P; 0,01 B; 0,01 Ge; ост. Ni 55 1180 7,9
ЖС6У 0,14 C; 5,5 Al; 2,6 Ti; 1,6 Mo; 8,8 Cr; 10,3 Co; 9,7 W; 1,1V; 0,04 Zr; 0,035 В; 0,01 Y; ост. Ni 60 1225 8,1
* Температура полного растворения у'-фазы.,
чем у типичных СП материалов, это связано с резким ростом зе-
рен в процессе деформации. •
Влияние микроструктуры и температурно-скоростных условий
на пластичность нихрома качественно такое же, как и на никель.
Имеются лишь количественные различия между поведением мелко-
зернистого нихрома и никелем. Наибольшие СП свойства его реа-
лизуются при 1000 °C, т. е. на 200 °C выше, чем у никеля; скорост-
ной максимум пластичности смещен в область на порядок более
высоких скоростей деформации; мелкозернистый нихром имеет
большую скоростную чувствительность напряжения течения при
температуре проявления эффекта СП.
Результаты исследования свидетельствуют о решающем влия-
нии размера зерен на горячую пластичность исследованных мате-
риалов. Вместе с тем нестабильность микроструктуры никеля и
нихрома не позволяет в полной мере реализовать их СП свойства.
Несмотря на качественную аналогию проявления эффекта, на-
блюдается и заметное различие в поведении обоих сплавов, связан-
ное с неодинаковым их химическим составом. Введение хрома зна-
чительно замедляет диффузионные процессы. Неудивительно, что
при 800 °C плотность дислокаций в структуре деформированного
нихрома значительно выше, чем у никеля. По-видимому, замедле-
ние диффузии в нихроме существенно затрудняет поглощение
дислокаций границами зерен и это приводит к значительному
уменьшению его пластических свойств. Для повышения пластично-
сти необходимо повышение температуры деформирования нихрома.
232
Рис. 98. Зависимость относи*
тельного удлинения 6 (1, 2)
напряжения течения а (4, $)
никеля НП2 при в—10о“1~
и размера зерен после рас-
тяжения 50 % (3) от темпе-
ратуры испытания
„ имеет и положительное влияние связанно*»
сГо7моужи7ьбСЛП3аЦИ"еЙ МИКР°СТРУКТУРЫ- Только поэтому уда-
Однако добавка хрома
с 1 "
ется обнаружить СП свойств^нихрома1‘оМ°‘С ',°’Т,П'У УДа'
Эффективно уменьшают склонность зерен к росту частицы
второй фазы. В связи с этим интересно рассмотреть закономерно-
сти горячей пластичности мелкозернистого сплава ХН77ТЮ. По
химическому составу сплав близок к нихрому, но содержит титан
и алюминий, образующие с никелем у'-фазу. Максимальное ее со-
держание в сплаве после старения при 700 °C составляет 10—12 %,
а температура полного обратного растворения 960—970 °C.
Для получения мелкозернистой структуры использовали осадку
на молоте при 700 °C и 30-мин отжиг при 1000 °C. После такой об-
работки размер зерен был равен примерно 7 мкм, у'-фаза находи-
лась в основном в виде дисперсных частиц. Исследования показа-
ли, что дальнейший отжиг при 1000 °C не приводит к значительно-
му росту зерен — за 1 ч выдержки размер зерен увеличился только
до 8—9 мкм. Лишь при более высоком нагреве (1040—1050 °C)
наблюдали резкое огрубление микроструктуры, которая стала та-
кой же, как у однофазного нихрома после отжига при 1000 °C. Од-
нако испытания показали, что пластические свойства мелкозернис-
того сплава ХН77ТЮ невысоки и мало различаются при мелком я
крупном зернах (рис. 99). При этом т^0,25.
Пластичность сплава при высоких температурах тесно связана
с особенностями его структуры. Небольшое относительное удлине-
ние при 800—900 °C вполне понятно, поскольку в сплаве по срав-
нению с нихромом не только несколько более крупное зерно, и
присутствуют упрочняющие дисперсные частицы у -фазы,
объяснить невысокую пластичность при 1000 С, которая выш -
пературы полного растворения у'-фазы, хотя в этих у сохра.
зерен в сплаве меньше, чем в нихроме. Очевидно, Д рг)СтавляющИХ
няется ближний порядок растворенных ат°“ ’ ва [349].
у'-фазу, что может также привести к упрочнени истого Спла-
В работе [2] исследовали пластичность ^Хп«ые?аделения
ва ХН55ВМТФКЮ d=3 мкм, содержащего диотерсн* в спдаве
у'-фазы. Установлено, что признаки СП пр
* »Э
15 О. А. Кайбышев
850 900 950 1000 1050 t,°C
Рис. 99. Зависимость напряжения тече-
ния а (1, 2) и относительного удлине-
ния 6 (3. 4) сплава ХН77ТЮ при s=
= 10 Зс ' от температуры испыта-
ния:
1,3 — <h=7 мкм; 2, 4 — d0=25 мкм
только при температуре выше
1150 °C, когда происходит интенсив-
ное растворение выделений.
Результаты этих исследований
горячей пластичности жаропрочных
сплавов и их сравнение с данными
для однофазных никеля и нихрома
позволяют сделать заключение о
важном влиянии у'-фазы на СП те-
чение. Вместе с тем выяснение роли
у'-фазы в реализации эффекта СП
в жаропрочных никелевых сплавах
требует проведения специальных
экспериментов для определения свя-
зи структурного состояния и свойств
сплавов. Следует, однако, отметить
ряд методических особенностей при
изучении структуры жаропрочных
сплавов, которые не всегда учитыва-
ются при проведении эксперимен-
тов. Прежде всего, структура спла-
вов обычно исследуется при комнатной температуре и она может
не соответствовать высокотемпературному состоянию. Как извест-
но, при нагреве жаропрочных сплавов происходят значительные фа-
зовые и структурные превращения, связанные с развитием коагу-
ляции и растворения у'-фазы, а также карбидов. Особенно сущест-
венны эти изменения в мелкозернистых материалах. Между тем
при охлаждении сплавов с высоких температур необходимо учиты-
вать возможность выпадения у'-фазы. Во многих жаропрочных
сплавах ее выделение удается предотвратить лишь при закалке
очень тонких образцов. Все эти особенности поведения у'-фазы
должны быть приняты во внимание при выяснении ее роли в обес-
печении СПД.
В этой связи представляют интерес данные об изменении
структуры при нагреве мелкозернистого сплава ЖС6У [Зо4]. Этот
сплав с зернами d=2 мкм после горячей экструзии и охлаждения
содержит большое количество дисперсных частиц у'-фазы кубиче-
ской формы (рис. 100, а). Однако после нагрева при температуре
выше 1050 °C частицы теряют кубическую форму и коагулируют,
вследствие чего в сплаве формируется микродуплексная структу-
ра, состоящая из зерен у- и у'-фаз (рис. 100,6). Электронная мик-
роскопия фольг позволила установить изменение структуры меж-
фазных границ у- и у'-фаз при трансформации исходных дисперс-
ных у'-выделений в зерна. На границах у'-выделений и матрицы
виден характерный 6-полосчатый контраст (рис. 100,в), свидетель-
ствующий о когерентности этих границ. В то же время в отожжен-
ных образцах на границах у- и у'-фаз наблюдается полосчатый кон-
траст, типичный для обычных большеугловых границ (рис. 100,2).
Следует отметить, что в этих экспериментах благодаря оыст-
234
Рис. 100. Структура сплава ЖС6У:
а, в — исходное состояние (после горячей экструзии и охлаждения иа воздухе); б, г
после отжига при 1100 °C и закалки в воду; а, б— репликн; в, г — фольги
рому охлаждению образцов от температуры отжига удалось пре
дотвратить выделение -/-фазы.
Наиболее полные исследования влияния количества и морф w
гии выделений /-фазы на СП поведение проведены на '
ЖС6КП [3551. В этой работе варьированием режимов гор;яч
прессования были получены три состояния сплава, к, Р __
•сколько различались размерами зерен матрицы и сущ
видом и распределением частиц -/-фазы:
Состояние сплава
Степень вытяжки
^заг, °C . . . .
Скорость прессо-
вания, мм/с . . .
dv , мкм , . . .
I
9-
1140
100
6
' II
15
1140
100
И
III
9 и 5,7
1140 и 1060
100 и 16
4
23S
Рис. 101. Структура сплава ЖС6КП после
прессования:
а—в — распределение у'-фазы в состояни-
ях I—ш соответственно
В состоянии I у'-фаза представлена крупными частицами округ-
лой формы размером 1—3 мкм (зернами у'-фазы) на границах зе-
рен у-фазы и дисперсными кубическими выделениями размером
0,2—0,3 мкм, расположенными в теле зерен матрицы (рис. 101, а).
В. состоянии II у'-фаза находится в основном в виде кубических
выделений размером 0,3—0,4 мкм и отдельных зерен размером
1—2 мкм (рис. 101,6), причем плотность последних значительно
меньше, чем в состоянии I. В отличие от предыдущих в состоянии
III нет кубических у'-выделёний, все частицы в основном имеют
округлую форму и размер 0,5—2 мкм, существует также большое
количество сферических мелкодисперсных выделений величиной
0,04—0,08 мкм, так называемая «сыпь» (рис. 101, в).
При нагреве сплава до температуры СПД наблюдали заметные
изменения структуры, которые зависели от его исходного состоя-
ния. Было установлено, что при нагреве до 1150 °C размер зерен
матрицы во всех состояниях изменяется незначительно, а дисперс-
ность и распределение у'-выделений изменяются существенно
236
Рис.. 102. Структура прессованных полу-
фабрикатов сплава ЖС6КП после 20-мкп
выдержки при 1100 °C и закалки в вожу:
а—в — состояние I—III — соответственно
(рис. 102, а—в). Нагрев и 20-мин выдержка образцов в состоянии
I, начиная с 1050 °C, приводят к коагуляции у'-фазы: уменьшению
плотности кубических частиц, росту крупных у'-частиц и образова-
нию вокруг них зон, свободных от дисперсных у'-выделении. При
повышении температуры до 1100 °C описанные изменения стано*
вятся еще более заметными, при этом растворяется значительн
часть кубических частиц (рис. 102, а). Повышение температур
1150 °C приводит к полному исчезновению дисперсных у -выделении
и частичному растворению зерен у'-фазы. »
В состоянии II нагрев образцов и выДеР^ка пРИ_^1ариия ана-
коагуляции у'-фазы при 1100 °C (рис. 102, б). Эти и _атуре>
логичны рассмотренным в состоянии I при этой ж прн_
однако плотность кубических частиц в же условиях
мерно в 1,5 раза выше, чем в состоянии I. lip пплное пастворе-
отжига в состоянии III наблюдается^практичес «'-виде-
ние мелкодисперсных и интенсивный рост бол ивается до
лений (рис. 102, в), при этом размер у-частиц у
23?
0,8—3,0 мкм. Следует также отметить, что объемная доля у'-фяз
при равных температурах и временах выдержки изменяется оди
каково во всех трех состояниях. ди'
Таким образом, в зависимости от времени выдержки при тем
пературах деформации к моменту ее начала сплав в различных
состояниях приобретает разную микроструктуру. В состояниях I и
III образуется стабильная мелкозернистая структура из зерен v- и
у'-фаз, приблизительно одинаковых по размеру. Вместе с тем в со-
стоянии I вплоть до 1100 °C присутствуют дисперсные частицы v'-
фазы. В то же время в состоянии II у'-фаза распределена преиму-
щественно внутри зерен в виде дисперсных выделений кубической
формы.
В работе [355] установлено, что структура сплава после прес-
сования является полностью рекристаллизованной. Исследование
дифракционных картин, полученных от соседних зерен у- и у'-фаз,
показало, что разориентировки между ними, как правило, превы-
шают 15°, т. е. межфазные границы являются большеугловыми.
На границах зерен у- и у'-фаз 6-полосчатый контраст не наблюда-
ется, что свидетельствует об отсутствии когерентности. Важно, что
кубические выделения у'-фазы в состаренном и в перекристаллизо-
ванном сплаве сохраняли когерентность с у-фазой и при нагреве до
температуры СПД.
Механические свойства сплава ЖС6КП в различных состояни-
ях представлены ниже = 1100 °C)
Состояния сплава I II III
<74о, МПа .... 45 62 24
6, %................ 750 110 >800
т...................... 0,42 0,32 0,51
Наиболее высокие напряжения течения и низкие показатели
пластичности (т«0,3 и 100 %) материал имеет в состоянии
II. В то же время состояние III (т = 0,5) характеризуется высокой
пластичностью (6>800 %) и низкими значениями о. Свойства
сплава зависели также от температурно-скоростных условий де-
формации. Во всем исследуемом диапазоне температур деформа-
ции 1000—1150 °C наибольшая пластичность проявляется для со-
стояния III при 1100°С и 8=10-з с-1. При этих же условиях де-
формации высокая пластичность (6 = 800 %, /п = 0,4) и низкие
значения напряжения течения наблюдаются и в состоянии I. Одна-
ко при снижении или увеличении температуры и скорости дефор-
мации пластические свойства в состоянии I в отличие от состояния
III резко падают. Поведение материала при осадке аналогично
поведению при растяжении с тем лишь различием, что скоростной
интервал проявления СП свойств сдвигается в сторону больших
скоростей деформации.
Наблюдаемое резкое различие механических свойств тесно свя-
зано с отличиями структуры сплава в исследуемых состояниях.
Причина здесь не в некоторой разнице в размерах зерен, посколь-
ку сплав проявляет типичные СП свойства и при размере зере *
238
S,7,
600
ООО
200
900 950 1000 1050 1100 t,°C
Рис. 103. Зависимость пластичности
б сплава ХН62МВКЮ от темпера»
туры и количества у'-фазы, пред»
ставленной в виде зерен:
I — 0 % (матричная структура—вся
V -фаза находится в виде дисперс-
ных когерентных выделений); 2 —
65 %; 3 — 100 % (мнкродуплексная
структура)
достигающем 10 мкм [356]. Так как
объемная доля у'-фазы практически
одинакова во всех состояниях, то мо-
жно утверждать, что основная причи-
на неодинакового поведения сплава —
различие в дисперсности и морфологии
у'-выделений при температуре дефор-
мации. Пластические свойства сплава
резко возрастают при уменьшении
плотности дисперсных когерентных вы-
делений у'-фазы и увеличении доли
зерен у'-фазы с некогерентными боль-
шеугловыми границами.
Аналогичные результаты при изуче-
нии влияния морфологии у'-фазы на
пластические свойства получены на
сплаве ХН62МВКЮ [357]. Мелкозер-
нистый сплав, содержащий дисперс-
ные у'-выделения, имел низкую пластичность до температуры пол-
ного растворения у'-фазы (1075°С) (рис. 103). В то же время
сплав с микродуплексной структурой оказался СП в интервале
975—1075 °C. Следует также отметить, что в этом случае пластич-
ность сплава при прочих равных условиях значительно повысилась
при увеличении количества зерен у'-фазы.
Таким образом, результаты экспериментальных исследований
однозначно свидетельствуют о том, что на повышение пластично-
сти жаропрочных никелевых сплавов оказывают влияние не толь-
ко размер зерен матрицы у-фазы, но также вид и распределение
частиц у'-фазы, которые в свою очередь зависят от предваритель-
ной обработки и от условий нагрева к началу деформации. Наибо-
лее благоприятно с точки зрения повышения пластичности превра-
щение когерентных выделений в зерна у'-фазы, т. е. получение при
обработке обычных межфазных границ. Эксперименты показыва-
ют, что в целом оптимальной для реализации эффекта СП являет-,
ся микродуплексная структура, состоящая из зерен у- и у'-фаз.
Следует отметить, что полученные результаты согласуются с
теоретическими представлениями о структуре жаропрочных спла-
вов в СП состоянии, вытекающими из данных о природе СПД
(см. рис. 97). Рассмотрим это подробнее.
Феноменология проявления СП в жаропрочных сплавах типична
для структурной СП (см. разд. 1). В связи с этим можно пред-
положить, что особенности поведения и механизмы СПД жаро-
прочных сплавов в целом будут такие же, как у других материа-
лов. В пользу этого вывода свидетельствуют и результаты и££?е'
Дований структуры в процессе СП течения. Так, в работе [ J
показано, что при СПД сплава ЖС6У не происходит заме?'
изменения формы зерен, но характерным является их рост с у’ *
шением скорости и повышением степени деформации. Р
зерен в деформированной части образцов больше, чем в гол >
23»
Рис. 104. Структура сплава ЖС6У после СПД 80 %. В зернах у'-фазы
видны дислокации с характерным двойным изображением (4)
что указывает на стимулирование роста зерен деформацией. Эти
данные согласуются с результатами, полученными на многих дру-
гих СП материалах (см. разд. 1). Хотя в настоящее время еще от-
сутствуют прямые оценки вкладов различных механизмов в общую
деформацию в условиях СП жаропрочных сплавов, наблюдаемое
сохранение формы зерен после удлинения образцов на сотни про-
центов позволяет предположить, что для этих материалов ЗГП
также является основным механизмом деформации. Вместе с тем
интенсивный рост зерен в процессе СП течения указывает на ак-
тивизацию диффузии и ускорение миграции границ зерен. Элект-
ронно-микроскопические исследования тонких фолы, приготовлен-
ных из деформированных образцов, позволили также получить
доказательства развития ВДС при СП течении сплава [358].
В зернах у'-фазы часто удавалось наблюдать парные дислокации
(рис. 104), что характерно для дислокаций, двигающихся в упо-
рядоченной структуре [359]. Расщепление дислокаций свидетель-
ствует об их участии в процессе СПД.
В разд. 2 показано, что СП течение обусловлено действием
благоприятной комбинации ЗГП и ВДС в условиях активного дей-
ствия диффузионных процессов. Развитие такой комбинации меха-
низмов деформации и обеспечивает переход к СПД. Из этого ана-
лиза следует, что для реализации эффекта СП в жаропрочных
сплавах необходимо измельчение зерен и устранение когерентных
частиц у'-фазы путем их трансформации в зерна с обычными меж-
фазными границами. Такие преобразования структуры создают
условия для активного развития ЗГП и облегчают действие внут-
240
ризеренного скольжения, поскольку т'-Фазя *
ром для движения дислокаций. Трансформаций? быТь барье'
ниц у- и у-фаз в некогерентные большеугловы₽еЙТНЫХ Г^а’
приводит к изменению роли у'-фазы от упрочняющей % аГраннцы
персных выделении к разупрочняющей Дис'
зерна, самостоятельно участвующие в пооирггй”?^ ращеиии в
дует, однако, отметать, что реализация’ СП соето^’^ Сл"
только при определенных температурно-скоростных ус’ о“н«
торые обеспечивают возможность осуществления благой^
комбинация девствующих механизмов деформации. В жа’ооХч
пых сплавах, у которых вследствие сложного легирована =
тельно замедлена диффузия, проявление СП наблюдается п„.
относительно высоких температурах (0,75—-0,85 Твл). Р
8.2. Методы перевода сплавов в сверхпластичное состояние
J
Подготовка структуры сплавов для получения СП состояния (см
разд. 3) состоит в термомеханической обработке, цель которой — ’
измельчение микроструктуры фиксированием начальной стадии
рекристаллизации. Применительно к жаропрочным сплавам такая
подготовка имеет следующие специфические, особенности:
1) необходимость получения оптимальной микроструктуры, ко-
торая должна иметь не только мелкие зерна, но и некогерентные
выделения у'-фазы, не упрочняющие сплав;
2) сложность проведения термомеханической обработки вслед-
ствие того, что жаропрочные сплавы по своему назначению обычно
трудно поддаются деформации и имеют малый запас пластично-
сти;
3) сложность химического состава сплавов и их разнообразие
требуют.применения различных методов и технологии обработки
жаропрочных сплавов, зависящих от состава.
Значение последнего фактора иллюстрируется схемой зависи-
мости температурных интервалов плавления сплавов и существо-
вания у'-фазы от суммарного содержания алюминия, титана, нио-
бия, образующих у'-фазу (рис. 105). Из рис. 105 видно, что для
малолегированных сплавов при подготовке структуры может быть
использована обработка давлением и в однофазной у-областн, н в
области у+у'. Между тем высоколегированные сплавы практиче-
ски нельзя обработать в у-области из-за узости ее температурнот^
интервала, их можно деформировать лишь в двухфазной у~гт
ласти
В зависимости от температурной области деформации и]режи-
ма обработки способы подготовки микроструктур Рмы
ных сплавах можно условно разделить на четыре рас.
(рис. 106), включающие деформацию в у- и „„.„'схем,
смотрим возможности и особенности каждой и мелко3ернистой
Наиболее простой способ
структуры изображен на рис. 106, а. Он з^ . „„ей и пасле-
ном наклепе сплавов холодной или теплой д Ф Р
24<
дующем рекристаллизационном отжиге. Однако вследствие очень
высокой прочности и низкой пластичности жаропрочных сплавов
такая обработка возможна только для малолегированных спла-
вов, в которых значительный наклеп можно получить после их
закалки на твердый раствор относительно простыми видами де-
формации — прокаткой или осадкой. Для среднелегированных
сплавов необходимую холодную или теплую деформацию можно
осуществить лишь гидропрессованием (гидроэкструзией) [360]
Этот способ был проверен на сплаве ХН55ВМТКЮ [2], гидроэкст-
рузию которого проводили при 250 °C со степенью обжатия 43 %.
Затем сплав быстро нагревали до 1150—1165 °C, что приводило к
формированию УМЗ структуры матричного типа. Интересно, что
в зависимости от режима нагрева жаропрочных сплавов, дефор-
мированных при низких температурах, можно получить сущест-
венно различные структуры. Наиболее эффективен для получения
УМЗ структуры матричного типа
высокоскоростной нагрев холодно-
деформированного материала [2].
При медленном нагреве хо-
лоднодеформированного сплава
ХН77ТЮ возможно образование
структуры микродуплексного типа.
Недостаток рассмотренного спосо-
ба обработки по схеме, представ-
ленной на рис. 106, а, — трудная де-
формируемость сплавов и низкая их
технологичность, поэтому этот спо-
соб пока не нашел широкого ис-
пользования.
Другой режим обработки (рис.
106, б) заключается в проведе-
нии деформации в у-области. Он легко осуществляется, как уже
отмечалось, для малолегированных сплавов с содержанием А1 —
24-4 % Ti (сплавы ХН77ТЮ, ЭИ698), но с большими трудностями
для среднелегированных сплавов, содержащих А1 — 44-6 % Ti
(сплавы ХН62МВКЮ, ХН55МТФКЮ). Измельчение зерен при та-
кой обработке может быть достигнуто только после деформации
более 40 % в интервале е=10-24-10+2 с-1 [357, 361]. Основная
особенность этого режима—необходимость учета высокой скорости
развития рекристаллизации жаропрочных сплавов в у-области, а
также нестабильность образовавшейся микроструктуры [222]. Ис-
следования, проведенные на сплаве ХН62МВКЮ, показали 357],
что получение микроструктуры с размером зерен около 10 мкм
при изотермической осадке при 1100 °C возможно лишь после в—
= 70-5-80 % и е=10-1 с-1 с последующим быстрым охлаждением
сплава. При повышении температуры осадки до 1125—1150 °C или
снижении скорости деформации, а также задержке образцов в
штампе происходит резкое увеличение размера зерен и появление
разнозернистости. Повышение скорости деформации до 10—10*с
242
I ML+TiJ, %.
Рис. 105. Схема влияния суммарного
содержания v'-образующих элементов
на температурные интервалы выделе-
нии v'-фазы (/) и температуру плав-
ления (2) [352]
также приводило к некоторому увеличению зерен вследствие оче-
видно, саморазогрева образцов при деформировании. ’
Следует, однако, отметить, что при охлаждении образцов, де-
формированных в у-области, происходит выпадение дисперсных
выделений у'-фазы. Поэтому, как показано в 8.1, последующая СП
обработка может быть проведена только вблизи области полного
растворения у'-фазы и лишь при сохранении стабильной микро-
структуры. Все это привело к тому, что указанная обработка не
нашла широкого применения.
Более распространен способ подготовки структуры в двухфаз-
ной у+у'-области (рис. 106, в). Его разновидность — способ, пред-
ложенный в работах [362]1 и широко известный как «геторайзинг»-
процесс. По этому способу обрабатывают зарубежные высоколеги-
рованные сплавы, например In-100, Astroloy, Wospoloy с содержа-
нием А1+Т1 = 5ч-9 %. Обработку ведут в два этапа. На первом
этапе осуществляются подготовка структуры путем нагрева спла-
вов несколько ниже температуры рекристаллизации и интенсивная
деформация — ковка, прокатка, прессование с обжатием сплава
не менее 4:1. При деформации вследствие саморазогрева темпе-
ратура повышается до рекристаллизационной и в результате фор-
мируется УМЗ структура типа микродуплекс. На втором этапе из
СП полуфабрикатов изготавливают в условиях СП изделия, а за-
тем производят термообработку для восстановления жаропрочных
свойств. При этом в качестве исходной заготовки могут быть ис-
пользованы и литые материалы, и полученные методом порошко-
вой металлургии. „опи_
Обработку в двухфазной у+у'-области с целью измель
зерна использовали и в отечественной практике [Зоо, зоз, J-
Для снижения усилия деформирования применяют предв р
« Пат. 3519503 (США), 1970.
243
ные отжиги, способствующие уменьшению упрочняющего действия
у'-выделений вследствие их коагуляции [364].
При подготовке структуры низко- и среднелегированных сила-
вов эффективной может быть обработка по схеме, представленной
на рис. 106, г. Эта обработка — промежуточная, так как она про-
водится сначала в у-, а потом в y-j-y'-областях.
Основное достоинство обработок по типу приведенных на рис
106, в, г — возможность получения двухфазной микродуплексной
у+у'-структуры, которая является оптимальной для проявления
СПД. Небольшое количество выделений у'-фазы, образующихся
при охлаждении после обработки, не оказывает существенного
влияния на последующую деформацию в условиях СП, поскольку
частицы у'-фазы коагулируют и растворяются при нагреве. Следу-
ет отметить, что, несмотря на теоретический и практический инте-
рес, закономерности и механизм формирования микродуплексной
структуры до сих пор изучены мало. Сложность проблемы состоит
в том, что образование микродуплексной структуры связано с на-
ложением процессов деформации, рекристаллизации и фазовых
превращений.
В работе [133] высказано предположение, что формирование
микродуплексной структуры обусловлено наложением распада
твердого раствора и процесса'рекристаллизации при некотором от-
ставании последней. Возможность выделения у'-фазы связана с
локальным саморазогревом и охлаждением после деформации.
Выделившиеся частицы сдерживают миграцию границ зерен и ста-
билизируют микроструктуру. К сожалению, в цитируемой работе
не обсуждаются причины наблюдаемого в процессе деформации
укрупнения у'-выделений. В этой связи представляют интерес
представления [365, 366], в соответствии с которыми при рекри-
сталлизации жаропрочных никелевых сплавов в высокотемператур-
ной у'+у-области происходит растворение частиц у'-фазы на миг-
рирующих границах зерен с последующим выделением у'-образую-
щих элементов в новых зернах. Эти представления о взаимодейст-
вии мигрирующей границы с когерентными частицами развиты в
работе [367], где исследовали рекристаллизацию холоднодеформи-
рованных никельхромовых сплавов. Было установлено, что харак-
тер взаимодействия границы с частицами в значительной мере
зависит от размера и количества у'-фазы. Если ее дисперсность вы-
сока (СО,02 мкм), а количество мало, то рекристаллизация проте-
кает с высокой скоростью. В этом случае вследствие растворения
у'-выделений в результате миграции границ происходит обогащение
легирующими элементами приграничных областей и последующее
выделение у'-частиц вслед за границей по непрерывному механиз-
му, что приводит к образованию структуры матричного типа»
Однако при повышении объемной доли и увеличении размера час-
тиц у'-фазы скорость движения фронта рекристаллизации резко
замедляется, увеличивается время растворения крупных частиц и
избыточные у'-образующие элементы успевают «стекать» по гра-
нице к наиболее крупным частицам, встречающимся на фронте
244
Рис. 107. Структура сплава ХН62МВКЮ
после горячей осадки:
а — без предварительного отжига; б а — е
предварительным отжигом при 1025 "С, 8 ч;
а, в — реплики; б — световая микроскопия
рекристаллизации, обеспечи-
вая их дальнейший рост. Раз-
витие этого процесса и может
привести к формированию
структуры микродуплекс.
' При горячей деформации
рекристаллизация происходит
в ходе деформирования, по-
этому в данном случае про-
цесс преобразования струк-
туры носит более сложный характер. Однако и здесь оче-
видно, рассмотренный механизм образования микродуплексной
структуры имеет определяющее значение. Об этом
ют результаты экспериментов, выполненных на сплаве XHo2MBK.KJ
[357]. Исследовали образцы сплава, подвергнутые осадке при
1025 °C. Перед осадкой вся /-фаза находилась в виде дисперсных
(около 0,1 мкм) частиц и была беспорядочно распределена по о
ему зерен. Деформация на 65—75 % со скоростью 10 с~ Р
к развитию динамической рекристаллизации, которая, од ’
ватила лишь приграничные районы. Электронно-ми Р / Лазы
на репликах наблюдали три характерных вида ч ? вы.
(рис. 107,а). Наиболее дисперсная у-фаза (меньшеs , q.
делилась по, всему объему при охлаждении пересыш - «/з—*
го раствора с температуры деформации, РцЫХ зерна*
0,5 мкм) наблюдалась в некоторых дефор Р 'на в При-
матрицы и самая крупная (1-2 мкм) была расположена в пр
24S
граничных рекристаллизованных областях. Важно, что при изо-
термической выдержке при температуре осадки частицы у'-фазы
вырастают до размера 0,4—0,5 мкм лишь через 8—10 ч, общее
же время нагрева и выдержки при осадке не превышает 1’ч, Сле-
довательно, наблюдаемое укрупнение частиц явилось результатом
ускоренного роста и коагуляции у'-фазы в процессе деформации
сплава, причем наиболее интенсивно укрупнение частиц происхо-
дит в участках, где произошла рекристаллизация. Здесь образу-
ющиеся крупные выделения у'-фазы приобретают округлую форму
и располагаются в основном на границах рекристаллизованных
зерен матрицы, а сами зерна очищаются от дисперсных выделений
у'-фазы, присутствующих до деформации. Наблюдаемая картина
преобразования упрочняющих когерентных выделений у'-фазы в
относительно крупные зерна подтверждает рассмотренный меха-
низм формирования структуры микродуплекс, в соответствии с ко-
торым происходит растворение мелких частиц у'-фазы в мигриру-
ющих границах с последующим выделением легирующих элементов
на ее растущих зернах.
Установлено, что морфология у'-выделений оказывает сильное
влияние на развитие процесса рекристаллизации [357]. С этой
целью часть образцов выдерживали перед осадкой в течение 8 ч,
в результате размер у-частиц увеличился до 0,3—0,4 мкм и они
были в большинстве закономерно ориентированы относительно мат-
рицы (вдоль направлений <100>). Оказалось, что в этом случае
при осадке рекристаллизация охватила весь объем образцов и в них
сформировалась двухфазная структура с размером зерен у- и
у'-фаз порядка 6 и 2 мкм соответственно (рис. 107, б, в). Причина
более интенсивного развития рекристаллизации в этих образцах,
вероятно, связана с тем, что укрупнение частиц у'-фазы при пред-
варительном отжиге и сопровождающая его потеря когерентности
приводят к увеличению расстояния между частицами, способству-
ют при деформации повышению плотности дислокаций в структуре
и облегчению их перестройки, вследствие чего облегчаются
зарождение и рост новых зерен и повышается однородность про-
цесса рекристаллизации. Установленное влияние выделений у'-фа-
зы на развитие рекристаллизационных процессов должно быть
учтено при выборе конкретных режимов обработки жаропрочных
сплавов с целью создания в них УМЗ структуры.
При подготовке структуры для перевода жаропрочных спла-
вов в СП состояние обработкой в высокотемпературной области
существования у- и у'-фаз следует учитывать возможный самора-
зогрев металла при деформации. При прессовании сплава ЖС6КП
в состоянии II вследствие большой степени деформации темпера-
тура разогрева выше более чем на 100 °C, по сравнению с состоя-
нием I [355].
Определение конкретного режима обработки жаропрочных ни-
келевых сплавов с целью перевода в СП состояние представляет
известные трудности, но уже имеется целый ряд примеров успеш-
ного решения проблемы. В их числе упоминавшийся выше сгето-
246
раизинг»-процесс, запатентованный в США Основимр.
предварительной деформации некоторых сплавов и приобретаемые
?абл32ТаТе ТЭК0И °браб0ТКИ хаРактеристики СП приведены в
В отечественной практике имеется аналогичный опыт использо-
вания предварительной деформации для измельчения ctdvktvhw
жаропрочных никелевых сплавов. Так, разработан способ горячего
прессования жаропрочного сплава ЖС6КП в условиях повышен-
ных скоростей (0,5—1 м/с) и вытяжек (3—10) при 1000—1150 °C
который позволяет не только значительно измельчить зерно (менее’
10 мкм), но и получить благодаря условиям, близким к гидропрес-
сованию равномерную УМЗ структуру во всем объеме пресс-изде-
лий [363]. Материал после указанной обработки имеет высокий
уровень пластических свойств (см. табл. 21). В последние годы
разработан также способ прессования жаропрочных никелевых
сплавов из литых заготовок диаметром до 120 мм [364] с исполь-
зованием мягкой деформируемой шайбы, которая в процессе де-
формации увлекается выдавливаемым материалом и создает между
ним и стенками матрицы мягкую прослойку. По данному спосо-
бу после прессования при температурах, отвечающих у-Ьу'-облас-
ти, было получено СП состояние у сплавов ЖС6УД, ЭП742,
ЖС6КП. В работе [356] измельчение микроструктуры сплава
ЖС6КП проводили методами прессования, гидропрессования и
прокатки.
Прессование и гидропрессование — наиболее распространенные
методы деформации для получения СП полуфабрикатов. Вместе с
тем это очень энергоемкие процессы. Во время прессования спла-
ва ЖС6КП при 1100 °C с вытяжками >3 удельные усилия дефор-
мации в среднем составляют не менее 1000 МПа [363]. С пониже-
нием температуры деформации сопротивление деформированию
еще более возрастает. Высокие удельные нагрузки на инструмент
со стороны заготовок, нагретых до 1100—1150 °C, существенно
ограничивают его стойкость. По данным работы [368], стойкость
инструмента—матрицы из сплава ЖС6У при прессовании прутков
составляет 3—10 прессовок. Следствием высоких удельных на-
грузок является также возможность получения СП полуфабрика-
тов только небольших размеров. В этой связи представляет инте-
рес использование другого метода деформации осадки жаро-
прочных сплавов в изотермических или близких к ним условиях.
Создание изотермических условий позволяет снизить скорость де-
формации, повысить пластичность сплавов и уменьшить энергое. -
кость прессового оборудования. В работе [357] разРа^а1!^ ₽ '
жимы получения УМЗ микроструктуры в сплаве у
тем горячей изотермической осадки с малыми скор
деформации (10“3—10”1 с-1). Такая схема деформации для под
товки микроструктуры позволяет снизить усилия деф р'
5-10 раз по сравнению с прессованием и
В ряде случаев представляется целесообразным пр 7П(1___800 °C.
ной осадки в штамповом инструменте, разогретом до
247
248
Таблица 21. Режимы подготовки УМЗ микроструктуры жаропрочных никелевых сплавов
Марка сплава Подготовка структуры Характеристика СПД Биб- лио- графия
способ t, °C FqI F • К 1, °C ё, с-1 о, МПа в. % т
IN-100 Прессование 1090 16 1035 — — 1330 —
Прессование, ковка или про- 1034—1145 5 980—1090 — — — **
катка 4
Astroloy Прокатка 1034 7,3 1034 IO-? 77 1335 0,68
Ковка 1034 8,5 • 1034 3-10—4 . 5,6
10-2 74,2 915 —. —**
Прессование, ковка или про- 895—1062 6 923—1062 — — —
катка
Waspalay Ковка 960 8,5 980 10-2 112 295 —
Прессование, ковка или про- 840—965 4 895—995 — — —
катка
ЖС6КП Прокатка 1160 — 1100 1,66-Ю-з — 651 0,5 [356]
Прессование 1100 4 1100 1,66-10-3 40 392 0,38 [356]
Гидропрессование 1100 4—10 1100 IO-3—10-« 500 0,78 [356]
ХН55ВМТФКЮ Гидроэкструзия + отжиг Отжиг— 2 1165 IO-® 60 200 0,3 [2]
1165, дет
формация,
XH62MBKIO Осадка 200 1025 0,2 1050 10-» 30 320 0,5 [354]
ЖС6У Прессование 1150 20 1100 10-« 1,5—20 1200 —- [354]
и площадь поперечного сечения полуфабриката соответственно до и после деформации. *» Пат. 3519503 (США). 197ft
с рекристаллизационными отжигами между пепехопями п ,
применение схемы осадки при подготовкеs структТоы Целом
расширить номенклатуру СП полуфабрикатовХопмрТ"
можно использовать для получения различных изделий в условиях
В заключение следует отметить отл «атлп,, „ _
туры жаропрочных никелевых сплавов могу? бы^мьма
образными при этом выбор схемы и режима деформациизЕ
от исходной структуры и свойств сплава, вида и формы 2еобхо1Л
мого СП полуфабриката. Вместе с тем рассмотренные ;закончи
ности формирования УМЗ структур в жаропрочных сплавах иа
никелевой основе показывают, что при их обработке необходимо
стремиться не только к измельчению зерен матрицы у-фазы но и
к устранению упрочняющего действия когерентных у'-выделений
путем их преобразования в зерна. Эта задача решается управле-
нием кинетики процесса рекристаллизации путем подбора конкоет-
ных режимов ТМО. н
8.3. Жаропрочные свойства сплавов после обработки
в сверхпластичном состоянии
Жаропрочные сплавы в условиях эксплуатации претерпевают
сложное воздействие температуры и нагрузок. В связи с этим для
них наряду с обычными для всех конструкционных материалов
свойствами — Ов, Со,2, б, ф, ая обязательно определяют и специфи-
ческие, из которых два являются основными — предел ползучести
и предел длительной прочности. Первый — величина напряжения,
которая вызывает заданную величину деформации или заданную
скорость деформации за некоторое принятое время при данной
температуре; второй — наибольшее напряжение, которое выдержи-
вает материал, не разрушаясь при заданной температуре, продол-
жительности испытаний и рабочей атмосфере. Обеспечение жаро-
прочных свойств, определяемых этими характеристиками, преду-
сматривает создание в сплавах особо устойчивого структурного
состояния, гарантирующего их длительную надежную работу в ус-
ловиях эксплуатации. Такое состояние связано с наиболее полной
реализацией основных факторов, влияющих на жаропрочность, и
прежде всего наличием упрочняющих когерентных у -выделении,
а также образованием относительно крупнозернистой структуры.
На практике это достигается стандартной термообработкой, кото-
рая включает высокотемпературный отжиг в однофазной у-областн»
закалку и последующее старение. В результате такой о ра
сплавы имеют величину зерен, соответствующую 1 3-му лу
стандартной шкале, и содержат большое число дисперсных
Применение указанной термообработки ggg «с^Для ра-
для сплавов, работающих при температур перспективно
боты в области умеренных700 де_
использование разных видов ТМО в сочет
16 О. А. Кайбышев
формацией: ВТМО, НТМО, ТМО [369]. Цель этих способов обоя
ботки — дополнительное повышение прочностных свойств сплавов
за счет развития субструктуры зерен. С этой точки зрения заслу-
живает внимания теплая деформация жаропрочных сплавов в
двухфазной у+у'-области, в результате которой формируется мик-
роструктура по типу «ожерелье» [370]. Такая структура характер-
на тем, что вокруг деформированных крупных зерен образуется
тонкая цепочка мелких зерен у- и у'-фаз («ожерелье»). Установле-
но [370], что сплав с такой структурой проявляет высокие проч-
ностные свойства при умеренных температурах, причем и при более
низких температурах свойства этого сплава близки к свойст-
вам мелкозернистого сплава с микродуплексной структурой. Одна-
ко обработка для получения такой микроструктуры еще не нашла
широкого применения в промышленности вследствие сложностей
технологии необходимой ТМО.
При традиционных методах обработки жаропрочных сплавов,
использующих деформацию в у.-области, вследствие высокой их*
склонности к росту зерен трудно обеспечить получение однородной
структуры; не помогает и последующее термическое воздействие.
Получение изделий с огрубленной и разнозернистой структурой —
•основной вид производственного брака жаропрочных сплавов.
Существует ряд причин возникновения разнозернистости в процес-
се изготовления изделий из жаропрочных никелевых сплавов [40].
Главные среди них — влияние неоднородностей химического и фа-
зового состава, а также неоднородность деформации, которая
может быть вызвана действием внешних сил и термических напря-
жений. Поэтому представляет интерес рассмотрение свойств жаро-
прочных сплавов после стандартной термообработки материала,
деформированного в СП состоянии.
Выше показано, что структура мелкозернистых жаропрочных
сплавов, как и других материалов (см. разд. 1), после СПД ста-
новится весьма однородной, в отличие от обработки в обычном со-
стоянии она мало изменяется от степени деформации. Помимо это-
го, вследствие активного развития механизмов, обусловливающих
перераспределение зерен и интенсивную диффузию (см. разд. 2),
СПД способствует устранению неоднородностей химического н
фазового состава. Поэтому обработка в условиях СП является,по
существу, новым методом регулирования свойств сплавов. Оче-
видно, СПД с последующей термообработкой может быть исполь-
зована и с целью повышения жаропрочных свойств. В последние
годы в этом направлении был проведен ряд исследований.
В работе [371] показано, что прессованные полуфабрикаты из
сплава ЖС6КП в СП состоянии имели более однородную структу-
ру, чем в горячекатаном. После проведения стандартной термооб-
работки прочностные характеристики прессованных и горячеката-
ных изделий находились на одном уровне, однако средний уровень
длительной прочности прессованных прутков был несколько выше.
Наиболее существенно (на 25—30 %) длительная прочность воз-
росла у прессованных полуфабрикатов после применения спецй*
250
Таблица 22. Механические
видов обработки
свойства сплава ХН62МВКЮ после различных
Вид обработки <тв, МПа, при t, °C °0,2. МПа, при t, °C в> %, при t, °C Т, Ч(«=900°С>
800 900 950 800 900 950 800 900 | 950 0=400 10=220
Микро дуплекс — 280 80 90 4—6 400 10
Микродуплекс -f- + ТО: отжиг при 1200 °C, 5 ч, ох- 1060— 1120 930— 950 720— 740. 1000— 1020 890— 900 650— 680 2—3 2—4 ам»
лаждение на воз- духе, старение при 950 °C, 8 ч
Микродуплекс+ + ТО: отжиг при 1150 °C, 4 ч, ох- 1000— 1050 700— 720 530— 570 920— 950 600— 620 470— 500 6—9 пГ 12— 14 1,5-3 60— 80
лаждение на воз-
духе, старение при 950 °C, 8 ч Состояние постав- 920— 660— 560— 820— 600— 520 Л с 6—8 1-2
ки (горячеката- ное) + ТО: отжиг при 1200 °C, 5 ч, 940 680 620 850 650 540 пГ 57— 70
охлаждение на
воздухе, старение при 950 °C, 8 ч По техническим 900— 550— 450— 600— 400— 289— 3— 7— 10— 1 55
требованиям к сплаву 950 700 500 650 500 350 10 18 20
ального режима термообработки: 6-ч отжига при 1240±10°С с ох-
лаждением на воздухе и последующего старения при 950±10°С в
течение б ч. Такой режим отличается от стандартного повышением
температуры отжига на 30—50 °C и увеличением времени выдерж-
ки. Аналогичные результаты сообщаются в работе и для сплавов
ЭП220, ЖС6УД, ЭП791.
В работе [363] сравнивали механические свойства сплава
ЖС6ДП с мелко- и крупнозернистой структурами, полученными
соответственно после гидропрессования и горячей прокатки. Пока-
зано, что стандартная термообработка (1220°C, 4 ч; 950 °C, 2 ч)
в значительно большей мере повышает высокотемпературные крат-
ковременные свойства исходного мелкозернистого сплава по срав-
нению с крупнозернистым. В то же время длительная прочность
не зависела от состояния сплава до термообработки, но при этом
у гидропрессованных прутков наблюдали более узкий интервал
времени разрушения благодаря большей равномерности структу-
ры по сравнению с катаным состоянием. Аналогичные результаты
влияния исходной структуры на свойства получены на сплаве
ХН62МВКЮ.
В табл. 22 приведены результаты механических испытании
сплава ХН62МВКЮ в различных состояниях, в том числе полу-
ченных термообработкой, включающей закалку из у-области и
старение при 950 °C в течение 8 ч. Видно, что сплав в СП состоя-
нни с микродуплексной структурой после термообработки имеет
заметно более высокий уровень прочностных свойств, чем в пред-
варительно горячекатаном состоянии. Также более высокий уро-
вень свойств показали эти образцы по времени до разрушения при
короткоресурсных испытаниях при больших нагрузках. Вместе е
тем относительное удлинение образцов, имевших до термообработ-
ки микродуплексную структуру, несколько уступает 6 горячеката-
ного, сплава, однако при понижении температуры закалки удается
повысить уровень б при одновременно допустимом снижении проч-
ностных свойств.
Металлографическими исследованиями установлено, что сплав
с исходной микродуплексной структурой после нагрева до 1200 °C
и выдержки в течение 5 ч имеет более однородную структуру, чем
аналогично термообработанный горячекатаный сплав. По сравне-
нию с последним у сплава с исходной микродуплексной структу-
рой показатели разнозернистости [177], оцененные по отношениям
dmaxldb и Ad/d (где dmax, db и d — соответственно максимальный,
наиболее вероятный и средний размеры зерен), уменьшались соот-
ветственно в 1,3 и 1,5 раза.
Улучшение служебных свойств после СПД установлено также
у сплава ЖС6У, полученного из гранул. Этот сплав после термо-
обработки имеет повышенные прочностные свойства при кратко-
временных испытаниях в диапазоне 900—1100 °C по сравнению с
литым и деформированным по традиционной схеме состояниями.
По длительной прочности после СПД сплав имеет более высокие
свойства при средних температурах 750—800 °C — =700 МПа,
но уступает другим состояниям при температурах выше 800 °C.
Параметры усталости на базе 2-10~7 циклов при температурах
20, 750 и 800 °C также превышали свойства литого материала.
Таким образом, хотя влияние обработки жаропрочных никеле-
вых сплавов в условиях СП на их служебные свойства требует
дальнейших исследований, но уже сейчас можно утверждать, что
после дополнительной термообработки свойства в этом состоянии
не только не уступают, но в ряде случаев превосходят свойства
сплавов, обработанных по традиционным режимам.
» *
♦
Выше было рассмотрено проявление СП в наиболее широко
-распространенных промышленных сплавах. Однако это не означа-
ет, что СП не представляет интереса для сплавов других систем.
В литературе имеются сведения о проявлении СП в медных и цин-
ковых сплавах [2, 6], сплавах бериллия [76]. Поскольку СП —
универсальное состояние материалов, то его можно наблюдать
практически во всех промышленных сплавах.
Целесообразность использования СПД при обработке металли-
ческих материалов определяется легкостью получения УМЗ микро-
•структуры, возможностью обеспечения температурно-скоростных
условий деформации, влиянием СПД на служебные свойства мате-
риалов.
1252
библиографический список
'• с польск.
.! Ме-
— Progr. Mat. Soi., 1976, v. 21,
М.: Me£2S™.Vs. «»1»« Пер.
„4pSfeso ^ИЛШ“"""ОС,Ь " K;
3. Edington J. W.a Melton К. N., Cutler С P
№ 2, p. 61—158.
ка 1978™e, i. C' ЭФФеКТ сверхпластичности металлов и сплавов. М.: Нау-
’ 5. Новиков И И., Портной В. К. Сверхпластичность спла'вов с ультрамел-
ким зерном. М.: Металлургия, 1981. 167 с., ил. ультрамел
6. Бочвар А. А. Изв. АН СССР. ОТН, 1946, № 5, с. 743—752.
7. Бочвар А. А., Давыдов В. А., Дружинин. Л. К. — JLPAi. СССР 107Л
т. 230, № 2, с. 318—321. А 1У7в>
8. Vaidja М. L., Murty К. L., Dorn J. В. —Acta Met.. 1973 v 21 № 19
p. 1615—1623. ' ’
9. Rai G., Grant M. J.—Met. Trans. A, 1975, v. 6A, № 2 n 385—390 *
10. Suery M„ Baudelet B. — Rev. Phys. Appl., 1978, v. 13. № 2 о 53—40
11. Arieli A., Yu A. K. S., Mukherjee A. K.—Met. Trans. A. 1980 v HA!
№ 1, p. 181—191. ’ * '
12. Grivas D„ Morris J. W., Langdon T. G. — Scr. Met.. 1981 v. 15 № 2
p. 229—236. ’ ’ ’
13. Woodford D. A.— Trans. ASM, 1969, v. 61, № 1, p. 291—293.
14. Hutchison J. W., Neal K- W. — Acta Met., 1977, v. 25, № 8, p. 839—846.
15. Ghosh R. R., Ayres R. A.— Met. Trans., 1976, v. 7 A. № 10, p. 1589—
1591.
16. Bricknell R. H. — Scr. Met., 1979, v. 13, № 7, p. 605—610.
17. Boyer R. R., Magnuson J. E. — Met. Trans., 1979, v. 10A, № 8, p. 1191—
1193. .
18. Hamilton С. H., Ghosh A. K.— Met. Trans., 1980, v. 11 A, № 8, p. 1494—
1496.
19. Jamada R. K„ Padmanabhan K. A.— Mater. Sci. Eng., 1979, v. 37, № 2,
p. 127—136.
20. Arieli A., Mukherjee A. K. — Mater. Sci. Eng., 1980, v. 49, № 1, p. 47—54.
21. Grivas D., Murty K-, Morris J.— Acta Met., 1979, v. 27, № 5, p. 731—
737.
22. Кайбышев О. А., Салихов С. Я.— Заводская лаборатория, 1977, № 5,
с 612 615
23. Mohamed F. A., Langdon Т. G. —Acta Met., 1975, v. 23, № 1, р. 117 124.
24. Mohamed F. A., Langdon T. G. — Phil. Mag., 1975, v. 32, № 4, p. 69< 709.
25. Alden T. H.—J. Austr. Inst. Met., 1969, v. 14, № 4, p. 207—216.
26. Wajda E. S. — Acta Met., 1954, v. 2, № 3, p. 184—187.
27. Metals Reference Book/Ed. C. J. Smithells, L.; Butterworthsj. 1976
28. Griffiths P., Hammond C. — Acta Met., 1972, v. 20, № 7, p. 935—945.
29. Likhachev V. A., Myshlyaev M. M., Olevskii S. S.. Chuchman Т.Н. (Ли-
хачев В. А., Мышляев M. М., Олевский С. С., Чучман Т. Н.) — Acta MeL, 1»/*.
v. 22, № 7, р. 829—834. „ „ „ „ АММ
30. Лихачев В. А., Мышляев М. М., Сеньков О. Н„ Кузьмина С. Л. — ^щм,
1979, т. 47, № 6, с. 1271—1276. „ 1977 1281
31. Кузнецова Р. И., Жуков Н. Н. — ФММ, 1977, т. 44 № 6 с. 1277-1281-
32. Жуков Н. Н., Кузнецова Р. И., Пойда В. Н.— ФММ. 1979, т. 48, № 6,
с. 1282—1286.
33. Kuznetsova R. Ц Zhukov N. N., Kaibyshev О. А., Уайео Я • (
ва Р. И., Жуков Н. Н., Кайбышев О. А., Валиев Р. 3.).-Phys. Stat. SoL (aj,
1982, v. 70, № 2, p. 371—378. , „ n л^Якина И E —
34. Новиков И. И., Портной В. К-, Журавлева Н. С„ Алейкина it.
Изв. вузов. Цветная металлургия, 1976, № 5, с. 85. в А Изв.
35. Портной В. К., Новиков И. И.. Ефремов Б. Н.. Кожанов В. А. изв.
вузов. Цветная металлургия, 1979, № 5, с. 103—107.
233
Kaibyshev 0. A., Kazachkov I. V., Galeev R. M. (Кайбышев О. А., Казач-
Benedek R. A., Doherty R. D. — Scr. Met., 1974, v. 8, № 7, p. 675—679.
Arieli A., Mukherjee A. K. — Met. Trans., 1982, v. 13, № 5, p. 717—732.
36. Paton N. E., Hamilton С. H. —Met. Trans, 1979, v. 10A, № 2, n 241—
37. Ghosh A. K, Ray R. — Acta Met, 1981, v. 29, № 4, p. 607—616. *
38. Кайбышев О. А, Казачков И. В., Родионов Б. В. — ФММ, 1975 т ад
№ 2, с. 338—346. ’ ' ’
39. Suery М., Baudelet В. — Phil. Mag, 1980, v. 41, № 1, р. 41—64.
40. Маевский И. А. Обработка жаропрочных сплавов. М.: Машиностроение
1964. 124 с, ил. F
41. Kaibyshev О. A, Rodionov В. V., Valiev R. Z. (Кайбышев О. А, Ролип.
нов Б. В, Валиев Р. 3.) —Acta Met, 1978, v. 26, № 12, р. 1877—1886.
42. Кайбышев О. А, Родионов Б. В., Валиев Р. 3. — ДАН СССР 1977
т. 235, № 6, с. 1293—1296. ’
43. Naziri Н., Pearce R. — Scr. Met, 1969, v. 3, № 11, p. 807—810.
44. Maziri H., Pearce R. — J. Inst. Met, 1970, v. 98, № 3, p. 71—77.
45. Кайбышев О. А, Казачков И. В., Салихов С. Я.— Изв. вузов. Цветня»
металлургия, 1978, № 3, с. 124—129.
46. Kaibyshev О. A, Kazachkov I. V., Salikhov S. Ya. (Кайбышев О. А.
Казачков И. В, Салихов С. Я.) — Acta Met, 1978, v, 26, № 12, р. 1887—1894. ’
47. Dunlop G. L., Reid J. D., Taplin D. M. R.—Met. Trans, 1971 v 2 №8
p. 2308—2310. ' ’
48. Frommeyer G. — Z. Metallk, 1979, v. 70, № 9, p. 573—576.
49. Кайбышев О. А, Казачков И. В. — ДАН СССР, 1980, т. 252 № 2
с. 351—355.
50. Kaibyshev О. A, Kazachkov J. V., Galeev R. М. (Кайбышев О. А, Казач-
ков И. В, Галеев Р. М) —J. Mater. Sci, 1981, v. 16, № 9, р. 2501—2506.
51. Benedek R. A, Doherty R. D. — Scr. Met, 1974, v. 8, № 7, p. 675—679.
52. Arieli A, Mukherjee A. K. — Met. Trans, 1982, v. 13, № 5, p. 717—732.
53. Bollmann W. Crystal Defects and Crystalline Interfaces. Berlin: Springer
Verl, 1970, 368 p.
54. Грабский M. В. Структура границ зерен в металлах. М.: Металлургия.
1972. 160 с, ил.
55. Мышляев М. М., Валиев Р. 3., Чалаев Д. Р. — Металлофизика, 1981, №3.
с. 72—81.
56. Сверхпластичность металлов. II Всесоюзная научно-техническая конфе-
ренция: Тезисы докладов. М.: МИСиС, 1981, ч. I. 114 с.; ч. II. 219 с.
57. Карпов Е. С., Папиров И. И., Тихинский Г. Ф. — ФХОМ, 1980, № 4,
с. 96—100. ч
58. Lee D. — Met. Trans, 1970, v. 1, Xs 1, p. 309—311.
59. Валиев P. 3, Кайбышев О. A. — ФММ, 1976, т. 41, № 2, с. 382—387.
60. Valiev R. Z., Kaibyshev О. А. (Валиев P. 3, Кайбышев О. A.)—Phys.
Stat. Sol. (a), 1977, v. 44, Xs 1, p. 65—76.
61. Lindinger R. L, Gibson R. C., Brophy I. H. — Trans. ASM, 1969, v. 62,
Xs 1, p. 230—237.
62. Clark M. A, Alden T. H. — Acta Met, 1973, v. 21, Xs 9, p. 1195—1206.
63. Valiev R. Z., Kaibyshev O. A, Khannanov Sh. Kh. (Валиев P. 3, Кай-
бышев О. А, Ханнанов Ш. X.) —Phys. Stat. Sol. (a), 1979, v. 52, Xs 2, p. 447—
453.
64. Samuelsson I. C. A, Melton K. N., Edington J. W.— Acta
v. 24, Xs 11, p. 1017—1026.
65. Валиев P. 3., Кайбышев О. A. — Изв. АН СССР. Металлы,
с. 83—87.
66. Matsuki К, Minami К., Tokirawa М., Murakami Y. — Met.
v. 13, Xs 11, р. 619—626.
67. Валиев Р. 3., Кайбышев О. А, Рабинович М. X. и др. — ФММ,
т. 51, Xs 3, с. 615—624. . . » «ь „
68. Valiev R. Z., Kaibyshev О. А. (Валиев Р. 3, Кайбышев О. А.) Рпуз.
stat. Sol. (а), 1977, v. 44, Хэ 2, р. 477—484.
69. Baro G. — Z. Metallk, 1972, v. 63, Xs 7, р. 384—390. „
70. Валиев Р. 3, Кайбышев О. А. —ФММ, 1976, т. 42, № 5, с. 1102— ниэ-
71. Dingley D. Л—In: Scanning Electr. Mier, 1970, Proc, of the Annual
S. E. M. Sump, III Res. Inst, Chicago, 1970, p. 329—336. „ enn
72. Zehr S. W., Backofen W. — Trans. ASM, 1968, v. 61, Xs 2, p. 300—
Met, 1976»
1976, № 1,
1979.
Sei.,
1981,
254
73. Backofen W., Murty G. S., Zehr S. № — Trah«
v. 242, № 2, p. 329—331. ' lrabs‘ Met- Soc. AIME, 1968,
Я: a- ’* *• ’•
19Л: ЙГ» l,Be. "• “• TixuHM Г-'ф- • АР—ДАН СССР,
77. Новиков И. И., Портной В. К., Терентьева Т. Е — Изв Rvan» тто~
металлургия, 1975, № 3, с. 127—130. ву30в- Цветная
78. Novikov I. L, Portnoy V. К., Terentieva Т. Е (Новиков И И п™
иой В. К., Терентьева Т. Е.) — Acta Met., 1977, v. 25 № 10 p 1139—1144 П P
79. Шокуров В. С., Корниенко Л. А., ПапировИ.И, Николаенко^ А А
ФММ, 1980, т. 50, № 2, с. 397—405. ' ликолаенко А. А.—
80 Ефремов Б. Н., Новиков И И., Портной В. К, Заварзина Е. К.-Изв
вузов. Цветная металлургия, 1976, № 5, с. 96.
81. Langdon Т. G., Taplin D. М. К. — SM Archives, 1977, v. 2 № 3
р. 329—268. ’ ’ ’ ’
82. Taplin D. М. R., Dunlop G. L., Langdon T. G.— Ann. Rev Mater Sei
1979, v. 9, p. 151—159. ' er'
83. Ishikawa H„ Bhat D. G., Mohamed F. A., Langdon P G —Met Tran» A
1977, v. 8A, № 3, p. 523—525. ' ’ **
84. Humphries C. W., Ridley N. — J. Mater. Set, 1974, v. 9, № 9, p. 1429—
1435.
85. Livesey D. W., Ridley N. — J. Mater. Sci., 1978, v. 14, № 4, p. 825—832.
86. Fleck R. G., Taplin D. M. R„ Beevers C. J.— Acta Met,, 1975 v 23
№ 4, p. 415—424. ’ ' ’
87. Smith С. I., Ridley N. — Met. Technol., 1974, № 4, p. 191, 192.
88. Stewart M. J. — Met. Trans., 1976, v. 7A, № 3, p. 399—406.
89. Розенберг В. M. Ползучесть металлов. М.: Металлургия, 1967. 267 с., ил.
90. Веегё W., Speight М. V. — Met. Sci., 1978, v. 12, № 4, р. 172—176.
91. Chuang Т. L, Hagawa R. L, Rice J. R„ Sills L. B. — Acta Met., 1979,
v. 27, № 3, p. 265—284.
92. Kuznetsova R. I., Zhukov N. N. (Кузнецова P. И., Жуков H. H.) — Phjs.
Stat. Sol. (a), 1978, v. 50, № 2, p. 385—391.
93. Tait R. A., Taplin D. M. R. — Scr. Met., 1979, v. 13, № 1, p. 77—82.
94. Shariat P., Vastava R. B., Langdon T. G. — Acta Met., 1982, V. 30, V. 1,
p. 285—296.
95. Shei S. A., Langdon T. G. — J. Mater. Sci., 1981, v. 16, № II, p. 2988—
2996.
96. Предводителев А. А., Троицкий О. А. Дислокации и точечные дефекты
в гексагональных металлах. М.: Атомиздат, 1973. 201 с., ил.
97. Гляйтер Г., Чалмерс Б. Большеугловые границы зерен: Пер. с англ.
М.; Мир, 1975. 450 с., ил.
98. Орлов А. Н., Перевезенцев В. Н., Рыбин В. В. Границы зерен в метал-
лах. М.: Металлургия, 1970. 156 е., ил.
99. Gif kins R. С. — Met. Sci., 1973, v. 7, № 1, p. 15—19.
100. Kaibyshev O. A„. Valiev R. Z„ Astanin V. V. (Кайбышев О. А., Вали-
ев P. 3.r Астанин В. В.) — Phys. Stat. Sol. (a), 1976, v. 35, № 1, P- 403—413.
101, Geckinli A. E„ Barrett C. R.—J. Mater. Sci., 1976, v. 11, № 3, p. 510—
Bricknell R. H„ Edington J. W.— Acta Met., 1979, v. 27, № 8, p. 1303—
521.
102.
1311
103. Matsuki K., Morita H„ Yamada M., Murakami У. — Met. Sci., 1977, v.5,
"’5,l«.15№k, Pearce R, Brown M. R.. Bate K. A—Ada №t. И v. 23.
№ r.. lst.Ua Г., Kato Af - Ser. Mel. 1977 V UJ®J.
106. Valiev R. Z„KatMeo О. А.. g)“Ser Met.. ISM
ев P. 3., Кайбышев О. А., Мышляев M. M., Чалаев А-
V. 14, № 6, р. 673—676. , дл . 1Q7q v 27 М® 2, р. 251—257.
107. Vastava R. В., Langdon Т. G. —Acta eVj — proc IV Int Conf, о»
108. Pond R. C., Smith D. A., Southerden P. W. J.-Proe iv
the Strength of Metals and Alloys, Nancy, France, 1976, p. •
109. Chandra T., Jonas I. J., Taplin D. M. R.— J. Mater. Sci 1Q7R «
№ 11, p. 2380—2384. ’ ' V' 13»
110. Ashby M. F., Verrail R. A. — Acta Met., 1973, v. 21, No 2, p. 149
111. Hazzledine P. M„ Newbury D. E. — In: Grain Boundaries Structure —
Properties, N. Academic Press, 1976, p. 235—264. ure an®
112. Beere W.— Phil. Trans. R. Soc. London, 1978, v. 288A n 177_iqa
113. Lee D. — Acta Met., 1969, v. 17, № 8, p. 1057—1069. °'
114. Holt D. L.—Trans. Met. Sex:. AIME, 1968, v. 242, № 1, p. 25.
115. Gates R. S., Stevens R. N. — Met. Trans., 1974, v. 5, № 2 о 504—cm
116. Langdon T. G.—Met. Trans., 1972, v. 3, .№ 4, p, 794—801. ’ V
117. Cannon W. R. — Phil. Mag., 1972, v. 25, № 6, p. 1489—1497.
118. Gifkins R. C. — J. Mater. Sci., 1978, v. 13, № 9, p. 1926—1936
119. Кайбышев О. А., Казачков И. В, —ФММ, 1971, т 32 № 1’ с опк
208; ФММ, 1972, т. 32, № 2, с. 396—401; ФММ, 1973, т. 36, № 6 с 1235- ЛАМ
СССР, 1972, т. 205, № 3, с. 564—566. ' ’ ДАН
120. Ashby М. F. — Surf. Sci., 1972, v. 31, р. 498—538.
121. Портной В. К, Новиков И. И., Ефремов Б. Я. —ДАН СССР 107л
т. 230, № 5, с. 1142—1144. ’
122. Портной В. К., Новиков И. И., Никифорова И. И. —ПАН СССР 1970
т. 248, № 4, с. 854—856. ’
123. Falk L. К. L„, Dunlop G. L„ Langdon T. G. — Proc. V Int. Conf Elerfr
Microscopy, 1980, v. 1, p. 154—155.
124. Howell P. R., Nilsson J. O., Dunlop G. L. — Phil Маг 1978 v 1ЯД
№ I, p. 39—47.
125. Fike K- D., Rack H. J.— Trans. ASM, 1969, v. 62, № 2, p. 537—548.
126. Bricknell R. H., Edington J. W. — Acta Met, 1977. v 25 № 4.
p. 447—458. ’ ’ %
127. Ishida Y., Suzuki K.> Ichihara M. — Scr. Met., 1978, v. 12 № 11 0 999—
1002. - ’
128. Папиров'И. И., Карпов Е. С., Палатник М. И., Милешкин М. Б.—
ДАН СССР, 1981, т. 256, № 2, с. 392—396.
129. Arieli A., Mukherjee А. К. — Mater. Sci. Eng., 1980, v. 45, № I, p. 61—70.
130. Земский С. В., Фомин H. E., Мальцева Г. K-, Карпельев В. А. — Завод-
ская лаборатория, 1977, № 11, с. 1357—1360; ФХОМ, 1978, № 4, с. 91—97.
131. Harris J. Е,— Met. Sci., 1973, v. 7, № 1, р. 1—6.
132. Karim A., Holt D. L., Backofen W. A. —Trans. Met. Soc. AIME, 1969,
v. 245, № 5, p. 1131—1132.
133. Сверхмелкое зерно в металлах: Пер. с англ./Под ред. Л. К. Гордиенко.
М.: Металлургия, 1973. 383 с.
134. Lee D. — Scr. Met., 1969, v. 3, № 12, р. 893—894.
135. Валиев Р. 3., Кайбышев О. А., Сергеев В. И. — ФММ, 1980, т. 49,
№ 6, с. 1291—1298.
136. Karim A., Backofen W. A. —Met. Trans., 1972, v. 3, № 3, р. 709—712.
137. Кайбышев О. А., Астанин В. В., Валиев Р. 3.—ДАН СССР, 1979,
т. 245, № 6, с. 1356—1368. „ „ . о г
138. Кайбышев О. А., Астанин В. В., Валиев Р. 3., Хайруллин. В. 1. —
ФММ, 1981, т. 51, № 1. с.193—200.
139. Лифшиц И. М, — ЖЭТФ, 1963, т. 44, № 4, с. 1349—1367.
140. Валиев Р. 3., Кайбышев О. А., Ценев Н. К—Металлофизика, 1980,
т. 2, № 6, с. 117—122. .. .
141. Gifkins R. С., Langdon Т. G. — Mater. Sci. Eng., 1978, v. 36, № *•
p. 27—33.
142. Edington J. W.— Metals Forum., 1981, v. 1, № 1-2, p. 63—68.
143. Mukherjee A. K.—Mater. Sci. Eng., 1971, v. 8, .№ 2, p. 83—89.
144. Gifkins R. C. — Met. Trans., 1976, v. 7A, № 8, p. 1225—1232.
145. Hayden H. W., Floreen S., Goodell P. D. — Met. Trans., 1972, v. 3, re
p. 833—842.
146. Padmanabhan K. A. — Mater. Sci. Eng., 1977, v. 29, № 1, P- I-'".*®- -
147. Gifkins R. C., Langdon T. G.— Mater. Sci. Eng., 1979, v. 40, re A
p. 293—295.
256
256 а, ил. Р К° Л‘ И‘ М': Металлургия, 1980.
149. Gleiter Я. — Progr. Mater. Sci., 1981, v. 25 № 1 o
150. Valiev R. Z., Gertsaman, V. Yu., Kaibushev О ’ мь 18^'
(Валиев P. 3., Герцман В. Ю„ Кайбышев О. А?, Ханнанов'шh^ant^. Sh- К*.
Sol. (a), 1983, v. 76, № 1. ’ ланнанов X.) — Phy». Stat.
151. Pumphrey P. H. — In: Grain Boundary Structure and „
Academic Press, 1976, p. 139—200. y oiructure and Properties. N.Y.:
152. Копецкий Ч. В., Швиндлерман Л. С. — В кн • Метялли „
М.: Наука, 1976, с. 73-104. металлы высокой чистоты.
153 Скокова Т. Ю., Голубь Е. А., Орлов Л. Г.-ФММ, 1980, т. 50 № !
154. Warrington D. Н., Boon М,— Acta Met., 1975, v 23 Xs 5 n 4OQ—riyt
702 155. Pond R. C., Smith D. A., Vitek V. - Scr. Met, ’1978,-y. 12, №%,
16476 1663^ F’ Spaenen F., Williams S. — Acta Met, 1978, v. 26, № 11
P 157. Varin R. A., Wyrzykowski J.— Phys. Stat. Sol. (a), 1978, v. 46 № 2
p. K79—K81. ’ ’ ’
158. Валиев P. 3., Герцман В. Ю., Кайбышев О. А., Сергеев В И_____Me.
таллофизика, 1983, т. 5, № 2, с. 94—100.
159. Kurzydlowski К., Lojkowski W., Grabski М. IF.— Res Mechanics Let.
ters, 1981, v. 1, p. 275—282.
160. Pumphrey P. H., Gleiter H. — Phil. Mag., 1974, v. 30, № 3, p. 593—602.
161. Varin R. A. — Phys. Stat. Sol. (a), 1979, v. 52, № 1, p. 247—356.
162. Lojkowski W., Grasaki M. W. — Scr. Met., 1979, v. 13, № 6, p. 511—514.
163. Varin R. A., Lojkowski W., Valiev R. Z.— Scr. Met., 1981, v. 15, №7,
p. 795—798.
164. Valiev R. Z„ Gertsman V. Yu., Kaibyshev О. А. (Валиев P. 3., Герц-
ман В. Ю., Кайбышев О. А.) —Phys. Stat. Sol. (а), 1980, v. 61, №2, р. К95—К99.
165. Валиев Р. 3., Кайбышев О. А. — ДАН СССР, 1981, т. 258, № 1, с. 91—94.
166. Герцман В. Ю., Валиев Р. 3. — Поверхность, 1982, т. 1, № 8, с. 101—
105.
167. Hirth J. Р. — Met. Trans., 1972, v. 3, № 12, р. 3047—3067.
168. Jager W., Gleiter H. — Scr. Met., 1978, v. 12, № 7, p. 675—678.
169. Gleiter H. — Acta Met., 1979, v. 27, № 2, p. 187—192.
170. Автономов Г. А., Бакун О. В., Иголкина Л. С., Сульженко В. К-, Фир-
стов С. А. — ФММ, 1977, т. 44, № 3, с. 633—638.
171. Grabski М. W„ Valiev R. Z., Wyrzykowaski I., Lojkowski W.— Res.
Mechanica Letters, 1981, v. 1, № 11, p. 489—497. ~ я
172. Валиев P. 3., Кайбышев О. A. — ДАН СССР, 1977, т. 236, № 2,
с, 339___342
173. Kegg G. R., Horton С. А. Р., Silcock I. М, —Phil. Mag., 1973, ч. Zl,
№ 5, р. 1041—1055. ‘
174. Mori Т., Tangri К. — Met. Trans. А, 1979, v. ЮА, № 6, Р-7»-(40.
175. Romeu L. D.r Dingley D. J. — In: Electron Microsc. and AnaL 13/»,
Proc. Inst. Phys. Electron Microsc. and Anal. Group Conf., Brighton, 1979, bnsto
London, 1980, p. 193—194. . _ ,non „ n м 9
176. Grabski M. W., Wyrzykowski J. W. — Mater. Sa. Eng., 1980, v. 44, re z.
p. 229___237.
177. Горелик С. С. Рекристаллизация металлов и сплавов. М.: Металлур-
гия, 1978. 568 с., ил. _ . лтТ «поп - 92.
178. Валиев Р. 3., Герцман В. Ю., Кайбышев О. А.— ФТТ, 1980, т. zz,
№7, с. 2213—2216. , ии,,ат
179. Хирт Дж., Лоте И. Теория дислокаций: Пер. с англ. М.: Атомизд ,
гия, 1978. 568 с., ил.
1.2. 2_________
№7, с. 2213—2216.
1972. 599 с., ил. „
180. Langdon Т. G. — Phil. Mag., 1970, v. 22, №'78;Р-, 689—7
181. Schneibel G. Я. — Acta Met., 1980, v. 28, p. 1527-1535. _
182. Kaibyshev O. A., Valiev R. Z. (Кайбышев О. А.» Валиев Р. 3)
Mechanica Letters, 1981, v. 3, № 1, p. 23—33.
257
183. Walker J. L. — In: Physical Chemistry of Process Metallurgy p о »
tersci, 1961, p. 845—859. ln'
184. Эскин Г. И. — Цветные металлы, 1981, № 11, с. 35—40,
185. Добаткин В. М., Эскин Г. И., Боровиков С. И. и др. — В кил Обоабг»
ка легких и жаропрочных сплавов. Мл Наука, 1976, с. 151—162, " и °т"
186. Магниевые сплавы: Справочник. Ч. II. Мл Металлургия, 1978. 296 е
187. Sundcuist В. Е„ Mondolfo L. F.—Trans. Met. Soc. AlME 1961 «
№ 1, p. 157—164, 607; № 3, p. 607—613. ’
188. Mondolfo L. F.—J. Austr. Inst. Metals, 1965, v. 10, Ns 1, n. 169—17?
189. Tiller W. A., Takahashi T. —Acta Met., 1969, v. 17, Ns 4, p. 483 496
190. Butcher B. R„ Weatheby G. C., Pettit H. R.— Met. Sci. J 1969 v j»
Ns 1, p. 7—13. ’ ’
191. Шипилов В. С., Молодчинина С. П„ Кофман Л. М. — Цветные металлы
1981, № 11, с. 40—41.
192. Сверхпластичность металлов. I Всесоюзная научно-техническая кон-
ференция. Тезисы докладов. Уфа, УАИ, 1978, 165 с.
193. Crossley Р. В., Mondolfo L. F. — Modern Casting, 1966, v. 49 о 89
194. Dyke R. H. — Trans. AFS, 1951, v. 59, № 1, p. 28. ’ '
195. Эскин Г. И., Солуянов Ю. Ф., Гурьев И. И. и др. — Цветные металлы
1981, Ns 1, с. 69—71.
196. Recrystallization of Metallic Materials/Ed. Frank Haessner. 1971, Stutt-
gart, University, a. Max-Plank Inst., fiir Metallforschung, 354 p.
197. Иванов И. И., Осипов К. А. Возврат и рекристаллизация в металлах
при быстром нагреве. Мл Наука, 1964. 177 с., ил.
198. Кидин И. Н.— Изв. вузов. Черная металлургия, 1964, № 3, с. 148—153.
199. Бодяко М. Н., Астапчик С. Н., Ярошевич Г. Б. — Термокииетика ре-
кристаллизации. Минск: Наука и техника, 1968. 252 с., ил.
200. Бурке Дж. Е., Тарнбалл Д. — В кил Успехи физики металлов. Т. I:
Пер. с англ. Мл Металлургия, 1956, с. 386—456.
201. Sandstrom R. — Z. Metallk, 1980, Bd 71, Hf. 11, S. 741—751 (a).
202. Hansen N„ Bay B.~ Acta Met., 1981, v. 29, Ns 1> p. 65—77 (a).
203. Takayama Takemori e. a. — Tetsu to hagane, I. Iron and Steel Jap,
1980, v. 66, Ns 11, p. 1176.
204. Быстрова H. А., Остапенко В. В., Пшеничное Ю. П. и др. — Изв. ву-
зов. Черная металлургия, 1980, Ns 11, с. 111—114.
205. Post Charles Т. — Iron Age, 1980, v. 223, Ns 40, p. 88, 91.
206. Келли А., Никлсон P. Дисперсионное твердение: Пер. с англ. Мл Ме-
таллургия, 1966. 299 с, ил.
207. Рабинович М. X. Термомеханическая обработка алюминиевых сплавов.
Мл Машиностроение, 1972. 157 с., ил.
208. А. с. Ns 451795 (СССР)/Кайбышев О. А., Вигдорчик С. А., Салихов Р.Р.
и др. Опубл, в Б. И, 1974, № 44, с. 69.
209. Dyck G. А. — Constructtirmaterialen, 1969, v. 3, Ns 4, р. 8—10.
210. Gibson R. C., Hayden H. W., Brophy G. H.—Trans. Quart ASM, 1968,
" " 1, p. 85—88.
211. Taplin D. M. R„ Sagat S. — Mater. Sci. Eng., 1972, Ns 9, p. 53.
212. Sagat S„ Taplin D. M. R. — J. Inst. Metals, 1972, v. 100, Ns 9, p. 268—274.
213. Luton M. J., Sellars С. M. — Acta Met, 1969, v. 17, Ns 8, p. 1033—1043.
214. Sedlacek V.— Neue Hiitte, 1977, Bd 22, Hf. 9, S. 465—469.
215. Jonas J. J., Sellars С. M, Tegart W. J. —Met. Rev., 1969, v. 14, № 1W,
p. 1—24. .
216. Me Gueen H. J., Jonas J. J. —In: Treatise on Material Science ana
Technology, v. 6, Plastic Deformation of Materials/Ed. Arsenault R. J, N. i- e. a..
Academic Press. 1975, p. 393—493. „
217. Беляев С. П., Лихачев В. А., Мышляев M. M., Сеньков О. H. — vmm.
1981, т. 52, вып. 3, с. 617—626. 1П_„ 28.
218. Honeycomb R. W. К, Pethan R. W. — Less Common Metals, 1972, v.
p. 201—208. M , Me_
219. Бернштейн M. Л. Структура деформированных металлов, м-
таллургия, 1977. 432 с, ил. . о м. 12
220. Otsuka М., Miura У, Horiuchi R. — Scr. Met, 1974, v. 8,
p. 1405—1408.
258
V. 61, №
™-L°zinsky М- L' Simeonova J- S.-Acta Met, 1959, v T № t0
p. /иУ”-11 * t •’* iVf
222. Вишневский A. P., Овчинникова Л. В — В кн Тйг>«а.,
работка? металлических материалов. Материалы конференции
223. Лебедев Т. А., Пустовойт В. К, Федюкин В. К. — В кн* Нале*.™
и долговечность металлических материалов для машиностооеипя « t ?TCTb
строения. Л.: ЛДНТП, 1972, с. 34—36. машиностроения и приборо-
224. Кидин И. Н. -В кн : Материалы симпозиума по металлургии и метал-
ловедению, посвященного 100-летию открытия Д. К. Черновым
железа. М.: Наука, 1971, с. 88—94. черновым полиморфизма
225. Баранов А. А. Фазовые превращения и термоциклироваиие метяллл»
Киев: Наукова думка, 1974, с. 231, ил. F циклирование металлов.
226. Schadler И. W. — Trans. Met. Soc. AIME, 1968, v. 242 p. 1281
,a^7’^0SiUc°e И’’ Портной В. К-— Технологи^ легких сплавов, 1979
№ 10, с. 10—lb. г
228. Маслаков Т. М, — В кн.: Термоциклическая обработка металлических
материалов. Материалы конференции. Л.: Наука, 1980, с. 56__58.
229. Karlsson В—Mater. Sci. Eng., 1973, v. 11, № 4, p. 185—193
230. Grange R. Л. — Met. Trabs., 1971, v. 2, № 1, p. 65—78.
231. Speich G. R., Szirmae A. — Trans. Met. Soc. AIME, 1969, v. 245, p. 1063.
232. Aaronson H. G., Aaron H. B.* Kinsman K. R. — Metallography" 1971
v. 4, № 1, p. 1. ’ *
233. Баранов A. A. — Изв. АН СССР. Металлы, 1968, № 3, с. 104—107.
234. Баранов А. А., Фомичев О. И. — Изв. АН СССР. Металлы, 1968, № 5.
£ 139____143
235. Chojnowski Е. Н. N., Tagart W. J.— Met. Sci. J., 1968, v. 2, № 1,
p. 14—18.
236. Jin S., Morris J. W., Zackay V. F. — Met. Trans. A, 1975, v. 6A, № I,
p. 141.
237. Геллер А. А., Минаев А. А., Конарев В. Г. и др. — Изв. вузов. Черная
металлургия, 1980, № 12, с. 79—83.
238. Синельников М. И., Титаренко Е. А. — Сталь, 1979, № 4, с. 303—305.
239. Smeet С., Ridley N.—Met. Technol., 1974, № 1, р. 191.
240. Sherby О. D., Walser В., Young С. M., Caby Е. М. — Scr. Met., 1975,
v. 9, № 5, р. 569—573.
241. Портной К- И., Лебедев А. А. Магниевые сплавы (Свойства и техно-
логия): Справочник. М.: Металлургиздат, 1952. 736 с., ил.
242. Колачев Б. А., Ливанов В. А., Елагин В. И. Металловедение в тер-
мическая обработка цветных металлов. М.: Металлургия, 1972. 480 с., ил.
243. Kuzmin S. L„ Likhachev V, А. (Кузьмин С. Л., Лихачев В. A.)—Scr.
Met., 1978, v. 12, № 8, р. 735—736. , т лплгив
244. Черкасов В. М., Шадский А. А., Петраков А. Ф. и др. — Технология
легких сплавов, 1972, № 6, с. 63—69. м .
245. Рейнор Г. В. Металловедение магния и его сплавов: Пер. с англ, пь.
Металлургия, 1964. 488 с., ил. „ „ ,О7в „ щ «в
246. Дриц М. Е. — В кн.: Магниевые сплавы. М.: Наука 1978, t
247. Сверхмелкие конструкционные сплавы/Дриц М. Е., Р
Елкин Ф. М., Трохова В. Ф. М.: Наука, 1972. 144 с., ил. 279 р.
248. Superplasticity «Ductility» ASM Seminar. Metals. . 1959
249. Karim A., Holt D. Backofen W. A.-Trans. Met. Soc. А1Д1Е.,
v. 245, № 11, p. 2421—2424. сплавов Алма-Ата*
250. Пресняков А. А. Сверхпластичность металлов и сплаво .
Наука, 1969. 203 с., ил. , „ 1О7П _ в ы 1,
251. Reichman S. Н„ Smythe J. W.- Powder Metallurgy, 1970, v. 6»
252. Кайбышев О. А., Гусев Ю. В., Салихов Р. Р. и ДР-
№ 1, с. 45—49. „ ~ . Гпвихав Р Р-. Редькин Ю. Н
253. А. с. 816643 (СССР)/Кайбышев О. А., Салихов Г. г-
и др. Опубл, в Б. И., 1981, № 12, с. 38. МиТОМ 1981 № 3, с. 33-36.
254. Кайбышев О. А., Салихов Р. Р. — МиТОМ, 1901,
259
р. 67.
№ 1, с. 45—49.
255. Колпашников А. И. Прокатка листов из легких сплавов. М«
лургия, 1979. 264 с., ил. " етал*
256. Колачев Б. А., Ливанов В. А., Елагин В. И. Металловедение и топ
мическая обработка цветных металлов и сплавов. М.: Металлургия, 1981
257. Дриц М. Е., Свидерская 3. А., Трохова В. Ф.— ФХОМ, 1974 № 1
с. 161. ’ **
258. Дриц М. Е., Свидерская 3. А., Гурьев И. И. —В кил Металловедение
и литье легких сплавов. М.: Металлургия, 1977, с. 206—213.
259. Дриц М. Е., Рохлин Л. Л., Падежнова Е. М. Магниевые сплавы е
иттрием. М.: Наука, 1979. 164 с., ил. ®
260. Дриц М. Е., Рохлин Л. Л., Орешкина А. А. Обработка металлов v
сплавов давлением. М.: ВИЛС, 1976, с. 39—53.
261. Дриц М. Е., Трохова В. Ф., Елкин Ф. М. и др. — Изв. АН СССР Me.
таллы, 1974, № 5, с. 213—216.
262. Busk R. S. —Trans. Met. Soc. AIME, 1950, v. 188, № 7, p. 945—949.
263. Пресняков А. А., Червякова В. В. — Изв. АН СССР. ОТН, 1958 № 3
с. 120, 121. ’ *
264. Holt D. L., Backofen W. А, — Trans. ASM, 1966, v. 59, № 1, p. 755—759,
265. Chappel R. S., Polland G. Proc. IV Europ. Regional Conf. Electr Mie-
rose., 1968, v. 1, p. 421.
266. Horiuche R., El-Sebai A. B., Otsuka M. — Scr. Met., 1973, v 7 № 10
p. 1101—1104. • . .
267. Grimes R., Backer G., Stowell M. J., Watts В. M.—Aluminium. 1975
Bd 51, Hf. 11, S. 720—722.
268. Grimes R., Stowell M. J., Watts В. M.— Met. Technol., 1976, v. 3
p. 154—160.
269. Matsuki K, Yamada M.— J. Japan Inst. Met., 1973, v. 37, № 4,
p. 448—454.
270. Tavassoli A. A., Razavi S. E., Fallan N. M.— Met. Trans. A, 1975,
v. 6A, № 3, p. 591—594.
271. Towler B., Cutler С. P., Edington I. M.— J. Inst. Met, 1973, V. 101,
№ 11-12, p. 332—333.
272. Рабинович M. X., Кайбышев О. А., Тимошенко Ю. Б. и др. — Техно-
логия легких сплавов, 1978, № 3, с. 11—14.
273. Matsuki К, Uetani Yamada М„ Murakami J. — Met. Sd, 1976, № 7,
p. 235—242.
274. Промышленные деформируемые, спеченные и литейные алюминиевые
сплавы: Справочное руководство. М.: Металлургия, 1972. 304 с., ил.
275. Смирнов О. М. Обработка металлов давлением в состоянии сверхплас-
тичности. М.: Машиностроение, 1978. 273 с., ил.
276. Елагин В. И. Легирование деформированных алюминиевых сплавов
переходными металлами. М.: Металлургия, 1975. 247 с., ил.
277. Дриц М. Е., Каданер Е. С., Кузьмина В. М. — Изв. АН СССР. Метал-
лы, 1969, № 5, с. 170—173.
278. Nes £. —Met. Sci., 1979, v. 13, № 3-4, p. 211—215.
279. Пшеничное Ю. П„ Макаров В. Д., Грибова Н. К-, Гусев №. В.—
МиТОМ, 1981, № 3, с. 31—33. . „ ,
280. Bricknell R. Н., Edington Г. W. — Met. Trans., 1976, v. 7А, № 1»
р. 153—155. ,
281. Рабинович М. X., Кайбышев О. А., Трифонов В. Г. —МиТОМ, Н'О.
№3, с. 55—56. t
282. Справочник типичных коррозионных свойств полуфабрикатов из aw
миниевых сплавов. М.: ВИЛС, 1978. 148 сп ил. r w
283. Структура и свойства полуфабрикатов из алюминиевых сплавов: Ы*Ра*
вочник. М.: Металлургия, 1974. 432 с., ил.
284. Ливанов В. А., Шилова Е. И., Голохматова Н. Н. — В ки.: Легкие
сплавы. Вып. 1. М.: Изд-во АН СССР, 1958, с. 88—122.
285. Рабинович М. X., Кайбышев О. А., Трифонов В. Г. — МиТОМ, 198 ,
№ 9, с. 58—61. 71
286. Добаткин В. И. — Технология легких сплавов, 1976, № 5, с. lv— •*
260
287. Бочвар О. С., Пшеничное Ю. П._Изв яизлп
1978, №4, с. 115-118. Зв' вуэов- Цветиая металлургия,
288. Вайнблат Ю. М., Хаюров С. С.. Беп Л В — -
вов, 1976, № 3, с. 18—22. Р * °' Техиол°гия легких сила-
кзТгй-226. К- Um° Г- “° 1 'Japa" й*’ ». 33,
291. Цвиккер У. Титан и его сплавы: Пер. с нем. М.: Металлургия, 1979.
512 ил»
292. Полуфабрикаты hs титановых сплавов/АлексанБров В К Аш,,
кин Н. Ф., Бочвар А. А. и др. М.: Металлургия, 1979. 512 с., ил. ” ш
293. Горячая штамповка и прессование титановых сплавов!Никольский Л. А..
Фиглин С. 3., Бойцов В. В., Калпин Ю. Г. М.: Машиностроение, 1975 285 е ил
294. Металлография титановых сплавов/Борисоац Е. А.. Бочвап А* А
Брун М. Я- и др. М.: Металлургия, 1980. 464 с., нл. Р *
295. Rath В. В., Lederich R. Yalton G. F., Froes F. H — Met Tran«
1979, v. 10A, № 8, p. 1013—1019. ’ Iran’-»
296. Lee D., Backofen W. A.—Trans. Met. Soc. AIME, 1967 v 239 Ni 7
p. 1034—1040. ’ ’ ' ’
297. Надирашвили H. И., Шоршоров M. X., Антипов В. К., Тихонов А С-
ФХОМ, 1971, № 5, с. 134—137.
298. Елагина Л. A.t Браиловская Б. Ф., Капитонов Б. А, —Цветные металлы
1979, № 2, С. 63—66. металлы,
299. Елагина Л. А., Кудряшов В. П., Браиловская Б. Ф., Дуденко В. М.—
Технология легких сплавов, 1975, № 11, с. 30—39.
300. Салищев Г. А., Кайбышев О. А., Батыев А. Ш. и др. — Технология лег-
ких сплавов, 1976, № 2, с. 60—65.
301. Охрименко Я. М., Смирнов О. М., Гусев Ю. В. и др. — В кн.: Теория
и технология обработки металлов давлением. М.: Металлургия, 1975, с 199—203.
302. Froes F. Н., Yolton С. F„ Chesnutt J. С., Hamilton С. Н„—In: Forg.
and Drop. Aerosp. Milter. Proc. Int. Conf., Leeds, 1977, p. 371—398.
303. Сверхпластичность металлических матерналов/Шоршоров M. X., Ти-
хонов А. С., Булат С. И. и др. М.: Наука, 1973. 220 с., ил.
304. Елагина Л. А., Браиловская Б. Ф. — Технология легких сплавов, 1973,
А» 10, с. 20—23.
305. Morrison W. В. — Trans. Met. Soc. AIME, 1968, v. 242, № 10, p. 2221—
2227.
306. Шаханова Г. В., Бухарина И. Б. — Технология легких сплавов, 1980,
№ 8, с. 60—64. . -
307. Me Lean М. — Met. Sci., 1978, № 3, р. 113—122.
308. Чен К- К. — В кн.: Труды III Международной конференция по тита-
ну: Пер. с англ. Т. I. М.: ВИЛС, 1977, с. 239—246. „ „ „
309. Салищев Г. А., Кайбышев О. А., Гордиенко Е. Гч Черняков М. И.
Изв. вузов. Цветная металлургия, 1976, № 4, с. 104.—107.
310. Maidic М., Ziegler G. — Z. Metallk., 1974, Bd 65, Hf. 8, S. 173—178.
311. Sengupta P. K., Roberts W: T.. Wilson D. V.— Met. Technol., 1981, № 5,
p. 171—179. « „ .. _ _
312. Santhanam A. T., Reed-Hill R. E. — Met. Trans., 1971, v. 2, № 9, p. 2619-
2699
313. В. И.. Ю. В.. Фир^ С. Л. Ф«№ск»еоо.о»«пр<»-
ности тугоплавких металлов. Киев: Наукова Думка, 1У/э. . № g 924—933.
314. Леринман Р. М.. Мурзаева Г В. - Ф^1988’легких
315. Портной В. К., Гусев Ю. В., Панфилова О. В.- 1ехнология
сплавов, 1980, № 3, с. 41—46. „ И — В кн.: III Между-
316. Лидер Д., Блзнкинсоп П., Хэммонд К.,НимД.» МГУ> 197б>
народная конференция по титану: Пер. с англ. Тезн Д
°' 21 MLlAgraval S. Р., Weisert Е. D. - Blech, Rohre, Prophile, 1980, Hf. 27. № 4.
Ъ'^Чх^Кайбышев О. А.. Салищев Г. А., Лутфуллин Р. Я. —МиТОМ, 198 »
Да 3, с. 27—31.
26»
319. Kulkarni К M., Parikh М. М., Watmough T. — J Inst Motai.
v. 100, № 5, p. 146—151. ' ieiais’ 1972,
320. Моисеев В. H., Знаменская Е. В., Поваров И. А., Войтешенкл п г
Технология легких сплавов, 1975, № 6, с. 61—66. '
321. Гринвуд Г. В., Сидз В. И.~В кн.: Труды III Международной кги.а»
ренции по титану: Пер. с англ. Т. I. М.: ВИЛС, 1977, с. 199—204.
322. Шоршоров М. X., Тихонов А. С., Кофанова Г. Н. — ФХОМ 197?
с. 89—94. ’ ’
323. Кайбышев О. А., Салищев Г. А.— МиТОМ, 1979, № 12, с. 26—28
324. Гуляев А. П. Сверхпластичность стали. М.: Металлургия 1982 56<* ..
325. Goldberg А.—J. Iron and Steel Inst., 1966, № 3, p. 268_277 ',ИЛ*
326. Morrison W. B. —Trans. ASM, 1968, v. 61, № 3, p. 423_434.
327. Marder A. 7?.—Trans. ASM, 1969, v. 245, № 6, p. 1337—1345
328. Поль Э., Бернштейн M. Л., Капуткина Л. М, — Изв. АН СССР ме-
таллы, 1980, № 4, с. 159-167.- '
329. Базык А. С., Тихонов А. С., Пустовгар А. С., Жабо Л. В. — Вестинг
машиностроения, 1979, № 2, с. 66—70. ’ *
330. Joder G. R., Weiss V. — Met. Trans., 1972, v. 3, № 3,.p. 675—681.
331. Химушин Ф. Ф. Нержавеющие стали. M.: Металлургия, 1967. 798 с„ ил.
332. Банных О. А., Педан Т. К. — Изв. АН СССР. Металлы. 1975 № 6
с. 138—142. ’
333. Hildebrand М., Kreybing Т. — Neue Hiitte, 1974, Hf. 2, S. 89—94.
334. Treheux D., Nguyen D., Renault C., Guiraldenq P. — Mem. Sci. Rev Met
1977, v. 12, p. 765—772. *
335. Pohl E., Bernstein M. L., Kaputkina L. Al.— Heue Hiitte, 1981, Hf 8
S. 281—286.
336. Штейнберг M. M., Кирель Л. А., Ушаков В. Г. и др. — Труды/Челябииск.
политехнич. ин-т. Челябинск, 1976, вып. 177, с. 141—145.
337. Ван Флек Л. X. — В кн.: Физическое металловедение. Т. 2.: Пер. с аигл/
/Под ред. А. Кана. М.: Мир, 1968, с. 402—430.
338. Федюкин В. К- Закономерности и особенности фазовых превращений
при термоциклической обработке и ее влияние на надежность изделий из сталей
перлитного класса. Л.: ЛДНТП, 1974. 32 с., ил.
339. Латышкова Ц. П., Островский Г. А., Саррак В. И. и др. — ФММ, 1975,
т. 40, № 3, с. 599—604.
340. Ковалев А. И., Саррак В. И. — В кн.: Проблемы металловедения я
физики металлов. М.: Металлургия, 1976, с. 199—206.
341. Бод яко М. Н., Астапчик С. А. Электротермообработка сплавов с осо-
быми свойствами. Минск: Наука и техника, 1977. 256 с., ил.
342. Spinelli D. — Metallurgia ABM, 1975, v. 31, № 212, p. 449—452.
343. Банных О. А., Ковнеристый Ю. К, Педан Т. Н. — Изв. АН СССР. Ме-
таллы, 1972, № 6, с. 123—129.
344. Wadsworth 1., Sherby О. D. — J. Mater. Sci., 1978, v. 13, № 12, p. 2645—
2649. , 0
345. Константинова T. E., Матюшенко Л. Ф. — МиТОМ, 1981, № 4, с. 7 9.
346. Архаров В. И., Константинова Т. Е. — ФММ, 1974, т. 38, № 1, с. 169
176
347. Гиршов В. Л„ Иващенко Р. К., Каверина С. Н. и др, —ФММ, 1969,
т. 27, № 3, с. 516. „ - , _.
348. Базык А. С., Пустовгар А. С., Казаков М. В., Гвоздев А. Е,— МнТим.
1981, № 3, с. 21—24. _о
349. Буйнов Н. Н., Ракин В. JT.— В кн.: Сборник научных докладов по
теории жаропрочности. М.: Институт металлургии им. А. А. Байкова Ап ис •
1961, с. 15—21. _/Пл« по».
350. Структура и свойства жаропрочных металлических материалов/под г*
Агеева А. В. М/. Наука, 1973. 262 с., ил. ,, <а
351. Клещев А. С. — Технология легких сплавов, 1978, № 11. с.
352. Симс Ч., Хагель В. Жаропрочные сплавы: Пер. с англ. М.. М
гия, 1976. 568 с., ил. .дт»
353. Розенберг В, М. Основы жаропрочности. М.: Металлургия,
325 с., ил.
262
354. Кайбышев О. А., Фаткуллин О. X., Валиев Р Q пт
Технология легких сплавов, 1978, № 11, с. 51_55 ' ° ' ШаРиФЬЯн°в Ф. Ш.—
355. Алешин Г. Н., Валиев Р. 3., 'Молодцова О И « т
легких сплавов. 1982, № 3, с. 57—63. ' и ДР' ~~ Технология
Хо105с’32-35И/< В' Ф'‘ Ра3увавв Е-'И- Медведевская П. Л-МиТОМ, 1975,
357. Кайбышев О. А., Утяшев Ф. 3., Валиев Р. 3. — Изв и „
таллургия, 1982, № 7, с. 120—125. ЗВ' вузов‘ Че₽ная «е-
358. Кайбышев О. А., Шарифьянов Ф. Ш., Валиев Р. 3 Нотки» А к
Изв. вузов. Черная металлургия, 1982, № 9, с. 64—68. " л’ Ь'~~
359. Leverant G. R., Кеаг В. Н. — Met. Trans., 1973, v. 4, р. 355—362
9 Трушин Е. В. — Процесс гидроэкструзии. М.: Наука
361. Соколов Е. Н., Сурков Ю. П., Михалец Ф. Э. — В кн.: Структура и
прочность металлов и сплавов. Свердловск: УНЦ АН СССР, 1976, с. 70—88.
362. Moore G. В., Athey К. L. — Des: News, 1970, № 5, р. 17.
363. Горячее гидропрессование металлических материалов/коллашников А. И.,
Вялов В. А., Федоров А. А., Петров А. Г. М.: Машиностроение, 1977. 271 с., ил.
364. Ливанов В. А., Рахманов Н. С., Кащеева А. В. и др. — Технология лег-
ких сплавов, 1975, № 2, с. 48—52.
365. Koster U. — Met. Sci., 1974, v. 8, № 5, р. 151—160.
366. Кг eye Н., Hornbogen Е., Haessner F. — Phys. Stat. Sol. (a), 1970, v. 1,
№ 1, p. 97—108.
367. Серегин Г. В., Иванов Ю. Ф., Суховаров В. Ф.—ФММ, 1979, т. 48,
№ 6, с. 1235—1243.
368. Грунин Н. Н. — КШП, 1981, № 7, с. 30-32. _
369. Горов Н. £. —Технология легких сплавов, 1980, № 1, с. 61—71.
370. Shumblen С. Е., Allen R. Е., Walker F. Е. — Met. Trans, 1975r v. 6A,
№ 11, p. 2073—2083. , 1Q7R „ „ „ 79
371. Рахманов H. С., Ливанов В. A. - Электронная техника 1976, №2 a 72.
372. Burton В. Diffusion Creep of Polycrystalline Materials (Trans. Techn.
Publ. USA), 1977. 119 p.
Оскар Акрамович КАЙБЫШЕВ
СВЕРХПЛАСТИЧНОСТЬ
ПРОМЫШЛЕННЫХ
СПЛАВОВ
Редактор издательства М. И. Заславская
Художественный редактор Ю. И. Смурыгин
Технический редактор Н. А. Сперанская
Корректоры Г. Ф. Лобанова, Т. В. Чуприс
Переплет художника Б. Дударева
ИБ № 2239
Сдано в набор 09.01.84. Подписано в печать 02.04.84. Т-07051. Формат бумаги 60X90*/».
Бумага типографская № 1. Гарнитура литературная. Печать высокая. Усл. печ. л. 16.5.
Усл. кр.-отт. 16,5. Уч.-изд. л. 19,98. Тираж 3300 экз. Заказ № 699. Цена 3 р. 20 ж.
Изд. № 0603.
Ордена Трудового Красного Знамени издательство «Металлургия», 119857 ГСП
Москва, Г-34, 2-й Обыденский пер., д. 14
Владимирская типография Союзполнграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7